/






















































































































































































































































































Text
. МЕТАЛЗЮ-
5 -ВВДЕНИЕ -
АЛЮМИНИЯ - ¦
Й ЕГО СПЛАВОВ
атвтиж
АЛЮМИНИЕВЫЕ СПЛАВЫ
Редакционный совет:
А.Ф. Белов, В.И. Добаткин,
Ф.И. Квасов, М.А. Ковалевский,
В.А. Ливанов, Г.Б. Строганов,
И.Н. Фридляндер, Р.Е. Шалин
СПРАВОЧНИК
МЕТАЛЛО-
ВЕДЕНИЕ
АЛЮМИНИЯ
И ЕГО СПЛАВОВ
2-е издание,
переработанное и дополненное
Ответственный редактор
И.Н.Фридляндер
Редакционная
коллегия:
Н.Н.Буйнов,
М.Е.Дриц,
Г.А. Луцкая,
И.Н.Фридляндер
Плавка и литье алюминиевых сплавов
Металловедение алюминия и его сплавов
Структура и свойства полуфабрикатов
из алюминиевых сплавов
Промышленные алюминиевые сплавы
Производство полуфабрикатов
из алюминиевых сплавов
Применение алюминиевых сплавов
МОСКВА
„МЕТАЛЛУРГИЯ"
1983
УДК 669.715 : 669.7.017@83)
Авторы:
А. И. БЕЛЯЕВ, О. С. БОЧВАР, Н. Я. БУИНОВ, Н. И. КОЛОБНЕВ,
А. А. КОЛПАЧЕВ, Л. Л. КОСТЮКОВ, К. С ЛОХОДАЕВ,
О. Г. СЕНАТОРОВА, Р. Р. РОМАНОВА, Е. А. Т КАЧЕН КО,
И. Н. ФРИДЛЯНДЕР
Рецензент докт. техн. наук, проф М. Е. Дриц
УДК 669.715.669.7.017@83)
Металловедение алюминия и его сплавов: Справ, изд. 2-е изд., перераб. и доп./
Беляев А. И., Бочвар О. С, Буй нов Н. Н. и др.— М.: Металлургия,
1983. с. 280.
В книге приведены сведения о первичном алюминии, способах получения
алюминия различной чистоты, структурных особенностях и свойствах алюминия
в твердом и жидком состоянии. Описаны многокомпонентные диаграммы со-
стояния, на базе которых созданы промышленные алюминиевые сплавы. Изло-
жены теоретические основы термической (в основном упрочняющей) обработки
алюминиевых сплавов. Большое внимание уделено особенностям структуры алю-
миниевых сплавов, определяющим уровень механических, коррозионных свойств
и характеристик разрушения.
Предназначена для инженерно-технических и научных работников метал-
лургической и машиностроительной промышленности. Может быть полезна сту-
дентам вузов. Ил. 175. Табл. 97. Библиогр. список: 306 назв.
2605000000-190
040@1)-83 " © Издательство «Металлургия», 1983.
ОГЛАВЛЕНИЕ
Предисловие 5
Глава 1. Алюминий и его получение 6
1. Общие сведения : 6
2. Государственный стандарт на первичный алюминий . . . 7
3. Производство алюминия технической чистоты 9
4. Получение алюминия высокой чистоты 13
5. Получение алюминия особой чистоты 15
Глава 2. Структурные особенности и свойства алюминия 19
1. Строение атома и кристаллической решетки алюминия 19
2. Структурные особенности алюминия 21
3. Свойства алюминия 23
Глава 3. Жидкий алюминий и его расплавы 34
1. Строение жидкого алюминия и его расплавов. 35
2. Закалка из жидкого состояния 45
Глава 4. Диаграммы состояния тройных систем 48
1. Алюминий—бериллий—магний 48
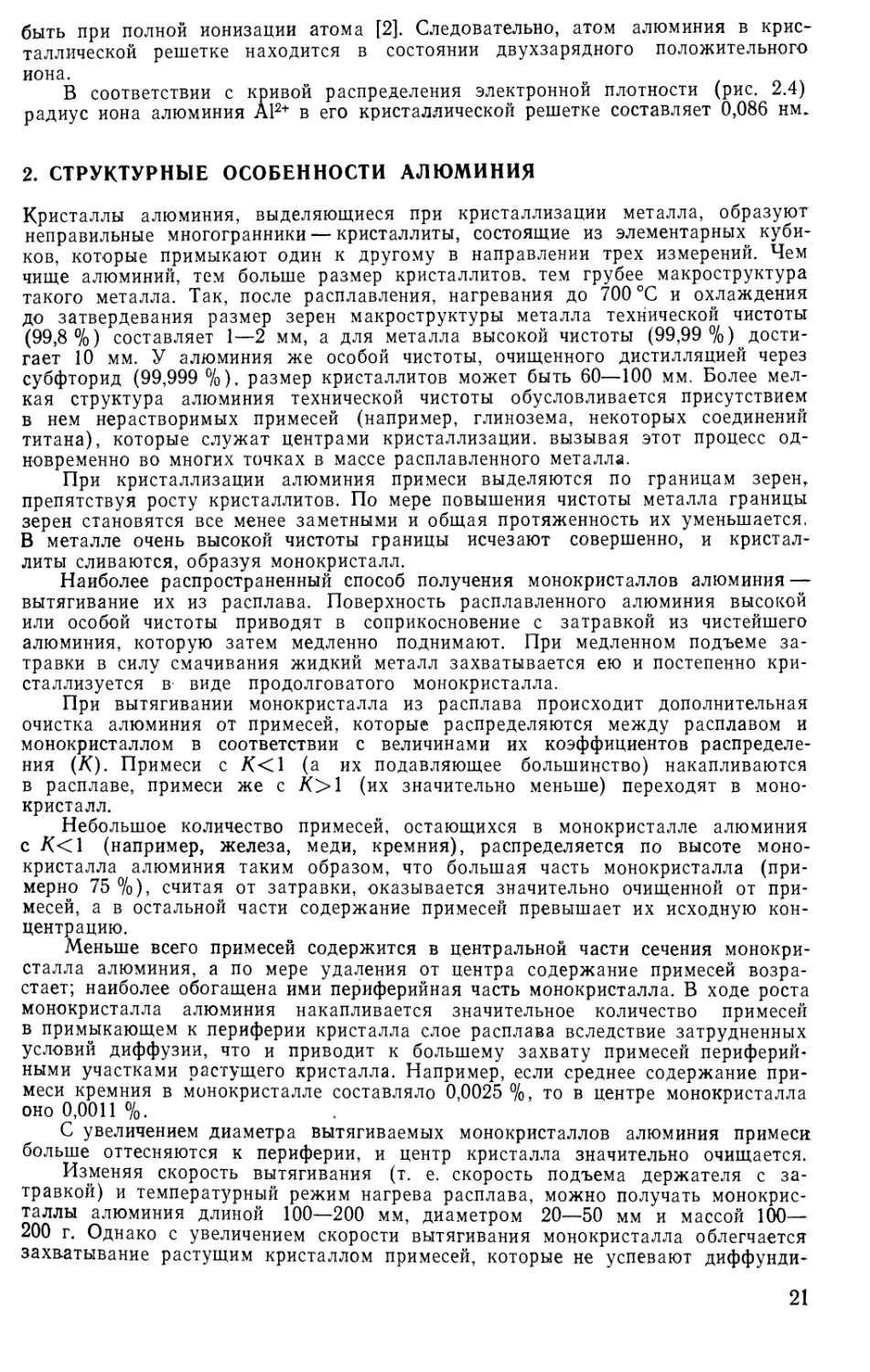
2. Алюминий—железо—кремний 49
3. Алюминий—железо—магний • • • 53
4. Алюминий—железо—марганец . . 53
5. Алюминий—железо—медь 55
6. Алюминий—железо—никель 58
7. Алюминий—кадмий—марганец 59
8. Алюминий—кадмий—медь 61
9. Алюминий—кремний—магний 62
10. Алюминий—кремний—марганец 64
11. Алюминий—кремний—медь . . 66
12. Алюминий—литий—магний . 68
13. Алюминий—литий—марганец 69
14. Алюминий—литий—медь . . . . . . ^^^ 70
15. Алюминий—магний—марганец . 71
16. Алюминий—магний—медь 73
17. Алюминий—магний—скандий . 78
18. Алюминий—магний—хром 78
19. Алюминий—магний—цинк . . 79
20. Алюминий—марганец—медь 84
21. Алюминий—марганец—хром 85
22. Алюминий—медь—никель 87
23. Алюминий—медь—цинк 89
Глава 5. Диаграммы состояния четверных систем 92
1. Методы изображения диаграмм 92
2. Алюминий—железо—кремний—магний 93
3. Алюминий—железо—кремний—марганец 96
4. Алюминий—железо—кремний—медь 98
5. Алюминий—железо—магний—медь 100
6. Алюминий—железо—марганец—медь 102
7. Алюминий—железо—медь—никель 104
8. Алюминий—кремний—магний—марганец 105
9. Алюминий—кремний—магний—медь 106
10. Алюминий—кремний—магний—цинк ПО
11. Алюминий—литий—магний—марганец 111
12. Алюминий—литий—магний—цинк . . . 112
1* 3
13. Алюминий—литий—марганец—медь 112
14. Алюминий—магний—марганец—медь 113
15. Алюминий—магний—марганец—цинк 115
16. Алюминий—магний—медь—цинк . 115
17. Алюминий—железо—кремний—магний—марганец—медь 117
Глава 6. Структурные изменения в алюминиевых сплавах при дефор-
мации и термической обработке 120
1. Пластическая деформация 120
2. Закалка, естественное и искусственное старение 125
3. Дефектность кристаллических решеток метастабильных фаз выделения 138
4. Явление возврата в стареющих сплавах 139
Глава 7. Закономерности изменения свойств алюминиевых сплавов при
закалке 143
1. Некоторые вопросы теории процесса закалки алюминиевых сплавов 143
2. Нагрев под закалку 146
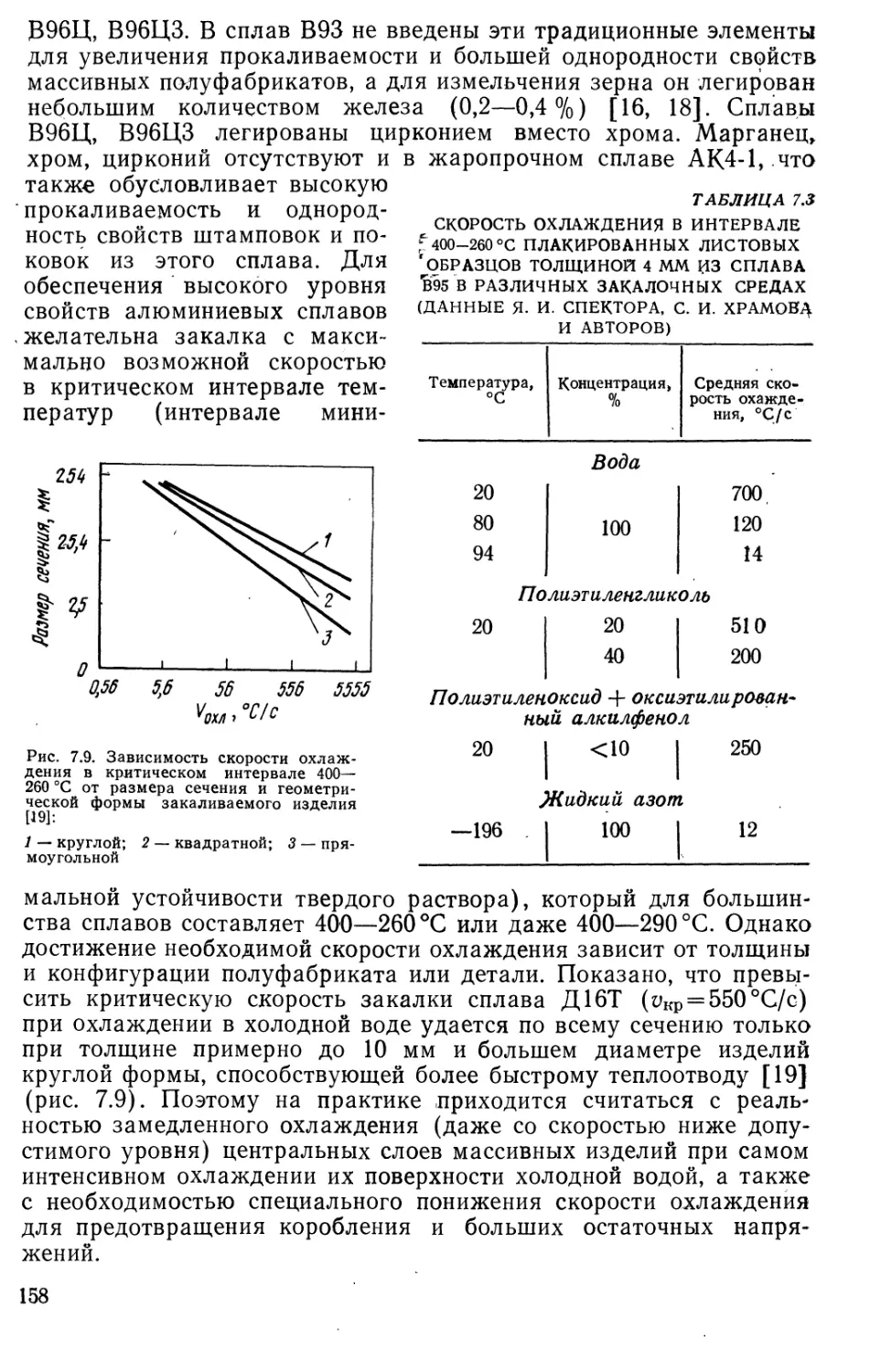
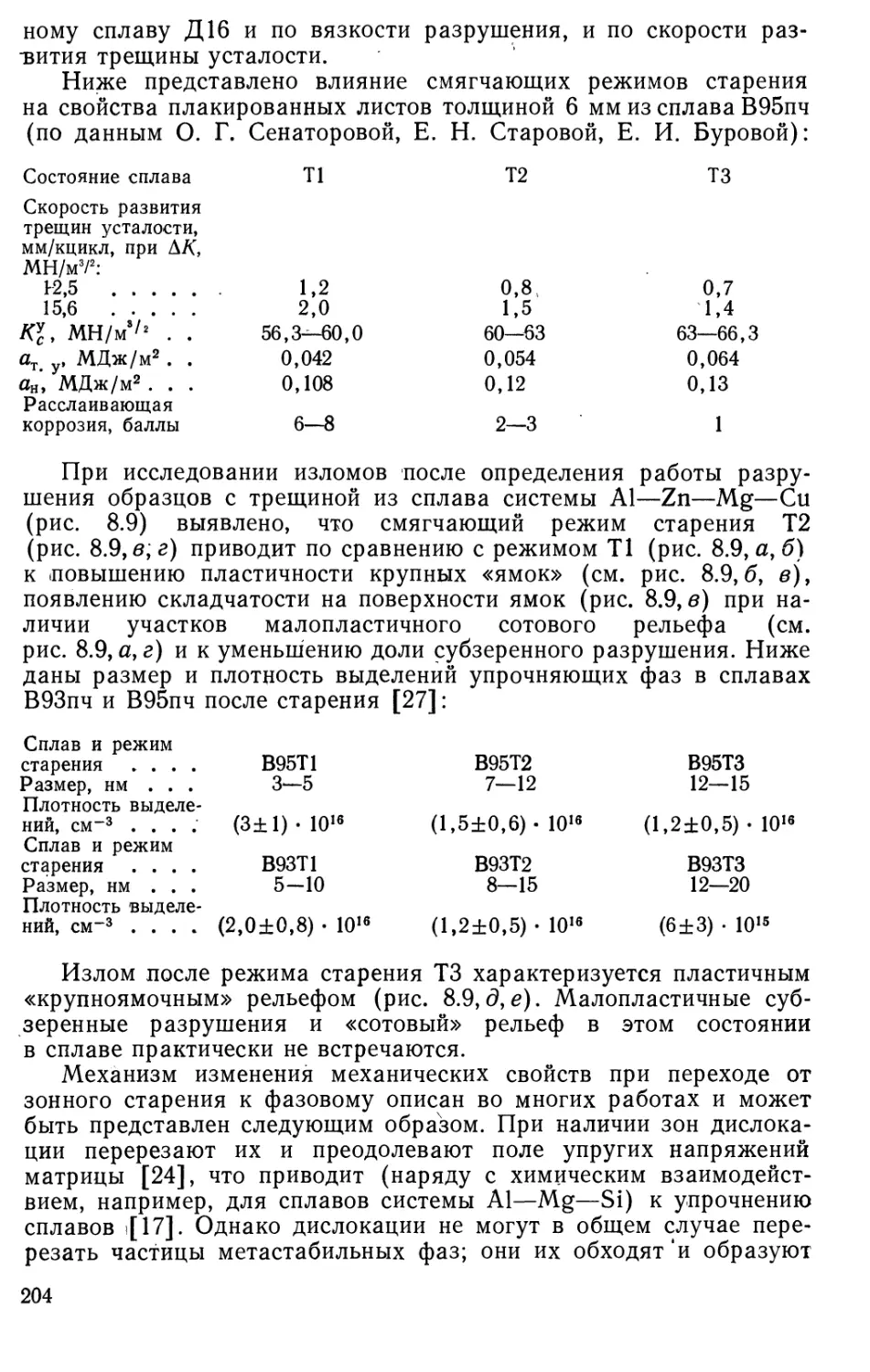
3. Охлаждение при закалке 154
4. Закалочные остаточные напряжения и способы их уменьшения . . . . 168
Глава 8. Закономерности изменения свойств алюминиевых сплавов при
старении . 180
1. Вопросы терминологии 180
2. Эффекты термической обработки сплавов различных систем 181
3. Изменение структуры при старении 186
4. Изменение свойств при старении 190
5. Диаграммы старения деформируемых сплавов 206
6. Влияние переходных металлов и рекристаллизации на скорость ста-
рения. Анизотропия скорости старения 209
7. Влияние предварительного зонного старения на последующее фазовое
старение. Двухступенчатое старение . . 213
8. Трехступенчатое старение 218
9. Влияние деформации на процесс старения 219
10. Влияние нагревов и длительно действующих напряжений, наложенных
после фазового старения 222
11. Старение чистого алюминия1 и двойных сплавов . . . .^ 225
12. Старение сплавов некоторых тройных и более сложных систем . . . 234
Библиографический список 269
Предметный указатель . . . . 278
ПРЕДИСЛОВИЕ
«Металловедение алюминия и его сплавов» — одна из книг вто-
рого издания серии справочников «Алюминиевые сплавы» — капи-
тального труда об алюминии и его сплавах, где собран материал
от металловедческих основ создания сплавов, технологии их про-
изводства до применения. К написанию и редактированию труда
были привлечены крупнейшие советские ученые, а также большой
коллектив научных работников и специалистов алюминиевой про-
мышленности.
На XXVI съезде КПСС было принято решение об увеличении
в XI пятилетке производства алюминия на 15—20..%, а также
о развитии производства сплавов с повышенными параметрами.
При подготовке к переизданию материал книги был не только
обновлен данными, накопленными за прошедшие 12 лет, но и под-
вергнут существенной переработке. Так, введена гл. 3 о строении
и свойствах жидкого алюминия и его сплавов, о закалке из жид-
кого состояния (происходящей, например, при приготовлении по-
рошков) и исключена глава о двойных системах, так как за по-
следние годы вышел в свет ряд крупных изданий о диаграммах
состояния сплавов на основе алюминия (промышленные же алю-
миниевые сплавы представляют собой многокомпонентные компо-
зиции). Пересмотрен состав тройных и четверных систем, в том
числе включены данные о четверных диаграммах с литием
{А1—Li—Mg—Mn, Al—Li—Mn—Си и др.). Практически заново
написаны главы 6 и 7. В гл. 8 нашло отражение дальнейшее раз-
витие закономерностей изменения свойств при зонном, фазовом
и коагуляционном старении, расширен материал о коагуляцион-
ном старении по двухступенчатым режимам. Дано теоретическое
обоснование новых режимов старения Т2 и ТЗ для высокопрочных
сплавов системы Al—Zn—Mg—Си (В95, В93, В96Ц1 и др.), прак-
тически исключивших склонность к коррозии под напряжением и
расслаивающей коррозии и повысивших показатели сопротивления
разрушению.
Главы 1, 2, 3, 6, 7 редактировал И. Н. Фридляндер, гл. 4 и 5 —
М. Е. Дриц, гл. 8 — Н. Н. Буйнов. Большую работу при подготовке
рукописи к изданию провела ответственный секретарь редколле-
гии О. Г. Сенаторова.
Глава 1
^^^= АЛЮМИНИИ И ЕГО ПОЛУЧЕНИЕ *
1. ОБЩИЕ СВЕДЕНИЯ
Впервые в свободном виде алюминий был выделен в 1825 г. датским, физиком
Эрстедом путем воздействия амальгамы калия на хлорид алюминия [1]. В 1827 г.
немецкий химик Велер усовершенствовал способ Эрстеда, заменив амальгаму
калия металлическим калием. В 1854 г. Сент-Клер Девиль во Франции впер-
вые применил способ Велера для промышленного производства алюминия, ис-
пользовав вместо калия более дешевый натрий, а вместо гигроскопичного хло-
рида алюминия — более стойкий двойной хлорид алюминия и натрия. В 1865 г.
русский физико-химик Н. Н. Бекетов показал возможность вытеснения алюми-
ния магнием из расплавленного криолита. Эта реакция в 1888 г. была исполь-
зована для производства алюминия на первом немецком заводе в Гмелингене.
Производство алюминия этими так называемыми «химическими» способами осу-
ществлялось с 1854 г. по 1890 г. В течение 35 лет с помощью этих способов
было получено в общей сложности около 20 т алюминия.
В конце 80-х годов прошлого столетия химические способы вытеснил
электролитический способ, который позволил резко снизить стоимость алюминия
и создал предпосылки к быстрому развитию алюминиевой промышленности.
Основоположники современного электролитического способа производства алю-
миния Эру во Франции и Холл в США независимо друг от друга подали
в 1886 г. почти аналогичные заявки на патентование способа получения алю--
миния электролизом глинозема, растворенного в расплавленном криолите. С мо-
мента появления патентов Эру и Холла и начинается современная алюминие-
вая промышленность, которая более чем за 95 лет своего существования вы-
росла в одну из крупнейших отраслей металлургии.
Особенно сильное развитие алюминиевая промышленность получила за по-
следние 30 лет. В 1980 г. производство алюминия осуществлялось в 39 странах
мира. Выпуск первичного алюминия в капиталистических и развивающихся стра-
нах в 1980 г. составил 12,6 млн. т [2] против 1,29 млн. т в 1950 г. По объему
производства алюминий занимает ведущее место среди других металлов, усту-
пая лишь чугуну и стали.
Среди капиталистических стран наиболее развита алюминиевая промышлен-
ность в США, Японии, Канаде, ФРГ, Норвегии, Франции, Великобритании и
Италии. Первые попытки организации производства алюминия в России отно-
сятся к 90-м годам прошлого столетия. В 1885 г. для получения алюминия по
способу Сент-Клер Девиля был построен небольшой завод, просуществовавший
только до 1889 г. Мировую известность получили теоретические исследования
в области изучения современного способа производства алюминия, выполнен-
ные в начале текущего столетия П. П. Федотьевым и другими русскими уче-
ными.
Первые опыты по электролитическому получению алюминия в значитель-
ном масштабе были осуществлены в 1929 г. на заводе «Красный выборжец»
в Ленинграде под руководством П. П. Федотьева. В 1930 г. в Ленинграде был
пущен опытный алюминиевый завод, сыгравший большую роль в становлении
и развитии отечественной алюминиевой промышленности. На этом заводе в те-
чение четырех лет испытывали различное оборудование, обучали рабочих и ин-
женерно-технических работников для первых алюминиевых предприятий.
В 1932 г. был пущен первенец алюминиевой промышленности СССР — Вол-
ховский алюминиевый завод, сооруженный на базе тихвинских бокситов и ис-
пользующий электроэнергию Волховской гидроэлектростанции, а в 1933 г.—
Днепровский алюминиевый завод на энергии Днепровской гидроэлектростанции.
К этому же времени были построены и пущены Полевской криолитовый завод
для снабжения алюминиевых заводов фтористыми солями, а также Московский
и Днепровский заводы углеродистых изделий. В 1938 г. вступил в строй Тих-
1 Авторы А. А. Костюков и А. И. Беляев.
вянский глиноземный завод, расположенный в непосредственной близости к мес-
торождению тихвинских бокситов. В 1939 г. был пущен Уральский алюминие-
вый завод на рудной базе высококачественных североуральских бокситов, а во
время Великой Отечественной войны и в последующие годы — еще ряд заводов
в различных районах страны: Новокузнецкий A942 г.), Богословский A945 г.),
Канакерский A950 г.), Кандалакшский A951 г.), Надвоицкий A954 г.), Сум-
гаитский A955 г.).
Дальнейшее развитие отечественной алюминиевой промышленности проис-
ходило в основном на базе сооружения мощных гидроэлектростанций на Волге,
Ангаре, Енисее и Вахше. На дешевой электрической энергии этих электростан-
ций были пущены, например, Волгоградский A959 г.), Иркутский A962 г.),
Красноярский A964 г.) и другие алюминиевые заводы.
Одновременно с развитием производства алюминия сооружались заводы,
получающие алюминиевые сплавы, обрабатывающие алюминий и его сплавы и
изготавливающие из них полуфабрикаты и готовые изделия.
По плану развития народного хозяйства Советского Союза в последующие
годы будет завершено строительство ряда новых алюминиевых заводов, а также
будут введены новые мощности на существующих заводах.
2. ГОСУДАРСТВЕННЫЙ СТАНДАРТ
НА ПЕРВИЧНЫЙ АЛЮМИНИЙ
По мере развития алюминиевой промышленности наряду с количественным рос-
том производства металла улучшалось его качество, так как возрастали требо-
вания к первичному алюминию. Первый отечественный стандарт на первичный
алюминий (ОСТ 2028) был введен в январе 1930 г. Этот стандарт регламенти-
ровал выпуск алюминия трех марок чистотой соответственно: 99,5; 99,0 и 98,0¦*.
В 1935 г. ОСТ 2028 был заменен на ОСТ/ВКС 8112, которым регламентирова-
лось пять марок первичного металла с содержанием алюминия не менее 99,7
(АО); 99,5 (А1); 99,0 (А2); 98,0 (A3); 98,0 (А4). Марки А4 и A3 отличались
тем, что в первой регламентировалась не сумма примесей железа и кремния,
а содержание каждой в отдельности (кремния 1,0—1,5 %, железа не более 0,5 %).
Успехи советской алюминиевой промышленности и возросшие требования
потребителей к качеству металла обусловили целесообразность введения новых
стандартов: в 1937 г. ОСТ/НКТП-4035, 1948 г. ГОСТ 3549—47 и 1956 г.
ГОСТ 3549—55. ГОСТ 3549—47 впервые регламентировал выпуск электролити-
чески рафинированного алюминия двух марок с содержанием алюминия не менее
99,90 и 99,85 %. В ГОСТ 3549—55 впервые была включена наиболее высокая
по чистоте марка первичного металла с содержанием алюминия не менее 99,8 %.
Этим стандартом регламентировался выпуск четырех марок металла высокой
чистоты с содержанием алюминия не менее 99,996; 99,99; 99,97 и 99,93 %, а же-
лезо, кремний и медь—по разности.
Дальнейшее расширение областей применения алюминия и повышение тре-
бований к нему вследствие развития новой техники обусловили необходимость
коренного пересмотра технических требований к первичному алюминию. В по-
следующие годы государственный стандарт пересматривался дважды: с 1 ян-
варя 1966 г. был введен ГОСТ 11069—64, а с 1 января 1975 г.—новый
ГОСТ 11069—74**.
В табл. 1.1 приведены классификация и марки первичного алюминия в со-
ответствии с действующим стандартом (ГОСТ 11069—74) [3].
Новый стандарт не только соответствует СТ СЭВ 951—78, но и дополни-
тельно включает марки А999, А97, а также учитывает более высокие требова-
ния к химическому составу алюминия технической чистоты марок А7, А7Е, А5Е
* Здесь и далее содержание химических элементов дано в процентах по
массе [% (по массе)].
** Срок действия стандарта продлен до 01.01.1985 г. (постановление Гос-
стандарта СССР № 137 от 25.09.79 — Информ. указатель Госстандарта СССР,
-1Уои, JN2 oU) .
ТАБЛИЦА 1.1
АЛЮМИНИИ ПЕРВИЧНЫЙ. КЛАССИФИКАЦИЯ И МАРКИ
(ПО ГОСТ 11069—74 С УЧЕТОМ ВНЕСЕННЫХ ИЗМЕНЕНИЙ)
Марка
Алюминий,
%, не ме-
нее
Примеси, %, не более
кремний
медь
цинк
прочие
примеси
каждой
в отдель-
ности
сумма контро-
лируемых
примесей
Алюминий особой чистоты
А999 I 99,999 I — I —
Алюминий высокой чистоты
А995
А99
А97
А95
А85
А8
А7
А7Е
А6
А5
А5Е
АО
99,995
99,99
99,97
99,95
99,85
99,80
99,70
99,70
99,60
99,50
99,50
99,0
0,0015
0,003
0,015
0,030
0,0015
0,003
0,015
0,030
0,001
0,003
0,005
0,010
0,001
0,003
0,004
0,005
0,001
0,002
0,002
0,002
0,001
0,001
0,002
0,005
* Для суммы Ti+V+Mn+Cr.
Алюминий
0,08
0,12
0,16
0,20
0,25
0,30
0,35
0,50
0,08
0,10
0,16
0,08
0,20
0,30
0,12
0,50
технической чистоты
0,01
0,01
0,01
0,01
0,01
0,02
0,02
0,02
0,02
0,04
0,04
0,04
0,06
0,06
0,04
0,08
0,01
0,02
0,02
0,01*
0,03
0,03
0,015*
0,03
0,02
0,02
0,02
0,02
0,03
0,03
0,02
0,03
0,001
0,005
0,010
0,03
0,05
0,15
0,20
0,30
0,30
0,40
0,50
0,50
1,0
ТАБЛИЦА 1.2
ОБОЗНАЧЕНИЕ МАРОК И ИХ МАРКИРОВКА
Обозначение марок
ГОСТ 11069—74
А999
А995
А99
А97
А95
А85
А8
А7
А7Е
А6
А5
А5Е
АО
СТ СЭВ 951—78
А199,995Р
А199,99Р
—
А199,95Р
А199,85Р
А199,8Р
А199,7Р
A199JEP
А199,6Р
А199,5Р
А199,5ЕР
А199,0Р
Цветная маркировка (полосы)
_
Четыре зеленые вертикальные
Четыре черные вертикальные
Три желтые вертикальные
Три зеленые вертикальные
Две белые вертикальные и одна зеленая горизон-
тальная
Две белые вертикальные
Две желтые вертикальные
Две желтые вертикальные и одна желтая гори-
зонтальная, пересекающая вертикальные
Две синие вертикальные
Две зеленые вертикальные
Две зеленые вертикальные и одна зеленая, пере-
секающая вертикальные
Две черные вертикальные
и АО. Обозначение марок алюминия по отечественному ГОСТу и стандарту
СЭВа, а также цветная маркировка марок приведены в табл. 1.2.
В отечественный стандарт впервые введен новый порядок определения со-
держания основного компонента. Содержание алюминия, указанное в табл. 1.1,
определяется для металла высокой чистоты — по разности между 100% и сум-
мой (в процентах) содержания примесей железа, кремния, меди, цинка и ти-
тана; для алюминия технической чистоты — по разности между 100 % и сум-
мой (в процентах) содержания железа, кремния и других контролируемых при-
месей (например, меди, цинка, титана), содержание которых не превышает
0,01%. В ГОСТ 11069 — 74 оговорены также дополнительные требования, ка-
сающиеся содержания отдельных примесей и контроля алюминия некоторых
классов и марок. Так, в алюминии технической чистоты всех марок содержание
марганца должно быть не более 0,01 %, магния не более 0,015 %.
Для производства деформируемых полуфабрикатов алюминий технической
чистоты марок А85, А8, А7, А6, А5 и АО выплавляется в чушках с отношением
примеси железа к-примеси кремния не менее 1,2:1,0, а в слитках —не менее
1,0:1,0. К обозначению марок такого металла добавляется буква П. При цвет-
ной маркировке добавляется наклонная полоса такого же цвета, что и верти-
кальные полосы. По требованию потребителя в рафинированном алюминии вы-
сокой и технической чистоты, предназначаемом для производства алюминиевых
деформируемых сплавов системы Al—Mg, массовая доля натрия должна быть
не более 0,0015 %. К обозначению марки такого металла добавляется буква Р.
В алюминии марки А5Е при массовой доле суммы примесей титана, вана-
дия, марганца и хрома не более 0,010 % допускается массовая доля кремния
0,15%; при массовой доле суммы указанных примесей до 0,020% массовая доля
кремния должна быть не более 0,10 % при условии соответствия требованиям
стандарта по электросопротивлению. Алюминий технической чистоты марок А7Е
и А5Е должен обеспечивать для изготовленной из него и отожженной при
C50±20) °С в течение 3 ч проволоки электросопротивление при 20 °С не более
0,0277 Ом-мм2/м для марки А7Е и 0,0280 Ом-мм2/м для А5Е.
Алюминий особой чистоты марки А999 контролируют по величине остаточ-
ного электросопротивления при температуре жидкого гелия, которое не должно
превышать 4-10~10 Ом-см. Допускается контроль чистоты алюминия марки
А999 по величине затухания ультразвука, характеризуемого временем звуча-
ния Та, которое не должно превышать 500 мкс.
В алюминии высокой и технической чистоты содержание железа, кремния
и меди должно контролироваться в каждой плавке или выливке и указываться
в сертификатах. Содержание цинка, титана, марганца, магния, натрия, свинца
и мышьяка в алюминии технической чистоты контролируется периодически, но
не реже чем в каждой 100-й плавке и не менее чем один раз (один анализ) на
2000 т алюминия.
Алюминий технической чистоты всех марок получают электролитическим
путем — электролизом криолито-глиноземных расплавов. Для получения алюми-
ния высокой чистоты первичный технический алюминий очищают также элект-
ролитически в расплавленных солях с помощью так называемого «трехслойного
способа». Для получения же алюминия особой чистоты, применяющегося в элек-
тронной и полупроводниковой технике, электролитически рафинированный алю-
миний высокой чистоты подвергают очистке от примесей зонной плавкой. Полу-
чение алюминия высокой чистоты возможно также дистилляцией через
субгалогениды и электролизом алюминийорганических соединений. Ниже кратко
рассмотрены способы получения алюминия различной степени чистоты.
3. ПРОИЗВОДСТВО АЛЮМИНИЯ ТЕХНИЧЕСКОЙ ЧИСТОТЫ
Электролитический способ — единственный применяющийся во всем мире для
производства металлического алюминия технической чистоты [1, 4]. Все другие
способы (цинкотермический, карбидотермический, субхлоридный, нитридный
и др.), с помощью которых алюминий может быть извлечен из алюминиевых
руд, разрабатывались в лабораторном и опытно-промышленных масштабах, од-
нако пока не нашли практического применения.
Для получения алюминиево-кремниевых сплавов успешно применяется
электротермический способ, впервые разработанный и осуществленный в про-
мышленном масштабе в СССР [5]. Он состоит из двух стадий: на первой стадии
получают первичный алюминиево-кремниевый сплав с содержанием 60—63 °/о А1
путем прямого восстановления алюмо-кремнистых руд в руднотермических
электрических печах; на второй стадии первичный сплав разбавляют техниче-
ским алюминием, получая силумин и другие литейные и деформируемые алю-
миниево-кремниевые сплавы. Ведутся исследования по извлечению из первич-
ного сплава алюминия технической чистоты.
В целом получение алюминия электролитическим способом включает в себя
производство глинозема (окиси алюминия) из алюминиевых руд, производство
фтористых солей (криолита, фтористого алюминия и фтористого натрия),произ-
водство углеродистой анодной массы, обожженных угольных анодных и катод-
ных блоков и других футеровочных материалов, а также собственно электро-
литическое производство алюминия, которое является завершающим этапом
современной металлургии алюминия.
Характерным для производства глинозема, фтористых солей и углеродис-
тых изделий является требование максимальной степени чистоты этих материа-
лов, так как в криолито-глиноземных расплавах, подвергающихся электролизу,
не должны содержаться примеси элементов, более электроположительных, чем
алюминий, которые, выделяясь на катоде в первую очередь, загрязняли бы
металл.
В глиноземе марок Г-00, Г-0 и Г-1, которые преимущественно использу-
ются при электролизе, содержание SiO2 составляет 0,02—0,05 %, а Fe2O3 0,03—
0,05%. В криолите в среднем содержится 0,36—0,38% SiO2 и 0,05—0,06%
БегОз, во фтористом алюминии 0,30—0,35 % (SiO2 + Fe2Os). В анодной массе
содержится не более 0,25 % SiO2 и 0,20 % Fe2Os.
Важнейшая алюминиевая руда, из которой извлекают глинозем, боксит.
В боксите алюминий присутствует в фо'рме гидроокиси алюминия. В Советском
Союзе, кроме боксита, для получения глинозема применяют нефелиновую по-
роду— алюмосиликат натрия и калия, а также алунитовую породу, в которой
алюминий находится в виде его сульфата. Сырьем для изготовления анодной
массы и обожженных анодных блоков служат углеродистые чистые матери-
алы — нефтяной или пековый кокс и каменноугольный пек в качестве связую-
щего, а для производства криолита и других фтористых солей — фтористый
кальций (плавиковый шпат).
При электролитическом получении алюминия глинозем А12Оз, растворенный
в расплавленном криолите Na3AlF6, электрохимически разлагается с разрядом
катионов алюминия на катоде (жидком алюминии), а кислородсодержащих ио-
нов (ионов кислорода) — на углеродистом аноде.
По современным представлениям, криолит в расплавленном состоянии дис-
социирует на ионы Na+ и AIFg" : Na3AlF6 zi 3Na+ + A1FJ?~, а глинозем — на
комплексные ионы А1О^~ и А1О+ : А12О3^ A1OJ" + АЮ+, которые находятся
в равновесии с простыми ионами: A1OJ" Г! А13+ + 2О2~, А1О+ zl Al3+ + О2~ .
Основным процессом, происходящим на катоде, является восстановление
ионов трехвалентного алюминия: А13+ + Зе-+А1 (I).
Наряду с основным процессом возможен неполный разряд трехвалентных
ионов алюминия с образованием одновалентных ионов: А13+ + 2е—* А1+ (II) и,
наконец, разряд одновалентных ионов с выделением металла: А1+ + е-^к\ (III).
При определенных условиях (относительно большая концентрация ионов
Na+, высокая температура и др.) может происходить разряд ионов натрия
с выделением металла: Na+ + e_>Na (IV). Реакции (II) и (IV) обусловливают
снижение выхода алюминия по току.
На угольном аноде происходит разряд ионов кислорода: 2О2~ — 4е—>О2.
Однако кислород не выделяется в свободном виде, так как он окисляет угле-
род анода с образованием смеси СО2 и СО.
10
Суммарная реакция, происходящая в электролизере, может быть представ-
лена уравнением А12О3 + хС г: 2А1 + Bл: — 3)СО + C — х)СО2.
В состав электролита промышленных алюминиевых электролизеров, по-
мимо основных компонентов — криолита, фтористого алюминия и глинозема,
входят небольшие количества (в сумме до 8—9%) некоторых других солей —
CaF2, MgF2, NaCl и LiF (добавки), которые улучшают некоторые физико-хи-
мические свойства электролита и тем самым повышают эффективность работы
электролизеров. Максимальное содержание глинозема в электролите составляет
обычно б—8 %, снижаясь в процессе электролиза. По мере обеднения электро-
лита глиноземом в него вводят очередную порцию глинозема. Для нормаль-
ной работы алюминиевых электролизеров отношение NaF : A1F3 в электролите
поддерживают в пределах 2,7—2,8, добавляя порции криолита и фтористого
алюминия.
В производстве алюминия применяют электролизеры с самообжигающимися
угольными анодами и боковым или верхним подводом тока, а также электро-
лизеры с предварительно обожженными угольными анодами. Наиболее перс-
пективна конструкция электролизеров с обожженными анодами, позволяющая
увеличить единичную мощность агрегата, снизить удельный расход электро-
энергии постоянного тока на электролиз, получить более чистый металл, улуч-
шить санитарно-гигиенические условия труда и уменьшить выбросы вредных
веществ в атмосферу.
Основные технические параметры и показатели работы алюминиевых элек-
тролизеров различного типа приведены в табл. 1.3.
ТАБЛИЦА 1.3
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ И ПОКАЗАТЕЛИ РАБОТЫ
АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ
Параметры и показатели
Сила тока, кА
Суточная производительность
электролизера, т .......
Анодная плотность тока, А/см2
Среднее напряжение на элек-
тролизере, В
Выход по току, %
Расходные коэффициенты на
1 т алюминия:
электроэнергии постоянного
тока, кВт-ч
глинозема, кг
анодной массы, кг
обожженных анодов, кг . .
фтористых солей в пересче-
те на фтор, кг
С самообжигающимися анодами
боковой
токоподвод
60—120
0,42—0,85
0,80—0,90
4,45—4,65
85—88
15 100—16 200
1920—1940
520—560
20—30
верхний
токоподвод
60—155
0,40—1,10
0,65—0,70
4,50—4,70
84—86
15 500—17 300
1920—1940
560—620
25—35
С обожженными
анодами
160—255
1,10—1,74
0,70—0,89
4,30—4,50
85—89
14 500—15 500
1920—1940
540—600
15—25
Первичный алюминий, извлекаемый из электролизеров (алюминий-сырец),
содержит ряд примесей, которые можно подразделить на три группы: неметал-
лические (фтористые соли, ос- и Y-глинозем, карбид и нитрид алюминия, уголь-
ные частицы, механически увлекаемые при выливке металла из электролизера);
металлические (железо, кремний), переходящие из сырья, угольных материалов
и конструктивных элементов электролизера; газообразные — преимущественно
11
водород, который образуется в металле в результате электролитического раз-
ложения воды, попадающей в электролит с сырьем.
Из металлических примесей, помимо железа и кремния, содержится наи-
большее количество галлия, цинка, титана, марганца, натрия, ванадия, хрома,
меди. Содержание этих и некоторых других металлических микропримесей
в электролитическом алюминии приведено ниже, %:
Элемент .... V Mn Cr Ti Cu Zn
Среднее содержа-
ние . . 0,0025 0,003 0,0025 0,004 0,002 0,007
Пределы измене-
ния ....... 0,001— 0,001— 0,001— 0,002— 0,001— 0,002—
0,008 0,006 0,008 0,008 0,008 0,014
Элемент . . . . Ni Li P S Ga Na
Среднее содержа-
ние . <0,002 0,0002 0,001 0,0005 0,008 0,004
Пределы измене-
ния ....... <0,001— 0,0001— 0,001— 0,0001— 0,004— 0,002—
0,004 0,0003 0,0024 0,0009 0,012 0,008
Основным источником поступления металлических микропримесей в алю-
миний является глинозем, который в зависимости от вида исходного сырья мо-
жет содержать галлий, цинк, калий, фосфор, серу, ванадий, титан и хром.
Углеродистые материалы (анодная масса, обожженные аноды, катодные изде-
лия) служат источником таких микропримесей, как, например, ванадий, титан,
марганец, цинк.
Электролизом криолито-глиноземных расплавов при условии применения
чистых исходных материалов (в первую очередь глинозема и углеродистых ма-
териалов) удается получить алюминий-сырец марок А85 и А8 (99,85 и 99,80%).
Наибольшая доля металла этих марок F0—70% от общего выпуска) полу-
чается на электролизерах с обожженными анодами, а также на электролизерах
с боковым подводом тока (до 70 % от общего производства). На электролизерах
с самообжигающимися анодами и верхним токоподводом выпуск алюминия-
сырца марки А8 невысок (составляет 1—3 %), а металл марки А85 получить
не удается из-за значительных примесей железа, поступающего в алюминий из
несырьевых источников (анодные штыри, чугунные секции газосборников, тех-
нологический инструмент, катодный узел).
Расплавленный первичный алюминий, извлеченный из электролизеров с по-
мощью вакуумного ковша, поступает в литейное отделение для рафинирования
от неметаллических, и газовых примесей и дальнейшей переработки в товарную
продукцию (чушки, цилиндрические и плоские слитки, катанку и т. п.). Перед
разливкой алюминий-сырец выдерживают в расплавленном состоянии в элек-
трических печах сопротивления (миксерах) или в газовых отражательных печах.
В этих печах не только проводят рациональную шихтовку различных по составу
порций жидкого алюминия, но и частично очищают от неметаллических вклю-
чений, окисных пленок и натрия.
Разливка алюминия из миксера в чушки производится с помощью литей-
ных машин конвейерного типа; цилиндрические и плоские слитки изготавли-
вают методом полунепрерывного литья, а для получения катанки применяют
специальные агрегаты совмещенного литья и прокатки.
На отечественных алюминиевых заводах при литье слитков алюминий, по-
ступающий из миксера в кристаллизатор литейной машины, подвергают прос-
тейшему виду рафинирования — фильтрации расплава через стеклосетку с ячей-
ками размером от 0,6X0,6 до 1,7X1,7 мм [5, с. 116—121]. Этот метод позволяет
очищать алюминий только от очень грубых окисных включений; более соверше-
нен метод фильтрации расплава через стеклосетку в восходящем потоке [6].
При таком способе фильтрования частицы окисных включений, сталкиваясь
с сеткой, не захватываются потоком расплава, а осаждаются на дне литейного
желоба.
Для одновременной очистки алюминия как от неметаллических примесей,
так и от водорода успешно применяется метод фильтрации через флюсовый
12
фильтр в сочетании с продувкой азотом. В качестве флюса можно использо-
вать кислый электролит алюминиевых электролизеров. В результате такой
очистки содержание водорода в алюминии снижается с 0,22 до 0,16 см3 на 100 г
металла.
В первичном алюминии, используемом для производства сплавов системы
Al—Mg, содержание натрия не должно превышать 0,001 %. Это связано с тем,
что присутствие натрия в этих сплавах ухудшает механические и другие экс-
плуатационные свойства изделий, применяемых в ряде отраслей народного хо-
зяйства.
Наиболее эффективным методом одновременного рафинирования алюминия
от натрия, водорода и неметаллических примесей является продувка расплав-
ленного металла газовой смесью азота с 2—Г0 % хлора, вводимой в расплав
в виде мелких пузырей с помощью специальных устройств [5]. Этот способ ра-
финирования позволяет снизить содержание натрия в алюминии до 0,0003—
0,001 % при расходе газовой смеси от 0,8 до 1,5 м3/т металла.
Расход электроэнергии на производство 1 т товарного алюминия из метал-
ла-сырца при использовании электропечей составляет 150—200 кВт-ч; безвоз-
вратные потери металла на литейном переделе равны 1,5—5% в зависимости от
вида товарной продукции.
4. ПОЛУЧЕНИЕ АЛЮМИНИЯ ВЫСОКОЙ ЧИСТОТЫ
Для получения алюминия высокой чистоты (марок А995—А95) первичный алю-
миний технической чистоты электролитически рафинируют [1, 4, 7]. Это позво-
ляет снизить в алюминии содержание металлических и газообразных примесей
и тем самым значительно повысить его электропроводность, пластичность, от-
ражательную способность и коррозионную стойкость.
Электролитическое рафинирование алюминия осуществляют электролизом
расплавленных солей по трехслойному способу. Сущность способа заключается
в следующем. В рафинировочном электролизере имеются три расплавленных
слоя. Нижний, наиболее тяжелый, лежит на токопроводящей подине и служит
анодом; он называется анодным сплавом и представляет собой сплав рафини-
руемого алюминия с медью, которую вводят для утяжеления слоя. Средний
слой — расплавленный электролит; его плотность меньше плотности анодного
сплава и выше плотности чистого рафинированного (катодного) алюминия, на-
ходящегося над электролитом (верхний, третий жидкий слой).
При анодном растворении все примеси более электроположительные, чем
алюминий (Fe, Si, Ti, Си и др.), остаются в анодном сплаве, не переходя
в электролит. Анодно растворяться будет только алюминий, который в форме
ионов А13+ переходит в электролит: А1 — Зе-+ А13+.
При электролизе ионы алюминия переносятся к катоду, на котором и раз-
ряжаются: А13+ + 3?-+А1. В результате на катоде накапливается слой расплав-
ленного рафинированного алюминия.
Если в анодном сплаве присутствуют примеси более электроотрицательные,
чем алюминий (например, Ва, Na, Mg, Ca), то они могут электрохимически
растворяться на аноде вместе с алюминием и в виде ионов переходить в элек-
тролит. Поскольку содержание электроотрицательных примесей в алюминии-
сырце невелико, в заметном количестве в электролите они не накапливаются.
Разряда этих ионов на катоде практически не происходит, так как их электрод-
ный потенциал электроотрицательнее алюминия.
В качестве электролита при электролитическом рафинировании алюминия
в Советском Союзе и в большинстве стран применяют фторидно-хлоридный
электролит, состав которого 55—60% ВаС12, 35—40% AlF4+NaF и 0—4 %
NaCl. Молярное отношение NaF: A1F3 поддерживают 1,5—2,0; температура
плавления электролита 720—730 °С; температура процесса электролиза около
800 СС; плотность электролита 2,7 г/см3.
Анодный сплав готовят из первичного алюминия и чистой меди (99,90—
99,95% Си), которую вводят в металл в количестве 30—40%. Плотность жид-
кого анодного сплава такого состава 3—3,5 г/см3; плотность же чистого рас-
13
плавленного катодного алюминия равна 2,3 г/см3. При таком соотношении плот-
ностей создаются условия, необходимые для хорошего разделения трех рас-
плавленных слоев.
В четверной системе А1—Си—Fe—Si, к которой относится анодный сплав, об-
разуется эвтектика с температурой плавления 520 °С. Охлаждая анодный сплав,
содержащий примеси железа и кремния в количествах выше эвтектических кон-
центраций, можно выделить железо и кремний в твердую фазу в виде интер-
металлических соединений FeSiAl5 и Cu2FeAl7. Так как температура анодного
сплава в карманах электролизера на 30—40 °С ниже температуры анодного
сплава в рабочем пространстве ванны, в них (по мере накопления в анодном
сплаве железа и кремния) будут выделяться твердые интерметаллические
осадки. Периодически удаляя эти осадки, очищают анодный сплав (без его об-
новления) от примесей железа и кремния. Так как в анодном сплаве концент-
рируется галлий, то извлекаемые из электролизера осадки C0—40 кг на 1 т
алюминия) могут служить источником получения этого металла.
Для электролитического рафинирования служат электролизеры, которые по
конструкции напоминают электролизеры с обожженными анодами для электро-
литического получения первичного алюминия, но имеют другое подключение по-
люсов: подина служит анодом, а верхний ряд электродов — катодом. Совре-
менные электролизеры для электролитического рафинирования алюминия рас-
считаны на силу тока до 75 кА.
Ниже приведены основные технико-экономические показатели электролизе-
ров за 1979 г., достигнутые отечественными A, 2, 3) предприятиями [5,
с. 96—101].
Сила тока, кА 23,5
Среднее напряжение, В 5,43
Выход по току, % 95,7
Расход электроэнергии постоянного тока,
кВт-ч/т 17 370
Суммарный расход электроэнергии переменного
тока, кВт-ч/т . 18670
Уровни, см
катодного алюминия . 16,6
электролита 13,3
анодного сплава . . . . 40,1
Расходные коэффициенты, кг/т:
хлористый барий 40,5
криолит . . . 27,7
фтористый алюминий 6,7
хлористый натрий 1,0
алюминий-сырец 1020
графит 11,9
медь 9,8
Выпуск алюминия высокой чистоты, % марок:
А995 47,8**
А99 .....* 30,4
А97 8,3
А95 . 10,4
ниже А95 3,1
62,9
5,68
93,0
69,8*
5,69
92,7
18 700
19 830
19 590 20 780
12,9
11,6
29,5
41,5
21,0
13,1
4,8
1028
11,5
15,5
3,5
67,1
21,5
7,9
14,6
14,2
30,0
27,0
16,5
3,8
1032
16,6
16,4
2,1
54,2
43,7
—
* Показатели производства алюминия высокой чистоты.
** Сортность по электролизерам без расшихтовки.
Электрохимический выход по току, рассчитанный по вылитому из электро-
лизера металлу, составляет 97—98 %. Фактический же выход по току, рассчи-
танный по количеству товарного металла, составляет 92—96%. Основным фак-
тором, снижающим выход по току, помимо прямых .потерь тока на разряд
14
более электроотрицательных ионов, потерь металла за счет его окисления и ме-
ханических потерь алюминия, является работа электролизеров с выпуском несор-
тового металла, который вновь возвращается в анодный сплав для последующего
рафинирования. Эти периоды работы электролизеров имеют место при пуске
электролизеров и нарушениях технологического режима.
Электролитическое рафинирование алюминия является очень энергоемким
производством. Расход электроэнергии в переменном токе, включая энергию, за-
траченную на подготовку электролита и анодного сплава, работу вентиляцион-
ных устройств и транспортных средств, а также потери на преобразование пе-
ременного тока в постоянный, составляет 18,5—21,0 тыс. кВт-ч на 1 т алюми-
ния. Энергетический к. п. д. рафинировочных электролизеров не превышает 5—
7%, т. е. 93—95% энергии расходуется в виде потерь тепла, выделяемого
в основном в слое электролита (примерно 80—85 % от общего прихода тепла).
Следовательно, основными путями дальнейшего снижения удельного расхода
электроэнергии на электролитическое рафинирование алюминия являются совер-
шенствование теплоизоляции электролизера (особенно верхней части конструк-
ции) и снижение слоя электролита (уменьшение междуэлектродного рас-
стояния).
Чистота алюминия, рафинированного по трехслойному методу, 99,995 %;
она определяется по разности, с пятью основными примесями — железом, крем-
нием, медью, цинком и титаном. Количество получаемого металла такой марки
может составлять 45—48 % от общего выпуска (без его расшихтовки с более
низкими сортами).
Следует, однако, отметить, что в электролитически рафинированном алю-
минии содержатся в меньших количествах примеси других металлов, что сни-
жает абсолютную чистоту такого алюминия. Радиоактивационный анализ поз-
воляет обнаружить в электролитически рафинированном алюминии до 30
примесей, суммарное содержание которых примерно 60-10~4 %. Следовательно,
чистота рафинированного алюминия по разности с этими примесями состав-
ляет 99,994 %.
Помимо примесей, предусмотренных ГОСТом (см. табл. 1.1), в наиболее
распространенной марке (А99) электролитически рафинированного алюминия
содержится, %: Сг 0,00016; V 0.0001; Ga 0,0006; Pb 0,002; Sn 0,00005; Са 0,002—
0,003; N а 0,001—0,008; Мп 0,001—0,007; Mg 0,001—0,007; As<0,0001; Sb<0,00002;
Bi<0,00001; Cd<0,000001; S 0,0007.
Один из источников загрязнения катодного алюминия — графитовые токо-
отводы, содержащие окись железа и кремния и постоянно соприкасающиеся
с рафинированным алюминием. Если ток к катодному алюминию подводить не-
посредственно алюминиевыми шинами и применять инструмент из очень
чистого графита, можно получать металл чистотой 99,999% по разности с опре-
деляемыми примесями (Fe, Si. Cu, Zn и Ti). В таком металле содержится в сред-
нем, %: Si 0,0002; Fe 0,00032; Си 0,0002; Zn 0,0002 и Ti 0,00005. Однако из-за
технических трудностей такой способ подвода тока пока не нашел широкого
промышленного применения.
5. ПОЛУЧЕНИЕ АЛЮМИНИЯ ОСОБОЙ ЧИСТОТЫ
Алюминий особой чистоты (марки А999) может быть получен тремя способами:
зонной плавкой, дистилляцией через субгалогениды и электролизом алюминий-
органических соединений. Из перечисленных способов получения алюминия осо-
бой чистоты практическое применение в СССР получил способ зонной плавки.
Принцип зонной плавки заключается в многократном прохождении рас-
плавленной зоны вдоль слитка алюминия. По величине коэффициентов распре-
деления /С=СТВ/СЖ (где Ств — концентрация примеси в твердой и Сж — в жид-
кой фазе), которые в значительной мере определяют эффективность очистки
алюминия от примесей, эти примеси могут быть разбиты на три группы. К пер-
вой группе относятся примеси, понижающие температуру плавления алюминия;
они имеют Д<1, при зонной плавке концентрируются в расплавленной зоне и
переносятся ею к конечной части слитка. К числу этих примесей принадлежат
15
Ga, Sn, Be, Sb, Ca, Th, Fe, Co, Ni, Се, Те, Ва, Pt, Au, Bi, Pb, Cd, In, Na, Mg,
Cu, Si, Ge, Zn. Ко второй группе принадлежат примеси, повышающие темпера-
туру плавления алюминия; они характеризуются К>\ и при зонной плавке
концентрируются в твердой (начальной) части слитка. К этим примесям отно-
сятся Nb, Та, Сг, Ti, Mo, V. К третьей группе относятся примеси с коэффици-
ентом распределения, очень близким к единице (Mn, Sc). Эти примеси практи-
чески не удаляются при зонной плавке алюминия.
Алюминий, предназначенный для зонной плавки, подвергают некоторой под-
готовке, которая заключается в фильтрации, дегазации и травлении. Фильтра-
ция необходима для удаления из алюминия тугоплавкой и прочной окисной
пленки, диспергированной в металле. Окись алюминия, присутствующая в рас-
плавленном алюминии, может при его затвердевании создавать центры крис-
таллизации, что ведет к получению поликристаллического слитка и нарушению
эффекта перераспределения примесей между твердым металлом и расплавлен-
ной зоной. Фильтрацию алюминия ведут в вакууме (остаточное давление 0,1—
0,4 Па) через отверстие в дне графитового тигля диаметром 1,5—2 мм. Предва-
рительную дегазацию алюминия перед зонной плавкой (также нагреванием
в вакууме) проводят для предупреждения разбрызгивания металла при рас-
плавлении зоны в случае проведения процесса в глубоком вакууме. Последняя
стадия подготовки алюминия к зонной плавке — травление его поверхности
смесью концентрированных соляной и азотной кислот.
Так как алюминий обладает значительной химической активностью и в ка-
честве основного материала для контейнеров (лодочек) применяют особо чи-
стый графит, то зонную плавку алюминия проводят в вакууме или в атмосфере
инертного газа (аргон, гелий).
Зонной плавкой в вакууме обеспечивается большая чистота алюминия вслед-
ствие улетучивания части примесей при вакуумировании (магния, цинка, кад-
мия, щелочных и щелочноземельных металлов), а также исключается загряз-
нение очищенного металла примесями в результате применения защитных
инертных газов. Зонную плавку алюминия в вакууме можно проводить при не-
прерывной откачке кварцевой трубы, куда помещают графитовую лодочку со
слитком алюминия, а также в запаянных кварцевых ампулах, из которых пред-
варительно откачивают воздух до остаточного давления примерно 1-10~3 Па.
Для создания расплавленной зоны на слитке алюминия при его зонной
плавке может быть применен нагрев с помощью небольших печей сопротивле-
ния или же токов высокой частоты. Для электропитания печей электросопро-
тивления не требуется сложной аппаратуры, печи просты в эксплуатации. Един-
ственный недостаток этого метода нагрева — небольшое сечение слитка очи-
щаемого алюминия.
Индукционный нагрев токами высокой частоты — идеальный способ созда-
ния расплавленной зоны на слитке при зонной плавке. Метод высокочастотного
нагрева (помимо того, что он позволяет осуществить зонную плавку слитков
больших сечений) имеет важное преимущество, заключающееся в том, что рас-
плавленный металл непрерывно перемешивается в зоне; это облегчает диффу-
зию атомов примеси от фронта кристаллизации в глубь расплава.
Впервые промышленное производство алюминия высокой чистоты зонной
плавкой было освоено на Волховском алюминиевом заводе в 1965 г. на уста-
новке УЗПИ-3, разработанной ВАМИ. Эта установка была оснащена четырьмя
кварцевыми ретортами с индукционным нагревом, при этом индукторы были
подвижными, а контейнеры с металлом неподвижными. Производительность ее
составляла 20 кг металла за цикл очистки [5, с. 116—121]. Впоследствии была
создана и введена в промышленную эксплуатацию в 1972 г. на Волховском
алюминиевом заводе более высокопроизводительная цельнометаллическая уста-
новка УЗПИ-4.
Эффективность очистки алюминия при зонной плавке может быть охарак-
теризована следующими данными. Если суммарное содержание примесей в элек-
тролитически рафинированном алюминии составляет C0-^60) • 10~4 %, то после
зонной плавки оно снижается до B,8-ьЗ,2) -10~4 %, т. е. в 15—20 раз. Это отве-
чает остаточному электросопротивлению алюминия р0 (при температуре жид-
кого гелия 4,2 К) соответственно B0-МО) -10~10 и A,8-=-2,1) • 10~10 или чистоте
99,997—99,994 и 99,9997%. В табл. 1.4 приведены данные радиоактивацибнного
16
ТАБЛИЦА 1.4
СОДЕРЖАНИЕ ПРИМЕСЕЙ В ЭЛЕКТРОЛИТИЧЕСКИ РАФИНИРОВАННОМ
И ЗОННООЧИЩЕННОМ АЛЮМИНИИ, XIО-4 %
Примесь
Медь
Мышьяк .
Сурьма
Уран
Железо
Галий
Марганец .
Скандий
Иттрий
Лютеций
Гольмий
Гадолиний
Тербий
Самарий
Неодим
Празеодим
Церий
Лантан
Никель ........
Кадмий
Цинк
Кобальт
Натрий
Калий
Барий
Хлор
Фосфор
Сера
Углерод .
Исходный алюминий
(электролитически
рафинированный
99,993—99,994 %)
1,9
0,15
1,2
0,002
3
0,3
0,2—0,3
0,4—0,5
0,02—0,04
0,002—0,004
0,005—0,01
0,02—0,04
0,003—0,006
0,05—0,01
0,1—0,2
0,05—0,1
0,3—0,6
0,01
2,3
3,5
20
0,01
1—2
0,05
6
0,01
3
15
1-2
Алюминий после
зонной плавки
графит,
вакуум
0,02
0,0015
0,03
<0,2
0,02
0,1—0,2
0,4—0,5
<0,001
<0,0001
<0,0001
<0,01
<0,001
<0,0001
<0,01
<0,001
<0,01
<0,001
<0,01
<0,05
<0,01
<0,2
0,01
<0,01
0,04
0,5—1,5
алунд,
воздух
0,08
0,001
0,02
<о,з
0,05
0,15
0,4—0,5
<0,001
<0,0001
<0,0001
<0,01
<0,001
<0,0001
<0,01
<0,001
<0,01
<0,001
<1
0,02—0,07
1
<0,01
<0,2
0,01
<0,01
1—2
Примечание. Количества теллура, висмута, серебра, молибдена, хрома,
циркония, кальция, стронция, рубидия, церия, индия, селена и ртути в алюминии
после зонной плавки ниже чувствительности радиоактивного анализа.
анализа [8] о содержании некоторых примесей в зонноочищенном алюминии и
электролитически рафинированном. Эти данные свидетельствуют о сильном сни-
жении содержания большинства примесей, хотя такие примеси, как марганец и
скандий, при зонной плавке "практически не удаляются.
В последние годы в ВАМИ разработана и опробована в промышленных
условиях технология получения алюминия чистотой 99,9999 % методом каскад-
ной зонной плавки [9]. Сущность способа каскадной зонной плавки заключается
в том, что очистку исходного алюминия чистотой А 999 ведут, последовательно
повторяя циклы (каскады) зонной плавки. При этом исходным материалом каж-
дого последующего каскада служит средняя, наиболее чистая часть слитка, по-
лучаемого в результате предыдущего цикла очистки.
В табл. 1.5 приведены результаты масс-спектр ал ьного анализа и измере-
ния /?2эз к/#4,2 к алюминия, полученного каскадной зонной плавкой. Из приве-
денных данных можно сделать заключение, что чистота такого алюминия, опре-
2 Заказ № 297
17
ТАБЛИЦА 1.
РЕЗУЛЬТАТЫ МАСС-СПЕКТРАЛЬНОГО АНАЛИЗА И ИЗМЕРЕНИЙ Rm к/#4 2 к
АЛЮМИНИЯ КАСКАДНОЙ ЗОННОЙ ПЛАВКИ [9]
Число
каскадов
Исходный
А999
2
2
2
3
3
3
4
Ч
5
#293 К
^4,2 К
18,3
36,5
38,0
39,5
32,0
30,0
32,0
40,0
30,5
34,0
Содержание примесей, Х1СН %
Si
0,210
<0,062
<0,062
0,073
0,204
0,073
0,052
<0,021
0,031
0,104
Fe
<0,103
<0,103
<0,103
<0,103
<0,103
0,100
0,100
<0,103
0,100
<0,060
Mg
0,89
0,006
0,006
0,045
0,006
0,006
0,006
0,006
0,006
0,006
Мп
<0,061
<0,061
<0,061
<0,061
<0,061
0,020
0,061
0,061
0,061
0,061
Ti
0,069
0,017
0,017
0,07
0,017
0,07
0,07
0,07
0,07
0,017
сумма
1,544
0,460
0,460
0,563
0,502
0,480
0,500
0,472
0,479
0,459
Примечания: 1. Сумма примесей дана с учетом других примесей, со-
держание которых во всех образцах составляло, ХЮ~4 %: <0,071 Си; <0,038Сг;
0,048 Zn; 0,017 Na; 0,037 V. 2. При подсчете суммы примесей принимали их мак-
симальное значение, равное пределу чувствительности анализа, например
< 0,061 считали как 0,061.
деленная по разности с десятью основными примесями (Si, Fe, Mg, Mn, Ti, Cu,
Cr, Zn, Na и V), составляет >99,9999 %. Этот вывод косвенно подтверждается
величиной /?2эз k/Ra,2 к, которая во всех образцах составляла >30-103.
Для получения металла чистотой 99,9999 % достаточно провести два кас-
када зонной плавки (см. табл. 1.5). Дальнейшее увеличение числа каскадов не
повышает чистоту алюминия, хотя и увеличивает общий выход металла чисто-
той 99,9999 %.
Другим возможным процессом для получения алюминия особой чистоты
[10, 11] является его дистилляция через субгалогениды, в частности через суб-
фторид алюминия.
Давление" насыщенных паров металлического алюминия недостаточно вы-
соко, чтобы осуществить его непосредственную дистилляцию с практически при-
емлемыми скоростями. Однако при нагревании в вакууме (при 1000—1050 °С)
с A1F3 алюминий образует легколетучий субфторид A1F, который перегоняется
в холодную зону (800 °С), где вновь распадается (диспропорционирует) с вы-
делением чистого алюминия:
1050°С
80°° С
ж Т
(исходный)
2А\Ж -f- А
(очищенный)
Возможность глубокой очистки алюминия от примеси в основном обуслов-
лена тем, что вероятность образования субсоединений алюминия значительно
больше вероятности образования субсоединений примеси.
Содержание примесей в алюминии, дистиллированном через субфторид, на-
ходится в обратной зависимости от массы получаемых слитков. В слитках мас-
сой 1,5—1,7 кг суммарное содержание примесей (Si, Fe, Cu, Mg) составляет
1Ы0-4%, а содержание газов 0,007 см3/Ю0 г. Удельное остаточное сопротив-
ление (ро) при температуре жидкого гелия для такого металла составляет
A,7-^-2,0) -10~10 Ом-см. Дистилляция алюминия через субфторид имеет ряд не-
достатков (сравнительно небольшая производительность, недостаточно глубокая
очистка от магния и др.), поэтому способ не получил промышленного развития.
18
Разработаны также способы получения алюминия особой чистоты электро-
лизом комплексных алюминийорганических соединений, отличающиеся составом
электролита. Например, в ФРГ применяют способ электролиза 50 %-ного рас-
твора NaF-2Al(C2H5K в толуоле [12]. Рафинирование проводят при 100 °С, на-
пряжении на электролизере 1,0—1,5 В и плотности тока 0,3—0,5 А/дм2 с ис-
пользованием алюминиевых электродов. Катодный выход по току 99 %. Элект-
рохимическим рафинированием в алюминийорганических электролитах сущест-
венно снижается содержание марганца и скандия, которые практически не
удаляются при зонной очистке. Недостатками указанного способа являются его
низкая производительность и высокая пожароопасность.
Для более глубокой очистки алюминия и получения металла чистотой
99,99999 % и более можно использовать комбинирование указанных выше спо-
собов: электролиз алюминийорганических соединений или возгонку через суб-
фторид с последующей зонной плавкой полученного алюминия. Например, мно-
гократной зонной очисткой алюминия, полученного электролизом алюминийор-
ганических соединений, удается получить металл особой чистоты с содержанием
примесей, XlO~9%: Fe 50; Si <500; Си 10; Mg 30; Mn 5; Ti <500; Cr 20;
Zn <50; Co <1; Ag <5; Sb <1 и Se 3 [12].
Глава 2
СТРУКТУРНЫЕ ОСОБЕННОСТИ И СВОЙСТВА
АЛЮМИНИЯ1
1. СТРОЕНИЕ АТОМА И КРИСТАЛЛИЧЕСКОЙ
РЕШЕТКИ АЛЮМИНИЯ
Алюминий — химический элемент третьей группы периодической системы
Д. И. Менделеева; атомный номер алюминия 13; радиус атома 0,143 нм; радиус
иона А13+ 0,057 нм; атомная масса 26,98154. Установлено существование трех
радиоактивных изотопов алюминия с массовыми числами 26, 28 и 29 и перио-
дом полураспада, соответственно равным 7; 138; 402 с. Радиоактивные изотопы
алюминия могут образовываться прямым захватом нейтрона ядром: y^Al+nQ—*-
— igAl. Устойчивых изотопов, кроме основного Цм, у алюминия нет.
Электронное строение нейтрального атома алюминия характеризуется запол-
ненным внутренним /С-слоем с двумя электронами на ls-орбите (Is2), а также
заполненным L-слоем с двумя электронами на 25-орбите и шестью электро-
нами на 2/О-орбите Bs22p6). Во внешнем М-слое атома алюминия находятся три
электрона: два на З^-орбите Cs2) и один на Зр-орбите.
Таким образом, электронная конфигурация внешнего (валентного) слоя
нейтрального атома алюминия имеет вид 3s23p, а следовательно, полную элек-
тронную конфигурацию нейтрального атома алюминия можно записать как
I522s22p63s23p.
Потенциал ионизации первого валентного Зр-электрона атома алюминия со-
ставляет 577,9, а второго и третьего Зя-электронов соответственно 1817,9 и
2746,6 кДж/моль [1]. Поэтому в атоме алюминия Зр-электрон удерживается
слабее, чем каждый из спаренных Зя-электронов. Отсюда возможность образо-
вания алюминием не только обычных для него трехвалентных ионов (А13+), но
и одновалентных (А1+), которым соответствуют соединения низшей валентности
(субсоединения), например А12О, A1F, А1С1. Эти соединения не только пред-
ставляют теоретический интерес, но и имеют прикладное значение для получе-
ния особо чистого алюминия.
1 Авторы А. А. Костюков, А. И. Беляев.
2* 19
В соответствии с современными представлениями кристаллы металлов со-
стоят из положительно заряженных ионов, связанных в одно целое равномерно
распределенными между ними валентными электронами. Ионы алюминия при
кристаллизации металла занимают углы и центры граней куба, и, следовательно,
элементарная кристаллическая решетка алюминия представляет собой куб
с центрированными гранями (рис. 2.1). Координационное число такой решётки
Рис. 2.1. Элементарная ячейка кристалли-
ческой решетки алюминия
Рис. 2.2. Упаковка ионов в элементарной
ячейке кристаллической решетки алюминия
равно 12, так как каждый ион алюминия «соприкасается» с двенадцатью со-
седними (рис; 2.2).
Размер ребра элементарного куба кристаллической решетки алюминия чи-
стотой 99,97 % составляет @,4046±0,0004) нм, а чистотой 99,996 % — @,40413±
Расстояние между иона ми} нм
Рис. 2.3. Распределение электронной плот-
ности в алюминии
0,0k 0,08 0,12 0,16 0,20
Расстояние между ионами,нм
Рис. 2.4. Определение ионного радиуса и сте-
пени ионизации атома алюминия:
1э — 1 электрон между ионами; Зэ — то же,
3 электрона
±0,00001) нм; округленно эту величину принимают равной 0,404 нм. Расстояние
между ближайшими ионами алюминия в элементарной ячейке составляет
0,286 нм. Никаких "аллотропических превращений у алюминия нет.
Атомы в кристаллической решетке алюминия ионизированы, но не полностью.
Расчет распределения электронной плотности в элементарной ячейке между
ионами алюминия показывает, что эта плотность отвечает равномерному рас-
пределению двух электронов (рис. 2.3, 2.4), а не трех, как это должно было бы
20
быть при полной ионизации атома [2]. Следовательно, атом алюминия в крис-
таллической решетке находится в состоянии двухзарядного положительного
иона.
В соответствии с кривой распределения электронной плотности (рис. 2.4)
радиус иона алюминия А12+ в его кристаллической решетке составляет 0,086 нм.
2. СТРУКТУРНЫЕ ОСОБЕННОСТИ АЛЮМИНИЯ
Кристаллы алюминия, выделяющиеся при кристаллизации металла, образуют
неправильные многогранники — кристаллиты, состоящие из элементарных^ куби-
ков, которые примыкают один к другому в направлении трех измерений. Чем
чище алюминий, тем больше размер кристаллитов, тем грубее макроструктура
такого металла. Так, после расплавления, нагревания до 700 °С и охлаждения
до затвердевания размер зерен макроструктуры металла технической чистоты
(99,8%) составляет 1—2 мм, а для металла высокой чистоты (99,99%) дости-
гает 10 мм. У алюминия же особой чистоты, очищенного дистилляцией через
субфторид (99,999%), размер кристаллитов может быть 60—100 мм. Более мел-
кая структура алюминия технической чистоты обусловливается присутствием
в нем нерастворимых примесей (например, глинозема, некоторых соединений
титана), которые служат центрами кристаллизации, вызывая этот процесс од-
новременно во многих точках в массе расплавленного металла.
При кристаллизации алюминия примеси выделяются по границам зерен,
препятствуя росту кристаллитов. По мере повышения чистоты металла границы
зерен становятся все менее заметными и общая протяженность их уменьшается,
В металле очень высокой чистоты границы исчезают совершенно, и кристал-
литы сливаются, образуя монокристалл.
Наиболее распространенный способ получения монокристаллов алюминия —
вытягивание их из расплава. Поверхность расплавленного алюминия высокой
или особой чистоты приводят в соприкосновение с затравкой из чистейшего
алюминия, которую затем медленно поднимают. При медленном подъеме за-
травки в силу смачивания жидкий металл захватывается ею и постепенно кри-
сталлизуется в виде продолговатого монокристалла.
При вытягивании монокристалла из расплава происходит дополнительная
очистка алюминия от примесей, которые распределяются между расплавом и
монокристаллом в соответствии с величинами их коэффициентов распределе-
ния (К). Примеси с К<\ (а их подавляющее большинство) накапливаются
в расплаве, примеси же с К>\ (их значительно меньше) переходят в моно-
кристалл.
Небольшое количество примесей, остающихся в монокристалле алюминия
с К<\ (например, железа, меди, кремния), распределяется по высоте моно-
кристалла алюминия таким образом, что большая часть монокристалла (при-
мерно 75 %), считая от затравки, оказывается значительно очищенной от при-
месей, а в остальной части содержание примесей превышает их исходную кон-
центрацию.
Меньше всего примесей содержится в центральной части сечения монокри-
сталла алюминия, а по мере удаления от центра содержание примесей возра-
стает; наиболее обогащена ими периферийная часть монокристалла. В ходе роста
монокристалла алюминия накапливается значительное количество примесей
в примыкающем к периферии кристалла слое расплава вследствие затрудненных
условий диффузии, что и приводит к большему захвату примесей периферий-
ными участками растущего кристалла. Например, если среднее содержание при-
меси кремния в монокристалле составляло 0,0025 %, то в центре монокристалла
оно 0,0011 %.
С увеличением диаметра вытягиваемых монокристаллов алюминия примеси
больше оттесняются к периферии, и центр кристалла значительно очищается.
Изменяя скорость вытягивания (т. е. скорость подъема держателя с за-
травкой) и температурный режим нагрева расплава, можно получать монокрис-
таллы алюминия длиной 100—200 мм, диаметром 20—50 мм и массой 100—
200 г. Однако с увеличением скорости вытягивания монокристалла облегчается
захватывание растущим кристаллом примесей, которые не успевают диффунди-
21
ровать в расплаве от поверхности монокристалла. При скорости вытягивания
3 мм/мин очистка монокристалла от примесей становится практически неэф-
фективной. В силу этого скорость вытягивания монокристаллов алюминия не
должна превышать 1 мм/мин.
В монокристаллах алюминия, а также в металле, очищенном зонной плав-
кой, можно выявить тонкую структуру — субструктуру алюминия. При обра-
ботке реактивами на поверхности такого алюминия выявляются фигуры травле-
ния правильной геометрической формы; они появляются в местах несовер-
шенной решеткой, т. е. там, где концентрируются примеси. Число фигур трав-
ления зависит от чистоты алюминия и его термической обработки, предшествую-
щей травлению.
Для монокристаллов алюминия число фигур травления в значительной мере
зависит также от ориентации кристаллической плоскости, подвергаемой трав-
лению: оно очень мало на плоскости A00) и велико на плоскости A11). От-
Рис. 2.5. Фигуры травления на различных участках по длине слитка алюминия после одного
прохода расплавленной зоны. Х120:
п—в — участки слитка
дельные фигуры травления достигают значительных размеров. Границы субзерен
выявляются в виде очень тонких линий, на которых видны фигуры травления.
От чистоты алюминия зависит не только плотность (число) фигур травле-
ния на единицу поверхности, но и их величина. Чем чище алюминий, тем
меньше плотность фигур травления, но больше размер каждой из них. В алю-
минии на плотность и величину фигур травления наиболее сильно влияют при-
меси железа и меди.
На рис. 2.5 показаны фигуры травления на образцах, взятых из различных
участков по длине слитка алюминия после одного прохода расплавленной зоны.
Так как коэффициенты распределения примесей железа и меди в алюминии
меньше единицы, то наиболее чистым является начальный конец слитка (учас-
ток а). По мере продвижения зоны слева направо содержание примесей посте-
пенно увеличивается от участка а к участку Ь.
Помимо обычной оптической микроскопии, для которой субструктуру выяв-
ляют^ специальными методами травления образцов, субструктуру алюминия вы-
сокой чистоты исследуют также с помощью электронной ^микроскопии «на про-
свет».
При фотографировании с помощью электронного микроскопа в алюминии
чистотой 99,94% можно увидеть субзерна, которые имеют минимальные раз-
меры (несколько десятков микрометров). Они кажутся более или менее тем-
ными в зависимости от ориентации по отношению к углу падения электронов.
22
Внутри субзерен и по направлению к их границам часто бывают видны темные
полосы, которые перемещаются в поле электронного микроскопа.
Прослежен рост субзерен в фольге алюминия (также чистотой 99,994 %),
подвергнутой значительной деформации при прокатке и отжигу в течение 24 ч
при различных температурах. Рост субзерен становится заметным при темпера-
туре отжига 80 °С, тогда как рекристаллизация начинается с температуры 150 CCV
при которой рост субзерен уже значителен. Начиная с температуры отжига
200 °С, отдельные субзерна растут быстрее, чем остальные. Из этих субзерен
«непропорционального» роста при более высокой температуре развивается ре-
кристаллизованная структура. Полностью рекристаллизация алюминия чистотой
99,994 % заканчивается при 270 °С.
При повышении степени очистки алюминия резко снижается температура
его кристаллизации после сильной деформации. Рекристаллизация электроли-
тически рафинированного алюминия чистотой 99,998 %, содержащего Только
20 атомов примесей на миллион атомов основного металла, наступает уже при
50—100 °С. Алюминий еще более высокой чистоты, очищенный зонной плавкой
(чистотой выше 99,999 %) и содержащий всего около 10 примесных атомов на
1 млн. атомов алюминия; рекристаллизуется даже при отрицательных темпера-
турах: процесс рекристаллизации заканчивается в течение нескольких суток
при —37°С. Если же рекристаллизация такого металла происходит при ком-
натной температуре, то процесс продолжается всего несколько десятков минут.
Прочность алюминия высокой чистоты возрастает с увеличением степени
обжатия при холодной прокатке и почти не изменяется при увеличении степени
обжатия до 85%. После этого прочность деформированного алюминия резко
падает, а удлинение соответственно возрастает. Это объясняется именно тем»
что в сверхчистом алюминии при его сильном обжатии происходит рекристал-
лизация.
Для технически чистого алюминия с увеличением степени его обжатия на-
блюдается линейное возрастание твердости металла до 373 МПа (что соответ-
ствует 90 %-ной степени обжатия), и рекристаллизация при этом не происхо-
дит. Твердость же холоднокатаного сверхчистого алюминия при вылеживании
после деформации, напротив, снижается, что является результатом его рекри-
сталлизации.
3. СВОЙСТВА АЛЮМИНИЯ
Физические свойства
Плотность. Плотность твердого и расплавленного алюминия снижается по мере
увеличения его чистоты (по данным Эдвардса Д., Тейлора С, Страумэниса М.):
Степень чистоты,
% 99,25 99,40 99,75 99,97 99,996 99,9998
Плотность при
20°С, г/см3 ... 2,727 2,706 2,703 2,6996 2,6989 2,69808
Для плотности расплавленного алюминия при 1000 °С получены следующие
значения:
Степень чистоты,
% 99,25 99,40 99,75
Плотность, г/см3 2,311 2,291 2,289
Плотность расплавленного электролитического алюминия в зависимости от
температуры (9С) может быть определена по следующей формуле [3]:dt==
= 2,385—0,28-10~3 (/—660).
Для расплавленного алюминия особой чистоты (99,999 % А1) Фридляндер
и Колпачев [4] экспериментальные результаты представили в виде следующего
уравнения (в интервале 669—950 °С): ^ = 2,6356—0,0002791 (/+273).
23
Вязкость. Ниже приведена динамическая вязкость расплавленного алюми-
ния (99,999 % А1) в зависимости от температуры [4]:
Температура, °С 669 710 744 776 804 837 860 885 923
Вязкость, мПа-с 1,1603 1,0909 1,0231 0,98410,94810,9002 0,87220,8533 0,8104
Температура, °С 944
Вязкость, мПа-с 0,7922
На жидкотекучесть алюминия при 700 °С значительное влияние оказывают
окисные пленки, что обусловлено, по-видимому, возрастанием внутреннего тре-
ния расплава, содержащего нерастворимые частицы окисла алюминия. При по-
вышении температуры вредное влияние окисла алюминия на жидкотекучесть
уменьшается [5].
Поверхностное натяжение. Температурная зависимость поверхностного на-
тяжения жидкого алюминия, как и многих металлов, является линейной:
-гг
*пл), где аПл и tnл — поверхностное натяжение и темпера-
тура в точке плавления.
В табл. 2.1 приведены значения апл и dojdt для алюминия различной чи-
стоты [6]. .
ТАБЛИЦА 2.1
ПОВЕРХНОСТНОЕ НАТЯЖЕНИЕ ЖИДКОГО
Степень
чистоты
алюминия, %
99,9
99,99
99,99
99,999
99,99
99,999
Среда и контакти-
рующие с расплавом
материалы
Воздух
Вакуум
Аг, А12О3
Аг, глинозем
Температурный
интервал, °С
660
660—1200
700—1200
660—977
660—900
700—750
АЛЮМИНИЯ
опп,
мН/м
910
865
865
865
825
884
do/dt,
мН/(м-°С)
0,16
0,14
0,16
0,05
0,34
Температура плавления и кипения. По мере повышения степени чистоты
алюминия температура его плавления возрастает:
Степень чистоты,
% 99,2
Температура плав-
ления, °С .... 657*1
99,5 99,6 99,97 99,996 —
658 *! 659,7 *2 659,8*2 660,24 ** 660,46 *3
*1 По данным Тейлора К; *2 по данным работы [7]; *3 по данным ра-
боты [8].
В момент плавления алюминия возрастает объем металла: по данным Эндо,
для алюминия чистотой 99,65%—на 6,25%, для более чистого металла —
на 6,60%.
По данным А. Н. Несмеянова, температура кипения алюминия равна 2348 °С;
Смитлз [3] приводит более высокое значение температуры кипения алюминия
B520 °С). По А. Н. Несмеянову, давление насыщенного пара в зависимости от
температуры характеризуется следующими величинами:
Температура, °С 627 727 1027
Давление," Па . . 615-10~9 348-10~7 132-10
24
1527 2027 2327
245 164-102 933-102
Уравнение зависимости давления пара для жидкого алюминия от темпера-
туры (К) имеет вид: lgP=12,409— A5990/Г)— 0,342- 10-5-Г—0,999 lg Г, где Р —
давление пара.
Термодинамические свойства. Сведения о термодинамических свойствах алю-
миния многочисленны, причем данные различных авторов иногда значительно
расходятся из-за неодинаковых методов исследования и чистоты изучаемых об-
разцов металла.
В табл. 2.2 приведены наиболее достоверные термодинамические функции
твердого и жидкого алюминия в интервале 100—2600 К [8]: истинной удельной
теплоемкости с°р(Т), энтальпии [Н°(Т)— #°@)], энтропии S°(T) и энергии Гиб-
бса G0 (Т).
ТАБЛИЦА 2.2
ТЕРМОДИНАМИЧЕСКИЕ
г, к
100
200
298,15
300
400
500
600
700
800
900
933,61
933,61
1000
1100
1200
1300
1400
1500
1600
1700
1800
1900
2000
2100
2200
2300
2400
2500
2600
ФУНКЦИИ АЛЮМИНИЯ В ТВЕРДОМ
И ЖИДКОМ СОСТОЯНИИ [8]
Дж/(моль-К)
13,050
21,590
24,354
24,384
25,667
26,759
27,973
29,415
31,130
33,138
33,881
31,750
31,750
31,750
31,750
31,750
31,750
31,750
31,750
31,750
31,750
31,750
31,750
31,750
31,750
31,750
31,750
31,750
31,750
кДж/моль
0,482
2,301
4,565
4,610
7,117
9,738
12,473
15,340
18,365
21,576
22,702
33,402
35,510
38,685
41,860
45,035
48,210
51,385
54,560
57,735
60,910
64,085
67,260
70,435
73,610
76,785
79,960
83,135
86,310
S° (Т),
Дж/(моль-К)
6,945
19,179
28,350
28,501
35,703
41,547
46,531
50,948
54,984
58,764
59,992
71,452
73,634
76,660
79,423
81,964
84,317
86,508
88,557
90,482
92,297
94,013
95,642
97,191
98,668
100,079
101,430
102,727
103,977
Дж/(моль.-К)
2,125
7,674
13,039
13,134
17,911
22,072
25,743
29,033
32,028
34,791
35,676
35,676
38,124
41,492
44,540
47,322
49,882
52,251
54,457
56,520
58,458
60,284
62,012
63,650
65,209
66,694
68,114
69,473
70,776
Удельная теплота плавления алюминия по данным табл. 2.2 составляет
10,7 кДж/моль, или 396,6 Дж/г. Удельную теплоту испарения при температуре
кипения определяли несколько авторов. Расхождение в полученных данных срав-
нительно невелико: 293,5 кДж/моль но данным работы [1] и 291,4 кДж/моль —
по даным работы [3].
Поперечное сечение захвата тепловых нейтронов. Чистый алюминий отно-
сится к нейтронопрозрачным металлам, так как имеет незначительное попереч-
ное сечение захвата тепловых нейтронов, равное всего 0,22-10~28 м. Еще мень-
25
шее поперечное сечение захвата тепловых нейтронов имеют только цирконий
@,18- Ю-28 м), кремний @,13-10~28 м), магний @,059-108 м), висмут @,032Х
ХЮ~28 м) и бериллий @,009-10~28 м). Все остальные металлы отличаются зна-
чительно большими величинами поперечного сечения захвата тепловых нейтро-
нов, чем алюминий.
Теплопроводность алюминия повышается с увеличением степени его чис-
тоты. Для технического алюминия (99,49 и 99,70%) теплопроводность при
200 °С равна соответственно 209 и 222 Вт/(м-К). Для электролитически рафи-
нированного алюминия чистотой 99,9% теплопроводность при 190 °С возрастает
до 343 Вт/(м-К). Примеси меди, магния и марганца в алюминии снижают его
теплопроводность [9]. Например, добавка 2 % Мп к алюминию снижает тепло-
проводность с 209 до 126 Вт/(м-К).
Электропроводность. Алюминий отличается высокой электропроводностью
(четвертое место среди металлов — после серебра, хмеди и золота). По данным
0,02 0,06 0,1 0,2 Q3 Q,b
Содержание легирующих элементов, %
Рис. 2.6. Влияние примесей на электропроводность алюминия
А. И. Беляева и Р. М. Гольдштейна, удельная электропроводность алюминия
чистотой 99,99% при 20 °С равна 37,9 мкСм-м, что составляет 63,7% от элек-
тропроводности меди [59,5 мкСм-м]. Более чистый алюминий [99,999 %] обла-
дает электропроводностью, равной 65,9 % от электропроводности меди.
На электропроводность алюминия влияет ряд факторов: степень деформа-
. ции, режим термической обработки и т. д., решающую же роль играет природа
примесей, присутствующих в алюминии. Влияние примесей на удельное электро-
сопротивление представлено на рис. 2.6 по данным А. И. Беляева и Р. М. Голь-
штейна. Примеси по их отрицательному влиянию на электропроводность алю-
миния можно расположить в следующий ряд: Сг, V, Mn, Ti, Nig, Ag, Cu, Zn,
Si, Fe Ni.
Основными примесями в алюминии являются кремний, железо, медь, цинк и
титан. При малых содержаниях кремния в алюминии @,06%) величина Fe : Si
(в пределах от 0,8 до 3,8) сравнительно мало влияет на его электросопротив-
ление. При увеличении содержания кремния до 0,15—0,16 % влияние Fe : Si
возрастает. Ниже приведено влияние Fe : Si на электропроводность алюминия
по данным Пенсере К. и др.
Fe:Si 1,07 1,44 2,00 2,68 3,56
Удельное электросопро-
тивление алюминия,
XIО, мкОм-м:
нагартованного . . . 2,812 2,816 2,822 2,829
отожженного .... 2,769 2,771 2,778 2,783
2,838
2,788
26
Наиболее отрицательное влияние на электросопротивление алюминия ока-
зывают примеси Сг, V, Мп и Ti (см. рис. 2.1). Поэтому в алюминии, предназна-
чаемом для электротехнической промышленности, сумма Cr+V+Mn+Ti (см.
табл. 1.1) не должна превышать 0,015% (марка А5Е) и даже 0,01 % (А7Е)
при содержании кремния соответственно 0,12 и 0,16 %.
Удельное электрическое сопротивление отожженной алюминиевой проволоки
(р, мкОм-м) при 20 °С в зависимости от содержания примесей можно прибли-
зительно определить по следующей формуле: р=0,0264+0,007(% Si)+0,0007X
Х(% Fe)+0,04[% (Cr+V+Mn + Ti)].
Ниже приведена электропроводность отожженной проволоки из алюминия
различных марок (при 20 °С) {по данным А. И. Беляева и Р. М. Голынтейна):
Марка алюминия 99,99 99,7 99,6 99,5 99,0
Удельное электро-
сопротивление,
мкОм-м .... 0,02638 0,02791— 0,02811— 0,02825— 0,0290—
0,02820 0,02920 0,02910 0,0295
Удельное электрическое сопротивление алюминия технической чистоты воз-
растает в 1,64 раза при переходе из твердого состояния в жидкое (рт = 16,5Х
Х10"8 Ом-м, рж = 27,1-10-8 Ом-м). Для более чистого алюминия (99,99%, тем-
пература плавления 600 °С) А. М. Корольков и Д. П. Шашков получили сле-
дующие данные: рт= 10,8-10-8 Ом-м, рж = 26,6-10~8 Ом-м; рж/рт = 2,46.
Способность к отражению света. С повышением степени чистоты алюминия
возрастает его способность отражать свет от поверхности. Так, степень отра-
жения белого света ®т прокатанных алюминиевых листов (фольги) в зависи-
мости от чистоты металла, по данным Д. Эдварса и др., возрастает следующим
образом: для А1 99,2%—75%, А1 99,5%—84% и для А1 99,8%—86%. По
измерениям К. Тейлора, поверхность листа, изготовленного из электролитически
рафинированного алюминия чистотой 99,996 %, отражает 90 % падающего на
него белого света.
Механические свойства
Механические свойства алюминия зависят от степени чистоты, вида и режимов
его обработки, температуры и других факторов. С возрастанием степени чис-
тоты прочность и твердость алюминия уменьшается, а пластичность возрас-
тает. Так, по данным Р. Годо, модуль упругости при 20 °С для металла чисто-
той 99,25 % составляет 69,65 ГПа, а для электролитически рафинированного
алюминия чистотой 99,98 % 65,71 ГПа. С повышением температуры прочность
алюминия снижается, а пластичность возрастает.
Ниже приведена зависимость механических свойств алюминия от степени
его чистоты [9], а также влияние температуры на механические свойства отож-
женной алюминиевой проволоки @,20 % Si, 0,15 % Fe, следы меди) [10]:
Степень чистоты
алюминия, % . . 98,0 *! 99,0 *! 99,5 ** 99,996*' 99 0
0в, МПа .... 88,3 83,3 73,5 49,0 88,3 *2; 137,3 *3
б, % 12,5 20,0 29,0 45,0 30 *2- 12 *3
НВ ... .... 274,6 245,2 284,4 137,3 245,2 *2; 313,8 *3
*J Для литого в землю металла. *2 Для литого в кокиль металла и для
отожженного. *3 Для деформированного металла.
*. °С 20 100 200 300 400 500 600 625
0в, МПа .... 74,4 65,3 55,0 37,3 28,4 21,3 12,2 83
б, % 42,0 42,0 42,6 44,0 44,7 43,3 411 36 0
Ф> % 94,2 94,8 95,1 96,5 98,1 99,0 99^4 99',7
При температуре вблизи точки плавления механические свойства загрязнен-
ного алюминия могут резко ухудшиться из-за ослабления границ зерен и меж-
27
33
89,2
11,9
83
119,6
6,9
кристаллитного разрушения. Температура резкого разупрочнения у литого алю-
миния чистотой 99,988% равна 654 °С, а чистотой 99,998 %—656 °С {10].
Алюминий обладает высокой способностью к деформации; его пластичность
возрастает с повышением чистоты. Алюминий чистотой 99,995 % можно под-
вергнуть очень большим вытяжкам, например с диаметра 80 до диаметра
ОД мм.
При увеличении степени деформации прочность алюминия увеличивается,
а удлинение уменьшается [11]:
Степень деформа-
ции, % '0
о-в, МПа .... 53,9
б, % 51,9
Легирование алюминия высокой степени чистоты повышает его прочность,
но понижает его пластичность как при комнатной, так и при пониженных тем-
пературах [10]. Например, добавление 0,5 % Fe к алюминию чистотой 99,99 %
приводит к повышению 0В с 88,3 до 219,7 МПа (нагартованный металл) и
с 49,0 до 99,1 МПа (отожженный алюминий).
Химические свойства
Химическая активность. Алюминий характеризуется высокой химической актив-
ностью: энергия образования его соединений с кислородом, галоидами, серой и
углеродом очень велика. В ряду напряжений он занимает место среди наиболее
электроотрицательных элементов (нормальный потенциал его около 1,3 В).
Обладая большим сродством к кислороду, алюминий на воздухе теряет
блеск, покрываясь тонкой, но очень прочной окисной пленкой. Электронно-мик-
роскопические исследования показывают, что пленка окиси алюминия на поверх-
ности твердого алюминия сплошная и беспористая. Она защищает алюминий от
дальнейшего окисления и обусловливает его высокие антикоррозионные свой-
ства. Толщина пленки окиси алюминия на поверхности металлического алю-
миния ~2-10~4 мм.
Интенсивность окисления алюминия зависит от температуры, степени его
раздробленности и примесей других металлов, присутствующих в нем.
Алюминий, нагретый на воздухе до температуры, близкой к точке его плав-
ления F60°С), продолжает окисляться, причем степень окисления его при этой
температуре пропорциональна квадратному корню из продолжительности окис-
ления. Окисление алюминия существенно ускоряется при температурах выше его
точки плавления, мелко же раздробленный металл при нагревании на воздухе
энергично сгорает.
Присутствие в алюминии примесей магния, кальция натрия, кремния и
меди усиливает его окисление. Особенно легко окисляются при нагревании алю-
миниево-магниевые сплавы, на поверхности которых образуются рыхлые окис-
ные пленки. В присутствии следов ртути пленка окиси алюминия на поверхности
твердого алюминия нарушается, и весь металл полностью окисляется.
Реакция соединения алюминия с кислородом экзотермична и сопровожда-
ется значительно большим выделением тепла, чем реакция окисления других
металлов (~ 1675 кДж/моль).
При нагревании алюминия в смеси с А12О3 (при остаточном давлении
0,133 Па и 1450 °С) образуется летучая субокись алюминия АЮ: А120ЗТв +
+ А1Ж zi ЗАЮг, для которой характерен полосчатый спектр. Образование АЮ
из окиси алюминия (корунда) и металлического алюминия сопровождается по-
глощением тепла E86 кДж/моль).
Алюминий вступает во взаимодействие с хлором при температуре выше
100 °С, образуя хлорид алюминия (А1С1з) и выделяя тепла примерно
670 кДж/моль. При атмосферном давлении хлорид алюминия возгоняется, не
плавясь, при 183 °С; под давлением хлорид алюминия плавится при 190 °С.
Металлический алюминий образует с хлористым алюминием при нагрева-
нии в водороде или в вакууме при температуре выше 1000 °С субхлорид А1С1:
А1С1 + 2А1ГЗА1С1
28
При охлаждении примерно до 800 °С субхлорид вновь распадается на нор-
мальный хлорид алюминия и алюминий. Образование А1С1 из металлического
алюминия и А1С1з сопровождается поглощением около 146 кДж/моль тепла.
Со фтором алюминий образует фтористый алюминий A1F3, который, бу-
дучи нагрет до 1000—1100°С, при атмосферном давлении возгоняется, не плавясь.
С серой алюминий взаимодействует при температуре выше 1000°С, об-
разуя сульфид алюминия AI2S3. Реакция сопровождается большим выделением
тепла E94 кДж/моль). Сульфид алюминия имеет температуру плавления
1100°С и разлагается при реакции с водой, образуя гидроокись алюминия и
сероводород.
С азотом алюминий непосредственно соединяется при 800 С, образуя
нитрид алюминия A1N. Эта реакция сопровождается довольно значительным вы-
делением тепла. Чистый нитрид алюминия представляет собой белый порошок,
который не изменяется при нагревании до 2000 °С; выше же этой температуры
юн начинает разлагаться.
С углеродом алюминий образует карбид алюминия AI4C3, причем для
этого смесь должна быть нагрета на воздухе до 2000 °С. В атмосфере же водо-
рода или в вакууме порошкообразный алюминий и углеродистый материал ре-
агируют при 1000—1200 °С. Присутствие криолита также облегчает образование
карбида алюминия. Реакция образования карбида алюминия из элементов про-
текает с выделением тепла A95,5 кДж/моль). Карбид алюминия окрашен
в ярко-желтый цвет; при нагревании выше 2000 °С АЦС3 разлагается с выделе-
нием графита. Вода разлагает карбид алюминия с образованием гидрата окиси
алюминия и метана.
С водородом алюминий, по-видимому, химически не взаимодействует,
но энергично его поглощает. Как будет показано ниже, водород является ос-
новной составляющей газов, присутствующих в алюминии.
Коррозионная стойкость. Одним из самых важных качеств алю-
миния является его исключительно высокая стойкость к коррозии, значительно
возрастающая с повышением степени его чистоты.
Алюминий обладает высокой коррозионной стойкостью к морской воде, ук-
сусной, лимонной, винной и другим органическим кислвтам. Он практически
не взаимодействует с концентрированной азотной и 100 %-ной серной кисло-
тами, но быстро разрушается в разбавленной азотной кислоте, а также в раз-
бавленной серной кислоте при концентрациях более 10 % (максимальная рас-
творимость наблюдается в 80 %-ной серной кислоте). Быстро растворяется алю-
миний также в растворах щелочей, соляной, плавиковой и бромистоводородной
кислотах; слабо взаимодействует с борной кислотой. Алюминий устойчив
в нейтральных растворах солей магния и натрия, слабо влияют на алюминий
сернистый газ, аммиак и сероводород.
Химическая стойкость алюминия обусловливается, как указывалось выше,
образованием на его поверхности тончайшей, но плотной беспористой пленки
окиси алюминия. Сцепление окисной пленки с алюминием в местах нахождения
примесей в металле значительно уменьшается, и эти места уязвимы для кор-
розии. У алюминия с ничтожным содержанием примесей окисная пленка имеет
очень прочное сцепление с поверхностью. Поэтому алюминий высокой и особой
чистоты чрезвычайно стоек против действия многих химически активных ре-
агентов.
Коррозионная стойкость алюминия различной степени чистоты может быть
охарактеризована потерями массы испытуемого образца металла или объема
водорода, выделяющегося с единицы поверхности металла при обработке его
в течение 1 ч соляной кислотой определенной концентрации. Ниже приведена
скорость коррозии алюминия различной чистоты в 5 %-ном растворе НС1 (по
данным А. И. Беляева и Р. М. Голыытейна):
А1, %, не менее 99,99
Потери массы, г/(м2-ч) 0,15
Количество водорода, л/(м2-ч) . . . 0,12
Из приведенных данных следует, что коррозионная стойкость электролити-
чески рафинированного алюминия (99,99%) в 3—15, раз выше, чем алюминия
технической чистоты.
29
99,7
0,48
0,48
99,6
0,72
0,75
99,5
1,24
1,52
99,0
2,02
2,16
Дальнейшее повышение чистоты алюминия еще в большей степени увели-
чивает его коррозионую стойкость. Например, поверхность электролитически ра-
финированного алюминия (99,998%) через 20 сут выдерживания в 22 %-ной
соляной кислоте покрылась глубокими трещинками. Поверхность же более чис-
того алюминия (очищенного зонной плавкой и подвергнутого электрополировке)
после выдерживания в соляной кислоте в течение 100 сут сохранила свой первона-
чальный блеск. Установлено, что для алюминия чистотой 99,99 % и выше ско-
рость коррозии зависит главным образом от содержания в нем меди. Например,
при содержании выше 2 -10~3 % Си алюминиевый лист толщиной 1,5 мм при
выдержке в 20 %-ной соляной кислоте в течение недели прокорродировал на-
сквозь; в тех же условиях алюминий, содержащий от 0,9 до 3-Ю Си, пол-
ностью разрушился только через две недели.
Беляев и Гольштейн [9] исследовали влияние на коррозионную стойкость
алюминия содержания основных примесей в первичном алюминии — железа и
кремния, а также небольших добавок редких металлов (Be, Ga, Nb, Re и Ti),
которые специально вводили в алюминий технической и высокой чистоты. С уве-
личением содержания суммы примесей Fe+Si коррозионная стойкость алюми-
ния (в 5 %-ном растворе НО) с очень малым содержанием меди (<0,005%)
постепенно падает. Для алюминия с высоким содержанием Fe+Si @,9%), ко-
торое соответствует стандартной марке АО, скорость коррозии равна 27—
31,5 г/(м2-ч), для металла технической чистоты марки А7 — всего лишь 0,24—
1^07 г/(м2-ч), а для алюминия марки А6— 1,19—1,64 г/(м2-ч).
Исследования позволили установить отрицательное влияние примеси железа
на коррозионную стойкость алюминия, которая уменьшается с увеличением со-
держания железа. Увеличение содержания кремния от 0,0003 до 1—2 % практи-
чески не сказывается на коррозионной стойкости металла. Алюминий с очень
низким содержанием железа @,003%) в 5 %-ном растворе НС1 корродирует
очень медленно [0,10—0,157 г/(м2-ч)], независимо от увеличения содержания
ТАБЛИЦА 2.3
ГАЗОСОДЕРЖАНИЕ АЛЮМИНИЯ РАЗЛИЧНОЙ СТЕПЕНИ ЧИСТОТЫ
Алюминий
Вторичный
Первичный:
А5 . .
А7
Электролитически рафи-
нированный А99 ....
Очищенный через суб-
фтор ит в вакууме . . .
Очищенный зонной
плавкой в вакууме . . .
В форме монокристалла,
полученного вытягива-
нием из расплава в ва-
кууме
Количество
газов на 100 г
металла, см3
1,24
1,17
1,20
0,57
0,007
0,003
0,004
н2
79,8
82,4
83,9
88,5
74,7
85,3
85,2
Состав
N2
8,1
7,2
6,7
5,1
5,2
5,1
4,8
газов, %
СО
7,8
6,9
6,3
4,8
6,3
6,7
6,8
(объемы.)
СО2
4,3
3,5
3,1
1,6
3,0
2,9
3,2
F2
,
10,8
Примечания: 1. Приведенные данные о газосодержании можно рассмат-
ривать только как сравнительные. 2. Присутствие F2 в алюминии, очищенном
через субфторид в вакууме, является результатом внедрения атомов фтора в ре-
шетку алюминия, образующегося в результате диспропорционирования его суб-
фторида.
30
в нем кремния от 0,003 до 0,5—1 ¦%. Даже при большем содержании кремния
(до 2%) скорость коррозии алюминия невелика.
Добавки редких металлов влияют на коррозионную стойкость алюминия
следующим образом: 0,01—0,19% Ti заметно не влияют на коррозионную стой-
кость алюминия этих марок в 5 %-ном растворе НС1. Бериллий в малых коли-
чествах @,05—0,5%) незначительно снижает коррозионную стойкость алюми-
ния высокой и технической чистоты в 5 %-ном растворе НС1. Ниобий же, введен-
ный в такой алюминий, более ощутимо снижает его коррозионную стойкость.
Если в присутствии 0,03—0,09 % -Nb это снижение невелико, то при более вы-
соком содержании ниобия @,14—0,19 %) оно уже значительно.
Весьма отрицательно влияют на стойкость алюминия против коррозии не-
большие добавки галлия и рения. Для алюминия стандартной марки А7, содер-
жащего 0,5% Ga, скорость коррозии достигает 120 г/(м2-ч), а содержащего
0,3% Re — 250 г/(м2-ч). Для сравнения укажем, что скорость коррозии бес-
сортного алюминия, богатого железом A % Fe+0,03 % Si), составляет около
100 г/(м2-ч).
Газосодержание. Неоднократные определения количества газов, со-
держащихся в алюминии, и их состава показали, что основной составляющей
этих газов является водород. В газах', экстрагированных из алюминия, на долю
водорода приходится 80—90 %, а остальное — на азот, окись и двуокись угле-
рода, метан и др. (табл. 2.3).
Растворение водорода в алюминии можно описать уравнением А1Ж (тв) +
"г П2 — Zirlp-p в А1 •
Диссоциация молекулярного водорода с образованием атомов при раство-
рении его в жидком алюминии подтверждается пропорциональностью раство-
римости водорода (S) корню квадратному от его давления (Р) при постоянной
температуре в соответствии с уравнением Сивертса: 5 = К уР •
Атомы водорода в алюминии могут быть ионизированы, что доказывает
выделение водорода при пропускании через алюминий постоянного тока.
Растворимость водорода в твердом и расплавленном алюминии увеличи-
вается с ростом температуры (табл. 2.4).
ТАБЛИЦА 2.4
РАСТВОРИМОСТЬ ВОДОРОДА В АЛЮМИНИИ
ПРИ АТМОСФЕРНОМ ДАВЛЕНИИ, см3/Ю0 г [12]
Температура, СС
300
400
500
600
660
(ТВ.)
660
(жидк.)
700
ю-7
0,001
0,005
0,0028
0,0072
0,0125
0,030
0,016
0,026
0,030
0,032
0,036
0,050
0,044
0,69
0,43
0,92
0,63
1,67
1,23
Из приведенных данных видно, что растворимость водорода в твердом
алюминии даже при температуре плавления невелика @,04—0,05 см3/Ю0 г),
а в жидком металле при -той же температуре составляет 0,43—0,69 см3/Ю0 г,
т. е. в 8—11 раз больше.
Наиболее достоверными считаются результаты, полученные К. Рэнсли и
X, Ньюфельдом. Эти результаты Добаткин и др. [13] представили в виде сле-
дующих уравнений:
для твердого алюминия lgSTB = —2760/7 + 1,356 + 0,5 lgp;
для расплавленного алюминия (при 660—850 °С):1д?ж = —2080/Г—0,652 +
+0,5 lg /?, где S — концентрация растворенного водорода при атмосферном дав-
лении, см3/100 г; р — парциальное давление водорода.
На растворимость водорода в жидком алюминии существенное влияние ока-
зывают легирующие элементы, особенно магний. Например, при 700 °С раство-
31
римость водорода в алюминии составляет 0,9 см3/100 г, а в сплаве А1—4 %
№g 1,6 см3/100 г. Медь, кремний, никель и олово снижают растворимость во-
дорода в жидком алюминии; увеличивают растворимость водорода в алюминии:
железо до 0,59%, хром до 0,3—1,0% и титан до 0,9%, а затем снижают
ее [13].
Выше была приведена равновесная (истинная) растворимость водорода
в алюминии. В реальных условиях производства полуфабрикатов и готовых из-
делий на металлургических заводах концентрация водорода в металле значи-
тельно выше равновесной. Это связано с тем, что водород в алюминии может
находиться не только в растворенном состоянии (в форме атомов или прото-
нов), но и в виде пузырьков молекулярного водорода, а также в связанном
виде, т. е. в форме химических соединений — гидроокисей алюминия [например,
А1(ОН)з, АЮ(ОН)] или гидридов лития, титана, циркония и других металлов,
присутствующих в алюминии в виде примесей. Кроме того, превышение содер-
жания водорода в твердом алюминии сверх равновесного значения связано
с образованием пересыщенных твердых растворов. При достаточно больших
скоростях кристаллизации почти весь водород, растворенный в жидком металле,
сохраняется в пересыщенном твердом растворе.
При последующем отжиге слитков водород из пересыщенного раствора мо-
жет выделяться в молекулярной форме, образуя поры диаметром 1—40 мкм
с высоким внутренним давлением. Эта мелкая пористость называется вторич-
ной в отличие от первичных газовых пор молекулярного водорода, образую-
щихся в процессе кристаллизации.
Один из основных источников водорода в электролитическом алюминии —
влага, попадающая с сырьевыми материалами в электролит алюминиевого
электролизера и подвергающаяся электролизу с выделением водорода. Другим
источником наводороживания алюминия является взаимодействие алюминия
с парами воды, содержащимися в атмосфере цеха и в миксере-накопителе, no-
реакциям [13]: 2А1 + ЗН2О = А12О3 + 6Н и 2А1 + ЗН2О = А12О3 + ЗН2.
Образующаяся по этим реакциям окисная (гидроокисная) пленка на по-
верхности металла тормозит дальнейший процесс наводороживания, так как она
непроницаема для воды. Окисные же пленки, распределенные внутри металла,,
взаимодействуют с водородом, что приводит к повышению концентрации во-
дорода в металле и уменьшению скорости его удаления при кристаллиза-
ции [13].
Поглощение водс-рода, образующегося по этим реакциям, может происхо-
дить на всех стадиях технологического процесса производства товарной про-
дукции на алюминиевых заводах: электролиз, выливка металла в вакуумный
ковш, перелив металла в транспортный ковш, транспортировка металла, пере-
лив металла в миксер, выстаивание его в миксере, отливка слитков. Экспери-
ментально установлено, что во время гашения анодного эффекта и обработки
электролизера содержание водорода в алюминии может повыситься до
0,8 см3/100 г металла, затем концентрация водорода в металле снижается до
исходного уровня за 1—1,5 ч [14].
Содержание водорода в алюминии, вылитом из электролизера в период
между анодными эффектами (между обработками ванн), как правило, неве-
лико @,1-—0,15 см3/100 г). На дальнейших стадиях от электролизера до слитка
наводороживание алюминия определяется рядом факторов: влажностью воз-
духа, температурой металла, зашлакованностью ковшей и миксеров, временем
транспортировки металла и др.
В твердом алюминии (слитках, чушках и т. п.) на всех алюминиевых за-
водах содержание водорода составляет, как правило, 0,16—0,20 см3/100 г. Для
снижения содержания водорода и неметаллических включений на металлурги-
ческих заводах используют различные методы рафинирования алюминия: фильт-
рацию через сетчатые, кусковые и керамические фильтры, электрофлюсовое ра-
финирование, обработку металла струей нейтральных газов (азот, арвон) или
их смесей с хлором и др. .
Наиболее эффективные методы рафинирования алюминия от водорода —
обработка расплава инертным газом в восходящем потоке газа с фильтрацией
через керамические или кусковые фильтры [13] или продувка металла смесью
32
инертного газа и хлора с применением фильтрации через фильтры грубой и
тонкой очистки (метод Алкоа 469). Например, при очистке алюминия и его
сплавов методом Алкоа 469 содержание водорода снижается с 0,24—0,45 до
0,08—0,15 см3/Ю0 г; одновременно уменьшается содержание неметаллических
включений и натрия до 0,0001 % [13].
Как следует из приведенных выше данных, газосодержание в алюминии, очи-
щенном дистилляцией или кристаллизационным методом @,003—0,007 см3/100 г),
примерно в 100 раз меньше, чем в электролитическом алюминии. Это свиде-
тельствует о том, что радикальный путь снижения содержания газовых при-
месей в алюминии — обработка или получение его в вакууме. Вакуумная об-
работка позволяет достичь наиболее высокой степени дегазации металла.
Важнейшие свойства первичного алюминия
Ниже приводятся важнейшие свойства технического
(99,5—99,7%), алюминия высокой (ВЧ) и особой (ОЧ)
А7-А5
Период кристаллической решетки, нм 0,40494
Плотность, г/см3 при t, °C:
20 2,706—2,703
1000 2,291—2,289
Температура плавления, °С 658—659,7
Температура кипения, °С 2348
Увеличение объема при плавлении, % 6,25
Удельная теплота плавления, Дж/кг 396,6
Удельная теплота испарения, Дж/г 10 880
Вязкость, мПа-с, при t, °C:
660 —
750 —
850 — ¦
Поверхностное натяжение, мН/м, при
/Пл 660 °С (граничащая среда—воз-
дух) —
Удельная теплоемкость, Дж/(г-°С),
при t, °C:
20 0,8974
660 0,9027
Теплопроводность, Вт/(м-°С), при
t °C:
20 217,7
200 209—222
Коэффициент линейного расширения
при 20—100 °С, а-106 23,8
Удельное электрическое сопротивле-
ние при 20 °С, мкОм-м 0,02910—0,02791
Удельная электропроводность при
20°С, мкСм-м 34,3—35,8
Электропроводность по отношению
к меди, % 57,6—60,6
Остаточное электросопротивление при
4,2 Ом-м:
99,990 % А1 (электролитически ра-
финированный) .
99,996% А1 _
Газосодержание, см3/100 г ..... 0,16—0,20
Степень отражения видимого света,
% 84
3 Заказ № 297
алюминия марок А7—А5
чистоты:
ВЧ, ОЧ
0,40413
2,669—2,698
—
660,24—660,46
2520
6,60
396,6
10 880
1,18
1,06
0,98 .
910
0,8974
0,9027
343 (99,9 % А1)
* 23,8
0,02638—0,02551
37,9—39,2
63,7—65,9
4 • 10"п
2 • 10"п
0,003—0,007
(99,999 % А1)
90
33
64,73
54,92
43,15
26,48
147,1
. 78,5
284—196
294—343
245
3—5
30—40
—
—
88,3
49,0(99,99% Al)
137
265
167
5,5—10
45—49
200
50—100
A7—A5 ВЧ, 04
Модуль упругости, ГПа, при t> °C
20 69,65 67,71
(99,98 % А1)
200
400 ....
600
Модуль сдвига при 20 °С, ГПа . . .
Временное сопротивление при 20°С,
МПа:
деформированного
отожженного
Твердость (НВ):
литого
деформированного
отожженного
Относительное удлинение, %:
деформированного
отожженного
Рекристаллизация, °С:
электролитически рафинированного
99,990% А1
99,998 А1
очищенного зонной плавкой
(99,999% А1) — —37+25
Глава 3
1 ЖИДКИЙ АЛЮМИНИЙ И ЕГО РАСПЛАВЫ1
Жидкости, температура которых близка к точке кристаллизации, удобно назы-
вать расплавами в отличие от жидкостей того же состава вблизи критической
температуры перехода жидкость—пар. Расплавы — основная среда, в которой
протекают все процессы, связанные с выплавкой сплавов и получением из них
твердых изделий. С точки зрения статистической термодинамики расплавленное
состояние можно в самой общей форме считать соперником кристаллического
[1, гл. 2]: обе фазы являются конденсированными, имеют сравнительно высокую
плотность; теплота плавления составляет, как правило, лишь около 10 % от
теплоты испарения; теплоемкость жидкости вблизи температуры плавления
близка к теплоемкости твердого тела. Следовательно, колебания атомов возле
центров равновесия играют существенную роль и в жидком состоянии. При пе-
ремещении частицы расплавленного металла на одно межатомное расстояние
@,3 нм) за время «оседлой жизни» атом, находясь в окружении одних и тех
же соседей, успевает совершить 101—104 колебаний, прежде чем совершить" ак-
тивированный перескок [2]. Величина среднеквадратичного перемещения атомов
при самодиффузии в жидких металлах составляет примерно 10—40 % от рас-
стояния между ближайшими соседями, равного обычно 0,3—0,4 нм [3]. Поэтому
можно сделать вывод, что процессы переноса количества движения (вязкость)
и массы (диффузия) протекают в результате коллективных перемещений многих
атомов (кооперативный процесс), а не путем редких изолированных перескоков
отдельных атомов в дырки межатомных размеров. В действительности, как
указывается в работе [4], диффузия в жидких металлах происходит путем мед-
ленного дрейфа атома вместе с окружающими соседями и путем перескоков
его от одной упорядоченной группы к другой. Преобладание одного вида дви-
жения над другим определяется природой расплава, силой связи между ато-
мами и температурой.
1 Автор А. А. Колпачев.
34
Характер теплового движения атомов в расплавах определяет сходство
жидкого конденсированного состояния с кристаллическим в тех процессах, когда
локальная структура вносит определяющий вклад (рассеяние рентгеновского,
электронного или нейтронного излучения, рассеяние электронов проводимости
и др.). Он же определяет и существенные различия (высокую текучесть, по-
терю анизотропии свойств при плавлении и др.) двух конденсированных со-
стояний.
Большую склонность к переохлаждению жидкостей в большинстве обзоров
[1, 3, 5—7] связывают с принципиально разными формами плотнейшего построе-
ния атомов одного и. того же вещества: нерегулярной для жидкого и кристал-
лической для твердого. Модель идеальной нерегулярной жидкости развита
Дж. Берналом и подробно описана в обзорах [3, с. 32—39; 5, с. 22—25; 6].
По Дж. Берналу, расположение атомов в простых жидкостях таково, что в них
не содержится никаких кристаллических участков и никаких дырок, превышаю-
щих объем одной из составляющих жидость частиц. При температуре ниже
точки плавления при переохлаждении сохраняется нерегулярное расположение
атомов, которое может перейти в регулярное только в процессе кристаллизации.
Если в процессе плавления перестройка из регулярной структуры в нерегуляр-
ную происходит постепенно (или процессы перестройки замедлены), то состоя-
ние жидкой фазы сразу после расплавления и при той же температуре после
предварительного перегрева может оказаться различным, так как для обратной
перестройки требуется кристаллизация.
1. СТРОЕНИЕ ЖИДКОГО АЛЮМИНИЯ И ЕГО РАСПЛАВОВ1
Результаты изучения дифракции рентгеновских лучей, электронов и нейтронов
расплавами дали основание для проведения аналогии между жидким и твердым
состоянием. При отсутствии дальнего порядка в жидкости наблюдается ближ-
ний порядок, количественной характеристикой которого в чистых одноатомных
жидкостях является функция радиального распределения p(R), показывающая
вероятность нахождения любого атома (молекулы) на расстоянии R от атома,
принятого за центр. Безразмерная вероятностная функция распределения g(R)
связана с p(R) выражением g(R)=p(R)lpo, где ро — средняя атомная плотность
в системе.
Для простых жидкостей g(R) совпадает с парной коррелятивной функ-
цией, которая входит фактически в любое термодинамическое уравнение, опи-
сывающее жидкую фазу [4, с. 13]. Функцию радиального распределения рас-
считывают по измеренному в дифракционных экспериментах структурному
фактору a(S): a(S) = I(S)/Nf2 (S). Здесь I(S)—интенсивность рассеянного из-
лучения в функции от волнового вектора S = 4:rtsin9A (Э — половина угла рас-
сеяния; К — длина волны излучения); f(S)—атомный фактор, характеризующий
интенсивность рассеяния изолированным атомом; N— число рассеивающих
центров.
Для нейтронов атомный фактор не зависит от вектора рассеяния. Функции
g(R) и a(S) связаны между собой уравнениями: g('/?) = 1 + CU^PoR) X
оо оо
X \ S [a (S) - 1] sin (SR) dS ; a E) = 1 + Djipo/S) [ R [g (R) - 1] sin (SR) dR.
о о
Величина h(R)=g(R)— 1 называется полной коррелятивной функцией. Она
состоит из двух слагаемых. Первый член c(R) (прямая коррелятивная функ-
ция) характеризует парное взаимодействие между атомами, а второй — взаи-
модействие центрального атома со всеми остальными. Функция с(R) определя-
оо
ется уравнением с (R) = 1 + C^^PoR) \ Sc (S) sin (SR)dS, в котором c(S) =
1 Изложение данного раздела в основном проводится по монографии [4].
3* 35
В отличие от a(S) функция c(S) сосредоточена в области малых значе-
ний 5.
Таким образом, из экспериментального структурного фактора a(S) можно
найти функции g(R) и c(R), позволяющие получить количественную информа-
цию о структуре и рассчитать потенциалы парного взаимодействия.
Структура расплавленного алюминия изучалась неоднократно рентгенов-
ским, электронографическим и нейтронографическим методами [3, 4, 8, 9]. Стиб
изучал [3, с. 62] жидкий алюминий при трех температурах: 670, 800 и 1000 °С
с использованием Мо/Са-излучения и Си/Са-излучения. Эти эксперименты наряду
с выявлением температурной зависимости характеристик ближнего порядка
в расплаве показывают влияние длины волны рентгеновского излучения и эф-
фекта обрыва. Ниже приведены функции радиального распределения максиму-
мов и их отношения, а также значения координационных чисел Zx и z\ , рав-
ных соответственно площади под первым пиком функции радиального распре-
деления при его симметричном выделении и при продолжении правой ветви
до оси расстояний:
Температура опыта, °С 670 800 1000
/?,, нм 0,284/0,294* 0,283/0,293 0,282/0,291
R2, нм 0,535/0,563 0,525/0,555 0,56/0,56
Ri/R2 1,87/1,91 1,86/1,89 1,98/1,92
Zx 9,7/4,1 9,2/10,7 8,7/4,2
Z\ 8,7/10,8 8,7/10,8 8,3/9,4
Везде данные в числителе —при излучении МоКа, в знаменателе — СиКа.
Отношение радиусов второй координационной сферы к радиусу первой ко;
ординационной сферы составляет 1,86—1,98. Для плотноупакованных кристал-
лических структур это отношение равно д/2, а при высоких температурах
Уз"=1,71.
В работах [4, 8] сопоставляя значения R{ и Zx с таковыми для г. ц. к.
структуры алюминия, усматривают сохранение ближнего порядка на основе
г. ц. к. структуры при температурах, на 10—40 °С превышающих точку плавле-
ния. Именно относительно небольшие изменения параметров ближнего порядка
при плавлении оправдывают проведение анализа экспериментальных интерфе-
ренционных кривых и функций радиального распределения путем их сопостав-
ления со структурными характеристиками, рассчитанными по квазикристалличе-
ским моделям.
Для модельных вычислений большое значение имеет использование пра-
вильного фактора «размытия» кристаллической структуры [4, с. 22]. Учитывая
три фактора, под действием которых происходило размытие интерференцион-
ных кривых и функций радиального распределения: а) увеличение амплитуды
тепловых колебаний атомов около положения равновесия; б) статистический
разброс положений центров колебаний атомов вследствие флуктуационного ме-
ханизма движения частиц, что приводит к зависимости относительного смеще-
ния любой пары атомов от расстояния между ними; в) потеря дальнего по-
рядка, резкое уменьшение размеров упорядоченных областей и количества в них
атомов.
Ниже приведены положения Si максимумов на кривых структурного фак-
тора, ширина AS первых максимумов кривых интенсивности на половине их
высоты; межатомное расстояние R\\ координационные числа Z\ и Zj , вычис-
36
ленные, как это указывалось выше; ширина AR симметричного пика функции
радиального распределения [4]:
Температура,
°С ...... 680 800 880 1050 1300 655 655
г. ц. к. *1 о. п. к. *2
5,, нм . . . 26,6 27,3 27,2 27,0 27,0 26,4A11) 27,2A10)
S2 30—32 38—41 38—31 38—41 38—41 30,6B00) 28,8B00)
53 . 48,5 49,5 49,5 50,5 — — —
54 ...... 72,0 73,0 73,0 73,0 — — —
S5 94,0 95,0 95,0 — — — —
AS,, нм . . .6;8*3 6,6 7,0 7,8 8,2 — —
Д/?, нм . . . .0,054 0,048 — — — — —
Ru нм .... 0,288 0,280 0,282 0,282 0,282 0,290 0,282
Z, ...... 9,4 7,6 7,0 6,9 6,5 — —
Z[ 9,8 9,6 9,1 8,5 7,8 12 8—6
Zl-Z/l)/Zl . 0,04 0,26 0,30 0,23 0,20 — —
*1 Кристаллическое состояние.
*2 Гипотетическая структура.
*3 Под максимумом находятся две интерференции: A11) и B00).
Из этих данных следует, что перегрев алюминия примерно на 130 °С выше
точки плавления вызывает существенные изменения хода интерференционной
кривой. Все максимумы сдвигаются в сторону больших углов рассеяния. Первый
пик становится симметричным за счет исчезновения побочного максимума при
S«31 нм-1, при S — 40 нм на кривых рассеяния появляется новый максимум.
Несмотря на уменьшение с ростом температуры высоты главного пика, ширина
его не увеличивается даже при перегреве расплава на 200 °С. В жидком и крис-
таллическом алюминии соответственно при температурах 680 и 655 °С, близких
к точке плавления, параметры ближнего порядка совпадают. Положения глав-
ного (Si~26,6 нм) и побочного ($2 — 31 нм-1) максимумов кривой интенсив-
ности соответствуют рефлексам A11) и B00) от твердого алюминия с г. ц. к.
решеткой; сохраняется при плавлении и величина R\.
При 800 °С в алюминии изменяется ближний порядок предположительно
с о. ц. к. или г. ц. к. упаковкой атомов. На это указывают следующие экспе-
риментальные факты. Кратчайшее межатомное расстояние при повышении тем-
пературы сокращается на 0,006—0,008 нм. Эту величину можно сопоставить,
например, с уменьшением радиуса атомов при изменении их координации от
12 до 8. Значения Si = 27,3 и 52 = 29,0 нм совпадают с положениями интерфе-
ренционных линий A10) и B00) для гипотетической о. ц. к. решетки алюминия
с расстоянием /?i = 0,282 нм. Далее, доля площади, получаемая за счет асим-
метричной части первого пика кривых радиального распределения, увеличива-
ется с повышением температуры. Асимметричность может быть следствием по-
падания в область максимума двух координационных сфер, расположенных
в о. ц. к. или г. ц. к структуре на близком расстоянии. В табл. 3.1 сравнива-
ются опытные координационные числа с вычисленными из уравнения N'=
— ра?1(МРн), в котором N' — число атомов, приходящихся на элементарную
ячейку; р — плотность; а — параметр ячейки; М — атомная масса; Рн — масса
атома водорода.
Для жидкости величину W можно получить из следующих соображений.
Внутри первой координационной сферы, включая центральную частицу, в г. ц. к.
структуре находится 13 атомов, а в о. ц. к.—9.
37
ТАБЛИЦА 3.1
СРАВНЕНИЕ ЭКСПЕРИМЕНТАЛЬНЫХ И РАССЧИТАННЫХ
КООРДИНАЦИОННЫХ ЧИСЕЛ ДЛЯ ЖИДКОГО АЛЮМИНИЯ
Температура,
°С
680
800
880
1050
1300
аг. ц. к.'
нм
0,407
0,396
0,399
0,399
0,399
в6.ц.к.'
нм
0,324
0,326
0,326
0,326
Р,
г/см3
2,37
2,35
2,32
3,27
2,17
ОПЬ1Т
9,8
9,6
9,1
8,5
7,8
Ц. К
расчет
10,6
9,7
9,6
9,4
8,9
опыт
7,6
7,0
6,9
6,5
ц. к
расчет
7,2
7,0
6,8
6,5
Соответственно этим значениям количество атомов в ячейке для рас-
плава с координационным числом Z\ будет составлять Nr ц. к= (Zx + 1) 4/i3J
температуре выше 800 °С
лучше совпадают с экс-
Значения плотности взяты из работы [3].
Из данных таблицы следует, что при
расчетные данные для о. ц. к. структуры
периментальными, чем для г. ц. к.
На рис. 3.1 приведены эксперименталь-
ные и вычисленные структурные фак-
торы. Опытная кривая рассеяния при 680 °С
практически совпадает с расчетной при плот-
нейшей упаковке атомов, а кривая при
880 °С неплохо описывается о. ц. к. струк-
турой. Перестройку структуры авторы ра-
боты [4] связывают, как это и предпола-
галось в работе [8], с ионизацией ионов А12+
до ионов А13+.
Радиус RM области упорядочения мож-
но рассчитать по ширине (AS) первого мак-
симума интерференционной кривой. Сопо-
ставимые результаты получены из соотно-
шения теплот испарения и плавления
в предположении, что теплота плавления
затрачивается на разрыв межатомных свя-
зей между отдельными группировками. Для
алюминия при 680, 880 и 1300°С число ато-
мов в группировках составляет соответст-
венно 690, 500 и 310 при радиусах обла-
стей упорядочения 1,59; 1,43; 1,22 нм. Значительно труднее описать в терминах
координационных сфер функции радиального распределения многоатомных жид-
костей (растворов).
Чаще всего применяют следующий способ расшифровки экспериментальных
данных: теоретически рассчитывают кривые атомного распределения в сплаве
определенного состава в трех вариантах: с хаотическим распределением компо-
нентов, с преимущественным окружением одноименными атомами и с преиму-
щественным окружением чужеродными атомами. Считают, что в сплаве реали-
зуется тот тип распределения атомов, для которого расчетные кривые лучше
совпадают с экспериментальными (табл. 3.2).
Политерма вязкости чистого алюминия изучалась многими исследователями
в связи с предположениями о возможной перестройке структуры жидкого алю-
миния в процессе нггрева. В. Джонс и В. Бартлет обнаружили слабо выражен-
ный перегиб на политерме в области температур 750 и 800 °С. В работах
38
10 20 30 W 50 50 70 80 90S,hm''
Рис. 3.1. Экспериментальные и рассчи-
танные кривые структурного фактора
для жидкого алюминия при t, °C:
1 — 680; 2 — 880; Г, 2' — расчет соответ-
ственно для г. ц. к. и о. ц. к. решеток;
© и-* — экспериментальные данные
ТАБЛИЦА 3.2
СВЕДЕНИЯ О СТРОЕНИИ БИНАРНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
Тип диаграммы состояния
Содержа-
ние
второго
компонен-
та, о/о (ат.)
Температура,
°С
Способ расположения
атомов в расплавах
Библио-
графия
С прочными интерметал-
лическими соединениями
FeAl3, FeAl2, Fe3Al5, Fe3Al
и эвтектикой при 99,7 %
Система Al—Fe
<4
760—1000
Хаотическое рас-
пределение
[3]
Система Al—Mg
Сложная, с интерметал-
лическими соединениями
переменного состава, эв-
тектика ми и ограничен-
ными твердыми раство-
рами на основе А1 и Mg
С областью несмешивае-
мости в жидком состоя-
нии
10; 25;
37; 40;
60; 70
13. 32.
38, 68
На 10—20 °С
выше линии
ликвидуса
На 10—20° С
выше линии
ликвидуса
Система Al—Zn
3. 70, 50
Al
670—850
Система Al—Sn
То же
В сплавах с боль-
шим содержанием
А1 — квазиэвтекти-
ческая структура
из раствора А1
в Mg(Al2Mg3) и
чистого А1;
>300°С над ли-
нией ликвидуса
хаотическое рас-
пределение
Преимущественное
окружение одно-
именными атомами
[3]
[4]
[3]
Эвтектического типа; эв-
тектика 97,8 Sn
То же; эвтектика 11 %
(ат.) Si
20. 40. 60
и 80Sn
Вблизи
линии лик-
видуса
Система Al—Si
11, 29,
49. 69Si
600—1200
То же
[3]
При 1200 °С преи-
мущественно хао-
тическое, при бо-
лее низких темпе-
ратурах — упоря-
доченное, имеющее
структуру А1 и Si
и статистическое
распределение ато-
мов
[4]
39
Е. Г. Гебхардта, М. Беккера, В. М. Глазова и Ю. Д. Чистякова, Е. Г. Швид-
ковского [10, 11] показано, что политерма вязкости довольно точно подчиняется
экспоненциальному закону и уравнению А. И. Бачинского: r\ = c/(v—b), где v —
удельный объем; с, b — постоянные величины. В работе Ф. Лиля и А. Швайгера
сообщается об обнаружении на политерме вязкости двух ступенек при 775. и
855 °С, которые, по их мнению, связаны со скачкообразным изменением коор-
динационных чисел в жидком состоянии. Об аномалии на политерме вязкости
сообщается в работе Е. С. Левина. В работе Фридляндера и Колпачева [12]
изучалась политерма вязкости алюминия высокой чистоты. Было показано, что
политерма вязкости довольно точно подчиняется закону lg Л= —3,6686 +
+ 693,1/Т и уравнению А. И. Бачинского в исследованном интервале 942—
1217 К.
На рис. 3.2 и 3.3 приведены зависимости обратной величины кинематиче-
ской вязкости от плотности алюминия и энергии активации вязкого течения
алюминия высокой чистоты от температуры, построенные по результатам изме-
рений работы [12]. Следует отметить хорошую согласованность результатов из-
20
чх
1
х\х
xv^
1
X /
© 2
•х
л
2,2 -
' 2,29 2,31 2,33\ 2,35 2J7nfiC^
Рис. 3.2. Зависимость обратной величины
кинематической вязкости от плотности
алюминия высокой чистоты:
/ — охлаждение; 2— повторный нагрев
1100
ноо т
Рис. 3.3. Температурная зависимость сво-
бодной энергии активации вязкого течения
алюминия особой чистоты:
/ — охлаждение; 2 — повторный нагрев
мерений работы [12] с данными других авторов. В частности, вычисленное зна-
чение плотности твердого алюминия при температуре плавления из уравнения
А. И. Бачинского равно 2,56 г/см3; в работе [13] приводится значение 2,55 г/см3.
Изменение объема при плавлении по результатам работы [12] равно 7,21 %,
в работе [13] дается значение 7,14 %.
Абсолютные значения вязкости алюминия высокой чистоты — самые низкие
из всех значений вязкости алюминия, приведенных в других работах.
С методической точки зрения это означает, что авторам работы [12]
удалось в большей степени, чем другим, устранить влияние окисной фазы
на результаты измерений. В самом деле, влияние окисной фазы на
вязкость алюминия очень велико. Как показано в работе [10, с. 117], при
давлении воздуха в установке 13,3—133 Па измерение вязкости алюминия по-
казало отсутствие повторяемости результатов при общей тенденции роста вяз-
кости по мере увеличения продолжительности пребывания алюминия в расплав-
ленном состоянии. Выдержка в течение нескольких часов при 800 °С привела
к повышению вязкости на 40%, причем для окисленного образца отклонения
политермы вязкости от уравнения А. И. Бачинского вблизи температуры плав-
ления максимальные. Теми же причинами объясняют различие в результатах
измерения В. М. Глазов и Ю. Д. Чистяков. Во всех работах, в которых указаны
аномалии вблизи линии ликвидуса, обнаружены отклонения от экспоненты. Осо-
бенно велики эти отклонения на политерме вязкости, полученной Ф. Лилем и
40
А. Швайгером. По-видимому, этим авторам не удалось полностью устранить
окисление алюминия в процессе измерения.
Из работы [12] следует, что вязкость «не чувствует» перестройки структуры
жидкого алюминия, которую наблюдали дифракционными методами авторы ра-
боты [4]. Правда, и результаты Ф. Лиля и А. Швайгера не могут быть объяс-
нены наличием такой перестройки, так как она заканчивается при температу-
рах до 800 °С, а втсфой скачок наблюдался при 855 °С.
Причиной указанных расхождений, по нашему мнению, является существен-
ное отличие методик измерения вязкости. В работе [12] вязкость алюминия изу-
чали в режиме охлаждения после значительного перегрева расплава и в ре-
жиме повторного нагрева без предварительной кристаллизации. Предваритель-
ный перегрев фиксировал состояние жидкости, в котором перестройка структуры
завершена. По-видимому, обратной перестройки при охлаждении не происходит
или происходит с малой скоростью, чему может способствовать наличие облас-
тей с нерегулярной структурой. На перестройку в процессе нагрева также мо-
гут влиять кинетические факторы. Кроме того, не исключена возможность, что
I lffe
yi /
a
Cu
Щ
o-
"in Zn
Si
1 !
Ay*
103flQC
0,16
0,08
0
пня
у/
/•
/
Си
о—^>- .
-•' In
п
- /
//
//
/
/
Sn ,
-о
¦——.
I
0
—X
-о—
¦SI
——«,
Си
USfl
о Si
Рис. З.4
добавке
1' 2 _J U 0 1 2 3 U 0 1 1 3 U
Содержание примесей, % cam.)
Изотермы инкрементов вязкости разбавленных растворов на основе алюминия при
примесей для температур, СС:
а — 700; б — 800; в — 900
частицы окиси алюминия тормозят процесс перестройки структуры жидкости
в процессе нагрева, по крайней мере, в областях непосредственного соприкосно-
вения с ними. Если это так, то легко объяснить и различие температурных
аномалий, и вид их (скачки, перегибы).
Имеются данные о вязкости разбавленных растворов различных металлов
в алюминии [3]. На рис. 3.4 показано влияние добавок Ti, In, Bi, Fe, Cu, Mg,
Zn, Si и Sn на вязкость жидкого алюминия при 700, 800 и 900 °С. В работе [3]
проведено сопоставление графиков зависимости Ал = f(N2)> где N2 — мольная
доля второго компонента, с величинами максимальной энтальпии смешения
АЯщах. Порядок расположения кривых совпадает с порядком расположения
АЯщах, начиная от больших отрицательных значений для сплавов системы
Al—Ti и кончая большими положительными значениями для сплавов алюминия
с оловом, индием и висмутом.
Значительное химическое сродство и большая энергия взаимодействия ато-
мов алюминия с атомами титана и железа позволили предположить, что атомы
алюминия закреплены в пределах первой координационной сферы растворен-
ного атома. Связи А1—Ti и Al—Fe в процессе вязкого течения являются жест-
кими по сравнению с преобладающими связями А1—А1 и почти не участвуют
в рассеянии энергии. Это приводит к повышению вязкости, поскольку для такой
системы применима модель блокированных объемов [3]. Вычисленные значения
вязкости раствора железа в алюминии из предположения, что радиус комп-
лекса равен радиусу первой координационной сферы чистого растворителя, хо-
рошо согласуются с экспериментально полученными данными.
Увеличение содержания второго компонента или повышение температуры
приводит к смене механизма вязкого течения и поэтому увеличение вязкости
41
0,6
0,5
-НС4
1 "^
1
I
~* 'I 1 1
1
1
1
1
1 1 1
1 • J
1 \\
1
1
'
II 1
Рис. З.5. Политерма вязкости сплава
Al — 2 % Mn:
/ — первоначальный нагрев; 2 — охлаж-
дение; 3 — повторный нагрев без кри-
сталлизации; 4 — повторный нагрев по-
сле кристаллизации
100 750
850 9001,0С
не столь велико, как при низких температурах и малых концентрациях. Коли-
чественный расчет величины Ат] для сплавов А1—Си и Al—Mg по формуле, вы-
веденной для растворов, близких к регулярным (ДЯ^ЯГ), дает хорошее сов-
падение с экспериментальными величинами (для сплавов А1—Ti, Al—Fe вяз-
кость растет быстрее, чем растворов, близких к регулярным). Имеются две
системы Al—Si и Al—Bi с эвтектической диаграммой состояния. При добавках
кремния и висмута вязкость алюминия понижается, что закономерно, так как
эвтектические системы имеют обычно небольшую положительную энтальпию сме-
шения. Сплавы системы Al—Si составляют исключение: несмотря на отрицатель-
ную энтальпию смешения, вязкость в этой системе понижается.
Нами проводилось изучение влияния добавок марганца и хрома на вязкость
алюминия. В частности, исследовалась политерма вязкости сплава А1—2 %
(по массе) Мп в интервале 680—930 °С. Детали методики и оценка точности
применяемого метода приведены в работе [14]. Для приготовления сплавов ис-
пользовали алюминий марки А99 (сумма примесей менее 0,01 %) и электроли-
тический марганец. На рис. 3.5 приведена политерма вязкости сплава А1—2 %
Мп. Наблюдается гистерезис вязкости. Значения вязкости, измеренные при пер-
воначальном нагреве, лежат выше значений вязкости, измеренных при тех же
температурах в режиме охлаждения. Установлено, что кривая вязкости при
повторном нагреве незакристаллизовавшегося сплава совпадает с кривой охлаж-
дения, тогда как кривая вязкости при повторном нагреве после кристаллизации
сплава повторяет кривую первоначального нагрева. Поэтому за равновесную
характеристику структурного состояния жидкости принимаем нижнюю кривую
вязкости.
Многократные измерения вязкости А1—2 % Мп показывают, что политерма
вязкости не подчиняется экспоненциальному закону во всем исследованном
ТАБЛИЦА 3.3
ПАРАМЕТРЫ ПОЛИТЕРМЫ ВЯЗКОСТИ СПЛАВА А1 - 2% Мп
т, к
1127
1088
1060
1017
991
974
961
969
999
1043
1103
1144
p, г/cm3
2,366
2,379
2,388
2,401
2,409
2,412
2,415
2,413
2,407
2,393
2,374
2,361
V-106, M2/C
0,427
0,463
0,476
0,494
0,509
0,524
0,563
0,538
0,507
0,481
0,454
0,420
—5- -Ю-8, c/m2
2,342
2,161
2,102
2,023
1,963
1,907
1,776
1,860
1,971
2,079
2,202
2,379
Tl • Юз,
Па-с
1,010
1,101
1,137
1,186
1,226
1,264
1,360
1,298
1,220
1,151
1,078
0,992
-у- • Юз, K-i
0,8874
0,9191
0,9434
0,9832
1,0090
1,0266
1,0406
1,0319
1,0010
0,9588
0,9066
0,8741
lgtl + 3
0,0043
0,0418
0,0558
0,0741
0,0885
0,1018
0,1335
0,1133
0,0864
0,0611
0,0326
0,0035
42
температурном интервале. На рис. 3.5 пунктирными линиями показаны темпера-
туры разложения химических соединений, плавящихся инконгруэнтно. Между
этими температурами вязкость изменяется плавно. При температурах перитекти-
ческих реакций можно предположить наличие перегибов. Для вычисления ди-
намической вязкости была определена температурная зависимость плотности
сплава гидростатическим методом. В табл. 3.3 приведены параметры поли-
термы вязкости сплава А1—2 % Мп.
На рис. 3.6 показана политерма вязкости сплава А1—2 % Мп в полулогариф-
мических координатах \gr\ от 1/Г. Видно, что между температурами перитек-
-2,90
-1,95
-3,0
а
1
к" !
1 ! 1
щ
-3,05
-3,07
-3,09
-311
-
-
х |
I
i! , ,
0,85 0,90 0,95 1,00 ЦТ-Ю^К'1 0,79 0,81 0,83 0,85 1/T10J, К'1
Рис. 3.6. Равновесные политермы вязкости сплавов А1 — 2 % Мп (а) и А1 — 4,5 % Сг (б)
тических реакций вязкость хорошо описывается экспоненциальным законом.
Энергия активации вязкого течения изменяется скачком при температурах пери-
тектических превращений. В этих же интервалах температур вязкость следует
уравнению А. И. Бачинского, и при температурах перитектических превращений
скачком изменяются параметры уравнения Бачинского (если плотность — ли-
нейная функция температуры, то и 1/v в соответствии с уравнением Бачин-
ского — линейная функция температуры).
Аналогичные результаты получены при исследовании политермы вязкости
сплава А1—4,5 % Сг. В табл. 3.4 приведены параметры политермы вязкости
этого сплава.
ТАБЛИЦА 3.4
ПАРАМЕТРЫ ПОЛИТЕРМЫ ВЯЗКОСТИ СПЛАВА А1 — 4,5 % Сг
т, к
1262
1242
1210
1202
1190
1179
1157
1128
р, г/см3
2,368
2,373
2,382
2,384
2,388
2,392
2,403
2,412
v-lO8, м2/с
0,329
0,336
0,345
0,347
0,352
0,358
0,369
0,383
—i- • Ю-8, с/м2
3,039
2,976
2,899
2,882
2,841
2,793
2,710
2,611
Г] -Юз,
Па-с
0,779
0,797
0,822
0,827
0,841
0,852
0,887
0,924
-у- • Ю3, К
0,7924
0,8052
0,8264
0,8319
0,8403
0,8482
0,8643
0,8865
—0,1085
—0,0985
—0,0851
—0,0825
—0,0752
—0,0675
—0,0521
—0,0343
Обработка экспериментальных данных табл. 3.4 по методу наименьших
квадратов показывает, что политерма вязкости сплава А1—4,5 % Сг хорошо
описывается двумя экспонентами с точкой пересечения 926 °С (температура пе-
ритектической реакции в этой системе 930 °С). Политерма вязкости сплава
43
Al—7 % Cr также описывается двумя экспонентами (в исследованном интер-
вале), которые пересекаются вблизи 930 °С.
Для того чтобы установить, насколько общими являются закономерности,
полученные на сплавах А1—2 % Мп и А1—4,5 % Сг, были изучены политермы
вязкости сплавов других систем или обработаны полученные ранее другими
авторами политермы систем, в которых имеются соединения, плавящиеся ин-
300
U00
500 °С 890 910 930 950 t,°C
0215 F
700
750
t,°C
Рис. 3.7. Политермы вязкости (логарифмического декремента затуханий) двойных сплавов
вблизи температур перитектических реакций:
а—- А1 — 2% Мп; б — Sn — 2,5 % Си; в — А1 — 7,0 % Сг; г — Sn—Ag эвтектического со-
става
конгруэнтно. В частности, исследованы сплавы Sn—5 % Си, Sn—15 % Си, Sn—
20 % Си, Sn—5 % Ni, Sn—25 % Ag. Во всех случаях получены те же закономер-
ности изменения параметров политермы, что и на сплавах А1—2 % Мп и А1—
4,5 % Сг. В работе [14] показано, что при температурах перитектического раз-
ложения химических соединений на политермах вязкости наблюдается аномаль-
ное уменьшение вязкости. На рис. 3.7 показаны политермы вязкости вблизи
температур перитектического разложения химических соединений сплавов А1—
2% Мп (рис. 3.7, а), на котором наблюдается аномальное уменьшение вязкости
при 822 и 880°С D—5%). Пики вязкости обнаружены для сплавов А1—
1 % Мп и А1—3 % Мп при тех же температурах.
44
Аналогичные результаты получены при исследовании политерм вязкости
(или логарифмического декремента затуханий) Sn—2,5 % Си (рис. 3.7, б), А1—
7% Сг (рис. 3.7, в). Во всех случаях наблюдалось аномальное уменьшение вяз-
кости при температурах перитектических реакций (на рис. 3.7 эти температуры
отмечены штриховыми линиями). На сплаве А1—3,5 % Сг показано, что явление
аномального уменьшения вязкости носит обратимый характер, т. е. пик вяз-
кости наблюдается как при охлаждении, так и при повторном нагреве.
Сопоставляя все приведенные выше данные, приходим к выводу, что тем-
пература, при которой наблюдается скачкообразное изменение энергии актива-
ции, констант в уравнении А. И. Бачинского и аномальное уменьшение вязкости,
не зависит от концентрации легирующего компонента. В работах [14, 15] пред-
ложено называть это явление квазиперитектическим превращением, а темпера-
туру, при которой оно происходит, температурой квазиперитектического прев-
ращения.
В заключение еще раз отметим, что строение реальных растворов непо-
средственно после расплавления и после предварительного перегрева при одной
и той же температуре может быть различным, о чем свидетельствует гистере-
зис вязкости. Он наблюдался в алюминиевых сплавах А1—0,1 % Ti и А1—
0,3 % Ti, в заэвтектических сплавах алюминия с железом, А1—4 % Сг. В сплавах
алюминия с кремнием наблюдалось ветвление кривых вязкости. При повторном
нагреве и охлаждении ветвление кривых вязкости исчезало. Авторы объясняют
гистерезисные явления термической устойчивостью либо мелких частиц интер-
металлических соединений TiAl3, FeAl3, Si, либо областей с распределением ато-
мов, близким по своему характеру к распределению в интерметаллических со-
единениях. В ряде работ показано, что гистерезисные явления обусловлены пе-
рестройкой структуры самой жидкости. Если процессы изменения структуры и
свойств жидкости идут медленно, то зависимость какого-либо свойства от тем-
пературы может, располагаться как выше, так и ниже равновесной [3, 5, 7,
10, 11].
2. ЗАКАЛКА ИЗ ЖИДКОГО СОСТОЯНИЯ
В работах Г. Фалькенхагена и В. Гофмана, И. Н. Фридляндера, Н. И. Варича,
И. В. Салли, П. Дювеца, П. X. Вилленса, У. Клемента, П. Эслингера, И. С. Ми-
рошниченко, В. И. Добаткина и других исследователей по кристаллизации спла-
вов с высокими и сверхвысокими скоростями охлаждения отмечены особенности,
которые условно можно разделить на четыре класса: 1) морфологические изме-
нения в структуре (повышенные скорости не вызывают значительных изменений
составов фаз, но изменяют их форму и величину); 2) - метанасыщенные, т. е.
расширение области твердых растворов; 3) образование метастабильных фаз;
4) образование аморфных структур.
Строение быстроохлажденных сплавов зависит от скорости охлаждения и
типа диаграмм состояния [16]. При скоростях охлаждения менее 1000 °С/с на-
блюдаются в основном морфологические изменения в структуре, а в тех систе-
мах, где наблюдается расширение области твердых растворов, пересыщение не
достигает значительных величин. Повышение скоростей охлаждения приводит
к уменьшению размеров фазовых составляющих, которые меняют форму, в част-
ности приобретают дендритный характер.
Механизм возникновения дендритных форм тщательно изучен И. Н. Фрид-
ляндером [17], который исходил из предположения, что дендрит является не-
равновесной формой кристалла. Дендритная форма возникает всегда, когда
скорость перехода из жидкого состояния в твердое оказывается слишком боль-
шой. Обход кристаллом частиц примесей является непосредственной причиной
возникновения ветвей, а отвод все более мелких из них силовым полем крис-
талла — причиной измельчения ветвей при дальнейшем увеличении скоростей
охлаждения. При больших скоростях охлаждения оси ветвей все более приб-
лижаются к прямым линиям и становятся все более ориентированными друг
относительно друга, расстояние между осями уменьшается.
В дальнейшем многочисленными исследователями было показано, что рас-
стояние между дендритными ветвями второго порядка (дендритный параметр)
45
определяется равенством d=alv0XJl, где а и п — постоянные, причем п для алю-
миниевых сплавов находится в пределах 7з—у2; иохл—скорость охлаждения.
Зависимость справедлива до значений скорости охлаждения 107— 108°С/с. Эта
закономерность может быть распространена и на изменение размеров вторых
фаз от скорости охлаждения.
Закалка со скоростью более 103°С/с часто приводит к значительному рас-
ширению области твердых растворов. Для двойных систем в работе [18] обоб-
щены данные советских и зарубежных авторов.
В табл. 3.5 приведены максимальные значения концентраций легирующих
компонентов в твердых растворах двойных систем, полученных закалкой из
жидкого состояния.
ТАБЛИЦА 3.5
КОНЦЕНТРАЦИЯ ЛЕГИРУЮЩИХ КОМПОНЕНТОВ В ТВЕРДЫХ РАСТВОРАХ
ДВОЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ, % (ат.)
Легирующий
элемент,
атомный номер
Mg, 12
Si, 14
Sc, 21
Ti, 22
V, 23
Cr, 24
Mn, 25
Fe, 26
Co, 27
Ni, 28
Cu, 29
Zn, 30
Ga, 31
Растворимость
по диаграмме,
(при темпера-
туре, К)
18,9G23)
1,59(850)
0,25(928)
0,15(938)
0,20(933)
0,44(934)
0,7(923)
0,025(928)
0,01 (930)
0,023(913)
2,5(821)
66,5F55)
9,8B99)
Максимальная
растворимость
36,8—40
10—16
3,28
2,0,
2,0
6,0
9,0
6,0
5,0
5,2
17—18
38
60—65
Легирующий
элемент,
атомный номер
Ge, 32
Zr, 40
Mo, 42
Ru, 44
Pd, 46
Ag, 47
Sn, 50
Ce, 58
W, 74
Re, 75
Pt, 78
Au, 79
Растворимость
по диаграмме
(при темпера-
туре, К)
2,8F97)
0,083(936)
0,07(933)
0,008(931)
0,1(903)
23,8(839)
0,02(913)
0,01(911)
0,024(933)
0,26(963)
0,01 (912)
0,02(914)
Максимальная
растворимость
30—50
1,5
1,0
3,0
7,5
37,5—40
0,26
1,9
1,9
0,3
2,0-2,4
0,14—0,35
При кристаллизации сплавов с содержанием легирующего компонента, пре-
вышающей максимально возможное пересыщение для данной скорости охлаж-
дения, образуется твердый раствор с концентрацией компонента меньше пре-
дельного.
Аморфные структуры на алюминиевых сплавах, по-видимому, пока не уда-
лось получить.
При обсуждении влияния строения реальных расплавов на процессы фор-
мирования твердого конденсированного состояния следует иметь в виду оба
известных положения, выдвинутых В. И. Даниловым: о роли нерастворимых
примесей и о роли сходства в упаковках молекул в жидкости и кристалле.
В последнем случае работа образования критического зародыша в переохлаж-
денной жидкости невелика, и поэтому кристаллизация наступает при небольших
переохлаждениях, когда вязкость еще достаточно мала [19]. А. Ф. Скрышев-
ский сформулировал этот принцип следующим образом: «Чем существеннее раз-
личие между структурой твердого и жидкого металла, тем больше переохлаж-
дение для зародышей кристалла». В обычных условиях при кристаллизации
алюминия переохлаждение составляет 0,5 °С, а под облучением 3—4°С, что
46
является следствием увеличения структурного различия между твердым ме-
таллом и облученным расплавом. Очевидно, что с увеличением скоростей охлаж-
дения роль структурного фактора будет возрастать, как и с увеличением пере-
грева, когда происходит дезактивация примесей.
Объясняя особенности строения быстроохлажденных сплавов, многие ис-
следователи в явной или неявной форме используют принцип максимального со-
ответствия структуры образующейся фазы ближнему порядку жидкости. В част-
ности, на этой основе развиваются представления о кристаллизации сплавов по
метастабильным диаграммам состояния. При больших переохлаждениях обра-
зуются зародыши метастабильной фазы, структура которой по ближнему по-
рядку подобна жидкости (по модельным представлениям — ближнему порядку
кластеров), в равновесии с которой находится пересыщенный твердый раствор.
При этом считается, что в переохлажденной жидкой - фазе не успевает изме-
няться структура жидкости из-за того, что диффузия максимально затруднена.
По П. Эслингеру, основным фактом, позволяющим сделать такое предпо-
ложение, является скачкообразный переход в метастабильное состояние спла-
вов при достижении определенных критических скоростей охлаждения 103—
850
' 950 880 900 920
Температура закал ки,°с
9U0 960 980
Рис. 3.8. Зависимость периода решетки (а) и микротвердости (#р,) сплавов
А1 — Ю % Мп (с) и А1 — 6 % Сг (б) от температуры закалки из жидкого со-
стояния
850
900
950 850
Температура закалки, °С
925
Рис. 3.9. Влияние температуры закалки из жидкого состояния на скорость изменения
периода кристаллической решетки алюминия (а) и микротвердости (Я^) в процессе
отжига сплавов А1 — 7 % Мп (а) и А1 — 4 % Сг (б) при 350 и 400 °С соответственно
47
104°С/с. В этом случае структура быстроохлажденных сплавов является «упо-
оядоченной» структурой жидкости, причем ближний порядок в сплавах экви-
валентен ближнему порядку в жидкости. Предельное пересыщение соответст-
вует концентрации атомов в ближнем порядке растворителя, а метастабильная
фаза определяется ближним порядком соответствующей высокотемпературной
фазы.
В определенной степени эта схема подтверждена работами И. Н. Фрид-
ляндера и А. А. Колпачева [15, 20]. В этих работах был использован эффект
квазиперитектических превращений в опытах по изучению влияния температуры
закалки на свойства быстроохлажденных сплавов и на их термическую устой-
чивость. На рис. 3.8 показана зависимость периода решетки и микротвердости
сплава А1—10% Мп. При закалке от квазиперитектических температур наблюда-
ются аномалии как на кривой периода решетки, так и на кривой микротвер-
дости. Аналогичная зависимость наблюдалась на сплаве А1—6 % Сг (рис. 3.8, б)
и на сплавах А1—8 % Ni и А1—8 % Ni—25 % Si. Влияние температуры закалки
из жидкого состояния на скорость изменения периода решетки алюминия и
микротвердости в процессе отжига сплавов АР—7 % Мп и А1—4 % Сг показано
на рис. 3.9. Во всех приведенных случаях наблюдаются аномалии в свойствах
при закалке от соответствующих температур квазиперитектических превраще-
ний, которые свидетельствуют о влиянии строения жидких растворов на форми-
рование твердых фаз.
Глава 4
^^^= ДИАГРАММЫ СОСТОЯНИЯ ТРОЙНЫХ СИСТЕМ 1
1. АЛЮМИНИЙ-БЕРИЛЛИЙ-МАГНИЙ
Диаграмма состояния система А1—Be—Mg, по данным работы
[1], приведена на рис. 4.1. Она включает три поверхности первич-
ной кристаллизации: аА\— твердого раствора, фазы C (Al3Mg2)
и Be. В системе наблюдается- расслоение в жидком состоянии, об-
ласть которого ограничена линией тп. В равновесии с алюминие-
вым твердым раствором находятся фазы C и Be. Фазовые поля
системы при температуре ниже поверхности солидуса, по данным
работы [2], приведены на рис. 4.2. Растворимость бериллия в алю-
минии при температуре ниже 500 °С ничтожна — составляет менее
0,01 %; растворимость алюминия в бериллии не превышает 1 %.
Фаза C— твердый раствор на основе соединения Al3Mg2, имеет
кубическую решетку с периодом a = 2,816 нм, плотность 2,23 г/см3,
температуру плавления 449 °С и микротвердость 3400 МПа. Сое-
динение Al3Mg2 содержит 37,54 % Mg и 62,46 % Al, р — твердый
раствор — 36,04 % Mg и 63,96 % А1 [3].
Фаза Be имеет две модификации и при температурах ниже
500 °С обладает плотноупакованной гексагональной решеткой
с периодами а = 0,228561 нм, с = 0,35843 нм и с/а =1,568 при ком-
1 Авторы | О. С. Бочвар], К. С. Походаев.
48
натной температуре [4]. Плот-
ность Be составляет 1,85 г/см3,
микротвердость 1480 МПа.
В системе Al—Be—Mg про-
исходит четырехфазное эвтек-
тическое превращение при 449
[2] или445±3°С [1]:
(З + Ве.
0,045 % Be
JO/
o\> /
ФгоА
ю /
/a+Bej
0 10
Al
L
/
20
Mg,
' /
/ 1
JO
%
Рис. 4.1. Поверхности ликвидуса системы Al—Be—Mg
Рис. 4.2. Фазовые поля в твердом состоянии системы Al—Be—Mg
Твердый раствор (*ai при 440 °С содержит 12,85% Mg и близ-
кое к нулю количество бериллия. Параметр кристаллической
решетки твердого раствора равен 0,41032 нм.
2. АЛЮМИНИЙ-ЖЕЛЕЗО-КРЕМНИЙ
Общий вид диаграммы состояния А1—Fe—Si, по данным работ
[5, 6], приведен на рис. 4.3, а поверхность ликвидуса — на рис. 4.4.
В системе Al—Fe—Si имеются шесть поверхностей первичной кри-
сталлизации: o&Ai — твердого раствора на основе алюминия, Si,
фазы FeAl3 и тройных фаз: a (AlFeSi), p (AlFeSi) и б (AlFeSi).
В равновесии с алюминиевым твердым раствором находятся
только четыре фазы, кроме фазы б (AlFeSi). Фаза FeAl3 (молеку-
лярная масса 136,76) состоит из 40,83 % Fe и 59,17 % А1; кристал-
лическая решетка ее относится к орторомбической системе с пе-
риодами а = 4,77 нм, 6=1,552 нм, с = 0,811 нм [3, 6]. Плотность
FeAl3 составляет 3,811 г/см3; температура плавления 1158°С,
микротвердость 9600 МПа.
В работе [7] указывается на возможность распада фазы FeAl3
при медленном охлаждении с образованием фаз Fe2Al7 и Fe2Al5.
Исследование кристаллов FeAl3, закаленных с 600 °С, показало,
что они содержат 61,5—61,0 % А1 и относятся к моноклинной си-
стеме. В работе [8] кристаллы FeAl3 отнесены к псевдоромбиче-
ским. В этой же работе сообщается о наличии в системе Al—Fe
соединения FeAl6, изоморфного с МпА16 и имеющего орторомби-
ческую решетку. По данным работ [7, 9], фаза FeAl3 растворяет
незначительное количество кремния.
4 Заказ № 297
49
Рис. 4.3. Диаграмма состоя-
ния системы А1—Fe— Si
О 5 10 15 20 25 JO J5 40 h5 50 55
0 1
Рис. 4.4. Поверхности ликвидуса системы А1—Fe—Si
По данным работ [2, 6, 10], фаза a (AlFeSi) имеет широкую
область гомогенности C2,12—32,45 % Fe, 8,41—10,32 % Si) и ку-
бическую решетку с периодом а = 1,2548 нм.
В работе [11] поле первичной кристаллизации фазы a (AlFeSi)
разделено на три части, соответствующие выделению фаз различ-
ного состава. На рис. 4.3 границы новых фазовых полей оц,. о&2, аз
отделены штриховыми линиями, составы фаз обозначены точками.
Фаза oti имеет кубическую решетку с периодом а= 1,2548 нм, а2 —
гексагональную с периодами а = 0,496 нм и с = 0,708 нм, аз — куби-
ческую с периодом а = 1,603 нм.
Область гомогенности тройной фазы р (AlFeSi) определена
в работах [2, 6]. Ее химический состав: 26,65—27,18 % Fe, 13,82—
50
14,93 % Si. Фаза р относится к моноклинной системе [6] с перио-
дами кристаллической решетки а = 0,612 нм, 6 = 0,612 нм, с =
= 4,148 нм и углом 91°; она может образовываться по перитекти-
ческой реакции из фаз a (AlFeSi) или б (AlFeSi). Фаза б (AlFeSi)
содержит 25,4 % Fe и 25,50 % Si или 28 % Fe и 28 % Si [11] и
относится к тетрагональной системе с параметрами кристалличе-
ской решетки: а = 0,616 нм, с = 0,949 нм, с/а =1,5391; плотность
фазы 3,78 г/см3.
Состав фаз и температура нонвариантных превращений ука-
заны в табл. 4.1.
ТАБЛИЦА 4.1
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЙ
В СИСТЕМЕ А1—Fe-Si
Характер
реакции
Эвтектиче-
ская
Перитекти-
ческая
Эвтектиче-
ская
Перитекти-
ческая
Твердые фазы,
участвующие
в реакции
aAl, Si
аА1, FeAl3
аА1, FeAl3,
а (AlFeSi)
аА1, а (AlFeSi),
р (AlFeSi)
аА1, Р (AlFeSi),
Si
р (AlFeSi),
б (AlFeSi), Si
FeAl3, аи а2
av а2, р
Температура,
°С
577
655
629
629
620
629
630
611
611
615
611
612
577—578
575
577
577
577
597
595
—
640
620
Жидка5
0/
70
Fe
—
1,7
2,0
2,7
2,0
2,0
2,0
1,5
2,2
2,0
1,5
2,0
0,75
1,1
—
0,75
0,8
0,95
2,0
2,0
3,75
2,5
i фаза,
Si
11,7
—
4,0
4,5
3,0
3,8
4,0
7,5
7,3
5,0
7,5
7,0
11,6
10,0
11,6
11,3
11,5
13,5
14,0
14,5
8,0
8,5
Твердый
раствор
аА1
Fe
0,052
0,052
—
—
—
0,04
0,040
—
—
__
0,04
0,01
—
—
—
0,03
—
—
—
—
—
%
Si
1,65
—
0,64
0,6
—
—
0,2
1,00
0,9
—
—
0,2
1,65
1,24
—
—
1,1
—
—
—
—
—
Библио-
графия
[3]
[3]
[5]
[2]
[12]
[П]
[10, 13]
[5,6]
[2]
[12]
[П]
[10, 13]
И
[2]
[12]
[П]
[10, 13]
[5, 14]
[И]
[Ю]
[И]
[И]
51
На рис. 4.5 приведены изотермы солидуса для алюминиевого
угла системы [5]. Содержание железа и кремния в ал1-вершинах
трехфазных областей: аль FeAU, а (AlFeSi); аль а (AlFeSi),
3,5
3fi
2,5
гр
1,5
to
0,5
.IT/
II I
I I I I
1,5 2,0 2,5 3,0 3,5 0 0,2 0,3 0,6 0,8 1,0 1,2 1J* 1,5 18
Рис. 4.5. Изотермы солидуса системы А1—Fe—Si
P (AlFeSi) и осаъ Р (AlFeSi), Si при различных температурах при-
ведено в табл. 4.2 [5].
К сплавам системы А1—Fe—Si относятся все сорта техниче-
ского алюминия, так как железо и кремний являются неизбеж-
ными примесями алюминия и технический алюминий содержит их
в том или ином количестве.
ТАБЛИЦА 4.2
РАСТВОРИМОСТЬ ЖЕЛЕЗА И КРЕМНИЯ В АЛЮМИНИИ
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ, %
Температура,
°С
629
611
600
578
550
500
450
400
аА1, FeAl3,
Fe, %
0,052
—.
0,033
—
0,016
0,009
0,004
0,002
а (AlFeSi)
Si, %
0,64
—
0,4
0,2
0,11
0,06
0,03
аА1, а (AlFeSi),
0 (AlFeSi)
Fe, %
0,04
0,033
—.
0,016
0,008
0,004
0,002
Si, %
2,00
0,82
0,42
0,22
0,11
0,06
аА1, р
Fe, %
—
0,01
0,008
0,005
0,003
0,002
(AlFeSi),
Si,
1,
o!
o,
o,
Si
%
65
30
80
44
30
Примечание. aAi, FeAl3l a (AlFeSi); aAi, a (AlFeSi), p (AlFeSi) и
aAi, p(AlFeSi), Si — вершины трехфазных треугольников.
52
3. АЛЮМИНИЙ-ЖЕЛЕЗО-МАГНИЙ
Диаграмма состояния Al—Fe—Mg, по данным работ [5], приве-
дена на рис. 4.6. В области концентраций, богатых алюминием,
имеются три поверхности первичной
кристаллизации. В равновесии с твер-
дым раствором c&Ai находятся только
две фазы FeAl3 и р (Al3Mg2), образу-
ющиеся в соответствующих сплавах
двойных систем. В фазах |3 и FeAU
отсутствует заметная растворимость
третьего компонента. Фаза |3 (Al3Mg2)
Al3Fe'
Рис. 4.6. Алюминиевый угол диаграммы состояния
системы Al—Fe—Mg
имеет кубическую решетку с периодом а = 2,816 нм, плотность
2,23 г/см3, температуру плавления 449 °С и микротвердость
3400 МПа [3].
Температура нонвариантных превращений и составы фаз ука-
заны в табл. 4.3.
ТАБЛИЦА 4.3
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЙ
В СИСТЕМЕ Al-Fe-Mg
Твердые фазы,
участвующие
в реакции *
аА1, FeAl3
аА1,. р (Al3Mg2)
«AL FeA13.
Р (Al3Mg3)
Температура,
°С
655
450
451
445
Жидкая фаза, %
Fe
,7
0,14
3,0 ...
Mg
35
33,5
29,0
Твердый
раствор ад|, %
Fe
0,052
0,05
Mg
15,35
15
13,4
Библиография
[3]
[3]
[5]
[2]
* Реакции эвтектические.
4. АЛЮМИНИЙ-ЖЕЛЕЗО-МАРГАНЕЦ
Ликвидус части диаграммы с нанесенными изотермами, по данным,
работы [5], показан на рис. 4.7. Ликвидус состоит из четырех
поверхностей первичной кристаллизации: ссаь FeAl3, MnAl6 и МпАЦ.
В равновесии с алюминиевым твердым раствором находятся фазы
FeAl3 и МпА16.
53
Рентгенографические исследования показали, что соединение
FeAl3 способно растворять значительное количество марганца,
поэтому фазу, существующую в тройной системе, обозначают
(Fe, Mn) А13. В фазе FeAl3 до 1/10 атомов железа может заме-
щаться атомами марганца [15].
Рис. 4.7. Поверхности ликви-
дуса системы А1—Fe—Mn
Фаза МпА16, состоящая из 25,35 % Мп и 74,65 % А1, имеет
микротвердость 5400 МПа, ромбическую решетку с периодами
а = 0,6498 нм, Ь = 0,7552 нм, с = 0,887 нм [3].
Рис. 4.8. Фазовые поля в
твердом состоянии системы
Al-Fe-Mn
At 0,2
Fe, %
Фаза МпА16 способна растворять до 50 % (ат.) Fe. Поэтому
в тройной системе эту фазу следует обозначить (FeMn)Al6. Микро-
твердость фазы (FeMn)Al6 в зависимости от химического состава
изменяется в пределах 5400—7400 МПа [3, 15].
В системе А1—Fe—Mn происходят нонвариантные превраще-
ния. Температуры нонвариантных превращений и составы фаз
приведены в табл. 4.4. Распределение фазовых областей ниже тем-
пературы четырехфазного эвтектического превращения дано на
рис. 4.8.
54
ТАБЛИЦА 4.4
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЙ
В СИСТЕМЕ Al-Fe-Mn
Характер реакции
Эвтектическая
Перитектическая
Эвтектическая
Перитектическая
Твердые фазы,
участвующие
в реакции
аА1, FeAl3
аА1, МпА16
МпА1б,
МпАЦ
<*А1> (Fe>
Мп) А13,
(Fe, Мп) А16
МпАЦ, (Fe,
Мп)А16,
(Fe, Мп) А13
Температура,
°С
655
" 658,5
710
654
654,1
730
Жидкая фаза,
%
Fe
1,7
1,8
1,8
2,5
Мп
2,0
4,1
0,75
0,7
3,45
. Твердый
раствор
аА1. %
Fe
0,052
0,05
Мп
1,82
0,44
0,45
эгра-
!«
[3]
[3]
[3]
[5]
[2]
[5]
5. АЛЮМИНИЙ-ЖЕЛЕЗО-МЕДЬ
Диаграмма состояния системы А1—Fe—Си изучена различными
исследователями [6, 16, 17], причем существуют разные объясне-
ния фазовых равновесий. В одной из работ сообщается об одной
тройной фазе N в системе [16]. В более поздних исследованиях
[6, 17] обнаружили вторую тройную фазу а, находящуюся в рав-
новесии с алюминиевым твердым раствором. Диаграмма состоя-
ния А1—Fe—Си в области, богатой алюминием, показана на
рис. 4.9 [5]. В равновесии с алюминиевым твердым раствором
40/
~д 5 Ю 15 20 25 30 35 k0 45 50. 55
Cu,%
Рис. 4.9. Алюминиевый угол диаграммы состояния си-
стемы А1—Fe—Си
55
15 20 25
Cu,%
Рис. 4.10. Поверхности ликвидуса системы
Al-Fe-Cu
15 20 25 JO 35 40
Cu.%
Рис. 4.11. Схема трехфазных реакций в си-
стеме А1—Fe—Си
находятся четыре фазы: FeAl3, Э (СиА12) и две тройные фазы:
а с формулой (FeCu) (AlCuN [6] и фаза, которую называют по-
разному: N [2], со [16] и р [17] с формулой Cu2Al7Fe.
Фаза 0 (СиА12) имеет плотность 4,34 г/см3, температуру плав-
ления 590 °С, микротвердость 5600 МПа. Решетка фазы 8 тетра-
гональная, о. ц. с 12 атомами в ячейке и параметрами а = 0,6066нм,'
? = 0,4874 нм, с/а = 0,803 [3].
Фаза р (или N) с формулой Cu2Al7Fe имеет тетрагональную
решетку с периодам** а = 0,633 нм, с =1,474 нм [2, 6].
Фазе а приписывают формулу (FeCu) (AlCuN, предполагая
в основе соединение FeAl6 [6]. Фаза а имеет орторомбическую
кристаллическую решетку, идентичную решетке МпА16, с перио-
дами, нм: а = 0,7459, 6 = 0,6428, с = 0,8768 [6]. Фазы а и р (N)
могут образовываться или непосредственно из жидкости, или по
перитектической реакции a (FeCu) из FeAl3, $(N) как из FeAl3,
так и из a (FeCu).
Ликвидус системы имеет пять поверхностей первичной кристал-
лизации (рис. 4.10). Схема трехфазных реакций дана на рис. 4.11.
Концентрации фаз, участвующих в нонвариантных превращениях
Рис. 4.12. Изотермы солидуса
Al-Fe-Cu
56
ТАБЛИЦА 4.5
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЙ
В СИСТЕМЕ Al-Cu-Fe
*\Л л --. л jr ггч л y\ Y\ OO I/IT T X ЛЛ
ЛарЗКТер рсс1КЦИИ
Эвтектическая
Перитектическая
Эвтектическая
Максимум на гра-
нице полей
Твердые фазы,
ЛГТТ О /"* Т ТЭ Л Г 1/~\ТТТ UСк
у 4dL i вующие
в реакции
аА1, FeAl3
аА1, 9(СиА12)
аА1, FeAl3,
a(AlCuFe)
FeAl3, a(AlCuFe),
P (N) (Cu2Al7Fe)
aAl, a(AlCuFe),
P (N) (Cu2Al7Fe)
aA1, P(/V),
e(CuAi2)
FeAl3, a(AlCuFe)
о.
E-
p,
С
?
655
548
620
622
590
548
542
545
546
626
Жидкая
о/
/0
Cu
33
10,8
23,6
20,0
32,55
32,5
32,5
32,5
20
фаза,
Fe
1,7
—
1,36
1,5
1,00
0,23
0,3
0,3
0,49
1,55
Твердый
раствор
aAl>
Cu
_
5,7
1,48
—
3,00
5,60
—
—
5,25
—
7o
Fe
0,052
—
0,033
—
0,020
0,013
—
—
—
—
a
cx
t_'
о
к
vo к
s s
[3]
[31
[17]
[17]
[17]
[17]
[18]
[18]
[2]
[17]
ТАБЛИЦА 4.6
ПРЕДЕЛЬНАЯ РАСТВОРИМОСТЬ МЕДИ И ЖЕЛЕЗА В АЛЮМИНИИ
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ, %
Температура,
°С
620
600
590
550
548
500
450
400
aAl» FeAI
Cu
1,48
1,17
0,62
—
0,39
0,23
0,19
3 a (AlCuFe)
Fe
0,033
0,025
—
0,013
— .
0,006
0,002
0,001
aAI, a (AICuFe) fl (N)
Cu
3,00
2,05
—
1,29
0,79
0,58
Fe
0,022
0,013
0,006
0,002
0,001
«ль P<"
Cu
5,62
4,10
2,56
1,50
), e
Fe
0,013
0,005
0,002
0,001
Примечание. aAi, FeAl3, a(AlCuFe); aAi, a(AlCuFe),
9 — вершины трехфазных треугольников.
aAi,
5?
с алюминиевым твердым раствором, приведены в табл. 4,5, а изо-
термы солидуса показаны на рис. 4.12 [17].
Значения пределов растворимости меди и железа в твердом
алюминии при различных температурах приведены в табл. 4.6 [5].
6. АЛЮМИНИЙ—ЖЕЛЕЗО—НИКЕЛЬ
Общий вид диаграммы состояния А1—Fe—Ni в области, богатой
алюминием, по данным работ [2, 7, 19], показан йа рис. 4.13 [5].
В системе образуются двойные фазы FeAl3, NiAl3 и тройная фаза,
которую обозначают р [19], а [5], Т [2, 7], с формулой FeNiAlg.
Фаза FeAl3 имеет ромбическую кристаллическую решетку, микро-
твердость 9600 МПа; фаза NiAl3 также имеет ромбическую кри-
сталлическую решетку, микротвердость 7700 МПа [3].
Тройная фаза р, а
или Т с широкой обла-
стью гомогенности указа-
40/г \ на впервые в работе [19].
При изучении рентгенов-
35/-^ \ ским методом литых, мед-
ленно охлажденных спла-
вов авторы обнаружили
два тройных соединения:
Fe3NiAlio, изоморфное
Со2А15 и FeNiAl9; изо-
15 к// I У Ж ос -X морфное Со2А19 [19].
Рис. 4.13. Диаграмма состоя-
ния системы Al—Fe—Ni
Кристаллическая решетка фазы Т (AlFeNi) относится к моно-
клинной кристаллической системе. Фаза Т имеет микротвердость
6900—7700 МПа. Фазе Т приписывают следующие формулы:
FeNiAlg A5,63 % Fe; 16,43 % Ni; 67,94 % Al), FeNiAl13 A0,65 % Fe;
22,42 % Ni; 66,93 % Al) и FeNi2Al12 A1,24 Fe; 23,62 % Ni; 65,14 %
Al). Фаза Т плавится инконгруэнтно при 809 °C [19].
Металлографическое разделение фаз в сплавах является слож-
ным. В работе [7] рекомендуется для отделения фазы FeAl3 от
других фаз 5 %-ный водный раствор К2СО3. Травление следует
производить в течение 2 с при 70 °С. Этот травитель не действует
на фазу FeAl3, в то время как другие фазы окрашиваются в синие
и коричневые тона. Для разделения фаз Т (AlFeNi) и №А13 реко-
мендуется применять водный раствор смеси кислот @,5 % HF,
2,5 % HNO3 и 1,5 % НС1). После травления в течение 20 с фаза
окрашивается в синий цвет, фаза Т (AlFeNi)—в желтый.
58
ТАБЛИЦА 4.7
СОСТАВ ЖИДКОЙ ФАЗЫ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЙ
В СИСТЕМЕ А1—Fe-Ni
Характер реакции
Эвтектическая
Перитектическая
Эвтектическая
Твердые фазы,
участвующие
в реакции
аА1, FeAl3
аА1, NiAl3
аА1, FeAl3
r(Al9FeNi)
аА1, NiAl3
T (Al9FeNi)
Темпе-
ратура, °C
655
640
649
650,2
638
640
Жидкая фаза, %
Fe
1,7
1,8
1,6
0,3
0,2
Ni
6,4
1,7
1,7
6,25
6,6
Библиография
[3]
[3]
[5]
[2]
[5]
[2]
Температуры нонвариантных превращений и концентрации
жидких фаз приведены в табл. 4.7.
¦760-
3,5,
-750-
¦740-
ш
72^7
-710
700-
1,5
1,0
0,5
F
У
—
>-
1
aAl
1
\
\
i i v
—^ oc(Fe-NL)
-^_ ^^^670
*^^. ou
^ . .
1 1 1
680
—
i
"—690
__ ___
0,5 1,0 1,5 1}0 2,5 3,0 3,5 kfl b,5 5,0 5,5 6,0 6,5 7,0 7t5
Рис. 4.14. Поверхности ликвидуса системы А1—Fe—Ni
Поверхности ликвидуса для концентрации спллвов, богатых
алюминием, даны на рис. 4.14 [17], а распределение фазовых
полей в твердом состоянии — на рис. 4.15 [7].
7. АЛЮМИНИЙ-КАДМИЙ—МАРГАНЕЦ
В системе существует широкая область расслоения в жидком со-
стоянии. Проекции поверхностей первичной кристаллизации изу-
ченной части диаграммы [20] показаны на рис. 4.16. Линия mMPq
10 20 JO
Ni, %
Рис. 4.15. Фазовые поля в твердом состоянии системы Al—Fe—Ni
Рис. 4.16. Поверхности ликвидуса системы Al—Cd—Мп
20
отделяет область расслоения в жидком состоянии. Поверхности /,
// и /// соответствуют выделению первичных кристаллов с&аь
МпА16 и МпАЦ. В системе происходит несколько нонвариантных
превращений:
при 672°С Р-
при 646 °С М —
при 319 °С Ж^
А1 + МпА1б + Ж2 (Cd);
В равновесии с алюминиевым твердым раствором могут нахо-
диться две фазы: МпА16 и Cd. Фаза МпА16 состоит из 25,35 % Мп
и 74,65 % А1, ее плотность 3,09 г/см3, молекулярная масса 216,75,
температура плавления 710 °С; кристаллическая решетка ромби-
ческая с периодами, нм; а = 0,6498, Ь = 0,7552, с = 0,887 [3]. Фаза
Cd имеет гексагональную кристаллическую решетку, плотность
8,65 г/см3, температуру плавления 320,9 °С.
Данные совместной растворимости марганца и кадмия в твер-
дом алюминии, определенные методом металлографического ана-
лиза [21], приведены ниже:
Температура, °С
Растворимость,
марганца . .
кадмия . . .
646 620 600 500
0,56
0,20
0,44
0,18
0,35
0,14
0,17
0,07
350
0,15
0,04
60
& АЛЮМИНИЙ-КАДМИЙ—МЕДЬ
В системе А1—Cd—Си имеется квазибинарное сечение Cd—9
(C11AI2), и все сплавы внутри треугольника А1—Э—Cd состоят из
трех фаз: твердого раствора а, 9(СиА12) и Cd [22].
Фаза 9 (СиА12) имеет тетрагональную о. ц. кристаллическую
решетку, плотность 4,34 г/см3, температуру плавления 590 °С,
мидротвердость 5600 МПа. В фазе 9 растворяется незначительное
количество кадмия. Фаза Cd имеет гексагональную кристалличе-
скую решетку с периодами а = 0,2973 нм, с = 0,5606 нм, плотность
Рис. 4.17. Поверхности ликвидуса си-
стемы А1—Cd—Си
AL .. 10 20 JO
50 60 70
Cd,%
90 Cd
8,65 г/см3, температуру плавления 320,9 °С. Кадмий растворяет
в незначительном количестве медь и алюминий.
В части системы, которая ограничена треугольником А1—9—Cd,
имеется широкая область несмешиваемости двух жидкостей, начи-
нающаяся от стороны А1—Cd и доходящая до квазибинарного се-
чения Cd—9 (рис. 4.17). Квазибинарное сечение Cd—9 представ-
ляет собой систему монотектического типа с трехфазным равнове-
сием: Д^^Э + Ж^Сё). В тройной системе А1—9—Cd совершаются
четырехфазные превращения: монотектическое Д^^сс + Э + ЖгССс!)
и эвтектическое Ж2 ^ a + 9 + Cd.
Температуры нонвариантных превращений и концентрации фаз
приведены в табл. 4.8.
ТАБЛИЦА 4.8
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЙ
В СИСТЕМЕ Al-Cd-Cu
Характер реакции
Эвтектическая
Монотектическая
Эвтектическая
Твердые фазы,
участвующие
в реакции
aAl> 9(CuAl2)
аА1
9 (Си А12)
аА1, 9(СиА12)
аА1, 9, Cd
Температура,
548
649
588
543
319
Жидкая
Си
33,0
—
51
32,8
—
фаза,
Cd
—
7,5
3,85
2,8
—
Твердый
раствор
аА1, %
Си
5,7
: —
_
5,20
—
Cd
—
0,45
—
0,08
—.
Библиография
[3]
[3]
[22]
[22, 23]
[22]
61
Совместная растворимость меди и кадмия в твердом алюминии
приведена ниже [23]:
Температура, °С
530
Растворимость, %:
меди 4,25
кадмия 0,07
500
3,35
0,06
400
1,2
0,055
9. АЛЮМИНИЙ—КРЕМНИЙ—МАГНИЙ
В системе Al—Mg—Si существует квазибинарное сечение
А1—Mg2Si [2], которое делит диаграмму А1—Mg—Si на две само-
стоятельные системы. В области, богатой алюминием, образуются
системы А1—Si—Mg2Si и Al—Mg2Si—Al3Mg2 эвтектического типа
с ограниченной изменяющейся растворимостью компонентов в твер-
дом состоянии. На рис. 4.18 показана диаграмма А1—Mg—Si, при-
мыкающая к вершине алюминиевого угла, с двумя эвтектическими
точками (?>,, Ет2) и квазибинарным сечением Al—Mg2Si
с эвтектической точкой Е2. Указанные точки соответствуют соста-
J0
о\с
Al J V
Рис. 4.18. Алюминиевый угол диаграммы
состояния системы Al—Si—Mg
вам жидких фаз, участвующих в эвтектических реакциях:
ЕТх — Ж =*±= а2 + Si + Mg2Si, Ет2—Ж ** а4 + Mg2Si + 0 (Al3Mg2),
Е2—Ж^аъ + Mg2Si.
В равновесии с алюминиевым твердым раствором находятся
три фазы: Si, р (Al3Mg2) и Mg2Si. Соединение Mg2Si состоит из
63,41 % Mg и 36,59 % Si, имеет молекулярную массу 76,70, плот-
ность 1,94 (данные рентгеноанализа) и 1,88 г/см3 (эксперимен-
тальная), температуру плавления 1070 °С, микротвердость
4500 МПа [3]. Mg2Si имеет кубическую г. ц. решетку с периодом
# = 0,641 нм и 12 атомами в элементарной ячейке. Растворимость
Mg2Si в алюминии при эвтектической температуре составляет
1,8%, что соответствует 1,13% Mg и 0,67% Si. Растворимость
алюминия в Mg2Si очень мала [18]. Фаза р (на основе соединения
Al3Mg2) состоит из 37,64 % Mg и 62,64 % А1, имеет молекуляр-
ную массу 129,55, плотность 2,23 г/см3, температура плавления
62
ТАБЛИЦА 4.9
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЙ В СИСТЕМЕ
Al-Mg—Si (РЕАКЦИЯ ЭВТЕКТИЧЕСКАЯ)
Твердые фазы,
участвующие
в реакции
«А1, P(Al3Mg2)
С !
**А1'
«Al, Mg2Si
«AI, Si, Mg2Si
<xAl, Mg2Si
P(Al3Mg2)
Температура,
°C
450
577
595
555
558
451
448
Жидкая
Mg
35,0
_
8,15
4,97
4,97
33,2
33,0
фаза,
Si
—
11,7
4,75
12,95
14,6
0,37
0,07
Твердый
aAl>
Mg
15,35
1,65
1,13
0,85
1,0
15,3
14,6
раствор
Si
—
1,65
0,67
1,10
1,5
0,1
—
Библиография
[3]
[3]
[5]
[5]
[2]
[5]
[2]
449 °C, микротвердость 3400 МПа, кубическую кристаллическую
решетку с периодом а = 2,816 нм. Растворимость кремния в фазе р,
как и магния в кремнии, очень мала.
Изотермы поверхностей ликвидуса системы в области концен-
траций, богатых алюминием, показаны на рис. 4.19. Эти изотермы
Рис. 4,19. Поверхности ликвидуса
системы А1—Si—Mg
построены автором работы [5] с использованием данных работ
[24—26]. В табл. 4.9 приведены составы фаз и температуры нон-
вариантных превращений в системе Al—Mg—Si.
Солидус системы Al—Mg—Si для концентраций, богатых алю-
минием, показан на рис. 4.20 [5]. Пределы растворимости магния
и кремния в твердом алюминии приведены в табл. 4.10 [18,24,25].
63
Ниже приведена растворимость соединения Mg2Si в алюминии
по различным литературным данным:
Температура, °С .
Растворимость, %
Температура, °С .
Растворимость, %
595 585 580 535 530 500
1,85 2,07 1,6 1,20 1,5—0,9 1,05
470 440 400 300 200
0,85 0,7 0,5 0,3 0,27
ТАБЛИЦА 4.10
СОВМЕСТНАЯ РАСТВОРИМОСТЬ МАГНИЯ И КРЕМНИЯ
В АЛЮМИНИИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ, %
Фа,
н
лпер'с
595
555
550
500
Для квазиби-
нарного
сечения
Mg
1,13
0,90
0,68
Si
0,67
0,52
0,39
В ад! вершине
фазного
аА1,
Mg
_
0,85
0,70
0,49
трех-
треугольника
Mg2Si,
Si
Si
1
0
0
,10
,91
,65
са
О,
н*
си
CU
с
450
400
350
300
Для квазиби-
нарного
сечения
Mg
0
0
0
0
42
32
20
15
Si
0,25
0,20
0,14
0,09
В аА1 в
фазного
аА1
Mg
0,34
0,25
0,15
0,08
ершине
трех-
треугольника
, Mg2Si,
Si
Si
0
0
0
0
,44 '
,30
,1
10. АЛЮМИНИЙ—КРЕМНИЙ—МАРГАНЕЦ
Общий вид части диаграммы А1—Мп—Si, примыкающей к вер-
шине алюминиевого угла, по данным работ [5], приведен на
рис. 4.21. В системе А1—Мп—Si, кроме фаз Si, МпА16, МпАЦ и
0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 q s ю 15 20 25 30 35 W 45
$Ч°!° 51,%
Рис 4.20. Изотермы солидуса системы А1— Рис. 4.21. Диаграмма состояния системы
Si—Mg Al—Si—Mn
ccai, присутствующих в двойных системах, образуются две трой-
ные фазы: a (MnSi) [5] или Т [6] и р (MnSi). Фаза МпАЦ не на-
ходится в равновесии с алюминиевым твердым раствором. Фаза
64
ТАБЛИЦА 4.11
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЙ
В СИСТЕМЕ Al-Si-Mn
Характер реакции
Эвтектическая
Перитектическая
Эвтектическая
Перитектическая
Эвтектическая
Пер итектическая
Твердые фазы,
участвующие
в реакции
<хА1, МпА1б
МпАЦ, МпА16
аА1, Si
аА1, МпА1б
a(AlMnSi)
aAl, Si
a(AlMnSi)
МпАЦ, МпА16
P(AlMnSi)
MnAl6, p(AlMnSi),
a(AlMnSi)
«и
а°
Темп<
тура,
658,5
720
577
649
647
573
575,5
690
—
655
—
Жидка?
°/с
Мп
2,0
4,1
—
2,0
2,8
0,75
1,2
4,5
3,6
2,65
2,8
i фаза,
Si
—
11,7
1,28
1,7
11,75
12
0,5
0,9
1,6
1,9
Твердый
раствор
аА1
Мп
1,82
—
—
1,30
1,3
0,09
__
—
—
—
Si
—
1,65
0,10
—
1,06
1,3
—
—
—
6 к
11
5&
[3]
[3]
[3]
[27]
[2]
[27]
[2]
[27]
[2]
[27]
[2]
МпА16 незначительно растворяет кремний [3]. Тройная фаза
a (MnSi) имеет широкую область гомогенности.
Результаты исследования состава фазы a (MnSi) [2, 6] хорошо
согласуются. Фазе a (MnSi) приписывают формулу AhoMr^Si и
химический состав, %: Мп 26,23, Si 6,95 и А1 66,82. Фаза а имеет
молекулярную массу 403,02, кубическую кристаллическую решетку
с периодом а= 1,262 нм. Микротвердость фазы составляет
ТАБЛИЦА 4.12
СОВМЕСТНАЯ РАСТВОРИМОСТЬ
МАРГАНЦА И КРЕМНИЯ В
АЛЮМИНИИ ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ, % [5]
«и
сх°
В <я
2 р-
??>
649
600
573
550
500
450
400
aAl'
MnAl
а (AlMnSf)
Мп
1,3
0,73
0,44
0,25
0,15
0,06
Si
0,10
0,09
0,08
0,08
0,08
0,08
«AI.
a (AlMnSi), Si
Mn
0,08
0,07
0,06
0,05
0,04
Si
1,66
1,36
0,85
0,45
0,25
Примечание. o&ai, MnAl6,
a(AlMnSi); aAi, a(AlMnSi), Si — вер-
шины трехфазных треугольников.
10
Рис. 4.22. Поверхности ликвидуса системы
А1—Si—Мп
5 Заказ № 297
65
9580 МПа [6]. Кристаллическая решетка фазы р (MnSi) относится
к гексагональной системе [18].
В системе А1—Mn—Si- имеется несколько нонвариантных пре-
вращений. Температуры нонвариантных превращений и составы
фаз приведены в табл. 4.11. Поверхности первичной кристаллиза-
ции системы А1—Mn—Si с нанесенными изотермами показаны на
рис. 4.22 [5]. Данные о совместной растворимости марганца и
кремния в твердом алюминии приведены в табл. 4.12.
11. АЛЮМИНИЙ—КРЕМНИЙ—МЕДЬ
Диаграмма состояния А1—Си—Si, приведенная в работе [5], хо-
рошо согласуется с результатами более ранних исследований.
В системе существует квазибинарный разрез Si—8, где Э — фаза,
образующаяся на основе соединения СиА12 в двойной системе
А1—Си. Квазибинарный разрез представляет собой систему эвтек-
тического типа. Эвтектическая точка на разрезе соответствует
4,4 % Si, температура эвтектической горизонтали 569 °С. По-
скольку две другие стороны концентрационного треугольника
Рис. 4.23. Поверхности ликвидуса си-
стемы А1—Si—Си
50 55
А1—Э и Al—Si отвечают системе эвтектического типа, сплавы, бо-
гатые алюминием и находящиеся внутри концентрационного тре-
угольника А1—Э—Si, кристаллизуются как сплавы эвтектической
системы.
Поверхности ликвидуса системы А1—Си—Si, примыкающие
к вершине алюминиевого угла (рис. 4.23), включают области пер-
вичной кристаллизации с&аь Si и 8 (СиАЬ). В равновесии с алю-
миниевым твердым раствором находятся фазы Э и Si. Фаза 8
имеет область гомогенности в двойной системе AI— Си, о раство-
римости кремния в 8-фазе сведений в литературе нет, но, вероятно,
эта растворимость очень мала. Фаза 8 состоит из 54,1 % Си и
45,9% А1, имеет молекулярную массу 117,51, тетрагональную
кристаллическую решетку с параметрами а = 0,6054 нм, с ¦¦=
= 0,4864 нм, с/а = 0,803; плотность 4,34 г/см3, температуру плавле-
ния 590 °С и микротвердость 5600 МПа. Фаза Si имеет кубическую
65
ТАБЛИЦА 4.13
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЙ
В СИСТЕМЕ А1—Си—Si
Твердые фазы,
участвующие
в реакции *
А
<хА1, Si
е, Si
аА1, 9, Si
Температура,
°С
548
577
569
525
525
522
525
520
Жидкая фаза, %
Си
33,0
—
50
26,7
27
27
29
26,7
Si
11,7
4,4
5,25
5
5
5,2
5,8
Твердый
аА1
Си
5,7
—
4,9
—
4,6
раствор
%
Si
1,65
_~
1,1
—
—
—
1,1
Библиография
[3]
[3]
[5]
[5]
[28]
[28]
[26]
[2]
* Реакции эвтектические.
решетку типа алмаза с периодом а = 0,542 нм, плотность 2,4 г/см3,
температуру плавления 1414 °С и микротвердость 13 200 МПа.
Растворимость меди в кремнии, вероятно, очень мала.
2,5
Рис. 4.24. Поверхности
системы А1—Si—Си
солидуса
В системе А1—0—Si происходит одно четырехфазное эвтекти-
ческое превращение при Ъ2Ъ^С. В табл. 4.13 приведены составы
фаз и температуры нонвариантных превращений в системе
А1—Си—Si.
Солидус системы в области сплавов, богатых алюминием, по-
казан на рис. 4.24, а данные совместной растворимости меди и
кремния в алюминиевом твердом растворе для разных температур
приведены ниже [5]:
Температура, °С 525 500 450 400 300
Растворимость, %:
меди 4,9 4,18 2,60
кремния ... 1,1 0,82 0,40
1,50
0,20
0,4
0,1
67
12. АЛЮМИНИЙ-ЛИТИЙ-МАГНИЙ
Первое подробное исследование диаграммы состояния А1—Li—Mg
было осуществлено автором работы [30], который обнаружил
тройное соединение LiMgAl2 и дал характеристику фазовых пре-
вращений. В работе [31] подтверждено существование тройного
соединения, но дается иное толкование фазовых превращений.
В более поздней работе [32] было показано, что в системе
Al—Li—Mg фазовые превращения не соответствуют той схеме,
которая дана в предыдущих работах. Согласно работе [32],
Рис. 4.25. Изотермические сечения диаграммы состояния системы Al—Li—Mg при
430 (а) и 200 °С (б)
в алюминиевом углу системы отмечено три нонвариантных превра-
щения: при 498 °С Ж + LiAl *± аА\ + MgLiAl2; при 472 °С Ж +
+ MgUAl2 ^ аА1 + Mgi7Ali2; при 456 °С Ж + Mgi7Ali2 ^fc aAi +
+ Mg2Al3. В равновесии с алюминиевым твердым раствором могут
находиться фазы Mg2Al3, Mgi7Ali2, LiAl и тройная фаза MgLiAl2.
Фаза р (Al3Mg2) имеет кубическую решетку с периодом а =
= 2,816 нм, плотность 2,23 г/см3, температуру плавления 449 °С.
Фаза Mgi7Ali2 или Al3Mg4 существует в двойной системе в ши-
роком интервале концентраций. В фазе Mgi7Ali2 литий может ча-
стично замещать магний, поэтому в тройной системе существует
широкая область гомогенности фазы, а состав соединения изме-
няется до Li2Mg3Al4 G,1 % Li, 36,6% Mg) [18, 30]. Фаза имеет
кубическую решетку с периодом, изменяющимся в зависимости
68
от содержания магния от 1,0469 до 1,0591 нм. При растворении
лития период решетки уменьшается до 1,037 нм [18].
Фаза LiAl образует область гомогенности в тройной системе,
имеет кристаллическую решетку типа NaTl с периодом а = 0,6373 нм
и температуру плавления 718 °С [3].
Тройное соединение LiMgAb существует в интервале концен-
траций, имеет кубическую решетку с периодом а = 2,02 нм [31].
Изотермические сечения диаграммы состояния при 430 и 200 °С,
бо данным работы [33], приведены на рис. 4.25. Совместная рас-
творимость лития и магния в твердом алюминии указана
в табл. 4.14 [33,34].
ТАБЛИЦА 4.14
СОВМЕСТНАЯ РАСТВОРИМОСТЬ ЛИТИЯ И МАГНИЯ В АЛЮМИНИИ
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ, %
Темпера-
тура, °С
470
430
200
аА1, Mg2Al3, Mg,7Al12
Mg
14,0
12,5
3,6
Li
0,8
0,55
0,19
аА1, Mg17Al12, MgLiAl2
Mg
9,3
7,2
3,4
Li
1,4
1,72
0,32
aA1, MgLiAl2, LiAl
Mg
to со со
О О 00
Li
3,0
2,25
1,00
13. АЛЮМИНИЙ—ЛИТИЙ—МАРГАНЕЦ
Диаграмма состояния А1—Li—Мп изучена авторами работ [35,
36], результаты которых обобщены в работе [33]. В изученной
части диаграммы состояния имеются четыре поверхности первич-
ной кристаллизации фаз ссаъ MnAl6, МпАЦ и LiAl (рис. 4.26) [33],
Al к ¦ в 11 16
Li, %
Рис. 4.26. Поверхности ликвидуса системы Al—Li—Mn
69
установлено существование двух нонвариантных равновесий. Эв-
тектическое равновесие Е (89,5% А1, 8,8 % Li, 1,7% Мп)
Ж^ ctAi + МпА16 + UA1 существует при 597 °С. При 640 °С имеет
место перитектическое равновесие Р (87,8 % А1, 9 % Li, 3,2 % Мп)
Ж¦+ МпА14=^МпА16 + LiAl. В равновесии с алюминиевым твер-
дым раствором находятся фазы МпА1б и LiAl.
Фаза МпА1б может растворять до 5—7 % Li. Растворимость
марганца в фазе LiAl около 0,1 %. Совместная растворимость
лития и марганца в алюминии указана ниже:
Температура, еС 590 500 400
Растворимость, %:
марганца ......... 0,05 0,03 0,01
лития . . 2,7 1,8 1,4
14. АЛЮМИНИЙ—ЛИТИЙ—МЕДЬ
В системе А1—Си—Li, кроме двойных фаз 9 (СиА12) и AlLi, об-
наружено несколько тройных фаз: ТВу Т\, Т2у R> P [37]. В равно-
весии с алюминиевым твердым раствором могут находиться фазы
9, AlLi, ТВу Ти Т2.
Фаза 9 (СиА12) имеет тетрагональную кристаллическую ре-
шетку, плотность 4,34 г/см3, температуру плавления 590 °С. Фаза
AlLi образует широкую область гомогенности в двойной системе,
хотя концентрационные границы ее существования точно не опре-
делены. Она имеет кубическую г. ц. кристаллическую решетку
с периодом а = 0,6373 нм [18].
ТАБЛИЦА 4.16
КОНЦЕНТРАЦИИ МЕДИ И ЛИТИЯ
В аА1-ВЕРШИНАХ ТРЕХФАЗНЫХ
ТРЕУГОЛЬНИКОВ, %
ТА СЛИЦА
4.15
ТЕМПЕРАТУРА НОНВАРИАНТНЫХ
ПРЕВРАЩЕНИЙ В СИСТЕМЕ
Равновесная реакция
о
1
S
к
афи
U
Перитектическая реакция
Ж+ LiAl^aA1+ 564 [41]
Ж + 6 И аА1 + Тв
540
535,
522
[41]
[40, 41]
Трехфазный
треугольник
(«Ai + e + т-в)
(«А1 + 7'5 +
+ Тг)
(ам+Т1 + Т2)
Медь
% (по
массе)
4,0
4,0
1,3
1,7
1,7
0,55
Литий
% (по
массе)
1,0
1,3
2,25
3,9
5,0
8,3
Эвтектическая реакция
^А1 + Гв + Г1 528 WO]
518 [41]
70
Тройные фазы описаны в работе [37]. Фаза Тв (Cu8Li2Ali5)
содержит 54,9 % Си и 1,5 % Li; имеет кубическую кристалличе-
скую решетку с периодом а = 0,583 нм [38]. Химический состав
фазы Т\ (Al2CuLi) 52,8 % Си, 5,4 % *Li. Она относится к гексаго-
нальной системе с параметрами кристаллической решетки а =
= 0,496 нм, с = 0,935 нм, с/а= 1,885 [38]. Фаза Т2 (Al6CuLi3) содер-
жит 26,9 % Си и 8,8 % Li. Фаза R (Al5CuLi3), близкая по составу
к фазе Г2, содержит 29,0 % Си, 9,5 % Li, остальное алюминий.
soo
'550
soo
450
MO
^-\^^ Ж
Ж+OL ^^
Ж+а+Т2 L+a+fl
Ж+ri + Z \ J^
гЖ+OL+t
W
*> Ik
шь
-щ
71 \
•я
1 1
¦ J
1 ^1
1 + 1 tM
/ ^?
Ш
I 1
1 13 4 5 6
LL,%
Рис. 4.27. Вертикальный разрез
Диаграммы состояния системы
Al—Li—Си при постоянном со-
держании меди 6 %
А1
10 20
J0
60
55
д-
50 -
.45
J5
Рис. 4.29. Поверхности ликви-
дуса системы А1—Mg—Мп
Рис. 4.28. Изотермическое сечение диа-
граммы состояния системы А1—Li—Си при
500 °С
25
20
15
10
+-
5
?^
\\
1 И1?/
ШГ 1
Al V ,
V
к
|\
V
\\
\\
\\
\
тгт2
2 1
1
1
Al,
Al
[
\
|\
1 \\ \
1 \\v
\\
\\
*Т2*АШ
i
*AlLt
\
А
V
Alf.1
V
10
15
20
71
Имеющиеся в литературе данные по-разному описывают ^про-
цесс кристаллизации сплавов [39—41]. Наиболее вероятное объ-
яснение четырехфазных превращений с участием алюминиевого
твердого раствора приведено в табл. 4.15. На рис. 4.27 дан один
из трех построенных вертикальных разрезов [41], соответствую-
щий указанной схеме кристаллизации.
Распределение фазовых областей при 500 °С [37] показано
на рис. 4.28. Граница твердого раствора лития и меди в алюми-
нии определена в работе [42].
Содержание меди и лития в вершинах aAi — трехфазных тре-
угольников при 500 °С [37] приведено в табл. 4.16.
Совместная растворимость Си и Li в алюминии при 200 °С не
превышает 0,2 % [42].
15. АЛЮМИНИЙ—МАГНИЙ—МАРГАНЕЦ
В первых работах [43, 44] было определено, что ликвидус части
диаграммы, примыкающей к алюминиевому углу, включает пять
поверхностей первичной кристаллизации: оьаь МпА16, МпАЦ, МпА13
<;; 15k <х*А1(>Мп\ Т(МпМд)
5 JO 15 20 25 30 35 ¦
. мд,%
Рис. 4.30. Фазовые поля в твердом состоя-
нии системы А1—Mg—Мп
2 Мд,%
Рис. 4.31. Изотермы совместной раствори-
мости магния и марганца в алюминии
и р (Al3Mg2) (рис. 4.29). По данным работы [43, 44], с твердым
раствором ocai находятся в равновесии фазы МпА16 и р.
По результатам указанных работ, в тройной системе А1—Mg—
Мп происходят три нонвариантных превращения: перитектиче-
ское Ж + МпА13 =*=*= МпАЦ + р, перитектическое Ж + МпАЦ ^
=^МпА1б + Р и эвтектическое Ж+* аА\ + МпА16 + р. Температура
эвтектического превращения 437 °С, состав эвтектической жидко-
сти: 26,4 % Mg и 2,3 % Мп [43].
72
В результате более поздних исследований [45] обнаружили
тройное соединение — фазу Т (AlMnMg), которая находится
в равновесии с ctAi-твердым раствором. Фаза Т имеет состав
~ 13,5 % Мп, 13,7 % Mg. Этой фазе приписывается формула
(MnMgKAlio.. В работе [18] дана видоизмененная диаграмма
с учетом фазы Т (AlMnMg) и приводится иная трактовка эвтек-
тического превращения при 437 °С: Ж ^ ocai + Р + Т (AlMnMg).
Распределение фазовых областей в твердом состоянии, по дан-
ным работы [45], с учетом фазы 7\ показано на рис. 4.30. На
рис. 4.31 показаны изотермы растворимости марганца в алюми-
ниевом твердом растворе при разных температурах [2].
16. АЛЮМИНИЙ-МАГНИЙ-МЕДЬ
По данным работ [6, 46—48], в системе А1—Си—Mg, кроме фаз,
образующихся в двойных системах, имеются тройные фазы S, Г,
U. Из этих работ следует, что в тройной системе существуют два
квазибинарных разреза А1—S и 8—S [2, 48]. Фактически сечение
Al—S не является квазибинарным. Однако наличие максимума
на поверхности эвтектиче-
ского солидуса и характер
процесса кристаллизации
богатых алюминием спла-
вов (при малом содержании
меди и магния) позволяют
считать, что разрез Al—S
в некотором интервале кон-
центрации обладает свойст-
вами квазибинарного сече-
ния.
В 1951—1952 гг, прове-
дена серия работ [49], в ре-
зультате которых установ-
лена протяженность полей
первичной кристаллизации,
указывающих на существо-
вание в системе новых трой-
ных фаз 9 и [/. Общий вид
20 J0 40 50 Ч 60 70 80 90 100
Си,%
Рис. 4.32. Диаграмма состояния системы А1—Си—
диаграммы, по данным pa- Mg
боты [5], приведен на
рис. 4.32. В системе А1—Си—Mg имеется 18 полей первичной кри-
сталлизации: аА1, acu, SMg — твердые растворы на базе чистых эле-
ментов; двойные фазы 0, г), ei, е2, у, к — на основе системы А1—Си;
р- и у-твердьле растворы на основе соединений AlsMg2 и Al3Mg4
системы Al—Mg; соединения Mg2Cu, MgCu2 и тройные фазы S,
Т, V, Q, U. Фаза U изоморфна фазе Cu2Mg. На поверхности пер-
вичной кристаллизации фазы U отмечается максимум при 950 °С.
В равновесии с алюминиевым твердым раствором находятся
73
фазы 9, р, S, Т. На диаграмме состояния равновесие фазы
с фазами 9, 5, Г, C отмечается четырьмя моновариантными эвтек-
тическими кривыми и нонвариантными точками четырехфазных
эвтектических и перитектических превращений: при 507 °С Жз=^
** ал1 + в + S; при 450 °С Ж *± аА\ + Р + Г; при 467 °С Ж + S*±=
^ ал! + Т.
На моновариантной кривой, отвечающей совместной кристалли-
зации otAi + S, имеется максимум при 518 °С, от которого кривая
моновариантного трехфазного равновесия опускается одновре-
менно к сторонам А1—Си и Al—Mg. Фаза 5 может кристаллизо-
ваться непосредственно из жидкого раствора и образовываться по
перитектической реакции из фазы U при 550 °С.
Температура и концентрации фаз нонвариантных превращений
приведены в табл. 4.17. Фаза 0 (СиА12) имеет химический состав:
54,1 % Си, 45,9 % А1; молекулярная масса ее составляет 117,82;
плотность 4,34 г/см3; температура плавления 590 °С; микротвер-
дость 5600 МПа. Фаза 0 имеет о. ц. тетрагональную решетку
с 12 атомами в ячейке и с параметрами а = 0,6066 нм, с = 0,4874нм
и с/а = 0,803 [3]. Химический состав фазы .0: 37,54% Mg и
62,46 % А1; она имеет о. ц. кубическую решетку с периодом а =
= 2,816 нм; плотность 2,23 г/см3; температуру плавления 449 °С
и микротвердость 3400 МПа [3].
Фаза 5 — дальтонид, имеет формулу Al2CuMg [47]. Практи-
чески она не образует твердых растворов и кристаллизуется со
значительным переохлаждением . (~ 50—60 °С), которое опреде-
ляется физико-химическими особенностями фазы, определяющими:
формирование сложной структуры. Химический состав фазы 5:
44,82 % Си, 17,14 % Mg и 38,04 % А1; микротвердость 5600 МПа,.
температура плавления 550 °С. Фаза 5 обладает ромбической о. ц.
кристаллической решеткой с 16 атомами в ячейке и периодами:
а = 0,401 нм, 6 = 0,925 нм, с = 0,715 нм [3]. Ближайшими соседями
атома алюминия являются: атом алюминия — на расстоянии:
0,2777 нм, атом магния — на расстоянии 0,295 нм и атом меди —
на расстоянии 0,251 нм. Эти значения позволяют определить ве-
личины атомных радиусов металлов в решетке соединения: для
атома алюминия 0,139 нм, для атома магния 0,156 нм, для атома
меди 0,112 нм. Считается, что в решетке соединения 5 в некото-
рой степени проявляется молекулярная связь, с чем, очевидно,,
связано отсутствие твердых растворов [47].
Фаза Т является бертоллидом со значительной областью гомо-
генности [46, 47, 51]. Образуется эта фаза на основе соединения:
Al6CuMg4 [47, 48] с химическим составом; 19,701 % Си; 30,1.48%
Mg; 50,151 % Al. Плотность фазы Т составляет 2,69 г/см3; микро-
твердость 2860 МПа; температура плавления 475 °С. Решетка фазы
кубическая с периодом а= 1,431 нм [3].
Фаза U — бертоллид с широкой областью однородности. Обра-
зуется на основе соединения AlCuMg, имеет плотность 4,13 г/смьг
температуру плавления 950 °С; гексагональную кристаллическую
решетку с параметрами а = 0,570 нм, с = 0,829 нм, с/а=1,64 [3].
74
ТАБЛИЦА 4.17
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ
Характер
реакции
ЭвтеКТИЧе-
СКаЯ
Перитекти-
ческая
Эвтектиче-
ская
Перитекти-
ческая
В СИСТЕМЕ Al-Cu-Mg
Твердые фазы, участвующие
в реакции
«А1.6(СиА1я)
«ApP(A1sMg2)
aAl,G(CuAl2),
S(Al2CuMg)
aAI. S(Al2CuMg)
aAl. S (Al2CuMg)
T (Al6CuMg4)
aAl, P(Al3Mg2)
r(Al6CuMg4)
e(CuAl2),
S(Al2CuMg),
V (AI5Cu6Mg2)
U (Al5Cu2Mg2),
S(Al2CuMg),
V (Al5Cu6Mg2)
S(Al2CuMg),
t/(Al5Cu2Mg2)
U, S(Al2CuMg), Q
5(Al2CuMg), Q,
r(Al6CuMg4)
Темпе-
ратура,
548
450
507
500
501
506
518
515,3
467
465
465
472
451
447
445
528
528
548
548
550
550
520
475
Жидкая
фа
Си
33
—•
33,0
27
29,7
33,1
24,5
26,4
10,0
12,0
10,0
11,3
2,7
2,0
1,5
39,5
38,0
43,0
42,0
32,0
-30,0
15,0
12,5
за, %
Mg
.—
35
6,0
5,0
7,2
6,8
10,1
11,7
26,0
25,0
25,6
25,7
32,0
33,0
33,0
7,0
8,0
10,0
10,0
15
-27
34,0
26
ПРЕВРАЩЕНИЙ
Твердый
раствор ад!, %
Си
5,7
_
4,1
4,2
—
4,2
2,9
-3
0,4
—
-0,1
0,3
—
—
—
—
—
—
—
—
Mg
—
15,35
1,6
1,1
—
1,1
2,8
-3
9,0
—
—
9,0
10,5
—
—
—
—
—
%
о
S
с
Биб.
[3]
[3]
[5,48]
[46]
[47]
[2]
[5]
[2]
[5,48]
[46]
[47]
[2]
[5.48]
[46]
[47]
[5]
[50]
[5]
[50]
[5]
[50]
[49]
149]
75
Может также образовываться на основе соединения AlsCg
с тетрагональной решеткой и периодами а = 0,573 нм, с = 0,797 нм
[38].
Из фазы U по перитектическои реакции образуются фазы 5Г
У, Q. Фаза V — дальтонид, его формула Al5Mg2Cu6; имеет плот-
ность 4,90 г/см3, температуру плавления 710 °С и кубическую ре-
шетку с периодом а = 0,8311 нм [3, 38]. Фазы V и U имеют поля
первичной кристаллизации, рассекающие линию 5—Q. Поэтому
две последние фазы не образуют
квазибинарной системы, как счи-
тали некоторые исследователи.
Фаза Q, или Y [51, 52], имею-
щая очень малую область гомо-
генности, образуется на основе
соединения Al7Cu3Mg6 и имеет
Рис. 4.33. Поверхности ликвидуса системы
А1—Си—Mg
10 15 20 25 30 35 40
Си,%
Z 4 6 6 10 11 1Ь 16 18 20
ч о
At 5 10 15 20 2530 35 40
Mg,%
Рис. 4.34. Изотермические сечения
системы А1—Си—Mg при 460 (а),
430 (б) и 400 °С (в)
ос '5 10 15 20 25 30 35' 40 45 50 Щ,%
76
кубическую решетку с периодом а = 1,2087 нм [3, 38]. Из фазы Q
образуется по перитектической реакции фаза Т.
На рис. 4.33 показаны поверхности ликвидуса части системы
А1—Си—Mg, построенные в работе [5] с использованием резуль-
татов, приведенных в работах [48, 50]. На рис. 4.34 показаны
изотермические разрезы части системы при 460 °С [52], 430 °С
[48] и 400 °С [53], а на рис. 4.35 — вертикальный разрез системы
при постоянном содержании меди, равном 5% [5]. В табл. 4.18
ТАБЛИЦА 4.18
СОВМЕСТНАЯ
Температура,
°С
507
500
467
450
400
350
300
РАСТВОРИМОСТЬ МЕДИ И МАГНИЯ В
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ, %
а, 0
Си
4,1
4,2
3,9
3,5
3,9
3,6
—
2,6
3,0
2,5
2,0
1,8
1,5
1,7
1,4
0,9
2,5
0,5
0,6
Mg
1,6
1,1
1,8
0,5
1,5
0,8
1,1
0,3
1,1
0,6
0,8
2,2
0,8
0,4
0,5
0,2
0,3
0,2
а, S
Си
—
—
0,4
0,1
0,35
0,2
0,2
0,3
0,2
0,2
0,3
0,1
0,2
0,1
, т
Mg
—
—
9,0
9,0
8,6
6,0
9,0
8,5
7,4
5,0
7,4
6,2
4,0
5,0
а,
Си
—
—
—
0,3
0,2
0,3
0,2
0,2
0,2
0,1
0,2
0,1
т, Р
Mg
—
—
—
10,5
8,5
10,5
9,2
7,0
9,5
7,6
5,0
5,6
АЛЮМИНИИ
Библиография
5]
46]
5, 48]
46]
51, 52]
53]
5, 48]
2]
5, 48]
46]
51, 52]
53]
5, 48]
46]
51, 52]
53]
[5, 48]
[46]
:Й!щ
Примечание, а, 0, S; а, S, Т и а, Т, р — вершины трехфазных треуголь-
ников.
приведены значения пределов растворимости меди и Магния в алю-
минии при разных температурах.
Система А1—Си—Mg является основой промышленных сплавов
типа дуралюмин. Однако с учетом только тройной системы нельзя
определить фазовый состав промышленных сплавов,-так как они.
содержат марганец и в качестве неизбежных примесей — железо
и кремний. Свойства промышленных сплавов типа дуралюмин
также будут отличаться от свойств тройных сплавов. Однако ис-
следование свойств тройных сплавов системы А1—Си—Mg дает
77
возможность судить о характере влияния меди и магния на абсо-
лютные значения свойств и на способность сплавов к упрочнению
при термической обработке.
17. АЛЮМИНИЙ—МАГНИЙ—СКАНДИЙ
Диаграмма состояния А1—Mg—Sc изучена авторами работы [54];
построены два политермических и одно изотермическое сеченце;
определено наличие нонвариантного превращения при температуре
~447 °С. В равновесии с алюминиевым твердым раствором нахо-
28
Рис. 4.35. Вертикальный разрез диа-
граммы состояния системы А1—Си—Mg
при постоянном содержании меди 5 %
Рис. 4.36. Изотермическое сечение диа-
граммы состояния системы А1—Mg—Sc при
430 °С
дятся две фазы: Mg2Al3 и ScAl3. Распределение фазовых полей
при 430 °С дано на рис. 4.36. Добавки скандия сильно уменьшают
растворимость магния в твердом алюминии. Точка предельного
насыщения алюминия при 430 °С соответствует 10,5% Mg и
0,007 % Sc.
18. АЛЮМИНИЙ-МАГНИЙ-ХРОМ
Ликвидус изученной части диаграммы имеет шесть поверхностей
первичной кристаллизации (рис. 4.37), соответствующих образо-
ванию из жидкости шести фаз: твердого раствора ссаь 0 (А17Сг),
г| (А1цСг2), р (Al3Mg2), T (AlCrMg) и фазы х неустановленного
состава. В равновесии с твердым раствором находятся три фазы:
0, Г и р. Распределение фазовых областей в твердом состоянии
показано на рис. 4.38 [2].
Фаза р имеет о. ц. к. решетку с периодом а = 2,816 нМ; плот-
ность 2,23 г/см3, температуру плавления 449 °С; микротвердость
3400 МПа [3]. Фаза 0 на основе соединения А17Сг имеет химиче-
ский состав: 21,60% Сг и 7.8,40% А1, микротвердость 5100 МПа.
По данным работы [3], фаза 0 имеет орторомбическую решетку
с периодами а = 2,48 нм, 6 = 2,47 нм и с = 3,02 нм. По данным дру-
гой работы [38], фазе 0 приписывается кристаллическая решетка
78
или моноклинная с периодами а = 2,047нм, Ь = 0,764 нм, с = 2,536нм
или орторомбическая псевдогексагональная с периодами а =
= 2,005 нм, Ь-3,465 нм, с= 1,251 нм.
Химический состав тройной фазы Т (AlCrMg): 12,2 % Сг,
8,8 % Mg и 79 % А1. Фаза Т имеет область гомогенности. Наи-
20
30 E,fl Al Ъс
10 20 30 fl
Рис. 4.37. Поверхности ликвидуса системы Рис. 4.38. Фазовые поля в твердом
А1—Mg—Сг состоянии системы А1—Mg—Сг
более вероятная формула фазы Т Ali8Cr2Mg3 [18].. Фаза Т имеет
плотность 2,8 г/см3, микротвердость 5040 МПа и кубическую кри-
сталлическую решетку с периодом а= 1,455 нм [3].
Согласно данным работы [2], в системе возможны две пери-
тектические реакции и одна эвтектическая. Химический состав нон-
вариантных точек и температуры реакции приведены в табл. 4.19
[2].
ТАБЛИЦА 4.19
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЙ
В СИСТЕМЕ Al-Cr-Mg
Характер реакции
Перитектическая
Эвтектическая
Перитектическая
Не устанозлен
Твердые фазы,
участвующие в реакциях
aA1,9(Al7Cr),r(AlCrMg)
aA1, r(AlCrMg),
P(Al3Mg2)
9(Al7Cr), T(AlCrMg),
__
Температу-
ра, ° С
632,7
447,4
—
—
/Кидкая фаза,
%
•Сг
-1,7
1,7
-2,3
¦2,2
Mg
12,8
31,1
12
31,0
Твердый рас-
твор &а\, %
Сг
0,6
—
—
Mg
2
—
•—-
—
19. АЛЮМИНИЙ-МАГНИЙ-ЦИНК
Диаграмма состояния А1—Mg—Zn по результатам работ [55—58]
приведена на рис. 4.39.
Ликвидус системы включает десять поверхностей первичной
кристаллизации: алгтвердого раствора на основе алюминия, Yzrr
Рис. 4.39. Диаграмма состояния
системы Al— Mg—Zn
Al Ю 20 JO hO 50 60 70 SO 90 Ul
Zn,%
Al
100 90 80 70 60 50 W JO 20 W
Рис. 4.40. Фазовые поля в твердом состоянии системы Al—Mg—Zn
80
твердого раствора на основе цинка; шести фаз на основе двойных
соединений — р (Al3Mg2), 8' (фаза неизвестного состава, существо-
вание которой отрицается в ряде работ), б (Mgi7Ali2), e (Mg2Zn3),
ц (MgZn2), ft (MgZri5 или Mg2Znn) и одной тройной фазы
Т (Al2Mg3Zn3). В равновесии с алюминиевым твердым раствором,
по данным работы [58], находятся только пять фаз: р, Г, г), ft
(рис. 4.40).
Фаза р имеет область гомогенности в тройной системе и обра-
зуется на основе соединения Al3Mg2 с молекулярной массой 129,55;
в двойной системе фаза существует в интервале концентраций
C6,04-37,54) % Mg.
Фаза Т имеет широкую область гомогенности — от 33 % Mg и
25 % Zn до 22 % Mg и 64 % Zn и образуется на основе соедине-
ния Al2Mg3Zn3. Фаза Т имеет молекулярную массу 323,04; плот-
Al Ю 20 30n W 50 60 70 0 SO"?
272°
Рис. 4.41. Схема фазовых превращений в системе А1—Mg—Zn
ность C,78±0,07) г/см3; температуру плавления 535 °С, микро-
твердость 4270 МПа, кубическую о. ц. решетку с периодом а =
= 1,419 нм. Фаза Г, изоморфная фазе AleCuMg4, имеет в ячейке
16 атомов [18].
Фаза г) на основе соединения MgZn2, состоящая из 15,68 % Mg
и 84,32 % Zn, имеет молекулярную массу 155,08; плотность
E,160±0,005) г/см3; температуру плавления 590 °С; гексагональ-
ную кристаллическую решетку с параметрами а = 0,518 нм, с =
= 0,851 нм, с/а= 1,644 [18].
Фаза # на основе соединения MgZn5, состоящая из 6,93 % Mg
и 93,071 % Zn, имеет молекулярную массу 351,22; плотность
6,60 г/см3, температуру плавления 380,5 °С и гексагональную ре-
шетку с параметрами а = 0,994 нм, с= 1,651 нм и с/а= 1,6609 [38].
Фаза Yzn имеет атомную массу 65,38; плотность 7,133 г/см3;
температуру плавления 419,4 °С, микротвердость 645 МПа и гек-
сагональную кристаллическую решетку с параметрами а = 0,266нм,
? = 0,494 нм, с/а =1,86.
Четырехфазные превращения, происходящие с участием алю-
миниевого твердого раствора, показаны на рис. 4.41. В системе
происходят следующие превращения [2]:
6 Заказ № 297 81
ТАБЛИЦА 4.20
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЕ
Характер
реакции
Эвтектическая
Перитектическая
Максимум на лик-
ТУ ТX ТТ Л ГГ* О
видусе
Перитектическая
Эвтектическая
Твердые фазы,
участвующие
в реакции
«АР Р
аА1, Zn
«А1> Р. Т
аА\> Л
°А\> Т
аА1> П. Г
Т
аА1, П» 0
аА1, 0, Zn
Темпера-
тура, °С
450
382
447
447
475
475
489
489
475
535 .
¦ 365
342,8
Жидкая
Mg
35,0
—
30
30
11,5
11,5
17
11,3
23
3
2,95
фаза, %
Zn
—
95
13
12
60,5
60,5
45,6
45
60,4
57
91
3"
Твердый
<хА
Mg
' 15,35
12,3
13
2,8
2,8
3,8
4,3
2,8
—
2
I
раствор
I. %
Zn
—
—
1,8
2
14,3
14,3
9,8
11,6
14,3
—
76
79
I В СИСТЕМЕ А1— Zn— Mg
Другие Твердые фазь
формула
Al3Mg2
Zn
Al3Mg2
Al2M?3Zn3
Al3Mg2
Al2Mg3Zn3
MgZn2
AI2Mg3Zn3
MgZn2
Al2Mg3Zn3
—
MgZn2
MgZn5
MgZn5
Mg
35,5
—
33
31
33,5
30
15,5
• 21
15,5
20
—
14,5
6,5
6,5
i, %
Zn
—-
98,8
12,5
20,5
10
26
82,6
54
82,5
64
—
84
96
93
Библиогра-
фия
[3]
[3]
[56]
[55]
[55]
[56]
[55]
[56]
[55]
[55]
[55]
[55, 58]
эвтектические при 447 °С ETl —Ж *± а2 + рз + ТА; при 342,8 °С
Е т2 —Ж ^ ае + v + Zn2;
перитектические при 365 °С S{ — Ж + r\s ^ «5 + и; при 475 °С
S2—Ж + Т2 +* а4 + Т14-
Другие четырехфазные превращения совершаются без участия
. алюминиевого твердого раствора.
В системе обнаружены два квазибинарных сечения А1—Т и
А1—г\ с трехфазными эвтектическими превращениями: Е2—Ж^
^ а3 + Тъ при 489 °С и S2— Ж ^ а4 + ti4 при 475 °С.
ТАБЛИЦА 4.21
СОВМЕСТНАЯ РАСТВОРИМОСТЬ
МАГНИЯ И ЦИНКА В АЛЮМИНИИ
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ, %
Темпе-
рату-
ра,.°С
475
460
460
447
440
400
350
300
200
а, р
Mg
—
12,5
12,3
10,5
8,4
6,0
2,8
, т
Zn
—
1,8
1,6
1,1
0,6
0,4
0,2
а, Г,
Mg
2,8
2,2
1,6
2,3
1,7
1,1
0,7
0,2
MgZn2
Zn
14,3
13,5
12,5
11,4
8,6
6,0
3,7
1,0
Библи-
огра-
фия
[56]
57:
56:
56'
56:
56:
56:
56:
56:
Рис. 4.42. Изотермы солидуса системы
А1—Mg—Zn
Примечание, а, р, Г; а,
Г, MgZn2 — вершины трехфазных
треугольников.
Точка 52 лежит на коноде а*—щ, поэтому четырехфазное пери-
тектическое превращение E2) соответствует случаю, когда фаза Т
только присутствует при реакции, но не реагирует с жидкостью.
Фаза Т имеет широкую область первичной кристаллизации, может
образовываться по перитектической реакции 55— Ж + m <± Т{
при 535 °С.
В работе [55] указывается, что на поверхности ликвидуса
фазы Т B3 %Mg; 57 % Zn) имеется максимум при 535 °С.
Концентрации фаз и температуры нонвариантных превращений
в системе А1—Mg—Zn приведены в табл. 4.20.
Солидус сплавов, богатых алюминием, по данным работы [5],
показан на рис. 4.42. Растворимость магния и цинка в твердом
алюминии с понижением температуры резко уменьшается. Содер-
жание магния и цинка в aAi-вершинах трехфазных треугольников
при различных температурах приведено в табл. 4.21.
83
20. АЛЮМИНИЙ—МАРГАНЕЦ—МЕДЬ
Общий вид диаграммы А1—Си—Мп, по данным работы [5], при-
веден на рис. 4.43 и указывает на присутствие нескольких двой-
ных фаз — МпАЦ, МпА16, 0 (СиА12) и тройной фазы a (AlCuMn) r
которая в работах других авторов обозначается через Г, / или г
[59—62].
В равновесии с алюминиевым твердым раствором могут нахо-
диться фазы МпА16, 0 (СиА12) и a (AlCuMn). Фаза МпА16 отно-
сится к орторомбической кристаллической системе, имеет микро-
твердость 5400 МПа. В работе [59] указывается, что МпА16 рас-
творяет небольшое количество меди, так как травимость фазы
А1 5 10 15 20 25 30 J5 W 45 50 55
Рис. 4.43. Диаграмма состояния системы
А1—Мп—Си
Рис. 4.44. Поверхности ликвидуса системы
А1—Мп—Си
изменяется при введении меди. Поэтому фаза МпА16 в тройной
системе, вероятно, должна обозначаться как (А1, Си)б(Мп, Си).
Фаза 0 (СиА12) имеет тетрагональную кристаллическую ре-
шетку, микротвердость 5600 МПа. Фаза 0 растворяет незначитель-
ное количество Мп [59]. .
Тройная фаза Т (AlCuMn) имеет, по данным работы [60], об-
ласть гомогенности в интервале концентраций от 13 % Си к
25 % Мп до 15 % Си и 20 % Мп. В работе [6] эта фаза обозна-
чена на диаграмме точкой, что указывает на ее постоянный состав.
Тройная фаза имеет формулу Т (Al2oCu2Mn3) [60]. Кристалличе-
ская решетка этой фазы орторомбическая с параметрами а =
= 0,771 нм, 6 = 2,411 нм, с= 1,251 нм. Микротвердость кристаллов
фазы Т 7020 МПа.
Температуры нонвариантных превращений и концентрации фаз
приведены в табл. 4.22. Поверхности ликвидуса части системы,
богатой алюминием, показаны на рис. 4.44 [5]. Распределение
фазовых областей в твердом состоянии при температуре ниже со-
лидуса показано на рис. 4.45, а данные совместной растворимости
меди и марганца в твердом алюминии приведены в табл. 4.23 [5].
ТАБЛИЦА 4.22
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ
Характер
реакции
Эвтектиче-
ская
Перитекти-
ческая
Эвтектиче-
ская
Перитекти-
ческая
Эвтектиче-
ская
В СИСТЕМЕ Al-Cu-Mn
Твердые фазы,
участвующие в
реакции
<хА1, МпА1б
МпА14, МпА16
aAl, 0(CuAl2)
аА1, МпА16,
Т (AlCuMn)
аА1, МпА14,
МпА1б
аА1, 9(СаА12),
Т (AlCuMn)
Темпера-
тура, °с
658,5
710
548
616
628,5
625
700
547,5
547,5
Жидкая фаза,
%
Си
—
33,0
14,8
6,5
15,6
8
32,5
31,5
Мп
2,0
4,1
—
0,9
4,5
2,1
—
0,6
0,8
ПРЕВРАЩЕНИЙ
Твердый
раствор
OL А 1 °/п
U-A1» /о
Си
_
—
5,7
1,2
1,4
—
5,5
5,45
Мп
1,82
—
—
1,0
1,2
—
0,2
0,3
Библио-
графия
[3]
[31
[3}
[61]
[62]
[61]
[60]
[61]
[62]
ТАБЛИЦА 4.23
СОВМЕСТНАЯ РАСТВОРИМОСТЬ МЕДИ И МАРГАНЦА
В АЛЮМИНИИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ, % [5]
Темпера-
тура, °С
623,5
616
610
600
550
547,5
а, МпА16, Т
Си
1,4
1,2
1,3
1,1
0,85
—
Мп
1,17
1,0
1,0
0,9
0,6
—
а, Т, 8
Си
—,
—
—
5,5
Мп
—
—
0,2
Темпера-
тура , °С
547,5
525
500
450
400
400
a, MnAI6, T
Си
¦.
0,95
0,65
0,5
0,4
0,6
Мп
0,44
0,4
0,2
0,1
0,1
а, Т
Си
5,45
4,95
4,05
2,55
1,50
1,4
, е
Мп
0,3
0,2
0,2
0,15
0,1
0,05
Примечание, а, МпА16, Т; а, Г, 0 — вершины трехфазных треугольников.
21. АЛЮМИНИЙ—МАРГАНЕЦ—ХРОМ
Диаграмма состояния А1—Мп—Сг исследована неоднократно, ре-
зультаты этих исследований обобщены в работе [18]. В сплавах,
богатых алюминием, при кристаллизации жидкости первично мо-
гут выделяться твердый раствор на основе алюминия или двойные
85
интерметаллидные фазы (рис. 4.46) [18]. В системе могут происхо-
дить три четырехфазных превращения: перитектические Ж +
+ МпАЦ =р* MnAle + Сг2А1ц и Ж + Сг2А1ц +± СгА17 + МпА16, эв-
тектическое при 657°С Жч± ocai + СгА17 + МпА16. Эвтектическая
точка соответствует примерно 0,2 % Сг и 2 % Мп.
В твердом состоянии в равновесии с алюминиевым твердым
раствором могут находиться фазы: СгА17, МпА16 и тройная фаза
G[(CrMn)Ali2]. Тройная фаза G образуется по перитектоидной
50 АШ
Рис. 4.45. Фазовые поля в твердом состоя-
нии системы А1—Мп—Си
Рис. 4.46. Поверхности ликвидуса системы
А1—Сг-Мп
реакции при 587 °С: aAi + СгА17 + МпА16 *=* (CrMn)Ah2. Вероятно,
в системе происходит вторая перитектоидная реакция в интервале
587—547°С: СгА17 + МпА16 +± Сг2А1ц + (СгМп) А1!2 [18].
Сплавы системы А1—Мп—Сг склонны при кристаллизации
к образованию неравновесных фаз и структурных составляющих.
После затвердевания сплавы имеют фазовый состав сьаь СгА17 и
МпА16. Фаза G[(CrMn)Ali2] совершенно четко обнаруживается
после длительного отжига при 400—500 °С и не обнару-
живается в сплавах, отожженных при 595—600°С. Распределение
фазовых областей в твердом состоянии дано на рис. 4.47.
Фаза СгА17, содер-
жащая 21,60 % Сг и
78,40 % А1, имеет орто-
ромбическую решетку
с периодами а = 2,48нм,
Ь = 2,47 нм, с = 3,02 нм
[3]. По другим дан-
ным [38], фазе СгА17
приписывается моно-
клинная кристалличе-
ская решетка с перио-
дами а = 2,047 нм,
Ю
Рис. 4.47. Границы фазовых
областей диаграммы состояния
системы Al—Сг—Мп при 627
(сплошные линии) и 547 °С
(пунктирные линии)
86
6 = 0,764 им, с = 2,536 им или орторомбическая с периодами а =
= 2,005 нм, 6 = 3,465 им, с= 1,251 им. Марганец в значительных
количествах растворяется в фазе СгА17.
Фаза МпА16, .состоящая из 25,35% Мп и 74,65% А1, имеет
плотность 3,09 г/см3; температуру плавления 710 °С. Фаза МпА16
практически не растворяет хром.
Фаза G [(CrMn)Ali2] существует в пределах концентраций от
2 % Сг и 12 %. Мп до 4 % Сг и 10 % Мп; обладает о. ц. к. решет-
кой с 26 атомами в элементарной ячейке; имеет плотность
2,92 г/см3.
22. АЛЮМИНИЙ—МЕДЬ—НИКЕЛЬ
Диаграмма состояния А1—Си—Ni изучалась неоднократно, по дан-
ным исследований [2, 18] построено расположение поверхностей
ликвидуса и фазовых полей в твердом состоянии. Проекция по-
верхностей ликвидуса на рис. 4.48 приведена по работе [18]. Ука-
занные на проекции поверхности ликвидуса соответствуют фазам,
которые ниже температуры солидуса находятся в-равновесии
с алюминиевым твердым раствором. Интерметаллидные фазы
Рис. 4.48. Поверхности ликвидуса си-
стемы А1—Си—Ni
Рис. 4.49. Фазовые области диаграммы состояния
системы А1—Си—Ni при 527 °С
имеют следующие обозначения: е (NiAl3), б (Ni2Al3), 6 (CuAl2) к
тройная фаза Т (Al6Cu3Ni) [2]. Распределение фазовых областей
в твердом состоянии при 527 °С приведено на рис, 4.49 [18].
Фаза е (№А13), состоящая из 42,04 % Ni и 57,96 % А1, имеет
молекулярную массу 139,60; плотность 3,957 г/см3; температуру
плавления 854 °С; микротвердость 7700 МПа; кристаллическая ре-
шетка — орторомбическая с периодами а = 0,6611 нм, Ь = 0,7366 нм,
с = 0,4812 нм [3].
Фаза б, состоящая из 59,2 % Ni и 40,8 % А1, имеет широкую
область гомогенности и образуется на основе соединения Al3Ni2.
87
Молекулярная масса фазы б составляет 198,29, температура плав-
ления 1133°С, микротвердость 11200 МПа. Фаза б имеет кристал-
лическую гексагональную решетку с параметрами а = 0,4036 нм,
с = 0,4900 нм, с/а = 1,214 [3].
Фаза Al3Ni2 в значительных количествах растворяет медь, об-
разуя твердый раствор б в интервале составов от Al3Ni2 до Al3CuNi.
Однофазная область б имеет значительную протяженность на изо-
термическом разрезе при 527 °С. Изменение химического состава
фазы б незначительно влияет на ее микротвердость, которая со-
ставляет 10 400—11 000 МПа [2].
Для обозначения фазы Т используют разные формулы [18],
например Cu3NiAl6, Cu2NiAl7, Cu3NiAl9; наиболее вероятна фор-
мула Cu4NiAl7 E0,7 % Си и 11,8 % Ni), так как лучше всего от-
вечает установленной структуре элементарной ячейки. Фазе Т
с формулой CiuNiAly приписывается упорядоченная ромбическая
решетка [18], а при формуле Cu3NiAl6 — о. ц. к. решетка, изоморф-
ная фазе Al3Cu3Zn [3]. Фаза Т имеет плотность 5,48 г/см3, твер-
дость по Виккерсу 10000 МПа [2].
В области концентраций, богатых алюминием, происходят два
перитектических и одно эвтектическое нонвариантные превраще-
ния. Температуры нонвариантных превращений и концентраций
фаз приведены в табл. 4.24.
Состав твердого раствора ocai в вершинах трехфазных тре-
угольников при различных температурах [63] приведен в табл. 4.25.
ТАБЛИЦА 4.24
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРА НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЙ
В СИСТЕМЕ А1—Си—Ni
Твердые фазы,
участвующие в реакции
Температура,
°С
Состав жидкой фазы, %
Си
Ni
Библиография
Перитектическая реакция
Р (А13№2)
«AL «(A
Т (AleCu3Ni)
598,8
630
561
590
14,1
16,0
27,4
22,0
4,7
4,0
1,9
2,0
[63]
[64]
[63]
[64]
Эвтектическая реакция
«АР 6(СиА12)
Т (Al.Cu3Ni)
547,5
546
32,9
32,5
0,65
0,9
[63]
[64]
ТАБЛИЦА 4.25
СОДЕРЖАНИЕ МЕДИ И ПЕРИОД КРИСТАЛЛИЧЕСКОЙ РЕШЕТКИ а
ТВЕРДОГО РАСТВОРА В ВЕРШИНАХ ТРЕХФАЗНЫХ ОБЛАСТЕЙ
Темпера-
тура, °С
599
580
561
547
540
535
500
400
а, 8, б
Си, %
~1,7
1,65
1,3
1,0
а, нм
0,40464
0,40470
0,40476
а, б, Г
Си, %
-4^35
3,9
1,3
а, нм
0,40418
0,40470
а, Т, е
Си, %
'""'-'О, О
4,75
3,14
1,6
а, нм
0,40393
0,40430
0,40465
23. АЛЮМИНИЙ-МЕДЬ-ЦИНК
Диаграмма изучалась неоднократно [65]; авторы этих исследова-
ний строили проекцию поверхностей ликвидуса (рис. 4.50). В ра-
боте [18] приводится несколько иной вариант диаграммы, учиты-
10 20 дО W 50 .
Zn,%
70 30 90 Ег
Рис. 4.50. Поверхности ликвидуса системы А1—Си—Zn
вающий возможность перитектической реакции в двойной системе
Al—Zn. Часть диаграммы с расшифровкой фазовых превращений
дана на рис. 4.51 [2].
В равновесии с алюминиевым твердым раствором находятся
фазы 6 (СиАЬ), r]zn, e (CuZn) и тройная фаза Т. Фаза 6 (СиА12)
имеет тетрагональную о. ц. кристаллическую решетку; плотность
АЬ а*10 «
Wai Жк'2 60 а!г 70 *,*,*>¦ 90 3
Z/7, % 272° J80°
Рис. 4.51. Схема фазовых превращений в системе А1—Си—Zn
4,34 г/см3; температуру плавления 590 °С, микротвердость
5600 МПа [3].
Тройная фаза Т имеет область гомогенности в пределах 56—
58% Си и 10—30% Zn [18, 65]. При содержании 60,1 % Си и
ТАБЛИЦА 4.26
СОСТАВЫ ФАЗ И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ ПРЕВРАЩЕНИЙ
В СИСТЕМЕ А1—Си—Zn [2]
Характер
реакции
Эвтектическая
Перитектическая
Эвтектическая
Твердые фазы,
участвующие в реакции
oAI. e
aAI, 9 (CuAl2),
Т (AlI7Cu17Zn6)
aAI, ? (CuZn),
T (Ali7Cui7Zn6)
aAj, e (CuZn),
"Hzn
Темпера-
тура, °C
548
382
420
398
379,5
Жидкая фаза, %
Си
33,0
15,0
10,5
-3,7
Zn
95
60,0
74,0
89,3
Твердый раствор
aAI, %
Си
5,7
1,5
1,8
1,5
Zn
82,8
65
2,0
78,1
90
24,7 % Zn состав фазы отвечает формуле Cu5Zn2Al3. При более
высокой концентрации алюминия E6 % Си и 20,3 % Zn) состав
отвечает формуле Cu3ZnAl3 или Ali7Cui7Zn6 [2, 18]. Фаза Т вто-
рого состава имеет молекулярную массу 1931,6; искаженную о. ц. к.
решетку, микротвердость 6500 МПа. В сплавах, богатых алюми-
нием, фаза Т может образовываться при 420 °С по перитектиче-
ской реакции Ж + 6 ч=* ал\ + Т.
Al 20 40 60 80I In Al 20 W 60
ln,% i Zn,%
'a cc*1 cn S
Jin
kO 60 \а*Я0 \ in Al
In
Рис. 4,52. Фазовые области диаграммы состояния системы А1—Си—Zn при температуре-
ниже солидуса (а), 350 (б), 300 (в) и 240 °С (г)
Фаза rjzn относится к гексагональной системе, имеет микро-
твердость 645 МПа. Фаза е (CuZn) обладает гексагональной ре-
шеткой с параметрами а = 0,273 нм, с = 0,4286 нм, с/а =1,56; микро-
твердость 1510 МПа.
Температуры нонвариантных превращений и концентрации фаа
приведены в табл. 4.26.
На рис. 4.52 показаны изотермические сечения диаграммы при
350, 300 и 240 °С [65], а ниже приведена растворимость меди и
цинка в алюминии:
Температура, °С ....... 420 400 350 300 240
Растворимость, %:
меди 1,5 1,3 1,5 1,0 0,5
цинка 65,0 50,0 43,0 17,0 7,5
91
Глава 5
ДИАГРАММЫ СОСТОЯНИЯ ЧЕТВЕРНЫХ
СИСТЕМ1
1. МЕТОДЫ ИЗОБРАЖЕНИЯ ДИАГРАММ
В настоящем справочнике применяются три варианта графиче-
ского изображения диаграмм состояния. Два варианта основаны
на методе проектирования алюминиевой вершины концентрацион-
ного тетраэдра на плоскость противолежащего основания. Оба
варианта изображения диаграмм используются в работах [1—4],
номера которых указаны в последовательности их использования
Mg2Al3j% Mg2Al5,%
FeAlj -20 W 60 80 /Mg2Al3 FeAL3 20 UO_ 60 80 Mg2AL5
Рис. 5.1. Диаграмма состояния системы А1—Fe—Si—Mg:
a — проекция политермической диаграммы; б — распределение фазовых областей в твер-
дом состоянии
в основном тексте. Более подробное описание рассматриваемого
метода дано в справочнике [2]. Таким способом можно получить
проекцию политермической диаграммы (рис. 5.1, а) или проекцию
сечения тетраэдра, показывающую распределение фазовых обла-
стей в твердом состоянии (рис. 5.1, б). Обе проекции представлены
в форме треугольника соотношений легирующих элементов. Вер-
шины треугольника соответствуют проекции диаграмм двойных
систем, и возле вершины указана фаза, находящаяся в равновесии
в алюминием в данной системе. Стороны треугольника представ-
ляют проекции соответствующих тройных систем. На сторонах ука-
заны не абсолютные проценты содержания компонентов, как
1 Авторы |О. С. Бочвар), К. С. Походаев.
92
в тройных системах, а относительные количества легирующих эле-
ментов (не интерметаллидных фаз, указанных в вершинах). На-
пример: на рис. 5.1, а точка D соответствует 40 % Fe и 60 % Si.
Зто означает, что в тройной системе А1—Fe—Si соотношение леги-
рующих элементов для указанной нонвариантной точки соответ-
ствует % Fe : % Si = 2 : 3, а абсолютные проценты могут быть раз-
ными. Конкретно в данной тройной системе абсолютные проценты,
соответствующие точке D, составляют: 2,5 % Fe и 4 % Si.
Любая точка внутри треугольника указывает на соотношение
трех легирующих элементов в сплаве. Чтобы найти положение
искомого сплава на проекции треугольника соотношений, нужно
определить относительное содержание каждого компонента
в сплаве. Например, для точки М абсолютное содержание компо-
нентов составляет: 0,82 % Fe, 6,45 % Mg, 9,50 % Si, сумма равна
16,77 %. Координаты точки М на треугольнике соотношений дол-
жны соответствовать следующему значению относительных про-
центов: 5 % Fe, 38,5 % Mg и 56,5 % Si.
Проекция политермической диаграммы позволяет определить
схему кристаллизации сплава, т. е. проследить за последователь-
ностью равновесных реакций, как и в тройной системе. На таких
проекциях трехфазное равновесие жидкости с алюминиевым твер-
дым раствором и одной из других возможных фаз (она указы-
вается) изображается двухмерной областью, четырехфазное рав-
новесие— линией и пятифазное равновесие — точкой. Точки на
сторонах треугольника соотношений, обозначенные буквами, ука-
зывают относительную.концентрацию компонентов в жидкой фазе
нонвариантного равновесия в тройной системе. Составы таких нон-
вариантных точек даны в разделе соответствующих тройных си-
стем. Проекции политермических диаграмм сопровождаются таб-
лицами с указанием равновесных реакций.
Распределение фазовых областей в твердом состоянии (см.
рис. 5.1,6) изображается после проведения триангуляции четвер-
ной системы и выделения вторичных тетраэдров с общей верши-
ной, соответствующей алюминию. По таким диаграммам можно
определить фазовый состав сплавов в твердом состоянии, вычислив
соотношение легирующих элементов в нем.
Третьим вариантом изображения диаграмм состояния является
диаграмма сечений изотермических тетраэдров при постоянном
содержании одного из компонентов и концентрациях, близких к со-
ставам промышленных сплавов (см. далее).
2. АЛЮМИНИЙ-ЖЕЛЕЗО-КРЕМНИЙ-МАГНИЙ
Диаграмма состояния А1—Fe—Si—Mg рассматривается в рабо-
тах [1, 2, 5, 6]. В работах [5, 6] построены объемные изображе-
ния моделей ликвидуса и солидуса, приводятся сечения диа-
граммы, а также отмечается наличие квазитройной системы
Al—Mg2Si—FeAl3. На рис. 5.1, а приведена проекция политерми-
ческой диаграммы [1, 2], в табл. 5.1 указаны равновесные реак-
93
РАВНОВЕСНЫЕ РЕАКЦИИ В СИСТЕМЕ Al-Fe-Si-Mg
ТАБЛИЦА 5.1
Область, линия или точ-
ка на рис. 5.1, а
AIPND
IB HP
GILMNPH
CFKJG
EMLKF
DNME
KLJ
IP
HP
NP
DN
NM
EM
ML
LK
KF
LJ
KJ
GJ
J
К
L
M
N
0
P
Равновесная реакция
Ж^аА1 + РеА13
Ж^аА1 + Р(А13М&2)
M7laM + Mg2S\
Ж71ам + Б'1
Ж^а^ + FeSiAV
Ж^аА1 + Ре251А18
Ж^аА1 + РеМ?3816А18
Ж^аА1 + РеА13 + Р(А13М§2)
¦*^aA1 + Mg2Si + P(A!3Mg2)
^zroA1+"Mg2Si + FeAl3
Ж + РеА137!:аА1 + Ре281А18 ,
Ж 71 аА1 + Mg2Sl + Fe2Si Al8
Ж + Fe2SiAl8 - оА1 + FeSiAl5
Ж ГГ аА1 + Mg2Si + FeSiAl5
Ж + FeSiAl5-aAl + FeMgзSiбAl8 ,
Ж^а^ + FeSiAlg + Si
Ж71ам + Mg2Si + FeMg3Si6Al8
^IC^oA1 + Si + FeMg3Si6Ale
Ж^!аА1 + ^251 + 81
Ж 71 аА1 + Si + Mg2Si + FeMg3Si6Al8
Ж + FeSlAl5 71 oA1 + Si + FeMg3Si6Al8
Ж + FeSiAl5 + Mg2Si 71 aA1 + FeMg3Si6Al&
Ж + Fe2SiAl8 71 aA1 + Mg2Si + FeSiAl5
Ж + FeAl3-aA1 + Mg2Si + Fe2SiAl8
Ж^аА1 + М&251 + РеА13
Ж 71 aA1 + p (AlMg) 4- FeAl3 + Mg2Si
94
ТАБЛИЦА 5.2
СОСТАВ ЖИДКОЙ ФАЗЫ И
ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ
РЕАКЦИЙ
ции, происходящие в системе. Кроме указанных реакций, возможно
нонвариантное равновесие (Р) для квазитройной системы Ж^
+± аА\ + FeAl3 + Mg2Si [2] при температуре более 587 °С. Состав
жидкой фазы и температуры нонвариантных реакций приводятся
в табл. 5.2 [2].
Дополнительные сведения о ликвидусе сплавов системы при-
водятся в работе [3]. Сечение изотермического тетраэдра с рас-
пределением фазовых областей в твердом состоянии дано на
рис. 5.1,6 [2]. ¦ *
В сплавах системы А1—Fe—Si—Mg в равновесии с алюминие-
вым твердым раствором может находиться несколько фаз. Фазы,
образующиеся в соответствующих двойных системах, следующие.
Фаза |5 (Al3Mg2) в структуре сплава резко очерчивается и
слегка темнеет при травлении однопроцентным водным раствором
HF. Фаза Si кристаллизуется
в форме пластин или в виде кри-
сталлов ромбоидальной формы,
имеет серо-синеватую окраску.
Фаза Mg2Si имеет синюю окра-
ску, но легко растравливается;
первичные кристаллы фазы обла-
дают правильно ограненной гек-
сагональной или ромбоидальной
формой, а в эвтектике фазе
свойственна форма китайского
шрифта. Фаза FeAl3 кристалли-
зуется в форме длинных призма-
тических пластин первично и в
игловидной форме — в эвтектике.
Фазы, образующиеся в трой-
ной системе А1—Fe—Si, следую-
щие. Фаза С (AlFeSi), или a (AlFeSi) [5,6] имеет формулу FeSiAl8
[2] и кристаллизуется в сплавах, богатых алюминием, в форме ки-
тайского шрифта; фаза га (AlFeSi), или р (AlFeSi) [5, 6] с фор-
мулой FeSiAl5 [4] имеет форму грубых пластин. Четырехкомпо-
нентная фаза h (AlFeSiMg) или я [5,6] имеет формулу FeMg3Si6Al8
и относится к гексагональной системе с периодами решетки а -¦=
= 0,663 нм и с = 0,794 нм и с 18 атомами на элементарную ячейку
[7]. Форма кристаллов фазы А. или я зависит от ее структурного
состояния в. сплаве. Если фаза является первичным кристаллом,
она имеет правильную гранную форму и резко очерчивается при
травлении водным раствором HF. В эвтектических составляющих
фаза h имеет дендритную форму.
При реальных условиях кристаллизации сплавов перитектиче-
ские реакции не завершаются, и в структуре сплавов может присут-
ствовать больше фаз, чем следует из диаграммы состояния. В неко-
торых сплавах могут присутствовать практически все фазы си-
стемы [5]. В этом случае даже длительная гомогенизация сплава
почти никогда не устраняет неравновесные фа^ы.
Точка на
рис. 5.1, ?
Р
N
М
L
К
J
О
Содержание элементов, %
Fe
о,п
1,35
0,82
0,55
0,52
0,15
-1,0
Mg
33,3
.7,25
6,45
6,0
2,9
4,9
-10,0
Si .
0,35
7,05
9,50
11,4
12,15
12,9
-7,0
Темпе-
ратура,
°С
448
586
576
568
567
554
>587
95
3. АЛЮМИНИЙ—ЖЕЛЕЗО-КРЕМНЙЙ-МАРГАНЕЦ
Диаграмма состояния Al—Fe—Si—Mn рассматривается в работах
[1,4, 8, 9], результаты которых и некоторых дополнительных работ
проанализированы и обобщены в работе [2]. В сплавах рассматри-
ваемой системы могут существовать фазы, возникающие в соответ-
ствующих двойных и тройных системах; четырехкомпонентных фаз
не обнаружено. В первых работах [1,4] предполагалась возмож-
ность образования неограниченных растворов между фазами
a (AlFeSi) и a (AlSiMn), в более поздних работах показано, что
неограниченная растворимость между указанными фазами отсут-
ствует, но в фазе a (AlSiMn) с формулой Mn3Si2Ali5 большая часть
МПА16,% МпА1б,%
FeAl3 20 I U0 60 80 МпА1б FeAlj 20 kO 60' SO
/ д ^ д 7\ д jB \fc A
Si
Рис. 5.2. Диаграмма состояния системы Al—Fe—Si—Mn:
а — проекция политермической диаграммы; б—-распределение фазовых областей в твер-
дом состоянии
марганца может замещаться железом, и образуется твердый рас-
твор a (AlFeSiMn) с формулой (FeMnKSi2Ali5 [9], которому на
диаграмме соответствует широкая область гомогенности.
Проекция политермической диаграммы системы А1—Fe—Si—
Mn, по данным работ [1, 2], и сечение изотермического тетра-
эдра, показывающее распределение фазовых областей в твердом
состоянии, приведены на рис. 5.2. Равновесные реакции, происхо-
дящие в системе, даны в табл. 5.3, а состав жидкой фазы и темпе-
ратура нонвариантных реакций — в табл. 5.4 [2].
Фазы, находящиеся в равновесии с алюминиевым твердым рас-
твором, имеют следующие свойства.
Фаза МпА16 способна растворять значительное количество же-
леза, образуя твердый раствор (MnFe)Al6. Одновременно с фазой
MnAle часто присутствует неравновесная фаза МпАЦ. Кристаллы
МпА16 и МпАЦ имеют оригинальную ромбоидальную или гекса?
тональную форму и резко очерчиваются при травлении. Фаза
МпАЦ имеет более темную окраску, чем фаза МпА1б.
96
ТАБЛИЦА 5.3
РАВНОВЕСНЫЕ РЕАКЦИИ В СИСТЕМЕ Al-Fe-Si-Mn
Область, линия, точка
на рис. 5*2, а
AIJKD
ВНЛ
JHGMLK
CFMG
ELMF
DKLE
DK
EL
FM
GM
HJ
JK
KL
LM
J
К
L
М
Равновесная реакция
Ж-аА1 + РеА13
Ж^аА,+ (РеМп)А16
,SC = aA, + (FeMnKSi2Al15
Ж:^аА,+ 81
ЖГ:аА1 + Ре81А15
ЖХаА1 + Ре281А18
Ж + РеА13^:аА1 + Ре281А18
Ж + Fe2SlAl8 ^:aA1 + FeSiAlg
Ж=:аА1 + 81 + Ре81А15
Ж^аА1 + Si + (FeMnK Si2Al15
Ж + (FeMn)Al6 z* aA1 + (FeMnK SI2A115
Ж + FeAl3 - aA1 + (FeMnK S12A1,5
Ж + Fe2SlAl8 - aA1 + (FeMnK Si2Al]S
Ж + FeSiAl5;^: aA| + (FeMnK S12A116
Ж + FeAl3 + (FeMn) Al6 ^ aA, + (FeMnK SI2A1U
Ж + РеА13г:аА1+ (FeMnK Sl2Al15 + Fe2SiAl8
Ж + Fe2SiAl8 — aA1 + FeSlAls + (FeMnK Si2Al15
Ж + FeSlAl5 — aA, + Si + (FeMnK S12A115:
ТАБЛИЦА 5.4
СОСТАВ ЖИДКОЙ ФАЗЫ
И ТЕМПЕРАТУРЫ НОНВАРИАНТНЫХ
РЕАКЦИЙ В"СИСТЕМЕ Al-Fe-Si-Mn
Фаза FeAl3 в зависимости от структурного состояния имеет
разную форму кристаллов. Первичные кристаллы FeAl3 имеют
форму грубых призматических пластин; кристаллы, входящие
в эвтектические и другие струк-
турные составляющие, игловид-
ную форму. Фаза FeAl3 способна
растворять марганец без сущест-
венного изменения формы и тра-
вимости.
Фаза Si легко обнаруживается
под микроскопом по характерной
ромбоидальной форме первичных
кристаллов и по пластинчатой
форме эвтектических, которые
при травлении резко очерчи-
ваются и приобретают темно-се-
рую окраску.
Точка
на
рис.
5.2, а
J
К
L
М
Fe, %
2,0
2—2,5
1—2
0,6
Мп,%
0,35
0,2
0,1—0,5
0,2
Si, %
1,75
3—5
5—10
11,7
Тем-
пера-
тура,
°с
648
627—632
597—607
575
7 Заказ № 297
97
Кристаллы железомарганцовистых фаз при травлении окраши-
ваются в светло-серый цвет.
Фаза a (AlFeSi), формула которой Fe2SiAlg, имеет серую
окраску и характерную форму китайского шрифта. Фаза р (AlFeSi)
имеет формулу FeSiAl5, кристаллизуется в иглообразной форме.
Марганец, растворяясь в фазе р (AlFeSi), изменяет форму кри-
сталлов, превращая их в глобулярные или в китайский шрифт.
Фаза a (AlMnSi) образуется в тройной системе Al—Mn—Si.
Этой фазе в разных работах приписывались разные формулы, но
наиболее достоверной является Mn3Si2Ali5 [2, 9]. Фаза a (AlMnSi)
растворяет железо до содержания 31 % Fe, 1,5 % Mn, 8 % Si [9].
Кристаллы фазы a (AlMnSi) имеют сложную форму китайского
шрифта, которая не изменяется при растворении железа; при этом
цвет кристаллов изменяется от голубого до светло-серого. В струк-
туре сплавов может сохраняться неравновесная фаза р (AlMnSi),
формула которой MnsSiAlio, а кристаллы имеют форму пластин.
При металлографическом анализе эта фаза плохо дифференци-
руется. При травлении шлифа она окрашивается в более розовый
цвет, чем фаза FeAl3 [10]v
В реальных условиях кристаллизации сплавов могут совер-
шаться неравновесные реакции, приводящие к образованию нерав-
новесных фаз и структурных составляющих [2].
4. АЛЮМИНИЙ-ЖЕЛЕЗО-КРЕМНИЙ-МЕДЬ
Диаграмма состояния системы рассмотрена в работах [3, 11].
В работе [11] дано описание ликвидуса сплавов, богатых алюми-
нием, и подробная характеристика структуры литых сплавов.
Cu2FeAL7
l
W
FeAtj,%
Ш 60
80 FeAtj CuAl2
7B
GuFeAl7 FeAl3% YCuFe)Al6
20 1 40 60 I 80 FeAlj
o\?
Si a SI
Рис. 5.3. Диаграмма состояния системы Al—Fe—Si—Cu:
a _ проекция политермической диаграммы; б — распределение фазовых областей в твер-
дом состоянии
В сплавах, богатых алюминием, четырехкомпонентные фазы не
обнаружены. В работах [1,2] приводится общая характеристика
98
ТАБЛИЦА 5.5
РАВНОВЕСНЫЕ РЕАКЦИИ4В СИСТЕМЕ AI-Fe-Si-Cu
Область, линия, точка
на рис. 5.3, а'
Равновесная реакция
AFNOQ
FELMN
EDKL
DBNK
HIMLK
IJONM
JCGO
DK
KL
EL
FN
MN
LM
N0
GO
JO
IM
нк
к
L
м
N
О
N
О
Ж^аА1+ Si
Ж + FeAl3 7Z аА1 + (CuFe) А1б
ЖПаА1+ (CuFe) Al6 + Fe2SiAl8
Ж + (CuFe) А16 71 аА1 + Cu2FeAl7
Ж 71 аА1 + CuAl2 + Cu2FeAl7
Ж + Cu2FeAl7 71 аА1 + FeSiAlg
Ж Z1 аА1 + Cu2FeAl7 + Fe2SiAl8
Ж Z! аА1 + CuAl2 + FeSiAl5
Ж + Fe2SiAl8 71 аА1.+ FeSiAl5
Ж + FeAl3 Z2 aAl + Fe2SiAl8
Ж + FeAl3 paA1 + (CuFe) Al6 +
Ж + (CuFe) Al6 zt aA1 + Fe2SiAl8 + Cu2PeAl7
Ж + Fe2SiAl8 71aAl + FeSiAl5 + Cu2FeAl7
Ж + Cu2FeAl7 71 aAl + CuAl2 + FeSiAl5
Ж ^ aA1 + Cu Al2 + FeSiAl5 + Si
или другой вариант
Ж + FeSiAl5 — aAl + Cu2FeAl7 + Si
Ж7! aA1 + CuAl2 + Cu2FeAl7 + Si
99
ТАБЛИЦА 5.6
СОСТАВ ЖИДКОЙ ФАЗЫ
И ТЕМПЕРАТУРА НОНВАРИАНТНЫХ
РЕАКЦИЙ В СИСТЕМЕ AI-Fe-Si-Cu
диаграммы с описанием фаз и равновесных реакций. В равновесии
с алюминиевым твердым раствором могут находиться фазы, обра-
зующиеся в двух и трехкомпонентных системах.
Фазы, образующиеся в двойных системах: 0 (CuAl2), FeAl3 и
Si; фазы тройной системы Al—Fe—Si: a (AlFeSi) — формула
Fe2SiAl8 и р (AlFeSi) —формула
FeSiAls; фазы тройной системы
Al—Cu—Fe: тройное соединение—
формула Ctt2FeAl7, обозначаемое
Р или N, и фаза, имеющая фор-
мулу (FeCu) (А1Си)б [1] или
(CuFe)Al6 [2]. Фаза Cu2FeAl7
имеет тенденцию кристаллизо-
ваться в виде первичных кристал-
лов даже в сплавах с низким со-
держанием железа и меди, обра-
зуя кристаллы тонкой и длинной
игловидной формы [12]. Фаза
Cu2FeAl7 не растворяет кремний,
тогда как фаза a (AlFeSi) рас-
творяет некоторое количество
меди, так как период решетки a (AlFeSi) тройных сплавов состав-
ляет 1,2548 нм, а четверных 1,2501 нм [13].
На рис. 5.3 приведены проекции политермического тетраэдра
и сечение изотермического тетраэдра, показывающее распределе-
ние фазовых областей в твердом состоянии диаграммы А1—Fe—
—Si—Си [2]. Равновесные реакции в системе приведены в табл. 5.5,
а состав жидкости и температура нонвариантных реакций
в табл. 5.6 [2].
Точка
на
рис.
&3, а
К
L
м
N
О
Си, %
13,7
. 15,2
16,7
27,5
26,2
Ре. %
1,4
1,3
0,8
0,35
0,4
Si, %
0,65
0,7
3,2
4,1
5,5
Тем-
перату-
ра, °С
612
607
579
534
525—520
5. АЛЮМИНИЙ-ЖЕЛЕЗО-МАГНИЙ-МЕДЬ
В работах [1, 14] детально рассмотрены ликвидус и'фазовые пре-
вращения в системе Al—Fe—Mg—Си для сплавов, богатых алю-
минием. В системе не образуются четырехкомпонентные фазы,
однако авторы указанных работ неоднозначно указывают фазы,
находящиеся в равновесии с алюминиевым твердым раствором,
и в связи с этим схему фазовых превращений. В работе [14] не
указывается фаза (FeCu) (А1Си)б, или (CuFe)Al6, которая, со-
гласно другим работам, образуется в системе А1—Си—Fe и нахо-
дится в равновесии с алюминиевым твердым раствором. Поэтому
распределение фаз и фазовые равновесия приводятся по данным
работы [1]; такое же распределение фаз принято в работе [2].
На рис. 5.4, а приведена проекция политермического тетраэдра
[4], а в табл. 5.7 — равновесные реакции в системе. Температуры
нонвариантных превращений, концентрация фаз я фазовые обла-
сти в твердом состоянии достоверно не определены.
100
ТАБЛИЦА 5.7
РАВНОВЕСНЫЕ РЕАКЦИИ В СИСТЕМЕ AI-Fe-Mg-Cu
Область, линия, точка
на рис. 5А,а
ADLH
HLMNI
DEML
EFONM
INOPJ
JPKC
FBKPO
DL
*HL
ЕМ
LM
МО
IN
N0
F0
OP
JP
KP
L
M
N
о
Р
Равновесная реакция
ЖПаА, + СиА1г
Ж^аА1 + А12СиМе
Ж^аА1 + Си2РеА17
Ж^аА, + (СиРе)А1в
Ж^аА1 + СиМе4А16
^^«Al + P(Al3Mg2)
Ж^аА1 + РеА13
Ж71 аА, + СиА12 + Cu2FeAl7
Ж^аА, + CuAl2 + CuMgAl2
Ж + (CuFe) Al6 71 аА1 + Cu2FeAl7
• Ж^аА1 + СиМ&А12 + Си2РеА17
Ж 71 аА, + CuMgAl2 + (CuFe) Al6
Ж + CuMgAl2 - аА, + CuMg4Ale
Ж 71 аА, + (CuFe) Al6 + CuMg4 Ale
Ж + FeAl3 71 аА, + (CuFe) Al6
Ж 71 аА1 + CuMg4Al6 + FeAl3
Ж ^ «Ai + Р (Al3Mg2) + CuMg4Al6
Ж П аА, + FeAl3 + Р (Al3Mg2)
Ж 71 аА1 + CuAl2 + CuMgAl2 + Cu2FeAl?
Ж + Cu2FeAl7 -z аА, + GuMgAl2 + (CuFe) Al6
Ж + GuMgAl2 71 aA, + (CuFe) Al6 + CuMg4Al6
Ж + (CuFe) Al6 71 ftA, + CuMg4Al6 + FeAl3
Ж 71 aM + CuMg4Al6 + p (Al3Mg2) + FeAl3
Рис. 5.4. Диаграмма состояния системы А1—Fe—Mg—Cu:
a —- проекция политермической диаграммы; б — распределение фазовых областей в твер-
дом состоянии
В равновесии с алюминиевым твердым раствором могут нахо-
диться фазы: 6(СиА12), р (Al3Mg2), FeAl3; Cu2FeAl7, (CuFe)Al5,
5 (Al2CuMg) и Т (Al6CuMg4). Распределение фазовых областей
в твердом состоянии дано на рис. 5.4, б [2],
6. АЛЮМИНИЙ—ЖЕЛЕЗО-МАРГАНЕЦ—МЕДЬ
Диаграмма состояния системы А1—Fe—Мп—Си рассмотрена в ра-
боте [1]. Предполагалось наличие в системе четырехкомпонент-
ного соединения [12], однако в работе [1] показано, что между
двойным соединением (MnFe)Al6 и тройным (CuFe)Al6 или
(CuFe) (AlCu) б существует неограниченная растворимость.
Из сплава, содержащего 7,75 % Си, 0,75 % Мп и 1,5 % Fe,
были выделены кристаллы фазы и исследованы химическим и
рентгенографическим методами. Кристаллы выделенной фазы со-
держали 1,9 % Си, 8,5 % Мп и 18,7 % Fe и имели орторомбиче-
скую решетку с периодами а=0,7473 нм, 6 = 0,6452 нм и с=
= 0,8794 нм; полученные значения хорошо согласуются сб значе-
ниями периода решеток обеих фаз — (MnFe)Al6 и (CuFe)Al6. Это
дало основание допустить возможность образования между ними
твердого раствора, обозначенного (AlCuN(MnFeCu) [1] или
(CuMnFe)Al6 [2].
В равновесии с алюминиевым твердым раствором могут нахо-
диться фазы: 9(CuAl2), FeAl3, (CuFeMn)Al6, N (Cu2FeAl7),
r (Cu2MnAl20). Проекция политермической диаграммы и распре-
деление фазовых областей в твердом состоянии приводятся на
рис. 5.5. В табл. 5.8 указаны равновесные реакции в системе.
Температуры нонвариантных реакций и составы жидкой фазы
указаны ориентировочно в работе [2],
Ш
Cu2FeAl7 РеА1}Г/в Си2РеЛ17 rcnij.A.vulU|nie
2fl UP 60 80 FeAl3 СиА1г20\ ' jQ gQ \ 80 реД,
Сй2МП;А120
MnAl6
MnAtfi
Рйс. 5.5. Диаграмма состояния системы Al—Fe—Mn—Cu:
гг— проекция политермической диаграммы; б — распределение фазовых областей в твер-
дом состоянии
ТАБЛИЦА 5.8
Область, линия,
на рис. 5.5,
ABU
икн
BJKC
CDFGHK
DEF
BJ
U
KJ
С К
нк
FD*
J
К
РАВНОВЕСНЫЕ РЕАКЦИИ В СИСТЕМЕ AI-Fe-Mn-Cu
точка
а
Равновесная реакция
ж_а иД1
Ж^аА +Cu2Mn3Al20
Ж^аА1 + Си2РеА1
Ж ^аА1 +(CuFeMn) А1б
Ж-^аА1 + РеА13"
Ж 71 аА1 + CuAl2 + Cu2FeAl7
Ж 71 аА1 + Си А12 + Си2Мп3 А120
Ж 71аА1 + Cu2FeAl7 + Си2Мп3А120
Ж + (CuFe) А1б 71 аА1 + CUgFeA^
Ж + (CuFeMn) Al6 71 аА1 + Си2Мп3А120
Ж 71 аА1 + FeAl3 + (CuFeMn) Al6
Ж + FeAl3 zr аА1 + (CuFeMn) А16
Ж ^ аА1 + Си А12 + Cu/eAly + Си2Мп3А120
Ж + (CuFeMn)-А16 71 aAl + Cu2FeAl7 + Си2Мп3А120
* Вдоль линии FD в направлении от F и D реакция изменяется от эвтек-
тической к перитектической.
103
7. АЛЮМИНИЙ-^ЖЕЛЕЗО-МЕДЬ—НИКЕЛЬ
Al-Cu
J С
Строение сплавов системы Al—Fe—Cu—Ni в твердом состоянии
при 530°С рассмотрено в работе [6], авторы которой построили
часть сечения изотермического тетраэдра для суммы легирующих
элементов 10 % (рис. 5.6). В равновесии с алюминиевым твердым
раствором при 530 °С в из-
ученной части системы нахо-
дятся три фазы: 8 (СиА12)
и два тройных соединения
Г (FeCu) и Г (NiCu). Фаза
Г (FeCu) имеет формулу
Cu2FeAl7 [6], фазе Т (NiCu)
отвечает формула Cu3NiAl6
или Cu4NiAl6 [2]. При
С фаза Т (FeCu) рас-
творяет до 6,5% никеля,
растворимость железа в фа-
зе Т (NiCu) составляет
около 0,8 %. Вероятно, в си-
стеме совершается нонвари-
антное эвтектическое пре-
вращение Ж ^ aAi+CuAl2+;
537°С [2]/
Поверхности первичной
кристаллизации четверной
системы, приведенные на
рис. 5.7 по данным работы [6], показывают, что в структуре
литых сплавов могут присутствовать фазы FeAl3, NiAl3 и фаза
Т (FeNi), формула которой FeNiAlg.
Добавление до 3% Си §
к тройным сплавам А1—
Fe—Ni не влияет на поло-
жение линий, разделяющих
поля первичной кристалли-
зации FeAls, T (FeNi) и NiAl3,
по сравнению с моновари- 0
антными линиями диаграм-
мы тройной системы. При
увеличении содержания меди
до 6%, а также более гра-
ница поверхностей FeAl3/r
(FeNi) смещается по направлению к поверхности А1—Си—Ni в тет-
раэдре четверной системы. В соответствии с работой [2] в равно-
весии с алюминиевым твердым раствором, вероятно, могут нахо-
диться и другие фазы.
Рис. 5.6. Диаграмма сечения изотермического
тетраэдра 530 °С системы Al—Fe—Cu~Ni при
сумме легирующих элементов 10 %
>^<с51_ш^ __л
ю
Рис. 5.7. Поверхности первичной кристаллизации
в сплавах системы Al—Fe—Cu—Ni
104
8. АЛЮМИНИЙ-КРЕМНИЙ-МАГНИЙ-МАРГАНЕЦ
Диаграмма состояния системы Al—Si—Mg—Mn в области спла-
вов, богатых алюминием, рассмотрена в работах [1, 8, 15, 16].
В системе не обнаружены четырехкомпонентные фазы. В равно-
весии с алюминиевым твердым раствором могут находиться фазы,
образующиеся в двойных системах, и две трехкомпонентные фазы.
МпА18,%
60 80 МпА1б
Рис. 5.8. Диаграмма состояния системы Al—Si—Mg—Mn:
а — проекция политермической диаграммы; б — распределение фазовых областей в твердом
состоянии
Тройная фаза МпзЭгАЬг обозначается Ts\ [15, 16] или Mn3Si2Ali5
[8]. Вторая тройная фаза системы Al—Mg—Mn, существование
которой подтверждается работой [8], имеет формулу
(MgMnbAlio [2].
Проекция политермической
диаграммы и распределение фа-
зовых областей в твердом состоя-
нии, приведенные на рис. 5.8, по-
строены автором работы [2]
с учетом данных [1, 15, 16].
В табл. 5.9 указаны равновесные
реакции в системе. На рис. 5.9
показано сечение изотермического
тетраэдра 460 °С системы А1—
Mg—Mn—Si при постоянном со-
держании кремния 1% [15].
Точки М и L взяты из тройной
системы Al—Mn—Si (при 1 % Si),
точки F и G — из тройной системы
Al—Mg—Si. Наличие 1 % Si
в четырехкомпонентных сплавах
оказывает существенное влияние
Рис. 5.9. Диаграмма сечения изотерми-
ческого тетраэдра 460 °С системы А1—
Si—Mg—Mn при 1 % Si
105
ТАБЛИЦА 5.9
ВЕРОЯТНЫЕ РАВНОВЕСНЫЕ РЕАКЦИИ В СИСТЕМЕ AI-Si-Mg-Mn
Область, линия, точка
на рис. 5.8, а
ADJI
DEMJ
EBFM
FGLK
GCHL
HLKMJI
DJ
ЕМ
FK
GL
HL
и
J
К
L
М
Равновесная реакция
Ж;г«А1^ P(Al3Mg2)
Ж. 71 (Хд1 -J- (MgMn)o AIjq
/К 71 ос * 1 -|- MnAlg
Ж^аА1 + Мп3512А115
Ж 71 аА1 + Mg2Si '
Ж Г: аА1 + р (Al3Mg2) + (MgMnK А110
Ж+ MnAl6-aAI + (MgMnKAl10
Ж + МпА1б zr аА1 + Mn3Si2All5
Ж 71 аА1 + Si + Mn Si Al
Ж 71 otA1 + Mg2Si + Si
Ж 71 cxA1 + P (Al3Mg2) -f- Mg2Si
Ж ^aA1+ p (AI3Mg2) + (MgMnK Al10 + Mg2Si
Ж + Mn3Si2Al15 71 aAI + MnAl6 + Mg2Si
Ж 71 aA1 -f Mg2Si + Si + Mn3Si2AlI5
Ж + Mn Al6 - aA1 + (MgMnK Al10
и одна из фаз Mn3Si2Al15, Mg2Si, P (Al3Mg2)
на распределение фазовых областей: фаза МпАЦ, существующая
в тройных сплавах (Al—Mg—Mn), исчезает и появляется фаза
Tsi. Сплавы с невысоким содержанием магния и марганца
@,4 % Mg, 0,2% Mn) при 1 % Si будут содержать фазы: aAi,
Mg2Si, Tsu Si.
9. АЛЮМИНИЙ—КРЕМНИЙ—МАГНИЙ—МЕДЬ
Диаграмма состояния системы Al—Si—Mg—Си изучалась авто-
рами ряда работ [14, 17, 22]. Наиболее подробное исследование
в широком интервале составов отражено в работе [14]. В системе
было обнаружено четверное соединение и ему была приписана
формула Cu4Mg;5Si4Al [17]. В разных работах применялись раз-
личные обозначения этого соединения: W [14],.А [3], Q [18].
В результате анализов кристаллов четверной фазы в сплавах
разного состава для соединения были предложены формулы
CuMg4Si4Al4 и CuMg5Si4Al4 [13, 2], Cu2Mg5Si6Al5 [I, 2]. Соедине-
ние Cu2Mg8Si6Al5 имеет гексагональную кристаллическую решетку
с периодами а =1,032 нм и с = 0,405 нм, плотность 2,79 г/см3 [1,
13]. В сплавах, богатых алюминием, в равновесии с алюминиевым
106
твердым раствором могут находиться семь фаз: 8 (СиА12),
?(Al3Mg2) или (Al8Mg5), Mg2Si, Si, S (Al2CuMg), T (Al6CuMg4)
и W (Cu2Mg8Si6Al5). Фазы 9 (CuAl2) и W имеют близкую окраску
при рассмотрении под микроскопом после травления HF. Для
СиА12
CllMgAl* СиМд,А1б
3 CuAl2 Z0\ U0\ 60
80
Si
SL
Рис. 5.10. Диаграмма состояния системы А1—Si—Mg—Cu:
•а — проекция политермической диаграммы; б — распределение фазовых областей в твердом
-состоянии
разделения этих фаз в качестве травителя следует применять
10 %-ный раствор NaOH, в котором фаза 9 темнеет, а фаза W
не изменяет окраски [14].
Рис. 5.11. Солидус сплавов системы А1—
5i—Mg—Cu при 4 % Си
AL
2 J
¦ SL %
Фазовый состав сплавов существенно зависит от отношения
содержаний Mg : Si. При отношении, равном 1,73, в сплавах в рав-
новесии с твердым раствором присутствуют фазы Mg2Si и 0- пои
отношении Mg:Si>l,73 —фазы 9, Mg2Si и Si; при отношении
< 1,73 —фаза Mg2Si не образуется, в сплавах присутствуют фазы-
в, W, Si [12].
1@7
ТАБЛИЦА 5.10
НОНВАРИАНТНЫЕ РЕАКЦИИ В СИСТЕМЕ Al-Si-Mg-Cu
Точка
на
рис.
5.10, а
L
М
О
Q
R
S
N
Р
Реакция
Ж^. + к + м^ + г
¦
Ж + Ме28^аА1 + е + Г
Ж + Mg2Si ;г аА1 + Si + W
Ж + Mg2Si + Sir:aA1^-r
Квазитройные
,^(;i:aA1 + Mg2Si + S
ж^«А1 + е + м8281
Си, %
1,5
¦1.5
10
29,6
27
30—33
28,3
31,0
28,0
28,3
28,0
25,0
26
24,7
16,5
13,8
23
31,5
Mg, %
32,9
32,9—
QQ Л
OO,U
25,5
7,15
6
6,1-7,1
3,6
3,3
6,0
3,1
2,2
1,7
2
1,7
6,0
3,3
10,5
3,9
Si, %
0,3
0,3
—
0,3
0,45
Оч. мало
0,3—0,4
3,7
3,3
3,5
4,0
6,0
8,3
5
8,3
7,5
9,6
0,3
2,3
Темпера-
тура, °С
444
444—448
449,5
467
471
500
506
500
510
512
514—517
511—512
505
507
509,5
520
509,4
521
529
516
515
Библио-
гра-
фия
[14]
[2]
[19]
го 141
Г191
га
[2]
[И]
[2]
[12,
18]
[19]
[14]
[2]
18}
12}
19}
[И]
[2]
[2]
[2]
На рис. 5.10, а, б приведены проекция политермической диаг-
раммы системы А1—Si—Mg—Си и распределение фазовых обла-
стей в твердом состоянии [2]. Автор этой работы использовал ре-
зультаты, отличающиеся от выводов исследований [14, 17, 18].
Нонвариантные реакции в системе по результатам разных иссле-
дований приведены в табл. 5.10.
Распределение фазовых областей в твердом состоянии изуча-
лись авторами работ [18—22]. На рис. 5.11 показан солидус
сплавов при постоянном содержании меди 4% [18]. Солидус
включает три области, каждая из которых характеризуется по-
стоянной температурой. Наиболее высокая температура соответ-
ствует сплавам, в которых происходит перитектическая реакция
с участием твердых фаз: aAi, Mg2Si, 0, Q(W). При увеличении
содержания кремния температура солидуса снижается до 509 °С>
а при низком содержании кремния—^до 506° С. При 506 °С про-
исходит нонвариантное эвтектическое превращение с образованием
эвтектики, содержащей фазы: aAi, 6, 5, Mg2Si.
198
Рис. 5.12. Диаграммы сечений изо-
термического тетраэдра 500 °С си-
стемы Al—Si—Mg—Си при содер-
жании:
а --0,6% Si; 6-1,2% Si; в - 1,8 %
Si; г-3 % Си; д - 4,5 % Си
109
7 -j!
6
5 ¦
ь ¦
\ :
2 -
1 -
SI
CD
to
IT
,a+MgzSl+e+(l
1
J
/ *'
/
/
I ct+Mg2s]\.
\ 1 1 Г 1 - 1
Сечения изотермиче-
ского тетраэдра 500 °C си-
стемы Al—Cu—Mg—Si
для различного содержа-
ния меди и кремния при-
ведены на рис. 5.12 [22].
На рис. 5.13 приведено
сечение изотермического
51, %
0YS1 г 3 Ц 5 6
wg,%
Рис. 5.13. Диаграмма сечения изотермического тетраэдра 465 °С системы Al—Si—Mg—Си
при 0,6% Si
Рис. 5.14. Схема однофазного объема алюминиевого твердого раствора при 460 °С системы
Al—Si—Mg-Cu.
тетраэдра 465 °С для 0,6% Si [20], для 1,2 % Si расположение
фазовых областей подобно, отмечается лишь некоторое расшире-
ние трех- и четырехфазных фазовых полей. На рис. 5.14 показана
форма однофазного объема алюминиевого твердого раствора при
460 °С, а в табл. 5.11 приведены содержание элементов в точках,
указанных на рис. 5.14 [21].
ТАБЛИЦА 5.11
ПРЕДЕЛЬНАЯ РАСТВОРИМОСТЬ ЭЛЕМЕНТОВ В АЛЮМИНИИ ПРИ 460 °С
Точка
на
рис.
5.14
А
В
С
D
Си, %
2,85
2,88
2,83
2,75
Mg, %
0,00
0,125
0,525
1,25
Si, %
. 0,50
0,40
0,40
0,14
Точка
на
рис.
5.14
Е
F
G
Н
Си, %
2,90
2,75
0,20
0,00 '
Mg, %
0,00
1,20
0,375
0,35
Si, %
0,00
0,00
0,45
0,35
10. АЛЮМИНИЙ—КРЕМНИЙ—МАГНИЙ—ЦИНК
Диаграмма состояния системы А1—Si—Mg—Zn рассмотрена в ра-
ботах [15,-16, 23, 24]. Установлено, что в этой системе четверных
соединений не образуется. Проведенная. триангуляция четверной
системы [23] позволила выделить в концентрационном тетраэдре
семь объемов; исследована также [24] квазитройная система
Al_Mg2Si—MgZn2. Определены температуры ликвидуса [15] для
ПО
малолегированных сплавов с постоянным содержанием 4 % Zn и
1 % Si. Установлено, что цинк, находящийся в твердом растворе,
снижает температуру кристаллизации сплавов с 1 % Mg и 1 % Si.
Температура' кристаллизации тройной эвтектики (Ж^^ам +
+ Mg2Si + Si) снижается с 555 до 547 °С при увеличении содер-
жания цинка от нуля до 8 % [17]. Нонвариантные точки в чет-
верной системе по температуре и содержанию элементов близки,
вероятно, к соответствующим точкам тройных систем [2].
В твердом состоянии в равновесии с алюминиевым раствором
могут находиться фазы Mg2Si, Al3Mg2, MgZn2, Si и фаза
10
8
Ц
F
-
-
-
oc-5L^MgZ[SL ,
о г
6
2n,%
10
Al
k E
12 ?
16
Рис. 5.15. Диаграмма сече-
ния изотермического тетра-
эдра 460 °С системы Al—Si—
Mg-Zn при 1 % Si
Рис. 5.16. Диаграмма сечения изотермических тетраэдров
430 и 200 °С системы Al—Li—Mg—Mn при 0,6 % Mn
Т (Mg3Zn3Al2). Сечение изотермического тетраэдра 460 °С при
содержании кремния 1 % [16] приведено на рис. 5.15. Фазовая
граница, показанная пунктирной линией на разрезе, определена
расчетным путем. При понижении температуры должны дополни-
тельно появиться фазовые области с другими, указанными выше
фазами.
Растворимость Mg2Si в твердом растворе резко уменьшается
при избытке магния, независимо от того, в какой интерметаллид-
ной фазе находится.магний. Следовательно, если сплавы содержат
фазы Al—Mg или Mg—Zn, фаза Mg2Si практически полностью на-
ходится в виде самостоятельных включений. При большом отно-
шении Zn : Mg растворимость Mg2Si вновь несколько возрастает
[16,2].
11. АЛЮМИНИЙ-ЛИТИЙ-МАГНИЙ-МАРГАНЕЦ
В рассматриваемой системе четверные фазы не обнаружены.
В равновесии с алюминиевым твердым раствором могут нахо-
диться фазы, образующиеся в двойных и тройных системах: LiAl,
Mg3Al2 или Mg5Al8, Mgi7Ali2, МпА16 и LiMgAl2 [25].
Сечения изотермических тетраэдров 430 и 200 °С системы
Al—Li—Mg—Mn при постоянном содержании марганца 0,6 % по-
казаны на рис. 5.16 [25]. Предельные концентрации элементов
111
ТАБЛИЦА 5.12
ПРЕДЕЛЬНАЯ РАСТВОРИМОСТЬ
ЛИТИЯ И МАГНИЯ В СПЛАВАХ
С 0,6% Мп
Тем-
пера
т?ра-
430
200
Li и Mg
А
2,15*
1,2
—
в точках на
В
2,05
4,0
1,05
2,5
п
1,60
7,9
1,0
2,65
рис. 5
D
1,65
8,1
0,95
2,7
16, %
Е
14^
5
¦* В числителе — содержание
Li, в знаменателе — Mg.
Al-5% In
Рис. 5.17. Диаграммы сечений изотермиче-
ских тетраэдров 450 (а) и 200 °С (б) си-
стемы А1—Li—Mg—Zn при 5 % Zn
в точках, указанных на сечениях изотермических тетраэдров, при-
ведены в табл. 5.12.
12. АЛЮМИНИЙ-ЛИТИЙ-МАГНИЙ-ЦИНК
В работе даны [26] сечения изотермических тетраэдров 450 и
200°С системы при постоянном содержании цинка 5 %, которые
приводятся на рис. 5.17. В изученных сплавах системы четверные
фазы не обнаружены. В равновесии с алюминиевым твердым рас-
твором могут находиться фазы: Al3Mg2, T (Mg3Zn3Al2), е (твер-
дый раствор на основе LiAl) [26], б— вероятно, ее формула
(AlZnJLi и, ho данным работы [2], должна быть фаза Li2Zns.
13. АЛЮМИНИЙ—ЛИТИЙ—МАРГАНЕЦ—МЕДЬ
Диаграмма состояния системы Al—Li—Mn—Си рассмотрена в ра-
ботах [27, 28], авторы которых построили сечения изотермических
тетраэдров 520 и 400 °С при постоянном содержании меди 6%.
Сечения приводятся на рис. 5.18 по данным работы [5]. Четырех-
А1-6%Си 0Л
1,6a*Ti2p Al-6%CuO,4 0,8
1,2 ¦ 1,6 2,0
Li, %
LL,.%
Рис. 5.18. Диаграммы сечений изотермических тетраэдров 520 (а) и 400 °С (б)
системы А1—Li—Мп—Си при 6 % Си
112
компонентные фазы в сплавах не обнаружены. В равновесии
с алюминиевым твердым раствором находятся фазы: 9 (СиА12),
Тв (Al7Cu4Li), Ti (Al2CuLi), Т (Си2МпзА12о).
14. АЛЮМИНИЙ-МАГНИЙ-МАРГАНЕЦ-МЕДЬ
В работе [1] рассмотрены процесс кристаллизации и фазовый
состав сплавов, содержащих 60—95 %..А1 с различным соотноше-
нием Си, Mg и Мп, а также построена проекция политермическрй
диаграммы рассматриваемой системы. Сечения изотермических
ТАБЛИЦА 5.13
РАВНОВЕСНЫЕ РЕАКЦИИ В СИСТЕМЕ AI-Mg-Mn-Cu
Область, линия, точка
на рис. 5.19, а
ADLI
ILMN
DFNML
FGON
GBKPO
KJP
JCHMNOP
DL
FN
GO
ИМ
IL
ML
MN
NO
JP
KP
L
M
N
0
P
Равновесная реакция
Ж^аА1+.СиА12
Ж ZT аА1 + Си Mn3Al
Ж;ГаА1 + СиЛ^А122°
Ж^аА1 + Си1\^4А1б
Ж Т^- ctAj + P (Al3Mg2)
Ж. xl(xAj + (MgMnK AI10
Ж^аА1 + МпА1б
Ж+МпА14^МпА1б
Ж zraA1 + СиА12 + CuMg Al2
Ж + CuMg А12 - аА1 + CuMg4 А1б
Ж ^ аА1 + р (Al3Mg2) + CuMg4Al6
Ж + MnА1б - аА1 + Cu2Mn3Al20
Ж 7Z аА1 + Си А12 + Си2Мп3А120
Ж + МпА14 Г! МпА1б + Си2Мп3А120
Ж 7^. аА1 + CuMgAl2 + Си2Мп3А120
Ж 7Z аА1 + CuMgAl2 + МпА1б
Ж ^ аА1 + CuMg4Al6 + Мп А1б
Ж + МпА1б-аА1+ (MgMnK Al10
Ж 71 аА1 + (MgMnKА110 + р (Al3Mg2)
Ж 7Z аА1 + СиА12 + CuMgAl2 + Си2Мп3А120
Ж + Си2Мп3А120 - аА1 +• CuMgAl2 + МпА1б
Ж + CuMgAl2 ^:аА1 + CuMg4Al6 + МпА16
Ж.71 аА1 + GuMg4Al6 + р (Al3Mg2) + (MgMnK Al 10
Ж + МпА1б Ц аА1 + Р (Al3Mg2) + (MgMnKAl10
Примечание. Реакции, не обозначенные буквами, не могут происходить
в равновесных условиях, но могут в неравновесных.
8 Заказ № 297
m
тетраэдров 500 °С с постоянным содержанием марганца 0,6; 1,2;
1,8% построены в работе [29].
Четверные фазы в системе не образуются. В равновесии с алю-
миниевым твердым раствором находятся фазы: СиАЬ, MAl
CtiA
№А16 МпА1б
Рис. 5.19. Диаграмма состояния системы А1—Си—Mg—Mn:
а — проекция политермической диаграммы; б — распределение фазовых областей в твердом
состоянии
(MgsAle), MnAle, 5(CuMgAl2), T(CuMg4Al6), (MgMnKAl10 и
СМАЬ
Проекция политермического тетраэдра системы А1—Mg—Mn—
Си и распределение фазовых областей в твердом состоянии [2]
приведены на рис. 5.19. Равновесные реакции в системе указаны
в табл. 5,13. В работе [1], по данным которой автор работы [2]
дает политермическую диаграмму, отсутствует нонвариантная
реакция в точке Р. Состав жидкой фазы и температура нонва-
риантных реакций приведены в табл. 5.14 [2].
ТАБЛИЦА 5.14
СОСТАВ ЖИДКОЙ ФАЗЫ
И ТЕМПЕРАТУРА НОНВАРИАНТНЫХ
РЕАКЦИЙ
Точка
на
рис.
5.19, а
L
М
N
О
Р
Си, %
-32
-2,5
<2,5
Mg, %
-25
-30
<32
Мп, %
-0,5
-0,3
-0,2
<0,2
Тем-
пера-
тура,
°с
>497
-467
-447
—
8 Zn,%
Рис. 5.20. Диаграмма сечений изотермиче-
ских тетраэдров 427 и 327 °С системы А1—
Mg—Mn—Zn при 0,5 % Mn
114
15. АЛЮМИНИЙ-МАГНИЙ-МАРГАНЕЦ-ЦИНК
При изучении диаграммы состояния установлены некоторые эмпи-
рические зависимости температуры ликвидуса от состава и по-
строена модель части ликвидуса [30], а также и модели солидуса
[31—33]; имеющиеся сведения недостаточны даже для ориентиро-
вочного изображения диаграммы [2]. На рис. 5.20 приведены гра-
ницы фазовых областей на сечениях изотермических тетраэдров
427 и 327 °С при содержании марганца 0,5 % [2]. Установлено
[1, 2], что в соединении МпА16 почти не растворяется магний,
а цинк может растворяться в небольших количествах (до 0,4 %).
AlZn
16. АЛЮМИНИЙ—МАГНИЙ—МЕДЬ—ЦИНК
Диаграмма состояния сложной по своей природе системы А1—
Mg—Cu—Zn рассматривалась во многих работах [35—40], однако
имеющиеся сведения не позволяют рассмотреть ее полно и точно
[2]. В сплавах системы четверные фазы не образуются, а присут-
ствуют те же фазы, что и
в сплавах тройных систем [35].
Однако отличительная особен-
ность системы в том, что изоморф-
ные интерметаллидные фазы си-
стем А1—Mg—Zn и Al—Cu—Mg
образуют неограниченную раство-
римость и дают значительные об-
ласти твердых растворов: фазы
rCMgsZnsAb) и T(CuMg4Al6)
образуют четырехкомпонентный
твердый раствор, обозначаемый
Т (AlCuMgZn); двухкомпонентная
фаза MgZn2 и трехкомпонентная
фаза CuMgAl образуют фазу
М (AlCuMgZn) —твердый рас-
твор; фазы Z (MgsZnii) и
Z (Cu6Mg2Al5) создают твердый
раствор — фазу Z (AlCuMgZn).
Необходимо отметить, что
в тройной системе Al—Cu—Mg
фазы М (CuMgAl) и Z (Cu6Mg2Al5) не находятся в равновесии
с алюминиевым, твердым раствором, и только добавление цинка
переводит их в равновесие с алюминиевым твердым раствором.
В пределах изученных концентраций сплавов (до 10 % Zn, до
50 % Си и до 30 % Mg) в равновесии с алюминиевым твердым
раствором, кроме указанных фаз, могут находиться: 6 (СиА12) и
.5 (CuMgAl2). Однофазные объемы интерметаллидных фаз в кон-
центрационном тетраэдре Al—Cu—Mg—Zn показаны на рис. 5.21
[2].
Си6Мд2А1б
Си '^
СиА1г
CuMgAl
СиМдАЦ
Mg
СиМд^АЦ
Mg2Alj
Рис. 5.21. Схема однофазных объемов
в концентрационном тетраэдре Системы
Al—Cu—Mg—Zn
115
5 -
yi \
и/
« i
/
'¦¦¦
L
\ i
4
* /,
tt U
¦ h
fjl
n
/
/
/
\\
\l
Ш
it
+S+T
/
у
/ s
x
м
у
/
1
т
\
у г
А
^ б
'> +Ж 1 Ж
1 /
10 15 20
Mg,%
10
20
JO
Рис. 5.22. Диаграммы сечений изо-
термического тетраэдра 460 °С си-
стемы А1—Mg—Cu—Zn при содер-
жании Zn, %: ¦ .
а — 4; б — 6; в — 8
5 -
Н6
Распределение фазовых областей в твердом состоянии, изучен-
ное неоднократно, сильно зависит от содержания легирующих эле-
ментов. ¦
Распределение фазовых полей в диаграммах сечений изотерми-
ческих тетраэдров 460 °С существенно изменяется в зависимости
от содержания цинка (рис. 5.22) [35]. Распределение фазовых об-
0 1 2 J it 5 6 7 8 9
Рис. 5.23. Диаграммы сечений изотермического тетраэдра 460 °С системы Л1—Mg—Си—Zn
при содержании, %:
а — 8 Zn; б — 6,5 Си
ластей в диаграммах сечений изотермических тетраэдров 460 °С
при постоянном содержании цинка 8% и меди 6,5 % приводится
на рис. 5.23, а, б [36]. Диаграммы сечений изотермических тетра-
эдров 460, 430, 200 °С при содержании цинка 4; 6 и 8 % показаны
на рис. 5.24 [37]. Для сплавов с постоянным содержанием меди
1,5 % сечения изотермических тетраэдров 450 и 200 °С даны на
рис. 5.25 [38, 39]. В работе [40] построены изотермы раствори-
мости цинка и магния при 450, 350 и 200 °С в алюминиевом твер-
дом растворе при содержании 1,5 и 3 % Си.
17. АЛЮМИНИЙ-ЖЕЛЕЗО-КРЕМНИЙ-МАГНИЙ-МАРГАНЕЦ—МЕДЬ *
В сплавах системы А1—Fe—Si—Mg—Мп—Си не обнаружены
фазы, содержащие более четырех компонентов. В сплавах этой
системы присутствуют те же фазы, что и в сплавах соответствую-
1 Многокомпонентная система помещена в настоящей главе в связи с тем,
что к ней относятся очень важные и широко используемые промышленные
сплавы типа дуралюмин.
00
1 3 5 7 , 1 3 5 7 ¦ ¦ 13
Мд,% • Мд,% ..
Рис. 5.24. Диаграммы сечений изотермических тетраэдров 460, 430 и 200 СС при содержании Zn, %:
а— 4; 6 — 6; в — 8
All 2 сft, 5 6 7 8 9 10
Рис. 5.25. Диаграммы сечений изотермических тетраэдров 450 (а) и 200 °С (б) системы
Al-Mg-Cu-.-Zn при 1,5 % Си
щих трех- и четырехкомпонентных систем. В табл. 5.15 приведен
химический состав сплавов, имеющих важное практическое значе-
ние, и указаны фазы, которые обнаруживаются в этих сплавах [1].
ТАБЛИЦА 5,15
химический и фазовый состав некоторых сплавов
СИСТЕМЫ AI-Fe-Si-Mg-Mn-Cu
Химический состав, %
Си
2,2
4.0
4,0
4.2
4,4
ме
0.3
0,5
0,5
1.5
0.4
Mn
0.5
0.5
0,5
0,8
Fe
0,3
0,3
0,3
0,3
0,3
Si
0,3
0,3
1,25
0,3
0,3
стабильные
9(CuAl2)Si,
iV(Al7Cu2Fe),
W (AlCuMgSi)
9(CuAl2), Mg2Si,
N (Al7Cu2Fe),
S(Al2CuMg)
9(CuAl2), Si,
Af(Al7Cu2Fe),
W (AlCuMgSi)
9(CuAl2), Mg2Si,
5(Al2CuMg), Л^(А17С
9(CuAl2), Si,
Al7Cu2Fe,
W (AlCuMgSi)
¦ .¦
Фазы
u2Fe)
(Al,
с —
с —
Mg2
(Al.
с .—
Mg2
с —
метастабильные
-AlFeSi
GuN (Mn, Fe, Cu>
Al(Mn,Fe)Si
Al (Mn, Fe) Si
Si
CuN (Mn, Fe, Cu>
Al(Mn,Fe)Si
Si
Al(Mn, Fe)Si
Глава 6
СТРУКТУРНЫЕ ИЗМЕНЕНИЯ
В АЛЮМИНИЕВЫХ СПЛАВАХ
ПРИ ДЕФОРМАЦИИ И ТЕРМИЧЕСКОЙ
ОБРАБОТКЕ1
1. ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
При пластической деформации металлов и сплавов в них возни-
кают такие дефекты кристаллического строения, как дислокации
и вакансии. В чистых отожженных металлах концентрация дисло-
каций достигает 1011 м~2 [1]. Равновесная концентрация вакансий
в. металлах может быть определена (без учета частоты тепловых
колебаний атомов вблизи вакансии) по формуле n = Ne~E<>l{kT),
где N — число узлов в кристаллической решетке; Ео^- энергия
образования вакансии; k — постоянная Больцмана; Т — абсолют-
ная температура. Эта формула справедлива и для равновесной
концентрации внедренных атомов. Равновесная концентрация ва-
кансий в чистом алюминии вблизи точки плавления составляет
ЬЮ~4, а при комнатной температуре — порядка 10~13, в алюми-
ниевых сплавах она примерно такая же, как и в чистом алюми-
нии [2].
Пластическая деформация приводит к увеличению концентра-
ции дислокаций и вакансий в металлах и сплавах. При больших
деформациях концентрация дислокаций в металлах может, дости-
гать 1016 м~2, а в алюминии, например, 1014 м~2. В структуре де-
формированного алюминия и его сплавов нередко наблюдаются
дислокационные петли краевых дислокаций, образующиеся на пло-
скостях {111} вследствие конденсации вакансий. Большое количе-
ство вакансий может генерироваться за счет скольжения винто-
вых дислокаций с порогами, имеющими краевую компоненту. Если
дислокация лишь частично винтовая, то точечные дефекты обра-
зуются с меньшей скоростью, т. е. образуется цепочка изолирован-
ных точечных дефектов.
Величина энергии дефекта упаковки в алюминии высока, по^
этому при деформации алюминия дислокации образуют не пло-
ские, а беспорядочные объемные скопления. Уже при небольших
степенях деформации в алюминии возникают дислокационные
скопления в виде сплетений. Значительная часть дислокационных
сплетений образует границы субзерен, плотность дислокаций на
которых возрастает с увеличением степени деформации. Плот-
ность же дислокаций внутри субзерен остается низкой и мало из-
меняется при дальнейшем деформировании материала.
1 Авторы Р. Р. Романова, Н. Н. Буйнов.
120
Различают два основных типа субграниц [3]: границы наклона
и границы кручения. Для границ наклона, состоящих из краевых
дислокаций одного знака, расстояние между дислокациями равно
[3]: D = B/2 sin (8/2) при малых углах разориентировки sin 8 — 9,
тогда D = b/Q;B — вектор Бюргерса дислокаций на границе; 8 —
угол разориентировки двух соседних субзерен. Субграницы на-
клона, кручения, а также смешанного типа являются малоугло-
выми и внутри одного зерна имеют угол порядка 1°. В сильно
деформированном алюминии [2] часто наблюдаются субграницы
кручения, параллельные плоскостям {100} и {111}.
Высокоугловые границы также описываются дислокационной
моделью, однако расстояния между дислокациями на границе при
больших углах настолько уменьшаются, что отдельные дислокации
можно разрешить только с помощью высоковольтного электрон-
ного микроскопа.
Исследовали [4] последовательные стадии образования ячеек
в монокристаллах алюминия, ориентированных в направлении
<111>, в результате их деформации непосредственно в высоко-
вольтном электронном микроскопе при ускоряющем напряжении
2 MB. На ранних стадиях деформации наблюдали однородное по
всему объему образца распределение дислокационных клубков,
включавших в себя многочисленные мелкие петли дислокаций,
формирующие стенки ячеек. Подвижные дислокации останавли-
вались перед стенками ячеек, так что средний свободный пробег
подвижных дислокаций определялся размерами ячейки. Напряже-
ние пластического течения было обратно пропорционально раз-
меру ячейки.
Новые данные о пластической деформации алюминия были по-
лучены в работе [5]. С помощью высоковольтной электронной
микроскопии установлено, что при температурах ~0,5 Гплв моно-
кристаллах алюминия вместо обычного скольжения по плоскостям
{111} наблюдается скольжение по плоскостям {ПО}, {112} к
{100}. Отмечается возможность перехода дислокаций из плоско-
стей {111} в плоскости {110} или {112}, причем предполагается;
что скольжение по кубическим плоскостям является следствием
рекомбинации барьеров Ломера—Коттрелла.
Характер протекания деформации в сплавах зависит от их
структурного состояния. Электронно-микроскопические исследова-
ния показали [3], что каждому следу скольжения в алюминии
и его сплавах соответствует сдвиг по пачке плоскостей скольже-
ния. В алюминии каждой линии скольжения соответствует зона
локализации деформации порядка 20—25 нм, в которой скольже-
ние по атомным плоскостям происходит неравномерно. Наиболь-
ший атомный сдвиг приходится на средние атомные плоскости.
Изучение пластической деформации алюминиевых сплавов пока-
зало, что деформация сосредоточена не только в видимых следах
скольжения, но и между ними, т. е. она распределена относительно
равномерно. Степень однородности распределения деформации за-
висит от предварительного старения сплавов [3]. В деформирован-
121
ных алюминиевых сплавах наблюдались тонкие и грубые следы
скольжения. Первые имеют ширину 10—20 нм, а вторые — 50 нм
м больше.
Количественное соотношение следов скольжения двух видов
зависит от состояния сплавов и степени деформации. При одина-
ковой степени деформации количество тонких следов скольжения
возрастает, а грубых — уменьшается по мере упрочнения сплавов
старением. В сплаве А1 — 4 % Си*, состаренном при 190 °С на
максимальную твердость [3], грубые следы скольжения почти не
наблюдаются. Это согласуется с тем, что в начале старения рас-
пределение зон Гинье—Престона (ГП) и зародышей фазы выде-
ления в сплаве более неоднородно, чем на стадии максимального
упрочнения. Таким образом, характеристики следов скольжения
могут свидетельствовать о том, что по мере упрочнения сплава
старением увеличивается степень участия объема сплава в сопро-
тивлении деформированию.
В этом же большую роль играют зоны ГП и метастабильные
выделения. Рентгенографическое исследование сплавов Al—Ag и.
Al—Zn показало [6], что сферические зоны ГП в этих сплавах
в результате деформации приобретают эллипсоидальную форму,
однако подвергаются деформации в меньшей степени, чем сплав
в целом. Эта разница увеличивается с ростом степени деформа-
ции. При больших степенях деформации зоны ГП в сплаве А1 —
4 % Си полностью разрушаются скользящими дислокациями [7].
Электронно-микроскопическими исследованиями установлено,
что линии скольжения в сплавах А1—Си проходят через частицы
б'-фазы [6]. Характер взаимодействия 0'-частиц с дислокациями
зависит от степени пластической деформации. При малых степенях
деформации выделения 0' тормозят перемещение дислокаций, что
приводит к деформационному упрочнению, однако с ростом де-
формирующих напряжений дислокации пересекают частицы 07-
фазы [7].
Стабильные частицы 0-фазы даЗке при больших степенях де-
формации остаются недеформированными [3]. Отсутствие пересе-
чения линиями скольжения частиц 0-фазы, возможно, связано не
только с тем, что они некогерентны с матрицей и обладают повы-
шенной прочностью, но и с тем, что расстояния между частицами
© велики; это благоприятствует огибанию этих частиц линиями
скольжения. Аналогичная картина наблюдается и для сплава
А1—Mg [6]. Линии скольжения могут проходить или огибать ча-
стицы р'-фазы, но никогда не пересекают частицы стабильной
р-фазы.
Электронно-микроскопические исследования различной метал-
лической фольги показали [6], что зоны ГП перерезаются дисло-
кациями. Дислокации могут проходить и через частично когерент-
ные с матрицей метастабильные выделения 0'-, у' и т^-фаз в спла-
вах А1—Си, Al—Ag и Al—Zn—Mg соответственно. Стабильные
* Здесь и далее даны проценты (по массе).
122
когерентные частицы преодолеваются дислокациями путем огиба-
ния (по механизму Орована).
Около метастабильных частиц после деформации обнаружи-
ваются скопления дислокаций несоответствия. Уменьшение степени
когерентности частиц 0' в сплаве А1 — 4 % Си под влиянием пла-
стической деформации было обнаружено автором работы [8].
Дополнительная деформация кручением @,1—11 %) приводила
к значительному увеличению высоты пика внутреннего трения, что
объясняется увеличением количества дислокаций несоответствия
вследствие потери когерентности Эмфазы. Пик не наблюдался
в закаленном сплаве и при старении, когда выделялись частицы
в"-фазы [8].
По данным работы [9], зоны ГП в сплавах А1—Zn при боль-
ших степенях деформации растворяются. При очень сильной де-
формации в зависимости от степени ее локализации могут раство-
ряться и метастабильные выделения в сплавах Al—Zn.
При рассмотрении влияния пластической деформации на рас-
пад пересыщенных твердых растворов необходимо разделять два
основных аспекта: 1) прямое влияние деформации, проявляющееся
в активизации процесса выделения второй фазы в ходе самого
деформирования, и 2) наследственное влияние деформации, при-
водящей к изменению механизма или кинетики старения [3, 10,
11]. В последнем случае влияние деформации объясняют, как
правило, увеличением плотности дефектов кристаллического строе-
ния в сплаве— вакансий, дислокаций.
Влияние пластической деформации при более сложных терми-
ческих обработках, например при ступенчатом старении, недоста-
точно объяснить только дефектностью структуры. Необходимо
учитывать природу упрочняющих фаз, термодинамическую устой-
чивость первоначальных зародышей при переходе от одной сту-
пени старения к другой, режимы старения, степень деформации.
Учет этих особенностей важен при использовании на практике
двухступенчатого старения, когда характер воздействия дефор-
мации будет определяться главным образом структурным состоя-
нием, заданным предшествующей термической обработкой, и вли-
янием возврата, протекающего в начале высокотемпературного
старения [12, 13].
В зависимости от степени деформации влияние ее на структуру
стареющих сплавов будет различным. При малых степенях де-
формации повышается концентрация избыточных вакансий, что
интенсифицирует формирование и рост выделений при старении.
В случае меньшей плотности дислокаций (когда скорость исчезно-
вения вакансий меньше скорости их образования) деформация
будет оказывать стабилизирующее действие—-способствовать
превращению менее устойчивых выделений в более устойчивые,
например зон ГП в метастабильные выделения, промежуточных
выделений в стабильные фазы [13, 14].
При больших степенях деформации из-за высокой плотности
дислокаций (стоков для вакансий) число вакансий уменьшается,
123
и сами дислокации начинают играть основную роль в процессах
зарождения и роста выделений. Следствием влияния больших сте-
пеней деформации является растворение первоначальных продук-
тов распада и инициирование гетерогенного выделения. В работе
[10] отмечается, что в результате деформации на 90 % в сплаве
А1—Си сразу выделяются частицы стабильной 0-фазы, а зонная
стадия подавляется. Было обнаружено полное или частичное рас-
творение зон ГП и частиц 0А-фазы в следах скольжения или вблизи
них; в областях, подвергнутых сильной деформации, происходит
превращение зон ГП в б'-фазу, а выделений 0'- в 6-фазу.
Деформационному упрочнению металлов и сплавов с г. ц. к.
решеткой посвящено большое количество исследований [15, 16].
Методами испытаний на растяжение, элёктронно-микроскопически
и рентгенографически изучали влияние зон ГП на деформацион-
ное упрочнение сплава А1 — 3,2 % Zn— 2,2 % Mg [17]. Образцы
обрабатывали на твердый раствор при 480 °С, 1 ч, закаливали
в воде и затем старили при комнатной температуре от 2 ч до
60 дней. В интервале деформации до е~15 % была установлена
линейная связь между е1/2 и т(т = то + %е1/2), где т —напряжение
течения; е — деформация; % — коэффициент деформационного
упрочнения. В процессе деформации зоны ГП перерезаются дисло-
кациями.
Для сплава А1 — 3,6 % Zn — 1,95 % Mg зависимость предела
текучести оо,2(е)* была исследована в более широком интервале4
деформаций е^Ю—70 % [13]. Изменение предела текучести
в случае сочетания различных упрочняющих факторов (частиц
второй фазы и дислокационной субструктуры) можно оценить.как
суперпозицию вкладов от каждого из этих факторов в отдельности.
В сплаве системы А1—Zn—Mg, состаренном при низких темпера-
турах, вклады в упрочнение от дислокационных стенок и зон ГП
можно считать линейно аддитивными, поскольку плотность зон
значительно превышает плотность дислокационных стенок, а проч-
ность зон, напротив, существенно меньше прочности дислокацион-
ных стенок. Таким образом, 00 = 03+ад, где Оз — упрочнение за
счет зон ГП, а ад —за счет дислокаций. Деформация, как уже
отмечалось, может приводить к сложным изменениям микрострук-
туры сплава, вызывающим к свою очередь изменение механиче-
ских свойств. Тогда ао = аз + ад + аВз, где авз (взаимодействия) —
изменение предела текучести, обусловленное структурными пре-
вращениями в процессе деформации, может быть в общем случае
как положительной, так и отрицательной величиной. (Сумма
сГз + Свз описывает истинное упрочнение дисперсными частицами
в деформированном сплаве.) Значение авз можно рассчитывать
для каждого случая, зная общий предел текучести сплава после
данной обработки.
Для определения а3 и авз образцы сильно перестаренного
сплава были деформированы на 10, 20, 50 и ,70 % и подвергнуты
* сг=тт, где т — ориентационный множитель, равный 3,06.
124
¦60
20
1 О
-20
-40
10 20 30 kO 50 J0\
8, /о
механическим испытаниям. При этом предполагалось, что дефор-
мационное упрочнение в пёрестаренных образцах происходит так
же, как и в матрицу сплава, свободной от выделений. Результаты
расчета в виде схемы приведены на рис. 6.1. Видно, что холодная
деформация свежезакаленных образцов при всех степенях приво-
дит к дополнительному возрастанию свойств за счет старения
сплава в процессе деформации. Однако зависимость авз от (е) не-
монотонна: при 50 % кривая имеет максимум, а при больших сте-
пенях обжатия эффект деформационного
старения начинает уменьшаться.
Характер кривой зависимости авз от
€ для естественно состаренного сплава
в целом аналогичен характеру кривой
для закаленного состояния, но во всей
области деформации эта кривая лежит
ниже нее, и при е порядка 60 % авз при-
нимает отрицательные значения. Таким
образом, высокие степени деформации
приводят к преобладанию растворения
зон ГП, образовавшихся при естествен-
ном старении/Видно, что характер влия-
ния деформации на микроструктуру не-
однозначен и зависит не только от сте-
пени деформации, но и от технологиче-
ских параметров изготовления образца.
Если деформировать сплав с сильно пересыщенной матрицей (в за-
каленном состоянии), преобладающим при деформации оказы-
вается процесс деформационного старения, тогда как в состарен-
ном сплаве, содержащем зоны ГП, при высоких степенях дефор-
мации начинает доминировать процесс растворения зон.
Кривые растяжения, полученные при испытании образцов, де-
формированных после естественного старения, имели ступенчатый
характер, что свидетельствовало о протекании деформационного
старения при растяжении. Ступени наиболее выражены для образ-
цов, деформированных на.70.%; менее заметны — при 20 %, а для
образцов, деформированных на 50 %, вообще отсутствуют. Этот
факт дополнительно указывает на то, что после 70 %-ной дефор-
мации значительная часть зон ГП растворяется, и матрица оказы-
вается сильно пересыщенной легирующими элементами.
Рис. 6.1. Зависимость величины
сгвз от степени деформации
(8, %) для закаленного (/) и
естественно состаренного B)
сплава
2. ЗАКАЛКА, ЕСТЕСТВЕННОЕ И ИСКУССТВЕННОЕ СТАРЕНИЕ
Изучению фазовых превращений при распаде пересыщенных твер-
дых растворов (старении сплавов), термодинамики, кинетики,
атомно-структурного механизма превращения посвящено большое
количество работ. Обзоры этих исследований достаточно подробно
изложены в ряде монографий [3, 6, 18—20]. В общем случае про-
цесс распада может идти двумя различными путями: прерывистым
и непрерывным. При прерывистом (или ячеистом) распаде сплав
125
испытывает полное превращение в отдельных областях, растущих,
как правило, от границы зерен в непревращенные области мат-
рицы. Непрерывный распад осуществляется одновременно по всему
объему зерен.
Старение, протекающее при комнатной температуре (естествен-
ное), в основном характеризуется зонной стадией распада, хотя
не исключена возможность реализации всех стадий превращений
при очень длительных выдержках. На этой стадии в сплаве обра-
зуются субмикроскопические области, так называемые зоны ГП,
обогащенные легирующим элементом, имеющие кристаллическую
решетку матрицы и когерентно связанные с ней. По мнению Тяп-
кина [20], эту стадию правильнее называть стадией когерентных
выделений, так как в ряде сплавов возникающие субмикроскопи-
ческие области могут быть зародышами метастабильной или ста-
бильной фаз с отличной от матрицы структурой. Распад пересы-
щенного твердого раствора при высокой температуре (искусствен-
ное старение) происходит путем выделения метастабильных (коге-
рентных или частично когерентных) и стабильных фаз.
При непрерывном распаде образование зародышей второй фазы
может быть гомогенным или гетерогенным. Гетерогенное выделе-
ние второй фазы происходит на таких несовершенствах кристал-
лического строения, как дислокации, дефекты упаковки и др.
Гомогенный распад сплава на два изоморфных твердых раствора
(в зависимости от состава, температуры) возможен и без образо-
вания зародышей — по спинодальному механизму [20]. При спи-
нодальном распаде уже малые флуктуации состава сопровожда-
ются уменьшением свободной энергии сплава, и превращение
происходит по всему объему без преодоления энергетического
барьера.
Распад в некоторых алюминиевых сплавах на самых ранних'
стадиях старения может протекать по спинодальному механизму,
а затем имеет место преимущественный рост зон ГП (в областях
повышенной концентрации) с возможным обеднением матрицы
и обогащением зон ГП легирующим элементом. К такому выводу
пришли авторы работы [21], исследовавшие сплав А1 — 13 % Zn
методом измерения электросопротивления после отпуска при 10 °С
и различных выдержек при —20 °С. Аналогичная точка зрения вы-
сказана автором работы [22], где даны результаты изучения ста-
рения сплава А1 —4% Си при 20 °С методом деканалирования
а-частиц. . ¦ ' ,
Закалка
Многочисленные экспериментальные данные свидетельствуют, что
распад пересыщенного твердого раствора в большинстве алюми-
ниевых сплавов начинается с образования в них зон ГП [3, 6, 18,
19]. В работе [23] при рентгенографическом исследовании моно-
кристаллов сплава А1—15% Zn было установлено, что после
длительного старения при комнатной температуре сферические
зоны ГП сменяются эллипсоидными. После 310 ч старения на рент-
126
генограммах сплава были обнаружены максимумы интенсивности
со стороны больших углов вблизи рефлексов 111 и 222. Появление
максимумов объясняют наличием ромбоэдрических искажений ре-
шетки внутри эллипсоидных зон, имеющих размеры а ~8,6 и
с ~2,8 нм. В работе [23] высказано мнение, что промежуточную
«'-фазу в сплаве А1 —15 % Zn можно рассматривать как зону ГП,
но большего размера и очень сплющенную.
В работе [24] методом электронной микроскопии высокого
разрешения исследовали распад твердого раствора в сплаве
А1 — 7% Zn. Закалку сплава проводили от 400 °С, 1ч, в воде,
затем образцы сплава старили при комнатной температуре в тече-
ние 17 сут. Изучение тонкой структуры показало, что зоны ГП
имеют форму эллипсоидов, меньшая ось которых параллельна
направлению <111> решетки матрицы, а радиус зон составляет
B,3±0,3) нм. Зоны ГП полностью когерентны матрице.
Количество зон ГП и кинетика их роста зависят от темпера-
туры и скорости закалки, а также от температуры последующего
старения. Скорость процесса выделения зон контролируется кон-
центрацией вакансии, образующихся при закалке сплава от высо-
ких температур [25].
В работе [18] показано, что повышение температуры закалки
с 200 до 460 °С приводит к ускорению процесса распада в сплаве
А—10% Zn. После закалки от 250°С диаметр зон ГП равен
6 нм, а после закалки от 400 °С — 9 нм.
Наряду с температурой закалки большую роль при распаде
твердого раствора играет и скорость закалки. Если сплав, напри-
мер системы А1—Си, закалить с одной и той же температуры
в различные среды (вода, глицерин, масло, воздух), то скорость
старения при комнатной температуре будет тем выше, чем резче
закалка. При меньшей скорости закалки большая часть избыточ-
ных вакансий теряется на стоках, и последующее старение идет
при меньшем количестве этих вакансий.
Как уже отмечалось выше, избыточные вакансии играют важ-
ную роль в процессе распада пересыщенного твердого раствора
[25]. Экспериментальные данные свидетельствуют, что избыточ-
ные вакансии не только образуют пары вакансия—растворенный
атом, но и могут объединяться с зонами ГП на самых ранних ста-
диях их зарождения и роста. Федеричи и Томас [26] считают, что
зоны ГП способны поглощать и испускать вакансии и обладают
определенной энергией связи с вакансиями. Причем если энергия
связи велика, то концентрация вакансий в зонах высокая и может
сохраняться на начальных стадиях старения в течение длитель-
ного периода [27]. Следовательно, скорость роста зон должна
зависеть от энергии связи между зонами и вакансиями.
О большом насыщении зон ГП вакансиями, например, в спла-
вах А1 — 10,7 % Zn и А1 — 16 % Zn свидетельствует образование
и рост призматических дислокационных петель за счет поглоще-
ния* вакансий, освобождающихся из зон ГП при их растворении
128].
127
Следует отметить, что роль избыточных вакансий на разных
стадиях старения различна. В некоторых алюминиевых сплавах
вакансии практически не влияют на кинетику выделения фаз при
комнатной температуре, но оказывают существенное влияние на
процесс выделения при высокотемпературном старении.
Интересные данные были получены при изучении начальных
стадий образования зон ГП в монокристаллах сплавов А1—
20 % Ag, А1 — 30 % Zn и Al — 12 % Mg [29]. Методом дифракции
электронов и рентгеновских лучей в сплавах систем Al—Ag,
А1—Zn и Al—Mg были обнаружены высокодисперсные сфериче-
ские зоны ГП размером 2,5 нм.
Более подробно остановимся на механизме старения сплава
системы А1—Mg. Длительное "время сплавы этой системы остава-
лись менее изученными по сравнению с другими алюминиевыми
сплавами. В литературе имелись противоречивые данные относи-
тельно механизма старения и структуры фаз, выделяющихся при
распаде. . .
Ранее на основании рентгеновских работ отрицалось существо-
вание зонной стадии старения в Al—Mg сплавах. Утверждалось,
что распад в этих сплавах начинается с образования частиц мета-
стабильной |3'-фазы. В результате же более поздних исследований
высказано предположение об образовании зон ГП на ранней ста-
дии старения [25]. Увеличение электросопротивления закаленных
сплавов позволило авторам этой работы предположить, что на
начальных стадиях старения в сплавах системы А1—Mg образу-
ются скопления, богатые магнием. Быстро протекающее образова-
ние скоплений в этих сплавах авторы связывают с наличием боль-
шого количества вакансий, свободных в первый момент после
закалки.
Вероятно, малые размеры скоплений, их слабое обогащение
магнием и близкая рассеивающая способность атомов алюминия
и магния являются основными причинами того, что на начальной
стадии старения они не были обнаружены ни электронно-микро-
скопическим, ни рентгеновским методом. При последующем есте-
ственном старении распад протекает очень медленно.
Избыточные вакансии, пересыщающие матрицу в первый мо-
мент после закалки, легко выходят из нее при последующем ста-
рении. Значительная часть их теряется, аннигилируя на стоках
типа дислокационных петель, границ зерен, дислокаций. Доля ва-
кансий, принимающих участие в зарождении выделений при рас-
паде пересыщенного твердого раствора, невелика.
Анализ изотермических кривых твердости показал, что твер-
дость закаленного сплава А1— 11 % Mg не изменяется в течение
месяца и только при более продолжительном старении начинается
ее увеличение [30]. Через 1,5 года естественного старения твер-
дость увеличивается по сравнению с закаленным состоянием на
50 %. Подобное увеличение твердости связывают с образованием
зон ГП, отличающихся по составу и размерам от скоплений, опи-
санных выше [25].
128
Только изучение длительно, естественно состаренных сплавов
системы А1—Mg электронно-микроскопическим и рентгенографи-
ческим методами позволило получить прямые доказательства су-
ществования в них зон ГП [29, 31, 32]. В сплаве А1 — 11 % Mg
зоны ГП удалось наблюдать электронно-микроскопически через
6 мес естественного старения [31]. На электронных снимках они
имеют вид удлиненных темных пятен размером около 5 нм.
После длительного естественного старения E лет и более),
в процессе которого состав зон и их структура изменяются за счет
обогащения легирующим элементом, на электронограммах сплава
наблюдаются дополнительные эффекты, соответствующие сверх-
структурным отражениям (рис. 6.2). Существование подобных эф-
Рис. 6.2. Сплав А1 — 11 % Mg, естественно состаренный в течение 5 лет [31]:
пк 7лЭ^КТр0Н0Грамма сплава> ось зоны [ООП; б — микроструктура сплава; ось зоны [100];
X оО 000
фектов авторы работ [29, 31] связывают с упорядочением зон ГП
по типу Cu3Au, а работы [32] — по типу CuAu.
Анализ характера распределения диффузного рассеяния [33]
показал, что вылеживание сплава А1 — 11 % Mg при комнатной
температуре в течение 6 лет приводит к образованию зон ГП
равноосной формы размером 9,4 нм, что согласуется с данными
работы [29]. Однако некоторые авторы считают [32], что зоны
ГП в сплавах А1 — 10 % Mg имеют форму пластинок и размер
их составляет 10 нм. На основании изучения трансформации диф-
фузных эффектов на рентгенограммах сплава А1—Mg высказано
предположение, что в процессе распада сферическая форма зон
сменяется на эллипсоидную [33].
Тонкая структура выделений второй фазы в сплавах систем
А1—Си детально рассмотрена в работах [18, 19]. На лауэграммах
с монокристаллов сплава А1 — 4 % Си после закалки были обна-
ружены диффузные эффекты в виде штрихов по направлениям
<100>, проходящие через узлы г. ц. к твердого раствора и нуле-
вой узел. Эти эффекты были объяснены как дифракционные от
плоских скоплений атомов меди, расположенных по плоскостям
{100} матрицы.
9 Заказ № 297
129
В настоящее время принято считать, что форма зон ГП опре-
деляется размерами атомов растворенного элемента и атомов рас-
творенного элемента и атомов матрицы [3, 18, 19]. Для сплавов
систем А1—Ag и Al—Zn разница в размерах атомов небольшая
(соответственно малы и упругие искажения), и зоны имеют сфе-
рическую форму; в сплавах системы А1—Си эта разница значи-
тельна, и зоны образуются в виде пластин (табл. 6.1).
ТАБЛИЦА 6.1
ПАРАМЕТРЫ ВЫДЕЛЕНИЙ
Сплав |
системы
Тип
выделения
Форма
выделения
Кристалли-
ческая ре-
шетка выде-
ления
Величина
несоответст-
вия решеток
выделения
и матрицы,
е, %
Библиог-
рафичес-
кий источ-
ник
Al-Ag
Al—Zn
Al—Zri-Mg
Al—Cu
Al— Cu
Зоны ГП
To же
Зоны ГП1
Зоны ГП2
(9"-фаза)
Сферическая
То же
Однослойные
пластины
Пластины
(диски)
Г. ц. к.
То же
Тетраго-
нальная
0,04
1,2
2,6*
7,2
2,3
3
б
6
б
[6]
* При Mg:Zn=l : 2.
Структура зон ГП в сплавах системы А1—Си изучена доста-
точно подробно [34]. Известно несколько моделей структуры зон
в этом сплаве, различающихся предположением о числе плоско-
стей в зоне, характером распределения в них атомов меди, а также
величиной смещения плоскостей внутри зоны и в окружающей
матрице. В работе [35] при электронно-микроскопическом исследо-
вании сплава системы А1—Си с использованием метода прямого
разрешения атомных плоскостей было обнаружено, что зоны ГП
после закалки имеют толщину 0,24—0,33 и диаметр 1—6,5 нм.
Одна атомная плоскость обогащена атомами меди [35], что со-
гласуется с рентгенографическими данными Герольда [18]. С уве-
личением времени и температуры старения число атомных слоев
и диаметр зон увеличиваются.
Структурные изменения при распаде сплавов системы А1—
Cu—Mg рентгенографически были изучены Багаряцким [36].
По мнению Багаряцкого, распад пересыщенного твердого раствора
сплавов этой системы начинается не с образования зон ГП, а с воз-
никновения комплексов из четверок атомов 2А1, Си и Mg, распо-
ложенных друг относительно друга подобно расположению их
в равновесной S-фазе этого сплава.
По Дж. Силкок, старение сплава системы А1—Си—Mg начи-
нается с образования высокодисперсных выделений цилиндриче-
ской формы диаметром 1—2 нм и длиной 4 нм, которые были на-
130
званы ею зонами Гинье—Престона—Багаряцкого (ГПБ). В ра-
боте [37] установлено, что зоны ГПБ имеют структуру метасиа-
бильной З—фазы, теоретически предсказанной Багаряцким [36].
Структура этой фазы легко получается из структуры матрицы
путем незначительного смещения атомов. Частицы З^-фазы
идеально сопряжены с матрицей твердого раствора.
Авторы работы [38], исследовав структуру зон ГП в сплаве
системы А1—Си—Mg, пришли к заключению, что порядок распо-
ложения атомов в зоне подобен их расположению в равновесной
5-фазе с сильными упругими искажениями на границе зона—мат-
рица. Зоны ГП в сплавах системы Al—Zn—Mg имеют сфериче-
скую форму и упорядоченное строение [18].
На электронограммах сплава А1 — 3,6% Zn—1,9% Mg [32],
закаленного от 490 °С в ледяную воду, наблюдались сверхструк-
турные рефлексы 100 и ПО, свидетельствующие об атомном упо-
рядочении в зонах. Следует отметить, что если на электронограм-
мах сплава, закаленного от 450 °С, сверхструктурные рефлексы
отсутствовали, то при последующем естественном старении они
в ряде случаев наблюдались. Из полученных в этой работе дан-
ных сделано заключение, что условия закалки и естественное ста-
рение влияют на упорядочение в зонах иг что, вероятно, скорость
процесса упорядочения находится в прямой зависимости от кон-
центрации избыточных вакансий, определяющих механизм и ки-
нетику зарождения и роста зон ГП в сплаве.
О составе зон ГП в алюминиевых сплавах в литературе нет
единого мнения/Отмечалось, что зоны ГП, например, в сплйве
системы А1—Mg, обогащены легирующим элементом до состава
фазы выделения. Однако удалось установить с помощью анализа
диффузного рассеяния рентгеновских лучей в сочетании с каче-
ственной оценкой интенсивности диффузного рассеяния, что зоны
в сплавах А1 — 20 % Mg (рис. 6.3) и А1 — 20 % Zn после закалки
Рис. 6.3. Микроструктура сплава А1 —'
20 % Mg после, закалки от 530 °С в воде
и естественного старения в течение 2 ч*
X 50 000
380375 370 365
Рис. 6.4. Электронные спектры Ag3ds/2j бу2; и
А12р: :
/ — чистых Ag и А1; естественно состаренного
сплава А1—Mg в течение 1 ч B) и 2 ч C)
131
и старения относительно слабо обогащены легирующим элементом
по сравнению с конечной фазой выделения. Концентрация серебра
в зонах ГП сплава А1 — 20 % Ag составляет ~24 % [3].
Исследования сплавов систем А1—Ag и Al—Zn, выполненные
в последние годы методом рентгеноэлектронной спектроскопии
[40, 41], подтвердили вывод, сделанный ранее в работе [3], об
относительно низком содержании легирующего элемента в зонах
на начальных стадиях старения. После закалки и естественного
старения в течение 1 ч на электронных спектрах сплава системы
А1—Ag были обнаружены линии Ag3tf3/2, Ag3d*/t и А12р
(рис. 6.4). После 2 ч естественного старения химический сдвиг
электронных уровней уменьшался. Наибольшее отклонение наблю-
далось после 1 ч естественного старения. Такое изменение вели-
чины химического сдвига электронных уровней в сплавах позво-
ляет сделать заключение о том, что обогащение зон ГП в процессе
старения происходит постепенно, начиная с закаленного состоя-
ния. Естественно предположить, что концентрация серебра или
цинка в зонах является функцией их размера.
Относительно низкое содержание легирующего элемента в зо-
нах можно объяснить тем, что при низких температурах диффузия
атомов ограничена, несмотря на наличие в сплавах избыточных
вакансий и дислокаций. Кроме того, насыщение зон ГП легирую-
щим элементом сопровождается ростом несоответствия их кристал-
лической решетки решетке матрицы; это приводит к уменьшению
скорости процесса последующего обогащения [3].
Естественное и искусственное старение
При исследовании алюминиевых сплавов было замечено, что в ре-
зультате нагрева естественно состаренного сплава его свойства
возвращаются к свойствам закаленного состояния. По мнению
Гинье [18], при кратковременном нагреве зоны ГП полностью рас-
творяются, затем следует стадия выделения метастабильных и ста-
бильных фаз. Наличие так называемого возврата свойств в спла-
вах привело некоторых исследователей к выводу о том, что весь
процесс превращений в стареющих сплавах можно разделить на
две самостоятельные стадии: низкотемпературное старение с вы-
делением зон ГП и высокотемпературное с образованием метаста-
бильных и стабильных фаз. Такое разделение, естественно, исклю-
чало переход в процессе старения одной фазы в другую, например
6" в 'в' [18], или зон ГП в последующую фазу.
Вместе с тем известны работы, свидетельствующие о структур-
ной преемственности в цепи превращений при распаде сплавов.
Так, в работе [36] отмечается, что путем перераспределения ато-
мов в плоскостях {100} зон ГП2 могут возникать прослойки
б'-фазы. При электронно-микроскопическом исследовании сплава
Д1 — 4 % Си (рис. 6.5) было обнаружено [3], что частицы О'-фазы
образуются из частиц 0", а частицы стабильной 0-фазы — из ча-
стиц 0'. Совпадение средней толщины первоначальных метаста-
132
бильных а! и у'-фаз-в сплавах А1—Zn и А1—Ag и их одинаковое
распределение по размерам в объеме зерен также свидетельствуют
о том, что зарождение частиц промежуточных фаз может происхо-
дить в результате закономерного перераспределения атомов в зо-
нах ГП.
Анализ фазовых превращений в процессе старения ряда алю-
миниевых сплавов, а также анализ их структурного состояния при
возврате позволяют сделать заключение, что разделение старения
на низкотемпературное и высокотемпературное является условным
и во многом основано на морфологических особенностях струк-
туры [3]. Структура сплавов после термической обработки на
Рис. 6.5. Микроструктура сплава А1 — 4 % Си; закалка от 535 °С + отпуск
100 °С, 1 ч + 110°С, 1 ч; плоскость фольги (ПО); видны зоны ГП1 и гели-
коидальные дислокации; Х50 000
возврат не приближается к состоянию гомогенного твердого рас-
твора, как считалось ранее [18], а существенно отличается от
структуры закаленного состояния.
Многочисленные экспериментальные данные, накопленные к на-
стоящему времени, позволяют сделать вывод о том, что распад,
сплавов по схеме: неоднородности концентрации*->¦ зоны ГП->- ча-
стицы метастабильной фазы-^частицы стабильной фазы следует
рассматривать как единый процесс, в котором последовательные
стадии превращения наследственно сменяют одна другую. При
этом механизм последовательного превращения фаз с одной кри-
сталлической решеткой в фазы с другой кристаллической решет-
кой не исключает растворения фаз при изменении термодинами-
ческих условий, или под действием упругих искажений, дислока-
ций и т. д.
На второй стадии старения сплавов Al—Ag сферические зоны
ГП сменяются на пластины Y'-фазы с т. п. у. решеткой, когерент-
ной с матрицей по плоскостям габитуса {111}а и удовлетворяющей
133
ориентационным соотношением (lll)a||@01)vs [110]all [0101V'
[7,48].
В работе [42] показано, что метастабильная у'-др&за форми-
руется из зон ГПг путем аллотропической перестройки решеток
г. п. к—г. п. у.
С увеличением времени и температуры старения промежуточ-
ная 7'"Фаза переходит в некогерентную равновесную у-фазу
(Ag2Al). Величина параметров а и с <у'-фазы и отношение с к а
изменяются постепенно в ходе старения, приближаясь к значе-
ниям параметров равновесной у-фазы (а = 0,2879 нм; с = 0,4573 нм;
с/а = 0,1588нм) [6]. Ч'
Методами рентгеноэлектронной спектроскопии и электронной
дифракционной микроскопии исследовали [40] высокотемператур-
ное .©имение сплава А1 — 20 % Ag при ЩО—300 °С. Были обна-
ружены химические сдвиги внутренних электронных уровней Ag3d
и А1Йр по .отношению к аналогичным уровням чистых металлов
(Ag и AI). Величина этих уровней закономерно уменьшалась
в процессе старения^ Старение при 150, 250 °С и выше приводило
к появлению на электронных спектрах дополнительных линий. Со-
поставление полученных данных с исследованиями микрострук-
туры сплава после указанных обработок позволило заключить, что
появление дополнительных линий на электронных спектрах свя-
зано с выделением,гексагональной -у'-фазь1-
Отметим, что при повышении температуры и времени старения
величина сдвизга линий спектра, отвечающих гексагональной фазе,
остается постоянной, что однозначно свидетельствует 6; неизмен-
ности химического состава и атомно-кристаллической структуры
фазы выделения на второй стадии распада сплава системы Al—Ag.
В свете этих данных представляется неубедительным распро-
страненное в литературе мнение о метастабильности гексагональ-
ной 'у/"Фазы> основанное на рентгенографических данных. В на-
стоящее время имеется достаточно оснований считать, что на вы-
сокотемпературной стадии старения сплава Al—Ag происходит
выделение гексагональной фазы Ag2Al, имеющей промежуточные
или переходные формы: первую — когерентную по плоскостям ;га-
битуса {111}а и упруго искаженную вследствие связи с матрицей,
вторую — полностью некогерентную с матрицей. Когерентные гек-
сагональные пластины -у', могут зарождаться на зонах ГП или дис-
локациях. В процессе старения размеры частично когерентных
пластин гексагональной фазы растут, происходит постепенное при-
ближение параметров ее кристаллической решетки к параметрам
некогерентной ^-фазы, полностью нарушается когерентный харак-
тер связи кристаллических решеток фазы и матрицы. .
При искусственном старении сплава системы Al—Mg в нем
выделяется метастабильная р'-фаза [43]. Она имеет гексагональ-
ную решетку, ориентационное соотношение с матрицей: @001) pit
@01)ль (ЮО)э1|A11)а1 и периоды: а = 1,002нм; с = 1,636нм. Пред-
полагается, что решетка р'-фазы сложная, близкая к равновесной
фазе р. Вначале фаза когерентна матрице, но когерентность ее
134
быстро исчезает вследствие большого различия атомных радиу-
сов матрицы и выделения. Эти же авторы отмечают, что штрихи
в частицах р-фазы, наблюдаемые на электронных микрофотогра-
фиях, и диффузные штрихи на электронограммах обусловлены
тонкими двойниками в пластинках р'-фазы.
Авторы работы [43] изучали кинетику роста р'-фазы. Ими по-
казан гетерогенный характер процесса выделения, а также пред-
почтительное зарождение частиц р'-фазы на призматических дис-
локационных петлях, образующихся за счет конденсации вакан-
сий во время закалки либо сразу после нее. Рост частиц р'-фазы
при 100 °С очень медленный.
При 200 °С начало роста этой фазы проследить трудно; уже
через несколько минут отпуска она достигает значительных разме-
ров. Максимальный размер р'-фазы достигается через 24 ч старе-
ния при 200 °С D—5-Ю3 нм в длину и 2—3-Ю3 нм в ширину;
толщина их не превышает 500 нм).
По данным многих исследователей, состав р-фазы соответствует
формуле Mg2Al3. Фаза р имеет сложную кубическую гранецен-
трированную решетку с а = 2,823 нм [43].
Частицы р-фазы наиболее легко выделяются на границах зерен
как при естественном старении [31], так и при низких темпера-
турах [43], предшествуя образованию р'-фазы в теле зерна. Ве-
роятность образования р-фазы на границах в большей степени
зависит от разориентации между зернами. Почти не наблюдаются
частицы фазы на малоугловых границах и на границах с ориента-
цией, близкой к специальным ориентациям.
В объеме зерен происходит аллотропический переход р'-фазы
в р-фазу.
Исследованию структурных изменений при низко- и высокотем-
пературном старении сплавов системы Al—Zn посвящено много
работ [44—46]. Последовательность стадий при распаде твердого
раствора, установленная методами рентгеноструктурного анализа
и электронной микроскопии, следующая: сферические зоны ГП->-
эллипсоидные зоны ГП—>- ромбоэдрическая фаза а# —^кубическая
фаза а' ->- стабильная гексагональная р-фаза. В работе [45] от-
мечается, что при низкотемпературном старении A33 °С; 1—39 ч)
сплава А1 —15% Zn первоначальные зоны ГП превращаются
в пластинчатые выделения а^-фазы. На ранних стадиях старения
зоны ГП распределены по объему зерен сплава произвольно, од-
нако уже при 65 °С, например, в случае высоколегированного
сплава А1 — 40% Zn, они выстраиваются в параллельные ряды
в результате взаимодействия полей упругих напряжений около зон.
В некоторых работах отмечается, что при относительно низких тем-
пературах (порядка 80— 90 °С) в сплавах системы Al—Zn уже
на начальных стадиях старения обнаруживается равновесная
Р-фаза, причем формируются частицы этой фазы из эллипсоидных
зон, минуя стадию частично когерентной а#-фазы. Однако в ра-
135
боте [46] показано, что р-фаза может зарождаться и на частично
когерентных выделениях фазы а#.
Сплавы системы А1—Си характеризуются следующей последо-
вательностью образования фаз при распаде: зоны ГП1->зоны ГП2
(9")-*" 8'-> 6. Многочисленные экспериментальные данные свиде-
тельствуют о том, что одна стадия превращения сменяется другой
путем закономерных перестроек атомов в зонах ГП1 для перехода
в зоны ГП2, в частицах 8" — для перехода в частицы Э' [3, 19].
Однако зарождение метастабильной Э'-фазы и стабильной Э-фазы
может происходить также на дислокациях, малоугловых и высоко-
угловых границах.
Рентгенографически был исследован сплав А1 — 5 % Си [47],
состаренный в широком интервале температур A30—250 °С). Было
обнаружено уширение линий D22) Си/Са, появившееся на ранних
этапах старения сплава, и уменьшение этого уширения с увели-
чением времени изотермической выдержки. Авторы объясняют это
снятием полей упругих межфазных напряжений; Релаксация упру-
гих напряжений происходит при наличии как зон ГП2 (Э"), так и
Э'-фазы. Предполагается, что исчезновение упругих напряжений
сопровождается образованием на межфазных границах дислока-
ций несоответствия. Отмечается, что превращение зон ГП2
в Э'-фазу происходит неупруго.
Для сплавов системы Al—Zn—Mg [6] установлена следующая
последовательность структурных изменений при старении: твердый
раствор а-асферические зоны ГП1 + а—асферические упорядочен-
ные зоны ГП->ц'-+г] (MgZn2). Кроме того, в сплавах системы
А1—Zn—Mg имеет место формирование фазы Т [(AlZnL9Mg32].
В состоянии с максимальной твердостью микроструктура сплавов
системы А1—Zn—Mg характеризуется наличием зон ГП и частиц
т]'-фазы; преобладают частицы г^-фазы. Выделения расположены
в плоскостях, параллельных {111}а; электронографические иссле-
дования показывают, что эти выделения имеют плотноупакованную
решетку. Периоды решетки г^-фазы следующие: а = 0,496 нм, с =
= 0,868 нм, ориентационное соотношение между г]'-фазой и матри-
цей @01)у ||A11)м, [110]^'II [ПО]м. Фаза г]'частично когерентна
с матрицей и может как выделяться на дислокациях, так и расти
на основе зон ГП.
Чаетицы могут возникать непосредственно из твердого раствора
а, минуя зонную и промежуточные стадии старения. Однако не
исключается, что образование стабильной фазы может идти и пу-
тем последовательного превращения по схеме: зоны ГП->т]'-^г].
Методом измерения малоуглового рассеяния рентгеновских лу-
чей в высокотемпературной камере, микротвердости и дилатомет-
рии исследовали кинетику и морфологию распада пересыщенного
твердого раствора в сплаве системы Al—Zn—Mg [48]. Показано,
что распад сплава в области температур ^150°С начинается
с образования сферических зон ГП, однако с увеличением времени
старения сферическая форма зон сменяется на эллипсоидную. Пе-
реход эллипсоидных зон в частично когерентные выделения г]'-фазы
136
происходит, когда радиус зон ГП достигает 3,6 нм. В результате
предварительного естественного старения твердость сплава повы-
шается при последующем высокотемпературном старении.
Как уже отмечалось, в сплавах системы А1—Си—Mg при низ-
котемпературном старении выделяются частицы S''-фазы. На более
поздних этапах старения переориентация 5/7-фазы приводит к по-
явлению S'-фазы. При высокотемпературном старении рост частиц
фазы S' вызывает полный разрыв когерентости, т. е. появление
стабильной 5-фазы [37].
Согласно рентгенографическим данным [49], на первой стадии
старения сплава системы Al—Mg—Si образуется метастабильная
Рис. 6.6. Микроструктура сплава А1 — 1,4 %
Mg2Si; закалка от 535 °С, отпуск 220 °С,
20 ч; плоскость фольги A20); видны ча-
стицы Э'-фазы. X 50 000
Рис. 6.7. Микроструктура сплава А1 —
3,9 % Li (темнопольный снимок в сверх-
структурном рефлексе ПО): закалка от
580 °С + отпуск 200 °С, 58 ч + 240 °С, 20 ч;
плоскость фольги близка к A13); видны
частицы б'-фазы. X50 000
р"-фаза в виде дисперсных иголок, параллельных направлению
<001>Ai. Кристаллическая решетка р"-фазы моноклинного типа
с параметрами а = Ь = 0,616 нм, с = 0,71 нм, а=р = 90°, y = 82°.
Ориентационные соотношения р"-фазы в матрице: [Ш]р" |1
[110]м, [TlO]p« || [001]м, что отличается от ориентационных_соот-
ношений стабильной р-фазы (Mg2Si): [001] р|| [100]м; [110]РН
[001 ]м.
Механизм старения сплава А1—Mg—Si включает следующие
этапы: 1) рост частиц р"-фазы; 2) переориентировка частиц
р^-фазы, приводящая к появлению метастабильной (^-фазы;
3) превращение (З^фазы в стабильную за счет полного разрыва
когерентности.
На рис. 6.6 представлена микроструктура сплава А1—1,4%
Mg2Si после высокотемпературного старения. На электронной
микрофотографии видны частицы р^фазы.
137
Аналогом сплавов системы Al—Mg—Si являются сплавы си-
стемы А1—Mg—Ge, в которых прослеживается та же, что и в спла-
вах А1—Mg—Si, последовательность смены структурных состав-
ляющих, а начало распада характеризуется образованием частиц
Р"-фазы [49].
Распад в сплавах системы А1—Li в широкой области темпера-
тур и времени изотермической выдержки сопровождается выде-
лением сферических частиц когерентной б'-фазы, упорядоченной
по типу Ы2 [50, 51]. В работе [51] отмечается, что механизм вы-
деления промежуточной б'-фазы в сплаве не зависит от способа
закалки, выделения в основном зарождаются гомогенно, за исклю-
чением случая малых пересыщений (при закалке в среду с выбран-
ной температурой), когда частицы б'-фазы могут зарождаться и
на дислокациях.
Стабильная фаза б (AlLi), по данным работы [52], формиру-
ется из метастабильной б'-фазы путем аллотропического превра<
щения решетки г. ц. к. (А1) в решетку типа NaTa, которая без
учета сорта атомов может рассматриваться как-о. ц..к.'По мнению
автора .этой работы, перестройка кристаллических решеток осу-
ществляется через состояние незавершенного сдвига. На рис. 6.7
представлена микроструктура сплава А1 — 3,9% Li после старе-
ния при 200 °С, 58 ч + 240° С, 20 ч. На электронной микрофото-
графии видны частицы б'-фазы (темнопольное изображение),
3. ДЕФЕКТНОСТЬ КРИСТАЛЛИЧЕСКИХ РЕШЕТОК
МЕТАСТАБИЛЬНЫХ ФАЗ ВЫДЕЛЕНИЯ
Экспериментальные данные и кристаллографический анализ воз-
мржных путей перестройки кристаллической решетки матрицы
алюминиевых сплавов в решетки фаз выделения позволили.опре-
делить, что на промежуточных стадиях перестройки могут обра-
зовываться как бездефектные решетки формирующихся фаз, на-
пример S" и S' в сплаве системы А-1—Си—Mg [36, 37], так и со-
держащие дефекты различных типов.
Точечные дефекты содержатся в р"-фазе в сплавах систем
Al—Mg—Si и Al—Mg—Ge" [49] (атомы внедрения) и б7 в сплавах
системы А1—Li [52] (вакансии). Плоские дефекты содержатся
в следующих фазах: дефекты вычитания образуются в частицах
метастабильцых фаз в сплавах систем А1—Си и Al—Zn—Mg
(ориентация 1 г)'-фазы), дефекты внедрения — в сплавах системы
Al—Zn—Mg.
Структуру и механизм образования плоских дефектов в ста*
бильных выделениях 6-фазы в сплавах системы А1—Си изучали
[53] методом просвечивающей электронной микроскопии высокого
разрешения. Внутри частиц 6-фазы были обнаружены антифазные
границы, дефекты упаковки и дислокационные границы. Из ;ана-
лиза структуры.дефектов авторы этой работы заключили, что на-
блюдаемые границы образовались вследствие срастания соседних
выделений.
138
Антифазные доменные границы в б'-фазе были обнаружены
электронно-микроскопически [54], Образцы сплава А1 — 4,6 % Си
были изготовлены из холоднокатаных полос, закаленных от 540 6С
и затем состаренных при 240 °С в течение 4 сут до полного выде-
ления б'-фазы. На электронных снимках внутри частиц наблкь
дался полосчатый контраст, обусловленный наличием дефектов
упаковки, которые были расположены по плоскостям {110}е и па-
раллельны направлению <1ОО>0. Плотность дефектов упаковки
различна в разных выделениях б'-фазы, и они неоднородно рас-
пределены в пределах одного выделения.
Наличие дефектов упаковки в частицах метастабильных и ста-
бильных фаз и возможность их залечивания влияют на поведение
выделяющихся фаз при внешних воздействиях (температура, де-
формация) и, следовательно, на свойства сплавов.
Дефектность структуры второй фазы (не исключая и зон ГП)
определяет величину термодинамической устойчивости выделений
при сложных термических обработках, например при двухступен-
чатом старении. Зоны ГП, метастабильные фазы с внутренним
упорядоченным строением или содержащие плоские дефекты будут
более устойчивыми по отношению к высоким температурам и де-
формациям, чем выделения, насыщенные вакансиями.
4. ЯВЛЕНИЕ ВОЗВРАТА
В СТАРЕЮЩИХ СПЛАВАХ
Явление возврата (свойств) в стареющих сплавах проявляется
в том, что при кратковременном высокотемпературном нагреве
(ниже кривой растворимости равновесного выделения) свойства
предварительно состаренного сплава полностью или частично воз-
вращаются к свойствам закаленного сплава. Впервые обнаружен-
ный Гейлер в 1922 г. при изучении твердости стареющих сплавов
А1—Си возврат исследовался впоследствии неоднократно. К наи-
более ранним относятся теоретические работы Конобеевского [55]
и Петрова [56]. Рассматривая начальную стадию распада как
процесс выделения, Конобеевский объясняет возврат при кратко-
временном нагреве растворением зародышей фазы, образующихся
при естественном или низкотемпературном старении. Размер
устойчивого зародыша зависит от температуры: чем выше темпе-
ратура, тем он больше. В начале высокотемпературного старения
естественно состаренного сплава процесс растворения частиц идет
быстрее, чем процесс роста частиц, имеющих размеры'выше кри-
тического для данной температуры. Это приводит к возврату
свойств. ¦ ' * ¦
В работе [56] старение при низких температурах рассматри-
вается как процесс собирания атомов избыточного элемента в от-
дельные скопления в твердом растворе без нарушения непрерыв-
ности и периодичности его кристаллической решетки. При переходе
к более высоким температурам старения будет происходить рас-
творение образовавшихся скоплений. Твердый раствор по струк-
139
туре и свойствам возвращается к исходному закаленному состоя-
нию. За возвратом следует образование фазы выделения.
По мнению Гинье [18], возврат свойств обусловлен растворе-
нием низкотемпературных выделений или зародышей фаз, струк-
турно отличающихся от высокотемпературной фазы. Вследствие
этого сплав непосредственно после возврата должен обладать наи-
более высокой степенью гомогенности твердого раствора.
Возврат в сплаве А1 — 30 % Ag был изучен Бельбок й Гинье
[18]. Физические и механические свойства ясно показывали, что
сплав претерпевает возврат, однако диффузное рассеяние, связан-
ное с зонами ГП, не исчезало. Авторы пришли к заключению, что
при низкотемпературном старении в этом сплаве возникают зоны
ГП, сильно различающиеся по размерам. Мелкие зоны, устойчивые
при низких температурах старения, при высоких температурах рас-
творяются, в то время как крупные зоны (размером выше критиче-
ского для этих температур) сохраняются и могут расти, но не обес-
печивают ту твердость, которую обеспечивают мелкие.
В сплавах систем А1—Ag и Al—Zn методом малоуглового диф-
фузного рассеяния рентгеновских лучей и измерения электросопро-
тивления исследовался процесс возврата [57]. На основании про-
веденных экспериментов автор заключил, что зоны ГП в этих спла-
вах существуют при более высоких температурах, чем температуры
проявления возврата, а их размер возрастает с увеличением вре-
мени старения^ Отметим, что если бы при возврате все зоны рас-
творялись, то при повторном старении должны были бы наблю-
даться мелкие зоны и меньшей плотности, так как концентрация
вакансий после закалки от температуры высокотемпературного
нагрева значительно ниже, чем после закалки от температуры
выше кривой растворимости. Однако зоны ГП после возврата и:
старения большего размера, чем после прямого старения той же
продолжительности закаленного сплава.
Бауэр и Герольд [58] считают, что в процессе возврата в спла-
вах системы А1—Ag происходит уменьшение концентрации атомов
серебра в зонах. Однако электронно-микроскопическое исследова-
ние структурных изменений при возврате в сплавах системы Al—Ag
показало [3], что в процессе возврата зоны ГП в этом сплаве не
растворяются, а увеличиваются в размерах.
Достаточно подробно исследован возврат в сплавах системы
А1—Си [3, 18, 59]. При рентгенографическом исследовании этих
сплавов было установлено [18], что после возврата диффузное
рассеяние от зон ГП на рентгенограммах отсутствует, что объяс-
нялось полным растворением зон в процессе возврата.
В работе [2] отмечается, что характер возврата в разных спла-
вах зазисит от величины энергии связи вакансия — зона ГП. При-
сутствием в сплаве связанных в зонах вакансий объясняется бы-
строе растворение зон при повышенной температуре.
В основе другой точки зрения на возврат лежит представление
о существовании метастабильной границы растворимости зон ГП
или когерентных промежуточных выделений. Если температура
140
нагрева предварительно состаренного сплава будет выше этой гра-
ницы, то образовавшиеся при низкотемпературном старении зоны
ГП или когерентные промежуточные выделения должны раство-
риться подобно стабильной избыточной фазе при переходе через
равновесную кривую растворимости на диаграмме состояний.
На основании экспериментальных данных были построены мета-
стабильные границы растворимости зон ГП и 6"-фазы для широ-
кого интервала составов сплавов на основе системы А1—Си [59].
Бетон и Роллансон [59] считают, что предельной температурой
возврата, т. е. температурой, при которой наблюдается полный
возврат, является температура растворимости продуктов распада,
ответственных за увеличение твердости во время низкотемпера-
турного старения. Исследуя возврат в сплавах системы А1—Си
различного состава, предварительно состаренных при 20 и 130 °С,
они установили, что для зон ГП и 6"-фазы имеются предельные
температуры их существования; выше этих температур выделения
растворяются.
Однако в сплавах системы А1—Zn—Mg при повышении темпе-
ратуры изменение твердости начинается задолго до достижения
критической температуры растворения когерентных выделений.
Возврат в этом случае бывает неполным. По мере повышения тем-
пературы глубина возврата увеличивается. Если температура и
время предварительной обработки сплава увеличиваются, то воз-
врат наступает позднее, а глубина его уменьшается [12]. Такой
характер возврата противоречит толкованию этого явления с при-
влечением представлений о существовании метастабильной гра-
ницы растворимости выделений.
Отметим, что температура нагрева до полного возврата свойств
не может быть в общем случае постоянной для данного сплава.
Она зависит от температуры и длительности предыдущего старе-
ния, которыми определяются размеры, форма и особенности внут-
ренней структуры зон. Эти же структурные параметры обусловли-
вают устойчивость зон при переходе от низкотемпературного ста-
рения к высокотемпературному. Поэтому справедливо утверждать,
что метастабильная граница растворимости зон ГП или промежу-
точных выделений, определенная из экспериментов по возврату,
не является строго фиксированной температурной границей для
данного типа выделения — имеет место некоторая температурная
область его существования.
С этой точки зрения метастабильная фазовая диаграмма для
сплавов системы А1—Си, установленная в работе [59], применима
только к старению сплава при комнатной температуре в течение
10 дней. В случае предварительного старения при 100 °С, 24 ч зоны
ГП начинают растворяться при 130—140 °С, а полный возврат
наступает при более высокой температуре. Отсюда, очевидно, вы-
текает требование учета термодинамической устойчивости зон ГП
перед обработкой на возврат.
Рассмотрим теперь вопрос о роли упругих напряжений в про-
цессе возврата. В работах [3, 12, 60, 61] отмечается, что термоди-
141
намическая устойчивость зон ГП при возврате в разных старею-
щих сплавах зависит от искажений, возникающих из-за несоответ-
ствия параметров кристаллических решеток зон и матрицы. Так,
в сплаве А1 — 4 % Си вследствие большого несоответствия вблизи
зон ГП существуют сильные искажения, которые в процессе воз-
врата перераспределяются и релаксируют. Такая ситуация сопро-
вождается полным растворением зон. Для 0"-фазы величина иска-
жений существенно меньше (почти в три раза, см. табл. 6.1), и,
как следствие, наблюдается неполный возврат, частицы б^-фазы
могут служить зародышами следующей, более стабильной фазы
[14].
В сплавах системы Al—Ag несоответствие решеток мало; вслед-
ствие малой величины искажений при возврате происходит уве-
личение размеров зон ГП. Сплавы систем А1—Zn и Al—Zn—Mg
также являются примером сплавов, в которых на границе зона-
матрица искажения невелики, и для них будет характерен непол-
ный возврат. Неполный возврат к прочностным свойствам был об-
наружен, например, в сплаве этой системы В95 [62]. Таким обра-
зом, глубина возврата будет определяться несоответствием кри-
сталлических решеток зон и матрицы, а именно глубина возврата
тем больше, чем больше это несоответствие.
Естественно, что в процессе возврата должна происходить ре-
лаксация упругих напряжений. Она, по-видимому, может осуще-
ствляться несколькими путями: 1) в результате миграции легирую-
щего элемента из зон и зародышей фазы до полного (при полном
возврате) или частичного (при неполном возврате) их растворения
или изменения их состава; 2) путем перехода кристаллической
решетки зон ГП в кристаллическую решетку метастабильных или
стабильных выделений и появления в некоторых случаях около
них эпитаксиальных дислокаций; 3) в результате образования во-
круг первоначальных выделений эпитаксиальных дислокаций,
приводящих к частичной или полной потере когерентности их
с матрицей без изменения типа кристаллической решетки.
В процессе возврата может улучшаться распределение выделе-
ний по размерам и в объеме сплава, а с ростом выделений — и
степень атомного упорядочения в них. Эти два фактора, как и раз-
витие релаксационных процессов, способствуют увеличению термо-
динамической устойчивости зародышей при дальнейшем высоко-
температурном старении. При объяснении процесса возврата пред-
ставляется справедливым учет размера устойчивого зародыша,
однако очевидно, что только размерным фактором нельзя объяс-
нить стабильность зародышей при'высокой температуре и их спо-
собность к росту при дальнейшем старении (после возврата).
Все это следует учитывать при выборе сложных термических
обработок. Эффект ступенчатого старения с последовательно по-
вышающимися температурами (например, низкотемпературное
старение•+ высокотемпературное старение) зависит от устойчиво-
сти сплавов к возврату, определяющейся величиной упругих иска-
жений вблизи выделений. Чем меньше искажения, тем меньше глу-
142
бина возврата и, как следствие, больше устойчивых зародышей,
способных к росту при последующем высокотемпературном старе-
нии. Термодинамическая устойчивость выделений при переходе от
низко- к высокотемпературному старению определяется не только
размером, но и величиной искажений около них, составом, их упо-
рядоченным строением. Этими параметрами в первую очередь раз-
личаются первоначальные зародыши выделяющейся фазы в разных
сплавах. ^
Глава 7
ЗАКОНОМЕРНОСТИ ИЗМЕНЕНИЯ СВОЙСТВ
АЛЮМИНИЕВЫХ СПЛАВОВ ПРИ ЗАКАЛКЕ*
1. НЕКОТОРЫЕ ВОПРОСЫ ТЕОРИИ ПРОЦЕССА ЗАКАЛКИ
АЛЮМИНИЕВЫХ СПЛАВОВ
Алюминиевые сплавы не претерпевают полиморфных превращений,
и их упрочняющая термическая обработка (закалка и старение)
обусловлена уменьшением растворимости легирующих элементов
в матричном твердом растворе при понижении температуры от эв-
тектической или перитектической до комнатной.
Сущность закалки без полиморфных превращений заключается
в насыщении твердого раствора легирующими элементами и точеч-
ными дефектами до концентраций, соответствующих выбранной
температуре нагрева, а также в фиксации полученного состояния
сплава в результате резкого охлаждения.
Свойства закаленных алюминиевых деформируемых сплавов и
кинетика последующего старения во многом определяются сте-
пенью пересыщения твердого раствора легирующими элементами,
зеренной структурой, которая окончательно может формироваться
в процессе нагрева под закалку, а также плотностью и типом де-
фектов кристаллического строения закалочного происхождения.
С увеличением степени пересыщения твердого раствора легирую-
щими элементами повышается прочность закаленных сплавов, что
можно объяснить непосредственным взаимодействием дислокаций
с растворенными атомами, а также с некоторым изменением дис-
локационной структуры в сплаве [1, 2]. Кроме того, повышение
концентрации твердого раствора приводит к уменьшению критиче-
ского зародыша новой фазы и к увеличению числа промежуточных
превращений в процессе старения [3].
При нагреве под закалку в алюминиевых деформируемых спла-
вах могут протекать рекристаллизационные процессы, приводящие,
как правило, к некоторой потере прочности в результате уменьше-
ния плотности дефектов кристаллической решетки и роста зерна.
Авторы Н. И. Колобнев, О. Г. Сенаторова.
143
Однако сохранение нерекристаллизованной структуры после за-
калки не всегда обеспечивает более высокую прочность в термо-
упрочненном состоянии [4—6]. В процессе нагрева под закалку
в алюминиевых сплавах не только растворяются избыточные фазы,
но и происходит распад пересыщенного переходными элементами
(Mn, Zr, Cr) твердого раствора. Степень распада, размер, плот-
ность и характер распределения дисперсоидов, в какой-то мере
обусловленные режимом закалки, оказывают заметное влияние на
протекающие при нагреве под закалку рекристаллизационные про-
цессы, на устойчивость твердого раствора, на распределение про-
дуктов распада и дислокаций.
Дисперсные частицы соединений переходных металлов с алю-
минием интенсифицируют процесс распада твердого раствора как
при охлаждении во время закалки, так и при последующем старе-
нии [4, 6]. Теоретически и экспериментально доказана [1—3] важ-
ная роль дефектов кристаллического строения закаленных алюми-
ниевых сплавов в процессах распада пересыщенного твердого рас-
твора при старении. Наиболее часто в структуре алюминиевых
сплавов наблюдаются призматические дислокационные петли, ге-
ликоидальные дислокации, источники дислокаций и поры [1, 2, 7].
Однако перечисленные дефекты являются вторичными, и их про-
исхождение обусловлено вакансиями, зафиксированными закалкой.
Концентрация и подвижность вакансий, роль которых в процес-
сах диффузии хорошо известна, связаны с температурой экспонен-
циальной зависимостью. С повышением температуры нагрева воз-
растает равновесная концентрация вакансий в твердом растворе,
которая при температурах, близких к температуре плавления, до-
стигает значений 10~4—10~3 [1, 2]. В зависимости от температуры
нагрева, скорости охлаждения при закалке и подвижности вакан-
сий во всем интервале температур от закалочных до комнатной
может быть зафиксировано различное пересыщение твердого рас-
твора вакансиями.
Количество вакансий в сплаве может быть оценено по плотно-
сти призматических петель, которые образуются в результате кон-
денсации вакансий. Концентрация избыточных вакансий во многом
является определяющим фактором скорости старения. Закалочные
вакансии значительно увеличивают диффузионную подвижность
атомов легирующих элементов и тем самым ускоряют образование
и рост зон ГП.
В процессе охлаждения вакансии, сохраняя значительную диф-
фузионную подвижность, мигрируют к стокам — дислокациям, гра-
ницам зерен, межфазным границам и внешней поверхности. Гра-
ницы зерен и дислокации являются весьма эффективными ловуш-
ками вакансий, и в примыкающих к ним областях образуются
зоны с пониженной концентрацией вакансий, о чем говорит отсут-
ствие в этих зонах петель [1].
Обеднение вакансиями приграничных областей является одной
из основных причин появления свободных от выделений зон, в ре-
зультате уменьшения диффузионной подвижности растворенных
144
атомов и, следовательно, затруднения образования зародышей но-
вой фазы при старении. Ширина этих зон, по-видимому, опреде-
ляется максимальной величиной пути миграции вакансий к стоку
и увеличивается с уменьшением скорости охлаждения при закалке.
Однако ширина зон, свободных от выделений, не обязательно
равна ширине обедненного вакансиями участка, так как величина
этих зон, очевидно, зависит и от природы самих выделений.
В результате взаимодействия вакансий между собой и с раство-
ренными атомами при закалке могут образовываться различные по
б\
Рис. 7.1. Дислокационная структура листов
толщиной 6 мм из сплава Д16Т после за-
калки в холодной (а) и в горячей (б, в)
воде:
а — геликоидальные дислокации, петли;
б, в — соответственно петли, сплетения еди
иичных дислокаций. Х32 000 (по данным
Н. С. Герчиковой, . Н. Н, Киркиной,
О. Г. Сенаторовой)
размеру вакансионные скопления и комплексы вакансия—атом
растворенного элемента. Одним из основных факторов, влияющих
на зарождение, рост и устойчивость скоплений и комплексов, яв-
ляется энергия связи вакансии с вакансиями и с растворенными
атомами. Образование скоплений и комплексов в процессе закалки
играет важную роль при формировании вторичных дефектов (дис-
локационных петель, геликоидов и др.) ив последующих диффу-
зионных процессах.
Изменяя температуру и скорость охлаждения при закалке, си-
стему легирования, содержание легирующих элементов и приме-
сей, в закаленных алюминиевых сплавах могут быть получены раз-
личные по виду и количеству вакансионные скопления, комплексы
вакансия—атомы растворенных элементов, вторичные дефекты. Из
вторичных дефектов геликоидальные дислокации более стабильны
в сплавах с высокой концентрацией легирующих элементов, что
10 Заказ № 297 145
обусловлено закрепляющим влиянием растворенных атомов. В раз-
бавленных сплавах в результате конденсации вакансий преимуще-
ственно образуются дислокационные петли [1, 2]. Однако в много-
компонентных промышленных сплавах часто наблюдаются одно-
временно геликоиды, призматические петли и сплетения единичных
дислокаций (рис. 7.1). ,
Таким образом, в алюминиевых деформируемых сплавах в про-
цессе закалки происходят сложные структурные превращения, ко-
торые оказывают определенное влияние как на упрочнение спла-
вов при самой закалке, так и на характер распада пересыщенного
твердого раствора при последующем старении.
2. НАГРЕВ ПОД ЗАКАЛКУ
Температурный интервал нагрева
Основное требование при выборе температуры нагрева под за-
калку алюминиевых деформируемых сплавов — получение макси-
мально возможной концентрации легирующих элементов в твердом
растворе для обеспечения высокого эффекта упрочнения при по-
следующем старении.
Увеличение степени пересыщения твердого раствора при за-
калке достигается повышением температуры нагрева при необхо-
димой для наиболее полного растворения избыточных фаз вы-
держке и резким охлаждением.
Нагрев под закалку не всегда переводит сплав в однофазное
состояние, так как во многих алюминиевых сплавах содержание
легирующих элементов превышает предел растворимости. В зави-
симости от диаграммы состояния, фазового состава и особенностей
структуры, обусловленных предыдущей обработкой, алюминиевые
сплавы могут иметь различный интервал закалочных температур.
Верхняя граница температурного интервала нагрева под закалку
устанавливается во избежание пережога с учетом присутствия или
образования в сплаве наиболее легкоплавких эвтектик, возможного
перепада температуры и точности контроля (регулирования) теп-
лового режима в объеме рабочего пространства термических агре-
гатов. Нижний предел интервала закалочных температур опреде-
ляется требуемым комплексом свойств. /=. »,
Для большинства промышленных алюминиевых сплавов нагрев
под закалку можно осуществлять в достаточно широком темпера-
турном интервале, однако рекомендуемый интервал, обеспечиваю-
щий оптимальное сочетание свойств, несколько уже и, как правило,
не превышает 10°С (табл. 7.1). Наибольший интервал температур,
при которых можно производить нагрев под закалку, характерен
для сплавов системы А1—Zn—Mg C50—500 °С) и А1—Zn— Mg—
Си D60—500 °С) [4, 6].
Свойства сплава В95 в состаренном состоянии мало зависят от
изменения температуры нагрева под закалку в интервале 460—
480°С [4]. Для холоднокатаных листов этот интервал,может быть
146
ТАБЛИЦА 7.1
РЕКОМЕНДУЕМЫЙ ТЕМПЕРАТУРНЫЙ ИНТЕРВАЛ
ПРОМЫШЛЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ ПОД
Система
Al—Zn— Mg
Al—Zn—Mg—Cu
Al—Си—Mg
Al—Си—Li
Al—Си—Mn
Al—Си—Mg—Fe—Ni
Al-Cu-Mg-Si
Al—Mg-Si
Al—Mg-Li
Марка сплава
В92Ц
1911, 1915, 1925
B91, B95, В96Ц,
В96Ц-1
В96ЦЗ
B93
Д1
Д19, ВД17
ВАД1, M40
Д16
1230
Д20, 1201
Д21
AK4-1
AK8
AK6
АД31, АДЗЗ, АД35
АВ
1420
НАГРЕВА
ЗАКАЛКУ
t, °С
450—470
450—460
465—475
460—470
450—465
495—510
495—505
498—508
490—498
515—525
530—540
520—530
525-535
495—505
505—525
525—535
510—530
450—465
расширен. Однако максимальная температура ограничена из-за ин-
тенсивной диффузии легирующих элементов в плакирующий слой.
Широким интервалом закалочных температур D50—500 °С) харак-
теризуется также сплав 1420. Для сплавов системы А1—Си—Mg
требуется наиболее точное выполнение температурного режима на-
грева под закалку —в пределах 6—8°С, так как максимально до-
пустимая температура всего лишь на несколько градусов ниже
температуры солидуса. Это особенно важно для сплава Д16, у ко-
торого начальные стадии пережога иногда обнаруживаются даже
при рекомендованных ранее температурах нагрева D98—500 °С)
в случае содержания меди и магния на верхнем пределе по ГОСТу.
В связи с этим максимальную температуру нагрева под закалку
сплава ДГ6 рекомендуется ограничить 498 °С. В случае содержания
основных легирующих элементов ближе к нижнему пределу по
10*
147
ГОСТу возможно допустить закалку с температуры не выше
503 °С [8].
В большинстве случаев рекомендуется проводить закалку с мак-
симально возможной температуры в указанных интервалах. Од-
нако при этом следует учитывать, что для многих сплавов эта
температура лишь на 5—10°С ниже температуры солидуса, кото-
рая может значительно колебаться в зависимости от химического
состава сплава даже в пределах одной марки и от технологии
предшествующих обработок.
Максимальную температуру нагрева под закалку регламенти-
руют и в тех случаях, когда требуется сохранить нерекристаллизо-
ванную структуру, уменьшить рост зерна и диффузию в плакирую-
щий слой, предотвратить сильное окисление поверхности, умень-
шить склонность к трещинообразованию при охлаждении массив-
ных полуфабрикатов с крупнокристаллическим ободком, а также
уменьшить коробление.
В процессе закалки необходима высокая точность выполнения
температурного режима и равномерность нагрева садки металла.
Для обеспечения оптимального сочетания свойств перепад темпе-
ратуры в термических агрегатах не должен превышать ±5°С,
а часто даже ±3°С.
Упрочнение в результате закалки определяется не только ре-
жимом этого процесса, но и системой легирования, на базе кото-
рой разработан сплав. Эффект упрочняющей термообработки алю-
миниевых сплавов различных систем подробно изучен в работах
И. Н. Фридляндера, В. А. Ливанова, Е. И. Шиловой, Е. И. Кутай-
цевой, О. А. Романовой, В. И..Елагина и других.
Из промышленных сплавов наибольшим приростом прочности
в результате закалки по сравнению с прочностью в отожженном
состоянии характеризуются сплавы системы А1—Zn—Mg—Си. Эф-
фект закалки этих сплавов достигает 200—230 МПа [4]. Большин-
ство сплавов, разработанных на базе систем А1—Си—Mg, A1—
Си—Li, А1—Си—Мп, А1—Mg—Si, Al—Mg—Si—Си и Al—Mg—Li,
имеют эффект закалки 100—180 МПа. Некоторые сплавы, относя-
щиеся к системе Al—Zn—Mg, даже несколько теряют прочность
из-за большей гомогенности в закаленном состоянии по сравнению
с отожженным.
Длительность выдержки
Диффузия различных металлов в алюминии изучена достаточно
подробно, однако диффузионные перемещения атомов легирующих
элементов в многокомпонентных сплавах происходят по более
сложным законам.
На кинетику процессов, происходящих при нагреве под закалку,
существенное влияние, кроме фазового состава, оказывает струк-
турное состояние — степень проработки структуры; форма, размер,
внутреннее строение зерен и их расположение относительно осей
деформации; размер и распределение интерметаллидов; тип и плот-
148
ность дефектов кристаллической решетки. Структурное состояние
в полуфабрикатах и деталях перед закалкой определяется видом
и условиями предшествующих обработок.
В изделиях, подвергавшихся пластической деформации, при
нагреве наряду с процессом растворения избыточных фаз проте-
кает процесс рекристаллизации. Величина рекристаллизованного
зерна в основном зависит от степени и скорости деформации, дли-
тельности нагрева до заданной температуры и выдержки при ней.
В результате длительного нагрева прессованных полуфабрикатов
может произойти частичное или полное снятие эффекта структур-
ного упрочнения и рост зерна, что приведет к снижению прочности
в долевом направлении. Это следует учитывать при выборе дли-
тельности выдержки нагрева под закалку.
В холоднодеформированных полуфабрикатах, характеризую-
щихся главным образом ячеистой структурой, плотность дислока-
ций выше и диффузионные процессы растворения избыточных фаз
при нагреве под закалку идут значительно быстрей, чем в горяче-
деформированных полуфабрикатах с полигонизованной и, осо-
бенно, с рекристаллизованной структурой. Поэтому для холодно-
деформированного металла требуются более короткие выдержки
при закалочной температуре.
Необходимая для более полного растворения избыточных ин-
терметаллидов выдержка сокращается с увеличением степени хо-
лодной или горячей деформации, которая в ряде случаев может
косвенно оцениваться сечением полуфабриката. Для определения
оптимальной длительности выдержки при нагреве под закалку
прессованных профилей из сплавов Д1 и Д16 в зависимости от
коэффициента вытяжки и температуры нагрева предложена сле-
дующая формула [9]: Ттах = 2<510-*з)/10-104/(/Я2), где ттах — длитель-
ность выдержки; /3 — температура нагрева под закалку; Я — коэф-
фициент ВЫТЯЖКИ; / — Коэффициент фОрМЫ; / = РПрофиля/Рпрутка;
Р — периметр профиля или длина окружности прутка, равновели-
кого по площади профилю.
Большими скоростями диффузии легирующих элементов и наи-
более короткими выдержками при нагреве под закалку отличаются
сплавы, полученные из порошковой заготовки.
В процессе производства порошков при распылении дости-
гается высокая скорость кристаллизации и охлаждения сплава, что
способствует увеличению степени пересыщения твердого раствора
легирующими элементами и вакансиями, повышению дисперсности
частиц первичных интерметаллических соединений и измельчению
микроструктуры [4]. Все эти факторы сохраняют наследственное
влияние на диффузионные процессы в полуфабрикатах.
На скорость процесса перевода атомов легирующих элементов
в твердый раствор оказывает влияние предыдущая термическая об-
работка. Предшествующая закалка, переведя основное количество
легирующих элементов в твердый раствор, обеспечивает их более
равномерное и дисперсное распределение при последующем старе-
нии. В связи с этим процесс растворения при повторном нагреве
149
под закалку протекает более быстро и выдержка в случае пере-
закалки может быть значительно сокращена (рис. 7.2).
Предшествующий отжиг, огрубляя продукты распада и приводя
сплав в более равновесное состояние, как правило, существенно за-
медляет процесс растворения избыточных фаз по сравнению с де-
формированным состоянием. Поэтому для сплавов в отожженном
состоянии требуется большая выдержка при последующем на-
греве под закалку.
:ч Особое внимание следует обращать на длительность выдержки
плакированных листов при закалочных температурах. С повыше-
нием температуры и увеличением длительности нагрева возрастает
скорость и глубина диффузии легирующих элементов сплава в пла-
ш
wo
350
320
%
16
-
-
-
-
i i i i
^—^—_^. _—г:
/>QJ2 ___ "- -
I II I II I
3 5 15 3060 120300600
... U
1800
Рис. 7,2. Влияние длительности нагрева под
закалку на свойства листа из сплава Д16Т [22]:
/ — первичная закалка; 2 — повторная закалка
Q 1
Рис. 7.3, Влияние температуры и длитель-
ности нагрева на глубину диффузии меди
в плакирующий слой листов из сплава Д16
[Ю]
кирующий слой (рис. 7.3). В случае сквозной диффузии в этот
слой коррозионная стойкость резко снижается.
. Детали из плакированных листов, особенно тонких, не реко-
мендуется подвергать многократным закалкам вместо отжига при
гибке, выколотке и других операциях.
Длительность нагрева 15 мин при 500 °С вызывает диффузию
меди в плакирующий слой на такую же глубину, как и нагрев
в течение 1 ч при 350 °С, что может привести к сквозной диффузии
на тонких листах. Для плакированных листов толщиной более
3 мм рекомендуется проводить в случае необходимости не более
двух повторных термообработок, для толщины 0,5—3,0 мм — не
более одной и при толщине менее 0,5 мм повторная термообра^
ботка не рекомендуется [И].
. На общую продолжительность пребывания садки металла в тер-
мическом агрегате оказывает влияние скорость нагрева до задан-
ной температуры, которая определяется типом теплоносителя и
скоростью его циркуляции, видом теплопередачи, массой садки и
величиной поверхности нагреваемых изделий, мощностью нагре-
вателей и конструктивными особенностями термического агрегата.
150
В настоящее время для нагрева под закалку наиболее широко
применяют электрические печи с принудительной циркуляцией ат-
мосферы, рециркуляционные печи типа ПАП и селитровые ванны.
Наибольшую скорость нагрева металла обеспечивает селитровая
ванна. В печах с воздушной атмосферой тепло лередается преиму-
щественно за счет конвекции, и интенсивность теплопередачи во
многом определяется скоростью циркуляции воздуха [12]. Для ли-
стовых материалов наиболее эффективен струйный нагрев, при
котором нагретый воздух в виде высокоскоростных струй направ-
ляется на нагреваемое изделие [13]. Коэффициент теплоотдачи
в печах с указанным способом нагрева в 3—4 раза выше, чем в пе-
Рис. 7.4. Зависимость длительности вы-
держки при нагреве под закалку от тол-
щины сечения и вида полуфабриката:
/ — нагрев в селитровой ванне; // —
нагрев в воздушной электропечи; 1 —
плакированные листы; 2 — неплакиро-
ванные полуфабрикаты, кроме поковок
и штамповок; 3 — поковки и штамповки
5 10 50 100 200
Толщина сечения, мм
чах со сплошным потоком воздуха. Скорость нагрева в определен-
ных пределах можно варьировать массой и плотностью садки
Учитывая, что длительный нагрев до заданной температуры
может привести к значительной глубине диффузии в плакирующий
слои, росту зерна и частичной или даже полной потере эффекта
структурного упрочнения, рекомендуется продолжительность на-
грева до начала отсчета выдержки ограничить 0,5—1 ч для пла-
кированных полуфабрикатов и 1—3 ч —для неплакированных
Сообщение результатов многочисленных исследований и боль-
шого производственного опыта позволило установить зависимость
длительности выдержки при оптимальной для каждого сплава тем-
пературе нагрева под закалку от толщины сечения, вида полуфаб-
риката и условий нагрева (рис. 7.4).
Пережог и его влияние на свойства
Пережог является наиболее опасным и неисправимым видом
брака термической обработки. Он заключается в оплавлении гра-
ниц зерен и легкоплавких составляющих в случае превышения
температуры солидуса при нагреве полуфабрикатов и деталей На-
чальная стадия пережога, выявляемая лишь металлографическим
анализом, характеризуется появлением в микроструктуре внутри-
зеренных глобулей с эвтектическим строением, единичных утолщем-
151
ных участков границ зерен и мелкой пористости, располагающейся
преимущественно в стыках зерен и внутри глобулей (рис. 7.5).
Особенно заметно утолщение границ на стыке трех зерен.
При пережоге увеличивается размер и количество глобулей,
толщина и протяженность оплавившихся участков на границах
зерен. Более сильное оплавление сопровождается изменением
формы зерен вплоть до полиэдрической. При пережоге в крупно-
кристаллическом ободке образуется главным образом большое
количество глобулей, в то время как пограничное оплавление не
выявляется. В зоне с мелкозернистой структурой пережог прежде
всего вызывает заметное утолщение границ зерен. Кроме того, мо-
гут образовываться единичные глобули меньших размеров.
Рис 7.5. Микроструктура сплава Д16Т с пережогом (по данным М. В. Самариной, Н. И. Ко-
лобнева):
а —профиль. Х200; б¦ — лист. Х500
На начальных стадиях пережога на полуфабрикатах, особенно
с крупнокристаллическим ободком, появляется склонность к тре-
щинообразованию при резком охлаждении под действием закалоч-
ных напряжений. Трещины в зоне крупнокристаллического ободка
чаще всего появляются при закалке с температур примерно на 2°С
ниже температуры начала оплавления структурных составляющих
(рис. 7.6). При сильном пережоге на поверхности полуфабрикатов
и деталей обнаруживаются потемнение и пузыри.
Исследование влияния различных стадий пережога на свойства
полуфабрикатов из сплава Д16Т показало, что статические механи-
ческие свойства малочувствительны к пережогу в начальной ста-
дии (рис. 7.2) [8]. Лишь ударная вязкость и работа разрушения
образца с трещиной понижаются на 15—20 % после закалки при
температурах, на 2—5°С превышающих температуру начала
оплавления структурных составляющих.
152
Рис. 7.6. Макроструктура прессованного профиля из сплава Д16Т с трещинами в зоне
крупнокристаллического ободка (^ак=^^ °^ ^Н2О=^О^:
а— Х0,8; б— Х2,5
ТАБЛИЦА 7.2
ВЛИЯНИЕ ПЕРЕЖОГА НА СВОЙСТВА ПОЛУФАБРИКАТОВ ИЗ СПЛАВА Д16Т [8]
Температу-
ра солиду-
са, °С
Темпе-
ратура
нагрева
под за-
калку,
°С
МП а
МПа
'Т. у'
Дж/см2
Дж/см5
Долговечность при
усталости, циклы
малоцик-
ловой *1
многоцик-
ловой *2
Глуби-
на
МКК,
мкм
РСК,
баллы
504
515
505
Профиль
502
506
510
480
490
480
350
360
340
11
12
11
7,4
6,5
6,5
• —
—
—
30-103
40-103
20-103
—
—
—
10
200
200
Плита толщиной 40 мм
505
520
525
420
420
420
270
280
280
29
29
27
—
— .
—
—
—
—
—
9-106
6.106
2.106
15
200
200
Лист толщиной 2 мм
500
510
515
460
450
450
300
290
300
21
19
16
— <
12,5
10,2
9,4
—
5-Ю4
3-104
1,5-10*
20
250
250
*l cimax « 350 МПа; v « 0,17 Гц. *2 стах = 160 МПа; v =40 Гц.
3—4
5—6
6—7
4—5
5—6
5—6
15а.
При самых первых признаках пережога может наблюдаться
даже некоторое повышение прочности и сопротивления мало- и
многоцикловой усталости (профиль, см. табл. 7.2), но дальнейшее
увеличение пережога приводит к резкому снижению этих характе-
ристик. Начальные стадии пережога вызывают существенное по-
нижение сопротивления межкристаллитной (МКК) и расслаиваю-
щей коррозии (РСК) (см. табл. 7.2). Наиболее чувствительны
к пережогу свойства в высотном направлении.
Сплавы одной марки, но легированные на верхнем пределе
требуемого химического состава, более склонны к пережогу и ха-
рактеризуются более существенным отрицательным эффектом из-
менения микроструктуры и свойств при перегреве на одинаковое
число градусов выше температуры солидуса, чем сплавы, имеющие
химический состав, более близкий к нижнему пределу. Для полу-
чения высоких характеристик эксплуатационной надежности изде-
лий из алюминиевых еплавов необходимо строго соблюдать задан-
ный температурный режим при термической обработке и квалифи-
цированно проводить контроль микроструктуры на пережог.
3. ОХЛАЖДЕНИЕ ПРИ ЗАКАЛКЕ
Критическая скорость охлаждения
Критическая скорость охлаждения (уКр) при закалке количест-
венно характеризует устойчивость твердого раствора и представ-
ляет собой ту минимальную скорость, которая позволяет предот-
вратить распад пересыщенного матричного раствора при охлажде-
нии в критическом интервале температур. Величину критической
скорости чаще всего оценивают по диаграммам распада твердого
раствора (С-образным кривым); ее рассчитывают по тангенсу угла
наклона касательной к изгибу С-кривой, проведенной из точки, от-
вечающей температуре нагрева сплава под закалку.
* На практике пользуются диаграммами изотермического рас-
пада, хотя правильнее пользоваться термокинетическими диаграм-
мами, отражающими реальные условия непрерывного закалочного
охлаждения. Однако данные об этих диаграммах ограниченны.
Диаграммы, построенные в изотермических условиях, сдвинуты
по оси времени (влево) и по оси температур (вниз) по отношению
к термокинетическим диаграммам, поэтому скорости, рассчитанные
по изотермическим диаграммам, несколько завышены, однако точ-
ные значения коэффициентов пересчета неизвестны.
Диаграммы изотермического превращения в сплаве 7075Т6
[В95Т1], а позднее в сплаве 2024ТЗ [Д16Т] были построены Фин-
ком и Виллеем [11]. Наиболее подробное и систематическое ис-
следование С-диаграмм алюминиевых сплавов, особенно сплавов
системы А1—Zn—>Mg и других отечественных сплавов, а также
изучение влияния различных факторов (химического состава, тех-
нологии производства) на устойчивость твердого раствора выпол-
нены В. Г. Давыдовым, Е. Д. Захаровым, В. В. Захаровым,
154
И. И. Новиковым [14, 6]. Диаграммам распада раствора в спла-
вах A-U4G (Д1), A-U4SG/AK8) посвящены работы Ренуарда f 14,
с. 90, 91]. Л.
Большинство С-кривых построено методом определения изме-
нения свойств, которые либо наиболее чувствительны к начальным
стадиям распада твердого раствора, либо наиболее важны для
практического применения сплава (главным образом, по измене-
нию временного сопротивления — метод ав и по появлению чув-
ствительности к межкристаллитной коррозии — метод МКК).
Однако современные требования к повышенной надежности и
к ресурсу эксплуатации конструкций (особенно самолетных) из
алюминиевых сплавов приводят к необходимости оценки критиче-
ской-скорости охлаждения с учетом изменения не одного свойства,
а комплекса свойств, включающего механические, коррозионные,
усталостные свойства, а также характеристики разрушения (/Сю»
Кс, dl/dN и др.). Последние, как установлено (см. далее), яв-
ляются структурно-чувствительными. Помимо межкристаллитной
коррозии и коррозионного растрескивания, как показывает опыт
эксплуатации, следует учитывать расслаивающую коррозию, реа-
гирующую на скорость охлаждения и характерную для полуфабри-
катов с направленной зеренной структурой — прессованных про-
филей и горячекатаных листов. Для массивных полуфабрикатов
типа штамповок и плит, применение которых расширилось в по-
следние годы, важно сохранение высотных свойств (особенно пла-
стичности, характеристик разрушения, коррозионной стойкости под
напряжением, усталости), наиболее ощутимо ухудшающихся при
замедлении закалочного охлаждения, по сравнению с поперечными
и долевыми свойствами. Некоторые возможности для регулирова-
ния скорости охлаждения сплавов, особенно высокопрочных типа
В93, В95, без ухудшения коррозионной стойкости, дают режимы
коагуляционного старения, получившие значительное развитие
в последние годы.
Критическая скорость охлаждения зависит прежде всего от си-
сте;мы легирования сплава, а-также от технологии производства
(литья, гомогенизации, обработки давлением) и структурного со-
стояния (степени рекристаллизации) полуфабрикатов. Как пра-
bhjioJ для обеспечения разных свойств сплавов требуется различная
критическая скорость охлаждения. В этом отношении показательны
самые распространенные в самолетостроении конструкционные
сплавы Д16 и В95. Так, у сплава Д16Т к замедлению охлаждения
наиболее чувствительна межкристаллитная коррозия [10]
(рис. 7.7,а), 1>кр = 550°С/с [11] и значительно позднее обнаружи-
вается снижение прочностных свойств (уКр = 90°С/с) по методу
«0,98ав» [14]. Наоборот, у сплава В95Т1 (рис. 7.7,6) снижение
прочностных свойств происходит при больших скоростях охлажде-
ния, чем ухудшение коррозионных свойств (vKp соответственно со-
ставляют 427 и 167°С/с) ..[11], Поэтому для сплава Б95Т1 резуль-
таты контрольных производственных испытаний на растяжение мо-
гут служить показателем качества закалки и уровня коррозионной
155
стойкости, что неприменимо к сплаву Д16Т. Однако при резкой
закалке (исключающей склонность к межкристаллитной коррозии)
сплав В95 в состоянии фазового старения (а именно для этого
состояния построены диаграммы изотермического распада) может
быть чувствительным к кор-
розионному растрескиванию
(холоднокатаные листы) и
РСК (горячекатаные ли-
сты) . Высокую стойкость
к коррозионному растрес-
киванию, РСК, МКК высо-
копрочных сплавов системы
А1—Zn—Mg—Си (В95, В93
и др.) независимо от скоро-
сти охлаждения обеспечи-
вают режимы коагуляцион-
ного старения Т2, а особен-
но ТЗ.
Критическая скорость ох-
лаждения может существен-
но различаться для одного
и того же сплава, возрастая
Юг 103 trc
1
Ю1мин
Рис. 7.7. С-кривые изотермического распада
твердого раствора в листах из сплавов Д16 (а),
В95 ,(б), АК4-1 (в), построенные по появлению
чувствительности к межкристаллитной корро-
зии (а) и по снижению ав (б, в):
а — 100 % ств=490 МПа; 6 — 100 % (Тв = 586 МПа;
в_Ю0% огв=400 МПа
Рис. 7.8. С-кривые начала распада
переохлажденного твердого рас-
твора в сплавах [6]:
/_Д16; 2 — АД31; 5—1915; 4 —
1925
с приближением концентрации легирующих компонентов к верх-
нему пределу ввиду увеличения степени пересыщенности твердого
раствора. Так, согласно данным работы [14], скорость для сплава
Д16Т, определенная по появлению чувствительности к меж-
кристаллитной коррозии, может изменяться в диапазоне 130—
650°С/с.
156
1915
2,5
В93
3
1911
4,8
АК4-1
7
АДЗЗ
10
АВ
20
АК6
50
АК8
76
Среди деформируемых сплавов наиболее высокой устойчивостью
твердого раствора обладают сплавы 1911 и 1915 системы Al—Zn—
Mg, АД31 системы Al—Mg—Si, 1420 системы Al—Mg—Li [4, 15],
способные закаливаться при охлаждении на воздухе, а также
сплавы В93 системы А1—Zn—Mg—Си и АК4-1 (рис. 7.7, в) си-
стемы А1—Си—Mg—Fe—Ni.
По критической скорости охлаждения, оцененной по методу
«0,95 ав», эти и другие сплавы можно расположить в следующей
последовательности [14]:
Сплав. .... . АД31
Окр, °С/с .... 2
Главной причиной высокой устойчивости раствора в сплавах
системы Al—Zn—Mg считают высокую совместную растворимость
цинка и магния в алюминии. Помимо длительного инкубацион-
ного периода, предшествующего распаду, зти сплавы характери-
зуются более узким критическим интервалом (рис. 7.8), а также
пониженной его температурой (на 50—70 °С) по сравнению с та-
ким интервалом для других алюминиевых сплавов.
Увеличение степени легирования сплавов системы Al—Mg—Si
(в том числе медью, марганцем и хромом) приводит к повышению
критической скорости охлаждения, и для сплавов АДЗЗ, АД35, АВ
закалка на воздухе становится невозможной. Еще большие ско-
рости охлаждения характерны для сплавов АК6, АК8 системы
Al—Mg—Si—Си. Низкая критическая скорость закалки сплава
1420 связана с относительно низкими скоростью роста фазы-упроч-
нителя [6'(А131л)], которая обнаруживается в сплавах уже в за-
каленном состоянии, и скоростью распада твердого раствора с об-
разованием стабильных фаз, содержащих магний [4].
Существенную роль в снижении устойчивости алюминиевого
твердого раствора играют малые добавки переходных элементов,
используемые для легирования большинства деформируемых спла-
вов. Применительно к сплавам систем А1—Zn—Mg и Al—Zn—
—Mg—Си установлено [14, 16, 17], что самое сильное воздействие
оказывает хром, за ним следуют цирконий и марганец. Механизм
ускорения распада твердого раствора в процессе закалочного охла-
ждения определяется формой, в которой присутствуют эти эле-
менты. Выделяющиеся из раствора (при нагревах под гомогениза-
цию, обработку давлением, закалку) вторичные дисперсные интер-
металлиды этих элементов (Ali8Cr2Mg3, ZrAl3, AlMgMn и др.) ини-
циируют зарождение грубых частиц стабильной упрочняющей фазы
т] (MgZn2), уменьшая участие основных легирующих компонентов
в процессах дальнейшего упрочнения при старении. В растворен-
ном виде (зафиксированном при кристаллизации слитка) элементы
увеличивают пересыщенность твердого раствора и снижают равно-
весную растворимость цинка и магния в алюминии.
Отрицательное влияние переходных элементов на устойчивость
твердого раствора при закалке принималось во внимание при раз-
работке отечественного ковочного сплава В93, а также сплавов
157
В96Ц, В96ЦЗ. В сплав В93 не введены эти традиционные элементы
для увеличения прокаливаемое™ и большей однородности свойств
массивных полуфабрикатов, а для измельчения зерна он легирован
небольшим количеством железа @,2—0,4¦%¦) [16, 18]. Сплавы
В96Ц, В96ЦЗ легированы цирконием вместо хрома. Марганец,
хром, цирконий отсутствуют и в жаропрочном сплаве АК4-1, что
также обусловливает высокую
прокаливаемость и однород-
ность свойств штамповок и по-
ковок из этого сплава. Для ^образцов толщиной 4 мм уз сплава
обеспечения высокого уровня ЪЪбв различных закалочных средах
свойств алюминиевых сплавов (Данные я. и. спектора, с. и. храмов*
. желательна закалка с макси- и АВТОРОВ>
мально возможной скоростью
в критическом интервале тем-
ператур (интервале мини-
ТАБЛИЦА 7.3
СКОРОСТЬ ОХЛАЖДЕНИЯ В ИНТЕРВАЛЕ
^400-260°С ПЛАКИРОВАННЫХ ЛИСТОВЫХ
Температура,
Концентрация,
%
Средняя ско-
рость охажде-
ния, °С/с
20
80
94
20
Вода
100
Полиэтиленгликоль
20
40
0,56
5555
700,
120
14
510
200
ОХЛ »'
Рис. 7.9. Зависимость скорости охлаж-
дения в критическом интервале 400—
260 °С от размера сечения и геометри-
ческой формы закаливаемого изделия
U9]: .
1 — круглой; 2 — квадратной; 3 — пря-
моугольной
Полиэтиленоксид -f оксиэтилирозан-
ный алкилфенол
20 I <10 I 250
—196
Жидкий азот
I 100 I
12
мальной устойчивости твердого раствора), который для большин-
ства сплавов составляет 400—260 °С или даже 400—290 °С. Однако
достижение необходимой скорости охлаждения зависит от толщины
и конфигурации полуфабриката или детали. Показано, что превы-
сить критическую скорость закалки сплава Д16Т (иКр = 550 °С/с)
при охлаждении в холодной воде удается по всему сечению только
при толщине примерно до 10 мм и большем диаметре изделий
круглой формы, способствующей более быстрому теплоотводу [19]
(рис. 7.9). Поэтому на практике приходится считаться с реаль-
ностью замедленного охлаждения (даже со скоростью ниже допу-
стимого уровня) центральных слоев массивных изделий при самом
интенсивном охлаждении их поверхности холодной водой, а также
с необходимостью специального понижения скорости охлаждения
для предотвращения коробления и больших остаточных напря-
жений.
158
В тех случаях, когда невозможно обеспечить достаточную ско-
рость охлаждения во внутренних зонах закаливаемых изделий, про-
блему решают, правильно выбирая марку сплава, режим старе-
ния, а также используя различные технологические приемы (мак-
симальное удаление лишних слоев металла обработкой резанием,
интенсивное перемешивание закалочной жидкости и др.)- При этом
следует учитывать, что поверхностные слои (от которых обычно
начинаются усталостные и коррозионные разрушения при экс-
плуатации) самых массивных изделий охлаждаются при резкой
закалке с высокими скоростями (выше, чем указано на рис. 7.9),
и это обусловливает их достаточно хорошие свойства.
Охлаждающие среды и влияние скорости охлаждения на структуру
и свойства алюминиевых сплавов
Для алюминиевых сплавов самой распространенной и обладающей
максимальной охлаждающей способностью закалочной средой яв-
ляется холодная "вода (табл. 7.3). Ее используют для закалки
^длинномерных алюминиевых полуфабрикатов (листов, плит, прес-
сованных полуфабрикатов и др,), а также для других полуфабри-
катов и деталей из сплавов, обладающих пониженной устойчи-
востью пересыщенного твердого раствора (например, для Д16).
Температура холодной воды обычно поддерживается в интервале
10—40°С.
Для уменьшения коробления и остаточных напряжений, возни-
кающих из:за резкого и неоднородного охлаждения в холодной
воде, закалочное охлаждение замедляют, а в ряде случаев увели-
чивают его однородность, повышая температуру воды или исполь-
зуя специальные закалочные среды — водные растворы органиче-
ских веществ, жидкий азот, масло и даже воздух, механизм охла-
ждения в которых описан далее. Эффективность уменьшения ко-
робления и напряжений непрерывно возрастает по мере понижения
скорости охлаждения, однако при этом возрастает вероятность рас-
пада пересыщенного твердого раствора и степень его отрицатель-
ного влияния на свойства. Это и служит основной причиной регла-
ментации температуры воды и концентрации органических веществ,
а также причиной ограниченного использования таких сред, как
жидкий азот и масло.
Замедленное охлаждение при закалке (специально применяю-
щееся или возникающее в силу объективных причин в централь-
ной зоне закаливаемых массивных изделий) вызывает обычно сле-
дующие изменения структуры, выявляемые с помощью электрон-
ной микроскопии (рис. 7.10): 1) интенсивные локализованные вы-
деления (с ускоренной коагуляцией) сравнительно крупных частиц
стабильных фаз на границах зерен, субзерен и на межфазных гра-
ницах (главным образом, дисперсоидов с хромом, марганцем, цир-
конием и твердого раствора); 2) расширение ЗСВ * (особенно
Зоны, свободные от выделений (ЗСВ).
159
¦' г
160
у большеугловых границ, а также у малоугловых границ и около
интерметаллидов, либо комплексов интерметаллид—равновесная
фаза); 3) уменьшение концентрации избыточных вакансий и соот-
ветственно плотности дислокаций.
Ширина приграничной ЗСВ является нередко наиболее чувст-
вительным показателем степени распада твердого раствора. Так,
закалка прессованной панели толщиной 6 мм из сплава В95пчТ1
(режим старения 140 °С, 16 ч) в воде температурой 20—100 °С
слабо повлияла (и труднее выявляется) на диаметр метастабиль-
ной фазы М' в зерне (от 3—12 до 4—15 нм), но значительно (при-
мерно в 3 раза) увеличила ширину ЗСВ (от 8—12 до 25—38 нм)
(рис. 7.10,а). При значительно большем замедлении охлаждения,
например при закалке в кипящей воде поковок размером 200X
Х200Х200 мм из сплава В93пч в состояниях Tl, T2, ТЗ, размер
матричной фазы М' и ЗСВ возросли примерно в одинаковой сте-
пени (в 1,5 раза) [20].
На рис. 7.10,6 и в показаны внутризеренные выделения равно-
весной фазы М в профилях из сплава В96ЦТ1 после закалки их
в кипящей воде (что не наблюдалось после закалки в воде 80°С)г
а также выделения полукогерентной фазы C' в штамповках из
сплавов АК6Т1. Зарождение этих фаз инициируется циркониевыми
(в первом случае) и марганцовистыми (во втором случае) диспер-
соидами.
При наблюдении в световом микроскопе усиленный распад твер-
дого раствора по мере понижения скорости охлаждения приводит
к более четкому выявлению сетки границ зерен, субзерен. Это на-
глядно иллюстрируется на характерной для высокопрочных спла-
вов системы А1—Zn—Mg—Си с добавками циркония (типа В96Ц
и др.) фрагментированной зеренной структуре (рис. 7.11) [21].
Структурные изменения, вызываемые пониженной скоростью
охлаждения, обусловливают ухудшение свойств алюминиевых
сплавов: 1) разупрочнение в результате снижения эффекта старе-
ния из-за меньшей пересыщенности твердого раствора; 2) сниже-
ние характеристик пластичности и разрушения, связанное с усилен-
ным распадом по границам зерен и соответственно с увеличением
доли межзеренного разрушения, что подтверждено фрактографиче-
ским исследованием структуры изломов образцов из сплава ВЭЗлч
(Tl, T2, ТЗ) [20]; 3) появление склонности к коррозии (межкри-
сталлитной, коррозионному растрескиванию, расслаивающей)
Рис. 7.10. Электронные микрофотографии структуры сплавов после закалки в холодной (/)
и кипящей воде B):
а — прессованная панель толщиной 6 мм из сплава В95пчТ1. Х47 000 (по данным В. С. Санд-
лера); б — прессованный профиль толщиной 6 мм из сплава В95пчТ1. X47 000 (по данным
В. С. Сандлера); б — прессованный профиль толщиной 6 мм из,сплава В96ЦТ1. Х30 000 (по
данным Н. С. Герчиковой, Г. Н. Кораблевой, О. Г. Сенаторовой):
1 — дисперсоид с Zr; 2 — фаза М (MgZn2); в — штамповка из сплава АК6ТГ. Х54 000 (по дан-
ным В. С. Сандлера, Н. И. Колобнева, Л. Б. Хохлатовой): / — фаза 3/(Mg2Si); 2 — диспер-
соид с Мп; г — лист толщиной б мм из сплава Д16Т, окисная реплика. Х27 000 (по данным
В. С. Сандлера, О. Г. Сенаторовой, В. В. Сидельникова), закалка в кипящей воде, по грани-
цам видны цепочки выделений фазы S (Al2CuMg)
П Заказ № 297 161
6 :
4 Рис. 7.11. Структура прессованного про-
- филя толщиной 6 мм из сплава В96ЦТ1
в световом микроскопе (Х400) после за-
калки в воде при температурах, °С:
а — 20; б ~ 80; в ~ 100
вследствие избирательного выделения упрочняющих фаз по грани-
цам зерен и образования приграничных ЗСВ.
По современным представлениям, коррозия, имеющая во всех
случаях электрохимический характер, вызывается разницей потен-
циалов между граничной областью и телом зерна. Механизм раз-
личен для сплавов разных систем.
Считается, что для сплавов типа
Д16, В95 анодом служит узкая
приграничная часть ЗСВ, обед-
ненная медью. Усиление расслаи-
вающей коррозии наиболее за-
метно у полуфабрикатов с нере-
кристаллизованной (либо частич-
но рекристаллизованной). волок-
нистой зеренной структурой.
ТАБЛИЦА 7.4
ТЕМПЕРАТУРНЫЕ ПРЕДЕЛЫ ДЛЯ ВОДЫ
ПРИ ЗАКАЛКЕ ШТАМПОЗОК, ПОКОВОК
Сплав
В95, В96Ц,
В96ЦЗ
АКб, АК8
В93
АК4-1
Режим
старения
Tl, T2, ТЗ
Т1
Tl, T2, ТЗ
Т1
Температура
воды, °С
60—70
70—80
75—85
100
Выбор «мягкой» охлаждаю-
щей среды (вид, температура, кон-
центрация) с целью уменьшения
162
коробления и закалочных напряжений, а также допустимая тол-
щина закаливаемого изделия определяются видом сплава (крити-
ческой скоростью охлаждения), режимом старения, типом полу-
фабриката.
Горячую и кипящую воду применяют в основном для закалки
штамповок и поковок (табл. 7.4), водные растворы органических
веществ — главным образом для закалки деталей сложной конфи-
гурации на машиностроительных заводах.
Из ковочных сплавов наименее чувствителен к скорости
охлаждения жаропрочный сплав АК4-1, для которого допускается
закалка в кипящей воде без существенного изменения прочностных
свойств и пластичности (табл. 7.5). За ним следует высокопроч-
ный сплав В93, обладающий более высокой прокаливаемостью
(табл. 7.6) и предназначенный для штамповок и поковок значи-
тельных сечений. Однако ухудшение показателей пластичности и
характеристик разрушения явилось основной причиной введения
верхнего предела для температуры горячей воды при закалке
сплава В93 [16, 20].
При закалке в средах с пониженными скоростями охлаждения
наилучшие результаты для высокопрочных сплавов системы
А1—Zn—Mg—Си (В95, В93 и др.) достигаются при использовании
режимов коагуляционного старения Т2 и особенно ТЗ. Изменяя
степень когерентности и морфологию выделений упрочняющих фаз,
выравнивая электрохимические потенциалы (в результате общего
интенсивного распада) и повышая тем самым коррозионную стой-
кость и характеристики пластичности и разрушения, смягчающие
режимы могут компенсировать ухудшение этих свойств, происходя-
щее в процессе замедленного охлаждения. Так, режим Т2 обеспе-
чивает высокую стойкость к расслаивающей коррозии листов из
сплава В95 после закалки в водных растворах полиэтиленоксида
и оксиэтилированного алкилфенола, значительно более высо-
кую, чем стойкость листовяВ состоянии Т1 после закалки в холод-
ной воде. Установлено [23], что после закалки в растворах поли-
этиленгликоля (ПЭГ) концентрацией до 50% режим Т2 сохраняет
удлинение на уровне закалки в холодной воде и обеспечивает по-
вышенную до сравнению с режимом Т1 коррозионную стойкость
к растрескиванию и расслаиванию прессованных (до 10—15 мм)
и листовых (до 6 мм) полуфабрикатов из сплава В95. Штамповки
из сплава В93, закаленные в горячей и кипящей воде и состарен-
ные по режиму ТЗ, сохраняют достаточно высокие значения пла-
стичности и работы разрушения образца с трещиной в высотном
направлении (см. табл. 7.6).
Штамповки и поковки сечением толщиной до 150 мм из сплава
АК6Т1 можно закаливать в воде 70—80 °С без ухудшения вязко-
сти разрушения, сопротивления малоцикловой усталости и корро-
зионному растрескиванию (табл. 7.7). Полуфабрикаты из сплава
1420 для получения удовлетворительной коррозионной стойкости
рекомендуется при окончательной термообработке закаливать на
воздухе, а для получения максимальной пластичности — в воде
11* , 163
ТАБЛИЦА 7.5
МЕХАНИЧЕСКИЕ СВОЙСТВА ПОЛУФАБРИКАТОВ ИЗ СПЛАВОВ АК4-1Т1
И Д20Т1 В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ЗАКАЛОЧНОЙ ВОДЫ
(ПО ДАННЫМ Н. А. ЛОКТИОНОВОЙ)
Полуфабрикат
Темпера-
тура воды,
°С
МПа
а0,2' МПа
Сплав АК4-1
Лист 1,5 мм
Прессованная заготовка
сечением 50 мм
Прессованная заготовка
диаметром 200 мм
Лист 6 мм
20
80
100
30
100
20
60
80
100
282/414
304/412
313/407
387*/413
379 */402
—/418
—/410
—/410
—/404
Сплав Д20
20
100
342/449
363/433
115/359
160/373
156/362
242 *Ш7
230 */322
—/338
—/330
—/320
—/313
137/304
130/302
22,4/8,6
21,8/9,3
22,0/10,3
22,8*/11,2
24,0*/12,2
—/6,4
-/6,0
-/7,2
-/7,2
20,0/14,3
20,0/11,9
Примечание. Числитель — свежезакаленное состояние; знаменатель
состояние после закалки и искусственного старения.
* Закалка и естественное старение.
ТАБЛИЦА 7. 6
СВОЙСТВА ТЕМПЛЕТОВ 200x200X200 мм ИЗ ПОКОВОК
СПЛАВА В93пч В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ЗАКАЛОЧНОЙ ВОДЫ
И РЕЖИМОВ СТАРЕНИЯ 120)
Режим
старения
Т1
тз
Т1
тз
Т1
тз
о, МПа
в
а02, мпа
6, %
Температура воды 20 °С
507/509
442/454
493/498
386/416
7,5/2,4
10,0/4,8
Температура воды 80 °С
506/ 510
441/436
486/496
388/392
6,4/2,1
10,0/4,8
Температура воды 100 °С
518/506
452/436
505/492
401/396
Примечание. Числитель — продольное
тель — высотное направление волокна.
4,8/1,6
8,4/4,9
направление
ат у, Дж/см2
4/1,5
7/3
4/2
5/3
4/0,5
6/2,5
волокна; знамена-
164
ТАБЛИЦА 7.7
ВЛИЯНИЕ ТЕМПЕРАТУРЫ ВОДЫ ПРИ ЗАКАЛКЕ НА СВОЙСТВА ШТАМПОВОК
ИЗ СПЛАВА АК6Т1 (ПО ДАННЫМ Л. Б. ХОХЛАТОВОЙ И Н. И. КОЛОБНЕВА)
Темпе-
ратура
воды,
28
78
Направление
волокна
Долевое
Высотное
Долевое
Высотное
МПа
420
400
400
380
а0,2>
МПа
360
340
330
320
а,
%
13
9
13
8
d B1) *i
dN
при Д/<Г, Л
12,3
1—1,8
0,8—1,0
—
мкм/цикл
Ша/м3/г
18,6
3,0-4,2
2,2-2,5
.—
К\с, МН/м3/2
36,5—40,0*2
28,3—33,5*3
37,0—39,5*2
24,8—32,5*3
Малоцикловая
усталость *4
N, кцикл
60—280*3
130
60—250 *5
135
*i м =5 Гц, а^раухтто«80 МПа; *2 — направление ДП; *3 — направление ВД;
*4 —полоса с отверстием, Kt — 2,6, о^° -. 160 МПа, v » 3 Гц. *5 В числите-
ле — пределы, в знаменателе — средние значения.
ТАБЛИЦА 7.8
СВОЙСТВА В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ ПЛАКИРОВАННОГО ЛИСТА
ТОЛЩИНОЙ 2 мм ИЗ СПЛАВА Д16Т ПОСЛЕ ПЕРЕЗАКАЛКИ В ЖИДКОМ АЗОТЕ
(ПО ДАННЫМ Н. А. ЛОКТИОНОВОЙ. Н. И. НОВОСИЛЬЦЕВОЙ, А. С. БЕДАРЕВА,
В. Ю. СОИНА, Н. И. КОЛОБНЕВА)
Закалочная
среда
Холодная
вода . . .
Жидкий
азот ....
Механические
свойства
ав>
МПа
446
434
МПа
273
271
б, %
17,7
18,4
|
>35
7
коррозионные
свойства *1
МКК, мм
отсутств.
0,100
РСК, баллы
4
5
Рост трещины
усталости *2
15,0
11,5
средняя ско-
рость,
мкм/цикл
0,5-2
0,35
0,56
2-15
1,18
-1,70
я
о
"* .
10,8
9,9
*l Испытания в состоянии без плакировки: КР — коррозионное растрески-
вание при а=0,9 0О,2; МКК — межкристаллитная коррозия; РСК — расслаиваю-
щая коррозия.
*2 Двухосное растяжение сферических сегментов (о^^то ~\00 МПа; # = 0,2;
v = 0,17 Гц; исходная трещина /0=0,5 мм).
165
[4, 15J. Прессованные профили массового производства сечением
до 10—12 мм из самозакаливающихся сплав.ов системы А1—Zn—
Mg A915) и системы А1—Mg—Si (АД31) закаливаются на прессе
при естественном охлаждении на воздухе, что значительно упро-
щает технологию их производства.
По данным работы [24, с. 227], в прессованных профилях из
сплавов АД35 и АВ обнаруживается снижение механических
свойств при температуре закалочной воды выше 60 °С, поэтому их
(а также профили из сплава АДЗЗ) невозможно закаливать на
воздухе в отличие от сплава АД31.
Закалка в среды с пониженными скоростями охлаждения, как
правило, недопустима для полуфабрикатов из сплавов типа дур-
алюмин (Д16 и др.). Для массивных полуфабрикатов из этих спла-
вов, когда приходится считаться с возможностью замедленного ох-
лаждения даже при закалке в холодной воде, более благоприятен
режим искусственного старения (Т1), улучшающий коррозионные
свойства, однако этот режим вызывает существенное ухудшение
характеристик разрушения и пластичности по сравнению с режи-
мом естественного старения (Т1).
Закалка алюминиевых сплавов в жидком азоте строго ограни-
чена из-за чрезвычайно низкой интенсивности охлаждения (см.
табл. 7.3), а следовательно, ухудшения не только коррозионных,
но и других свойств, в том числе характеристик разрушения
(табл. 7.8).
Прокаливаемость
Прокаливаемость является важной характеристикой алюминиевых
сплавов, позволяющей оценивать возможность сквозной закалки
различных по сечению и габаритам полуфабрикатов и деталей.
Под прокаливаемостью принято понимать способность сплава по-
сле закалки в определенных условиях сохранять такую степень
пересыщения твердого раствора, которая обеспечила бы при по-
следующем старении достижение требуемых свойств. Прокаливае-
мость прежде всего зависит от критической скорости охлаждения
(уКр) и, следовательно, от всех факторов, влияющих на устойчи-
вость пересыщенного твердого раствора. Определенное влияние на
уровень прокаливаемости оказывают габариты и конфигурация де-
талей, схема их расположения в садке, состояние поверхности де-
талей, перемещение садки в охлаждающей среде или ее цирку-
ляция.
Наиболее широко для количественной оценки глубины прока-
ливаемости алюминиевых сплавов используют методы пробной и
торцовой закалки [14, 25]. Метод пробной закалки заключается
в определении свойств по сечению изделия (темплета) и в сопо-
ставлении полученных значений этих свойств в соответствующих
точках сечения. В основу метода торцовой закалки положено мо-
делирование условий охлаждения массивных полуфабрикатов раз-
личной конфигурации с помощью торцового образца переменного
сечения, закаливаемого в специальной установке.
166
Глубина прокаливаемости устанавливается с учетом глубины
зоны, равнопрочной (снижение не более 5%) с поверхностью ох-
лаждаемого изделия (темплета) или торцового образца. Поскольку
прокаливаемость зависит не только от толщины, но и от формы
изделия, то представляется целесообразным при сравнительной
оценке различных алюминиевых сплавов использовать значения
критического диаметра (dKp), т. е. максимальный диаметр прутка,
прокаливаемого насквозь.
На основании результатов исследований и производственного
опыта могут быть рекомендованы следующие предельно допусти-
мые диаметры прутков (dKp) с удовлетворительными механиче-
скими свойствами по всему сечению после закалки в воде комнат-
ной температуры, мм: В96ЦЗ—100, В95, ВАД23—120, Д1, Д16,
ВД17, Д19, 1191, М40, Д20, 1201, АВ, АК6, АК8, 1960—150,
АК4-1 — 250, В93 (закалка в воде 75—85 °С)— 200.
Приведенные значения dKp могут несколько изменяться в зави-
симости от концентрации легирующих элементов в пределах тре-
бования ГОСТа для каждой марки сплава.
Значения критического диаметра предложено использовать при
расчете критической термокинетической скорости охлаждения
(^кР. т) при закалке алюминиевых сплавов [25].
Влияние времени переноса в охлаждающую среду
на свойства
Для обеспечения высоких механических свойств и коррозионной
стойкости максимально допустимое время переноса нагретой садки
из термического агрегата в закалочный бак для большинства алю-
миниевых сплавов не должно превышать 15 с. При толщине сече-
ния полуфабрикатов менее 2,3 мм максимальное время переноса
рекомендуется сократить [11]:
Толщина полуфабриката,
мм .......... >0,8<2,3 >0,4<0,8 <0,4
Время переноса, с . .- . 10 7 5
Данные табл. 7.9 подтверждают справедливость приведенных
рекомендаций.
На интенсивность охлаждения полуфабриката при закалке ока-
зывает некоторое влияние и скорость погружения в закалочную
среду. С увеличением скорости перемещения (vm) изделия в жид-
кой закалочной среде скорость охлаждения (иОхл) повышается до
определенного предела. Выше этой скорости (vu) теплоотвод от
металла практически не изменяется [1].
Влияние скорости погружения на свойства алюминиевых спла-
вов было обнаружено при закалке длинномерных полуфабрикатов
из сплава Д16 [26]. Появление склонности к межкристаллитной
коррозии при скорости погружения менее 0,9 м/с связывают с уве-
личением зоны захолаживания выше уровня зеркала воды. Влия-
ние на механические свойства изменения скорости погружения
садки в закалочную среду в пределах от 0,15 до 1,0 м/с не выяв-
167
ТАБЛИЦА 7.9
ВЛИЯНИЕ ВРЕМЕНИ ПЕРЕНОСА ИЗ СЕЛИТРОВОЙ ВАННЫ
В ЗАКАЛОЧНЫЙ БАК НА СВОЙСТВА ЛИСТОВ ИЗ СПЛАВОВ В95 И Д16 [4, 10]
Свойства
ав, МПа
а0>2, МПа
б/%
Дав, %
Аб, %
Время переноса,
5
10
20
В95 (Т1), толщина 1 мм
533
503
11,2
525
485
10,7
517
461
10,3
Д16 (Г), толщина 0,6 мм
65
10
68
11
90
48
с
30
460
385
12,0
—
40
427
354
11,6
• —
—.
Примечание: Аав и Аб — потери свойств после 15-суточных коррозион-
ных испытаний в условиях переменного погружения в 3 %-ный раствор NaCl.
На листах из сплава Д16 обнаружено изменение характера коррозии от мест-
ного до межкристаллитного при времени переноса более 5 с.
лено. Следует учитывать, что большие скорости движения металла
в закалочной жидкости могут приводить к заметному короблению
полуфабрикатов малой толщины (<2 мм) за счет гидродинамиче-
ского торможения.
Увеличению скорости охлаждения при закалке алюминиевых
сплавов способствует интенсивное перемешивание закалочной
среды, которое может компенсировать влияние недостаточно высо-
ких скоростей погружения.
4. ЗАКАЛОЧНЫЕ ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ
И СПОСОБЫ ИХ УМЕНЬШЕНИЯ
Причины возникновения напряжений
и их отрицательные проявления
Закалочные напряжения в алюминиевых изделиях (полуфабрика-
тах, деталях, элементах конструкций), остающиеся после резкого
охлаждения, относятся практически к чисто термическим напря-
жениям, так как возникают вследствие неоднородного термиче-
ского сжатия смежных частей изделия, в отличие от суммарных
(термических и фазовых) напряжений в стальных изделиях.
На поверхности закаленных алюминиевых изделий простой
формы (прутков, плит и т. п.), охлаждаемых достаточно равно-
мерно со всех сторон, обычно действуют сжимающие, а в центре —
растягивающие напряжения. В изделиях усложненной формы в ме-
стах, охлаждение которых затруднено и замедлено (внутренние по-
168
верхности труб [15, с. 300], несквозные полости в штамповках, где
возникают так называемые «паровые пробки»), наблюдается умень-
шение напряжений сжатия на поверхности и появление растяги-
вающих напряжений. Эпюру закалочных напряжений в изделиях
сложной формы (штамповках, деталях) в большинстве случаев
трудно предсказать, и при необходимости ее рекомендуется опре-
делять, используя механические, рентгеновские и другие методы.
Величины закалочных напряжений и коробления в алюминие-
вых сплавах зависят от совокупности факторов: размера, конфигу-
рации, состояния поверхности закаливаемого изделия, вида и тем-
пературы охлаждающей среды, в некоторой степени от марки
сплава и т. д. При резкой закалке в холодной воде остаточные
сжимающие напряжения на поверхности массивных изделий (штам-
повок, плит) могут составлять 200—350 МПа [4, с. 123; 11, 27],
возможны появления напряжений растяжения. Согласно работе
[26], растягивающие поверхностные напряжения в районе галтелей
штамповок из сплава В93 достигали более 100 МПа.
К основным отрицательным проявлениям закалочных напряже-
ний относятся: 1) образование трещин от растягивающих напря-
жений (в массивных полуфабрикатах или полуфабрикатах и дета-
лях неблагоприятной формы) [27]; 2) коробление деталей от на-
пряжений любого знака в процессе их изготовления (резанием,
химическим фрезерованием и др.), эксплуатации и даже хранения
(из-за релаксации и перераспределения напряжений, их суммиро-
вания с внешним силовым полем, релаксационных процессов
и т. д.); 3) появление склонности к коррозионному растрескиванию
и даже к расслаивающей коррозии под влиянием растягивающих
напряжений в поверхностных слоях [28—30], что особенно небла-
гоприятно для высотного направления массивных полуфабрикатов
из высокопрочных сплавов систем А1—Zn—Mg и А1—Zn—Mg—Си
в состоянии фазового старения (Tl).
Как показал опыт эксплуатации [29, 30], среди видов напряже-
ний, способствовавших коррозионному растрескиванию деталей из
американских алюминиевых сплавов 7079Т6, 7075Т6 (В95Т1),
2024ТЗ (Д16Т), 2014Т6 (АК8Т1) значительное место ( — 40%) за-
нимали остаточные технологические напряжения, включающие на-
пряжения закалочные.
Возникновение коробления деталей и полуфабрикатов сложной
конфигурации (непосредственно в процессе закалочного охлажде-
ния или в результате последующей релаксации высоких закалоч-
ных напряжений) нередко приводит к необходимости применения
трудно регулируемой и учитываемой правки (вручную или на
прессе). Помимо повышения трудоемкости изготовления, такая
правка (особенно в искусственно состаренном состоянии) может
вызвать появление трещин и ухудшение свойств (уменьшения за-
паса пластичности, сопротивления усталости, характеристик раз-
рушения и т. д.). И, наконец, правка может перераспределить
имеющиеся и внести собственные напряжения, причем окончатель-
ную эпюру практически невозможно предугадать.
169
Методы предупреждения образования напряжений
Эти методы состоят из комплекса мер, сводящих к минимуму ко-
робление и закалочные напряжения на всех стадиях процесса за-
калки: при нагреве (правильная подвеска, расположение деталей
в садке, в том числе по отношению к направлению воздушного по-
тока, и т. д.), при погружении (достаточно высокая скорость по-
гружения и т. д.) и при охлаждении в закалочной среде (правиль-
ный выбор вида и температуры среды, вертикальное погружение,
искусственное выравнивание сечений и т. д.). Методы наиболее
важны (и в ряде случаев могут оказаться единственными) для из-
1. 1 3 U 5 6 8 18 19 2O21Z,c
900
800
100
^ 600
\/ 500
J kOO
300
200
100
-
-
Л
\ А
\ Л
/л!
500 W 300 200 100 t°C
Рис. 7.12. Кривые охлаждения плакированного листа толщиной 4 мм
из сплава В95пч в различных закалочных средах (данные Я. И. Спек-
тора, С. И. Храмова, В. Н. Мальковой и авторов):
/-^вода 20 °С; 2 — ПЭГ; 3— ПЭО + ОП; 4 — вода 80 °С; 5 — жидкий
азот; 6 — вода 95 °С
Рис. 7.13. Зависимость скорости охлаждения от температуры плакиро.-
ванного листа толщиной 4 мм из сплава В95пч для различных закалоч-
ных сред (данные Я. И. Спектора, С. И. Хромова, В. Н. Мальковой и
авторов):
/ — вода 20 °С; 2 — вода 80 °С; 3 — вода 95 °С; 4 ~ жидкий азот
делий сложной конфигурации: объемных и листовых штамповок,
деталей и узлов конструкций типа сварных и паяных соединений.
К одним из эффективных способов предотвращения коробления
и образования закалочных напряжений относится правильный вы-
бор охлаждающей среды. Наиболее распространенная для закалки
алюминиевых сплавов холодная вода приводит к сильному короб-
лению и к высоким напряжениям из-за резкого и неоднородного
охлаждения. Неоднородность охлаждения в воде связана с изме-
нением ее агрегатного состояния и, как следствие, с процессом те-
плоотвода в три стадии (рис. 7.12, 7.13): 1) пленочного кипения
(~до 400—350 °С) с низкой интенсивностью теплоотвода через па-
ровую пленку; 2) пузырькового кипения (в области ~250°С), ха-
рактеризующаяся максимальной скоростью охлаждения, когда па-
170
ровая пленка прорывается и поверхность металла вступает в кон-
такт с жидкостью; 3) конвективного теплообмена (отличается
малой скоростью охлаждения); температурная граница этой стадии
определяется температурой кипения воды. Неодновременность
смены режимов кипения по поверхности закаливаемого изделия
способствует высоким остаточным напряжениям и короблению.
Для снижения уровня закалочных напряжений в штамповках,
поковках и деталях из них в промышленности применяют горячую
и кипящую воду. Повышение температуры воды значительно рас-
ширяет стадию пленочного кипения (см. рис. 7.12, 7.13), сужает
стадию пузырькового кипения, смещает максимальную скорость
в область более низких температур (~150°С) и непрерывно сни-
жает скорость охлаждения (см. табл. 7.3). По сравнению с холод-
ной водой максимальная скорость охлаждения в кипящей воде сни-
жается в несколько раз, а критическая скорость (за счет большей
длительности пленочной стадии) —более чем на порядок.
Пониженный уровень напряжений и коробления при закалке
в горячей и кипящей воде достигается в результате уменьшения
скорости охлаждения, а такж.е перепада между температурами на-
грева под закалку и охлаждающей водой. Согласно исследованиям
Н. А. Локтионовой, выполненным на темплетах из сплава АК4-1,
наиболее резкое уменьшение напряжений наступает при повыше-
нии температуры воды до 80 °С. По другим данным, в том числе
по данным работ [11, 21], эффективность замедленного охлажде-
ния несколько выше: в воде 60 °С—10—40%, в воде 80 °С — 30—
70 %, в кипящей воде 60—95 % в зависимости от размеров и кон-
фигурации закаливаемого изделия, методов оценки напряжений и
других факторов. В эти диапазоны вписываются результаты иссле-
дований напряжений рентгеновским методом в заготовках разме-
ром 30X30X100 мм из сплава АК6, проведенных Л. Б. Хохлато-
вой, А. И. Кривко, Н. И. Колобневым
Температура воды, °С 10 60 80 100
Уменьшение напряже-
ний, % 0 45 80 98
Однако существенные недостатки закалки в воде (высокий уро-
вень коробления и остаточных напряжений в случае холодной
воды, недостаточная эффективность горячей воды, существенное
замедление охлаждения и интенсивное парообразование в случае
кипящей воды) оставляют актуальной проблему поиска новых ох-
лаждающих сред.
В 60-х годах для закалки сложных и тонкостенных деталей был
предложен в качестве охлаждающей среды жидкий азот. Легко
образующаяся газообразная пленка азота (ввиду низкой теплоты
парообразования: 197,6 кДж/кг по сравнению с 2537,7 кДж/кг для
воды) покрывает закаливаемое изделие еще до погружения в за-
калочный бак и обеспечивает равномерное (практически односта-
дийное, см. рис. 7.12, 7.13) и медленное охлаждение, которое дает
малое коробление и невысокие напряжения [31]. Однако чрезвы-
171
чайно низкая охлаждающая способность азота (см. табл. 7.3) вы-
зывает ощутимое ухудшение свойств (см. табл. 7.8), что сильно
ограничивает его применение.
В последние годы получают распространение (преимущественно
для закалки деталей сложной конфигурации — из листовых, объем-
ных штамповок и др.) водные растворы органических веществ, об-
ладающих свойством обратной растворимости [19, 22, 23, 32].
Смысл подобных добавок состоит в том, что отделяющаяся от рас-
твора тонкая пленка полимера, обволакивая закаливаемое изделие,
улучшает процесс охлаждения в воде (повышает равномерность
О 10 20 Щ%
Рис. 7.14. Уровень закалоч-
ных напряжений (а) в зави-
симости от концентрации (С)
ПЭГ [25]:
/ — образец d=50 мм из
САПа (рентгеновский ме-
тод); 2 — штамповка с мак-
симальными размерами ЗОх
X120X220 мм из АК4-1 (ме-
ханический метод)
теплоотвода и ограничивает паровую стадию, см. рис. 7.12), тем
самым способствуя уменьшению коробления и закалочных напря-
жений (рис. 7.14). При низких температурах пленка вновь раство-
ряется в воде.
Изменяя концентрацию раствора и соответственно толщину по-
лимерной пленки/можно в широких пределах варьировать ско-
рость охлаждения (в интервале между холодной и кипящей водой
или жидким азотом). Так, разработанная закалочная среда с двух-
компонентными добавками полиэтиленоксида (ПЭО) и оксиэтили-
рованного алкилфенола (ОП) малой концентрации заметно
превышает охлаждающую способность горячей и кипящей воды
(см. табл. 7.3) и обеспечивает низкий уровень коробления. По дан-
ным Г. П. Конюхова, А. С. Бедарева, Л. А. Тихоновой, коробление
листовых заготовок размером 250X250X1 мм из сплава Д16-
изменяется следующим образом:
Среда
Коробление, мм
Н2О 20 °С Н2О 100 °С
37 16
ПЭО + ОП
10
20 % ПЭГ
13
Выбор концентрации полимерных добавок основывается на ин-
дивидуальном подходе к природе сплава, толщине и виду полу-
фабриката, к режиму старения. В низкоконцентрированной среде
с добавками ПЭО + ОП возможно закаливать листовые детали
толщиной до 2 мм из сплава Д16Т, толщиной до 6 мм из сплава
В95Т1, Т2, ТЗ (табл. 7.10). Значительно большие возможности
расширения толщин полуфабрикатов и деталей имеются у сплавов
типа В95Т2, ТЗ, В93Т2, ТЗ, АК4-1Т1, Д16Т1 (искусственно соста-
ренное состояние).
172
ТАБЛИЦА 7.10
СВОЙСТВА В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ ЛИСТОВ ТОЛЩИНОЙ ¦ 6 мм '
ИЗ СПЛАВОВ В95Т1, Т2 и Д16Т ПОСЛЕ ЗАКАЛКИ В ХОЛОДНОЙ ВОДЕ
(ЧИСЛИТЕЛЬ) И В РАСТВОРЕ ПОЛИЭТИЛЕНОКСИДА
И ОКСИЭТИЛИРОВАННОГО АЛКИЛФЕНОЛА (ЗНАМЕНАТЕЛЬ)
(ПО ДАННЫМ В. А. КОПТЮГА, И. Н. ФРИДЛЯНДЕРА, О. Г. СЕНАТОРОВОЙ,
И. Ф. МИХАЙЛОВОЙ, Г. П. КОНЮХОВА, Я. И. СПЕКТОРА, А. С. БЕДАРЕВА,
В. В. СИДЕЛЬНИКОВА)
Свойства
ств, МПа
а02. МПа
б, % . . .
ат Дж/см2
Малоцикловая усталость *,
циклы
1/р, МСм/м
МКК, мм
РСК, балл
* о^еатхто - 160 МПа; R
"•
Сплав В95
Т1
578
572
499
492
10,2
10,5
3,5
3,7
42 200—48 500
57 400—60 600
18,0
17,8
Отсутствует
6-7.
6—7
— 0; v = 3 Гц; Kt
Т2
528
524
452
463
9,0
9,1
4,1
4,0
54000—61700
53 700—62 800
21,6
. 21,7
Отсутствует
2—3
2—3
= 2,6.
Сплав Д16Т
458
454
292
288
14,1
15,5
9,8
9,5
89 900—99 500
99 500—112 500
16,6
17,5
0
0,21
4
4—5
В табл. 7.11 приведены свойства листовых полуфабрикатов из
алюминиевых сплавов после закалки в высококонцентрированных
растворах другого органического вещества — полиэтиленгликоля
(ПЭГ).
Методы уменьшения напряжений
К основным практическим методам снижения созданных закалкой
остаточных напряжений в алюминиевых полуфабрикатах и деталях
(и соответственно методам предупреждения последующего короб-
ления в. результате разрядки и перераспределения напряжений)
относятся механические и термические методы.
Механические методы включают растяжение и обжатие (либо
обжатие + растяжение) в свежезакаленном состоянии (желательно
173
ТАБЛИЦА 7.11
СВОЙСТВА ЛИСТОВ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ ПОСЛЕ ЗАКАЛКИ
В РАСТВОРАХ ПОЛИЭТИЛЕНГЛИКОЛЯ (ПЭГ) [23]
к
2
Сое
CO
O,r
Ё Ф
8C
II
CO
С
%
га
О
CO
С
„
КР*, сут
РСК*, балл
МКК, мм
Tl
T2
Tl
T2
0
15
20
30
50
0
50
0
40
0
40
581
582
573
586
559
546
529
565
580
520
535
500
506
500
511
480
480
473
495
510
465
480
12,7
13,3
13,4
13,0
10,7
10,7
9,9
13,5
14,5
11,0
13,0
Сплав В95пч
20—25
8—25
8—25
6—12
10—12
>90
>90
Сплав Д16
T
0
30
40
50
452
448
450
457
257
254
256
255
19,0
19,9
20,2
21,9
Tl
0
30
40
50
430
436
436
432
319
338
320
318
9,2
9,5
11,4
10,1
>90
10—28
11—28
8—12
Сплав ЛК4-1
>90
>90
4 — >90
8 —>90
2—3
2—3
2—3
6
6
2
2
4
6—7
2
2
4
5
6—7
7-8
Отсутствует
Отсутствует
Значительная
To же
0,14—0,28
0,14—0,28
0,14—0,28
0,14—0,21
* КР—коррозионное растрескивание; РСК — расслаивающая коррозия;
МКК — межкристаллитная коррозия.
не позднее 1—3 ч после закалки) до небольшой пластической де-
формации.
Растяжение является рациональным и целесообразным спосо-
бом (ввиду его простоты и эффективности) снижения закалочных
напряжений в длинномерных полуфабрикатах одинакового сечения
по длине (листах, плитах, панелях, профилях и т. д.) на метал-
лургических заводах. Процесс наиболее эффективен при точном
контроле величины остаточной деформации, для которой обычно
рекомендуются следующие пределы: для листов (толщиной >5 мм),
плит, панелей 1,5—3 %; для тонких листов, прутков, профилей,
труб 1—3%.
174
Установление нижнего предела остаточной деформации опре-
деляется необходимостью обеспечения гарантированного уровня
снятия напряжений.
Непосредственные измерения закалочных напряжений, а также
степени коробления деталей в процессе обработки резанием (хи-
мического фрезерования) показывают [11, 15], что наиболее резко
напряжения релаксируются при появлении начальных стадий пла-
стического течения @,5%) (рис. 7.15). Релаксация практически
заканчивается при деформации 1—1,2%, при этом степень релак-
сации составляет 80—90%. Незначительная доля напряжений
A0—20%) остается по причине более раннего и, следовательно,
большего течения поверхностных слоев полуфабрикатов в началь-
ный период растяжения. Вид эпюры закалочных напряжений, как
правило, не изменяется в результате растяжения.
Область остаточнык
напряжений **
Рис. 7.15. Уменьшение закалочных на-
пряжений в плите толщиной 45 мм из
сплава 7075Т6 (В95Т1) в зависимости от
степени пластической деформации (8)
при растяжении [11]
/ 2 J
Остаточная деформация, %
Для обеспечения гарантируемого (минимально необходимого)
процента остаточной деформации важно знать и учитывать ее не-
которую неоднородность распределения (часто в силу объектив-
ных причин), определяемую видом, размером полуфабриката, тех-
нологией закалки и другими факторами. Так, было установлено,
что независимо от головки (подвижной и неподвижной) растяжной
машины, конца (утяжинного, выходного) прессованного профиля
длиной до 11 м из сплава В96ЦТ1 наибольшее удлинение при ра-
стяжении испытывает конец профиля, который первым входит
в воду (комнатной температуры) при вертикальной закалке
(рис. 7.16). Это объясняется большей скоростью его охлаждения
и соответственно большей пластичностью в свежезакаленном со-
стоянии (хотя после последующего искусственного старения пла-
стичность была одинакова). Распределение деформации близко
к линейному, разница в степени деформации достигала 2 %.
Регламентация верхнего предела (обычно 2—3%) остаточной
деформации при растяжении в свежезакаленном состоянии (как
при сжатии, см. далее) обусловлена следующими основными при-
чинами: 1) необходимостью ограничения отрицательного влияния
на свойства; 2) трудностями обеспечения одинакового минималь-
ного процента остаточной деформации по всей площади полуфаб-
риката; 3) исключением возможности введения новых напряжений
от самой деформации растяжением.
175
Механизм влияния деформации на свойства состаренного
сплава состоит в том, что, увеличивая плотность дефектов кристал-
лической решетки (дислокаций, вакансий), она изменяет характер
и интенсивность распада твердого раствора при последующем ста-
рении. По существу технологический процесс, построенный по схеме
закалка-справка растяжением (или обжатием)-^старение яв-
ляется разновидностью низкотемпературной термомеханической
обработки.
Влияние деформации может быть весьма сложным в зависимо-
сти от вида сплава, режима старения и структурного состояния
(степени рекристаллизации) полуфабриката. Во всех случаях не-
€.%
2fl
W
"•^S
1С
^ 9
т
I I I _]_
J I I I
бак для
закалка
п
5 6 7
1про<р,м
10 11
Рис. 7.16. Распределение остаточных деформаций по длине прессованных профи-
лей из сплава В96Ц после их растяжения в свежезакаленном состоянии со сте-
пенью, %:
а—3,5; 6 — 2,0; в — 1,0 (по данным И. Н. Фридляндера, О. Г. Сенаторовой)
обходим комплексный подход к оценке свойств сплавов. Как пра-
вило, деформация растяжением свыше 2—3 % нежелательна. Со-
гласно данным Е. И. Шиловой, В. А. Ливанова, В. П. Козловской
[24], деформация в этих пределах листов и прессованных полу-
фабрикатов из сплавов типа дуралюмин Д16, Д19, ВАД1 вызы-
вает повышение значений прочностных свойств и особенно пре-
дела текучести на 20—30 МПа в естественно состаренном состоя-
нии (Т) и на 80—100 МПа — в искусственно состаренном состоянии
(Т1) при снижении пластичности, наиболее заметном в состоянии
Т1. Деформация свежезакаленного сплава АК4-1 также интенси-
фицирует процесс искусственного старения, вызывая рост прочно-
стных свойств и уменьшение удлинения. Показано, что увеличение
деформации может способствовать ухудшению жаропрочных ха-
рактеристик (сопротивления ползучести, длительной прочности)
сплавов Д16Т, Д19Т, АК4-1Т1.
176
По данным работы [33], деформация свыше 2 % отрицательно
сказывается на коэффициенте интенсивности напряжений при пло-
ской деформации Kic и малоцикловой усталости плит из сплава
Д16Т и особенно Д16Т1. По данным О. А. Романовой, Н. Н. Авер-
киной, Г. К. Никишовой [4], увеличение деформации приводит
к постепенному понижению Kic плит из сплава АК4-1Т1, причем
наиболее ощутимому (на ~15%) при начальной деформации
1-1,5%.
Растяжение в свежезакаленном состоянии со степенью 2,5 %
полуфабрикатов из сплава АК4-1 нежелательно также по причине
низкой критической деформации сплава [24]. Пластическая де-
формация растяжением свежезакаленных высокопрочных сплавов
типа В95, ускоряя процесс последующего старения, способствует
их перестариванию, и в отличие от дуралюминов после деформа-
ции 1—3 % либо наблюдается незначительный прирост их прочно-
сти в состоянии Т1 [16], либо прирост отсутствует и наступает
разупрочнение в состояниях Т2 и ТЗ. Ниже приведено влияние де-
формации растяжением в свежезакаленном состоянии на свойства
неплакированных листов толщиной 6 мм из сплава В95пч в доле-
вом направлении (по данным О. Г. Сенаторовой):
Остаточная деформация,
% О 1 2 3
(ТВ, МПа 570* 569 570 575
541 532 525 519
(Т0J, МПа 489 508 516 525
481 473 464 453
б, % 14,8 13,9 12,9 11,7
11,0 10,4 10,7 10,4
* Везде: числитель — в состоянии Т1, знаменатель —
Т2.
Однако уменьшение удлинения при двухступенчатом коагуля-
ционном старении несущественно по сравнению с заметным охруп-
чиванием сплава при фазовом старении.
Как установлено с помощью электронно-микроскопических ис-
следований [34], большее разупрочнение правленных растяжением
листов из сплава В95пч в состоянии Т2 связано с появлением зна-
чительного количества матричных выделений промежуточной фазы
М\ зародившихся на дислокациях (введенных пластической дефор-
мацией) и имеющих соответственно вдвое больший размер, мень-
шую плотность и однородность распределения, чем преобладающие
выделения М\ зародившиеся на зонах ГП. Степень распада по гра-
ницам зерен, вероятно, одинакова, о чем свидетельствует практи-
чески одинаковая ширина ЗСВ.
Операцию обжатия в свежезакаленном состоянии применяют
для снижения закалочных напряжений в поковках и штамповках
[11, 35, 36]. Процесс менее разработан и не столь широко распро-
12 Заказ № 297 177
странен, как растяжение длинномерных полуфабрикатов, в связи
с большими трудностями его проведения (чаще всего необходимо
мощное оборудование, разработка индивидуальной технологии для
каждой штамповки и т. д.). Обжатие либо выполняется в штампе
для горячей штамповки, либо предусматривает использование раз-
дельных штампов. Процессу присуща неоднородность деформации
(часто представляющая собой комбинацию сжатия и растяжения)
в различных зонах обжимаемого изделия. Обычно закалочные на-
пряжения эффективно снимаются при степени деформации 0,5—
1 % (что наблюдалось, например, в штамповках из сплава АК4-1
по данным А. А. Шадского и А. А. Калугина [36]), однако для
полноты снятия напряжений требуется деформация до 4—5 %. Со-
гласно данным К. Н. Фомина [36], обжатие лопастей из сплава
Д1 со степенью 0,9—3,0 % привело к снижению напряжений в 1,5—
6,0 раз в зависимости от зоны измерения.
Степень деформации, так же как и при операции растяжения,
выбирается с учетом ее влияния на свойства сплавов. По данным
К. Н. Фомина, обжатие до деформации 3 % повысило временное
сопротивление и предел текучести лопастей из сплава Д1Т на 20—
40 и на 40—60 МПа соответственно при уменьшении удлинения на
1—2%. Из-за ухудшения жаропрочных характеристик, как пока-
зал Н. А. Воробьев и др. [36], величину деформации сжатия для
сплава АК4-1 рекомендуется ограничивать 2,5—3,0 %.
По данным работы [35], величина обжатия поковок и штампо-
вок из высокопрочных сплавов 7075 (типа В95), 7049 (типа В96)
для состояния перестаривания Т73 (ТЗ) ограничена 2 % из-за
сильного их разупрочнения (при сохранении уровня удлинения).
Для других сплавов 2Q24T6 (типа Д16Т1), 2618Т6 (АК4-1Т1),
2219Т6 A201Т1) применяется более высокая степень обжатия.
Термические методы снижения закалочных (и всех других тех-
нологических) напряжений предусматривают нагрев закаленных
изделий до температур, при которых возможно возникновение пла-
стического течения. Температура и время нагрева для алюминие-
вых сплавов лимитируются температурно-временными парамет-
рами режимов cfарения, и, следовательно, термические методы
практически неприменимы к естественно состаренным сплавам
(типаД16Т).
Степень релаксации напряжений при одинаковых параметрах
нагрева будет зависеть от вида сплава, а также от размера и кон-
фигурации изделия. Проведенное изучение [37] кинетики релакса-
ции остаточных напряжений в прессованных профилях — объемных
(закалочных) и поверхностных (созданных пневматическим дро-
беструйным наклепом и близким по виду к напряжениям от обра-
ботки резанием) показало, что напряжения наиболее интенсивно
релаксируются в высоколегированных высокопрочных сплавах типа
В95 и наиболее устойчивы в жаропрочном сплаве АК4-1 (рис. 7.17).
Степень релаксации напряжений при температурах режима Т1 для
выдержки 10 ч составляет для закалочных напряжений 10—20%,
для поверхностных напряжений 30—50 %. Повышение температуры
178
100
80
60
kO
20
л
-
б0
-
J
Л
Г It
x P// j
у.
h
i
r
I
f
о 1
x J
•if
a
i
100 150 200 250 300 t,°C 0
0 50
< 150 200 250 300 350 t,°C
Рис. 7.17. Относительное уменьшение
предела текучести а02 (пунктирные ли-
нии) и остаточных поверхностных A—3)
и объемных D) напряжений стост
(сплошные линии) в прессованных про-
филях из сплавов В95Т1 (а), В93Т1 (б)
и АК4-1Т1 (б) после нагрева в течение,
ч [38]:
1 — 1; 2 — 2; 3 — 10
до уровня, отвечающего смягчающим режимам старения Т2 и ТЗ
A60—- 180°С) для сплавов В95, В93, приводит к снижению зака-
лочных напряжений до 30 % и поверхностных напряжений до 50—
60%, что является дополнительным фактором повышения стойко-
сти к коррозионному растрескиванию этих сплавов, так как на-
пряжения являются необходимым компонентом для возникновения
разрушений данного типа.
Опережающая релаксация поверхностных напряжений перед
объемными объясняется особым состоянием поверхностных слоев
(повышенная диффузия и другие факторы). Общим для всех ис-
следованных сплавов явилось температурное отстаивание сниже-
ния предела текучести от процесса релаксации остаточных напря-
жений.
Изотермическая и ступенчатая закалки
Изотермическая и ступенчатая закалки, при которых охлаждение
осуществляется в горячих средах, были предложены для уменьше-
ния остаточных напряжений [38]. При этом возможно снижение
прочности на 20—30 МПа и некоторое ухудшение коррозионной
стойкости сплавов. Однако изотермическая закалка не только обес-
печивает снижение остаточных^закалочных напряжений, но и поз-
воляет в 2—4 раза сократить длительность процесса упрочняющей
термообработки. В этом случае охлаждение в горячей среде совме-
щается с сокращенным искусственным старением D—6 ч при
160—200 °С). После ступенчатой закалки с выдержкой в течение
12*
179
нескольких минут при 160—200 °С искусственное старение прово-
дят по стандартному режиму.
Для изотермической и ступенчатой закалок в качестве охла-
ждающих сред чаще всего рекомендуются расплавы солей, не из-
меняющие своего агрегатного состояния при проведении термооб-
работки. Обычно изотермическую выдержку при охлаждении про-
водят в селитровых ваннах.
В связи со снижением скорости охлаждения до 1—2°С/с при-
менение ступенчатой и изотермической закалок ограничивается
определенными сечениями из-за непрокаливаемости. Указанные
виды закалок опробованы на деталях из сплавов АК6, АК8, АК4-1,
Д20 [38], В93 и 1420.
Одним из важных условий применения изотермической и сту-
пенчатой закалок является интенсивное перемешивание расплава
из-за местного повышения температуры у поверхности закаливае-
мого изделия. Для обеспечения требуемого уровня температуры
при охлаждении необходимо по крайней мере 20-кратное превыше-
ние массы расплавленных солей над массой садки металла.
Путем варьирования температуры и длительности выдержки
в процессе охлаждения при изотермической и ступенчатой закал-
ках возможно получать различное сочетание свойств. Для стабиль-
ного получения требуемого эффекта необходимо строго регламен-
тировать условия охлаждения при проведении закалок.
После закалки с охлаждением в селитровой ванне необходима
тщательная промывка изделий в воде с последующим контролем
на отсутствие следов селитры.
Глава 8
ЗАКОНОМЕРНОСТИ ИЗМЕНЕНИЯ СВОЙСТВ
АЛЮМИНИЕВЫХ СПЛАВОВ ПРИ СТАРЕНИИ1
1. ВОПРОСЫ ТЕРМИНОЛОГИИ
Старение —это термическая обработка, при которой в сплаве, под-
вергнутом закалке без полиморфного превращения, происходит
распад пересыщенного твердого раствора [1]. Явление старения
алюминиевых сплавов открыл, как известно Вильм [2]. Он уста-
новил, что сплав алюминия с медью и магнием, закаленным с 500 °С
в воде, после выдержки в течение 4 сут при комнатной темпера-
туре приобретает повышенные прочность и твердость, а пластич-
ность его не изменяется. При повышении температуры процесс ста-
рения ускоряется.
Впоследствии были открыты эффекты упрочнения в сплавах
других систем [3].
1 Авторы И. Н. Фридляндер, Е. А. Ткаченко.
180
Для старения, протекающего в естественных условиях без ло-
догрева, принят термин «естественное старение», а для старения,
происходящего в условиях специального подогрева после закалки —
«искусственное старение». Однако эти термины недостаточно точно
характеризуют происходящие в процессе старения структурные
превращения и нуждаются в уточнении.
Распад твердого раствора протекает, как правило, в несколько
стадий — образование когерентных с матрицей зон ГП, затем ча-
стично когерентных метастабильных фаз и, наконец, некогерент-
ных частиц стабильной фазы.
У некоторых сплавов естественного старения при комнатной
температуре не происходит, и, чтобы оно началось, требуется спе-
циальный подогрев до сравнительно высоких температур. У других
сплавов переход от естественного старения к искусственному (т. е.
от зон к фазам) наступает и при комнатной температуре, правда,
иногда при весьма длительных выдержках [4, 5]. Сплаву, в кото-
ром основными продуктами распада являются зоны ГП, присущ
комплекс свойств, отличный от комплекса свойств сплава с выде-
лениями метастабильных или стабильных фаз. Поэтому для ха-
рактеристики структурных изменений в сплаве И. Н. Фридлянде-
ром предложено применять термины «зонное» и «фазовое» старе-
ние. Зонное старение не приводит к разупрочнению сплава при
любом увеличении длительности выдержки. Фазовое старение мо-
жет быть упрочняющим и разупрочняющим (на стадии перестари-
вания) в том случае, если происходит коагуляция частиц упроч-
няющих фаз. Для краткости можно, по-видимому, различать стадии
зонного старения, когда упрочнение вызывается преимущественно
образованием зон, фазового старения, при котором упрочнение вы-
зывается частицами метастабильных фаз, и коагуляцию при старе-
нии («перестаривание»). Термины «естественное старение» и «ис-
кусственное старение» следует применять для описания темпера-
турных условий проведения старения — без подогрева или
с подогревом.
2. ЭФФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СПЛАВОВ
РАЗЛИЧНЫХ СИСТЕМ
Эффект полной термической обработки состоит из эффекта за-
калки (разность характеристик закаленного и отожженного
сплава) и эффекта старения (разность характеристик состаренного
и закаленного сплава). У разных систем алюминиевых сплавов
эффекты закалки и старения различны.
В табл. 8.1 и 8.2 приведены значения максимальных эффектов
закалки и старения в сплавах двойных и тройных систем, в том
числе и в некоторых промышленных (четвертных и более слож-
ных) сплавах.
Наибольшими эффектами закалки из рассматриваемых двойных
сплавов обладают композиции с медью (~6%) и с высоким со-
181
СТРУКТУРА ВЫДЕЛЕНИЯ И ЭФФЕКТЫ СТА
Система
Al — Si
Al — Mg
Al — Zn
Al —Li
Al-Cu
Упрочнители при старении
[6]
Зоны, Si
Зоны, Р'
Зоны, а'
6'
Зоны, 0", 6'
Выделения в равновесном
состоянии [6J
Si
P(Mg2Al3)
a (Zn)
6 (A13U)
е (CuAi2)
* 11 лет естественного старения, в остальных случаях — искусственное старе
держанием магния. Положительный эффект закалки сплава А1 —
10% Zn нивелируется отрицательным эффектом старения. Упроч-
нение при закалке сплавов с литием, кремнием и с пониженным
содержанием магния крайне незначительно. Высокие эффекты ста-
рения имеют сплавы систем А1—Си, А1—Li и высоколегированные
сплавы с магнием (>12%). В последнем случае упрочнение лри
естественном старении сопровождается существенным охрупчива-
нием F = 0,5%). Эффекты старения сплавов систем Al—Si и
А1—Mg (до 6 % Mg) крайне незначительны.
Наибольшим эффектом закалки B30 МПа) из сплавов тройных
и более сложных систем обладают композиции с цинком и маг-
нием (медью). Остальные, за исключением сплавов систем А1—
Mg—Ge и Al—Mg—Ag, имеют эффекты закалки по временному
сопротивлению в интервале 100—160 МПа. Из двойных систем по-
добный высокий эффект присущ лишь сплаву с медью A40 МПа).
Рекордно высокое упрочнение при старении имеют сплавы си-
стем Al—Zn—Mg и Al—Zn—Mg—Си C40 МПа). Примерно на
100 МПа ниже эффекты старения сплавов систем А1—Си—Li—Cd
и Al—Си—Li—Cd—Мп. За небольшим исключением упрочнение
при старении трех- и многокомпонентных сплавов больше, чем
двойных.
Общее для двойных и более сложных систем состоит в том, что
повышение предела текучести при фазовом старении превышает
эффект по временному сопротивлению. Эта разница уменьшается
при естественном (зонном) старении, например, сплавов системы
А1—Си—Mg. Эффекты старения по пределу текучести, как пра-
вило, существенно превышают эффекты закалки. Максимальный
эффект закалки и старения имеют сплавы систем Al—Zn—Mg,
Al—Zn—Mg—Си и Al—Си—Li(Cd). Эффекты старения в зонной
и фазовой стадии по временному сопротивлению практически
равны, но по пределу текучести эффект фазового старения суще-
182
ТАБЛИЦА 8.1
РЕНИЯ СПЛАВОВ ДВОЙНЫХ СИСТЕМ
Максимальный эффект
. закалки, МПа
0—10
0
170**
+ 80
20
140
Да0,2
0
0
70
20
60
Максимальный эффект
старения, МПа
Д°в
-30
0
50*
-80
150
ПО
Аа0,2
-20
0
140*
190
150
Состав сплава,
отвечающий
максимальному
эффекту
старения, %
12— 16S1
<6Mg
10—14Mg
~ 10Zn
~3Li
6Cu
Библиография
[7]
[7]
[8, с, 358]
[9]
[8, с. 217.56]
[8, с. 185]
ние. ** По данным работ [10, 11].
ственно (на — 100 % для сплава Д16) превосходит эффект зон-
ного старения (табл. см. 8.2 и 8.3).
Эффект термической обработки может появиться в сплавах си-
стем при условии уменьшения растворимости элементов (или хи-
мического соединения) в этих сплавах с понижением температуры,
приводя к появлению пересыщенного твердого раствора при за-
калке с температур максимальной растворимости. Это условие обя-
зательно, но недостаточно. В системе Al—Mg растворимость сое-
динения Mg2Al3 снижается с 17,4 % Mg при эктектической темпе-
ратуре до 2,5 % при 150—200 °С. Однако эффектов термической об-
работки соединение Mg2Al3 (при концентрации Mg до ~7%) не
вызывает. Точно также не способствует упрочнению (при закалке
и старении) кремний в системе Al—Si, хотя его растворимость сни-
жается с 1,65 до 0,05%. Между тем фазы CuAl2, MgZn2, Al3Li
и некоторые другие вызывают эффект упрочнения при термиче-
ской обработке. Поэтому их называют фазами-упрочнителями в от-
личие, например, от фаз Mg2Al3 и Si, присутствующих в слаболе-
гированных сплавах, которые не приводят к упрочнению при
термической обработке и не являются поэтому фазами-упрочните-
лями. Некоторые сомнения относительно правомерности примене-
ния термина «фазы-упрочнители» связаны с тем, что упрочнение
при термической 'обработке вызывающ не фазы в равновесном со-
стоянии, а метастабильные соединения или зоны (хотя небольшое
упрочнение может быть связано с выделением равновесной фазы).
Однако термин «фазы-упрочнители» следует применять в том слу-
чае, когда надо выделить эти фазы среди других, не вызывающих
упрочнения при закалке и старении.
Сплавы максимальной прочности расположены не в однофазной
области твердых растворов, а за ее пределами. В этом случае при-
рост прочности происходит не только за счет упрочненного соста-
ренного твердого раствора, но и в результате присутствия доста-
183
СТРУКТУРА ВЫДЕЛЕНИЯ И ЭФФЕКТЫ СТАРЕНИЯ
Система
Упрочнители при старении [6]
Выделения в равновесном
состоянии
А1 — Mg — Qe
Al —Mg —Ag
Al — Mg — Li
Al — Mg — Si
Al-Mg-Si-Cu
Al —Cu —Mn
Al —Cu—Cd ,
Al —Cu —Li
Al —Cu —Li —Cd
Al —Cu—Li —Cd —Mn
Al —Cu —Mg
Al —Zn —Mg
Al —Zn —Mg—Cu
Зоны, p\ p'
Зоны, y'» AlMgAg
6'
Зоны, (Г, P'
Зоны, 9", 9', p\ p'f
S', Cu2Mg8Si6Al6
Зоны, 9", 9х
9'
9\ г;1, б'
У, TV, 6'
Зоны, S\ S'
Зоны, М',Т'
Зоны, M'9 T
P (Mg2Qe)
Y(AlAg2)
S (Al2MgLi)
P (Mg2Si)
e(CuAIa). S(GuMgAla),
P(Mg2Si), Cu2Mg8Si6Al6
9(CuAl2)
9(CuAl2), Cd
Tx (Al2CuLi),
TB (LiCu4AI7f5)
Ti(Al2CuLi),
TB (LiCu4Al7>5)
T\ (AlaCuLi),
r(LiCAl)
5(Al2CuMg)
M (MgZn2)
T (Mg3Zn3Al2)
M (MgZn2)*3
T (Mg3Zn3Al2)*3
*'1 Вероятна метастабильная модификация. *2 Естественное старение, в ос
медь.
184
СПЛАВОВ ТРОЙНЫХ И ЧЕТВЕРНЫХ СИСТЕМ
ТАБЛИЦА 8.2
Максимальный
эффект закалки,
МПа
Дс70,2
Максимальный
эффект старения,
МПа
Да0,2
Состав сплава, отвечающий
максимальному эффекту
старения, %
Библиографический
источник
40
90
10
120
100
ПО
160
160
140
ПО
ПО
230
230
0
—
0
70
60
40
—
340
140
180
180
120
160
180
120
160
170
250
210
100*2
120
340
190
270
140
280
350
ПО*2
220
480
; l,6Ge
3,2Mg; 13 Ag
2,5Li; 5,5Mg
' l,2Mg; l,6Si
Сплав АК8 4,2Cu;
0,6Mg; ISi
6Cu; 0,4Mn
Сплав 1205
6Cu; 0,15Cd; 0,7Mn
6Cu; l,3Li
6Cu; l,4Li; 0,15Cd
5,3Cu; l,2Li; 0,15Cd;
0,6Mn (ВАД23)
4,5Cu; l,5Mg; @,6Mn)
lOZn, 3Mg
lOZn, 4Mg; l,5Cu
[12, с 9]
[12, с. 177]
[8, с. 217, 14]
[8, с. 58]
[8, с. 79]
[8, с. 183]
[8, с. 204]
[8, с. 204]
[8, с. 204]
[8, с. 2041
[9]
[9]
тальных случаях — искусственное старение. *3 Фазы содержат растворенную
185
ТАБЛИЦА 8.3
МАКСИМАЛЬНЫЕ ЭФФЕКТЫ ЗОННОГО СТАРЕНИЯ
Система
Al — Zn — Mg-
Al—Zn —Mg —Cu
Al —Cu —Mn
Al —Cu —Li —Cd
Al —Mg —Si
Al —Mg —Si —Cu
Al—Mg —Li
Al—Mg — Ge
Al-Mg-Ag
Да МПа
200
190
-60
50
110
140
0
-80
80
Доо}2» МПа
230
—
150
0
—
Состав, %
9Zn; l,5Mg
Сплав В95
Сплав Д20
l,4Li; 5Cu; 0,15Cd
l,6Si; l,2Mg
AK6
—
2Mg2Oe
6AlAgMg
тст»Сут
30
182
7
—
8640
—
7
28
Библиогра-
фический
источник
[9, с. 64]
[9]
[8, с. 58]
"8, с. 77]
:8, с. 218]
2, с. 9]
[12, с. 177]
точно дисперсных равновесных вторых фаз. Составы промышлен-
ных сплавов в некоторых случаях располагаются вблизи линии
максимальной растворимости, захватывая также гетерогенные об-
ласти. Вместе с тем при появлении вторых фаз пластичность спла-
вов, как правило, заметно понижается.
3. ИЗМЕНЕНИЕ СТРУКТУРЫ ПРИ СТАРЕНИИ
В стареющих деформируемых алюминиевых сплавах распад пере-
сыщенного твердого раствора проходит через стадии образования
зон ГП, метастабильных и стабильных фаз. Исключение состав-
ляют высокопрочные сплавы системы А1—Li—Mg, в которой не
удается обнаружить зоны, а сразу появляются метастабильные ча-
стицы фазы 6'. Для зон ГП характерна очень высокая плотность,
порядка 1018 см~3. Считается вероятным гомогенное зарождение
зон на концентрационных флуктуациях. Гинье [13] обнаружил, что
зоны ГП всегда присутствуют в сплавах систем Al—Ag и Al—Zn
сразу же после закалки, так что возможно их образование уже
в процессе закалки.
Форма зон ГП в разных системах зависит от разницы в атом-
ных диаметрах алюминия и растворенного элемента. Если эта раз-
ница не превышает 3%, форма выделений близка к сферической,
при большей разнице образуются игольчатые выделения, а затем
дискообразные (табл. 8.4) [1].
В сплавах системы А1—Си количество атомов меди в зонах
зависит от температуры старения и величины зон. Максимальное
количество присутствующих атомов меди в зонах достигает 95 %
от всех имеющихся в растворе медных атомов после длительной
выдержки при комнатной температуре; при этом диаметр зон ра-
вен 4 нм. При 130 °С диаметр зон равен 10 нм. С дальнейшим по-
вышением температуры число зон быстро уменьшается, и при
200 °С они исчезают [1].
186
Промежуточные метастабильные, а также стабильные выделе-
ния могут образовываться как гомогенно (непосредственно из твер-
дого раствора), так и гетерогенно на дислокациях, дефектах упа-
ковки, границах, субграницах, поверхностях раздела фаз и т. д.
Состав фазы 6' примерно отвечает соединению СиА12. Фазу 9"
иногда называют зонами ГП2, однако, учитывая собственную ре-
шетку 9" и ее поведение при деформации, предпочтительным яв-
ляется обозначение 9".
Согласно данным работы Дж. Силкок, Т. Хила и X. Харди, Эм-
фаза (наряду с 9') вызывает повышение твердости при искусст-
венном старении сплавов системы А1—Си. Область существования
фазы 9" распространяется до 270 °С. Для ее возникновения не тре-
буется присутствие зон ГП1 [14]. Фаза 9' по плоскости @01)
идеально сопрягается с матрицей. По плоскостям @10) и A00)
межфазная граница полукогерентна. Различие в строении 9' и мат-
рицы компенсируется дислокациями несоответствия. Поле упругих
напряжений вокруг фазы 9' меньше, чем вокруг выделений 9" и
зон ГП [1].
По вопросу о механизме образования фаз 9", 9' и 9 нет единого
мнения. Н. Н. Буйнов считает [15], что превращения: зоны ГП->-
частицы метастабильных фаз ~> частицы стабильной фазы могут
происходить аллотропически, путем перестройки решеток. По дан-
ным Ю. А. Багаряцкого [16], зоны ГП2 (9") могут превращаться
путем перестройки атомов в плоскостях A00) в тонкие прослойки
фазы 9'. Гинье [13] указывает, что превращение зоны в выделение
невозможно, но ГП2 возникает из ГП1, а фаза 9 может образовы-
ваться из фазы 9' аллотропически или путем независимого заро-
дышеобразования (в зависимости от степени пересыщения). Со-
гласно данным работы [17], фаза 9 образуется из фазы 9'. Меха-
низм превращения: зоны->частицы метастабильных фаз->частицы
стабильной фазы имеет важное значение для уточнения влияния
предшествующего низкотемпературного старения на последующее
высокотемпературное. Если превращение осуществляется аллотро-
пически или на низкотемпературных образованиях, возможность
такого влияния становится более очевидной.
ТАБЛИЦА 8.4
ФОРМА ЗОН ГП В ЗАВИСИМОСТИ ОТ РАЗНИЦЫ
В АТОМНЫХ ДИАМЕТРАХ АЛЮМИНИЯ
И РАСТВОРЕННОГО ЭЛЕМЕНТА
Система
Al-Ag
Al —Zn
Al —Zn — Mg
Al —Cu —Mg
Al —Cu
Разница в атомных
диаметрах, %
+0,7
-1,9
+2,6
-6,5
-11,8
Форма
Сферическая
Игольчатая
Дискообразная
187
Для сплавов систем А1—Zn—Mg и А1—Zn—Mg—Си характерно
сильно выраженное влияние зонного старения на последующее фа-
зовое. Состав упрочняющих выделений в этих системах зависит от
отношения Zn : Mg и температуры старения. Если Zn : Mg>2, то
при температурах старения не выше 177 °С образуется фаза MgZn2.
При температурах старения выше 227°С в этих сплавах появ-
ляется фаза Mg3Zn3Al2. При Zn : Mg<2 упрочняющей фазой также
служит тройное соединение Mg3Zn3Al2 [6].
В работе [17] приводится наиболее полная схема последова-
тельности образования фаз в процессе старения сплавов системы
А1—Zn—Mg: зоны ГП->- упорядоченные зоны rn~>r]/-^r](MgZn2).
На практике та или иная стадия распада может отсутствовать
в зависимости от конкретного режима термической обработки.
Образование зон начинается с быстрого образования кластеров
цинка, к которым с меньшей скоростью перемещаются атомы маг-
ния. Формирование зон сопровождается большим выделением те-
пла и подъемом электросопротивления сплава [6].
В сплавах, упрочняемых фазой MgZn2, диаметр сферических
зон ГП мало изменяется в зависимости от температуры и времени
старения — остается 2,0—6,0 нм вплоть до 177 °С. При повышении
температуры или продолжительности старения на зонах ГП, раз-
мер которых превышает критический, в плоскости A11) матрицы
начинают формироваться пластины г)'-фазы. Их толщина изме-
няется незначительно, а диаметр может достигать 50 нм (старение
при 177 °С в течение 700 ч).
На начальных стадиях старения при 180 °С в структуре сплава
наряду с упорядоченными зонами ГП образуются выделения мета-
стабильной и стабильной фаз т|/ и г\. При этой температуре фазы
зарождаются гетерогенно — на границах зерен и дефектах кристал-
лической структуры и внутри зерна. При зарождении непосредст-
венно из матрицы г]-фаза имеет другие ориентационные соотноше-
ния по сравнению с т)-фазой, образующейся на выделениях rj'-фазы.
Этим и обусловлена, по-видимому, большая термическая стабиль-
ность фаз, возникших на низкотемпературных выделениях, чем
фаз, возникающих из новых зародышей в матрице [6].
Сплавы системы А1—Zn—Mg—Си, содержащие до 1 % Си, по
характеру распада аналогичны сплавам системы Al—Zn—Mg, так
как вся медь в этом случае входит в твердый раствор. Однако от-
мечается некоторое уменьшение скорости упрочнения при старе-
нии, если добавки меди незначительны, и ускорение процесса вы-
деления при достаточном пересыщении твердого раствора.
Упрочнение при старении сплавов системы Al—Zn—Mg—Си
зависит от содержания в них цинка [9]. Эффект старения увели-
чивается примерно на 120 МПа от добавок меди в сплаве с 4 %
Zn и не изменяется существенно в сплаве с 7 и 10 % Zn. При до-
бавках меди >1,5% может появляться фаза CuMgAl2. Последо-
вательность выделений и ориентационное соотношение фаз анало-
гичны таковым в тройных сплавах AlZnMg, но в сплавах с медью
188
S
Рис. 8.1. Электронные микрофотографии сплавов Д16 (на просвет), АК6, АК8 (оксидные
реплики) на различных стадиях старения
<2-в-Д1б.х32 000 (по данным Н. С. Герчиковой, Н. Н. Киркиной): а - старение при 190 X,
3 ч; б-то же, 12 ч; в - то же, 24 ч; г-е - АК6.Х10 000 (по данным Н. С. Герчиковой,
п" i'rnKo°rPa5onBOH): г - естественное старение; д - старение при 170 °С, 12 ч; е - старение
при 150 С, 720 ч; ж, з - АК8.Х15 000 (по данным О. А. Сетюкова); ж - старение при 160 °С
12 ч; з — старение при 210 X, 12 ч .кн.
189
все выделения (сферические зоны ГП, метастабильные и стабиль-
ные фазы) содержат медь.
На рис. 8.1 приведены структуры ряда сплавов на различных
стадиях старения. На стадии преобладающего зонного старения
сплава Д16 A90°С, 3 ч) на просвет в электронном микроскопе
в отдельных участках видны серые выделения игольчатой формы
метастабильной фазы S', а в основном наблюдается дислокацион-
ная структура без видимых выделений (рис. 8.1,а). После фазо-
вого старения A90°С, 12 ч) происходит интенсивный распад с об-
разованием фазы S' (рис. 8.1,6). На стадии коагуляционного ста-
рения A90°С, 24 ч) в структуре сплава наряду с частицами фазы
S', видны черные утолщенные выделения стабильной фазы S
(рис. 8.1,в).
У сплава АК6 после зонного старения (рис. 8.1, г) на оксидных
репликах выявляются отдельные частицы фазы. 6" (преимущест-
венно по границам зерен), интенсивный распад отмечается на ста-
дии фазового старения образованием цепочек выделений 6" по
границам (рис. 8.1, д) и, наконец, на стадии коагуляционного ста-
рения выявляются отдельные крупные неопределенных очертаний
частицы стабильной фазы 8 (рис. 8.1, е).
На рис. 8.1,-гж, з показана структура сплава АК8 на стадиях
фазового и коагуляционного старения. На стадии фазового старе-
ния видна цепочка непрерывных выделений по границам, на ста-
дии коагуляционного старения по границам видны отдельные ча-
стицы стабильных фаз.
4. ИЗМЕНЕНИЕ СВОЙСТВ ПРИ СТАРЕНИИ
Зонное, фазовое, коагуляционное старение
Кривые изменения механических свойств и удельного электросо-
противления в процессе зонного старения приведены на рис. 8,2.
Прочностные свойства повышаются, электросопротивление растет
(электропроводность снижается), что связано с искажением ре-
шетки и отсутствием выделений легирующих элементов из пере-
сыщенного твердого раствора.
На зонной стадии старения не происходит разупрочнения. Зон-
ное старение может протекать при комнатной и повышенных тем-
пературах. Сплавы систем А1—Си, А1—Си—Мп и А1—Си—Li—
Cd—Мп при 20 °С старятся очень медленно. Так, временное сопро-
тивление сплава А1 — 4,37% Си — 0,58 Мп за 4 года возрастает
на 32 МПа, а о0}2 — на 50 МПа [22]. Прирост временного сопро-
тивления и предела текучести сплава ВАД23 составляет за 2 мес
естественного старения соответственно 30 и 40 МПа, за 1 год — 40
и 80 МПа и за 7 лет — 50 и 100 МПа [8]. В некоторых случаях
зонное старение начинается после инкубационного периода.
Всем сплавам в зонной стадии старения, состаренным и при
комнатной, и при повышенных температурах, присущ определен-
ный комплекс механических и коррозионных свойств (табл. 8.5).
190
КОМПЛЕКС СВОЙСТВ СПЛАВОВ НА
СО
со
СО'
с
и
СО
о.
СО
Режим
старения
СО
с
03
to
СО
°~
03
¦ «?
РАЗЛИЧНЫХ
Л о/
о, /о
к!
ТАБЛИЦА S.5
СТАДИЯХ СТАРЕНИЯ
в
>>
н
и
*
с
s
S
S*
О
<?
Естествен-
ное старение
60 сут
То же
Преобладающее зонное
450
330
350
380
420
250
510
350
210
160
220
250
150
360
0,78
0,63
0,47
0,58
0,60
0,58
0,68
15
16
17
27
16
27
17
старение
40,6
—
—
¦
—
—
0,18
—
—
0,25
—
—
—
0,1
—
0,17
0,18
—_
0,23
0,1
25
—
>90
>180
—
>90
—
Площадка или первый максимум
140
150
°С, 36 ч
°С, 3 ч
580
380
400
420
240
260
0,
0,
0,
72
63
65
15
26
10
43
,9
-
0,
0,
25
23
—
0,
0,
12
18
>60
30
125 °С, 18 ч
Преобладающее фазовое (второй максимум)
190 °С, 12 ч
165 °С, 36 ч
175 °С, 24 ч
160 °С, 12 ч
160 °С, 12 ч
165 °С, 16 ч
150 °С, 100 ч
120 °С, 24 ч
480
430
520
430
490
540
340
550
450
340
440
360
420
610
300
510
0,94
0,79
0,85
0,83
0,85
0,88
0,88
0,91
5
9
7
13
10
8
17
13
23,4
42,1
25,3
31,2
—
50,6
0,11
—
0,18
0,09
0,15
—'
—
0,04
0,07
0,11
0,05
—
0,16
0,04
136
30
16
13
>270
>90
25
Коагуляционное старение
210°С, 12ч
200 °С, 48 ч
175°С, 720 ч
210 °С, 12ч
210°С, 12ч
200 °С, 18 ч
180 °С, ЮОч
120°C,5 4-f
+ 165 °С,
15 ч
16,8
22
19
— 16
470
385
480
390
420
520
310
470
390
265
370
330
340
440
290
440
0,84
0,68
0,77
0,85
0,82
0,85
0,93
0,94
9
10
8
10
7
10
И
И
26,0
—
39,0
27,0
—
—
60,0
—
— .
0,17
0,1
—
—
—
—
0,1
0,09
0,05
0,1
—
0,1
>180
>90
>180
>90
>270
>90
>250
12
22,2
21,8
19,8
23,2
21,3
12,2
18
23,8
22,3
25,6
22,2
13
21,5
Примечания: 1. Д16 — катаная плита, 6 = 30 мм; 1201—плита, 6 =
=80 мм; АК6, АК8 —поковки, 6=^200 мм; ВАД23-1 — прессованный профиль,
6 = 20 мм; АДЗЗ и В95 — листы. 2. Коррозия под напряжением плит и поковок —
в высотном, листов — в поперечном направлении.
* В направлении ДП; для листов приведены значения /Сс. *.* Испытания на
коррозию под напряжением проводили при а=0,9а0,2. Образцы из плит и поко-
вок вырезали в высотном, а из листов — в поперечном направлении.
191
5 5,5 -
300
-30
-20
10
6,0
' &гоо -
25
20
15
10
- 20'
-
-
to
!
10
I
p
i I I
**-
6
I
10 100
III!
60c 3050muh5 122k72
_
20
-
_ 10
i
°c
1 1
10 •
III I
p
d
100 1000
I I I I I I
ЯминЬ б 2k 120360 72О216ОШО ч Z
- 80°C
Ю 10,
! I Mill!
ЗОбОсЗо 1015 50 50 пин, Г
5 ЗОдОмин 12 2hkd120360 2160 ч Г
510 3060 mi 8 2k №5168 ч\
Рис. 8.2. Зависимость механических свойств и удельного электросопротивления (удельной
от продолжительности старения т при 20—100 °С:
а—г — листы; д—е — прутки с нерекристаллизованной структурой в долевом направлении;
г — А1—Mg—Si (АДЗЗ) (по данным Н. И. Зайцевой, М. С. Артемовой); д — А1—Mg— Си (Д16)
Этой стадии старения характерно следующее: 1. Предел текучести
существенно ниже временного сопротивления ао,2/сгв = О,5-г-О,7 (для
прессованных — до 0,75), т. е. зонносостаренные сплавы обладают
низким сопротивлением начальной пластической деформации.
2. Большая пластичность: 6=15-f-30%, гр = 20-^-25 %; высокие
значения б и \|) получаются за счет большого равномерного удли-
нения (рис. 8.6; табл. 8.6) и сужения (рис. 8,3). Высокая вязкость
Ik
16
8
си г
1205
I И
АКв
АК6
I П
I И Ш I Л Ж
Рис. 8.3. Изменение равномерного (/)
и местного B) в зоне шейки сужения
(¦ф) в зависимости от стадии старения
различных сплавов:
/ — преобладающее зонное; // — преоб-
ладающее фазовое; /// — коагуляцион-
ное
192
300
200
100
0
м
on
-
—-
- —
~~- 10
Mill
20° С
^^
_-—¦—
10
II'!
б„
,-——'
б
I
———
100 1000
I I I II I
70°С
/
i
Об
д
и
I
¦
2
" 10 ЮО
\ ¦ 1
168350720 2000ч Z
г
50мин3
-
¦у
60мин3 6
70°С
i i 1
112k
~~——
10
11 i
96 24
1/Р
—
б
100
I I
!
. 1000
II II
ЗОбОминЗб 2й- 72 270ч t e бОминЗ6 128Ь 72 720 ШЮч1
электропроводности) сплавов различных систем на стадии преобладающего зонного старения
а — А1—Zn-Mg-Cu (В95) [9]; б — Al—Cu—Cd—Mn A205) [18]; в — Al-Cu-Li-Cd—Mil [19];
[20]; е - Al-Mg-Si-Cu (AK6) [21, с. 15]
ТАБЛИЦА 8.6
ЗАВИСИМОСТЬ МЕХАНИЧЕСКИХ СВОЙСТВ СПЛАВА В92 ОТ РЕЖИМА СТАРЕНИЯ
(ПО ДАННЫМ И. Н. ФРИДЛЯНДЕРА, Н. И. ЗАЙЦЕВОЙ, М. С. АРТЕМОВОЙ)
Режим
t, °С
20
20
100
60+
195
старения
т, ч
192
17 520
96
24+
2
а„, МПа
в
405
474
450
452
а0,2» МПа
218
315
342
355
б, %
20,0
14,8
15,3
12,5
А/, %
/0 = 5 мм
35,7*/13,7
25,0/7,7
22,3/8,0
29,0/5,8
» при
/о
46,
28,
35,
44,
= 2 мм
4/13,1
5/8,6
5/7,5
5/6,7
* Везде для'/: числитель — удлинение в месте разрыва; знаменатель — рав-
номерное удлинение.
13 Заказ № 297
193
3 51230с 2 5 1530минЗ 612162b ч
5:
\зоо
ё~200
^ 10
% го
ю V
О 3 35 30с 2 5 1530минЗ 12 2k ч
а
3 530с
2 5 ЗОбОмин 812 Щч
175
¦ -——
-
°С
-*——'
10
\ 1 1
10
I I I
.—
'
100
I I I I II
. I I I
"^*
¦
^^
I I
- 150
~-—
10
им
^—^-
111 А \ \Щ\ i i i
уд
ЮО, 1000
ЗОбОмин 6 12162U6 120 360720 2160 ч
ЗОбОмин 812 2h Ь8 120 360 720 2160 ч
6
510 60мин 3 6812 214 Ь8120 360720 2160 Ч
DL/H<Z'°O'QQ
13*
195
5 JO 60мин 6 612162k k6 96 ч г
ЗОбОмин 68 16 2k k8 96 720 ч I
5 3060мин 6612 Zk-kd 168 ПОЧТ
30 60MUH 6/2 24 96 240 720 ч Г
Рис. 8.4. Зависимость механических свойств и удельного электросопротивления (удельной электропроводности) сплавов различных систем (см.
рис. 8.2, а—е) от продолжительности старения при 70—220 °С
1500 ~
1100 -
900 -*
700
100
разрушения Ки ~ 31,4 -г- 50,0 МН/м3'2, ан = 0,18—0,29 МДж/м2;
аТ. у = 0,098 -^ 0,19 МДж/м2.
3. Значительно высокое сопротивление коррозионному растре-
скиванию (в прокаливающихся сечениях), если сам процесс испы-
тания на коррозию под напряжением не вызывает дополнитель-
ного распада пересыщенного твердого раствора и образования не-
прерывных цепочек метастабильных фаз по границам зерен или
если такие цепочки не образуются при закалке из-за недостаточной
скорости охлаждения, что особенно
свойственно высоколегированным спла- н МПа
вам системы А1—Си—Mg (Д16, Д19),
При определенном повышении тем-
пературы старения характер кривых
механических свойств коренным обра-
зом изменяется: на кривых появляются
либо максимумы, либо площадки, либо
перегибы (рис. 8.4). В учебниках ме-
талловедения и термической обработки
кривые изменения прочностных свойств
в зависимости от температуры и вре-
мени старения даются обычно с одним
максимумом. Однако такое описание
хода кривых неточно. В действи-
тельности типичные кривые имеют
либо площадку и максимум, либо
два максимума. Первый максимум
может оказаться скрытым и прини-
мает вид площадки или четко выра-
женного перегиба, если интервалы за-
меров велики.
На два максимума на кривых изменения микротвердости при
старении сплавов системы А1—Си—Mg с добавками циркония,
марганца, системы А1—Си с добавками кадмия и серебра указано
в работе [23] (рис. 8.5).
Образование площадки или первого максимума упрочнения при
старении обусловлено, по-видимому, взаимодействием двух процес-
сов: либо частичными растворением зон и началом образования
частиц метастабильных фаз, либо затуханием процесса образова-
ния зон при большом инкубационном периоде появления метаста-
бильных фаз. У сплава В95 первый максимум при температуре
старения 200 °С образуется через 5 с после закалки; при более
высоких температурах B50—300 °С) первый максимум у сплава
В95 не улавливается или отсутствует. Начиная с этих температур,
кривые старения имеют один максимум (см. рис. 8,4,а).
Максимумы появляются тем быстрее, чем выше температура
старения. Вместе с тем сплавам в районе площадки и второго
максимума соответствует определенный комплекс свойств. Так, во
всем температурном интервале появления площадки или первого
максимума (или перегиба) уровень прочности и предела текучести
Рис. 8.5. Зависимость микротвердо-
сти от времени старения при 170 °С
сплавов:
/ — А1 — 4,4 % Си, закалка при
495 °С; 2— А1 - 4,4 % Си - 1,5 % Mg;
3 — А1 — 4,4 % Си — 1,5 % Mg —
0,4% Сг; 4 — А1—4,4% Си — 1,5 %
Mg - 0,4 % Cd; 5 - Al - 4,4 % Си —
1,5% Mg-0,4% Ag
197
остается одним и тем же, т. е. независимо от температуры старе-
ния переход ко второму максимуму совершается примерно при од-
ном и том же уровне прочности. У ряда сплавов прочностные свой-
ства имеют самый высокий уровень во втором максимуме при той
температуре, при которой впервые появляются максимумы на кри-
вых старения.
Для выявления максимальных прочностных свойств при сравни-
тельно низких температурах A50°С для Д16, 125 °С для АК6, 80 °С
для В95) требуются длительные выдержки, но с достаточно корот-
кими интервалами между экспериментальными точками. С даль-
нейшим повышением температуры старения значения временного
сопротивления и предела текучести во втором максимуме сни-
жаются. Таким образом, если уровень свойств на площадке или
в первом максимуме не зависит от температуры во всем темпера-
турном интервале его существования, то во втором максимуме зна-
чения прочностных характеристик ряда сплавов снижаются по мере
повышения температуры старения.
У всех промышленных сплавов второй максимум прочностных
свойств превышает в большей или меньшей степени уровень пло-
щадки. Комплекс свойств сплавов в районе площадки примерно
соответствует зонносостаренным сплавам (см. табл. 8.5).
Отсюда можно сделать вывод, что упрочнение сплавов, вклю-
чая площадку и первый максимум, вызывается преимущественно
зонами. Вместе с тем вся область температур — от той, при кото-
рой на кривых старения появляются площадки (первые макси-
мумы) и вплоть до комнатной и еще более низких температур,
при которых идет процесс старения, является областью зонного
старения. Таким образом, термин «естественное старение» дейст-
вительно неудачен для обозначения физических процессов, проте-
кающих в процессе старения, У всех стареющих сплавов и при
комнатной, и при более низких, и при более высоких температурах
(искусственное старение) упрочнение в определенных температур-
но-временных областях вызывается образованием зон и может
быть описано единым термином «зонное старение».
Именно поэтому в серийном производстве для приемки и оценки
качества полуфабрикатов по механическим свойствам сплав Д16
подвергают ускоренному старению при 100 °С в течение нескольких
часов (вместо того, чтобы в течение четырех суток ожидать завер-
шения естественного старения при комнатной температуре). Этот
прием вполне приемлем, так как в обоих случаях идет примерно
один и тот же процесс зонного старения, при котором сплав имеет
близкие прочностные свойства. При этом по границам уже проис-
ходит выделение частиц метастабильных фаз, что вызывает сниже-
ние коррозионной стойкости.
Прочностные характеристики стареющих сплавов естественно
связать с плотностью (размером) зон. Близкий уровень прочност-
ных свойств площадок (первых максимумов) три разных темпера-
турах старения во всем температурном интервале существования
площадок наблюдается обычно при примерно одинаковой плотно-
193
сти (размерах) зон..-Только после того, как плотность зон (их раз-
меры) достигнет определенной критической величины, может на-
чаться (при соответствующих температурах) процесс интенсивного
образования метастабильных фаз.
Вместе с тем уровень площадки для различных сплавов разли-
чен. Он может отвечать уровню полностью зонносостаренного со-
стояния, как это свойственно, например, сплаву Д16, либо быть
ниже уровня свойств полностью зонносостаренного сплава, но выше
уровня свежезакаленного (сплав В95). Различие уровней пло-
щадки (первого максимума) указывает, вероятно, на механизм об-
разования метастабильных фаз.
В сплаве Д16 образование метастабильных фаз путем пере-
стройки зон или на зонах начинается только в том случае, если
плотность зон поднимается до максимально возможных значений
в этом сплаве после полного зонного старения. Как показывают
опыты по обработке на возврат сплава Д16, его прочность после
такой обработки почти полностью соответствует прочности в све-
жезакаленном состоянии: зоны почти полностью растворяются,
прежде чем начинается фазовое старение. Поэтому можно считать,
что частицы метастабильных фаз возникают в сплаве Д16 незави-;
симо от зон, зарождаются не на зонах.
Для сплава В95 положение принципиально иное. Первый мак-
симум расположен существенно ниже, чем у полностью зонносо-
старенного сплава, т. е. метастабильные фазы начинают образо-
вываться при плотности зон, существенно более низкой, чем мак-
симальная, достигаемая при зонном старении. Это указывает на
большую легкость образования метастабильных фаз в системе
Al—Zn—Mg—Си и на вероятность непосредственной перестройки
зон в метастабильные фазы.
На сплавах систем Al—Zn—Mg и Al—Zn—Mg—Си, упрочняе-
мых фазой rj/, четко показано, что выделения фазы ц' при фазовом
старении зарождаются на зонах ГП, образовавшихся при зонном
старении. Первый максимум появляется благодаря эффекту, тож-.
дественному возврату. В отличие от специальной обработки на воз-
врат, заключающейся в коротком нагреве предварительно зонно-
состаренного сплава, в данном случае речь идет о возврате в про-
цессе продолжающегося нагрева, когда образовавшиеся и достиг-
шие определенных размеров зоны начинают растворяться, вызывая
снижение прочностных характеристик..
Пр-и переходе от площадки ко второму максимуму, от зонного
старения^ к фазовому свойства сплавов существенно изменяются,
причем для всех стареющих алюминиевых сплавов закономерно-
сти изменений всего комплекса механических, коррозионных, фи-
зических и технологических свойств имеют примерно одинаковый
характер. Сопротивление начальным пластическим деформациям
др сравнению с зонной стадией старения резко возрастает; соот-
ветственно предел текучести существенно повышается, прибли-
жаясь к временному сопротивлению иногда вплотную ((Го,2/(Тв =
==0,75-^0,95); равномерная пластичность (удлинение и сужение)
199
заметно снижается, временное сопротивление изменяется сравни-
тельно мало. После перехода за максимум временного сопротив-
ления местная деформация в зоне шейки (8 и ф), как правило,
превосходит деформацию зонносостаренных сплавов (см. табл. 8.6,
рис. 8.3). Различие в величинах равномерной и местной деформа-
ции связано с изменением скоростей деформационного упрочнения
сплавов на различных стадиях старения (рис. 8.6).
Доля равномерной деформации в общей деформации сплава
высока F0—70%) в свежезакаленном состоянии и в зонной ста-
дии старения, но резко снижается после фазового старения и от-
жига, что связано с уменьшением скорости деформационного уп-
рочнения после перехода за предел текучести на этих стадиях рас-
пада пересыщенного твердого раствора. Уменьшение скорости де-
формационного упрочнения (которая рассчитывается как прирост
16 20 2k 28 J2 ЖЩ%
Рис. 8.6. Диаграммы истинное напряже-
ние — истинная деформация сплава В93
при различных режимах старения:
/-20 °С, 24 ч; 2- 200 °С, 5 с (первый
максимум прочности, зонное старение)-
3 — 200 °С, ~15 мин; 4— 120 °С, 3 ч+¦
+ 165 °С, 4 ч (второй максимум прочно-
сти, упрочняющее фазовое старение);
5 — 200 °С, 24 ч (разупрочняющее фа-
зовое старение) — продольные образцы
(по данным И. Н. Фридляндера,
К. С. Поспелова, А. Г. Каракозовой)
сопротивления пластической деформации, МПа, на 1 % удлинения
или поперечного сужения) связано с интенсификацией поперечного
скольжения дислокаций. В результате поперечного скольжения
дислокации не участвуют в процессах, приводящих к повышению
сопротивления течения (таких, например, как (пересечение с дру-
гими дислокациями в первоначальном направлении скольжения
или скопления в группы, имеющие большие поля напряжений).
Однако деформационное упрочнение уменьшается, если одна дис-
локация движется навстречу другой дислокации противоположного
знака и при этом возникает пересечение, разрезающее линию дис-
локации [24]. Если у алюминиевых сплавов при переходе от зон-
ной к фазовой стадии старения совершенно отчетливо выявляется
резкое повышение сопротивления начальной пластической дефор
мации, то также отчетливо обнаруживается существенное сниже-
ние скорости деформационного упрочнения после перехода за пре-
дел текучести. Именно поэтому ав достигается после сравнительно
небольшого равномерного удлинения.
Следовательно, если высокий предел текучести обусловлен вы-
соким сопротивлением начальной пластической деформации сплава
с некогерентными (частично когерентными) включениями, то пони-
женное равномерное удлинение связано с уменьшением скорости
деформационного упрочнения (большей интенсивностью попереч-
200
ного скольжения дислокаций) этого сплава при напряжениях, соот-
ветствующих интервалу ао,2 — ав. Скорость деформационного уп-
рочнения сплава В93, состаренного в течение 24 ч при 20 °С (зон-
ное старение), примерно в 3 раза больше скорости упрочнения
сплава В93, состаренного по режиму 120°С, 3 ч+165°С, 4 ч (уп-
рочняющее фазовое старение). Те же закономерности присущи и
сплаву В93, состаренному по режимам, отвечающим первбму мак-
симуму прочности на кривой старения 200°С, 5 с (зонное старе-
ние), второму максимуму прочности 200°С, 15 мин (упрочняющее
фазовое старение), явному разупрочнению сплава (коагуляция
частиц упрочняющих фаз при старении) 200 °С, 24 ч.
После достижения временного сопротивления материала в про-
цессе образования шейки скорость деформационного упрочнения
сплава с зонами и выделениями в процессе образования и разви-
тия шейки существенно ниже, чем при напряжениях, соответствую-
щих интервалу сго,2—сгв. В связи с этим удлинение и сужение в зоне
разрыва образца примерно равны для обоих состояний, в ряде
случаев сплав в стадии фазового старения благодаря пониженной
скорости деформационного упрочнения обладает большей способ-
ностью к местной пластической деформации.
Необходимо отметить, что в зонной стадии старения пластиче-
ская деформация до разрыва образцов в продольном и поперечном
направлениях практически одинакова, и истинные напряжения раз-
рушения близки между собой. В стадии же появления выделений,
в том числе и в сильно разупрочненном сплаве, разрушение в по-
перечном направлении происходит при величине снижения попе-
речного сужения (г|э), в полтора раза меньшей, чем в продольном
направлении. Соответственно существенно уменьшается и истин-
ное напряжение при разупрочнении.
При переходе к фазовому старению электросопротивление спла-
вов уменьшается. Характеристики вязкости разрушения значи-
тельно ниже, чем на стадии зонного старения. Уменьшается также
сопротивление повторным нагрузкам (рис. 8.7) [25]. В начальной
стадии перехода к фазовому старению снижается и сопротивление
коррозии под напряжением, что связано с образованием по грани-
цам зерен непрерывных цепочек дисперсных выделений метаста-
бильных фаз, с неравномерностью распада по зернам. При даль-
нейшем развитии фазового старения сплавов типа Д16, ВАД23 при
достижении максимальных прочностных свойств й образовании
интенсивных выделений в зернах разность потенциалов между зер-
нами и пограничными зонами уменьшается, сопротивление корро-
зии под напряжением повышается [26].
При дальнейшем повышении температуры или длительности
старения временное сопротивление и предел текучести после пере-
хода за максимумы снижаются, причем у некоторых сплавов темп
снижения ао,2 выше, чем ав (например, у сплава Д16), а у других
0о,2^снижается медленнее, чем ав, и тогда отношение Оод/ов продол-
жает расти, 00,2 также продолжает расти и сближаться с сгв, не-
смотря на общее снижение прочностных характеристик (например,
201
у сплавов АК6 и В95). Особенно резко улучшается сопротивление
коррозии под напряжением, что объясняется для разных сплавов
разными причинами. В соответствии с этим и момент резкого улуч-
шения коррозионной стойкости сдвигается по ходу кривых старе-
ния. Однако существует общий для всех стареющих сплавов улуч-
шающий фактор— коагуляция частиц метастабильных фаз при
увеличении расстояния между ними, общем распаде и выравнива-
нии электрохимического потенциала. Одновременно происходит об-
разование частиц более стабильных фаз, имеющих также более
крупные размеры и соответственно отстоящих друг от друга на
большие расстояния.
30
k 5 6 7 8910s 1 3 к 5 6 73910*
Рис. 8.7. Малоцикловая уста-
лость сплавов Д1б и Д19 на
зонной и фазовой стадиях
старения [25]
Именно на стадии коагуляционного старения сплавы обладают
максимальным сопротивлением коррозии под напряжением. В этом
отношении интересна эволюция высокопрочных сплавов системы
Al—Zn—Mg—Си. В первые годы их применения, когда основной
задачей считали достижение наибольших прочностных свойств и
сплавы подвергали старению до максимальной прочности, эти
сплавы были склонными к коррозии под напряжением. Так, в США
в отдельные годы случаи коррозионного растрескивания этих спла-
вов исчислялись сотнями. Затем был осуществлен переход к коа-
гуляционному старению путем использования так называемых
смягчающих режимов старения, перехода за второй максимум
прочности и предела текучести. Ценой потери 40—60 МПа по проч-
ности и 50—70 МПа по пределу текучести высокопрочные сплавы
системы А1—Zn—Mg—Си приобрели исключительно высокую стой-
кость против коррозии под напряжением и существенно превосхо-
дят в этом отношении такие широко распространенные сплавы,
как Д16Т, АК8Т1, АК6Т1.
202
Подобно повышению коррозионной стойкости на коагуляцион-
ной стадии старения сплавов системы А1—Zn—Mg—Си и некото-
рых других заметно улучшается также вязкость разрушения К\с
(табл. 8.7) и Кс и снижается скорость развития трещин усталости
(рис. 8.8). Улучшение этих характеристик при коагуляционном
старении связано, вероятно, с некоторым укрупнением частиц ме-
ТАБЛИЦА 8.7
вязкость
ПОСЛЕ
Полуфабрикат, размер
Поковка 155X550X1250
Плита ковано-катаная:
6 = 82 мм
Плита штампованно-ка-
таная 6 = 40-f-70 мм
Штамповка крупнога-
баритная
РАЗРУШЕНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ
РАЗЛИЧНЫХ РЕЖИМОВ СТАРЕНИЯ [25]
Сплавы
Д16чТ
Д16чТ1
АК4-1Т
АК4-1Т1
В95пчТ1
В95пчТ2
В95пчТЗ
В93пчТ1
В93пчТ2
В93пчТЗ
Ориентация; тол-
щина образца, мм
ПД; 50
ПД; 50
ДП; 50
ПД; 50
ДП; 50
ПД; 25
ДП; 35
ПД; 35
ДП; 35
ПД; 35
ДП; 35
ПД; 35
ДП; 35
ДП; 35
ДП; 35
ао2, МПа
287
375
285
272
390—410
380—410
477—496
477—483
438
453
453—457
430—441
472—494
427—435
357—370
К1с, МН/м3/2
34,3—38,0
23,7—25,6
38,8—39,7
32,9—34,2
20,2—22,4
20,5—22,0
28,1—35,8
27,1—32,9
30,4—38,2
26,7—29,5
34,5—43,5
26,2—36,0
23,4—34,8
28,9—33,5
34,0—39,5
тастабильных фаз, с увеличением расстояний между .ними и исчез-
новением непрерывных цепочек выделений, по которым трещина
сравнительно легко может продвигаться.
Рис. 8.8. Влияние смягчающих режимов
старения (Т2—ТЗ) на скорость роста тре-
щины усталости (/ — длина) в плакирован-
ном листе толщиной 6 мм сплава В95пч
П 2
ом ис ощо
при crmax = 80 МПа,
200 цикл/мин (по
a
данным О. Г. Сенаторовой, Е. Н. Старо-
вой)
I, MM
60
20
J
T1 ^
i i
О 5 10 15 20 25 JO 35
Число цикл об N-10't
Так, по данным Бера и др. [27], размер выделений при пере-
ходе от фазового старения к коагуляционьюму (ТЗ) существенно
увеличивается, а плотность выделений на порядок (сплав В93пч)
уменьшается. Высокопрочные сплавы системы Al—Zn—Mg—Си на
стадии коагуляционного старения приближаются к зонносостарен-
203
ному сплаву Д16 и по вязкости разрушения, и по скорости-.раз-
ъятая трещины усталости.
Ниже представлено влияние смягчающих режимов старения
на свойства плакированных листов толщиной 6 мм из сплава В95пч
(по данным О. Г. Сенаторовой, Е. Н. Старовой, Е. И. Буровой):
Т2 ТЗ
Состояние сплава
Скорость развития
трещин усталости,
мм/кцикл, при АД",
МН/м3/2:
Ь2,5 ..... .
15,6 ... . .
*?-, МН/м8/2 . .
ат г МДж/м2. .
ан', МДж/м2 . . .
Расслаивающая
коррозия, баллы
Т1
1,2
2,0
56,3—60,0
0,042
0,108
6—8
0,8. 0,7
1,5 1,4
60—63 63—66,3
0,054 0,064
0,12 0,13
2—3 1
При исследовании изломов после определения работы разру-
шения образцов с трещиной из сплава системы А1—Zn—Mg—Си
(рис. 8.9) выявлено, что смягчающий режим старения Т.2
(рис. 8.9, в; г) приводит по сравнению с режимом Т1 (рис. 8.9, а, б)
к повышению пластичности крупных «ямок» (см. рис. 8.9,6, в),
появлению складчатости на поверхности ямок (рис. 8.9, в) при на-
личии участков малопластичного сотового рельефа (см.
рис. 8.9, а, г) и к уменьшению доли субзеренного разрушения. Ниже
даны размер и плотность выделений упрочняющих фаз в сплавах
В93пч и В95пч после старения [27]:
Сплав и режим
старения .... В95Т1 В95Т2 В95ТЗ
Размер, нм . . . 3—5 7—12 12—15
Плотность выделе-
ний, см-3 .... C±1) • 1016 A,5±0,6) - 1016 A,2±0,5) • 101в
Сплав и режим
старения .... В93Т1 В93Т2 В93ТЗ
Размер, нм . . . 5—10 8—15 12—20
Плотность выделе-
ний, см .... B,0±0,8) • 1016 A,2±0,5) • 1016 F±3).1О15
Излом после режима старения ТЗ характеризуется пластичным
«крупноямочным» рельефом (рис. 8.9, д-> е). Малопластичные суб-
зеренные разрушения и «сотовый» рельеф в этом состоянии
в сплаве практически не встречаются.
Механизм изменения механических свойств при переходе от
зонного старения к фазовому описан во многих работах и может
быть представлен следующим образом. При наличии зон дислока-
ции перерезают их и преодолевают поле упругих напряжений
матрицы [24], что приводит (наряду с химическим взаимодейст-
вием, например, для сплавов системы А1—Mg—Si) к упрочнению
сплавов [17]. Однако дислокации не могут в общем случае пере-
резать частицы метастабильных фаз; они их обходят'и образуют
204
Рис. 8.9. Электронные фрактограммы сплавов системы А1-—Zn—Mg—Си после различных
режимов старения. Х7000 (по данным И. П. Жегиной):
а, б — Т1; в, г — Т2; д, е — ТЗ
205
дислокационные петли вокруг выделений, что вызывает резкое по-
вышение плотности дислокаций и соответственно резкое повыше-
ние сопротивления начальной деформации (высокий предел теку-
чести <7о,2) •
Существующее различие между пределом текучести зонносо-
старенного и фазовосостаренного сплавов.значительно больше, чем.
между их временным сопротивлением.
5. диаграммы старения Деформируемых сплавов
Диаграммы старения (рис. 8.10) построены по характерным точ-
кам на кинетических кривых старения для деформируемых алюми-
ниевых сплавов В95, 01205, типа ВАД23, АДЗЗ (листы), Д16 и
АК6 (прессованные прутки с нерекристаллизованной структурой),
tr.m°C
530мин J 1116 48 96 120ч
5 бОминб
5J0muh kbtilh k8 1204X
15J0muhJ 12 48/20 120 86Wvt
Рис. 8.10. Диаграммы старения алюминиевых сплавов:
а — В95; 6 — 01205; в — ВАД23; г - АДЗЗ; д — Д16; е-
АК6; ж — 1201
206
АК8 (поковки), 1201 (плиты). К стадии преобладающего зонного
старения (/ на рис. 8.10) относятся режимы старения, вызываю-
щие первоначальное упрочнение, некоторое понижение электропро-
водности, а также образование площадки или первого максимума
на изотермах прочностных свойств. При этом старение по режи-
мам, отвечающим образованию площадки, приводит для сплавов
систем А1—Mg—Si—Си, А1— Си и А1—Си—Mg к снижению корро-
зионной стойкости, что связано с началом распада по границам
зерен.
Рис. 8.11. Относительное изменение
периода решетки (а), полуширины
рентгеновской дифракционной ли-
нии C21) (б) и длины образца (в)
в процессе старения сплава 01205
системы А1—Си—Мп [18] при тем-
пературе, °С:
1 - 20; 2 - 125; 3 - 175; 4 - 195;
о ¦— 220
80
60
ЬО
20
О
-20
15301 23^68 122W120 360720 2150 Ш Щ1%
I
J I
МММ | |
I.
J 1530 1 .23Ь68122ЬМ 120 360720 2160_
мин ч
t
Наряду с понижением электропроводности зонное старение ха-
рактеризуется изменением периода решетки, полуширины дифрак-
ционной линии и длины образца (рис. 8.11,а—в).
В системах А1—Си и А1—Си—Мп переход от зонного к фазо-
вому старению сопровождается изменением знака приращения
указанных выше характеристик, а именно: параметр решетки резко
возрастает, полуширина дифракционной линии и длина образца
увеличиваются (см. рис. 8.11).
Граница перехода от зонного старения к фазовому построена
по выдержкам, соответствующим началу второго повышения проч-
ностных свойств, повышению электропроводности и снижению от-
носительного удлинения. Эти выдержки не зависят от вида полу-
фабриката, степени рекристаллизации и направления вырезки об-
разцов.
В области преимущественно фазового старения (см. // на
рис. 8.10) с повышением температуры и длительности старения
количество частиц метастабильных фаз увеличивается, и свойства
207
сплавов изменяются от свойств, близких к зонносостаренным спла-
вам, до свойств, присущих сплавам после фазового старения.
Граница между темлературно-временной областью фазового и
коагуляционного старения построена по максимальным значениям
предела текучести, которые достигаются позднее или одновременно
с максимумами временного сопротивления. Время достижения
максимума предела текучести зависит от вида полуфабриката,
степени рекристаллизации и направления вырезки образцов.
Раньше всего он достигался у полуфабрикатов с нерекристалли-
зованной структурой при испытании долевых образцов, затем по-
перечных и высотных образцов и образцов с рекристаллизованной
структурой.
При достижении максимума предела текучести на долевых не-
рекристаллизованных образцах сопротивление коррозии под на-
пряжением улучшается незначительно. Поэтому граница области
коагуляционного старения (см. /// на рис. 8.10) для полуфабрика-
тов с нерекристаллизованной структурой построена по максиму-
мам предела текучести поперечных образцов, когда сопротивление
коррозии под напряжением существенно улучшается.
На стадии коагуляционного старения замедляется и прекра-
щается изменение периода решетки, резко уменьшается полуши-
рина дифракционной линии (см. рис. 8.11), что связано с уменьше-
нием микроискажений решетки три нарушении частичной коге-
рентности, ростом выделений и переходом их в стабильные фазы.
Следует заметить, что при определений границ стадий старения
разными методами положение этих границ в некоторых случаях не
совпадает. Это связано с различной скоростью протекания процес-
сов в объеме даже одного образца, неодинаковой чувствитель-
ностью различных методов, а также с тем, что переход от одной
стадии к другой совершается в определенном временном, интер-
вале.
Границы температурно-временных областей в координатах тем-
пература—логарифм времени выдержки для всех сплавов имеют
вид прямых линий с близким по величине углом наклона к оси
времени. Аналогичные прямые в указанных координатах получены
как границы областей старения с различной коррозионной стой-
костью [28].
Построенная по предложенным критериям диаграмма старения
дает представление о характере взаимосвязи между изменениями
структуры и комплекса свойств сплава при старении в широком
интервале температур и выдержек. Она необходима для выбора
режимов, обеспечивающих различнее стадии старения, а также
для оценки влияния на свойства сплава технологических и экс-
плуатационных нагревов. Для приближенной оценки расположения
областей зонного, фазового и коагуляционного старения какого-
либо нового сплава достаточно определить их границы при двух
температурах. Соединив граничные точки прямыми линиями, мо-
жно получить диаграмму старения нового сплава во всем темпе-
ратурном интервале.
208
6. ВЛИЯНИЕ ПЕРЕХОДНЫХ МЕТАЛЛОВ
И РЕКРИСТАЛЛИЗАЦИИ НА СКОРОСТЬ СТАРЕНИЯ.
АНИЗОТРОПИЯ СКОРОСТИ СТАРЕНИЯ
Свойства полуфабрикатов из деформируемых алюминиевых спла-
вов, как известно, существенно зависят от направления волокна и
степени рекристаллизации. Свойства, наилучшие в долевом направ-
лении, хуже — в поперечном по ширине и еще хуже —- по высоте
полуфабрикатов (табл. 8.8). Существенно изменяются характери-
стики вязкости разрушения (см. табл. 8.7); особенно резко (в не-
сколько раз) изменяется сопротивление коррозии под напряжением
(табл. 8.9). Поэтому, например, коррозионные свойства при конт-
роле качества полуфабрикатов достаточно определять в высотном
направлении.
Вместе с тем направление волокна и степень рекристаллизации,
которая определяется содержанием переходных металлов, усло-
виями деформации и термической обработки, оказывают влияние
на скорость процессов старения (рис. 8.12, 8.13). При этом начало
второго повышения прочностных свойств у долевых и поперечных
образцов с рекристаллизованной и нерекристаллизованной струк-
турой соответственно наблюдается примерно при одних и тех же
12162^^8 96 Г
мин ч
Рис. 8.12. Зависимость механических
свойств и удельной электропроводности от
продолжительности старения при 190 °С
прутков из сплава Д16 с нерекристаллизо-
ванной структурой в долевом (/) и по-
перечном B) направлениях
14 Заказ № 297
J 5J0J060. J 6812162^896^
мин ц
Рис. 8.13. Зависимость механических
свойств и удельной электропроводности от
продолжительности старения при 190 °С
прутков из сплава Д16 (d=180 мм) с нере-
кристаллизованной (/) и рекристаллизо-
ванной B) структурой
209
ТАБЛИЦА 8.8
ЗАВИСИМОСТЬ МЕХАНИЧЕСКИХ СВОЙСТВ ПЛИТ
ОТ НАПРАВЛЕНИЯ ВОЛОКНА
Марка
сплава
и состоя-
ние
Д16чТ
Д16чТ1
В95пчТ1
Ориен-
тировка
д
п
в
д
п
в
д
п
в
МПа
460
460
395
490
495
467
560
510
480
а0,2'
МПа
350
330
330
455
460
451
500
440
—
я о/
0, 7о
16,4
14,5
6,4
8,6
7,3
3,5
10.0
9,0
3,3
Марка
сплава
и состоя-
ние
В95пчТ2
В95пчТЗ
1201Т1
Ориен-
тировка
д
п
в
д
п
в
д
п
в
ав'
МПа
510
510
480
490
490
450
445
445
430
МПа
450
440
—
420
420
—
350
335
340
« 0/
0, %
11,0
9,0
3,3
12,0
9,0
4,5
10
8
5
ТАБЛИЦА 8.9
ПОРОГОВОЕ НАПРЯЖЕНИЕ ДЛЯ ПЛИТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
ПРИ КОРРОЗИИ ПОД НАПРЯЖЕНИЕМ [3]
Марка сплава
и состояние
Пороговое
пряжение, /
на-
КПа,
в направлении
Д
315
400
336
245
350
350
—
. п
210
390
322
140
350
350
—
В
56
240
245
56
280
21.0
70
Марка сплава
и состояние
Пороговое на-
пряжение, МПа,
в направлении
Д
2014Т651 (АК8Т1)
2020Т651 (ВАД23Т1)
2021Т81 A205Т1)
2024Т351 (Д16Т)
2024Т851 (Д16Т1)
2124Та E1) (Д16чТ1)
2219Т37 A201Т)
(нагартованный)
Примечание.
2219Т87A201Т1Н)
6061Т651 (АДЗЗТ1)
7075Т651 (В95Т1)
7075Т651 (В96Т2)
7075Т7351 (В95ТЗ)
7475Т7351 (В95очТЗ)
310
266
350
340
350
350
315
340
340
340
280
250
56
175
300
300
В скобках приведены аналогичные отечественные сплавы.
выдержках. Однако максимумы прочностных свойств продольных
нерекристаллизованных образцов достигаются за более короткое
время, чем поперечных и продольных рекристаллизованных, т. е.
существует анизотропия скорости старения.
Ниже приведено время достижения максимумов предела теку-
чести при различных температурах старения прутков из сплава
¦ Д16 с нерекристаллизованной структурой:
Температура ста-
рения, °С . ... 175 190
Время выдержки
образцов, ч:
продольных . . 36 6—8
поперечных . . 48 12—16
220
0,5
210
ТАБЛИЦА 8.10
ЗАВИСИМОСТЬ МАКСИМУМА ПРОЧНОСТНЫХ СВОЙСТВ
ПРИ СТАРЕНИИ КАТАНОЙ ПЛИТЫ ТОЛЩИНОЙ 60 мм
ИЗ СПЛАВА 1201 И ВРЕМЕНИ ДОСТИЖЕНИЯ
ЭТИХ СВОЙСТВ ОТ ТЕМПЕРАТУРЫ СТАРЕНИЯ
(ПО ДАННЫМ 3. Н. АРЧАКОВОЙ, Л. А. КИРИЛЛОВОЙ)
Температура
старения, °С
150
175
190
220
Время дости-
жения макси-
мума, ч
96/120
24/36
12/18
3/6
ав, МПа
432/405
442/418
432/410
421/376
а02, МПа
317/319
338/326
327/319
297/274
б, %
8,2/5,5
7,7/4,8
7,1/3,3
6,4/3,6
Примечание. Числитель — для поперечного на-
правления, знаменатель — для высотного.
5 <•¦
±
520
Максимумы прочностных свойств плит из сплава 1201 в вы-
сотном направлении достигаются позже, чем в долевом и попереч-
ном (табл. 8.10). Более низкую скорость процесса старения полу-
фабрикатов с нерекристаллизованной структурой в поперечном
направлении, чем в долевом, можно объ-
яснить меньшей скоростью выделения по
поперечным субграницам, состоящим из
винтовых дислокаций, чем по долевым,
состоящим из краевых дислокаций
[29].
В рекристаллизованной структуре
процессы идут медленнее, чем в нере-
кристаллизованной (см. рис. 8.13), что
связано с меньшей плотностью дефектов
и соответственно — уменьшением скоро-
сти распада. В сплаве В93 системы А1—
Zn—Mg—Си, легированном слабым ан-
тирекристаллизатором — железом (вме-
сто марганца, хрома и циркония, обычно
применяемых в других сплавах) и имею-
щем рекристаллизованную или сме-
шанную структуру, анизотропия скоро-
сти старения практически отсутствует
(рис. 8.14).
Переходные металлы значительно
влияют на эффект и скорость старения
алюминиевых сплавов, что, в частности,
хорошо видно на сплаве типа В95. Иссле-
дование проводилось на сплавах с добав-
ками марганца и хрома и без них [9].
У сплава без добавок прочность во вто-
ром ее подъеме увеличивается медленнее,
14*
1 ^ 6 8
Хна Л ступени} ч
Рис. 8.14. Зависимость механи-
ческих свойств сплава В93 в про-
дольном (/) и высотном B) на-
правлениях от продолжительно-
сти старения при температурах
165 °С (а) и 185 °С (б)
211
чем у сплава, содержащего марганец и особенно хром или марга-
нец с хромом (рис. 8.15). Если в сплаве без добавок нарастание
прочности продолжается до конца исследованного периода D8 ч),
то в сплавах с добавками максимум достигается после выдержки
в течение 8 ч. Следовательно, марганец и хром усиливают эффект
-15
О 30 с
Рис. 8.15. Влияние марганца и хрома на прирост временного сопротивления и удлинения
сплава типа В95 в процессе старения при 140 °С:
1 — сплав без добавок; 2 — 0,3 % Мп; 3 — 0,2 % Сг; 4 — 0,3 % Мп — 0,2 % Сг [9]
старения, повышая прочность сплава, и ускоряет процесс старения.
Аналогично марганцу и хрому действуют на старение и добавки
циркония. Максимум сгв и сго,2 при замене железа цирконием
в сплаве В93пч смещается к меньшим выдержкам и температурам
старения. Ниже приведено положение максимумов сгв и ао,2 на кри-
вых старения сплава В93пч и В93оч с цирконием (по данным
Е. И. Кутайцевой, В. И. Хольновой, Н. Н..Черкасова).
Для сплава В93оч с цирконием:
температура старения, °С .... 165 155 145
время (выдержки, ч 2 5 8
Для сплава В93пч:
температура, °С . 165 155 —
время выдержки, ч ....... 5 8 —
Выбор конкретных режимов старения полуфабрикатов, в част-
ности для обеспечения высокого сопротивления коррозионному
растрескиванию, следует производить с учетом исследования об-
разцов, вырезанных в высотном направлении.
212
7. ВЛИЯНИЕ ПРЕДВАРИТЕЛЬНОГО ЗОННОГО СТАРЕНИЯ
НА ПОСЛЕДУЮЩЕЕ ФАЗОВОЕ СТАРЕНИЕ.
ДВУХСТУПЕНЧАТОЕ СТАРЕНИЕ
Влияние предварительного зонного старения на последующее фа-
зовое неодинаково у различных сплавов. Если частицы метаста-
бильных фаз в присутствии зон образуются не на них (независимо
от зон), то предшествующее зонное старение практически не
влияет на последующее фазовое. Так, распад пересыщенного твер-
дого раствора сплава Д16 происходит по схеме: зоны ГП-^S'->S
(Al2CuMg).
Свойства искусственно состаренного сплава Д16 (фазовое ста-
рение) практически не зависят от продолжительности перерыва ме-
жду закалкой и искусственным старением. Поэтому в промышлен-
ной практике не ограничивают период времени между закалкой и
искусственным старением сплава Д16. Вместе с тем сплав Д16
поддается обработке на возврат: после короткой выдержки при
нагреве под возврат его механические свойства становятся практи-
чески такими же, как и в свежезакаленном состоянии (зоны почти
полностью растворяются).
По-иному ведут себя сплавы систем А1—Zn—Mg, Al—Zn—Mg—
Си и Al—Mg—Si. Известно, что выделения фазы г\' в сплавах си-
стем Al—Zn—Mg и Al—Zn—Mg—Си зарождаются на зонах ГП,
образовавшихся при естественном старении. Поэтому зонное ста-
рение оказывает сильное и сложное влияние на последующее фа-
зовое старение.
На рис. 8.16 [9] приведены механические свойства листов из
сплава В95, состаренного при 140 и 180 °С после предварительного
естественного старения различной продолжительности. У сплава,
состаренного при повышенных температурах сразу после закалки
(без естественного старения), сохраняются те же закономерности
изменения механических свойств, что и рассмотренные ранее; по-
являются первый и второй максимумы прочностных характеристик
(или вместо первого максимума — площадка), что связано с пере-
ходом от зон к выделениям (сопровождаемым возвратом), а затем
переходом к перестариванию — коагуляционному старению. По
мере увеличения продолжительности предварительного естествен-
ного старения темп упрочнения в процессе старения при повышен-
ных температурах—до достижения первого максимума (площад-
ки) — замедляется, а затем вместо упрочнения сплава происходит
его разупрочнение (явление возврата).
Переход от упрочнения к разупрочнению в первый период ис-
кусственного старения определяется очень точно уровнем прочно-
сти, достигнутым при предшествующем естественном старении.
Если этот уровень превосходит значения прочности в первом мак-
симуме (площадке), то наступает разупрочнение сплава; если этот
уровень лежит ниже значений прочности в первом максимуме
(площадке), то происходит упрочнение сплава в начальный период
старения при повышенных температурах.
213
5" 30'5' 15' 1я Ь8
10' /' JO' 2
JO
7Z41
5" 30" Г 15' Ч,5ч 81Щ
10" Г 5: JO' JOv X
Рис. 8.16. Изменение механических свойств сплава В95 (лист) в процессе старения
при 140 (а) и 180 °С (б) после предварительного естественного старения различной
продолжительности [9]
Следовательно, при различной длительности естественного ста-
рения второе увеличение прочности в процессе старения при по-
вышенных температурах начинается всегда примерно с одного и
того же уровня прочности, свойственного первому максимуму (пло-
щадке).
. Предварительное естественное старение заметно влияет также
на уровень второго максимума прочности, на время, необходимое
для его достижения, и на темп разупрочнения, происходящего по-
сле достижения второго максимума при данном режиме искусст-
венного старения. Второй максимум прочности тем выше, а после-
дующее разупрочнение тем медленнее, чем продолжительнее пред-
шествующее естественное старение. Повышение второго максимума
прочности значительно при температурах старения 180—160°С,
менее заметно — при 140 °С и совсем незначительно — при 120 °С.
214
Влияние длительного предшествующего естественного старения
сводится к тому, что прочность сплава в случае последующего ис-
кусственного старения при сравнительно высокой температуре ока-
зывается равной прочности сплава, искусственно состаренного при
более низкой температуре, но без предшествующего естественного
старения. Однако если изменять длительность естественного ста-
рения и последующего искусственного старения, то нельзя превы-
сить прочность сплава, состаренного на максимальную прочность
сразу после закалки. Поэтому действие предшествующего естест-
венного старения приводит как бы к сдвигу структурного состоя-
ния сплава к более низким температурам искусственного старения.
Однако при небольшом времени есте-
ственного старения и соответственно
малой плотности зон, прочность во
втором максимуме несколько снижа-
ется по сравнению с прочностью спла-
ва, состаренного сразу после закалки.
Повышенная плотность зон, образо-
вавшихся при естественном старении,
на которых (или из которых) возни-
кают частицы метастабильных фаз,
приводит к большей плотности и дис-
персности этих частиц. Аналогичный
эффект наблюдается при ступенчатом
старении сплавов систем А1—Zn—Mg
и Al—Zn—Mg—Си, когда температура
второй ступени выше температуры пер-
вой. Время выдержки и температура
первой и второй ступеней отвечают
соответственно зонному и фазовому
(или коагуляционному) старению.
Если режим второй ступени соответствует области зонного старе-
ния или режим первой ступени — фазовому старению, то эффекта
от такого ступенчатого старения не получится, хотя ступени и бу-
дут отличаться температурой. В то же время предшествующее зон-
ное старение в сплавах систем Al—Zn—Mg и Al—Zn—Mg—Cu
приводит к измельчению и повышению плотности частиц метаста-
бильных фаз при последующем фазовом старении.
В связи с этим широкое применение для сплавов системы
Al—Zn—Mg—Cu получило ступенчатое старение. Режимы первой
ступени выбирают таким образом, чтобы сплавы находились в ста-
дии зонного старения; ступенчатое старение позволяет реализовать
влияние предшествующего зонного старения на последующее фазо-
вое и коагуляционное старение. Сплав, предварительно состарен-
ный при 100 или 120°С, более устойчив при температуре второй
ступени (например, при 160 °С), максимум (Прочности появляется
при значительно удлиненной выдержке, а сам уровень прочност-
ных характеристик повышается. Суммарный эффект ступенчатого
старения по мере увеличения выдержки на первой ступени возра-
215
Рис. 8.17. Эффект ступенчатого ста-
рения сплава В95 [9]:
/ — суммарный эффект старения
при 120 и 160 °С; 2 — эффект старе-
ния при 160°С
стает, а эффект, обусловленный второй ступенью, резко снижается
(рис. 8.17) [9].
Основное упрочнение при ступенчатом старении происходит
в процессе выдержки на первой ступени старения, вторая ступень
дает сравнительно небольшой прирост прочности. Однако влияние
второй ступени на структуру распада, размер частиц упрочняющей
фазы, коррозионные свойства и вязкость разрушения весьма зна-
чительно.
Вторая ступень старения обеспечивает процессы роста и коагу-
ляции частиц упрочняющей фазы тем более заметные, чем выше
температура и продолжительность второй ступени. По мере ро-
Рис. 8.18. Тонкая структура сплава
В93пч после различных режимов тер-
мообработки:
а — закалка; б — старение при- 120-"С,
3 ч+165°С, 4 ч (Т1); в — старение при
120 °С, 3 ч + 185°С, 4 ч (ТЗ); г - ком-
планарное распределение дислокаций
(режим Т1); д — клубковое распределе-
ние дислокаций (режим ТЗ)
216
ста и коагуляции частиц происходит аннигиляция дислокаций, об-
разовавшихся в процессе закалки сплава. Причем при старении
по режиму Т2 дислокации еще могут сохраняться, но они закреп-
ляются выделившимися на них при старении частицами, а .при ста-
рении по режиму ТЗ (коагуляционная стадия) дислокации пол-
ностью аннигилируют [30]. На рис. 8.18 (а, б, в) показана посте-
пенная аннигиляция дислокаций в структуре сплава В93 при
двухступенчатом старении в результате повышения температуры
второй ступени старения. На стадии фазового старения, после ста-
рения на максимум прочности (Т1) в структуре алюминиевых спла-
вов под действием приложенных напряжений формируется наибо-
лее опасный тип распределения дислокаций — компланарное,
в виде полос скольжения с большой плотностью дислокаций вну-
три них (рис. 8.18,г).
Подобное распределение дислокаций характерно для сплавов
системы А1—Zn—Mg и А1—Zn—Mg—Си (без дополнительного ле-
гирования) и образуется в результате перерезания дислокациями
частиц метастабильной упрочняющей фазы М' (MgZn2), когерентно
связанной с матрицей по плоскостям типа {111}.
Скопления дислокаций вблизи границ зерен, вызывающие об-
разование локально высоких концентраций напряжений, являются
одной из причин склонности алюминиевых сплавов к коррозион-
ному растрескиванию.
Результатом взаимодействия дислокаций с частицами стабиль-
ной фазы М (MgZn2) (коагуляционное старение ТЗ) является
клубковая дислокационная структура, при которой дислокации
равномерно распределяются относительно границ зерен, не вызы-
вая появления концентраторов напряжений (рис. 8.18, д). Это спо-
собствует повышению коррозионной стойкости алюминиевых
сплавов.
В сплавах системы А1—Mg—Si с содержанием >1% Mg2Si
предварительное естественное старение снижает прочность искус-
ственно состаренных сплавов. В отличие от сплавов системы А1—
Zn—Mg—Си, у которых только небольшой временной интервал
является опасным, эффект искусственного -старения сплавов си-
стемы А1—Mg—Si (Mg2Si ^ 1 %) непрерывно снижается по мере
увеличения длительности естественного старения. Объяснить это
можно следующим образом [1]. При образовании зон ГП во
время естественного старения ^атричный раствор вокруг них обед-
няется легирующими элементами. Нагревание такого сплава до
температуры искусственного старения сопровождается растворе-
нием мелких зон ГП, и только более крупные служат центрами
зарождения фазы $': структура огрубляется. Сразу после закалки
сплав имеет повышенную пересыщенность твердого раствора, и его
распад в процессе искусственного старения приводит к появлению
большого числа дисперсных частиц (З'-фазы.
Однако, по данным С. М. Воронова, а также П. Бренера и
X. Кастрона, для промышленных сплавов системы Al—Mg—Si при
значительном увеличении перерыва между закалкой и старением
217
(до 300 ч) начинается новый этап увеличения прочностных харак-
теристик. Эти результаты подтверждаются кинетическими кривыми
старения американского сплава 6061 (типа АДЗЗ) системы А1—
Mg—Si. Естественное старение этого сплава не заканчивается
даже спустя 10 лет.
Если будет подтверждено повторное увеличение прочностных
характеристик сплавов системы А1—Mg—Si при достаточном уве-
личении выдержки между закалкой и искусственным старением,
то закономерность влияния предварительного зонного старения
окажется общей для сплавов систем А1—Zn—Mg—Си и А1—Mg—
Si: малая плотность зон при естественном старении недостаточной
продолжительности приводит к огрублению частиц метастабиль-
ных фаз и уменьшению прочностных характеристик; повышенная
плотность зон при более длительном естественном старении обес-
печивает диспергирование частиц метастабильных фаз и увеличе-
ние прочностных характеристик.
8. ТРЕХСТУПЕНЧАТОЕ СТАРЕНИЕ
Естественное старение сплавов систем Al—Zn—Mg и А1—Zn—
Mg—Си оказывает влияние на их упрочнение в процессе после-
дующего искусственного старения по двухступенчатому режиму.
В работе Елагина [31] показано, что естественное старение спла-
вов Al—Zn—Mg в течение 5 сут обеспечивает повышение ав и сго,2
после трехступенчатого старения по сравнению со стандартным
двухступенчатым.
При дальнейшем увеличении длительности старения (до 90 сут)
эти характеристики почти не изменяются. Как следует из этой ра-
боты, влияние первой ступени трехступенчатого старения прояв-
ляется сильнее в сплавах с меньшим суммарным содержанием
цинка и магния. Максимальное повышение ав и ао,2 в результате
трехступенчатого старения составляет 90 и ПО МПа соответственно
при Zn + Mg = 4,84-5,3 %. В сплавах с содержанием Zn+Mg =
= 5,4-4-6,5% (Zn/Mg= 1,9-^-2,2) прирост прочностных характери-
стик снижается до 5—20 МПа.
Своеобразно действует естественно^ старение на последующее
двухступенчатое старение сплава В93пч (по данным И. Н. Фрид-
ляндера, Е. А. Ткаченко, Л. В. Латушкиной). При увеличении вы-
держки на второй ступени (при 185°С) кривые прочности сплава,
состаренного по обычному двухступенчатому режиму и с предва-
рительным естественным F мес) старением, совпадают, плавно
снижаясь от значений 460 МПа C ч) до 430 МПа (9 ч). Кривая
предела текучести сплава, обработанного по обычному двухсту-
пенчатому режиму, идет на подъем,-достигая максимума при вы-
держке 4 ч (рис. 8.19). При этой выдержке ао,2/(Тв также достигает
максимального значения.
У сплава с предварительным длительным естественным старе-
нием кривая ао,2, начиная с выдержки 3 ч (при второй ступени),
идет на снижение. Поэтому разрыв между ао,2 и аъ оказывается
218
значительно большим, а о0J/оъ меньшим, чем у сплава, состарен-
ного по обычному режиму. Исходя из хода кривых, следует при-
знать, что предварительное длительное естественное старение уско-
ряет процесс фазового старения,
максимум предела текучести дости-
гается лри более коротких выдерж-
ках и ао,2 имеет меньшие значения,
чем у сплава, обработанного по
стандартным режимам.
В заводской практике нередки
случаи, когда закаленные полуфаб-
рикаты длительно (до 60 сут) выдер-
живают перед старением. А так как
на старение могут попадать полу-
фабрикаты с различным временем
вылеживания после закалки, то про-
цесс фазового старения в зависимо-
сти от времени вылеживания будет
идти с разной скоростью и <ао,2/(Тв
будет различным. В практике заво-
дов иногда возникают осложнения
в связи с трудностью выполнения
требований технических условий по
режиму ТЗ (ав = 420-ь490 МПа,
#0,2 — 340 -г- 420 МПа) из-за низких
значений ао,2 при удовлетворитель-
ном уровне ав. Поэтому целесооб-
разно уточнять влияние различных
выдержек между закалкой и старением на величину сго,2 или вво-
дить трехступенчатое старение, при котором роль первой ступени
будет играть выдержка при комнатной или несколько повышенной
температуре.
ш
ш
д80
370
360
350 (
15'
с
-—^. .
\
л \
_ ¦
J if 5 6 7 8 9
Время выдержки на 2-й ступени^
Рис. 8.19. Изменение механических
свойств В93пч в процессе двух- и трех-
ступенчатого старения (по данным
И. Н. Фридляндера, Е. А. Ткаченко/
Л. В. Латушкиной):
/ — двухступенчатое старение A20 °С,
3 ч+185°С, 3—10 ч); 2 — трехступенча-
тое старение B0 °С, 6 мес+120°С, 3 ч-Ь
+ 185°С, 3—10 ч) .
9. ВЛИЯНИЕ ДЕФОРМАЦИИ НА ПРОЦЕСС СТАРЕНИЯ
Холодная деформация закаленных сплавов по-разному влияет на
процесс зонного и фазового старения различных сплавов. Как
правило, зонное старение деформированного сплава замедляется
и эффект старения снижается. Это можно объяснить уменьшением
плотности вакансий, стекающих в дислокации, число которых ра-
стет в процессе деформации. Так, согласно данным работы [17],
концентрация закаленных вакансий (К)-4) снижается на 1—2 по-
рядка после интенсивного деформирования A<Н—10~6), причем
зоны не возникают на дислокациях. При фазовом старении дис-
локации могут служить источниками зарождения частиц; в этом
случае деформация может приводить к ускорению процесса старе-
ния и увеличению его эффекта. Однако в некоторых системах (на-
пример, AlCuLi) и в случае фазового старения деформация сни-
жает эффект старения.
219
В сплаве системы А1—Си в процессе старения при 20 °С эффект
и скорость старения после 10%-ной холодной деформации умень-
шаются, хотя абсолютные значения твердости выше у деформиро-
ванного металла, что объясняется действием наклепа (рис. 8.20,а).
В случае длительного старения при 100 °С у деформированного ме-
талла снижается твердость в первый период старения, а затем ин-
тенсивность и эффект старения растут (рис. 8.20,6). Очень силь-
ное деформирование может привести к появлению равновесной
фазы 0 при комнатной температуре [17].
ив
-
-г
-
t 1
л
1
i
a
Рис. 8.20. Изменение твердости в процессе
старения при 20 (а) и 100 °С (б) сплава
системы А1—Си, подвергнутого холодной
деформации [14]:
1 — недеформированный материал; 2 — хо-
лодная деформация 10 %
01 J
Рис. 8.21. Зависимость механических
свойств сплава 1915 от времени естествен-
ного старения при разной степени холодной
деформации растяжением после закалки,
% [32]:
1 — без деформации; 2 — 3; 3 — 6; 4 —10
Для сплава системы А1—Zn—Mg A915) деформация в свеже-
закаленном состоянии уменьшает эффект естественного старения
(рис. 8.21), что тоже, по-видимому, связано с уменьшением кон-
центрации избыточных вакансий из-за появления большого количе-
ства стоков и частичным распадом пересыщенного твердого рас-
твора цинка и магния в алюминии в процессе деформирования
[32], а также с повышением прочностных характеристик дефор-
мированного сплава за счет наклепа.
Снижение эффекта естественного старения перекрывает влия-
ние наклепа, и прочность деформированного (до 10 %.)¦ сплава ока-
зывается ниже прочности недеформированного. Однако предел те-
кучести непрерывно повышается по мере увеличения степени де-
формации, а удлинение уменьшается. В случае старения при
140 °С 25 %-ная деформация в свежезакаленном состоянии резко
снижает эффект искусственного старения, однако абсолютные зна-
220
чения Ов и особенно ао,2 деформированного сплава оказываются
выше за счет наклепа.
Деформация растяжением (до 15%) сплава В95 в свежезака-
ленном состоянии приводит к уменьшению прочности после ста-
рения 120°О, 24 ч и 120°С, 3 ч+160°С 3 ч; в последнем случае это
уменьшение более интенсивное; временное сопротивление сни-
жается после ступенчатого старения до деформации 4 %, а затем
стабилизируется. При старении 120 — 24 ч предел текучести до
3 %-ной деформации снижается, а затем растет.
У сплава Д16 деформация в свежезакаленном состоянии приво-
дит к снижению не только эффекта естественного старения, но и
350
560
¦у? но
280
20
10
- 12 3
" 12 3
i "*"~i i
12 3
i i i
- ¦
-
/ 1 2 3
i i i
/ 2 3
i ii
-12 3*
i ii
/ 2 J i*
( i i
12 3k
i ii
8 12 16 0 к 8 12 16 0 к в
a t,q 6 6
12 16
Рис. 8.22. Изменение механических свойств в процессе старения сплава 2024, под-
вергнутого холодной деформации в свежезакаленном состоянии [26]:
а — 2024Т4 — без деформации; б — 2024ТЗ — деформация на 1—2
деформация 5—6%; 7— 218 °С; 2 — 204 °С; 3 — 190 °С; 4—\77°С
в — 2024Т36 —
абсолютных значений тсреза. В промышленной практике это приво-
дит к снижению Тереза Расклепанных заклепок из сплава Д16 на
20 МПа (с 270 у заклепочной проволоки до 250 МПа у расклепан-
ных заклепок).
В случае искусственного старения сплава Д16 B024) холодная
деформация закаленного сплава приводит к увеличению эффекта
старения и абсолютных значений прочности и особенно предела те-
кучести (рис. 8.22) [26]. В практике нагартовка сплава Д16 B024)
перед искусственным старением применяется для получения полу-
фабрикатов с гарантированными повышенными прочностными ха-
рактеристиками (состояние ТЗ деформация 1—2 %; Т36 5—6%).
Существенным отличием сплавов системы Al-^Cu—Мп является
своеобразная зависимость прочностных свойств и пластичности от
степени нагартовки и в закаленном состоянии перед искусственным
старением. У сплавов Д20 и 1201 правка A—3 % деформации)
221
ТАБЛИЦА 8.11
МЕХАНИЧЕСКИЕ СВОЙСТВА ЛИСТОВ ИЗ СПЛАВА 1201
С РАЗЛИЧНОЙ СТЕПЕНЬЮ ДЕФОРМАЦИИ ПОСЛЕ ЗАКАЛКИ
(Н. Б. КОНДРАТЬЕВА, Т. В. ИВАНОВА)
Состояние материала
Закалка +190 °С, 18 ч ...
Закалка + правка +180 °С,
18 ч
Закалка + нагартовка 10 %
+ 170 °С, 16 ч
Закалка + нагартовка 20 %
+ 165 °С, 10 ч
Закалка + нагартовка 30 %
+ 160 °С, 10 ч . . ... . .-
Закалка + нагартовка 40 %
+ 160 °С, 10 ч ........
Закалка + нагартовка 50 %
+ 160°С, 10 ч .
ав, МПа
403/338
430/—
461/360
473/368
482/370
477/372
494/369
а02, МПа
289/262
330/-
372/302
392/308
412/305
413/309
436/293
б, %
5,65/?
16,1/25,5
14,0/ -
12,4/20,2
12,5/16,6
10,7/19,1
12,4/13,5
12,5/16,7
11,з У>
12,3/18,8
11,0/—
9,7/14,0
9,1/12,1
. 8,3/14,0
- 9,2/9,4
9,0/11,2
П р им ечание. В числителе —'-'при- температуре испытания 20°С, в зна-
менателе—при 150 °С.
после закалки вызывает повышение ав и oqJ на 30—60 МПа. В от-
личие от сплавов^ системы А1—Си—Mg такая же деформация дает
прирост .прочностных характеристик всего лишь на 10—30 МПа и
только деформация порядка 7—9 % приводит к заметному повы-
шению этих характеристик после искусственного старения; но при
этом сильно снижается пластичность. Дальнейшее увеличение де-
формации сплава 1201 до 40—50 % дает лишь небольшое повы-
шение прочностных характеристик (на 10—20 МПа при 20 % де-
формации), но пластичность во всем этом интервале деформации
изменяется очень слабо (табл. 8.11). Такая особенность сплавов
системы А1—Си—Мп Д20 и 1201 дает важные технологические
преимущества при изготовлении деталей и сборке узлов после срав-
нительно больших деформаций.
10. ВЛИЯНИЕ НАГРЕВОВ И ДЛИТЕЛЬНО
ДЕЙСТВУЮЩИХ НАПРЯЖЕНИЙ, НАЛОЖЕННЫХ
ПОСЛЕ ФАЗОВОГО СТАРЕНИЯ
Сплавы, подвергнутые фазовому и коагуляционному старению,
имеют структуру твердого раствора пониженной пересыщенности
с частицами метастабильных и стабильных фаз. Нагрев таких
сплавов при температурах, существенно более низких, чем тем-
пература искусственного старения, казалось бы, не должен приво-
дить к значительным изменениям. В действительности, дополни-
тельное низкотемпературное старение приводит в ряде случаев
к изменению свойств, особенно коррозионных.
Под низкотемпературными нагревами имеются в виду прежде
всего солнечные. Солнечный нагрев может доводить температуру
222
отдельных элементов конструкции в летнее время года до 60—70
и даже до 80 °С. За год в южных широтах суммарное время воз-
действия солнечных нагревов составляет до 500—1000 горячих
(или точнее теплых) часов. Действие дополнительного низкотемпе-
ратурного нагрева на сплавы, подвергнутые фазовому старению,
объясняется различного рода неоднородностями, присущими вся-
кому реальному сплаву. В частности, можно отметить химическую
неоднородность, влияние границ зерен, неоднородность локальных
напряжений и деформаций. В работе [17] показано, что распад
твердого раствора вблизи границ зерен может в большой степени
замедляться из-за стока вакансий на границы и понижения их
плотности в приграничной области. Неоднородность химического
состава отчетливо обнаружена в сварных швах, где (например, ло-
кальная концентрация цинка в сплаве с номинальным содержа-
нием 4,35 % Zn) может составлять от 2,8 до 8 % [4].
Все эти неоднородности приводят к неравномерности распада
пересыщенного твердого раствора. Сплав на стадии фазового ста-
рения может иметь области не полностью распавшегося твердого
раствора. В частности, они могут быть расположены по границам
верен. При дополнительном нагреве при температурах, иногда су-
щественно более низких, чем температура старения, может проис-
ходить дополнительный распад, вызывающий упрочнение, а если
этот распад связан преимущественно с границами зерен, то и по-
вышенную хрупкость. Поскольку при пониженных температурах
распад идет замедленно, эффект проявляется только при доста-
точно длинных выдержках.
Ниже приведены,механические свойства сплавов В92 и В93 по-
сле; нагрева до 70 °С.
Листы из сплава В92 в. состоянии Т1 F0°С, 24 ч+195°С, 2 ч) *:
Время нагрева, ч
GВ, МПа ....
с>о,2, МПа ....
б, % ......
Прессованные профили из сплава В93 в состоянии Т1 A20°С,
Зч+ 160 °С, 4 ч)**:
Время нагрева, ч — 500 3000
(Тв, МПа .... 534 570 585
ао2, МПа .... 483 557 551
6, % . ..... 12,7 10,6 11,0
Поковки из сплава В93 в состоянии Т2 A20°С, 3 ч+170сС,
6 ч)***:
Время нагрева, ч — 5000 10 000 15 000
(Тв, МПа 482 497 492 491
00,2, МПа .... 447 468 472 464
б, % 8,8 8,6 7,8 8,3
—
417
300
И
500
418
310
10
3000
422
316
10
* По данным Н. И. Зайцевой и М. С. Артемовой.
** По данным А. Г. Каракозовой.
*** jj0 данным н. Н. Черкасова.
223
Незначительное повышение предела текучести сплавов (на 5 %)
свидетельствует о продолжающемся процессе распада и приводит
к существенному ухудшению коррозионной стойкости (табл. 8.12).
ТАБЛИЦА 8.12
ВЛИЯНИЕ ДОПОЛНИТЕЛЬНОГО НАГРЕВА НА СКЛОННОСТЬ
К КОРРОЗИОННОМУ РАСТРЕСКИВАНИЮ СВАРНЫХ ШВОВ СПЛАВА В92ц
(ВРЕМЯ ДО РАЗРУШЕНИЯ СВАРНЫХ ОБРАЗЦОВ)
(И. Н. ФРИДЛЯНДЕР, О. А. СЕТЮКОВ, И. И. ТИТАРЕНКО)
Дополнительный
t, °С
Без нагрева
50
50
50
70
Без
нагрев
т, ч
нагрева
500
1000
3000
3000*
Режим
6 мес без
рушения
3 мес без
рушения
То же
» »
57 сут
1
раз-
раз-
Режим
6 мес без
рушения
3 мес без
рушения
То же.
29 сут
30 сут
2
раз-
раз-
Режим
6 мес без
рушения
3 мес без
рушения
То же
25 сут
20 сут
3
раз-
раз-
Примечание. Режим 1: естественное старение 7 мес+сварка+естествен-
ное старение 7 мес; режим 2: естественное старение 7 мес+сварка+искусствен-
ное старение при 60 °С, 24 ч + 195°С, 2 ч; режим 3: искусственное старение 7 мес
60 °С, 24 ч+195 °С, 2 ч + сварка + естественное старение 7 мес.
ТАБЛИЦА 8.13
ЗАВИСИМОСТЬ МЕХАНИЧЕСКИХ
СВОЙСТВ СПЛАВА В96 (8,5 % Zn; 2,7 %
Mg; 2,3 % Си) ПОСЛЕ ПРИЛОЖЕНИЯ
РАСТЯГИВАЮЩЕГО НАПРЯЖЕНИЯ
570 МПа ПРИ 40 °С (ПО ДАННЫМ
И. Н. ФРИДЛЯНДЕРА,
Е. И. КУТАЙЦЕВОЙ)
Время
приложения
нагрузки, ч
ав'
МПа
и0,2'
МПа
Старение 140 °С, 8 ч
0
24
100
0
3
679
692
685
Старение
662
645
647
682
672
160°С, 1 ч
613
635
5,7
2,3
0,9
6,6
1,7
0
3
Старение
676
675
160
°С, 1 *
634
650
5
4
,7
,2
ТАБЛИЦА 8.14
ВЛИЯНИЕ ДОПОЛНИТЕЛЬНЫХ
НАГРЕВОВ НА СВОЙСТВА ПОКОВОК
ИЗ СПЛАВА В95очТЗ* [38, с. 20]
Режим
нагрева
Без
нагрева
125° С,
600 ч
150° С,
100 ч
150° С,
500 ч
°в'
МПа
495
485
460
385
ао,2'
МПа
425
410
375
285
б, %
7,7
9,7
8,8
9,7
¦Ф, %
24
35
30
35
Образцы поперечные.
224
Распад может быть значительно ускорен в случае приложения
напряжения (табл. 8.13).
Сплав В95оч, структурное состояние которого сформировалось
после двухступенчатого старения по режиму ТЗ, обладает повы-
шенной устойчивостью против воздействия высоких температур.
Нагрев при 120 °С в течение 600 ч приводит к снижению прочно-
сти всего на 10 МПа и предела текучести на 15 МПа. Нагрев при
150 °С в течение 100 ч снижает ав на 35 МПа и ао,2 на 50 МПа.
Увеличение продолжительности высокотемпературного нагрева при
150 °С до 500 ч приводит к более существенному разупрочнению
сплава (табл. 8.14) [38, с. 20].
11. СТАРЕНИЕ ЧИСТОГО АЛЮМИНИЯ И ДВОЙНЫХ СПЛАВОВ
Алюминий
При закалке чистого алюминия повышается его электросопротив-
ление в связи с образованием вакансий. Характер изменения элек-
тросопротивления существенно зависит от температуры закалки
(рис. 8.23) [17]. При температуре нагрева перед закалкой 470 °С
избыточное сопротивление при изохронном отжиге снимается
в одну стадию примерно в области комнатных температур вслед-
ствие поглощения вакансий ловушками. Расстояние между вакан-
сионными ловушками оценивается примерно в 5-10~3 см.
При температуре нагрева
ЩМПа
под закалку >470°С измене-
ние электросопротивления про-
текает в две стадии: 1-я стадия
в области комнатной темпера-
туры и 2-я стадия в интервале
температур 140—200 °С. На 1-й
стадии образуются скопления
вакансий (~25,0 нм), сливаю-
1200
1000
ГПШ+5°/о(ноль)в'
-200 -ЮО
200t,°C
Рис. 8.23. Изменение относительного
удельного электросопротивления
при непрерывном нагреве алюми-
ниевых образцов в зависимости от
температуры закалки, °С:
/ — 350; 2 — 400; 3 — 470; 4 — 500;
5-550
Рис. 8.24. Твердость сплавов системы
А1—Си в закалённом состоянии и после
старения на максимум твердости при раз-
ных температурах (на рисунке указаны
структуры соответствующих состояний)
15 Заказ № 297
225
щихся в дислокационные петли, что подтверждается элек-
тронно-микроскопическими исследованиями. Плотность распреде-
ления петель составляет ~1015/см3 с расстоянием между ними по-
рЯ^К-4 иНМ; овычисленная концентрация вакансий составляет
. На 2-й стадии происходит рост больших дислокационных
Л™оп3а СЧет Малых* ПРИ температурах нагрева под закалку
<4/и L пересыщение вакансиями недостаточно для образования
больших скоплений, и процесс состоит в миграции отдельных ва-
кансии, а также двойных и тройных вакансий к границам зерен
и дислокациям. Следовательно, температура нагрева .под закалку
в значительной степени определяет пересыщенность алюминия ва-
кансиями, сохраняющуюся до температуры отжига порядка 180 °С.
Сплавы системы А1—Си
Силкок, Хилл и Харди [33] установили непосредстненную зависи-
мость между твердостью и структурой сплава алюминия с 2,0—
.4,5 /о Си (рис. 8.24). У всех сплавов, за исключением сплава
с 2% Си, старение при ПО—130°С начинается с появления зон
ГП1. При более высоких температурах старения сразу появляются
зоны ТП2 (в") или в'-фаза. Необходимо, однако, отметить, что
приводимые в работе [33] выдержки слишком велики для высоких
температур старения. М. И. Захарова установила, что в случае ста-
рения при 20 °С зоны образуются и в сплаве с 2 % Си.
Первоначальное увеличение твердости (старение при 135°С)
связано с появлением зон ГП [для сплава с 2 % Си —ГП2 @")]
и 9'. При этом вначале диаметр остается постоянным, затем он
начинает интенсивно расти, появляются зоны ГП2 F") и 0'.
В переходном периоде рост твердости у сплавов с 4 и 4,5 % Си
замедляется, на кривых твердости образуются горизонтальные
ступеньки. После старения при 190°С сразу появляются ГП2 (б'')
(при исследованных в работе [33] минимальных выдержках).
Максимум твердости связан с ГП2 F"). По мере увеличения
содержания 9" твердость начинает снижаться (см. рис. 8.24). Сле-
довательно, разупрочнение при фазовом старении происходит при
появлении частиц не стабильной, а метастабильных фаз. Макси-
ТАБЛИЦА 8.15
ЭФФЕКТ СТАРЕНИЯ В СПЛАВАХ СИСТЕМЫ А1—Си
Соде
°/
1
2
2
3
Си
0
>5
,0
,5
,0
Режим 1
ав, МПа
123
140
165
175
б,
36
35
36
33
%
,0
,4
,6
,6
Режим 2
ав, МПа
121
138
161
203
б,
38,
36,
30,
31,
%
8
8
8
7
Эффект
старения
GR, МПа
в
0
0
0,6
2,8
Примечание. Режим 1: свежезакаленное состоя-
ние; режим 2: — закалка+старение 140 °С, 16 ч.
226
мальную твердость имеет сплав, в котором относительное количе-
ство выделений В' составляет 0—5 %. При 3 % Си твердость сплава
составляет ~ 1000 МПа по Виккерсу при структуре ГП2 (9") +
+ 10% в' (температура старения 190 °С).
Согласно данным работы [9], сплавы системы А1—Си с 1,5—
3,0% Си, состаренные при 140°С в течение 16 ч после закалки
с 460 °С, приобретают наибольший эффект старения при содержа-
нии меди 2,5—3% (табл. 8.15).
Из работы [9] также следует, что в сплаве с 2 % Си после ста-
рения при 130°С в течение < 10 сут нцкаких изменений не проис-
ходит. В сплаве с 3 % Си
после старения при 140°С,
?п I ^ 220°с \& ч образуются зоны ГП1.
' Vf?on°r- X-Vx~ ч Как следует из табл. 8.15,
для такой структуры (при
недостаточном времени ста-
рения) характерна не очень
2.1 -
W 200 J00
Время, мин
Рис. 8.25. Зависимость инкубационного периода
образования различных продуктов распада пе-
ресыщенного твердого раствора сплавов си-
стемы А1—Си от температуры старения (по
результатам рентгеноструктурного анализа)
по данным Г. К. Харди, Т. Дж. Хилл)
Рис. 8.26. Относительное изменение
электросопротивления закаленного
сплава А1 — 1,9 % Си в процессе,
старения при 20°С;
/ — «быстрая реакция»; 2 — «мед-
ленная реакция» (по данным
Г. К. Харди)
высокая прочность в сочетании с высоким удлинением. При темпе-
ратуре старения 190 °С и содержании меди 2—3% происходит
наибольшее увеличение твердости в результате выделения Эмфазы.
Время перехода от зон ГП1 к в" (ГП2) и от ГП2 F") к 6-',
а также соответственно периоды их совместного сосуществования
являются длительными не только в случае старения при 130 °С, но
и при 190°С.
На рис. 8.25 приведены С-кривые инкубационного периода об-
разования продуктов распада в зависимости от температуры ста-
рения. Эти кривые свидетельствуют о появлении непосредственно
из твердого раствора зон ГП2 при 165—190 °С и в' при 220 °С
у сплава с 4,5 % Си.
При низкотемпературном зонном старении сплавов системы
А1—Си их электросопротивление возрастает (рис. 8.26). На кри-
вой отчетливо виден участок 1 C0 мин) очень быстрого, а затем
15*
227
медленного (участок 2) изменения электросопротивления (так на-
зываемые «быстрая реакция» и «медленная реакция»), вызван-
ного образованием зон во всем объеме образца. Согласно данным
работы- [17], даже если предположить, что при образовании скоп-
лений каждый перемещенный атом передвигается лишь на 3—
4 межплоскостных расстояния, то коэффициент диффузии меди
в алюминий jDqu при быстрой реакции будет равен
10~16 см2/с, а при комнатной температуре этот же коэффициент,
полученный путем экстраполяции высокотемпературных измерений,
равен ~ 10~26 см2/с, т. е. на 10 порядков меньше.
Высокая скорость диффузии объясняется К. Зинером, Ф. Зейт-
цем, Т. Федеричи и др. [17] большим пересыщением вакансиями,
вызванным закалкой. Быстрая реак-
ция длится примерно в течение не-
скольких дней, при этом коэффициент
диффузии, равный 10~18 см2/с, все еще
на несколько порядков выше обычного
[17].
Увеличение электросопротивления
(вместо его понижения при распаде
пересыщенного твердого раствора)
Мотт [1.7] объясняет рассеянием сво-
бодных электронов очень малыми зо-
нами. А. Гейслер и М. Файн связы-
вают повышение электросопротивле-
ния с искажениями вокруг когерент-
ных с матрицей зон и дислокациями
на поверхностях раздела. Однако это
объяснение является менее приемле-
мым, чем гипотеза Мотта [17]. При
температуре старения свыше 100 °С
(выдержка при температуре 6 ч; предварительное старение при
20 °С, 20 сут) электросопротивление быстро снижается по сравне-
нию с электросопротивлением свежезакаленного сплава (рис. 8.27).
Согласно данным Гинье [13], макроскопические размеры кри-
сталла не изменяются при образовании зон, поскольку они пред-
ставляют собой лишь локальные нарушения правильности мат-
рицы. Дилатометрически обнаруживается очень небольшое EХ
X Ю~5) сжатие сплава А1 — 4% Си при образовании зон
(рис. 8.28). Следовательно, сближение плоскостей внутри зон не
полностью компенсируется расширением окружающей матрицы.
При рентгенографическом исследовании не улавливаются измене-
ния периода решетки, ибо точность рентгеновского измерения
составляет —г 10~4.
При выделении метастабильных и стабильной фазы плотность
сплава существенно изменяется и принимает значение, равное
сумме плотностей остаточной матрицы и выделения [13]. По изве-
стной структуре двух фаз можно рассчитывать изменение объема.
После старения при 200 °С возникает фаза 8'. Согласно данным
Рис. 8.27. Зависимость между элек-
трическим сопротивлением и темпе-
ратурой старения:
/ - 2 % Си; 2-4% Си; / - после
20-дневного старения при 20 °С; II —
после шестидневного старения при
20 °С (по данным С. Кокубо,
К. Хонда)
228
работы [13], расширение после окончания процесса выделения 6'
должно составить 0,136%, что хорошо согласуется с фактическим
расширением @,117%). По измеренной величине расширения мо-
жно определить относительную долю выделений [13]. Следова-
тельно, образование зон приводит к совершенно иным эффектам
изменения плотности, чем возникновение выделений. Зонное старе-
ние вызывает сокращение длины, фазовое старение — ее увеличе-
ние. На рис. 8.28 хорошо видны участки перехода от одного типа
старения к другому. Начало перехода ускоряется, а продолжитель-
ность существования смешанной структуры (зоны +частицы мета-
стабильных фаз) сокращается по мере повышения температуры
150
120
on
60
30'
0
-3
-л
-
-
Зк
k50 U20 380/^
\ \>^L/
i
300 у
150
i
2W
/
г /
у
230 1
1
г
У.
'И5
¦200 ¦
200 185
1 1
¦и
-S 100
175
150 1
"^^ /
1
У
0,01 0,1
10
100
1000
Рис. 8.28. Изменение длины образца сплава А1 — 4 % Си при различных температурах
старения. Цифры у кривых — температуры старения, °С (по данным И. К. Ланке,
Г. Вассермана>
старения. При 195 °С образование зон ГП занимает небольшой от-
резок времени, хотя, согласно данным Дж. Силкок, при 180 °С
сразу начинается образование фазы 6".
Ранние стадии старения ускоряются при ползучести, но замед-
ляется превращение Э^-^Э^ [6]. Циклическое нагружение ускоряет
старение, ос9бенно в материалах с небольшой концентрацией ва-
кансий, и приводит к локализации структуры старения и образо-
ванию разупрочненных перестаренных полосок. При деформации
в этих зонах происходит неравномерное течение металла, приводя-
щее к образованию трещин, которые инициируют разрушение. Есть
данные, что при циклическом нагружении происходит возврат [6].
На скорость старения влияют и другие факторы. Давление за-
медляет процесс старения. Скорость старения крупнозернистого
материала ниже, чем мелкозернистого. Влияние скорости закалки
существенно только на ранних стадиях старения. Медленная за-
калка.обычно способствует снижению скорости старения и снижает
упрочнение из-за уменьшения количества меди в зонах. Вместе
229
с тем при быстрой закалке могут возникнуть внутренние напряже-
ния и пластическая деформация, которые могут привести к разуп-
рочнению и локализации выделений [6].
Сплавы системы Al—Mg
Последовательность выделений при старении в сплавах этой си-
стемы такова: зоны ГП->р/->р (Al2Mg3).
Зоны ГП образуются сразу после закалки'в областях с повы-
шенной энергией (границы зерен, дислокации и др.), но они малы
A—1,5 нм в диаметре) и не вызывают упрочнения сплавов. Кри-
тическая температура, выше которой зоны не образуются, очень
низка D7—67 °С). При температуре выше критической старение
начинается с образования р'-фазы [6].
В результате длительной выдержки закаленных сплавов си-
стемы А1—Mg их электросопротивление возрастает и вновь сни-
Рис. 8.29. Изменение электросопротивления
сплавов А1 с 6,8 и 10 % Mg в процессе ста-
Рис. 8.30. Изменение термоэлектродвижущей
силы A), временного сопротивления B), элек-
рения при 0 °С; вертикальная пунктирная тросопротивления C), удлинения D) и твердо-
прямая — электросопротивление после от-
жига в течение 3 мин при 150 °С (по дан-
ным О. Даля, К. Детерта):
1— 6% Mg; 2 — 8% Mg; 3—10 % Mg
сти E) сплава Al — 10 % Mg в процессе ста-
рения при 150.°С (по данным О. Даля, К. Де-
терта)
жается после короткого отпуска при 150°С (рис. 8.29), что может
быть объяснено образованием зон ГП. Длительное старение при
160°С сначала приводит к некоторому увеличению прочности при
постоянных неизменных электросопротивлении, т. э. д. с и удлине-
нии (рис. 8.30). Затем все эти характеристики почти одновременно
уменьшаются, что может свидетельствовать об образовании укруп-
ненных выделений метастабильной фазы $' или появлении стабиль-
ной фазы. Фаза {Г выделяется в виде пластин по плоскостям {100},
{111}, {210}, {210} или в виде стержней по направлениям <100>,
<110>, <120>, < 111 > [6]. Фаза $' вначале появляется по границам
зерен и создает вокруг них зоны, обедненные магнием. В этих зо-
нах, обедненных также и вакансиями, распада твердого раствора
не происходит.
Стабильная р-фаза (Mg5Al8) образуется из р'-фазы при темпе-
ратурах примерно ^277°С.
Свыше этой температуры р-фаза образуется непосредственно из
матрицы [6].
230
Зарождение дисперсных выделений (зон ГП и промежуточных
фаз) в сплавах А1—Mg, содержащих <6 % Mg, затруднено. Рас-
пад рбычно проходит гетерогенно с возникновением сравнительно
небольшого количества грубых включений. Поэтому сплавы си-
стемы Al—Mg (<6 % Mg) имеют сравнительно небольшую проч-
ность и практически не упрочняются термической обработкой
(табл. 8.16) [9].
. ТАБЛИЦА 8.16
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВОВ СИСТЕМЫ Al-Mg [9]
Содержание Mg, %
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,5
5,5
6,5
Режим
сг, МПа
в
102
113
131
155
173
186
203
236
269
296
1
б, %
33,9
31,9
33,1
32,5
30,9
35,7
35,5
35,7
38,3
39,6
Режим
aR, МПа
111
119
134
155
178
188
208
239
268
289
2
б, %
33,2
32,8
32,9
32,7
31,7
35,2
35,7
35,8
35,8
40,7
Режим
aR, МПа
95
108
128
148
170 ,
182
204
233
266
284
3
б, %
35,7
31,7
32,1
32,5
31,6
35,6
36,4
37,5
40,5
39,7
Примечание. Режим 1: свежезакаленное состояние (закалка 460 JC);
режим 2: закалка+старение 140 °С, 16 ч; режим 3: отжиг 430 °С, 1 ч, охлажде-
ние со скоростью 100°С/ч.
Во всех трех состояниях (закалка, закалка + старение, отжиг)
сплавы системы Al—Mg имеют структуру пересыщенного твердого
раствора. Для такой структуры характерен одновременный рост
ТАБЛИЦА 8.17
ВЛИЯНИЕ- ЕСТЕСТВЕННОГО СТАРЕНИЯ НА МЕХАНИЧЕСКИЕ СВОЙСТВА
ЛИТЫХ СПЛАВОВ Al-Mg РАЗЛИЧНОГО СОСТАВА [9]
Содержа-
ние
Mg, %
3,3
5,3
7,2
9,0
10,7
12,4
13,6
14,4
МПа
88
ПО
140
150
190
200
210
220
После закалки
МПа
150
160
190
220
Зба
380
300
350
б, %
5
5
4
7
20
20
10
9
МДж/м2
0,22
0,18
0,16
0,17
0,24
0,26
0,15
0,08
¦ После закалки и естественного
старения П лет
а0,2>
МПа
80
100
130
150
240
350
360
360
<v
МПа
135
180
210
230
310
400
410
400
б, % *
6,5
6
5
7
2
1,3
0,5
0,6
V
МДж/м2
0,14
0,14
0,14
0,16
0,10
0,03
0,02
231
прочности и удлинения по мере повышения концентрации твердого
раствора.
Процессы охрупчивания сплавов с большой концентрацией маг-
ния идут при комнатных температурах.
При содержании магния порядка 10—14 % сплавы приобретают
значительные эффекты закалки и старения (табл. 8.17).
Естественное старение длится годы, при этом пересыщенный
твердый раствор магния в алюминии распадается с образованием
непрерывных цепочек р'-фазы по границам зерен, и пластичность
уменьшается практически до нуля. Поэтому сплавы с большим со-
держанием магния следует применять крайне осторожно.
Сплавы системы Al—Zn
Процесс распада твердого раствора при старении этих сплавов
имеет следующие стадии: сферические зоны rn^>a->Zn. Сфери-
ческая форма зон объясняется близостью постоянных кристалличе-
ских решеток зон и матрицы. Зоны ГП имеют диаметр 1—6 нм
и плотность распределения 1012—1016 мм~3.
Согласно Гинье, Буйнову, Мондольфо и др. [6, 13], зоны со-
стоят из обогащенной легирующим компонентом сердцевины E0 %
*-20°С *-J
о-50°С •~120°С а-
Рис. 8.31. Зависимость радиуса
зоны (г3) от времени старения
при комнатной температуре
сплава А1 — 6,8 % Zn после за-
калки с 450 °С
Рис. 8.32. Изменение механических свойств
закаленного с 460 °С сплава А1 — 6 % Zn
в процессе старения при 20—160 °С [9]
Zn) и обедненного окружающего слоя матрицы. Скорость роста
диаметра зон очень большая в начале старения, однако затем ра-
диус зон почти не изменяется (рис. 8.31) [17]. При дальнейшем
старении, например в течение суток при 100 °С и через 0,5 ч при
185 °С, обнаруживаются небольшие пластинки выделений фазы а'
и искаженные участки вокруг них i[13, 17]. Промежуточная фаза
о/ образуется по плоскостям {111}. Она имеет гранецентрирован-
ную ромбоэдрическую (нестабильную) или г. ц. к. решетки с пе-
риодом а = 0,398 ч-0,399 [6]. Вследствие близости решеток проме-
жуточных фаз и матрицы (~0,4 нм) дислокации проходят через
фазы, хотя и медленно. В других системах промежуточные фазы
232
действуют как барьеры, мешающие движению дислокаций [6];
а'-фаза устойчива при температурах выше 275 °С [17],
Изменение механических свойств сплава А1 — 6 % Zn в зависи-
мости от температуры старения показано на рис. 8.32 [9]. Начиная
с температуры старения 100 °С, пятиминутная выдержка приводит
к заметному уменьшению прочности и увеличению удлинения. Это
связывается с появлением а'-фазы [13, 17], которая и вызывает
разупрочнение сплава в отличие от зон ГП, упрочняющих его.
Скорость роста электросопротивления быстро снижается по мере
уменьшения избыточных атомов цинка в пересыщенном растворе
и понижения концентрации закаленных вакансий. При потере ко-
герентности между выделениями и матрицей электросопротивление
резко уменьшается.
Сплавы системы Al—Si
При старении зоны ГП, образовавшиеся на кластерах из избыточ-
ных вакансий, растут слабо (до достижения диаметра 1,5—2 нм).
Из-за большого несоответствия между выделениями и матрицей
очень рано теряется когерентность, и упрочняющий эффект неве-
лик [6]. При дальнейшем старении зоны ГП заменяются пластин-
чатыми выделениями в плоскостях A11) или A00) или округлыми
беспорядочно ориентированными выделениями. В сплавах, соста-
ренных при 200 °С, плотность выделений составляет ~ 106 ча-
стиц/см3, а предварительно выдержанных при комнатной темпе-
ратуре и затем. состаренных при 200°С ~ 1014 частиц/см3 [17].
Г. Розедбаум и Д. Тернбалл предложили следующие два меха-
низма для объяснения этого явления, которые они назвали «при-
вивкой» при комнатной температуре: а) образование скоплений
атомов кремния при комнатной температуре, которые являются
зародышами для гомогенного (в виде зон ГП) выделения кремния
при 20 °С; б) образование дислокационных петель или скоплений
вакансий, которые служат зародышами гетерогенного выделения
кремния при 200 °С.
Максимумы твердости и временного сопротивления совпадают:
после старения при 227°С в течение 5 ч HV=400-^-500 МПа, ав =
= 180-4-200 МПа, что соответствует структуре с максимальной дис-
персностью выделений [6].
До температуры старения 300°С твердость, электропроводность
и т. э. д. с. увеличиваются, а число перегибов уменьшается, что свя-
зано с выделением Si-фазы. При более высокой температуре ста-
рения происходит обратный переход кремния в твердый раствор.
Сплавы системы Al—Li
Распад твердого раствора происходит по схеме: а->6/->6 (LiAl).
По данным Силкок, мелкие частицы сверхструктуры S' на базе
г. ц. к. решетки с периодом а = 0,401 нм имеют сферическую форму
и примерную формулу LiAl3 G,9% Li).
И. Н. Фридляндер, В. С. Сандлер и Т. И. Никольская обнару-
жили при помощи электронного микроскопа в сплаве А1 — 2,2 % Li
233
дисперсные частицы в образцах, закаленных в воде. Упрочнение
сплавов в процессе старения при 50—200 °С обусловлено б'-фазой.
Процесс старения сопровождается выделением частиц стабильной
фазы на границах, образованием и увеличением ширины пригра-
ничной зоны, свободной от выделений (рис. 8.33). Характер рас-
пада твердого раствора и кине-
гика изменения ширины свобод-
ной зоны указывают на то, что
она обеднена литием, локализо-
ванным в частицах стабильной
фазы LiAl на границе. В процессе
старения при 170°С сплава А1 —
2,2 % Li период решетки твердого
раствора практически не изменя-
ется; электросопротивление спла-
ва монотонно уменьшается.
Максимум временного сопро-
тивления листов из сплава А1 —
2,2 % Li в процессе старения при
170 °С достигается через 100 ч
и составляет 340—380 МПа (эф-
фект старения 130 МПа) при от-
носительном удлинении ~ 3 %.
После 100 ч старения наступает
охрупчивание материала, что, по-видимому, связано с образованием
у границ непрочной обедненной зоны, свободной от выделений.
Увеличение легирования литием приводит к заметному повы-
шению\ модуля упругости. В этом отношении сплавы системы
А1—Li не подчиняются закону аддитивности. Сплавы, содержащие
до 4,5 % Li, практически не упрочняются при естественном старе-
нии [37]. Заметный эффект искусственного старения имеют
сплавы, содержащие более 1,35 % Li.
Рис ь И Микрострмолра стлва Л1 —
2,2 ',{, Li (закалка с 430 С ь ьодс + 170 С,
1000 ч). XII 000 (по данным В. С. Санд-
лера, Т. И. Никольской, И. Н. Фридлян-
дера)
12. СТАРЕНИЕ СПЛАВОВ НЕКОТОРЫХ ТРОЙНЫХ
И БОЛЕЕ СЛОЖНЫХ СИСТЕМ
Сплавы системы Al—Mg—Si—Cu (АК6 и АЩ
В зависимости от состава сплавов и режимов нагрева в старении
могут принимать участие зоны и метастабильные фазы на базе сле-
дующих стабильных фаз: Mg2Si, CuAl2, CuMgAl2 и Cu2Mg8Si6Al5.
Согласно данным Д. А. Петрова, фазы, содержащие кремний, уча-
ствуют, только в искусственном старении (не участвуют в естест-
венном).
Несмотря на такой сложный характер старения сплавов си-
стемы А1—Mg—Si—Си, и для них соблюдаются обычные законо-
мерности изменения механических свойств при переходе от зон-
ного старения к фазовому. У сплава АК8 D,4% Си; 0,5% Mg;
234
0,79% Si; 0,61 % Mn; 0,25% Fe) после старения в течение 40 ч
в интервале 20—200 °С наблюдается резкое увеличение предела
текучести и отношения ао,2/сгв, а также уменьшение относительного
удлинения при температурах старения 120—160 °С (рис. 8.34). Эти
изменения несомненно указывают на вступление в температурную
область образования выделений. Следовательно, 40-ч нагрев при
120 °С сплава АК8 приводит к зонной стадии; при 180—200 °С
наступает перестаривание, при котором очень сильно уменьшается
прочность, значительно медленнее ао,2 и сгорав, а удлинение слабо
увеличивается.
Из диаграммы истинных напряжений следует, что уменьшение
общего удлинения при температурах старения свыше 120 °С выз-
вано очень резким уменьшением
равномерной деформации благо-
даря большему начальному де-
формационному упрочнению и
меньшему последующему (после
достижения ао,2) деформацион-
ному упрочнению искусственно со-
старенного сплава АК8. В то же
время местная деформация в зоне
шейки (г|э) после высокотемпера-
турного (фазового) старения не
только не уменьшается, а увели-
чивается (с 17 до 25 %¦).
Подробнее исследование ста-
рения поковок из сплава АК8
в долевом, поперечном и высот-
ном направлениях выполнено
Н. И. Колобневым и Л, Б. Хохла-
товой (рис. 8.35). Изучали старе-
ние при 110, 140, 150, 160, 170, 190, 200 и 230 °С, на кривых четко
обнаруживаются температурно-временные области зонного фазо-
вого и коагуляционного старения. Области зонного старения отве-
чает температура 110°С во всем исследованном интервале выдер-
жек. Однако по мере повышения температурь! старения вплоть до
150 °С выдержки, соответствующие зонной стадии старения, умень-
шаются. Температура 230 °С отвечает коагуляционной стадии ста-
рения. Между областями зонного и коагуляционного старения рас-
положена область фазового старения сплава.
Влияние различных режимов старения на коррозионную стой-
кость вырезанных из поковок высотных образцов при различных
напряжениях @,2—0,9 ао,2) показано в табл. 8.18. При повышении
температуры старения уровень порогового напряжения возрастает
от 80 (старение при 160 °С) до 120 и даже до 280 МПа (старение
при 170 и 200 °С) соответственно. При этом наблюдается увеличе-
ние характеристики Kiscc в высотном направлении от 220 до
470 МПа • м1/2 на базе испытаний 2300 ч и уменьшение ав и ао,2 на
20—40 и 10—30 МПа соответственно.
0,65
180 t°C
Рис. 8.34. Зависимость предела текучести
(/), о 2/о"в B) и б (<?) от температуры ста-
рения сплава АК8
235
1001,4
Рис. 8.35. Зависимость механических свойств поковок из сплава АК8 от продолжительности
и температуры старения, °С (по данным Н. И. Колобнева, Л. Б. Хохлатовой):
а — долевое направление; б — поперечное направление; в — высотное направление; 7 — 110;
2—140; 5—150; 4-160; 5-170; 5-190; 7-200; 5-230
Результаты испытаний поковок толщиной 100 мм из сплава
АК8 D,24 % Си; 0,67 % Mg; 0,70 % Мп; 0,95 % Si; 0,33 % Fe) при-
ведены в табл. 8.19. Режим старения 175 °С, 24 ч обеспечивает со-
четание высоких значений прочностных свойств, малоцикловой
236
усталости с высоким сопротивлением коррозионному растрески-
ванию.
Сплав АК6, как и сплавы системы Al—Mg—Si, чувствителен
к перерыву между закалкой и искусственным старением и дает
меньший эффект упрочнения в случае разрыва между закалкой и
искусственным старением. Сплав АК8 нечувствителен к перерыву
между закалкой и искусственным старением, очевидно, благодаря
тому, что фаза Mg2Si не участвует в естественном старении.
Для сплава АК6 подробно изучено изменение склонности к кор-
розионному растрескиванию в зависимости от режима на стадиях
237
фазового и коагуляционного старения. Коррозионные испытания
проводились на кольцевых образцах, вырезанных из поковок, при
периодическом погружений в 3 %-ный раствор хлористого'натрия
и напряжении О,9ао,2 в высотном направлении. Улучшение сопро-
тивления коррозионному растрескиванию сплава АК6 коррелирует
с началом снижения предела текучести при старении (рис. 8.36).
238
ТАБЛИЦА 8.18
ВЛИЯНИЕ РАЗЛИЧНЫХ РЕЖИМОВ СТАРЕНИЯ
НА КОРРОЗИОННУЮ СТОЙКОСТЬ СПЛАВА АК8 [38, с. 38]
Режим старения
160 °С, 12 ч
(а0}2 == 405 МПа)
170 °С, 10 ч
(аО}2 = 42О МПа)
200 °С, 12 ч
(a0f2 == 395 МПа)
Напряжение
390/90
280/70
200/50
160/40
120/30
80/20
400/90
290/70
210/50
170/40
120/30
80/20
380/90
280/70
200/50
160/40
120/30
80/20
Время до разрушения, сут
13, 13, 14, 14, 14
13, 14, 14, 14, 14
14, 14, 21, 32, >180
19, 21, >180
12, 13, 14, >180
>180
6, 6, 6, 7, 7
6, 6, 6, 6, 23
38, 42, >180 .
39, 84, >180
>180
>180
45, 45, >180
>180
>180
>180
>180
>180
Примечание. В числителе приведены значения напряжения в мегапаска-
лях, в знаменателе—в процентах от ao,2-
ТАБЛИЦА 8.19
МЕХАНИЧЕСКИЕ СВОЙСТВА ПОКОВКИ ИЗ
ПОСЛЕ РАЗЛИЧНЫХ РЕЖИМОВ
Направление
вырезки
образцов
ав, МПа
a0f2 МПа
б, %
СПЛАВА АК8 (ТОЛЩИНОЙ 100 мм)
СТАРЕНИЯ [38, с. .38]
акр,МПа
МПа-м1/2
Продольное
Поперечное
Высотное
Продольное
Поперечное
Высотное
Старение 200 °С, 12 ч
445
430
410
380
370
360
8
6
3,5
—
280
25,0
__
20,5
Старение 175°С, 24 ч
470
460
430
405
400
395
10
8
4
—
200
23,6
20,5
62—112/85
100—145/116
62—130/88
* Испытания на малоцикловую усталость (МЦУ) проводили при а= 160 МПа
и частоте нагружения v=l Гц; в числителе даны минимальные и максимальные,
в знаменателе — средние значения Л^
239
Высокое сопротивление коррозии под напряжением (80 сут)
отвечает сплаву АК6, состаренному при 175, 195, 210 и 220 °С
в течение более 90, 60, 9 и 6 ч соответственно. Режим коагуляци-
онного старения 200—210°С, 12 ч обеспечивает высокое сопротив-
ление коррозионному растрескиванию при сравнительно небольшой
продолжительности старения по сравнению со старением при 175 °С,
Ю
J 6 12182k 60 90120 2W
J 5 12182k 6O12O2itO
Рис. 8.36. Зависимость сопротивления коррозионному раетрескиваниию (а) и
механических свойств (б) поковок из сплава АК6 в высотном направлении от
продолжительности и температуры старения, °С (по данным С. А. Каримовой,
Л. Н. Лещинер): •
/ — 160; 2 — 175; 3 — 195; 4 — 210; 5 — 220
однако дает большее снижение прочностных характеристик. При
этом в структуре сплава наблюдается коагуляция выделений 0",
особенно по границам; выявляются изолированные частицы ста-
бильной фазы 0 наряду с игольчатыми выделениями фазы р' дли-
ной ~ 500,0 нм.
Некоторое снижение пластичности и вязкости сплавов системы
А1—Mg—Si—Си на стадии коагуляционного старения связано, по-
видимому, с появлением в структуре длинных (~0,5 мкм) игло-
образных выделений p/(Mg2Si). Режим коагуляционного старения
может быть рекомендован для тех случаев, когда детали, из спла-
вов АК6 и АК8 испытывают постоянно действующие напряжения
(монтажные, от напряженного крепежа, постановки втулок или
подшипников с натягом).
Сплавы системы Al—Cu—Mg
В сплавах системы Al—Cu—Mg обнаружены два типа зон. Зоны
первого типа преобладают в сплавах с большим отношением
Си: Mg (~3 : 1); эти зоны аналогичны обнаруживаемым в сплавах
системы А1—Си, однако кинетика их образования изменена из-за
присутствия магния [17, 39]. Зоны второго типа названы зонами
Гинье—Престона—Багаряцкого (ГПБ) [40, 41]. Они возникают
в сплавах с равным содержанием меди и магния, но наиболее ус-
240
тойчивы в богатых медью сплавах. Согласно данным работы [40],
основой здесь является интерметаллическое соединение AlsCusM^.
Структуры этих зон могут быть представлены в виде игл (анало-
гично сплавам системы А1—Mg—Si) [40] или в виде зон сплавов
системы А1—Zn—Mg с превышением содержания магния над цин-
ком [14].
Возможны обе интерпретации, хотя, согласно работе [17],
более вероятна игольчатая форма зон.
Обычно в промышленных сплавах присутствует больше атомов
меди, чем магния; избыточные атомы меди образуют зоны ГП1
(типа зон сплавов системы Al—Cii). Поэтому в промышленных
сплавах сосуществуют оба типа зон. Короткий нагрев при 200 °С
ведет к растворению зон типа ГП1. Зоны ГПБ не растворяются
даже при нагреве до 230 °С; они исчезают только при появлении
выделений [14, 41].
В сплавах системы А1—Си—Mg с равными атомными содер-
жаниями меди и магния равновесная" фаза выделения представ-
ляет собой орторомбическую S'-фазу (Al2CuMg) со следующими
стадиями распада: зоны ГПБ и S''-фаза (ГПБ2) с упорядоченной
структурой, связанной с ГПБ-зонами так же, как 0"-фаза (ГП2)
с зонами ГП1 в бинарных А1—Си сплавах. В сплавах системы
А1—Си—Mg с отношением Cu:Mg>l наблюдаются фазы, типич-
ные для бинарных сплавов системы А1—Си, а также фазы, кото-
рые обнаруживаются в сплавах с равным атомным содержанием
этих элементов [17, 40].
На рис. 8.37 и 8.38 представлено изменение механических
свойств трех сплавов системы А1—Си—Mg с большим, равным и
меньшим атомными отношениями Си : Mg. У сплава В65 D,2 % Си;
0,22% Mg; 0,4% Мп) старение при 100°С до 100 ч и при 150°С
до 15 ч не дает изменения удлинения (~25%) и сужения
(~48%); очень незначительно изменяет ао,2 B35 МПа), во,2/ов~
^ 0,58 при GВ"= 410 МПа. После нагрева при 150 °С > 15 ч и при
200 °С > 0,5 ч начинается обычное изменение свойств, характерное
для перехода к фазовому старению. После нагрева при 200 °С 100 ч
временное сопротивление снижается до 350 МПа,.ао,2 ДО 250 МПа
и наступает «перестаривание». При этом ао,2/сгв~О,71, а удлинение
сохраняется.на низком уровне (~ 13,5 %).
Следовательно, несмотря на большой сдвиг в соотношении
Cu:Mg у трех сплавов, характер изменения механических свойств
при переходе от зон к выделениям' остается одним и тем же, хотя
кинетика старения существенно .изменяется от сплава к сплаву
(например, у сплава В65 переход к фазовому старению начинается
после нагрева при 150 °С в течение 15 ч, а у сплава Д16—после
-75 ч).
Рост предела текучести при переходе к фазовому старению
обусловлен, как уже отмечалось, повышенным сопротивлением на-
чальным пластическим деформациям при продвижении дислокаций
не через зоны, а между частичками фаз. Резкое уменьшение удли-
16 Заказ № 297 241
нения связано с уменьшением равномерной пластической дефор-
мации вследствие увеличения ао,2 и меньшего деформационного
упрочнения- на участке 0О,2 — ов. Сужение шейки (и соответственно
местное удлинение) остается большим, что обусловлено несколько
меньшим деформационным упрочнением на участке диаграммы ра-
стяжения между GВ и SK на стадии выделения по сравнению с зон-
ной стадией.
Рис. 8.37. Изменение механи-
ческих свойств при старении
сплава В65 D,3% Си; 0,22%
Mg) (E. И. Шилова):
/ — 100 °С (зоны ГП); 2 —
200 °С (метастабильные вы-
деления)
Рис. 8.38. Изменение механических свойств при
старении листов из сплава Д16 D,4 % Си;
1,5% Mg) (по данным Е. И. Шиловой,
О. Г. Никитаевой)
Использование более чистого металла позволяет сохранить
удовлетворительную пластичность и вязкость разрушения фазово-
состаренного сплава Д16; коррозионная стойкость остается после
искусственного старения достаточно высокой и менее чувствитель-
ной к последующим нагревам в отличие от естественно (зонно)
состаренного сплава Д16 (табл. 8.20). Кратковременные нагревы
при 180—200 °С зонносостаренного сплава Д16 резко увеличивают
коррозионные потери, которые вновь уменьшаются при переходе
к развитому фазовому, а затем коагуляционному старению
242
ТАБЛИЦА 8.20
СВОЙСТВА ПЛИТ ЕСТЕСТВЕННО И ИСКУССТВЕННО СОСТАРЕННОГО СПЛАВА Д16
ПРИ РАЗНОМ СОДЕРЖАНИИ В НЕМ ЖЕЛЕЗА И КРЕМНИЯ
(ПО ДАННЫМ Л. Н. ЛЕЩИНЕР, Л. В. ЛАТУШКИНОЙ, Н. А. ЛАВРЕНТЬЕВОЙ)
Марка,
состояние
Д16Т
Д16Т1
Д16чТ
Д16чТ1
Направ-
ление
вырезки
образца
д
п
д
п
д
п
д
п
ао, МП a
в.
465
455
485
480
460
460
490
490
ао2,МПа
340
310
460
460
320
315
455
460
6, %
16,0
11,0
5,5
5,0
20,0
18,0
8,5
7,0
V
0,73
0,68
0,95
0,96
0,7
0,68
0,93
0,94
МДж/м*
0,16
0,10
—
0,22
0,22
0,093
0,085
К1С>
МН/м3/г
32,0—37,5
23,9—25,4
21,4—22,3
41-43,5
39,3—41
26,7—29,8
25,0—27,4
(рис. 8.39). Очень короткие нагревы при еще более высокой тем-
пературе B40—270 °С) в случае обработки «на возврат» приводят
к сильному ухудшению коррозионной стойкости сплавов Д16 и
Д1 (табл. 8.21).
Продолжительные нагревы, имитирующие солнечные, также
ухудшают коррозионные характеристики
сплавов Д16Т и Д19Т и практически не
влияют на них после искусственного ста-
рения.
Ухудшение коррозионной стойкости
сплава Д16 в массивных сечениях в вы-
сотном направлении особое значение
имеет для поковок и штамповок
(табл. 8.22). Практически все крупнога-
баритные плиты и профили подвергаются
правке растяжением в свежезакаленном
состоянии, что в значительной степени
снижает внутренние закалочные напря-
жения, которые из-за резкой закалки
(в воде при 20—30 °С) могут достигать
в сплаве Д16 250—300 МПа [43]. Для
поковок и штамповок, за редким исклю-
чением, операция правки не применяется.
Другим немаловажным фактором является направление воло-
кон, по отношению к которым вырезаются образцы на испытание»
В плитах и профилях волокна имеют сравнительно строгую ориен-
тацию относительно направления деформирования металла.
В штамповках есть зоны, где происходит перепутывание и завих-
рение волокна. В этой ситуации долевое направление может фак«
тически оказываться высотным со всеми вытекающими последст-
80 F/T#n
10 lt\
60 U
50 i
20 h
10 '
0 4
\
I
8
л
I
12
\
i
16
i
20
\
i
гьхч
Рис. 8.39. Влияние искусствен-
ного старения на сопротивление
коррозии сплава Д16:
/ — без предварительной дефор-
мации; 2 — предварительно де-
формированный B) (по данным
С. Е. Павлова)
16*
243
ТАБЛИЦА 8.21
ПОТЕРИ МЕХАНИЧЕСКИХ СВОЙСТВ ПЛАКИРОВАННЫМ
ДУРАЛЮМИНОМ ПОСЛЕ КОРРОЗИИ
(ПО ДАННЫМ С. Е. ПАВЛОВА)*1
Обработка
на „возврат"
после 15
СуТ *2
после 45
сут*з
Потери б,
после 15
СуТ *2
после 45
сут*з
Без обработки
240 °С, 40 ч
270 °С, 40 ч
1,0
34,0
42,6
Сплав Д16
з,
20,
30,
7
0
7
8
87
88
,0
,0
,0
3
83
86
,0
,6
,0
Без обработки
240 °С,
40 с
270 °С,
40 с
2,3
51,2
56,3
Сплав Д1
7,8
42,0
46,5
16,5
86,2
92,0
48,1
87,2
90,5
*1 Образцы со сквозной диффузией. *2 Коррозия в морской
воде+0,1 % Н2О2. *3 Коррозия во (влажной камере.
ТАБЛИЦА 8 22
КОРРОЗИОННАЯ СТОЙКОСТЬ ШТАМПОВОК И ПОКОВОК ИЗ СПЛАВА Д16ч
В ЕСТЕСТВЕННО И ИСКУССТВЕННО СОСТАРЕННОМ СОСТОЯНИЯХ:
НАПРАВЛЕНИЕ ИСПЫТАНИЙ ОБРАЗЦА ВЫСОТНОЕ
(ПО ДАННЫМ В. Н. БОБОВНИКОВА, Ю. М. АБЕЛЯШЕВОй)
Полуфабрикат; состояние
Поковка толщиной 100—
150 мм; Т
Штамповка; Т
Поковка толщиной 100—
150 мм; Т1 *1
Штамповка; Т1 *1
Место
вырезки
образца
Периферия
Центр
Центр
Склонность к КПН *2
при а = 0,9 а0 2
испытано
образцов
5
10
10
10
10
разруши-
лось
образцов
о оооо .
тср. р«
сут
180
14
12
180
180
атах р'
МПа
56
56
100
100
Примечание. тср. р — среднее время до разрушения; от&х р — максималь-
ное напряжение, при котором образцы не разрушаются.
-*1 Режим искусственного старения 190 °С, 14 ч. *2 КПН — коррозия под на-
пряжением.
244
виями. Такие зоны в коррозионном отношении представляют наи-
большую опасность.
При использовании сплава повышенной чистоты по железу и
кремнию (Д16ч) в соответствии с комплексом свойств может быть
приемлем вариант искусственного старения; в греющихся конст-
рукциях он является единственно приемлемым для сплава Д16.
Наряду со снижением пластичности переход от зонного старения
к фазовому сплава Д16 сопровождается также снижением харак-
теристик вязкости разрушения и малоцикловой усталости
(табл. 8.23) [38, с. 33].
ТАБЛИЦА 8.23
СВОЙСТВА ПРАВЛЕНЫХ ПОЛУФАБРИКАТОВ
ИЗ СПЛАВА Д16 ПОСЛЕ ЗОННОГО
И ФАЗОВОГО СТАРЕНИЯ [38, с. 33]
Степень
деформа-
ции при
правке, %
ав'
МПа.
ао,2'
МПа
б,
%
:?.
Сплав в состоянии Т
2—2,3
0,9—1,3
2—2,3
0,9—1,3
440
440
340
330
23
22
,0
,3
48
49
,4
,9
Сплав в состоянии Т1
480
450
430
400
10
И
,9
,2
30
33
,7
,5
117
133
76
97
* МЦУ — малоцикловая усталость; ав =
= 160 МПа; /Cf =2,6; v = 0,17 Гц.
ТАБЛИЦА 8.24
ВЛИЯНИЕ РЕЖИМА СТАРЕНИЯ
НА СКОРОСТЬ РОСТА
УСТАЛОСТНОЙ ТРЕЩИНЫ [25]
Состояние
материала,
сг02» МПа
dBl)IN, мкм/цикл, при
ДК, МПа/м3/2
12,4
15,5
18,6 21,7
Образец № 1
Т; 370
Т1; 470
Т; 345
Т1; 450
0,42
0,7
0,7
.1,1
Образец № \
0,6
0,7!
1,0
1,5
1,0
2,0
2
1,3
3,4
3,5
2,4
>6
* Образец № 1: плакирован-
ный лист толщиной 4 мм из сплава
Д16; размеры образца, мм: 200X
Х600Х4; 2/0= 10. Образец № 2:
то же, из сплава Д19; размеры-
образца, мм: 100X340X4; 2/0 =
= 6.
Деформация при правке растяжением полуфабрикатов после
закалки повышает предел текучести, но несколько снижает вяз-
кость разрушения и выносливость. Эту деформацию желательно
поддерживать на нижнем пределе заданного ОСТом интервала.
Скорость роста трещины в состоянии Т1 возрастает по сравнению
с обработкой Т (табл. 8.24) [25].
Сплавы системы А1—Си—Мп
Конструкционные алюминиевые сплавы с медью и марганцем об-
ладают целым рядом достоинств, обусловливающих их широкое
применение в современной технике. Упрочнение этих сплавов вы-
зывается зонами ГП и метастабильными модификациями химиче-
ского соединения СиА12 системы А1—Си, фазами 6" и8'. Макси-
мум прочностных характеристик сплавов системы А1—Си, а также
длительной прочности располагается в области максимальной рас-
245
творимости 5,5—6% Си. Относительное удлинение непрерывно
снижается по мере увеличения содержания меди, но при 6 % Си
(нагрев под закалку с выдержкой 1 ч) остается достаточно высо-
ким (рис. 8.40).
Рис. 8.40. Зависимость меха-
нических свойств, сплавов
системы А1—Си от содержа-
ния . меди [41]:
/ — искусственное старение
при 170 °С; 2— естественное
старение; 3 — закалка; 4 —'
отжиг
При введении в сплав А1 —6% Си марганца до 1,2% времен-
ное сопротивление его в искусственно состаренном состоянии из-
меняется очень слабо: оно повышается на 20 МПа (с 400—
420 МПа) при 0,4 % Мп и далее остается
постоянным до 1,2 % Мп [44].
Однако эффекты закалки и искусствен-
ного старения претерпевают большие изме-
нения. Эффект закалки несколько сни-
жается к 0,5% Мп, а затем резко повы-
шается к 1,2 % Мп. Эффект искусственного
старения несколько растет к 0,5% Мп и,
сводится к нулю при 0,7—1,2% Мп. В по-
следнем случае прочности искусственно со-
старенного и свежез^каленного сплава прак-
тически равны. Эффект естественного ста-
рения весьма невелик B0—30 МПа) при
всех содержаниях марганца (рис. 8.41).
При оптимальном содержании меди
около 6 % добавка марганца резко увели-
чивает длительную прочность сплава (хо-
рошо выражен максимум при концентрации
марганца 0,4—0,8%). Повышение эффекта
закалки и практическое отсутствие эффекта
старения при увеличении содержания мар-
ганца, возможно, связано с ускорением рас-
пада в этой композиции пересыщенного
твердого раствора меди в алюминии в про-
цессе закалки, т. е. с совмещением про-
цесса закалки и старения при высокой кон-
центрации марганца. Это предположение подтверждается постоян-
ством суммы эффектов закалки и старения и постоянством прочно-
сти в искусственно состаренном состоянии сплавов с 0,7—1,2 % -Мп.
Сплавы систем А1—Си и А1—Си—Мп характеризуются хоро-
шей способностью к сварке плавлением. Титан, цирконий и ван-а-
О 0,20,h 0,7
Мп,%
Рис. 8.41. Зависимость меха-
нических свойств сплава
А1 — 6 % Си от содержания
марганца:
1 — отжиг; 2 — естественное
старение; 3 — закалка; 4 —
искусственное старение
246
дий мало изменяют свойства сплавов при комнатной температуре,
но измельчают зерно, повышают температуру рекристаллизации
и жаропрочность, повышают пластичность сварного шва. Примеси
железа и кремния при содержаниях более 0,3% ухудшают свой-
ства сплавов. Магний в пределах 0,25—0,35 % повышает прочност-
ные характеристики сплава при комнатной температуре и его жа-
ропрочность, однако резко ухудшает свариваемость. В сваривае-
мых сплавах допустимая концентрация магния не превышает
сотых долей процента.
Существенное влияние на свойства сплавов системы А1—Си—
Мп оказывают кадмий, олово, индий [4, 45]. Кадмий и олово зна-
чительно повышают прочность прутков и поковок, увеличивают
эффект искусственного старения, подавляют естественное старение.
Кадмий в системах А1—Си и А1—Си—Мп тормозит образова-
ние зон ГП (подавляется естественное старение) и инициирует по-
явление дисперсных частиц 9'-фазы (более дисперсных, чем в спла-
вах без кадмия). При введении кадмия (а также индия и олова)
в тройную систему А1—Си—Мп уменьшается критический размер
зародышей выделений, а рост фазы 9' тормозится благодаря се-
грегации атомов кадмия, индия и олова на поверхности раздела
фазы и матрицы [46].
На рис. 8.42 приведены кинетические кривые старения плит
из сплава 1201 в продольном и высотном направлениях, причем
плита толщиной 80 мм после закалки растянута с остаточной де-
формацией 2,5%. Сплавы, из которых были сделаны эти плиты,
имели следующий химический состав, %: Си 6,4; Мп 0,33; Zr 0,11;
V 0,078; Ti 0,066; Fe 0,15; Si 0,07; Mg 0,02; Zn 0,05. Процесс уп-
рочнения при комнатной температуре сплава 1201 протекает очень
медленно; за 4000 ч F мес) ао,2 плит повышается на 30—40 МПа,
б изменяется незначительно, of) монотонно убывает.
На кривых изменения ов после старения при 70—180°С явно
наблюдаются первые площадки или перегибы на уровне 380—
400 МПа, а на кривых изменения ао,2.—на уровне 250—280 МПа.
С повышением температуры старения первые площадки появ-
ляются после более коротких выдержек. Так, при температуре ста-
рения 70 °С первая площадка на кривых временного сопротивления
соответствует выдержкам 720—-4320 ч, при 125 °С— 12—16 ч, при
150 и 165 °С — 6—12 ч и 1—3 ч соответственно. Старение до пере-
хода от площадки соответствует зонной стадии, характеризую-
щейся ао,2Ль=0,7 и высокими значениями б и i|). Значения электро-
проводности изменяются незначительно (на 0,2 единицы); появ-
ляется склонность к межкристаллитной коррозии и коррозионному
растрескиванию. При температурах выше 180°С на кривых изме-
нения ав не наблюдается ни перегибов, ни площадок. По-види-
мому, исследованные интервалы времени между выдержками ве-
лики.
После старения при 70 °С в течение 8640 ч не достигается мак-
симума прочности, но наблюдается переход от зонного старения
к фазовому по заметному росту предела текучести и увеличению
247
5'1045'30' 113 6
120 360 720 ШО ШО 1,4
248
• 10
х 125°С
? 150°С
165°С
о 170°С
¦ 200°С
гго°с
5 101530' 1 Z д к 12182b W 120 J607202160ШОТ,Ч
Рис. 8.42. Кривые старения плит из сплава 1201 в продольном (а) и высотном {б) направле-
ниях (по данным 3. Н. Арчаковой, Л. А. Кирилловой). Температура старения, °С
249
оо,2/ств; при 125 °С максимум временного сопротивления достигается
после выдержки 720 ч на образцах, вырезанных в продольном на-
правлении. Старение образцов, вырезанных в высотном направле-
нии, отстает по времени — максимум достигается за 1000—2160 ч.
При 125 °С достигаются самые высокие значения прочностных
характеристик: в продольном направлении ав = 450 МПа, в высот-
ном 420 МПа; о0>2 в этих направлениях 350—360 МП а. С повы-
шением температуры старения максимумы прочностных характе-
ристик сдвигаются к меньшим выдержкам и понижаются по абсо-
лютным значениям.
Следует отметить, что .при всех температурах старения макси-
мумы на кривых ав и (То,2 размытые по времени, т. е. сплав мало-
чувствителен к режимам старения. Так, при 180°С один и тот же
уровень механических и коррозионных свойств получается при вы-
держках от 6 до 24 ч. При переходе от зонного старения к фазо-
вому наблюдается резкий рост предела текучести и снижение пла-
стичности сплава. При переходе от зонного старения к фазовому
также более интенсивно растет электропроводность: от 18,75 де
19,5—20 МСм/м2 (соответствует максимальной прочности). Отно-
шение cfo,2/(Tb на упрочняющей фазовой стадии старения равно
0,72—0,78 в продольном направлении и 0,8—0,9 —в высотном. На
стадии упрочняющего фазового старения при одной и той же тем-
пературе вначале исчезает склонность к межкристаллитной корро-
зии, а затем и к коррозионному растрескиванию; при этом 1/р^
^ 19,5 МСм/м2. Расслаивающая коррозия практически одинаковая
на зонной и упрочняющей фазовых стадиях старения. Отношение
сго,2/(Тв снижается до значений 0,6—0,7 на коагуляционной стадии.
После старения при 70°С вплоть до 4320 ч Э'-фаза не обра-
зуется, сплав находится в зонной стадии. При 125 °С первые выде-
ления Эмфазы появляются после 96 ч старения, а после 720 ч фаза
9/ составляет примерно половину выделений. Через 2160 ч наблю-
дается полностью фазовое старение.
При 150°С первые выделения Эмфазы появляются после 6 ч
старения, в интервале 6—120 ч старение смешанное, а после
120 ч—чисто фазовое. Изотермы прочностных свойств при этом
выходят за максимум.
При 175 °С Эмфаза выделяется через 1 ч, далее происходит
смешанное старение с постепенным увеличением доли фазы 0',
через 36 ч старение полностью фазовое. При 200 °С первые выде-
ления Эмфазы появляются через 15 мин. Старение в течение 2—
3 ч отвечает фазовой стадии; при этом достигается максимум проч-
ностных свойств. Даже 5-мин выдержка при 220 °С приводит к сме-
шанному старению; после 30 мин происходит полное фазовое ста-
рение.
Зона, свободная от выделений, 6' наблюдается уже на смешан-
ной стадии (старение при 125°С и выше). С увеличением времени
и особенно температуры старения эта зона увеличивается в общем
случае не более чем в 2 раза. Интенсивность такого процесса воз-
растает с повышением температуры старения.
250
При 125, 150 и 175 °С максимумам прочностных свойств соот-
ветствует смешанное старение, а при 200 и 220 °С максимумам,
имеющим меньшую величину, соответствует начальная стадия фа-
зового старения.
Для количественной оценки процесса выделения определяли
изменение наибольшего диаметра 6'. По мере развития старения
эта величина изменяется при 175—220 °С по кривой с максимумом.
Максимуму прочностных свойств, независимо от режима старения
и фазового состава выделений, соответствует Эмфаза с наибольшим
диаметром 180—200 нм. Ширина зоны, свободной от выделений,
отвечающая точкам максимума, возрастает с повышением темпе-
ратуры старения от 150 до 220 °С в 1,5 раза.
Кривые старения плит толщиной 60 мм из сплава Д21 харак-
теризуются интенсивным увеличением временного сопротивления
и пределов текучести, а также уменьшением относительного удли-
нения (рис. 8.43).
Рис. 8.43. Зависимость свойств плит из сплава Д21 от времени и температуры
старения, °С (по данным О. А. Романовой, Г. К. Никишовой):
У — 160; 2 — 170; 5-180; 4—190; 5 — 200
251
Характерной особенностью сплава 01205, содержащего кадмий,
является отрицательное влияние деформации после закалки на его
свойства. Так, растяжение после закалки в пределах 1,5—9% сни-
жает прочностные характеристики сплава на 30—50 МПа [8].
Согласно X. Харди, деформация после закалки вызывает разру-
шение комплексов атомов меди и кадмия с вакансиями, которые
являются центрами зарождения Эмфазы. Образующиеся при де-
формации дислокации захватывают атомы кадмия и устраняют их
влияние на процесс упрочнения. Для уменьшения отрицательного
влияния деформации после закалки перед деформацией рекомен-
дуется применять кратковременное старение: при 150—160 °С в те-
чение 1—2 ч, окончательное старение при A60 ± 5)°С с выдерж-
кой 24—36 ч. •
Таким образом, сплавы системы А1—Си—Мп с добавкой кад-
мия и без нее по-разному реагируют на деформацию после за-
калки. Так, если сплавы системы А1—Си—Мп необходимо после
закалки подвергнуть деформации на 1—3 %, чтобы повысить
прочность на 60 МПа, то при композиции с кадмием подобная де-
формация снижает прочность на 30—50 МПа.
При производстве поковок и особенно штамповок не всегда
представляется возможным осуществить правку после закалки.
В этих случаях сплав 01205 имеет явное преимущество по прочно-
стным характеристикам перед сплавом 1201. Наиболее высокое
сопротивление ползучести и длительную прочность имеет сплав
Д21. В среднем этот сплав по характеристикам жаропрочности на
20—30 % превосходит сплавы системы А1—Си—Мп Д20, 1201 и
01205.
При аргонно-дуговой сварке временное сопротивление сварных
соединений без термической обработки после сварки составляет
для тонких (до 4 мм) листов 65—70 %, для толстых 50—60 % от
ав основного материала. Искусственное старение сварного соедине-
ния приводит к снижению пластичности материала.
Механические свойства сварных соединений при низких темпе*
ратурах приведены в табл. 8.25, откуда следует, что сплавы имеют
высокую прочность при температурах до +250°С и не охрупчи-
ваются при—253 °С.
Полуфабрикаты большой толщины свариваются гелиево-дуго-
вым, электронно-дуговым и электронно-лучевым способами. Проч-
ность сварных соединений по мере утолщения материала умень-
шается. Для термически упрочненного сплава 1201 эта зависимость
заметно проявляется при переходе от толщины 2—3 мм к 5—10 мм
(см. табл. 8.25). В этом случае существенно лучшие результаты
дает сварка в гелии или электронно-лучевая [47].
В табл. 8.26 приведены свойства сварных соединений, под-
вергнутых искусственному старению после сварки. Временное со-
противление сварных соединений без искусственного старения на
10—15% ниже приведенных в таблице средних значений, но пла-
стичность швов при этом повышенная.
252
ТАБЛИЦА 8.25
ТИПИЧНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА СВАРНЫХ СОЕДИНЕНИЙ СПЛАВА
ПРИ НИЗКИХ ТЕМПЕРАТУРАХ (ПО ДАННЫМ Н. Б. КОНДРАТЬЕВОЙ,
Т. В. ИВАНОВОЙ, Ю. П. АРБУЗОВА)
1201
Состояние материала до сварки
Температура
испытания, °С
f (с уси-
лением)
С/Ч
а *, град
Закаленное, правленое (или
нагартованное) и искусст-
венно состаренное
Листы толщиной 2 мм
20 30—32
—196 40—42
—253
43
Плиты толщиной 10—15 мм
Закаленное, правленое (или
нагартованное) и искусст-
венно состаренное
20
—196
—253
25-30
35—40
42—45
0,7
0,75
0,8
0,63
0,65
0,67
Профили со стенками толщиной 4 мм
Закаленное, правленое,
кусственно состаренное
ис-
20
31—32
Закаленное
состаренное
и искусственно
Поковки массой 100 кг
20 I 30
—196
40—42
,0,7
0,8
70—90
40—50
60—80
50—60
* Угол загиба.
ТАБЛИЦА 8.26
ТИПИЧНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА СВАРНЫХ СОЕДИНЕНИЙ СПЛАВА 1201
В ЗАВИСИМОСТИ ОТ СПОСОБА СВАРКИ [47]
Сварка
в, МПа
а, град
ан, МДж/м2
Аргонно-дуговая . .
В гелии .......
Электронно-лучевая .
Аргонно-дуговая . .
В гелии .......
Электронно-лучевая .
Толщина листа 3 мм
318
324
330
68
50
54
Толщина листа 8 мм
305
320
328
59
38
41
0,18
0,20
0,23
0,19
0,24
0,26
0,70
0,70
0,72
0,70
0,73
0,74
Аргонно-дуговая .....
В гелии ..........
Электронно-лучевая . . . .
Толщина листа 15 мм
243 20
292
324
35
30
0,14
0,20
0,26
0,56
0,65
0,70
253
Сплавы системы Al—Zn—Mg
Сплавы системы Al—Zn—Mg обладают способностью закаливаться
на воздухе, благодаря чему свойства сварных соединений после
старения близки к свойствам основного материала. Сплавы и их
сварные соединения обладают хорошей общей коррозионной стой-
костью, но при некоторых неблаго-
приятных условиях (высокие напря-
жения, повышенная влажность, дли-
тельные низкотемпературные нагре-
вы, например солнечные) сварные
соединения могут разрушаться в ре-
зультате развития коррозии под на-
пряжением.
Применение в промышленности
нашли сплавы относительно низко-
легированные, достаточно коррози-
онностойкие, с суммарным содержа-
нием цинка и магния* порядка 6,5 %
(табл. 8.27). Упрочняющие фазы
в этих сплавах MgZn2(ri) и
Al2Mg3Zn3 (Т). Прочность сплавов
системы Al—Zn—Mg и эффекты
старения растут при увеличений
суммарного содержания цинка и
магния; они примерно одинаковы
в фазовых областях а + rj; a! +
+ г)'+ Г;а+ Т.
Однако наибольшей прочностью
обладают сплавы, соответствующие
нолитермическому разрезу А1—Т
(рис. 8.44). С увеличением содержа-
ния упрочняющей фазы прочность
в отожженном состоянии растет
в области а-твердого раствора (оп-
ределенной при температуре отжига),
J,4- 5,9
0,6 1,1
10J 12,9 Zn,%
Рис. 8.44. Свойства сплавов системы
A!—Zn—Mg, лежащих на разрезе
а—Г, в различных состояниях [9]:
/ — отожженном; 2 — свежезакален-
ном; * 3 — естественно состаренном;
4 — искусственно состаренном; 5 —
эффект закалки; 6 — эффект естест-
венного старения; 7 — эффект ис-
кусственного старения; пунктирная
линия ~ граница растворимости при
*ОТЖ=400°С; штрихпунктирная ли-
ния — граница растворимости при
СОСТАВ ОТЕЧЕСТВЕННЫХ ПРОМЫШЛЕННЫХ
Марка
АЦМ
В92Ц
1911
1915
1925
1935
Макси-
мальная
сумма
Zn и М*,
%
6,9
8,2
6,5
5>8
5,8
5,2
Zn
4,2-4,8
2,9-3,6
3,8—4,4
3,4—4,0
3,4-4,0
3,6-4,1
Mg
1,6—2,1
3,9—4,6
1,6—2,1
1,3—1,8
1,3—1,8
0,6—1,1
Mn
0,4—0,8
0,6—1,0
0,2—0,5
.0,2—0,6
0,2т-0,7
0,2-0,5
Компо
Сг
—
0,07—0,25
0,08—0,20
0,2
0,2
254
понижается на границе перехода от однофазной области к много-
фазным. Эффект закалки переходит от положительных значений,
свойственных двойным сплавам системы Al—Zn и тройным спла-
вам системы Al—Zn—Mg с очень малым содержанием магния,
к отрицательным значениям при каких-то средних концентрациях
магния (когда прочность в отожженном состоянии растет быстрее,
чем в свежезакаленном), а затем непрерывно растет.
Максимум эффекта закалки имеет пологий характер и распола-
гается в гетерогенных областях. Эффекты естественного и искус-
ственного старения имеют максимумы в области а-твердого рас-
твора; при очень малом содержании магния появляются отрица-
тельные эффекты искусственного старения. Сплавы максимальной
прочности в состаренном состоянии располагаются между спла-
вами с максимальным эффектом закалки и максимальным эффек-
том старения, но в пределах твердого раствора а.
Удлинение сплавов в свежезакаленном и естественно состарен-
ном состояниях растет или мало изменяется одновременно с ро-
стом прочности при увеличении концентрации упрочняющей фазы
в значительной части твердого раствора а; в искусственно соста-
ренном состоянии удлинение уменьшается с повышением концен-
трации упрочняющей фазы.
Содержанием цинка и магния определяется не только количе-
ство упрочняющей фазы, но и критическая скорость закалки, а сле-
довательно, склонность к самозакаливанию и изменению свойств
при старении. Сплавы с содержанием цинка до 3 % имеют низкую
прочность и не испытывают заметного упрочнения при искусствен-
ном (фазовом) старении. Увеличение содержания цинка до 4—6 %
и магния до 2—5 % характеризуется значительными изменениями
свойств в процессе старения после закалки и сварки. Сплавы этого
типа более чувствительны к скорости охлаждения, они имеют по-
вышенную склонность к коррозии под напряжением.
Сплавы с содержанием 3,5—5% Zn и 1,5—2,5% Mg и сплавы
с 3—4 % Zn и 4—5 % Mg при сумме цинка и магния, равной или
меньшей 5—7%, по механическим свойствам и способности к за-
каливанию, по-видимому, более целесообразно использовать в ка-
честве свариваемых.
ТАБЛИЦА 8.27
СПЛАВОВ СИСТЕМЫ Al-Zn-Mg [32]
ненты, %
Zr
0 Л 5-0,22
0,06—0,2
0,13—0,22
0,15—0,22
0,1—0,2
0,15—0,22
Т1
0,01—0,06
0,1
0,1
0,0001—0,005Се
Си
0,1
0,05
0,1-4),2
0,1
0,8
0,2
Примеси, %, не более
Fe
0,3
0,35
0,3
0,4
0,7
0,4
Si
0,25
0,35
0,2
0,3
0,7
0,3
прочие
0,1
0,15
0,1
0,1
0,1
0,2
255
При комнатной температуре старение сплавов протекает срав-
нительно медленно. Наибольший эффект упрочнения наблюдается
в первые 30 сут старения, а затем происходит замедление роста
прочностных характеристик, однако старение длится годы и не за-
канчивается даже через 5—8 лет (рис. 8.45).
Временное сопротивление и предел текучести сплава 1915 по-
вышаются соответственно с 360 и 220 МПа после 30-сут старения
до 410 и 290 МПа через 7 лет. После 5-летнего старения наблю-
дается снижение удлинения и относительно более резкий подъем
предела текучести по сравнению с временным сопротивлением;
сплав переходит от зонного старения к фазовому.
ш
420
380
^340
&220
180
100
22
*5 18
10
-
-
I III I L I I
—'
. :
¦
I I I
' " """""""" 2
^—-^^ '
п
II II I I I lull I || I .1 1 ill
1 2 3k519 15 1 Z3k 671015 JO 6090 180 300 2 3 U56dWt
cym
годы
Рис. 8.45. Зависимость механических свойств листов из сплава 1915 (/) и В92ц B)
от времени естественного старения (по данным Н. И. Зайцевой, М. С. Артемовой,
И. Н. Фри'дляндера)
Для сплава В92Ц также наблюдается повышение временного
сопротивления и предела текучести и снижение относительного уд-
линения с увеличением времени старения. На кинетических кривых
прочности и текучести при старении 5—8 лет значения прочности
и текучести растут одинаковыми темпами, но у сплава В92Ц на-
блюдается некоторая тенденция к снижению ао,2- При 70 °С и осо-
бенно при 80—90 °С прочность, предел текучести, отношение о^1оъ
растут, удлинение и электросопротивление снижаются, происходит
переход к фазовому старению.
В процессе старения при 90 °С площадка прочностных характе-
ристик появляется в интервале 0,5—1 ч; электросопротивление ра-
стет при выдержке 0,5 ч, а затем, как и удлинение, мало изме-
няется, обнаруживая тенденцию к снижению (рис. 8.46).
Представляет интерес изменение характеристик того же сплава,
предварительно естественно состаренного в течение 2 мес, после
старения при 90 °С. Естественно состаренный сплав имел следую-
,256
щие свойства: ав = 380 МПа; (хо>2 = 276 МПа; 6=12%; 1/р =
= 20,8 МСм/м2. Предварительно естественно состаренный сплав
начинает набирать прочность в процессе старения при 90 °С только
с той выдержки, при которой сплав, подвергавшийся старению из
свежезакаленного состояния, достигает прочности предварительно
естественно состаренного сплава; после этого изменение прочности
идет примерно по одной кривой с некоторым превышением у пред-
варительно естественно состаренного сплава.
В течение длительного времени (около 24 ч) при 90 °С времен-
ное сопротивление и предел текучести естественно состаренного
сплава не изменяются. Объяснить это можно взаимодействием
двух процессов, идущих с равной скоростью: растворением зон и
Рис. 8.46. Зависимость механических свойств и удельной электропроводности
сплава АЦМ при 90 °С от времени старения; исходное состояние [4]:
1 — свежезакаленное; 2 — два месяца естественного старения
возникновением метастабильных частиц. Уже 30-мин выдержка при
90 °С приводит к появлению метастабильных частиц и ухудшению
коррозионной стойкости. При 80—70 °С этот процесс занимает, ес-
тественно, больше времени, а при 60—50 °С требуются уже многие
тысячи часов. Следовательно, у сплавов системы Al—Zn.—Mg спу-
стя несколько лет после начала эксплуатации под влиянием сол-
нечных нагревов может резко снизиться коррозионная стойкость;
при наличии достаточно высоких сварочных, монтажных или экс-
плуатационных напряжений и повышенной влажности воздуха мо-
гут возникнуть коррозионные трещины.
При 100—140 °С зонная стадия старения (площадка на кривых)
заканчивается в течение 3—5 мин, а дальше идет интенсивное фа-
зовое старение: после 240 ч при 100 °С и 24 ч при 140 °С наме-
чаются максимумы прочности. Наибольшую склонность к корро-
зии под напряжением имеют сплавы, состаренные в течение 100 ч
при 100 °С в стадии фазового старения.
17 Заказ № 297
257
Электронно-микроскопическое исследование структуры сплавов
после закалки и старения 100 °С, 100 ч показало, что в сплаве
присутствуют крупные частицы интерметаллидов марганца и мел-
кие, расположенные по границе частицы упрочняющей фазы, веро-
ятно, 1 + i (рис. 8.47). Внутри зерна в этом состоянии присутст-
вуют зоны ГП и частицы метастабильной фазы Г, которые могут
Оыть видны только в электронный микроскоп высокого разреше-
ния. На данном снимке мельчайшие частицы видны на изгибных
контурах экстинкции в виде «сыпи».
Характерным для сплавов системы А1—Zn—Mg является влия-
ние предварительного зонного старения на последующее фазовое-
?лРИиЭТ^М изменяются свойства и тонкая структура сплавов'
И. Н. Фридляндером с сотрудниками была изучена структура
сплава В92Ц, прошедшего закалку и высокотемпературное старе-
Рис. 8.47. Структура сплава
В92ц после закалки и старе-
ния при 100 °С, 100 ч. X18 000
(по данным Н. С. Герчнко-
вой, Н. И. Зайцевой, М. С.
Артемовой, И. Н.Фридл ян-
дера)
ние 195 °С в течение 2 ч, причем старение проводилось по трем ва-
риантам. На рис. 8.48 видно, что -указанные три варианта обра-
ботки приводят к созданию различной структуры сплава: изме-
няется дисперсность частиц упрочняющих фаз и ширина зоны, сво-
бодной от выделений, у границ зерен. Наиболее высоко дисперсные
частицы и узкая зона у границ образуются после длительного есте-
ственного старения и последующего фазового. Крупные частицы
и более широкая зона формируются при одноступенчатом высоко-
температурном старении.
Зарождение выделений в рассматриваемых вариантах старения
протекает, очевидно, по-разному. При одноступенчатом старении
частицы формируются на дефектах — дислокационных петлях, об-
разовавшихся в процессе закалки. При ступенчатом старении цен-
трами зарождения фаз служат зоны ГП, причем значительно
больше их образуется после длительного естественного старения,
чем после старения при 60 °С, 24 ч. Предварительное зонное ста-
рение при комнатной или повышенных температурах оказывает су-
щественное влияние на последующее фазовое старение, приводя
к диспергированию и повышению плотности частиц упрочняющих
фаз и сдвигая на 20—30 °С вверх температуру старения по сравне-
нию с той, которая требуется для достижения одинаковой прочно-
258
8
Рис. 8.48. Структура сплава В92ц после за-
калки и высокотемпературного старения
A95 °С, 2 ч), проведенного:
а — непосредственно после закалки; б —
после естественного старения 3 г; в — после
старения при 60 °С, 24 ч. X18 000 (по дан-
ным Н. С. Герчиковой, Н. И. Зайцевой,
И. Н. Фридляндера)
сти после старения из свежезакаленного состояния. Повышение
температуры второй ступени благотворно влияет на коррозионную
стойкость.
Сварные соединения сплавов системы Al—Zn—Mg более
склонны к коррозии под напряжением, чем основной материал.
Этому-способствуют неконтролируемые изменения структуры и хи-
мического состава при сварке, дефекты сварных швов, частичное
оплавление границ зерен при нагреве в интервале температур ме-
экду ликвидусом и солидусом и обогащение границ легкоплавкими
компонентами (цинком и магнием), а также дополнительные внут-
ренние напряжения, возникающие при сварке, и.другие факторы.
В сварной конструкции из листов толщиной 3—4 мм из сплава
АЦМ в зоне сварных швов (после сварки естественное старение)
возникают растягивающие продольные остаточные напряжения
порядка 100—ПО МПа в поперечном направлении. Искусственное
старение в течение 100 ч при 90 °С не изменяет величины и харак-
тера остаточных напряжений. Индукционный нагрев до 240—250 °С
в течение 4—5 мин зоны сварного шва с охлаждением водой око-
лошовной зоны во избежание ее разупрочнения повышает величину
продольных растягивающих напряжений на 15—20 МПа.
17*
259
без.
тгреоа
3000
Вместе с тем длительные низкотемпературные (солнечные) на-
гревы сплавов системы Al—Zn—Mg, особенно с повышенным со-
держанием цинка и магния (>7%), вследствие структурной и хи-
мической неоднородности сварных соединений вызывают дополни-
тельный распад пересыщенного твердого раствора и ухудшение
коррозионной стойкости. Так, естественное старение после сварки
в течение 3 мес (зонное старение) не приводит к разрушению об-
разцов при испытании более 200 сут при напряжении 250 МПа.
После искусственного старения (фазового) разрушение наступает
через 18—30 сут; однако последующие
низкотемпературные нагревы G0°С,
1000 ч, т. е. примерная продолжитель-
ность солнечных нагревов в условиях
Средней Азии в течение 2 лет) вызывают
переход к фазовому старению и резко
ухудшают коррозионную стойкость сЁар-"
ных соединений. При ^том естественное
старение после сварки дает худшие ре-
зультаты по сравнению с искусственным
старением.
Естественно состаренные швы обла-
дают повышенной склонностью к рас-
слаивающей коррозии. Нагревы в течение
3000 ч при 70 °С дают улучшение кор-
розионной стойкости сварных швов, есте-
ственно и искусственно состаренных по-
сле сварки, что связано с коагуляцией
метастабильных фаз. Однако опасный
интервал повышенной коррозионной чув-
ствительности после низкотемпературных
нагревов определенной продолжительности существует, и с ним
приходится в практике считаться.
Существенное влияние на сопротивление растрескиванию под
напряжением оказывают состояние материала после сварки, ве-
личина постоянно действующих растягивающих напряжений, на-
личие коррозионной среды, влажность воздуха. Дополнительные
нагревы после сварки при 70 °С приводят к дополнительному уп-
рочнению материала, если материал не подвергался стабилизи-
рующему искусственному старению (рис. 8.49).
Дополнительное упрочнение материала в свою очередь снижает
пластичность сварных шЪов, о чем можно судить по снижению
удельной работы разрушения образцов с трещиной при ударном
изгибе, и понижает сопротивление растрескиванию (табл. 8.28).
Нагрев при 70 °С в течение 1000 ч практически йе влияет на
коррозионную стойкость сварных соединений, состаренных после
сварки по режиму 100 °С, 24 ч + 175 °С, 5 ч. Склонность к корро-
зионному разрушению естественно состаренных сварных швов
резко снижается после такого нагрева и сравнивается с искусст-
венно состаренным после сварки материалом. Более длительные
Рис. 8.49. Влияние дополни-
тельных нагревов при 70 °С
на механические свойства
сварных соединений из лис-
тов сплава 1915 (по данным
Н. И. Зайцевой, М. С. Арте-
мовой, И. Н. Фридляндера):
/ — естественное старение до
и после сварки; 2 — естест-
венное старение до сварки,
искусственное после сварки
260
ТАБЛИЦА 8.28
СКЛОННОСТЬ К РАЗРУШЕНИЮ ОБРАЗЦОВ ИЗ ЛИСТОВ СПЛАВА 1915
В СРЕДЕ ДИСТИЛЛИРОВАННОЙ ВОДЫ ПРИ РАСТЯГИВАЮЩЕМ НАПРЯЖЕНИИ
250 МПа В ЗАВИСИМОСТИ ОТ СОСТОЯНИЯ МАТЕРИАЛА
(ПО ДАННЫМ Н. В. КАДОБНОВОЙ)
Режим старения
до сварки
Естественное старение
3 мес
100 °С, 24ч+175°С, 5 ч
после сварки
100 °С, 24 ч+ 175 °С, 5 ч
То же + нагрев 70 °С, 1000 ч
То же + нагрев 70 °С, 3000 ч
Естественное старение
>3 мес
То же + нагрев 70 °С, 1000 ч
То же + нагрев 70 °С, 3000 ч
. Время до разрушения, сут
18—30
зо—lbo
200 без разрушения
>200 без разрушения
15—200
>200 без разрушения
нагревы C000 ч) при 70 °С приводят к коагуляционному старению
и заметному улучшению как естественно, так и искусственно со-
старенного после сварки материала.
Склонность к растрескиванию сварных соединений возрастает
с увеличением уровня прилагаемых напряжений в присутствии
коррозионной среды. Как правило, зарождение и развитие трещин
при коррозионном растрескивании происходит в зоне сплавления
сварного соединения. Для повышения сопротивляемости растрески-
ванию под напряжением сварных соединений сплавов системы
Al—Zn—Mg на практике применяют отпуск сварных соединений
при 180—200 °С или ступенчатое старение при высокой темпера-
туре на 2-й ступени, что повышает стабильность структуры и (до
ТАБЛИЦА 8.29
ИЗМЕНЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ ЛИСТОВ ИЗ СПЛАВА 1911
ВО ВРЕМЕНИ ПОСЛЕ РАЗЛИЧНЫХ ТЕРМИЧЕСКИХ ОБРАБОТОК [32]
Время
вылеживания
при комнатной
температуре
5 сут
1 г
2 г
4 г .
6 лет
8 лет
10 лет
15 лет
МПа
357
440
448
456
461
465
469
471
Закалка
G0,2'
МПа
243
308
325
341
350
357
364
372
6,
%
15,7
13,2
12,6
12,2
12,0
12,3
12,0
12,2
Закалка -f- старение 90 °С,
МПа
442
458
460
471
473
475
477
480
100 ч
ао.г
МПа
353
365
376
377
380
380
384
388
%
13,2
13,6
13,0
12,3
11,8
12,1
11,9
12,0
Закалка + старение 120 °С,
10 ч + старение 145 °С, 15 ч
МПа
470
473
471
475
480
484
480
481
G0,2'
МПа
392
395
395
397
399
394
397
397
%
12,0
13,1
13,0
12,8
12,7
12,5
12,6
12,6
261
70 %) снимает внутренние напряжения, а следовательно, повышает
работоспособность конструкции.
Выдержка сварных образцов, состаренных по самым худшим
в коррозионном отношении режимам старения, в среде аргона не
приводит к их разрушению, что указывает на коррозионный ха-
рактер разрушения. В работе [32] подчеркивается значение сту-
пенчатых режимов старения сплавов системы Al—Zn—Mg для
стабилизации их свойств во времени. Так, свойства сплава 1911,
состаренного по режиму 120°С, 10 ч+145°С, 15 ч, практически не
изменяются в процессе выдержки в течение 15 лет, в отличие от
режимов естественного E сут) старения и старения в течение 100 ч
при 90°С. В двух последних случаях временное сопротивление и
предел текучести сплава заметно возрастают (табл. 8.29).
В настоящее время в практике искусственное старение сплавов
системы Al—Zn—Mg производится только по ступенчатому ре-
жиму.
Сплавы системы Al—Li—Mg
Механические свойства сплавов алюминия с магнием и литием
в области твердого раствора алюминия немногим лучше механи-
ческих свойств алюминия с магнием тех же концентраций. Влияние
термической обработки на сплавы алюминия с магнием и литием,
как и на сплавы алюминия с магнием, выражено нерезко [48].
Рис. 8.50 Диаграммы состоя-
ния сплава Al—Li—Mg (один
из вариантов) и эффекты
старения (Ао"в, МПа) при
170°С, 16 ч
В 1965 г. И. Н. Фридляндером, В. Ф. Шамраем и Н. В. Ширяе-
вой была обнаружена большая концентрационная область спла-
вов, обладающих значительным эффектом упрочнения после искус-
ственного старения (рис. 8.50, 8.51). В равновесии с твердым рас-
твором в этих композициях при температурах старения находятся
фазы AlLi F), Al2MgLi (S), Mg17Al12 и Mg2Al3 (P).
262
Однако тройные сплавы имеют низкую коррозионную стойкость.
Повышение коррозионной стойкости было достигнуто дополнитель-
ным введением элементов-антирекрйсталлизаторов. На первом
этапе был разработан вариант сплава 1420 с марганцем; впослед-
ствии выявились преимущества сплава 1420 с цирконием [49].
Этот вариант состава находит все большее применение в настоя-
щее время (хотя и сплав с марганцем в некоторых случаях может
быть предпочтительным).
Эффект старения (в частности, по пределу текучести) мало за-
висит от содержания магния — он определяется главным образом
концентрацией лития, изменяясь,
например, от 90 до 190 МПа для
сплавов с —5 % Mg и 6 и 10 %
(ат.) Li A,6 и 2,8% (по массе))
соответственно (рис. 8.52). Маг-
ний существенно влияет на проч-
ностные свойства (ав, сго,2, НВ)
материала в закаленном состоя-
нии. Так, временное сопротивле-
ние возрастает на 20—25 МПа на
1% (ат.) Mg.
Состав сплава 1420 не отве-
чает максимальной прочности
в системе^ но обеспечивает опти-
мальное сочетание достаточной
прочности и пластичности.
Выделением, ответственным
за упрочнение сплава 1420 при
старении, является б'-фаза
(Al3Li)—сверхструктура типа
Cu3Au на базе г. ц. к. решетки твердого раствора, впервые обнару-
женная Дж. М. Сил кок в сплаве А1 — 2,2 % Li.
Сферические, однородные частицы этой фазы, распределенные
в зерне, эффективно упрочняют сплавы А1—Li, содержащие более
1,35 % Li. Стабильная фаза 6 образуется в первую очередь на
границах зерен, при этом формируется обедненная околограничная
зона, свободная от выделений. Авторы работы [28] наблюдали
увеличение электросопротивления при низкотемпературном старе-
нии сплава А1 — 2 % Li, что, по их мнению, указывает на образо-
вание скоплений (зон) легирующих атомов. Это впервые было по-
казано в работах [4, 51] и подтверждено работой [52].
Фаза 6' служит упрочнителем при старении тройных сплавов
системы А1—Mg—Li и четверных сплавов с цирконием [53] или
с марганцем в широкой концентрационной области системы, где
обнаружен эффект старения [21, 49]. Плотность распределения' 6'-
фазы по качественной оценке возрастает при увеличении концен-
трации лития [49], что обусловливает возрастание эффекта ста-
рения.
8 162khd 100 500Z,4
Рис. 8.51. Кривые старения закаленных
с 450 °С в воде листов из сплава 1420
при различных температурах, °С (по
данным И. Н. Фридляндера, В. С. Санд-
лера/ Т. И. Никольской):
1 — 120; 2—170; 3 — 250
263
18
9 12
Li ,%Ш)
16
Рис. 8.52. Зависимость временного
сопротивления (а), предела текуче-
сти (в) и-эффекта старения по пре-
делу текучести (б) (цифры на кри-
вых, МПа) [53, 54]:
а ~ закаленное состояние; / — дис-
персные и грубые частицы фазы S;
//—дисперсные частицы фазы 5;
/// — фаза отсутствует; б — закалка
и старение при 170°С, 16 ч
В результате изучения тройного модельного сплава А1 — 5,4%
Mg — 2,18 % Li и сплава 1420 обнаружены (подобно высоколеги-
рованным сплавам системы А1—Li, содержащим более 2% Li)
рефлексы б'-фазы на электронограммах уже после закалки в воде
(и естественного старения в течение ~ 10 мин) [21, 51]. Диаметр
сферических частиц б' в сплаве 1420 возрастает по мере увеличе-
ния времени старения при 70—125 °G до 5000 ч примерно в соот-
ветствии с законом т1/з, где т — время старения (рис. 8.53). Иссле-
дование листов толщиной 1 мм показало, что старение при 50—
125 °С до 5000 ч приводит к монотонному упрочнению, причем вре-
менное сопротивление и предел текучести на определенной стадии
старения примерно пропорциональны диаметру частиц б'-фазы. Эта
закономерность прослеживается после старения при 125°Сдо 100 ч,
при 100 °С до 2000 ч и при 70 °С — 5000 ч (рис. 8.54). Прочностные
свойства в процессе старения при 170—190°С до 1000 ч изме-
няются по кривым с максимумом; после старения при 250 °С уп-
рочнение отсутствует [8; 51; 53, с. 42].
Наряду с б'-фазой распад твердого раствора сплава 1420 и
тройного модельного сплава происходит с образованием выделений
двух других типов: тонких пластинчатых выделений на границах
зерен и (по мере развития старения) компактных частиц, которые
264
в первую очередь образуются на границах зерен и на межфазных
границах нерастворенных частиц (например, марганцовистого дис-
персоида или фазы S). Согласно диаграмме состояния, этими ча-
стицами, очевидно, служит стабильная фаза S (или Say),
Сравнительный рентгеновский анализ сплава А1 — 5,4% Mg —
2,18% Li, закаленного в воде и состаренного при 250°С 3000 ч,
в котором распад практически полностью завершей, обнаружил де-
сять рентгеновских линий, отвечающих фазе S, и три линии, кото-
рые можно отнести к фазе у. При этом исходили из предположе-
ния, что, согласно диаграмме состояния, в сплаве не могут по-
явиться выделения фаз р, р' и б'. Фаза 6' в сплаве, состаренном
2k
16
8
О
/iZ5°C
э
0 5Ш100 5001000 200030005000Х,ч
Рис. 8.53. Зависимость диаметра частиц
d фазы б' в сплаве 1420 от времени
старения (по данным И. Н. Фридлян-
дера, В. С. Сандлера, Т. И. Николь-
ской)
ю -
230 270 310 350
б0>2, МПа
Рис. 8.54. Зависимость пре-
дела текучести сплава 1420
от среднего диаметра частиц
фазы б при режимах старе-
ния (по данным И. Н. Фрид-
ляндера, В. С. Сандлера,
Т. И. Никольской):
/ — 70 °С, 5000 ч; 2 — 100 °С,
2000 ч; 3— 125 °С, 100 ч
при 250 °С 3000 ч, отсутствует. По мере повышения температуры
и увеличения времени старения, например при 125 °С до 5000 ч или
170°С до 100 ч, усиливается интенсивность пограничного распада.
С дальнейшим увеличением длительности старения при 170°С и по
мере повышения температуры образуются преимущественно ком-
пактные частицы, а количество тонких пограничных выделений
уменьшается [4, 51].
Образование и рост тонких и компактных частиц фазы S при-
водит к обеднению прилегающих участков матрицы магнием и
литием и к растворению метастабильной фазы 8'. Это обусловли-
вает появление обедненных зон, свободных от выделения б'-фазы
около границ зерен и у частиц фазы S в зерне (рис. 8.55). По мере
достижения равновесного состояния, например при 200—250 °С,
S'-фаза полностью растворяется. Таким образом, распад твердого
раствора сплава 1420 происходит по схеме: атв. р.р-^фаза (б^
S)S. Следовательно, образование зон при распаде твердого
265
Рис. 8.55. Выделение фаз б' и 5 в сплаве 1420 [51J:
а —старение при 170 °С,» 500 ч (оксидная реплика. Х13 500); б — старение при 170 °С, 16 ч
(темное поле. Х55 000) ¦ .'; ; . ¦: ,
раствора сплава 1420 не происходит. Распад начинается сразу
с появления частиц б'-фазы.
Основные результаты исследования структуры и свойств трой-
ного модельного сплава ?и сплава 1420, проведенного впервые под
руководством И. Н. Фрид-
ляндера, подтверждены ав-
торами работы [52]. Уста-^
новленная последователь-
ность выделений согласуется
с приведенной выше схемой
распада твердого раствора.
Основное различие заключа-
ется в том, что авторы ра-
боты [52] не обнаружили
выделений на границах зе-
рен.
Сопоставление кинетиче-
ских кривых изменения твер-
дости, периода решетки мат-
рицы и электросопротивле-
ния сплава 1420 в процессе
старения показало, что ста-
дии упрочнения при старе-
нии (например, при 170 °С
до 24 ч, 120 °С до 1000 ч)
о ,„ ч отвечает слабое уменьшение
Рис. 8.56. Зависимость микротвердости ("р,)» ¦
относительного электросопротивления (ARJR) и ПерИОДа И В ТО Же ВреМЯ ИН*
периода решетки матрицы (а) сплава А1 — тенСИВНОе СНИЖеНИе ЭЛеКТрО-
5,4% Mg —2,18% Li от времени старения при , о г^\
различных температурах, °С (по данным СОПрОТИВЛеНИЯ (рИС. O.OD).
кольск?й)идляндера' В' °' Сандлера« т-и-Ни" Поскольку уменьшение
;_70; 2-120; 5-170; 4-250 КОНЦеНТраЦИИ ЛИТИЯ В Мат-
266
рице приводит к слабому, а магния, наоборот, к существенному
(на 0,0005 нм на 1 % (по массе)), уменьшению периода решетки,
полученные результаты указывают на то, что выделение фазы-уп-
рочнителя 6' практически не приводит к обеднению матрицы маг-
нием. Следовательно, магний не входит или входит в небольшом
количестве в состав б'-фазы. Косвенным подтверждением этого
предположения служит незначительная растворимость магния
в фазе б [48]. Таким образом, изменение периода решетки мат-
рицы может служить мерой концентрации магния в твердом рас-
творе.
Opk
од
0,20
0,28
0,36,
W
80
60
kO
10
n
- .
-
- /7
/A J
M 1 i i h h li lM>r-
Г2'
5
1
7
Г
Д
+ ..1 . 1
-100-
5 Ю30 3Ь68122Ш 1003001000,
5 1030,3k 68163270200Ш2000Х
мин и
Рис. 8.57. Зависимость периода решетки матрицы (а), ширины (б) и асиммет-
рии (в) рентгеновской линии D20) сплава 1420 от времени старения при раз-
личных температурах, °С (по данным А. И. Самойлова, В. С. Сандлера,
А. И. Кривко):
1 —220; 2— 170; 3—120
Уменьшение электросопротивления является качественной ме-
рой концентрации лития в матрице, поскольку литий значительно
C,31 м2/МСм на 1 % (по массе), а магний слабо @,54 м2/МСм
на 1 % (по массе)), влияют на эту характеристику твердого рас-
твора [54]. Магний, не участвуя в дисперсионном твердении, по-
видимому, упрочняет сплав, входя в твердый раствор.
Характер изменения периода решетки матрицы в процессе ста-
рения аналогичен у сплава 1420 и двойного сплава Al—Mg
(рис. 8.57), а изменение электросопротивления аналогично у сплава
1420 и сплавов системы Al—Li с соответствующими концентра-
циями магния и лития. Анализ изменения структуры и свойств
сплава 1420 показывает, что его можно рассматривать как синтез
термически неупрочняемого сплава А1—Mg со сплавом Al—Li.
267
Изменение формы рентгеновской' линии (рис. 8.57) связано
главным образом с концентрационной неоднородностью матрицы
по магнию, которая возникает из-за неоднородного характера вы-
деления фазы S. Определенные внутренние напряжения, которые
могут возникнуть при выделении когерентной б'-фазы или некоге-
рентной фазы S, не способны привести к асимметрии линии: экс-
перименты показали, что выделение б/ в сплаве А1 — 2,2 % Li не
приводит к изменению формы линии, а увеличение количества
фазы S при стабилизации сплава 1420 после перестаривания не от-
вечает увеличению ширины или асимметрии рентгеновской линии.
Таким образом, изменение ширины и формы рентгеновской линии
может служить мерой концентрационной неоднородности матрицы
по магнию.
Упрочнение в процессе старения, например при 70—170 °С, вы-
зывается увеличением количества и укрупнением частиц б'-фазы.
При дальнейшем развитии старения, например при 170 °С, 4—100 ч,
конкурируют два процесса: увеличение количества 6', укрупнение
и частичное растворение этой фазы, что, по-видимому, объясняет
образование пологого максимума на изотермах твердости и проч-
ностных свойств [51, 53]. Разупрочнение при перестаривании на-
ряду с дальнейшим укрупнением б'-фазы связано со значительным
сокращением ее количества из-за интенсивного растворения вблизи
фазы S.
Сплавы системы Al—Mg—Sc
В ряде работ М. Е. Дрица с сотр. показано, что скандий способ-
ствует значительному повышению прочностных характеристик
сплавов системы Al—Mg. Так, в результате введения скандия
в сплав А1 — 6,5 % Mg ao,2 возрастает от 120 МПа (у сплава (Зез
скандия) до 220 МПа у сплава с 0,2—0,5 % Sc [55].
Отличительной особенностью сплавов системы А1—Mg—Sc яв-
ляется полное ориентационное соответствие выделяющейся при
распаде пересыщенного твердого раствора равновесной фазы ScAl3
и матрицы [100]ф|| [100]м, [010]ф|| [010]м. Величина относительного
несоответствия между решетками матрицы и фазы очень мала.
Полное ориентационное и размерное соответствие кристаллических
решеток матрицы и продуктов распада приводит к сохранению ко-
герентности вплоть до 550 °С и обусловливает сравнительно неболь-
шие размеры частиц (вплоть до 450 °С) и их равномерное распре-
деление по объему.
Таким образом, положительное влияние скандия на прочност-
ные характеристики сплавов системы Al—Mg связано с образова-
нием мелкодисперсных частиц фазы ScAl3, которые, с одной сто-
роны, способствуют формированию нерекристаллизованной струк-
туры, ас другой — оказывают непосредственно упрочняющее дей-
ствие.
268
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
К главе 1
1. Беляев А. И. Металлургия легких металлов. М.: Металлургия, 1970, 366 с.
2. World Metal Statistics, 1981, N 7, р. 36.
3. Постановление Госстандарта СССР № 2012 от 25.08.1976. Государственные
стандарты СССР. Информ. указатель № 10, 1976, Пост. № 158 от 16.01,1980,
Информ. указатель № 30, 1980.
4. Баймаков Ю. В., Ветюков М. М. Электролиз расплавленных солей. М.: Ме-
таллургия, 1966. 560 с.
5. Б русаков Ю. #., Варюшенков А. М., Водолажский В. Ф.— В кн.: Научные
исследования и опыт проектирования в металлургии легких металлов. М.:
Металлургия, 1981, с. 110—116.
6. Заиграйкин А. Г., Науменко А. Д., Назаров П. А.— Технология легких спла-
вов, 1979, № 4, с. 10—17.
7. Справочник металлурга по цветным металлам: Производство алюминия//Со-
стюков А. А., Киль И. Г., Никифоров В. П. и др. М.: Металлургия, 1971.
560 с.
8. Альбер.—- Физические и химические свойства металлов высокой , чистоты.
Труды международного коллоквиума. Париж. 12—14.10.1959: Пер. с франц./
Под ред. Беляева А. И. и Вигдоровича В. Н. М.: Металлургия, 1964, с. 11.
9. Мараев С. Е., Беляков Ю. И. и др.— Литье и обработка алюминия и его
сплавов. Науч. тр./ВАМИ, 1979, № 105, с. 76—85.
10. Беляев А. И., Жемчужина Е. А., Фирсанова Л. А. Металлургия чистых ме-
таллов и элементарных полупроводников. М.: Металлургия, 1969. 503 с.
11. Беляев А. И. Получение чистого алюминия. М.: Металлургия,. 1967. 255 с.
12. Metall, 1973, N 3, р. 203—211.
К г л а в е 2
1. Термические константы веществ: Справочник. Вып. V./Под ред. Глушко В. П.,
Медведева В. А., Бергмана Г. А. и др. М.: Наука, 1971. 529 с.
2. Агеев Н. В. Природа химической связи в металлических сплавах. М.: Изд-во
АН СССР, 1947. 118 с.
3. Смитлз К- Дж. Металлы: Справочник. 5-е изд.: Сокр. пер. с англ./Пой ред.
Глазунова С. Г/М.: Металлургия, 1980. 446 с.
4. Фридляндер И. Н„ К^олпачев А. Л.—Изв. АН СССР. Металлы, 1980, № 4,
с; 38—41.
5. Лебедев И. П., Максимов В. Д., Райнис Л. С.— Литейное производство,
1966, № 2, с. 42—43.
6. Ниженко В. И., Флока Л. И. Поверхностное натяжение жидких металлов
и сплавов: Справочник. М.: Металлургия, 1981, с. 16—17.
7. WagmanD. D., Evans W. H., Parkez V. В. а. о. Selected values of Chemical
Thermodynamic Properties National Bureau of Standards, Technical Notes
N 270, Washington, USA, 1969.
8. Термодинамические свойства индивидуальных веществ: Справочник. 3-е изд.,
перераб. и доп. Т. 3, кн. 2/Гурвич Л. В., Вейц И. В., Лебедев В. А. и др.
М.: Наука, 1981, 456 с.
9. Смирягин А. П., Смирягина Н. А., Белова А. В. Промышленные цветные
металлы и сплавы: Справочник. 3-е изд., перераб. и доп. М.: Металлургия,
1974. 489 с.
10. Бобылев А. В. Механические и технологические свойства металлов: Спра-
вочник. М.: Металлургия, 1980. 296 с. •
11. Либерман М. Д., Десятников Б. О., Орлова Г. Я.—Труды/ВАМИ. Л., 1978,
№ 102, с. 35—38.
12. Габидуллин Р. М., Швецов И. В., Колачев В. А. и др.—В кн.: Строение,
свойства и применение металлоидов. М.: Наука, 1974, с. 188—190.
13. Газы и окислы в алюминиевых деформируемых сплавах./Добаткин В. И.,
Габидуллин Р. М., Колачев Б. А., Макаров Г. С. М.: Металлургия, 1976.
263 с.
269
14. Григорьева Л. А., Чулков В. А., Данилкин В. Л. и др.— Цветные металлы,
1982, № 1, с. 70—73.
К главе 3
1. Уббелоде А. Р. Расплавленное состояние вещества: Пер. с англ, М.: Метал-
лургия, 1982. 374 с.
2. Френкель Я. Я. Кинетическая теория жидкостей. Л.: Наука, 1975. 592 с.
3. Арсентьев Я. П., Ко ледов Л. А. Металлические расплавы и их свойства.
М.: Металлургия, 1976. 375 с.
4. Ватолин Я. А., Пастухов Э. А. Дифракционные исследования строения высо-
котемпературных расплавов. М.: Наука, 1980. 188 с.
5. Вертман А. А., Самарин А. М. Свойства расплавов железа. М.: Наука, 1969.
196 с.
6. Вилсон Д. Р. Структура жидких металлов и сплавов: Пер. с англ. М.: Ме-
таллургия, 1972. 247 с.
7. Белащенко Д. К. Явления переноса в жидких металлах и полупроводниках.
М.: Атомиздат, 1970. 399 с. .
8. Хрущев Б. Я. Структура жидких металлов. Ташкент: ФАН, 1970. 112 с.
9. Евсеев А. М., Воронин Г. Ф. Термодинамика и структура жидких металли-
ческих сплавов. М.: Изд-во МГУ, 1966. 131 с. >
10. Швидковский Е. Г. Некоторые вопросы вязкости расплавленных металлов.
М.: ГИИТП, 1955. 207 с.
11. Глазов В. М., Чижевская С. Н., Глаголева Я. Я. Жидкие полупроводники.
М.: Наука, 1967. 244 с.
12. Фридляндер Я. Н., Колпачев А. А.— Изв. АН СССР. Металлы, 1980, № 4,
с. 38—41.
13. Wray P.— J. Met. Trans., 1974, v. 5, N 12, p. 2602—2603.
14. Колпачев А. А., Титова И. А., Мурзов А. И.— Сборник трудов по физико-
математическим наукам, Куйбышев: Куйбышевский политехнический ин-т
им. В. В. Куйбышева, 1969. 365 с.
15. Колпачев А. А., Вуколова 7\ В., Шарабкова В. Д.—Изв. АН СССР! Ме-
таллы, 1972, № 4, с. 226—228.
16. Салли И. В. Физические основы формирования структуры сплавов. М.: Me-
таллургиздат, 1963. 219 с.
17. Фридляндер И. Я.— Исследование фбрм роста кристаллов в зависимости от
скорости охлаждения/Труды ВИАМ № 95, 1949, с. 56.
18. Jones Я.—Aluminium (BRD), 1978, v. 54, N 4, p. 274—281.
19. Данилов В. И. Строение и кристаллизация жидкости. Избранные статьи/Под
ред. Курдюмова Г. В. Киев: АН СССР, 1956.
20. Фридляндер И. Н., Колпачев А. А., Вуколова Т. В., Шарабкова В. Д.—
Изв. АН СССР. Металлы, 1979, № 4, с. 146,
К гл а в е 4
1. Нагорская Н. Д., Гольденберг А. Э., Новоселова А. В. и др.—Изв.
АН СССР. Металлы, 1966, № 5, с. 135—147.
2. Напетап Н., Schrader A. Ternare Legierungen des Aluminiums. Diisseldorf,
1952, 170 S. V
3. Aluminium, v. 1: Properties, Physical Metallurgy and Phase Diagrams. ASM.
1967.
4. Martion A. J., Moore A. /.— Less-Common Metals, 1959, v. 1, № 2, p. 85—96.
5. Phillips H. W. L.— In: Annotated equilibrium diagrams of some aluminium al-
loy systems. L., 1959, № 25, p. 21—86.
6. Phragmen G.— J. Inst. Metals, 1950, v. 77, p. 489—552.
7. Raynor G. V., Ffeif R. C. L.—J. Inst. Metals, 1947, v. 73, p. 397—419.
8. Black R. /.—Acta crystallographica, 1955, v. 8, p. 39—41.
9. Селицкий Я. Я.—ЖФХ, 1946, т. 20, с. 597—605.
10. Nowotny Н., Komarek К., Kpomer /.— Berg. u. huttenman. Monatsh. montan.
Hochschule Leoben, 1951, № 96, S. 160—169.
270
11. Armand M.— Acad. Sci. Compt. rend., 1952, v. 235, p. 1506—1508.
12. Holik L., Nowotny H.f Thury W.— Berg. u. hiittenman. Monatsh. montan.
Hochschule Leoben, 1951, № 96, S. 181.
13. Phillips H..W. L.—J. Inst. Metals, 1943, v. 69, № 275—281.
14. Mondolfo L. F. Metallography of Aluminium Alloys. N. Y.—L., 1943. 351 p.
15. Raynor G. V.—J. Inst. Metals, 1944, v. 70, p. 531—542.
16. Bradley A. J., Goldschmidt H. /.—J. Inst. Metals, 1939, v. 65, p. 403—416.
17. Phillips H. W. L— J. Inst. Metals, 1953-54, v. 82, p. 197—212.
18. Мондольфо Л. Ф. Структура и свойства алюминиевых сплавов: Пер.
с англ./Под ред. Квасова Ф. И., Строганова Г. Б., Фридляндера И. Я. М.:
Металлургия, 1979. 640 с.
19. Bradley А. /., Taylor Л.—J. Inst. Metals, 1940, v. 66, p. 53—65.
20. Дриц М. В., Каданер Э. С, Падежнова Е. М.— ЖНХ, 1963, т. 8, № 17,
с. 1661; ЖНХ, 1964, т. 9, № 6, с. 1667—1670.
21. Дриц М. Е., Каданер Э. С, Падежнова Е. М., Бочвар Я. Р.—ЖНХ, 1964,
т. 9, № 6, с. 1397—1401.
22. Бочвар О. С> Походаев К. С.— В кн.: Исследование сплавов цветных ме-
таллов. М.: Изд-во АН СССР, 1962, с. 93—97.
23. Бочвар О. С, Походаев К С.—В кн.: Металловедение легких сплавов. М.:
Наука, 1965, с. 88—92.
24. Бочвар А. А., Горев К. В., Корольков А. М.— Металлург, 1932, № 1, с. 7*—
15.
25. Кузнецов В. Г.—Изв. СФХА АН СССР, 1946, т. 16, с. 232—239.
26. Петров Д. А., Нагорская Я.Д.— ЖОХ, 1949, т. 19, с. 1994—1998.
27. Phillips H. W. L.— J. Inst/ Metals, 1943, v. 69, p. 291—303.
28. Weisse E.— Aluminium-Archiv, 1939, Bd. 10, S. 26.
29. Hisatsune C.-r-Met. Colb. Eng., Kyoto Imp., Univ., 1955, v. 9, p. 18.
30. Шамрай Ф. Я. Литий и его сплавы. М.: Изд-во АН СССР, 1952. 284 с.
31. Levinson D. V., Me Pherson D. /.—Trans. ASM, 1956, v. 48, p. 689—70L
32. Дриц M. E., Каданер Э. С, Туркина Н. И., Кузьмина В. И.—Изв. АН СССР.
Металлы, 1973, № 2, с. 231—235.
33. Диаграммы состояния систем на основе алюминия и магния/Дриц М. ?.,
Бочвар Н. Р., Каданер Э. С. и др.: Отв. ред. Абрикосов Н. X. М.: Наука,
1974. 227 с.
34. Фридляндер И. #., Шамрай В. Ф., Ширяева Я. В — Изв. АН СССР. Ме-
таллы, 1965, № 2, с. 153—157.
35. Свидерская 3. А., Каданер Э. С, Туркина Н. И., Кузьмина В. И.— МиТОМг
1963, № 2, с. 2—6.
36. Свидерская 3. А., Каданер Э. С, Туркина Н. Я.— Изв. АН СССР. Металлы,
1967, № 2, с. 183—188.
7. Hardy Я. /С., Silcock /. М,— J. Inst. Metals, 1956, v. 84, p. 423—428.
38. Taylor A., Kagle B. /. Crystallographie Data on Metal and alloy Structure.
N. Y., 1963. 263 p.
39. Михеева В. Я., Стерлядкина 3. К., Крючкова О. Я.—ЖНХ, 1960, т. 5, № 8,
с. 1786—1795. s
40. Шамрай В. Ф./ Фридляндер Я. П., Соколов А. Я.—Исследование сплавов
цветных металлов. М.: Изд-во АН СССР, 1963, № 4, с. 100—106.
41. Бочвар О. С, Походаев К. С.—В кн.: Металловедение легких сплавов. М.:
Наука, 1965, с. 70—77.
42. Фридляндер Я. Н., Шамрай В: Ф.— В кн.: Деформируемые алюминиевые
сплавы. М.: Оборонгиз, 1961, с. 24—29.
43. Leemann W. G.— Aluminium-Archiv, 1938, Bd. 9, S. 17.
44. Fahrenhorst E., Hofman W,— Metallwirtsch., 1940, Bd 19, S. 891—893.
45. Wakeman D. W., Raynor G. V.— J. Inst. Metals, 1948, v. 75, p. 131—139.
46. Nishimura Я.—Nippon Kinzoku Gakkai Shi, 1937, v. 1, p. 8.
47. У разов Г. Г., Петров Д. Л.— ЖФХ, 1946, т. 20, с. 387—395.
48. Brommell N. S., Phillips Я. W. L.— J. Inst. Metals, 1949, v. 75, p. 529—558.
49. Миргаловская M. С—ДАН СССР, 1951, т. 77, с. 289—294; 1027—1035.
50. У разов Г. Г., Миргаловская М. С—ДАН СССР, 1952, с. 83, с. 247—260.
51. Little А. Т., Hume-Rothery W., Raynor G. V.~ J. Inst. Metals, 1944, v. 70,
p. 491—498.
271
52. Strawbridge D. J., Hume-Rothery W., Little A. Г.—J. Inst. Metals, 1947, v. 74,
p. 191—202.
53. Петров Д. Л—ЖФХ, 1946, т. 20, с. 1475—1484.
54. Туркина И. И., Кузьмина В. Я.—Изв. АН СССР. Металлы, 1976, № 4,
с. 208—212.
55. Koster W.— Z. Metallkunde, 1936, Bd 28, S. 155—158.
56. Fink W. П., Willey L. A— Trans. AIME, 1937, v. 124, p. 78—86.
57. Михеева В. И. Сплавы магния с алюминием и цинком. М.: Изд-во АН
СССР, 1946. 189 с.
58. Михеева В. Я. Химическая природа высокопрочных сплавов алюминия с маг-
нием и цинком. М.: Изд-во АН СССР, 1947. 133 с.
59. Raynor G.— J. Inst. Metals, 1944, v. 70, p. 531—542.
60. Petri G.— Aluminium-Archiv, 1938, Bd. 9, S. 14.
61. Day M. H. В., Phillips Я. W. L — J. Inst. Metals, 1947-48, v. 74, p. 33—45.
62. Hofman W.— Z. Metallkunde, 1950, Bd 41, S. 477—482.
63. Koster W., Zwicker U., Moeller K — Z. Metallkunde, 1948, Bd 39, S. 225—231.
64. Austin C. R.f Murphy A. /.— J. Inst. Metals, 1923, v. 29, p. 327—345. -
65. Koster W., Moeller K — Z. Metallkunde, 1941, Bd. 33, S. 278—283: 284—288;
289—296.
К главе 5
1. Phragmen G.— J. Inst Metals, 1950, v. 77, p. 489—533.
2. Мондольфо Л. Ф. Структура и свойства алюминиевых сплавов: Пер. с англ.
М.: Металлургия, 1979. 639 с.
3. Диаграммы состояния систем на основе алюминия и магния/Дриц М. Е.,
Бочвар Я. Р., Каданер Э. С. и др.; Отв. ред. Абрикосов Н. X. М,: Наука,
1977. 227 с.
4. Phillips Н. W. L., Varley Р. С—J. Inst. Metals, 1943, v. 69, p. 324—346.
5. Phillips Я. W. L.—J. Inst. Metals, 1946, v. 72, p. 151 — 169.
6. Raynor G.V.,'Ward B. /.—J. Inst. Metals, 1957, v. 86, p. 135—144.
7. Perlitz H., Westgren A.— Arkiv Kemi. Mineral Geol., 1942, v. 15B, p. 16.
8. Barlock J. G., Mondolfo L. F.— Z. Metallkunde, 1975, Bd 66, № 10, S. 605—
620.
9. Sun С G., Mondolfo L. F.— J. Inst. Metals, 1967, v. 95, p. 384—390.
10. Rostosky L., Gruder ?.— Aluminium, 1930, Bd 1, S. 272—274.
11. Mondolfo L. F. Metallography of Aluminium Alloys, N. Y.—L., 1943, 351 p.
12. Aluminium, v. 1.: Properties, Physical Metallurgy and Phase Diagrams, ASM,
1967.
13. Taylor A., Kagle B. J. Crystallographic Data on Metal and alloy Structures.
N. Y., 1963. 263 p.
14. Петров Д. А. Вопросы теории сплавов алюминия. М.: Металлургиздат, 1951.
256 с.
15. Ахоп Н. I., Butchers E., Nume-Rothery W.— J. Inst. Metals, 1948, v. 74,
p. 330—341.
16. Ахоп H. J., Nume-Rothery W.— J. Inst. Metals, 1948, v. 74, p. 315—321.
17. Петров Д. А.— ЖФХ, 1937, № 9, с. 522—530.
18. Growther /.—J. Inst. Metals, 1949-50, v. 76, p. 201—212.
19. Schrdder A.— Metall, 1949, № 3, S. 110—115.
20. Axon H. J., Phil D.— J. Inst. Metals, 1952-53, v. 81, p. 209—212; 449—445.
21. Axon H. J., Phil A—J. Inst. Metals, 1954-55, v. 83, p. 490—501.
22. Smith D. P.— Metallurgia Brit. J. Metals, 1961, v. 63, p. 379—385.
23. Sander W., Meissner K. L.—Z. Metallkunde, 1923, Bd 15, S. 180—185: 1924,
Bd 16, S. 12—15.
24. Bollenrath F., Grober Я.—Metallforsch, 1946, № 1, S. 116—118.
25. Дриц М. Е., Каданер Э. С, Туркина Н. Я.—Изв. АН СССР. Металлы, 1971,
№ 4, с. 231—236.
26. Дриц М. Е., Каданер Э. С, Кузьмина В. И.—Изв. АН СССР. Металлы,
1971, № 3, с. 210—215.
27. Туркина Н. И —Изв. АН СССР. Металлы, 1968, № 3, с. 199—204.
28. Дриц М. Е., Каданер Э. С, Туркина Н. Я.—В кн.: Диаграммы состояния
металлических систем. М.: Наука, 1968, с. 106—113.
272
29. Ghate V. В., West D. R. F.— Appl. Mater. Res., 1963, v. 2, № 4, p. 211—248.
30. Butchers E., Raynor G. V., Hume-Rothey W.— J. Inst. Metals, 1943, v. 69,
p. 209—211.
31. Little А. Т., Raynor G. V., Hume-Rothery W.— J. Inst. Metals, 1943, v. 69,
p. 423—431.
32. Little А. Т., Raynor G. V., Hume-Rothery W.— J. Inst. Metals, 1943, v. 69,
p. 467—471.
33. Butchers E., Hume-Rothery W.— J. Inst. Metals, 1945, v. 71, p. 291—312.
34. Raynor G. V., Hume-Rothery W.— J. Inst. Metals, 1963, v. 69, p. 415—422.
35. Strawbridge D. L, Hume-Rothery W., Little A. T.— J. Inst. Metals, 1947, v. 74,
p. 191—205.
36. Polmear J.— J. Inst. Metals, 1960, v. 89, p. 51.
37. Захаров А. М., Фридляндер И. Я., Эдельман Я. М.— ЖФХ, 1961, № 5,
с. 1165—1171.
38. Горев К. В., Нестерович Л. Я.—ДАН БССР, 1961, № 5, с. 302—306.
39. Горев К. В., Нестерович Л. Я.—Изв. АН БССР, Сер. физ.-техн. наук, 1961,
№ 4, с. 134—140.
40. Гончар В. Н.} Замоторин М. И. Металловедение и теория металлургических
процессов: Труды/ЛПИ. Л.: ЛПИ, 1955, № 180, с. 44—56.
К главе 6 .
1. Schulze G. Metallphysik, Academie — Verlag, Berlin, 1967. Щульце Г. Метал-
лофизика: Пер. с нем. М.: Мир, 1971. 503с).
2. Электронная микроскопия и прочность кристаллов/Под ред. Розенберга В. М.
М.: Металлургия, 1968. 520 с.
3. Буйное Н. Н., Захарова Р. Р. Распад металлических пересыщенных твердых
растворов. М.: Металлургия, 1964. 143 с.
4. Tabata Т., Yamanaka S., Fyjita Я.—Acta Met., 1978, v. 26, № 3, p. 405—411.
5. Martin J.-L.— J. Microsc. et spectrosc. electron, 1976, v. 1, № 4, p. 609—621.
6. Kelly A., Nicholson R. B. Precipitation Hardening. N. Y., Pergamon Press
Book, The McMillan Company, 1963. (Келли А., Николсон Р. Дисперсион-
ное твердение: Пер. с англ. М.: Металлургия, 1966. 299 с).
7. Nourbakshsh S., Nutting /.— Acta Met., 1980, v. 28, № 3, p. 357—365.
8. Kiss S.— Status Solidi (a), 1976, v. 38, № 1, K9—КН.
9. Романова Р. Р., Буйное Н. Н., Долгих Г. В. и др.—ФММ, 1966, т. 22, № 2,
с. 289—292.
10. Чу истов К. В. Влияние деформации на структуру и свойства распадающихся
твердых растворов: Препринт Института металлофизики АН УССР. Киев,
1979. 40 с.
И. Захарова М. И., Чикин В. К.— В кн.: Рентгенография в применении к ис-
следованию материалов. М.: ОНТИ, 1936, с. 278—287.
12. Буйное Н. Н., Романова Р. Р.— В кн.: Структура и механические свойства
металлов и сплавов: Научн. тр./Институт физики металлов УНЦ АН СССР.
Свердловск: ИФМУНЦСССР, 1975, вып. 30, с. 77—89.
13. Романова Р. Р., Барановский А. Н., Пушин В. Г., Буйное Н. Я.—ФММ,
1979, т. 48, № 3, с. 580—587.
14. Романова Р. Р., Бычков В. В., Уваров «А. И., Буйное Я. Я.—ФММ, 1974,
т. 38, № 2, с. 349—355.
15. Jansson В., Melander A.— Z. Metallkunde, 1979, Bd 70, Н. 12, S. 811—816.
16. Зегер А., Мадер С, Кронмюллер Г.— В кн.: Электронная микроскопия и
прочность кристаллов. М.: Металлургия, 1968, с. 392—436.
17. Kovacs I., Landvai L, Ungar Т., Turmezey Т., Croma G — Acta Met., 1977,
v. 25, № 6, p. 673—680.
18. Гинье А. Неоднородные металлические твердые растворы. М.: ИЛ, 1961.
158 с.
19. Захарова М. И. Атомно-кристаллическая структура и свойства металлов и
сплавов. М,: Изд. МГУ, 1972. 215 с.
20. Тяпкин Ю. Д., Гаврилова А. В.—В кн.: Металловедение и термическая об-
работка. Итоги науки и техники. М.: ВИНИТИ, 1974, т. 8, с. 64—124.
21. Fabian Я., Loffler И., Taplick P.—Neue Hutte, 1974, Bd 19, Н. 11, S. 695-
697.
18 Заказ № 297 273
22. Desarmot G., Quere Y.— Acta Met., 1980, v. 28, № 10, p. 1375—1383.
23. Fumeron M., Guillot J. P., Dauger A., Caisso /.—Sci. Met., 1980, v. 14, № 2,
p. 189—194. .
24. Ramlau R.} Loftier Я.—Phys. Status Solidi, 1981, v. A68, p. 531—536.
.25. Panseri C, Federighi Т., Ceresara S.—Trans. AIME, 1963, v. 227, p. 1122—
1127.
26. Federighi Г., Thomas G.— Phil. Mag., 1962, v: 7, № 73, p. 127—131.
$7. Буйное Я. #., Добаткин В. И., Ракин В. Г. и др.—ФММ, 1966, т. 22, № 2,
с. 424—431.
28. Shigeo Я.—Phil. Mag., 1970, v. 21, № 171, p. 623—626.
29. Dauger A., Denanot M., Caisso /.— Phys. Status Solidi, (a), 1973, v. 15,
№ 1, p. 161—167.
30. Комарова М. Ф., Буйное Я. #., Ларинман Р. М. и др.—ФММ, 1967, т. 24,
№ 4, с. 641—648.
31. Комарова М. Ф., Буйное Я. Н., Каганович Л. Я.—ФММ, 1973, т. 36, № 2,
с. 358—364.
32. Bernole М., Graf R.— Phil. Mag., 1973, v. 28, № 4, p. 771—782.
33. Добромыслов А. В., Кайгородова Л. И., Комарова М. Ф:—ФММ, 1977,
т. 43, № 6, с. 1228—1234.
34. Багаряцкий Ю. Л.—ДАН СССР, 1951, т. 77, № 2, с. 261—264.
35. Phillips У. Л.—Acta Met., 1973, v. 21, № 3, p. 219^-228.
36. Багаряцкий Ю. Л.—ДАН СССР, 1952, т. 87, с. 397—400.
37. Щеголева Т. В., Буйное Я. Я.—Кристаллография, 1967, т. 12, с. 635—638.
38. Алексеев А. А., Бер Л. Б., Климович Л. Г.,' Коробов О. С—ФММ, 1978,
т. 46, № 3, с. 548—556.
39. Барановский А. Я., Романова Р. Р., Путин В. Г., Буйное Я. Я.—ФММ,
1980, т. 44, № 4, с. 858—867.
40. Рац Ю. В., Путин В. Г., Романова Р. Р. и др.—ФММ, 1978, т. 45, № 4,
с. 795—802.
41. Ефименко Л. И., Путин В. Г., Рац Ю. В. и др.—Изв. АН СССР. Физика,
1976, т. 40, № 2, с. 427—429.
42. Щеголева Т. В.— ФММ, 1975, т. 40, № 6, с. 1198—1203; Там же, 1981, т. 51,
№ 5, с. 1015—1023.
43. Bernole М., Graf::/?.— Mem. Sci. Rev. Met, 1972, v. 69, № 2, p. 123—142.
44. Хатанова Я. А., Захарова М. Я.—ФММ, 1968, т. 26, № 5, с. 955—957.
45. Laslaz G., Kostorz G., Roth M., Guyot P., Stewart R.— Phys. Status. Solidi
(a), 1977, v. 41, № 2, p. 577—583.
46. Bartuska P.— Kovovo mater., 1980, v. 18, № 1, p. 108—119.
47. Гитгарц М.И., Комарова В. Я.—ФММ, 1977, т. 43, № 3, с. 545—553.
48. Kabisch О., Korngiebel E., Kroggel R. и. a.—Neue Hutte, 1979, Bd 24, № 1,
g 31- 33
49. ЩеголеваТ. В.— ФММ, 1968, т. 25, № 2, с. 246—254.
¦50. Фридляндер И. И., Сандлер В. С, Никольская Т. Я.—ФММ, 1971, т. 32,
№ 4, с. 767—774.
51. Трофимова Л. П., Чу истов К. В.— ФММ, 1977, т. 44, № 4, с. 790—795.
52. Щеголева Т. В., Рыбалко О. Ф.— ФММ, 1976, т. 42, № 3, с. 546—556.
53. Sankaran R., Laird С—Acta Met., 1977, v. 25, N 1, p. 51—57.
54. Weatherly G. C—Acta Met., 1970, v. 18, № 1, p. 15—22.
55. КонобеевскийС. Т.— ЖЭТФ, 1943, т. 13, № 6, с. 185—199; с. 200—214.
56. Петров Д. А. Вопросы теории сплавов алюминия. М. Металлургиздат, 1951.
256 с.
57. Ohta М.— Trans. Jap. Inst. Metals, 1964, v. 5, № 3, p. 171—176.
58. Baur R., Gerold V.— Acta Met., 1962, v. 10, № 6, p. 637—645.
59. Beton R. H., Rollason E. C—J. Inst. Metals, 1957, v. 86, № 2, p. 77—85,
85—89.
60. Кондратьев В. В., Романова Р. Р., Устюгов Ю. М., Путин В. Г.—ФММ,
1982, т. 54, № 1, с. 33—38.
61. Кондратьев В. В., Устюгов Ю.М., Романова Р. Р., Путин В. Г.—ФММ,
1982, т. 54, № 1, с. 39—47.
62. Фридляндер И. Н. Высокопрочные деформируемые алюминиевые сплавы.
М.: Оборонгиз, 1960. 291 с.
274
К главе 7
1. Дефекты в закаленных металлах: Пер с англ. М.: Атомиздат, 1969. 384 с.
2. Физическое металловедение: Пер. с англ./Под ред. Кана Р. М.: Мир, 1968,
вып. 3. 484 с.
3. Новиков И. И. Теория термической обработки металлов. М.: Металлургия,
1978. 392 с.
4. Фридляндер И. Н. Алюминиевые деформируемые конструкционные сплавы.
М.: Металлургия, 1979. 208 с.
5. Добаткин В. И., Козловская В. П., Бавыкина И. М.— В кн.: Металловедение
легких сплавов. М.: Наука, 1965, с. 166—-172.
6. Елагин В. И., Захаров В. В., Дриц А. М. Структура и свойства сплавов
системы А1—Zn—Mg. M.: Металлургия, 1982. 222 с.
7. Герчикова Н. С. Тонкая структура и коррозионное растрескивание алюми-
ниевых сплавов. М.: Металлургия, 1982. 160 с.
8. Колобнев Н. И., Самарина М. В., Бакунина В. Ф., Гольдбухт Г. Е.— Тех-
нология легких сплавов. 1977, № 8, с. 5—8; Самарина М. В., Колобнев Н. Я.,
Козловская В. П., Шилло Т. М.— Технология легких сплавов, 1976, № 6,
с. 37—40.
9. Галацкий Б. Д., Фридляндер Я. Я.—МиТОМ, 1962, № И, с. 13—17.
10. Павлов С. Е. Коррозия дуралюмина. М.: Оборонгиз, 1949. 211 с.
И. Алюминий: Пер. с англ./Под ред. Туманова А. Т., Квасова Ф. И., Фридлян-
дера И. Н. М.: Металлургия, 1972. 663 с.
12. Колобнев Я. И., Кушнер Л. Б., Митин Д. М., Тевис П. Я.—МиТОМ, 1968,
№ 1, с. 49—-51; Колобнев Н. И., Кушнер Л. Б.— МиТОМ, 1970, № 3,
. ,с. 61—62.
13. Давыдов В. Г., Цукров С. Л.—Технология легких сплавов, 1981, № 11—12,
с. 8—14.
14. Давыдов В. Г., Захаров В. В., Захаров Е. Д., Новиков И. Я. Диаграммы
изотермического распада раствора в алюминиевых сплавах. М.: Металлур-
гия, 1973,152 с.
15. Алюминиевые сплавы. Конструкционные сплавы. М.: Металлургия, 1968,
вып. 5. 357 с.
16. Фридляндер Я. Н. Высокопрочные деформируемые алюминиевые сплавы.
М.: Оборонгиз, 1960. 291 с.
17. Thompson D. S., Subramanya В. S.f Levy S. Л.— Met. Trans., 1971, v. 2A,
№ 4, p. 1149—1160; Conserva M. and Fiorini P.—Met. Trans., 1973, v. 4A,
№ 3, p. 857—862.
18. Фридляндер И. Н., Ткаченко Е. А., Матвеец Е. Я.—МиТОМ, 1981, № 2,
с. 47—49.
19. Croucher Т. R.— Met. Eng. Quarterly, 1971, v. 11, № 2, p. 6—9.
20. Ткаченко E. А., Сандлер В. С, Жегина Я. Я.— МиТОМ, 1980, № 2, с. 52—
58.
21. Кутайцева Е. И., Сенаторова О. Г., Шабас Э. Д., Калинович К. Я.—В кн.:
Металловедение и технология легких сплавов. М.: Наука, 1976, с. 73—76.
22. Конюхов Г. П., Бедарев А. С, Белобородое Г. И. и др.—МиТОМ, 1980, № 10,
с. 26—30.
23. Сенаторова О, Г., Вигдорчик С. А., Колобнев Н. И. и др.—ДАН УзССР,
1978, № 1, с. 50—51; Фридляндер И. Н., Спектор Я. И., Сенаторова О. Г.,
Колобнев Н. И. и др.—В кн.: Алюминиевые сплавы. М.: ОНТИ ВИАМ,
1980, вып. 4, с. 75—81.
24. Алюминиевые сплавы: Структура и свойства полуфабрикатов из алюминие-
вых сплавов. М.: Металлургия, 1974. 432 с.
25. Шнейдер Т. Л., Захаров Е. Д.— Технология легких сплавов, 1974, № 11,
с. 26—ЗОг 1980, № 11—12, с. 12—16.
26. Барбанель Р. И., Сиротинский М. С—Цветные металлы, 1966, № 9, с. 89—
92.
27. Иванов С. И., Павлов В. Ф., Змиевский В. И. и др.— Проблемы прочности,
1980, № 8, с. 60—62.
18* ,275
28. Галацкая И. К. Металлография металлургических дефектов в прессованных
полуфабрикатах из алюминиевых сплавов. Куйбышев: Кн. изд-во, 1973.
110 с. ¦ Т
29. Алюминиевые сплавы: Свариваемые сплавы/Под ред. Фридляндера И. Н. М.:
Металлургия, 1969, вып. 6, 180 с.
30. Lauchner Е. Л.—Met. Eng. Quarterly, 1971, v. 11, № 2, p. 47—52.
31. SpeidelM. 0.— Met. Trans., 1975, v. 6A. № 4, p. 631—648.
32. Бедарев Л. С, Тульский В. П., Ильюшко Е. Г., Локтионова Я. А.— МиТОМ,
1972, № 8, с. 14—17.
33. Лещинер Л. Н., Федоренко Т. Я.—МиТОМ, 1982, № 3, с. 33—36.
34. Фридляндер И. Н., Сенаторова О. Г., Сандлер В. С, Гусева И. Я.— МиТОМ,
1978, № 6, с. 27—30.
ЗБ. Hull L #., Ervin S. /.— Met. Eng., quarterly, 1972, № 11, p. 1—6.
36. Фомин К. Н., Гусев А. В., Бычек В. В., Королев О. Г.— Технология легких
сплавов, 1978, № 2, с. 30—34; Шадский А. А., Шайкевич Е. Б., Калу-
гин А. Л.—Там же, с. 34—39; Воробьев Я. Л., Бич Э. Н., Сизова Р. М.—
Технология легких сплавов, 1977, № 2, с. 5—10.
37. Самойлов Л. #., Сенаторова О. Г., Кривко А. И. и др.—ДАН УзССР, 1978,
№ 7, с. 25—27.
38. Добаткин В. И.— В кн.: Легкие сплавы. Изд-во АН СССР, 1958, вып. 1,
с. 249—259; Локтионова Н. А.— Металлургия и горное дело. Изд-во АН
СССР, 1964, № 1, с. 85—89.
К главе 8
1. Новиков И. И. Теория термической обработки металлов. М.: Металлургия,
1978. 392 с.
2. Wilni Л.—Metallurgia, 1911, v. 8, p. 7.
3. Фридляндер И. Н. Алюминиевые деформируемые конструкционные сплавы.
М.: Металлургия, 1979; 208 с.
4. Алюминиевые сплавы. Вып. 4. Жаропрочные и высокопрочные сплавы/Под
ред. Фридляндера И. Н. М.: Металлургия, 1966. 352 с.
5. Фридляндер И. Н., Герчикова Я. С, Зайцева Я. Я.—МиТОМ, 1966, № 8,
с. И—15.
6. Мондольфо Л. Ф. Структура и свойства алюминиевых сплавов: Пер. с англ./
Под ред. Квасова Ф. И., Строганова Г. Б., Фридляндера И. Н. М.: Метал-
лургия, 1979. 640 с.
7. Вол Л. Б. Строение и свойства двойных металлических систем. Т. I. M.: Физ-
матгиз, 1959. 755 с.
8. Алюминиевые сплавы. Промышленные деформируемые, спеченные и литей-
ные алюминиевые сплавы: Справочное руководство/Под ред. Квасова Ф. И.,
Фридляндера И. Н. М.: Металлургия, 1972. 552 с.
9. Фридляндер И. Я. Высокопрочные деформируемые алюминиевые сплавы.
М.: Оборонгиз, 1960. 290 с.
10. Sicha W. Е., Keller F. Mettals Handbook, ASM, 1948, p. 802.
И. Глазунов С. Г., Лотарева О. Б.— В кн.: Литейные алюминиевые сплавы.
М.: Оборонгиз, 1964, с. 70—75.
12. Деформируемые алюминиевые сплавы/Под ред. Фридляндера И. Н., Добат-
кина В. И., Захарова Е. Д. М.: Оборонгиз, 1961. 235 с.
13. Гинье Л. Неоднородные металлические твердые растворы: Пер. с англ./Под
ред. Багаряцкого Ю. А. М.: ИЛ, 1962. 238 с.
14. Altenpol D. Aluminium und Aluminiumlegierungen. Berlin: Springer-Verlag,
1962. 891 S.
15 Буйное Я. Я., Шашков О. Д.—ФММ, 1956, т. 3, вып. 1, с. 83—86.
16. Багаряцкий Ю. Л.—ДАН СССР, 1951, № 77, с. 261—264.
17. Келли А., Никлсон Р. Дисперсионное твердение: Пер. с англ./Под ред. Гор-
диенко Л. К., Власовой Е. Н.М.: Металлургия, 1966. 300 с.
18. Фридляндер И. Я., Непомнящая Э. С, Хацинская И. М. и др.—В кн.: Кон-
струкционные и жаропрочные материалы для новой техники. М.: Наука,
1977, с. 248.
19. Anderko K-, Wincierz P.—Aluminium, 1961, v. 9, p. 593.
276
20. Фридляндер И. Н., Лещинер Л. Н., Латушкина Л. В. и др.—В кн.: Проб-
лемы металловедения цветных металлов. М.: Наука, 1978, с. 158.
21. МиТОМ, 1971, № 5, с. 80.
22. Hardy Н. К— J. lust. Metals, 1955, v. 83, № 7, p. 339.
23. Vosio Баба.—Trans. Japan Inst. Metals, 1969, v. 10, № 3, p. 188.
24. Mfl/c Лш Д. Механические свойства металлов: Пер. с англ./Под ред. Фрид-
мана Я. Б. М.: Металлургия, 1965. 431 с.
25. Кишкина С. И. Сопротивление разрушению алюминиевых сплавов. М.: Ме-
таллургия, 1981.280 с.
26. Алюминий. Металловедение, обработка и применение алюминиевых сплавов.
Пер. с англ./Под ред. Туманова А. Т., Квасова Ф. И., Фридляндера И. Н.
М.: Металлургия, 1972. 663 с.
27. Вер Л. В., Бондарюк Г. А., Климович Л. Г. и др.— Технология легких спла-
вов, 1982, № 5, с. 25—30.
28. Advances in Corrosion Science and Technology, 1972, v. 2, p. 115—325.
29. Вайнблат Ю. М., Вер Л. В., Хаюров С. С—Проблемы прочности, 1973, № 3,
с. 53.
30. Герчикова Н. С. Тонкая структура и коррозионное растрескивание алюми-
ниевых сплавов. М.: Металлургия, 1982. 128 с.
31. Елагин В. Я.—МиТОМ, 1966, № 8, с. 11—13.
32. Елагин В. И., Захаров В. В., Дриц А. М. Структура и свойства сплавов
системы А1—Zn—Mg. M.: Металлургия, 1982. 222 с.
33. Silcock J. #., Heal Т. У., Hardy Н. К.— J. Inst. Met., 1953—1954, v. 82,
p. 239.
34. Gerold V. Ergel der exaht. Naturwiss, 1961, Bd 33, S. 105.
35. Baur R., Gerold V.— Z. Metallkunde, 1961, Bd 52, S. 671.
36. Gerold V., Schweizer W.— Z. Metallkunde, 1961, Bd 52, S. 76.
37. Jones W. R., D. Das P.—J. Inst. Met., 1959—1960, v. 88, p. 435.
38. МиТОМ, 1982, № 3, с. 64.
39. Saulneir A., Mirand P.—Met. Scient. Rev., Metallurgie, 1960, v. 57, p. 91.
40. Thomas G., Nutting I.— J. Inst. Metals, 1959—1960, v. 88, p. 81.
41. Багаряцкий Ю. Л.—ДАН СССР, 1952, № 87, с. 397—399.
42. Щеголева Т. В.—ФММ, 1968, т. 26, вып. 2, с. 274—281.
43. Шнейдер Г. Л., Захаров Е. Д.— Технология легких сплавов, 1974, № 10,
с. 77.
44. Романова О. Г. Новый жаропрочный деформируемый алюминиевый сплав
Д20. М.: ВИНИТИ АН СССР, 1958. 30 с.
45. Алюминиевые сплавы при низких температурах: Пер. с англ./Под ред. Фрид-
ляндера И. Н. М.: Металлургия, 1967. 296 с.
46. Hardy Н. К.— J. Inst. Metals, 1955, v. 83, № 7, p. 339.
47. Ищенко А. Я., Бондарев А. А., Саенко М. И. и др.— Автоматическая сварка,
1978, № 5, с 62—64.
48. Шамрай Ф. И. Литий и его сплавы. М.: Изд-во АН СССР, 1952. 254 с.
49. Фридляндер И. #., Должанский Ю. М., Сандлер В. С. и др.—МиТОМ, 1977,
№ 12, с. 29—33.
50. Фридляндер И. Н., Должанский Ю. М., Костюнин и др.— Заводская лабо-
ратория, 1974, № 7, с. 845—847.
51. Фридляндер И. Н., Сандлер В. С, Никольская Т. И.— ФММ, 1971, т. 32,
вып. 4, с. 767—774.
52. Tompson G. E.} Noble В.—J. Inst. Metals, 1973, v. 101, № 4, p. 111.
53. Алюминиевые сплавы. Вып. 5. Конструкционные сплавы/Под ред. Фридлян-
дера И. Н. М.: Металлургия, 1968. 360 с/
54. Van Norn.— Aluminium, 1967, v. 1, p. 399.
55. Дриц М. ?., Павленко С. Г., Торопова Л. С. и др.—ДАН СССР, 1981, т. 257,
¦ №'2, с. 353—356.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Алюминий:
высокой чистоты 8, 13
жидкий 34
зонно очищенный 17
марки 8
особой чистоты 8, 15
первичный 7, 33
технической чистоты 8
Возврат при старении 139
Выделения:
когерентные 126, 131, 184
межфазные 159
метастабильные 138, 182, 184
некогерентные 182, 184
Газосодержание 31
Дефекты решетки 120
Диаграмма старения 206
Закалка:
из жидкого состояния 49, 149
изотермическая 179
ступенчатая 179
торцовая 166
Закалочные среды:
вода 159, 163
водные растворы с органическими
веществами 163
жидкий азот 159
Замедленное охлаждение при закал-
ке 159
Зарождение фаз:
гетерогенное 126, 199
гомогенное 126, 199
Зона, свободная от выделений 159,
265
Зоны ГП, ГПБ 126, 131
Изотермические сечения диаграммы:
А1—Си—Mg 76
Al—Li—Mg 68
Al—Mg—Sc 78
Al—Mg—Mn—Si 105
Al—Mg—Си—Si 109
Al—Mg—Si—Zn 111
Al—Li—Mg—Mn 111
Al—Li—Mg—Zn 112
Al—Li—Mn—Си 112
Al—Mg—Mn—Zn 141
Al—Mg—Си—Zn 116
Изотермы солидуса системы:
Al—Fe—Си 56
Al—Fe—Si 52
Al—Mg—Си 107
Al—Mg—Zn 83
Al—Si—Си 67
Al—Si—Mg 64
Кинетика старения 190
Коагуляция выделений 202
Концентрация твердых растворов 46
Коррозионная стойкость алюминия
разной чистоты 29
Критическая скорость охлаждения
154
Методы уменьшения остаточных на-
пряжений 173
Нагрев:
высокотемпературный 224
низкотемпературный (солнечный)
222, 260
под закалку 146, 148
Пережог 151
Перестаривание 202
Пластическая деформация 121
Поверхность ликвидуса системы:
Al—Be—Mg 49
Al—Cd—Cu 61
Al—Cd—Mn 60
Al—Cr—Mn 86
Al—Си—Mg76
Al—Си—Ni 87
Al—Си—Zn 89
Al—Fe—Си 56
Al—Fe—Mn 54
Al—Fe—Ni 59
Al—Fe—Si 50
Al—Li—Mn 69
Al-^Mn—Си 84
Ail—Si—Си 66
Al—Si—Mg63
Al—Si—Mn 65
Политермы вязкости 42
Правка полуфабрикатов 169
Примеси:
содержание 12, 17, 26
распределение 21
Прокаливаемость 166
Распад: ;
непрерывный 126
прерывистый (ячеистый) 125
спинодальный 126
Релаксация напряжений 178
С-диаграмма 154, 274
Скорость старения 209
278
Совместная растворимость в алю-
минии:
Cd и Си 62
Cd и Мп 60
Си и Zn 91
Fe и Си 57
Fe и Si 52
Li и Си 71
Li и Mg 69
Li и Мп 70
Mg и Си 77
Mg и Мп 72
Мп и Си 85
Si и Си 67
Si и Mg 64
Si и Мп 65
Состав фаз системы:
Al—Cd—Си 61
А1— Си—Fe 57
А1—Си—Ni 88
А1—Си—Zn 90
Al—Fe—Mg .53
Al—Fe—Mn 55
Al—Fe—Ni 59
Al—Fe—Si 52
Al—Fe—Si—Mg—Mn—Си 119
Al—Fe—Si-^Vln 97
Al—Fe—Si—Си 100
Al—Mg—Cr 79
Al—Mg—Си 75
Al—Mg—Mn—Cu 113
Al—Mg—Zn 82
Al—Mn—Zn85
Al—Si—Си 67
Al—Si-nMg 63
Al—Si—Mg—Си 113
Al—Si—Mn65
Способы получения алюминия 9, 13,
.15
Старение:
деформационное 125
двухступенчатое 213
естественное 181
зонное 190
искусственное 181
коагуляционное (смягчающее) 202
разупрочняющее 202
трехступенчатое 218
упрочняющее 190
фазовое 201
Структура:
дислокационная 204, 217
излома 204
Температура рекристаллизации 23
Удлинение:
местное 200
равномерное 199
Упрочнение деформационное 122, 199
Фаза-упрочнитель 183
Фазовые области в твердом состоя-
нии диаграмм:
Al—Be—Mg 49
Al—Си—Ni 87
Al—Си—Zn 91
Al—Си—Mg—Mn 141
Al—Fe—Mg—Си 102
Al—Fe-nMn 54
Al—Fe—Ni 60
Ai—Fe—Si—Си 98
Al—Fe—Si—Mg 92
Al—Fe—Si—Mn 96
Ai—Mg—Cr 79
Al—Mn—Си 86
Al—Mg—Mn 72
Al—iMg—Zn 80
Al—Si--Mg—Си 107
Al—Si—Mg—Mn 105
Эффект:
закалки 181
старения 182
Анатолий Иванович Беляев, Ольга Семеновна Бочвар,
Николай Николаевич Буйнов и др.
МЕТАЛЛОВЕДЕНИЕ
АЛЮМИНИЯ
И ЕГО СПЛАВОВ
Справочник
Редактор издательства Л. М. Элькинд
Художественный редактор А. И. Гофштейн
Технический редактор Н. А. Сперанская
Корректоры Ю. И. Королева, Т. В. Чуприс
ИБ № 2300
Сдано в набор 13.04.83. Подписано в печать 21.11.83. Т-21198. Формат 60X90Vie. Бумага типо-
графская № 2. Гарнитура литературная. Печать высокая. Печ. л. 17,5. Кр.-отт. 17,5. Уч.-изд.
л. 21,10. Тираж 7500 экз. Заказ 297. Цена 1 р. 50 к. Изд. № 0998.
Ордена Трудового Красного Знамени издательство «Металлургия», 119857 ГСП, Москва, Г-34,
2-й Обыденский пер., д. 14.
Ленинградская типография № 8 ордена Трудового Красного Знамени Ленинградского
объединения «Техническая книга» им. Евгении Соколовой Союзполиграфпрома при
Государственном комитете СССР по делам издательств, полиграфии и книжной торговли.
190000, г. Ленинград, Прачечный переулок, 6.