/


Author: Соколов В.Н. Шапиро А.Я. Koзулин Н.А.
Tags: химическая технология химическая промышленность химия
Year: 1966
Similar




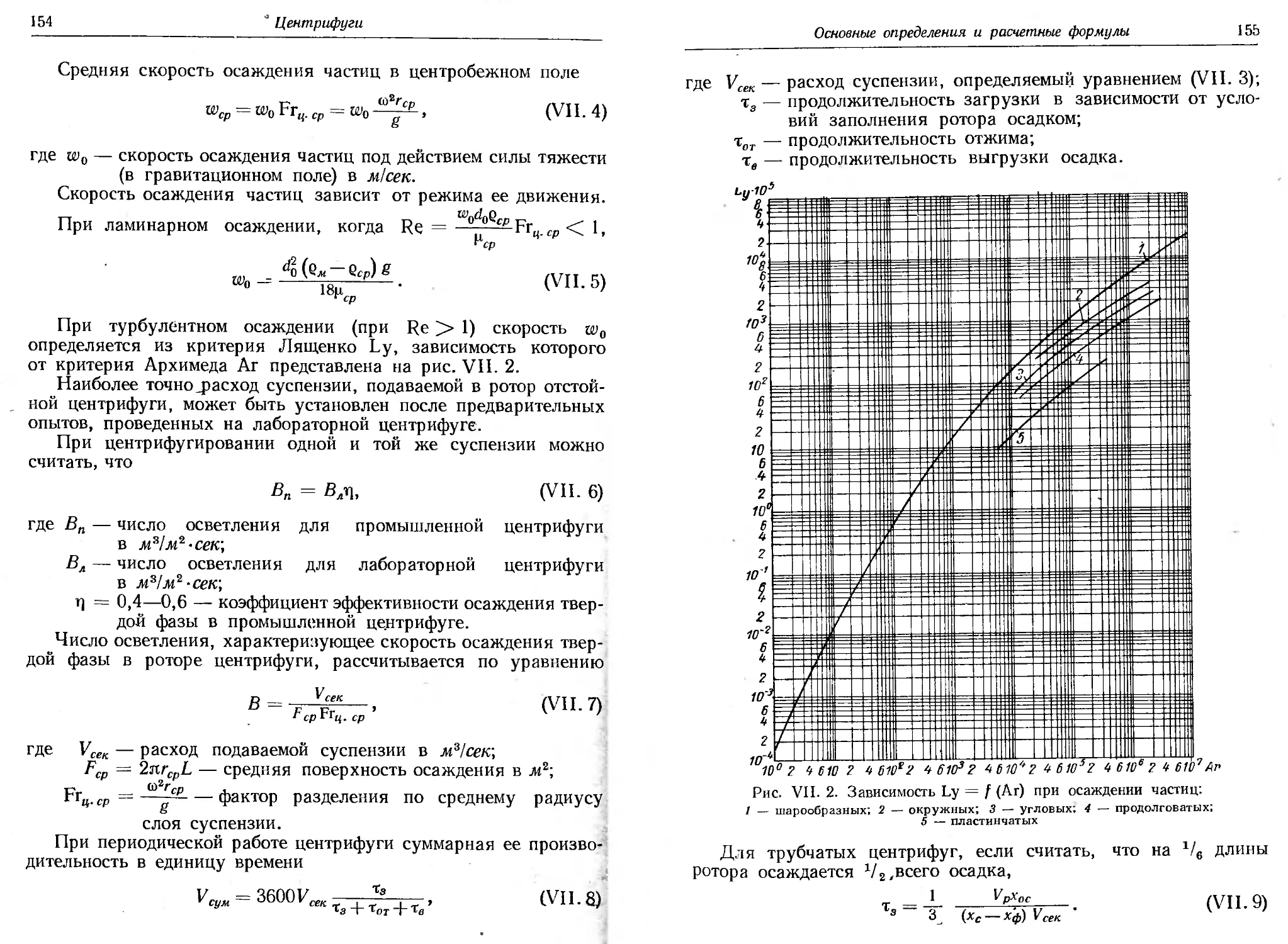
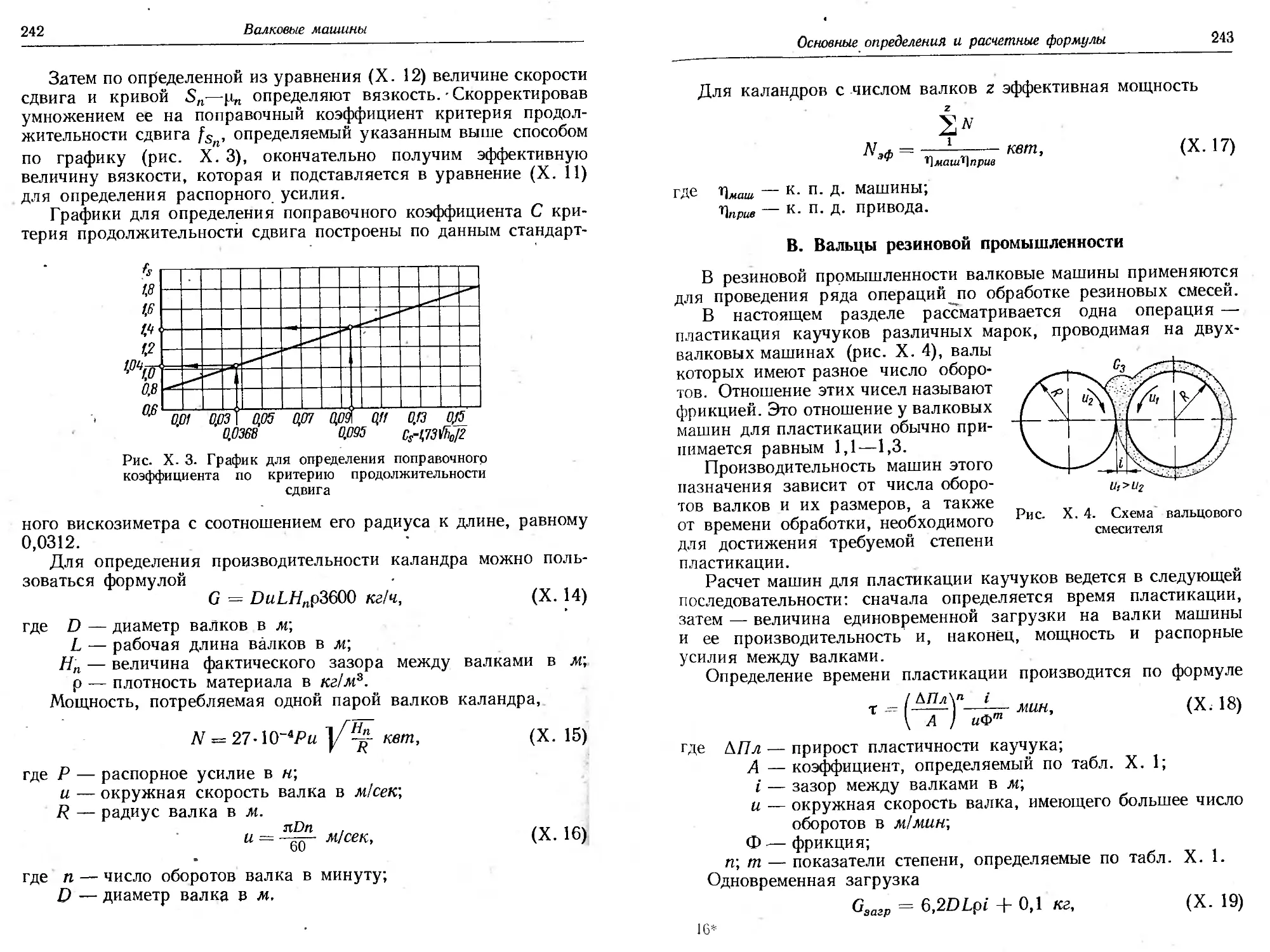
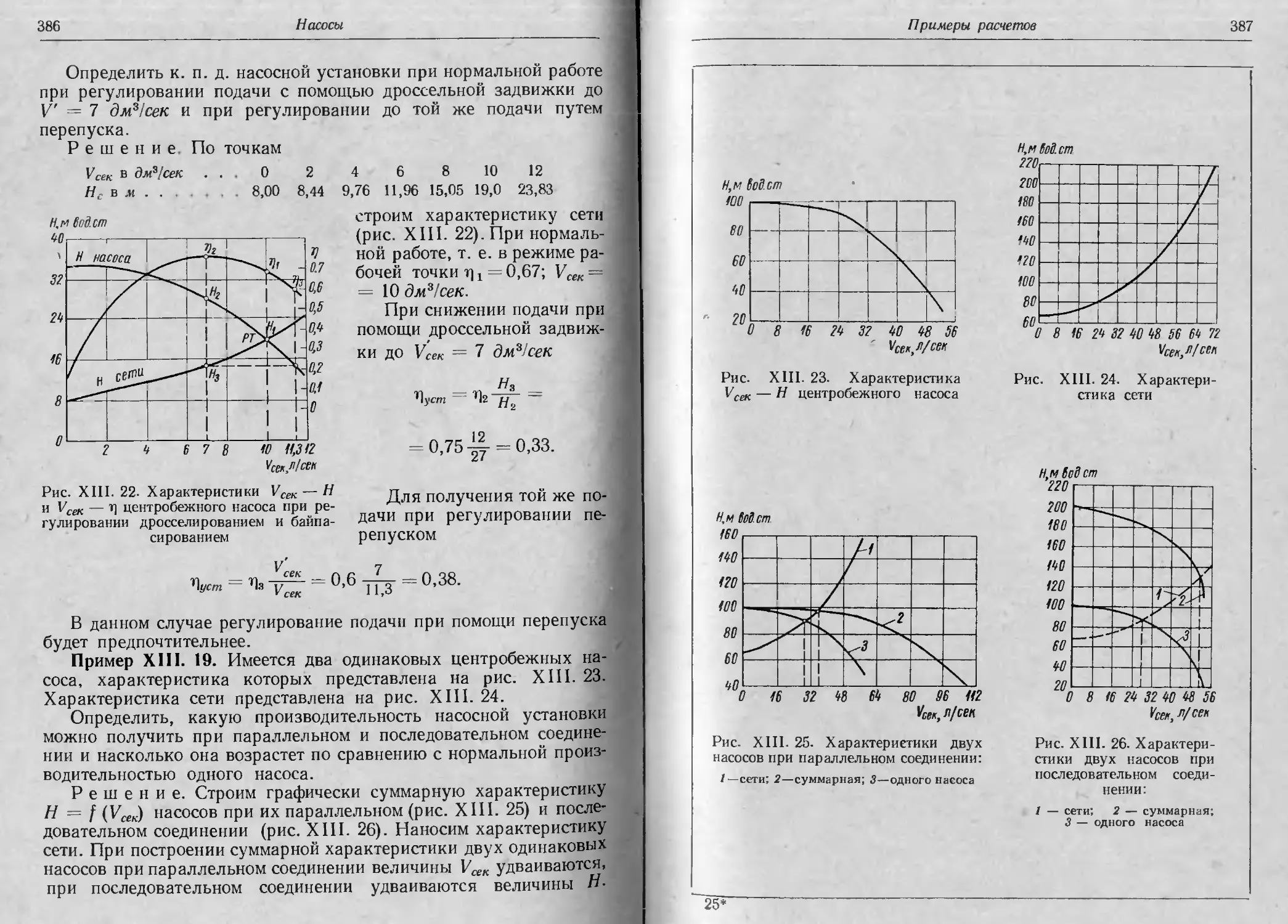
Text
Н.Д. КОЗУЛИН, В.Н.СОКОЛОВ, А.Я.ШЯПИРО
————— <
РИМЕРЫ
нЗЯДДЧИ
/
ПО КУРСУ
ОБОРУДОВАНИЯ
зяводов
ХИМИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
И. А. КОЗУЛИН, В. Н. СОКОЛОВ, А. Я. ШАПИРО
Примеры
и ЗАДАЧИ
ПО КУРСУ
ОБОРУДОВАНИЯ
ЗАВОДОВ
ХИМИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
Под общей редакцией проф. Н.- А. КОЗУЛИНА
Допущено Министерством высшего и среднего специального
образования РСФСР в качестве учебного пособия
для технологических высших учебных заведений
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
МОСКВА 1966 ЛЕНИНГРАД
УДК 66.05 (0221.002.2
В учебном пособии рассмотрены основные элементы объем-
ных, тепловых и силовых расчетов машин и аппаратов химиче-
ского производства; примеры расчетов и контрольные задачи
охватывают основные элементы расчетов по каждому типу обо-
рудования. Решениям примеров предшествует в каждой главе
краткое изложение методики расчетов.
Учебное пособие предназначено для химико-технологиче-
ских втузов по курсу «Машины и аппараты химических произ-
водств» и может быть также полезно проектировщикам и кон-
структорам химического оборудования.
Рецензенты: Кафедра химического машиностроения Казанского химико-
технологического института
Кафедра конструирования аппаратов химических произ-
водств Московского института химического машиностроения
3-14-2
ПРЕДИСЛОВИЕ
Партия и правительство СССР большое внимание уделяют
преимущественному развитию отраслей промышленности, обес-
печивающих ускоренное развитие социалистического производ-
ства, и в частности ускоренному развитию химической промыш-
ленности и возлагают на машиностроение в целом и на химичес-
кое машиностроение в частности задачу обеспечения химических
производств высокоинтенсивным и надежным оборудованием.
, При изучении курса оборудования заводов химической промыш-
ленности значительное внимание уделяется привитию студентам на-
выков по методике расчета и конструирования химических машин
и аппаратов как при выполнении лабораторных и практических ра-
бот, так и при выполнении курсовых и дипломных проектов, для
чего и составлено это учебное пособие в виде примеров и задач.
Содержание, объем и последовательность самостоятельного
решения студентами задач поясняются примерами с решениями,
чем значительно облегчается выполнение ими заданий.
При большом разнообразии конструкций машин и аппаратов
химической промышленности авторы ограничились рассмотрением
методики расчета только лишь типовых машин и аппаратов (тепло-
обменников, реакторов, сушилок и колонных массообменных аппа-
ратов, размольно-просевающих и смесительных машин, центри-
фуг, механических печей, насосов и компрессоров). В пособие
включены также примеры и задачи по машинам для переработки
полимерных материалов.
В каждой главе настоящего пособия помещено несколько типов
контрольных задач, исходные данные для решения которых при-
ведены в 10—20 вариантах.
Необходимой предпосылкой для решения задач является пред-
варительное освоение студентами теоретических основ расчета
и конструирования машин и аппаратов, изложенных в лекционных
курсах «Оборудование заводов химической промышленности» и
«Процессы п аппараты химической технологии». Это обстоя-
тельство позволило авторам при составлении большинства задач
)*
4
Предисловие
и примеров ограничиться решением вопросов, связанных с тех-
нологическими и силовыми расчетами.
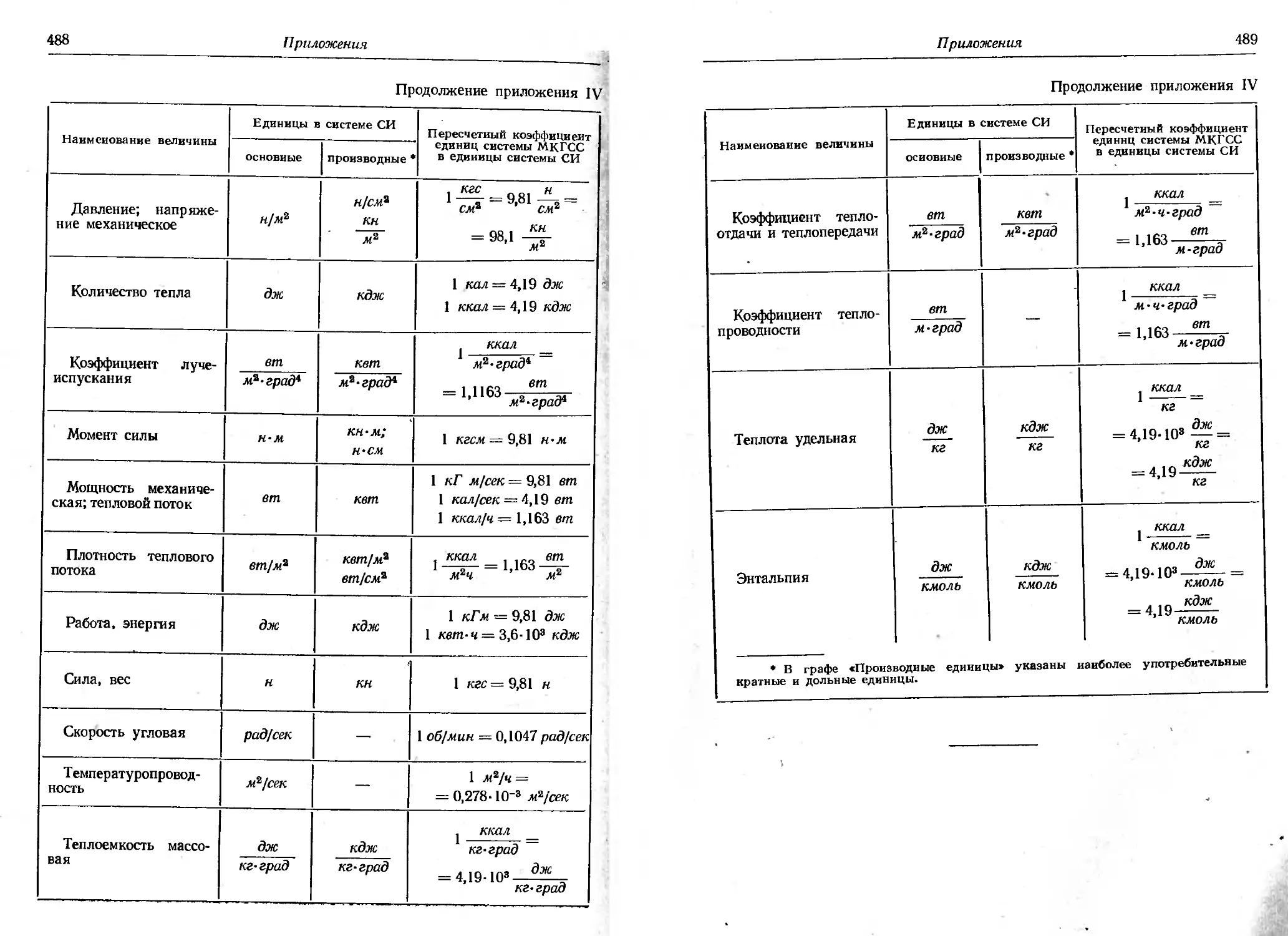
Авторы придерживались системы единиц СИ. В технологичес-
кой и справочной литературе многие величины даются в техни-
ческой системе единиц (МКГСС), а иногда и в физической (СГК)
системе. Поэтому в целях облегчения пересчета числовых значе-
ний величин, выраженных в единицах системы МКГСС, в единицы
системы СИ в приложении IV даны пересчетные коэффициенты.
Гл. I—VII составлены В. Н. Соколовым; гл. VIII—X —
Н. А. Козулиным, гл. XI, XII, XIV, XV и § I, Б гл. III —
А. Я. Шапиро; гл. XIII подготовлена Н. В. Огаревым.
Авторы
РАЗДЕЛ I
АППАРАТЫ ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
ГЛАВА I
ТЕПЛООБМЕННЫЕ АППАРАТЫ
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
Из всех видов теплообменных аппаратов наиболее распростра-
ненными являются кожухотрубные теплообменники; к ним также
относятся элементные теплообменники и теплообменники типа
«труба в трубе».
Расчет этих аппаратов сводится к следующему.
Теплопередающая поверхность рассчитывается по формуле
Г = (1.1)
где^Фож — тепловая нагрузка аппарата в вт;
АТ — средняя разность температур между теплоносителями
в град;
К — общий коэффициент теплопередачи в emJм?-град.
Коэффициент теплопередачи для плоской стенки или при боль-
( de '
шом радиусе кривизны (для труб при ~
по формуле
0,5^ рассчитывается
1
&СТ
^СТ
1
аа
(1.2)
«1
где ах и а2 — коэффициенты теплоотдачи теплоносителей в
вт1м2-град;
гз 1 и гэ 2 — термические сопротивления загрязнений по сто-
ронам стенки в м2-град1вт;
ЬСГ — толщина стенки теплопередающей поверхности в м;
ЬСТ — коэффициент теплопроводности материала стенки
в вт/м-град.
Расчет аппаратов, работающих при изменении агрегатного
состояния теплоносителей (кипение, конденсация) или при
6
Теплообменные аппараты
естественной конвекции, производится методом подбора темпе-
ратуры стенки, в результате чего находится удельная тепловая
нагрузка аппарата q.
В этом случае теплопередающая поверхность
F=*™. (I. Г)
Подобная методика тепловых расчетов аппаратов изложена
в [4—7].
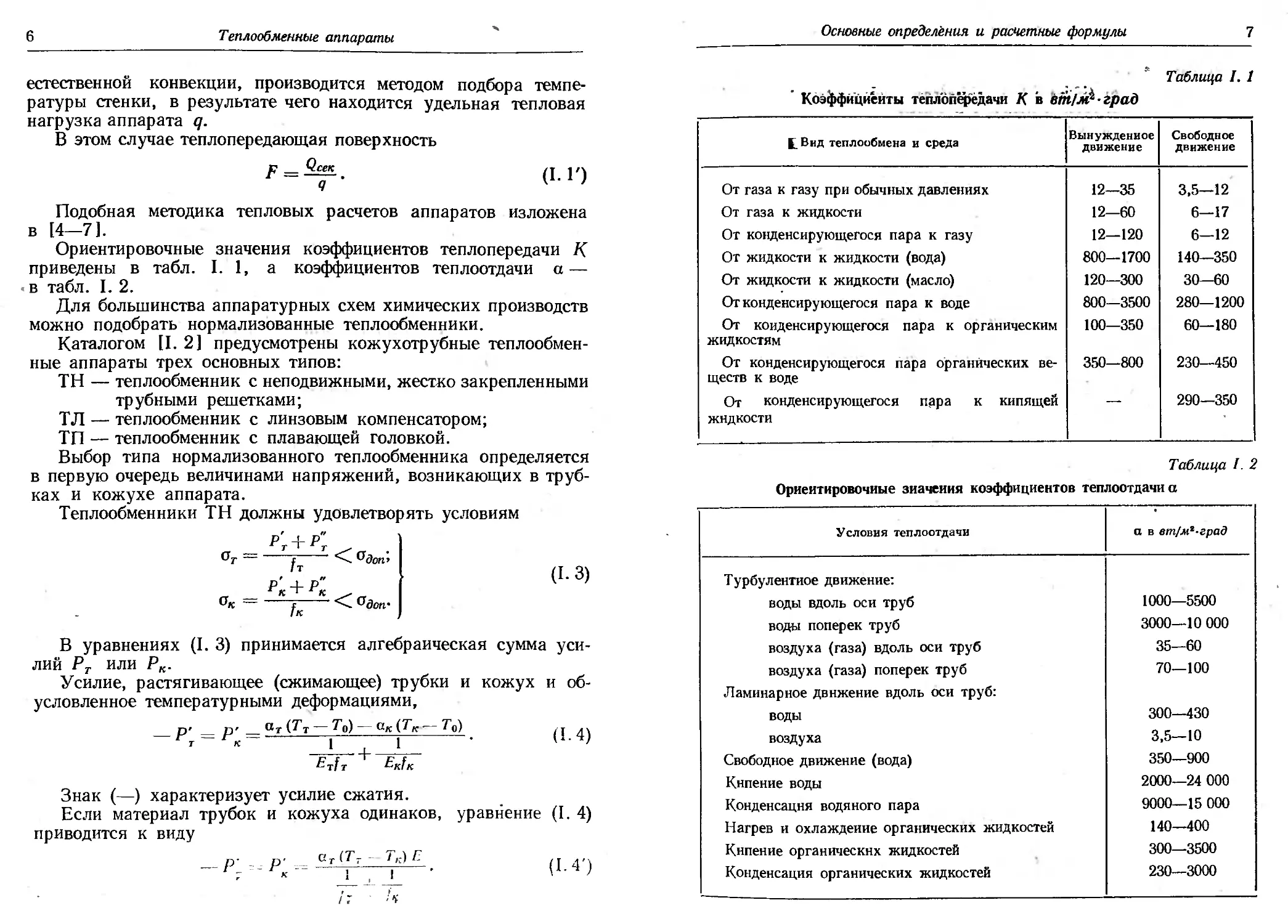
Ориентировочные значения коэффициентов теплопередачи К
приведены в табл. I. 1, а коэффициентов теплоотдачи а —
в табл. I. 2.
Для большинства аппаратурных схем химических производств
можно подобрать нормализованные теплообменники.
Каталогом [I. 2] предусмотрены кожухотрубные теплообмен-
ные аппараты трех основных типов:
TH — теплообменник с неподвижными, жестко закрепленными
трубными решетками;
ТЛ — теплообменник с линзовым компенсатором;
ТП — теплообменник с плавающей головкой.
Выбор типа нормализованного теплообменника определяется
в первую очередь величинами напряжений, возникающих в труб-
ках и кожухе аппарата.
Теплообменники TH должны удовлетворять условиям
f ®доп‘
В уравнениях (I. 3) принимается алгебраическая сумма уси-
лий РТ или Рк.
Усилие, растягивающее (сжимающее) трубки и кожух и об-
условленное температурными деформациями,
п' п'_____«тСГт — То) — ак(Тк—Т0) j ..
Т 1 1 •
ETfT + EKfK
Знак (—) характеризует усилие сжатия.
Если материал трубок и кожуха одинаков, уравнение (I. 4)
приводится к виду
— PL - - Р'к - . (1.4')
/ Г ’f
Основные определения и расчетные формулы
7
Таблица I. 1
' Коэффициенты тепло, [«чредами К в вт/м^-град
£Вид теплообмена и среда Вынужденное движение Свободное движение
От газа к газу при обычных давлениях От газа к жидкости От конденсирующегося пара к газу От жидкости к жидкости (вода) От жидкости к жидкости (масло) От конденсирующегося пара к воде От конденсирующегося пара к органическим жидкостям От конденсирующегося пара органических ве- ществ к воде От конденсирующегося пара к кипящей жидкости 12—35 12—60 12—120 800—1700 120—300 800—3500 100—350 350—800 3,5—12 6—17 6—12 140—350 30—60 280—1200 60—180 230—450 290—350
Таблица I 2
Ориентировочные значения коэффициентов теплоотдачи а
Условия теплоотдачи а в ет/мг-град
Турбулентное движение: воды вдоль оси труб воды поперек труб воздуха (газа) вдоль оси труб воздуха (газа) поперек труб Ламинарное движение вдоль оси труб: воды воздуха Свободное движение (вода) Кипение воды Конденсация водяного пара Нагрев и охлаждение органических жидкостей Кипение органических жидкостей Конденсация органических жидкостей 1000—5500 3000—10 000 35—60 70—100 300—430 3,5—10 350—900 2000—24 000 9000—15 000 140—400 300—3500 230—3000
8
Теплообменные аппараты
В уравнениях (I. 4) принято:
От и ак — коэффициенты линейного расширения материала
трубок и кожуха в 1/град-,
ТТ и Тк — температуры трубок и кожуха при рабочих усло-
виях в °К;
То — температура аппарата при изготовлении в °К;
Ет и Ек — модули упругости материала трубок и кожуха
в н/м*-,
fT — л (dH — бг) бг — суммарная площадь сечения тру-
бок в At2;
dH — наружный диаметр трубок в м;
Ьт — толщина стенки трубки в м\
fK = л (D + бк) бк — площадь сечения кожуха в Л12;
6К — толщина стенки кожуха в м;
D — внутренний диаметр кожуха в м.
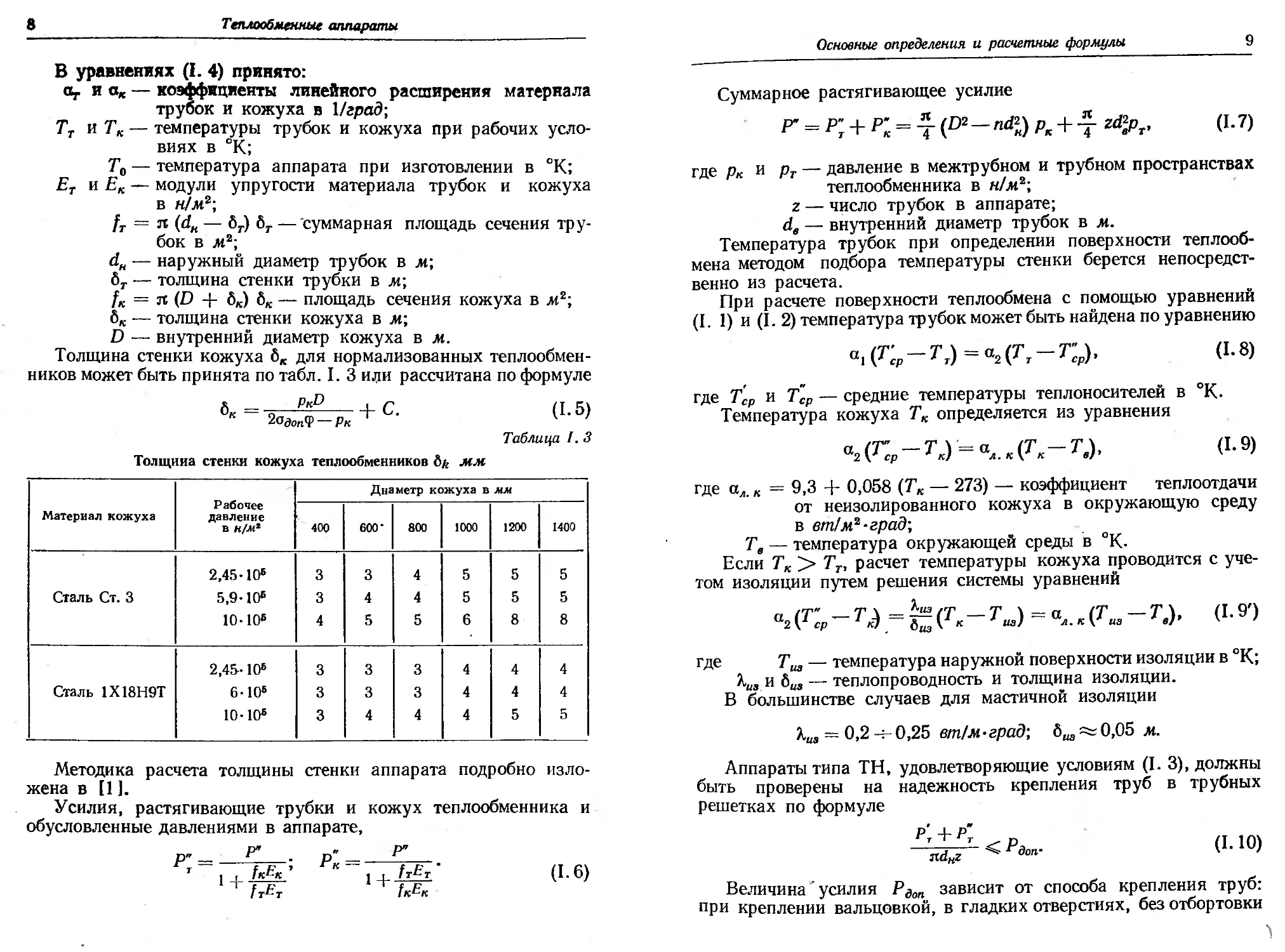
Толщина стенки кожуха бк для нормализованных теплообмен-
ников может быть принята по табл. I. 3 иди рассчитана по формуле
б«=-о—----------ЬС. (1.5)
2о<?оп<Р — Рк
Таблица I. 3
Толщина стенки кожуха теплообменников б* мм
Материал кожуха Рабочее давление в н/м1 Диаметр кожуха в мм
400 600- 800 1000 1200 1400
2,45-10® 3 3 4 5 5 5
Сталь Ст. 3 5,9-10® 3 4 4 5 5 5
10-10® 4 5 5 6 8 8
2,45-10® 3 3 3 4 4 4
Сталь 1Х18Н9Т 6-10» 3 3 3 4 4 4
10-10® 3 4 4 4 5 5
Методика расчета толщины стенки аппарата подробно изло-
жена в [1 ].
Усилия, растягивающие трубки и кожух теплообменника и
обусловленные давлениями в аппарате,
п» Р” . р" Р"
+ (1-6)
‘ frEr fKEK
Основные определения и расчетные формулы
9
Суммарное растягивающее усилие
р’=р;+р'к=т р - рк+т чч. (i-7)
где рк и Рт — давление в межтрубном и трубном пространствах
теплообменника в н/м2;
z— число трубок в аппарате;
d„ — внутренний диаметр трубок в м.
Температура трубок при определении поверхности теплооб-
мена методом подбора температуры стенки берется непосредст-
венно из расчета.
При расчете поверхности теплообмена с помощью уравнений
(I. 1) и (I. 2) температура трубок может быть найдена по уравнению
^(Р’ср-Тг)-^(Тг-Т"ср)> (1-8)
где Т'Ср и Т“ср — средние температуры теплоносителей в °К.
Температура кожуха Тк определяется из уравнения
«2(7';р-^) = ал.к(Гк-Тв), (1.9)
где ал. к — 9,3 + 0,058 (Тк — 273) — коэффициент теплоотдачи
от неизолированного кожуха в окружающую среду
в вт/м2‘град;
Т„ — температура окружающей среды в °К-
Если Тк > Тт, расчет температуры кожуха проводится с уче-
том изоляции путем решения системы уравнений
», (Ке - Л.) - £ (Г. - Л») = „Л,, - 7-,). (1.9-)
где Тиз — температура наружной поверхности изоляции в °К;
%иа и &из — теплопроводность и толщина изоляции.
В большинстве случаев для мастичной изоляции
Киа ~ 0,2 ч-0,25 em/м-град; Ъиа^О$Ъ м.
Аппараты типа TH, удовлетворяющие условиям (I. 3), должны
быть проверены на надежность крепления труб в трубных
решетках по формуле
Величина'усилия Рдоп зависит от способа крепления труб:
при креплении вальцовкой, в гладких отверстиях, без отбортовки
10
Теплообменные аппараты
Рдоп =4-104 н/л12; при креплении вальцовкой с отбортовкой или
в отверстиях с канавками Рдоп = 7 • 104 нЛи2.
При несоблюдении условий, характеризуемых уравнениями
(I. 3) и (I. 10), следует применять аппараты типа ТЛ или ТП.
Теплообменники с линзовыми компенсаторами рекомендуется
применять, если избыточное давление в межтрубном пространстве
не превышает 10-10® н/м2 и число линз не более шести.
Необходимое число линз может быть рассчитано по уравнению
- _______________ !аг(^т — То) — ак (Тк— 70)11 /т I,,
‘л — Д/ • (1. 1 1J
Здесь (кроме принятых ранее обозначений)
I — длина трубки теплообменника в м;
А/ = 0,008 м — допускаемая деформация одной линзы.
Окончательный выбор теплообменника с линзовыми компенса-
торами определяется условиями, выраженными уравнениями (I. 3)
и (I. 10), в которых силы Рт и Рк должны быть заменены реакцией
линзы компенсатора
_ 2л/ [ат (Тт То) - ак (Тк - Го)] Е&
Рл . (1.12)
Здесь (кроме принятых ранее обозначений)
Ол — наружный диаметр линзы компенсатора в л; в соответ-
ствии с рекомендацией [ 1 ] DA = D + 250 мм при
D < 1000 мм;
Ел — модуль упругости материала линзы в н!м2;
— толщина стенки линзы в м;
Р = п-----коэффициент, зависящий от размеров линзы.
Значения коэффициента а приведены ниже.
₽. . . ............ 0,5 0,55 0,6 0,65 0,7 0,75 0,8
а................... 6,03 3,95 2,5 1,6 0,99 0,58 0,31
Толщина стенки линзы принимается наибольшей из значений,
рассчитанных по уравнению
6-=^+с
или _____ (1.13)
в. = (О,_О)/1Д- + С.
Окончательный выбор нормализованного теплообменника про-
изводится при сопоставлении нескольких просчитанных вариантов
Примеры расчетов
11
(см. пример 1. 2). Критерием оценки может служить выбранная
наименьшая масса аппарата (см. табл. I. 10). Если по условиям
процесса возникнет необходимость в проектировании ненормали-
зованного теплообменника, то должны быть проведены прочност-
ные расчеты всех элементов аппарата (кожуха, днищ, трубных
решеток, разъемных соединений и т. п.). Методика этих расчетов
изложена в [1, 8, 9, 10].
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример I. 1. В теплообменнике, имеющем диаметр кожуха
D = 800 мм, трубы 0 38 X 2,5, длиной I = 4000 мм, число
труб z = 211, нагревается воздух со средней температурой Тср =
== 358° К и коэффициентом теплоотдачи а2 = 50 вт/м2• град.
Избыточное давление воздуха 5- 10Б н/м2. Обогрев производится
паром, поступающим в трубное пространство при абсолютном
давлении 15-10® н/м2.
Установить необходимость температурной компенсации и вид
компенсатора.
Решение. Принимая коэффициент теплоотдачи от пара
к стенке aj = 12 000 ет/м2-град, температуру стенок трубы нахо-
дим по уравнению (I. 8)
«1 (Тп Тт) = а2 (Тт Тср),
где Тп =к 472° К — температура конденсации пара при Рт =
= 15-10® н/м2
12 000 (472 — Тт) = 50 (Тт — 358),
откуда Тт = 472° К.
Принимая предварительно (для расчета ал.к) температуру
кожуха Тк — 343° К, находим окончательное значение Тк по
уравнению (I. 9)
а2(Т'ср-Тк) = ЛТк-Тв),
50 (358 — Тк) = 13,25 (Тк — 293),
где аЛК = 0,0587^ — 6,6 = 0,058-343 — 6,6 — 13,25 вт/м2-град-,
Тв = 293° К — температура окружающего воздуха.
Получаем Тк = 344° К-
Разность температур Тт — Тк = 472 — 344 = 128 град ука-
зывает на необходимость установки компенсирующего устройства,
так как при отсутствии компенсатора усилие, растягивающее
12
Теплообменные аппараты
кожух и обусловленное температурными деформациями, в соответ-
ствии с формулой (I. 4),
р, _ ак(ТТ — Тк)Е _ 12-10~*-128-21,6-Ю10
к 11 100+16,7 — Z.OZ-IU я,
fK + /г
где fK = л (D — 6К) бк = 3,14 (0,8 — 0,004) 0,004 = 0,01 м2 (тол-
щина стенки кожуха бк = 0,4 см принята по
табл. I. 3);
fT = 3,14 (0,038 — 0,0025) 0,0025-211 = 0,06 м2.
F Суммарное усилие, растягивающее кожух, с учетом давлений
в трубном и межтрубном пространствах
Рк = Р’К + Т Р2 - Рк+т ZdlPr =
= 2,82 • 10е + 0,785 (0,82 - 211- 0,0382) 5•10Б +
+ 0,785-211 -0.0332-14• 10Б = 3,2-106 я.
Напряжение в кожухе
а«=т=т=3’2108
что значительно превосходит допускаемые напряжения для угле-
родистых сталей.
При установке линзового компенсатора необходимое число
волн определяется по формуле (I. 11)
_ ат(7т —7К)/ _ 12.10-е. 128-4000 „
8 - U,/b%l.
Толщина стенки линзы компенсатора, наибольшая из двух
значений, рассчитанных по формулам (I. 13),
<• - + с- дау + “.о»1 - о-»034
где = 0,8 + 0,25 — наружный диаметр линзы;
адогг = 1,08-108нЛи2—допускаемое напряжение для стали Ст. 3;
6л = 0,18(^-О)/^ + С_
= 0,18 0,25 V. .he + 0,001 = 0,00373 м.
г 1,^0* Л,VO* 1V
Принимаем = 4 мм.
I
Примеры расчетов
13
Реакцию одной линзы компенсатора находим по формуле (I. 12)
р 2-3,14-12-1О'в-128-21,6-10e-0,004s
^л~ (1 —0,762)-0,82-0,55 — O6UU Н,
где р = ^ = 0,762; а = 0,55.
Напряжение в кожухе при наличии компенсатора
^ = ^ = -w = 6’31°B "•
Усилие, растягивающее трубки,
рг = - Рл + Т рк + Т ЧЧ =
= — 6300 + 0,785 (1,052 -211- 0,0382) 5 • 106 +
+ 0,785 211 0,0332-14 10s = 5,6-106 н.
Усилие вырыва трубок, отнесенное к погонному метру длины
окружности трубы,
Р доп = = 3,14-0,038-211 = 22200 н/м'
что находится в допустимых пределах.
Пример 1. 2. Комплексный расчет теплооб-
менника. Подобрать нормализованный теплообменник для
нагрева воздуха, работающий при следующих условиях: расход
воздуха Ge = 7,22 кг/сек-, давление воздуха абсолютное р = 2 X
X 10® н1м.2\ начальная температура воздуха Т\ = 293° К; конеч-
ная температура воздуха Т2 = 423° К; теплоноситель — насы-
щенный водяной пар.
Решение. Оба теплоносителя (воздух и пар) антикорро-
зионны, следовательно, теплообменник можно полностью изго-
товить из стали Ст. 3.
Возможны два варианта подачи теплоносителей в аппарат.
Греющий пар направить в трубки, а воздух — в межтрубное
пространство. В этом случае можно ожидать:
а) более высокого коэффициента теплоотдачи воздуху, движу-
щемуся поперек пучка труб;
б) небольшую толщину стенки кожуха, работающего при низ-
ком давлении (избыточное давление 1-10® н/м2);
в) небольшие потери тепла от стенок кожуха, омываемого
более холодным теплоносителем.
Если греющий пар направить в межтрубное пространство,
а воздух — в трубки, то в этом случае можно получить меньшие
14
Теплообменные аппараты
температурные напряжения и большие удобства чистки труб, за-
грязненных воздухом.
Рассмотрим подробно эти два варианта.
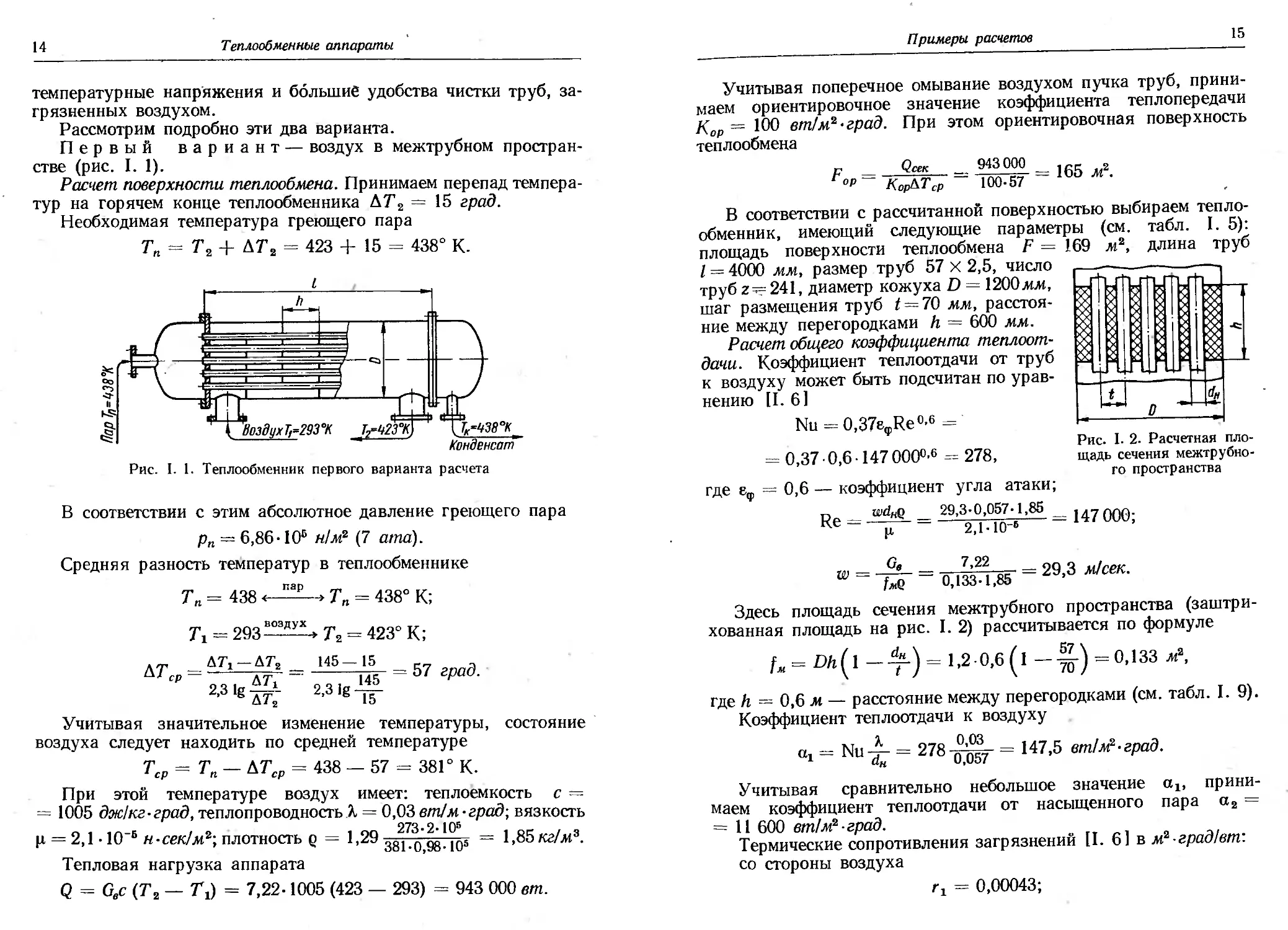
Первый вариант — воздух в межтрубном простран-
стве (рис. I. 1).
Расчет поверхности теплообмена. Принимаем перепад темпера-
тур на горячем конце теплообменника ЬТ2 — 15 град.
Необходимая температура греющего пара
Тп = Т2 + ДТ2 = 423 + 15 = 438° К.
греющего пара
В соответствии с этим абсолютное давление
рп = 6,86-106 н!м2 (7 апга).
Средняя разность температур в теплообменнике
Тп = 438 Тп = 438° К;
Л = 293—--> Т2 = 423° К;
=-------йГ = 57 гРад-
2,3 1g ^5- 2,3 ig
1 2 1Э
Учитывая значительное изменение температуры, состояние
воздуха следует находить по средней температуре
ТСР = Тп — \Тср = 438 — 57 = 381° К.
При этой температуре воздух имеет: теплоемкость с —
— 1005 дж!кг-град, теплопроводность А = 0,03 em/м.-град; вязкость
р = 2,1 • 10"6 н-сек/м2; плотность q = 1,29 — 1,85 кг/м3.
Тепловая нагрузка аппарата
Q = Gec (Т2 — 7\) = 7,22-1005 (423 — 293) = 943 000 вт.
Примеры расчетов
15
Учитывая поперечное омывание воздухом пучка труб, прини-
маем ориентировочное значение коэффициента теплопередачи
Кор = ЮО вт/м2-град. При этом ориентировочная поверхность
теплообмена
р_______Qcck___ 943 000 ip. с ..2
t°Р ~ КорЬТср ~ 100-57 ~ М •
В соответствии с рассчитанной поверхностью выбираем тепло-
обменник, имеющий следующие параметры (см. табл. I. 5):
площадь поверхности теплообмена F = 169 лг2, длина труб
I = 4000 мм, размер труб 57 X 2,5, число
труб z=241, диаметр кожуха D — 1200мм,
шаг размещения труб f = 70 мм, расстоя-
ние между перегородками h — 600 мм.
Расчет общего коэффициента теплоот-
дачи. Коэффициент теплоотдачи от труб
к воздуху может быть подсчитан по урав-
нению [I. 6]
Nu = 0,37ефНе°-6 =
Рис. I- 2. Расчетная пло-
= 0,37 0,6-147 0000,6 =- 278, щадь сечения межтрубно-
го пространства
где еф = 0,6 — коэффициент угла атаки;
Re = = 29’32°1,Ло^;~ = 147 00G;
Ge
= = 29>3 М,сек-
U, Ido -1 ,oo
Здесь площадь сечения межтрубного пространства (заштри-
хованная площадь на рис. I. 2) рассчитывается по формуле
fM = Dh(l — 1,2 0,6 (1 — А) =0,133 м2,
где h = 0,6 м — расстояние между перегородками (см. табл. I. 9).
Коэффициент теплоотдачи к воздуху
ах = NU А = 278 = 147,5 вт!м2-град.
du и ,057
Учитывая сравнительно небольшое значение ах, прини-
маем коэффициент теплоотдачи от насыщенного пара а2 =
= 11 600 вт!м2-град.
Термические сопротивления загрязнений [I. 6] в м2-град!вт'.
со стороны воздуха
г, = 0,00043;
16 ’
Теплообменные аппараты
со стороны пара
г2 = 0,00017;
термическое сопротивление стенки трубы
ф2- = = 0,0000725.
Лет 34,о
Общий коэффициент теплопередачи
К = —j,— = 133 вт/лРград.
НТД + 4,3.10- + 7.25.10- + 1.7.10— +
Действительная поверхность теплообмена
г 943 000 2
F = -М- = 124 М -
Окончательно выбираем теплообменник, имеющий = -^L
I ouUU
(см. табл. I. 5).
Остальные параметры остаются прежними.
Расчет напряжений в трубках и кожухе. Температура стенки
трубы находится по формуле (I. 8)
а2 (7„ - Т'т) = а1 ср)’
11 600 (438 — ТТ) = 147,5 (Тт — 381),
откуда Тт = 437° К.
Температура кожуха находится по формуле (1.9)
а1 (Тср Тк) — ал.к (Тк Тв).
Принимаем Тв = 293° К и при предварительно выбранной
температуре кожуха Тк = 370° К получим
ал. к — 0,058 370 — 6,6 = 15 emlм2-град.
Тогда
147,5 (381 — Тк) = 15 (Тк — 293),
откуда Тк = 373° К-
Площадь сечения трубок
fT = л (dH — бг) 6rz = 3,14 (0,057 — 0,0025) 0,0025-241 =
= 0,103 JW2.
Площадь сечения кожуха
fK = л (D 4- бк) бк = 3,14 (1,2 Д 0,005) 0,005 = 0,0189 м2.
Здесь = 0,5 см (принято по табл. 1.3).
Примеры расчетов
17
Усилия, обусловленные температурными деформациями, нахо-
дятся по формуле (I. 4)
п' п' аТ(ТТ — Тк)Е 12-10-в (437 — 373) 21.6-10е
— Г т-- Г к —-------------- ------------------------
J_ + _L _L_+ 1 .
fT fK 0,103 0,0189
= 2,65 10® н.
Усилие, обусловленное давлениями в аппарате, находится по
формуле (I. 7)
= 0,785 (1,22 — 241 0,057s) (2 — 0,98) Ю6 +
+ 0,785 0.0522-241 (6,86 — 0,98) 10° = 3,515 10° н.
Усилие, растягивающее трубки,
р" Р" ___ 351 500 о 07 1 об н
Pl , , Гк ~ , 0.0189 2,97 10
fT "Г 0,103
Усилие, растягивающее кожух,
Р" = Р" — Р" = 351 500 — 297 000 = 54 500 н.
Напряжение, возникающее в трубках (сжатие),
+ = _2,28• 10’ М.
Напряжение, возникающее в кожухе,
_ Р'к + Р"к _ 2 650 000 + 54 500 _ . 2
°к~ fK ~ 0,0189 — 1.43 1U Н/М.
Относительное удлинение трубок определяется по формуле (1.11)
А/ = 1ат (Тт — Тк) = 3000-12- IO’6 (435 — 373) = 2,2 дш <
<8 мм.
Проверка напряжений и относительного удлинения показывает,
что необходимо принять теплообменник типа ТЛ с одной линзой.
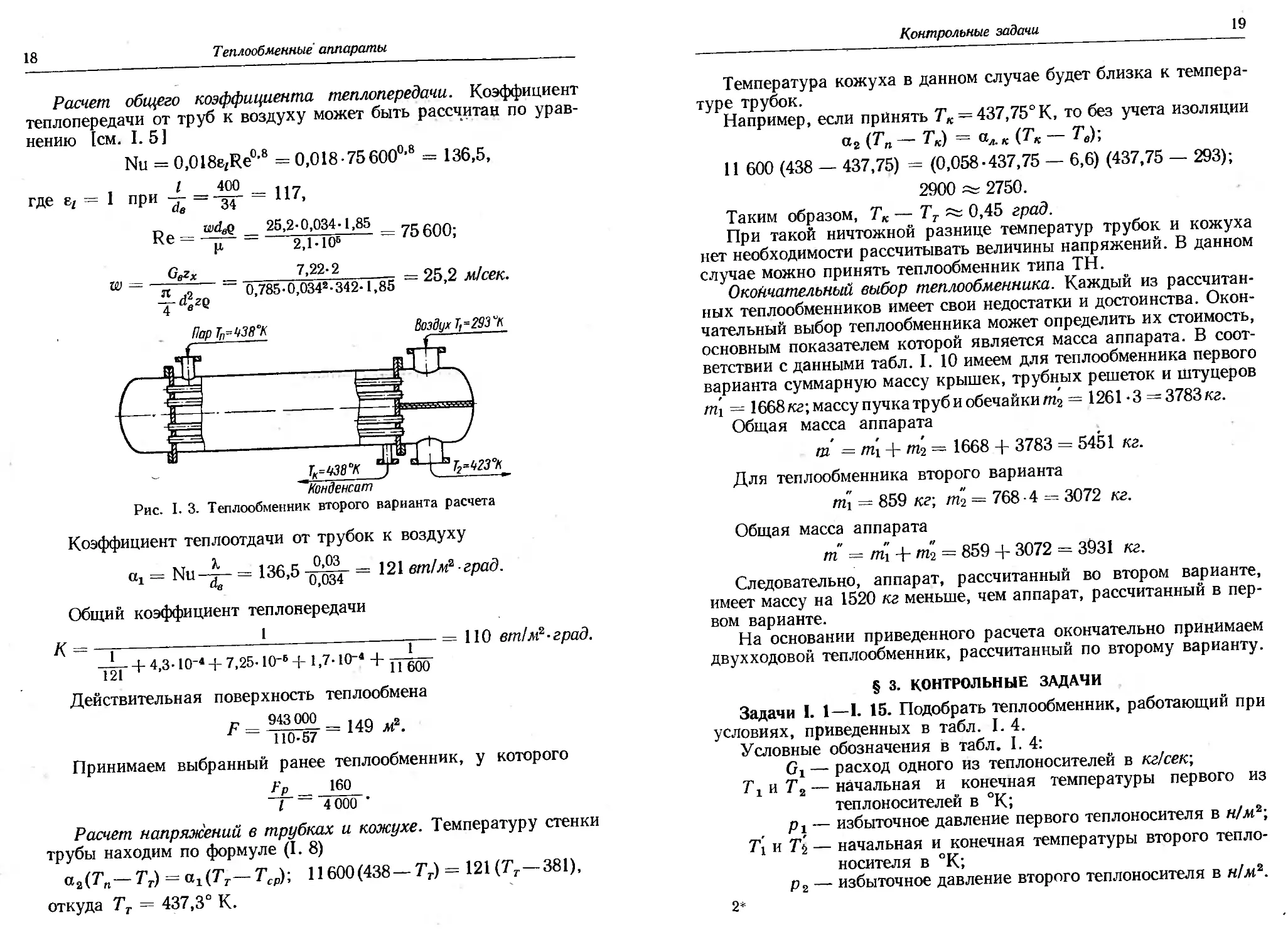
Второй вариант — воздух в трубках (рис. I. 3).
В соответствии с рассчитанной ранее ориентировочной поверх-
ностью Fop выбираем двухходовой теплообменник, имеющий сле-
дующие параметры (см. табл. I. 6): площадь поверхности тепло-
обменника F = 160 м2, длина труб I = 4000 мм, диаметр кожуха
D = 1000 мм, размеры труб 0 38 X 2, общее число труб z = 342,
число ходов zx = 2.
18
Теплообменные аппараты
Расчет общего коэффициента теплопередачи. Коэффициент
теплопередачи от труб к воздуху может быть рассчитан по урав-
нению [см. 1.5]
Nu = 0,018ezRe°'8 = 0,018-75 6ОО0,8 = 136,5,
, I 400
где ez = 1 при — = -34- = Н7,
n wdeQ 25,2-0,034-1,85 -7с слл
Re = — = - -2 bTog-----------= 75 600;
GeZv 7,22-2 ле л /
W = ~ 0,785-0,034г-342-1,85 ~ 25,2 МСеК'
~ЬйвгЪ
ПаоТп=938°К Воздух Тр=293 “Л
Конденсат
Рис. I. 3. Теплообменник второго варианта расчета
Коэффициент теплоотдачи от трубок к воздуху
«г = Nu—= 136,5 jO’Pj = 121 вт/м2 град.
А ав 0,034 г
Общий коэффициент теплопередачи
К = —।----------------------------------i— =110 вт!м2-град.
-±- + 4,3-10- + 7,25-10- + 1,7-10- + пбоо
Действительная поверхность теплообмена
р___ 943 000 _1дл ,,2
Р ~ 110-57 ~ 14У М •
Принимаем выбранный ранее теплообменник, у которого
FP _ 160
I ~ 4 000 '
Расчет напряжений в трубках и кожухе. Температуру стенки
трубы находим по формуле (I. 8)
aa(7’n-7,r) = ai(Tr-7’cp); 11600 (438 - Гг) = 121 (Тг-381),
откуда ТТ = 437,3° К.
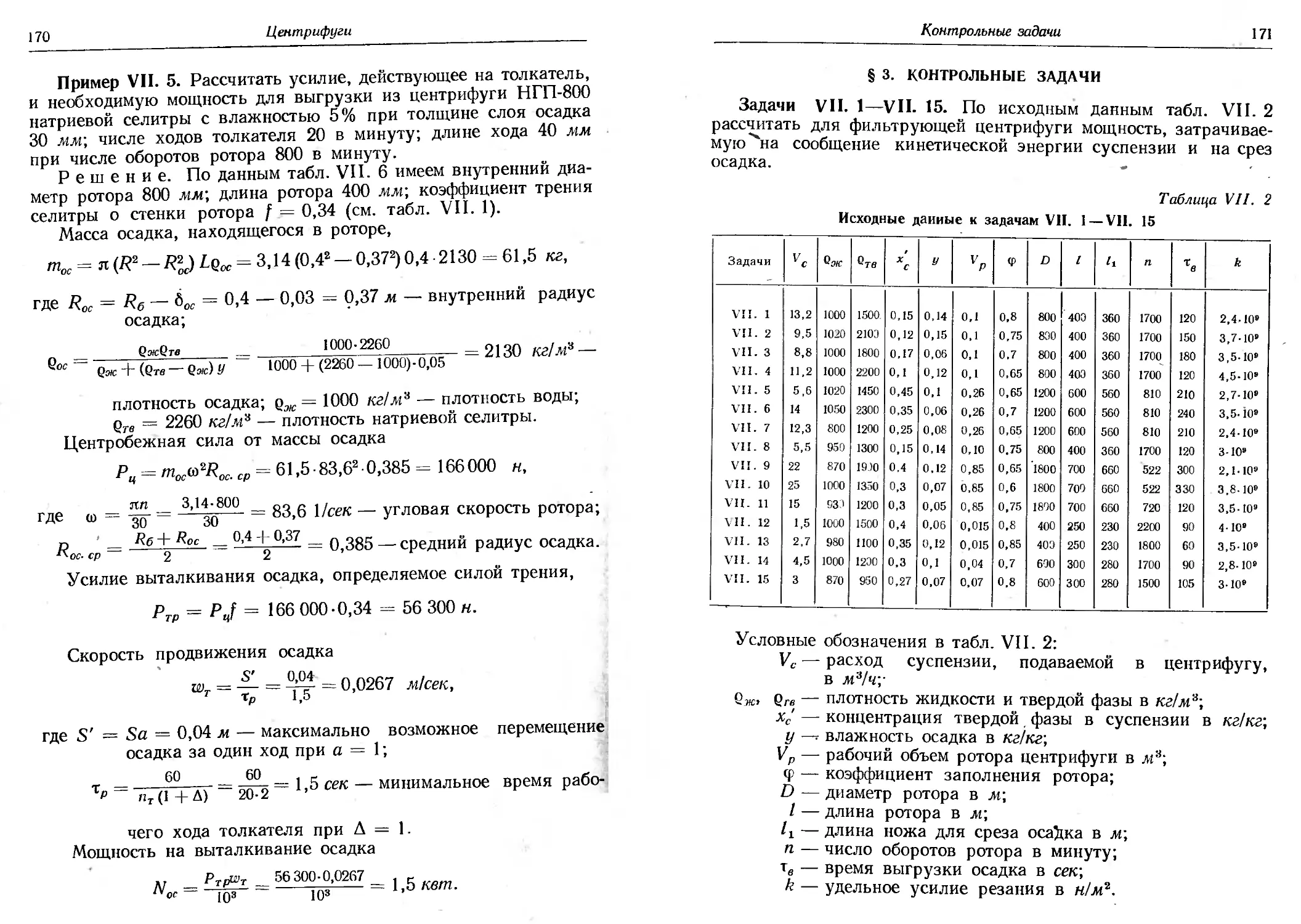
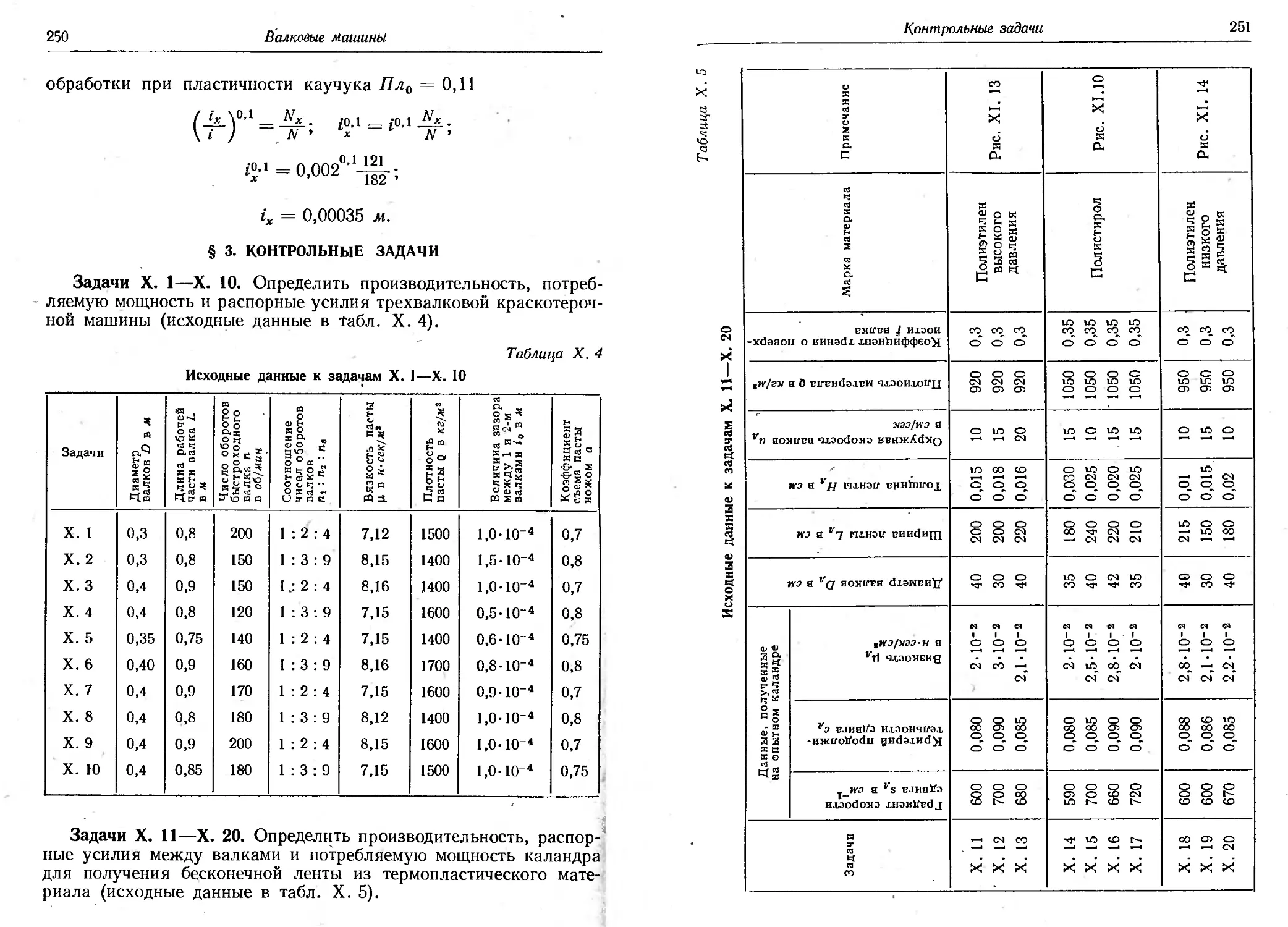
Контрольные задачи
19
Температура кожуха в данном случае будет близка к темпера-
туре трубок.
Например, если принять 7^ = 437,75° К, то без учета изоляции
аг (Тп —- Тк) = ал, к (Тк Тв);
11 600 (438 — 437,75) = (0,058-437,75 — 6,6) (437,75 — 293);
2900 2750.
Таким образом, Тк — Тт 0,45 град.
При такой ничтожной разнице температур трубок и кожуха
нет необходимости рассчитывать величины напряжений. В данном
случае можно принять теплообменник типа TH.
Окончательный выбор теплообменника. Каждый из рассчитан-
ных теплообменников имеет свои недостатки и достоинства. Окон-
чательный выбор теплообменника может определить их стоимость,
основным показателем которой является масса аппарата. В соот-
ветствии с данными табл. I. 10 имеем для теплообменника первого
варианта суммарную массу крышек, трубных решеток и штуцеров
mi = 1668 кг;массу пучка труб и обечайки т2 = 1261 -3 = 3783 кг.
Общая масса аппарата
т = /И1 + т2— 1668 + 3783 = 5451 кг.
Для теплообменника второго варианта
m'i — 859 кг; т2 = 768 4 = 3072 кг.
Общая масса аппарата
т = nil + т2 = 859 + 3072 = 3931 кг.
Следовательно, аппарат, рассчитанный во втором варианте,
имеет массу на 1520 кг меньше, чем аппарат, рассчитанный в пер-
вом варианте.
На основании приведенного расчета окончательно принимаем
двухходовой теплообменник, рассчитанный по второму варианту.
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
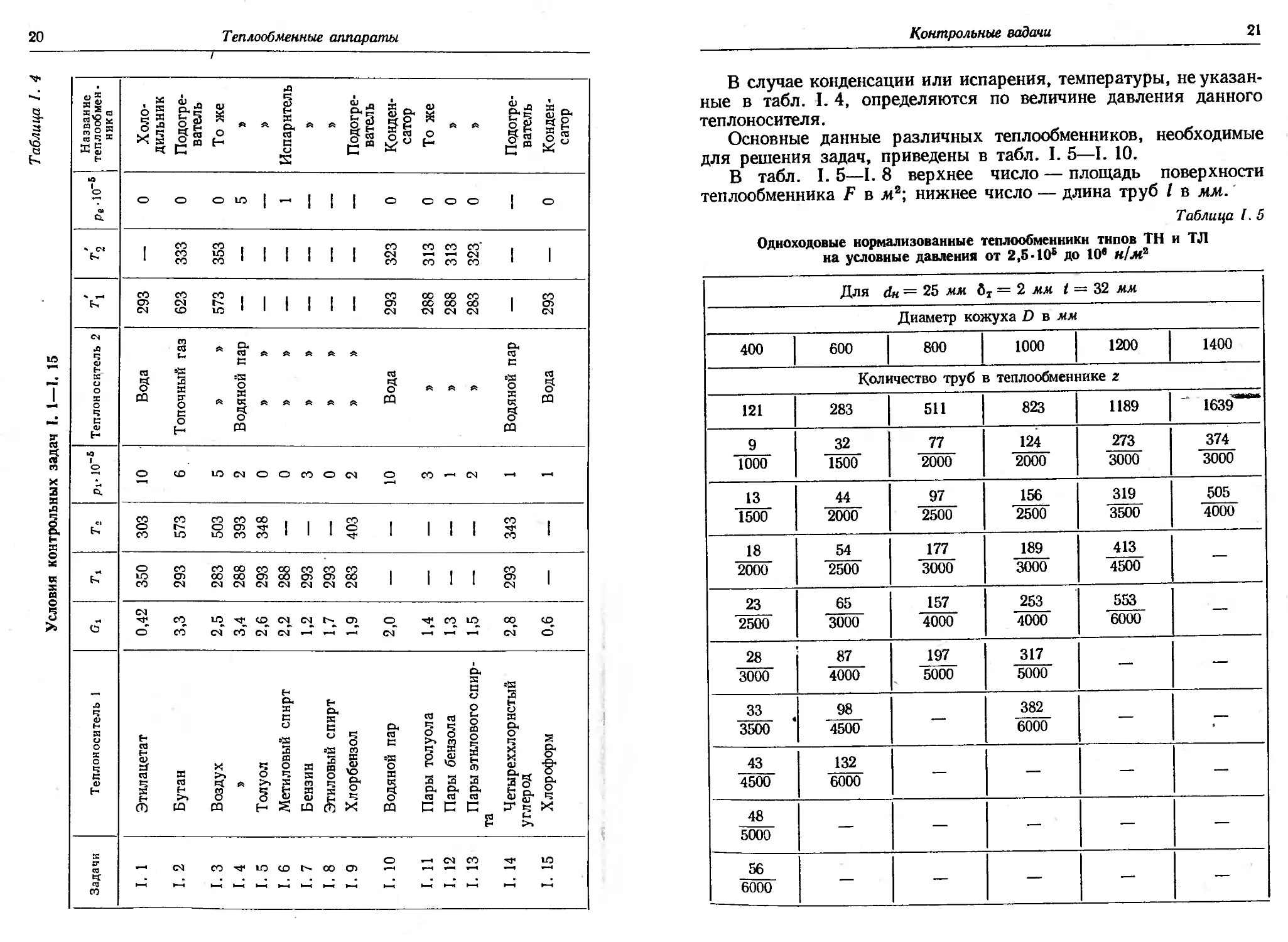
Задачи 1. 1—I. 15. Подобрать теплообменник, работающий при
условиях, приведенных в табл. 1.4.
Условные обозначения в табл. I. 4:
Gx — расход одного из теплоносителей в кг/сек;
7\ н Т2 — начальная и конечная температуры первого из
теплоносителей в °К;
р! — избыточное давление первого теплоносителя в н/м?;
7\ и — начальная и конечная температуры второго тепло-
носителя в °К;
р2 — избыточное давление второго теплоносителя в н/м2.
2*
20
Теплообменные аппараты
Условия контрольных задач I. 1—1. 15
Контрольные задачи
21
В случае конденсации или испарения, температуры, неуказан-
ные в табл. I. 4, определяются по величине давления данного
теплоносителя.
Основные данные различных теплообменников, необходимые
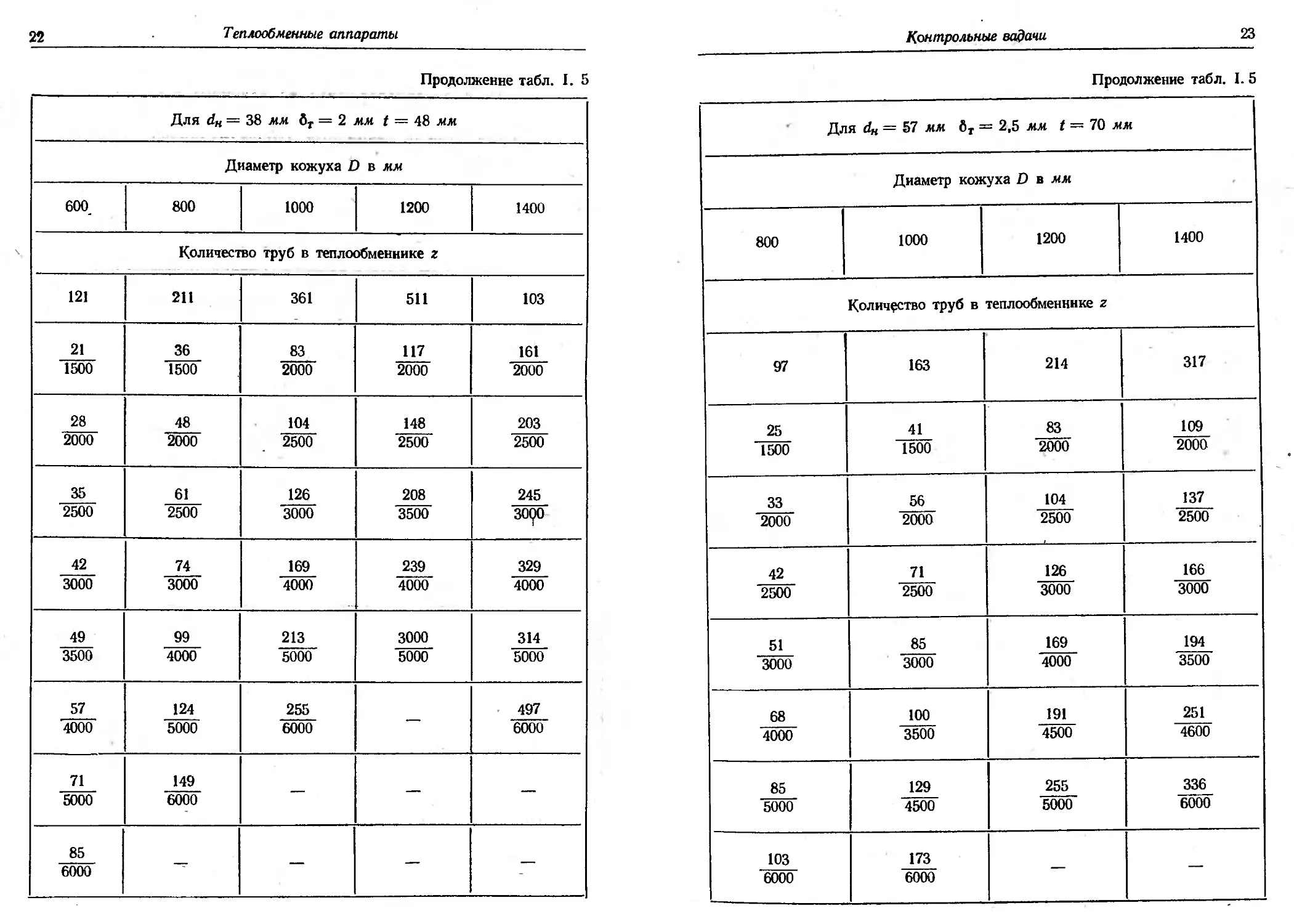
для решения задач, приведены в табл. I. 5—I. 10.
В табл. I. 5—I. 8 верхнее число — площадь поверхности
теплообменника F в м2; нижнее число — длина труб I в мм.
Таблица 1. 5
Одноходовые нормализованные теплообменники типов TH и ТЛ
на условные давления от 2,5-Ю5 до 10е н/м?
Для йн = 25 мм йТ = 2 мм t — 32 мм
Диаметр кожуха D в мм
400 600 800 1000 1200 1400
Количество труб в теплообменнике z
121 283 511 823 1189 1639
9 32 77 124 273 3000 374 3000
1000 1500 2000 2000
13 1500 44 97 156 2500 319 3500 505 4000
2000 2500
18 2000 54 2500 177 3000 189 3000 413 4500 —
23 2500 65 157 253 553 —
3000 4000 4000 6000
28 3000 87 4000 197 5000 317 5000 — —
33 3500 98 4500 — 382 6000 —
43 4500 132 6000 — — — —
48 5000 — — — — —
56 6000 — — — — —
22
Теплообменные аппараты
Продолжение табл. I. 5
Для dH = 38 мм ЪТ= 2 мм t = 48 мм
Диаметр кожуха D в мм
600. 800 1000 1200 1400
Количество труб в теплообменнике г
121 211 361 511 103
21 1500 36 1500 83 2000 117 2000 161 2000
28 2000 48 2000 104 2500 148 2500 203 2500
35 2500 61 2500 126 3000 208 3500 245 30Q0
42 3000 74 3000 169 4000 239 4000 329 4000
49 3500 99 4000 213 5000 3000 5000 314 5000
57 4000 124 5000 255 6000 — 497 6000
71 5000 149 6000 — — —
85 6000 -Г — — —
Контрольные вадачи
23
Продолжение табл. I. 5
Для dH = 57 мм 6Т = 2,5 мм t — 70 мм
Диаметр кожуха D в мм
800 1000 1200 1400
Количество труб в теплообменнике z
97 163 214 317
25 41 83 2000 109 2000
1500 1500
33 56 104 137 2500
2000 2000 2500
42 71 126 166 3000
2500 2500 3000
51 85 3000 169 194
зооо 4000 3500
68 100 3500 191 251
4000 4500 4600
85 129 255 5000 336 6000
5000 4500
103 6000 173 6000 — —
24
Теплообменные аппараты
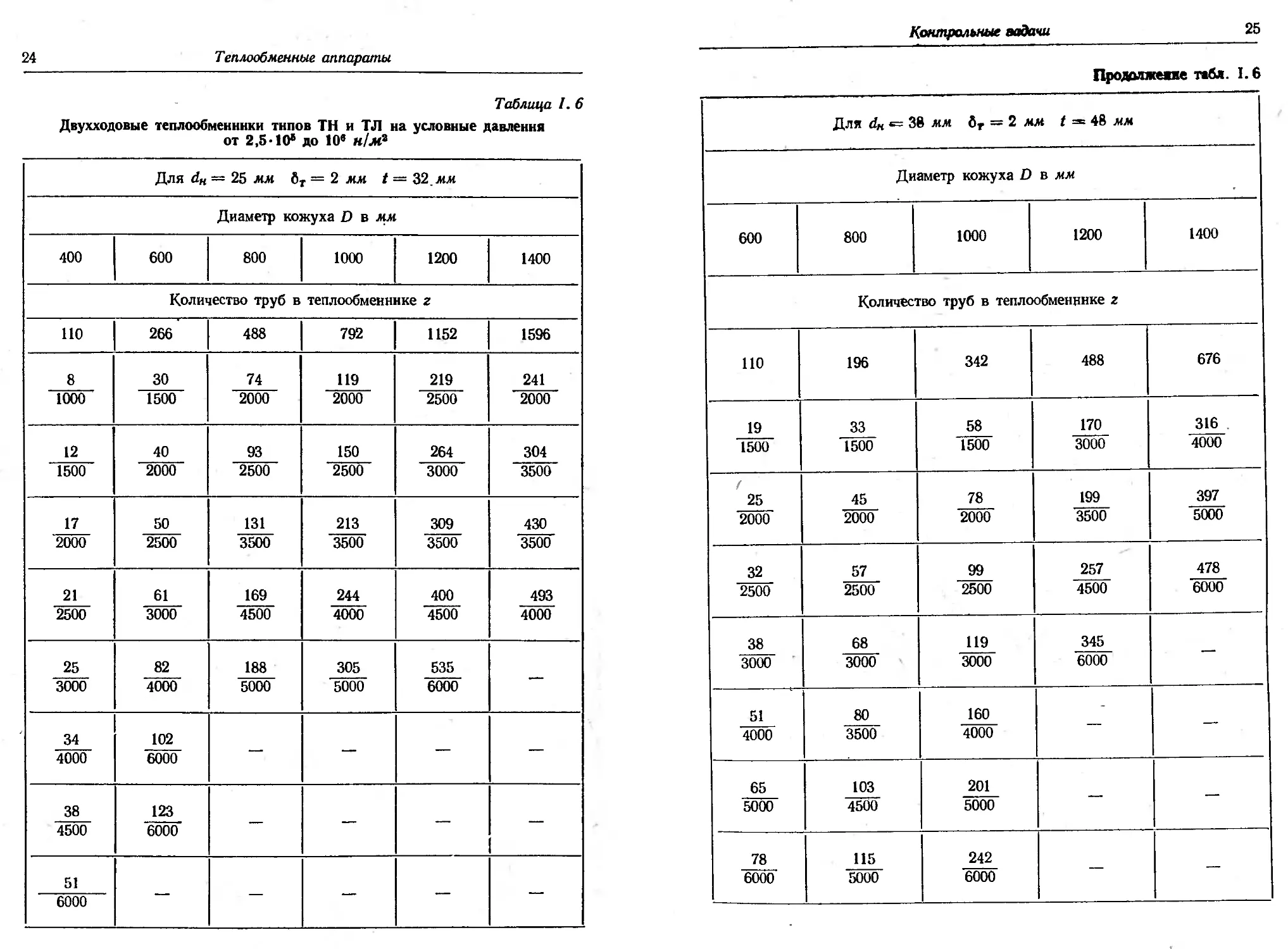
Таблица I. 6
Двухходовые теплообменники типов TH и ТЛ на условные давления
от 2,5-10* до 10е н/м*
Для dH — 25 мм ST = 2 мм t = 32 мм
Диаметр кожуха D в мм
400 600 800 1000 1200 1400
Количество труб в теплообменнике г
110 266 488 792 1152 1596
8 30 74 119 219 241
1000 1500 2000 2000 2500 2000
12 40 93 150 264 304
1500 2000 2500 2500 3000 3500
17 50 131 213 3500 309 3500 430 3500
2000 2500 3500
21 61 169 244 4000 400 4500 493 4000
2500 3000 4500
25 3000 82 188 305 5000 535 6000 —
4000 5000
34 102 — — — —
4000 6000
38 123 — — — —
4500 6000
51 — — — — —
6000
Контрольные задачи
25
Продолжепе табл. 1.6
Для du = Зв мм дТ — 2 мм t = 48 мм
Диаметр кожуха D в мм
600 800 1000 1200 1400
Количество труб в теплообменнике z
НО 196 342 488 676
19 1500 33 1500 58 1500 170 3000 316 4000
f 25 2000 45 2000 78 2000 199 3500 397 5000
32 2500 57 2500 99 2500 257 4500 478 6000
38 3000 68 3000 119 3000 345 6000 —
51 4000 80 3500 160 4000 — —
65 5000 103 4500 201 5000 — —
78 6000 115 5000 242 6000 — —
26
Теплообменные 'Аппараты
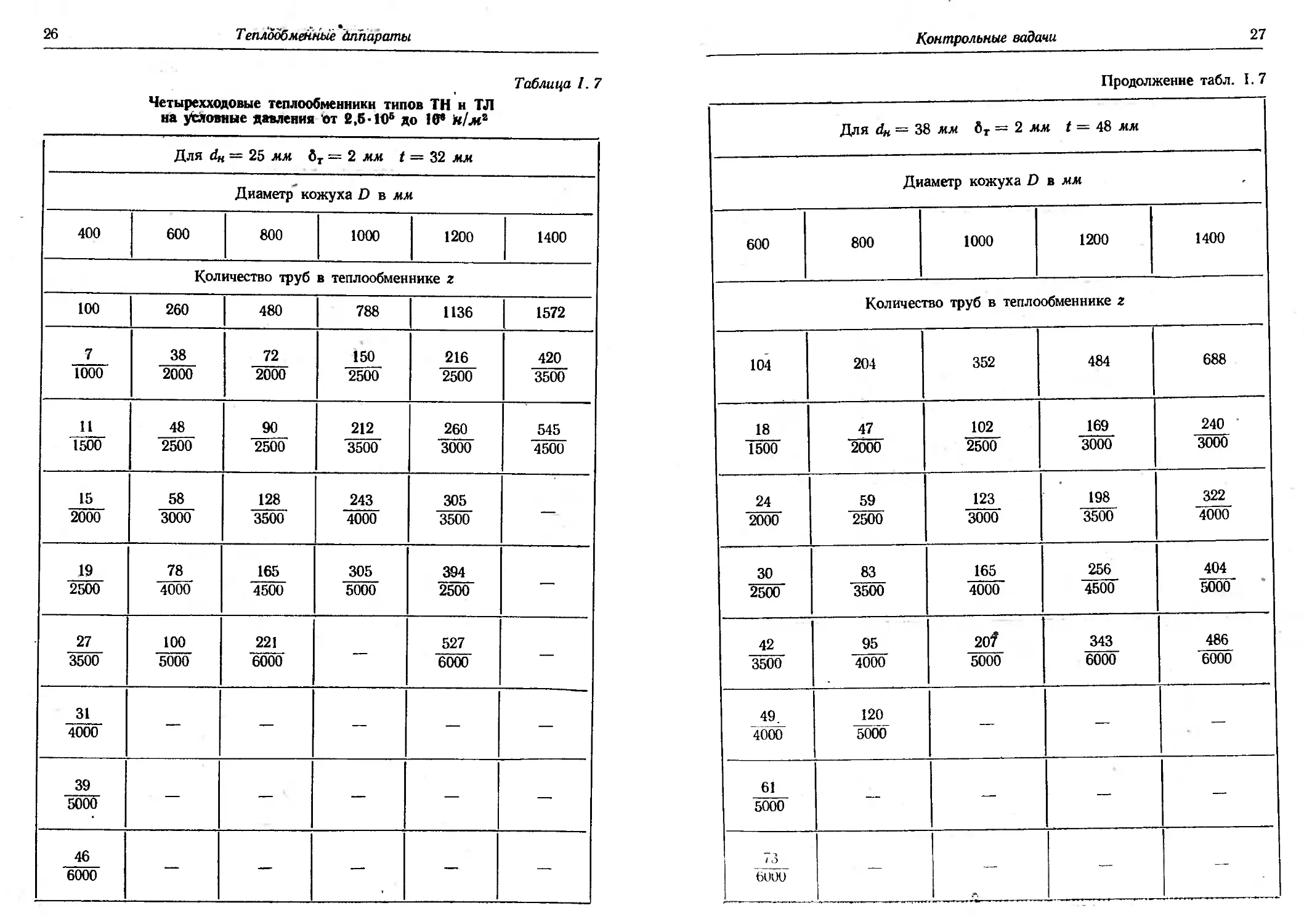
Таблица I. 7
Четырехходовые теплообменники типов TH н ТЛ
на условные давления от 2,6- 10® до 10* h/лс2
Для dH — 25 мм ЪТ= 2 мм t = 32 мм
Диаметр кожуха D в мм
400 600 800 1000 1200 1400
Количество труб в теплообменнике г
100 260 480 788 1136 1572
7 1000 38 2000 72 2000 150 2500 216 2500 420 3500
И 1500 48 2500 90 2500 212 3500 260 3000 545 4500
15 2000 58 3000 128 3500 243 4000 305 3500 —
19 2500 78 4000 165 4500 305 5000 394 2500 —
27 3500 100 5000 221 6000 — 527 6000 —
31 4000 — — — — —
39 5000 — — — — —
46 6000 — — — — —
Контрольные задачи
27
Продолжение табл. 1. 7
Для du = 38 мм дТ = 2 мм t = 48 мм
Диаметр кожуха D в мм
600 800 1000 1200 1400
Количество труб в теплообменнике z
104 204 352 484 688
18 1500 47 2000 102 2500 169 3000 240 3000
24 2000 59 2500 123 3000 198 3500 322 4000
30 2500 83 3500 165 4000 256 4500 404 5000
42 3500 95 4000 20f 5000 343 6000 486 6000
49. 4000 120 5000 — —
61 5000 — — — —
6000 — Л. — —
28
Теплообменные аппараты
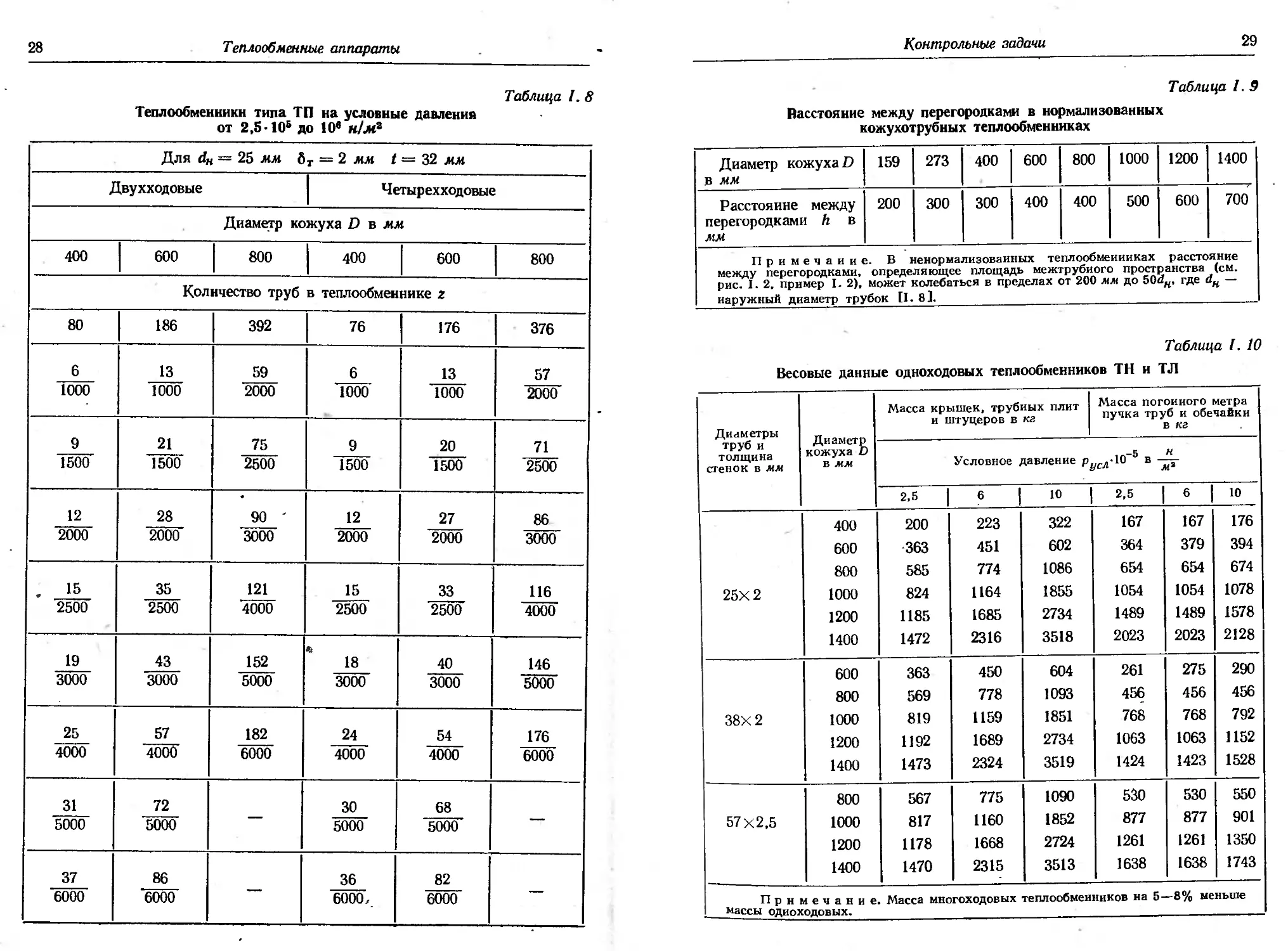
Таблица I. 8
Теплообменники типа ТП на условные давления
от 2,5-106 до 10е н/м2
Для dH — 25 мм йт = 2 мм t = 32 мм
Двухходовые Четырехходовые
Диаметр кожуха D в мм
400 600 800 400 600 800
Количество труб в теплообменнике z
80 186 392 76 176 376
6 1000 13 1000 59 2000 6 1000 13 1000 57 2000
9 1500 21 1500 75 2500 9 1500 20 1500 71 2500
12 28 90 ' 3000 12 2000 27 2000 86 3000
2000 2000
. 15 2500 35 2500 121 4000 15 2500 33 2500 116 4000
19 3000 43 3000 152 5000 18 3000 40 3000 146 5000
25 4000 57 4000 182 6000 24 4000 54 4000 176 6000
31 5000 72 5000 — 30 5000 68 5000 —
37 86 — 36 6000, 82 6000 —
6000 6000
Контрольные задачи
29
Таблица 1. 9
Пасстояние между перегородками в нормализованных
кожухотрубных теплообменниках
Диаметр кожуха!) в мм 159 273 400 600 800 1000 1200 1400
Расстояние между перегородками h в мм 200 300 300 400 400 500 600 700
Примечание. В ненормализованных теплообменниках расстояние между перегородками, определяющее площадь межтрубиого пространства (см. рис. I. 2, пример I. 2), может колебаться в пределах от 200 мм до 50dK, где dH — наружный диаметр трубок [I. 8].
Таблица 1. 10
Весовые данные одноходовых теплообменников TH и ТЛ
Диаметры труб и толщина стенок в мм Диаметр кожуха D в мм Масса крышек, трубиых плит и штуцеров в кг Масса погоииого метра пучка труб и обечайки в кг
Условное давление р усл-^5 » - н
2,5 6 10 2,5 6 ю
400 200 223 322 167 167 176
600 363 451 602 364 379 394
800 585 774 1086 654 654 674
25X2 1000 824 1164 1855 1054 1054 1078
1200 1185 1685 2734 1489 1489 1578
1400 1472 2316 3518 2023 2023 2128
600 363 450 604 261 275 290
800 569 778 1093 456 456 456
38X2 1000 819 1159 1851 768 768 792
1200 1192 1689 2734 1063 1063 1152
1400 1473 2324 3519 1424 1423 1528
800 567 775 1090 530 530 550
57x2,5 1000 817 1160 1852 877 877 901
1200 1178 1668 2724 1261 1261 1350
— 1400 1470 2315 3513 1638 1638 1743
Примечание. Масса многоходовых теплообменников на 5—8% меньше
массы одноходовых.________________________________________________________
30
Теплообменные аппараты
ЛИТЕРАТУРА
1. Домашнее А. Д. Конструирование и расчет химических аппара-
тов. М., Машгиз, 1961. 624 с.
2. Каталог-справочник. Кожухотрубные теплообменники. М., НИИхнм-
маш, 1959. 54 с.
3. Кутателадзе С. С. и Боришанский В. М. Справочник по
теплопередаче. М.—Л., Госэнергоиздат, 1959. 414 с.
4. Михеев М. А. Основы теплопередачи. М.—Л., Госэнергоиздат,
1956. 392 с. "
5. П а в л о в К- Ф , Р о м а н к о в П. Г. и Носков А. А. Примеры
и задачи по курсу процессов и аппаратов химической технологии. Л., Госхим-
издат, 1959. 574 с.-
6. Р а м м В. М. Теплообменные аппараты. М.—Л., Госхимиздат, 1948.
212 с.
7. Чернобыльский И. И. и др. Машины и аппараты химических
производств. Москва—Киев, Машгиз, 1962. 491 с.
8. В и х м а и Г. Л., К р У г л о в С. А. Основы конструирования аппара-
тов и машин нефтеперерабатывающих заводов. М., Гостоптехиздат, 1961. 294 с.
9. Лащинский А. А. и Т о л ч и н с к и й А. Р. Основы конструи-
рования и расчета химической аппаратуры. М.—Л., Машгиз, 1963. 468 с.
10. Антикайн П. А., Аранович М. С. и Бакластов А. М.
Рекуперативные теплообменники. М., Госэнергоиздат, 1962.
ГЛАВА II
МЕШАЛКИ
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
Основное назначение рассматриваемых в этой главе мешалок —
обеспечение равномерного распределения твердой фазы в жидкости,
смешение жидкостей с целью приготовления эмульсий, а также
интенсификации процессов растворения, теплообмена и химиче-
ских реакций. Наиболее распространенные типы мешалок, соотно-
шения их размеров и условия работы указаны в табл. II. 1.
Мощность электродвигателя (привода мешалки) рекомендуют
[4] рассчитывать по формуле
NK^N±Nc (П. 1)
э л
где Ki = — коэффициент, учитывающий заполнение сосуда
перемешиваемой средой; Нж — высота слоя жидкости
в аппарате в м; D — диаметр аппарата в лп,
К2 — коэффициент, учитывающий увеличение потребляемой
мощности при пуске или повышении сопротивления
среды в процессе перемешивания; для большинства
случаев Ks = 1;
N — мощность, затрачиваемая на перемешивание;
Nc — мощность, теряемая в сальнике;
Я = 0,85 — 0,9 — коэффициент полезного действия привода.
При перемешивании среды с вязкостью р > 0,5 н-сек!м? или
при изменении сопротивления среды в процессе перемешивания
принимаются следующие значения К2:
для однолопастных перемешивающих устройств К2 < 2;
К Для многолопастных, якорных, рамных и турбинных мешалок
для пропеллерных мешалок К2 < 1,3.
32
Мешалки
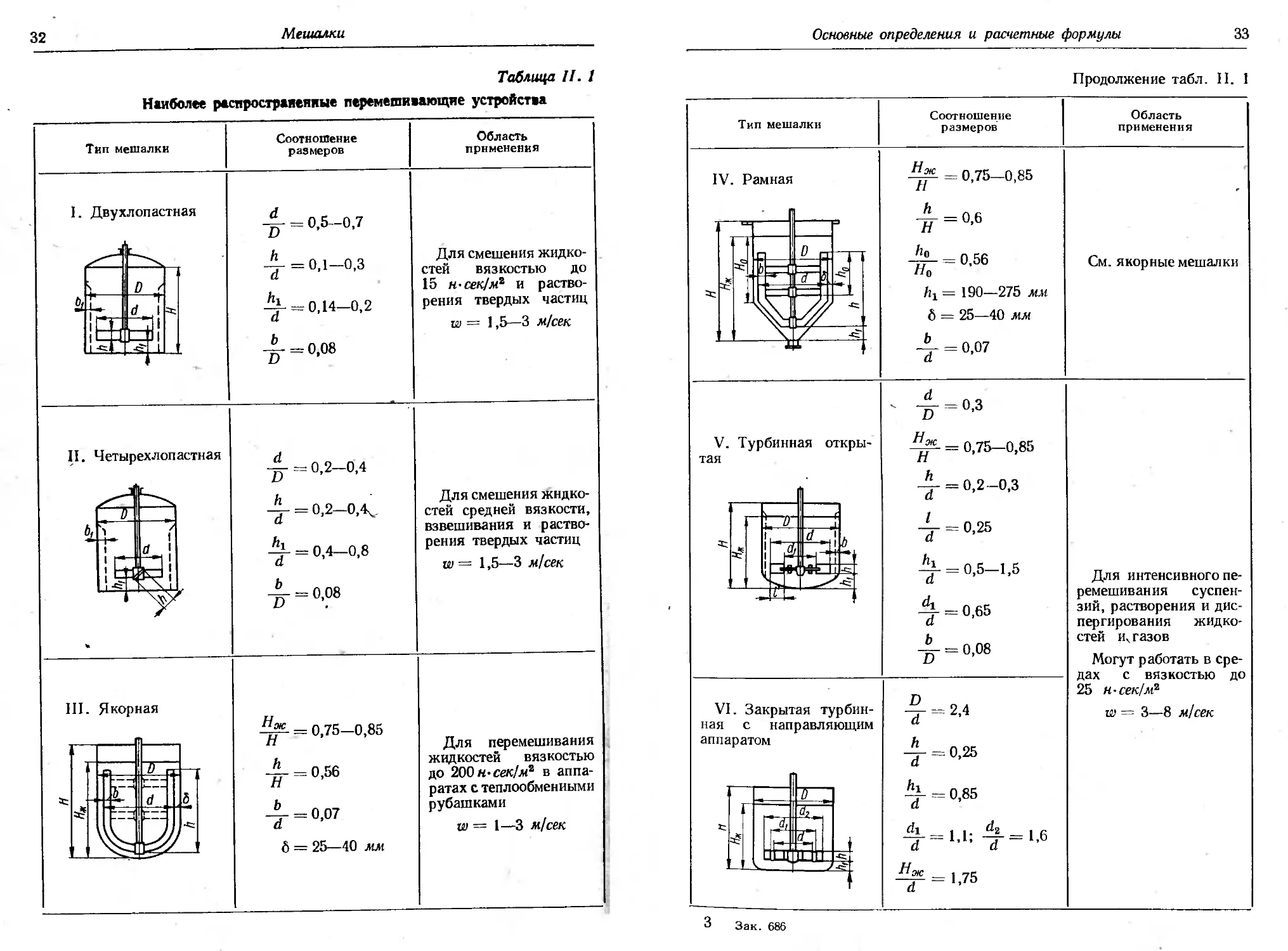
Таблица II. 1
Наиболее распространенные перемешивающие устройства
Тип мешалки Соотношение размеров Область применения
I. Двухлопастная
= 0,5—0,Z
Для смешения жидко-
a стей вязкостью до
° / 15 н-сек/м2 и раство-
ь. г т d It 4r = 0,14—0,2 рения твердых частиц
!ЫЙ! J_£. £LL . u — 0 0Я w = 1,5—3 м/сек
II. Четыр ех лопастная ч* ’ °0, о" о* о" 1 1 1 00 СЧ СЧ_ "Ф о . <э о' о" о" II II II II ТЗ |q -С |-Ч Для смешения жидко- стей средней вязкости, взвешивания и раство- рения твердых частиц w = 1,5—3 м/сек
D
$1 L
*
III. Якор! <ая 4^- = 0,75-0,85 п тг~°-х -^Г = °.°7 а 6 = 25—40 мм Для перемешивания жидкостей вязкостью до 200 н-сек!м2 в аппа- ратах с теплообменными рубашками w = 1—3 м/сек
5=
а? 7ГТ —
.г" > d 6
О у-с
Основные определения и расчетные формулы
33
Продолжение табл. II. 1
Тип мешалки
Соотношение
размеров
Область
применения
IV. Рамная
= 0,75—0,85
п
Т-0’6
А- = 0,56
о»
/г, = 190—275 мм
6 = 25—40 мм
= °.°7
а
См. якорные мешалки
V. Турбинная откры-
тая
4 = о,з
= 0,75-0,85
п
А = 0,2-0,3
а
4г = 0,25
а
-4 = 0,5-1,5
а
4=°.65
а
А = 0,08
VI. Закрытая турбин-
ная с направляющим
аппаратом
4-2.4
4 = 0,26
а
= 0,85
d
4- = 1.1: 4= 1-6
d d
Д^ = 1,75
а
Для интенсивного пе-
ремешивания суспен-
зий, растворения и дис-
пергирования жидко-
стей щ газов
Могут работать в сре-
дах с вязкостью до
25 н-сек/м?
w = 3—8 м/сек
3
Зак. 686
34
Мешалки
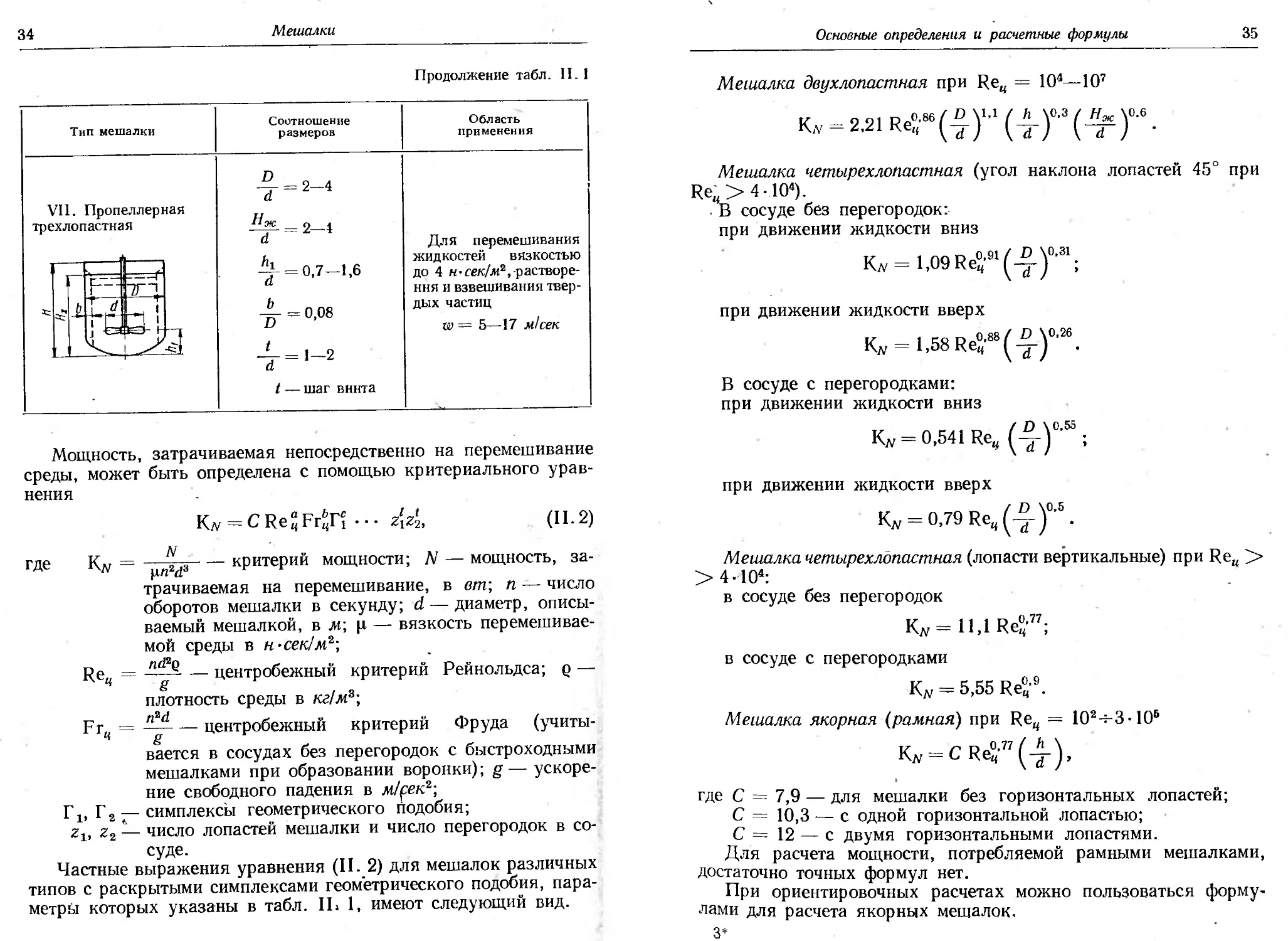
Продолжение табл. II. 1
Тип мешалки
Соотношение
размеров
Область
применения
VII. Пропеллерная
трехлопастная
Нж __о ,
d 1
4г = 0.7—1,6
а
А _ 0,08
4=’~2
t — шаг вннта
Для перемешивания
жидкостей вязкостью
до 4 н-сек/м2, растворе-
ния и взвешивания твер-
дых частиц
w = 5—17 м!сек
Мощность, затрачиваемая непосредственно на перемешивание
среды, может быть определена с помощью критериального урав-
нения
(II.2)
где Кд, =
Re4
K,v = CRe“Fr*n ...
---критерии мощности; N — мощность, за-
трачиваемая на перемешивание, в вт; п — число
оборотов мешалки в секунду; d — диаметр, описы-
ваемый мешалкой, в м; р — вязкость перемешивае-
мой среды в н-сек/м2-,
— центробежный критерий Рейнольдса; q —
плотность среды в кг/лг3;
— центробежный критерий Фруда (учиты-
вается в сосудах без перегородок с быстроходными
мешалками при образовании воронки); g— ускоре-
ние свободного падения в м/^ек2\
Гъ Г2 — симплексы геометрического подобия;
Zj, z2 — число лопастей мешалки и число перегородок в со-
суде.
Частные выражения уравнения (II. 2) для мешалок различных
типов с раскрытыми симплексами геометрического подобия, пара-
метры которых указаны в табл. IL 1, имеют следующий вид.
Fr4
Основные определения и расчетные формулы
35
Мешалка двухлопастная при Re„ = 104—107
Кд. = 2.21КеГ(4)'''(4Г(^Г-
Мешалка четырехлопастная (угол наклона лопастей 45° при
ReH>4-104).
В сосуде без перегородок:
при движении жидкости вниз
= l,O9Re°-91(4)0’31;
при движении жидкости вверх
К„=1,58КеГ(т)“-
В сосуде с перегородками:
при движении жидкости вниз
К„ = 0,541 Re„ (4)°-55;
при движении жидкости вверх
К„ = 0,79 Re4 )°’5.
Мешалка четырехлопастная (лопасти вертикальные) при Re„
4-Ю4:
в сосуде без перегородок
К„ = 11,1 Re°’77;
в сосуде с перегородками
К„ = 5,55 Re919.
Мешалка якорная (рамная) при Re4 = 102-т-3-106
K„ = CRe°’77(4),
где С = 7,9 — для мешалки без горизонтальных лопастей;
С = 10,3 — с одной горизонтальной лопастью;
С = 12 — с двумя горизонтальными лопастями.
Для расчета мощности, потребляемой рамными мешалками,
достаточно точных формул нет.
При ориентировочных расчетах можно пользоваться форму-
лами для расчета якорных мешалок.
3*
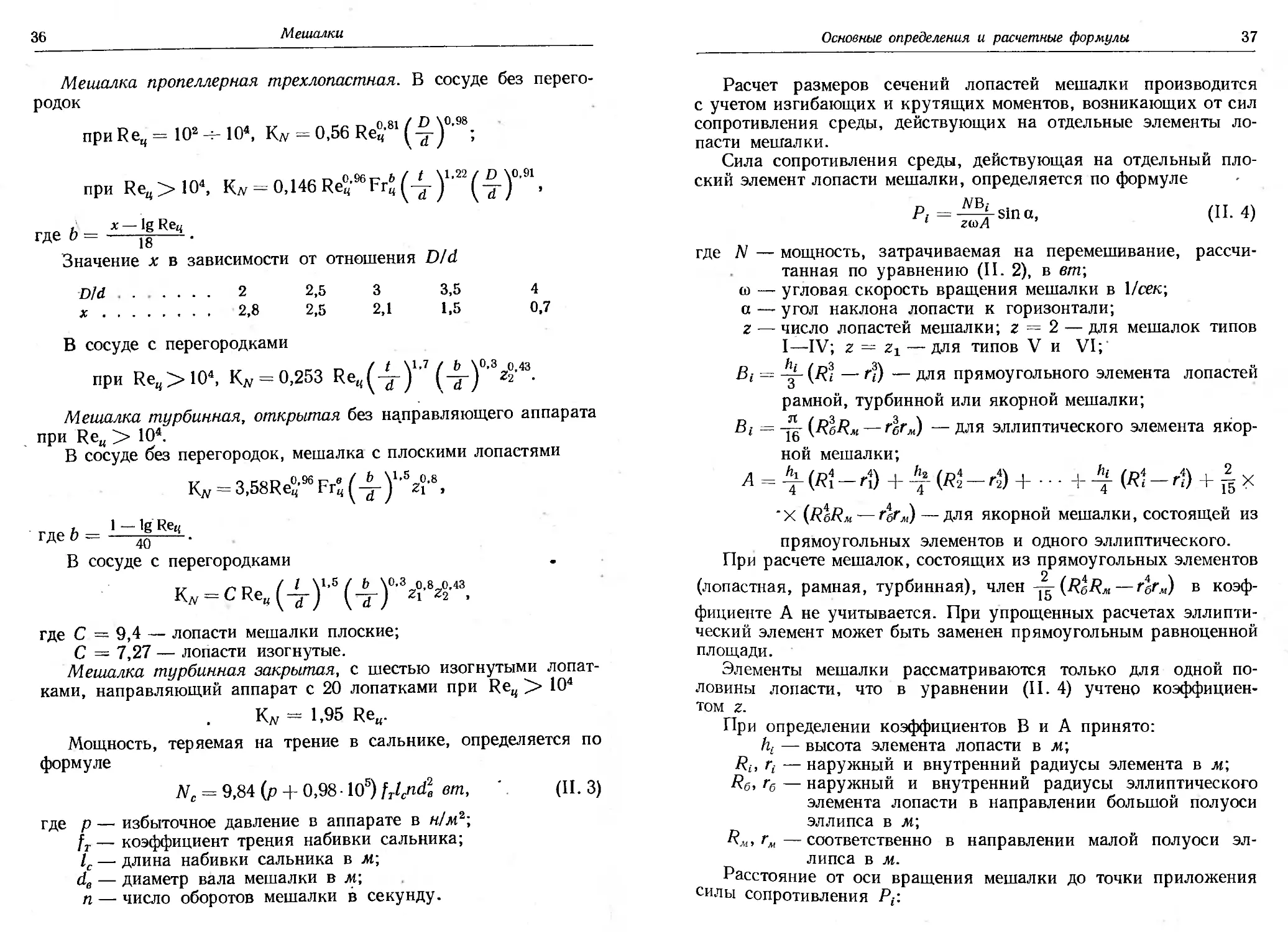
36
Мешалки
Мешалка пропеллерная трехлопастная. В сосуде без перего-
родок
при Re4 = 102 =- 104, Kw = 0,56 Re9’81
при Re4>104, К« = 0,146 Re^Fr*(4)1,22(4)0’91’
Значение х в зависимости от отношения Did
Did........... 2 2,5 3 3,5 4
х............. 2,8 2,5 2,1 1,5 0,7
В сосуде с перегородками
при Re4>104, К„ = 0,253 Re^-^-)*’7
Мешалка турбинная, открытая без направляющего аппарата
при ReM > 104.
В сосуде без перегородок, мешалка с плоскими лопастями
К„ = 3,58Re°’96 Fr* (А)1’5??’8,
, 1 — 1g Re(,
где 6= ---^-А.
В сосуде с перегородками
где С = 9,4 — лопасти мешалки плоские;
С = 7,27 — лопасти изогнутые.
Мешалка турбинная закрытая, с шестью изогнутыми лопат-
ками, направляющий аппарат с 20 лопатками при Re4 >• 104
К„ = 1,95 ReM.
Мощность, теряемая на трение в сальнике, определяется по
формуле
Nc = 9,84 (р + 0,98 10s) fTlcnd2 вт, '. (II. 3)
где р — избыточное давление в аппарате в н/м?-,
fT — коэффициент трения набивки сальника;
1С — длина набивки сальника в м;
de — диаметр вала мешалки в м;
п — число оборотов мешалки в секунду.
Основные определения и расчетные формулы
37
Расчет размеров сечений лопастей мешалки производится
с учетом изгибающих и крутящих моментов, возникающих от сил
сопротивления среды, действующих на отдельные элементы ло-
пасти мешалки.
Сила сопротивления среды, действующая на отдельный пло-
ский элемент лопасти мешалки, определяется по формуле
MR.
Рг-= —-^-sina, (II. 4)
‘ ги>А ' '
где 7V — мощность, затрачиваемая на перемешивание, рассчи-
танная по уравнению (II. 2), в вт\
ю — угловая скорость вращения мешалки в \/сек\
а — угол наклона лопасти к горизонтали;
г — число лопастей мешалки; z = 2 — для мешалок типов
I—-IV; z - zx — для типов V и VI;'
Bi = (R? — rf) — для прямоугольного элемента лопастей
рамной, турбинной или якорной мешалки;
В, = (RIRm— f6rM) — для эллиптического элемента якор-
ной мешалки;
А = + 4 (7?24-г24) + + 4 (^-^) + X
"X (RsRm— ГбГл}—для якорной мешалки, состоящей из
прямоугольных элементов и одного эллиптического.
При расчете мешалок, состоящих из прямоугольных элементов
(лопастная, рамная, турбинная), член (RcRh— г4бгм) в коэф-
фициенте А не учитывается. При упрощенных расчетах эллипти-
ческий элемент может быть заменен прямоугольным равноценной
площади.
Элементы мешалки рассматриваются только для одной по-
ловины лопасти, что в уравнении (II. 4) учтено коэффициен-
том z.
При определении коэффициентов В и А принято:
h, — высота элемента лопасти в jw;
Ri, rt — наружный и внутренний радиусы элемента в м;
RB, гб — наружный и внутренний радиусы эллиптического
элемента лопасти в направлении большой полуоси
эллипса в м;
RM> гм — соответственно в направлении малой полуоси эл-
липса в м.
Расстояние от оси вращения мешалки до точки приложения
силы сопротивления Pz:
38
Мешалки
для прямоугольного элемента лопасти мешалки
3 к?--'4
Xi~ 4 «?-г? 5
для эллиптического элемента лопасти якорной мешалки
32 &6RM ~ гбгм
Xi ~ 15л рЗ р X '
кбкм — гбгм
Расстояние от большой полуоси эллипса до точки приложения
силы Р(
, 16
Ш 15я ^м~^м '
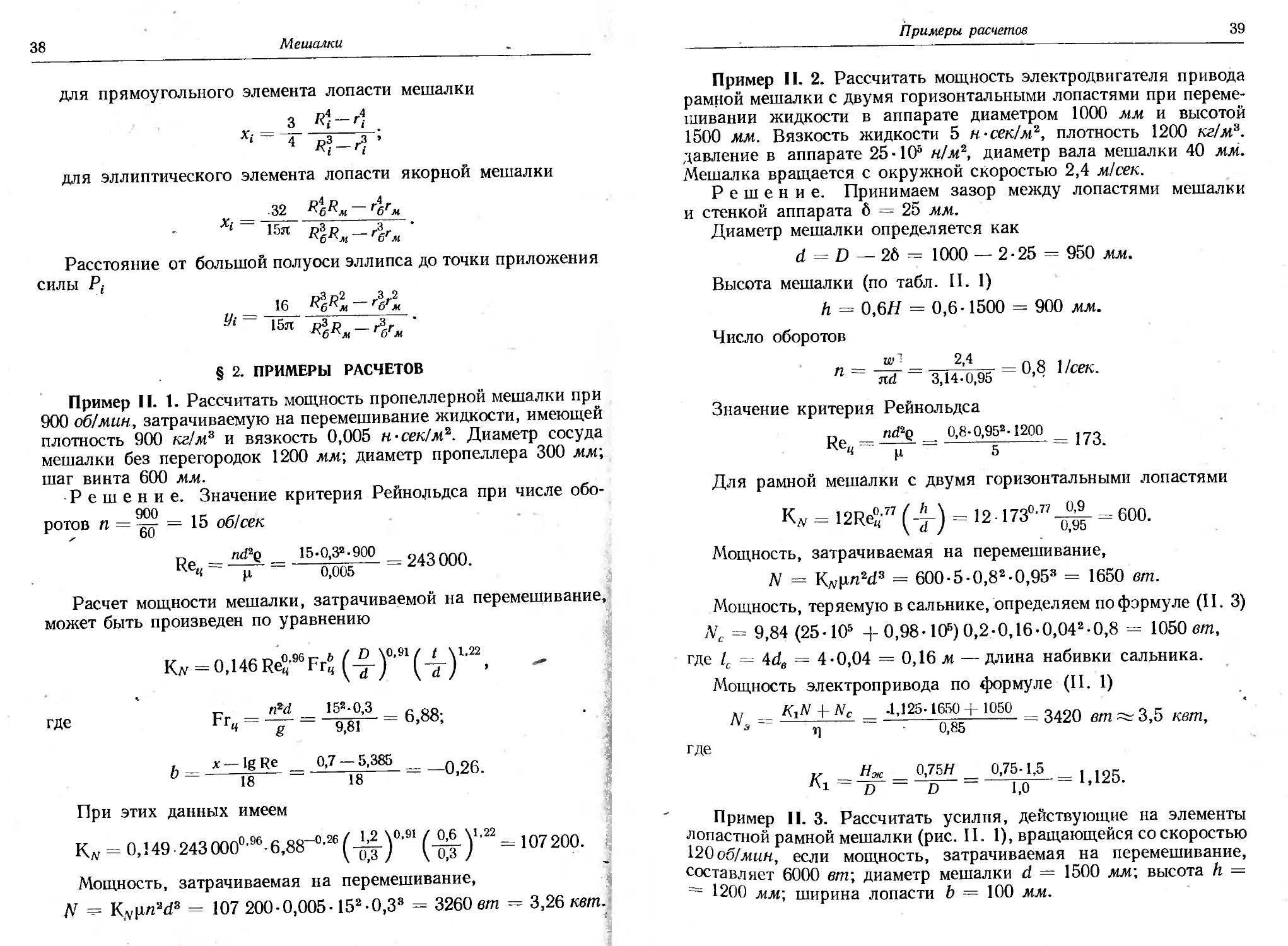
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример II. 1. Рассчитать мощность пропеллерной мешалки при
900 об/мин, затрачиваемую на перемешивание жидкости, имеющей
плотность 900 кг/м9 и вязкость 0,005 н-сек/м2. Диаметр сосуда
мешалки без перегородок 1200 мм; диаметр пропеллера 300 мм;
шаг винта 600 мм.
Решение. Значение критерия Рейнольдса при числе обо-
900 . с
ротов n = = 15 об/сек
у, ои
п nd-q [б-О^-ЭОО олзллл
Re‘< = 0,005- = 243 °00’
Расчет мощности мешалки, затрачиваемой на перемешивание,
может быть произведен по уравнению
Л / D \о,91 / f \1.22
Kyv = 0,146 Re9’96 РгЦХ-) ,
г n*d 152-0,3 „ CQ
где Fr4 = — = -^gj- = 6,88;
, х — 1g Re _ 0,7 — 5,385 _ n 9R
О — 18 — 18 - U,ZD’
При этих данных имеем
Kw = 0,149 243 ООО0,66- 6,88^”'26 ¥,22 = 107 200.
Мощность, затрачиваемая на перемешивание,
/V = Kvpn3d3 = 107 200-0,005-152-0,33 = 3260 вт = 3,26 кет.
Примеры расчетов
39
Пример II. 2. Рассчитать мощность электродвигателя привода
рамной мешалки с двумя горизонтальными лопастями при переме-
шивании жидкости в аппарате диаметром 1000 мм и высотой
1500 мм. Вязкость жидкости 5 н-сек/м2, плотность 1200 кг/м?.
давление в аппарате 25-105 н/м2, диаметр вала мешалки 40 мм.
Мешалка вращается с окружной скоростью 2,4 м/сек.
Решение. Принимаем зазор между лопастями мешалки
и стенкой аппарата 6 = 25 мм.
Диаметр мешалки определяется как
d = D — 26 = 1000 — 2-25 = 950 мм.
Высота мешалки (по табл. II. 1)
h = 0,6// = 0,6-1500 = 900 мм.
Число оборотов
п ~ = ч Гд2’п о? = 1/сек.
nd 3,14-0,95 ’
Значение критерия Рейнольдса
„ nd2o 0,8-0,952-1200 ._0
Re,. = —- —-------г-----= 173.
ч р 5
Для рамной мешалки с двумя горизонтальными лопастями
Кд, = 12Re°’77 ( - 12 -1730’77-^ = 600.
Мощность, затрачиваемая на перемешивание,
N = КдДП2сР = 600-5-0,82-0,953 = 1650 вт.
Мощность, теряемую в сальнике, определяем по формуле (II. 3)
Nc = 9,84 (25-105 -J- 0,98-105) 0,2-0,16-0,042-0,8 = 1050 вт,
где 4 = 4Д = 4-0,04 = 0,16 м — длина набивки сальника.
Мощность электропривода по формуле (II. 1)
HiN + Nc .1,125-1650+ 1050 о г
Na = ——'—- = —----------д-гД-----= 3420 вт 3,5 кет,
a г) 0,85
где
к _НЖ 0,75// _ 0,75-1,5 _ .
Лг --р- - -р— - 1|0 - 1,120.
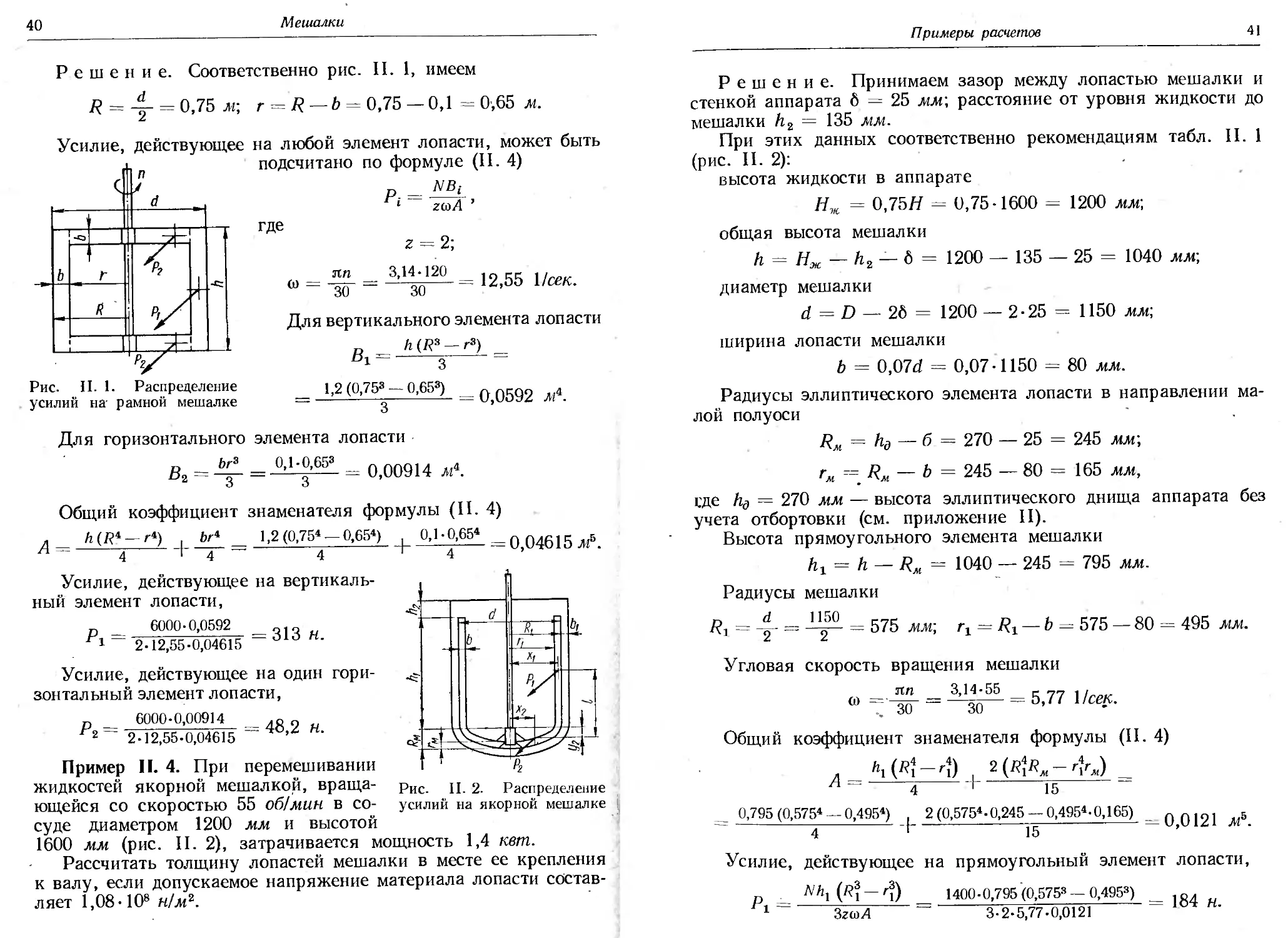
Пример II. 3. Рассчитать усилия, действующие на элементы
лопастной рамной мешалки (рис. II. 1), вращающейся со скоростью
120 об/мин, если мощность, затрачиваемая на перемешивание,
составляет 6000 вт\ диаметр мешалки d = 1500 мм\ высота h =
= 1200 мм; ширина лопасти b = 100 мм.
40
Мешалки
Решение. Соответственно рис. II. 1, имеем
R = А = о,75 м; r = R — b = 0,75 — 0,1 = 0,65 м.
Усилие, действующее
Рис. II. 1. Распределение
усилий на- рамной мешалке
где
на любой элемент лопасти, может быть
подсчитано по формуле (II. 4)
о. _ А'Д,-
1 ’
z = 2;
3,14-120
30
= 12,55
Нсек.
Для вертикального элемента лопасти
Bl- з -
g 1,2 <0,75»-0,65») д()|0592
Для горизонтального элемента лопасти
В2 = = 03'g’6^3 = 0,00914 м4.
0,1-0,654 5
/— = 0,04615 лг.
4
Рис. II. 2. Распределение
усилий на якорной мешалке
Общий коэффициент знаменателя формулы (II. 4)
. Л(7?4 —г4) 6/4 1,2(0,754 — 0,654)
Л 4 г 4 — 4
Усилие, действующее на вертикаль-
ный элемент лопасти,
р _ 6000-0,0592
2-12,55-0,04615 ~ 616 Н'
Усилие, действующее на один гори-
зонтальный элемент лопасти,
р _ 6000-0,00914 _ 4о 9 ,,
2 2-12,55-0,04615 ’
Пример II. 4. При перемешивании
жидкостей якорной мешалкой, враща-
ющейся со скоростью 55 об/мин в со-
суде диаметром 1200 мм и высотой
1600 мм (рис. II. 2), затрачивается мощность 1,4 кет.
Рассчитать толщину лопастей мешалки в месте ее крепления
к валу, если допускаемое напряжение материала лопасти состав-
ляет 1,08-108 н/мг.
Примеры расчетов
41
Решение. Принимаем зазор между лопастью мешалки и
стенкой аппарата 6 = 25 мм; расстояние от уровня жидкости до
мешалки h2 = 135 мм.
При этих данных соответственно рекомендациям табл. II. 1
(рис. II. 2):
высота жидкости в аппарате
Нж = 0,75// = 0,75-1600 = 1200 мм;
общая высота мешалки
h = Нж — /г2 — б = 1200 — 135 — 25 = 1040 мм;
диаметр мешалки
d - D - 2d = 1200 — 2-25 = 1150 мм;
ширина лопасти мешалки
b = 0,07d = 0,07-1150 = 80 мм.
Радиусы эллиптического элемента лопасти в направлении ма-
лой полуоси
RM = hd — б = 270 — 25 = 245 мм;
rM -= RM — b = 245 — 80 = 165 мм,
еде hd = 270 мм — высота эллиптического днища аппарата без
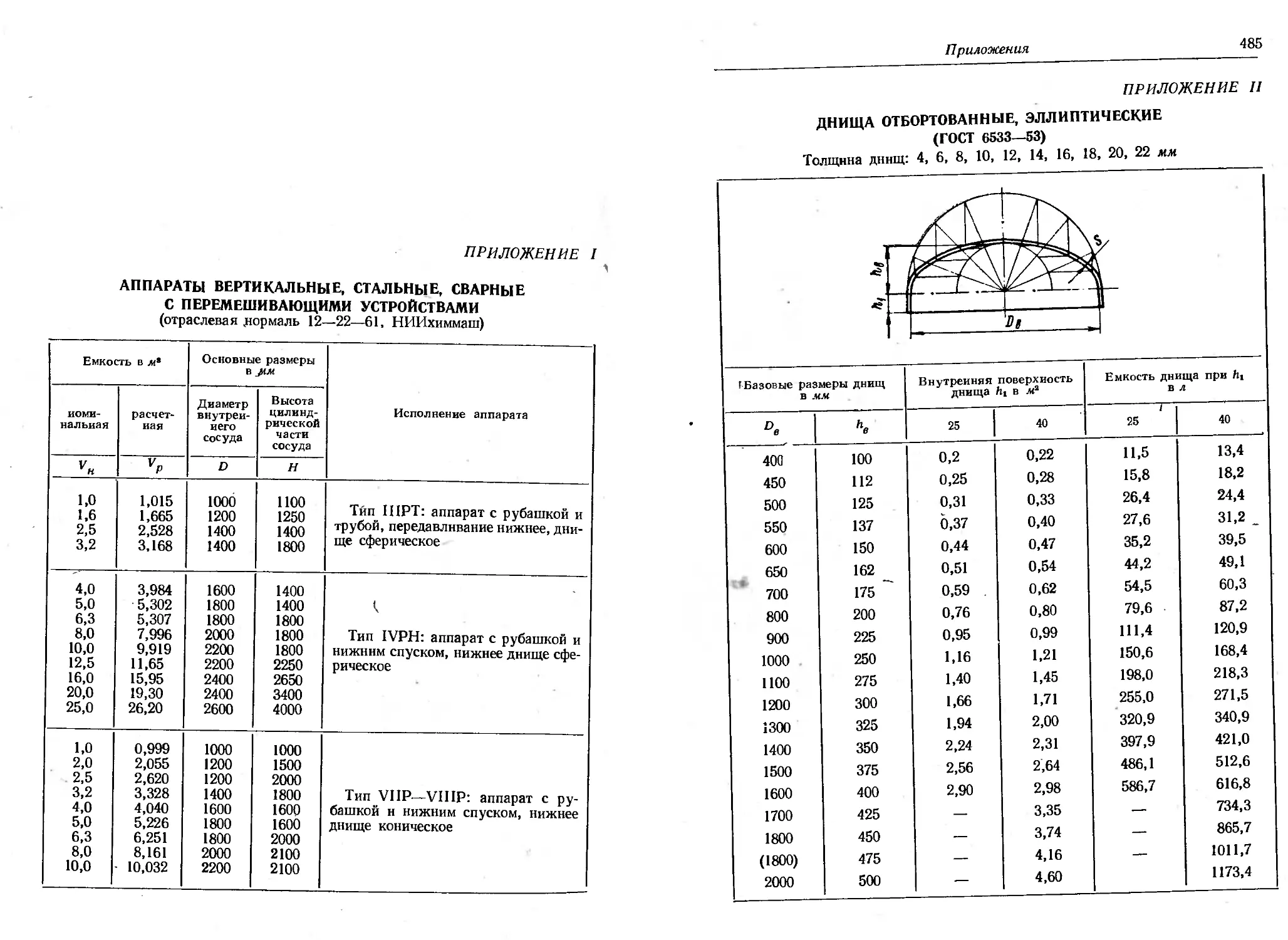
учета отбортовки (см. приложение II).
Высота прямоугольного элемента мешалки
/гг = h — RM = 1040 — 245 = 795 мм.
Радиусы мешалки
R, = _£ = = 575 мм; r1 = /?1 — d = 575 —80 = 495 мм.
Угловая скорость вращения мешалки
зтп 3,14" 55 г* *7*7 1 /
® Т^Г==~3(^ = 5’77 1/се-к-
Общий коэффициент знаменателя формулы (II. 4)
. , 2(₽Х-^Л1)
71 ~ 4 b 15
_ 0,795 (0.5754 — 0,4954) , 2 (0,5754-0,245 -- 0,4954-0,165) 8
—------------------- -I----------г=---------- -— U,Ulzl м .
4 1 15
Усилие, действующее на прямоугольный элемент лопасти,
_ («? —а?) 1400-0,795 (0,5753 — 0.4953) .од
1 ЗгсоД ~ 3-2-5,77-0,0121 — 104 Н'
42
Мешалки
Усилие, действующее на эллиптический элемент лопасти,
Мл (I^RM — rfrM) _ 1400-3,14 (0,575®-0,245 — 0,495s-0,165) _
Р*~ 16г<оЛ ~ 16-2-5,77.0,0121 —01,Он.
Расстояния от оси мешалки до точек приложения сил Рх и Р2
3 (Ri - г1) 3 0,575* — 0,495* _ „
Xl~ 4 (7?| — rf) ~ 4 ’ 0,5753 — 0,495® “
32(/ф?я —г|гЛ) _ 32 (0,575*-0,245 — 0,495*-0,165) „
*® ” 15л (RfRM — rfrMy ~ 15-3,14(0,5753-0,245 — 0,4953-0,165) ~ 0,466 М'
Расстояние от большой полуоси эллипса до точки приложения
силы Р2
16 (_ 16 (0,575® - 0,245® - 0,4953 - 0,165®) _ п , пл „
У2 ~ 15л {RlRM-rfrM) 15-3,14(0,5753-0,245 — 0,4953-0,165) °’ 4
Расстояние от места заделки лопасти до точки приложения
силы Рх (по вертикали)
I = + 0,104 = 0,501 м.
Изгибающий момент в сечении заделки лопасти
Миз = Ptxt Р2х2 = 184-0,54 -]-.51,5-0,0433 = 121 нм.
В данном случае (при одном месте заделки лопасти) изгибаю-
щий момент равен крутящему моменту на валу мешалки, т. е.
Миз — Мкр — 2ы — 2.577 — 121 нм.
Крутящий момент в сечении заделки лопасти
Мкр = Ptl = 184-0,501 = 92,1 нм.
Момент сопротивления сечения лопасти
w _ УМ'^ + М^ _ Г121® + 92,1® _
Одсп ~ 1,08-108 ~ 1,4 Л1
Толщина лопасти
6'- К? =K-iifcw-0,0105 л<.
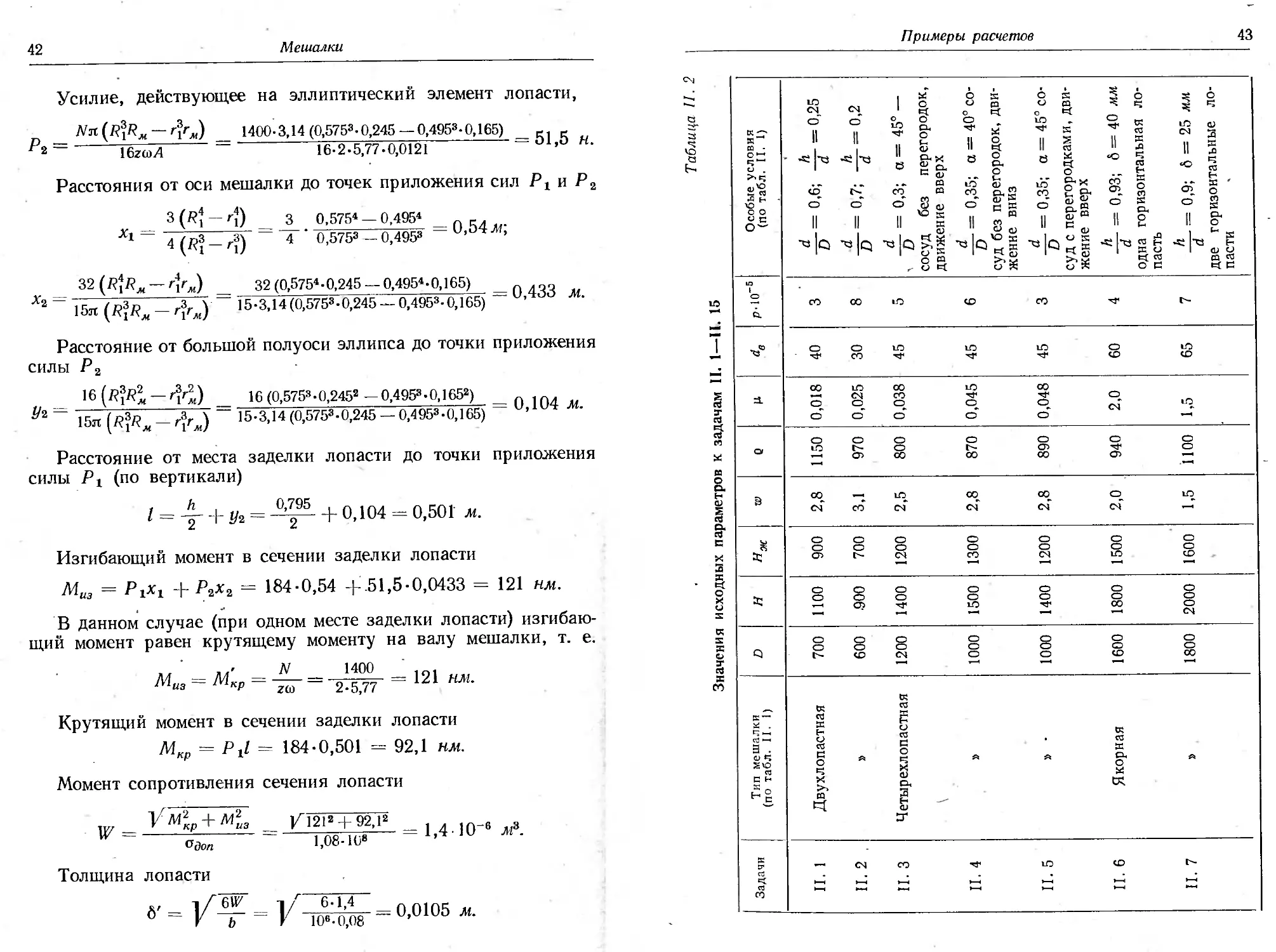
Значения исходных параметров к задачам II. 1—II. 15
Примеры расчетов
43
44
Мешалки
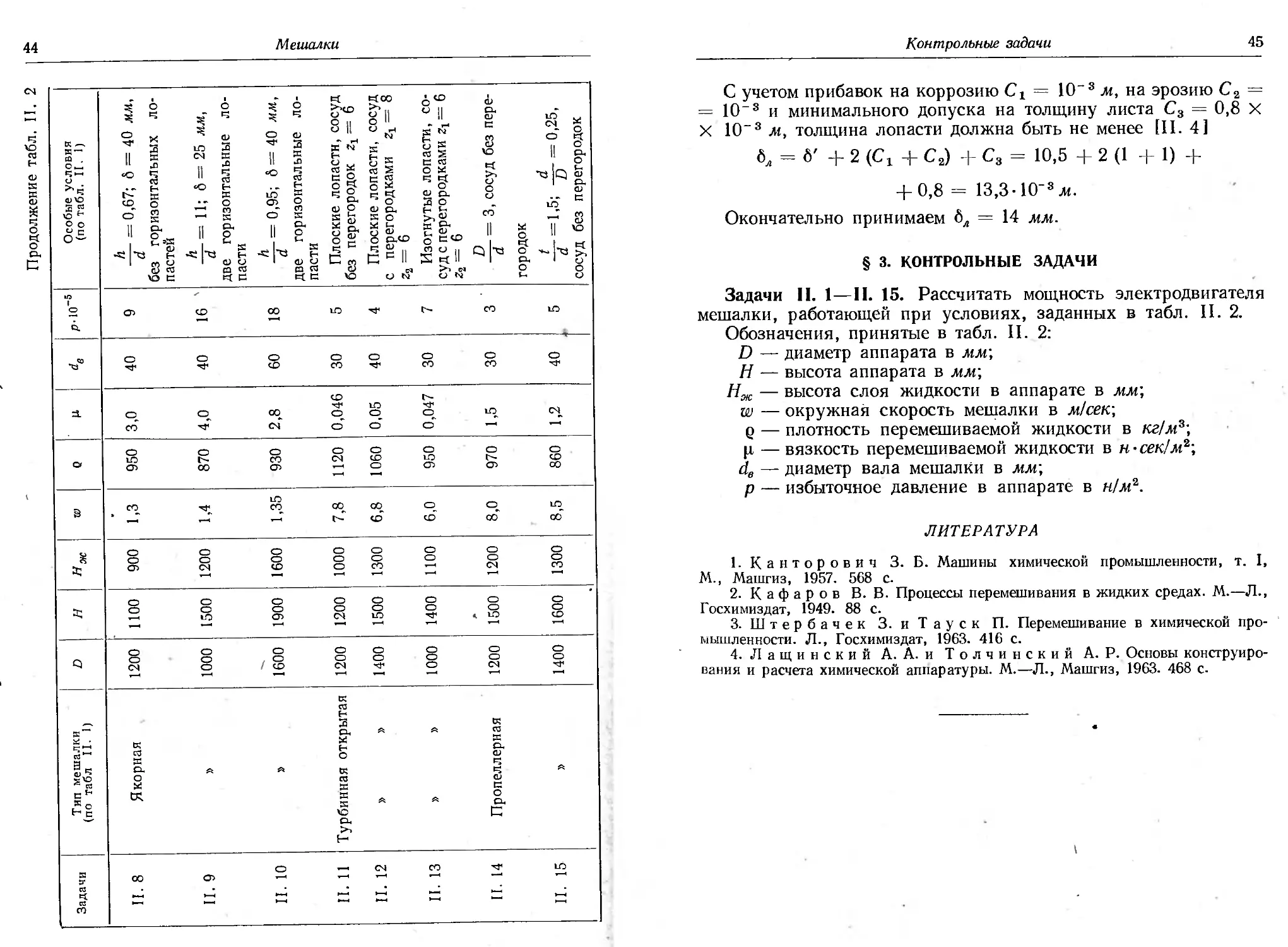
Продолжение табл. II.
Контрольные задачи
45
С учетом прибавок на коррозию Сх 10“3 м, на эрозию С2 =
= 10“3 и минимального допуска на толщину листа С3 = 0,8 X
X 10“3 м, толщина лопасти должна быть не менее [II. 41
6Л = б' + 2 (С, + С2) -|- С3 = 10,5 + 2 (1 -| 1) +
+ 0,8 = 13,3-10~3ль
Окончательно принимаем 6Л = 14 мм.
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи II. 1—II. 15. Рассчитать мощность электродвигателя
мешалки, работающей при условиях, заданных в табл. II. 2.
Обозначения, принятые в табл. II. 2:
D — диаметр аппарата в лип;
И — высота аппарата в мм;
Нж — высота слоя жидкости в аппарате в мм;
w — окружная скорость мешалки в м/сек;
р — плотность перемешиваемой жидкости в кг/л<3;
р — вязкость перемешиваемой жидкости в н-сек/м2;
de — диаметр вала мешалки в мм;
р — избыточное давление в аппарате в н/м2.
ЛИТЕРАТУРА
1. Канторович 3. Б. Машины химической промышленности, т. 1,
М., Машгиз, 1957. 568 с.
2. К а ф а р о в В. В. Процессы перемешивания в жидких средах. М.—Л.,
Госхимиздат, 1949. 88 с.
3. Штербачек 3. и Т а у с к П. Перемешивание в химической про-
мышленности. Л., Госхимиздат, 1963. 416 с.
4. Лащинский А. А. и Толчинский А. Р. Основы конструиро-
вания и расчета химической аппаратуры. М.—Л-, Машгиз, 1963. 468 с.
ГЛАВА Ill
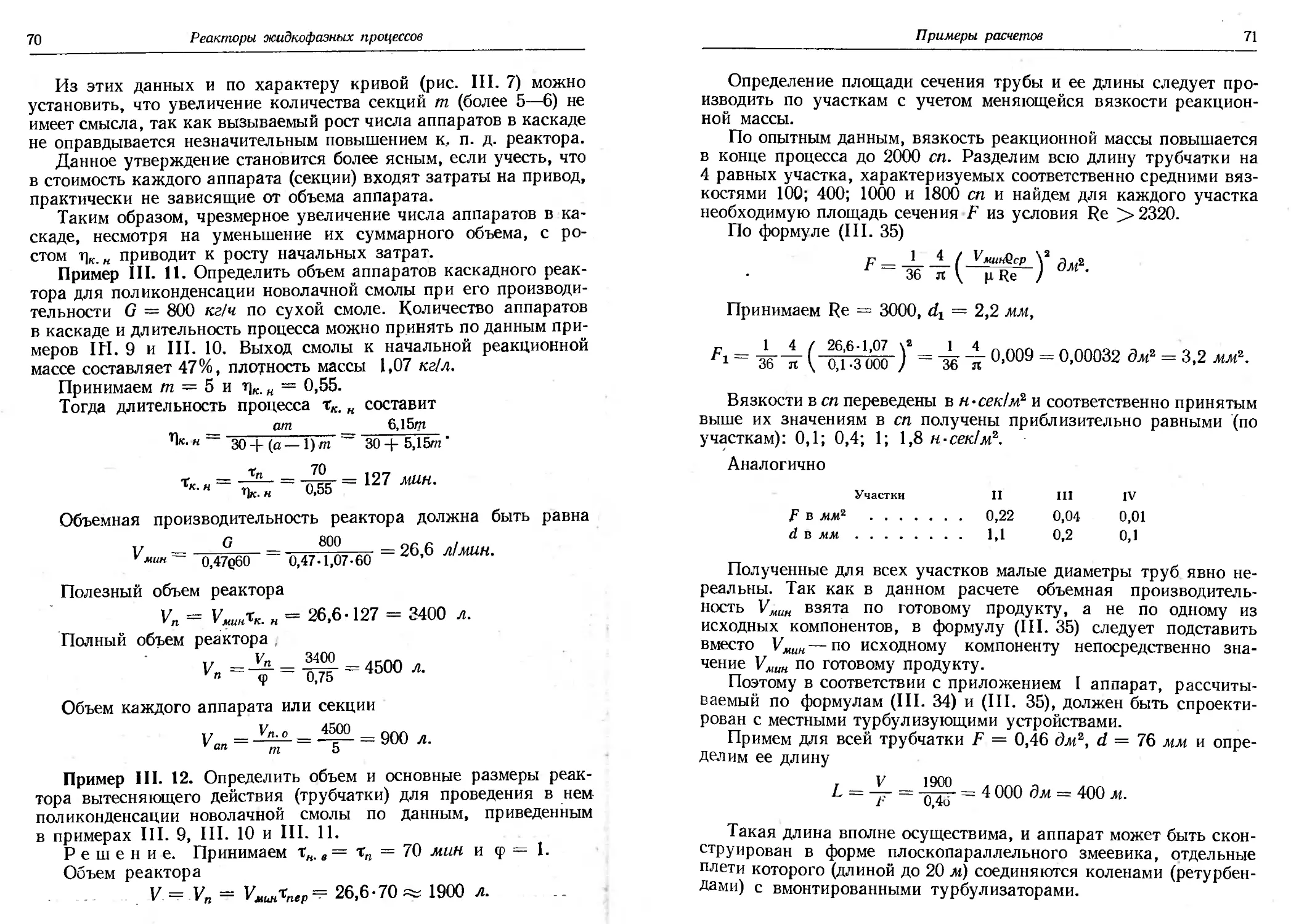
РЕАКТОРЫ ЖИДКОФАЗНЫХ ПРОЦЕССОВ
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
А. Реакторы периодического действия
Основным условием целесообразности применения реакторов
периодического действия является большая продолжительность
времени реакции.
Коэффициент полезного действия периодически действующего
реактора
Тр Тр
1] = -- =---:---
Ъц Тр । ^всп
будет достаточно высоким, если тр > хет,
где хр — время реакции;
Хц — общее время цикла;
хвсп ~ ^2 + тз + т4 — вспомогательное время; тх —
время загрузки реакционной массы; т2 — время разо-
грева реактора; т3 — время охлаждения реактора; т4 —
время выгрузки реакционной массы.
Расчет реакторов сводится к определению числа аппаратов т
при заданном их объеме Ур, обеспечивающих суточную объемную
производительность Vc, или к определению необходимого объема
аппарата при заданном т. Связь между указанными величинами
выражается уравнением
где а — коэффициент запаса производительности (табл. III. 1);
<р — коэффициент заполнения аппарата (табл. III. 2).
Основной составляющей продолжительности цикла работы
аппарата является хр, зависящее от скорости реакции.
Основные определения и расчетные формулы
47
Таблица III. 1
Рекомендуемые значения коэффициента запаса производительности
Виды аппаратов и условия их работы а
Простые, легко ремонтируемые аппараты (чаны, сборники, мерники, монжусы) 0,05—0,1
Аппараты с внутренними устройствами без вращающихся частей, работающие при низких и средних температурах и без давления (сульфураторы, нитраторы, хлораторы, газожидкост- ные реакторы и т. п.) 0,1—0,15
Аппараты, имеющие быстровращающиеся детали и работаю- щие при высоких температурах и давлениях (центрифуги, авто- клавы, плавильные котлы) 0.15—0,2
Таблица III. 2
Рекомендуемые значения коэффициентов заполнения
Виды аппаратов, и условия их работы <₽
Хранилища, мерники и другие подобные аппараты 0,85—0,9
Аппараты с мешалками и другими устройствами для переме- шивания жидкости 0,75—0,8
Аппараты, в которых протекают процессы с .большим ценооб- разованием 0,4—0,6
Любая химическая реакция превращения веществ А в ве-
щества В может быть представлена стехиометрическим уравнением
С2А2 -> С3В! + С4В2 ± q, (III. 2)
где С\ — коэффициент реакции;
q — теплота реакции (может быть рассчитана по теплоте
образования из элементов реагирующих и образующихся
соединений) [III. I ].
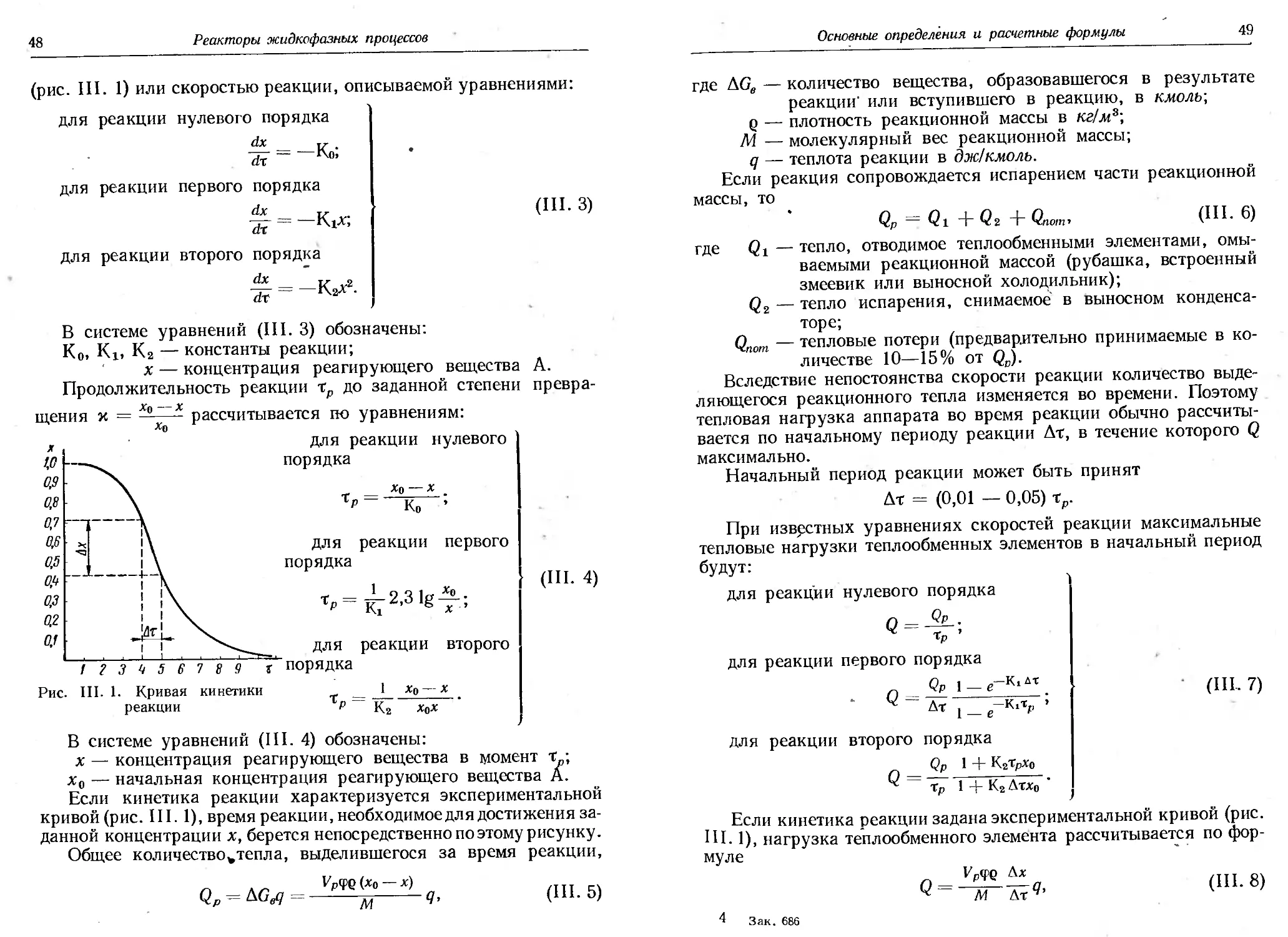
Кинетика реакции обычно характеризуется эксперименталь- .
ной кривой изменения концентрации реагирующих веществ
48
Реакторы жидкофазных процессов
(рис. III. 1) или скоростью реакции, описываемой уравнениями:
для реакции нулевого порядка
dx rr . dF ~ ~Ко>
для реакции первого порядка
dx тг
Для реакции второго порядка
(III. 3)
> = -к^.
В системе уравнений (III. 3) обозначены:
Ко. Ki, К2 — константы реакции;
х — концентрация реагирующего вещества А.
Продолжительность реакции хр до заданной степени превра-
Хо —х
щения х = —-----рассчитывается по уравнениям:
Рис. III. 1. Кривая кинетики
реакции
для реакции нулевого
порядка
_ х0 —х ,
р~ Ко ’
для реакции первого
порядка
т„ = J-2,3 1g
Р Ki 6 х ’
для реакции второго
порядка
(П1. 4)
Т = 1 х°~х
Р К2 хох
В системе уравнений (III. 4) обозначены:
х — концентрация реагирующего вещества в момент т ;
х0 — начальная концентрация реагирующего вещества А.
Если кинетика реакции характеризуется экспериментальной
кривой (рис. III. 1), время реакции, необходимое для достижения за-
данной концентрации х, берется непосредственно поэтому рисунку.
Общее количество^тепла, выделившегося за время реакции,
Qp = AGrf =
Kp<PQ (ХО — х)
(III. 5)
м
Основные определения и расчетные формулы
49
где AGe — количество вещества, образовавшегося в результате
реакции’ или вступившего в реакцию, в кмоль;
q — плотность реакционной массы в кг/м3;
М — молекулярный вес реакционной массы;
q — теплота реакции в дж/кмоль.
Если реакция сопровождается испарением части реакционной
массы, то
Op — Q1 + 0.2 + Опот* (III. 6)
где Qi — тепло, отводимое теплообменными элементами, омы-
ваемыми реакционной массой (рубашка, встроенный
змеевик или выносной холодильник);
Q2 — тепло испарения, снимаемое в выносном конденса-
торе;
Опот — тепловые потери (предварительно принимаемые в ко-
личестве 10—15% от Qc).
Вследствие непостоянства скорости реакции количество выде-
ляющегося реакционного тепла изменяется во времени. Поэтому
тепловая нагрузка аппарата во время реакции обычно рассчиты-
вается по начальному периоду реакции Ат, в течение которого Q
максимально.
Начальный период реакции может быть принят
Ат = (0,01 — 0,05) гр.
При известных уравнениях скоростей реакции максимальные
тепловые нагрузки теплообменных элементов в начальный период
будут:
для
нулевого порядка
Тр
реакции
для реакции первого порядка
Qp 1_е-к.дт
4 ~ Ат , _ -К.тр •
(III. 7)
для реакции второго порядка
_ Qp 1 + КгТрХо
Тр 1 h Кг Дтхр
Если кинетика реакции задана экспериментальной кривой (рис.
HI. 1), нагрузка теплообменного элемента рассчитывается по фор-
муле
КрТО Дх
~ М Лт
(III. 8)
4
Зак. 686
50
Реакторы жидкофазных процессов
где Ах — наибольшая разность концентраций, соответствующая
- выбранному интервалу времени Ат.
Максимальный расход хладагента (теплоносителя), необходи-
мый для отвода (подвода) реакционного тепла, в зависимости от
порядка реакции рассчитывается по следующим уравнениям:
1
для реакции нулевого порядка
Тр
для реакции первого порядка
для реакции второго порядка
д Ga 1 + К2ТрХо
“ ~ Тр 1 + КгЛтх0 •
В системе уравнений (III. 9) общее количество хладагента,
необходимого для отвода реакционного тепла, выделившегося за
время т , определяется как
Qp
= с-(е8" ё7Г-> (LIL1°)
где 0Х; 02—начальная и конечная температуры хладоносителя,
подаваемого в теплообменный элемент реактора;
с — теплоемкость хладагента.
При отводе реакционного тепла процесс теплообмена эконо-
мичнее вести при постоянстве температур 0 х и 02. Расход хлад-
агента при этом должен изменяться во времени, что легко осу-
ществляется регулирующими устройствами.
Поверхность теплообменных элементов реактора, обеспечи-
вающая отвод (подвод) реакционного тепла, определяется по фор-
муле
F = —- —
К А3%
(HI. 11)
Коэффициент теплоотдачи от реакционной массы к стенкам
теплообменных элементов рассчитывается по формулам, приве-
денным в [2, 4, 5].
Продолжительности разогрева и охлаждения аппарата при
известной теплообменной поверхности реактора F могут быть рас-
считаны по уравнению
т — 3
2>3 ” fK2.3(ATcp)2,3’
(III. 12)
Основные определения и расчетные формулы
51
где Q2, з — тепло, затрачиваемое на нагрев или охлаждение
реакционной массы и реактора, в дж\
Кг, з — коэффициент теплопередачи при нагреве или
охлаждении в вт/м2 град',
(ЬТ )2 3 — средняя разность температур в град.
Так как при нагреве или охлаждении температура реакционной
массы изменяется во времени, средняя разность температур
(ДТ 3 должна рассчитываться по условиям неустановившегося
процесса теплообмена.
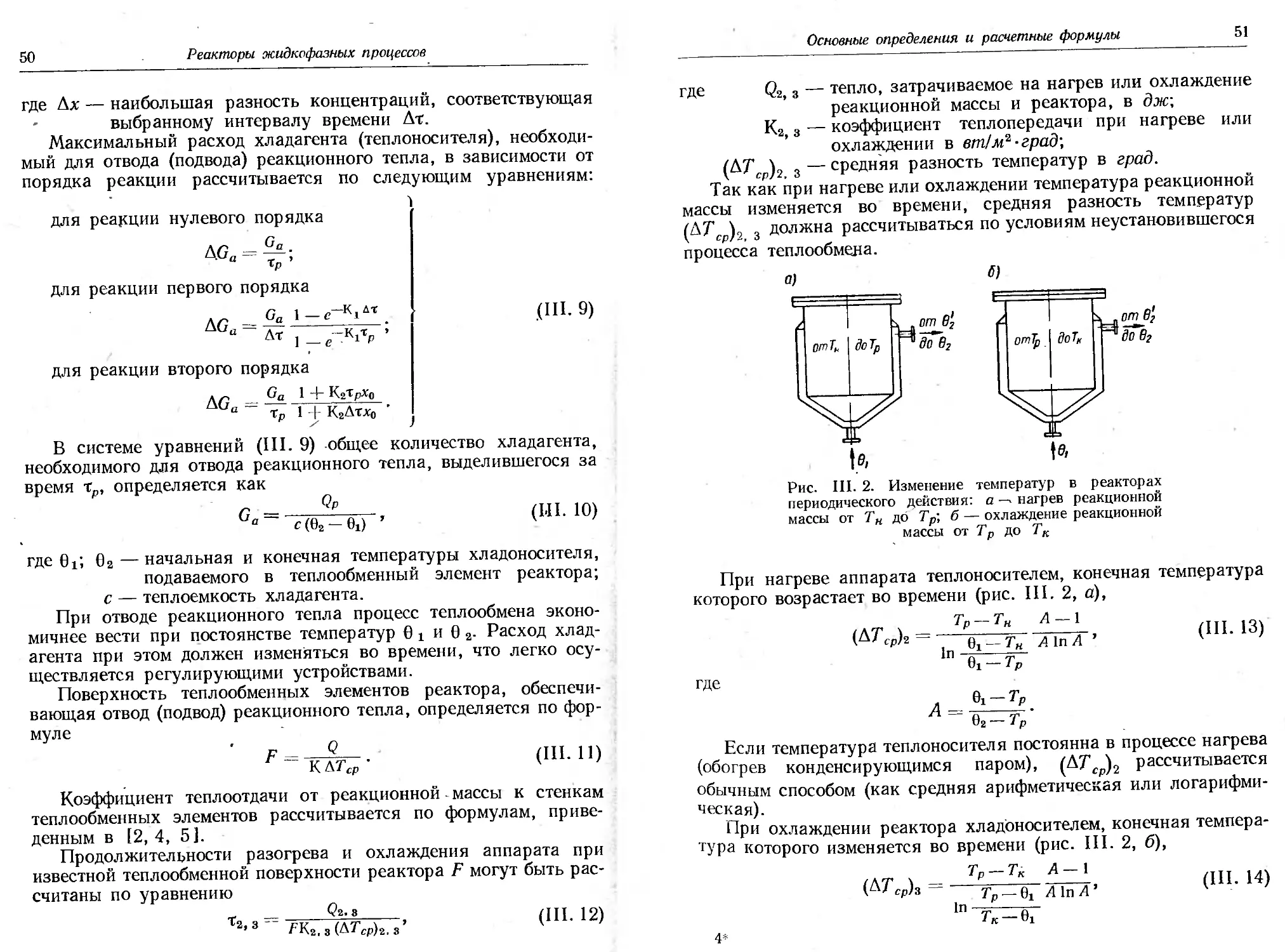
Рис. III. 2. Изменение температур в реакторах
периодического действия: а —- нагрев реакционной
массы от Тн до Тр; б — охлаждение реакционной
массы от Тр до Тк
При нагреве аппарата теплоносителем, конечная температура
которого возрастает во времени (рис. III. 2, а),
Тр — Тн А —\
^Тср)2 = 01 __ Гн А 1пЛ , (П1. 13)
вх-Тр
где
Если температура теплоносителя постоянна в процессе нагрева
(обогрев конденсирующимся паром), (ЛТср)2 рассчитывается
обычным способом (как средняя арифметическая или логарифми-
ческая).
При охлаждении реактора хладбносителем, конечная темпера-
тура которого изменяется во времени (рис. III. 2, б),
(АГср)3 =
Гр - А-1
Тр — 0Х А In А ’
In
Тк-0]
(III. 14)
4*
52
Реакторы жидкофазных процессов
где
Тк-б!
Тк — 6г
В уравнениях (III. 13) и (III. 14) обозначены:
Тр — температура реакции;
Тн — начальная температура реакционной массы, загружен-
ной в реактор;
Тк — конечная температура реакционной массы, выгружаемой
из реактора;
0! — температура теплоносителя (хладоносителя), поступаю-
щего в реактор;
02 — температура теплоносителя (хладоносителя), уходящего
из реактора в конце нагрева или охлаждения.
У аппаратов (типа котлов) с рубашками теплообменная по-
верхность
F = nDHp + Fd, (III. 15)
где D — внутренний диаметр аппарата в м;
Нр — высота цилиндрической части аппарата, заключенной
в рубашку, в м;
Fd — поверхность днища в м2.
Высота Нр может быть найдена из выражения
Нр = Hq', (III. 16)
где
Н — высота цилиндрической части сосуда (см. приложение I);
Ф-Vd/Vp
1 - vd/vp
— коэффициент заполнения цилиндрической
части аппарата.
Поверхность днища Fg и объем Vd приведены в приложении II,
рабочий объем аппарата —в~ приложении I.
Б. Реакционные аппараты непрерывного действия
В реакторах непрерывного действия подвод компонентов и от-
вод реакционной массы осуществляются непрерывно, причем кон-
центрация компонентов, оставаясь постоянной во времени, изме-
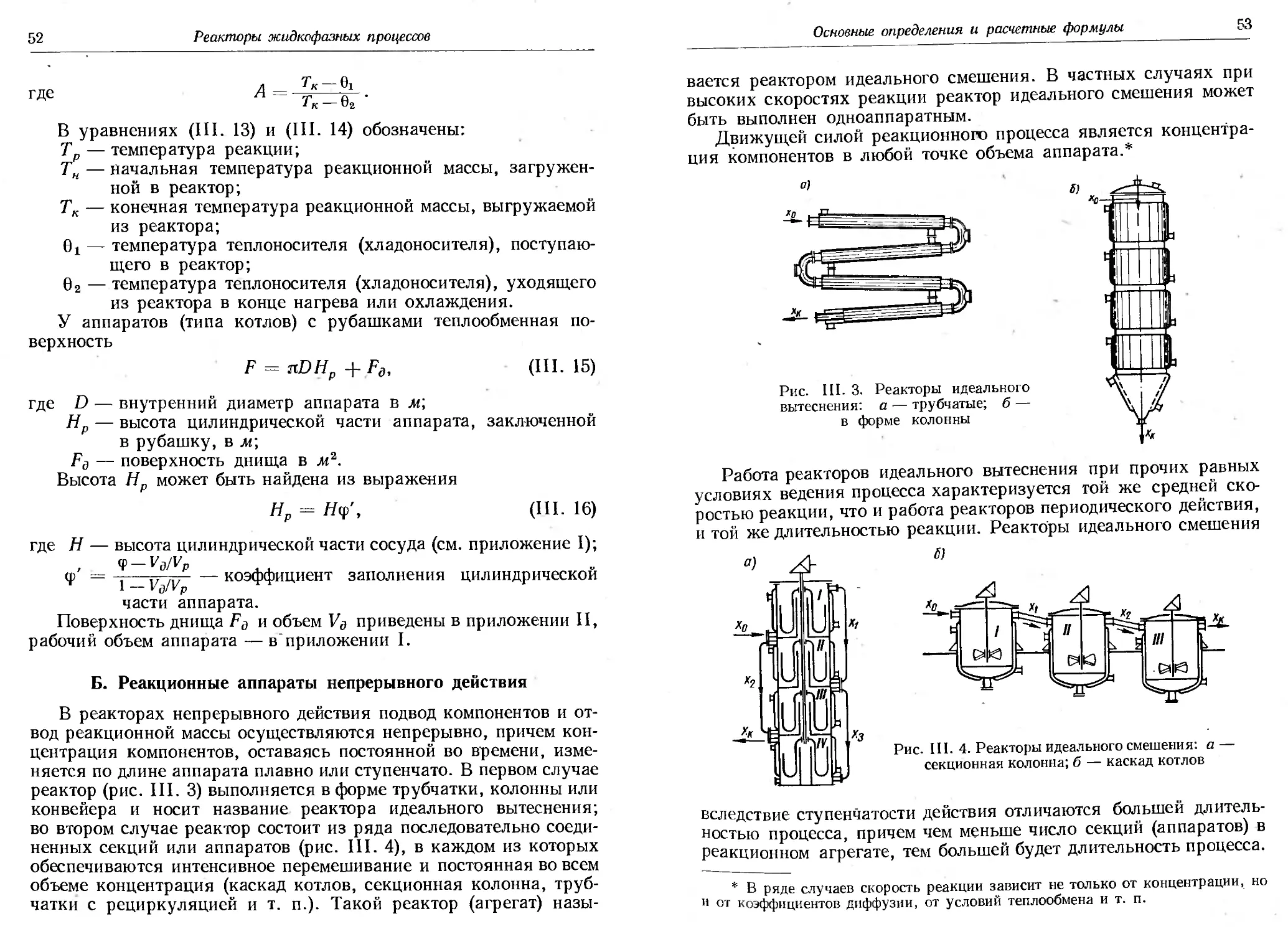
няется по длине аппарата плавно или ступенчато. В первом случае
реактор (рис. III. 3) выполняется в форме трубчатки, колонны или
конвейера и носит название реактора идеального вытеснения;
во втором случае реактор состоит из ряда последовательно соеди-
ненных секций или аппаратов (рис. III. 4), в каждом из которых
обеспечиваются интенсивное перемешивание и постоянная во всем
объеме концентрация (каскад котлов, секционная колонна, труб-
чатки с рециркуляцией и т. п.). Такой реактор (агрегат) назы-
Основные определения и расчетные формулы
53
вается реактором идеального смешения. В частных случаях при
высоких скоростях реакции реактор идеального смешения может
быть выполнен одноаппаратным.
Движущей силой реакционного процесса является концентра-
ция компонентов в любой точке объема аппарата.*
о)
Рис. III. 3. Реакторы идеального
вытеснения: а — трубчатые; б —
в форме колонны
Работа реакторов идеального вытеснения при прочих равных
условиях ведения процесса характеризуется той же средней ско-
ростью реакции, что и работа реакторов периодического действия,
и той же длительностью реакции. Реакторы идеального смешения
6)
Рис. III. 4. Реакторы идеального смешения: а —
секционная колонна; б — каскад котлов
вследствие ступенчатости действия отличаются большей длитель-
ностью процесса, причем чем меньше число секций (аппаратов) в
реакционном агрегате, тем большей будет длительность процесса.
* В ряде случаев скорость реакции зависит не только от концентрации, но
и от коэффициентов диффузии, от условий теплообмена и т. п.
54 Реакторы жидкофазных процессов
Отношение длительностей периодического и непрерывного про-
цессов хп/хн называется временным коэффициентом полезного
действия т].
Для реакторов идеального вытеснения -> 1, а для реакторов
идеального смешения 1% < 1.
Однако, если сравнивать общие длительности, необходимые на
проведение всей операции, включающие кроме времени самой
реакции также время на загрузку и выгрузку, то т]оби4 может
быть больше единицы, поэтому удельная производительность (в кг
на 1 лг3) реактора непрерывного действия (обоих вариантов) ока-
зывается обычно выше, чем реактора периодического действия
того же назначения.
Объемный (технологический) расчет реакторов идеального сме-
шения имеет целью определение полезного объема V и числа
секций т по заданной объемной производительности V4 ъм?!ч*,
а также начальной х0 и конечной хк концентрациям исходного
реагента (см. рис. III. 3 и III. 4)**.
В реакторе или в каждой его секции при перемешивании под-
держиваются постоянная концентрация (равная концентрации на
выходе из аппарата) и постоянная температура с помощью тепло-
обменных устройств.
Объемный расчет производится аналитически, когда известно
уравнение кинетики реакции, или графоаналитически, если дана
кривая концентрация х — время т, полученная эксперимен-
тально при испытании промышленного или лабораторного реак-
тора периодического действия (при тех же условиях ведения про-
цесса).
В основе как графического, так и аналитического методов рас-
чета лежат данные, полученные в результате исследований перио-
дических процессов, излагаемых ниже. Расчетные методы дают
достаточно точные результаты лишь тогда, когда при переходе
к непрерывным процессам не возникают новые факторы, могущие
оказать влияние на скорость реакций и вытекающие при переходе
к аппаратам идеального смешения и к их ступенчатым модифика-
циям.
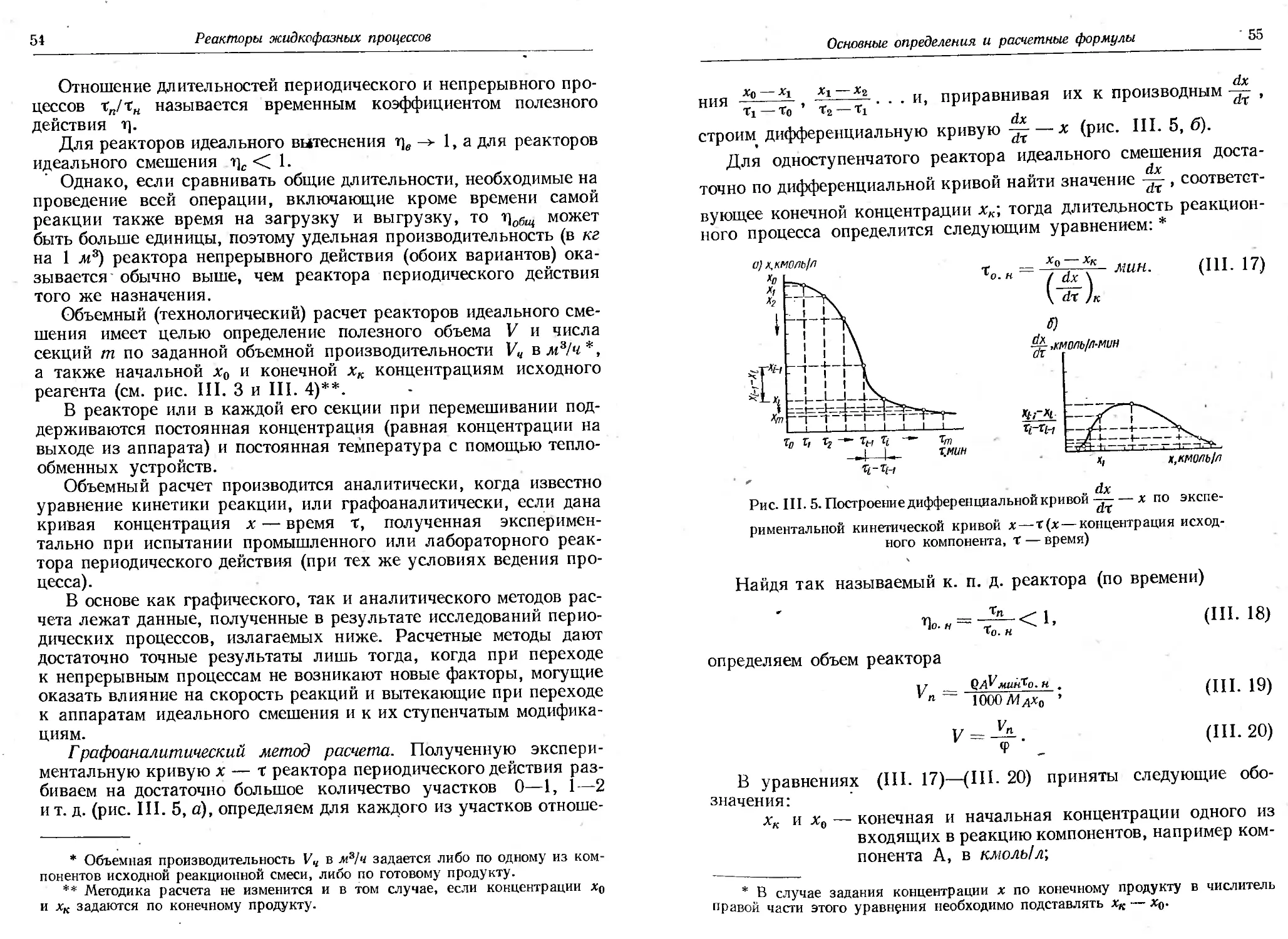
Графоаналитический метод расчета. Полученную экспери-
ментальную кривую х — х реактора периодического действия раз-
биваем на достаточно большое количество участков 0—1, 1—2
ит. д. (рис. III. 5, а), определяем для каждого из участков отноше-
* Объемная производительность V4 в л®/ч задается либо по одному из ком-
понентов исходной реакционной смеси, либо по готовому продукту.
** Методика расчета не изменится и в том случае, если концентрации х0
и хк задаются по конечному продукту.
Основные определения и расчетные формулы
55
ния y—~... и, приравнивая их к производным ,
строим дифференциальную кривую —— х (рис. III. 5, б).
Для одноступенчатого реактора идеального смешения доста-
точно по дифференциальной кривой найти значение , соответст-
вующее конечной концентрации хк; тогда длительность реакцион-
ного процесса определится следующим уравнением: *
риментальной кинетической кривой х—т(х — концентрация исход-
ного компонента, т — время)
Найдя так называемый к. п. д. реактора (по времени)
По. н —
определяем объем реактора
W ___ QA^MUH^O. н .
п ~ 1000 МАхе ’
V — 2k
ч> ’ _
(III. 18)
(III. 19)
(HI. 20)
В уравнениях (III. 17)—(III. 20) приняты следующие обо-
значения:
хк и х0 — конечная и начальная концентрации одного из
входящих в реакцию компонентов, например ком-
понента А, в кмоль!л\
* В случае задания концентрации х по конечному продукту в числитель
правой части этого уравнения необходимо подставлять хк — х0.
56
Реакторы жидкофазных процессов
("Зт") — скорость реакции (конечная) в кмоль!л-мин-,
т0 11 го. н — длительность реакционного процесса в интервале
х0 — хк в случае периодического и непрерывного
процесса (в реакторе идеального смешения) в мин\
VMUH — заданная объемная производительность аппарата
по входящему компоненту А в м3/мин;
Рл — плотность того же компонента А в кг/м3-,
Vn — объем, заполненный в реакторе реакционной мас-
сой, в м3;
Ф = 0,7—0,8 — коэффициент заполнения реактора;
V — полный объем реактора в м3;
МЛ — молекулярная масса компонентов в кмоль.
Для ступенчатого (каскадного) реактора, состоящего из не-
скольких аппаратов идеального смешения одинакового объема Vn,
предварительно задаемся с последующей проверкой значениями
временного к. п. д. и числа аппаратов т
г\к.н = ^~, (Ш.21)
*к- н
откуда находим длительность процесса в каждом отдельно взятом
аппарате каскада
н
т
(III. 22)
Для всех аппаратов каскада будет справедливо уравнение *
(III. 23)
где т — последний аппарат каскада с концентрацией ком-
понента А на выходе хт\
т — 1 — предпоследний аппарат каскада с концентрацией
компонента А на выходе хт_г и т. д.
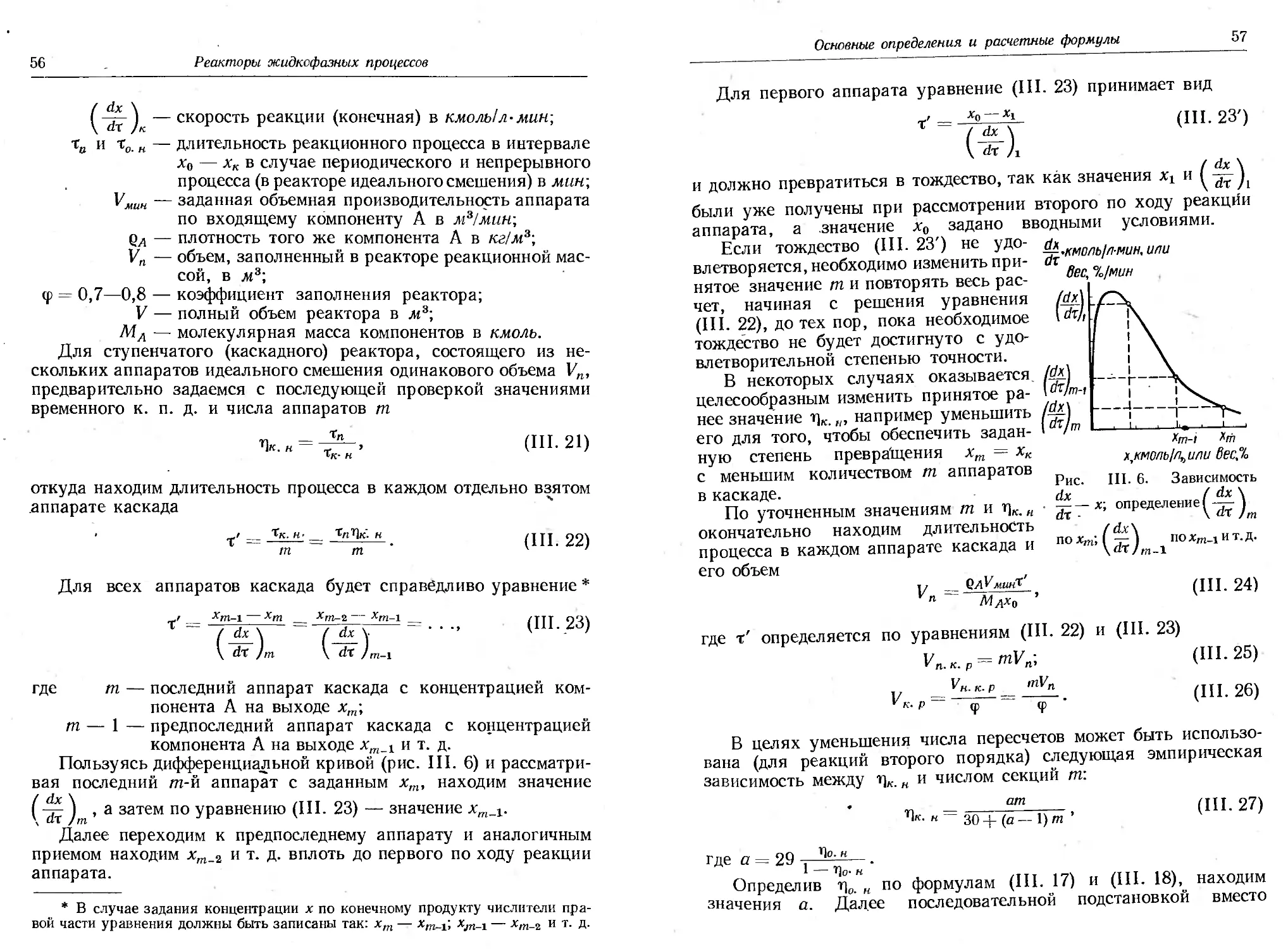
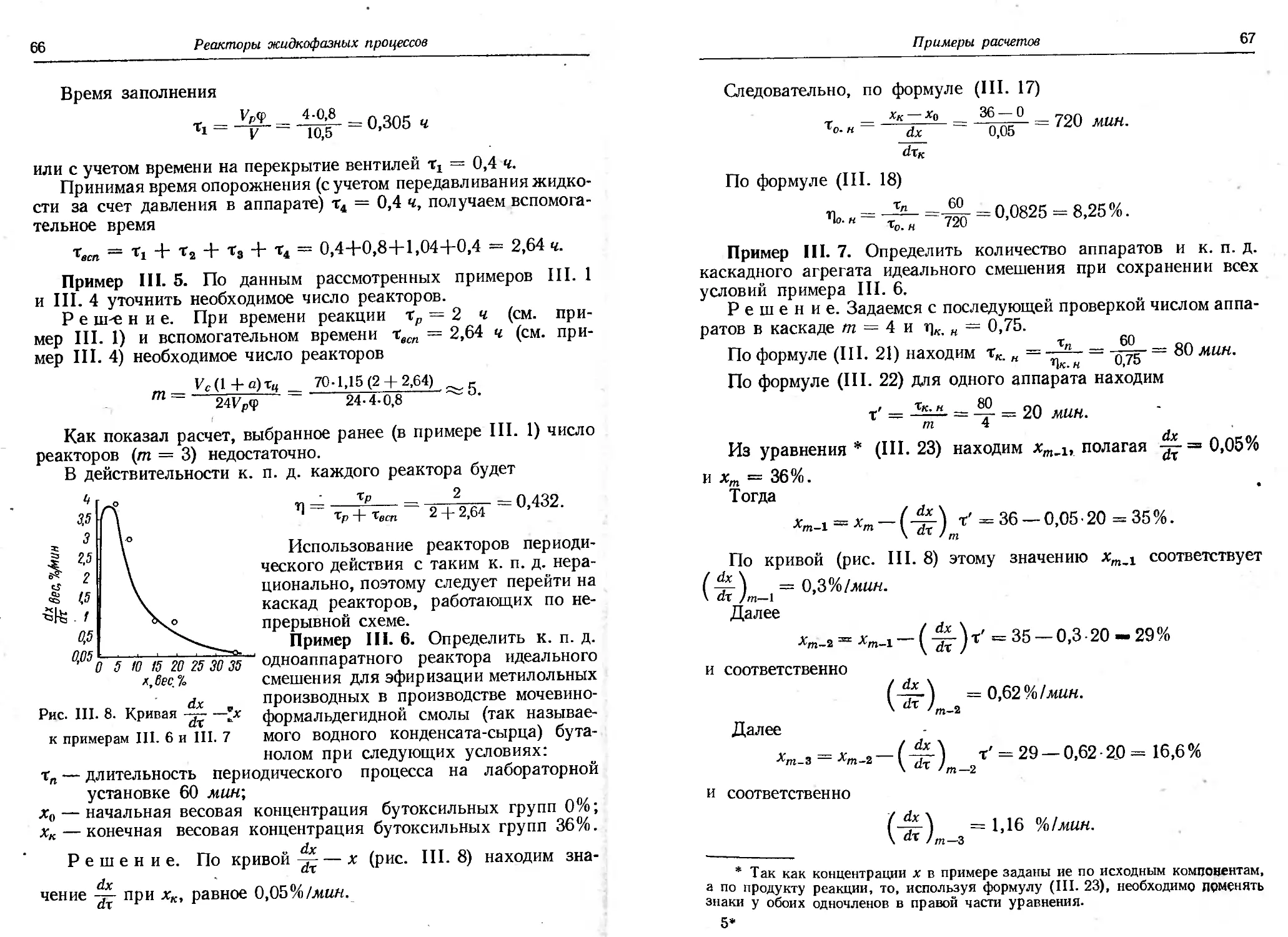
Пользуясь дифференциальной кривой (рис. III. 6) и рассматри-
вая последний m-й аппарат с заданным хт, находим значение
) , а затем по уравнению (III. 23) — значение хт_г.
Далее переходим к предпоследнему аппарату и аналогичным
приемом находим хт_2 и т. д. вплоть до первого по ходу реакции
аппарата.
* В случае задания концентрации х по конечному продукту числители пра-
вой части уравнения должны быть записаны так: хт — xm_i, xm_1 — хт_2 и т. д.
Основные определения и расчетные формулы
57
Для первого аппарата уравнение (III. 23) принимает вид
Х„ — Xj
(III. 23')
т' - =
^•кмоль/лмин, или
вес, “/«/мин
Рис.
dx
----х; определение
ат -
Хт-1 Хт
х,кмоль/льили вес,7о
III. 6. Зависимость
и должно превратиться в тождество, так как значения и
были уже получены при рассмотрении второго по ходу реакции
аппарата, а значение х0 задано вводными условиями.
Если тождество (III. 23') не удо-
влетворяется, необходимо изменить при-
нятое значение т и повторять весь рас-
чет, начиная с решения уравнения
(III. 22), до тех пор, пока необходимое
тождество не будет достигнуто с удо-
влетворительной степенью точности.
В некоторых случаях оказывается
целесообразным изменить принятое ра-
нее значение т)к. „, например уменьшить
его для того, чтобы обеспечить задан-
ную степень превращения хт = хк
с меньшим количеством т аппаратов
в каскаде.
По уточненным значениям т и т]к. „
окончательно находим длительность
процесса в каждом аппарате каскада и
его объем
т
I ПОХ„;-1ИТ.Д.
т-1
по Хт,
1/ __ QaVmuhX
V п
(III. 24)
где т' определяется по уравнениям (III. 22) и (III. 23)
V„.K.p = mVn; (III. 25)
=—(III. 26)
p <p <p ' '
В целях уменьшения числа пересчетов может быть использо-
вана (для реакций второго порядка) следующая эмпирическая
зависимость между щ. „ и числом секций т:
' ^=зо+(^’ (Ш-27)
Определив т]0 н по формулам (III. 17) и (III. 18), находим
значения а. Далее последовательной подстановкой вместо
58
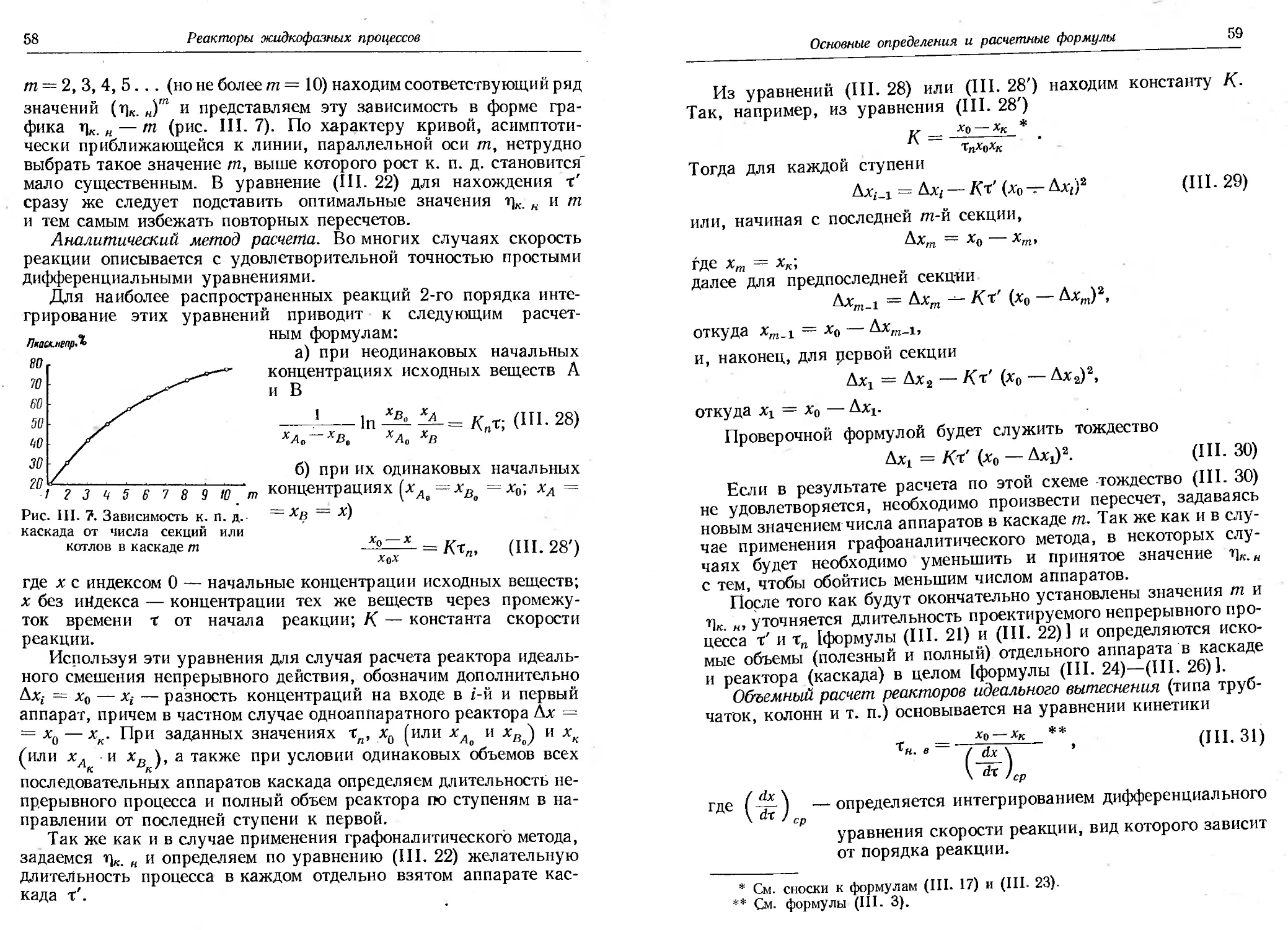
Реакторы жидкофазных процессов
т = 2, 3, 4, 5... (но не более т = 10) находим соответствующий ряд
значений (т]к. „)т и представляем эту зависимость в форме гра-
фика Як. н — т (рис. III. 7). По характеру кривой, асимптоти-
чески приближающейся к линии, параллельной оси т, нетрудно
выбрать такое значение т, выше которого рост к. п. д. становится'
мало существенным. В уравнение (III. 22) для нахождения т'
сразу же следует подставить оптимальные значения т]к. н и т
и тем самым избежать повторных пересчетов.
Аналитический метод расчета. Во многих случаях скорость
реакции описывается с удовлетворительной точностью простыми
дифференциальными уравнениями.
Для наиболее распространенных реакций 2-го порядка инте-
грирование этих уравнений приводит к следующим расчет-
„ ч ным формулам:
so а) при неодинаковых начальных
концентрациях исходных веществ А
° и В
ОТ
50 X —*------1п-^^-=7<„т; (Ш.28)
30 / б) при их одинаковых начальных
3 ч 8 6 п 8 8 ю ™ концентрациях (хЛо=хВо = х0; хА =
Рис. III. 7. Зависимость к. п. д. ~ * * * * * хв х)
каскада от числа секций или __
котлов в каскаде т -Ае—— — fa ( (Ш. 28')
где х с индексом 0 — начальные концентрации исходных веществ;
х без ийдекса — концентрации тех же веществ через промежу-
ток времени т от начала реакции; К — константа скорости
реакции.
Используя эти уравнения для случая расчета реактора идеаль-
ного смешения непрерывного действия, обозначим дополнительно
Ах,- = х0 — Xi — разность концентраций на входе в i-й и первый
аппарат, причем в частном случае одноаппаратного реактора Ах =
= х0—хк. При заданных значениях гп, х0 (или хА° и xBJ и хк
(или хА и хв ), а также при условии одинаковых объемов всех
последовательных аппаратов каскада определяем длительность не-
прерывного процесса и полный объем реактора по ступеням в на-
правлении от последней ступени к первой.
Так же как и в случае применения графоналитического метода,
задаемся „ и определяем по уравнению (III. 22) желательную
длительность процесса в каждом отдельно взятом аппарате кас-
када т'.
Основные определения и расчетные формулы
59
Из уравнений (III. 28) или (III. 28') находим константу К.
Так, например, из уравнения (III. 28')
„ _ Хр —Хк *
Тогда для каждой ступени
Ал;,! = Ах,- — /Ст' (х0 — Axj2 (III. 29)
или, начиная с последней т-й секции,
Ах,„ = х0 — хт,
где хт хк,
далее для предпоследней секц-ии
A*m_i = &хт ~ Кг' (х0 — Ахт)2,
откуда хт_! = х0 — Ахт_ъ
и, наконец, для рервой секции
Ахг == Ах2 — /Ст' (х0 — Ах2)2,
откуда хх = х0 — Ахх.
Проверочной формулой будет служить тождество
Ахг = Кх' (х0 — АхО2. (Ш. 30)
Если в результате расчета по этой схеме тождество (III. 30)
не удовлетворяется, необходимо произвести пересчет, задаваясь
новым значением числа аппаратов в каскаде т. Так же как и в слу-
чае применения графоаналитического метода, в некоторых слу-
чаях будет необходимо уменьшить и принятое значение т]к.и
с тем, чтобы обойтись меньшим числом аппаратов.
После того как будут окончательно установлены значения т и
т]к. н, уточняется длительность проектируемого непрерывного про-
цесса т' и тп [формулы (III. 21) и (III. 22)] и определяются иско-
мые объемы (полезный и полный) отдельного аппарата в каскаде
и реактора (каскада) в целом [формулы (III. 24)—(III. 26)].
Объемный расчет реакторов идеального вытеснения (типа труб-
чаток, колонн и т. п.) основывается на уравнении кинетики
хн е = - *° ~ Хк **, (III. 31)
н- в / dx \ ’ v '
\^)СР
где —определяется интегрированием дифференциального
уравнения скорости реакции, вид которого зависит
от порядка реакции.
* См. сноски к формулам (III. 17) и (III. 23).
** См. формулы (III. 3).
60
Реакторы жидкофазных процессов
Так, в частности, для реакций второго порядка с одинаковыми
концентрациями исходных веществ
(-^-) = Кхохк. (III. 32)
В тех случаях, когда из опыта известно значение т„, необхо-
димость расчета тк. „ отпадает, так как для реакторов идеального
вытеснения тк. в = т„, т. е. т]и. e 1.
По полученному или заранее известному значению в на-
ходим полезный объем реактора
ь, = du. зз)
и его длину (высоту)
L=^, (111.34)
где F — площадь сечения реактора, выбираемая из условий обес-
печения турбулентного режима.
Задаваясь критерием Re > 2320 (например, 3000), опреде-
ляем F из выражения
4 / Vмин Qcp V
3600л \ Rep, )
а следовательно, диаметр сечения
4 / VmuhQcp \
d = 60л ( Rep /’
(III. 35)
(III. 35')
где qcp — средняя плотность реакционной смеси в кг/м3-,
р — средняя вязкость той же смеси в н-сек/м?.
При значительном изменении вязкости и плотности по длине
аппарата следует разделить ее на участки и находить F для каж-
дого из них.
Если в результате расчета значение F окажется малым, а зна-
чение L весьма большим, допускается ламинарный режим течения
на отдельных участках реактора с установкой между участками
турбулизационных устройств (перегородок, решеток, сопел и т. п.).
Расстояние между этими устройствами, т. е. длина участков, опре-
деляется по имеющимся номограммам для дроссельных приборов.
Тепловой расчет реакторов непрерывного действия состоит из
двух этапов: из составления теплового баланса и определения
величины поверхности теплообмена. В отличие от реакционного
процесса в реакторах периодического действия, в данном случае,
стабильный во времени реакционный процесс изменяется плавно
Основные определения и расчетные формулы
61
в реакторах идеального вытеснения или ступенчато в реакторах
идеального смешения по длине аппарата или каскада аппаратов.
В связи с этим тепловые расчеты ведутся раздельно по услов-
ным участкам реакторов вытесняющего действия и по секциям
(или аппаратам) каскада реакторов смешения.
Заданными величинами помимо производительности являются:
а) температура, вязкость и теплоемкость исходной реакцион-
ной смеси или отдельных ее компонентов;
б) температура смеси в реакционном объеме каждого участка
или секции;
в) начальные и конечные концентрации компонентов по участ-
кам или секциям;
г) удельная теплота реакции (в кдж/кг или кдж/кмоль) —
положительная или отрицательная;
д) мощность перемешивающих устройств (в случае значительного
теплового выделения от перемешивания) определяется непосредст-
венно после объемного’расчета по методике, изложенной в гл. II.
Для каждого i-ro участка или секции абсолютное количество вы-
деляемого или поглощаемого тепла реакции определяется по
формуле
• ± Qp = (in. 36)
где дополнительно обозначены:
qyd — удельная теплота реакции в кдж/кмоль\
хК1 — концентрация компонента А на выходе из предыдущей
секции или на входе в рассчитываемую секцию
в кмоль/л\
— концентрация компонента А на выходе из рассчитывае-
мой секции в кмоль/л.
Количество тепла, выделяющегося вследствие перемешивания
массы в данной секции, находим по мощности мешалки
Q. = (HI. 37)
где Д7Л — мощность мешалки в кет.
Количество тепла, вносимое компонентами смеси при входе
в /-й участок или секцию аппарата,
гДе 2 (Л-Рч-г-М) — сумма произведений теплосодержания J,
молярной концентрации и молекулярной
массы каждого компонента реакционной
смеси при входе в каждый участок или
секцию в кдж!л.
62
Реакторы жидкофазных процессов
Количество тепла, уносимое компонентами смеси при выходе
из /-го участка или секции,
,ш39>
где 2 (ЛЛ-ЛД—сумма произведений теплосодержания, концен-
трации и молекулярной массы каждого компо-
нента реакционной смеси на выходе из /-го
участка или секции.
Количество тепла Qh подводимого к реакционной смеси или
отводимого от нее с помощью тех или иных теплообменных
устройств (рубашки, змеевики, электронагреватели, выносные
циркуляционные, т. е. обратные подогреватели или холодиль-
ники), определяется тепловым балансом
±Qi = ±QP + Q^ = (QxI_1 — QXi) кет. (III. 40)
Тип теплообменного устройства и вид тепло- или хладоноси-
теля выбираются с учетом принятой конструкции реактора, макси-
мальной и минимальной температур реакционной массы и коли-
чества тепла ± Qi.
Соответственно выбранному типу теплообменного устройства
ведется весь дальнейший расчет поверхностей теплообмена на
всех последовательных участках реактора идеального вытеснения
или отдельных аппаратов каскадных реакторов идеального сме-
шения. В последнем случае в целях унификации аппаратов стре-
мятся снабжать все аппараты каскада одинаковыми перемешиваю-
щими и теплообменными устройствами.
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример III. 1. Для переработки 70 м3 реакционной массы
в сутки намечено установить три реактора-котла. Рассчитать объем
аппаратов, если продолжительность реакции составляет два часа.
Решение. Принимаем предварительно т] = 0,7 (оконча-
тельное значение к. п. д. реактора может быть установлено после
точного подсчета вспомогательного времени хесп).
Общее время цикла работы реактора
". = = w - 2’№ - ,
При коэффициенте заполнения аппарата ср = 0,8 и запасе про-
изводительности а = 0,15 расчетный объем реактора
Примеры расчетов
63
Принимаем аппараты типа IV-PH с расчетным объемом 4 м3
(см. приложение I).
Пример III. 2. Рассчитать максимальную тепловую нагрузку
реактора периодического действия при мономолекулярной реак-
ции (первого порядка) со степенью превращения реагирующих
веществ 95%. Расчетная емкость реактора 4 м2; плотность реаги-
рующей массы 900 кг/м3\ удельная теплота реакции 1,7 • 105 дж/кг\
время реакции 2 ч.
Решение. При степени превращения х = 95% конечная
концентрация реагирующих веществ xk — 5%. В соответствии
с уравнениями (III. 4) для реакции первого порядка имеем
т 2= —1g—
р Ах g g 5 ’
откуда
К1 =----2,31ё20 15 1/ч
Тепло, выделившееся в процессе реакции при степени превра-
щения х = 95%,
Qp = V'pTQ (*о — х) q = 4-0,8-900 (1—0,05)• 1,7-105 =
= 4,69-108 дж.
Максимальная тепловая нагрузка аппарата может быть рас-
считана по уравнению (III. 7) для реакции первого порядка. Пре-
небрегая теплом испарения и потерями и принимая время началь-
ного периода находим
Ат = 0,05тр = 0,1 ч,
Qp 4,69-108 _
Дт j _е~^р ~ 0.1-3 600 ][_£-!,5-2 —
= 4’6^^-0,14'5 = 189000 вт = 189 кет.
оои
Пример III. 3. По данным примера Ш. 2 рассчитать макси-
мальный расход воды в начальный период охлаждения и про-
верить, достаточна ли поверхность теплообмена аппарата, заклю-
ченного в рубашку, при общем коэффициенте теплопередачи Д' =
= 325 вт!м2-град и температуре реакции 383° К.
Решение. Принимаем начальную температуру воды 0! =
— 293° К; конечную температуру воды 02 = 318° К.
Общий расход воды за время реакции по уравнению (III. 10)
q_______________— 4,69-108 — 4500 кг
а~ с (62 — 0!) 4190 (318 — 293) ~
64
Реакторы жидкофазных процессов
Расход воды в начальный период охлаждения по уравнению
(III. 9) для реакции первого порядка
с, 1 . р— Ki^x 450(1
\Ga = - ++- • 0,145 = 6 500 кг/ч.
Дт 0,1
Средняя разность температур при теплообмене во время реакции
лт1 'Т* 62 + 61 по о 318 + 293 - д
КГ ср = Гр---= 383--------------g-----= 77,5 град.
Необходимая поверхность теплообмена по уравнению (III. 11)
Q 189 000
~ ККГср ~ 325-77,5 ~
В соответствии с отраслевой нормалью НИИхиммаша для ап-
парата емкостью 4 м3 имеем: внутренний диаметр сосуда D =
= 1600 мм; высоту цилиндрической части Н = 1400 мм; по-
верхность днища Fd = 2,98 м2; объем днища Vg = 0,617 лг3 (см.
приложения I и II).
Коэффициент заполнения цилиндрической части аппарата
, »--£
'f ~ Vg 0,617 О.763-
Vp 4
Фактическая поверхность теплообмена аппарата с рубашкой
определяется уравнением (III. 15)
F = nDHtp' + Fd = 3,14-1,6-1,4-0,763 +2,98 = 8,36 м2.
Следовательно, наличие одной рубашки на аппарате обеспечит
условия теплообмена.
Пример III. 4. По условиям примеров III. 2 и III. 3 рассчитать
вспомогательное время, затрачиваемое на загрузку, опорожнение,
разогрев и охлаждение реактора. Масса реактора 850 кг. Тепло-
емкость реакционной массы 1,76 кдж/кг.град. Коэффициент тепло-
передачи при обогреве паром К2 — 350 вт!м2-град, при охлажде-
нии водой /С3 = 325 вт/м2-град.
Решение. Тепло, затрачиваемое на нагрев реактора и
реакционной массы от начальной температуры Т\ — 293° К,
Q2 = (&рСР + Gc) (Тр — Тн) = (850-502+2880-1760) X
X (383—293) = 5,5-106 -90 = 4,95-108 дж,
Примеры расчетов
65
где Gp = 850 кг — масса реактора;
Ср = 502 дж/кг-град— теплоемкость материала реактора;
G = Ур@<р = 4-900-0,8 = 2880 кг — масса загрузки;
с = 1760 дж/кг-град — теплоемкость реакционной массы.
Средняя разность температур при разогреве реактора водяным
паром с температурой Тп = 408° К (давление пара 3-105 н/м2)
Тп = 408 *--> Тп = 408;
Т„ = 293----> Др = 383;
Д7\=115; \ТК = 25;
(ДГср)2 = — , ,'1 = 59 град.
2.31g-У-
Время разогрева рассчитываем по формуле
т &___________4,95-Юв
к ’ Л'2д (ДТср)2 ~ 350.8,35.59-3600 ’ ч'
Тепло, отнимаемое при охлаждении реактора, до конечной тем-
пературы Т2 — 313° К
<23 = (GpCp + Gc) (Тр — Тк) = (850-502 +2880-1760) х
х (383 — 313) = 3,85-108 дж.
Средняя разность температур при охлаждении, учитывая не-
стационарность процесса, рассчитывается по формуле
(ДТ 1 = тр~тк А — 1 _
{ cp,s ^ '„Tp-fh 2,34 1g4
’ g Тк-&г
393-313 2— 1 i-r о „ л
393 — 293 ‘ 2,3-2 1g 2 ~ й/’« гРао>
' lg 313 — 293
гле А = Тк~^ - 313 -293 - 9
Тк — 62 ~ 313 — 303
Время охлаждения реактора
т _ .____&______________3-85-1°8 - 1 04 ч
» KsF(kTcp)s ~ 325.8,35.37,8.3600 ’ ч'
Для определения времени заполнения реактора принимаем
внутренний диаметр трубы заполнения d = 50 мм\ скорость реак-
ционной массы при заполнении = 1,5 м/сек.
Расход реакционной массы при заполнении
V = 0,785t/2^3600 = 0,785-0,052-1,5-3600 = 10,5 м3/ч.
5
Зак. 686
66
Реакторы жидкофазных процессов
Время заполнения
’ = Т=П®Г“°-305'‘
или с учетом времени на перекрытие вентилей Tj = 0,4 ч.
Принимая время опорожнения (с учетом передавливания жидко-
сти за счет давления в аппарате) т4 = 0,4 ч, получаем вспомога-
тельное время
хвсп ~ Ti 4" т2 + тз 4" т4 ~ 0,4 +0,8+1,04 +0,4 = 2,64 ч.
Пример III. 5. По данным рассмотренных примеров III. 1
и III. 4 уточнить необходимое число реакторов.
Р е н и е. При времени реакции хр = 2 ч (см. при-
мер III. 1) и вспомогательном времени хвсп = 2,64 ч (см. при-
мер III. 4) необходимое число реакторов
24-4.0,8
Vc (1 + а) хц _ 70-1,15(2 + 2,64) _
т ~ 24Урф ‘ п ° ~~ •
Как показал расчет, выбранное ранее (в примере III. 1) число
реакторов (т = 3) недостаточно.
В действительности к.
о
3,5
3
1 2.5
+ 1,5
Т] =
0,5
0,05
’ 0 5 Ю 15 20 25 30 35
х, Вес %
dx
Рис. III. 8. Кривая —’х
к примерам III. 6 и III. 7
п. д. каждого реактора будет
хр____________— 2 = л 432
+ твот~ 2 + 2,64
Использование реакторов периоди-
ческого действия с таким к. п. д. нера-
ционально, поэтому следует перейти на
каскад реакторов, работающих по не-
прерывной схеме.
Пример III. 6. Определить к. п. д.
одноаппаратного реактора идеального
смешения для эфиризации метилольных
производных в производстве мочевино-
формальдегидной смолы (так называе-
мого водного конденсата-сырца) бута-
нолом при следующих условиях:
хп — длительность периодического процесса на лабораторной
установке 60 мин;
х0 — начальная весовая концентрация бутоксильных групп 0%;
хк — конечная весовая концентрация бутоксильных групп 36%.
dx
Решение. По кривой — х (рис. III. 8) находим зна-
dx
чение при хк, равное 0,05% /мин.
Примеры расчетов
67
Следовательно, по формуле
__ ХК---хо __
°-н ~ dx ~~
По формуле (III. 18)
хп 60
(III. 17)
= 720 мин.
= 0,0825 = 8,25%.
Пример III. 7. Определить количество аппаратов и к. п. д.
каскадного агрегата идеального смешения при сохранении всех
условий примера III. 6.
Решение. Задаемся с последующей проверкой числом аппа-
ратов в каскаде т = 4 и т]я. „ = 0,75.
По формуле (III. 21) находим тк. н — = 80 мин.
По формуле (III. 22) для одного аппарата находим
Тк. н 80
Т — — л —мин •
т 4
dx
Из уравнения * (III. 23) находим хт^1г полагая -^-= 0,05%
и хт = 36%.
Тогда
xm_i = xm — т' = 36-0,05 20 = 35%.
По кривой (рис. III. 8) этому значению хт^ соответствует
(7Г-) = 0,3%/мин.
Далее
хт_2 = хт_! — ( ~ ) т' = 35 — 0,3 20 - 29%
и соответственно
= 0,62%/лшн.
\ dx 4-2
Далее
хт З = хт_2 — (~) т' = 29-0,62-20 = 16,6%
\ / т—2
и соответственно
I = 1,16
т—3
% /мин.
* Так как концентрации х в примере заданы ие по исходным компонентам,
а по продукту реакции, то, используя формулу (III. 23), необходимо поменять
знаки у обоих одночленов в правой части уравнения.
5*
68
Реакторы жидкофазных процессов
Далее
^/n-4 -*тп-3
т' = 16,6 — 1,16-20 = — 6,6%:
\ /т-з
Таким образом, хт_4 = —6,6; х0 = 0, т. е. 4 аппарата при
т' = 20 мин обеспечивают процесс при значении т]Л. н = 0,75
с излишним запасом. Пересчет ведем, сохраняя т = 4, но прини-
мая т]к. н = 0,8.
-г 60
Тогда тк. „ = д-g = 75 мин;
т' = 19 мин;
хт_2 = 35,05 — 0,29 19 = 29,55%; (-=4 =0,61 %/мин;
лт_3-29,55-0,61-19 = 18%;
\ аХ /j
= 1,002 % /мин;
т—З
хга_4= 18—1,07-19 = —1,4%,
т. е. хт_ц — — 1,4 х0 = 0.
Таким образом, значения т' = 19 мин; хк-н = 75 мин и
tn = 4 удовлетворяют принятым условиям; к. п. д. т]к. н соста-
вляет #-100 = 80%.
75
Пример III. 8. В развитие примера III. 7 найти объем каскад-
ного реактора при его производительности 4 т/ч по эфиризован-
ному конденсату плотностью g = 1,03 кг/мл.
Решение. Объемная производительность реактора со-
ставит
Тогда полезный объем всех аппаратов каскада будет равен
V„ = VMUHxK.H = 67-75 = 5000 л.
Принимая коэффициент заполнения ф = 0,8, находим полный
объем аппаратов
Примеры расчетов
69
или для каждого аппарата каскада
iz 6250 ,
Vo„ = — = —5— = 1560 л.
vn т 4
Пример III. 9. Определить к. п. д. одноаппаратного реактора
идеального смешения для поликонденсации новолачной фенол-
формальдегидной смолы.
Заданы:
хп = 70 мин',
х0 = 7 • 10 3 кмоль!л\
хк = 1,2-10 3 кмоль!л\.
по фенолу
(-^-) = 0,014-10~3 кмоль/л< мин. (рис. III. 9)
Решение. По формулам (III. 17) и (III. 18) определяем
(рис. III. 9)
. _ х0—хк
о-н~ / \
К
_ (7—1,2) 10~3
~ 0,014-10-3
= 415 мин',
= 0,175.
415
Ч,. « = ---
Пример III. 10. Определить к. п. д.
каскадного агрегата идеального сме-
шения при количестве секции т от 2
до 7 при полученном в примере III.9
значении т]р. „= 0,175.
По формуле (III. 27) находим
а = 29-у-= 29-=-^= =6,15;
1 — Но-и 1—0,175
—.кмоль/лмин-К)'1
0,12
0,1
0,08
°'0Б\ 0,045
0,04 -0J34~l
00236
0£2\$Л*Г£Х
0
0JJ2
0,0236
1-
8
Т
г| з 4 is cl I?
Xi=2,U5 x2-4,3 xrf.05 +'7
I , I I IViW
,\l \ , II ,\ III
х,кмоль1л-!0'3
dx
Рис. III. 9. Зависимость -----x
dx
к примеру III. 9:
I, II, III, IV, V—номера аппара-
тов или секций в каскаде
_____ am 6,15m
т]к- н ~ 30 + (a — l)m = 30 +5,15m ‘
В соответствии с этой формулой к.
действия и величина Ат] = i]m+i — т]т в зависимости от числа
секций будут иметь следующие значения:
т .......... 1 2 3 4
Чк.Н .
Дт]
п. д. каскада непрерывного
5 6
- . 0,175 0,305 0,407 0,485 0,55 0,605
. . — 0,130 0,098 0,078 0,065 0,055
7
0,65 0,69 0,729 0,755
0,045 0,04
8 9 10
0,035 0,03
Изменение т)к. „ с увеличением т представлено на рис. III. 7.
70
Реакторы жидкофазных процессов
Из этих данных и по характеру кривой (рис. III. 7) можно
установить, что увеличение количества секций т (более 5—6) не
имеет смысла, так как вызываемый рост числа аппаратов в каскаде
не оправдывается незначительным повышением к, п. д. реактора.
Данное утверждение становится более ясным, если учесть, что
в стоимость каждого аппарата (секции) входят затраты на привод,
практически не зависящие от объема аппарата.
Таким образом, чрезмерное увеличение числа аппаратов в ка-
скаде, несмотря на уменьшение их суммарного объема, с ро-
стом т]к. „ приводит к росту начальных затрат.
Пример III. 11. Определить объем аппаратов каскадного реак-
тора для поликонденсации новолачной смолы при его производи-
тельности G = 800 кг/ч по сухой смоле. Количество аппаратов
в каскаде и длительность процесса можно принять по данным при-
меров Ш. 9 и III. 10. Выход смолы к начальной реакционной
массе составляет 47%, плотность массы 1,07 кг/л.
Принимаем т = 5 и т]к. „ — 0,55.
Тогда длительность процесса тк. „ составит
~ am 6,15m
Г,'с- « ~ 30 +(а— 1) т ~ 30 + 5,15m ‘
хк н = = -X- = 127 мин.
к'н +. н 0,55
Объемная производительность реактора должна быть равна
= 0,47q60 = 0,47-1,07-60 = 26,6 ^мин-
Полезный объем реактора
= Кли„тк н = 26,6-127 = 3400 л.
Полный объем реактора
У„ -^ = 4500 л.
п (р 0,75
Объем каждого аппарата или секции
Van = 900 л.
ап т 5
Пример ill. 12. Определить объем и основные размеры реак-
тора вытесняющего действия (трубчатки) для проведения в нем
поликонденсации новолачной смолы по данным, приведенным
в примерах III. 9, III. 10 и III. 11.
Решение. Принимаем т„. в = т„ = 70 мин и = 1.
Объем реактора
V = V„ = VUUHtnep = 26,6 • 70 1900 л.
Примеры расчетов
71
Определение площади сечения трубы и ее длины следует про-
изводить по участкам с учетом меняющейся вязкости реакцион-
ной массы.
По опытным данным, вязкость реакционной массы повышается
в конце процесса до 2000 сп. Разделим всю длину трубчатки на
4 равных участка, характеризуемых соответственно средними вяз-
костями 100; 400; 1000 и 1800 сп и найдем для каждого участка
необходимую площадь сечения F из условия Re > 2320.
По формуле (III. 35)
F - -±- — ( У дм2.
36 л \ р, Re /
Принимаем Re = 3000, <4 = 2,2 мм,
Л = 4г 4 ( л6;6?;,™-Г = 4 4 0,009 = 0,00032 дм2 = 3,2 мм2.
х 36 л \ 0,1 «3 000 / 36 л ’
Вязкости в сп переведены в н-сек!м2 и соответственно принятым
выше их значениям в сп получены приблизительно равными (по
участкам): 0,1; 0,4; 1; 1,8 н-сек/м2.
Аналогично
Участки
II III IV
F в ммг .................... 0,22 0,04 0,01
d в мм...................... 1,1 0,2 0,1
Полученные для всех участков малые диаметры труб явно не-
реальны. Так как в данном расчете объемная производитель-
ность VMUH взята по готовому продукту, а не по одному из
исходных компонентов, в формулу (III. 35) следует подставить
вместо VMUH — по исходному компоненту непосредственно зна-
чение VMUH по готовому продукту.
Поэтому в соответствии с приложением I аппарат, рассчиты-
ваемый по формулам (III. 34) и (III. 35), должен быть спроекти-
рован с местными турбулизующими устройствами.
Примем для всей трубчатки F = 0,46 tht2, d = 76 мм и опре-
делим ее длину
, V 1900 . „„„ а
L = —г = п .= 4 000 дм = 400 м.
/ 0,4о
Такая длина вполне осуществима, и аппарат может быть скон-
струирован в форме плоскопараллельного змеевика, отдельные
плети которого (длиной до 20 л) соединяются коленами (ретурбен-
дами) с вмонтированными турбулизаторами.
72
Реакторы жидкофазных процессов
Пример III. 13. Определить объем и основные размеры (L и D)
трубчатого реактора идеального вытеснения для проведения в нем
процесса аминирования n-нитрохлорбензола водным раствором
аммиака.
Производительность по эмульсии 10 м3 в сутки; длительность
процесса т = 20 мин; плотность эмульсии q = 1 кг!л, а средняя
вязкость р = 1 сп, т. е. 1-Ю-3 н-сек!м2.
Решение. По формуле (III. 33) находим
.. 10-20-1000 ,oQ
-- VПОЛ 24-60
Принимая Re = 3000, находим
1 4 ( Умш£ср\* д„2 _ 1-4 10.1000.1
36 л \ pi Re / ~ 36-я ‘24-60-1-Ю-8-3000
= 4? — 5,4 = 0,192 дм2;
36 л
d= У F = 0,192 = 0,50 дм = 50 мм;
г V 138' -7ОА Л 70
L ~ -р- — = 720 дм = /2 м.
Пример III. 14. Определить количество тепла реакции, выде-
ляющегося в каждой секции каскадного реактора, для поликонден-
сации новолачной смолы, рассмотренного в примерах III. 9,
III. 10, III. 11.
Решение. Удельная теплота реакции qyd поликонденсации
фенола с формальдегидом составляет 590 кдж/кг. Предварительно
необходимо рассчитать концентрации х (по фенолу) во всех сек-
циях. Воспользуемся формулой (III. 28) и найдем константу ре-
акции (второго порядка)
К _ *о —х* = (7 — 1.2110 3 _ |0л1кмоль.мин.
хохкхп 7-1,2-10 ®-70
Для любой секции действительно уравнение (III. 22), причем
т' = — 25,4 мин.
т 5
Таким образом, для 5-й секции Дх(- в кмоль/л будет
Дх5 = х0 — хт = (7—1,2) 10 3 = 5,8-10 3;
Примеры расчетов 73
для 4-й секции
Дх4 = Дх5 — kx' (х0 —Дх5)а — 5,8-10"3—10-25,4 х
X (7—5,8)2-10"6 = 5,433-10'3;
»
для 3-й секции
Дх3 = Дх4— kx' (х0 — Дх4)2 = 5,433-10"3—10х
X 25,4 (7—5,433)210"в = 4,813 • 10"3;
для 2-й секции
Дх2 = Дх3 — kx' (х0 — Дх3)2 = 4,813-10"3—10 х
X 25,4 (7—4,813) • 10"6 = 3,646-10"3;
для 1-й секции
Дхх = Дх2 — kx' (х0 — Дх2)2 = 3,646-10"3—10 х
х 25,4(7—3,646)2-10"6 = 0,78.
Проверка ведется по уравнению (III. 30)
Дхх = kx' (х0 — Дхх)2 = 0,78 = 10-25,4 (7—0,78)-10"6 = 0,99.
Погрешность (0,99—0,78 = 0,21) по абсолютной величине не-
велика, поэтому без пересчета округляем все полученные значе-
ния Дх(- в кмоль/л\
Ьхъ = 5,8 -10~3; (х4 — х5) = 0,35;
Дх4 = 5,45-10~3; (х3 — х4) = 0,6;
Дх3 = 4,85-10"3; (х2 —х3) = 1,15;
Дх2 = 3,7 • 10 3; (хх — х2) = 2,85;
Дхх = 0,85-10"3; (х0 — хх) = 0,85
Дх0 = 0
При объемной производительности 26,6 кг/мин (см. пример
Ш. 11) и молекулярной массе фенола МА = 94 кг/кмоль количе-
ство прореагировавшего по секциям фенола составит:
в 1-й секции (-Vo хх)А4у[17Л!ик = 0,85-94-26,6 = 21,3;
во 2-й » (Х1 -^2) мин = 2,85-94-26,6 = 71,5;
в 3-й » (*2 мин = 1,15-94-26,6 = 28,8;
в 4-й » (>'з -^4) Vмин = 0,6 94 26,6 = 15,0;
в 5-й » (х4 мин = 0,35-94-26,6 = 8,8;
Всего VMUH = 145,4 кг/мин
74
Реакторы жидкофазных процессов
Количество выделяющегося по секциям тепла Qp в кдж/мин
или кет!сек
QP = (*z-i — Xi) MAVMUHqyd
будет равно •
В 1-й секции 21,3-590 = 12 500, ИЛИ (210) кет
во 2-й » 71,5-590 = 41 800, » (700) »
в 3-й » 28,8-590 = 17 000, » (284) »
в 4-й » 15,0-590 = 8 800, » (147) »
в 5-й » 8,8-590 = 5 100, » ( 85) »
Всего Qp = 85 200 кдж/мин, или 1426 кет.
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи III. 1 — III. 15. По данным; приведенным в табл. III. 3,
рассчитать необходимую поверхность теплообмена для проведения
реакции в аппарате периодического действия типа котла и сопо-
ставить ее с фактической поверхностью, образованной рубашкой.
Таблица III. 3
Значения исходных параметров к задачам III. 1—III. 15
Задачи Vc Поря- док ре- акции Ki п <7 ТР X Q К
ОТ пара К воде
III. 1 24 1 2,5 0,5 5 + 394 368 0,95 850 350 305
III. 2 13,5 1 3,0 0,2 3 +302 383 0,8 920 195 175
III. 3 18,5 0 4,0 0,087 4 —155 413 0,87 1020 120 НО
III. 4 55 2 2,7 0,78 2 + 117 390 0,93 890 220 198
III. 5 21,5 2 4,3 0,63 4 —67 405 0,97 1120 112 100
III. 6 25 1 4,5 0,22 3 —226 418 0,96 910 280 265
III. 7 23 0 3,5 0,11 5 + 1550 383 0,85 870 300 270
III. 8 42 2 3,7 1,1 4 ~|~134 376 0,93 975 190 170
III. 9 48 2 4,0 0,26 3 + 125 378 0,7 910 207 190
III. 10 21 1 4,2 0,23 2 —63 398 0,91 1015 105 93
III. 11 51 ’ 1 2,8 0,28 4 -92 404 0,88 950 225 203
III. 12 12 0 4,0 0,72 5 + 1880 358 0,93 840 285 255
111. 13 16 2 3,5 1,9 4 —84 383 0,95 925 570 512
III. 14 13,5 1 4,2 0,18 3 + 168 393 0,92 870 400 366
III. 15 20 2 3,8 0,48 3 —46 398 0,85 950 255 240
Контрольные задачи
75
Рис. III. 10. Исходные кривые
х—т к контрольным задачам
III. 16—III. 25
Условные обозначения в табл. III. 3:
Vc — суточная производительность аппарата в л/3;
К,- — константа реакции;
тв — вспомогательное время работы реактора в ч;
п — число реакторов;
q — удельная теплота реакции в кдж/кг\ *
Тр — температура реакции в °К;
k — коэффициент теплопередачи в вт1м2-град\
х — степень превращения реагирующего вещества при на-
чальной его концентрации х0 = 1;
Q — плотность реакционной массы в кг/м?.
Задачи III. 16—III. 25. Определить количество и объем аппа-
ратов (секций) в каскадном реакторе идеального смешения и его
к. п. д. (см. примеры III. 6, III. 7 и
III. 8). Исходные данные приведены
в табл." III. 4, рис. III. 10.
Задачи III. 26—III. 45. Опреде-
лить к. п. д. каскадного реактора
идеального смешения при числе сек-
ций от 1 до т по заданному значе-
нию к. п. д. одноступенчатого реак-
тора идеального смешения (см. при-
мер III. 10) и построить кривую т—
т)0.„. Исходные данные приведены в
табл. III. 5.
Задачи III. 46—III. 55. Опреде-
лить объем и основные размеры (Z, и
D) трубчатого реактора вытесняюще-
го действия для проведения в нем жидкофазного непрерывного
реакционного процесса по заданным в табл. III. 6 значениям ве-
совой производительности по готовому продукту G, доли превра-
щения а, средней плотности р, длительности реакционного про-
цесса т и вязкости реакционной смеси р (см. пример III. 13).
Формула (III. 33)соответственно заданию должна быть исполь-
зована в модифицированной форме
V = V„A=
Условно можно считать вязкость и плотность реакционной
смеси постоянными по всей длине реактора.
В формуле (III. 35) значение Re можно принять равным 3000.
* В табл. III. 3 знак (+) означает реакцию экзотермическую, знак (—) —
эндотермическую.
76
Реакторы жидкофазных процессов
Таблица III. 4
Исходные данные к задачам III. 16—III. 25
Задачи Весовая концен- трация конечного продукта Кривая х—т по рис. III. 10 Производи- тельность по выходящей реакции смеси G в кг/ч Плотность выходя- щей смеси Q в кг/л Коэффици- ент запол- нения ап- паратов <р
началь- ная х0 в % конеч- ная хк в %
III. 16 0 40 а 2000 1,02
III. 17 0 60 1500 1,03 0,75
III. 18 0 70 1500 1,05
III. 19 0 90 1000 1,07
III. 20 0 50 4000 1,1
III. 21 0 60 б 3000 1.12 0,7
III. 22 0 75 3500 1,15
III 23 0 60 3000 1,2
III. 24 0 80 в 2000 1,25 0,6
III. 25 0 85 2500 1,3
Примечания:
1. Необходимые для расчета зиачеиия V иайти по заданной кривой'*—т прн хк-
2. Для графоаналитического расчета (по изложеной методике) необходимо по-
dx „ „
строить кривую -----х по заданной кривой х—Т.
Таблица III. 5
Исходные данные к задачам III. 26—III. 45
Задачи tn ’Ip.H Задачи m V Задачи tn ^O.H Задачи tn ^O.H
III. 26 3 0,25 III. 32 3 0,3 III. 38 3 0,2 III. 44 4 0,3
III. 27 5 0,18 III. 33 5 0,25 III. 39 5 0,15 III. 45 5 0,26
111. 28 4 0,2 ' Ill. 34 4 0,27 III. 40 4 0,18 — — —
III. 29 7 0,15 III. 35 7 0,2 III. 41 7 0,12 — — —
III. 30 8 0,12 III. 36 8 0,15 III. 42 8 0,1 — — —
HI. 31 6 0,22 III. 37 6 0,18 III. 43 6 0,13 — — —
Контрольные задачи
77
Таблица III. 6
Весовая производительность
Исходные данные к задачам III. 46—III. 55
Задачи G4 в кг/ч q в кг{л а % в мин ц в н-сек!ы*
III. 46 1000 1,1 0,6 30 з-ю-3
III. 47 1500 1,05 0,75 25 2-10-3
III. 48 2000 1,1 0,5 40 1 - ю-3
III. 49 3000 0,95 0,8 25 1-5-10-3
III. 50 800 1,05 0,7 30 5-Ю-3
III. 51 1000 1,2 0,75 50 2-Ю-3
III. 52 500 1,02 0,6 30 1 ю-3
III. 53 3000 1,1 0,65 25 7-Ю-3
III. 54 250 1,05 0,4 60 2-Ю-3
III. 55 1000 0,9 0,5 40 4-10-3
Задачи III. 56—III. 60L- Определить количество выделяемого
(или поглощаемого) тепла реакции второго порядка в каждой
секции каскадного реактора идеального смешения (см. приме-
ры III. 11 и III. 14) по заданным в табл. III. 7 условиям.
Таблица II 1.7
Исходные данные к задачам III. 56—III. 60
Задачи Концентрация ис- ходного компонента А в кмоль!л тл в мин ^к.н т и v мин в л/ч Молеку- лярная масса Л4 л в кг!кмолъ fs/d в кдж/кг
*0 хк
III. 56 10 1 50 0,5 3 1000 60 400
III. 57 5 0,2 80 0,25 5 2000 90 800
III. 58 6 0,8 50 0,2 4 1500 100 500
III. 59 12 1,5 40 0,3 3 3000 80 600
III. 60 4 0,15 100 0,15 6 2500 50 300
78
Реакторы жидкофазных процессов
ЛИТЕРАТУРА
1. Плановский А. Н. и Гуревич Д. А. Аппаратура промышлен-
ности полупродуктов и красителей. М., Госхимиздат, 1961. 504 с.
2. Касаткин А. Г. Основные процессы и аппараты химической техноло-
гии. М., Госхимиздат, 1961. 826 с.
3. Отраслевая нормаль НИИхиммаш, 12—28—61. —«Химическое машино-
строение», 1961, № 6.
4. К а ф а р о в В. В. Процессы перемешивания в жидких средах. М.—Л.,
Госхимиздат, 1949. 88 с.
5. Штербачек 3. и Тауск П. Перемешивание в химической про-
мышленности. Л., Госхимиздат, 1963. 416 с.
9
ГЛАВА IV
МАССООБМЕННЫЕ КОЛОННЫЕ АППАРАТЫ
§ I. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
Наиболее распространенные аппараты этой группы — ректи-
фикационные и абсорбционные колонны. В зависимости от вну-
тренних устройств, обеспечивающих развитие поверхности кон-
такта фаз, колонны подразделяются на тарельчатые и насадочные.
Расчет колонны для получения продуктов нужной концентра-
ции сводится к определению ее диаметра (по заданной произво-
дительности) и высоты.
Диаметр колонны рассчитывается по формуле
° = VHf- <IV-»
где VceK — расход газа (пара) в колонне в м3/сек',
w — скорость газа (пара) в свободном сечении колонны
в м1сек.
Высота тарельчатой части колонны определяется по формуле
Hr~m1hr, (IV.2)
где тх — число тарелок в колонне;
hT — расстояние между тарелками в м.
Для насадочной колонны необходимая высота насадки
= mCTh3Ke, (IV. 2')
где h3Ke — высота насадки, эквивалентная одной ступени "изме-
нения концентрации.
Методика расчета тТ и Лакв приводится в литературе 11;
2; 4].
Расход пара, поднимающегося в ректификационной колонне,
VCCK = + V. , (IV. 3)
сск Qn ' '
80
Массообменные колонные аппараты
где Gd — расход дистиллята в кг/сек\
R — флегмовое число;
Д1 смР Т 0 ! ч я л
Qn = 22 4р0Г---плотность пара в кг/м3-, Мсм — молеку-
лярный вес смеси паров в среднем сечении колонны
в кмоль-, р, р0 — давление при рабочих и нормальных
условиях в н/м2-, Т, То — температуры при рабочих
и нормальных условиях в °К-
Молекулярный вес бинарной смеси
где Mi, М2 — молекулярный вес компонентов смеси;
х — концентрация легкокипящего компонента в смеси
в кг/кг.
Расход жидкости, стекающей вниз по ректификационной ко-
лонне, рассчитывается по следующим уравнениям:
для верхней (укрепляющей) части колонны
у (IV, 4)
для нижней (исчерпывающей) части колонны
v = GO7? + Gf . (IV. 4Z)
ж Яж ' ’
В уравнениях (IV. 4) и (IV. 4') обозначены:
CGr> (xr> — xw)
f ~ ~ 'Х/г __Хцу — расход исходной смеси, посту-
пающей на ректификацию в кг/сек-,
xD, xF, xw — весовые концентрации легкокипящего компо-
нента в дистилляте, исходной смеси и кубовом
остатке;
б»- — средняя плотность жидкости в кг/см3.
При абсорбции материальные потоки связаны уравнением (IV. 3')
V (У1 — Уг) = Уж (М — *г),
где V — расход инертного газа в колонне в м3/сек\
— расход чистого поглотителя в м3/сек\
Уъ У2 — относительные концентрации целевого компонента
в газовой фазе в кг/м3;
хъ х2 — относительные концентрации целевого компонента
в поглотителе в кг/м3.
Основные определения и расчетные формулы
81
А. Колонны с колпачковыми тарелками
Колонны с колпачковыми тарелками нормализованы.
В данном случае расчет сводится к подбору по каталогу [3 ]
типового аппарата.
Наибольшая эффективность работы колонны достигается
при полном открытии прорезей колпачка. Скорость газа (пара)
в свободном сечении колонны, соответствующая этому условию
для нормализованных тарелок, может быть ориентировочно опре-
делена по уравнению _______ f
w = С, l/ •?" , (IV. 5)
1 Г Q„
где Ci = 0,040 — для круглых (капсульных) нормализованных
колпачков;
Сг = 0,022 — для туннельных нормализованных колпачков.
Таблица IV. 1
Высота прорези hnp в м Площадь прорези /пр-104в мг
Круглый колпачок Туннельный колпачок
0,02 0,8 1,5
0,025 1.0 1,88
0,03 1,22 2,25
Рис. IV. 1. Схема расположе-
ния колпачка и сливного
порога
Скорость пара в колпачковых прорезях, необходимая для
полного открытия, обеспечивается подбором площади прорези
(рис. IV. 1). Для нормализованных колпачков значения площадей
и высот прорезей приведены в табл. IV. 1.
Высота прорези hnp в стандартных колпачках может быть рас-
считана по уравнению
9
h = с2 QnWnp
пр Яж — Qn
(IV. 6)
где С2 = 0,15—для круглых капсульных колпачков;
С2 = 0,925 — для туннельных колпачков.
Скорость пара газа в прорезях колпачков
w = - —.
пр mzfnp '
(IV. 7)
6
Зак. 686
82
Массообменные колонные аппараты
где т — количество колпачков на тарелке (см. табл. IV. 4);
z —- количество прорезей в колпачке; z — 30 — для круг-
лых стандартных колпачков; z = 133/ — для туннель-
ных стандартных колпачков; I — длина туннельного
колпачка в м\
fnp — площадь одной прорези колпачка (табл. IV. 1).
Для расчета необходимой высоты прорези можно рекомендо-
вать уравнение
(IV. 8)
где С3 = 21,2 — для круглых нормализованных колпачков;
С3 = 26 — для туннельных нормализованных колпачков;
VceK — расход пара, поднимающегося в колонне,
в м9/сек.
Расстояние между тарелками hr для нормализованных ко-
лонн выбирается по табл. IV. 5. Выбор величины hT определяется
двумя условиями: минимальным
уносом жидкости на вышележа-
щую тарелку и нормальной ра-
ботой сливного устройства.
Первое условие удовлетво-
ряется подбором с помощью гра-
фика (рис. IV. 2) оптимальной
глубины погружения колпачка
/гг. Соответственно второму усло-
вию расстояние между тарелка-
ми должно быть вдвое больше
высоты слоя жидкости в слив-
ной трубе t
Рис. IV. 2. График для определения
глубины погружения колпачка
/гт > 2/г — 2 (hnop ф-/гсл ф- Д/г ф- м-
\ ЦжК /
(IV. 9)
Высота сливного порога, регулируемая в пределах 30—50 мм
(см. рис. IV. 1), определяется из соотношений
для круглых колпачков
h-пор I I 8 ММ,
для туннельных колпачков
h-nop I 5 ММ.
(IV. 10)
Значения Др, Ь.сл и Д/г рассчитываются по уравнениям (IV. 11),
(IV. 15) и (IV. 16).
Основные определения и расчетные формулы
83
Гидравлическое сопротивление колпачковых тарелок обычно
определяется как сумма частных сопротивлений
ДР = Ьрсух + Д/Лт + ДЛт-
(IV. 11)
Сопротивление сухой тарелки (при условии, что площади се-
чений парового патрубка, кольцевого зазора между патрубком
и колпачком и всех прорезей одинаковы) рассчитывается по урав-
нению
9
о w
&pcyx = V^ н/м2, (IV. 12)
где £ — (4,5—5) —коэффициент сопро-
тивления [2].
Сопротивление, обусловленное сила-
ми поверхностного натяжения жидко-
сти, может быть рассчитано по формуле
Аро = н/м2, (IV. 13)
“э
где о — поверхностное натя-
жение жидкости в
Рис. IV. 3. Схема распреде-
ления уровней жидкости на
тарелке
дж/м2;
d3 = -^пр—эквивалентный диа-
1 Wp
метр прорези в м; fnp—
площадь свободного открытого сечения прорези
в Л!2; Ппр — периметр открытой прорези в м.
Статическое сопротивление слоя жидкости на тарелке
дРст = + К + hcx + н/м2,
(IV. 14)
где hnP — высота прорези в колпачке в м;
Лг — глубина погружения колпачка в м;
hCJt — высота слива жидкости в м;
ДЛ — градиент уровня жидкости в м.
Высота слива жидкости (рис. IV. 3) рассчитывается по урав-
нению
Лсл=.0,665д(-^)2/3 м,
(IV. 15)
где Д' = (1—1,24) — коэффициент, учитывающий эффективную
длину сливного порога;
Уж — расход жидкости на тарелке в м3/сек\
b — длина сливного порога в м.
6*
84
Массообменные колонные аппараты
Градиент уровня жидкости ДЛ при допустимых для технических
расчетов упрощениях рекомендаций [5] может быть рассчитан по
формуле
М = 2,3- ю3 ---- м, (IV. 16)
(hnop + Лсл)8 (b + D) QMg ' ’
где Уж — расход жидкости в м9/сек-,
L — длина пути жидкости на тарелке (см. табл. IV. 4) в м;
b —длина сливного порога в м (табл. IV. 4);
D — диаметр колонны в м;
hnop — высота сливного порога в м;
1гсл — высота жидкости над порогом в м;
— плотность жидкости в кг/м9',
Р-ж — вязкость жидкости в н • сек/м2',
g — ускорение свободного падения в м/сек2.
Равномерный барботаж газа (пара) через все колпачки наблю-
дается, если градиент уровня жидкости между двумя рядами кол-
пачков (по ходу жидкости) не превышает 2—3 мм. Соответственно
этому регулируется высота расположения колпачков на тарелке.
Б. Колонны с ситчатыми тарелками
От колпачковых ситчатые тарелки отличаются тем, что газо-
распределителем у них является дырчатый лист. Конструкция
сливных устройств такая же, как и у колпачковых.
Отверстия в тарелке имеют следующие размеры:
du = 0,9—2 мм — для обработки чистых жидкостей;
du > 2 мм — для обработки загрязненных жидкостей.
Размещение отверстий производится по вершинам равносторон-
них треугольников или квадратов. Толщина перфорированного
листа б = (0,8—1,5) d0. Сливные устройства занимают 10—15% об-
щей площади тарелки. Доля свободного сечения ситчатых тарелок
составляет 0,03—0,1 и рассчитывается по формуле
(IV. 17) '
где К = 0,9 — при размещении отверстий по вершинам равно-
сторонних треугольников;
К = 0,785 — при размещении отверстий по вершинам квад-
ратов;
fT — общая площадь тарелки;
fc.y — площадь, занимаемая сливными устройствами;
t — шаг размещения отверстий (рис. IV. 4, б).
Основные определения и расчетные формулы
85
На основе анализа литературных данных [2, 5, 7] для рас-
чета скорости пара в колоннах с ситчатыми тарелками можно
рекомендовать эмпирическую формулу
где h.r — расстояние между тарелками в м\
/гж — высота исходного слоя жидкости на тарелке в м.
Расстояние между тарелками должно соответствовать нормаль-
ным условиям работы сливного устройства
hT>2h = 2(hx + -^-\,
Т \ ж QxgJ
(IV. 19)
где Др — сопротивление тарелки (см. уравнение (IV. 21). .
Высота Исходного слоя жидкости по данным [8]
/гж = 5,8('-^')°'3/г„ор + 0>7('-^у/3, (IV. 20)
jft. * С? / • юр ' \ О / ' '
где Уж — расход жидкости на тарелке в м?/сек\
b — длина сливного порога в м;
hnop — высота сливного порога в м.
Сопротивление ситчатых тарелок, работающих при w 0,3м/сек
[51, может быть рассчитано по уравнению
Др = 0,85^-28о0’09^4е^5Х₽8 (4)0'12 н/м2’ <IV-21)
где п — 0,135 при = 0,34-0,5;
п — 0,3 при — 54-15;
w0 — скорость газа (пара) в отверстиях тарелки в м/сек-,
о — поверхностное натяжение жидкости в дж/м2-,
р„, Рж — плотность пара и жидкости в кг/м?-,
hnop — высота сливного порога в м;
Сж, Gn — расход жидкости и пара в колонне в кг/сек.
В. Колонны с провальными тарелками
Провальные тарелки отличаются от обычных (колпачковых и
ситчатых) тем, что они не имеют переливных устройств для пере-
тока жидкости. Стекание жидкости в них происходит за счет «про-
вала» ее через те же отверстия или щели, через которые проходит
газ или пар.
Отверстия в тарелках выполняются щелевидными или круг-
лыми (рис. IV. 4).
86
Массообменные колонные аппараты
Нормализованные тарелки типа ТСБ-I (тарелка стальная без-
насадочная) имеют: длину щели — / = 60 мм; шаг — /2 = 10 мм;
толщину листа — 6 = 2,5; 3; 4 — для стали Ст. 3; 6 = 2; 2,5;
3 — для нержавеющих сталей.
• Величина 6 в зависимости от ширины щели d и шага 4 выби-
рается по табл. IV. 2.
Нормализованные тарелки типа ТСБ-П имеют круглые отвер-
стия (рис. IV. 4, б), расположенные по вершинам равносторонних
треугольников.
Рис. IV. 4. Перфорация провальных тарелок
Размеры отверстий:
2 мм < d0 < 1,336 — для стали Ст. 3;
3 мм < d0 < 1,86 — для нержавеющих сталей;
шаг размещения отверстий t > 3d0.
Толщина листа 6 в зависимости от диаметра колонны выби-
рается по табл. IV. 6.
Одной из важных конструктивных характеристик провальных
тарелок является отношение площади отверстий к площади та-
релки fc = называемое долей свободного сечения. Этот пара-
/т
метр может быть рассчитан из следующих зависимостей:
для щелевидных отверстий
, _ Id
Гс~ (I +;
для круглых отверстий
(IV. 22)
Таблица IV. 2
Зависимость 6 от d и t
d tl
8,75 10,4 12,4 14,6 15,6 18,7 20,3 23,3
6
4 2—2,5 2—4 2—4 2—4 2—4 2—4 2—4 2—4
5 2—2,5 2—4 2—4 2—4 2—4 2—4 2—4 2-4
6 — 2—2,5 2—4 2—4 2—4 2—4 2—4 2-4
8 — — 2—2,5 2—4 2—4 2—4 2—4 2—4
Основные определения и расчетные формулы
87
Устойчивая работа провальных тарелок наблюдается [2]
в пределах скоростей пара (газа), определяемых уравнением
d°-5f р0-5
<IV'23)
где С = 5,7 — для максимальной скорости газа;
С = 3,1 —для минимальной скорости газа;
d3 — эквивалентный диаметр отверстия в м (в соответ-
ствии с рис. IV. 4 d3 = d0 = 2d);
fc — доля свободного сечения тарелки;
— вязкость жидкости в н-сек/м2',
еж, q„ — плотность жидкости и пара в кг/м3.
где 0ж и Gn — расход жидкости и пара в колонне в кг/сек.
При расчете рабочей скорости пара в колонне рекомендуется
принимать С — 5.
Гидравлическое сопротивление провальной тарелки также мо-
жет быть рассчитано по уравнению (IV. 11).
Сопротивление сухой тарелки [см. уравнение (IV.12)]
Л г
L^PcyX 2
Здесь для расчета £0 рекомендуются [2] данные, которые
с достаточной для технических расчетов точностью могут быть све-
дены в уравнение
£• = 4 + 0.1,
‘С
где С = 1,07 и п = 0,07 при fc < 0,2;
С — 0,33 и п = 0,8 при fc 0,2.
Сопротивление, обусловленное силами поверхностного натя-
жения, рассчитывается по уравнению (IV. 13) с учетом эквивалент-
ных диаметров d3 = d0 = 2d (рис. IV. 4, а).
Статическое сопротивление слоя жидкости
/\рСТ = HnHQnflg н/м2, (IV. 24)
/
где Нпн — 4d3 I 1 — высота слоя пены на тарелке в м;
лп /вж \o.325 / п \0,18 /рж \0,036
0„.« =0,43(-g-) (g-) (Ь-) - плотность пены
в кг/м3.
88
Массообменные колонные аппараты
Расстояние между провальными тарелками может быть рассчи-
тано по формуле (IV. 18); при этом высота исходного слоя жидкости
на тарелке определяется из уравнения
1гж = Нп^. (IV. 25)
Расстояние между тарелками должно также отвечать условию
> 2Нп_н.
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример IV. 1. Рассчитать и подобрать типовую колонну непре-
рывного действия для ректификации смеси метанол — вода.
Исходные данные:
Производительность колонны по дистилляту Gd в кг/ч . . . 1500
Концентрации легколетучего компонента (весовые) в %:
в исходной смеси Xf............................. 40
в дистилляте хд ............................. 98,5
в кубовом остатке хц/........................... 1,5
Флегмовое число R................................... 1,25
Давление в колонне..................................Атмо-
сфер-
ное
Температура кипения в среднем сечении верхней части
колонны 7\ в °К...................................... 347
Температура кипения в среднем сечении нижней части
колонны в °К......................................... 364
Число тарелок в верхней части колонны:
с капсульными колпачками т* в......................... 10
с туннельными колпачками тТТ в.................. 11
Число тарелок в нижней части колонны:
с капсульными колпачками т* н.......................... 8
с туннельными колпачками т’Т н.................... 9
Решение. Рассчитываемая колонна непрерывного действия
состоит из двух частей: верхней — укрепляющей, нижней — ис-
черпывающей. Учитывая изменение молекулярного веса подни-
мающегося по колонне пара (это отражается на скорости пара),
производим раздельный расчет верхней и нижней частей колонны.
Расчет верхней части колонны
Молекулярный вес смеси при средней весовой концентрации
легколетучего компонента
Х1 = хо + х? = Ц985 + 014 = 0 683.
яд ___________________ _________32-18____ _ ле с
см MgXj + AMl—ХД 18-0,683 + 32-0,314 ’ ’
Примеры расчетов
89
где ЛД = 32 — молекулярный вес метанола;
Л12 = 18 — молекулярный вес воды.
Плотность пара
__ МСмТо 25,6-273 л q «j-p/оЗ
22,47’1 22,4-347 0,9 кг'м ’
где 7\ = 347° К — температура в среднем сечении верхней части
колонны.
Расход пара в колонне [уравнение (IV. 4)]
г сек бп 3600-0,9 1,U4 м'сек-
Принимаем тарелку типа TCK-I с капсульными круглыми
колпачками (см. табл. IV. 4).
В этом случае ориентировочная скорость пара в колонне
[уравнение (IV. 5)]
W1 = 0,040 V^-Qn- = 0,04 V883 ~ °’9 = 1,24 м/сек,
г Qn '
где = Q 2 (1 — xj + QiXj = 800 • 0,693 +1000 • 0,317 = 883 кг/м3;
Qi = 800 кг/м3 — плотность метанола; р2 = 1000 кг/м3 — плот-
ность воды.
Диаметр колонны [уравнение (IV. 1)] будет
D = У^к- = У3-,'!'^4 = 1,07 м.
г ла^ г 3,14-1,24
Принимаем колонну диаметром 1000 мм, имеющую число кол-
пачков т = 29.
Высота прорези в колпачке определяется из уравнения (IV. 8)
^пр = 21,2 У (29+0) 863 —о,э~ = 0-024 м.
Принимаем высоту прорези в колпачке hnp = 25 мм.
Действительная скорость пара в колонне
4V«K 4-1,04 , _о ,
W1 ~~ по2 ~ 3,14-1 — 1’32 м/сек.
Для выбора расстояния между тарелками находим значение
Q/НС — Qn
Принимаем глубину погружения прорези колпачка /гг = 15 мм.
В соответствии с этим из рис. IV. 2 и табл. IV. 5 находим расстоя-
ние между тарелками hT — 400 мм.
90
Массообменные колонные аппараты
Высота установки регулировочной планки сливного порога
Ллор ~ hnp + he +8 — 25 + 15 + 8 — 48 мм.
Скорость пара в прорезях колпачков
VceK 1.04 ,
WnP ~ ~ 29-30-10"4 ~ 12 м^сек-
Сопротивление сухой тарелки
’ л„ к 0,9-122 „
^Рсух = 9 - 2 = 5 ---= 324 н/м
Сопротивление, обусловленное силами поверхностного натя-
жения,
Л 4а 4-0,029 . 2
Л/?о ~ da~ 0,0069 ~ 17 HlM ’
где о — 0,029 дж/м2 — поверхностное натяжение смеси жидкостей
при средней концентрации ее в верхней
части колонны [5];
d — 4^р_________ 4'10~4_____а пока м.
3 Ппр 2 (Ьпр + й„р) ~ 2 (0.004 + 0,025) “ м>
Ь = 0,004 м — ширина прорези в круглых колпачках.
Расход жидкости в верхней части колонны
Vж = - 0,0006 м3/сек.
ж (>ж 3600-863 ’
Высота слива жидкости при среднем значении коэффициента
К — 1,12 [уравнение (IV. 15)]
. a cckiz/ Рж \2/3 псск 1 ,о /0,0006 \2/3
hM = 0,665/Ц~ } =0,665-1,12 ( ~о71~) ~0,007 м,
где b = 0,71 м — длина сливного порога (по табл. IV. 4).
Градиент уровня жидкости на тарелке [уравнение (IV. 16)]
Д/г = 2,3-103
__________Г _____________
(hnvp + ^сл)3 (h -р /1) QwS
О О 1 АЗ tJ-lU-’-U,O8-U,WDO ААА1ОС А ААО
— 2,3-10 (0>048 + о,ообб)8 (0,71 + 1) 863-9,81 “ 0,00186 м ~~ 0,002 м,
гдерж = 0,0055 н-сек/м2 — вязкость жидкости при средней кон-
центрации метанола 68% (весовых);
L — 0,58 м — длина пути жидкости.
Примеры расчетов
91
Статическое сопротивление слоя жидкости
кРст ~ + Лг + hCJI + АЛ ) QMg —
= (-§- + 15 + 7 + 2)|§-9,81 =310 н/м2.
Общее сопротивление тарелки
Арв = Лрсух + Аро + А/;„ = 324 + 17+310 = 651 н/м2.
Проверка расстояния между тарелками по уравнению (IV. 9)
*т>2(Лмр + Л„4М + М);
0,4 > 2 ( 0,048 + 0,007 + 0,002 + xR^5‘ г); 0,4 > 0,134.
Общее сопротивление тарельчатой части верхней колонны
РЛ.. = О.»‘0-651= 6510
где ткт_. - тсг,.гк = 8-1,25 = 10.
Расчет нижней части колонны
Молекулярный вес смеси при средней весовой концентрации
легкокипящего компонента
х' = = °-4 + 0-01 = 0,205;
м- _ ’32-18 _ io 7 *
Мсм ~ 18-0,205 + 32-0,795 1У,/’
Плотность пара
' 19,7-273 „ „с . з
6п = +2,4-3?+ = 0,66 KS/M -
Расход пара в колонне составит
1/' 1500 (1,25 4- 1) 1 49 м?1сек.
Vc<*— 3600-0,66 1,42 М ,СеК-
При равенстве диаметров нижней и верхней частей колонны
(D ~ 1000 мм) скорость пара в нижней части колонны
, 4-1,42 , О1 ,
W ~ 314-1 ~ I’8* М,С<Ж-
92
Массообменные колонные аппараты
Высота прорезей в колпачках нижней части колонны
о ,3/"( 1,42 \2 ВД6 ЛЛО1Л
hnp — 21,2 у у 29 - 30 ) 956 — 0.66 — 0,0214 м.
бж = 800-0,205 + 1000-0,795 = 959 кг/м3.
Принимаем высоту прорезей в колпачках hnp = 20 мм.
Значение
w'
Qn
@Ж On
0,66
959 — 0,66
)0,5
= 0,0473.
По графику (см. рис. IV. 2) при глубине погружения прорезей
колпачка /гг = 20 мм принимаем расстояние между тарелками
hT = 400 мм. Высота установки регулировочной планки сливного
порога .
hnop = 20 + 20 + 8 = 48 мм.
Скорость пара в прорезях колпачков
1,42 . »
Wnp = mzf' = 29-30-0,8-Ю'4 = 20,4 м!сек-
• пр
Сопротивление сухой тарелки
. г^п^пр - 0,66-20.42
ЬРсух = £----= 5 -------2----= 677 Н/М
Сопротивление, обусловленное силами поверхностного натя-
жения,
. 4а 4-0,055 „„ , ,
— dg — о 00667 ~' 33 Н М ‘
Здесь о = 0,055 дж/м2 — поверхностное натяжение смеси;
d3 = = -9'.4fn,p ,, , = огпппл2°ппоч = 0,00667 м.
плр 2 (bnp -[ hnp) 2 (0,004 + 0,02)
Расход жидкости, стекающей в нижней части колонны,
lz GdR+Gf 1500-1,25 + 3800 nnnicc з/
н = —^4+—— =--------------око чкпл------ — 0,00165 м3/сек,
ж-н ()ж 959-3600 ’ ’
где Gf — Gd——— = 1500 9z.8n5~11J5 = 3800 кг/ч — расход ис-
Хр—ХЦ7 40—1,Ь Г
ходной смесн, поступающей в колонну.
Примеры расчетов
93
Высота слива жидкости при среднем значении коэффициента
К = 1,12 [уравнение (IV. 15)]
Лсл = 0,665ft = 0,665-1,12 ( °’o°71i6-5-)2/3 = 0,013 м,
где Ь = 0,71 м — длина сливного порога (по табл. IV. 4).
Градиент уровня жидкости на тарелке [уравнение (IV. 16)]
A/i = 2,3-103
________^ж^41ж________
(knop + hctd9 IP + D) Qacg
= 2,3-103
0,00165-0,58-0,004
(0,048 + 0,01З)3 (0,71 + 1) 959-9,81
= 0,0024 М,
где ~ 0,004 н-сек/м2 — вязкость жидкости при средней кон-
центрации метанола 20% и температуре Т2 =
= 364° К 14];
L = 0,58 — длина пути жидкости (по табл. IV. 4).
Статическое сопротивление слоя жидкости
^Рст = ( Аг + Ае + h-сл + ДА) Ъжв =
= (10 + 20+13 + 2,4)^-9,81 = 427 «Ли2.
Общее сопротивление тарелки
кРн = ЬРа» + Ьрв + А/+ = 677+33+427 = 1137 н/м2.
Высота слоя жидкости в сливной трубе
h = hno„ + hCJt + Д/z 4- —~ =
пор -г СЛ I I QM:g
= 0,048 + 0,013 + 0,0024 + ^o13Ja1 = 0,184 mJ
УЗУ "У,о1
Следовательно, выбранное расстояние между тарелками удо-
влетворяет условию
йт >2Л; 400 >2-184.
Общее сопротивление тарельчатой части нижней колонны
^Робщ.н = тт.н &Рн = 8-1137 = 9100 н/м2,
где mT_H = тст не,к = 6-1,25 = 7,5.
Принимаем тт.н = 8.
94
Массообменные колонные аппараты
Расчет общей высоты колонны с капсульными колпачками
Расчет показал, что расстояние между тарелками в нижней
и верхней частях колонны одинаковые (Ат = 400 мм).
В соответствии с данными табл. IV. 4 для верхней части ко-
лонны имеем при D = 1000 мм, hT = 400 мм и m£.e — 10 коли-
чество разъемных звеньев ,
Ю о
т.. = -Е- = 2.
зв 5
Высота верхней части колонны Нв — 2-2000 = 4000 мм.
Для нижней части колонны при D = 1000 мм, hT = 400 мм
и тКт.ц — 8 количество разъемных звеньев
m3e = -g-^2.
Высота нижней части колонны Нн — 2-2000 = 4000 мм.
Общая высота тарельчатой части колонны
НТ = 4000 + 4000 = 8000 мм.
Вариант расчета колонны с туннельными колпачками
Верхняя часть колонны
Скорость пара в свободном сечении колонны [уравнение (IV. 5)]
w = 0,022 У-6о'9°’9 = 0,68 м/сек.
Внутренний диаметр колонны
°-/Ж-1’4-
Принимаем колонну диаметром 1400 мм с тарелками типа ТСТ
(см. табл. IV. 4), имеющими число колпачков на тарелке т = 10;
длину колпачков I = 810 мм;
число прорезей в колпачке г = 133/ — 133-0,81 — 108.
Высота прорезей в колпачках найдется из уравнения (IV. 8)
/г"₽ = 26 ( 10-108 ) 863 — 0,9 = 0>02б2 м.
Принимаем высоту прорези hnp — 25 мм.
Значение комплекса
W ( о п У’5 = °-68 ( ЯНЗ^ОЧ У’5 = °-022-
ХСис —\863 —0,9 /
Примеры расчетов
95
Расстояние между тарелками в соответствии с табл. IV. 4 и
и рис. IV. 2 принимаем Лт = 400 мм.
Глубина погружения колпачка he = 20 мм.
Высота регулировочной планки сливного порога
Л„ор = 25 + 20 + 5 = 50 мм.
Нижняя часть колонны
При равенстве диаметров нижней и верхней частей колонны
(Z) = 1400 мм) скорость пара в нижней части окажется
w' = qV?’? ла = 0,924 м!сек.
3,14-1,42
Высота прорезей в колпачках нижней части колонны
Л»р -26 у=°'0274 "•
Принимаем высоту прорезей hnp — 30 мм.
Расстояние между тарелками в соответствии с табл. IV. 4 при-
нимаем hT = 400 мм.
При максимальной высоте сливного порога hnop = 50 мм глу-
бина погружения колпачка будет
he = hnop — hnp — 5 = 50— 30 — 5 = 15 мм.
Расстояниям hT = 400 мм и he — 15 мм в соответствии с рис. IV. 2
отвечает допустимое значение
w ( ——— Y’5 = 0,05.
— Qn /
В нашем случае
w (- У’5 = 0,924 ( qHq0’66 - У’5 = 0,0243.
\ вж — Qn / \ 959 — 0,66 )
Следовательно, с точки зрения уноса жидкости тарелка рабо-
тает в нормальных условиях.
Приведенные расчеты тарелок с капсульными колпачками по-
казали, что если обе части колонны имеют одинаковые тарелки, то
оценка работы сливного устройства может быть установлена на
основании расчетов для нижней части колонны, так как здесь
более высокие скорость пара и расход стекающей жидкости. По-
этому мы ограничимся расчетом сопротивлений только тарелок
нижней колонны.
Скорость пара в прорезях колпачков
Wnp = m№3>lfnp = 10-133-0,81 -2,25-КГ4 = 5,87 м/сек~
96
Массообменные колонные аппараты
Сопротивление сухой тарелки
. . 0,66-5,872 „ . 2
Др = 5 ——2------ = 5' н'м
Сопротивление, обусловленное силами поверхностного натя-
жения,
• л 4а 4-0,055 . 1
Д^= dT = -a62- = 11 н!м-
Здесь для трапециевидной прорези с верхним основанием Ьпр =
— 5 мм и нижним Ьпр = 10 мм при высоте /гпр = 30 мм эквива-
лентный диаметр будет
d = _ 4-2-25-10'4 _ о 09 м
3 b'np+bnp + 2hnp (5 + 10 + 30)10- °>02a1-
Высота слива жидкости
hCA = 0,665/С (-Т/з = 0,665-1,12 (°’°°JL65 Y/a =0,0104 м,
\ и / \ и,Уо /
где b = 0,98 м — длина сливного порога туннельной тарелки.
Градиент уровня жидкости на тарелке
Л1 о о mi 0,00165-0,9-0,004 л лпоол
h — 2,3-10 (0 05 + 0 01)3 (0.98 + J 4) 959.9 81 — 0,00284 м.
Статическое сопротивление слоя жидкости
Дрст = + 15 + 10,4 4- з) IO"3-959-9,81 = 408 н/м2.
Общее сопротивление тарелки
Дрк = 57+11+408 = 476 н/м2.
Высота слоя жидкости в сливной трубе
h = 0,05 + 0,0104 + 0,003 + 47в . = 0,114 м.
* <7,0 Л
Общее сопротивление тарельчатой части нижней колонны
^Робщ.н = гПт.н^Рн — 8-476 = 3800 н/м2,
где тт н = тст нет = 6-1,38 = 8 — число тарелок в нижней
части колонны.
Примеры расчетов
97
Общая высота колонны с туннельными
колпачками '
Так как для обеих частей колонны были приняты одинаковые
тарелки, всю колонну можно монтировать из одинаковых звеньев.
Общее число тарелок в колонне тТ, = 20
тт = (m„.e + тстм) е = (6+8) 1,35 = 19.
Принимаем тт = 20.
В соответствии с данными табл. IV. 5 при D = 1400 мм и
hT = 400 мм необходимое количество звеньев
20 л
тзв g 4.
Общая высота тарельчатой части колонны
Нт = тзвН,„ = 4-2000 = 8000 мм.
Сопоставление расчетных данных
колонн
Рассмотрим расчетные параметры колонн
Тип колонны Н в мм D В ММ &Робщ в н/м2
ТСК.......................... 8000 1000 9100
ТСТ.......................... 8000 1400 3800
Из приведенного сопоставления следует, что колонна типа ТСК
имеет меньший диаметр при той же высот, однако колонны ТСТ
дешевле колонн типа ТСК. Поэтому окончательный выбор колонны
будет определяться их стоимостью. В некоторых случаях решаю-
щее значение может иметь и сопротивление аппарата.
Пример IV. 2. При абсорбции водой аммиака из продувочных
газов синтеза на лабораторной колонне с провальными тарелками,
имеющими ширину щелей d = 4 мм и шаг их размещения t =
= 15,6 мм, было установлено, что к. п. д. тарелки
т) = O,35^o’75G^3^,
где w — скорость газа в свободном сечении колонны
в м/сек-,
Сж.уд — удельный расход жидкости (отнесенный к пло-
щади свободного сечения колонны) в кг/м2-сек.
Рассчитать промышленный абсорбер с провальными тарел-
ками, работающий при расходах газа Ge = 1200 кг/ч и воды Сж =
= 3700 кг/ч. Плотность газа = 0,65 кг/м?. Температура абсорб-
ции t = 20° С. Число ступеней изменения концентрации тст = 24.
7 Зак. 686
98
Массообменные колонные аппараты
Решение. Принимаем для промышленного абсорбера гео-
метрию тарелки такую же, как и в лабораторной колонне. Доля
площади свободного сечения тарелки
f —____1(1_~ 60-4 =0 22
lc (l+tJh (60+10)15,6 ’
Скорость газа в колонне, отвечающая устойчивому режиму ее
работы,
шг = 5
d»’5 fc Ож5 О.ОО80,5 -0,22- ЮОО0'5
^08е2Ве°’5 = 50,001°-О8.0,650’5 е20-53 = 2,3 М ССК
где d3 = 2d = 0,008 м — эквивалентный диаметр щели;
= 1000 кг/мй — плотность жидкости (воды);
= 0,001 н-сек/м2 — вязкость жидкости при t =» 20° С;
В =
( Gok V-25 ( Qa \°-125 _ / 3700 \0.25 / 0,65 \0,125
\~o77 — V1200) \ юоо)
Диаметр колонны
Г>' - /" Л ^1200 _ а «к ,
]/ ЗбООлсХ У 3600-3,14.0,65.2,3 Л-
Принимаем в соответствии с табл. IV. 6 D = 0,6 м.
Действительная скорость газа в колонне
( D' \2 о _ / 0,535 \2
Wz — we (-p-I =2,3(-g-g—) = 1,8 м/сек.
К- п. д. тарелки (по экспериментальному уравнению)
г] = 0,35u°’75G^ = 0,35-1,8°-75.3,640,3 = 0,8,
„ 4бж 4-3700 о ел i 2
где Сж.уд — ~ 3600-3,14-о,62 ~ 3>64 кг/м -сек.
Действительное число тарелок в колонне
тс.т 24 „„
mr = -^j- = oj = 30-
Сопротивление тарелки
Др = Ьрсух + Ард + Лрс.т = 26,4+36+230 300 н/м2\
9
=1.21 = 26,4
где + 0.1 = ^ + 0,1 =
= 1,21 —коэффициент сопротивления при fc^>0,2;
Примеры расчетов
99
. 4сг 4-0,0725 о„ , 2
Дра — 0,008 ~ 36 Н М "
где о = 0,0725 дж!м2 — поверхностное натяжение
воды;
d3 = 2d = 2-0,004 — 0,008 м — эквивалентный диаметр щели;
Дрсг = Hn.HQn.Hg = 0,123-190 9,81 = 230 н/м2.
Здесь высота слоя пены на тарелке
(2x02
12М \ / 8 22 \0,2
я) =4<,’008(5ггада) -°'|23л'-
Плотность пены
„ .о/3700\0,325/ 0,65 \0.18/ 10-S \0.036
= °’43(г20б) (тооо) (ттщь) Ю00 = 190 ка/лЛ
Общее сопротивление тарельчатой части колонны
Дробщ *= пгТЬр — 30-300 = 9000 нЛи2.
Расстояние между тарелками
hT = 2Нпн = 2 -0,123 = 0,263 м.
Проверим расстояние hT по формуле (IV. 18). При плотности пены
=490 кг/м/А и высоте пены Нп-н 0,123 м высота исход-
ного слоя чистой жидкости
/
- я.,«- 0,123 = 0,0234 м.
В этом случае в соответствии с формулой (IV. 18) должно быть
'•«“^(-rw-2 0-0234)/™
откуда
, X- = °.254; h = 0,34 м.
l+hT т
Принимаем hT = 0,350 м.
Общая высота тарельчатой части колонны
Нт = hT (mT + 1) = 0,35 (30 + 1) 11 м.
Толщина перфорированного листа тарелки в соответствии с дан-
ными табл. IV. 2 и IV. 6 б = 2,5 мм.
у*
100
Массообменные колонные аппараты
Исходные данные к задачам IV. 1—IV. 15
со
Контрольные задачи.
101
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи IV. 1—IV. 15. По исходным данным, представленным
в табл. IV. 3, рассчитать колонну для непрерывной ректификации
бинарной смеси. (Определитьразмеры колонны и ее сопротивление).
Условные обозначения в табл. IV. 3:
Gc — расход дистиллята в кг/ч;
xD, xF, Xfp — весовые концентрации исходной смеси легкоки-
пящего компонента в дистилляте и кубовом
остатке;
Л41, М2 — молекулярные веса компонентов смеси;
бяс. в, б», н — средние плотности жидкостей в верхней и ниж-
ней частях колонны в кг/м3-,
Пак — средняя вязкость жидкости в нижней части ко-
лонны в н-сек/м2-,
о — среднее поверхностное натяжение в дж/м\
Тв, Тн — температуры в средних сечениях верхней и ниж-
ней частей колонны в °К;
R — флегмовое число;
в, тГ' н — число тарелок в верхней и нижней колоннах.
В табл. IV. 4, IV. 5, IV. 6 приведены характеристики та-
релок и колонн.
Таблица IV. 4
Основные характеристики колпачковых тарелок
Тип тарелок Диаметр колонны D в мм Количество колпачков т Длина колпачка 1 в мм Длина сливного порога b в мм Длина пути жидкости L в мм
400 6 .— 218 220
500 10 — 282 300
TCK-I 690 13 — 355 370
800 29 — 500 520
1000 34 — 710 580
1200 34 818 730
тск-п 1400 56 — 882 960
1600 66 — 1078 1040
1800 96 — 1178 1220
102
Массообменные колонные аппараты
Продолжение табл. IV. 4
Тип тарелок Диаметр колоииы D в мм Количество колпачков т Длина колпачка 1 в мм Длина сливного порога b в мм Длина пути жидкости L в мм
1400 10 810 980 900
1600 . 10 1092 996 1200
ТСТ 1800 12 (170 1214 1270
2200 15 1400 1585 1500
2600 18 1600 1890 1700
3000 21 1840 2210 1950
Примечание.
ТСК’1 — тарелка стальная с капсульными колпачками и круглой сливной
трубой;
ТСК-П — тарелка стальная с капсульными колпачками и сегментной сливной
трубой;
ТСТ — тарелка стальная с туннельными колпачками и двумя круглыми
сливными трубами.
Конструкции тарелок см. [б].
Таблица IV. 5
Характеристики колонн с колпачковыми терелками
Тип тарелки Диаметр колон- ны D в мм Расстояние между тарелками в мм Высота разъем- ного звена Н в мм Количество та- релок в звене
200 820 4
500; 600 300 900 3
400 1200 3
200 800 4
700; 800 300 1200 4
400 1600 4
ТСК 500 1500 3
200 1400 7
300 1800 6
900; 1000 400 2000 5
500 2000 4
600 1800 3
400 2000 5
1400; 1600 500 3000 6
600 4200 7
1С1
1800; 22(50 400 4000 10
2600; 3000 500 4000 8
600 4200 7
Литература
ЮЗ
Таблица IV. 6
Характеристика нормализованных провальных тарелок
Диа- метр ко- лонны D в мм Диаметр тарелки Dr в мм Толщина листа в мм Диа- метр ко- лонны D В ММ Диаметр тарелки °т- в мм Толщина листа в мм
Ст. 3 Нержа- веющая сталь Ст. 3 Нержа- веющая сталь
400 380 1400 1370
' 500 480 2.5 2—2,5 1600 1570 3
600 580 1800 1770 з
800 770 2200 2170
1000 970 3 2600 2570 4
1200 1170 3 3000 2970
ЛИТЕРАТУРА
1. Касаткин А. Г. Основные процессы и аппараты химической техноло-
гии. М.—Л., Госхимиздат, 1961.
2. Касаткин А. Г.,Плановский А. Н. и Чехов О. С. Расчет
тарельчатых ректификационных и абсорбционных колонн. М., Стандартгиз,
1961. 81 с.
3. Типовые колонные аппараты. Каталог-справочник. НИИхиммаш, 1957.
59 с.
4. П а в л о в К- Ф-, Романов П. Г. и Носков А. А. Примеры и
задачи по курсу процессов и аппаратов химической технологии. Л., Госхимиздат,
1959. 574 с.
5. К а ф а р о в В. В. Основы массопередачи. М., изд-во «Высшая школа»,
1962. 654 с.
6. Лещинский А. А. и Толчинский А. Р. Основы конструиро-
вания и расчета химической аппаратуры. М.—Л., Машгиз, 1963. 468 с.
7. С т а б н и к о в В. Н. и Харин СЕ. Теоретические основы пере-
гонки и ректификации спирта. М., Пищепромиздат, 1951. 219 с.
8. Позин М. Е., Мухленов И. П. и Тумаркина Е. С. и др.
Пенный способ обработки газов и жидкостей. Л., Госхимиздат, 1955. 248 с.
ГЛАВА V
АППАРАТЫ ДЛЯ СИСТЕМ ГАЗ —ТВЕРДОЕ ТЕЛО
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
А. Зерновые характеристики сыпучего материала
Характерной особенностью моноднсперсного материала яв-
ляется наличие зерен одинакового размера d. Полидисперсный
материал имеет зерна размером от dmin до dmax.
Общий зерновой состав полидисперсного материала (после рас-
сева навески в наборе сит) характеризуется выражением
Rd, + Фй; + + • • + Ф +Ddi_il = l, (V. 1)
d‘ d‘
где Rd, — остаток на первом верхнем сите (размер отвер-
стий d,) в долях единицы;
ф d. — фракция (остаток) на сите с размером отверстий
dl+i, размеры зерен в которой находятся в пре-
делах от di до di^-t',
Ddi+l — остаток материала, прошедшего через последнее
(нижнее) сито с размером отверстий dt^ (дно).
Полный остаток на сите с отверстиями dz включает все частные
остатки (фракции) на ситах, размеры отверстий в которых больше dz,
Rdi = Rdx + Фй, I Ф^ + • • • + Ф di_x • (V. 2)
dz di rf.
Изменение полных остатков Rd в зависимости от размеров
зерен называется зерновой характеристикой полных остатков (см.
рис. V. 6). Для многих материалов, особенно размалываемых в ша-
ровых мельницах непрерывного действия, зависимость величин
полных остатков от размеров зерен характеризуется уравнением
Rd - <^bdn, (V. 3)
Основные определения и расчетные формулы
105
в котором коэффициенты b и п, зависящие от качества материала
и условий помола, находятся в результате обработки данных опыт-
ного рассева материала (см. пример V. 2).
Качество помола может характеризоваться также зерновой
характеристикой фракционного состава
ф-" TW=• <v- 4>
показывающей зависимость распределения зерен по их размерам.
Удельная поверхность зерен (поверхность 1 кг материала)
^тах
= j ^д(с1)мЧкг, (V.5)
^ппп
где qm — плотность материала в кг!м\
d — размер зерен материала в мкм;
Фй — содержание зерен размером d в долях единицы.
Решение уравнения (V. 5) производится методом графического
интегрирования (см. пример V. 3).
Б. Гидродинамика аппаратов кипящего слоя
Одной из характеристик кипящего слоя сыпучего материала
является порозность, представляющая собой отношение объема
пустот к объему слоя,
_ Vnycm 1 Ки
- Усл - 1 Усл ’
(V- 6)
где VM =--------объем материала, находящегося в слое, в мл;
Qm
G — масса материала в объеме слоя в кг;
qm — плотность материала в кг!мл.
Неподвижный (фильтрующий) слой характеризуется постоян-
ной не зависящей от скорости газа порозностью е0. Для боль-
шинства материалов е0 = 0,4.
Порозность кипящего слоя в зависимости от скорости газа
может меняться от е0 до е = 1.
Скорость газа в свободном сечении аппарата, при которой
кипящий слой приобретает заданную порозность, может быть опре-
делена с помощью графической зависимости (рис. V. 1)
Ly = f(Ar),
106
Аппараты для систем газ—твердое тело
. аэ - Qj SQc „ .
где Аг = —i-------2— -------критерии Архимеда;
Р
Ly = — q ) g — кРитеРий Лященко;
d3 — эквивалентный размер зерна материала в м;
2ж> (?с — плотность материала и среды в кг/мя\
р — вязкость среды в н сек/м2\
w — скорость газа в свободном сечении аппарата в м!сек\
g — ускорение свободного падения в м!сек^.
Для монодисперсного материала d3 принимается равным осред-
ненному размеру зерен.
При работе с полидисперсным материалом в качестве d3 целе-
сообразно принимать размер частиц, близкий к максимальному.
Основные определения и расчетные формулы
107
Расчет скорости газа в этом случае проводится по минимальной
порозности (е = 0,45—0,55).
Графической зависимостью Ly = f (Аг) при наличии зерновой
характеристики полных остатков Rd = ф (d) удобно пользоваться
для определения процента уноса материала из аппаратов кипя-
щего слоя (см. пример V. 4).
Если унос материала нежелателен, можно перейти к конической
форме аппарата, в верхнем (наибольшем) сечении которого ско-
рость газа для наименьших частиц будет соответствовать пороз-
ности е < 1.
Высота кипящего слоя связана с его порозностью соотноше-
нием
h = h0\=^, (V-7)
где h0 — высота неподвижного (фильтрирующего) слоя.
Руководствуясь гидродинамическим состоянием кипящего слоя
[5], необходимо соблюдать условие
h > khcm, (V. 8)
где k = 3 — при незначительном расширении слоя (е = 0,55);
k = 4 — при большом расширении слоя.
Высота гидродинамической стабилизации газовых струй, вы-
рывающихся из отверстий распределительной решетки, может быть
принята (для частиц размером порядка 1 мм и при незначительном
расширении слоя)
20d0,
где d0 — диаметр отверстий в решетке.
Кинетика процесса обработки материала в кипящем слое тре-
бует соблюдения условия
где GM — расход материала в аппарате в кг/ч;
гср — среднее время пребывания материала в аппарате в ч;
S — площадь сечения аппарата в м.
Величина h определяет высоту переточкой трубы в аппарате
с выводом материала из верхней части слоя.
Высоту сепарационного пространства аппарата рекомендуют
15] принимать
hcn = (3,5-4,5) h.
Сопротивление аппарата кипящего слоя может быть рассчитано
по уравнению
Др = ДрР + ДРС + Ьрм.с, (V. 10)
108
Аппараты для систем газ—твердое тело
где Дрр — сопротивление распределительной решетки
дРл= С
О^о
2
(V- П)
£ = 1,5 — коэффициент сопротивления отверстий распредели-
тельной решетки;
w0 — скорость газа в отверстиях решетки в м/сек\ '
\рс — сопротивление кипящего слоя
= h (1 — е) (рл, — qc) g- (V. 12)
ДрЛ с — потеря давления в местных сопротивлениях (па-
трубки, внезапные сужения, расширения и пово-
роты) в н/м2.
Распределительные решетки в аппаратах кипящего слоя чаще
всего выполняются из перфорированных листов или набора колос-
ников.
Беспровальные решетки имеют сдвоенные листы, оси отверстий
которых смещены относительно друг друга. Свободное сечение
отверстий составляет обычно fc = 0,02—0,1.
Расчет перфорации может быть произведен
по
Рис. V. 2. Схема цик-
лона
формулам (IV. 17), (IV. 22).
| А I
В. Аппараты для улавливания пыли
(циклоны)
Улавливание из газов взвешенных в нем
частиц может достаточно эффективно произ-
водиться в циклонах.
В данном разделе рассматривается мето-
дика расчета циклонов системы НИИОгаза,
основные размеры которых даны на рис. V. 2
и в табл. V. 1.
Обычные конструкции циклонов рассчи-
таны на работу при температурах до 400°С.
Эти аппараты предназначены для улавли-
вания неслипающихся пылей при их концен-
трации в газе не более 400 г/м3.
- Максимально допустимая запыленность газа в зависимости от
диаметра циклона может быть установлена по формуле
х = -г кг!м3,
К
(V. 13)
Основные определения и расчетные формулы
109
где D — диаметр циклона в м;
k == 2 — для слабослипающихся пылей;
k = 4 — для среднеслипающихся пылей;
k = 8 — для сильнослипающихся пылей.
Таблица V. 1
Основные размеры циклонов НИИОгаза
Наименование параметра (по рнс. V. 2) Типы циклонов
ЦН-11 ЦН-15 ЦН-15у ЦН-24
Внутренний диаметр циклона D в мм От 40 до 800 От 40 до 800 От 200 до 800 От 400 до 1000
Диаметр выхлопной трубы Ох 0,60 0,6D 0,60 0,60
Диаметр нижнего па- трубка d2 (0,3—0,4) О (0,3—0,4) О (0,3—0,4) О (0,3—0,4) О
Ширина входного па- трубка b 0,20 0,20 0,20 0,20
Высота входного па- трубка h 0,480 0,660 0,660 1,110
Высота цилиндри- ческой части 1ц 2,080 2,260 1,510 2,110
Высота конической части й2 20 20 1,50 1,750
Общая высота цикло- на Н 4,380 4,560 3.31D 4,260
Примечания:
1. Диаметры циклонов в пределах 40—100 мм изменяются через 20 мм, в дальней-
шем — через 50 мм.
2. Больший диаметр Di принимается при больших запыленностях .газа.
Основной характеристикой эффективности работы циклона
является коэффициент очистки
^=-£*“100%, (V. 14)
^вх
где СуЛ — количество уловленной пыли в кг!сек\
Gex — количество входящей пыли в кг!сек.
Выбор типа циклона обусловлен тремя величинами: разме-
ром частиц пыли, максимальным коэффициентом очистки и ми-
нимальным коэффициентом сопротивления £.
Ориентировочные значения этих величин приведены в табл. V. 2
при условиях
— = 740 м2!сек2 и ом = 2300 кг!м3,
Qc 4
но
Аппараты для систем газ—твердое тело
где Др — сопротивление циклона в н/м2-,
qc, Qjm — плотность среды и материала пыли в кг/м3.
Таблица V 2
Коэффициент очистки газа при —— = 740 м/сек2 и = 2300 кг/м3
Ос
Коэффициент сопротивле- ния с Диаметр циклона £> в мм Условный размер частиц В мкм
Тип циклона 5 10 20
Значения коэффициента очистки в %
ЦН-24 60 1000 500 30 41 70 79 96 97
% 800 50 85 97,5
600 55 87 98 .
ЦН-15 105 400 69 89 98,5
200 77 93 99
100 83 95 99,5
ЦН-15у 110 800 200 40 70 81 91 97 99
ЦН-11 180 800 100 65 86 90 97 98 99,8
Диаметр циклона определяется из уравнения расхода
V = D2w,
где V — расход запыленного газа в м3/сек-,
w — условная скорость газа в циклоне в м/сек.
Скорость газа рассчитывается по уравнению
(V. 15)
' СОс
При предварительном расчете диаметра циклона задаются
величиной отношения — = 740 м2/сек2. Действительная ско-
рость газа w определяется после выбора циклона нормализован-
Примеры, расчетов
111
кого диаметра. Соответственно этому изменяется и ранее выбран-
ное отношение &р/дс, что отразится на коэффициенте очистки
газа.
Величина коэффициента очистки при значениях — 4
бс
=/= 740 мЧсек* определяется с помощью графиков рис. V. 3
Рис. V. 3. Зависимость коэффициента Рис. V. 4. Зависимость коэффициента
очистки от сопротивления циклона очистки от плотности пыли
(см. пример V. 6). Коэффициент очистки при улавливании пыли,
плотность которой рл, 2300 кг/м3, определяется по графикам
рис. V. 4 (см. пример V. 6).
Процентное содержание пыли, уносимой с уходящим из цик-
лона газом,
Кун (1 — Пм)
(V. 16)
где х — концентрация пыли в газе, поступающем в циклон.
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример V. 1. При рассеве размолотого материала на сите
с размером отверстий 60 мкм был получен полный остаток 40%,
а на сите с отверстиями 200 мкм — остаток 2 %. Рассчитать коэф-
фициенты в уравнении (V. 3) зерновой характеристики полных
остатков.
Решение. Коэффициенты Ь и п могут быть получены при
решении системы уравнений
0,4 = e-fc60";
0,2 = е^200"
112
Аппараты для систем газ—твердое тело
Логарифмирование этих уравнений дает
0,398 = 0,434 660”;
1,7 = 0,434 6200”.
откуда получим п = 1,21; b = 0,0065.
Пример V. 2. Определить значения коэффициентов b и п в урав-
нении (V. 3) для зернового материала, при рассеве навески кото-
рого в наборе пяти сит были получены следующие полные остатки:
d в мкм . . . 42 63 85 150 210
Rd................. 0,83 0,64 0,48 0,2 0,04
Решение. Определение значений b и п методом, рассмотрен-
ным в примере V. 1 (по двум точкам), может дать большую по-
грешность. Более точным является
графический метод обработки опыт-
ных данных, который сводится к сле-
дующему. Логарифмируя дважды
уравнение (V. 3), получим:
после первого логарифмирования
lgfld = - bdn lg e = — 0,4346d";
.=bdn-
— 0,434 u ’
после второго логарифмирования
Рис. V. 5. К расчету коэффициен-
тов уравнения зерновой характе-
ристики полных остатков (при-
мер V. 2)
d 1 / 1g Rd \
В координатах 1g J —
уравнение выражает прямую, из гра-
фического построения которой не-
трудно получить значения
Приводим результаты
опытных данных
Ig d
b и п.
обсчета
d .
Rd
igRd
igRd
— 0,434 ’
Igd
42 63 85 150 210
0,83 0,64 0,48 0,2 0,04
—0,081 —0,194 —0,319 —0,699 —1,398
0,187 0,424 0,734 1,61 3,82
1,623 1,8 1,929 2,176 2,322
—0,728 -0,373 —0,134 0,207 0,508
Примеры расчетов
113
После нанесения опытных точек на график £ис. V. 5 убеждаемся,
что они вполне удовлетворительно ложатся на одну прямую.
Для определения коэффициентов b и п составим два уравнения,
отвечающие, например, точкам А и Б,
—0,88 = 1g b + 1,5п;
0,6 = 1g Я- 2,4л.
Решение этих уравнений дает b = 0,000447 и п = 1,65.
Таким образом, для данного материала уравнение зерновой
характеристики полных остатков имеет вид
г, — 0,000447</1-65
*\d — &
Решение задачи значительно упрощается, если при обработке
опытных данных графическим методом пользоваться готовыми
логарифмическими сетками (пример
V. 4).
Пример V. 3. Рассчитать поверх-
ность 1 кг размолотого материала,
характеристика которого дана (см.
значения d и PJ, если его плот-
ность 2500 кг/мл, а максимальный
размер частиц 250 мкм.
d ... 42 63 85 150 210
Rd . . 0,85 0,64 0,48 0,2 0,04
Решение. Для решения зада-
Рис. V. 6. Зерновая характери-
стика полных остатков (пример
V. 3)
чи строим зерновую характеристику
полных остатков (рис. V. 6).
Разбив абсциссу (рис. V. 6) в пре-
делах 0—240 мкм на одинаковые
интервалы (20 мкм), для ствующие полные остатки. каждого значения d находим соответ-
d . . . . . 0 20 40 60 80 100 120
Rd • . . . 1 0,96 0,85 0,67 0,51 0,4 0,31
Ф . . . 0 0,04 0,11 0,18 0,16 0,11 0,09
Ф ~d ’ . . . 0 0,002 0,00275 0,003 0,002 0,0011 0,00075
d . . . . . 140 160 180 200 220 240 250
Rd . . 0,23 0,16 0,1 0,055 0,023 0,006 0
Ф . . . 0,08 0,07 0,06 0,045 0,032 0,017 0,006
Ф ~d~ • . . . 0,00057 0,000438 0,000333 0,000225 0,000145 0,000071 0,000024
8 Зак. 686
114
Аппараты для систем газ—твердое тело
При большом количестве интервалов фракция, соответствую-
щая данному размеру зерен, может быть подсчитана как разность
смежных полных остатков
фго/о = ~~ ^2о ~ 1 0,96 — 0,04;
Ф40/20 = *20 - *40 = °>96 - 0,85 = 0,11
II т. д.
Величину поверхности зерен 1 кг материала рассчитываем
Рис. V- 7. Зерновая характеристика
фракционного состава (пример V. 3)
Ф
Для построения кривой
по уравнению (V. 5)
d=250
J ^д(Л)м*/кг,-
d=0
250
в котором значение | d(d)
о
находим методом графического
интегрирования. С этой целью
строим график в координатах
— d (рис. V. 7). Площадь, огра-
ниченная кривой в пределах d от
0 до 250 мкм, равна 374 л«лА
= f (d) можно выбрать следующие
масштабы: по оси ординат 1 мм=0,00012; по оси абсцисс 1 мм=*6мкм.
250
Следовательно, J ~d(d) =» 374-0,00012-6 = 0,269 мкм.
о
Поверхность 1 кг материала
F,d = -S- 0,269 = 645 мЧкг.
Пример V. 4. Рассчитать диаметр генератора для обжига слан-
цезольной шихты во взвешенном слое и определить процент уноса
шихты с уходящим газом.
Исходные данные:
Максимальный размер частиц dmax в мм . 3,5
Расход газа вг в кг/ч ........ . 4000
Температура газа Т °К...... . 1020
Избыточное давление в генераторе р в н/м2 . . 2-105
Вязкость газа р в н-сек/м2 .....................44- 10~в
Плотность шихты Qj« в кг/м3................... . 1200
Плотность газа при нормальных условиях q0 в кг/м3 ... 1,29
Примеры расчетов
115
Зерновой состав шихты
d в мкм........... 3000 2000 1000 500 250 150 105
Rd............... 0,247 0,407 0,684 0,819 0,908 0,955 0,966
Решение. Плотность газа при рабочих условиях
р7'0 1 on 2-106-273 п_ , 3
6с ~ 6о ~р^Г ~ ,29 0,98-106-1020 ~0,7 кг1м '
Значение критерия АгЛ, соответствующее максимальному раз-
меру частиц,
. атах0л<0<£ 0,00353-1200-0,7.9,81.10’* . оо ппл
Armax=-----------------------------------= 182 000.
Учитывая полидисперсность шихты, принимаем порозность
слоя е = 0,45, при АгЛ = 182 000 этим условиям соответствует
Ly = 2 (см. рис. V. 1).
Скорость газов в свободном сечении генератора
. = V 1' =1,28
On ’
Внутренний диаметр генератора
Л __ 1/ __ 1/ ™ . „г
u V ЗбООбсЛш V 3600-0,7-3,14.1,28 ~ 1,ZD М'
Унос частиц шихты из генератора может наблюдаться при
е = 1. Для этих частиц, как видно из рис. V. 1, критерий Аг^ =
= 200. В этом случае максимальный размер уносимых частиц
, 3/An,u.2 200-442 ллллчс
— V QmQcS ~ V ю12-1200-0,7-9,81 ~ М.
Предельно возможный процент уноса
у = ЮО — Rdy,
где Rdy — процентное содержание зерен с размерами больше
dy, соответствующее полному остатку на сите с отвер-
стиями dy.
Значения Rdy можно определить по уравнению (V. 3), если из-
вестны коэффициенты b и п.
Для нахождения этих коэффициентов воспользуемся методом,
рассмотренным в примере V. 2.
8*
116
Аппараты для систем газ—твердое тело
В логарифмической сетке (рис. V. 8) опытные точки ложатся
на прямую, описываемую уравнением (V. 3).
d . . . . . . 3000 2000 1000 500 250 150 105
Rd IgRd • • • 0,247 —0,607 0,407 —0,39 0,684 —0,165 0,819 —0,868 0,908 —0,0112 0,955 —0,0195 0,966 -0,0152
lg Rd — 0,434 1.4 0,9 0,38 0,2 0,095 0,045 0,035
Составим два уравнения для произвольных точек Л и Б на
прямой
1g 0,04 = 1g b + п 1g 123;
lg 1 - 1g b + n 1g 2300.
Рис. V. 8. К расчету коэффициентов уравнения
зерновой характеристики полных остатков (при-
мер V. 4)
Решая эти уравнения, получим п = 1,1; 6 = 0,0002.
Таким образом,
п _ o.oooaf1-1
— е
Примеры расчетов
117
Процентное содержание зерен с размерами больше dy будет
Rdy = ЮОе-0-0002'350’’^ iooe-oj29 = 88%.
Унос материала составит у = 100 — 88 = 12%.
Необходимо отметить, что рассчитанный процент уноса яв-
ляется максимально возможным. На практике, особенно в аппара-
тах непрерывного действия, не наблюдается полной сепарации
мелких фракций и последующего уноса (мелкие фракции в зна-
чительном количестве увлекаются более крупными в разгрузочные
устройства).
Пример V. 5. Рассчитать основные размеры и сопротивление
аппарата с кипящим слоем при следующих исходных данных:
Расход материала, поступающего в аппарат, GM в кг/ч
G?
Отношение расхода газа к расходу материала —.
''м
Средний размер частиц d в мм...................
Плотность материала частиц в кг/м3 ............
Плотность газа рг в кг/м3 .....................
Вязкость газа ц в н-сек/м2.....................
Среднее время пребывания материала в аппарате хср
150
73
2
2600
1,5
2-IO"5
1 ч 20 мин
Решение. Учитывая монодисперсность обрабатываемого
материала, принимаем порозность кипящего слоя е = 0,7.
Значение критерия Архимеда
дг d3-QMQeg . 23-2600-1,5-9,81 ус см
АГ~ - Юв-22-1О~1о /опии.
Значение критерия Лященко по графику (рис. V. 1) Ly = 50.
Скорость газа в свободном сечении аппарата
w = = 2>26 м1сек.
Площадь поперечного сечения аппарата
„ Ve _ 73GM __ 73-150 _ n q 2
w ~ q?w ~ 1,5-2,25-3600 ’ ‘
Для аппарата цилиндрической формы диаметр
С =/4=/тга5“ ‘°7 *
Принимаем диаметр аппарата D = 1100 мм.
118
Аппараты для систем газ—твердое тело
Высота кипящего слоя из условий кинетики процесса
h = 0л<(1 — е) S = 2600 (1 — 0,7) 0,9 = О’284 м 300 ММ' 1
Принимаем распределительную решетку с отверстиями d0 = 2 мм
и свободным сечением fc = 0,1.
Высота слоя соответственно уравнению (V. 8)
h -= khcm = 4-20-do = 4-20-2 = 160 мм,
где k = 4 — для порозности е — 0,7.
Следовательно, принятая высота h — 300 мм обеспечивает
нормальное гидродинамическое состояние слоя.
Высоту сепарационного пространства принимаем
hcn = Ah = 4-300 = 1200 мм.
Учитывая высоту подрешеточного пространства hn_ пр — 300 мм,
получим общую высоту аппарата
Н = h + hcn + hn.np = 300 + 1200 + 300 = 1800 мм.
Сопротивление кипящего слоя
\рс = й (1 — е) Q„g = 0,3 (1 — 0,7) 2600-9,81 = 2300 н/м2.
Сопротивление распределительной решетки
t = 1,5 =: 570 н/мй, I
w 2,25 „„ с ,
где w0 = у = у - = 22,5 м!сек — скорость газа в отверстиях
I С 1
решетки.
Сопротивление аппарата (без учета потери давления на мест-
ные сопротивления)
Дра = Дрр + Дрс = 570 + 2300 = 2870 н1м?.
Пример V. 6. В циклоне ЦН-15 диаметром 600 мм необходимо
уловить частицы до размера 10 мкм. Определить коэффициент
очистки циклона, если плотность материала пыли 1500 кг/м3,
а отношение Др/рс = 550 мЧсек*.
Решение. По табл. V. 2 для заданных исходных данных
(тип циклона, его диаметр и условный размер частиц) определяем
= 87%, соответствующий &p/Qc = 740 м2!сек2 и рл( = <
= 2300 кг/мЛ.
Для определения коэффициента очистки при заданном t\p/Qc =
= 550 м2!сек2 воспользуемся рис. V. 3.
Примеры расчетов
119
С этой целью из точки а с координатами t±p/Qc = 740 м2/сек2
и По, = 87% проводим линию параллельно ближайшей кривой
до точки б, имеющей &p/Qc — 550 м2/сек2. Этой точке отвечает
коэффициент очистки ц" — 85,5 %.
Для определения окончательного значения коэффициента
очистки, соответствующего заданной плотности пыли рл! =•
= 1500 кг/м3, воспользуемся рис. V. 4.
Из точки с координатами = 2300 кг/м3 и т]”ч — 85,5%
проводим линию, параллельную ближайшей кривой, до заданного
2л = 1500 кг/м3. Точка 6t соответствует искомому значению коэф-
фициента ОЧИСТКИ Т)оч=81%.
Пример V. 7. Определить основные размеры циклона ЦН-15,
если расход запыленного газа составляет 9800 м3/ч.
Решение. Принимаем &р/рс — 740; для циклона ЦН-15
коэффициент сопротивления £ = 105.
При этих данных скорость газа в циклоне [формула (V. 15)[
w ~ = = 3.76 м/сек.
F qc£ г 105
Диаметр циклона
1 Д...4L._ _ 1/ . • 4.-.9800- ... — 096 и
и Г ЗбООлсу ~ И 3600-3,14-3,76 ’
Для циклона типа ЦН-15 максимальный диаметр составляет
800 мм, поэтому принимаем два параллельно работающих аппа-
рата.
В этом случае диаметр циклона будет
1 /~ 4У 1/ 4-9800 zxq
° — V 2-3600л = Г 2-3600-3,14-3,76 = U,b° М'
Принимаем диаметр циклона D — 700 мм.
Условная скорость газа в таком циклоне
W 2-з’14-0,72 = 3,55 м1сеК-
При этой скорости
-^- = 105 = 660 м2/сек2.
Qc 2
По этому значению отношения Ар/дс рассчитывается коэффициент
очистки. Основные размеры циклона могут быть определены по
данным табл. V. 1.
120
Аппараты для систем газ—твердое тело
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи V. 1—V. 15. Рассчитать диаметр аппарата, работающего
на принципе взвешенного слоя, и определить процент частиц,
уносимых газом, если зерновой состав материала характери-
зуется уравнением
Rd = е~ып.
Исходные данные для расчета даны в табл. V. 3, в которой
приняты следующие условные обозначения:
G — расход газа в кг/ч\
р — вязкость газа в н-сек.1м?-,
рл — плотность материала в кг/м3;
рс — плотность газа в кг/м3;
draax — максимальный размер частиц в ли»;
b и п — коэффициенты уравнения зерновой характеристики.
Таблица V. 3
Исходные данные к задачам V. 1 —V. 15
Задачи G ц£- Ю5 Sm 0с d max п 610‘
V. 1 1500 5 1300 0,75 2,5 1,12 13,2
V. 2 2700 2,6 2500 0,67 1,7 1,3 10,2
V. 3 3500 3.4 1450 0,85 3,4 0,8 7,67
V. 4 4500 6,5 2020 0,87 4,5 0,92 5,04
V. 5 3700 5,6 1350 0,65 3.0 1,05 4,0
V. 6 5100 2,4 1400 0,54 2,7 1,25 4,8
V. 7 2800 5,8 1600 0,36 2,5 0,96 6,5
V. 8 2000 6 1210 1,21 4,3 0,95 7,2
V. 9 4200 3,2 1150 0,345 3,7 1,2 8,4
V. 10 3500 5 1430 0,78 2,8 0,85 12
V. и 2300 3,7 1270 1,26 4,2 1,26 9,5
V. 12 1800 2,4 1420 0,98 1,8 0,75 10
V. 13 2400 4,5 1170 0,87 2,3 0,82 6,7
V. 14 4200 6,2 2050 0,38 1,6 1,2 4,3
V. 15 3800 2,3 1630 0,52 3,5 1,15 4,17
Задачи V. 16—V. 30. По условиям табл. V. 4 рассчитать
основные размеры циклона; определить коэффициент очистки
Литература
121
(для условного размера частиц пыли d) и сопротивление аппарата.
Условные обозначения в табл. V. 4:
V — расход запыленного воздуха в м'3/сек-,
Т — температура воздуха в циклоне в °К;
Qjh — плотность материала пыли в кг/м'3-,
d — условный размер частиц пыли в мкм.
Давление в циклоне принято атмосферное.
Таблица V. 4
Исходные данные к задачам V. 16—V. 30
Задачи Тип циклона V Т d Си
V. 16 ЦН-11 0,8 300 10 2400
V. 17 ЦН-11 0,5 315 5 1500
V. 18 ЦН-11 2,5 360 15 2800
V. 19 ЦН-11 1,8 345 18 1700
V. 20 ЦН-15 0,7 323 13 2300
V. 21 ЦН-15 0,85 347 8 2800
V. 22 ЦН-15 1,6 352 6 1850
V. 23 ЦН-15 2,5 328 9 2250
V. 24 ЦН-15 3,6 345 12 2650
V. 25 ЦН-15 0,9 362 14 1920
V. 26 ЦН-15 0,5 334 17 1570
V. 27 ЦН-154, 0,74 357 8 870
V. 28 ЦН-15^ 0,8 328 15 1450
V. 29 ЦН-24 5,3 310 9 1670
V. 30 ЦН-24 3,5 325 13 2750
ЛИТЕРАТУРА
1. Лева М. Псевдоожижение, М., Гостоптехиздат, 1961. 400 с.
2. Павлов К- Ф-> Романков П. Г. и Носков А. А. Примеры
и задачи по курсу процессов н аппаратов химической технологии. Л., Госхнм-
издат, 1959. 574 с.
3. Р о м а д и н В. П. Пылеприготовление. М.—Л., 1953. 519 с.
4. Романков П. Г. и Рашковская Н. Б. Сушка в кипящем слое.
М. — Л., изд-во «Химия», 1964. 288 с.
РАЗДЕЛ II
ТИПОВЫЕ МАШИНЫ ХИМИЧЕСКИХ
ПРОИЗВОДСТВ
ГЛАВА VI
ДРОБИЛ ЫЮ-РАЗМОЛЬНЫЕ МАШИНЫ И ГРОХОТЫ
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
А. Дробилки щековые
Щековые дробилки предназначены для крупного и среднего
дробления горных пород. По принципу действия они подразде-
ляются на дробилки простого и сложного качания. Измельчение
материала происходит путем раздавливания, раскалывания и
истирания при поджатии подвижной щеки к неподвижной.
Угол между подвижной и неподвижной щеками (угол захвата)
во избежание выталкивания дробимого материала должен быть
<2ср, который обычно принимают
а^1,4ср, (VI. 1)
где ср — угол трения между дробимым материалом и щекой.
У большинства дробилок угол захвата а = 20°.
Число качаний подвижной щеки, соответствующее числу обо-
ротов эксцентрикового вала, обусловлено оптимальным выходом
материала из разгрузочной щели и силами инерции качающихся
масс. Основываясь на практических данных, можно рекомендо-
вать для расчета следующие уравнения:
для дробилок при длине разгрузочной щели менее 1 м
п == 0,85 |/об/сек; (VI. 2)
при длине разгрузочной щели более 1 м
п = ад5_ об/сек> (VI. 2')
где Аа — ход щеки у разгрузочной щели в м\
I — длина разгрузочной щели в м.
Основные определения и расчетные формулы
123
Для дробилок простого и сложного качания с наибольшим
размахом в шпальте (в разгрузочной щели) объемная произво-
дительность может быть рассчитана по формуле
V = п (2а±^}Ла-1 м3/сек, (VI. 3)
2 tg и ' '
где п — число качаний щеки в секунду;
а — ширина разгрузочной щели при минимальном отклоне-
нии щек друг от друга в м;
Да — ход щеки в шпальте в м;
I — длина разгрузочной щели в м.
Массовая производительность дробилки
с= УеЛ, (VI. з')
где qm — плотность дробимого материала в кг/м3;
ф — коэффициент разрыхления материала; ф = 0,3 — для
крупных дробилок и при дроблении твердых пород;
ф = (0,5—0,7) — для дробилок средних размеров и при
дроблении пород малой твердости.
Для дробилок сложного качания ф следует увеличивать на
20—25%.
Мощность электропривода дробилки
N3 = -ЩГ" Kem- (VI. 4)
где А — работа, затрачиваемая на дробление, в дж;
п — число качаний щеки в секунду;
i) — (0,6—0,7) — коэффициент полезного действия дробилки.
Для дробилок отечественного производства мощность электро-
привода может быть достаточно точно определена по эмпири-
ческой формуле
N3 = 39nS 1,25 кет, (VI. 5)
где п — число качаний щеки в секунду;
S = Ь1 — площадь загрузочного отверстия в м2; b — ширина
загрузочного отверстия вл; I — длина загрузочного
отверстия в м.
Максимальное сосредоточенное усилие, возникающее при дроб-
лении материала (рис. VI. 1),
(VI. 6)
где А — работа дробления в дж;
&а’ — ход подвижной щеки в точке приложения силы Ртяув м.
124
Дробильно-размольные машины и грохоты
Усилие Ртах считают обычно сосредоточенным у дробилок
простого качания на расстоянии = L/3; у дробилок сложного
качания — на расстоянии = L/2.
За длину щеки L принимают расстояние от шарнира подвески
щеки до шарнира распорной плиты.
Рис. VI. 1. Распределение усилий в дробилке
простого качания
При этих условиях
для дробилок простого качания
= -g- cos а;
для дробилок сложного качания
А , Ла + 2е
1\а --- —— cos а.
Усилие, сжимающее распорную плиту (рис. VI. 1),
рР=-^--т~, (VI. 7)
р sin р L ' '
где (3 — угол между подвижной щекой и распорной плитой;
Р як 80° — у дробилок простого качания и 50—65° —
у дробилок сложного качания.
Усилие, растягивающее шатун дробилки простого качания,
может быть рассчитано из условия, что угол между распорной
Основные определения и расчетные формулы
125
плитой и шатуном составляет у 80°. В этом случае
Pw=2Ppcosy. (VI. 8)
Щековая дробилка имеет два маховика, служащие аккуму-
ляторами энергии Ам, накапливаемой во время холостого хода
подвижной щеки. Можно считать, что энергия, накапливаемая'
одним маховиком во время холостого хода,
= 4 = (VI. 9).
, R2 + г2
где J = т„ —--------мом,ент инерции маховика при допущении,
что вся его масса отнесена к ободу в кг-м2; тм — масса
маховика в кг\ R и г — наружный и внутренний радиусы
обода маховика в м\
шср = 2пп — средняя угловая скорость маховика в 1/сек;
6 = —-.g"1. = 0,01—0,03 — степень неравномерности вра-
^Ср
щения маховика.
При ориентировочных расчетах, учитывая малую толщину
обода маховика по сравнению с его радиусом, можно принимать
Р г. В этом случае момент инерции массы маховика
J = mMR2.
Б. Дробилки валковые
Наиболее распространенные двухвалковые дробилки исполь-
зуются для среднего и мелкого дробления твердых и вязких гли-
нистых пород, а также продуктов химической промышленности.
Дробящие валки выполняются гладкими, рифлеными или зуб-
чатыми.
Дробилки с гладкими валками применяются для дробления
твердых материалов. Максимальный размер загружаемого куска
материала для дробилок с гладкими валками d — , где D —
диаметр валка. Это соответствует углу захвата а = 18-н20°.
Степень измельчения i = — = З-г-4, где а — зазор между вал-
ками (ширина разгрузочной щели).
Дробилки с зубчатыми валками применяются в основном для
крупного дробления хрупких или вязких глинистых материалов.
Для этих дробилок обычно d =-^-; i = Ю-т-12.
126
Дробильно-размольные машины и грохоты
Число оборотов гладких валков в секунду, при котором на-
блюдается минимальное их проскальзывание относительно мате-
риала, рекомендуют рассчитывать по формуле
п < 100 ~[/~— об!сек, (VI. 10)
г DaQM
где f = 0,34-0,35 — коэффициент трения материала;
D — диаметр валка в м\
d — максимальный размер загружаемого куска в м;
qm — плотность материала в /сгЛм3.
Массовая производительность валковой дробилки, учитывая,
что ширина разгрузочной щели при прджатии пружин увеличи-
вается примерно на 25%, может быть рассчитана пр формуле
GM = l,25^tnDlaQM4p кг!сек, (VI. 11)
где I — (0,5-г-0,7) D — длина валков в лг,
а — начальная ширина разгрузочной щели в м\
ф — коэффициент, учитывающий степень разрыхления мате-
риала и неполноту использования длины валков;
ф = (0,24-0,3) — при дроблении твердых пород;
ф = (0,44-0,6)— при измельчении вязких глинистых мате-
риалов.
Мощность электропривода дробилки, исходя из объемной тео-
рии дробления, может быть рассчитана по формуле
N3 = 72UDn (d 4- кет, (VI. 12)
где I — длина валков в м\
D — диаметр валков в м\
d — максимальный размер загружаемых кусков в м\
п — число оборотов валков в секунду.
При дроблении пород средней твердости можно пользоваться
эмпирическим уравнением
N3 = l50DlnKi кет, (VI. 12')
в котором %! = 0,06-^- 4-0,15 — коэффициент, учитывающий
степень измельчения.
При дроблении материалов, близких к свойствам каменных
углей, для расчета мощности рекомендуют уравнение
N3 = 0,43GM кет, (VI. 12")
где GM — производительность дробилки в кг/сек.
Основные определения и расчетные формулы
127
Распорное усилие (рис. VI. 2), возникающее при дроблении
материала в гладковалковой дробилке, ориентировочно можно
определить по формуле
Р <= K2Dlc н, (VI. 13)
гдеКа — коэффициент, учитыва-
ющий площадь контак- -*
та материала с вал-
ками
Кг D в мм
0,002 500 Рис. VI. 2. Распорные усилия в вал-
0003 500—900 ковой дробилке
0,0056 900
о — предел прочности дробимого материала в н/м2\ с =
= 16-107 — для твердых материалов и 4,5-107— для вязких
(глинистых) материалов.
В. Мельницы шаровые
Шаровые мельницы предназначены для измельчения материала
путем дробления и истирания падающими мелющими телами
(шарами, стержнями, галькой).
Максимальный размер загружаемых шаров должен быть
d < , где D — диаметр барабана мельницы.
Масса мелющих тел, загружаемых в барабан мельницы,
тг = УсРфОт. (VI- 14)
где Ve — рабочий объем барабана в лс3;.
рт — плотность материала мелющих тел в кг!м?\
Р — (0,34-0,4) — коэффициент заполнения мельницы;
ср — коэффициент, учитывающий долю объема, занимаемого
мелющими телами; для шаров и стержней можно при-
нимать ср = 0,65.
Загружаемый для размола материал заполняет пространство
между мелющими телами и покрывает их сверху тонким слоем.
При этом масса материала в мельнице при заполнении барабана
металлическими мелющими телами составляет
тм = (0,1 ч-0,12)тт;
при заполнении барабана керамическими телами тм тТ.
Общая масса загрузки барабана
т3 = тТ + тм.
128
Дробильно-размольные машины и грохоты
Число оборотов барабана мельницы в секунду, соответствую-
щее наиболее эффективному измельчению,
п = ^> (VI-15)
где D — внутренний диаметр барабана в м.
Мощность, затрачиваемая на размол материала, определяется
работой подъема загруженной массы и сообщаемой ей кинетической
энергией.
Работа подъема загрузки на оптимальную высоту h = 1,137?,
соответствующую наиболее эффективному размолу,
Ai = m3hg = \,\3m3Rg дж. (VI. 16)
Кинетическая энергия, сообщаемая загрузке,
А2 = = 'М<^°)2 = 2n2m3fi2R2, (VI. 17)
где <0 = 2лп — угловая скорость вращения барабана в 1/сек;
7?о = 0,7857? — радиус центра массы поднимающихся шаров
в м (при оптимальном коэффициенте заполнения Р = 0,4).
Таким образом, мощность, затрачиваемая на размол,
(VI. 18)
где z — число циклов подъема и падения массы загрузки за один
оборот барабана.
Число циклов зависит от коэффициента заполнения барабана
z = 2,23р°’24.
Мощность, затрачиваемая на преодоление трения в цапфах
мельницы, может достигать 10—15% рабочей мощности Np.
Потери мощности на трение в одной цапфе мельницы
Ntp = Т кет, (VI. 19)
где Рр — реакция опоры в н;
f = 0,07—0,1 — коэффициент трения;
w4 — окружная скорость вращения цапфы в м/сек.
Мощность электропривода мельницы
Na = t (VI. 20)
где т) — к. п. д. привода.
Основные определения и расчетные формулы
129
Мощность электропривода с достаточной точностью может быть
также рассчитана по эмпирической формуле
N, = кет. (VI. 20')
3 1031] ' '
Значения коэффициента С для гладкой футеровки барабана
в зависимости от вида мелющих тел и коэффициента заполнения
приведены в табл. VI. 1.
При рифленой футеровке или при
наличии выступов значение коэффи-
циента С следует увеличить на 10%.
В момент пуска шаровой мельни-
цы реакция одной опоры определяет-
ся массой барабана и полной массой
загрузки
. (VI. 21)
Во время работы трение в цапфах
обусловлено массой барабана, .массой
части загрузки, поднимающейся
вверх, и ее центробежной силой. При
оптимальной загрузке (₽ — 0,4) в
стадии подъема находится 0,538та.
реакция одной опоры
Рис. VI. 3. Распределение уси-
лий в шаровой мельнице
В этом случае (рис. VI. 3)
р _ V (m6g + 0,538m3g + Рц sin у)2 + (Рц cos у)2 (yj
2
где Рц — 0,538ms<o2P0 — центробежная сила от массы загрузки,
поднимающейся вверх, в н; со — угловая скорость вра-
щения барабана в 1/сек; Ro — радиус центра массы в лг,
у 25° — угол между горизонталью и направлением цен-
тробежной силы.
Таблица VI. 1
Зависимость коэффициента С от коэффициента заполнения f>
Вид мелющих тел Коэффициент заполнения р
0,1 0,2 0,3 0,4 0.5
Кремниевая галька 13,85 12,75 11,45 9,9 8,1
Стальные шары: крупные мелкие -? 12,4 12 11,45 И 10,3 9,9 8,85 8,55 7,3 7,07
9 Зак. 686
130
Д роб ильно-размольные машины и грохоты
Производительность шаровых мельниц пропорциональна за-
траченной на размол работе и ориентировочно может быть под-
считана по формуле
G — qNp кг/сек, (VI. 22)
где Np — рабочая мощность в em;
q — удельная производительность, представляющая собой
количество материала, размолотого при затрате 1 дж
энергии, в кг/вт-сек.
Значения удельной производительности приведены в табл. VI. 2.
Таблица VI. 2
Удельная производительность шаровых мельниц
Наименование размалываемого материала <7-10 В вгП'Сек.
Мокрый помол Сухой помол
Мергель с сопротивлением размолу: высоким средним низким 1,1—1,65 1,95—2,5 2,8—3,3 1,1—1,4 1,65—1,95 2,2—2,8
Шихта из известняка и глины с со- противлением размолу: высоким средним низким 1,4—1,95 1,95—2,5 2,8—4,2 1,4—1,65 1,95—2,2 2,2—2,8
Шихта из мела и глины 4,2—7 —
Шихта из доменного шлака и из- вестняка с сопротивлением размолу: высоким средним — 0,83—1,1 1,1—1,65
Клинкер вращающихся печей — 1—1,1
Шлаки доменные гранулированные — 0,97—1,1
Опока, трепел — 1,4—1,65
Трасс — 0,55—0,7
Песок кварцевый — 0,83
Основные определения и расчетные формулы 131
Рабочая мощность Np рассчитывается по формуле (VI. 20).
При использовании формулы (VI. 20') за рабочую мощность
можно принять Л/р = (0,854-0,9) Л/э.
Для расчета производительности специальных шаровых мель-
ниц часто используются эмпирические формулы (2)—(4).
Г. Грохоты
Грохоты применяются для сортировки сыпучего материала
с целью:
а) выделения из материала, предназначенного для дробления,
кусков, размеры которых превышают максимально допустимые
для данной машины;
б) отделения кусков, размеры которых меньше или больше
требуемых на данной стадии обработки;
в) разделения измельченного материала по крупности на
несколько сортов, что бывает необходимо при составлении
смеси (шихты) в отдельных пропорциях из частиц разных раз-
меров.
В лабораторной технике рассев материалов применяется с целью
определения качества помола (см. гл. V, § 1).
Плоские качающиеся грохоты представляют собой прямоуголь-
ные короба с набором решет (сит), шарнирно подвешенные на тя-
гах; выполняются как с горизонтальным, так и с наклонным рас-
положением решет; приводятся в колебательное движение от
коленчатого вала или эксцентрика.
Максимальный размер частиц, проваливающихся через от-
верстие горизонтального решета, обычно принимают d = O,8d0.
Для наклонного решета
d < d0 cos а — d sin а, (VI. 23)
где d — диаметр отверстий в решете;
а = 104-20° — угол наклона решета;
6 — (0,64-0,8) d0 — толщина решета.
Предельная скорость движения грохота, при которой еще
может происходить грохочение,
№тах = 2,36 Yd м/сек, (VI. 24)
где d — максимальный размер проваливающихся частиц в м.
Ускорение движения, обеспечивающее эффективное грохоче-
ние материала, для горизонтального грохота
a>fg-
9*
132
Дробильно-размольные машины и грохоты
При наклонных грохотах это ускорение должно отвечать
условиям
а > g (f cos а — sin а);
a <Zg (f cos а + sin а),
(VI. 25)
где f — коэффициент трения материала о решето;
g — ускорение свободного падения в м/сек2.
Исходя из этих предпосылок, число оборотов коленчатого
(эксцентрикового) вала рассчитываем по формуле
п =
1
2л
2ле ’
(VI. 26)
где е — радиус кривошипа или эксцентриситет вала в м.
Производительность грохота по загружаемому материалу
GceK = hbwMQM^>, (VI- 27)
где h — высота слоя материала на решете в м;
b — ширина короба грохота в м\
= (0,54-0,2) м/сек — скорость движения материала по
грохоту;
рЛ( — плотность материала в кг/м2',
ф = (0,34-0,6) — коэффициент разрыхления материала.
Высоту слоя материала при крупном грохочении принимают
равной размеру максимальных кусков. При мелком грохочении
можно брать h — 4d0, где d0 — диаметр отверстий в решете.
Мощность привода плоского качающегося грохота в основном
определяется работой А1г затрачиваемой на сообщение кинети-
ческой энергии поступательно движущейся массе грохота; рабо-
той А 2, затрачиваемой на трение в эксцентрике, и мощностью Nmp,
расходуемой на преодоление трения материала о грохот (послед-
няя учитывается в грохотах больших размеров). Исходя из этого,
можно записать
,, (^i + Аг)п 4- N тр
N3 —----------Гга-------- кет.
(VI. 28)
1031]
Считая, что кинетическая энергия, затраченная в первой поло-
вине хода, не возвращается двигателю во второй половине хода
(когда скорость грохота падает от максимума до нуля), можно
записать
(VI. 29)
Основные определения и расчетные формулы
132
где тк — масса колеблющихся частей грохота (включая и мате-
риал) в кг;
wx — максимальная скорость грохота при ходе его вправо
в м/сек-,
ш2 — максимальная скорость грохота при ходе его влево
в м/сек.
При передаче движения грохоту от кривошипа или эксцен-
трика, так как wr = w2,
А1 = = 4/пЛл2п2е2 дж, (VI. 29')
.где п — число оборотов вала в се-
кунду;
е — эксцентриситет вала в м.
Работа трения в эксцентрике
(рйс. VI. 4)
А2 = Pmpnd3 = PJaad3, (VI. 30)
где Ри = т,.(р2е —сила инерции ко-
леблющихся масс в я;
— коэффициент треция в экс-
центрике; центрике
da — диаметр эксцентрика в м.
Мощность, затрачиваемую на преодоление трения материала
о грохот, учитывая, что материал имеет некоторое движение по
грохоту, можно рассчитывать по формуле
Ктр = cos а вт,
(VI. 31)
где тм — масса материала в кг;
fM — коэффициент трения материала;
wM — скорость движения материала по грохоту в м/сек-,
а — угол наклона решета.
Барабанные грохоты состоят из нескольких перфорированных
обечаек, имеющих отверстия различных диаметров. Часто барабан
грохота выполняется в виде усеченной шестигранной пирамиды
(грохот-бурат). Ось барабана имеет угол наклона к горизонтали
а = 5—7°. Барабан крепится к центральному валу, имеющему
две опоры, или устанавливается в бандажах, опирающихся на
ролики с ребордами.
Число оборотов барабана, обеспечивающее наиболее эф-
фективное грохочение материала,
о 9
п = об/сек, (VI. 32)
где р — внутренний радиус барабана в м.
134
Дробильно-размольные машины и грохоты
Объемная производительность грохота (по поступающему
на рассев материалу)
V = SwM м3/сек, (VI. 33)
где wM = 2л7?п^/^ —скорость движения материала вдоль гро-
хота в м1сек\ а — угол наклона барабана к горизон-
тали в рад\ ср — угол естественного откоса материала
(угол трения) в град',
S — 1,9)/Rh3 — площадь сечения барабана, занятая мате-
риалом, в Л12; h — высота слоя материала в грохоте в лг,
h < 0,37? — при прохождении крупнокускового мате-
риала; h = 10—25 мм при грохочении мелкого сыпу-
чего материала.
Мощность электропривода грохота
= (VI. 34)
где 2 Л4 — суммарный момент сил, дей-
ствующих в грохоте;
со — угловая скорость вращения
грохота в 1/сек;
т] = 0,7-т-0,8 — к. п. д. привода
грохота.
Для грохота с опорами на централь-
ном валу суммарный момент сил (рис.
VI. 5)
+ (VI. 35)
Рис. VI- 5. Усилия, действу-
ющие в барабанном грохоте
где Л4Т = mMg sin у/?0 — момент подъема материала в н-лс;
Л42 — PmpR = (Рц + тм cos у) fMR — момент от силы трения ✓
материала о стенку барабана в н-м‘,
Л43 = (тб тм) gf — момент от сил трения на двух опо-
рах барабана в н-м.
В уравнениях моментов обозначены:
Рц = mM(a2R0 — центробежная сила от массы материала в н;
R 0 — радиус центра массы материала в м (учиты-
вая небольшую величину h, можно прини-
мать Ro — R);
fM — коэффициент трения материала о стенки гро-
хота;
f — коэффициент трения скольжения в цапфах
вала;
da — диаметр вала в м.
Основные определения и расчетные формулы
135
Угол подъема материала у обычно превышает угол ср на 5—10°
и составляет 40—45°.
Для грохота с барабаном, опирающимся на бандажи, суммар-
ный момент
s М = Л41 + М2 + Мз + Л44- (VI. 35')
Здесь в отличие от ранее написанного суммарного момента
Л1з —момент трения скольжения в цапфах роликов в н-м
(рассчитывается ана-
логично моменту Л42);
Л44 = zPpk ( 1 + j —мо-
мент трения качения
бандажей барабана
по роликам в н-лт;
z — число роликов;
Рр — усилие, дейст-
вующее на ролик от
массы барабана и ма-
териала, в «; k =
= 0,0005 м — коэф-
Рис. VI. 6. Грохот со сдвоенным де-
балансом
фициент трения качения (сталь по стали); R6 — радиус
бандажа в м\ гр — радиус ролика в м.
Вибрационные (инерционные) грохоты рационально применять
при грохочении мелкого материала (с размерами частиц до 35 мм).
Подвижная часть грохота с набором сит подвешивается к станине
на спиральных или листовых пружинах. Сита могут быть гори-
зонтальными или наклонными. Вибрации ситам передаются от
вращающихся сдвоенных или одиночных дебалансов. Сдвоенные
дебалансы (рис. VI. 6) обеспечивают наиболее спокойную работу
грохота.
Эффективное грохочение материала наблюдается при ускоре-
ниях колеблющихся частей грохота
а = со2е = 10-н25 м!сек\ (VI. 36)
где со — угловая скорость дебалансных валов в Мсек.
Амплитуды колебаний грохота обычно лежат в пределах
е = 0,001—0,003 м.
Производительность вибрационных грохотов (по материалу,
прошедшему через сито) ВНИИстройдормаш рекомендует рас-
считывать по эмпирической формуле, которая может быть пред-
ставлена в виде
V = м*/сек,
(VI. 37)
136
Дробильно-размольные машины и грохоты
где F — площадь сита в м2',
q — удельная производительность сита в м31м2-секг,
А\, Лз — числовые коэффициенты, зависящие от каче-
ства просеиваемого материала.
Удельная производительность сита
q = 0,15rf3’645 при d0 <0,016 м\
q — O,O92do52 при do > 0,016 м.
Здесь d0 — диаметр отверстий в сите в м.
Значения коэффициентов Ki и К2 обусловлены зерновой харак-
теристикой материала
Ki = 0,5 + 0,835 (1 -Rdy,
К2 = 0,54 + 0,925 /1 —
\ ~2
Здесь R d — полный остаток на сите с отверстиями диаметром
dn
~ в долях единицы;
Rd — полный остаток на сите с отверстиями диаметром d0
в долях единицы.
Значения коэффициента К3 даны в табл. VI. 3.
Таблица VI. 3
Значения коэффициента К3 к уравнению (VI. 37)
Тип грохота Материал
гравийио-песчаная смесь дробленый
Горизонтальный 0,8' 0,65
Наклонный 0,5 0,4
Колебания грохота определяются центробежной силой де-
балансов
Рц = тда2г, (VI. 38)
где тд — масса дебалансов в кг (при сдвоенных дебалансах учиты-
вается масса обоих дебалансов);
г — радиус центра массы дебаланса в м.
Амплитуда колебания грохота е связана с радиусом дебаланса г
равенством
тдг — тке, ' (VI. 39)
. Примеры расчетов
137
в котором тк — масса колеблющихся частей грохота, включая
и материал.
Вибрационный (инерционный) грохот может работать в усло-
виях, близких к резонансу. В этом случае упругая постоянная
пружины (сила, обеспечивающая деформацию пружины в 1 м)
равняется
zaCT z ' '
где z — число пружин грохота;
— статистическая деформация пружины от массы гро-
хота в Л4.
Центробежная сила дебалансов связана с упругой постоянной
пружин и амплитудой колебаний грохота соотношением, справед-
ливым также и при работе без резонанса
= kze. (VI. 41)
Работа грохота в условиях резонанса вследствие потерь энер-
гии (например, на трение в подшипниках) не сопровождается воз-
растанием амплитуды колебаний до бесконечности.
Мощность привода грохота может быть рассчитана по фор-
муле (VI. 27) без учета мощности Nmp. При этом в условиях резо-
нанса учитывается только работа А2, при расчете которой вместо
силы инерции Р„ необходимо брать центробежную силу дебалансов
(см. пример VI. 10).
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример VI. 1. Щековая дробилка простого качания с размерами
загрузочного отверстия b X I = 1200 х 1500 имеет ширину раз-
грузочной щели 200 мм. Дроблению подвергается материал
плотностью 2400 кг!мъ.
Рассчитать массовую производительность дробилки, если ход
щеки у разгрузочной щели составляет 30 мм, а коэффициент тре-
ния материала f = 0,25.
Решение. Принимая условие а = 1,4<р, получим
а = 1,4 arctg / = 1,4-14 = 19,6°.
Число качаний подвижной щеки рассчитываем по уравне-
нию (IV. 2'), так как I > 1 м,
„ °-85 , Г tga 0,85 , Л'адбб' о о„ ,,
п = “S7rl / —— — —/ —---------------= 2,23 об сек.
№ ]/ Ла 1,52/3 |/ 0,03
138
Дробильно-размольные машины и грохоты
Учитывая сравнительно большие размеры дробилки и возможность
дробления твердых пород, принимаем коэффициент разрыхления
ф — 0,3.
Объемная производительность дробилки [уравнение (VI. 3)]
V = п(2а 2 ЛП 1 = 2-23 -(2'0’2А б&3)0’03 1 >5 = °’0585 м*,сек-
Массовая производительность
GceK = УрЛф = 0,0585-2400-0,3 = 402 кг!сек.
Пример VI. 2. Щековая дробилка простого качания имеет:
ширину загрузочного отверстия b = 900 мм, длину загрузочного
отверстия I = 1200 мм, ход щеки у загрузочного отверстия Ап =
= 25 мм. Определить усилие, растягивающее шатун при числе
качаний подвижной щеки в минуту п' = 170.
Решение. Мощность электропривода дробилки [уравне-
ние (VI. 5)]
N = 39ns1’25 = 39 (0,9 • 1,2)1,25 = 121,5 кет.
Работа, затрачиваемая на дробление материала,
1(Я-121^7 =3 Ю4
п 2,84
где т] = 0,7 — к. п. д. дробилки.
Максимальное усилие дробления [уравнение (VI. 6)]
„ 2Д 2-3-104
— Да/ — 0,0079 — 7,6-10 Н,
где Да' = -^ cos а = °’^25 cos 20° = °'02^'0-94 = 0,0079 м.
Усилие, сжимающее распорную плиту [уравнение (VI. 7)],
р _ Ртах М _ 7,6- 106 . — 9 57 10® Н
sm₽ L 0,985 3 1U н'
Усилие, растягивающее шатун [уравнение (VI. 8)],
Рш 2Рр cos у = 2-2,57-10®-0,1735 = 8,9-10® н.
Пример VI. 3. Подвижная щека дробилки сложного качания
имеет ход у разгрузочной щели 11 мм, мощность электропривода
дробилки 80 кет. Рассчитать диаметр шкива-маховика и окружное
усилие на нем, если один маховик имеет массу 300 кг.
Примеры расчетов
139
Решение. Принимая угол захвата дробилки а = 19°, полу-
чим число качаний подвижной щеки
п = 0,85 J = 0,85|/-^|- ь= 4,77 об!сек.
Работа дробления при т] = 0,7
|°,-8°-0'7 =1,173-10‘te.
п
Момент инерции массы одного маховика при неравномерности
хода 6 = 0,02
А
1,173-10*
2-302-0,02
= 326 кг л2,
где соср = 2л п = 2-3,14-4,77 = 30 Мсек.
Ориентировочный радиус маховика (при допущении, что R ~ г)
Диаметр маховика DM = 2R = 2,08 м.
Окружное усилие на шкиве-маховике
р __ 1(W3
'окр w
103-80
31,2
= 2,56 103
где w = а>ср7? = 30-1,04 = 31,2 м!сек — окружная скорость
обода маховика.
Пример VI. 4. Рассчитать основные параметры дробилки с глад-
кими валками для дробления мрамора. Максимальный размер
загружаемых кусков 70 лип; необходимая степень измельчения 4.
Решение. Принимаем коэффициент трения / = 0,35; диа-
метр валков дробилки D — 20г/ = 20-70 = 1400 мм; длину вал-
ков I = 0,52? = 0,5-1400 = 700 мм.
Число оборотов валков [формула (VI. 10)]
п = 100= 100 j 4.0(07.2600 = 3>7 об!™*'
где = 2600 кг!м? — плотность мрамора.
Массовая производительность дробилки при выбранномф = 0,2
[формула (VI. 11)]
GM = \,25nnDlaQMty = 1,25-3,14-3,7-1,4-0,7 X
X 0,0175-2600-0,2 = 130 кг/сек,
где а = у- = —= 0,0175 м — ширина разгрузочной щели.
140
Дробильно-размольные машины и грохоты
Необходимая мощность электропривода дробилки по фор-
муле (VI. 12)
N3 = 720lDn(d + = 720 0,7-1,4-3,7 ( 0,07 += 225кет;
по формуле (VI. 12')
N3 = 150DZn/fi = 150 1,4 0,7 3,7 0,39 = 212 кет,
где = 0,06 ~ + 0,15 = 0,06-4 + 0,15 = 0,39;
по формуле (VI. 12")
= 0,43СЛ-^-= 0,43 130-4 = 224 кет.
Мощность электропривода можно принять N3 = 225 кет.
Распорные усилия, возникающие в дробилке [формула (VI. 13) ],
Р = К2О/о = 0,0056-1,4-0,7-16-107 = 880 000 н.
Пример VI. 5. Шаровая мельница имеет диаметр барабана
2000 мм и длину 3000 мм, массу 46 000 кг, диаметры цапф бара-
бана 300 мм. Рассчитать потребную мощность привода мельницы
и ее производительность при помоле шихты из мела и глины.
Решение. Принимаем коэффициент заполнения мельницы
Р = 0,4.
Масса мелющих тел (стальных шаров)
тТ = УбрегФ = 0,785-22-3-0,4-7800-0,65 = 19 000 кг.
Масса загрузки
т3 = 1,12т7 = 1,12 19000 = 21 300 кг.
Число оборотов мельницы в секунду
0,53 0,53 л о-? л/
п — = —== = 0,37 об/сек.
VD У2
Работа, затрачиваемая на подъем загруженного материала,
Аг = l,13m3/?g = 1,13-21 300-1-9,81 = 236 000 дж.
Кинетическая энергия, сообщаемая загруженному материалу,
А = 2nm3nRo = 2 3,142 21 300 0,372 0,7852 = 35 400 дж.
Рабочая мощность размола [формула (VI. 18)]
Np = + = (236000 +3540 0)0,37-1,79 =
где z — 2,23р0,24 = 2,23-0,4°’24 = 1,79 — число циклов.
Примеры расчетов
141
Центробежная сила, возникающая от массы поднимающейся
части шаров,
Рц = 0,538шаш2/?о = 0,538-21 300 • 2,322-0,785 = 48 400 н,
где to = 2лп = 2-3,14-0,37 = 2,32 1/сек.
Реакции опор на цапфах мельницы [формула (VI. 2Г)]
V (m6g 4- 0,538m3g + Рч sin 25°)2 + (Рц cos 25°)2 =
Рр = g '
/ (4600-9,81 + 0,538-21300-9,81 + 48400-0,422)2 + (48400-0,9)2
— 2 ~
= 291 500 к.
Мощность, затрачиваемая на преодоление трения в цапфах
при коэффициенте трения / — 0,1
Ppfwu 2-291500-0,1-0,348
/V =2
ТР 103
где w4 = = 2,32-^"= 0,348 м/сек.
Мощность электропривода мельницы
Np + Nrp _ 180 + 20,3
Ns> ~ - 0,85
Мощность электропривода по формуле (VI. 20')
э 103т] 10s* 0,85
= 20,3 кет,
10s
по формуле (VI. 20)
= 236 кет.
Производительность мельницы [формула (VI. 22)1
G = qNp = 5 • 10~6 • 180 000 = 9 кг/сек.
Пример VI. 6. Плоский качающийся грохот имеет решето с от-
верстиями диаметром 12,5 мм. Угол наклона решета 15°. Рассчи-
тать максимальный размер просеиваемых кусков материала и
предельное число оборотов эксцентрикового вала при эксцентри-
ситете 30 мм.
Решение. Принимаем толщину листа решета
6 = 0,6do == 0,6-12,5 = 7,5 мм.
Максимальный размер проваливающихся частиц
(1 = d0 cos а — б sin а — 12,5-0,966 — 7,5-0,259 — 10 мм.
Предельная скорость движения грохота
wma3[ - 2,36 V"d = 2,36 О/Л = 0,236 м/сек,
142
Дробильно-размольные машины и грохоты
что соответствует максимальному числу оборотов эксцентрикового
вала
t^max 0,236 , ,
" = 2ле = 2-3,14-0,03 = 1,25 об/сек-
Пример VI. 7. Вывести формулы (VI. 25) и рассчитать соответ-
ственно им предельные числа оборотов эксцентрикового вала для
плоского качающегося грохота, если угол его наклона 15°, а экс-
центриситет вала 30 мм. Коэффициент трения принять равным 0,35.
Рис. VI. 7. Схема распределения усилий (пример VI. 7)
Решение. При движении грохота в правую сторону нера-
венство сил, действующих на частицу (VI. 7, а), будет иметь
следующий вид:
та 4- mg sin а >• mgf cos а
или а > g (f cos а — sin а).
Так как а = ы1 2е — (2лп)2 е, в этом случае получим
1 1 /g(f cos a —since) _
min 2л I e —
1 л /*9,81 (0,35-cos 15° — sin 15/ n o
= 2W —--------------адз--------'-°’8 об/сек-
Таким образом, минимальное число оборотов эксцентрикового
вала грохота будет 0,8 об/сек.
При движении грохота влево неравенство сил (рис. VI. 7, б)
сводится к уравнению
a <Zg (f cos а Ц- sin а),
которое дает максимальное число оборотов эксцентрикового вала
1 1 /gQcosa + sin a) _
“max 2Л V е
1 1/9,81(0,35-cos 15°+ sin 15°) о
-----оЖ^-----------2 = 2’22 об/сек-
Примеры расчетов
143
Пример VI. 8. Плоский качающийся грохот длиной 2 м и шири-
ной 0,7 м имеет массу колеблющихся частей 200 кг, угол наклона
решета 15°. Эксцентриковый привод при эксцентриситете 30 мм
совершает 1,3 оборота в секунду. Диаметр эксцентрика 90 мм.
Рассчитать мощность электропривода грохота, если его произво-
дительность 1,9 кг!сек при плотности материала 1800 кг/мА и
высоте слоя 50 мм.
Решение. Принимаем коэффициент разрыхления ф = 0,5.
Масса материала, находящаяся в грохоте,
тм = bLhq^ = 0,7-2-0,05-1800-0,5 = 63 кг.
Кинетическая энергия, сообщаемая колеблющимся, массам,
А ! -= 4 (тг 4- тм) (ппе)2 = 4 (200 + 63) X
X (3,14 -1,3- 0,ОЗ)2 = 15,7 дж.
Работа, затрачиваемая на преодоление трения в эксцентрике
при коэффициенте трения /э = 0,06,
Д2 = mKw2ef3nd3 = 263 (2-3,14-1,3)2- 0,03 -0,06 -3,14 -0,09 8,9 дж.
Скорость движения материала по грохоту
Wm = = 0,05-0,7-’1800-0,5 = 0,06 М/СвК'
Мощность, затрачиваемая на преодоление трения материала
о решето при коэффициенте трения fM = 0,65,
NTp = cos a — 63-9,81 -0,65-0,06-0,966 = 23,2 em.
Мощность электропривода грохота
,. (^ + 42)n + ^p (15,7 + 8,9)1,3 + 23,2
N, =------------------ =--------т-E--------- ~ 110 вт.
3 i) 0,5
Принимаем для привода электродвигатель типа А с минимальной
мощностью N3 = 0,25 кет.
Пример VI. 9. Рассчитать производительность и мощность при-
вода барабанного грохота с опорами на центральном валу. Бара-
бан с углом наклона 3е имеет длину 2500 мм, диаметр 960 мм и
массу 300 кг. Материал с насыпной плотностью 1500 кг!мА имеет
угол естественного откоса 30°. Диаметры цапф центрального
вала 40 мм.
Решение. Число оборотов барабана
0,2 0,2 А ОА
п = = —=_= = 0,29 об/сек.
VR / 0,48
144
Дробильно-размольные машины и грохоты
Скорость движения материала вдоль грохота
wM = 2nRn ~ = 2 • 3,14 0,48 -0,29 = 0,091 м/сек.
sin
Площадь сечения барабана, занятая материалом при h = 25 мм,
S = 1,9 VRhs = 1,9 ]/0,48 0,0253 = 0,0052 м2.
Производительность грохота
GceK = Swmqh = 0,0052-0,091 • 1500 = 0,71 кг/сек = 2550 кг/ч.
Масса материала, находящегося в грохоте,
тм — SLqh = 0,0052-2,5-1500 = 19,5 кг.
Момент подъема материала при у = 45°
Мг = mMg sin yR = 19,5-9,81-0,707-0,48 = 65 н-м.
Центробежная сила от массы материала
Рц = tnM<o2R = 19,5 (2 • 3,14 • 0,29)2 0,48 = 31 н.
Момент от силы трения материала о стенки барабана при коэф-
фициенте трения fM = 0,35
Л42 = (Рч + mMgcosy) fMR =- (31 + 19,5-9,81-0,707)0,35X
X 0,48 = 27,9 н-м.
Момент сил трения в цапфах опор барабана при коэффициенте
трения / = 0,08
Ms = (тб + tnM)gf-~ = (30 + 19,5)9,81-0,08-0,02 = 5 н-м.
Мощность электропривода грохота
. N = (Л41 + Л42 + Л43) <о = (65 + 27,9 + 5)2-3.14-0,29 = 36()
3 т) 0,5
Пример VI. 10. Вибрационный грохот со сдвоенным дебалан-
сом имеет массу колеблющихся частей 160 кг\ диаметр вала 30 мм.
Сопоставить жесткость пружин, массы дебалансов, центробежные
силы от них и потребные мощности привода при работе грохота
в резонансе и без резонанса, если амплитуда колебания грохота
1 мм. Грохот опирается на четыре пружины.
Решение. Принимаем ускорение грохота а = 15 м/сек?',
радиус центра тяжести дебаланса г = 40 мм\ коэффициент трения
подшипников качения f = 0,0006.
Примеры расчетов
145
Угловая скорость вращения дебалансовых валов
Число оборотов вала
<о 122,8 1П с
п = Ы = ГздТ = 19’5 об/сек-
Для обеспечения работы грохота в условиях резонанса упругая
постоянная пружин [уравнение (VI. 40) ] будет
k’ = = 160-122,8* = 603000 н/м_
г 4
Статическая деформация одной пружины
Масса одного дебаланса [уравнение (VI. 18)]
, тке 160-0,001 о
ГПЛ = = о ппГ- = 2 кг.
о 2г 2-0,04
Центробежная сила от одного дебаланса (рис. VI. 6)
Рц = т'дыг = 2 122,82 0,04 = 1200 н.
Энергия, затрачиваемая на преодоление сил трения в подшип-
никах дебалансных валов,
Л = 2Рц/л41в = 2-1200 0,006-3,14-0,03= 1,35 дж.
Мощность электропривода, учитывая, что в условиях резонанса
вся энергия тратится только на преодоление трения в подшипниках,
, Ain 1,35-19-.5
= 33 вт-
Для обеспечения работы грохота без резонанса принимаем
более мягкие пружины. Статическая деформация одной пружины
й(Т = 2 мм. В этом случае
упругая постоянная одной пружины
k=^-
гаст
160-9,8-= 196000 н/м.
4-0,002
10 Зак 686
146
Дробильно-размольные машины и грохоты
Необходимая центробежная сида от массы одного дебаланса
п" k"ze 196000-4-0,001 QOO о
j ц — 2 — 2 — Н.
Масса одного дебаланса
р" 392,9
,пд = = 122,82-0,04 = ° >655 кг.
Работа трения в подшипниках
Л' = 2Рц[пс1в = 2-392,5-0,006-3,14-0,03 = 0,44 дж.
Кинетическая энергия, сообщаемая колеблющимся массам
(VI. 28),
Л1 — mKw7 — ткь^е2 = 160-122,82 0,0012 == 2,4 дж.
Мощность электродвигателя
_ И, + А). _ (2.4 + 0.44) 19.5 = 70 т
3 т] 0,8
Выводы. При работе с резонансом требуются жесткие пру-
жины с малым числом витков. Такие пружины подвержены более
частым поломкам. Для обеспечения необходимой амплитуды коле-
баний грохота требуются большие центробежные силы и массы
дебалансов, что утяжеляет конструкцию машины.
При работе без резонанса возрастает мощность привода, осо-
бенно за счет энергии, необходимой для обеспечения колебаний
массы грохота. Но, как показывает расчет, в обоих случаях вели-
чина мощности настолько мала, что не может служить критерием
сравнения.
Следовательно, с точки зрения работоспособности машины,
более рациональными являются условия работы грохота без резо-
нанса.
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи VI. 1—VI. 15. По условиям табл. VI. 4 рассчитать для
щековой дробилки массовую производительность, мощность при-
вода, усилие дробления и усилие, воспринимаемое распорной
плитой.
Условные обозначения в табл. VI. 4:
а — угол захвата дробилки в град',
I — длина загрузочного (разгрузочного) отверстия в мм;
b — ширина загрузочного отверстия в мм;
а — ширина разгрузочной щели в мм;
ка — ход щеки у разгрузочной щели в мм;
Контрольные задачи
147
qm — плотность дробимого материала в кг/м3\
ф — коэффициент разрыхления материала;
е — эксцентриситет вала дробилки сложного качания в мм.
Таблица VI. 4
Исходные данные к задачам VI. 1 — VI. 15
Задачи Тип дробилки а 1 Ъ а Да 0л е
VI. 1 Простого ка- чания 22 900 1200 150 25 2400 0,5 —
VI. 2 То же 19 1200 1500 200 30 1900 0,4 —
VI. 3 » 21 1500 2100 250 35 2500 0,3 —
VI. 4 » 20 500 300 80 13,5 3100 0,6 —
VI. 5 » 23 600 900 100 13,5 2800 0,55 —
VI. 6 Сложного ка- чания 17 175 250 30 10 1850 0,75 10
VI. 7 То же 20 250 400 50 12,5 2300 0,7 12
VI. 8 » 20 400 600 80 12,5 1950 0,65 10
VI. 9 » 21 250 900 60 15 2100 0,7 12
VI. 10 » 20 600 900 150 16 2200 0,6 19
VI. 11 » 18 500 800 60 15 2500 0,3 12
VI. 12 » 21 450 700 70 20 2600 0,45 15
VI. 13 Простого ка- чания 20 700 1000 90 15 2100 0,4 —
VI. 14 То же 22 1300 2000 200 30 1600 0,5 —
VI. 15 » 19 ЮОО 1400 180 25 2500 0,6 —
Задачи VI. 16—VI. 30. По условиям табл. VI. 5 рассчитать
массовую производительность, мощность привода и распорные
усилия при дроблении в гладковалковой дробилке твердого мате-
риала.
Условные обозначения в табл. VI. 5:
d — максимальный размер загружаемых кусков в мм\
D — диаметр валков дробилки в лип;
I —• длина валков в мм\
— плотность материала в /сеЛи3;
Ф — коэффициент разрыхления материала,
ю*
148
Дробильно-размольные машины и грохоты
Таблица VI. 5
Исходные данные к задачам VI. 16 — VI. 30
Задачи d D 1
VI. 16 ПО 2000 1200 2400 0,25
VI. 17 85 1600 800 1900 0,3
VI. 18 18 400 200 2500 0,2
VI. 19 9,5 200 150 3100 0,27
VI. 20 65 1200 700 2800 0,22
VI. 21 47 1000 600 1850 0,25
VI. 22 40 900 500 2300 0,32
VI. 23 37 800 500 1950 0.28
VI. 24 35 750 500 2100 0,25
VI. 25 57 1050 700 2200 0,3
VI. 26 33 650 400 2500 0,2
VI. 27 32 600 400 2600 0,26
VI. 28 28 550 350 2100 0,35
VI. 29 44 850 500 1600 0,25
VI. 30 50 950 600 2500 0,3
Задачи VI. 31—VI. 45. Поданным табл. VI. 6 рассчитать мощ-
ность, затрачиваемую в шаровой мельнице на размол материала
и теряемую на трение в цапфах.
Условные обозначения в табл. VI. 6:
т6 — масса барабана мельницы без мелющих тел в кг\
D — диаметр барабана в мм\
---отношение длины барабана к его диаметру;
Р — коэффициент заполнения барабана;
(1Ц — диаметр цапф в мм.
Контрольные задачи
149
Таблица VI - 6
Исходные данные к задачам VI. 31 — VI. 45
Задачи тб D L D ₽ “ч Материал шаров
VI. 31 5 000 1000 1,3 0,4 300 Керамика
VI. 32 10 450 1300 1,4 0,25 350 Сталь
VI. 33 12 000 1300 1,53 0,3 350 »
VI. 34 12 200 1600 1,25 0,5 400 Керамика
VI. 35 16 5Q0 1800 1,6 0,4 500 Сталь
VI. 36 12 000 1800 1,3 0,35 500 »
VI. 37 23 500 2000 1,4 0,4 600 »
VI. 38 28 000 2400 1,8 0,35 750 Керамика
VI. 39 36 000 2400 1,5 0,25 700 Сталь
VI. 40 25 000 1800 1,65 0,45 550 Керамика
VI. 41 74 800 2800 1,32 0,3 750 Сталь
VI. 42 40 000 2400 1,25 0,35 600 Керамика
VI. 43 5 950 1000 1,5 0,5 300 Сталь
VI. 44 14 000 1600 1,4 0,4 400 »
VI. 45 21 200 2000 1,6 0,35 600 »
Задачи VI. 46—VI. 60. По условиям табл. VI. 7 рассчитать
мощность электропривода грохота.
Условные обозначения в табл. VI. 7:
GceK — производительность грохота в кг/сек;
L — длина короба грохота в м;
b, D — ширина короба, или диаметр барабанного грохота в лг,
h — толщина слоя материала в грохоте в мм;
тг — масса грохота в кг;
а — угол наклона грохота в град;
е — эксцентриситет вала грохота в мм;
d3, de — диаметр эксцентрика или центрального вала грохота
в мм;
— насыпная плотность материала в кг/м3;
fM — коэффициент трения материала;
d,nax — максимальный размер просеиваемых частиц в мм.
150
Дробильно-размольные машины и грохоты
Таблица VI. 7
Исходные данные к задачам VI. 46 — VI. 60
Задачи Тип грохота сек L Ь: D h тг а е d • d э в Он fM ^max
VI. 46 29 7000 1500 100 250 10 40 120 1300 0,35 30
VI. 47 25 6500 1500 100 230 15 40 120 1200 0,3 30
VI. 48 Плоский ка- чающийся на- 19 5000 1300 80 200 12 40 НО 1400 0,25 25
VI. 49 клонный Гро- 20 4500 1200 80 185 18 30 100 1600 0,4 25
VI. 50 хот с эксцен- 10,5 4000 1200 70 170 15 30 90 1150 0,45 23
VI. 51 триковым приводом 8,5 4000 1000 70 165 8 25 ,90 1200 0,35 22
VI. 52 7,5 3500 1000 65 160 10 25 80 1400 0,4 20
VI. 53 6 3000 950 50 150 15 20 60 1600 0,25 20
VI. 54 — 6000 1000 130 560 3 — 60 1200 0,35 —
VI. 55 — 6000 800 115 400 4 — 50 1350 0,4
VI. 56 Барабанный грохот с опо- — 5000 800 115 360 5 — 50 1100 0,45 —
VI. 57 рами на цен- — 4000 800 100 320 4 — 50 1080 0,3 —
VI. 58 тральном валу — 5000 600 85 185 6 — 45 1400 0,35 —
VI. 59 — 4000 600 80 160 7 — 45 1200 0,45 —
VI. 60 — 3000 600 90 135 5 — 45 1300 0,5 —
ЛИТЕРАТУРА
1. Каталог-справочник. Оборудование для производства огнеупорных изде-
лий, вып. 22, М., изд-во Машиноэкспорт, 1958. 200 с.
2. Левенсон Л. Б. и Пр ей герзон И. Г. Дробление и грохочение
полезных ископаемых. М.—Л., Гостоптехиздат, 1940. 772 с.
3. Р о м а д и н В. П. Пылеприготовление. М.—Л., Госэнергоиздат, 1953;
519 с.
4. Сапожников М. Я- и Булавин И. А. Машины и аппараты
силикатной промышленности. М., Промстройиздат, 1955. 424 с.
ГЛАВА VII
ЦЕНТРИФУГИ
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
Центрифуги применяются для разделения неоднородных си-
стем (суспензий, эмульсий) под воздействием центробежных сил,
ускоряющих процесс осаждения.
По технологическому назначению центрифуги подразделяются
на фильтрующие и осадительные (отстойные).
В зависимости от принципа работы центрифуги классифици-
руются следующим образом: периодического действия, полуне-
прерывного (автоматического) и непрерывного. Эффективность
осаждения тяжелой фазы в центрифугах характеризуется факто-
ром разделения (центробежным критерием Фруда)
в котором со — угловая скорость вращения ротора центрифуги
в рад!сект,
R — радиус ротора в м\
g — ускорение силы тяжести в м/сек2.
Для нормальных центрифуг Fr4 < 3500, для скоростных
(сверхцентрифуг) Fr4 > 3500.
Фактор разделения можно определить по номограмме
(рис. VII. 1).
А. Автоматические центрифуги
полунепрерывного действия
К этой группе машин относятся горизонтальные фильтрующие
Центрифуги с ножевой выгрузкой осадка (тип АГ) и горизонталь-
ные отстойные центрифуги (тип АО Г).
Средняя производительность фильтрующих центрифуг наибо-
лее точно может быть установлена на основании предварительных
152
Центрифуги
D мм
2500 3 *ок,”1сы Fr п,о5/мин
750 □ -50000 -6000
2300 - 2 -W000 15500
2000- 500 - -30000 15000
^-20000 ^9500
1800 - 45000 Ё- 9000
£ Hihuil । 1 250 - 200 - -10000 'г3500 -гзооо
1250 -. -5000 -
- 150 - -WOO -2500
1150 4 - -
1000-Ё 100 Г2000 Г2000
890 - 75 - - /
-/ООО -1500
760- 50/- г1'Ю0 -1300
-500 -1200
630- -W0 -1100
- -300 -1000
/ 25 - -200 -900
510- ' 20 - -150 -800
-700
/5 - — 100 -
- -600
380 — !0 i -50 -500
-W
-30
-WO
5,0- -20
250-
-зоо
230 - -10
-
200- 2,5- -
180 - 2fi- -5 -9 -200 -
1,5 J L-3
150 -
Рис. VII. 1. Номограмма для определения
фактора разделения
Основные определения и расчетные формулы
153
опытов по центробежной фильтрации той же суспензии на лабо-
раторной центрифуге. Эту производительность, представляющую
собой количество собранного за единицу времени фильтрата, перио-
дически выходящего из ротора центрифуги, рекомендуют рас-
считывать по формуле
VpnRnLn Frn хп
^лЯл^Л^
(VII. 1)
. где Ул — количество фильтрата, полученного на лабораторной
центрифуге за время загрузки тл, в м3;
тц — т3 тот + тв — общее время цикла в ч; тот — продол-
жительность отжима осадка до заданной его влажности
(определяется на лабораторной центрифуге при факторе
разделения Fr„); тв — продолжительность выгрузки
осадка из ротора;
Vp п = л — гб) L — рабочий объем ротора в jh3; R — ра-
диус ротора в м; гб — радиус борта центрифуги в м\
L —«'длина (высота) ротора в м\
Fr„—фактор разделения.
В подкоренном выражении уравнения (VII. 1) индекс п харак-
теризует параметр промышленной центрифуги, а индекс л —
лабораторной.
Продолжительность загрузки, соответствующая максималь-
ной средней производительности, рекомендуют выбирать из усло-
вия
тэ=тог + тв. (VII. 2)
Ориентировочный расход суспензии, подаваемой в отстойную
центрифугу во время загрузки, определяется формулой
^сек = 2nrcpLcpwcfn м3/сек, (VII. 3)
где гср = —— средний радиус слоя суспензии в роторе в м\
R и гб — наружный и внутренний радиусы слоя сус-
пензии;
Lcp — средняя длина слоя суспензии в роторе в м;
wcp — средняя скорость осаждения частиц в м/сек,
г] = 0,4—0,6 — коэффициент эффективности осаждения в про-
мышленной центрифуге;
Lcp = -g--средняя длина слоя суспензии в конических ро-
торах; L —длина внутреннего слоя суспензии.
154
J Центрифуги
Средняя скорость осаждения частиц в центробежном поле
wcp = ау0 Fr4. ср = w0 , (VI1. 4)
где ву0 — скорость осаждения частиц под действием силы тяжести
(в гравитационном поле) в м/сек.
Скорость осаждения частиц зависит от режима ее движения.
При ламинарном осаждении, когда Re = - Fr,
^ср
Ц- ср \ Ь
w _dl(QM-QcP)s
W°- -------------
'<P
(VII. 5)
При турбулентном осаждении (при Re > 1) скорость w0
определяется из критерия Лященко Ly, зависимость которого
от критерия Архимеда Аг представлена на рис. VII. 2.
Наиболее точно^расход суспензии, подаваемой в ротор отстой-
ной центрифуги, может быть установлен после предварительных
опытов, проведенных на лабораторной центрифуге.
При центрифугировании одной и той же суспензии можно
считать, что
= ВЛ (VII. 6)
где Вп — число осветления для промышленной центрифуги
в м3/м2-сек\
Вл — число осветления для лабораторной центрифуги
в м3/м2-сек\
I] = 0,4—0,6 — коэффициент эффективности осаждения твер-
дой фазы в промышленной центрифуге.
Число осветления, характеризующее скорость осаждения твер-
дой фазы в роторе центрифуги, рассчитывается по уравнению
г> V сек.
ср Нц. ср
где VceK — расход подаваемой суспензии в м3/сек\
Fcp = 2nrcpL — средняя поверхность осаждения в
f (О2ГСР ,
ггц. ср — —— — фактор разделения по среднему
слоя суспензии.
При периодической работе центрифуги суммарная ее произво-
дительность в единицу времени
VCUM = 3600 V™ —, (VI1.8)
LUM СКК, er' I т' I 'Т' 7
|<з_гтот_гтв
(VII. 7)
лг2;
радиусу
Основные определения и расчетные формулы
155
где Усек — расход суспензии, определяемый уравнением (VII. 3);
тэ — продолжительность загрузки в зависимости от усло-
вий заполнения ротора осадком;
твг — продолжительность отжима;
т„ — продолжительность выгрузки осадка.
Рис. VII. 2. Зависимость Ly = f (Аг) при осаждении частиц:
1 — шарообразных; 2 — окружных; 3 — угловых; 4 — продолговатых;
5 — пластинчатых
Для трубчатых центрифуг, если считать, что на % длины
ротора осаждается х/2/всего осадка,
_ ______________________ 1 VpA'oc
3 (хс— х'ф) VceK
(VII. 9)
156
Центрифуги
Для центрифуг типа АОГ, в которых принято заполнять по-
ловину рабочего объема ротора,
т == — УрХос
3 2 (хс— Хф) Усек
(VII. 9')
В уравнениях (VII. 9) и (VII. 9') обозначены:
Vp — рабочий объем ротора в м3;
хос — объемная концентрация твердой фазы в осадке;
хс — объемная концентрация твердой фазы в суспензии;
Хф — объемная концентрация твердой фазы в фугате.
Продолжительность отжима тОг и выгрузки тв определяются
экспериментально.
Электродвигатель, сообщающий вращение ротору автомати-
ческой центрифуги полунепрерывного действия (типа АГ или
АОГ), подбирается по наибольшей мощности, потребляемой ма-
шиной в определенный период ее работы.
В период пуска центрифуги мощность составляет
Nn = Np + ATi + N2. (VII. 10)
В период загрузки суспензии в ротор
Na = + М2 + Nc. (VII. 10')
В период выгрузки осадка
Ne = Ах + N2 + Ncp. (VII. 10”)
В уравнениях (VII. 10), (VII. 10') и (VII. 10") обозначены:
Np — мощность, затрачиваемая на разгон ротора, в кеш;
Л\ — мощность, затрачиваемая на трение ротора о воздух,
в кет;
N2 — потери мощности на трение в подшипниках в кет;
Nc — мощность, затрачиваемая на сообщение кинетической
энергии суспензии, подаваемой в ротор центрифуги;
— мощность, потребляемая при срезе осадка ножом.
Мощность затрачиваемая на преодоление инерции массы т
ротора в период пуска центрифуги,
~ 2тр103 Квт> 11)
где w — окружная скорость ротора в конце разгона в м!сек\
tp — время периода разгона в сек.
Мощность Nr может быть определена по формуле
Mi = 14- КГ6 —4)L®3 кет, (VII. 12)
Основные определения и расчетные формулы
157
где RH — наружный радиус ротора в м\
г6 — радиус борта центрифуги в м\
L — длина ротора в м\
со — угловая скорость вращения ротора в рад/сек.
Мощность, теряемую на трение в подшипниках, можно рас-
считывать по формуле
Л/2 = — ~кет, (VII. 13)
где fT — коэффициент трения в подшипниках;
di, d2 — диаметры шеек вала под подшипниками в м",
Plt Р2 — динамические нагрузки на опоры в н.
Динамическая нагрузка на любую опору подшипника
Pi = PCTi^+2lO-3^-),
где PCTl — статическая нагрузка на данную опору в н;
R — внутренний радиус ротора центрифуги в лг,
со — угловая скорость вращения ротора в рад!сек.
Мощность, затрачиваемую в центрифугах на сообщение кине-
тической энергии суспензии, для удобства расчетов можно раз-
бить на две составляющие, учитывающие кинетическую энергию
осветленной жидкости и влажного осадка,
Nс = АД. Ч- Noc.
V aJfV 1 l/Cz
Мощность, сообщаемая осветленной жидкости, выходящей из
ротора центрифуги,
= (VII. 14)
где тж — масса жидкости, прошедшей через центрифугу за
время тэ, в кг\
w — окружная скорость ротора центрифуги в м1сек\ для
фильтрующих центрифуг рассчитывается по наруж-
ному радиусу ротора, для отстойных — по радиусу
борта центрифуги.
Масса жидкости, прошедшая через центрифугу,
= (VII. 15)
где тс — масса суспензии, поступившая в центрифугу за время
загрузки т3, в кг\
хс — массовая концентрация твердой фазы в суспензии в кг!кг.
158
Центрифуги
Масса суспензии связана с массой осадка соотношением
1 —У
тс = тос-----(VII. 16)
хс
в котором уос — влажность осадка в кг/кг.
Масса осадка, заполнившего ротор центрифуги,
тос = Vpq>Q*, (VII. 17)
где Vp — рабочцй объем ротора центрифуги в jus;
Ф = (0,4-:-0,6) — коэффициент заполнения ротора осадком;
рос = ——, , _ .--------плотность влажного осадка
' \^Тв ^ж) Уос
в кг/м3.
Время заполнения центрифуги связано с подачей суспензии
следующим соотношением:
(VII. 18)
сек^с
где VceK — расход суспензии, подаваемой в центрифугу, в м?1сек\
6 0 в
рс =----------т-ж т-г—----плотность суспензии в кг!м\
6те (Отв Qok) хс
Мощность, затрачиваемая на сообщение кинетической энергии
образующемуся слою влажного осадка, может быть рассчитана
по формуле
1(л 2
= (VII. 19)
где J = (/?1 ф- Roc)2 — полярный момент инерции массы
осадка в кг-м2-, R — внутренний радиус ротора центри-
фуги в ж; Rvc — внутренний радиус слоя осадка в м;
w — угловая скорость вращения ротора в рад/сек.
Внутренний радиус осадка Roc может быть найден из урав-
нения
Voc = ~ = я (R2 - L, (VII. 20)
где L — длина ротора в м.
При ориентировочных расчетах мощности, затрачиваемой на
сообщение кинетической энергии, подаваемой в центрифугу сус-
пензии, можно пользоваться формулой
тир V' . Р и2
д / с ___________ сек* с
с 2-103Тэ 2-103
(VII. 14')
Основные определения и расчетные формулы
159
где VceK — расход суспензии, подаваемой в центрифугу при за-
грузке, в м?/сек.
Мощность, затрачиваемая на срез осадка ножом,
= (VII. 21)
где Рср = kljb — усилие среза в н; — длина ножа в м; 6 —
толщина срезаемого слоя осадка в м; k — удель-
ное усилие резания в н/м2 (экспериментальная
величина);
w — максимальная окружная скорость при срезе
в м/сек.
Толщина срезаемого слоя
в__ R — Roc
~ ПТв ’
где п — число оборотов центрифуги в секунду;
тв — время разгрузки центрифуги в сек.
Б. Центрифуги непрерывного действия
с выгрузкой осадка пульсирующим поршнем (толкателем)
Фильтрующие центрифуги (тип НГП) применяются в основном
для обработки суспензий, содержащих крупно- и среднезернистые
материалы, дробление которых, наблюдаемое при ножевой раз-
грузке, должно быть минимальным. Они используются также
для обработки волокнистых материалов, когда не допускается
разрезания волокон. Методика основ расчета центрифуг типа НГП
не отличается от методики расчета центрифуг с ножевым съемом
осадка. Дополнительным конструктивным элементом центрифуги,
требующим отдельных расчетов, является толкатель.
Усилие, необходимое для выталкивания осадка из центрифуги,
определяется силой трения материала о фильтрующую поверх-
ность ротора
Ртр = PJ. = m0C^RfT, (VII. 22)
где Рц = mmw2R — центробежная сила,^прижимающая осадок
к стенке ротора, в н;
пгт — масса осадка в кг;
<о — угловая скорость вращения ротора в рад/сек;
R — радиус фильтрующей поверхности ротора в м;
fT — коэффициент трения материала.
Значения коэффициентов трения для некоторых материалов
приведены в табл. VII. 1.
160
Центрифуги
Таблица VII. 1
Коэффициенты трения осадка
Материал Коэффициент трения fT Материал Коэффициент трения fT
Сульфат аммония 0,53 Бикарбонат натрия 0,51
Натриевая селитра 0,34 Угольный шлам 0,32
Хлористый натрий 0,33 Бумажная масса 1
Мощность, затрачиваемая на выталкивание осадка,
Noc = ^-Mm, (VII. 23)
S' , е,
где wT =------скорость перемещения осадка в м/сек\ S =
Тр
= Sa — перемещение осадка в м; S — ход толкателя
в м; а = 0,75=1 —-коэффициент сжимаемости осадка;
60 ,
т„ = и _1_ л\„-время рабочего хода толкателя в сек;
пт — число ходов толкателя в минуту; Д = — =
Тр
= 0,8 = 1 —отношение времени холостого и рабочего
ходов.
В зависимости от размеров центрифуги длина хода толкателя
может достигать 40—50 мм при числе ходов до 15—46 в минуту.
z
В. Центрифуги непрерывного действия
со шнековой выгрузкой осадка
Из этой группы машин в химической промышленности наи-
большее распространение получили отстойные горизонтальные
центрифуги (типа НОГШ). Выгрузка осадка в таких центрифугах
производится шнеком, число оборотов которого отличается от
числа оборотов ротора на 1—2% (рис. VII. 3).
Центрифуги НОГШ являются классификаторами, делящими
твердую фазу суспензии на два класса. В слив (с фугатом) уходят
преимущественно частицы с размерами от нуля до величины
крупности разделения; в осадке остаются частицы с размерами
больше крупности разделения.
Под крупностью разделения понимают такой бесконечно узкий
класс частиц, вероятность попадания которых как в осадок,
так и в слив одинакова.
Основные определения и расчетные формулы
161
Крупность разделения ориентировочно может быть определена
по уравнению
d =
______ЭУсРс
nr2Lco2(Q — Q)
(VII. 24)
где Vc — расход подаваемой в центрифугу суспензии в мэ1сек\
г — внутренний радиус слоя суспензии в м;
L — длина внутреннего слоя суспензии в м;
со — угловая скорость вращения ротора в рад!сек\
Рт«> Рж — плотность твердой и жидкой фаз в кг!м?.
Рис. VII. 3. Схема центрифуги НОГШ
Формула (VII. 24) позволяет рассчитать производительность
центрифуги Vc при выбранной крупности разделения d.
Внутренний радиус и длина слоя суспензии определяются
положением сливных окон на крышке широкой части ротора.
Энергетический расчет центрифуги сводится к определению
следующих составляющих мощности:
на сообщение массе загружаемой суспензии кинетической
энергии Nc\
на трение ротора о воздух Л\;
на преодоление трения в подшипниках N 2;
на перемещение осадка вдоль образующей ротора М3;
на преодоление трения осадка о лопасти шнека М4;
на потери в редукторе N6.
Мощность, затрачиваемая на сообщение кинетической энергии
суспензии, подаваемой в ротор центрифуг,
У о и2
Мс = ^^з-квт, (VII. 25)
где Ус — расход подаваемой суспензии в мЧсек:,
рс — плотность суспензии в кгАм3;
w — окружная скорость ротора в м!сек, w = и 7?; R —
внутренний наибольший радиус ротора в м; <о — угло-
вая скорость ротора в рад/сек.
I I Зак. 686
162
Центрифуги
Поскольку суспензия вначале проходит через окна барабана
шнека, а затем попадает в ротор, мощность Nc складывается
из двух составляющих Nc = Nlcl + N с-
Учитывая, что число оборотов шнека отличается от числа оборо-
тов ротора всего на 1—2% мощность, затрачиваемую на сообще-
ние кинетической энергии в шнеке, можно определить по формуле
Nvl = ^^ = ^^Kem, (vn-26)
где гш — радиус барабана шнека в м (см. рис. VII. 2).
Мощность, расходуемая на сообщение массе суспензии ско-
рости вращения ротора,
у о (ш2 to2 ) V о со2 (R2 — /•2 \
N! - - - X - • (VII. 27)
Мощность, затрачиваемую на трение ротора о воздух, учиты-
вая замкнутый объем ротора и наличие его конической части,
можно определить по формуле
Nr = 14 • 1О"в(о3/?4 [/ц + 0,2/кх
X (1 + а + а2 + а3 + о4)], (VII. 28)
где L — длина цилиндрической части ротора в м (см.
рис. VII. 2);
1К — длина конической части ротора в м;
а = ------отношение радиусов конической части ротора.
Мощность М2, учитывающую трение в подшипниках, можно
рассчитать по формуле (VII. 13).
Мощность, расходуемая на перемещение осадка вдоль обра-
зующей ротора, может быть подсчитана по методике, предложен-
ной Соколовым и Шкоропадом [2], которая при некоторых допу-
стимых упрощениях сводится к формуле
N3 = l,3VTeco2 (рт„ — рда) rcploc (tga + tgp), (VII. 29)
где VTB — объем твердой фазы, поступающей с суспензией в цен-
трифугу, в м31сек\
гсР = Г- — средний радиус зоны осадка в м (см.
участок 1—2 на рис. VII. 2);
/0(. — длина зоны осадка в лг,
a — угол наклона образующей ротора в град', i
tg р = 0,4ч-0,6 — коэффициент внутреннего трения выгру-
жаемого материала.
Примеры расчетов
163
Объем твердой фазы определяется из уравнения материаль-
ного баланса
VfPc ^жРж 4“ ^твРтв’
Мощность, необходимая для преодоления трения осадка
о лопасти шнека,
ЛГ4 = ЛГ3(1 +1Ц). (VII.30)
где tg 6 = (0,3-?-0,5) — коэффициент трения осадка о лопасти
шнека;
tg р = -----тангенс угла наклона спирали шнека; t —
шаг шнека в м; гср — средний радиус зоны осадка в м.
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример VII. 1. Определить среднюю производительность цен-
трифуги АГ-1800 при обработке суспензии до конечной влажности
осадка 27%. Продолжительность выгрузки осадка составляет
1 мин.
Основные параметры центрифуги АГ-1800:
Радиус ротора Rn в мм........................900
Длина ротора Ln в мм.........................700
Рабочий объем ротора Vp. п в м3............... 0,85
Фактор разделения Fr„ ...................... 545
Опыты проводились на лабораторной центрифуге, имеющей
следующие параметры:
Радиус ротора Ил в мм....................100
Высота ротора Ьл в мм.................... 75
Рабочий объем ротора Vp. л в м3 .......0,012
Фактор разделенияFr„ = 545был установлен соответствующим
подбором числа оборотов ротора.
Решение. В результате обработки суспензии на лабора-
торной центрифуге было установлено, что при Fr, = 545 влаж-
ность осадка достигает 27% в течение 5 мин отжима. Изменение
толщины слоя осадка при этом не оказывает существенного влия-
ния на его конечную влажность.
Следовательно, можно принять и для промышленной центри-
фуги время отжима тог = 5 мин.
Продолжительность загрузки будет
тэ = тог + т« = 5 + 1 =6 мин.
II*
164
Центрифуги
Общее время цикла
тч “= т® + Тот + Ь = 6 + 5 + 1 = 12 мин.
При непрерывной подаче суспензии в лабораторную центри-
фугу было установлено, что резкое уменьшение выхода фильтрата
происходит через 9 мин. За это время было собрано 6,5 л филь-
трата, т. е. можно принять тл = 9 мин, УЛ = 6,5 л. Тогда сред-
няя производительность центрифуги АГ-1800 в соответствии
с уравнением (VII. 1) будет равна
_ 0,0065-1 Г
пер— 12 У
0,85-0,9-0,7-545-6
0,012-0,1-0,075-545-9
= 0,107 ms!muh = 6,4 л?/ч.
Пример VII, 2. На центрифуге АОГ-800 осветляется водная
суспензия, твердые частицы которой имеют размер 20 мкм и плот-
ность 1050 кг/м2. Рассчитать расход суспензии во время подачи
ее в ротор центрифуги.
Решение. Из табл. VII. 5 имеем:
внутренний радиус ротора центрифуги R = = 0,4 м\
0 57
радиус борта центрифуги г6 = ’2 = 0,285 м;
длина ротора L = 0,4 м;
число оборотов ротора в секунду п = 20;
средний радиус слоя суспензии в роторе
г„ = Д±й = _ 0,343 м.
Фактор разделения по среднему радиусу гср
с еЛ-сР 125,62-0,343
Fr4.ср = —- = 552,
g
где ® = 2лп = 2-3,14-20 = 125,6 рад/сек — угловая скорость.
Допуская, что осаждение происходит при ламинарном режиме,
найдем скорость осаждения частиц в гравитационном поле
йо(оЛ-ос₽)е
18р.
22 (1050—1000)9,81
1010-18-0.001
— 1,09 10 5 м/сек,
где ц = 0,001 н-сек/м2 — вязкость воды при нормальной темпе-
ратуре;
Рср — Ю00 кг/м2 — плотность воды.
Средняя скорость осаждения частиц в центробежном поле
wcp = w0Fr4 = 1,09-10^6 -552 = 0,006 м/сек.
Примеры расчетов
165
Значение критерия Re, характеризующего режим осаждения,
Re =
w +0 0,006-2-1000
<puo^cp ____ ’___________ _ n 1 о
р 10s-0,001 ’
При таком значении Re режим осаждения можно считать лами-
нарным.
Расход суспензии, подаваемой в центрифугу при выбранном
Я = 0.5,
\'сек = 2nrcpLcpwcpt] = 2-3,14-0,343-0,4-0,006-0,5 =
= 0,00253 м31сек — 9,3 м31ч.
Пример VII. 3. Рассчитать среднюю производительность цен-
трифуги АОГ-800, если при осветлении той же суспензии на ла-
бораторной центрифуге с диаметром ротора 190 мм, диаметром
борта 140 мм и длиной 90 мм при 30 об!сек был получен оптималь-
ный расход суспензии 0,25 м3/ч. Центрифуга АОГ-800 должна
работать по следующему циклу: время загрузки та = 15 мин-,
время отжима и отсоса жидкости из ротора тоГ = 3 мин, время
выгрузки тв = 8 мин.
Решение. Для лабораторной центрифуги имеем среднюю
площадь осаждения
Fcp = 2 л D t°6 L = 2-3,14 0,191 °’- 0,9 = 0,0467 ж2.
Фактор разделения
Р (о%р (2-3.14-30)2 0,19 + 0,14
гГч.ср— g — 9>81 4 оим.
Число осветления
В„ = ---= пгмТ’+п = 0,0179 м/ч-
п FcpFr4.cp 0,0467-300
Для центрифуги АОГ-800 имеем (см. табл. VII. 5) среднюю
площадь осаждения
F' = 23,14 (°-8 + 2t57)0'4.. = о,86 jw2.
Фактор разделения
Р ’ _ (2-3.14-20)2 0,8 + 0,57 _ „п
ГГц.ср — 0,81 — 4 — ООО.
Число осветления для промышленной центрифуги при приня-
том т| =г 0,5 [см. формулу (VII. 5) ]
Вц = = 0,0179-0,5 = 0,009 м!чу
166
Центрифуги
Расход суспензии, подаваемой в центрифугу АОГ-800,
V = BF' Fr' = 0,009-0,86-550 = 4,25 м3/ч.
Средняя часовая производительность центрифуги
у —______________________= _ 4’25- '.5 . = 2 45 у?/ч
ср Т3 + тот + тв 15 + 3 + 8 ЛГ/Ч-
Пример VII- 4. В центрифугу АГ-800 подается на фильтрацию
4 м3/ч водной суспензии с массовой концентрацией твердой фазы
15%. Плотность твердой фазы 1300 кг/м3. Массовая влажность
получаемого осадка 10%. Выгрузка осадка при заполнении им
ротора на 60% производится за т3 = 0,5 мин. Ротор совершает
28,4 об/сек. Рассчитать необходимую мощность электродвигателя
привода ротора. Удельное сопротивление срезу осадка принять
380 н/см3. Длина ножа 380 мм.
Решение. Плотность исходной суспензии
ere-(ere-eJ< 1300—(13оо — юоо) 0,15
Плотность осадка
о о 1300-1000
юоо+ (1зоо-юоо)о,1 кг/м .
Масса осадка в роторе центрифуги
твс = Vp<ppw = 0,099-0,6-1260= 75 кг,
где Vp = 0,785 (0,82 — 0,572) 0,4 = 0,099 м3 — рабочий объем ро-
тора.
Масса суспензии, поступившей в ротор центрифуги за время
загрузки тэ,
1 У .7 р- 1 9,1 Л С П
тп, = т.с—7^- = 75----— — 450 кг.
хс 0,15
Время загрузки центрифуги
тс 3600-450 Qn„ с -
= V о~= 4 1-1035 = 392 СеК = 6,5 МиН‘
v сегУс ’
Масса фильтрата, прошедшего через перфорацию ротора за
время загрузки,
тж = /п.(1 — х') = 450(1 —0,15) = 382 кг.
Примеры расчетов
167
Мощность, затрачиваемая на сообщение кинетической энергии
массе фильтрата,
тжшг 382-712 п лл
= 2т3103 ~ 2-392-103 — 2’44 Квт’
где w = <х> = 2лм = 2-3,14-28,4-0,4 — 71 м!сек — окруж-
ная скорость вращения ротора.
Внутренний радиус осадка по уравнению (VII. 20)
«« = /«’-far = / °-4!-гадай = °-336 «
Момент инерции массы осадка
J = (Я2 + R2oc) = (0,42 + 0.3362) = 10,2 кг-м2.
Мощность, затрачиваемая на сообщение кинетической энергии
массе осадка,
7<о2 10,2-1782 л..
^ос~ 2т3103 — 2-392-103 — О’41 квт'
Мощность, затрачиваемая на сообщение кинетической энергии
суспензии,
W = N + N = 2,44 + 0,41 = 2,85 квт.
Более просто эта же мощность может быть рассчитана по урав-
нению (VII. 14), если вместо массы фильтрата принять массу
суспензии,
тсы2 450-712 о „
Nc ~ 2т3103 — 2-392-103 — 2’^ Квт'
Мощность, затрачиваемая на трение ротора центрифуги о воз-
дух,
М = 14-10~6 (/?4 —4) L®3 =
= 14-10—6(0,44 — 0,2854) 0,4-1783 = 0,62 квт.
Мощность, теряемую на трение в подшипниках, можно под-
считать по формуле (VII. 13), для чего пообх-одимо предварительно
определить статические и динамические нагрузки на опоры вала.
Для определения статических нагрузок на опоры рассмотрим силы,
действующие на вал ротора (рис. VII. 4). Основной подшипник
центрифуги (рис. VII. 4, а, опора 2) расположен так, что через
него проходит сила от массы ротора и загрузки,
G = (тр + т3) g.
В этом случае силы, действующие на вал, распределяются так,
как показано на рис. VII. 4, б. В точке А будет действовать сила
168
Центрифуги
Т от натяжения ремней. Изгибающий момент Мв — Gl3 на консоль-
ном конце вала, возникающий вследствие смешения массы ротора
относительно точки его закрепления, на реакции опор воздей-
ствия не окажет. Реакция опоры РСТ2 будет в основном опреде-
ляться силой G. В этом можно убедиться, составив уравнения
моментов относительно точки 1.
Рис. VII. 4. Усилия,
действующие на вал
центрифуги (пример
VII. 4)
Рст Рст.г~^
Для решения задачи имеем следующие исходные данные:
Диаметр вала под основной подшипник (опора 2) d2 в мм . . . 80
Диаметр вала под второй подшипник (опора /) dv в мм . . . . 60
Расстояние от оси шкива до опоры 1 Ц в мм ..............285
Расстояние между опорами /2 в мм........................290
Длина консольного конца вала 13 в мм....................175
Масса ротора тр в кг....................................500
Масса загрузки (максимальная по каталогу) т3 в кг.......150
Сила натяжения ремней Т в н.............................300
Уравнение моментов, составленное относительно точки /,
7Ив — G (/2 + 4) 4" Р'ст Jt 4“ ~
или
G/3 - G/2 - Gl3 + P„Ja + ТЦ = 0,
откуда
PCTi = G — T-^ = 6370 — 300 = 6085 н,
где G = (500 + 150) 9,81 =& 6370 н.
Для нахождения реакции Рст составим уравнение моментов
относительно точки 2
Мв = G/3 - Gls - PCTil2 4- Т (4 + /2) = 0,
Примеры расчетов
169
откуда
р».=г(|14)’300 ('+»)=596 «•
Динамическая нагрузка на опору 1
Pi = Pcri(14-2103-^) =
= 595 (1 + 2 103 -у^’4-) = 595 3,58 = 2130 н.
Динамическая нагрузка на опору 2
Р2 = 6085-3,58 = 21 900 н.
Мощность, теряемая на трение в подшипниках при принятом
коэффициенте трения f = 0,006 (формула VII. 13)
д, 0,006 (2130-0,06 + 21 900-0,08) 178 .
• 2-103 1 кет.
Мощность, потребляемая при срезе осадка ножом,
Nср ' 103 Iio® кет.
Здесь усилие среза
Рср = = 380-38-0,0075 = 108 н.
Толщина срезаемого слоя при времени разгрузки т3 = 30 сек
6 = -Дй~- = -28Л30- = °’0075 СМ-
Максимальная скорость при срезе осадка w = = 71 м/сек.
Таким образом, потребляемая мощность при загрузке центри-
фуги
А'э = А'1 + Л'2 + А'с = 0,62 1 -Ь 2,9 = 4,52 кет-,
при выгрузке осадка
Ne = Mi -b N2 ~b Ncp = 0,62 -b 1 -b 7,7 = 8,32 кет.
Мощность, затрачиваемая на преодоление инерции ротора
в период пуска, если принять время разгона тр = 90 сек
Nn — Np + Ni -b M2 = 14 -b 0,62 -b 1 — 15,62 кет,
гп₽ KI — mpU)2 500-712 ..
Д P~ 2-103тр “ 2-lQ3-90 ~ 4 Квт'
170
Центрифуги
Пример VII. 5. Рассчитать усилие, действующее на толкатель,
и необходимую мощность для выгрузки из центрифуги НГП-800
натриевой селитры с влажностью 5% при толщине слоя осадка
30 мм; числе ходов толкателя 20 в минуту; длине хода 40 мм
при числе оборотов ротора 800 в минуту.
Решение. По данным табл. VII. 6 имеем внутренний диа-
метр ротора 800 мм; длина ротора 400 мм; коэффициент трения
селитры о стенки ротора f = 0,34 (см. табл. VII. 1).
Масса осадка, находящегося в роторе,
тос = л (Я2 — Lqm = 3,14 (0,42 — 0,372) 0,4 2130 = 61,5 кг,
где Кос = Кб — Ъос = 0,4 — 0,03 = 0,37 м — внутренний радиус
осадка;
_________бжвтв
ос (}ж ~Ь (Рте — Qwc) У
1000-2260
1000 + (2260 — 1000) - 0,05
= 2130 кг!м? —
плотность осадка; = 1000 кг/м'л — плотность воды;
ргв = 2260 кг/мл — плотность натриевой селитры.
Центробежная сила от массы осадка
Ри = тос^Кос со = 61,5 83,62 0,385 = 166 000 н,
Ц UL Uh* I'f*
лп 3,14-800 оо _ , ,
где со = -эд- = —др—- = 83,6 \/сек — угловая скорость ротора;
п ’ Рб + Рос ОД + 0,37 п оок ”
Кос. ср = 2 ' = 2 = 0,385 — сРеДнии радиус осадка.
Усилие выталкивания осадка, определяемое силой трения,
Ртр = pj = 166 000-0,34 = 56 300 н.
Скорость продвижения осадка
wT = — = = 0,0267 м!сек,
Тр I fO
где S' = Sa = 0,04 м — максимально возможное перемещение
осадка за один ход при а = 1;
60 60 , - Л
тр = п (1 + Л)~= 2б~2 ~ ’5 сек — минимальное время рабо-
чего хода толкателя при Д = 1.
Мощность на выталкивание осадка
.. РтрШт 56 300-0,0267 , г
=------1№---- = 1,5 КвГП-
Контрольные задачи
171
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи VII. 1—VII. 15. По исходным данным табл. VII. 2
рассчитать для фильтрующей центрифуги мощность, затрачивае-
мую на сообщение кинетической энергии суспензии и на срез
осадка.
Таблица VII. 2
Исходные данные к задачам VII. 1 —VII. 15
Задачи Vc ®тв Х С У VP Ч1 D 1 1, п хв k
VII. 1 13,2 1000 1500. 0,15 0.14 0,1 0,8 800 400 360 1700 120 2,4-10»
VII. 2 9,5 1020 210Э 0,12 0,15 0,1 0,75 830 400 360 1700 150 3,7-10»
VII. 3 8,8 1000 1800 0,17 0,06 0,1 0,7 800 400 360 1700 180 3,5-10»
VII. 4 П.2 1000 2200 0,1 0,12 0,1 0,65 800 400 360 1700 120 4,5-10»
VII. 5 5,6 1020 1450 0,45 0.1 0,26 0,65 1200 600 560 810 210 2,7-10»
VII. 6 14 1050 2300 0,35 0,06 0,26 0,7 1200 600 560 810 240 3,5-10»
VII. 7 12,3 800 1200 0,25 0,08 0,26 0,65 1200 600 560 810 210 2,4-10®
VII. 8 5,5 950 1300 0,15 0.14 0,10 0.75 800 400 360 1700 120 3-10»
VII. 9 22 870 19J0 0 4 0,12 0,85 0,65 1800 700 660 522 300 2,1-10»
VII. 10 25 юоо 1350 0,3 0,07 0,85 0,6 1800 700 660 522 330 3,8-10»
VII. 11 15 930 1200 0,3 0,05 0,85 0,75 1800 700 660 720 120 3,5-10»
VII. 12 1,5 1000 1500 0,4 0,06 0,015 0,8 400 250 230 2200 90 4-10»
VII. 13 2,7 980 1100 0,35 0,12 0,015 0,85 403 250 230 1800 60 3,5-10»
VII. 14 4,5 ЮОО 1230 0,3 0,1 0,04 0,7 690 300 280 1700 90 2,8-10»
VII. 15 3 870 950 0,27 0,07 0,07 0.8 600 300 280 1500 105 3-10»
Условные обозначения в табл. VII. 2:
Vc — расход суспензии, подаваемой в центрифугу,
В М3/ч-,-
6Ж> 2гв — плотность жидкости и твердой фазы в кг/м3-,
Хс — концентрация твердой фазы в суспензии в кг/кг;
у —г влажность осадка в кг/кг;
Vp — рабочий объем ротора центрифуги в №*;
Ф — коэффициент заполнения ротора;
D — диаметр ротора в м\
I — длина ротора в лг;
— длина ножа для среза осадка в м\
п — число оборотов ротора в минуту;
тв — время выгрузки осадка в сек;
k — удельное усилие резания в н/м3.
172
Центрифуги
Задачи VII. 16—VII. 30. По данным табл. VII. 3 рассчитать
мощность, затрачиваемую на выталкивание осадка из центрифуги
типа НГП.
Таблица VII. 3
Исходные данные к задачам VII. 16 —VII. 30
Задачи D 1 п 5 Z Сое fT
VII. 16 800 400 300 40 20 40 1100 0,35
VII. 17 800 400 600 35 15 35 1050 0,53
VII. 18 800 400 1000 40 17 35 1125 0,48
VII. 19 600 230 1000 25 25 35 1200 0,32
VII. 20 600 250 800 30 20 30 1150 0,9
VII. 21 600 250 1200 40 15 35 1070 0,34
VII. 22 700 300 850 45 20 50 1160 0,75
VII. 23 700 300 1000 35 25 45 1080 0,6
VII. 24 400 200 1000 25 20 35 1250 0,52
VII. 25 1200 500* 750 35 15 65 1150 0,47
VII. 26 600 250 980 40 15 30 1070 0,35
VII. 27 400 200 1200 35 20 30 1200 0,4
VII. 28 700 300 900 40 20 40 1100 0,65
VII. 29 1200 500 600 45 12 70 1080 0,53
VII. 30 400 200 1100 30 15 35 1120 0,44
Условные обозначения в табл. VII. 3:
D — диаметр ротора центрифуги в мм;
I — длина ротора в мм;
п — число оборотов ротора в минуту;
S — длина хода толкателя в мм;
г — число ходов толкателя в минуту;
f>oc — толщина слоя осадка в мм;
qoc — плотность осадка;
fT — коэффициент трения осадка.
Контрольные вадачи
173
Задачи VII. 31—VII. 45. По данным табл. VII. 4 рассчитать
для центрифуги марки НОГШ мощность, затрачиваемую на
преодоление трения о воздух, на перемещение осадка вдоль
образующей ротора и на преодоление трения о лопасти шнека.
Таблица VII. 4
Исходные данные к задачам VII. 31—VII. 45
Задачи D di 1Ц 1к 1ос п t Vre Оув 0ж tgc tg ₽
VII. 31 800 450 300 1000 600 1200 250 2,5 1500 юоо 0,35 0,3
VII. 32 800 450 300 1000 650 1200 250 3,0 1600 870 0,45 0,4
VII. 33 800 450 300 1000 450 1200 250 4,0 1200 900 0,5 0,45
VII. 34 600 256 — 1000 450 1470 140 2,5 1300 ЮОО 0,44 0,4
VII. 35 600 256 — 1000 550 1400 140 1,5 1400 970 0,56 0,53
VII. 36 600 256 — 1000 400 1300 140 3 1100 850 0,6 0,55
VII. 37 500 230 270 530 370 2650 63 1,2 1200 1000 0,55 0,5
VII. 38 500 230 270 530 400 2600 63 1,5 1500 1000 0,5 0,47
VII. 39 500 230 270 530 350 2500 63 0,8 1100 800 0,47 0,45
VII. 40 450 210 267 483 350 2900 60 0,7 1050 850 0,35 0,33
VII. 41 450 210 267 483 250 2800 60 0,8 1200 ЮОО 0,47 0,44
VII. 42 450 210 267 483 300 2700 60 0,65 1300 1050 0,52 0,5
VII. 43 325 195 225 300 210 3500 100 0,4 1150 1000 0,45 0,4
VII. 44 325 195 225 300 210 3500 100 0,35 1250 1050 0,38 0,35
VII. 45 325 195 225 300 210 3500 100 0,45 1100 950 0,62 0,55
Условные обозначения в табл. VII. 4:
D — наибольший диаметр ротора в мм;
dr — наименьший диаметр ротора в мм;
1Ц — длина цилиндрической части ротора в мм;
1К — длина конической части ротора в мм;
10С — длина зоны осадка в мм;
п — число оборотов ротора в минуту;
t — шаг витков шнека в мм;
VTe — объемный расход твердой фазы в м3/ч;
Ятв — плотность твердой фазы в кг!м3;
Qx — плотность жидкости в кг/мЛ;
tg Q — коэффициент внутреннего трения материала осадка;
tg Р — коэффициент трения осадка о лопасти шнека.
174
Центрифуги
Таблица VII. 5
Основные характеристики центрифуг типа АГ и АОГ
Н аименование Марка центрифуги
АГ-800 АГ-1200 АГ-1800 АО Г-800 АОГ-1800
Диаметр ротора в мм 800 1200 1800 800 1800
Длина ротора в мм 400 600 700 400 700
Рабочая емкость в л 100 260 850 100 850
Диаметр борта в мм 570 850 1300 570 1300
Предельная загрузка в кг 150 340 1000 150 1000
Число оборотов в ми- нуту 1700 1100 720 1700 735
Мощность электродви- гателя в кет 29 40 55 29 55
1 Таблица VII. 6
Основные характеристики центрифуг типа НГП
Наименование Марка центрифуги
НГП-800 НГП-1200 О 04 g К НГП-2К-600 НГП-2К-700 8 СО £ 04 g X О со о i 04 g X
Основные размеры ротора вЛм-м: диаметр первой ступени » второй » » третьей » » четвертой » длина первой ступени » второй » » третьей » » четвертой » Число оборотов в минуту Толщина слоя осадка в мм Число ходов толкателя в минуту Длина хода толкателя в мм Мощность электродвигателя в кет 800 400 800; 600 До 20 До 40 36 1200 500 450; 600; 400 70 До 15 До 50 34 400 465 195 1000 35 До 25 До 40 10 600 680 230 235 10!) До 25 До 40 10 700 800 305 235 850 50 До 25. До 50 803 880 390 230 1200; 1030; 365 50—40 До 35 До 40 21.5 660 720 790 860 230 230 90 100 8; 55; 1025 30—45 46 До 50 14
Литература
175
ЛИТЕРАТУРА
1. Канторович 3. Б., Машины химической промышленности. М.,
Машгиз, 1957. 568 с.
2. Соколов В. И. и ШкоропадД. Б. Автоматические и непрерыв-
нодействующие центрифуги. М., Машгиз, 1954. 343 с.
3. С о к о л о в В. И. Современные промышленные центрифуги. М., Машгиз,
1961. 452 с.
4. Финкельштейн Г. А., Шнековые осадительные центрифуги.
Л.—М., Госхимиздат, 1952. 143 с.
5. Чернобыльский И.И.,Бондарь А. Г.,Гаевский Б. А.
и др. Машины и аппараты химических производств. Москва—Киев, 1961. 491 с.
6. Каталог-справочник. Центрифуги. М., Машгиз, 1963. 102 с.
ГЛАВА VIII
ВРАЩАЮЩИЕСЯ ПЕЧИ И СУШИЛКИ
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
А. Вращающиеся печи
В химической промышленности вращающиеся печи (рис. VIII. 1)
применяются для высокотемпературной обработки кусковых, сы-
пучих и пастообразных материалов.
Рис. VIII. 1. Вращающаяся печь:
1 — корпус печи; 2 — бандажи; 3 — венцовая шестерня; 4 — от-
катная топка; 5 — опорная станция; 6 — мотор; 7 — редуктор;
8 — подвенечная шестерня; 9 — упорио-опорная станция
В зависимости от свойств обрабатываемых материалов и требо-
ваний, предъявляемых к готовой продукции, кроме соблюдения оп-
ределенного температурного режима к печам могут быть предъяв-
лены дополнительные требования: Создание в их рабочей- зоне
окислительной или восстановительной среды или полное исклю-
чение непосредственного контакта греющих газов с обрабатывае-
мым материалом. В последнем случае возникает необходимость
передачи тепла материалу через стенки, отделяющие рабочую
зону печи от греющих газов. Такие печи носят название муфель-
ных (рис. VIII. 2).
Основные определения и расчетные формулы
177
Расчет любой из перечисленных выше печей складывается из
следующих этапов:
а) составление материального и теплового балансов;
• б) определение основных размеров печи — длины и диаметра,
а также угла наклона ее и числа оборотов;
в) теплового расчета;
г) уточнение по результатам теплового расчета размеров печи,
определенных в процессе проработки в предшествующих стадиях;
д) определение потребляе-
мой мощности и усилий, вос-
принимаемых опорными узла-
ми;
е) прочностные расчеты.
Основными исходными
данными для расчета печи
являются: ее производитель-
ность, состав и влажность
шихты, температурный режим
и время обработки, состав и
количество выделяющихся
при обработке паре- и газо-
образных продуктов.
Расчет ’ печи начинается
С составления материального Рис- УШ- 2. Муфельная печь
и теплового балансов.
Целью материального баланса является определение удельных
расходов всех видов сырья и других материалов, вводимых в печь
или образующихся в процессе реакции побочных продуктов,
включая потери и унос, отнесенных на единицу готовой продукции.
Умножением удельных расходов (по всем приходным и рас-
ходным статьям материального баланса) на заданную производи-
тельность по готовому продукту печи определяются абсолютные
расходы в час или в сутки.
Целью теплового баланса является определение удельных
расходов тепла и топлива на обработку данного материала, необ-
ходимого для хода и завершения процесса, при заданных или
принятых размерах печи и ее производительности.
Тепловой баланс оформляется следующим уравнением:
G'TQHP + GTcT (Tr - 273) + (G<fic 4- Ga) (Tc - 273) +
+ ve03ce03Gr (Te03 - 273) ± Qp = Ge [r + (To. г - Tu) cn} +
+ v0.zcB,zGr (Т0.г - 273) + cnp (Tnp - 273) +
+ G,c1,(7’(,a-273)4-T]$Gr, (VIII. 1)
12 Зак. 686
178
Вращающиеся печи и сушилки
из которого определяется GT кг!кг или нм'Чкг — продукта
q‘ ___ __Ов [г ~Ь (То. г — Тц) сп] ~Ь спр (Тпр — 273) -}-_
Qp (1 — И) Т ст Тт — 273) -|- ив03св03 (Теоэ — 273) .
ОуСуТо. г — 273) — (G(Cc -|- Gflca) (Т’с — 273) ± Qp шит 1'\
-с’о.гсо.г(7’о.г-273) ’
где GT — расход топлива в кг/кг (при газовом топливе в н-мЧкг
готового продукта);
Qp — низшая теплотворная способность топлива в кдж!кг\
ст — теплоемкость топлива в кдж!кг-град\
Тт — температура топлива в °К;
Gc — удельный расход сухого сырья в кг!кг продукта;
Ge — содержание в сырье влаги в кг!кг\
сс — теплоемкость сырья в кдж!кг-град\
Тс — температура сырья в °К;
цвоэ — расход воздуха на сжигание топлива в лт3/кг топлива;
свсз — теплоемкость воздуха в кдж/кг-град",
Тв03 — температура воздуха в °К;
Qp — тепловой эффект процесса в кдж/кг продукта;
г — скрытая теплота парообразования в кдж/кг\
Ти — температура испарения влаги в °К;
70. г — температура отходящих газов в °К;
сп — теплоемкость паров в кдж!кг-град\
v0. г — количество отходящих газов в мА1кг продукта;
с0,г — теплоемкость отходящих газов в кдж/мА-град',
Тпр — температура продукта на выходе из печи °К;
спр — теплоемкость продукта в кдж/кг-град\
Gy — количество уноса в кг!кг продукта;
Су — теплоемкость уноса в кдж/кг-град\
т] — потери тепла в окружающую среду в % от всего
количества тепла, вводимого в печь.
Для решения этого уравнения кроме данных, взятых из ма-
териального баланса, должны быть заданы:
вид топлива и его характеристика;
тепловой эффект реакции, проводимой в печи;
температура обрабатываемых материалов на входе в печь
и выходе из нее.
Температура газов на входе в печь также может быть задана
или определена температурным режимом обработки материала и
обеспечена соответствующим подбором вида топлива, если оно
не задано, а также количеством и температурой воздуха для его
сжигания. Температура отходящих газов принимается исходя
из условий максимального использования тепла вводимых в печь
Основные определения и расчетные формулы
179
продуктов сгорания топлива, с учетом технико-экономической
целесообразности дополнительных капитальных затрат и эксплуа-
тационных расходов (увеличение длины и диаметра печи, габари-
тов помещения для ее установки, увеличение расходуемой мощ-
ности и т. д.). Вместе.с тем при всех условиях температура отхо-
дящих из печи газов должна быть выше температуры конденсации
паров, уносимых из печи вместе с отходящими газами.
Решением уравнения теплового баланса относительно GT
после подстановки в него вместо буквенных обозначений их
числовых значений определится удельный расход топлива на
единицу выдаваемой из печи готовой продукции.
Умножая входящие в уравнение теплового баланса величины
удельных расходов на часовую производительность печи по гото-
вому продукту, получим их часовые расходы, необходимые для
последующих расчетов как самой печи, так и ее вспомогательных
устройств: тяговых, топочных, питающих и т. п.
Для проведения дальнейшего теплового расчета необходимо
предварительно определить на основании уже полученных по
тепловому и материальному балансам данных основные размеры
печи при заданной производительности и принятому коэффициенту
ее заполнения. Наоборот, если размеры печи заданы, то опреде-
ляется ее максимальная производительность.
Основными факторами, определяющими размеры печи, т. е.
ее диаметр и длину, являются тепломощность печи или количество
тепла, которое должно быть передано обрабатываемому в ней
материалу в единицу времени, и время его пребывания в рабочей
зоне. Невозможность аналитического решения данного вопроса
вследствие сложности протекающих во вращающихся печах про-
цессов и условий теплопередачи, а также непрерывного изменения
свойств и структуры обрабатываемых в них материалов выну-
ждает принимать ряд условностей и допущений, упрощающих
картину фактически происходящих в печах явлений, используя
полуэмпирическне формулы.
В частности, для определения диаметра и длины печи по за-
данному времени пребывания в ней материала, производитель-
ности печи и принятому числу ее оборотов, углу наклона и коэф-
фициенту заполнения материалом, обычно принимаемому в пре-
делах 0,05—0,10, можно пользоваться следующими полуэмпири-
ческими формулами:
_ 0,308(6 + 24)7,.
Т Dni ’
nD2L<p ___ Gt
4 “ 60q ’
(VIII. 3)
12*
180
Вращающиеся Печи и сушилки
ni = 65,5-10~4 ^(^2—; (VIII. 4)
Г> = 1,13 l/'^- * Ио. г 1 SP (VIII. 5)
где т — время пребывания материала в печи в мин-
О — угол естественного откоса материала в град',
L — длина печи в л;
D — диаметр печи в м;
п — число оборотов в минуту;
i — уклон печи в процентах, т. е. tg угла наклона X 100;
<р — коэффициент заполнения печи материалом;
q — плотность материала в кг/ма\
G — часовая производительность печи в кг/ч‘,
и0_ г — линейная скорость отходящих газов в м/сек\
v0. г — объемная скорость отходящих газов в м3/сек, опреде-
ляемая по формуле
v — (v g' + v ) GT°e -1 -
vo. г \иг-Тиг T р/ 273 3600 ’
где G, — удельный расход топлива в кг/кг продукта;
ог т — объем газов при сжигании 1 кг топлива в л3/кг;
иг. р — объем реакционных газов и паров в ма/кг продукта;
То, г — температура отходящих газов в °К.
Уравнением (VIII. 5) учитывается тепломощность печи.
Задаваясь предельно допустимой скоростью отходящих газов
в выходном сечении печи, обычно принимаемой в целях снижения
уноса пылевых частиц материала не выше 2 м/сек, по уравнению
(VIII. 5) определяется внутренний диаметр печи, затем по урав-
нению (VIII. 3) — ее длина и, наконец, по уравнению (VIII. 4) —
произведение числа оборотов на уклон печи.
Как правило, величина этого произведения не должна пре-
вышать 4,5—5, причем число оборотов принимается в пределах
0,1—4 об/мин и уклон не более 2—4%. Этими величинами и сле-
дует пользоваться при проведении данных расчетов.
При необходимости сокращения длины печи по условиям огра-
ниченного места монтажа или по другим причинам для сохра-
нения того же времени пребывания в ней материала необходима
установка порога в выходном сечении печи, высота которого
определяется уравнением
Bi — L i _ . Г Vk + k_______11 (VIII 6)
R 100 ~ й [2а - k — 0,5 aj’ 1 '
Основные определения и расчетные формулы
161
в котором — длина печи без порога в л;
L — длина печи после установки порога в м;
, h R
k ~ Н ' а~ н ’
численное значение левой части
Рис. VIII. 3. График для определения
высоты порога
где Н — стрелка сегмента печи, заполненного материалом, в м;
h — высота порога в м.
Определение высоты порога ведется в следующей последова-
тельности: сначала определяется
уравнения, обозначенное на гра-
фике буквой А, затем, поль-
зуясь графиком (рис. VIII. 3),
по радиусу печи R и коэффи-
циенту заполнения ее материа-
лом ф определяются стрелка
сегмента Н и величина а, равная
отношению R/Н. По величине А
и а на графике (рис. VIII. 3)
определяется величина k, а сле-
довательно, умножением ее
на Н и высота порога h.
Для определения наружного
диаметра корпуса печи внутрен-
ний ее диаметр, подсчитанный
по уравнению. (VIII. 5), должен
быть увеличен на двойную тол-
щину футеровки и окончательно
уточнен в соответствии ’с завод-
скими нормалями.
Определенные на основании
приведенных расчетов размеры
печи должны быть проверены
тепловыми расчетами, подтвер-
ждающими возможность пере-
дачи обрабатываемому материа-
лу за время пребывания его в
печи всего количества тепла, определенного тепловым балансом.
Тепловые расчеты начинаются с определения температур
газового потока на входе и выходе из печи. При резких измене-
ниях температурного режима по длине печи для проведения тепло-
вых расчетов целесообразно разбить печь на несколько зон, при-
чем при выборе их границ следует стремиться к тому, чтобы в пре-
делах каждой из зон не было резких переломов температурных
кривых. Чем правильнее разбита печь на зоны, тем точнее может
182
Вращающиеся печи и сушилки
быть сделан ее тепловой расчет, который в этом случае ведется
по зонам, начиная с последней по ходу газов в печи. В этом случае
тепловые балансы также составляются по зонам.
Для определения температуры газового потока используем
уравнение
+ (VIII. 7)
где QM — все количество тепла в кдж, которое должно быть
передано материалу дымовыми газами по длине
всей печи, или при расчете по зонам (в последней
зоне);
с„ си — средние теплоемкости газов при входе и выходе
из печи или зоны в кдж!м3 град;
v, и vu — количество газов на входе и выходе из последней
зоны или печи в м3;
Т, и Ти — температура газов на входе и выходе из последней
зоны или печи в °К;
Qy — количество тепла, уносимого из печи, или на
выходе из последней зоны в кдж.
В этом уравнении четыре неизвестных с„ сЛ и Т,, Ти. По
соображениям, приведенным ранее, задаемся температурой газов
на выходе из печи или соответствующей зоны и затем, решив это
уравнение методом подбора, определяем все остальные величины,
а следовательно, и теплосодержание газового потока на входе
в печь или в данную зону.
Аналогичным методом последовательно определяются указан-
ные выше величины для остальных зон печи.
Балансовые уравнения тепловых потоков печи или отдельных
зон, если печь разбита на зоны,
<2г = ф + Q*. ф + <2г.м + Q*. м + Qy; (VIII. 8)
Qi ф + Q*. Ф = Q^.m +Qlp. м + Qn', (VIII.8")
QM = Q^.M + Ql м + Оф.м + Цф.м, (Viii.8")
где (везде количество тепла в кет)
Qe — общее количество тепла, отдаваемое газовым потоком;
Q?. ф — количество тепла, отдаваемое газовым потоком луче-
испусканием открытой поверхности футеровки;
QK О
г. Ф — то же конвекцией;
Ог. м — количество тепла, отдаваемое газовым потоком луче-
испусканием открытой поверхности материала;
Q*. м — то же конвекцией;
Основные определения и расчетные формулы
183
Qu — количество тепла, отдаваемое газовым потоком газам
и твердым частицам, выделяющимся из материала;
Q$.m — количество тепла, отдаваемое открытой поверхностью
футеровки открытой поверхности материала;
Qj>. м — количество тепла, отдаваемое закрытой поверхностью
футеровки закрытой поверхности материала;
Q„ — количество тепла, отдаваемое поверхностью печи окру-
жающей среде;
QM — общее количество тепла, получаемое материалом.
Входящие и приведенные уравнения количества тепла могут
быть раскрыты, пользуясь известными законами теплоотдачи
конвекцией и лучеиспусканием, определяющими зависимость теп-
ловой нагрузки от температуры и коэффициентов поглощения и
излучения, отдающих и воспринимающих тепло поверхностей,
а именно:
= 1д,ф- (VIII.9)
Q1 ф10“3а (Тг- Тф) 1д.ф, (VIII. 10)
м = 5,77-10-%^ [(1 -Е"г. „) -
(VIII. 11)
Оф.м = 5,77-10^ [(пй/- (М] ls-"' (VIIL 12)
где а — коэффициент теплоотдачи, определяемый по формуле
иг, сг, — соответственно скорость, теплоемкость и тепло-
проводность газового потока;
еф — эффективная степень черноты футеровки, равная
0,96;
ем — эффективная степень черноты материалов, рав-
ная 0,90;
Ег. п — коэффициент излучения газового потока при сред-
ней температуре газа;
Егп — коэффициент излучения газового потока при сред-
ней температуре футеровки;
184
Вращающиеся печи и сушилки
Е". п — коэффициент излучения газового потока при сред-
ней температуре материала;
1д. м — длина дуги материала в м;
1Х.М— длина хорды материала в м;
Is. ф — длина дуги футеровки в лг,
Тг — средняя абсолютная температура газа в пределах
данной зоны в °К;
Тф, Тм — средняя абсолютная температура футеровки и ма-
териала в пределах данной зоны в °К.
В пяти уравнениях [(XIII. 8), (XIII. 9), (XIII. 12)] шесть
неизвестных, поэтому решение их возможно лишь методом под-
бора. Учитывая, что температура поверхности материала всегда
будет выше, чем его средняя температура, количество тепла,
фактически передаваемое материалу, будет меньше рассчитанного
по этим уравнениям. Поэтому необходимо в правые части вводить
поправочные коэффициенты К, меньшие единицы, характери-
зующие степень равномерности прогрева материала.
Количество тепла, передаваемое газовым потоком, непосред-
ственно открытой поверхности материала Сг. определяется
по формулам, аналогичным (VIII. 9) и (VIII. 10), в которые вместо
температуры и коэффициента излучения поверхности футеровки
подставляются аналогичные значения этих величин для материала.
Суммируя количества тепла, передаваемые материалу газовым
потоком непосредственно и через футеровку, получим общее коли-
чество тепла, которое может быть передано материалу. Проведя
аналогичные расчеты для всей печи или каждой ее зоны и просум-
мировав их, получим общее количество тепла, передаваемое в печь,
которое должно соответствовать заданному тепловым балансом.
Длина печи, необходимая для передачи всего количества тепла,
должна быть увеличена на длину, определяемую временем пре-
бывания материала, необходимым для выдержки последнего перед
выдачей из печи без подвода к нему или отнятия тепла. Расчет
этой дополнительной длины печи ведется по формуле (VIII. 2),
в которой вместо т в этом случае должно подставляться только
время, необходимое для проведения указанной выше операции,
т. е. время выдержки.
Приведенная выше методика теплового расчета печи содержит
ряд условностей и упрощений. Например, температуры материала,
газового потока и футеровки принимаются постоянными на всем
протяжении печи или зоны и равными полусумме начальной и
конечной температур; потери тепла в окружающую среду опре-
деляются на основании средних статистических данных в. про-
центном отношении к общему его количеству; при определении
количества тепла, передаваемого материалу футеровкой, не учи-
Основные определения и расчетные формулы
185
тывается влияние на интенсивность теплоотдачи вращения печи
и периодичности изменения температуры футеровки. Однако,
как показали сравнительные подсчеты и сопоставление их с фак-
тическими и опытными данными, полученные результаты не дают
резких отклонений, выходящих за обычно допускаемые пределы
(при инженерных расчетах).
В муфельных печах обрабатываемый материал получает тепло
только через стенки муфеля, которые обогреваются газовым
потоком, движущимся по периферийным каналам печи (см.
рис. VIII. 2).
Методика теплового расчета этих печей аналогична методике,
изложенной для расчета пламенных печей, но при несколько
измененных общих уравнениях тепловых потоков.
Так как тепло передается материалу только от внутренней
поверхности футеровки, уравнения, определяющие его количе-
ство, могут быть записаны в виде
Оф. м — Оф. м + <2ф. м~,
Сг. ф = Qe. ф + Ог. ф',
Ог. ф + Ог. ф = — Qn>
QM = Оф. м + Оф.м = К (Тф - Твф) F.
(VIII. 14)
(VIII. 15)
(VIII. 16)
(VIII. 17)
Раскрывая эти балансовые уравнения тепловых потоков, по-
лучим дополнительно четыре уравнения
Оф. м = 5,77 • 10-%Д(1 - Е"г. п) - (1 - Е”г. п) X
х V юо / ^х. м> (VIII. 18)
Л. = 5,77- 10~3e^[( фв \4 / *Г \4 * ф 1 | * М 1 1об"/ — ибо/ . 1д.м-, (VIII. 19)
1 / Q1 ф = 5,77- 10“% [Е’г.п (^)4 - £.„ IjfJ; (VIII. 20)
$.*= 10-3а(7’ / ф) * ф» (VIII.21)
Оф.ф = 1O-S|[n - Твф]Есф. (VIII. 22)
Индексами вину температуры футеровки Тф обозначены
температуры внутренней и наружной ее поверхностей.
186
Вращающиеся печи и сушилки
Таким образом, имеется семь уравнений при неизвестных
0.Ф.М, ^ф.м,Тнф-, Т°ф-, 0кг.ф, О^.ф- Е’г.п.
Эти уравнения решаются обычным методом. Причем, как и
в предыдущих расчетах, вследствие разницы температур наруж-
ной поверхности материала и внутри его слоя в них должен
вводиться поправочный коэффициент К, меньший единицы, обычно
принимаемый равным 0,85—0,95 в зависимости от высоты слоя
и хрупкости частиц материала. В этих печах несколько отличен
и метод определения их диаметра, так как внутри муфеля нет
потока греющих газов и, следовательно, при расчете величины
внутреннего диаметра муфеля не учитывается влияние скорости
газов. В этом случае диаметр муфеля определяется по производи-
тельности печи и коэффициенту ее заполнения обрабатываемым
материалом по формуле
В = Ъ^С.(^+24), (VIII. 23)
где G — часовая производительность муфеля в кг/ч-,
р — плотность материала в кг/м3-,
О — угол естественного откоса материала в град-,
i — уклон печи в %;
п — число оборотов печи в об/мин-,
<р — коэффициент заполнения муфеля.
Задаваясь произведением числа оборотов печи на угол ее
наклона при известной производительности и принятом коэффици-
енте заполнения и подставляя эти величины в уравнение (VIII. 23),
определим диаметр муфеля. Для определения суммарной площади
поперечного сечения каналов, по которым движется газовый
поток, необходимо предварительно задаться скоростью движения
в них газов, которая обычно принимается не выше 6—8 м/сек
(учитывая одновременно и остированные размеры барабана).
Делением общего количества продуктов сгорания топлива, опре-
деленного из теплового баланса печи, на их скорость, получим
суммарную площадь поперечного сечения дымовых каналов. Зная
общее сечение этих каналов, толщину их стенок и стенок муфеля, ,
легко определить наружный диаметр печи, который должен
соответствовать нормалям на барабаны печей.
Поверочные расчеты, подтверждающие достаточность длины
и диаметра печи для передачи материалу необходимого количества
тепла, производятся методом, аналогичным методу, принятому
для пламенных печей. Для определения длин печи можно поль-
зоваться формулой
L = 3,25^^- м. (VIII. 24)
Основные определения и расчетные формулы
187
Расчет топочных и тяговых устройств печп ведется обычными
методами по определенным выше количествам сжигаемого топлива,
отходящих продуктов сгорания и выделяющихся в процессе терми-
ческой обработки материала в печи паров и газов, а также уноса
твердых частиц.
Мощность электродвигателя печи определяется по формуле
= (VIII. 25)
где А = а/г^кз; а — коэффициент, зависящий от D.
D.............1,0 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,8
а............. 2,9 2,3 1,65 1,3 0,98 0,76 0,6 0,53 0,48
ki — при диаметре барабана до размера 2,2 м kY = 1; при
больших диаметрах k± = 1,3;
k2 — учитывает степень заполнения барабана и плотность
материала и зависит от произведения этих величин:
при gif = 100, k2 = 1,4, при g<p = 200 k2 = 1,2, при
значениях, больших 300, k2 = 1;
k3 — для мелкокускового материала равно 1; для крупно-
кускового — 1,1;
g — плотность материала в кг/м*-,
L, D — длина и диаметр барабана в м;
п — число оборотов в минуту;
Ф — коэффициент заполнения печи материалом;
т] — к. п. д. передач.
Для проведения прочностных расчетов предварительно опре-
деляется вес самой печи. Для упрощения этой задачи в табл. VIII. 1
приведены веса элементов печи в зависимости от диаметра обе-
чайки и толщины футеровки.
Кроме того, необходимо задаться числом опор и величинами
пролетов. При длине печей, применяемых в химической промыш-
ленности, как правило, не превышающих 40—45 м, число опор 3;
при длине до 30 м — 2.
В целях снижения изгибающих моментов принимается кон-
сольное решение, обеспечивающее равенство опорных моментов
и моментов в середине пролета между опорами. При двухопорной
печи это достигается отношением длины пролета между опорами I
к общей длине L печи, равным 0,586, при условии равномерного
распределения нагрузки. Учитывая высказанное, для упрощения
расчета сосредоточенную нагрузку от венцовой шестерни можно
относить на длину пролета, на котором она размещается, и доба-
вить к нагрузке от веса барабана печи и футеровки. Ниже при-
водится вывод, подтверждающий, что при расположении венцовой
188
Вращающиеся печи и сушилки
шестерни непосредственно у опоры, как это всегда имеет место,
такое упрощение расчетной схемы не оказывает влияния на ве-
личины изгибающих моментов.
При расчетной схеме (рис. VIII. 4) со сосредоточенной нагруз-
кой Р (рис. VIII. 4, а) и расстоянии от опоры с изгибающий
момент Мп в середине пролета / будет
= + (VIII.26)
Рис. VIII. 4. Расчетная схема
При равномерно распределенной нагрузке (рис. VIII. 4, б),
т. е. при отнесении сосредоточенной нагрузки на всю длину про-
лета, изгибающий момент в середине пролета
= 1) + £?(2Т“ ’)• (VIII.27)
Веса основных элементов печи *
Таблица VIII. 1
Наружный диаметр барабана печи в мм Вес 1 пог.м металла в кг Вес I пог.м при фу- теровке в 1/2 кирпи- ча в кг Вес 1 пог.м прн фу- теровке в один кир- пич в кг Вес 1 пог. м печн (ме- талл н фу- теровка в один кир- пич) в кг Вес бан- дажа с крепле- ниями в кг Вес венца с крепле- ниями в кг
1600 630 980 1840 2470 1870 3 770
1800 ** 710 1120 2110 2820 2510 5 030
2000 880 1250 2380 3260 3610 7 210
2200 ** 1080 1380 2640 3720 4520 8 950
2400 1170 1510 2920 4090 6280 12 860
2800 1510 1780 3440 4950 8780 17 550
• См. приложение I. Печи выполняются по особому заказу.
*
Основные определения и расчетные формулы
189
Приравняв правые части этих уравнений, определим предель-
ное значение- расстояния с от опоры, при котором эти равенства
справедливы
^(2^-1) + £ = £(2-£-1)+^(2-£.-1);(УШ.28)
с = 4(2Г'')' (VIII.29)
Принимая = 0,568, получим
с = 4 (2-0,568— 1) = 0.034L.
Обычно в этих пределах и располагается венцовая шестерня.
Б. Барабанные сушилки
Сушкой называется процесс термической обработки материала
с целью снижения его влажности.
Конструкция сушильных аппаратов зависит от масштабов
производства и свойств материала.
Одной из наиболее распространенных в промышленности су-
шилок непрерывного действия является барабанная сушилка.
В качестве сушильного агента в большинстве случаев исполь-
зуется подогретый воздух или газообразные продукты горения
топлива.
Расчет сушилок этого типа начинается с определения коли-
чества влаги Ge, подлежащей удалению, и количества высушен-
ного до заданного процента влажности материала G2 при коли-
честве влажного материала Gr в кг/ч
С'-’С'~М-£ •• (VIII.30)
с»- (VIII.31)
где UZj и W2 — начальная и конечная влажность материала в %.
Определение расхода воздуха на единицу испаренной
(табл. VIII. 2) влаги и его общего расхода в кг!ч
(Уш.32)
(™1.зз)
I
190
Вращающиесп печи и сущими
Таблица показателей работы барабаииых сушилок
Системы к к к к cd cd cd л cd Ж СП Я я « « « « 1 й « * * * * * * S с <у с cd о я о сх to
а* га о О 1D О СО Lf CD •'f CD CD 00 c£ 1 Illi CD to ID О О U vf (?C xf 1Л CO x ✓ О о □ 1D О О - ID CD —* CD СО Г- 13 1 1 1 S 1 g □ ID О О CD CD f xf CD 1D Г-
Размер куска в мм 0—10 0—40 । 7 И g Il ill । о о
Тн в °к 470 330 373 300—400 0 с - Lf 0 с* uuu 373 CO О I I co о . г- о Г-- о со 1 1 со со 1
о Ю ье 700 1000—1300 780—1000 о D - О СО СО О СО СО О О со с О Ь Ь- О Ь- СО LD С Ь- С I —< СО 00 О О 00 СО —< г- „1 □ — —' — — D 0
Ит, В % 12 ID 2 . CD | О 1D ID id ю C^iDi CD о 1 10 CD —Too — CD —О Д О
И С О CD 1 СО СО 1 СО 1D о | ’Т CD CD О CD *2. °- 00 | СО 1 cL « К LO —« 1D
Материал Уголь подмосков- ный Уголь каменный Сланец и 2 г * ! □ □ г» £ пзосишил Фосфориты r-уда махнигигир- ская Окисленные кон- центраты Инфузорная земля Сернокислый ам- моний Хлористый барий Ультрамарин Красители органи- ческие Свинцовый сурик
Основные определения и расчетные формулы
191
где Xj — влагосодержание воздуха на входе в сушилку в кг/кг
воздуха;
х2 — влагосодержание воздуха на выходе из сушилки в кг/кг
воздуха;
Xi = 0,662 (VIII.34)
х2 - л # • (VIII. 35)
9QM + Ge (l -f- cnto. г)
В этих уравнениях обозначены:
<р — относительная влажность воздуха;
Рп — упругость паров влаги в воздухе в н/м2 до подогрева;
Р — общее давление в нЛи2;
J i — теплосодержание воздуха на входе в сушилку, нагретого
до заданной температуры сушки
Ji = ceG + (cnt1 + i) Xi дж/кг, (VIII. 36)
где св и сп — теплоемкость воздуха и паров воды при темпера-
туре выхода из сушилки в дж/кг-град\
t0 г — температура воздуха на выходе из сушилки t0 г =
= Т0.г— 273;
— количество тепла для нагрева сухого материала
от начальной его температуры Тн до конечной Тк\
QM = cmG2 (Тк - Тн) дж/ч, (VIII. 37)
где см — теплоемкость сухого материала в дж/кг-град-,
G2 — часовая производительность по сухому материалу
в кг/ч-,
1] — 0,5 — коэффициент, учитывающий потерю тепла в окру-
жающую среду;
7\, Тн — конечная и начальная температуры материала в °К
(табл. VIII. 3);
i — скрытая теплота парообразования в дж/кг.
Таблица VIII. 3
Значения коэффициента k
Направление Прямоток • Противоток
Вес материала легкий тяжелый легкий тяжелый
k 0,2 0,7 0,2 0,5
1Й2
Вращающиеся пёчи и сушиЛКй
Теплосодержание воздуха Jj может быть найдено из J—d-диа-
граммы или по приведенной формуле (VIII. 36). Поскольку
J—d-диаграммы во всех справочных руководствах составлены
исходя из J = 0 при 0° С, в данном случае температуры в фор-
муле (VIII. 36) и t0_ г в формуле (VIII. 35) должны подставляться
тоже в °C.
Определение расхода воздуха Geo3 в кг/ч
' (VIII. 38)
Это количество воздуха должно быть равно количеству воз-
духа, определенному по уравнению (VIII. 33).
Объем сушильного барабана Уб в м3
V6 = 3lm3, (VIII. 39)
VH
где ин — напряжение сушилки во влаге в кг^ , подбираемое
по табл. VIII. 2.
Коэффициент заполнения барабана материалом <р
<р = -д^-, (VIII. 40)
Т 60o6Q„ ' >
где т — время сушки в мин (определяется по данным работы
аналогичных сушилок или экспериментально);
рк — насыпная плотность материала в кг/м3.
Диаметр барабана сушилки D6 в м
D6= 1,13 1/ , (VIII. 41)
' Чвоэ I ф
где иеоз — скорость воздуха на выходе из барабана, обычно
принимаемая в пределах 1,5—3 м/сек-,
VeoS — объем отходящего из сушилки воздуха в м3/сек при
температуре выхода Тв.
Длина барабана Lo в м
Ьб = Уб^. (VIII. 42)
6 0,785D| * V ’
Определяем потребляемую мощность на вращение барабана
сушилки N в квт
(VIIL43)
где п — об/мин; (VIII. 44)
xD6 tg а '
Мкр = L6A (G6 + 0,785D26 <pQHg) н-м, (VIII. 45)
Примеры расчетов
193
где а — угол наклона оси барабана, равный 0,5—5°;
т — коэффициент, зависящий от конструкции барабана (при
подъемно-лопастной насадке равный 0,5, при секторной
или без насадок равный 1,0);
k— коэффициент, определяемый по табл. VIII. 3;
А — приведенный коэффициент трения;
G6 — вес сушильного барабана в н/пог. м определяется по
следующим данным.
Диаметр барабана
в мм . . . . 1 100 1 200 1 400 1.600 1 800 2 000 2 200
Вес погонного
метра в н . . 10790 12750 15200 18630 20600 24520 26 980
Коэффициент А 4-10*3 4,3-10~3 4,1-10~3 4,6-10-3 4,7-Ю-3 4,9-Ю-3 5,1-10-3
1] ^0,8 — к. п. д. привода;
Ь — коэффициент, зависящий от типа уплотнения: при
сальниковом— 1,1, при лабиринтном—- 1,0;
а — 1,2— коэффициент, учитывающий эксцентриситет.
Для сушилок с насадками крутящий момент
Мкр = L6AGg -J- 0,785kD6QHgq (1К -ф- lK -|- LgA) н м, (VIII. 46)
где k — коэффициент, учитывающий влияние на крутящий
момент насадок;
I" — длина насадки и приемной камеры в м.
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример VIII. 1. Расчет вращающейся трубчатой печи (см.
рис. VIII. 1 и табл. VIII. 4).
Исходные данные:
Производительность печи по готовому продукту в кг/ч .... 1300
Время пребывания материала в печи (из них 8 ч при темпера- .
туре 1273° К) в ч................................... 20
Температура продукта при выходе из печи в °К.......... 1273
Температура отходящих газов в “К ..................... 623
Температура материала на входе в печь в °К............ 273
Влажность материала в %............................... 170
Унос материала в % от готового продукта............... 20
Теплоемкость продукта в дж/кг-град ................... 1257
Топливо...............................................Газ бугурус-
ланский
Калорийность газа в кдж/кг............................ 33 940
Состав газа (топлива) ................................76,7%—СН4;
4,5% -С2НБ;
1,7%—С3Н8;
0,8% -С4Н10;
0,6%—СБН12;
1,0%—Н2;
14,5% -N2;
0,2%-СО2
насыпная плотность материала в кг/м3.................. 1600
13 Зак 686
194
Вращающиеся печи и сушилки
Таблица VIII. 4
Характеристики природных горючих газов
Наименование газов Объемный состав сухого газа в %
сн4 с2н. С3Н8 с4н10 свн12 H2S со2 n2
Бугурусланский 76,7 4,5 1,7 0,8 0,6 1,0 0,2 14,5
Дашавский 97,9 0,5 0,2 0,1 — Следы 0,1 1,2
Мелитопольский 97,9 — 0,1 — — » 0,2 1,8
Шебелинский 89,9 3,1 0,9 0,4 — » 0,3 5,2
Саратовский 94,0 1,2 0,7 0,4 0,2 » 0,2 3,3
Курдюмский 92,2 0,8 0,1 0,0 » — 6,9
Ставропольский 98,0 0,4 0,2 — — » 0,1 1,3
Ухтинский 88,0 1,9 0,2 0,3 0,0 » 0,3 9,3
Наименование газов Теплота сгора- ния низшая су- хого газа QH в ккал/н‘М3 Удельный вес сухого газа у в кг/Н’М3 Теоретический объем дымовых газов в нм/нм
< < од воздуя нм3/нмя
Сухие га- зы VC. г Водяные пары Ve „ Полный объем га- зов V г
G к с а 8Л
Бугурусланский 8109 0,884 9,01 8,25 1,97 10,22
Дашавский 8523 0,730 9,48 8,50 2,14 10,64
Мелитопольский 8391 0,729 9,35 8,39 2,11 10,50
Шебелинский 8472 0,790 9,40 8,49 2,10 10,59
Саратовский 8560 0,765 9,51 8,56 2,13 10,69
Курдюмский 8039 0,759 8,93 8,07 2,02 10,09
Ставропольский 8489 0,730 9,45 8,48 2,13 10,61
Ухтинский 7946 0,789 8,83 8,01 1,98 9,99
Примечание. Заимствовано (см. [2], табл. 29).
Примеры расчетов
195
Решение. Определение количества, отнесенного к нор-
мальным условиям, и состава отходящих газов на 1 м3 топлива:
воздуха
У°в = 0,476 [ 2СН4 + 1,5H2S + 2 ( ™ | ) СгаН„ - О2] =
— 0,476(2 -76,7 4 1,5-1 + 3,5-4,5 + 5-1,7 + 6,5-0,8 +
4- 8 -0,6] = 9,01 нм3/нм3-,
азота
VN = 0,79V® + -Йг = 0,79-9,01 + = 7,265 нм3/нм3-,
трехатомных газов
Vro2 -0,01 [СО2 4- H2s + СО 4- СН4 4- SCmH„] =
= 0,01 [0,2 4- VO + 76,74-2,454-3,174-4-0,84-5-0,6] =
= 0,982 нм3/нм3;
воды при теоретическом количестве воздуха
Vh2o = 0,01 [h2S 4 Н2 + 2СН4 + 0,124г/ +
. + 2тсЛ]+o,oi6ivL =
= 0,01 [1 + 2-76,7 + 0,124-5 + 4,5-3 + 4-1,7 +
+ 5 0,8 4-6-0,6} + 0,0161 -9,01 = 1,875 нм3/нм3-,
воды при избытке воздуха а ~ 1,2
Vh2o = V°h2o + 0,0161 (а — 1) Veo3 = 1,904 нм3/нм3.
Общий объем газа на 1 л3 топлива
vo.e = VH,o + RO2 + N2 + VfiC3 (a - 1) =
= 1,904 + 0,982 + 7,265 + 9,01-0,2 = 11,95 нм3/нм3.
Определение теоретической температуры горения газа при
a = 1,2
У — ______________I 97Q_________33 940______978 ____
г Vo- гсо- г + Vece 10,15-1,63+ 1,8.1,47 +
= 1750+ 273 = 2023° К.
13*
196
Вращающиеся печи и сушилки
Теплоемкости с0. г и се определяем по табл. VIII. 5; то же с уче-
том пирометрического эффекта t] — 0,8
Т2 = 1750-0,8 + 273 = 1670° К.
Таблица VIII. 5
Температура про- дуктов горения т° к Теплоемкость продуктов горения с Теплоемкость воз- духа с»
природных, нефтя- ных, коксовых газов, жидкого топлива. каменного угля, ан- трацита дров, торфа, бурого угля, генераторного н доменного газов
а «\> с g кдж/м^-град ккал/м’-град кдж/ м’-град ккал/м’-град рОс/г-рТ/Ж/Ш
273—473 0,33 1,380 0,34 1,425 0,31 1,299
473—673 0,34 1,425 0,35 1,47 0,31 1,299
673—973 0,35 1,470 0,36 1,51 0,32 1,341
973—1273 0,36 1,51 0,37 1,55 0,33 1,383
1273—1473 0,37 1,55 0,38 1,592 0,34 1,425
1473—1773 0,38 1,59 0,39 1,630 0,35 1,467
1773—2073 0,39 1,63 0,40 1,676 0,35 1,467
2073—2373 0,40 1,68 0,41 1,720 0,36 1,508
Примечание. Заимствовано (см. М. Б. Равич «Упрощенная методика
теплотехнических расчетов». Изд. АН СССР, 1958).
Для сокращения и упрощения расчета принимаем Тво3, Тс
и Тт — 273° К и Qp = 0; тогда расход топлива на 1 кг готового
продукта нм3/кг по формуле (VIII. 1)
Ge 1г + (То.г — T'ujfn] + сПрАТпр + G% спрЛТо. г
GT =-------------тт—---------------—— -----------=
Т Q“(l-4)-Vo.aCo.aATo.e
_ 1,7(2677 + 250-2,01)+ 1,257-1000 + 0.2-1,257-350 nqiQ 3/
~ 33940(1 — 0,2) — 11,95-1,42-350 — U,61У НА!/кг.
Часовой расход топлива на 1300 кг!ч готового продукта
Gr = 0,319-1300 = 415 нм3/ч.
Количество отходящих газов при температуре 623° К
Уог = GTV0.e^ = 415-11,95 -g = 11 300 м3/ч.
Примеры расчетов
197
Количество водяных паров с отходящими газами при темпе-
ратуре 623° К
Рн2о = 1,7.1300-2,922 = 6460 м3/ч.
Суммарное количество газов и паров воды при температуре 623° К
Vo.e+H2o = 11 300 + 6460 18 000 м3/ч.
Размер печи, утла ее наклона и число оборотов по фор-
муле (VIII. 5).
Диаметр печи
De = 1,13 ]/j _ф = 1>13 1,2-3666(1—0,07) = 2,4 м’
где Vo. г — объем отходящих газов в Л13/ч;
и — скорость газов, принимаемая во избежание большого
уноса 1,2 м/сек.
Наружный диаметр DH — De + двойная толщина футеровки
и обечайки; DH = 2,4 + 2-0,3 = 3 м.
Произведение числа оборотов печи на угол ее наклона опре-
деляется по формуле (VIII. 4)
т - 65 5 10-4 °(О + 24> _ 65 5 -10-4 (46 + 24)1300 _ п 4 '
Ш —to.OlU е„О»ф 00,0 Iи 2,4s-0,07-1600 ~ U’4’
где О' = 46° — угол трения материала; рп = 1600 кг/м3 — на-
сыпная плотность.
Размеры печи по формуле (VIII. 2)
- xDni _ 20-60-2,4-0,4 „
L ~ 0,308 (О + 24) ~ 0,308 (46 + 24) “ М М‘
Принимая число оборотов в минуту печи равным 0,1, получим
наклон равный 0,4 : 0,1 =4.
Высота порога при сокращении длины печи с 53 до 40 м по
формуле (VIII. 6)
Lr — L I , Г /Г + Л 11
R 100 — K[2a — k — 0,5 с]’
Численное значение левой части уравнения определяется под-
становкой в него уже известных из предыдущего расчета вели-
чин Lr — 53 м; L = 40 м; Я = 1,2 и i = 4;
Л = = От-
численное значение а = где Н — высота 'сегмента печи,
заполненного материалом, при коэффициенте заполнения <р =
= 0,07 может быть определено по графику (рис. VIII. 3).
198
Вращающиеся печи и сушилки
При радиусе печи R = 1,2 м и ср = 0,07; Н = 0,3 м
а —
1,2
0J
= 4.
По вычисленным выше значениям А и
(рис. VIII. 3) определяем k, равное 1,7, а из
а и по графику
, Л
равенства /г = -р-
Рис. VIII. 5. График для определения 1Х.М.
1д.м и h
определяем h.
/г= ЛЯ = 1,7-0,3 = 0,51 ж.
При высоте порога
0,51 м коэффициент запол-
нения печи будет 0,13.
Длина футеровки 1д ф
хорды 1ХМ и дуги сегмен-
та hg_м при <р = 0,13 и
Я = 1,2 м определяется
по графику рис. VIII. 5:
L„=1,88.m; 1д м — 2,15 м;
lg ф 5,38 м.
Произведем проверку
достаточности размеров пе-
чи, количества и темпера-
туры греющих газов для
передачи материалу тепла,
необходимого для его тер-
мической обработки.
Определим количество тепла, передаваемого греющим газом
футеровки, по формулам (VIII. 9) и (VIII. 10):
конвекцией
ф = №а(Тг-Тф)1д,фвт;
лучеиспусканием
Qj . = 10“3Се
Чг. ф ф
В этих уравнениях неизвестны Тф-, Е'-, Е" и а, поэтому пред-
варительно задаемся Тф = 1013° К и определяем Е"
Е" = хеСо2 + ^н2о + Ет — (хеСо2 + Сен2о) Дг;
£со2, ен2о и £ определяются по температуре футеровки и
произведениями их парциальных давлений в газовом потоке на
длину луча
Рсо2 = °’98^319- = 0,053; Рн,о = = 0,453.
Примеры расчетов
199
Длина луча I = 0,9Оэф
гл ___ 1/" FM ______ 1/" 4,52 0,59 __919 «<
иэф — У 0,785 У 0,785 м>
где Fn — площадь поперечного сечения печи в м2;
FM — площадь заполнения материалом в м2.
Длина луча I = 0,9-2,12 = 1,91 м;
Рсог I — 0,053-1,91 = 0,101 м-ата;
Рнго1 = 0,453-1,91 = 0,875 м-ата.
По этим данным и температуре футеровки 1013 — 273 = 740° С
графическим методом (рис. VIII. 6; VIII. 7 и VIII. 8) определяются:
сСо2 = 0,115; ЕНго = 0,33; £ = 1,16;
Д \0.65 _ / 1150 \0,65
Тф ) \ 1013 )
ЕТ = 1 — е-\
0,75-273-Сур/
где Gy = 0,2G,ip = 0,2-1300 = 260 кг/ч (унос продукта);
р = 1 ата;
I = 1,91 м — длина луча;
г = 0,000028 м — радиус уносимой частицы материала;
р = 1600 кг/м3 — плотность материала;
Ve = 5,93-1300 = 7709 м3/ч — объем газов;
Тг = 1150° К — средняя температура газового потока.
0,75-273-1-1,91-260 „ ос.
0,000028-1600-7709-1150 U,2t>’
Ет = 1 — е-°'25 = 0,22;
Е = 1,08 0,115 + 1,16-0,33 + 0,22 — (1,08 0,115 +
+ 1,16 0,33) 0,22 = 0,615;
Е — eCos + ^н2о + Ет — (еСо2 + С^н2о )ЕТ.
В этом уравнении все величины те же, что и в уравнении для
Е", £со2 и ен2о, и они определяются по графику (рис. VIII. 6;
VIII. 7 и VIII. 8) при температуре газового потока, т. е. при
1150 — 273 = 877° С; еСо2 =0,11 и еН2о = 0,3,
Е' = 0,11 + 1,16-0,3 + 0,22 — (0,11 + 1,16 0,3) 0,22 = 0,577.
200
Вращающиеся печи и сушилки
Рис. VIII. 6. График для определения коэффициента Рис. VIII. 7. График для определения коэффи-
_________________лучеиспускания СО3 циента лучеиспускания Н2О
Примеры расчетов
201
Определяем а по формуле (VIII. 13)
0,028 (цгсг)°-81г°-2
вт;
VeGnp
5,93-1300
1‘г — 0,785-2,122-3600 “ 0,785-2,122-3600
сг = 1380 • дж/мл-град (по
табл. VIII. 7);
Хг = 0,028;
D,K = 2,12 м;
0,028 (0,61 • 1380)°•8 (О,О28)0,2
““ 2,120,2
= 2,4 вт/м2град;
(Цф=\^а(Тг-Тф)1д.Ф =
= IO”3 2,4 (1150 — 1013)5,38 =
= 1,77 кет/пог-м;
= 0,61 м/сек;
Рис. VIII. 8. График для опреде-
ления поправочного коэффициен-
та £
= 5,77-10~3 0,95 Г(АУ¥-Уо,577 — (SYo,61515,38 =
L \ 1ии / \ 1 ои / J
= 106,8 квт/пог. м\
Qe Ф = 0.г. Ф + Q*. ф = 106,8 + 1,77 = 108,57 квт/пог. м.
Определение количества тепла, передаваемого футеровкой ма-
териалу,
<2ф. м — вф. м 4“ вф. м-
Количество тепла 0ф, м определяется по формуле (VIII. 12)
Qф. м = Сефем ) — (loo ) ] м =
= 5,77 Ю-з .0,95 0,9 [(^-)4 -
— (тик)4] ’245 = 73,7 квт/пог. м.
202
Вращающиеся печи и сушилки
Количество тепла Q$. м определяется по формуле (VIII. 11)
= Сефем[^-)\1 -Е")~ (^/(1 -£'")] 1,.н-
В этом уравнении пока неизвестно Е'", величина которого
определяется теми же методами, что и Е' и Е", но при средней
температуре материала, равной 773 — 273 = 500° С, еСо2 = 0,105;
ен2о = 0,40; р = 1,16; Ет - 0,22;
( Тг \0.65 / Ц50 \0,65
Х = \т~м) = Ьг) =1’3=
Е"’ = 1,30-0,105 + 1,16-0,4 + 0,22 — (1,30-0,105 +
+ 1,16-0,4)0,22 = 0,688;
<2ф. м = 5,77-10-3-0,95.0,9 [(-^/ (1 -0,615) -
~(++) (1 — 0,688)^ 1,88 = 27,226 квт!пог. м.
Общее количество тепла, передаваемого футеровкой мате-
риалу, с учетом коэффициента k неравномерности прогрева
последнего, принимаемого равным 0,9,
О.Ф. м = (<& м + Оф. м) 0,9 =
= (73,7 + 27,226) -0,9 = 90,844 квт/пог. м.
Количество тепла, теряемого футеровкой в окружающую среду,
равное 0,2 от общего тепла, вводимого в печь,
Q» = <20бО,2 = 33 940-415-0,2 = 281 702 кдж/ч,
или *
Qn/пог м = L3600 = 40-3600 = 19,562 квт/пог. м.
Количество тепла, передаваемого футеровкой материалу и
окружающей среде,
0ф = 0ф.м + Qn =90,844 + 19,562= 110,406 квт/пог. м.
Проверка правильности предварительно принятой температуры
футеровки путем сопоставления количества тепла, полученного
футеровкой от газового потока, и тепла, переданного последней
материалу и в окружающую среду, которые должны быть равны.
Несходимость равна 110,406— 108,543 = 1,863 квт/пог. м,
. „ 1,863-100
или в процентах от полученного футеровкой тепла - j08 543 =
= 1,7%, что вполне допустимо.
Примеры расчетов
203
Количество тепла, передаваемого газом непосредственно ма-
териалу лучеиспусканием и конвекцией,
Ол -Се \(—V Е' (— Ye'"1 I —
Чгм - [д100 j с ^юо ) J С.м -
= 5,77-10-3-0,9 [(-^)40,577-
— -0,688^ 1,88 = 74,547 квт/пог. м\
QKe.M = W-3a(Te-TM)lx.M =
= 10“3-2,4(1150 - 773) 1,88 = 1,7 квт/пог. м;
0.Ф.М + = 90,844 + (74,517 + 1,70)0,9 = 159,457 квт/пог. м.
Количество тепла, которое может быть передано материалу
в печи за 20 ч, согласно заданию,
QM = 159,457-3600-20 = 11 488-103 кдж.
Количество тепла, которое должно быть передано материалу
в печи,
Сиг — {Gе [г -'г (То г Ти) сп] -j- спр Тпр + СпР Gпр &Т0. J Gnp ~
= [ 1,7 [2677 + (623 — 373) 2,01]+ 1,257-1000 +
+ 0,2-1,257-350} 1300 = 8775-103 кдж.
Сопоставление рассчитанного и потребного количества тепла
для термообработки матеоиала в печи показывает, что потребное
количество тепла 8775-103 кдж может быть передано за 15 ч.
Таким образом, запроектированная печь полностью обеспе-
чивает как заданное время пребывания в ней материала, так
и передачу необходимого количества тепла для его термообра-
ботки.
Пример VIII. 2. Расчет муфельной печи (см. рис. VIII. 2).
Исходные данные:
Производительность печи по готовому продукту в кг/ч 1000
Время пребывания материала в печи в ч..........• . . 1,5
Температура продукта при выходе из печи в °К ... 973
Температура отходящих газов в “К ................... 473
Температура материала на входе в печь в °К .... 353
Насыпная плотность материала в кг/м3............... 1600
Теплоемкость материала в дж/кгтград ............... 1257
Коэффициент заполнения печи материалом <р........... 0,1
Топливо — газ калорийностью в кдж................... 33 940
Влажность материала в кг/кг ........................ 0,1
204
Вращающиеся печи и сушилки
Решение. Количество и состав газов принимаем по пре-
дыдущему примеру. Количество газов, образующихся при сжи-
гании 1 н-м3 газа, равно 11,95 н-м3 на 1 м3 топлива.
Состав отходящих газов: СО2 — 8,3%; воздуха — 15%; Н2О —
15,9%; N2—60,8%.
Расход топлива на 1 кг продукта
с = ------Опр------ мЯ/
^(1-11)-Ргсг/ог
QnP = Ge \r + (700 - 100) сп] + спр (700 - 80) =
= 0,1 [2432-103 +2010-600]+ 1257-620= 1 134280 дж;
г _ 1134280 1134280 _
— 3394-104(1 —0,15) — 11,95-1425-200 ~ 25445250 ~ М/кг.
Расход топлива на 1000 кг продукта
GT = 0,045-1000 = 45 н-м3/ч.
Количество тепла, которое должно быть передано материалу
в печи,
QM = 1 134 280-1000 = 1 134 280 кдж.
Общее количество отходящих газов
К0.г = 11,95-45 = 540 нм3/*,
то же при температуре газов на входе 1973° К,
IZ 540-1973 onnn ч,
Уг = —273— = 3920 мР/ч;
при температуре отходящих газов 473° К
У>. г = —273 = 934 мя/ч; •
при средней температуре газов Тср = = 1223° К
у z 3920 + 934 оло-7 ч / 2427 л со з / „
Vг =-----------= 2427 м3/ч, или -3^ = 0,68 лт/сек.
Диаметр печи определяется по формуле (VIII. 23)
п = -1%G(fl + 24)~ _ 1000(36 + 24)
У 153QZZ4 <р V 153-1600-3,5-0,1
Произведение числа оборотов печи на угол ее наклона при-
нимаем равным 3,5, т. е. угол наклона 2% и число оборотов
1,75 об/мин.
Примеры расчетов
205
Длина печи определяется по формуле (VIII. 24)
. - Dnix R 0,9.3,5-90 . -
L — 3,25ф + 24 ~ 3.25 36+24 — 15 л.
Для определения числа и размеров дымоходов предварительно
задаемся наружным диаметром печи (принимая его по нормалям,
равным 1600 мм); толщинами стенок (фасонных кирпичей 40 мм,
футеровки печи 120 мм, обечайки 20 мм, асбестовой прокладки
10 мм), рис. VIII. 9. Отсюда определяем
высоту дымохода
hd =
1600—(2-40-2 + 2-120 + 2-20 + 2-10) —900 _
~~ 2 ~
= 120 мм.
Для определения поперечного размера
дымоходов предварительно задаемся их
числом, равным 12, тогда
средняя ширина канала будет
, 2л/?—12-40
д ~ 12
2-3,14 +40+*П — 12-40
----------------------------------- = 240 мм;
площадь его поперечного сечения:
/ = 0,24-0,12 = 0,0288 м2;
суммарная площадь всех каналов
F = 0,0288-12 = 0,35 м2.
средняя скорость газов в каналах
0,68 о ,
иср = ~1Г= "6/35" ~ 2 м1сек-
Проверочный расчет для определения достаточ-
ности размеров печи и температуры греющих газов для передачи
материалу тепла, необходимого для его термической обработки.
Температура внутренней поверхности стенки муфеля
QM = Q*.m + Qi. м = Сефем {[(-убгУ (1 -< ") -
__( т* V (|____р” )1/ -4- [Y * У ( У] / I
\100 ) " Ьгп’ J 1*м г L\ 100 )_\ 100 ) J
206
Вращающиеся печи и сушилки
В этом уравнении два неизвестных Тф в и Ег.п, следовательно,
оно должно решаться методом подбора, подробно разработанным
в предыдущем примере, если в зоне муфеля имеются трехатомные
газы. Если таких газов нет, как это имеет место в данном случае,
за исключением незначительного количества паров воды, влиянием
которых можно пренебречь, а следовательно, принять Ег. п и
Ег. п равными нулю. Тогда в приведенном выше уравнении оста-
нется лишь одно неизвестное Тфв, а уравнение примет следую-
щий вид:
Q'M = “ (1Й У] м + 1д- квт,1Юг- м-
Решая это уравнение в отношении Тфв, получим
(?Л / Тм \ 4
Сефем Ua..« + /*. л) \ 100 / ’
где
= £3600 = 15-3600 = 21,255 квпг1пог. м;
у ___ ^М‘ н~\~ м. к. _ 973 Ч~ 353 _603° К.’
7^ = 100
Т.м — 1,425-0,45 — 0,65 м; 1 определяются по графику (см.
1д.„ = 1,625-0,45 = 0,74 м; J Рис. VIII. 5)
С = 5,77 10 3 кеш; еф = 0,95; ем = 0,90;
Тф. в = ЮО 5>77- ю-з.о о5.ог9 (0,65 + 0,73) ' + 6’634 = 84° К-
Температура наружной стенки муфеля определяется из уравне-
ния (VIII. 22)
$м = (Тф.н-Тф.в)^Е,
или
Q'd
•* ф. н ~ } у I •* ф.в<
где X = [18 — 0,009 (840 — 273)11,163 = 15 вт/м град;
6 = 0,04 м; F = nD = 3,14-0,94 = 2,95 м;
Тф. н = + 840 = 860° К.
Примеры расчетов
207
Количество тепла, передаваемого газовым потоком наружной по-
верхности муфеля, определяется по уравнениям (VI11.20) и (VI 11.21)
О.г.ф = Сеф [(^у)4 К л — F к(т1пог- м'<
Qe. ф = 10-3а(Тг— ТФ,Н)Е кет!пог. м.
Для решения этих уравнений определяем величины Егп и Ег_ п
при температуре газа 950° С, наружной поверхности муфеля
587° С и парциальных давлениях СО2— 0,083 и Н2О — 0,159.
Определяем длину луча
1 = ^-,
S
где т = 3,4 — коэффициент;
/ = 0,12-0,24 = 0,0288 м2— площадь поперечного сечения
канала;
s = 2-0,12 + 2-0,24 = 0,72 м — периметр канала;
. 3,4-0,0288 Л 1ОС
Z = —“оТ2--- 1 0,136 М.
Определяем значения Рс021 и Р HSO^
РСОг / = 0,083 • 0,136 = 0,0113;
РК2О1 = 0,159-0,136 = 0,0216.
По графикам (рис. VIII. 6, VIII. 7 и VIII. 8) определяем
еСОг = 0,046 при 950° С и 0,052 при 587° С;
е„2о = 0,036 при 950° С и 0,052 при 587° С;
Ег. п = eCOa + 0eHsO = 0,046 + 1,12-0,036 = 0,086;
г?" I 7г \°-65 , о л лко / 1223 \°-65 ,
£г. л — <?сог у н у “F Р^НгО — 0,052 ggg J -f-
+ 1,12-0,052 = 0,122.
Полученные величины подставляем в уравнение для опреде-
ления Q^. ф
Q*. Ф = 5,77-10~3-0,95 [(^l)40,086—0,122] х
X 3,14-0,98 = Ю"3-16,88(1905 — 667) = 21,235 квт/пог. м;
Q1 Ф = 21,235-15-3600= 115-Ю4 кет.
208
Вращающиеся печи и сушилки
Таким образом, только за счет лучеиспускания газом может
быть передано наружной стенке муфеля тепла больше, чем необ-
ходимо для материала по заданному температурному режиму его
обработки. Следовательно, нет необходимости проводить дальней-
шие проверочные расчеты, так как он при длине печи 15 м и при-
нятых температурах газов на входе и выходе из печи полностью
обеспечен. В противном случае следовало бы для окончательного
решения данного вопроса дополнительно определить и количество
тепла, передаваемого газом конвекцией, пользуясь известными
формулами теплоотдачи от газового потока к стенке.
Для самопроверки проведенных расчетов рекомендуется сопо-
ставить количество тепла, вносимого газовым потоком в печь,
с количеством тепла, передаваемого материалу, теряемого в окру-
жающую среду и уносимого отходящими газами,
Qi = Qn + Qn + Qo.e'y
Qe = vzcete = 540-1,630-1700 = 1 496 340 кдж;
Qn = Q?] = 1 496 340-0,15 = 224 451 кдж;
Qd.z = Vac0./0.e = 540-1,425-200 = 153 900 кдж.
1 496 340 1 134 280 + 224 451 + 153 900 = 1 512 630.
Расхождение в 1 %.
Таким образом, количество введенного с газом тепла соот-
вествует его количеству, необходимому для процесса. Следова-
тельно, печь будет обеспечивать передачу тепла материалу не-
сколько больше необходимого для процесса, и потребуется лишь
некоторая регулировка температуры газа на входе в печь. В про-
тивном случае температура газов на выходе будет несколько ниже,
чем принято при расчете.
Расчет мощности, потребляемой печью, по формуле (VIII. 25)
Л D3nLoq> „ З3.0,1-40.1600-0,13 oi
N-A-mr = 0’75------------жот--------= 3>1 квт’
А = kyk^kgat = 1,3-1,2-1 -0,48 — 0,75.
Пример VIII. 3. Произведем расчет барабанной сушилки по
следующим исходным данным.
Производительность сушилки с начальной влажностью мате-
риала, и конечной влажностью IV'j 0,1% G в кг[ч 1600
Время сушки материала т в мин.......................... 90
Насыпной удельный вес материала у в н/м3 ............. 15 790
Примеры расчетов
209
Насыпная плотность материала q в кг]м3.................1600
Теплоемкость материала в дж!кг-град ...................1257
Начальная температура сушки материала Тн в °К ... 293
Конечная температура сушки материала Тк в °К .... 343
Сушильный агент — воздух — имеет следующие параметры:
температура воздуха на входе в калорифер Т в °К 293
влажность в % .................................... 60
температура воздуха на входе в сушилку Ту в °К 393
температура воздуха на выходе из сушилки Т2 в °К 333
напряжение сушильного барабана по влаге VH в кг]м3 10
Расчет. Определение количества влаги, подлежащей испа-
рению, по уравнению (VIII. 30) и количества высушенного ма-
териала — по уравнению (VIII. 31) '
0‘ = GTO^il600lfc^r=l2M'“/’: ДЗ
•
„ „ 100—№1 1СЛЛ 100 — 8 . . ?
— G 100—1Г2 ~ 1600100 —0,1 — 474 КгЧ'
Количество воздуха, необходимого для испарения влаги,
определяем по уравнению (VIII. 33)
Q =_______°8
803 х2 — Ху
Определяем Ху по уравнению (VIII. 34)
Ху = 0,622 р^фрп = 0>622 97678 — 0,6-2338 = °>008^3 •
Определяем х2 по уравнению (VIII. 35)
__ 40jhvi 4“ Ge (Jy — cet0. г)
2~ ^м+бва+сп(0.г)
1,05-9264-104-893-10"®+ 126,5(144972 — 1005-60) _ „ лоуло
~ 1,05-9264-104+ 126,5(2493-103—1969-60)
Определяем Jy и J2 по уравнению (VIII. 36)
Л = c*ty + (» + cnty) Ху = 1005-120 + (2493-103 +
+ 1969-120) 893-10-6 = 144 972 дж!кг\
14 Зак. 686
210
Вращающиеся печи и сушилки
J2 = cet2 + (i + cnt2) х2 = 1005-60 + (2493-IO3 +
+ 1969-60) 0,02708 = 131 009 дж/кг.
Количество тепла на нагрев материала
Qm = cmG2 (Тк - Тн) = 1257-1474 (343 - 293) =
= 9264-104 дж!ч.
Расход воздуха на сушку по балансу влаги [уравне-
ние (VIII. 33)] '
Р ____ б2 _ 126,5 RQ70 /
° воз — %1 — х2 — 0,00893- 0,02708 оу/и кг/ч-
Расход воздуха по уравнению теплового баланса (VIII. 38)
Г Cui] 926409-102-1,05 спсс ,
Овоз = ./—у = 144972- 131009 = 6966 Кг/ч’
Получено полное совпадение.
Объем барабана сушилки [по уравнению (VIII. 39)]
V6 = -^ = ~l^ = 12’65 м -
Коэффициент заполнения барабана [по уравнению (VIII. 40)]
xG _ 90-1600 __ п jo
, Ч’ — 60V6QK ~ 60-12,65-1600 — и’12-
Диаметр барабана [по уравнению (VIII. 41)]
D6 = 1,13 = 1,13 = Ь27 м,
* ив03 1 - т Г Z 1 -----и, 1Z
Объем влажного воздуха Veo3 = GB03qB03 = 6970 Л13/ч, где
ивоз — скорость на выходе воздуха, принимаем равной 2 м.!сек\
ев03 = 1 кг!^.
По табл. VIII. 4 принимаем ближайший размер диаметра бара-
бана 1200 мм.
Контрольные задачи
211
Определим длину барабана по уравнению (VIII. 42)
0,785/^ 0,785-1,272
Мощность, потребляемая сушильным барабаном [по уравне-
нию (VIII. 43)]
N = -^-ba = М-1,2^0,9 кет,
955 И] 9551‘0,7
mkLe 1-2-11 г
тде П — Tfj6tga - 90-1,7-tg 2° ~ 6 об11лин'’
a — принимаем равным 2°;
т— как для барабана без насадок, принимаем 1,0;
k = 2 — (по табл. VIII. 3) при противотоке для легкого
материала;
1] — 0,7;
b = 1,1 — уплотнение сальниковое;
а = 1,2;
Мкр = L6A (G6 + 0,785£>буи(р) = 11 -4,3-10"3 (12 750 +
+ 0,785-1,72-15 790-0,12) % 700 н-м. (VIII. 45)
А и G6 берем из табл. VIII. 4 по диаметру барабана 1200 м
соответственно равными А = 4,3-10”3 и G6 = 12 750 н/пог. м.
§ а. контрольные задачи
Задачи VIII. 1—VIII. 5. Определить размеры вращающейся
печи (диаметр, длину, число оборотов в минуту и угол наклона);
топливо — бугурусланский газ; значения заданных параметров
даны в табл. VIII. 6.
Задачи VIII. 6—VIII. 10. Определить производительность печи
в кг/ч, нагрузку на опоры и потребляемую мощность по следую-
щим исходным данным: число оборотов п = 2 — 5 об!мин\ угол
наклона i = 2 — 3°; топливо — бугурусланский газ; значения
заданных параметров см. в табл. VIII. 7.
Задачи' VIII. 11—VIII. 15. Определить размеры муфельной
печи (длину, диаметр, число оборотов в минуту и угол наклона);
топливо — дашавский газ; остальные исходные параметры даны
в табл. VIII. 8.
14*
ю
to
Исходные данные к задачам VIII. 1—VIII. 5
Таблица VIII. 6
Задачи Производитель- ность G в тн/ч Температура материала Плотность мате- риала в кг/м9 влаж- иала Теплоемкость материала с в дж/кг* г рад Угол естественного откоса материала Ф в град Процент уиоса материала из печи я: а к с S -е -е СП О fc заполнения печи материалом ф Скорость отходя- щих из печи газов и в м/сек Температура отхо- дящих газов Т, °К Время пребывания материала в печи г в ч
на входе в печь Тн °К на выходе из печи Тк °К удельная q насыпная qw
Начальная ииить матер Wi в кг/кг
VIII. 1 3 293 1173 3000 1400 1,2 1200 40 10 0,07 1,2 1,5 2,0 1,4 1,5 573 4
УШ. 2 2 293 1073 2000 1200 1,5 1300 45 15 0,10 623 10
VIII. 3 VIII. 4 4 5 290 290 1273 1250 2500 4000 1300 1000 1,3 1,1 1400 1500 50 35 12 5 0,08 0,10 653 703 12 6
VIII. 5 2 293 1100 3500 1200 1,4 1100 40 15 о;об 673 2
Исходные данные к задачам VIII. 6—VIII. 10
Таблица VIII. 7
Задачи Температура материала Плотность мате- риала в кг/м9 Начальная влаж- ность материала Wt в кг/кг Теплоемкость материала с в дж/кг-град Угол естественного откоса материала 0 в град Процент уноса материала из печи Коэффициент за- полнения печи материалом ф Скорость отхо- дящих газов и в м/сек температура отхо- дящих газов °К Время пребывания материала в печи т в ч Диаметр печи (внутренний) D в м Длина печи L, в м
иа входе в печь ТН°К иа выходе изпечи Т °К ' 1 удельная q насыпная qh
VIII. 6 VIII. 7 VIII. 8 VIII. 9 293 293 283 290 1073 973 1273 1253 2000 3000 4000 2500 1200 1500 1800 1100 1,1 1,2 1,0 0,8 1200 1300 1250 1300 45 40 55 60 10 10 8 15 0,08 0,07 0,10 0,09 2,0 1,5 2,0 1,0 1,8 583 673 973 593 4 5 10 8 2,0 1.6 1,8 1,0 1,4 30 20 25 L5
VIII. 10 303 1073 3500 1600 0,6 1500 35 15 0,12 573 6 20
Таблица VIII. 8
Исходные данные к задачам VIII. 11—VIII. 15
Задачи ч а: Температура материала Плотность материала в кг/м9 Начальная влаж- ность материала Й?! в кг/кг Теплоемкость материала с в дж/кг-град Увол естественного откоса материала 0 в град Процент уиоса 1 1\оэффициен1 заполнения муфеля Ф в % _ Температура отходящих газов т, °к Время пребывания материала в печи Г в ч
иа входе в муфель тн °к на выходе из муфеля тк °к удельная Q насыпная QH
производите ность G в m
VIII 11 1 293 880 3000 1700 0,05 1200 35 0 7 473 1,5 1,0 2,0 1,5 2,0
VIII. 12 1.5 353 900 2000 1000 0,04 1100 40 0 10 573
VIII. 13 0.9 373 973 2500 1200 0,06 1300 45 0 8 600
VIII. 14 2,0 303 903 2000 1000 0,40 1250 35 0 6 523
VIII. 15 1,2 323 1000 2200 1000 0,20 1300 40 0 12 623
Таблица VIII. 9
Исходные данные к задачам VIII. 16—VIII. 20
Задачи Производитель- ность G в т/ч Начальная темпе- ратура сушки Тн °К Конечная темпера- тура сушки тк °к Насыпная плот- ность (вес матери- ала) о в кг/м* Теплоемкость материала с в дж/кг-град - хемпература воз- духа на входе Тj°К Температура иа выходе Т2 °К Начальная влаж- ность воздуха в % Напряжение бара- бана по влаге «н в кг/м* Начальная влаж- ность материала в % Конечная влаж- ность материала W2 в % Время сушки г в ч
VIII. 16 1,5 293 343 1,5- 10s 1200 400 340 60 10 8 0,2 1.5
VIII. 17 2,0 303 353 1.6-103 1250 393 323 80 15 6 0,5 1,5
VIII. 18 1,8 283 333 1,2-103 1300 423 363 70 8 10 0,5 2
VIII. 19 2,5 293 373 1,5-103 1320 393 323 60 10 7 0,1 3
VIII. 20 2,2 300 353 1,6-103 1250 423 373 50 5 20 • 0,5 1,5
Вращающиеся печи и сушилки „
-------------я__________________ . Контрольные задачи
оо
214
Вращающиеся печи и сушилки
Таблица VIII. 10
Значения q, X, с н максимальной температуры для основных огнеупорных
изделий *
Наименование огнеупоров Плотность Q в т/м* Коэффициент теплопроводности X в вт/м-град 1 Удельная теплоемкость с в кдж!кг • град Максималь- ная рабочая температура т °к
Шамотный кнрпнч 1,8-1,5 0,679+0.00058 Т 0,25+0,0023 Т 1620—1720
Пеношамот Кирпич: 0,95 0,216+0.00023 Т 1620
динасовый 1,9—1,95 0,740+0,0007 Т 0,77+0.00025 Т 1970
магнезитовый 2,6-2,8 5.23—0.0017 Т 0,96+0,00029 Т 1920—1070
хромагнези- товый 2,45-2.85 1,86—1,98/270—900 1970
хромитовый Изделия: 3,0—3,1 1.16+0.00041 Т 0,75+0.00029 Т 1920—1970
силлиманито- вые (мулли- товые) 2,2—2,4 1,74—0,00023 Т 0,75+0,00025 Т 1920
корундовые (алундовые) 2,3—2,6 1.58+0,00186 Т 0,68+0.00042 Т 1870—1970
карборундовые (карбофракс) 2,3-2,6 23,8—0.01 Т 0,92+0,00015 Т 1670-1770
угольные 1,35-1,6 13,7+0,035 Т 0,84 2270
графитовые 1,6 174—0,041 Т 0,84 2270
* Теплотехнический справочник, Госэнергонздат, 1957.
Таблица VIII. 11
Время пребывания и температура обработки
некоторых материалов во вращающихся печах
Наименование материала Время в ч Температура т °к Тип печи
Прокаливание глины 1 973—1073 Вращающаяся
Прокаливание хромита 3 1300—1400 »
Прокаливание TiO2 (дву- окиси титана) 8—14 * 1200—1350 »
Прокаливание литопона-по- луфабриката 0,7 1000—1200 Муфельная вращающаяся
Получение сернокислого ба- рия 0,6—1,0 1200—1300 Вращающаяся
Термическое разложение одноводного сульфата железа 3—4 800—900 »
* В зависимости от марки тюг.
Литература
215
Задачи VIII. 16—VIII. 20. Определить размеры сушильного
барабана (длину, диаметр, число оборотов в минуту и угол на-
клона); теплоноситель — нагретый воздух; остальные исходные
данные см. в табл. VIII. 9, VIII. 10 и VIII. II.
ЛИТЕРАТУРА
1. Козулин Н. А., Горловский И. А. Оборудование заводов
лакокрасочной промышленности. Л., Госхимиздат, 1959. 475 с.
2. Теплотехнический справочник под ред. проф. Герасимова С. Г. Л., Гос-
энергоиздат, 1957. 728 с.
3. Ходоров Е. И. Печи цементной промышленности. М., Госстройиздат,
1950. 367 с.
4. Чернобыльский И. И. и др. Машины и аппараты химической
промышленности. Москва—Киев, Машгиз, 1962. 521 с.
ГЛАВА IX
СМЕСИТЕЛИ ПОРОШКОВЫХ МАТЕРИАЛОВ
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
Смешение по существу является процессом перегруппировки ча-
стиц компонентов, проходящим под внешним воздействием и продол-
жающимся до достижения заданной степени однородности смеси.
Для перемешивания порошковых материалов применяются
следующие основные типы машин периодического и непрерывного
действия.
К смесителям периодического действия относятся:
барабанные:
цилиндрические горизонтальные (рис. IX. 1, а);
с диагональной осью (рис. IX. 1, б);
бицилиндрические с наклонными осями (рис. IX. 1, в);
лопастные горизонтальные:
одновальные (рис. IX. 2, а);
двухвальные (рис. IX. 2, б);
псевдоожиженного слоя (рис. IX. 3);
с ворошителем.
К смесителям непрерывного действия относятся:
шнековые горизонтальные:
одновальные (рис. IX. 2, а);
двухвальные (рис. IX. 2, б);
центробежные (рис. IX. 5).
Производительность смесителей всех перечисленных типов
может быть определена только при наличии экспериментальных
данных о времени, необходимом для перемешивания до достиже-
ния заданной степени однородности смеси.
При заданном времени т перемешивания часовая производи-;
тельность смесителя может быть определена при заданных типо-
размерах смесителя, и наоборот, по заданным типоразмерам
определяется его производительность.
Основные определения и расчетные формулы
217
218
Смесители порошковых материалов
А.. Барабанные и лопастные смесители
= кг/ч; (IX. 1)
60V2(qkOk)<p , zIY ох
G4ac =------------- кг/ч, (IX. 2)
где V — полный объем аппарата в м3;
<р — коэффициент заполнения по данным, приведенным
в табл. IX. 1;
2 — насыпная плотность смеси в кг/м3;
2« — насыпная плотность отдельных компонентов в кг/м3\
ак — массовая доля отдельных компонентов.
Таблица IX. 1
Основные характеристики смесителей
Тнп смесителя Коэффициент заполнения <р Отношение длины к диа- метру L/D Число оборо- тов в минуту п
Барабанные цилиндрические:
с горизонтальной осью 0,35—0,50 1—1,5
с диагональной осью 0,35—0,50 1—1,5 15—25 D
бицилиндрические 0,3—0,4 1,5—2
Лопастные периодического дей- ствия 0,3—0,4 2—2,5 15—30
Шнековые непрерывного действия 0,3—0,4 5—25 15—25 D
Центробежные 0,5—0,75 1,8—2 400—800
Псевдоожиженного слоя с воро- шителем 0,2—0,4 3—5 20—60
Примечание. Значения D при подборе п в м.
Мощность, потребляемая барабанными смесителями, опре-
деляется по формулам, приведенным в гл. VIII для сушильных
барабанов.
Мощность, потребляемая лопастными смесителями, расходуется
на преодоление сопротивления сыпучей массы и лобового сопро-
тивления лопастей при их вращении
М = Л/вр + М0.с, (IX. 3)
Основные определения и расчетные формулы
219
где Nep — мощность, затрачиваемая на преодоление сопротивле-
ния сыпучей массы, в квт.',
No. с — мощность на преодоление лобового сопротивления
в квт;
getg*(45+A)
Nep = -----ДИД------“ X[hF <cosа + f sin а) квт'' (1Х- 4)
1"
г
gQ tg2 f 45 -}
No. c =-----бЬт(Я---- Zj[hF (sin а — f cos а) u°- с] кет, (IX. 5)
i"
где h — средняя глубина погружения лопастей в материал в л;
F — лобовая поверхность лопастей в ?и®;
а — угол поворота лопастей в град-,
f— коэффициент трения массы о лопасти;
g — плотность сыпучего материала в кг/м3;
Р — угол естественного откоса смеси;
z—число лопастей на валу смесителя;
ивр — окружная скорость в точке приложения к лопасти
приведенного лобового сопротивления в м/мин;
ио. с — осевая скорость той же точки в м/мин;
ивр = 2лхп; (IX. 6)
ио,с = l,5ak2x sin a cos а, (IX. 7)
где п — число оборотов вала в минуту;
х — ордината точки приложения лобового сопротивления.
Б. Шнековые смесители
Расчетные формулы для шнеков как транспортирующих
механизмов выведены из условия значительных усилий сцепления
между собой частиц, при котором продвижение материала вдоль
винта идет без проскальзывания, как гайка. Между тем фактически
сдвиг между слоями перемещаемого в шнеках материала имеет
место, а следовательно, и характер его движения в этом случае
совпадает с течением вязкой жидкости.
Для приближенных расчетов производительности лопастных
шнековых смесителей (рис. IX. 4) может быть предложена формула,
учитывающая оба указанных выше характера движения сыпу-
чего материала, а именно:
G4W = 0,75tpQ&n2Z)2 f Р ~ d 1 sin a cos абОп кг/ч; (IX. 8)
220
Смесители порошковых материалов
для двухвальных мешалок при одинаковых значениях диаметра
и шага и имеющих встречное вращение с числами оборотов пх
и п2 об/мин
G4ac = 0,75<ррЛл2£>2 ° ~ ) sin a cos а (nx — п2) 60 кг/ч, (IX. 9)
где D — диаметр шнека в м;
d — диаметр вала шнека в ju;
а — средний угол наклона винтовой линии;
k — коэффициент сплошности винтовой поверхности, рав-
ный единице при сплошной поверхности, 0,6—0,7 —
для спиральной и 0,4—0,5 — для гребковой.
Определяем длину шнека L:
одновального
L = 1,5л& (D — d) sin acos ат м; (IX. 10)
двухвального
L — l,5ak (D — d) sin acos a (nr — n2) т м. (IX. 11)
Для определения мощности, потребляемой шнековыми сме-
сителями, следует пользоваться формулами (IX. 4) и (IX. 5)
для лопастных смесителей.
Рис. IX. 4. Расчетная схема лопастного смесителя
В рассчитанные по формулам (IX. 4) и (IX. 5) мощности необ-
ходимо вводить поправочные коэффициенты запаса, равные 1,5—2,
ввиду недостаточного учета в них всех сопротивлений, а также
известной приближенности самих формул.
Для определения мощности электродвигателя необходимо до-
полнительно вводить к. п. д. всей кинематической схемы привод-
ного устройства.
В. Центробежные смесители
Центробежные смесители (рис. IX. 5) состоят из корпуса 1,
внутри которого размещен усеченный конус 2 с лопастями 3,
приводимый во вращательное движение от двигателя 4, устано-
Основные определения и расчетные формулы
221
вленного под корпусом. Основным рабочим органом смесителя
является конус, при вращении которого материал, загружаемый
внутрь последнего, под действием центробежной силы подни-
мается по внутренней поверхности его стенок, пересыпается в кор-
пус смесителя и через отверстие 5, имеющееся в нижней части
конуса, возвращается на повторную рециркуляцию.
Производительность смесителя,
работающего по периодическому
циклу, определяется по формулам
(IX. 1) и (IX. 2). Для определе-
ния производительности того же
смесителя при непрерывном про-
цессе необходимо иметь экспери-
ментальные данные о кратности
циркуляции.
Мощность, потребляемая сме-
сителем, расходуется на преодо-
ление сопротивления движению
лопастей в сыпучей среде Nlt на
преодоление сопротивления дви-,
жению конуса N2, на подъем ма-*
Рис. IX. 5. Схема центробежного
смесителя
териала внутри конуса N3, на сообщение кинетической энергии ма-
териалу М4 и на преодоление трения вала конуса в подшипниках
и сальниковом уплотнении N6. Таким образом, общая мощность
равна их сумме
N = Л\ + N2 + N3 + М4 + М5;
Mi = Cq„<o1i2L213 (f sin a)0-82
(IX. 12)
(IX. 13)
где C — коэффициент, определяемый по экспериментальным дан-
ным и зависящий в основном от твердости материала
и его дисперсности;
qh — насыпная плотность материала в кг/м3-,
L — диаметр лопасти в м;
(о — угловая скорость в сек-1;
a — угол наклона лопасти к горизонту, обычно принимаемый
равным 45°;
Н — высота материала над лопастью в м;
Tv — отношение мощности, потребляемой смесителем при уста-
новившемся режиме, к мощности, измеренной в конце
первой минуты после начала смешения (определяется
экспериментально).
м2 = n'2 4- n"2, (IX. 14)
222
Смесители порошковых материалов
где и Л^2 — расход мощности на преодоление сопротивления
по наружной и внутренней поверхностям конуса;
N? = 2,45 10-3n/io/zQHf (cos2 у ф р sin2 у) (R ф г)2 кет, (IX. 15)
где I — длина образующей конуса в м;
h — высота слоя материала снаружи конуса в м;
f — коэффициент трения скольжения материала по ко-
нусу;
R и г — радиусы верхнего и нижнего оснований конуса в м;
у — угол наклона образующей конуса к горизонту в град-,
а 1— sin <р ,,
р = t sin т — коэффициент подвижности материала.
Л/'2 =. 0,5 • 10~3G (о3гч (R ф г) f sin ф кет, (IX. 16)
где G" — масса материала на внутренней поверхности конуса
в кг; •
ги — среднее значение радиуса центра тяжести вращающейся
массы в м;
ф — угол между направлением действия центробежной силы
и нормалью к поверхности конуса в град.
N3 = 0,Ш8вкНк кет, (IX. 17)
где GK — производительность конуса в кг/сек;
Нк — высота конуса в м.
=- 0,5 lO-3G„Vo кет, (IX. 18)
где У*о — окружная скорость конуса в м/сек.
Г. Смесители псевдоожиженного слоя
В отличие от ранее рассмотренных типов смесителей порош-
ковых материалов, в которых перемешивание осуществляется
непосредственным воздействием на смешиваемые компоненты
различного рода рабочими механизмами, в смесителях псевдо-
ожиженного слоя перемешивание осуществляется струйной энер-
гией газа, нагнетаемого под распределительную решетку аппа-
рата, на которой находятся перемешиваемые компоненты.
Устанавливаемая в таких смесителях мешалка лопастного
типа с вертикальным размещением лопастей (рис. IX. 3) пред-
назначается для предотвращения каналообразования и нарушения
стабильности процесса, имеющих место при аэрации высокодис-
персных порошков со средним размером диаметра частиц до
20—30 Л1«Л4.
Для определения производительности данного типа смесителя
необходимы экспериментальные данные о максимальном времени
Основные определения и расчетные формулы
223
перемешивания т, так как при дальнейшем перемешивании начи-
нается сепарация частиц по крупности и удельному весу. В этом
случае работа смесителя должна быть прекращена и возобновлена
вновь после прекращения подачи воздуха под решетку и перехода
порошковых материалов в начальное состояние.
Производительность смесителя определяется формулой
Gnp = -^ 60, (IX. 19)
где т — время перемешивания в мин-,
G3ae — загрузка в смеситель в кг;
6заг = Н3 = 0,785^1,5Пй = 1,8^ кг; (IX. 20)
Н3 = \,5Da.
Для определения диаметра и высоты аппарата можно пользо-
ваться следующими формулами:
Da = 0,242 (IX. 21)
Но = (3-5) Da, (IX. 22)
ГДе Qh — насыпная плотность материала в кг!мъ;
De — диаметр ворошителя, равный 0,95Do, в м;
h — высота лопасти ворошителя, равная 0,lDe, в м;
Н0 — высота аппарата в м.
Мощность, потребляемая ворошителем,
N = (IX. 23)
1,28 Re4 ’ - (IX. 24)
ReH Pc ’ (IX. 25)
где Qr — плотность частиц материала в кг!м?;
рс — плотность среды (воздух или газ) в кг!м?;
рс — вязкость ожижающей среды в н-сек!мг;
Ьв — диаметр ворошителя в м;
п — число оборотов ворошителя в минуту.
Расход сжижающего газа
14 = 8478w„pr>a м3/ч, (IX. 26)
224
Смесители порошковых материалов
(IX. 27)
(IX. 28)
(IX. 29)
(IX. 30)
где wKp — критическая скорость ожижаемого газа в м/сек, опре-
деляется по формуле
_ Re«pP-cg м]сек
кр dTQc
В которой
рР ______________________________Аг_________.
г\с«р — , г--. 6 ,— >
(17,44 + 4,56 /Аг) /Fr
Рг = п2^а .
g ’
d3Q Q.g
Ar =
Ис
где |ic — вязкость среды (газа) в н-сек/м2-,
dT — диаметр частиц в м;
п — число оборотов ворошителя в минуту;
De — диаметр ворошителя в л;
Qr — плотность частиц в кг/м3‘
qc — плотность среды в кг!м2.
Определяем сопротивление псевдоожиженного слоя
Др — Qr (1 — е0) н/м2, (IX. 31)
где е0 — порозность слоя, определяемая экспериментально.
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример IX. 1. Определить основные размеры цилиндрического
барабанного смесителя (см. рис. IX. 1, а) для получения смеси
двух порошков по следующим исходным данным:
длительность перемешивания т = 30 мин, включая загрузку
и выгрузку;
насыпная плотность порошков = 1000 кг/л3; q2 = 350 кг/л3}'
весовая доля порошков аг = 0,6; а2 = 0,4;
производительность G4ac = 1000 кг/ч.
Решение. По табл. IX. 1 принимаем коэффициент запол
нения <р = 0,40 и отношение длины к диаметру L/D = 1,5.
По формуле (IX. 2) определяем объем смесителя
т/ _ @час% ___________ 1000-30 _-17 JW3
60 + Q2a2) <p — 60 (1000-0,6 + 350-0,4) 0,4 ’
Из принятого соотношения L/D определяем длину и диаметр
т/ лП2! лО3 . е _ о
И = —— = —j— 1,5= 1,7 л3.
4 4
X
Следовательно, D = 1,13 л и L = 1,7 л.
Примеры расчетов
225
Пример IX. 2. Определить производительность Ge4ac и число обо-
ротов двухвального шнекового смесителя периодического действия
(см. рис. IX. 2, б) для смешения порошков насыпных плотностей
= 700 кг/м? и q2 = 1000 кг/м? в массовом соотношении 1:1.
Характеристика шнека (см. рис. IX. 2, б):
О = 300 мм — диаметр шнеков;
d = 100 мм — диаметр вала;
L = 3 м — длина шнеков;
t — шаг равен диаметру,.т. е. а = 17° 40';
<р = 0,45 — коэффициент заполнения объема, описываемого
шнеками;
k = 0,5 — коэффициент сплошности витков шнека.
Определяем разность числа оборотов шнеков по формуле (IX.9).
т = 10 мин — длительность перемешивания
• _ __________L__________
П1 П2 J (£) ------- J) sin ц cos ат >
«1 — «2 = 1,5.3,14.0,5(0,3 —0,l)Q,3-0,95-10 = 2,3 ^/-MUH.
Решение,- По табл. IX. 1 подбираем числа оборотов
15-25
шнеков, которые лежат в пределах —g—, т. е. для диаметра D,
15—25
равного 0,3 м, п = —— = 50 -= 75 об/мин. Принимая для
одного шнека п1 = 50 об/мин, получим п2 = 47,7 об/мин.
По формуле (IX. 9) находим Ge4ac
G4ac = 0,75 -60^<pQCJUn2Z)2 d ) sin a cos а (пх — п2);
G4ac = 0,75 -60 0,5 -0,45 (700 -0,5 + 110-0,5) х
Х3,142-О,32 °’3Г0,1 0,3-0,95-2,3 = 280 кг/ч.
£
А
Пример IX. 3. Определить мощность двухвального смесителя
(шнека предыдущего примера) при коэффициенте трения массы
по лопасти f = 0,2 и угле естественного откоса массы 0 = 30°.
Решение. По рис. IX. 6 и табличным соотношениям эле-
ментов кругового сегмента, у которого угол ф = 153°, определяем:
S — площадь сечения, занятую массой при коэффициенте
заполнения ср = 0,35;
S = 2-0,35-р?2 = 1,17?2,
Н — стрелку сегмента, Н = 0,77/?;
I — длину хорды, I = 1,957?;
*5 Зак. 686
226
Смесители порошковых материалов
х — центр массы,
Is 1,953#3 . п
х 12s ~ i2-i,i/?2 =°>56^;
h — глубину погружения центра массы под слой сыпучего
* материала,
h = х — (R — Я) = 0,567? — (7? — 0,777?) = 0,337?
при 7?, равном D/2 = 0,15 м; h = 0,33-0,15 = 0,05 м; поверх-
ность витка сплошного шнека, как поверхность кольца радиу-
Рис. IX. 6. Расчетная схема шнекового смесителя
сов /?' и г', с углом выреза у, определяется в' следующей после-
довательности:
длина внешней дуги
L = V/2 + (лП)2 = /О.З2 + (л0,3)2 = 1,0 м;
длина внутренней дуги
г I = ]Л2 + (та/)2 = у (0,3)2 + (л0,1)2 = 0,42 лг,
ширина кольца
Ь= 2
D — d 0,3 —0,1 n ,
— g------------= 0,1 m;
внутренний радиус кольцевой развертки
Ы’ 0,1-0,42
ri L'—Г 1—0,42 0,073 м,
внешний радиус кольцевой развертки 7?i
7?i = ri + b = 0,073 + 0,1 = 0,173 м\
угол выреза
Y = 360 2Л2л* = —Snow1-360 = tS 360 = 27°:
Примеры расчетов
227
поверхность заготовки Fr
= 3.14 (0.1732 — 0.0732) —л^;27 = 0,073 if.
OvU
При коэффициенте сплошности шнека k — 0,5 и коэффициенте
заполнения <р = 0,35, одновременно взаимодействующих, поверх-
ность лопасти одного витка с массой будет равна
F = (fkF1 = 0,5-0,35-0,073 = 0,0127 л!2.
Число витков на одном шнеке при его длине L = 3 м и ходе
t = 0,3 м
L 3 , Л
2 “ ~Т ~ 0J ~
Окружная скорость центра массы при среднем числе оборотов
в минуту обоих шнеков пср = --”1 = 49 по формуле (IX. 6)
равна
ивр = 2пхпсг> = 6,28-0,56-0,15-49 = 25 м/мин.
Осевая скорость ив-с по формуле (IX. 7)
«о. с = 1,5лЛ2х sin a cos апср =
± 1,5-3,14-2-0,56-0,15-sin 17°40'-cos 17°40'-49 = 5,2 м/мин.
По полученным данным определяем по формуле (IX. 4)
go tg2 ( 45 + 2zhF (cos а + 1 sin а) ивр
Nep = * '60-103 =
__ 9,81-900 tg2 60°-2-10-0,05-0,127 (cos 17°40'+ 0,2 sin 17° 40') 25 __
“ 60-103 ~
12000 n _
= W = °’2 Kem’
M 9,81-900 tg2 60°-2-10-0,05-0,127 (sin 17°40'— 0,2cos 17°40') 5,2
‘Vo.C - ~
60-103
240 л ллл
боЛоз- = °>004 Kem-
Отсюда полная мощность шнекового смесителя при к. п. д. т) = 0,5
N = 2 ^-р + Л7°-с = 2 0,24г?°°- = 0,816 кет.
П 0,5
15*
228
Смесители порошковых материалов
Пример IX. 4. Определить производительность и потребляемую'
мощность центробежного смесителя для перемешивания порошков
(см. рис. IX. 5) по следующим исходным данным:
Емкость смесителя V в л3 . 0,40
Коэффициент заполнения <р . . . 0,7
Радиус корпуса смесителя RK в м................. 0,4
Радиус верхнего основания конуса смесителя R в м . . . 0,32
Радиус нижнего основания конуса смесителя г в м 0,06
Высота конуса Нк в м ................. 0,45
Число оборотов конуса п в об/мин ................ . 400
Угол наклона образующей конуса к горизонту у в град ... 60
Длина лопасти конуса L в м . ..................0,3
Ширина лопасти b в м ...... . . . . . . 0,05
Угол наклона лопасти а в град.................. 45
Насыпная плотность смеси qc в кг/м3 . . 2160
Время перемешивания смеси т в мин . .30
Коэффициент трения о поверхность f .............0,35
Решение. Определяем производительность смесителя по
формуле (IX. 1)
„ РфбОр 0,40-0,7-60-2160 1О1Л ,
G = ——— = --------4т——- — 1210 кг!ч.
Т oU
Мощность, потребляемую смесителем, определяем по фор-
мулам (IX. 12)—(IX. 18)
+ + кет;
= cpK(o1,2L2’3 (b sin а) °’82Нз’04тч кет.
Угловая скорость конуса
с и Ху принимаем по практическим данным; с = 34 • 10-3; ху =»= 2,2.
Высоту Н3 определяем по коэффициенту заполнения корпуса
смесителя материалом
,, _ Рф _ 0,40-0,7
~ 2nR2 ~ 2-3,14-0,402 м-
Определяем мощность
= 34 10-3-2160-401'2 0,32,3Х
X (0,05 • sin 45о)°’820,31’04-2,2 = 18,3 кет;
^2 — 2,45- 10-3nZ(o/?Qf (cos2 у + ₽ sin2 у) (R + г)2 кет,
Примеры расчетов
229
= = 0,07
1 + sin у 1 + sin 60°
h = 0,45 м принимаем равной высоте конуса.
лп 3,14-400
а = -итг — ’• ой— = 40 сек 1 — угловая скорость.
Ov <jU
Следовательно,
N2~ 2,45-10~3-3,14-0,52-40-0,45-2160-0,35 X
X (cos2 60° + 0,07 sin2 60°) (0,32 4- 0,06)2 = 2,37 кет;
N2 = 0,5 • 10~3G”(o3r (R + г) f sin ф кет,
G" = Vs.K-2160 = 0,019-2160 = 41 кг;
Vs. K = 4 лЯз (i + r2 + r3r) Ms,
где rs — H3 sin ф + r = 0,3 sin 30° + 0,06 = 0,21 м — радиус се-
чения конуса на верхнем уровне материала.
Отсюда
= 4'3’14’0’3(0,212 +0,062 + 0,21'°’06) 3=0,019
7V; = 0,5- Ю'М! -403-0,06 (0,32 + 0,06) 0,35 sin 30* = 5,15 кет.
В итоге имеем
N2 = N'2+N2 = 2,37 + 5,15 = 7,52 кет.
N3 = 0,0098GK/7K кет,
где GK — производительность конуса в кг/сек, GK = VK-2160 кг;
^Sin^ycos^
к k
где гсл — толщина слоя материала у нижнего основания конуса,
принимаемая равной радиусу этого основания;
k — коэффициент, равный 100—150;
_ 3,14-40-0,52*sin«30°cos30‘-0,06 .
230
Смесители порошковых материалов
GK = 0,0044-2160 як 10 кг;
N3 = 0,0098-10-0,45 = 0,044 кет;
TV4 = O,5-lO~3-G„Vo = 0,5-10“3-10-13,42 = 0,9 кв/Я;
.. гкт , ЛГ , *г , »7 х 1 18,3 + 7,52 + 0,044 4-0,9 о„
N - (Л\ + N2 + N3 + MJ — z= ^9 ---------— =к27 квт.
Пример IX. 5. Определить производительность, потребляемую
мощность, расход воздуха и сопротивление слоя смесителя псевдо-
ожиженного слоя периодического действия для смешения порошков
(см. рис. IX. 3) по следующим исходным данным:
Плотность смеси порошков qc в кг]м3 ............. 3000
Плотность насыпного слоя qk в кг/м3 ............. 1000
Размер частиц d в м ............................ 15-10"®
Плотность воздуха рв в кг1м3..................... 1,29
Диаметр аппарата Ва в м ......................... 0,32
Диаметр ворошителя De в м ....................... 0,30
Число оборотов ворошителя п в об]мин............... 60
Время смешения т в мин.............................. 2
Вязкость воздуха в н-сек/м2 ....................17,7-10"®
Порозность слоя е0............................... 0,25
Производительность смесителя по формулам (IX. 19) и (IX. 20)
G = 6^= 39+0 = 1170
G3 = -”У?-Н3 = 1000-0,785-0,322-1,5-0,32 = 39 кг.
Решение. Мощность, потребляемая ворошителем по фор-
мулам (IX. 23), (IX. 24) и (IX. 25)
KyvQ^D3 196-10“6-3-103-13-0,35 . 1 Л1Л.
---102---=---------------------= °’14'10 Квт'
N
где
102
1,29-1-0,32
Re4 = ПаГ” 17,7-Ю ® = 6560’
^ = ет = 196'10“6-
Расход воздуха по формулам (IX. 26)—(IX. 30)
Vvac = 8478wKpDa = 8478-33-10“3-0,322 = 31 лг7ч,
w _ ReKPpfl _ 0,036-17,7-IO"» _
dTQe ~ 15-10"®-1,29 -гИ Ш мсек'
Контрольные задачи
231
где
Аг
Re =_______________—--------------
КР (17,44 + 4,56 /Аг) Fr
____________ 0,408______________
(17,44 + 4,56 J/0/168) у/6,0306
= 0,036;
d3QcQe = (15-10-»)».3-10». 1,29 = Q 40g.
1& (17,7-IO”6)2 9,81 ’ ’
Fr = = R3 = o,O3O6; p' Fr = fr 0,0306 = 0,56;
g 9,81
w = 3wKP = 3-33-IO'3 = 0,1 м/сек.
Сопротивление слоя
Ар = eTg (1 — eo) H3 = 3000-9, 81 (1 — 0,2) 0,48 = 11 301 н/м2
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи IX. 1—IX. 10. Определить основные размеры цилин-
дрического барабанного смесителя (см. рис. 1, а) по исходным
данным, указанным в табл. IX. 2 (методику см. в примере IX. 1).
Таблица IX. 2
Исходные данные к задачам IX. 1—IX. 10
Задачи Производи- тельность G в кг/ч Насыпная плотность смеси q в кг/м3 Длитель- ность переме- шивания т в мин Задачи Производи- тельность, G в кг/ч ' Насыпная плотность смеси q в кг/м3 Длитель- ность переме- шивания X в мин
IX. 1 500 1050 15 IX. 6 500- 80(Г 15
IX. 2 2000 1800 25 IX. 7 2000 1300 40
IX. 3 700 1300 20 IX. 8 1000 650 30
IX. 4 1000 1200 30 IX. 9 750 500 25
IX. 5 1500 2100 25 IX. 10 1200 1100 35
Задачи IX. 11—IX. 20. Определить производительность и число
оборотов двухвального шнекового смесителя (см. рис. IX. 2, б)
по исходным данным, указанным в табл. IX. 3 (методику см.
в примере IX. 2).
232
Смесители порошковых материалов
Таблица IX. 3
Исходные данные к задачам IX. 11—IX. 20
Задачи Диаметр шнека D в мм Диаметр вала d в мм Шаг шнека t в мм Коэффициент сплошности витков k Длитель- ность пе- ремеши- вания т в мин Длина шнека L в м
IX. 11 200 50 100 0,4 10 3,0
IX. 12 250 60 150 0,5 10 3,0
IX. 13 300 70 200 0,45 15 3,5
IX. 14 350 70 200 0,35 20 3,5
IX. 15 400 70 250 0,4 20 4,0
IX. 16 450 80 250 0,5 15 4,0
IX. 17 500 80 300 0,35 20 4,0
IX. 18 600 100 400 0,3 20 5,0
IX. 19 300 50 250 0,4 10 3,0
IX. 20 400 60 300 0,5 25 2,5
Задачи IX. 21—IX. 30. Определить мощность шнекового двух-'
вального смесителя (см. рис. 2, б) по исходным данным, указанным.
в табл. IX. 4 (методику см. в примере IX. 3).
Таблица IX. 4
Исходные данные к задачам IX. 21—IX. 30
Задачи Диаметр лопастей D в мм Диаметр вала d в мы Шаг шнека t в мм Длина шнека L в м Коэффи- циент сплош- ности витков k Длитель- ность перемеши- вания X в мин
IX. 21 200 50 100 3 0,4 10
IX. 22 250 60 150 3 0,5 10
IX. 23 300 70 200 3,5 0,45 15
IX. 24 350 70 200 3,5 0,35 20
IX. 25 400 70 250 4 0,4 20
IX. 26 450 80 250 4 0,5 15
IX- 27 500 80 300 4 0,25 20
IX. 28 600 100 400 5 0,3 20
IX. 29 300 50 250 3 0,4 10
IX. 30 400 60 300 2,5 0,5 25 J
Задачи IX. 31—IX. 40. Определить производительность и по- Л
требляемую мощность центробежного смесителя для перемеши-Л
вания порошков (см. рис. IX. 5) по исходным данным, указанным 4
в табл. IX. 5 (методику см. в примере IX. 4).
Контрольные задачи
233
Исходные данные к задачам IX. 31—IX. 40
О еэМММММеэММСО 1 1 1 1 1 1 1 1 1 1 оооооооооо ^Ч ^Ч ^Ч ^Ч ^Ч ^Ч ^Ч ^ч ^Ч OOQOlOOb-^fO^fO ' —< СО СМ —< СО СМ 'Г
lO io СМСО~^СМСОСМСО—^СМСО
1 чхэонхйэяои о BifBHdaxBW иинэйх хнэиЪиффеох юоюоо—-omoin CO^^^lOCO^^lO^ с о с с o' o' о* о* о* о*
нпк я х Бииваишэиэйэи виэйд Ю001000Ю1000 ^НСЧСЧСЧСОСОСОСО^’^
гн[гы я э0 иээгсэ чхэоихсигц 500 500 600 800 900 1000 1000 1500 1600 2000
Qvds Я Ю И1ЭВИО1Г ВНО1ГМВН 1ГОЛД юююююююююю
w я q иэхэвиоп1 BHiidiifjj СМСМЮЮЮЮЮС0С0О О. О_ О_ О_ О_ о С С5 o' о* о", о" о" о" о" о” о" о .
W я 7 ИХЭЕИО1Г ВИИ If V аоооюююююооо о О^ ——2, —CM CN сч о о" о" о" о" o' o' о” о" о
и Лх -Лнии я вэЛном Hoxodogo охгэиj-l оооооооооо ююоооооооо COCOCOCOCOC0C0Tt<Tt<Tt<
gvd? я Л XxHOBHdox м воЛном flahioiXeBdgo виоп-мвн п-олд оооооооооо оооооооооо
W Я Н вэКноя BXOOHQ оооооооооо —смсм см сч см оооооо"о**ооо
W я л вэЛном виивяоиоо олэнжии' oXhVbJ x^TfQOQOQOOOOOO ° °- Q. °- °- °- о о о’ о о о о o' о о
W я вэЛном ьиивяоиэо oxdHxdss эЛиЙВс! оооооооооо —< -Ч —Н см~ см_ о" о о о" о" о" о о о о
W я виахиээиэ BaAudOM эЛи^вй смсмоооооооо —см^ CM CM (N СМ_ СМж см^ см~ o' о о о -о о о о" о’' о
ew я д ^гэхиээиэ чхэояид оооооооооо сО- 0 0*00000000
Задачи ^нСМСО^ООЬ- GO о о сососососососососо^
234
Смесители порошковых материалов
Задачи IX. 41—IX. 50. Определить производительность, по-
требляемую мощность и расход воздуха смесителя псевдоожижен-
ного слоя (см. рис. IX. 3) для перемешивания порошков по исход-
ным данным, указанным в табл. IX. 6 (методику расчета см.
в примере IX. 5).
Таблица IX. 6
Исходные данные к задачам IX. 41—IX. 50
Задачи Диаметр аппарата DQ в м л Число оборотов ворошителя п в мин Коэффициент заполнения аппарата Время переме- шивания т в мин Плотность сме- си попошков л 1 «с в кг/м3 Диаметр частиц d в м Плотность на- сыпного слоя порошков QH в кг/м3 Плотность ожижающего газа q в кг/м3
IX. 41 0,10 40 0,25 1,0 2000 15-IO*6 900 18-Ю"7
IX. 42 0,10 40 0,25 1,5 1500 15-IO’6 800 18-10"7
IX. 43 0,15 40 0,25 2,0 2500 15-10"® 1000 20-10"7
IX. 44 0,15' 50 0,30 2,0 2000 20-10"® 900 18-10"7
IX. 45 0,20 50 0,30 2,5 3000 20-10-® 1000 20-10"7
IX. 46 0,20 50 0,30 2,5 2500 15-10-в 1050 20-10"7
IX. 47 0,25 50 0,30 2,5 3000 10-10-в 1100 18-10"7
IX. 48 0,30 60 0,30 3,0 1500 16-Ю-® 800 18-Ю"7
IX. 49 0,30 60 0,30 3,0 2500 20-10-в 1000 20-10"7
IX. 50 0,30 60 0,30 3,0 2500 20-10"6 1000 18-10"7
ЛИТЕРАТУРА
1. Козулин Н. А., Шапиро А. Я. и ГавуринаР. К- Оборудо-
вание для производства и переработки пластических масс. Л-, Госхимиздат,
1963. 782 с.
2. Конторович 3. Б. Машины химической промышленности. Т. I;
М., Машгиз, 1957. 568 с.
3. ЛастовцевА. М. и ХвальновА. М. Интенсификация процесса
смешения сыпучих тел. —«Химическое машиностроение», 1959, № 1, М.
4. X в а л ь н о в А. М. Определение энергетических затрат на работу
смесителя центробежного действия для сыпучих тел.—«Химическое машино-
строение», 1962, № 2.
РАЗДЕЛ III
МАШИНЫ ДЛЯ ПЕРЕРАБОТКИ
ПОЛИМЕРНЫХ МАТЕРИАЛОВ
ГЛАВА X
ВАЛКОВЫЕ МАШИНЫ
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
Валковые машины находят широкое применение в ряде отра-
слей химической промышленности (лакокрасочная, резиновая,
пластмасс).
Режимы работы этих машин и конструкция их отдельных узлов
определяются свойствами и назначением обрабатываемой продук-
ции. Однако во всех случаях основными узлами, определяющими
само название этих машин, являются валки, число которых может
быть от одного до пяти, а число оборотов в минуту — от 10 до
250.
Расчет этих машин ведется по следующей схеме.
Заданными являются: тип машины, число и размеры валков,
число оборотов валка, вращающегося с небольшой скоростью,
и соотношение Чисел оборотов всех валков, а также основные
характеристики сырья и готовой продукции и тепловой режим
обработки. Подлежат определению: распорные усилия между
валками; мощность, полезно расходуемая на обработку; произ-
водительность за один пропуск через валки машины обрабаты-
ваемого материала и расход воды для охлаждения валков.
Рассмотрим методику расчета и численные примеры для вал-
ковых машин указанных отраслей химической промышленности.
А. Валковые (краскотерочные) машины
лакокрасочной промышленности
*
Исходным материалом, поступающим в валковые машины на
обработку, является так называемый замес, т. е. грубая смесь пиг-
мента со связывающим, приготовляемая на замесочных машинах.
Основные требования, предъявляемые к продукции, про-
шедшей обработку на краскотерочных машинах — необходимая
236
Валковые машины
степень дисперсности твердых частиц и однородность красочной
пасты, определяемые равномерностью распределения частиц пиг-
мента в связывающем и полнотой их смачивания.
В лакокрасочной промышленности применяются три типа
валковых машин: одно-, двух- и трехвалковые, имеющие диаметр
валков 300—400 мм и длину 800—1000 мм. Максимальное число
оборотов валка, вращающегося с наибольшей скоростью (согласно
опытным данным, она не должна превышать 4,5—5 м/сек), ограни-
чивается числом оборотов, при котором начинается отрыв обраба-
Рис. X. 1. Схема трехвалковой краскотерочной
машины
тываемой пасты от поверхности валка. Число оборотов этого валка
не может быть более чем 48, деленное на величину радиуса валка
в м, т. е. п — об/мин.
1\
Для трехвалковых машин (рис. X. 1), получивших наибольшее
распространение в лакокрасочной промышленности, число оборо-
тов двух остальных валков обычно определяется из принятых
соотношений с числом оборотов валка, вращающегося с наиболь-
шей скоростью при передаточных числах, 1:2:4 или 1 : 3 :9.
Производительность машины зависит не только от размеров
валков и числа их оборотов, но и от числа пропусков обрабаты-
ваемой пасты через валки машины, определяемых ее свойствами-
и составом, а также требованиями, предъявляемыми к готовой
продукции, из которых основными являются степень дисперсности
и однородность. Поэтому расчет ведется не на производительность
машины по готовой продукции, а на ее пропускную способность
за-один проход через валки.
Определение пропускной способности машины G в кг/ч произ-
водится по следующим формулам:
при соотношении числа оборотов валков 1:2:4
G = 25O9auioZ.Q кг/ч-, (X. 1)
Основные определения и расчетные формулы
237
при соотношении 1:3:9
G = 2717tzw0Lp кг/ч, (X. 2)
где а — коэффициент полноты съема пасты с валка, равный
0,7—0,9;
и — окружная скорость валка, имеющего наибольшее число
оборотов, в м/сек-,
i0 — величина зазоров между 1 и 2-м валками в Л1;
L — длина рабочей части валка в лг,
р — плотность пасты в кг/м2.
Определение распорных усилий Pj_2 и Р2_3 между валками
1 и 2-м, 2 и 3-м производится по следующим формулам:
при соотношении чисел оборотов валков 1:2:4
Р^2 = 0,665р,ы Д- L; Р2_3 = 0,1508р„ы, Д- L-. (X. 3)
при соотношении чисел оборотов валков 1:3:9
Pj 2 = 0,634u -Д L; Р2 3 = 0,0758и м Д-Ц (X. 4)
*0 г0
где Р^-2 и — распорные усилия между валками в н;
R — радиус валков в м;
р, и рЛ — вязкость пасты при проходе ее через 1
и 2-й зазоры между валками в н-сек/м2.
4. Определение полезной мощности машины, расходуемой
непосредственно на обработку пасты, производится по формулам:
при соотношении чисел оборотов валков, 1:2:4
7V= l,776tz2py. |/Д-(1 +0,1724-^); (X. 5)
при соотношении чисел оборотов валков 1:3:9
N= l,825u2p L 1/Д-(1 +0,1812 -М, (Х.6)
где N — мощность в вт.
5. При движении пасты через зазоры между валками происхо-
дит ее нагрев за счет преобразования механической энергии
в тепловую.
Перегрев пасты свыше определенного предела недопустим
как по причине уменьшения ее вязкости, снижающего эффектив-
ность обработки, так и возможного изменения свойств пасты, что
может отрицательно сказаться на качестве готовой продукции.
Поэтому валки современных краскотерочных машин выполняются
полыми и охлаждаются водой, непрерывно подаваемой во внутрь
валков.
238
Валковые машины
Тепловой расчет начинается с определения температуры
пасты при отсутствии искусственного охлаждения валков водой
исходя из теплового баланса, являющегося основой для данного
расчета,
дг Спсп (Т п. к~~ Тп .и) + ^всв (тв ,к— тв н) + /V ух
- 3600 , !)
где W — мощность, непосредственно расходуемая на пе-
ретир пасты, в вт;
Gtl — часовой пропуск пасты через валки машины
в кг/ч;
сп — теплоемкость пасты в дж/кг-град;
Тп. н< Тп. к — температура пасты (начальная и предельно
допустимая) в °К;
Ge — часовой расход охлаждающей воды в кг/ч;
св — теплоемкость воды в дж/кг -град;
Qn — количество тепла, отдаваемое пастой и валками
в окружающую среду, в дж;
Тв.к, Тв.н — температура охлаждающей воды (конечная и
начальная) в °К.
Для упрощения расчета вместо можно вводить поправочный
коэффициент т), характеризующий полноту передачи тепла непо-
средственно на нагрев пасты.
Для определения температуры пасты на выходе при работе
машины без охлаждения ее валков водой уравнение теплорого
баланса (X. 7) преобразуется в уравнение с одним неизвестным У* к
гтф ___ ТУЗбООр ™
i п к ~ Gncn ' "•«’ °'
где Тп. к — температура пасты на выходе в °К.
Затем, задаваясь предельно допустимой температурой пасты
и выполнив соответствующие подстановки и преобразования
основного уравнения теплового баланса, получим уравнение для
непосредственного определения температуры воды на выходе из
валков (У. вк)
Т в. к~ Тп. к + Тн — Т в. к —
- 3600^ [Л^ЗбОО - (У* к - Тдп. к) Gncn], (X. 9)
где k — коэффициент теплопередачи от пасты к воде через стенку
валка в впг/м2-град;
F — суммарная поверхность всех трех валков машины,”
равная 3-2nRL в м2.
Основные определения и расчетные формулы
239
В результате решения этого уравнения может оказаться, что
температура воды на выходе из валков будет равной или даже
меньшей температуры ее на входе в валки, что будет свидетель-
ствовать о невозможности обеспечения заданной предельно допу-
стимой температуры пасты при принятом режиме ее обработки,
а следовательно, о необходимости его изменения в сторону умень-
шения мощности, потребляемой на обработку пасты.
В существующих краскотерочных машинах это достигается
путем увеличения зазоров между валками, что, в свою очередь,
приводит к росту пропускной способности машины и тем самым
па уменьшении доЛи тепла, передаваемого воде.
При положительном результате этого расчета часовой расход
воды может быть рассчитан по уравнению
тФ ~тд с
Ge = “к тп к- Gn кг/ч. (X. 10)
1 в. К- * в. н св
В целях получения качественной продукции, паста пропу-
скается обычно через валки машины несколько раз, причем при
каждом последующем пропуске ее вязкость, а следовательно,
и мощность, расходуемая на обработку, соответственно снижаются.
Таким образом, для максимального использования потенциальной
мощности машины необходима периодическая ее настройка путем
уменьшения величины зазоров между валками, что неизбежно
вызывает снижение пропускной способности машины. По этой
причине тепловой расчет должен быть сделан для двух режимов
работы машины, а именно, при первом и последнем пропуске
пасты, причем расчет расхода воды, охлаждающей валки, должен
делаться для режима, при котором температура пасты (при ра-
боте без охлаждения валков водой) была бы выше.
Б. Валковые машины
для производства пластических масс
В промышленности пластических масс валковые машины нахо-
дят применение как для смешения и диспергирования, т. е. процес-
сов, аналогичных проводимым на краскотерочных машинах,
так и для каландрования (получения бесконечной ленты размяг-
ченного термопластичного материала регулируемой толщины при
пропускании его через зазор между горизонтальными валками).
Точные методы определения распорных усилий и мощности,
потребляемой при каландровании термопластических масс, до
настоящего времени не разработаны в основном из-за сложности
выбора правильных значений их вязкости, поскольку пластиче-
240
Валковые машины
ские материалы являются в большинстве случаев аномально-
вязкими и вязко-эластичными системами.
Из возможных способов определения значений вязкости этих
материалов ниже приводятся два способа, получивших практиче-
ское применение.
1. Непосредственным замером распорных усилий на опытном
каландре и определением вязкости обрабатываемого материала
по уравнению (X. 11)
Рл = (-г----т!-) н, (X. 11)
где ил — окружная скорость валков в м!сек\
гл — радиус обоих валков в м\
1Л — рабочая длина валков в м;
ИОл — величина минимального зазора между валками в м;
Нл — величина зазора между валками в месте входа обра-
батываемого материала в м.
Величина зазора Нл в месте входа очень велика по сравнению
с минимальным зазором /гол, а следовательно, обратная величина
1 I
очень мала по сравнению с .
Таким образом, уравнение (X. 11) может быть упрощено
рл = н, (X. н')
откуда
Р h
^^ёылн-сек/см2- (Х.11")
Величина вязкости рл, определенная на опытном каландре,
из уравнений (X. 11) или (X. 1Г) должна быть скорректирована
для подстановки ее в аналогичное уравнение (X. 11) или (X. 1Г)
для расчета промышленного каландра при определении распорных
усилий между «го валками.
Корректирование производится следующим образом.
Вычисляются величины скоростей сдвига 5Л и S„ для обоих
каландров
5„.л = ^±. (Х.12)
Г1оп. л
Затем на графике (рис. X. 2), характеризующем зависимость
для того же или аналогичного по реологическим свойствам пла-
стического материала, по координатам рл и 5Л находится точка У.
Через точку У проводится прямая, параллельная семейству име-
ющихся на графике кривых р, и в пересечении этой прямой с абс-
Основные определения и расчетные формулы
241
циссой Sn находится точка 2, ордината которой дает значение
вязкости р„ промышленного каландра.
Далее определяются критерии продолжительности сдвига С
обоих каландров
С„.л=1,73 1ЛЕ. (X. 12')
' гп. Л
Рис. X. 2. График зависимости градиента скорости от эффектив-
ной вязкости
•Исходя из значений С„. л находятся по графику (рис. Х-. 3)
масштабные коэффициенты f$n л
' f =a + bV^-. (Х.13)
л Г 'П.Л
Полученная ранее величина вязкости промышленного ка-
ландра цп умножается на отношение fsjfsj, и в таком виде под-
ставляется в. уравнение (X. 11) для отыскания распорного уси-
лия Рп промышленного каландра.
2. По кривым течения, построенным по данным капиллярной
вискозиметрии. В этом случае методика определения величины
вязкости для ее подстановки в уравнение, определяющее вели-
чины распорных усилий (X. 11'), несколько упрощается. С по-
мощью капиллярного вискозиметра строят -по точкам кривую
—р„ для температуры, равной заданной температуре каландро-
вания.
16 Зак. 686
242
Валковые машины
Затем по определенной из уравнения (X. 12) величине скорости
сдвига и кривой Sn—р„ определяют вязкость. Скорректировав
умножением ее на поправочный коэффициент критерия продол-
жительности сдвига определяемый указанным выше способом
по графику (рис. X. 3), окончательно получим эффективную
величину вязкости, которая и подставляется в уравнение (X. 11)
для определения распорного усилия.
Графики для определения поправочного коэффициента С кри-
Рис. X. 3. График для определения поправочного
коэффициента по критерию продолжительности
сдвига
ного вискозиметра с соотношением его радиуса к длине, равному
0,0312.
Для определения производительности каландра можно поль-
зоваться формулой
G = DuLHnp3m кг/ч, (X. 14)
где D — диаметр валков в м;
L — рабочая длина валков в м;
Нп — величина фактического зазора между валками в м;
р — плотность материала в кг/м3.
Мощность, потребляемая одной парой валков каландра,
М = 27-10-^ квт, (X. 15)
где Р — распорное усилие в н;
и — окружная скорость валка в м/сек\
R — радиус валка в м.
и ~ м/сек, (X. 16)
оО
где п — число оборотов валка в минуту;
D — диаметр валка в м.
Основные определения и расчетные формулы
243
Для каландров с числом валков z эффективная мощность
Z
2Л'
N,d, ~ —--------квт
' ™ ЬмашЦприв
(X. 17)
где
Цмаш — к- п. д. машины;
Ъприв — к. п. д. привода.
В. Вальцы резиновой промышленности
В резиновой промышленности валковые машины применяются
для проведения ряда операций по обработке резиновых смесей.
В настоящем разделе рассматривается одна операция —
пластикация каучуков различных марок, проводимая на двух-
валковых машинах (рис. X. 4), валы
которых имеют разное число оборо-
тов. Отношение этих чисел называют
фрикцией. Это отношение у валковых
машин для пластикации обычно при-
нимается равным 1,1—1,3.
Производительность машин этого
назначения зависит от числа оборо-
тов валков и их размеров, а также
от времени обработки, необходимого
для достижения требуемой степени
пластикации.
Расчет машин для пластикации каучуков ведется в следующей
последовательности: сначала определяется время пластикации,
затем — величина единовременной загрузки на валки машины
и ее производительность и, наконец, мощность и распорные
усилия между валками.
Определение времени пластикации производится по формуле
(X. 18)
где ДПл — прирост пластичности каучука;
А — коэффициент, определяемый по табл. X. 1;
i — зазор между валками в м\
и — окружная скорость валка, имеющего большее число
оборотов в м/мин-,
Ф — фрикция;
п\ т — показатели степени, определяемые по табл. X. 1.
Одновременная загрузка
G3a,p = 6,2DLpt + 0,1 кг, (X. 19)
16*
244
Валковые машины
где D — диаметр валка в м\
L — длина валка в м;
р — плотность каучука в кг/ж3.
Таблица X. 1
Значения коэффициента А и показателей степени (формула X. 18)
для разных марок каучука и начальной его пластичности
Марка каучука А л т Начальная пластичность Плн
СКН-40 36-10-Б 2 0,14 0,05—0,15
СКН-26 26-10-6 2 0,14 0,05—0,25
СКС-30 16-10-6 1,43 0,10 0,05—0,15
СКС-10 1-10-6 1,43 0,10 0,05—0,15
Производительность машины
Gwc = —кг/ч. (X. 20)
Распорные усилия между валками
Р = СрОпЬт11П^к н, (X. 21)
где Плк — конечная пластичность;
С — коэффициент (берется из табл. X. 2 в зависимости
от марки каучука);
п; т\ i; f — показатели степени (принимаются По табл. X. 2).
Потребная мощность
N = Kp^DnLmi^s кет, (X. 22)
где w — угловая скорость быстроходного вала в сек-1.
Таблица X. 2
Значения коэффициента С и показателей степени
уравнения (X. 21) в зависимости от марок каучука
Марка каучука с Л т i f
СКН-40 1805 1,4 0,7 0,1 —0,4
СКН-26 1275 1,4 0,7 0,1 —0,4 '
скс-зо 1393 1,6 0,7 0,7 —0,4
скс-ю 1118 1,6 0,7 0,7 —0,4
Примеры расчетов
245
Коэффициент К и показатели степени принимаются по данным
табл. X. 3.
Таблица X. 3
Значения коэффициента К и показателей степени к уравнению (X. 22)
Марка каучука к п т i f s
СКН-40 СКН-36 0,06 0,05 2,0 0,6 0,1 —0,7 —0,25
СКС-30- СКС-10 0,05 0,04 2,3 0,6 0,1 —0,7 —0,20
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример X. 1. Определить производительность, потребляемую
мощность и распорные усилия между валками трехвалковой кра-
скотерочной машины (см. рис. X. 1) по следующим исходным
данным: диаметр валков 0,4 м\ длина 0,9 м\ число оборотов 1-го
валка 200 об/мин', соотношение чисел оборотов валков 1:2:4;
динамический коэффициент вязкости в зазоре между 1 и 2-м
валками 7,36 н-сек/м2, между 2 и 3-м валками 15 н-сек/м2', вели-
чина зазора между 1 и 2-м валками 0,0001 м; теплоемкость пасты
2,541 кдж/кг'. плотность пасты р — 2000 н/м2-, k = 350 вт/м2 -град.
Решение. Окружная скорость переднего валка
nDn 3,14-200-0,4 . 1о ,
и = = ——=—— = 4,18 м/сек.
Ь0 60
Распорные усилия между валками Р1_2; Р^з находятся по
формуле (X. 3)
Р, 2 = 0,665wu 4- L = 0,665-4,18-7,36 ~^г0,9 = 36 826 н;
Р2_3 = 0,1508ы,рй L = 0,1508-4,18 -15 0,9 = 17 019 н.
Мощность N„ потребная определяется по формуле (X. 5)
М = 1,77бы2ц L (1 _|_ 0,1724 =
.= 1,776-4,182-7,36-0,9 V(1 +0,1724 = 12415 вт.
г UjUvvl \ / ,00 /
246
Валковые Машины
Производительность машины за один пропуск пасты опреде-
ляется по формуле (X. 17)
Gn — 25O9auti0Lp кг/ч;
Gn = 2509-0,8-4,18-0,0001-0,9-2000 = 1510 кг/ч.
Пример X. 2. Определить расход охлаждающей воды для кра-
скотерочной машины по исходным данным примера X. 1 и следую-
щим дополнительным условиям: Тв,н = 290° К, предельно допу-
стимая температура пасты 300° К; k = 350 вт/м2-град.
Решение. Определяем температуру пасты на выходе из машины
при работе без охлаждения валков (Тп. н — 293° К) по формуле (X. 8)
Т* = + Тп.н = 12 ХУ9 + 293 = 304° К;
так как эта температура выше допустимой, необходимо охлаждение
валков.
Температура воды на выходе [по формуле (X. 9)]
Тв. к — Тп + Тп. н — Те. н-ЗбООйХ”
X [7Vt)36OO — (Тфп — Т§ С„с„] = 300 ф 293 — 290 —
зйпп зА [12415-0,9-3600 —(304 —300) 1510-2514] = 292° К.
3о00-350-3,4 ' ' 1
Рис. X. 5. Схема двух-
валкового каландра
Расход охлаждающей воды определяется
по формуле (X. 10)
„ _ (тФ-Т^сп
в (Те. к—Тв. ц) Св^п
__(304 — 300) 2514 _
~ (292 — 290)4190 1Й1° —
— 1812 кг/ч, или 1,812 м3/ч.
Пример X. 3. Определить величины рас-
порных усилий, мощность и производитель-
ность двухвального каландра (рис. X. 5) для
обработки полиэтилена высокого давления
исходя из следующих данных.
Диаметр валков каландра Dn в см........... 80
Окружная скорость ип в см/сек ........... 30
Ширина леиты Ln в см .................... 230
Толщина ленты Нп в см ...... ...........0,024
Плотность материала g в кг/м?............ 920
Примеры расчетов
247
Температура обработки материала То в °К......... 400
Минимальный зазор между валками Ноп............. 0,75Нп
Коэффициент трения пасты по валку f............. 0,3
Для определения вязкости пасты использован лабораторный
каландр со следующими характеристиками.
Диаметр валков dA в см 20
Ширина ленты 1Л в см 50
Толщина ленты Ил в см............................. 0,04
Зазор между валками Лол (/гол = 0.75ЛД в см .......0,03
Окружная скорость валков ил в см/сек. ... 15
Температура обработки Т в ° К ..................... 400
Распорное усилие Рл в н . ........... .20 000
Решение. Определяем вязкость пасты, обрабатываемой
на опытном каландре, по формуле (X. 11")
.. 20000-0,03 . ]„_2 _ ,, 2
2илгл1л ~ 2-15-10-50 4 10 НСек/СМ.
Определяем значения скорости сдвига 8Л и S„ и значения
критериев продолжительности сдвига Сл и Сп для обоих каландров
по формулам (X. 12) и (X. 12')
ЮОО сек'1; Sn = = 3333 сек1-,
• Iqji и,(Jo U,vlo
Сл = 1,73 = 1 >73 1/= 0,095;
л г гл г 10
с„ = 1,73 = 0,0368.
На кривой зависимости (см. рис. X. 2) эффективной вязкости
от скорости сдвига наносим точку 1, определяемую величиной
скорости сдвига и эффективной вязкости, определенной на опыт-
ном каландре, т. е. 8Л = 1000 сек'1, и при величине вязкости
4-Ю-2 н-сек/см2. Через эту точку проводим линию, параллельную
ближайшей к ней кривой графика, до пересечения с абсциссой
скорости сдвига промышленного каландра Sn = 3333 сек'1
(точка 2). Ординатой точки 2 определяется величина вязкости,
равная 2-10-2 н-сек/см2, которая после введения поправочного
коэффициента, определенного по графику (рис. X. 3), будет равна
величине вязкости пасты при ее обработке на промышленном
248
Валковые машины
каландре указанных выше характеристик. Этот поправочный
коэффициент равен отношению fs/fs < определенному при Сп =
= 0,0368 и СЛ = 0,095, т. е.
= 0 74
fSjl ’-4
Sn 1,04
Определяем распорные усилия' между валками промышленного
каландра по формуле (X. 11)
' Рп = — = 0,74 - —-пОтъ'-'1О -г = 453 863 н.
f 0,018
° л
Мощность, потребляемую одной парой валков промышленного
каландра, находим по формуле (X. 15)
М = 27-10“4Рн =
* 1\
= 27-10’4-453 863-0,3 1/ —01^т'-2 = 7,8 квт.
г 0,4
Производительность каландра определяется по формуле (X. 14)
G = рн„ЯпД„3600 = 920-0,3-0,24-10-6-2,3-3600 = 544 кг/ч.
Пример X. 4. Определить время пластикации резиновой смеси,
производительность, потребляемую мощность и величину распор-
ных усилий вальцов исходя из следующих данных.
Диаметр валков D в м ....................... 0,66
Длина L в 2,13
Фрикция Ф..................... ... 1,22
Угловая скорость <о в сект1 ................. . , . 1,875
Окружная скорость быстроходного валка и в м!мин . 37,1
Зазор между валками i в мм ... 2
Начальная пластичность Плн 0,11
Конечная пластичность Плк 0,48
Плотность Q в кг/м3 . . 986
Марка каучука . . . . СНК-40
Значения показателей степеней в уравнениях (X. 20), (X. 2J)
и (X. 22) см. в табл. X. 1, X. 2 и X. 3.
Решение. Величина загрузки на валки машины опре-
деляется по формуле (X. 19)
Gsagp = [6,2DLip + 0,1] = ]6,2-0,66-2,13-0,002-986 + 0,1] = 17 кг.
Примеры расчетов
249
Время пластикации определяем по формуле (X. 18)
/ Д/7 \2 i /0,48 —0,11 \2 0,002
т = ----- —= ---------------е— ----------;гтг — 55 мин.
\ А ) иФ°-14 36-10~5 / 37,1-1,22°’14
Производительность машины определяем по формуле (X. 20)
G = = ДД = 19 кг/ч.
т 55
Потребляемая мощность определяется по формуле (X. 22)
при пластичности Плк — 0,48
N = Jfepior>2Lo,6iOJ№,70'’0,25 = 0,06-986-1,875-0,662Х
х2,13о-®-0,002°’1-0,48_0,7-1,22_о-25 = 65 квт.
Величина распорных усилий определяется по формуле (X. 21)
при пластичности Плк — 0,48
Р =СрОгАЬ°-710ЛПл'°л = 1805-986-0,661’4 X
X 2,13°-7-О,ОО2о,1-О,48“0’4 = 1 215 740 я.
Потребляемая мощность и величина распорных усилий в на-
чальный период обработки при пластичности Плн = 0,11
Nn =N
ПЛо
/ Плк\0Л сс/0,48\0,7
(шг) =65(ojr) ==182кв/п
Рп =р(Д^)°’4= 1 215 740 (-£4|')°'4 = 2 188 330 н.
ПЛо \ Пл0 ) \ 0,11 )
Как видно из результатов расчетов, величины распорных
усилий в начальный период обработки по сравнению с конечным
периодом примерно в два раза выше, а мощность — почти в три
раза.
Поэтому во избежание значительного недоиспользования мощ-
ности электродвигателя и снижения его к. п. д. при последующей
обработке каучука электродвигатель устанавливается по мощ-
ности примерно равной двум третям максимальной и соответ-
ственно снижается зазор между валками машины в первые периоды
ее работы с последующим доведением его до заданной величины,
равной 0,002 м.
Определяем величину зазора между валками при установке
электродвигателя мощностью 121 квт в начальный период
250
Валковые Машины
обработки при пластичности каучука Пл0 = 0,11
/ _бс_\0,1 _ J^x_. ;о,1 _ /0,1 .
\i ) N ’ X — 1 N >
= 0,002°’ Щ-;
ix = 0,00035 м.
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи X. 1—X. 10. Определить производительность, потреб-
- ляемую мощность и распорные усилия трехвалковой краскотероч-
ной машины (исходные данные в Табл. X. 4).
Таблица X. 4
Исходные данные к задачам X. I—X. 10
Задачи Диаметр валков D в м Длина рабочей части валка L в м Число оборотов быстроходного валка п в об/мин Соотношение чисел оборотов валков П1 ; Пг ! Пэ Вязкость пасты ц в н-сек/м2 Плотность пасты q в кг/м2 Величина зазора между 1 и 2-м валками 1,, в м Коэффициент съема пасты ножом а
X. 1 0,3 0,8 200 1:2:4 7,12 1500 1,0-10"4 0,7
X. 2 0,3 0,8 150 1:3:9 8,15 1400 1,5-10~4 0,8
X. 3 0,4 0,9 150 1.: 2 : 4 8,16 1400 1,0-10~4 0,7
X. 4 0,4 0,8 120 1:3:9 7,15 1600 0,5-10~4 0,8
X. 5 0,35 0,75 140 1:2:4 7,15 1400 0,6-10~4 0,75
X. 6 0,40 0,9 160 1:3:9 8,16 1700 0,8 -10-4 0,8
X. 7 0,4 0,9 170 1:2:4 7,15 1600 0,9-10-4 0,7
X. 8 0,4 0,8 180 1:3:9 8,12 1400 1,0-10~4 0,8
X. 9 0,4 0,9 200 1:2:4 8,15 1600 1,0-10’4 0,7
X. 10 0,4 0,85 180 1:3:9 7,15 1500 1,0-10“4 0,75
Задачи X. 11—X. 20. Определить производительность, распор-
ные усилия между валками и потребляемую мощность каландра
для получения бесконечной ленты из термопластического мате-
риала (исходные данные в табл. X. 5).
Контрольные задачи
251
Исходные данные к задачам X. И—X. 20
Примечание Рис. XI. 13 Рис. XI.10 Рис. XI. 14
Марка материала Полиэтилен высокого давления Полистирол Полиэтилен низкого давления
ЕМ1ГЯ0 / ИХЭОИ -xdaaou о бинadх хнэиПиффео}! СО СО СО ООО ю ю ю ю СО СО со СО о о о о СО СО СО ООО
вгг/гх а 0 EifEHdaxEW мхэоихоггц ООО см см см ООО о о о о Ю Ю Ю Ю о о о о ООО to to to ООО
З/ЗЗ/И'З 0 vn 0ОМ1ГЕЯ MxaodoMa eehwAcImq 10 15 20 Ю О Ю ю 10 15 10
Z W3 0 Г/7 1ЧХНЭ1Г ЕНИЬПГОХ ю оо о О^ О О о* о о 0,030 0,025 0,020 0,025 0,01 0,015. 0,02
W3 0 Г7 МХНЭ1Г еииЗищ ООО о о см см см см О О О О СО СМ —' —< см см см to О О —' Ю ОО СМ —' —'
W3 0 lQ 0OMITF0 40 30 40 to о см to СО ’cf СО 40 30 40
Данные, полученные на опытном каландре ви’з/яа.э-и я Ут1 ЧХЭОМЕЕ0 Cl Ci CJ 1 1 I ООО СМ СО СМ* 8-01-3 5-01-8*5 5-01-2*5 5-01-5 <М <М С1 ООО < •—< < ОО —' см см* см* см*
V3 EJH0tfa ИХЭОНЧ1ГЭХ -BKirotfodu gndaxHd>i О О Ю 00 О 00 о о о ООО О ю О О оо оо о о о о о о о о о о ОО О to 00 00 оо о^ о о* о о*
^_wo 0 vs яJHaifa HxaodoMO xHOHttudj ООО О О 00 о г- о о о о о о о со см to г- о г- ООО о о о о о
Задачи X. 11 X. 12 X. 13 тГ LO CD N X* X X X X. 18 X. 19 X. 20
252
Валковые машины
Задачи X. 21—X. 30. Определить производительность, время
пластикации, распорные усилия и мощность двухвалковой ма-
шины (исходные данные в табл. X. 6).
Таблица X. 6
Исходные данные к задачам X. 21—X. 30
Задачи Диаметр валков D в м Длина валков L в м Фрикции Ф Число оборотов быстроходного валка п £ а ко о м Зазор между валками i в мм Марка каучука ПЛОТНОСТЬ каучука Q в кг/м* Пластичность каучука
началь- ная Плн конечная
X. 21 0,60 2,0 1,2 20 1,6 СКН-40 986 0,05 0,25
X. 22 0,66 2,1 1,3 15 2,0 СКН-40 986 0,10 0,40
X. 23 0,66 2,13 1,3 20 1,5 СКН-40 986 0,15 0,45
X. 24 0,60 1,8 1,2 20 1,2 СКН-40 986 0,10 0,30
X. 25 0,60 2,10 1,2 18 2,0 С КН-26 950 0,05 0,30
X. 26 0,66 2,13 1,25 20 1,5 СКН-26 950 0,10 0,40
X. 27 0,60 2,0 1,22 18 2,0 СКН-26 950 0,15 0,40
X. 28 0,60 2,0 1,3 20 1,5 СКС-30 970 0,10 0,35
X. 29 0,50 1,60 1,2 25 2,0 СКС-30 970 0,05 0,30
X. 30 0,66 2,13 1,2 22 1,5 СКС-30 970 0,10 0,48
ЛИТЕРАТУРА
1. Бернхардт Э. Переработка термопластичных материалов. М., Гос-
химиздат, 1962. 747 с.
2. К о з у л и н Н. А. и Горловский У. А. Оборудование заводов
лакокрасочной промышленности. Л., Госхимиздат, 1959. 476 с.
3. Козулин Н. А. и Михалев М. Ф. Определение мощности валь-
цов при пластикации каучуков. — «Химическое машиностроение», 1959, № 1. 26 с.
4. Козулин Н. А.,Шапиро А. Я. и Гавурииа Р. К- Оборудо-
вание для производств и переработки пластических масс. Л., Госхимиздат,
1963. 782 с.
5. Таганов Н. И. и Михалев М. Ф. — «Химическое машинострое-
ние», 1959, № 5. 10 с.
ГЛАВА XI
ЧЕРВЯЧНЫЕ МАШИНЫ
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
Червячные машины применяются на различных стадиях
переработки термопластов (смешении, дегазации, пластикации,
грануляции и экструзии полуфабрикатов, т. е. листов, пленки
труб, шлангов, прутков и т. п.). В некоторых случаях эти машины
Рис. XI. 1. Схема экструзионной червячной
машины:
1 — электрообогрев; 2 — цилиндр; 3 — бункер; 4 —
приводной вал; 5 — червяк (шнек); б — головка
могут органически включаться в состав агрегатов, вырабатываю-
щих массовые штучные изделия — отливки (червячно-литьевые
машины), полные формовки (червячно-выдувные машины) и др.
Червячная машина представляет собой (рис. XI. 1) закреплен-
ный на станине обычно обогреваемый цилиндр, в котором вра-
щается один или несколько винтов (шнеков), с приводом от элек-
тродвигателя через систему передач (редукторы и вариаторы).
Комплектующая технологическая оснастка включает головку
с оформляющим мундштуком и приемное устройство для калибро-
вания, охлаждения, оттягивания и намотки или резки изделий,
254
Червячные машины
В зависимости от применения червячных машин для проведе-
ния тех или иных технологических процессов они выполняются
в нескольких разновидностях (смесители-пластикаторы, пласти-
каторы-грануляторы и, наконец, собственно экструдеры), причем
для проведения всех необходимых операций (от подготовки ком-
позиции до выдавливания через оформляющий мундштук готового
продукта) могут последовательно устанавливаться несколько,
специализированных чер-
вячных машин, например
смеситель-»- пластакатор->
• с=шллхххххгакх1хш
Рис. XI. 2. Рабочие зоны чер-
вячной машины:
I — загрузочная зона; II — зона
сжатия н плавления; III — зона
перехода течения расплава (дозиру-
ющая); IV — зона перехода к го-
ловке; V — зона головки
Рис. XI. 3. Компрессионные шнеки:
1
I—ступенчатый с постоянным шагом и уменьшен-
ной в III зоне глубиной, однозаходный; 2 — плавно
регрессивный с постоянным шагом и уменьшаю-
щейся глубиной, однозаходный; 3—плавно-регрес
сивный с уменьшающимся шагом и постоянно!
глубиной, однозаходный; 4—с постоянным ходо!
и глубиной, однозаходный с гладким торпедо; 5-
с переменным шагом и рифленым торпедо
Основным узлом всех этих машин независимо от их функциа
нального назначения является винт (червяк-шнек), при вращени!
которого загружаемый в цилиндр материал в виде порошка, гра
нул, расплавленной или размягченной массы подвергается пе
ремешиванию, уплотнению, размягчению и гомогенизации (а в осо
бых случаях также дегазации), причем степень завершения эти
процессов зависит от конструкции шнека, его длины и числа об<
ротов, а также температурного режима и свойств пластика.
В цилиндре шнека каждой машины различают три зоны (ри<2
XI. 2) — загрузочную /, плавления II и прессовую, или на
сосную зону течения расплава///, из которой расплавленная масс
непосредственно поступает в формующую головку IV—V и, вы
ходя из ее мундштука, застывает и в виде изделия непрерывной
профиля оттягивается приемным устройством.
Основные определения и расчетные формулы
255
Конструкцией рабочего винта (шнека) в большинстве случаев
предусматривается ступенчатое или плавное уменьшение меж-
витковых объемов в направлении от входа в машину к выходу,
называемое компрессией (рис. XI. 3).
Геометрической компрессией Аг называется отношение меж-
витковых объемов во входном и выходном сечСниях шнека, обычно
принимаемое в пределах 2,5—4. Геометрическая компрессия* соз-
дается уменьшением глубины нарезки, хода нарезки, диаметра
цилиндра и винта. Первый вариант является наиболее употреби-
тельным.
Физическая компрессия Аф зависит от состояния загружаемого
материала (насыпной вес), степени заполнения межвитковых
объемов (100% в III зоне и < 100% в / зоне) и коэффициента
сжимаемости при давлении, создаваемом в объеме III (рис. XI. 2).
В общем виде
Рнар I — PgH I______h — ZIC1 cos фщ Dcp ;
Рнар III — Рен III Oil- 2IIIeIII ' COS<PiPCpIII ’
а при DHap, t, I, z и <р = const, a h (и £%,) = var
pfi — T>2
Д Unap ивн I
D2 _d2 ’
инар вн III
где индексы III и I указывают на соответствующие зоны;
DHap — наружный диаметр шнека в см;
Ьен — внутренний диаметр шнека в см;
Dcp — средний диаметр нарезки шнека в см;
t — ход ** нарезки шнека в сл;
е — толщина витка нарезки в см;
Ф = arctg --------угол подъема нарезки;
Ш^нар
h — глубина нарезки в см;
z — количество заходов резьбы.
Если принять отношение насыпного веса холодного
к удельному весу расплава равным 0,5 (в среднем), степень
нения шнека в зоне I порядка 0,4 и отношение коэффициентов
эффективности подачи в I и III зонах около 2, то
Аф^ Дг0,5-0,4-2 = 0,44
или наоборот
_________ 4 2,5Лф.
* Компресионные типы винтов улучшают (по сравнению с винтами постоян-
ного профиля) эпюру давления вдоль осн винта и этим способствуют увеличению
подачи экструдата без снижения его качества.
* При z = 1 t обозначает осевой шаг нарезки.
(XI. 2)
сырья
запол-
256
Червячные машины
Рис. XI. 4. Геометрия
шнека:
DH — наружный диаметр;
De — внутренний диаметр;
t — ход нарезки (в одноза-
ходных равен шагу); <р —
угол подъема нарезки; h —
глубина нарезки
Рис. XI- 5. График для
определения коэффициен-
тов Qj и а2
I^KOP
Рис. XI. 6. График для
определения коэффициен-
тов by и Ь2
Основные определения и расчетные формулы
257
Таким образом, несмотря на то что сжимаемость под давлением
невелика, т. е. Аф лишь немного больше единицы, значение Ае
должно быть, как правило, больше 2Аф.
Для расчета червячных машин, а также для установления па-
раметров технологического режима (числа оборотов п, давления
перед головкой р, температуры массы по зонам Т) необходимо знать
зависимость между геометрическими размерами машины, ука-
занными параметрами режима и конечными параметрами произ-
водительности (объемной VceK или весовой G) и мощности N.
В настоящее время искомые зависимости VceK=O1(2^>
п, р, Т) и 7V = Ф2 (V Г, п, р, Т) изучены недостаточно и притом
только для одночервячных машин в зоне расплавов, т. е. в III зоне
и в головке.
Поэтому, приводимые далее уравнения дают лишь приближен-
ную оценку значений Усек и N машины в целом. Для червячных
экструдеров, питаемых предварительно пластифицированным
сырьем, степень точности расчета по таким уравнениям составляет
±20—30%, для машин же типа смесителей они вообще неприме-
нимы.
Тем не менее эти уравнения все же имеют реальную ценность,
так как они позволяют находить с отмеченной выше степенью
точности размеры головных образцов проектируемых червячных
машин и характер изменений конечных параметров (VceK и N)
в зависимости от изменений тех или иных параметров, определяю-
щих режим эксплуатации (и, Т, р).
Приближенное значение производительности одночервячного
экструдера для расплава рассчитывается по формулам
I/ _ „ a „ nDh(t — ze^cosqp „ h3 (t — е) sin <р cos <р Др
VceK 2-60 п а2Ь2 12^ Д£
n2D263 tg qp Др о, ,VT „
------12^ ДГ CM /ceK> (ХЕЗ)
GeeK = ^g^ кг/ч, (XI. 4)
где (рис. XI. 4)
. . h
Ci и а2 — коэффициенты, зависящие от ——- , находятся
. из графика (рис. XI. 5);
fej и Ь2 — коэффициенты, зависящие от —, находятся
Ре. нар
из графика (рис. XI. 6);
Сх — коэффициент, зависящий от , находится из
графика (рис. XI. 7);
17
Зак. 686
258
Червячные машины
D — наружный диаметр винта в см\
h — глубина нарезки в III зоне в см (при h = var
в расчет вводится ЛсрШ) в см\
t — ход нарезки в III зоне в см (при t = var в расчет
вводится /ср1п) в ему
z — количество заходов нарезки;
е — толщина витка в см\
<р — угол подъема винтовой нарезки;
п — число оборотов винта в минуту;
— градиент давления по длине III зоны, приближенно
заменяется отношением р!ЬПъ где р — давление
в н/см2 перед головкой и Lni — длина III зоны,
равна 1/3—1/4 полной длины винта L в см\
щ — вязкость расплава в канале витка///зоны вн-сек/см2-, I
ps — вязкость расплава в диаметральном зазоре между
винтом и цилиндром в /// зоне в н-сек! см2-,
— плотность расплава при определенных значениях
температуры Т и давления р в III зоне находится
по таблицам или графикам [см. в качестве примера
графики Qt = f (рТ), (рис. XI. 8 и XI. 9)].
Расплавы полимеров не подчиняются вязкостному закону
течения Ньютона, их вязкость зависит не только от температуры
(и в незначительной степени от давления), но и от скорости сдвига $
в i/сек, которая, в свою очередь, зависит от скорости потока,
конфигурации и размеров сечения.
Приведем следующие частные формулы для определения s:
а) прямоугольный канал [к этому случаю приравнивается
и винтовой канал нарезки со сторонами сечения h и (t—а)]
1Л™;
б) кольцевой канал при малом соотношении §IDcp, где
6 = • s = Нсек, или s = Нсек-
2 ’ 606 лО(р62
в) кольцевой канал в общем случае
s __________4514тк_______ Нсек-
S - п (DHap + DeH) (DHap - DeH)2
г) цилиндрический канал
Мсек-
nd3
Основные определения и расчетные формулы
259
Температура расплава Т устанавливается в зависимости от
свойств пластика и от размеров и формы сечения экструдата.
В табл. XI. 1 приводятся некоторые значения Т для наиболее рас-
пространенных процессов экструзии.
Рис. XI. 8. Зависимость плотности поли-
этилена ВД от температуры и давления
Рис. XI. 9. Зависимость плот-
ности полистирола от темпера-
туры и давления
Вязкость пластиков в зависимости от найденных значений Т
и s определяется по графикам (рис. XI. 10—XI. 15), в которых
Таблица XI. 1
Применяемые температуры расплава полимеров
в /// зоне и в головке экструдеров
Вид пластика Вид экструдата Температура III зоны Т3 а ° К Температура ГОЛОВКИ Т- в °К
Полиэтилен ВД Гранулы 400 420
» БД Рукавная пленка 410—440 430—470
» вд Труба 400—420 420—440
Полиэтилен НД — 420—440 440—470
Пластикат ПХВ Лист
» ПХВ Шланг j 440—450 450—460
Винипласт Труба 420—430 440—450
Полистирол Гранулы 510 540
» Трубка, пленка 490—510 510—540
Ацетилцеллюлоза Шланг 450 470
Полиамиды — 530—540 540—550
17*
260
Червячные машины
представлены экспериментальные данные для некоторых распро-
страненных типов пластиков [см. 1, ч. III].
Входящее во 2 и 3-й члены уравнения (XI. III) [см. 1,
ч. III] значение р определяется сопротивлением головки с фор-
мующим мундштуком.
При проектировании экструдера универсального типа следует
учитывать возможность использования машины с различными
головками (как по величине, так и по форме сечения), следова-
Рис. XI. 10. Зависимость кажущейся вязкости от темпера-
туры и скорости сдвига для полистирола
тельно, и в некотором диапазоне давлений р. Диапазону давлений р
отвечает также и соответствующий диапазон производительности
VceK. Графическое изображение зависимости р—VceK (или р—G)
при переменном р называется характеристикой червячной машины.
Для нескольких значений числа п об/мин винта соответствующие
характеристики приведены на рис. XI. 16.
Как правило, посадка винта в цилиндре выполняется ходовой,
(А А \
— , игр следовательно, абсолютное
хз Ш3 /
значение зазора на сторону 6 весьма невелико (< 0,001/?). Поэтому
при расчете VceK по формуле (XI. 3) третий член правой части
уравнения, характеризующий обратный поток через зазор ё, може*
не приниматься во внимание вследствие его малой величины по
сравнению с 1-м (определяющим теоретическую максимальную
производительность, т. е. прямой поток) и 2-м членами (обратный
поток по винтовому каналу, возникающий вследствие противо*,
давления).
Основные определения и расчетные формулы
261
Рис. XI. 12. Зависимость кажущей-
ся вязкости от температуры и ско-
рости сдвига для винипласта
Эффективная вязкость, н-сек/см'
Рис. XI. 11. Зависимость кажущей-
ся вязкости от температуры и ско-
рости сдвига для пластиката ПХВ
с индексом расплава 0,12 г/10 мин
Рис. XI. 13. Зависимость кажущейся вязкости от темпера-
туры и скорости сдвига для полиэтилена высокого давле-
ния с индексом расплава 2 г/10 мин
262
Червячные машины
Рис. XI. 14. Зависимость
кажущейся вязкости от
температуры и скорости
сдвига для полиэтилена
низкого давления с индек-
сом расплава 1,5г/10лин
Рис. XI. 15. Зависимость кажущейся вязкости от темпера-
туры и скорости сдвига для сополимера стиролакрилонитрил
Основные определения и расчетные формулы
263
У№к,сиГ/сек
Л, N, К Ка
Mi квт
Рис. XI. 17. Характеристика VceK—
— N (при п = var) червячной ма-
шины
При значениях 0,005 > > 0,001 влияние утечек через
зазор 6 может быть учтено умножением первого члена уравнения
(XI. 3) на коэффициент J = ( 1------; при значениях ~ 0,05
необходимо пользоваться формулой (XI. 3) в ее развернутой форме.
Мощность, затрачиваемая на вращение винта в цилиндре одно-
червячной машины (т. е. индикаторная мощность), определяется
по формуле
я3Г>3л2рв (1 —
\___________
1 L збоол' А
X (cos2 ср + 4 sin2<p) -|-
л2Р2л2р3ге'| г, ,, .
’ 36006 tg <р J +^cSkP н -см/сек
(XI. 5)
или
N'i = М(10-5 кет. (XI. 5')
При пользовании этой формулой следует подставлять значе-
ние L' дк 3/4 длины винта L и среднее значение глубины нарезки К
(на длине II и III зон), т. е. приблизительно на тех же последних
трех четвертях общей длины *.
Эффективная мощность машины определяется с учетом к. п. д.
привода (т. е. с учетом потерь энергии в подшипниках и передачах)
Мэф = квт, (XI. 6)
где rjnpue составляет от 0,5 до 0,7.
Зависимость — VceK или — VceK может быть также пред-
ставлена характеристикой (рис. XI. 17).
Полезная мощность нагревателей цилиндра без учета тепло-
потерь цилиндра и шнека находится из энергетического баланса
(М- -- VreK)p + NHaep = 10%ек(?Лр(Т - То), (XI. 7)
откуда
МнагР = 102VceKQ/:cp (Т — То) + VceKp — Nt н-см!сек, (XI. 8)
Данная рекомендация учитывает то обстоятельство, что уже во II зоне
часть пластика находится в форме расплава и, следовательно, L' = Ьц + /.щ а
» 3/4Z..
264
Червячные машины
где То — начальная температура загружаемого сырья в °К;
сср — среднее значение весовой теплоемкости полимера в ин-
тервале температур Т—То в кдж/кг-град.
Вместо произведения сср (Т—Т0) могут быть подставлены зна-
чения приращения энтальпии AJ кдж/кг в том же интервале тем-
ператур. Некоторые значения сср и А 7 даны на графиках (рис.
XI. 18—XI. 21).
Рис. XI. 18. График для
определения энтальпии
(полиэтилен ВД)
Рис. XI. 19. График для опреде-
ления весовой теплоемкости (по-
лиэтилен высокого давления)
Эффективная мощность нагревателей
NHasP. Эф = —Гр1°" кет, (XI. 9)
Цнагр
где ч]нагР — к. п. д., учитывающий теплопотери, составляет 0,7—
0,8.
При достаточно высоком числе п об/мин винта значение N,
становится равным (или даже большим) величины 102 VceKQtccp
(Т—Ту) и, следовательно, NHOsP < 0. Такой режим экструзии
называется автогенным.
При проектировании новых червячных экструдеров рекомен-
дуется придерживаться следующих соотношений геометрических
величин (в III зоне): = 1—1,5, т. е. <р = 17—30°; =
= 0,05—0,1, е = (0,1—0,15)/; 6, в соответствии с посадкой,
— — - 204-25.
х3 ш3 ’ и
Основные определения и расчетные формулы
265
Для I и II зон значения h или t соответственно <р определяются
из значений h или t в III зоне с учетом принятой геометрической
компрессии Аг.
Для узкоспециализированных машин (с фиксированными значе-
ниями VceK и р) глубина нарезки /г и угол подъема <р (в IIIзоне) имеют
оптимум, обеспечивающий максимальную производительность
1
/ 6КА— V
= -------7------------ <XL 10>
\aibrflV /1-) sin2 Ф /
И Чопт = 30°>
однако угол (р = 30° оказывается невыгодным в зоне загрузки
(при <р = const по всей длине шнека) и поэтому обычно рекомен-
Рис. XI. 20. График для определения
энтальпии (полистирол)
Рис. XI. 21. График для определе-
ния весовой теплоемкости (поли-
стирол)
дуется принимать <р = 17°40, т. е. t—D. В этом случае honm
также может рассчитываться по формуле (XI. 10), но с последую-
щим умножением полученного значения на поправочный коэффи-
циент 1,3.
Учитывая недостаточный в настоящее время уровень знаний
в области теории экструзии, рекомендуется в основу проектиро-
вания крупномодельных экструдеров вкладывать опыт эксплуата-
ции действующих машин меньших моделей, но имеющих не менее
D = 50 мм.
Для моделирования необходимо иметь исчерпывающие данные
по переработке заданного (или сходного по термическим
266
Червячные машины
и реологическим свойствам) пластика, полученные на модельной
машине, а именно, экспериментальные зависимости р—VceK и р—N
при оптимальной температуре и различных числах п об/мин',
геометрическую характеристику модельного шнека (D, t, <р, h
и компрессию А,); некоторое представление об энергетическом
балансе (обычный или автогенный режим).
Приводим основные условия моделирования.
Обозначая все размеры и параметры модельной машины индек-
сом мод, а проектируемой — индексом пр, получим следующие
формулы пропорциональности:
отношение глубины нарезки
hnp
кмод
Dnp у-*
DMod /
(XI. 11)
где ф 0,5 — обычный режим работы;
ф 0,25 — комбинированный режим (подогрев цилиндра в
I—II зонах) и автогенный (в III зоне);
ф як 0 — автогенный режим (по всей длине шнека);
отношение чисел оборотов
Ппр / Dnp \ Ф
пмод \ DMog /
(XI. 12)
отношение давлений перед выходом в головку
Рпр I Впр \Ч'
Рмод \ DMog /
отношение производительностей
Усек. пр В сек. пр
Усек. мод GceK, мод
' Dnp \3~2Ф
. DMog /
(XI. 13)
(XI. 14)
отношение индикаторных мощностей
NI пр / Dnp \з Ф
Hi мод \ DMog )
(XI. 15)
отношение
крутящих моментов на приводном конце шнека
3—2Ц;
МПр J ( Dnp \
Ммод 1 Djuod 1
(XI. 16)
отношение
Ннагр. пр
Ннагр. мод
мощностей, потребляемых на внешний обогрев,
Сср (Т тв) | -* з-2’!’ / DnP \ ' ^мод Г D \ иМОд J 3—-ф 1 N мод
Сер (Т Тп) GMog — Ммод
; (XI. 17)
Основные определения и расчетные формулы
267
отношение рабочих длин шнеков
= (XI. 18)
^мод ‘-'мод
но при больших диаметрах Dnp отношение LnpIDnp не следует на-
значать более 15—20 даже в тех случаях, когда L„odIDMod 20;
отношение необходимых констант головок для обеспечения отноше-
ния производительностей, указанного в (XI. 14),
(XL 19)
•\мод \ имод /
8. Сопротивление головки (рис. XI. 22—XI. 24) определяется
уравнением общего вида
Р = Рго^сек н/см2г (XI. 20)
где ргол — вязкость расплава в канале головки (является функ-
цией Тгол и $) в н-сек/см2',
К — константа головки, характеризующая ее проводимость
(величину, обратную сопротивлению), в смя.
Вязкость ,[1гвЛ определяется аналогичным способом, описанным
ранее для рв и р3, принимая Тг0ЛТш на 20—30 град.
Константа К определяется в зависимости от геометрической фор-
мы и размеров каналов головки по следующим частным формулам:
для круглого цилиндрического канала
для прямоугольного канала
для кольцевого цилиндрического канала
л + DeH) (DHaP — Defi)3
К = ----------192/------- СМ ’
для сужающегося канала прямоугольного сечения
к _ 1 w (Мз)2 tg а з
К “ 3 h2_h2 СМ’
гДе / — длина канала в слц
w — ширина канала в см\
D — диаметр канала в см\
tg а — уклон канала;
Ai, h2 — высота канала в см.
268
Червячные машины
Рис. XI. 23. Плоскощелевая головка:
1 — корпус; 2 — нагреватель; 3 — клин; 4 — ярмо; 5 — подвижная губка
Основные определения и расчетные формулы
269
6
Рис.
XI. 24. Грануляционная
головка:
1 — матрица; 2 — вкладыш;- 3 —
корпус; 4 — решетка; 5 — сетка;
6 — торпеда
Во всякой головке каналы для массы имеют переменную
форму и размеры; в этих случаях противодавление р определяется
’ i
по участкам (р = 2р)» причем в пределах каждого участка рас-
1
чет ведется по формуле (XI. 20).
Участки с несоразмерно большим
значением константы К (т. е. при
крупном сечении) из расчета могут
исключаться.
При разветвлении (в каком-либо
сечении головки) потока по несколь-
ким каналам, например i, в формулу
(XI. 21) подставляется на этом участ-
ке значение VceK/i.
Если в итоге определения р
его значение ‘ оказывается малым
« 200 н/см2), то в целях обеспечения
гомогенности расплава его следует
искусственно повысить путем уста-
новки в головке дроссельной решетки
или иного дроссельного устройства.
При различных значениях производительности V(eK взаимо-
связь р—Усек (в головке) изображается графически характери-
стикой, представленной на рис. XI. 25.
Рис. XI. 25. Характеристика
Vсек — Р головки
Рис. XI. 26. Совмещенная характери-
стика Усек — Р машины и головки
Наложением характеристики VCCK—р головки на характера
стику VceK—Р червячной машины получается так называемая
совмещенная характеристика, на которой точки пересечения ха-
рактеристик головки и машины показывают расчетное сочетание
значений VceK и р для данной системы. Совмещенная характери-
стика представлена на рис. XI. 26; рабочие точки РТ1, Рт2 и т. д.
270
Червячные машины
показывают значения VceK и Р данной машины, оснащенной опре-
деленной головкой (при экструзии данного пластика) в зависимости
от числа п об/мин винта.
Исходными данными для прочностных расчетов машины явля-
ются:
максимальное давление в цилиндре (в III зоне);
осевое усилие на головку и шнек;
крутящий момент шнека.
Максимальное давление в///зоне цилиндра возникает при пре-
кращении выпуска массы из головки и продолжающемся вращении
шнека.
В этом случае
п __________________ С1Ь1С1ЛРпЦв^1П /VI О1 \
Ртт 10c262/i2 tg <р Н СМ ' (Л1.21)
где Л1П — длина III зоны.
Учитывая, что вязкость расплава (при усилившемся в резуль-
тате прекращения выпуска перемешивании) падает, определенное
по уравнению значение р,пах следует снизить на 25—35%.
В тех случаях, когда возможность прекращения выпуска тех-
нологически исключена, ртах находится из уравнения (XI. 20)
при заданном значении максимальной производительности го-
ловки и минимальной величине ее константы К.
Осевое усилие с некоторым запасом определяется следующей
зависимостью:
Роста^\,25рттп1^н. (XI. 22)
Крутящий момент шнека находим по максимальному значению
индикаторной мощности. Для этой цели при определении Nt
по уравнению (XI. 5) в него должны быть подставлены заданные
величины V„Kmax, nmax и pmax (при VceK max). Тогда
Мкр max = 60 Н СМ, (X1. 23)
где Ni в н-см-сек.
По полученным значениям ртах, ростгу и 7Икртах рассчиты-
ваются следующие узлы и детали машины:
цилиндр машины как сосуд высокого давления;
шнек по приведенному напряжению сжатия и кручения с про-
веркой устойчивости на продольный изгиб;
детали соединения цилиндра с головкой и корпусом привода;
упорные подшипники вала шнека на работоспособность в ч
при заданном п об/мин и найденном значении ростах;
передачи исходя из 7Икртах.
Методика расчета многочервячных машин до настоящего вре-
мени совершенно не разработана.
Основные определения и расчетные формулы
271
Приближенная оценка производительности и потребляемой
мощности двух- и трехчервячных машин может основываться на
уравнениях, ранее приведенных для одночервячных экструдеров
(XI. 3)—(XI. 9). В правые части этих уравнений в этом случае
следует вводить составной поправочный коэффициент Ат,
где т — количество сопряженных червяков;
А — коэффициент, зависящий от направления взаимного
вращения и величины осевого зазора между витками
шнеков (А — 1 при совпадающем вращении, а также
при встречном вращении, но с большим осевым зазором
между витками; А = 1,24-1,3 при встречном вращении
и малом осевом зазоре).
Червячные машины используются не только в производстве
пластических масс, но и в ряде других отраслей химической про-
мышленности, например: при производстве резины и изделий из
нее, некоторых материалов на основе эфиров целлюлозы, кера-
мических масс и изделий из них и т. д. В этих случаях применения
характерна принципиальная невозможность рассматривать пере-
рабатываемые массы в качестве вязких жидкостей и, следовательно,
использовать приведенную в предыдущих параграфах методику
расчета. Степень изученности рабочих процессов экструзии эла-
стических резиноподобных материалов, равно как и пластичных
керамических масс, весьма недостаточна.
В качестве грубого приближения эти массы рассматривают
как упругопластичное твердое тело, при приложении к которому
более или менее значительных внешних сил в экструдируемой массе
создаются напряжения выше предела текучести и масса приходит
в состояние пластического течения.
Червячные машины для переработки резиновых смесей (стрей-
неры, червячные прессы, пластикаторы), керамических масс
(массомялки, ленточные прессы) и некоторых других продуктов
выполняются обычно одношнековыми с диаметром шнека от 50
До 200 мм и малым отношением длины к диаметру (LID = 4—6).
Вследствие наличия определенного противодавления формую-
щего инструмента малое отношение L/D приводит к значительному
снижению производительности по сравнению с условно максималь-
ной теоретической производительностью типа винт — твердая
гайка, равной
VMUH — Vnz см3/мин,
где V — объем винта — твердой гайки, т. е. объем полости между
двумя витками в см3;
п — число в об/мин;
г — число заходов (1—3).
272
Червячные машины
Практическую производительность машины выражают фор-
мулой
VceK = см3!сек, (XI. 24)
где Р — коэффициент производительности *, зависящий от отно-
сительной глубины нарезки h/D, коэффициентов трения массы
по металлу шнека и корпуса и от противодавления (сопротивления
формующего инструмента).
Коэффициент р может быть найден -только экспериментально
и для резиновых смесей лежит в пределах 0,05—0,2, а для керами-
ческих масс 0,2—0,3.
Число п об!мин выбирается обычно в пределах
наружный диаметр шнека в м.
10 — 30
где D—
Решение по формуле (XI. 24) дает лишь весьма приблизитель-
ную оценку возможной производительности машины (вследствие
широкого диапазона значений Р).
Мощность, потребляемая на валу шнека, определяется также
приближенно по уравнению
м=р[-tg<|Q)-] + --2TroPn}10-5 ™т' <XI- 25>
а эффективная мощность на приводном валу машины
кет, (XI. 26)
эф Уприв 0,5 —0,7 ' >
где р — давление (напряжение) массы перед формующей го-
ловкой в н/см2~,
VccK — объемная производительность в см31сек\
<р — угол подъема вин’говой линии шнека;
2 — угол трения массы по винтовой поверхности шнека
g = arctg /у (fx — коэффициент трения массы по
винту);
f2 — коэффициент трения массы по внутренней поверхности
цилиндра (/2 > /у);
D — наружный диаметр шнека в см\ при переменных зна-
чениях D и t (по длине шнека) подставляются средние
значения;
t — шаг нарезки шнека в см\
L — длина шнека в см',
п — число оборотов в минуту шнека;
Р — коэффициент производительности.
* В ряде литературных источников этот коэффициент назван коэффициентом
заполнения, что, однако, не соответствует в полной мере его смыслу.
Основные определения и расчетные формулы 273
Входящее в уравнение (XI. 25) значение противодавления
формующего инструмента р зависит от геометрии канала для фор-
мования массы в инструменте (в особенности от отношения экви-
валентного диаметра этого канала d3 к диаметру цилиндра ма-
шины D) и от физико-механических свойств массы.
Приближенное значение р для случая выпуска изделий сплош-
ного сечения может быть получено по формуле
р^=а
— 1
н/см2,
(XI. 27)
где а — угол конусности перехода от цилиндра к каналу фор-
мующего инструмента в рад-
f3 — коэффициент трения массы по внутренней поверхности
канала, может быть принят приблизительно равным
коэффициенту трения fi [см. формулу (XI. 26)];
ог — предел текучести резиновой смеси в н/см2-,
а — коэффициент запаса, учитывающий неточность данной
формулы и равный 1,25—1,5.
При проектировании червячных прессов дня выпуска полых
изделий, например шлангов, необходимо ввести поправочный
коэффициент b = 1,2—1,5.
При применении методов моделирования давление перед го-
ловкой (в частном случае экструзии резиновых смесей) р находится
с помощью эмпирической зависимости
р= В (ul)x (Т — 273)^ н/см2, (XI. 28)
где Т — температура смеси в головке в °К;
и — линейная скорость шприцевания в м/мин, равная
(Vjhhh в см3/мин-, FeoJl — площадь сечения
гол
канала формующего инструмента в см2-, и — лежит
в пределах 3—20 м/мину,
I — длина перехода от цилиндра к выпускному отвер-
стию мундштука в см\
4, — эквивалентный диаметр отверстия мундштука;
В — опытный коэффициент, зависящий от свойств
массы;
х, у, z — опытные показатели степени у соответствующих
параметров (табл. XI. 2).
18
Зак. 6$б
274
Червячные машины
Таблица XI - 2
Значения коэффициента В и показателей степени х, у и г
в формуле (XI. 28) для некоторых марок резиновых смесей
для технических изделий
Марка смеси В X У Z
КЗ-206 1,7-10® 0,411 —1,82 —0,91
25-П 1,14-10й 0,606 —4,59 —1,212
5368 110й 0,763 —4,2 —1,526
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример XI. 1. Найти геометрическую компрессию Ае шнека
следующих размеров в мм с переменной глубиной витка:
Наружный диаметр DHap . .60
Шаг t.................................................45
Толщина витка е...................................... 6
Внутренний диаметр в / зоне DeH j................... 40
Внутренний диаметр в ///зоне Оенц1 • - • -52
Число заходов z........................................1
Решение. Находим значение угла подъема винтовой ли-'
нии по среднему диаметру в / и III зонах
'81" = 76+44 == SF = 0Ж,; f = 16°'
18Ф... = = -ТбТЙГ = w = °’255; f" = 14° 2О':
я\“2—)
cos<pI = 0,96; cos <р1П = 0,97;
геометрическая компрессия
__ (DHap — — e)nDcPi (DHap — DeHm)(t—е)я.Осрщ
г COS <Pl ’ COS Ф1П —
(6 — 4) (4,5 — 0,6) л-5 . (6 — 5,2) (4,5 — 0,6) Л-5,6
0,96 " 0Д)7 " ~
= 61,4:28,3 = 2,17: 1.
Примеры расчетов
275
С некоторым приближением геометрическая компрессия может
быть найдена по упрощенной формуле
л В нар Вен I 20 n пп
D2 9
инар ивн III
(ошибка не превышает 2,5%).
Еще более грубо приближенное решение для тех же вводных
данных дает следующее уравнение:
. DHap — DeH i DHap — DeH in . _ _ _
т. e. ошибка составила бы 2,52 100 = ф-15%.
Пример XI. 2. Найти геометрическую компрессию шнека Аг
с переменным шагом следующих геометрических размеров (в мм)
Наружный диаметр DHap..................................60
Внутренний диаметр DeH . . . ... . . .46
Толщина витка е . . . -6
Шаг в / зоне й • .60
Шаг в III зоне йп • . .... 30
Число заходов z ....... 1
Решение. Находим значение угла подъема винтовой ли-
нии по среднему диаметру в / и III зонах
18ч,> = таг“ = -бТ4б“^ = ()’359; 'и-1915'-
Л 2
tg<Pm=1>-=-A46=irk=()’i8; тт = is'
jIUqP О ( J I* О
Я 2
cosipi = 0,95; coscpni = 0,98;
(Инар — Ввн) (Й — в) Л.Иср (Инар Пдн) (ЙН е) 3lDcp
г COS ф! cos фщ
_ (й — е) cos Ф1П __ 5,4-0,98 = „ „„
~ (Йн — е)со5ф1 5,4-0,95 ’
Приближенное решение для тех же вводных данных дает сле-
дующий результат:
' 4-#^^= 14 = 2,25,
18::
276
Червячные машины
т. е. ошибка составляет
2,25-2,32 о 1П/
2,25 ~ ’ °’
Пример XI. 3. Произвести проверочный расчет производитель-
ности одночервячной машины при экструзии полиэтилена высо-
кого давления при следующих данных:
Сырье............................................Гранулятор
ПЭВД
Индекс расплава . . . 2 г/10 мин
Насыпной вес в г/см3........................0,5
Плотность при 20° Q в г/см3 . •.............0,92
Диапазон параметров технологического режима (шнек с водя--
ным охлаждением; цилиндр с электрообогревом):
Число п в об/мин ................................ 15—60
Давление перед головкой р в н/смг . ........ 0—2000
Температура расплава в витках шнека в III зоне Тв
в "К.......................................... 450
Температура расплава в зазоре между витками и ци-
линдром Т3 в °К............................... 470
Размеры ступенчатого шнека (рис. XI. 27) в мм:
Наружный диаметр D ............................. 60
Шаг t........................................... 60
Длина общая (L = 20D) 1200
Длина /// зоны (Z-ш = 50) ................ 300
Глубина средняя в I зоне h\. 9
Глубина средняя в III зоне Лщ 3,6
Толщина витка е.................................. 6
Зазор шнека в цилиндре (на сторону) ё , 0,15
AZ.
Решение. Объемную секундную производительность ма-'
шины с однозаходным шнеком определяем по формуле (XI. 3)
, nDhm(t—e)C0S2<P а2^1П У — е) sin фCOS <р Др
VceK - «1O1Q 2760 п ~~ ~ 12рв
Градиент Ар/AL заменяем приближенно отношением p/Lul
Угол ф подъема винта определяем по его наружному диаметру;
Следовательно,
tg<jp = -L = 0,318; ф = 17 40'; sin ф = 0,303;
°т пи л-6
со5ф — 0,953.
Примеры расчетов
277
Для определения кажущейся вязкости р„ напишем предва-
рительно выражение скорости сдвига (средней по сечению витка)
л!)срп __ п (D — йщ) п
ScP = 60Л1П “ 6О7ч П
'"1о.°з'б36) "-0,82^1/^
В заданном интервале п рассчитанные значения scp приведены
ниже:
п в об/мин
Scp в 1/сек
. . 15 30 45 60
. 12,4 24,7 37,1 49,4
L=20D
а)
L„-5D
\hm-3,S
л-
ашетй
5)
е=В t=60
в)
Рис. XI. 27. Шнеки к примерам XI. 3, XI. 4, XI. 5:
а — к примеру XI. 3; б — к примеру XI. 4; в —
к примеру XI. 5
По графику (см. рис. XI. 13) при средней температуре расплава
по сечению витка Тв = 450° К находим значения кажущейся
вязкости р„, а также ее экстремальные значения в слоях, при-
легающих к поверхности сердечника шнека (полагая То = 440°)
и к поверхности цилиндра (полагая 7^ = Т3 = 470°). Полученные
результаты сведены в табл. XI. 3.
/Для определения кажущейся вязкости р3 в диаметральном за-
зоре напишем предварительно выражение скорости сдвига в зазоре
ts
«з
лйп Л-6
606 60-0,015
п = 21п 1/сек,
откуда при подстановке принятых значений п находим ряд зна-
чений s3
п в об/мин . . .15 30 45 60
s3 в 1/сек............... 315 630 945 1260
278
Червячные машины
1
Таблица XI. 3
р. в н-сек/см2 п в об/мин
15 30 45 60
Ре 0,39 0,24 0,21 0,18
Не 0,43 0,29 0,23 0,21
Не 0,30 0,20 0,15 0,12
рЖ 0,7 0,7 0,7 0,7
'-Juki
По тому же графику при температуре расплава в зазоре Т3 =
= 470° К находим значения рэ
п в об/мин............. 15 30 45 60
Из в н-сек/см? ........ 0,047 0,029 0,022 0,021
Перейдем к определению коэффициентов Of, Ьт, сг и а2; Ь2.
По графику (см. рис. XI. 5) при = 0.067 аЛ —4
= а2 = 0,95.
По графику (см. рис. XI. 6) при--^- = 0,7 Ьг = 0,96 и b2 = 1.
По графику (см. рис. XI. 7) при ~ = 0,06 сх = 1,03.
Подставляя полученные значения в формулу (XI. 3), опреде-
ляем Усек через п, р и р
v л ос л nc 1 по 6-0,36-5,4-0,91 „ пс . 0,36s-5,4-0,275 р
VceK = 0,95 0,96 1,03-----гс-г- . П-°’95 1 -------12-30 — -
л2-62-0,0153-0,318 р
~~ 12-0,6-30
или
Усек = 0,25п — 0,000185 — 0,00000172 смЧсек.
сек Ре Из
При пересчете объемной производительности Усек в весовую;
(G в кг/сек) плотность ПЭВД при 450° К находим по графику!
рис. XI. 8 = 0,8 г/см?.
Подставляя заданные значения п и р и найденные ранее зна-1
чения рй и р3, после чего сводим расчетные данные в табл. XI. 4,!
где Усек в см?/сек в числителе, аСв кг/ч в знаменателе (см. рис.]
XI. 34).
Примеры расчетов
279
Таблица XI. 4
Значения VceK в смЧсек и G в кг/ч
р в н/см* п в об/мин
15 30 45 60
V сек G
0 3,75 7,5 11,25 . 15
10,8 21,7 32,1 43,7
250 3,64 7,27 10,98 14,64
10,4 21 31,8 42,4
500 t 3,46 7,04 10,71 14,33
10 20,3 31 41,57
750 3,31 6,81 10,45 14,07
9,6 19,6 30,2 40,6
1000 3,18 6,58 10,18 13,76
8,9 19 29,4 39,7
2000 2,61 . 5,66 9,11 12,45
7,5 16,3 26,7 36
Для всех значений р и п поток утечек в зазорах (3-й член в рас-
четной формуле) не превышает 20% значений 2-го члена и при
малых значениях б может быть опущен (в данном расчете он
учтен).
Полученные значения VceK = Ф (р, п) представляем в виде
графической характеристики данного шнека (рис. XI. 28).
Пример XI. 4. Сменный шнек червячной машины, указанный
в примере XI. 3, имеет более глубокую нарезку в III зоне (/г1П =
6 мм) при всех остальных неизменных размерах (рис. XI. 27).
Определить его производительность при прочих условиях по при-
меру XI. 3.
280
Червячные машины
Решение. Находим кажущуюся вязкость р0 в сечении
витка этого шнека, предварительно определив скорость сдвига,
_ пРсрп л (6 — 0,6) _ л 47 1 /
ScP ~~ 60/гщ 60-0,6 п 1,сек-
В заданном интервале п значения scp приведены ниже
п в об/мин . . 15 30 45 60
s в 1/сек . .... 7 14 21 28
Рис. XI. 28. Характеристика G4 — р к приме-
рам XI. 3, XI. 4; XI. 5:
-------------к примеру XI. 3; — — — — — —
к примеру XI. 4; .......— к примеру XI. 5
По графику (см. рис. XI. 13) при Т — 450° К находим значе-
ния рв
п в об/мин . 15 30 45 60
рв в н-сек/см? 0,55 0,37 0,29 0,23
По графику (см. рис. XI.5) при = ё—бб 0-091
и по графику (см. рис. XI.7) при = 0,1 находим зна-
чения коэффициентов а, а2 — 0,94; = 1.04; коэффициенты Ь,
и Ь2 оставляем неизменными, как в предыдущем примере, т. е. =]
= 0,96 и b2 = 1, тогда
VceK = 0,94 • 0,96 1,04 6'0’6^4'0,91 п — 0,94 1 °'63',5’4;°'275 - -
oU’x Jig
— ^62’10’01X'q’315 — = №—0,000866 — 0,00000172 с/Мсек.
12-0,6-3 p3 pe
Примеры расчетов
281
Таблица XI. 5
Значения VceK в см?1сек и Счас в лг/ч
Р, 2 в н!смг п в мин
15 30 45 60
VC'K 6 час
0 6,45 12,9 19,35 25,8
18,5 37 55,6 74,1
250 6,02 12,26 18,54 24,79
17,3 35,2 53,1 71
500 5,57 11,63 17,71 23,78
16 33,4 50,8 68,2
750 5,14 11,07 16,90 22,76
14,8 31,7 48,5 65,2
1000 4,6 10,34 16,08 21,74
13,2 29,8 46,2 62,4
2000 3,3 7,81 13,25 17,45
9,65 22,4 38,0 50,9
Табулируем расчетные значения VceK и G4 (табл. XI. 5).
В связи с тем, что в данном примере рассматривался шнек
с более глубокой нарезкой, чем в примере XI. 3, влияние 3-го
члена в формуле для определения Vсек является еще менее ощути-
мым (не более 5% от значений 2-го члена).
Полученные значения VceK = Ф (р, п) представляем в виде
графической характеристики данного шнека на рис. XI. 28 (пунк-
тирные линии).
Пример XI. 5. Сменный шнек червячной машины, указанный
в примере XI. 3, имеет в III зоне нарезку переменной глубины от
й] = 6 мм до h2 = 3,6 мм при всех остальных неизменных раз-
мерах (рис. XI. 27). Определить его производительность при
прочих условиях, заданных в примере XI. 3.
282
Червячные машины
Изменение глубины h происходит по линейному закону.
Решение. В этом случае основная формула производи-
тельности (XI. 3) видоизменяется следующим образом (для одно-
заходного шнека и без учета утечек в зазор 6):
Р _ nD(t — e)cos2cp 2hth2 (t—e)sin<pcos<p Др
VceK~ 2 ’ h,+ h2 П 12^ h2 + h2 ' Д£ '
Полагаем по-прежнему
Ар „ Р
Д£ £щ '
Для отыскания вязкости расплава в витке р,„ находим значе-
ние скорости сдвига
nDcpn
Scp ~ ’
полагая
^Ср
_ 2hth2
hi~\-h2
__ 2-0,6-0,36
~ 0,6 + 0,36
= 0,45 см;
с достаточной степенью точности можно было бы принять
hcp = = °,6 ^ 0,36 = 0(48 см
Следовательно,
л (6 — 0,45) лее 1 /
Scn = -ел л Л п = 0,65/? Мсек.
ср 60-0,45
В заданном интервале значения $ср приведены ниже.
п в об!мин.................... 15 30 45 60
scp в 1/сек............ 10 20 30 40
По графику (см. рис. XI. 13) при Т = 450° К находим зна-
чения рв
п в об/мин............. 15 30 45 60
|1в в н-сек/смг........ 0,45 0,30 0,23 0,20
Далее переходим к определению коэффициентов аг; Ьг, и
^2» ^2*
По графику (см. рис. XI. 5) при ~t2_e = g—Ъ6 ~ и по
h 0 45
графику (см. рис. XI. 7) при = -у- = 0,075 находим аг ==!
= а2 = 0,945 и сх = 1,03.
Значения коэффициентов Ьг и Ь2 принимаем такими же, как
и в предыдущих примерах, т. е. Ьг = 0,96 и Ь2 — 1.
Примеры расчетов
283
В ходе дальнейшего расчета следует учесть, что градиент
давления Cs.p!kL в III зоне шнека с плавным уменьшением
при неизменной геометрической характеристике нарезки в I
и II зонах шнеков (как в примерах XI. 3 и XI. 4, так и в этом
примере) должен быть несколько выше, чем принятый в примерах
XI. 3 и XI. 4.
Это можно учесть путем уменьшения условной длины III зоны на
20%, т. е. до 240 мм. Таким образом, в данном случае принимаем
G = £ н1см2'см-
После подстановки значений всех величин получаем
VceK = 0,945-0,96-1,03 6'5^-^1 0,45п — 0,945 1 5’4—X
X — = 0,323п — 0,00047 — .
Це Це
Табулируем получаемые значения VceK и G4ac в заданном интер-
вале пир (без учета обратного потока утечек в зазор 6) (табл. XI. О)
Полученные значения Q = Ф (р, п) представляем в виде гра-
фической характеристики (рис. XI. 28).
Пример XI. 6. Спроектировать шнек для экструзии стиро-
флекса на среднюю производительность С = 20 кг/ч при противо-
давлении р = 1600 hIcm?.
Характеристика сырья: гранулят насыпным весом 0,5 г!см\
Плотность при 290° Ко- 1,045 г/см3; вязкость ц = Ф(7’, .$)
(см. график рис. XI. 10); плотность Qt = Ф (р^Т) (см. график
рис. XI. 9); температурный режим (при загрузке) То = 290° К;
в цилиндре перед головкой Т = 500° К-
По литературным данным конструкцию шнека выбираем ком-
прессионного типа (Аг — 4), однозаходный, с постоянным шагом
и со ступенчато уменьшающейся глубиной; длину III зоны при-
нимаем равной 5£>; общую длину L = 15£>.
Решение. Задаемся геометрическими соотношениями
ф='; = т = о.1-
Для определения абсолютных размеров шнека в III зоне ис-
пользуем формулу (XI. 3), выразив в ней все геометрические
величины через D,
,, . nD-0,04D-0,9D-COS217c40'
---------п —
a2b2 (0,04Г>)3-0,9£> sinl7°40' cos 17°40' p
12-5D ’ '
284
Червячные машины
Таблица XI. 6
Значения VceK в см* сек и Очас в кг ч
р в н/см* п в об/мин 1
15 30 45 60
У сек & час
0 4,85 9,7 14,55 19,4
14 27,9 41,9 55,8
250 4,59 9,31 14,04 18,81
13,2 26,8 40,4 54,2
500 4,33 8,92 13,53 18,22
12,5 25,7 39 52,4
750 4,07 8,43 13,02 17,63
11,7 24,6 37,5 50,6
1000 3,81 8,04 12,51 17,04
11 23,3 36 49,1
2000 2,77 6,48 10,47 14,68
7,95 18,6 30 42,7
Коэффициенты а, b и с могут быть найдены по графикам (см. рис. XI. 5, XI. 6 и XI. 7): при —-— = 0,044 и при = г ' 1 t — е 0,9D ' D = 0,04 at = а2 = 0,98; г, = 1,02. Наконец, полагая (см. пример XI. 3) -Д- 0,7, находим Ьг = 0,96 и b2 = 1. После подстановки значений этих коэффициентов получаем V сек = 0,00075£)3/г — 0,00000025 . Не
Для определения размера D (а по его значению всех производ-
ных размеров h, t, е) необходимо задаться нормальным числом
п об/мин для заданной производительности.
Примеры расчетов
285
По опыту выполненных конструкций для обычного (неавто-
генного) режима работы с учетом небольших ожидаемых значе-
ний D можно принять п = 30—80 об/мин. Примем п = 50 об/мин.
При переработке ряда пластиков, характеризующихся отно-
сительной термостабильностью (к их числу относятся полиэтилен
и полистирол), может быть также принят вариант автогенного
режима с п = 200—500 об/мин. Рассмотрим и этот вариант, при-
нимая павт = 400 об/мин.
Таким образом, могут быть получены два значения диаметра
шнека — D и Daem.
Для обоих вариантов необходимо предварительно найти зна-
чения кажущейся вязкости р„ по заданной температуре Т = 500° К
и скорости сдвига s
nDn nDn 80/t irTii_ 80nnem_
60h = 0,040-60 ~ ~60 ’ ИЛИ " 60 ’
Таким образом,
80-50 cc -7 i / 80-400 ,
s = —gQ- = 66,7 1 /сек', saem 6Q = 533 Мсек.
Соответственно по графику (см. рис. XI. 10) находим
рв = 0,055 н • сек/см2,
Ре авт = 0,015 н-сек/см2.
Г o.Uoill 1
После подстановки значений и п в ранее написанное уравне-
ние получаем
VceK = (0,0375 — 0,007) D3 = 0,030Z)3;
= (0,3 - 0,027) D3 - 0,273D39m.
Полагая далее
I/ _ бчас ______ 20 000 _ 7 см3/сек
VceK 3600 щ 3600-0,98 5,7 с '
находим D = 5,7 см или, округляя, 60 мм; Daem = 2,75 см или,
округляя, 30 мм.
Исходя из заданной компрессии Аг —- 4, находим D„H j и h,
D2 —62 —°вн!
д _ 4 _________ен 1 —______
г ~ пг г>2 62 —5,52 ’
и ~иен1Н
Ввн. I = 3,5; = 12 мм,
286
Червячные машины
а для автогенной машины
А = 4=^^-
г 32 _ 2,762 ’
DeH = 1,94;
hi — 5,3 мм.
Таким образом, для заданной производительности и противо-
давления могут быть предложены два варианта червячных машин:
тихоходная (п = 30—80 об/мин), имеющая D = 60 мм; L. =^
— 900 мм; hItI = 2,4 мм; hi = 12 мм; t = 60 мм; е = 6 мм; <р
= 17° 40';
быстроходная автогенная (п = 200—500 об/мин), имеющая
£) — 30 мм; L = 450 мм; йщ = 1,2 мм; hx — 5,3 мм; t = 30 мм;
е — 3 мм; <р = 17° 40'.
Следует заметить, что при больших значениях заданной гео-
метрической компрессии (Аг > 3) выбранный нами тип шнека
с уменьшающейся глубиной нарезки не всегда является рацио-
нальным, а в частных случаях даже неисполним.
Так, для рассмотренного автогенного варианта шнека с наруж-
ным диаметром 30 мм и внутренним (переменным) 19,4 мм и 27,6 мм
момент сопротивления сердечника шнека в / и /7 зонах может
оказаться недостаточным для передачи крутящего момента, если
учесть ослабление сечения центральным каналом для охлаждения
шнека.
Таким образом, при больших значениях Аг может возникнуть
необходимость применения технологически более сложной, но
более прочной конструкции шнека (с плавно или ступенчато умень-;
шающимся шагом и с постоянной глубиной нарезки, следовательно»
и при постоянном, притом наибольшим внутренним диаметром).
Пример XI.7. Определить значение наибольшего давлен
ния ртах, создаваемого шнеком перед головкой при перекрыто^
выходном ее отверстии (Vсек = 0).
Размеры шнека принять по примеру XI. 6 в двух варианта^
(тихоходном при п = 50 об/мин и автогенном при павт =*
= 400 об/мин).
Решение. По уравнению (XI. 21) находим давления; j
для тихоходного шнека диаметром 60 мм
__ aibiCiJtDnpgLui __ 0,98-0,96-1,02л-6-50-0,055-30_оолп / 2
Ртах lOaA^jjtgq) ~ 10-0,98-1-0,242-0,318 “ Н'СМ ' 1
С учетом некоторого снижения рв при перекрытом выпуске'
Ртах действ 9,8ртах 6600 н/см^, Где Ьщ 5D 30 СМ
tg <р = tg 17е 40' при t = D.
Примеры расчетов
287
Для автогенного шнека диаметром 30 мм
0,98-0,96-1.02-Л-3-400-0,015-15 _ 9) грр , 2.
Pmaxoem— 10-0,98-1-0,122-0,318 — Z1 OUU Н/СЛ1 ,
Ртах Эейсте = 0,8 21 500 1 7 300 н/СА12.
Полученные результаты (ртах ает ртах) показывают, что
применение быстроходных автогенных шнеков противопоказано
в тех случаях, когда возможны периодические перерывы в вы-
пуске экструдата из головки без остановки шнека, т. е. в неко-
торых моделях экструзионно-выдувных машин, у которых вы-
дувной узел работает циклически, а экструзионный — непрерывно,
но с циклическими перекрытиями выпуска из головки.
Пример XI. 8. Найти индикаторную мощность, развиваемую
шнеком в цилиндре одночервячной машины для экструзии поли-
этилена высокого давления при следующих данных:
п — 30 и 60 об/мин и противодавления от 0 до 2000 н/см2;
шнек — (см. рис. XI. 27, а) однозаходный, диаметром D =
= 60лш; -^- = 20; ТГ = 5; -^=0,15; -^-=0,06; -^-=0,1;
= 1; зазор б = 0,015 мм; cos2 <р = 0,91; sin2 <р = 0,09;
tg = 0,318; сырье — полиэтилен высокого давления с индексом
расплава 2 г/10 мин; температура расплава в цилиндре 450° К,
в головке 470° К.
Решение.
^инд —
где
(cos2<p + 4sin 2<р) + Ь' + VceKp,
L' = 0,75L = 120 = 720 мм;
ЛщЛш + hj (-j L — Z.Hl)
0,751
0,06-0,25 + 0,15 (0,75 — 0,25) D =
Расчет при n = 30
Скорость сдвига в
0,75
= 0,120 = 7 мм.
об/мин.
витковом потоке
_ л(£)— h')n л-5,3-30 11
60/г' 60-0,7 — 11 1 Се
Скорость сдвига потока утечек в зазоре
nDn л-6-30 ,
S3 = ~606-= WI5 = 630 l/CSK-
288
Червячные машины
По графику (см. рис. XI. 13) находим
р„ (при 450° К) = 0,43 н-сек/см2;
(при 470° К) = 0,029 я -сек!см2;
, Г л3-63-302-0,43-0,9 /п . л262-302-0,029-0,6 1
= L------3600^7-------<°>91 + 4'0’09) + - 3600-6^015-0,318 J
Х72 + VceKp н-см/сек.
С,кг/г
0 730 500 750 1000 20(10р,н/см}
Рис. XI. 29. Характеристика G4 — N — р к примерам
XI. 8 и XI. 9
Поскольку все размеры элементов нарезки в 1П зоне совпадают
с заданными в примере XI. 3, значения VceK и р при я = 30 об/мил
могут быть взяты из табл. XI. 5 и примера XI. 3.
Следовательно,
Nt = (1180 + 324) 72 + VceKp = 108 200 + VceKp н- см/сек.
Соответственно заданным значениям Усек и р подсчитывав...
и, принимая к. п. д. привода ч]прив = 0,5, находим значения
А^эф. Результаты подсчетов сведены в табл. XI. 7 и представлен^
ниже в виде графической характеристики — р (рис. XI. 29).
Таблица XI. I
Результаты подсчета при п = 30 об/мин
р . в н/см? V v сек в см?/сек ®час в кг/ч Мцнд в н- см/сек ыинд в кет ^эф в кет
0 7,5 21,7 108 200 1,07 2,14 ’ а
250 7,27 21 110 000 1,08 2,16 J
500 7,04 20,3 111 700 ' 1,09 2,18 3
750 6,81 19,6 113 300 1,11 2,22 Ji
1000 6,58 19 114 800 1,12 2,24
2000 5,66 16,3 119 500 1,17 2,34
Примеры расчетов
289
и - 0,1—0,14 квт/кг.
о
Следует отметить, что удельный расход энергии на шнек во
всем принятом диапазоне р составляет
N,
= 0,05—0,07 кет/кг
О
Расчет при п = 60 об/мин
__ л (D — h') п
g — .
л-5,3-60 оо ..
= 60-0,7 = 22 1/ССК:
л’6’60 = 1260 1/сея;
60/г'
лСл
+ ~ 60S = 60-0,015
По графику (рис. XI. 13) р„ = 0,38 я • сек/см2\ р3 = 0,026 я сек!см2.
Гл36»602-0,38-0,9 /л , л ллгл 1
[------3600-----<°>91 +4-0,09) +
, 3.14262-602-0,026-0,6 1 „„ , т/ ,.опп , . ос~о . ,, „
+ 3600-0,015-0,318 J 72 ^секР — (4200 + 1250) 72 + VceKp
= 390 000 + VceKp я см/сек,
откуда (с учетом значений VceK и G4ac по табл. XI. 4 примера XI. 3)
получим при п = 60 об/мин следующие результаты (табл. XI. 8).
Таблица XI. 8
Результаты расчета при п — 60 об/мин
р в н/см? у г сек в см*/сек 6 час в кг/ч Nuud в н-с м/сек N' в кет Яэф в кет
0 15 43,7 390 000 3,9 7,8
250 14,64 . 42,4 394 000 3,94 7,80
500 14,33 41,57 397 000 3,97 7,94
750 14,07 40,6 401 000 4,01 8,02
1000 13,76 39,7 404 000 4,04 8,08
2000 12,45 36 415 000 4,15 8,3
Удельная мощность в принятом диапазоне оборотов составит
N’,
= 0,09-^0,115 квт/кг и — 0,18-4-0,23 квт/кг.
Ьц (j4
Пример XI. 9. Для условий, заданных в примере XI. 8, при
п = 30 об/мин определить необходимую мощность внешних нагре-
вателей червячной машины указанных размеров.
19 Зак. 686
290
Червячные машины
Решение
Nнагр = Ю V cexQl^cp (Т ^о) Ч" секР i Н -СМ/сеК,
где VceK\ р и N; — данные, приведенные в итоговой табл. XI. 7;
Т = 450° К; То = 290° К;
Qt = 0,8 г/см3 — плотность расплава при температуре Т = I
= 450° К;
сср—средняя весовая теплоемкость полиэтилена*
высокого давления в интервале (Т—То),
находится планиметрированием площади под
кривой с (см. рис. XI. 19) и делением полу-
ченного значения площади диаграммы на
абсциссу (Т—То); сср = 3,35 кдж/кг град.
Следовательно,
NHazp = ю2 0,8 3,35- 160Усек + VceKp-Nt =
= 43 0004- VceKp — Nt н см/сек.
Найденные после подстановки NceK, р и Nt значения NHaep
сводим в табл. XI. 9. Принимая полный к. п. д. нагревателя
Чнагр = 0’8 и переводя значения мощности в кет, находим //нагр.Эф
и также выносим их в табл. XI. 9.
Таблица XI. 9
Результаты расчета к примеру XI. 9
р в н/см2 V сек в см3/сек- °час в кг/« л/ zv нагр в н-с м/сек Nнагр- эф в кет
0 7,5 21,7 133 000 1,66
250 7,25 21,0 117 000 1,46
500 7,04 20,3 111 000 1,39
750 6,81 19,6 103 000 1,29
1000 6,58 19,0 99 000 1,21
2000 5,66 16,3 70 000 0,88 .
Следует отметить, что удельный расход энергии на внешний
нагрев во всем принятом диапазоне р составляет
—= 0,05 — о,О8 квт/кг.
Функциональная зависимость NHasp. эф — р и VceK — р представ-
лена в виде графической характеристики на рис. XI. 29.
Примеры расчетов
291
Пример XI. 10. Определить, при каком противодавлении р (при
прочих условиях, заданных в примерах XI. 8 при п = 30 об/мин и
XI. 9) машина будет работать автогенно, т. е. без внешнего на-
грева.
Решение. Так как по заданию NHazp = 0 (см. пример XI. 9)
43000I/ceK + VceKp-7V:. = 0,
где Nt = 108 200 + VceKp
(см. пример XI. 8), после подстановки получаем
430001^ + VceKp - 108 200 - VceKp = 0;
сек. авт = = 2-5 СмЧсвК.
Обращаясь теперь к решению примера XI. 3 (в котором рас-
сматривается шнек тех же размеров), определим искомое значе-
ние Равт при п = 30 об/мин
VceK = 0,25л —0,000185 —— 0,00000172
Щ Из]
или, пренебрегая третьим членом правой стороны уравнения
(по его малости) и подставляя значения п = 30 об/мин и р„ =
= 0,24 н-сек/см* (для п = 30 об/мин), получим
Равт = 0,000185 = 0,000185 ®’24 = 6400 н^см2-
Таким образом, в частном случае применения данной червяч-
ной машины с головкой высокого сопротивления (р — 6400 н/см2)
режим работы окажется автогенным даже при небольших ско-
ростях (п — 30 об/мин). Само собой разумеется, что, если все
расчеты вести при больших значениях л, то граничная величина
Давления для перехода к автогенному режиму снизится.
Так, например, при п = 60 об/мин, применив методику рас-
чета, данную в примерах XI. 3, XI. 8 и XI. 9 (при л — 60 об/мин),
Получим следующие результаты:
Ni ~ 430 000 н см/сек:,
т, 430 000 _ . ~ з!
* сек. авт 43 qqq 'сек
и соответственно раот = 5000 н/см2.
Пример XI. И. Модельная одночервячная экструзионная ма-
шина (однозаходный шнек, который характеризуется следующими
Размерами: D = 60 мм; t = 60 мм = const; /ij = 10 мм; hin =
4 мм; = 15^ перерабатывает полиэтилен высокого давления
19*
292
Червячные машины
в пленку хорошего качества. При этом оказывается, что при п ==
— 30 об/мин производительность равна 20 кг/ч, индикаторная
мощность 1,2 квт-, мощность нагревателя 1,1 квт; давление массы
перед выходом в головку 1000 н/см?. Режим работы политропный
(яр 0,25).
Спроектировать одночервячный экструдер производительно-
стью 100 кг/ч пленки того же качества.
Решение. Используем перечисленные в § 1, п. 7 условия
моделирования
1 1
Dnp = (_Gnp_\3-2^ = 100 3-2.0,25 = 1 9
О мод \ О мод / 20
Dnp = 60 1,9 = 110 мм;
~ В'1'1 , но < 20, следовательно, — 15;
К мод ‘-'мод и пр ипр
JlUB- = (= 1,90.75 = 1 62,
значит
hf пр = 10 1,62 —.16 мм;
ЛП1 пР = 4'1 >62 — 6,5 мм;
Ппр_ = / = 1 9-0,25 = 0175>
Пмод \ Uмод /
рпр = 30 -0,75 = 22 об/мин;
Рпр
Рмод
( Рпр
\ Рмод )
1.90’25 = 1,38;
рпр = 1000 1,38 % 1400 н/см2;
К пр _ / Рпр у О | д2,25 — 4,25. *
К мод \ Рмод /
Следовательно, константа пленочной головки к проектируем»
головке должна быть повышена и сопротивление течения в н»
1 Л
должно быть снижено, т. е.
Л
Ni пр
мод
(Р„, \3—Л
1.92,75 5,9;
Uмод /
Л^пр1,2.5,9 = 7 квт;
Примеры расчетов
293
Nj пр _
‘Чприв
Nэф. пр ~
7
тт? = 14 квт;
u,t>
^пагр-пр Сср(Т-Те}\Р^ МОд~[~Р^~) iM°d
^'нагр- мод Сср (Т — Tg) Омод — мод
Принимая для модельной и проектируемой машин Т = 400° К,
сср = 3,35 кдж!кг -град и пересчитав NiMod в дж!ч, получим
Мпагр-пр _ 103.3,35-110-1,92’5-20— 1,92<75-4,34-10» _
Nnaep.Mod ~ 103-3,35-110-20 —4,34-10» ~
36-10» —25,3-10» _
— 7,4-10» —4,34-10» -6’0’
Т. е. NHagP' пр = 1,1 -3,5 4 квт.
Итак, спроектированная машина имеет G4 = 100 кг/ч; he =
= 16 лш; р = 1400 н!см2; Nt = 7 квт; &’эф 14 квт; йш = 6,5 мм;
D = НО мм; NHasp — 4 квт; = 15; п = 22 об!мин.
Константа комплектующей головки К Должна быть в 4,25 раз
меньше, чем у модельной машины.
Пример XI. 12. Выполнить прочностный расчет цилиндра и
шнека червячной машины, размеры и режимные параметры ко-
торой даны в примере XI. 8, т. -е. D — 60 мм; hx = 0,150 =
= 9 мм; е = 0,lD = 6 мм; L = 20£> = 1200 мм; Лш = 0,06 —
= 3,6 мм; t = D = 60 мм; р, VceK, Nt и (см. табл. XI. 8 при-
мера XI. 8).
Решение. Определяем толщину b стенки литого стального
цилиндра в опасном сечении (перед головкой) по максимальному
рабочему давлению р = 2000 н/см2
6 = 0,5£)(1/°-^+<йР— 1) 4-0,5.
\Г Сдоп— 1.3р )
Для стали 35Л принимаем <удт = 10 000 н!см2, следовательно,
а л с с /1 / 10 000 + 800
6==0’5 6(У То000 - 2600
1 j 4- 0,5 = 1,5 см = 15 мм.
При проектировании машин, предназначенных для работы
в особых режимах с возможными перекрытиями выпуска экстру-
дата без остановки шнека, прочностные расчеты должны вестись
на давление ргаах при VceK ~ 0 (см. пример XI. 7).
294
Червячные машины
Определяем продольную осевую силу
7 — 1,25^-р = 1,25-0,785-36 2000 = 70000 «.
Далее находим крутящий момент (при р = 200 н/см2)
Мк„ъ 100 000 — = 100000= 39 000 нем.
кр п 30
Проверяем тело шнека на прочность в опасном сечении (в за-
грузочной зоне). Учитываем ослабление шнека каналом водяного
охлаждения диаметром d = 20 мм (рис. XI. 30).
Рис. XI. 30. Схема шнека к примеру XI. 12
По заданным размерам шнека сердечник его в загрузочной
зоне имеет размеры
DeH = D — 2ht = 60 — 2-9 = 42 мм; d — 20 мм.
. Рабочая площадь сечения
F = -J (П\ — d2) = 0,785 (4,22 — 22) = 10,7 см2. •
Полярный момент сопротивления составляет
~ Д — d4 Л 94 94
= °’2 = °’2 72 = 14’4 ™3'
Находим эквивалентное напряжение
= 103 ]/42,5 + 29,5 8500 н/см2.
Полученный результат показывает, что для изготовления дан-
ного шнека может быть выбрана как легированная, так и угле-
родистая сталь со следующими показателями:
<тв >.500 н/мм2 и сгт > 350 н/мм2.
Примеры расчетов
295
Для этой стали можно принять
= -у- = 10 000 н/см2 > аэкв.
При соотношении L/D = 20 необходима проверка шнека на
продольный изгиб. Если учесть, что в зоне выгрузки шнек со
всех сторон подвергается давлению пластика, то, несмотря на
консульную схему опоры шнека, можно принять при р'асчете
критической силы третий случай закрепления (один конец входит
в шлицевую муфту, второй удерживается на оси давлением окру-
жающего пластика), т. е.
_ 2n2£J
Ркр — [2
Момент инерции сечения в рассматриваемом случае переменный
(так как h = var). Приближенно определяем его для условного
сечения, в котором h = hcp = 7 мм (см. пример XI. 8), т. е.
DeH усл = 60 — 14 = 46 мм; d = 20 мм;
J = JDeH — Ja = 18,4 — 0,8= 17,6 см;
г> 2-9,9-2,1-107-17,6 иоллло
Ркр = ——w— 490 000 н-
Таким образом, запас устойчивости
/ _Ркр__ 490 000 _
куст ~ т ~ /о ООО ’
Полученные в ходе расчета значения осевой силы Т и крутящего
момента Мкр принимаются для всех дальнейших прочностных
расчетов машины.
Пример XI. 13. Найти константу Кел3;
для грануляционной головки, схематиче-
ски изображенной на рис. XI. 31.
Поток расплава выпускается параллель-
ными струями из большого количества ци-
линдрических отверстий диаметром 3 мм и
Длиной 20 мм. Независимо от числа отвер-
стий константа головки К рассчитывается
исходя из размеров одного отверстия.
Решение.
Рис. XI. 31. Схема грану-
ляционной головки к при-
меру XI. 13
т, ni/4 л0,34 . 1П_л о
~ 128/ “ 128-2 - 1 10 см •
296
Червячные машины
Рис. XI. 32. Схема кольцевой
головки к примеру XI. 14
Пример XI. 14. Найти константу кольцевой головки по
рис. XI. 32 для выпуска пленки рукавным методом при следую-
щих условиях:
средний диаметр щели Dcp = 100 мм;
длина щели I = 10 мм;
зазор щели — 0,5 мм.
Решение. Поскольку пропускная способность входного
канала и коллектора несоразмеримо больше, чем пропускная
способность формующей щели, констан-
та головки определяется (с точностью
до 2—3%) только по кольцевой щели
K„^ = iiw=3|5.lo.<rf.
Пример XI. 15. Определить сопроти-
вление р кольцевой головки, рассмот|
ренной в примере XI. 14, в заданной
интервале производительности G4ac
— 6—40 кг/ч пленки из полиэтилена выа
сокого давления. Температура расплав!
в щелевом канале головки Теол = 470° К
плотность пленки q = 0,92 г/см3, а расплава = 0,8 г/см3.
Решение. Пересчитываем производительность по объем;
расплава *
К
лЮ-0,052
Grac1000 _ 6 4-10-?- 20 4-40 _ -
сек ~ 3600& ~ 2,88
= 2,08 -4- 3,5 -4- 6,95 -4- 13,9 см3/сек.
Определяем соответствующие значения скоростей сдвига
ЪУсек _ 6 (2,08 4- 3,5 4- 6,95 4- 13,9) =
S~^CIA~
= 159 -г- 265 -4- 530 1060 1/сек.
По графику (см. рис. XI. 13) находим значения вязкости
Ргол = 0>067 -4- 0,048 -4- 0,028 -4-0,018 н - сек/см2.
Искомое значение сопротивления
УсекУ-гол (2,08 4- 3,5 4- 6,95 4- 13,9) (0,067 4- 0,048 4- 0,028 4- 0,018
Р~ К
3,5-10 4
= 400 -и 480 -4- 550 -4- 720 н/см2.
* Здесь и далее при подстановке в формулы нескольких значений аргументов
эти значения отделяются знаком (->).
Примеры расчетов
297
Следует отметить, что, несмотря на существенное различие
между заданными экстремальными значениями производительности,
расчетные сопротивления головки меняются относительно мало.
Полученные значения сопротивления головки р позволяют
построить графическую характеристику р — VceK или р — G4
данной головки (рис. XI. 33).
С,кг/ч
200 WO 600 800р,н/см}
Рис. XI. 33. Характеристика
Оте — р'головки £к примеру
XI. 15
Рис. XI. 34. Совмещенная ха-
рактеристика G4 — р к приме-
рам XI. 3 и XI. 15
В случае применения этой головки на какой-либо конкретной
червячной машине, например рассчитанной в примере XI. 3,
совмещенная характеристика машины и головки (рис. XI. 34)
позволяет найти ряд рабочих точек, характеризующих фактиче-
ловки к примеру XI. 16
ские конечные параметры установки при различных числах
/г об/мин шнека.
Таким образом, оказывается, что
22—15 Об/миН
Очас ° кг‘ ч Р в п в об/мин
9 480 15
19 580 30
30 650 45
41 730 60
Пример XI. 16. Определить сопро-
тивление трубной головки, предна-
значенной для изготовления шланга
0 31 ХЗ из пластиката ПХВ (с индек-
сом расплава 0,12 г/10 мин), приве-
денной на рис. XI. 35; при производительности G4ac *= 20 кг/ч,
температуре расплава в головке Тгол = 450° К и плотности рас-
плава 1,25г/сл13.
Решение. Расчет ведется по участкам, причем сопротивле-
нием на участке 1—2 пренебрегаем вследствие относительно боль-
шого сечения щели.
Таким образом
Р — Рг-з + Рз-4 + Р«-ь-
298
Червячные машины
Предварительно определяем значения Dcp, е и в середине
каждого участка (табл. XI. 10).
Далее находим средние значения скорости сдвига s и вязкости
ргол по участкам, принимая
у дчас-ЮОО_______20__= 4 44 смз/сек
Qt-36J0 1-25-3,6
При отношении > 0,15 следует применять следующие „ , V, ,п расчетные формулы: Таблица XI. 10 1 -г г j 6 1/ Значения Dcp, ей duj S2_3 = - сек. т ~ л ГЛ .4- rtO I Л2
Участки Dcp В ММ В мм е в мм V Ч 1 ср/ щ — 6-4,44 0,43 +л-5,6)0,432 ~ я^7,5 1/сек; _ 6-4 44 S3-4 ~ (0,34 +л-3,7)0,342
2—3 3—4 4-5 56 37 28 4,3 3,4 3,0 31,5 31,5 45,0
lb,t> 1/сек. С — 6-4144 34 1 /сек 4“5- (0,3+л-2,8)-0,Зг По графику (см. рис. XI. 11) при температуре 450° К р2_3 = 0,75 н • сек1см2\ Рз-4 = 0’80 н- сек!'см2-, р4 5 = 0,32 н сек/см2.
Определяем константы К по участкам
TZ nDcp6w л-5,6-0,433 „ з
К2_3 = —= 12.3Д5- = °’037 СМ >
т, л-4,65-0,343 ло о
кз-4 = —(2^15-=°’0143^s;
TZ л-2,8-0,33 г\г\г\лл я
V* = 12~4,Ё>~ = °’0044 СМ
В заключение находим искомые сопротивления по участкам
и головки в целом
Р2-3
НгекЦг-з
Кг-3
= = 89 н!см2\
Примеры расчетов
299
Рис. XI. 36. Схема плоско-
щелевой головки (типа
«рыбий хвост») к примеру
XI. 17
„ ^'секУ-з-1 4,44-0,50 . _„ , 2
Рз~* = К3-4 ' = ~ 0,0143 ~ = 156 Н,СМ '
_ УсекРа-б- _ 4 44-0,32 _ Hlcyfi-
Р*~ъ К4-5 0,0г44 ’ 624 Н/СМ ’
р = 89 + 156 + 324 570 н/см2.
Пример XI. 17. Спроектировать щелевую головку типа «рыбий
хвост» на производительность 90 кг/ч (20 см3/сек) (рис. XI. 36) для
выпуска листового пластиката ПХВ; про-
тиводавление (головки) р = 500 н/см2-, ха-
рактеристика сырья — см. пример XI. 16;
характеристика продукта—ширина листа
b = 1000 мм; толщина листа h2 = 3 мм
(без учета усадки).
Решение. При проектировании ши-
рокощелевых головок необходимо учиты-
вать неравенство скоростей экструзии (по
поперечному сечению листа) и, как след-
ствие, отклонение в толщине листа (уто-
нение к краям).
Допускаемое отклонение принимается
равным 0,05, т. е. 5%. Соответственно коэф-
фициент неравномерности А — ---------- =
= 0,95.
Сопротивление головки складывается из сопротивления питаю-
щего цилиндрического канала Ар0, сопротивления расширяю-
щегося под углом 0 диффузора Apj и сопротивления щелевого мунд-
штука Ар2. Вследствие относительной незначительности сопро-
тивления в питающем канале можно принять
Р = Л/А + Лр2-
Распределение полного сопротивления на составляющие Лрх и
Ар2 производится для головок этого типа по формуле
АР1=Т^+-
1
1 —А
где а —-----g.
sec 6 — 1
Угол раскрытия диффузора 0 берется обычно в пределах 20—
30 ’. При 0 = 20° sec равен 1,0625, следовательно,
а — 1,0625 — 1 — °’8’ ~ 1 +0.8 — 0,445Р’
Др2 = Р — Дрх = 0,555р.
300
Червячные машины
Для расчета мундштука головки применяется общее уравне-
ние
I/ К2Лр2
ы£
где Кг = , р2 = Ф (С «г)-
Поскольку зазор в мундштуке h2 задан толщиной листа h2 =
= 3 мм, а ширина Ь2 может быть принята равной Ь,. неизвестной
величиной является длина щели 12 (в направлении потока рас-
плава).
Найдем предварительно значение скорости сдвига в щели мунд-
штука
GVceK 6-20 .. _ ..
х Sa " ь А2 ~ 100-0,Зг ~ 44’5 ^сек-
Р2П2
Тогда при Т = 450° К вязкость на этом участке по графику
(см. рис. XI. 11) окажется равной
р2 = 0,26 н-сек!см1 2-,
KfaVccK __
2---А ---
Др2
0,26-20 ллю-7 ч
n =0,0187 см8 * *;
0,555-500
bh3 * * * *2 __ 100-0,33 _ 9
12К2 ~ 12-0,0187 - 12 СМ'
Для расчета диффузора головки используем то же уравнение*
I/ ___&Р1
v сек — LI, ’
И
где (для диффузора прямоугольного сечения) Ki может быть вы-:
ражено формулой
1 15ctg6'
Искомой величиной является /гь однако для определения сред-
ней скорости сдвига в диффузоре приходится предварительно за-
даваться этой же величиной hr, т. е. прибегать к подбору значе-.
ний ht.
Зададимся (с последующей проверкой) значением ht = 25 мм.
Для расчета скорости сдвига s в диффузоре переменной ширины^
но приблизительно постоянной высоты сечения рекомендуется под-
ставлять в формулу s = среднее значение Ь, принимаемое
bh^
Примеры расчетов
301
равным 0,46 2> тогда
= 6УСек _ 6~20 - 0 5 1/сек
(0,4Ьа)Л? 0,4-100-2,5» ~ U>0 1/СеК'
Г
По графику (см. рис. XI. 11) щ = 3,5 н-сек!смг, тогда
TZ __ _ 3,5-20 __ о о | 3.
Дрх 0,445-500 U,dl СМ ’
1 1
ft1=.(15Kictge)3 = (15-0,31 2,75)3 = 2,44 см.
Таким образом; найденное значение hv = 24,4 мм достаточно
точно совпадает с предварительно принятым значением hr = 25 мм.
Остальные основные размеры, необходимые для конструиро-
вания головки, получаются геометрическим расчетом. Конструк-
тивно задаемся диаметром питающего канала d = 25 мм, что соот-
ветствует скорости течения около 4 см/сек, и находим длину диф-
фузора
1 _ l2~d ЮО — 2,5 __
Z, 2tg20° — 2-0,365 ~ СМ'
Полная длина головки
L = 4 + /2 = 134 + 12 = 146 см.
Таким образом, найдены все необходимые для конструирова-
ния размеры щелевой головки: hx = 25 мм; = 1340 мм; h2 =
= 3 мм; 12 = 120 мм; L = 1460 мм; 0 = 20°.
Пример XI. 18. Определить производительность и потребляе-
мую мощность червячного пресса диаметром 85 мм для выпуска
резинового шнура.
Основные размеры червяка:
Наружный диаметр D в мм.......................... 85
Внутренний диаметр d в мм ...... 70
Шаг переменный в мм от й (на загрузке) до (ц (на выпуске) От 100
до 60
Длина шнека L в мм ... ......................5D
Толщина витка е в мм .......... 10
Число заходов г . . . . ................ 2
Число оборотов в минуту..........................20—50
302
Червячные машины
Основные размеры головки для выпуска шнура круглого
сечения:
Диаметр отверстия мундштука Лг в мм.....................30
Длина конусцрго перехода от диаметра D = 85 мм к диа-
метру = 30 мм .................................... 60
Длина цилиндрической (калибрующей) части мундштука /к
в мм .................................................. 30
Физические константы резиновой смеси при экструзии:
Предел текучести нагретой смеси от в н/см2 ....... 20
Коэффициент трения смеси по стальному червяку и в ка-
нале головки fi = f3 ................................. 0,2
Коэффициент трения по цилиндру f2 ... 0,3
Плотность смеси в г/см3 ... ...........0,9
Температура смеси в головке Т в °К.............. ... 323
Решение. Находим среднюю величину межвиткового объема
0,86
у = Л (D2 _ tcP~e = Л (8,52 — 72) (8 — 1)
4 ' > cosqcp 4
150 см3,
Рис. XI. 37. Схема головки для
выпуска резинового шнура
, -f- fjj 10-4—6 о
где tcp = -i-g -У- = —g— = 8 см;
ztcp _ 2-8 Л „
“ nD л-8,5 °’6,
<pcp = 31°; cos <pcp = 0,86.
Объемную производительность VceK определяем по формуле
(XI. 24) [о знаке (-Н см. сноску к примеру XI.15, стр. 296]
у _____ Угпр — 150-2 • 50-0,15 _ 37 5 см3!сек
* сек — эд — go — о/,и См /ССКу
где £ = 0,15 — принятый коэффициент производительности чер-
вяка.
Для определения значения мощности, потребляемой червяком
Nt, необходимо предварительно найти величину противодавле-
Примеры расчетов
303
ния головки заданных размеров (рис. XI. 37) по формуле (XI. 27)
н!см2,
где а = 1,5 — коэффициент запаса;
а — плоский угол конусного перехода, равный
arctg D 2 ~ = arctg= 0,41 рад = 23°;
Р= 1,5(1 +-%j-)20
= 184 н!см2.
Мощность, расходуемая на валу шнека, может быть рассчи-
тана по формуле (XI.25)
N, = Ю- =
> 184(37,5 Ч- 10.1 = 0 3
tg «31 4 * Ov
где р = arctg f х = arctg 0,2 = 11,3° — угол трения смеси по чер-
вяку;
L — 5D = 5-8,5 ~ 42,5 см — длина червяка.
Эффективная мощность на приводном валу машины
., N; 0,3 п с
== —- = -7-=- = 0,6 квт,
"Р 1) 0,5
где т] = 0,5 к. п. д. привода.
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи XI. 1—XI. 20. Определить значение геометрической
компрессии шнека по следующим заданным значениям геометриче-
ских элементов шнека [см. формулу (XI. 1), примеры XI. 1, XI. 2,
рис. XI. 3 и табл. XI. 11, условные обозначения — в примерах
XI. 1 и XI. 2].
Задачи XI. 21—XI. 40. Рассчитать теоретическую производи-
тельность VceK и индикаторную мощность N одночервячного
экструдера в диапазоне заданных значений числа п в о^/мин и про-
тиводавления р по заданным значениям геометрических элементов
шнека. Вычертить по полученным значениям параметров графи-
ческие характеристики VceK — р и VceK — Nt (см. примеры
304 Червячные машины
Таблица XI. 11
Исходные данные к задачам XI.1 —XI. 20
Задачи &нар в мм Z е в мм I в мм D6H III В мм в мм Примечания
XI. 1 150 1 12 90 120 120
XI 2 120 1 10 70 96 100
XI. 3 90 1 8 60 75 90
XI. 4 60 1 6 38 48 60 = Zjn = const
XI. 5 50 1 5 32 40 50
XI. 6- 40 1 4 30 35 40
XI. 7 30 1 4 20 25 35
XI. 8 150 1 12 120 — 120
XI. 9 120 1 10 96 — 100
XI. 10 90 1 8 75 — 90 •
XI 11 60 1 6 48 — 60 DeH i = DeH nt = const;
XI. 12 50 1 5 40 — 50 h = const
XI. 13 40 1 4 35 — 40
XI. 14 32 1 4 25 — 35
XI. 15 25 1 3 20 — 28
XI 16 150 ‘/г 12 120 — 120
XI. 17 120 v2 10 96 — 100 в I и II зонах г = 1;
XI. 18 90 % 8 75 — 90 в III зоне г = 2;
XI. 19 60 % 6 48 — 60 DeH, h и t = const.
XI 20 50 */г 5 40 — 50
XI. 3, XI. 4, XI. 5 и XI. 8, рис. XI. 3 и табл. XI. 12). В пределах
заданных диапазонов пир выбрать для расчетов по четыре их
значения: два экстремальных и два промежуточных (условные
обозначения см. в примерах XI. 3, XI. 4, XI. 5).
Задачи XI. 41—XI. 60. Спроектировать шнек одночервячного
экструдера на заданную производительность Gnp по полученным
на модельной машине величинам (см. пример XI. 11, рис. XI. 3 Ж
табл. XI. 13), условные обозначения — в примере XI. II.
Контрольные задачи
305
Исходные данные к задкам XI. 21—XI. 40
Приме- чание jsuoo = 7 ин1вьнэнЛ1э яэнрп
Диапазон Р в н/см UU^l—и I OOST— 0 0—1500 0—1500 0—1500 П 1 глл з о о о 3) о о о ото о - — сч сч III 1 3 0 0 о
Диапазон п в об/мин 09—01 О О О - О СЧ о о о с со со — а III II Ю О О Ю LQ 1Г СЧ —< —» — - 20—120
* ю 3- га Ш СО СМ 00 СЧ Ь- —« ~ °- А. о" o' o' о" o' о" о" о оГ
* * 5? СО СО О Ю хр
hIII в мм • оо хр тр хр о to m тг co
hl в мм О о о оо сч о о —• г- сч — — сч —•
Чп в мм CJ Q Q Q тр тр ^р хр хр хр тр to ю
ww а 7 Ci Q С ю totoioito ю ю с —< —< —1 о С с с
t в мм о ооооююо о О (£> ю хР ОО Ю хР О тр
* Q 3 . И о оооо оо о о О О Ю хР О О Ю О хр
Марка пластика s g га я о || о Ц- g га га Ч 5 Я " « " S <5 ч § J5 °" о °" о t- 5 04 га Ь. Ь. Е( g « °- °" ей CQ СО га °" я ‘Н- ч с Со Со CD z-ч О О fr-i м l-л м 5 2 ж Л Л 5 S СП 5 о Ф 5 g «V S^c-2)bZ So So м rt 1/0 ч га л a a 4g 4g Яясч Ягасч О ><,. О og oog5ia-5o- СЧгас Н С н С С«“ С S OJ СЗ Л F» II S II гасчсо со де II к II
Задачи —1 СЧСОтрШОГ^СО о сч счсчсчсчсчсчсч сч >< ><><><><><><>< и
20 Зак. 686
Продолжение табл. XI. 12
Задачи Марка пластика D в мм t в мм L в мм liii В мм CD в мм е в мм 6 в мм Диапазон в об!мин Диапазон Р в об!мин Приме- чание
XL 30 Полиэтилен ВД инди- 90 80 20 5 18 7 9 0,16 10—60 0—1500
видуального расплава 2 г/10 мин; Т расплава 400° К ‘ИВНЫЙ аг
XI. 31 То же 60 50 20 5 12 5 5 0,1 15—80 0—1500 ё. 1
XI. 32 » 50 40 20 5 10 4,5 5 0,09 15—100 0—1500
XI 33 Полистирол Т распла- ва 500° К 60 55 20 5 10 6 6 0,1 15—100 0—1500 авно-{ :onst,
XI 34 То же 50 45 15 4 9 5 5 0,1 15—100 0—1500 С II
XI 35 » 40 35 15 4 7 4 4,5 0,08 15—120 0—1500 си
XI. 36 Пластикат ПХВ Т рас- плава 450° К Q = = 1,25 г!сн? 90 85 15 4 20 8 10 0,2 10—60 0—2000 В
XI 37 Полиэтилен ВД инди- 90 90 15 4 • — 7 8 0,18 10—60 0—1500 ый ный onst
видуального расплава 2 г/10 мин; Т расплава 410° К гпенчат гхзаход и h = с
XI 38 То же 60 50 25 6 — 5 6 0,12 15—80 0—1500
XI 39 » 50 40 25 6 — 4 5 0,1 15—100 0—1500 :ек
XI 40 » 40 35 25 6 . — 3 4 0,1 20—120 0—1500 11 О Ы
Таблица XI 13
Исходные данные к задачам XI. 41—XI. 60
Задачи Режим работы модельного экструдера Размеры модельного экструдера Марки пластика я , «
анная пронзвод эность проекты мого экструдер ( в кг/ч
Ц) G в кг/ч £ <а СО Ж! И р в кг/см.1 п в об!мин t в мм hj в мм 5; СО L D D в мм
Ч е * 3 СП н GL.CO
XI 41 0,5 10 8 1000 50 45 8 4 15 45 Полиэтилен индиви- дуального расплава 2; Т расплава 410° К 90
XI. 42 0,5 15 12 1000 40 50 10 5 15 50 То же 120
XI. 43 0,5 25 16 1000 40 60 12 6 15 60 » 150
XI. 44 0,5 9 8 1100 45 40 9 3,5 15 45 » 100
XI 45 0,5 12 10 1100 40 45 11 4,5 15 50 » 80
XI 46 0,5 23 15 1100 35 55 13 5,5 15 60 » 150
XI. 47 0,5 8 6,5 900 40 35 10 3 15 45 » 100
XI. 48 0,5 11 8,5 900 35 40 11 4 15 50 Полиэтилен индиви- дуального расплава 2, Т расплава 410° К 120
XI 49 0,5 18 13 900 30 50 12 5 15 60 То же 150
XI 50 0,25 16 10,5 900 80 45 10 4 20 45 » 80
XI 51 0,25 25 17 800 70 50 12 55 20 50 » 100
XI 52 0,25 45 29 800 60 60 14 6 20 60 » 180
XI 53 0,25 14 11 800 70 40 10 3,5 20 45 100
XI 54 0,25 20 14 800 60 45 11 4 20 50 » 90
XI. 55 0,25 40 25 700 50 55 13 4,5 20 60 » 150
XI. 56 0,25 15 11 700 75 35 8 3 20 45 » 160
XI. 57 0,25 22 16 700 65 40 9 4 20 50 » 180
XI 58 0,25 50 30 700 55 50 10 5 20 60 » 250
XI. 59 0,25 20 13 600 90 45 8 4 20 45 » 100
XI. 60 0,25 18 13 600 80 50 10 4 20 50 » 150
Червячные машины Контрольные задачи
308
Червячные машины
1
Таблица XI. 14
Исходные данные к задачам XI. 61 — XI. 80
Задачи Тип по ри- сунку z (число отвер- стий) ^гран в мм * п и Cl с? 6^ в мм G в кг/ч Тип пластика
XI. 61 XI. 31 5 3 20 — — 20 Полиэтилен ВД индивидуального рас- плава 2 г/10 мин Тгол — 440° К
XI. 62 XI. 31 6 3 25 — — 30 То же
XI. 63 XI. 31 12 3 20 — — 40 »
XI. 64 XI. 31 12 3 16 — — 50 »
XI. 65 XI. 31 15 4 25 — — 40 ПХВ пластикат Qi = 1,22 г/сл3 Тгол = 460° К
XI. 66 XI. 31 15 4 30 — — 60 То же
XI. 67 XI. 31 20 4 28 — — 100 »
XI. 68 XI. 31 30 4 30 — — 200 ПХВ пластикат 0/ = 1,22 г/сл3 Тгол = 460° К
XI. 69 XI. 31 5 3 20 — — 20 Полистирол Тгол = 520° К
XI. 70 XI. 51 13 3 25 — — 50 То же
XI. 71 XI. 31 25 3 22 — — 100 »
XI. 72 XI. 32 — — 4 80 0,15 10 Полиэтилен ВД индивидуального рас- плава 2 г/10 мин ТгОл = 440° К
XI. 73 XI. 32 — — 4 100 0,20 20 То же
XI. 74 XI. 32 — — 4,5 100 0,20 40 »
XI. 75 XI. 32 — — 10 150 0,50 60 »
XI. 76 ч XI. 32 — — 5 100 0,20 30 ПХВ пластикат Qt= 1,22 г/см? Тгол = 400° К
XI. 77 XI. 32 — — 10 150 0,40 50 ПХВ пластикат Q/ = 1,22 г/сл3 ' Т^ = 460° К
XI. 78 XI. 32 — — 12 150 0,60 80 То же
XI. 79 XI. 32 — — 15 200 0,60 100 »
XI. 80 XI. 32 — — 20 200 0,75 120 »
Литература 309
Задачи XI. 61—XI. 80. Определить константу К и сопротивле-
ние р головки указанного ниже типоразмера (см. примеры XI. 13—
XI. 17 и табл. XI. 14). Вычертить по полученным значениям гра-
фическую характеристику G„ — р головки (условные обозначения
см. в примерах XI. 13—XI. 17).
ЛИТЕРАТУРА
1. Бернхарт Э. Переработка термопластичных материалов. М., Гос-
химиздат, 1962. 747 с.
2. Завгородний В. К- Механизация и автоматизация переработки
пластмасс, М., изд. «Машиностроение», 1964. 487 с.
3. Завгородний В. К- Модернизация оборудования для изготовления
изделий из пластмасс. М., Машгиз, 1963. 204 с.
4. М а й з е л ь М. М. и др. Машины и аппараты для производства искус-
ственной кожи. М.—Л., Гизлегпром, 1949. 619 с.
5. Миндлин С. С. и Самосатский Н. Н. Производство изделий
из полиэтилена методом экструзии- Л., Госхимиздат, 1959. 96 с.
6. Шенкель Г. Шнековые прессы для пластмасс. Л., Госхимиздат,
1962. 467 с.
7. Шифрина В. С. и Самосатский Н. Н. Полиэтилен, его пере-
работка и применение. Л., Госхимиздат, 1961. 262 с.
ГЛАВА XII
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ,
ЛИТЬЕВЫЕ И ФОРМОВОЧНЫЕ МАШИНЫ
Изготовление изделий из синтетических полимерных материалов
производится под давлением при одновременном тепловом воздей-
ствии.
В зависимости от Текучести материалов величины давлений ко-
леблются в широких пределах (от нескольких единиц н/см* до
нескольких кн/слг2). Свойства перерабатываемых полимеров пред-
определяют также решение, в каком физическом состоянии компо-
зиции материалов должно прикладываться это давление.
Переработка полимерных масс под давлением может осуще-
ствляться в прессах, литьевых, формовочных и червячных маши-
нах, в которых создаются те или иные необходимые давления для
осуществления некоторых предварительных операций, требую-
щихся для формообразования изготавливаемых изделий.
В настоящей главе рассматриваются только гидравлические
прессы, машины для литья под давлением и пневмо-, вакуум-фор-
мовочные машины (червячные машины рассматриваются отдельно
в гл. XI).
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
А. Гидравлические прессы
Гидравлическим прессом называется рабочая машина-орудие,
прессующий узел которой выполнен в виде одного или нескольких
гидравлических цилиндров.
Поступающая в цилиндры (от индивидуального или централи-
зованного гидропривода) энергетическая жидкость обеспечивает
необходимое конечное технологическое давление руд (обычно от
500 до 3500 н/см2) на перерабатываемый материал.
Основные определения и расчетные формулы
311
Гидравлические прессы в химической промышленности ис-
пользуются для прессования изделий и полуфабрикатов из поли-
мерных композиций — пластмасс и резины.
Основными узлами всех гидропрессов являются: станина (в ко-
лонном или рамном исполнении), гидроцилиндры с плунжерами,
неподвижная плита или стол, подвижная плита (ползун) и ком-
плектующий гидропривод.
Для изготовления штучных изделий из пластмасс применяются
преимущественно вертикальные прессы верхнего давления, т. е.
с верхним главным гидроцилиндром тоннажем (прессующим уси-
лием) П = 250 — 6300 кн и несколькими вспомогательными гидро-
цилиндрами меньшего тоннажа для подъема подвижной плиты,
для подъема и опускания выталкивателя и т. п. (рис. XII. 1).
Для изготовления листов и плит, а также для вулканизации неко-
торых резиновых изделий применяются вертикальные этажные
прессы нижнего давления, т. е. с нижними главными цилиндрами
тоннажем П = 1000 — 50 000 кн и с несколькими вспомогатель-
ными гидроцилиндрами тоннажа или без них (рис. XII. 2).
В качестве прессов специального назначения применяются го-
ризонтальные штранг-прессы для выпуска труб и угловые прессы
для пресс-литья и других целей, а также вертикальные прессы
совмещенного верхнего и нижнего давлений и др.
Производительность пресса G,,ac определяется особенностью его
конструкции и технологическими параметрами (необходимым удель-
ным давлением Руд на материал, длительностью выдержки под давле-
нием томй, количеством и характером дополнительных операций, на-
пример, подпрессовок и др.) и, таким образом, не может быть
рассчитана в общем виде. Для определения G4ac в кг/ч необходимо
располагать технологическим регламентом, устанавливаемым для
прессования каждой конкретной детали или -группы деталей, в ко-
тором должны быть указаны:
прессматериал и соответствующее ему удельное давление руд
в н/см2;
площадь проекции изделия на плоскость прессования fU3s в см2;
длительность выдержки под давлением геыв в сек;
длительность дополнительных операций tdon в сек;
длительность операций загрузки и разгрузки хзагр и трозгрв сек.
Общая длительность одного цикла прессования составляет
^загр + ^зам + Хвыд + хдоп + хр + фразер' (XII. 1)
Для определения тц в дополнение к элементам времени, из-
вестным из регламента, должны быть рассчитаны длительность за-
мыкания пресса
в хол । snp
'зам ==----------F------сек
ихол ипр
(XII. 2)
312
Гидравлические прессы, литьевые и формовочные машины
------------------------------------------------------------------
W
Рис. XII. 1. Гидравлические прессы верхнего давления: а—в рамном испол-
нении с дифференциальным главным цилиндром и выталкивателем; б — в ко-
лонном исполнении с главным цилиндром простого действия, выносными
возвратными цилиндрами и выталкивателем:
/ — рамы; 2—главный цилиндр; 3— дифференциальный плунжер; 4 — подвижная
плита (ползун); 5—стол; 6—цилиндр выталкивателя; 7—колонна; 8 — архитрав;
9 — цилиндр простого действия; 10 — возвратные цилиндры I
Основные определения и расчетные формулы
313
и длительность размыкания пресса
^рас
5ХОЛ 4 snp
ивоивр
сек,
(XII. 3)
где 8Л0Л — холостой ход замыкания пресса в мм;
snp —•- рабочий ход замыкания пресса (прессование) в мм;
ихол — средняя скорость холостого хода в мм!сек (обычно
50—200 мм/сек)*;
ипр — средняя скорость рабочего хода в мм/сек (обычно
1,5—3 лш/сек);
ивоавр — средняя скорость хода размыкания в мм/сек (обычно
U-возвр ^хол)'
Рис. XII. 2. Гидравлический этажный пресс нижнего
давления в рамном исполнении:
1 — рамы; 2 — главные цилиндры; 3 — промежуточные
плиты; 4 — лестничные упоры для плит 3
Основным технико-экономическим показателем использования
прессов является прессосъем в кг/ч с 1 кн номинального прессую-
щего усилия, т. е.
G4 ид = кг/ч КН.
а 1 ‘ном
* Меньшие значения ихол соответствуют прессам с приводом от насосно-
аккумуляторной станции, большие — прессам с индивидуальным приводом.
314
Гидравлические прессы, литьевые и формовочные машины
Основными конструктивными параметрами пресса (рис. XII. 3
и XII. 4) являются:
максимальный ход подвижной плиты s = s.
максимальное расстояние в
4
г
Рис. XII. 3. Схема пресса сцилинд-
ром простого действия (к расчету
основных размеров пресса и ци-
линдра):
1—главный цилиндр; 2—плунжер; 3—
направляющая втулка; 4—узел уплот-
нения; 5 — подвижная плита; 6 — стол
'хол Т~ $раб В ММ,
свету между столом и подвижной
плитой Ятах в мм;
размеры стола в плане А X В
и его площадь Г = А х В в м1 2.
Для универсальных прессов
верхнего давления размеры s, Н
и АхВ сязаны с номинальным
тоннажем Ин0,. следующими при-
ближенными соотношениями*:
s = (12 4- 18) У~П~ мм; (XII. 4)
Рис. XII. 4. Схема дифференци-
ального гидроцилиндра (к рас-
чету основных размеров):
1 — цилиндр; 2 — составной пор-
шень; 3 — шток; 4 — направляю-
щая втулка; 5 — узел
штока
уплотнения
//тах = (20-30)]/ПИО11 мм;
F = АхВ = (0,01 -т- 0,015) VTl^ м2
(причем А обычно равно В).
(XII. 5)
(XII. 6)
* Приводимые ниже соотношения соответствуют нормативам ГОСТа ]
8200—61.
Основные определения и расчетные формулы
315
Для этажных прессов нижнего давления S = (100 4- 150) 2П мм\ (XII. 4')
Дщах = (150 4- 200) 2П мм\ (XII. 5')
F = 1 4- 3 м2, (XII. 6')
где zn — количество этажей в прессе (обычно от 10 до 15).
Номинальный тоннаж пресса представляет собой произведение
площади сечения одного или нескольких плунжеров главных ци-
линдров fnJl в см2 на расчетное давление высшей ступени гидро-
привода
„ znfплР
11 ном = ЮОО КН
(XII. 7)
где zu — количество параллельно действующих главных цилин-
дров*;
р — давление энергетической жидкости, подаваемой гидро-
приводом в цилиндр (1500—2000 н/см2 в прессах старых
моделей; до 3200 н/см? в новых моделях; до 10 000 н/см2
в прессах с мультипликаторами).
Для прессов применяется следующий ряд значений Пном-. 10;
16; 25; 40; 63; 100; 160; 250; 400; 630 тс (по ГОСТу 8200—61) и 1600;
2500; 4000; 6300 тс.
Фактический тоннаж пресса всегда меньше номинального на
сумму следующих сопротивлений:
трение в уплотнениях и направляющих деталях;
вес подвижных частей (для прессов верхнего давления);
противодавление в возвратных цилиндрах (при сливе из них)
Пфакт. = ном У Ттр + ^ё^подв — Тпр. даел. (XII. 8)
Для обеспечения заданного удельного давления ррд на прес-
суемый материал необходимо, чтобы
п РУд!изд _ /ллтт
Ч факт > 1000 (XII. 9)
Отношение Пфакт/Пном условно называют коэффициентом по-
лезного действия пресса г}пр (обычно равен 0,85—0,9).
Значения сопротивлений 2 ТТр и 2 ^пр- давл определяются по
следующим эмпирическим формулам:
* Рекомендуется ограничивать тоннаж каждого гидроцилиндра до 8000—
10 000 кн.
316
Гидравлические прессы, литьевые и формовочные машины
для уплотнений дифференциального поршня (рис. XII. 1, а)
Ттр1 l(WfT (р + 50 ч- 100) кн, (XII. Ю)
где D — диаметр поршня или плунжера в см\
fT — коэффициент трения уплотнений (fT = 0,08—0,12);
/7воэ — номинальный тоннаж возвратных гидроцилиндров
в кн для манжетных уплотнений плунжера или штока
(см. рис. XII. 1, а и б)
TTP2^k^ кн, где k —1 — 1,5; (XII. 11)
для совокупности направляющих узлов пресса
ТТРЗ 0,05Пнвм кн- . (XII. 12)
для противодавления слива энергетической жидкости из воз-
вратных полостей ' .
Тпр. давл ~ 0,0577воавр кн. (XII. 13)
Возврат подвижной плиты в исходное (раскрытое) положение
осуществляется подачей энергетической жидкости в штоковую
полость главного гидроцилиндра, снабженного дифференциальным
поршнем (рис. XII. 1, а) либо с помощью особых (обычно двух)
возвратных цилиндров (рис. XII. 1, б).
Необходимый тоннаж возвратных цилиндров (суммарно) или
возвратный штоковой полости главного цилиндра определяется
приближенно в долях от номинального тоннажа пресса
Пв03вр % (0,15 4- 0,2) J1HBM кн. (XII. 14)
Тоннаж гидроцилиндра выталкивателя изделия аналогично
составляет
Пвыг ъ (0,1 4-0,15) Пно„ кн. (XII. 15)
Диаметр плунжера или поршня в каждом гидроцилиндре опре-
деляется исходя из значения Пнвм для данного цилиндра
D = Юг мм‘ <XIL 16>
Высота внутренней полости цилиндра простого действия опре-
деляется конструктивно (рис. XII. 3)
h-цил. ей = s Ч" hHanp 4“ купл Ч" а ММ, (XII. 17)
где hHanp = (0,64-0,7) D в мм — высота направляющей втулки
в цилиндре;
Ьупл = 50—75 мм — высота уплотнительных деталей (для
D = 100—700 ммр,
а = 50—100 мм — добавка на запас высоты.
Основные определения и расчетные формулы
317
Внутренний диаметр цилиндра больше диаметра плунжера на
удвоенную толщину направляющей втулки, т. е.
£)ццл = D + (20 — 30) мм.
Высота внутренней полости цилиндра дифференциального
действия (рис. XII. 4)
Ьцил. вн = S Ьпоршн “Ь О мм, (XII. 17 )
где hnopiuH = (0,5 -г- 0,6) D мм.
Исходными данными для прочностного расчета основных узлов
пресса являются:
для цилиндра (на внутреннее давление) давление энер-
гетической жидкости р и найденный по формуле (XII. 16) внутрен-
ний диаметр цилиндра Оцил
для шпилек нажимной втулки манжетного уплот-
нения плунжера (на разрыв и срез) усилие р(D'2 — D2).
Для станин рамного исполнения номиналь-
ный тоннаж Пном и найденные (см. стр. 314) основные размеры Н
и F = АВ. Исходя из значений этих размеров, составляют рас-
четную схему статически неопределимой плоской рамь! и условно
разрезают ее в центре верхней поперечины. Затем находят из си-
стемы канонических уравнений единичные внутренние силы и мо-
менты и определяют перемещения от действующих сил. По най-
денным значениям внутренних сил и известных внешних сил
можно построить эпюру моментов и рассчитать необходимые мо-
менты сопротивления в опасных сечениях (подробнеесм. [XII. 61).
Для подвижных плит (на изгиб) номинальный тон-
наж пресса ПнОМ и размеры А и В уравнения (XII. 6).
Для плунжеров на продольный изгиб и в случае полой кон-
струкции (на внешнее давление) принимаются давление энерге-
тической жидкости р и геометрические размеры плунжера D и
Нпл 1,2Лчил. вн.
При применении индивидуального гидропривода параметры
насосов определяются следующим образом.
Давление нижней ступени (80—200 н/см2) применяется для хо-
лостого хода замыкания пресса и часто для его размыкания. Наи-
больший расход получается при холостом ходе замыкания. Следо-
вательно, необходимая подача насоса низкого давления составит
Умин.н.а = Ь Ю'Чолz« л,мин> (XII. 18)
где 2Ц — количество параллельных главных цилиндров.
318
Гидравлические прессы, литьевые и формовочные машины
Давление высшей ступени (2000—3200 н/см2) применяется при
рабочем ходе прессования, при подъеме выталкивателя и в некото-
рых случаях при возвратном ходе размыкания пресса.
Наибольший расход соответствует возвратному ходу размыка-
ния или же рабочему ходу прессования и тогда
Умин.в_д = 6 10-sunp^-zu л/мин; (XII. 19)
мин. в д “ 6-10 UeosepFвозвр^ц л/МИН. (XII. 19')
)
В комплект узлов гидропрессов входят теплообменные плиты,
имеющие особое значение в конструкциях этажных прессов.
В период выдержки под давлением с помощью этих плит осу-
ществляется подогрев до заданного регламентом значения Тк и
в необходимых случаях происходит охлаждение до температуры
Тразгр, обеспечивающей возможность разгрузки пресса.
Приближенный тепловой расчет нагрева и охлаждения с уче-
том нестационарной теплопередачи производится совместным penife-
нием следующих уравнений:
при нагревании
Унагр = F (6cQ + б'с'е') (TKf ср — Тн) кдж- (XII. 20)J
тиогр =О,1-^-(о,243-1п^=^) сек-, (XII. 21)
при охлаждении
= р (6CQ + б'с'е') {Тк. ср - тразгр) кдж-, (XII. 20')
т0Л.л = 0,1 — (о,243 - In Тр°згр~тТ—} сек, (XII. 21')
а \ * к — * пл /
где Тн — начальная температура заготовки перед за-
грузкой в пресс (290—300° К);
Тпл — температура плиты в °К;
Тк — температура среднего сечения заготовки в конце
нагревания в °К;
Тразгр — температура среднего сечения заготовки в конце
охлаждения в °К;
Основные определения и расчетные формулы
319
Тк, ср — температура всей массы заготовки в конце на-
гревания в °к (тк.ср = ТпЛ^Тку
Scq — суммарная толщина в м, теплоемкость
в кдж/кг-град и плотность в кг/м? пластмассо-
вых заготовок в одном этаже пресса;
д'с'р'—суммарная толщина в ж, теплоемкость
в кдж/кг-град и плотность в кг/ж3 промежуточ-
ных подкладочных металлических листов в па-
кете заготовок на одном этаже пресса;
а — температуропроводность пластика в мЧсек\
хнагр, Хохл — длительность операций нагревания и охлажде-
ния в сек.
Необходимые для расчетов значения констант с, р и а приведены
в табл. XII. 1.
Б. Литьевые машины
Литьевая машина служит для литья под давлением и состоит
из двух основных узлов (блоков); нагревания и впрыскивания раз-
мягченной или расплавленной массы в форму и смыкания выдержки
и размыкания формы в периоды литья, охлаждения и извлечения
изделия.
Блок нагревания и впрыскивания состоит из узла дозирования
массы, узла нагревания (т. е. нагревательного цилиндра) и узла
впрыскивания с приводом к нему. В машинах малых моделей этот
блок выполняется с электромеханическим приводом к впрыски-
вающему поршню и без предпластикатора (рис. XII. 5, а). В ма-
шинах средних и крупных моделей тот же блок снабжается гид-
равлическим приводом и предпластикатором (рис. XII. 5, б) или
сам впрыскивающий рабочий орган состоит из одного или двух
червяков (рис. XII. 5, в), совершающих как вращательное, так и
возвратно-поступательное движение (так называемые совмещенные
червячные узлы пластикации и впрыскивания). Блок смыкания
передней и задней плит, несущих формы, состоит из литьевых
полуформ станины (обычно в колонном исполнении) и привода
для смыкания — размыкания задней подвижной полуформы. В ма-
шинах малых и средних моделей привод выполняется обычно гид-
ромеханическим (в составе гидроцилиндра и рычажного меха-
низма), реже — электромеханическим. В машинах крупных моде-
лей для этих целей применяется гидравлический привод.
Таким образом, по существу, блок нагревания и впрыскива-
ния служит нагревателем и насосом для пластика, а блок смыка-
ния форм — прессом.
320
Гидравлические прессы, литьевые и формовочные машины
Теплофизические и технологические
Тип пластика Плотность Q в кг/м3 Теплоемкость с (средняя в интер* вале 300-400° К) в кдэк^кг-град Теплопроводность X (средняя в интервале 300—400° К) в квт/м-град Температуро- проводность а (средняя в интервале 300—400° К) в м2/сек Вязкость расплава при температуре Тм и малой скорости сдвига в н-сек/см3 >
Фенопласты прессованные 1350—1500 1,4—1,5 0,35—0,40-10’3 1,6—2-10“’ — 1
Аминопласты прессованные 1500—1600 1,5—i,65 0,4—0,5-10“3 1,5-10“’ — 1
Текстолит 1350—1400 1,3—1,45 0,3—0,35-IO" 3 1,6-10“’ — fl
Древиластик ДСП 1300 1,6 0,2—0,25-10“ 3 1,2-1,4-10“’ —
Декорат-слоис- тые пластики 1400—1450 1—1,2 0,25—0,3-10~3 1,6-10“’ —
Резина листо- вая 1100—1400 1,5—2 0,2—0,25-10’3 1,5-10“’ — .
Полистирол 1030—1070 1,4—1,6 0,1—0,15-IO'3 1,1-10“’ 0,4
Винипласт 1400 1,2-1,4 0,16—0,20-IO’3 1-10“’ 0,4
Пластикат ПХВ 1300—1350 1,7 0,15—0,2-10~ 3 0,9-10“’ 0,3
Полиэтилен низкой плот- ности (высо- кого давления) 920 2,8—3,0 0,30—0,35-10"3 1,2-10“’ 0,15
Полиэтилен высокой плот- ности (низкого давления) 950 2,5—3 0,35—0,45-10“ 3 1,5-10“’ 0,3
Оргстекло (полиметил- метакрилат) 1180 1,5—2,0 0,25—0,3-10“ 3 1,1-10“’ 0,8
Поликапролак- там (капрон) 1140 2,1—2,5 0,2—0,3-10“ 3 1,3-10“’ 0,1
* В числителе—для копрессионного прессования, в знаменателе — для 1 ** Эмульсионный ПММА. Полиамид 68. литьевого
Основные определения и расчетные фор'мулы
321
Таблица XII. 1
свойства некоторых типов полимеров
Реологический по- казатель степени п при температуре Тм Температура прессования Тпъ “К Температура расплава перед входом в форму при литье Тм в °К Удельное дав- ление прес- сования Ру& в кн!см? Удельное давление литья в кн/см2 Теплостой- кость т в °К Диапазон темпера- тур формирования листовых пластиков в °К
— 430—450' — 1,5—2,5 * 5—8 — 390—400 —
— 410—450 — 3—3,5 — 420—420 —
— 430—440 ' — 0,7—1,0 — 400
— 420—430 — 0,4—0,7 — 400 —
— 400—420 — 0,8—1,1 — — —
— 410—440 — 0,15—0,25 4—10 — —
— 410—430 450—480 2—2,5 10—12 350 415—430
2—2,5 430—460 430—460 — 16—20 340—350 400—450
2,8—3 420—430 430—480 0,3 5—10 330—360 400—440
1,3—1,4 400—430 450—500 — 6—10 350 390—430
1,6—1.7 420—450 450—550 0,3—0,5 7—11 400 410—460
1,4—1,8 405—415 ** 470—490 1,5—2 10—16 350—370 400—430
1,1—1,25 490—520*** 500—550 — 5—9 330—50 420—450 ч
прессования.
21 Зак. 686
322
Гидравлические прессы, литьевые и формовочные машины
а) 1 2 3 4 г—7 <5
Рис. XII. 5. Схемы литьевых машин: а—с электромеханическим
приводом и без предпластикатора; б — с гидравлическим приво-
дом и с предпластикатором; в — червячная (с совмещенной
п редпл астикацией):
I — блок впрыскивания; [I — блок запирания форм; 1 — рама блока
II в колоииом исполнении; 2 — литьевая форма; 3 — материальный
цилиндр; 4 — объемный дозатор; 5 — пневматический компенсатор;
6 — электромеханический привод блока Г, 7 — электромеханический
привод блока //; 8 — станина; 9 — червячный предпластикатор; 10—
привод червяка предпластикатора; 11—силовой гидроцнлиндр блока
/; 12 — силовой гидроцилиндр блока II; 13—насосный гидроагрегат;
14—червя к-поршень; 15—привод вращательного движения к червяку 14
Основные определения и расчетные формулы
323
Основные параметры литьевой машины (рис. XII. 6):
Venp — объем пластика, впрыскиваемого за один цикл в форму
(условно называется мощностью машины); от 5 до
20 000 сл<3 за цикл. (Этот параметр является исходным
при проектировании, а ряд других параметров выби-
рается в зависимости от значений Venp);
иепр — скорость впрыскивания, т. е. линейная скорость плун-
жера (или червяка) при рабочем ходе (от 50 до
200 мм/сек) в зависимости от свойств литьевой компо-
зиции и конструкции отливки);
определению основных
размеров и усилий
литьевых машин:
1 — литьевая форма; 2,
5—силовые гидроцилиид-
ры дифференциального
действия; 3—плиты для
крепления полуформ; 4—
материальный цилиндр
Рруд — удельное давление на пластик в материальном цилин-
дре блока впрыскивания (от 8000 до 20 000 н!см3)
в зависимости от свойств литьевой композиции и кон-
струкции отливки;
Рф — площадь плит, служащих для крепления формы, рав-
ная произведению наибольших габаритных размеров
формы А X В * в см2, обычно составляет % (20—25) V^-™,
где Venp в см3-,
Нф — наибольшее расстояние (в см) между плитами, обычно
равняется (11—12)
8ф — наибольший ход в см подвижной плиты, обычно состав-
ляет (3,5-5) V°e£-,
* Приводимые здесь зависимости получены обработкой каталожных дан-
ных по отечественным и зарубежным моделям машин.
21*
324
Гидравлические прессы, литьевые и формовочные машины
[ф — наибольшая площадь в см2 проекции отливки на пло-
скость разъема форм, обычно равняется (8 — 10) V^.
Пф — наибольшее усилие в кн запирания формы (от 100 до
20 000 кн), обычно принимаемое (12—13)
Вследствие сложности и недостаточной изученности протекаю-
щих в машине процессов (нагревания массы и охлаждения изде-
лия в нестационарных условиях, течения вязкой массы и т. п.)
взаимосвязь между перечисленными параметрами, размерами основ-
ных частей машины и длительностью операций не всегда под-
дается аналитическому описанию и часто устанавливается эмпи-
рически.
При проектировании новых машин заданными величинами
являются Venp (нормализованные значения 8; 16; 32; 63; 125; 250;
500 и 1000 см3, а выше — по индивидуальному заказу), размеры
формы А X В X Н, ход 5ф и площадь проекции fU3d. Для универ-
сальных машин эталонным пластиком в проектных расчетах вы-
бран полистирол.
Исходя из заданного значения Veup в см3 и принятой средней
скорости впрыскивания иепр в мм/сек, определяем диаметр плун-,
жера в нагревательном материальном цилиндре
4°-тР см, (ХП. 22)
^Щпр^епр
где хепр — регулируемая длительность (1—3 сек) заполнения
формы при впрыскивании (стр. 326).
Определяем ход плунжера
Рабочий ход плунжера
Wnp
Srt-раб^ см. (XII. 23)
nDn
Полный ход плунжера sn складывается из рабочего хода s„. раб
(при давлении р^) и хода уплотнения загружаемого сырья s,t. упл.
Таким образом,
= ®п- раб “Ь 8П. упл ЯК 1,5 — 2«„. pag. (XII. 24)
Принимая определенное значение руд (для универсальных ма-
шин 10 000 — 15 000 н/см2), находим усилие впрыскивания
Пвпр ~ 4, jq3 Руд гн. (XII. 25)
Эта величина кладется в основу расчета механизма блока впры-
скивания, т. е. той или иной системы кинематических и силовых
звеньев (при электромеханическом приводе) или гидроцилиндра
дифференциального действия (при гидравлическом приводе).
Основные определения и расчетные формулы
325
Длина нагревательного материального цилиндра рассчиты-
вается исходя из единовременного размещения в нем т объемов
Venp, причем для машин без предпластикации т — 4 — 6,
а с предпластикацией т = 2—3.
При проектировании машин с предпластикацией размеры чер-
вячного предпластикатора, а также число оборотов червяка и его
мощность рассчитываются' по формулам, приведенным в гл. XI.
Как правило, предпластикатор работает некоторую часть времени
цикла с запертым выпускным каналом и поэтому необходимо под-
ставлять в расчетные формулы гл. XI максимально возможное
значение давления в цилиндре предпластикатора, определяемое
по формуле (XI. 21).
При проектировании так называемых совмещенных червячных
блоков впрыскивания размеры Dn, sn и Пвпр должны определяться
по формулам (XII. 22), (XII. 23), (XII. 24) и (XII. 25), а длина
червяков, размеры, характеризующие их нарезку, а также мощ-
ность и число п об/мин в периоды вращательного движения — по
формулам гл. XI.
При закрытой форме находящейся под давлением литьевой
композиции механизм замыкания формы должен обеспечить необ-
ходимое усилие для герметизации формы, которое определяется
по эмпирическим формулам
Пф = ^fusd Р^Ю'3 «и; ' (ХП. 26)
Пф = (12 — 13) V°enp кн, (XII. 26')
где ф — опытный коэффициент, равный 0,25—0,4. Наибольшее
из полученных значений Пф кладется в основу силового и проч-
ностного расчетов всех элементов привода блока замыкания форм.
Ход замыкания форм складывается из рабочей части «ф. раб~
0,05s^ при скорости иф = 2—5 мм/сек и холостой части s^_
0,95$ф при скорости иф. Х0Л = 200—300 мм/сек.
Производительность литьевой машины G4 зависит как от
объема впрыскивания Увпр в см3, так и от длительности цикла
т,( в сек и составляет
S.fJoVenn
G, кг/ч, (XII. 27)
тч
где q — плотность пластика в г/см3.
Длительность цикла тн может определяться двояко: по сумме
длительностей операций блока впрыскивания или по сумме дли-
тельностей операции блока замыкания форм.
При современной рациональной конструкции нагревательного
Цилиндра и в особенности при использовании узлов предпла-
стикации определяющим элементом времени цикла является
326
Гидравлические прессы, литьевые и формовочные машины
длительность охлаждения изделия в форме и, таким образом, тч
должно определяться по блоку замыкания
Гц — Гсмык “F Гупл + ^епр ~Ь" Т'охл Гразм, (XII. 28)
где хсмык и хразм — представляют соответственно длительности
операций смыкания и размыкания формы
(с извлечением изделия) в сек, абсолютные
значения которых не могут быть рассчи-
таны в общем виде, а относительные значе-
. ния невелики. Эти элементы времени можно
учесть в форме коэффициента q = 1,1 — 1,2;
— длительность операции уплотнения гранул
или порошкового сырья в цилиндре в сек,
не превышающая величины 0,5твпр. В ряде
случаев эта операция может совмещаться
с замыканием формы и тогда хупл исклю-
чается из формулы (XII. 28);
т№р — длительность операции впрыскивания рас-
плава пластика в форму в сек-,
х0ХЛ — длительность операции охлаждения от-
ливки в форме до ее размыкания в сек.
При проектировании машин для литья определенного ассорти-
мента изделий длительность впрыскивания хвпр может быть при-
ближенно оценена при помощи следующей зависимости:
тв„р = М^^”^(1-АГХа сек, (XII. 29)
где кф — размерный коэффициент литьевой формы, функцио-
нально зависящий от длины и толщины полости для
отливки в форме, а также от реологических констант
композиции (находится экспериментально);
р0 — вязкость в н сек/см2 расплава заданного пластика при
какой-либо температуре То (например, при 500° К) и
скорости сдвига, равной или близкой к нулю;
е — основание натуральных логарифмов;
Е — энергия активации для вязкого течения в кдж/кмоль',
R — газовая постоянная, равная 8,3-103 кд ж! кмоль-град\
Тм — температура массы при входе в форму из мундштука
в °К (табл. XII. 1);
То — любая температура в °К, для которой найдено в спра-
вочной литературе значение р0;
Д — потери давления впрыскиваемой массы при ее продвиже-
нии по цилиндру и мундштуку в долях (порядка 0,3—0,5);
п — реологический показатель степени расплавленного плас-
тика (табл. ХЦ. 1).
(1—Д) пРуд сек, (XII. 29)
Основные определения и расчетные формулы
327
При приближенных расчетах тепр можно учесть поправочным
коэффициентом, так как для не очень тонкостенных отливок он
не превышает 10—15% от длительности охлаждения. Таким обра-
зом, поправочный коэффициент с2 будет равен 1,1—1,15. В этом
случае
т(( = с1с2х0ХЛ сек. (XII. 30)
Если принять температуру формы, охлаждаемой водой, одина-
ковой во всем ее объеме и вместо переменной толщины отливки
исходить из средней ее толщины, то длительность охлаждения
гохл в сек находится приближенно по формуле
62-10-6, /4 Тм-Тф\
^охл — п2а I тг ’ т т. I (XII. 31)
где б — среднее значение толщины отливки в мм\
а — коэффициент температуропроводности пластика в рабо-
чем интервале температур в м2/сек (табл. XII. 1);
Тк — температура отливки в конце периода охлаждения
формы (принимается на 10—30° ниже значений тепло-
стойкости данного пластика в °К) (табл. XII. 1);
Тм — температура расплава пластика при входе в форму
в °К (табл. XII. 1);
Тф-—температура формы (310—330° К).
Подбор насосов для гидропровода блоков машины производится
так же, как и в случае проектирования прессов с индивидуальным
гидроприводом (см. § 1А), т. е. исходя из предварительно рассчи-
танных размеров силовых гидроцилиндров и принятых значений
скоростей впрыскивания и замыкания формы (иепр, иф. Fa6, иф. хол).
Исходными данными для прочностных расчетов узлов и дета-
лей машины являются:
для материального нагревательного цилиндра принятое при
проектировании блока впрыскивания данной машины удельное
давление на пластическую композицию руд и рассчитанный по фор-
муле (XII. 22) внутренний диаметр цилиндра D„;
для силовых гидроцилиндров блоков впрыскивания и замыка-
ния форм (при гидравлическом приводе машины) принятое при
проектировании наибольшее давление р энергетической жидкости
и найденные значения усилий Пвпр и Пф [формулы (XII. 25),
(XII. 26) и (XII. 26')];
для кинематических звеньев механизмов впрыскивания и замы-
кания форм (при электромеханическом или гидромеханическом
приводах блоков машины) найденные расчетом значения усилия
Пвпр на поршне в материальном цилиндре по формуле (XII. 25)
и наибольшего усилия при замыкании формы Пф по формулам
328
Гидравлические прессы, литьевые и формовочные машины
(XII. 26) и (XII. 26'); усилие, действующее на каждое звено меха-
низма (рычаги, шатуны и т. п.) и его соединительные детали, опре-
деляется известными методами графического анализа перемеще-
ний звеньев механизмов в течение цикла работы машины;
станина блока замыкания формы (обычно в колонном исполне-
нии);
наибольшее найденное значение Пф и заданные или принятые
габаритные размеры форм А и В, определяющие необходимые меж-
осевые размеры по колоннам станины.
В. Вакуум- и пневмоформовочные машины
Пневмо- и вакуум-формовочные машины представляют собой
разновидность штамповочных прессов; они предназначаются для
формования (вытягивания и штампования) объемных изделий
открытого типа из нагретых плоских листовых термопластичных
заготовок. Формование изделия в матрице (негативный процесс)
или вокруг пуансона (позитивный процесс) происходит под дей-
ствием давления сжатого или атмосферного воздуха, подаваемого
в камеру формования. В последнем случае, т. е. при использовании
атмосферного воздуха, матрица или пуансон устанавливается
в вакуум-камере, и, таким образом, движущей силой процесса ста-
новится разность давлений Ар лг (1 — рост) кг/см2 или соответ-
ственно Ар (10 — рост) н!см2.
Пневматическое формование обеспечивает переработку листо-
вых термопластов толщиной до 25 мм; вакуумное формование огра-
ничивается толщиной 3—5 мм.
Современные формовочные машины универсального назначе-
ния обычно снабжаются как пневмокамерой, так и вакуум-каме-
рой и пригодны для осуществления позитивного, негативного и
комбинированного процессов.
Соответственно изложенному в конструкцию каждой формо-
вочной машины входят следующие узлы (рис. XII. 7):
нагревательное устройство (обычно рационального типа);
зажимное устройство (пресс);
формовочное устройство с пневматической или вакуумной ка-
мерой;
привод к механизмам;
компрессорная или вакуум-насосная установка.
Производительность машины (по количеству изделий в час)
определяется длительностью цикла, образуемого несколькими
последовательными операциями: загрузка листовой заготовки
в специальную раму (хзагр), зажим канта заготовки (тзаж), нагре-
вание (тн) ее, формование (тф), охлаждение (т0Л.л) и разгрузка из-
Основные определения и расчетные формулы
329
делия (хразгр). В некоторых случаях формование завершается вы-
рубной операцией для отделения кантов. Следовательно,
= Т'загр 4" Т'заж 4" 4" Хф 4" Тохл 4“ Тразгр- (XII. 32)
= шт!ч. (XII. 33)
тч
Длительность операций загрузки т30гр, зажима хзаж и раз-
грузки хразгр не может быть рассчитана в общем случае, причем
Рис. XII. 7. Схема формовочной машины:
I — правая позиция для иевмоформовання; II — левая позиция для вакуум-формова-
ния; 1 — передвижные радиационные нагреватели; 2 — пневмокамера; S — гидро-
цилиндр для опускания и подъема пневмокамеры; 4 — гидроцилиндры для перемещения
нагревателей; 5 — столы для форм; 6 — гидроцилиндры для подъема и опускания форм;
7 — вакуум-компрессорный агрегат; 8 — вакуум-камера; 9 — формы; 10 — гидроагре-
гат; 11 — станина
в большинстве конструкций машин эти операции производятся
вручную. Длительность собственно формования хф составляет
обычно не более 5—7 сек и, следовательно, весьма мала по сравне-
нию с (хн 4- тохл).
ПОЭТОМУ, ОЦеНИваЯ ДЛИТеЛЫЮСТЬ Хзагр 4“ Тзаж 4- Хф 4~ Тразгр
коэффициентом q = 1,2— 1,3, упрощаем уравнение (XII. 32)
и получаем
тц = 1,2-1,3(тя4-тмл). (XII. 32')
Наиболее длительной операцией обычно является нагревание
заготовки, и поэтому широко применяются двухпозиционные ма-
шины, на одной позиции которых осуществляется нагревание, а на
Другой — формование и охлаждение. В этом случае
(XII. 32")
330
Гидравлические прессы, литьевые и формовочные машины
Длительность операций хн и х0ХЛ может быть приближенно рас-
считана и служить для оценки тц и Сшт.
Определение длительности операции нагревания хн достигается
приближенным ступенчатым решением системы уравнений
(XII. 34) — (XII. 36) по отдельным коротким периодам, образую-
щим в сумме общую длительность хн (рис. XII. 8),
д<2/ = ^fiF (TKi — THi) кдж-, (XII. 34)
aq£ = 5,8 10-%^ [(4ir) - к^ж;
(XII. 35)
Рис. XII. 8. Схема к расчету длительности нагревания заготовки:
а—односторонний нагрев; б — двухсторонний нагрев:
1 — радиационный нагреватель; 2 — отражатель; 3 — заготовка; 4 — за-
жимная рама
где AQ, — расход тепла на нагрев заготовки за
период т„ в кдж;
F — поверхность нагреваемой заготовки в м;
(при двухстороннем нагреве Fde = 2Fodli);
d — толщина нагреваемой заготовки в м;
Q, — плотность пластика при температуре Тн1
в кг/м3;
ct — теплоемкость пластика при температуре
Тн i в кдж!кг град;
Тк1— средняя (по толщине) температура пла-
стика в конце данного периода времени,
Т . + т
1 нар. к1'‘ внутр, к i
Т. е. -------2-------- К:
— ТН1 —температура пластика в начале этого же
периода;
Основные определения и расчетные формулы
331
ъприв — приведенный коэффициент черноты пла-
стика и радиационного нагревателя (может
быть принять равным 0,8—0,9), коэф-
фициент использования лучистого потока,
зависящий от соотношения размеров заго-
товки и нагревателя и расстояния между
ними может быть принят равным 0,45—
0,65);
Тизл — постоянная температура на излучаемой
поверхности нагревателя в °К;
Тиар. к1 — температура на обращенной к нагревателю
поверхности заготовки в конце данного
i-ro периода времени в СК;
Твнутр, к i — температура на необлучаемой поверхности
заготовки (при одностороннем нагрева-
нии) или в среднем сечении (при двухсто-
роннем нагревании) в конце данного про-
межутка времени в °К;
ТНар i — средняя (во времени) температура на обра-
щенной к нагревателю поверхности заго-
Тнар. к + Тнар. н
товки, т. е.------g-------;
/ — безразмерная температура, являющаяся
, г. а, Дт,-
функциеи критерия Фурье, го = —
где а — температуропроводность в м21сек, находимая по графику
на рис. XII. 9; при двухстороннем нагревании критерий
г, 4а, Дт,-
Fo = -^-
Для проведения ступенчатого
расчета искомая длительность хн
разбивается на более короткие пе-
риоды времени Дт1 = Дт2 = Дт3 =
= . - . = Д?. (например, по 20—
30 сек) и решением системы урав-
нений для каждого периода Дтг
находятся значения Тнар. Ki и
Т
* внутр. Ki»
По истечении какого-то числа
Рис. XII. 9. График для опреде-
ления I = f (Fo)
г периодов времени Дт(- Тнар.К2
и Тенутр г должны оказаться в заданном формовочном диапа-
зоне температур (см. табл. XII. 1) для данного типа пластика,
332
Гидравлические прессы, литьевые и формовочные машины
тогда
w гн = УАт,- = z Ат сек; (XII. 37)
1
QH = У кдж. (XII. 38)
1
Полученные значения величин определяют не только длитель-
ность операций нагревания т„, но и расход тепловой энергии QH,
а следовательно, и среднюю и максимальную мощность нагрева-
тельного устройства
NH = ^-Kem-, (XII. 39)
кет. (XII. 39')
где т]=0,8 — 0,9 — к. п. д. нагревателя.
Соответственно полученному значению NH, гаах рассчитывают
электрические параметры нагревателя, т. е. сопротивление и силу
тока.
Определение длительности операции одностороннего охлажде-
ния изделия в форме тохл осуществляется решением системы урав-
нений (XII. 40) —(XII. 41)
=0,243-4Fo; (XII. 40)
* К- * ф
Л2 Fo
х0ХЛ = ^~Р сек, (XII. 41)
где (в дополнение к обозначениям, принятым при определении т„)
Тф — температура термостатированной формы, охлаждаемой
водой, в °К;
Т0ХЛ — температура отформованного изделия к моменту рас-
крытия формы, принимаемая на 10—30° ниже значения
теплостойкости пластика, в °К.
Значение критерия Фурье Fo находится из уравнения (XII. 40)
и после подстановки его в уравнение (XII. 41) определяется (с не-
которым запасом) искомая длительность гохл в сек.
Приближенное определение параметров вакуумной или пневма-
тической установки производится исходя из схемы на рис. XII. 10,
предусматривающей следующий порядок управления вентилями.
В период загрузки, зажима и нагревания заготовки (т. е.
хзагр ~F хзаж + т„) открыты вентили а и б, закрыт вентиль в и
вакуум-насос или компрессор работает только на ресивер, снижая
(или повышая) в нем давление до значения рр.
Основные определения и расчетные формулы
333
В начале формования вентиль в также открывается, давление
в системе уравнивается и устанавливается равным рк.
По окончании формования перекрывается вентиль в и вакуум-
насос или компрессор вновь работает только на ресивер (период
тохл + трйзг)- При относительно большой емкости ресивера и не-
Рис. XII. 10. Схема к расчету длительности формования и необходимой произ-
водительности вакуум-насоса или компрессора: а — начало формования; б —
конец формования; в — период охлаждения и нагрева:
I — вакуум-камера: 2 — пиевмокамера; 3 — форма; 4 — заготовка: 5 — изделие; 6 —
вентиль на о ветвлении воздухопровода к камерам 1 й 2; 7 — запорный вентиль компрес-
сора или вакуум-насоса: в — вентиль на ответвлении возду сопроводи к ресиверу 9;
9 — ресивер; 10 — компрессор или вакуум-иасос
большой производительности вакуум-насоса или компрессора дан-
ной последовательности соответствует следующая система уравне-
ний при вакуумном процессе:
Рк
РгУк + PpVp
н!см2-,
(XII. 42)
(XII. 43)
V„-60 , о.
ги 1.2 — 1,3 (тн + т0А.л) = -г,— In — сек.
* У мин Рр
334
Гидравлические прессы, литьевые и формовочные машины
При пневмоформовании уравнения (XII. 42) и (XII. 43) пере-
писываются следующим образом:
рк = —Рф+к)1>р1/р; (XII.42')
I р60 , рп
тч^1,2-1,3(ти + т()ХЛ) = т^-1п^ сек, (XII.43')
V мин Рк
где рн 10 н/см2 — начальное атмосферное давление;
рр — давление в ресивере перед формованием
в н/см2 (определяется возможностями ва-
куум-насоса или компрессора);
рк —‘давление в системе в конце формования
в н/см2-,
Улшн — искомая производительность вакуум-насоса
или компрессора в м3/мин\
Ук — объем полости вакуум- или пневмокамеры
в м3— формула (XII. 42);
П(ф+к) — то же, но с включением полости формы в м3;
Ур — объем ресивера в м3.
В написанной системе уравнений имеется шесть переменных
величин К или Г(ф.|К); рр; Ур; Умш- рк; гц.
Таким образом, необходимо задаться следующими четырьмя
из них:
и Ук — конструктивно исходя из габаритов изделия;
рр — соответственно максимальному реальному зна-
чению вакуума или давления принимаемой
к установке модели вакуум-насоса или ком-
прессора (вакуум 90—90%, или остаточное
давление 0,5—1 н/см2-, избыточное давление
< 7 ати, или абсолютное давление =^80 н/см2)-,
рк — исходя из минимально необходимого значения
Ар, необходимого для обеспечения плотного
прилегания пластика к оформляющей поверх-
ности; при вакуум-формовании можно реко-
мендовать Ар = 10 — Рк — 6—7 н/см2, от-
куда рк = 3—4 н/см2-, при пневмоформовании
Ар = рк — 10 = 40—50 н/см2, откуда рк =
= 50—60 н/см2.
Из числа оставшихся четырех неизвестных задаются либо
Ур, либо Умин.
В итоге расчета определяются два неизвестных: объем реси-
вера Ур и производительность Умин- Вакуум-насос или компрессор
подбирается по принятому значению рр и найденному значению У.,шн-
Примеры расчетов
335
Для двухпозиционных машин в левой части уравнений (XII. 43)
и (XII. 43') следует подставлять гн вместо 1,2—1,3 (т„ + тод.л).
За время цикла формования необходимо дважды применить
механические усилия: при зажиме холодной заготовки между
рамками перед нагреванием, т. е. в период гзаж, и для прижатия
пневмо- или вакуум-камеры (с формой) к заготовке, т. е. в конце
периода гн. Усилие для зажима заготовки невелико и часто соз-
дается вручную с помощью тех или иных замков. Усилие прижима
камеры с формой более значительно, в особенности при использо-
вании пневматического метода формования. В этом случае необхо-
димое усилие II зависит от наибольшего давления формования рр
и площади заготовки F в см2 и определяется по формуле
П
(l,2-l,5)PpF
1000
(XII. 44)
Найденное по формуле (XII. 44) значение усилия П кладется
в основу силового и прочностного расчетов пневматического или
гидравлического привода формующего устройства, т. е. силовых
цилиндров и штоков.
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример XII. 1. Определить основные параметры пресса верх-
него давления (см. рис. XII. 1, а) для прессования изделий
из пресспорошка фенопластов с удельным давлением руд =
= 2500 н/см2. Площадь проекции одного изделия на горизонталь-
ную плоскость прессования ftt3d = 200 см2\ гнездо одно.
Решение. Находим необходимый фактический тоннаж
главного гидроцилиндра по формуле (XII. 9)
„ Руд!изд 2500-200 ' ~
11 факт = —юоо — 1000 = КН'
Предварительно (с последующей проверкой) принимаем Пном —
= 630 кн (из нормального ряда тоннажей по ГОСТу 8200—61).
Принимаем по формуле (XII. 4) полный ход плунжера
15/77^== 15)/б30 = 380 мм,
в том числе
snrec = 0,1 Sn = 40 ММ;
smn = 0,9s„ = 340 ММ.
Принимаем по формуле (XII. 5) расстояние между столом и
поднятой подвижной плитой Н = 25 630 мм.
336
Г идравлические прессы, литьевые и формовочные машины
Принимаем по формуле (XII. 6) площадь стола
/• = 0,01 = 0.25 л2
или соответственно А X В = 500 X 500 мм.
Находим по формуле (XII. 16) диаметр плунжера (или поршня)
D, задаваясь рабочим давлением энергетической жидкости р =
= 3200 н/см2
D = 102 V = 102 1/A = 15 8 см = 160 мм.
f п р ГЛ 3200
Высоту отверстия в цилиндре мутр определяем по фор-
муле (XII. 17)
Ьцил. внутр s -ф hHanp 4" hynA 4- 100 мм
= 380 4- 100 4- 50 4- Ю0^= 630 мм,
где hHOnp = 0,7D = 0,7 160 = 100 мм;
Йупл = 50 мм.
Определяем номинальный тоннаж вспомогательных цилиндров.
Возвратный цилиндр (или возвратная полость дифференциаль-
ного главного цилиндра) по формуле (XII. 14)
Пвозвр = 0,2/7„ОЛ = 0,2-630 = 125 кн.
Гидроцилиндр выталкивателя по формуле (XII. 15)
Пвыт = 0.1 Пном = 0,1 -630 60 кн.
Принимаем вариант дифференциального главного цилиндра
(см. рис. XII. 1, а); тогда при ранее найденном значении диаметра
поршня главного цилиндра D = 160 мм диаметр штока или мень-
шей ступени поршня d определяется из уравнения
D2 — d2 = 104 (А /АМ ю4 A AJ = 5000 мм2,
\ л р ] л 3200 ’
откуда
d = ]/£>2 — 50 = 10/256 — 50 = 140 мм.
Принимаем к установке дифференциальный тип гидроцилиндра
выталкивания, штоковая полость которого всегда находится под
давлением р, и диаметр поршня выталкивателя Debm = 80 мм,
находим диаметр его штока dobim
—-Г/)2 (D2 d2 )] — я d2 — Ю4 Пвыт
4 [^выт \ивыт Ll6bim/J — 4 иеыт ---j
Примеры расчетов
337
откуда
=и1 /4-2==- =|о! KS=65 "•
Проверяем фактический тоннаж главного цилиндра с управляе-
мой возвратной полостью. Массу подвижных частей пресса прини-
маем равной 800 кг. По формуле (XII. 8) находим
Нфакт = Пк Ттр1 Ттр2 '^'тРз ^-д '^'пр- давл,
где TmPi по формуле (XII. 10) — трение поршневых колец в ци-
линдре ’**
ТтР1 10-4 D2fm (р + 50 100) =
= IO’4 1 62 0,1 (3200 + 50) = 8,2 кн;
Тп1р2 по формуле (XII. И) —трение манжетного уплотнения
штока;
Tmp2 = k-^ = 1^ = 45 кн-,
TmPs по формуле (XII. 12) — трение в совокупности направ-
ляющих деталей пресса; Ттр —
= 0,05/7Л£)Л,= 0,05 630 = 31,5 кн;
Тпр.давл по формуле (XII. 13) — усилие, компенсирующее про-
тиводавление жидкости на
сливе из возвратной полости;
Тпр.давл ~ ^fi^Tleo3ep = 0,05 X
X 125 6,2 кн;
- ,, 800-9,8 _ п
Ме — вес подвижных частей; М„ = = 7,9 кн.
s s 1иии
Таким образом,
ПфаКт = 630 — 8,2 — 45 — 31,5 + 7,9 — 6,2 = 530, т. е.
Т^факпг Tl3ag.
Определяем параметры насосов гидропривода.
Принимаем для осуществления холостого хода замыкания прес-
са давление энергетической жидкости р — 100 н!см2\ скорость
поршня при холостом ходе ихол считаем равной 150 мм/сек (§ 1. А).
Тогда расход жидкости низкого давления по формуле (XII. 18)
составит
= 6- Ю’Чол-^ = 6 10-8-150 0,785 162 = 18 л/мин.
22
Зак. 686
338
Гидравлические прессы, литьевые и формовочные машины
Соответственно полученным значениям рн_ йи VH.g принимаем
к установке шестеренный насос производительностью 25 л/мин,
создающий давление 130 н/см2, с мощностью привода 1,6 кет при
1450 обIмин.
Высокое давление используется в течение цикла трижды: при
рабочем ходе замыкания (принимаем ипрес 3 мм/сек), при воз-
вратном ходе (принимаем иеозер = 150 мм/сек} и для совершения
прямого и обратного ходов выталкивателя. Для определения ма-
ксимального расхода жидкости высокого давления необходимо
определить расходы Ve. g только в первых двух упомянутых опера-
циях (вследствие небольшого тоннажа цилиндра выталкивателя
и небольшой скорости движения его поршня).
Тогда по формуле (XII. 19)
Уман. в. в = 6-10—3 - 3 0,785-162 = 0,4 л/мин;
V"MUH. в. g = 6 10-3-150 0,785 (162— 142) 4,2 л/мин,
где 0,785 (162 — 142) — кольцевой штоковой возвратной полости.
Таким образом, Ve. g. max = Ve. g.eo3g = 4,2 л/мин.
Соответственно полученным значениям ре.д и Ve. g принимаем
к установке быстроходный плунжерный эксцентриковый насос
производительностью 5 л/мин, с давлением 3200 н/см2 и мощ-
ностью привода 3 кет при 1450 об/мин.
Пример XII. 2. Определить основные параметры пресса ниж-
него давления (рис. XII. 2) для прессования листов текстолита
при удельном давлении руд= 1200 н/см2. Размеры листов 2000 X
X 1400 мм при толщине 6 = 6 мм\ количество этажей zn = 11;
в каждом этаже прессуется пакет из гл - 5 листов с промежуточ-
ными стальными обкаточными листами толщиной 6' = 2 мм.
Решение. Находим по формуле (XII. 9) необходимый
фактический тоннаж главных гидроцилиндров
П 1200(200-140)
Пфакт Руд 1000 33 600 КН.
Предварительно (с последующей проверкой) принимаем Пном =
= 40000 кн (из нормального ряда тоннажей). В соответствии с при-
мечанием к § 1, А принимаем номинальный тоннаж одного ци-
п’ I Л АЛЛ 40 000 .
линдра равным Пном = 10 000 кн и проектируем 10С0С) = 4 па-
раллельных гидроцилиндра.
Принимаем расстояние между этажными плитами (при рас-
крытом прессе) h = 120 мм и толщину каждой плиты 6„ 50 мм
[размер h должен быть равен 2—3 гл (6 + 6^)], т. е. (2—3) -5 X
X (6 — 2) = 80 — 120 мм.
Примеры расчетов
339
Максимальное расстояние между подвижной плитой и архитра-
вом окажется равным
Н = Znh + (гп + 1) б„ = 11 120 + 12 50 - 1840 мм.
Максимальный ход (при незаполненных этажах) составит
s = И — (гп + 1) = 1840 — 600 = 1240 мм.
Площадь стола F, исходя из заданных размеров листов, примем
F = 2200-1600 мм = 3,5 м2.
Диаметр плунжера D каждого главного цилиндра находим по
формуле (XII. 16), рабочее давление энергетической жидкости
р = 3200 н!см2
D = 1021/"Ю2 V — = 630 мм.
V л р гл 3200
Высота полости цилиндра Лцил по формуле (XII. 17)
h-цил $ 4" hHanp р Ьупл ~Ь" 200
= 1240 + 400 + 80 + 200 = 1920 мм,
где hHanp — 0,6D = 0,6-630 — 400 мм\
hynA = 80 мм.
Проверяем фактический тоннаж главных цилиндров при отсут-
ствии возвратных цилиндров и раскрытии пресса только под дей-
ствием собственного веса движущихся частей. Массу подвижных
частей пресса, отнесенную на один цилиндр, принимаем исходя
из полученных размеров 8000 кг
Пфакт — Пном Ттрг Ттр3 Fig Тпр. давл’
где Ттр^ по формуле (XII. И) — трение манжетного уплотнения,
принимаем равным
ПНом 1,5-10000 о.п
к —~ ~ ~---= 240 кн;
L) оо
Г,,,,, по формуле (XII. 12) — трение в направляющих плунжера
н плит, принимаем равным 0,05 10 000 = 500 кн;
Л/f « A/f 8000-9,8
М — вес подвижных частей; — = 80 кн\
6 Б i ии
Тпр. давл — исходя из сопротивления сливной коммуникации
20—30 н!см2
Т - (204-30)ТР2 _ 25-0.785-632 _ 0
t пр-давл~ 1000 - ]000 ои лн.
22*
340 Гидравлические прессы, литьевые и формовочные машины
Таким образом,
Пфакт - 10000 — 240 — 500 — 80 — 80 900 кн.
Фактический тоннаж пресса составит 4 9000 ~ 36000 кн.
При ПфаКт. треб = 33 600 кн.
Пример XII. 3. Определить длительность операции нагревания
пакета листов текстолита размеров, указанных в примере XII. 2,
при следующих условиях
Температура нагревательных плит ТпЛ в °К 500
Конечная температура в средней плоскости листа при
нагревании Тк в °К........................... 470
Начальная температура заготовки Тн в °К 300
Плотность пластика g в кг/м3 . . 1350
Теплоемкость пластика с в кдж/кг-град 1,4
Теплопроводность пластика 7. в квт/м-град . 0,3-10“3
Температуропроводность а в м3/сек . 1,6-10“7
Плотность материала подкладочных листов (сталь нержа-
веющая) (У в кг/м3 .......................... 7800
Теплоемкость материала подкладочных листов (сталь
нержавеющая) с' в кдж/кг-град ... 0,5
Теплопроводность материала подкладочных листов (сталь
нержавеющая) X' в квт/м-град . . . . 0,2-10“3
Температуропроводность материала подкладочных ли-
стов (сталь нержавеющая) а’ в м-/сек . 0,5-10“7
В соответствии с указаниями § 1, А составляем систему из двух
уравнений [формулы (XII. 20) и (XII. 21)1
0.нагр ~ (Г - 6 C1Q1) (к ср Тн) кдж‘,
Чагр = 0,1 (0,243 - ССК’ Я
где дополнительно к обозначениям, приведенным в § 1, А, гл
означает количество листов, прессуемых на одном этаже пресса.
Влиянием подкладочных листов, выполненных из стали (т. е.
из материала высокой теплопроводности), при определении тн
пренебрегаем.
По уравнению (XII. 21) находим значение
Т - 0 j (5-6-10“3)2 / j 470-500 \ 5 6 8
«агР U.1 16.10-7 (^,24.5 1П 300_500 ) 0-0 W X
X (0,243 + 1,90) = 1,2 -103 сек = 0,33 ч.
Примеры расчетов
341
Полагаем (приближенно), что
Ткср =
и по уравнению (XII. 20) находим
QHaep = 5 2 1,4 (6 10’3-14 1350 + 2 10'3 0,5-7800) X
X (485 — 300) = 50 000 кдж,
или с учетом теплопотерь в окружающую среду принимаем
QHaep = 60 000 кдж.
По найденным значениям хн и Qpaep, а также по заданным раз-
мерам и конструкции плит следует далее подобрать температуру
греющего пара или другого теплоносителя и его расход, которые
обеспечили бы необходимую интенсивность теплопередачи от теп-
лоносителя к наружной поверхности плиты. При принятой Тпл =
500е К возможно применение следующих способов нагрева и
теплоносителей: индукционный нагрев и нагрев водяным паром
с давлением 300 н/см2, и нагрев высококипящими органическими
теплоносителями.
Пример XII. 4. Определить основные размеры (см. рис. XII. 6)
узлов блока впрыскивания плунжерной гидравлической литьевой
машины (без предпластикатора) для литья изделий из термопла-
стов исходя из следующих заданных параметров:
Объем впрыскивания V,.nP в см? 32
Скорость впрыскивания ивпР в мм/сек 60
Длительность операции впрыскивания хвпР в сек . . 1
Удельное давление операции впрыскивания р,,д в н/см? 10 000
Решение. Определяем диаметр плунжера материального
цилиндра по формуле (XII. 22)
/iWenp I / 40-32 о „
------ = V = 2 >6 СМ = 26 мм.
^^впр^впр Л-60-1
По формуле (XII. 23) рабочий ход плунжера
^впР 4-32 с
sn. раб = я£)2 ~ л-2,62 ’“ 6 СМ'
Величину полного хода плунжера принимаем равной
s„ = 2s„. ра6 - 2-6 = 12 Cai = 120 мм.
Определяем усилие впрыскивания по формуле (XII. 25)
ЛО^, TT.2R2
4.^^=?Й^10000 = 54
342
Гидравлические прессы. Литьевые и формовочные Машины
Объем материального цилиндра принимаем равным 5Venp =|
= 5 32 = 160 см3.
Исходя из полученного значения номинального усилия впры-
скивания Iltnp = 54 кн и хода s„ = 120 мм, определяем размеры
силового гидроцилиндра блока впрыскивания (см. § 1, А).
Принимаем давление энергетической жидкости (масла)
Ргидр — 650 н!см2
и к. п. д. гидроцилиндра, учитывающий потери на трение,
т] = 0,8.
Тогда
1000Пв„р Ю00-54 „
» погнин - -- г\ а сгг\ — I Ut) СМ, .
поршн 1]ргидр 0,8-650
Г) -. /~ ^поршн 4-106 . , „
Г)поршн = |/ - я = | ~= 1 1,6 СМ',
принимаем DnopuiH = 120 мм.
Усилие, необходимое для возвратного движения плунжера,
полагаем равным
Лвовер = 0,15Пвпр = 0,15-54 = 8 км,
тогда
, _ ->/П2 4/7еозвр _ lA™ 4-1000-8
ашт- |/ Uпоршн— ЛргиарТ] - у -<8-65() -
= р 144 — 20=^110 мм.
Длина силового гидроцилиндра по формуле равняется
Ьцил. вн $П Апоршн ® $П “Ь 6,5Дпоршн Ц- 50
= 120 + 0,5 120 + 50 = 230 мм.
При принятой ранее скорости впрыскивания (60 мм!сек) необ-
ходимая производительность насоса для блока впрыскивания со-
ставит
&)FnopulHuenp 60-106-60 /
VMUH = ----г04---- = --1Q4— = 38 л/мин.
Пример XII. 5. Определить размеры (см. рис. XII. 6) основных
узлов блока замыкания форм гидравлической литьевой машины,
приведенной в условиях к примеру XII. 4.
Решение. Исходя из заданного объема впрыскивания, наи-
большую площадь проекции изделия на плоскость разъема формы
принимаем равной
fuSs = 9VX5 = 9 32°-75 = 120 см\
Примеры расчетов
343
По формуле (XII. 26) определяем наибольшее усилие замыка-
ния формы
„ . 0,3-120-10000 „
В ф — \ /издРуд ~’ Ю00 333 КН.
Проверим полученное значение Пф по формуле (XII. 26')
Пф = 13 И®;® = 13 320,9 = 260 кн,
принимаем Пф = 300 кн.
Усилие размыкания Пр обычно составляет 0,1 Пф = 30 кн.
Расстояние между плитами Нф принимаем равным
Нф = 12 V°e-np = 12 32°’35 = 40 см = 400 мм.
Площадь плиты (между колоннами — в свету)
Рф = 2514? = 340 сл2’
что соответствует размерам А X В = 170 X 200 мм.
Ход подвижной плиты 8Ф = 4,5У^рр5 = 21,5 см = 215 мм.
При замыкании холостая часть этого хода составит
5ф. кол = 0,95s^ 200 мм,
а рабочая часть
вф.раб = 0,055^ = 15 мм.
Задаемся скоростями подвижной плиты в мм/сек'.
на холостой части хода замыкания ихвЛ 250;
на рабочей части хода замыкания ираб — 5;
при возвратном ходе ииозвр = 200.
Силовой гидроцилиндр блока замыкания принимаем дифферен-
циального типа с перепуском во время замыкания энергетической
жидкости из штоковой полости в поршневую. Применением такой
схемы достигается снижение расхода жидкости от гидронасоса.
Питание гидроцилиндра осуществляем на холостой части хода
замыкания и при возвратном ходе насосом низкого давления
рн = 100 н/см2, а на рабочей части хода — насосом высокого
Давления ре = 650 н/см2, причем в этот период слив из штоковой
полости происходит в бак насоса.
Тогда, исходя из обеспечения необходимого максимального
усилия замыкания формы ПФ = 300 кн, находим диаметр поршня
„ 1000/7ф 1000-300 _„2.
ГПоРШН = ’ = - 0Л650- = 580 см ’
D ^поршн_ = 1/4д580 = 27
^поршн V П У Л
344
Гидравлические прессы, литьевые и формовочные машины
принимаем
DnoriUH = 300 мм и Fnoptu„ = 670 см2.
При скорости смыкания ираб — 5 мм/сек (на пути роб
15 мм) необходимая подача насоса высокого давления ока-
жется равной
Ув д = = = 20 л/мин.
" °мин Ю4 104
Диаметр штока находим исходя из принятых выше значений
усилия (Пф = 30 кн) и давления (рн — 100 н/см2)
Л ____ I ^Г)2 Fp __ I / qr\2 1000-30
ашт~ | ипори1н — -^^рн- | —V о,8-'loo ~
= } 420 =sr 21 см (принимаем dtum = 200 мм).
Подачу жидкости насосом низкого давления определяем для
холостой части хода замыкания с учетом возврата жидкости под
поршень из штоковой полости
, _60|\ 4-(Dn-42wm)j ихвл 60л^штихвл
VН- дмин 1Q4 4-104
60л-400-250
4-104
= 500 л/мин.
Проверим полученное значение Ун.д Для периода воз-
вратного хода. В этом случае
tt Л \ П llltll) оОЗор
^н- дмин ю4
60-£-(302 —202)250
= 104 =
Так как VH э > Ун д
мин мин ’
лення исходим из наибольшей необходимости подачи
Ун д = 500 л/мин.
Н- имин
60—500-200
---- 4----= 470 л/мин.
при подборе насоса низкого дав-
Пример XII. 6. Определить длительность операции впрыски-
вания расплава полиэтилена в форму, принимая коэффициент
формы кф 10; удельное давление в материальном цилиндре
Ррд = 10 000 н/см2\ потерю давления в цилиндре и в мундштуке
А = 0,5.
Примеры расчетов
345
Решение. Для полиэтилена низкого давления энергия
активации £ = 6-104 кдж/кмоль\ реологический показатель
степени п = 1,6; вязкость (при = 500° К) Ро = 0,3 н-сек/см2-,
температура расплава на входе в форму Тм = 550° К; универ-
сальная газовая постоянная R = 8,3-103 кдж/кмоль. Тогда по
формуле (XII. 29)
хвпр = 5 106 0,Зе^ ) (1 —0,5)"1,6-10000-1,6 =
= 5-106 0,3 1,0 1 2,35 10 6 = 3,5 сек. *
. Пример XII. 7. Определить длительность операции охлаждения
отливки из полиэтилена низкого давления в форме при средней
толщине сечения отливки 6 = 6 мм.
Решение. Для полиэтилена низкого давления, согласно
табл. XII. 1, коэффициент температуропроводности а = 1,5 X
X 10“’ м21сек\ Тк — температура отливки к моменту раскрытия
формы принята на 20° ниже теплостойкости (см.табл. XII. 1)*,т. е.
Тк = 400 — 20 = 380° К;
Тм = 520° К; Тф — температура формы принимается 320° К-
По формуле (XII. 31)
r _ 62 in/4 Тм-Тф\_ б-10-s , / 4 520-320 \_
0АЛ П2а „ Тк — Тф) ' л2-1,5-10~’ \ л 380 — 320 /
— 4 • 2,31g 3,33 = 35 сек.
Пример XII. 8. Определить длительность рабочего цикла
литьевой машины исходя из результатов расчета твпр и тогл в при-
мерах XII. 3 и XII. 4.
Решение. Находим
Д = Ci (тв„р + Дхл) = 1,1 (3,5 + 35) = 41 сек,
или по приближенной формуле (XII. 30)
тч = с1с2гохл — 1,1 ’ 1,15-35 = 44 сек.
Соответственно часовая производительность литьевой машины
3600 оп ос
Ъщт. ч = 41 ^44 = 80 =- 85 отливок в час.
* В табл. XII. 1 приведены значения р.о при температурах Т0, близких
к Тм, и, следовательно,
346
Гидравлические прессы, литьевые и формовочные машины
Пример XII. 9. Определить длительность операции односторон-
него нагревания листовой заготовки из органического стекла раз-
мерами 0,5 X 0,7 м при 6 = 3 мм и необходимую мощность ра-
диационного электрического нагревателя (см. § 1, В и
рис. XII. 8) формовочной машины.
Согласно данным, приведенным в табл. XII. 1, Q = 1180 кг/м'3;
с = 2,5 кдж/кг-град; а —0,8-Ю-7 м2/сек; Тнар к = 450° К и
Твнутр, к = 420° К (формовочный диапазон).
Решение, Принимаем Тнач = 300° К; e„pue — 0,8; <р =
= 0,65; Дт = 30 сек; т] = 0,85; Тизл = 700° К; Fo = =
0,8-10~7-30 2,4 „
= ~(3.10-3)2— = -д— = 6,27 (приближенно получаем Fo = const).
Для первого периода [уравнения (XII. 34)—(XII. 36)1
ДСД = 0,5-0,7-3-10~3-1180-2,5 (Тк1 — 300) кдж;
AQX = 5,8-10'8 0,8-0,65-0,5-07 ~ 30
= / = <D(Fo) = Ф(0,27) = 4;
1 внутр. «1 — * н
[Ф (Fo) см. рис. XII. 9].
В дополнение к уравнениям (XII. 34)—(XII. 36) имеем
гр Г нар. Т внутр, kj Г нар. кх Тн
3 к1 2 " •* нар. 1 ~ 2 ‘
Таким образом, в системе написанных уравнений имеется три
неизвестных: Тнар кр Тенутр.К1 и AQX, которые и могут быть
найдены. Однако ход рещения оказывается весьма громоздким.
Без большой погрешности можно принять Тнар. = Тнар.
или для первого периода времени ТнаР1 = Тн.
Тогда из уравнения (XII. 35) находим
AQx = 3.15-10-3 (74 — З4) = 73,5 кдж
и после подстановки в уравнение (XII. 34) получаем
тК1 = зоо + 4т1- = зоо + 4т = 324° К-
0,1 0,1
Далее, по уравнению (XII. 36) имеем
Тнар. К1 - 300 = ЬТвнутр. — 1200,
но, с другой стороны,
Тнар. Kt — 2Т Kl ТвНутр. Kl = 648 — Твнутр. К1.
Примеры расчетов
347
Следовательно,
648 — Твнутр. К1 — 300 = 4Т внутр. К1 — 1200,
откуда
5Тенутр. к, = 648 + 1200 — 300 = 1548;
Тнар. К1 = 338° К-
Для второго периода. Полагая ТНг = TKl и Тнарг =
— Тнар. нг ~ Тнар. к, > напишем
AQ2 = 0,5-0,7-3-Ю"3-1180-2,5 (TKl — 324) кдж
[см. уравнение (XII. 34)]
AQ2 = 5,8 10"3 0,8 0,65 0,5 0,7 [(т^)4—(дбЬ 30 кдж'
[см. уравнение (XII. 35)]
Тнар- — T’kj
Твнутр- к2 — ^'к1
[см. уравнение (XII. 36)].
Из уравнения (XII. 35) находим
AQ2 = 3,15-10-2 (74 — 3,384) = 71 кдж.
После подстановки в уравнение (XII. 34) получаем
Тк. = 324 + 4г = 347° К-
Далее по уравнению (XII. 36) имеем
Тнар. к9 324 внутр. кг— 1296,
но
Тнар. кг — 2ТКг Твнутр. кг — 694 ТвНутР. к2>
следовательно,
694 — Твнутр. кг — 324 = ^Т внутр. кг 1296,
откуда
гр _ 1666 „„„о TZ
1 внутр. кг — g — ООО 1\,
Тнар. к, = 361° К.
Аналогично составляем и решаем системы уравнений для
третьего, четвертого, пятого и шестого периодов.
348
Гидравлические прессы, литьевые и формовочные машины
Полученные по всем периодам результаты вычислений сводим
в табл. XII. 2.
Таблица ХН. 2
Результаты вычислений к примеру XII. 9
Расчетный период AQ в кдж т к в т л внутр- к в К° т нар. кон в °К
1 73,5 324 310 338
2 71 347 333 361
3 . 70 370 356 384
4 69 393 379 407
5 67 415 402 428
6 65 436 424 448
Таким образом, за шесть периодов (6-30 = 180 сек) достигнуты
температуры Твнутр к и Тнар. к, лежащие в пределах заданного
формовочного диапазона (420—450° К).
Следовательно, тн = 180 сек — 3 мин и необходимая мощность
нагревателя составит
дг __ AQmax _ 73,5 _ о
т)Дт — 0,85-30 3 квт‘
С переходом к многопозиционным машинам карусельного, кон-
вейерного и других типов становится возможным применение двух-
стороннего нагрева заготовки. Это означает, что в уравнении
(XII. 35) следует учитывать площадь заготовки с обеих сторон,
т. е. 2 (Л X В), и соответственно по ходу решения всей системы
уравнений (XII. 34)—(XII. 36)'искомое время tH сократится при-
близительно вдвое. Далее, при прочих равных условиях крите-
рий Fo становится в этом случае в четыре раза больше и снижается
безразмерная температура I (для условий рассмотренного при-
мера I уменьшается с 4 до 1,8 и соответственно уменьшается
разность температур Тнар — Твнутр). При значительных толщи-
нах заготовки (б >• 2—3 мм) это обстоятельство позволяет все же
уложиться в заданный формовочный диапазон температур.
Пример XII. 10. Определить длительность операции охлажде-
ния изделия, отформованного из нагретой заготовки оргстекла,
указанной в примере XII. 9, при следующих условиях: темпера-
тура формы Тф = 320° К; температура отформованного изделия
в конце охлаждения ТохЛ = Тт — 20° = 340° К, где Тт — тепло-
стойкость (см. табл. XII. 1); учитывается только одностороннее
охлаждение изделия через стенки формы.
Примеры расчетов
349
Решение. Используя уравнения (XII.40) и (XII.41), получим
Fохл --------------- Тф
Тк — Тф
= 0,243 —4-Fo,
4
ИЛИ
212__320 _ Q 243 _ Д!_р0
436—320 4 го’
откуда
Fo = -4(0,243 —2,31g 0,173) = Ц-[0,243 —(2,3 1,245)1 0,8;
ТТ 71“
e2 Fo (3-10-3)2-0,8 I ,
Хохл = = 0[8.10-7 = 90 сек = 1,5 мин.
Пример XII. 11. Определить необходимую производитель-
ность VMUH компрессора и объем ресивера для комплектования
ппевмоформовочиой машины, предназначенной для изготовления
коробчатого изделия с размерами в плане А X В — 0,5 X 0,7 м.
и глубиной Н = 0,25 м.
Определить усилие П пресса для прижатия пневмокамеры и
формы к заготовке.
Давление, развиваемое компрессором рр (давление в реси-
вере) = 50 н/см2-, начальное давление — атмосферное, т. е. при-
близительно равное 10 н!см2\ давление в конце формования рк =
== 40 н/см2-, объем пневмокамеры, включая полость формы
1.25Д-В-Д = 1,25-0,5-0,7-0,25 = 0,112 м3.
Решение. Используем систему уравнений (XI 1.42') и (XI 1.43').
По уравнению (XII. 42) найдем объем ресивера
РнУк. Ф + PpV'p 10-0,112 + 50-Vp
рк = -Т/- . д_ v - = 0,112 + Vp— = 40 Н/СМ’
1'к. ф + Vp
откуда Vp 3 0,35 м3.
По уравнению (XII. 43') при тн = 180 сек. (см. пример XII. 9)
и Хохл = 90 сек (см. пример XII. 10) получаем
1,2(180 + 90) = У—2,3 1g
У MUH
откуда
VMUH = = 9,03 мЧмин = 1,5 м3!ч.
о Zu
При двухпозиционном исполнении машины в левую часть
Уравнения (XII. 43') следует подставить длительность двух-
стороннего нагревания, которая будет приблизительно вдвое
Меньшей, чем длительность хн, найденная в примере XII. 9, т. е.
180 60-0,35 „ „ , 50
т, = т« = —= -у^Г2’3|8«Г-
350
Гидравлические прессы, литьевые и формовочные машины
откуда
^/=^- = 5,5 лгЧч.
Усилие прессового устройства для прижима пневмокамеры
и формы к раме с заготовкой по уравнению (XII. 44) составит
П = \,5PpF = .Л5-50^7)104 = 260 кн.
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи XII. 1—XII. 20. Определить основные параметры пресса
верхнего давления (см. рис. XII. 1) по заданной площади горизон-
тальной проекции изделия fu3d, числу гнезд в пресс-форме и не-
обходимому удельному давлению прессования руд\ определить
параметры насосов индивидуального гидропривода (см. при-
мер XII. 1). Исходные данные приведены в табл. XII. 3.
Таблица XII. 3
Исходные данные к задачам XII. 1—XII. 20
Задачи Площадь проекции изделия fU3g В см* Количество гнезд в пресс-форме Удельное давление руд в н/см? Примечания
XII. 1 150 3 250 Главный цилиндр
XII. 2 400 1 180 с дифференциальным
XII 3 650 1 150 плунжером
Х11. 4 200 2 300 Цилиндр вытал^ива-
X11. 5 280 2 220 теля с дифференциаль-
XII. 6 500 2 160 ним плунжером
XII. 7 350 1 200 Давление низшей сту-
XII. 8 220 3 350 пени 100—120 н/см2
XII. 9 375 3 350 Давление высшей сту-
XII. 10 425 1 200 пени 3200 н/см2
XII. 11 100 4 300 Главный цилиндр
XII. 12 XII. 13 200 300 2 2 250 200 простого действия (3200/100 н/сж2)
XII. 14 250 2 180 Выносные возвратные
XII. 15 350 1 150 цилиндры простого дей- ствия (два узла)
XII. 16 Цилиндр выталкива-
500 1 200 теля с дифференциаль-
XII. 17 125 5 350 ным плунжером
XII. 18 275 2 200 Давление низшей сту-
XII. 19 350 1 180 пени 80—100 н!см?
XII. 20 400 1 180 Давление высшей сту-
пени 3200 н!см2 _
Контрольные задачи
351
Задачи XII. 21—XII. 49. Определить длительность операции
нагревания пакета заготовок листового пластика и указать тепло-
носитель, соответствующий заданной температуре (см. при-
мер XII. 3). Исходные данные приведены в табл. XII. 4.
Таблица XII. 4
Исходные данные к задачам XII. 21—XII. 40
Задачи Марка пластика Количество ли- стов в пакете 2Л Толщина листа пластика 6' в мм Толщина сталь- ного подкладоч- ного листа 6 в мм Температура в °К
Т нач гкон т 1 пл
XII. 21 Ударопрочный по- листирол 5 5
XII. 22 То же 6 5 2 450
XII. 23 » 4 4 480
XII. 24 Винипласт 6 5
XII. 25 Винипласт 8 2 500
XII. 26 » 4 6 1,5 200 470 520
XII. 27 10 3 480
XII. 28 Текстолит 6 6 500
XII. 29 Текстолит 5 10 480
XII. 30 » 3 12 2 460 520
XII. 31 2 14 490
XII. 32 Древпластик 6 4 500
XII. 33 » 4 8 1,5 460 520
XII. 34 » 3 10 480
XII. 35 Бумажный слои- стый пластик 10 2 520
XII. 36 То же 6 3 1,5 460 490
XII. 37 » 3 4 480
XII. 38 Резина 6 3 470
XII. 39 » 4 5 2 400 450
XII. 40 » 4 6 440
352
Гидравлические прессы, литьевые и формовочные машины
Задачи XII. 41—XII. 60. Определить по заданным данным
(табл. XII. 5) основные размеры узлов литьевой машины с гидро-
приводом; определить необходимые подачи пасосов гидропривода
(см. примеры XII. 4 и XII. 5, рис. XII. 5—XII. 7 и табл. XII. 1).
Таблица XII. 5
Исходные данные к задачам XII. 41—XII. 60
Задачи Тип пластика Объем отливки V впр в см3 Скорость впрыски- вания ивпр в мм/сек Длитель- ность хвпр в сек Давление энергети- ческой жидкости высокого давления Рвд В Н/СМ? Давление энергети- ческой жидкости низкого давления Рн-д В Н/СМ
XII. 41 Полистирол 16 70 3 500 100
XII. 42 » 32 70 3 500 100
XII. 43 63 60 3 500 100
XII. 44 » 125 60 4 650 100
XII. 45 Пластикат ПХВ 16 75 2,5 650 120
XII. 46 То же 32 75 2,5 650 120
XII. 47 » 63 65 3 650 120
XII. 48 » 125 60 3 1000 120
XII. 49 Полиэтилен высокой плот- ности 16 90 3,5 650 80
XII. 50 То же 32 80 3,5 650 80
XII. 51 » 63 70 3,5 650 80
XII. 52 » 125 70 4 1000 80
XII. 53 » 250 60 4 1000 80
XII. 54 » 500 50 4,5 2000 80
XII. 55 Оргстекло 32 70 3 1000 100
XII. 56 » 63 65 3 1000 100
XII. 57 » 125 60 3,5 1000 100
XII. 58 » 250 55 3,5 2000 100
XII. 59 » 500 50 4 2000 100
XII. 60 » 1000 50 4 2000 100
Контрольные задачи
353
Задачи XII. 61—XII. 80. Определить длительность операции
охлаждения в форме хохД и приближенную длительность цикла
литьевой машины т по заданным в табл. XII. 6 данным (см. при-
меры XII. 7 и XII. 8 и табл. XII. 1).
Таблица XII. 6
Исходные данные к задачам XII. 61—XII. 80
Задачи Тип пластика Температура формы Т, в °К Средняя толщина отливки 6 в мм
XII. 61 Полистирол 330 4
XII. 62 » 320 6
XII. 63 » 300 10
XII. 64 Винипласт 310 3
XII. 65 » 320 5
XII. 66 » 325 7
XII. 67 Пластикат ПХВ 300 4
XII. 68 » » 310 5
XII. 69 » » 320 6
XII. 70 Полиэтилен низкой плотности 320 5
XII. 71 » » » 325 7
XII. 72 » » » 315 8
XII. 73 Полиэтилен высокой плотности 330 3
XII. 74 » » » 340 4
XII. 75 » » » 350 5
XII. 76 Оргстекло 320 4
XII. 77 » 315 6
XII. 78 » 310 7
XII. 79 Поликапролактам 330 5
XII. 80 » 340 8
Задачи XII. 81—XII. 100. Определить длительность операций
нагревания и охлаждения в вакуум-пневмоформовочной машине,
а также мощность нагревания, объем ресивера и производитель-
ность комплектующего вакуум-насоса или компрессора при задан-
ных размерах листовой заготовки [(см. примеры XII. 9—XII. 11),
табл. XII. 1, график (рис. XII. 9) и табл. XII. 7]. Принять
ъприв = 0,9; ф = 0,5 и Т] = 0,8.
23 Зак. 686
354
Гидравлические прессы, литьевые и формовочные машины
Исходные данные к задачам
XII. 81—XII. 100
имсохолве вин -Beadлеи tfoxow Односто- ронний радиацион- ный Двухсто- ронний радиацион- ный
вииве -оибоф 90Э0ПЭ Пневма- тический вакуум- ный Пневма- тический Вакуум- ный
zYf3/U G ВИИ -гнокбоф aYi -ном g оинасав# Ю Ю о ю о СМ СО хт чГ ю to чГ СМ со ЧГ см о ю о о о 4J- ЧГ Г- 00 Ч?> Ю чг CM CO CM CM
tW3/H g ‘иоэоовн-иЛКм -EG И1ГИ иобоэ -OGdUWOM эниэвс -bVeoo ВИНЭЬ’ЯВ^ о о о о с 'Ф tO lO СО СО 2 1 1,5 2 0,5 50 60 80 100 60 2 1 1,5 1,5 1
ЕИ' Я dЛ BdaGHoad кэч-ро 0,1 0,15 0,15 0,5 0,15 0,15 0,4 0,4 0,8 0,15 0,15 0,2 0,2 0,3 0,4 0,8 0,4 0,8 0,25 0,25
в нибоф и нйэивм иэт«9О 0,06 0,09 0,15 0.4 0,1 0,1 0,3 0,3 0,45 0.07 0,05 0,07 0,06 0,15 CM CO CM 0 c 6 0,25 0,1 0,1
Уо в $1 ниДоф BdXiBdaiiwsj, 8 со О со О СО СО О см со 0 CO §
Но Я rE”j BL-aiEaadJ -ви BdAiBdaiiHaj, 750 700 650 700 650 700 700 750 650 700 650 700 650 700 1 600 600 650 S88 to co
Заготовка W G HXffXV ЭИИ9А1ГЛ ОН И 3HEITIJ G HdaweEd 0,4x0,5X0,2 0.5x0,6X0,2 0,6X0,8X0,25 0,7X0,9X0,4 0,4X0,6X0,25 0,6X0,7x0,2 0,8X1.0X0,3 0,6X0,9X0,3 0,8X1,1X0,4 0,5x0,6X0.15 0,4X0,5X0,15 0,5x0,6X0,2 0,4X0,7X0.15 0,6X0,8X0.25 0,7X0,8X0,25 0,7X1,0X0,3 0,6X0,9X0,2 co cm 01 0 c 6 XXX GO CO 1"- O О О XXX r- co to ООО
WW G BHHtnifOJ, tn LO СМ —’ см 2 2,5 3 3,5 ю СМ СО чг ю СО ЧТ 1_о о 'О ХГ Ю СО чг 1_о
ЕМИ1Э -Biru них *5 ё 1 <J § и О ® S fe.Se1" £ § ©5 = “ Е Оргстекло » > Винипласт » Полистирол »
HhBtfBg т-и СЧСОТГЮСОЬ-ООО о СО СО СО СО СО GO СО GO GO X XX XX XX XXX о 1—4 СМ СО ч? 1.0 Ф N GO О СО 0 О О О О end ОСП’-’ X X X X X XX XXX
Литература
355
ЛИТЕРАТУРА
1. Бернхардт Э. Переработка термопластичных материалов. М.,
Госхимиздат, 1962. 747 с.
2. Г е л ь и е р и н Н. И. и 3 м и й П. Н. Гидравчические прессы в хими-
ческой промышленности. М., Машгиз, 1949 190 с.
3. Козулин Н. А., Ш а п и р о А. Я. и Г а в у р и н а Р. К- Оборудо-
вание для производства и переработки пластмасс, гл. VII, IX и XII. Л., Госхим-
издат, 1963. 782 с.
4. М а й з е л ь М. М. и др. Машины и аппараты производства искусствен-
ной кожи. М.—Л., Гизлегпром, 1949. 619 с.
5. М и х е е в В. А. Гидравлические прессовые установки. М., Машгиз,
1959. 375 с.
6. Р о з а н о в Б. В. Гидравлические прессы. М., Машгиз, 1959. 428 с.
7. Завгородний В. К- Механизация и автоматизация переработки
пластических масс. М., изд. «Машиностроение», 1964. 487 с
23*
РАЗДЕЛ IV
НАСОСЫ И КОМПРЕССОРЫ
ГЛАВА XIII
НАСОСЫ
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
А. Поршневые насосы
Напор, создаваемый поршневым насосом, может рассматри-
ваться: по разности давлений под поршнем при нагнетании и вса-
сывании, т. е. внутри цилиндра Нполн, по разности показаний
р приборов, измеряющих давление вблизи на-
----- —ь—~ 1 > coca Нман и, наконец, в качестве полезного,
Г-^~— Т т. е. сообщаемого потоку жидкости на вы
ходе из насоса Н.
Напор, преодолеваемый насосом (рис.
2Плот , XIII. 1),
Рис. XIII. 1. Схема
насосной установки:
I—приемный резервуар;
2 — иасос; 3—заборный
резервуар
л+ ^^ + 2^^ <XIIL1)
h — геодезическая высота подъема
жидкости в лг;
рг — давление в приемном резер-
вуаре в н/лг2;
рг — давление в заборном резервуа-
ре в «Ли2;
V/inom— сумма гидравлических потерь
в м;
Q — плотность перекачиваемой
Манометрический напор (рис. XIII. 2)
жидкости в кг!м*.
। Рман I Рвак ,,
ман~ z + —------
Vo
(XIII. 2)
где z — расстояние по вертикали между манометром и вакуум-
метром в м\
Основные определения и расчетные формулы
357
Рман — избыточное давление, показываемое манометром, в н/м2\
Рвак — разрежение, показываемое вакуумметром, в н/м2-,
Рван ' Рат Рве н/м ,
гДе Рат — атмосферное давление в н/м2 (величина нормального
давления составляет 101325 н/м2).
Рк — давление во всасывающем патрубке в н/м2.
Полный напор под поршнем
^полн Нман ”1" ^вс. кл Э" ^нагн. кл М Жидк. Cm., (XIII. 3)
где . hec. кл — сопротивление всасывающего клапана в м жидк. ст-,
/гкл_ нагн — сопротивление нагнетательного клапана в
м жидк. ст.
Производительность насоса характери-
зует действительную подачу жидкости к
потребителю в единицу времени
VceK = -^i\v мЧсек, (XIII. 4)
где а — коэффициент кратности действия;
у насосов простого и дифферен-
циального действий а = 1, двой-
2р__f
ного действия а = —, трой-
ного действия а = 3;
F — площадь поршня в м2\
f — площадь поперечного сечения
штока в м2-,
s — ход поршня в м-,
п — число двойных ходов поршня
(или оборотов кривошипного вала
в об/мин)-,
— объемный к. п. д., учитывающий
Полезная мощность
Рис. XIII. 2. Схема к рас-
чету манометрического на-
пора поршневого насоса:
1 — иасос; 2 — вакуумметр;
3 — манометр
утечки жидкости.
N — VceK^a0HQ8 квт- (XIII.5)
Эффективная мощность
и,Ф= Vci<^e ю"1’ (хш-6)
где — общий к. п. д. насоса.
Значения плотности q приведены в табл. XIII. 1.
г
358
Насосы
Индикаторная мощность определяется на основании индика-
торной диаграммы (рис. XIII. 3), получаемой при испытании насоса.
На координатных осях в масштабе откладываются величины,
пропорциональные давлению в цилиндре й£- и длине хода поршня /£.
Площадь диаграммы .Р£ под-
считывается
рования.
Среднее
вление
Р,н/м2
путем планиметри-
Линия среднего
индикаторного
давления
—Линия
атмосферного
/давления
индикаторное да-
Ft
1,м
где М—масштаб пружины инди-
каторного прибора.
Индикаторная мощность на-
соса'простого и дифференциаль-
ного действий выражается фор-
мулой
Рис. XIII. 3. Индикаторная диаграмма
насоса высокого давления
-60^000 Квт- (Х1П-7)
Таблица X//I. 1
Плотность некоторых жидкостей
(округленные значения в диапазоне температур 273—293° К)
Наименование жидкости Плотность Q в кг/м9 Наименование жидкости Плотность Q в кг/м?
Азотная кислота 92% 1500 Нефть 790—950
Анилин 1040 Нитробензол 1200
Ацетон 810 Серная кислота 98% 1830
Бензин 760 » » 60% 1500
Бензол 900 » » 30% 1220
Бутиловый спирт 810 Соляиая кислота 30% 1150
Вода 1000 Соляная кислота 1210
Глицерин 1270 Толуол 870
Едкий натр (раствор 1110 Уксусная кислота 1060
10%) Четыреххлор истый 1630
То же (раствор 30%) 1330 углерод
Керосин 850 Этиловый спирт 790
Мазут 890—950 Эфир этиловый 710
Метиловый спирт 800 -
Основные определения и расчетные формулы
359
Индикаторная мощность насоса двойного действия
Nf = Pi(2F-f)-^^- квт. (XIII. 7')
Индикаторная мощность может быть также выражена формулой
1000
где ДУгек — утечка жидкости
в мЛ1сек\
V hKA — суммарная потеря
напора в клапа-
нах в м\
Мощность, забираемая элек-
тродвигателем трехфазного тока
из сети
N3Jl = - = У 3 X
ДперЛз. д
X E/cosq) КГ3 квт, (XIII. 9)
где Е — напряжение в в;
I — сила тока в а;
1]пер — к. и. д. передач;
11з. д — к- п- Д. электродви-
гателя.
Коэффициенты полезного
действия (рис. XIII. 4 и табл.
XIII. 2) характеризуют различ-
ные виды потерь энергии в на-
сосе и его приводе.
Гидравлический к. п. д.
ман + 2Мея
квт,
(XIII. 8)
Рис. XIII. 4. Энергетический баланс
поршневого насоса с приводом от элек-
тродвигателя; а — баланс; б — схема
установки:
1 — электродвигатель; 2 — передача; 3 —
механизм движения насоса; 4 — цилиндр
насоса
НманСв
Pi ’
Н ман
(XIII. 10)
Н ман 4- 2 ^кл
Таблица XIII. 2
Значения к. п. д. поршневых н центробежных насосов
Названия к. и. д. Типы иасосов !
поршневые центробежные
Гидравлический т)г 0,75—0,98 0,70—0,90
Объемный т)0 0,90—0,98 0,90—0,98
Механический т]Л 0,85—0,95 0,85—0,97
Полный -цуст — - 0,60—0,90 0,50—0,85
360
Насосы
где — суммарная потеря напора в клапанах в м жидк. ст.
Объемный к. п. д.
+ ДУ (XIII. И)
v сек т~ сек •
Индикаторный к. п. д.
__N ____ ________НманУсек________
*' Nt (Н ман Ч- сек)
Механический к. п. д.
М
Цм ~~ к Л ’
7V эф
где — эффективная мощность на валу.
Полный к. п. д. насоса и к. п. д. передачи
N
JV эф
Nэф
N3.d ’
электродвигателя.
(XIII. 12)
(XIII. 13)
(XIII. 14)
(XIII. 15)
(XIII. 16)
Лпер
где Ng. д — мощность на валу
К. п. д. электродвигателя
Мэ.д
^д~ Нэл ’
где Nэл — мощность, отдаваемая сетью электродвигателю.
Общий к. п. д. установки
^]уст ЛЛперПэ. д- (XIII- 17)
Степень неравномерности подачи т выражается отношением
максимальной подачи VCCK тах к средней подаче VceK. ср
т = ma* , (XIII. 18)
Усек. ср
где VceK. тах = fu>r м3/сек-, о» — угловая скорость в 1/се/с; г —
радиус кривошипа в м",
• г aFsn о,
^сек. ср — pg ' М iCCK.
Для насосов простого действия т = 3,14; двойного действия
т = 1,57; тройного действия т — 1,05.
Насосы дифференциального действия работают так же, как
насосы простого действия при всасывании (т = 3,14) и как насосы
двойного действия при нагревании (т = 1,57).
Воздушные колпаки (рис. XIII. 5) устанавливаются для умень-
шения пульсаций в трубопроводах.
Основные определения и расчетные формулы
361
Средний объем воздуха в колпаке
V =-
г ср
б
(XIII. 19)
где Vo — объем жидкости, поступающей в колпак за один ход
поршня;
б — допускаемая степень неравномерности подачи.
Для насосов простого действия Vu = 0,55Fs', двойного дей-
ствия Vo = 0,21 Fs; тройного действия Vo = 0,09Fs.
Допускаемая степень неравномерности подачи для колпаков
всасывающей стороны б = 0,025—0,050; -------------”
б = 0,010—0,025.
Полный объем воздушного колпа
ка, рассчитанный на суммарный объем
газовой подушки и жидкости, VK
~ 1,5VCP.
Рекомендуемые размеры воздуш-
ного колпака
О = 0,97 у'V~;
3 --
Д = 1,36 у VK.
Максимальная высота всасывания.
При отсутствии воздушного кол-
пака максимальная высота всасы-
вания
нагнетательной стороны
Рис. XIII. 5. Схема подключения
к поршневому насосу всасываю-
щего воздушного колпака:
1 — цилиндр насоса; 2 — воздуш-
ный колпак
Н = Pan _ i _F_ х
f{g
X <о2г-йвс.кл-йн.„, (XIII. 20)
где / — полная длина всасывающего трубопровода.
При наличии воздушного колпака Hs увеличивается
Д5 = Рат_ _ r_F_a2_h h (XIII.21)
s ge ? вс. кл н.п, \ /
где Г и — указаны на рис. XIII. 5;
/iH п — упругость паров жидкости при заданной темпера-
туре в м жидк. ст.
Под Hs понимается приведенная высота всасывания, склады-
вающаяся из геодезической высоты и потерь на сопротивление
во всасывающем трубопроводе в м жидк. ст.
Расчет клапанов. Рассматривается действие плоского тарель-
чатого клапана (рис. XIII. 6).
362
Насосы
Наибольшая высота подъема клапана
=------мм (< 15 мм),
ГЛ 4Х * 99
где п — число оборотов кривошипного вала в минуту.
Высота водяного столба, соответствующего давлению насы-
щенных паров, в зависимости от температуры
Т °К 273 278 283 293 303 313 323
Нн.пвм . 0,06 0,09 0,12 0,24 0,43 0,75 1,26
т °к ........... 333 343 353 363 373 383
hHnBM . . 2,03 3,18 4,83 7,14 10,32 20,20
Значение коэффициента истечения из-под клапана в зависи-
мости от высоты его подъема h (клапан тарельчатый, плоский)
h в мм 1 2 3 4 5 6 7 8 9
Р . 0,870 0,732 0,650 0,599 0,560 0,532 0,515 0,500 0,485
h в мм 10 11 12 13 14 15 16 17 18
р . . . . 0,472 0,459 0,445 0,431 0,420 0,407 0,395 0,381 0,370
Рис. XIII. 6. Схема к расчету
тарельчатого клапана
Скорость течения в щели клапана:
= 2—3 м/сек — для насосов
низкого и среднего давле-
ний;
= 3—5 м/сек — для насосов
высокого давления.
Диаметр клапана
d =--------, (XI11. 22)
кл znp.rU4/imax '
где р — коэффициент истечения из-под клапана (см. табл. XIII. 5);
z — число клапанов в групповом клапане.
Для пружинных клапанов максимальная нагрузка на пружину
^тах
Iх сек, ср
Цс!клНmax
(XIII. 23)
где Q — плотность жидкости в кг/м3-,
fKj! — площадь’клапана в At2;
М — масса клапана в кг-,
VceK.ср — средняя (за ход) подача через один клапан в м3/сек.
Сопротивление клапана при открывании
h'Kji=w (Mg++Мьу2г т)м’
(XIII. 24)
Основные определения и расчетные формулы
363
где fc 0,63(Йл — площадь отверстия в седле.
Для грузового клапана давление пружины /?тах из формулы
(XIII. 24) выпадает. Сопротивление открытого клапана подсчи-
тывается по эмпирической формуле
2
~ [о,55 4 0,16 (А)1 2 * * s] м, (XIII. 25)
где wc — максимальная скорость течения в отверстии седла (для
насоса простого действия wc = ---***•ср, а для двойного
1с
действия wc = 1’57^сис ср м/сек]-,
fc /
dc 0,9dKJI — диаметр отверстия в седле в м (рис. XIII. 6);
h — высота подъема клапана в м.
К нагнетателям, работающим по принципу вытеснения, отно-
сятся также насосы вращательно-пор-
шеньковые и ротационные (пластин-
чатые, шестереночные и др.).
Вращательно-поршеньковый насос
(рис. XIII. 7)
Производительность
Vmuh = 2 D tg СШТ)О мНмин,
(XIII. 26)
где z — число поршеньков;
d — диаметр поршеньков в м;
а — угол поворота шайбы в град-,
D — диаметр окружности центров
гнезд в м.
Рис. XIII. 7. Схема действия
вращательно-поршенькового на-
соса с косой шайбой:
1 — вал; 2—косая шайба; 3—пор-
шеньки; 4 — цилиндры
Пластинчатый насос (рис. XIII. 8)
Производительность
12 л (г 4 е) — sz] мН мин,
(XIII. 27)
где е — эксцентриситет в м;
b — ширина лопаток в м;
s — толщина лопаток в м;
z — число лопаток;
г — радиус ротора в м.
364
Насосы
Рис. XIII. 8. Схема ротацион-
ного лопаточного (пластинчато-
го) насоса:
/ — цилиндр; 2—ротор; 3—лопатки
Рис. XIII. 9. Схема шестереноч-
ного насоса
Рис. XIII- 10. Схема к рас-
чету манометрического на-
пора центробежного на-
соса:
1 — насос; 2 — вакуумметр;
3 — манометр
Рис. XIII. 11. Схема скоростей
жидкости на входе и выходе из
рабочего колеса центробежного
насоса
Основные определения и расчетные формулы
365
Шестереночный насос (рис. XIII. 9)
Производительность
= 2zFbnr]v м3/мин, (XIII. 28)
где г — число зубцов на одной шестерне;
F = л/и2 — площадь сечения впадины между зубцами в ж2;
(т — модуль зуба в м;)
b — ширина шестерни в м.
Б. Центробежные насосы
Для определения полного напора, преодолеваемого насосом,
служит формула (XIII. 1).
Манометрический напор (рис. XIII. 10)
. с2 _ с2
Нман = Z + Р"™+.Р<™ + , (XIII. 29)
МаН 1 gQ 2g '
где z — расстояние по вертикали между манометром и вакуу-
мом в ж;
Рман — избыточное давление, показываемое манометром, в
н/м2-,
Рвак — разрежение, показываемое вакуумметром, в н/м2-,
q — плотность перекачиваемой жидкости в кг/м3-,
сНагн — скорость в нагнетательном патрубке в м/сек-,
свс — скорость во всасывающем патрубке в м/сек.
Теоретический напор, создаваемый рабочим колесом насоса,
описывается приближенно уравнением Эйлера
НТ„ = -^~ (и2с2 cos а2 — «iQ cos ах), (XIII. 30)
где НТХ — теоретический напор, создаваемый рабочим колесом
с бесконечным числом лопаток при условном парал-
лельно-струйном движении потока, в ж;
и2 — окружная скорость на наружном радиусе г2 в м/сек-,
иг — окружная скорость на внутреннем радиусе гг
в м/сек-,
с2 и Ci — соответственные абсолютные скорости в м/сек\
а2 и С4 — углы между абсолютной и окружной скоростями
в град.
Схема скоростей приведена на рис. XIII. 11.
Так как /_а1 выдерживается ^90°, то уравнение Эйлера
Упрощается
J_f U2C2 COS Ct 2 ^2^2/2
т“- g ~ ~g~
(XIII. 31)
366
Насосы
где с2и — проекции абсолютной скорости с2 на направление окруж-
ной скорости и2.
Действительный напор, развиваемый центробежный насосом,
Н = Н]СЛцт\г, (XIII. 32)
где k4 — коэффициент циркуляции, учитывающий влияние конеч-
ного числа лопаток и образование вихрей в каналах
рабочего колеса;
— гидравлический к. п. д., учитывающий потери на
удар вследствие трения жидкости на стенках про-
точной части насоса.
Число лопаток выбирается в пределах от 5 до 12 по формуле
г = 6,5 '--—-sin Р1-+, (XIII. 33)
где 0] и 02 — углы между направления-
ми относительной (wY и w2)
и окружной (Uj и и2) ско-
ростей.
Коэффициент циркуляции вводится для
учета конечного числа лопаток и вихревого
характера движения потока и рассчиты-
вается по формуле
'2
Рис. XIII. 12. Разрез ра-
бочего колеса с указанием
скоростей входа в колесо
с0, входа на лопатки сг и
выхода из колеса с2
где ф = 0,6 (1 + sin 02).
После подстановки в уравнение
(XIII. 32) значений 1гц и -qх действитель-
ный напор может быть определен из формулы
„2
И = „ , 2 t м. (XIII. 35)
g(l-J-tg a2ctg ₽2) ц г
В расчетах принимаются следующие значения углов:
02 = 15-4-60°; а2 = 6-4-20°.
Входная скорость в отверстии рабочего колеса с0 выбирается
в пределах 1,5—4 м/сек. Скорость входа жидкости на лопатки с±
принимается равной скорости с0 (рис. XIII. 12). Абсолютная ско-
рость выхода из рабочего колеса
— __sin_0-
с® ~ 2 sin (a2 + 02)
(XIII. 36)
Основные определения и расчетные формулы
367
Действительная производительность определяется по замеру
в приемном резервуаре. Для расчета производительности приме-
няется формула
Усек = 0,785 (Do — dem ) СоЛо м3/сек-, (X III. 37)
где £>о — диаметр входного отверстия рабочего колеса в At;
dcm — диаметр ступицы в At;
с — скорость входа в м!сек-,
т)^ — объемный к. п. д.
Производительность, подсчитанная по формуле (XIII. 37), про-
веряется по формулам
VceK = nD1b1u1 tg Pitz^o м3/сек\ (XIII. 38)
Усек = nD2b2 ctg ctg a2T]D, (XIII. 39)
где ttj и a2 — коэффициенты сужения.
Мощность, потребляемая центробежным насосом, характери-
зуется формулами (XIII. 4) и (XIII. 5), а значения к. п. д. при-
ведены в табл. XIII. 2.
Коэффициент быстроходности (удельное число оборотов) ха-
рактеризует тип колеса и находится из формулы
rtQ'/z _
ns = 3,65—об/мин, (XIII. 40)
Н ' *
где п — число оборотов в об/мин-,
Q — производительность в м3/сек-,
И — полный напор в м жидк. ст.
Коэффициент быстроходности зависит от соотношения размеров
рабочего колеса. В табл. XIII. 3 приведена зависимость ns от
отношения D2/Do.
Высота всасывания (геодезическая) находится по формуле
Hs=-^-^-2/t„om-o//At, (XIII.41)
где р0 — давление на поверхности жидкости в заборном
резервуаре в н/м2-,
Р н.п — давление насыщенных паров жидкости в н!м2\
X ЬПот — сумма гидравлических сопротивлений во всасываю-
щей трубе в м жидк. ст.-,
о — коэффициент кавитации, равный
Н — полный напор в м жидк. ст.-,
р — плотность жидкости в кг/м3.
368
Насосы
Таблица ХШ. 3
Значения коэффициента быстроходности ns
для центробежных насосов
Центробежные насосы
Тихоходное
колесо
Нормальное
колесо
Быстроходное
колесо
Колесо
диагональное
Колесо
пропеллерное
Осевое давление создается в насосах всех типов, кроме насосов
двухстороннего всасывания.
В случае отсутствия устройств, выравнивающих давление,
осевое усилие определяется по формуле
Р = 0,785 (Pz — pJDl н,
(XIII. 42)
где р2 — давление на выходе из рабочего колеса в н/м2\
pi — давление на входе в рабочее колесо g h/jk2;
О о — диаметр входного отверстия в м.
При переходе на режим с другим числом оборотов пересчет
значений Vf£K, Н и N производится по формулам
V — V —
v сек — V сек п
(XIII. 43)
(XIII.44)
«'=«(-^у.
(XIII.45)
При изменении производительности и напора путем стачивания
внешнего диаметра рабочего колеса О2 пересчет производится по
Основные определения и расчетные формулы
369
следующим формулам:
(ХШ.46)
(XIII.47)
(XIII.48)
Характеристики центробежных насосов дают возможность су-
VceK, Н, N, п и т). Зависимость
дить о связи между параметрами
между Н и Угек устанавли-
вается совместным реше-
нием уравнений (XIII.35) и
(XIII. 39) и без учета коэф-
фициентов т]г, т)о и 1гц выра-
жается формулой
Н у со у ^ 2
(ХП1-49)
Действительная рабочая
характеристика строится по
опытным данным и выражает
зависимость величин Н, N,
*1 от УСек ПРИ заданном числе
оборотов.
При использовании зако-
нов пропорциональности, ис-
ходя из полученной рабочей
Рис. ХШ. 13. Универсальная характери-
стика центробежного насоса
характеристики, возможно построение характеристики для дру-
гого числа оборотов (полагая т)гт]„ = const при небольшом изме-
нении числа оборотов в минуту).
Универсальная характеристика (рис. ХШ. 13) представляет
собой зависимость между Н и Усек или W и Усек для различных
чисел оборотов; на ней наносятся кривые равных к. п. д. Универ-
сальная характеристика позволяет определить наивыгоднейший
режим работы при различных числах оборотов.
Для центробежных насосов определенной серии, т. е. подоб-
ных между собой, применяются безразмерные характеристики
(рис. ХШ. 14), дающие связь между критериями подобия Усек,
Н, N.
24 Зак. 686
370
Насосы
Безразмерная, производительность
Т7 ___ ^сск
сек nD*
Безразмерный напор
Н
Безразмерная мощность
N =
4
(XIII. 50)
(XIII.51)
(XIII. 52)
4 “2
Н
~ 2 '
е«2
1000#
л£>2 п з
z Г)
При совмещении (рис. XIII. 15) характеристик насоса и сети
характеристика последней приближенно выражается уравнением
Нс Нпол 4" ^\ек'
где k — коэффициент, учитывающий потери в трубопроводе на
трение и местные сопротивления;
Нт„ — полезное статическое сопротивление потребителя.
Рис. XIII. 14. Безразмерная
характеристика центробеж-
ного насоса
Рис. XIII. 15. Совмещенная
характеристика центробеж-
ного насоса и сети:
1—характеристика насоса; 2 —
характеристика сети; а — рабо-
чая точка
Пересечение обеих характеристик в так называемой рабочей
точке указывает на фактические значения параметров Усек и Нг
насоса, работающего на данную сеть.
Регулирование производительности осуществляется: измене-
нием числа оборотов; дросселированием; перепуском (байпасиро-
ванием).
Наиболее экономичным является первый способ, однако изме-
нение числа оборотов не всегда возможно, так как оно требует
Основные определения и расчетные формулы
371
применения специальных электродвигателей или вариаторов числа
оборотов.
При регулировании производительности путем дросселирования
значительно снижается к. п. д.
установки.
Рис. XIII. 17. Совмещенная ха-
рактеристика насоса и сети при
регулировании перепуском (бай-
пасированием):
1 — характеристика сети; 2 — ха-
рактеристика насоса
Рис. XIII. 16. Совмещенная
характеристика насоса и сети
при регулировании дроссели-
рованием:
I — характеристика сети; 2 —
характеристика насоса
При нормальной работе с производительностью УССК1 к. п. д. со-
ставляет т]!. При уменьшении расхода с до УсеКг (рис. XIII. 16)
путем дросселирования к. п. д. установки окажется равным
Н,М
Лдст — ^2 /у2 •
При регулировании производи-
тельности путем перепуска также
имеет место снижение к. п. д. установ-
ки. При уменьшении производитель-
ности С Усек, ДО Усек, (рИС. XIII. 17)
к. п. д. установки окажется равным
у
_ сек2
f\ycm — 1)3 v
сек,
Подача в сеть может быть увели-
чена путем параллельного или после-
довательного подключения несколь-
Рис. XIII. 18. Совмещенная ха-
рактеристика при параллельном
включении двух центробежных
насосов с одинаковой характе-
ристикой:
РТ, и РТ, — рабочие точки
ких насосов.
При параллельном включении двух центробежных насосов
производительность, как это видно из рис. XIII. 18, увеличи-
вается на Л'Усек. Для построения суммарной характеристики
двух параллельно работающих насосов абсциссы VceK удваи-
ваются.
24*
372
Насосы
При последовательном включении двух насосов (сложение
ординат) также имеет место увеличение в сети А"1/с£А.
(рис. XIII. 19).
Рассмотрим методику приближенного расчета рабочего колеса
по заданным величинам VceK, Н, ns, т]г, т]„, t)h и р жидкости.
Исходя из заданных VreK, Н, ns по формуле (XIII. 40) находят
число оборотов, которое в пределах ±10% должно соответство-
Рис. XIII. 19. Совме-
щенная характеристи-
ка при последователь-
ном включении двух
центробежных насосов
с одинаковыми харак-
теристиками:
РТ х н РТ 2 — рабочие
точки
вать стандартному числу оборотов электро-
двигателей (500; 600; 750; 1000; 1500; 3000
об/мин). Чтобы удовлетворить этому тре-
бованию, в некоторых случаях надо перехо-
дить к многоколесным, т. е. многопоточным
или многоступенчатым схемам насосов.
Мощность на валу определяют по форму-
ле (XIII. 6). По числу оборотов и мощности
производят подбор электродвигателя по ка-
талогу и находят крутящий момент на валу
= 955 250 — н-см.
кр п
Диаметр вала находят по формуле
У мкр
' 0,2тдоп см’
где тао„ — допускаемое для валовых марок стали напряжение
на кручение (2000—3000 н/см2) и проверяют вал на угол скру-
чивания ср
МКр I д
’, = ~gxj7 рад
где I — скручиваемая длина вала в см;
G — модуль упругости 2-го рода, равный 8 000 000 н/см2;
Jр — полярный момент инерции вала, равный 0,10 d4 в см\
Допускается Дд> не более 1° на 1 м длины вала.
Диаметр ступицы рабочего колеса принимают конструктивно
dcm = + (2 — 4) см.
Определяют площадь входного отверстия в рабочее колесо
р __ 'сек
0 ~ СоЦо ’
где входная скорость с0 = 1,5—4 м/сек.
Тогда диаметр входного отверстия окажется равным
D = /1,27FO+ d2cm .
Основные определения и расчетные формулы
373
Диаметр Dj принимают равным 0,9—1,Ю0.
D2 находится по отношению D2/D0, определяемому из
табл. XIII. 3.
Окружная скорость
ui ~ м/сек.
1 60
Угол Pj определяется из зависимости tg — —, причем
fl со-
Окружная скорость
nD2n ,
tz2 = — си— м/сек.
60
*ч
Число лопаток определяется по формуле (XIII. 33), причем
значение угла 02 выбирается в пределах от 15 до 60°.
Коэффициент циркуляции находят по формуле (XIII. 34),
угол а2 по формуле (XIII. 35), а его значение должно лежать
в пределах от 6 до 20°. В противном случае следует изменить одну
из ранее принятых величин (Р2 или с0).
Абсолютная скорость выхода с2 определяется по формуле
(XIII. 36).
Ширина лопатки при входе и выходе из колеса находится
из формул (XIII. 38) и (XIII. 39)
- VceK
fa — _____VceK
2 с^Оъ sin a2nD2r\0
Входящие в эти формулы коэффициенты сужения при входе
па лопатки и при выходе из них находят по формулам
— 1
ai nDi sin Pi ’
2 nD2 sin p2 ’
где z — число лопаток;
6 — толщина лопатки на входе или на выходе (3—6 мм).
Допустимая высота всасывания определяется по формуле
(XIII. 41).
Исходя из данных расчета, следует выполнить схему рабочего
колеса (см. рис. XIII. 27) с простановкой всех размеров. На чер-
теже указываются число лопаток z и материал колеса и дается
374
Насосы
построение профиля лопаток. Середина входной кромки лопатки
должна лежать на диаметре Dlt а кромки лопатки выполняются
нормально, к стенкам канала.
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример XIII. 1. Определить число оборотов кривошипного
вала и мощность привода поршневого насоса простого действия;
подобрать электродвигатель для следующих условий:
Диаметр поршня насоса Dn в мм ... 180
Ход поршня s в мм ........... . 220
Производительность в м3/ч ....... 32
Перекачиваемая жидкость ..........................Бен-
зол
Давление в заборном резервуаре щ в мм рт. ст......790
Давление в приемном резервуаре ргиэб в н/м2 ......4-105 * I
Геодезическая высота подъема h в м ............... 15
Общая потеря напора в трубопроводе £ hnorn в м жидк. ст. 6
Общий к. п. д. насоса т;..................... . 0,68
Объемный к. п. д. насоса т)„ 0,9
Решение. Определяем
V,iQC — a&)Fsm}v м?/ч\ [(см. формулу (ХШ. 4)]
Н = + ~geР1~ + ^Л"от м; [см’ Ф°рмУлУ <хш- 1>1;
N = 1000^3600 квт [см- формулу (XIII.6)].
Из формулы (XIII. 4)
п =
aFst]v 60 ’
а так как а = 1, то
П ~ 0,785 0,182• 0,22• 0,9• 60 об/мин',
790
(400000+ 101 325) — 101 325
Н = 15 + —— -----------onn'oei-------------F ® ~ м жидк. ст.
tJvjxJ У ,О 1
Плотность бензола (см. табл. ХШ. 1) р = 900 кг/м2
77,2-900.9,81
hl 3600 ~ „л
N ~ 1000-0,9 ~ ®’74 КВт’
Примеры расчетов
375
С запасом на -~20°о выбираем электродвигатель
/N — 7 квт; п — 970 об/мин.
Передаточное отношение от электродвигателя к насосу
106 _ 1
1 ~ 970 9 '
Пример XIII. 2. Горизонтальный поршневой насос перекачи-
вает четырех хлористый углерод. Манометр установлен на высоте
0,4 м над осевой линией насоса; вакуумметр опущен ниже осевой
линии на 0,3 м. Показание манометра рман = 3,9-106 н/м2,
вакуумметра — (разрежение) 250 мм рт. ст.
Определить манометрический напор HstaH.
Решение.
Нмм = г+Рман±-Рвак- [см. формулу (XIII. 2)];
По табл. ХШ. 1 находим плотность четыреххлористого угле-
рода р = 1630 кг/м2, тогда
390 000 + Soi 325
= (0,4 4- 0,3) 4---1630-9,81--= 27,13 жид к. ст.
Пример XIII. 3. Насос двойного действия, имеющий поршень
D = 200 м, шток d = 40 мм, ход s = 250 мм, делает 100 двойных
ходов в минуту.
Объемный к. п. д. т)0 = 0,85.
Определить производительность насоса V4.
Решение.
V4 = aFsm]v60 м3/ч,
где
V4 = 1,96-0,785-0,22-0,25-100-60-0,85 = 78,5 м3/ч.
Пример XIII. 4. Поршневой насос простого действия имеет
поршень Ь = 180 мм, ход s = 250 мм, число оборотов кривошип-
ного вала п = 80 об/мин.
При испытании с него снята индикаторная диаграмма (см.
Рис. ХШ. 3), причем найдено Fi — 1600 мм2; lt = 65 мм; мас-
штаб пружины Л4 : 106 н/м2 = 6 мм.
Определить индикаторную мощность насоса.
376
Насосы
Решение.
Ni ^Р^бшТббО [см‘ Ф°РМУЛУ (XIII. 7)]
Fi 1600 ... ins s
р‘~17м~ 60-6/10= — 4,1 0 н'м ’
N, = 4,11-105-0,785-0,182-^^- = 3,51 квт.
t)U • 1 иии
Пример XIII. 5. Поршневой насос перекачивает 100 т нефти
в час, утечки через неплотности составляют 10%, Нман = 26 м
жидк. ст., средняя разность давлений нагнетания и всасывания
в цилиндре (рн — рв)ср = 2,37-105 h/jw2, мощность на валу на-
соса N3 — 10,40 квт, на валу электродвигателя N3-g =
— 11,20 квт, потребляемая из сети N3Jl = 12 квт.
Определить к. п. д. ц0; 1%; rlf; т)ж; тр, 7)пер; цэ.а; ^ст.
Решение. Руководствуемся схемой энергетического ба-
ланса (рис. XIII. 4) и формулами (XIII. 9) и (XIII. 17).
Плотность нефти из табл. XIII. 1 принимаем р = 790 кг!м3
„ ЮО Ю «л. __ HMimgQ 26-790-9,81 л яс;-
1о~ 100 ~°’9’ ^г~(рн — рв)ср ~ 2,37-10=
ЛА — Л/ = 0,9-0,85 = 0,76.
Полезная мощность
10=-26 , по
N — 3600- ЮОО ~ 7,08 Квт'
Индикаторная мощность
«г 7,08 n on
Nt = = 9,32 квт-,
и,/О
Nt 9,32 n п
о„ = лк —
м Нэф 10,40
Л = ЛоЛ»1!» = 0,9-0,85-0,9 = 0,69;
„ __ ^вд 11.2 г, по.
д ~ Кэл ~ 12 °’93’
= 0,76-0,90-0,93-0,93 = 0,59.
Примеры расчетов
377
Пример XIII. 6. Поршневой насос дифференциального действия
имеет поршень диаметром 220,150 мм и ход s = 250 мм при числе
оборотов кривошипного вала п = 75 об/мин
Определить степень неравномерности подачи при прямом и
обратном ходах поршня.
Решение.
= F<or V = aFsn
r сек.тах 1 r сек. ср gQ
При прямом ходе
I/ max = 0,785-0,1502 Al^-0,125 = 0,0174 м31сек.
При обратном ходе
= 0,785 (О,222-0,152) 125 = 0,0199 м3/сек.
Средняя подача за один цикл
0,785-0.222-0,25-75 АП11О 3/
Vсек. ср = -----СИ--------= 0,0118 м31сек.
60
Степень неравномерности подачи при прямом ходе
0,0174 .
~ 0,0118 ~ 1,47’
при_обратном ходе
0.0199 . CQ
т*~ 0,0118 ,68‘
Пример XIII. 7. Для поршневого насоса двойного действия,
имеющего поршень D — 220 мм, ход s = 160 мм, предполагается
установить воздушные колпаки:
нагнетательный колпак, имеющий
D - 450 мм', Нна,н = 600 мм;
писи ’ писп
всасывающий колпак
Dw = 330 мм; Нес =50 мм.
Определить, будет ли степень неравномерности подачи т
при установке колпаков лежать в требуемых пределах.
Решение.
Vcp ~ -у [см. формулу (XIII. 19)]
Уо = 0,21 Fs; V = 1,5Уср.
378
Насосы
Объем нагнетательного колпака
лР2
Унагн ~ лагН Ннагн ~ 0,785-0,452-0,6 = 0,095 М3.
Объем всасывающего колпака
л/)2
Увс^—1Г Н= 0,785-0,ЗЗ2-0,5 =0,043 л;3;
Уср. наги = -пу- = 0,0635 м3; Vcp. вс = = 0,0285 м3;
Vo = 0,21Fs = 0,21 -0,785-0,048-0,16 = 0,00126 м3;
^ = 0,020;
l),Uboo
б =-—V-°
^нагн 1/
у ср. нагн
б =-К2- =
^вс I/
v ср. ес
0,00126 = О 044
0,0289
Устанавливаемые воздушные колпаки обеспечат нормальную
работу насоса, так как полученные значения степени неравномер-
ности подачи лежат в требуемых пределах
Ьнагн = 0,02, т. е. 0,01 < 0,02 < 0,025;
бвс = 0,044, т. е. 0,025 < 0,044 < 0,05.
Пример XIII. 8. Определить диаметр плоских тарельчатых кла-
панов, высоту подъема, максимальную нагрузку на пружину,
сопротивление клапана при открытии и сопротивление открытого
клапана поршневого насоса высокого давления двойного действия.
Насос имеет поршень D = 180 мм, ход s 150 мм, число
оборотов п = 40 об!мин, производительность V4 = 16 м3!ч, пере-
качиваемая жидкость — нитробензол. .
Решение. Используем формулы (XIII. 21)—(XIII. 25).
Наибольшая высота подъема клапана
, 450 450 .,
nma,, =--= Тйг =11,25 мм.
max п 4Q ’
Принимаем hKJl = 12 мм.
Так как насос по заданию рассчитывается на высокое давление,
то скорость течения в щели клапана принимаем = 5 м/сек
и определяем
F = 0,785-0,182 = 0,0254 м2\
и = =4,19 Мсек.
Примеры расчетов
379
Коэффициент истечения для /imax = 12 мм; р — 0,445 (см.
стр. 362).
Диаметр клапана
, 0,0254-0,075-4,19 nqc-
~ 3,14-0,445-5-0,012 ~ м '
Принимаем в соответствии с найденным диаметром массу кла-
пана М = 2 кг. Плотность нитробензола по табл. XIII. 1. q =
= 1200 кг/м3. Площадь клапана fKJI = 0,785-0,0952 = 0,007 м2.
Так как насос двойного действия, то средняя секундная подача
через каждый клапан
Кек. ср = -2Ж = °’00222 м3,СеК-
Максимальная нагрузка на пружину каждого клапана
р_______ 1200 „ .у— / 0,00222 \2__оо «| _. gi н
2 0,007 о,445-0,095-0,012J 2 У,М °* Н'
Сопротивление при открывании клапана
Лкл = 1200-9,81-0,00567 [2‘9,81 + 61 + 2-4,192-0,075 0 00567 ] =
= 1,38 м жидк. ст,
где
fe = 0,63 dL = 0,63-0,0952 = 0,00567 м2.
Сопротивление открытого клапана
= wr [°-55 + °>16 (w)l = °-652 м жидк-ст-
Максимальная скорость жидкости в седле
П7 __ лУсек- ср _ 3,14-0,00222 _. „„ м]сек
II/с — — 000567 — 1 м/сек.
Пример XIII. 9. Найти угол, под которым должна быть уста-
новлена шайба масляного поршенькового насоса, для обеспечения
производительности Vmin = 350 л!мин.
Насос имеет 10 поршеньков диаметром dn = 30 мм, центры
которых расположены на окружности диаметра Do — 140 мм.
Число оборотов вала п — 1440 об!мин. Объемный к. п. д. т]о =
= 0,95.
Решение.
л<12
^min 4^ ^0 tg а/г11и М?!мин [СМ. формулу (XIII. 26)’,
380
Насосы
откуда
tg а = 4Vmni-----=----------------------------- 0,259;
znd2nDonr]v 10-3,14-0,032-0,14-1440-0,95
а = 14° 30'.
Пример XIII. 10. Центробежный насос перекачивает 60-про-
центную серную кислоту при следующих показаниях приборов:
манометра, установленного на нагнетательном патрубке, рман =
= 2-108 н/м2', вакуумметра, установленного на всасывающем па-
трубке рвак = 200 мм рт. ст. Разность уровней расположения
манометра и вакуумметра z = 0,8 м. Производительность VceK =
= 16 м3/ч.
Всасывающий патрубок имеет диаметр d6C = 60 мм, нагнета-
тельный dHaeH = 50 мм.
Определить манометрический напор.
Решение. По уравнению (XIII. 29)
2 2 *
и ~ Р ман Рвак , снагн — Свс
пман~г I 2g '
По табл. XIII. 1 находим плотность серной кислоты р =
= 1500 кг/м3-,
16
С“аг“ = 3600-0,785-0,052 = 2,26 м1сеК’
Свс = 3600.0,785-0,062 = 1,57 м^сек’
И -ОЯ -U 200000 + 760’101 325 2,262 — 1,572 _
пМан ~ и>° + 1500-9,81 + 2-9,81
= 16,45 м жидк. ст.
Пример XIII. И. Рабочее колесо центробежного насоса'имеет
диаметр входа на лопатки D± — 100 мм, наружный диаметр £)2 =
= 300 мм, число оборотов п = 1500 об/мин, (Ц -- 15°,
₽2 = 30°, = 70°, а2 = 14°.
Определить теоретический напор //т„.
Решение. По уравнениям (ХШ. 30) и (ХШ. 31)
НТХ ~ j(«2c2cosa2 — u^cosaj);
— sin Рг
Cs — 2 sin (a2 + p2) ’
Примеры расчетов
381
Последняя формула может быть применена также для определе-
ния сг с заменой аналогичных величин на иъ и а1
nD2n 3,14-0,3-1500 no гг ,
и2 = —эд— = ——gQ------------= 23,55 м/сек-.
с2 = 23,55 —™ 16,92 м/сек-
bill ^1*1 " О\) )
лАп U1 60 3,14-0,1-1500 _ ос , = = = 7,85 м/сек-, 01)
с> = 7’85 sin (15°+ 70°) = 2’05 М/Сек’
Нгк = 16,92-23,55 cos 14° —
— 2,05-7,85-cos70°) =- 38,7 м жидк. ст.
Пример XIII. 12. Рабочее колесо центробежного насоса имеет
следующие размеры: Dv = 140 мм, D2 — 280 лл, Pi = 20°,
Р2 — 30°. Вход — безударный (ах = 90°). Число оборотов п =
= 1470 об/мин. Гидравлический к. п. д. т]г = 0,8. Насос разви-
вает напор Н = 21 м вод. ст.
Определить значение а2
Решение. Из формулы (ХШ. 35)
«2 4г^Ч
н = ---------------х,
£'( 1 +tga2ctgP2)
tg а2 =
ч
Hg
nD^n 3,14-0,280-1470 с /
crr =----------~---------= 21,6 м/сек-,
60 60
klf =-----------!------— (см- рис. XIII 34),
где ф = 0,6 (1 + sin р2) = 0,6 (1 + sin 30°) = 0,9;
2 _ о к г2 + Н . Pi + _ с г 140 + 80 20 30 „ „
2 - sin —2------ Ь’5 140 — 80 Sin —2---- 8’2
Принимаем г = 8, тогда
^ч ~
1
= 0,78.
382
Насосы
Подставляя найденные значения в формулу для tg сс2, получим
/ 21,62-0.8-0,78 Л,™ n<>Q7
tg°2( 21-9-1 1 2 tg 30 = 0,237,
откуда сс2 = 13° 20', т. е. лежит в требуемых пределах.
Пример XIII. 13. Характеристика VceK —Н центробежного на-
соса представлена на рис. XIII. 20. Подаваемая жидкость —
98-процентная серная кислота. Высота подъема h = 12 м. Ниж-
ний резервуар находится под атмосферным давлением рг =
= 745 мм рт. ст.-, верхний резервуар — под избыточным давле-
Рис. XIII. 20. Характеристика
VceK — И центробежного насоса
нием р2изб =2-106 hIm2. Диаметр
всасывающего трубопровода dj =
= 175 мм; длина Д 11 м; сумма
местных сопротивлений = 8,5;
коэффициент трения Xj - - 0,027; диа-
метр нагнетательного трубопровода
d2 = 125 мм; длина его Z2 ; 120 м;
сумма местных сопротивлений X £2 =
= 32; коэффициент трения Х2 =
= 0,032.
Определить производительность
VceK и напор Н насоса при работе
на режиме, соответствующем рабочей
точке.
Решение.
Нс= Hn-\-kVceK [см. формулу (XIII. 54)1,
где
/4 = М
Ра — Pi
gQ
200 000 = 101325 Ю1 325
«- = 12 +--------ИСТГ---“ 28> “
^0,083^1+^ + ^+»]= I
= 0,083 (0,027^ + „ ’А- + 0,032 0-^ + „» = 4912.
Уравнение, выражающее напор в сети, может быть представ-
лено в следующем виде:
Нс = 23,2+
где VceK — расход в м'л!сек.
Примеры расчетов
383
Задаваясь различными расходами и вычисляя для них Нс,
строим характеристику сети.
V Сек в дм^'сек ..... О 10 20 30 40 50
Н в м жидк. ст. . . . 23,2 23,69 25,16 27,62 31,06 35,48
Рабочей точке соответствуют VceK = 45 дм3/сек\ Н =
- 33 м жидк. ст.
Пример XIII. 14. При испытании центробежного насоса были
получены следующие данные:
VceK в дм5[сек 0 10,8 21,2 29,8 40,4 51,1
Н в м . 23,5 25,8 25,4 22,1 17,3 11,9
N в квт . 5,16 7,87 10,1 11,3 12,0 18,5
Число оборотов насоса п = 1200 об! мин. Перекачиваемая
жидкость с плотностью р = 1.200 кг!м3.
Определить к. п. д. насоса для каждой указанной производи-
тельности.
Решение.
TV = —ie^8Q квт,
1000т)
отсюда
Усек HgQ
1 1000W
вычислены
следующие значения к. п. д.
10,8 21,2 29,8 40,4 51,1
0,390 0,587 0,643 0,637 0,360
0
0
По этой формуле
насоса:
VieK в дм5[сек
п ...........
Пример XIII. 15. Сколько ступеней должен иметь центробеж-
ный насос, если при напоре Н — 100 м вод. ст. и производитель-
ности V4 = 50 м3/ч значение коэффициента быстроходности должно
лежать в пределах ns = 50—60; число оборотов насоса п =
= 950. об! мин.
Решение.
nO’/2
hs = 3.65 \7 [см. формулу (XIII. 40)].
H
Определим значение напора II p, к, развиваемого одним рабо-
чим колесом при ns = 55
пу7» \4/» 5 61 и4/* V2/*
3 65 ——~ I ______0,01 и v сек
ns / п/г
384
Насосы
где п4/" = 9504-'" = 9300,
- (в)'" - о.0573;
п'г = 55v* = 209.
нр.к 5,61 -9300-0 209 ,0573 14,31 м
Число ступеней 7 Ннас _ Нр.к 100 ‘ 14,31 " - 7.
Пример XIII. 16. Центробежный насос подает 250м31ч толуола
при напоре Н = 35 м жидк. ст., к. п. д. насоса г] = 0,65.
Определить производительность V4, напор Н' и мощность Л'
насоса после проточки наружного диаметра колеса на 10% (при
сохранении п = idem).
Решение. По формулам пропорциональности (XIII. 46)
и (XIII. 47)
К = 250-0,92 = 202,5 ж3/ч;
Н' = 35-0,92 = 28,3 м жидк. ст.
Плотность толуола по табл. XIII. 1 Q = 870 кг/м3.
Следовательно,
VvH'gQ 202,5-28,3-870-9,81 nn _
/V —------——• -—-------------------’— — 20 О кят
3600-ЮООГ] 3600-1000-0,65 ’
Пример XIII. 17. Центробежный насос при числе оборотов
п = 2950 об!мин имеет характеристику, приведенную на
рис. XIII. 21 пунктирными линиями. Перекачиваемая жидкость —
нефть. По техническим причинам насос переведен на работу при
п = 2500 об/мин
Построить характеристику при этом числе оборотов.
Решение. Полагаем полный к. п. д. насоса т] == const и
используем формулы пропорциональности (XIII. 43)—(XIII- 45)
= N' = n(^-)3;
Примеры расчетов
385
Коэффициенты для пересчета Vv, Н', N' будут равны
= •£ = °’85; (— У = 0’72= (—У = 0,61
п 2950 \ п / ’ \ п J ’
Вычисление полного к. п. д. насоса т] производится исходя
из зависимости
v'4H'gQ
11 ~ 3600- 1000Л" ’
где плотность нефти по табл. XIII. 1 р = 790 кг/м3.
насоса при п=2950 об/мин и п'=2500 об/мин'.
1 — новые характеристики; 2 — исходные характе-
ристики
Результаты расчета ДЛЯ 3 начен! ий: Ц 0: ; ЮО; 200; 300; 400
и 500 м3/ч приводятся ниже.
V4 в м3/ч 0 100 200 300 400 500
V4 в м3/ч . 0 85 170 255 340 425
И в м 67 66 64 60 51 38
Н' в Л1 48,1 47,5 46,0 43,1 36,6 26,3
N в кет 29,4 41,4 53,0 64,7 73,6 82,4
N' в кет 17,9 25,2 32.3 39,4 44,9 50,3
П в % 0 34,2 52,2 60 61 50
Данные нанесены н; а рис. XIII . 21 СПЛОШ1 ными лини ями.
Пример XIII. 18. Центробежный насос, имеющий п —
~ 2900 об/мин, работает на сеть, сопротивление которой опре-
деляется уравнением
//с = 8 + 0,11К«к,
гДе Нс — в м вод. cm., VceK — в дм3/сек.
Зак 686
386
Насосы
Определить к. п. д. насосной установки при нормальной работе
при регулировании подачи с помощью дроссельной задвижки до
У = 7 дм3! сек и при регулировании до той же подачи путем
перепуска.
Решение По точкам
VceK в дм*[сек ... О 2
Нс в м................. 8,00 8,44
Рис. ХШ. 22. Характеристики VceK — Н
и Уек — 9 центробежного насоса при ре-
гулировании дросселированием и байпа-
сированием
4 6 8 10 12
9,76 11,96 15,05 19,0 23,83
строим характеристику сети
(рис. ХШ. 22). При нормаль-
ной работе, т. е. в режиме ра-
бочей точки и. = 0,67; Усек —
= 10 дм31сек.
При снижении подачи при
помощи дроссельной задвиж-
ки до Усек = 7 дм3!сек
Н3
Лусти Лз
= 0,75—= 0,33.
Для получения той же по-
дачи при регулировании пе-
репуском
V' 7
^ = ^1С = 0’6Кз==0’38-
В данном случае регулирование подачи при помощи перепуска
будет предпочтительнее.
Пример XIII. 19. Имеется два одинаковых центробежных на-
соса, характеристика которых представлена на рис. ХШ. 23.
Характеристика сети представлена на рис. ХШ. 24.
Определить, какую производительность насосной установки
можно получить при параллельном и последовательном соедине-
нии и насколько она возрастет по сравнению с нормальной произ-
водительностью одного насоса.
Решение. Строим графически суммарную характеристику
Н = f (Усек) насосов при их параллельном (рис. ХШ. 25) и после-
довательном соединении (рис. ХШ. 26). Наносим характеристику
сети. При построении суммарной характеристики двух одинаковых
насосов при параллельном соединении величины Усек удваиваются,
при последовательном соединении удваиваются величины Н-
Примеры расчетов
387
Н.мМст
Рис. ХШ. 23. Характеристика
VceK — И центробежного насоса
Рис. ХШ. 24. Характери-
стика сети
Н,м 6оЗ ст
О 8 /б 74 38 60 68 56
Veer,Г/
Рис. ХШ. 25. Характеристики двух
насосов при параллельном соединении:
/—сети: 2—суммарная; 3—одного насоса
Рис. ХШ. 26. Характери-
стики двух насосов при
последовательном соеди-
нении:
1 — сети; 2 — суммарная;
3 — одного насоса
25*
388
Насосы
Из рассмотрения графиков следует, что при работе на сеть
нормальная производительность одного насоса составит VceK =
= 27 дм3/сек. При параллельном соединении двух насосов уста-
новка обеспечит производительность Усек = 35 дм3/сек, т. е. на
30% больше производительности одного насоса. При последова-
тельном соединении двух насосов установка обеспечит произво-
дительность Усек = 50 дм3/сек, т. е. на 43% больше производи-
тельности одного насоса.
Таким образом, при заданной характеристике сети последова-
тельное соединение расширяет диапазон VceK в большей степени,
чем параллельное.
Пример XIII. 20. Примерный расчет рабочего колеса.
Условия задачи:
VceK — Ю дм3/сек; Н = 46 м жидк. ап.; п5 = 125; 1% = 0,75;
т]а — 0,95; т]Л = 0,94; (все к. п. д. заданы соответственно зна-
чению ns = 125); насос — трехступенчатый; перекачиваемая
жидкость — 70-процентная серная кислота.
Решение. По заданным VceK, И и ns определяем число оборотов
1
nV 2
ns = 3,65 .
•J Л
И*
откуда
3
з /46 \Т
т 125(-^-)
п — —-—j— =----------— — 2660 об/мин.
3,651/3,65-0,оГ2
Мощность привода насоса
кг __ Vcck^SQ
lOOOrj ’
где л = 1т1 ,
Плотность 70-процентной серной кислоты по табл. XIII. 1
р — 1580 кг/м3, следовательно,
0,01-46-1580-9,81 1ПСС
N ~~ 1000-0,95-0,75-0,94 " 10,65 Квт.
Выбираем электродвигатель А61-2, который имеет п =
— 2920 об/мин-, N = 14 квт. Коэффициент быстроходности при
п = 2920 об/мин будет
„ 2920-0,01 2
п, = 3,65-------4----= 137.
а * о
153~
Примеры расчетов
389
137_125
По сравнению с заданным ns = 125 будет на ——100 =
= 9,5% больше, чем в пределах допуска (±10%).
Крутящий момент на валу насоса
Л1 = 955 250 — н/см', Мкр = 955 250н/см.
кр п кр 2920
Диаметр вала
d° V 02 2600 = 2’25 см^25 мм-
Проверяем вал на угол закручивания
m _ Мю1 .
GJP ’
<р — 7 м — 0,0149 рад/м = 0,857 град!м,
(,оо 1 и° и, 1 •
т. е. <р меньше допускаемого значения (фвоп = 1° на 1 м длины).
Диаметр ступицы
dem dg "К (1»5 + 3) см.
Принимаем dcm = 50 мм.
Площадь входа в колесо при с0 = 4 м/сек
Fo = JgL = 0,00263 м*.
0,95’4
Диаметр всасывающего отверстия в колесе
До = V 1,27Д0 4- сРт =- ]/1,27 0,00263+0,0025 -= 0,0765.
Принимаем Dx == Do.
Заданному значению ns = 125 соответствует по табл. XIII. 3
отношение D2/Dr = 2, следовательно,
О2 = 20, = 0,153 м.
Окружная скорость и,
лО,п 3,14-0,0765-2920 .. „ ,
«1 = —эд— =-------gg-----= 11,7 м/сек.
Р, определяется по зависимости tg 6, = — , где
“1
с, = с0 = 4 м/сек-,
tg₽! = -^7 =0,342; р, = 19°.
390
Насосы
Окружная скорость
лО2п 3,14-0,153.2920
“2 ~ ~ 60 — 60
= 23,4 м!сек.
Принимаем значение 02 = 15°.
Число лопаток
г = 6,5sin
г2 — Г!
Pi + ₽2 0,0765+0,0382 19+15°
2 ~ ’ 0,0765—0,0382 2
Коэффициент циркуляции
1+2^.^т
1 4
= 0,714.
Проверяем значения а2
и2
Н ?(1 +tga2ctgp2)
откуда
tgа2 = (1)tgp2 = ( ^’э^З714~ 1 )°’268 = °’252;
\ 17 / \ 0 1*1 /
а2 == 14° 20', т. е. лежит в допустимых пределах (6—20°).
Абсолютная скорость выхода
с2 = иг ; 7sin^ = 23,4 ----„Х1,5! .еог = 12,35 м/сек.
2 2 sin (а2 4 р2) sin (14 20 + 15 )
Проверяем величину напора
9,81
Я = cos_a2_ . = 23,4- !2,35 cos 14°20' _ 0 75.9,714 = 15,3 41
g Ic Li U х I
совпадает с заданным значением.
Коэффициент сужения при входе на лопатки и при выходе
с лопаток
. 2S ,_________ZS
01 — nDjSinPj’ °2 nO2sinp2’
Принимая толщину лопаток s = 3 мм, имеем
01 =: 1 — 3,14-76,5 sin 19° = °’770:
= 1 — 3,14-153 sin 15° °-855-
Примеры расчетов
391
Ширина лопатки при входе и выходе
£ _ Усек_____________________2Д1______________0 014 ЛГ
1 ~ 4-0,77-3,14-0,0765-0,95 ’ ’
ij__________Усек_______________________0.01________________ООКД
2 ~ с2 sin a2a2nD2r[v ~ 12-35 sin 14°20'-0,855-3,14-0,153 ~ U,UU°4 м-
Допускаемая высота всасывания определяется из уравнения
(XIII- 41)
Рис. ХШ. 27. Чертеж рабочего колеса центробежного
насоса
(так как величина 2 h-nom — неизвестна, она остается в буквен-
ном выражении).
Упругость насыщенных паров 709-6 раствора серной ки-
слоты при 20° С рн п — 1,09 мм рт. ст., что соответствует
-0,01 м жидк. ст. Плотность р = 1580 кг/м3,
аН = 0,153-15,3 2,35;
wSo - °>01 - 2>35 - = 4’ !9- 5^т-
Исходя из заданных величин выполненного расчета, составляем
чертеж рабочего колеса (рис. XIII. 27).
392
Насосы
Исходные данные к задачам XIII. 1—XIII. 10
£ U gutnpo СС с S9 0 о о* о 0,75 0,75 0 05 D D 0,65 £> О
К. П nll 51ЯНИЭТ.90 с ст с 0.92 СО С 0.95 0,94 О — СП СП o' 0 30 » D 0.93 Э О
Y иинэйл л.нэи'пиффеой 1Г с- с с 0.025 £0 0 £0 0 С < ч 0,022 Л поя г X) N О D 0,032 7-1 -о О о
w я е] pVoaoduopAdx вишЛГ ккихиэ1ге0ияме 100 90 О ш О о о о с г- о -О м О о
ww я лр utf -osoduopAdi. d-iaMBHV С О о о о о о о о с 00 ОС ю о СО о
X о S 33 £ И 5 >"— и = Е « „=5 NB О CN со с ся ю ю о OJ — со UD
n Q.S О Л X л О Q. X X а >. о> и Ч Q. е <у N ~ И zw/w я zd £ 501 -9 S‘I sOl-SI S‘S 501-8 & & 10-105 4,5 15-105 3 о £ с 1Г 70-10® 0,8 30-105 1,2
4 g. п tw/w я ld эондафэоту
KW/ZX я 0 илэомЕиж ЧХЭОИХО1ГЦ 1100 1ПКП с 1Г сг С 1Г ос С 1100 1000 с с с 950 С LT СЗС
WW Я S VOX 0 ОС о «о с — о С LC с\ с с — о о ся о с ю О о с ос
ЦПИ 0 и soVox xiqHjjoatf охгэи^ 200 1Я0 с ю с с > 170 150 с LC ГТ 300 с с ся
3 сх WW Я P РЯОХП1 О с •ct- С с с с г-- Э 0 40 50 с СО о с ю
S со а ч Схема насоса Q к X Зя* С n Двойного 150 действия То же 220 о с со а с с А Поостого 100 действия То же 150 » 200 юиплекс /о о о А lO А
Задачи ХШ. 1 ХШ. 2 СО >< тг >< ХШ. 5 ХШ. 6 ХШ. 7 ХШ. 8 6 тих ><
Контрольные задачи
393
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи XIII. 1—XIII. 10. Определить производительность и
мощность привода поршневого насоса. Подобрать электродвига-
тель. Насос имеет поршень диаметром Dn\ диаметр штока dM,
ход s. Кривошипный вал делает п об/мин. Перекачиваемая
жидкость имеет плотность р кг/м3. Избыточное давление в забор-
ном резервуаре р1г давление в приемном резервуаре р2. Уровень
жидкости в заборном резервуаре на ниже осевой линии насоса.
Уровень жидкости в приемном резервуаре на z2 выше осевой
линии насоса. Диаметр трубопровода dT, общая эквивалентная
его длина 1Э. Коэффициент трения X, к. п. д. насоса т]. Объемный
к п. д. Чс- Исходные данные приведены в табл. ХШ. 4.
Потеря напора в трубопроводе определяется формулой
Д/7 = ( 1 + X Л ) + гееод К Р2~Р1 -И Жидк. СШ.
2g \ а / гео° gQ
Задачи XIII. И—XIII. 20. Определить диаметр поршней, ход,
число двойных ходов в минуту п двухцилиндрового насоса двой-
ного действия, имеющего производительность V в м3/ч; среднюю
скорость поршня сср в м/сек, отношение хода к диаметру поршня
s/D и объемный к. п. д. (исходные данные приведены в табл.
ХШ. 5).
Таблица XIII. 5
Исходные данные к задачам XIII. 11—XIII. 20
Задачи Произво- дитель- ность v« в м3/ч Средняя скорость поршня с = — Ср 30 в ж/сек Отноше- ние S Объем- ный к. п. д. % Схема насоса
ХШ. 11 20 0,7 0,4 0,9 Простого действия
ХШ. 12 30 0,6 0,5 0,92 » »
ХШ. 13 40 1,0 0,6 0,95 » »
ХШ. 14 50 1,2 0,7 0,89 » »
ХШ. 15 60 0,5 0,8 0,93 Триплекс
ХШ. 16- 12 0,8 0,4 0,88 »
ХШ. 17 15 0,7 0,5 0,96
ХШ. 18 25 0,9 0,6 0,91 Двойного действия
ХШ. 19 36 1,0 0,7 0,94 » »
ХШ 20 45 1,2 0,8 0,92 » »
394
Насосы
Задачи XIII. 21—XIII. 30. Определить гидравлический к. п. д.
горизонтального поршневого насоса, перекачивающего жидкость
плотностью р, при показаниях приборов, указанных в табл.
XIII. 6, если манометр, показывающий рман в н/м2, установлен
на отметке +z2 над осью насоса; вакуумметр, измеряющий о в %,
на отметке — Zj ниже оси насоса; индикаторные диаграммы рнагн
и рвс в h/jm2.
Таблица XIII. 6
Исходные данные к задачам XIII. 21—XIII. 30
Задачи Плотность жидко- сти q в кг/л3 Показания маноме- тра и вакуумметра Высота уста- новки прибо- ров относи- тельно оси насоса Давление в цилиндре по индикаторной диаграмме
Рман в н!мг а в % маноме- тра 4-z в м вакуум- метра —21 В М Рнагн в «/л2 Рвс в л/л|'
XIII. 21 ;эоо 5-Ю5 20 6,5-105 6,7-10*
XIII. 22 1000 12-105 25 13,8-106 6,2-1О4
XIII. 23 1200 4-105 40 5,45-105 4,5-104
Х1И< 24 1050 20-105 15 22-105 7,8-104
XIII. 25 850 14-105 30 16-105 5,6-104
XIII. 26 1100 40-105 20 +1.1 —0,7 43-105 6,5-104
XIII. 27 950 3-105 25 4,5-10Б 6,3-104
XIII. 28 980 10-105 45 11,7-10s 4,2-104
XIII. 29 1120 30-105 50 32-105 3,5-104
XIII. 30 1060 100-105 20 108-10Б 6,7-104
Задачи XIII. 31—XIII. 40. Определить объем воздушных кол-
паков поршневого насоса производительностью Уч. Кривошипный
вал делает п об/мин. Объемный к. п. д. = т]0. Исходные данные
приведены в табл. XIII. 7.
Задачи XIII. 41—XIII. 50. Поршневой насос имеет поршень
диаметром £>„; ход s = 125 мм; число оборотов кривошипного
вала п об/мин; перекачиваемая жидкость имеет плотность р кг/м3-
Насос снабжен плоскими тарельчатыми клапанами.
Найти диаметр тарельчатых клапанов, максимальное давление
клапана на пружину, сопротивление открытию клапана и сопро-
тивление открытого клапана.
Исходные данные приведены в табл. XIII. 8.
Контрольные задачи
395
Таблица XIII. 7
Исходные данные к задачам XIII. 31—XIII. 40
Задачи Схема иасоса Производи тельность V в м3/ч Число двой- ных ходов п в мин Объемный К. П- д. Ча
XIII. 31 Простого действия 20 120 0,9
XIII. 32 » 30 150 0,85
XIII. 33 » 12 250 0,92
XIII. 34 Двойного действия 40 100 0,95
XIII. 35 » 50 80 0,91
XIII 36 » 60 70 0,88
XIII. 37 » 80 80 0,86
XIII 38 Дифференци ального действия 12 100 0,9
XIII. 39 То же 15 75 0,92
XIII. 40 » 25 60 0,94
Таблица XIII. 8
Исходные данные к задачам XIII. 41—XIII. 50
Задачи Диаметр поршня Dn ХОД 5 В мм Число п в об/мин Плот- ность жидкости Схема насоса
в мм в кг/м3
XIII 41 80 80 150 900 Триплекс
XIII . 42 120 90 150 950 »
XIII 43 150 100 120 1000 »
XIII 44 160 100 130 1050 Двойного действия
XIII. 45 200 120 80 1000 » »
XIII. 46 220 150 70 1200 » »
XIII. 47 200 150 100 1150 ъ »
XIII. 48 140 НО ПО 1050 Простого действия
XIII. 49 120 120 120 950 » »
XIII. 50 170 140 120 850 » »
Примечания 1. Массу клапана М после определения ОСНОВНЫХ размеров его принимать
равной М = (1-5-1,5) d в кг. где d в м. *
2. Диаметр одного клапана не должен быть больше 80 мм. При необходи- мости надо ставить группу клапанов.
396
Насосы
Задачи XIII. 51—XIII. 60. Определить теоретический на-
пор Нта>, который может быть получен рабочим колесом центро-
бежного насоса. Колесо делает п об/мин. Диаметр входа жидко-
сти на лопатки Dr в мм, наружный диаметр колеса £)2 в мм.
Исходные данные приведены в табл. XIII. 9.
Таблица XII/. 9
Исходные данные к задачам XIII. 51—XIII. 60
Задачи Число оборотов п в мин Диаметры Углы профиля лопатки Режимные углы
входа иа лопатки в мм наруж- ный (колеса) в мм ₽1 в град ₽2 в град “1 в град “1 в град
XIII. 51 1500 100 220 15 30 85 7
XIII. 52 1000 150 400 20 35 90 6
XIII. 53 1500 90 180 12 25 85 10
XIII. 54 3000 125 185 25 40 90 12
XIII. 55 ЮОО 150 450 20 45 90 15
XIII. 56 1500 200 400 10 35 85 18
XIII. 57 3000 200 320 14 30 87 9
XIII. 58 1500 120 280 16 25 84 8
XIII. 59 1500 80 200 20 20 90 10
XIII. 60 3000 170 250 25 45 90 12
Задачи XIII. 61—XIII. 70. Определить производительность VceK
и напор центробежного насоса Н, характеристика которого пред-
Рис. XIII. 28. Характе-
ристика V4ac — Н центро-
бежного насоса при п =
= 2950 об/мин
ставлена на рис. XIII. 28. Для этой цели построить характери-
стику сети и найти рабочую точку. Подаваемая жидкость имеет
плотность р кг/м3. Высота подъема z в м. Заборный резервуар —
Контрольные задачи
397
открытого типа. Приемный резервуар находится под давлением
(избыточным) р2. Всасывающий трубопровод имеет диаметр cfj
и эквивалентную длину /х. Нагнетательный трубопровод имеет
диаметр d2 и эквивалентную длину /2. Исходные данные приведены
в табл. XIII. 10.
Таблица XIII 10
Исходные данные к задачам XIII. 61—XIII. 70
Задачи । Плотность ЖИДКОСТИ Q в кг/м3 Высота подъе- ма 2 В М Избыточное давление в резервуарах Диаметры Эквивалент- ные длины Коэффициент гидравлического треиия >
забор- ный н/м2 р прием- ный н/ м2 Р2 в мм ^2 В ММ 1, в мм / 2 В ММ
XIII. 61 1100 20 2-104 80 60 15 30 0,028
XIII. 62 1050 12 3-10* 70 50 22 30 0,025
XIII. 63 1150 25 2,5-104 100 80 15 22 0,030
XIII. 64 1200 15 л 2-104 60 50 10 30 0,032
XIII. 65 1030 25 3 22-10* 80 60 5 20 0,022
XIII. 66 880 20 22-104 80 70 8 30 0,024
XIII. 67 900 30 о 2-Ю4 70 60 10 30 0,026
XIII. 68 950 25 1-Ю4 60 50 15 80 0,030
XIII. 69 920 20 1,5-104 90 80 15 85 0,032
XIII. 70 1000 12 З-Ю4 80 70 5 30 0,035
Задачи XIII. 71—XIII. 80. Определить коэффициент быстро-
ходности ns центробежного насоса с числом п об/мин, обеспечи-
вающего при перекачивании глицерина давление р и производи-
тельность V4ac. Исходные данные приведены в табл. XIII. 11.
Таблица XIII. 11
Исходные данные к задачам XIII. 71—XIII. 80
Задачи Схема насоса Давление р в н/м2 Произво- дитель- ность V4 в м&/ч Число п В об/мин Плотность жидкости Q . в кг/м3
XIII. 71 Односту п енч аты й 2-104 140 1500 1100
XIII. 72 » 4-Ю4 50 1500 1050
XIII. 73 Двухступенчатый 6-Ю4 80 1500 1000
XIII. 74 » 8-Ю4 60 1500 950
XIII. 75 » 5-Ю4 70 3000 900
XIII. 76 Т рехступенчатый 10 -Ю4 50 3000 1150
XIII. 77 » 12-Ю4 ПО 3000 1120
XIII. 78 Четырехступенча- тый 12-Ю4 90 1500 1080
XIII. 79 Двойного всасыва- 1,5-10* 600 1500 1000
НИЯ
XIII. 80 То же 1-Ю4 800 1000 900
398
Насосы
Задачи XIII. 81—XIII. 90. Центробежный насос имеет харак-
теристику, приведенную на рис. ХШ. 29, и данные, указанные
в табл. ХШ. 12, построенную
при п об/мин. Построить ха-
рактеристику при «j об!мин.
Таблица XIII. 12
Исходные данные к задачам
Х1П. 81—ХШ. 90
Рис. ХШ. 29. Характеристика
VceK—Н центробежного насоса при
п — 1440 об/мин
Задачи XIII.91—XIII. 100.
Вследствие недостаточной
производительности, обеспе-
чиваемой одним центробеж-
ным насосом, необходимо ус-
тановить несколько однотип-
Задачи Характеристики иасоса при п (№ рисунков) в об/мин Новое значение числа и, в об/мин
ХШ. 81 ХШ. 29 1400
ХШ. 82 ХШ. 29 1350
ХШ. 83 ХШ. 29 1300
ХШ. 84 ХШ. 29 1270
ХШ. 85 ХШ. 29 1220
ХШ. 86 ХШ. 30 750
ХШ. 87 ХШ. 30 800
ХШ. 88 ХШ. 30 840
ХШ. 89 ХШ. 30 880
ХШ. 90 ХШ. 30 900
Примечание. К. п. д. насоса т]
при переходе от п к щ об/мин считать по-
стоянным.
ных насосов, характеристика
которых представлена на рис. ХШ. 30 и ХШ. 31. Харак-
теристика сети приведена на рис. ХШ. 32. Определить, насколько
увеличится подача в сети по сравнению с нормальной подачей
Рис. XIII. 30. Характеристи-
ка Усек — Н центробежного
насоса при п = 970 об/мин
Рис. ХШ. 31. Характеристика VceK — Н
центробежного насоса
Контрольные задачи
399
одного насоса при включении нескольких насосов параллельно
или последовательно. Исходные данные указаны в табл. XIII. 13.
Таблица XIII. 13
Исходные данные к задачам
XIII. 91—XIII. 100
Количество насосов
Задачи Характери- стики насоса и сети (№ рисунков) соединяемых параллельно 1 соединяемых последова- тельно
XIII. 91 ХШ. 92 ХШ. 93 ХШ. 94 ХШ. 95 ХШ. 96 ХШ. 97 ХШ. 98 ХШ. 99 ХШ. 100 ХШ.ЗО и 32 ХШ.ЗО и 32 XIII.31 и 32 XIII.31 и 32 ХШ.ЗО и 32 ХШ.ЗО и 32 ХШ.31 и 32 XIII.31 и 32 ХШ.ЗО и 32 ХШ.ЗО и 32 2 3 2 3 2 2 3 3 3 3 2 2
Задачи XIII. 101—XIII. 135.
Рассчитать и спроектировать
рабочее колесо центробежного
насоса; определить мощность
насоса; подобрать электродви-
гатель и допустимую высоту
всасывания Нв + he (с учетом
кавитационного коэффициента
<т); число п об/мин выбрать из
нормального ряда (500; 600; 750;
1500; 3000), обеспечив заданное
значение ns с точностью ±10%.
Вычертить на листе ЛЗ рабочее колесо с указанием допусков и
чистоты поверхности. Исходные данные приведены в табл. ХШ. 14.
Таблица XIII 14
Исходные данные к задачам XIII. 101—XIII. 135
Задачи Жидкость и температура V И мжидк. ст. ". К. п. д.
Чг Чл,
ХШ. 101 Холодная вода 800 лё’/ч 30 — 100 0,75 0.85 0,90
ХШ. 102 10% NaCh 95 л/сек 40 —70 0,8 0,93 0,95
ХШ. 103 Вода (±40° С) 40 л/сек 75 —105 0,9 0.95 0,95
ХШ. 104 80% HNO3 100 л/сек 40 —80 0,88 0,92 0,96
400
Насосы
Продолжение табл. Х1П. 14
Задачи Жидкость и температура V g а К. п. д.
XIII. 105 Вода (+30° С) 150 л/сек 35 — 100 0,94 0,97 0,98
XIII. 106 H2SO4 моно- гидрат (+20° С) 55 м3/ч 80 45 0,95 0,97 0,98
XIII. 107 Вода (+10° С) 120 м3/ч 100 80 0,8 0,80 0,90
XIII. 108 Вода (+80° С) 180 м3/ч 130 40 0,75 0,95 0,90
XIII. 109 90% H2SO4 25 л!сек 60 —60 0,75 0,85 0,95
XIII. ПО Вода (+40° С) 110 м3/ч 27 —90 0,8 0,94 0,96
XIII. 111 10% Na2CO3 50 л/сек 35 —70 0,8 0,8 0,9
XIII. 112 Вода 250 л/сек 30 — 120 0,8 0,9 0,9
XIII. 113 Вода (+70° С) 180 л!сек 50 —80 0,85 0,95 0,95
XIII. 114 25% NaOH 100 л!сек 30 —75 0,9 0,95 0,95
XIII. 115 Вода 180 л/сек 70 — 100 0,93 0,93 0,95
XIII. 116 Вода (+50° С) 140 л!сек 45 —60 0,6 0,8 0,9
XIII. 117 70% H2SO4 250 м3/ч 130 50 0,8 0,95 0,9
XIII. 118 Масло q = 900 кг/м3 1700 л!мин 31 —75 0,7 0,8 0,9
XIII. 119 Вода (+60° С) 350 л/сек 18 —200 0,94 0,95 0,96
XIII. 120 Шлам q = 1445 кг/м3 40 м3/ч 16 —60 0,95 0,95 0,98
Х1П. 121 Вода 400 м3/ч 90 — 120 0,8 0,92 0,95
XIII. 122 10% NaCl 40 л/сек 150 —50 0,85 0,95 0,98
Х1П. 123 Вода 250 л/сек ПО ПО 0,9 0,95 0,95
XIII. 24 50% СНзСООН 10 л!сек 32 — 140 0,8 0,9 0,9
XIII. 125 H2SO4 моно- гидрат 30 м3/ч 50 —50 0.82 0,9 0,95
ХШ. 126 Вода (+40° С) 150 м3/ч 120 —45 0,75 0,9 0,95
XIII. 127 Вода 7 л!сек 28 —70 0,75 0,85 0,93
XIII. 128 10% NaHCO3 90 м3/ч 95 55 0,75 0,9 0,9
ХШ. 129 70% HNO3 14 л/сек 8 — 140 0,6 0,9 0,9
ХШ. 130 Вода (+60° С) 30 л/сек 10 — 120 0,65 0,9 0,92
Х111. 131 H2SO4 моно- гидрат 1600 л/мин 30 —75 0,6 0,75 0,9
Литература
401
Продолжение табл. ХШ. 14
Задачи ЖиДкость и температура V Б CJ si Gi 2$ 8 a: as "s к. п. д.
Пи
ХШ 132 H2SO4 моно- гидрат 10 л!сек 35 —80 0,75 0,9 0,92
ХШ 133 70% СНцСООН 3 л!сек 6 —80 0,65 0,9 0,9
ХШ 134 30% HNO3 20 л)сек 30 НО 0,8 0,95 0,95
ХШ 135 Вода (+50° С) 500 л!мин 20 55 0,6 0,8 0,9
Примечание: При невозможности обеспечения одним колесом задан-
ного значения ns (с точностью ±10%) распределить заданные значения V или Н
на необходимое количество колес, применив многопоточную или многоступенчатую
схему насоса.
ЛИТЕРАТУРА
1. Айзенштейн А. Д Центробежные насосы для нефтяной промышлен-
ности. М., Гостоптехиздат, 1957. 363 с.
2. Центробежные насосы для нефтяной промышленности. Под ред.
И. Г. Есьмана. М.—Л., Гостоптехиздат, 1951. ЗОЙ с.
3. Г у р е в и ч К- С. Насосы и компрессоры нефтеперерабатывающей про-
мышленности. М.—Л., Гостоптехиздат, 1951. 339 с.
4. Д у р н о в П. И. Насосы и компрессорные машины. Москва—Киев,
Машгиз, 1960. 285 с.
5. Елин В. И.,Солдатов К-Н. и Соколовский С. М. Насосы
и компрессоры. М., Гостоптехиздат, 1960. 398 с.
6. Дум ахов И. М. Насосы, вентиляторы и компрессоры. Л., Углетех-
издат, 1958. 598 с.
7. 3 н а м е н с к и й Г. М. Насосы, компрессоры, вентиляторы. Киев,
Гостехиздат Украины, 1951 260 с.
8. Калинушкин М. П. Гидравлические машины и холодильные уста-
новки. М., Госстройиздат, 1957. 219 с.
9. Киселев В. И. Насосы, компрессоры, вентиляторы. М., Металлург-
издат, 1961. 400 с.
26 Зак. 686
ГЛАВА XIV
ПОРШНЕВЫЕ КОМПРЕССОРЫ
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
Уравнение состояния газа при низком давлении и температуре,
намного превышающей критическую *, имеет следующий вид:
для 1 кг газа
= (XIV. 1)
для любого весового количества
= <XIV-2>
где р — давление в н/с№;
о — удельный объем в ж3/кг;
V — абсолютный полный объем в jw3;
G — масса газа в кг;
R — газовая постоянная в дж!кг-град (см. приложение I);
Т — абсолютная температура в °К-
Газ при достаточно высоком давлении или при температуре,
близкой к критической, характеризуется отклонением сжимае-
мости от описываемой формулой (XIV. 1) и называется реальным.
Для практических целей расчета компрессоров высокого дав-
ления, но при температурах выше критической, можно исходить
из уравнения
p(v-b) = ^, (XIV. 3)
где b учитывает объем молекул газа и силы межмолекулярного
притяжения; вместо поправки b могут быть использованы иные
коэффициенты, например:
Газ при этих условиях называют идеальным.
Основные определения и расчетные формулы
403
коэффициент сжимаемости (рис. XIV. 1)
г — 1 4- Р^104
Ь । оТ ,
(XIV. 4)
Рис. XIV. 1. Коэффициент сжимаемости газов в зави-
симости от приведенных давлений и температур
показатель отклонения сжимаемости
Р 273 р-104 мЧИ"
(XIV. 5)
Значения коэффициентов находятся из графиков (рис. XIV. 1)
п
и зависят от величины приведенного давления рприв = — и тем-
т
пературы Тприе = (ркр и Ткр — критические параметры газа).
* кр
Цикл компрессора, осуществляемый без каких-либо потерь,
называется теоретическим и в координатах pV изображен
25*
404
Поршневые компрессоры
на рис. XIV. 2. Кривая сжатия 1—2 на этом рисунке представляет
политропу по уравнению pv"1 = const, где т — показатель по-
литропы, значения которого лежат для поршневых компрессоров
Рис. XIV. 2. Схема и диа-
грамма теоретического цикла
поршневого компрессора
в пределах от 1 (изотерма) до т = k
(адиабата).
Работа теоретического цикла ком-
прессора для идеального газа описы-
вается уравнениями:
изотермический цикл
[yd=p1v1\n^-104 дж!кг\
L-PiVJn^-104 дж\
(XIV. 6)
политропический цикл
Г т~' 1
« tn - т _ 1 Plvl Ы ” - >1 Ю4 дж/кг', j
Г т-1
L =— т — 1' 1 1 (Р±\ т _ 1 L \ pi / 104 дж.
(XIV. 7)
Для определения работы адиабатического цикла используется
формула (XIV. 7) с заменой т на показатель адиабаты k. Значе-
ния k приведены в табл. XIV. 1.
Таблица XIV. 1
Показатель адиабаты k газов при атмосферном давлении
Температура в °К Наименование Температура в °КЗ
газа 273 373 473 4 газа 273 373 473
Азот 1,40 1,40 1,39 Пропан 1,14 1,10 1,09
Аммиак 1,33 1,28 — Пропилен 1,16 1,12 1,10
Ацетилен 1,25 1,21 1,19 Сернистый 1,27 1,30 1,24 1,26 1,22 1,24
Водород Воздух 1,41 1,40 1,40 1,40 1,40 1,39 газ Углекислый газ
Кислород 1,40 1,39 1,37 Этан 1,20 1,15 1,13
Метан 1,32 1,27 1,23 Этилен 1,26 1,19 1,16
Окись угле- рода 1,40 1,40 1,39
Основные определения и расчетные формулы
405
Работа теоретического цикла компрессора для реального газа,
т. е. в области высоких давлений, описывается уравнениями:
изотермический цикл
I д = (In ДВ ) 104 дж/кг;
S1 \ Р1 Л /
+ ю4 дж;
Si \ Pi Ti /
(XIV. 8)
политропический цикл
104 дж/кг;
L =
fJi! т
$1 I"! — 1
104 дж.
(XIV. 9)
При расчете адиабатического процесса сжатия реальных газов
следует иметь в виду, что показатель адиабаты k, обычно оцени-
ваемыи по изменению объема газа (из зависимости /? = —
является переменной величиной. Поэтому удобнее оценивать зна-
чение этого коэффициента из температурной зависимости
й-1
‘ •
Получаемый температурный показатель адиабаты обозначают
kT. Его значение в пределах изменения параметров газа в одной
ступени является почти стабильным. Поэтому можно считать для
каждой ступени kT постоянным и равным его мгновенному значе-
нию в средней точке процесса. Значения показателя kT приве-
дены в табл. XIV. 2.
В уравнениях (XIV. 8) и (XIV. 9) ДВ— безразмерный пока-
затель избыточной энергии реального газа, приближенно опреде-
ляемый по формуле
АВ = |(₽i + 4₽ср + ₽2)(P2-PJ Ю4, (XIV. 10)
причем рср и р2 находятся раздельно по формуле (XIV. 4)
соответственно при значениях и Т2 и £2, Тср и t.cp-
Значения температурного показателя kT для адиабатического
цикла (табл. XIV. 2).
Цикл компрессора, осуществляемый в фактически исполняе-
мых машинах с рядом отклонений от теоретического, называется
действительным (рис. XIV. 3).
406
Поршневые компрессоры
Таблица XIV 2
Температурный показатель адиабаты kT у различных газов
Наименование газа Темпе- ратура в °к Давление р в н/см2
10 юоо 2000 3000 6000 8000 10 000
293 1,4Ю 1,416 1,400 1,379 1,345 1,340 1,346
Азот 373 1,406 1,419 1,426 1,419 1,377 1,372 1,373
473 1,400 1,409 1,409 1,408 1,387 1,380 1,374
298 1,404 1,407 1,408 1,407 1,402 1,394 1,390
Водород 373 1,398 1,399 1,400 1,401 1,396 1,393 1,388
473 1,396 1,397 1,398 1,399 1,396 1,394 1,392
298 1,400 1,433 1,414 1,394 1,349 1,344 1,341
Окись углерода 373 1,400 1,422 1,424 1,422 1,395 1,390 1,390
473 1,399 1,407 1,415 1,422 1,408 1,403 1,398
298 1,32 1,36 1,28 1,24 1,22 1,21 1,21
Метан 373 1,27 1,30 1,30 1,28 1,25 1,23 1,22
473 1,23 1,26 1,25 1,25 1,24 1,24 1,23
Аммиак 423 1,271 1,335 1,086 1,073 1,079 1,083 1,094
573 1,234 1,252 1,286 1,286 1,216 1,187 1,119
298 1,405 1,407 1,406 1,404 1,397 1,393 1,395
Азотоводородная смесь N2 + ЗН2 373 1,399 1,397 1,402 1,403 1,400 1,396 1,395
473 1,398 1,400 1,402 1,407 1,403 1,398 1,395
Основные определения и расчетные формулы
407
К таким отклонениям относятся следующие.
Потеря давления и энергии в клапанах цилиндра вследствие
местных сопротивлений. Относительная величина этих потерь
\рв и Дрн в % находится из графика
(рис. XIV. 4).
Давление внутри цилиндра оказы-
вается отличным от давления перед рг
и после р2 цилиндра
Рв Pi (1 — ДР«). I (XIV. 11)
= Рг(1 + &Рн)- I
Отношение давления рн1рв далее обо-
значается через т.
Вследствие снижения давления вса-
сывания (рв < Pi) уменьшается произ-
водительность машины, что учитывает-
ся коэффициентом давления Хр, причем
Рис. XIV. 3. Диаграмма дей-
ствительного цикла компрес-
сора
Ч = ~<1-
р Р1
(XIV. 12)
Наличие в цилиндре «мертвых» пространств, снижающее сте-
пень использования цилиндра и производительность машины,
учитывается коэффициентом всасывания
Рис. XIV. 4. График относительных потерь давления при всасывании и
нагнетании для проектируемых машин:
/ — по средним значениям; 2 — по сниженным значениям
идеального газа
Xe=- 1—е(т”!р —1
(XIV. 13)
408
Поршневые компрессоры
реального газа
= 1 — е
(XIV. 14)
где е — конструктивный коэффициент мертвого пространства;
значения е находятся в пределах 3—10% (нижний
предел — у больших цилиндров, верхний — у малых);
тр — показатель политропы расширения газа из мертвого
пространства (значения его в зависимости от рв находятся
по табл. XIV. 3).
Таблица XIV. 3
Показатель политропы k конечных параметров в процессе расширения
Давление всасывания рв в hJcxi2 Значения Давление всасывания Рв в н/см2 Значения тр
при любом k при k= 1,4 при любом k при k=\,4
До 15 1 -b 0,5 (k — 1) 1,2 100—300 1 + 0,88 (k — 1) 1,35
15—40 40—100 1 + 0,62 (k — 1) 1 + 0,75 (k — 1) 1,25 1,3 Свыше 300 тр — k 1,4
Наличие утечек (негерметичность цилиндра и перетекание
газа вокруг поршня) учитывается коэффициентом герметичности
X,, значения которого лежат в пределах 0,92—0,97.
Тепловая инерция стенок цилиндра, вследствие которой вса-
сываемый газ частично нагревается во всасывающих каналах,
т. е. еще до начала сжатия, снижает производительность и повы-
шает удельную мощность машины, что учитывается коэффициентом
подогрева который находится с помощью графика (рис. XIV. 5).
В силу перечисленных обстоятельств производительность и
мощность компрессора, работающего по действительному циклу,
описываются с необходимыми поправками следующими формулами:
Vмин = aFsn‘ke'kp'kt'kg мЧмин, (XIV. 15)
где а — коэффициент схемы аналогичен коэффициенту кратности
действия поршневых насосов (см. гл. ХШ);
F — площадь поршня в л2;
s — ход в л»;
п — число оборотов в минуту.
Для идеального газа
(m—1 \
т~- 1 0,1667 Квт-, (XIV. 16)
/
Основные определения и расчетные формулы
409
для реального газа
д' __PjV мин
пол. действ-
т— I
т т
+ ^3АВ
0,1667 квт.
(XIV. 17)
т
Изотермическо-политропическим к. п. д. называется отноше-
ние теоретической изотермической работы или мощности к дей-
ствительной
Рис. XIV. 5. График зависимости теплового
коэффициента X/ от отношения давлений т
Многоступенчатое сжатие осуществляется для повышения
т)„а поЛ, повышения коэффициента всасывания Хв, снижения тем-
пературы газа после сжатия Т2 и улучшения динамики машин.
Как правило, переход к многоступенчатому сжатию осуществ-
ляется при заданном отношении •“> 4—5.
Число ступеней г по заданным значениям р2 и рх определяется
из уравнения
-^ = (4ч-5)г (XIV. 18)
или, точнее, из графика (рис. XIV. 6), позволяющего найти опти-
мальное значение г.
Распределение давлений по ступеням теоретически должно
быть равномерным, т. е. обозначая ступени индексами I, II, III
и т. д., запишем
Ч = тп = т1П = ... = (XIV. 19)
Практически целесообразно несколько отступить от равно-
мерности и пользоваться для распределения давлений графиком
(рис. XIV. 7).
410
Поршневые компрессоры
При расчете многоступенчатых машин объемные производи-
тельности всех ступеней VMUH вычисляются исходя из заданной
производительности на всасывании в I ступень VMUHl по формуле
VMUHi = мЧмин. (XIV. 20)
ГЧР1£
Рис. XIV. 6. График зависимости t]U3i, от конечного давления для
различного числа ступеней г
варительно выбрать рациональную схему машины (расположение
цилиндров по рядам и в каждом ряду, тип механизма движения,
вертикальное, горизонтальное и комбинированное исполнение).
Варианты распространенных схем приведены на рис. XIV. 8—
XIV. 11, а обоснования для выбора компрессоров изложены
в 12, стр. 92].
При проектировании поршневых компрессоров число об/мин
(двойных ходов) выбирается с учетом динамики машин. Для этого
следует сначала задаться скоростью поршня в пределах с =
= 3—5 м/сек и найти значение числа п об/мин из формулы
с = = 3 5 м/сек, (XIV. 21)
OU
а затем проверить полученные значения так, чтобы
п < -12/£z об/мин, (XIV. 22)
sV ke
где s — ход поршня в м\
ke — массовый коэффициент схемы компрессора.
Основные определения и расчетные формулы
411
а)
Рис. XIV. 8. Схемы одноступенчатых компрессоров: а — одинар-
ного действия (однорядные и многорядные); б — двойного действия
412
Поршневые компрессоры
Рис. XIV. 9. Схемы двухступенчатых компрессоров: а — двухрядный одинарного
действия; б — V-образный одинарного действия; в — W-образный одинарного
действия; г — веерообразный одинарного действия; д — одинарного действия
со встречным движением поршней; е — с двумя ступенями в одном цилиндре
(бескрейцкопфный с дифференциальным поршнем); ж — крейцкопфный с диффе-
ренциальным поршнем; з — схема, аналогичная схеме эк, но удобная для монтажа
поршня; и — горизонтальный со II ступенью в двух цилиндрах; к — горизонталь-
ный однорядный с цилиндрами двойного действия и внутренним сальником;
л — схема, аналогичная схеме к, но с промежуточным фонарем между цилиндрами
двойного действия; м — двухрядный двойного действия; н — вертикально-
горизонтальный двойного действия; о — V-образный двойного действия; п
W-образный двойного действия; р — веерообразный двойного действия; с —
двойного действия со встречным движением поршней (двойная нумерация сту-
пеней на схемах показывает варианты расположения ступеней)
Основные определения и расчетные формулы
413
Рис. XIV. 10. Схемы трехступенчатых компрессоров: а—двухрядный вер-
тикальный одинарного действия; б —трехрядный вертикальный одинар-
ного действия; в—двухрядный двойного действия с III ступенью в двух
цилиндрах; г—трехрядный вертикальный двойного действия; д—одно-
рядный с одной ступенью двойного действия и дифференциальным
поршнем; е — со встречным движением поршней
Рис. XIV. 11- Схемы
шести ступенчатых ком-
прессоров: а — верти-
кальный средней про-
изводительности; б —
вертикальный большой
производительности;
в — двухрядный (все
нечетные ступени в
одном дифференциаль-
ном блоке, четные —
в другом); г —двух-
рядный со ступенями
низкого давления в
одном ряду и высокого
в другом; д — со
встречным движением
поршней
414
Поршневые компрессоры
Рис. XIV. 12. График для определения диаметра штока в зависимости
от поршневой силы и хода поршня
Основные определения и расчетные формулы
415
Необходимые данные приведены на рис. XIV. 12 и в
табл. XIV. 4, а методика пояснена в примере XIV. 12.
Таблица XIV. 4
Значения массовых коэффициентов а, р и у в зависимости
от конструктивных особенностей поршневых компрессоров
Обозначение коэффициента Наименование и характеристика частей, массу которых учитывает коэффициент Значение коэффициента
«0 «1 Poi Ро2 Р11 Р12 Р13 P1I Р|2 Р1 Рз Рз Р< Ps р; Рз ₽; р; р; Кривошипно-шатунный механизм бескрейцкопф- ного типа Кривошипно-шатунный механизм крейцкопф- ного типа Поршни открытые (тронковые) одинарного дей- ствия: I ступень 11 ступень Поршни дисковые двойного действия без несу- щей поверхности (подвешенные или в вертикальных рядах): I ступень II ступень III ступень Поршни дисковые двойного действия с несущей поверхностью: I ступень 11 ступень Поршни дифференциальные: 1) начальный элемент двойного действия диффе- ренциального поршня: 1 ступень II ступень III ступень IV ступень V ступень 2) Элементы дифференциального поршня, кроме начального: 11 ступень Ill ступень IV ступень V ступень VI ступень 8—12 36—54 150—180 70—90 45—60 20—28 9—12 50—70 22—35 60—80 35—50 20—30 12—18 7—12 90—120 50—70 25—40 10—15 6—8
416
Поршневые компрессоры
Продолжение табл. XIV. 4
Обозначение коэффициента Наименование и характеристика частей, массу которых учитывает коэффициент Значение коэффициента
₽; VII ступень 3—4
У Шток и ползун подвешенного поршня 30—40
Y' Вторичный шток 5-6
Примечание. Начальным элементом дифференциального поршня на- зывается элемент наибольшего диаметра. Более подробно см. [3].
Промежуточные холодильники многоступенчатых компрес-
соров рассчитываются по следующей методике.
Температура охлаждающей воды на входе 6 х задается, а на
выходе 02 принимается
92 = [61+ (25-35)]° К.
Выбирается схема охлаждения — противоток или прямоток
воды и газа.
Температура охлажденного газа после холодильника прини-
мается на 5—10° выше 6 i при противотоке или 6 2 при прямотоке.
В большинстве случаев предпочтительнее противоток.
Расход воды W находится из уравнения теплового баланса
Q = -^Fei/P(T2.-7\(I.+1)) = ГСв(0а-01) квт, (XIV.23)
где р1] — плотность при условиях всасывания на I ступень,
т. е. при и Tjj в кг/м3-,
ср — массовая теплоемкость газа (см. приложение I)
в кдж/кг-град-,
св — массовая теплоемкость воды 4,19 кдж/кг-град\
T2i — температура газа, поступающего из предыдущей
ступени на вход в холодильник, в °К;
— температура газа после охлаждения, т. е. перед
входом в следующую (i + 1) ступень, в °К;
VMUH — объемная производительность в м3/мин\
W — расход воды в кг/сек или в л/сек.
Средняя разность температур теплообмена в зависимости от
схемы охлаждения находится по формулам:
Основные определения и расчетные формулы
417
противоток
град}
(XIV. 24)
ДГ
2,3 Ig-A'^
1 1 («+п —
прямоток
(^-QQ- ^ohizJM град.
ДТ =--------------г----к—
2.3 1g 61
1 1 (<+D — °2
(XIV. 25)
Поверхность теплообмена F0XJI определяется из уравнения
теплопередачи
= .16.-67V^i^-r.u.(+i>). Лг2> (X1V 26)
fZ-plX I
где kT — коэффициент теплопередачи, в среднем составляет 50—
70 вт/м^-град (точнее, рассчитывается по критериаль-
ным уравнениям, приводимым в курсах теплопередачи).
Для определения сил и моментов, действующих на отдельные
звенья механизма движения компрессора (цилиндр и раму), после
выполнения термодинамического расчета производится динамиче-
ский расчет (см. схему к примеру XIV. 22, рис. XIV. 15).
Газовое давление в цилиндрах одного ряда создает равные
по величине, но противоположно направленные силы Р. Одновре-
менно с силой Р на палец крейцкопфа или на поршневой палец
действует сила инерции J.
Суммарная поршневая сила П = Р ф- J = var. При разло-
жении силы П получаем значения ее составляющих:
по шатуну
Р = -?-
ш COS Р 9
нормальной к оси
Pn = П tg ₽.
Приведя силу Рш к пальцу кривошипа, получаем две состав-
ляющие силы:
тангенциальную
р п sin (<р + ₽) .
~ 11 cos Р ’
радиальную
Р _ Г] COS (ср + Р)
R COS Р
27 Зак. 686
418
Поршневые компрессоры
При условии полного уравновешивания вращающихся масс
момент компрессора, противодействующий вращению вала, равен
Мк = PtR = ПР = var. (XIV. 27)
Для поддержания постоянства крутящего момента двигателя
Мдв необходимо создать маховой момент, компенсирующий не-
равномерность угловой скорости коленчатого вала.
Силы П, Рш, PlV, Pt, PR и момент Мк определяются для ряда
угловых положений кривошипа в пределах от 0 до 2л в рад и
изображаются графически.
Исходя из максимальных значений соответствующих сил,
производятся расчеты на прочность деталей и узлов компрессора
по следующим параметрам [3]:
стенки цилиндра и его крышек, работающие на растяжение —
по максимальному значению газового давления рн\
поршни — по удельному давлению на несущую поверхность
и на изгиб днища;
палец крейцкопфа или поршневой палец на смятие, срез и
изгиб максимальной силой П\
шатун — на сжатие максимальной силой Рш и изгиб, а также
на устойчивость;
палец кривошипа или шатунная шейка коленчатого вала —
на срез и изгиб максимальной силой Рш;
опорные подшипники вала—на смятие максимальной силой Р^;
коленчатый вал — на кручение и изгиб при действии макси-
мального момента Мк.
§ 2. ПРИМЕРЫ РАСЧЕТОВ
А. Теоретический цикл одноступенчатого компрессора
Пример XIV. 1. Определить удельную работу теоретического
адиабатического цикла одноступенчатого компрессора для идеаль-
ного газа при давлении во всасывающем патрубке = 9,8 н/см2
(736 мм рт. ст.)-, давлении в нагнетательном патрубке р2=39,2 н/см2.
Газ (воздух) при начальной температуре 7\ = 288° К-
Решение.
т-1
(тг)"
, т
104 дж/кг [см. уравнение (XIV. 7)]
^ = 7^1^
т—1
(£Г
дж/кг.
Примеры расчетов
419
По табл. XIV. 1 и из приложения III находим:
т = k = 1,4 — показатель адиабаты воздуха;
R = 287 дж/кг-град-,
р0 = 1,293 кг/м9 при 273° К и 760 мм рт.ст.-,
, 1,4 . 9,8.760-288 /. 1,4— 1 ..„ппп , .
Уд it4 —1 1 1,293-736-273 V 1.4 ~ 143000 дж/кг,
или
1уд = IT- i 287,288 (4 — 1) = 143000 дж/кг.
Пример XIV. 2. Определить температуру идеального газа после
его сжатия в одноступенчатом компрессоре по теоретическому
политропическому циклу при начальной температуре (во всасы-
вающем патрубке) Тt = 293° К, начальном давлении р± = 12 н/см2
и конечном давлении р2 = 50 н/см2. Показатель политропы сжа-
тия принимать равным 0,95 от соответствующего показателя адиа-
баты; сжимаемый газ — аммиак.
Решение. Предварительно полагая значения Т2 близ-
кими к 373° К и при 7\ = 293° К по табл. XIV. 2 берем k среднее
между /г283 = 1,33 и fc878 = 1,28, т. е.
> 1,33 + 1,28
Положим m = 0,95 k = 1,24;
m—1
Тг Л Р1)
откуда
m—1 1,24-1
Тг = Л (-^) m =29з(-^-) 1,24 =293-1,32 = 386° к.
Пример XIV. 3. Определить изотермическо-политропический
к. п. д. теоретического цикла одноступенчатого компрессора по
условиям примера XIV. 2.
Решение.
___ Itneop- из
•шз. ПОЛ----- /
lmeop. пол
2.3'8-^
1,24
1.24—1
тй- = 0,866.
1,65
27*
420
Поршневые компрессоры
Пример XIV. 4. Определить количество отводимого тепла qT
при теоретическом политропическом процессе сжатия 1 м3 всасы-
ваемого газа в одноступенчатом компрессоре по условиям задачи
XIV. 2. Предварительно определяем плотность всасываемого газа
(аммиак)
61 = ' 483-293 = ° >840 кг!м3.
Решение. Определяем количество тепла, отнимаемое охла-
ждающим агентом через стенки цилиндра компрессора при по-
литропическом процессе с показателем т = 1,24; теплоемкость сс
(см. приложение III) равняется 1,67 дж! кг-град',
Яг = Qico - Тг) = 0,840 -1,67 (398 - 293) =
= — 37 дж/м3.
Пример XIV. 5. Определить показатель политропы сжатия
идеального газа в компрессоре с теоретическим циклом, если
Pi = 9,8 н/щи2, р2 = 44 н/ои2; Т\ = 283° К и Т2 = 393° К.
m
Решение. Из уравнения ( -р-) m 1 находим
Ig
tn S Pi _ lg 4,5 0,654 . .
m— I ~ . T2 — . 393 ~ 0,159 ~
Ig Л Ig 283
m==4,lm — 4,1; '
m =44-= 1,32.
Пример XIV. 6. Найти величину затрачиваемой работы при
сжатии 1 м3 всасываемого идеального газа в компрессоре с теоре-
тическим циклом при Pi = 9,8 н/см2, 7\ = 280° К, р2 — 39 н!см2
и показатель политропы m = 0,956; газ — этилен.
Решение. Воспользуемся уравнением (XIV. 7)
m—1
104 дж!м3.
Из табл. XIV. 1 находим k, полагая, что средняя температура
газа в процессе сжатия около 330° К, которой соответствует
1,23, и находим m = 0,956 = 0,95-1,23 = 1,17;
L =
^пол 0>17
F °-17
9,8-1 6 1’17 — 1 104 = 6,8-9,81 -0,3-104 =
= 202 000 дж!м3.
Примеры расчетов
421
Проверяем значение конечной и средней температур сжимае-
мого газа
0,17
т = 280-6 1-1/ =280-1,3 = 374° К.
у ____ 7~i 4- Т2_ 280 4-374 327° К
т. е. близко к принятому при выборе k значению Тср = 330° К-
Пример XIV. 7. Определить удельную работу, затрачиваемую
в теоретическом цикле одноступенчатого дожимающего компрес-
сора для реального газа, т. е. в области высоких давлений, при
Pi — 2000 н1см?\ р2 = 8000 н/см?\ 7\ = 300° К; газ — азот; при
политропическом процессе с показателем политропы сжатия
т = 0,95&.
Решение. Удельная работа для реального газа находится
по формуле (XIV. 9)
I _ PlVl
1уд. пел — г
т
т—\
т—1
(£)"
Ч-4~-ДВп0Л 104 дж!кг.
1 1
По графику (см. рис. XIV. 1) при рх = 2000 н!см2 и Т\ —
= 300° К находим значение коэффициента сжимаемости, предва-
рительно найдя приведенные (относительные) значения давления
и температуры,
п — Pl и Т — •
Рпр Ркр Х пр ~ Ткр ’
2000 'Г 300 о
Рпр ~ з>0 ~ 6 и Тпр — 126 — 2,36,
(значения ркр и Ткр см. приложение III).
Поскольку 1 < Рпр < 10, используем график XIV. 1, а и на-
ходим = 1,05.
Показатель избытка работы при политропическом сжатии
реальных газов ДВПОЛ находим по формуле (XIV. 10)
Д^пол = ~g~ (Pi + 4рср -f- р2) (Рг — Pi) Ю4,
где р — показатель отклонения сжимаемости соответственно при
начальной, средней и конечной температурах сжимаемого газа,
определяется по формуле
Р = '273 ’ р-104 М*,Н'
422
Поршневые компрессоры
Необходимо предварительно найти значения tcp и методом,
аналогичным применяемому для определения
Для отыскания значения принимаем
2000 8000 гплл / 2
Рср ~------?>--= 5000 н1сл?\
Тср = Зб0оК (с последующей проверкой),
тогда
5000 .г, т _ 360 _ Q „
Рпр~- 34Q 10> 1 пр 126 2’60’
По графику (см. рис. XIV. 1,6) находим £>ср — 1,3.
Для отыскания значения С2 принимаем р2 — 8000 н!см? й
8000
Т2 = 420° К (с последующей проверкой); тогда рпр = 24
и Тпр — -y|g- = 3,33; по графику (рис. XIV. 1,6) находим ~
= 1,7.
Далее находим
>ср 273 ' 5000-104 0,79-10 8 м2/н;
Р2 ~ 273 8000-104 1,35-10 8 м2/н.
Следовательно,
ЬВпол = 4-(°>273 + 4,°>79 + Ь35) IO’8 (8000 — 2000) 104 = 0,475.
Среднее значение показателя адиабаты
давлений 2000—8000 н!см2 и температур
по табл. XIV. 2
1,4+ 1.34 , 1,42 + 1.37
ft- 2 . + 2 _
К 2
откуда по заданному условию tn = 0,95-1,39 1,32.
Проверяем ранее принятые температуры Т2 и Тср
m—1
сжатия в интервале
293—373° К находим
1,39,
m = ЗОО-40,242 = 419° К (было принято 420°);
Тср = -3~~~g 41~ = 359° К (было принято 360°).
Примеры расчетов
423
Удельный объем всасываемого при заданных условиях реаль-
ного газа находим по формуле
Vi = Я (£ + Wi) = 296 ( 200300010Г + 273-0,273.10“8) = 296 х
X (0,150 + 0,0075) 10“ 4 = 0,0465 м3/кг;
, _ 2000-0 0465 | 1.32
vd-noj— 105 1 1,32—1
6000 \
2000 }
1.32—1
1,32
~ 0,475 104 = 89(4,14-0,4 + 0,434) 104 = 204 104 дж/кг.
Б. Действительный цикл одноступенчатого компрессора
Пример XIV. 8. Определить коэффициент всасывания Хе одно-
ступенчатого адиабатического компрессора с учетом потерь в кла-
панах по заданным значениям давлений в патрубках всасыва-
ния р! и нагнетания р2, а также коэффициент мертвого простран-
ства е; сжимаемый газ — этан; рг = 9 н/см2-, р2 = 40 н/см2\
е = 5%.
Решение. По формуле (XIV. 3)
где рн и рв — давление нагнетания и всасывания в цилиндре;
тр — показатели политропы расширения газа из мерт-
вого пространства.
Предварительно по графику (см. рис. XIV. 4) находим относи-
тельные потери давления в клапанах:
при pj = 9 н/см2 графически экстраполированием нижней
пунктирной кривой находим Аре = 5%;
при р2 = 40 н/см2 с помощью верхней пунктирной кривой
находим Ар„ = 7,5%.
Следовательно,
Рв = Pi (1 — 0,05) — 8,5 н/см2-,
Рн = Рг О + 0,075) = 43 н/см2.
При показателе адиабаты в процессе сжатия этана в пределах
температур 273—373° К, равном в среднем 1,17 (табл. XIV. 1),
выбираем показатель политропы расширения по табл. XIV. 3
тр = 1 + 0,5 (k — 1) = 1 4- 0,5 (1,17 — 1) = 1,09
424
Поршневые компрессоры
и находим значение
1 -0,05-2,17 = 0,892.
Пример XIV. 9. Определить коэффициент всасывания адиаба-
тического дожимающего компрессора высокого давления с учетом
потерь в клапанах при заданных значениях. Сжимаемый газ —
водород; р, = 1500 н!см1 2, р2 = 5000 н/см2; Тг = 283° К, коэф-
фициент е = 6/6.
Решение. По формуле (XIV. 14) для действительного цикла
сжатия реальных газов *
г 1 1
По пунктирным кривым (см. рис. XIV. 4) находим значения
Дрв = 1,25% и Дрн = 2% и значения ре = 1500 (1 — 0,0125) =
= 1480 н/см2 н рн = 5000 (1 + 0,02) •= 5100 н/см2.
По табл. XIV. 1 в заданных пределах давлений и температур
находим значение
* = 1^+м= 1,403.
Для отыскания и предварительно находим
Plnp Pl . Ркр 1500 125 = 12 И Т 1Пр — Л Ткр 283 33,2 = 8,55;
Ръпр Рг _ Ркр 5000 125 = 40 и ^2пр = т2== 1 КР 393 33,2 = 11,8.
Ориентировочно задаемся значением Т2 = 393° К. По графику
(см. рис. XIV. 1,6) отыскиваем значения = 1,25 и £2 = 1,6,
находим значение
Xe = 1 —0,06
1
1,25 ( 5100 1.403
1,6 V“i4soj
= 1—0,06(1,88—1) =0,947.
Проверяем принятое ранее значение Т2
k—\ 0,403
Tt=T\(^) k = 283 1,403 =283-1,42 = 400° К,
которое достаточно близко к принятому значению Т2 = 393° К-
* В ступенях высокого давления, где теплообмен между газом и стенками
цилиндра относительно невелик, процесс расширения газа из мертвого про-
странства следует принимать адиабатическим, т. е. mp k.
Примеры расчетов
425
Пример XIV. 10. Определить расчетную адиабатическую мощ-
ность компрессора для сжатия идеального газа (водорода) по
заданным значениям давлений перед и после компрессора, =
= 9 н/см2, р2 = 40 н/см2, VMUH — 8 мР/мин.
Решение. Искомая адиабатическая мощность опреде-
ляется по формуле (XIV. 16)
^.а = т4Т-
рДлши ( Рн\ k
'/г'М \ Рв /
fc-1
— 1
0,1667 квт.
Определяем по графику (см. рис. XIV. 4) относительные потери
давления при всасывании (Аре = 5%) и при нагнетании (Дрн =
= 7,596) и находим значения
Рв = Pi (1 — 0,05) = 8,5 н/см2;
Рн = Рг (I + 0,075) = 43 н/см2.
Показатель адиабаты сжатия в температурном диапазоне
273—373° К находим по табл. XIV. 1: k = 1,4.
Коэффициент подогрева газа при всасывании зависящий
от отношения т = = 5,05, выбираем по графику
(см. рис. XIV. 5) \t = 0,95.
Коэффициент герметичности X, определяем учитывая утечки
из-за неплотности клапанов 0,01—0,04; через неплотности поршня
0,01—0,03 (для поршней простого действия) или 0,003—0,015 —
двойного действия); через сальники 0,0005—0,001.
При малой заданной производительности при поршне простого
действия следует брать большие значения утечек и, следовательно,
X. = 1 — (0,04 — 0,03 — 0,001) як 0,93;
05^- 1)0.1667 =
= 3,5-63,8-0,60-0,1667 — 22,15 квт.
Пример XIV. 11. Определить расчетную адиабатическую мощ-
ность дожимающего компрессора для азота по следующим зна-
чениям: pi = 2000 н/см2; р2 = 8000 н/см2; VMUH „ = 5 м3/мин;
Ti = 298е К-
Решение. Используем расчетную формулу (XIV. 17)
ДГ — РтУмин ' Р
ад-д ~ ХД/^ Ife-l
fc—1
-р &Вад 0,1667 квт.
Значение k = 1,39 (см. решение примера XIV. 7).
686
426
Поршневые компрессоры
Находим значения Арв и Арк по графику (см. рис. XIV. 4)
соответственно:
Арв = 1,2%,Ар„ = 2,1%,
рв = 2000 (1 — 0,012) = 1970 н/см2;
рн = 8000 (1 + 0,02) = 8180 н/см2;
рср 5080 н/см2.
По формуле (XIV. 10) значение
№ад = -1- (₽1 + 4₽<р + ₽2) (Рн - Рв) 104-
Используя графики (см. рис. XIV. 1) для определения значе-
ний коэффициентов сжимаемости £2 и Lcp и формулу (XIV. 5)
для определения значений 0Ь 02 и 0ср (см. решение примера
XIV. 7), находим
АВо3 = (0,273 + 4,079 + 1,35) 10’8 (8180 — 1970) 104 = 0,49.
Коэффициент подогрева X, при т = = 4,14 находим
из графика (см. рис. XIV. 5) = 0,94. Коэффициент герметичности
принимаем как и при решении примера XIV. 10, равным 0,93.
Производительность VMUH в м2/мин при параметрах всасывания
должна быть пересчитана (исходя из VMUH.H = 5 м2/мин) соответ-
ственно отношению удельных объемов = .
Удельный объем при всасывании
^ = Я (^ + 273₽1) = 296 (1000.V + 273-0,273- Ю'8 ) =
— 0,00445 м?/кг,
где 7? = 296 дж/кг• град (см. приложение III);
0! = 0,273-10"8 м2/н (см. пример XIV. 7).
Следовательно,
,, г 0,00445 п о~о ч/
*мин — 5-—Q-g— = 0,278 м2/мин.
(vH = 0,8 м2/кг — удельный объем при 273° К и рн = 10,2 н/см2);
/а 2000-0,0278 1.39 I . . . —139 1 i 273 О 49 X
1>/ад.д~ 0,94-0.93 1 [1,39— 1 I/’14 1/+ 298 и>^у J х
X 0,1667 = 63,6 (3,57-0,49 + 0,464) 0,1667 = 23,5 квт.
Примеры расчетов
427
Пример XIV. 12. Определить диаметр цилиндра D, ход, s и
число двойных ходов п одноступенчатого компрессора для сжатия
метана (сухого) от = 9 н'см2 до р2 = 30 н/см2.
Производительность машины 100 м3/мин.
Решение. Учитывая большую производительность машины
при низком давлении, выбираем схему горизонтального крейц-
копфного оппозитного двухрядного компрессора с цилиндрами
двойного действия (см. рис. XIV. 15). Коэффициент мертвого про-
странства при значительных размерах цилиндров принимаем
равным е = 6%.
По графику (рис. XIV. 4) находим относительные потери
давления при всасывании и нагнетании Др„ = 4,7%, Арн — 8%.
Находим
р6 = 9 (1 _ 0,047) = 8,58 н/см2-,
рн = 30 (1 + 0,08) = 32,4 н/см2.
Определяем значение коэффициента всасывания по формуле
(XIV. 13)
Кв = 1 —еДт'% — 1J,
где т = — = 3,78.
Рв
По табл. XIV. 3 находим
тр = 1 + 0,5 (k — 1) = 1 + 0,5 (1,3 — 1) = 1,15,
где k — 1,3 — показатель адиабаты метапа в температурном
интервале 273—373° К (см. табл. XIV. 1), тогда
К = 1 — 0,06^3,78 1,16 — 1J = 0,868.
Определяем значение коэффициента подогрева по графику
(см. рис. XIV. 5) при т'=3,78 с учетом большой производитель-
ности цилиндров, т. е. по верхней граничной кривой
К = 0,97.
Определяем коэффициент герметичности X,, принимая утечки
в клапанах 0,03, утечки в поршне двойного действия 0,01 и утечки
в сальнике 0,0005 (в долях)
Хг = 1 — (0,03 + 0,01 + 0,0005) = 0,96.
При выбранной схеме компрессора формула производитель-
ности (без учета объема, занятого в цилиндре штоком) запишется
так:
У мин — 2-2Fsn 7.e/.pk,7.t м3/мин.
428
Поршневые компрессоры
Задаемся с последующей проверкой значением скорости
поршня с = — 3 м/сек,
тогда
р — ______________122_______________0 36 ж2,
4 ~ 2-2-30-3-0.868.0.95-0.97-0.96 ’ ’
D = 1/ — 0,36 ==0,677 Л! % 680 мм.
т л
Отношение s/D выбирается из следующего ряда рекомендован-!
вых значений:
для горизонтальных машин: одноступенчатых 0,6—0,7; двух- ,
ступенчатых 0,7—0,8; трехступенчатых 0,8—0,9; четырех и болееЗ
ступенчатых 0,9—1;
для вертикальных машин: крейцкопфных 0,4—0,6; бескрейцЛ
копфных 0,6—1.
В нашем случае принимаем s/D = 0,7 и s = 0,7-680 475 мм. ]
Число двойных ходов по формуле (XIV. 21) составит
30с 30-3 1ПП ,,
п —----= п = 190 об/мин.
s 0,475
Проверяем полученное значением из условия ограничения сил<
инерции возвратно-поступательно движущихся масс по формуле
(XIV. 22)
1200 ,,
птах < —— об/мин.
S У kg
Весовой коэффициент
ke = « + Р
частные коэффициенты а, р и у выбираются по табл. XIV. 4
соответственно принятой схеме компрессора,
где а — коэффициент массы механизма движения; а = 40;
Р — коэффициент массы поршня двойного действия без под-
вески; р = 50;
у — коэффициент массы узла подвески; у = 0;
ф — коэффициент отношения поршневых сил в мертвых точках.
... Рправ — Рлев
Ф =----2Р------'
Для цилиндров двойного действия (без учета штока) ф == м
число ступеней в ряду г — 1,
Примеры расчетов
429
откуда = 40 + у 50 4- 0 = 90;
/г„ах < —1220 = 270 об/мин.
гаах 0.475/90
Для сокращения размера цилиндров желательно, чтобы раз-
ность («щах — п) была бы невелика, следовательно, целесообразно
повысить принятое ранее значение скорости поршня с до 4 м/сек
и провести перерасчет D, s и п
Г _ 100 __ tt2
4 2-2-30-4-0.868-0.95-p.97-0,96 ’ ’
30-4
соответственно D = 583 млГ, s = 0,7 -583 = 400 мм; п = ~q4~ =
= 300 двойных ходов в минуту;
1200
лтах <----— = 390 об/мин, т. е. и < nmzx.
0,4/90
Выбранное число двойных ходов (п = 300) позволяет приме-
нить непосредственный (соосный) привод компрессора от электро-
двигателя асинхронного типа.
Для определения диаметра штока необходимо предварительно
вычислить максимальное значение поршневой силы при принятой
схеме компрессора
/"max = (рн — Рв) = 0,27 (32,4 — 8,58)104 = 64 500 н.
По графику (см. рис. XIV. 12) при s = 400 мм и ртах =
= 64 500 н находим йШТ = 62 мм и округляем до 65 мм.
Найденный ранее диаметр цилиндра должен быть пересчитан
в сторону увеличения исходя из полученного значения диаметра
штока (соответственно принятой схеме компрессора) по формуле
D2 2D2 2-0.5832
ит —___________—___________________ 1 005-
D2 2D2 —2-0.5832 — 0.0652 ’
Dym = D У 1,005 =583-1,003 = 585 мм.
Таким образом, для заданных условий и принятой двухрядной
схемы цилиндров двойного действия найдены D — 585 мм; s =
= 400 мм; п = 300 двойных ходов в мин; (1ШТ = 65 мм.
Пример XIV. 13. Проанализировать результаты испытания
воздушного одноступенчатого компрессора.
При испытании одноступенчатого компрессора по схеме, изоб-
раженной на рис. XIV. 13, в эксплуатационных условиях могут
быть сняты следующие показания:
430
Поршневые компрессоры
начальные параметры р{ в н/см2; 7\ в °К; конечные параметры
р2 в н/см2, Т2в °К; массовая подача Gb кг!мин (по времени запол-
нения газосборника от абсолютного давления 760 мм рт. ст.
до давления р2;
параметры воды, охлаждающей цилиндр: температура входа
0! в °К и выхода воды Q2 в °К; расход воды W в л!мин;
основные размеры машины: диаметр цилиндра D в мм; диа-
метр штока d в мм; число двойных ходов п в мин; ход s в мм;
мертвые пространства VM, пр в дм3;
индикаторные давления Ре в
н/см2, рн в н/см2 и мощность —
по индикаторной диаграмме;
электрическая мощность при-
водного электродвигателя N3. д по
показаниям ваттметра.
В результате обработки снятых
показаний могут быть найдены:
производительность VMUH в
м3/мин при параметрах рг и Тi или
при нормальных условиях (VMiW. „);
Рис. XIV. 13. Схема испытания
компрессора на газосборник
коэффициенты е, Xe,
индикаторно-изотермический к. п. д.;
механический к. п. д.
В данном примере при работе компрессора на воздухе показа-
ния и размеры оказались равными:
Pi = 760 мм рт. ст. =& 10,2h/cjh2; р2 = 40 н/см2; = 15° С=
= 288° К; t2 = 127° С = 400° К; Vc6 = 5 м3 (емкость газосбор-
ника); z= 1,5 мин — время подъема давления в газосборнике до
значения р2 = 40 н/см2; 0 i = 12° С = 285° К; Q2 = 35° С‘~
— 308° К; IV = 3,2 л/мин; D = 300 мм; d = 50 мм; s = 250 мм;
п = 210 об!мин (передача с электродвигателя на коленчатый
вал — клиноременная); рв = 9,5 н/см2 — среднее значение по инди-
каторной диаграмме (рис. XIV. 14); рн = 44 н!см2; N-3g —
= 23 квт; VM. пр — 2,5 дм3 (суммарное мертвое пространство).
Обработку этих данных выполним в следующей последова-
тельности.
Из системы
уравнений (XIV. 2)
Находим
•— G2RT2; PiVc6 — GiR7\.
r _ G2 —Gj _ Vc6 ( Pz Pi\
M“H Z ~ zR \Tt' Tj-
5-104
— j.5.287
/ 40 10.2 \
\ 400 288 J
= 7,3 кг/мин.
Примеры расчетов
431
Средняя производительность компрессора при параметрах
Pi и Ту
v GMUHRTy 7.3-287-288 - п ,,
= - 10:2-10* = 5’9 М lMUH’
или в пересчете на нормальные условия
V
' мин. н
GmuhRTv 7,3-287-273
ро10* 10.2-10*
мЧмин.
Рис. XIV. 14. Индикаторные диаграммы компрессора двойного дейст-
вия по схеме испытаний рис. XIV. 13: а—левая полость; б—пра-
вая полость
Теоретическая производительность компрессора при измерен-
ных значениях D, d, s и п
VMUft. теор = (2F-f)sn = 0,785 (2-0.32 - 0,052) X
X 0,25-210 = 7,8 м?1мин.
Найденные при подаче воздуха в газосборпик значения VMUH. н
в м?/мин или VMUH не могут служить характеристикой производи-
тельности компрессора в условиях установившегося эксплуата-
ционного режима, т. е. при рг = 10,2 н!см2 = const и р2 =
= 40 н/см2 = const, так как в процессе такого испытания р2 =
= var в пределах от р2 = Pi = 10,2 н!см2 до р2 к = 40 н!см2
и соответственно исп > эКс. Поэтому вводим поправку к по-
лученному значению VMUH в виде
ц___экс
}-в. исп
Определяем коэффициент всасывания 1в. экс
находим коэффициент мертвого пространства
предварительно
р___ Ум. пр ____0,0025 __„ р7„
е (2Р — f)s~ 0,34 V'G'J
432
Поршневые компрессоры
Показатель политропы расширения будет тр — 1,25,
тогда
= 1 — 0,073 [4,61,25 — 1
= 1-0,073-2,56 = 0,81;
^•в. Осп
— ' ^в-Экс
~ 2
откуда
Таким образом, эксплуатационная производительность ма-
шины
Умин. экс = °Умин = 0,91 -5,9 5,4 ма/мин,
или
Имин.экс == = 0,91 -5,6 = 5,1 мЧмин.
Определение коэффициентов Xz, Хр и Кг порознь возможно лишь
приближенно, исходя из значения всего произведения коэффи-
циентов
1111 — ^МиН.ЭКС 5,4 « у
~jz — -7-0- ~ V, I .
v мин- Т '
Определяем коэффициент давления
^# = -£г = °’93- 1
Ориентировочнд оцениваем значение коэффициента подогрева
X, по рис. XIV. 5 при т = — = 4,6
Рв
X, = 0,95.
Коэффициент герметичности Хг находим следующим образом:
л ______________ ХвХ<ХрХг _ 0,7 _ „ q_
~ 0,81-0,93-0,95 ~ ’
Планиметрированием индикаторных диаграмм обеих полостей
цилиндра определяются (рис. XIV. 14) средние индикаторные дав-
ления в обеих полостях цилиндра рср и рср. Они оказались рав<
ними рСр = 15 н!см2 и рср — 15,5 н!см2.
Примеры расчетов
433
Тогда индикаторная мощность компрессора найдется как
сумма мощностей обеих полостей
Ni=[^T-Р^п + 4№-<0Р^п] 0,1667 =
= [0,785-0,32-15 + 0,785(0,32 — 0,052) 15,5]0,25-225 х
х0,1667 — 19,8 квт.
Далее находим индикаторно-изотермический к. п. д.
Это значение т]г. из несколько ниже обычных эксплуатационных
значений (0,65—0,7).
Анализ индикаторных диаграмм позволяет также определить
и оценить величины потерь давления в клапанах рв и рн
\рв = 100 ?1~Рв = Ю0104о9-Е = 7%;
-Pl 1U, z
Др = 100 Рн~р* = 100-^4=^- = 9,1 %.
•н л.. 44
Из уравнения полученных значений Др„ и Лрн по средним
данным по графику (см. рис. XIV. 4) для рг = 10,2 н!смй и р2 =
= 40 н/см2 можно сделать вывод,' что они лежат в обычных пре-
делах для машин старых моделей.
Электрическая мощность двигателя, измеренная с помощью ватт-
метров, оказалась равной 23 квт. Разность мощностей N3. д — Nh
затрачиваемая на преодоление трения в узлах компрессора, ха-
рактеризуется механическим к. п. д. компрессора и к. п. д. элек-
тродвигателя
/V/ 13,0 л ос
^IjuejcUnep^la- д 23 0,85.
Характеризующий работу собственно компрессора т]лех может
быть оценен в этом случае только приближенно, если по типу
передачи и марке двигателя задаться значениями т\пер и д.
Проверим тепловой баланс компрессора по уравнению
авминСр (02 — 01)
60 2ад 12’ — 60
28 Зак. 686
434
Поршневые компрессоры
где Т2ад — температура, которую имел бы газ при отсутствии
охлаждения; найдется по формуле
fe-i
Лоа=Л(-^) k =445° К,
тогда
(445 - 400) = 3.2-4.19 («В м кт
Определим показатель политропы процесса сжатия воздуха
в цилиндре т по формуле
k — т ..
- Nt кет,
где qT = 5,2 кет — количество тепла, выделяемого в секунду
при сжатии газа в заданных условиях.
“откуда т = 1,265.
Полученное значение показателя политропы т удовлетвори-
тельно совпадает с его же значением т — 1,27, получаемым из
уравнения
т—1
Тъ __ / Рн \ т
7\~\Рв)
Выводы по анализу результатов испытания:
а) значения коэффициентов, характеризующих производитель-
ность компрессора (Х„, Хр, Z, и к,), находятся в удовлетворитель-
ных пределах;
б) изотермическо-индикаторный к. п. д., равный 0,63, пока-
зывает на довольно значительные потери энергии главным обра-
зом при проходе газа через клапаны, так как значение показателя
политропы т = 1,26—1,27 невысокое и, таким образом, охлажде-
ние цилиндра хорошее.
В. Действительный цикл многоступенчатого компрессора
Пример XIV. 14. Определить оптимальные (по расходу энергии)
и экономичное число ступеней компрессора для сжатия двухатом-
ного газа от 10 до 400 н/см2. Режим работы компрессора характе-
ризуется коэффициентом использования его во времени 70% и
коэффициентом средней нагрузки 80%.
Примеры расчетов
435
Решение. По графику (см. рис. XIV. 6) при р2 =
= 400 н/см? находим ряд изотермическо-политропических к. п. д.
соответственно нескольким вариантам числа ступеней г.
z .................................. 7 6 5 4 3
•Пиз. пол .......................... 0,717 0,727 0,735 0,737 728
Оптимальное число ступеней по расходу энергии гт — 4.
Однако снижения „ол при переходе к трем ступеням состав-
ляют всего 0,009, т. е. на 1,2% больше по сравнению с ч]вз.полтах.
Учитывая существенное удешевление машины при сокращении
числа ее ступеней, получаем гэкон = 3.
Пример XIV. 15. Определить оптимальное и экономическое
число ступеней компрессора малой производительности, пред-
назначенного для периодической подкачки азота в систему гидро-
пневматического аккумулятора (рг = 10 н/см2, р2 = 3200 н/см2).
Решение. По графику (рис. XIV. 6) находим
2 ............ 3 4 5 6 7
т]иэ. пол ...... 0,69 0,728 0,747 0,756 0,76
Если бы такой компрессор проектировался на жесткий режим
работы, подобный указанному в примере XIV. 14, следовало бы
принять z = 5—6. В данных же условиях кратковременного
использования гэксн = 3—4, но должно быть приближенно про-
верено исходя из предельно допустимых температур сжатия.
При применении для смазки цилиндра компрессора компрес-
сорного масла (iem = 489° К) предельная температура сжатия
Т2 < 489 — (20—30°), следовательно, Т2пред 465° К.
При равномерном распределении заданного отношения давле-
ния — между ступенями получаем для каждой ступени по фор-
мулеР1(Х1У. 19)
При значениях г = 3 и 4, т = 6,8 и 4,2 и полагая 7\ = 293° К,
Т2 находим из уравнения
fe—1 1.4—1
-р_ = т > =(4,2 -4-6,8) 114 =1,5-4-1,73,
11
откуда
Т2 = 1,73-293 = 505° К; Т2 = 1,5-293° = 440° К-
Таким образом получэем следующие соотношения:
г........................ 3 4
т........С.8 4,2
Т2 .... 505° К 440° К
28*
436
Поршневые компрессоры
Экономическое число ступеней z3K0lt должно быть принято
равным 4.
Пример XIV. 16. Определить оптимальное и экономическое’
число ступеней компрессора для сжатия трехатомного газа при
= 7 н/см2, р2 = 180 н/см?.
Решение. При решении этой и подобных задач необходимо
учитывать следующие дополнительные условия.
Так как для трехатомных газов показатель адиабаты ниже,
чем для двухатомных (для которых построен график на рис. XIV. 6),
целесообразно брать z на одну ступень меньше, чем по графику.
Так как данный график построен для рх = 10 н!см,\ то при
Pi =р 10 hIcm? (находится в пределах 5—20 н/см2), необходимо
при пользовании графиком (рис. XIV. 6) переходить к условным
давлениям
Р1усл = 10 н/сж2; р2 уСЛ р2, р2 усл = р2 —.
Таким образом, по условиям задачи p2^ = 180-^- =
= 260 н!смР.
По графику при р2},сл — 260 н/см2 получаем следующие зна-
чения:
ZfamOMH................... 7 6 5 4 3 2
т]из. пол ......... 0,695 0,71 0,725 0,732 0,73 0,705
Эквивалентное г3-атомн . . 6 5 4 3 2 2
С учетом первого условия zonm= 3, а не 4.
Экономическое число ступеней в этом случае z3KOH — 2, так
как разность значений ц1га. пол для двух и трех ступеней составит
всего 0,002.
Проверяем для двухступенчатой схемы значения Т2 (газ СО2,
k = 1,28, Т\ = 293° К).
1,28—1
Т2 = 293 -5,1 1-28 = 293 -1,43 = 420° К,
что вполне допустимо.
Пример XIV. 17. Определить наивыгоднейшие промежуточные
номинальные давления в ступенях компрессора по условиям
примера XIV. 14.
Решение. По графику (см. рис. XIV. 7) для определения
промежуточных давлений следует из точки пересечения гори-
зонтали, соответствующей конечному давлению (р2 = 400 н/см2),
Примеры расчетов
437
с линией z (г = 3) провести вниз вертикаль; точки пересечения
ее с линиями z (z = 2 и z = 1) дадут на оси промежуточные
давления
{ Pi pt t
I ступень .... 10 37 3,7
II ступень...... 37 124 3,46
III ступень..... 124 400 3,22
Пример XIV- 18. Определить наивыгоднейшие промежуточные
номинальные давления в ступенях для компрессора по условиям
примера XIV. 16.
Решение. Так как график (см. рис. XIV. 7) построен для
значения ру = 10 н/см2, используем в этом случае указанный
в примере XIV. 16 прием введения условных давлений с последую-
щим пересчетом на истинные давления.
При z = 2, pi = 7 н/см2 и р2 = 180 н/см2 р1уся — 10 н/см2
11 Р2усл= 260 н/см2, находим
усл ^2 усл Pl Pi т
I ступень............... 10 52,5 7 52,5 = 36,8 5,25
II ступень.............. 52,5 260 36,8 180 4,9
Пример XIV. 19. По условиям примера XIV. 17 найти проме-
жуточные давления по ступеням с учетом потерь давления в кла-
панах.
Решение. Определяем по графику (см. рис. XIV. 4) потери
давления (в %) в клапанах и значения ръ рпром, р2 (см. при-
мер XIV. 17):
I ступень...... Д,рй = 4,5% Дщн = 7,8%
II ступень.....Дцре=2,7% Лпрн = 5,8%
III ступень....ДИ1рв = 2,1% Дшрн = 4,0%
Находим промежуточные давления в н/см2 и отношения давле-
ния по ступеням
рв j = 10 (1 — 0,045) = 9,55 рн1 = 37 (1 +0,078) = 40 ) 40 } Ti = W = 4’2
Рв П = 37 (1 — 0,027) = 36 1 . 132 W
Рн и = 124(1 4 0,058)= 132 J тп ' 36 '
А, Ш = 124 (1-0,021) = 121,5 1 416
рн ш =460(1 +0,04) =416 J 1,1 121,5
Пример XIV. 20. Определить тепловую нагрузку и необходи-
мую поверхность охлаждения промежуточного холодильника
двухступенчатого компрессора, предназначенного для сжатия окиси
438
Поршневые компрессоры
углерода от рх = 10 н/см2 до р8= 120 н/см2 при следующих усло-
виях: производительность компрессора VMUHt = 16 м3/мин; на-
чальная температура поступающей в холодильник охлаждающей
воды 0Х = 283° К.
Решение. Соответственно методике, изложенной в при-
мере XIV. 19, распределяем давление по ступеням с учетом потерь
в клапанах (см. рис. XIV. 7 и XIV. 4).
Рпром = 36 «/ел»2;
рл = 10(1—0,045) = 9,55;
рл = 36(1 4- 0,075) = 38,7;
рвП = 36(1—0,03) = 34,9;
пн11 = 120(1 +0,058) = 127;
38,7 л nr
9^=4’05:
т -
И — ------
Pel
Рн II
„„ 127 о ,.г
тп = 4— = 'W = 3’65-
Ре II
Полагаем процесс сжатия в обеих ступенях политропическим
с показателем т = 1,35. Тогда температура сжатого газа после
ступени I составит
0.35
Т21 = 268 - 4,05'-35 = 268-1,43 = 384° К-
Принимаем противоточную схему охлаждения газа в холодиль-
нике и соответственно задаемся температурой газа после холо-
дильника 7\ п = 0 + 10° = 293° К. Полагая А© = 25—30 град,
находим 0 2 = 283 + 25 = 308° К.
Тепловая нагрузка холодильника </i найдется из уравнения
XIV. 23
0 _ Gmuhcp (r2i~rni)
<?i — ед квт,
где GMUH — массовая производительность (в кг/мин) компрессора
без учета утечек (что создает запас поверхности
охлаждения только 2—3%).
В свою очередь, GMUH = V„UKQXi, гДе Qu —• плотность газа при
Рн и 7\i(cm. приложение III) р0 = 1,25 кг/м3‘, ср —
- 1,04 кдж/кг-град.
Следовательно,
Рц Тн . 10 273 . ос , ..
6ц Qh Рн ‘ Тц — I’23 ю,2 ' 268 ~ ’23 М ’
Примеры расчетов
439
Таким образом,
16-1,25-1,04 (384 — 293) О1 „
<7j =---------------------— = 31,6 квт.
Площадь поверхности охлаждения при принятой схеме опре-
делится из уравнения
р 1000^
Г — , ЛТ------- лг2,
прот
где kT — коэффициент теплопередачи для кожухотрубного хо-
лодильника (может быть ориентировочно принят
60 вт/м^-град) '.
По формуле (XIV. 24)
._ ЛГ — ЛГ' (384 — 308) — (293 — 283) _
Л-'прот— дт' — 384 — 308 ~
2,31g 2,3 Ig 2дз _ 2g3
66 9О , г 1000-31,6 ,_о 2
2,02 “33 град; F — — 15,8 м .
Расход воды
? 31,6
= ёДе —“ej = 4,19(308 — 283) = 0,3 кг!сек % 1,1 м /ч. .
Пример XIV. 21. Выполнить приближенный термодинамиче-
ский расчет двухступенчатого компрессора для сжатия азота
от рх = 15 н]см2 до р2 = 200 н!смг для следующих требований:
производительность VMUH i = 60 м3/мин, начальная температура
газа 7\ — 288° К, температура воды, поступающей на охлажде-
ние, 0! = 288° К-
Выбор схемы. Принимая во внимание значительную
производительность и повышенное давление всасывания, выбираем
из числа наиболее распространенных схем (см. рис. XIV. 9)
вариант м двухрядного горизонтального компрессора с цилинд-
рами двойного действия.
Двухрядная схема обеспечивает снижение поршневых сил,
а следовательно, и веса механизма движения; горизонтальное
исполнение при большом диаметре цилиндра облегчает обслужи-
вание наиболее ответственных узлов машины. Применение цилин-
дров двойного действия при больших диаметрах и повышенном
давлении исключает вредное влияние цилиндров, нормальных сил
шатунного механизма и, кроме того, повышает герметичность
машины по сравнению с машинами бескрейцкопфного типа с ци-
линдрами простого действия (см. рис. XIV. 9, а, е).
Распределение давлений по ступеням.
Из приложения и табл. XIV. 1 выписываем физические константы
440
Поршневые компрессоры
*1
»
азота, рассматриваемого в указанном диапазоне давлений в ка-
честве идеального газа,
R = 296 дж/кг-град-, ср = 1,04 кдж/кг-град-, k = 1,4.
Весь дальнейший расчет ведется (с запасом) исходя из адиаба-
тического сжатия газа, принятого сухим с влажностью 0%.
Определяем промежуточное давление по номограмме (см. гра-
фик рис. XIV. 7). При начальном давлении 15 н/см2 и конечном —
200 н/см2 или при р2 сл =•??- = 133,5 находим
“ 1 ,о
Рпом. пром — = Р1ц = н/см/.
По рис. XIV. 4 потери давления в % при давлениях в I и II сту-
пенях ръ Рпом.пром и р2 составляют
I ступень...........Дрв = 4; Дрн = 6,9;
II ступень..........Дрв = 2,9; Дрк = 5.
Вычисляем в н/см2 давления всасывания и нагнетания
линдрах по ступеням и т
I ступень рв j = ри (1 — Дрв) = 15-0,96 = 14,4;
Рн I = Рч I1 + = 57• I,69 = 60,7;
II ступень рв п = рчj (1 — Дрв) = 57-0,977 = 55,6;
Рк jj = р2ц (1 + &Рн) — 200-1,05 = 210;
^=-^ = 3.78.
Определяем ориентировочные значения показателей политропы
расширения тр для т по данным, составленным для двухатомных
газов:
В ци-
тр
1,5 2 2,5
1,4 1,35 1,3
3 4
1,25 1,2
5
1,15
Отсюда тп = 1,19;
трп = 1,21; и Tfp = 4,22е19 = 3,35; т^р =
= 3.781-21 = 3.
fe-i
Находимт * по
ступеням
fe-i
Tj k
= 4,22 ’-4 = 4,22°’286 = 1,51;
£-1
т„* = 3,78°’286 =-. 1,46
Примеры расчетов
441
Учитывая предположительно большие значения диаметров ци-
линдров, задаемся невысокими значениями коэффициентов мерт-
вого пространства (ej = 3% и еп = 5%) и определяем коэффи-
циенты всасывания
! = 1 — El (rfp — 1 ) = 1 — 0,03(2,35) = 0,93;
(1 ч
тпр ~ V = 1 — °>°5 (2) = 0,9.
Определяем коэффициенты герметичности лг, учитывая потери
в сальниках, клапанах и поршневых кольцах,
= (1 —0,0005 + 0,01 + 0,01 + 0,0003) = 0,977.
Определяем коэффициенты
^» = -^r=< = °’977-
Далее определяем коэффициенты Л., по графику (см. рис. XIV. 5)
7tI = 0,942; К1П= 0,945.
Проверяем температуру сжатия Т2 по формулам
fe—1
Т— Тi/Т,- * ;
7^ = 288-1,51 =435° К; Т2„ = 298-1,46 = 435° К
(для ступени II температура газа Т1п принята исходя из темпе-
ратуры входа воды в противоточный холодильник 0 j, равной
288 + 10 = 298° К. Определяем минутный объем ступени II
и диаметры поршней Dx иО2
^мин п = VMUti I — 60~55^j- ’ 288 = 1 м?1мин.
Отношение s/D для данной схемы принимаем 0,6 и задаемся
предварительно скоростью поршня с = 3 м/сек.
Находим sn = 30 с = 90. Соотвественно схеме компрессора
составляем расчетные уравнения
Khuw I — ~4~ Ар At Аг lsn>
Vmuhii = 2D2KiAplAt 1А» 11s'l>
442
Поршневые компрессоры
JJ___"1 [2УмиН I
' 31 /.f> j Лр ] 1S Л
= 3,14-0,93-0,977-0,96-0,942-90 = °>72 м’ Di = 720 мм’
D2= ]/ 3,14-о,9-0,976• 0,977 0,945• 90 = 0,376 = 376 ММ’
s = 0,6/?! = 0,6-720 = 430 мм.
Определяем величины поршневых сил в мертвых точках
Р = + Р F + Р F-
1 поршн ------------------ — 1 н1 1 вл >
I ступень РМршн — 60,7-0,785-5190— 14,4-0,785-5190 =
= ±0,785-5190 (46,3) = ±189 000 н;
II ступень Рпоршн = ±0,785 (210 — 55,6) 1410 = ±171 000 н.
Определяем коэффициент схемы ke
fe«==a+4’ SP + y-
Значения а, р и у находим из табл. XIV. 4.
Для I ступени а = 45; р = 45; у = 5; ф = 1; z = 1; kel =
= 45 + -J- 45 + 5 = 95; поршень подвешивается.
Для II ступени а = 45; р = 45; у = 0; ф = 1; z = 1.
ken = 45 + 45 — 90 (поршень без подвески).
Определяем максимально допустимое число оборотов по наи-
большему значению ke
1200 1200 ооп ,,
птт < —— = --------=- = 280 об/мин.
max s V ke 0,43 /95
При найденной скорости Поршня и величине хода находим
число оборотов
30с 30-3 О1Г> ,,
п =-----= тг .„-/г = 210 об/мин.
s 0,430
Для соосной установки электродвигателя находим ближайшее
число оборотов по двигателю (214 об/мин).
Определяем диаметры штоков для полученных значений порш-
невых сил и ход поршня по графику (см. рис. XIV. 12)
I ^шт II = 90 ММ.
Уточняем диаметры поршней
Примеры расчетов
443
Для I ступени
Fyg = F + 0,7850?^ = 0.785-902 + 0,785- 7202;
Di уг =-]/902 + 7202 = 725 мм.
Для 11 ступени
F -- F I .
* уг ~ \ 9 ?
D2 уг = У0.3762 + = 390 мм.
Определяем мощность компрессора и электродвигателя
2^
2-^i — + ^1Ь
Ni I = (Л~ — 1) 0,1667 =
= 3>5-па7Йъ49-°>51-0>1667::^290 квт<
k-1
М k Рц^минп | —
Ijn -1
3,5-57-16,1-0,46-0,1667
0,976-0,945
= 245 квт',
л/ 290 245 г«п п
^Эф == —л-од— 580 квт при Г]лед. = 0,92.
Берем 10-процентный запас мощности
N3_ д — 580 -1,1 = 640 квт,
по которой подбираем соответствующий электродвигатель.
Определяем величину поверхности холодильника и расход
воды для охлаждения газа по уравнению теплового баланса
Qt ~ Vмин- нЧеРр (F2 T'lll) = (92 ®1)!
qk = 1,2505 кг/м3; 02 = 6j + (25 — 30) = 288 + 25 = 313° К-
444
Поршневые компрессоры
Определяем производительность компрессора при нормальных
условиях
,, 273-60-15 с. о.
мин- н — 288-10 2 м ,
тогда расход воды на охлаждение
-ту, VmuhQhcp (Тц — 7'1П)
W ~ 1000св(02 —61)
84-1,2505-1,04(435 — 298)
4,19-1000-25
0,145 мЧмин.
Тепловая нагрузка
qT = 1000-0,145-4,19-25 = 15000 кдж/мин..
Средняя разность температур в противоточном холодильнике
= |4<1-3'3L7S,r”) = 46
... 441—313
2,3 g 298 — 288
Необходимая поверхность охлаждения
р _ qT 15 000-Ю3
GOk^Tcp ~ 60-58-46
100 м2.
где kT = 58 вт!м2-град — коэффициент теплопередачи для кожу
хотрубного водяного холодильника.
В результате приближенного термодинамического расчета пай
дены следующие величины:
Диаметры цилиндров в мм ........................ . . 725/390
Ход поршней в мм....................................... 430
Число оборотов коленчатого вала в об/мин 210
Мощность электродвигателя в квт........................ 640
Поверхность охлаждения в м2............................ 100
Расход воды в м3/мин . . . 0,145
Пример XIV. 22. Провести приближенный динамический (сило-
вой) расчет двухрядного одноступенчатого компрессора по данным
примера XIV. 12.
Решение. При выбранной в указанном примере схеме
оппозитного размещения двух цилиндров двойного действия
(рис. XIV. 15, а) со встречным движением поршней силовой
расчет разбивается на две части: определяются усилия, действую
щие в одном ряду, и моменты на коленчатом валу и маховике.
Примеры расчетов
445
Определяем усилия, действующие в одном ряду. Исходя из
полученных в примере XIV. 12 значений,
ре = 8,58 н/см2\
рн = 32,4 н/см2\
k -=1,3; 1
, ? для метана
тр = 1,15; J
е = 0,06;
s = 400 мм.
Рис. XIV. 15- Схема компрессора к примерам XIV. 12
и XIV. 22: а — план; б — схема действующих усилий
Строим расчетную индикаторную диаграмму. Используем для
этой цели аналитический метод построения по точкам.*
На оси ординат (рис. XIV. 16) откладываем значения давле-
ний рв и рн, на оси абсцисс — значения путей: s„ — эквивалент-
ного мертвому пространству (sw= 2s = 0,06-400 = 24 мм) и
хода .$. Таким образом получаем точку с ординатой рв =
= 8,58 н/см2 и абсциссой хх = sM + s = 424 мм.
Для получения четырех-пяти промежуточных точек, характе-
ризующих политропу сжатия, воспользуемся уравнением поли-
тропы
Pi = (21V
Рв \ XI / ’
где pt и х1 — давление и положение любой промежуточной точки.
Графический метод, несколько ускоряющий построение, изложен в [XII. 3]
446
Поршневые компрессоры
Таким образом, задаваясь значениями р 12; 16; 20; 24; 28
и 32,4 н/см2, находим такое же количество значений
_ j_
xt = (sM + s) k = 326; 262; 191; 173 и 153 мм.
Точка конца сжатия теперь характеризуется ординатой
32,4 н/см2 и абсциссой 153 мм. Точка конца нагнетания имеет
координаты 32,4 н/см2 и 24 мм. Для получения точки конца
процесса расширения газа из мерт-
вого пространства и начала вса-
сывания необходимо выполнить
аналогичную серию расчетов для
промежуточных точек, причем
1
41; 50; 59; 67 и 77 мм.
Эта точка имеет, следовательно, координаты 8,58 н/см2
и 77 мм. На этом заканчивается построение расчетной индикатор-
ной диаграммы для любой полости цилиндра нашего компрессора.
Построение диаграммы поршневых сил П.
Откладываем на оси абсцисс значения угла поворота пальца
кривошипа ф в пределах от 0 до 2л; делим отрезок 2л на 18 частей
и для каждой промежуточной точки определяем мгновенное зна-
чение силы П. Пренебрегая силами трения возвратно-поступа-
тельного движения и площадью сечения штока (рис. XIV. 15 б),
получаем
П = (Рлев Рправ) F 4“
где рправ — давление газа в полости справа от поршня в н/см2,
Рлев — давление газа в полости слева в н/см2\
F — площадь поршня в см2;
J — мгновенное значение силы инерции в н.
Перестраиваем полученную ранее расчетную индикаторную диа-
грамму в диаграмму усилий с координатами pF—ф (рис. XIV. 17).
Значения сил инерции в тех же точках находятся из обще-
известного уравнения динамики шатунно-кривошипного механизма
J = msR(£>2 (cos ф + X cos 2ф) н,
т (PH-Pe)Fke (32,4 - 8,58)0,27-0,4.90 9ql-
т& =-----------=-----------g-gj---------- 230 кг,
Примеры расчетов
447
ГДе tns П1пОршн Ч- Мщт 4“ ^крейцк “Ь МЭССЭ ВОЗ-
вратно-движущихся частей одного ряда машины;
F — площадь поршня, равная 0,27 м~ (см. пример
XIV. 12);
kj = 90 — массовый коэффициент данной схемы (см. при-
мер XIV. 12);
R = -|- = 0,2 м — радиус кривошипа;
лп л-300 ,
со = -ду- = 30 =31,4 1/сек — угловая скорость ко-
ленчатого вала;
Масштабы- Мп— 21,6- Ю’/см 1 см; 0,35рад/\ см
Таким образом,
J = 235-0,2-31,42 (cos ф + 0,2 cos 2ф) =
= 465-103 (cos ф + 0,2 cos 2ф).
Находим необходимые значения J (рис. XIV. 17 кривая 4).
Определяем графическим суммированием значения силы П
для всех точек от 0 до 2л (см. рис. XIV. 17, кривая 5).
Исходя из максимального значения силы П, на кривой 5
определяем максимальные значения усилий вдоль шатуна (Рш)
и по нормали (Рд,)
Р = П
ш COS ф
PA, = /7tg₽.
448
Поршневые компрессоры
На кривой 5 точка /7,пах = 95-193 н соответствует углу <р
220°. Из зависимости sin р X sin ф находим значения р
7,5°; cos р =-0,98 и tg- Р 0,132.
Тогда
- 97-103 |
PN 95-103-0,132 - 12,5-103 н.
Построение диаграммы тангенциальных сил.
Рис. XIV. 18. Диаграмма изменения тангенциальной силы Pt и момента на валу Мк
1 — и Мк Для одного ряда; 2 — и для обоих рядов; 3 — линия среднего мо-
мента Мср (заштрихованная площадь — избыточная работа Аиэб ~ 17 см* = 26 '
X 10® дж/об). Масштабы: Мм = 4320 нм/\ см; Л! =0,35 рад/1 см; МплОщ ~ 4320-0^35—
= 1510 н*м/1 смг.
Тангенциальное усилие Pt (см. рис. XIV. 15, 6) находим по
формуле
р _ П sin (<р + Р)
f cos р ‘
Так как угол р является функцией угла ф и коэффициента X,
sin (ф + Р) -
величина ---cos р ' может быть всегда рассчитана.
После подстановки значений П (по кривой 5) и “~соГр^|
получаем значения Pt в пределах от 0 до 2л, изображенные графи-
чески на рис. XIV. 18 (кривая /).
Определение момента на коленчатом
валу и махового момента.
Мгновенные значения момента, противодействующего враще-
нию вала, в каждом ряду определяются по значениям танген-
циальных сил по формуле
Мк = PtR.
Примеры расчетов
449.
Следовательно, кривая тангенциальных сил является вместе
с тем кривой момента Мк в соответственно измененном масштабе
(моментом трения вращательного движения пренебрегаем).
При выбранной схеме компрессора кривые тангенциальных
сил в обоих рядах совпадают по фазе и поэтому, удваивая орди-
наты, получаем суммарную кривую Pt для двух рядов (кривая 2).
Среднее значение момента может быть получено графически. Пла-
ниметрируя площадь /под кривой Мк и разделив ее на длину абсцис-
сы I = 2я град, находим средний момент для двух рядов (прямая 3)
Mc=-L 8,2-103 нм.
Используя ту же диаграмму тангенциальных сил и моментов
вала, можно найти избыточную работу за один оборот [заштрихо-
ванная площадь над линией Мср (Лизб)1.
Пользуясь найденным планиметрированным значением Аизб
(Лиэб = 26-103нл0, определяем характеристику маховика MD2
AID2 ^360^ н-секЧм2,
п2о
где М — масса маховика, отнесенная к диаметру его обода D;
§ _ 5£тах—(£min —_ ДОПуСкаемая степень неравномерности
вращения (в зависимости от рода привода д =
Ориентируясь на привод от асинхронного электродвигателя,
соединяемого непосредственно с коленчатым валом через муфту,
принимаем 6 = , тогда
Д|£)2 360Л изб
= 0,32Апзб 0,32-26-103^ 8350 н-сек2/м2.
По найденному значению Мср = 8,2-103 определяем инди-
каторную мощность компрессора
Л1срлп 8,2-103л-300 осо
~ 103-30 ~ 103-30 — 258 нет.
Эффективная мощность
м 258 под
Лэф ~ Чмех ~ "СЭ- ~ 286 квт-
Для проверки точности динамического расчета может служить
степень совпадения полученного значения Nt с его значением,
вычисленным по формуле (XIV. 16).
29 Зак. 68G
450
Поршневые компрессоры
Для условий примера XIV. 12, положенных в основу данного
расчета, Nt равняется
= <-<d^(3’78’’-1)°’1667 =
= 4200-0,36.0,1667 = 252 квт.
Погрешность динамического расчета по итоговому значению
составляет
А -= 2589Т9252 100 = 2,2%,
что допустимо.
Таким образом, в результате приближенного динамического
расчета найдены следующие силовые характеристики компрессора:
Поршневое усилие в одном ряду П с максимумом в « 25-10®
Усилие по шатуну Рш с максимумом в н ............ 97-Ю3
Нормальное усилие, действующее на направляющие
крейцкопфа, PN с максимумом в «................12,5-103
Тангенциальное усилие на пальце кривошипа Pt с мак-
симумом в н .....................................100-103
Момент на валу Мк, меняющийся в диапазоне от 0 до 2л,
с максимумом в н-м............................... 20-103
Среднее значение момента на коленчатом валу Мср в н-м 8,2-103
Необходимый маховой момент MD2 в н-сек?[м2 .... 8350
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи XIV. 1—XIV. 25. Определить удельную работу теоре-
тического адиабатического цикла одноступенчатого компрессора
по схеме решения примера XIV. 1 и сведенным в табл. XIV. 5
условиям.
Задачи XIV. 26—XIV. 50. Определить температуру идеального
газа после его сжатия в теоретическом одноступенчатом компрес-
соре по схеме решения примера XIV.3 и условиям, заданным
в табл. XIV. 5.
Задачи XIV. 51—XIV. 75. Определить количество отводимого
тепла qT при теоретическом политропическом цикле сжатия 1 кг
газа по схеме решения примера XIV. 4 и условиям, заданным
в табл. XIV. 5. Предварительно определить температуру газа
после сжатия по схеме решения примера XIV. 3.
Задачи XIV. 76—XIV. 100. Найти величину затрачиваемой ра
боты при политропическом сжатии 1 м3 всасываемого идеального
газа компрессором с теоретическим циклом по схеме решения
примера XIV. 6 и условиям, заданным в табл. XIV. 5.
Контрольные задачи
451
Таблица XIV. 5
Исходные данные к задачам XIV. 1—XIV. 100
Задачи Наименование газа Начальная тем- пература Tt °К Давление в н/см*
началь- ное pi : конечное
XIV. 1 XIV. 26 XIV. 51 XIV- 76 Азот 280 1,4 60
XIV. 2 XIV. 27 XIV. 52 XIV. 77 Аммиак 260 9,5 45
XIV. 3 XIV. 28 XIV. 53 XIV. 78 Аргон , 230 10 40
XIV. 4 XIV. 29 XIV. 54 XIV. 79 Ацетилен 280 11 35
XIV 5 XIV. 30 XIV 55 XIV. 80 Водород 290 12 40
XIV. 6 XIV. 31 XIV. 56 XIV 81 Воздух 295 20 100
XIV 7 XIV. 32 XIV. 57 XIV. 82 Гелий 235 9 50
XIV. 8 XIV 33 XIV. 58 XIV. 83 Кислород 300 6 30
XIV. 9 XIV. 34 XIV. 59 XIV. 84 Метан 310 15 80
XIV. 10 XIV. 35 XIV. 60 XIV. 85 Окись угле- рода 290 40 120
XIV. 11 XIV. 36 XIV. 61 XIV. 86 Пропан 300 20 90
XIV. 12 XIV. 37 XIV. 62 XIV. 87 Пропилен 310 18 110
XIV. 13 XIV. 38 XIV. 63 XIV. 88 Сернистый ангидрид 270 9 40
XIV. 14 XIV. 39 XIV. 64 XIV. 89 Двуокись углерода 290 И 50
XIV. 15 XIV. 40 XIV. 65 XIV. 90 Хлор 290 11 30
XIV. 16 XIV. 41 XIV. 66 XIV. 91 Этилен 210 9,5 40
XIV. 17 XIV. 42 XIV. 67 XIV. 92 Этан 260 30 150
XIV. 18 XIV. 43 XIV. 68 XIV. 93 Воздух 310 40 160
XIV. 19 XIV. 44 XIV. 69 XIV. 94 Водород 280 15 50
XIV. 20 XIV. 45 XIV. 70 XIV. 95 Пропан 285 100 350
XIV. 21 XIV. 46 XIV. 71 XIV. 96 Этилен 295 30 140
XIV. 22 XIV. 47 XIV. 72 XIV. 97 Аммиак 230 8 45
XIV. 23 XIV. 48 XIV. 73 XIV. 98 Кислород 260 60 220
XIV. 24 XIV. 49 XIV. 74 XIV. 99 Азот 300 40 120
XIV. 25 XIV. 50 XIV. 75 XIV. 100 Хлор 265 7 25
29:
452
Поршневые компрессоры
Показатель политропы т принимать равным 0,95&.
Задачи XIV. 101—XIV. 120. Определить удельную работу, за-
трачиваемую в теоретическом политропическом цикле одноступен-
чатого дожимающего компрессора высокого давления реальных
газов по схеме решения примера XIV. 7 и условиям, заданным
в табл. XIV. 6.
Показатель политропы т принимать равным 0.95&.
Таблица XIV. 6
Исходные данные к задачам XIV. 101—XIV. 120
Задачи Наименование газа Г, в °К Р1 В Н]СМ? Р2 В Н[СМ?
XIV. 101 • Азот 290 1000 4 000
XIV. 102 Водород 300 500 2 500
XIV. ЮЗ Окись углерода 280 1500 5 000
XIV. 104 Метай 290 2000 8 000
XIV. 105 Азот 280 1500 5 000
XIV. 106 Водород 285 1000 3 000
XIV. 107 Окись углерода 295 2500 8 000
XIV. 108 Метан 270 3000 10 000
XIV. 109 Азот 290 2000 9 000
XIV. ПО Водород 280 1500 7 000
XIV. 111 Окись углерода 270 1000 4 500
XIV. 112 Метан 300 2000 7 000 I
XIV. 113 Азот 300 3000 10 000 |
XIV. 114 Водород 280 2000 8 000 i
XIV. 115 Окись углерода 290 1200 5 000 j
XIV. 116 Метан 265 1000 4 000
XIV. 117 Азот 260 750 4 000 |
XIV. 118 Водород 270 1200 • 6 000
XIV. 119 Окись углерода 260 750 5 ООО '
XIV. 120 Метан 240 500 2 500
Задачи XIV. 121—XIV. 137. Определить коэффициент всасывав
ния Кв одноступенчатого адиабатического действительного компрес-
сора по схеме решения примера XIV. 8 и условиям, заданным
в табл. XIV. 7.
Контрольные задачи
453
Показатель адиабаты k (при выборе показателя политропы
расширения m ) брать из табл. XIV. 1 для температурного интер-
вала 273—373° К-
Таблица XIV. 7
Исходные данные к задачам XIV. 121—XIV. 137
Задачи Наименование газа Давление в н/см? Коэффициент мертвого простран- ства Е В %
Pi Ра
XIV. 121 Азот 13 60 5
XIV. 122 Аммиак 10 50 4
XIV. 123 Аргон 9,5 40 6
XIV. 124 Ацетилен 12 45 4
XIV. 125 Водород ' 11 38 ч 3
XIV. 126 Воздух 22 ПО 5
XIV. 127 Гелий 9 43 7
XIV. 128 Кислород 8 90 4
XIV. 129 Метан 17 100 8
XIV. 130 Окись углерода 40 130 5
XIV. 131 Пропан 20 100 6
XIV. 132 Пропилен 18 но ' 7
XIV. 133 Сернистый ангидрид 9,5 37 4
XIV. 134 Двуокйсь углерода 12 50 5
XIV. 135 Хлор 11 40 7
XIV. 136 Этилен 16 60 6
XIV. 137 Этан 30 140 9
Задачи XIV. 138—XIV. 162. Определить расчетную адиабати-
ческую мощность Nod действительного компрессора для идеаль-
ного газа по схеме решения примера XIV. 10 и по условиям,
заданным в табл. XIV. 8.
Показатель адиабаты k выбрать по табл. XIV. 1 для темпе-
ратурного интервала 273—373° К-
Задачи XIV. 163—XIV. 186. Определить диаметр цилиндра D,
ход s и число п об/мин одноступенчатого компрессора для идеаль-
ного газа по схеме решения примера XIV. 12 и по условиям,
заданным в табл. XIV. 9.
454
Поршневые компрессоры
Таблица XIV. 8
Исходные данные к задачам XIV. 138—XIV. 162
Задачи * Наименование газа Производи- тельность VMUH в м*1мин Давление в н/см*
Pi Рг
XIV. 138 Азот 10 14 60
XIV. 139 Аммиак 8 9.5 45
XIV. 140 Аргон 4 10 40
XIV. 141 Ацетилен 10 11 35
XIV. 142 Водород 20 12 40
XIV. 143 Воздух 50 20 100
XIV. 144 Гелий 5 9 50
XIV. 145 Кислород 15 6 30
XIV. 146 Метан 25 15 80
XIV. 147 Окись углерода 12 40 120 '
XIV. 148 Пропан 12 20 90
XIV. 149 Пропилен 6 18 110
XIV. 150 Сернистый ангидрид 4 9 40
XIV. 151 Двуокись углерода 20 11 50
XIV. 152 Хлор 15 11 30
XIV. 153 Этилен 10 9,5 40
XIV. 154 Этан 3 30 150
XIV. 155 Воздух 10 40 160
XIV. 156 Водород 5 15 50
XIV. 157 Пропан 1 100 350
XIV. 158 Азот 31 40 200
XIV. 159 Хлор 30 7 250
XIV. 160 Аммиак 5 20 90
XIV. 161 Ацетилен 20 8 20
XIV. 162 Воздух 100 10 40
контрольные задачи
455
Таблица XIV. 9
Исходные данные к задачам XIV. 163—XIV. 186
Задачи Наименование газа Давление в н1см* Производи- тельность VMUH В Мъ11лин
Р\ Р2
XIV. 163 Азот 14 60 25
XIV. 164 Аммиак 9,5 45 10
XIV. 165 -Аргон 10 40 5
XIV. 166 Ацетилен 11 35 8
XIV. 167 Водород 12 40 40
XIV. 168 Воздух 20 100 15
XIV. 169' Гелий 9 50 10
XIV. 170 Кислород 6 30 40
XIV. 171 Метан 15 80 15
XIV. 172 Окись углерода 40 120 3
XIV. 173 Пропан 20 90 30
XIV. 174 Пропилен 18 НО 6
XIV. 175 Серный ангидрид 9 40 20
XIV. 176 Двуокись углерода 11 50 30
XIV. 177 Хлор 11 30 12
XIV. 178 Этилен 9,5 40 10
XIV. 179 Этан 30 150 6
XIV. 180 Воздух 40 160 15
XIV. 181 Водород 15 50 10
XIV. 182 Пропан 100 350 5
XIV. 183 Аммиак 8 40 40
XIV. 184 Аммиак 8 40 30
XIV. 185 Азот 10 40 100
XIV. 186 Воздух 9 40 80
Примечания: 1. Показатель адиабаты находится для температурного интервала 273—373° К по табл. XIV. 1 2. Схему компрессора выбирать исходя из заданной производительности и свойств газа по рис. XIV. 8
456
Поршневые компрессоры
Задачи XIV. 196—XIV. 220. Определить промежуточные давле-
ния по ступеням многоступенчатого компрессора с учетом потерь
давления в клапанах по схеме решения примера XIV. 19 и усло-
виям, заданным в табл. XIV. 10.
Таблица XIV. 1С\
Исходные данные к задачам XIV. 196—XIV. 220
Задачи Количество ступеней z Начальное давление в н/см2 Конечное давление pt в н/см? Задачи Количество ступеней z ’ * Начальное давление в н/смг Конечное давление р2 в н/см2 ’ 1 **— * —ЛГ
XIV. 196 3 10 200 XIV. 209 3 8 350
XIV. 197 3 15 400 XIV. 210 4 10 1200
XIV. 198 3 ’ 12 350 XIV. 211 4 10 1700
XIV, 199 3 20 500 XIV. 212 4 10 2500
XIV. 200 3 20 700 XIV. 213 4 15 3000
XIV. 201 3 30 1000 XIV. 214 4 15 3500
XIV. 202 3 30 1400 XIV. 215 4 30 5000
XIV. 203 3 30 1200 XIV. 216 4 30 7000
XIV. 204 3 5 • 120 XIV. 217 4 5 500
XIV. 205 3 5 150 XIV. 218 4 7 1000
XIV. 206 3 7 200 XIV. 219 4 7 1500
XIV. 207 3 7 300 XIV. 220 4 8 2200
XIV. 208 3 8 300
Задачи XIV. 221—XIV. 260. Произвести приближенный термо-
динамический расчет двухступенчатого компрессора для идеаль-
ного газа по методике, изложенной в примере XIV. 21 и условиям,
заданным в табл. XIV. 11.
Контрольные задачи
457
Таблица XIV. 11
Исходные данные к задачам XIV, 221—XIV. 260
1 Задачи 1 Наименование газа Производительность «мин в м3/мин Давление В HJCM2 Коэффи- циент в % Начальная темпе- ратура газа Начальная темпе- ратура охлаждаю- щей воды
Pl Pt Е1 еП
Tt в °К в °К
XIV. 221 Воздух 8 10 120 3 5 290 280
XIV. 222 Этан 4 7 100 4 6 270 285
XIV. 223 Азот 10 15 200 5 7 255 280
XIV. 224 Пропан 6 8 90 4 7 265 285
XIV. 225 Кислород 20 11 150 4 6 240 280
XIV. 226 Водород 15 6 50 3 5 290 285
XIV, 227 Воздух 40 10 100 4 6 285 282
XIV. 228 Пропан 30 12 150 3 5 250 287
XIV. 229 Азот 50 20 250 4 6 280 280
XIV. 230 Кислород 35 15 200 5 7 260 285
XIV. 231 Этан 6 30 400 3 4 270 285
XIV. 232 Воздух 10 8 100 4 6 290 282
XIV. 233 Аммиак 10 9 140 5 7 260 280
XIV. 234 Аргон 4 10 120 6 8 255 282
XIV. 235 Ацетилен 15 12 150 4 7 280 290
XIV. 236 Водород 12 11 150 5 7 285 280
XIV. 237 Гелий 8 15 250 4 6 260 285
XIV. 238 Фреон-12 5 9 100 5 8 240 280
XIV. 239 Метан 15 16 250 4 6 280 285
XIV. 240 Окись угле- рода 10 11 120 5 7 285 280
XIV. 241 Пропилен 8 10 150 6 8 300 275
XIV. 242 Серный ан- гидрид 25 8 100 4 6 280 285
XIV. 243 Двуокись углерода 20 11 200 5 7 270 280
458
Поршневые компрессоры
Продолжение табл. XIV. И
Задачи Наименование газа Производительность vMUH в м3/мин Давление в н/см2 Коэффи- циент в % Начальная темпе- ратура газа Начальная темпе- ратура охлаждаю- щей воды
Pi Pi «I ЕП
7\ в °к 61 в °К
XIV. 244 Хлор (су- хой) 15 7 120 5 7 285 285
XIV. 245 Этилен 20 10,5 150 4 6 280 290
XIV. 246 Азот 30 9 150 3 5 275 285
XIV. 247 Кислород 25 10 120 4 6 280 282
XIV. 248 Водород 35 9 120 3 5 275 285
XIV. 249 Воздух 45 10 100 3 5 290 285
XIV. 250 Этаи 25 15 150 4 6 260 282
XIV. 251 Пропан 30 11 180 3 5 255 280
XIV. 252 Метай 35 20 250 4 6 285 282
XIV. 253 Пропилен 20 15 120 4 6 290 285
XIV. 254 Азот 40 8 120 3 5 280 282
XIV. 255 Воздух 60 10 150 3 5 285 290
XIV. 256 Хлор 30 9 100 4 7 275 280
XIV. 257 Кислород 100 10 120 3 5 290 282
XIV. 258 Метан 60 12 130 3 5 280 285
XIV. 259 Воздух 100 10 100 3 5 285 290
XIV. 260 Сернистый ангидрид 40 7 90 4 6 280 290
I
ЛИТЕРАТУРА
1. Захаренко С. Е.,Анисимов С. А.,Дмитревский В. А.^
и др. Поршневые компрессоры. М.—Л., Машгиз, 1961. 454 с.
2. Лисичкин В. Е. и Горшков А. М. Компрессорные машины.:
Госэнергоиздат, 1948.
3. Ф ренкел ь М. И. Поршневые компрессоры. М.—Л., Машгиз, I960.
555 с.
4. X а д ж и к о в Р. Н. Сборник примеров и задач по горной механике.
М.—Л., Углетехиздат, 1953. 228 с.
ГЛАВА XV
РОТАЦИОННЫЕ И ЦЕНТРОБЕЖНЫЕ КОМПРЕССОРЫ
И ВАКУУМ-НАСОСЫ
§ 1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И РАСЧЕТНЫЕ ФОРМУЛЫ
К ротационным компрессорам относятся все типы компрессо-
ров вытесняющего действия, в которых рабочие (вытесняющие)
органы имеют вращательное движение. Основными типами этих
Рис. XV. 1. Схема и индикаторная диаграмма: а—ротационного пластин-
чатого компрессора; б — схема расчета:
1 — корпус; 2 — ротор; 3 — пластины; 4 — пазы ротора: А — ячейка в начале
сжатия; В — ячейка в конце сжатия; С — ячейка мертвого пространства; а, Ь, с,
е — граничные точки отдельных процессов в цикле
машин являются пластинчатые, коловратные, винтовые и
жидкостно-кольцевые компрессоры и газодувки, для расчета ко-
торых могут быть использованы основные формулы, применяемые
для расчета поршневых компрессоров, изложенные; в гл. XIV,
за исключением формул, характеризующих производительность
машин каждого типа, приводимых ниже.
Производительность пластинчатого компрессора (рис. XV. 1)
при количестве пластин z >20 описывается формулой
Умин 2Len (nD — 6z) X ms/muh, (XV. 1)
460
Ротационные и центробежные компрессоры и вакуум-насосы
где VMH — производительность по всасыванию в м3/мин-,
L — длина ротора в м\
е — эксцентриситет в м;
п — число в об/мин-,
D — внутренний диаметр корпуса в м;
& — толщина пластины в м;
X — коэффициент подачи (идентичен произведению коэф-
фициентов Xe,Xp,XzXe, включенному в расчетную
формулу (XIV. 15) для определения производитель-
ности поршневого компрессора).
При приближенных расчетах вместо раздельного определения
каждого из перечисленных коэффициентов находят общий коэф-
фициент подачи X по приближенной формуле
Х= 1—(0,05 —0,1)^-. (XV. 2)
В современных пластинчатых компрессорах приняты следую-
щие размерные соотношения:
-^- = 0,87 — 0,89; — = 1,6 — 2; -£- = 0,06 — 0,07;
= 0,25 -н 0,28,
где d — диаметр ротора;
b — ширина пластины.
Рекомендуется принимать количество пластин z = 20—30 шт
200 — 300 г,
п =---=— об/мин.
При применении непосредственного привода ротационных ком-,
прессоров от асинхронных электродвигателей необходимо, чтобы
п = п9. д.
Наивыгоднейший режим пластинчатого компрессора дости-
гается при отношениях давлений нагнетания и всасывания
где а — угол сжатия (рис. XV. 1);
т — показатель политропы сжатия, обычно несколько пре-
вышающий значение показателя адиабаты k (для двух-
атомных газов т 1,5).
У большинства выполненных пластинчатых компрессоров угол
сжатия а принят в пределах 1,57—1,9 рад (90—110°) и в случае
Основные определения и расчетные формулы
461
F1) %3. При
k Р1 /опт
формулам гл. XIV.
Рис.
XV. 2. Схема коловратного
компрессора:
1 — всасывающее отверстие; 2 —
корпус; 3 — роторы; 4 — площадь»
характеризующая объем всасывания
за один оборот; 5 — нагнетательное
отверстие
применения двухатомных газов отношение
заданных отношениях ~ >3—4 применяется двухступенчатая
схема компрессора с расположением корпусов низкого и высокого
давлений соосно по обе стороны электродвигателя.
Работа и мощность, потребляемая пластинчатыми компрес-
сорами, определяется по соответствующим формулам гл. XIV.
Производительность коловратных
компрессоров (рис. XV. 2) рассчиты-
вается по формуле
VMUH — 4FLnk м3/мин, (XV. 4)
где F — свободная площадь сечения
между ротором и корпусом
в м2 (заштрихована на рис.
. XV. 2);
L — длина ротора в м [L =
= (1 — 1,5) D];
п — число об/мин-,
X — коэффициент подачи (в пре-
делах 0,75—0,85).
При малых отношениях давле-
ний, характерных для этих машин
< 1,5^, мощность, потребная для
привода, определяется по прибли-
женной формуле
Ki ____ Vмин (Рг — Pi)
~ 0,1667т]Лех
кет,
(XV. 5)
где рг и — начальное и конечное давления в н/см2;
^мех — механический к. п. д., т]жех = 0,85—0,95.
Жидкостнокольцевые компрессоры выполняются обычно одно-
камерными, т. е. простого действия (рис. XV. 3), реже — двух-
камерными т. е. двойного действия (рис. XV. 4).
У машин этого типа производительность зависит не только
от геометрических размеров корпуса, ротора и числа п в об/мин,
но и от конфигурации жидкостного кольца при установившемся
режиме.
Для однокамерных машин производительность определяется
по следующей формуле:
VMttH — (У2 — г2) — 6z (у — r)]Lrd м3/мин, (XV. 6)
686
462
Ротационные и центробежные компрессоры и вакуум-насосы
где г — радиус втулки ротора в м;
L—длина ротора в м;
п — число об/мин\
X — коэффициент подачи, равный 0,5—0,65;
6 — толщина лопатки в лг,
г — число лопаток (г = 10—20);
у — расстояние от центра ротора до зеркала жидкостного
кольца на оси ячейки наибольшего объема в м.
Рис. XV. 3. Схема однокамерного ротационного компрессора (вакуум-насоса)
с жидкостным поршнем: а — поперечный разрез; б — схема с обозначениями
к расчету по формулам (XV. 6) и (XV. 7):
1 — корпус; 2 — ротор; 3 — крышка; 4 — всасывающее отверстие; 5 — нагнетательное $
отверстие; 6 — жидкостное кольцо; 7 — рабочая камера
Величина у, в свою очередь, вычисляется из уравнения
У = ё" + /(Й-)1 2 + r2 + + e)c-^-2fri м, (XV.7)
где — радиус корпуса в м\
t\ — наружный радиус ротора в м;
f — радиальный зазор между корпусом и ротором в месте
их максимального сближения в м (f = 0,001—0,004);
с — тангенциальная скорость жидкости в ячейке наиболь-
шего объема в м/сек (с = 8—10 м/сек).
Минимальное число п в об/мин ротора определяется по формуле
]/Зр2 — 2р! об/мин, ' (XV. 8)
где р2 и рг — начальное и конечное давления в н/см2.
Основные определения и расчетные формулы
463
Процесс сжатия в жидкостнокольцевых машинах прибли-
жается к изотермическому, т. е. наивыгоднейшему, однако гид-
равлические потери на трение при вращении жидкостного кольца
чрезвычайно велики и не поддаются в настоящее время расчету.
В качестве вакуум-насосов используются поршневые и рота-
ционные (пластинчатые и жидкостнокольцевые) компрессорные
машины облегченной конструкции с особым устройством (пере-
пуском) для выравнивания давления газа в мертвом простран-
стве с давлением на всасывании (рис. XV. 5).
Рис. XV. 4. Схема двухкамер-
ного ротационного компрессора
(вакуум-насоса) с жидкостным
поршнем:
1 — корпус; 2 — ротор; 3 — всасы-
вающий штуцер; 4 — нагнетатель-
ное отверстие верхней камеры; 5 —
всасывающее отверстие нижней ка-
меры; 6 — нижняя рабочая камера;
7—нагнетательное отверстие ниж-
ней камеры; 8 — нагнетательный
штуцер; 9—всасывающее отверстие
верхней камеры; 10 — верхняя ра-
бочая камера; В—всасывающие ка-
меры; D — нагнетательные камеры
Такое устройство необходимо из-за большой величины отно-
шения >• 50, характерного для вакуум-насосов.
При подстановке — 50 формулу (XIV. 13) коэффициент
всасывания ke может оказаться весьма низким. При применении
способа выравнивания этот коэффициент определяется уравнением
где ех — коэффициент выравнивания или перепуска, равный
-У7——----- в м (рис. XV. 5).
У опис. поршн
Объем каналов для выравнивания Увыр, так же как и объем
мертвого пространства, определяется конструктивно, и его от-
носительная величина, т. е. коэффициент ех, обычно составляет
0,01—0,03.
Показатель политропы расширения тр может быть принят
равным показателю адиабаты k.
464
Ротационные и центробежные компрессоры и вакуум-насосы
Таким образом, производительность поршневого сухого ва-
куум-насоса с выравниванием может быть определена по формуле
(XIV. 15) с подстановкой в нее значений Х.в по формуле (XV. 9).
Мощность, потребляемая вакуум-насосом с перепуском,
больше, чем без перепуска, и может быть найдена по тепловой
диаграмме или приближенно по формуле
VмицСп (Т2 — ТА
N = АП Л 1 КвГП' (XV. Ю)
где Т3 и Т2 — начальная и конечная (после сжатия) абсолют-
ные температуры газа в °К;
ср — весовая теплоемкость при постоянном давлении
в дж/кг-град-,
авыр — удельный объем газа в момент выравнивания дав-
лений в мй/кг.
Рис. XV. 5. Вакуумный насос с перепуском: а — разрез; б —
индикаторная диаграмма
Для отыскания значений авыр необходимо знать температуру
и давление газа после выравнивания.
Полагаем процесс выравнивания изотермическим, тогда
. Т выр
Г е + Ci , 1 + е + et 1 _
| 'Т' Рн "1 'р Рв I * вЫР
Р№1Р^—-------1+26 + 26--------- Н/СМ2’ (XV’ Н)
следовательно,
1
ивыр — е
—— м*/кг,
Сн ‘ н Рвыр
(XV. 12)
где рн — 10—11 н/см2-,
Тн — 273° К;
— плотность газа при рн и Тн.
Основные определения и расчетные формулы
465
При использовании вакуум-насосов для откачки газа из со-
судов имеет место неустановившийся режим работы вакуум-
насоса, так как на стороне всасывания давление во времени ме-
няется от значения pY = р2 до =е 0 (в пределе).
Для подобных случаев использования вакуум-насосов необ-
ходимо уметь определять максимальную мощность (так как N =
— var) и найти связь между объемом сосуда Vcoc, длительностью
откачки z и производительностью машины VMUH. Наибольшая
мощность NmzK потребляется при промежуточном значении p2lpi
= (XV. 13)
где т — показатель политропы сжатия (т 0,9k для поршне-
вых насосов, т як k для пластинчатых ротационных,
т % 1 для жидкостнокольцевых вакуумных).
Взаимосвязь между Vcoc, г и VMUfl устанавливается следую-
щими уравнениями:
при изотермическом режиме откачки
Умия 2,3 1gm'Imuh-, (XV..14)
при политропическом режиме откачки
Умин^~^ lg^ (XV. 15)
mpZ pi
где Vcoc — объем сосуда в л3;
z — время откачки в мин-,
р2 — начальное давление в сосуде; р2 » 10,2 н1см2\
рг — конечное остаточное давление в сосуде в н1см2',
trip — показатель политропы расширения газа в сосуде
(1 < тр < k).
При подстановке полученного из формулы (XV. 15) значения
У мин в формулу (XIV. 15) вместо значения 1в надо вводить его
среднее значение
(1в)ср як 0,421 + 0,58. (XV. 16)
В группу центробежных компрессорных машин (в широком
смысле этого термина) входят:
собственно центробежные компрессоры (12 >-^->2—3^;
центробежные газодувки (з >1,15^;
вентиляторы (-^ <« 1,15^ .
30 Зак. Q86
466
Ротационные и центробежные компрессоры и вакуум-насосы
Центробежные компрессоры и газодувки характеризуются той
же взаимосвязью между размерами колеса, числом п в об/мин
и производительностью, как и центробежные насосы (гл. XIII).
Термодинамическая характеристика протекающих процессов
подобна характеристике ранее рассмотренных процессов в порш-
невых компрессорах (гл. XIV).
Центробежные компрессоры проектируются при — >3 из
Pi
нескольких последовательно соединенных секций (корпусов) с про-
Рис. XV. 6. Продольный разрез центробежного компрессора ОК-500-92:
I — первая секция; 11 — вторая секция; III — третья секция
межуточными холодильниками между ними. Каждая секция,
в свою очередь, состоит из ряда последовательно соединенных
рабочих колес. Отношение давлений, создаваемое одним коле-
сом, обычно не превышает ~ = 1,5.
При расчете многоступенчатых центробежных компрессоров
(рис. XV. 6) предварительно определяется число секций (по
смыслу идентичных ступеням поршневого компрессора), а затем
число ступеней (в данном случае последовательно соединенных
колес) в каждой секции.
Рассмотрим основные рекомендации для приближенного рас-
чета центробежных компрессоров:
при отношении давлений £>3 распределяем его на не-
сколько секций и далее определяем Для каждой секции;
определяется повышение температуры в процессе сжатия газа
в одной секции
т—1
(Р2_\ т
\ Р1 )
град\
(XV. 17)
Основные определения и расчетные формулы
467
находится потребный напор (давление) в одной секции
Ht = 1уд i = R 7^7 ДЛ дж/кг, (XV. 18)
или
Ht = 0,102/? 7^7 ЬТ[ м газ. ст.\ (XV. 18')
вычисляется мощность на валу компрессора
i
2(№-^-4Г)
N3$= 1000-60-т]л(£Л; Квт’ 19)
где GMUH — массовая производительность в кг1мин\
показатель политропы у центробежных компрессоров выше,
чем _у поршневых, и ориентировочно равен 1,1 k, где k — пока-
затель адиабаты.
Находится число ступеней (колес) в каждой секции
х = -^г, (XV. 20)
J.
где Hi — напор в м газ. ст. [по формуле (XV. 18)];
и2 — окружная скорость колеса в м/сек (в секции низкого
давления обычно устанавливают колеса компрессор-
ного типа с и2 = 250—320 м/сек, в секции высокою
давления — колеса насосного типа с и2 = 200—
300 м/сек)-,
р — коэффициент напора, значения которого выбираются
по табл. XV. 1, а затем проверяются по формуле
=(i -4sin₽2-^ctg₽0’ (XV-21)
гДе Цгидр — гидравлический к. п. д.;
2 — число лопаток на колесе;
р2 — угол профиля лопатки на выходе из колеса;
^27?
------отношение радиальной и окружной скоростей на вы-
ходе из колеса.
Вычисляется необходимое число оборотов ротора
п = 33,9
^сек
--- об/мин, (XV. 22)
30*
468 Ротационные и центробежные компрессоры и вакуум-насосы
Таблица XV. 1
Параметры колес центробежных компрессоров
Тип колеса р2 а в рад czR U2 Коэффициент напора ц «2 в м/сек т <г Число лопа- ток Z
А. Компрессорный с лопатками, нор- мально загнутыми на- зад: диффузор за колесом 0,70—0,95 0,21—0,25 0,04-0,065 320 1.9 18—32
безлопаточный диффузор — 0,26—0,32 — — — —
Б. Насосный с лопат- ками, сильно загну- тыми назад 0,25—0,50 0,08—0,13 0,04—0,053 300 1.7 6-9
В. С радиальным вы- ходом потока из ко- леса 1,57 0,22—0,3 0,06-0,07 320 2,0 18—32
С радиально на- правленными лопат- ками 1,57 — 0,07—0,075 500 4,0 16—28
где k2 = 0,9—0,95 — коэффициент сужения потока лопат-
ками на выходе из колеса;
Qe и q„ — плотность газа на выходе и входе из ко-
леса в кг/м3-,
= 0,04—0,07 — отношение ширины канала на вы-,
ходе из колеса к его диаметру;
Усек — производительность по всасыванию в м3/сек.
Полученное по формуле (XV. 22) значение п должно быть
проверено относительно значения критического числа пкр
в об/мин.'.
для гибких валов п. = 1,3—1,8пхр;
для жестких валов п < 0,8пкр1
причем
(23 - 25)^
пКП =------— об/мин,
кр 3,2/ GPL
где Gp — масса ротора в т\
de — средний диаметр вала в см-,
L — расстояние между опорами в м-,
Основные определения и расчетные формулы
469
находится приближенно диаметр вала (гибкой системы)
4-а(х + 2,3)1/
(XV-23)
где а = 0,02—0,022 — коэффициент.
При неодинаковых диаметрах колес на валу для отыскания
необходимого значения de принимается среднее значение их на-
ружного диаметра D2cpedH ; Диаметр ступицы принимается равным
dmyn=\,2bd-
dcmyn = 4 + (15 — 20) ММ',
определяются диаметр всасывающего отверстия
диаметр окружности начала лопаток
D'i^ D20 = d2myn + (3-^)2 •
(XV. 24)
в колесе и
(XV. 25)
Силовые и прочностные расчеты при конструировании центро-
бежных компрессорных машин включают:
определение тангенциальных напряжений в дисках рабочих
колес* функционально зависящих главным образом от произве-
дения где Q* — плотность материала диска;
определение изгибающих напряжений в лопатках, пропор-
циональных произведению ел^(бл— плотность материала ло-
паток), а также квадрату относительной'ширины колеса у входа
/ ьл у
на лопатки, т. е. ( р-) ;
определение критического числа оборотов ротора;
определение осевого усилия, стремящегося сместить ротор
в сторону всасывания; величина осевого усилия рос приближенно
рассчитывается так, как это было изложено в гл. ХШ примени-
тельно к центробежным насосам.
В одноступенчатых машинах (т. е. в газодувках) величина рос
кладется в основу расчета упорных подшипников; в многосту-
пенчатых компрессорах усилие рос обычно компенсируется раз-
грузочным поршнем — думмисом;
расчет корпуса каждой секции на прочность под действием
газового давления, создаваемого в секции.
470
Ротационные и центробежные компрессоры и вакуум-насосы
§ 2. ПРИМЕРЫ РАСЧЕТОВ
Пример XV. 1. Определить расчетную производительность пла-
стинчатого компрессора следующих размеров:
Диаметр цилиндра D в мм........................300
Длина цилиндра L в мм .........................500
Эксцентриситет е в мм ... 20
Число пластин г ...... . . 20
Толщина пластин б в мм........ 3
Число оборотов ротора п в об/мин ... 960
Сжатие воздуха компрессором в н/см2............10—40
Решение. По формуле (XV. 2) находим значение суммар-
ного коэффициента подачи
Х= 1—0,07 — = 1-0,07-4 = 0,72;
тогда по формуле (XV. 1)
VMUH==2Len(nD — fiz)X = 2-0,5 0,02 960 (л0,3 — 0,003-20) X J
X 0,72 = 19,2-0,882 0,72 = 12 м*!мин.
Пример XV. 2. Определить основные размеры пластинчатого
компрессора производительностью 10 ms/muh азота, приняв число
оборотов ротора п = 720 об/мин и отношение давлений р21р\ =
= 3,5.
Решение. По формуле (XV. 2) находим значение коэффи-
циента подачи
7 = 1-0,07-3,5 = 0,755.
По формуле (XV. 1) определяем
Le (nD — 6z) = ~ = 2-720-0,755 = °>0092-
Согласно рекомендации в тексте (§ 1), задаемся
-^- = 1,8; ~ = 0,06; г = 24; б = 2,5 мм.
Заменяя L и е через!), находим
1,8D 0,060 (nD — 0,0025 • 24) = 0,0092,
или
0,34 О2 — 0,00650 — 0,0092 = 0.
Решением этого квадратного уравнения находим D = 165 мм;
L = 1,8-165 = 300 мм; е = 0,06-165 = 10 мм.
Примеры расчетов
471
Пример XV. 3. Для рассчитанного в предыдущем примере
компрессора угол сжатия а принят равным 1,75 рад. Найти опти-
мальное отношение давлений p2/pi при pt = 9,8 н/см2 и на этом
режиме определить потребляемую мощность.
Решение. По формуле (XV. 3), принимая т — k — 1,4,
находим
2 .~тсУ'4 = 2.41,4 = 3,2
\ Pi /опт \ 1 Т COS 1,75 )
Эффективная мощность при этих условиях и при 1]иел — 0,95
т—1
N _ N/юл _ т РтУ мин (Р2_\т _ ] 0.1667 _
эф TQjiiex m—l Л \ Щ / Цмех
1,4
1,4 — 1
(1.4—1 \
..... 3.2^-- 1)»<-34,5 тт.
. Пример XV. 4. Определить расчетную производительность
жидкостнокольцевого компрессора, используемого для сжатия воз-
духа от давления рг = 10 н/см2 до р2 = 17 н/см2 при следующих
размерах машины (в мм):
Внутренний диаметр корпуса D в мм ......................300
Наружный диаметр ротора О, в мм . . 180
Диаметр втулки ротора d в мм.............................80
Длина ротора L в мм.................................... 250
Число лопаток г ... . -12
Т.олщина лопатки б в мм ........10
Радиальный зазор f в мм 2
Эксцентриситет е в мм ... 20
Решение. Принимаем тангенциальную скорость жидко-
сти в ячейке наибольшего объема с = 10 м/сек и коэффициент
подачи газа Л = 0,6.
По формуле (XV. 8) определяем минимальное число оборотов
ротора
«mi„ = Г3р2-2Р1 = /3-17-2-10'=
= 33,2-5,55= 185 об/мин.
Принимаем рабочее число п nmin, например п = 720 об/мин.
472
Ротационные и центробежные компрессоры и вакуум-насосы
Находим по формуле (XV. 7) у от центра ротора до зеркала
жидкостного кольца в ячейке наибольшего объема
6г . -] Г( 6г \2 . / d \2 . 60 {D — D1 . \ 6zd
ч ’йГ + У Ы +(т) +™(—?-L + 9c—ST-lD< =
=М1!2 r(^y+(wy+^« №Цй!»+0>02\ 10_
2-3,14 ’ L\ 2-3,14 / 1 \ 2 / 3,14-720 \ 2 /
-0‘0;-12;40’08 -0,002-0,18]°’5 =
2-3,14 J
= 0,0191 + V0,000365 + 0,0016 + 0,0212 — 0,0057 — 0,0036 =
= 0,0191 + 0,13 = 0,149 м.
Определяем искомую производительность компрессора по фор-
муле (XV. 6).
Умин = [л [у2 — — бг — у)} Lnk =
п [0,1492 — (^)2]—0,01-12 (0,149— X
X 0,25-720-0,6 = (0,065 + 0,0122) 108 = 5,7 м*!мин.
Пример XV. 5. Сравнить расчетные значения коэффициентов
всасывания поршневых воздушных вакуум-насосов без выравни-
вания и с выравниванием при.одинаковых значениях остаточного
вакуума (740 мм рт. ст.) и давления на выхлопе (10,5 н/см2).
Для обоих вариантов принимаются равные значения коэф-
фициента мертвого пространства е = 5%, показателя политропы
тр= k = 1,4, потерь в клапанах Арв = 5% и Арн = 7%. Коэф-
фициент объема выравнивания е, принять 0,03.
Решение. По варианту без выравнивания по формуле
(XIV. 3) находим
К = 1 — е
Рг (1 + ЛРн)
Pi (1 — Аре)
( 10,5-1,06 \ 1,4
\ 0,265-0,95/
= 1 — 0,05 (14,5 — 1) = 0,325.
Вакууму 740 мм рт. ст. соответствует остаточное давление
Р1 = 9,81 760^~740 1,033 = 0,265 н!см2.
Примеры расчетов
473
По варианту с выравниванием по формуле (XV. 9) находим
1,26 4- 1,08
1,16
= 1 -0,05-0,64 = 0,97.
Таким образом, А." ЗХ', т. е. конструкция вакуум-насоса
с выравнивающими каналами обеспечивает в данном случае рез-
кое улучшение использования объема цилиндра.
Пример XV. 6. Определить' значение давления газа во всасы-
вающей полости воздушного вакуум-насоса после выравнивания.
Все исходные данные принимаются по условиям при-
мера XV. 5.
Решение. Находим предварительную температуру газа
в конце сжатия, полагая Т\ = 293° К и показатель политропы
сжатия т — 1,1,
m—1 1,1-1
т =293 (-^У^) 1Л ^293-1,45 = 424е К.
Далее по формуле (XV. 11) находим
( В + Ё! 1 + В + 6j \ т
\ТГРн +-----Л---Рв) 1
Р«ыр 1+26 + 26!
10,5-1,06 + 0,265-0.95) 293
———! +2-0,05 + 2-0,03 '
0,615 + 0,273 , ,
-—, st 0,78 н/см2.
1,10
Пример XV. 7. По условиям примера XV. 6 определить мощ-
ность воздушного вакуум-насоса с выравниванием при произво-
дительности по всасыванию 10 м?/мин.
474 Ротационные и центробежные компрессоры и вакуум-насосы
Решение. Предварительно по формуле (XV. 12) опре-
деляем удельный объем газа при выравнивании давления
1 Л Рн 1 293 10,2 о „
Veb,p ~ Он ' тн рвыР 1,293 ‘ 273 ’ 0,78 ~ 10,8 Ж
где 'qh = 1,293 кг/м2-,
Твыр = Л = 293° К;
Тн = 273° К;
рн = 760 мм рт. ст. 10,2 н/см2-,
Рвыр = 0,78 н/см2 (из решения примера XV. 6).
По формуле (XV. 10), полагая (7,р, X,) = 0,85, находим
политропическую мощность приближенно
VMUHcp(T2— Л) 10-1,03(424 — 293) п.
бО^ДДДг - 60-10,8-0,85 — 2,4 Квт,
откуда
Пример XV. 8. Определить необходимую производительность
и максимальную потребляемую мощность вакуум-насоса, пред-
назначенного для циклической откачки воздуха до остаточного
давления 10 мм рт. ст. из сосуда емкостью 4 м3, с заданной дли-
тельностью откачки 15 мин.
Процесс разрежения воздуха в сосуде полагаем политропным
(tn = 1,3).
Решение. По формуле (XV. 15) находим
Vmuh = 2,31g 2,3 1g - 4,9 м3/мин,
где рг = 10 мм рт. ст. — 0,133 н/см2.
Для определения максимальной мощности принимаем пока-
затель политропы сжатия в вакуум-насосе т = 1,2; Дрв = 5%;
Дрк = 7%.
Находим по формуле (XV. 13) промежуточное значение p2/pi,
при котором потребляемая мощность окажется максимальной,
т 1,2
₽£ =т,п-1 = 1,21-2-1—3,
Р1
откуда
Pi = -у- = = 3,4 н/см2.
Примеры расчетов
475
Далее
Рн ___ Рг (1 + крн) _ 10.2-1,07 __ о од
Ре — Pi(l—дРв) 3,4-0,95
и соответственно рн ~ 10,9 н/см2', рв = 3,2 н/см2.
Определяем для этого момента откачки значения рвыр и vebtp,
принимая Т\ = 293° К, е = 6% и ех = 3%.
Температура в конце сжатия составит
ст—1 1,2-1
т = 293 3,34 1,2 = 293-1,16 = 343° К-
Давление при выравнивании
(8 + м _ , 1 + е + £i _ \ т
I р Рн I- р Рв J * 1
РвыР = 1 + 2е + 2ег
0,06 + 0,03 1 + 0,06 4-0,03
343 ’ ф 293 ’ 0,83 + 3,48 Q с. , 2
=-------------1+0,12 + 0,06-----------= - Мв - = 3-64
Определяем объем газа при Твыр = Т\ и найденном значении
рвь1
7! ~ 1 — Рн = 1 10>2 —. О Ч Кр/кР
вЬ1р^ ен Тн Рвыр 1,293 273• 3,64 ~ 2’6 Л ,Кг'
тогда
УминСр(1\ — Л) 4,9-1,03(343 — 293) ]t-
^niax- б0гвырМДг - 60-2,3-0,85 квт’
^эф
пол
"Чмех
2,15 О Л
Дд ^2,4 квт.
Пример XV. 9. Определить потребный напор и эффективную
мощность центробежного компрессора, предназначенного для сжа-
тия метана от 20 до 100 н/см2.
Производительность компрессора 250 м3/мин при условиях
всасывания рг = 20 н/см2, 7\ = 303° К-
Решение. Предварительно определяем по формуле
(XV. 17) конечную температуру газа после сжатия, задаваясь
показателем политропы т= 1,1/г ~ 1,43 (для метана по
табл. XIV. 1 k= 1,3).
Распределяем заданное отношение давлений на две секции,
в каждой из которых отношение давлений будет равно
476
Ротационные и центробежные компрессоры и вакуум-насосы
Далее наводим
т-1
Р2 \ т
Р1 /I. П
ЛГ =
= 303 [(2,24) - - 1 ] = 36 град.
Принимая значение газовой постоянной R, равное
5,17 дж/кг-град, по формуле (XV. 18), находим напор каждой
секции
Н\ = Hn = R \Т = 517 Ь43- 106 = 190-103 дж/кг =
= 0,102-190-103 20 000 м газ. ст.
Мощность на валу компрессора найдем по формуле (XV. 19),
приняв т)леА. = 0,85 и определив предварительно весовую се-
кундную производительность,
GceK = —= 5,25 кг/сек,
Pl Н Л 717 ^0 ^3 1 Q/-, , О
где Qi — — 0,717 цё’зоз =- 1,26 кг/м .
Далее
N 2GceKHbn _ 2-5,25-190-103
^3Ф 1000г)л1ел. ' 1000-0,85 — 2300 квт.
Пример XV.. 10. Произвести приближенный расчет центробеж-
ного компрессора для сжатия сернистого газа от 10 до 100 н/см2
при Т\ = 290° К.
Производительность по условиям всасывания 400 м2/мин.
Решение. Принимаем значение показателя политропы
т = 1,1; k = 1,1-1,25 = 1,38.
Выбираем однокорпусную конструкцию машины с последо-
вательным расположением на одном валу двух секций колес
низкого и высокого давлений. Из последнего колеса I сек-
ции газ поступает через промежуточный холодильник в первое
колесо II секции (рис. XV. 6).
Заданное отношение давлений p2/Pi = 10 распределяем рав-
номерно между обеими секциями
Находим в каждой секции прирост температуры газа по фор-
муле (XV. 17)
m — 1
i. п
ATi. п = Л
1.38-1 \
3,16 — 1 / == Ю5 град.
Примеры расчетов
477
Напор каждой секции по формуле (XV. 15) составит
„•= R = 130 , J’38 , 105 = 50,4-103 дж/кг =
= 0,102-50,4 103=к 5140 м газ. ст.
(flso, = 130 дж/кг-град).
Мощность на валу компрессора при т]мех — 0,9 определяем
по формуле (XV. 19), предварительно найдя весовую секунд-
ную производительность,
GceK = = ^2,68 = 17,8 кг/сек,
где =
2’931Й>-Я = 2’68 кг,л^'
1 U,Z Zu v
2G/7 2-17,8-50,4-103 onnn
N>o = Tooo^ = 1000:0,9— = 2000 Kem-
Число ступеней (колес) в каждой секции находим раздельно
по формуле (XV. 20), выбрав типовое колесо компрессорного типа
с нормально загнутыми назад лопатками и лопаточным диффузором.
Для I секции принимаем по табл. XV. 1 коэффициент напора
р = 0,05 и несколько пониженную вследствие коррозионных
свойств газа окружную скорость (н2 = 250 м/сек), тогда
х _ JL _ 5140 _
1 ~ р«| ~ 0,05-2502 -
принимаем хг = 2.
Для II секции при определении числа колес необходимо учи-
тывать большую плотность всасываемого в эту секцию газа и
необходимость соответственно снизить размеры колес.
При условии полного охлаждения газа в промежуточном
холодильнике отношение плотностей на всасывании в II и I сек-
циях будет равно отношению давлений всасывания в первые
колеса этих секций, т. е. ранее полученной величине 3,16.
Таким же будет и отношение объемных производительностей
= 3,16.
У сек 11
Из анализа формулы (XV. 22) следует, что для обеспечения
одинакового расчетного числа оборотов колес обеих секций необ-
ходимо, чтобы
\ У сек / I \ У сек
ы2
, или = = 3,16.
II «4 л У сек 11
478
Ротационные и центробежные компрессоры и вакуум-насосы
Находим отсюда необходимое значение «2Н
= = 150 м!сек’
тогда
_ Н _ 5140 . R,
%П ~ ~ 0-05'15°2
т. е. во второй секции должно быть пять колес.
Число оборотов ротора находим по формуле (XV. 22), под-
ставляя в нее все значения параметров I секции машины, т. е.
Усек — = 6,67 мЧсек и и.г j = 250 м/сек.
Поскольку для II секции значение w2II выбрано было нами
( «2 \ ( и2 \
исходя из пропорции -р.— I = -р— I , определяемое число
\Чсек/1 \Чсек/Ц
оборотов удовлетворяет одновременно условиям работы I и II сек-
ций, как это и требуется исходя из принятой схемы машины (ко-
леса обеих секций посажены на один вал)
-\ /^ k • —L
п = 33,9 V - % °2 “2 «2
* сек
Задаемся коэффициентом сужения канала лопатками k2 =
— 0,9. Отношение Qe/Q„ определяем исходя из равномерного рас-
пределения отношения давления в I секции между двумя коле-
сами, тогда
1,46.
Принимаем по табл. XV. 1 отношение b2/D2 — 0,07, а отно-
шение c2R 1и2 — 0,24.
Следовательно,
оо л 1/0,9-1,46-0,07-0,24-2503 „опп
п =-- 33,9 I/ -— -------= 7800 об!мин.
Т 0,0/
Предварительно |с последующей проверкой) задаемся диамет-
ром вала de — 180 мм, массой ротора 1,5 т и длиной вала между
опорами 1,2 м.
Определяем критическое число оборотов ротора
24-182 ,,
п — - - — 6000 об/мин.
р /1,5-1,2
Примеры расчетов
479
Таким образом,
п — 7800 >пкр,
т. е. система вала — гибкая с коэффициентом, который лежит
в рекомендуемых пределах
„____п _ 7800 _ . п
Л ~ пкр ~ 6000 ~ 1
Для уточнения диаметра вала предварительно определим диа-
метры колес в / и II секциях
D =6О^ = Д25О = о,615 м;
21 лп л-7800
D2 н = = 0,370 м.
211 лп л-7800
Усредненное значение D2cp для подстановки в формулу
(XV. 23) принимаем
л О21 + О2П 0,615 + 0,370
СР =----2---~-------2-----и,Ь м'
тогда
de = a (xj + Хц ф 2,3) jqq £>2 сР =
= 0,022 (2 4- 5 ф 2,3) 0,53 = 0,175 м.
Принимаем диаметры ступиц колец dx ступ = 200 мм; du ступ =
= 190 м (выбирается конструктивно).
Диаметры всасывающих отверстий колес Do находим из фор-
мулы (XV. 25)
| }фф'ф=0.20< +
+ РЛ(’?7й>г)* = °’04 + °'* = °’14 л|*’
откуда Z?Ol = у 0,14 = 0,385 м;
= 0,192 + ( ЗД6-78Оо)2= °’°36 + °’°46 := °’°82 М2’
откуда DOli = V0.082 — 0,29 м.
480 Ротационные и центробежные компрессоры и вакуум-насосы
Исходя из ранее принятого значения коэффициента напора
р = 0,05, определяем величину угла профиля лопатки на вы-
ходе (32 [формула (XV. 21)] для колес 1 секции
Р = —— (1 — — sin₽2 — -^ctgp2).
Задаемся числом лопаток 2 = 22 и гидравлическим к. п. д.
Чгидр = 0,82.
Решая написанное выше уравнение подбором, находим р2[ =
= 0,70 рад. Полученное значение лежит в интервале рекомен-
дуемых значений р2 для выбранного типа колеса (см. табл. XV. 1).
Таким же образом определяются значения Р211 для колес II сек-
ции*.
Дальнейшим расчетом определяются элементы треугольни-
ков скоростей на входе и выходе газа из колес и находятся необ-
ходимые данные для построения профиля лопаток.
§ 3. КОНТРОЛЬНЫЕ ЗАДАЧИ
Задачи XV. 1—XV. 10. Определить расчетную производитель-
ность пластинчатого компрессора по данным табл. XV. 2 (см.
пример XV. 1).
Таблица XV. 2
Исходные данные к задачам XV. 1—XV. 10
Задачи Диаметр цилиндра D в мм Длина цилиндра L в мм Эксцент- риситет е в мм Число пластин г Толщина пластин в б в мм Число п в об {мин Отношение давлений р2 - Pi
XV. 1 200 320 25 20 2 1480 4
XV. 2 250 450 ' 30 24 3 1480 3,5
XV. 3 300 550 30 24 3 1480 4
XV. 4 350 650 30 26 3 960 4
XV. 5 400 700 30 26 3 960 3
XV. 6 450 750 30 28 3 960 3,5
XV. 7 500 900 40 30 3 720 4
XV. 8 500 1000 45 30 3 720 3
XV. 9 550 1000 45 30 3 720 3
XV. 10 600 1100 50 30 3 790 4
* При сохранении во II ступени значений г и , которые были приняты
для колес I ступени, углы Р2 также будут одинаковыми, т. е. Р2|1 = 0,70 рад-
Контрольные задачи
481
Задачи XV. 11—XV. 22. Определить оптимальное отношение
давлений в пластинчатом компрессоре и потребляемую им мощ-
ность при заданных в табл. XV. 3 условиях (см. пример XV. 3).
Таблица XV. 3
Исходные данные к задачам XV. 11—XV. 22
Задачи Наименование газа Давление н Pi в 5“ см2 Угол сжатия а в град П роизводи- тельность у г мин в м*}мин
XV. 11 Воздух 10 90 10
XV. 12 Водород 10 ПО 5
XV. 13 Метан 15 100 10
XV. 14 Азот 12 105 20
XV. 15 Этилен 9,5 95 7
XV. 16 Этан 11 100 15
XV. 17 Пропан 20 90 10
XV. 18 Ацетилен 14 105 8
XV. 19 Окись углерода 20 90 5
XV. 20 Двуокись углерода 13 100 15
XV. 21 Кислород 22 90 4
XV. 22 Воздух 15 ПО 25
Задачи XV. 23—XV. 32. Сравнить расчетные значения коэффи-
циентов всасывания воздушных вакуум-насосов без выравнивания
и с выравниванием при одинаковых значениях рг и р2 и найти
давление выравнивания реыр по заданным в табл. XV. 4 условиям
(см. примеры XV. 5—XV. 6).
Задачи XV. 33—XV. 42. Определить необходимую производи-
тельность и максимальную потребляемую мощность вакуум-на-
соса с выравнивающим устройством при использовании его для
откачки воздуха в указанное время из сосуда заданной емкости
до заданного остаточного давления (табл. XV. 5). Показатель
политропы расширения воздуха в сосуде принять равным 1,25
(см. пример XV. 8).
31 Зак. 686
482
Ротационные и центробежные компрессоры и вакуум-насосы
♦
Таблица XV. 4
Исходные данные к задачам XV. 23—XV. 32
Задача Давление на нагне- тании рг в н/см* Вакуум Pi в мм рт. ст. К оэф ф н цне нты Потерн давления в клапанах в % 7\ в °к
мертвого простран- ства е % выравни- вания £1 дрв д₽н
XV. 23 10,3 15 4 2 6 7 285
XV. 24 10,5 10 5 3 5 8 290
XV. 25 10,0 20 3 3,5 7 9 300
XV. 26 10,2 15 6 2 5 8 295
XV. 27 10,5 25 5 3 4 7 300
XV. 28 11,0 10 4 2,5 6 6 290
XV. 29 10,0 20 3 2 7 9 280
XV. 30 10,4 15 6 3 4 7 295
XV. 31 10,5 30 4 2,5 5 8 300
XV. 32 10,3 20 5 3 7 8 290
Таблица XV. 5
Исходные данные к задачам XV. 33—XV. 42
Задачи Объем сосуда Vcoc в м3 Длительность от- качки в мин Давление в сосуде откачки в н/смг Конечный вакуум в сосуде в мм рт. ст. Потеря давления в клапанах в % Начальная темпе- ратура газа 7\, °К Коэффициен- ты
др« д₽н мертвого про- странства 8 % выравнива- ния 81
XV. 33 1 3 10,2 10 5 6 285 5 3
XV. 34 2 5 10,2 20 6 8 295 6 2,5
XV. 35 - 1,5 5 10,2 15 8 8 290 4 2
XV. 36 3 10 10,2 25 7 9 300 5 3,5
XV. 37 2,5 6 10,2 20 4 7 305 3,5 3
XV. 38 4 12 10,2 30 5 8 300 6 2,5
XV. 39 5 15 10,2 40 4 6 290 5,5 3
XV. 40 1,5 4 10,2 25 3,5 6 310 4 2
' XV. 41 6 15 10,2 20 4 7 300 4,5 2,5
XV. 42 3,5 10 10,2 15 5 8 305 5 3
Контрольные задачи
483
Задачи XV. 43—XV. 62. Произвести приближенный расчет
односекционного центробежного компрессора по заданным
в табл. XV. 6 условиям (см. пример XV. 10).
Таблица XV. 6
Исходные данные к задачам XV. 43—XV. 62
Задачи Наименование газа Давление в н'см2 Началь- ная темпера- тура П°К Тип колеса (см. табл. XV. I)
началь- ное Pi конечное Р2
XV. 43 Азот и 40 260 А
XV. 44 Ацетилен 9 30 280 В
XV. 45 Водород 15 50 290 А
XV. 46 Воздух 10 40 295 В
XV. 47 Кислород 13 40 255 В
XV. 48 Метан 20 65 285 А
XV. 49 Окись углерода 15 50 270 В
XV. 50 Пропан 8 30 280 В
XV. 51 Пропилен 10 25 300 В
XV. 52 Двуокись углерода 11 30 285 В
XV. 53 Сернистый ангидрид 13 50 290 А
XV. 54 Этан 15 40 305 Б
XV. 55 Этилен 11 35 280 А
XV. 56 Азот 20 70 300 В
XV. 57 Водород . 8 20 270 Б
XV. 58 Воздух 10 35 280 А
XV. 59 Метан 11 40 290 В
XV. 60 Пропан 10 25 205 Б
XV. 61 Сернистый газ 13 40 285 Б
XV. 62 Двуокись углерода 9 30 290 А
ЛИТЕРАТУРА
1. Страховки К- И., Френкель М. И., Кондряков И. К-
Рис В. Ф. Компрессорные машины. М., Госторгиздат, 1961. 600 с.
2. Тетерюков В. И. Ротационные вакуум-насосы и компрессоры
с жидкостным поршнем. М.—Л., Машгиз, 1960. 251 с.
3. Ц и т к и н С. И. Центробежные компрессоры газодувки и вентиляторы.
Москва—Киев, 1950. 272 с.
31*
ПРИЛОЖЕНИЕ I
АППАРАТЫ ВЕРТИКАЛЬНЫЕ, СТАЛЬНЫЕ, СВАРНЫЕ
С ПЕРЕМЕШИВАЮЩИМИ УСТРОЙСТВАМИ
(отраслевая .нормаль 12—22—61, НИИхиммаш)
Емкость в мя Основные размеры В JIM Исполнение аппарата
номи- нальная расчет- ная Диаметр внутрен- него сосуда Высота цилинд- рической части сосуда
VH VP D Н
1,0 1,6 1,015 1,665 1000 1200 1100 1250 Тип II1PT: аппарат с рубашкой и
2,5 3,2 2,528 3,168 1400 1400 1400 1800 трубой, передавливание нижнее, дни- ще сферическое
4,0 3,984 1600 1400
5,0 5,302 1800 1400 к
6,3 5,307 1800 1800
8,0 7,996 2000 1800 Тип IVPH: аппарат с рубашкой и
10,0 9,919 2200 1800 нижним спуском, нижнее днище сфе-
12,5 11,65 2200 2250 рическое
16,0 15,95 2400 2650
20,0 19,30 2400 3400
25,0 26,20 2600 4000
1,0 0,999 1000 1000
2,0 2,055 1200 1500
2,5 2,620 1200 2000
3,2 3,328 1400 1800 Тип VHP—VIIIP: аппарат с ру-
4,0 4,040 1600 1600 башкой н нижним спуском, нижнее
5,0 5,226 1800 1600 днище коническое
6,3 6,251 1800 2000
8,0 8,161 2000 2100
10,0 10,032 2200 2100
Приложения
485
ПРИЛОЖЕНИЕ II
ДНИЩА ОТБОРТОВАННЫЕ, ЭЛЛИПТИЧЕСКИЕ
(ГОСТ 6533—53)
Толщина днищ: 4, 6, 8, 10, 12, 14, 16, 18, 20, 22 мм
. У' ~ /
1 "
f Базовые размеры днищ в мм Внутренняя днища
De he 25
400 450 500 550 600 650 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 (1800) 2000 100 112 125 137 150 162 175 200 225 250 275 300 325 350 375 400 425 450 475 500 0,2 0,25 0,31 0,37 0,44 0,51 0,59 . 0,76 0,95 1,16 1,40 1,66 1,94 2,24 2,56 2,90
Dl
поверхность Й1 в м* Емкость днища при hi В Л
40 25 ' 40
0,22 0,28 0,33 0,40 0,47 0,54 0,62 0,80 0,99 1,21 1,45 1,71 2,00 2,31 2,64 2,98 3,35 3,74 4,16 4,60 11,5 15,8 26,4 27,6 35,2 44,2 54,5 79,6 111,4 150,6 198,0 255,0 320,9 397,9 486,1 586,7 13,4 18,2 24,4 31,2 _ 39,5 49,1 60,3 87,2 120,9 168,4 218,3 271,5 340,9 421,0 512,6 616,8 734,3 865,7 1011,7 1173,4
486
Приложения
Продолжение приложения II
Базовые размеры дниш в мм Внутренняя поверхность днища при в л2 Емкость дннща прн hi в л
De he 25 40 25 40
(2100) 525 — 5,05 — 1351,5
2200 550 — 5,53 — 1546,8
(2300) 575 — 6,03 — 1759,5
2400 600 — 6,56 — 1921,4
(2500) 625 — 7,10 — 2242,8
2600 650 — 7,67 — 2514,5
(2700) 675 — 8,26 — 2806,6
2800 700 — 8,87 — 3121,2
(2900) 725 — 9,50 — 3458,4
3000 750 — 10,15 — 3819,2
ПРИЛОЖЕНИЕ III
ТЕРМОДИНАМИЧЕСКИЕ СВОЙСТВА ГАЗОВ
Наименование газа rt Ж О я масса И W сЗ К Д К О ая плотность при 273° К и . ст. Критиче- ские пара- метры Массовая теплоемкость при 293° К н р 10,2 н/см2 кдж
К сЗ сз д о кг-град
Д <u К S S олекуля кг/к моль д га 03 U si •град ормальн в кг/м* 3 мм рт 0,2 — см2 о га га к
И и- ь- Си Д
Азот ы8 28,016 296 1,2505 126,0 340 1,04 0,74
Аммиак NH3 17,031 488 0,7714 405,5 1132 2,22 1,67
Аргон Аг 39,944 208 1,7839 150,7 487 0,53 0,32
Ацетилен С2Н2 26,04 319 1,1709 308,9 626 1,68 1,35
Водород Н, 2,0156 4120 0,08987 33,2 130 14,25 10,12
Воздух — 28,96 287 1,2928 132,5 378 1,03 0,725
Гелий Не 4,002 2080 0,1785 5,2 23 5,27 3,18
Дифтордихлор- метан (фреон-12) CF2C1 120,092 С 9 5,083 384,7 402 — —
Кислород О2 32,000 260 1,42895 154,3 506 0,91 0,65
Метан СН4 15,04 517 0,7168. 190,7 465 0,22 1,70
Окись углеро- СО 28,01 296 1,2500 134,4 352 1,04 0,74
да
Приложения
487
Продолжение приложения III
Наименование газа Химическая формула Молекулярная масса в кг/кмоль Газовая постоянная в дж кг-град ая плотность прн 273° К и 1. ст. Критиче- ские пара- метры Массов ая теплоемк ость при 293° Кир 10,2 н!см2 кдж кг-град
Нормальн 00 в кг/м2 760 мм ргг, (10,2 1 см2 X о и (4е Ркр в Н/С-И2 ji
Пропан Сернистый ан- гидрид Углекислый газ Хлор Этан Этилен Пропилен с3н8 so2 со2 С12 С2н6 с2н„ С3н6 44,09 64,06 44,01 70,914 30,07 28,05 42,08 189 130 189 117 276 296 199 2,019 2,9263 1,9768 3,22 1,356 1,2605 1,915 370,0 430,4 304,3 417,2 305,2 282,9 365,5 427 790 740 773 496 516 458 1,86 0,63 0,84 0,48 1,73 1,52 1,63 1,65 0,50 0,65 0,354 1,44 1,22 1,43
ПРИЛОЖЕНИЕ IV
ПЕРЕСЧЕТНЫЕ КОЭФФИЦИЕНТЫ ДЛЯ ПЕРЕВОДА
НЕКОТОРЫХ ЕДИНИЦ СИСТЕЛ1Ы МКГСС
В ЕДИНИЦЫ СИСТЕМЫ СИ
Нанменоваиие величины Единицы в системе СИ Пересчетный коэффициент единиц системы МКГСС в единицы системы СИ
основные производные *
Удельный вес Н/М3 кн/м3 н/см3 К2С п о 1 . о 1 —5- =9,81 нм3 м3
Коэффициент динами- ческой вязкости н.‘Сек н-сек кгс-сек н-сек 1 9 = 9,01 9 м2 м2 н-сек 1 пз = 0,1 »— м2 . _3 н-сек 1 спз = 10 3 $— м2
м2 см2
Коэффициент кинема- тической вязкости м2[сек см2!сек 1 ст = 10~4 м21сек 1 м2/ч = 2,78-10~4 м2/сек
488
Приложения
Продолжение приложения IV
Наименование величины Единицы в системе СИ Пересчетиый коэффициент единиц системы МКГСС в единицы системы СИ
основные производные •
Давление; напряже- ние механическое н/м2 н/см2 кн 1 -^ = 9,81 А = СМ? см? = 98,1 -Ц- м2
Количество тепла дж кдж 1 кал = 4,19 дж 1 ккал = 4,19 кдж
Коэффициент луче- испускания вт м2-град* квт м2-град1 ккал __ м2-град* = 1,1163 ’ м2-град*
Момент силы Н-М кн-м; н-см 1 кгсм = 9,81 н-м
Мощность механиче- ская; тепловой поток вт квт 1 кГ м/сек — 9,81 вт 1 кал/сек — 4,19 вт 1 ккал/ч = 1,163 вт
Плотность теплового потока вт/м2 квт/м2 вт/см2 . ккал _ вт 1 —о— = 1,1ЬЗ —S- М2Ч м2
Работа, энергия дж кдж 1 кГм — 9,81 дж 1 квт-ч — 3,6-103 кдж
Сила, вес н КН 1 кгс= 9,81 н
Скорость угловая рад/сек — 1 об/мин = 0,1047 рад/сек
Температуропровод- ность м2/сек — 1 Л2/Ч = = 0,278-10-3 м2/сек
Теплоемкость массо- вая дж кг-град кдж кг-град 1 ккал _ кг-град = 4,19Ю3— кг- град
Приложения
489
Продолжение приложения IV
Наименование величины Единицы в системе СИ Пересчетиый коэффициент единиц системы МКГСС в единицы системы СИ
основные производные *
Коэффициент тепло- отдачи и теплопередачи etn квт I ккал м2-ч-град ~ = 1,163— вт.. м-град
ма-град м2-град
Коэффициент тепло- проводности вт м-град •— 1 ккал __ м-ч-град — = 1,163 вт я м • град
Теплота удельная дж кг кдж кг ккал _ кг = 4,19-103 — = кг = 4,19^ кг
Энтальпия ♦ В графе «Произ кратные и дольные единг дж КМОЛЬ водные единиц цы. кдж КМОЛЬ ы» указаны и ккал _ кмоль = 4,19-10’-^- = КМОЛЬ = 4,19-^ КМОЛЬ аиболее употребительные
ОГЛАВЛЕНИЕ
Предисловие..................................................... 3
РАЗДЕЛ I
АППАРАТЫ ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
Глава I. Теплообменные аппараты............................. . . 5
§ 1. Основные определения и расчетные формулы................ —
§ 2. Примеры расчетов....................................... 11
§ 3. Контрольные задачи ... 19
Глава II. Мешалки................................................ 31
§ 1. Основные определения и расчетные формулы................ —
§ 2. Примеры расчетов ...................................... 38
§ 3. Контрольные задачи..................................... 45
Глава III. Реакторы жидкофазных процессов.................. . . 46
§ 1. Основные определения н расчетные формулы . . . . . —
§ 2. Примеры расчетов............................... . 62
§ 3. Контрольные задачи..................................... 74
Глава IV. Массообменные колонные аппараты......................... 79
§ 1. Основные определения и расчетные формулы................ —
§ 2. Примеры расчетов....................................... 88
§ 3. Контрольные задачи.................................... 101
Глава V. Аппараты для систем газ — твердое тело . . 104
§ 1. Основные определения и расчетные формулы................ —
§ 2. Примеры расчетов..................................... 111
§ 3. Контрольные задачи . . .................... 120
РАЗДЕЛ п
ТИПОВЫЕ МАШИНЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
Глава VI. Дробильно-размольные машины и грохоты.................. 122
§ 1. Основные определения и расчетные формулы . . . —
§ 2. Примеры расчетов..................................... 137
§ 3. Контрольные задачи................................ 146
Глава VII. Центрифуги.................................. ... 151
§ 1. Основные определения и расчетные формулы............... —
§ 2. Примеры расчетов..................................... 163
§ 3. Контрольные задачи................................. 171
Оглавление
491
Глава VIII. Вращающиеся печи и сушилки............................ 176
§ 1. Основные определения и расчетные формулы................. —
§ 2. Примеры расчетов....................................... 193
§ 3. Контрольные задачи................................ . 211
Глава IX. Смесители порошковых материалов......................... 216
§ 1. Основные определения и расчетные формулы ................ —
§ 2. Примеры расчетов....................................... 224
§ 3. Контрольные задачи.................................... 231
РАЗДЕЛ III
МАШИНЫ ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Глава X. Валковые машины.......................................... 235
§ 1. Основные определения и расчетные формулы . ........ —'
§ 2. Примеры расчетов....................................... 245
§ 3. Контрольные задачи..................................... 250
Глава XI. Червячные машины........................................ 253
§ 1. Основные определения и расчетные формулы........... . —
§ 2. Примеры расчетов...............•...................... 274
§ 3. Контрольные задачи..................................... 303
Глава XII. Гидравлические прессы, литьевые и формовочные ма-
шины ............................................................. 310
§ 1. Основные определения и расчетные формулы................. —
§ 2. Примеры расчетов....................................... 335
§ 3. Контрольные задачи.................................... 350
РАЗДЕЛ IV
НАСОСЫ И КОМПРЕССОРЫ
Глава Х1П. Насосы............................................... 356
§ 1. Основные определения и расчетные формулы................. —
§ 2. Примеры расчетов...................................... 374
§ 3. Контрольные задачи..................................... 393
Глава XIV. Поршневые компрессоры.................................. 402
§ 1. Основные определения и расчетные формулы . . —
§ 2. Примеры расчетов...................................... 418
§ 3. Контрольные задачи............................... ... 450
Глава XV. Ротационные и центробежные компрессоры и вакуум-
насосы ........................................................... 459
§ 1. Основные определения и расчетные формулы................. —
§ 2. Примеры расчетов...................................... 470
§ 3. Контрольные задачи..................................... 480
Приложения........................................................ 484
Николай Александрович Козулин, Виктор Николаевич Соколов
Александр Яковлевич Шапиро
ПРИМЕРЫ И ЗАДАЧИ ПО КУРСУ ОБОРУДОВАНИЯ
ЗАВОДОВ ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
Редвктор издательства ииж. 77. Т. Подрядчиков
Переплет художника Ю. Н. Давыдова
Технический редактор А. А. Бардина Корректор Р. Г. Солодкина
Сдано в производство 27/Х 1965 г. Подписано к печати 30/1II 1966 г. М-18810
Формат бумаги 60X90Vie. Бумага типографская № 2. Печ. листов 30,75
Уч.-изд. листов 25,2. Темплаи 1965 г. № 25. Тираж 10 000 экз. Цена 98 к. Заказ 686
Ленинградское отделение издательства «Машиностроение;».
Ленинград, Д-65, ул. Дзержинского, 10
Ленинградская типография № 6 Главполиграфпрома
Комитета по печати при Совете Министров СССР, Ленинград, ул. Моисеенко, 10
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть
6 6-я сверху Подобная Подробная
10 I и 2-я сверху н/м2 н/м
131 10-я снизу d do
263 Формула (XI. 7) (Ni-VceJp — ^секР
257 Формула nDh (t — ze) cos <p nDh (t — ze) cos2 <p
(XI. 3) 2-60 2-60
324 Формула (XII. 24) I >5 — %sn.pa6 * (I»5 ~ 2) $п.раб
328 11-я снизу рационального радиационного
329 Формула (XII. 32') 1,2—1,3 (1,2-s- 1,3)
338 2-я снизу 2-Згл (2 4-3) гл
358 4-я сверху hi Pi
360 3-я снизу нагревании нагнетании
361 6-я сверху Fs Fs
366 Формула (XIII. 34) I Tj \ [ 1 \
l+7 -4 \ Г2 /
369 Формула 1 1
(ХШ. 48) \D2>
372 6-я снизу dan = de + (2 — 4) CM dcm = (1,2 4- 1,4) de
462 На рис. XV. 3, б Г2 r
Н. А. Козулни и др. Зак. 686.