/








































































































































































Author: Кузнецов Л.А.




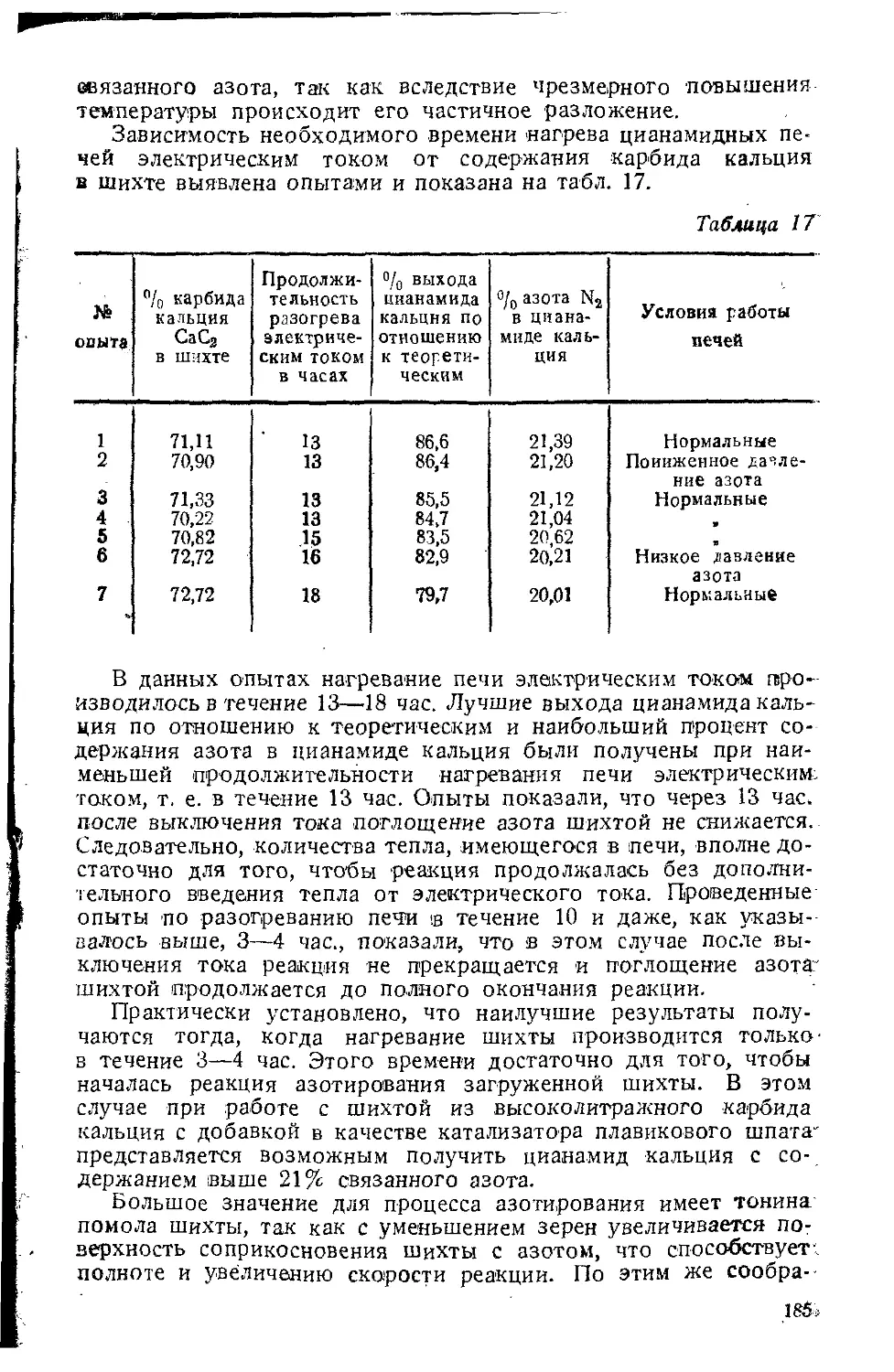
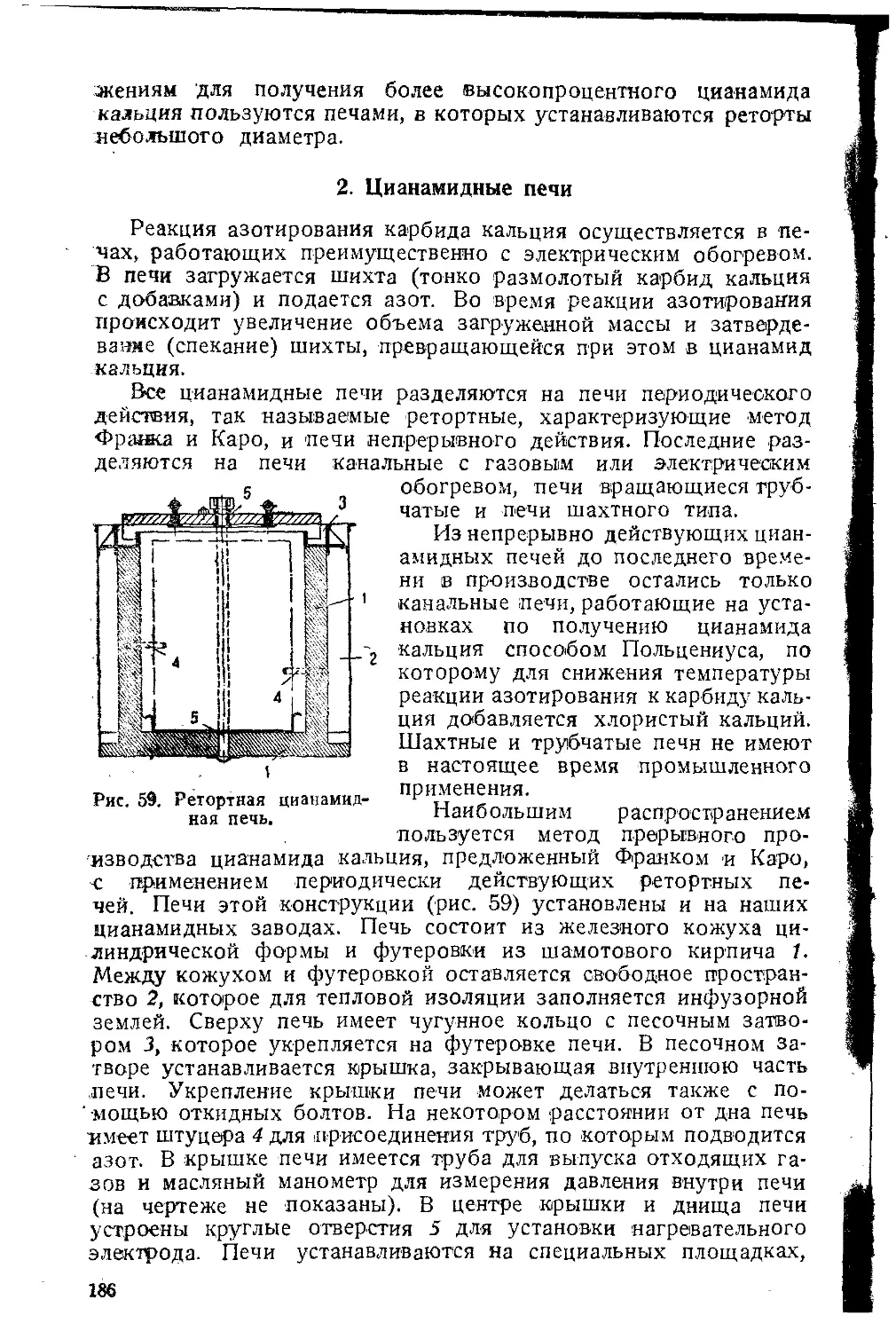
Text
Л. А. КУЗНЕЦОВПРОИЗВОДСТВО
1|САРБИДА КАЛЬЦИЯ,
ЦИАНАМИДА КАЛЬЦИЯ
ЦИАНИСТОГО ПЛАВА/ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
ХИМИЧЕСКОЙ ЛИТЕРАТУРЫ
МОСКВА • 1940 9 ЛЕНИНГРАД.
Книга представляет собой учебное
пособие по техминимуму для рабочих,
занятых в производствах карбида каль¬
ция, цианамида кальция и цианплава.В книге описываются технологический
процесс, конструкции аппаратов, приме-,
няемых в перечисленных производствах,
и их обслуживание, а также условия-
обеспечивающие нормальную работу аппа¬
ратов. Большое внимание уделено конт¬
ролю производства и технике безопас¬
ности. Каждый раздел книги имеет ввод-\ную теоретическую часть.. хх „i.-, к;, а нилпимоченныи мособлгорлита J№ Ь-5517-Тираж 2000 экз. Печати, листов 16,5. Бум. л. S1/^. Уч.-авт. листов 20,2. ■.
Дог. № 6373. Изд. № 59. Инд. 25-2-2. Прош. ТКК № 3 Зак.. № 838.Набрано и сматрицировано во 2-й тип. ГОНТИ им. Евг. Соколовой, Ленинград, пр. Красных
Командиров, 29. Отпечатано с матриц на ф-ке юношеской книги изд-ва ЦК ВЛКСМ, Москва»
ул. Фридриха Энгельса, 46. Зак. № 650.
СОДЕРЖАНИЕ7Предисловие qВведение • » ЧАСТЬ ПЕРВАЯГлава 1- Карбид кальция и его применение ■■ 151. Физические и химические свойства карбида кальция . . . . . —2. Применение карбида кальция в промышленности 173. Ацетилен, его получение, свойства и применение 1В4. Схема производства карбида кальция 21Контрольные вопросы . - 23Глава И. Сырые материалы для производства карбида кальция .... 241. Известняк ~2. Углеродистые материалы 273. Топливо для обжига известняка S3Контрольные вопросы 34Глава III. Обжиг известняка . .■ • •1. Известь и ее применение —2. Процесс обжига известняка 363. Типы известково-обжигательных печей 38A. Классификация печей —Б. Пересыпные шахтные печи 40B. Печи с выносными топками 434. Вспомогательные механизмы печей 465. Методы ведения технологического процесса . 486. Неполадки при обжиге известняка и их устранение 527. Ремонт печей 56•8. Контроль производства обжига известняка »■ . ч 579. Техника безопасности 63Контрольные вопросы . . . 64Глава IV. Дробление сырых материалов и приготовление шихты ... 651. Доставка сырых материалов —2. Влияние состава шихты на качество получаемого карбида кальция 663. Приготовление шихты для производства карбида кальция ... 684. Аппаратура отделения дробления сырых материалов 695. Обслуживание аппаратов 75Контрольные вопросы * < 77Глава V. Производство карбида кальция1. Основные сведения из электротехники2. Технологический процесс образования карбида3. Типы и конструкции электропечей ....4. Электроды карбидных печей ......о. Производство электродной массы для самоспекающихса электро¬
дов непрерывного действия » ..... . ....... 111кальция . .. 89
...... 90...... 1013
Глава III. Организация труда и зарплата 2501. Расстановка рабочей силы —2. Заработная плата 252-Глава IV. Организация ремонта оборудования 255Глава V. Планирование производства 260.Библиография 264 »I \
ПРЕДИСЛОВИЕПроизводство карбида кальция, циакамида кальция и циан¬
плава принадлежит к тем отраслям нашей молодой химической
промышленности, которые получили возможность развиваться
у нас в Союзе только в последние годы на основе грандиозных
успехов всего народного хозяйства. До Октябрьской революции
существовали лишь небольшие карбидные заводы, выпускавшие
ограниченное количество продукта. Производств же цианамида
кальция и цианплава совершенно не было. После Октябрьской
революции, наряду с бурным ростом всего народного хозяйства
Союза, началось также строительство карбидных и цианамидных
Заводов.Враги народа, орудовавшие в химической промышленности,
знали, насколько необходимы указанные продукты для промыш¬
ленности и сельского хозяйства Союза, а поэтому всячески ста¬
рались задержать развитие' производства карбида кальция,
цианамида кальция и цианплава. Этим объясняется то, что
постройка новых заводов по производству карбида кальция,
цианамида кальция и цианплава шла у нас в Союзе недостаточ¬
ными, темпами и рост их продукции отставал от потребности
страны, что создавало диспропорцию между производством и
употреблением. Имевшие место задержки не остановили, однако,
развитие этих производств. Существующие заводы работали, со¬
вершенствуя свой технологический процесс. Выпуск продукции
неуклонно увеличивался при одновременном улучшении каче¬
ственных показателей работы и снижении расходных коэфи-
циентов. Этому способствовало широко развернувшееся стаха¬
новское движение.Внедрение стахановского движения в этих отраслях промыш¬
ленности открыло широкие возможности овладения технологиче¬
скими процессами, что привело к значительному увеличению
мощностей установок и улучшению количественных и качествен¬
ных показателей работы.В производствах карбида кальция, цианамида кальция и циан¬
плава чрезвычайно важным является повышение производитель¬
ности электропечей и экономия электроэнергии. Благодаря при¬
менению стахановских методов работы и совершенствованию
технологических процессов производительность электропечей
значительно возросла, а расход электроэнергии был снижен при
одновременном повышении качества выпускаемого продукта. По¬
лученные достижения не являются, однако, пределами, а поэтому
на основе развития стахановского движения следует ожидать
дальнейшего совершенствования производственных процессов
и освоение аппаратов.В результате перехода ряда передовых рабочих на стаханов¬
ские методы работы, на существующих предприятиях выявились
огромные резервы. Рационализаторские мероприятия позволили
значительно повысить производительность отдельных аппаратов.
Все это в целом привело к значительному увеличению выработки
продуктов.•Переход на стахановские методы работы возможен, однако,
только при повышении общего культурно-технического и поли¬
тического уровня трудящихся. Решающим условием применения
стахановских методов работы является сознательное отношение
к труду, а также знание технологических процессов и аппара¬
туры, что возможно только при глубоком их изучении и повсе¬
дневном повышении своих знаний. Лишь при этих условиях
возможно дальнейшее совершенствование технологических про¬
цессов.
ВВЕДЕНИЕАзотная промышленность, к которой относятся производства-
цианамида кальция и цианплава, является одной из главнейших
отраслей химической промышленности. Продукты ее находят
широкое применение в сельском хозяйстве и в различных обла¬
стях промышленности.Азот играет чрезвычайно большую роль в природе. Являясь
необходимой составной частью растительной и животной клетки,
азот одинаково важен как для растений, так и для животных.
Животные получают необходимый для их жизни и развития азот
из пищн, которая состоит из растений и продуктов раститель¬
ного или животного мира. Так как травоядные животные пи¬
таются растительной пищей, а хищные животные в основном
травоядными животными, то в итоге общая потребность живот¬
ных в азоте покрывается растениями.Растения получают необходимый им азот, главным образом,
из почвы. Почва же содеряшт азот в виде растворимых в воде
соединений, которые и всасываются корнями растений. Имеется-
группа таких растений, которые получают необходимый tyn азот
не из почвы, а непосредственно из воздуха и сами обогащают-
этим азотом почву. К таким растениям относятся, например, бо¬
бовые (горох, лупин, вика), клевер и др. Поглощение атмосфер¬
ного азота такими растениями происходит за счет бактерий, ко¬
торые развиваются на их корнях. При посеве бобовых растений
и клевер'а происходит, таким образом, обогащение почвы азо¬
том. Растения же не бобовые, наоборот, уносят азот из почвы,
которая становится при этом все менее плодородной.Азот, перенесенный таким образом из почвы в животные или,
растительные организмы, возвращается обратно в почву либо
с экскрементами и >мочей животных, либо в результате разло¬
жения (гниения) растений и трупов животных. В почве под дей¬
ствием бактерий происходит разложение белковых веществ
организмов, в результате которого содержащийся в них азот
выделяется в виде аммиака (аммиак NH3 является соединением
дзота с водородом). Аммиак удерживается в почве и с помощью
так называемых нитрофицирующих бактерий переходит или
окисляется в азотную кислоту, соли которой и усваиваются
растениями.'Таким путем в природе осуществляется круговорот азота, ко¬
торый переходит из почвы в растения, а из растений в орга¬
низмы животных и возвращается обратно в почву указанным
выше путем. Возвращение азота в почву происходит, однако, не9*
полностью, так как часть его уходит с полей безвозвратно в виде
зерна. В результате происходит истощение почвы и падение уро¬
жайности.Чтобы восстановить в почве эти потери азота, приходится
вносить его в виде азотных удобрений. Удобрения бывают либо
животного происхождения, например навоз, либо искусствен¬
ного. К числу последних относятся минеральные азотные удо¬
брения.Давно известным минеральным азотным удобрением является
природная или так называемая чилийская селитра, громадные
залежи которой находятся в Чили (Южная Америка). В течение
многих десятилетий чилийская селитра применялась как азот¬
ный удобрительный тук, а также как единственное сырье для
промышленного получения азотной кислоты.Другим источником получения азотных продуктов является
аммиак, выделяющийся при коксовании каменного угля. При
обработке аммиака серной кислотой получается сульфат аммо¬
ния, который используется как азотный удобрительный тук.С развитием современной азотной промышленности з'начение
этих двух источников азота резко упало, и в настоящее время
в общем балансе мировой азотной продукции чилийская селитра
и каменноугольный аммиак составляют незначительную вели¬
чину.Азотная промышленность — одна из самых молодых отраслей
химической промышленности. Единственным источником полу¬
чения азота примерно до 1900 г. была чилийская селитра. Позд¬
нее, в связи с непрерывно возрастающим потреблением азота,
во всех странах начали стремиться к созданию своей собствен¬
ной азотной промышленности. В результате настойчивых науч¬
ных исследований были найдены способы связывания азота
атмосферного воздуха с кислородом и водородом. Полученные
соединения азота в виде аммиака и окислов азота начали пере¬
рабатываться в азотную кислоту, которая находит применение
в самых разнообразных отраслях промышленности: для получе¬
ния азотных удобрений, в военной промышленности и в ряде
других производств.Развитие и бурный рост азотной промышленности, основан¬
ной на связывании атмосферного азота, относится к годам импе¬
риалистической войны и к последующим за ней годам. У нас
•и в капиталистических странах этот рост шел, однако, различ¬
ными путями. В то время как в Западной Европе, Америке и
Японии строительство азотных заводов производилось, главным
образом, из соображений военного характера, у нас в Союзе
продукты азотной промышленности используются в основном
как удобрительные туки для повышения урожайности полей,
в первую очередь под технические культуры (хлопок, сахарная
свекла и др.). ВНаиболее ранним промышленным способом связывания атмо¬
сферного азота был так называемый дуговой способ, за¬
ключающийся в том, что <в специальных электропечах под дей¬
ствием высокой температуры вольтовой дуги азот воздухаЛ0
соединяется с кислородом, или, как говорят, окисляется. При
окислении атмосферноге азота кислородом образуются так на¬
зываемые окислы азота, которые затем переводятся в азотную
кислоту. Получаемая азотная кислота нейтрализуется известью
(окись кальция), в результате чего получается нитрат кальция,
или так называемая норвежская селитра {впервые этот способ
был осуществлен в Норвегии), которая является азотным удобри¬
тельным туком. v ; < 'Первый опытный завод по получению связанного азота с при¬
менением дугового способа был построен в Америке у Ниагар¬
ского водопада в 1901 г. и работал до 1904 г. В 1905 г. такой же
.завод был построен в Норвегии, а позднее и в других странах.При связывании азота по дуговому способу расходуется
большое количество электроэнергии, а именно на 1 кг связан-
•-ного азота около 70 киловатт-часов, поэтому дуговой способ
экономически не выгоден и не получил широкого распростра¬
нения.Несколько позже, в 1904 г., был найден другой способ свя’
зывания атмосферного азота, основанный на способности кар¬
бида кальция поглощать газообразный азот с образованием так
называемого цианамида кальция. Этот способ нашел широкое
применение в промышленности. Количество электроэнергии, рас¬
ходуемое на получение 1 кг связанного азота в виде цианамида
кальция, составляет всего 9—10 киловатт-часов на 1 кг связан¬
ного азота; следовательно этот способ был экономически
более выгодным, чем дуговой. Во многих государствах
Европы и С. Ш. Америки было построено большое число циана-
мидных заводов,, на которых Шолучался цианамид кальция,
используемый как азотный удобрительный тук.Следующим важнейшим этапом развития азотной промыш¬
ленности явилось производство синтетического аммиака, т. е.
связывание азота с водородом. Этот способ основан на том, что
при больших давлениях (в несколько сот атмосфер) и при вы¬
сокой температуре азот вступает в соединение с водородом,
образуя аммиак. Этот процесс осуществляется в присутствии так
называемых катализаторов, т. е. веществ, ускоряющих взаимо¬
действие азота с водородом. tПервый завод синтеза аммиака был построен в 1913 л. в Гер¬
мании по способу Габера, осуществившему этот процесс при
давлении в 300 а г. В других странах были построены установки
синтеза аммиака, осуществляющие процесс под более высоким
давлением: в Италии способ Казале под давлением в 750 ат, во
Франции—* способ Клода под давлением в 1000 ат. При синтезе
аммиака на получение 1 кг связанного азота расходуется от 3 до
12 киловатт-часов, поэтому синтез аммиака является наиболее
выгодным способом связывания азота. С открытием этого
способа во всех странах приступили к усиленному строительству
заводов синтетического аммиака. Причиной усиленного строи¬
тельства таких заводов является то обстоятельство, что из
аммиака получается азотная кислота, которая находит приме¬
нение в различных отраслях вромыдаленности. Из азотной кис-11
лоты получаются азотные удобрения и красители. Особое значе¬
ние азотная кислота приобрела в военной промышленности, так
как все основные взрывчатые вещества получаются путем приме¬
нения азотной кислоты как нитрующего и окисляющего сред¬
ства.В связи с ростом во всех капиталистических странах воору¬
жений увеличился спрос на взрывчатые вещества, что в свою
очередь стимулировало увеличение производства синтетического
аммиака. Все капиталистические страны стремятся к всемерному
увеличению азотной промышленности для того, чтобы иметь ре¬
зерв- на случай войны, когда потребуется выпуск значительного
количества взрывчатых веществ.В табл. 1 показана мировая выработка связанного азота и
его потребление по годам (в тысячах тонн азота); из этой
таблицы можно видеть рост производства по отдельным продук¬
там. 'Таблица 1Наименование1930—
1931 г.1931—
1932 г.1932-
1933 г.1933—
1934 г.1934—
1935 г.1935—
1936 г.1936—
1937 г.ПроизводствоСульфат аммония коксохими¬
ческий 360302258307321365407Сульфат ат^мония синтетиче¬
ский .349522560535533630Г54Итого ...709824818. 8428549951061Цианамид кальция 201134168195232270285Кальциевая селитра 11079118107153156159Прочие виды связанного
азота1Синтетический 393348462516607720843Коксовый 3130, 4048454540Чилийская селитра 2501707184179192206И того .16S415S516771792207023782594Потребление
Синтетический азот ....1377141716201714187621822433Чилийская селитра 244138127164195218,■ 242Итого . . .162115551-7471878207124002675В том числа иа сельскохозяй¬
ственные нужды 1 .14551412158616731812206823441 Например, аммиачная селитра^ иатрс.вая селитра. Сюда же относятся
смешанные удобрения (аммсфос и др.).12
В царской России химическая промышленность являлась наи¬
более отсталой отраслью промышленности. В то время как в за¬
падноевропейских странах и в Америке удельный вес химической
промышленности в общей промышленности был довольно значи¬
телен, в царской России работало лишь незначительное число
полукустарных химических предприятий, имевших в большинстве
случаев устаревшее и изношенное оборудование. На создание
новых химических производств, оснащенных передовой техни¬
кой, не обращалось должного внимания. Поэтому в царской Рос¬
сии отсутствовал целый ряд важнейших отраслей химической
промышленности, как, например, производство синтетического
аммиака, азотных удобрений, красителей и ряда других хими¬
ческих продуктов.Химическая промышленность фактически была создана лишь
после Октябрьской революции. За годы первой и второй пяти¬
леток был создан ряд новых производств химической промыш¬
ленности. Были созданы чрезвычайно важные для страны отрасли
химической промышленности: азотная, синтетического каучука,
красителей, пластических масс и много других. Построены, пу¬
щены и освоены такие гиганты химической промышленности,
как Березниковский, Сталиногорский, Горловский, Воскресен¬
ский, Чернореченский и ряд других заводов.К числу химических производств, созданных после револю¬
ции, относятся производства карбида1 и цианамида кальция.
Первый крупный карбидный и цианамидный завод был построен
и пущен в эксплоатацию в 1930 г. С пуском этого завода для
промышленности Союза открылась возможность получения но¬
вых чрезвычайно ценных продуктов. Цианамид кальция, наряду
с использованием его как азотного удобрительного тука, нашел
■применение для получения ряда новых продуктов, из которых
важнейшим является цианплэв.Из карбида кальция, помимо цианамида кальция, получается
ацетилен — важнейший горючий газ, которым широко пользуются
для проведения работ по резке и сварке металлов. Ацетилен
является также исходным продуктом для получения ряда хими¬
ческих соединений: синтетического каучука, уксусной кислоты
и ряда других.Вредителям было хорошо известно, какое большое значение
имеет химическая промышленность для народного хозяйства и
'для обороны страны. Стремясь подорвать и разрушить страну• пролетарской диктатуры, враги народа, пытались особенно
сильно вредить на предприятиях химической промышленности.
Вредительство в химической промышленности, помимо прямых
диверсионных актов, выразилось в нарушении технологических
процессов, в создании искусственных разрывов между произво¬
дительностью отдельных цехов, в уменьшении производитель¬
ности вспомогательных производств (вода, пар, электроэнергия),
в снижении производительности отдельных аппаратов и всего1 До революции существовало два небольших карбидных завода.
производства. Вредители, помимо устройства аварий, задержи¬
вали развитие отдельных производств.Возможности совершения вредительских актов способство¬
вало во многих случаях недостаточное внимание к ведению тех¬
нологических процессов, а также отсутствие четко регламенти¬
рованных инструкций по рабочим местам.Февральско-Мартовский пленум ЦК ВКП(б) в 1937 г. в своем
постановлении отметил, что наряду с поднятием большевистской
бдительности, наряду с овладением высотами большевизма,
основные пути ликвидации последствий вредительства должны
заключаться в глубоком и полном изучении каждым работником
технологического процесса, в установлении и жестком соблюде¬
нии твердого режима этого процесса,Чтобы предотвратить в дальнейшем возможность повторения
вредительских актов, каждый работающий на химических пред¬
приятиях должен твердо знать технологический процесс своего
производства, строго соблюдать установленные инструкции и
повышать свой политический и культурно-технический уровень.Исключительно широкие перспективы развития социалисти¬
ческого сельского хозяйства нашей страны и указание товарища
Сталина о получении 7—8 миллиардов пудов хлеба потребуют
миллионы тонн минеральных удобрений и других химических
продуктов. Поэтому в третьей пятилетке химическая промышлен¬
ность получит еще большее развитие, а следовательно увели¬
чится и ее значение в народном хозяйстве Советского Союза.Широкие перспективы применения карбида и цианамида каль¬
ция. а также цианплава, вызывают необходимость дальнейшего
расширения этих производств./
*ЧАСТЬ ПЕРВАЯГЛАВА IКАРБИД КАЛЬЦИЯ И ЕГО ПРИМЕНЕНИЕФизические и химические свойства карбида кальцияКарбидами называются химические соединения углерода с ме¬
таллами. Часть карбидов разлагается водой с выделением горю¬
чих газообразных продуктов, другие карбиды ею не разла¬
гаются. Некоторые карбиды находят применение в промышлен¬
ности и из них на первом месте стоит карбид кальция.Карбид кальция, или, как его обычно называют, «карбид»,,
представляет собой продукт сплавления извести с углеродом.
Впервые карбид кальция был получен в 1863 г. ученым Деви.В 1892 г. карбид кальция был получен другим ученым Муасса-
ном в электропечи при температуре около 3000°. Это открытие
легло в основу современного способа промышленного получения
карбида кальция путем сплавления извести с антрацитом или
коксом в электропечах.В химически чистом виде карбид кальция представляет
бесцветные, прозрачные кристаллы уд. веса 2,22 при 18°, не
' растворимые во всех известных растворителях. Рядовой техни¬
ческий продукт имеет кристаллический излом серого цвета,
переходящий при более высоком содержании карбида кальция
в фиолетовый. Высокопроцентный технический карбид кальция• имеет окраску от желто-коричневого до голубовато-черного.^ Карбид кальция, только что полученный из печи, имеет серый,,,
коричнево-желтый или черный цвет в зависимости от степени
его чистоты. Свежий излом карбида кальция имеет блестящую
поверхность, которая на воздухе теряет свой блеск вследствие
поглощения влаги, причем происходит выделение ацетилена
и выветривание поверхности, принимающей при этом серовато-
белый цвет.Удельный вес технического карбида кальция находится в за¬
висимости от содержания в нем чистого карбида кальция. Эта
зависимость видна из диаграммы на рис. 1. По горизонтальной
оси диаграммы отложено процентное содержание карбида каль¬
ция в техническом продукте и соответствующее количество аце¬
тилена, которое может быть из него получено, а по вертикаль¬
ной оси — его удельный вес. Как видно из диаграммы, удельный
вес технического карбида кальция увеличивается в пределах от
2,0 до 2,8 по мере уменьшения содержания в нем -чистого кар-
. бида кальция.Температура плайления карбида кальция также изменяется
в зависимости от его состава, как это показывает диаграмма
(рис. 2). По горизонтальной оси диаграммы отложены цифрыt 15
содержания в карбиде кальция избести (окиси кальция), а по
вертикальной — температуры его плавления. Из диаграммы
видно, что температура плавления понижается с увеличением
содержания окиси кальция до известного предела. Наиболее
низкую температуру плавления, а именно 1630°, имеет смесь,
состоящая из 70% карбида кальция и около 30% окиси кальция.
При дальнейшем увеличении содержания окиси кальция темпера¬
тура плавления опять поднимается. Чистый карбид кальция СаСз
имеет температуру плавления 2300°. Температура расплавленного
карбида кальция при выпуске из печи равна 1900—2000°.Из химических свойств карбида кальция отмечаются следую¬
щие. Сухой водород не реагирует с карбидом кальция ни на
холоду, ни при высокой температуре. В сухом кислороде привысокой температуре карбид
кальция сгорает с образо¬
ванием углекислого кальция
СаСОз.Азот (реагирует с карби- .
дом кальция при температуре
1000°, образуя цианамид
кальция. На этой реакции и
основано производство! ци¬
анамида кальция из карбида
кальция.'ш so so 70 бо 50 , 40, 30 У. СаС, „ Хлор действует на кар-
з5о; 315 ш 245 213 175.140 Ш5 л/нг' с2нг бид кальция лишь при нагре-вании. Пары серы при тем-
Рис. 1. Зависимость удельного веса пературе 500° дают с карби-
карбида кальция от его чистоты. дон кадьцИЯ соединения, также как фосфор и мышьяк.
Наиболее важным для промышленности химическим свой¬
ством карбида кальция является его способность разлагаться
водой с выделением ацетилена. Это разложение происходит
также при недостаточном количестве воды, например под дей¬
ствием влаги атмосферного воздуха. Поэтому нельзя хранить
карбид открытым, а необходимо хранить его в герметически за¬
крытой таре.Технический карбид кальция, получаемый в электропечи, не.
является чистым карбидом СаСг, а содержит ряд примесей, по¬
падающих в него из сырых материалов, которыми полвзуются
для производства.Помещаем примерный состав технического карбида кальция.Карбид кальция CaQ Известь или окись кальция СаО ....Окись магния Mg О Окись железа и алюминия Ре2Оз + А1аОзКремнекислота SiOa Сера S Углерод С 85,5%8,3%0,4%0.2%3,2%0,3%2,2%1/. Vу/_ /У/5,'' Л.уИтого . . . 100,1%
Качество карбида кальция определяется^количеством ацети¬
лена, которое может быть получено при разложении водой 1 кг
продукта. Количество выделяемого ацетилена при разложении
одного и того же количества карбида кальция зависит от про¬
центного содержания в нем чистого карбида кальция. Теорети¬
чески при разложении 1 кг
химически чистого карбида
кальция водой должно полу¬
читься 406,25 т ацетилена, что
.при 0° и 760 «я ртутного
столба соответствует объему
в 348,7 я. Технический кар¬
бид кальция выделяет, конеч¬
но, меньшее количество аце¬
тилена. Число литров ацети¬
лена, выделяемое 1 кг карбида
кальция, определяющее каче¬
ство последнего, называется
литражом.Табл. 2 показывает зави¬
симость между . процентнымсодержанием чистого карбида кальция в техническом продукте
■и его литражом (при 0° и 760 мм).Рис. 2. Зависимость температуры плав¬
ления карбида кальция от содержания
извести СаО,100% = 348,9 л
99% = 345,4 я
98% = 3^1,9 .
97% = 338,4 ,
96% = 334,9 »
9о% = 3^1,5 ,
94% = 328,0 „
93% = 324,5 .Р£°/0 = 321,0 л
91% =317,5 .
90% = 314,0 „
89% = 310,5 „
/0 = 307,0 „
87% = 303,5 ,
86% = 300,0 .
85 >/0 = 296,5Таблица 284% = 293,0 л
83% = 296,5 ,
82% = 286,0 .
81% = 282,5 ,
80% = 279,0 „
79% = 275,5 ,
78% = 272,0 „Существующим у нас стандартом предусматривается для кар¬
бида кальция литраж при 20°1 и 760 ят ртутного столба для
сорта «А» от 250 до 300 и для сорта «Б» от 230 до 280.2. Применение карбида кальция в промышленностиКарбид кальция имеет в настоящее время широкое примене¬
ние в промышленности. Он используется по двум направлениям:
с одной стороны, как исходный продукт для получения ряда
химических соединений, и с другой — как источник получения
ацетилена.Важнейшим соединением, получаемым из карбида кальция,
является цианамид кальция, который образуется путем взаимо¬
действия при температуре 1000° газообразного азота с тонко--
размолотым карбидом кальция. Цианамид кальция является азот¬
ным удобрением, широко применяемым в сельском хозяйстве.
Кроме того, из цианамида кальция получается ряд новых хи¬1 Температура дана в градусах UeJ2 Зав. 8&8. — Кузнецов. L17
мических соединений, главнейшим из которых является так на¬
зываемый цианистый плав (цианплав).Другое направление, по которому используется карбид каль*
ция, основано на его способности при разложении водою выде¬
лять ацетилен. Последний в свою очередь имеет большое при¬
менение в промышленности, во-первых, для получения ряда
органических соединений, например искусственного каучука, и,
во-вторых, в качестве горючего газа для получения высоких
температур.В первые годы развития карбидной промышленности карби*
дом кальция пользовались исключительно для получения аце¬
тилена, который применялся для целей освещения. Еще Деви
в 1863 г. было известно свойство карбида кальция разлагаться
водой с выделением ацетилена и способность последнего при
сгорании на воздухе давать светящееся пламя. В целях улучше¬
ния смешивания ацетилена с воздухом для получения более
яркого пламени последнему придают плоскую форму, для чего
сжигание ацетилена производится в специальных горелках.В дальнейшем ацетилен нашел применение в ряде других
областей, главнейшей из которых является автогенная сварка
и резка металлов, основанная на способности ацетилена при сжи¬
гании в струе кислорода давать пламя, температура которого
достигает 3000—3150°.3. Ацетилен, его получение, свойства и применениеКак было сказано выше, ацетилен получается при разложении
карбида кальция водой. Процесс разложения может быть выра¬
жен следующим химическим уравнением:СаС2 + 2Н20 = С2Н2 + Са(ОН\.карбид вода ацетилен гидрат окисикальция кальцияПри разложении выделяется значительное количество тепла,
определяемое в 414,6 б. кал. на каждый килограмм чистого кар¬
бида кальция *. Все процессы, проходящие с выделением тепла,
называются в химии экзотермическими. Таким образом, процесс
разложения карбида кальция является процессом экзотермиче¬
ским.Ацетилен представляет собой бесцветный газ, обладающий
в чистом виде слабым своеобразным запахом. 1 куб. метр ацети¬
лена при 0° и 760 мм ртутного столба весит 1,18 кг. При давлении
760 мм ртутного столба и температуре —83,8° ацетилен сжи¬
жается в бесцветную, легко подвижную, слабо пахнущую жид¬
кость. При дальнейшем охлаждении жидкого ацетилена он за¬
стывает в белую снегообразную массу. Из 1 л жидкого ацетилена
получается 382,5 л газообразного при 0° и 760 мм ртутного
столба.1 Большой калорией называется количество тепла, которое нужно затра¬
тить, чтобы нагреть 1 кг воды на 1°. Малой калорией — количество тепла,
необходимое для нагревания 1 г воды на 1°. .18
Ацетилен растворяется в воде, спиоте и очень легко в аце¬
тоне. 1 л воды при 15° и давлении в 1 а? растворяет 1,1—1,2 л
ацетилена. При тех же условиях 1 л ацетона растворяет ‘25 я
ацетилена. Под давлением в 15 аг 1 л ацетона растворяет 345 л
ацетилена. Жидкость при этом увеличивается в объеме. На спо¬
собности ацетона растворять большое количество ацетилена
основывается получение так называемого «растворенного аце¬
тилена». «Растворенный ацетилен» представляет раствор послед¬
него в ацетоне при 15 ат и хранится поэтому в специальных
баллонах. Баллоны наполняются пористой массой, пропитанной
ацетоном, в котором и растворяется ацетилен. В качестве по¬
ристой массы для наполнения баллонов применяют: пемзу, торф,
опилки, древесный уголь, силикагель, асбест и другие легкие
вещества.Характерной способностью ацетилена является образование
нерастворимых в воде взрывчатых осадков с медью, серебром
и некоторыми другими металлами.Сгорая в воздухе, ацетилен дает светящееся пламя, чем и
пользуются для целей освещения. Температура ацетилено-воз-
душного пламени равна от 1900 до 2360°. При сгорании в кис¬
лороде ацетилен дает пламя с температурой выше 3000°.Для полного сгорания 1 объема ацетилена теоретически тре¬
буется 2,5 объемов кислорода, или 12,5 объемов воздуха, при
этом получаются 2 объема углекислого газа и 1 объем водяного
пара.Горение ацетилена может быть выражено следующим хими¬
ческим уравнением:2С2Н2 + 502 = 4СОа + 2Н20 + 321 б. кал.ацетилен кислород углекислый водагазГорение ацетилена в сварочной горелке протекает в две фазы,
причем только 2/ъ потребного для полного сгорания ацетилена
кислорода подводится к горелке из кислородного баллона,
a a/s кислорода берется из окружающего воздуха. Для получе¬
ния нейтрального пламени, т. е. не содержащего избытка кисло¬
рода, которое требуется для сварки, в горелку на 1 объем
ацетилена подается от 1,1 до 1,25 объема кислорода.При атмосферном давлении ацетилен безопасен, но при да¬
влении выше 2 atr или в жидком виде он взрывает. Жидкий аце¬
тилен представляет собой сильно взрывчатое вещество уже прл
обыкновенной температуре. Распадение его со взрывом проис¬
ходит под влиянием ударов, теплоты, трения, сжатия, запала
и пр. Ацетилен, растворенный в ацетоне, под давлением до
15 а г, не взрывает, на чем и основана возможность 'применения
его в виде «растворенного ацетилена». Влажность ацетилена
сильно понижает его взрывчатость. Ацетилен становится менее
взрывчатым также в смеси с другими газами, не реагирующими
с ним при обычных условиях, например с водородом, светиль¬
ным газом или с нефтяным газом. При смешивании же ацети¬
лена с газами, реагирующими с ним, взрывчатая способность
смесей возрастает. Ацетилен с хлором взрывает при обыкновен¬2*19
ном давлении от действия солнечного света или при зажигании
смеси.Смеси ацетилена с кислородом и с воздухом очень взрыв¬
чаты. С кислородом ацетилен дает взрывчатые смеси1 при
обыкновенном давлении при содержании в смеси от 2,8 до 93%
ацетилена. Образующиеся в [результате взрыва таких смесей
продукты распада ацетилена состоят большей частью из сажи,
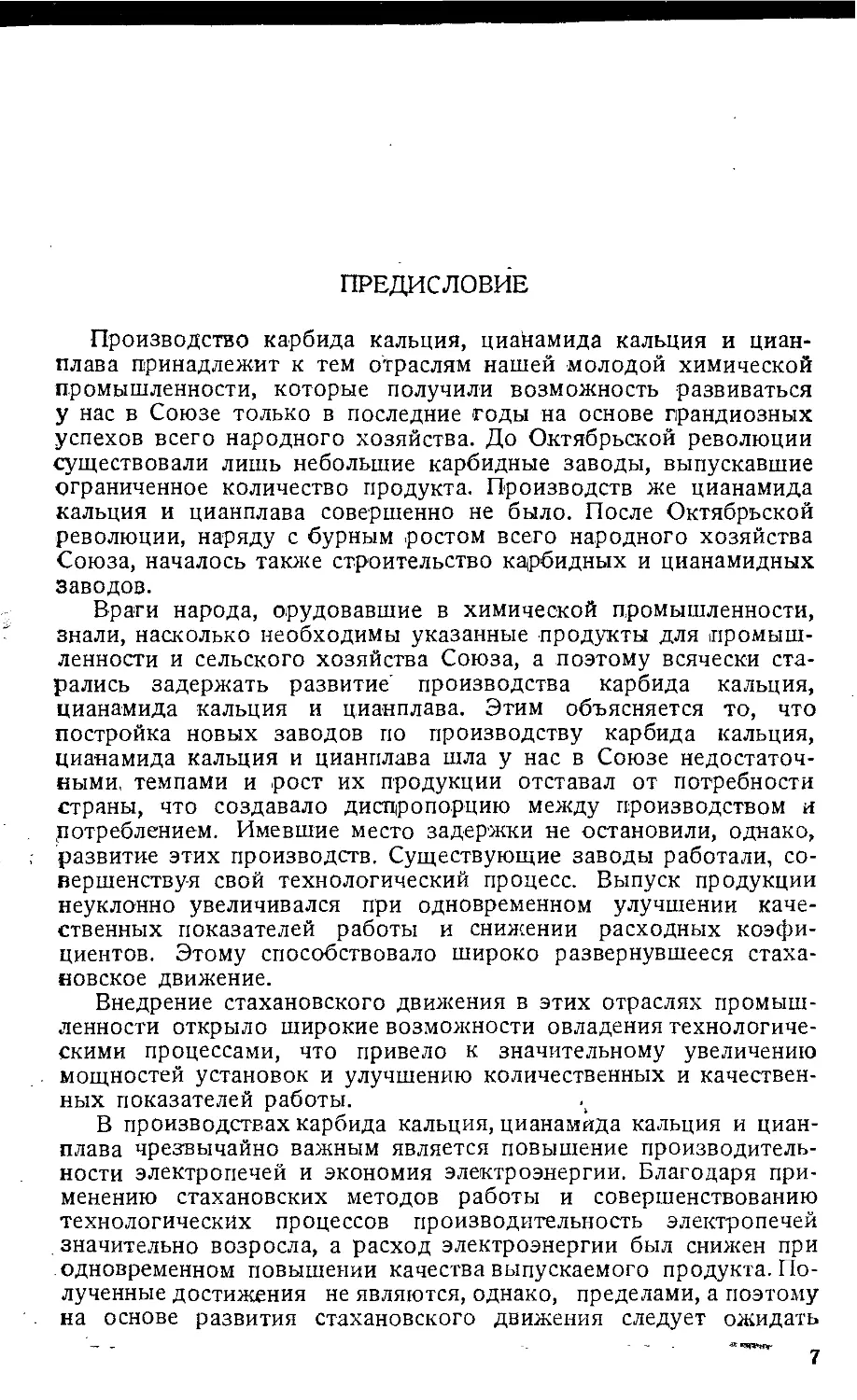
водорода и небольших количеств других соединений.По взрывчатости ацетилен среди других газов занимает одно
из первых -мест. В табл. 3 показаны пределы взрываемости смеси
ацетилена с воздухом в сравнении с воздушными смесями дру¬
гих газов.Таблица 3Название горючего газаПределы взрываемссти сг.'есиВодород 9,5 —65,2 объеын. % горючего газаОкись углерода 15.G5—70,9Водяной газ
Метай ....
Этилен . . . iЭтан Ацетилен . . .
Светильный газ
Пары бензина
Пары бензола12,45-66,16,26-11.914.0 -14,00
4,2 — 9,5
3,5 —52,39.8 -24,82.1 — 5,02.8 — 6,8Технический ацетилен, которым пользуются для производ¬
ства автогенных работ, имеет неприятный запах от примеси Дру¬
гих соединений и ядовит подобно окиси углерода. Он, однако,
менее опасен, чем последняя, так как его присутствие благодаря
резкому запаху немедленно обнаруживается.Технический ацетилен содержит ряд примесей, как, например,
сероводород, фосфористый водород и аммиак, а поэтому при
использовании его в других производствах и для сварки должен
быть предварительно очищен. Аммиак и часть сероводорода уда¬
ляются сравнительно легко при промывке ацетилена водой. Для
удаления фосфористого водорода и большей части сероводорода
применяются специальные очистительные массы, действие кото¬
рых заключается в превращении летучих примесей ацетилена
в нелетучие соединения. Фосфористый водород и сероводород
переводятся при этом в фосфорную кислоту и серу. Существует
несколько патентованных очистительных масс, в которых актив¬
ной частью является хромовая кислота или хлор. По существую¬
щему стандарту в ацетилене допустимо содержание (по объему)
не более 0,06% фосфористого водорода и не более 0,15% серо¬
водорода.Для производства автогенных работ ацетилен получается
в специальных генераторах, которые разделяются на переносные1 Взрывчатыми, нли гремучими смесями, называются смеси газов, кото¬
рые при известных условиях (искра, нагревание и т. д.) взрывают.*>20
и стационарные. При разбросанности работ на значительные рас¬
стояния пользуются переносными генераторами. Когда ацетилен
находит применение в больших количествах на месте, его полу¬
чают в стационарных генераторах. В этом случае к местам по¬
требления ацетилена подводятся трубопроводы, по которым он
и подается к горелкам.В последние годы, помимо использования ацетилена для про¬
изводства автогенных работ, он нашел другую чрезвычайно
большую область применения, а именно, для получения из него
ряда новых органических продуктов, которые в свою очередь
находят широкое применение в различных областях современной
промышленности. Можно указать на ряд синтетических продук¬
тов, получаемых из ацетилена. Важнейшими из них являются
химические соединения ацетилена с хлором. Эти соединения —
жидкости, превосходно растворяющие жиры, масла, смолу и дру¬
гие органические соединения. Они хорошо растворяют также
серу, фосфор и ряд неорганических солей. Поэтому они с успе¬
хом заменяют бензин и сероуглерод при экстракции жиров и
имеют преимущество перед последними в том отношении, что
являются негорючими, т. е. неогнеопасными продуктами.Из ацетилена путем присоединения к нему воды получается
ацетальдегид, а из последнего синтетическая уксусная кислота,
ацетон, искусственные смолы и этиловый или винный спирт.
Особый интерес представляет возможность получения этим спо¬
собом уксусной кислоты.Одной из важнейших областей применения ацетилена является
использование его в качестве сырья для получения синтетиче¬
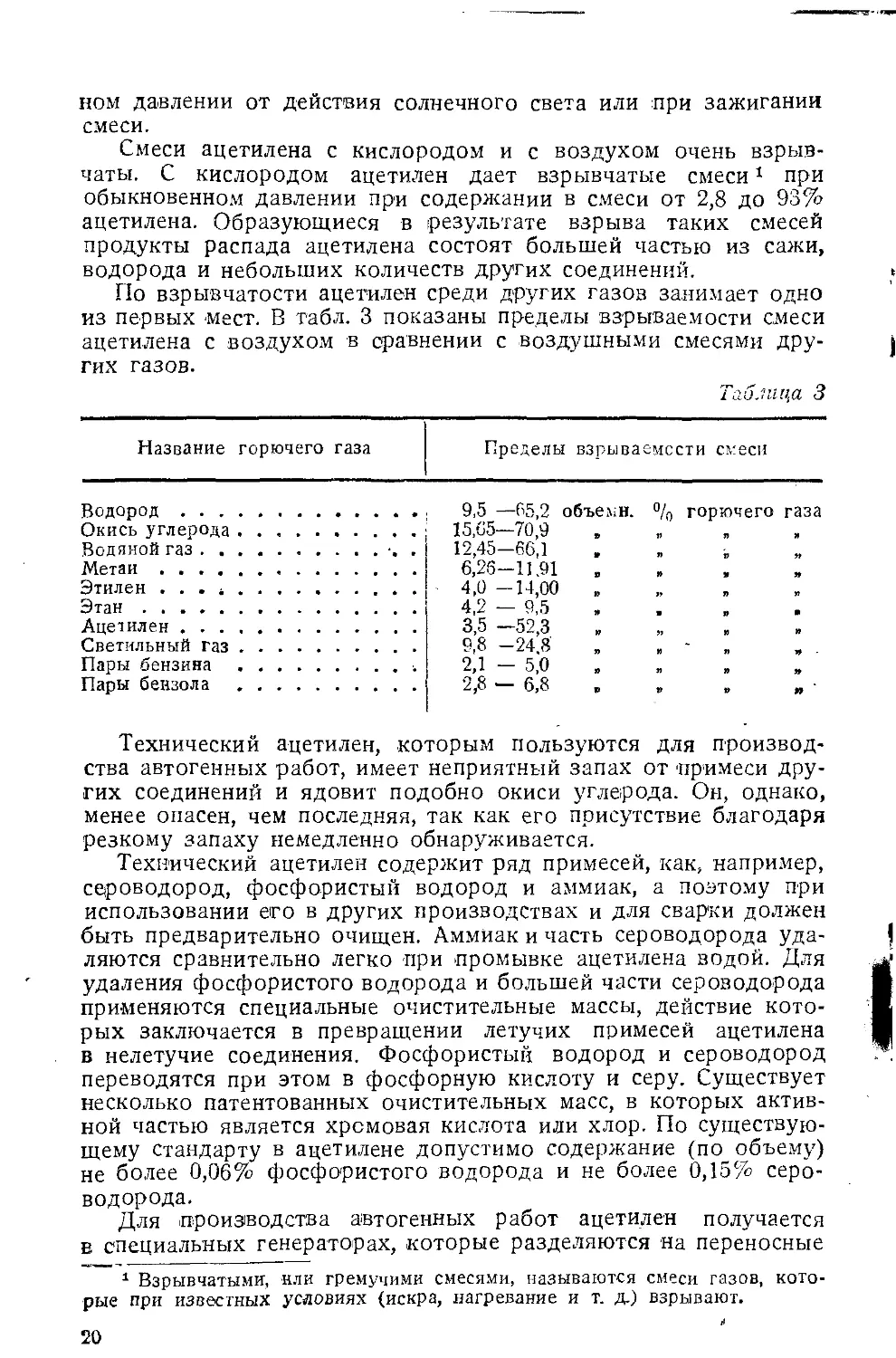
ского каучука.4. Схема производства карбида кальцияСхема производства карбида кальция представлена на рис. 3.
Исходным сырьем для его производства являются известняк и
углерод, который применяется в виде антрацита или кокса. Из¬
вестняк со склада 1 направляется на известково-обжигательные
печи 11, в которых из него получается обожженная известь (окись
кальция). Обжиг известняка производится коксом, каменным
углем или антрацитовой мелочью, которые поступают на печи
со склада III. Полученная известь направляется в отделение под¬
готовки шихты IV, куда подвозятся также из закрытого склада V
антрацит и кокс. В отделении подготовки шихты производятся
дробление сырых материалов на куски определенной величины
и смешение их в необходимой пропорции.Известь и углеродистые материалы (антрацит и кокс) взве¬
шиваются на весах 1 и 8 и поступают затем через приемные
бункера 2 и 9 на дробилки 3 и 10. Дробленые материалы элева¬
торами 4 поднимаются в бункера 5 и 11, яз которых через авто¬
матические весы б поступают в бункер для смешивания 7. По¬
лученная таким образом готовая шихта передается ленточным
транспортером в бункера, находящиеся у карбидных печей.Загрузка шихты в печи осуществляется при помощи автома¬
тической загрузочной машины 1. Электроды или, в случае при-21
менения набивных электродов, электродная масса поступают
к карбидным печам из электродной мастерской VI, в которой
производится приготовление электродной массы, или склеива¬
ние электродных углей в пакеты. Электродная масса разогре¬
вается предварительно в подогревательном шкафу 3, после; чего
поступает для набивки электрода 4, подвешенного над печью 2.Рис. 3. Схема'производства карбида кальция.Электроэнергия подается к трансформатору 5 от центральной
трансформаторной подстанции под высоким напряжением!, транс¬
формируется в нем на низкое напряжение и передается с по¬
мощью шин к электродам печи.Полученный в' печах карбид кальция периодически! выпу¬
скается в изложницы б, в которых и происходит его заспывание.
Застывшие карбидные блоки подаются в отделение Will, где22
происходит их окончательное охлаждение и дробление до
кусков необходимого размера.Перемещение блоков карбида производится с помощью эле¬
ктрического мостового крана 1. Блоки, поступившие в отделение
охлаждения, взвешиваются на весах 2 и устанавливаются на спе¬
циальные платформы 3. После охлаждения блоки разбиваются
на той же платформе; последняя поднимается на площадку 4,
с которой куски карбида кальция сбр'асываются в щековую дро¬
билку 5 для предварительного дробления; затем они переходят
во вторую щековую дробилку б для окончательного дробления.
Дробленый карбид кальция поднимается ковшевым элеватором 7
и направляется дальше в одном из двух направлений: либо в от¬
деление сортировки и упаковки карбида IX, если карбид кальция
выпускается как товарный продукт, либо в отделение размола
карбида, если последний предназначен для производства циан¬
амида кальция.В отделение сортировки дробленый карбид кальция посту¬
пает по течке или же с помощью резинового ленточного транс¬
портера. С помощью электромагнитного сепаратора 1 от кар¬
бида кальция отделяются сначала куски ферросилиция. Затем
производится сортировка карбида кальция в двух сортировочных,
барабанах (2 и 3). Сортированный карбид кальция сваливается^
в особые бункера, из которых упаковывается в барабаны 4. Ба¬
рабаны взвешиваются на весах 5 и направляются на склад го¬
товой продукции.Изготовление железных барабанов для упаковки карбида
кальция производится в специальной мастерской X и заклю¬
чается в ряде операций, производимых на специальных станках.
Раскрой железа производится на кровельных ножницах 7. Далее,
на двойном эксцентриковом прессе 2 высекаются углы и заги¬
бается лист на станке 3. После этого производится отгибание
продольного фальца на станке 4 и фальцовка шва на станке 5.
На корпус барабана накатываются волны на станке б и отги¬
баются борта на станке 7. Днища и крышки изготовляются на
двойном эксцентриковом прессе 9; закатывание фальца днищ
производится на станке 10, а лакировка барабана на специальной
машине 11. Готовые барабаны поднимаются с помощью наклон¬
ного элеватора 12 на склад 13. Для изготовления днищ имеются,
кроме того, запасные круглые ножницы &КОНТРОЛЬНЫЕ ВОПРОСЫ1. В каких областях применяется карбид кальция?2. Что получается при обработке карбида кальция водой?3. Что такое ацетилен и в каких областях находит он применение?4. Из каких стадий состоит. технологический процесс производства
карбида кальция?5. Какой предел взрываемости ацетилена с воздухом?.23
кальция получается лучшего качества, а расход электроэнергии
снижается.Практикой установлено, что наилучшие результаты полу¬
чаются, если в шихте содержатся и антрацит и кокс, а именно,
когда отношение веса кокса к весу антрацита держится в пре¬
делах от 1 : 2,5 до 1 : 3,5.Если взятый антрацит обладает плохой реакционной способ¬
ностью, то он не успевает прореагировать в электропечи с из¬
вестью и часть его остается в выпускаемом из печи карбиде.- В этом случае содержание углерода в готовом карбиде будет
выше допустимого предела, составляющего 1—1,5%.Ввиду указанных преимуществ большинство трехфазных пе¬
чей работает на шихте, содержащей кокс и антрацит. Одним
коксом пользуются лишь в печах небольшой производительности
и в однофазных карбидных печах системы Миге.Подача материалов в отделение дробления производится либо
в вагонетках по узкоколейным путям, либо помощью механи¬
ческих транспортных средств. Известь доставляется большей
частью непосредственно от местных известково-обжигательных
печей. Иногда пользуются привозной известью, но это нельзя
считать рациональным, так как она разлагается в пути влагой
воздуха, вследствие чего значительно увеличивается содержание
в ней пыли. Антрацит и кокс доставляются со склада, который
устраивается обычно в непосредственной близости к отделению
дробления сырья.При подаче в вагонетках сырые материалы поднимаются на- рабочую площадку либо двойными шахтными подъемниками,
t либо бремсбергами. В одной из шахт подъемников поднимается
“"^наполненная вагонетка и одновременно в другой шахте опу¬
скается порожняя вагонетка. Бремсберг представляет собой на¬
клонную эстакаду с уложенными на ней рельсами, по которым
с помощью стального троса поднимается вагонетка. Движение
троса осуществляется от электрической лебедки, установленной
внизу или наверху. При подъеме с помощью бремсберга ваго¬
нетку устанавливают иногда на специальную площадку, которая
и поднимается по рельсам бремсберга. В этом случае вагонетка
укрепляется на подъемной площадке и остается во время
подъема в горизонтальном положении. Наверху вагонетка ска¬
тывается на рельсы, уложенные на верхней площадке, и подво¬
зится к весам для взвешивания.При механической подаче сырых материалов пользуются
также подвесными дорогами. В этом случае не требуется уста¬
новки подъемника, так как подвесные вагонетки доставляются
непосредственно на площадку, где и производится взвешивание
материалов для составления шихты.2. Влияние состава шихты
на качество получаемого карбида кальцияДля получения карбида кальция требуемого литража загру¬
жаемая в печь шихта должна иметь определенное соотношение
извести, антрацита и кокса.66
По уравнению реакции образования карбида кальцияСаО561ЗС = СаС2 4- СО36 61 2iможно подсчитать, что для получения 1 т карбида кальция тео¬
ретически должно быть израсходовано 875 кг чистой извести и
563 кг углерода.На практике, так как применяемые сырые материалы не
■ являются совершенно чистыми, а содержат ряд примесей, их
действительный расход всегда несколько выше теоретически рас¬
считанного.Кроме того, в процессе сплавления в электропечах имеет
место ряд потерь, что также является причиной повышенного
расхода сырья.Чем чище сырые материалы, тем меньшее количество их рас¬
ходуется на 1 т получаемого карбида.Лшрыi? 9М
7-00О 10 20 30 48 50 SD 70 80 90 100 ^Кг. yisiepsfa на 100 кг. СаОРис. 12. Диаграмма зависимости между содержанием угле¬
рода в шихте, количеством получаемого карбида и его
литражом.Количественное соотношение извести с антрацитом и коксом
зависит от тех требований, которые предъявляются к получае¬
мому карбиду кальция.Для получения карбида кальция с высоким литражом упо¬
требляют шихту с большим количеством антрацита и кокса. Для
получения же более бедного карбида кальция в шихту вводят
большее количество извести.Качество извести влияет на процесс производства карбида
кальция и на работу электропечей. В случае повышенного содер¬
жания в извести недопала понижается производительность печи
и увеличивается расход электроэнергии, так как в этом случае
в электропечи совершается обжиг оставшегося в извести извест¬
няка. На этот обжиг также расходуется электроэнергия, чем и
объясняется в этом случае повышение ее расхода.Зависимость между содержанием углерода в шихте, количе¬
ством получаемого карбида кальция и его литражом показана5*67
на диаграмме (рис. 12). На левой стороне диаграммы по верти¬
кальной оси указано количество килограммов карбида кальция,
образующихся за 24 киловатт-часа. На правой стороне указан
литраж получаемого карбида кальция (при 15° и 760 мм ртутного
столба). По горизонтальной оси указывается количество угле¬
рода в шихте в килограммах на 100 кг извести. Из диаграммы
видно, что количество получаемого карбида кальция увеличи¬
вается с увеличением содержания извести в шихте и, наоборот,
уменьшается при увеличении содержания углерода; литраж кар¬
бида кальция, наоборот, ухудшается с увеличением содержания
извести в шихте.При получении высоколитражного карбида кальция, т. е. при
шихте с большим про-центом углерода, карбид получается более
вязкий и поэтому выпускается из печи труднее. Наоборот, кар¬
бид кальция с меньшим литражом, т. е. при шихте с большим
содержанием извести, получается менее вязким и легче выли¬
вается из печи. Этой возможностью изменения вязкости карбид¬
ного плава пользуются на практике. В том случае, когда карбид
кальция не выливается из электропечи или выливается с трудом,
производят так называемую корректировку шихту путем доба¬
вления в электропечь определенного количества извести. •3. Приготовление шихты для производства
карбида кальцияДля приготовления смеси или шихты сырых материалов
последние сперва дробятся до определенной величины кусков,
отвешиваются в определенных количествах и смешиваются. Вели¬
чина кусков, на которые дробятся материалы, зависит от их ка¬
чества и физических свойств. Практикой установлено, что луч¬
шее сплавление шихты в электропечи получается тогда, когда
известь берется в кусках величиной 50—100 мм, а антрацит
25—50 мм. Величина кусков антрацита зависит от того, насколько
он легко реагирует в электропечи с известью. При работе
с антрацитом, обладающим хорошей реакционной способностью,
для приготовления шихты могут быть взяты куски большого
размера и, наоборот, если антрацит плохо сплавляется с из¬
вестью, то он берется в кусках небольшой величины, так как
в противном случае он не успеет прореагировать с известью и
выходит из печи вместе с расплавленным карбидом.При работе на смеси антрацита с коксом приходится пред¬
варительно производить подсушивание последнего. Кокс вслед¬
ствие своей пористости содержит всегда значительное количе¬
ство влаги, что при смешении с известью способствует гашению
последней. В этом случае увеличивается количество пыли
в шихте, и работа карбидной печи ухудшается. Пыль затрудняет
выход окиси углерода, образующейся при сплавлении материа--
лов в печи, а также увеличивает расход извести, так как она
уносится из печи вместе с горячими газами и не участвует
в реакции. Для аодсушивания кокса пользуются вращающимися
сушильными барабанами.68
Дробление извести, антрацита и кокса производят в щековых
дробилках типа Блека или в вальцовых дробилках (вальцах).
При дроблении в вальцах пользуются иногда одной дробилкой
с двумя парами вальцов, в которой происходит одновременно
и дрббление и смешивание материалов.В последнем случае сырые материалы предварительно взве¬
шиваются для составления смеси необходимой пропорции и вы¬
сыпаются в воронку над вальцовой дробилкой. Из этой воронки
они при помощи питателя подаются в вальцовую дробилку. При
такой системе дробления известь и антрацит получаются в кус¬
ках одинаковой величины.Если известь и антрацит дробятся в отдельности, то обычно
устанавливаются или две щековые, или две вальцевые дро¬
билки— одна для дробления извести, а другая для антра¬
цита и кокса. В случае раздельного дробления легче регулиро¬
вать величину кусков каждого из сырых материалов, в резуль¬
тате чего можно получить шихту, содержащую крупные кускй
извести и более мелкие куски антрацита и кокса. В этом случае
представляется возможным перед дробилкой извести поставить
сито для отсева известковой пыли. После отсева шихта будет
содержать меньше пыли и, следовательно, электропечь будет ра¬
ботать в лучших условиях.Если сырые материалы доставляются в вагонетках, то взвеши¬
вание их производится на вагонеточных весах. Определение не¬
обходимого соотношения количеств извести и углеродистых
материалов, в зависимости от полученного задания, произво¬
дится по специальной таблице (табл. 11), пользование которой
значительно облегчает расчет шихты.Составление шихты производят в следующем порядке. Сна¬
чала взвешивают вагонетку с известью. Затем по определенной
графе таблицы, соответствующей заданному содержанию • угле¬
рода в шихте, определяют, какое количество углеродистых ма¬
териалов должно быть взято по отношению к взвешенному коли¬
честву извести. Это количество антрацита и кокса взвешивают
в вагонетке. Взвешенные материалы ссыпаются затем в прием¬
ную воронку щековой дробилки или вальцовки.При раздельном дроблении извести и углеродистых материа¬
лов взвешивание их производится обычно после дробления.
Дробленые материалы поднимаются в отдельности специальными
элеваторами в бункера. Взвешивание их производится в этом
случае с помощью автоматических весов, установленных под бун¬
керами. После весов материалы направляются в общий бункер,
из которого они подаются к карбидным печам. Процесс смеши¬
вания сырых материалов осуществляется в этом случае во время -
их транспортирования к электропечам.4. Аппаратура отделения дробления сырых материаловДробление материалов имеет целью уменьшить крупные куски
до размеров, требуемых для производства. Процесс дробления
может осуществляться следующими методами: 1) ударом, 2) рас¬
калыванием или раздавливанием и 3) истиранием.№
Таблица 11Расчетная таблица для составления шихтыПроценты углерода по отношению к известиI*2 еа60 61 62 63 64 65 66 6770 71 72 73 74 75 76 77 78 79 80Углерод в кг3001801831861891921S519820!20420721021321621922222)2282312342372403101Ь61891921951982012052)82112142172202.'32262292322352382422452-183201921951982022052 82112142182212242272302332362402432462502532563301932012052082112142182212242282312342372402432472э02542372612543402042072112142182212242282312342382412J5248251255258262265269272356210214217220224228231 ■23423824124'»24823225625826-32362702732773602162202232272302342382412452482522552592322552702742772812843702232262302332372402142482522552592о22562702732/72812852892923802282322362402432472512542582622652692742772802852892932953303902342382422462502542572612652692732772812842J8292296300304308«124002402442482522562602642682722762812842882912953003043083123163204102462502542592322662712752792832.372912952993033073123163203243284202522562602652592732772822862902962:8302306310315319323328332336430258262267271275280284288292237301305309314318322327331335340344440264268273277281286290295239304308313316321325330334339343348звг45027027427928428829329730230631031531932432833233734234735135636046027628128529029429930430831331732232633133534034535935435936336847028228729229630130531031532.3324329334333342347352357362367371376480288293298303308312317322326831336340345350355360365370374379384490294299304309314313324328333338343348353357362367372377,3823873925Q03003053103153203253303353403453503553603653793753803853903954005103083113163213233323353423473523573523673723773323883933984034J8520312317322327333338343348354359364369374380385390с96400406411416530318323328334339344350355360386371376381387392397403408413419424540324329335340346351356362367373378383S883943994054104164214274325503303363413463523573623683743803853903954014064124184244»434440560333342?4735335836437037538138639239740340841442042643143744244357034234835335936537037638238839339940541041542142743343944545045в5803483543603653713773833893944004064114174234234354404474624584645963543603663723783843903S640240741341842543043644244845446046647260036036637237838439039640240841442042643243844445045646246847448061036637237838439039640340941542142743343944545145746447047648248862037237838439039740340941542242843444044545245946а47147748449049663037838439139440341041642242843544144745 S4004664724794854314 8504640384390397403410416423429435442448454460467473479486493499506512650390396403410416423429436442448455461467474481487494500507513520660Е964024094164224z94354434494554624684754814884945025085155215286704024084154224294364424474554624694754824884955025095165235295366804074.4422428485442448456462469476482483496503509517524530537544690414421428435442448455462469476483490498504510517524531538545552700420427434441448455462469476483490497503511517525532539546£53560710426433440447454452463476483490497504510518524532540547654561568720432439446454461468475482490497аз4511518526532540547554562569576730438445452460467475482489496504511; 185255335405475555625695775847404444524594654744814884965035105185255325405475546 3670577£855927504504574654734804884955035105175255325405485545615705785855906007604564-44714794S64345025095165245325405475555615695785855936006087704624704774854!350050851552453153954755456256957758559360060861678046847648449149950751552253053854655456156957758459360)60861662479047448249049850551452152953754555356156857758459160060861662463280048048849650451252052853654455256056857558459159960861662463264Л81048649450251051852653554255055956757558259459960761662463264064370
ПродолжениеЛ6*Проценты углеродапо отношению кизвестии«SQ Ч6Э! «I| 62| 63| 64| 65j 66| 67| 68| 69| 701 71| 72| 73. «i 751 7i| 77| 78(79| 80(Л 5йX мУглеродв кг8204921500!50851652553354154955756557458259059368661462363164016186568304985065155235315405485555645735805895976056136216316396476586648405045125215295375465555625715оО58759560461262162963364765568467286051051852753554455256157057858659560361162062863764665466367268086051652553354255055956857658359360261061962363664465466267167968887052253053954855656557458359160060Э6176266356436516616’0679637696880528Б3654655456357258159059860761662463364265065966967368669570489053454355256J57057858759660561462?6316406496586676766856947017129005405495585675765855946036126216306386476566656746846937027117209105466555645745825926006106196286373466546646736826927007107197289205525615705805895986076166256356446536626716806Г0699708718727736930558567577586595605614623632642651660669679687698707716725735744940564574583592602611620639639649658667676686694705714724733743752950572580589598608618626637645655665674683693703712722732741750760960576585595605615624634641652662672681691703710720730739749758768970582591601611621630640650660667679688698708717727737747757766776980588598607617627637647656666676686695706714724734745755764774784990594604614624634644654663673683693703713722732742752762772782792ИХ»60061062063064065066067068069070071072073074075076377078079080!)Ввиду того что куски сырых материалов, из которых соста¬
вляется шихта, должны иметь определенную величину, обеспе¬
чивающую их лучшее,
сплавление в электро¬
печи, и минимальное
количество пыли, в
карбидном производ¬
стве для дробления
пользуются машина¬
ми, работающими по
принципу раздавлива¬
ния • или раскалы¬
вания. Такими маши¬
нами являются щеко-
вые дробилки и валь¬
цовые дробилки.В карбидной про¬
мышленности наибо¬
лее распространены
для дробления изве¬
сти, антрацита и кокса Рис- Вальцовая дробилка,
вальцовые дробилки
"С двумя парами вальцов (рис. 13). Вальцовая дробилка состоит
из массивной станины, в которой укрепляются вальцы. Верхняя
пара вальцов имеет более крупные зубья, а нижняя более мелкие.
Расстояние между верхними вальцами больше, чем между ниж¬
ними. Этим обеспечивается предварительное дробление круп-71
ных кусков материала в верхних в*альцах и последующее более
мелкое дробление в нижних вальцах. Вальцы укреплены в ста¬
нине так, чтобы можно было менять расстояние между ка¬
ждой парой вальцов и, следовательно, регулировать величину
кусков. Как верхние, так и нижние вальцы имеют, кроме того,
предохранительные пружины, которые позволяют увеличиваться
расстоянию между вальцами в том случае, если вместе с загру¬
женными материалами попадает какой-либо твердый предмет, не
поддающийся раздроблению. В этом случае благодаря пружинам
вальцы раздвигаются и посторонний предмет может пройти че¬
рез обе пары вальцов, не повредив их зубья. Вальцы приводятся
в движение с помощью системы шестерен и шкива с ременной
передачей от трансмиссии или мотора. *Подача материала в вальцы производится посредством пита¬
теля, состоящего из стальных пластин. Пластинчатый питательРис. 14. Щековая дробилка.представляет собой непрерывную ленту, составленную из отдель¬
ных металлических пластинок, которые соединяются между собой
на шарнирах. На этих же шарнирах вращаются ролики, которые
катятся по направляющим, прикрепленным к раме питателя.В дробилках Блека, которыми также пользуются в производ¬
стве карбида кальция, дробление производится между двумя
щеками, расположенными под углом друг к другу, из которых
одна неподвижна, а другая закреплена на подвижной пластине,
связанной с шатуном эксцентрикового вала дробилки (рис. 14).Дробилка Блека представляет собой массивную чугунную
раму, внутри которой сосредоточены все рабочие части. Рама
прикрепляется фундаментными болтами к прочному основанию
из бетона. На раме дробилки в двух подшипниках укрепляется
эксцентриковый вал 4, имеющий по концам два маховика и
шкивы для рабочего и холостого хода. Неподвижная щека 1 и
подвижная 2 делаются из чугуна или стали. Щеки снабжены
съемными ребристыми плитами из литой марганцовистой стали.
Плиты являются наиболее изнашиваемыми частями дробилки,\72
поэтому для ее хорошей и бесперебойной работы весьма важно
качество материала, из которого они изготовляются. Боковые
стенки рабочего пространства защищаются также стальными
съемными плитами 3. Подвижная щека подвешена на оси и при¬
водится в движение от эксцентрика, укрепленного «а валу 4 с по¬
мощью шатуна 5, связанного шарнирно с пластинами 6 и 7. Пла¬
стина 7 связана с подвижной щекой, а пластина 6 упирается
в клин. При пом-ощи болтов возможно опустить или поднять
клин, в который упирается пластина 6, чем достигается та или.
другая величина вы¬
пускной щели, а сле¬
довательно и степень
измельчения. Натяже¬
ние подвижной щеки
осуществляется при
помощи тяги с пружи¬
ной 8. Пластины 6 и 7
рассчитаны на такое
давление, чтобы в слу¬
чае попадания вместе
-с материалом, подле¬
жащим дроблению, бо¬
лее твердого предме¬
та, они могли быть
сломаны. Этим щеки
дробилок предохраня¬
ются от повреждения.Щековая дробилка
Блека действует перио¬
дически. При обрат¬
ном ходе подвижной
щеки дробления не
происходит и работа
мотора затрачивается
для приведения в
движение маховиков.При рабочем ходе
дробилки, когда по¬
движная щека пере¬
мещается вперед, ра¬
бота дробилки произ¬
водится как за счет
энергии мотора, так
Этим достигается усиление ударного действия подвижной щекнг
и одновременно выравнивание хода дробилки.Плиты дробилок имеют зубчатую форму, причем выступы на
подвижной плите соответствуют впадине на неподвижной плите.
С течением времени плиты изнашиваются. Это изнашивание про¬
исходит, однако, неравномерно, а именно, внизу быстрее, чем
сверху; это позволяет путем перестановки плиты нижней частью
вверх удвоить продолжительность работы плит.Рис. 15. Элеватор.и за счет энергии вращения маховиков.
Для подъема дробленых материалов пользуются ковшевыми
элеваторами. Элеватор (рис. 15) состоит из ряда ковшей, при¬
крепленных на некотором расстоянии друг от друга к двой¬
ной бесконечной цепи 2, состоящей из отдельных пластин¬
чатых звеньев. Цепи перекинуты через верхние 3 и нижние
4 блоки.Элеватор приводится в движение с помощью шкива у верхней
части (головки) элеватора, соединенного ремнем с трансмиссией
или мотором. Скорость движения ковшей составляет от 0,5 до
1 ж в секунду. #В нижней части элеватора, называемой башмаком, располо¬
жен приемный карман 5, через который материал подается в эле¬
ватор. Карма-н устраивается таким образом, чтобы материал пода¬
вался непосредственно в ковши навстречу их движению, так что
они захватывают ссыпающийся в них материал, поднимают его -
вверх и при огибании верхнего блока сбрасывают в разгрузоч¬
ную воронку. Цепи элеватора натягиваются посредством про¬
тивовесов 6, действующих на подвижные подшипники 7 нижних
“блоков, установленных в башмаке элеватора.Во избежание выделения пыли при работе элеватора и предо¬
хранения от несчастных случаев элеватор заключается в желез¬
ный кожух, состоящий из отдельных плотно соединенных между
•собой железных звеньев. Элеваторы устанавливаются обычно
в приямках и их карман с помощью специального жолоба
{течки) соединяется с приемной воронкой, установленной под
дробилкой или вальцами.Производительность элеватора зависит от емкости ковшей,
-скорости их движения, расстояния между ковшами и степени их
заполнения.Для горизонтального перемещения дробленого материала
в производстве карбида кальция пользуются стальным ленточ¬
ным транспортером, который может перемещать материал как
по горизонтальному направлению, так и с некоторым наклоном,
не превышающим обычно 15%. Ленточный транспортер состоит
из стальной ленты толщиной 1,5 мм, огибающей два горизон¬
тально расположенных барабана, из которых один является веду¬
щим, а другой концевым. Ведущий барабан приводится в дви¬
жение от трансмиссии. Скорость движения стального ленточного
транспортера берется обычно не выше 1,5 м в секунду. Напра¬
вление движения ленты устанавливается таким образом, чтобы
приводной барабан тянул верхнюю часть ленты, на которой на¬
ходится перемещаемый материал. Для нормальной работы лен¬
точного транспортера необходимо, чтобы лента была всегда
натянута, так как в противном случае она будет скользить на
ведущем барабане и может остановиться. Для натяжения ленты
ось концевого барабана укрепляется в передвижных подшип¬
никах; перестановкой последних и регулируется натяжение
.ленты. Для предупреждения провисания стальной ленты по
длине транспортера под лентой укрепляется ряд опорных роли¬
ков, вращающихся в специальных подшипниках, смонтированныхна железной конструкция транспортера./74
Подача на ленту материала из бункера осуществляется с по¬
мощью специального питателя, представляющего собой подвиж¬
ной лоток.В тех местах, где требуется произвести разгрузку ленты, над
ней устанавливается под некоторым углом специальный подни¬
мающийся нож из полосового железа, с помощью которого и
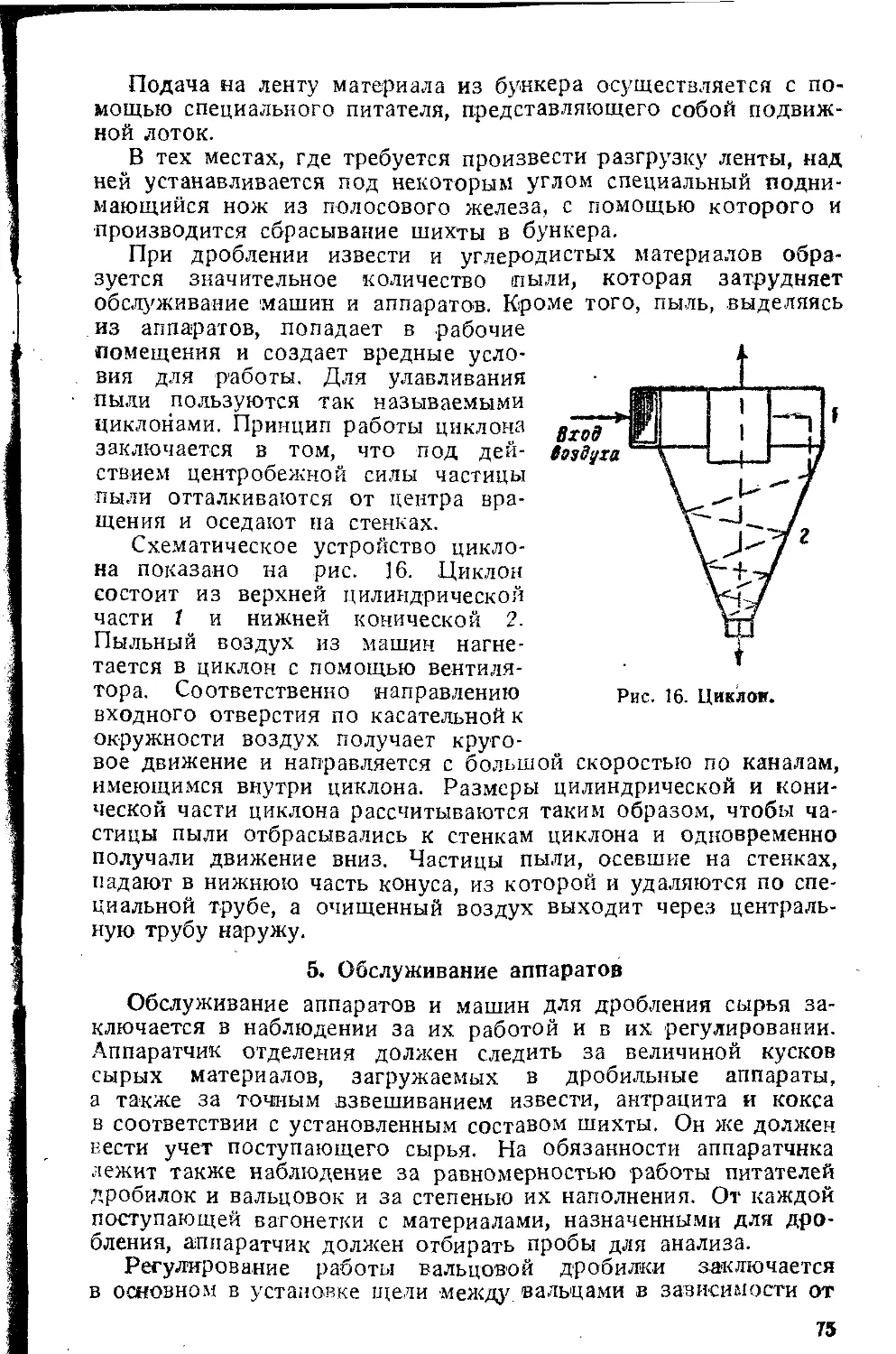
производится сбрасывание шихты в бункера.При дроблении извести и углеродистых материалов обра¬
зуется значительное количество пыли, которая затрудняет
обслуживание машин и аппаратов. Кроме того, пыль, выделяясь
из аппаратов, попадает в рабочие
помещения и создает вредные усло¬
вия для работы. Для улавливания
пыли пользуются так называемыми
циклонами. Принцип работы циклона
заключается в том, что под дей¬
ствием центробежной силы частицы
пыли отталкиваются от центра вра¬
щения и оседают на стенках.Схематическое устройство цикло¬
на показано на рис. 16. Циклон
состоит из верхней цилиндрической
части 1 и нижней конической 2.Пыльный воздух из машин нагне¬
тается в циклон с помощью вентиля¬
тора. Соответственно направлению
входного отверстия по касательной к
окружности воздух получает круго¬
вое движение и направляется с большой скоростью по каналам,
имеющимся внутри циклона. Размеры цилиндрической и кони¬
ческой части циклона рассчитываются таким образом, чтобы ча¬
стицы пыли отбрасывались к стенкам циклона и одновременно
получали движение вниз. Частицы пыли, осевшие на стенках,
падают в нижнюю часть конуса, из которой и удаляются по спе¬
циальной трубе, а очищенный воздух выходит через централь¬
ную трубу наружу.5. Обслуживание аппаратовОбслуживание аппаратов и машин для дробления сырья за¬
ключается в наблюдении за их работой и в их регулировании.
Аппаратчик отделения должен следить за величиной кусков
сырых материалов, загружаемых в дробильные аппараты,
а также за точным взвешиванием извести, антрацита и кокса
в соответствии с установленным составом шихты. Он же должен
вести учет поступающего сырья. На обязанности аппаратчика
лежит также наблюдение за равномерностью работы питателей
дробилок и вальцовок и за степенью их наполнения. От каждой
поступающей вагонетки с материалами, назначенными для дро¬
бления, аппаратчик должен отбирать пробы для анализа.Регулирование работы вальцовой дробилки заключается
в основном в установке щели между вальцами в зависимости от75
намеченного размера кусков. Это регулирование осуществляется
помощью .пружин, расположенных со стороны неподвижных,
вальцов.Для нормальной работы дробилки Блека требуется точное
соблюдение режима загрузки. Дробилка должна загружаться
равномерно с расчетом заполнения рабочего пространства между
щеками не более чем на 'г/з его объема. При недостаточном за¬
полнении дробилки снижается ее производительность и, наобо¬
рот, при перегрузке образуются завалы, что может привести
к авариям и снижению производительности. •Производительность дробилки зависит от степени измельче¬
ния загружаемого материала. Чем крупнее выходящие из дро¬
билки куски, тем больше ее производительность и, наоборот, при
более мелком дроблении производительность дробилки умень¬
шается. Регулирование величины выходящих кусков произво¬
дится изменением ширины выпускной щели между щеками с по¬
мощью регулирующих клиньев.Для бесперебойной работы дробилки необходимо иметь запас
предохранительных пластин и стальных плит с тем, чтобы была
возможность быстрой их замены в случае поломки.Одним из основных условий для нормальной работы дро¬
бильных аппаратов, как и вообще всех механизмов, является их
смазка. Необходимо тщательно следить за смазкой подшипников
и всех трущихся частей, а также за подачей к ним достаточного
количества смазочного материала. Масленки Штауфера должны
быть всегда наполнены смазкой. В процессе работы аппаратчик
должен время от времени проверять, не греются ли подшипники,
и подвинчивать крышки масленок. Во время процесса дробления
необходимо следить за тем, чтобы с подаваемыми материалами
не попадали в дробилку или вальцы посторонние предметы, так
как это может привести к аварии.При обслуживании элеваторов необходимо следить за тем,
чтобы не было завалов в его нижней части, так как это может
привести к обрыву цепей или остановке элеватора. В случае за¬
вала элеватора приходится вычищать приямок, а затем провер¬
нуть элеватор вручную для того, чтобы убедиться в его исправ¬
ности. Если элеватор не провертывается, то нельзя пускать
мотор, так как это может привести к порче мотора. Обслу¬
живание элеватора заключается, главным образом, в смазывании
подшипников верхнего и нижнего блока элеватора. Периоди¬
чески необходимо производить чистку элеватора, для чего его
провертывают вручную.Обслуживание ленточного транспортера заключается, глав¬
ным образом, в смазывании подшипников и в контроле за их на¬
гревом, а также в контроле за правильностью работы питателя.Пыль, собирающаяся в циклоне, выпускается по трубе, отхо¬
дящей из его нижней части, и ссыпается в железные барабаны,
в которых и вывозится на свалку. Чтобы обеспечить удаление
пыли от всех частей дробильной установки, следует следить за
бесперебойной работой вентилятора и за исправностью всех
трубопроводов для воздуха;76
КОНТРОЛЬНЫЕ ВОПРОСЫ1. Каких размеров должны быть куски сырых материалов, идущие
для приготовления шихты?2. Какая степень обжига известняка требуется для производства кар¬
бида кальция (величина недодала)?3. Какие аппараты применяются для дробления сырых материалов?4. Преимущества и недостатки раздельного и совместного дробления
сырых, материалов?5. Соотношение в шихте известняка и углеродистых материалов и его
влияние на качество получаемого карбида кальция?6. Какого качества карбид кальция получается при избытке извести
в шихте и какого качества — при избытке углерода?7. Для чего предназначаются пружины, помещенные у вальцов дро¬
билки?8. Что делается с предохранительными плитами щековои дробилки,
когда попадает в нее железный предмет?9. Как регулируется степень дробления у вальцовки я у ц^ековой
дробилки?10. Как устроен элеватор, чем обеспечивается его привод в действие
Я натяжение цепей?11. Какие способы взвешивания сырых материалов применяются при
производстве карбида кальция?12. Чем объясняется необходимость брать большее количество какого-
нибудь из сырых материалов против теоретического?13. Способы перемещения сырых материалов к электропечам?14. На чем основывается улавливание пыли циклоном?ОГЛАВА VПРОИЗВОДСТВО КАРБИДА КАЛЬЦИЯI. Основные сведения из электротехникиЯвление образования электричества путем электризащш
можно наблюдать, если потереть стеклянную палочку мягкой
кожей. От трения стеклянная палочка и кожа наэлектризуются,
что легко обнаруживается тем, что и стеклянная палочка и кожа
начинают притягивать различные легкие предметы, например
кусочки бумаги.Такое же явление получается, если вместо стеклянной па¬
лочки взять каучуковую и натирать ее сукном.• В том и другом случае образуется электричество, которое со¬
бирается на палочках, или, как говорят, палочка получает элек¬
трический заряд. Полученное на стеклянной и каучуковой
палочках электричество обладает различными свойствами.Электричество, полученное на стеклянной палочке, называют
положительным электричеством и изображают знаком (+), а по¬
лученное на каучуковой —■ отрицательным электричеством и
изображают знаком (—).Различные свойства голучаемого электричества можно про¬
верить с помощью следующего опыта. Берут два пробковых ша¬
рика, подвешенных на шелковых нитях, и заряжают один из них
положительным электричеством, прикоснувшись к нему заряжен-7?
Электрическая энергия находит в настоящее время самое'Тйй-
рокое применение во всех областях народного хозяйства. Эле¬
ктроэнергией пользуются для целей освещения, в домашнем
быту для варки пищи, отопления и других назначений, в меди¬
цине для лечения болезней, в транспорте для движения
поездов и т. д.В промышленности электрическим током пользуются для при¬
ведения в движение электромоторов, для целей нагревания,
сварки металлов и т. д.В химической промышленности, так же как и в других отрас- ,
лях, электроэнергия находит широкое применение. В отличие от
других производств в химической промышленности электроэнер¬
гией пользуются не только для приведения в движение машин,
механизмов и нагревания аппаратов, но и для проведения самых
разнообразных химических реакций и 'процессов.Часть химической промышленности, охватывающая процессы,
при которых в результате воздействия электрического тока про¬
исходят химические реакции с образованием различных новых
веществ, называется электрохимией и сам процесс носит назва¬
ние электролиза.Примером электролиза может служить разложение воды на
составные части (водород и кислород) при пропускании через
нее электрического тока.Электролитические производства составляют крупнейший раз¬
дел химической технологии. В настоящее время электролиз при¬
меняется для производства: хлора, водорода, кислорода, метал¬
лов (алюминия, натрия, магния), для покрытия одних металлов
другими металлами в целях защиты их от разрушения и т. д.Другое направление, по которому используется электрическая
энергия,’ основывается на возможности получения при превраще¬
нии электрической энергии в тепловую высоких температур. При
высоких температурах представляется возможным осуществлять
ряд химических процессов, в частности и описываемые нами
процессы получения карбида кальция, цианамида кальция и
цианплава.Такие процессы в отличие от электролитических называются
электротермическими.Электротермические процессы в настоящее время завоевы¬
вают себе все более широкое место. Производства карбида каль¬
ция, цианамида кальция и цианплава по своему масштабу зани¬
мают среди электротермических производств одно из первых
мест. В электротермических процессах используется выделяемое
током тепло, а поэтому для них возможно пользоваться как по¬
стоянным, так и переменным током.В электротермических процессах электрическая энергия пре¬
вращается в тепловую путем нагревания проводника тока до тем¬
пературы, необходимой для протекания той или иной реакции.
Аппаратом, в котором происходит такое превращение электри¬
ческой энергии в тепловую, является электрическая печь.Электротермическое нагревание имеет то преимущество, что
позволяет технически совершенно работать при высоких темпе-
ратурах порядка 1600—3500°, трудно достижимых при других:
способах нагревания.Только в электротермических процессах возможно концен¬
трировать большое количество тепла в определенном простран¬
стве, где протекает сама реакция, и не подвергать весь объем'
аппарата (электрической печи) воздействию высоких температур.
В этом случае нереагирующая часть вещества (шихта), располо¬
женная вокруг пространства, где происходит реакция, образует
своего рода защитный слой, предохраняющий стенки печи от
нагревания. Поэтому при электротермических процессах имеют
.место меньшие потери тепла, чем при обычных термических про¬
цессах, осуществляемых сжиганием топлива.Свойство электроэнергии развивать высокие температуры
было известно давно, однако практическое осуществление оно
получило лишь тогда, когда электричество вышло из рамок ла¬
бораторных изысканий и было применено в широких масшта¬
бах для проведения электротермических процессов.2. Технологический процесс образования карбида кальцияКак уже было сказано, карбид кальция получается в электро¬
печах путем сплавления обожженной извести с антрацитом и кок¬
сом. Электрический ток используется в печи для получения вы¬
сокой температуры, необходимой для процесса образования кар¬
бида кальция.Образование карбида кальция в электропечи может быть-
представлено следующим уравнением:CaO -J- ЗС => СаС2 + СО — 108 000 б. кал.56 36 64 28нзвгсгь углерод карбид окись угле-кальция родаПроцесс протекает с поглощением большого количества тепла
и поэтому идет только при высокой температуре, которая полу¬
чается при прохождении электрического тока от электродов
к поду печи. За счет выделяющегося тепла происходит сплавле¬
ние шихты из извести и угля и идет реакция образования кар¬
бида кальция. Начальная температура образования карбида каль¬
ция определяется рядом исследователей от 1570 до 1700°.Из приведенного уравнения видно, что для получения 64 кг
карбида кальция требуется затратить 108 000 б. кал.Так как тепло получается в печи за счет электроэнергии, то*
возможно теоретически, на основании вышеприведенного урав¬
нения, подсчитать количество электроэнергии, которое надлежит
. затратить на получение 1000 кг чистого карбида кальция.Так как на 64 кг карбида затрачивается 108 000 б. кал, то на.
1000 кг пойдет• 1000= 1 690000 б. кал04ИЛИ1690000 1ПСг■—дет)— = 1965 киловатт-часов,
где 860 — количество тепла в больших калориях, которое выде¬
ляется при превращении в тепло электроэнергии в количестве
1 киловатт-часа. Практический расход электроэнергии бывает
выше. При работе печи имеет место ряд тепловых потерь», ко-
торые значительно увеличивают расход электроэнергии. Эт0 п0_
тери имеют место: в трансформаторе при понижении напряже¬
ния электроэнергии, в проводке, по которой электрический ток*
подводится к электродам печи, при излучении тепла электро¬
печью и при побочных реакциях, протекающих в печи наряду
/с основной реакцией. Если в извести, применяемой для произ¬
водства, имеется недопал, то в электропечи происходит окон-'
чательный обжиг известняка, на что расходуется дополнитель¬
ное» количество электроэнергии. Содержащиеся в известняке
магний и кремний вызывают побочные реакции образования
окиси магния и ферросилиция, на что также расходуется некото¬
рое количество электроэнергии. В результате из общего коли¬
чества поступившей в электропечь энергии для основного про¬
цесса, т. е. для образования карбида кальция, -расходуется лишь
часть, а остальная энергия теряется. В современных карбидных
печах расход электроэнергии на получение 1000 кг технического
карбида кальция составляет 2900—3100 киловатт-часов, т. е. на
<53—54% больше теоретического.Наряду с основной реакцией образования карбида кальция
в электропечи идут побочные реакции, снижающие выход кар¬
бида кальция и, следовательно, повышающие расход как эле¬
ктроэнергии, так и сырья. К числу таких реакций могут быть
отнесены следующие:CaO -j- С — Са -J- СО;известь углерод кальций окись углеродаСаС2 = Са —{— 2Скарбид кальций углерод3. Типы и конструкции электропечейПервыми карбидными печами, с которыми работали 0 про¬
мышленности, были электропечи периодического действия. Мощ¬
ность таких печей в первое время развития карбидной промыш¬
ленности не превышала 100—300 киловатт, позднее начали
строить печи мощностью от 300 до 1000 киловатт.Печь периодического действия, или так называемая блок-печь
’(•рис. 29), представляла собой железную ванну, установленную на
подвижной тележке. Дно ванны 1 являлось нижним электродом
м устраивалось обычно из отдельных угольных электродоР или
чнабивки из электродной массы. Второй электрод 2 подвешивался
В ванне сверху. Стенки ванны иногда снабжались футеровкой из
огнеупорного кирпича. При отсутствии футеровки тепловой изо¬
ляцией печи служила сама шихта или известь, которую подсы¬
пали одновременно с шихтой к стенкам печи. Тележка с уста¬
новленной на ней ванной подвозилась к тому месту, где были
подвешены шины и электрод, соединенный с отрицательным по-
люсом опускался © печь. Под печи соединялся с системой
шин от положительного полюса. Между электродом и подом
печи образовывалась вольтова дуга, за счет тепла которой
и происходило сплавление шихты, загружаемой в печь сверху
через воронки 3. По мере образования карбида кальция про¬
изводилась загрузка в печь новой смеси. После того как ванна
наполнялась расплавленной массой, ток выключался, электрод
вынимался из ванны и тележка с ванной увозилась для охла¬
ждения. На освободившееся место устанавливалась новая те¬
лежка с порожней ванной и процесс возобновлялся.V'A Wz/A г—1—1—5 VA-у.. . -■уA ■ / /,'. х ; %'//// у//шРис. 29. Электрическая печь
периодического действия.I ?.Х--Ни?I ’■ j"Лi)" |||
г ^ - , - .‘Ч IРис. 30. Электрическая печь перио¬
дического действия (блок-печь), уста¬
новленная в шахте.В первых печах периодического действия выделяющаяся при
реакции окись углерода сгорала на поверхности загруженной
шихты в углекислый газ; при этом происходило значительное
выделение тепла, что затрудняло работу. Для облегчения работы
обслуживающего персонала тележку с ванной начали устанавли¬
вать в специальную шахту с вытяжной трубой для отвода вы¬
деляющихся газов (рис. 30).Загрузка таких печей производилась через свободное про¬
странство между электродом и сводом шахты печи. Электриче¬
ский ток с пониженным (в трансформаторе) напряжением пода¬
вался к подвешенному электроду и к поду печи по медным
шинам от трансформатора, установленного в непосредственной
близости от печи.Печи периодического действия работали с большими тепло¬
выми потерями и были поэтому крайне неэкономичны. Большим91
затруднением было то, что под печей должен был служить одно¬
временно и одним из полюсов для подачи тока и при наполне¬
нии печи образовавшимся карбидом она давала большое сопро¬
тивление. При дальнейшем усовершенствовании печей периоди-*
ческого действия отказались от нижнего электрода и применили
два подвижных электрода,уподвешенных сверху, между кото¬
рыми происходило образование вольтовой дуги. Печи такой
конструкции известны в литературе под названием серийных пе¬
чей (рис. 31). Хотя эти печи тоже были периодическими, они •
все-таки работали несколько экономичнее блок-печей. Ванна се¬
рийной печи устанавливалась также яа подвижной тележке и
после наполнения могла быть отвезена для охлаждения, а на ее
место ставилась новая занна. После охлаждения содержимое
ванны вынималось, образовавшийся карбид кальция очищался от
несплавившейся шихты, которая направлялась
снова в печь для сплавления, а карбид дробился
на куски.Работа печей периодического действия была
несовершенной, так как сырые материалы
сплавлялись не полностью и, следовательно,
использовались плохо. Вследствие малого
объема ванны, печи работали с большими по¬
терями тепла, почему коэфициент использова¬
ния электроэнергии был в них весьма низким.
Расход электроэнергии в печах периодического
действия составлял 6000 киловатт-часов и
больше на 1 т карбида кальция.Дальнейшим шагом в развитии карбидной
промышленности был переход к печам непре¬
рывного действия. Принцип работы таких
печей заключается в том, что они работают без перерыва,
за исключением их выключения для смены электродов в том
случае, когда они работают со сменными электродами.Электрические печи непрерывного действия, которыми поль¬
зуются в современной карбидной промышленности, разделяются
на однофазные и трехфазные. Однофазные печи работают
с одним электродом, который соединен с одной из фаз источ¬
ника тргхфазного тока. Трехфазные печи работают с тремя
электродами, к каждому из которых подводится ток от одной
из фаз.,v Трехфазная электрическая печь для получения карбида каль¬
ция была впервые сконструирована в 1905—1906 гг.Электрические печи работают обычно при напряжении от 50
до 90 вольт. При таком напряжении происходит наиболее спо¬
койное образование вольтовой дуги и поэтому печи работают
ровнее. Печи большой мощности работают при более высоком
напряжении. Чтобы обеспечить ровную работу электропечи, тре¬
буется, чтобы колебания в напряжении электрического тока, по¬
даваемого к электродам, были незначительными. Чтобы избежать
резких колебаний напряжения, пользуются ступенчатыми трач>
форматорами. Путем переключения ступеней трансформатораРис. 31. Серийная
печь.92
представляется возможным поддерживать равномерное напряже¬
ние у электродов в случае повышения или понижения напря¬
жения во внешней сети.Современные карбидные печи обладают большой мощностью.
В настоящее время имеются печи мощностью в 20 ООО—27 ООО ки¬
ловатт. Для питания таких печей требуется подача большого
количества электроэнергии. Для уменьшения потерь электро¬
энергии в проводах, к печам от центральной трансформаторной
подстанции подается элетрический ток высокого напряжения.
Последний трансформируется на низкое напряжение в трансфор¬
маторе, установленном в непосредственной близости от карбид¬
ной печи. Электрический ток низкого напряжения подается от
трансформатора к печи по медным шинам большого сечения,
которые в трехфазных цечах идут от трансформатора с чере¬
дующейся последовательностью фаз. Шины укрепляются таким
образом, что рядом с шиной, по которой идет ток от первой
фазы, укрепляются шины от второй фазы, и рядом с последней
укрепляются шины от третьей фазы. Далее такая очередность
повторяется. Это делается для уменьшения индукционных токов
и нагревания шин. Концы медных шин, по которым подается
электрический ток к каждому электроду, оканчиваются медными
пластинами, к которым прикрепляются концы медных кабелей.
Другие концы кабелей присоединяются к электоододепжателям.
Электрододержатели подвешиваются на стальных тросах или
цепях, проходящих через систему блоков, к электрическим ле¬
бедкам, при помощи которых производится подъем и опускание
электродов.Собственно карбидная печь (рис. 32) состоит из железной
ванны 1 с огнеупорной футеровкой и подвешенных в ванне
электродов.Под печи должен быть электропроводным, а поэтому делается
из угольных электродов и набойки из электродной массы. Для
устройства пода в трехфазных печах, на железное днище печи
укладывается слой асбестового картона 2, на него слой шамот¬
ной муки и затем три-четыре ряда шамотного кирпича 4. На
последний насыпается слой коксового порошка и укладываются
угольные электроды 5, концы которых скрепляются электродной
массой. Промежутки между электродами тщательно утрамбовы¬
ваются электродной массой. Слой последней 6 наносится также
сверху с таким расчетом, чтобы под имел уклон в сторону слив¬
ных отверстий. Уклон пода должен обеспечить нормальный слив
образующегося карбида кальция и ферросилиция, что в значи¬
тельной степени предохраняет под от разрушения. Под печи
должен быть выполнен тщательно, так как в трехфазных печах
он играет роль промежуточного электрода.Во избежание перегрева днища ванна карбидной печи уста¬
навливается на отдельных фундаментах, имеющих форму кир¬
пичных столбиков 7. На фундаменты укладываются железные
балки 8, непосредственно на которые ставится железная ванна.
Такое устройство обеспечивает доступ воздуха к днищу печи
и его охлаждение,ГЗ
Ванна или кожух печи изготовляется из котельного железа
толщиной 12—15 мм. Между железным кожухом 7 и огнеупор¬
ной футеровкой 3 укладывается для тепловой изоляции асбесто¬
вый картон 2 толщиной 5 мм. Днище и стенки кожуха соста¬
вляются из отдельных частей, соединенных друг с другом при
помощи болтов. Боковая поверхность печи прикрепляется
к днищу также при помощи болтов. В печах трехфазного тока
отдельные части днища и стенок тщательно изолируются друг
от друга листовым асбестом толщиной 5 мм. В местах соедине¬
ния отдельных частей болтами в болтовые отверстия поме¬
щаются миканитовые1 трубки, через которые проходит болт.Сам болт от железных частей отделяется при помощи микани-
товых шайб. Такая изоляция отдельных частей делается для
предотвращения образования индукционных токов, которые '
вызывали бы нагрев отдельных частей печи. На рис. 33 показана
место соединения днища ванны электропечи.Ввиду того что температура внутри печи во время ее работы
доходит до 3000° и выше, с течением времени происходит де¬
формация (выпучивание) сте:
нок печи. Для предотвраще¬
ния такой деформации стенки
укрепляются системой балок
(швеллеров), которые придают
им большую жесткость и
препятствуют их деформации.Выпуск расплавленного
карбида кальция из печи
производится через специаль¬
ные выпускные отверстия 9,
имеющиеся в стенках печи
против каждого электрода.Каждое выпускное отверстиезаканчивается лотком, прикрепленным й ;раме на кожухе. Рас¬
плавленный карбид кальция стекает из печи по лотку в излож¬
ницы, где и застывает.Ванны карбидных печей бывают круглые, квадратные, прямо¬
угольные и эллиптические. Размер ванны печи определяется ее
мощностью и размерами электродов. Для определения размеров
последних исходят из допускаемой для них плотности тока
(число ампер на 1 см2 сечения) и принятого напряжения тока.
Если печь работает со сменными электродами, которые склеи¬
ваются из отдельных электродных углей, то плотность тока
берется 4—6 ампер на 1 см2. При работе с электродами непрерыв¬
ного действия, имеющими большое количество железных частей,,
плотность тока может быть увеличена до 6—8 ампер на 1 с/и2..
Плотность тока в электродах системы Миге берется 2—2,5 ампер
па 1 см2.Величина реакционного пространства печи определяется раз¬
мерами электродов и сферой действия последних. Расстояние1 Миканит представляет изоляционный материал, изготовляемый прессо¬
ванием слюды с шеллаком.• 0»Рис. 33. Соединение отдельных частей
кожуха электропечи.
от электрода до стенки печи должно быть таким, чтобы стенки
находились вне действия развивающейся в печи высокой тем¬
пературы. Практически^оп'ределено, что при напряжении 50—
90 вольт расстояние в 950—1000 мм от поверхности электрода
до стенки печи является достаточным для того, чтобы не про¬
исходило разогревания, а следовательно и разрушения стенкд.
При правильном размере ванны и правильном расстоянии между
электродами электрический ток должен итти от электрода к поду
печи и ни в коем случае не проходить от электрода к электроду,
так как это приведет к охлаждению или так называемому замер¬
занию пода печи и к затруднению при
сливе карбида кальция.В однофазных печах, как указывалось
выше, имеется один электрод, который
подвешивается в середине печи. В трех¬
фазных печах электроды располагаются
двояким образом: либо по треугольнику,
либо в один ряд. Выбранное расположе¬
ние электродов определяет форму электри¬
ческой печи. Наиболее совершенными
в отношении распределения электрической
энергии являются -печи круглого типа,
в которых электроды располагаются по
треугольнику. В таких печах расстояние
между всеми тремя электродами одина¬
ково (рис. 34) и электроды загружены
равномерно. В печах эллиптических или
прямоугольных электроды располагаются
в ряд (рис. 35), в силу чего расстояния
между отдельными фазами .получаются
неодинаковыми. Расстояние между I и II
фазой меньше, чем между I и III фазой.
При таком расположении электродов, не¬
смотря на то, что трансформатор пере¬
дает на каждую фазу одинаковое коли¬
чество электроэнергии, количество эле¬
ктроэнергии, подаваемой на каждый
.электрод, будет различным: I фаза получит большее количество
‘ энергии, чем дает трансформатор, в то время как III фаза полу¬
чит меньшее количество энергии. Вторая фаза, находящаяся
гв середине, получает то количество энергии, которое подается ей
=от трансформатора. Электроэнергия в такой печи по фазам рас¬
пределяется примерно так: I фаза получает около 47%, II — 33%
\и III — 20%. Вследствие такого неравномерного распределе¬
ния электроэнергии электроды бывают нагружены неодинаково
■.и работают различно. Электрод III фазы (недогруженный)
работает спокойно, сгорая медленно, и дает на 15—18% меньше
карбида кальция. Наоборот, электрод I фазы работает неспо¬
койно, сгорает быстрее и дает большее количество карбида каль-
:ция. В технике III фаза носит название мертвой фазы, а I фаза —
бешеной фазы. В силу того что электрод мертвой фазы бываетРис. 34. Схема трехфаз¬
ной печи с расположе¬
нием электродов по тре¬
угольнику.-jjl ^13т_ а ^Рис. 35. Схема трехфаз-
•дой печи с расположе¬
нием электродов в ряд.
недогружен, он делается иногда меньшего сечения. Для некото¬
рого уравнивания нагрузки электродов средний электрод распо¬
лагают иногда ближе к передней стенке печи, через которую
производится выпуск карбида кальция. Этим достигается не¬
которое приближение отдельных фаз друг к другу, благодаря
чему уменьшается разница в нагрузке крайних электродов.Электрические карбидные печи бывают открытые, полузакры¬
тые и закрытые. Наиболее распространенными являются откры¬
тые печи. Происходящий в печи процесс образования карбида
кальция сопровождается, как указывалось выше, выделением
окиси углерода, которая сгорает на поверхности шихты в угле¬
кислый газ. При этом выделяется большое количество тепла и
пыли, что делает работу на таких печах чрезвычайно тяжелой.Для облегчения труда обслуживающего печь персонала пе¬
решли к карбидным печам полузакрытого типа. Печь указанной
конструкции (рис. 36) представляет ванну, перекрытую сверху
между электродами отдельными сводами 1. В печи подвеши¬
ваются электроды 2, подъем которых осуществляется с по¬
мощью электрических лебедок 5. Под печи устраивается из
угольных электродов 3 и набивки из электродной массы 4.
Ванна печи устанавливается на двутавровых балках 6 и кирпич¬
ных столбах 7. Шихта загружается через промежутки между
сводами и электродами, отходящие газы выходят также через
эти промежутки. В некоторых конструкциях полузакрытых пе¬
чей для выхода газов в крайних сводах делаются специальные
отверстия. Печи подобной конструкции предохраняют рабочих
от непосредственного действия лучистой теплоты, образущейся
при сгорании окиси углерода, чем облегчается их обслуживание.Из печей новейшей конструкции, которая в значительной сте¬
пени разрешила проблему отвода газов и тепла, необходимо
указать на однофазную печь системы Миге. Работа на этой печи
в значительной степени механизирована. Сырые материалы за¬
гружаются из бункеров, расположенных над печью. Разрыхле¬
ние шихты, производимое в печах обычно вручную, в печах
Миге выполняется при помощи специального шуровочного при¬
способления. Газы отводятся по трубе и не попадают в помеще¬
ние, где расположена печь. Для установки трансформатора
используется помещение под печью. Таким устройством дости¬
гается наиболее короткая проводка шин, подводящих ток от
трансформатора к электродам, благодаря чему печь работает
с очень высоким коэфициентом полезного действия. Общее
устройство печи видно из рис. 37.Перекрытие помещения трансформатора служит одновременно
фундаментом печи. На нем укладывается свинцовый лист 1 тол¬
щиной 3 мм, предохраняющий печное пространство от проникно¬
вения воздуха. Свинцовый лист поднимается по стенкам печи
до высоты подового электрода. На свинцовый лист уклады¬
ваются охлаждаемые водой полые чугунные плиты 2 толщиной
63 мя и кирпичное основание 3 для подового электрода; про¬
странство между кирпичами заполняется кварцевым песком. Затем
следуют два ряда электродных углей 4, связанных между собой7 3*и. 838. — Кузнецов.97
замазкой из коксового порошка и растворимого стекла. Стыки
между отдельными кусками электродов заполняются электрод¬
ной массой. Стены печи выкладываются из огнеупорного кир¬
пича. В них оставляется канал 5, через который проходят медные
шины б, подводящие ток к подовому электроду. Концы шинРис. 36. Полузакрытая карбидная печь.вставляются в электроды и заливаются медью. Канал 5 напол¬
няется кварцевым песком для того, чтобы воспрепятствовать до¬
ступу воздуха в печь. Боковые стенки печи состоят из железного
кожуха 7 и охлаждаемых водою чугунных плит 8. Для выпуска
карбида кальция устроен охлаждаемый водой лоток 9. Стенки
печи укрепляются полыми колоннами 10 из котельного и про¬
фильного железа' расположенными вокруг печи. Внутри этих98
Рис. 37. Электрическая печь Миге.
колонн идут шины //, подводящие ток к электроду. Эти же ко¬
лонны используются как опоры для загрузочного устройства
печи и устройства для отвода печных газов. Кроме того, они же
служат для отвода охлаждающего воздуха из трансформатор¬
ного помещения.Загрузочное устройство печи состоит из загрузочных воро¬
нок 12, которые соответственно форме печи, располагаются
по кругу.Печные газы направляются по длине защитного конуса 13,
состоящего из секторов, охлаждаемых водой, в дымовые
камеры 14, идущие кругом печи, в которых поперечные стенызадерживают часть пыли.
Нижняя часть камер ох¬
лаждается ©одой.Для проталкивания и
разрыхления загрузки пре¬
дусмотрено пневматическое
устройство 15, изображен¬
ное отдельно на рис. 38.Проталкивающее устрой¬
ство (шуровка) состоит из
цилиндра 1, подвешенного
на чугунном кольце 2, ко¬
торое может перемещаться
на роликах вокруг печи.
.Перемещение кольца про¬
изводится с помощью сжа¬
того воздуха. Цилиндр
имеет штангу, которая вхо¬
дит в шихту и производит
ее разрыхление. Шток 3
цилиндра несет на своем
конце зубчатое колесо4, которое ходит в пазу 5
и схватывается с двумя зубчатыми рейками 6 и 7. Рейка 6 сое¬
динена неподвижно с корпусом, рейка 7 может перемещаться
на роликах 8 и 9 и при помощи накладки 10 связана со штангой.
Так как зубчатое колесо 4 при возвратно-поступательном движе¬
нии поршня катится по установленной неподвижнр зубчатой
рейке б, то при его вращении перемещается подвижная рейка 7,
а с ней и штанга 11. Управление всем проталкивающим устрой¬
ством осуществляется с помощью сжатого воздуха.В настоящее время имеется конструкция полностью закрытой
печи Миге, в которой представляется возможным производить
отвод газов без разбавления их воздухом, что позволяет исполь¬
зовать их для промышленных целей. В основном эта печь имеет
такое же устройство, как и только что описанная печь Миге.
Трансформатор установлен также под печью. Подводка электри¬
ческого тока в такой печи производится без шин, а при по¬
мощи двойного кожуха печи, являющегося в этом случае про>
водником.Рис. 38. Пневматическое шуровочное
устройство.* 100
4. Электроды карбидных печейНаиболее важной частью всякой электропечи является эле¬
ктрод, поскольку реакция, протекающая в печи, имеет место не¬
посредственно у электрода и осуществляется при прохождении
. через него электрического тока.Большое количество электрической энергии, подводимое в со¬
временных печах к электродам, и очень высокие температуры,
развивающиеся у последних, предъявляют к электродам ряд
весьма важных требований.В качестве материала для изготовления электродов приме¬
няется почти исключительно углерод, так как он лучше всего
отвечает предъявляемым требованиям как по стойкости при вы¬
соких температурах, так и по электропроводности, возрастаю¬
щей при нагревании.Углерод, которым пользуются для изготовления электродов,
берется:1) в виде так называемого аморфного углерода, приготовлен¬
ного из различных углеродистых материалов (естественных и
искусственных),2) графита — естественного и искусственного.В соответствии с исходным сырьем существующие электроды
разделяются на два основных класса.1. Угольные аморфные электроды.: 2. Графитовые (или графитированные) электроды.В производстве карбида кальция, как и в ряде других эле¬
ктротермических производств, применяются почти исключитель¬
но аморфные угольные электроды. Графитовые электроды упо¬
требляются преимущественно в тех производствах, в которых
к электродам предъявляются высокие требования в смысле их
чистоты и в которых по ряду условий приходится работать с по¬
вышенной плотностью тока. В карбидном производстве графи¬
товые электроды применяются лишь для проплавления выпуск¬
ных отверстий электропечи.Графитовые электроды, по сравнению с электродами из
аморфного угля, обладают лучшей электропроводностью, но зна¬
чительно меньшей твердостью. Они лучше противостоят дей¬
ствию как химических реагентов, так и высоких температур.
Теплопроводность графитовых электродов выше, чем угольных.
Плотность тока в графитовых электродах допустима в 2,5—3 раза
большая, чем у электродов, приготовленных из аморфного угля.
Графитовые электроды легко обрабатываются и их расходуется
при прочих равных условиях в 2,5 раза меньше, чем угольных,
так как температура окисления графита выше, чем аморфного
угля. Графит, благодаря лучшей электропроводности и стой¬
кости, является хорошим материалом для изготовления электро¬
дов, но по механическим свойствам i-ie может быть использован
для производства электродов большого размера, поэтому для
изготовления имеющих большое сечение электродов пользуются
аморфным углем. Аморфные угольные электроды при нагрева¬101
нии переходят в графитированное состояние, причем электропро¬
водность их повышается.Угольные электроды приготовляются из сортов углей, содер¬
жащих минимальное количество золы и обладающих большой
механической прочностью. Для их приготовления применяется
так называемый ретортный уголь, антрацит, нефтяной и смоляной
кокс. Как антрацит, так и нефтяной кокс для улучшения их
электропроводности, увеличения плотности и уменьшения со¬
держания летучих составных частей подвергаются 'предва¬
рительно нагреванию до 1000° или так называемому кальцини^
рованию. Кальцинирование производится в специальных печах,
причем материал предварительно измельчается до определенной
величины зерен. Кальцинированные продукты смешиваются со
связывающим веществом в специальных мешалках, обогреваемых
паром или электричеством. В качестве связывающего средства
пользуются каменноугольной смолой, гудроном или газовой смо¬
лой. Готовая смесь прессуется затем в гидравлических прессах
под большим давлением, достигающим 300 кг на 1 см2, при этом
одновременно из смеси формуются электроды требуемой прямо¬
угольной или круглой формы.Полученный электрод имеет очень плохую электропровод¬
ность. После просушки он подвергается обжигу, который произ¬
водится в специальных камерных печах, обогреваемых газом.
Обжиг электрода является наиболее ответственной операцией
его производства. Элетроды медленно нагреваются до темпера¬
туры 1400—1600° и затем так же медленно остывают. Длитель¬
ность всей операции обжига составляет в среднем 15—20 суток.
Необходимо особенно осторожно повышать температуру в ин¬
тервале от 500 до 800°, когда происходит возгонка связывающих
веществ, так как при быстром повышении температуры в элек¬
троде могут получаться трещины. Чем выше температура обжига
электродов, тем последние получаются лучшего качества,
а именно, более плотные и большей электропроводности. Это
объясняется тем, что при высокой температуре аморфный уголь
переходит частично в графит. Хорошо обожженный электрод
должен быть сероватого оТтенка и при ударе издавать металли¬
ческий звук.Электрические карбидные печи работают со сменными элек¬
тродами или непрерывно действующими. При работе со смен¬
ными электродами пользуются обычно пакетами, которые соста¬
вляются из прямоугольных аморфных угольных электродов, из¬
готовляемых на специальных электродных заводах. Получаемые
с таких заводов электроды подвергаются механической обра¬
ботке, которая проводится в электродной мастерской карбидного
завода. Работа сводится в основном к предварительной механи¬
ческой обработке электродов, с целью подгонки к ним контактов
электрододержателя и составления пакетов из отдельных элек¬
тродов.Сечение пакета определяется силой тока, проходящей через
электрод, и допустимой плотностью тока. Общее сечение па¬
кета должно быть выбрано таким, чтобы плотность тока (число102
ампер на 1 см2) не превышала допустимых норм для производ¬
ства карбида, например 4—6 ампер на 1 см2. В зависимости от
сечения пакета определяется число электродов, которое берется
для его составления.Предназначенные для склеивания стороны электрода приго¬
няются предварительно друг к другу путем обрубки н выравни¬
ваются по линейке, после чего производится склеивание их с по¬
мощью замазки из жидкого стекла и молотого кокса. В тех
местах, где производится укрепление контактных плит, произ¬
водится простружка концов. Обработанные поверхности электро¬
дов смазываются замазкой из меляссы 1 с графитовым порошком,
после чего на них закрепляются стальные пластины электродо-
держателя. Собранный электрод обмазывается снаружи замаз¬
кой, состоящей из жидкого стекла и асбеста, и обшивается кро¬
вельным железом.Электрододержатели состоят из стальных пластин с каналами,
по которым циркулирует охлаждающая вода. К пластинам при¬
вариваются трубы из электролитической меди, служащие для
подводки к электроду тока и одновременно воды для охлаждения
пластин. Пластины закрепляются на головке пакета при помощи
полых болтов, которые также охлаждаются водой. Болты и ка¬
налы стальных пластин соединяются трубками сечением 18—19 м.
Другие концы медных труб вварены в медные пластины, к кото¬
рым укрепляются башмаки медных кабелей и гибкие, подводя¬
щие воду рукава. На рис. 39 представлен общий вид собранного
пакета из прямоугольных электродов.Современные электрические печи, применяемые в электротер¬
мических производствах и в производстве карбида кальция,
в частности, работают почти исключительно с электродами не¬
прерывного действия. В отличие от электродов сменных, эле¬
ктроды непрерывного действия имеют (ряд преимуществ, глав¬
нейшими из которых являются: возможность непрерывной ра¬
боты печи, простота их изготовления и большие удобства в об¬
служивании. Печь, работающую с электродами непрерывного
действия, не требуется останавливать для смены электродов, что
увеличивает продолжительность ее работы и коэфициент полез¬
ного действия. Так как такая печь работает непрерывно, то она
не остывает (что имеет место при остановках для смены электро¬
дов), вследствие чего производительность ее не снижается. При
работе печи с электродами непрерывного действия расход элек¬
тродов бывает меньший, чем со сменными, и, кроме того, не
получается электродных огарков, так как электрод сгорает
в печи полностью.Электроды непрерывного действия имеются нескольких си¬
стем. Главнейшими из них являются следующие: Сименса, Миге
и Зедерберга.Непрерывные электроды системы Сименса состоят из отдель¬
ных круглых угольных электродов, которые скрепляются друг
с другом при помощи угольных ниппелей. Перед те^, как соеди¬1 Мелясса — отход свеклосахарного производства.103
нить два электрода посредством ниппеля, нарезка последнего, как
и внутренняя''чнарезка в отверстии того электрода, куда ввинчи¬
вается ниппель, смазывается графитовой замазкой с тем, чтобы
создать возможно полный контакт в местах соединения. На
практике, однако, не всегда удается обеспечить полноту кон¬
такта и поэтому соединение отдельных электродов является наи¬
более слабым местом указанного типа электродов.Электроды зажимаются контактными плитами электрододер-
жателя, к которому подводится электрический ток. Укрепленный
в электрододержателе электрод подвешивается в электропечи
с помощью системы тросов. На рис. 40 показано приспособление
для наращивания электродов. Ввиду их большого веса для под¬104
возки и операций по свинчиванию электродов применяются спе¬
циальные краны, снабженные устройством для захвата электро¬
дов.Другой тип электродов непрерывного действия был предло¬
жен Миге для его однофазной печи. Электроды системы Миге
имеют большое сечение: так, например, в однофазной электро¬
печи мощностью 15 000 киловатт устанавливается электрод диа¬
метром 4250 мм. Так как при большой силе тока последний идет,
главным образом, по наружному кожуху электрода, электрод
системы Миге устраивается из двух частей. Наружная часть его
собирается из аморфных угольных электродов, а внутренняяРис. 40. Приспособление для наращивания электродов.часть набивается электродной массой. Угольные электроды, из
которых составляется наружная часть, имеют форму секторов и
устанавливаются один над другим, скрепляясь между собой при
помощи выемок, имеющих форму ласточкина хвоста. Внутри
электрода имеется специальная железная конструкция из дву¬
тавровых балочек, связываемых между собой кольцами из ква¬
дратного железа. Отдельные угольные секторы прикрепляются
к двутавровым балочкам при помощи изолированных болтов.
С двутавровыми балочками связаны стальные стержни, на кото¬
рых подвешивается весь электрод. Подводка тока к электроду
осуществляется при помощи специального электрододержателя.
Плотность тока на электродах в печах системы Миге берется
2,0—2,5 ампер на 1 см2. На рис. 37 показано устройство электрода
системы Миге и скрепление отдельных углей.
В этой системе электродов, вследствие необходимости иметь
железный каркас, получается довольно высокий расход железа,
составляющий 10—12% от веса электрода. Отрицательной сто¬
роной электродов непрерывного действия, составляемых из от¬
дельных электродных углей, является также то обстоятельство,
что производство их связано с необходимостью получения эле¬
ктродных углей со специальных элекиродных заводов.* Из электродов непрерывного действия в настоящее время наи¬
большим распространением пользуются самоспекающиеся эле¬
ктроды системы Зедерберг. Принцип работы этих электродов
заключается в том, что электрод наращивается сверху наби¬
ваемой в его кожух электродной массой и спекается в той же
самой печи, в которой и сгорает. Электрод никогда из печи не
вьйнимается, благодаря чему печь не выключается, что обеспе¬
чивает непрерывный процесс работы. Обожженный в печи
электрод не уступает по качеству лучшим сортам аморфных
угольных электродов.Электрод Зедерберга состоит из круглого железного кожуха,
набиваемого электродной массой. Масса эта изготовляется
обычно на самом заводе, благодаря чему завод освобождается
от необходимости ввозить электродные угли со специальных за¬
водов.На рис. 41 показан общий вид установки электропечи с не¬
прерывно действующими самоспекающимися электродами «Зе¬
дерберг». В ванне печи / подвешивается электрод 2, укреплен¬
ный в электрододержателе 3. К электрододержателю по системе
медных шин б, гибким кабелям 5 и медным трубам 4 подводится
ток низкого напряжения от трансформатора 7. Электрод прохо¬
дит в рубашке 8, к которой подвешен электрододержатель. Ру¬
башка с помощью тросов подвешивается к электрической ле¬
бедке 9. Отходящие из печи газы улавливаются зонтом 11 и
удаляются по трубе 12. Для удобства выполнения работ по на¬
ращиванию конца электрода 10, а также для облегчения условий
труда верхняя часть электрода находится в изолированном от
карбидных печей помещении.Главную часть самоспекающегося электрода непрерывного
действия составляет железный цилиндр (кожух), изготовляемый
из железа толщиной 1,2—1,3 мм, который набивается электрод¬
ной массой. Внутри цилиндра имеются ребра, которые увеличи¬
вают жесткость электрода и его электропроводность. Размер
электродов определяется мощностью печи: для трехфазной кар¬
бидной печи мощностью 4500 киловатт берутся электроды диа¬
метром 950—1000 мм, для печи в 3000 киловатт диаметр соста¬
вляет 850 мм.Упомянутый железный кожух изготовляется из отдельных сек¬
ций (цилиндров), которые соединяются между собою с помощью
ацетиленовой сварки или посредством заклепок. Внутренняя
часть кожуха набивается электродной массой, которая пригото¬
вляется в электродной мастерской, помещающейся обычно рядом
с печным отделением. Электродная масса формуется в электрод¬
ной мастерской в прямоугольные блоки. Последние перед набив-106
кой в электрод разогреваются для их размягчения в электро¬
печи с полками до температуры 100—120° и в таком виде загру¬
жаются в кожух электрода. Чтобы избежать возможного обра¬
зования пустот, электродную массу, имеющую кашицеобразную
консистенцию, утрамбовывают. В печах большой мощности (по¬
рядка 10 тыс. киловатт) не производится предварительного ра¬
зогрева массы и последняя загружается в холодном виде. Под
влиянием высокой температуры блоки в этом случае сами разо-Рис. 41. Обший вид установки непрерывного самоспекающегосяэлектрода.греваются н, принимая кашицеобразное состояние, заполняют
все пространство кожуха.Передача тока от трансформатора к электроду осуществляется
при помощи электрододержателя, соединенного с медными ши¬
нами посредством гибких кабелей, которые подводят ток к баш¬
макам, закрепленным на электрододержателе. Отсюда ток идет
по охлаждаемым водой медным трубам к контактным пластинам
электрододержателя. Эти пластины прижимаются к поверхности
электрода нажимными стальными болтами, которые проходят
через стальное разъемное кольцо электрододержателя. Количе¬107
ство контактных плит бывает различным, в зависимости от диа¬
метра электрода; например, для электрода диаметром 1000 ш
берется 8 контактных плит.На рис. 42 изображено устройство электрододержателя для
непрерывных самоспекающихся электродов. Электрододержатель
состоит нз разъемного охлаждаемого кольца 1 и контактных
плит 2, которые зажимают кожух электрода. Плиты подвешеныРис. 42. Электрододержатель для непрерывных самоспекающихсяэлектродов.на стальных стержнях 3 к кольцу 4, прикрепленному к нижней
части рубашки электрода. К зтому же кольцу прикрепляется
и охлаждаемое разъемное кольцо. Контактные плиты прижи¬
маются к кожуху электрододержателя с помощью болтов 5, про¬
ходящих через кольцо 1. Контактные плиты имеют выступ, к ко¬
торому по медным трубам 6 подводится электрический ток. Кон¬
тактные плиты выполняют две задачи: во-первых, они держат
электрод, во-вторых, служат для подводки тока.1С8
Контактные плиты и кольцо электрододержателя охлаждаются
водой, идущей по медным трубам, по которым подается электри¬
ческий ток к электрододержателю. От одной контактной плиты
к другой охлаждающая вода передается с помощью гибких том¬
паковых 1 трубок. Вода после охлаждения контактных плит и
кольца удаляется по другим медным трубам, подающим электри¬
ческий ток, и затем отводится по гибким шлангам в канализа¬
цию. Охлаждающая вода поступает из водопровода также по
гибким шлангам, которые присоединяются к электрододержа-
телю, что обеспечивает возможность подъема и опускания
электрода.Между кожухом и рубашкой электрода сверху вставляется
уплотняющее кольцо из асбеста. В пространство между рубаш¬
кой и электродом сверху через штуцер в рубашке нагнетается
холодный воздух, который, проходя вниз, предохраняет поверх¬
ность электрода от пыли, чем обеспечивается хороший контакт
его с плитами. Кроме того, воздух охлаждает электрод, чем
предотвращается преждевременное коксование электродной
массы.По мере сгорания электрода, его приходится периодически
опускать, для чего специальным ключом ослабляются болты 5
электрододержателя, и электрод под влиянием своего веса опу¬
скается на требуемое расстояние.Верхний конец электрода, как уже было сказано выше, вы¬
ходит в особое изолированное помещение, находящееся над
печью. В этом помещении после опускания верхнего конца
электрода производят удлинение кожуха электрода и набивку
его электродной массой. На некоторых заводах это помещение
имеет специальную приточную вентиляцию. Кожух рубашки,
к которому подвешен электрододержатель, в свою очередь ви¬
сит на стальных тросах, прикрепленных к электрической ле¬
бедке, посредством которой регулируются подъем и опускание
электрода.В настоящее время на всех непрерывно действующих само-
спекающихся электродах устанавливается специальное тормозное
устройство, обеспечивающее постепенное, плавное опускание
электрода. Тормозное устройство (рис. 43) состоит из двух же¬
лезных лент 1 шириной 100—150 мм и толщиной 1—1,5 мм, намо¬
танных на ролики 2. Лента приваривается к кожуху электрода и
опускается с последним. Назначение ленты — принимать на себя
часть нагрузки от веса электрода. При опускании электрода
должна быть освобождена определенная длина ленты, так как
последняя зажимается при помощи специального тормозного
устройства. Поэтому при помощи такой конструкции можно за¬
ранее наметить ту длину, на которую должен быть опущен эле¬
ктрод. При помощи тормоза опускание электрода получается
медленное и на определенную глубину. При больших диаметрах
электродов пользуются двумя лентами с тормозами, а при не¬
больших диаметрах электродов ограничиваются одной тормоз-
ной лентой.1 Сплав меди с цинком.109
Процесс набивки и обжига самоспекающегося электрода за¬
ключается в следующем. В приваренный к верхнему концу эле¬
ктрода железный кожух за¬
брасывается разогретая эле¬
ктродная масса, которая
уплотняется трамбовкой.
Под влиянием тепла масса
постепенно разогревается
и становится более мягкой.
При температуре около
150° она принимает каше¬
образное состояние и плот¬
но заполняет кожух элект¬
рода. При этой же темпе¬
ратуре начинается выделе¬
ние газообразных веществ.
По мере повышения темпе¬
ратуры это выделение уве¬
личивается. Около 400° на¬
чинается затвердевание эле¬
ктродной массы, а при 1000°
начинается ее спекание. От
1500 до 2000° происходит
графитирование электрода.
Выше электрододержателя
находится сырая электрод¬
ная масса, не обладающая
электропроводностью. В ме¬
стах расположения зажи¬
мов электрододержателя
происходит ее обжиг, а
Рис. 43. Спекание электродной массы в не- ниже электрододержателя
прерывно действующем электроде. получается готовый обо¬
жженный электрод.
Обожженный самоспекающий'ся электрод очень мало отли¬
чается об обыкновенного угольного электрода и характеризуется
следующими данными:Удельный вес 1,4—1,5Удельное сопротивление (иа 1 м .елины и 1 мм'1сечения) 0,007 ом/см2Сопротивление давлению 150 кг(см5Плотность тока для электрода непрерывного действия может
быть взята больше, чем для угольных электродов, склеенных
в пакеты, а именно, вместо 4—6 ампер на 1 ел2 доведена до
10—12 ампер на 1 cm2. Такое повышение плотности в значитель¬
ной степени зависит от наличия железного кожуха, по которому
проходит часть тока.Сырая электродная масса, набиваемая в кожух электрода, не
является еще проводником тока. Роль проводника в этом случае
берет на себя железный кожух, по которому ток поступает
в спекшуюся часть электрода. Помимо этого, железный кожух110
электрода, связывающий спекшуюся часть электрода с сырой
электродной массой, предохраняет его от окисления кислородом
воздуха, т. е. уменьшает расход электродов.На рис. 43 показано схематически соотношение спекшейся и
сырой электродной массы в кожухе самоспекающегося электрода
непрерывного действия.Наиболее ответственный момент в изготовлении обыкновен¬
ных аморфных угольных электродов — их прессование и обжиг
в специальных печах—в производстве самоспекающихся эле¬
ктродов непрерывного действия отпадает. Обжиг заменяется,
постепенным спеканием электрода во время работы самой эле¬
ктропечи.Расход самоспекающихся электродов непрерывного действия
на тонну полученного карбида кальция значительно ниже, чем
сменных электродов. Это объясняется тем, что в первом случае
не получается огарков. При нормальной работе трехфазной 'печи
мощностью 3000—4500 киловатт на 1 т полученного карбида
кальция расходуется примерно 17—18 ат электродной массы.5. Производство электродной массы для самоспекающихся
электродов непрерывного действияЭлектродная масса для набивки непрерывно действующих са¬
моспекающихся электродов изготовляется обычно на карбидном
заводе из таких же материалов, как и угольные электроды, из¬
готовляемые на специальных электродных заводах.Масса состоит из крупнозернистых материалов, пыли и свя¬
зывающей жидкой части. В качестве крупнозернистого мате¬
риала, являющегося основой электрода, употребляется антрацит.
В качестве пылевидного вещества — смесь из молотого кокса к
антрацита, взятых в определенном соотношении. Связывающим
веществом между этими двумя твердыми частями массы является
смесь каменноугольной смолы и пека. Таким образом, исход¬
ными материалами для производства электродной массы
являются: антрацит, кокс, каменноугольная смола и пек. Эле¬
ктродная масса состоит из:Антрацита, кальцинированного в зернах 44—50°/вКокса и кальцинированного антрацита в виде тонкогопомола 32—35%Каменноугольной суолы и гека 10—22%Антрацит, употребляемый для производства электродной
массы, не должен содержать более 5—7% летучих составных ча¬
стей. При большем содержании летучих частей антрацит растре¬
скивается при кальцинировании и не обеспечивает хорошего-
спекания электродной массы.При значительном содержании золы в антраците уменьшаете»
электропроводность электрода и увеличивается его хрупкость.
Поэтому зольность антрацита, которым пользуются для приго¬
товления электродной массы, не должна превышать 4%.Основным требованием, предъявляемым к антрациту, является
твердость й плотность получаемого из него кокса. Это необхо-Ш
VАмграцитКоХсКаменноуголь¬
ная смола jПекдимо для того, чтобы во время спекания электродной массы не
получался легкий, пористый и ломкий электрод. Объемный вес
хорошего антрацита для получения электродной массы должен
лежать в пределах 0,800—0,900 кг/л. После кальцинирования
объемный вес повышается до 0,900—0,990 кг/л. Электрическое
сопротивление антрацита должно составлять 350—750 ом. Удель¬
ный вес антрацита
должен быть не ниже
1,6.Кокс входит в со¬
став пылевидной части
электродной массы.
Все требования, предъ¬
являемые к идущему
для производства эле¬
ктродной массы ант¬
рациту, относятся и
к коксу. Последний
должен отличаться
твердостью и мини¬
мальным содержанием
золы и летучих. Луч¬
шим коксом считает¬
ся металлургический,
получающийся при
в ы с о к о й темпера¬
туре.Содержание золы
в коксе не должно
превышать 10%, со¬
держание влаги 6%.
Необходимо, чтобы
кокс содержал также
возможно меньше ле¬
тучих составных час-Рис. 44. Схема производства электродной кассы. Те^’ с°ДеРжание кото-
у рых на практике ко¬леблется от 1,5 до 6%.Сырые материалы, идущие для приготовления массы, подвер¬
гаются предварительной обработке с целью уменьшения до ми¬
нимума их влажности и количества летучих соединений.На рис. 44 представлена схема производства электродной
массы.Антрацит подвергается предварительно кальцинированию для
освобождения его от летучих составных частей. .Кальцинирова¬
ние антрацита производится в электропечи шахтного типа, в ко¬
торую антрацит загружается кусками величиной от 10 до 25 мм.
Ток подается к электроду, подвешенному в печи, и к поду.
При прохождении через массу загруженного антрацита ток на¬
гревает его до 1000°, при такой температуре антрацит освобо¬
ждается от содержащихся в нем летучих веществ. При этой тем¬112
пературе антрацит частично переходит в графитированное со¬
стояние. Кальцинированный антрацит выпускается снизу печи и
хранится в кучах до момента его употребления. Перед употре¬
блением он должен быть отсеян на грохоте.Основными требованиями, предъявляемыми к кальцинирован¬
ному антрациту, являются: 1) содержание летучих соединений
не выше 0,8% и 2) переход углерода в форму графита не дол¬
жен превышать 25%. Последнее требование вызывается тем, что
от присутствия большого количества графитированного антра¬
цита электрод становится хрупким и ломким. Кальцинированный
антрацит должен по выходе из печи оставаться твердым и со¬
хранить свой блеск. Удельный вес кальцинированного антрацита
должен быть не ниже 1,8.Пылевидная часть электродной массы составляется, как ука¬
зывалось выше, из кокса и антрацита. Кокс дробится до кусков
величиной 20—30 ел и в таком виде подсушивается. Подсушива¬
ние кокса осуществляется в печи для кальцинирования, вокруг
которой с наружной поверхности устроены специальные бункера,
в которых загруженный в кусках кокс подсушивается за счет
излучаемого печью тепла. Продолжительность подсушивания
,j<OKca в бункерах нормально не должна быть менее 18 час. В том
случае, когда требуется подсушивать большее количество кокса,
чем то, которое может быть получено при подсушивании в бун¬
керах, подсушку ведут в кальцинировочной печи, куда кокс
загружают вместо антрацита и через него пропускают электри¬
ческий ток. Получаемое при прохождении тока тепло произво¬
дит подсушку кокса, на что требуется около двух часов. Содер¬
жание влаги в высушенном коксе не должно быть более 0,8%.Операции смешивания и размола кальцинированного антра¬
цита и кокса производятся одновременно в трубчатой мельнице,
в приемные бункера которой указанные компоненты подаются
элеваторами. Из бункеров материалы с помощью тарельчатых
питателей, производящих их дозировку в требуемых соотноше¬
ниях, направляются в мельницу. Дозировка производится так,
чтобы на 3 объемных части кальцинированного антрацита при¬
ходилось 2 объемных части сухого кокса.При небольших масштабах производства антрацит и кокс
могут взвешиваться непосредственно перед загрузкой в мельницу
без помощи специальных дозировочных аппаратов.Для размола смеси антрацита и кокса употребляются преиму¬
щественно трубчатые мельницы. Шаровые мельницы неудобно
тем, что при работе со слегка влажным материалом у них зама¬
зывается сито, идущее по периферии мельницы, что вызывает
их частые остановки.Предпочтение перед трубчатыми мельницами, занимающими
много места, имеют мельницы Гардинга, отличающиеся,
по сравнению с трубчатыми мельницами, небольшими габари¬
тами. В основу конструкции этой мельницы положен принцип,
по которому шары меньшего диаметра должны находиться у вы¬
ходного конца, где они дают наибольшую степень измельчения.
Это достигается тем, что выходная часть мельницы Гардинга$ Зак. 838. — Кузнецов.113
имеет коническую форму, вследствие чего самые маленькие
шары автоматически отделяются от больших и собираются
в коническом конце, в то время как большие шары остаются
в цилиндрической части.Тонина помола смеси должна быть такой, чтобы в муке на-
ощупь не чувствовалось крупинок. При появлении крупинок
подача шихты в мельницу должна быть уменьшена регулирова¬
нием питателя мельницы. При недостаточной тонине помола эле¬
ктроды получаются менее прочными. Слишком тонкий помол
также не рекомендуется, так как в этом случае при изготовле¬
нии электродной массы приходится несколько увеличивать про¬
центное содержание смолопека. Тонина помола должна быть та¬
кой, чтобы через сито № 180 (4900 отверстий на 1 см2) прошло
от 35 до 40%. Влажность полученной пылевидной смеси не
должна превышать 0,3%.Связывающим средством между крупнозернистой составной
частью электродной массы и пылевидной является так называе¬
мый смолопек, представляющий собой сваренную смесь каменно¬
угольной смолы с пеком, взятых в определенном соотношении
друг к другу.Каменноугольная смола, идущая для приготовления смоло¬
пека, должна быть «жирной», т. е. не должна быть лишена
«промежуточных масел», так как иначе она не будет обладать
необходимой вязкостью для связывания твердых частей эле¬
ктродной массы. Хорошие сорта смолы должны иметь повышен¬
ное содержание коксующегося остатка, а именно, не ниже 25%.
Это является одним из главнейших требований, предъявляемых
к смоле. Как правило, смола с коксующимся остатком ниже
20% не должна употребляться. При низком содержании коксую¬
щегося остатка приходится увеличивать содержание «пека на¬
столько, чтобы коксующийся остаток смолопека получался не
менее 30%.Следующей составной частью смолы является углерод. В хо¬
роших сортах каменноугольной смолы содержится 10—15% сво¬
бодного углерода. Присутствие свободного углерода в смоле
является полезным в пределах не более 15%, так как при боль¬
шом содержании последнего уменьшается связывающая способ¬
ность смолопека. Содержание золы в смоле не должно быть
выше 0,3%. Каменноугольная смола для приготовления электрод¬
ной массы получается обычно с газовых заводов.К пеку предъявляются те же требования, что и к каменно¬
угольной смоле. Хороший пек должен отличаться твердостью
и блестящей поверхностью; от удара он должен легко раскалы¬
ваться. Мягкие сорта пека не применяются для производства
электродной массы. Точка плавления хороших сортов пека ле¬
жит в пределах около 80°. Пек с точкой плавления ниже 65° не
пригоден для производства. В хороших сортах пека коксую¬
щийся остаток должен быть не ниже 35%, свободный углерэд
должен содержаться в количестве, не превышающем 25%. Удель¬
ный вес пека колеблется в пределах от 1,27 до 1,33. Количество
золы должно быть минимальным и не превышать 0,5%. Пек114
с большим содержанием золы не пригоден для производства,
так как значительно увеличивает хрупкость электрода.Приготовление смеси, т. е. смолопека, производится в особо
сконструированных для этой цели смоловарках с электрическим
или паровым обогревом. Внутри смоловарки укрепляется ре¬
шетка, на которую загружается каменноугольный пек и поме- •
щается электрический прибор для нагрева загруженных мате-'
риалов.Сначала в смоловарку наливается каменноугольная смола,
которая должна быть предварительно обезвожена нагреванием
в смоловарке до 135—140°. Загрузка каменноугольного пека
в смоловарку должна 'Производиться только после полного
обезвоживания смолы. После загрузки пека смесь смолы и пека
должна быть разогрета также до 135—140°.Готовый смолопек должен удовлетворять следующим требо¬
ваниям: коксовый остаток составлять от 30 до 40%, температура
размягчения должна быть не ниже 30° и содержание свободного
углерода не более 28%.Основньим требованием для получения смолопека, обеспе¬
чивающего связывание твердых частей электродной массы при
спекании, является необходимость правильного подбора, по
качеству, сырых материалов (смолы и пека) и правильной про¬
порции между ними, зависящей уже от их качества.Роль смолопека заключается в том, чтобы при смешивании
с зернистым материалом и пылью проникнуть во все поры и свя¬
зать куски антрацита и кокса вместе с пылью. В дальнейшем
в процессе спекания массы, когда из нее будут удалены летучие
составные части смолопека, в порах остается твердый остаток
смолопека в виде кокса, связывающий твердые части электрод¬
ной массы в одно целое; масса ^превращается при этом в обыч¬
ный аморфный электрод. (Для смешения всех составных частей электродной массы
пользуются опрокидывающимися мешалками с электрическим1
или паровым обогревом. Смешивание в них осуществляется
двумя лопастями. В мешалку прежде всего загружается кальци¬
нированный антрацит в кусках. Вслед за ним выливается смо¬
лопек, нагретый примерно до 100°. В момент выливания
смолопека мешалка должна находиться в действии. По оконча¬
нии наполнения мешалки смолопеком загружается молотая
смесь кокса с антрацитом. Мешалка производит смешивание
составных частей электродной массы примерно в течение 3А—1
часа при нагревании до 130°. После этого готовая электродная
масса выливается из мешалки в деревянные или железные
формы, в которых и застывает. Полученные блоки электродной
массы имеют форму больших кирпичей. В таком виде она
хранится до момента набивки в кожуха электродов. Чтобы при
остывании масса не приставала к стенкам формы, последние по¬
сыпаются размолотым коксом.Готовая электродная масса должна быть вполне однород¬
ной,. без прослоек смолопека. Хорошо приготовленная масса
имеет жирную блестящую поверхность. При нормальной темпе-8*115
ратуре она должна сохранять свою форму и при назревании до
100—110° принимать кашицеобразную консистенцию. Удельный
вес сырой электродной массы должен быть не менее 1,6,
а обожженной — не менее 1,4—1,5. Содержание летучих состав¬
ных частей в электродной массе должно быть в пределах от 15
до 17%. Электрическое сопротивление должно быть около 64 ом.Качество электродной массы зависит в значительной степени
от сырых материалов, которыми пользуются для ее приготовле¬
ния, поэтому на чистоту и пригодность 'последних для данной
цели необходимо обращать самое серьезное внимание.Электродная масса, приготовленная из сырых материалов,
которые по содержанию примесей и физическим свойствам от¬
вечают вышеуказанным нормам, дает хорошие электроды, обес¬
печивающие нормальную работу электропечей и минимальный
расход как электродной массы, так и электроэнергии.6. Электрооборудование карбидных печейСовременные карбидные печи большой мощности требуют
значительного количества электроэнергии, которая подается под
высоким напряжением в 6300—10 000 вольт. Необходимость по¬
дачи электроэнергии под высоким напряжением объясняется тем,
что в этом случае уменьшаются потери при передаче, а также
представляется возможным осуществить передачу по проводам
сравнительно небольшого сечения. Пользоваться в карбидном
производстве более высоким напряжением не рекомендуется, так
как при этом, вследствие пыльности воздуха возле цеха, не обес¬
печивается надежная работа сети и аппаратуры.Электрический ток высокого напряжения с центральной
трансформаторной подстанции подается к трансформаторам,
установленным в непосредственной близости от карбидных
печей, в которых и трансформируется с высокого напряжения на
низкое, необходимое для работы электропечей. Каждая печь
имеет свой трансформатор, который устанавливается возможно
ближе от карбидной печи, в целях уменьшения длины медных
шин, по которым ток ниакого напряжения передается от транс¬
форматора к электродам печи. Уменьшение длины шин необхо¬
димо для снижения потерь электроэнергии низкого напряжения
при ее передаче от трансформатора к карбидной печи, а также
в целях экономии меди.Для понижения напряжения электроэнергии пользуются сту¬
пенчатыми трансформаторами. Мощность трансформаторов вы-
Аирается в зависимости от мощности печи и должна обеспечи¬
вать нормальную работу карбидной печи при максимальной на¬
грузке в течение продолжительного времени. Трансформаторы,
которыми пользуются в карбидной промышленности, делаются
ступенчатые для того, чтобы было возможно регулировать на¬
пряжение электрического тока в печи. Такое регулирование не¬
обходимо для того, ччтобы избежать резких колебаний напряже¬
ния на низкой стороне, т. е. в самой карбидной печи, что отра¬П6
жается на ее работе. При колебаниях напряжения в сети высо¬
кого напряжения производится переключение ступеней в транс¬
форматоре, чем достигается выравнивание напряжения на низ¬
кой стороне.Для трехфазных карбидных печей пользуются трансформа¬
тором трехфазного тока. Электрический так низкого напряже¬
ния от трансформатора к карбидной печи передается по
медным шинам. Для передачи электрического тока большой
силы при относительно невысоком напряжении требуются шины
большого поперечного сечения. Чтобы уменьшить потери
электроэнергии в шинах от образования индукционных токов
во время ее передачи при трехфазном токе, шины устанавли¬
ваются в чередующемся порядке фаз (1, 2, 3, 1, 2, 3
и т. д.).Шины укрепляются в специальных изолированных держате¬
лях, которые в свою очередь подвешиваются к железным кон¬
струкциям здания. Держатели состоят из ряда шиферных пла¬
стин, между которыми закрепляются медные шины, чем
обеспечивается надежная взаимная изоляция последних. Расстоя¬
ние между шинами сохраняется в этом случае одинаковое; бла¬
годаря этому шины предохраняются от механических изменений
вследствие их удлинения от нагревания током.В непосредственной близости от карбидной печи медные
шины разветвляются, и шины каждой из фаз подводятся к соот¬
ветствующему электроду. Дальнейшая передача электроэнергии
от шин к электрододержателю производится с помощью гибких
медных кабелей.Шины оканчиваются медными пластинами, на которых укре¬
пляются концы медных кабелей. Другие концы кабелей при¬
соединяются к электрододержателям. Ток идет затем по охлаж¬
даемым водой медным трубам к контактным пластинам, при¬
легающим к электроду.Медные кабели соединяются по нескольку штук и их концы
ввариваются в специальные башмаки, которые и присоеди¬
няются с помощью болтов с одного конца к пластинам, укре¬
пленным' на концах шин, а с другой — к пластинам, имеющимся
у электрододержателя. Места соединений башмаков медных
кабелей с пластинами должны иметь хороший контакт, а по¬
этому перед установкой их шлифуют и тщательно очищают от
пыли.Медные кабели, соединяющие шины с электрододержателем,
приготовляются из электролитической меди и составляются из
отдельных витков, каждый из которых в свою очередь состоит
из ряда тонких проволок толщиной 1,2 мм. Сечение кабеля бе¬
рется около 400 миг.Напряжение и сила тока контролируются с помощью
измерительных приборов (вольтметров и амперметров), устана¬
вливаемых в специальном помещении отделения электропечей.
Каждому электроду соответствует свой вольтметр, показываю¬
щий напряжение в печи, и амперметр, указывающий силу тока
у данной фазы. Количество расходуемой электроэнергии учиты¬Ш
вается счетчиками, устанавливаемыми обычно на трансформатор¬
ной подстанции.Регулирование работы печи осуществляется посредством из¬
менения как напряжения, так и силы тока в каждом из трех
электродов. Если имеет место изменение напряжения в сети, то
напряжение в печи регулируется с помощью переключения сту¬
пеней трансформатора на высокой стороне. Регулирование силы
тока осуществляется подъемом или опусканием электродов.Электроды подвешиваются в печах при помощи стальных
тросов на системе блоков; концы тросов прикрепляются
к электролебедкам. Трос для подвешивания электродов берется
негалыванизированный гибкий, типа применяемого для подъем¬
ных кранов. Трос диаметром 14 мм состоит, например, из
7 витков, имеющих каждый по 37 'проволок, т. е. всего 259 про¬
волок толщиной каждая 0,65 ш. Трос берется без пеньки, особо
гибкий; он должен выдерживать нагревание до температуры 200°.
От надлежащего качества троса зависят нормальный подъем
и опускание электродов, а также продолжительность его
работы.Подъем и опускание электродов производятся с помощью
лебедок, которые соединяются непосредственно с электромото¬
рами. Лебедки состоят из барабана и системы шестерен, приво¬
димых в действие электромотором закрытого типа при помощи
редуктора с червячной передачей или системы шестерен. При
выборе электромоторов *к лебедкам необходимо учесть, что они
должны работать в весьма тяжелых условиях. Ввиду необходи¬
мости частого подъема и опускания электрода, в зависимости
от изменения силы тока в печи, электромоторы приходится
часто включать и выключать, что ведет к их разогреву. В случае
значительного .перегрева моторы приходится охлаждать, подводя
к ним сжатый воздух.Электролебедки для подъема и опускания электрода устана¬
вливаются или внизу со стороны выпуска карбида из печей, или
вверху, где производится наращивание электродов.Регулирование работы лебедки, поднимающей и опускающей
электрод, может производиться вручную или при помощи авто¬
матических регуляторов. Ручное регулирование производится
при 1гомощи контроллеров, устанавливаемых в особом помеще¬
нии у электропечей, в котором помещаются также измеритель¬
ные приборы и автоматические регуляторы. Рабочий, следя за
показаниями амперметра, включает или выключает мотор
лебедки с помощью контроллера, производя подъем или опуска¬
ние электрода.На современных карбидных заводах подъем и опускание
электродов производятся автоматическими регуляторами, кото¬
рые устанавливаются в печном отделении. В зависимости от из¬
менения силы тока в печи, при помощи автоматических
регуляторов, производится включение или выключение мотора
лебедки, а следовательно подъем или опускание электрода.Из автоматических регуляторов наиболее совершенным
является регулятор системы Тюри. Устройство его показано наив
рис. 45. Регулятор состоит из коромысла 1, неподвижной ка¬
тушки 2, подвижной катушки 3, спиральной пружины 4, масля¬
ного успокоителя 5, ножа на конце коромысла б, рычага 7
с собачками 8, зубчатого колеса 9, медных контактов 10 и
угольных контактов 11.Принцип действия автоматического регулятора заключается
в том, что качающееся зубчатое колесо 9, приводимое в дей-
стие мотором, установленным на станине регулятора, можетзадевать рычаг коромысла 7, которое с другого конца нахо¬
дится под действием электромагнита; последний питается от
особого трансформатора, включенного в данную фазу на вы¬
соком напряжении.При изменении силы тока в ту или другую сторону подвижная
катушка 3 поднимается или опускается и при этом поднимает
или опускает рычаг 7, который задевает за ту или другую со¬
бачку зубчатого колеса 9. При этом с помощью системы рычатв
происходит замыкание одной из систем контактов и включение
мотора, приводящего 'в движение в ту или другую сторону ле¬
бедку электрода. В результате изменения силы протекающего по
электроду тока приводится, в действие мотор, поднимающий или
опускающий электрод. Из'менение.м расстояния электрода от
пода печи достигается изменение величины протекающего по
нему тока.110
7. Загрузка шихты в печьЗагрузка карбидных печей осуществляется либо ручным
способом, либо с помощью особых загрузочных устройств. При
ручной загрузке дробленые и смешанные материалы доста¬
вляются в вагонетках подвесной или узкоколейной дороги на
площадку печей, с которой и загружаются в печь лопатами.
Этот способ загрузки чрезвычайно тяжел, поэтому он в на¬
стоящее время почти везде заменен более совершенным спосо-• бом загрузки с помощью опускных желобов или труб.В этом случае загрузка карбидных печей производится из
"бункеров, установленных над печью, в которые шихта подается
стальным ленточным транспортером. Для обеспечения беспере¬
бойности загрузки бункера должны вмещать запас шихты, до¬
статочный для работы в течение нескольких часов. При меха¬
нической загрузке шихта самотеком' опускается из бункеров по
трубам, оканчивающимся опускающимися желобами. Желоба
прикреплены к трубе на шарнирах и при их опускании шихта
высыпается в печь. Трубы укреплены к бункерам также при
помощи шарниров и их концы могут перемещаться по ширине
печей. Перемещение труб и опускание желобов производятся
при помощи тросов и ручных лебедок. Такое устройство спу¬
скных труб и желобов обеспечивает возможность загрузки
шихты в любое место карбидной печи.В некоторых конструкциях печей пользуются спускными же¬
лобами, оканчивающимися направляющими пластинами, которые
позволяют осуществлять подсьшку шихты в одну или другую
сторону, т, е. к одщэму или другому электроду. Преимуще¬
ством пользования спускными желобами является то, что в этом
случае облегчается спускание шихты, когда последняя почему-
либо застревает. Такой способ загрузки шихты в значительной
степени облегчает труд обслуживающего персонала, а поэтому
применяется на всех современных карбидных заводах.При загрузке печей полузакрытого типа пользуются в на¬
стоящее время также загрузочными машинами. Загрузка в этом
случае осуществляется через пространство, имеющееся между
сводом печи и электродом.Загрузочная машина, перемещающаяся вдоль печей по рель¬
сам, состоит из вагонетки, на которой установлены бункер и
шнек. Загрузка сырых материалов в печь производится при по¬
мощи шнека, установленного в нижней части бункера и 'вытя¬
нутого по направлению к печи. Шнек может перемещаться
вместе с бункером поперек вагонетки, причем конец шнека до¬
стигает средней части печи, благодаря чему шихта может быть
высыпана в любое место печи.Движение загрузочной машины, т. е. вагонетки с бункером
и шнеком, а также приведение шнека в действие производятся
двумя моторами, передача тока к которым производится через
контакты, двигающиеся по троллейным проводам.Включение моторов для перемещения вагонетки и шнека
производится рабочим, стоящим на вагонетке загрузочной ма¬120
шины за специальным щитом; последний предохраняет рабо¬
чего от действия лучистой теплоты, выделяемой карбидной
печью.Бункера загрузочной машины наполняются из стационарных,
бункеров, находящихся над печами.Недостатком загрузки шихты с помощью загрузочной ма¬
шины является то обстоятельство, что в шнеке происходит зна¬
чительное измельчение извести, вследствие чего получается
большое количество пыли; это затрудняет работу карбидной
печи и ведет к увеличению потерь сырья.8. Выпуск карбида кальция из печейВыпуск образовавшегося в электропечах карбида кальция
производится периодически через выпускные отверстия, имею¬
щиеся в стенке ванны печи против каждого электрода. Выпу¬
скные отверстия оканчиваются стальными лотками, по которым
расплавленный карбид кальция, имеющий температуру около
1900—2000°, выливается в чугунные изложницы, установленные
иод лотком против выпускного отверстия. В этих изложницах
происходит предварительное охлаждение и затвердевание кар¬
бида кальция. В трехфазных этечах. работающих со смещенными
электродами, т. е. имеющих ванну в форме эллипса или пря¬
моугольника, выпускные отверстия устраиваются с одной сто¬
роны печи.В круглых трехфазных печах, в которых электроды распола¬
гаются по треугольнику, выпускные отверстия располагаются по-
окружности против каждого электрода.Выпуск карбида из печи производится путем пробивания
корки застывшего карбида в выпускном отверстии печи сталь-;
ньши штангами или же проплавлением ее специальным графито¬
вым электродом, к которому подводится ток от одной из фаз;
печи. Штанги толщиной 50 мм забиваются в печь с помощью спе¬
циального молота, подвешенного на цепи перед выпускным от¬
верстием. В иечах небольшой мощности штанги забиваются
вручную молотом. Когда корка карбида пробьется, штанга,
имеющая на конце прилив, выколачивается из печи молотом.
После этого через образовавшийся канал начинает выливаться
расплавленный карбид кальция. Для предотвращения его засты¬
вания в канале во время слива производят непрерывно расчистку
канала с помощью железных штанг диаметром 12—15 мм и дли¬
ной 4—5 я.После окончания слива карбида кальция выпускное отверстие
забрасывается карбидной мелочью и забивается круглой желез¬
ной штангой диаметром 75 мм. Штанга остается в печи в те¬
чение примерно 10 мин., после чего вынимается. В результате
этого в выпускном отверстии печи остается канал, который;
облегчает последующий выпуск карбида кальция. Кроме того,
обычно расчистку выпускного отверстия производят стальной
штангой с острым концом. При наличии хорошо расчищенногоt2t>
выпускного отверстия представляется возможным осуществить
пробивание корки застывшего карбида кальция с помощью же¬
лезной штанги.Если корка застывшего карбида кальция в выпускном отвер¬
стии получается слишком толстой, что имеет обычно место в пе¬
чах большой мощности, то произвести ее пробивание с по¬
мощью обычного инструмента не представляется возможным.
В этом случае выпускное отверстие проплавляется с помощью
упомянутого выше вспомогательного электрода.Вспомогательный электрод, которым пользуются для про¬
плавления выпускного отверстия, укрепляется на подвижной
тележке, перемещающейся вдоль печи. Электрод зажимается
в специальный электрододержатель, к которому по гибкому мед¬
ному кабелю подводится ток от одной из фаз. Застывший
в выпускном отверстии карбид кальция является проводником
тока, а поэтому между ним и вспомогательным электродом
образуется вольтова дуга, за счет тепла которой и происходит
расплавление застывшего карбида кальция.Для проплавления отверстий пользуются графитовыми
электродами диаметром от 75 до 100 лш и длиной 1000 мм. Эти
электроды в целях использования огарков изготовляются
иногда с ниппелями, что позволяет производить их наращива¬
ние. ЩНа проплавление выпускного отверстия расходуется около
10 % электроэнергии, потребляемой электропечью. В трехфазных
печах устанавливают обычно по два вспомогательных элект¬
рода, чем обеспечивается возможность одновременного про¬
плавления двух выпускных отверстий. На рис. 46 показан
общий вид тележки вспомогательного электрода с укрепленным
на нем электродом, к которому подводится ток. Тележка под¬
вешена на системе балок, прикрепленных к площадке карбидной
печи, и может перемещаться вдоль печи, а сам электрод пере¬
мещается перпендикулярно к печи.Применение вспомогательных электродов в значительной
^степени облегчает труд обслуживающего персонала.Чугунные изложницы, в которые выпускается карбид каль¬
ция, устанавливаются на вагонетках, которые передвигаются по
рельсам вдоль печи с помощью двух электрических лебедок и
тросов, прикрепленных к цепи вагонеток. Вагонетки соединены
между собой так, что вся система составляет одно целое и
может перемещаться в ту или другую сторону. Этим дости¬
гается возможность слива карбида кальция в свободную излож¬
ницу, в то время как в других наполненных изложницах
карбид кальция охлаждается и застывает. В некоторых конструк¬
циях электропечей вагонетки перемещаются не вдоль печей,
а поперек. В этом случае против каждого выпускного отвер¬
стия устанавливается лишь одна вагонетка. Такая система ра¬
боты является менее удобной, так как в случае переполнения
вагояетки не представляется возможным продолжить слив кар¬
бида кальция, который в этом случае выливается через край ва¬
гонетки на пол.й22
Ввиду того что при выпуске карбида кальция возможно пе¬
реливание изложниц и часть его может попасть на пол, а также
вследствие необходимости вести работу с тяжелыми железнымиштангами, которыми пробиваются выпускные отверстия, поя не¬
посредственно перед карбидными печами устраивается обычно
из чугунных плит.На рис. 47 показано устройство изложницы. Изложница со¬
стоит из отдельных чугунных частей 1, соединенных одна с дру¬
гой болтами 2. В целях уплотнения места соединения междут
фланцами прокладываются листовым асбестом. Вместимость
изложниц берется, в зависимости от мощности карбидной печи,
с таким расчетом, чтобы поместить в нее слив карбида кальция
от одной фазы, т. е. примерно от 800 до 1000 кг. При¬
меняются изложницы, в стенках которых делаются про¬
резы и вставляются клинья, вынимаемые после затвердевания
карбида. Это облегчает захват застывшего карбидного блока и
вытаскивание его из изложницы щипцами подвесной электриче¬
ской дороги, с помощью которой карбидные блоки переме¬
щаются в отделение охлаждения карбида кальция.Во время слива карбида из печи производится отбор проб.
Для этого пользуются специальной пробницей в форме чашки,
укрепленной на длинной железной ручке; в эту чашку сливается
некоторое количество карбида кальция в момент его вытекания
из летки электропечи. Проба берется от каждого блока и поме-^
щается в герметически закрывающуюся железную банку, в кото¬
рой она и доставляется в помещение, где производится опреде¬
ление литража. Пока блоки карбида кальция остывают в излож¬
ницах, должен быть сщределен литраж отобранной пробы. Это
определение производится в особом помещении, примыкающем
к отделению карбидных печей.9. Обслуживание электропечейНормальная работа электропечей зависит не только от добро¬
качественности сырья и от состояния оборудования самих печей,
но в значительной степени также от умелого их обслуживания.
Необходимыми условиями нормальной работы электропечи
являются следующие:1. Ванна электропечи должна быть полностью загружена
шихтой.2. Поверхность шихты должна быть разрыхленной для того,
чтобы газы могли свободно выходить из печи.3. Выпуск карбида кальция должен производиться регулярно.4. В печи должен постоянно поддерживаться определенный
электрический режим.При доброкачественном сырье и надлежащем обслуживании
печь работает спокойно, не происходит выбрасывания раскален:
ных частиц шихты и окись углерода, выделяющаяся на поверх¬
ности шихты, спокойно сгорает в углекислый газ. При правиль¬
ном уходе и доброкачественном сырье карбидная печь должна
работать без остановки на ремонт не менее года.При нормальном режиме печи электроды должны быть окру¬
жены в месте соприкосновения с шихтой газовым слоем толщи¬
ной в несколько миллиметров, чем достигается их изоляция от
загруженных в печь материалов. Образование газового слоя
вокруг конца электрода происходит за счет расплавления и
испарения окружающих электрод материалов. Такие условия ра¬
боты электрода необходимы для обеспечения нормального про¬
хождения электрического тока от электрода к поду печи. Если
электрод тесно соприкасается с горячей шихтой, то электриче¬124
ский ток начинает итти не от электрода к поду, а в сторону, что
приводит к накаливанию стенок печи и к их деформации.Это явление вызывается тем, что антрацит, кокс, известь и
даже самые стенки печи при господствующей в печи высокой
температуре становятся проводниками тока, причем электро¬
проводность их увеличивается с повышением температуры. Когда
наступает сплавление шихты, то ее электропроводность увеличи¬
вается еще в большей степени.Чтобы карбидная печь работала нормально, необходимо обес¬
печить спокойную работу электродов, т. е. предотвратить обра¬
зование вольтовой дуги. Если около электрода на поверхности
шихты появляется вольтова дуга, то следует ее потушить, под¬
правляя шихту скребком или подбрасывая свежую шихту.Необходимо также следить за непрерывным водяным охла¬
ждением контактных поверхностей электродов и не допускать
течи в системе водяного охлаждения электрододержателей.
Работа ’системы водяного охлаждения электродов контроли¬
руется по температуре выходящей воды, которая не должна
быть (выше 30°. Ни в коем случае не должно иметь место вы¬
деление 'пара у сливных воронок.При самосиекающихся электродах должно быть обеспечено
охлаждение загруженной электродной массы непрерывным по¬
током воздуха, подаваемым в пространство между рубашкой
электрода и самим электродом. Это делается для предотвраще¬
ния преждевременного коксования электродной массы. Необхо¬
димо, чтобы контактные плиты плотно прилегали к поверхности
кожуха электрода и чтобы не было заметного нагревания плит
и поверхности электрода. Коксование электродов при нормаль¬
ной работе должно начинаться под контактными плитами в пре¬
делах нижней трети их и во всяком случае не выше уровня верха
кольца электрода.Для того чтобы обеспечить свободный выход из печи окиси
углерода, которая на поверхности шихты сгорает в углекислый
газ, производят разрыхление и осадку поверхности шихты пу¬
тем прокалывания шихты деревянными шестами толщиной
60—75 мм без выворачивания горячей шихты на поверхность
ванны печи. Шесты для разрыхления берутся лиственных пород,
преимущественно березовые.Шихта должна быть свободна от корок и хорошо прогрета.
Состояние шихты вокруг электродов и в глубине ванны должно
быть таково, чтобы можно было пробить ее с помощью шестов.
Шуровку и осадку шихты следует производить регулярно и пре¬
имущественно по окончании слива. После каждого выпуска кар¬
бида производят разрыхление шихты вокруг электрода, после
чего подсыпают свежую порцию шихты. Уровень шихты под¬
держивается в течение всего времени работы печи на определен¬
ной высоте от борта печи, что устанавливается в зависимости от
глубины погружения электродов. Подгребание шихты к электро¬
дам, или так называемую заправку шихты, следует вести не¬
большими порциями по мере ее осадки в ванне печи. Заправку
шихты производят исключительно подогретой шихтой с поверх¬Ш
ности ванны печи и только после этого загружают в печь свежую
шихту. После каждой загрузки производят разравнивание
шихты по всей поверхности печи. Заправка подогретой шихтой
делается в целях лучшего использования тепла отходящих га¬
зов, которые подогревают загруженную в печь свежую шихту.Если на поверхности шихты образуется корка, то последнюю
разбивают скребками или удаляют из лечи. Это делается для
того, чтобы обеспечить свободный выход окиси углерода на по¬
верхность шихты и спокойное ее сгорание. При несоблюдении
указанных условий окись углерода накопляется внутри печи и
потом взрывается, выбрасывая из печи раскаленные части шихты.Чтобы обеспечить нормальную работу печи, необходимо
точно соблюдать установленные пропорции извести и углероди¬
стых материалов в шихте. Шихта должна содержать на 100 ве¬
совых частей извести от 56 до 60 частей углеродистых материа¬
лов, она должна быть хорошо смешана и содержать не более Б%
мелочи, т. е. кусков размером менее 5 мм. Куски извести и кокса
в шихте должны быть размером не больше 80—100 пм, а куски
антрацита не больше 45—50 пп. Запас шихты в 'бункерах, из
которых она подается в печи, следует иметь минимум на 3—4 часа
работы.В отношении электрического режима печи весьма важно, что¬
бы напряжение на высокой стороне трансформатора поддержи¬
валось постоянным. В случае изменения напряжения необходимо
с помощью переключения ступеней трансформатора обеспечить
сохранение имеющегося напряжения на низкой стороне, которое
должно соответствовать строго установленному напряжению для
каждой из фаз.Во время работы печи надлежит регулярно следить за исправ¬
ной работой автоматических регуляторов подъема и опускания
электродов и за показаниями вольтметров и амперметров в поме^
щении автоматических регуляторов.Если слив карбида из печи затруднен, то следует применять
так называемую корректировку шихты, т. е. добавку к ней извести
в количестве, соответствующем качеству выпускаемого карбида.
При получении карбида с пониженным литражем добавку
допустимо производить в количестве не более 50 кг извести на
один слив, а при выходе густого карбида — до 100 кг на слив.Слив карбида кальция от всех фаз должен производиться ре¬
гулярно, а именно, не более чем через один час для первой и BTOi
рой фаз и через 1% часа Для третьей фазы. Нормально, во время
работы печи, летки должны поддерживаться всегда в готовом
для слива состоянии. Отбираемые во время слива пробы карбида
кальция должны немедленно сдаваться для анализа для того,
чтобы к моменту вытаскивания застывшего блока из Изложницы
было известно его качество.Учет работы карбидной печи заключается в записи времени
слива карбида от каждой фазы и веса отправляемых в отделение
охлаждения застывших,карбидных блоков, а также в маркировке
каждого карбидного блока для того, чтобы при дальнейшей его
переработке был известен его литраж.126
Неполадки и расстройства режима в электрических печах бы¬
вают следующие.Когда ванна карбидной лечи находится в плохом состоянии*
а именно остывает под и в ванне образуются корки, то следует
прекратить шуровку печи и осадку шихты кольями. Подгребание-
шихты к электродам надо в этом случае производить только
с помощью гребков, так как иначе возможен выход электродов-
кверху. Для облегчения слива карбида следует © этом случае
производить более глубокий прожиг леток. Напряжение тока
в этом случае должно быть также понижено.При нормальной работе электропечи электроды должны быть
погружены в ванну на глубину от 0,9 до 1,1 м от уровня шихты..
Если электроды вылезают из ванны, то следует прекратить осадку
шихты кольями. Прожиг леток для слива допускается в этой
случае производить выше уровня -пода. Напряжение на фазе
электрода, работающего при повышенном положении, должно*
быть снижено на 1—2 ступени трансформатора до момента уста¬
новления нормальной осадки.Может иметь место такое положение, когда получаемый
в электропечи карбид имеет пониженное качество. Это может
явиться результатом чрезмерного прибавления извести к шихте
при ее составлении, или же при недопустимой добавке извести
к шихте при сливе карбида кальция из электропечи. В случае
недостаточного содержания углерода в шихте, подаваемой в кар¬
бидную печь, необходимо увеличить в ней его содержание^
а также прекратить корректировку шихты известью при сливе
впредь до улучшение качества выпускаемого карбида кальция.
Если снижение качества явилось результатом излишней кор¬
ректировки известью, то следует при сливе воздержаться от
дальнейшей корректировки на один или несколько сливов до
получения карбида кальция нормального качества.В том случае, когда электрод обгорит и контактные плнты
опустятся до уровня шихты, надлежит произвести подъем эле-,
ктрододержателя. Опускание элетрода или подъем электродо-
держателя на электроде (перепуск электрода) следует протаво-
дить до соприкосновения контактных плит электрододержателя
с шихтой. При опускании электрода требуется прежде всего сни¬
зить силу тока (нагрузку), подаваемого к этому электроду. Ону-
скание электрода в электрододержателе осуществляется путем,
ослабления болтов с помощью специального торцевого ключа.
Ослабляют обычно не все болты, а лишь три-четыре, так как.
этого бывает достаточно для опускания электрода. В этом слу¬
чае также перемещают ограничительные зажимы у торм озных -
лент. За один прием электрод может быть опущен не более чем.
на 150—200 яш, после чего болты; прижимающие контактные
плиты к электроду, закрепляются. После закрепления болтоа
постепенно увеличивают нагрузку электрода до нормальной.Если необходимо остановить печь, то следует предварительно'
поднять электроды на такую высоту, при которой сила тока,
в печи снизится на одну треть нормальной нагрузки, а затем
выключить трансформатор. Перед остановкой печи .в нориаль-127”
ных условиях, например в случае планового ремонта, находя¬
щийся в печи карбид кальция должен быггь предварительно слит.
При продолжительной остановке (более 6—8 час.) следует после
выключения печи поднять электроды для того, чтобы они не
пристали к поду.Водяное охлаждение контактных поверхностей не должно пре¬
кращаться во время остановки печи; его выключение допускается
лишь в случае ремонта системы водяного охлаждения, причем
шланги, подводящие к электроду воду, должны быть сняты. При
образовании сильной течи в системе охлаждения и попадании
воды в ванну печи, а также в случае прекращения охлаждения
вследствие отсутствия воды, или вследствие засорения системы,
яечь должна быть немедленно выключена. Включение печи до¬
пускается лишь после ликвидации течи и восстановления нор¬
мального охлаждения электр од од ержателей.Нагрев контактных плит и кожуха электрода под плитами
вызывается плохим состоянием контактных поверхностей, а также
недостаточным прилеганием контактных плит к кожуху при по¬
вышенном коксовании электрода. Небольшой нагрев может быть
устранен краплением всех болтов контактных плит. При сильном
же нагреве и появлении искрения в плитах необходимо произ¬
вести снижение нагрузки примерно наполовину и одновременно
произвести крепление плит. Если после этого не прекратится
образование искр, то печь должна быть немедленно выключена
для предотвращения оплавления контактных плит. Включение
печи допускается в этом случае лишь после устранения причины,
вызвавшей плохое состояние контактов.Выключение карбидной печи должно быть произведено не¬
медленно также в случаях: обвалов электродов, перегорания гиб¬
ких кабелей, нагрева тормозных лент, искрения в контактах
плит, а также при возникновении опасности для целости обо¬
рудования и жизни обслуживающего персонала. Выключение про¬
изводится поворотом ручки на щите приборов в помещении авто¬
матических регуляторов или нажимом аварийной кнопки. Обрат¬
ное включение печи после аварийного выключения м'оокет быть
произведено только после устранения причины, вызвавшей необ¬
ходимость остановки.В случае прекращения подачи тока необходимо немедленно
произвести выключение моторных ящиков: в помещении авто¬
матических регуляторов, моторов вентиляторов воздушного ох¬
лаждения электродов и маслянников трансформаторов.В случае короткого замыкания в сети, от которой произ¬
водится питание моторов, воспламенения проводов, или нагре¬
вания моторов, надлежит немедленно выключить рубильники на
том пункте, который питает линию, имеющую повреждение,
а л случае нагрева моторов — выключить нагревающийся мотор.Перед включением печи все электроды должны быть подняты
настолько, чтобы ни один из них не касался шихты. Прежде
чем включить трансформатор, следует убедиться в отсутствии
возможности короткого замыкания; для этого производится тща¬
тельный осмотр токоподводящей сети. Включение следует про¬128
изводить на низких ступенях, чтобы предупредить возможность
повреждения обмоток трансформаторов от перенапряжения.Продолжительность поднятия нагрузки после опускания элек¬
трода зависит от степени коксования электрода. В случае интен¬
сивного выделения газов во время коксования электрода под¬
нимать напружу не следует. При опускании электродов необхо¬
димо следить за тем, чтобы не происходило замыкания электро¬
дов между собой или между электродом и течкой из бункеров.После включения карбидной печи поднятие напряжения до
нормальной величины производится поочередно по одной сту¬
пени на каждой фазе. Продолжительность времени, необходи¬
мого для поднятия нагрузки печи до нормальной величины, за¬
висит от длительности имевшейся остановки. После простоя,
длившегося до 1 часа, нагрузку печи до нормальной поднимают
в течение 10 мин., а после простоя, длительностью 6—8 час., под¬
нимают нагрузку в течение 1—\г/% часа. После более длительного
простоя нагрузку поднимают по мере разогрева печи.Если трансформатор карбидной печи установлен в подвале под
рабочей площадкой, то при выполнении работ на площадке нельзя
производить ударов о пол над трансформатором. Нельзя также
допускать попадания воды на площадку над трансформаторами
■печи, так как в случае ее проникновения в помещение трансфор¬
матора может произойти авария. Случайно пролитую на пло¬
щадку воду необходимо быстро убрать.Во время слива карбида кальция допускается применение
только сухого инструмента. Применение влажных шуровок, ло¬
миков и пробок не разрешается- Высота прожигания леток для
слива карбида кальция должна быть на уровне пода печи. Более
высокий прожиг леток допускается лишь в том случае, когда
имеет место вылезание электрода из ванны. При прожиге леток
железным прутком воспрещается класть лом'ик на контакты ка¬
беля и прикасаться им к кабелю. Когда выпуск карбида кальция
закончен, производят подсыпку карбидной мелочи в летку для
заделки последней. Для подсыпки следует брать карбид кальция,
сбитый с прутков.Выпущенный из печи карбид кальция остывает в изложницах.
Выемку карбидного блока из изложницы разрешается произво¬
дить не раньше, чем через 50 мин- после слива, так как в против¬
ном случае при недостаточно толстой корке застывшего блока
он может развалиться при его перемещении. При подъеме
застывшего блока карбида кальция необходимо следить, чтобы
он правильно, без перекосов, захватывался всеми четырьмя
лапами кошки. Во время подъема и движения блока воспре¬
щается находиться под ним. После того, когда блок вынут из
изложницы и отвезен, можно заложить клинья в изложницах.Продолжительность работы карбидных печей зависит в значи¬
тельной степени от качества применяемых материалов. Чем чище
сырые материалы), тем дольше работают печи. Применение ка¬
чественного сырья имеет особо большое значение при печах боль¬
шой мощности. При большом количестве загрязнений в приме¬
няемых сырых материалах печь начинает работать неспокойно,9 Зав. 838. — Кузнецов.
расход электродов и электроэнергии значительно увеличивается.
Наличие в извести большой примеси магния, алюминия и железа
ведет к замерзанию печи, которое заключается в том, что на дне
печи оседают тяжелые тугоплавкие соединения этих металлов,
благодаря чему уровень пода печи поднимается- Этим чрезвы¬
чайно затрудняется выпуск карбида кальция. В этом случае при¬
ходится останавливать карбидную печь и очищать ванну от на¬
копившихся тугоплавких шлаков. В некоторых случаях возможно
исправить работу печи, переводя ее на питание хорошим сырьем.
Очистка печи от скопившихся на ее поде тугоплавких шлаков
может быть произведена также при помощи так называемого вы¬
жигания, которой заключается в том, что в течение 6—12 час. не
производят загрузку шихты в печь, не прекращая в то же время
слива карбида кальция. С последним удаляется при этом также
часть образовавшихся в печи шлаков. Из образующихся в печи
соединений наиболее опасным является ферросилиций, который
проникает сквозь трещины пода и при большом содержании
может прославить стенки и под печи. Нормально ферросилиций
вытекает вместе с карбидом кальция-КОНТРОЛЬНЫЕ ВОПРОСЫ1. Каким способом можно обнаружить явление образования электри¬
чества (положительного и отрицательного)? ,2. Как ведут себя два пробковых шарика, подвешенные на шелковых
нитях, когда их зарядить одноименным и разноименным электричеством?3. Что такое гальванический элемент?4. Какими единицами измеряется сила тока?5. Какие тела являются проводниками и непроводниками электриче¬
ского тока?6. В каких единицах измеряется сопротивление проводника?7. Какими единицами измеряется напряжение электрического тока?8. В каких единицах измеряется работа электричества?9. Как располагаются железные опилки вокруг магнита?10. Что называется полюсами магнита?11. Что называется магнитными силовыми линиями и магнитным
полем? ,12. Что создается вокруг проводника, по которому проходит электри¬
ческий ток?13. Что происходит, когда проводник передвигается в магнитном
поле?14. Какие соединения бывают при трехфазном переменном токе?15. При какой системе соединения трехфазного переменного тока бы¬
вает нулевой провод?16. Какое напряжение называется фазовым?17. Какое напряжение называется линейным или междуфазным?18-. Какие провода называются фазовыми или фазами?19. Какое применение имеет электрический ток в домашнем быту и
в промышленности?20. На чем основано использование электрического тока в электро¬
термических процессах?21. Какая реакция происходит при образовании карбида кальция?22. На чем основано использование электрического тока в электро¬
печах?23. Какими электропечами пользуются в производстве карбида кальция?24. Преимущества и недостатки трехфазиых электрических печей?25. Устройство ванны трехфазной открытой печи?130
26. Для чего нужен под электропечи и кэкоео его устройство?27. Какими электродами пользуются в электрических печах?28. В чем преимущества самоспекающихся электродов непрерывного
действия?29. Устройство самоспекающихся электродов непрерывного действия.30. Как распределяется электрический ток в карбидной печи при рас¬
положении электродов по «треугольнику» и «вытянутых гв ряд»?31. Как устраивается подводка электрического тока от трансформатора
К электродам?32. Для чего следует производить охлаждение самоспекающегося
электрода непрерывного действия воздухом?33. В каком месте должно происходить коксование электродной массы
самоспекающегося электрода непрерывного действия?34. Для чего следует охлаждать водой контактные плиты и кольцо
электродо держателя ?35. Какое назначение имеют тормозные ленты электрода?30. Как производится загрузка карбидной печи?37. Какая высота шихты должна быть в ванне электропечи?38. Каким образом и в каком количестве следует производить кор¬
ректировку шихты известью?39. Как производится перепуск электрода?40. Какой порядок загрузки карбидных печей?41. Как производится выпуск карбида кальция из электропечи?42. Для чего требуется вспомогательный электрод и каково его
устройство?43. Когда можно вынимать карбидный блок из изложницы?44. Каким карбидом следует засыпать летку после выпуска карбида?45. Каким образом производится перемещение карбидных блоков в от¬
деление охлаждения карбида кальция?46. Когда производится отборка проб при сливе карбида кальция?47. Можно ли тушить пожар в карбидном цехе водой?48. Почему нельзя прикасаться руками или железными предметами
к токоподводящим шинам и кабелям?49. Какую температуру имеет карбид кальция, выпускаемый из
электропечи?•ГЛАВА VIОХЛАЖДЕНИЕ КАРБИДА КАЛЬЦИЯПеремещение застывших карбидных блоков для окончатель¬
ного охлаждения производится на современных заводах при по¬
мощи электрической подвесной дороги. Застывший карбидный
блок захватывается особым приспособлением, имеющим форму
щипцов, поднимается и отвозится в отделение охлаждения. Для
облегчения захватывания блока изложницы, в которые выли¬
вается из печи карбид кальция, имеют в верхней части специаль¬
ные клинья, которые вынимаются после того, как карбид каль¬
ция в достаточной степени остыл, и таким образом освобождают
необходимую поверхность блока для захвата. л,Для учета количества полученного карбида кальция на пути
следования блоков, по подвесной электрической дороге, устанав¬
ливаются автоматические весы, взвешивающие каждый блок в от¬
дельности. Управление работой тележки подвесной электриче¬
ской дороги осуществляется с помощью контроллеров, устано-0* 131
вленных в отделении карбидных печей и в отделении охлаждения
карбида.В виде резерва, помимо электрической подвесной дороги, из
отделе'ййя карбидных печей в отделение охлаждения карбида
уклады'вается обычно рельсовый путь для того, чтобы в случае
неисправности подвесной дороги иметь возможность произво¬
дить перемещение карбидных блоков на специальных вагонетках.Второй фазой или стадией 'производства карбида является
его охлаждение и дробление. Отделение охлаждения и дроб¬
ления располагается обычно в непосредственной близости от от¬
деления карбидных печей. Это отделение представляет собой хо¬
лодное здание с хорошей вентиляцией, обеспечивающей доста¬
точный обмен воздуха, что должно способствовать скорейшему
охлаждению карбидных блоков, а также удалению ацетилена,
образующегося при разложении имеющейся всегда в помещении
карбидной пыли и самого карбида кальция влагой воздуха.Здание охлаждения должно быть легкой конструкции. Эта
конструкция состоит из железного каркаса и легких стен, кото¬
рые делаются обычно из волнистого железа. В крыше здания
устраивается для естественной вентиляции фонарь или вытяжные
трубы большого сечения, а в нижней части стен делаются проемы,
закрываемые щитами из волнистого железа. В летнее время
часть щитов снимается для того, чтобы обеспечить лучший обмен
воздуха и ускорить охлаждение карбидных блоков.Пол в отделении охлаждения и дробления карбида кальция
следует устраивать из чугунных или железных плит. При таком
устройстве пола представляется возможным лучше удалять из
помещения карбидную пыль и небольшие куски карбида каль¬
ция, получаемые при разбивании карбидных блоков. На полу из
чугунных или железных плит не получается выбоин, что имеет
всегда место при перестановке железных площадок с карбидными
блоками в том случае, когда помещение имеет цементный под¬
блоки застывшего карбида кальция, подаваемые из отделения
карбидных печей по подвесной электрической дороге, устанавли¬
ваются на специальные решетчатые платформы, которые устраи¬
ваются из швеллеров и балок. Сверху платформы покрываются
котельным железом, на котором укрепляются рельсы. Каждая
платформа имеет четыре кольца, за которые зацепляются крюки
цепей, укрепляемых к электрическому мостовому крану.В отделении охлаждения карбида кальция имеется обычно не¬
сколько. таких платформ, что позволяет производить сортировку
карбидных блоков в зависимости от качества полученного кар¬
бида кальция, так как к моменту вытаскивания блока из излож-'
ницы, литраж каждого из них должен быть уже определен. Сор¬
тировка карбидных блоков делается так, чтобы на каждой плат¬
форме лежали блоки примерно с одинаковым литражом. Это
позволяет в дальнейшем использовать карбид кальция, в зависи¬
мости от его литража, для того или другого навначения.На каждую платформу кладется обычно по 4—5 карбидных
блоков. Сами платформы устанавливаются на специальные ваго¬
нетки. После того, как карбидные блоки уложены на платформу,'132
вагонетка подкатывается под электрический мостовой кран, при
помощи которого платформа с горячими карбидными блоками
поднимается и устанавливается на свободное место пола, где
и остается до момента окончательного охлаждения карбидных
блоков. В зависимости от времени года и размера карбидных
блоков на их охлаждение до 50—60° требуется от 12 до 24 час.,
после чего они поступают на дробление.Электрический мостовой кран, предназначенный для подъема
Платформ с карбидом и их перемещения в здании охлаждения
и дробления карбида кальция, состоит из моста клепаной кон¬
струкции и электрической лебедки, при помощи которой произ¬
водится подъем груза и его перемещение вдоль крана. Помимо
мотора электролебедки, на кране установлен второй мотор, кото¬
рый приводит в движение самый кран, перемещая его по рельсам
вдоль здания. Площадки с карбидньими блоками захватываются
крюком, подвешенным на тросе, наматываемом на электроле¬
бедку, установленную на тележке крана, которая может переме¬
щаться. вдоль моста крана. Электрический ток от троллейных
проводо® передается моторам крана с помощью роликов.Перед дроблением карбидные блоки разбиваются внизу на
платформе кувалдами на более мелкие куски- Платформа с раз¬
битыми блоками поднимается электрическим мостовым краном
и устанавливается на площадку перед дробилкой.В том случае, когда карбид, слитый из печи в изложницы, ох¬
лаждается не в помещении карбидных печей, а в отделении ох¬
лаждения, изложницы на вагонетках доставляются в отделение
охлаждения, где и остаются до момента окончательного охлажде¬
ния карбида кальция, после чего карбидный блок при помощи
крана вытаскивается из изложницы и направляется на дробление.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Каким образом перемещаются карбидные блоки в отделение охла¬
ждения?2. Где производится взвешивание карбидных блоков?3. Каким образом производится вытаскивание застывшего карбидного
блока из изложницы?4. Что должно быть известно при установке карбидного блока на плат¬
форму в отделении охлаждения?5. Сколько блоков и какого веса можно помещать на одну плат¬
форму ?6. До какой степени следует производить охлаждение карбидных
блоков?7. Каким условиям должно отвечать здание отделения охлаждения
карбида?8. Какое устройство имеет электрический мостовой кран?133
ГЛАВА VI!ДРОБЛЕНИЕ И СОРТИРОВКА КАРБИДА КАЛЬЦИЯI. Дробление карбида кальцияДро^рение карбида кальция производится в щековых дробил¬
ках типа Блек и осуществляется в две стадии. Для дробления
пользуются обычно двумя щековыми дробилками, из коих
в первой дробилке производится предварительное дробление и
во второй окончательное—до кусков требуемой величины. Дро¬
билки устанавливаются одна над другой с таким расчетом, чтобы
из верхней дробилки куски карбида кальция подавались спе¬
циальным питателем в нижнюю дробилку, в которой произво¬
дится их окончательное дробление. Максимальная величина
кусков карбида кальция, 'получаемого из дробилок, должна быть
80—100 мм. Величину кусков можно регулировать путем соответ¬
ствующего изменения расстояния между нижними концами щек
дробилок-На дробление направляются карбидные блоки, остывшие до
температуры 50—60°. Ниже этой температуры охлаждать блоки
не рекомендуется, так как при более низкой температуре карбид
кальция начинает заметно разлагаться влагой воздуха с 'выделе¬
нием ацетилена. Куски карбида при этом разваливаются и обра¬
зуется карбидная пыль, которая не имеет ценности как товарный
продукт и поэтому является потерей производства. В случае
большого скопления остывшего карбида кальция в отделении ох¬
лаждения и дробления в воздухе помещения может получиться
значительная концентрация ацетилена, что представляет опреде¬
ленную опасность в отношении взрыва. Поэтому не следует до¬
пускать скопления большого количества остывших блоков в по¬
мещении, а подавать на дробление карбидные блоки не со¬
всем остывшие. Образующуюся во время охлаждения и разбива¬
ния блоков пыль следует сметать с пола и выносить из помеще¬
ния или же высыпать на площадки с разбитыми карбидными
блоками, которые направляются для дробления. В последнем
случае карбидная пыль отделяется от кускового карбида в отде¬
лении сортировки и может быть использована для получения
ацетилена в специальных генераторах.Дробленый карбид, выпускаемый как товарный продукт, на¬
правляется в отделение сортировки, где сортируется по величине
кусков и упаковывается в специальную тару.Если карбид кальция используется на месте для производства
цианамида кальция, то сортировки его не требуется и после дро¬
билок он направляется непосредственно на размол.Для дробления карбида кальция пользуются почти исключи¬
тельно щековыми дробилками типа Блек, описание которых было
помещено ранее. Реже для этой цели пользуются вальцовками.
Перед верхней дробилкой устраивается наклонная площадка, на
которую устанавливаются платформы с разбитыми внизу карбид¬
ными блоками. С платформы куски карбида кальция сбрасы-134
ваются вручную в верхнюю дробилку, из которой они передаются,
с помощью пластинчатого транспортера, в нижнюю дробилку.
Имеющиеся на решетчатой площадке пыль и мелкие куски кар¬
бида кальция сметаются также в дробилку и направляются затем
вместе с дробленым продуктом в отделение сортировки-Из нижней дробилки дробленый карбид попадает в элеватор
и далее резиновым ленточным транспортером подается в отделе¬
ние сортировки.Ленточный транспортер состоит из бесконечной резиновой
ленты, огибающей два горизонтально расположенных барабана:
ведущий и концевой.Движение от трансмиссии передается ведущему барабану,
который благодаря трению перемещает ленту, а следовательно и
нагруженные на ленту куски дробленого карбида кальция. На¬
правление движения ленты, устанавливается таким, чтобы веду¬
щий барабан тянул верхнюю нагруженную часть ленты! на себя.
Для нормальной работы ленточного транспортера необходимо,
чтобы лента имела всегда определенное натяжение, так как в про¬
тивном случае приводной барабан начинает скользить по ленте и
лента останавливается. Для регулирования натяжения ленты под¬
шипники концевого барабана устраиваются передвижными.В целях предупреждения провисания ленты по длине транс¬
портера под лентой укрепляется ряд поддерживающих роликов,
цапфы которых вращаются в подшипниках, смонтированных по
боками ленты на станине транспортера.Куски дробленого карбида кальция загружаются на ленту че¬
рез приемную воронку, имеющую по направлению движения ленты
деревянные направляющие поверхности, чем обеспечивается ссы-
пание кусков на среднюю часть ленты. С ленты куски карбида
кальция сбрасываются в приемную воронку верхнего сортировоч¬
ного барабана.Если карбид кальция предназначается для производства циан¬
амида кальция, то он из элеватора направляется в бункер, поме¬
щающийся в отделении размола карбида. Чтобы иметь возмож¬
ность направлять дробленый карбид кальция или на ленту и да¬
лее в отделение сортировки, или в бункер, у головки элеватора
имеются две течки со специальным шибером, с помощью кото¬
рого перекрывается одна или другая из них.Карбид кальция всегда содержит большее или меньшее коли¬
чество примеси ферросилиция, присутствие которого понижает
его качество; поэтому перед сортировкой карбида кальция фер¬
росилиций следует из него удалять. Это необходимо делать и
в том случае, если карбид кальция направляется для производ¬
ства цианамида кальция, а последний идет для, производства
цианплава.Для удаления ферросилиция на .пути движения дробленого
карбида кальция от дробилок к сортировочным барабанам уста¬
навливается электромагнитный сепаратор. Электромагнитный
сепаратор представляет собой вращающийся барабан, через кото¬
рый перекинута лента резинового транспортера, т. е. он является
как бы ведущим барабаном ленточного транспортера. Внутри135
барабана имеется ряд электромагнитов, расположенных таким
образом, что электромагнитное поле приходится всегда лишь
на половине барабана, обращенной к приемной воронке сортиро¬
вочного барабана- Другая половина барабана не имеет электро¬
магнитного поля, а поэтому и не притягивает кусков ферросили¬
ция- При таком распределении поля куски ферросилиция
остаются на ленте, в то время когда кускн карбида кальция сва-Рис. 48. Установка электромагнитного сепаратора.ливаются в приемную воронку сортировочного барабана. Когда
лента с приставшими кусками ферросилиция проходит дальше,
она попадает в зону, где отсутствует электромагнитное поле и ку¬
ски ферросилиция в этом месте сваливаются в специальный ящик
или воронку. На рис. 48 «оказан общий вид установки электро¬
магнитного сепаратора в отделении сортировки карбида кальция.2. Сортировка карбида кальцияСортировку дробленого карбида кальция производят обычно
в двух вращающихся барабанах, установленных один над другим.
Дробленый карбид кальция поступает сначала в верхний барабан,
в котором он сортируется по величине кусков на четыре сорта:
менее 15, 15—25, 25—50 и 50—80 мм. Куски величиной менее
15 мм направляются дальше в нижний барабан и сортируются
в нем на куски величиной 0—2, 2—4, 4—8 и 8—15 мм. Каждый
сорт направляется по отдельной спускной трубе в соответствую-
щий приемный бункер. Из этих бункеров сортированный карбид,
кальция ссыпается в железные барабаны, в которых и упако¬
вывается.Сортировочные барабаны представляют собою цилиндры из
котельного железа, отдельные части которых имеют отверстия,
соответствующие величине кусков карбида кальция, которые
должны пройти через них. Барабаны имеют наклон к одному из
концов, чем достигается перемещение сортируемого карбида по
длине барабана во время его вращения. Вращение барабана про¬
изводится при помощи конической зубчатой 'передачи. Отдель¬
ные части барабана делаются съемными, что позволяет произво¬
дить их замену в случае изнашивания. Барабаны заключены
в железные кожуха, которые в нижней части имеют форму при¬
емных воронок, в которые и ссыпается отсортированный карбид.
На рис. 49 показан общий вид
сортировочного барабана со
снятым кожухом.Для наполнения карбидом
кальция железные барабаны
устанавливаются на специаль¬
ные сотрясающиеся площад¬
ки, вделанные в пол под бун¬
керами. Такое устройство де¬
лается для того, чтобы при
наполнении барабана куски
карбида лучше распределя¬
лись и укладывались в бара¬
бане. Сотрясающиеся площад¬
ки укрепляются на специаль¬
ной доске, конец которой получает толчки от вала с насажен¬
ными на него кулачками. Вал приводится в движение от транс¬
миссии сортировочных барабанов.В процессе сортировки карбида кальция выделяется значи¬
тельное количество пыли. Для улавливания пыли, от кожухов
сортировочных барабанов, а также и от бункеров сортирован¬
ного карбида кальция отводятся вытяжные трубы, по которым
образующаяся при сортировке карбидная лыль отсасывается
вентилятором. .Пыльный воздух направляется в рукавный фильтр типа
Бетта, в котором пыль и задерживается.Рукавный фильтр (рис. 50) представляет собой плотную дере¬
вянную камеру, в которой 'подвешаны рукава из шерстяного ма¬
териала (фланели). Принцип работы фильтра заключается в том,
что пыльный воздух проходит через рукав 1 и пыль задержи¬
вается на их внутренней поверхности, а очищенный воздух за¬
сасывается вентилятором н выбрасывается через трубу наружу.
В фильтре производится периодическое встряхивание рукавоз
при помощи специального кулачкового устройства 2, имеюще¬
гося в верхней части. При встряхивании пыль попадает в ниж¬
нюю часть фильтра 3, откуда забирается шнеком 4 и отводится
из него по трубе в установленный внизу барабан. В этом бара-Рис. 49. Сортировочный барабан.13Г
бане пыль может быть упакована и затем направлена к месту
ее использования. На рис. 50 показана схема установки рукав¬
ного фильтра.3. Обслуживание аппаратов по дроблению и сортировкеПоступающие в отделение охлаждения горячие карбидные
■блоки устанавливаются на площадки с таким расчетом, чтобы на
одной платформе находились блоки карбида кальция примерно
•одинакового качества, т. е. литража. После разбивания карбид¬
ных блоков, с помощью кувалд, на платформе, последняя подни¬
мается электрическим мостовым краном и устанавливается на
площадку перед верхней щековой дробилкой. При разбивании
:карбидных блоков необходимо следить за тем, чтобы не оста¬
валось кусков величиной более 300 лш, так как дробление более
крупных кусков может привести к поломке дробилок. В зависи¬
мости от назначения карбида кальция, подбирают блоки соот¬
ветствующего качества, после чего только и направляют их для
дробления. Перед началом дробления от всех карбидных блоков
каждой (Платформы отбирают пробы.Во время дробления карбида кальция необходимо следить
за равномерной загрузкой дробилок и не допускать завала
элеватора и питателя нижней дробилки. Не следует допускать
дробления карбидных блоков с температурой выше 60°, а также
карбида кальция, подмоченного водой. При дроблении карбида138
кальция с большим содержанием пыли, после дробления бло¬
ков с одной платформы необходимо делать перерыв в работе
на 15—20 мин. для того, чтобы пыль не скоплялась в аппара¬
тах и удалялась в отделение сортировки.Перед пуском приводов дробилок, элеватора и ленточного
транспортера должна быть проверена исправность всех ограж¬
дений и приводных ремней. Все ремни указанных аппаратов
перед пуском должны находиться на холостых шкивах. Перед
пуском дробилки требуется проверить, не завалена ли она
карбидом кальция, так как иначе пуск может вызвать аварию
последней. Необходимо проверить также низ элеватора, кото-'
рый должен быть свободен от карбида кальция. После этого
следует пустить в элеватор азот, открывая вентиль в нижней и
верхней части элеватора. Поступление азота контролируется
с помощью пробного крана. При отсутствии в элеваторе азота
пуск установки дробления воспрещается, так как в этом случае
возможен взрыв ацетилена, получающегося при разложении
имеющейся всегда в элеваторе карбидной пыли.Пуск оборудования отделения дробления и сортировки про¬
изводится в следующем порядке. Сначала пускают вентилятор
рукавного фильтра, а затем последовательно трансмиссию сор¬
тировочной установки и ленточного транспортера, трансмиссию
дробильной установки и элеватора. После пуска трансмиссии
дробильной установки переводят все ремни на рабочие шкивы
и включают питатель нижней дробилки. При исправной работе
механизмов вхолостую приступают к загрузке карбида кальция
в верхнюю дробилку.Остановка дробильной установки производится только после
полного освобождения дробилок, элеватора и сортировочных
барабанов от карбида кальция и после перевода рем¬
ней всех работающих аппаратов на холостые шкивы. Оста¬
новку производят в порядке обратном порядку пуска, а именно:
останавливают трансмиссию дробильной установки и элеватора,
потом трансмиссию сортировочных барабанов и ленточного
транспортера и, наконец, мотор вентилятора рукавного фильтра.
После остановки всех аппаратов закрывают вентили на азотной
линии.Перед пуском отделения сортировки необходимо заготовить
запас пустых барабанов, крышек и промасленного шпагата или
тесьмы для прокладок в фальцы крышек. Помещения необхо¬
димо освободить от наполненных и упакованных карбидных
барабанов, которые следует вывезти в склад карбида.При разгрузке и укладке барабанов, доставляемых из бара¬
банной мастерской, следует соблюдать осторожность для того,
чтобы барабаны не падали и не портились.Наполнение барабанов следует производить равномерно не¬
большими порциями путем открытия шиберов на течках бун¬
керов с дробленым карбидом кальция. На площадку под
бункер устанавливается порожний барабан с вставленной в него
воронкой, и рабочий при помощи рычага соединяет площадку
с сотрясающим механизмом, благодаря чему начинается встря¬139
хивание барабана. Одновременно он открывает затвор у бун¬
кера и начинает высыпать карбид отдельными порциями, поз¬
воляя ему в промежутки лучше утрамбовываться в барабане.
После того, как барабан наполнен карбидом, плош.адка при 'по¬
мощи рычага отключается от сотрясающего устройства, во- ,
ронка вынимается и наполненный барабан перекатывается на
весы.После взвешивания наполненный барабан маркируется и для
учета вес его записывается в книгу. Необходимо следить, чтобы
закатка крышек была герметична и в фальце крышки имелась
промасленная прокладка из шпагата или тесьмы. При упаковке
карбчда кальция нельзя насыпать его во влажные барабаны
и в оарабаны, имеющие отверстия или же не плотно закатан¬
ные швы.В начале смены, а также в процессе взвешивания наполнен¬
ных карбидом кальция барабанов необходимо проверять пра- *
вильность показаний весов и в случае неправильной их работы
производить регулировку балансов весов. Перед взвешиванием
наполненных барабанов определяется средний вес пустого бара¬
бана, для чего взвешиваются 10 пустых барабанов, их вес скла¬
дывается и сумма веса делится на 10. Полученное число будет
средним весом пустого барабана, который и принимается в даль¬
нейшем при взвешивании.Установку барабанов с карбидом кальция на весы и их
съем с весов после взвешивания следует производить без
ударов, чтобы не помять барабаны и не повредить весы.
Добавление в барабан карбида кальция до необходимого веса
следует производить исключительно карбидом той же гра¬
нуляции, которой наполнен барабан. Лишний карбид кальция
удаляется из барабана совком, а при крупной грануляции ру¬
ками.Для облегчения перекатывания барабанов пол около весов и
в местах наполнения барабана покрывается обычно котельным
железом. Наполненный и взвешенный барабан закрывается
крышкой, имеющей в фальце промасленную прокладку, уложен¬
ную по всей окружности крышки. При упаковке карбида каль¬
ция следует следить за тем, чтобы крышки были зафальцованы
возможно плотно, т. е, не двигались. На крышке должен быть
указан размер кусков (грануляция) упакованного карбида каль¬
ция, а также номер смены, выпускающей карбид, и дата (год,
месяц, число).Наполненные барабаны, накрытые крышками, устанавли¬
ваются под станок для зафальцовки крышек, после чего отво¬
зятся на склад, где укладываются в штабеля.Станок' укрепляется к стене или колонне в отделении сор¬
тировки и обслуживается одним рабочим. Закатывание фальца
крышки барабана производится с помощью вращающихся ро¬
ликов. После установки накрытого крышкой барабана под стан¬
ком система вращающихся роликов опускается на барабан и за¬
катывает фальцы. Пуск и остановка станка производятся при по¬
мощи рабочего и холостого шкива.143
»Количество взвешенных барабанов каждого сорта (грануля¬
ции) карбида должно быть записано в рабочем журнале смены.
В конце смены подсчитывается общий итог выпущенных бара¬
банов.Во время работы по дроблению и сортировке карбида каль¬
ция необходимо соблюдать чистоту в рабочих помещениях.Рис. 51. Общий вид отделения сортировки.После окончания работы карбидная пыль и мелкие куски кар¬
бида кальция должны быть убраны в барабаны, плотно закры¬
ваемые крышкой. Канава встряхивающего механизма должна
быть также тщательно очищена от пыли и кусков карбида каль¬
ция.На рис. 51 показан общий вид отделения сортировки одного
из крупных карбидных заводов. На рисунке видны карбидные
барабаны, установленные на сотрясающихся площадках.
Под бункерами установлены автоматические весы, отвешиваю¬
щие в каждый барабан определенное количество карбида каль¬
ция. Автоматическое взвешивание дает большую экономию ра¬
бочей силы.Во время упаковки и взвешивания карбида кальция отби¬
рается проба от каждого барабана. Из этих отдельных проб '
составляется средняя про$а, которая направляется в лаборато
рию для анализа. В отобранной .пробе определяется содержа¬
ние карбида кальция, а также содержание углерода и нераство¬
римого остатка. Этим анализом характеризуется данная партия
упакованного карбида кальция. Согласно существующему по¬
ложению, пробы карбида кальция, на случай необходимости
производства контрольного анализа, хранятся на заводе в те¬
чение двух месяцев. ' '~"'г141
4. Сортамент карбида кальция по стандартуИмеющемся стандартом (ОСТ 2468) предусматривается сор¬
тировка карбида кальция на семь сортов с размерами кусков
2—4, 4—8, 8—15, 15—25, 25—50, 50—80 и 80—120 мм. В зависи¬
мости от величины кусков определяется и литраж выпускаемого
карбида кальция. Более крупные куски имеют более высокий
литраж.Стандартом предусматривается выпуск карбида кальция
двух сортов: А и Б. Литраж указанных сортов карбида дол¬
жен быть следующим (табл. 12):Таблица 12ГрануляцияСорт АСорт БОт 2 до А ммНеменее250 лНе»'енее 230 л. 4 „ 8 »•0260 „»250 „. 8 , 15 ,Я•270 ,Я250 ,, 15 „ 25 ,щ275 ,ЯЯ260 ,> 25 , 50 ,•Я300 ,•W270 ., 50 , 80 .яЯ300 ,•9280 .„ 80 „ 120 „я300 „•Я280 ,Количество пыли во всех грануляциях карбида кальция при
просеивании сквозь сито с круглыми отверстиями в 2 мм не
должно превышать 3%. Содержание фосфористого водорода,,
в получаемом из карбида кальция ацетилене допускается не
более 0,06% (объемных); содержание сероводорода в ацети¬
лене, получаемом из обоих сортов карбида, должно быть не
выше 0,15%. После разложения карбида кальция водой оста¬
ток на сите с круглым отверстием в 2 мм не должен пре¬
вышать 3%.Карбид кальция упаковывается в железные барабаны емкостью
50, 100 и 130 кг. По специальным заказам допускается упаковка
карбида кальция в банки емкостью 3 и 5 кг или в железные бара¬
баны емкостью 10 кг. Толщина железа для изготовления бара¬
банов должна быть не меньше 0,5 мм при отправке внутри Союза
и не меньше 0,6 мм при отправке за пределы Союза. При мор¬
ских перевозках толщина железа должна быть не меньше 0,6 мм.
Барабаны должны иметь герметически завальцоваыную крышку.
Швы барабана должны закатываться в замок. На образующей
боковой поверхности барабана накатываются ребра (гофри¬
руются).Снаружи барабаны, для предохранения от ржавчины, окра¬
шиваются олифой, асфальтовым лаком или масляной краской.Дя! морских перевозок, а также для отправки за пределы
Союза барабаны по требованию покупателей должны снабжаться
деревянной обрешеткой или же устанавливаться в фанерные ба-НУ.
рабаны. Последние изготовляются из 4-лм фанеры и имеют те¬
совые днища. В середине верхнего днища делается отверстие,
через которое представляется возможным видеть обозначенную
на крышке барабана характеристику упакованного карбида каль¬
ция-На крышке барабана должны быть четко выбиты сорт и кате¬
гория грануляции карбида кальция, а также нанесена маркировка:
наименование завода, вес нетто и брутто и ОСТ. Кроме того»
на барабан должны быть нанесены несмывающейся краской
надписи: «Хранить в сухом месте», «Хранить под открытым
небом воспрещается», «Воспламеняется от соприкосновения с во¬
дой», «Беречь от огня».Карбид кальция, имеющий размеры зерен О—2 мм, а также
карбидная пыль не должны отпускаться как товарный продукт.
Использовать их возможно только на месте для получения аце¬
тилена путем разложения водою в специальных генераторах.При сортировке дробленого карбида кальция получаются
различные количества отдельных его сортов. При дроблении
стремятся обычно к тому, чтобы большая часть карбида кальция
получалась в крупных кусках, имеющих больший литраж. При¬
мерное соотношение отдельных грануляций в сортированном
карбиде кальция бывает следующее:Разуер кусков кар¬
бида в мм . . 0—0 0—2 2-4 4-8 8—15 15—25 25—50 50—80
Приблизительныйвыход в «/о .. 1 2 1 6 12 29 495. Правила перевозки и хранения карбида кальцияУпакованный карбид кальция перевозится на склад и хра¬
нится там до момента отправки его на места потребления. Хра-
нение карбида кальция разрешается только в герметически
закрытых металлических сосудах.Склады для хранения карбида кальция должны быть несго¬
раемые, сухие, светлые, хорошо проветриваемые, и иметь несго¬
раемую легкую кровлю, вполне защищающую помещение от
попадания воды. При наличии в помещении водопровода,
а также центрального отопления, необходимо устройство при¬
способлений, исключающих возможность смачивания барабанов
с карбидом кальция водой в случае неисправности отопительных
приборов или водопроводных труб.Помещение для хранения карбида кальция может быть и де¬
ревянным, но с обязательной отштукатуркой стен с обеих сторон.
Кровля со стороны подшивки должна быть также оштукатурена.
Взамен оштукатурки допускается покрытие деревянных частей
огнестойкой краской-Склады для хранения карбида кальция разделяются на три
категории: -- •14$
1. Малые склады, где возможно одновременно хранить до
2 ООО кг карбида кальция.2. Средние склады, где возможно одновременно хранить до
20 ООО д'г карбида кальция.3. Большие склады, где возможно одновременно хранить
свыше 20 ООО кг карбида кальция.Малые склады должны быть расположены не ближе 10 м от
-производственных и не ближе 15 м от жилых помещений. Сред¬
ние склады должны быть удалены от производственных поме¬
щений на расстояние не менее 15 л и от жилых не менее 25 м.
Большие склады должны отстоять от производственных поме¬
щений на расстоянии не менее 20 м и от жилых помещений на
райтоянии не менее 40 м.На крупных ацетиленовых установках, т. е. производитель¬
ностью не ниже 20 м3 ацетилена в час, допускается пристройка
к аппаратному помещению промежуточного склада для хране¬
ния карбида кальция. В этом случае должно иметься особое
помещение для вскрывания барабанов.На таком промежуточном складе разрешается хранить не
свыше суточного запаса и во всяком случае не свыше 5000 кг
карбида кальция. Расстояния между промежуточным складом
и другими погмеш,ениями, как производственными (не считая
аппаратного), так и жилыми, должны соответствовать указан¬
ным выше нормамВ помещениях, где установлены ацетиленовые аппараты,
примыкающих к рабочим и жилым помещениям, разре¬
шается хранить одновременно не свыше 200 кг карбида
кальция, из коих в откупоренном виде не более одного бара¬
бана.Упакованные барабаны хранятся на карбидном складе уло¬
женными на бок в несколько ярусов, причем число этих ярусов
не должно превышать четырех. Между отдельными ярусами
прокладываются доски, что предохраняет барабаны от смятия.Перевозка карбида кальция производится в отдельных
вагонах, прицепляемых как огнеопасный груз к концу поезда.
Если карбид кальция перевозится в небольших количествах,
то требуется обязательная обрешетка барабанов, причем от¬
правка его производится также в вагонах с огнеопасным
грузом.При вскрытии барабанов с карбидом кальция воспрещается
применение паяльных ламп, а также инструментов и (приспосо¬
блений, при употреблении которых |Могут появиться искры.
Вскрытые барабаны с карбидом кальция должны быть защи¬
щены непроницаемыми для |воды крышками с отогнутыми
краями, плотно охватывающими барабан. Высота борта
крышки должна быть не меньше 50 мм.6. Контроль производства карбида кальцияВ производстве карбида кальция, в целях получения хоро¬
шего продукта, весьма важным1 моментам является контроль за144
качеством как сырых материалов, так и получаемого карбида
кальция. Для этого все поступающие на завод сырые материалы,
так же как и получаемый карбид, подвергаются анализу в за¬
водской лаборатории.Каждая партия поступающего на завод известняка, антра¬
цита и кокса подвергается анализу с целью определения содер-.
жания в них примесей.В известняке, являющемся главнейшим сырым материалом,
определяются: влажность, потеря углекислоты при прокалива¬
нии, нерастворимые остатки, содержание серы, фосфора, окиси
кальция, окиси магния, а также окислов железа и алюминия.В углеродистых материалах определяется: содержание влаж¬
ности, летучих веществ, золы, серы и фосфора, а также удель¬
ный вес.Помимо этого, анализируется поступающая для составления
шихты известь, для чего отбираются пробы от каждой ваго¬
нетки и ссыпаются в пустой железный барабан. Из собранных
в барабане за сутки проб отбирается средняя проба для опреде¬
ления содержания углекислоты. В средней за пять дней пробе
производят определение серы, фосфора, золы, влаги, летучих
и удельный вес.Для определения качества полученного карбида кальция
отбирают пробу от каждой платформы. В средней пробе один
раз в смену определяют литраж карбида.При взвешивании сортированного карбида кальция отбирают
пробу от каждого барабана и один раз в сутки производят
определение ацетилена (литража) для каждой категории грану¬
ляции. Кроме того, в средней пробе за пять дней, полученной
из всех грануляций, определяется содержание нерастворимого
остатка и углерода. В средней пробе карбида кальция, полу¬
ченной за десять дней, определяется содержание сероводорода
и фосфористого водорода. В средней пробе за месяц опреде¬
ляется содержание: окиси кальция, окиси магния, окиси
железа, углерода, карбида кальция, нерастворимых остатков.Аппарат для определения литража карбида кальция показан
на рис. 52. Он состоит из газгольдера 1, колокол которого
уравновешен противовесом 2 и скользит по трем направляю¬
щим. К колоколу прикреплен указатель, позволяющий произво¬
дить отсчет занимаемого газом объема. Для определения
температуры полученного ацетилена имеется термометр 3, а для
определения давления водяной манометр 4. Разложение карбида
кальция производится в железном сосуде 5, имеющем форму
бутыли с боковым отростком, который соединен посредством
резиновой трубки с газгольдером. Сосуд этот закрывается рези¬
новой пробкой, через которую" пропущена трубка, соединенная
в свою очередь резиновой трубкой с железной воронкой, имею¬
щей кран 6. Воронка наполняется водой, которая при открыва¬
нии крана спускается в сосуд 5.Определение литража производится следующим образом.
Доставленная в железной банке проба карбида кальция дро¬
бится в железной ступке на куски величиной около 10 мм. На-10 Зак. 838. — Кузнецов.145
Беска в 100 г высыпается в сосуд для разложения и последний
сейчас же закрывается резиновой пробкой. Колокол газгольдера
должен в это время быть опущен, и указатель должен стоять на
нуле. В воронку 6 наливается 500 смь воды и открывается кран.
Вода выливается тогда в сосуд с карбидом кальция; последний
при этом разлагается с выделением ацетилена. Как только вся
вода из ворснки выльется, кран немедленно закрывается. Обра¬
зовавшийся при разложении карбида кальция ацетилен посту¬
пает по трубке в газгольдер и поднимает его колокол. Минут че¬
рез 10—15 после окончания реакции, когда температура газа
в газгольдере сравняется с наружной температурой, что про¬
веряется по имеющемуся термо¬
метру, отсчитывают на шкале
объем выделившегося ацетилена. ,
При разложении карбида каль¬
ция происходит повышение тем¬
пературы и поступающий в газ¬
гольдер ацетилен имеет поэтому
более высокую температуру, чем
наружный воздух. Поэтому в
случае преждевременного от¬
счета могут получиться непра¬
вильные показания объема. Для
контроля выравнивания давле-
Рнс. 52. Аппарат для определения ния в колоколе с атмосферным
литража карбида. давлением пользуются имею¬щимся на колоколе маноме¬
тром. По окончании определения объема ацетилена последний
удаляется из колокола по особому трубопроводу, выведенному
наружу.Отсчитанный объем ацетилена по формуле или при помощи
специальной диаграммы пересчитывают на объем, который аце¬
тилен должен занять при 20° и 760 мм, т. е. при условиях,
принятых для обозначения литража карбида кальция.Литраж или выход ацетилена подсчитывается по следующей
формуле:литраж_(V — 0,5) ■ (Р — W) • (273 + 20) . 1000
760 • {273 + t) ■ тгде V — объем сырого ацетилена в литрах, полученный в усло¬
виях анализа;t— температура, при которой производится определение;
Р— атмосферное давление в мм ртутного столба, приведен¬
ных к 0°;— упругость водяного пара при температуре t;
т — навеска карбида в граммахили(К—0,5) F 1000
т ’литраж
'*гдеF_{P- W) (273 + 20)— 760 (273 ■+ 0При m = 100литраж = (V — 0,5) F-10-
контрольные ВОПРОСЫ1. Какой величины куски ьарбида кальция можно сбрасывать в щеко-вую дробилку?2. Каким образом производится отделение ферросилиция от кусков
карбида кальция?3. Что такое электромагнитный сепаратор и на чем основано его
действие?4. С помощью' какого транспортера производится перемещение дробле¬
ного карбида кальция в отделение сортировки?5. При какой температуре можно начинать дробление карбидных
блоков?6. Какими дробилками пользуются для дробления карбида кальция?7. Какой величины куски карбида кальция выходят после дробления?8. Как устроены сортировочные барабаны и на чем основана их
работа?9. Какие сорта карбида кальция выпускаются после сортировки?10. Каким образом производится уплотнение карбида кальция при на¬
сыпке его в барабан?11. Какие требования предъявляются к железным барабанам, в кото¬
рые упаковывается карбид кальция?12. Какого веса выпускаются барабаны с карбидом кальция?13. Какую прокладку должна иметь крышка, которой накрывают напол¬
ненный карбидом кальция барабан?14. Каким образом производится улавливание пыли при сортировке
карбида кальция?15. Какое устройство имеет рукавный фильтр и на чем основано ула¬
вливание им пыли?16. Какие существуют правила перевозки и хранения карбида кальция?17. Что такое «литраж» карбида кальция?18. Как производится определение «литража» карбида кальция.ГЛАВА VIIIПРОИЗВОДСТВО ТАРЫ ДЛЯ УПАКОВКИ КАРБИДА
КАЛЬЦИЯ1. Требования, предъявляемые к барабанамБарабаны, в которые производиться упаковка карбида каль¬
ция, должны быть герметичны и иметь прочные швы, так как
иначе влага воздуха, попадая в барабан, будет разлагать кар¬
бид кальция и понижать его качество. Крышка барабанов уплот¬
няется при помощи закатки ее краев, что осуществляется на спе¬
циальном закаточном станке, установленном” в отделении сорти¬
ровки и упаковки карбида кальция.10*147
2. Схема производства барабанов для упаковки карбидакальцияИзготовление барабанов для упаковки карбида кальция про¬
изводится в специальной мастерской. Поступающее в последнюю,
кровельное железо проходит последовательно через ряд стан¬
ков, выполняющих различные операции по изготовлению бара¬
банов. На рис. 53 указано расположение станков. Мастерская
состоит из двух отделений: изготовление барабанов и их лаки¬
ровки. В шервом отделении установлены следующие станки: нож¬
ницы для закройки листов 1, эксцентриковый пресс для обрубки
углов 2, вальцовочная машина для загибания корпуса бара¬
бана 3, машина для фальцовки продольного шва 4, машина
для закатки ребер и отгибания концов корпуса барабана 5, ма¬
шина для фальцовки днищ барабанов и закатки проволоки
в верхнее днище барабана б, эксцентриковый пресс для заги¬
бания продольного фальца и изготовления днищ и крышек 7 и
электромотор 8, приводящий в движение трансмиссию.В отделении лакировки установлена лакировочная машина 9
и элеватор 10, подающий лакированные барабаны во второй
этаж, где производится их просушивание.Закрой листов производится на параллельных ножницах 1,
состоящих из массивной станины, на которой укреплен стол;
над последним установлен нож для обрезки листов.Стол имеет две параллельных направляющих и поперечный
ограничивающий брусок, который устанавливается таким обра¬
зом, что представляется возможным производить закрой листа
желаемой величины. При раскрое листов необходимо тщательно
следить за правильным соблюдением размеров. Нож получает
движение от коленчатого вала, укрепленного в нижней части
станины. Привод вала осуществляется от трансмиссии через
кулачковую муфту с включателем. Параллельные ножницы
обслуживаются одним рабочим.Следующей операцией является обрубка углов закроенного
листа для того, чтобы в местах пересечения швов при закате
днищ не происходило слишком большого утолщения и растре¬
скивания железа. Обрубка углов производится на эксцентри¬
ковом прессе с помощью двух опускающихся штампов, работаю¬
щих от эксцентрикового вала.Пресс 2 состоит из чугунной станины, на которой укреплено
устройство для вырубки углов.Лист с обрубленными краями поступает далее на специаль¬
ный эксцентриковый пресс 7, который производит загибание его
краев для продольного фальца. Этот же пресс после замены
штампов производит вырубку крышек барабанов и днищ, отги¬
бая одновременно на них фальцы.Эксцентриковый пресс состоит из массивной станины, на
которой укрепляется неподвижный штамп, система валов и
шестерен, а также мотор, при помощи которого пресс приво¬
дится в действие. Передача вращения от мотора к валу осуще¬
ствляется с помощью системы шестерен, что позволяет с не-148
большой скоростью опускать верхний штамп на матрицу,
укрепленную на столе эксцентрикового пресса. Эксцентрико¬вый пресс приводится в действие при помощи двух ручек, рас¬
положенных с ‘одной стороны пресса» После установки листа
рабочий включает с помощью ручек пресс, после чего про-149
исходит опускание штампа. При смене штампов этим же прес¬
сом производится вырубка крышек барабана и днища.Лист составляющий корпус барабана, с отогнутыми краями
для фальца поступает на вальцовочный станок 3, который про¬
изводит закругление корпуса барабана, после чего последний
поступает на специальный станок для закатки продольного
шва 4.Этот станок состоит из станины, на нижнюю часть которой
надевается согнутый на вальцовке корпус барабана и закре¬
пляется в фальцах, отогнутых на эксцентриковом прессе. Для,
герметичности фальца в него укладывается промасленная тесьмаи, кроме того, он смачивается лаком. Закатка производится
специальными роликами, которые приводятся в действие с по¬
мощью системы шестерен от трансмиссии. Закаточный станок
обслуживается двумя рабочими.Для придания корпусу барабана большей жесткости про¬
изводят накатку на нем ребер (гофрирование) на станке, кото¬
рый одновременно отгибает концы корпуса барабана. Станок
для накатки ребер отгибания фальцев 5 состоит из чугунного
корпуса, на котором укреплены два рифленых вальца. Отгиба¬
ние бортов барабана для соединения днища и верхней части
с корпусом производится с помощью специальных отбортовоч-
ных колец. Привод станка осуществляется от трансмиссии
с помощью системы шестерен.После того, как закончена закатка ребер и отгибание концов,
к боковой поверхности барабана прикрепляются днище и верх¬
няя часть.Эта операция, или так называемая фальцовка швов днища
и верхней части барабана с корпусом, осуществляется на осо¬
бом станке 6, состоящем из чугунной станины с укрепленными
на ней тарелками, между которыми и устанавливается корпус
барабана вместе с днищами. Закатка фальцев производится при
помощи трех укрепленных на су порте роликов. Супорт уста- .
новлен на станке. В том случае, когда одновременно производят
закатку днища и верха барабана, на станине укрепляются два
супорта с роликами, из коих одним производят фальцовку шва
у днища, а другим у верха барабана.На этом же станке производится закатка проволоки в верх¬
нюю часть барабана в том месте, где укрепляется крышка. Ста¬
нок обслуживается двумя рабочими.Изготовленные барабаны подвергаются осмотру и после
этого поступают на лакировку. Лакировка барабанов произво¬
дится на специальном станке, состоящем из корыта и двух та¬
рельчатых поверхностей, между которыми укрепляется барабан.
Во время вращения барабана производится окраска его поверх¬
ности специальной щеткой, погруженной с одной стороны в лак.Для окраски барабанов пользуются лаком следующего со¬
става:Каменноугольной смолы 15 кгСмеси из 50»/о бензниа и 50% бензола .... 135 „
Каменноугольного пека 153 „150
. Окраска днища и верхней части производится вручную,
кистью. Окрашенные барабаны просушиваются и подаются спе¬
циальным элеватором на склад, находящийся обычно во вто¬
ром этаже здания мастерской; оттуда они спускаются по
желобу и перевозятся в отделение сортировки.Наружные размеры изготовляемых для карбида барабанов
следующие:Вместимость на:100 кг 130 кгДиаметр 425 мм 435 ммВысота 665 „ 700 „Диаметр крышки . . , . 210 „ 210 „Емкость барабана .... 75 л 100 лНа изготовление одного барабана расходуется вместе
с обрезками около 7,3 кг железа. Вес самого барабана на 100 кг
карбида составляет примерно 7 кг. Краскл на 100-килограммо¬
вый барабан расходуется около 60 г.В целях уменьшения количества получаемых при изготовле¬
нии барабанов обрезков, как указывалось выше, в настоящее
время производят упаковку карбида в 130-килограммовые бара¬
баны. На изготовление барабанов вместимостью в 130 кг кар¬
бида расходуется 8 кг железа.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Из каких стадий состоит процесс изготовления железных барабанов?2. Из какого железа должны приготовляться барабаны для упаковки
карбида кальция?3. Для чего требуется наружная лакировка барабана?4- Почему требуется упаковка карбида кальция в герметическую тару
(барабаны, плотно закрытые крышкой)?5. Почему нельзя производить упаковку карбида кальция во влажные
барабаны? ..6. Для чего нужна тесьма в продольном фальце барабана?ГЛАВА IXПРАВИЛА ПО ТЕХНИКЕ БЕЗОПАСНОСТИПроизводство карбида кальция относится к разряду про¬
изводств взрывоопасных и огнеопасных.При действии на карбид кальция воды или влаги воздуха вы¬
деляется газообразный ацетилен, который с воздухом образует
ЕЗрывчатую смесь. Проникновение влаги в помещения и аппара¬
туру с карбидом кальция может вызвать интенсивное выделение
ацетилена, что создает поэтому опасные в отношении взрыва
условия. При наличии этих условий всякий источник огня мо¬
жет явиться причиной взрывов.Сам технологический процесс, отдельные моменты которого
характеризуются выделением пыли, газа, применением электри¬
ческого тока, наличием (у электропечей) чрезвычайно высоких
температур и интенсивного теплового излучения, создает не¬
благоприятную санитарно-техническую обстановку для работаю¬
щих на производстве.Поэтому для карбидных заводов вопросы техники безопас¬
ности и санитарии имеют исключительно важное значение и
должны удовлетворять требованиям нормальной и безопасной
работы обслуживающего персонала. 'Наиболее Ередным моментом в производстве карбида каль¬
ция является огромное выделение пыли в процессе работы.
Действие пыли на организм человека заключается в том, что
известковая, а также и карбидная пыль вызывают энергичное
местное раздражение слизистых оболочек (дыхательных путей,
органов зрения) и кожи, особенно влажной.Вследствие разъедающего действия пыли могут возникнуть
разнообразные поражения кожи вплоть до изъязвлений. Наличие
трещин на коже, чрезмерно выраженная потливость являются
предрасполагающими обстоятельствами к вредному действию
известковой и карбидной пыли.В целях исключения непосредственного соприкосновения ра¬
ботающих с обрабатываемым сырьем и карбидом кальция, все
процессы производства должны быть максимально механизиро¬
ваны. Все оборудование, устанавливаемое в цехах завода, равно
как и все транспортирующие и разгрузочно-погрузочные устрой¬
ства, должны быть снабжены местными отсосами пыли, соеди¬
ненными в одну общую и надежную систему производственной
вентиляции.Особенно много пыли выделяется при дроблении извести и
угля, их смешении и транспортировании. Для улавливания пыли
в этом отделении устанавливаются циклоны и рукавные
фильтры: Транспортное оборудование (элеваторы, шнеки, транс¬
портеры) должно быть особо надежного и герметичного выпол¬
нения. Обязательным условием правильной организации работы
в карбидном цехе должен быть систематический и тщ.ательный
контроль над состоянием оборудования и вентиляцией и их
своевременный планово-предупредительный ремонт.Рабочий персонал должен быть снабжен соответствующей
спецодеждой и приспособлениями для улавливания пыли (респи¬
раторами). Употребление последних обязательно в случае
аварии с оборудованием или вентиляцией, когда запыленность
воздуха в помещении может резко повыситься.Наиболее вредным отделением производства является отде¬
ление карбидных печей. Основным производственным агрегатом
здесь является электрическая печь, тем более мощная, чем бо¬
лее рационально организовано данное карбидное производствоОднако более высокая мощность карбидной печи требует
принятия более эффективных мер конструктивного порядка
с целью облегчения условий обслуживания. Электрическая печь
при плохом конструктивном выполнении создает, благодаря
наличию ряда вредных факторов, особенно неблагоприятные
санитарно-технические условия для работников. Температурные
условия ухудшаются особенно летом, когда температура
в отдельных местах цеха значительно повышается.152
Обычно на больших заводах в печном отделении находится
несколько карбидных печей. Поэтому основным требованием
в отношени карбидного цеха является такая его планировка,
в частности расположение отдельных печей, которая могла бы
свести к минимуму тепловые выделения работающих печей и их
- вредное влияние, на обслуживающий персонал.Особенно вредное влияние на организм работающих оказы¬
вают тепловые излучения у отдельных мест печи, как, например:
на загрузочной площадке — при открытой печи, у выпускных,
отверстий при спуске карбида кальция, у изложниц с распла¬
вленным карбидом.Помимо обильного теплового излучения, к вредным факто¬
рам при работе печи необходимо отнести также пыле- и газовы-
деления. На небольших карбидных заводах обычно отсутствуют-
вытяжные устройства для пыли над печами, вследствие чего
выделяемая печью пыль осаждается в большом количестве в са¬
мом печном помещении и создает чрезвычайно антисанитарные
условия.Во время процесса образования карбида кальция из печи вы¬
деляются окись углерода и сернистый газ. Окись углерода СО
при работе с открытыми печами тотчас же по выходе на по¬
верхность шихты сгорает в углекислый газ СОг, поэтому вред¬
ное влияние ее на рабочих загрузочной плош,адки не особенно
сказывается. Окись углерода может, однако, выделяться также и
при выпуске карбида из печи. Так как рабочие (сливщики) в мо¬
мент выпуска карбида кальция находятся на расстоянии 4—5 м
от летки, то и здесь влияние окиси углерода не является
опасным.Сернистый газ SO2 образуется в отходящих из печи газах
вследствие содержания в сырье (главным образом в углероди¬
стых материалах) довольно большого количества серы. Поэтому
содержание последней в сырье, как мы видели выше, ограничи¬
вается определенным максимумом.Согласно нормам, утвержденным органами охраны труда,
предельно допустимые концентрации сернистого газа для про¬
мышленных предприятий установлены в 0,02—0,04 мг на 1 i воз¬
духа. Наиболее высокие концентрации сернистого газа наблю¬
даются в газах, вырывающихся из выпускных отверстий печи^
особенно в момент выпуска карбида. Наблюдения показывают,
что эти концентрации подчас значительно превышают допусти-
, мые нормы. В более отдаленных от печи пунктах цеха обычно
не наблюдается присутствия сернистого газа.При невнимательном обслуживании работающей печи или
при плохом состоянии оборудования возможны случаи аварии,
сопровождающиеся нанесением повреждений обслуживающему
персоналу.Вся электрическая часть печной установки должна иметь на¬
дежную изоляцию всех токонесущих частей, с которыми может
войти в соприкосновение работающий персонал.При работе с карбидными печами запрещается прикасаться
к частям токоподводящ,ей системы голыми руками или метал-153.
-лическими предметами. Следует всегда помнить, что электриче¬
ский ток опасен для жизни и что прикосновение к токопод¬
водящим частям грозит смертью.Опасной для работы печи и работающих на ней является
возможность проникновения в карбидную печь значительных
количеств воды из системы водяного охлаждения электродо-
держателей, так как это может повлечь за собой взрыв с выбра¬
сыванием горячей шихты, а порой и расплавленного карбида
кальция. Подобный взрыв сопровождается большей частью.
весьма сильными ожогами работающих, не говоря уже о более
серьезных последствиях.Причиной этого бывает большей частью неисправность водо¬
провода, как следствие недоброкачественной сборки арматуры
последнего, или вследствие проплавления трубопровода в ка¬
кой-нибудь точке током от замыкания его через какой-либо
проводник тока (большей частью рабочий инструмент).Взрыв в печи от воды может последовать при следующих
обстоятельствах:1. Когда вода проникла в печь в большом количестве, ибо
малое количество воды целиком израсходуется на гашение
«звести в верхних слоях шихты и на испарение при высокой
температуре печи; в этом случае вода не сможет дойти до
нижних слоев, содержащих карбид кальция и могущих быть
источником выделения ацетилена, а отсюда и взрыва.2. При проникновении значительных количеств воды непосред¬
ственно в зону реакции, что может случиться, например, при
работе так называемой открытой фазой, когда пространство
вокруг электрода не засыпано шихтой и доступно непосред¬
ственному воздействию воды. В этом случае взрыв может про¬
изойти не только из-за ацетилена, который появляется в ре¬
зультате воздействия воды на карбид кальция, но и от чрезвы¬
чайно резкого и интенсивного парообразования при наличии
высокой температуры в зоне реакции. Вода попав при такой
высокой температуре в зону реакции, создает оболочку пара
между карбидом кальция и водой и этим препятствует выделе¬
нию ацетилена.Случаи взрыва и выбрасывания из печи раскаленной шихты
и расплавленного карбида кальция бывают также от скопляю¬
щейся внутри печи окиси углерода и могут привести к серьез¬
ным ожогам обслуживающего персонала. Причиной таких
взрывов является образование корок, препятствующих равно¬
мерному удалению образующейся во время реакций окиси
углерода. Для предотвращения подобных взрывов и выбра¬
сывания следует регулярно производить разрыхление шихты,
что обеспечивает беспрепятственное удаление из печи окиси
углерода.При дальнейших операциях по охлаждению, дроблению,
сортировке и упаковке карбида кальция также выделяется зна¬
чительное количество пыли. Помимо вредного действия карбид¬
ной пыли на человеческий организм, она с влажным воздухом
может дать взрывоопасную смесь. Поэтому система трубопро¬.154
водов для отсоса карбидной пыли должна быть выполнена осо¬
бенно надежно, снабжена предохранительными против взрыва
люками и работать бесперебойно.Для борьбы с описанными вредными факторами, наблюдае¬
мыми в карбидном производстве, и для создания оптимальных
санитарно-гигиенических условий труда должен быть принят
ряд мероприятий технического и санитарного порядка.Мероприятия по технике безопасности при производстве
карбида кальция заключаются в основном в предохранении
рабочих от действия пыли и высокой температуры.Чтобы предохранить рабочих от действия тепла, излучае¬
мого электрической печью, должны устраиваться у мест заг¬
рузки шихты и выгрузки карбида кальция защитные экраны
в виде цепных завес. Выделяющиеся горячие газы и пыль дол¬
жны удаляться при помощи специальных вентиляционных
устройств или вытяжных труб с зонтами над печью. Помещение
печей следует оборудовать достаточным числом обслуживающих
площадок, снабженных выходами на открытый воздух.Рабочие должны быть снабжены защитными средствами от
пыли (респираторами).При всех работах по заполнению бункеров над карбидными
печами шихтой, также по уборке помещения и оборудования
рабочие должны носить респираторы и защитные очки с бес¬
цветными стеклами.При работе на верхней площадке карбидной печи по за¬
правке фаз и опусканию электродов рабочие должны иметь на
лице сетку для предохранения лица от ожогов.При работе по сливу карбида кальция следует пользоваться
только сухим инструментом. Применение влажных ломиков, шу-
ровок и пробок не разрешается. Для подсыпки в изложницы и для
заделки леток разрешается применять тчлько карбид кальция,
сбитый с прутков. Слив карбида кальция во влажные изложницы
не разрешается. При работе по прожигу леток лицо работаю¬
щего должно быть защищено очками с цветными стеклами,
а также сеткой.Перемещение изложниц разрешается производить только
при отсутствии людей у лебедок на пути следования изложниц.Вытаскивание блоков из изложниц нормально разрешается
производить не ранее, чем через 50 мин. после окончания
слива. Более крупные блоки вынимаются не ранее, чем через 1 час
по окончании слива. Если блок при захвате дает трещины, то
он может при перемещении его расколоться; в этом случае выемку
следует отложить до полного затвердевания карбида кальция.Захват блока при подъеме должен быть произведен всеми
четырьмя лапами без каких-либо перекосов. При неполном
захвате блока подъем его не разрешается. Во время подъема
й движения блока воспрещается находиться под ним и на пути -
его следования. Клинья в изложницах разрешается закла¬
дывать только после того, как блок установлен на весы.При дроблении карбида кальция не разрешается загружать155
моченный водой, так как во всех этих случаях неизбежен взрыв.
Дробление карбида кальция разрешается производить только то¬
гда, когда в элеватор для подъема дробленого карбида пущен
азот. »Производить упаковку карбида кальция во влажные бара¬
баны ни в коем случае не разрешается, так как -при этом воз¬
можен взрыв. Все работы по наполнению барабанов в отделе¬
нии сортировки следует производить в респираторах. Во время
работы отделения сортировки канава кулачкового вала (встря¬
хивающего механизма) должна быть закрыта щитом. Произво¬
дить наполнение барабанов карбидом кальция л:ри открытой ка¬
наве воспрещается.При производстве электродной массы не следует находиться
без нужды в зоне выделения газов, выходящих из кальци-
нировочной печи, так как при этом может произойти отравление
выделяющимися газами. В случае появления у работаю¬
щего на этой печи головной боли или слабости ему следует
немедленно выйти на свежий воздух.В случае зависания антрацита в шахте кальцинировочной
печи его сбивание следует производить с большой осторожно¬
стью, чтобы не получить ожогов от выброса пламени и горя¬
чих кусков антрацита.При работе по размолу антрацита и кокса для составления
электродной массы, а также при насыпании их после размола
в мешалки следует быть в респираторах.Во время установки ящиков с электродной массой в нагре¬
вательные шкафы и вытаскивания их из шкафов необходимо
выключать нагревательные спирали данного шкафа. В случае
неисправности нагревательной системы шкафов загрузка в них
и выгрузка из них электродной массы должна быть немедленно
прекращена.Что касается общих мер по технике безопасности, то для
производства карбида кальция они аналогичны мерам, прини¬
маемым в заводских дробильных и размольных установках,
а также в цехах с печными установками (предохранительные
устройства у дробилок, трансмиссий, вращающихся частей
агрегатов и т. д.).В случае возникновения пожара в помещении карбидных
печей и вообще в местах нахождения карбида кальция, тушение
допускается только при помощи сухого песка и сухих огне¬
тушителей; тушение пожара в таких, помещениях водой ни
в коем случае не разрешается.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Какое действие оказывает карбидная и известковая пыль на влаж¬
ную кожу человека?2. Чем опасна карбидная пыль?3. Какую опасность представляет скопление большого количества не¬
упакованного карбида кальция в отделении охлаждения?4. Почему нельзя сливать карбид кальция во влажные изложницы?5. Чем следует защищать глаза при выпуске карбида кальция из печи?156
6. Через сколько времени разрешается производить вытаскивание кар¬
бидного блока из изложницы?7. Можно ли вытаскивать карбидный блок при его захвате тремя ла¬
пами подъемного устройства и при перекосе?8. Почему нельзя загружать в дробилку горячий карбид кальция,
а также карбид кальция со снегом или подмоченный водой?9. Какие меры предосторожности следует принимать при подъеме
карбидных блоков?10. Как следует поступать при сбивании зависания антрацита в кадьци-
нировочной печи?11. Можно ли тушить водой пожар в помещении, где находится кар-
■бвд кальция?
ЧАСТЬ ВТОРАЯГЛАВА IПРОИЗВОДСТВО ЦИАНАМИДА КАЛЬЦИЯ
1. Краткий исторический обзорНачалом промышленного производства цианамида кальция
можно считать 1905 г.; к этому времени относится постройка
первых цианамидных заводов.Получение цианамида является одним из способов фиксации
атмосферного азота. В начале мировой войны вне Германии
были известны только два способа связывания атмосферного
азота, а именно—дуговой и цианамидный. Из существовавших
тогда двух способов последний по расходу электроэнергии
являлся более экономичным. Это привело к тому, что производ¬
ство цианамида кальция получило тогда значительное распро¬
странение во всех странах. Наибольшего развития это производ¬
ство достигло в годы мировой войны, когда оказалось, что
цианамид кальция представляет собой сырье для получения ам¬
миака, а из последнего может получаться азотная кислота, не¬
обходимая для производства взрывчатых веществ. К этому
моменту была приурочена постройка почти всех существующих
в настоящее время цианамидных заводов.В настоящее время, в связи с развитием производства син¬
тетического аммиака и со значительным поэтому удешевле¬
нием последнего, синтетический аммиак является несравненно
более выгодным исходным материалом для получения азотной
кислоты, чем цианамид кальция. Последний ни в коем случае не
может уже рассматриваться как сырье для производства азот¬
ной кислоты. Все работающие в настоящее время цианамидные
заводы выпускают продукт, который применяется непосред¬
ственно в качестве азотного удобрения или же для получения
ряда соединений, имеющих широкое применение в разных отрас¬
лях промышленности.Во всех странах большинство цианамидных заводов рабо¬
тает, строятся новые заводы и расширяется производство на
некоторых имеющихся крупных заводах. Это объясняется, глав¬
ным образом, тем, что производство цианамида кальция несра¬
вненно проще синтеза аммиака, и кроме того, что в конечном
итоге в этом производстве получается сразу готовый продукт
для удобрения. В цианамиде кальция используется для целей
удобрения не только сам цианамид кальция, но и находящаяся
в нем свободная известь.Наряду со способом получения цианамида кальция путем азо¬
тирования карбида кальция в настоящее время имеется не¬158
сколько других способов получения высокопроцентного циана¬
мида кальция с содержанием 32—35% азота. Одним из них
является разработанный во Франции способ Жюльена, применяе¬
мый там же на нескольких заводах. Этот способ основан на
том, что азотированию подвергается не только карбид кальция,
но и свободная известь, находящаяся в нем в количестве от 18
до 20°/о В результате получается цианамид кальция с содержа¬
нием 32% связанного азота.2. Физические и химические свойства цианамида кальцияХимически чистый цианамид кальция CaCN2 образует бес¬
цветные кристаллы, возгоняющиеся при 1090° (при атмосферном
давлении).Цианамид кальция не растворим в спирте и легко раство¬
ряется в воде в количестве 2,5 г на 100 смА воды при 25°. При
этом происходит взаимодействие цианамида кальция с водой
с образованием кислой соли цианамида кальция и гидрата окиси
кальция; эта реакция может быть выражена следующим урав¬
нением:2CaCN,'' + . 2Н,0 = Ca(CN2H)3 + Са(ОН)2'цианамид кальция вода кислая соль циана- гидрат окиси кальциямида кальция (гашеная известь)Перегретый водяной пар с температурой 110—115° переводит
цианамид кальция в аммиак по реакции:CaCN2 : + ЗН20 = 2NH3 + СаС03.циакамид кальция . пар аммиак углекислый кальцийПри хранении, а также в почве под действием углекислотыг
и воды цианамид кальция разлагается, образуя последовательно
цианамид, дициандиамид, мочевину и, наконец, аммиак.Поэтому цианамид кальция и получаемый из него цианамид
являются исходными материалами для синтеза многих сложных
органических соединений.Химически чистый цианамид кальция содержит 34,98% азота.
Технический продукт, вследствие примесей свободного углерода
в количестве 9—13%, имеет серовато-черный цвет и содержит
55—65% чистого цианамида кальция, что соответствует при¬
мерно 18—24% связанного азота. Кроме того, в нем содержится
до 5% примесей, состоящих главным образом из кремневой
кислоты, окислов железа, магния и алюминия. Иногда в числе
примесей встречаются хлористый кальций или фтористый каль¬
ций, которые при изготовлении цианамида кальция добавляются
к карбиду кальция для понижения температуры реакции. По¬
мимо этого, в техническом цианамиде кальция содержится от 14
до 20% окиси кальция (извести) и от 2 до 5% непрореагнровав-
шего карбида кальция.Состав технического цианамида кальция зависит в значитель¬
ной степени от качества исходных продуктов. Цианамид каль¬
ция получается в настоящее время путем азотирования карбида15»
кальция, поэтому все примеси, имеющиеся в последнем, перехо¬
дят в получаемый цианамид кальция. Примерный состав полу¬
чаемого на наших заводах технического цианамида кальция
следующий:Цианамида кальция CaCNa . 62,10%Углерода С 11,92%Окиси кальция СаО .... 14,18%Окислов железа Fe208 . . . 1,63%Окиси алюминия А1.03. . . 0,46%При 62,10% СаСИг содержание связанного азота соста¬
вляет 21,76%.Удельный вес цианамида кальция "2,3Насыпной; вес „ , i,6 w/л3Угол естественного откоса «умасленного» цианамида кальция
доходит до 60°.Указанные данные могут быть приняты в основу для расчета
складов, в которых произ1Водится хранение цианамида кальция.3. Применение цианамида кальцияЦианамид кальция является азотным удобрением, находящим
широкое применение в сельском хозяйстве. Применение его
в сельском хозяйстве было хорошо известно еще в годы, пред¬
шествовавшие мировой войне.У нас в Союзе цианамид кальция был испытан в качестве
азотного удобрения главным образом для технических культур:
хлопка и сахарной свеклы. В настоящее время имеется доста¬
точно разработанных агрономических данных о его примене¬
нии, как удобрения для различных культур. Многочисленные
опыты, поставленные в различных местах Союза с различными
культурами, показали, что цианамид кальция является хорошим
удобрением, стоящим во многих случаях выше сульфата аммо¬
ния и аммиачной селитры.Результаты поставленных в Армении опытов по применению
цианамида кальция в качестве удобрения, показали большую его
эффективность. При норме внесения 40 кг азота на гектар полу¬
чались следующие приросты урожая:Яровой пшеницы 25,41%Сахарной свеклы 13%Хлопка 40%Для сравнения цианамида кальция с другими азотными удо¬
брениями можно привести опытные данные Среднеазиатской
станции по применению различных удобрений под хлопок.Плавикового шпата CaF2 . . 1,96%Серы S 0,23%Креунекислоты Si02 1,75%Карбида кальция СаС.2.... 3,18%Неопределенных примесей . 2,59%Итого . . 100,00%160
■ Установлено, что 1 кг азота, внесенного в землю в форме
приведенных ниже азотных удобрений повышает урожайность
хлопка:В форме селитры на 3,0 кг, , азотнокислого аммония 4,2 ,.. , цианамида кальция 4,9 ,, , ыочевины 5,0 , j. •„ сульфата аммония 5,0 ,Цианамид кальция, как это видно, стоит в одном ряду с наи¬
более эффективными формами азотных удобрений.Для подзолистых почв северной полосы Союза можно при¬
вести данные многолетних опытов Долгопрудной опытной стан¬
ции по испытанию действия различных азотных удобрений на
овес, картофель, свеклу и клевер (табл. 13).Таблица 13ОвесзернаКартофельКислот¬ностьпочзыУдобренияклубни% крах¬
малаСвеклаКлеверв центнерах на1 гектарБез удобрения ....1113015,725148.3Фосфор н калий ....1618214,396148,3Фосфор и аммиачная-14,5селитра Фосфор и хлористый-19,5207189146,5аммоний 19,519213,41091211,3Фосфор и сульфат аммо¬54ния 19,518314,71212,6Фосфор и натриевая се¬литра 20,518214,3761310,7Фосфор и цианамидкальция 2120814,2116186Фосфор и мочевина . . .1919214,5921410Необходимо отметить весьма ценное свойство цианамида
кальция, как щелочного удобрения —препятствовать повыше¬
нию кислотности почвы и, при внесении в почву в виде порошка
тонкого помола, уничтожать сорные растения.Для целей удобрения цианамид кальция используется либо
в отдельности, либо в смеси с некоторыми другими удобре¬
ниями. Применение смешанных удобрений особенно распростра¬
нено в Западной Европе :и в Америке.Цианамид кальция входит также в состав сложных удобре¬
ний, как, например, так называемый фосфазот, который произво¬
дится, главным образом, во Франции и Америке. При смеши¬
вании цианамида кальция с другими удобрениями необходимо
принять во внимание, что при этом может возникнуть химиче¬
ское взаимодействие между компонентами, отчего может насту¬
пить ухудшение их физикб-химических свойств или потеря
полезного вещества, поэтому не представляется возможным
производить смешивание цианамида кальция со всеми удобре¬
ниями.11 3&JC. 838. —, Кузнецов.161
Помимо сложных удобрений, из цианамида кальция полу¬
чается весьма ценный продукт для удобрения — мочевина. Мо¬
чевина содержит до 47% связанного азота и является самым
концентрированным удобрением, хорошо ассимилируемым расте¬
ниями. Широкого распространения в качестве удобрений она,
однако, еще не получила, так как обходится пока, в сравнении
с другими азотными удобрениями, слишком дорого.Помимо использования как удобрения и для производства
других сложных и смешанных удобрений, цианамид кальция
в последние годы нашел новую чрезвычайно важную область
применения. Из него получаются цианистые соединения 1, при¬
меняемые как в сельском хозяйстве, так и в промышленности..
Из цианамида кальция получается так называемый дициандиа-
мид, находящий :в настоящее время применение в ряде отраслей
промышленности, как-то: для получения пластических масс и
искусственных смол, для производства лаков, для получения ряда
взрывчатых веществ. Из дициандиамида получается т. н. циани-
затор, находящий применение в металлообрабатывающей про¬
мышленности для закалки специальных сталей. Цианамид каль¬
ция также является исходным продуктом для получения тиомо-
чевины, гуанидина и ряда других продуктов, имеющих приме¬
нение в различных отраслях промышленности.4. Схема производства цианамида кальцияНа рис. 54 ■представлена схема производства цианамида калы?
ция. Исходное сырье — карбид кальция — в виде блоков подни¬
мается с помощью мостового крана на решетку 7 и дробится
в щековых дробилках 2. Дробленый материал элеватором 3
поднимается в бункер 4, из которого подается в трубчатую мель¬
ницу 6. В питатель мельницы б через особый бункер 5 загру¬
жается плавиковый ш-пат, входящий в состав шихты. Мельница
для размола карбида кальция и последующая аппаратура для
транспортирования размолотого карбида кальция и его хранения
находятся под током азота. Размолотый вместе с плавиковым
шпатом карбид кальция (шихта) шнеком 7 передается в ковше¬
вой элеватор 8, который поднимает шихту в бункер 9.Из бункера шихта с помощью шнека 10 передается к уста¬
новке для загрузки реторт 7 7.Взвешивание шихты производится на вагонеточных весах 12-
Наполненные ею реторты 13 поднимаются электрическим мосто¬
вым краном 14 и загружаются в цианамидные печи 75.В цианамндной печи, нагреваемой посредством электриче¬
ского тока, размолотый карбид кальция при температуре около
1000° соединяется с азотом, подаваемым со специальной уста¬
новки, и образуется цианамид кальция. Последний получается
в цианамидных печах в виде спекшихся блоков.1 Цианистыми соединениями в химии называются такие соединения, ко¬
торые имеют в своем оо-ставе группу элементов углерода и азота или так
называемую группу циана (CN).162
' Вынутый из печи, с помощью
специального захватывающего
устройства 16, блок цианамида
устанавливается на вагонетку и
взвешивается на весах 17. После
этого (вагонетка с блоком 18 на¬
правляется в отделение охлажде¬
ния. Охлажденные блоки с по¬
мощью специального опрокиды¬
вающего устройства 19, прива
димого в действие ручной лебеД- фл
кой 20, сваливаются на колосни¬
ковую решетку дробилки 21, в
которой и производится их дро¬
бление. Куски дробленого циа¬
намида кальция элеватором 22
загружаются -в бункер 23, устано¬
вленный над цианамидной мель¬
ницей 24, .в которой и произво¬
дится размол.После мельницы размолотый
цианамид кальция шнеком 25
подается в элеватор 26, который
его поднимает и загружает в бун¬
кера.Размолотый цианамид каль¬
ция обрабатывается водой и
маслом в том случае, если
он выпускается в виде то¬
варного продукта. При обработ¬
ке водой происходит его осво¬
бождение от оставшегося в нем
карбида кальция. - Обработка
цианамида кальция минеральным
маслом производится с целью'
получения непылящего продук¬
та, более удобного для примене¬
ния в качестве удобрения. Обра¬
ботанный маслом цианамид каль¬
ция поступает при помощи
транспортирующих устройств
либо на склад для хранения на¬
сыпью, либо в отделение упа¬
ковки, где производится его упа¬
ковка в мешки. С этой же целью
получения непылящего продукта
он подвергается иногда допол¬
нительной операции, после ко¬
торой выпускается в виде мел¬
ких зерен, т. е. в гранулирован¬
ном виде.11*163Рис. 54. Схема производства цианамида кальция.
Если цианамид кальция назначается для дальнейшей перера¬
ботки в цианплав, то обработки его водой и маслом не требуется.Пыль, выделяющаяся при размоле и дроблении цианамида
кальция, отсасывается по трубам вентилятором 27 и улавли¬
вается в рукавном фильтре 28.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Какой категории удобрительный тук представляет собой цианамид
кальция?2. К какому периоду относится развитие производства цианамида
кальция?3. В каких областях промышленности находит применение цианамид
кальция?4. Какие важнейшие химические соединения получаются из цианамида
кальция?5. Из каких стадий состоит технологический процесс производства
цианамида кальция?9ГЛАВА IIСЫРЬЕ И ПОЛУФАБРИКАТЫ ДЛЯ ПРОИЗВОДСТВА
ЦИАНАМИДА КАЛЬЦИЯ1. Карбид кальцияОсновным сырьем для производства цианамида кальция
является карбид кальция. От качества последнего зависит в зна¬
чительной степени и качество полученного цианамида кальция,
так как все примеси, имеющиеся в карбиде, переходят в циан¬
амид. Ряд примесей (алюминий, кремний, ферросилиций), встре¬
чающийся в карбиде кальция, является вредным для производ¬
ства цианамида кальция, так как затрудняет процесс поглощения
азота карбидом, т. е. его азотирование, в цианамидных печах.Сам процесс азотирования карбида кальция зависит от мно¬
гих факторов: от температуры, при которой карбид кальция был
выпущен из печи, от конструкции печей для азотирования, от
продолжительности и температуры азотирования, от чистоты
азота, идущего для азотирования, и от тонины помола карбида
кальция. Химически чистый карбид кальция не пригоден для
азотирования, так как температура реакции поднимается слиш¬
ком высоко. После образования первых же количеств циан¬
амида кальция реакция азотирования начинает протекать очень
бурно с выделением сразу большого количества тепла; большая
часть карбида кальция нагревается при этом до температуры
сплавления последнего. В этом случае карбид кальция превра¬
щается в плотную массу, препятствующую проникновению азота,
и реакция азотирования поэтому останавливается. Технический
карбид кальция, содержащий некоторое количество извести,164
углерода и других примесей, реагирует с азотом медленнее,
теплота реакции распределяется более равномерно по всей массе
и образование цианамида кальция идет не так быстро.Во время размола и перемещения карбида кальция происхо¬
дит его разложение влагой и, следовательно, понижение каче¬
ства. Согласно проведенным обследованиям, потери карбида
кальция от разложения влагой во время размола и перемещения
выражаются следующими цифрами:В бункере с дробленым карбидом 0,4%В мельнице карбида 4,5%При транспортировке шихты 0,6%В бункере шихты 0,6%Во время загрузки шихты в реторты и установки их в печи 0,6%Указанные потери в 6,7% соответствуют потере 25 л ацети¬
лена на 1 кг карбида. Если учесть, что при составлении шихты
к карбиду кальция добавляется плавиковый шпат в количестве
около 3% и использование карбида кальция при его азотирова¬
нии в цианамидных печах составляет от 83 до 88%, то содер¬
жание карбида кальция в шихте при ее составлении понижается
еще больше. Учитывая приведенные потери, следует для произ¬
водства цианамида кальция брать карбид кальция с содержа¬
нием не ниже 85% чистого продукта (СаСа), что соответствует
литражу в 300 л.Наиболее вредными примесями в карбиде кальция являются
следующие:1. Железо и ферросилиций, которые, помимо влияния на
азотирование карбида кальция, являются вредными в случае
использования цианамида для производства цианплава; они
приводят к замораживанию леток печей для цианплава, а также
к порче охлаждающих вальцов. Во время размола они забивают
также междукамерные перегородки карбидной мельницы.2. Сера, содержание которой в карбиде кальция нежела¬
тельно потому, что при получении из цианамида кальция циан¬
плава снижается качество последнего, что затрудняет его приме¬
нение в золотодобывающей промышленности.3. Уголь является нежелательной примесью, как балласт при
азотировании, и вредной примесью при переработке цианамида
кальция в цианплав.Допустимое содержание указанных примесей в карбиде каль¬
ция ограничивается поэтому следующими величинами:Итого. . . 6,7%Охислов железа Fe203 . .Углерода С Серы S . не белее 1,5%
. . . 2,5%
. . . 0.2 %2,5«/(163
2. Плавиковый шпат и хлористый кальцийК карбиду кальция, идущему для производства цианамида»
добавляется некоторое количество плавикового шпата или хло¬
ристого кальция. Это делается для того, чтобы снизить темпе¬
ратуру азотирования карбида кальция.При добавке к карбиду кальция хлористого кальция темпе¬
ратура реакции снижается с 1000° до 600—700°. Добавляемый
хлористый кальций должен быть возможно чистым; он должен
быть также предварительно хорошо высушен для того, чтобы
при смешивании с карбидом кальция не происходило разложе¬
ния последнего.Технический хлористый кальций СаСЬ, получаемый из отхо¬
дов производства соды, бертолетовой соли и др., содержит
от 65 до 72% чистого продукта (СаСЬ). Остальные 28—35%
падают главным образом на влагу и различные примеси, в том
числе на хлористый натрий, имеющийся ib количестве 3—10%.Чистый хлористый кальций кристаллизуется из воды с 6 мо¬
лекулами кристаллизационной воды НЮ, которая при нагрева¬
нии его до температуры в 250° удаляется. При этом получается
безводный хлористый кальций в виде твердой пористой
массы.Бели в качестве добавки к карбиду кальция берется плавико¬
вый шпат, то температура реакции снижается с 1000 до 900°.
Плавиковый шпат берется возможно более чистый с содержа¬
нием не менее 90% фтористого кальция. Применение более
загрязненного плавикового шпата затрудняет получение циан¬
амида кальция с высоким содержанием связанного азота. Со¬
держание влаги в плавиковом шпате не должно быть выше 0,02%,
так как влага при составлении шихты понижает качество кар¬
бида кальция.Плавиковый шпат до прибавки к карбиду кальция также
должен быть тщательно высушен для того, чтобы содержащаяся
в нем влага не разлагала карбид кальция. Высушивание про¬
изводится обычно в барабанных сушилках или на специальных
противнях, устанавливаемых на горячие карбидные блоки.Подсушивание плавикового шпата производится иногда
в цианамидных печах после вытаскивания лз них блока, для чего
плавиковый шпат загружается в железные барабаны, которые и
ставятся в горячую печь.Плавиковый шпат, или фтористый кальций, CaFz встречается
в природе в виде хорошо образованных кристаллов. Он отли¬
чается хрупкостью, стеклянным блеском и достаточной прозрач¬
ностью. Окраска его бывает преимущественно фиолетовая или
зеленая, реже голубая, коричневая или розовая; встречаются и
бесцветные кристаллы.Месторождения плавикового шпата находятся у'нас в Союзе,
главным образом, в Забайкалье и отчасти в Средней Азии.
В Забайкалье наибольший интерес представляют Абагайтуе1вское
и Калангуевское месторождения. Плавиковый шпат Абагайтуев-
ского месторождения отличается большой чистотой. Имею-166
гциеся посторонние включения поддаются удалению при ручной
сортировке. Он довольно крепок и сравнительно легко выдер¬
живает перевозку в кусках. Плавиковый шпат Калангуевского
месторождения содержит много включений, состоящих из песча¬
ника и глинистых сланцев, весьма крепок и легко выдерживает
перевозку. -В Средней Азии известно месторождение Аурахматское. Пла-
вишвый шпат этого месторождения отличается чистотой, но он
весьма хрупок, легко измельчается и дает при перевозке боль¬
шую раструску.В последние годы начата разработка месторождений чистого
плавикового шпата также на Кольском полуострове (Абдер,-
минское).3. АзотАзотирование карбида кальция производится газообразным
азотом, получаемым на специальной установке, имеющейся
обычно на каждом цианамидном заводе. Получаемый азот по¬
дается по трубопроводу к цианамидным печам.Азот для промышленных целей в настоящее время, получается
исключительно путем разделения воздуха на его составные
части, т. е. на азот и кислород *. Принцип работы установок по
разделению воздуха заключается в том, что атмосферный воз¬
дух сжимается и при охлаждении переводится в жидкое состоя¬
ние, а затем при кипении жидкого воздуха происходит его раз¬
деление на азот и кислород, так как температуры их кипения
различны.Сжижение воздуха осуществляется следующим образом. Воз¬
дух сжимается в компрессоре до высокого давления, достигаю¬
щего 200 ат. Освобождающееся при этом тепло поглощается
в холодильниках компрессора водой. Охлажденный сжатый
воздух направляется в теплообменник, где происходит его даль¬
нейшее охлаждение встречным током холодных газов, выходя¬
щих из разделительной колонны. Затем воздух 'проходит через
так называемый дроссельный клапан, в котором давление воз¬
духа снижается, причем его температура понижается настолько,
что начинается его сжижение.Разделение жидкого воздуха на азот и кислород основано
на различных температурах кипения этих элементов. В то время,
как кислород под атмосферным давлением кипит при —183°,
азот при тех же условиях кипит только при —196°. Разница
в 13° позволяет разделить при помощи испарения оба газа по¬
добно тому, как производится разделение спирта и воды путем
перегонки их смеси.Промышленный метод получения азота и кислорода был
предложен в 1895 г. проф. Линде. В сконструированном им аппа¬
рате он использовал холод отходящих газов, что позволило1 Атмосферный воздух состоит из 20,99% (по объему) кислорода,
78,'03% азота, 0,94% аргона и 0,03% углекислоты. Кроме то-го, в воздухе
имеются водяные пары, пыль и ничтожное количество так называемых ред¬
ких газов.167
снизить температуру воздуха и
получить последний в жидком
виде. Этот принцип использова¬
ния холода лежит в основе всех
существующих аппаратов для
сжижения воздуха.В настоящее время наиболь¬
шим распространением в про¬
мышленности пользуются спосо¬
бы Линде, Клода, Гейландта и
Мессера.Схема установки для получе¬
ния газообразного азота и кис¬
лорода изображена на рис. 55.
Установка состоит из: фильтра
для воздуха 1, компрессора вы¬
сокого давления для сжатия воз¬
духа 2 с маслоотделителями 3,
горшка со щелочью 4 для отде¬
ления углекислоты, сушильной
батареи 5 и разделительной ко¬
лонны 6.Воздух, идущий в компрессор,
очищается предварительно от
пыли, проходя через воздушный
фильтр Т, и затем сжимается в
первых двух ступенях четырех¬
ступенчатого компрессора высо¬
кого давления 2 до 14—16 ат.
Под таким давлением он прохо¬
дит маслоотделитель 3 и напра¬
вляется в щелочной промыва-
тель 4, в котором освобождает¬
ся от углекислоты. После этого
воздух в последних двух ступе¬
нях компрессора сжимается до
конечного давления в 200 ат. Так
как при сжатии воздуха темпе¬
ратура его повышается, то после
цилиндра каждой стуяени уста¬
новлены водяные холодильники
со змеевиками, в которых воз¬
дух, прежде чем попасть в сле¬
дующий цилиндр, охлаждаетсядо
нормальной температуры. Окон¬
чательно сжатый после четвертой
ступени воздух проходитвторой
маслоотделитель 3 и направляет¬
ся затем в сушильную батарею 5, наполненную хлористым каль¬
цием, в которой он освобождается от водяных паров. Высу¬
шенный воздух поступает в разделительную колонну 6.«SНОSкоо*ч(=сS«CQОЖ0>ИоКСи168
Атмосферный воздух, которым пользуются для получения
азота, содержит примеси, мешающие нормальной работе разде¬
лительной колонны; поэтому необходимо произвести очистку
воздуха, прежде чем он поступит в разделительную колонну.
Очистка воздуха состоит, главным образом, в удалении содер¬
жащихся в нем водяных паров и углекислоты. Как водяные
пары, так и углекислота замерзают при низкой температуре, до
которой воздух охлаждается в разделительной колонне, и, осе¬
дая в трубках теплообменника, забивают последние. По этой же
причине забиваются и вентили, регулирующие подачу жидкого
воздуха из нижней части разделительной колонны в верхнюю.
Помимо указанных примесей, воздух на территории химических
заводов содержит иногда ряд других примесей, являющихся
опасными для азотных установок, как, например, ацетилен, окислы
азота, аммиак и т. д. Чтобы обеспечить подачу на' установку
чистого воздуха, » этом случае конец трубы, через которую-
засасывается воздух, должен быть отнесен на значительное рас¬
стояние от места установки. На выбор места забора атмосфер¬
ного воздуха на цианамидном заводе должно быть обращено
самое серьезное внимание, так как этим обеспечивается нормаль¬
ная и безопасная работа азотной установки.Очистка воздуха от углекислоты, в зависимости от величины
установки, производится различными способами; или в аппа¬
ратах, установленных на всасывающем трубопроводе воздушного
компрессора, или в аппаратах, установленных между второй
и третьей ступенью воздушного компрессора, т. е. под давле¬
нием 14—16 ат.В 'первом случае пользуются агрегатом, состоящим из одной
или нескольких колонн, наполненных железными кольцами, оро¬
шаемых сверху раствором щелочи, которая подается центробеж¬
ным насосом из нижней части колонны. Атмосферный воздух
поступает под решетку колонны и, 'проходя вверх, промывается
раствором щелочи, причем большая часть содержащейся в нем
углекислоты удаляется. Очищенный воздух поступает в отде-^
литель раствора щелочи, в котором освобождается от захвачен¬
ных капель последней.Удаление углекислоты под давлением более распространено,
так как имеет то преимущество, что раствор щелочи при повы¬
шенном давлении легче поглощает углекислоту, а поэтому
используется лучше. В этом случае аппаратура для очистки
бывает меньших размеров, чем при очистке воздуха до ком¬
прессора.Аппараты для удаления углекислоты под давлением имеются
нескольких конструкций. На рис. 55 показан аппарат для уда¬
ления углекислоты, имеющий форму цилиндра. Цилиндр, или
так называемый щелочной горшок, наполняется щелочью (рас¬
твором каустической соды), через которую пробулькивает по¬
ступающий воздух, причем происходит поглощение из него
углекислоты. Аппарат другой конструкции имеет форму двух
горизонтальных цилиндров, соединенных между собой двумя
трубами, из которых одна меньшего диаметра, а другая боль¬165-
шего. Аппарат наполняется раствором щелочи. Сжатый воздух
после второй ступени компрессора поступает в нижний цилиндр,
проходит через трубу большего диаметра, заполненную коль¬
цами Рашига, шизу вверх и удаляется из верхнего цилиндра.
Воздух захватывает с собой из нижнего цилиндра раствор ще¬
лочи в верхний, чем обеспечивается хорошая промывка воздуха
и удаление из него углекислоты. Раствор щелочи стекает из
верхнего цилиндра в нижний но трубе меньшего сечения. Кор¬
пуса аппаратов рассчитываются в этом случае на работу при
высоком давлении.Компрессоры для сжатия воздуха до 200 ат применяются
обыкновенно четырех- и пятиступенчатые. Воздух постепенно,
по ступеням, сжимается на конечное высшее давление при по¬
стоянном его охлаждении после каждой ступени сжатия.Пользоваться многоступенчатыми компрессорами приходится
потому, что сжать воздух сразу в одном цилиндре от 1 до 200 ат
не представляется возможным по той причине, что при сжатии
происходит нагревание воздуха и выделение значительного ко¬
личества тепла. Все это заставляет прибегать к постепенному
сжатию воздуха в отдельных ступенях компрессора. В первой
ступени воздух сжимается примерно до 3—ЗУ2 ат, во второй —
до 14—16 ат, в третьей — до 50 ат и, наконец, в четвертой —
до 200 ат.Удаление паров воды и остатков углекислоты из сжатого
в компрессоре воздуха производится в нескольких стальных со¬
судах, которые объединяются в так называемую сушильную ба¬
тарею. Каждый из этих сосудов снабжен вынимающейся встав¬
кой с решетчатым дном, наполненной кусочками едкого натра
(каустика) или хлористого кальция — веществ, жадно погло¬
щающих влагу. Воздух проходит через слой кусочков едкого
натра или хлоркальция снизу вверх и освобождается от влаги
л оставшейся в нем углекислоты. Собирающийся на дне сосудов
раствор выпускается через определенные промежутки времени
через находящиеся снизу сосудов спускные краны.На крупных установках осушка воздуха производится путем
сильного охлаждения его посредством испарения жидкого ам¬
миака. В этом случае воздух охлаждается приблизительно
.до —30°, вследствие чего из него вымораживаются остатки
влаги.Сжатый тем или другим способом и очищенный воздух из
«сушильной батареи поступает в разделительный аппарат или
колонну. Колонна составляет наиболее сложную часть уста-
■новки.Разделительные колонны, в зависимости от производитель¬
ности установок и требуемой чистоты газов, изготовляются
с однократной или двухкратной ректификацией. Для установок,
вырабатывающих азот, пользуются разделительными колон¬
ками с двухкратной ректификацией.Колонны различных систем несколько различаются по кон¬
струкции, но принцип их устройства и работы одинаков.
На рис. 56 представлена схема разделительной колонны с одно¬170
кратной ректификацией, в которой расширение воздуха произ¬
водится за один прием.Сжатый воздух входит в колонну сверху по направлению
стрелки и проходит через змеевик теплообменника 1, состоя-Рис. 56. Схема разделительной колонны с однократной
ректификацией.щего из неекольких отдельных труб; выходя из нижнего конца
теплообменника, воздух поступает через соединительную трубу
в испарительный змеевик 2, помещенный на дне колонны. Из171
испарительного змеевика воздух идет вверх, расширяясь посред¬
ством редукционного клапана 4, с конечного рабочего давления
в 200 ат до 0,3 ат избыточного давления. При расширении воздуха
происходит дальнейшее понижение его температуры и сжижение.В верхней части колонны 5, где жидкий воздух выливается
в колонну, находится наиболее холодное место аппарата с тем¬
пературой— 194°, внизу в расширенной части колонны, где на¬
копляется жидкий кислород, температура —183°. Испаряющийся
за счет тепла охлаждающегося в змеевике воздуха кислород
проходит через трубку 6 в газообразном виде и по соедини¬
тельной трубе направляется в змеевик теплообменника 1, где,
проходя снизу вверх, отдает свой холод поступающему навстречу
сжатому воздуху. В верхней части разделительной колонны по¬
лучаются пары азота, которые также проходят через теплооб¬
менник и отдают свой холод поступающему сжатому воздуху.Сама ректификация происходит следующим образом. Охла¬
жденный в теплообменике 1 воздух охлаждается далее в испа¬
рительном змеевике 2, находящемся- в жидком воздухе, обога¬
щенном кислородом, и своей теплотой заставляет его кипеть.
Пары воздуха поднимаются -вверх, проходя через ситооб-
разные тарелки разделительной колонны 3. Навстречу под¬
нимающимся парам льется жидкий воздух и таким образом
происходит промывка поднимающихся паров жидкостью. Так
как газообразный кислород проходит все более холодное про¬
странство, а жидкость более теплое, то из паров осаждается
в жидкость кислород и из жидкости испаряется азот. Подни¬
мающиеся пары все больше насыщаются азотом, а льющаяся
вниз жидкость :все больше обогащается кислородом, который
вновь испаряется в нижней части колонны, и т. д. В результате
в верхней части колонны получается азот, который уходит по
особой трубе, а в нижней части получается кислород, который
удаляется из колонны по трубе 6. Количество подаваемого
в верхнюю часть колонны жидкого воздуха регулируется вен¬
тилем 4.В аппаратах двухкратной ректификации давление воздуха
снижается за два приема, сначала до 4,5 ат в одной из колонн
аппарата, а затем до 0,3 ат в другой колонне аппарата, устано¬
вленной над первой. Этим достигается более совершенное раз¬
деление воздуха на его составные части, а следовательно полу¬
чение более чистого азота и кислорода.К азоту, как сырью для получения цианамида кальция, предъ¬
являются жесткие требования в отношении содержания кисло¬
рода и влаги. Вредное влияние кислорода заключается в том,
что он увеличивает расход угольных стержней, которыми поль¬
зуются для нагревания цианамидных печей, а также происходит
выгорание углерода в цианамиде кальция. Влага, содержащаяся
в азоте, ухудшает качество шихты во время размола карбида
кальция, так как последний ею разлагается, причем происходит
выделение ацетилена.Содержание кислорода в азоте, которым пользуются при про¬
изводстве цианамида кальция, не должно поэтому превы¬172
шать 0,2%, а содержание влаги не должно быть выше 0,05 г
на 1 /и3. Чистота азота должна быт*. не менее 99,8—99,9%.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Что является сырьем для получения цианамида кальция?2. Какие требования предъявляются к карбиду кальция, которым поль¬
зуются для производства цианамида кальция?3. Для чего прибавляются к карбиду кальция хлористый кальций и
плавиковый шпат?1 4. Требования, предъявляемые к хлористому кальцию и плавиковому
шпату в производстве цианамида кальцяя?5. В каком виде могут быть использованы добавки к шихте?6. Из чего получается азот и на чем основано его производство?7. Какие требования предъявляются к азоту, идущему для производ¬
ства цианамида кальция?ОГЛАВА IIIПРИГОТОВЛЕНИЕ ШИХТЫ и РАЗМОЛ КАРБИДА КАЛЬЦИЯ1. Составление шихтыДля получения цианамида кальция карбид размалывают до
тонкого порошка, который и загружается в печи для азотиро¬
вания. Для снижения температуры реакции к карбиду кальция
добавляют в качестве катализаторов плавиковый шпат или хло¬
ристый кальций. Помимо этого, в качестве добавок применяют
иногда известь и цианамидную пыль, в количестве не более
1У2%, которая образуется в отделении охлаждения цианамида
кальция. При этих добавках получаются более мягкие блоки
цианамида кальция, что облегчает их дробление и размол.Если цианамид кальция получается в печах периодического
действия (способ Франка и Каро), то к шихте прибавляется пла¬
виковый шпат.Хлористый кальций употребляется в том случае, когда полу¬
чение цианамида кальция ведется в канальных печах (способ
Польцениуса).Недостатком работы с хлористым кальцием является то, что
цианамид кальция получается гигроскопичным, т. е. он притя¬
гивает влагу из воздуха.Приготовление шихты производится в отделении дробления
карбида кальция. Прежде чем направить карбид кальция
в дробилки, производят расчет шихты с целью определе¬
ния количества добавок, которое требуется прибавить
к карбиду кальция, чтобы получить шихту с заданным
литражом.Дробленый карбид кальция ссыпается из элеватора в бункер,
установленный над карбидной мельницей и из этого бункера
поступает в питатель мельницы. Плавиковый шпат высыпается на
платформу вместе с карбидными блоками, которые предназна¬
чаются для производства цианамида кальция. Более целесо¬173
образной является подача плавикового шпата непосредственно
в карбидную мельницу через питатель. В этом случае плавико¬
вый шпат загружается в небольшой бункер, установленный над
мельницей, из которого по трубе подается в питатель, а из по¬
следнего в мельницу. Этим достигается более точная дозировка
шихты.Если отделение размола карбида кальция не примыкает непо¬
средственно к отделению охлаждения и дробления, то дробле¬
ный карбид кальция загружается в специальные бункера с гер¬
метически закрывающимися крышками, которые перевозятся
в отделение размола карбида кальция, где и устанавливаются
над карбидной мельницей.Перед питателем карбидной мельницы устанавливается
электромагнитный сепаратор для отделения ферросилиция.
Прошедшие через него куски карбида кальция ссыпаются в пи¬
татель, а ферросилиций поступает в специальный бункер, уста-
. новленный под сепаратором.Так как для получения цианамида кальция с необходимым
содержанием азота требуется шихта определенного литража, то
при ее составлении в отделении дробления карбида кальция
должно быть известно, сколько литров ацетилена на килограмм
должна давать размолотая шихта, идущая для целей азотиро¬
вания. В зависимости от этого и производят расчет шихты.Приводим примерный расчет получения шихты литра¬
жом 271 я.Для составления шихты берутся две платформы с карбид¬
ными блоками. На одной платформе имеется 1500 кг карбида
кальция со средним литражом в 290 л, а на другой — 600 кг кар¬
бида кальция со средним литражом в1 280 л. Для расчета шихты
определяют разницу между фактическим и требуемым литра¬
жом и подсчитывают вес требуемых добавок.»&» *•*«. Тг;«%г" р*™Платформа № 1 . . . 1500 /сг 29Э Л 271 л (290—271) • 1500 = 28 500 л
Платформ^ № 2 ... 600 , 280 , 271 , (280—271)- 600= 5400 .2100 кг И т о г о ... 33 900 л33 900Вес требуемой добавки: -271- - = 125 кг.!Плавикового шпата берется 2,5% от веса взятого карбида:2100 • 2.5 спс100 нг'а остальные 125—52,5 = 72,5 кг добавляются в виде извести.Для получения высокопроцентного цианамида кальция тре¬
буется шихта с большим литражом. Так, например, для получе¬
ния цианамида с 18% азота требуется шихта с литражом
265—270 л, а дт. получения цианамида кальция с содержанием
азота выше 20% — шихта с литражом 280 л. При расчете шихты
необходимо учитывать неизбежные потери от разложения кар-174
бида кальция во время транспортирования и размола, а следо¬
вательно и понижение литража в размолотой шихте. Поэтому
расчет ведут на шихту с большим литражом, учитывая его сни¬
жение при размоле и транспортировании. Практикой работы
установлено, что при размоле карбида кальция в мельнице и
его транспортировании теряется до 25 л на каждый килограмм.Исходя из имеющихся требований, подбирают для составле¬
ния шихты карбидные блоки с учетом их литража, устанавливае¬
мого на основании пробы, взятой при сливе карбида кальция
из печи.Содержание чистого карбида СаС2 в шихте не должно быть
ниже 79,8%, что отвечает 300 л на 1 кг при 20°, так как лишь
в этом случае можно рассчитывать на получение цианамида каль¬
ция с высоким содержанием связанного азота. Плавиковый
шпат добавляется в шихту в количестве 2,5—3%. Помол кар¬
бида кальция должен быть настолько тонок, чтобы остаток на
сите с 4900 отверстиями на 1 см- не превышал 25%, а на сите
с 900 отверстиями не превышал 5%. Тонина помола карбида
кальция в процессе азотирования имеет большое значение, так
как с уменьшением зерен увеличивается поверхность соприкос¬
новения карбида кальция с азотом, что способствует полноте и
увеличению скорости поглощения азота.2. Размол карбида кальцияРазмол карбида кальция производится в специальной труб¬
чатой мельнице. Последняя представляет собой железный ци¬
линдр (рис. 57), разделенный на четыре или больше отдельных
камер,, между которыми устанавливаются стальные перего¬
родки 7, 2 и 3, имеющие специальную форму. Перегородки
обеспечивают надежное перемешивание карбида кальция во
время его размола в отдельных камерах мельницы. Из первой
камеры во вторую и из третьей в четвертую карбид кальция
проходит через перегородки, имеющие щели, расположенные
ближе к корпусу мельницы, а из второй в третью камеру через,
перегородку, имеющую щели в центре. Стенки мельницы выло¬
жены внутри стальными панцырными плитами, укрепляемыми
при помощи болтов. Мельница вращается, опираясь на две пары
роликов при помощи мотора с редуктором, от которого дви¬
жение передается шестерне, соединенной с большой шестерней
мельницы. Мельница делает 5—6 об/мин. Корпус мельницы
с загрузочным устройством 4 и выгрузочной частью 5 соеди¬
няется с помощью уплотнения из асбестовых прокладок. За¬
грузка мельницы осуществляется с помощью двойного пита¬
теля б, состоящего из чугунной коробки, закрывающейся плотно-
крышками. В последние вставлены стекла, позволяющие рабо¬
чему следить за подачей кусков материала в мельницу. Куски
материала по специальным течкам подаются в питатель и качаю¬
щимися секторами сбрасываются в первую камеру мельницы.
Размалываемый материал проходит последовательно через все
четыре камеры мельницы и удаляется с другого конца. Панцыр-175-
ные плиты, которыми выложены камеры мельницы, имеют раз¬
личного вида волнистую поверхность, чем обеспечивается со¬
ответствующий размол продукта в каждой камере.Размол карбида кальция в мельнице производится при по¬
мощи стальных стержней и чечевиц или кубиков различного
размера. Тонина помола регулируется применением соответ¬
ствующего числа стержней и чечевиц. В первую камеру укла¬
дываются стержни диаметром 50 мм, во вторую камеру
стержни диаметром 40 мм, в третью камеру большие чечевицы
вместе с малыми и в четвертую камеру лишь малые чечевицы.
Такое наполнение обеспечивает необходимую для производства
цианамида кальция тонину помола шихты.Каждая камера мельницы имеет люк, через который укла¬
дываются в мельницу стержни и чечевицы, а также производится
осмотр ее камер и смена панцырных плит. В первых двух ка¬рие. 58. Общий вид карбидной мельницы.мерах размельчение кусков карбида кальция происходит за счет
ударов падающих при вращении мельницы стальных стержней,
а в последующих двух камерах производится размол карбида
кальция стальными чечевицами или кубиками. Вращение мель¬
ницы производится мотором со скоростью 5—6 об/мин. Дви¬
жение от мотора через редуктор передается шестерне, укре¬
пленной на мельнице, которая и вращается на роликовых опо¬
рах. На рис. 58 показан общий вид трубчатой карбидной
мельницы.Тонкоразмолотый карбид, получаемый в мельнице, легко раз¬
лагается влагой воздуха с выделением ацетилена, который
в смеси с воздухом дает взрывчатую смесь. Для предотвращения
возможного взрыва ацетилено-воздушной смеси во время работы
мельницы последняя наполняется азотом, который подводится
к ней по трубам. Чтобы обеспечить безопасность работы мель¬
ницы посл^лительной остановки, перед пуском ее продувают
азотом яРимерно в течение 15—24 час. до того мо¬
мента, когда содержание кислорода в газе, наполняющем
мельницу, не будет превышать 2%. Во время продувки произво¬12 Ямс. 838. — Кузнецов.177
дят регулярные анализы газа с помощью аппарата Орса. Перед
каждым пуском мельницы, а также один раз в смену производят
анализ содержащегося в ней газа на кислород. Мельница может
'быть пущена в работу только в том случае, если содержание
кислорода не будет превышать 2%.Для предохранения мельницы от разрушения в случае взрыва,
в торцевых стенках ее имеются специальные предохранительные
устройства. Эти предохранительные устройства состоят из кар¬
тонных листов, закрывающих специальные отверстия в торцо¬
вых стенках мельницы. Для предохранения картона от повре¬
ждений поверх него укрепляется сетка из тонкой проволоки.
В случае взрыва картон выбивается и мельница предохраняется
этим от разрушения. Такие же предохранительные устройства
имеются во всей аппаратуре, в которой хранится и транспорти¬
руется шихта: в элеваторах, шнеке, бункерах.Транспортирование размолотого карбида кальция с добав¬
ками (т. е. шихты) от карбидной мельницы к месту загрузки ре¬
торт осуществляется с помощью закрытых шнеков и ковшевого
элеватора, заключенного в герметический кожух. В отделении
цианамидных печей шихта хранится также в закрытом бункере.Карбид кальция, в особенности в виде тонкого порошка, в ка¬
ком виде он используется для производства цианамида кальция,
легко разлагается влагой, а поэтому вся аппаратура для транс¬
портирования и бункера должны быть герметически закрыты и
наполнены азотом. Этим исключается возможность разложения
карбида кальция и образование ацетилено-воздушной смеси, ко¬
торая является взрывоопасной.В целях контроля состава газа, которым наполняется мель¬
ница, производят определение содержания кислорода в азоте
с помощью аппарата Орса. В этом случае поглотительный сосуд
аппарата наполняется медными стружками, находящимися в рас¬
творе хлористого аммония (нашатыря) с нашатырным спиртом.
В бюретку набирают 100 см3 газа из мельницы и поднятием
уровня сосуда вытесняют его в сосуд, где находятся медные
стружки. При прохождении газа через раствор происходит по¬
глощение кислорода. Оставшийся газ опусканием уровня сосуда
всасывается обратно в бюретку, где и производят его отсчет,
установив предварительно уровни жидкости в сосуде и в бюретке
на одной высоте.3. Обслуживание аппаратов по размолу карбида кальцияПри размоле карбида кальция в трубчатой мельнице необхо¬
димо точно придерживаться установленного режима. Основным
требованием является то, чтобы все агрегаты, как-то: бункер
с дробленым карбидом, карбидная мельница, шнеки для пере¬
дачи шихты, элеватор и бункер для шихты, были наполнены
азотом в целях удаления из них кислорода.Вся аппаратура для размола, хранения и транспортирования
карбида кальция должна быть герметична. Все приводные ремни
должны иметь хорошее натяжение; движущиеся части, приводы
должны иметь исправные огражения. Каждый час следует про¬178
верять состояние подшипников и добавлять в иих во-время
смазку.При длительной непрерывной работе мельница нагревается
и поэтому размол карбида должен осуществляться так, чтобы
мельница работала непрерывно не более ЪУг час. с перерывом
в 2V2 часа на охлаждение.Пуск мельницы и связанного с ней транспортирующего обо¬
рудования производится в следующей последовательности: сна¬
чала 'пускается элеватор и шнеки, передающие размолотую
шихту в ‘бункер с шихтой, после чего пускается мельница и
электромагнитный сепаратор.Перед пуском карбидной мельницы необходимо с помощью
аппарата Орса проверить содержание кислорода в наполняющем
ее газе. Пуск карбидной мельницы при содержании кислорода
выше 2% не допускается.В бункере должен быть достаточный запас дробленого кар¬
бида кальция. В бункер для добавок загружают плавиковый
шпат и «орехи» цианамида кальция, которые получаются при
его размоле на цианамидной мельнице. Одновременно прове¬
ряют, не переполнен ли карман (бункер) под электромагнитным
сепаратором ферросилицием. В течение всей работы мельницы
необходимо следить за степенью наполнения кармана для фер¬
росилиция, своевременно его освобождая.После пуска мельница должна проработать вхолостую в те¬
чение 10—15 мин., после чего включается питатель, подающий
карбид кальция. Равномерность поступления карбида кальция и
плавикового шпата на ленту электромагнитного сепаратора регу¬
лярно проверяется во «время работы мельницы.Во время работы мельницы необходимо следить за равно¬
мерным переходом карбида кальция из камеры в камеру, опре¬
деляя по звуку степень заполнения камер. Поступление азота
в мельницу должно быть бесперебойным, что контролируется
манометрами, установленными на входе и выходе из мельницы.
В случае прекращения подачи азота следует немедленно остано¬
вить мельницу, так как в этом случае содержание кислорода
в газе, которым наполняется мельница, может повыситься до
концентрации, опасной в отношении взрыва ацетилена, образую¬
щегося от разложения карбида кальция. Содержание кислорода
в карбидной мельнице определяется каждый час и результаты
записываются в журнал. Если содержание кислорода в газе
близко к 2%, то необходима производить анализ не реже одного
раза в 15 мин.Остановка карбидной мельницы производится в следующем
порядке: сначала закрывается питатель карбида кальция, через2—3 мин. после прекращения питания останавливается электро¬
магнитный сепаратор, и только после этого останавливается
сама мельница. После прекращения питания, мельницу провер¬
тывают в течение 10—15 мин. вхолостую для того, чтобы
удалить из нее размолотый карбид кальция. После остановки
мельницы останавливают шнек и элеватор, которые подают
размолотую шихту в бункер.179
Все работы по размолу карбида кальция следует произ¬
водить в респираторе, а в случае надобности и в очках. Не¬
обходимо помнить, что наличие воды в отделении может при¬
вести к взрыву и вызвать пожар, поэтому при высыпании фер¬
росилиция в барабаны следует предварительно проверить, нет ли
в них воды. В случае возникновения пожара следует произво¬
дить тушение сухим леском, азотом или сухим огнетушителем.
Ни в коем случае нельзя тушить такой пожар водой. При засо¬
рении глаз шихтой следует немедленно обратиться в медицин¬
ский пункт и ни в коем случае не промывать глаза водой, так
как от этого можно ослепнуть.Принимая смену, необходимо проверить исправность аппара¬
туры, ее смазку, наличие дробленого карбида кальция и кар¬
бидной шихты, сверив это с записями в журнале; проверить
исправное состояние предохранительных взрывных люков; про¬
верить поступление азота в аппаратуру; проделать анализы на
содержание кислорода в бункере, элеваторе и карбидной мель¬
нице, записав результаты в журнал.Перед остановкой на ремонт мельница должна проработать
вхолостую в течение 15—20 мин., после чего простоять в тече¬
ние 20—30 мин. для полного осаждения пыли в камерах.До начала ремонта мельницы необходимо плотно закрыть
шибер на течке от бункера к питателю. Если ожидается остановка
мельницы на ремонт на срок более суток, то бункера дробленого
карбида кальция и шихты должны быть опорожнены.Во время ремонта запрещается производить автогенные ра¬
боты в отделении размола без специального на то разрешения.
При производстве автогенных работ у питателя или на пло¬
щадке в отделении размола камеры мельницы должны быть
предварительно закрыты или очищены от карбида кальция.
Внутри камер мельницы автогенные работы могут произво¬
диться лишь при условии полного удаления карбида кальция из
камер и их проветривания до начала работ в течение 15 мин.Вскрытие камер разрешается производить лишь в присут¬
ствии сменного мастера или заведующего отделением. К ре¬
монту внутри камер разрешается приступать только через
20 мин. после вскрытия их, когда можно быть уверенным, что
из нее удален весь азот. Перед вскрытием камер закрывается
Еентиль азотопровода, т. е. прекращается поступление азота
в мельницу.После выгрузки стержией, что производится только по ука¬
занию администрации цеха и в присутствии сменного мастера,
находящийся в камере карбид кальция покрывается бумагой или
асбестом. Если внутри мельницы приходится производить смену
броневых плит или другие работы, то карбид кальция из камер
должен быть предварительно полностью удален. Работу внутри
карбидной мельницы необходимо производить в респираторах
и в сухой спецодежде, так как сырая спецодежда при сопри¬
косновении с карбидом кальция может воспламениться.После окончания ремонта мельница вновь загружается стерж¬
нями. Во избежание аварий разрешается загружать в карбидную180
* мельницу штанги только выпрямленные, имеющие установлен¬
ную длину.Ремонт бункера для дробленого карбида кальция или бункера
для размолотой шихты следует производить снаружи. В случае
необходимости для производства работ спускаться внутрь бун¬
керов, обязательно надеть изолирующий противогаз, так как
в противном случае можно задохнуться вследствие отсутствия
в бункере кислорода.При закрывании люков камер мельницы асбестовые про¬
кладки промазывают мазью «мадия», но ни в коем случае не
водой или силикатом.При ремонте мельницы запрещается пользоваться перенос¬
ными лампами, включенными в общую осветительную сеть. До¬
пускается пользоваться только двенадцативольтовыми перенос¬
ными лампами с исправными шнурами, патронами и изоляцией.Все работы по ремонту карбидной мельницы и аппаратуры
следует производить под непосредственным наблюдением ответ-
стаеиного лица, выделенного администрацией цеха.КОНТРОЛЬНЫЕ ВОПРОСЫ1. В каких аппаратах производится размол карбида кальция?2. Какой величины куски карбида кальция могут быть направлены для
размола ?3. В каком месте производится добавка плавикового шпата?4. Почему аппаратуру по размолу, транспортированию и хранению
карбида кальция и шихты необходимо наполнять азотом?5. Какое содержание кислорода в азоте допустимо при работе кар¬
бидной мельницы?6. Через какие промежутки времени следует производить анализ газа,
которым наполнена мельница?7. Для чего следует устраивать в размольной аппаратуре прецох.ра-
нителыные люки?8. В течение какого времени карбидная мельница может работать не¬
прерывно и для чего требуется ее периодическая остановка?9. Какой тонины помола должна быть шихта?10. Почему нельзя вести размол карбида кальция в атмосфере воздуха?11. Помощью каких аппаратов производится перемещение шихты?12. Какие правила должны соблюдаться при ремонте мельницы и уда¬
лении из нее штанг?13. Какую опасность представляют вода и влага, попадающие в отде¬
ление размола карбида кальция?14. Какими приборами производится анализ газа, которым наполнена
карбидная мельница?9ГЛАВА IVПРОИЗВОДСТВО ЦИАНАМИДА КАЛЬЦИЯ В ЭЛЕКТРОПЕЧАХ
1. Теоретические основы производства цианамида кальцияЦианамид кальция получается при взаимодействии газообраз¬
ного азота с тонкоразмолотым карбидом кальция при темпе-181
рзтуре 1000—1100°. Реакция образования цианамида кальция
обратима и может быть выражена следующим уравнением:СаС2 + Na CaCNa + С 4- 72 000 м. кал.64 28 80 12карбид кальции азэт цианамид кальция углеродИз 64 весовых единиц карбида кальция получается 80 весо- .
вых единиц цианамида кальция или из 1000 кг карбида кальция
получается 1250 кг цианамида кальция. Практически переход
карбида в цианамид кальция колеблется е пределах 83—89% от
теоретического.Реакция протекает с выделением тепла, т. е. является реак1-'
цией экзотермической. Кал видно из уравнения реакции, на
80 единиц цианамида кальция (на 1 г/моя) выделяется 72 000 м.кал.Реакция азотирования карбида кальция идет с заметной ско¬
ростью при температуре 1СЮ0—1100°. При дальнейшем повы¬
шении температуры реакция начинает смещаться влево и полу¬
ченный цианамид кальция начинает разлагаться на карбид
кальция и азот.По вопросу температуры образования цианамида кальция
было проведено много работ, которыми было установлено, что
азотирование технического карбида кальция начинается при тем¬
пературе 800°, но скорость поглощения азота при этой темпе¬
ратуре незначительна. При 900° реакция протекает быстрее,
а при 1000° скорость реакции значительно увеличивается и со¬
держание азота в полученном цианамиде кальция достигает че¬
рез 4 часа 19,5%, а через 8 часов 21,2%. Если реакция прово¬
дится при температуре 1100°, то уже через 2 часа достигается
максимальное содержание азота в техническом цианамиде каль¬
ция в 23,8%. Влияние температуры и времени на связывание
азота техническим карбидом кальция в пределах от 800 до 1100°
(работы Ферстера и Якоби) показано в табл. 14.Таблица 14Температура
реакции
азотирования
в °ССодержание азота N2 в % в цианамиде кальция
в зависимости от продолжительности азотировании
в часах1 час2 часа4 часа8 часов8000,81,21,31,59002,05.28,19,21 0007.014,219,521,21 30022,123,824,0 Как видно из таблицы, азотирование карбида кальция без
добавок (катализаторов) идет интенсивно только при темпера¬
туре 1100°. При дальнейшем повышении температуры на¬
чинается процесс разложения цианамида кальция на карбид и
азот. Скорость обратной реакции быстро возрастает с повы¬
шением температуры.182
Добавки к шихте снижают температуру реакции. В качестве
добавок могут быть использованы различные вещества, напри¬
мер: известь СаО, уголь С, хлористый кальций СаСЬ, фтористый
кальций CaF2, хлористый натрий NaCl, цианамид кальция CaCNz
и др. Лучшее использование азота (90%) было получено при
применении хлористого кальция, при добавке его к шихте в ко¬
личестве 10%. Реакция азотирования протекает в этом случае
при температуре 800° и получается цианамид кальция с содер¬
жанием 21,8% связанного азота. Проведенные опыты показали,
что в случае большего содержания хлористого кальция в шихте
затрудняется дальнейшая переработка цианамида кальция в циан-
плаз, а именно, происходит более быстрое плавление и вспени¬
вание полученного плава.При прибавлении к карбиду кальция плавикового шпата
также наблюдается снижение температуры реакции, хотя мень¬
шее, чем с хлористым кальцием. Опытами установлено, что
наилучшие результаты получаются при добавке плавикового
шпата в количестве 2—3%; при большей добавке содержание
азота в цианамиде кальция уменьшается.Содержание азота в цианамиде кальция зависит, как на
это уже указывалось выше, ib значительной степени от чистоты
карбида кальция, которым пользуются для составления шихты.
Технический карбид кальция, которым пользуются для произ¬
водства цианамида кальция, содержит ряд примесей, а поэтому
чистого карбида кальция в нем бывает редко больше 78—80%.Соотношение между содержанием карбида кальция СаСа
в техническом продукте и теоретическим содержанием азота
в цианамиде кальция, который может быть из него получен,
видно из табл. 15.Таблица 15% карбида каль-
ц 'я СаСа% азота N2 в циан¬
амиде кальция% карбида каль¬
ция CaQ% aaora'Na в циан¬
амиде кальция10030,436020,899028,235017,948025,924014,987023,44В табл. 15 принято, что карбид кальция берется без добавок
и его переход в цианамид кальция составляет 100%, т. е. ре¬
акция азотирования проходит полностью.На основании этой таблицы можно рассчитать, что из техни¬
ческого карбида с содержанием 80% чистого карбида
кальция должен получиться цианамид кальция с содержанием
25,92% связанного азота, между тем как в действительности при
азотировании такого карбида кальция получается цианамид
с содержанием связанного азота не более 21,5%, т. е. процесс,
азотирования карбида кальция протекает не полностью. Значи¬
тельное количество карбида кальция в цианамид не переходит,
что объясняется наличием побочных реакций, в результате ко¬
торых часть карбида кальция разлагается и остается в продукте
в виде извести. Часть карбида кальция остается неразложив-
шейся и является примесью к полученному цианамиду кальция.Для получения высокопроцентного цианамида кальция не¬
обходимо исходить из соответствующего сырья, а также соблю¬
дать такой режим производства, который обеспечил бы воз¬
можно полное азотирование карбида кальция и уменьшил бы
перегревы, ведущие к обратному разложению цианамида каль¬
ция, а следовательно к снижению количества связанного азота
в конечном продукте. Работу следует 1вести с высоколитражным
карбидом, дающим 300 л и больше ацетилена из 1 кг, и с до¬
статочно чистым плавиковым шпатом, содержащим не
менее 95% фтористого кальция.В табл. 16 показана зависимость качества цианамида кальция
от качества карбида кальция с учетом различных выходов
цианамида кальция.Таблица 16% карбида кальция
СаС3 в техническом
продукте% азота N2 в цианамиде
кальция100Выход 83%
24,7Выход 88о/0
25,89022,723,88020,521,57018,219,16015,816,6Попытки проводить азотирование высокопроцентного кар¬
бида кальция не обеспечили, однако, получение цианамида с вы¬
соким содержанием связанного азота. Причиной неудач является
выделение большого количества тепла и получение местных
перегревов, в результате которых происходит сильное спекание
массы и даже ее сплавление, что затрудняет дальнейшее про¬
никновение азота в шихту и вызывает прекращение реакции
азотирования.Температура процесса является важнейшим фактором азоти¬
рования карбида кальция и на ее регулирование в цианамид-
ных печах необходимо поэтому обращать самое серьезное вни¬
мание. При нормальной работе температура в печи не должна
превышать 1050—1100°, так как при более высокой температуре
начинается разложение цианамида кальция и не представляется
возможным получить высокопроцентный продукт.Регулирование температуры реакции производится путем из¬
менения продолжительности нагревания печи электрическим то¬
ком. При работе печи под током в течение 18 час. и больше не
удается получить цианамид кальция с содержанием выше 20%184
обязанного азота, так как вследствие чрезмерного повышения
температуры происходит его частичное разложение.Зависимость необходимого времени нагрева цианамидных пе¬
чей электрическим током от содержания карбида кальция
в шихте выявлена опытами и показана на табл. 17.Таблица 17№сшыта% карбида
кальция
CaCg
в шихтеПродолжи¬
тельность
разогрева
электриче¬
ским током
в часах% выхода
цианамида
кальция по
отношению
к теорети¬
ческим% азота N2
в циана¬
миде каль¬
цияУсловия работы
печей171,111386,621,39Нормальные270,901386,421,20Пониженное давле¬ние азота371,331385,521,12Нормальные470,221384,721,049570,821583,520,62Я672,721682,920,21Низкое давлениеазота772,721879,720,01НормальныеВ данных опытах нагревание печи электрическим током про¬
изводилось в течение 13—18 час. Лучшие выхода цианамида каль¬
ция по отношению к теоретическим и наибольший процент со¬
держания азота в цианамиде кальция были получены при наи¬
меньшей продолжительности нагревания печи электрическим:
током, т, е. в течение 13 час. Опыты показали, что через 13 час.
после выключения тока поглощение азота шихтой не снижается.
Следовательно, количества тепла, имеющегося в печи, вполне до¬
статочно для того, чтобы реакция продолжалась без дополни¬
тельного введения тепла от электрического тока. Проведенные
опыты по разогреванию печи в течение 10 и даже, как указы¬
валось выше, 3—4 час., показали, что в этом случае после вы¬
ключения тока реакция не прекращается и поглощение азота"
шихтой продолжается до полного окончания реакции.Практически установлено, что наилучшие результаты полу¬
чаются тогда, когда нагревание шихты производится только-
в течение 3—4 час. Этого времени достаточно для того, чтобы
началась реакция азотирования загруженной шихты. В этом
случае при работе с шихтой из высоколигражного карбида
кальция с добавкой в качестве катализатора плавикового шпата-
представляется возможным получить цианамид кальция с со¬
держанием выше 21% связанного азота.Большое значение для процесса азотирования имеет тонина
помола шихты, так как с уменьшением зерен увеличивается по¬
верхность соприкосновения шихты с азотом, что способствует;
полноте и увеличению скорости реакции. По этим же сообра-185.*
экениям для получения более высокопроцентного цианамида
кальция пользуются печами, в которых устанавливаются реторты
небольшого диаметра.2. Цианамидные печиРеакция азотирования карбида кальция осуществляется в пе¬
чах, работающих преимущественно с электрическим обогревом.
В печи загружается шихта (тонко размолотый карбид кальция
с добавками) и подается азот. Во время реакции азотирования
происходит увеличение объема загруженной массы и затверде¬
вание (спекание) шихты, превращающейся при этом в цианамид
кальция.Все цианамидные печи разделяются на печи периодического
действия, так называемые ретортные, характеризующие метод
Франка и Каро, и печи непрерывного действия. Последние раз¬
деляются на печи канальные с газовым или электрическимобогревом, печи вращающиеся труб¬
чатые и печи шахтного типа.Из непрерывно действующих циан-
амидных печей до последнего време¬
ни в производстве остались только
канальные печи, работающие на уста¬
новках по получению цианамида
кальция способом Польцениуса, по
которому для снижения температуры
реакции азотирования к карбиду каль¬
ция добавляется хлористый кальций.
Шахтные и трубчатые печн не имеют
в настоящее время промышленного
применения.Наиб ольшим р аспростр анением
пользуется метод прерывного про¬
изводства цианамида кальция, предложенный Франком и Каро,
с применением периодически действующих ретортных пе¬
чей. Печи этой конструкции (рис. 59) установлены и на наших
цианамидных заводах. Печь состоит из железного кожуха ци¬
линдрической формы и футеровки из шамотового кирпича 1.
Между кожухом и футеровкой оставляется свободное простран¬
ство 2, которое для тепловой изоляции заполняется инфузорной
землей. Сверху печь имеет чугунное кольцо с песочным затво¬
ром 3, которое укрепляется на футеровке печи. В песочном за¬
творе устанавливается крышка, закрывающая внутреннюю часть
печи. Укрепление крышки печи может делаться также с по¬
мощью откидных болтов. На некотором расстоянии от дна печь
•имеет штуцера 4 для присоединения труб, по которым подводится
азот. В крышке печи имеется труба для выпуска отходящих га¬
зов и масляный манометр для измерения давления внутри печи
(на чертеже не показаны). В центре крышки и днища печи
устроены круглые отверстия 5 для установки нагревательного
электрода. Печи устанавливаются на специальных площадках,Рис. 59. Ретортная цианамид-
ная печь.186
что дает возможность удобно обслуживать как низ, так и верх
печи.Ретортные цианамидные печи имеют небольшую емкость, так
что для обеспечения заданной производительности завода при¬
ходится устанавливать большое число печей. Производитель¬
ность ретортной печи рассчитывается обычно на получение
1000 кг цианамида кальция за один период работы, т. е. за 48 час.• Принцип работы ретортных ;печей, работающих на различ¬
ных заводах, при некоторых конструктивных отличиях, одина¬
ков и заключается в том, что в печь устанавливается так назы¬
ваемая реторта с шихтой, которая нагревается электрическим
током для того, чтобы началась реакция между карбидом каль¬
ция и азотом. Когда запас тепла будет достаточным для
продолжения реакции азотирования, которая протекает с выде¬
лением тепла, ток выключается и процесс продолжается за
> счет тепла, выделяемого реакцией. Когда азотирование закон*
чено, т. е. когда шихта перестает поглощать азот, подача в печь
азота прекращается. После этого крышка печи снимается и в те¬
чение некоторого времени печь с блоком цианамида кальция
остывает. Через определенный промежуток времени горячий
блок цианамида кальция вынимается из печи и направляется для
дальнейшего остывания в специальное отделение охлаждения.Различные цианамидные печи периодического действия отли¬
чаются одна от другой, главным образом, размерами и спосо¬
бом крепления крышек. Получение цианамида кальция с высо¬
ким содержанием связанного азота в печах большого диаметра
затрудняется тем, что поверхность шихты в этом случае недо¬
статочна для полноты реакции азотирования. Лучшие резуль¬
таты получаются на цианамидных печах, в которых могут уста¬
навливаться реторты, имеющие диаметр 500—600 мм. В этом
случае поверхность шихты получается большей и поэтому азо¬
тирование проходит более полно.В зависимости от объема печи, период азотирования про¬
должается около 36—48 час. Продолжительность работы печи
производительностью в 1000 кг цианамида кальция складывается
из следующих стадий: нагревания печи током с азотом (3—9 час.),
работы печи с азотом без тока (20—24 час.), остывания печи
с блоком (6—8 час.) и остывания пустой печи перед новой за¬
грузкой (4—6 час.).К печам непрерывного действия относятся канальные печи
с газовым или электрическим обогревом. Применение этих пе¬
чей для получения цианамида кальция связано с предложением
Польцениуса использовать в качестве добавки к карбиду каль¬
ция, для понижения температуры реакции, хлористый кальций.
Недостатком работы с хлористым кальцием является то, что по¬
лучаемый при этом цианамид кальция обладает большой гигро¬
скопичностью, вследствие чего легко поглощает влагу из
воздуха и разлагается.Схема канальной печи показана на рис. 60. Внутреннее про¬
странство канала печи разделяется на 4 зоны: зону предвари¬
тельного подогрева, зону нагревания, реакционную зону, в кото¬187
рой происходит азотирование шихты, и зону охлаждения. Работа
печи складывается из следующих операций. Размолотый карбид
кальция с добавкой просушенного хлористого кальция (размол
этих продуктов производится одновременно в мельницах в атмо¬
сфере инертного газа) загружается в специальные ящики, уста¬
навливаемые на тележках, которые по рельсам вкатываются
в печь. При помощи особого транспортирующего устройства
тележки с шихтой поступают в первую зону, где и подогре¬
ваются идущими навстречу им горячими газами. Далее тележки
с шихтой, продвигаясь вдоль печи, попадают в зону, где про¬
исходит нагревание шихты до температуры, необходимой для
начала реакции азотирования. В зоне реакции происходит азо¬
тирование карбида кальция, а в последней зоне происходит
охлаждение образовавшегося цианамида кальция.Азот, поступая в печь с того конца, где производится вы¬
грузка тележек с цианамидом кальция, направляется навстречу
движущимся вагонеткам, чем достигается равномерное изме-Рис. 60. Канальная печь.нение температуры внутри печи. Благодаря принципу противо¬
тока часть тепла цианамида кальция, выходящего из зоны ре¬
акции, используется на подогрев азота, также как и тепло
выходящего из зоны реакции газа, что сказывается положи¬
тельно на тепловом балансе печи.Печь нагревается либо горячими газами, получаемыми в осо¬
бой топке и проходящими по каналам в кладке печи, либо
с помощью электрического тока. В зоне реакции сделаны ка¬
налы, охлаждаемые холодным воздухом. Такое устройство по¬
зволяет регулировать температуру отдельно в каждой зоне печи.
Регулирование температур внутри печи производят также путем
подачи азота в разные места печи. Внутри печи для этой цели
имеется ряд отверстий, открыванием которых можно подавать
холодный азот непосредственно к местам перегрева.Процесс азотирования ведется непрерывно. Время, необхо¬
димое для азотирования шихты в канальной печи, включая и ее
подогрев, составляет в среднем около 28 час. По окончании
реакции тележки с цианамидом кальция выкатываются из печи
и перевозятся в помещение охлаждения. В это же время с про¬
тивоположного конца печи производится загрузка новых теле¬
жек с шихтой, которые и перемещаются далее вдоль печи.188
3. Электрооборудование цианамидных печейНагревание электродов цианамидных печей производится
электрическим током напряжением в 70—90 вольт, который по¬
дается по системе шин, от ступенчатого трансформатора, уста-
, новленного в специальном помещении в непосредственной бли¬
зости от печей. Ступени трансформатора позволяют сохра¬
нить постоянное напряжение на низкой стороне при изме¬
нениях напряжения на высокой стороне. Сила тока, проходя¬
щего через электрод, составляет 70—100 ампер.Электрический ток, проходя через электрод, установленный
в печи, разолревает его и от раскаленного током электрода,
окружающая его шихта нагревается до температуры 1000°, не¬
обходимой для того, чтобы началась реакция азотиро¬
вания.Присоединение электродов цианамидных печей производится
между фазой и нулем. Так как печи работают периодически,
т. е. в каждый отрезок времени находится под током только
часть печей, то представляется возможным все печи разбить на
отдельные одновременно работающие группы. Подобное распре¬
деление печей на группы позволяет удобно использовать трех-
фаэный ток для нагревания однофазных печей. Это осуще¬
ствляется таким образом, что одновременно работающие печи
разбиваются на три группы и каждая из последних включается
межд одной из фаз и нулем.Благодаря такому способу питания цианамидных печей мощ¬
ность устанавливаемого ступенчатого трансформатора может
быть незначительной.Медные шины, подводящие ток от трансформатора, распо¬
лагаются на изоляторах вдоль стены отделения цианамидных
печей, откуда ток подается через распределительные шины к от¬
дельным печам. От трансформатора отводятся четыре шины, из
которых по трем идет фазовый электрический ток, а четвертая
шина является нулевой.Шины подводятся к распределительным щитам, обслуживаю¬
щим группу из нескольких печей (например десяти). Распре¬
делительные щиты имеют соответствующую измерительную и
контрольную аппаратуру, с помощью которой представляется
возможным следить за работой каждой печи. Для каждой
печи на щите устанавливается амперметр для определения силы
тока, рубильник, включающий печь; предохранитель, рассчитан¬
ный на максимальную силу тока, и сигнальная лампа, которая
загорается в том случае, когда прекращается питание током, что
бывает при перегорании или поломке электрода. Если прекра¬
щается подача тока, то посредством реле включается сигналь¬
ная лампа, и обслуживающий персонал имеет возможность найти
печь, в которой перегорел электрод с тем, чтобы поставить в ней
новый.К каждой цианамидной печи подводится одна шина, по ко¬
торой идет ток от одной из фаз, и другая шина от нулевого про¬
вода. К шинам присоединяются гибкие изолированные про¬189
Пружинная клемма __
\3Aekmpodoicptkame7iiЖвЛГЗЬвЯ
utaii6a'\Асбестовая^,
проклавна 5ш,^чугунный келпакШ-Песочный затборДерейяннаяручка'Угольньнь.стерМт*Гра/ритобая-
/ mpySka''Асбестовая
прокладкивода, заканчивающиеся специальными держателями для эле¬
ктродов. Нижний держатель представляет собой чугунную от¬
ливку, имеющую форму воронки, в которую вставляется конец
электрода. Нижний держатель прикрепляется к печи с помощью
скобы с болтом, прижимающим его к дну печи. Для изоляциимежду дном печи и держателем
электрода прокладывается асбесто¬
вый картон. Верхний держатель
представляет собой пружинную
клемму, которая надевается на ко¬
нец электрода, выходящий из
крышки цианамидной печи. Для
изоляции прокладывается также
асбестовый картон, который при¬
жимается наложенной сверху же¬
лезной шайбой. На рис. 61 показа¬
на схема укрепления электрода в
цианамидной печи.На рис. 62 показан разрез отде¬
ления цианамидных печей, на ко¬
тором показана установка транс¬
форматора 1, цианамидных печей 2,
распределительных щитов 3 и дру¬
гого оборудования. Благодаря то¬
му, что печи установлены на осо¬
бых железных опорах, предста¬
вляется возможным производить
их обслуживание снизу. Печи от
железных конструкций изолируют¬
ся путем установки на асбоцемент¬
ные прокладки. Верх печи обслу¬
живается со специальной площад¬
ки 8, которая устраивается на уровне, удобном для выпол¬
нения основных операций по загрузке, выгрузке и кон¬
тролю за работой печей, т. е. на 300—400 мм. ниже верха
печи.4. Устройство для загрузки печейНазначенная к загрузке в цианамидную печь шихта предвари¬
тельно насыпается в специальную реторту (большой цилидриче-
ский пакет) из плотной бумаги, которая по наполнении взве¬
шивается и потом устанавливается в печь с помощью электри¬
ческого мостового крана 4.Наполнение реторты производится из бункера, в который
шихта загружается после ее размола в карбидной мельнице.
Загрузочное устройство (рис. 63) состоит из стального цилиндра,
устанавливаемого на железное кольцо, на которое предвари¬
тельно укладывается железное дырчатое днище, служащее осно¬
ванием реторты. На днище укладывается круг из бумаги,
а в стальной цилиндр вставляется бумажный пакет. В центре
цилиндра, где должен быть оставлен канал для электрода, уста-, НижнийэлектриВЬ»
~~ держатель.Рис. 61. Схема укреплеьия элек¬
трода в цианамидной печи.190
навливается железная труба диаметром 75 мм, укрепляемая сверху
с помощью кольца с распорками, укладываемого на цилиндр.
Реторта собирается на вагонетке, взвешивается на вагонеточных
весах и подвозится под загрузочный колпак.При сборке реторты и заправке бумажного пакета необхо¬
димо следить за тем,
чтобы на последнем не
образовывалось складок
и чтобы пакет не свер¬
тывался, Чтобы избежать
этого, следует прижать
края пакета к реторте
кольцом с имеющейся в
центре втулкой для тру¬
бы, устанавливаемой на
месте электрода. При
установке в реторту эта
труба должна обязатель¬
но попасть в отверстие
днища и одновременно
на специальную шпильку,
имеющуюся у вагонетки.Чтобы шихта не попада¬
ла в трубу, верх ее за¬
крывается деревянной
или бумажной пробкой.ЯребНаJpgSaКольцо с рас
/лодкамиСтальн.
цилиндрЬумагкн
пикетМслезн дырчатое днище
Рис. 63. Сборка реторты,Необходимо тщательно взвешивать реторту вместе с вагонет¬
кой до и после засыпки шихты. По разности веса определяется вес
-загруженной шихты. При работе с печами периодического дей¬
ствия вес загружаемой в реторту шихты составляет около 900 аг.192
Наполнение реторты шихтой производится через шнек, соеди¬
ненный с бункером и включаемый после установки вагонетки
с ретортой. На рис. 64 показано устройство для заполнения ре¬
торт. Устройство это состоит из опускающегося железного
колпака, пригнанного по возможности ллотно к стальному ци¬
линдру реторты. Для наблюдения за наполнением реторты ших¬
той внутренняя часть колпака освещается электрической лампоч¬
кой, а сам колпак имеет окошечко, через которое рабочий может
следить за степенью наполнения. Под колпак загрузочного устрой-Рис. 65. Устройстзо для подъема реторт и цианамидных блоков.ства во время наполнения • реторты шихтой впускается азот.
Наполненная реторта после взвешивания поднимается электри¬
ческим мостовым краном с помощью специального устройства
(рис. 65), имеющего форму решетки, которой охватывается
стальной цилиндр реторты или цианамидный блок. Снизу ре¬
шетка имеет в трех местах загнутые в виде крючков концы, с по¬
мощью которых захватываются выступы кольца, на котором
устанавливается наполненная реторта. Этой же решеткой захва¬
тывается кольцо в печи и находящийся на нем цианамидный блок.При надевании каркаса для подъема реторты с шихтой необ¬
ходимо следить за тем, чтобы все три крючка каркаса плотно
вошли в отогнутые уши железного кольца, на котором устано¬ХЗ Зак- 538. — Кузнецов.1S3
влена реторта. Подъем -реторты на двух крючках не допускается,
так как при ее перемещении с помощью крана она может выва¬
литься из поддерживающего ее каркаса. При подъеме и переме¬
щении реторты ни в коем случае не разрешается стоять около
нее или находиться под ней.При установке реторты в печь одновременно с подъемным
приспособлением вытаскивается из печи и стальной цилиндр,
после чего осторожно вынимается центральная труба, которая
оставляет канал для электрода. Захват подъемного приспосо¬
бления производится с помощью специального коромысла, ко¬
торое укрепляется на крюке электрического мостового крана.
На рис. 62 показан электрический мостовой кран 4 с приспосо¬
блением для подъема реторт и цианамидных блоков.Краном реторта перемещается вдоль здания цианамидных
печей и осторожно опускается в соответствующую печь. После
того как реторта правильно установлена, т. е. когда труба ре¬
торты совпадает с нижним отверстием печи, осторожно выни¬
мается стальной цилиндр и труба, на месте которой должен
остаться канал для электрода.5. Подача азота к цианамидньш печамАзот подается в отделение цианамидных печей с азотной
установки по трубопроводу, обычно прокладываемому под зем¬
лей. От введенного в здание коллектора отводятся отдельные
трубопроводы 5 (рис. 62), по которым азот подается к каждой
группе печей. От этих трубопроводов к каждой из печей де¬
лаются два отвода, по которым азот направляется в печь. Как
указывалось выше, азот должен поступать в цианамидную печь
на разной высоте, поэтому трубопроводы соединяются с печью
с диаметрально противоположных сторон на разных высотах.Трубопровод или коллектор имеет задвижку, которая откры¬
вается лишь тогда, когда надо подавать азот в цех. Каждая
групповая магистраль и каждый отвод к отдельной печи в свою
очередь имеют вентили, дающие возможность выключать подачу
азота в группу печей или в отдельную печь. Прекращение по¬
дачи азота в печь производится на время остановки печи, т. е.
на то время, когда реакция азотирования шихты закончена и
в печи происходит остывание цианзмидного блока, а затем
остывание самой печи после удаления ‘блока. Азот впускается
в загруженную печь после установки в ней крышки и электрода,
примерно за 5 мин. до включения электрического тока. Это'
делается для того, чтобы вытеснить имеющийся в печи воздух
и предотвратить этим возможность образования гремучей смеси,
которая при включении тока могла бы вызвать взрыв.Давление подаваемого к печам азота должно быть не менее
60 мм водяного столба. Для контроля давления в разных местах
трубопроводов устанавливаются водяные манометры.Учет поступающего в цианамидную печь азота производится
с помощью газовых часов или диафрагмы, устанавливаемой
в магистральном трубопроводе, по которому подается азот.
Диафрагма представляет собой вставленную в газопровод пла¬
стинку, имеющую в центре круглое отверстие. Пластинка сужи¬
вает сечение газопровода; этим увеличивается сопротивление
газовому потоку в этой части газопровода. При этом создается
разность давлений до и после диафрагмы. Эта разность давле¬
ний пропорциональна скорости газа в трубопроводе, а следова¬
тельно и количеству газа, проходящему в единицу времени.Разница давлений по обеим сторонам диафрагмы отмечается
диференциальньгм манометром. Диференциальный манометр
представляет собой стеклянную трубку наполненную жидкостью,
изогнутую в виде буквы U, или же жидкостной микроманометр
с наклонной трубкой, наполненной окрашенным спиртом
(рис. 66). Манометр соединяется с газопроводом одним
своим концом до диафрагмы, а другим — после диафрагмы.
Вследствие разницы давле¬
ний уровень жидкости в
трубке манометра будет
подниматься. Чем большее
количество азота пройдет
по трубопроводу, тем боль¬
шая разность давления бу¬
дет до и после диафрагмы
в трубопроводе, а следо¬
вательно тем выше будет
уровень жидкости в на¬
клонной трубке манометра.Прокалибрировав зара¬
нее диафрагму, т. е. опре¬
делив, какому количеству Рис- 66. Установка диференциального ма-
газа соответствует та или нометра.другая разность давления,возможно по показаниям манометра определить количество газа,
проходящего через трубопровод за единицу времени.Из счетчиков других систем, находящих применение в про¬
мышленности для учета количества газа, можно указать нз
трубу Вентури, а также на мокрые газовые счетчики или так на*
зываемые газовые часы.Как указывалось выше, требования к поступающему в циан¬
амидные печи азоту бывают весьма жесткие в части содержания
примесей. Чистота азота должна быть не менее 99,8% и содер¬
жание примесей: кислорода — не более 0,2% и влаги — не
более 0,05 г/м3.6. Приготовление электродов и пакетовДля нагревания цианамидных печей пользуются электродами,
которые склеиваются на заводе из угольных стержней и графи¬
товых трубок. Сборка электродов производится в мастерской,
которая устраивается обычно при цианамидном цехе.Угольные стержни, являющиеся основным нагревающим
элементом электрода, берутся длиной 1385 мм и толщиной Юмм13*1S5
с отверстием внутри в 2 мм. Графитовые трубки берутся толщи¬
ной 20 мм с внутренним отверстием в 10 мм. Верхняя трубка
имеет длину 350 мм, а нижняя 250 мм. Склеивание графитовых
трубок с угольным стержнем производится с .помощью замазки
из жидкого стекла с графитовым порошком. После склеивания
электроды подсушиваются и укладываются в специальные ящики,
в которых переносятся на площадку цианамидных печей, где
производится их установка в печь, после того как в последнюю
загружена реторта с шихтой и поставлена крышка.В этой же мастерской производится склеивание пакетов для
реторт. Пакеты оклеиваются определенных размеров, которые
соответствуют размерам стального цилиндра, которым поль¬
зуются .при наполнении реторт. Эти пакеты представляют собой
бумажные цилиндры, которые после установки реторты в печи
и удаления стального цилиндра должны удерживать шихту,
препятствуя ее разваливанию, т. е. не .разрываться от давления
загруженной шихты. Эти требования вызывают необходимость
пользоваться для изготовления пакетов очень крепкой бумагой,
которая не должна разрываться после вытаскивания стального
цилиндра.Для приготовления пакетов пользуются поэтому «кабельной»
или «гильзовой» бумагой, из которой получаются достаточно
прочные пакеты. Если бумага берется не достаточно прочной,
то пакет склеивается из нескольких слоев бумаги или в реторту
укладываются два пакета.После склеивания пакеты должны быть хорошо просушены.
Ни в коем случае не разрешается производить наполнение
шихты во влажные пакеты, так как <в этом случае начинается
разложение карбида кальция с выделением ацетилена. От повы¬
шения температуры при разложении шихты; может наступить
воспламенение ацетилена и взрыв образующейся из него грему¬
чей смеси.Во время азотирования бумажная реторта, установленная
в печи, обугливается. Образующийся в печи цианамид кальция
получается в форме блока. Поступающий в печь азот в начале
реакции проходит по каналу вдоль электрода, где и начинается
азотирование шихты. По мере обугливания бумажной реторты
азот начинает проходить через нее и реакция распространяется
по всей поверхности загруженной шихты.7. Работа цианамидной печиРабота цианамидной печи складывается из следующих опера¬
ций: загрузки печи, процесса азотирования, охлаждения циан-
амидного блока в печи и охлаждения печи после вытаскивания
блока.Перед загрузкой печи необходимо произвести проверку
вводов азота в печь (имеется ли свободный проход азота),
а также песочных затворов у крышек путем их взрыхления,
добавки в них песка и удаления случайно попавших кусочков'
цианамида кальция и электродов.J96
Сама печь также должна быть очищена от кусков цианамида
кальция, оставшихся после выгрузки предыдущего блока. За¬
грузка реторты с шихтой в печь может производиться лишь
в том случае, когда последняя в достаточной степени остыла и
температура ее стенок не превышает 100°. Если производить
загрузку в более горячую печь, го может произойти воспламе¬
нение пакета и его разрушение, что приведет к разваливанию
блока и к ухудшению условий азотирования.При загрузке реторты в печь необходимо следить за тем,
чтобы центральное отверстие печи точно совпадало с отверстием
реторты. Это проверяется с помощью специально вставленного
в трубу прутка, который должен попасть в отверстие дна печи.
Только после этого можно сажать реторту в печь, причем пруток
должен свободно вращаться в обоих отверстиях, т. е. в отвер¬
стии дна печи и отверстии дна реторты.Только ;после этого возможно приступить к вытаскиванию
этой трубы. Перед вытаскиванием трубы шихту возле нее не¬
обходимо слегка уплотнить.Перед тем как закрыть печь крышкой, отбирается, с по¬
мощью стеклянной трубки, проба шихты в банку; в последнюю
ссыпаются пробы от 5 печей. На отобранной пробе указываются
номера печей, от которых она взята.Если загруженная реторта с шихтой рассыпается в печи, то
следует опорожнить печь через нижнее отверстие, высыпая
шихту в сухие барабаны- Шихта, высыпанная из печи, исполь¬
зуется для наполнения новых реторт.После отбора проб печь закрывается крышкой, в отверстие
которой вставляется электрод, зажимаемый в электрододержа-
телях.При укреплении низа электрода в стаканчике электрододер-
жателя необходимо предварительно прочистить последний и
подложить асбестовый кружок с отверстием. При зажимании
стаканчика винтом под головку винта необходимо также поло¬
жить аобест.После установки электрода верхнее отверстие в крышке циан-
амидной печи закрывается стаканчиком, на который уклады¬
вается кусок асбеста с отверстием, равным диаметру трубки
электрода Сверху асбест прижимается наложенной железной
шайбой. После этого на свободный конец трубки электрода
надевается электрододержатель таким образом, чтобы он лежал
на железной пластинке.После установки электрода в печь пускается азот. Продувка
печи азотом продолжается в течение 5 мин. Это делается для
того, чтобы удалить находящийся в печи кислород и предотвра¬
тить этим взрыв гремучей смеси, которая может образоваться
от разложения карбида кальция влагой воздуха- После такой
продувки включается ток, который начинает нагревать электрод,
а через него и шихту.Во время нагревания печей электрическим током надлежит
следить за показаниями амперметров, находящихся под током
печей. У нормально работающей цианамидной печи сила тока197
должна быть от 70 дс. 100 ампер. Если сила тока больше, то это
означает, что в печи пр изошло короткое замыкание. В этом слу¬
чае следует проверить установку электрода. Понижение силы
тока против указанного означает, что произошло обгорание
электрода и что последний следует сменить.После того как окружающая электрод шихта нагреется до
температуры начала реакции, что обычно достигается через3—4 часа после включения тока, начинается поглощение азота,
вступающего в реакцию с карбидом. Нагревание шихты электри¬
ческим током необходимо до того момента, пока не начнет вы¬
деляться достаточное количество тепла от самой реакции,
обеспечивающее в дальнейшем нормальное прохождение реак¬
ции без нагревания. Практикой установлено, что продолжи¬
тельность нагревания электрическим током зависит от состава
шихты. Чем богаче шихта карбидом кальция, тем меньше вре¬
мени требуется для ее нагревания. При более продолжительном
нагревании происходит перегрев шихты и разложение образую¬
щегося цианамида кальция, что приводит к снижению содержа¬
ния в нем связанного азота.После выключения тока реакция азотирования продолжается
за счет выделяемого тепла реакции.Азот подается в печь по двум трубам, подведенным на
разных высотах с противоположных сторон и в избыточном коли¬
честве для того, чтобы загруженная в печь шихта находилась
всегда в атмосфере азота и исключался подсос в печь воздуха.
Избыточный азот выходит из печи через специально установлен¬
ную в крышке продувочную трубу. Вместе с избыточным азотом
из печи удаляются образующиеся в ней газы (например ацети¬
лен, получающийся от разложения карбида кальция следами со¬
держащейся в азоте влаги).Давление азота в печи должно поддерживаться в течение
всего процесса азотирования в пределах 60—70 мт масляного
столба U-образного манометра, установленного на продувочной
трубе крышки печи. В случае прекращения подачи азота необ¬
ходимо отключить разогревающиеся печи от тока и закрыть все
вентили у печей и на стояках азотопровода, а также все отвер¬
стия печей. Если печь проработала под азотом не менее
18 час., то не обязательно закрывать отверстия, так как в этом
случае реакция будет продолжаться за счет поглощения азота
из воздуха. При возобновлении подачи азота необходимо:
открыть вентили на стояках азотопровода и у печей, убедиться
по манометру о наличии азота в печи, продуть печь в течение
5 мин. азотом и лишь после этого включить электрический
ток.В различные стадии процесса азотирования поглощение азота
происходит неодинаково. В первую очередь азот начинает погло¬
щаться в центральном канале реторты, где установлен электрод,
так как температура в этой части бывает наиболее высокая.
Далее реакция азотирования начинается с наружной поверхности
и переходит к середине реторты. О температуре нагревания в раз¬
личных местах реторты в разные периоды' работы печи можно су¬198
дить .по диаграмме на рис. 67. По горизонтальной оси диаграммы
отложено время в часах, а по вертикальной — температура на¬
грева и давление азота в печи в мм масляного столба при за¬
крытых кранах азотопровода. На диаграмме показаны темпера¬
туры шихты: в середине, внутри и на поверхности. Как видно из
диаграммы, температура поднимается наиболее быстро в сред¬
ней части реторты, т. е. в том месте, где установлен электрод
и где начинается реакция азотирования. Поглощение азота
шихтой показано пунктирной линией. Наиболее интенсивное
поглощение азота начинается через 12 час. после нагрева шихты
электрическим током и заканчивается через 20—24 часа.(DSOv«0o'• HOCtoco* SCO
850
§,700I see
£500
' 400
, 388
X 280
<00C l. 2 3 4 5 S 1 8 9 10 П 1? 13 14 IS IS 17 18 <9 20 2\ 22 23 24 ?5 2Б 27^8 29 30 31 Vac*Рис. 67. Диаграмма работы цианамидной печи.Конец реакции определяется с помощью U-образного масля¬
ного манометра, установленного на крышке цианамидной печи.
Для этого закрывают вентили азотопроводо® и продувочную
трубу, установленную в крышке печи, после чего, следя за мано¬
метром, определяют, происходит ли поглощение азота в печи.
Когда поглощение азота прекратилось, реакция азотирования
может считаться законченной. После окончания реакции прекра¬
щают подачу азота в печь и снимают с нее крышку для того,
чтобы дать возможность остыть цианамидному блоку.Общая продолжительность работы печи от момента загрузки
реторты до выгрузки блока определяется от 36 до 48 час., при¬
чем за этот промежуток времени шихта нагревается током в те¬
чение 3—9 час. После окончания реакции образовавшийся циан-
.амидный блок охлаждается в печи при снятой крышке в течение
6—8 час. Когда горячий блок цианамида кальция вынут из печи,
последняя охлаждается без блока в течение еще 4—6 час.Отключение печи от тока производится рубильником, поме¬
щенным на щите. После выключения тока из печи вынимается169
электрод, а отверстие стаканчика закрывается куском асбесто¬
вого картона с грузом. Перед '.прекращением подачи в печь азота
закрывают вентили на трубопроводах, по которым азот подается
в печь, после чего закрывается вентиль на стояке трубы, подают
щей азот « группе печей.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Каким химическим уравнением может быть выражена реакция обра¬
зования цианамида кальция?2. Как называются реакции, которые протекают с выделением тепла?3. При какой температуре протекает реакция азотирования карбида
кальция?4. С какой целью применяются добавки хлористого кальция и плавико¬
вого шпата?5. Как влияет содержание карбида кальция в шжхте на качества
получаемого цианамида кальция?6. Какая температура должна быть в цианамндной печи ври ее нор¬
мальной работе?7. Чем регулируется температура реакции в цианамндной печи?8. В течение какого времени следует производить азотирование с нагре¬
ванием током?9. Какими цнанамидными печами пользуются в промышленности?10. Как укрепляется электрод для нагревания циаиамидной печи?11. Когда можно включать электрический ток в цнанамидную печь?12. Как производится сборка реторт цианамндной печи периодического
действия?13. Каким образом определяется конец реакции азотирования?14 Что надо сделать, если реторта развалится в печи при ее уста¬
новке?15. Как влияет чрезмерное повышение температуры в цианамндной
печи на качество получаемого продукта?16. Для чего производят взвешивание реторты при ее наполнении и
взвешивание готового цианаммдного блока?17. Из чего складывается период времени работы цианамндной печи
периодического действия?18. Какое минимальное давление должен иметь азот, подаваемый
в цианамидные печи?еГЛАВА VОХЛАЖДЕНИЕ ЦИАНАМИДА КАЛЬЦИЯОхлаждение блоков полученного в печах цианамида кальция
производится в специальном помещении, примыкающем обычно
к печному отделению. Если цианамид кальция получается
в форме цилиндрических блоков, то последние вытаскиваются из
печей в раскаленном виде при температуре 500—600° с помощью
выше ошисанного устройства, имеющего форму .решетки, которой
охватывается цианамидный блок. Внизу продольные направляю¬
щие решетки загнуты в виде крючков, которыми и захваты¬
ваются выступы железного кольца, на котором стоит в печи
цианамидный блок.200
Если цианамидный блок разваливается в печи, то вытащить*
его с помощью подъемного устройства не представляется воз-,
можным. В этом случае вытаскивание производится с помощью»
специальной штанги, т. н. «центра», которая вставляется в канал,
остающийся в середине печи в месте, где был установлен эле¬
ктрод. Штанга имеет снизу утолщение, которое входит в отвер¬
стие, имеющееся в середине железного дырчатого листа, на ко¬
тором стоит блок. Через нижнее отверстие в днище печи, в дыру,,
имеющуюся в нижней части штанги, вставляется изогнутый-
кусок круглого железа, который не позволяет утолщенному
' концу штанги пройти обратно через отверстие в середине листа;,
поэтому при подъеме штанги железный лист захватывает и
установленный на нем развалившийся цианамидный блок.Горячий блок цианамида кальция поднимается из печи эле¬
ктрическим мостовым краном и ставится на специальную ваго¬
нетку, установленную в овою очередь на другой вагонетке 6, взве¬
шивается и отвозится в отделение охлаждения (рис. 62). По-
увеличению веса цианамидного блока в сравнении с весом за¬
груженной в печь шихты можно судить, на сколько полно прошла
реакция азотирования.В отделении охлаждения блоки цианамида 7 остывают до тем¬
пературы окружающего воздуха. Это отделение представляет-
собой длинное помещение с рельсовыми путями, по которым
медленно перемещаются вагонетки с блоками. Вагонетки пере¬
двигаются при помющи особого устройства, представляющего-
собой цепь с укрепленными на ней захватами, которыми заце¬
пляются укрепленные на раме вагонетки пластины. Привод в дей¬
ствие устройства для перемещения вагонеток производится при
помощи электромотора с редуктором, установленного в однош
конце отделения охлаждения. Один из рельсовых путей пред¬
назначен для порожних вагонеток, которые передвигаются’
вручную в тот конец помещения, откуда поступают горячие
блоки цианамида кальция.Отделение охлаждения представляет собой холодное здание,,
устраиваемое обычно из волнистого железа, снабженное хорошей’
вентиляцией. Последняя осуществляется с помощью вытяжных
шахт или фонарей. Желательно устраивать отделение охлажде¬
ния с теневой стороны здания цианамидных печей. Обычно это-
отделение примыкает к продольной стене здания цианамидных
печей. При определении площади помещения охлаждения
исходят из производительности цианамидного цеха, т. е. из.
числа блоков, которое требуется охлаждать в сутки, « необхо¬
димой продолжительности их охлаждения. Остывание блоков:,
до температуры окружающего воздуха продолжается, в зави¬
симости от времени года, от 16 до 30 час. Остывшие блоки
направляются дальше по рельсовому пути в отделение дробления;:
и размола, в котором и производится их измельчение. Для облег¬
чения перемещения вагонеток с блоками по рельсовому пути из-;
отделения охлаждения к дробилке путь устраивается обычно
с небольшим уклоном.При производстве цианамида кальция в канальных печах ци-20L
анамидные блоки получаются в виде больших прямоугольных
кусков и охлаждаются в тех же железных ящиках, в которых
они получились.Охлаждение цианамида кальция при получении его в виде
порошка или спекшихся кусков (что имеет место в печах шахт¬
ного типа) производится в специальных вращающихся бараба¬
нах, орошаемых с наружной поверхности водой. В этом случае
не требуется установки дробилок и охлажденный цианамид
кальция «дет из барабанов непосредственно в мельницу.ГЛАВА VIДРОБЛЕНИЕ И РАЗМОЛ ЦИАНАМИДА КАЛЬЦИЯ1. Аппараты для дробления и размолаДробление охлажденных блоков цианамида кальция произво¬
дится в специальной щековой дробилке типа Блека. Дробилка
для цианамида кальция берется больших размеров для того,
чтобы возможно было производить ее загрузку большими кус-
.ками цианамида. Так как цианамид кальция является более мяг-
жим материалом, чем карбид кальция, то дробилки для него де¬
ваются такой конструкции, чтобы подвижная челюсть дробилки
.двигалась не только навстречу неподвижной челюсти, но и со¬
вершала движение вдоль нее. При таком движении челюсти
происходит не то лык о раздавливание кусков цианамида кальция,
л'о и их растирание. Такое движение подвижной щеки дробилки
осуществляется при помощи эксцентрикового вала, на котором
•■она укрепляется. В остальном дробилка имеет такое же устрой¬
ство, как и дробилка для дробления карбида кальция- Описание
такой дробилки и соответствующий рисунок были даны выше
-в разделе «Дробление карбида кальция».Подача блоков цианамида кальция к дробилке производится,
:как указывалось выше, по рельсовому пути, имеющему небольшой
;уклон в сторону дробилки. Сбрасывание блоков производится
с помощью специального опрокидного устройства. Последнее
состоит из рамы, захватывающей железное кольцо, на котором
стоит блок. Когда кольцо зажато в раме, один конец последней
^поднимается с помощью троса, наматываемого на небольшую
ручную лебедку. Тогда блок опрокидывается на колосниковую
решетку дробилки. При падении он разбивается на куски, кото¬
рые постепенно сбрасываются в дробилку. Более мелкие куски
■проваливаются через колосниковую решетку перед дробилкой и
;по специальной течке направляются непосредственно в элеватор
.для дробленого цианамида кальция. В щековой дробилке циан¬
амид кальция дробится до кусков величиной 40—45 мм и затем
поднимается ковшевым элеватором, заключенным в герметиче¬
ский железный кожух, в бункер, установленный над мельницей,202
Б которой производится его размол. Подача дробленого циан¬
амида кальция из этого бункера производится питателем, уста¬
новленным на спускной трубе (течке) бункера.Размол цианамида кальция производится преимущественно
в трубчатых мельницах, аналогичных мельницам для карбида
кальция. Эта мельница представляет собой цилиндр, разделенный
внутри на два или больше отделений. Стенки мельницы выло¬
жены стальными панцырными плитами, прикрепляемыми при по¬
мощи болтов к корпусу мельницы. Между отделениями мель¬
ницы имеются специальные перегородки.Размол производится стальными стержнями диаметром 40 мм,
укладываемыми внутрь мельницы через особые люки. В зависи¬
мости от намечаемой тонины помола в мельницу укладывается
большее или меньшее число стержней. Если цианамид кальция
предназначается для целей удобрения, то он размалывается до
тонины, при которой на сите, имеющем 400 отверстий на 1 см2,
остается около 16%- Для получения такой тонины помола, при
производительности мельницы около 2000 кг в час, в первую ка¬
меру мельницы укладывают 85 стержней весом 2100 кг и во вто¬
рую— 70 стержней весом около 1700 кг. Таким образом, общее
наполнение мельницы составит около 3800 кг. Если цианамид
кальция назначается на переработку в качестве сырья, то тре¬
буется более тонкий помол, для чего число укладываемых в мель-,
ницу стержней увеличивается. Производительность мельницы
при этом -несколько снижается. Например, когда хотят получить
на сите с 900 отверстиями на 1 сж2 не 25%, а 10% остатка, тре¬
буется добавить :в мельницу 10% стержней от всего количества.
Для получения 5% остатка надо добавить 15% размалывающих
стержней. Вращение мельницы осуществляется, как и у карбид¬
ной мельницы, отдельным электромотором с редуктором.Так как в цианамиде кальция остается от 2 до 3% неразло-
женного карбида, то эта мельница, так же как и все устройства
Для транспортирования цианамида, снабжена предохраните¬
лями на случай взрыва. В целях (безопасности работы размол
цианамида кальция необходимо производить в атмосфере азота.Размолотый цианамид кальция в виде тонкого порошка высы¬
пается через сито, имеющееся на выходном конце мельницы, и
по специальной трубе направляется в шнек, которым и передается
дальше. Если цианамид кальция назначается для целей удобре¬
ния, то после размола он направляется в отделение обработки
маслом и водой. Если же цианамид должен быть использован
для получения других химических продуктов, то он не подвер¬
гается обработке водой и маслом.Размол цианамида кальция сопровождается сильным выделе¬
нием пыли, раздражающей слизистые оболочки носа, горла и
глаз и действующей вредно на человеческий организм. Поэтому
(Дробилки, элеваторы и бункеры соединяются с помощью венти¬
ляционных труб с установкой для улавливания пыли, а именно
с рукавным фильтром типа Бетта.Остающиеся в мельнице после размола куоки цианамида каль¬
ция, т. н. «орехи», собираются и перевозятся в отделение размола203
карбида кальция, где они загружаются вместе с плавиковым шпа¬
том в бункер, из которого поступают потом в карбидную мель¬
ницу.2. Обслуживание аппаратов для дробления и размолаДля дробления цианамидный блок подается на вагонетке по
рельсам к колосниковой решетке дробилки, железное кольцо, на
котором стоит блок, запирается в раму опрокидного устройства,
после чего производится опрокидывание блока. Перед опроки¬
дыванием блока у дробилки необходимо снять с него бирку, ука¬
зывающую, из какой печи он вынут, и обмести пыль с его по¬
верхности. После опрокидывания блока с вагонетки снимают
железное кольцо и днище, сметают с них пыль и вагонетку
откатывают по рельсам дороги охлаждения.При сбрасывании кусков цианамида кальция в дробилку не¬
обходимо следить за тем, чтобы в нее не могли попасть посторон’
ние предметы: куски железа, лом, кувалДа и т. д. В случае по-
■падания железных ‘предметов в дробилку последнюю необходимо
немедленно остановить, выключив мотор.При разбивании цианамидных блоков кувалдой необходима
убедиться в ее исправности и соблюдать осторожность, так как
разваливающиеся куски могут придавить ноги. Работу по разби¬
ванию блоков и загрузке кусков цианамида кальция в дробилку
следует производить в респираторе, рукавицах и очках. Стоять
около вагонетки при опрокидывании блока и помогать его опро¬
кидыванию руками или короткими ломами запрещается. В слу¬
чае попадания цианамида кальция в глаза ни в коем случае нельзя
промывать их водой, так как можно ослепнуть. Следует неме¬
дленно обратиться в медицинский 'пункт для промывки глаз ва¬
зелином.Перед пуском дробилки производится смазка всех подшипни¬
ков. Пуск дробилки разрешается производить только при ра¬
ботающем элеваторе. Перед пуском дробилки необходимо про¬
верить, нет ли завала в приямке элеватора. В случае .поломки
дробилки, обрыва цепей элеватора, нагрева подшипников или дру¬
гих неисправностей — дробилку следует немедленно остановить.При работе дробилки необходимо следить за смазкой тру¬
щихся частей дробилки, а также за герметичностью элеватора
и рукавного фильтра. Наличие смазки в подшипниках и отсут¬
ствие нагревания их надо проверять не реже 1 раза в 2 часа.
В случае сильного нагревания подшипников, стука в дробилке
или в элеваторе, обрыва ремня и других неполадок следует
также немедленно остановить дробилку.При размоле цианамида кальция в мельнице необходимо сле¬
дить за герметичностью аппаратуры, не допуская выбивания пыли
из мест соединений, и за исправным состоянием ограждений и.
механизмов- Во время работы мельницы необходимо следить за
равномерностью питания, давлением азота, а также не реже чем
через каждые 2 часа проверять, не нагреваются ли подшипники.,
Продолжительность непрерывной работы мельницы не должна пре-
вышать 7 час., после чего она должна останавливаться для,
охлаждения.Через каждые 15 мин. из течки, выпускающей размолотый
цианамид в шнек, берутся пробы размолотого цианамида каль¬
ция. Взятые за одну смену пробы собираются в одной банке,
которая и направляется для анализа в лабораторию.При пуске размольной установки соблюдается следующий
порядок: сначала пускается элеватор, затем шнек, которым раз¬
молотый цианамид передается в элеватор, и лишь после этого
пускается мельница.При остановке мельницы сначала закрывается ее питатель, за¬
тем выключается мотор, далее останавливаются шнек и элеватор.
Перед остановкой цианамндной мельницы она должна прора¬
ботать без загрузки вхолостую в течение 10 мин. при остано¬
вленном элеваторе, но при действующей вентиляции. >КОНТРОЛЬНЫЕ ВОПРОСЫ1. До какой температуры необходимо охлаждать цианамидные блоки?2. Как производится опрокидывание цианамчидных блоков на колоснико¬
вую решетку перед дробилкой?3. Почему нельзя подталкивать цианамидный блок коротким ломиком
или руками при его опрокидывании?4. Чем отличается циаяамицная дробилка от карбидной дробилки?5. Как подаются куски цианамида кальция в мельницу?6. Как устроена цианамидная мельница?7. До какой тонины помола размалывается цианамид кальция?8. Какими аппаратами производится отсасывание пыльного воздуха
при дроблении и размоле цианамида кальция?9. Для чего необходимо встряхивание рукавов в рукавном фильтре?10. Каким аппаратами пользуются для транспортирования размолотого
цианамида кальция?11. Куда направляются «орехи» цианамида кальция, получающегося при
его размоле?12. Каким образом удаляется из печи развалившийся цианамидный блок.©ГЛАВА VIIПРИГОТОВЛЕНИЕ ТОВАРНЫХ СОРТОВ
ЦИАНАМИДА КАЛЬЦИЯ1. Обработка цианамида кальция масломТак как тонкоразмолотый цианамид кальция сильно пылит и
пыль влияет вредно на организм человека, то применение его
в таком виде для целей удобрения не представляется возмож¬
ным. Чтобы получить непылящий продукт, цианамид кальция
обрабатывают маслом или выпускают в гранулированном виде.При обработке цианамида кальция маслом в количестве от 3
до 5% от его веса отдельные частицы продукта связываются и
при последующем рассеивании .в поле не дают пыли. Для этой
цели употребляется наиболее дешевое минеральное масло с тем¬
пературой воспламенения не ниже 100°. Это требование предъ-205
является по той причине, что при обработке цианамида кальция
маслом и водой происходит повышение температуры, что при
работе с минеральным маслом, имеющим низкую температуру
воспламенения, может привести к вспышке в аппарате.Полученный цианамид кальция содержит обычно от 2 до 3%
карбида кальция. Так как при дальнейшем хранении карбид
кальция будет разлагаться влагой воздуха с образованием аце¬
тилена, что представляет определенную опасность, то цианамид
кальция, идущий для целей удобрения, обрабатывается обычно
кроме масла также водой в количестве 2—3% для разложения
оставшегося в нем карбида кальция.Обработка цианамида кальция маслом и водою производится
одновременно во вращающихся на роликах железных барабанах,
куда поступает размолотый продукт, и вспрыскивается необхо¬
димое количество масла и воды.Поступление цианамида кальция в барабаны регулируется
питателем, имеющим форму вращающихся зубчатых роликов.
Путем изменения расстояния между роликами представляется
возможным регулировать количество подаваемого в барабан
цианамида кальция.Барабан имеет внутри расположенные по спирали направляю¬
щие ребра, при помощи которых цианамид кальция при враще¬
нии барабана перемещается к выходному отверстию. Необходи¬
мое количество воды и масла по отдельным трубочкам подается
к тому месту барабана, куда поступает размолотый цианамид
кальция. При вращении барабана происходит смешивание воды
и масла с цианамидом кальция; при этом содержащийся в циан¬
амиде кальция карбид кальция разлагается с выделением аце¬
тилена, а отдельные частицы цианамида кальция связываются
маслом.Так как при разложении карбида кальция водой происходит
повышение температуры, то барабаны снаружи охлаждаются
водой.Выделяющийся ацетилен вместе с пылью вытягивается из ба¬
рабана вентилятором, установленным около барабана, и напра¬
вляется в особую камеру, где пыль осаждается. Потери циан¬
амида кальция в виде пыли при обработке маслом и водой
составляют около 1%.Чтобы определить качество полученного цианамида кальция
в отношении его обеспыливания, берут совком пробы обрабо¬
танного маслом продукта и производят его распыление.
Если он падает на пол, не выделяя пыли, можно считать,
что прибавлено достаточное количество масла. При обработке
не следует давать излишнего масла, так как это ведет лишь
к удорожанию 'Продукта. Для определения полноты разложения
остаточного карбида кальция обработанный маслом продукт
бросают в ведро с водой; при отсутствии выделения ацетилена
продукт можно считать безопасным.Ввиду того что при обработке цианамида кальция водой вы¬
деляется значительное количество ацетилена, вся аппаратура для
этой обработки, т. е. барабаны и шнеки для транспортирования,£06
оборудуются предохранительными устройствами на случай
взрыва с целью предохранения аппаратуры от повреждения
Предохранители представляют собой пластины из картона раз¬
мером примерно 200 X 300 мм, вставленные в специальные отвер¬
стия, имеющиеся в аппаратуре. Вслучае взрыва картон разры¬
вается и аппаратура остается не поврежденной.Обработанный маслом и водой цианамид кальция при по¬
мощи шнеков, элеваторов и транспортных лент передается в от¬
деление, где производится его упаковка в мешки, или же наь
склад, где он хранится в кучах.2. Гранулирование цианамида кальцияЦианамид кальция выпускается иногда в гранулированном^
виде, т. е. в виде небольших искусственно приготовленных ку¬
сочков (зерен) размером 2—5 мм. Получение гранулированного*
продукта распадается на две последовательные операции: обра¬
ботку водой (гидратацию) и собственно грануляцию.На :рис. 68 показана схема производства гранулированного
цианамида кальция. Первая операция состоит в добавлении
к поступающему после размола цианамиду кальция небольшогоРис. 68. Схема производства гранулированного цианамида
кальция.количества воды, достаточного для гашения содержащейся в нем
извести и для разрушения остатков карбида, который всегда-
содержится в нем в небольших количествах. Эта операция про¬
изводится в непрерывно действующих мешалках 2, в которые
цианамид подается после размола шнеком 7. После обработки
водой материал передается ленточным транспортером 3 в аппа¬
рат 4, представляющий собой ряд расположенных друг над дру¬
гом площадок (полок) с движущимися гребками. Цианамид,
кальция в течение примерно 2 час. выдерживается на площадках
аппарата без размешивания для того, чтобы полностью закон¬
чился процесс гашения извести. После этого он энергично пере¬
мешивается и с помощью шнека 5 и элеватора 6 передается
в непрерывно действующие мешалки 7, в которых производится207
вторая операция, заключающаяся в новой добавке воды для по¬
лучения массы, способной гранулироваться.По выходе из мешалок цианамид кальция передается ленточ¬
ным транспортером 8 к грануляторам 9, представляющим собой
нечто вроде вальцовки с двумя вальцами (цилиндрами), из ко-
•торых один полый и имеет дырчатую поверхность. С помощью
пружин цилиндры прижимаются друг к другу по образующей.
Когда материал в мешалках доведен до желаемой консистенции,
его вводят между цилиндрами гранулятора. Цианамид кальция
^продавливается через отверстия внутрь цилиндра, превращаясь
при этом в зерна, имеющие форму палочек. При вращении ци¬
линдра эти зерна (гранулы) удаляются из внутренней его части
транспортером 10.По выходе из гранулятора цианамид кальция ленточным
транспортером передается в сушильное отделение. После сушки,
продолжающейся около 12 час, готовый продукт может быть
упакован ,в мешки.Наряду с указанным типом грануляторов имеются установки
по грануляции цианамида кальция, состоящие из системы шне¬
ков с лопатками и с установленными над ними капельницами, >
по которым подается вода. При этом типе грануляторов прихо¬
дится производить отсев гранулированного продукта и дробле¬
ние частично образующихся больших кусков.При грануляции цианамида кальция, вследствие частичного
разложения его водой, несколько снижается содержание <в нем
связанного азота.3. Контроль производстваКачество получаемого цианамида кальция зависит в значи¬
тельной степени от качества применяемых для его производства
исходных материалов. Примеси, имеющиеся в последних, пере¬
ходят в цианамид кальция, загрязняя получаемый продукт, а не¬
которые примеси являются вредными для производства, так как
затрудняют процесс азотирования карбида кальция в цианамид¬
ных печах.Главнейшим сырым материалом для производства цианамида
кальция является карбид кальция. От его качества за висит
в значительной степени качество получаемого цианамида каль¬
ция, поэтому в производстве последнего важным моментом кон¬
троля является определение литража карбида, на основе чего и
■составляется расчет шихты.В плавиковом шпате, которым пользуются в качестве до¬
бавки, определяются влажность и содержание фтористого каль¬
ция. В азоте определяется содержание кислорода.Качество получаемого цианамида кальция определяется путем
анализа проб, отбираемых после его размола или же после
обработки маслом и водой. При отборе проб упакованного про¬
дукта от каждой партии до 50 мест (барабанов или мешков)
отбирают 10%, но не менее 2 мест, а от партии в 50 мест и более-508
отбирают 5%. Пробы отбираются от каждого сорта в отдель¬
ности. Отбор проб должен производиться в сухом закрытом по¬
мещении и по возможности быстро.В отобранных пробах производятся следующие определения:1. Определение тонины помола, что производится на наборе
специальных сит из проволочной ткани. Верхнее сито имеет
144 отверстия на 1 еда2, а нижнее 400 отверстий на 1 с/и2. Тонина
помола определяется путем взвешивания остатков на ситах
после просеивания в течение 15—20 мин. и выражается в про¬
центах от веса взятой навески цианамида кальция.2. Определение содержания карбида кальция в размолотом
цианамиде кальция производится с помощью специального при¬
бора, который состоит из колбы, соединенной с газоизмеритсль-
ной бюреткой емкостью 300 с/и3, которая в свою очередь соеди¬
нена с уравнительной склянкой, наполненной раствором хлори¬
стого натрия, насыщенного ацетиленом. Процесс определения
заключается в том, что навеска цианамида кальция в 50 г высы¬
пается в колбу; последняя закрывается резиновой пробкой с ка¬
пельной воронкой и соединяется с измерительной бюреткой.
После установки уровня жидкости в бюретке на нуде путем
изменения высоты подъема уравнительной склянки в колбу через
капельную воронку наливается 150 с/и3 насыщенного ацетиленом,
раствора хлористого натрия. При этом происходит разложение
имеющегося в цианамиде кальция карбида кальция. Количество
выделившегося ацетилена отсчитывается по измерительной бю¬
ретке и по количеству ацетилена, пересчитанному на 0° и 760 лш
ртутного столба, находят содержание карбида кальция.3. Определение содержания азота в цианамиде кальция про¬
изводится по способу Кьельдаля.4. В умасленном цианамиде кальция определяется содержание
минерального масла путем экстракции его бензолом в специаль¬
ном аппарате Сокслета.Ф КОНТРОЛЬНЫЕ ВОПРОСЫ1. Какие товарные сорта цианамида кальция выпускаются на рынок?2. Для чето производится обработка цианамида кальция маслом н
водой?3. В каких аппаратах производится обработка цианамида кальция мас¬
лом а водой?4. Происходят ли повышение или понижение температуры при обра¬
ботке цианамида кальция маслом и водой?5. Что происходит с цианамидом кальция при его обработке масломи водой?6. Имеет ;ш цианамид кальция после гранулирования то же количество
связанного азота, которое он имел до процесса грамулнрования?7. Какие определения производятся при анализе цианамида кальция?8. Какую опасность представляет остаток карбида кальция в циан- ,
амиде кальция?9. Какими транспортерами передается цианамид кальция на склад после
-его обработки маслом и водой?1 f Зак. 835. — Кузнецов.209
ГЛАВА VIIIХРАНЕНИЕ, УПАКОВКА И ТРАНСПОРТИРОВАНИЕ
ЦИАНАМИДА КАЛЬЦИЯ1. Хранение и упаковкаЦианамид кальция в виде готового товарного продукта (умас¬
ленного или гранулированного) направляется либо в отделение
упаковки, либо на склад для хранения.Цианамид кальция претерпевает при хранении некоторые
изменения. Этим вызывается необходимость соблюдения особых
условий при его хранении на складах и при упаковке. Под влия¬
нием влаги и углекислоты воздуха в цианамиде кальция во время
его хранения возникает ряд процессов, которые сводятся
в основном к следующему.1. Понижению процентного содержания азота вследствие уве¬
личения общего веса продукта от поглощения цианамидом влаги
и углекислоты из воздуха, т. е. в этом случае получаются как бы^
мнимые потери азота.2. Действительной потери цианамидом кальция части своего
азота (в отличие от указанных выше мнимых потерь), улетучи¬
вающегося в виде аммиака при разложении под влиянием влаги.3. Появлению в продукте новых соединений (в виде дициан-
диамида, мочевины, амидодициановой кислоты и других про¬
изводных цианамида) за счет уменьшения в нем цианамидного
азота.4. Понижению подвижности заключенного в удобрении каль¬
ция вследствие перехода части его последовательно в гидрат
окиси кальция Са(ОН)г и углекислый кальций СаСОз.Таким образом, существенными для продукта изменениями,
понижающими ценность его, как удобрения, являются, с одной
стороны, действительные потери азота за время хранения,
а с другой стороны — появление в нем ряда новых веществ и,
в частности, дициандиамида.Проведенные опыты по применению цианамида кальция в ка¬
честве удобрения показали, что во внесенном в почву в изме¬
нившемся при хранении цианамиде связанный азот значительно
медленнее превращается в нужные растениям нитраты, чем в не¬
измененном продукте, а поэтому первый дает более низкий уро- 1
жай. Кроме того, некоторые образовавшиеся при изменении '
состава цианамида кальция продукты (дициандиамид) приносят •
зред отдельным культурам.При хранении цианамида кальция в кучах изменение состава
не протекает равномерно во всей его толще. С поверхности
изменения бывают большие, чем а более глубоких слоях.Для возможного предотвращения или уменьшения упомяну¬
тых изменений цианамида кальция его следует хранить в сухих
складах большими кучами.При хранении цианамида кальция происходит увеличение его
объема, а также увеличение веса, в среднем на 5%. Это обстоя-210
тельство делает необходимым предъявление специальных требо¬
ваний к устройству складов' для хранения цианамида кальция и
заставляет также производить наполнение им мешков с таким
расчетом, чтобы объем упакованного продукта мог увеличиться
без опасения разрыва мешка.На складах цианамид кальция должен храниться в кучах —
насыпью. Так как при долгом хранении происходит увеличение
объема хранящегося продукта, то этим исключается примене¬
ние для длительного хранения всякого рода тары.При хранении цианамида кальция в кучах необходимо обеспе¬
чить, чтобы цианамид не соприкасался со стенами склада во
избежание их деформации при увеличении его объема.Вредное влияние цианамида кальция на организм человека
вызывает необходимость в механической упаковке его, дающей
возможность избежать соприкосновения рабочих с упаковывае¬
мым продуктом. Для этой цели рекомендуется применять спе¬
циальные расфасовочные машины, производящие одновременно
упаковку и взвешивание.При отсутствии на заводе специальных расфасовочных аппа¬
ратов упаковка производится при помощи бункеров, из которых
цианамид кальция загружается в мешки, плотно укрепляемые
при помощи ремня на горловине бункера. Под бункером уста¬
навливаются весы, на которых мешки после засыпки взвеши¬
ваются. Вслед за этим мешки зашиваются и грузятся в вагоны.К отделениям упаковки обычно 'подводятся железнодорож¬
ные пути для подачи вагонов. Отделение упаковки цианамида
кальция должно быть запроектировано и построено таким обра¬
зом, чтобы обеспечить максимальную пропускную способность.Цианамид кальция упаковывается в плотные мешки из джута
или пеньки. Для получения более плотной упаковки, в целях
уменьшения влияния на него воздуха, а также уменьшения
количества пыли, выделяющейся во время его перевозки, внутрь
пенькового или джутового мешка вставляются иногда бумажные
мешки, сделанные из нескольких слоев бумаги, из которых один
или два из водонепроницаемой бумаги. Такая упаковка позволяет
даже при длительном хранении цианамида кальция предохра¬
нить его до некоторой степени от действия влаги окружаю¬
щего воздуха. Для этой цели пользуются также бумажными
мешками с вклеенными внутри джутовыми веревками.Перемещение цианамида кальция для дальнейшей перера¬
ботки или на склад производится с помощью шнеков или лен¬
точных транспортеров. В целях предохранения рабочих от со¬
прикосновения с цианамидом кальция работы по загрузке и раз¬
грузке складов должны быть по возможности механизированы.2. Технические условия на цианамид кальцияСогласно имеющемуся стандарту (ОСТ 2469) технический
цианамид кальция выпускается двух сортов:1-й сорт с содержанием связанного азота we менее 23%,14*011
2-й сорт с содержанием связанного азота не менее 18%.Как сообщалось ранее, в техническом продукте содержится
около 55—65% чистого цианамида кальция. Кроме того, в нем
находится около 12% углерода и до 5% примесей, состоящих
главным образом из кремнекислогы, окиси железа, окиси магния
и окиси алюминия. В числе примесей встречается иногда хлори¬
стый кальций, который добавляется к карбиду кальция (предло¬
жение Польцениуса) для снижения температуры реакции азоти¬
рования, или фтористый кальций, если производство ведется
по способу Франка и Каро. Помимо этого, в цианамиде остается
около 20% окиси кальция и от 2 до 5% непрореагировавшего
карбида кальция.Содержание карбида кальция в товарном продукте, т, е. после
обработки маслом и водой, по стандарту не должно быть'
выше 0,2%.Содержание минерального масла, которым обрабатывается
технический продукт, в целях уменьшения его пыления, неч,
должно быть выше 4%.Тонина помола товарного продукта должна быть такова,
чтобы остаток на сите в 400 отверстий на 1 аи2 не иревы*'
шал 16%. Этот остаток должен полностью проходить через
сито в 144 отверстия на 1 см2.Существующим стандартом предусматривается упаковка циан¬
амида кальция в бумажные гофрированные мешки из 5 слоев
бумаги, которые помещаются в джутовые мешки или рогожные
кули, предохраняющие продукт от раструски и распыления. На
бумажных джутовых мешках должно быть обозначено: наиме¬
нование завода, название продукта и сорта, номер партии, вес
брутто и нетто и ОСТ.КОНТРОЛЬНЫЕ ВОПРОСЫ*1. В каком виде хранится цианамид кальция иа складе?2. Какие изменения претерпевает цианамид кальция при его хранениина' складе?3. Как действует влага на цианамид кальция?4. Как изменяется объем цианамида кальция при его хранении?5. Во что упаковывается товарный продукт?6. Какое содержание азота в цианамиде кальция предусматривается
существующим стандартом?7. Какое содержание карбида кальция допускается в цианамиде каль¬
ция по существующему стандарту?*ГЛАВА IXПРАВИЛА ПО ТЕХНИКЕ БЕЗОПАСНОСТИОсновным фактором вредности производства цианамида каль¬
ция является выделяющаяся во время работы цианамидная пыль.
Эта пыль состоит из тончайших жадно поглощающих влагу ча¬
стиц, проникающих при дыхании в глубь дыхательных путей,212
потом через стенки кровеносных сосудов в кровь, которая и раз¬
носит их по всему телу.Помимо этого, цианамидная пыль оказывает весьма вредное
влияние на кожу, так как содержащаяся в цианамидной пыли
известь нарушает целость верхнего покрова кожи и делает воз¬
можным проникновение пыли в более глубокие слои кожи. Под
влиянием влаги цианамид кальция выделяет аммиак, что влечет
за собой весьма болезненные изменения кожи, сопровождаю¬
щиеся воспалительными процессами. Особенно часто поражаются
места, увлажненные потом. Поэтому, как и в карбидном произ¬
водстве, рекомендуется не допускать к работе в цианамидных
цехах людей слабых и сильно потеющих.Наряду с кожными заболеваниями пыль цианамида кальция
вызывает сильные раздражения слизистой оболочки рта и же¬
лудочно-кишечного канала. Это создает благоприятную почву для
проникновения различных болезненных бактерий, что повышает
процент заболеваемости у рабочих цианамидного производства
при несоблюдении ими соответствующих мер предосторожности.Влияние цианамида кальция особенно вредно сказывается на
лицах, употребляющих спиртные напитки.Если после работы с цианамидом кальция вслед за вдыханием
и заглатыванием пыли рабочий потребляет алкоголь, то быстро
наступает картина'весьма тяжелого отравления. Уже ничтожные
количества спирта (или даже лекарств, приготовленных на
спирте) вызывают припадки удушья. Эти припадки принимают
тем более тяжелую и сильную форму, чем в более пыльной
обстановке протекает работа данного лица.Вредное влияние цианамида кальция на человеческий орга¬
низм вызывает необходимость соблюдения известных предосто¬
рожностей при применении его в качестве удобрения. Основные
мероприятия против влияния пыли цианамида кальция при его
рассеивании в поле — это употрбление спецодежды, непременное
надевание обуви, защитные очки, смазывание лица и рук мас¬
лом, вазелином или другими жирами.Основные мероприятия санитарно-технического порядка при
производстве цианамида кальция сводятся в основном к сле¬
дующим:1. Поддержание в исправном состоянии системы производ¬
ственной вентиляции и устройство отсосов в местах выделения
пыли,2. Полная герметизация всего оборудования и систематиче¬
ский надзор за исправностью уплотнительных устройств во из¬
бежание пылевыделения.3. Устройство предохранительных взрывных люков в транс¬
портирующих устройствах и в мельницах.4. Ведение всех операций в производственной аппаратуре
(бункера, шнеки, мельницы, элеваторы, питатели) под током
инертного газа (азот, углекислота).5. Систематический контроль над содержанием кислорода
в карбидной и цианамидной мельницах с помощью аппарата
Орса.213
6. Систематическая очистка помещений от скопляющейся
пыли.7. Максимальная механизация всех транспортирующих
устройств.8. Расфасовка и упаковка цианамида кальция при помощи
автоматических весов и механизмов, обеспечивающих минималь¬
ное пылевыделение.Пыль цианамида кальция, будучи очень тонкой и легкой,
легко распространяется по рабочему помещению, долго держится
в воздухе и постепенно оседает на окружающих предметах и на
рабочих. В силу ее вредных свойств вопросы регулярной уборки
рабочих помещений приобретают особое значение. Уборка по¬
мещения с помощью опрыскивания водой здесь совершенно не¬
допустима, так как связана с опасностью выделения ацетилена.
Для очистки помещения от пыли рекомендуется устройство пы-
лесосной системы.Для работающих на производстве цианамида кальция чрез¬
вычайно важно соблюдение чистоты тела и одежды. Поэтому
абсолютно необходимо устройство при заводе душевой с таким
расчетом, чтобы каждый рабочий мог после работы вымыться
с мылом под теплым душемРаботающие на цианамидном производстве должны придер¬
живаться следующих медицинских указаний, имеющих целью
защиту их от вредного влияния пыли:1. Полное воздержание от потребления спиртных напитков
во избежание припадков удушья.2. В случае наступления острых припадков удушья следует
применять лед (наружу и глотать); употребление рвотного или
слабительного также приносит значительное облегчение.3. Перед работой как с карбидом, так и с цианамидом каль¬
ция смазывать руки и лицо очень тонким слоем вазелина, чтобы
обезопасить кожу от высушивающего действия щелочи.4. После пыльной работы необходимо загрязненную кожу
слегка обтирать умасленной тряпкой для удаления пыли, а за¬
тем смывать мыльной водой. Если пыль смывать водой без
предварительной очистки, то возможны ожоги кожи.5. При засорении глаз карбидной или цианамидной пылью
немедленно протирать или промывать их вазелиновым маслом,
но никак не водой, так как это может привести к потере
зрения.Цианамидная и карбидная пыль вредно действует на кожу.
По окончании работы! необходимо поэтому принять душ и по¬
сле него ни в коем случае не надевать ту одежду, в которой
производилась работа.При работе в производстве цианамида кальция необходимо
применять защитные средства: респиратор, очки и спецодежду.
Спецодежда должна быть сухая. Работа в сырой спецодежде
может привести к ее воспламенению и ожогам.При работе в цианамидном производстве необходимо всегда
помнить, что карбид кальция, соприкасаясь с водой или с вла¬
гой воздуха, выделяет легко воспламеняющийся газ — ацетилен,214
который с воздухом дает сильно взрывчатую смесь. Следует по¬
этому исключить возможность попадания воды в производствен¬
ные помещения цеха.Цианамид кальция содержит остаточный карбид кальция.
При возникновении пожара нельзя поэтому тушить его водой,
так как при этом может произойти взрыв; для тушения пожара
следует пользоваться только сухим песком или сухими огнету¬
шителями.Размол, хранение и транспортирование карбида кальция и
карбидной шихты, во избежание взрыва, разрешается произво¬
дить только в аппаратуре, постоянно заполненной азотом1. При
размоле карбида кальция в мельнице содержание кислорода
в наполняющем ее азоте не должно быть выше 2%. При содер¬
жании кислорода выше 2% работать на мельнице запрещается.
Для контроля следует каждый час 'Производить анализ на со¬
держание кислорода в мельнице.Содержание кислорода в азоте, поступающем для азотиро¬
вания шихты в цианамидных печах, не должно превышать 0,2%.
Во время процесса азотирования в цианамидных печах должно
поддерживаться избыточное давление, во избежание засоса воз¬
духа и могущего произойти при этом взрыва.Остальные условия техники безопасности остаются те же,
что и во всех других производствах, а именно: работать
с исправными ограждениями, не смазывать на ходу подшипники,
не стоять и не проходить под ретортой или цианамидным бло¬
ком во время их подъема эотктрическим мостовым краном
и т. д.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Какое действие оказывает цианамидная пыль на влажную кожу?2. Как не заболевания возможны у работающих в цианамидном -про¬
изводстве при несоблюдении ими существующих правил по технике без¬
опасности?3. Почему опасен алкоголь лицам, работающим в производстве циан¬
амида кальция?4. Какие мероприятия санитарно-технического порядка должны соблю¬
даться при производстве цианамида кальция?5. Как следует очищать кожу от цианамидной пыли, прежде чем смы¬
вать ее водой?6. Чем следует промывать глаза, если в них попадет цианамидная пыль?7. Чем следует тушить пожар в цианамидном отделении?
ЧАСТЬ ТРЕТЬЯГЛАВА IПРОИЗВОДСТВО ЦИАНПЛАВА1. Краткий исторический обзор производства
цианистых соединенийВ прошлом веке производство цианистых соединений, или '
цианидов, базировалось почти исключительно на использовании
животных и растительных отбросов. Развитие производства циа¬
нидов относится к 80-м годам прошлого века, когда они нашли
применение в золотодобывающей промышленности и в ряде
других областей народного хозяйства. С этого времени спрос
на цианистые соединения начал быстро увеличиваться, что и вы¬
звало быстрое развитие этой отрасли промышленности.Цианистые соединения производились, главным образом,
в Англии и Германии. В Англии, владеющей наиболее богатыми
запасами золота, цианистые соединения производились для удо¬
влетворения нужд золотодобывающей промышленности. Герма¬
ния, имеющая сильно развитую химическую промышленность,
производила их преимущественно для экспорта. Позднее произ¬
водство цианистых соединений начало развиваться и в других
странах.Развитие этого производства было связано с использованием
давно известного источника цианистых соединений — продуктов
газовой промышленности. Содержащийся в светильном газе циан
начали улавливать при очистке газа. Для очистки светильного
газа стали применять сухой метод, что позволило производить
переработку газоочистительной массы для получения цианистых
продуктов. В 1894 г. в Германии, Англии и Франции существо¬
вало уже десять заводов, перерабатывавших газоочистительную
массу. Это позволило почти полностью прекратить производство
цианистых соединений по старому методу из животных от¬
бросов.Значительное увеличение производства цианидов имело ме¬
сто во время мировой войны, когда эти соединения нашли при¬
менение в военной промышленности. В этот период производ¬
ство цианидов особенно сильно развивалось в Америке и во
Франции, в которых к тому времени вполне овладели различ¬
ными методами этого производства.В связи с изучением вопроса о возможности получения циа¬
нистых соединений из коксового газа и колошниковых газов до¬
менных печей был найден новый источник сырья для производ¬
ства цианидов. При обработке коксового газа раствором желез¬916
ного купороса представляется возможным уловить содержащийся
в нем циан в виде так называемого цианистого ила, который
используется в производстве желтой кровяной соли (синьматрия
и симькалия). Эти же соли получаются также как побочный про¬
дукт при очистке светильного газа. Возможность получения
в промышленном масштабе желтой кровяной соли из отходов га¬
зового и коксохимического производства, а также из цианплэва
позволила прекратить ее выработку из животных отбросов (глав¬
ным образом отходов при убое скота). Желтая кровяная соль
получается сейчас в Европе и в Америке исключительно путем
переработки цианплава или при производстве светильного газа.После империалистической войны во всех странах продолжа¬
лось дальнейшее развитие производства цианидов, так как эти
продукты нашли широкое применение в различных областях
промышленности и сельского хозяйства.В последние годы развитие производства цианидов шло, глав¬
ным образом, за счет введения синтетических процессов, по¬
явившихся в результате проведения научно-исследовательских
работ. В эти годы был предложен ряд способов получения циа¬
нидов синтетическим путем, однако лишь немногие из них ка¬
шли применение в промышленности.2. Области применения цианистых соединенийВ настоящее время цианистые соединения находят широкое
применение как в сельском хозяйстве, так и в промышленности.Чистые цианистый натрий и цианистый калий, а также циа¬
нистый плав, вырабатываемый из цианамида кальция, приме¬
няются в машиностроении для закалки специальных сталей,
в металлургии для извлечения из руд золота (цианирование руд),
при обогащении полиметаллических руд (свинца, цинка и т, д.)
и в ряде других областей промышленности. Использование циан¬
плава для закалки специальных сталей иногда затрудняется
тем обстоятельством, что наряду с цианистым натрием и каль¬
цием в нем содержатся хлористый кальций и другие примеси.
Вследствие этого при закалке мелких деталей в ванне образуется
большая пена и закаливаемые детали покрываются коркой из
углерода, затрудняющей дальнейшую закалку.Из цианплава, или так называемого черного цианида, полу¬
чается в настоящее время желтая кровяная соль, или синьнатрий,
широко применяемая в текстильной промышленности и в про¬
изводстве красок и лаков.В сельском хозяйстве цианистые соединения применяются
для борьбы с полевыми вредителями. Проведенные у нас в Со¬
юзе работы по использованию цианплава для борьбы с поле¬
выми грызунами, как, например, с сусликами и другими, дока¬
зали его большую эффективность. Для этой цели цианшшв ис¬
пользовался главным образом в виде зерен величиной от 1
до 3 мм. Цианистые соединения применяются в сельском хозяй¬
стве также для окуривания фруктовых деревьев, протравлива¬
ния зерна и дезинсекции амбаров.217
В последние годы были поставлены опыты по использова¬
нию тоякоразмолотого цианплава для дезинфекции вагонов и
жилых помещений. Отравляющим началом является здесь си¬
нильная кислота, получаемая ори разложении плава влагой воз¬
духа. Опыты дали положительные результаты: при дозировке на
1 т3 помещения 83 г размолотого цианплава, при 77%-ной влаж¬
ности воздуха и при температуре 20° через 6 час. была отмечена
полная гибель насекомых (тараканов, клопов, платяных вшей).
Эти опыты показали полную возможность заменить размолотым
цианплавом применявшийся прежде для указанной цели чистый
цианистый натрий.Весьма интересные опыты были поставлены Центральной
опытно-исследовательской лабораторией Осоавиахима по приме¬
нению цианплава в виде тонкого порошка и крупки для про¬
травки зерна, зараженного клещом. Опыты показали, что при
пересыпании зерна молотым цианплавом при его дозировке от0,5 до 2 кг на тонну происходит полное уничтожение клещей,
причем зерно не теряет своей всхожести и не ухудшается также
качество муки при хлебопечении. Этими опытами открывается
новая область применения цианплава.При разложении цианплава образуется синильная кислота, из
которой получаются так называемые циклоны, используемые для
дезинфекции помещений и окуривания растений. Циклоны пред¬
ставляют особый интерес, так как выделяют синильную кислоту
непосредственно при воздействии на них воздуха и влаги, не
требуя применения специальной аппаратуры. Циклоны предста¬
вляют собой пропитанные жидкой синильной кислотой различ¬
ные пористые вещества (древесная масса, картон, диатомит
и т. д.), упакованные в жестяные банки. Они содержат до 40—
45% синильной кислоты и применение их для целей дезинфекции
чрезвычайно просто. В банки с циклоном, помимо жидкой синиль¬
ной кислоты, прибавляют остро пахнущие вещества, или так на¬
зываемые сигнализаторы, которые, испаряясь одновременно
с синильной кислотой, указывают на ее присутствие и предупре¬
ждают поэтому о возможности отравления.3. Способы производства цианистых соединенийИз многочисленных предложенных способов производства
цианидов применение в промышленности нашли лишь немногие.
Из существующих способов получения можно указать на сле¬
дующие: ,1. Способ Кастнера, состоящий в том, что металли¬
ческий натрий и древесный уголь обрабатываются газообразным
аммиаком при температуре от 380 д-о 800°. В результате реакции
.получается цианистый натрий.2. Способ Вечера — получение цианидов из соды, азота
и угля. Этот способ основан на обработке азотом смеси соды
с углем в присутствии железа, как катализатора, при темпера¬
туре 950—1000°.Процесс складывается из трех операций: 1) брикетирования
■упомянутых сырых материалов, 2) прокаливания полученных218
брикетов в железных ретортах до 950° при одновременном про¬
пускании газообразного азота и 3) извлечения полученного циа¬
нистого натрия из брикетов путем выщелачивания их раствором
соды или жидким аммиаком.Получаемый из реторты плав представляет черный порошок,
содержащий до 30% цианистого натрия.3. Получение цианидов из паточной барды,
заключающееся в том, что предварительно упаренная барда пе¬
регоняется в шамотовой реторте при температуре 700—800°. По¬
лучаемые при разложении азотистых органических соединений
газы, состоящие из окиси углерода, углекислоты, аммиака, водо¬
рода и ряда других соединений, направляются в раскаленную
кирпичную шахту (цианизатор), где одна из составных частей
газа, так называемый метиламин, переходит в синильную кислоту.
После охлаждения газы пропускаются через серную кислоту для
удаления аммиака и направляются затем на промывку водой,
в которой происходит поглощение синильной кислоты. В резуль¬
тате получается 20%-ный раствор синильной кислоты, из кото¬
рого последняя отгоняется и поглощается раствором едкого
натра с образованием цианистого натрия.4. Получение цианидов из коксового газа.
Коксовый газ из печей охлаждается в железных холодильниках
до 36°; при этом из него отделяется часть смолы. Затем, после
очистки газа от нафталина и других тяжелых углеводородов он
пропускается через раствор железного купороса, который улавли¬
вает содержащийся в нем циан в виде так называемого цианистого
ила, который может быть использован для получения синьнатра.5. Получение цианидов из цианамида каль¬
ция. Для указанной цели пользуются не непосредственно
цианамидом кальция, а получаемым из него дициандиамидом.Дициандиамид смешивается с каустиком и нагревается в ва¬
куум сушилке до 170—270°. В результате получается цианамид
натрия и выделяется вода. Образовавшийся таким образом циан¬
амид натрия смешивается с предварительно прокаленным порош¬
ком соснового угля и смесь прокаливается в тигле при темпера¬
туре 700—850°. Нагревание тигля следует вести быстро во избе¬
жание выгорания образовавшегося цианистого натрия. В резуль¬
тате получается продукт, содержащий до 75% цианистого на¬
трия, который используется для закалки специальных сталей.Перечисленные способы и ряд других запатентованных
способов не имеют, однако, шансов на широкое распространение
ввиду сложности процессов и потому, что продукты получаются
слишком дорогими.Наибольший интерес из всех существующих способов пред*
ставляет способ получения цианидов в виде цианплава, предло¬
женный Ляндисом. Этот способ разработан более полно и полу¬
чение цианидов по нему более рентабельно, чем по другим спо¬
собам, поэтому на основе его как в Европе, так и в Америке по¬
строен ряд заводов, вырабатывающих цианистый плав (черный
цианид).В настоящее время большая часть цианидов получается в виде219
цианплава, который является исходным материалом для получе¬
ния ряда других цианистых соединений. Цианплав является
сильным ядом. Под влиянием влаги и углекислоты воздуха он
разлагается с образованием газообразного цианистого водорода
(синильной кислоты). Чтобы предохранить получаемый продукт
о; разложения, он упаковывается в герметически закрываемые
металлические барабаны.4. Производство цианплаваПолучение цианплава основано на взаимодействии цианамида
кальция с углем в присутствии поваренной соли (хлористого на¬
трия) как плавня. Углерод, требующийся для реакции, имеется .
в техническом цианамиде кальция. Шихта, состоящая из 70%
цианамида кальция и 30% поваренной соли, сплавляется в эле¬
ктрической печи при температуре около 1500°.Процесс образования цианплава может быть выражен сле¬
дующим химическим уравнением:CaCN2 -f С ^ Ca(CN)2.цннамид углерод цианистыйкальция кальцийНаряду с этой реакцией всегда протекает другая реакция,
по которой цианистый кальций переходит в цианистый натрийCa(CN)2 + 2NaCI щ CaCI2 2NaCN.цианистый хлористый хлористый цианистыйкальций натрий кальций иатрийРеакция образования цианплава обратима и идет вправо, т. е.
с образованием цианплава только при температуре 1400—1500’.
При понижении температуры происходит обратное разложение
полученного цианплава с образованием углерода и цианамида
кальция. Для предотвращения обратного разложения цианплава
при выпуске в расплавленном виде из электрической печи, его
быстро охлаждают на холодильных вальцах.Качество получаемого цианплава зависит от ряда факторов:1) от процентного содержания связанного азота в техническом
цианамиде кальция, 2) от состава шихты, т. е. соотношения ме¬
жду цианамидом кальция и поваренной солью, 3) от полноты
перехода цианамида кальция в цианид кальция, 4) от скорости
охлаждения выпускаемого из электрической печи цианплава.Для получения высокопроцентного цианплава следует исхо¬
дить из цианамида кальция с 'Возможно высоким содержанием
связанного азота. В зависимости от качества исходного циан¬
амида меняется относительное содержание поваренной соли
в шихте; при высокопроцентном цианамиде кальция колииество
поваренной соли берется большее.Качество получаемого цианплава зависит также от консгрук-
ц.ии печей и от навыка обслуживающего персонала, который
должен производить выпуск расплавленного цианплава в опре¬
деленный промежуток времени в зависимости от показания
амперметра. Во время выпуска должно быть обеспечено быстрое
охлаждение выпускаемого из электропечи плава для того, чтобы
предотвратить его разложение.220
Полученный цианплав состоит примерно из 25% цианистого
натрия, 25% цианистого кальция и примесей, состоящих в основ¬
ном из хлористого кальция, окиси кальция, остатков цианамида
кальция, карбида и углерода.Цианплав получается в виде тонких пластинок толщиной до
3 мм. Для предохранения от разложения влагой воздуха он упа¬
ковывается в железные барабаны с герметически закрывающи¬
мися крышками. Цианплав особенно быстро разлагается на воз¬
духе с образованием синильной кислоты в том случае, когда он
размолот в тонкий порошок. На этом и основано его применение
в качестве дезинфицирующего средства и для борьбы с вреди¬
телями в сельском хозяйстве. Объемный вес цианплава в виде
пластинок равен 0,86, а размолотого в виде тонкого порошка0,8. Содержание цианидов в пересчете на чистый цианистый на¬
трий NaCN составляет от 40 до 48%. Получаемый продукт пред¬
ставляет собой смесь цианистых и хлористых солей кальция и
натрия. Одновременно он содержит ряд примесей, вносимых
в печь вместе с исходным сырьем.Примерный состав получаемого в электрических печах циан¬
плава следующий:Продукт указанного состава содержит цианидов в пересчете
на цианистый натрий NaCN — 42,1%.По способу Ляндиса цианплав (в пересчете на чистый циани¬
стый натрий) обходится наиболее дешево; поэтому этот способ
быстро завоевал господствующее положение в данной области
промышленности.На рис. 69 представлена схема производства цианплава. Ис¬
ходным сырьем являются молотый цианамид кальция н поварен¬
ная соль, которая до смешивания с цианамидом высушивается
в барабанной сушилке 2.Цианамид кальция поднимается ковшевым элеватором 1
в бункер 3. В другой бункер 3 загружается сухая поваренная
соль. Взвешивание материалов производится с помошью автома¬
тических весов или дозировочных аппаратов 4. Взвешенные ма¬
териалы поступают в смесительный шнек 5,- пройдя которыйЦианамида кальция CaCN:
Окиси кальция СаО. . .Цианистого кальция Ca(CN);„ нагрия NaCN .
Хлористого кальция СаС1а
„ иатрия NaCl .22.80/,Фтористого кальция CaF2
Карбида кальция СаС3 .Углерода С . . .
Прочих примесейВсего . . . 100,0%5. Схема производства цианплава221
смееь или шихта поднимается ковшевым элеватором бис по¬
мощью транспортирующего шнека 7 поступает в бункера 8, уста¬
новленные над электри¬
ческими печами.В электрической печи
9 происходит сплавление
сырых материалов с об¬
разованием цианплава,
который выпускается из
печи в расплавленном
виде при температуре
около 1500°. Для предот¬
вращения разложения
цианплава его быстро
охлаждают на холодиль¬
ных вальцах 10, устано¬
вленных в вытяжном
шкафу, куда плав стекает
из летки печи. После
вальцев цианплав в виде
пластинок с помощью
шнеков и ковшевого эле¬
ватора // передается в
отделение упаковки, где
загружается в бункера
12, из которых произ¬
водится его упаковка в
железные барабаны 13.Так как цианплав
весьма ядовит, то необ¬
ходима надежная венти¬
ляция всей аппаратуры.
Упаковка цианплаватак¬
же производится в спе¬
циальных шкафах с силь¬
ной вентиляцией. Взве¬
шивание должно произ¬
водиться на автоматиче¬
ских весах.Цианплав упаковы¬
вается в железные бара¬
баны вместимостью по
85 кг. Барабаны закры¬
ваются крышкой, кото¬
рая зафальцовывается на
специальном закаточном станке или запаивается.Путем измельчения и отсева возможно приготовление циан-
ллава в виде небольших зерен или пыли. В таком виде, как уже
указывалось выше, он находит применение для борьбы с поле¬
выми вредителями, для целей протравки зерна и для дезин¬
секции помещений. Мелкий цианплав может быть упакованЕитоSатеCDНО4
оCDп5
О
(X
сиико*
S тару меньшего размера, а именно: в железные банки вмести¬
мостью 25, 10 и 5 кг, для чего должна устраиваться специальная
расфасовочная установка с автоматическим отвешиванием
продукта.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Какие цианистые соединения наиболее 'распространены в промыт
лениости?2. В каких хозяйственных областях применяются цианистые соединения?'3. Какой состав имеет цианплав?4. Из каких стадий состоит процесс производства цианплава?•ГЛАВА IIСЫРЬЕ ДЛЯ ПРОИЗВОДСТВА ЦИАНПЛАВА
1. Цианамид кальцияОсновным сырьем для производства цианплава- является тех¬
нический цианамид кальция, который поступает на завод со сто¬
роны или же вырабатывается на этом же заводе. В первом случае
он доставляется упакованным в джутовых мешках, во втором —
непосредственно из отделения размола цианамида, располагае¬
мого обычно по возможности близко к цеху цианплава, что
исключает необходимость его упаковки, а следовательно сни¬
жает потери.Идущий на производство цианплава цианамид кальция дол¬
жен быть размолот до тонкой муки (на сите в 900 отверстий на
1 ел2 остаток не должен превышать 25%), чем обеспечивается
лучшее его сплавление с поваренной солью. От качества циан¬
амида кальция, т. е. от содержания в нем связанного азота, зави¬
сит «ачество получаемого цианплава. Для производства циан¬
плава должен поэтому употребляться цианамид кальция с содер¬
жанием азота не менее 19%. Углерод участвует в реакции полу¬
чения цианплава, поэтому его содержание в цианамиде кальция
должно быть не менее 9%.Технический цианамид кальция содержит ряд примесей,.
К числу вредных для производства цианплава примесей от¬
носится сера, которая, переходя в цианплав, ухудшает еп>
качество, так как цианплав со значительным содержанием серы
не может быть использован для обогащения руд цветных
металлов. Содержание серы в цианамиде кальция должно быть
поэтому не больше 0,5%.Содержание карбида кальция в цианамиде кальция не до¬
лжно превышать 5%, так как большая часть его переходит
в цианплав, понижая качество последнего.2. Поваренная сольХлористый натрий NaCl, или поваренная соль, является рас¬
пространенным в природе соединением и находит широкое при¬
менение как непосредственно в жизни человека, являясь не¬22а
обходимой составной частью его пищи, так и в промышлен¬
ности.Поваренная соль употребляется в качестве исходного мате¬
риала во многих химических производствах, из которых на пер¬
вом месте стоит производство хлора. При электролизе водного
раствора поваренной соли получаются хлор, водород и едкий натр.В чистом виде хлористый натрий представляет собой бесцвет¬
ное, прозрачное, твердое, очень хрупкое вещество. Уд. вес его
2,17. Вес поваренной соли зависит от ее вида или сорта: 1 домо¬
лотой каменной соли весит 1,0 т, мелкозернистой соли —785 кг,
а крупнозернистой — 745 кг. Почти во всех сортах поваренной
соли содержатся, кроме хлористого натрия, хлористый маг¬
ний MgCb, хлористый кальций СаСЬ, сернокислый кальций CaSCU
и нерастворимые в воде вещества (песок и др.). Количество
примесей в поваренной соли, добываемой в разных местах и
разными способами, неодинаково и колеблется от 1,5 до 7%.Хлористый натрий плавится при температуре 770—815°, а при
-более высоких температурах обращается в пар. Хлористый нат¬
рий раствюрим в воде; одна часть хлористого натрия раство¬
ряется в 2Уг частях воды.Поваренная соль встречается в природе в воде морей и соля¬
ных озер, в виде каменной соли, в виде самосадочной соли
и рассолов.В воде соляных озер растворены различные соли, большую
часть которых составляет поваренная соль. Добыча соли осно¬
вывается на том, что всякий соляный раствор, доведенный до
насыщения, выкристаллизовывает (выделяет в твердом виде)
растворенные соли, причем выпадают сперва соли, обладающие
меньшей растворимостью, — преимущественно поваренная соль.
В соляных озерах, по мере испарения в них воды в летнее время,
происходит осаждение солей на дно озера, на котором обра¬
зуются мощные пласты твердой соли, которую оттуда и добы¬
вают. Соль, осаждающаяся в соляных озерах, называется само¬
садочной солью.Такие соляные озера у нас в СССР находятся в Крыму, на
'Кавказе, в Сибири и главным образом около Аральского и Кас¬
пийского морей. Промышленное значение в настоящее время
имеет лишь Баскунчакское озеро, расположенное в 53 км
от волжской пристани Владимирской. Добыча самосадочной
соли производится таким образом, что соль выламывается со
дна, вычерпывается и складывается на досчатые помосты для
просушки. Для этой же цели применяются также особые ма¬
шины — солесосы, стальные ножи которых опускаются на дно
и разламывают пласты соли, которая затем вместе с жидкостью
выкачивается центробежным насосом на берег, где пропускается
через сито для отделения жидкости.Соль, осевшая когда-то большими пластами на дне бывших
соляных озер, находится в настоящее время иногда на большой
глубине в земле в виде так называемой каменной соли. Глав¬
нейшие месторождения каменной соли находятся на Урале
в 76 км от г. Чкалова (Илецкая защита) и на Украине (Арте-224
мовский округ). Небольшие количества каменной соли добы¬
ваются также на Кавказе и в Сибири.Илецкая соль залегает на поверхности земли слоем толщи¬
ной до 185 м на площади в 340 га- Запасы этого месторождения
исчисляются в 1 миллиард т. Добыча соли производится с по¬
мощью шахт с устройством специальных галлерей. Добываемая
каменная соль отличается большой чистотой и малым содержа¬
нием примесей. Соль выпускается в виде трех сортов: крупной,
мелкой и молотой.Артемовская соль залегает пластами толщиной до 35 м. До¬
быча ее производится также с помощью шахт-Добыча соли производится также из морской воды, содер¬
жащей ее в значительном количестве.Большой промышленный интерес представляет получение
соли в виде рассолов. Эти рассолы получаются при размывании
каменной соли подпочвенной водой и выходят иногда на поверх¬
ность земли в виде соляных источников или ключей. Добы¬
вается также искусственный рассол с помощью буровых сква¬
жин, в которые вставляются доходящие до слоя каменной соли
трубы. В одну из труб впускается вода, которая размывает и
растворяет каменную соль. Образующийся рассол вытесняется
потом сжатым воздухом, подаваемым по другой трубе, и уда¬
ляется по особой опущенной в скважину трубе- Полученные та¬
ким образом рассолы либо используются .в химической промыш¬
ленности непосредственно, либо подвергаются упарке для
получения твердой соли.Так как для производства цианплава требуется сухая соль, то
хранение ее должно производиться в закрытых складах. Это
особенно необходимо при работе в зимний и осенний период,
когда соль обладает наибольшей влажностью. Содержание влаги
в поваренной соли, применяемой для производства цианплава,
не должно превышать 6%, а содержание хлористого натрия
NaCl должно быть не менее 97%.КОНТРОЛЬНЫЕ ВОПРОСЫУ1. Что является сырьем для производства цианплава?2. Какие требования предъявляются к цианамиду кальция, идущему
для производства' цианплава?3. Как влияет качество цианамида кальция на получаемый из него
Цианплав?4. Какие требования предъявляются к поваренной соли как к сырью
для производства цианплава?5. Какими способами производится добыча поваренной соли?6. Назвать важнейшие месторождения поваренной соли в СССР.7. Для чего следует высушивать поваренную соль для производства
цианплава?15 Зак, 838. — Куанецо225
ГЛАВА IIIПРИГОТОВЛЕНИЕ ШИХТЫ
1. Сушка поваренной солиПоваренная соль, прежде чем быть смешанной с цианамидом
кальция, должна быть хорошо высушена. Влажная соль ни
в коем случае не должна применяться для составления шихты,
так как при влажной соли шихта в печи начинает кипеть, что
приводит к разложению цианамида кальция с выделением
аммиака и значительным потерям азота.Сушка соли является весьма важной операцией в произ¬
водстве цианплава, так как от нее зависит нормальная эксплоа-
тация электропечей и качество получаемого продукта.Сушка соли производится в сушильных барабанах или в по¬
лочных сушильных печах.Сушильный барабан (рис. 70) представляет собой клепаный
железный цилиндр 2, имеющий бандажи, которыми он опирается
на роликовые опоры. Вращение барабана осуществляется с по¬
мощью зубчатой или ременной передачи от мотора 8 с редукто¬
ром 7. Один конец барабана вставляется в кладку топки /, а дру¬
гой в камеру, на которой установлена дымовая труба 3.Топливом для нагревания сушильного барабана служат мазут,
дрова или торф. Топочные газы с температурой в 600—800° про¬
ходят через барабан в дымовую трубу.Сушка соли производится по принципу противотока, т. е.
соль поступает в ту часть барабана, откуда выходят дымовые
г^зы, и удаляется у места их поступления.226
Сушильный барабан имеет наклон в сторону топки, чем обес¬
печивается перемещение соли в эту сторону при вращении бара¬
бана. Высушенная соль высыпается из барабана в воронку 5, по¬
мещающуюся в кладке топки, и оттуда по трубе в вагонетку,
или передвиж'ной бункер 6, в котором она подается для составле¬
ния шихты.Для увеличения поверхности соприкосновения топочных га¬
зов с подсушиваемой солью железный барабан имеет внутри
ребра, которыми соль при вращении барабана захватывается и
рассыпается по всему его сечению. Для уменьшения тепловых
потерь барабан имеет снаружи тепловую изоляцию.Сырая соль в специальном бункере или барабане подается
к сушильному барабану со оклада. Бункер с солью поднимается
с помощью шахтного подъемника или электрической тали и
устанавливается над сушильным барабаном или же содержимое
его высыпается в особый стационарный бункер 4. Из последнего
сырая соль с помощью питателя равномерно подается в сушиль¬
ный барабан. Процесс сушки идет при температуре 600—800°,
которую имеют топочные газы, проходящие через сушильный
барабан. Сухая соль ссыпается в бункер или вагонетку и по¬
дается к аппарату для приготовления шихты. При выходе из
сушильного барабана соль пропускается иногда через сито для
отсева крупных кусков. Получение соли в виде крупки требуется
для того, чтобы обеспечить ее равномерное смешивание с циан¬
амидом кальция.Реже пользуются для подсушивания соли полочными печами.
Полочная печь состоит из топки для мазута или другого вида
топлива и системы полок, над которыми снизу вверх проходят
топочные газы. Последние проходят над первой полкой (ниж¬
ней), огибают вторую полку, проходят над ней, поступают на
третью полку и т. д. При незначительном расстоянии между
полками газы омывают всю поверхность соли, чем обеспечи¬
вается достаточный ее нагрев и подсушивание. После верхней
полки топочные газы уходят в дымовую трубу.Сырая соль загружается на верхнюю полку и через особые
дверки специальной кочергой (скребком) постепенно сгребается
на нижние. Во время перегребания с верхней полки на нижнюю
соль постепенно нагревается топочными газами и подсуши¬
вается. Высушенная соль с нижней полки сгребается в ваго¬
нетку, в которой и отвозится для составления шихты.Сушка соли должна производиться так, чтобы в сухой соли
содержание оставшейся влаги не превышало 0,02%. Содержание
влаги в сырой соли не должно превышать 6%, так как иначе ее
сушка будет затруднена, а также потребут значительного коли¬
чества топлива и обойдется дороже.2. Приготовление шихтыЦианамид кальция и поваренная соль, прежде чем поступить
в электрическую печь для сплавления, должны быть смешаны
друг с другом в определенных весовых соотношениях. Так как.15*227
цианамид кальция берется в размолотом виде, а поваренная соль
в' виде мелких кристаллов, то этим обеспечивается их надеж¬
ное смешивание, а следовательно облегчается реакция сплав¬
ления.Дозировка сьврых материалов производится с помощью авто¬
матических весов или путем объемного измерения. Цианамид
кальция и высушенная поваренная соль загружаются в бункера,
под которыми устанавливаются автоматические весы. С послед¬
них цианамид кальция и соль ссыпаются в аппарат для смешива¬
ния: смесительный шнек или барабан. Смесительный шнек со-
сШит из корыта, в котором установлены два собственно шнека,
вращающихся в разных направлениях (один по часовой стрелке,
другой против нее). С помощью шнеков производят смешивание
загруженных материалов, предварительно отвешенных в опре¬
деленных соотношениях.Если для составления шихты пользуются барабаном, то
в последний загружаются отвешенные количества цианамида
кальция и сухой поваренной соли, которые и смешиваются
между собой при вращении барабана.Для понижения температуры плавления шихты требуется по¬
лучить среду, которая должна являться как бы растворителем
цианамида кальция. Для этого к цианамиду кальция и приба¬
вляют поваренную соль. Практикой установлено, что шихта
должна содержать 30% поваренной соли и 70% цианамида
кальция. Такой состав шихты является оптимальным, так как
при этом составе шихты температура в зоне реакции будет под¬
держиваться на уровне 1400° и плав будет достаточно текучим,
что облегчает его выпуск на охлаждающие вальцы.При снижении содержания соли в шихте плав получается бо¬
лее вязким и труднее вытекает из электропечи. В этом случае
в электропечи приходится держать более высокую темпера¬
туру.Подача шихты в бункера, установленные над электрическими
печами, производится с помощью шнека, имеющего не витки,
а насаженные на валу лопасти; такая конструкция шнека пред¬
отвращает расслоение шихты во время ее перемещения.3. Обслуживание аппаратовСушка поваренной соли производится в сушильном барабане,
работающем по принципу противотока, имеющем естественную
тягу. Топливо сжигается в топке, и нагретые до 800° топочные
газы проходят через сушильный барабан, подсушивая загру¬
женную в него поваренную соль.Перед пуском сушильного барабана проверяется наличие
смазки во всех подшипниках и в редукторе. После этого шкив
редуктора провертывается на 2—3 оборота в обратную сторону;
если отсутствуют какие-либо затруднения при провертывании
вручную, то включается мотор.Во время работы сушильного барабана необходимо следить
за тем, не нагреваются ли подшипники и редуктор; для этого228
не реже одного раза в два часа они должны осматриваться.
Одновременно проверяется также натяжение приводного ремня
мотора.Сушильный барабан необходимо один раз в смену остана¬
вливать для очистки его стенок от заплавлений соли. Во время
работы необходимо следить за равномерной подачей топлива,
не допуская в то же время оплавления кладки топки. Темпера¬
тура в топке и барабане определяется с помощью пирометров.
Во время работы требуется следить за равномерным поступле¬
нием сырой соли в барабан. Чтобы определить степень осушки
соли, производят проверку, для чего бросают небольшое коли¬
чество высушенной соли на раскаленный лоток печи. Хорошо
высушенная соль не должна издавать треска.Пуск и остановка аппаратов по составлению шихты должны
проводиться в следующем порядке: сперва пускается элеватор
для шихты и распределительный шнек, подающий шихту в бун¬
кера электропечей, а затем смесительный шнек. После пуска
смесительного шнека включаются питатели для подачи поварен¬
ной соли и цианамида кальция в соответствии с установленным
режимом. Остановка производится- в обратном порядке, т. е.
сначала останавливаются питатели, затем смесительный шнек и
после этого элеватор и распределительный шнек.При составлении шихты необходимо следить за тем, чтобы
бункера были заполнены шихтой не меньше чем наполовину
При составлении шихты каждый час отбирают пробы шихты и
цианамида кальция, которые направляются для анализа в лабо¬
раторию. Всего отбираются три пробы: 1) по приемке смены
проба шихты из бункеров, 2) пробы шихты за каждый час ра¬
боты, которые ссыпаются в одну банку для получения средней
пробы за смену, 3) проба цианамида кальция за каждый час
работы, которая также ссыпается в одну банку для получения
средней пробы за смену. В пробах шихты определяются соотно¬
шения компонентов шихты, в пробах цианамида кальция опре¬
деляется содержание связанного азота и карбида кальция.КОНТРОЛЬНЫЕ ВОПРОСЫ1. В каких аппаратах производится высушивание поваренной соли?2. По какому принципу работает сушильный барабан?3. Для чего устраиваются ребра внутри сушильного барабана?4. Из чего состоит шихта для производства цианплава и каков ее нер-
мальный состав?5. С помощью каких аппаратов производится дозировка сьгрых мате¬
риалов при составлемии шихты для цианплава?6. В каких аппаратах производится смешивание сырых материалов и
передача их к бункерам электрических печей?229
ГЛАВА IVПОЛУЧЕНИЕ ЦИАНПЛАВА В ЭЛЕКТРОПЕЧАХ
1. Электропечи для производства цианплаваДля сплавления шихты пользуются однофазными электро¬
печами. Устанавливаются обычно три однофазные печи, и
для того чтобы иметь гозможность воспользоваться рационально
сетью трехфазного тока, каждую из фаз соединяют с одной
печью. Кроме трех работающих печей ставят обычно еще одну
четвертую, которая является резервной и включается в работу
в случае остановки одной из работающих печей.Электропечь для цианплава представляет собой железный
кожух, футерованный высококачественным огнеупорным мате¬
риалом — магнезитом.Шахта печи имеет форму тигля. На дне шахты устраивается
подовой электрод, который системой шин соединяется с одной
из фаз трансформатора однофазного' тока, которым пользуются
для понижения напряжения тока. Электрические печи вклю¬
чаются таким образом, чтобы каждая из них была установлена
между двумя фазами. При этом подовый электрод соединяется
с одной из фаз, а подвешенный электрод с другой. При такой
системе включения одна из печей будет включена, например, ме¬
жду иервой и второй фазой, (вторая между второй и третьей
фазой и третья между первой и третьей, что обеспечит равномер¬
ную нагрузку системы трехфазного тока. Четвертая печь в свою
очередь может быть приключена к любой из фаз в зависимости
от того, которая из печей останавливается на ремонт.Для снижения потерь электроэнергии в шинах трансформатор
устанавливается в непосредственной близости от печи. Электри¬
ческий ток, проходя от электрода к поду печи, производит на¬
гревание шихты и ее сплавление, в результате чего получается
плав, который периодически, по мере накопления, спускается из
печи на охлаждаемые вальцы.Расстояние между подвешенным электродом и подом берется
от 130 до 250 мм. Вььбор этого расстояния зависит от количества
подаваемой в печь электроэнергии и от диаметра шахты печи.По мере износа (выгорания) шахты расстояние между электро¬
дом и подом меняется.Электрический ток подается к печным трансформаторам под
высоким напряжением, которое понижается в них до низкого
напряжения около 70 вольт, при котором работают печи.Сила тока зависит от сечения электрода, с которым печь ра¬
ботает. Так, например, при электроде диаметром в 250 мм сила
тока берется 9000 ампер, а при электроде в 300 мм— 10 000 ампер.Силой подаваемого в печь тока определяется и ее производи¬
тельность.Для печей цианплава пользуются исключительно графитовыми
электродами, так как они допускают наибольшую плотность тока.230
Электрический ток подводится к охлаждаемому водою злоктродо.
держателю, в котором закрепляется электрод. Чтобы предот¬
вратить обгорание электрода около крышки печи (образования
шейки), на него надевают особый манжет.Электроды имеют ниппельную нарезку, что позволяет наращи¬
вать их с помощью ниппеля по мере сгорания и, следовательно,
использовать их более полно. Электрод подвешивается на сталь¬
ном тросе, который наматывается на ручную лебедку.От системы шин ток проходит к электрододержателю по гиб¬
ким голым кабелям или медным лентам. Кабели ввариваются
в башмаки, которые в свою очередь с помощью болтов при¬
крепляются с одной стороны к шинам и с другой — к электродо-
держателю.Печи для получения цианплава яевляются печами полузакры¬
того типа. Шахта печи закрывается крышкой, через которую
проходит электрод. В крышке печи имеется, кроме того, не¬
сколько отверстий, через которые производится подача шихты
в печь, ее шуровка и удаление пыли, выделяющейся при за¬
грузке шихты в печь.Удаление пыли из печи осуществляется вытяжной трубой,
выведенной от крышки печи через крышу здания. Благодаря
высокой температуре, господствующей в шахте печи, в трубе
создается тяга, за счет которой и уносится выделяющаяся пыль.
Целесообразнее пользоваться для отсоса пыли специальной
вентиляционной системой с установкой рукавного фильтра. Это
позволяет уловить уносящийся с пылью цианамид кальция и
использовать его для производства. Одновременно уменьшается
количество пыли, выбрасываемой установкой в атмосферу, что
улучшает санитарно-гигиеническое состояние атмосферы на
территории завода.Загрузку шихты в печь производят периодически по мере
опускания шихты в шахте печи после выпуска плава.Шихта поднимается элеватором и шнеком передается в бун¬
кера, установленные над печами. Каждая печь должна иметь*
свой бункер, из которого и производится ее загрузка.Для слива полученного плава печь имеет сливное отверстие
с'жолобом, который прикрепляется к кожуху печи и по кото¬
рому плав сливается на лоток, а с последнего на вальцы.Полученный в печи плав должен быть быстро охлажден
до 400°, так как в противном случае он разлагается обратно на
цианамид кальция и углерод. Охлаждение плава производится
с помощью охлаждающих вальцов, которые устанавливаются
в приямке.под лотком печи.Охлаждающие вальцы имеют два барабана: большой и ма¬
лый. Барабаны прижимаются друг к другу с помощью пружин,
что обеспечивает возможность получения плава в виде тонких
листов и его быстрое охлаждение.Барабаны вальцов вращаются в разные стороны, благодаря
чему достигается раздавливание плава между вальцами и равно¬
мерное его распределение в виде тонкого слоя по всей поверх¬
ности большого барабана, что и требуется для быстрого охля-
ждения. Для очистки большого барабана от приставшего плава
устанавливается специальный нож, который счищает плав
в приемную воронку, из которой плав попадает на транспортер.Вода для охлаждения вальцов подается в один конец каж¬
дого барабана и выливается из другого.Вращение барабанов охлаждающих вальцов осуществляется
с помощью системы шестерен от электромотора, установлен¬
ного у каждого аппарата. Благодаря такой системе предста¬
вляется возможным производить остановку каждого из вальцов
в том случае, если это потребуется.Для перемещения плава пользуются шнеками с массивными
витками, пластинчатыми транспортерами или сотрясательными-
транспортерами.Так как при выпуске плава из электрической печи выделяется
значительное количество газов, то передняя часть печи, к кото¬
рой прикреплены сливной жолоб, и охлаждающие вальцы, поме¬
щается в железном вытяжном шкафу, из которого производится
отсос воздуха и газов в систему вентиляции. Устраивается
обычно центральная вентиляционная система от всех печей. Воз¬
дух, отсасываемый вентилятором, проходит через рукавный
фильтр и после очистки от взвешенных частиц- выбрасывается
по трубе наружу.Передняя стенка вытяжного шкафа имеет сверху проем, через
который обслуживается печь при выпуске плава. В этом проеме
лежат инструменты, с помощью которых производится слив
плава. Рабочий, обслуживающий печь, через этот же проем
ведет наблюдение за сливом, закрывая или открывая сливное
отверстие печи, а также очищает лоток от плава.Нижняя часть передней стенки вытяжного шкафа делается
в виде дверок, открывая которые можно прочищать приемную
воронку для охлажденного плава в том случае, когда он в ней
застревает. *2. Обслуживание печей для получения цианплаваПри обслуживании электропечи для цианплава необходимо
следить за показаниями амперметра, на основе которых и регу¬
лируется работа печи.Регулирование работы печи производится путем поддержи¬
вания уровня расплавленной массы на определенной высоте. Так
как общее сопротивление электропечи изменяется с изменением
уровня расплавленной массы, то представляется возможным по
показаниям амперметра вести наблюдение за процессом сплавле¬
ния шихты и регулировать работу печи. По достижении задан¬
ной максимальной силы тока (что видно по показанию ампер¬
метра), производится выпуск плава из печи путем открывания
отверстия летки, закрываемого во время работы печи особой
пробкой. Спуск плава продолжают до того момента, когда сила
тока снизится до минимально заданной величины. Прекращение
спуска плава осуществляется путем закрытия пробкой выпуск¬
ного отверстия летки.232
Инструмент, которым пользуются для обслуживания печи, со¬
стоит из пробки и шуровок. Пробка представляет собой желез¬
ный конус, размер которого обеспечивает закрывание спускного
отверстия летки; конус приварен к железной трубе, являющейся
ручкой. Шуровки приготовляются из круглого железа толщиной
примерно 3А дюйма.После слива шихта в печи опускается и для пополнения ее
загружают свежую порцию шихты из бункера.Печь во время, работы должна быть заполнена шихтой так,,
чтобы до крышки печи оставалось свободное пространство
в 300 мм. Для равномерной осадки шихты и для предупреждения
образования корок в шахте печи необходимо через каждые3—4 слива производить шуровку печи сверху через особые
отверстия в крышке. Шуровка производится равномерно через
все шуровочные отверстия.Расстояние между верхним и нижним электродами должно
поддерживаться в соответствии с установленной в зависимости
от мощности электропечи нормой.Во время работы электрической печи необходимо следить за
нормальным охлаждением электрододержателей, а также за»
исправным состоянием манжеты на электроде и системой шин,,
по которым подается ток. Амперметр, показывающий силу тош,
в печи, должен иметь чистое стекло для того, чтобы аппарат¬
чик имел возможность наблюдать за работой печи и регулиро*
вать силу тока путем своевременного выпускания плава иг
печи.Плав выпускается из печи при температуре 1500°. Спуск
плава из летки электропечи должен производиться полной'
струей для того, чтобы плав разливался по всей поверхности*:
охлаждающих вальцов равномерным слоем. Не следует до¬
пускать его перелива за края вальцов и наслоения на вальцах
в два и три слоя, так как это приводит к плохому охлаждению^
плава, а следовательно к ухудшению его качества. Чтобы полу¬
чить достаточно тонкий слой, обеспечивающий нормальное-
охлаждение плава, малый барабан должен плотно прилегать-
к большому. При плохом лрилегании барабанов друг к другу-
плав не будет растекаться равномерно по всей поверхности ба¬
рабана и, следовательно, будет хуже охлаждаться. Температура
плава, сходящего с вальцов, не должна превышать 400°. Осо¬
бенно интенсивное разложение плава происходит в интервале
температур 800—400°, почему и требуется его быстрое охлажде¬
ние.Охлаждающие вальцы должны хорошо охлаждаться и гибкие-
шланги, подводящие к ним воду, не должны давать течи. Си¬
стема транспортирующих устройств цианплава должна быть
герметичной, чем обеспечивается безопасность работы.Температура отходящей из охлаждающих вальцов воды не-
должна превышать 20—25°.При спуске плава необходимо следить за тем, чтобы охла¬
жденный цианплав счищался с вальцов и сваливался в приемный'
бункер, откуда он должен поступать в транспортный шнек или.233.
другое транспортное устройство, установленное под вальцами.
Ни в коем случае не допускается попадание крупных кусков
-плава в транспортный шнек. Для этого после каждого слива
производят очистку лотка. По этой же причине не допускается
большое скопление застывшего плава на лотке.Если плав при открывании летки не сливается или сливается
плохо, то производят шуровку канала спускного отверстия прут¬
ком. Регулярно шуровку канала производят также после каж¬
дых 2—3 выпусков плава и обязательно после слива и ни в коем
случае не в момент слива. Шуровка самой печи во время слива
плава также не допускается, так как при этом нарушается ход
процесса и в летку может попадать непрореагировавшая шихта.
При этом может произойти замораживание летки, а также сни¬
жение качества получаемого цианплава.Пуск печи после длительной остановки и ремонта начинается
с просушки шахты печи дровами, древесным углем или коксом.
Кокс допускается разжигать с помощью вольтовой дуги, вклю¬
чая печь на силу тока в 1000—1300 ампер. Сушка печи продол¬
жается не менее 24 час., в течение которых поддерживается
«спокойное горение топлива.После просушки шахты очищают печь от золы и шлака и
загружают в нее кокс слоем в 100—150 тт. Затем печь вклю¬
чают на силу тока не выше 2000 ампер для того, чтобы произ¬
вести коксование подового электрода. Коксование продолжается
в течение 12 час., причем по мере выгорания кокса производится
его добавка в печь.После указанного срока силу тока постепенно в течение4—6 час. поднимают до 5000—6000 ампер для разогрева шахты
печи. После разогрева шахты ее очищают от шлака и кокса и
небольшими порциями начинают засыпку шихты. Шихту при
этом рекомендуется брать с повышенным (до 40%) содержанием
соли. По мере увеличения силы тока и накопления в шахте плава
поднимают электрод до его нормального рабочего положения.
После поднятия силы тока до установленной максимальной ве¬
личины производят первый выпуск плава.Во время сушки печи и до момента первого выпуска плава
канал летки печи должен быть закрыт прутком таким образом,
чтобы его конец был заподлицо с внутренней стенкой печи.
В процессе разогрева печи необходимо следить за тем, чтобы
пруток свободно вращался в спускном канале.Пуск электропечи, остановленной на время более 4 час.,
с выработанной шихтой производится в следующем порядке.
Печь разогревается, после остановки, током с помощью - воль¬
товой дуги, причем продолжительность разогревания в каждом
отдельном случае бывает различной в зависимости от степени
охлаждения печи после остановки:% Во время разогрева печи вольтовой дугой, до первого спуска
плава, спускное отверстие должно быть закрыто прутком.После достаточного разогревания печи начинают засыпку
шихты небольшими порциями. По мере накопления плава и уве¬
личения силы тока поднимают электрод до его рабочей высоты..234
Когда сила тока поднимется до установленного максимума,
производят выпуск плава до момента снижения силы тока, уста¬
новленного нижним пределом.При кратковременной остановке печи на время не более 4 час.
с невыработанной шихтой порядок пуска устанавливается сле¬
дующий. Поднимают электрод на 100—150 мм против рабочей
высоты во избежание выброса масленника и только после этого
включают масленник. При спуске плава снижают силу тока до
установленного минимума, после чего опускают электрод до ра¬
бочей высоты и дальнейшую работу ведут обычным порядком.
Спускное отверстие во время пуска должно быть закрыто прутком.Порядок пуска аппаратов печного отделения следующий. Сна¬
чала пускается элеватор, потом шнеки для транспортирования
цианплава и затем собирательный шнек или другое транспортное
устройство для цианплава, после чего включаются электропечи
и охлаждающие вальцы.При остановке отделения электропечей прежде всего выклю¬
чают -печи, а затем последовательно останавливают охлаждаю¬
щие вальцы, собирательный шнек, шнеки для транспортирования
и элеватор для цианплава.При остановке электропечи (расплавленный цианплав спускают
из нее на охлаждающие вальцы, после чего закрывают
спускной канал печи прутком и выключают печь. Затем остана¬
вливают охлаждающие вальцы. Перед продолжительной оста¬
новкой электропечи вся находящаяся в ней шихта вырабаты¬
вается и шахта очищается от остатков плава и корок. Шахта
печи освобождается также и в том случае, когда требуется про¬
извести ее осмотр или же сменить электрод. При кратковремен¬
ной остановке можно оставлять шихту в печи, но в этом случае
необходимо, чтобы через каждые 2—3 часа печь подогревалась
путем включения электрического тока на 10—15 мин.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Какими печами пользуются для производства цианплава?2. Какой процесс протекает в цианидной электропечи?3. Какого напряжения ток подается в цианидные электропечи?4. Какими электродами пользуются 1при производстве цианплава
в электропечи?5. Для чего следует знать минимальную и максимальную силу тока
в электропечи?6. Каковы температурные условия технологического процесса про¬
изводства цианплава?7. При какой температуре производится выпуск цианллава из электро¬
печи?8. Для чего следует производить охлаждение цианплава на охлаждаю¬
щих вальцах?9. Что надо сделать в случае кратковременного выключения тока _
в электропечи и в случае выключения тока на более продолжительный
срок?10. Каким огнеупорным материалом футеруются электропечи?И. Для чего следует получать цианплав в в'иде тоиких пластинок?12. Почему не следует допускать образования толстого слоя циан¬
плава на вальцах?13. С помощью каких транспортеров перемещается цианплав от электро¬
печей в отделение упаковки?235
ГЛАВА VУПАКОВКА, ХРАНЕНИЕ И ПЕРЕВОЗКА ЦИАНПЛАВА1. Упаковка и хранение цианплаваПеремещение полученного в электропечах цианплава к месту
упаковки производится с помощью шнеков (рис. 69). Для пред¬
отвращения выделения пыли шнеки должны быть герметически
закрыты. Шнеками цианплав подается к заключенному в герме¬
тический кожух ковшевому элеватору, которым и поднимается
в бункера 12. Если отделение упаковки находится на некотором
расстоянии от печного отделения, то цианплав передается в от¬
деление упаковки с помощью пластинчатого транспортера или
стальной ленты, заключенных в герметический кожух.Цианплав упаковывается в железные барабаны вместимостью
85 кг, закрываемые герметически крышками, которые зафальцо-
вываются или припаиваются к барабану. Упаковка гранулиро¬
ванного цианплава и пыли производится в герметические желез¬
ные барабаны вместимостью по 100 кг. По особым заказам упа¬
ковка может производиться и в более мелкую тару. Упаковка
цианплава производится в соответствии с имеющейся спе¬
циальной инструкцией о правилах производства, учета, хранения
и перевозки сильно действующих ядовитых веществ.Барабаны должны быть изготовлены из кровельного железа
толщиной от 0,5 до 0,7 и и в цилиндрической части снабжены
пятью ребрами для жесткости. Барабаны должны быть герме¬
тичны. Для этого в продольный шов барабана закатывается про¬
масленная тесьма. Наружная поверхность барабана должна быть
покрыта асфальтовым лаком. Фанерные барабаны, служащие
для укупорки железных барабанов, приготовляются из 4-мм фа¬
неры, с тесовой крышкой и с днищем толщиной не менее 20 мм.
Фанерные барабаны обиваются полосовым железом по продоль¬
ному шву и по обоим уторным швам.Так как при упаковке образуется значительное количество
пыли, то упаковка производится в вытяжных шкафах, устано¬
вленных под бункерами. В вытяжной шкаф устанавливается ба¬
рабан и открыванием задвижки в бункере производится его на¬
полнение цианплавом. После того как барабан наполнен, он
взвешивается и закрывается крышкой, имеющей в фальце про¬
кладку из промасленной ленты или пеньковой веревки; крышка
зафалцовывается на специальном станке.Согласно правилам по упаковке и перевозке ядовитых ве¬
ществ, к числу которых относится и цианплав, как крышка, так и
, барабан должны иметь ушки, обеспечивающие пломбировку ба¬
рабана. После пломбировки железный барабан устанавливается
в другой фанерный барабан, который в свою очередь также
пломбируется и маркируется. Пломбировка барабана и его уста¬
новка в фанерный барабан производятся обычно на складе.Упаковка цианплава связана с выделением большого количе¬
ства ядовитой пыли; поэтому процесс упаковки должен быть536
максимально автоматизирован. Для этого под бункерами сле¬
дует устанавливать автоматические весы, с помощью которых
и производится отвешивание цианплава, после чего цианплав
должен ссыпаться в железные барабаны, которые накрываются
крышкой.Вытяжные шкафы имеют на высоте барабана сильную вы¬
тяжку, которая обеспечивает отсос образующейся пыли. Благо¬
даря отсосу рабочий, занятый на упаковке, предохраняется от
вредного действия пыли. Пыльный воздух отсасывается венти¬
ляционной системой и направляется в рукавный фильтр, в кото¬
ром очищается от пыли, после чего выбрасывается вентилятором
наружу.При упаковке цианплава необходимо следить за тем, чтобы
вентиляционное устройство работало исправно и был обеспечен
непрерывный отсос пыльного воздуха. Весы, на которых произ-
. водится взвешивание барабанов с цианплавом, должны быть
исправны и периодически проверяться.На 'боковой поверхности железного барабана должно быть
нанесено несмывающейся краской: обозначение и категория про¬
дукта (условные знаки), вид цианплава (рядовой, гранулирован¬
ный или пылевидный), вес нетто и слово «яд». На верхней
крышке выбивается порядковый номер барабана и дата (месяц)
выпуска с производства.На боковой поверхности фанерных барабанов наносятся
слова: «осторожно», «не бросать», «беречь от сырости» и на¬
клеивается ярлык: на белом фоне желтая полоса по диагонали,
рисунок (череп и кости) и слово «яд». На верхней крышке фа¬
нерных барабанов наносится черной красной: слово «верх», обо¬
значение и категория продукта (условными знаками), номер пар¬
тии, номер места и вес брутто и нетто.Упакованные барабаны с цианплавом хранятся в закрытом
складе. Согласно действующему положению склады для циан¬
плава должны быть обнесены забором и иметь специальную
охрану.2. Контроль качества получаемого цианплаваСуществующим стандартом № 3961 предусматривается выпуск
цианплава в трех видах: рядового, гранулированного и пылевид¬
ного. Рядовым цианплавом называется продукт, имеющий форму
пластинок неправильной формы толщиной до 3 мм. Стандартом
предусматривается выпуск рядового цианплава в двух сортах:1-го сорта с содержанием цианидов в пересчете на цианистый
натрий/не менее 47% и 2-го сорта — ее менее 40%. Гранулирован¬
ным цианплавом называется продукт в зернах величиной от 1 до
3 мм с содержанием цианидов в пересчете на цианистый натрий
не меньше 40%, пылевидным — продукт в зернах величиной от О
до 1 мм с содержанием цианидов в пересчете на цианистый на¬
трий не ниже 40%.Для контроля качества полученного цианплава от каждой
партии отбирают не менее 10% подлежащих приемке мест. Ото¬
бранные места (барабаны) отмечаются краской на крышке и дне237
каждого барабана круглой отметкой диаметра 35—40 мм. По
указанным отметкам в барабане пробиваются два отверстия диа¬
метром 30 лш. В проделанные отверстия щупом длиной не ме¬
нее 400 мдг и диаметром около 20 мм из каждого барабана отби¬
рается две пробы, по одной из каждого отверстия. Эти отвер¬
стия после отбора проб запаиваются железными кружками диа¬
метром не менее 45 мм.Отобранные пробы ссыпаются из щупов в сухой герметиче¬
ски закрывающийся сосуд, тщательно перемешиваются и из них
отбирают среднюю пробу общим весом от 300 до 1200 г, поме¬
щая ее в три чистые сухие банки с притертыми пробками, кото¬
рые заливаются парафином. Одна из отобранных в банке проб
направляется к покупателю, другая остается у поставщика,
а третья хранится у поставщика на случай экспертного анализа..В отобранных пробах в заводской лаборатории определяется
содержание цианидов в пересчете на цианистый натрий, остаточ¬
ного карбида и серы.Во время упаковки цианплава отбираются пробы от каждого
барабана; пробы от каждых 10 барабанов ссыпаются в одну
банку. Полный анализ средней пробы цианплава производится
один раз в месяц.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Почему цианплав следует упаковывать в герметическую тару?2. Как действует влага воздуха на циаиплав?3. Что выделяется при разложении циаиплава водой или влагой воз¬
духа?4. Какие существуют правила упаковки, перевозки и хранения циан¬
плава?5. Чем определяется качество цианплава?6. Какие сорта и какого качества циаиплав предусматривается суще¬
ствующим стандартом?•ГЛАВА VI
РАЗМЕЛЬЧЕНИЕ ЦИАНПЛАВАТак как для протравки зерна, дезинсекции и борьбы с грызу¬
нами цианплав требуется в гранулированном виде и в виде пыли,
то полученный из печей «рядовой» цианплав не может быть
использован для этих целей.Чтобы получить продукт с особой для каждой из областей
применения величиной зерен, необходимо производить рассев
цианплава.Цианплав, полученный в электропечах, имеет форму пласти¬
нок, которые при его транспортировании постепенно истираются
и измельчаются. Путем отсева на сите удается получить некото¬
рую часть цианплава в виде крупки и пыли.Если необходимо получить значительные количества циан¬
плава в виде мелочи, то рядовой продукт размалывается на спе¬
циальной мельнице (для этого может быть использована кони¬
ческая шаровая мельница) и отсевается на ситах.238
Путем отсева возможно получить продукт в зернах любой ве¬
личины, в зависимости от поступающих требований.При наличии специальной установки для размола полученный
в электропечах цианплав передается с помощью транспортных
механизмов (шнеков, сотрясательных транспортеров, ленты и
элеватора) в специальную мельницу, после которой рассеваечгся
на сите и ссыпается в бункера, из которых упаковывается в со¬
ответствующую тару.Все аппараты по транспортированию, размолу, отсеву и упа¬
ковке цианплава должны быть заключены в герметические (не¬
проницаемые для пыли) кожуха и соединены с системой венти¬
ляции, обеспечивающей надежный отсос пыльного воздуха. На¬
личие пыли цианплава в помещении может привести к отравле¬
нию работающих, так как при ее разложении влагой воздуха
выделяется синильная кислота.Вентиляционное устройство состоит из рукавного фильтра и
вентилятора, отсасывающего пыльный воздух по трубам от всех
аппаратов, а такж-е от вытяжных шкафов, в которых произво¬
дится упаковка. Пыльный воздух просасывается через рукава
фильтра, на которых пыль и остается. Очищенный воздух вы¬
брасывается вентилятором наружу. Рукава фильтра периоди¬
чески встряхиваются, причем пыль цианплава падает в нижнюю1
часть фильтра, откуда с помощью шнека ссыпается в подста¬
вленный железный барабан. Пыль эта может быть использована
для целей дезинсекции или же направлена на производство синь-
натрия и синькалия.КОНТРОЛЬНЫЕ ВОПРОСЫ1. В каких областях находит применение гранулированный и пыле¬
видный цианплав?2- Какими аппаратами производится размельчение цианплава?3. Как производится расфасовка цианплава?4. Почему необходима усиленная вентиляция аппаратов по размельче¬
нию и упаковке цианплава?5. Какую опасность представляет цианплав для обслуживающего-
персонала?ГЛАВА VIIПРАВИЛА ПО ТЕХНИКЕ БЕЗОПАСНОСТИПроизводство цианплава относится к числу опасных, так как
получаемый продукт — цианплав — представляет собою сильны»
яд. Отравляющим началом является синильная кислота, которая
получается при разложении цианплава и его пыли влагой воз¬
духа. Кроме того, сам продукт, принятый внутрь, является источ¬
ником отравления, поскольку значительную часть его соста¬
вляют цианистый натрий и цианистый кальций. Помимо этого,
производство цианплава характеризуется выделением большого239"’
количества пыли и тепла от работающих электропечей и от су¬
шилки для соли. Наконец, при выпуске цианплава из печей вы¬
деляется значительное количество газов, а также брызг распла¬
вленного продукта.Поэтому при- работе в производстве цианплава необходимо
помнить, что цианплав и его пыль являются смертельным ядом.
Ничтожные количества его, введенные в организм путем вдыха¬
ния или с пищей, способны вызвать смерть. Так как цианплав
на воздухе разлагается с выделением смертельного яда — синиль¬
ной кислоты, то нельзя допускать загрязнения рабочего места
цианплавом и его отходами. Если цианплав рассыпался, то
необходимо его немедленно убрать. Собирать плав руками ни
в коем случае нельзя, — это следует делать совком или лопатой.
При составлении шихты, упаковке цианплава и в других местах
выделения пыли, не допускается работа без респираторов.Нельзя допускать соприкосновения цианплава с водой, так
как при этом выделяется синильная кислота. Поэтому в случае
аварии с водяной линией, по которой подается вода в охла¬
ждающие вальцы или в электрододержатели, и попадания воды
на цианплав, необходимо немедленно надеть противогаз. При
^больших концентрациях паров синильной кислоты в воздухе
надо пользоваться исключительно изолирующим противогазом.Изолирующие противогазы — это противогазы, состоящие из
•маски с выдыхательным клапаном и длинным шлангом (гофри¬
рованной трубки), через который возможно вдыхать воздух из
неотравленной атмосферы. В случае дальности расстояния зоны
отравленной атмосферы от свежего воздуха применение длин¬
ных шлангов вызывает чрезмерное сопротивление дыханию, по¬
этому в этом случае работу производят с изолирующим про¬
тивогазом, в котором для дыхания пользуются чистым кислоро¬
дом, подаваемым из небольшого баллона, который является
частью самого противогаза.Ввиду возможного наличия синильной кислоты в приям¬
ках, в которых проходят собирательный и транспортирующий
цианплав шнеки, а также в приямке элеватора, спускаться в них
без противогаза категорически воспрещается. Если спуск
в приямки необходим для чистки или ремонта, то обязательно
'•требуется не только надеть противогаз, но и предупредить мас¬
тера или начальника смены, а также находящегося по близости
аппаратчика. За работающими в газоопасных местах (в приям¬
ках) должно быть установлено непрерывное наблюдение в целях
■оказания своевременной помощи, если встретится в этом необхо¬
димость.Спускаться в приямок без предупреждения мастера или на¬
чальника смены допускается лишь для оказания помощи нахо¬
дящемуся в приямке, если произошел несчастный случай. В этом
случае необходимо предупредить близко находящегося аппарат¬
чика, а через него и мастера. Перед спуском в приямок тре¬
буется обязательно надеть противогаз. Работать в приямках
шнеков без перерыва разрешается в течение не более 20 мин.,
после чего следует выйти на свежий воздух.'240
При пользовании противогазом следует помнить, что не¬
исправный противогаз не защищает от отравления. Поэтому
прежде чем надеть противогаз, надо проверить его исправность
вместе с мастером или дежурным из газоспасательной стан¬
ции. Пользоваться противогазом непрерывно можно только
в течение 30—40 мин., после чего он должен быть сменен. Как
указывалось уже выше, при высокой концентрации паров
синильной кислоты можно пользоваться только изолирующим
противогазом.Каждый работающий в производстве цианплава должен быть
хорошо знаком с санитарно-гигиенической инструкцией. В слу¬
чае появления признаков отравления следует немедленно выйти
на свежий воздух, предупредив об этом товарища, и обра¬
титься в медицинский пункт. Первыми признаками отравления
являются: головокружение, шум в голове, тошнота, слабость во
всем организме, удушье (нехватает воздуха). При остром отра¬
влении необходимо немедленно вынести пострадавшего на све¬
жий .воздух и оказать ему первую помощь: делать искусственное
дыхание, дать подышать кислородом из резиновой подушки и
одновременно поставить в известность медицинский пункт и
администрацию цеха. Пользоваться для вдыхания кислорода
или для оказания помощи пострадавшему непосредственно
из кислородного баллона категорически воспрещается. Для этого
следует пользоваться только кислородными подушками.Основной мерой, обеспечивающей безопасную работу при
производстве цианплава, является удаление вредных газов и
пыли вентиляционными установками. Необходимо поэтому сле¬
дить за бесперебойной работой этих установок с тем, чтобы
был обеспечен хороший отсос пыльного воздуха. При обнару¬
жении какого-либо дефекта в работе вентиляционных устройств
следует немедленно принять меры к исправлению.Ввиду возможного отравления хранение и прием пищи в про¬
изводственных помещениях цеха категорически запрещается.
Принесенная в цех пища должна отдаваться уборщице для ее
хранения в- специальном шкафу. Перед отдыхом и приемом пищи
необходимо тщательно вымыть руки, так как если брать пищу
грязными руками, можно отравиться. После окончания работы
следует хорошо вымыться и сменить спецодежду. Нельзя уходить
из цеха в спецодежде, в которой производилась работа, так как
можно отравиться самому и отравить других.При засорении глаз цианамидом кальция, шихтой или циан-
плавом нельзя промывать их водой, так как можно потерять зре¬
ния. Следует немедленно обратиться в медицинский пункт, где
должна быть оказана помощь и глаза промыты вазелиновым
маслом. ^При работе с цианплавом необходимо помнить, что в циан¬
амиде кальция, составляющем основную часть шихты, и в гото¬
вом цианплаве имеется остаточный карбид кальция, который раз¬
лагается водой с выделением ацетилена, дающим с воздухом
взрывчатую смесь. При возникновении пожара нельзя поэтому
тушить его водой, так как при этом может произойти взрыв;16 За». 8В8. — Кузаедо».
для тушения пожара следует пользоваться только сухим песком
или сухими огнетушителями.При работе с цианамидом кальция и цианплавом нельзя по¬
треблять алкоголя. Профилактическим средством против отра¬
вления при работе с цианплавом является сахар, который дается
работающим в виде сиропа.При выпуске цианплава из электропечей следует работать
в очках, респираторе и рукавицах. Под ногами рабочий должен4
иметь деревянную решетку или резиновый коврик и всегда пом¬
нить, что он работает с аппаратом, к которому подведена эле¬
ктроэнергия, представляющая опасность для жизни. При шу¬
ровке канала летки электропечи нельзя стоять на железе,
браться за шуровку голыми руками, прикасаться к шинам, к эле-
ктрододержателю, электроду и т. д. В случае перекрытия шин
металлическими предметами или другими проводниками со-'
здается короткое замыкание тока, что приводит к аварии (спла¬
влению шин, возможности вывода из строя трансформатора).
Возникающая при этом вольтова дуга может обжечь. Не до¬
пускается поэтому нахождение металлических предметов на ши¬
нах или других проводниках тока. Следует быть осторожным
в обращении с проводниками, не прикасаться к оголенным
шинопроводам голыми руками, так как электрический ток может
убить.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Почему ядовита пыль цианплава? '2. Какой ядовитый газ выделяется при хранении цианплава на воз¬
духе?3. Почему нельзя допускать соприкосновения цианплава с водой?4. Какие меры следует принимать при чистке приямков?5. Какими противогазами следует пользоваться при опускании в при¬
ямок?6. Какое наблюдение должно быть установлено за работающими в газо¬
опасных местах?7. Кто должен быть предупрежден перед спуском в приямок?8. Какой промежуток времени разрешается работать в приямках без
перерыва?9. Защищает ли от отравления неисправный противогаз?10. Каким противогазом надо пользоваться при больших концентра»-
Циях паров синильной кислоты в воздухе?3!. Что такое изолирующий противогаз и чем он отличается от филь¬
трующего?12. От чего защищает респиратор?13. Что надо сделать в случае появления Признаков отрввления?14. Каковы признаки отравления?15. Какая первая помощь должна быть оказана пострадавшему?16. Как производится искусственное дыхание?17. Почему нельзя пользоваться для вдыхания кислорода кислородным
баллоном?18. Какие основные меры должны соблюдаться для обеспечения без¬
опасной работы при производстве цианплава?19. Какие правила приема пищи должны выполняться работающими
в производстве цианплава? , _20. Чем и как следует тушить пожар в производстве цианплава?
ЧАСТЬ ЧЕТВЕРТАЯОРГАНИЗАЦИЯ ПРОИЗВОДСТВАГЛАВА 1ОСНОВНЫЕ ПРИНЦИПЫСОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРОИЗВОДСТВАОрганизация производства на наших социалистических пред*
лриятиях по существу и по своей форме резко отличается от
организации производства в капиталистических странах.Система организации производства (в капиталистических стра¬
нах направлена к увеличению прибылей отдельных предприни¬
мателей и основывается на жестокой эксплоатации рабочих, что
приводит к систематическому снижению их жизненного и куль¬
турного уровня. В капиталистических странах вся система орга¬
низации производства и всякое новое достижение неизменно свя¬
заны с порабощением рабочих, снижением уровня реальной зара¬
ботной платы и увеличением армии безработных. Это является
причиной того, что рабочие в капиталистических странах не за¬
интересованы в улучшении производства и относятся поэтому,
враждебно к введению усовершенствований в производстве.В социалистическом обществе, где средства производства при¬
надлежат трудящимся, система организации направлена на уве¬
личение поризводительности труда в интересах самих трудя¬
щихся, а следовательно на улучшение их материального благо¬
состояния и повышения культурного уровня.Система работы в социалистических предприятиях основы¬
вается на использовании новейших достижений в области науки
и техники. Развитие социалистической промышленности в на¬
стоящее время характеризуется развитием стахановского движе¬
ния и внедрением новой техники, новых технологических процес¬
сов, широкой интенсификации производства, введением твердого
порядка в производственной работе предприятий, плановости и
контроля работы на каждом участке, борьбой с малейшими про¬
явлениями недисциплинированности.Отношение трудящихся к производству и труду у нас также
совершенно иное, чем в капиталистических странах. На первом
Всесоюзном совещании стахановцев товарищ Сталин сказал:
«Люди работают у нас це на эксплуататоров, не для обогащения
тунеядцев, а на себя, на свой класс, на свое, советское общество,
где у власти стоят лучшие люди рабочего класса. Поэтому-то
труд имеет у нас общественное значение, он является делом
чести и славы» *.1 И. Сталин, Речь на первом Всесоюзном совещании стахановцев,
Партиздат ЦК ВКП(б), 1935 г.16*243
6S1
К. 89'■ ■ ii./'.-,1 />1ИЛУЧИ*-ТЕХН> „ -КАЯ JLftf ,Еиблиотекл cccp %/ULIКнига представляет собой учебное
пособие по техминимуму для рабочих,
занятых в производствах карбида каль¬
ция, цианамида кальция и цианплава.В книге описываются технологический
процесс, конструкции аппаратов, приме-,
няемых в перечисленных производствах,
и их обслуживание, а также условия-
обеспечивающие нормальную работу аппа¬
ратов. Большое внимание уделено конт¬
ролю производства и технике безопас¬
ности. каждый раздел книги имеет ввод¬
ную теоретическую часть.& згйК ЧИТАТЕЛЮИздательство просит присылать Ваши замечания я отзывы об этой книге ПО адресу!МОСКВА, Новая пл., 10, подъезд И. Госхимиздат . i
_____ « —— —*,Та- Редактор И. С. Митропольский Техредактор П. В. ПогудканСдано в набор 29/VIII 1938 г. Тип. зн. в 1 б. л. 101504. Подписано к печати
7/V 1940 г. Формат бОХЭЭ^/д. Уполномоченный Мособлгорлита № Б-5517-
Тираж 2000 экз. Печати, листов 16,5. Бум. л. 8V<- Уч.-авт. листов 20,2.Дог. № 6373. Изд. № 59. Инд. 25-2-2. Прош. ТКК № 3 Зак. № 838.Набрано и ^матрицировано во 2-й тип. ГОНТИ им. Евг7~Соко1о^¥~Жёйтград, npTKpacHbii
Командиров, 29. Отпечатано с матриц на ф-ке юношеской книги изд-ва ЦК ВЛКСМ, Москва»
•*» уд* Фридриха Энгельса, 46., Зак. № 650.
Предисловие
Введение .СОДЕРЖАНИЕ79ОпечаткиСтраница |СтрокаНапечатаноДолжно бытьПо вине2612 сверху. . . должны быть из¬
вестняк, содержащий
больше чем 0,008%
фосфора. . . должны быть в
части содержания фос¬
фора очень жесткимитипографии"3221 сверхуповышенное содержа¬
ние золы н серыповышенное содержа¬
ние золы ,автора541 снизу1 через выгрузочное от-через загрузочное от¬»55Д сверху( верстиеверстие7418 снизу15%15°»1551 снизу\ ... не разрешается
> загружать моченый во-• . . не разрешается
загружать горячий кар¬типографии1561 сверху; дойбид, а также карбид со
снегом и подмоченный
водойКузнецовКонтрольные вопросы « ж , 77,Глава V. Производство карбида кальция . —1. Основные сведения из электротехники . —2. Технологический процесс образования карбида кальция .. . 893. Типы и конструкции электропечей 904. Электроды карбидных печей ........ 101о. Производство электродной массы для самоспехающихсв эдекгро-дов непрерывного действия ............ ill