/










































































































Author: Воронцова Л.А. Маслов В..В. Пешков И.Б.
Tags: электротехника металлургия алюминиевые сплавы
Year: 1971
Text
Л. А. ВОРОНЦОВА, В. В. МАСЛОВ, И. Б. ПЕШКОВ
АЛЮМИНИЙ И АЛЮМИНИЕВЫЕ СПЛАВЫ
В ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЯХ
«Э Н Е Р Г И Я»
МОСКВА 1971
6П2.1.06
В 75
УДК 621.3:669.71
Воронцова Л. А. и др.
В 75 Алюминий и алюминиевые сплавы л электротехнических изделиях, М., «Энергия», 1971.
224 с. с илл.
Перед загл. авт.: Л. А. Воронцова, В. В. Маслов, И. Б. Пешков.
В книге рассматриваются вопросы применения алюминия и алюминиевых сплавов в различных электротехнических изделиях. Приводятся физико-механические (электропроводность, механическая прочность, усталость, ползучесть и др.) свойства алюминия и алюминиевых сплавов и особенности технологических процессов, связанных с использованием этих материалов (сварка, пайка). ,
Книга предназначена для инженерно-технических работников, связанных с расчетом, проектированием, изготовлением, эксплуатацией и ремонтом электротехнических изделий, в которых применены алюминий и его сплавы в качестве проводниковых и конструкционных материалов.
3-3-10
165:70
6П2.1.06
Глава первая
РАСПРОСТРАНЕННОСТЬ АЛЮМИНИЯ В ЗЕМНОЙ КОРЕ И ОСНОВНЫЕ МЕТОДЫ ЕГО ПОЛУЧЕНИЯ
Содержание алюминия в земной коре составляет 7,5% [Л. 1]. Однако несмотря на это алюминий не находил ранее технического применения из-за трудности его получения из руд, в то время как медь, содержание которой в земной коре составляет 0,1%, применяется давно, так как чаще, чем другие металлы,, встречается в самородном состоянии.
В настоящее время алюминий'широко используется в различных областях промышленности- й приобрел такое значение, что без него невозможно развитие :нп электротехники, ни авиации, ни транспорта.
За последнее время в связи с острой дефицитностью меди интерес к алюминию значительно возрос.
Непрерывное увеличение производства требует усовершенствования технологии получения алюминия. В настоящее время значительно упрощены процессы производства алюминия, причем это относится не только к электрометаллургии алюминия, но и к изготовлению из него сплавов.
Боксит — почти единственная алюминиевая руда, и увеличение добычи боксита обусловлено исключительно быстрым ростом спроса на алюминий.
В табл. 1-1 приведены данные о мировой добыче боксита с 1947 г., а в табл. 1-2 показано мировое производ-
Таблица 1-1
Мировая добыча бокситов, тыс. m
Территория Год
1947 1950 1955 1960 1964
Европа 968,1 1261,7 3141 4 4319,8 3712
Азия ........ 43,4 596,6 573,0 1474,4 1 678
Африка 100,4 135,0 614 1 1609,7 1 935
Америка 4347 8 5088,3 10086 2 14819,0 17 277
Австралия 5,0 3,5 7,7 34,3 —
- Всего . . . 5464,7 7085,1 14422,4 22257,2 24 602
3
ство глинозема [Л. 2]. Сравнение данных этих таблиц показывает, что лишь небольшая часть добываемого боксита расходуется для иных целей, чем производство глинозема и алюминия. На производство 1 т глинозема расходуется 2,2—2,5 т боксита, а 90% добываемого боксита перерабатывается на глинозем.
Таблица 1-2
Мировое производство глцнозема, тыс. m
Территория Год
1957 1958 1959 1960 1965
Европа 1 250 1 350 1 500 1 600 1 800
Америка ..... .4 537 4 187 4 921 5 508 —
Азия 200 299 473 533 834
Австралия .... 20 23 24 30 260
Всего . . . 6 007 5 859 6918 7 671 2 894
После второй мировой войны отмечен быстрый рост производства алюминиевой продукции в мире. Выплавка технического алюминия увеличилась в 4,5 раза. В табл. 1-3 представлены данные мирового производства алюминия [Л. 2].
Таблица 1-3
Мировое производство алюминия, тыс. m
Территория Год
1947 1950 1955 I960 1965
Европа 158,6 245,7 543,8 862,0 1 286
Азия 6,0 28,5 64,8 151,4 380
Америка 790,0 1011,9 1973,4 2534,7. —
Австралия — — 1,3 11,8 87
Африка — — — 43,9 - —
Всего . . . 954,6 1286,1 2583,3 3603,8 1 753
На рис. 1-1 представлен график роста мирового потребления алюминия в капиталистических странах. Так как темп роста остается почти неизменным, то можно полагать, что в ближайшие пять-шесть лет произойдет увеличение потребления алюминия в 2 раза. Основной 4
алюминиевой рудой является боксит. Решающим с точки зрения промышленной оценки является содержание в бокситах глинозема и кремнезема. Ранее перерабатывали только бокситы, содержащие менее 3% , SiO2; в настоящее время допустимо содержание SiO2 около 5%; если содержание А12О3 достаточно велико, содержание остальных составляющих боксита несущественно. Имеет значение и то обстоятельство, каким минералом в боксите пред-’ставлена гидроокись алюминия. Бокситы по своему происхождению различаются не только по
Млн.т
Рис. 1-1. Рост мирового производства алюминия с 1938 по 1969 гт.
химическому и минеральному составу, но и по структурным свойствам.
Алюминий в боксите преимущественно находится в виде гидроаргиллита (у-А1(ОН)3), бемита (рАЬООН)и диоспо-ра (а-А1-ООН).
Способ переработки руды выбирают в зависимости от природы содержащихся в ней алюминиевых минералов. Гидроокиси алюминия растворяются в крепких ще
лочах, а. сопутствующие им соединения железа не растворяются. Поэтому щелочные растворы являются хорошим средством для разделения главных составных частей боксита.
Одним из основных методов получения глинозема из бокситов является метод (процесс) Байера. Сущность этого метода состоит в том, что гидроокиси алюминия, входящие в состав бокситов, при нагревании растворяются в едкой щелочи (330—350 г/л Na2O) с образованием алюмината натрия, а затем при охлаждении с перемешиванием разбавленных растворов выделяется чистая гидроокись алюминия и освобождается едкая щелочь.
Б
При растворении боксита образуется истинный раствор алюмината натрия по реакции
А1 (ОН), + NaOH = Na+ %- Al (ОН)~
В процессе Байера выкристаллизовывается гидроаргиллит, а содержание свободной щелочи увеличивается. В результате этого стойкость раствора увеличивается до полного прекращения выпадения гидроокиси, что происходит после того, как около 60% растворенного алюминия в виде гидроаргиллита выпадает из раствора.
Процесс Байера практически может быть применен к любым бокситам, в которых содержится гидроокись алюминия различной кристаллической структуры.
На рис. 1-2 представлена схема производства глинозема по методу Байера.
Основное преимущество процесса Байера перед другими заключается в том, что "Железо— основная примесь алюминия в боксите — отделяется уже в начале процесса в виде отхода как побочный продукт.
Кроме этого способа, применяются еще способы получения глинозема методом спекания во вращающихся печах и плавки на известковый шлак в шахтных или электрических печах. Подробно эти методы освещены в книге Лайнера [Л. 3]. Если алюминий находится в руде в составе алюмосиликатов, то может быть применен способ кислотного растворения (Л. 4].
В настоящее время алюминий выплавляется из глинозема электролизом расплавленных солей. Так как окись алюминия плавится при температуре выше 2 000° С, в качестве растворителя применяют криолит, который плавится около 1 00'0° С и хорошо растворяет окись алюминия. Криолит по отношению ко всем веществам, кроме графита, весьма активен, поэтому электролизные печи выкладывают графитом (последний служит катодом). В качестве анода применяют тоже угольный блок. На аноде образуется в основном двуокись углерода, на катоде выделяется более плотный по сравнению с электролитом алюминий. Алюминий откачивается ежедневно или несколько раз в день (в зависимости от величины ванны) в ковш, выложенный огнеупором, затем алюминий подается в литейный цех. Выплавленный в электролизерах алюминий из ковша переливается в миксеры. Черновой металл, как правило, загрязнен взвесью пле-6
нок А12О3 и содержит около 0,2—0,4 мл водорода на 100—150 г. .Присутствие водорода в алюминии частично может быть объяснено некоторой влажностью исходного глинозема.
Металл перед разливом в слитки для проката или прессования очищается путем многочасового отстаива-
боксит
AljOj FezOj SCO2 Н20 _____I S °°°
I Дробление!
, I I 1 й о о 0 '
| Сушка^0
| Измельчение!
. Дозировка и смешение
Свежая щелочь
Оборотный алюминатный раствор io#o#o#o#o*o#o#o>o#o#o*o#o>
Автоклавное выщелачивание
| Сепарация пара\
Л-»-Н,0 0оО 4
I Разбавление I*.
—m—»—
Промывной раствор
Н2°^о0о °Оо,
О| - " . "—чс мою• ; g Сгущение I 8 '-Н20
Алюминатный “ раствор , । Г а°| 0хлаждение\
Красный шлам
\ПромыВка\
Контрольная фильтрация
Фильтрация ;
на Фильтрах • Келли
P-ZT ! Т | Красный шлам!н q
Н20 | Сушка 1°°°°°'""
Z , *
I Плавка^
о.» fFe
— ..-;д1(он)з
\Кальцинацш\<‘е>°,‘'*~ н2°
ЫгОз
>д| Охлаждение |* * °
Ванадат Феррованадий
Е
t
I
Рис. 1-2. Схема производства глинозема по способу Байера
7
ния в миксерах при температуре около 720° С. В течение этого времени выделяются пузырьки водорода, которые, обладая флотирующим действием, выносят частицы окиси алюминия на поверхность. Флотирующее действие водорода может быть усилено путем продувания хлора через расплавленный алюминий, после чего окисли снимаются с поверхности алюминия.
В настоящее время отстаивание заменяют вакуумированием в специальных миксерах, в которых непосредственно перед разливом создают разряжение 0,1 — 0,5 мм рт. ст.
Литье производится непрерывным способом, позволяющим получить заготовки или под прокат, или под прессование.
Электролитическая выплавка алюминия в последнее время особенно успешно развилась. Однако недостатками этого метода являются низкий выход металла по времени и объему цеха и большой расход электроэнергии, что вызывает высокие затраты.
Принципиально новыми являются термохимические методы, которые' в лабораторных условиях уже хорошо проработаны. Однако ни один из этих методов в настоящее время не достиг совершенства с технической и экономической точек зрения. Трудности осуществления выплавки алюминия термохимическим методом весьма различны.
В Советском Союзе алюминий производится в основном электролизным методом.
Глававторав
ПРОВОДНИКОВЫЙ АЛЮМИНИЙ
2-1. Основные характеристики проводниковых материалов
Основными параметрами, характеризующими проводниковые материалы, являются: электропроводность, механическая прочность, пластичность, способность поддаваться механической обработке давлением (прокатке, протяжке) в холодном и горячем состояниях.
В основу экспериментального изучения электрических свойств проводниковых материалов может быть положен закон Ома. Физической константой, характеризующей
8
электрические свойства проводникового материала, является его удельное электрическое сопротивление р. Удельное электрическое сопротивление определяется прежде всего природой материала проводника и не зависит от его формы и размеров. Эта величина может быть получена путем измерения сопротивления г на образце длиной / и сечением s и вычисления по формуле
р-4- l (’-i) 5 >
где сопротивление г выражается в омах, длина / в метрах, а сечение s в.м.м2. Подставляя измеренные значения в (1-1), получаем выражение удельного электрического сопротивления р в ом • мм2/м.
Величина обратная р — удельная проводимость — выражается в м/ом-мм2, а также часто в процентах по отношению к Международному стандарту, которым является электропроводность отожженной меди с удельным электрическим сопротивлением 0,017241 ом-мм2/м (при 20° С).
Удельное электрическое сопротивление (и проводимость) проводниковых материалов зависит от температуры, а также от других факторов.
Механическая прочность проводниковых материалов определяется следующими основными характеристиками: пределом прочности (временным сопротивлением разрыву), пределом текучести (условным) и твердостью.
Предел прочности ств — это напряжение, которое отвечает наибольшему значению усилия растяжения во время испытания, определяемое по формуле
ав = 4*, кгс!мм?*, ' * о
где Рк— максимальное усилие, выдержанное образцом при испытании на растяжение, кгс [в системе СИ — в ньютонах (н) — 1 кгс=9,80665 к]; Fo— начальная площадь поперечного сечения образца, мм2.
Под условным пределом текучести ст02 понимается такое напряжение, которое вызывает в растягиваемом образце остаточное удлинение, равное 0,2% расчетной дли-
* В Международной системе единиц измерения СИ предел прочности и предел текучести выражаются:
1 кгс/.и.и2=9,8 • 10,: h/jh2.
9
ны образца. Условный предел текучести определяется из формулы
р
°о.2 = -?1 , кгс/мм*,
‘ о
где Рд,2 — напряжение при остаточном удлинении, равном 0,2% расчетной длины образца; — начальная площадь сечения образца.
Для материалов, обладающих невысокой твердостью (мягких материалов), к которым следует отнести большинство проводниковых металлов, твердость измеряют по методу Бринелля. Число твердости по Бринеллю определяётся отношением нагрузки, действующей на шарик (02,5; 5,0; 10,0 мм), к поверхности полученного отпечатка, т. е.
р
НВ = -^, кгс!мм2,
Г 1
где НВ — число твердости по Бринеллю; Р — нагрузка, кгс; F — шаровая поверхность отпечатка (сегмента).
В качестве меры пластичности металлов принимают величины относительного удлинения и сужения поперечного сечения образца после разрыва. Для определения пластичности проводниковых материалов пользуются обычно измерением относительного удлинения:
8=Z-r=A 100°/о,
*0
где /0— расчетная длина образца; /[ — длина образца после разрыва.
2-2. Удельное электрическое сопротивление металлов и факторы, влияющие на него
'3
С точки зрения квантовой теории электропроводности электрическое сопротивление в проводнике возникает в результате рассеяния электромагнитной энергии при взаимодействии электромагнитных волн с атомами при нарушении правильного строения кристаллической решетки [Л. 5, 6 и 7].
При абсолютном нуле в идеально совершенном кристалле атомы расположены строго периодично и электромагнитные волны беспрепятственно проходят сквозь кристаллическую решетку, не испытывая при этом сопротивления. В реальных условиях металлы-провод-10
ники имеют искаженную решетку и используются при температурах, отличных от абсолютного нуля.
Основными источниками, вызывающими искажение кристаллической решетки, являются: тепловые колебания и движение атомов, внедрение инородных атомов других металлов, структурные изменения в сплавах, а также наличие различных несовершенств (вакансии, дислокации и т. п.).
1. Влияние температуры
При увеличении температуры атомы металла совершают колебания около узлов решетки, что вызывает рассеяние электронных волн, приводящее к увеличению электрического сопротивления. Это увеличение может быть выражено зависимостью [Л. 8 и 9]
Pi=Po(l+^ + ^+^3 •••).
где pt—удельное электрическое сопротивление при данной температуре; ро — удельное электрическое сопротивление при 0° С.
При температурах выше 20° С для большинства металлов справедлива линейная зависимость pz = p<j(l +al), так как |3, у и т. д. относительно малы; откуда а — температурный коэффициент электрического сопротивления равен:
Ро*
это выражение дает средний коэффициент в температурном интервале 0—/°C.
При уменьшении этого интервала (в пределе) до нуля получается истинное значение температурного коэффициента при температуре t:
Температурный коэффициент электрического сопротивления для чистых металлов почти одинаков и приближенно равен 4 • 10-3 1/°С.
При плавлении электрическое сопротивление изменяется у металлов скачкообразно, например, у меди оно увеличивается, в 2 раза.
11
2. Влияние деформации
Удельное электрическое сопротивление металлов таких как алюминий, медь, серебро и др. даже при значительной деформации (до 70%) возрастает всего на несколько процентов (приблизительно на 2—6%). Увеличение электрического сопротивления металлоп можно объяснить прежде всего тем, что при холодной деформации дополнительно искажается пространственная решетка кристаллов. Получающиеся при пластической деформации искажения действуют так же, как искажения, связанные с тепловыми колебаниями атомов. По-видимому, влияет и изменение межатомной связи, вызванное деформацией. Это изменение приводит к увеличению межатомных расстояний. При понижении температуры до абсолютного нуля электрическое сопротивление недефор-мированного металла будет уменьшаться. При абсолютном нуле деформированный металл имеет электрическое сопротивление конечной величины, называемое остаточным сопротивлением. В отсутствии тепловых колебаний ионов, образующих пространственную решетку, оно характеризует ту часть электрического сопротивления, которую вносит деформация в общее сопротивление металла. Удельное электрическое сопротивление pz = pM + pz [Л. 5], где рм — удельное электрическое сопротивление отожженного* металла, зависящее от температуры, а р' — остаточное сопротивление. Экспериментами подтверждено, что р' не зависит от температуры или, другими словами, dp/dT не зависит от степени деформации (Л. 10].
При очень малых деформациях иногда наблюдается уменьшение электрического сопротивления, что должно быть приписано побочным явлениям: уплотнению металла, разрушению изолирующих межкристаллитных пленок и т. п. [Л. 11].
При отжиге (нагреве металлов выше 0,4 температуры плавления) электрическое сопротивление уменьшается, воостанавливаясь до первоначального (до деформации) ^значения.
* Отжиг — это вид термической обработки, который проводится для устранения внутренних напряжений, для разупрочнения и для преобразования структуры в равновесную из волокнистой (получаемой при деформации); отжиг характеризуется температурой нагрева и временем выдержки.
12
3. Влияние инородных атомов
Наличие инородных атомов (примесей или легирующих добавок) * вызывает нарушение кристаллической решетки металла, что приводит к повышению величины электрического сопротивления.
Если инородные атомы, присутствующие в металле, образуют с ним твердый раствор (см. далее) в количестве до 1% (атомного), то электрическое сопротивление возрастает приблизительно пропорционально их концентрации (атомной). При больших концентрациях величина удельного электрического сопротивления зависит уже от типа диаграммы состояния, которую образуют легирующая добавка и основной металл.
Для оценки влияния инородных атомов на электрическое сопротивление основного металла предложен ряд эмпирических формул.
Изменение электрического сопротивления от присутствия инородных атомов определяется растворимостью вводимого элемента (легирующей добавки) в основном металле.
Если легирующая добавка растворяется в металле-растворителе в твердом состоянии, образуя так называемый твердый раствор слабой концентрации (количество вводимых добавок невелико), то его электрическое сопротивление ртв.р может быть согласно правилу Матис-сена— Флеминга выражено:
Ртв.р = Рао 4~р', где р2о — электрическое сопротивление основного металла при 20° С; р' — остаточное электрическое сопротивление, равное Се (С — атомное содержание добавки; е—• добавочное электрическое сопротивление на один атомный процент легирующей добавки).
Из этой зависимости следует, что электрическое сопротивление слабоконцентрированного твердого раствора складывается из основных двух составляющих: электрического сопротивления растворителя, зависящего от температуры, и электрического сопротивления, обусловленного присутствием в основной решетке инородных атомов, которые, искажая ее, повышают тем самым со
* Примесь — это сопутствующие элементы, находящиеся в металле; легирующая добавка — элемент, вводимый для изменения физических или механических свойств металла.
13
противление. Остаточное электрическое сопротивление р' не зависит о.т температуры.
Таким образом, Др/ДТ для одного ряда твердых растворов (один и тот же металл-растворитель) является величиной постоянной, не зависящей от концентрации легирующей добавки, а температурный коэффициент электрического сопротивления
тем меньше, чем больше рт (или меньше электропроводность ут при температуре Т=const в данном ряду твердых растворов).
Если сравнивать между собой твердые растворы на основе одновалентных металлов (меди, серебра, золота), то обнаружим, что at уменьшается с повышением валентности растворимого легирующего элемента.
Возрастание электрического сопротивления, вызванное одним атомным процентом вводимой добавки, зависит от валентности растворителя и растворяемого металла (Л. 12]. Чем больше это различие, тем больше увеличение добавочного электрического сопротивления, т. е.
e = a-]-&(z-Zp)!,
где а и Ь — константы; z и zp — валентности легирующего элемента и металла растворителя.
В. Хиббардом 1[Л. 13] эмпирически найдено, что увеличение сопротивления на один атомный процент растворенного вещества в слабоконцентри1рованном твердом растворе пропорционально квадрату величины F. Эта величина определяется относительным изменением периода- решетки Да/а, относительной разностью валентно-о 2 — 2р
стен растворенного металла и растворителя -------— и
относительным изменением коэффициента сжимаемости Дх/х при образовании раствора. Например, для меди
где ka, kz и k*— коэффициенты, зависящие от положения легирующего элемента в таблице Менделеева.
14
Изменение электрического сопротивления по правилу Матиссена — Флеминга справедливо лишь для слабо концентрированных твердых растворов.
В действительности [Л. 14] температурный коэффициент электрического сопротивления твердого раствора определяется из формулы
do । ,
где ро и ао — удельное электрическое сопротивление и температурный коэффициент электрического сопротивления металла-растворителя; — температурный коэффициент остаточного электрического сопротивления; р'— остаточное электрическое сопротивление.
Таким образом, температурный коэффициент электрического сопротивления определяется влиянием температуры как на электрическое сопротивление металла-растворителя, так и на остаточное электрическое сопротивление, создаваемое растворенным металлом; dpIdT растет с увеличением концентрации раствора и прямолинейно зависит от р'.
Возникновение упорядочения в твердых растворах — это результат усиления химического взаимодействия компонентов, в результате чего электроны связываются сильнее, чем в неупорядоченном твердом растворе [Л. 15]. Усиление химического взаимодействия компонентов уменьшает число электронов проводимости и увеличивает остаточное электрическое сопротивление. Однако при упорядочении электрическое поле ионного остова решетки становится более симметричным, а это, естественно, приводит к снижению остаточного электрического сопротивления. Последнее обстоятельство оказывается превалирующим, и при упорядочении электрическое сопротивление снижается.
Т. Бадаевой [Л. 16] при исследовании слаболегированных твердых растворов А1 — Mg — Si было показано, что при содержании 99% А1 и 1% (Mg+Si) в соотношении Mg2Si (или близком к нему) имеется пониженное электрическое сопротивление.
При отходе от стехиометрических составов электрическое сопротивление возрастает вследствие того, что расположение атомов становится менее регулярным.
Электрическое сопротивление сплавов, состоящих из двух или большего количества фаз, может быть опреде
15
лено из электрического сопротивления этих фаз. 'Рассчитать это сопротивление принципиально можно, зная объемное содержание каждой фазы, форму и относительное расположение кристаллов. Гетерогенные системы разделяются на два типа: матричные и статистические [Л. 17].
К системам первого типа относятся такие, в которых одна фаза образует единую матрицу—основу, в которую внедрены не соприкасающиеся между собой кристаллы второй фазы. К статистическим системам относятся сплавы, у которых единой основы нет, они состоят из кристаллов хаотически расположенных, размещение их нерегулярно (статические смеси).
Для матричных систем справедлива зависимость
. 0 Г ^Pi + Ро + <71 (pt — ро) 1
0 [ ^Pi + Ро + 2С (pi — ро) J ’
где р — удельное электрическое сопротивление сплава: Ci и pi — объемное содержание и удельное электрическое сопротивление включенной фазы; р0 — удельное электрическое сопротивление матрицы.
Для статической смеси электропроводность сплава может быть вычислена: ,
где индексы 1 и 2 относятся к величинам объемной концентрации и проводимости соответственно первой и второй фазы; v—удельная электропроводность сплавов; vo и vi —удельная электропроводность матрицы и включенной фазы.
2-3. Физико-механические свойства алюминия
Алюминий по электропроводности среди металлов (табл. 2-1) занимает третье место после серебра и меди. Электропроводность отожженного алюминия составляет приблизительно 62% электропроводности отожженной стандартной меди, но благодаря малому удельному весу алюминий имеет проводимость на единицу массы в 2 раза" больщую,''чемjMедь, ,
Таблица 2-1
Удельное электрическое сопротивление металлов при 18° С (ом • ммЧм)
Металл Ag Си AI Mg Zn Cd Ni Fe
Электрическое сопротивление 0,0158 0,0138 0,0265 0,0146 0,059 0,1)725 0,038 0,037
Именно это дает представление об экономической выгодности применения алюминия в качестве материала для проводников. При равной проводимости (на одной и той же длине) алюминиевый проводник имеет площадь поперечного сечения на 60% большую, чем медный, а масса его составляет только 48% массы меди.
Согласно ГОСТ 11069-64 на алюминий первичный в настоящее время имеется 13 марок алюминия, отличающихся количеством примесей. Для использования
Таблица 2-2
Химический состав алюминия первичного согласно ГОСТ 11069-64
Проценты (по массе)
Марки алюминия Алюминий не меиее Примеси не более
Железо Кремний Медь Цинк Титан Всего
О собой ЧИСТОТЫ
А 999 [ 99,999 - - - | 0,001
Высокой ч и с т с т ы
Л 995 99,995 0,0015 0,0015 0,001 0,001 0,001 0,005
А 99 99,990 0,003 0,003 0,003 0,003 0,002 0,010
А 97 99,970 0,015 0,015 0,005 0,004 0,002 0,030
А 95 99,950 0,030 0,030 0,010 0,005 0,002 0,050
Технической чистоты
А 85 99,85 0,08 0,06 0,01 0,02 0 01 0,15
А 8 99,80 0,12 0,10 0,01 0,04 0,02 0,20
А 7 99,70 0,16 0,16 0,01 0,05 0,02 0,30
А 6 99,60 0,25 0,20 0,01 0,06 0,03 0,40
А 5 99,50 0,30 0,30 0,02 0,06 0,03 0,50
А 0 99,00 0,50 0,50 0,02 0,08 0,03 1,00
А 99,00 0,80 0,50 0,03 0,08 0,03 1,00
АЕ 99,50 0,35* 0,12 0,02 0,05 0,01** 0,5
* Железа ие меиее 0,18%
** Для суммы: Ti+V+Mn 2—1283
Таблица 2-3
Физические свойства алюминия АЕ
Свойства Показатели
Плотность, г/см1 Удельное электрическое сопротивление при 20° С*, 2,69
ом-млР/м Температурный коэффициент электрического сопротивления, 1/°С Точка плавления, °C ’ Коэффициент линейного расширения, 1/°С 0,0282 0,00429 660,2 23,86-Ю-6
♦ В дальнейшем по тексту, где не указана температура, при которой измеряется удельное электрическое сопротивление, ее следует считать равной 20® С.
в электротехнических изделиях предусмотрена специаль-ная марка алюминия АЕ (табл. 2-2), на которой измеряется в отличие от остальных удельное электрическое сопротивление. Величина удельного электрического сопротивления алюминия АЕ должна быть не более 0,0280 ом • мм2)м при 20° С (электрическое сопротивление измеряется на отожженной при 350±20°С проволоке).
В табл. 2-3 приведены физические свойства чистого (99,996% алюминия) электролитического рафинированного алюминия.
1. Влияние примесей на изменение удельного электрического сопротивления алюминия
Наличие в алюминии примесей приводит к увеличению его удельного электрического сопротивления; чем больше содержание примесей, тем заметнее этот рост.
Железо и кремний являются основными примесями, сопутствующими алюминию. В табл. 2-4 приведены данные об изменении удельного электрического сопротивления в зависимости от содержания в нем железа и кремния [Л. 11 и 13].
Наименьшее сопротивление наблюдается, когда примеси в алюминии находятся в определенном соотношении. Е. Нахтигалль [Л. 18 и 19] установил, что наименьшее сопротивление имеет место при отношении количеств железа и кремния, равном 2.
По данным А. Лешмана [Л. 20], это отношение должно лежать в пределах 2,8—4,0, а по данным С. Пансери и др. (Л. 21] — в пределах 1,3—1,7.
Помимо основных примесей: железа и кремния, в алюминии наблюдаются так называемые второстепен-18
Рис. 2-1. Изменение электропроводности сверхчистого алюминия от содержания примесей в нем.
ные примеси — титан, хром, магний, ванадий, марганец, серебро, медь, никель, цинк и галлий.
На рис. 2-1 показано изменение электропроводности (в отожженном состоянии) высокочистого алюминия от
Таблица 2-4
Удельное электрическое сопротивление алюминия в зависимости от содержания железа и кремния [Л. 11]
Алюминий* Содержание, % массы Удельное электриче ское сопротивление, ОЛГ-ЛШ* м.
Железо Кремний
Сверхчистый 0,0005 0,0023 0,02620
Алюминий—99,5% (по массе) 0,34 0,1 0,02767
Алюминий—99,0% (по массе) 0,56 0,32 0,02780
Алюминий—98,5% (по массе) 0,96 0,41 0,02835
♦ Алюминий отожженный.
содержания этих примесей. Резкое снижение электропроводности имеет место при наличии в алюминии титана, ванадия и марганца.
М. Гохштейном и др. в работах, проводимых по исследованию влияния второстепенных примесей на электропроводность алюминия (при составлении дополнений к проекту ГОСТ 4004-52 на алюминиевые чушки для изготовления проволоки), показано, что даже тысячные доли марганца, хрома, титана и ванадия снижают электропроводность алюминия значительно больше, чем железо и кремний, находящиеся в десятых долях процен-2* 19
та. Сотрудниками Всесоюзного алюминиево-магниевого института (М. Гохштейном и др.) была выведена зависимость, по которой, зная концентрацию примесей в алюминии, можно приближенно рассчитать величину его удельного электрического. сопротивления:
р = 0,0264 + 0,007 Si + +0,0007 Fe + 0,04 2 (Ti + V + + Cr + Mn).
Для нейтрализации отрицательного воздействия присутствия титана, хрома, ванадия и марганца рядом авто-
Рис. 2-2. Влияние добавок бора на повышение электропроводности алюминия, .содержащего примеси титана, железа и др.
ров предложено при плавке алюминия вводить тысячные доли процента бора {Л. 22, 23 и 24]. Вступая в реакцию с этими примесями, бор образует нерастворимые соединения (выводя их из твердого раствора), что приводит к повышению электропроводности алюминия (рис. 2-2).
Наряду с увеличением электрического сопротивления присутствующие в алюминии примеси вызывают некоторое повышение механической прочности.
Алюминий высокой чистоты (99,996%) и промышленный алюминий (99,4%) в отожженном состоянии соответственно имеют предел прочности 4,8 и 9 кгс/мм2, твердость по Бринеллю 17 и 22 кгс/мм2.
2. Влияние деформации на механические свойства алюминия
Проводниковый алюминий может быть упрочнен за счет холодной деформации. Холодная деформация^ как указывалось ранее, очень мало повышает электрическое сопротивление алюминия.
Степень деформации может быть определена по формуле Грара
Kr = S-^ 100,
S
где S и s — начальное и конечное сечение деформируе-20
мого алюминия; или 'для проволоки по формуле
K=.D-2-~d2- 100,
где D— диаметр катанки (первоначальный); d— диаметр проволоки (окончательный) .
Степень деформации можно выразить процентным отношением уменьшения сечения к начальному сечению катанки
Рис. 2-3. Изменение механических свойств алюминиевой проволоки от степени деформации.
K = Ш1а.
Изменение механических свойств алюминиевой проволоки от степени деформации показано на рис. 2-3.
Резкое увеличение предела прочности и предела текучести, сопровождаемое уменьшением удлинения после холодной деформации, происходит примерно до 7Сг=40н-50%, затем рост прочности на разрыв заметно замедляется и в некоторых случаях достигает максимума, после чего механическая прочность начинает уменьшаться.
Предел текучести при холодной деформации алюминия быстро достигает 80—85% прочности на разрыв, после чего это отношение практически остается постоянным. За счет холодной деформации предел прочности при растяжении у алюминия может быть доведен до 20 kzcImm2 и больше, при этом удлинение составляет всего 5—Ю%:.
3. Изменение физико-механических свойств алюминия под действием температуры
Повышение температуры вызывает увеличение электрического сопротивления; для высокочистого алюминия температурный коэффициент электрического сопротивления равен 0,00429 Х/град. Изменение величины электрического сопротивления алюминия в функции температуры носит прямолинейный характер.
21
Рис. 2-4. Изменение механических свойств алюминиевой проволоки марки А5 в функции температуры.
Рис. 2-5. Изменение механических свойств алюминиевых шин (4X40) марки А2 в функции температуры.
При понижении температуры ниже 20° С величина электрического сопротивления резко уменьшается. Для алюминиевой проволоки (из алюминия марки АЕ) удельное электрическое сопротивление при —60° С снижается на 20%, т. е. равно 0,25-0,0282 ом • мм^м.
С повышением температуры до 0,4 Т (Т — абсолютная температура) у металлов начинается рекристаллизация (процесс образования и роста новых кристаллов).
Температура начала рекристаллизации зависит от степени деформации, чистоты металла и длительности нагрева; чем больше примесей в металле и короче время нагрева, том выше температура рекристаллизации.
При достижении температуры рекристаллизации деформированный металл вследствие образования новых кристаллов полностью теряет свою механическую прочность и восстанавливает пластичность. Для* алюминия температура рекристаллизации находится около 120° С. Эта температура относится к сильнодеформированному чистому алюминию. Однако при длительных нагревах рекристаллизация алюминия может наступить и при более низких температурах.
На рис. 2-4 показано изменение механических свойств алюминиевой проволоки из алюминия марки А5 0 5 мм [Л. 28] в функции температуры. Проволока испытыва-22
Давление
Рис. 2-6. Уменьшение высоты алюминиевых образцов (1X1X1 см3) от сжатия при различных температурах [Л. 11].
лась в холодно-деформированном состоянии. Изменение механических характеристик алюминиевых шин [сечением 40X4 из алюминия марки А2 в зависимости от температуры (до 350° С)1 представлено на рис. 2-5. Снижение предела прочности у них отмечается, начиная с температуры 5О01 С, при этом относительное удлинение почти не изменяется.
При сбалчивании алюминиевых шин между собой в месте соединения при определенном давлении и температуре может наступать ослабление контакта, последнее об
стоятельство может вывести из строя электрическую аппаратуру. На рис. 2-6 представлены кривые сжатия шинного алюминия. Эти кривые показывают предел нагрева, выше которого шина из алюминия начинает подвергаться пластической деформации, что и вызывает нарушение контакта. Таким пределом надо считать температуру 200°С, так как при ней пластическая деформация алюминия начинается при давлениях около 200 кгс/см2, т. е. при удельных давлениях, соответствующих обычно принятым для алюминиевого контакта [Л. 11].
Рассматривая влияние повышенных температур на изменение свойств проводникового алюминия, следует принимать во внимание токовые нагревы, так как при эксплуатации наблюдается потеря прочности алюминиевых проводов, шин и других изделий, вызванная токовыми нагревами.
Проведение испытаний при высоких токовых нагрузках приводит к полному разупрочнению проводов из алюминия со значительной степенью холодной деформации, причем это разупрочнение наступает очень быстро. Проволока из алюминия (марки А5) 99°/о-ной холодной 23
деформации полностью разупрочнилась в течение всего лишь 0,6 сек при температуре 440° С. Потеря прочности (начало рекристаллизации) у сильно деформированной алюминиевой проволоки при очень кратковременных (0,1, 0,3, 1,0 и 10 сек) действиях тока короткого замыкания лежит в интервале температур 160—180° С. При выдержке в течение 1000 ч при температуре 80° С у алюминиевой проволоки значительно снизились прочностные свойства: предел прочности понизился с 20 до 15 кгс/мм-.
С понижением температуры у всех металлов, в частности у алюминия, прочность на разрыв возрастает, удлинение снижается.
При охлаждении от +20 до —60° С у алюминиевой проволоки (0 3 мм) предел прочности возрос на 10,5%, при этом относительное удлинение снизилось на 13% первоначального значения. После продолжительной (50 суток) выдержки алюминиевой проволоки при температуре —60° С не наблюдалось изменения предела прочности, измеренного при комнатной температуре.
4. Ползучесть и усталость алюминия
Алюминий, длительно нагруженный при обычной температуре, даже ниже предела текучести продолжает с течением времени увеличивать свою деформацию. Это явление называют ползучестью. В результате ползучести после определенного времени происходит разрушение.
У чистого отожженного алюминия ползучесть наблюдается при напряжениях, которые соответствуют пределу упругости. Однако принято считать, что область ползучести берет начало при напряжениях выше предела упругости.
В табл. 2-5 показаны данные измерения ползучести для меди и алюминия.
С повышением температуры ползучесть алюминия возрастает, что является следствием снижения его упругих свойств при нагреве. Поэтому необходимо принимать во внимание явление ползучести при расчете проводов на дополнительные нагрузки в эксплуатационных условиях.
Предел ползучести лежит в интервале между пределом упругости и пределом текучести материала. По данным (Л. 11] для алюминия предел ползучести равен 24
Таблица 2-5
Ползучесть меди и алюминия при комнатной температуре [Л. 11]
12 кгс)мм2 (при этом предел прочности на растяжение 18 кгс]мм2 для проволоки).
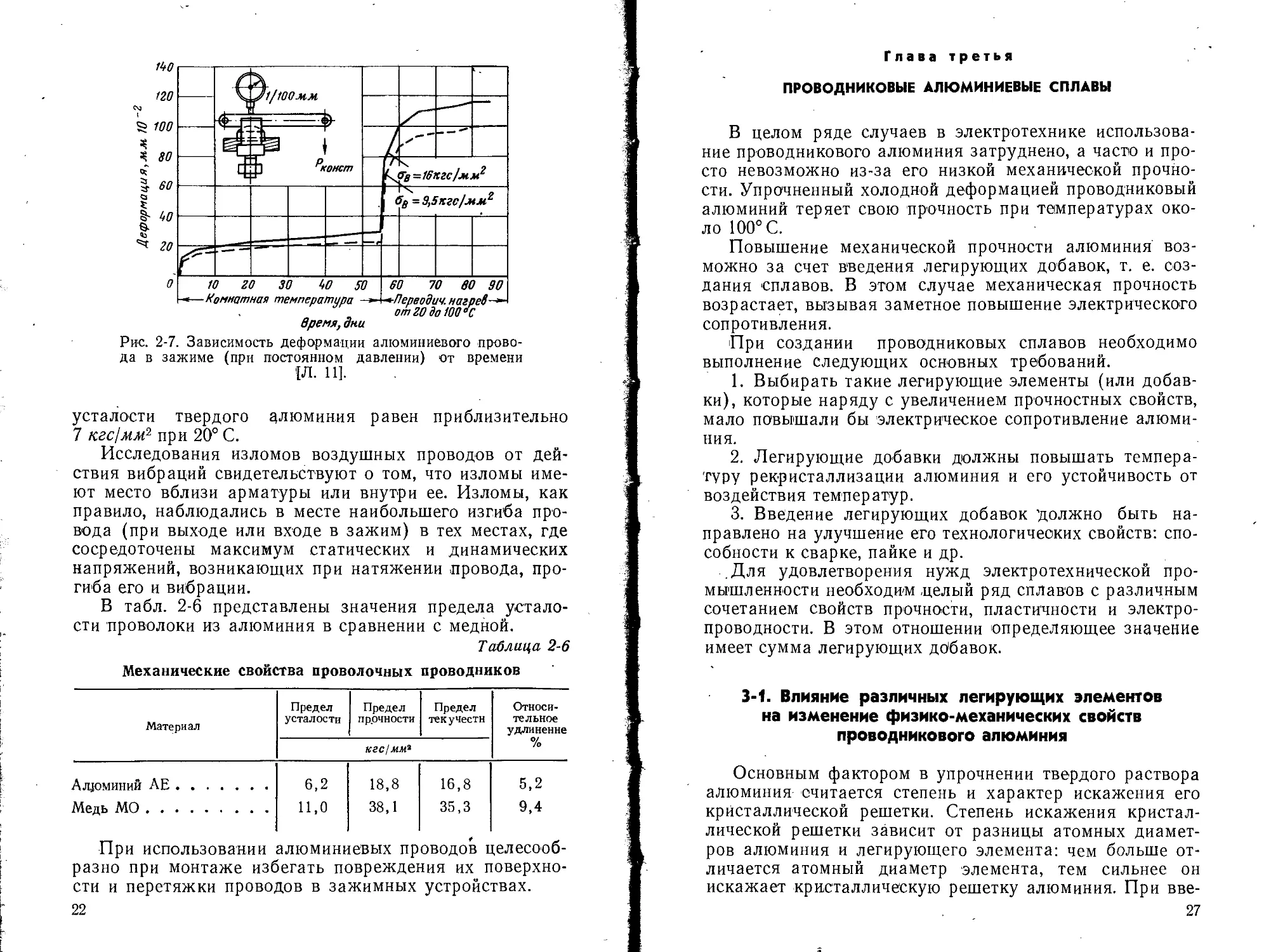
Свойство алюминия деформироваться при длительных нагрузках приводит к ослаблению контактов между проводом и зажимом [Л. 25]. Испытания осадки алюминиевого провода в зажиме, зажатого при постоянном давлении, велись при комнатной температуре в течение 50 дней (периодически нагревались до 100° С и охлаждались до 20° С). В течение первых пяти дней (при комнатной температуре) провод осел, а затем осадка совсем прекратилась. Нагрев до 100°С привел к новой сильной деформации этого провода. Однако последующие нагревы и охлаждения в интервале 20—100° С не привели к новым деформациям (рис. 2-7). Низкий предел ползучести является одним из серьезных факторов, препятствующих широкому внедрению чистого алюминия в электротехнической промышленности.
В процессе работы алюминиевые провода, шины и другие изделия испытывают на себе действие вибрации, которая вызывает в материале переменные напряжения сложного характера. В дополнение к возникшим напряжениям присоединяются еще трение и удары провода о зажим и т. п. Например, материал воздушных проводов одновременно подвергается растягивающим напряжениям, а также изгибающим напряжениям переменного знака. Действие таких деформаций в течение длительного времени приводит к изломам от усталости. Предел ; 25
Рис. 2-7. Зависимость деформации алюминиевого провода в зажиме (при постоянном давлении) от времени {Л. 11].
усталости твердого длюминия равен приблизительно 7 кгс!мм2 при 20° С.
Исследования изломов воздушных проводов от действия вибраций свидетельствуют о том, что изломы имеют место вблизи арматуры или внутри ее. Изломы, как правило, наблюдались в месте наибольшего изгиба провода (при выходе или входе в зажим) в тех местах, где сосредоточены максимум статических и динамических напряжений, возникающих при натяжении провода, прогиба его и вибрации.
В табл. 2-6 представлены значения предела усталости проволоки из алюминия в сравнении с медной.
Таблица 2-6
Механические свойства проволочных проводников
Материал Предел усталости Предел прочности Предел текучести Относительное удлинение %
кгс/мм*
Алюминий АЕ 6,2 18,8 16,8 5,2
Медь МО 11,0 38,1 35,3 9,4
При использовании алюминиевых проводов целесообразно при монтаже избегать повреждения их поверхности и перетяжки проводов в зажимных устройствах.
22
Глава третья
ПРОВОДНИКОВЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ
В целом ряде случаев в электротехнике использование проводникового алюминия затруднено, а часто и просто невозможно из-за его низкой механической прочности. Упрочненный холодной деформацией проводниковый алюминий теряет свою прочность при температурах около 100° С.
Повышение механической прочности алюминия возможно за счет введения легирующих добавок, т. е. создания сплавов. В этом случае механическая прочность возрастает, вызывая заметное повышение электрического сопротивления.
При создании проводниковых сплавов необходимо выполнение следующих основных требований.
1. Выбирать такие легирующие элементы (или добавки), которые наряду с увеличением прочностных свойств, мало повышали бы электрическое сопротивление алюминия.
2. Легирующие добавки должны повышать температуру рекристаллизации алюминия и его устойчивость от воздействия температур.
3. Введение легирующих добавок должно быть направлено на улучшение его технологических свойств: способности к сварке, пайке и др.
.Для удовлетворения нужд электротехнической промышленности необходи'М целый ряд сплавов с различным сочетанием свойств прочности, пластичности и электропроводности. В этом отношении определяющее значение имеет сумма легирующих дббавок.
3-1. Влияние различных легирующих элементов на изменение физико-механических свойств проводникового алюминия
Основным фактором в упрочнении твердого раствора алюминия считается степень и характер искажения его кристаллической решетки. Степень искажения кристаллической решетки зависит от разницы атомных диаметров алюминия и легирующего элемента: чем больше отличается атомный диаметр элемента, тем сильнее он искажает кристаллическую решетку алюминия. При вве-
27
Рис. 3-1. Влияние различных легирующих добавок на изменение твердости проводникового алюминия [Л. 26].
М. Захаров и Т. Лисовска
дении в алюминий магния и циркония (имеющих больший атомный диаметр) параметр решетки твердого раствора увеличивается. Обратная картина наблюдается при введении таких легирующих добавок, как цинк, медь, кремний.
Упрочнение твердого раствора на основе алюминия зависит также от предела ра-
створимости легирующего элемента; чем больше предел растворимости, тем интенсивнее упрочнение.
я [Л. 26], исследуя влияние
различных легирующих элементов на электропроводность и прочность алюминия, показали, что наибольший рост твердости отмечается при введении малорастворимых легирующих элементов: железа, циркония, марганца, хрома, титана, кальция, магния. Эти элементы существенно отличаются по атомным диаметрам от алюминия. Хорошо растворимые цинк и серебро оказывают меньший эффект на упрочнение, что показано на рис. 3-1.
Так как электропроводность является основным па
раметром проводникового материала, то легирующие элементы следует выбирать с учетом их влияния на изменение электрического сопротивления.
М. Захаров и Т. Лисовская [Л. 26] все исследованные ими легирующие элементы (для алюминия) условно разбили на три группы.
1. Сильно снижающие электропроводность (у< <34 м/ом-мм3 —это хром, литий, марганец, бериллий, цирконий, титан.
2. Мало снижающие электропроводность (у>36 м!ом • мм1)—кремний, цинк, медь, олово, кальций, железо, серебро, висмут, церий, никель, сурьма, молибден.
3. Элементы, занимающие промежуточное положение между первой и второй группой (у = 35 м)ом • мм?) — магний и вольфрам.
23
Изменение электропроводности алюминия по данным этих авторов показано на рис. 3-2.
М. Гохштейн и Я. Кру-поткин [Л. 27] исследовали влияние никеля, кобальта, ниобия, бериллия и церия на изменение электрического сопротивления и прочности алюминия. В табл. 3-1 представлены данные по определению электрического сопротивления и прочности в зависимости от концентрации этих легирующих добавок. Авторы установили коэффициент К, зависящий от величины отношения предела прочности к удельному электрическому сопротивлению. Наибольший прирост
Рис. 3-2. Влияние различных легирующих добавок на изменение электропроводности проводникового алюминия {Л. 26].
прочности установлен при введении добавок никеля, кобальта, и железа. Эти элементы практически нерастворимы в алюминии, и упрочнение достигается за счет образования соединений FesAI, NiAI и Со2А19 {Л. 27 и 28].
Из всех’исследованных авторами (Л. 28] легирующих добавок меньшее повышение электрического сопротивления вызывают добавки церия (табл. 3-1).
Вводимые в качестве упрочителей легирующие элементы повышают устойчивость алюминия к нагревам,
другими словами, повышают температуру рекристаллизации. В табл. 3-2 приведены данные |[Л. 11] температуры рекристаллизации алюминия в зависимости от введения некоторых легирующих элементов. Максимальная температура рекристаллизации отмечена у алюминия с добавками циркония.
3-2. Проводниковые алюминиевые сплавы типа АЕ
1. Химический состав и физико-механические свойства
К наиболее известным и используемым проводниковым сплавам следует отнести сплавы типа АЕ (АЕ-1, АЕ-2) —это алюминий с .одновременными добавками кремния и магния. Эти добавки мало снижают электропроводность алюминия. Магний и кремний, находя-
29
Таблица 3-1
Влияние различных добавок на удельное электрическое сопротивление и механическую прочность алюминия [Л. 27] (проволочные образцы 0 1,0 мм)
Содержание компонентов, % по массе Предел прочности при растяжении, кгс/мм2 Относительное удлинение, % Удельное электрическое сопротивление, ом< мм"1 м
нагарто- , ванное* 1 отожженное нагарто-ванное отожженное нагарто-ванное 1 отожженное
А 99 (по ГОСТ 11069-64) 9,0 5,0 30,0 50,0 0,0264 3,4 1,9'
0,29 Fe Al 0,1 Si, ост. Al 18,3 8,8 2,2 24,0 0,0279 6,5 3,2
0,17 Fe, ост. Al 16,7 7,8 6,4 34,0 0,0276 6,0 2,9
0,5 Fe, ост. Al 22,4 10,1 4,8 27,5 .0,0278 7,9 3,6
1,16 Fe, ост. Al 23,3 13,3 2,8 15,2 0,0280 8,0 4,8
0,32 Ni, ост. Al 17,1 8,9 6,5 32,0 0,0268 6,2 з,з
0,6 Ni, ост. Al 19,1 7,2 5,7 30,1 0,0274 7,0 2,6
1,05 Ni, ост. Al - 23,5 9,7 2,5 30,1 0,0276 8,2 3,2
0,24 Co, ост. Al 16,9 7,3 4,9 48,0 0,0271 6,2 6,7 7,8 2,9
0,5 Co, ост. Al 18,7 8,4 5,7 40,7 0,0280 3,0
1,0 Co, ост. Al 22,1 10,8 3,8 29,3 0,0279 4,9
0,15 Nb, ост. Al 14,7 7,8 6,8 32,0 0,0278 5,2 2,4
0,25 Nb, ост. Al 14,5 6,4 5,8 22,3 0,0276 5,2 2,3
0,45 Nb, ост. Al 15,0 6,0 6,5 33,7 0,0276 5,2 2,2
0,23 Be, ост. Al 15,9 6,9 5,3 32,7 0,0270 5,8 2,6
0,5 Be, ост. Al 18,2 7,9 4,5 31,0 0,0273 6,6 2,9
1,1 Be ост. 20,6 9,8 4,5 28,0 0,0275 7,3 3,2
0,27 Се, ост. Al 18,3 7,7 22,0 45,7 0,0267 5,9 2,9
0,57 Се, ост. Al 17,3 8,0 14,8 28,0 0,0267 6,7 3,0
1,07 Се, ост. Al 18,0 8,0 6,6 20,8 0,0271 6,5 2,8
♦ Сильно деформированная проволока.
щиеся в алюминии, образуют упрочняющую фазу Mg2Si. Растворимость этого соединения с повышением температуры изменяется, это обстоятельство позволяет применять к этим сплавам термическую обработку.
Сплавы типа АЕ имеют хорошие технологические качества — хорошо обрабатываются, пластичны, обладают возможностью сваривания и т. п.
Для определения оптимального содержания магния и кремния с целью повышения, механических свойств, а также минимального снижения электропроводности Л. Воронцовой [Л. 29] был исследован целый ряд сплавов на основе алюминия с различной концентрацией магния и кремния. Суммарная концентрация магния и кремния не 30
Таблица 3-2
Влияние легирующих добавок на повышение температуры рекристаллизации алюминия марки А99
Легирующая добавка, Температура Легирующая добавка, Температура
% по массе начала рекристаллизации, ®C % по массе рекристаллизации, ®с
0,4 Fe 240 0,5 Са 205
1,0 Fe 240 0,1 Са 190
0,4 Си 205 0,1 Ti 240
0,1 Zr 315 0,3 Ti 290
0,2 Mg 220 0,2 Ag 185
0,02 Be 210 0,8 Ag 205
0,3 Ni 180 0,1 Мп 260
0,15 Mo 230 A99 185
превышала 2% по массе (большие значения приводят к значительному росту электрического сопротивления). Положение сплавов на концентрационном треугольнике показано на рис. 3-3. На луче А1 — Mg2Si располагаются сплавы стехиометрического состава, т. е. концентрация магния и кремния соответствует соединению Mg2Sl. Выше луча А1—MgaSi располагаются сплавы, имеющие избыточное содержание кремния по отношению к Mg2Si (т. е. часть кремния ушла на образование Mg2Si, некоторая часть кремния осталась в сплаве в свободном состоянии). Ниже луча AI—Mg2Si расположены сплавы с избыточным содержанием магния по отношению к Mg2Si.
Рис. 3-3. Положение сплавов на концентрационном треугольнике (система алюминий — магний — кремний).
31
Sl, °/o массы
i____i 1 । i_____i
0,4 0,3 0,2 0,1 0
Mg, % массы
Рис. 3-5. Изменение удельного электрического сопротивления сплавов в зависимости от соотношения магния и кремния при постоянной их суммарной концентрации, равной 1,0% массы.
Рис, 3-4. Изменение удельного электрического сопротивления сплавов в зависимости от соотношения магния и кремнии при постоянной их суммарной концентрации, равной 0,4% массы.
На рис. 3-4—3-6 показаны кривые, характеризующие изменение удельного электрического сопротивления в зависимости от соотношения магния и кремния, причем сумма концентрации их постоянна и равна 0,4; 1,0; 1,2% массы.
Наименьшую величину электрического сопротивления (максимальную электропроводность) имеют сплавы, расположенные на луче А1—Mg2Si, т, е. при отношении Mg и Si, соответствующем Mg2Si.
Рис. 3-6. Изменение удельного электрического сопротивления сплавов в зависимости от соотношения магния и кремния при постоянной их суммарной концентрации, равной 1,2% массы.
по-
Mg и Si, соответствующем Mg2Si.
Исследованиями ряда авторов (Л. 29 и 30] установлено, что в этих сплавах устанавливается так называемый «ближний порядок», который соответствует упорядоченному распределению атомов магния и кремния в решетке алюминия. «Ближний рядок» проявляется в усилении сил межатомной связи, в уменьшении искажения решетки, в результате чего резко снижается величина электрического сопротив7 ления сплава.
Сплавы, имеющие избыточное содержание кремния, имеют электрическое сопротивление меньшее, чем у сплавов с избыточным магнием.
В сплавах с избыточным кремнием (правая часть рис. 3-4) избыток кремния находится в виде самостоятельной фазы. В сплавах
32
Рис. 3-7. Изменение механических характеристик сплавов в зависимости от содержания в них магния и кремния при постоянной их суммарной концентрации, равной 0,6% массы.
Рис. 3-8. Изменение механических характеристик сплавов в зависимости от содержания в них магния и кремния при постоянной их суммарной концентрации, равной 0,8% массы.
с избытком магния (левая часть рис. 3-4) избыток магния находится в твердом растворе алюминия. Искажение кристаллической фазой, всегда' меньше, чем Искажение
решетки,. вызванное второй
решетки, получающееся в результате растворения атомов, поэтому сплавы, в которых имеется избыток кремния, имеют меньшую величину удельного электрического сопротивления, чем сплавы с избыточным магнием.
На рис. 3-7—3-9 показаны крийые, характеризующие изменение механической прочности сплавов. Максимальное значение предела прочности и предела текучести наблюдается у сплавов с избыточным кремнием, так как у них имеются две упрочняющих фазы: Mg2Si и кремний эффективность термообработки у этих’ сплавов выше по сравнению со сплавами, расположенными па луче А1—Mg2Si, и сплавами с избыточным магнием.
С точки зрения повышения механической прочности предпочтение отдают сплавам с избыточным кремнием, тем более что у этих сплавов и повышение удельного электрического сопротивления меньше, чем у сплавов с избыточным магнием.
Повышение концентрации Mg2Si в сплавах приводит к улучшению механических свойств сплавов, при этом величина удельного электрического сопротивления также возрастает (табл. 3-3).
На рис. 3-10 и 3-11 показано влияние избыточного кремния на изменение удельного электрического сопротивления и механических свойств .сплавов при концентрации Mg2Si, равном 0,4% (рис. 3-10) и 0,8% (рис. 3-11).
3—1283 33
Таблица 5-5
Изменение удельного Электрического сопротивления и механической прочности сплавов в зависимости от концентрации Mg2Si*
Содержание, % массы (по расчету) Удельное электрическое сопротивление, ОМ’ММ^/М Предел прочности Предел текучести Относительное удлинение, %
кгс /мм2
0,4 0,0283 ю,5 6,5 25
0,6 0,0293 11,0 7,0 25
0,8 0,0300 15,3 12,5 20
* Сплавы после термообработки по режиму: твеиисе старение при 150° С в течение 12 ч.
закалка с 550° С в воду, искус-
Повышение концентрации избыточного кремния даже на 0,1 % по сравнению со сплавами стехиометрических составов приводит
к повышению величины удельного электрического сопротивления. Дальнейшее повышение концентрации избытка кремния имеет параболический характер.
Избыток кремния до определенного значения вызывает повышение механической прочности при одновременном снижении пластичности. Оптимальное сочетание свойств прочности и пластичности достигается при избытке кремния, равном 0,3%.
Увеличение концентрации как MgsSi, так и избытка кремния
приводит к улучшению механических характеристик сплавов, однако
SI, "/о массы । ,
К2 OS Ц? о!з 0
Рис. 3-9. Изменение мехаииче-
болыпий эффект в упрочнении достигается при избытке кремния (табл. 3-4).
ских характеристик сплавов в зависимости от содержания в них магния и кремния при постоянной их суммарной концентрации, равной 1,2% массы.
Рис. ЗДО. Влияние избыточного содержания кремния на свойства сплавов при концентрации Mg2Si, равной 0.4% массы.
34
В зависимости от назначения электротехнических изделий .рекомендуемые сплавы типа АЕ мож-. но разделить на три основные группы (или три марки) АЕ-1, АЕ-2 и АЕ-3, которые имеют различную концентрацию магния и кремния.
Сплавы группы АЕ-1 имеют концентрацию Mg2Si, равную 0,4—0,5%, и избыток кремния 0,1—0,3% (массы). У сплавов этой группы электрическое сопротивление выше, чем у алюминия, на 5—8%. Однако механическая прочность сплавов в 2 раза выше, чем
алюминия: предел текучести равен 7,5 кгс/мм2 против 2 кгс/мм2 у алюминия. Сплавы этой группы высокопластичны и могут быть использованы для изготовления то-коведущих жил проводов, кабельных изделий, обмоток электриче-
Рис. З-П. Влияние избыточного содержания кремния иа свойства сплавов при концентрации Mg2Si, равной 0,8% массы.
ских машин и трансформаторов.
Сплавы группы АЕ-2 имеют концентрацию Mg2Si, равную 0,6—0,8%, и избыток кремиия 0,1—0,3%. Удельное электрическое сопротивление, этих сплавов выше, чем у алюминия, на 10—12%
Таблица 3-4
Изменение удельного электрического сопротивления и механической прочности сплавов в зависимости от концентрации Mg2Si и избытка кремния
Расчетный состав сплава, Удельное электрическое Предел прочности Предел текучести О Д Л . CJ 4) Ф Я
% массы
Mg2Si Избыток кремния Алюминий сопротив-ление, ОЛ4-Л4Л42/Л4 KSCjMM* S <и о « о я Я
0,4 Остальные 0,0283 10,5 6,5 25
’ 0,6 — Я 0,0293 11,0 7,0 25
0,4 0,2 я 0,0293 14,3 8,0 20
0,8 — я 0,0300 15,3 12,5 20
0,6 0,2 я 0,0315 21,5 19,5 14
и составляет 0,0315—0,033 ом мм-jM. Сплавы этой группы имеют механическую прочность на уровне свойств меди, т. е. в несколько раз большую, чем у алюминия:
Предел прочности..................16—22 кгс!мм2
Предел текучести..................13—18 кгс/мм2
Относительное удлинение .... Более 12»/0
Сплавы АЕ-2 могут быть использованы для изготовления токоведущих шин в распредустройствах, установочных проводов, токо-ведущих жил для проводов линий электропередач и др.
3* 35
Сплавы группы АЕ-3 имеют концентрацию Mg2Si, равную 0,8—4,0%, и избыток кремния 0,1—0,3%. Их электрическое сопротивление выше, чем у алюминия, на 12—(14% и равно 0,034— 0,036 ом-мм21м и следующие механические свойства:
Предел прочности............Более 25 кгс/мм2
Предел текучести............ „ 23 кгс/мм2
Относительное удлинение ... „ 9о/о
Таблица 3-5
Химический состав сплавов АЕ-1, АЕ-2 и АЕ-3
Марка сплава Содержание компонентов, % массы Примесн не более, % массы
Магний Кремний Железо Алюминий Медь Цинк Титан Всего
АЕ-1 0,15—0,35 0,25—0,45 0,15—0,40 Остальное 0.02 0,05 0,01*, 0,08
АЕ-2 0,35—0,55 0,45—0 ,65 0,15—0.40 0,02 0,05 0,01 0,08
ае-з 0,8—1,0 0,6—0,8 0,15—0,40 • 0,02 0,05. 0,01 0,08
• Для суммы Ti, V, Мп, Сг.
Рис. 3-12. Влияние добавок железа на электрическое сопротивление сплавов АЕ.
Сплавы этой группы могут быть рекомендованы как проводниковые материалы, способные выдерживать большие нагрузки.
Определенные по различному сочетанию свойств электропроводности, прочности и пластичности сплавы типа АЕ (в табл. 3-5 представлен их химический состав) могут быть использованы в различных электротехнических изделиях.
Kfc/jHM^j %
68
—“—
— —АЕ-1 —АЕ-2
0 0,2 0,Ъ 0,6
Ге, % массы
Рис. 3-13. Влияние добавок железа на механические свойства сплавов АЕ.
2. Влияние добааок железа
Как указывалось в гл. 1 и 2, железо является одной из основных примесей алюминия. Железо мало повышает удельное электрическое сопротивление алюминия, но улучшает его прочностные свойства. Аналогичное действие оказывают добавки железа на сплавы типа АЕ.
На рис. 3-4'2 показано изменение удельного электрического сопротивления сплавов АЕ в зависимости от содержания в них добавок железа. Введение железа до 0,5% мало повышает удельное электрическое сопротивление этих сплавов, так как железо практически ничтожно мало растворяется в алюминии. Даже при очень небольших добавках железо
36
с алюминием образуют химические соединения Fe3Al и др., в результате чего прирост величины электрического сопротивления незначителен.
За счет того, что добавки железа приводят к измельчению структуры, у этих сплавов повышаются механические свойства (рис. '3-13).
В последнее время оставался открытым вопрос о целесообразности добавок железа в сплавы АЕ, а также о необходимости с точки зрения повышенной прочности наличия в этих сплавах избыточного кремния.
В табл. 3-6 показано влияние добавок железа на изменение механических свойств сплавов с избытком кремния и без него; наличие избыточного креммин приводит к увеличению механической прочности как сплавов с железом, так и сплавав, не содержащих добавок железа.
Таблица 3-6
Влияние добавок железа на механические свойства сплавов с избытком кремния и без него
Содержание компонентов, % массы Фазовый состав (по расчету), о/ /о Предел прочности Предел текучести Относительное ^удлинение, %
Магний Кремний Железо к S < § Избыток кремния 1 MgaSi кгс/мм*
0,125 0,120 0,150 0,150 0,766 0,800 0,800 0,800 0,075 0,080 0,310 0,310 0,440 0,400 0,700 0,700 0,3 0,3 0,3 Остальное » » » » » » t » 0,26 0,26 0,30 0,30 о,2 0,2 0,2 0,2 1,2 1,2 1,2 1,2 9,5 6,3 Н.5 8,3 28,0 23,2 29,5 25,0 5,0 3,8 5,9 14,0 17,7 21,1 18,0 35 36 31 23
3. Влияние добавок бора
Повышение электропроводности сплавов типа АЕ возможно за счет введения добавок бора.
Бор оказывает такое же влияние на сплавы, как и на алюминий. Имеющиеся в сплаве примеси 1(титан, хром, ванадий, марганец) при введении бора образуют с ним нерастворимые соединения, выводя их из твердого раствора, в результате чего достигается меньшее искажение кристаллической решетки и электрическое сопротивление несколько уменьшается. Добавки бора должны быть в количестве, необходимом.для образования химических соединений из примесей, содержащихся в сплаве, т. е. для обеспечения реакции, например для титана, Ti+2B<±TiB2, протекающей в расплаве алюминия. Однако на практике дают несколько большее количество бора — это связало с тем, что во время реакции образуется соединение высшего порядка, или с тем, что какая-то часть бора вступает в соединение с алюминием, образуя А1В2.
- &
б табл. 3-7 показаны дайные о влиянии добавок бора на электрическое сопротивление И механические характеристики сплавов: типа АЕ,
Таблица 3-7,’
Влияние добавок бора на изменение свойств
Сплавов АЕ-1—АЕЗ
Содержа- Удельное Механические свойства
Марка сплава ние бора (по расче- сопротивление, а0>2 нв Относительное удлинение, %
ту), % кгс/мм^
АЕ-1 0,03151 13,8 7,3 40 25
АЕ-1 0,01 0,03130 15,3 7,7 44 24
АЕ-1 0,10 0,03051 16,1 8,5 46 21
АЕ-2 — 0,03354 23,4 17,4 73 18
АЕ-2 0,0.1 0,03251 24,7 18,1 76 17
АЕ-2 0,10 0,03203 25,4 21,5 80 18
АЕ-3 0,03752 27,3 18,4 86 16
АЕ-3 0,01 0,03641 28,1 19,7 86 15
АЕ-3 0,10 0,03504 29,5 24,1 88 15
4. Оптимальные режимы термообработки и структура сплааоа
Механические характеристики проводниковых сплавов типа АЕ зависят не только от количества легирующих доба1вок магния, кремния, но также от формы и размеров выделений, которые они создают.
Одним из методов, повышающих физико-механические свойства сплавов АЕ, являются правильно подобранные режимы термической и термомеханической обработки.
Определение оптимальных режимов обработки позволяет повысить электропроводность и улучшить механические характеристики этих сплавов. Для этого необходимо знать процесс распада твердого раствора сплавов АЕ, на основе которого определяют опти-м ыьныс режимы обработки.
В закаленном состоянии сплавы имеют однофазное состояние.. На рис. 3-14 приведена электронно-микроскопическая фотография сплава АЕ-2 в закаленном состоянии (/зак = 520° С). После отпуока при температуре 150° С атомы легирующих элементов в твердом1 растворе собираются в игольчатые зоны Гинье — Престона (рис. 3-15). С повышением температуры отпуска сплава до 220° С зоны превращаются в выделения избыточной фазы, имеющие стержневидную форму. Это стержни метастабильной фазы Mg2Si, которые при более высоких температурах переходят в стабильные частицы неправильной формы. На стадии выделения Стержни строго ориентированы вдоль трех направлений <100> (рис. 3-16), два из Которых лежат В плоскости снимка. Выделения в перпендикулярном направлении имеют вид точек, размер которых соответствует размеру стержней, лежащих- в плоскости снимка.
38
Рис. 3-14. Структура закаленного (с 520° С) сплава АЕ-2, X 22 000.
Фазовый микроанализ сплава АЕ-2 показал, что в отожженном состоянии имелись выделения Mg2Si с некоторым- количеством железа, свободного кремния и Fe3Al. Фаза MgySi самостоятельно наблюдается доволыно редко. Сравнивая между собой атомные радиусы железа, магния и кремния 0,127; 0,16 и 0,18 нм соответственно (при плотной упаковке атомов координационное число равно 12), можно полагать, что атомы железа замещают часть атомов кремния с небольшой добавочной деформацией решетки. В этом случае размерное соответствие кристаллических решеток выделения и матрицы ухудшается. Однако когерентная связь стержневидных выделений не нарушена, как это показано на рис. 3-17, где отчетливо видны
Рис. 3-15. Игольчатые выделения фазы Mg2Si (сплав АЕ-'1) после закалки с 550° С и искусственного старения при 150° С в течение 120 ч.
Ориентировка фольги <310>, X 46 000.
39
Рис. 3-16. Структура сплава АЕ-1 после закалки с 550° С и искусственного старения при 220° С в течение 12 ч. Видны три направления выделений. Ориентировка фольги <i!00>, X 22 000.
следы скольжения дислокаций в двух системах скольжения, пересекающих стержень выделения. Как известно, дислокации проходят через зоны (полностью или частично) «когерентных выделений». Роль железа в упрочнении сплавов, судя по полученным результатам, сводится к увеличению критического напряжения, необходимого для прохождения дислокаций через «когерентные выделения» комплексной фазы MgaSi + Fe.
Таким образом, картина распада в сплавах АЕ выглядит так: образование зон Гинье — Престона—► иглы метастабильной фазы
Рис. 3-17. Пересечение дислокации выделений в сплаве АЕ-2 после закалки с 550° и искусственного старения при 220° в течение 5 ч. Стрелками показаны два направления скольжения дислокаций, X 63 000.
40
Рис. 3-18. Дислокационная структура сплава АЕ-1, деформированного на 10%, X 27 000.
MgaSi + Fe—>-стержни нестабильной фазы Mg2Si + Fe и образование равповесной фазы MggSi + Fe.
Для 1Малолеги.рова1нных сплавов типа АЕ оптимальной температуре закалки соответствует температура 520—550° С, а оптимальной температуре отпуска 150—'170° С, время выдержки .12—15 ч.
Однако известно, что деформация пересыщенных твердых растворов вызывает их частичный распад и существенно влияет на распад при последующем нагреве. Холодная деформация ускоряет процессы распада и изменяет характер распределения второй фазы, а также дисперсность ее при старении. Увеличение скорости выделения при холодной деформации закаленного сплава объясняется тем фактором, что микроскопические видимые выделения располагаются вдоль плоскостей скольжения в кристаллах. Поэтому зарождение и рост выделений происходит легче в областях с более высокой плотностью дислокаций. Действие деформации зависит от величины и способа деформации, а также структурного состояния сплава.
В табл. 3-8 показано изменение механических свойств под действием деформации сплавов АЕ-1—АЕ-3.
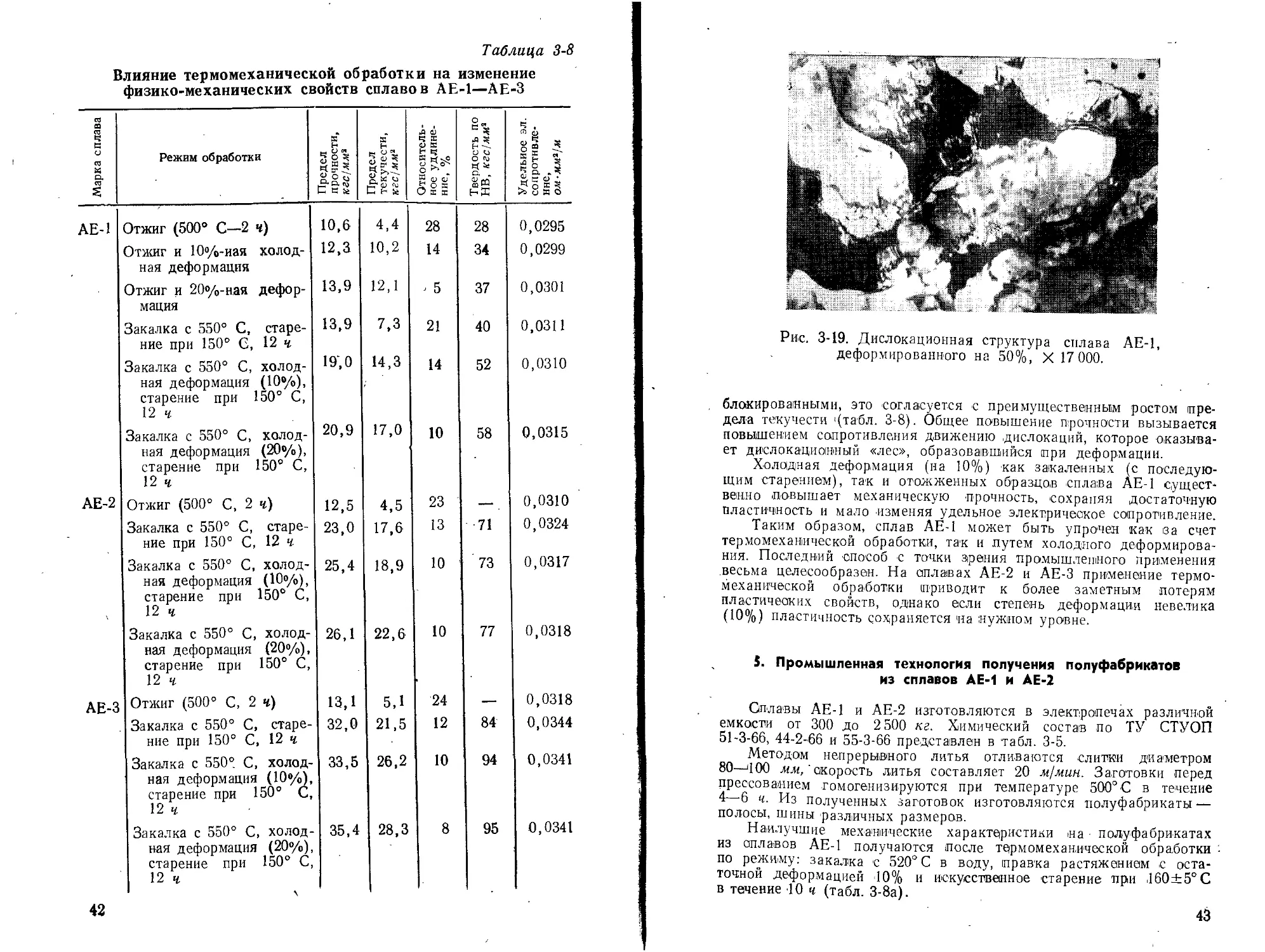
Увеличение степени деформации вызывает одновременно с повы-. шением прочности снижение относительного удлинения. Изучение структуры, образующейся при термомеханической обработке методом электронной микроскопии показывает, что при 10%-ной деформации (рис. 3-18) в образце сплава АЕ-1 появляются геометрические неупорядоченные сплетения дислокаций. Такую структуру можно рассматривать как несовершенную ячеистую; имеются ячейки, практически свободные от дислокаций, а плотность дислокаций в границах ячеек повышена. С увеличением степени деформации структура приобретает отчетливо ячеистый характер. Отпуск образцов сплава, деформированных на 10% при 150° С (12 ч), мало изменяет характер дислокационной структуры: границы ячеек становятся лишь менее широкими (рис. 3-19).
Электронно-микроскопические данные свидетельствуют о том, ЧТО источники скольжения © значительной степени оказываются за-
41
Таблица 3-8
Влияние термомеханической обработки на изменение физико-механических свойств сплавов АЕ-1—АЕ-3
Марка сплава Режим обработки 1 Предел прочности, кгс/мм* Предел текучести, кгс]мм* 1 Относительное удлинение, <уо Твердость по НВ, кгс!мм* Я) о й * s Е « Й о S
АЕ-1 Отжиг (500° С—2 ч) 10,6 4,4 28 28 0,0295
Отжиг и 10%-иая холодная деформация 12,3 10,2 14 34 0,0299
Отжиг и 20о/о-ная деформация 13,9 12,1 > 5 37 0,0301
Закалка с 550° С, старение при 150° С, 12 ч 13,9 7,3 21 40 0,0311
Закалка с 550° С, холодная деформация (10%), старение при 150° С, 12 ч 19,0 14,3 14 52 0,0310
Закалка с 550° С, холодная деформация (20%), старение при 150° С, 12 ч 20,9 17,0 10 58 0,0315
АЕ-2 Отжиг (500° С, 2 ч) 12,5 4,5 23 — 0,0310
Закалка с 550° С, старение при 150° С, 12 ч 23,0 17,6 13 71 0,0324
Закалка с 550° С, холодная деформация (Ю»/о), старение при 150° С, 12 ч 25,4 18,9 10 73 0,0317
Закалка с 550° С, холодная деформация (20%), старение при 150° С, 12 ч 26,1 22,6 10 77 0,0318
АЕ-3 Отжиг (500° С, 2 ч) 13,1 5,1 24 — 0,0318
Закалка с 550° С, старение при 150° С, 12 ч 32,0 21,5 12 84 0,0344
Закалка с 550° С, холодная деформация (10%), старение при 150° С, 12 ч 33,5 26,2 10 94 0,0341
Закалка с 550° С, холодная деформация (20%), старение при 150° С, 12 ч 35,4 28,3 8 95 0,0341
42
Рис. 3-19. Дислокационная структура сплава АЕ-1, деформированного на 50%, X 17 000.
блокированными, это согласуется с преимущественным ростом предела текучести '(табл. 3-8). Общее повышение прочности вызывается повышением сопротивления движению дислокаций, которое оказывает дислокационный «лес», образовавшийся при деформации.
Холодная деформация (на 10%) как закаленных (с последующим старением), так и отожженных образцов сплава АЕ-1 существенно повышает механическую прочность, сохраняя достаточную пластичность и мало изменяя удельное электрическое сопротивление.
Таким образом, сплав АЕ-1 может быть упрочен как за счет термомеханмческой обработки, так и путем холодного деформирования. Последний способ с точки зрения промышленного применения весьма целесообразен. На сплавах АЕ-2 и АЕ-3 применение термомеханической обработки приводит к более заметным потерям пластических свойств, однако если степень деформации невелика (10%) пластичность сохраняется на нужном уровне.
5. Промышленная технология получения полуфабрикатов из сплавов АЕ-1 и АЕ-2
Сплавы АЕ-1 и АЕ-2 изготовляются в электропечах различной емкости от 300 до 2 500 кг. Химический состав по ТУ СТУОП 51-3-66, 44-2-66 и 55-3-66 представлен в табл. 3-5.
Методом непрерывного литья отливаются слитки диаметром 80—400 мм,'скорость литья составляет 20 м/мин. Заготовки перед прессованием гомогенизируются при температуре 500° С в течение 4—6 ч. Из полученных заготовок изготовляются полуфабрикаты — полосы, шины различных размеров.
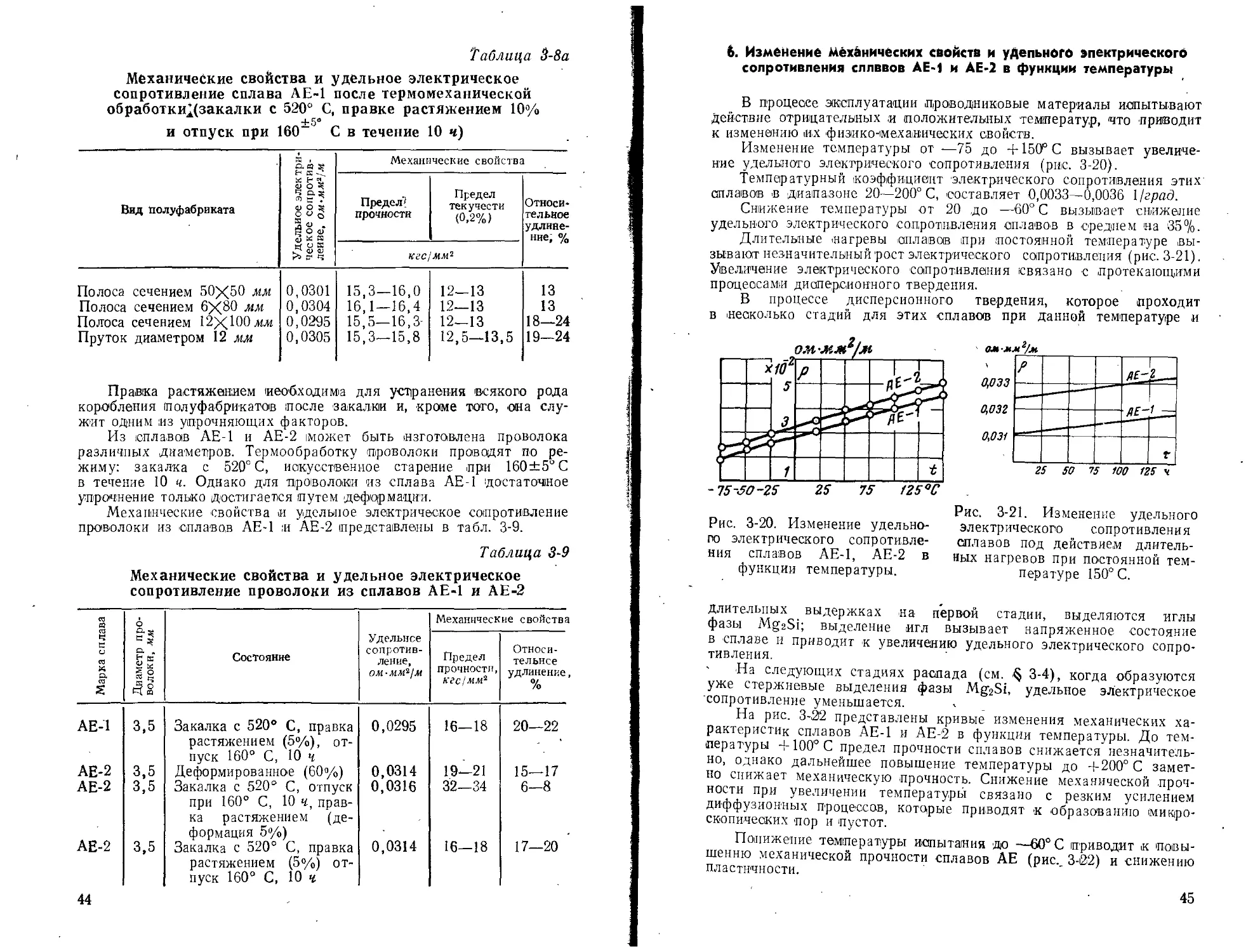
Наилучшие механические характеристики на полуфабрикатах из сплавов АЕ-1 получаются после термомеханической обработки по режиму: закалка с 520°С в воду, правка растяжением с остаточной деформацией 10% и искусственное старение при 460+5° С в теиение 10 ч (табл. 3-8а).
43
Таблица 3-8а
Механические свойства и удельное электрическое сопротивление сплава ЛЕ-1 после термомеханической обработки2(закалки с 520° С, правке растяжением 10% + 5°
и отпуск при 160“ С в течение 10 ч)
Вид полуфабриката Удельное электри-| ческое сопротивление, ом»мм*/м Механические свойства
Предел? прочности Предел текучести (0,2%) Относительное удлинение; %
кгс/мм2
Полоса сечением 50X50 мм Полоса сечением 6X80 мм Полоса сечением 12X100 мм Пруток диаметром 12 мм 0,0301 0,0304 0,0295 0,0305 15,3—16,0 16,1—16,4 15,5—16,3- 15,3—15,8 12—13 12—13 12—13 12,5—13,5 13 13 18—24 19—24
Правка растяжением (необходима для устранения всякого рода коробления (полуфабрикатов (после закалки и, кроме того, она служит одним из упрочняющих факторов.
Из сплавов АЕ-1 и АЕ-2 может быть (изготовлена проволока различных диаметров. Термообработку проволоки проводят по режиму: закалка с 520° С, искусственное старение при 160±5°С в течение 10 ч. Однако для проволоки из сплава АЕ-1 достаточное упрочнение только достигается путем деформации.
Механические свойства и удельное электрическое сопротивление проволоки из сплавов АЕ-1 :и АЕ-2 представлены в табл. 3-9.
Таблица 3-9
Механические свойства и удельное электрическое сопротивление проволоки из сплавов АЕ-1 и АЕ-2
Марка сплава Диаметр проволоки, мм Состояние Удельное сопротивление, 0М‘ММ2/М Механические свойства
Предел прочности, кгс/мм* Относительнее удлинение, %
АЕ-1 3,5 Закалка с 520° С, правка растяжением (5%), отпуск 160° С, Ю ч 0,0295 16—18 20—22
АЕ-2 3,5 Деформированное (60%) 0,0314 19-21 15—17
АЕ-2 3,5 Закалка с 520° С, отпуск при 160° С, 10 ч, правка растяжением (деформация 5%) 0,0316 32—34 6—8
АЕ-2 3,5 Закалка с 520° С, правка растяжением (5%) отпуск 160° С, 10 ч 0,0314 16—18 17—20
44
Ь. Изменение механических свойств и удельного электрического сопротивления сллввов АЕ-1 и АЕ-2 в функции температуры
В процессе эксплуатации проводниковые материалы испытывают действие отрицательных и положительных температур, что приводит к изменению их физико-механических свойств.
Изменение температуры от—75 до +150° С вызывает увеличение удельного электрического сопротивления (рис. 3-20).
Температурный коэффициент электрического сопротивления этих сплавов в диапазоне 20—200° С, составляет 0,0033—0,0036 \/град.
Снижение температуры от 20 до —60° С вызывает снижение удельного электрического сопротивления сплавов в среднем на 35%.
Длительные нагревы сплавов при постоянной температуре вызывают незначительный рост электрического сопротивления (рис. 3-21). Увеличение электрического сопротивления связано с протекающими процессами дисперсионного твердения.
В процессе дисперсионного твердения, которое проходит в несколько стадий для этих сплавов при данной температуре и
Рис. 3-20. Изменение удельного электрического сопротивления сплавов АЕ-1, АЕ-2 в функции температуры.
Рис. 3-21. Изменение удельного электрического сопротивления сплавов под действием длительных нагревов при постоянной температуре 150° С.
длительных выдержках на первой стадии, выделяются иглы фазы Mg2Si; выделение игл вызывает напряженное состояние в сплаве и приводит к увеличению удельного электрического сопротивления.
На следующих стадиях распада (см. § 3-4), когда образуются уже стержневые выделения фазы Mg2Si, удельное электрическое сопротивление уменьшается.
На рис. 3-22 представлены кривые изменения механических характеристик сплавов АЕ-1 и АЕ-2 в функции температуры. До температуры + 100° С предел прочности сплавов снижается незначительно, однако дальнейшее повышение температуры до +200° С заметно снижает механическую прочность. Снижение механической прочности при увеличении температуры связано с резким усилением диффузионных процессов, которые приводят к образованию микроскопических пор и пустот.
Понижение температуры испытания до —60° С приводит к повышению механической прочности сплавов АЕ (рис. 3-Й2) и снижению пластичности.
45
Рис. 3-22. Изменение механических свойств сплавов АЕ-1 и АЕ-2 в функции температуры (сплавы после термообработки: закалка с 550° С, искусственное старение при 150° С в течение 12 ч).
Как Правило, в процессе эксплуатации проводниковые материалы подвергаются воздействию длительных нагревов в продолжение сотен и тысяч часов.
В табл. 3-10 приведены изменения механических свойств сплавов после длительных нагревов (1 000 ч при температуре 150° С).
Продолжительные нагревы сплава АЕ-1 в течение 500 ч вызывают увеличение прочности (|<тв возрастает от 14 до 18 кгс/мм2). Это связано с тем, что сплав до нагрева был обработан по режиму, не
дающему максимального
значения прочности, которое можно достичь на этом сплаве. Если сплав АЕ-1 обработать по режиму: закалка с 520° С, холодная деформация 10% и искусственное старение при 160° С в течение 10 ч,
то последующие длительные нагревы уже не повышают прочност-
ных характеристик.
Таблица 3-10
Изменение механической прочности сплавов АЕ-1, АЕ-2 после длительных нагревов
Марка сплава Свойства сплавов До нагрева* После нагрева при температуре 150° С в течение
500 ч 1 000 ч
АЕ-1 Предел прочности, кгс/мм2 13,9 18,0 17,0
Предел текучести, кгс/мм2 7,3 13,6 12,8
Относительное удлинение, % 21,0 12,0 12,1
Твердость по Бринеллю, кгс/мм2 40,0 52,0 54,0
АЕ-2 Предел прочности, кгс/мм2 23,0 22,4 20,8
Предел текучести, кгс/мм2 17,6 17,1 16,4
Относительное удлинение, % 12,6 12,7 11,4
Твердость по Бринеллю, кгс/мм2 71,0 70,0 67,0
* Все сплавы до эксплуатационного нагрева закалка с 520° С в воду и искусственное старение
термообрабатывалнсь по режиму: при 160° С в течение 10 ч.
Длительные нагревы сплава АЕ-2 в течение -1 000 ч при 150° С
практически не изменяют механических характеристик его.
Температура рекристаллизации сплавов АЕ-1 и АЕ-2, определенная рентгеновским методом, соответственно равна 240 и 260° С.
46
150
Рис. 3-23. Изменения твердости сплава с 1,4% MgaSi в процессе длительного старения до
1 000 ч при 250—160° С.
На рис. 3-23 представлена зависимость изменения твердости сплава с 1,4% Mg2Si в функции температуры и времени выдержки. Максимальная прочность достигается на нем при температуре 160° С.
7. Усталость и ползучесть сплавов АЕ
Испытания на усталость при консольном изгибе проводятся в соответствии с ГОСТ 2850-65 при скорости нагружения 3 000 циклов в минуту (рис. 3-24). Повышение температуры сопровождается понижением усталостной прочности сплава АЕ-1. Однако в целом изменение температуры от 20 до 200° С относительно слабо влияет на усталостную прочность. При температуре 20° С усталостная прочность сплава АЕ-1 составляет 70 .Ин/.м2, а для температур 150 И 200° — 60 Л1н/.ч2.
На рис. 3-25 показаны изменения предела текучести и предела прочности, определенные на базе Г00 ч. При температуре 20° С предел усталости примерно и 2 раза (меньше длительной прочности,
Рис. 3-24. Кривые усталости сплава АЕ-1 при различных температурах.
/ — 20° С: 2 — 100’С; .3—150° С; 4 — 200°С.
47
Рис. 3-25. Зависимость длительной прочности и предела усталости сплава АЕ-1 от температуры.
1 — длительная прочность; 2 — предел прочности; 3 — предел усталости; 4 — предел текуче-
с повышением температуры эта разница быстро убывает. При температуре 200° С обе кривые пересекаются. Ход кривых указывает, что при дальнейшем повышении температуры предел усталости может оказаться выше предела длительной прочности (Л. 31].
3-3. Физико-механические свойства сплввов Алдрей и Кондаль
Из зарубежных сплавов,
принадл ежащих к системе А1 — Mg — Si, следует отнести Алдрей и Кондаль.
Сплав Алдрей был разработан еще в 1928 г., основное его назначение — это • изготов-
СТИ. е
ление проводов для линии электропередач. Сплав Алдрей содержит 0,3—0,5% магния; 0,4—0,7%! кремния и 0,2— 0,3%’ железа, остальное алюминий. Термическая обра
ботка его состоит в том, что прессованную или катаную заготовку закаливают в воде с 510—550° С, затем протя-
гивают и подвергают искусственному старению при 140—180° С.
В табл. 3-11 приводятся свойства Алдрея и технического алюминия. Прочность на разрыв у Алдрея в 2 раза выше,' чем у алюминия и при равной проводимости это
Таблица 3-11
Физико-механические свойства проволоки из Алдрея и твердого алюминия
Свойства Алдрей диаметром 2—3 мм Алюминий (99,3%) диаметром 2—3 мм
Предел прочности при растяжении, кгс/мм2 Относительное удлинение, “/о..............
Предел текучести условный, кгс/мм2 . . .
Удельное электрическое сопротивление, ом мм2/м................................
Температурный коэффициент электрического сопротивления, 1/град ........
32—34 6—9 28—30 14—16 2—4 12—14
0,033—0,322 0,0294
0,0036 0,0040
Рис. 3-26. Изменение прочности проволоки нз Алдрея после кратковременных нагревов током.
7 —нагрев 0,1 сек-, 2 — 0,3 сек-, 3 — 1 сек; 4 — 3 сек; 5—10 сек.
Рис. 3-27. Ползучесть проводниковых сплавов при сжатии (5,6 кгс/мм2 при 140® С).
1 — медь; 2 — Кондаль; 3 — медь с добавкой фосфора 0,025%; 4 — медь с добавкой серебра 1,0%; 5 — медь с добавкой кадмия 2%.
обеспечивает прочность проводов из Алдрея в 1,5 раза большую, чем прочность медных проводов при вдвое меньшей массе.
Высокая прочность проводов из Алдрея позволяет увеличить размеры пролетов воздушных линий электропередач. Высокая твердость Алдрея способствует уменьшению количества повреждений проводов при монтаже.
Алдрей значительно лучше, чем алюминий, выдерживает токи короткого замыкания (рис. 3-26). Начало потери прочности у проволоки из Алдрея лежит около 180—200° С. Предел вибрационной усталости у Алдрея в 1,5 раза выше, чем у алюминия. По сопротивлению действию дуги, возникающей при коротком замыкании проводов, провода из Алдрея стоят на втором месте после медных и значительно устойчивее проводов из алюминия [Л. 32].
Сплав Кондаль содержит 0,3% магния, 0,1% кремния, 0,45% железа, остальное алюминий (Л. 33]. После термической обработки (закалки с 560—580° С и искусственного старения при 200—220°С) он обладает пределом текучести (0,2) при 20°С—12,7 кгс/мм2, а при 140°С — 11,6 кгс/мм2, твердостью по Бринеллю около 80 кгс/мм2. Сплав Кондаль имеет высокое сопротивление ползучести в нагретом состоянии, при 125° С и нагрузке 7,35 кгс/мм2 образец из сплава Кондаль разорвался через 3000 ч, тогда как образец из алюминия (0,25% железа и 0,1% кремния) разорвался через 20 ч. На рис. 3-27 даны ха-4-1283 49
рактеристики ползучести проводниковых сплавов при сжатии.
Так как электропроводность Кондаля мало отлична от электропроводности алюминия, то благодаря сохранению прочности при нагревах этот сплав может быть использован в качестве обмоточного материала в обмотках электрических машин.
Известен сплав АВЕ, также принадлежащий к системе алюминий — магний—кремний. Его состав практически не отличается от сплава АЕ-2. Этот сплав предназначен для изготовления из него жил для кабельных изделий, удельное электрическое сопротивление АВЕ лежит в пределах 0,0295—0,033 ом • мм2/м, предел прочности (после термообработки, закалки и старения) 29 кгс/мм2, относительное удлинение 5%.
В качестве проводникового материала для изготовления токоведущих шин используется сплав АД-31. Химический состав сплава: 0,3—0,7% кремния, 0,4—0,9% магния, 0,5% железа, 0,1% марганца, остальное — алюминий.
Удельное электрическое сопротивление этого сплава. составляет 0,034 ом • мм2/м, предел прочности 24 кгс/мм2, относительное удлинение 10%.
3-4. Физико-механические свойства сплавов VUK-30E VUK-33E, ЧСН-424405 [Л. 34]
Химические составы сплавов VUK-ЗОЕ и VUK-33E показаны в табл. 3-12.
Таблица 3-12
Сплавы VUK-ЗОЕ и VUK-33E
Марка сплава Содержание, % (по массе)
магния кремния; железа
VUK-30E 1,35—1,65 0,25—0,45 0,3—0,45
VUK-33E 0,9—1,0 0,25—0,45 0,3—0,45
В отожженном состоянии для сплавов VUK-ЗОЕ и VU'K-ЗЗЕ: предел прочности соответственно равен 13 и 11 кгс/мм2, относительное удлинение 20 и 24%, проводимость 30 и 33 м/ом • мм2. Эти сплавы используются 5Q
J Таблица 5-/5
Физико-мёханичёСкие свойства сплава ЧСН-424405
Свойства Состояние
отожженное естественное состаренное закаленное, деформированное, состаренное
Предел прочности, кгс/мм1 10 14 31
Удлинение, % 20 12 6
Проводимость, м/ом-мм* ......... 34 30 31
в отожженном состоянии. Их химический состав обеспечивает хорошие механические свойства, главным образом при повышенных температурах. Способность к деформированию у этих сплавов очень высока, если принять деформируемость электропроводного алюминия за 1, то деформируемость сплава VUK-33E равна 0,68, a VUK-30E—-0,57, сплава Алдрей (обработанного по ма-
Таблица 3-14
Физико-механические свойства алюминиевых сплавов Алдрей, Кондаль, VUK, АЕ, меди и алюминия при 20° С
Марка сплава Обработка Предел текучести Предел прочности Относительное удлине-ние, % Проводимость, М/ОМ»ММ*
л г с,'мм*
'Алюминий проводниковый (99,5) Отожженный 2,1 7,5-8,5 35 35
Медь про- Отожженная 4,9 23,4 40 • 56
Алдрей Закаленный и есгест-. венно состаренный 5—8 15—19 15—20 29—30,5
.VUK-33E Отожженный 4,2—5,2 10,5—11,5 22—25 32,2—33,5
VUK-30E 6,0 13,0 20 30
Кондаль 4,9 8,5 20 33,1
Кондаль Закаленный, деформированный (10%) и состаренный прн 160° С 9,0—9,6 11,3—12,0 5-7 32—33
ЧСН-424405 Отожженный 2,8—4,0 9,0—10,5 20—25 32—34
ЧСН-424405 • Закаленный, деформированный (94%) и искусственно состаренный при 160° С 29,0 32,0 6-7 30,7
АЕ-1 Закаленный, деформированный и искусственно состаренный Деформированный — 18,0 20,0 34,1
АЕ-1 — 14,0 7.0 33,5
АЕ-2 Закаленный, деформированный, состаренный — 18,0 20,0 32,0
АЕ-2 Закаленный, состаренный, деформированный — 34,0 8,0 31,0
51
Ксимальному режиму)—0,06; сплава КондаЛь (ПОслб термообработки) —0,16.
Чехословацкими учеными разработан также сплав ЧСН-424405; его химический состав: 0,4—0,6% магния, 0,3—0,5% кремния, 0,2—0,4% железа, 0,05—0,15% цинка.
В табл. 3-14 приведены физико-механические свойства сплава ЧСН-424405.
В табл. 3-14 и 3-15 содержатся сравнительные данные физико-механических свойств сплавов при 20 и 140° С, а также проводниковой меди и алюминия. Как следует из табл. 3-14, при температуре 20° С максимальную проч--ность (сгв = 29 кгс/мм2) имеет сплав ЧСН-424405 после
Таблица 3-15
Физико-механические свойства алюминиевых сплавов Алдрей, Кондаль, VUK, меди и алюминия при 140° С [Л. 34]
Сплав Обработка Предел текучести Предел проч-НО2ТИ Удлинение, % ’ 1. м - S • И О о и о о SO Q. s . е
кгс ММ2
Г
Алюминий (99,5) ' Отожженный 1,9 5,2 49 24,1
Медь 4,95 18,9 — 39
Алдрей Закаленный и естественно состаренный 6,45— 16 16— 24 — 21
VUK-33E Отожженный 4,2 9,3 — 23
VUK-30E 4,95 10,4 — 21
Кондаль 3,4 7,3 23
Кондаль Закаленный, деформированный (10%), состаренный при 160° С 8,9 10,9 . — 23
ЧСН-424405 Отожженный 3,4 7,3 23,6
ЧСН-424405 Закаленный, деформированный на (94%), искусственно состаренный при 160° С 24,0 26,0 22
термомеханической Обработки, величина относительного удлинения его равна 6—7%.
Максимальной электропроводностью 33 м/ом-мм2 обладают сплавы Кондаль и VUK-33E.
При температуре 140° С (табл. 3-15) наибольшую прочность, а также и проводимость имеют сплавы Кондаль и ЧСН-424405 (после термомеханической обработки). 52
i-i. Проводниковые алюминиевые сплавы с добавками циркония
Небольшие добавки циркония до 0,4% резко повышают'прочность и температуру рекристаллизации (более чем на 100° С) и мало снижают проводимость алюминия.
Согласно диаграмме состояния (рис. 3-28) имеет место перитектическая реакция при содержании циркония, равном 0,11%. При концентрации циркония 0,28% выпадает интерметаллическое соединение ZrAl3. Наличие этого соединения вызывает резкое измельчение зерна в структуре литых сплавов. Включения интерметаллида ZrAl3 имеют иглообразную форму (Л. 35].
Таблица 3-15а
Физико-механические свойства проволоки диаметром 4 мм из алюминиециркониевого сплава и алюминия при 20° С
Свойства Алюминиециркониевый сплав Алюминий
Предел прочности при растяжении, кгс/мм1 . . 19,2 18,6
Относительное удлинение, % 2,5 2,0
Температурный коэффициент электросопротивления, \/град Предел усталости (107 циклов), кгс/мм? . • . 0,0039 0,0040
6,3 5,6
При комнатной температуре механические свойства сплава алюминия с цирконием (до 0,4%) и алюминия различаются мало, что следует из сравнительных данных табл. 3-15а. Однако повышение температуры испытания до 200° С приводит к заметной разнице в свойствах этих материалов (рис. 3-29).
Рис. 3-28. Равновесная диаграмма состояния системы А1—Zr [Л. 37].
53
Рис. 3-29. Изменение предела прочности проволоки из сплава алюминия и циркония (1) и алюминия (2) при повышении температуры.
Рис. 3-30. Кривые длительной прочности для алюминия (/) и сплава алюминия с цирконием (2).
Длительные нагревы Проволоки из сплава алюминия с цирконием при 150°С практически не приводят к снижению его прочности (рис. 3-30).-Максимально допустимой температурой для сплава алюминия с цирконием является температура 150° С.
При применении проволоки из алюминиевого сплава с добавкой циркония в качестве электрических проводов воздушных линий электропередач необходимо учитывать вибрацию, ‘вызывающую усталостные разрушения проводов.
При температуре 150° С предел усталости у сплава /(при одном и том же числе циклов) практически равен пределу усталости алюминия при 90° С, как это видно из табл. 3-156.
Твердость проволоки
из сплава алюминия с цирконием в процессе ползучести остается без изменения, о чем свидетельствуют данные табл. 3-16.
Таблица 3-156
Пределы усталости проволок из алюминиевого сплава с добавкой циркония и алюминия
Наименование Температура испытания, °C Предел усталости, кгс/мм3 (107 циклов)
Проволока из сплава алюминия с цирко- 20 6,3
нием 150 3,7
Проволока из алюминия 20 5,6
90 4,0
54
Таблица 3-16
Изменение твердости в. процессе ползучести у проволоки из алюминиециркониевого сплава и алюминия
Наименование материала Температура, °C Напряжение, кгс!м.м* Длительность | испытания, ч Твердость HV по поперечному сеченню
до испытания на ползучесть после испытания на ползучесть
Проволока из сплава алю- 150 1,0 1 800 45,6 44,6
миния с цирконием 150 3,36 1 800 45,6 44,2
Проволока из алюминия (твердая) 90 1,00 1 020 43,9 41,3
Приведенные сравнительные данные по исследованию проволоки из алюминия и сплава свидетельствуют о том, что проволока из сплава вполне может применяться при температуре 150° С, в то время как максимально допустимая температура длительной эксплуатации твердой проволоки из алюминия не превышает 90° С {Л. 36].
Повышение температуры рекристаллизации алюминия, легированного цирконием, как следует из работ [Л. 37 и 38], обусловлено тем, что процесс рекристаллизации алюминия значительно замедляется в результате выпадения мелкодисперсного интерметаллида ZrAl3. Эффективность действия циркония резко ослабляется, если в алюминии присутствуют примеси кремния, марганца и меди. Это объясняется тем, что эти элементы образуют интерметаллид ZrgSis, CuZr2, ZnMn2. Магний и железо также оказывают влияние на эффективность действия циркония, поскольку снижают предел растворимости циркония в алюминии.
Сплав алюминия с цирконием нашел широкое' применение за рубежом в качестве жилы в кабельных, изделиях. В Японии, например, для воздушных линий, электропередач применяют голый многопроволочный кабель,; в котором центральный пучок стальных жил обмотан жилами из жаропрочного алюминиевого сплава марки TACSR (Л. 36]. Преимущества проволок из алюминиевых сплавов наиболее полно проявляются в собирательных шинах на электрических подстанциях, так как здесь увеличение потерь на нагрев и величина провисания не имеют большого значения. Использование этой проволоки на городских электроподстднциях позволяет ограничиться
55
Таблица 3-17
СП СП
Механические и физические свойства проволоки из сплава алюминия и циркония (относительный коэффициент электропроводности выше 58 °/0) [Л. 36]
Диаметр, мм Допуск иа диаметр, мм Предел прочности иа растяжение, кгс!мм2 Относительное удлинение иа длине 250 мм, % Жаропрочность Справочные данные
Площадь поперечного сечения, мм2 Масса провода, кг/км Растягивающая нагрузка, кгс Сопротивление ом}км (20° С), %
минимальный средний
минимальная средняя
4,5 ±0,04 16,17 16,87 2,0 и более Значение предела про- 15,90 42,93 257 268 1,87
4,2 ±0,04 16,17 16,87 2,0, » чности на растяжение и 13,80 37,40 224 234 2,26
4,U ±0,04 16,17 16,87 1,9 „ я относительное удлинение 12,57 33,94 203 212 2 36
0,0 О 7 ±0,04 16,17 16,87 1,9» » (при комнатной темпера- 11,34 30,62 183 191 2,'62
-О , / о Ц ±0,04 16, 17,23 1,8 „ „ туре) материала прово- 10,75 29,03 178 185 2,77
и , и о 9 ~t~U.U4 1G, ид- 17,58 1,7 „ „ локи, предварительно 9,621 25,98 159 169 3,09
О, 2,9 *±0,04 ±0,03 16,52 16,87 17,58 17,93 1,7 я я 1,6» » подвергнутой нагреву до 200° С в течение 1 ч 8,042 6,605 21,71 17,83 133 111 141 118 3,70 4 50
2,6 ±0,03 17,23 18,28 1,5» , 5,309 14,33 91,5 97 0 5 60
2,3 ±0,03 17,93 18,98 1.5» . 4,155 11,22 74,5 78 ,'9 7,15
Примечания: 1. Приведенные результаты получены при температуре испытаний 20° С.
' диаметр^** попеРечного сечения, массы проволоки, растягивающая нагрузка, а также сопротивление даны в отиоГпении к стандарт-партии6ДНИЙ пРедел прочности на растяжение представляет собой среднюю величину пределов прочности иа растяжение образцов од-4. Модуль Юнга равен 6 300 кгс/мм^.
5. Коэффициент линейного расширения равен 23X10-°.
6. Температурный коэффициент сопротивления равен 3,9ХЮ"8 °C.
7. Плотность равна 2,7 кг/слЛ
Таблица 3-18
Механические и физические свойства голых многожильных проводов из твердой алюминиевой проволоки и из алюминия с цирконием [Л. 36]
Номинальная площадь поперечного сечеиия, мм* Структура скрученного провода (число элементарных жил, диаметр одной элементарной жилы» мм) Растягивающая нагрузка, кгс Справочные данные
Расчетная площадь поперечного сечения, мм2 Внешний диаметр, мм Масса провода, кг (мм Сопротивление, ом/км (при 20° С) Допустимый ток, а
твердый алюминий сплав алюминия и циркония твердый^ алюминий? сплав алюминия и циркония
850 61/4,2 12 300 844,9 37,8 2 334 0,0342 0,0361 1 260 2 080
660 61/3,7 9 700 655,8 33,3 1 812 0,0441 0,0465 1 080 1 750
510 37/4,2 7 460 512,5 29,4 1 413 0,0563 0,0593 920 1 480
400 37/3,7 5 930 397,8 25,9 1 097 0,0726 0,0764 790 1 250
300 37/3,2 4 440 297,6 22,4 820,1 0,0969 0,102 660 1 030
240 19/4,0 3 470 238,8 20,0 654,5 0,120 0,126 570 890
200 19/3,7 3 040 204,3 18,5 559,8 0,140 0,148 510 805-
150 19/3,2 , ‘ 2 270 152,8 16,0 418,7 0,188 0,198 420 660
95 7/4,2 1410 96,95 12,6 264,9 0,295 0,311 320 490
55 7/3,2 838 56,29 9,6 153,8 0,507 0,535 230 340
38 7/2-, 6 " 576 37,16 7,8 101,5 0,769 0,810 180 260
Физико-меХанические свойства проводниковых алюминиевых
Патент, страна Химический
Mg Si Zr в Sn Fe Sb Cr
Швеция 1956, 22 № 3 6503 7503 0,7 0,7 0,6 0,6 — — — — — —
Япония патент 18204 1963 — — 0,02— 0,4 0,01-0,3% — — — —
Япония, патент 18203 1963 — — 0,oz-о.4 0,01—0,3 , — — — —
США, патент Кл. 148-325 № 3104189 1963 0,7— 1,1 0,4-0,8 — — — 0,5 0,1
Япония, патент Кд. 10Д16 № 13935 1966 — 0,05 0,03— 0,2 - — 0,8 — 0,01 — 0,3 —
Япония, патент Кл. 10Д16 № 13964 1966 — 0,03 0,1 — 0,54 — — 0,14 — —
Япония, патент кл. 10Д16 № 13963 1966 — 0,03 0,Ol-О.3 — — 0,14 — —
Япония, к л, 10Д16 № 23078 1964 0,02— 0,2 — 0,01 — о,1 — — — — —
Япония, кл. 10Д16J № 23077 1964 — — — — — 0,1 — —
Япония, кл. 10Д16 № 23079 1964 0,02— 0,8 — — ' — — . — — —
СССР кл. 40 в 21/02 № 187310 1966 . 0,4—0,6 0,15— 0,25- — — . — 0,4-0,6 меди 0,4—0,6
простым одножильным проводом, в то время как при использовании обычной твердой алюминиевой проволоки необходим двухжильный провод.
Механические и физические свойства проволоки из сплава алюминия и циркония согласно данным [Л. 36] представлены в табл. 3-17, коэффициент электропроводности .материала из этой проволоки на 3%! ниже уровня, установленного стандартом GJSC3109 для твердой алюминиевой проволоки; все остальные свойства удовлетво-рякйг указанному стандарту.
В табл. 3-18 представлены данные по свойствам голого многожильного провода из сплава алюминия и цир-58
Таблица 3-1
сплавов по патентным данным
состав, % массы Электропроводность, % меди Предел прочности, кгс[мм* Примечание
Ti Zn Мп N1 Ag Al
— — — — Осталь-ной 52,0 32—31 27—22
— — — — То же 59,6 18—19 %—18 кгс'мм? при 230е С (30 мин)
— — — — — » • 50,1 30—31 »в=18,6 ж. с/.и.и’ при 150° С (1 000 ч)
0,1 0,25 0,1 — — а а 50,0 47,0 —
— — — — — а я 57,0 16,5 —
— — 0.1-0,5 — а а 60,0 19,0 я =17,5 кгс/мм2 при “ 150° С (3 ч) о =18 кгс/мм2 при “ 225° С (1 ч)
— — — — 0,Ol-О.3 • а 59,9 17,7 ав=17,0 кгс!м,м? при 150° С (3 ч)
— — — — — а я 61—55 20—32 0,2—5% редкоземельных элементов
— — — — — а я 62,3 18,2 0,2% редч - земельных элементов
— — — — — а я 60,0 24,7 2% редкоземельных элементов
— бериллия 0,03-0,05% , — • я 55,0 25,0 —
копия (TAJ) в соответствии с японским стандартом GJSC3109. Допустимая температура длительной эксплуатации провода TAJ равна 150° С.
В табл. 3-19 представлены патентные данные проводниковых алюминиевых сплавов, известных за рубежом и в СССР.
Наибольший интерес представляют сплавы на основе алюминия с добавками редкоземельных элементов, так как они обладают высокими электропроводностью и прочностью.
59
Глава четвертая
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРИ ПРИМЕНЕНИИ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ В ЭЛЕКТРОТЕХНИКЕ
4-1. Сварка
Вопросы, связанные-с процессами сварки и пайки, имеют серьезное значение при использовании алюминия и алюминиевых сплавов в электротехнике.
1. Холодная сварка давлением
Одним из наиболее перспективных методов неразъемного соединения алюминия и алюминиевых сплавов является холодная сварка давлением. Холодная сварка давлением осуществляется 'без нагрева и даже при отрицательных температурах.
Методом холодной сварки возможно получить соединения алюминия и алюминиевых сплавов, меди, никеля, свинца и других металлов. Возможность соединения разнородных металлов (меди и алюминия) методом холодной сварки представляет особый интерес.
В связи с актуальностью задачи по замене меди алюминием возникает необходимость производить оконцевание выводов алюминиевых токопроводящих деталей медью, а холодная сварка — это единственный метод, с помощью которого возможно соединение меди и алюминия.
Холодная сварка является высокопроизводительным методом. С использованием ее можно осуществлять многоточечные соединения: одним ходом пресса может быть сварен узел с большим количеством сварных точек.
Известны четыре основные гипотезы механизма холодной сварки: пленочная 1[Л. 38], рекристаллизационная ]Л. 39], диффузионная [Л. 40] и энергетическая (Л. 41, 42]: Однако несмотря на довольно широкое применение холодной сварки физическая сущность ее еще не может считаться выясненной, а разработка теории процесса все еще отстает от его практического использования. Из перечисленных гипотез наиболее достоверной является энергетическая, согласно которой для проявления «схватывания» (сроднения) необходимо, чтобы энергия атомов поднялась выше какого-то уровня для данного металла, который называют «порогом схватывания». Дости-60
Рис. 4-1. Клещи.
а пои сваоке встык
жение этого порога осуществляется при совместном пластическом деформировании металлов. .
Для проведения холодной сварки необходимо соответствующим образом подготовить свариваемые поверхности — очистить их от органических пленок. Наилучшие результаты дает механическая очистка, так как она наиболее полно освобождает поверхность детали. Подготовку детали при сварке внахлестку лучше всего производить вращающейся стальной щеткой,
водов)—обрезкой концов специальным инструментом.
Подготовку алюминиевых деталей можно производить прокаливанием при температуре 350—400° С в воздушной среде. При этом достигается полное выжигание находящихся на поверхности деталей органических пленок.
Подготовленные к сварке механическими способами (или прокаливанием) детали не должны загрязняться. Даже незначительные загрязнения (отпечатки пальцев) приведут к некачественной сварке.
'При холодной сварке внахлестку известны несколько схем сварки: точечная сварка без предварительного зажатия деталей, точечная сварка с предварительным зажатием деталей, точечная сварка с односторонним деформированием, шовная холодная сварка и др. Та или иная схема может быть применена в. зависимости от вида деталей и конструкции.
При стыковой холодной сварке соединяемые детали закрепляются в специальных зажимах (рис. 4-1), которые расположены соосно, а торцы свободных, выпущенных из зажимов концов деталей прижаты один-к другому. При осевой осадке эти выглядывающие концы подвергаются пластической деформации, в результате чего образуется цельнометаллическое сварное соединение (Л. 43].
При сварке встык деталей из однородного металла выходящие из зажимных губок концы проводов дефор
61
мируются симметрично. Однако при сварке разнородных деталей характер деформации изменяется из-за различной твердости металлов.
По данным [Л. 44] сварку меди с алюминием лучше производить с двойной осадкой. Алюминиевый конец должен быть в 1,2—1,5 раза больше, чем медный конец.
Холодная сварка проводниковых алюминиевых сплавов АЕ-1 и АЕ-2 производилась как между собой, так и с медью и алюминием.
В табл. 4-1 показаны результаты измерения удельного электрического сопротивления этих сплавов после холодной сварки в зависимости от расстояния до сварного шва. Указанные данные свидетельствуют о том, что по мере удаления от сварного шва величина удельного электрического сопротивления уменьшается. В целом значение удельного электрического сопротивления при сварке сплавов с медью приблизительно представляет собой
Таблица 4-1
Изменение удельного электрического сопротивления при холодной сварке давлением в зависимости от расстояния до сварного шва для проводниковых сплавов АЕ-1 и АЕ-2
Удельное сопротивление, ом-мм^/м
Свариваемые матери- ние до до сваоки после сварки
алы
шва, мм сплава алюминия меди | общее
АЕ-1 и АЕ-1 1С0 0,0306 0,0321
250 - 0,0306 — — 0,0310
500 0,0306 — — 0,0307
АЕ-1 и алюминий 100 0,0306 0,0284 — 0,0309
250 0,0306 0,0284 — 0,0301
500 0,0306 0,0284 — 0,0299
АЕ-1 и медь 100 0,0306 — 0,0173 0,0250
250 0,0306 — 0,0173 0,0239
500 0,0306 — 0,0173 .0,0239
АЕ-2 и АЕ-2 100 0,0322 — — 0,0333
250 0,0322 — — 0,0325
500 0,0322 — — 0,0324
АЕ-2 и алюминий 100 0,0322 0,0284 — 0,0318
250 0,0322 0,0284 —— 0,0307
500 0,0322 0,0284 — 0,0306
АЕ-2 и медь 100 0,0322 — 0,0173 0,0252
250 0,0322 — 0,0173 0,0248
500 0,0322 — 0,0173 0,0245
62
ёрёДнюю арифметическую величину удельнЫХ эЛеКТричё-ских сопротивлений исходных материалов.
При сварке сплавов значения удельного электрического сопротивления практически соответствуют исходному.
В табл. 4-2 представлены результаты испытания механической прочности сплавов АЕ-1 и АЕ-2 после холодной сварки.
Предел прочности сварных соединений практически не изменился от исходных значений прочности сплавов при сварке их между собой (табл. 4-2).
Предел прочности сварных соединений сплавов с медью соответствует приближенно среднему арифмети-
Таблица 4-2
Изменение предела прочности проводниковых сплавов АЕ-1 и АЕ-2 при холодной сварке давлением
Свариваемые материалы Предел проч-• ности, кгс/мм2 Свариваемые материалы Предел прочности, кгс/мм2 Примечание
До свар АЕ-1 АЕ-2 АЕ-3 Медь (отожженная) Алюминий (отожженный) « ки 12,8 21,4 31 24 7,4 . Пос. АЕ-1 и АЕ-1 АЕ-1 и алюминий АЕ-1|н медь АЕ-2 и АЕ-2 АЕ-2 и алюминий АЕ-2 н медь ле сва} 10 9,0 11,0 21 14 21,5 жи Разрыв вне зоны сварки То же я я я я Я я я я
чсскому значению исходных величин. Разрыв, как правило, происходит вне зоны сварки.
Образцы стыковой сварки меди с алюминием были испытаны в условиях вибрации 1[Л. 45]. Крепление образцов производилось консольно. Выступавшие на 150 мм концы образцов сильно ужесточали условия испытания, так как их колебания при вибрации создавали дополнительные отрывающие усилия, действующие на сварной шов. Каждый образец испытывался в течение 200 ч, амплитуда стола стенда 1 мм, частота 50 гц. Испытания показали, что ни у одного образца никаких признаков разрушения сварного шва не было.
63
При практическом использований сварки алюмпнйе-вых проводниковых сплавов с медью следует учесть, что нагрев (уже сваренных материалов сплав — медь) выше определенной температуры делает их хрупкими и непрочными.
Нагрев сварных соединений [Л. 46] до температуры 250—275° С (может производиться неограниченно долго, так как он не приводит к увеличению хрупкости соединения.
Электрическая контактная сварка проводниковых сплавоз АЕ-1 и АЕ-2
Электрическая контактная сварка осуществляется давлением в месте нагрева соединяемых деталей до температуры ниже или выше точки плавления. Известны два основных вида электроконтактной сварки — это стыковая сварка и сварка оплавлением.
Для алюминия и алюминиевых сплавов возможно применение того и другого вида, однако лучшие результаты получены при сварке оплавлением.
Таблица 4-3
Изменение электрического сопротивления сплавов АЕ-1 и АЕ-2 под действием Электроконтактной сварки* в зависимости от расстояния до сварного шва
Свариваемые материалы Расстояние до сварного шва, мм Удельное электрическое сопротивление, 0М’ММ2/М
до сварки общее, после сварки
сплава алюминия
АЕ-1 и АЕ-1 100 0,0306 0,0317
250 0,0306 —- 0,0308
500 0,0306 —- 0,0307
АЕ-1 и алюминий 100 0,0306 0,0277 0,0294
250 0,0306 0,0277 0,0291
500 0,0306 0,0277 0,0291
АЕ-2 и АЕ-2 100 0,0320 — 0,0342
250 0,0320 —. 0,0334
500 0,0320 — 0,0328
АЕ-2 и алюминий 100 0,0320 0,0277 0,0310
250 0,0320 0,0277 0,0304
500 0,0320 0,0277 0,0300
♦ Электроконтактная сварка проводилась на сварочной машине типа ,Шорх*а на проволочных образцах диаметром 2,5 мм.
64
Из-за большой склонности алюминия и алюминиевых сплавов к окислению при сварке оплавлением нагрев должен производиться очень быстро и обеспечивать интенсивное оплавление. Получение качественного соединения при электроконтактной сварке сопровождается образованием на границе соединяемых деталей общих зерен металла путем рекристаллизации или перекристаллизации. Электроконтактная сварка сопровождается приложением значительного давления, поэтому успешно свариваются те металлы, которые обладают достаточной пластичностью при температуре сварки.
При соединении сплавов АЕ-1 и АЕ-2 с алюминием электроконтактной сваркой оплавлением величина удельного электрического сопротивления представляет собой среднее арифметическое величин электрических сопротивлений исходных материалов (табл. 4-3). При сварке сплавов между собой наблюдается некоторое повышение удельного электрического сопротивления, которое составляет не более 4—6%.
Механическая прочность соединений сплавов АЕ-1 и АЕ-2 между собой и с алюминием уменьшается резко по сравнению с холодной сваркой давлением. При сварке сплава АЕ-1 с АЕ-1 предел прочности уменьшается с 13 до 9 кгс/мм?, сплава АЕ-2 — от 21 до 13 кгс/мм2 (табл. 4-4).
Таблица 4-4
Изменение механической прочности под действием электроконтактной сварки
Свариваемые материалы Предел прочности, кгс/мм2 Примечание
Алюминий (отожженный) 7,4 До сварки
Сплав АЕ-1 12,8
Сплав АЕ-1 и сплав АЕ-1 8,9 Разрыв в зоне сварки
Сплав АЕ-1 и алюминий 7,2 Разрыв по алюминию
Сплав АЕ-2 21,4 До сварки
Сплав АЕ-2 и .сплав АЕ-2 13,5 Разрыв в зоне сварки
Сплав АЕ-2 и алюминий 7,7 Разрыв по алюминию
4-2. Пайка
Пайка отличается от сварки тем, что соединяемые металлы находятся в твердом состоянии, а в процессе сварки исходные металлы доводятся до пластического или жидкого состояния.
5—1283 65
Во время пайки металлы сращиваются в результате растекания жидкого припоя по нагретым и соприкасающимся поверхностям. Вязкость припоев в жидком состоянии мала, и, пока припои находятся в расплавленном состоянии, они не скрепляют и не могут соединять сращиваемые поверхности. Соединение происходит после того, когда припой затвердеет. В связи с этим при пайке очень важен переход припоя из жидкого состояния в твердое при охлаждении. Основой процесса пайки служит прочное сцепление припоя с соединяемыми поверхностями.
Прочность сцепления припоя с соединяемыми поверхностями зависит от диффузионных процессов, на которые влияют многие факторы: подготовка поверхности, окисление припоя, температура пайки и др.
При пайке алюминия и алюминиевых сплавов встречается много трудностей вследствие быстрого образования на поверхности детали химически стойкой пленки окиси алюминия, поэтому алюминий необходимо паять химически активными флюсами, которые растворяли бы оксидную пленку.
Приведенные в табл. 4-5 составы припоев дают прочные паяные швы, устойчивые против коррозии в атмосферных условиях. Более удобным в технологическом отношении является припой 34А, так как имеет наиболее низкую температуру плавления.
Таблица 4-5
Составы припоев для пайки алюминия и алюминиевых сплавов
Марка припоя Химический состав, % Температура плавления, °C
меди кремния алюминия
Ал2 (силумин) 12+1 Остальное 580
35А 21 + 1,0 7±0,5 525—540
34А 28±1,0 6+0,5 525
В табл. 4-6 приведены данные о механической прочности швов, паянных припоем 34А.
Для пайки алюминия могут быть использованы также припои на основе цинка, олова, кадмия. Эти припои можно использовать при электромонтажных работах, связанных с пайкой соединений из проводов, кабелей, шин и других изделий из алюминиевых проводниковых сплавов.
66
В табл. 4-7 приведены составы припоев на основе олова, цинка и кадмия.
Приведенные в табл. 4-7 припои менее устойчивы против коррозии, чем припои, представленные в табл. 4-5.
Таблица 4-6
Механические свойства швов при пайке встык сплавов АЕ-1 и АЕ-2
Наименование Предел прочности паяного шва, кгс!мм‘
Сплав АЕ-1 . . . Сплав АЕ-2 . . . Ал2* • 10,5 14,8 14,2
* Данные С. Н. Лоцмаиова
Пайку этими припоями производят, натирая припоем соединяемые поверхности, предварительно зачистив металлической стальной щеткой сращиваемые поверхности. Флюсы в этом случае не применяются.
Таблица 4-7
Химический состав и механическая прочность припоев на основе цинка, олова и кадмия, применяемых для пайки алюминия
Обозначение припоя Химический состав, % Температура ' плавления, °C Температура пайки, °C %-кгс1мм*
цинка олова меди алюминия кад-• МИЯ Начало Конец
1 • 58,5 40,0 1,5 — — 320 425 475 8,0
. 2 80,0 .— 8,0 12,0 — 390 410 460 18,5
3 40,0 36,0 — — 24,0 180 300 350 8,5
При пайке алюминиевых сплавов хорошие свойства показал 'флюс 34А (это порошок, полученный сплавлением солей хлористых калия, лития, цинка с фтористыми солями калия или натрия).
Замена меди алюминиевыми и проводниковыми алюминиевыми сплавами вызывает необходимость в разработке методов соединения алюминиевых проводов, кабелей и шин, а также в оконцевании их медью, припайкой к ним медных проводников, наконечников и т. п.
Химический состав флюса Э4А
Марка Химический состав
Наименование компонентов Массовые, % Оптимальный состав, %
34А Калий или натрий фтористый 9—10 10
Хлористый цинк 6—10 8
Хлористый литий 29—35 32
Хлористый калий Остальное 50
'Причиной трудностей, связанных с выполнением алюминиевых соединений, являются;
1. Способность алюминия к быстрому соединению с кислородом воздуха и образованию на поверхности тугоплавкой и малопроводящей пленки окиси AI2O3, препятствующей смачиванию припоем разогретых концов.
- 2. Большая теплоемкость и большая теплота плавления алюминия.
3. Необходимость специальной защиты, связанной с образованием гальванической пары между медью. и алюминием.
Несмотря на указанные трудности, разработаны достаточно надежные методы соединения и оконцевания изолированных проводов, кабелей и шин из алюминия и алюминиевых сплавов.
Пайку проводов с однопроволочными жилами сечением до 10 мм проводят обычно паяльником непрерывного или периодического действия. Пайку сечений более 16 мм2 с многопроволочными жилами и оконцевание их медью выполняют паяльной лампой или газовой горелкой.
Соединение проводов и кабелей сечением свыше 16 мм2 с многопроволочными жилами выполняют с предварительным облуживанием припоем 1-го или 2-го концов жил, подготовлейных ступенями по повивам.
Пайка алюминиевых шин и шин, изготовленных из сплавов АЕ-1 и АЕ-2, лучше всего происходит при использовании припоя 34 с (флюсом 34А. Нагрев под пайку ведется паяльной лампой. Остатки флюса 34А во избежание коррозии снимаются со шва после пайки. Полученное таким образом паяное соединение достаточно устойчиво к воздействию коррозии как в атмосфере воздуха, так и в морской воде.
68
4-3. Методы соединения кабелей и проводов с алюминиевыми жилами
1. Методы соединения алюминиевой проволоки
Соединение алюминиевой катанки при грубом волочении производится аваркой или пайкой. Наибольшее применение находит сварка, так как она не требует применения специальных припоев и отличается меньшей продолжительностью. Для сварки на кабельных заводах в основном применяются стыковые электросварочные аппараты типа АСП, а также DSTO (производство ГДР). Общий вид сварочного аппарата АСП-10 показан на рис. 4-2 |[Л. 49]. Вторичная обмотка трансформатора сварочного аппарата соединена с губками зажимов для крепления концов свариваемой проволоки. При аккуратном обрезании концов свариваемой проволоки н их сближении вторичная обмотка сварочного трансформатора замыкается. По свариваемой проволоке проходит ток, разогревает ее до температуры, близкой к температуре плавления, в результате чего концы проволоки свариваются. Типовые режимы сварки алюминиевой проволоки приведены в табл. 4-8.
Рис. 4-2. Общий вид сварочного аппарата
АСП-10.
60
Рис. 4-3. Клещи типа ПС-7 для холодной сварки алюминиевой проволоки.
Пайка для соединения алюминиевой катанки и проволоки- применяется редко, в основном для соединения проволоки крупных сечении. В этих случаях применяются специальные припои, обеспечивающие разрушение окисной пленки на поверхности алюминия.
Для соединения алюминиевых круглых и прямоугольных проводников на электромашиностроительных предприятиях довольно широ-
ко используется метод так называемой холодной сварки, основанной на совместной пластической деформации соединяемых проволок. Сварка в этом случае производится при нормальной и даже отрицательной температуре. Важнейшими преимуществами холодной сварки являются отсутствие нагрева, малая энергоемкость и простота. Концы соединяемой проволоки для обеспечения высокого качества соединений должны быть тщательно очищены от загрязнений. При непрерывных скоростных технологических процессах, таких, например, как волочение алюминиевой проволоки, необходимая очистка проволоки от загрязнений и холодная сварка иногда требуют большего времени, чем обычная сварка. Поэтому холодная сварка алюминия на кабельных заводах не получила распространения, хотя необходимое оборудование для этих целей было разработано (рис. 4-3). Для холодной оварки алюминиевых проводов между
Таблица 4-8
Типовые режимы сварки алюминиевой проволоки на различных сварочных аппаратах
Диаметр свариваемой проволоки, мм Тип сварочного аппарата Ступени переключателя Вторичное напряжение, в
9,0—8,0 ДСП-10 (мощность 10 ква) IV-V 1,7—1,9
7,0 II 1,4
6,0 I 1,2
5,0 АСП-3 (мощность 3 ква) IV 2,2
4,0 III 1,7
3,0 II 1,3
2,0 >1 1,1
1,0 I 1,1
0,70 А СП-1,5 (мощность 1,5ква) V 0,7—1,75
0,60 II
70
собой и с .медными 'проводами в ВНИИЭСО разработана серия стыковых машин ,[Л. 50], с помощью которых обеспечивается соединение проводников в диапазоне сечений, указанном в табл. 4-9. Такие машины успешно эксплуатируются.
Таблица 4-9
Сечение соединяемых проводников на машинах стыковой холодной сварки
Типы маш ии Сечение свариваемых проводов, мм2 Типы машин Сечение свариваем проводов, мм2
алюминиевых медных и алюминиевых с медными алюминие-вы медных и алюминиевых с медными
МСХС-5-2 МСХС-8 МСХС-20 2—30 10—80 20—200 2—20 10—40 20—120 МСХС-35 МСХС-80 50—300 120—1 000 50—200 120—800
Для соединения алюминиевых проводников диаметром менее 0,5 мм. представляет интерес ультразвуковая сварка [Л. 51] и ультразвуковая лайка.
Ультразвуковая сварка осуществляется следующим образом. Механические колебания ультразвуковой частоты от ультразвуков вого генератора, например УЗГ-10, передаются от магнитострикционного преобразователя через концентратор и 'Инструмент к свариваемым образцам. В результате этого на контактных поверхностях свариваемых образцов создается .внешнее трение, что приводит к разрушению окисных пленок и выделению тепла. Одновременно разрушаются загрязнения, имеющиеся на поверхности проволоки; отсюда следует, что при ультразвуковой аварке подготовка контактной поверхности к сварке .может быть упрощена. Для удаления разрушающейся пленки окислов используется сдавливающее усилие и дополнительные тангенциальные усилия, т. е. ультразвуковая сварка- представляет собой как бы сочетание элементов холодной сварки и сварки трением с наложением ультразвуковых колебаний.
Ультразвуковая пайка отличается от ультразвуковой сварки в принципе только тем, что после разрушения окисной пленки при воздействии ультразвуковых колебаний производится облуживание соединяемых проволок, их скручивание и последующая пайка.
2. Соединение и оконцевание алюминиевых жил кабелей
Соединение и оконцевание алюминиевых жил кабелей может' производиться сваркой, пайкой или опрессован.ием, однако при любом из этих методов электрическое сопротивление .места соединения или оконцевания кабелей должно быть равно или ниже электрического сопротивления нормальной жилы кабеля на участке одинаковой длины, а механическая прочность должна составлять не менее 70/о механической прочности жилы кабеля.
Наиболее совершенным и экономичным способом соединения и оконцевания кабелей с алюминиевыми жилами является сварка. Она обеспечивает хороший электрический контакт и высокую механическую прочность и устойчивость , кабеля при
71
Рис. 4-4. Схема присоединения к сварочному трансформатору электрсдо-держателя и охладителей.
Защита изоляции от перегрева
токах короткого ^Мыкания.
До последнего времени при монтаже кабелей использовались бездуговая электрическая сварка методом контактного разогрева н газовая сварка. Эти виды сварки основаны на выделении тепла при кон-.тактном разогреве угольного элекрода и сгорании горючих газов в емеси с кислородом.
При электросварке используется сварочный трансформатор с вторичной обмоткой на напряжение 8—9 в мощностью 1—2 кет.
При газовой сварке горелка присоединяется к баллону с кислородом и баллону с пропан-бутаном или ацетиленовому газогенератору, либо к бачку с бензином.
Сварочные соединения осуществляются в формах из стали, которые соответствуют поперечному сечению проводника. Перед насаживанием формы на соединяемый проводник она покрывается внутри кокильной краской или мелом для того, чтобы после окончания сварки форма легко отделялась ст проводника.
при сварке производится спе
циальными охладителями, отводящими основную часть тепла, выделяемого при сварке. Охладители, используемые при электросварке, выполняют также функцию контактных зажимов, подводящих сварочный ток к жилам (рис. 4-4).
При пазовой сварке охладители осуществляют защиту изоляции от непосредственного действия пламени (рис. 4-5) (Л. 52].
При сварке обязательно применяется флюс, который переводит окись алюминия в легкие шлаки, защищающие место сварки от окисления и предохраняющие шов от засорения окисью алюминия, которая, обладая большой плотностью, легко смешивается с чистым алюминием. Флюс должен иметь температуру плавления более низкую, чем алюминий, и быть легче расплавленного металла, чтобы, поднимаясь на поверхность металла, удалять с собой оки слы.
Обычно , в качестве флюсов используются смесь хлористого калия, хлористого натрия и криолита или смесь первых двух компонен-72
Рис. 4-5. Соединение алюминиевых жил методом газовой сварки с введением алюминиевого прутка.
тов с хлористым 'ба.рием и фтористым натрием. Перед сваркой порошок флюса разводится водой до консистенции сметаны; приготовленным составом обмазывают торцы жил.
Сварка производится в два приема: сначала торцы /жилы 'оплавляются в монолитный стержень, а затем оплавленные торцы двух жил соединяются между собой в открытой форме. При электросварке конец угольного электрода плотно прижимается к торцу жилы до появления очага плавления, после чего электрод медленно перемещается по торцу жилы, расплавляя последовательно все проволоки жилы. При газовой сварке сначала прогревается верхняя часть формы до вишнево-красного' цвета, а затем пламя переносится на торец жилы. Расплавленный алюминий перемешивается концом угольного электрода иди стальной мешалкой. Форма заполняется алюминием из присадочного алюминиевого прутка доверху, после чего электрод или пламя горелки отводится и процесс оплавления торца заканчивается. Жилы с оплавленными торцами устанавливаются в горизонтальном положении и на них в месте предполагаемого соединения крепятся проволочными бандажами откры-
Рнс. 4-6. Готовое место сварки оо сварочным выступом.
Рис. 4-7. Обработанное место сварки.
73
Рис. 4-8. Наваренный кабельный наконечник.
тые стальные формы. Между торцами жил образуется зазор, равный половине диаметра свариваемых жил. Торцы жил смазываются флюсом, а изоляция жил защищается подмоткой из асбеста и охладителем, как описано выше. Соединение торцов жил производится так же, как и их оплавление. Готовое место сварки со сварочным гратом и это же место после удаления грата показаны на рис. 4-6 и 4-7.
Аналогичным образом (производится оконцевание мцогопроволочпых алюминиевых жил кабелей с применением литых наконечников. Торцовая поверхность проволок жилы и сварочный насадок кабельного наконечника соединяются при помощи наварки гребня с легким перемешиванием расплавленного металла. Наваренный на алюминиевую жилу кабельный наконечник показан на рис. 4-8.
Применение электросварки и газовой сварки затруднено в полевых условиях и при сварочных ремонтных работах, так как в этих условиях может отсутствовать электроэнергия, а газовая сварка требует громадного и сложного оборудования. Эти затруднения исключаются сварки, высокое качество соединения выполняется в стальных или (кокилях), предотвращающих
Формочки разогреваются теплотой, выделяющейся при сгорании цилиндрических муфелей, спрессованных из термитной смеси. На рис. 4-9 показана схема, иллюстрирующая процесс термитно-муфельной сварки Концы жил после зажигания термитных муфелей расплавляются, а в формочку вводится присадочный алюминиевый пруток через литниковое отверстие.
Поджигание термитных муфелей производится специальными спичками, обеспечивающими температуру, необходимую для загора-
при применении термнтно-муфельной которая одновременно обеспечивает [Л. 53]. Термитно-муфельная сварка угольных цилиндрических формочках растекание расплавленного металла.
Рис. 4-9, Термитно-муфельная сварка изолированных алюминиевых жил проводов и кабелей.
а — соединение жил встык; б — соединение жил сваркой по торцам; 1—соединяемые жилы; 2 — термитный муфель; Я — присадочный алюминиевый пруток; 4— алюминиевый колпачок; 5 — стальной кокиль (форма); 6 —термитная спичка.
74
Рис. 4-10. Установка охладителей на жилы трехжильного кабеля.
яия термитной смеси (около 1 000° С). Эти спички могут гореть на ветру.
Для защиты изоляции кабелей и (проводов от перегрева при сварке применяют охладительные колодки (клещи), плотно охватывающие оголенные участии жил 'между местом сварки и срезом изоляции. . Установка охладителей показана на рис. 4-10. Между охладителями и термитным муфелем устанавливают асбестовые экраны, а жилы, не подвергающиеся сварке, защищаются от искр поливинилхлоридными трубками и поверх них асбестовым полотном или асбестовым картоном. После окончания сварки муфель окалывают при помощи зубила и удаляют кокиль отгибанием в сторону его краев. Литниковую прибыль опиливают, а место сварки зачищают напильникам.
Соединение алюминиевых жил пайкой происходит за счет риала (припоя), имеющего температуру плавления ниже температуры плавления алюминия. Расплавление припоев производят с помощью пропан-бутановых горелок или паяльных ламп. Пайку алюминиевых жил производят с предварительным облужшвапием жил и последующим наплавлением припоя непосредственно в форму или наконечник (при оконцевании). Пайку можно производить и без предварительного облуживания, по с поливом расплавленного припоя (В форму.
Лри соединении 'многолроволочных алюминиевых жил с предварительным облуживанием
расплавления .присадочмого мате-
раздел-
Рис. 4-11. Ступенчатая ка многопроволочных алюминиевых жил при пайке.
и наплавлением припоя в форме с соединяемых кабелей на определенной длине снимают изоляцию, а жилу разделывают ступенями (рис. 4-11). При этом секторным (миогопроволочным жилам с помощью универсальных плоскогубцев придают круглую форму. Края изоляции жил обматывают несколькими витками асбестового шнура; если производят соединение или оконцевание кабеля с бумажно-пропитанной изоляцией, с поверхности жилы тканью, смоченной в бензине, удаляют пропиточ- ный состав.
Обслуживание ступенчатого конца жилы производят следую-
75
Рис. 4-12. Жнлы кабеля, подготовленные к соединению пайкой.
/ — жила; 2 — ферма; 3 — защитные экраны;
4 — асбестовая подмотка.
щим образом. Сначала горелкой или паяльной лампой алюминиевую жилу прогревают до начала плавления припоя; затем в пламя вводят пруток припоя, а припой наносят на всю поверхность жилы при одновременном тщательном - растирании стальной кисточкой. После облуживания концы жил укладывают в стальные формы с предварительной подмоткой асбестового шнура у предполагаемых краев формы (рис. 4-12). На жилы с обеих сторон формы надевают защитные экраны для предохранения изоляции от -пламени. При сведении жил больших сечений устанавливают дополнительные охладители. Затем форму прогревают, и в пламя вводят пруток припоя, который, расплавляясь, заполняет форму до верха. Расплавленный . припой перемешивают и удаляют шлаки. Пламя удаляют, припой уплотняют . . _
ка-
2
3
Рис. 4-13. бельного алюминиевой водочной 1 —• наконечник,-вая подмотка;
Припайка наконечника к многопро-жиле.
2 — асбесто-3 — защитный экран; 4 — пруток припоя; 5 — паяльная лампа; 6 — расплавленный припой. 76
легким постукиванием п'о форме. После снятия формы застывшее соединение опиливают. Аналогичным образом nip-оизводят напайку кабельных наконечников фж. 4-43). Описанный способ применяется при соединении, ответвлении и оконцевании многопрозолочных алюминиевых жил сечением до 150 мм2.
При соединении, ответвлении или оконцевании однопроволочных алюминиевых жил сечением 70—1120 мм2 (для сечений 115—50 мм2 используется пайка в медных пильзах), -а также многопроволочных жил сечением до 240 мм2 используется пайка путем полива припоем, предварительно расплавленным в тигле или ковше. В качестве припоя можно использовать цинко-оловянистые или цинко-алюминиевые припои. Тигель с припоем предварительно нагревают до температуры 660° С (температура , определяется пу!тем погружения в припой алюминиевой проволоки, которая при этом начинает плавиться). Подготовка жил производится так же, как и п-ри способе пайки с предварительным облу-живанием, ,однако в данном случае допускается обрезание ножовкой концов жил в стальных шаблонах под
Рис. 4-14. Ручные клещн типа ПК-1.
/ — матрица; 2 — пуаисои; 3 — рычаг; 4 и 5 —рукоятки; 6 —ось; 7 — ролик;
8 — палец; 9 — установочный виит; 10 — винт для крепления матрицы; Ц — контргайка; 12 — кольцо для закрепления ремня.
углом 55°. Полив расплавленным припоем продолжают до расплавления торцов соединяемых жил, но длительность пайки в форме не должна превышать 1—’1,5 мин. При скошенных концах жил с нх поверхности под слоем припоя удаляют пленку окиси с помощью скребка. Припой после остывания дает
Рис. 4-15. Гидропресс типа РГП-7М.
а разрез по вводному каналу и предохранительному клапану; б— разрез по отводному каналу; в —разрез по винтовому крану; / — корпус (цилиндр); 2 — насос для Перекачивания масла; 3 — рукоятка (резервуар для масла); -/ — рукоятка насоса; ,5 — вилка; 6 — матрица; 7 — поршень; 8 —пуансон; 9 — внито-ой край; 10 —-пружина возврата поршня; //—трубка; /2 — предохранительный клапан; 13 — гайка рукоятки; 14 и 16 — пробки; /5 — гайка резервуара;
/7 — диск; 18 — винт для закрепления матрицы.
77
Таблица 4-10
Способы Оконцевания, Соединения и ответвления алюминиевых жил кабелей и области их применения
Способ Область применения
Сечение жил кабелей, мм2 Напряжение до 1—35 кв
Оконцевание
Опрессование с применением трубчатых наконечников поГОСТ 9581-60 Термитная сварка с применением наконечников со стержнем Пайка с применением наконечников со ступенчатой разделкой концов жил с непосредственным сплавлением припоя Электросварка контактным разогревом: с применением литых наконечников по ГОСТ 7387-55 с применением флажковых и угловых наконечников Газовая сварка с применением литых наконечников по ГОСТ 7387-55 (пропано-кислородная, ацетилено-кислородная) 16—240 300—800 16—150 16—240 300—800 16—240 Следует применять То же Допускается » Рекомендуется Допускается
Соединение
Термитная сварка встык (с применением патронов типа А) Опрессование с применением гильз по ГОСТ 9691-61 16—700 16—240 Следует применять Рекомендуется до 1 кв, допускается до 10—35 кв
Пайка
Поливом Непосредственным сплавлением припоя Электросварка контактным разогревом в открытых формах (сварка встык) Газовая сварка в открытых формах 16—240 16—150 16—240 16—240 Рекомендуется Допускается и 0
78
Продолжение табл. 4-10
Способ Область применения 1
Сечение жил кабелей, мм2 Напряжение до 1—35 кв
Ответвление Газовая сварка в открытых формах Пайка со ступенчатой разделкой жил и непосредственным сплавлением припоя 16—240 16—95 Следует применять до 1 кв Допускается до 1 кв
Примечание. Применение опрессоваиия для соединения в муфтах алюминиевых жил кабелей для электростанций с агрегатом 50 Мва и более, районных подстанций и кабельных сетей энергосистем городов республиканского, краевого, областного, окружного подчинения, а также для кабелей, прокладываемых в туннелях, ограничивается напряжением до I кв включительно.
усадку, поэтому во избежание образования раковин производят долинку припоя до затвердевания его верхнего слоя.
Технология соединения .алюминиевых и медных жил принципиально не отличается от описанной выше, но соединение производится пайкой в медных гильзах, луженных припоем ГЮС-30.
Приемлем способ соединения алюминиевых жил «прессованием. В основу оцрессования положен принцип местного вдавливания трубчатой части наконечника (при оконцевании) или соединительной гильзы (при соединении). При «прессовании за счет уплотнения проволок жилы образуется надежный электрический контакт, качество которого в значительной мере зависит от чистоты поверхности жилы и внутренней поверхности гильзы. Для разрушения пленки окиси в процессе опрессования применяется кварцевазелиновая каста.
Различают два вида опрессования: сплошное обжатие и местное вдавливание. Прн сплошном обжатии деформированная поверхности охватывает почти всю цилиндрическую часть наконечника или гильзы. В случае местного вдавливания создаются углубления (лунки) с большим удельным давлением на сравнительно небольшой пощади. Для алюминиевых жил рекомендуется применять способ сплошного обжатия.
Для опрессования применяются ручные клещи, ручные механические и гидравлические прессы, гидравлические прессы с электроприводом, в которых устанавливаются сменные пуансоны н матрицы в зависимости от сечения и конструкции жил. Ручные клещи (рис. 4-14) обычно применяют для опрессования жил малых сечений. Для опрессования практически любых сечений можно использовать гидропресс, показанный на рис. 4-15.
Перед «прессованием алюминиевые жилы кабеля зачищают до металлического блеска щеткой из кордоленты и смазывают кварце-вазелиновой пастой. При оконцевании, если наконечники заполнены пастой, предварительную смазку жил не производят.
Различные способы оконцевания, соединения и ответвления алюминиевых жил кабелей приведены в табл. 4-10 [Л. 54].
79
Глава пятая
ЛИТЕЙНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ, ПРИМЕНЯЕМЫЕ В ЭЛЕКТРОТЕХНИКЕ, С ПОВЫШЕННЫМ ЭЛЕКТРИЧЕСКИМ СОПРОТИВЛЕНИЕМ
Рис. 5-1. Удельное электрическое сопротивление алюминиевых сплавов.
В электротехнических изделиях часто используются алюминиевые сплавы, обладающие повышенным удельным электрическим сопротивлением. Так, короткозамкнутые роторы (беличьи клетки асинхронных двигателей) обычно заливают алюминием, имеющим в литом виде удельное электрическое сопротивление около 0,03 омХ Хмм2/м.
Литейные сплавы на основе алюминия имеют удельное электрическое сопротивление не выше 0,06— 0,085 ом • мм2/м и поэтому не всегда пригодны для рассматриваемых целей.
Известны алюминиево-марганцовистые сплавы, в которых марганец, входя в твердый раствор алюминия, очень резко повышает удельное электрическое сопротивление.
На рис. 5-1 показано, что при добав'ке 9% марганца в алюминий удельное электрическое сопротивление равно 0,2 ом-мм21м- зависимость электрического сопротивления от концентрации марганца в алюминии близка к прямолинейной. По данным рис. 5-1 можно рассчитать состав сплава для получения нужной величины удельного электрического сопротивления.
Продолжительные нагревы до 200°С не оказывают влияния на удельное электрическое сопротивление сплавов и это обеспечивает стабильность электрических свойств обмотки ротора.
Алюминиево - марганцовистые сплавы следует выплавлять из чистых металлов, ибо наличие таких примесей, как железо или медь, понижает удельное электрическое сопротивление, а примеси железа придают сплавам чрезвычайно большую хрупкость.
Опыт отечественных заводов по использованию алюминиевомарганцовистых сплавов для за
80
ливки роторов показал, что сплавы алюминия с 3—10% марганца, а также многокомпонентные высоколегированные сплавы имеют удельное электрическое сопротивление на нужном уровне, но обладают повышенной хрупкостью. Последнее обстоятельство в значительной степени затрудняет промышленное использование рассматриваемых сплавов.
В асинхронных двигателях общего назначения обмотки роторов выполняются чистым алюминием. При проектировании обмоток роторов двигателей проводимость алюминия принимается равной 32 м/ом-мм2 и при этом возможны отклонения не больше ±8%. Такие значения проводимости имеет алюминий марки А5 по ГОСТ 11069-64. Однако в процессе расплавления алюминия и заливки им роторов происходит обогащение его железом, неметаллическими включениями и насыщение газами, в результате чего проводимость алюминия значительно уменьшается и в ряде случаев может быть ниже установленного предела.
Для заливки роторов специальных двигателей (с повышенным скольжением, повышенным моментом и т. п.) требуются сплавы с более низкой, чем у алюминия проводимостью. Так, в практике некоторых заводов используются литейные сплавы с проводимостью 25 и 15 м/ом-мм2, не имеющие строго определенного химического состава.
Отечественные электромеханические заводы предъявляют следующие основные технические требования к алюминиевым сплавам для заливки роторов асинхронных электродвигателей: 1) высокие технологические свойства (при заполнении пазов ротора не должно быть горячих трещин и концентрированных усадочных раковин и 1. п.); 2) технология приготовления сплавов должна быть проста и доступна для выполнения; 3) сплавы должны иметь проводимость, равную 32, 25, 19, 15, 12 и 8 м/ом-мм2, при этом отклонение от заданных норм должно быть не более ±8% в готовых обмотках роторов; 4) сплавы должны быть без дефицитных компонентов.
В табл. 5-1 приведены химические составы алюминия и алюминиевых сплавов, предназначенных для заливки роторов асинхронных электродвигателей с Гго по 9-й габариты [Л. 55—59].
6-1283 81
I
Заливка роторов двигателей общего назначения обычно производится алюминием. Проводимость алюминия в залитом роторе должна быть 32 м/ом • мм2±8% Такую проводимость имеет алюминий при наличии следующих примесей: железа не более 0,5%; кремния не более 0,3%; общая сумма их должна быть не более 0,7%.
Шихтовыми материалами должны быть чушковый первичный алюминий и возвраты собственного производства. Состав шихты подбирается так, чтобы во всех случаях в залитом роторе содержание примесей в алюминии не превышало указанных пределов. Это дает возможность заводам широко использовать свои сырьевые ресурсы. Загрязнение алюминия окислами, газами и другими включениями может значительно ухудшить его электрические свойства, поэтому рафинирование алюминия как средство его очистки от неметаллических включений должно быть обязательным.
Наиболее простым и достаточно эффективным способом рафинирования является обработка жидкого алюминия обезвоженным хлористым цинком. Хлористый цинк берется в количестве 0,05—0,03% массы металла и вводится в глубь металла с помощью специального колокольчика. Хлористый цинк при погружении в металл переходит в парообразное состояние и затем в виде газовых пузырей выделяется из металла, оказывая на него рафинирующее действие. Процесс рафинирования длится 2—3 мин и заканчивается после прекращения выделения пузырей из металла. Затем с поверхности жидкого металла удаляются окислы.
Рафинирование жидкого металла не следует производить многократно, так как это может привести к увеличению хрупкости металла в горячем состоянии и к образованию трещин на отливках.
Для заливки роторов электродвигателей специального назначения (с повышенным скольжением, повышенным моментом и т. п.) должны применяться алюминиевые сплавы. В табл. 5-1 приведены составы этих сплавов и их проводимость. Как следует из табл. 5-1, каждому из значений проводимости удовлетворяют два сплава различного химического состава и различные по литейно-технологическим свойствам.
Указанное обстоятельство позволяет лучше использовать возможности производства, а также учитывать конструктивные особенности роторов.и методы их заливки. 6* 83
Таблица 5-2
Электрические свойства алюминия и сплавов для заливки роторов
Марка сплавов Проводимость, м/ом-мм2, при температуре, °C Предельное значение проводимости, обусловливаемое колебанием химического состава, М/ОМ-ММ2
20 50 100 150 20° С, но после нагрева в течение 500 ч при
100° с 1Г0° с
Алюминий чи- 32 27,5 22,5 19,5 32 32 29,5—34
стый АКМ2И 25 22 19,5 17,5 26 26 23—27
АК-З 25 22 19,5 17,5 26 26 23—27
АК-Ю 19 16,5 14,5 13,0 19,5 21 17,5—20,5
АКМ4-4 19 17,5 15,5 14,5 19,5 21 17,5—20,5
АКМ12-4 15 14 12,5 11,5 15,5 16,8 14—16
АКЖ10-2 15 14 12,5 11 15,5 16 14—16
АКЦП-15 12 11,5 10,5 10 13,5 14,5 11 — 13
АКМг1-9 12 Н,5 10,5 10 12,2 12,5 11 — 13
Так, для роторов с узкими пазами рекомендуется применять сплавы с повышенной жидкотекучестью. Для роторов с широкими пазами и особенно с толстыми кольцами
Таблица 5-3
Физико-механические свойства алюминия и сплавом для заливки роторов
Марка сплава Коэффициент линейного расшире-ния 20—150° С । Плотность, г'/см.3 Температура 1 плавления, °C Механические свойства при литье в землю Примечание
а , в’ кгс/мм2 8. % НВ 1000/10/30, кгс/мл#
Алюминий ЧИСТЫЙ 23,4 2,70 658 8—10 20—30 20—25 В графе „темпе-
АКМ2-1 22 8 2,75 580—650 9—13 6—10 35—45 ратура
АК-З 23,0 2,65 580—650 9—13 6—10 35—45 плавле-
АК-Ю 21,0 2,60 580—600 12—15 3—5 45—55 ния“ для
АК.М4-4 22,9 2,85 580—620 14—17 2—3 55-65 сплавов
А КМ 12-4 21,0 2,75 540—620 13—16 1—2 60—70 дан ин-
АкМцЮ-2 21,0 2,7 580—6С0 14—16 1—2 60—70 тервал
АКЦП-15 21,4 3,0 525—600 18—30 0,8— 2,0 90—140 кристаллизации
АКМН-9 24,5 2,55 550—605 13—16 0,5— 1,5 70—85
84
Таблица 5-4
Литейно-технологическде свойства алюминия и сплавов для заливки роторов
Марка сплава Свободная линейная усадка, % Характеристики литейномеханических свойств Допускает заливку
Алюминий чистый АКМ2-1, АК-З, АКМ4-4 1,8 Обладают невысокими литейными свойствами. Жидкотекучесть этих сплавов — минимальная. Они дают концентрированную усадку и малопрочны в горячем состоянии, т. е. чувствительны к . образованию горячих трещин. Нежелательно применять для роторов с толстыми литыми кольцами Алюминий и АКМ2-1 — литьем под давлением и центробежным методом . Сплавы АК-З и АКМ4-4 — только литьем под давлением
АКЮ, АКМц10-2 1,3 Обладают хорошими литейными свойствами. Высокая жидкотекучесть и прочность в горячем состоянии, которая сохраняется и в случае перегрева сплавов. Могут применяться для любых роторов. Особенно рекомендуется для литья роторов с узкими пазами Литье под давлением и центробежным методом
АКМ12-4 1,3 По литейным свойствам равноценен АКЮ; из-за склонности к образованию большой концентрированной усадки нежелательно применять для роторов с толстыми кольцами, особенно если нет возможности обеспечить хорошее заполнение колец в процессе литья Литьем под давлением и центробежным методом
85
Продолжение табл. 5-4
Марка сплава Свободная ! линейная усадка ,% Характеристики литейио-механических свойств Допускает заливку
АКМН-9 1,2 Обладает невысокими литейными свойствами. В жидком состоянии быстро окисляется, поэтому требует применения защитных флюсов. Имеет склонность к образованию рассеянной пористости и трещин в горячем состоянии, поэтому сплав не рекомендуется .перегревать выше 740° С. Нежелательно применять для заливки роторов с узкими пазами Литьем под давлением и центробежным методом
АКЦИ-15' 1,3 Обладает высокими литейными свойствами. Пригоден для заливки любых роторов Литьем под давлением и центробежным методом
следует применять сплавы, не дающие концентрированной усадки.
В этом случае, если для роторов с толстыми литыми кольцами окажется вынужденным применение сплава, имеющего концентрированную усадку, конструкция ротора и литейной формы должна обеспечивать возможность хорошего заполнения колец в процессе литья.
Для уменьшения влияния на проводимость неметаллических включений и газонасыщенности сплавы после приготовления следует рафинировать. Номинальное значение проводимости соответствует среднему химическому составу сплавов в литом состоянии.
В табл. 5-2 приведены электрические свойства алюминия и сплавов в литом состоянии.
Данными, приведенными в табл. 5-2, следует пользоваться при расчете сопротивления обмотки ротора в работающем двигателе. Указанные в таблице температуры охватывают возможные режимы работы двигателей.
86
В табл. 5-3 представлены физико-механические свойства алюминия и алюминиевых сплавов в литом состоянии.
В табл. 5-4 даны качественные характеристики алюминия и сплавов для заливки роторов по литейно-технологическим свойствам, а также приведены наиболее приемлемые методы заливки.
Глава шестая
ИЗГОТОВЛЕНИЕ АЛЮМИНИЕВОЙ КАТАНКИ И ПРОВОЛОКИ
Исходной заготовкой для получения алюминиевой проволоки является катанка диаметром 9,0—14,0 мм, получаемая либо прокаткой слитков на проволочно-прокатном стане, либо из расплавленного алюминия методом непрерывного литья и проката.
Прокатка слитков на проволочно-прокатном стане до последних лет являлась основным способом изготовления катанки. При этом спосббе используются алюминиевые слитки (вайер'барсы), имеющие вид параллелепипеда с примерными размерами ГООХ 100X1 400 мм. Для получения этих слитков используется метод полунепрерывного литья, объединяющий плавку алюминия и получение слитка в кристаллизаторе. Так как тонкая окисная пленка, образующаяся на поверхности алюминия при горячей прокатке, предохраняет металл от дальнейшего окисления и не мешает дальнейшему процессу волочения, то катанку перед волочением не подвергают травлению.
Для прокатки алюминия наиболее совершенными являются непрерывные проволочно-прокатные станы, представляющие собой комплекс механизмов, работающих во взаимосвязанном автоматическом режиме. Такие станы обычно имеют нагревательные печи конвейерного типа с автоматическими механизмами загрузки слитков в печь и подачи их к прокатным клетям. Нагрев слитков производится в печах с электрическим, газовым или нефтяным обогревом. В печах с электрическим обогревом на-~ гревательные спирали из жаропрочного сплава размещены в футеровке печи. В печах с газовым или нефтяным нагревом пламя горелок направлено параллельно слиткам. Алюминиевые вайербарсы нагреваются до темпера
87
туры 400—450° С. Собственно прокатный стан имеет чер- ] новые, промежуточные и чистовые двухвалковые клети. Скорости прокатки в выходной клети составляют 15— 25 м/сек. Передача катанки из одной клети в последующую осуществляется автоматически.
Процесс прокатки алюминия на непрерывном стане i
завода «Кирскабель» происходит следующим образом \
[Л. 58]. Прокатываемая полоса в нечетных клетях с 1-й ;
по Н-ю кантуется на угол 90°, что осуществляется при !
помощи специальной роликовой арматуры, которая имеет ролики с ручьями, нарезанными под углом к горизонтальной оси. Кантовка производится автоматически без участия человека. После 8-й клети полоса размерами 20X20 мм, прокатываемая со скоростью 2 м/сек, проходит через летучие ножницы, которые на ходу обрезают . передний дефектный конец катанки длиной 200 мм. Это необходимо для получения качественной катанки в начале бухты и для обеспечения нормального захвата ка- ? танки в последующих клетях. После 12-й клети ’ полоса направляется в правую или левую нитку чистовой ' группы, где вышеописанным способом из-за высокой скорости прокатки и малых размеров полосы кантовку 1 осуществить невозможно. Поэтому в чистовой группе применены чередующиеся вертикальные и горизонталь- ; ные клети. Катанка из выходной клети поступает через J трубку в одну из моталок и сматывается в бухту с диа- ‘
метром 800 мм. Бухта передается на пластинчатый ]
транспортер и с его помощью к навешивателю. Затем i катанка крюковым конвейером передается в волочильный цех.
Однако наиболее прогрессивным способом получения алюминиевой катанки является ее получение непосред- ; ственно из жидкого металла. Жидкий алюминий в этом i случае подается в кристаллизатор, представляющий со- i бой вращающееся и охлаждаемое водой колесо, имеющее трехгранный полуовальный вырез на ободе. При вращении колеса металл кристаллизуется и в виде стержня сразу же передается на последовательно расположенные прокатные валки для получения катанки. Скорость вращения кристаллизатора 2—2,5 об/мин. Температура за- ' ’
готовки составляет 480—530° С.
Бухта (бунт) катанки весит до 1 400 кг, это обеспе- I
чивает высокую производительность оборудования при
последующем волочении. Масса бухты катанки при по-88
Рис. 6-1. Получение алюминиевой катанки методом прессования на заводе английской фирмы BICC в г. Прескоте.
лучении ее методом непрерывного литья и прокатки мо-. жет быть повышена до 2—-3 т.
Приемные устройства для катанки на описываемых установках — сдвоенные карусельного типа, это обеспечивает высокую производительность (до 4,0—4,5 т/ч). При получении катанки методом непрерывного литья и прокатки необходим строгий контроль технологических режимов, так как при повышении температуры заготовки, выходящей ив кристаллизатора, .алюминиевая катанка подвержена растрескиванию, особенно при соотношении содержания железа и кремния, близком или менее единицы (Fe:Si=gyl). Проволока, изготовляемая из алюминиевой катанки, имеет удельное электрическое сопротивление в мягком состоянии 0,0280 ом-мм2/м, в твердом состоянии 0,0283 ом-мм21м. На ряде заводов за рубежом алюминиевую катанку получают методом прессования на гидравлических прессах, на которых обычно на кабель' накладывается металлическая оболочка (рис. 6-1).
Изготовление алюминиевой проволоки из катанки осуществляется методом волочения, при котором катанка протягивается через ряд отверстий (волок), размеры ко-89
Рис. 6-2. Общий вид машины ВМА-8/450 для волочения алюминиевой проволоки.
торых меньше, чем размеры поперечного сечения протягиваемого металла перед волокон.
Алюминиевая круглая проволока диаметром свыше 1,0 мм изготовляется на машинах многократного .волочения без скольжения, т. е. на машинах, у которых скольжение между обрабатываемой алюминиевой проволокой и поверхностью тяговых барабанов отсутствует.
Общий вид машины типа ВМА-8/450 для изготовления алюминиевой проволоки диаметром 2,3—3,0 мм при скоростях волочения 5,9—11,8 м/сек показан на рис. 6-2. Эта машина является одной из серии машин такого типа. Эта машина восьмиволочная, что позволяет при использовании катанки диаметром 9,0 мм производить волочение с большими обжатиями. На каждом волочильном барабане у машин типа ВМА создается определенный запас проволоки (до 400 витков). Это позволяет использовать тяговый барабан также для создания запаса проволоки для следующего барабана. На практике запас проволоки на каждом тяговом барабане постепенно изменяется, что обычно вызывается несоответствием вытяжки проволоки в каждой волоке частным паспортным вытяжкам машины.
Машины описываемого типа имеют скорости волочения до 15 м/сек. Дальнейшее повышение скорости волочения алюминиевой проволоки на машинах без скольжения крайне затруднительно в связи со сложностью траектории движения проволоки при переходе с одного тя-90
гового барабана на другой через поводковые устройства и направляющие ролики [Л. 59].
Для изготовления круглой алюминиевой проволоки на скоростях до 40 м/сек за рубежом используются машины со скольжением, которые в отечественной практике широко применяются для волочения меди. У этих машин скорости тяговых барабанов больше скорости дви жения протягиваемого металла, что обусловливает наличие скольжения между барабаном и обрабатываемым металлом. Машины со скольжением должны иметь повышенную мощность для преодоления сил трения. Эти машины просты по конструкции, удобны в эксплуатации, обеспечивают значительное повышение производительности. Разница в скоростях движения проволоки и тягового барабана составляет 3—5%. На машинах со скольжением производится также волочение прямоугольной алюминиевой проволоки, так как при движении проволоки на машинах без скольжения происходит закручивание проволоки вокруг продольной оси, последнее неприемлемо для фасонной проволоки.
Для волочения алюминиевой проволоки применяются твердосплавные волоки, состоящие из сплава ВК-3 (97% карбида вольфрама и 3% кобальта) или ВК-6 (94% карбида вольфрама и 6% кобальта). . Заготовку для твердосплавных волок получают прессованием порошка с последующим спеканием.
В процессе прессования и спекания получают также черновое отверстие для волоки с последующей доводкой его на шлифовальных и полировальных станках. Твердосплавная заготовка запрессовывается горячим способом в стальную оправку.
Высокое качество прямоугольной алюминиевой проволоки может быть получено при использовании плющильных станов (станов холодной прокатки). Это особенно важно при применении прямоугольной проволоки в производстве обмоточных проводов с эмалевой и волокнистой изоляцией. При плющении исходная круглая или прямоугольная заготовка проходит через три или пять последовательно расположенных горизонтальных и вертикальных обжимных клетей.
Получение точного размера проволоки обеспечивается высокой точностью изготовления валков и регулирования1 зазора между ними, а также оптимальной величиной натяжения проволоки между клетями. Кроме того, суще-
91
Отношение
Рис. 6-3. Повышение электрического сопротивления алюминия с содержанием алюминия 99,5% в процессе холодной деформации.
ствует автоматический или полуавтоматический контроль размеров проволоки специальными датчиками.
При волочении алюминиевой проволоки происходит нагартовка металла, увеличивающая механическую прочность проволоки и приводящая к снижению относительного удлинения и проводимости. Влияние холодной
деформации на удельное электрическое сопротивление иллюстрируется рис. 6-3, на котором показана вели-
чина удельного электрического сопротивления в зависимости от отношения где F§— сечение ка-
танки или проволоки в исходном состоянии, a F — то же сечение после обжатия. На рис. 6-3 показано влияние холодной деформации на электрическое сопротивление, которое максимально проявляется в области значения Ео/Е = 8ч-'18. Увеличение электрического сопротивления в процессе волочения вызвано ориентацией кристаллической решетки и образованием мелкозернистой структуры.
Если обозначить уменьшение сечения в процентном отношении р, то
юо°/о.
г о
Тогда между уменьшением сечения a—Fn/F и р существует зависимость'
_ 100 а~~ 100—Р'
Поэтому, в частности, 93%-ное уменьшение сечения, после которого обычно начинается заметный рост электрического сопротивления, соответствует отношению V=14.
Поэтому для повышения пластичности и электропроводности проволоки после волочения производится ее отжиг, т. е. нагрев в течение определенного времени при определенной температуре. Естественно, что при пониже-92
нии температуры отжита продолжительность его увеличивается. Одновременно улучшается качество отжига, однако для обеспечения необходимой производительности стремятся к максимально возможному уменьшению продолжительности отжига. Отжиг алюминиевой проволоки производится при температурах 350—450° С. Если медная проволока во избежание окисления отжигается в защитной атмосфере (водяной пар, углекислый газ, вакуум), то отжиг алюминия можно проводить без защитной атмосферы, так как алюминиевая проволока покрыта тонкой защитной пленкой AI2O3.
Круглая алюминиевая проволока для электрических кабелей и проводов изготовляется в диапазоне диаметров 0,08—10,0 мм марок АТ (твердая), АПТ (полутвердая), AM (мягкая). Механические характеристики круглой алюминиевой проволоки указаны в табл. 6-1. Удельное электрическое сопротивление проволоки при температуре 20° С не должно превышать 0,0283 ом • мм21м для твердой и 0,0280 ом-мм^м для мягкой проволоки.
Таблица 6-1
Механические характеристики круглой алюминиевой проволоки
Диаметр проволоки, мм - Марка АТ Марка АПТ Марка AM
Предел прочности при растяжении, кгс/мм^, не менее 1 Относительное удлинение, %, не менее Число перегибов 1 не менее Предел прочности при растяжении, кгс/мм2, не менее Относительное I удлинение, %, не меиее Число перегибов не менее Предел прочности при растяжении, кгс!мм2, не менее Относительное удлинение, %, не менее
0,08—0,10 10,0 0,5 .
0,11—0,29 12,0 0,5 — — —
0,3—0,49 16,0 0,7 — — —
0,5—0,59 18,0 1,0 — — — 7,5 10
0,6—0,77 17,0 1,0 —. 9,5—14,0 2,0 — 7,5 15
0,8—9,97 16,5 1,0 — 9,5—14,0 2,0 — 7,5 15
1,0—1,45 16,0 1,2 —. 9,5—14,0 2,0 7,5 18
1,5—1,95 16,0 1,5 7 9,5—14,0 2,0 20 7,5 18
2,0—2,90 16,0 1,5 7 9,5—14,0 2,0 20 7,5 20
3,0—3,80 15,0 2,0 7 9,5—14,0 2,0 20 7,5 22
4,0—10,0 15,0 2,0 6 .(до диаметра 5,0 мм) 9,5—14,0 3,0 18 (до диаметра 5,0 мм) 7,5 25
93
Твердая и полутвердая проволока диаметром менее 1,5 мм и более 5,0 мм, а также мягкая проволока на перегиб не испытываются. На поверхности алюминиевой проволоки не должно быть темных и белых пятен с шероховатой поверхностью, свидетельствующих' о коррозии алюминия.
Прямоугольная алюминиевая проволока изготовляется-двух марок: АТ — твердая и AM — мягкая. Проволока выпускается в диапазоне сечений 3,0—560 мм2 с размерами от 2,1X1,56 мм до 45,0x32,5 мм. Проволо-ка должна иметь скругленные углы (в зависимости от размера проволоки радиус закругления составляет 0,4— 1,2 мм). Электрическое сопротивление прямоугольной проволоки, регламентируемое стандартом, таким же, как и для круглой проволоки. Механические характеристики прямоугольной алюминиевой проволоки приведены в табл. 6-2.
Таблица 6-2.
Механические свойства прямоугольной алюминиевой проволоки
Сечение проволоки, мм2 Марка АТ Марка AM
Предел проч-ности’при растяжении, кгс/мм2, не менее Относительное удлинение, %, не менее Предел прочности пои растяжении, кгс/мм2, не менее Относительное удлинение, %, не менее
До 30,0 Свыше 30,0 12,0 12,0 1,5 2,0 7,0 7,0 20 20
В зарубежных стандартах предусмотрено не три, а четыре типа алюминиевой проволоки по -степени ее твердости. Кроме твердой и мягкой проволоки, предусматривается выпуск проволоки с ’А и 3/4 степени твердости, которую в этих случаях можно условно обозначить */4АТ и 3/4АТ. Величина относительного удлинения для проволоки обычно не лимитируется. Требования по механической прочности в соответствии с американским стандартом ASTM С.7.43-60 приведены в табл. 6-3.
Принципиально при получении алюминиевой проволоки операция прокатки вообще может быть исключена, т. е. проволока может быть получена непосредственно из расплава алюминия. [В этом случае агрегат для изготовления алюминиевой проволоки должен состоять из сле-94
Таблица 6-3
Требования к алюминиевой проволоке по механической прочности в соответствии с ASTM С. 7.43-69
Предел прочности при растяжении, кгс/мм2
Марка проволоки (условная)
Максимальное Мииимал ьное значение значение
AM 9,8 6,3
1/4 АТ И.9 8,5
3/4 АТ 15,5 11,9
АТ 20,4 15,5
дующих основных узлов: плавильной печи с литейным устройством, компенсаторов, волочильного устройства и пульта для размещения электроаппаратуры.
Процесс получения проволоки из расплава алюминия может быть представлен следующим образом. Алюминий в чушках с помощью загрузчика подается в плавильную печь, где он расплавляется. В печи с помощью терморегулирующей и исполнительной электроаппаратуры поддерживается с высокой точностью необходимая температура расплава в пределах 700—800° С.
Из расплава алюминия через фильеру можно вытянуть литую заготовку диаметром 2,5—3,5 мм.
После охлаждения заготовка принимается на индивидуальный для каждого хода компенсатор, на котором благодаря регулируемому электроприводу поддерживается запас определенного количества проволоки.
С компенсатора литая проволока поступает в волочильное устройство, где доводится до определенного размера.
Глава седьмая
ОБМОТОЧНЫЕ ПРОВОДА С ЭМАЛЕВОЙ, ВОЛОКНИСТОЙ И ОКСИДНОЙ ИЗОЛЯЦИЕЙ
Среди алюминиевых обмоточных проводов наиболее важными являются эмалированные провода, выпускаемые на поливинцлацеталевом, полиамидно-резольном и полиэтилентерефталатном лаках.
95
Алюминиевые эмальпровода класса нагревостойкости 1 А (длительная эксплуатация при температуре 105° С) 1 изготовляются с изоляцией на основе лаков винифлекс и метальвин (марки провода ПЭВА и ПЭМА), а также ; полиамидно-резольного лака (марка провода ПЭЛРА). '
Лак ВЛ-931, или винифлекс, представляет собой раствор поливинилформальэтилалевой и резольной фенолформальдегидной смол в смеси этилцеллозольва и технического хлорбензола.
Другим представителем поливинилацеталевых лаков, j
применяемых для эмалирования алюминиевой проволоки, s
является лак ВЛ-941, или метальвин. Метальвин — это раствор поливинилформалевой и фенолоформальдегид-ной смол с добавкой стабилизатора — триэтаноламина в смеси метапаракрезола и сольвент-нафты.
Пленка на основе лака метальвин по некоторым своим характеристикам, как будет показано ниже, превосходит пленку на основе винифлекса, поэтому, а также в связи с возможностью сжигания образующихся в эмалировочной печи при эмалировании лаком метальвин газов и исключения загрязнения окружающей атмосферы производство алюминиевых эмальпроводов на лаке метальвин будет расширяться. J
В ограниченном количестве для эмалирования алюми- I
ниевой проволоки применяется полиамидно-резольный j
лак ПЛ-2. Лак ПЛ-2 представляет собой раствор поли- 1 амидной и резольной смол в смеси этилцеллозольва, во- " 1 ды (до 30%) и остатков фенолов. <
Полиамидно-резольный. лак дает на проволоке проч- j ные и эластичные покрытия; производительность техно- ] логического оборудования при применении этого лака J выше, чем при любом другом синтетическом лаке. Одна- J ко полиамидно-резольные покрытия имеют пониженные электроизоляционные характеристики в условиях новы- 1 шенной влажности, а также при повышенных температу- 1 pax. Поэтому производство лака ПЛ-2 в ближайшем бу- -1 дущем будет прекращено. j
Эмальпровода марок ПЭВА, ПЭМА, ПЭЛРА выпу- ; скаются в диапазоне диаметров 0,08—2,44 мм, по .тол- ; щине изоляции соответствуют медным проводам марки ; ПЭВ-2. По механическим и электрическим характеристи- кам эмалевой изоляции медные и алюминиевые провода примерно равноценны. Пробивное напряжение равно- • 96
мерно скрученного эмалированного провода должно быть не менее величин, указанных в табл. 7-1.
Таблица 7-1
Пробивное напряжение проводов марок ПЭВА, ПЭМА и ПЭЛРА
Номинальный диаметр провода по алюминию, мм Число скруток на длине 20J мм Пробивное напряжение не менее, в Номинальный диаметр провода по алюминию/ мм Число скруток на длине 200^4*4* Пробивное напряжение не менее, в
0,08—0,20 20 500 0,57—0,83 15 1 500
0,21—0,27 0,29—0,38 20 20 600 800 0,86—1,35 15 1 800
0,41—0,55 20 1 200 1,40—2,44 8 2 000
Для определения пробивного напряжения эмалевого слоя образец провода длиной 0,5 м выпрямляют, складывают пополам, равномерно скручивают, затем разрезают петлю и концы ее разводят. К концам скрученного образца прикладывают напряжение переменного тока частотой 50 гц и в течение примерно 30 сек плавно повышают напряжение от нуля до величин, указанных в табл. 7-1, а затем до пробоя.
По механической прочности изоляции на истирание' к алюминиевым и медным эмальпроводам предъявляются одинаковые требования, однако нагрузка на иглу скребкового прибора для проводов марок ПЭВА и ПЭЛРА берется несколько нидсе, чем для аналогичных по толщине изоляции медных проводов марки ПЭВ-2.
Относительное удлинение проводов марок ПЭВА и ПЭЛРА должно быть не менее 5%' для проводов диаметром 0,72—1,00 мм, не менее 9%' для 1,04—1,50 мм, не менее 10%' — для 1,56—1,95 мм и не менее 13%—для 2,02—2,44 мм.
Получение алюминиевых эмальпроводов с необходимой величиной относительного удлинения встречает ряд технических трудностей. Это связано с резкой зависимостью величины относительного удлинения алюминиевой проволоки от температуры отжига [Л. 60]. На рис. 7-1 показана зависимость величины относительного удлинения алюминиевой проволоки диаметром 0,57 мм от температуры отжига, полученная на заводе «Южкабель»' (отжиг производился при непрерывном движении проволоки через электрическую печь отжига). Как видно из 7—1283 97
Рис. 7-1. Зависимость относительного удлинения алюминиевой проволоки диаметром 0,57 мм от температуры отжига.
приведенного рисунка, относительное удлинение в диапазоне температур отжига 250— 280°С изменяется скачком с 2—3 до 25—30%• Так как величина удлинения 2—3% недостаточна для обеспечения нормальной намотки обмоток электрических машин и аппаратов, а дальнейший отжиг (до удлинения 25—30%) нежелателен из-за снижения механической прочности, то становятся понятны трудности, связанные с обеспечением необходимой величины относительного удлинения при изготовлении алюминиевых эмальпроводов'.
Медные провода с изоляцией на поливинилацеталевых лаках относятся по нагревостой-кости к классу А. Алюминие-
вые провода имеют повышенную на один класс нагрево-стойкость [Л. 61]. Так, на рис. 7-2 показаны зависимости срока службы медных и алюминиевых эмальпроводов с изоляцией на лаке винифлекс от .температуры (методика испытаний по ГОСТ 10518-63 и 10519-63). Повышенная нагревостойкость алюминиевых эмальпроводов по сравнению с медными объясняется тем, что медь каталитически влияет на старение эмалевой изоляции, а алюминий в этом отношении более пассивен {Л. 62].
Особый интерес представляет маслостойкость эмальпроводов в связи с тем, что при их применении в транс-форматоростроении взамен проводов с бумажной изоляцией удается заметно уменьшить габариты трансформаторов, получить экономию активных и конструкционных материалов и снизить добавочные потери в обмотках.
Медные транспонированные провода с применением эмалевой изоляции широко используются рядом фирм для обмоток мощных трансформаторов и реакторов, например в США («General Electric»), Франции («Alstom»), Англии («English Electric»).
В трансформаторах существующих конструкций в ряде случаев возможно применение алюминиевых эмаль-98
Рис. 7-2. Зависимости срока службы эмальпроводов от температуры. 1 — медный провод марки ПЭВ-2 диаметром 0,72 мм-, 2 — то же диаметром 1,35 мм; 3 — алюминиевый провод марки IJ3BA-2 диаметром 1,40 мм; 4 — то же диаметром 1,81 мм.
проводов взамен медных проводов с бумажной или хлопчатобумажной изоляцией, что позволяет экономить остродефицитную медь.
. Работоспособность эмалевой изоляции в трансформаторном масле во многом зависит от химического взаимодействия масла и изоляции при воздействии рабочих температур. Из существующих алюминиевых эмальпроводов класса нагревостойкости А для масляных трансформаторов могут применяться провода с изоляцией на основе лака метальвин, так как эмалевая пленка на основе лака винифлекс нестойка к действию горячего трансформаторного масла [Л. 63]. В частности, провода с изоляцией на основе лака винифлекс в процессе пребывания при температуре 105° С в трансформаторном
Рис. 7-3. Зависимость эластичности изоляции эмальпроводов от времени пребывания в трансформаторном масле при температуре 105° С.
1— с изоляцией на основе лака метальвин; 2— с изоляцией на основе лака винифлекс.
масле более интенсивно изменяют свои характеристики, чем с изоляцией на основе лака метальвин (рис. 7-3 и 7-4). Из анализа приведенных зависимостей следует, что уже после пребывания в горячем трансформаторном масле в течение 1 500 ч провода с изоляцией на лаке винифлекс существенно снижают эластичность
изоляции, а после 4 000 ч наступает разрушение изоляции.
Механическая прочность на истирание у проводов на лаке винифлекс уменьшается медленнее, чем на лаке
метальвин, но затем винифлексовая изоляция разру-
шается, в то время как провода на лаке метальвин даже
после 5 000 ч пребывания в горячем трансформаторном масле при температуре 105° выдерживают 10—15 воз-
вратно-поступательных ходов иглы скребкового прибора без разрушения изоляции. Поверхность эмальпроводов с изоляцией на лаке винифлекс после пребывания
в горячем трансформаторном масле при температуре 120°С в течение 250 ч показана на рис. 7-5.
При эмалировании алюминиевой проволоки лаком винифлекс для проволоки диаметром 0,57 мм и выше рекомендуется применять неразведенный лак с вязкостью по вискозиметру ВЗ-1 300—600 сек. Для проволоки диаметром 0,55 мм и менее лак разводится растворителем РВЛ
Рис. 7-4. Зависимость механической поочности изоляции эмальпроводов от времени пребывания в трансформаторном масле при температуре 105° С.
1 — с изоляцией на основе лака метальвин; 2— с изоляцией на основе лака ви-иифлекс.
100
Рис 7-5. Поверхность эмальпровода с изоляцией на лаке винифлекс после пребывания в трансформаторном масле при температуре 120° С в течение 250 ч.
(хлорбензол и этилцеллозольв в отношении 1 : 1) до вязкости 250—300 сек. Вискозиметр ВЗ-1 представляет собой воронку с калиброванным соплом, а вязкость определяется временем вытекания определенного количества лака через сопло. -
Оптимальные скорости эмалирования и температуры в эмалировочных печах при производстве эмальпроводов марки ПЭВА приведены в табл. 7-2.
Оборудование для изготовления алюминиевых проводов такое же, как и для медных. Алюминиевые провода диаметром 0,38—0,55 мм производятся на станках типа С-24, диаметром 0,57—2,44 мм — на станках типа Б-30 (схемы станков соответственно показаны на рис, 7-6 и 7-7),
Таблица 7-2
Технологические режимы эмалирования алюминиевой проволоки лаком ВЛ-931
Диапазон диаметров проволоки, мм Скорость эмалирования, м/мин Температура нижией зоны эмальпечи, *С Температура верхней зоны эмальпечи, *С
0,44—0,55 20,0—21,0 280—320 370—420
0,58—0,62 19,0—20,0 300—350 290—450
0,64—0,72 15,5—16,5 300—320 400—420
0,74—0,86 15,0—16,0 310—330 400—435
0,90—0,96 14,0—15,0 310—330 400—435
1,00—1,50 12,0—13,0 340—370 430—470
1,56—1,74 ' 10,0—11,0 410—425 440—480
1,81—2,44 6,0—7,0 420—440 450—490
101
440
—wo
1750-
2145
Рис. 7-6. Схема эмальагре-гата типа С-24.
/ — приемио-отдающее устройство; 2 —раскладывающие ролики; 3— лаковый узел; 4 — эмальпечь; 5 — технологическая запорная вентиляция; 6 —направляющие ролики.
102
При выборе маршрутов калибров необходимо обращать внимание на то, чтобы за каждый последующий проход на проволоку накладывался слой лака одинаковой толщины. Это позволяет существенно повысить производительность оборудования, так как необходимое время тепловой обработки лаковой пленки в печи эмаль-агрегата определяется толщиной пленки, получаемой за один проход. Поэтому, если один из элементарных слоев изоляции будет иметь большую толщину по сравнению с другими, то предельная скорость эмалирования будет определяться именно этим слоем и будет ниже оптимальной. Наложение одинаковых элементарных слоев изоляции за каждый проход способствует также стабилизации качества изоляции.
Оптимальные маршруты калибров для различных размеров- алюминиевой проволоки при изготовлении проводов марки ПЭВА приведены в табл. 7-3.
В ограниченном количестве выпускаются алюминиевые провода марки ПЭТВА с изоляцией на основе полиэтилентерефталатного лака марки ПЭ-943 или ПЭ-939. Эти лаки представляют собой растворы продуктов поли-
Рис. 7-7. Схема эмальагрегата типа Б-30.
/ — приемио-отдающее устройство с раскладчиками; 2 — печь отжига; 3 — лаковь>й узел; 4— эмальпечь; 5 — поворотные ролики; 6 — вытяжная вентиляция; 7 — охлаждающая приточная вентиляция;
8 — тяговое устройство.
103
Таблица 7-3
Оптимальное число проходов и маршруты калибров для некоторых размеров алюминиевой проволоки при изготовлении проводов марки ПЭВА
Маршруты калибров
0,38 0,51 0,72 0,86 0,00 1,25 1,56 1,81 2,44
0,025 0,035 0,035 0,035 0,045 0,045 0,05
0,055 0,055
0,45—0,46—0,47—0,48—0,48 0,59—0,60—0,61—0,62—0,62 0,79—0,80—0,81—0,81—0,82—0,83 0,93—0,94—0,95—0,96—0,96—0,97—0,98 1,07—1,08—1,09—1,09—1,10—1,11—1,12—1,12 1,32—1 33—1,34—1,34—1,35—1,36—1,37—1,37 1,64—1,65—1,66—1,67—1,68—1,69—1,70—1,70 1,90—1,91—1,91—1,92—1,93—1,94—1,95—1,96 2,53—2,54—2,55—2,56—2,56—2,57—2,58—2,59
конденсации терефталевой кислоты и многоатомных спиртов.
Сырьем для получения лака ПЭ-943 служат терефталевая кислота, этиленгликоль и глицерин.
По месту гидроксильной группы ОН происходит поперечная сшивка молекулярных цепей' и образование пространственной структуры, обусловливающей большую механическую прочность, химостойкость и нагревостой-кость полиэтилентерефталатной изоляции.
Лак ПЭ-939 отличается от лака ПЭ-943 по исходному сырью; в качестве исходного сырья могут использоваться обрезки полиэтилентерефталатных пленок, волокон и смол, с химической точки зрения представляющие собой полноценный полиэфир. Основа лака ПЭ-939 получается при взаимодействии глицерина и расплавленной смолы лавсан при температуре 265—270° С.
Алюминиевые провода марки ПЭТВА относятся по нагревостойкости к классу В (130°С длительно), но их фактическая нагревостойкость выше. Результаты исследований, выполненных в ВНИИКП, МЭИ, НИКИ (г. Томск), НИИэлектромаш, показали, что они могут успешно длительно эксплуатироваться при температуре 155° С (класс нагревостойкости F). Повышенная нагревостойкость алюминиевых эмальпроводов с изоляцией на основе полиэтилентерефталатных лаков по сравнению с медными убедительно иллюстрируется зависимостями, при
104
веденными на рис. 7-8 [Л. 61]. Провода марки ПЭТВА выпускаются в диапазоне диаметров 0,62—2,44 мм. По механической и электрической прочности изоляции провода марки ПЭТВА равноценны медным проводам марки ПЭТВ. В состоянии поставки провода ПЭТВ без повреждения изоляции должны выдерживать навивание на стержень с диаметром D, равным 4—8 диаметрам провода d. После воздействия температуры 200° С в течение 24 ч эластичность изоляции проводов должна быть порядка 6—15 Did. Провода выдерживают также тепловой удар при температуре 200° С в спиралях, намотанных на стержни диаметром (9-т-12) d (в зависимости от диаметра испытываемого провода).
Алюминиевые эмальпровода с полиэтилентерефталатной изоляцией могут быть изготовлены также путем эмалирования без применения растворителей по методу, разработанному в ВНИИ кабельной промышленности под руководством канд. техн, наук И. М. Майофиса. Изоляционная пленка, наносимая на проволоку, не содержит растворителей, а вязкотекучее состояние, необходимое для нанесения материала на проволоку, достигается расплавлением пленкообразующего полимера в специальной ванне.
Время старения, сутки
Рис. 7-8. Изменение эластичности эмалевой изоляции в зависимости от времени пребывания при температуре 220° С.
/ — медный провод Марки ПЭТВ, диаметром 0,8 мм-, 2 — то же, но 1,04 ММ-.
3 — медный провод марки ПЭТВ-939 диаметром 1,56 мм, 4— алюминиевый провод марки ПЭТВА-939 диаметром 1,62 мм.
105
Применяемая полиэтилентерефталатная смола марки ТС-1 при температурах выше 160—190° С расплавляется и переходит в текучее состояние с вязкостью, равной рабочей вязкости эмальлаков типа ПЭ-943 или ПЭ-939, применяемых для эмалирования алюминиевой проволоки.
Основной технологической трудностью при изготовлении алюминиевых проводов с изоляцией на основе смолы ТС-1 является повышенная обрывность при эмалировании, связанная с невысокой (по сравнению с медью) механической прочностью алюминия, особенно при температуре около 400° С, до которой алюминиевая проволока нагревается в эмалировочной печи. Поэтому при изготовлении алюминиевых проводов с изоляцией на основе смолы ТС-1 необходимо максимально уменьшить сопротивление движению проволоки через ванну для нанесения покрытия и эмалировочную печь. В частности, для снижения вязкости смолы ТС-1 при рабочей температуре в нее могут быть добавлены другие компоненты, одним из которых может служить, например, эпоксидная смола Э-15.
Провода с изоляцией на основе смолы ТС-1, изготовляемые эмалированием без применения растворителей, выпускаются в диапазоне диаметров 1,00—2,02 мм и предназначены для применения в электрических машинах, аппаратах и приборах с изоляцией класса нагрево-стойкости В. Провода выпускаются под маркой ПЭТВА-ТС и по своим физико-механическим и электрическим характеристикам соответствуют проводам марки ПЭТВА.
В ближайшем будущем для эмалирования алюминиевой проволоки начнут применяться лаки на полиимид-ной основе, обеспечивающие исключительно высокую нагревостойкость эмальпроводов. Из большой группы полиимидных соединений наибольший интерес представляют полипиромеллитимиды, которые получаются в результате поликонденсации диангидрида пиромеллитовой кислоты и некоторых диаминов. Высокая нагревостойкость этих соединений объясняется их строением — большим содержанием ароматических колец, симметричностью строения и т. п.
При изготовлении полиимидных лаков применяются специальные растворители, такие, как метилпирролидон, диметилформамид, диметилацетамид. Эти растворители 106
весьма токсичны, поэтому при их применении в производстве эмалированных проводов обязательна усиленная вентиляция.
Медные провода с полиимидной изоляцией могут длительно работать при температурах порядка 220— 240° С; учитывая повышение нагревостойкости эмальпроводов за счет применения алюминия взамен меди, можно предположить, что алюминиевые эмальпровода будут иметь несколько более высокую нагревостойкость. Для эмалирования алюминиевой проволоки полиимидными лаками необходимо предварительно обеспечить достаточную чистоту поверхности проволоки или же применить какое-либо защитное покрытие.
Большое значение в ближайшем будущем будут иметь также алюминиевые провода с полиэфиримидной изоляцией с предполагаемой нагревостойкостью класса Н (180°С длительно). При введении 15—20%' полиимидных соединений в полиэфирные лаки у эмалированных проводов значительно повышается нагревостойкость, а также стойкость к кратковременному воздействию высоких температур (при токах короткого замыкания) и стойкость к тепловому удару.
Одним из применяемых за рубежом типов алюминиевых обмоточных проводов являются провода с оксидной изоляцией (Л. 64]. Алюминиевые оксидированные провода имеют изоляцию из окиси алюминия А120з, которые обладают исключительно . высокой нагревостойкостью. Для повышения влагостойкости и механической прочности их изоляция пропитывается нагревостойким лаком, например кремнийорганическим.
Алюминиевые оксидированные провода находят широкое применение для обмоток мощных электромагнитов, электросварочных агрегатов, катушек конденсаторов и т. п. Эти провода могут быть также применены для обмоток мощных соленоидов, где по условиям эксплуатации изоляция должна выдерживать температуру до 500° С. Провода с оксидной изоляцией предназначены для длительной работы при температуре 300° С.
Оксидирование представляет собой электрохимический процесс образования окисной пленки на поверхности изделия, в частности проволоки. Электрохимическое оксидирование может проводиться как с применением переменного или постоянного тока, так и при наложении постоянного тока на переменный, что значитель-
107
Рис. 7-9. Осциллограммы тока и напряжения.
а—при оксидировании переменным напряжением; б — прн наложении постоянного напряжения на переменное.
но ускоряет процесс. На рис. 7-9 приведены осциллограммы тока и напряжения при оксидировании одним переменным и наложенными токами.
При оксидировании
переменным током в положительный полупериод напряжений, когда алюминиевая проволока служит анодом, происходит образование окиси алю-
миния, а в отрицательный полупериод выделяется водо-
род, причем вследствие вентильного эффекта отрицательная полуволна тока значительно больше положительной.
Уменьшая отрицательную полуволну тока с помощью наложения постоянного напряжения на переменное и подобрав оптимальное соотношение положительной и отрицательной полуволны напряжения, можно получить значительное увеличение плотности тока, а следовательно, значительно повысить скорости оксидирования.
Выделение водорода стабилизирует процесс и предотвращает появление дефектных пятен на пленке вследствие местных перегревов, что бывает при оксидировании постоянным током при больших плотностях тока. Но заполняя часть пор, водород уменьшает эффективную поверхность пленки и препятствует повышению плотности тока, так как повышение напряжения формирования приводит к пробою газовых пузырьков и искрению.
Использование несинусоидального переменного напряжения, у которого положительная полуволна (алюминий— анод) больше, чем отрицательная (алюминий — катод), позволяет повысить производительность при оксидировании и обеспечивает получение эластичных изоляционных пленок. При этом в некоторых случаях плотность тока оксидирования достигает 3—4 а/см2, что сокращает время получения оптимальной толщины оксидной пленки в 20—30 раз по сравнению с оксидированием переменным напряжением и в 50—100 раз по
сравнению с оксидированием постоянным напряжением.
Гибкость пленки прямо пропорциональна ее пористости. Для увеличения пористости необходимо уменьшить размер шестигранных призм или ячеек (с порами посе
108
редине), являющихся элементами структуры оксидной пленки (рис. 7-10). Размеры отдельных элементов структуры определяются соотношениями
С=1,67Г4-Р и T = UB, -
где С — размер ячейки; Р — диаметр поры; Т—толщина барьера, отделяющего поверхность алюминия от электролита; U — приложенное напряжение; В — толщина барьера на 1 в приложенного напряжения.
Следовательно, величина ячеек зависит от толщины барьера. Поэтому, уменьшая толщину барьера, можно увеличить пористость и эластичность оксидной пленки. Толщина барьера уменьшается при добавлении в раствор серной кислоты ионов щелочных металлов (например, в виде Na^SCh) вследствие электрохимического растворения барьера в отрицательный полупериод напряжения. При этом можно получить плотность тока оксидирования выше 4 а! см2.
Технологическая схема оксидирования алюминиевой проволоки заключается в следующем [Л. 65]. Алюминиевая проволока с отдающих барабанов или бухт проходит через направляющие ролики, прямильное устройство, протирку фетровыми обжимами и поступает в ванну очистки. В этой ванне при температуре 80—90° С в 10%'-ном водном растворе NaOH производится химическая или электрохимическая очистка проволоки. После очистки производится промывка проволоки водой (водяной душ), и промытый провод поступает в ванну оксидирования, где за счет электрохимического процесса производится образова-'ние изоляционной окисной плен-. ки.
Электролитом обычно служит 10—20%-ный раствор серной кислоты с добавлением сернокислого натрия, а также сернокислого или хлористого магния. Наличие ио-*аов щелочных металлов способствует повышению гибкости оксидной пленки. Применение в качестве электролита , щавелевой, борной и других кислот нецелесооб
/
Рис. 7-10. Структура пористой оксидной пленки на алюминии.
109
разно из-за высокой стоимости этих кислот, тем более, что качество оксидной пленки примерно одинаково.
Температура электролита поддерживается не выше 30° С за счет циркуляции его через теплообменники. Провод из ванны оксидирования поступает во вторую ванну промывки, где с него удаляются остатки электролита. Затем провод поступает в эмалировочную печь, на тяговое и приемное устройства.
Эмалирование может производиться отдельно после оксидирования (так называемая раздельная технология).
Наиболее передовым процессом оксидирования является оксидирование в растворе серной кислоты наложенным током. Такой режим позволяет значительно повысить допустимые плотности тока и увеличить производительность оборудования.
Во Франции оксидирование алюминиевой проволоки производится фирмой Satma на агрегатах двух типов: 24-ходовом для оксидирования проволоки диаметром 0,8—3,0 мм и 4-ходовом для оксидирования проволоки диаметром 3,0—6,0 мм и прямоугольной сечением до 35 мм2. На 4-ходовой установке оксидирование осуществляется со скоростью 3,5 м)мин для круглой проволоки и 2,5—4,0 м!мин для прямоугольной. На 2-ходовой установке скорости выше и составляют 3,5—9,0 м!мин.
Эмалирование осуществляется на вертикальных эмалировочных печах эпоксидным лаком, который наносится способом погружения. Излишек лака удаляется фетром.
Лак повышает пробивное напряжение и защищает пленку от механических повреждений и от действия влаги.
Ванна оксидирования трехсекционная с графитовыми электродами. Раствор перемешивается воздухом, а охлаждение раствора осуществляется водой через графитовые холодильники. Питание переменным током—-от трансформаторов, а постоянным — от генератора, или выпрямителей.
В СССР выпуск алюминиевых оксидированных проводов ранее производился на двухходовой производственной установке, предназначенной для оксидирования круглой проволоки • диаметром 0,35—4,0 мм и прямоугольной сечением до 25 мм2. На установке можно также оксидировать ленты из алюминиевой фольги.
Оксидная пленка на алюминии обладает жесткой структурой и заметно не сжимается и не удлиняется. 110
Этим объясняются отличия оксидированных проводов от эмальпроводов обычного типа. Основные свойства отечественных оксидированных проводов при различных режимах оксидирования приведены в табл. 7-4.
Таблица 7-4
Свойства отечественных проводов с оксидной изоляцией при различных режимах оксидирования
Режим Электролит Время оксидирова-вания, сек 1 Средняя плотность тока (действ.), а!см* Пробивное напряжение, в Механическая прочность ГОСТ 7262-54 (для ПЭВ-1), число ходов ,иглы Эластичность, кратность диаметров, Djd
А H2SO4' 27 2,2 400 120 12
В H2SO4 + Na2SO4 11 4,0 300 30 8
С H2SO4 -f- Na2SO4 И 3,5 250 6 5
Из табл. 7-4 следует, что увеличение эластичности изоляции проводов связано с некоторым снижением электрической прочности и значительным снижением ее механической прочности вследствие повышенной пористости. Толщина оксидного слоя на проводах составляет около 10 мкм. Электроизоляционная пленка А120з, образованная электрохимической обработкой алюминиевой проволоки и лент, может иметь два и более слоев. Наружный слой пористый и образуется на более плотном внутреннем слое; толщина внутреннего слоя зависит от типа электролита. Пористость наружного слоя определяется режимом оксидирования. При сильном изгибе на поверхности пленки образуются небольшие трещины, но электроизоляционные свойства основного слоя не изменяются, причем £Пр пленки составляют 10— 20 кв/мм, а при увеличении толщины пленки свыше 10 мкм Епр увеличивается и составляет 25—40 кв!мм.
Широкое применение в электромашине- и аппарато-строении находят также алюминиевые обмоточные провода с изоляцией из хлопчатобумажной пряжи, кабельной или телефонной бумаги. Алюминиевые обмоточные провода изготовляются следующих марок:
АПБД — с изоляцией двумя слоями обмотки из хлопчатобумажной пряжи;
111
Рис. 7-11. Поперечные сечения круглого и прямоугольного обмоточных проводов.
D— диаметр провода; d~ диаметр голой проволоки; В — большая сторона сечения провода в изоляции; b — большая сторона сечения голой проволоки; А — меньшая сторона сечения
АПБ — с изоляцией из нескольких слоев телефонной или кабельной бумаги;
АПББО— с изоляцией из нескольких слоев телефонной или кабельной
провода в изоляции; а — меньшая сторона сечения голой проволоки.
бумаги, скрепленной обмоткой из хлопчатобумажной пряжи в разгон;
АПБОО — с изоляцией одним слоем обмотки из хлопчатобумажной пряжи и оплеткой из
хлопчатобумажной пряжи.
Обмоточные провода
марок АПБД, АПБ, АПББО и АПБОО выпускаются круглыми в диапазоне
диаметров 1,35—8,00 мм и прямоугольными сечением 7,2— 125,1 мм2. Удвоенная максимальная толщина изоляции
проводов АПБД круглого сечения (D—d) составляет 0,27—0,35 мм в зависимости от диаметра проволоки и 0,27—0,47 мм для прямоугольного сечения (В—Ь), замер производится по широкой стороне. Для пояснения на рис. 7-1Г приведены необходимые обозначения на сечениях круглого и прямоугольного обмоточных проводов. Для проводов марки АПБОО iD—d=0,85 мм\ В—Ь = = 0,88-^0,91 мм. Бумажная изоляция накладывается с различным числом слоев. Поэтому для круглых проводов марки АПБ изоляция может иметь толщину от 0,30 до 5,80 мм, а для прямоугольных — от 45 до 5,95 мм. Провода марки АПББО выпускаются только прямоугольного сечения с толщиной изоляции от 0,45 до 5,95 мм.
Изоляция перечисленных алюминиевых обмоточных проводов в пропитанном состоянии по нагревостойкости относится к классу А. В изоляции этих проводов при навивании или изгибе до определенной степени не должно быть раскрывания наружного слоя бумаги, трещин бумаги или оголенных мест.
Испытания проводов круглого сечения на эластичность изоляции Производят навиванием 3—5 витков образца провода на гладкий стержень диаметром, равным 5-кратному диаметру изолированного провода, для про-
112
вода марки АПБД и на стержень диаметром 100 мм для провода марки АПБ. Испытание изоляции проводов прямоугольного сечения производят изгибанием образца провода в трех местах на угол 180°. При этом провод марки АПБД изгибается широкой стороной на гладкий стержень диаметром, равным 5-кратному размеру меньшей стороны изолированного провода; провод марки АББО подвергается изгибу широкой стороной, а для проводов с отношением сторон не более 1 :2 и узкой стороной— на гладкий стержень диаметром 130 мм. С применением алюминиевых обмоточных проводов с бумажной изоляцией принципиально возможно изготовлять все силовые трансформаторы общего назначения напряжением 10 и 35 кв мощностью до 25 000 ква, а в будущем возможно их применение и для трансформаторов 110—150 кв.
В СССР начат выпуск алюминиевых обмоточных проводов со стекловолокнистой изоляцией . марки АПСД. Провода имеют двойную обмотку из алюмоборосиликат-ного бесщелочного стекловолокна с пропиткой и подклейкой глифталевым лаком. По нагревостойкости изоляции провода марки АПСД относятся к классу F. Круглые провода марки АПСД выпускаются в диапазоне диаметров 1,62—5,2 мм\ прямоугольные —в диапазоне сечений от 7,2 до примерно 45 мм2.
Максимальная толщина изоляции проводов круглого сечения (D—d) и прямоугольного сечения (В—Ь) должна соответствовать данным табл. 7-5.
Таблица 7-5 Максимальная толщина изоляции
проводов марки АПСД
Форма сечения Номинальные диаметры и размеры, Мм Максимальная толщина изоляции, мм
Круглая 1,62—2,1 0,27
2,62—5,2 0,33
Прямоугольная 2,1—3,8 0,33
(размер а) 4,0—5,5 0,4
Пробивное напряжение проводов марки АПСД составляет не менее 550 в. Пробивное напряжение определяется на образцах, помещенных в заземленную ванну 8—1283 ИЗ
с металлическими шариками диаметром 2—3 мм. Концы образца выводятся наружу на расстояние 75—100 мм. Напряжение переменного тока прикладывается между ванной и зачищенным от изоляции концом провода.
Изоляция провода ' марки АПСД круглого сечения (при навивании) и прямоугольного сечения (при изгибании на угол 180° широкой стороной) не должна давать трещин до алюминия и разрывов отдельных нитей. Изоляция не должна также отслаиваться и давать трещин до алюминия при навивании или изгибании описанным выше способом после пребывания в течение 24 ч в термостате при температуре +'160° С. При этих испытаниях круглый провод марки АПСД навивается тремя— пятью витками на гладкий стержень диаметром, равным 4-кратному диаметру изолированного провода, но не менее 3 мм. Определение эластичности изоляции провода марки АПСД прямоугольного сечения производят изгибанием, как уже указывалось, на угол 180° широкой стороной образца провода в трех местах вокруг гладкого стержня, имеющего диаметр от 6 до 35 мм в зависимости от диаметра испытываемого провода.
Глава восьмая СИЛОВЫЕ КАБЕЛИ
В производстве силовых кабелей используется наибольшее количество алюминия, потребляемого в электротехнической промышленности. В настоящее время около 85%' всех силовых кабелей выпускается с алюминиевыми токопроводящими жилами. Для большинства конструкций кабелей взамен свинцовой оболочки применяется оболочка из алюминия. Конструкция силовых кабелей с алюминиевыми токопроводящими жилами и алюминиевой оболочкой является наиболее рациональной. Отечественные силовые кабели с применением алюминия выпускаются на напряжения до 35 кв, а за рубежом проложены кабельные линий на напряжения до 380 кв, Выполненные из кабелей с медными жилами и алюминиевой оболочкой.
Применение алюминия в производстве силовых кабелей дает высокую экономическую эффективность и позволяет сэкономить такие остродефицитные металлы, как медь и свинец. При определении эффективности при-Ц4
Мейёййя мёДй и алюминия й качестве токопроводящих жил силовых кабелей следует иметь в виду, что масса алюминия в 2 раза меньше массы меди при эквивалентной передаваемой мощности. Это существенно сказывается на стоимости кабелей с алюминиевыми жилами. Еще большая разница получается при сопоставлении стоимостей свинцовых и алюминиевых оболочек.
При одинаковой толщине стоимость алюминиевых оболочек без учета стоимости защитных покровов почти в 5 раз меньше стоимости свинцовых. Сравнительная себестоимость кабелей типа СБ, АСБ и ААБ приведена в табл. 8-1 [Л. 66]. При расчете себестоимости учитывалось, что для передачи эквивалентной электрической мощности из-за повышенного удельного электрического сопротивления алюминия приходится применять алюминиевые жилы большего сечения по сравнению с медными (вместо кабелей с медными жилами сечением 3X70 мм2 кабели с алюминиевыми жилами сечением 3X95 мм2).
Таблица 8-1
Относительная себестоимость силовых кабелей на напряжение 6 кв с медными и алюминиевыми жилами
Мцрка и конструкция кабелей
СБ 3X70 мм2, жилы — медные, оболочка — свинцовая, бронированный стальными лентами _с наружным защитным покровом ......................................
АСБ 3X95 мм2, жилы — медные, оболочка — алюминиевая, бронированный стальными лентами с наружным защитным покровом..................................
ААБ 3X95 мм2, .жилы—-алюминиевые, оболочка— алю--миниевая, бронированный стальными лентами с наружным защитным покровом.............................
Себестоимость, %
100
70
45
При анализе себестоимости четырехжильных кабелей со свинцовой оболочкой можно видеть, что еще больший экономический эффект получается при их замене трехжильными кабелями с алюминиевой оболочкой с использованием последней в качестве нулевой оболочки, о чем будет подробнее сказано ниже-
Различные типы силовых кабелей с алюминиевыми жилами выпускаются с сечением жил от 1 до 800 мм2.
В кабелях с бумажной изоляцией могут применяться как одноп'роволочные, так и многопроволочные жилы.
.115
Рис. 8-1. Конструкции многопроволочной секторной алюминиевой жилы сечением 120 мм2.
а — до уплотнения: б—после уплотнения.
Однопроволочные алюминиевые жилы выпускаются сечением до 120 л«Л42, причем эти жилы (сечением 70, 95 и 120 лии2) должны изготовляться из мягкого алюминия с относительным удлинением не менее 25%'. Допускается изготовление алюминиевых жил сечением 25—120 мм2 многопроволочными или комбинированными, а для некоторых типов кабелей (например, с обедненно-пропи-танной бумажной изоляцией) в диапазоне сечений 70— 120 мм2 токопроводящие жилы могут быть изготовлены многопроволочными уплотненными или комбинированными.
Уплотненные жилы изготовляются при дополнительном обжатии уплотняющими вальцами, что позволяет повысить коэффициент заполнения жилы, т. е. отношение фактического сечения алюминия к геометрическому, а следовательно, получить экономию изоляционных и защитных материалов, включая экономию свинца или алюминия на оболочку.
В комбинированных жилах сердечник может быть сплошным или состоять из двух и более фасонных частей, однако при изготовлении сердечника из твердого алюминия общая площадь сечения его не должна превышать 45%' сечения всей жилы. Поверх сердечника должно быть наложено не менее одного повива проволоки.
Конструкция секторной многопроволочной жилы сечением 120 л/л*2 до уплотнения и после него показана на рис. 8-1, а конструкция комбинированной алюминиевой секторной жилы — на рис. 8-2.
116
120'
Рис. -8-2. Конструкция комбинированной алюминиевой секторной жилы сечением 120 лги2.
Применение сплошных (однопроволочных) алюминиевых жил позволяет уменьшить размеры кабелей и снизить расход алюминия на жилу на 1—1,5% и материалов на оболочку и защитные покровы на 6—7%. При производстве силовых кабелей с однопроволочными жилами исключается операция скрутки жил, что позволяет
повысить производительность труда.
За рубежом некоторые фирмы выпускают кабели
со сплошными мягкими алюминиевыми жилами сече-
нием 240—320 мм2. Эти кабели обычно имеют пластмассовую изоляцию.
Монтажные свойства алюминиевых однопроволочных жил удовлетворительны, хотя для широкого освоения подобных кабелей как в СССР, так и за рубежом потребовалось определенное время. Естественно, что жесткость однопроволочных алюминиевых жил больше жесткости алюминиевых многопроволочных жил, однако общая жесткость кабеля в основном зависит от материала оболочки. Т.ак, например, ка-*бель в алюминиевой оболочке марки ААГ сечением 3X185 мм2 с многопроволочными жилами имеет значительно более высокую жесткость, чем аналогичный кабель с однопроволочными . алюминиевыми жила-
Рис. 8-3. Зависимость величины нагрузки ют диаметра кабеля.
1 — одиопроволочиая алюминиевая жила, алюминиевая оболочка; 2 — многопроволочная алюминиевая жила, алюминиевая оболочка; 3 — однопроволочная алюминиевая жила, свинцовая оболочка; 4 — многопроволочная алюминиевая жила, свинцовая оболочка.
117
Мй, но й свинцовой оболочке. На рис. 8-3
приведена зависимость величины нагрузки от диаметра кабеля, которая • при приближении к консольно
закрепленному кабелю длиной 1 м необходима для по-
лучения стрелы прогиба 250 мм. Из
анализа
следует, что для наиболее рациональной
конструкции
силовых кабелей (алюминиевая жила, алюминиевая оболочка) влияние эффекта однопроволочности на общую жесткость кабеля относительно невелико, хотя при наличии свинцовой оболочки оно заметно. Приведенные зависимости показывают также, что кабель в свинцовой
оболочке диаметром 43 мм с однопроволочными мягки-
ми алюминиевыми жилами имеет такую же жесткость, как и кабели в алюминиевой оболочке диаметром 35 мм с многопроволочными жилами и в алюминиевой оболоч-
ке диаметром 31 мм с однопроволочными жилами.
При монтаже и разделке кабеля приходится изги-
бать токопроводящие жилы. Некоторые представления
о монтажных свойствах различных конструкций и сечений токопроводящих жил можно получить из данных табл. 8-2.
Таблица 8-2
Нагрузки, необходимые для прогиба на 200—300 мм консольно закрепленных токопроводящих жил , длиной 500 мм
Материал и конструкция жилы Сечение, мм? Нагрузка, кг с
Твердый алюминий, однопроволочная 50 3,5
Мягкий алюминий, однопроволочная 70 1,0
Мягкий алюминий, однопроволочная 120 4,0
Мягкий алюминий, однопроволочная 185 6,0
Медь, многопроволочная 185 3,5
Твердый алюминий, многопроволочная 240 3,5
Одножильные и трехжильные кабели с отдельно освинцованными алюминиевыми жилами всех сечений, а также многожильные кабели с поясной изоляцией сечением жил до 16 мм2 включительно должны изготовляться с жилами круглой формы. Многожильные кабели с поясной изоляцией при сечении жил 25 мм2 и более должны изготовляться с жилами секторной или сегментной формы. Многопроволочная жила этих кабелей уплотняется. Четвертая жила четырехжильных кабелей 118
может -иметь треугольную форму и располагаться в центре кабеля. Особь1й интерес -представляет использование в качестве четвертой (нулевой) жилы оболочки кабеля, если она выполнена из алюминия.
Применение в этом случае трехжильных кабелей взамен четырехжильных позволило сэкономить большое количество алюминия, необходимого для изготовления четвертой жилы, и снизить диаметр четырехжильных кабелей до величины диаметров трехжильных, обусловив тем самым экономию бумаги или пластмассы, алюминия для оболочки, материалов для защитных покровов. Трехжильные кабели с алюминиевой оболочкой напряжением до 1 кв рекомендуется применять в осветительных, силовых и смешанных четырехпроводных сетях с наглухо заземленной нейтралью. Алюминиевая оболочка таких кабелей не может быть использована в качестве нулевой жилы в сетях постоянного тока из-за опасности коррозии, во взрывоопасных помещениях и наружных сетях, в шахтах и рудниках, а также в сетях с резко выраженной неоднородностью нагрузки отдельных фаз, например, в сетях с однофазными термическими печами или сварочными агрегатами. Для обеспечения непрерывности алюминиевой оболочки, используемой в качестве нулевого провода, с точки зрения электрической проводимости необходимо:
а) соединять кабельные оболочки в муфтах перемычками из медного гибкого многопроволочного провода сечением, равным или больше сечения нулевой жилы четырехжильного кабеля, но не менее 16 мм2;
-б) соединять перемычки и отпайки с оболочкой кабеля методом пайки;
в) соблюдать особую тщательность при оконцевании и монтаже кабельных муфт.
При проектировании кабельных линий с использованием алюминиевой оболочки кабеля в качестве четвертого (нулевого) провода необходимо предусматривать автоматическое отключение аварийного участка: при замыкании между фазными токопроводящими жилами и нулевой жилой, в какой бы точке оно не произошло, должен возникнуть ток короткого замыкания, превышающий по крайней мере в 3,5 раза номинальный ток ближайшей плавкой вставки или в 2 раза ток отключения максимального расцепителя соответствующего автоматического выключателя. Устройства защитного заземления
- 119
Рис. 8-4. Конструкция силового кабеля с концентрическим нулевым проводом, выполненным из повива алюминиевых проволок.
должны обеспечивать на всей протяженности кабельной линии отсутствие опасных напряжений прикосновения и шаговых напряжений. При прокладке кабелей вблизи хороших естественных за-. землителей оболочки кабелей следует соединять с ними.
Для обеспечения равномерного и непрерывного
заземления таких кабелей и облегчения монтажа арматуры концентрический нулевой провод может быть выполнен не в виде сплошной алюминиевой оболочки, а в виде повива плоской алюминиевой проволоки, наложенной спирально поверх токопроводящих жил в одном направлении или с периодическими изменениями направления. В этом случае непосредственно на нулевой провод накладываются эквипотенциальные алюминиевые или медные ленты. Конструкции кабелей такого типа, впервые использованные во Франции объединением I’Electricite de France, показаны на рис. 8-4.
Применение алюминия взамен меди и свинца в производстве силовых кабелей особенно возросло после освоения процесса наложения сплошных алюминиевых оболочек на кабель с помощью гидравлических прессов. Для наложения алюминиевых оболочек используются горизонтальные двусторонние гидравлические прессы, обеспечивающие возможность применения алюминия обычной чистоты (А1^99,5%) и позволяющие за один цикл опрессовать значительные строительные длины кабелей. Оптимальными типами прессов для наложения алюминиевых оболочек являются прессы, выпускаемые Новосибирским заводом тяжелого машиностроения (НЗТМ), а за рубежом — прессы фирмы Schloeman (ФРГ). Отечественные прессы имеют усилия прессования 2X2 000 т при удельном давлении прессования до 8 000 кгс)см2. Пресс НЗТМ предназначен для наложения алюминиевых оболочек диаметром до 100 мм и толщиной до 3,0 мм, в том числе и на кабели с пластмассовой изоляцией. Наложение алюминиевой оболочки диаметром 10 мм производится со скоростью 80 mImuh, диаметром 100 мм— 12 м/мин.
120
Широкое применение, в том числе и в СССР, получили прессы фирмы Schloeman, имеющие усилие прессования 2X1 600 т (рис. 8-5). Этот пресс имеет две сменные рабочие головки для опрессования кабелей диаметром от 5 до 60 мм и от 40 до 100 мм и обеспечивает удельное рабочее давление до 6 300 кгс)см2. Высокие технологические показатели имеют также прессы фирмы Hydraulic (ФРГ), имеющие широкое распространение за рубежом.
Сплошная алюминиевая оболочка имеет повышенную по сравнению со свинцовой механическую прочность, но для стойкости к изгибам приходится увеличивать ее толщину. Это в свою очередь ведет к жесткости кабеля, поэтому кабели диаметром 40 мм и выше должны изготовляться с гофрированными алюминиевыми оболочками, имеющими достаточную гибкость. У гофрированной оболочки обжатые участки чередуются с выпуклыми, причем при гофрировании выпуклые участки не нагарто-вываются, и при последующих изгибах деформация оболочки происходит в основном за счет этих участков, которые подвергаются растяжению и несколько выпрямляются [Л. 67]. Гофрирование оболочки кабеля обычно производится гофрирующим устройством на выходе из пресса. В этом случае оболочка на кабель в прессовой головке накладывается свободно. Применение гофрирования позволяет экономить алюминий за счет снижения толщины оболочки и обеспечивает гибкость, необходимую для навивания кабеля на барабаны (диаметр барабана равен 4—5-кратному диаметру кабеля).
Все кабели на напряжение 1 кв сечением 3X240 мм2, 6 кв сечением 3X150 мм2, 10 кв сечением 3X120 лыи2 и больших сечений предполагается выпускать в алюминиевой.гофрированной оболочке.
Рис. 8-5. Общий вид пресса фирмы Schloeman для наложения алюминиевых оболочек.
121
Перспективными являются также способы изготовления сварных алюминиевых оболочек из алюминиевой ленты с помощью аргоно-дуговой сварки или сварки с использованием токов высокой частоты, обеспечивающие получение оболочки с минимальной толщиной изоляции и максимальной производительностью.
Кроме того, при этих процессах возможно гофрирование оболочек, осуществляемое при аргоно-дуговой сварке за один процесс. При изготовлении сварных алюминиевых оболочек особенно важно правильное форми-
Рис. 8-6. Гофрирующее устройство агрегатов типа «Унивема» западно-германской фирмы Kabelmetal.
рование ленты в трубу без пластической деформации и без повреждения изоляции кабеля. Это выполняется с помощью специальных формующих роликов и конических фильер. Алюминиевая лента предварительно должна быть очищена от загрязнений для обеспечения надежности сварного соединения. После сварочной головки расположено тяговое устройство, охлаждающее и смазочное устройство. Спиральный гофр наносится в специальном устройстве (рис. 8-6) с помощью эксцентричного установленного вращающегося гофрирующего диска, помещенного под углом к оси кабеля. У силовых кабелей с алюминиевой гофрированной оболочкой пространство между изоляцией и гофром заполняется вазелиноподобной массой, которая препятствует распространению влаги ® продольном направлении.
Принципиальная схема установки для высокочастот-. ной сварки алюминиевых оболочек, разработанная заводом «Москабель» и ВНИИметмашем, показана на рис. 8-7. Применяемая частота сварочного тока составляет 450 кгц.
На расстоянии нескольких сантиметров от сварочных роликов расположены контакты, подводящие к кромкам алюминиевой ленты, свернутой в трубу, ток высокой частоты. Ток по трубе между контактами может протекать
122-
Рис. 8-7. Схема агрегата для высокочастотной сварки алюминиевой оболочки кабелей.
/ — отдающее устройство; 2— рулон алюминиевой ленты; 3 — формующее устройство; 4—станина сварочного узла; 5 — направляющий нож; 6 — трансформатор; 7 — контакты; 8— сварочные ролики; 9 — гратосниматель; 10 — калибрующее устройство; 11 — приемное устройство.
по двум путям: по кромкам трубы или по ее периметру. Так как при протекании тока по окружности трубы возникает большое индуктивное сопротивление, то основная часть тока протекает по кромкам трубы. Вследствие-эффекта близости и поверхностного эффекта ток вытесняется на поверхность кромок, что вызывает их усиленный нагрев. По мере приближения к точке сварки нагрев кромок трубы возрастает в связи с уменьшением глубины проникновения, происходящим за счет возрастания эффекта близости по мере сближения кромок. В месте соприкосновения кромок происходит оплавление тонкой пленки металла, а при сжатии оплавленных кромок между рамками начинается процесс сварки. При этом некоторая часть металла выдавливается внутрь и наружу трубы с образованием наплывов (грата). Эти наплы-вы удаляются с помощью специального резца — грато-
.снимателя, установленного после сварочных роликов.
Алюминиевая лента, применяемая для высокочастотной сварки, должна быть чистой, но такой тщательной очистки ее поверхности, какая необходима при аргонодуговой сварке, не требуется.
Процесс высокочастотной сварки алюминиевых кабельных оболочек выгодно отличается от метода горячего прессования простотой применяемого оборудования и значительно меньшими капитальными затратами. Кроме того, при высокочастотной сварке допускается применение алюминиевых лент пониженной степени чистоты. При автоматическом регулировании процесса высокочастотная сварка обеспечивает в несколько раз более высокую производительность, чем сварка алюминиевых оболочек в среде гелия и аргона, что говорит об ее исключительной перспективности.
123
Рис. 8-8. Маслонаполненный кабель в алюминиевой гофрированной оболочке.
Перспективным является применение алюминиевых гофрированных оболочек также в производстве сверхвысоковольтных кабелей. В частности, маслонаполненный кабель в гофрированной алюминиевой оболочке, выпускаемой английской фирмой BICC, показан на рис. 8-8. В СССР начат выпуск одножильного маслонаполненного кабеля сечением 270 мм2 с алюминиевой жилой и алюминиевой гофрированной оболочкой. Кабель рассчитан на избыточное давление 3 ат. Конструктивные данные кабеля приведены в табл. 8-3.
-В связи с большей подверженностью коррозии по сравнению со свинцом алюминиевая оболочка должна иметь усиленные защитные покровы. Усиленная подушка между алюминиевой оболочкой и броней состоит из следующих последовательно наложенных концентрических слоев:
а) битумный состав;
б) две ленты поливинилхлоридного пластиката;
в) одна лента крепированной битуминированной бумаги или кабельной пропитанной бумаги;
г) битумный состав; .
д) пропитанная кабельная пряжа;
е) битумный состав.
Битумный состав, применяемый для усиленных подушек, должен иметь температуру размягчения ниже 65° С. Наружный покров для брони должен состоять из следующих слоев:
а) битум или битумный состав;
б) пропитанная кабельная пряжа или стеклянная пряжа из штапельного волокна;
в) битум или битумный состав;
г) меловое покрытие, предохраняющее от слипания витков кабеля.
Негорючий наружный покров вместо битума имеет покрытия из негорючего состава, а применение в его составе пропитанной кабельной пряжи не допускается, 124
Таблица 8-3
Конструктивные данные отечественного маслонаполненного кабеля на напряжение 110 кв
г Элемент конструкции Диаметр, мм Технологические данные
Токопроводящая жила сечением 270 мм2 23,2 Первый повив —из 12 Z-об-разных проволок, второй повив— из 15 сегментных алюми- ниевых проволок
Экран из полупроводящей бумаги 23,9 Первые 2 ленты КП-120 толщиной 0,125 мм, шириной 19 мм наложены с зазором 0,1 мм. Третья лента КП-080 толщиной 0,085 мм, шириной 23 мм наложена с перекрытием 4,0 мм
Изоляция из бумажных леит ,44,0 37 лент бумаги КВУ толщиной 0,08 мм, шириной 19 мм (кроме первой, имеющей толщину 22 мм). 63 ленты бумаги КВ толщиной 0,12 мм
Экран из полупроводящей бумаги й медной ленты 45,0 2 ленты бумаги КП-120 толщиной 0,125 мм, шириной 19 мм и медная лента шириной 29— 30 мм, толщиной 0,09 мм в прокладку с полупроводящей бумагой КП-120
Оболочка алюминиевая гофрированная 55—56 Толщина оболочки 1,5— 2,0 мм", диаметр по выступам — 55—56 мм, по впадинам 48,5— 48,6 мм, шаг гофрирования 22—24 мм
Защитные покровы 64,5—65,5 Подслой состоит из битумного компаунда, обмотки одной лавсановой лентой, двумя поливинилхлоридными лентами, одной лавсановой лентой, еще одного слоя битумного компаунда и.обмотки одной лавсановой и одной поливинилхлоридной лентой. Поверх подслоя поливинилхлоридный шланг
- 125
В том случае, если кабель применяется без наружных покровов, стальная бронелента должна иметь предварительно нанесенное противокоррозионное цинковое или битумное покрытие.
Для алюминиевых оболочек все шире начинают применяться покрытия из поливинилхлоридного или полиэтиленового шланга с предварительным покрытием оболочки слоем битумного состава (в отечественной практике типа МБ-90).
Алюминиевая оболочка может предварительно покрываться различными компаундами. Например, японская фирма Sumitomo применяет для этой цели бутадиеново-асфальтовый компаунд с содержанием бутадиенового. каучука 4—5% [Л. 68]. Этот компаунд хорошо совмещается с другими материалами, применяемыми в конструкциях кабелей, достаточно эластичен, хорошо выдерживает резкие колебания температур. В ряде случаев фирма Sumitomo применяет также обычный нефтяной компаунд, в который вводится 10% (по массе) соевого масла.
Толщина поливинилхлоридного шланга должна соответствовать данным табл. 8-4.
Таблица 8-4
Толщина поливинилхлоридного шланга для защиты алюминиевой оболочки
Диаметр кабеля по алю-._ миниевой оболочке, мм До 20 От 20 до 30 От 30 до 40 От 40. до 50 ’ От 50 до 60
Номинальная толщина поливинилхлоридного шланга, мм . . 1,9 2,1 2,3 2,5 2,7
Минимальная толщина поливинилхлоридного шланга должна отклоняться от номинальной не более чем на 15%.
Защитный шланг должен выдержать испытание напряжением 10 кв постоянного тока в течение 1 мин. Испытание напряжением производится на образцах длиной не менее 10 м. Напряжение прикладывается между алюминиевой оболочкой и водой после пребывания образцов в воде не менее 6 ч при температуре воды от 5 до 30° С.
Сопротивление изоляции защитных покровов должно быть не меньше значения, рассчитанного исходя из гео-126
метрических размеров образца, и значения удельного сопротивления изоляции поливинилхлоридного шланга, предусмотренного техническими условиями на пластикат.
Сопротивление изоляции должно рассчитываться по формуле
а
R==?v 2nl ’
где pv — удельное объемное сопротивление изоляции материала шланга, ом • см; D — наружный диаметр кабеля; d — диаметр кабеля по алюминиевой оболочке; I — длина образца кабеля, см.
Сопротивление изоляции защитных .покровов должно измеряться на образце длиной не менее 5 м между алюминиевой оболочкой и водой после пребывания образца в воде в тех же условиях, какие требуются перед испытанием напряжением.
В ряде стран (Франция, Финляндия) описанный защитный покров усиливается тем, что перед поливкой битумом на алюминиевую оболочку электростатическим путем наносится слой из специальных солей (так называемый вашпраймер). Это повышает коррозионную стойкость защитных покровов. Процесс нанесения вашпрай-мера обычно объединяется с процессом наложения алюминиевой оболочки.
Для оценки надежности ленточных защитных покровов, в том числе и покровов для алюминиевой оболочки, Международной электротехнической комиссией (МЭК) рекомендована следующая методика [Л. 69].
Образец кабеля длиной в 5 раз больше диаметра цилиндра, предназначенного для испытания кабеля на изгиб, после испытания погружается в солевую ванну, как показано на рис. 8-9. Образец укладывается на дно ванны, причем концы кабеля должны находиться над поверхностью солевого раствора. В качестве солевого раствора используется 0,5 %-ный раствор хлористого натрия. Высота уровня раствора от дна ванны должна быть не менее 50 см. Между солевым раствором
127
Рис. 8-9. Расположение образца при испытании антикоррозионных покровов кабелей с металлической оболочкой по методике МЭК.
АВ— радиус изгиба кабеля; СО — глубина раствора в ванне (не менее 50 см);
EF — 30 см с каждого конца образца кабеля, предназначенного для испытаний.
Истирающий угольник
35
} Кабель
Рис.-8-10. Схема испытания кабеля на истирание перед погружением в солевую ваниу.
£
и
и защищенной шлангом металлической оболочкой кабеля прикладывается напряжение 10 в постоянного тока. К кабельной оболочке присоединяется отрицательный полюс источника постоянного тока. После 24 ч пребывания кабеля в солевом растворе под напряжением измеряется электри-
ческое сопротивление изоляции защитных покровов при напряжении не менее 100 в и температуре 25±2°С. Затем образец подвергают 100 ежедневным тепловым циклам. Каждый тепловой цикл состоит из нагревания солевого раствора до температуры 65±5°С, поддержания этой температуры в течение 5 ч и охлаждения в течение оставшегося времени суток до температуры 30° С. Измерение электрического сопротивления изоляции проводится еженедельно перед началом теплового цикла при температуре не более 30° С. После окончания тепловых циклов сопротивление изоляции измеряется при температуре 25±2°С. Защитный покров считается выдержавшим испытания, если:
а) начальная величина электрического сопротивления изоляции, измеренная при температуре 25±2°С, не менее расчетной величины;
б) электрическое сопротивление изоляции, измеренное при. температуре 25±2°С после окончания 100-го цикла нагрева, не менее 104 Мом/см2 поверхности кабеля, погруженного в солевой раствор;
в) физическое состояние покрова после проведения испытаний не отличается от исходного.
В отечественной практике перед испытанием покрытия в солевой ванне образец подвергается испытаниям на истирание и на изгиб. При испытаниях на истирание на горизонтально расположенный образец кабеля устанавливают стальной угольник (рис. 8-10). На стальной угольник помещают груз Q, величину которого определяют по формуле
Q = 0,93/)1’7, кгс, где D — наружный диаметр кабеля, см.
Угольник перемещают вдоль кабеля. Производят 25 двойных перемещений со скоростью 15—20 см/сек. При 128
Испытаний 'На изгиб образец подвергают трехкратному двойному навиванию на цилиндр диаметром, предусмотренным в соответствующих стандартах или технических условиях на кабели.
Для оценки адгезии защитных покровов к алюминиевой оболочке имеется несколько методов, позволяющих, в частности, установить влияние слоя битумного компаунда на адгезию оболочки из поливинилхлоридного пластиката.
Один из них описан в материалах СИГРЭ [Л. 70]. В соответствии с этим методом образцы кабеля предварительно подвергаются трем полным циклам изгиба с диаметром изгиба, равным 30-кратному наружному диаметру кабеля. Затем от кабеля, подвергнутого испытанию на изгиб, отрезаются куски длиной около 50 см, в защитном покрове которых просверливаются четыре отверстия диаметром 10 мм до алюминиевой оболочки. Отверстия располагаются на расстоянии 10 см одно от другого по спирали таким образом, что угол между соседними отверстиями составляет 90°. Алюминиевая оболочка в отверстиях тщательно зачищается и к ней присоединяется изолированный провод. Оба конца кабеля герметизируются с помощью резиновых капп. К алюминиевой оболочке с помощью подводящего провода через сопротивление 10 ком подсоединяется отрицательный полюс источника постоянного тока напряжением 100 в.
Провод от положительного полюса погружается в раствор. Через 100 ч производится оценка степени распространения следов коррозии вокруг отверстия. В частности, при отсутствии битумного подслоя между алюминиевой оболочкой и поливинилхлоридным шлангом наблюдается значительная коррозия всей оболочки.
При оценке сплошных шланговых покровов проводятся испытания образцов материала, снятых с кабеля. Это те же испытания, которым подвергаются оболочки из данного материала, в том числе и после резкого воздействия высоких и низких температур. Для контрольных испытаний шланговых покровов применяется либо аппарат сухого испытания, либо производится испытание постоянным током. На аппарате сухого испытания во время наложения защитного покрова или после наложения к покрову прикладывается напряжение
£7иСП—Кв,
9—1283
129
где 6 — минимальная толщина защитного покрова, мм. При постоянном напряжении
Писп=2,5е+5, кв.
При проведении контрольных испытаний ленточных защитных покровов в течение 1 мин между металлической оболочкой или броней и наружным проводящим слоем или водяной ванной прикладывается напряжение постоянного тока 10 кв.
Ниже приводятся основные типы силовых кабелей, в конструкциях которых применен алюминий (табл. 8-5).
Силовые кабели с алюминиевыми жилами и бумажно-пропитанной изоляцией со свинцовыми или алюминиевыми оболочками предназначены для прокладки без предварительного подогрева при температуре не ниже 0°С. Кабели с нормальной пропитанной изоляцией без применения специальных устройств (например, стопорных муфт) предназначаются для прокладки на участках с разностью уровней (разность между высшей и низшей точками расположения кабеля по трассе) не более:
Кабели на напряжение 1—3 кв небронированные 20 м
, , , 1—3 кв бронированные 25 ,
» , » 6—10 кв................ 15 »
, » » 20—35 кв................. 5 »
Для стояков у концевых муфт (с учетом периодической замены кабеля)....................... 10 ,
Кабели с обедненно-пропитанной изоляцией в общей свинцовой оболочке предназначены для прокладки на трассах с разностью уровней до 100 м, с отдельно освинцованными жилами до 300 м.
Длительно допустимые рабочие температуры на жилах кабелей не должны превышать:
Для кабелей на напряжение 1—3 кв ... . 80° С
. . . . 6 ..... 65° .
. , , . 10..........60* .
, , , » 20 и 35 кв . . . 50* ,
Для передачи и распределения электрической энергии при напряжениях би 10 «в на вертикальных и крутонаклонных трассах без ограничения разности уровней могут применяться алюминиевые кабели с бумажной изоляцией, пропитанной нестекающей массой. Нестекающая масса содержит 62% брайтстока, 5% канифоли, 31,8%—синтетического очищенного церезина, 1,2% ъы-130
Продолжение табл. 8-5
Конструкция кабеля Марки кабеля, ГОСТ Количество жил кабеля Диапазон сечений, мм2 Рабочее напряжение, кв
Жилы — алюминиевые, изоляция —бумажная, пропитанная нестекающим составом, оболочка — свинцовая, броня из стальных лент или круглых оцинкованных стальных проволок. Защитные покровы — слоистого типа (могут быть в негорючем исполнении). Кабели могут не иметь защитных покровов на броне ЦАСБ, ЦАСБГ, ЦАСБН, ЦАСК, ЦАСКГ, ЦАСКН 3 25—185 6,0—10,0
Жилы — алюминиевые или ] медные, изоляция — бумажно-пропитанная, оболочка — алюминиевая, защитный покров — слой битумного состава, лента из поливинилхлоридного пластиката, шланг—из поливинилхлоридного пластиката (для прокладки в землю) ААШв, АШв 3—4 6—120 для трехжильных кабелей 6—95 для четы-. рехжильных кабелей 1,0—10 / «г
Жилы — алюминиевые или медные, изоляция — бумажно-пропитанная, оболочка — алюминиевая, защитный покров — слой битумного состава и шланга из поливинилхлоридного пластиката (для прокладки внутри помещений) ААВ, АВ 3—4 6—120 для трехжильных кабелей 6—95 для четырехжильных кабелей 1
Продолжение табл. 8-5
Конструкция кабеля Марки кабеля, ГОСТ Количество жил кабеля Диапазон сечений, МИ 2 Рабочее напряжение, кв
Жилы — алюминиевые, изоляция — поливинилхлоридный пластикат • или полиэтилен, оболочка—поливинилхлоридный пластикат. Кабели могут иметь броню с защитным наружным слоем ААВГ, АПВГ, АВВБ, АПВБ 1—4 1—35 ч 0,5
Жилы — алюминиевые, изоляция — поливинилхлоридный пластикат или полиэтилен, шланг—из поливинилхлоридного пластиката, броня — из стальных лент с наружным защитным покровом. Кабели могут выпускаться небронированными АВВБ, АВПВГ, АГЮВБГ 2—4 2,5—150 1,35
Жилы — алюминиевые, изоляция — пластикат или полиэтилен, броня — из плоских алюминиевых проволок, оболочка — из поливинилхлоридного пластиката АПАПВ, АВАПВ 3 10—50 10
Жилы — алюминиевые, изоляция — резина, оболочка — свинцовая броня из стальных лент или плоских стальных оцинкованных проволок с наружными защитными покровами. Кабели могут выпускаться без брони 1 АСРГ, АСРБ, АСРБГ, АСРП, АСРПГ, АВРГ, АВРБ, АВРБГ, АНРГ, АНРБ, АНРБГ ГОСТ 433-58 1—3 1—500 для одножильных, кабелей 1—185 для двух-и трехжильных кабелей 0,5—6,0 (на 6,0 кв выпускаются только одножильные кабели)
133
сокомолекулярного полиизобутилена марки П-85. Кабели предназначаются для .прокладки без предварительного нагрева при температуре не ниже 5° С.
Для кабелей с полиэтиленовой и поливинилхлоридной изоляцией разность уровней на трассе не имеет значения. Эти кабели могут эксплуатироваться при температуре до минус 50° С.
Прокладка алюминиевых кабелей с оболочкой из поливинилхлоридного пластиката может производиться без предварительного нагрева при температуре не ниже минус 15° С, с полиэтиленовой оболочкой — не ниже минус 40° С. Если кабель имеет броню и поверх нее слоистые защитные покровы, допустимая температура прокладки повышается и не должна быть ниже минус 5— 7° С. В соответствии с имеющейся технической документацией длительно допустимая рабочая температура на жилах кабелей с пластмассовой изоляцией не должна превышать +65° С, однако фактически она может быть повышена до +70° С.
Максимально допустимый нагрев жилы кабеля при коротких замыканиях не должен превышать 120° С для полиэтиленовой изоляции и 150°С для изоляции из поливинилхлоридного пластиката.
Кабели на напряжение 6 кв имеют экраны по изоляции, а на напряжение 10, 20 и 35 кв — экраны по жиле и изоляции. Экран по жиле выполняется из полупроводящего полиэтилена или поливинилхлоридного пластиката. Экран по изоляции для кабелей с поливинилхлоридной изоляцией может быть выполнен из полупроводящего пластиката или полупроводящей бумаги и металлической ленты. Для кабелей с полиэтиленовой изоляцией этот экран может состоять из слоя графита или полупроводящего полиэтилена. В этом случае также допускается экран в виде слоя полупроводящей бумаги и металлической ленты. Токопроводящие жилы кабелей на напряжение 10, 20 и 35 кв применяются только круглыми. Конструкция этих жил должна соответствовать требованиям ГОСТ 340-59.
Силовые кабели с алюминиевой токопроводящей жилой и резиновой изоляцией предназначены для эксплуатации при температуре окружающей среды до минус 40° С, если они имеют резиновую оболочку, и до минус 50° С, если они имеют оболочку из поливинилхлоридного пластиката.
134
Прокладка кабелей без предварительного нагрева производится при температуре не ниже:
В свинцовой оболочке........минус 20° С
В резиновой или поливинилхлоридной оболочке ............. минус 15° С
Кабелей с защитным покровом минус 7° С
Длительно допустимая температура на жилах не должна превышать +65° С. Жилы силовых кабелей с резиновой изоляцией имеют круглую форму.
Дальнейшее расширение применения силовых кабелей с пластмассовой изоляцией, в том числе и с алюминиевыми токопроводящими жилами, ожидается в случае использования для изоляции вулканизируемого полиэтилена, обеспечивающего длительную рабочую температуру на жиле порядка 90° С и выдерживающего в перегрузочных режимах температуру 200—220° С.
Глава девятая
ПРОВОДА ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ
Одной из важнейших областей применения алюминия в электротехнике является его использование для проводов воздушных линий электропередач. Провода для воздушных линий передач в СССР выпускаются следующих марок: А (алюминиевые), АС (сталеалюминиевые), АСО (сталеалюминиевые облегченной конструкции) и АСУ (сталеалюминиевые усиленной конструкции).
Провода марки АСО и АСУ отличаются от провода «марки АС соответствующего сечения пример провода марки АС сечением дующую конструкцию: 28Х X 4,24+19X2,2 (т. е. 28 алюминиевых проволок диаметром 4,24 мм и 19 стальных проволок диаметром 2,2 мм). Конструкция провода марки АСО того же сечения состоит соответственно из 54X3,04 + 7X3,0, а марки АСУ 30X4,12+19x2,5. В результате расчетная масса воздушных проводов сечением
конструктивно, на-400 .юн2, имеет сле-
Рис. Р-1. Типовая конструкция проводов для воздушных линий электропередач.
135
400 мм2 составляет для марки АС— 1 660 кг/км, АСО— 1501 кг/км, АСО —1 840 кг!км. В соответствии с ГОСТ 839-59 эти провода выпускаются с сечением токопроводящей алюминиевой части от 10 до 700 мм2, причем провода марки А имеют сечения от 16 до 600 мм2, АС—от 10 до 400 мм2, АСО—от 150 до 700 мм2, АСУ — от 120 до 400 мм2.' Алюминиевые и сталеалюминиевые провода являются многопроволочными (рис. 9-1).
Алюминиевая проволока, применяемая для воздушных проводок, должна быть твердой и соответствовать требованиям, предъявляемым к проволоке марки АТ. В сталеалюминиевых проводах марок АС, АСУ и АСО сердечник изготовляется из стальных оцинкованных проволок с пределом прочности не менее 120 кгс!мм2. Предел прочности сталеалюминиевых проводов определяют по формуле
ав = 0,9 (16 Sа - •) 120 Sc), кгс /мм.2,
где Sa — площадь сечения алюминиевой части провода, мм2-, Sc — площадь сечения стальной части провода, мм2.
Скрутка повивов проволоки производится в противоположные стороны, причем наружный повив должен быть правым. Многопроволочный стальной сердечник покрывается слоем нейтральной смазки. Шаг скрутки для стального сердечника равен 16—25 диаметрам по скрутке, внутреннего повива — не более 18, наружного повива — не более 15 диаметров по скрутке. Шаг скрутки одноповивных алюминиевых и сталеалюминиевых проводов сечением 10—95 мм2 должен быть не более 20 диаметров по скрутке.
Для оценки сечения стального сердечника можно отметить, что для проводов с сечением алюминиевой части 400—700 мм2 сечение стального сердечника составляет около 50—80 мм2. Рабочая плотность тока в алюминиевой части провода находится в пределах 1,8—2,5 а!мм2.
Длительно допустимые токовые нагрузки на провода марок А, АС, АСУ и АСО приведены в табл. 9-1. При расчете предельная температура нагрева принималась равной 70° С, температура окружающего воздуха 25° С. Для определения токовых нагрузок при других температурах окружающего воздуха необходимо применять поправочные коэффициенты, приведенные в табл. 9-2.
В будущем найдут применение воздушные провода увеличенного диаметра.
136
Таблица 9-1
Длительно допустимые токовые нагрузки на голые провода
Сечение, Л/Л/2 Марка провода Сечеиие, л/л/2 Марка провода
А АС и АСУ АСО А АС и АСУ АСО
10 75/55 185 500/425 515
16 105/80 105 — 240 610 610 —
25 135/110 135 — 300 ' 680 700
35 170/135 170 330 — — 745
50 215/170 220 — 400 830 865
70 265/215 275 — 480 — — 925
95 325/260 335 — 500 980 — —.
120 375/310 380 — 625 1 140 — —
150 440/370 445 —
С целью снижения потерь на корону для напряжений, превышающих 220 кв, приходится выбирать провода большего сечения по сравнению с оптимальным, что ухудшает экономические показатели линий электропередачи и снижает эффективность применения высокого напряжения. Особенно важной становится эта проблема при напряжениях 500—750 кв.
Таблица 9-2
Поправочные коэффициенты для определения токовых нагрузок воздушных проводов при различных температурах
Температура, °C 10 15 20 25 30 35 40 45 50
Поправочный коэффициент 1,15 1,11 1,05 1,0 0,94 0,88 0,81 0,74 0,67
Для увеличения наружного диаметра при сохранении сечения для воздушных проводов применяют каркасные спирали различных типов. На рис. 9-2 показана конструкция полого провода с центральной спиралью из-стальной проволоки [Л. 71], поверх которого наложены повив из чередующихся стальных и алюминиевых проволок диаметром 3,5 мм. и два повива алюминиевых проволок диаметром 4,5 мм. Наружный диаметр провода равен 50 мм, а сечение алюминиевой части составляет около 1 100 мм2. Такой провод используется для линии электропередачи напряжением 380 кв в Италии, причем трасса линии проходит в горах и над морем.
137
Рис. 9-2. Конструкция сталеалюминиевого провода увеличенного диаметра с опорной стальной спиралью.
Рис. 9-3. Конструкция сталеалюминиевого провода, изготовленного с применением в процессе скрутки опорного конического ниппеля.
На рис. 9-3—9-5 показаны другие конструкции проводов, позволяющие увеличивать его наружный диаметр [Л. 72, 73, 74]. На рис. 9-3 показан провод, подвешенный на двух участках линии передачи 345 кв Биг Эдди-Мак Лафлин в США, внутренний повив которого состоит из чередующихся стальных и алюминиевых проволок. Прочный внутренний свод образуется во время скрутки провода в коническом ниппеле со вставленным в него коническим сердечником, причем проволоки сжимаются по окружности до образования впадин на мягких про-
Рис. 9-4. Конструкция провода увеличенного диаметра с одним ярусом каркасных алюминиевых проволок, наложенных по стальному сердечнику.
138
Рис. 9-5. Конструкция провода увеличенного диаметра с двумя ярусами каркасных алюминиевых проволок, наложенных по стальному сердечнику.
Повивы из алюминиевых проволок
Стальной сердечник
Каркасная алюминиевая проволока
йолоках из алюмийиЯ. Конструкции, показанные на рис. 9-4 и 9-5, имеют соответственно один и два яруса каркасных алюминиевых проволок, наложенных по стальному сердечнику.
Из отечественных проводов увеличенного
диаметра следует отме- Рис. 9-6. Конструкция провода марки тить провода марки АСОД.
АСОД, имеющие конструкцию с одной каркасной проволокой по стальному сердечнику (рис. 9-6). Провод предназначен для подвески на опытном участке воздушной линии электропередачи 750 кв Конаково — Москва и имеет отношение сечений алюминиевой и стальной части, равное 8. Два варианта конструкций провода марки АСОД имеют сечения алюминиевой части 400 и 600 мм2 и соответственно наружный диаметр 33,1 и 41,3 мм.
Изготовление сталеалюминиевых проводов с увеличенным диаметром производится на обычной четырехфонарной крутильной машине с дополнительным приспособлением для наложения каркасной алюминиевой проволоки на стальной сердечник, расположенный между вторым и третьим фонарями крутильной машины.
Неизолированные провода находят широкое применение при монтаже подстанций. Для уменьшения потерь при передаче энергии в линии обычно используется расщепление фаз, которое, однако, не связано с изменением конструкции применяемых проводов.
К сталеалюминиевым проводам для воздушных линий передач, выпускаемым по канадскому и британскому стандартам, а также в соответствии с рекомендациями МЭК, предъявляются повышенные требования в части механических характеристик стальной и алюминиевой проволоки и качества цинкового покрытия стальной проволоки. Ниже рассматриваются основные требования к сталеалюминиевым проводам, регламентируемые спецификацией МЭК [Л. 75].
Применяемая для сталеалюминиевых проводов алюминиевая проволока диаметром менее 2,5 мм не должна
139
иметь отклонений по диаметру более ±0,025 и ±1% для проволоки диаметром 2,50 мм и выше. Механические свойства применяемой твердотянутой проволоки должны соответствовать данным табл. 9-3.
Таблица 9-3
Механические свойства твердотянутой алюминиевой проволоки
Номинальный диаметр проволоки, мм Предел прочности прн растяжении, KZCjMM* Номинальный диаметр проволоки, мм Предел прочности при растяжении, кгс(мм^
ДО скрутки после скрутки до скрутки после скрутки
1,25 20,4 19,4 3,25 16,9 16,0
1,50 19,7 18,7 3,50 Ю,7 15,9
1,75 19,2 18,2 3,75 16,5 15,7
2,00 18,8 17,9 4,00 16,3 15,5
2,25 18,4 17,5 4,25 16,3 '15,5
2,50 18,0 17,1 4,50 16,2 15,4
2,75 17,6 16,7 4,75 16,2 15,4
3,00 17,2 16,3 5,00 16,2 15,4
В сталеалюминиевых проводах допускается сращивание отдельных алюминиевых проволок. В готовом скрученном проводе два таких сращивания должны встречаться не чаще, чем через 15,2 м. При этом не учитываются места соединений, которые имеются в алюминиевой катанке до волочения.
Соединение алюминиевой проволоки может выполняться как электросваркой, так и холодной сваркой под давлением. Места соединений могут иметь пониженные механические характеристики по сравнению с приведенными в табл. 9-3. Удельное электрическое сопротивление алюминиевой проволоки должно быть не более 0,028264 ом • мм2/м при 20° С, плотность — не более 2,703 г/см3, коэффициент линейного расширения — 23Х10-6 \/град. Температурный коэффициент электрического сопротивления принимается равным 0,00403 \/град.
Оцинкованная стальная проволока не должна иметь отклонений от номинального диаметра более чем на ±0,04 мм для проволоки диаметром менее 2,00 мм и ±2% для проволоки диаметром 2,00 мм и более. Диаметр проволоки замеряется по цинковому покрытию. Цинковое покрытие на стальную проволоку может наноситься как горячим, так и электролитическим способом.
140 .
Требования к механическим свойствам и цинковому покрытию стальной проволоки приведены в табл. 9-4.
Для определения массы цинкового покрытия на образце проволоки применяется раствор, образующийся путем добавления 5 мл раствора хлористой сурьмы на
Таблица 9-4
Механические свойстварДгребования к цинковому покрытию стальной проволоки в соответствии с рекомендациями МЭК
Номинальный диаметр проволоки, мм Предел прочности при растяжении, кгс/мм^ Минимальная масса цинкового покрытия, г/м2 Минимальное число минутных погружений
до скрутки после скрутки
1,25 133,6 126,9 183 2
1,50 133,6 126,9 183 2
1,75 133,6 126,9 198 2
2,25 133,6 126,9 214 2,5
2,75 133,6 126,9 229 3
3,00 133,6 126,9 244 3,5
3,50 133,6 126,9 244 3,5
4,25 133,6 126,9 259 4
4,75 133,6 126,9 275 4
каждые 100 мл соляной кислоты. Температура раствора для снятия цинкового покрытия не должна превышать 38° С.
Для определения предельного числа погружений, определяющего равномерность цинкового покрытия на стальной проволоке, применяется раствор 36 массовых частей кристаллов промышленного купороса в 100 частях дистиллированной воды, смешанных с порошком гидроокиси меди. Наличие излишка гидроокиси меди определяется по осадку на дне сосуда, в котором происходит смешение. Плотность раствора должна быть равна 1,186 при 18° С. Образцы предварительно очищенной от загрязнений стальной оцинкованной проволоки помещаются в раствор на 1 мин. Число одноминутных погружений определяется минимальной толщиной цинкового покрытия. Как только цинковое покрытие растворяется, на стали появляется отложение меди, что и является критерием окончания испытаний. Чем большее число погружений в испытательный раствор выдерживает образец 141
йройолокй, тем больше толщина и равномерность цинкового покрытия.
Одним из важнейших испытаний цинкового покрытия стальной проволоки является испытание на адгезию. При этом испытании стальная оцинкованная проволока навивается восьмью витками на цилиндрический стержень с диаметром в 4 раза большим диаметра проволоки, если диаметр проволоки равен 3,5 мм или меньше, и в 5 раз большим диаметра проволоки, если диаметр проволоки превышает 3,5 мм.
В процессе испытаний цинковое покрытие не должно растрескиваться или отслаиваться.
Для справочных целей в рекомендации МЭК приводятся усредненные значения модуля упругости и коэффициента линейного расширения сталеалюминиевых проволок (табл. 9-5).
Рассматриваемые величины модулей упругости относятся к проводам, находящимся под нагрузкой, равной от 15 до 50% предельной разрывной прочности провода. Коэффициенты линейного расширения, приведенные в табл. 9-5, рассчитаны, исходя из коэффициентов расширения алюминиевой и стальной проволок (соответственно 23,0Х10-6 и 11,5хЮ-6 1/араб).
Таблица 9-5
Значения модуля упругости и коэффициента линейного расширения сталеалюминиевых проводов
Количество проволок Модуль упругости, кгс[мм? Температурный коэффициент линейного расширения, 1/градХЮв Количество проволок Модуль упругости, кгс]мм^ Температурный коэффициент линейного расширения, 1/градХЮ3
Алюминий Сталь Алюминий Сталь
6 1 8 100 19, 1 28 7 7 900 18,4
6 7 7 700 19,8 30 7 8 200 17,8
12 7 10 700 15,3 30 19 8 000 18,0
18 1 6 700 21,2 32 19 8 200 17,5
24 7 7 400 19,6 54 7 7 000 19,3
26 7 7 700 18,9 54 19 6 800 19,4
В условиях агрессивной атмосферы или атмосферы с повышенной влажностью возможна быстрая коррозия алюминиевых и сталеалюминиевых проводов воздушных линий электропередач (ЛЭП). Так, в результате обследования ЛЭП, расположенных в открытом море и в при-142
брежной полосе вблизи Баку, установлено, что сталеалюминиевые провода полностью выходят из строя в течение 4— 8 лет из-за интенсивной коррозии {Л. 76].
Для повышения срока службы сталеалюминиевых проводов в подобных условиях на поверхность стального сердечника, а также по повивам алюминиевой проволоки наносится специальная защитная смазка. Пропитка и покрытие проводов защитной смазкой достига-
а) б)
Рис. 9-7. Конструкции проводов для воздушных ЛЭП с применением биметаллической проволоки сталь — алюминий.
а — с биметаллическим сердечником; б — из биметаллических проволок; 1 — стальной сердечник; 2—алюминиевая оболочка.
ются простым погружением провода в защитную смазку илц поливкой. В качестве смазки в СССР рекомендуются ингибированные углеводородные смазки, полученные на основе сернокислотного петролатума из нефти и це-- резина с температурой каплепадения выше 65—80°С.
Основными причинами ускоренного разрушения сталеалюминиевых проводов, помимо неблагоприятных климатических факторов, является контактная коррозия алюминиевых и стальных проволок и щелевая коррозия алюминиевых проволок в местах касания. Поэтому кроме пропитки и покрытия проводов различными смазками, предпринимаются также другие меры для повышения коррозионной стойкости проводов. Так, американская фирма Copperweld Steel разработала провода с биметаллическим сердечником или из биметаллических проволок (рис. 9-7). Биметаллическая проволока состоит из высокопрочного стального сердечника, поверх которого наносится алюминий (25% общего сечения проволоки). В СССР изготовляется биметаллическая проволока сталь — алюминий методом порошковой металлургии.
В Японии в свое время были разработаны провода, состоящие из стальных титанированных проволок [Л. 77]. Несмотря на более высокую стоимость, такие провода в ряде случаев экономичны, так как имеют очень высокую коррозионную стойкость и обеспечивают по сравнению со сталеалюминиевыми меньший провес, в резуль-
143
Рис. 9-8. Варианты конструкций проводов оо стеклопластиковым сердечником.
1 — многожильный алюминиевый повив; 2—одиостержневой стеклопластиковый сердечник; 3 — трубчатая алюминиевая оболочка; 4 — многостержиевой стеклопластиковый сердечник.
тате чего количество опор может быть уменьшено на 25—30%.
Весьма перспективными для эксплуатации в агрессивных атмосферах являются воздушные провода, у которых стальной сердечник заменен стеклопластиковым стержнем, сформированным из параллельных вытянутых нитей, пропитанных связующим 1[Л. 78]. Стеклопластиковый сердечник имеет временное сопротивление разрыву 130—145 кгс/мм2, т. е. практически не уступает по этому показателю стали. Использование стеклопластика в сталеалюминиевых проводах позволяет: 1) устранить контактную коррозию в системе «повив—
сердечник»; 2) вдвое увеличить диаметр сердечника в связи с меньшей плотностью стеклопластика по сравнению со сталью (в 4 раза) и в связи с этим повысить механическую прочность провода в целом при сохране-нии'массы погонного метра сталеалюминиевого провода соответствующего сечения; 3) снизить потери на корону и индуктивное сопротивление ЛЭП вследствие увеличения диаметра сердечника и всего провода в целом.
Возможные варианты конструкций проводов со стеклопластиковым сердечнйком показаны на рис. 9-8. По своим характеристикам описанные провода приближаются к полым проводам, так как наличие стального сердечника в обычных сталеалюминиевых проводах уменьшает равномерность токораспределения за счет эффекта вытеснения тока и приводит к появлению потерь, связанных с гистерезисом.
Одним из направлений в решении задачи повышения коррозионной стойкости проводов для воздушных ЛЭП является создание сплавов алюминия, которые при достаточно высокой электрической проводимости имели бы высокие механические характеристики, позволяющие 144
отказаться от применения стального сердечника и уменьшить массу провода при сохранении необходимой проводимости. Такие провода выпускаются за рубежом. Они имеют механические свойства, лучшие по сравнению с алюминиевыми проводами, и, следовательно, обеспечивают надежность в эксплуатации.
В качестве алюминиевых сплавов для проводов воздушных ЛЭП являются тройные сплавы системы А1—Mg—Si. Одним из наиболее распространенных алюминиевых сплавов подобного типа
8,5-
Рис. 9-9. Профиль сталеалюминиевого контактного провода типа ПКСА.
является сплав Алдрей, имеющий следующий примерный состав: Si (0,5—0,6%); Mg (0,3—0,5%); Fe (0,3%').
Высокая механическая прочность проволоки из сплава Алдрей достигается путем термической и холодной обработки. В отожженном состоянии сплав Алдрей имеет предел прочности 12—13 кгс/мм2, после закалки прочность повышается до 17—20 кгс/мм2 при удлинении не более 20%. Механическая прочность проволоки из Андрея может быть доведена до 30—36 кгс/мм2 при удлинении 5—8%. Удельное электрическое сопротивление Алдрея 0,0315—0,033 ом • мм2/м.
Широкое распространение за рубежом, особенно во Франции, получил другой высокопрочный алюминиевый сплав — Альмелек, имеющий следующий состав: Mg — 0,7%; Si—0,6%, остальное — алюминий. Предел прочности этого сплава составляет 33—35 кгс/мм2 при относительном удлинении, превышающем 3%. Эти характеристики достигаются путем соответствующей термической обработки. Провода, изготовленные из сплава Альмелек, имеют такие же характеристики, как и сталеалюминиевые провода эквивалентного сечения, а их изготовление осуществляется за одну операцию вместо двух. Применение сплава Альмелек во Франции для воз-10— 1283 145
душных ЛЭП составляет около 70 000 т в год [Л. 79]. Для обеспечения высокой повышенной механической прочности за рубежом выпускаются также провода типа сталь — Альдрей или сталь — Альмелек.
С целью экономии меди взамен медных сплавов для троллейных проводов в СССР недавно начали выпускать профильные сталеалюминиевые провода типа ИКСА (рис. 9-9). Верхняя часть профиля, выполненная из алюминия, является токоведущей; нижняя, стальная, защищает алюминий от износа и придает проводу необходимую механическую прочность.
Глава десятая
КОНТРОЛЬНЫЕ И ШЛАНГОВЫЕ КАБЕЛИ, УСТАНОВОЧНЫЕ ПРОВОДА И КАБЕЛИ СВЯЗИ
Более половины контрольных кабелей с резиновой, поливинилхлоридной или полиэтиленовой изоляцией в резиновой или поливинилхлоридной оболочке выпускается с алюминиевыми токопроводящими жилами. Эти кабели предназначены для присоединения к электрическим приборам, аппаратам, сборкам зажимов электрических распределительных устройств с номинальным напряжением до 660 в переменного тока или до 1 000 в постоянного тока. Кабели предназначены для эксплуатации при температуре окружающей среды от +50°С до —40° С. Длительно допустимая температура на жиле кабелей не должна превышать +65° С. Прокладка кабелей без предварительного подогрева может производиться при температуре не ниже 15° С. Если кабель имеет броню, то эта температура повышается до —7° С. Марки, конструкции и преимущественные области применения контрольных кабелей с алюминиевыми жилами приведены в табл. 10-1.
Число жил в алюминиевых контрольных кабелях равно от 4 до 52; сечения — в диапазоне 0,75—10 мм2. Толщина• резиновой поливинилхлоридной изоляции составляет 1,0—1,2 мм, полиэтиленовой — 0,6—0,8 мм.
Алюминий нашел также широкое применение для токопроводящих жил установочных проводов, предназначенных для монтажа электрических цепей напряжением до 500 в переменного тока; в том числе АПР (с резино-146
Таблица 10-1
Контрольные кабели с алюминиевыми жилами______
Марка кабеля Конструкция Преимущественная область применения
АКВРГ Жилы — алюминиевые, изоляция — резиновая, оболочка — из поливинилхлоридного пластиката Прокладка внутри помещений, в каналах, туннелях, при отсутствии механических воздействий на кабель, в условиях агрессивной среды
АКВРБ То же, но имеется броня из двух стальных лент с защитным наружным слоем Прокладка в земле (траншеях), если кабель не подвергается значительным растягивающим усилиям
.АКВРБГ То же, но вместо защитного наружного слоя бронеленты имеют противокоррозионную защиту Прокладка внутри помещений, в каналах, туннелях, если кабель не подвергается значительным растягивающим усилиям
АКНРГ Жилы — алюминиевые, изоляция и оболочка — резиновые Прокладка внутри помещений, в каналах, туннелях, при отсутствии механических воздействий на кабель
АКНРБ То же, но имеется броня из двух стальных лент с защитным слоем Прокладка в земле (траншеях), если кабель не подвергается значительным растягивающим усилиям
АКНРБГ То же, но вместо защитного наружного слоя бронеленты имеют противокоррозионную защиту Прокладка внутри помещений, в каналах, туннелях, если кабель не подвергается значитель-, ным растягивающим усилиям
АКВВГ Жилы алюминиевые, изоляция и оболочка — из поливинилхлоридного пластиката Прокладка внутри помещений, в каналах, туннелях, при отсутствии механических воздействий на кабель, в условиях агрессивной среды
АКВВБ То же, но имеется бро- Прокладка в земле (транше-
ня из двух стальных лент с защитным наружным слоем ях), если кабель не подвергается значительным растягивающим усилиям
АКВВБГ То же, но вместо за-щитного наружного слоя Прокладка внутри помещений, в каналях, туннелях, если ка-
бронеленты имеют противокоррозионную защиту бель не подвергается значительным растягивающим усилиям
АКВПГ Жилы — алюминиевые, изоляция — полиэтиленовая, оболочка — из поливинилхлоридного пластиката Прокладка внутри помещений, в каналах, туннелях, при отсутствии механических воздействий на кабель, в условиях • агрессивной среды
10*
147
Продолжение табл. 10-1
Марка кабеля Конструкция Преимущественная область применения
АКВПГ То же, но имеется броня из двух стальных лент с защитным наружным слоем Прокладка в земле (траншеях), если кабель не подвергается значительным растягивающим усилиям
А.ВКПБГ То же, но вместо защитного наружного слоя бронеленты имеют противокоррозионную защиту Прокладка внутри помещений, в каналах, туннелях, если кабель не подвергается значительным растягивающим усилиям
вой изоляцией, в пропитанной оплетке), АПВ (с поливинилхлоридной изоляцией), АПН (с наиритовой резиновой негорючей изоляцией), АППВ (с поливинилхлоридной изоляцией, плоский, с разделительным основанием), АППВС (с поливинилхлоридной изоляцией, плоский, без разделительного основания).
Провода марки АПР выпускаются сечением 2,5— 400 мм2 с толщиной изоляции 1,0—2,8 мм. Оплетка этих проводов хлопчатобумажной пряжей пропитывается специальным противогнилостным составом. Провода марки АПВ применяются для прокладки в трубах, каналах несгораемых строительных конструкций и для монтирования силовых и осветительных цепей в машинах и станках.
Эти провода выпускаются сечением 2,5—120 мм2. У проводов марки АПВ сечением до 10 мм2 алюминиевая жила может быть однопроволочной. Толщина поливинилхлоридной изоляции в зависимости от сечения провода 1,2—2,0 мм. Провода типа АПР или АПВ предназначены для эксплуатации при температуре окружающей среды от —40 до +50°С, а их монтаж должен производиться при температуре не ниже —15° С.
Провода марки АПН могут быть как одножильными, так и иметь две или три однопроволочные жилы, уложенные в одной плоскости, с изоляцией из негорючей резины на основе хлоропренового каучука — наирита. Между жилами имеется разделительная канавка для обеспечения доступной разделки жил при монтаже. Сечение жил — 2,5—6 мм2. Длительно допустимая рабочая температура на жилах проводов +65° С.
148
Провода марки АППВ и АППВС выпускаются в двух- и трехжильном исполнениях сечением 2,5— 6,0 ммг. Провода марки АППВ, имеющие разделительную канавку, применяются для неподвижной открытой прокладки. В этом случае крепление может производиться по разделительной канавке. Провода марки АППВС, не имеющие разделительного основания, предназначены для неподвижной скрытой прокладки под штукатуркой. Температурные условия монтажа и эксплуатации этих проводов такие же, как для проводов марки АПВ. В двухжильных проводах марки АППВ параллельно уложенные в одной плоскости жилы должны быть изолированы так, чтобы жилы были разделены между собой ленточным основанием из поливинилхлоридного пластиката шириной 5 мм и толщиной 0,6 мм. У трехжильных проводов только две жилы должны быть разделены ленточным основанием, а третья жила должна примыкать к одной из них. Допускается перфорация поливинилхлоридного разделительного основания с шириной отверстий не более 4 мм и длиной не более 20 мм. Расстояние между краями отверстий должно быть не менее 15 мм.
Для монтажа электрических проводок в сельских местностях по деревянным строениям в основном пока используются провода марок АПН, АППВ, АПВ, ПР и ПРД, которые требуют применения изолирующих роликов или дополнительных асбестовых прокладок, что снижает производительность монтажных работ и приводит к увеличению расхода роликов и листового асбеста.
Для непосредственной прокладки по деревянным строениям сейчас все более широкое применение находят провода марки АППР, обладающие повышенной огнестойкостью. Повышенная огнестойкость проводов АППР объясняется тем, что в составе изоляционной резины содержится много полихлоропренового каучука — наирита (90%), который, разлагаясь при повышенных температурах, выделяет большое количество хлористого водорода, препятствующего доступу кислорода к открытому пламени и тем самым способствующего его гашению. Так как наирит является полярным полимером и имеет сравнительно невысокие электроизоляционные свойства, в рецепт резины для повышения ее электрических характеристик вводится 10% натурального каучука. Для усиления огнестойкости в резину вводится до-149
Рис. 10-1. Конструкции двух- и трехжильных проводов марки АППР.
полнительный огнегасящий компонент — хлорированный парафин. Провода марки АППР выпускаются в одно-, двух-, трех- и четырехжильном исполнениях сечением до 10 мм2. Двух- и трехжильные провода имеют плоское исполнение (рис. 10-1), причем предусматривается два варианта способов крепления проводов: гвоздями и скобами. В случае крепления гвоздями применяется провод с ленточным основанием между жилами; если крепление производится скобами, то ленточное основание отсутствует, а жилы расположены параллельно и непосредственно примыкают одна к другой. Четырехжильные провода изготовляются скрученными с небольшим шагом, что придает конструкции достаточную устойчивость.
Провода с алюминиевыми жилами применяются также для монтажа цепей низкого напряжения. Это одножильные провода марки БПВЛА, имеющие изоляцию из поливинилхлоридного пластиката и лакированную оплетку из хлопчатобумажной пряжи. Провода марки БПВЛА выпускаются сечением 35, 50, 70 и 95 мм2.
В кабелях связи алюминий в основном применяется для оболочек. Применение алюминия для токопроводящих жил оправдывается только в области звуковых частот, так как при повышении частоты тока большее поперечное сечение алюминиевой жилы приводит к увеличению габаритов кабеля и тем самым оказывает неблагоприятное влияние на основные характеристики передачи.
Применение алюминиевых жил взамен медных вообще невыгодно, если кабель связи имеет свинцовую оболочку. В этом случае повышается расход тяжелого, дорогостоящего и дефицитного свинца на изготовление 150
оболочки из-за увеличения ее диаметра. Алюминиевая проволока, используемая в производстве кабелей связи, имеет диаметр 1,15; 1,55 и 1,80 мм [Л. 80]; указанные диаметры обеспечивают идентичность алюминиевых токопроводящих жил по электрической проводимости медным с диаметром соответственно 0,9; 1,2 и 1,4 мм.
Для радиочастотных кабелей известно применение для жилы алюминиевых проводников, .плакированных медью.
Одночетверочные и однопарные кабели с алюминиевыми жилами (рис. 10-2) применяются для сельской (внутрирайонной) телефонной связи и радиовещания. Одночетверочный кабель марки ВТСПА имеет толщину полиэтиленовой изоляции 0,7—0,8 мм. Поверх скрутки накладывается полиэтиленовая оболочка и алюминиевый или сталеалюминиевый ленточный экран. По экрану имеется защитная оболочка из поливинилхлоридного пластиката. Кабель имеет наружный диаметр 10—11 мм и используется для уплотнения с 3, 12, 24 и 30-канальной аппаратурой. Однопарные кабели сельской связи марки ПРППА или ПРПВА имеют изоляцию из полиэтилена и оболочку из полиэтилена или поливинилхлоридного
пластиката.
Широкое применение для междугородней телефоннотелеграфной связи находят кабели связи с алюминиевой оболочкой. В 1970 г. значительное количество выпускаемых кабелей связи будут иметь алюминиевую, пластмассовую или металлопластмассовую оболочку. В ряде стран, например в ГДР, находят применение также городские телефонные кабели с бумажной изоляцией и алюминиевой оболочкой [Л. 81], а в Венгрии та-
кие кабели выпускаются даже с' алюминиевыми жилами {Л. 82].
Один из типов высокочастотных симметричных кабелей связи со стирофлексной изоляцией (ГДР) показан на рис. 10-3. Кабель имеет небольшой коэффициент защитного действия (ниже 0,1). Алюминиевая бесшовная оболочка этих..
Рис. 10-2. Кабели сельской связи с алюминиевыми жилами.
а — четверка (ВТСПА): б —пара (ПРВПА или ПРВВА); 1—токопроводящие жилы; 2 — изоляция; 3 — экран;
4 — оболочка.
151
кабелей имеет усиленную антикоррозионную защиту, состоящую из 'Следующих последовательных слоев: поливка битумом, эластичная лента из вулканизированной резины, поливка битумом, внутренний защитный покров из слоев бумаги — битума, наружный защитный покров из грубой пряжи с поливкой смолой (пеком). Лента из вулканизированной резины (типа буна) наматывается с большим перекрытием и под натяжением. Обладая высокой эластичностью, даже при значительных изгибах кабеля эта лента полностью покрывает алюминиевую оболочку.
В СССР для уплотнения системами К-60 освоен выпуск высокочастотных симметричных одночетверочных кабелей с медными жилами, кордельно-стирофлексной изоляцией в алюминиевой оболочке с защитным покрытием (марки МКСАП и МКСАПБП). Кабель марки МКСАП имеет полиэтиленовый шланг поверх алюминиевой оболочки с промежуточным слоем битума и используется для прокладки на трассах, где не требуется защита цепей от влияния электрифицированных железных дорог, а также в районах, где редко бывают грозы. Кабель марки МКСАПБП имеет броню из двух стальных проволок и дополнительный наружный полиэтиленовый шланг. Этот кабель прокладывается вдоль электрифицированных железных дорог и в грозовых районах.
В США широко распространены конструкций кабелей связи, в которых, для оболочки алюминий используется в различных комбинациях со сталью и полиэтиленом (конструкции «СТАЛПЭТ» и «АЛПЭТ»), В этих кабелях для лучшего использования в качестве электростатического и электромагнитного экранов алюминий накладывается в виде гофрированной в поперечном направлении ленты с продольным швом внахлестку.
Рис. 10-3. Симметричный высокочастотный телефонный кабель со стирофлексной изоляцией и алюминиевой оболочкой, выпускаемой комбинатом KWO (ГДР).
152
Для обеспечения водонепроницаемости и предохранения от коррозии алюминиевый экран покрывается массой из полиизобутилена, а снаружи накладывается внешняя оболочка из полиэтилена («АЛПЭТ»), В конструкции «СТАЛПЭТ» поверх алюминиевого экрана накладывается гофрированная стальная оболочка, покрытая сплавом олова со свинцом. Алюминиевая оболочка имеет продольный запаянный шов, а полиэтиленовая рболочка накладывается без полиизобутиленового компаунда.
Для некоторых типов радиочастотных кабелей алюминий применяется для внешнего провода. За рубежом ряд мощных радиочастотных (фидерных) кабелей имеет внешний провод из бесшовной алюминиевой трубы. В данном случае главным преимуществом алюминия является его легкость. Внешний алюминиевый проводник коаксиальных кабелей может быть также гофрированным [Л. 83]. Подобные кабели за последнее время активно разрабатываются в Японии [Л. 84]. Внутренний проводник этих кабелей изготовляется из медной трубки или проволоки, а для изоляции используются полиэтилен, пористый полиэтилен и полистирол в виде шайб, трубок, корделя или сплошной изоляции.
Применение алюминия для токопроводящих жил кабелей, которые в процессе эксплуатации подвергаются перемещениям или изгибам, ограничено из-за пониженных по сравнению с медью механических характеристик алюминия и из-за трудностей при выполнении соединений. Поэтому шланговые кабели с алюминиевыми токопроводящими жилами выпускаются в СССР в ограниченном количестве. Эти кабели имеют сечение не менее 10 мм2 и в основном применяются там, где срок их службы ограничен по условиям применения (на стройках, при проведении ремонтных работ и т. п.). Естественно, что применение алюминия в данном случае вызвано желанием сэкономить дефицитную медь и обеспечить кабели. В ЧССР подобные кабели выпускаются сечением 16 мм2 и выше [Л. 85], кроме того, начат выпуск сварочных кабелей с алюминиевой жилой сечением 70 мм2 и выше. Все эти кабели имеют резиновую изоляцию.
В тех случаях, когда требуется улучшить механические характеристики токопроводящих жил, что особенно важно для шланговых, и контрольных кабелей, устано-
153
ЁочнЫх проводов, а также некоторых типов кабелей связи, вместо меди может применяться не чистый алюминий, а алюминиевые сплавы на основе системы А1—Mg—Si. Так, сплав VUK-33E довольно широко применяется в Чехословакии; во Франции для тральных кабелей с резиновой изоляцией фирма Trefimetaux использует сплав Алюфлекс.
В отечественной кабельной промышленности начинает находить применение сплав марки АВ-Е, химической основой которого является система А1—Mg—Si—Fe [Л. 86]. Катанка из этого сплава изготовляется методом непрерывного литья и проката и имеет диаметр 9,0 мм. Технология непрерывного литья и проката является более прогрессивной и экономически более целесообразной по сравнению с прессованием из круглых слитков, применяемым в ряде стран. Применение прессования, очевидно, связано с тем обстоятельством, что сплавы системы А1—Mg—Si имеют повышенную горячеломкость, особенно выявляющуюся при непрерывном литье и прокате (появление «горячих» трещин в результате напряжений, вызванных усадкой при кристаллизации). При литье и прокате сплава АВ-Е удалось исключить тре-щинообразование путем введения в состав сплава некоторых компонентов.
Механические и электрические характеристики катанки и проволоки из - сплава АВ-Е приведены в табл. 10-2.
Таблица 10-2
Механические и электрические характеристики катанки и проволоки из сплава АВ-Е
Диаметр проволоки, мм, и ее состояние Временное сопротивление разрыву, кгс!мм* Относительное удлинение, % Число перегибов с напряжением 2 кгс!мм* Удельное электрическое сопротивление, *ом мм?/м
9,0 (катанка) 13,0—16,5 12,0 — 0,0283—0,030
1,60 (мягкая) 10,0—12,5 20,0—28,0 24—37 0,0283—0,0295
1,60 (твердая) 24,0—30,0 1,0—2,5 7—12 0,0295—0,0315
0,32 (мягкая) 11,0—11,0 20,0—25,0 — 0,0283—0,0295
0,32 (твердая) 24,0—28,0 1,0—2,0 — 0,0295—0,0315
0,26 (мягкая) 10,0—13,0 18,0—21,0 — 0,0284—0,0295
0,26 (твердая) 26,0—31,0 1,0—2,0 — 0,0295—0,0315
154
Проволока из сплава АВ-Е в несколько раз превосходит алюминий по изгибостойкости и стойкости при испытаниях на ползучесть.
Установочные провода с жилами из алюминиевого сплава марки АСПВ и поливинилхлоридной изоляцией выпускаются сечением 2,5—16 мм2. Проволока, применяемая для этих проводов, должна иметь временное сопротивление разрыву не менее 10 кгс!мм2, условный предел текучести при расчетной длине образца 200 мм не менее 4,2 кгс!мм2, число перегибов не менее 20.
Токопроводящая жила провода должна быть однопроволочной и иметь удельное электрическое сопротивление при 20° С не более 0,030 ом- мм2!м.
Сплав АВ-Е рекомендуется также для применения в ‘контрольных кабелях и проводах с резиновой изоляцией, прокладываемых в трубах. Для применения в контрольных кабелях проволока из сплава АВ-Е должна иметь предел прочности при растяжении не менее 11,5 кгс/мм2, относительное удельное удлинение не менее 3%.
В ближайшее время предполагается также использовать алюминиевый сплав для жилы гибких шланговых кабелей (марки АсКРПТ, АсКРПТН и т. д.) сечением 16—95 мм2 (сечение заземляющей жилы соответственно 10—35 мм2). Диаметр отдельных проволок для таких кабелей составляет 0,52—0,68 мм; число проволок — от 49 до 266. Проволока из алюминиевого сплава, применяемая для гибких шланговых кабелей, должна иметь временное сопротивление разрыву не меньше 12 kscJmm2, относительное удлинение не меньше 12%, удельное электрическое сопротивление не больше 0,0295 ом-мм2!м.
Главе одиннвдцвтвя
ЭЛЕКТРИЧЕСКИЕ МАШИНЫ
11-1. Электрические машины малой мощности [до 600 вт)
Для всех электрических машин, в том числе и для машин малой мощности (двигатели и генераторы постоянного тока, асинхронные и синхронные двигатели, тахогенераторы и универсальные двигатели переменного
155
Рис. 11-1. Расход медных обмоточных проводов на изготовление одного электродвигателя постоянного тока серии ДРВ в зависимости от мощности.
1 — масса обмотки статора; 2 — масса обмотки якоря.
Рис. 11-2. Расход меди на изготовление обмоточных проводов для одной машины (статора) переменного тока в зависимости от мощности.
1 — АВЕ — асинхронные электродвигатели однофазного тока, 50 гц 2р=4; 2 — АВ — асинхронные электродвигатели трехфазного тока, 50 гц, 2р*4: 3 — АОЛ — асинхронные электродвигатели трехфазного тока, 50 гц, 2р=4; 4 — ДАТ — асинхронные электродвигатели трехфазиого тока 400 гц, 2р=6,8 5 — ДКМ — асинхронные электродвигатели однофазного тока, 400 гц, 2р=12.
тока), замена медных проводников алюминиевыми приводит к увеличению эксплуатационных расходов за счет снижения энергетических показателей при одинаковой себестоимости производства. Поэтому замена меди алюминием оправдана только необходимостью экономии меди, так как. потребность в меди опережает ее производство.
Расход медных обмоточных проводов (по массе) на изготовление одной машины в зависимости от мощности представлен на рис. 11-1 и 11-2 [Л. 87].
Если энергетические показатели электрической машины с алюминиевым проводом надо сохранить на уровне машин с медным проводом, то необходимо изменять длину машины (без изменения диаметра) или и диаметр и длину. Чаще требуется сохранить габариты малых машин неизменными, т. е. идти на некоторое снижение к. п. д. и повышение нагрева.
Ниже рассматриваются результаты применения алюминиевых проводов и фольги в двигателях постоянного тока и в асинхронных двигателях с сохранением габаритов машин «медного» исполнения [Л. 87].
В табл. 11-1 приводятся опытные данные асинхронного управляемого двигателя повышенной частоты, предназначенного для работы в условиях повышенной температуры в «медном» и «алюминиевом» исполнениях. Пакеты статоров и роторов собраны из электротехниче-156
ской стали Э-44 с крайними листами из стеклотекстолита СТК-41/ЭП. Обмотки пропитаны кремнийоргани-ческим лаком К-47. Для панелей применен прессмате-риал КМК-218.
Таблица 11-1 Сравнение параметров асинхронных управляемых двигателей с обмотками из медного и алюминиевого проводов
Марка провода обмоток: статора ротора Мощность на валу, вт: ПЭТВ латунные стержни АОТ алюминий
полезная Н,4 13
потребляемая ..... 76,1 88,6
Нагрузочный момент, гс-см 200 240
Скорость вращения, об/мин Ток, а: 5 500 5 300
управления 5 0,54 0,54
возбуждения . Напряжение, в: 0,65 0,79
управления 80 80
возбуждения 115 115
Коэффициент полезного действия, % . , 15 14,7
Диаметр обмоточного провода, мм . . . 0,35/0,41 0,44/0,46
Коэффициент заполнения паза, »/<>.... Сопротивление обмоток, ом: 24 30
возбуждения 12,4 12,8
управления 10 10,3
Число витков обмотки статора сохранилось неизменным за счет увеличения коэффициента заполнения паза из-за более тонкой оксидной изоляции алюминиевого провода.
В табл. 11-2 приведены характеристики двигателей прстоянного тока с изоляцией класса Н двух типоразмеров мощностью 25 и 75 вт в «медном» и «алюминиевом» (в. том числе с анодированной фольгой) исполнениях. Коллекторы изготовлены из кадмиевой меди и опрессованы пластмассой К-41-5. В двигателях применены щетки марок ВТ-1 и МГС-7. Пайка алюминиевого провода к петушкам коллектора проводилась-цинко-кадмие-вым припоем П300А, имеющим температуру плавления 300° С, с применением органического флюса Ф-59А.
157
158
Как видно из табл. 11-2, применение алюминйевоГо провода и фольги привело к некоторому снижению к. п. д. и повышению нагрева.
Масса электродвигателей, данные по которой приведены в таблицах 11-1 и 11-2, в «алюминиевом» исполнении оказалась на 17—19% меньше, чем в «медном».
Большим недостатком алюминиевого провода марки АОТ является его значительная хрупкость, поэтому особый интерес представляет техническая возможность замены медного обмоточного провода в катушках возбуждения электрических машин постоянного тока анодированной фольгой (табл. 11-3).
Таблица 11-3
Сравнение некоторых данных катушек возбуждения электрической машины постоянного тока мощностью 75 вт
Электродвигатель мощностью 75 вт с применением
Характеристика
алюминиевой медного провода фольги (0,04 мм) ПЭТВ (0 0,38 мм)
Теплостойкость анодированной изоляции катушек на заданный срок службы, ®С................
Коэффициент заполнения.........
Масса катушек, г...............
500
0,8
63
200
0,3
123
Однако технология изготовления фасонных катушек, связанная с большим числом операций (анодирование фольги, намотка катушки, механическая фрезерная и токарная обработка, устранение короткозамкнутых витков и т. д.), довольно сложна, а применение концентрических катушек вызывает осложнения изготовления прямоугольного корпуса и щитов машины. Исходя из этого применение фольги экономически оправдывается лишь при выпуске машин более нескольких десятков тысяч штук в год.
Весьма существенным при решении вопроса о замене меди алюминием в машинах малой мощности являются технико-экономические расчеты.
В СКВ завода «Эльфа» разработана методика расчета затрат активных материалов при замене медных проводников алюминиевыми в электродвигателях малой мощности с зубчатым статором [Л. 88].
159
Расчеты Показывают, что замена меди алюминием для 30 типоразмеров электродвигателей с зубчатым статором и распределенной обмоткой и двигателей 05 и 06 габаритов единой серии универсальных коллекторных двигателей при сохранении в основном энергетических показателей вызывает следующие дополнительные затраты и изменения:
расход электротехнической стали в двухполюсных машинах увеличивается на 24—32%, а в четырехполюсных — на 32—40%;
масса обмотки уменьшается на 30—40%, а диаметр провода увеличивается на 30—45%;
расход конструктивных материалов возрастает из-за увеличения габаритов на 12—18%;
трудоемкость изготовления машин увеличивается на 8—15%;
.перераспределяются потери в стали (увеличиваются на 20—30%) и в обмотке (уменьшаются соответственно); индукция в зубцах и ярме статора уменьшается.
Из-за сравнительно высоких цен на алюминиевые провода, выпускаемые кабельной промышленностью для указанных машин, в настоящее время замена меди алюминием экономически нецелесообразна и может диктоваться только необходимостью экономии дефицитной меди.
Если же производить замену меди алюминием в двигателях с зубчатым статором с распределенной обмоткой при сохранении габаритных размеров, то это приведет к следующим изменениям [Л. 88]:
при одинаковом сечении медных и алюминиевых обмоток (лист статора не изменяется) к. п. д. в двигателях с алюминиевыми проводами мощностью 6—20 вт уменьшается на 21—10%, мощностью 80—200 вт — на 14,1— 6,4% и мощностью 250—600 вт — на 7,9—4,3%;
при одинаковом сечении медных и алюминиевых обмоток (лист статора не изменяется) коэффициент мощности (cos<p) в двигателях с алюминиевыми проводами мощностью 6—50 вт увеличивается на 11—37%, мощностью 80—200 вт — на 7—10%, мощностью 250— 600 вт — на 4,5—8,5%;
уменьшается масса обмотки статора в 3 раза и соответственно уменьшается масса машин;
увеличивается превышение температуры машин соответственно увеличению потерь;
160
уменьшается мощность машин на 10—18% и Соответственно уменьшается максимальный момент. Для сохранения мощности неизменной по сравнению с машиной е медной обмоткой необходимо увеличить поток на 5— 10%, при этом к. п. д. изменяется на 1—3%, a cos<p уменьшается на 5—10% относительно варианта прямой замены меди на алюминий без изменения обмоточных данных;
трудоемкость увеличивается на 4—8%;
потери в алюминиевой обмотке статора увеличиваются на 63%, а в стали остаются практически неизменными в случае прямой замены меди алюминием; при увеличении магнитного потока на 10% потери в алюминиевой обмотке статора увеличиваются на 35%, а в стали — на 25—30%.
Для двигателей с сосредоточенной обмоткой статора в ряде случаев (например, коллекторные двигатели типа УВ) замена меди алюминием даже при существующих у нас ценах на алюминиевые провода может быть экономически целесообразной, так как не увеличивает расход материалов и трудоемкость изготовления машины, при этом необходимо изменить конструкцию листа индуктора.
В машинах, работающих непродолжительное время в течение года, замена меди алюминием благодаря большей нагревостойкости алюминиевых эмалированных проводов возможна и экономически целесообразна за счет перехода на более высокий класс нагревостойкости изоляции в пазовой и лобовой частях машины.
При изготовлении малых электрических машин следует учитывать некоторую специфику технологии их изготовления.
Намотка секций из алюминиевого провода наиболее распространенных сечений (диаметром 0,44—1,2 мм) не приводит к возрастанию трудоемкости и лишь незначительно увеличивает затраты из-за более сложной технологии сварки проводов. Трудоемкость укладки секций в статор при равных длинах статоров также одинакова для алюминиевого и медного провода. Однако при работе с тонкими проводами диаметром ниже 0,5 мм имеют место более частые обрывы при укладке алюминиевого провода из-за меньшей по сравнению с медными проводами прочности и недостаточной пластичности в нагартованном состоянии.
11 — 1283 161
Более трудоемким процессом является пайка алюминиевого обмоточного провода с выводными концами из медного провода за счет зачистки алюминиевых концов.
11-2. Электрические машины для электробытовых приборов
Целесообразность применения алюминиевых обмоточных проводов для малых электрических машин электробытовых приборов (двигатели стиральных машин, полотеров, пылесосов и т. п.) необходимо решать в каждом конкретном случае.
В табл. 11-4 приведены основные данные электродвигателей с медными и алюминиевыми обмотками статора для привода стиральных машин (Л. 116].
Из табл. 11-4 видно, что при одинаковых габаритах двигатели с алюминиевыми обмотками имеют ту же мощность и скорость вращения, что и двигатели с медными обмотками. Однако перегрузочная способность (Ммакс/Мном) У двигателя с алюминиевой обмоткой меньше, а суммарные потери выше, чем у двигателя с медными обмотками. Повышение-потерь ведет к уменьшению к. п. д. (на 4,0—6,5%).
Данные табл. 11-4 показывают, что при переходе от медной обмотки к алюминиевой при сохранении размеров активных частей и паза статоров энергетические показатели машин уменьшаются. Учитывая, что бытовые стиральные машины в течение года, как правило, работают не более 150 ч, уменьшение энергетических показателей можно считать не столь существеным.
В том случае, если режим работы электродвигателя с алюминиевой обмоткой такой же, как и у исходного, то возможен переход на электрическую изоляцию классом выше, а нагревостойкость алюминиевого провода с эмалевой изоляцией того же вида, что и на медном проводе, гораздо выше из-за более высокой адгезии эмали к алюминию и отсутствия каталитического воздействия меди, ускоряющего старение эмалевой изоляции при повышенных температурах.
Подсчитано (Л. 116], что при выпуске 3 млн. электродвигателей серии АВЕ (2 млн. мощностью 130 вт и 1 млн. мощностью 250 вт) экономия достигает 160 000 руб., а экономия меди (что в данном случае более существенно) составляет 2 746 т в год.
162
163
Таблица 11-5
Стоимость материалов для изготовления двигателей мощностью 180, 270 и 250 вт с медными и алюминиевыми обмотками статора
Материалы Стоимость материалов, руб.—коп.
Двигатель мощностью 180 вт Двигатель мощностью, вт
с медной обмоткой с алюминиевой обмоткой 270 50
с медной обмоткой с алюминиевой обмоткой
Черные металлы . . . В том числе электро- 1—06,6 1—06,6 1—42,8 1—42,8
техническая сталь 0—97,6 0—97,6 1—31,3 1—31,3
Цветные металлы . . В том числе кабель- 2—05,3 1-32,9 2—50,5 1—48,8
ные изделия . . . Изоляционные мате- 1-41,3 0—68,9 1—77,2 0—75,5
риалы 0—24,4 0—24,4* 0—31,6 0—31,6*
Покупные изделия . . 0—44 0—44 0—44 0—44
Прочие материалы . . 0—01,3 0—01,3 0—01,8 0—01,8
Итого ... 3—81,6 3—09,2 4—70,7 3—69
* Поскольку в данном случае превышение температуры машины не выходит за пределы, допустимые для изоляции класса А, то стоимость изоляционных материалов оставлена такой же, как н у исходной.
Данные по стоимости материалов и изготовления указанных двигателей приведены в табл. 11-5 и 11-6 [Л. 116].
11-3. Электрические машины мощностью от 0,6 до 1 000 кет
Электрические машины мощностью до 1 000 кет среди прочих машин выпускаются в наибольшем количестве и замена меди алюминием в этой группе машин является весьма заманчивой. В ГДР [Л. 89] до конца 1961 г. выпущено более 2 млн. электродвигателей всех габаритов мощностью от 0,25 до 1 000 кет с алюминиевой обмоткой.
Доля алюминия в расходуемых в ГДР обмоточных проводах для разных групп электрических машин от 165
164
общей потребности в проводах в каждой группе составляет [Л. 89]:
В асинхронных двигателях мощностью до 100 кет.............................39,2%
В асинхронных двигателях мощностью свыше 100 кет.............................12,8%
В машинах постоянного тока, 'преобразователях и прочих машинах переменного тока 0,61%
В группе машин мощностью от 0,25 до 25 кет............................... 25%
Из приведенных данных видно, что доля алюминия для наиболее массовой серии асинхронных двигателей мощностью до 100 кет является наибольшей.
Таблица 11-6
Стоимость изготовления двигателей мощностью 180, 270 и 250 вт с медными и алюминиевыми обмотками статора
Статья расходов Затраты, руб.—коп.
Двигатель мощностью 1S0 вт Двигатель мощностью, вт
с медной обмоткой с алюминиевой обмоткой 270 - 2Е0
с медной обмоткой с алюминиевой обмоткой
Материалы основные .... 3—81,6 3—09,2 4—70,7 3—69
Зарплата основная 0—60 0—60 0—65 0—65
Накладные расходы (240% основной зарплаты) . . . 1—44 1—44 1—47 1—47
Заводская себестоимость . . 5—85,6 5—13,2 6—82,7 5—81
Внепроизводственные расходы (4% заводской себестоимости) 0—23,4 0—20,5 0—27,1 0—23,2
Полная себестоимость . . . 6—09 5-33,7 7—09,8 6—04,2
Расчетная оптовая цена . . 6—39,5 5—60,4 7—45,3 6—34,4
Расчетная оптовая цена с учетом стоимости рабочих конденсаторов (типа МБГ4) 9—24,5 9—20,4 10—77,3 10—69,4
В СССР уже к 1965 г. около 20%' асинхронных электродвигателей общего применения мощностью от 0,6 до 100 кет выпускались с алюминиевыми обмотками статора. При проектировании электродвигателей с алюминиевыми обмотками возникает ряд проблем.
166
В связи с повышенным сопротивлением статорной обмотки необходимы геометрические размеры, отличающиеся от размеров двигателей с медными обмотками, если класс нагревостойкости электрической изоляции остается прежним.
Теоретически это означает увеличение сечения пазов в соответствии с сопротивлением обмотки на 62% или же ведет к удлинению пакета железа статора.
Имеется три основных способа создания электродвигателя с алюминиевым проводом: 1) изменение размеров статорного листа при неизменной длине пакета; 2) увеличение длины пакета при сохранении размера статорного листа; 3) разработка конструкции специального электродвигателя.
Изготовление электродвигателей с алюминиевым проводом в тех же габаритах, что и с медным, но с применением электрической изоляции более высокого класса нагревостойкости и с более усиленной вентиляцией из-за снижения энергетических показателей экономически невыгодно [Л. 90].
Если объем ротора должен быть неизменным независимо от материала обмотки статора, то размещение алюминиевого провода возможно только за счет увеличения статорных пазов. В случае пазов с параллельными боковыми поверхностями высота паза должна быть на 62%' больше. Увеличение высоты паза трапециевидного сечения будет тем меньше, чем больше угол наклона боковых поверхностей, и увеличение наружного диаметра пакета статора будет происходить в меньшей мере. Подсчитано [Л. 91], что для закрытого асинхронного электродвигателя мощностью 10 кет такое решение приведет к увеличению расхода динамной стали приблизительно на 15%, а масса обмотки при этом снизится на 50%. Одновременно будут достигнуты лучшая теплопередача из-за большей лобовой части обмотки и лучшее охлаждение.
При проектировании как асинхронных, так и синхронных машин стремятся наиболее рационально использовать листы электротехнической стали.
Исходя из этого, а также для облегчения технологии изготовления при выпуске машин как с медными, так и •с алюминиевыми проводниками, машины с обмотками из алюминия желательно выполнять с той же высотой оси вращения, что и для машин с обмотками из меди.
167
Рис. 11-3. Коэффициент полезного действия стандартного четырехполюсного двигателя РЗЗ.
I — принятый в ГДР допуск; О — • — — О — обмотка из меди (фактические данные); X------X — обмотка из алюминия (фактические данные);--------каталожные данные.
Рис. 11-4. Коэффициент мощности четырехполюсного двигателя РЗЗ.
/ — принятый а ГДР допуск; О —• — • — О — обмотка нз меди (фактические данные); X-------X — обмотка из алюминия (фактические данные);---------каталожные данные.
В случае неизменного статорного листа необходимо идти на увеличение длины пакета. Если рассматривать удлинение пакета статора только как следствие более высокого сопротивления алюминия, то длина пакета
увеличивается на 62%'. Но при этом увеличится и ротор на 62%1 и в действительности произойдет перераспределение потерь от ротора к статору. Это приведет к увеличению пакета ста-‘гора только на 25— 30%; чем больше мощность машины, тем эти значения получаются выгоднее. При этом масса обмотки из алюминиевого провода составит не 50%', как это было вычислено теоретически, а только 40%: массы обмотки из меди. Эти значе-
ния вполне реальны и подтверждены выпускаемыми в ГДР в настоящее время электродвигателями единой серии [Л. 9]. Значение коэффициента мощности у этих двигателей, как правило, выше, чем у двигателя с обмоткой из меди, к. п. д. несколько ниже, а произведение коэффициента мощности на к. п. д. почти одинаковое. Из рис. 11-3 и 11-4 видно, что асинхронные двигатели мощностью до 10 кет в «алюминиевом» и
«медном» исполнениях практически равноценны по принятым в ГДР допускам энергетических показателей.
168
Третий путь создания двигателя с алюминиевой обмоткой — разработка специальной конструкции. В этом случае необходимо иметь специальные листы для пакета статора. Сечение статорного листа увеличивается при этом в меньшей мере, чем в случае изготовления двигателя с неизменной длиной пакета, но длина пакета возрастает. Объем ротора должен оставаться неизменным. Это означает, что при большей длине ротора его диаметр должен соответственно уменьшиться, но в меньшей степени, чем 'в случае неизменной длины пакета статора. Большим преимуществом будет являться возможность избежать чрезмерных длин двигателей.
Расчеты показывают [Л. 90], что для сохранения показателей двигателей с алюминиевой обмоткой требуется значительное удлинение сердечников двигателей на 40— 45%. У таких двигателей при сохранении стоимости потерь энергии значительно повысилась бы стоимость материалов, входящих в стоимость изготовления двигателей.
В результате такого изменения баланса стоимостей условия минимума суммарных затрат были бы нарушены и двигатели оказались бы не оптимальными. В связи с изложенным оптимальный уровень энергетических показателей с алюминиевой обмоткой должен, как правило, устанавливаться заново, независимо от уровня энергетических показателей двигателей с обмоткой из медного провода, исходя из других соотношений удельных потерь, стоимости материалов, трудоемкости и других параметров.
Расчеты показали, что около одной трети общего числа типов общесоюзной единой серии двигателей мощностью от 0,6 до 100 кет с обмоткой из алюминиевого провода может изготовляться с сохранением штампов листов статора и ротора двигателей с обмоткой из медного провода [Л. 90]; Такое выполнение обеспечивает полную унификацию всех узлов и деталей двигателей с медной и алюминиевой обмоткой, за исключением самой обмотки. В двигателях с алюминиевой обмоткой сохраняются все установочные размеры двигателей с медной обмоткой, за исключением расстояния между центрами отверстий в лапах по длине машины. У остальных типов двигателей сохранение размеров штампов листов двигателей с медной обмоткой приводит к недопустимо высоким значениям скорости нарастания температуры при за
169
торможенном роторе. Эти двигатели могут изготовляться с сохранением штампов листов ротора, но с новыми размерами пазов статора.
Выполнение изложенных условий выбора основных размеров двигателей с алюминиевой обмоткой приводит к увеличению расхода электротехнической стали на 25—40%', чугунного литья на 6—12%, стального проката на 4—10%', алюминиевого листа для заливки роторов на 10—20% по сравнению с количеством этих материалов, потребным для изготовления двигателей с медной обмоткой. Сравнение экономических данных 'показывает, что выполнение двигателей с алюминиевой обмоткой на вторых длинах двигателей с медной обмоткой является наиболее рациональным. Однако сумма затрат, включающая помимо стоимости изготовления стоимость потерь энергии в течение общего расчетного срока службы и стоимость компенсации реактивной энергии, для всех двигателей с алюминиевой обмоткой оказывается больше, чем для двигателей с медной обмоткой. Это увеличение суммы затрат у двухполюсных двигателей составляет 0,8—1,5%’ (за исключением двигателей 2—5 габаритов, где сумма затрат меньше), у четырехполюсных 2—8%, у шестиполюсных 5—10%', хотя стоимость изготовления двигателей с алюминиевой обмоткой из-за меньшей стоимости обмотки в ряде случаев меньше, чем стоимость двигателей с медной обмоткой. Величина к. п. д. двигателя с алюминиевой обмоткой при номинальной нагрузке снижается по сравнению с к. п. д. двигателей с медной обмоткой на 0,3—2,1%'. Коэффициент мощности остается на прежнем уровне или несколько повышается. Общая масса двигателей серии А2 и АО2 с алюминиевой обмоткой статора больше общей массы тех же двигателей с медной обмоткой в среднем на 10—20%'. При этом следует учесть, что двигатели с алюминиевой обмоткой серии А2 и АО2 все же легче двигателей старой серии А и АО на 10—15%', в то время как снижение массы двигателей серии А2 и АО2 с медной обмоткой по сравнению с серией А и АО достигает в среднем 35%'.
В ГДР применение меди в качестве обмоточного провода для трехфазных асинхронных двигателей мощностью от 0,25 до 250 кет запрещено [Л. 89]. При этом оговаривается ряд исключений, например для судовых электрических машин.
|70
Начиная с 1956 г. в ГДР была внедрена новая единая серия асинхронных двигателей с широким применением алюминиевого обмоточного провода. При этом руководствовались следующими соображениями [Л. 89]:
двигатели как с медной, так и с алюминиевой обмотками должны соответствовать по размерам, эксплуатационным значениям и массе современному уровню техники;
. двигатели должны иметь одинаковые каталожные значения к. п. д. и коэффициента мощности при использовании алюминиевой и медной обмотки;
одинаковые установочные размеры для двигателей с алюминиевой или медной обмотками;
последовательная стандартизация с целью достижения одинакового производственного процесса у двигателей с алюминиевой и медной обмотками;
применение листовой стали одинакового-раскроя для обоих видов исполнения;
приблизительно одинаковая стоимость при использовании алюминия или меди.
Как и в нашей стране, расход рабочего времени на двигатель с алюминиевой обмоткой больше, чем на двигатель с медной обмоткой. Большая затрата рабочего времени при изготовлении двигателей с алюминиевыми обмотками не приводит к возрастанию себестоимости благодаря низкой стоимости алюминия в ГДР. Иногда себестоимость двигателей с алюминиевой обмоткой незначительно ниже себестоимости двигателей с медной обмоткой. *
Для десяти габаритов трехфазных асинхронных двигателей мощностью 0,25 до 10 кет (средние данные в пересчете на 1 500 об/мин) в ГДР было произведено сравнение расхода материалов и затрат рабочего времени.
Если принять расходы и затраты для электродвигателя с медной обмоткой за 100%, то для двигателя с обмоткой из алюминия они составят [Л. 89]: продажная цена 100%; рабочее время—108,1%; цена материала— 92,7%; масса двигателя—114,2%; количество пластмассы, цветных металлов для зажимов, листовой металл глубокой вытяжки — по 100%; сталь для валов — 110%; алюминиевый сплав—100%; серый чугун — 112,8%'; алюминий для роторов—124,7%; алюминиевый обмоточный провод (абсолютная величина)—39,3%;
171
алюминиевый обмоточный провод в пересчете на медь — 130%'; динамная сталь—136%.
Из этих данных видно, что наибольший дополнительный расход материала получается по электротехнической стали. Рабочее время увеличивается прежде всего из-за штамповки большего количества листовой стали и обработки более крупных деталей (корпус, вал, ротор). При обмотке статора дополнительные затраты на электрические соединения компенсируются за счет экономии времени из-за более мягкого обмоточного материала. При анализе повышенной затраты рабочего времени необходимо также учитывать, что приблизительно половина зарплаты приходится в ГДР на обмоточные работы, включая электрические соединения, где увеличения объема работы почти не происходит. Около 10% производственной зарплаты уходит на штамповку, так что время, затрачиваемое на штамповку большого количества листов, повышает себестоимость приблизительно на 0,2%.
При изготовлении электрических машин с алюминиевыми обмотками необходимо учитывать некоторую специфику технологии. В качестве обмоточного провода следует применять исключительно эмалированные провода, так как они обладают наименьшей толщиной изоляционного слоя по сравнению с проводами, имеющими волокнистую изоляцию. Так как алюминиевый провод менее прочный, чем медный, необходимо регулировать соответствующее напряжение при намотке катушек. При ручной намотке облегчается физический труд обмотчиц, в некоторых случаях сокращается и время обмотки. Как и для медного провода возможно использование автоматических намоточных станков.
Особенное внимание следует уделять технике соединений. Число соединений в обмотке или в замыкающем кольце должно быть минимальным. У электродвигателей небольшой мощности это достигается изготовлением катушек каждой фазы из одного конца провода и при-, менением последовательной схемы включения.
Присоединение к клеммной колодке следует производить с помощью болтовых соединений. Во избежание дефектов из-за ползучести алюминия к концам обмотки рекомендуется приваривать медноалюминиевые наконечники (алюминиевый провод с надетой на него медной оболочкой).
172
Применяя соответствующие пружинные шайбы можно получить надежное соединение.
Трехфазные асинхронные электродвигатели мощностью от 0,6 до 100 кет с короткозамкнутым ротором являются самыми распространенными из электрических машин, они потребляют около 40%' электроэнергии, вырабатываемой в нашей стране (Л. 92]. Качество отливки ротора в значительной мере влияет на характеристики электродвигателя, поэтому вопросы технологии создания высокого качества беличьей клетки из алюминия являются весьма существенными.
Параметрами высокого качества ротора являются: высокая электропроводность, высокие механические свойства алюминия беличьей клетки, высокое переходное сопротивление между стержнями .беличьей клетки и сердечником ротора, оптимальное давление сжатия пакета и близкий к 1 коэффициент заполнения его сталью.
Для роторов, материалом беличьей клетки которых является алюминий, величина электропроводности алюминия должна быть не менее 30 м)ом -мм2 (удельное сопротивление не более 0,0333 ом-мм2/м {Л. 92]).
Результаты исследований [Л. 92] показали, что роторы, отлитые способом центробежного литья (электродвигатели КО-22/4) и литья под давлением (электродвигатели АОЛ-32/4), имели большой разброс величины удельного сопротивления алюминия беличьей клетки, составляющий при центробежном литье 0,0296— 0,0376 ом-мм2/м, а при заливке под давлением 0,0324— 0,0348 оМ‘ММ2/м. Алюминий должен подаваться в форму чистым, не должен окисляться и загрязняться, что практически невозможно достичь при заливке его ковшом, так как при этом в алюминий попадает часть окислов, находящихся в печи на поверхности металла, и происходит его дополнительное окисление при открытой подаче к форме. Для этой цели должны применяться электромагнитные насосы для транспортировки и дозировки жидкого металла в форму ротора или другие способы бесковшовой заливки. Форму следует заполнять таким образом, чтобы в алюминий не попадал воздух полости формы. Для этого форма должна заполняться безвихревым потоком металла снизу вертикально вверх. Может быть применена заливка сбоку, горизонтально или с наклоном вверх или вакуумирование формы.
173
При заливке роторов сверху (центробежный, вибрационный и статический способы) или заливке с большой скоростью (литье под давлением) воздух полости формы не успевает полностью удалиться и часть его остается в беличьей клетке, образуя раковины и пористость.
Интересная работа проведена по усовершенствованию способа заливки роторов под давлением с применением вакуума {Л. 92]. Испытания показали, что при замене роторов, отлитых центробежным способом, на роторы, отлитые под давлением без применения вакуумирования формы, величина превышения температуры в двигателе КО-22/4 повышается в среднем с 90 до 119°, к. п. д. снижается с 91,4 до 90,6%, а скольжение повышается с 1,75 до 2,13%’. При центробежном литье алюминия в роторах обнаружены открытые газовые раковины и неравномерность плотности, ведущая к изменению удельного сопротивления. Причиной изменения плотности является центробежное оттеснение жидкого алюминия в поперечном сечении паза в сторону возрастания радиуса вращения.
Алюминий в беличьей клетки роторов, отлитых под давлением без вакуума, был равномерно пористым, но и в этом случае наблюдалось наличие раковин.
В результате попадания в алюминий сжатого под прессующим поршнем воздуха образуется пористость в беличьей клетке при литье под давлением. В алюминий попадают также продукты выгорания смазки камеры прессования и пресс-формы.
Для повышения плотности алюминия было применено вакуумирование формы и отработаны оптимальные параметры технологического процесса заливки: остаточное давление в полости пресс-формы 70—100 мм рт. ст., температура заливки 730—740° С, давление прессования 70 тс, скорость прессования — 60 единиц шкалы дросселя машины «Поллак-900», диаметр камеры прессования 140—170 мм.
Смазка, применяемая в камере прессования и в пресс-форме, должна иметь высокую стойкость, выделять как можно меньше летучих продуктов и должна наноситься тонким слоем. Перед заливкой алюминий рафинировался аргоном.
Залитые этим способом роторы не имели крупных литейных дефектов, плотность алюминия беличьей клетки была повышена. Улучшились основные характеристи-174
ки двигателя КО-22/4, а превышение температуры снизилось в среднем со 119 до 90—93°. Характеристики двигателей все же оставались несколько хуже, чем для двигателей с роторами, отлитыми центробежным способом, но значительно превосходили характеристики двигателей с роторами, залитыми без вакуумирования формы.
Перспективными способами формовки беличьей клетки являются способы литья под низким давлением и штамповка из жидкого металла, применяемая широко в США и Италии [Л. 93 и 94]. Оба способа заливки высокопроизводительны, экономичны, обеспечивают предельную плотность, высокую прочность и пластичность алюминия, высокое значение контактного переходного сопротивления алюминий — пакет железа ротора.
Для крупных короткозамкнутых роторов применяется также аргоно-дуговая сварка алюминиевых стержней. Стержни вставляются в пазы ротора и отгибаются. Надев замыкающие алюминиевые кольца, приступают к их сварке со стержнями. При существующих в ГДР ценах на медь, алюминий и динамную сталь стоимость изготовления роторов электродвигателя мощностью 30 кет различными способами составляет [Л. 91]:
Ротор с медными стержнями и кольцами . . 100%
Ротор с алюминиевой клеткой, изготовленный аргоно-дуговой сваркой................. 86%
Ротор, изготовленный литьем под давлением 67%
Ротор, изготовленный центробежным литьем беличьей клетки............................ 64%
Анализ перечисленных способов формирования беличьей клетки роторов показывает, что для двигателей мощностью до 50 кет литье под давлением следует считать наиболее экономичным, а для более мощных электродвигателей в ряде случаев удобнее пользоваться аргоно-дуговой сваркой.
При изготовлении электрических машин с алюминиевым проводом следует стремиться к максимальной унификации узлов и деталей машин с алюминиевой и медной обмотками. Такая унификация предполагает выполнение только незначительных безусловно необходимых изменений активной части и связанных с ними изменений конструктивных элементов при сохранении конструкции и размеров всех остальных деталей и узлов.
175
По имеющимся статистическим данным {Л. 91] повреждение обмоток в процессе изготовления и эксплуа-' тации электродвигателей мощностью до 1 000 кет с алюминиевыми обмотками меньше, чем у двигателей с обмоткой из меди. Так, в 1956 г. из выпущенных в ГДР 33,4 тыс. электродвигателей с алюминиевой обмоткой было забраковано из-за повреждений в обмотке при . стендовых испытаниях всего лишь 29, т. е. 0,1%. Из 60,7 тыс. двигателей с медной обмоткой с дефектами обмоток было 485, т. е. 0,8%. Это соотношение в последующие годы не изменилось. На гарантийный ремонт в 1957 г. поступило из-за дефекта обмоток 0,08 двигателей с алюминиевой и 0,28% — с медной обмотками, а в 1958 г. соответственно 0,03 и 0,3%.
11-4. Синхронные машины и гидрогенераторы
Турбо- и гидрогенераторы являются самыми емкими электрическими машинами по расходу цветных металлов (меди, латуни, оловянных .припоев) на 1 кет мощности.
В гидрогенераторах во многих случаях без затруднений может быть заменена медная обмотка возбуждения на алюминиевую, так как по условиям получения требуемого момента инерции гидрогенераторы выполняются на увеличенном диаметре и имеют достаточно большие междуполюсные оина для размещения алюминиевой обмотки.
Выполнение обмотки статора из алюминиевых .проводников существенно увеличивает габариты гидрогенератора, а следовательно, вызывает большой расход электротехнической стали и электроизоляционных материалов и поэтому является нерациональным.
'Полюсные башмаки благодаря уменьшению массы алюминиевой обмотки по сравнению с медной можно делать значительно более тонкими и массивными, а не шихтованными.
Алюминиевые обмотки возбуждения дают возможность отказаться от междуполюсных распорок или сократить их количество. Обмотанный полюс становится намного легче, а значит облегчается крепление полюса к магнитному ободу ротора; снижение суммарной центробежной силы всех полюсов позволяет уменьшить сечение обода ротора и его массу.
Таким образом, за счет высоты полюсного башмака или обода ротора можно увеличить высоту сердечника полюса. При таких небольших изменениях рассеяние обмотки возбуждения не изменяется.
Для лучшего размещения алюминиевой обмотки возбуждения в гидрогенераторах целесообразно выполнять генераторы с несколько увеличенным диаметром и уменьшенной длиной [Л. 95].
На заводе «Уралэлектроаппарат» изготовлен гидрогенератор ВГС 260/44-10, 4 750 кеа, 3 800 кет, 6 300 в, 600 об/мин с алюминиевой обмоткой возбуждения [Л. 96]. Там же в 1961 г. запроектирован гидрогенератор мощностью 18 750 кет, 15 000 кет, 10 500 в, 214 об/мин с алюминиевой обмоткой возбуждения. Применение алюминиевой обмотки в столь мощном генераторе дало возможность сэконо-176
мять около 60 т меди на машину. При этом потери на возбуждение составляют около 20% всех потерь в генераторе, к. п. д. которого 98,6%. Реактанс рассеяния обмотки возбуждения того же порядка, что и у крупных гидрогенераторов с медной обмоткой возбуждения.
При создании новых типов конструкций турбогенераторов особое внимание уделяется бочке ротора. Замена медных обмоток возбуждения алюминиевыми дает возможность увеличить диаметр ротора и уменьшить активную длину сердечника статора. Очевидно, что при применении алюминиевых обмоток основные параметры машины несколько ухудшаются, поэтому замена медных обмоток возбуждения алюминиевыми должна быть обоснована и оправдана экономически.
Еще в 1930 г. в США для этой .цели была успешно использована алюминиевая обмотка ротора турбогенератора 71,5 Мва, 3 000 об/мин. За период с 1949 г. были изготовлены с алюминиевыми обмотками статоров и роторов из сплава Кондаль [Л. 97] 18 турбогенераторов мощностью 216 000 квас водородным охлаждением под давлением 2,1 кгс/см?.
Сплав Кондаль, разработанный американской фирмой «Дженерал электрик», обладает проводимостью, равной 59% приводимости меди, и очень высоким сопротивлением люлаучести по сравнению с электротехническим алюминием. Этот сплав хорошо выдерживает значительные центробежные силы, развивающиеся в турбогенераторах при скор ости 3 600 об/мин.
Действительно, сплавы алюминия имеют более высокий предел текучести и большую прочность на разрыв, чем чистый алюминий. В .настоящее ®ремя за рубежом изготовляются алюминиевые роторы для турбогенераторов 250—300 Мва (Л. 98], выпускаются прессованные полые алюминиевые проводники для непосредственного охлаждения, которые практически могут иметь любую форму (Л. 99].
Заводом «Уралэлектроаппарат» изготовлены синхронные двигатели ДС 140/29-8, 600 кет, 6 кв, 750 об/мин с обмоткой возбуждения из алюминия ]Л. 96] сечением 3x50 мм вместо медной обмотки сечением 2,44X49,5 мм.
По данным испытаний двигатель имеет такой же к. п. д., как и двигатели ДС 140/29-8 с медной обмоткой возбуждения. Превышение температуры обмотки возбуждения примерно такое же, как и медной.
Глава двенадцатая
СИЛОВЫЕ ТРАНСФОРМАТОРЫ
Высокие темпы роста электровооруженности промышленности и электрификации промышленно развитых стран требуют увеличения выпуска силовых трансформаторов. Трансформаторостроение потребляет большое количество проводниковых материалов, и поэтому широкое использование алюминия и его сплавов вместо меди является актуальной задачей. В нашей стране расход обмоточных проводов для нужд трансформаторострое-12—1253 177
ния в 1965 г. составлял 18%' общего их количества для электротехнической промышленности [Л. 100]. В течение примерно последних 25 лет во многих странах изготовляются трансформаторы с алюминиевой обмоткой. Первые места при этом занимают страны с развитым производством алюминия.
Армэлектрозаводом в содружестве с Электрозаводом разработана и освоена промышленностью новая серия трансформаторов I и II габаритов мощностью до 560 ква. В 1959—1965 гг. был завершен в основном переход на выпуск трансформаторов новых конструкций. При этом были решены задачи перехода на холоднокатаную сталь и внедрение алюминиевых обмоток. Всесоюзный институт трансформаторостроения создал новую серию трансформаторов III габарита на 10 и 35 кв с применением алюминиевого провода и.холоднокатаной стали с регулированием напряжения под нагрузкой и при отключении от сети на мощность 1 000, 1 600, 2 500, 4 000, 5 600 и 6 300 ква [Л. 101].
В течение 1964 г. и начале 1965 г. на Запорожском трансформаторном заводе (ЗТЗ) освоен промышленный выпуск новой серии трансформаторов мощностью от 1000 до 25000 ква с применением холоднокатаной стали и алюминиевого обмоточного провода. Новые типы трансформаторов кроме снижения на 20—25% суммарных потерь и уменьшения массы на 10—15%' (по сравнению с трансформаторами на горячекатаной стали), имеют ряд конструктивных усовершенствований, направленных на повышение технологичности, надежности и эксплуатационных характеристик [Л. 100].
В ГДР выпускаются трансформаторы с алюминиевыми обмотками мощностью до 40 Мва. В ЧССР все трансформаторы мощностью до 1 600 ква уже к 1962 г. изготовлялись исключительно с алюминиевыми обмотками (за исключением поставок на экспорт), одновременно был создан ряд трансформаторов с алюминиевыми обмотками мощностью до 63 Мва [Л. 102]. В Румынии в 1961 г. освоена производством единая серия трансформаторов с алюминиевыми обмотками мощностью до 1 600 ква и до 35 кв включительно [Л. 103].
При проектировании трансформаторов с алюминиевыми обмотками во .всех странах в Совете Экономической Взаимопомощи принят один подход относительно требований, предъявляемых к этим трансформаторам. 178
Величины напряжения короткого замыкания мк, устгР новленные для трансформаторов с медными обмотками с учетом взаимозаменяемости их трансформаторами с алюминиевыми обмотками, принимаются одинаковыми. Согласно рекомендациям СЭВ были установлены следующие значения мк для трансформаторов мощностью выше 10 000 ква с сердечником из холоднокатаной стали [Л. 102].
Класс напряжения, кв ик, % 30—35 7,0—8,5
60 8,0—9,5
НО 9,0—11,5
220 10,5—13,5
Рекомендуется придерживаться низших величин нк. У трансформаторов с компенсирующей обмоткой допускается повышать ик на 5%, у трансформаторов, регулируемых под нагрузкой, — на 10%'.
Кроме того, в странах — членах СЭВ приняты одинаковые суммарные потери (в стали и в обмотке) [Л. 100, 104 и 105], в связи с чем ежегодные эксплуатационные расходы для трансформаторов с медными и алюминиевыми обмотками можно считать равными.
Расчеты и исследования, проведенные в СССР [Л. 100], показали, что в случае выполнения равноценных оптимальных конструкций «медных» и «алюминиевых» трансформаторов в последних необходимо сохранить суммарные потери, но изменить отношение потерь короткого замыкания к потерям холостого хода Ро в сторону некоторого уменьшения. Потери в стали и масса ее для трансформаторов с алюминиевыми обмотками примерно на 10%' больше, чем для «медных» трансформаторов. Исходя из этого предположения в 1959—1961 тг. в виде временной серии «алюминиевых» трансформаторов на базе использования горячекатаной электротехнической стали были разработаны трансформаторы типа ТАМ мощностью от 560 до 7 500 ква, напряжением 10 и 35 кв (в настоящее время эти трансформаторы в основном сняты с производства и заменены новой серией с применением холоднокатаной стали). При проектировании указанной серии была поставлена задача создать трансформаторы с алюминиевыми обмотками, которые по своим энергетическим и технико-экономическим показателям и надежности не уступали бы ана-12* 179
Логичным по мощности трансформаторам с медными обмотками по ГОСТ 401-41 «Трансформаторы силовые масляные».
Основные показатели трансформаторов серии ТАМ и ТМ мощностью 750—7 500 ква приведены в табл. 12-1 [Л. 100].
Из табл. 12-1 видно, что масса алюминиевого провода составляет 0,6 массы медного.
Применение алюминия для обмоток силовых трансформаторов можно считать полностью оправданным только при условии, что трансформаторы с алюминиевыми обмотками будут не менее надежны и экономичны, чем с медными обмотками. С этой целью плотность тока в алюминиевых проводах снижена приблизительно в 2 раза по сравнению с плотностью для медных, в результате чего термическая устойчивость и перегрузочная способность остаются такими же, как и в «медной» серии.
В ряде отраслей промышленности в последнее время стали широко применяться токи повышенной частоты. Инженером Е. П. Тюриным [Л. 106] проведен сравнительный анализ рабочих свойств трансформаторов повышенной частоты с медными и алюминиевыми обмотками мощностью от 100 до 1 000 ква на частоты 100, 200, 300 и 400 гц. Сердечники трансформаторов стержневого типа проектировались из стали ЭЗЗО с толщиной листа 0,35 мм. Удельные потери в такой стали при различной индукции и частоте приведены в табл. 12-2.
Таблица 12-2
Удельные потери в стали Э 330
f, гц..........
В, тл . . . .
Р, вт'кг . . .
100
1,25
3,35
200 300 400
0,9 0,7 0,58
5,35 6,05 6,7
Плотность тока для медных обмоток была принята 3,5—4,0 а!мм2, а для алюминиевых 1,93—2,2 а!мм2, рабочее напряжение 6 300/400 в в трехфазном варианте.
В результате расчетов рекомендованы для трансформаторов повышенной частоты с оптимальной геометрией и одинаковой мощности с медными и алюминиевыми обмотками следующие приближенные соотношения
181
основных параметров м — к меди):
(индекс а относится к алюминию.
Диаметр стержня сердечника Длина стержня сердечника . . Расстояние между осями стержней ........................
Число витков в обмотке . . . Масса стали сердечника . . . Масса металла обмоток .... Плотность тока в обмотках'. . Плотность теплового потока Растягивающие напряжения . .
da=(0,9-0,95)dM Лс.а=(1,2-1,25)Лс.м
Са=(1,1-1,15)СМ даа=(1,2—1,3)дам
Дс.а-'ДД.м Ga=(0,6-0,62)GM Да=(0,6—0,55) лм <?а= (0,87-4-0,9) <?м ао.а=(0,48-0,52)ае м
Расчеты показывают, что применение алюминия для обмоток трансформаторов повышенной частоты целесообразно, так как такие трансформаторы по сравнению с трансформаторами с медными обмотками имеют пониженную плотность теплового потока на поверхность обмоток, меньшие растягивающие напряжения и большее время нагрева обмоток при коротких замыканиях.
Расчеты, проведенные для трансформаторов I и II габаритов (мощность до 560 ква), показывают [Л. 107], что простая замена медных проводников алюминиевыми того же сечения при сохранении размеров магнитопровода «медного» трансформатора приводит к снижению мощности трансформатора с алюминиевыми обмотками на 25%'- Аналогичные данные приведены в (Л. 103] (табл. 12-3).
Таблица 12-3
Изменение мощности трансформаторов
Трансформатор с медной обмоткой, ква . . . .
Трансформатор с алюминиевой обмоткой, ква . .
100
80
180 240 420
140 190 330
560
440
750 1 000 1 800
600 800 1 400
Благодаря уменьшению сечения стержня магнитопровода и увеличения числа витков обмоток удается сохранить электромагнитные характеристики трансформаторов I и II габаритов с алюминиевыми обмотками на уровне трансформаторов с медными обмотками.
Технико-экономические показатели этих трансформаторов, благодаря применению новых высококачественных изоляционных и активных материалов, в частности хо-182
лоднокатаной стали, не уступают, а в ряде случаев превосходят показатели трансформаторов с медными обмотками.
Для технико-экономического обоснования основных параметров новых серий трансформаторов III и IV габаритов на 35 кв были произведены расчеты ряда вариантов трансформаторов. Расчеты проводились для серий с разными суммарными потерями, т. е. с разным соотношением потерь короткого замыкания и холостого хода (ик во всех вариантах принималось по ГОСТ 401-41).
При этом принималось, что характеристики «медного» и «алюминиевого» трансформаторов ввиду различия в качестве проводникового материала могут быть различны.
Сопоставление вариантов производилось по методике срока окупаемости, разработанной применительно к трансформаторам и электрическим машинам проф. Грудинским [Л. 108]. Срок окупаемости — 8 лет.
На основании анализа стоимости выполненных конструкций в целом и по узлам были установлены [Л. 104] следующие показатели:
См—стоимость 1 кг медной обмотки 10,4 руб. Са—стоимость 1 кг алюминиевой об-
мотки ............................ 13,0 руб.
Со—стоимость 1 кг магнитопровода: из горячекатаной стали .... 2,85 руб.
из холоднокатаной стали ... 3,4 руб.
Принятые значения стоимости могут несколько различаться на разных заводах, поэтому было исследовано влияние отношения См/С0 и Са/С0 в практически возможных пределах.
Расчеты велись для серий с разными суммарными потерями на различных диаметрах, т. е. с различным соотношением Рк и Ра.
Путем анализа полученных расчетных данных были установлены следующие зависимости для трансформаторов III габарита.
1. Существует такой диаметр стержня магнитопровода, при'котором стоимость активных материалов минимальна, независимо от величины суммарных потерь. Этот же диаметр дает минимальную стоимость активных материалов и для трансформаторов с медными обмот
ками. Таким образом, размеры диаметров стержня «медного» и «алюминиевого» трансформаторов совпадают.
2. При изменении отношения стоимости 1 кг обмотки и 1 кг магнитопровода от 2 до 5 диаметр, соответствующий минимальной стоимости, практически остается неизменным (диапазон 2—5 захватывает возможные изменения цен в том числе и на трансформаторы с медными обмотками).
3. Стоимость активных материалов трансформатора с алюминиевыми обмотками оказывается ниже стоимости активных материалов трансформатора с медными обмотками при условии равенства потерь.
Стоимость активных материалов для серий с разным уровнем потерь по отношению к стоимости активных материалов «медного» трансформатора старой серии показана в табл. 12-4.
Таблица 12-4 Отношения СТОИМОСТИ активных материалов в зависимости от потерь Таблица 12-5 Уменьшение стоимости трансформации в зависимости от величины суммарных потерь
Суммарные потери от данных по ГОСТ 40J-41 (в относительных единицах) Отношение стоимостей активных материалов „алюминиевого" и „медного" траисфор-матоосв по ГОСТ 401-41 Величина суммарных потерь по сравнению с ГОСТ 401-4J (в относительных единицах) Умень пение стоимости трансформации- при 7'я/Тв=0,254-0,70%
0,75 0,70 0,65 0,60 0,95—1,00 0,97—1,02 1,08—1,10 1,20—1,23 0,75 0,70 0,65 0,60 15,0—17,0 16,5—18,0 14,0—17,0 10,5—15,0
Примечан и е. 7ц —время по-
терь; 7^ —время включения.
Для «медного» трансформатора новой серии с уровнем потерь 0,75 это отношение равно 1,04—1,1.
4. Диаметры, при которых достигается минимум стоимости трансформации и минимум стоимости активных материалов, практически совпадают. Минимум стоимости несколько смещается в сторону уменьшения диаметра при снижении отношения времени потерь к времени включения.
5. Снижение суммарных затрат для серий с разными уровнями потерь по сравнению с серией по ГОСТ 401-41 приведено в табл. 12-5.
184
Снижение суммарных потерь до величины 0,75, предусмотренных ГОСТ 401-41, во всех случаях целесообразно. Этот уровень потерь и был выбран при расчете трансформаторов III габарита.
Отношение потерь Рк/Ро для данного уровня равно: для серии 10 кв — 3,5, для серии 35 кв — 3,0.
Расчет Ро проводился для значения потерь в стали 2,63 вт]кг при индукции 1,7 тл. Коэффициент заполнения был принят равным 0,9.
Плотность тока в обмотках не превышает при этом 2 а]мм2, благодаря чему эти трансформаторы не уступают существующим «медным» по термической устойчивости и перегрузочной способности. Расчеты показывают также и достаточную динамическую устойчивость.
Сопоставление оптимальных параметров трансформаторов IV габарита, 35 кв, с медными и алюминиевыми обмотками показывает следующее-
1. Оптимальный уровень потерь трансформаторов с медными и алюминиевыми обмотками одинаков и составляет 0,75 суммарных потерь по ГОСТ 401-41, т. е. такой же, как и для трансформаторов III габарита.
2. Диаметры сердечников, соответствующие минимуму полных затрат для трансформаторов с медными и алюминиевыми обмотками, одинаковы.
3. Полные затраты для трансформаторов с алюминиевыми обмотками на 3—4% больше, чем для трансформаторов с медными обмотками.
4. Стоимости трансформаторов с медными и алюминиевыми обмотками одинаковы.
5. Потери в стали и масса стали у трансформаторов с алюминиевыми обмотками примерно на 10%. больше, чем с медными.
6. Масса алюминиевых обмоток составляет примерно 0,6 массы медных.
7. Высота окна «алюминиевых» трансформаторов составляет примерно 1,2 высоты окна «медных», межосевое расстояние 1,08.
Выводы по пунктам 1—7 относятся применительно к случаю использования алюминиевого провода марки AM (мягкого отожженного) с пределом прочности 7,5 кг с/мм2 и удельным сопротивлением 0,0295 ом • мм2]м.
Расчеты показывают, что оптимальные варианты таких «алюминиевых» трансформаторов не имеют равных с «медными» запасов динамической прочности.
185
Увеличение запаса динамической прочности можно добиться за счет снижения плотности тока, т. е. дополнительного расхода материалов'или за счет применения легированного алюминиевого провода с повышенной механической прочностью, однако этот провод имеет более высокое удельное сопротивление. В связи с этим было произведено сопоставление равноценных по динамической прочности вариантов, но с применением разных проводов.
В случае снижения плотности тока в проводе AM потребуется дополнительное вложение алюминия примерно на 30%, стали — на 7%; стоимость трансформатора увеличивается на 18%. Суммарные затраты возрастают незначительно (на 1,0—1,5%), уровень потерь составит 0,7.
Если принять, что удельное сопротивление легированного провода на 10% больше, чем у провода марки AM, то оптимальный вариант трансформатора будет иметь уровень потерь около 0,8 предусмотренного ГОСТ 401-41. Если предположить, что стоимости легированного алюминия и провода марки AM равны, то увеличения стоимости трансформатора не произойдет, но суммарные затраты будут на 2—2,5%' больше, чем при снижении плотности тока в трансформаторе с проводом марки AM.
Таким образом, оба варианта (со снижением плотности тока и с применением легированного алюминиевого провода) конкурентоспособны и при создании трансформатора следует стремиться к тому, чтобы при применении провода марки AM за счет конструктивных мер максимально сблизить динамически устойчивый и оптимальный варианты.
Имеющиеся данные позволяют сравнить технико-экономические показатели трансформаторов с алюминиевыми и медными обмотками в довольно широком диапазоне мощностей от 6,3 ква до 63 Мва и проследить подход к проектированию и изготовлению этих трансформаторов в разных странах.
В Польше были проведены расчеты сухих трансформаторов мощностью 6,3 ква на горячекатаной стали с удельными потерями 1,3 вт!кг при индукции 1 тл [Л. 105]. При этом потери в «медных» и «алюминиевых» трансформаторах приняты одинаковыми.
Результаты расчетов приведены в табл. 12-6.
186
Таблица 12-6
Сравнение 1ехнико-экономических показателей однофазных и трехфазных трансформаторов мощностью 6,3 ква напряжением до 500 в
Показатели Однофазный Трехфазный
С медиыми обмотками С алюминиевыми обмотками С медными обмотками С алюминиевыми обмотками
абсолютные значения относительные значения абсолютные значения относительные значения
Потери в стали, вт . . 83,8 83,8 100 118 118 100
Потери в обмотке, вт % ....... . . . Сечение (диаметр) стер- 193,0 4,26 193,0 4,26 100 185 3,8 185 3,8 100
жня, мм Высота стержня, мм . Расстояние между осями 70X70 67X67 96 94 88,5 94
240 305 127 200 220 110
стержней, мм .... 185 195 105 175 190 109
Индукция в стержне, тл 1,4 1,3 93 1,34 1,31 98
Плотность тока, а)мм2 2,0 1,06 53 1,95 1,05 54
Масса сердечника, кг . . 34,0 32,3 95 54,8 52,0 95
Масса обмотки, кг . . . 19,25 13,3 69 19,5 12,6 65
Стоимость сердечника 510 415 95 820 780 95
Стоимость обмотки . . . Стоимость активных ма- -— — 79 — — 73
териалов В том числе зарплата: — — 83 — — 81
на сердечник .... -— — 95 — — 95
на обмотку .... — — 138 — — 129
Итого ...... — 127 117
В табл. 12-6 не приводятся стоимости конструкции и кожухов, так как в «алюминиевом» и «медном» трансформаторах они практически одинаковы.
В табл. 12-7 приведены сравнительные данные двух трансформаторов мощностью 160 ква с медной и алюминиевой обмотками, изготовленных в Польше {Л. 105]. При изготовлении была применена холоднокатаная сталь с удельными потерями 0,8 вт/кг.
Из табл. 12-7 видно, что в рационально спроектированном трансформаторе с алюминиевой обмоткой можно достигнуть таких же потерь (холостого хода и под нагрузкой) и напряжения короткого замыкания, что и 187
Таблица 12-7
Сравнение трансформаторов модностью 160 ква иа холоднокатаной стали с разными обмотками
Материал обмотки Медь Алюминий
Потери холостого хода, вт ............ 655 660
Нагрузочные потери, вт 3 350 3 025
Напряжение короткого замыкания, % . . 5,97 5,85
Масса стали сердечника, кг 340 327
Масса обмотки, кг 122 90
Масса масла, кг 448 499
Диаметр стержня, мм 152 135
Длина стержня, мм 450 680
Расстояние между осями стержня, мм 335 335
в трансформаторе с медной обмоткой, при этом количество электротехнической стали остается почти без изменений
В табл. 12-8 приведено сравнение трансформаторов мощностью 250 ква, изготовляемых в Румынии [Л. 103], а в табл. 12-9 — сравнение трансформаторов мощностью 400 ква, изготовляемых в Польше (Л. 105]. Трансформа-
Таблица 12-8
Сравнение трансформаторов мощностью 250 ква, 6/0,4 кв с медными и алюминиевыми обмотками
Материал и потери 1 Старая серия с медью* Серия с медью, вновь спроектированная** Серия с медью, вновь спроектированная, с такими же потерями, как у единой серии с алюминием** Новая серия с алюминием**
Потери холостого хода Ро,
вт 1 300 800 1 010 1 010
Потери короткого замыкания Рх, вт Электротехническая сталь, 5 200 5 300 6 000 6 000
кг • . 520 390 365 415
Медь или алюминий, кг . . 145 158 149 81,5
Трансформаторное масло, кг Металлоконструкция без 415 310 300 350
принадлежностей, кг . . 640 350 385 405
Расход материалов, “/о . . 100 82,4 80,0 77,0
* Потери в стали 1,3 вт/кг при индукции 1 тл.
** Потери в стали 0,95 вт/кг при индукции 1 тл и 2,37 вт/кг при индукции
1,5 тл.
188
Таблица 12-9
Сравнение технико-экономических показателей масляных трансформаторов мощностью 400 ква, 15 000/400 в с медными и алюминиевыми обмотками
Показатели С медны-ми обмотками С алюминиевыми обмотками
абсолютные значения относительные зна гения
Потери в стали, вт • . . 1 370 1 370 100
Потери в обмотке, вт • . 5 600 5 600 100
UK, °/о 4,5 4,5 100
Диаметр стержня, мм 191 184 96
Высота стержня, мм 490 700 143
Расстояние между осями стержней, мм 347 350 101
Индукция в стержне, тл ...... 1,6 1,515 95
Плотность тока, а/мм2 . 2,97 1,68 57
Ток холостого хода, % ...... 2,5 2,3 92
Масса, кг:
сердечника 588 654 111
245 152 62
конструкции 400 426 107
радиаторов . 161 161 100
масла 620 700 113
Всего ... 2014 2 093 104
Стоимость:
сердечника . . • — — 111
— — 70
конструкции * • ... — — 107
радиаторов — — 100
масла ♦ . . . — — 113
Всего ... • — — 94
В т. ч. зарплата:
на сердечник — — 111
на обмотку — 124
на конструкцию . . . • . • • . — — 107
на масло —• — 11о
Всего — — 114
189
тор на 400 ква изготовлен с применением холоднокатаной стали с удельными потерями 0,8 вт)кг при индукции 1 тл. Из табл. 12-9 видно, что «алюминиевый» трансформатор примерно на 6% дешевле медного (при увеличении зарплаты на 14°/о).
Сравнение сухих трансформаторов мощностью 500 ква из стали с удельными потерями 0,9 вт)кг при индукции 1 тл, изготовляемых в Польше, приведено в табл. 12-10.
Таблица 12-10
Сравнение технико-экономических показателей сухих трансформаторов мощностью 500 ква, 600/400 в с медными и алюминиевыми обмотками
Показатели С медными обмотками С алюминиевыми обмотками
абсолютные значения относительные значения
Потери в стали, вт 2 350 2 350 100
Потери в обмотке, вт 5 350 5 350 100
ик, »/о 4,6 4,7 102
Диаметр стержня, мм 263 256 97 .
Высота стержня, мм 810 940 116
Расстояние между осями стержней,
ММ 510 510 100
Индукция в стержне, тл 1 22 1,245 102
Плотность тока, а! мм:1 1,9 1,2 63
Ток холостого хода, °/о 3,5 3,7 106
Масса, кг:
сердечника * 1 641 1 641 100
обмотки 552 269 49
изоляции ..... 66 80 121
Стоимость:
сердечника — — 100
обмотки • . . . . — — 54
изоляции ............ — — 121
Итого — — 81
В т. ч. зарплата:
на сердечник — — 100
на обмотку — — 98
Итого — — 98
Выше были рассмотрены технико-экономические показатели некоторых трансформаторов с алюминиевыми обмотками, охватывающие ряд мощностей, входящих 190
в I и II габариты серии трансформаторов, выпускаемых в СССР. В отечественных трансформаторах с алюминиевыми обмотками серии ТСМА I и II габаритов по сравнению с серией ТСМ (медные обмотки) расход проводов уменьшился в среднем на 20%, суммарная масса активных материалов снизилась приблизительно на 8%' при практически одинаковой массе активной стали. Из-за увеличения расхода конструкционной стали, трансформаторного масла и электроизоляционных материалов общая масса трансформаторов с алюминиевой обмоткой на 4—5% больше, чем с медной обмоткой [Л. 107].
С 1960 по 1964 гг. Армэлектрозаводом было выпущено 25 000 трансформаторов мощностью 180 и 320 ква с алюминиевыми обмотками и при этом сэкономлено меди более 4 000 т [Л. 107].
Сравнение некоторых технико-экономических показателей трансформаторов мощностью 630 и 1600 ква с алюминиевыми и медными обмотками, изготовляемыми в Румынии [Л. 103], приведены в табл. 12-11. По расчетам румынских специалистов следует, что для новых серий трансформаторов с алюминиевой обмоткой мощностью до 1600 ква включительно конструкционный материал примерно на 15%' легче и, следовательно, дешевле, чем у трансформаторов с медью. У трансформаторов с алюминием (в среднем на 1 ква) стоимость сердечника составляет 33%' общей стоимости материалов трансформатора, обмотки — 31%, масла — 23%, конструктивных частей — 8%!. Снижение общей стоимости материалов по сравнению с трансформаторами, имеющими медную обмотку, составляет почти 22%'.
Технико-экономические показатели отечественных трансформаторов новой серии III габарита с переключением ответвлений без возбуждения и трансформаторов, изготовляющихся до 1964 г., приведены в табл. 12-12 [Л. 100].
Новые типы трансформаторов с алюминиевыми обмотками при использовании холоднокатаной рулонной стали толщиной 0,35 мм с жаростойким покрытием марки Э ЗЗОАП по своим энергетическим показателям находятся на уровне лучших образцов трансформаторов с медными и алюминиевыми обмотками, изготовляемых крупными зарубежными предприятиями, и лишь незначительно уступают им по общей массе, в основном за счет массы трансформаторного масла [Л. 100].
191
Таблица 12-11
Сравнение трансформаторов мощностью 630 и 1 600 ква с медными и алюминиевыми обмотками
Материал и потери Старая серия с медью* Серия с медью, вновь спроектированная** Серия с медью, вновь спроектированная, с такими же потерями, как у единой серии с алюми- нием** Новая серия с алюмини» ем**
Т рансформатор 630 ква, 6/0,4 кв
Потери холостого хода, вт 2 200 1 950 2 000 2 000
Потери короткого замыка-
ния, вт 10 900 9 900 11 600 11 600
Электротехническая сталь,
кг 1 053 715 670 755
Медь или алюминий, кг . . 302 405 340 •185
Трансформаторное масло, кг Металлоконструкция без 1 030 .620 580 670
принадлежностей, кг . . 900 700 680 760
Расход материалов, % . . 100 81 72,7 69,3
Трансформатор 1 600 ква, 6/0,4 кв
Потери холостого хода, вт 5 870 3 800 4 300 4 300
Потери короткого замыка- 25 000 25 000
ния, вт 22 000 20 000
Электротехническая сталь, 2 060 1 540 1 400 1 618
кг
Медь или алюминий, кг . . 560 665 635 342
Трансформаторное масло, кг 1 700 1 400 1 300 1 560
Металлоконструкция без 2 050 1 700 1 900
принадлежностей, кг . . 2 150
Расход материалов, °/0 . * Потери в стали 1,3 вт/кг пр 100 и индукции 92,6 1 тл. 86 84
** Потери в стали 0,95 вт/кг ^при индукции 1 тл-, 2 1,5 тл. J7 вт/кг при индукции
В ЧССР ряд лет выпускаются трансформаторы 10 000 ква и более с обмотками из алюминия.
В табл. 12-13 показано сравнение трансформаторов 10, 16 и 25 Мва с главными обмотками из алюминия и регулировочными ответвлениями из меди [Л. 102].
В табл. 12-14 приведены данные трансформаторов мощностью 10 Мва, 30/6,3 кв с сердечником из стали с удельными потерями 1,3 вт/кг при индукции 1 тл, рассчитанные польскими специалистами [Л. 105]. Из сравнения можно заключить, что «алюминиевый» трансфор-192
Таблица 12-12
Сравнит ельвые характеристики трансформаторов III габарита с ПБВ серии ТАМ-1000—7500/35 и ТМ-1 ООО—6300/35А
| Тип трансформатора
13—1283
193
Продолжение табл. 12-12
Зиачеиия потерь холостого хода, соответствующие стали толщиной 0,35 мм марки Э-ЗЗОАП по ГОСТ 802-58 с отжигом.
194
матор дешевле «медного», но трудоемкость его изготовления выше, чем у «медного».
Отечественной промышленностью выпускаются силовые трансформаторы с алюминиевыми обмотками мощностью до 25 Мва.
Таблица 12-13
Сравнение трансформаторов с алюминиевой и медной обмотками производства завода им. Ленина (г. Пльзень, ЧССР)
Мощность, Мва 10 16 25
Тнп обмотки Медь Медь/алю- Медь Медь/алю- Медь Медь/алю-
Потерн холостого хода, кет 30 миний 30 42,4 миний 42,4 57 миний 57
Потерн короткого замыкания, кет . . . 87,3 91 137 134,4 184 177,5
Масса меди для обмоткн, кг ...... 3 625 685 4 590 825 5 600 1 200
Масса алюминия для Обмотки, кг .... I 580 2 270 3 300
Общая масса обмоток, кг 6 205 4 680 6 880 5 715 7 940 6 702
Экономия меди, кг . . — 2 940 — 3 775 — 4 400
Расчеты показывают (Л. 100], что если полные затраты для трансформаторов III габарита с алюминиевыми и медными обмотками совпадают, то для трансформаторов IV габарита с алюминиевыми обмотками они на 3—4% больше, чем для трансформаторов с медными.
В ЧССР с 1959 г. выпускаются трансформаторы с алюминиевыми обмотками мощностью 63 Мва для работы в блоке с генератором' 50—55 Мва (табл. 12-15) (Л. 102]. Основной проблемой при разработке таких трансформаторов было обеспечение стойкости обмотки при коротких замыканиях и соединение выводов, так как от этого зависит надежность трансформаторов в эксплуатации. Чехословацкие специалисты считают, что как с экономической, так и с эксплуатационной точки зрения трансформаторы с алюминиевыми обмотками выгодны до самых максимальных величин мощности и напряжения и ограничение типовой мощности должно быть связано с допустимыми для железнодорожного транспорта габаритами или весом.
При расчете, конструировании и изготовлении трансформаторов с алюминиевыми обмотками следует учитывать некоторые конструктивные особенности, отличающие эти трансформаторы от трансформаторов с медными обмотками.
13* 195
Таблица 12-14
Масляные трансформаторы 10 000 ква, на напряжение 30 кв
Показатели С медными обмотками С алюминиевыми обмотками
Абсолютные значения Относительные значения
Потери в стали, вт 22 700 22 700 100
Потери в обмотке, вт 77 000 77 000 100
«к, °/о 7 7,2 103
Диаметр стержня, мм 465 437 94
Высота стержня, мм ........ Расстояние между осями стержней, 1 250 1 730 139
мм 790 800 101
Индукция в стержне, тл 1,43 1,39 97
Плотность тока, а 1мм1- 3,34 • 1,81 54
Ток холостого хода, % Масса, кг\ 2,4 2,25 94
сердечника 7 970 8 240 103
обмотки 2 590 1 755 68
масла Стоимость: 6 300 7 500 119
сердечника — — — 103
обмотки — — — 77
масла — — 119 .
Всего • . В том числе зарплата: — — 90
на сердечник — 103
на обмотку .— — 135
на масло . . . — — 119
Всего — — 123
Так, для трансформаторов I и II габарита мощностью от 20 до 560 ква во избежание затрат в производстве при переходе от медных обмоток к алюминиевым стремились сохранить размеры трансформатора в плане. При этом разница между .трансформаторами с алюминиевыми и медными обмотками получается только в их высоте [Л. 105]. Такой подход дал возможность внедрить серию трансформаторов с алюминиевыми обмотками с минимальными капиталовложениями при максимальной унификации их с трансформаторами, имеющими медную обмотку.
Трансформаторы III и IV габаритов с алюминиевыми обмотками выполняются без отверстий в активной стали 196
Таблица 12-15
Сопоставление трансформаторов ЧКД Прага, 63 Мва, 10,5/121 кв, с обмотками из меди и алюминия
Сопоставляемые данные . Обмотка нз
медн алюминия.
Тип 78Т 208/123 83Т 220/139а
Сечение стержня, см2 ......... Диаметр окружности, описанной стерж- 3 476 3 930
нем, см . , Высота стержня, см . • . . • 780 830
2 080 2 200
Сечение ярма, см2 3 554 4 090
Индукция в стержне, тл . . • . . . . 1,468 1,45
Индукция в ярме, тл 1,435 1,4
Сечение провода обмотки 10,5 кв, мм2 4X14 3,5X16
Количество параллельных проводов . . . 9 15
Сечение провода обмотки 121 кв, мм2 5X16 4,5X15
Количество параллельных проводов . . 1 2
Наружный диаметр обмотки 121 кв, мм 1 230 1 390
Качество активной стали, потери при 1,2 1,0
индукции 1 тл, вт/кг . . • .... 112 НО
Потери холостого хода, квт Потери короткого замыкания при 75° С,
354
квт ................ 358
ик, % Масса железа, кг ........... 10,7 10,3
• 33 900 45 000
Масса провода, кг 8 350 4 500
Масса с баком без масла, кг 61 000 68 300
Масса масла, кг 180С0 ' 20 700
Общая масса, кг 79 000 89 000
Специальная масса без масла, кг!ква . . 0,968 1,085
Стоимость материала в ЧССР, »/» : . . 100 89
Трудоемкость в ЧКД, % 100 138
Производственные расходы в ЧКД, % 100 98
магнитопроводов. Применяются съемные фарфоровые изоляторы, а на трансформаторах IV габарита устанавливаются встроенные трансформаторы тока. Крепление переключателей ПБВ перенесено на активные части. Проведенные конструктивные мероприятия позволили отменить обязательную ревизию активных частей трансформаторов III и IV габаритов на месте монтажа [Л. 100], Для трансформаторов мощностью от 25 Мва и выше основное внимание следует уделить расчету и экспериментальной проверке механических напряжений в обмотке в режиме короткого замыкания.
Рекомендуется [Л. 102] принимать величину допустимого напряжения на растяжение алюминия не выше
197
250 kscIcm2. При расчете тока короткого замыкания следует пересчитать общую мощность короткого замыкания системы к зажимам трансформатора. Расчет режима короткого замыкания следует производить с учетом взаимного смещения обмоток в осевом направлении на 1 %' общей длины обмотки. Расчет следует производить для всех вариантов включения обмоток, т. е. для регулируемых трансформаторов. при всех вариантах включения ответвлений.
Для трансформаторов мощностью 25 Мва и выше с алюминиевыми обмотками, как показали расчеты чехословацких специалистов, не нужно изменять принятое для медных обмоток отношение длины стержня к диаметру описывающей окружности. Снижение напряжения короткого замыкания у алюминиевых обмоток из-за меньшего количества витков компенсируется увеличением объема и радиальной ширины в связи с меньшей плотностью тока.
При изготовлении трансформатора с алюминиевыми обмотками мощностью 63 Мва была принята конструкция магнитопровода, бака, охладителей и циркуляционных насосов такая же, как и для трансформатора с медными обмотками. Изоляционные расстояния концевых витков ярма и канала в радиальном и осевом направлениях были уменьшены. Чтобы не нарушить циркуляцию1 масла в каналах из-за уменьшения их сечения при пропитке, более выгодно применение непропитанных обмоток.
Технология изготовления трансформаторов с алюминиевыми и медными обмотками почти одинакова. Разница состоит лишь в более трудоемком выполнении сварки и пайки алюминиевых и медно-алюминиевых соединений.
Для крупных трансформаторов технология изготовления обмоток имеет повышенную трудоемкость вследствие большого количества наматываемых параллельных проводов и транспозиций.
Основной предпосылкой того, что трансформаторы с алюминиевой обмоткой будут конкурентоспособны с трансформаторами, имеющими медные обмотки, является применение электротехнических сталей с низкими удельными потерями типа ЭЗЗО, ЭЗЗОА, ЭЗЗОАП по ГОСТ 802-58. В отечественных трансформаторах всех габаритов . с алюминиевыми обмотками применяются стали этих марок. Особенно важно применять холодно-198
катаные стали с низкими удельными потерями для трансформаторов с алюминиевыми обмотками мощностью свыше 25 Мва, так как усилия короткого замыкания пропорциональны квадрату намагничивающей силы и выгодно обойтись меньшим количеством витков, т. е. увеличить магнитный поток через стержень, а это возможно путем увеличения сечения стержня или повышения индукции.
Потери в железе при этом должны быть минимальны. Конструкция магнитопровода должна обеспечивать минимальное нарушение структуры стали и максимальное совпадение магнитного потока с ориентацией прокатки листов. Механическая прочность применяемых в настоящее время алюминиевых проводов не удовлетворяет предъявляемым к ним требованиям, поэтому большой интерес представляет вопрос о разработке дешевых алюминиевых сплавов повышенной механической прочности, не уступающих алюминию по электропроводности.
Перспективным также является применение для обмотки трансформаторов алюминиевой фольги, обеспечивающей хороший теплообмен и высокий коэффициент заполнения.
По данным американских фирм, освоивших выпуск трансформаторов с обмотками из фольги, применение в трансформаторах в качестве материала для обмоток алюминиевой оксидированной фольги взамен проводов позволит повысить коэффициент заполнения объема обмотки до .0,4—0,45 вместо 0,3—0,35 (при применении проводов). При этом исключается необходимость увеличения габаритов магнитопровода, что ведет к снижению суммарных потерь, массы и габаритов.
При равных потерях короткого замыкания применение алюминиевой оксидированной фольги позволит снизить расход алюминия на 5—10%, а также дополнительно снизить потери холостого хода из-за меньших габаритов обмоток, а следовательно, и магнитопровода. Кроме того, обмотки из фольги динамически более устойчивы к коротким замыканиям, чем обмотки из проводов (Л. 100].
Глава тринадцатая
НИЗКОВОЛЬТНАЯ АППАРАТУРА
Как и в других видах электротехнических изделий, в электрических аппаратах возможна замена медных обмоток алюминиевыми из провода или оксидированной фольги. Из-за различия в электропроводности в аппаратах постоянного тока замена меди алюминием вызывает увеличение сечения обмотки в 1,65 раза и более. Для аппаратов переменного тока такое резкое увеличение сечения обмотки не обязательно, так как тепловой баланс определяется не только потерями в обмотках, но и в стали и экране. В табл. 13-1 приведены распределение потерь в различных типах электромагнитов (Л. 109].
Таблица 13-1
Распределение потерь в электромагнитах переменного тока
Тип электромагнита Напряжение в долях номинального Потери, вт
полные в стали и экране в обмотке
мпк-ю 1,0 10,2 8,61 1,57
П121-А 1,0 5,5 3,71 1,79
KT34/3A 1,0 82,0 72,50 9,50
КТЭ 1,0 25,0 21,80 4,20
МИС-5200 1,05 32,2 27,12 • 5,08
V23B-0I3 0,85 8,95 7,84 1,Ю
V23B-013 1,0 10,25 8,5 1,7
V23B-013 1,1 13,82 11,0 2,3
L-60 1,0 21,0 18,5 2,5
Из табл. 13-1 видно, что потери в обмотке составляют не более 15—25% полных потерь. Следовательно, нагрев обмоток в значительной степени определяется потерями в стали и экране.
Тяговые электромагниты переменного тока типа МИС подвергались нагрузке переменным и эквивалентным ему постоянным током для определения разницы в нагреве провода [Л. 109]. Для электромагнита типа МИС-4200 с катушкой, выполненной из медного провода, при питании ее переменным током температура была 84° С, а при питании эквивалентным постоянным — всего 28,4. В том же электромагните, но с алюминиевым 200
проводом соответствующие температуры составляли 91 и 33,5° С.
Исходя из полученных данных, можно было предположить, что выполнение обмотки из алюминиевого провода с несколько большим электрическим сопротивлением по сравнению с медным в одних и тех же габаритах не должно вызвать чрезмерного увеличения нагрева.
В табл. 13-2 приведены опытные данные исследований систем с катушками из алюминиевого и медного провода. Из табл. 13-2 видно, что коэффициент пересчета по сечению алюминиевого и медного провода во всех случаях ниже 1,65. Учитывая, что нагревостойкость алюминиевого провода при одной и той же эмалевой изоляции несколько выше, чем медного, некоторое превышение температуры обмоток вполне допустимо. Увеличение коэффициента заполнения при применении алюминиевого провода достигнуто за счет лучшего использования обмоточного окна.
Все опыты по определению потерь проводились при полностью притянутом якоре.
Понижение температуры обмоток возможно путем применения стали повышенного качества, улучшения конструкции и технологии изготовления магнитопровода.
При применении алюминиевой фольги коэффициент заполнения обмоточного пространства может быть значительно повышен (до 0,75-^0,80). В этом случае также улучшится теплоотдача. Однако при переходе от провода к фольге потребуется переоборудование намоточных участков, что не всегда целесообразно, а изготовление катушек из алюминиевого провода практически не ведет к изменению техологии и может производиться на существующем оборудовании.
Все сказанное по поводу тяговых электромагнитов в принципе распространяется и на другие типы низковольтных аппаратов.
Большой резерв экономии меди имеется в таких видах низковольтной аппаратуры, как рубильники, рубящие переключатели и предохранители, в которых возможна, замена меди биметаллами медь — алюминий и медь — сталь.
На электрические аппараты низкого напряжения доля медного проката, применяемого в электротехниче-201
СКИХ 'Изделиях, является наибольшей и составляет 21,6%, а доля латунного проката — 36,8% [Л. ПО].
Из общего количества медного проката, потребляемого при производстве низковольтной аппаратуры, примерно половина расходуется на производство рубильников и предохранителей.
Биметалл алюминий — медь изготавливается в листах с односторонней или двусторонней плакировкой медью с общим слоем меди от 5 до 40% толщины листа. По толщине листы изготовляются от 0,8 до 10 мм при полной плакировке всей поверхности листа и до 30 мм с частичной плакировкой для использования в качестве контактных переходов от алюминия к меди.
Рассмотрим электрические и механические свойства биметаллов медь — алюминий. Удельное электрическое сопротивление биметалла с односторонним медным покрытием при температуре 20° С и при различных толщинах материала при 40%-ном слое меди равно 0,024—0,026 ом • мм2/м. Значение температурного коэффициента электрического сопротивления биметалла с одно- и двусторонним покрытием меди при толщине плакирующего слоя в 40% общей толщины листа равно в среднем 0,0036 ом]град (температурный коэффициент меди — 0,004), Предел прочности у биметаллов с односторонним медным покрытием с увеличением толщины листа и неизменным 40%-ным слоем плакировки (в случае двусторонней плакировки по 20% с каждой стороны) снижается с 24 (при толщине 1 мм) до 18 кгс/мм2 (при толщине 3 мм) при существенном повышении относительного удлинения от 7 до 18%. Существенного различия механических свойств вдоль и поперек проката нет. С увеличением слоя меди ог 10 до 30% предел прочности возрастает всего лишь на 3—4 кгс/мм2. Незначительно изменяется и относительное удлинение.
Биметалл сталь — медь изготовляется "в листах с односторонней и двусторонней медной плакировкой с общим слоем меди от 5 до 25% толщины листа. По толщине листы изготовляются от 0,8 (для односторонней плакировки) и от 1,5 (для двусторонней плакировки) до 8 мм. Удельное электрическое сопротивление биметалла медь — сталь при 5%-ном слое меди и 20°С мало отличается от удельного сопротивления стали 203
202
(0,13 ом • мм^м) й составляет 0,09—6,11 ом-мм^м. Повышение процента плакировки приводит к снижению сопротивления. При слое меди 20% общей толщины оно составляет 0,06 ом-мм21м, т. е. несколько меньше удельного сопротивления латуни.
Температурный коэффициент электрического сопротивления биметалла сталь — медь с одно- и двусторонней плакировкой в 5—20% общей толщины листа находится в пределах 0,0034—0,0041 ом/град.
Биметалл сталь — медь с односторонним покрытием при толщине листа от 2 до 5 мм имеет предел прочности 36—41 кгс!мм2 и относительное удлинение 35— 38%. При двусторонней плакировке для листов толщиной 2—5 мм предел прочности составляет 34— 42 кгс/мм2 и относительное удлинение 22—41%, т. е. механические свойства биметаллов сталь — медь близки к свойствам стали.
Контактные стойки рубильников и предохранителей и ножи рубильников для номинальных токов до 100 а включительно изготовляются таким сечением, которое определяется не электропроводностью, а механической прочностью детали, поэтому в этих изделиях медь может быть заменена сталью, плакированной медью. В первую очередь такую замену можно произвести в рубильниках и рубящих переключателях, предназначенных для размыкания цепи при отсутствии тока в ней, а также в тех рубильниках и рубящих переключателях (без дугогасительных камер), где предельно разрываемый ток равен 20—30 а.
В рубильниках и рубящих' переключателях, предназначенных для отключения номинального тока или 0,5/н при повышенном напряжении (с дугогасительными камерами), замену меди целесообразно производить лишь в шарнирных стойках. Замену медного проката в контактных стойках предохранителей до 100 а возможно производить во всех предохранителях, исключая предохранители, применяемые в блоках рубильник — предохранитель в случае отключения этими блоками тока большего 0,2—0,3/н.
Ножи рубильников следует делать из стали с двусторонней плакировкой медью, а контактные стойки — из стали с односторонней плакировкой. Толщина плакирующего слоя зависит от требуемой электропроводности и срока службы размыкаемых контактов. 204
В рубильниках, рубящих переключателях и Предохранителях на 200 а и выше, когда сечение токопроводящих деталей определяется в основном электропроводностью, целесообразно применять биметаллы медь—алюминий.
Рубильники, изготовленные из чистой меди, не требуют защиты от коррозии. Для изделий, изготовленных из биметаллов, необходима надежная защита и особенно для изделий с односторонней плакировкой стали медью. Даже при двусторонней плакировке стали незащищенный от коррозии торец может корродировать очень сильно вследствие образования пары сталь — медь, характеризующейся большой разностью электрохимических потенциалов. Лакокрасочные материалы не могут быть применены для защиты биметаллов от коррозии из-за непрочного сцепления лакокрасочного покрытия с острыми углами изделий. Наиболее удобным способом защиты от коррозии является защита гальваническими покрытиями.
При выборе гальванических покрытий биметаллов следует учитывать защитные свойства покрытия, стойкость против коррозии самого покрытия, технологичность нанесения, стоимость и электропроводность.
Особенно важна защита биметаллов сталь —медь, так как алюминий и медь имеют сами по себе достаточно высокую коррозионную стойкость и опасность следует ожидать только в местах наличия пары металлов алюминий— медь.
Одним из авторов были проведены сравнительные испытания различных гальванических покрытий биметаллов в камере влажности (84 цикла по 24 ч каждый; каждый цикл состоял из 16 ч нагрева и увлажнения при температуре 40±2°С и относительной влажности 95— 98% и 8 ч охлаждения при отключенных источниках тепла и влаги) и в камере солевого тумана (90 циклов, в каждом 24-часовом цикле в течение 16 ч через каждые 45 мин производилось распыление 3%-ного раствора поваренной соли в течение 15 мин, температура комнатная).
На основании результатов испытаний для односторонней плакировки биметалла сталь—медь для условий умеренного климата Советского Союза могут быть рекомендованы следующие виды защитных покрытий.
1. Оловянное покрытие толщиной 10 мкм с подслоем меди толщиной не менее 20—25 мкм — для открытой
205
атмосферы, загрязненной обычным количеством Промышленных газов и солевых испарений, для эксплуатации изделий при температуре не ниже минус 28° С.
2. Оловянное покрытие толщиной 6 мкм с подслоем меди толщиной 20 мкм — для условий закрытых помещений с обычным количеством промышленных газов.
3. Никелевое покрытие толщиной 15 мкм с подслоем меди толщиной не менее 20—25 мкм — для условий открытой атмосферы, загрязненной обычным количеством промышленных газов.
4. Никелевое покрытие толщиной 6—9 мкм с подслоем меди толщиной 18—20 мкм — для закрытых сухих и отапливаемых помещений.
Изделия из биметалла алюминий — медь могут эксплуатироваться в закрытых помещениях, не загрязненных промышленными газами и солевыми испарениями, без дополнительной защиты.
Указанные рекомендации были подтверждены испытаниями рубильников типа РО-З-ЮО (ГОСТ 2327-60) в естественных условиях работы завода железобетонных изделий под Москвой, в закрытых помещениях с повышенной влажностью воздуха и на Черноморском побережье Кавказа. Продолжительность испытаний — около 1,5 лет.
На основании натурных испытаний и с учетом сравнительно легких условий эксплуатации, предусмотренных ГОСТ, конкретно для рубильников, имеющих в своей конструкции контактные стойки из биметалла медь — сталь или медь — сталь — медь и ножи из биметалла медь — сталь — медь (рубильники РО-3-100 открытого типа с центральной рукояткой и подобные им изделия), выбор защитных гальванических покрытий следует производить исходя из следующих рекомендаций.
Для закрытых, отапливаемых, вентилируемых помещений с относительной влажностью не выше 80% с продолжительностью эксплуатации 3 года рекомендуются детали с односторонней и двусторонней плакировкой защищать слоем олова или сплавом ПОС-40 толщиной 6 мкм.
Если к покрытию не предъявляются дополнительные требования об улучшении внешнего вида деталей, допускается детали с двусторонней плакировкой меднить (толщина меди 12 мкм).
206
Для закрытых помещений, в которых возможно периодическое воздействие незагрязненной атмосферы с температурой до минус 40° С с продолжительностью эксплуатации 3 года, рекомендуется покрытие деталей с односторонней плакировкой никелем (9 мкм) с подслоем меди (18 мкм) или сплавом ПОС-40 (9 мкм) с подслоем меди (18 мкм).. Если температура воздуха не может быть ниже минус 20° С, допускается покрытие оловом толщиной 9 мкм (из щелочного электролита). Для этих же условий эксплуатации детали с двусторонней плакировкой следует покрывать сплавом ПОС-40 (6 мкм) с подслоем меди (12жкж) или никелем (6 мкм) с подслоем меди (12 мкм). Если температура воздуха не будет ниже минус 20° С, то допускается покрытие оловом толщиной 6 мкм (из щелочного электролита).
В [Л. ПО] приводятся результаты испытаний рубильников типа РО-3-100 и рубящих переключателей типа ПС-3-100 на ток 100 а с контактными стойками и ножами из биметалла медь — сталь — медь. Толщина медной плакировки составляла по 10% толщины листа на сторону. Общая толщина стойки 2 мм, сечение 2Х'2О мм2. Испытания показали, что превышение температуры контактных болтовых соединений (36°) и контактного перехода нож — губка —стойка (40°) находятся в пределах, допустимых ГОСТ 2327-60 (55°). Рубильники и предохранители удовлетворительно коммутируют переменный ток 0,3/н при 380 в в цепи с заторможенным асинхронным электродвигателем.
Были проведены также испытания рубильников на 250 а (РПО-3-250) и на 400 а (РПО-3-400). Контактные ножи у этих рубильников были изготовлены из биметалла медь—алюминий — медь с плакировкой на толщину 15% на каждую сторону. Общая толщина материала— 4 мм.
Контактные стойки изготовлены из биметалла алюминий— медь с односторонней 30%-ной плакировкой меди. Общая толщина материала контактных стоек у рубильника РПО-3-250 составляла 2,5 мм, а у РПО-3-400 — 3 мм. После проведения испытаний на механическую износоустойчивость наибольшее превышение температуры было зафиксировано на контактном выводе (54,5°). ГОСТ 2327-60 на рубильники допускает превышение температуры 55° до испытания на износоустойчивость и 70° — после этих испытаний.
207 -
Рубильники удовлетворительно коммутировали переменный ток 0,3/н (75 а) с линейным напряжением 400 в при cos ф = 0,81, а постоянный ток 0,2/н (50 а) с напряжением 220 в.
У рубильника РПО-3-400 максимальное превышение температуры после проведения испытаний на механическую износоустойчивость и разрывную способность (ток 120 a, cos <р = 0,94, линейное напряжение 400 в) было зафиксировано на губке стойки и составляло 57,5°.
Отечественная промышленность выпускает большое количество рубильников, рубящих переключателей и предохранителей с применением биметаллов.
Главе четырнадцатая
ТЯГОВОЕ И КРАНОВОЕ ЭЛЕКТРООБОРУДОВАНИЕ
На железных дорогах страны работает несколько магистральных тепловозов, на которых установлены двухмашинные агрегаты (типа ВТ 275/120+^ВГТ 275/150), полюсные обмотки которых выполнены из алюминия. Экономический эффект только от внедрения алюминия в одном агрегате составляет 48 тыс. руб. [Л. 111].
В тепловозах ТЭ-3 применяется тяговый двигатель ЭДТ-200Б. Медные обмотки дополнительных полюсов этого двигателя были заменены на алюминиевые сечением 5,1X28 мм, при этом к. п. д. и тепловые характеристики двигателя не отличались от двигателя с медными обмотками.
Проведенные [Л. 111] работы показали, что в тяговом электрооборудовании можно полностью заменить медь алюминием в катушках полюсов.
Большая перспектива экономии меди имеется при изготовлении обмоток электромагнитов. В ГДР [Л. 113] для изготовления катушек для грузоподъемных магнитов применяется оксидированный алюминиевый провод из чистого алюминия (99,5—99,7%). Толщина оксидной пленки — около 1 мкм. Пропитка катушек производится лаком соответствующего класса нагревостойкости до Н (180° С) включительно. Для лучшего использования обмоточного пространства предпочтение оказывается проводу прямоугольного сечения.
Ввиду недостаточной электрической прочности оксидной пленки применяется дополнительная междуслойная 208
изоляция внутри катушек, между витками .при этом напряжение не должно превышать 0,2 в. Уже в 1961 г. в ГДР было использовано для намотки катушек электромагнитов около 160 г алюминиевого провода, максимальная масса катушек составляла при этом около 700 кг, а диаметр — 2 м.
В процессе накопления опыта в ГДР было установлено, что для обеспечения необходимой межвитковой изоляции достаточно химического оксидирования алюминиевого провода. Анодирование провода, который дороже химически оксидированного примерно в 2 раза, необязательно.
Как показали расчеты [Л. 112], успешному внедрению алюминия в электромагнитах способствует уменьшение потерь в стали магнитопровода, увеличение коэффициента заполнения катушечного пространства и улучшения теплоотдачи.
На одном из заводов [Л. 112] была произведена замена медного провода алюминиевым в электромагнитах трехфазного тока типа КМТД-102, которые предназначены в основном для дистанционного управления механическими тормозами крановых механизмов.
Электромагниты имеют следующие данные:
Тяговое'”усилие, кгс............... 20
Максимальный ход якоря, мм . . 50
Допустимое число циклов в часть при ПВ=40%....................... 150
Кажущаяся мощность, ва: в момент включения............... 13 700
при втянутом якоре ..... 760
Действительная мощность при втянутом якоре, вт............... 150
Напряжение, в ................ 220/380
Обмоточные данные электромагнита: медный провод марки ПЭЛБО диаметром 0,88 мм, число витков 656.
В настоящее время изготовлен комплект экспериментальных катушек из алюминиевого провода. Расчетные данные'катушек [Л. 112]: провод марки ПЭВА диаметром 1,04 мм, число витков 656. Омическое сопротивление алюминиевой обмотки на -10% меньше сопротивления медной обмотки.
Алюминиевые катушки выполнены бескаркасными, бандажированными тафтяной лентой взамен медных с картонными каркасами. Межслоевой изоляцией служит бумага. Выводные концы катушек изготовлены из 14—1283 209
гибкого провода. Пайка производилась оловом с применением в качестве флюса канифоли. Концы алюминиевого провода предварительно лудились припоем П-90 (90% олова, 10% цинка) с одновременной зачисткой их шабером в слое расплавленного припоя.
Испытывались алюминиевые и медные (непропитан-ные) катушки без корпуса на одном и том же магнитопроводе в режиме ПВ=100%.
Данные замеров приведены в табл. 14-1.
Таблица 14-1
Действующие мощности катушек электромагнитов
Материал обмотки Действующая мощность (вт) при напряжении
°’9 Уном=198 * 220 в Увом=242 в
Медь 69 96 135
Алюминий 69 99 138
По превышениям температуры обмоток и тяговым усилиям электромагниты типа КМТД-102 с алюминиевыми обмотками не уступают электромагнитам с медными обмотками.
Расчеты показывают также возможность замены меди алюминием в других исполнениях электромагнитов типа КМТД.
Глава пятнадцатая
СВЕТОТЕХНИЧЕСКАЯ АРМАТУРА
Большинство электроустановочных аппаратов коммутационных приборов низкого напряжения, светильников, штепсельных розеток, выключателей, предохранителей, распределительных коробок, различного вида зажимов снабжены винтовыми соединениями, которые в связи с широким применением алюминия должны обеспечить присоединение как медных, так и алюминиевых проводов.
Многолетние исследования и большой практический опыт, накопленный в ГДР [Л. 114] в связи с прокладкой многих тысяч километров алюминиевых проводов и соединений их с контактными зажимами без дополнительных пружинных деталей, показали, что эти зажимы безотказно работают в диапазоне температур от —15 до +120° С.
210
Практически проблема применения алюмйния в светотехнической арматуре сводится к определению возможности присоединения алюминиевых проводов электропроводки к арматуре.
Для получения необходимого контакта предъявляются определенные требования к механической прочности алюминиевых проводов, применяемых в электропроводке. Так, по нормам ГДР предел прочности на растяжение у алюминиевой проволоки должен быть 13— 17 кгс/мм2 [Л. 114], а в ЧССР установлена величина 9—13 кгс/мм2 [Л. 115]. Чем меньше предел прочности у алюминиевого провода, тем лучше для соединения его с арматурой. Так как у медных проводов предел прочности на растяжение составляет примерно 25 кгс/мм2-, т. е. гораздо выше, чем у алюминиевого провода, прижимное натяжение зажимов для присоединения алюминиевого провода должно быть ниже, чем для медного.
Так как алюминйй на воздухе быстро покрывается оксидной пленкой с малой электропроводностью, при присоединении его необходимо с алюминиевых шин снимать оксидную пленку стальной щеткой или напильником, смазанным вазелином, а алюминиевая проволока должна быть очищена от оксидной пленки и дополнительно смазана бескислотным вазелином. Детали из меди или латуни, применяемые в светотехнической арматуре, для соединения с алюминием должны дополнительно защищаться цинком, кадмием, никелем или оловом. Стальные детали должны быть оцинкованы или кадми-рованы (Л. 114].
Рассмотрим особенности различных видов зажимов в светотехнической арматуре.
Наиболее распространены зажимы с закреплением провода под головкой винта. Особое значение приобретает качество присоединительного винта. Головка винта не должна быть эксцентрична, закруглена или скошена, что может привести к недостаточным зажимным соединениям. Надежное подключение алюминиевого провода будет только в случае возможно полного перекрытия прижимной поверхностью головки винта.
Надежность закрепления алюминиевого провода и хороший контакт могут быть достигнуты применением рифления поверхности прилегания в зажиме.
При применении зевообразных и щлицевых зажимов или зажимов с втулкой необходимо, чтобы вставленные 14* 211
в эти зажимы йеТёряемые прижимающие детали имели по возможности большую прижимающую поверхность и ровное основание, к которому прижимается алюминиевый провод. Эти зажимы особенно пригодны для сечений проводов до 6 мм2. У соединительных зажимов для нескольких проводов ширина шлица всегда должна быть достаточной для создания взаимного прижимания проводов, что достигается расположением проводов вертикально или в крайнем случде под острым углом один на другом. Во всех других случаях наблюдается слишком большое падение напряжения.
Болтовые присоединительные зажимы должны закреплять провода при помощи гайки и контргайки, а провод следует помещать между прокладочными шайбами.
При любом соединении по нормам, принятым в ГДР [Л. 114], падение напряжения на каждом контактном переходе не должно превышать 7 мв. В случае присоединения нескольких проводов допускается падение напряжения в зависимости от количества включенных последовательно контактных переходов, кратное 7 мв.
Многочисленные исследования, проведенные в ГДР на различных типах зажимов и в различной арматуре, показали, что значения падения напряжения после 10 и 25-кратного нагревания, а также по истечении 6 лет эксплуатации не превысили допустимого значения.
Опыт эксплуатации показывает также, что светотехническая арматура гораздо чаще выходит из строя не из-за повреждения установленных в них присоединительных зажимов с алюминиевыми проводами, а совсем по другим причинам.
Особое внимание должно быть уделено монтажу алюминиевых проводов с арматурой. Очистка провода должна производиться непосредственно перед самым монтажом. Для обработки алюминия следует применять инструмент, который перед этим не применялся для чистки меди или других металлов, в противном случае инструмент должен быть тщательно очищен перед работой с алюминием.
Стеклянная или наждачная бумага (шкурка) не должна применяться для очистки алюминия, так как остатки их абразивных веществ повышают переходное сопротивление соединения.
212
Алюминиевые провода лучше всего чистйть ножоМ с таким нажимом, чтобы нож снимал тонкие стружки. До вычищенных поверхностей и деталей зажимов не следует касаться рукой. Немедленно после очистки контактные поверхности следует смазать нейтральным техническим вазелином или специальной контактной пастой, состоящей из технического вазелина, смешанного в определенных соотношениях с острогранными опилками. Контактная паста защищает соединение от доступа воздуха, а металлические опилки разрушают под влиянием нажима поверхностную окись алюминиевого провода и контактных деталей зажима как при первом подключении провода, так и в течение эксплуатации при тепловом расширении провода.
Нажимные винты зажимов следует затягивать с определенным моментом затяжки. В ЧССР приняты согласно- существующему стандарту величины моментов затяжки, приведенные в табл. 15-1 [Л. 115].
Таблица 15-1
Моменты затяжки винтовых соединений
Установочные и гнездообразные винты Винты с круглой головкой (с прорезью) Винты с шестигранной головкой
Резьба Момент, кгс-см Диаметр I оловки, мм Момент, кгс-см Резьба Момент, кгс-см
М2,6 2,0 5 4 М3,5 8
М3 2,5 6 5 М4 12
М3,5 4,0 7 8 М5 20
М4 7,0 8 12 Мб 30
М5 8,0 10 20 М8 60
Мб 10,0 12 25 мю 100
М12 155
М16 300
Указанные в табл. 15-1 моменты, естественно, могут распространяться не только на светотехническую арматуру, но и на другие виды изделий с зажимами, подобными применяемым в светотехнической арматуре.
Известного уплотнения провода и снижения его предела текучести можно добиться тем, что нажимной винт зажима затягивается сначала большим моментом, чем это предписывает табл. 15-1, затем несколько вывертывается и снова затягивается , предписанным моментом. В случае применения зажимов со сравнительно неболь-213
Ill им койТактнЫм Давлением чехословацкие Специалисты рекомендуют провод вне зажима предварительно сплющить на 20—30% своего диаметра, после чего очистить и подключить к зажиму. Этой простой деформацией в холодном состоянии достигается повышение предела сжимаемости и снижается склонность к текучести.
Главе шестнвдцвтвя
ПРИМЕНЕНИЕ АЛЮМИНИЯ В СВАРОЧНЫХ ГЕНЕРАТОРАХ И ТРАНСФОРМАТОРАХ, МАГНИТНЫХ УСИЛИТЕЛЯХ И СИЛОВЫХ ПОЛУПРОВОДНИКОВЫХ ВЕНТИЛЯХ
В низковольтных сварочных генераторах постоянного тока алюминиевые провода могут применяться при изготовлении катушек главных и дополнительных полюсов, последовательных витков и соединительных шин, при этом алюминиевую обмотку возбуждения и ошиновку можно разместить, не увеличивая внутреннего диаметра станин. На одном из заводов [Л. 117] с 1959 по 1964 гг. было выпущено более 20 тыс. генераторов для дуговой электросварки и трансформаторов для машин контактной электросварки с применением алюминиевых обмоток.
При этом сечение алюминиевого провода увеличивается в 1,5—1,7 раза по сравнению с медным, но номинальные параметры машин, система их вентиляции и электрическая изоляция сохраняются прежними.
Катушки из прямоугольного провода в сварочных трансформаторах наматываются на плоскость, а в обмотках возбуждения сварочных генераторах — на ребро.
В качестве обмоточного провода на заводе «Электрик» [Л. 117] применяются алюминиевые провода круглого сечения марок ПЭВА-2, АПБД и АПСД диаметром 1,56—3,53 мм, прямоугольного сечения марок АПСД, АПБД и голые сечением от 2,1X19,5 до 9x30 мм.
При разработке конструкции обмоток возбуждения сварочных генераторов необходимо учитывать, что во время намотки провода на ребро сечение прямоугольных проводов утолщается на внутренней поверхности и уменьшается по высоте и наружной поверхности и провод принимает трапецеидальную форму. Поэтому при сохранении числа витков общая высота катушки несколько увеличивается по сравнению с расчетной.
214
Для обеспечения стабильного и надежного контакта в местах болтовых соединений между обмотками и соединительными шинами концы катушек и шин рекомендуется армировать медными пластинками, приваренными с обеих сторон шин. Прямоугольные алюминиевые провода малых сечений чаще всего армируются медными флажковыми наконечниками, плотно обогнутыми вокруг провода. Алюминиевые провода круглого сечения армируются куском медного провода того же диаметра встык. Места армировки и сама армировка закрепляются с алюминиевым проводом с помощью холодной сварки. •
Применяемая на заводе «Электрик» армировка алюминиевых проводников увеличивает трудоемкость изготовления обмоток, поэтому более целесообразно в ряде случаев применять алюминиевые провода и шины, плакированные медью.
В работе [Л. 118] описывается опыт проектирования и изготовления мощных магнитных усилителей мощностью от 5 до 56 ква серии УСОА, применяемых для автоматизации и механизации различных производственных процессов.
Магнитные усилители серии УСОА разработаны на базе серии УСО с максимально возможной унификацией узлов и с использованием готовых магнитопроводов усилителей серии УСО.
В связи с необходимостью сохранения температуры обмоток и шкалы мощностей при замене медных нагрузочных обмоток на алюминиевые габаритная мощность усилителей была снижена на одну ступень.
Вновь разработанная и выпускаемая серия УСО находится на уровне современных лучших зарубежных серий магнитных усилителей.
В силовых полупроводниковых вентилях медные охладители могут быть заменены охладителями из алюминиевых сплавов. В местах контакта охладителя и вентиля необходимо получение невысокого электрического и теплового сопротивления, что алюминий, как правило, не обеспечивает. В месте соединения охладителя с медным основанием вентиля возникает недопустимая гальваническая пара металлов. Для устранения указанных недостатков алюминиевый сплав может быть защищен соответствующим гальваническим покрытием.
215
Материалом для радиаторов может служить сплав АЛ-Зч [Л. 119] или АМГ-6.
Для эксплуатации в тяжелых климатических условиях (например, при высокой влажности воздуха), как показали результаты испытаний сплава АМГ-6, следует применять трехслойные покрытия: никелем химическим (6 мкм), медью (24 мкм) и никелем электролитическим (12 мкм).
Хорошие результаты показали также покрытия только химическим никелем (21 мкм) или кадмием (20—25 мкм) с подслоем химического никеля (6 мкм).
По данным (Л. 119] окраска алюминиевого охладителя эмалью типа ПФ-28 по грунту ФЛ-ОЗ-К при токосъеме через медную луженую подложку обеспечивает коррозионную устойчивость охладителя в условиях морского климата.
ЛИТЕРАТУРА
1. Славинский М. П., Физико-химические свойства элементов, Металлургиэдат, 11952.
2. Гинсберг Г., «Алюминий», «Металлургия», 1968.
3. Лайнер А. И., Производство глинозема, Металлургиэдат, 1961.
4. Fulda W., Ginsberg Н., Tonerde und Aluminium, Berlin, 1954.
5. Жданов Г. С., Физика твердого тела, изд-во МГУ, 1962.
6. В о н с о в с к и й С. В., Изюмов Ю. А., Электронная теория переходных металлов, «Успехи физических наук», 19612, т. XXVI, вып. 3.
7. Киттель Ч., Введение 'в физику твердого тела, изд-во МГУ, 1962.
8. Jackson С. М., Dunleary J. G., El. Technology, 4962, v. 69, № 5.
9. Л и в ш и ц Б. Г., Физические свойства металлов и сплавов, Машгиз, 1956.
110. Борелиус Г., Энциклопедия металлофизики, Физические свойства металлов и сплавов, ОНТИ, 4937.
11. Усов В. В., Займов с кий А. С., Проводниковые, реостатные и контактные материалы, Госэнергоиздат, 1957.
42. Linde J. О., Annalen der Physik, 4931, Bd 52, № 10; 1932, Bd 53, № 14, Metallwirtschaft, 1933, Bd 173, № 12.
13. H i b b a r d e W. R., El. Conductivity of Diluted Solid Solution, J. of Metals, 1954, v. 6, Ke 5.
14. Linde J. O., Elektrische Widerstandseigenschaften der Le-gierungen des Cu, Al, Au, 1939.
15. Агеев H. В., Химия металлических сплавов, изд^о АН СССР, 1944.
46. Бадаева Т. А., ДАН СССР, 1949, № 4, т. XIV, стр. 533.
17. Оделевский В. И., ЖТФ, 4951, № 6, т. XXI, стр. 667.
216
18. N a c h t i.g a 11 E., Die elektrische Leitfahigkeit von Aluminium, Aluminium, 1954, Bd 30, № Г2.
19. N a c h t i g a 1 1 E., Elektrotechnik und Maschinenbau, 1955, Bd 72, № 5.
20. Loeschmann A., Zur Normung von Leitaluminium, Aluminium, 11954, Bd 30, № 3.
2-1 . Panseri C., Leoni M., Tombazzi G., Influenza del rapporto iFe/Si sull carrartteristicbe elettvicbe e tensili dell’ allumimio, Alluminium, 1960, v. XXIX, № 5.
22. D о m о n у A., V a s s e 1 C., Kohaszati lapak, 1953, № 5, 8.
23. D о m о n у A., V a s s e 1 C., Magyor tud acd miisz tud oszt. kozl, 1953, № 8, 3—4.
24. Тэр а -и С., Баба И., Изучение сплава алюминий — магний—кремний, Сообщение 3, «Кэйкиндзоку», Light Metals, 1963, № 1, т. 1В.
25. Gebauer W., Versuche zur Entwicklung einer neuen Alu-miniumkabelabzweigsklemm fur Hausauschliisse, El. Wirtschaft, 1936, № 27.
26. Захаров M. В., Лисовская T. Д., Влияние различных элементов на электропроводность, твердость и температуру рекристаллизации алюминия марки АВООО, Известия вузов «Цветная металлургия», 1965, № 3.
27. К р у п о т к и н Я-, Гохштейн М., Влияние ниобия, бериллия, церия на механические свойства и электропроводность алюминия, «Цветные металлы», 1965, № 5.
28. К,р у п о тки н Я., Гохштейн М., Влияние -малых добавок церия, железа, кобальта и никеля на механические свойства и электропроводность алюминия, «Металловедение и термическая обработка металлов», 1966, № 8.
29. Воронцова Л. А., Применение алю-миния и его сплавов в различных областях электротехнического производства, изд. Отделения научно-технической информации, стандартизации и нормализации в электротехнике, 1965.
30. 3 а мот орин М. И., Ближний порядок и свойства первичных твердых растворов, труды ЛПИ им. Калинина, 1962, № 218.
31. Воронцова Л., Зотеев В., Механические свойства сплава АЕ-1 при различных температурах, «Металловедение и' термическая о!бработка», 1968, № 8.
32. Погодин С. А., Проводниковые и реостатные сплавы, ОНТИ, 1936.
33. Патент США 257256, 1951.
34. Сплавы алюминия и их применение в электротехнической промышленности, Elektrie, 1962, № И.
35. К а в а н и с и Р., Миякэ Я-, Влияние добавок циркония, а также основных примесей железа и кремния на физико-механические свойства алюминия, «Хитати Херон», 1962, т. 44, № 4, стр. 647—652.
36. Мацуда И. и др., Применение жаропрочных алюминиевых сплавов в голых электрических проводах, «Сумито дэнки», 1965, № 87, стр. 8—17.
37. Ямада X., Влияние примесей марганца, железа и меди на рекристаллизационные характеристики сплавов алюминия с цирконием, «Кэйкиндзоку нихон», 1961, т. 11, № 2, стр. 101—106.
. 38. Айнбиндер С. Б., Холодная сварка металлов, Изд-во АН Лапв. ССР, 1957.
217
39. Parks J. M., M Recrystallization welding, The Welding Journal, 1953, № 5, p. 209—221.
40. Л а ш к о H. Ф., Л ашко-Авакян С. В., Металловедение сварки '(некоторые вопросы), Машгиз, 1954.
41. Семенов А. П., Исследования схватывания металлов при совместном .пластическом деформировании, Изд-во АН СССР, 1953.
42. Семенов А. И., Схватывание металлов, Машгиз, 1958.
43. А й н би н д е р С. Б., Холодная сварка металлов, Изд-во АН Лагв. ССР, 1957.
44. Сахацкий Г. П., Исследование холодной сварки некоторых металлов и сплавов, Автореферат канд. дис., Киевский политехнический институт, 1956.
45. Баранов И. Б., Холодная сварка пластичных металлов, Машгиз, 1962.
46. С л и о з б е р г С. К., Гинзбург С. К., Соколов М. П., Влияние нагрева на свойства сварных соединений меди с алюминием, «Автоматическая сварка», 1961, № 9.
47. Куликов Ф. В., Ле хциер Р., Твердая пайка, Госэнер-' гоиздат, 1959.
48. Яковлев Н. Ф., Пайка в 'Машиностроении, Госиздат, БССР, 196©.
49. Троицкий Н. Д., Л а хм ан Л. С., Бабицкий О. Ш„ Бе р и н И. Ш., Производство электрических кабелей и проводов с резиново-пластмассовой изоляцией, изд-во «Высшая школа», 1967.
50. С т р о й м а н Н. М., Холодная оварка — основной технологический процесс соединения токопроводящих деталей при использовании алюминия в электротехнике, Отд. ВНИИЭМ, 1965.
51. Неон ет В. П., Ультразвуковая сварка проводов, Отд. ВНИИЭМ, ,1965.
52. Бранзбург Е. 3., С о х р а н с к и й С. Т., Монтаж кабельных муфт на напряжение до 35 кв, Госэнергоиздат, 1961.
53. Инструктивные указания по термитной сварке изолированных проводов и кабелей с алюминиевыми жилами, изд-во «Энергия», 1964.
54. Б р а н з б у р г Е. 3., Хромченко Г. Г., Бирюков Ю. С., Техническая документация на муфты для силовых кабелей с бумажной и пластмассовой изоляцией до 35 кв, изд-во «Энергия», 1969.
55. 3 а х а р о в Б. П., Алюминиевые сплавы для заливки роторов, Труды Всесоюзной конференции по применению новых материалов, вып. VIII, 1945.
56. П у ц ы к и н Г., Федотов П., Алюминиевые сплавы для заливки роторов, Труды Всесоюзного научно-исследовательского института электромеханики, т. 6, изд-во «Энергия», 1960.
57. Смирягин А. П., Промышленные цветные металлы и сплавы, Металлургиздат, 1956.
58. Vetrovec V., Parez В., Hlinik Aseno Pouzite electrotech-nice, Praha, 1962.
59. Любецкий Д. Г., Макаров Л. С., Урецкий И. 3., Литые обмотки роторов асинхронных электродвигателей, изд-во «Энергия», 1969.
60. Б е з н о со® Б. Л., Спесивцева Г. П., Юзефов В. И., Отжиг алюминиевой проволоки для эмальпроводов, «Кабельная техника», 1963, № 6.
218
61. П р'И в е з е н ц е в В. А., Аник иен ко В. М., Алюминиевые обмоточные провода с эмалевой изоляцией, изд. Отделения ВНИИЭМ, 1965, Москва.
612. 3 а р и н а Н. А., Пешков И. Б., Нагревостойкие медные никелированные провода с эмалевой изоляцией, «Кабельная техника», 1961, № 1.
63. Кольцова 3. Н., Пешков И. Б., Степанова Г. И.. О маслостойкости эмалированных проводов, «Кабельная техника», 1967, вып. 48.
64. X о л о д н ы й С. Д., Провода с оксидной изоляцией. Труды НИИКП, вып. V, Госэнергоиздат, 1960.
65. П е ш к о в И. Б., Привезенцев В. А., Обмоточные провода особо высокой нагревостойкости, Итоги науки и техники, Электротехнические материалы, электрические конденсаторы, провода и кабели, ВИНИТИ, 1966.
66. М а ч е р е т Л. И., Замена меди и свинца алюминием в силовых кабелях (доклад на семинаре «Применение алюминия и его сплавов в различных областях электротехнического производства), Моаква, изд. Отделения ВНИИЭМ, 1965.
67. Л а к е р н и к Р. М., Мачерет Л. И., Привезеи-ц е в В. А., Ш а р л е Д. Л., Кабели и провода, т. II, Госэнергоиздат, 1962.
68. Хироси С., Цуги о К-, Компаунды для антикоррозионной защиты электрических кабелей, Simitomo Electrical Review, 1966, № 91.
69. Publication IEC, № 229, 1966.
70. Доклад № RTLR-9701, фирма «Settore Electrica», 1965 (перевод ВНИИКП № 4964).
71. Ped one А., Линия электропередачи 380 кв Мезе-Бовизио, Energia elettrica, 1963, № 40, 1.
72. Transmiss, and Distrib., 1961, 13, № 12.
73. Bertolett, Schifreen Испытательная станция для сверхвысоковольтных кабелей в Корнуэлле, оборудование и проект, IEEE, Trans, on Power Apparatus and Systems, 1964, № 2.
74. Electrical World, 1963, v. 160, № 1, p. 74—75.
75. Рекомендация МЭК, Publication, № 209, 1966.
76. X а н л a p о в а А. Г., Смазки для защиты от коррозии стале-алюммниевых проводок, Сб. «Защита от коррозии проводов на алюминиевой основе», Баку, 1966.
77. Сатир о И о си о, Провода для линии передачи высокого напряжения. Пат. Японии, кл. 60 А 1, 1962, № 13618.
78. Шаков В. И., Хайдарова А. Г., Трифель М. С., Me хм ан даров С. А., Даензон Е. Б., Иоан нес ян С. А., Коген В. Б., Новые типы коррозионностойких'проводов на алюминиевой основе, Об. «Защита от коррозии проводов на алюминиевой основе», Баку, 1966.
79. D а 1 m a s s о A., Les cables en almelec., Rev. aluminium, 1967, № 3511.
80. Гроднев И. И., Кабели связи, изд-во «Энергия», 1965.
81. Elektrokabel, Специальное издание KWO (ГДР), «Алюминий в кабельной технике», 1968.
82. Карой И., Экономия цветного металла с помощью алюминия у воздушных линий и кабелей почтовой связи, Доклад на конференции стран — членов СЭВ по экономике цветных металлов, Лейпциг, 1968.
219
83. Queck, AF — Koaxialkabel mit Aluminium—Wellmantel als ausserer Leiter, BBC — -Nachrichten, -1-961, April/Mai.
84. Маэда Тихара, Коаксиальные кабели с алюминиевой оболочкой. «Ом Дэнки дзасси», 1965, т. 52, № 5.
85. Федер Р., Доброводский В., Опыт ЧССР в производстве изолированных проводников из алюминия или алюминиевых сплавов, Доклад на конференции стран — членов -СЭВ по экономии цветных металлов, Лейпциг, 1968.
86. Жаров А. Н., Каминская Г. А., Исследование механических и электрических свойств алюминиевого сплава АВЕ. .«Кабельная техника», 1968, выл. 52.
87. Р ы б а к о в В. С., Ковалев Р. Н., Ром а невский М. П. Некоторые расчетные и экспериментальные данные при-’ менения алюминиевых проводов и фольги в малых электрических машинах, Об. «Замена меди алюминием в электрических машинах и аппаратах», изд. Отделения научно-технической информации, стандартизации и нормализации в электротехнике, 11965.
88. X и т е р е р М. Я., Конструктивные особенности, технология производства и надежность электродвигателей малой мощности (до 600 вт) с алюминиевыми обмотками, Сб. «Замена меди алюминием в электрических машинах и аппаратах». Отделение научно-технической информации, стандартизации и нормализации в электротехнике, 1965.
89. Хегнер М., Влияние применения алюминия -вместо меди на планирование производства и производительности труда в электромашиностроении, Elektrie, 4962, № 111.
90. Асинхронные электродвигатели мощностью от 0,6 до 100 кет с алюминиевой обмоткой статора, Elektrie, 1962, № 14.
9'1. Келер Г., Применение алюминия в производстве электродвигателей мощностью до 1 000 кет, Elektrie, 1962, № 11.
92. Бондаренко А. А., Усовершенствование технологии заливки алюминием роторов электродвигателей и вопросы экономики, изд. Отделения научно-технической информации, стандартизации и нормализации в электротехнике, 1965.
93. Тарский В. Л., Современные машины для литья под давлением за рубежом, Сб. «Кузнечно-прессовое и литейное оборудование», ЦИНТИАМ, Я963, № 3.
94. Пляцкий В. М., Штамповка из жидкого металла, изд-во «Машиностроение», 1964.
95. Ко ст.ин К. Ф., Вопросы экономии меди в гидрогенераторах. «Электротехническая промышленность», 11961, № 4.
96. Применение алюминия для обмоток возбуждения синхронных машин и гидрогенераторов, Elektrie, 1982, № 111.
97. Bailey J. С.,. Применение алюминия в электротехнике, The Aluminium Development, Association, 1955.
98. Яроше к, Зарубежный опыт использования алюминия в электрических машинах, Elektrotechnik, 1958, Bd 13„ № 8, S. 271—27'3.
99. Применение алюминия в электротехнике. The Aluminium Development. Association, 1957, v. V.
400. Басс M. А., Применение алюминия в траноформаторо-строении и перспективы его использования для обмоток силовых трансформаторов, изд. Отделения научно-технической информации, стандартизации -и нормализации в электротехнике, 1965.
220
101. А л е к с е н к о Г. В., Отечественное трансформаторост|рое-нйе за 50 лет, «Электротехника», 1967, № 4.
402. Г р б е к В., Применение алюминия в производстве трансформаторов мощностью более 25 Мва, Elektrie, 1962, № 11.
103. Изготовление трансформаторов с алюминиевой обмоткой в Румынской Народной Республике, Elektrie, 1962, № 11.
104. Алюминий в трансформаторостроении. Elektrie, 1962, Ks 11.
105. Краевски Ст., Алюминий в трансформаторостроении Польской Народной Республики, Elektrie, 1962, № И.
'106 . Тюрин Е. П., Трансформаторы повышенной частоты с медными и алюминиевыми обмотками, «Электротехника», 1966, № 6.
107. Григорян Е. Б., Применение в трансформаторах алюминиевых обмоточных проводов, изд. Отделения научно-технической информации, стандартизации и нормализации в электротехнике, 1965.
108. Электротехнический справочник, т. II, изд-во «Энергия», 1964.
109. Батуро В. И., Никитенко А. Г., Пекк ер И. И., Замена медных катушек на алюминиевые в электрических аппаратах переменного тока, «Вестник электропромышленности», 1963, № 5.
ПО. Применение биметаллов медь—сталь, медр— алюминий в низковольтных аппаратах, Elektrie, 1962, № 11.
111. Се мер нин М. И., Алексеева С. И., Применение алюминия в тяговом электрооборудовании, Сб. «Замена меди алюминием в электрических машинах и аппаратах», изд. Отделения научно-технической информации, стандартизации и нормализации в электротехнике, 1965.
112. Д о р и к о в В. С., Г о р д е й ч у к А. В., Замена меди алюминием в обмотках электромагнитов (сб. для [Л. 111]).
113. Лоренц, Хегнер и Циммерман. Катушки из оксидированной алюминиевой проволоки, Elektrie, 1962, № 11.
114. Бишофф Г., Механическое соединение алюминиевых проводов в штепсельных розетках, ,вилках и соединительной арматуре, Elektrie, 1962, № И.
115. Ш и м о н и к Л., Механическое соединение алюминиевых проводов в раопределительных устройствах и аппаратуре, Elektrie, 1962, № 11.
116. Ахумян Ю. А., Применение алюминиевых проводов в двигателях .для привода стиральных машин (сб. для [Л. 111].
117. Елисеев Г. Г., Конструктивные особенности сварочных генераторов с алюминиевыми обмотками (сб. для {Л. lilil]).
118. Абгарян Э. Т., Суварян Г. С., Ел чан О. М, Мощные магнитные усилители типа УСОА с алюминиевыми обмотками, изд. Отделения научно-технической информации, стандартизации и нормализации в электротехнике, 1965.
119. Шурупов Г. Н., Применение алюминиевых сплавов для воздушных охладителей силовых полупроводниковых вентилей, изд. Отделения научно-технической информации, стандартизации ц нормализации в электротехнике, 1965.
221
ОГЛАВЛЕНИЕ
Глава первая. Распространенность алюминия в земной коре и основные методы его получения..................... 3
Глава вторая. Проводниковый алюминий . . . . 8
2-1.. Основные характеристики проводниковых материалов 8
2-2. Удельное электрическое сопротивление металлов и факторы, влияющие на него.......................10
1. Влияние температуры ..............................11
2. Влияние деформации........................12
3. Влияние инородных атомов........................ 13
2-3. Физико-механические свойства алюминия .... 16
1. Влияние примесей на изменение удельного электрического сопротивления алюминия..............18
2. Влияние деформации на механические свойства алюминия........................................... 20
3. Изменение физико-механических свойств алюминия под действием температуры ......................• 21
4. Ползучесть и усталость алюминия...................24
Глава третья. Проводниковые алюминиевые сплавы . . 27
3-1. Влияние различных легирующих элементов на изменение физико-механических свойств проводникового алюминия.............................................27
3- 2. Проводниковые алюминиевые сплавы типа АЕ . ,. 29
1. Химический состав и физико-механическне свойства 29 2. Влияние добавок железа...........................36
3. Влияние добавок бора............................37
4. Оптимальные режимы термообработки и структура сплавов.............................................38
5. Промышленная технология получения полуфабрикатов из сплавов АЕ-1 и АЕ-2........................43
6. Изменение механических свойств н удельного элек- z трического сопротивления сплавов АЕ-1 и АЕ-2 в функции температуры.............................. 45
7. Усталость и ползучесть сплавов АЕ ... . . 47
3-3. Физико-механическне свойства сплавов Алдрей и
Кондаль ................................... ...... 48
3-4. Физико-механические свойства сплавов VUK-ЗОЕ и VUK-33E, ЧСН-424405 .................................50
3-5. Проводниковые алюминиевые сплавы с добавками циркония.............................................53
Глава четвертая. Особенности технологических процессов при применении алюминия и алюминиевых сплавов в электротехнике....................................... 60
4-1. Сварка..............................................60
4-2. Пайка ..............................................65
4-3. Методы соединения' кабелей и проводов с алюминиевыми жилами..........................................69
1. Методы соединения алюминиевой проволоки . . 69
2. Соединение и оконцевание алюминиевых жил кабелей ...........................................71
222
Глава пятая. Литейные алюминиевые сплавы, применяемые в электротехнике, с повышенным электрическим сопротивлением ...........................................80
Глава шестая. Изготовление алюминиевой катанки и проволоки ..................................... . . . 87
Глава седьмая. Обмоточные провода с эмалевой, волокнистой и оксидной изоляцией ........................... 95
Глава восьмая. Силовые кабели........................114
Глава девятая. Провода для воздушных линий электропередач ...............................................135
Глава десятая. Контрольные и шланговые кабели, установочные провода и кабели связи ...................... 146
Глава одиннадцатая. Электрические машины . . 155
11-1. Электрические машины малой мощности (до 600 вт) 155
11-2. Электрические машины для электробытовых приборов ............................................162
11-3. Электрические машины мощностью от 0,6 до 1 000 кет 165 11-4. Синхронные машины и гидрогенераторы .... 176
Глава двенадцатая. Силовые трансформаторы . . 177
Глава тринадцатая. Низковольтная аппаратура . . 200
Глава четырнадцатая. Тяговое и крановое электрооборудование ..........................................208
Глава пятнадцатая. Светотехническая арматура . . 210
Глава шестнадцатая. Применение алюминия в сварочных генераторах и трансформаторах, магнитных усилителях и силовых полупроводниковых вентилях . . . 214
Литература............................................. 216