/













































































































































































































































































































































Author: Джонс В.Д.
Tags: общее машиностроение технология машиностроения металлургия порошковая металлургия
Year: 1965



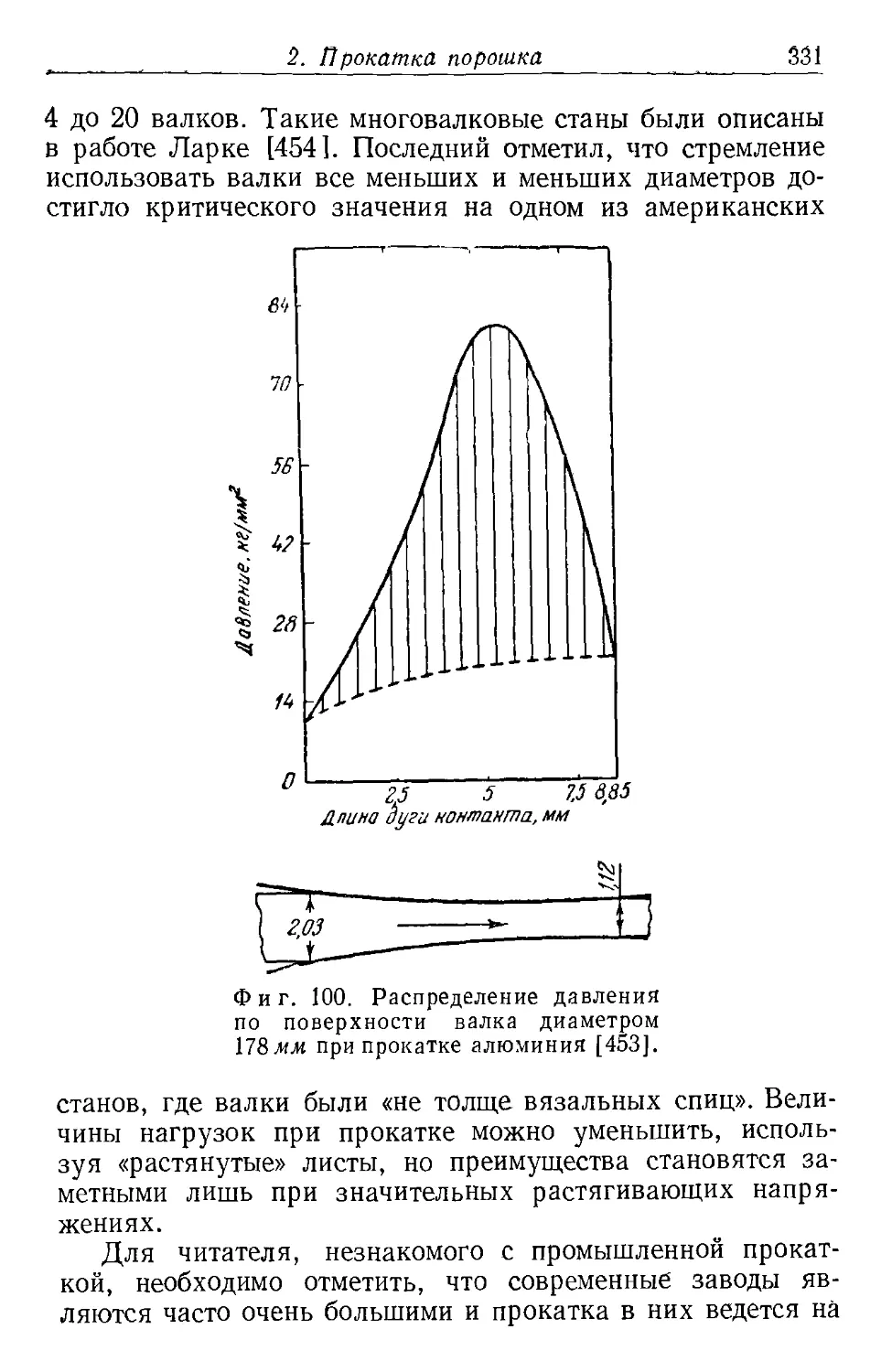
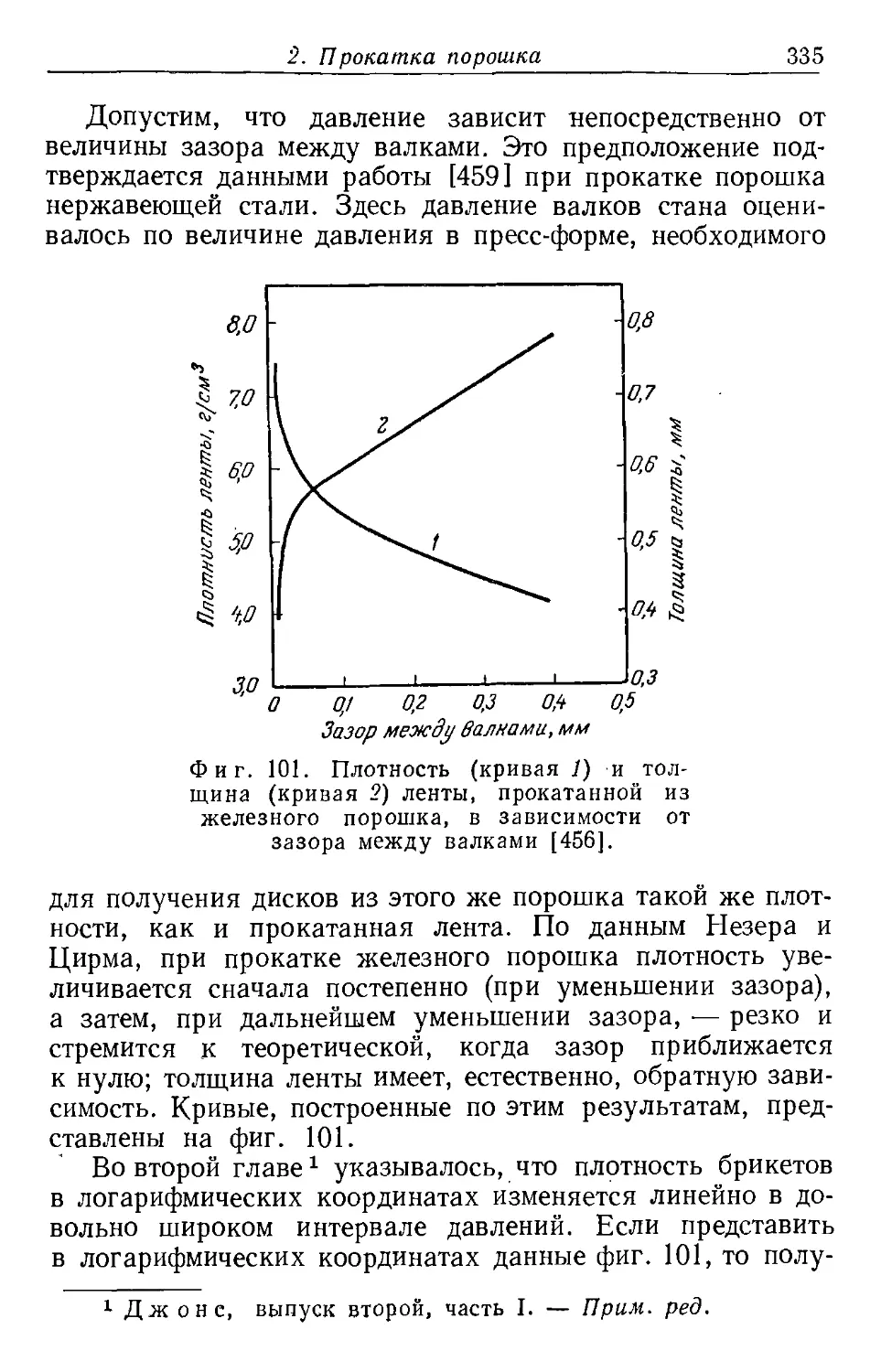
Text
З.Л-ДЖОНС • основы
ПОРОШКОВОЙ
мвтиллургии
свойства
И ПРИ^ЕИЕМИЕ
ПОРОШКОВЫХ'
материалов
IU. D. Jones
FUNDAMENTAL PRINCIPLES
OF POWDER METALLURGY
Chapter V
ATTAINMENT OF SPECIFIC QUALITIES
Chapter VI
CONTINUOUS POWDER METALLURGY
LONDON
EDWARD ARNOLD (PUBLISHERS) LTD
1960
основ ы
В. Д. Джонс • порошковой
МЕТАЛЛУРГИИ
СВОЙСТВА
И ПРИМЕНЕНИЕ
ПОРОШКОВЫЕ
МАТЕРИАЛОВ
Перевод с английского
Н. А. БУЛЬЕНКОВА, Б. С. ЛЫСОВА, М. А. МАуРАХА
и Е. И. МОЗЖУХИНА
Под редакцией
М. Ю. БАЛЬШИНА и А. К. НАТАНСОНА
ИЗДАТЕЛЬСТВО «МИР»
МОСКВА 1965
УДК 621. 762
В настоящем заключительном выпуске монографии
В. Д. Джонса «Основы порошковой металлургии» ши-
роко исследованы вопросы, относящиеся к свойствам
и применению в современной технике порошковых ма-
териалов и изделий. В этом выпуске рассматриваются
также возможности получения особых свойств порош-
ковых материалов, в связи с чем приведены некото-
рые данные по конкретным режимам изготовления из-
делий.
Большой интерес представляет описание непрерыв-
ных процессов порошковой металлургии-—нового ме-
тода непрерывного прессования металлических порош-
ков, их прокатки и выдавливания.
Содержание этого выпуска представляет значи-
тельный интерес не только для работников порошко-
вой металлургии, но и для очень широкого круга ме-
талловедов и машиностроителей, инженерно-техниче-
ских и научных работников, исследующих и приме-
няющих материалы новой техники, а также для пре-
подавателей и студентов высших технических учебных
заведений.
Редакция литературы по вопросам новой техники
ПРЕДИСЛОВИЕ К РУССКОМУ ИЗДАНИЮ
Настоящая книга — последний (третий) выпуск пере-
вода монографии В. Д. Джонса «Основы порошковой ме-
таллургии». Первый выпуск посвящен описанию получения
металлических порошков [1], второй — прессованию и
спеканию порошков [2].
Данный выпуск «Свойства и применение порошковых
материалов», по существу, состоит из трех разделов. Пер-
вый, самый большой раздел назван автором «Получение
особых свойств порошковых материалов» (в русском пере-
воде часть I). Здесь рассматриваются свойства и области
применения материалов, полученных методами порошко-
вой металлургии, и особенности свойств этих материалов
по сравнению со свойствами обычных плавленых (так на-
зываемых компактных) металлов и сплавов. Автор не огра-
ничивается обсуждением проблем, отвечающих на вопросы,
какие свойства имеют порошковые материалы и каковы
особенности этих свойств. В соответствии с названием этой
части особое внимание уделяется вопросу, как и почему
получаются эти особые свойства у порошковых материалов;
другими словами, как получают порошковые материалы
с особыми свойствами. Поэтому наряду с данными о соста-
ве, свойствах и областях применения продукции порошко-
вой металлургии приводится также ряд сведений о режимах
получения порошковых материалов, связанных с дости-
жением тех или иных свойств, о размерах порошковых
изделий и пр. Этот материал представляет несомненный
интерес для советского читателя.
Существенное внимание уделено также вопросам стои-
мости порошковых материалов (в русском переводе часть II).
6
Предисловие к русскому изданию
Джонс даже рассматривает эту стоимость как своего рода
«физическое свойство», которое обязательно следует учи-
тывать наряду с другими свойствами порошковых материа-
лов. Действительно, более низкая себестоимость порош-
ковых изделий связана со специфическими преимущества-
ми порошковой металлургии и особыми возможностями
получения этим способом массовой продукции.
Последний, сравнительно небольшой раздел этого вы-
пуска (часть III) посвящен непрерывным процессам порош-
ковой металлургии — формованию материалов непрерыв-
ным прессованием, непрерывным выдавливанием и не-
прерывной прокаткой металлических порошков.
Джонс рассматривает вопросы прочности и получения
порошковых материалов в неразрывной взаимосвязи. По-
этому последовательность расположения глав (принятая
самим автором) не является случайной. Вопросы непрерыв-
ного прессования порошков до сих пор более или менее де-
тально рассматривались только в периодической литера-
туре; вопросы непрерывного выдавливания и прокатки
порошков обсуждались также и в монографиях.
Этот раздел, посвященный непрерывным процессам
порошковой металлургии, является самым сжатым и в то
же время хорошо и ясно изложенным и, несомненно, пред-
ставляет большой интерес.
К сожалению, в книге недостаточно использованы со-
ветские работы по свойствам порошковых материалов,
хотя именно в вопросах прочности и других свойств порош-
ковых материалов, теории и расчета этих свойств советские
исследования намного опередили зарубежные.
Общие вопросы свойств и применения порошковых метал-
лических материалов освещены в вышедших за последние
Годы советских монографиях [3—6]. Свойства и приме-
нение пористых металлов рассматриваются в интересной
.монографии Р. А. Андриевского «Пористые металлокера-
мические материалы» [7]. Этот же круг вопросов для
электротехнических материалов обсуждается в работах
[8—10, 55], для тугоплавких и редких металлов—в работах
[11—13], для тугоплавких соединений и твердых сплавов —
в работах [14—17]. Ряд данных по свойствам и примене-
нию порошковых металлов помещен также в работах
[18—22, 56, 57].
Предисловие к русскому изданию 7
Вопросам прочности, жаропрочности, длительной проч-
ности, демпфирующей способности, модулей упругости
порошковых материалов посвящена специальная моно-
графия под редакцией Г. С. Писаренко [23].
Действие облучения на свойства некоторых порошко-
вых материалов (твердые сплавы и керметы) рассматри-
вается в монографии В. В. Пеньковского [24].
В СССР значительно раньше, чем за рубежом, были
разработаны формулы зависимости между такими механи-
ческими свойствами ст, как прочность, твердость и модуль
упругости, и относительной плотностью $ и пористостью П
порошковых материалов Г25 ]
= (1 — П)ш, (1)
где ст — свойство пористого, а стк — свойство компактного
материала, tn = const (обычно т = 3-4-4).
Для наибольшего предельного (равновесного) значе-
ния ст при данной плотности пористого порошкового ме-
талла т = 3 (предельное значение т в этом случае мини-
мально). Исходя из значения т = 3, легко рассчитать
предельные (равновесные) значения предела прочности
при растяжении и модуля упругости при любой пористости
на основании формулы (1).
Для пористых волокнистых металлов предельное зна-
чение т^2 [21 ]. Таким образом, волокнистые металлы
при одинаковой пористости могут иметь значительно более
высокую прочность, чем порошковые того же состава.
Данные о свойствах волокнистых металлов изложены
в работе [26].
Несколько иная, но довольно близкая к формуле (1)
зависимость между механическими свойствами и пористо-
стью выведена в работе [27]
где ст и ок — предел прочности или модуль упругости по-
ристого или компактного металла соответственно, По —
исходная пористость порошка после утряски.
8
Предисловие к русскому изданию
Исключительно интересны недавно опубликованные ра-
боты [28, 29] о закономерностях деформирования и раз-
рушения пористых металлов. В них предложена зави-
симость
где <Уь и Обк — пределы прочности пористого и компактного
металла соответственно, По — исходная пористость на-
сыпки порошка.
В работе [30] рассматривается прочность пористого
железа при повторно-переменных нагружениях. Ряд прин-
ципиальных исследований по влиянию состава и пористо-
сти на прочность порошковых материалов проведен
В. Я. Пинесом и сотр. [31—34]. Советскими учеными ис-
следованы также модули упругости порошковых материа-
лов [23, 25, 35—37] и зависимости коэффициента Пуас-
сона [37—39] и др. Величина отношения между прочностью
и твердостью пористых металлов при оптимальных зна-
чениях прочности обсуждена в работах [25, 40, 41]; вели-
чине декремента затухания этих металлов посвящены
работы [37, 42—45].
Интересную зависимость между пористостью и электро-
проводностью порошковых металлов установил В. В. Ско-
роход [46]. Большое внимание советские ученые уде-
ляют вопросам жаропрочности порошковых материалов
[6, 47—49]. Проблемы непрерывного формования порош-
ковых материалов рассмотрены в монографиях [4, 50—
53]. Непрерывному прессованию металлических порош-
ков посвящена статья О. Г. Афенченко [54].
Мы привели здесь лишь небольшую часть советских
работ по вопросам свойств порошковых металлов и методов
их непрерывного прессования. Читатель, интересующийся
полным перечнем отечественных работ по этим вопросам,
может найти их в реферативном журнале «Металлургия»
и журнале «Порошковая металлургия».
При переводе некоторые общеизвестные и не представ-
ляющие интереса места были опущены, в частности
последняя, седьмая глава, посвященная методам конт-
роля.
Литература
9
Перевод выполнен кандидатами технических наук
Н. А. Бульенковым (стр. 88—226), М. А. Маурахом
(стр. 1—56), Б. С. Лысовым (стр. 57—88, 291—368) и
Е. И. Мозжухиным (стр. 227—290).
Редакция выражает благодарность канд. техн, наук
Ю. С. Авраамову за ряд ценных замечаний, сделанных
им при просмотре разд. 6, части I рукописи («Магнитные
материалы»),
М. 10. Балыиин
А. К. Натансон
ЛИТЕРАТУРА
1. Д ж о и с В. Д., Основы порошковой металлургии. Произ-
водство металлических порошков., изд-во «Мир», 1964.
2. Д ж о и с В. Д., Основы порошковой металлургии. Прес-
сование и спекание, изд-во «Мир», 1965.
3. Федорченко И. М., Андриевский Р. А.,
Основы порошковой металлургии, изд-во АН УССР, Киев, 1961.
4. Аксенов Г. И., Основы порошковой металлургии,
Кн. изд-во, Куйбышев, 1962.
5. Самсонов Г. В., Плоткин С. Я., Производство
железного порошка, Металлургиздат, -М., 1957.
6. Раковский В. С., Основы порошкового металлове-
дения, Оборонгиз, 1962. '
7. Андриевский Р. А., Пористые металлокерамиче-
ские материалы, изд-во «Металлургия», М., 1964.
8. Альтман А. Б., Металлокерамика в электропромыш-
ленности, ВИНИТИ, экспресс-информация, М., 1962.
9. Электротехнические металлокерамические изделия, сб.
под ред. Альтмана А. Б., ВИНИТИ, экспресс-информация, М.,
1962.
10. Ч е х о в а О. А., Мапптом’ як! металлокерам!чн! мате-
р!али, вид-во АН УССР, 1959.
11. Самсонов Г. В., Константинов В. И.,
Тантал и ниобий, Металлургиздат, М., 1959.
10
Литература
12. М е е р с о н Г. А., 3 е л и к м а н А. Н., Металлургия
редких металлов, Металлургиздат, М., 1955.
13. 3 е л и к м а н А. Н., Металлургия редкоземельных ме-
таллов, тория и урана, Металлургиздат, М., 1961.
14. С а м с о н о в Г. В., Портной К. И., Сплавы на
основе тугоплавких соединений, Оборонгиз, М., 1961.
15. С а м с о н о в Г. В., Тугоплавкие соединения, Справоч-
ник по свойствам и применению, Металлургиздат, М., 1962.
16. С а м с о н о в Г. В., Кислый П. С., Высокотем-
пературные неметаллические термопары и наконечники, изд-во
«Наукова думка», Киев, 1965.
17. Третьяков В. И., Металлокерамические твердые
сплавы, Металлургиздат, М., 1962.
18. Р а к о в с к и й В. С., С а к л и н с к и й В. В., По-
рошковая металлургия в машиностроении, Справочник, Машгиз,
1963.
19. Справочник по машиностроительным материалам. Редкие
металлы и их сплавы, т. 2, Машгиз, М., 1959, стр. 446.
20. Справочник по машиностроительным материалам. Твердые
сплавы, т. 2, Машгиз, М., 1959, стр. 533.
21. Справочник по машиностроению и материалам. Металло-
керамические материалы, т. 2, Машгиз, М., 1959, стр. 571.
22. Конструкционные материалы. Порошковые металлические
материалы, т. 3, изд-во «Сов. энц.», М., 1965, стр. 38.
23. Прочность металлокерамических материалов и сплавов
при нормальных и высоких температурах, под ред. Писаренко Г. С.,
изд-во АН УССР, Киев, 1962.
24. П е н ь к о в с к и й В. В., Действие облучения на ме-
таллы и некоторые тугоплавкие материалы, изд-во АН УССР,
Киев, 1962.
25. Б а л ь ш и н М. Ю., ДАН СССР, 67, 831 (1949).
26. Б а л ь ш и н М. Ю., Рыбальченко М. К-> П а-
далко О. В., Эскина Н. П., Порошковая металлургия,
№ 3, 16 (1964).
27. Б а л ь ш и н М. Ю„ ДАН СССР, 164, № 1 (1964).
28. К р а с о в с к и й А. Я-, Порошковая металлургия, № 4,
1 (1964).
29. К P а с о в с к и й А. Я-, Порошковая металлургия, № 5,
9 (1964).
Литература
II
30. Трощенко В. Т., Красовский А. Я., По-
рошковая металлургия, № 5 (1965).
31. П и н е с Б. Я., Сухинин Н. И., ЖТФ, 26, 2076
(1956).
32. Пинес Б. Я., Сиренко А. Ф., ЖТФ, 26, 2378
(1956).
33. Пинес Б. Я., Сиренко А. Ф., Сухинин Н. И.,
Исследования по жаропрочным сплавам, т. III, 1958, стр. 327.
34. Пинес Б. Я., Сиренко А. Ф., Сухинин Н. И.,
ЖТФ, 27, 1893 (1957).
35. Ч е х о в а О. А., Францевич И. Н., Вопросы
порошковой металлургии и прочности материалов, т. 6, 1958,
стр. 36.
36. П и с а р е н к о Г. С., Борисенко В. А., Каш-
тал я н Ю. А., Порошковая металлургия, № 5 (1962).
37. Б а л ь ш и н М. Ю., Федоров С. Г., Металлы, № 1,
166 (1965).
38. Кашталян Ю. А., Порошковая металлургия, № 4
(1964).
39. Лященко А. Б., Мельничук П. И., Фран-
цевич И. Н., Порошковая металлургия, №5, 10(1961).
40. Манукян Н. .В., сб. «Порошковая металлургия и
металлообработка», Ереван, 1965, стр. 68.
41. Б а л ь ш и н М. Ю., Трофимова А. А., Порошко-
вая металлургия, № 8 (1965).
42. П и н е с Б. Я-, Ден Ге Сен, ФММ, 8, 599 (1959).
43. П и н е с Б. Я., Ден Ге Сен, ФММ, 8, 867 (1959).
44. Елютин В. П., Мозжухин Е. И., П а-
н о в А. В., Халил Р. Б., ФММ, 14, 443 (1962).
45. Е л ю т и н В. П., Натансон А. К-, Мозжу-
хин Е. И., Васильеве. А., ФММ, 15, 748 (1963).
46. Скороход В. В., ИФЖ, 2, № 8, 51 (1959).
47. Бальшин М. Ю., Л и х т м а н В. И., сб, «Иссле-
дования по жаропрочным сплавам», т. 8, 1962, стр. ПО.
48. Рыбальченко М. К-, сб. «Порошковая металлур-
гия и металлообработка», Ереван, 1965, стр. 102.
49. Рыбальченко М. К., Порошковая металлургия,
№ 4 (1965).
12
Литература
50. Виноградов Г. А., Семенов Ю. Н., Прокатка
металлических порошков, Металлургиздат, М., 1962.
51. Виноградов Г. А., Радом ы сельский И. Д.,
Прокатка и прессование металлических порошков, Машгиз, М.,
1963.
52. Виноградов Г. А., Прокатка металлевих порошюв,
Кшв, 1963.
53. Фиалков А. С., Технология производства углеграфи-
товых материалов, Металлургиздат, М., 1960.
54. Афенченко О. Г., Порошковая металлургия, № 4,
80 (1964).
55. Электротехнические металлокерамические изделия, под ре-
дакцией Альтмана А. Б., ВНИИЭМ, М., 1965.
56. Поздняк Н. 3., Круминский А. Н., Проек-
тирование и оборудование цехов порошковой металлургии, изд.
«Машиностроение», М., 1965.
57. Порошковая металлургия, под редакцией Борока Б. А.,
изд. «Металлургия», М., 1965.
ЧАСТЬ I
ПОЛУЧЕНИЕ ОСОБЫХ СВОЙСТВ
ПОРОШКОВЫХ МАТЕРИАЛОВ
1. ВВЕДЕНИЕ
По сравнению с большинством других материалов ме-
таллы и сплавы тверже и прочнее, причем часто они обла-
дают одновременно значительной пластичностью. Многие
металлы хорошо проводят тепло и электричество, а не-
которые отличаются необычными магнитными свойствами.
Одним из наиболее важных преимуществ методов порош-
ковой металлургии является возможность улучшения
свойств металлов и сплавов, связанная стем, что эти методы
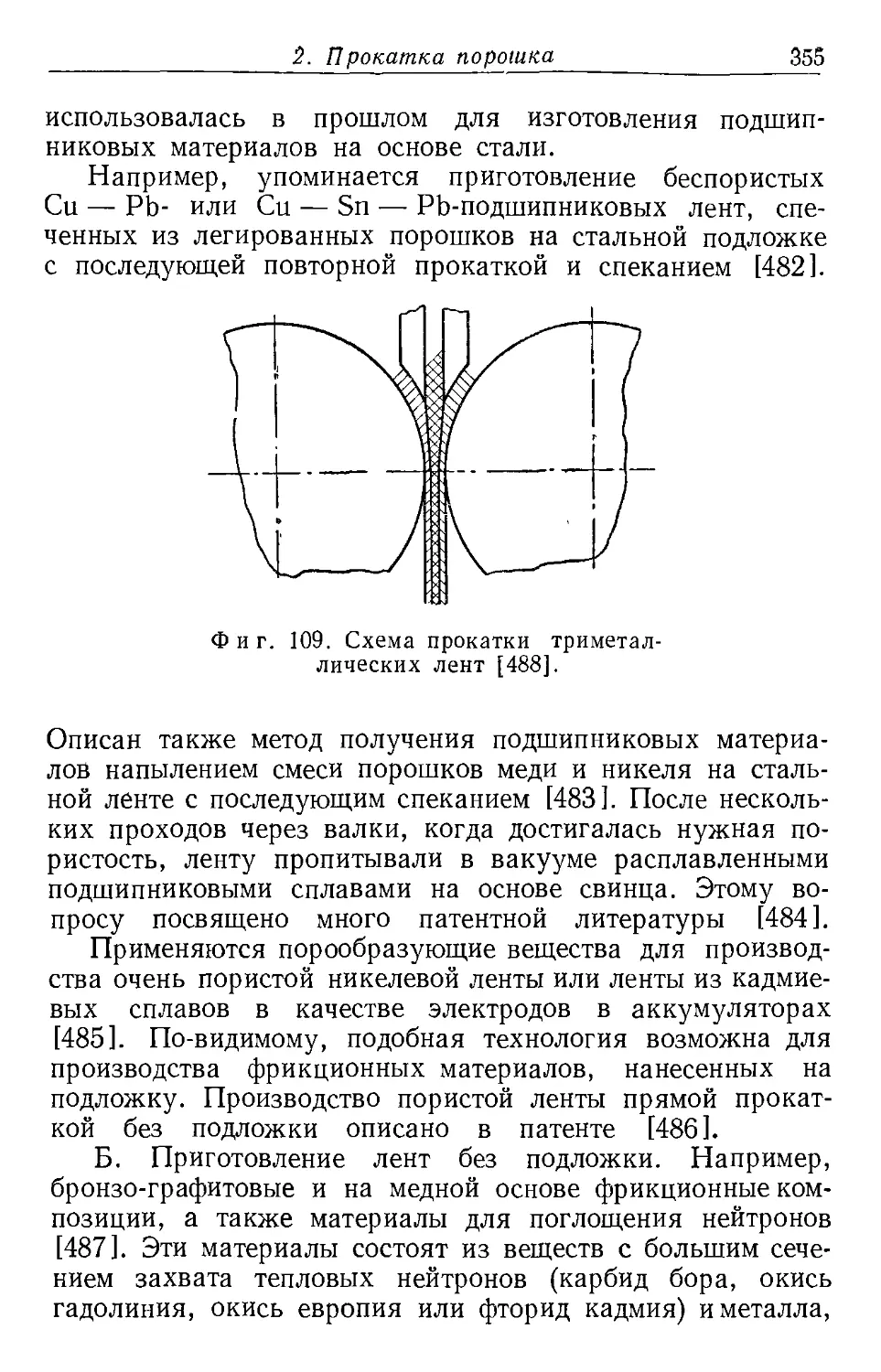
позволяют получать такие порошковые композиции, кото-
рые при обычном изготовлении либо разлагаются при плав-
лении, либо очень далеки от фазового равновесия.
Эти возможности могут привести в конце концов к та-
кому развитию порошковой металлургии, что она окажет-
ся наиболее важным и даже основным способом производ-
ства металлов.
Конечно, с помощью порошковой металлургии можно
получать металлы и сплавы, близкие по свойствам к полу-
чаемым обычными методами. В течение последних 30 лет
техника изготовления небольших деталей из порошков
была существенно улучшена. Именно это направление —
производство деталей из порошка вместо литья, ковки,
выдавливания и т. п. — вызвало особый интерес к порош-
ковой металлургии. Однако по мере накопления знаний
стало выясняться, что производство таких мелких деталей
становится наименее интересной и малозначительной
областью порошковой металлургии.
16
Часть I
В предыдущих главах1 мы рассмотрели основные пути
получения металлов из порошков. Сейчас нам предстоит
обсудить вопросы, связанные с получением и применением
металлов особой структуры с точки зрения того, в какой
мере могут быть улучшены свойства порошковых металлов
по сравнению с обычными, и как получить новые материалы,
которые нельзя приготовить обычными методами.
Эти вопросы удобно рассмотреть в следующем порядке:
1) механические свойства; 2) магнитные свойства; 3) мате-
риалы, которые невозможно получить с помощью обычных
методов: а) пористые, б) композиции (псевдосплавы), в) не-
которые интерметаллические соединения и 4) порошковая
металлургия как конкурирующий процесс.
2. МЕХАНИЧЕСКИЕ СВОЙСТВА
В 1721 г. Исаак Ньютон [1] писал: «В природе суще-
ствуют очень большие силы, способные удерживать час1
тицы твердых тел вместе. Целью экспериментальной науки,
является выявление этих сил.
Наиболее мелкие частицы вещества могут сцепляться за
счет очень больших сил притяжения и составлять боле^
крупные частицы, но с более слабыми силами взаимного
притяжения. Многие из этих частиц могут сцепляться и
образовывать еще более крупные частицы, но силы сцеп-
1 См. В. Д. Джонс, Основы порошковой металлургии.
Производство металлических порошков, изд-во «Мир», 1964 и
В. Д. Джонс, Основы порошковой металлургии. Прессование
и спекание, изд-во «Мир», 1966.
Напоминаем, что русский перевод данной монографии
В. Д. Джонса публикуется в трех выпусках: первый выпуск «Про-
изводство металлических порошков» включает гл. I, второй выпуск
«Прессование и спекание» — гл. II—IV и третий выпуск «Свойства
и применение порошковых материалов» — гл. V и VI. При этом во
втором и третьем выпусках мы не придерживались той структуры
книги, которая существует у Джонса. Так, во втором выпуске
материал разделен нами на две части. В первую часть вошли гл. II
и III, а во вторую часть — гл. IV. В третьем, настоящем выпуске
нами сделано три части. В дальнейшем ссылки на различные главы
английского оригинала книги сопровождаются ссылками на соот-
ветствующее русское издание, сокращенно обозначаемое так;
Джонс, выпуск первый и т. д. — Прим. ред.
2. Механические свойства
17
ления будут еще слабее и т. д. до тех пор, пока процесс
не приведет к образованию самых крупных частиц, харак-
теризующихся способностью к участию в химических
реакциях и имеющих цвет естественного тела и заметные
размеры. Если тело компактное и изгибается или подвер-
гается воздействию давления без какого-либо взаимного
скольжения его частей, то оно твердо и упруго, его форма
возвращается к исходной за счет сил взаимодействия между
частями. Если же отдельные части тела скользят друг по
другу, то такое тело ковко или мягко».
В течение последних приблизительно 25 лет достигнут
такой прогрессе в области физики металлов, что можно
'ачйтать предсказания Ньютона доказанными.
Первичные частицы вещества, связанные очень боль-
шими ядерными силами, образуют более крупные атомные
и молекулярные частицы, реагирующие друг с другом
j более слабыми силами. Именно эти сравнительно крупные
частицы определяют химические свойства, цвет и проч-
ность тел. Мы знаем также, что прочность кристаллической
решетки металлов может быть очень высокой. Например,
предел упругости усов чистого железа составляет 190 кг!мм?
при упругой деформации 1,4% [2]; однако для обычного
монокристалла чистого железа он равен лишь 2,8 кг!мм?.
Пластичность, ковкость и невысокая прочность обычных
металлов обусловлена способностью одних областей ре-
шетки перемещаться относительно других за счет различ-
ных механизмов, связанных с возникновением и движе-
нием дислокаций и других дефектов решетки.
Реальная прочность металлов может быть повышена
путем предотвращения такого взаимного скольжения. Ве-
роятно, для этого необходимо или создавать условия, за-
трудняющие образование и движение дислокации, или же
использовать металл, свободный от дислокаций. Рассмот-
рим, в какой мере методы порошковой металлургии поз-
воляют это сделать.
Для упрочнения металлов обычно используют легиро-
вание или холодную обработку. В обоих случаях можно
применять, кроме того, термическую обработку. В первом
случае с помощью порошковой металлургии вряд ли можно
достигнуть таких результатов, которые не могут быть по-
лучены с помощью других методов. Что касается холодной
2 Зак, 1672
18
Часть I
обработки, методы порошковой металлургии характери-
зуются рядом специфических особенностей. Холодная об-
работка обычных литых металлов обязательно связана со
значительной деформацией, например, при выдавливании,
прокатке или волочении. Пористую заготовку можно,
однако, подвергнуть холодной обработке без значитель-
ных изменений ее поперечных размеров и формы путем
повторного прессования в пресс-форме. В этом случае
металл выдавливается в поры и таким образом можно полу-
чить значительное упрочнение за счет наклепа. При этом
возможно неравномерное распределение твердости. Сте-
пень наклепа зависит от общей пористости, формы и раз-
меров пор, полноты спекания и ряда факторов, связанных
с процессом прессования и конструкцией пресс-формы.
Изменения физических свойств спеченного электроли-
тического порошка железа представлены в табл. 1 по дан-
ным Гетцеля [3]. Как видно из этих данных, повторное
прессование с уменьшением пористости не более чем на
2,2% в состоянии значительно повысить твердость и проч-
ность спеченной заготовки, но с уменьшением ее пластич-
ности.
Таблица 1
Электролитический железный порошок (размер частиц <44 мк)
Пори- стость, % Твердость. Нв Поедел прочности, кг/мм& Удлине- ние, %
Прессование при 70 кг/мм2; спекание в течение 1 час при 1200° С 6,7 63 21,3 15,0
То же и калибровка при 70 кг 1мм2 4,5 93 35,9 5,0
То же и отжиг в течение 1 час при 1200° 2,3 69 22,3 23,0
Используя большее уменьшение пористости заготовки
при повторном прессовании, можно достичь, конечно, даль-
нейшего повышения ее прочности и твердости. Однако на
практике таким путем достигается лишь ограниченное
увеличение прочности вследствие износа пресс-формы и
других проблем, связанных с конструкцией пресс-формы и
2. Механические свойства
19
пресса. Некоторые практические указания в этой области
можно найти в справочнике фирмы «Хёганес». Конечно,
нет никаких оснований не подвергать пористую заготовку
обычной холодной оработке прокаткой,выдавливанием, воло-
чениеми т. д. Такая обработка часто применяется, например,
повторная прокатка спеченного листа. В этих случаях
при равной деформации степень наклепа пористых мате-
риалов будет меньше, чем у компактных. Некоторые при-
меры можно найти у Гетцеля [3].
Таким образом, как с точки зрения легирования, так
и холодной обработки порошковая металлургия, по-ви-
димому, не имеет особых преимуществ по сравнению с дру-
гими методами изготовления деталей.
Рассмотрим теперь вопрос о том, имеются ли другие
методы получения металлов с прочностью, близкой к тео-
ретической. Можно начать с экспериментально установлен-
ного факта исключительно высокой прочности металличе-
ских «усов», а затем попытаться выснить, нельзя ли как-
либо использовать этот факт для получения столь же проч-
ных крупных массивных тел.
Рассмотрим некоторые данные по прочности усов и
связанные с этим отдельные положения.
1. Установлено, что усы большинства металлов обла-
дают высоким пределом упругости и соответствующей ему
большой деформацией. Обычно предел упругости усов
оказывается выше, чем отожженных крупных монокристал-
лов в 100—1000 раз. Достигнутая здесь степень приближе-
ния к теоретической прочности металлов неизвестна из-за
отсутствия сведений о последней1.
Однако известно, что расчетное напряжение, необходи-
мое для разрушения совершенного кристалла NaCl в на-
правлении [100], равно 400 кг/льи2 [4] и что усы из NaCl
имеют предел текучести, равный НО кг!мм? [5].'
1 За последнее десятилетие на основе термодинамических сооб-
ражений в ряде работ были рассчитаны значения предельной тео-
ретической прочности, близкие к полученным на тонких усах, см.
Б ал ь ш ин М. Ю., К вопросу о теоретическом расчете поверх-
ностного натяжения и некоторых других характеристик твердых
и жидких тел. Труды семинара по жаростойким материалам, Львов,
АН УССР, 1959, стр. 5-37; Иванова В. С., Гордиен-
Л- К-, Новые пути повышения прочности, изд-во «Наука»,
1964. — Прим. ред.
2*
20
Ч а с пг ь I
2. Однако даже среди усов, имеющих высокую проч-
ность, лишь некоторые характеризуются выдающимися
свойствами. Действительно, разброс результатов очень
велик. Например, среди усов из NaCl величина НО кг/мм2
была наиболее высокой из —100 измерений, и не более 10%
кристаллов имели прочность выше 20 кг/мм2.
3. Прочные усы не обязательно характеризуются хи-
мической чистотой.
4. Увеличение прочности наблюдается для усов с диа-
метром меньше примерно 15 мк, а наиболее высокую проч-
ность имеют усы с диаметром около 2 мк. Это значительно
больше межатомных расстояний в кристаллической решет-
ке (период решетки железа равен примерно 25-10~5 мк).
При толщине усов от 2 до 15 мк (по крайней мере для мед-
ных и железных усов) прочность в среднем обратно про-
порциональна диаметру усов [6]; однако такое влияние
размера кристаллов (усов) наблюдается не во всех
случаях.
5. Зависимость прочности от размера кристалла харак-
терна не только для усов, но и для многих нитевидных об-
разцов, полученных другими методами. Например [7], тон-
кая медная проволока после электрополировки показывает
сходное с усами увеличение прочности при уменьшении
диаметра. Очень тонкие стеклянные волокна также имеют
высокую прочность, однако трудно сказать, является ли
она следствием уменьшения размеров или вызывается из-
менением скорости охлаждения.
Существуют следующие теоретические предположения
о причинах высокой прочности усов:
а) усы по завершении процесса роста не содержат или
почти не содержат дислокаций. Это подтверждено тщатель-
ным рентгеновским изучением железных усов диаметром
10 мк и меньше [8];
б) размеры усов настолько малы, что их объем недоста-
точен для протекания сложных процессов, приводящих
к размножению дислокаций;
в) поверхность усов настолько совершенна, что на ней
не могут возникать дефекты. Например, при электроосаж-
дении меди на медные усы перенапряжение оказывается
равным около 120 мв вместо обычных 10—15 мв [9].
На фиг. 1 показана фотография дислокационных петель,
2. Механические свойства
21
возникающих при повреждении поверхности кристалла
кремния [10]. На поверхности этого кристалла, первона-
чально не имевшего дислокаций, была проведена цара-
пина (темная область в центре фотографии), после чего он
Фиг. 1. Возникновение дислокацион-
ных петель от поверхностного повреж-
дения на кристалле кремния [10].
На бездн с локационном кристалле была прове-
дена царапина (темная область в центре), пос-
ле чего кристалл был нагрет. В окружающую
царапину область кристалла распространяются
дне локационные петли. Образование петель не
происходит, если поврежденный слой в этой
области до нагревания стравливать. Ширина
поля около 0,25 мм.
был нагрет. Дислокации возникли из-за повреждения по-
верхности; они не образуются, если поврежденный ма-
териал стравить перед нагревом.
22
Часть I
Уэб [11 ] обнаружил также, что в случае некоторых усов
даже простое прикосновение к ним вызывает образование
дефектов, что проявляется на рентгенограммах. В соответ-
ствии с такой точкой зрения влияние размеров можно
объяснить очень малой вероятностью существования на
небольшой по размерам поверхности дефектов, способных
вызывать образование дислокаций;
г) дефекты или дислокации, если они имеются, могут
закрепляться поверхностью усов. Этот эффект не связан,
по-видимому, с наличием окисной пленки; усы из золота так-
же могут иметь высокую прочность, хотя окисная пленка на
них, вероятно, отсутствует [12].
Доказательства высокой степени структурного совершен-
ства усов недостаточно полны, и в качестве основной при-
чины высокой прочности усов следует рассматривать, по-
видимому, влияние размеров или совершенства поверхности
образца или совместное влияние этих факторов. Для этого
имеются серьезные основания. С сугубо практической точ-
ки зрения, однако, надо помнить, что методы получения
усов не позволяют производить массовый продукт (хотя
с течением времени, может быть, такое положение и изме-
нится, см., например, [13]). В этом отношении гораздо
практичнее метод электрополировки тонких волокон (если
они по прочности окажутся сравнимыми с усами). Теорети-
чески поэтому можно утверждать, что нарезанное тонкое
волокно (после электрополировки) может оказаться инте-
ресным исходным материалом для порошковой металлур-
гии. Однако частицы другой формы, если они характери-
зуются очень небольшими размерами и совершенной по-
верхностью, также представляют большой интерес. Уста-
новлено, например, что в тонких чешуйках наблюдается
тот же прочностный эффект, как и в усах. Из-за трудностей
при измерении прочности аналогичные данные для равно-
осных и сферических частиц отсутствуют.
Почти с уверенностью можно сказать, что частицы или
пленки с размерами порядка 1000 А или менее будут иметь
высокую прочность независимо от совершенства их по-
верхности. Это утверждение основано главным образом на
том, что такие размеры недостаточны для зарождения и раз-
вития дислокаций. Необходимо помнить также, что малые
частицы сильно сжаты своими поверхностными слоями.
2. Механические свойства
23
Частица диаметром —1000 атомных размеров может быть
сжата до деформации порядка 10-3. Экспериментальные
доказательства этого отсутствуют, и мы даже не знаем,
сжимается или расширяется такая малая частица под дей-
ствием поверхностных сил. Однако можно ожидать, что
возникающие при этом неравномерные напряжения будут
затруднять перемещение дислокаций.
Имеются определенные доказательства того, что пленки
толщиной 1000 А обладают высокой прочностью. Напри-
мер, Пэшли [14] приготовил тонкие монокристаллические
пленки из золота путем испарения и исследовал их под
электронным микроскопом в напряженном состоянии. Он
обнаружил, что в пленках толщиной 500—600 или 1500—
2000 А дислокации не перемещаются даже при упругой
деформации, достигающей 1%. Прочность пленок была
в несколько раз больше прочности наклепанного золота.
Более того, найдено, что высокая прочность сохраняется
для пленок толщиной 2—5 мк. В случае тонких пленок
дислокации, образовавшиеся в процессе роста пленки,
не вызывают деформации; для разрушения необходимы
внешние источники напряжений. Этот факт подтверждает
предположение о том, что высокая прочность объясняется
отсутствием достаточного пространства для перемещения
дислокаций.
Посмотрим на этой основе, можно ли с помощью порош-
ковой металлургии получить заготовки исключительно
высокой прочности, используя частицы произвольной фор-
мы, но с максимальным размером до 1000 А. Вполне воз-
можно, что при прессовании таких тонких частиц дислока-
ции будут перемещаться через поверхности контакта между
частицами и преимущество, присущее очень малым части-
цам, будет, таким образом, потеряно. Это предположение
экспериментально не проверялось, но работа в этом направ-
лении очень желательна, особенно с частицами из золота.
Вполне возможно, что такие частицы можно покрывать
пленкой другого вещества, которая будет предотвращать
образование сетки дислокаций. Эти изолирующие вещества
должны, по-видимому, обладать совершенно иной системой
пластических и упругих деформаций, чем материал час-
тицы. Здесь — большое поле для исследований, и их ре-
зультатом может оказаться технология производства ком-
24
Часть I
пактных металлов с физическими свойствами, значительно
превосходящими обычные.
Аналогично пленки адсорбированного газа или окислов
могут изолировать частицы друг от друга и действовать
как барьер, препятствующий перемещению дислокаций.
Вероятно, именно это объясняет результаты выдающейся,
но, по-видимому, забытой работы Тжебятовского по прес-
сованию золота и меди [15]. Медный порошок приготов-
ляли разложением оксалата меди водородом по методу
[16]; размер частиц был меньше 1 мк. Порошок золота
получали путем вливания водного раствора НАиС14
в щелочной раствор Н2О2 и последующего восстановления
формальдегидом; размер частиц золота был меньше, чем
меди. Тжебятовский прессовал полученные порошки в ат-
мосфере, не содержащей кислорода, при комнатной тем-
пературе с использованием высоких давлений (~30 ООО атм).
Затем он исследовал твердость полученных образцов
после нагрева их до различных температур. Из-за неболь-
ших размеров образцов твердость измеряли по Бринеллю
шариком 0,98 мм при нагрузке, не превышающей 12,5 кг.
В пересчете на твердость по Виккерсу автор получил мак-
симальную твердость меди 180, а золота — 145 кг/мм2.
Важно отметить, что предельная твердость этих металлов
после сильного наклепа составляет 130 и 71 Hv соответ-
ственно.
Нагрев до 100—200° слабо повышал твердость, затем она
резко падала и после нагрева до 500° становилась равной
твердости полностью отожженного компактного металла.
Падение твердости более чем на 100 Hv после нагрева в пре-
делах от 250 до 450°, т. е. задолго до рекристаллизации1,
свидетельствует о снятии напряжений прессования, но
вполне возможно также и об удалении адсорбированных
газов, которые изолировали частицы друг от друга. Сам
Тжебятовский предполагал, что такие результаты связаны
с очень малыми размерами частиц, что существенно за-
трудняло скольжение в каждой из них. Именно поэтому
прочность образцов приближалась к теоретической. К со-
1 Даже для железа начало рекристаллизации относится к тем-
пературе около 450°. Учитывая к тому же высокую степень наклепа,
нельзя согласиться с тем, что падение твердости в данном случае
происходит задолго до рекристаллизации. — Прим. ред.
2. Механические свойства
25
жалению, эта работа не вызвала достаточного интереса в то
время и не стимулировала исследований в этом направле-
нии. Это, безусловно, должно быть сделано сейчас.
Недавно на основании данных электронноскопического
исследования [17] было высказано предположение о том,
что движение индивидуальных дислокаций тормозится
поверхностью и что, когда они движутся, вдоль линии сту-
пеньки скольжения вблизи поверхности раздела между ме-
таллом и окисной пленкой всегда возникает область, деформа-
ции. Таким образом, присутствие окисных или каких-либо
других пленок может вызвать некоторое упрочнение.
Нельзя сказать, что современные исследователи не
знают о возможности улучшения механических свойств
металлов путем прессования порошков, однако почти во
всех известных работах преследуется цель или уменьшения
хрупкости твердых материалов путем добавки к ним более
пластичных металлов (сплавы WC — Со), или повышения
высокотемпературной прочности (сопротивления ползу-
чести) металлов введением дисперсных твердых частиц.
Оба направления представляют собой частные случаи
проблемы взаимодействия двух различных фаз, которой-
к сожалению, в настоящее время уделяется слишком мало
внимания. Не рассматривая механизмы приближения к тео-
ретической прочности за счет собственно уменьшения раз-
меров частиц, можно выделить два механизма упрочнения
многофазных материалов или поликристаллических ме-
таллов за счет затруднения скольжения в результате:
а) уменьшения размеров частиц и б) взаимодействия с час-
тицами того же вещества, но имеющими другую кристал-
лографическую ориентировку, или с частицами другого
вещества с иным механизмом скольжения.
Какие-либо обобщения по этой проблеме требуют зна-
чительно большего количества экспериментальных дан-
ных, чем мы имеем.
Кроме легирования и'использования холодной обработ-
ки, упрочнение материалов возможно путем использова-
ния различных явлений, затрудняющих процесс сколь-
жения. Рассмотрим поэтому процесс скольжения в метал-
лах, состоящих из одной или двух и более фаз.
Как упругие, так и пластические свойства монокристал-
лов металлов обычно сильно анизотропны. Например, для
2В Зак. 1672
26
Часть I
железа значение модуля Юнга максимально в направле-
ниях объемных диагоналей куба (111) и минимально в на-
правлениях (100), в то время как значение модуля сдвига,
наоборот, наибольшее по ребрам и наименьшее по диаго-
налям куба.
Исследование чистых монокристаллов железа [18] по-
казало, что на ранних стадиях деформации линии сколь-
жения точно соответствуют следам плоскостей {ПО},
{112} или {123}. Характер скольжения в кристаллах
железа в некоторой степени зависит от их чистоты. По
мере протекания пластической деформации направления
скольжения становятся более сложными, но анизотропный
характер скольжения сохраняется. При разрушении ме-
талла наблюдается некоторая ориентировка плоскостей
скольжения в направлении растяжения.
Процесс скольжения поликристаллических металлов
в напряженном состоянии усложняется в связи со следую-
щими причинами:
1. Доля объема, занимаемого атомами на границах
поликристаллических материалов, незначительна. Тем не
менее многие данные говорят о том, что прочность метал-
лов значительно повышается по мере уменьшения размеров
зерен. Отсюда следует, что границы зерен оказывают го-
раздо большее влияние, чем сама по себе объемная доля
материала, лежащего на границах. Некоторые аспекты
влияния границ зерен будут рассмотрены ниже.
2. Растягивая бикристаллы олова, Чалмерс [19] изме-
рял напряжение, которое требуется для получения опре-
деленной пластической деформации, в зависимости от раз-
личия в ориентировке кристаллов; при этом ось напряже-
ния была ориентирована одинаково по отношению к осям
обоих кристаллов.
Учитывая, что напряжение, требующееся для пласти-
ческой деформации, увеличивалось соответственно раз-
личию в ориентировке, хотя ориентация по отношению
к оси напряжений оставалась постоянной, можно считать,
что присутствие границы препятствует пластической де-
формации каждого зерна.
3. Имеются доказательства взаимного скольжения гра-
ниц зерен друг по другу. Однако для точной оценки влия-
2. Механические свойства
27
ния этого явления на прочность при изменении размеров
зерна пока еще данных нет.
4. Имеются также доказательства того, что наличие близ-
ко расположенной границы может привести к возникнове-
нию таких систем скольжения, которые обычно в моно-
кристаллах не работают.
Механизм, с помощью которого границы затрудняют
процесс скольжения, до сих пор еще недостаточно ясен;
можно предположить, что силы дальнего и ближнего по-
рядка, которые возникают в результате взаимодействия
дислокаций и границ, вызывают значительное изменение
характера движения дислокаций в решетке: дислокации,
достигающие границы, могут или отражаться от границы,
или тормозиться и накопляться, или аннигилировать в за-
висимости от локальных условий.
При рассмотрении влияния зерен различных фаз друг
на друга можно сразу же выделить два случая: 1) смежные
фазы при отсутствии сил сцепления между ними. В этом
случае границы, между фазами эквивалентны свободной
поверхности; 2) фазы с различными кристаллическими ре-
шетками, между которыми проявляются силы сцепления,
как, например, а- и 0-фазы латуни. В этих случаях силы
сцепления на границах фаз могут быть больше эффективной
прочности решетки одной из фаз. Кроме того, сопротивле-
ние скольжению одной группы зерен относительно другой
может быть совершенно иным и значительно более сложным,
чем в однофазной системе.
Часто не обращают внимания на следующий важный
момент: совершенно очевидно, что в смеси фаз А и В одна
может быть непрерывной, а другая — изолированной или
дискретной. Однако существует значительный интервал кон-
центраций, в котором обе фазы являются непрерывными.
Даже в случае классической плотнейшей упаковки шаров
существует интервал концентраций от 25 до 75% В в А, когда
обе фазы А и В являются непрерывными. Ясно поэтому, что
вопросу о том, какая из фаз является непрерывной или не
являются ли непрерывными обе фазы, нужно уделять боль-
ше внимания, так как, по-видимому, поведение смеси фаз
под нагрузкой будет в этих случаях различным.
Из-за отсутствия достаточных данных о поведении мно-
гофазных композиций под нагрузкой приходится доволь-
2В*
28
Часть I
ствоваться результатами исследования о влиянии дисперс-
ных твердых частиц, распределенных в мягкой основе ма-
териала, на его свойства. Практической целью этой работы
являлось повышение сопротивления ползучести металлов
при высоких температурах. Теоретически намечалось объ-
яснить влияние на свойства материалов размеров частиц.
Давно уже известно, что тонкие эвтектические и эвтек-
тоидные структуры тверже и прочнее грубых. В одном из
первых таких исследований [20] были проведены тысячи
весьма тщательных измерений расстояний между пласти-
нами перлита и бейнита, а также сферического цементита
в сталях и полученные результаты сопоставлены со свой-
ствами при растяжении. Была получена линейная зависи-
мость между логарифмом средней толщины ферритной про-
слойки, определенной как расстояние между двумя сосед-
ними твердыми частицами, и напряжением при определен-
ной деформации. Авторы работы отождествляли эту вели-
чину со средним перемещением дислокаций (путь дислока-
ции). Они применили следующее рассуждение: если для
некоторой макродеформации в монокристалле, в котором
средний путь дислокации равен L, требуется N дислокаций,
а также если твердые частицы так распределены в кристал-
ле, что путь дислокации уменьшается до Хг или Х2, то
для создания того же напряжения требуется (L/XJN
или (L/X2)N дислокаций соответственно. Следовательно,
отношение количества требующихся дислокаций равно
Х2/Хг.
Далее, для получения данной скорости дислокации
должны также генерироваться с определенной скоростью
№, причем (Nu'Nz) = X2/Xt.
Авторы утверждают наличие полулогарифмической свя-
зи между скоростью деформации и напряжением, по край-
ней мере для меди и стали при сравнительно низких тем-
пературах. Если скорость деформации считать пропорцио-
нальной скорости образования дислокаций, то
lg(A?/A”) = ^(О1 —о2),
где ст.— напряжение, k—постоянная, А? и N2—со-
ответствующие скорости и lg(X2/-^i) = &(ai —°г)-
Экспериментальные данные, полученные как на пла-
стинках, так и на сферических частицах, подтверждают этот
2. Механические свойства
29
вывод (см. фиг. 2). Следует отметить, что количество твердой
фазы не столь важно, как ее распределение.
Логарифм размеров (в к) лерлитовых частиц
Фиг. 2. Зависимость механических свойств
перлитных сталей от толщины прослойки
феррита [20].
------ 0,80% С; 0,74% Мп; ---------0,78% С;
0,63% Мп;--------0,56% С; 3,5% Мп; О 0,56% С;
1,56% Мп; Д 0,66% С; 0,61% Мп. Для сравнения
приведены данные для сталей с сфероидизированной
структурой: ф 0,80% С; 0,74% Мп.
Ункель [21 ] использовал представления о вязком сколь-
жении, предположив, что сила, возникающая между пла-
стинками, перемещающимися в мягкой основе, должна
экспоненциально зависеть от расстояния между ними, т. е.
=—е~х или (y = k1e~k^x-]-k3.
30
Часть I
Постоянные fex, fe2 и ks имеют следующие значения.
При х = 0, т. е. когда весь образец состоит только из твер-
дой фазы, ст = kr + k3. При х = оо, т. е. когда твердые
частицы очень далеки друг от друга, ст = fe3. Постоянная
k3 представляет собой прочность мягкой основы. Постоян-
ная k3 характеризует наклон кривой, т. е. скорость умень-
шения эффекта. Ункель подтверждает свои теоретические
выводы экспериментальными данными, полученными при
исследовании эвтектоидных сталей, латуней а + 0, эвтек-
тических сплавов А1 — Si, сплавов Sn — Sb и WC— Со,
а также спеченной композиции Си — графит. Однако им
было проведено сравнительно мало экспериментов, в ко-
торых, кроме всего прочего, наблюдался значительный
разброс данных. Ункель отмечает, что это исследование
носит предварительный характер. Продолжение работы
в этом направлении крайне желательно.
Орован [22] отмечает, что упрочнение сплавов выделяю-
щейся из твердого раствора дисперсной фазой имеет мак-
симум при определенной величине выделяющихся частиц,
и объясняет это следующим образом. Предполагая постоян-
ным суммарный объем частиц выделившейся фазы, он
рассматривает случай очень тонкого распределения этой
фазы в основе. Тогда локальные напряжения сдвига,
возникающие на плоскостях скольжения вокруг твердой
дисперсной частицы, являются положительными (т. е.
направлены в сторону приложения нагрузки) в одних
точках и отрицательными в других. Период чередования
знаков примерно соответствует размеру частиц. Если он
мал, дислокация не может огибать индивидуальные пре-
пятствия (области больших отрицательных натяжений),
поскольку она обладает некоторой жесткостью. Внешнее
напряжение, которое требуется для передвижения неко-
торой части линии дислокаций через области как положи-
тельных, так и отрицательных внутренних напряжений,
равно результирующей внутренних напряжений обоих
знаков, действующих на эту часть дислокации. Вероятная
величина алгебраической суммы N беспорядочно распре-
деленных положительных и отрицательных, но равных
составляющих — это величина одной составляющей, по-
множенная на У N. Отсюда, в случае очень тонкого распре-
деления частиц, предел текучести при данной деформации
2. Механические свойства
31
должен быть приблизительно пропорционален '\/~х, где
х—расстояние между частицами.
Для случая распределения грубых частиц предполагает-
ся, опять-таки при постоянном суммарном объеме частиц,
что большие размеры частиц соответствуют большим рас-
стояниям между ними и, следовательно, означают образо-
вание вокруг частиц обширных областей отрицательных
внутренних напряжений, препятствующих движению дис-
локаций. Перемещаясь за счет напряжения, приложенного
извне, дислокация будет тормозиться в области высоких
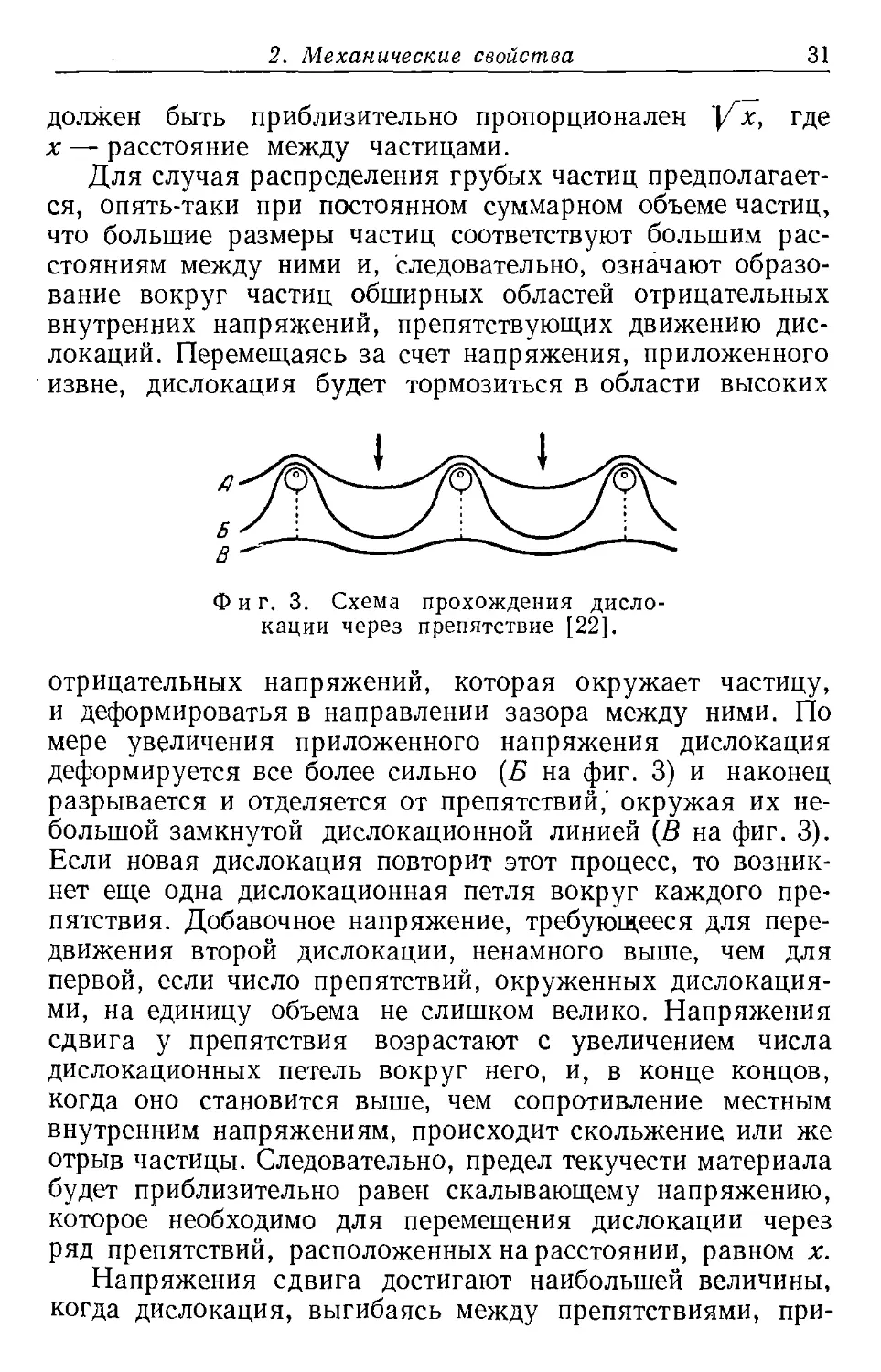
Фиг. 3. Схема прохождения дисло-
кации через препятствие [22].
отрицательных напряжений, которая окружает частицу,
и деформироватья в направлении зазора между ними. По
мере увеличения приложенного напряжения дислокация
деформируется все более сильно (5 на фиг. 3) и наконец
разрывается и отделяется от препятствий,' окружая их не-
большой замкнутой дислокационной линией (В на фиг. 3).
Если новая дислокация повторит этот процесс, то возник-
нет еще одна дислокационная петля вокруг каждого пре-
пятствия. Добавочное напряжение, требующееся для пере-
движения второй дислокации, ненамного выше, чем для
первой, если число препятствий, окруженных дислокация-
ми, на единицу объема не слишком велико. Напряжения
сдвига у препятствия возрастают с увеличением числа
дислокационных петель вокруг него, и, в конце концов,
когда оно становится выше, чем сопротивление местным
внутренним напряжениям, происходит скольжение или же
отрыв частицы. Следовательно, предел текучести материала
будет приблизительно равен скалывающему напряжению,
которое необходимо для перемещения дислокации через
ряд препятствий, расположенных на расстоянии, равном х.
Напряжения сдвига достигают наибольшей величины,
когда дислокация, выгибаясь между препятствиями, при-
32
Часть I
нимает форму полуокружности с радиусом х/2. Напряже-
ние сдвига, которое требуется для изгиба прямолиней-
ной дислокации в кривую с радиусом г, равно Galr,
где G — модуль сдвига, а — межатомное расстояние в на-
правлении скольжения. Поэтому внешнее напряжение те-
кучести crs = 2Ga/x.
На фиг. 4 кривая 1 представляет функцию ст5 = k\‘ х
для небольших значений х, а кривая 2 — функцию сц =
= 2Ga/x для больших значений х. Кривые показывают,
Фиг. 4. Схема, иллюстрирую-
щая изменение предела теку-
чести as в зависимости от диа-
метра d препятствия [22].
что при некотором критическом размере частиц внешнее
напряжение сдвига проходит через максимум. Эти кри-
вые, однако, соответствуют лишь скалывающему напряже-
нию, требующемуся, чтобы превысить внутренние на-
пряжения, возникающие из-за присутствия в структуре
твердых частиц. Фактический предел текучести матери-
ала стремится к пределу текучести основы при х -* 0 и
х оо.
Эта работа, а также два исследования, о которых упо-
миналось выше, часто цитируются в связи с испытаниями
на ползучесть порошковых композиций, упрочненных дис-
персными частицами. Однако в этих исследованиях дис-
персные частицы выделялись из основы, т. е. в условиях,
отличных от получения композиций методами порошковой
металлургии. Например, при выделении дисперсных час-
тиц из основы обычно наблюдается в разной степени их
влияние на матрицу. Это, конечно, возможно и в порошко-
вых композициях, но в этом случае часто дисперсные час-
2. Механические свойства
33
тицы не оказывают влияния на фазовые превращения в ос-
нове. Поверхность раздела между основой и частицами мож-
но поэтому рассматривать как свободную поверхность
Кроме того, влияние выделившейся частицы должно зави-
сеть от степени ее когерентности с решеткой основы; иногда
такая частица деформирует прилегающий участок основы,
размеры которого значительно больше самой частицы.
Работая со сплавами Си — Со, Ливингстон [23] предпо-
ложил, что критическим размером частиц, вызывающим
максимальное упрочнение, является такой, при котором
эти частицы начинают терять когерентность с решеткой
основы.
Наконец, все высказанные выше положения основаны
на том, что при постоянном объеме дисперсных выделений
межчастичные расстояния обязательно являются функ-
цией размера частиц. Между тем композиции, полученные
методами порошковой металлургии, могут не подчиняться
этому правилу.
В приведенных выше рассуждениях учитывался лишь
тот факт, что дисперсные частицы затрудняют перемещение
дислокаций. Однако необходимо также принимать во вни-
мание и то, что частицы выделений могут служить источни-
ком или стоком для дислокаций или же местом, в котором
происходит закрепление дислокаций. Экспериментальные
данные об этом практически отсутствуют.
Факт наличия или отсутствия сцепления между дис-
персными частицами и основой (или эпитаксиального их
срастания) может оказывать рашающее влияние на все
поведение композиций. Дэш [10], например, опубликовал
фотографию (фиг. 5), показывающую монокристалл крем-
ния, выращенный из расплава на прутке кремния, кото-
рый виден в верхней части снимка. Из-за поверхностного
натяжения жидкий кремний поднялся по поверхности прут-
ка и затвердел прежде, чем достигнуто хорошее смачивание.
Почти все дислокации, которые видны на нижней части
монокристалла, возникли из дислокаций, образовавшихся
в областях несовершенной эпитаксии, обозначенных на фо-
тографии стрелками. Одна из этих областей показана на
фиг. 6 при большем увеличении. Здесь хорошо видно, что
в этой области происходит образование большого коли-
чества двойников. Эти двойники обнаруживаются благодаря
34
Часть 1
дислокациям, параллельным плоскости двойникования.
Дислокации распространяются из этой области в ос-
новную часть монокристалла.
Фиг. 5. Монокристалл кремния,
выращенный из расплава [10].
Стрелками показана поверхность исход-
ного прутка кремния. Максимальный диа-
метр около 5 мм.
Необходимо помнить, что при выделении дисперсных
частиц из основы имеются определенные трудности, связан-
ные с одновременным получением всех частиц «критического
2. Механические свойства
35
размера». В -случае порошковых композиций такие труд-
ности не возникают.
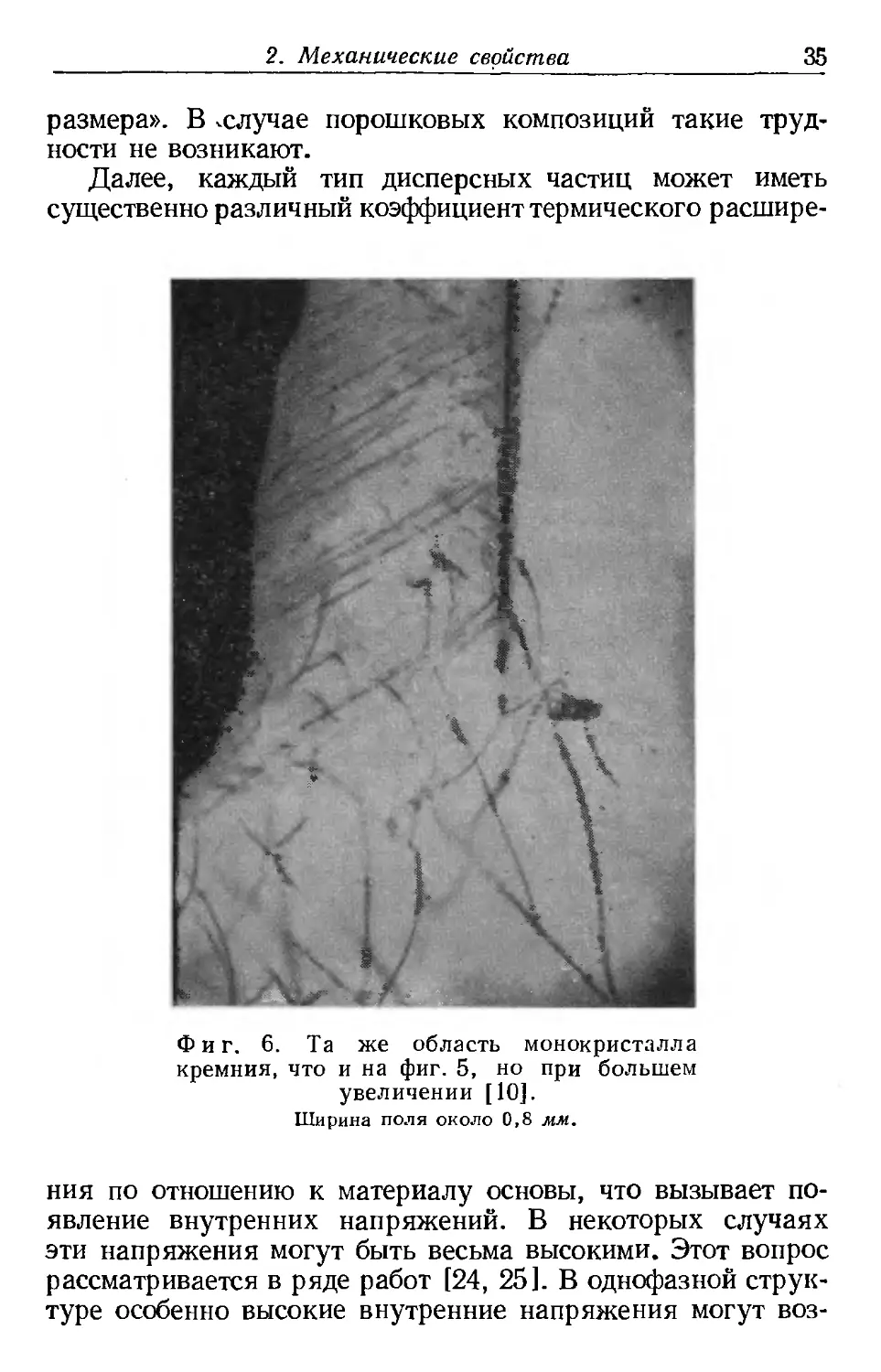
Далее, каждый тип дисперсных частиц может иметь
существенно различный коэффициент термического расшире-
Ф и г. 6. Та же область монокристалла
кремния, что и на фиг. 5, но при большем
увеличении [10].
Ширина поля около 0,8 мм.
ния по отношению к материалу основы, что вызывает по-
явление внутренних напряжений. В некоторых случаях
эти напряжения могут быть весьма высокими. Этот вопрос
рассматривается в ряде работ [24, 25]. В однофазной струк-
туре особенно высокие внутренние напряжения могут воз-
36
Часть I
никнуть из-за анизотропии термического расширения или
сжатия отдельных кристаллов. Например, по этой причине
подшипниковые сплавы на основе олова растрескиваются,
если их подвергать циклическому нагреву и охлаждению
в интервале 30—150° [26]. Значительную анизотропию
термического расширения проявляют некоторые титанаты.
Например, прочность при низких температурах и модуль
упругости дититаната магния аномально низки [27 ] из-за
внутренних трещин, образующихся при охлаждении от
температуры спекания вследствие неравномерного сжатия
(фиг. 7).
В двух- или многофазных материалах внутренние на-
пряжения могут возникать также и в результате различ-
ного термического расширения фаз. Эти напряжения могут
быть очень высокими. Кинджери [28], например, подсчитал,
что в SiO2, содержащем 10% кристобалита, могут разви-
ваться внутренние напряжения до 1 кг/мм? при охлаждении
от 1200° до комнатной температуры. Существует мнение
[29], что хрупкость и низкую ударную вязкость компо-
зиции TiC — Ni при комнатной температуре можно объ-
яснить аналогичными причинами: после охлаждения нике-
левая фаза находится в напряженном растянутом состоя-
нии, а частицы TiC — сжаты. По данным рентгеновского
исследования, Нилсен и Хиббард [30] подсчитали, что рас-
тягивающие напряжения вокруг частиц кремния в сплавах
А.1 — Si во время охлаждения от 300 до 20° могут достигать
40 кг/мм1. Не удивительно поэтому, что в некоторых мно-
гофазных спеченных материалах могут возникать внутрен-
ние трещины и хрупкость. Хаггинс [31 ] считает, что ани-
зотропное термическое расширение включений, например
А12О3 или ВеО, вызывает наклеп окружающей их основы
в результате образования дислокаций и что именно это
является действительной причиной упрочняющего влияния
таких включений.
Появления внутренних напряжений следует также ожи-
дать при аллотропических и фазовых превращениях. На-
пример, превращение а — у-железа влечет уменьшение
его объема примерно на 1%, что может вызвать значитель-
ные напряжения. На фиг. 8 показана фотография нитевид-
ного кристалла (уса) [32] после превращения а— у; до
превращения этот кристалл был прямым.
Фиг. 7. Электронная фотография поверхно-
сти образца дититаната магния, на которой
видна внутренняя трещина [27].
Угольная реплика, оттенеииая платиной. X 5400.
Фиг. 8. Деформация железного уса в результате
а — "{-превращения [32].
38
Часть I
При спекании железного порошка превращение а — у
вызывает увеличение пористости по мере повышения тем-
пературы спекания от 850 до 950°. Например [33], непрес-
сованный порошок карбонильного железа после спекания
при 800° имел плотность 6,1, а после спекания при 910° —
5,3 г/см3. Такую разницу можно было .бы объяснить исклю-
чительно различной скоростью самодиффузии а- и у-же-
леза. Однако изучение микроструктуры показало, что поры
во втором случае представляли собой главным образом
прямые трещины. Естественно, что свойства при растяже-
нии заметно ухудшаются.
Заканчивая теоретическое рассмотрение прочности много-
фазных композиций, надо выяснить, одинаково ли ведут
себя композиции из дисперсных твердых частиц в мягкой
основе и материалы, представляющие собой твердую фазу,
окруженную более мягкой оболочкой. По-видимому, они
ведут себя неодинаково.
Если предположить (что вполне возможно), что дисло-
кации в твердом хрупком материале возникают от поверх-
ностных дефектов, то мягкое покрытие на твердых частицах
будет, по-видимому, защищать поверхность и уменьшать
количество дислокаций. Мягкая оболочка может также за-
труднять распространение трещины от одной твердой час-
тицы к другой. Можно также представить, что очень тон-
кие пленки мягкого материала сами по себе могут обладать
весьма высокой прочностью. Это позволяет предположить,
что прочность такого твердого материала будет зависеть не
столько от размеров частиц твердой основы, сколько от
толщины пленок мягкой составляющей.
Некоторые исследователи [34, 35] отмечают, что, хотя
предел прочности при изгибе для чистого WC составляет
около 56 кг/мм?, добавка к нему менее прочного кобальта
увеличиваёт прочность до максимальной, равной 280 кг/мм?
при 15—20% Со. Этот факт подтверждает, что пленки
чистого кобальта, окружающие зерна WC, проявляют не-
обычно высокую прочность. Предполагается, что WC,
имеющий очень высокие модуль упругости и предел теку-
чести, фактически препятствует пластической деформации
кобальта, увеличивая, таким образом, его предел текучести.
Замечено также, что разрушения материала начинаются
в зернах WC, а не в кобальте.
2. Механические свойства
39
Измеряя твердость в зависимости от толщины пленки
кобальта, эти исследователи пришли к выводу, что твер-
дость линейно уменьшается с ростом логарифма средней
толщины пленки кобальта (фиг. 9). Предел прочности имеет
от средней толщины прослойки Кобальта
в сплавах WC — Со [35].
Содержание Со:х6%; □ 12%; о 16%; + 20%,
А 25%.
максимальное значение при средней толщине пленки 0,3—
0,6 як (фиг. 10). Бальхаузен [36] предполагает, что линей-
ная связь также должна обнаруживаться между пределом
прочности при сжатии или модулем упругости и «процен-
том поверхности» кобальта. Он сомневается, однако, что
эта линейность сохранится для прочности при изгибе, так
как композиции WC—Со имеют более высокий модуль
упругости при растяжении, чем при сжатии.
WC и Со имеют различный коэффициент .терми-
ческого расширения а: для WC а = 5,4 • 10~6/°С, для
Со а = 16,2 • 10~6/°С. Следовательно, можно ожидать
появления в сплавах WC—Со и особенно в кобальте зна-
чительных внутренних напряжений, что может вызвать
существенное повышение прочности кобальта. Путем из-
40
Часть I
мерения магнитных свойств [37] установлено, что эти на-
пряжения могут достигать 70 кг!мм?. Известно также [38],
что в сплавах с высоким содержанием кобальта фаза WC
сжата, а в сплавах с низким содержанием кобальта растя-
нута. Величина модуля Юнга для WC в три раза больше,
чем для кобальта, поэтому присутствие в сплавах преобла-
дающего количества WC будет снижать их коэффициент
Фиг. 10. Зависимость предела прочности
при изгибе аиз от средней толщины прослой-
ки кобальта в сплавах WC — Со с содержа-
нием от 6 до 25% Со [35].
термического расширения ниже среднего расчетного зна-
чения. Большое влияние на прочность кобальтовой связки
оказывает толщина пленок. Парих [39] указывает, что для
движения дислокаций необходимо, чтобы толщина пленки
кобальта была не меньше 1 мк. При достижении этой вели-
чины в сплавах WC—Со происходит резкое изменение фи-
зических свойств.
С составом сплава модуль упругости [40] изменяется
нелинейно. Измеренные значения модуля упругости лежат
между значениями, рассчитанными по простой модели в
предположении равных напряжений £л, = (£с0 £wc)/£wc/ +
+ Есо (1 — /) или равной деформации ЕАг = ECof+
+ £wc(l—f), где Еа, £со и £wc — модули упругости сплава,
кобальта и WC соответственно, a f — объемная доля ко-
2. Механические свойства
41
бальта. Например, для сплава с 50% Со измеренный модуль
упругости составляет 37 800, тогда как Еа^ — 32200 и
£дг = 45500 кг!мм2.
Модуль упругости сплава сохраняет свое значение и при
высоких температурах: так, при повышении температуры
от комнатной до 600° он уменьшается всего на 5—6% [41 ].
Однако модуль упругости кобальта снижается в этом тем-
пературном интервале на 25—30%, что заставляет считать
ответственными за высокую прочность этих сплавов силы
связи «карбид — карбид». Интересно отметить, что мате-
риалы на основе WC—Со имеют, ио-видимому, наиболее
высокий модуль упругости среди всех металлов и сплавов,
и удивительно поэтому, что они до сих пор еще не нашли
применения там, где непосредственно использовалось бы
это их свойство.
Ввиду большой ценности материалов WC—Со для изго-
товления режущего и абразивного инструмента в литера-
туре имеется обширная информация о связи между физиче-
скими свойствами, составом и размером зерен. Например,
максимальную вязкость в сочетании с хорошей прочностью
и стойкостью против истирания имеют композиции WC—Со,
в которых размер зерна WC изменяется в пределах от 20
до 250 мк, со средним размером приблизительно 150 мк [42].
В свете предыдущих теоретических рассуждений удобно
рассмотреть сейчас результаты некоторых исследований
спеченных материалов с дисперсными включениями. Так,
Макдональд и Ранслей [43] изучили влияние дисперсных
частиц WC и TiC на механические свойства алюминия при
комнатной температуре. Они изготавливали образцы мето-
дом горячего прессования или выдавливанием, используя
распыленный алюминиевый порошок.
Авторы нашли, что как WC, так и TiC увеличивают
модуль упругости. Например, для чистого алюминия эта
величина равна 7000 ± 200 кг/мм2, для материала с
10 об. % WC — 7910 кг/мм2, а для материала с 15 об. %
TiC — 9100 кг/мм2. Такие значения модуля упругости
можно получить и для сплавов алюминия с 10% Мп или
15% Fe, но эти сплавы исключительно хрупки. Хорошие
результаты могут быть получены только в тех случаях,
когда алюминиевая основа «смачивает» включения. Для
WC это достигается при слабой декарбидизации WC во
42
Часть I
время нагрева до 1000° во влажной атмосфере, а для TiC
в результате нанесения покрытий из никеля или кобальта
на частицы TiC, которые затем подвергаются обработке
в шаровых мельницах и отжигу.
Учитывая большое разнообразие физических свойств и
большое число металлов, можно считать, что область экспе-
риментального исследования при комнатной и низких
температурах очень велика. К сожалению, большинство
экспериментальных данных, которые опубликованы в ли-
тературе, описывает влияние дисперсных частиц главным
образом на прочность спеченных материалов при высокой
температуре, но не на их характеристики ползучести [44].
3. ПРОЧНОСТЬ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ
Цвильский и Грант [45] исследовали механические
свойства спеченных композиций металлов и неметаллов.
Образцы получали из смеси порошка электролитической
меди (с размерами частиц менее 75 или менее 44 мк) и по-
рошка SiO2 (частицы менее 10 мк) или порошка А12О3
(размеры частиц менее 10 или менее 0,3 ми). Прессование
проводили под давлением 35 иг/мм2 гидростатически с пред-
варительной откачкой воздуха из шихты. Образцы спекали
в атмосфере водорода в течение 1 час при 500° и затем
2 час при 1000°. Плотность образцов достигала 90% от тео-
ретической. Затем заготовки подвергали выдавливанию при
760° со степенью обжатия от 14 : 1 до 29 : 1. Относитель-
ная плотность после выдавливания превышала 99%.
Процесс рекристаллизации изучали на материале, под-
вергнутом после выдавливания холодной ротационной ков-
ке с 50%-ным обжатием. Полученные таким образом образ-
цы затем отжигали в течение 1 час при различной темпера-
туре. Во всех случаях температура рекристаллизации ма-
териала, упрочненного дисперсными частицами, оказалась
выше, чем чистой меди. Кроме этого, в упрочненной меди
после рекристаллизации сохраняется повышенная твер-
дость. Рекристаллизация материала с 10% А12О3 (размер
частиц 0,3 мк) подавляется полностью, и значительная
твердость сохраняется до температуры лишь на 83° ниже
температуры плавления.
3. Прочность при высокой температуре 43
Результаты испытаний на растяжение для образцов
непосредственно после выдавливания, а также после отжига
в вакууме при 400° в течение 1 час сравнивались с резуль-
татами таких же испытаний для меди, переплавленной
в вакууме и прокованной с 50%-ным обжатием. После
отжига сохранялся достаточно высокий предел прочности
наряду с хорошей пластичностью. Для материала с 10%
А12О3 в результате отжига оба эти свойства незначительно
изменяются. Для меди, переплавленной в вакууме, предел
текучести уменьшается на 23% его первоначального значе-
ния после отжига при 250° С в течение 1 час.
Испытания на длительную прочность, результаты кото-
рых представлены на фиг. 11 [46], показали, что при вве-
дении в медь дисперсных частиц происходит заметное
улучшение ее свойств. Например, при 350° длительная
прочность чистой меди равна за 1000 час 2,8 кг/мм2, а меди
с 10% А12О3 — 12,0 кг/мм2. Даже при 450° длительная
прочность материала с 10% А12О3 составляет 7,7 кг!мм?.
В этом исследовании размеры дисперсных частиц не опре-
деляли.
Аналогичная работа [47] была выполнена на никеле
с дисперсными включениями А12О3. Порошки никеля и
А12О3 смешивали, прессовали гидростатически под дав-
лением 52 кг!мм2 и спекали при 1250—1300° С в течение
50 час. Спеченные заготовки затем вкладывали в стальные
трубы, нагревали до 1066° и выдавливали с обжатием 12 : 1.
Испытания на длительную прочность проводили при 816° С.
Материал, состоящий из карбонильного никелевого по-
рошка (размер частиц 2—3 жк) и 7,9 об. % А12О3 (размер
частиц 0,033 juk), показал длительную прочность за 100 час,
в 7 раз большую, чем чистый никель.
Зависимости между объемной концентрацией окиси и
длительной прочностью не обнаружено, но между напря-
жением и обратной величиной расстояния между частицами
(в соответствии с теорией Орована) наблюдалась достаточ-
но хорошая линейная зависимость (фиг. 12). Присутствие
в материале более 10 об. % А12О3 не оказывает большого
влияния на пределы прочности и текучести при комнатной
температуре, однако пластичность при этом значительно
уменьшается. Бонне и Грант [48] считают, что полученные
результаты могут быть улучшены, если уделять больше
Фиг. II. Диаграмма напряжение—время до
разрушения в логарифмических координатах
для чистой компактной меди при 350° и ком-
позиции 90% Си— 10% А1»О3 (по объему) при
350 и 450°[46].
— —X---чистая медь; Си + 10%А12О3.
Фиг. 12. Соотношение между длительной проч-
ностью за 10, 100 и 1000 час и обратной вели-
чиной межчастичного расстояния d для компо-
зиции N1 — А12О3 [47].
3. Прочность при высокой температуре
45
внимания технологии производства материалов, в особен-
ности продолжительности смешивания, температуре и
электростатическому эффекту, которые могут вызывать
укрупнение частиц А12О3.
Исследование спеченного железа, содержащего А12О3
[49], показало значительное улучшение сопротивления
ползучести при высоких температурах.
Наиболее широко свойства композиций «металл —
неметалл» исследованы на примере сплавов А1 — А12О3.
Эти работы начались после опубликования Ирманом [50]
деталей промышленного производства материала, извест-
ного под названием САП (спеченный алюминиевый поро-
шок). Хороший обзор результатов исследования этого
материала можно найти в работе [51 ]. САП был случайно
открыт в 1946 г. в лабораториях швейцарской фирмы
«Алюминиум индустри», где во время опытов по производ-
ству проволоки из А1—С для спектрографии было замечено
повышение прочностных свойств по сравнению со свой-
ствами чистого алюминия.
На первый взгляд кажется, что это связано с окисной
пленкой, которая неизбежно образуется на частицах алю-
миния и препятствует их спеканию, но такое объяснение
нельзя считать правильным, так как окисная пленка легко
разрушается во время прессования и обнажается активная
металлическая поверхность. Хорошо известно, что алю-
миний и его сплавы успешно спекаются. Например, мето-
дом порошковой металлургии получены стареющие сплавы
типа дуралюмина [52], сплав А1— 6 % Си с пределом проч-
ности 33,5 кг/мм2 и удлинением 4,5% [53]. В связи с этим
вызывает удивление, почему порошковые алюминий и его
сплавы не производятся в более крупных масштабах.
САП изготавливают из тонкопластинчатого алюминие-
вого порошка с 10—13% А12О3. Для производства порошка
используют шаровые мельницы фирмы «Хаметаг»1 [54].
Пластинчатые частицы порошка несколько толще 0,01 мк
и количество окисной пленки в них несколько меньше.
Длина пластинок значительно больше их толщины. Поро-
шок подвергают прессованию, спеканию и горячей обра-
ботке давлением (преимущественно выдавливанию). При
1 Джонс, выпуск первый. — Прим. ред.
46
Часть I
спекании композиций САПа имеют место сложные газовые
реакции, рассмотренные в работе [55].
В британском патенте [56] рекомендуется подвергать
порошок холодному прессованию под давлением 50 кг! мм1
и выдавливанию при 500°. Предел прочности материала
при растяжении составляет для комнатной температуры
около 36 кг/лш2, а относительное удлинение—10,2%.
Сопротивление ползучести при повышенной температуре
весьма высокое. При 400° длительная прочность за
1000 час составляет —7,4 кг/мм2. Рекристаллизации и раз-
упрочнения материала при этой температуре не происходит.
Для сравнения можно привести данные о ползучести сплава
Y (4,0% Си; 1,5% Mg; 2,0% Ni, остальное — Al). Этот
сплав при 400° деформируется на 0,2% под напряжением
0,94 кг/мм2.
Материалы типа САП можно приготовить из стареющих
сплавов, но получаемое при этом незначительное повыше-
ние их свойств теряется при высоких температурах (в ос-
новном в том же температурном интервале, в котором про-
исходит ухудшение обычных сплавов такого же состава)
Можно предположить поэтому, что свойства САПа обуслов-
лены присутствием в нем частиц окислов. Следует отметить,
что металлы диффундируют в САП значительно легче,
чем в обычные сплавы; таким путем, вероятно, можно суще-
ственно улучшить свойства этих материалов.
Появление сплавов САП вызвало значительный интерес,
и в ряде исследований предпринимались попытки объяс-
нить характеристики этих материалов. Грегори и Грант [57 ]
исследовали САП швейцарского (фирма «Алюминиум ин-
дустри») и американского (фирма «Алюминиум компани»)
происхождения. Окисную фазу они идентифицировали как
у-А12О3. Зависимость прочности (кратковременные ис-
пытания, время до разрушения 0,01 час) от обратной вели-
чины расстояния между частицами окисла выражается от-
четливой линейной функцией как для комнатной, так и для
повышенных температур (в соответствии с теорией Оро-
вана).
В другом исследовании [58] установлено, что количе-
ство (по объему) окиси, толщина самих частиц и окисной
пленки на них оказывают независимое влияние на свой-
ства композиций САП. Исходный порошок, изготовленный
3. Прочность при высокой температуре 47
в шаровой мельнице Хаметаг, имел толщину частиц 0,17—
0,8 мк и содержал 12,3—3,0% окислов. Порошки прес-
совали в холодном состоянии под давлением 35 кг/мм2,
затем под таким же давлением при температуре 540° и, на-
конец, выдавливали при 540°.
Результаты испытаний на растяжение при комнатной
температуре показали, что прочность материала опреде-
ляется главным образом толщиной частиц исходного по-
рошка и почти не зависит от суммарного содержания окис-
ла. Зависимость предела прочности от логарифма толщины
частиц выражается прямой линией как при комнатной тем-
пературе, так и при 400° (это согласуется с данными Ген-
замера).
Следует отметить, что толщина исходных частиц алю-
миния, строго говоря, не соответствует среднему расстоя-
нию между окисными частицами в материале после вы-
давливания, так как форма окисных пленок при этом из-
меняется.
Как видно, данные о связи прочностных характеристик
с расстоянием между частицами несколько противоречивы.
Интересно определить, какая теория — Орована или Ген-
замера — лучше описывает поведение при высоких тем-
пературах САПа и других материалов, упрочненных ди-
сперсными частицами. Кроме того, эти теории относятся
к комнатной температуре; вполне возможно, что механизм
деформации в интервале температур от комнатной до 400°
может отличаться от обычного процесса скольжения в кри-
сталлической решетке алюминия. Более того, поверхность
раздела между металлом и, по-видимому, нестехиометриче-
ской А12О3 — великолепный сток для вакансий, а также
место, где могут уничтожаться или возникать дислокации.
Важно отметить, что все хорошие результаты для мате-
риалов, упрочненных дисперсными частицами, получены
после выдавливания. Обычно предполагается, что эта опе-
рация служит только для увеличения плотности и улучше-
ния распределения. Но первое достигают горячим прессо-
ванием, а второе не является необходимым, поскольку
подготовка шихты обеспечивает весьма совершенное рас-
пределение. Мы должны выяснить, таким образом, даст ли
какие-либо преимущества применение горячей обработки
непосредственно после спекания.
48
Часть I
Интересное наблюдение было сделано Анселом и Уирт-
меном [59]. Работая с перекристаллизованным и грубо
рекристаллизованным материалом, приготовленным Лене-
лем, они нашли, что, хотя этот материал непосредственно
после выдавливания имел постоянную скорость ползучести,
рекристаллизованный материал не отличался постоянной
скоростью ползучести. При каждой примененной темпе-
ратуре и нагрузке материал проявлял крайне неравномер-
ную ползучесть до тех пор, пока ее скорость не уменьшалась
до 10-8 мм. Инкубационный период после момента прило-
жения нагрузки до появления ползучести наблюдался не-
сколько раз. Отсутствие равномерной деформации предпо-
ложительно объяснено тем, что рекристаллизованный ма-
териал не содержит или содержит очень мало активных
источников дислокаций.
Неустойчивое поведение материала можно объяснить
присутствием в нем частиц железа, попавших туда, по-
видимому, при обработке в шаровых мельницах. Вполне
возможно поэтому, что разброс результатов, который обыч-
но отмечается при исследовании сплавов, может объяс-
няться наличием примесей. Ансел [60] предполагает, что
сравнительная бедность материала источниками дислока-
ций и сетками дислокаций связана с операцией выдавли-
вания. Значительная деформация в процессе выдавливания
и наличие термического градиента в фильере могут вызы-
вать миграцию границ зерен со смещением дислокаций и их
источников в металлической основе до тех пор, пока они
не затормозятся на границе зерна. Поэтому выдавливание
или прокатка должны быть, вероятно, в числе основных
операций при производстве таких материалов. Однако сле-
дует помнить, что в брикете, подвергнутом горячей обра-
ботке давлением, сцепление между А1 и А12О3 должно
быть больше, чем между однородными частицами. Процессы
же среза и скольжения, возникающие при сильном выдав-
ливании, могут развиться столь широко, что образуется
значительное сцепление между частицами алюминия.
Ансел [60] полагает, что путем уменьшения обжатия
при выдавливании или же применяя более грубые частицы
можно разработать материалы с контролируемым числом
дислокаций и, следовательно, с требуемой пластичностью
при комнатной температуре. Вызывает удивление почти
3. Прочность при высокой температуре
49
полное отсутствие работ по исследованию влияния бо-
лее тонких частиц, которые позволили бы установить,
подтверждается ли теория Орована, рассматривающая час-
тицы минимальных размеров. В выполненных работах по-
нятие «критический размер частиц» используется очень
редко. Совершенно очевидно, что в исследованиях должны
применяться исключительно чистые материалы. Очевидно
также, что предстоит большая работа по изучению раз-
личных композиций с различными дисперсными части-
цами. Вполне возможно, что результатом таких исследова-
ний явится использование этого метода порошковой метал-
лургии для производства композиций, значительно пре-
восходящих известные в настоящее время сплавы. Иллю-
страцией этого является, например, выдавливание маг-
ниевых сплавов, аналогично материалам типа САП [61].
Представляет интерес также получение порошковых спла-
вов Mg—Zr—Al [62]. В этой работе порошки распы-
ленного сплава Mg—0,5% Zr смешивали с 12% порошка
сплава Mg — 64,3% Al и выдавливали при 260°.
Заметное улучшение прочностных свойств было отмечено
даже после длительного отжига при 399° С. Это происходит
вследствие реакции образования частиц соединения
А1—Zr, вызывающих дисперсионное твердение. Коул [63]
выдавливал смесь порошков магния и ZnO при 430—450°
(когда, по-видимому, происходит экзотермическая реак-
ция) и сообщил, что полученный материал имеет более
высокий предел текучести а0,1-
Добавка 17,5 об. % IThOa к порошковому сплаву
80% Ni — 20% Сг после выдавливания увеличивает его
длительную прочность за 100 час при 982° от 1,3 до 3,5 кг/мм2
[64]. Однако этот материал хрупок при комнатной темпе-
ратуре. Влияние добавок А12О3 и SiO2 к железу было иссле-
довано в [65]. До сих пор еще не ясно, можно ли улуч-
шить свойства материала при введении дисперсных частиц
простым смешиванием порошков или же нужны какие-то
особые процессы, происходящие, например, при получе-
нии САПа. Следует помнить об исключительно хорошем
сцеплении между алюминием и его окислом.
С практической точки зрения способ введения дисперс-
ных частиц представляет большой интерес. Приготовление
чешуйчатого металлического порошка с поверхностной
3 Зак. 1672
50
Часть I
окисной пленкой — весьма дорогая операция. Наиболее
дешевый путь — простое смешивание порошков, но в этом
направлении необходимы дальнейшие исследования.
В работе [64] порошки сплава 80% Ni — 20% Ст и TiC
или различных окислов смешивали всухую или во влажном
состоянии в центробежной шаровой мельнице или в нестан-
дартном смесителе. Для смешивания во влажном состоянии
применяли ацетон или воду, при сухом смешивании в шихту
вводили стеариновую кислоту. Неожиданно выяснилось,
что при заметно худшей однородности распределения дис-
персных частиц в смесителе длительная прочность мате-
риала после выдавливания оказалась значительно выше.
Вполне возможно, что частицы порошка во время обработки
в шаровой мельнице подвергались наклепу. Введению ди-
сперсных частиц путем совместного осаждения из раство-
ров или из газовой фазы уделяется очень мало внимания.
Следует отметить, что спеченные композиции могут
проявлять весьма неодинаковые свойства при испытаниях
на сжатие и на растяжение, особенно при высоких темпера-
турах. К большому сожалению, исследованиям ползучести
при сжатии также уделяется весьма мало внимания.
4. ВЫБОР МАТЕРИАЛОВ ДЛЯ ИСПОЛЬЗОВАНИЯ
ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
Прежде чем рассмотреть возможности изготовления
порошковых высокотемпературных материалов, необхо-
димо установить наличие соответствующей «сырьевой базы».
Это, однако, очень обширный вопрос; более полное пред-
ставление о нем может дать лишь специальная литература
[66—70].
Если речь идет только о тугоплавкости, то можно ис-
пользовать большое число различных веществ с темпера-
турой плавления, превышающей 2000°. Однако высоко-
температурные материалы почти всегда должны работать
в окислительной среде, что ограничивает возможности при-
менения большинства металлов, если они не имеют защит-
ных покрытий. Более того, за редким исключением, высоко-
температурные материалы должны обладать высокими меха-
ническими свойствами как при комнатной, так и при ра-
4. Выбор материалов
51
бочей температуре. В большинстве случаев также требуется,
чтобы высокая прочность материалов сохранялась при
рабочей температуре в течение длительного времени. На-
пример, для изготовления лопаток турбин, вращающихся
с большой скоростью в агрессивной газовой среде с рез-
кими изменениями температуры, материалы должны об-
ладать особенно высокими характеристиками коррозион-
ной стойкости, усталостной прочности и термостойкости.
Для уменьшения центробежных сил желательно также,
чтобы материал имел возможно более низкую плотность.
Следует также помнить, что при выборе материалов необ-
ходимо учитывать возможность изготовления из них изде-
лий различной, часто весьма сложной конфигурации, а так-
же труб или листа. Естественно, что как сами материалы,
так и методы их обработки должны быть максимально де-
шевыми.
Вполне понятно, что очень мало материалов удовлетво-
ряют таким высоким требованиям. Большинство неметал-
лических материалов не выдерживает их из-за низкой проч-
ности при растяжении и хрупкости. Высокая стоимость
ограничивает применение многих редких металлов (хотя,
конечно, понятие о «редкости» металла постоянно меняется).
Поэтому в настоящее время используются высокотемпера-
турные материалы главным образом на основе железа,
никеля или кобальта с добавками (часто существенными)
молибдена, вольфрама, ниобия, титана, марганца и угле-
рода, повышающими прочность, или хрома, кремния и
алюминия, улучшающими сопротивление окислению. Спла-
вы такого типа могут выдерживать 1200° в течение коротко-
го времени под небольшой нагрузкой и при сравнительно
простой схеме напряжения или 900° при более высоких
напряжениях и в течение более продолжительного времени.
Нам надо рассмотреть, можно ли с помощью порошковой
металлургии улучшить свойства существующих материа-
лов и создать другие совершенно отличные материалы.
Можно ли получить такие физические свойства порошко-
вых материалов, в частности при высоких температурах,
которые были бы максимально близки к свойствам литых
металлов и сплавов?
Прямым ответом на это является пример с платиной.
Как литьем, так и методами порошковой металлургии мож-
52
Часть I
но получить очень чистую платину с одинаковой плот-
ностью. Поэтому можно сравнивать физические свойства
платины, полученной этими двумя способами. В работе [71]
проволоку из спеченной заготовки и из литого слитка, при-
готовленных из одного и того же платинового порошка,
подвергали испытанию на длительную прочность при 700° С.
Время под нагрузкой, часы
Фиг. 13. Общее удлинение (на дли-
не 20 см) при 700° спеченной (/) и
компактной (2) платиновой холод-
нотянутой проволоки [71].
Степень обжатия 92%. / — спеченная пла-
тина под напряжением 3,5 кг/мм2} 2 —
литая платина под напряжением 1 кг/мм2.
Результаты исследования (фиг. 13) показывают, что спечен-
ный материал обладает лучшими свойствами. Более того,
характерная волокнистая структура сохраняется в спечен-
ном материале до температур выше температуры рекри-
сталлизации литой платины, причем после рекристаллиза-
ции спеченной проволоки образуется не равновесная,
а столбчатая структура. Из-за этого спеченная платина
более пригодна для использования в качестве электродов
в распределителе зажигания авиационных моторов.
Авторы считают, что такое различие свойств связано
с микропористостью спеченной платины. Однако, учиты-
вая высокую степень обжатия при волочении, подобное
объяснение кажется маловероятным. По-видимому, во вре-
4. Выбор материалов
53
мя прессования на поверхности частиц образуется окисная
пленка, несмотря на высокую летучесть окисла, которая
действует затем как шипы на границах зерен. Мы должны
считать поэтому, что в данном случае имело место непред-
намеренное упрочнение металла дисперсными включениями.
Следует напомнить, что кислород, по-видимому, не
диффундирует в платину [72]. Интересно повторить эту
работу, используя порошок платины, полностью раскислен-
ный до прессования. Но надо учитывать другую опасность
загрязнения порошка, а именно за счет растворов, из ко-
торых высаживают соли платины. Честон [73] отмечает,
например, что в спеченной платине имеется около 0,2%
NaCl.
Многие исследователи пытались улучшить свойства
обычных жаропрочных сплавов спеканием. Ранние работы
в этом направлении не дали обнадеживающих результа-
тов, что, по-видимому, связано с низкой плотностью спе-
ченных заготовок из-за слишком высокого содержания
в них окислов. В сплавах этого типа встречаются трудно-
восстановимые окислы, которые с большим трудом уда-
ляются из спеченной заготовки. Если не принять специаль-
ные меры по раскислению порошка, то трудно получить
после спекания заготовки высокой плотности.
Описаны опыты по спеканию порошка сплава нимо-
ник-100 [74]. Порошок получали распылением азотом
или аргоном в водяной форсунке [75]. Первые сплавы
нимоник-100 относились к типу 80% Ni — 20% Сг с до-
бавками титана и алюминия. Хорошее сопротивление пол-
зучести достигалось за счет выделения фазы, содержащей
много Ni3Al [76]. Свойства сплава улучшаются, если в него
ввести значительное количество кобальта и немного молиб-
дена. Состав такого сплава: 56% Ni, 11% Сг, 20% Со,
5% Мо, 1,5% Т1, 5% А1 с небольшим количеством С, Si и
Мп. На фиг. 14 проведено сравнение длительной прочности
при 870° обычного литого и кованого сплава нимоник-100
со сплавом такого же состава, но полученного спеканием
порошка при 1300° в течение 20 час [74]. Свойства спечен-
ного сплава заметно улучшены, несмотря на то, что плот-
ность этого сплава несколько ниже. Однако при этом наблю-
дается некоторое уменьшение ударной вязкости при ком-
натной температуре. И в этом случае можно считать, что
54
Часть I
различие в физических свойствах связано с присутствием
окисных включений в спеченном сплаве.
Эти примеры показывают, как изменяются свойства
при высоких температурах при принудительном введении
окисных или других дисперсных включений. Такой метод
используется уже в течение многих лет для улучшения
свойств вольфрамовых нитей. Еще в 1937 г. Джонс [77]
Время доразрушения, часы
Фиг. 14. Длительная прочность
при 870° спеченного (/) и ком-
пактного (2) сплава нимоник-100
[74].
отметил, что соответствующие добавки могут улучшить
качество платиновых и хромоникелевых нагревательных
элементов, но прошло много лет, прежде чем были начаты
серьезные работы в этом направлении, вызванные главным
образом результатами исследования композиций типа САП.
Напомним, что максимальное упрочнение за счет дисперс-
ных частиц имеет место при очень малых их размерах. Для
случая выделения таких частиц из основы отчетливо по-
казано наличие оптимального их размера. Для спеченных
композиций небольшое количество имеющихся данных
позволяет лишь предположить, что чем мельче частицы,
тем лучше. За отдельными исключениями, в современных
условиях прочность сплавов при высоких температурах
должна сохраняться в течение длительного времени. По-
4. Выбор материалов
55
этому необходимо, чтобы дисперсные частицы сохраняли
свою дискретность, а их размеры длительное время оста-
вались постоянными при высокой температуре.
Для использования в качестве дисперсных включений
следует выбирать такой материал, который достаточно
тверд при рабочей температуре, не растворяется в основе
и не диффундирует в ней (тогда его частицы не исчезают,
не соединяются и не увеличиваются в размерах), не изме-
няет свойств вследствие диффузии в него компонентов ос-
новы.
Кроме того, он должен иметь подходящую межфазную
энергию на границе с основой.
Многие на первый взгляд перспективные материалы
этим требованиям не удовлетворяют. В работе [78] ис-
следована стабильность при высоких температурах многих
дисперсных частиц и подсчитано время, в течение которого
частицы с диаметром 200 А, находящиеся друг от друга на
расстоянии 1000 А, растворяются в основе.
Результаты расчета зависят, естественно, от оценки
коэффициентов диффузии, межфазной энергии и раствори-
мости. Некоторые результаты этой работы приведены
в табл. 2, из которых видно, что наименее стабилен цемен-
тит в железной основе.' Ni3Al, TiC и TiN в никелевой основе
более стабильны, но тем не менее и они растворяются в те-
чение минут или часов. Наиболее устойчива А12О3, частицы
Таблица 2
Стабильность композиций,
упрочненных дисперсными включениями
Основа Включения Темпера- тура, °C Продолжи- тельность су- ществования 1g т (т в се- кундах)
Ni — 4% Al Ni3 Al 727 2
Ni -4% Al A12O3 727 11
Ni — 8% Al A12O3 1227 6
Fe —0,025% C ’ Fe3C 722 0
Ni — 0,1% C TiC 727 2
Ni TiN 727 4
56
Часть I
которой таких же размеров будут существовать в течение
более 1000 лет. Поскольку свободная энергия образования
окислов много больше, чем интерметаллических соедине-
ний, карбидов или нитридов, мы должны ждать от окислов
более высокой стабильности при использовании их в каче-
стве дисперсных включений. Совершенно очевидно, что
в действительности проблема стабильности дисперсных
включений значительно сложнее, чем в этих простых слу-
чаях; практически не все частицы имеют одинаковые раз-
меры и расположены не на одинаковом расстоянии друг от
Друга.
Свойства и получение боридов и силицидов V, Nb, Та,
Ti, Zr, Мо и W описаны в работах [79, 80]. Наши знания
о стабильности большинства интерметаллических соедине-
ний в различной металлической основе крайне недостаточ-
ны, но данные, имеющиеся в этих работах, могут помочь
в выборе подходящих комбинаций. Робинсом [81 ] прове-
дено теоретическое исследование стабильности карбидов,
силицидов и боридов, а также механизма связи в них.
Совершенно очевидно, что для установления оптималь-
ного дисперсионного упрочняющего материала для раз-
ных металлов требуется затратить еще много усилий.
До сих пор опубликовано очень мало количественных
данных по улучшению высокотемпературных свойств метал-
лов за счет упрочнения дисперсными частицами [82—85].
Результаты работы [82] обсуждались выше. Было отмечено,
что А12О3 более эффективно повышает температуру рекри-
сталлизации меди, чем SiO2. Сплавы Ni—Сг с добавками
ThO2 описаны в работе [86], но в ней не приводятся их
физические свойства. Добавка TiC к сплавам Ni—Сг повы-
шает прочность с сохранением высокой ударной вязкости
при комнатной температуре [87].
В работе [84] описаны сплавы типа нихром (80% Ni —
20% Сг) с добавками TiC, А12О3, MgO и ThO2. Окислы
смешивали с порошком предварительно легированного спла-
ва, затем спекали и выдавливали. Некоторые результаты
показаны на фиг. 15 в сравнении с длительной прочностью
сплавов инконель и инко-700. Добавка 17,5 об. % ThO2
увеличивает длительную прочность за 100 час с 1,25 до
3,5 кг/мм2- при 980°, что уже соответствует длительной проч-
ности сплава инко-700. Однако ударная вязкость этой
4. Выбор материалов
57
композиции при комнатной температуре очень низка. По
данным Джаффи и сотр. [85], упрочнение дисперсными
частицами повышает сопротивление ползучести молибдена.
Эти авторы добавляли А12О3, ВаО, СаО, СеО2, Сг2О3,
MgO, SiO2, SrO2, ThO2, TiO2 и ZrO2 в количестве до 1 %
Фиг. 15. Длительная прочность при 980° спеченных
и компактных сплавов 80% Ni — 20% Сг с различны-
ми добавками [84].
Добавки к сплаву 80% Ni — 20% Сг: / —А12О8 (сорт С); 2 —
А12О3 (сорт В); 3 — MgO; 4 — без добавок; 5 — TiC; б— ThO2.
$------ф литой и кованый сплав инко-700; Я--------Н ли-
той и кованый сплав инконель. Цифры у опытных точек озна-
чают процент добавки.
как в виде порошков, так и в некоторых случаях в виде
водных растворов ацетатов или нитратов.
На фиг. 16 представлены некоторые результаты испы-
таний на ползучесть при 980° и 17,5 кг/мм2. Для сравнения
приведена также кривая для спеченного молибдена с0,19%
Si. Лучшие результаты получены при применении ZrO2;
в этом случае время до разрушения увеличилось в 100 раз
без резкого уменьшения пластичности при некотором изме-
нении прочности при комнатной температуре.
По данным Чанга [88], прочность молибдена при высо-
ких температурах значительно возрастает, если в него вво-
дятся подходящие карбиды, например TiC, ZrC или Мо2С.
Добавки к чистому кобальту различных окислов значи-
тельно уменьшают его скорость ползучести при высоких
ЗВ Зак. 1672
Фиг. 16. Ползучесть различных композиций молибдена с окислами [55].
Испытанию подвергались плоские образцы в вакууме при 980° под напряжением 17,5 кг/мм2»
за исключением особо отмеченных случаев. 1 — без добавок; 2 (С)— 0,5% MgO (0,028%/«дс)'«
3 (+) — !% SiO2 (0,019%/ч«с); 4 (»— 0,019% Si (0,010%/час)', 5 (X) — 0,1% А1г0з
(0,0003%/час), послъ 145 час данные отсутствуют; 6 (А) — 2,0% СггОа (0,0015%/чйс);
7 <V>—0,5% ZrO2 (0,002%/^с); 8 (□) —0,1% TiOt (0,0002%/^c).
4. Выбор материалов
50
температурах [89]. Изучено влияние добавок окислов Са,
Mg, Zr, Hf, Се, Ti, Al, V, Ta, Nb и Cr на рост зерен платины
и ее сплавов [90]. Несомненно, что в ближайшем будущем
появится значительно больше работ, посвященных упроч-
нению различных металлов дисперсными включениями.
Необходимо отметить, что можно получить очень хоро-
шие высокотемпературные свойства спеченных сплавов бла-
годаря влиянию дисперсных включений, хотя иногда они
в сплавы специально и не добавляются. Так, например,
если распылить сплав на основе никеля с 20% Со; 16% Сг;
2,5% Ti; 5,5% АГ, 2,5% Мо; 5,5% W; 0,3% Zr; 0,25% С
и 0,02% В и затем спечь его в вакууме, то его длитель-
ная прочность при выдержке 100 час и при температуре
980° С будет равна 11,7 кг/мм2. Не указывается, за счет ка-
ких именно дисперсных частиц достигается упрочнение
этого сплава. Этот материал производит в Англии Бир-
мингамская компания машиностроительных заводов «БСА».
Обсуждая возможность упрочнения дисперсными части-
цами ковких металлов без их охрупчивания, следует рао
смотреть также вещества, не обладающие пластичностью
металла, но имеющие высокие прочностные свойства при
высоких температурах. В последнее время был проведен ряд
исследований, посвященных изучению таких материалов, и
достигнуты очень интересные результаты. Это главным
образом комбинации, включающие карбиды, окислы, сили-
циды и нитриды. Результаты таких работ изложены в книге
Шварцкопфа и Киффера [80], в монографии Кемпбелла [91 ]
и в ряде статей.
Хотя многие из этих материалов весьма перспективны,
пока еще ни один из них не обладает всеми физическими и
химическими свойствами, необходимыми для работы при
больших нагрузках в окислительной атмосфере и при вы-
соких температурах. Бориды и нитриды, например, чрез-
вычайно хрупки. Некоторые окислы химически устойчивы
при высоких температурах, но имеют низкую механиче-
скую прочность. Дисилицид молибдена устойчив против
окисления до 1100° С, но у него очень низкая термостой-
кость. Карбид кремния обладает высоким сопротивлением
ползучести, но имеет низкую ударную вязкость. У компо-
зиций на основе TiC механические свойства несколько луч-
ше, но их жаростойкость недостаточно высока. Подобные
ЗВ*
60
Часть I
композиции обладают очень низкой ударной вязкостью по
сравнению со сплавами типа нимоник [92]. Наилучшую
ударную вязкость имеют композиции, состоящие из метал-
лической связки и TiC, но даже у них эта характеристика
составляет лишь 10% ударной вязкости литого сплава
нимокаст-258. Все же авторы работы [92] считают, что
композиции металл — TiC обладают лучшим сочетанием
физических и химических свойств.
Связка для TiC выбирается на основе опыта работы
с WC: это в основном никель. Для получения достаточно
высокой ударной вязкости требуется большое количество
связки. Желательно, чтобы TiC был очень чист по свобод-
ному углероду, кислороду и азоту. Рекомендовано разма-
лывать TiC в шаровых мельницах при полном отсутствии
кислорода и азота и затем прессовать и спекать тоже в от-
сутствии этих газов [93]. Стойкость к окислению повышает-
ся при легировании TiC карбидом хрома (Сг3С2), карбидом
ниобия (NbC), карбидом тантала (ТаС) или при легирова-
нии связки железом, хромом или молибденом [94].
Подобные материалы успешно работают, по-видимому,
в условиях относительно невысоких напряжений или при
отсутствии механических ударов. Однако в будущем могут
быть найдены значительно лучшие материалы. Проблема за-
ключается в связывании тугоплавких жаростойких ве-
ществ, обладающих низкой прочностью и плохой термо-
стойкостью, с высокопрочными металлами или сплавами,
обладающими менее удовлетворительными свойствами при
высоких температурах.
Даже небольшое улучшение свойств этих композиций
требует значительного содержания в них металла-связки.
Например, у композиции 80% А12Оа—20% Ст ударная
вязкость составляет 0,26 кгм/см2 при комнатной темпе-
ратуре (по сравнению с 30 кгм/см2 и более для сплава
нимоник-100). Дальнейшее развитие будет происходить,
по-видимому, не только по линии улучшения основы,
но и по линии использования все меньших количеств
металла-связки. Это возможно лишь при лучшем понима-
нии условий образования и расширения трещин и факто-
ров, возникающих при тепловом ударе. Ценные исследова-
ния по этим вопросам даны в работах [95—97]. На прак-
тике в ряде случаев применяют спеченные композиции пе-
5. Модификации кристаллической структуры 61
ременного (по зонам) состава в зависимости от того, что
требуется в данной зоне — высокая прочность или сохра-
нение пластичности. Способы осуществления этого для
материалов, полученных пропиткой TiC металлами, рас-
смотрены в работе [98].
Лучшими порошковыми материалами, обладающими
значительной жаропрочностью в сочетании с хорошей жаро-
стойкостью, являются инструментальные твердые сплавы.
Режущая кромка такого обрабатывающего инструмента
подвержена действию высоких температур, развивающихся
из-за трения, и работает не только в условиях окисления,
но и при сильном химическом воздействии свежеобработан-
ной поверхности железа. Для этих инструментов необхо-
димы не только высокая статическая и динамическая проч-
ность, но также окалиностойкость и способность не прива-
риваться к стружке. Такие инструменты делают из карбида
вольфрама с кобальтом в качестве связки и с добавками TiC
для уменьшения приваривания и повышения стойкости
к окислению [99].
5. МОДИФИКАЦИИ КРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ
Помимо упрочнения металлов, методами порошковой
металлургии можно модифицировать кристаллическую
структуру металла и для других целей. Хороший пример —
производство вольфрамовых нитей накала для электри-
ческих ламп.
Из-за твердости, высокой прочности, очень низкой
пластичности и узкого интервала между пределами проч-
ности и упругости спеченный вольфрам весьма трудно
деформировать при комнатных температурах, исключая
очень малые степени деформации. Причины низкой пластич-
ности чистого поликристаллического вольфрама все еще
не ясны. Почти несомненно сильное влияние следов при-
месей. Монокристалл вольфрама диаметром 3,2 мм, очи-
щенный зонной плавкой, может быть изогнут под углом
270° [100]. Следы аммиака вызывают опасную хрупкость
в широком интервале температур [101]. Следы никеля,
а возможно также железа и кобальта, резко охрупчивают
вольфрам [102]. Милнер [103] считает, что охрупчивание
62
Ч а с т ь I
границ зерен в вольфраме происходит вследствие закрепле-
ния дислокаций на следах примесей. Вольфрам часто стано-
вится более пластичным, если его поверхность подверг-
нута электрополировке [104].
Для получения вольфрамовых нитей накала (спиралей)
необходима очень большая деформация спеченного шта-
бика. В современном процессе это делается ротационной
ковкой при высоких температурах с последующей горячей
протяжкой [105]. Штабики нагревают до 1500° в атмосфере
водорода и подают вручную в ковочную машину. За счет
быстрого охлаждения при переносе из печи и соприкоснове-
ния с машиной действительная температура обработки
штабика снижается до 1300—1400°. После каждого про-
хода его нужно снова нагревать. С уменьшением диа-
метра проволоки температуру обработки постепенно сни-
жают. При диаметре меньше 1 мм обработку проводят при
550—800°. Слишком низкая температура ковки может вы-
звать растрескивание или расслой металла. С уменьшением
диаметра гибкость проволоки увеличивается, но ее нельзя
согнуть под острым углом при комнатной температуре, пока
не окончена операция ковки, т. е. когда диаметр ее не ста-
нет меньше 5 мм.
В течение всего процесса металл обрабатывают при тем-
пературах ниже температуры заметной рекристаллизации.
Если при обработке нагреть металл выше этой температуры,
то он потеряет пластичность и его можно будет снова обра-
батывать лишь при температурах, применяемых на началь-
ных стадиях ковки. Холодная обработка понижает темпе-
ратуру рекристаллизации вольфрама [106]. Дальнейшее
уменьшение диаметра проволоки достигается горячим во-
лочением. После окончательной обработки материал при-
обретает волокнистую структуру. Нити накала из вольфра-
ма работают при температурах значительно более высоких,
чем температура рекристаллизации металла. В процессе
рекристаллизации пластичная волокнистая структура
сменяется грубой равноосной; проволока становится хруп-
кой и негодной для использования. При продолжительном
нагреве зерна металла (кристаллиты) вырастают до раз-
мера диаметра проволоки и часто разделяются границами,
перпендикулярными оси проволоки (см. фиг. 17). В про-
цессе эксплуатации, особенно при использовании пере-
5. Модификации кристаллической структуры
63
менного тока под действием возникающих напряжений,
иногда происходит скольжение зерен вдоль этих границ;
возникающие в результате этого локальные изменения се-
чения проволоки приводят к перегреву и перегоранию про-
волоки. На фиг. 18 и 19 показаны примеры такого сдвига
зерен в проволоке [107, 108].
Фиг. 17. Проволока вольфрама диаметром 50 лк
после отжига. X Ю0 [105].
Травление Н2О2-
Однако монокристалл вольфрама относительно пласти-
чен. В связи с этим связанные с провисанием трудности
преодолевали, изготавливая монокристаллическую про-
волоку. Вольфрам был фактически первым металлом, полу-
ченным в форме монокристалла.
В Германии в 1913 г. был предложен метод производства
монокристаллических проволок из окиси вольфрама
С 2% ГЬО? [109]. После восстановления в водороде (кото-
Фиг. 18. Нить, в которой наблюдается «сдвиг» по границам кри-
сталла в хрупкой проволоке. \100 [107].
Ф и г. 19. Вольфрамовая спираль, в которой
произошел сдвиг в разных точках [108].
5. Модификации, кристаллической структуры С5
рый, конечно, не восстанавливал ThO2) порошок смеши-
вали с органической связкой и продавливали через алмазное
очко. Полученную проволоку протягивали затем при бы-
стром нагреве в атмосфере водорода (температура подни-
малась до 2000—2200°)• Сочетание резкого температурного
градиента с частичным ограничением миграции границ
зерен обеспечивает идеальные условия для роста весьма
крупных зерен, занимающих все сечение проволоки *; при
скорости протяжки через горячую зону 3 м!час получается
фактически один очень пластичный монокристалл.
До некоторой степени подобный же метод был предло-
жен Гучером [ПО] и Джакоби [111]. В этих процессах
выдавливание заменено протяжкой и использовано то об-
стоятельство, что монокристалл можно вырастить в жидком
алюминии, если к образцу применена критическая степень
наклепа [112]. В процессе Гучера [ПО] это достигалось
первоначальным отжигом при 1600° в течение 1 сек (при
этом исчезала волокнистая структура и появлялись более
или менее равноосные зерна) и последующей протяжкой
через очко с обжатием по сечению на 5—7%. Затем про-
волоку резко нагревали до 2000—2200° и при скорости про-
тяжки от 2 до 30 м!час получали монокристалл. Успех за-
висел от состава проволоки; лучшие результаты были полу-
чены для проволоки из очень чистого вольфрама с 0,75
ThO2. Эти два примера иллюстрируют применение дисперс-
ных частиц для получения монокристаллов.
Появление в 1913 г. газонаполненных ламп вызвало не-
обходимость свертывания проволоки в очень тонкие спи-
рали. Позже стали делать лампы с биспиральной нитью.
Требовалась высокая аккуратность, чтобы последователь-
ные витки спирали не соприкасались (в некоторых случаях
зазор был меньше 0,0025 мм). Для таких нитей накала не-
обходима высокостабильная проволока. Любой перекос
или ползучесть могли привести к короткому замыканию.
На фиг. 20 показаны би-спираль лампочки в 40 вт и оди-
нарная спираль лампочки в 15 вт по сравнению с челове-
ческим волосом.
Завивка монокристалла в спираль приводила к напря-
1 Джонс, выпуск второй, чгсть II, стр. 221 — 224.—
Прим. ред.
66
Часть I
жениям; их снятие при высокой температуре вызывало
образование поликристаллической структуры. В связи
с этим оказалось необходимым найти способы получать
монокристаллическую структуру после завивки спирали.
Еще раньше было замечено, что некоторые добавки, уле-
тучивающиеся при спекании (силикаты натрия или калия,
а также соли алюминия [113]), вызывают очень сильный
фиг. 20. Сравнительная толщина нитей спирали для
электролампочек мощностью 40 и 15 вт и волоса человека.
X 100 [107].
рост зерен. На практике использовали силикат калия и
нитрат алюминия [114]. Состав композиций и методы про-
изводства таких сплавов описаны в работе [115]. В табл. 3
приведен анализ нескольких проволок диаметром 0,5 мм,
изготовленных из вольфрама с присадками [106]. При
оценке данных этой таблицы нужно помнить, что химиче-
ское определение содержания А12О3 в количествах, мень-
ших 0,005%, сильно затруднено. Предполагается, что боль-
шая часть присадок улетучивается на ранних стадиях спе-
кания металла, а весь или почти весь остаток — в течение
первых нескольких минут при окончательном нагреве
упирали.
5. Модификации кристаллической структуры
67
Таблица 3
Химический состав присадок в проволоках вольфрама (в %)
Обоа- зец Мо Fe SiO2 АЦО, Mg Ni Другие примеси
1 0,01 0,005 0,016 0,004
2 0,02 0,005 0,01 0,006 0,001 0,002 —
3* 0,05 0,013 0,16 0,006 — 0,001 —
4 0,02 0,004 0,02 0,002 0,001 0,001 —
5 0,07 0,003 0,004 0,002 0,001 0,002 0,70 ThO‘*
6 0,06 0,002 0,005 0,002 0,001 0,002 —
7 0,06 0,003 0,013 0,003 0,002 0,003 —
8 0,06 0,003 0,005 0,18 0,001 0,003 —
9 0,06 0,005 0,016 0,003 0,001 0,002 1 0,022 Zr I 0,017 Zr**
10* 0,04 0,002 0,08 0,010 — 0,001 —
11 0,02 0,004 0,013 0,003 0,001 0,001 —
12 0,02 0,004 0,006 0,004 0,001 0,001 —
13 0,02 0,004 0,005 0,003 0,001 0,001 Th***
14 0,02 0,004 0,005 0,003 0,001 0,001 0,026 Zr
15 0,02 0,003 0,004 0,003 0,001 0,001 Ca***
* По данным анализа порошка.
** Установлено химическим анализом.
*** Обнаружено, но не определялось. В тех случаях, когда присутст-
вует торий, обнаруживается также цирконий.
Напряжения, вызываемые свертыванием в спираль,
приводят к усилению роста чрезвычайно больших зерен.
Конечная структура спирали состоит из кристаллитов
в несколько миллиметров или даже сантиметров длиной,
в основном занимающих все сечение проволоки. Кристалло-
графическая ориентация кристаллов в пределах одного
монокристалла постоянна по отношению к оси спирали.
Эти спирали очень стабильны; их называют «непровисаю-
щими».
При производстве таких материалов необходим весьма
тщательный химический контроль, так как следы приме-
рен, не всегда определяемые обычными методами, могут
68
Часть 1
свести на нет регулирование кристаллической структуры.
Кроме того, примеси Ni, Fe и Мо снижают температуру
рекристаллизации. На фиг. 21 показана структура нити
накала при содержании 0,65% ThO2, добавленной для
ограничения роста зерен, а на фиг. 22 — структура про-
волоки того же состава с добавкой 0,2% Na2O в форме
соли натрия. Введение добавки вызвало резкое увеличение
размеров кристаллита. Наибольшее увеличение размеров
кристаллитов происходит при совместной добавке летучих
силикатов и нелетучей окиси алюминия. Возникает ин-
тересный вопрос, почему необходимы две добавки — лету-
чая и нелетучая.
Проведено сравнительное исследование проволоки без
присадок и проволоки с летучими калиевыми присадками
и нелетучими алюминиевыми и кремниевыми [116]. Уста-
новлено, что волокнистая структура холоднотянутой про-
волоки без присадок сохраняется при 10-минутном отжиге
при температурах вплоть до 1565° С. При более высоких
температурах имеет место первичная рекристаллизация и
появляется структура с равноосными зернами. Количество
равноосных зерен в структуре увеличивается с повышением
температуры (см. фиг. 23, а—в). При очень высоких тем-
пературах наблюдается чрезвычайно сильный рост зерен,
но последние все еще равноосны (см. фиг. 23, г). У про-
волоки с присадками волокнистая структура сохраняется
до 2115°, после чего отдельные зерна начинают весьма за-
метно расти. На фиг. 24 показана волокнистая структура,
сохранившаяся после отжига при 1920°, а на фиг. 25 видно,
что после отжига при 2115° одно зерно очень сильно вы-
росло. В этом случае зерна растут в направлении, парал-
лельном оси проволоки, и образуют неподвижные границы,
как показано на фиг. 26. Такие границы, более или менее
параллельные оси проволоки, устраняют опасность провиса-
ния при ее эксплуатации.
Очевидно, присадки тормозят рост зерен вплоть до вы-
соких температур, но при температурах, больших 2100°,
размер некоторых зерен сильно увеличивается. Существует
мнение [116], что летучие присадки способствуют сохране-
нию пористости при всех операциях спекания (такое пред-
положение было высказано ранее для платины, см.
стр. 52). Однако отсутствие видимой пористости и включе-
Фиг. 21. Спираль нити вольфрама с 0,65% ThO2. X 200 [105].
Фиг. 22. Спираль нити вольфрама с присадками 0,65% ТЬО2 и
0,2% Na2O. X 200 [105].
Фиг. 23. Проволока вольфрама (диаметр 0,25 мм) без
температу
0—1565°, X 500; 6—1680°, X 500;
присадок после отжига в течение 10 мин при различных
рах [116].
0—1755°, X 500; г—2500°, х 150.
Фиг. 24. Проволока вольфрама (диаметр 0,25 мм) с при-
садками после отжига при 1920° в течение 10 мин.
X 5000 [116].
Фиг. 25. То же, что и фиг. 24, но отжиг при 2115°
в течение 10 мин X 250 '[116].
5. Модификации кристаллической/структуры 73
ний на электронно-микроскопических фотографиях мате-
риала, отожженного при 2000°, делают это объяснение
неубедительным, тем более что добавка только летучих
присадок без окиси алюминия не дает желаемого резуль-
тата. В этом вопросе пока нет ясности. В объяснении нуж-
дается не сильный рост отдельных зерен, а параллельность
Фиг. 26. Проволока вольфрама (диаметр 0,75 мм) с присадками
после отжига при 2000е в течение 1 мин. X 100 [116].
их границ оси проволоки. Можно предположить, что в ма-
териале, подвергнутом протяжке перед отжигом, границы,
параллельные оси проволоки, обладают наибольшей энер-
гией, и присадки позволяют им перемещаться, затормаживая
все другие. Мейджеринг и Рик [117] пришли к выводу, что
рост кристаллов в таких материалах начинается в местах
разрыва прожилок остаточных примесей, которые распо-
лагаются параллельно оси проволоки.
В современном производстве нитей накала электриче-
ских ламп из вольфрама с присадками применяют три
способа:
1. Добавки только ThO2.
В этом случае при высоких температурах создается
очень тонкая поликристаллическая структура, так как
74
Часть 1
частицы окиси тормозят рост зерен. Такие нити накала
применяют в лампах, где требуется прежде всего высокая
прочность и устойчивость к вибрациям. Однако в процессе
работы ThO2 постепенно восстанавливается до металла и та-
кие нити накала не могут работать стабильно долгое время.
2. Добавки летучих силикатов.
Нити накала в этом случае имеют грубую поликристал-
лическую структуру с зернами заметно удлиненной формы.
Применяют их в виде одинарных спиралей в обычных и
вакуумных лампах.
3. Добавки летучих силикатов к окиси алюминия. Нити
из вольфрама с такими добавками применяются во всех
газонаполненных лампах в виде би-спирали. Эти нити
имеют максимальный срок службы по сравнению с нитями,
Полученными другими способами.
Подобные результаты получены и для молибдена [118].
Лентой металл и металл, изготовленный из порошка такого
же состава, ведут себя различно (раньше это отмечалось
для платины) и не исключена возможность образования
стабильных окислов по границам зерен на начальных ста-
диях обработки еще пористого металла. Порошковый мо-
либден лучше вследствие большей устойчивости против
разупрочнения при рекристаллизации. После отжига про-
волока, полученная методом порошковой металлургии,
более гибка и способна лучше сопротивляться деформации.
Желаемая текстура при вторичной рекристаллизации
может быть получена в прокатанных листах кремнистого
железа при добавке в него небольшого количества суль-
фида марганца [119]. В будущем, несомненно, появится
еще много примеров модифицирования кристаллической
структуры при помощи методов порошковой металлургии.
5. МАГНИТНЫЕ МАТЕРИАЛЫ
Для оценки преимуществ порошковых магнитных мате-
риалов нужны определенные знания по ферромагнетизму.
В этой связи можно рекомендовать обычные учебники,
в том числе Бозорта [120] и Старлинга [121] С
1 См. также Б. Г. Л и в ш и ц, Физические свойства металлов
и сплавов, Машгиз, 1959. — Прим., ред.
6. Магнитные материалы
75
Рассмотрим некоторые основные положения и термино-
логию ферромагнетизма.
Общая величина намагниченности в соленоиде опреде-
ляется магнитодвижущей силой, которая измеряется в си-
стеме CGSM в гильбертах и определяется уравнением
F = 0,4 кМД где F — магнитодвижущая сила в гильбер-
тах, М — число витков соленоида, I — сила тока в амперах.
Магнитный поток, создаваемый магнитодвижущей силой,
распределяется по длине соленоида в зависимости от спо-
соба распределения витков соленоида. Магнитодвижущая
сила на единицу длины соленоида называется напряжен-
ностью магнитного поля и измеряется в системе CGSM
в эрстедах. Напряженность поля Н определяется уравне-
нием
где I — длина в сантиметрах.
В центре очень длинного соленоида, имеющего п витков
на 1 см длины, по которым течет ток силой I, напряжен-
ность магнитного поля в эрстедах равна Н ~ 0,4к ni.
Магнитный поток на единицу площади, перпендикулярной
его направлению, называют плотностью магнитного пото-
ка, или магнитной индукцией В. В системе CGSM индук-
ция измеряется в гауссах. Отношение магнитной индукции
к напряженности магнитного поля называют магнитной
проницаемостью.
Материалы, магнитная проницаемость которых меньше
магнитной проницаемости пустоты, называют диамагне-
тиками. Вещества с магнитной проницаемостью, незна-
чительно превосходящей проницаемость пустоты и не
зависящей от напряженности магнитного поля, называют па-
рамагнетиками х. Ферромагнетики намагничиваются в срав-
нительно слабом магнитном поле до намного более высоких
значений магнитной индукции, чем парамагнетики 1 2 *. Маг-
нитная проницаемость ферромагнетиков зависит от напря-
женности магнитного поля.
1 Величина магнитной восприимчивости для диамагнетиков
— 10—’, для парамагнетиков — около 10. — Прим. ред.
2 В парамагнетиках насыщение достигается лишь в полях
106 э, в ферромагнетиках — около 10® э.— Прим. ред.
76
Часть I
Фиг. 27. Типичные кривые намагничива-
ния В — Н.
а —постоянные магниты; б—мягкие магнитные ма-
териалы; а —кривая (-В#)макс для постоянных маг-
нитов.
Форма кривой В — Н характерна для каждого дан-
ного ферромагнетика. Два типа таких кривых показаны
на фиг. 27, а и б. Кривая баЬс называется начальной кри-
вой намагничивания; она показывает, как меняется маг-
6. Магнитные материалы
77
нитная индукция при изменении напряженности магнит-
ного поля, приложенного к ненамагниченному материалу.
В любой точке этой кривой отношение В/Н равно ц, но
поскольку oabc не прямая, то ц является величиной пере-
менной, зависящей от степени намагниченности. Если
напряженность магнитного поля понижать после того как
она достигла определенной величины (например, точки Ь),
то индукция изменяется не по кривой cbao, а по кривой bd.
После того как напряженность магнитного поля станет
равной нулю, величина остаточной индукции (Вг) все еще
довольно значительна1 (точка d).
Величина напряженности магнитного поля, которое
необходимо приложить в обратном направлении, чтобы
понизить остаточную индукцию до нуля, называется коэр-
цитивной силой Нс. Явление отставания индукции от на-
пряженности магнитного поля называют гистерезисом,
а кривую bdefqhb — петлей гистерезиса. Гистерезис яв-
ляется характерной особенностью ферромагнитных мате-
риалов.
Часть петли гистерезиса от точки d(Br) до е(Нс) назы-
вается кривой размагничивания. Значения В и Н, соответ-
ствующие точкам этой кривой, обозначаются через Bd и Hd-
На фиг. 27, в представлена кривая магнитной энергии, от-
ражающая зависимость величины произведения Bd-Hd&v
значения Bd- Величина (В<гН</)Макс обычно рассматривает-
ся как критерий качества магнитных материалов.
Чтобы понять, как можно улучшать магнитные свой-
ства веществ, применяя методы порошковой металлур-
гии, пблезно обсудить два основных типа материалов:
а) магнитномягкие и б) магнитнотвердые1. Магнитномягкие
материалы очень быстро намагничиваются в магнитном
поле, но также быстро и теряют магнитные свойства при
снятии этого поля (для них типична кривая на фиг. 27, б).
Магнитнотвердыми называются вещества, которые остают-
ся «постоянно» намагниченными после однократного нало-
жения поля (для них типична кривая на фиг. 27, а). Су-
ществуют и другие магнитные материалы, которые по свой-
ствам не могут быть отнесены ни к одному' из этих
типов.
1 Близка к величине намагниченности насыщения.— Прим ред.
78
Часть I
Магнитномягкие материалы
Для магнитномягких материалов характерны высокая
начальная и максимальная магнитная проницаемость,
низкая коэрцитивная сила, малый гистерезис и небольшие
потери на токи Фуко. Начальная магнитная проницаемость
ц0 технически чистого железа, подвергнутого обычной тер-
мообработке, колеблется в пределах от 300 до 1000. При
продолжительном отжиге в токе водорода при температуре
несколько ниже точки плавления железо рафинируется
в такой степени, что р,0 возрастает до значений 10 000 и
более [122]. Однако использовать подобную технологию
в промышленности слишком дорого, гораздо дешевле про-
изводить сплавы с такой величиной начальной магнитной
проницаемости.
Бозорт [120] приводит следующие значения магнитной
проницаемости для некоторых сплавов (табл. 4).
Таблица 4
Материал Магнитная проницаемость
I’-o Нмакс
Трансформаторная сталь 96% Fe, 4% Si 500 7 000
Трансформаторная сталь 95% Fe, 3% Si; текстурованная 1 500 40 000
Сплав алсифер (сендаст) 10% Si, 5% Al, 85% Fe (литой) 30 000 1-20 000
Пермаллой 79% Ni, 17% Fe, 4% Mo . 20 000 100 000
Супермаллой 79% Ni, 16% Fe, 5% Mo, 0,5% Mn 100 000 1 000 000
Магнитные свойства таких материалов сильно зависят
от небольших изменений состава, от присутствия некоторых
примесей и включений, от напряжений. Прежде чем рас-
сматривать преимущества технологии порошковой метал-
лургии, необходимо разобраться в причинах такого влия-
ния.
Магнитные свойства вещества обусловлены магнитными
моментами определенных электронов, образующимися за
6. Магнитные материалы
79
счет их спинов или орбитального движения [123]. В пара-
магнетиках направление этих моментов хаотично. Для
выявления измеримых магнитных свойств необходимо,
чтобы направление элементарных магнитных моментов
было более или менее одинаковым, несмотря на тепловые
колебания. Теория и эксперимент показывают, что для
достижения магнитного насыщения при комнатной тем-
пературе необходимы очень мощные магнитные поля, по-
рядка 10вэ. В ферромагнетиках, однако, намагничен-
ность насыщения достигается в гораздо более слабых по-
лях (порядка 100 э), а остальная намагниченность может
сохраняться даже в отсутствие магнитного поля.
Впервые удовлетворительное объяснение этого явления
было предложено Вейсом в 1907 г. [124]. Он предположил,
что силы взаимодействия между элементарными магнитными
моментами стремятся расположить их параллельно друг
другу. Такие силы должны создать единое направление
элементарных моментов при температуре абсолютного нуля.
Это упорядоченное расположение моментов сохраняется
(с некоторым отклонением) при повышении температуры
вплоть до критической точки Кюри, выше которой моменты
направлены хаотично, как'в парамагнетиках. Эта теория не
может объяснить, почему большинство ферромагнетиков
в реальных условиях не намагничено; для них более ве-
роятно состояние, в котором намагниченность приблизи-
тельно равна нулю. В связи с этим Вейс выдвинул предполо-
жение, что силы взаимодействия разворачивают магнит-
ные моменты в одном направлении только в очень малых
областях. Он рассматривал ферромагнетики как вещества,
состоящие из большого числа «доменов»—областей, где
элементарные магнитные моменты (спины) имеют одина-
ковое направление; в разных доменах это направление
различно.
Новейшие микроскопические исследования подтвер-
дили существование структуры доменов. На свободной от
напряжений поверхности, полученной электрополировкой,
такую структуру можно обнаружить, применяя методику
Биттера [125] с использованием коллоидальной магнит-
ной суспензии, как описано в работе [126]. Обнаруженные
этим способом домены имеют размеры порядка 100 000
атомных диаметров (10-3 см), а толщина стенки между
Фиг. 28. Доменная структура кобальта.
Ненамагниченное состояние, плоскость (1010). Приложено небольшое поле
в перпендикулярном направлении. X 125 [127].
Фиг. 29. Доменная структура базисной плоскости кристалла
кобальта в ненамагниченном состоянии. X 100 [127].
6. Магнитные материалы
81
ними порядка 100 атомных диаметров (10“6 см). На фиг. 28
представлена доменная структура в плоскости (1010) моно-
кристалла кобальта. Приложено небольшое магнитное
поле, перпендикулярное этой плоскости [1271. На фиг. 29
Фиг. 30. Доменная структура поликрис-
таллической трансформаторной стали [128].
показана доменная структура базисной плоскости кристал-
ла кобальта; на фиг. 30 —доменная структура поликристал-
лической трансформаторной стали [128].
Исследование монокристаллов ферромагнетиков пока-
зало, что существуют направления легкого и трудного на-
магничивания. Например, монокристалл чистого железа
легко намагнитить в направлении [100], труднее в направ-
лении [ПО] и еще труднее в направлении [Ш] . Остается
неясным, почему в монокристалле под влиянием внешних
магнитных полей не образуется один большой домен. Это
объяснили Л. Ландау и Е. Лифшиц, которые показали, что
магнитостатическая энергия одного такого домена намного
4 Зак. 1672
82
Часть I
выше, чем у большого количества маленьких доменов, на-
магниченных последовательно в антипараллельных на-
правлениях [129]. При этом суммарные магнитные мо-
менты доменов в общем по образцу скомпенсированы.
На основании этих сведений магнитномягкие вещест-
ва могут быть определены как вещества, которые намаг-
ничиваются до насыщения под влиянием очень малых
внешних полей. Это предполагает малое сопротивление
передвижению границы между доменами. Немагнитные
включения, повышенные значения констант кристалличе-
ской анизотропии и эффекта магнитострикции могут за-
тормозить это передвижение.
Примеси в магнитных материалах
Немагнитные или слабо магнитные включения и поры
могут вызывать значительные местные изменения магнито-
статической энергии [130]. Количественное влияние при-
месей было определено в работах [130, 131]. Неель [132]
отметил, что при наличии в ферромагнитной матрице не-
магнитного включения возникают неоднородности внутрен-
него намагничивания; они приводят к образованию свобод-
ных магнитных полюсов вокруг этого включения. Добавоч-
ная магнитостатическая энергия, возникающая в этом
случае, может быть сведена к минимуму за счет образова-
ния вторичной доменной структуры. Такая «шлейфовая
структура» была впервые сфотографирована Уильямсом
[133]; хорошим примером ее является фотография на фиг. 31,
на которой видны два шлейфовых домена по обе стороны от
180°-ной доменной стенки, проходящей по середине фотог-
рафии.
На фиг. 32 показаны две 180°-ные доменные стенки [134 ].
В левой части фотографии видно включение, от которого
начинается шлейфовая доменная структура Нееля. Между
двумя 180°-ными доменными стенками показан несколько
деформированный клин, начинающийся от другого вклю-
чения. Кроме образования структуры «шлейфа» на вклю-
чениях, включения связаны со стенками трубчатыми доме-
нами. Полагают, что эти домены в значительной степени
определяют потери на гистерезис. При удалении доменной
стенки от включения трубка достигает критической длины
Фиг. 31. Шлейфовая доменная структура в плоскости
(100) в трансформаторной стали, х 200 [127].
Посредине фотографии видна 180°-ная доменная стенка.
Фиг. 32. Клинья Нееля и трубчатые домены,
связанные с включениями и 180°-ными доменны-
ми стенками, на поверхности (100) кристалла
трансформаторной стали. X 90 [127].
4*
Б. Магнитные материалы
85
Фиг. 33. Прохождение 180°-ной доменной стенки через неболь-
шую ямку на поверхности кристалла трансформаторной стали
последовательно от а к е. X 250 [127].
Стенка движется справа налево.
и превращается в клин. Когда стенка подходит к короткому
клину, клин удлиняется и прикрепляется к стенке, обра-
зуя трубчатый домен.
На фиг. 33, а — е показана доменная структура кристал-
ла трансформаторной стали. Здесь можно видеть, как
180°-ная стенка при своем движении проходит через не-
большую ямку, образовавшуюся на поверхности кристалла
при полировке. При прохождении стенки через ямку про-
исходит почти полное исчезновение трубчатых доменов,
связывающих включение с этой границей. Когда граница
прошла включение и удаляется от него, трубчатые домены
образуются вновь. В конце концов, как видно на фиг. 33, е,
один из них превращается в клин. Такие процессы долж-
ны происходить и внутри поликристаллических материалов,
86
Часть I
а образование и исчезновение трубчатых доменов сопро-
вождается появлением микровихревых токов и нагревом.
Насколько вредно влияние примесей при производстве
магнитномягких материалов? Примеси вредно влияют на
свойства литых, прокованных и прокатанных материалов
[135, 136]. В тонких лентах железоникелевых сплавов
магнитная проницаемость имеет более низкие значения
у поверхности ленты по сравнению с серединой. В резуль-
тате стравливания поверхностных слоев у мягкого железа,
железоникелевых сплавов или хромистых пермаллоев у этих
материалов повышается магнитная проницаемость и сни-
жаются потери на гистерезис [137]. Поверхностные слои
материалов, полученных прокаткой, характеризуются более
низкими значениями магнитной проницаемости и более
высокими потерями на гистерезис.
Для получения качественной тонкой магнитной ленты
необходимо прокатывать относительно толстые ленты и
удалять поверхностные слои электрополировкой или трав-
лением [138].
Хорошо известно, что значение магнитной проницае-
мости для разных образцов одного и того же материала
может колебаться в широких пределах. Например, на-
чальная магнитная проницаемость пермаллоевой ленты
толщиной 50 мк может меняться от 40 000 до 2000 [139].
Подобное явление наблюдается и для ленты толщиной
125 мк после выдержки в течение 4 лет [140].
При микроскопическом исследовании литых и катаных
сплавов такого типа обнаружено, что в слоях, примыкаю-
щих к поверхности, размер включений и зерен значительно
меньше, чем во внутренних слоях (фиг. 34).
Весьма вероятно, что это явление определяется внутрен-
ним окислением. Магнитная проницаемость лент, отож-
женных в очень чистом сухом водороде, намного выше,- чем
у лент, отожженных во влажном водороде [136]. Для полу-
чения наилучших свойств необходимо, чтобы точка росы
защитных газов была не выше —60° С. Вероятно, этот
эффект вызывается диффузией кислорода из атмосферы
отжига через решетку металла и последующим взаимодей-
ствием со следами Mg, Al или Si, которые применялись
в качестве раскислителей при плавке магнитных материа-
лов. Следовательно, высококачественные литые материалы
б. Магнитные материалы 87
могут быть получены только при очень тщательном конт-
роле, позволяющем избежать загрязнения элементами с бо-
лее высокой энергией образования окислов, чем железо,
или при достижении полной их гомогенности благодаря
применению дорогостоящей холодной обработки и продол-
жительного отжига в очень сухом водороде.
Фиг. 34. Поверхностные слои промышленной ленты из железо-
никелевого сплава. X 400 [136].
В этом отношении весьма полезным может оказаться ис-
пользование технологии порошковой металлургии, которая
позволяет получать порошки Ni, Fe, Мо и Си с очень низ-
ким содержанием вредных примесей. При этом могут быть
использованы обычные методы порошковой металлургии
(прокатка порошков или спеченных заготовок) без приме-
нения очень чистого водорода. Необходимо только следить,
чтобы загрязнения не попали в материал в процессе про-
изводства (например, кремний, восстанавливаемый из футе-
ровки печи). У изделий из железоникелевых сплавов, по-
лученных методами порошковой металлургии, значительно
более высокая магнитная проницаемость, чем у изделий,
полученных из литых и прокатанных сплавов [141 ]. Более
того, при спекании таких материалов можно применять
при отжиге водород с точкой росы 20° без ухудшения маг-
нитных свойств. Полученные при этом значения магнит-
ной проницаемости для ленты из сплава Ni — Fe приведе-
ны в табл. 5.
Можно ли получить у порошковых материалов более
высокие магнитные свойства, чем у обычных сплавов, пока
не ясно. В работе [136] указано, что производство спечен-
ной ленты пока находится в стадии лабораторных исследо-
ваний. Если принять во внимание, что ленту прокатывали
88
Часть 1
Таблица 5
Значения начальной
магнитной проницаемости для сплава Ni — Fe [141]
Отжиг в су- хом водороде Отжиг во влажном во- дороде
Порошковые сплавы . . . 27 000— 32 000 27 000— 34 000
Промышленные литые спла-
ВЫ 18 000— 33 000 13 000— 20 000
из заготовок, спеченных из карбонильных порошков ни-
келя и железа, то замечание авторов о высокой стоимости
процесса следует, вероятно, признать справедливым. Од-
нако, применяя прокатку более дешевых, но таких же чис-
тых порошков (например, никель, восстановленный водо-
родом из растворов, и электролитическое железо), можно,
по-видимому, добиться, что стоимость спеченной ленты
будет ниже стоимости ленты, полученной из компактных
металлов.
Кристаллографическая анизотропия
Железо и сплавы железа магнитно анизотропны, т. е.
обладают различными магнитными свойствами по разным
кристаллографическим направлениям кристаллической ре-
шетки. В сплавах, богатых железом, наибольшая проницае-
мость и наименьшие потери, а также наименьшая энергия
намагничивания наблюдаются по направлениям [100],
совпадающие с ребрами кубической решетки.
Соответствующей прокаткой и отжигом можно добиться
создания текстуры в листовом металле. Например, в
кремнистых сталях можно достичь значительного изменения
магнитных свойств в зависимости от направления послед-
них проходов прокатки. Если нарезать образцы так, чтобы
магнитный поток был почти параллелен направлению про-
катки, проницаемость может быть больше на 20—30%, а
потери в сердечнике меньше на 10—15% по сравнению с
6. Магнитные материалы
89
материалом, структура которого состоит из случайно ориен-
тированных зерен. Свойства в других направлениях мо-
гут быть лучше или, наоборот, хуже, чем в материале со
случайно ориентированными зернами. Это объясняется тем,
что прокаткой можно добиться создания такой текстуры,
при которой направление [001] будет параллельно направ-
лению прокатки, а плоскость (ПО) — совпадать с плоско-
стью листа.
Максимальная индукция В, гс
Фиг. 35. Проницаемость при намагничивании
ориентированного кремнистого железа (3% Si) в
различных направлениях [143].
Частота 50 гц. На кривых показаны углы к направлению прокатки.
. Этот метод был разработан в 1937 г. и впоследствии при-
менен для производства листовой кремнистой стали с 3%
Si [142]. На фиг. 35 [143] показано изменение проницае-
мости этого материала в разных направлениях.
Вследствие хорошей проницаемости и высокого электро-
сопротивления тысячи тонн мат риала с ориентированной
структурой используются для производства мощных элект-
ромоторов, работающих на токах низкой частоты. Еще
более благоприятные магнитные свойства обнаруживают
листы с так называемой кубической текстурой, при кото-
рой направления [001] совпадают с направлением про-
катки и с перпендикулярным направлением.
4В. Зак. 1672
00
Часть 1
Безуспешные ранние попытки получить такую куби-
ческую текстуру в сплавах с объемноцентрированной ку-
бической решеткой (например, Fe — Si) привели к общему
мнению, что по крайней мере в промышленном масштабе
ее получить невозможно. Однако в 1957 г. была получена
листовая кремнистая сталь (3% Si) с кубической текстурой
[139], а в 1958 г. две американские фирмы почти одновре-
менно сообщили о получении листовой трансформаторной
стали этого типа [140, 141]. Такие же листы с кубической
текстурой толщиной до 2,5 мм были изготовлены из сплавов
железо — алюминий [147] и молибден — железо.
Магнитные испытания образцов в виде отдельных полос
при постоянном и переменном токе частотой 60 гц показали
почти одинаковые магнитные свойства в направлении про-
катки и перпендикулярно к нему, совпадающие со свойства-
ми, измеренными на материале с зернами, ориентированными
по направлению только одного ребра решетки. Эти результа-
ты имеют большое практическое значение. Например, потери
энергии в сердечнике трансформатора, изготовленного из
материала с кубической текстурой, при всех значениях
индукции значительно меньше. Потери в таком сердечнике
при индукции в 17 000 гс составляют около 60% потерь
в сердечнике из обычного материала, в котором зерна ориен-
тированы только в направлении ребра; для возбуждения
указанной индукции в материале с кубической текстурой
требовался вдвое меньший ток по сравнению с материа-
лом с ребровой текстурой.
В настоящее время такие материалы с кубической тек-
стурой, по-видимому, еще не получают методами порошко-
вой металлургии, хотя нет принципиальных причин, кото-
рые бы сделали это невозможным. Выше уже отмечалось,
что достигнут значительный успех в получении вольфра-
мовых нитей с нужной ориентацией кристаллов за счет
применения летучих и нелетучих присадок. Для успешного
экспериментирования в том же направлении с кремнистыми
сталями имеются хорошие предпосылки; особенно после
того, как было показано, что предпочтительную текстуру
вторичной рекристаллизации можно получить, вводя в слит-
ки вакуумного кремнистого железа по 0,05—0,1% марган-
ца и серы [148]. Кроме того, по-видимому, возможно меха-
нически или магнитным путем ориентировать частицы (мо-
6. Магнитные материалы
91
нокристаллы) порошка при подаче его в пресс-форму или
на прокатку. Следует помнить, что состав обычной (ком-
пактной)'листовой кремнистой стали ограничен 4% Si (уже
при таком его содержании материал слишком хрупок для
прокатки), тогда как путем прокатки порошков возможно,
по-видимому, получать тонкие листы с более высоким содер-
жанием кремния.
Прокаткой и отжигом спеченных штабиков сплава Fe —
3,25% Si с 0,025% SiO2 в качестве диспергированной фазы,
необходимой для вторичной рекристаллизации, удалось
получить текстуру по направлению [001] в плоскости (ПО)
[149]. Включения двуокиси кремния не были видны под
микроскопом. В сплав ее специально не вводили; она обра-
зовывалась за счет окисления частиц кремния при спекании
штабиков сплава. Этот процесс контролировался при спе-
кании по точке росы. Если точка росы была слишком высо-
кой или слишком низкой, то образования требуемой струк-
туры не наблюдалось. Чем выше температура спекания,
тем выше должна быть точка росы.
Процесс состоял из следующей типичной последователь-
ности операций. Смесь порошков кремния и карбониль-
ного железа прессовали под давлением 40 кг!мм? и
подвергали предварительному спеканию для раскисления
порошка никеля при 300° в водороде (точка росы —65°).
Спекание продолжалось до тех пор, пока влажность газа,
поступающего в печь и выходящего из нее, не становилась
одинаковой. Затем температуру повышали до 1050—1200°
и точку росы контролировали по ранее установленным дан-
ным. Спекание продолжалось в течение 12 час, после чего
Этот материал прокатывали в полосы по следующей схеме:
1) прокатка до 3,175 мм; 2) отжиг в водороде при 1050°
в течение 12 час (точка росы —65°); 3) прокатка до 0,5 мм;
4) отжиг в водороде при 800° в течение 1 час (точка росы
—65°); 5) прокатка до 0,33 мм; 6) отжиг в водороде при
1350° в течение 12 час (точка росы —40°); 7) прокатка до
0,10 мм; 8) отжиг по такому же режиму, как (6).
Точка росы операций отжига 4), 6) и 8) не оказывала
влияния на конечные свойства полосы. Такие же хорошие
результаты были получены при использовании водорода,
насыщенного парами воды.
4В*
92
ЧГа сть 1
Магнитострикционные эффекты
Впервые изменение формы и размеров тела при наложении
магнитных полей было замечено в 1847 г. [150]; впоследствии
это явление изучалось многими учеными. Магнитное поле
в 10 000 э увеличивает размеры железного образца в на-
правлении поля до 0,0006%. Для никеля уменьшение длины
образца в направлении поля, соответствующего магнитному
насыщению, составляет 0,0033%.
Сопротивление материала изменению размеров, выз-
ванному наложением магнитного поля, уменьшает прони-
цаемость. Приложение внешних напряжений также может
влиять на проницаемость и гистерезисные потери. Этот
эффект почти пропорционален величине приложенного
напряжения. Сплавы с высокой проницаемостью очень
чувствительны к напряжениям, возникающим при их из-
готовлении и в процессе механической обработки. Поэтому
часто применяют соответствующий отжиг для их устране-
ния.
Долгое время считали, что магнитострикция является
основным фактором, ограничивающим получение высоких
значений начальной проницаемости из-за спонтанно воз-
никающего искажения смежных доменов при охлаждении
ниже точки Кюри. Этот вопрос подробно освещен в работе
[151]. Однако в соответствии с более простыми представ-
лениями Сноека [131] энергия анизотропии ферромагнит-
ного вещества Ед представляет работу, требующуюся для
поворота спинов в 1 см3 вещества из направления, соответ-
ствующего минимуму энергии, в направление, соответст-
вующее ее максимуму. Эта величина состоит из двух членов:
Ес и Xss. Первый член Ес характеризует кристаллическую
анизотропию недеформированного кристалла, а второй
Xso — выражает анизотропию напряжений; здесь Xs — кон-
станта магнитострикции, зависящая от направления на-
магничивания относительно осей кристалла.
В любом поли кристаллическом сплаве может сущест-
вовать неоднородность напряжений, достигающих значи-
тельной величины и поэтому представляющих интерес.
Такие напряжения можно уменьшить, выбирая материалы
с очень малым значением Xs. Положительные и отрицатель-
ные значения X встречаются в ферромагнитных веществах
32000
Фиг. 36. Изменение начальной проницаемости в зависимости от
состава сплавов в системе А1—Si—Fe [152].
94
Часть I
как с объемноцентрированной, так и гранецентрированной
решетками. Поэтому в принципе можно получить твердые
растворы металлов с Xs = 0, подбирая компоненты с со-
ответственно положительным и отрицательным Xs.
При Ес = 0 можно получить материал с очень низкими
потерями на гистерезис. Ес также может быть положитель-
ной и отрицательной величиной, и нулевых значений мож-
но достичь во многих двойных сплавах. Однако одновремен-
ное выполнение условий A.s = 0 и Ес = 0 в любых двой-
ных сплавах или смесях в общем маловероятно.
Интересным примером является двойной сплав пермал-
лой, для которого самые высокие значения начальной прони-
цаемости примерно соответствуют середине концентрацион-
ного интервала между 82% Ni, где = 0, и 76% Ni, где
Ес = 0. Сноек показал, что при добавлении третьего ком-
понента к сплавам бинарной системы нулевые точки бинар-
ных сплавов превращаются в нулевые линии тройной диаг-
раммы. При пересечении этих линий Xs и Ес принимают
нулевые значения, и в этом случае можно предполагать
низкие гистерезисные потери. Сноек изучил значительное
число сплавов железа, но нашел интересным только трой-
ной сплав в системе Fe — Al — Si, состав которого соответ-
ствовал составу японского материала сендаст, описанного
ещев 1936г. [152]. Начальная проницаемость сплавас9,62%
Si и 5,38% А1 составляла 35 100.
Диаграмма начальная проницаемость — состав трой-
ных сплавов (фиг. 36) подтверждает важность получения
сплавов точного состава для достижения наивысших зна-
чений проницаемости. Так же обстоит дело и с другими
сплавами, обладающими высокой проницаемостью. Напри-
мер, потребители предпочитают получать сплавы Ni — Fe и
Ni — Fe — Mo с колебаниями содержания железа и ни-
келя в пределах ±0,1%. Добавки меди в эти материалы,
по-видимому, позволяют несколько расширить допуски
термообработки.
Специфические преимущества порошковых материалов
По-видимому, лучшие листовые материалы с высокой
проницаемостью требуют очень низкого содержания не-
металлических включений и примесей в твердом растворе
6. Магнитные материалы
95
весьма прецизионного состава и в ряде случаев тщатель-
ного контроля за размером зерен и их ориентацией. Удов-
летворить эти требования чрезвычайно трудно даже при
самых современных методах литья. Вероятно, большинство
поставщиков вынуждены браковать или понижать в сорт-
ности по крайней мере половину своих слитков. В Европе
обычно считают непрактичным промышленное производство
японского сплава сендаст.
Однако это как раз те требования, с которыми наиболее
часто приходится сталкиваться в практике порошковой
металлургии. Получение очень чистых порошков, свобод-
ных от включения, которые могут быть внесены при их из-
готовлении, уже не представляет трудностей. Прецизион-
ность состава композиций ограничена только практически
возможной чистотой порошков. Эти положения были подт-
верждены на порошковых сплавах Ni — Fe — Mo — Си
[153], обладавших в среднем по сравнению с литыми спла-
вами более высокой проницаемостью и плотностью. Это
было показано и другими исследователями [1541, устано-
вившими, кроме того, что термообработка для порошковых
сплавов имеет менее решающее значение, чем для литых.
Например, для некоторых литых магнитных материалов,
обладающих прямоугольной петлей гистерезиса, требуется
регулирование температуры термообработки, обеспечиваю-
щей нужный рост вторичного зерна, с точностью 10—15°,
причем эту температуру необходимо подбирать индивидуаль-
но для каждой партии. Порошковые материалы допускают
в этих условиях перегрев до 200° [155].
Производство порошковых сплавов 50% Ni — 50% Fe
с прямоугольной петлей гистерезиса не представляет труд-
ностей, если предотвратить образование двойников отжига
при прокатке и термообработке [156]. В листе, прокатан-
ном из такого спеченного материала, удалось получить
кубическую текстуру. Лучшие сплавы содержали 48—
50% Ni. Для получения кубической текстуры необходимо,
чтобы величина зерна перед деформацией не превышала
примерно 15 мк, а окончательное обжатие при холодной
прокатке составляло 94—98%. Для обеспечения высокой
остаточной магнитной индукции вовсе не требуется стро-
гого контроля технологических параметров. Многие мето-
ды изготовления полос позволяют получать материал
96
Часть I
с отношением остаточной индукции к индукции насыще-
ния 0,92—0,94. Коэрцитивная сила более чувствительна
к технологии получения материала, и для получения наи-
более низких ее значений спеченный материал надо отжи-
гать после холодной прокатки при 1200° С или выше.
Окончательно полосу отжигают при возможно более высо-
кой температуре.
Полезные сведения о современном состоянии разработ-
ки порошковых магнитномягких материалов можно найти
в [157].
Магнитные сердечники
Намагничивание ферромагнитных материалов перемен-
ным током вызывает потери энергии вследствие индуциро-
ванных вихревых токов. Подробный анализ этих потерь
можно найти в специальной литературе. Здесь же рассмот-
рены лишь вопросы, которые помогут понять значение по-
рошковой металлургии в этой области.
Гистерезисные потери за цикл намагничивания можно
считать эквивалентными площади петли гистерезиса.
Поэтому такие потери зависят от основных характеристик
материала, его состава и факторов, связанных с наличием
примесей, термообработкой, внутренними напряжения-
ми и т. д.
Для данной плотности потока потери на гистерезис
в ферромагнитном материале пропорциональны частоте
перемагничивания при условии, что вид гистерезисной
кривой не изменяется с частотой. Потери, вызванные вихре-
выми токами, пропорциональны квадрату частоты и обратно
пропорциональны удельному омическому сопротивлению
материала. Увеличение этого сопротивления — классиче-
ский метод уменьшения потерь на вихревые токи. Еще в
первых конструкциях электромоторов и трансформаторов
это достигалось сборкой сердечников из изолированных
пластин железа или кремнистых сталей. Конечно, изоли-
рующий слой должен быть возможно более тонким во
избежание заметного снижения магнитного потока, прохо-
дящего через материал.
Для снижения потерь, обусловленных вихревыми тока-
ми, выгодно применять тонкопластинчатый материал, но
очень тонкие штампованные изделия дорого изготовлять
6. Магнитные материалы
97
и затем собирать. Поэтому логическим завершением яв-
ляется применение сердечников, спрессованных из фер-
ромагнитных порошков с изолированными частицами. На
практике эти сердечники успешно себя зарекомендовали по
следующим причинам [159]:
1. Теоретически потери, вызванные вихревыми токами,
можно снизить до любого требуемого предела за счет при-
менения тонких порошков. Потери изменяются обратно
пропорционально квадрату среднего эффективного диа-
метра частиц. Уменьшение проницаемости, вызванное на-
личием изолирующего материала, возмещается огромным
увеличением электрического сопротивления всей компо-
зиции. Такими методами можно легко увеличить это сопро-
тивление более чем в миллион раз по сравнению с компакт-
ным материалом, используя лишь 2 вес. % изолирующего
вещества.
2. Проницаемость сердечника можно изменять в широ-
ком интервале за счет количества и природы металлических
частиц.
3. Многочисленные поры увеличивают магнитную ста-
бильность до степени, недостижимой в компактных ферро-
магнитных материалах.
4. Гистерезисные потери имеют тот же порядок, что и
собственно материал сердечника. Проницаемость как в по-
стоянном, так и в переменном магнитном поле остается
приблизительно той же, что и проницаемость основного
ферромагнитного материала.
5. Можно сформировать сердечники любого размера и
формы, которые нельзя изготовить из пластин. Приведен-
ные выше примеры показывают достижения порошковой
металлургии в этих вопросах, а также подчеркивают, что эти
методы не столь уж новы. Например, в 1887 г. был описан
сердечник, изготовленный из тонко измельченных частиц
железа, изолированных воском [160]. Примерно в то же
время было предложено использовать тонко измельченное
железо для изготовления полюсов и арматур в динамома-
шинах и электромоторах [161]. Затем интерес к таким ис-
следованиям уменьшился, вероятно, вследствие более ус-
пешных результатов, полученных на тонколистовс м желе-
зе. Около 1900 г. исследования были возобновлены в свя-
зи с применением катушек Пупина для увеличения ин-
98
Часть 1
дуктивности телефонных цепей. Для сердечников таких ка-
тушек было предложено [162 ] использовать тонко измельчен-
ное железо почти в том же виде, в каком раньше это осу-
ществил Хевисанд при изготовлении магнитов для теле-
фона. В 1901 г. Пикернелл [163] предложил изготовлять
сердечники пупиновских катушек из тонко измельченной
магнитной окиси железа [163]. Все последующие исследо-
вания непосредственно вытекали из этих ранних экспе-
риментов.
Рассмотрим производство сердечников из порошков ме-
таллов и порошков окислов.
Сердечники из чешуйчатого железа
Материал для сердечников, изготовленный из чешуй-
чатого порошка железа, был разработан в Англии [164]
первоначально как заменитель обычных пластин трансфор-
маторной стали в связи с ограниченными запасами по-
следней. Вначале задача заключалась в изготовлении Е-
образных сердечников для балластных дросселей, приме-
няемых в флуоресцентных лампах. Изготовление таких
сердечников из пластинок представляло определенные тех-
нические трудности, потому что их следовало укладывать
вручную с сохранением воздушного зазора, необходимого
для регулирования вольт-амперных характеристик дросселя.
Для изготовления сердечников применялись чешуйки
железа толщиной примерно в 25 мк. Чешуйки изолировали
друг от друга соответствующим образом и ориентировали
в слоях в соответствии с направлением магнитного потока.
В сердечниках сохранялось необходимое количество во-
здушных зазоров, что позволяло им работать соединен-
ными встык. Проницаемость материала была достаточной, но
суммарные потери при частоте 50 гц были выше, чем в сер-
дечниках из пластин кремнистых сталей, хотя и не столь
уж высокие. С тех пор этот материал применяется главным
образом в деталях телевизионных приемников. Материал
обладает магнитными свойствами, подходящими для спе-
циального применения в интервале звуковых и радиочас-
тот. Но для эффективного использования при промышлен-
ной частоте магнитные потери в этом материале слишком
6. Магнитные материалы
99
велики, а проницаемость слишком мала [165]. Некоторые
магнитные характеристики такого материала приведены
в табл. 6 и 7.
Таблица б
Свойства материала «каслам» для магнитных сердечников
Сорт 3 Сорт 4 Сорт 5
Начальная проницаемость (при 100 ес) 250 220 170
Эффективная проницаемость (при 10 кгс) 500 300 180
Максимальная проницаемость (ста- тическая) 950 560 470
Суммарные потери (при 10 кгс и 50 гц), вт/кг 5,7 6,1 6,6
Коэрцитивная сила, э 1,8 2,0 2,1
Плотность магнитного потока (в со- стоянии насыщения), кгс .... 15,5 14,0 13,0
Таблица 7
Магнитные потери в сердечниках «каслам»
Магнитная индукция, гс Сорт 3 Сорт 4 Сорт 5
на гисте- резис, вт/кгц за счет вихревых токов, вт/кгц* на гисте- резис, вт/кгц за счет вихревых токов, вт/кгц2 на гисте- резис, вт/кгц за счет вихревых токов, вт/кгц*
100 6 0,6 6 0,11 1 0,08
200 20 3,0 22 0,55 26 0,38
500 100 20,0 130 2,6 160 2,0
1000 500 60,0 500 14,0 550 >10,0
Механические свойства вполне отвечают требованиям.
Для различных сортов прочность при изгибе составляет от
14 до 21 кг1мя?. Материал обрабатывается подобно чугуну.
Его можно точить, шлифовать и сверлить обычными мето-
дами. Прессованием без последующей шлифовки изготов-
100
Часть I
ляют сердечники поперечного сечения до 130 см2 с допуском
по диаметру 0,125 мм и по толщине 0,25 мм.
Материал получают из порошка железа, содержание
S, Р и С в котором должно быть низким. Чешуйки из-
готовляют прокаткой нахолоду порошка железа на бы-
стродействующем прокатном стане в одну или две стадии
с промежуточным отжигом или без него. После прокатки
чешуйки следует отжечь для достижения нужных магнит-
ных свойств. Для этого их смешивают с химически инерт-
ным порошком (например, окисью алюминия) и отжигают
в водороде при 950—1000°. От спекания частицы предох-
раняют инертным материалом, который затем удаляют
просеиванием.
Чешуйки могут быть изолированы фосфатированием,
силицированием или окислением. В качестве связи можно
использовать термопластик или термостойкую смолу. Во-
зможна изоляция чешуек за счет окисления на воздухе при
200—250° в течение 30—60 мин [164]. В качестве смазки
при прессовании применяют стеариновую кислоту, раст-
воренную в соответствующем растворителе. Использование
соответствующего пластика в качестве связки сделает эту
меру ненужной. Готовые брикеты защищают с помощью
фенилформальдегидового лака и хлорнафталинов.
Чешуйки должны быть ориентированы возможно точнее.
Это достигается за счет свободного их падения из бункера
или воронки в полость матрицы. Вследствие применения
связующих давление при прессовании сравнительно низ-
кое; степень сжатия равна приблизительно 4. Чтобы избе-
жать неоднородного распределения плотности, толщину
сердечника ограничивают примерно 30 мм. Более толстые
детали можно готовить склеиванием нескольких брикетов
органическими клеями. После прессования брикеты могут
быть подвергнуты вулканизации для полимеризации смо-
листой связки.
По-видимому, возможно дальнейшее расширение обла-
стей применения материалов такого типа. Совершенно оче-
видно, что необходимо проведение дальнейших исследова-
ний с целью изыскания областей применения материалов,
изготовленных из чешуек различных сплавов. Сейчас имеет-
ся только один пример такого материала, изготовленного из
слитков сплава сендаст, выплавленных в вакууме [166].
б. Магнитные материалы 101
Слитки дробили на щековой и дисковой дробилках, а по-
том измельчали в шаровой мельнице до размера частиц
75—-125 мк. Порошок нагревали в наклонном желобе до
400—500° и затем прокатывали в 150-миллиметровых валках
при 80°. После двух проходов получался порошок с тол-
щиной чешуек менее 25 мк. Затем порошок отжигали при
600° в течение 1 час для снятия напряжений. После такой
обработки поверхность частиц была значительно окислена,
и требовались лишь небольшие количества изолирующего
вещества или связки. В качестве последней был предложен
гидролизованный тетраэтилсиликат в количестве, эквива-
лентном 1 вес. % SiO2. Порошок свободно ссыпали в пресс-
форму, создавая ориентировку, и прессовали под давлением
140 кг/мм2. Затем сердечники отжигали в водороде при
650° и охлаждали на воздухе.
В табл. 8 приведены некоторые свойства этого материа-
ла. Низкий коэффициент потерь на вихревые токи позво-
ляет использовать материал при более высоких частотах по
сравнению с большинством других материалов сердечни-
ков, обладающих высокой проницаемостью. Рассматривае-
мые материалы имеют отрицательный температурный коэф-
фициент проницаемости. Стабильность можно улучшить
добавкой чешуек сплава алфенол (13,9% А1; 86,1% Fe).
При этом проницаемость не меняется, но несколько уве-
личиваются потери.
Таблица 8
Магнитные свойства различных магнитных материалов
Проница- емость у. Коэффициенты потерь1
ЛХ10» СХ 10s еХЮ’
[ 280 6,8 40 3,5
Чешуйки «сендаст» . . . 230 8,2 95 3,5
1 204 10,2 20 2,1
Порошок «сендаст» . . . 73 4,6 47 8,9
Молибденовый пермаллой порошок 125 1,6 30 19,0
чешуйки 300 4,6 52 14,6
1 Коэффициенты потерь; Л —на гистерезис, с — на магнитную вязкость
(магнитное последействие), е—на вихревые токи.—Прим. ред.
102
Часть 1
Порошковые сердечники
В 1921 г. было опубликовано сообщение [167] о про-
мышленном применении тонких порошков из практически
равноосных частиц для изготовления порошковых (фор-
мованных) сердечников. До этого времени применялись
сердечники из холоднотянутой железной проволоки, но
они были громоздки и неудобны в изготовлении. Первые
порошковые сердечники готовили из электролитического
порошка железа [168], получаемого электролизом раство-
ров сульфата и хлорида железа и сульфата аммония; анод
и катод были изготовлены из стали. После отделения от
катода осадок измельчали в шаровой мельнице до круп-
ности 0,2 мм. Некоторые порошки подвергали отжигу.
Сердечники изготовляли из смеси порошка с шеллаком,
которую прессовали под давлением 140 кг/мм2. Следует
обратить внимание на применение очень высоких давлений.
После прессования сердечники сушили при 125°. Сорт А
изготовляли из отожженного порошка с проницаемостью,
равной 55; сорт В — из смеси 90% неотожженного и 10%
отожженного порошка с проницаемостью, равной 35.
Для изготовления сорта С применялась та же смесь, что и
для сорта В, но из еще более тонких и изолированных по-
рошков, проницаемость которых составляла 25. Эти ма-
териалы представляли значительный шаг вперед и позволили
существенно уменьшить габариты пупиновских катушек.
В 1923 г., после опубликования сообщения о пермаллое
[169], большое внимание привлекли магнитные свойства
сплавов никель — железо и стала очевидна возможность
изготовления из них порошковых сердечников. Изготов-
ление порошков требуемого качества было связано со зна-
чительными трудностями. Первый промышленный процесс
с использованием порошков, полученных при измельчении
охрупченного листа, был разработан в 1928 г. [170]. Вскоре
после этого порошки сплава железо — никель стали гото-
вить другими методами (см. гл. I)1.
В 1940 г. были изготовлены сердечники из молибдено-
вого пермаллоя [171]. Тем временем более широкое при-
менение нашли порошки железа, особенно после разработки
карбонильного метода их получения [172].
1 Джонс, выпуск первый. — Прим. ред.
6. Магнитные материалы.
103
В настоящее время сердечники применяются в различных
электрических приборах и электрооборудовании, которые
должны надежно работать в значительном интервале мощ-
ностей и частот. Требуемый диапазон частот весьма велик:
1 кгц—звукозапись, свыше 100 кгц—телефонная связь, свыше
50 Мгц—высокочастотный нагрев, радио и телевидение и
1000 Мгц— радар и аналогичные устройства. В общем
к порошковым сердечникам предъявляют следующие тре-
бования. Проницаемость сердечника должна быть достаточ-
но высокой и оставаться постоянной в широком интервале
частот и плотностей индуцированного потока. Необхо-
димо также, чтобы она была устойчива во времени, а из-
менения, связанные с температурой и случайными перегруз-
ками, должны быть малы. Общие потери в сердечнике так-
же должны быть малы, и во многих случаях важно, чтобы
были относительно невелики потери на гистерезис.
Колебания магнитных свойств допускаются лишь в очень
узких пределах. Кроме того, сердечники должны быть проч-
ными и способными выдержать навивку на них проволоки
и последующие операции обработки. Часто при эксплуа-
тации сердечники должны выдерживать высокие темпера-
туры и значительную вибрацию или удары. Для наиболее
низкого диапазона частот обычно требуются сердечники
с высокой проницаемостью (>100), причем потери на гис-
терезис и вихревые токи не существенны. Для диапазона
радиочастот требуются более низкая проницаемость (8—10)
и малые потери на. вихревые токи. Для наиболее высокого
диапазона частот нужны очень низкие диэлектрические
потери и потери на вихревые токи. При самом простом ана-
лизе этих требований видно, что следует учитывать не
только параметры, связанные с прессованием, рассмотрен-
ные в гл. II1, но также природу и структуру металла, рас-
пределение частиц по размерам и форме, количество и при-
роду изолирующих и связующих веществ, плотность бри-
кета, характер термообработки и, конечно, все факторы,
отражающие взаимодействие между сердечником и катуш-
кой. В литературе имеется очень мало данных по этому
вопросу. Следующие моменты дадут некоторое представле-
ние об основных положениях.
1 Джонс, выпуск второй, часть I. — Прим. редг
104
Часть I
При оценке работы сердечника обычно пользуются вы-
ражением для добротности1 Q и формулой Легга.
Значение добротности катушки, в которую помещен сер-
дечник, дается выражением
п _ 2nfL
4 ~ ’
где f— частота (в герцах); L—индуктивность катушки
(в генри); R—эффективное сопротивление катушки (в
омах) при частоте f. В него включается сопротивление,
вызванное вихревыми токами и магнитными потерями, а
также сопротивление медной проволоки. Высокое зна-
чение Q означает, что катушка хорошая. Для любого от-
дельного интервала частот и каждого сорта сердечников су-
ществует оптимальное значение проницаемости, которое
соответствует наилучшей добротности. В современных по-
рошковых сердечниках Q достигает 100—300 для интервала
частот от 1 кгц до 10 Мгц.
На фиг. 37 показано изменение Q различных катушек
с сердечниками из молибденового пермаллоя, обладающими
различной проницаемостью [173]. Различные проницае-
мости получены за счет изменения содержания в порошке
сердечника немагнитных материалов.
На фиг. 38 [174] показано изменение Q в зависимости
от частоты для типичных катушек с сердечниками из элект-
ролитического железа, пермаллоя 81 и молибденового пер-
маллоя различной проницаемости.
Для оценки потерь в самом сердечнике обычно исполь-
зуется формула Легга [175]. По этой формуле при низкой
величине магнитной индукции и для частот порядка не-
скольких мегагерц дополнительное эффективное сопротив-
ление Re, связанное с потерями в сердечнике, составляет
Re = 2n/Lji0 + с + efj ,
где f — частота (в герцах); L — эффективная индуктив-
ность; р0 — начальная проницаемость; В — среднеквад-
ратичное значение магнитной индукции (в гауссах);
1 См. Физический энциклопедический словарь, т. I, изд-во
«Советская энциклопедия», 1960, стр. 648. — Прим. ред.
6. Магнитные материалы
105
h — константа, связанная с потерями на гистерезис; с —
константа, связанная с потерями на магнитную вязкость;
Частота, нгц
Фиг. 37. Значения добротности Q ка-
тушки с порошковым сердечником из мо-
либденового пермаллоя при разных прони-
цаемостях [173].
Проницаемость сердечника; 1 — 125; 2 — 50; 3—
25; 4—13. Объем всех сердечников 30 ел*3; индук-
тивность катушек 10—20 мгн.
Типичные значения этих констант у различных мате-
риалов для разной проницаемости сердечника даны в табл. 9.
Из приведенных данных видно, насколько удалось умень-
Таблица 9
Коэффициенты потерь для
сердечников с различной проницаемостью
Материал Проница- емость [X Коэффициенты потерь
hx 10» сХЮ» еХЮ»
Электролитическое железо 35 200 1 000 20
Карбонильное железо Е 12—15 3-8 100 0,2
Карбонильное железо С 12—55 50 200—600 1—2
Молибденовый пермаллой . 125 1,6 30 19
26 6,9 100 8
14 11,4 140 7
Фиг. 38. Изменение добротности
Q с частотой для типичных ка-
тушек на сердечниках, изготов-
ленных из электролитического
железа, пермаллоя 81 и молибде-
нового пермаллоя [174].
-------- молибденовый пермаллой;
------пермаллой 81; ...... элек-
тролитическое железо. Индуктивность
всех катушек равна 20 мгн.
Размеры сердечника, см
группа внешний диаметр внутренний диаметр высота
I 7,75 4,92 2,13
II 6,10 3,8 1,52
III 4,67 2,87 1,52
Цифры на кривых означают величину проницаемости.
6. Магнитные материалы
107
шить потери в порошковых сердечниках после замены элект-
ролитического железа другими материалами. Уменьшение
потерь на гистерезис связано с улучшением структуры ме-
талла. Уменьшение потерь на вихревые токи обусловлено
более высоким электрическим сопротивлением сплавов.
Рассмотрим теперь значение других факторов, также
оказывающих влияние на свойства: а) природа и структура
ферромагнитного материала, б) тонкость частиц, в) соотно-
шение плотность — давление, г) связка или разбавитель,
д) термообработка после прессования.
Ранее уже говорилось об относительной эффективности
некоторых материалов сердечников. Сейчас можно сказать,
что прекращение изготовления высокочастотных сердечни-
ков из электролитического железа вызвано главным образом
высокими потерями, т. е. низкими значениями добротности.
Современные сердечники обычно изготовляют из порошков
карбонильного железа или порошков сплава никель —
железо, полученных тем или другим методом. Порошки
карбонильного железа выпускают отожженными (тип С)
или неотожженными (тип Е).
Описание принятых в Англии, Америке и Германии
классификаций различных типов сплавов дано Ричардсом
[176]. Сплавы никель—железо, которые изготовляют
в широком интервале концентраций, для удобства можно
подразделить на группы: а) сплавы HNF с высоким содер-
жанием никеля. Обычно они содержат 78—81% Ni и
19—21% Fe с малыми добавками меди или молибдена или
совсем без них; б) сплавы с низким содержанием никеля
LNF (40—60% N1 и 60—40% Fe).
Из сплавов первой группы (HNF) при условии их вы-
сокой чистоты можно изготовлять сердечники с очень вы-
сокой проницаемостью, превышающей проницаемость же-
лезных сердечников по крайней мере в два раза.
Сплавы второй группы (LNF) обладают хорошей про-
ницаемостью, но их удельное сопротивление гораздо выше,
чем у сплавов HNF или железа. Поэтому в них малы по-
тери, связанные с вихревыми токами, что делает их при-
годными для радиотехники и высоких частот. Однако по-
тери на гистерезис в них выше, чем в HNF, и их нельзя
использовать для телефонов. Сердечники, изготовленные
из карбонильного железа типа Е, работающие на высоких
108
Часть 1
частотах, имеют самые низкие потери при значении про-
ницаемости менее 12.
Необходимо учитывать, что магнитные свойства порош-
ковых сердечников в какой-то степени связаны со свойст-
вами исходного металла. Например, изолирующие барьеры
из немагнитного материала сильно понижают проницае-
мость. Бакли [177] предлагает следующий элементарный
расчет на основе изложенных здесь принципов.
Пусть длина магнитных «частиц» относится к эффектив-
ной длине изолирующего барьера в направлении магнит-
ного потока как 1 : а. Проницаемость сплошного компакт-
ного материала — р1( а проницаемость порошкового сердеч-
ника — ц. Пользуясь обычным выражением магнитного со-
противления в магнитной цепи
получим
.. _ Iх! (1 + а)
1 + '
При эффективном отношении 1 : а, равном 100 1, получим
следующие соответствующие значения проницаемостей ком-
пактного материала и порошкового сердечника:
Компактный материал . . 1000 10 000 100 000
Порошковый сердечник . . 92 100 101
Из этого видно, какое влияние оказывают «разрывы» пото-
ка, вызванные изолирующим веществом или связкой, на
стабилизацию проницаемости порошкового сердечника. Этот
эффект показан на фиг. 39 и 40, где сравниваются свойства
компактного листа и порошкового сердечника в различ-
ных полях и при разных частотах. Следует помнить, что
общее количество изолирующего вещества, вызывающее
эти эффекты, обычно не превышает 2%.
Большой интерес представляет работа [178] по изуче-
нию влияния структуры и состава порошков карбониль-
ного железа на магнитные свойства.
Осажденный порошок карбонильного железа имеет
так называемую луковичную структуру, что вызвано цик-
лическим изменением температуры в ходе процесса. Это
6. Магнитные материалы
109
хорошо видно на фиг. 44, приведенной в гл. I1. Частицы
этих порошков обычно совершенной сферической формы,
а их средний диаметр от 3 до 9 мк, в зависимости от сорта.
Фиг. 39. Изменения проницаемости в зависимо-
сти от величины намагничивающего поля для ли-
стового материала и порошковых сердечников.
1— лист из пермаллоя; 2 — лист из молибденового пермал-
лоя; 3— лист из компактного железа; 4 — порошковый сер-
дечник из молибденового пермаллоя; 5 — порошковый сер-
дечник из пермаллоя; 6—порошковый сердечник из электро-
литического железа.
Они могут содержать до 1% О, 0,6% С и 0,5% N. Эти час-
тицы чрезвычайно тверды (около 850 Hv), что делает их
похожими на сталь мартенситной структуры, содержащую
1 Джонс, выпуск первый, стр. 116, фиг. 38. — Прим. ред.
по
Ч а с т ь I
более 0,5% углерода. Из рентгеновских данных можно за-
ключить, что сферические частицы порошков типа Е пре-
имущественно состоят из кристаллитов диаметром в не-
сколько сот ангстрем. Эти кристаллы находятся в сильно
напряженном состоянии. На рентгенограммах не обнаруже-
но присутствия никаких заметных следов карбида железа.
Частота, хги
Фиг. 40. Изменение проницаемости с частотой для
тонкого листа и порошкового сердечника, изго-
товленных из молибденового пермаллоя.
1 — лист (толщина 0,05 2 — порошковый сердечник.
Вполне вероятно, что углерод диспергирован по плоскостям
кристаллитов в виде моноатомных слоев. Согласно экспери-
ментальным данным, азот находится в виде гранецентриро-
ванной кубической фазы FeiN. Высокая твердость частиц,
вероятно, частично вызвана затруднением сдвига и час-
тично внутренними напряжениями порядка 200 кг/мм2.
В работе [179], в основном подтвердившей результаты
рентгеновских исследований, были найдены несколько мень-
шие внутренние напряжения и размеры кристаллитов.
6. Магнитные материалы 111
Показано, что обезуглероживание порошка типа Е при
нагревании в водороде при 400° приводит к небольшо-
му увеличению проницаемости и всех видов потерь. Уда-
ление азота без удаления углерода также слегка уве-
личивает все виды потерь. Предполагается, что превосход-
ство порошков типа Е над всеми остальными при исполь-
зовании их в высокочастотной технике основано на том,
что частицы состоят из более мелких кристаллитов.
Как будет показано ниже, для очень малых частиц,
состоящих из однодоменных кристаллитов, можно ожидать
наличие большой коэрцитивной силы при намагничивании
при средней или высокой индукциях. Однако при малых
изменениях намагниченности, с которыми обычно при-
ходится иметь дело в аппаратуре техники связи, про-
цессы намагничивания большей частью обратимы и по-
этому гистерезисные явления мало существенны.
Как показали рентгеновские исследования, отжиг по-
рошка типа Е даже при температуре 120° вызывает образо-
вание FesC, рост кристаллитов и снятие напряжений. В ра-
боте [179] установлено, что все внутренние напряжения
устраняются при 350° С, а рост кристаллитов только еще
начинается при этой температуре. Как было показано на
фиг. 44 в гл. I1, отжиг при более высоких температурах
в атмосфере водорода вызывает удаление углерода и азота,
полную рекристаллизацию и рост зерен. В порошках типа С
содержание кислорода может быть порядка 0,5%, азота и
углерода 0,01 % и менее. Образование значительно более
крупных частиц в процессе отжига приводит к уменьше-
нию коэрцитивной силы материала, но гистерезисные по-
тери в слабых полях возрастают, так как при этом про-
цессы намагничивания становятся необратимыми. Очевид-
но, что сердечник с промежуточными свойствами можно
получить из смеси порошков типа Е и С.
Было проведено исследование порошков, полученных
одновременным разложением карбонилов железа и никеля
с номинальным составом 50 : 50 [180]. Частицы порошков,
имели «луковичную» структуру, состоявшую, по-видимому,
из двух фаз: железа, слегка загрязненного никелем, и
никеля, содержащего немногим более 10% Fe. При на-
1 См. сноску на стр. 109. — Прим., ред.
112
Часть I
гревании до 280° имели место диффузия и гомогенизация,
а при 360° эти процессы полностью закончились. Сердеч-
ники из материала, прошедшего полную термическую
обработку, имели более высокую проницаемость, чем сер-
дечники из обычных порошков Е, и меньшие потери, чем
в порошках типа С.
Для выяснения влияния размера частиц на магнитные
свойства порошковых сердечников Ричардс [176] исследо-
вал американские и английские электролитические порош-
ки железа и сравнивал их с сортами Е и С карбонильного
порошка. Карбонильный порошок предварительно от-
жигали в водороде при 400° С в течение 24 час, затем сме-
шивали с 1% изолирующего вещества и 3% синтетической
смолы (связка). Порошок прессовали под давлением
31 кг/мм2. В табл. 10 приведены значения проницае-
мости и коэффициентов в уравнении Легга, учитывающих
потери, в зависимости от размера частиц.
Из приведенных данных видно, что в общем с умень-
шением размера частиц уменьшаются проницаемость и все
виды потерь. На фиг. 41 показаны изменения коэффициента,
учитывающего потери на гистерезис в зависимости от диа-
метра частиц, и коэффициента потерь на вихревые токи в за-
висимости от квадрата этого диаметра. Эти изменения прак-
тически можно считать линейными. Связаны ли гистере-
зисные потери с размерами частиц или же с изменением
объема изолирующего вещества, находящегося между ними,
определить трудно; на практике для более высоких частот
используют более тонкие порошки.
При учете влияния давления прессования и количества
связки на магнитные свойства сердечников следует вспом-
нить некоторые положения, изложенные в гл. II относитель-
но прессования1. Для достижения максимальной плотности
на практике используют высокие давления, при которых
стенки матрицы оказывают упругое противодействие. По-
этому наряду с напряжениями, возникающими в брикете
при его выталкивании из пресс-формы, могут возник-
нуть значительные силы трения.
Следовательно, в брикете можно ожидать не вполне
равномерное распределение плотности, Кроме того, в ре-
1 Д ж о н с, выпуск второй, часть I. — Прим. ред.
6. Магнитные материалы
113
Таблица 10
Магнитные характеристики различных порошков железа
Порошок Размер частиц, мк Проница- емость Р- Коэффициенты, учи- тывающие потери
hx 10» сХ 10» ех 10*
82 31 360 1400 41
Электролитический (просе- 66 32 300 400 26
янный) 22 29 260 1300 14
12 23 230 1100 4,5
18 12 239 1800 9,5
Электролитический (грубый помол) 15 16 И 10 232 190 2100 2300 8,3 6,2
14 10 195 2300 4,1
12 10 173 1 >400 2,9
7,0 17 90 1100 3,9
Карбонильный типа С 4,6 • 12 44 700 0,8
3,0 10 32 800 0,3
4,0 8,4 11 200 0,2
3,5 8,1 7,4
Карбонильный типа Е 3,1 2,8 7,5 6,9 6,4 5,8 Не изме-
2,2 7,0 4,0 рялись
1,7 6,8 4,0
зультате прессования сами частицы могут оказаться в силь-
но напряженном состоянии. Для твердых частиц, например
карбонильного порошка типа Е, каждая частица будет
подвергаться небольшой пластической деформации и меж-
частичные контакты будут малы. Весьма возможно, что
изолирующее вещество проникает в межчастичные по-
ры в форме, соответствующей форме пор в неспрессован-
ном порошке. Чем легче деформируются частицы порошка,
тем больше площадь контакта между ними и меньше воз-
можность для проникновения туда изолирующего вещества;
максимальная толщина изолирующей пленки в любой
5 Зак. 1672
114
Часть I
точке будет меньше, чем в случае твердых порошков. По-
этому проницаемость сердечника из очень твердого порош-
ка в отличие от мягкого не будет, по-видимому, сущест-
венно изменяться с давлением. Вследствие значительной
Фиг. 41. Изменение коэффициентов, учитывающих
потери на гистерезис h и вихревые токи е, в зависимо-
сти от размеров частиц порошка карбонильного и
электролитического железа [176].
а, б: ° карбонильное железо, тип С; • электролитическое
железо, в, г; • карбонильное железо, тип Е.
d2, мкг
деформации мягких порошков можно получать очень плот-
ные брикеты с малым количеством связующих за счет при-
менения высоких давлений. Эти соображения действитель-
но подтвердились ца практике, как это видно из фиг. 42
6. Магнитные материалы
115
и 43, на которых показано изменение магнитной прони-
цаемости в зависимости от количества связки. Использо-
вались давления 31 и 155 кг/мм2 и карбонильные порош-
ки Е и С. На фиг. 44 [174] показаны кривые зависимости
проницаемости и процентного содержания изолирующего
Фиг. 42. Зависимость между проницаемостью сердеч-
ника и процентным содержанием связующего (баке-
лит) при различных давлениях для сортов ME и MF
карбонильных порошков железа.
------ предел, ниже которого механическая прочность оказы-
вается недостаточной. Данные фирмы «Никель монд компани».
материала-разбавителя от доли объема, занятой металличе-
скими частицами, для сердечников' из порошка молибде-
нового пермаллоя.
Под влиянием прессования мягкий порошок сильно
наклепывается, особенно вблизи стенок матрицы. Это было
подтверждено рентгеновским исследованием [181]; там
же показано, что добавка изолирующей связки при прес-
совании действует как смазка и значительно уменьшает
остаточные напряжения. Установлено [182], что для пол-
ного устранения напряжений, возникающих при прессова-
нии и влияющих на магнитные свойства, необходимо от-
5*
Фиг. 43. Зависимость между проницае-
мостью сердечника и процентным содер-
жанием связки при различных давлениях
для сортов МСР и МС карбонильных по-
рошков железа.
В интервале давлений от 31 до 155 кг/мм2 не-
полная изоляция частиц приводит к высоким поте-
рям на вихревые токи.
6. Магнитные материалы
117
жигать сердечники при температуре на 50° выше темпера-
туры снятия напряжений, установленной рентгеновским
методом.
Объемная доля металлических частиц В
Фиг. 44. Зависимость проницаемости и содер-
жания изолирующего материала-разбавителя от
объемной доли металлических частиц [174].
X — р- для различных давлений (разбавление 2,5%); ° —р.
для различного разбавления (давление 155 кг/л<Л42);
• степень разбавления, Или содержание разбавителя
(давление 155 кг/ммг).
В табл. 11 приведены значения проницаемости и коэф-
фициента потерь h для сердечников, изготовленных из
порошка сплава 80% Ni — 20% Fe. Скорость нагрева и
продолжительность отжига, по-видимому, не важны, но
для достижения наиболее высоких значений проницаемо-
сти следует избегать быстрого охлаждения.
118
Часть I
Таблица 11
Магнитные характеристики сердечников
из порошка 80% Ni — 20% Fe
Температура термообработки, °C Проница- емость [X Коэффициент потерь на гистерезис h
Прессованный порошок (без обработки) 31,0 60,0
575 93,0 23,5
600 96,0 19,5
625 97,5 18,0
650 98,5 18,0
675 99,0 19,5
Производство порошковых сердечников
Особенности производства порошковых сердечников,
если их рассматривать как брикеты из металлических по-
рошков, заключаются в следующем:
1. Путем холодного прессования в сердечник нужно
ввести максимальное количество металлической фазы. Ме-
тоды, подобные спеканию, приводящему к увеличению плот-
ности после прессования, не годятся из-за помех со сто-
роны изолирующего вещества. «Теплое»1 прессование, по-
видимому, не применяется, главным образом из-за стои-
мости, хотя этот способ позволяет получать очень большие
сердечники.
2. Все частицы должны быть электрически изолированы
друг от друга. Часто для получения требуемой проницае-
мости количество изолирующего вещества должно быть
минимальным.
3. В ряде случаев требуется снимать отжигом напряже-
ния в частицах металлической фазы, возникшие при прес-
совании. Это предполагает применение изолирующих ве-
ществ, выдерживающих воздействие такого отжига.
Из этих особенностей непосредственно вытекают сле-
1 Прессование при умеренных температурах. — Прим. ред.
6. Магнитные материалы 119
дующие выводы: 1) если применяется твердый малопластич-
ный порошок типа карбонильного (сорт Е), то он должен
иметь большой насыпной вес; 2) если, напротив, исполь-
зуется мягкий порошок и его частицы легко деформируют-
ся, то более низкий насыпной вес, вероятно, обеспечит
получение брикета высокой плотности (причины этого рас-
смотрены в гл. II)1; 3) в обоих случаях выбор порошка,
если не учитывать его магнитные свойства, зависит от до-
стижения возможно более высокой плотности при наимень-
шем давлении и минимальном износе матрицы; 4) в случае 1
(твердый малопластичный порошок) изолирующее вещество
будет противостоять очень высоким локальным давлениям
без вдавливания. Это предусматривает наличие у изоли-
рующего вещества высокой прочности на растяжение.
В случае 2 изолирующее вещество должно обладать вы-
соким сцеплением с металлической поверхностью. Связую-
щие и изолирующие вещества надо, конечно, выбирать
с учетом их электрических свойств. Если нужно минималь-
ное количество этих веществ, то удельная поверхность
порошка должна быть возможно меньшей. Связующее ве-
щество должно обладать оптимальными реологическими
характеристиками, чтобы достигалась максимальная одно-
родность распределения при смешивании и прессовании
порошков. Естественно, что выбор связующего и изолирую-
щего вещества зависит от того, будет ли сердечник отжигать-
ся при высокой температуре.
Для уменьшения потерь на трение в порошок надо до-
бавлять смазку, хотя и связка, и изолирующее вещество
сами обладают свойствами смазки. Не все сердечники прес-
суют под давлением порядка 140 кг/мм1 2. Для более вы-
соких давлений, превышающих обычно принятые для прес-
сования металлических порошков, следует применять более
совершенные прессы и соответствующую технологию.
В методах изготовления сердечников, принятых в раз-
ных странах, существенных различий нет. Количество изо-
лирующего вещества, не считая наполнителя, обычно со-
ставляет от 0,5 до 2,0%2. Основная проблема заключается
1 Джонс, выпуск второй, часть I. — Прим. ред.
2 Имеется около 100 британских патентов, касающихся изоли-
рующих материалов, наполнителей и растворителей для произ-
водства сердечников.
120
Часть I
в том, чтобы равномерно распределить в порошке все
изолирующее вещество. Для прессования на автоматиче-
ских прессах нужна смесь порошка с оптимальным размером
частиц и однородным насыпным весом. Поэтому необходимо
применять растворители. Для сердечников, подвергаемых
конечному отжигу, необходимы неорганические изоли-
рующие вещества. Ими могут быть силикат натрия, борная
кислота и (или) окись магния (смеси).
По общепринятой технологии порошок смешивают с рас-
твором жидкого стекла в смесителе типа машины для за-
мешивания теста до получения полужидкой пасты. Сме-
ситель нагревают, постепенно поднимая температуру для
испарения воды и получения полусухого продукта, кото-
рый затем окончательно сушат на противнях при 100° С.
Окись магния можно добавлять в виде сухого порошка.
Также можно добавлять сахар [183]. Распределение дву-
окиси кремния производят с применением гидролизующегося
силиконового эфира. Столь же обычно в промышленности
применение фосфорной кислоты или покрытий фосфата
цинка в качестве изолирующих веществ.
Органические связующие или изолирующие вещества,
применяющиеся самостоятельно или вместо неорганиче-
ских материалов, можно подразделить на термостойкие и
термопластичные пластики.
Обычно первые более предпочтительны. К числу термо-
стойких смол относятся сорта, изготовленные из фенолфор-
мальдегида, меламинформальдегида, фурфуролформаль-
дегида, фенолфурфурола и карбамида. Все эти вещества
выдерживают нагрев до 130—150° С без размягчения. Тер-
мопластичные смолы применяются главным образом при
экструзии или при «вакуумном» формовании. Наиболее
часто применяют полистирол, производные целлюлозы,
акриловые или виниловые смолы. Из них наиболее пред-
почтителен полистирол; при его использовании потери
энергии низки.
Термостойкие смолы растворяют в обычных раствори-
телях, таких, как ацетон. Их смешивают в смесителях типа
машины для замешивания теста или во вращающихся бара-
банах. В этих агрегатах предусмотрено одновременное ис-
парение растворителя. При этом соблюдаются меры, умень-
шающие опасность взрыва и отравления токсическими ве-
6. Магнитные материалы 121
ществами. Однако температура должна быть не слишком
высокой, чтобы при смешивании избежать полимеризации
смолы. Затем проводится измельчение и просеивание для
уменьшения насыпного веса гранулированного порошка.
Для уменьшения скорости полного испарения к исходной
смеси можно добавлять менее летучие растворители, что
более удобно при обычном процессе гранулирования. При
смешивании добавляют стеарат цинка или другие смазоч-
ные вещества. Часто, особенно если связующее вещество
применяется в больших количествах, добавляют такие инерт-
ные наполнители, как тальк, каолин или окись магния.
Окончательная сушка также производится в сушилке на
противнях. Порошок сохраняют сухим впредь до исполь-
зования. Термопластические смолы смешивают с метал-
лическими порошками методами, обычными для смешивания
пластиков, при температуре порядка 150° С. Затем масса
раскатывается в листы, которые после охлаждения измель-
чают до порошка с соответствующими размерами частиц.
Часто для прессования применяют автоматические ме-
ханические прессы одинарного или двойного действия
-или с плавающей матрицей. Прессы таких типов описаны
в гл. II1. Для изготовления больших сердечников часто
применяют гидравлические прессы. В литературе описаны
гидравлические прессы [172] с вращающимся столом, в ко-
тором вмонтированы пресс-формы. Такой пресс обслужи-
вают 6 операторов, чистильщик, наладчик и смазчик пуан-
сонов и матриц. Часто матрицы делают разъемными, мон-
тируя их в коническую обойму из мягкой стали. Такой
метод облегчает выемку сердечников из матрицы без по-
вреждения. Обойма из мягкой стали может выполнять
дополнительную функцию, защищая оператора в случае
разрыва матрицы.
Многие сердечники изготовляют с вкладышами из ком-
пактного металла, что может повлечь за собой усложнение
конструкции пресса или необходимость питания порош-
ком вручную. Износ матриц значительный; это важно для
экономики производства.
Твердение связки можно производить в сушилках с про-
тивнем и в сушилках муфельного типа с перемещающимися
1 Джонс, выпуск второй, часть I. — Прим. ред.
5В. Зак. 1672
122
Часть /
противнями. Такая обработка повышает прочность и ста-
бильность сердечников.
Высокотемпературный отжиг можно производить в му-
фельных печах в атмосфере водорода или с другой защитой.
Обычно сердечники покрывают лаком, который частично
выполняет функции изолирующего вещества, а частично
предохраняет сердечники от воздействия атмосферы. Часто
сердечники подвергают значительной механической обра-
ботке, например винтовой нарезке.
Ферриты
Исторически магнитная окись железа Fe3O4 является
наиболее давно известным магнитным материалом. В 1896 г.
Вейс [184] изучил магнитные свойства этого вещества. Они
ничем существенным не отличались от магнитных свойств
никеля. Однако заслуживает внимания тот факт, что в от-
личие от никеля константа магнитострикции окиси железа
является положительной, хотя по величине они близки
друг другу. Так как обычно электрическое сопротивление
магнитных окислов гораздо выше, чем у металлов и спла-
вов (и, следовательно, потери за счет вихревых токов не-
большие), использование этих окислов в качестве сердеч-
ников представляется перспективным. Еще в 1909 г. был
получен ряд патентов на применение ферритов для этой
цели [185].
Первоначально название ферритов было дано классу
соединений, полученных при взаимодействии Fe2O3 с дру-
гими металлическими окислами при высоких температурах.
Эти соединения имеют кубическую структуру типа шпи-
нели (минерал MgO-Al2O3). В настоящее время этот тер-
мин используют для обозначения магнитных окислов любой
структуры, включая гранат, магнетоплюмбит и другие
типы веществ. Читателю можно порекомендовать статью
Блекмена [186], в которой дана классификация и описа-
ние магнитных свойств различных типов ферритов.
Магнетит можно рассматривать как моноферрит железа
(FeO-Fe2O3). В других ферритах окись железа частично
или полностью замещена окислами других двухвалентных
металлов (MgO, NiO, MnO, CuO, ZnO, CdO, CoO и т. д.).
Только два из них не ферромагнитны, а именно ферриты
6. Магнитные материалы
123
цинка и кадмия. Друг с другом ферриты образуют обшир-
ные области твердых растворов, в которых можно найти
магнитные материалы с очень широким диапазоном свойств.
Здесь мы рассмотрим только магнитномягкие материа-
лы. Конечно, термины «твердые» и «мягкие» ферриты от-
носятся только к магнитным свойствам. Поскольку фер-
риты являются окислами, они по механическим свойствам
всегда твердые и хрупкие.
Применение и развитие ферритов связано главным
образом с первыми в этом направлении работами Сноека и
сотр. [187] в 1939—1945 гг. Современные представления
о ферритах, особенно теоретический их аспект, развиты
в работе [188]. Только в присутствии цинка ферриты обна-
руживают высокую магнитную проницаемость и малую
коэрцитивную силу, хотя следует напомнить, что чистый
феррит цинка не магнитен. Сноек показал, что добавки
цинка к магнитному ферриту понижают температуру Кюри.
Резкое повышение начальной магнитной проницаемости р0
наблюдается (в металлах) сразу же ниже температуры
Кюри. Таким образом, добавление цинка понижает тем-
пературу перехода до такой степени, что позволяет по-
лучить при комнатной температуре повышенную про-
ницаемость.
В табл. 12 приведены данные, показывающие максималь-
ные значения р0, полученные в ферритах, содержащих
окислы двухвалентных и трехвалентных металлов в разных
пропорциях друг к другу, но в эквимолярном отношении
к ЕегОз.
Таблица 12
Начальная магнитная
проницаемость различных ферритов
Оптимальное отношение Максимальное значение р.о
Си : Zn = 20 : 30 1500
Mg : Zn = 25 : 25 700
Мп : Zn = 25 : 25 2000
Ni : Zn = 15 : 35 4000
124
Часть I
Сноек показал также, что все ферриты, кроме магне-
тита (Fe3O4), имеют отрицательную константу магнитост-
рикции. Следовательно, всегда можно получить твердые
Фиг. 45. Изменение начальной магнитной проницаемо-
сти ферритов в системе NiO — ZnO — Fe2O3 [189].
растворы ферритов с очень низкими значениями %. Оче-
видно, здесь существует аналогия с металлическими ма-
териалами, обладающими высокой проницаемостью, в ко-
торых трехкомпонентные составы позволяют одновремен-
но иметь нулевые значения Ес и %. В связи с этим не вызы-
вает удивления, что проницаемость некоторых ферритов
обнаруживает большую чувствительность к изменению
состава. На фиг. 45, взятой из книги Г. А. Смоленского и
А. Г. Гуревича [189], показана диаграмма проницаемость —
состав системы NiO — ZnO — Fe2O3, очень напоминаю-
щая фиг. 36, относящуюся к системе А1 — Si — Fe
(материал «сендаст»).
Большинство ферритов весьма сильно диссоциирует
в твердом состоянии при температурах спекания или близ-
ких к ним. Поэтому их получают только спеканием порош-
ков, причем всегда стремятся предельно понизить темпе-
6. Магнитные материалы
125
ратуру спекания. При производстве ферритов должны вы-
полняться следующие условия:
1. Обеспечение максимальной плотности брикетов при
использовании возможно более низких давлений прессова-
ния и температур спекания. Условие высокой плотности
обычно сопряжено с тем, что пористость препятствует пе-
ремещению стенок доменов и уменьшает проницаемость.
Правда, бывают случаи, когда пористость создается умыш-
ленно. Применение низких давлений при прессовании силь-
но уменьшает эксплуатационные расходы. Низкотемператур-
ное спекание способствует обеспечению постоянства со-
става и удешевлению продукции и с этой точки зрения оно
весьма желательно.
2. Получение гомогенных композиций в значительной
степени связано с диффузией, которая увеличивается с по-
вышением температуры. Применение низких температур
спекания и гомогенизации приводит к необходимости ис-
пользования возможно более активных порошков.
3. Для достижения высокой проницаемости требуются
высокая точность шихтовки и чистота исходных компо-
нентов.
4. При спекании компоненты ферритов должны сохра-
нять свою степень окисления. А это может привести к не-
обходимости выбора атмосферы, которая находится в рав-
новесии с нужным составом и изменяется с температурой.
В общих чертах производство ферритов, удовлетворяю-
щее перечисленным требованиям, состоит из следующих
операций. Активные чистые окислы смешивают и разма-
лывают, а затем подвергают термообработке для содействия
диффузии и гомогенизации. Затем их перемалывают вто-
рично, прессуют и окончательно спекают в атмосфере,
способствующей получению нужных магнитных свойств и
плотности. Необходимо отметить двоякое значение пористо-
сти: а) ее влияние на проницаемость и электрическое со-
противление; б) влияние на магнитные свойства благодаря
доступу в толщу спекаемой массы газов из атмосферы.
Ряд таких примеров рассмотрен в работах [190—192].
Сноек описал способ производства медно-цинкового фер-
рита, имеющего приблизительный состав: 20 мол. % СиО,
30 мол. % ZnO и 50 мол. % FeaO3. Активные порошки
смешивали, измельчали, а затем спекали в кислороде при
126
Часть I
900° в течение 2 час, затем их повторно измельчали перед
прессованием. Еще лучшие результаты получены после
многократного повторения этих операций. При высоко-
температурном спекании в кислороде спеченный материал
получает низкое удельное сопротивление из-за недостатка
кислорода (0,17 вес. %). Невозможно получить материал
с более высоким содержанием кислорода без последующей
термообработки в кислороде. При спекании, при более низ-
ких температурах (700—900°) и, вероятно, при уменьшении
давления прессования спеченная масса сохранит пористость.
Внедрение в решетку недостающих атомов кислорода
возможно при нагревании в течение определенного вре-
мени в кислороде при 400—600°. Внедрение атомов кисло-
рода в решетку легко наблюдать по изменению привеса
образца. Материал становится почти стехиометрического
состава и обладает лучшими высокочастотными характери-
стиками и повышенным удельным сопротивлением. Вполне
очевидно, что для достижения более высоких магнитных
свойств нужно поддерживать оптимальную пористость.
Подобный случай имеет место при получении магний-
цинкового феррита.
Спекание марганцевых ферритов на воздухе способст-
вует окислению иона марганца, выражающемуся в измене-
нии валентности марганца до трех или даже до четырех.
С этой точки зрения следует предпочесть спекание в нео-
кислительной атмосфере. Однако для сохранения трех-
валентного иона железа необходима окислительная атмос-
фера. Как следует из экспериментальных данных, предот-
вращение окисления иона марганца имеет более важное
значение и спекание в атмосфере азота дает лучшие маг-
нитные свойства. По Сноеку, трудности работы с ферритом
марганца, особенно с пористыми образцами, связаны с его
чувствительностью к атмосфере. Понимание этих тонкостей
привело к значительному улучшению свойств марганцево-
цинковых ферритов. Теперь эти материалы выпускают
с начальной магнитной проницаемостью 5000 и магнитным
насыщением более 5000 гс.
Поддерживая плотность путем регулирования режима
спекания ниже максимальной и начальную проницаемость
порядка 500, можно получить сердечники с добротностью
QX>ЮО при частоте 500 кгц. Q>100 в сочетании с ро(>2000
6. Магнитные материалы
127
возможна также при частоте 100 кгц. В то же время можно
стабилизировать проницаемость в интервале от температур
значительно ниже комнатной до 150° С.
На фиг. 46 [191] показано изменение проницаемости
с температурой для различных марганцево-цинковых фер-
ритов. Следует отметить тенденцию этих кривых к вырав-
ниванию для ферритов с более низкими значениями началь-
ной проницаемости.
Фиг. 46. Зависимость начальной проницаемости от
температуры для различных Мп — Zn-ферритов [196].
Блекмен [192] опубликовал результаты изучения фер-
рита номинального состава Mg0,9 Мпо, i БецбОз,!, получен-
ного спеканием смеси окислов при 1350° С в атмосфере азо-
та или двуокиси углерода. В этих атмосферах удалось по-
лучить более высокую плотность, чем в кислороде; однако
эти материалы имели низкое удельное сопротивление по-
стоянному току (~103 ом-см) и высокие диэлектрические
потери в микроволновом диапазоне частот. Магнитные свой-
ства можно восстановить повторным отжигом материала
в кислороде при 1350° С. При этом содержание кислорода
увеличивается на 0,45%.
Очень хорошие результаты Сноек получил на никель-
цинковых ферритах, приготовленных совместным осажде-
нием окислов из чистых растворов. На материале, содер-
жащем ионы никеля и цинка в отношении 15 : 35, после
спекания при 1000—1100° получили проницаемость
128
Часть I
ц0 = 100 и хорошие высокочастотные характеристик^
вплоть до 10 Мгц. Продолжительное спекание в кислороде
давало образцы с р0 = 3800. Для получения более высоких
магнитных свойств требуется спекание вплоть до 1400°
в воздушной атмосфере и медленное охлаждение. При
более высоких температурах спекания возможны нежела-
тельные процессы окисления или восстановления. В работе
[193] показано, что такие реакции можно подавить малы-
ми добавками окислов марганца, кобальта и меди. Для
повышения плотности образцов или для уменьшения тем-
пературы спекания к этим ферритам иногда добавляют
окись меди.
Технология производства ферритов подробно описана
в [194]; характеристики и свойства ферритов можно найти
в докладах организации европейского экономического
сотрудничества и, в частности, в работе [195].
Магнитнотвердые материалы
Магнитнотвердые материалы характеризуются боль-
шой петлей гистерезиса с высокими значениями остаточной
индукции и коэрцитивной силы. Усилия исследователей,
разрабатывающих магнитнотвердые материалы, направ-
лены на создание максимальных магнитных полей в воздуш-
ных зазорах при минимальных затратах и часто при усло-
вии минимального объема магнита. Общая энергия, соз-
даваемая постоянным магнитом в единице объема воздуш-
ного зазора, в первом приближении пропорциональна
где Vm — объем магнита, Вт — магнитная индук-
ция и Нт—напряженность магнитного поля. Для созда-
ния высокоэффективного магнитного материала’необходимо,
чтобы произведение ВтНт было возможно больше. Рабочая
точка постоянного магнита при нулевом сдвиге соответст-
вует значениям Н=О и В=Вт. С увеличением сдвига эта
точка смещается в сторону отрицательных значений Н
и соответственно уменьшаются значения В. Максимальная
энергия магнита достигается при сдвиге, где произведе-
ние ВтНт достигает максимума. Эту величину'в дальнейшем
мы будем обозначать (Д/7)маКс. Магнитные материалы долж-
ны обладать максимально возможными величинами ВН^с
при наименьшей стоимости. Помимо этого, в зависимости
6. Магнитные материалы
129
от требований могут понадобиться оптимальные значения
остаточной индукции, коэрцитивной силы и обратимой про-
ницаемости. Важно также, чтобы магнит сохранял постоян-
ство характеристик во времени, несмотря на периодические
изменения температуры, вибрацию и случайные магнит-
ные поля.
До 1905 г. единственным материалом, пригодным для
постоянных магнитов, была закаленная углеродистая сталь
с 1,0—1,5% С. За последующие 12 лет добились улучшения
свойств за счет добавок W. Оптимальные свойства получили
на закаленном сплаве, содержащем 5—6% W и 0,6% С.
В первую мировую войну появились хромистые маг-
нитные стали, так как ощущался недостаток вольфрама.
Обычно они содержали 1% Сг и 0,6% С или 3,5% Сг и
0,9% С. Также были разработаны сплавы с различным
сочетанием хрома и вольфрама, содержащие или не содер-
жащие кобальт в равных с ними количествах. Обычно
остаточная индукция таких материалов не превышала
10 000 гс, а коэрцитивная сила была менее 80 э при СВ/7)макс
менее 0,4-10® гс-э.
В 1920 г. Хонда и Сайто [196] в Японии установили,
что введение значительных количеств кобальта в углеро-
дистую сталь приводит к заметному улучшению ее магнит-
ных свойств. В результате появилась сталь с 35% Со,
которая и поныне находит широкое применение. Она обла-
дает следующими свойствами: остаточная индукция
9500 гс, коэрцитивная сила 250 э, (ВН)макс 0,5-10® гс-э.
Имеются стали, в которых содержание кобальта и хрома
изменяется нешироких пределах. Все эти материалы тре-
буют оптимальной термообработки.
В 1932—1933 гг. было установлено, что высокие зна-
чения коэрцитивной силы можно получить на сплавах, не
содержащих углерод [197—199]. В Японии Мишима [197]
разработал сплавы, примерно отвечающие составу Fe3NiAl;
их магнитные характеристики имеют примерно следующие
значения: Вг 5000 гс, Нс 500 э и (В/7)маКс 1,3-10®ас-э. Это
очень твердые и хрупкие сплавы; их нельзя ковать и обра-
батывать на станке. Такие сплавы изготовляли либо литьем,
либо методами порошковой металлургии. В то же время
Кёстер [198] и Сельджесатор и Роджерс [199] разработали
дисперсионнотвердеющие сплавы железа с вольфрамом и
130
Часть I
молибденом с добавками кобальта, обладающие примерно
такими же свойствами, как сталь с 35% Со. Преимущество
этих сплавов заключалось в возможности их механической
обработки перед термообработкой.
Систематические исследования многих ученых позволи-
ли на базе сплава Мишима создать промышленный сплав
алнико (1934 г.) примерного состава 18% Ni, 10% Al,
12% Со, 6% Си и 54% Fe, обладавший остаточной индук-
цией 8000 ас, коэрцитивной силой 500 э и (BH)Kavx 1,7 • 106гс-э.
С небольшим изменением состава эти свойства изменяются
довольно значительно.
При охлаждении сплава алнико в магнитном поле ос-
таточная индукция и коэрцитивная сила могут возрасти
в направлении поля с увеличением (В/7)макс на 20% за
счет уменьшения этого произведения в перпендикулярных
направлениях [200].
Это открытие привело к появлению ряда новых и усо-
вершенствованных сплавов, а также методов их обработки.
Один из них, алкомакс III, анизотропный сплав с 0,5—
1,0% Nb, имеет остаточную индукцию 13000 гс, коэрцитив-
ную силу 625 э и (В77)Макс 5,2-106 гс-э. Проанализируем
основные причины, делающие материалы магнитнотвер-
дыми. Все рассмотренные нами материалы обладают также
механической твердостью, очевидно, вследствие старения
или деформационного упрочнения1. Ранее в этой главе мы
рассмотрели основные принципы механизма упрочнения
такого типа и показали, как диспергированные тонкие час-
тицы прямо или косвенно предотвращают скольжение.
Подобные рассуждения привели нас к мысли о возможности
рассматривать частицы металла столь малыми, что в них
не остается места для движения дислокаций. Мы также
отмечали высокую прочность металлических усов и пленок,
объясняемую либо их малыми размерами, либо совер-
шенством строения внутренних и поверхностных слоев.
Сейчас хорошо известно, что включения и напряжения
внутри металла снижают проницаемость магнитномягких
материалов. Кроме того, установлено, что коэрцитивная
1 Возможности использования ударной взрывной волны для
«твердения» магнитных материалов, по-видимому, не изучались,
хотя известно, что таким способом достигнуто значительное меха-
ническое упрочение [201].
б. Магнитные материалы
131
сила, по-видимому, тесным образом связана со значитель-
ным количеством включений и внутренних напряжений.
Например, с помощью электронной микроскопии [202]
установлена тонкая двухфазная структура материала ал-
нико. На сплаве NiAlFe [203] в состоянии, соответ-
ствующем оптимальным магнитным свойствам, удалось
показать наличие тонкой двухфазной структуры (частицы
порядка 10-2 мк).
Выделяющаяся в сплаве алнико фаза состоит из пла-
стинок размерами 75 X 200 X 450А. Медленно охлажден-
ные сплавы Fe2NiAl состоят из двух одинаковых по типу
решетки фаз, причем одна обогащена железом, а другая
представляет почти чистую фазу никель —-алюминий [205].
Во второй фазе образуется сверхструктура, межплбскост-
ные расстояния которой на 1% больше, чем у фазы, обо-
гащенной железом. Совместное присутствие этих двух фаз
создает значительные внутренние напряжения. Выделив-
шаяся фаза имеет тетрагональную симметрию; следова-
тельно, несоответствие между межплоскостными расстоя-
ниями выделившейся фазы и матрицы будет зависеть от
ее ориентации, что приведет к появлению направления
преимущественного намагничивания материала матрицы
вблизи от выделений дисперсной фазы [206].
Такая аналогия между механической и магнитной твер-
достью приводит к выводу о необходимости исследования
магнитных свойств очень малых частиц. В связи с этим
рассмотрим в первую очередь магнитные характеристики
железных усов, а затем тонких пленок.
Известно, что в некоторых железных усах коэрцитивная
сила может быть либо очень малой, либо очень большой.
В работе [207 ] изучали рост железных усов, выращивая
их путем восстановления бромида железа в водороде при
750° С. Усы имели от 6 до 12 мм в длину при толщине от 2
до 14 мк. Авторы пришли к выводу, что для перемещения
стенки домена необходимо приложить поле менее 0,008 э
при условии, что образование стенки домена вызвано де-
фектом поверхности. При отсутствии поверхностных де-
фектов напряженность поля достигала 483 э. Эта величина
очень близка к теоретической (560’э), при которой в железе
происходит когерентное вращение поля при условии,
что стенки доменов не образуются. Аналогия с влиянием
132
Часть 1
этих факторов на механические свойства усов поразитель-
на. Различие заключается в том, что для возникновения
движения стенки домена требуются гораздо более крупные
поверхностные дефекты, чем для перемещения дислокаций.
Бреннер [208] утверждает, что в первом случае необходи-
мы дефекты с размерами порядка 0,1 мк.
Что касается магнитных свойств очень тонких пленок
металла, то здесь положение не вполне ясно. По-видимому,
существует определенная толщина пленок, ниже которой
в них ферромагнитные свойства не наблюдаются.
Измерение резонанса сантиметровых волн на пленках
сплава 80% Ni — 20% Fe, нанесенных испарением, пока-
зало [209], что намагничивание резко уменьшается при
толщине пленки около 60 А и полностью исчезает при тол-
щинах от 8 до 12 А. Измерения на более толстых пленках
аналогичных материалов на частотах 50—100 гц дали раз-
ные результаты [210]. В подавляющем большинстве слу-
чаев наблюдалось небольшое изменение коэрцитивной
силы на пластинках толщиной 150—1500 А. На более тол-
стых пластинках (вплоть до 10 000 А) наблюдалось либо
постепенное понижение Нс от исходных 1—2 э приблизи-
тельно до 0,5 э, либо внезапное ее увеличение до 10—20 э
на пластинках толщиной 2000 А. Однако часто наблюдалось
резко различное поведение, не получившее объяснения.
Это различие можно связывать и с поверхностными
дефектами, и с влиянием подложки, на которую наносится
пленка.
Интересно рассмотреть свойства частиц с размерами
меньше домена (по аналогии с частицами, которые слишком
малы, чтобы в них было возможно движение дислокаций).
Единственное отличие по сравнению с механическими свой-
ствами заключается в том, что для проявления ферромагнит-
ных свойств необходим, по-видимому, определенный мини-
мальный размер частиц. Теоретически это было предсказа-
но Неелем [2111, который показал, что тепловые колебания
в очень малых частицах подавляют существование любого
стабильного намагничивания.
Описанные опыты с пленками эспериментально подтвер-
дили эту концепцию. Для более крупных частиц, как
показывают теория и эксперимент, этот эффект в значитель-
ной степени зависит от формы частиц. С увеличением раз-
6. Магнитные материалы
133
мера частиц коэрцитивная сила уменьшается. Такая за-
висимость впервые, по-видимому, была установлена Том-
псоном в 1916 г. [212] на основе предположений Хика
[213]. Копелман [214] рассмотрел вопрос о связи формы
и размера частиц с характером доменной структуры.
Ряд авторов [211, 215, 216] теоретически рассмотрели
возможное влияние на коэрцитивную силу в очень малых
частицах кристаллической анизотропии или анизотропии
формы. Анизотропия формы возникает вследствие различия
в величине размагничивающих факторов по длинной и
короткой осям вытянутых частиц. Копелман предполагает
существование скоплений частиц чистого железа, располо-
женных достаточно далеко друг от друга, чтобы оказывать
размагничивающее влияние друг на друга. При произволь-
ной ориентации однодомённых сферических частиц можно
ожидать, что коэрцитивная сила будет равна 150 э, а при
одинаковой их ориентации — 490 э. Если бы все частицы
представляли собой произвольно ориентированные сильно
вытянутые эллипсоиды, то коэрцитивная сила была бы
равна 5200 э. В том же случае, когда все эллипсоиды были
бы ориентированы вдоль направления их главной оси,
коэрцитивная сила составила бы около 15 000 э. Возни-
кает интересный вопрос, можно ли сделать очень мощные
магниты, если спрессовать вместе правильно ориентирован-
ные однодомённые ферромагнитные частицы нужных раз-
меров и формы (и с возможно более совершенным строе-
нием поверхности).
Еще раз следует отметить аналогию с ранее обсуждав-
шейся в этой главе проблемой изготовления материалов
с более высокой механической прочностью путем прес-
сования металлических частиц нужной формы и с совершен-
ной поверхностью. Для магнитных веществ эта возмож-
ность уже осуществлена; постоянные магниты с отличной
коэрцитивной силой изготовляют именно таким спо-
собом.
Следует помнить, что эти рассуждения основаны на
предположении, что частицы колонии находятся достаточ-
но далеко друг от друга и не оказывают взаимного размаг-
ничивающего влияния. Прессование частиц в виде ком-
пактного магнита- делает это предположение неверным, и
коэрцитивная сила уменьшается. Для любых конкретных
134
Часть 1
размеров частиц и формы можно рассчитать оптимальное
расстояние между частицами, соответствующее лучшим
результатам. При правильно ориентированных однодомён-
ных частицах этот оптимум соответствует объему металла
в магните порядка двух третей. Поэтому для достижения не-
обходимого расстояния между частицами необходимо до-
бавлять немагнитные материалы, которые могут также
являться связкой.
Изготовление магнита прессованием порошка под дав-
лением выше 105 кг! мм? описано в работе [217], исполь-
зовавшей разные методы получения порошков, включая
низкотемпературное восстановление окиси железа. Ос-
новной метод получения порошка был связан с электро-
литическим осаждением в ртути. Были описаны и некоторые
магнитные материалы, включая железо, кобальт и даже
марганец, который обычно неферромагнитен. Упоминались
сплавы Fe — Ni — Al, Си — Мп — Al, Ag — Мп — Al,
Fe — Pt, Fe —• W, Fe — Mo, Fe — Mo — Co, Mn — Sb (все
сплавы в сочетании с ртутью). Установлено, что добавки
других веществ полезны для подавления роста кристаллов
при изготовлении магнита (или при испарении ртути).
Лучшими добавками являются те, которые, окисляясь,
предохраняют магнитный материал от окисления. В ка-
честве примеров приведены цинк, алюминий и хром. При
удалении ртути они оказались полезными для преодоления
пирофорных свойств порошка железа (это доставило много
хлопот Гершелю [218] в 1824 г.). Было высказано предпо-
ложение о благотворном влиянии больших количеств
немагнитных добавок (вплоть до 25% Zn, хотя предпочте-
ние следует отдать добавке 10% Zn), что, очевидно, связано
с необходимостью иметь оптимальные межчастичные рас-
стояния. В качестве примера описано электролитическое
осаждение железа в цинковой амальгаме с последующим
нагревом до 260° в токе водорода для удаления всей ртути
в виде паров. Оставшуюся порошкообразную массу, содер-
жащую 8—10% Zn, прессуют под давлением 7 кг! мм?.
Материал обладает коэрцитивной силой порядка 400 э и
остаточной индукцией 9500 гс\ значения (ВН)ыакс не при-
водятся.
Для достижения лучших результатов в магните должно
оставаться 30—55% Hg [218а]. Количество стабилизирую-
6. Магнитные материалы
135
щих добавок должно быть от 1 до 5%, и для этого, по-ви-
димому, предпочтительна смесь меди и цинка. После полу-
чения амальгамы железа избыток ртути отгоняют в вакууме
при 250—350°. Считают, что нагрев улучшает магнитные
свойства. Данных по оптимальному давлению прессования
не приводится, однако интересно отметить, что при прес-
совании в амальгаме предполагается наличие магнитной
ориентации частиц железа.
В табл. 13 приведены некоторые магнитные свойства
для различной концентрации ртути в амальгамах, содержа-
щих по 1—2% меди и цинка. Отмечено, что остаточная ин-
дукция прямо пропорциональна содержанию железа, а ко-
эрцитивная сила и значения (ВЯ)макс уменьшаются с уве-
личением содержания железа. Однако промышленное про-
изводство этих магнитов не было освоено частично из-за
их высокой стоимости, а частично из-за того, что при хра-
нении готовых магнитов из них выделяются пары ртути.
Таблица 13
Некоторые магнитные характеристики
амальгам с различным содержанием ртути
Содержание Hg, % Вг, гс э (^^)макс» 10® гс >э
48,0 7 700 370 1,15
43,9 7 400 355 1,0
36,3 7 650 300 0,9
24,8 8 450 236 0,83
12,2 9 500 150 0,58
3,8 11 250 90 0,46
Во время второй мировой войны был разработан другой
вариант получения порошка железа восстановлением твер-
дых веществ в водороде при низких температурах. Давно
известно, что при разложении в водороде таких соединений,
как форматы и оксалаты железа, при температурах ниже
400° можно получать весьма тонкий (и пирофорный) поро-
шок железа. Также давно известно [219], что добавки
различных веществ (например, окислов) к тонкому порош-
136
Час т'ь 1
ку железа предотвращают его спекание, сохраняя малые
размеры частиц. Неель [220] предложил другие добавки
такого типа, например форматы кальция и магния, которые
разлагаются одновременно с форматом железа, но остаются
в виде окислов и препятствуют спеканию или росту зерен
в порошке железа. Такие добавки существенно улучшают
значения (В//)макс. Например, из порошка железа, получен-
ного разложением формата железа, содержащего 1% СаО
при 320° С в атмосфере водорода (после охлаждения поро-
шок немедленно помещают в ацетон) и спрессованного под
давлением 50 кг/мм2, был изготовлен материал, обладав-
ший коэрцитивной силой 500 э и остаточной индукцией
5800 ас по сравнению с 400 э и 5500 гс для чистого железа
без добавок.
Впоследствии многие исследователи работали над улуч-
шением свойств магнитных порошков, полученных этим
способом. Например, в статье [221 ] исследовано влияние
добавок форматов магния, олова и кадмия, а также окислов
олова и кадмия на формат железа еще до его восстановле-
ния. Эти добавки уменьшают степень спекания и восстанов-
ления при любых температурах. Применение таких доба-
вок может повысить энергию магнита, изготовленного из
такого порошка, на 150% по сравнению с материалом из
чистого формата железа; (ВН)аакс составит 0,82-106. гс-э
при плотности магнита 4,3 г/см\ Однако остается еще не
выясненным, оказывают ли такие добавки другое влияние,
кроме ограничения роста частиц железа. Они, конечно,
могут изменять кристаллическую решетку этих частиц и
создавать в ней напряжения. Исследование уширения ли-
ний рентгенограмм [222], полученных на чистом порошке
железа, показало, что внутренние напряжения частиц вно-
сят незначительный вклад в коэрцитивную силу. Величина
последней зависит только от содержания металла в брике-
те и изменяется линейно.
Промышленное производство магнитов из восстановлен-
ного порошка железа в Англии и Франции, по-видимому,
не имело успеха. Это можно объяснить по меньшей мере
тремя причинами: а) производство порошков и меры по
предотвращению пожаров и взрывов весьма дороги. Не-
смотря^на регенерацию отходов, приготовление и разло-
жение формата железа никогда не было дешевым. При-
6- Магнитные материалы
137
менение жидкостей, предохраняющих порошки от окисления
до и после прессования, или применение боксов с сухим
инертным газом [223] технически весьма сложно и дорого;
б) большая внутренняя поверхность магнита и пористость
приводят к внутреннему окислению (несмотря на пропит-
ку, покрытие лаком и т. п.) и изменению свойств магнита
со временем; в) значение (В/7)макс материала не столь высо-
ко, как у материалов типа алнико.
Вызывают интерес перспективы применения порошко-
вых сплавов марганец — висмут, магнитные свойства ко-
торых были обнаружены Гейслером в 1904 г. [224]. Гийо
[225] описал свойства соединения MnBi, Робертс [226] —
его структуру. Это соединение обладает высокой констан-
той кристаллической анизотропии. Описан способ прессова-
ния тонких порошков MnBi при 300° в пульсирующем маг-
нитном поле [227] для создания текстуры. Небольшие
количества свободного жидкого висмута способствуют ориен-
тации. Прессованием под давлением 210 кг!с^ были полу-
чены магниты с (В77)Макс = 1,9-106. Опубликованы сообще-
ния [228] об изготовлении магнитов из MnBi, в которых
в качестве связующих употреблялись пластики; для (BH)MaKc
приведено значение (4—5) • 106. Некоторые подробности
изготовления магнитов такого типа даны в [229]. Однако,
помимо плохого температурного коэффициента этих материа-
лов, они дороги и пирофорны. Было, например, сообщено
[228], что для получения таких порошков необходимо из-
мельчать совместно металлы в атмосфере гелия, затем нагре-
вать для сплавления и повторно измельчать также в атмо-
сфере гелия.
В 1960 г. для производства порошковых неспеченных
магнитов снова вернулись к получению электроосажден-
ных порошков, особенно на ртутных катодах. В работах
[230] описан метод получения порошков железа и сплавов
железо — кобальт (вероятно, любого состава) и магнитов,
изготовленных из них. Основы изготовления этих порош-
ков изложены в гл. I1 . Рассматриваемый метод должен
обеспечивать получение вытянутых электроосажденных час-
тиц железа с ветвистой дендритной формой. Если эти час-
тицы оставить в ртути, то ветви дендрита растворятся и
1 Джонс, выпуск первый. — Прим. ред.
S Сферические После Уединенные
ыгыицы fg осалсПенил частицы
Ф и г. 47. Электронные микрофотографии и схемы, показывающие
рост при разных температурах типичных частиц железа, электро*
осажденных в ртути.
Показано увеличение диаметра сферических частиц, уменьшение дендритной
структуры и удлинение по мере роста вытянутых однодомённых частиц. Со-
ответствующие свойства приведены на фиг. 48.
6. Магнитные материалы 139
затем осядут на стволе дендрита, образуя, таким образом,
стержни. Слишком продолжительный рост приводит к сфе-
роидизации. Эти явления показаны на фиг. 47. На левой
стороне помещены снятые на электронном микроскопе
фотографии частиц, осажденных в вибрирующей ртутной
ванне. В этом случае частицы не вытянуты.
Отношение остаточной индукции к индукции насы-
щения Br/Bs качественно характеризует размеры дендрита
и его вытянутость. Ярко выраженные дендритные частицы
имеют незначительную тенденцию ориентироваться в маг-
нитном поле, и поэтому отношение Br/Bs мало. Как Н-с —
характерная коэрцитивная сила, так и отношение Br/Bs
должны быть возможно более высокими в разреженной ди-
сперсной среде, если нужен постоянный магнит с опти-
мальными свойствами.
На фиг. 48 показаны магнитные свойства, зависящие
от формы частиц, выращенных в нагретой ртутной ванне
с добавками и без добавок олова. Для получения возможно
лучших значений Br/Bs надо осадить при низкой темпе-
ратуре частицы, выросшие при более высокой температуре,
при правильно подобранных времени и плотности тока.
Установлено, что добавки в ртутную ванну некоторых ме-
таллов увеличивают значения Br/Bs. Для этой цели ре-
комендуется олово. Эффективное действие такой добавки
вызвано тем, что адсорбированный слой олова образует на
поверхности каждой частицы немагнитную оболочку, пред-
отвращающую магнитное взаимодействие.
Авторы [230] считают, что ориентировка частиц —
трудная вещь. Лучшие результаты получены за счет повыше-
ния напряженности магнитного поля от низких значений
приблизительно до 4000 э. Для облегчения ориентировки
частиц надо разбавить массу ртутью или нагреть ее для
уменьшения вязкости. Большая часть ртути удаляется при
прессовании порошка. Произведение ВН имеет максималь-
ное значение при плотности упаковки 45—50%. Для от-
гонки ртути спрессованные штабики надо высушить в ва-
кууме. После дистилляции получается пористый штабик,
который измельчают в грубый порошок. Порошок стабилен
на воздухе, и обращение с ним не требует никаких предо-
сторожностей. Затем этот порошок смешивают со свинцо-
вым сплавом, выполняющим функцию связки.
ю
Фиг. 48. Влияние температуры обработки, проводимой
с целью укрупнения частиц, иа магнитные свойства ча-
стиц железа, злектроосажденных в ртути (Н~ 7000 э).
1 — вытянутые однодомённые частицы железа; 2 — сферические ча-
стицы железа. Сферические частицы образуются под активным воз-
действием ртути иа поверхность раздела фаз. Вытянутые однодо-
мёиные частицы образуются при пассивной поверхности раздела
фаз. Время роста 15лш«. Олово введено после термообработки.
Магнитные измерения проводились при —197°.
6. Магнитные материалы
141
В работах [230] не приведено сведений относительно
состава и способа получения этого сплава. Крупный поро-
шок поступает в автоматическое прессующее устройство,
ориентируется в магнитном поле и затем прессуется.
В промышленном масштабе освоен выпуск магнитов
с величиной (В/7)маКс = (2,2—3,5) 106 гс-э. В лабораторных
условиях получены магниты с (ВД)маКс = 5,0 • 10е гс-э.
В случае необходимости можно применять органическую
связку, ввести которую в пористый штабик перед его из-
мельчением удобнее всего пропиткой в вакууме. Такие ме-
таллокерамические магниты полностью удовлетворяют тре-
бованиям длительной стабильности свойств.
На фиг. 49 показана структура этих новых магнитов
в сравнении со структурой алнико-5. Как видно из фотогра-
фий, между этими структурами наблюдается большое сход-
ство. Здесь же приведены соответствующие кривые размаг-
ничивания. Дополнительные сведения о свойствах этих
магнитов можно найти в статье [231]. В ряде работ Фри-
мен [232] дал описание производства порошка железа
с однодомёнными вытянутыми частицами, также получен-
ными электролитическими методами, однако подробности
он не сообщил. Хотя Фримен утверждает, что частицы такого
порошка, выпускаемого фирмой «Дженерал электрик ком-
пани», имеют форму стержней, они на самом деле представ-
ляют скопления равноосных кристаллов. Порошок, полу-
ченный Фрименом, действительно состоит из монолитных
частиц в виде стержней и поэтому обладает высокой коэрци-
тивной силой. По сообщению этой фирмы, производство
таких магнитов расширено до нескольких тонн в неделю.
В настоящее время окончательно неизвестно, обладают
ли магниты, полученные из неспеченных порошков, теми
же свойствами, что и магниты, изготовленные ранее опи-
санными методами, но вполне очевидно, что порошковые маг-
ниты отличаются некоторыми особыми преимуществами,
присущими только им. Эти преимущества подробно рас-
смотрены в работе [233], а мы только кратко коснемся их:
1. Прессованные порошковые магниты можно изгото-
вить с большей точностью, чем магниты, полученные обыч-
ными методами литья или спекания. Возможны допус-
ки: ± 0,0762 мм в направлении прессования и Д 0,0254 мм
в перпендикулярном к нему направлении.
Фиг. 49. Сравнение кривых размагничивания для магнитов из
ориентированного материала алнико-5 и железо-кобальтового
порошка с вытянутыми однодомёнными частицами.
Показана однотипность микроструктур, содержащих дисперсно выделившиеся
включения фаз.
XSC
6. Магнитные материалы
143
2. Их можно легко обработать на станках.
3. Прессованные магниты обладают лучшим температур-
ным коэффициентом.
4. Их магнитные свойства можно существенно изменять
за счет состава и объемной доли металлических частиц, что
позволяет рассчитать магнит для конкретных условий
работы.
5. Такие магниты с пластиками в качестве связующих
обладают высоким удельным электросопротивлением.
6. Для их изготовления не нужны стратегические мате-
риалы. Даже в случае магнита с 13% Со энергия магнита,
приходящаяся на единицу веса никеля и кобальта, при-
мерно в четыре раза больше, чем в алнико-5.
7. Эти магниты пригодны для тех случаев, когда они
подвергаются облучению сильным нейтронным потоком,
так как магниты, содержащие кобальт, стали бы сильно
радиоактивными. Вероятно, эти и другие возможные пре-
имущества (в частности, те, которые связаны с конструк-
цией магнита) позволяют надеяться, что неспеченные по-
рошковые магниты найдут более широкое применение по
сравнению с любыми другими.
Керамические магниты
Существуют керамические вещества, которые исполь-
зуют как магнитные материалы. Некоторые из них имеют
структуру, изоморфную структуре естественного минерала
магнетоплюмбита. В технических композициях РЬО обыч-
но замещают на ВаО. Кроме того, применяют ряд других
более сложных соединений с довольно сходными струк-
турами. В работе [234] обсуждается влияние ряда добавок
на магнитные] свойства материалов типа ВаО-бРегОз.
Структура и свойства плюмбита бария подробно рассмот-
рены в работах [235, 236].
Идея изготовления постоянных магнитов из оксидных
материалов не нова. Кобальтовый феррит, например, из-
готовляли спеканием смеси окислов при 1000° с последую-
щим намагничиванием при 300° и охлаждением в магнит-
ном поле [237] еще в 1933 г. Коэрцитивная сила его рав-
нялась 400—600 э при остаточной индукции 3000—5000 гс.
Но величина (В/7)макс была малой из-за низкой остаточной
144
Часть I
индукции. Причина магнитной твердости ферритов и по-
добных веществ не вызвала большого интереса у исследова-
телей. Можно предполагать, что эти причины такие же,
как и для других магнитнотвердых материалов, а именно:
пористость, размер зерна, деформация, многофазные вы-
деления. Например, структура магнетоплюмбита обладает
заметной кристаллической анизотропией. Коэрцитивная
сила плюмбита бария увеличивается более или менее ли-
нейно с уменьшением размера зерна.
В исследовании магниевого феррита показано, что спека-
ние при слишком высокой температуре и обычной атмосфере
приводит к образованию восстановленных оксидных фаз
[238]. В образцах, нормализованных от 1400°, из-за раз-
личия термических коэффициентов двух фаз возникают
сложные напряжения, достигающие 28 кг! мм?-.
Гексагональные магнетоплюмбиты также изготовляют
из порошка. Они очень чувствительны к условиям спека-
ния, особенно к температуре. Максимальное значение ВН
получено на плюмбите бария, спеченном при 1200°, т. е.
чуть ниже температуры начала роста зерен. Керамические
магниты обычно обладают высокой коэрцитивностью, что
имеет значение в магнитных цепях с большими воздуш-
ными зазорами. Эти материалы можно изготавливать в изо-
тропном или ориентированном видах. Изотропные магниты
имеют (В//)макс порядка 106 гс-э-, на ориентированных маг-
нитах получены значения (ВЯ)Макс более 3,5-106 гс-э. Вы-
сокое удельное электрическое сопротивление (~106 ом-см)
делает эти материалы перспективными для применения
в устройствах переменного тока.
При прессовании может возникать магнитная анизо-
тропия без воздействия внешнего магнитного поля. У спе-
ченного плюмбита бария магнитные свойства гораздо
лучше в направлении прессования, чем в перпендикуляр-
ном к нему [237], и притом тем больше, чем выше давление
прессования. Для достижения такого эффекта необходимо
спечь, а затем измельчить материал так, чтобы он состоял
из монокристальных частиц. По-видимому, эффект вызван
тем, что кристаллиты имели форму пластинок, параллель-
ных базисной плоскости гексагональной решетки, и такая
ориентация сохранялась при заполнении порошком мат-
рицы и при прессовании.
6. Магнитные материалы
145
Свойства магнитов из плюмбита бария можно улучшить
преднамеренной ориентацией частиц при заполнении мат-
рицы порошком [240]. Таким путем можно повысить зна-
чение (ВЯ)макс от 0,9 до 3,0-106 гс-э. Если частицы порошка
представляют собой отдельные кристаллиты, то для их
ориентации необходимо приложить поле не менее 10 000 э
(при вибрации матрицы). Полезно также сохранять маг-
нитное поле при нагревании по крайней мере до перехода
через точку Кюри. Очевидно, при спекании анизотропия
сохраняется или даже увеличивается. На фиг. 50 показана
электронная микрофотография спеченного образца из ориен-
тированного материала типа Ba3CoaFe24O43. Плоскости
ориентированного намагничивания либо параллельны пло-
скости листа (фиг. 50, а), либо перпендикулярны к нему
(фиг. 50, б).
В качестве примера можно привести описания следую-
щего процесса из патента [2411. 450 г ВаСО4 в смеси с 2000 г
Fe2O3 измельчали в среде спирта в течение 20 час в шаровой
мельнице и затем сушили. Смесь нагревали за 10 мин до
1000° и снова измельчали в тех же условиях в течение
12 час. Высушенный порошок смешивали с 16%-ным раст-
вором поливинилацетата в ацетоне из расчета 2 мл раствора
на 1 г порошка и эту суспензию заливали в пресс-форму,
прилагая поле в 9500 э (поле сохраняли до испарения аце-
тона). После прессования брикет нагревали в магнитном
поле 2000 э, сохраняя его по крайней мере до 500°. Спекание
проводили на воздухе при 1280° в течение 5 мин. Получен-
ный магнит имел (ВЯ)маКс = 1,3-106, остаточную индукцию
2650 гс в направлении первоначально приложенного поля
и 1260 гс перпендикулярно к нему. В другом патенте [242]
предложены добавки ингибиторов для уменьшения роста
зерен при спекании (соединения бария, кальция, лантана,
висмута, мышьяка, сурьмы или бора). Смесь из 430 г
ВаСО3 и 1920 г Fe2O3 нагревают при 1250° С в течение 5 мин,
а затем в течение 16 час измельчают в шаровой мельнице
в спирте. Потом смесь сушат и спекают при 1340° в течение
8 мин. После повторного измельчения в течение 24 час
порошок сушат и смешивают с 0,5% La2Os. Смесь разводят
на ацетоне, ориентируют в магнитном поле и затем прес-
суют. Материал, спеченный при 1225° в течение 7 мин,
обнаружил (В//)макс = 2,37-106 гс-э.
6 Зак. 1672
Фиг. 50. Электроно-микрофотография спеченного образца барий-кобальтового плюмбита
с ориентированными кристаллами.
Кристаллы ориентированы преимущественно в направлении вращающегося магнитного поля, а — базис-
ные плоскости, т. е. плоскости преимущественного намагничивания, параллельны плоскости чертежа;
б — базисные плоскости перпендикулярны плоскости чертежа, причем оси с расположены примерно вер-
тикально в плоскости чертежа.
6. Магнитные материалы
147
В патенте [243 ] описана установка и способ изготовле-
ния на ней ориентированных магнитов. Исходную шихту
(смесь ВаСО3 и Fe2O3) нагревали до 1000° в контролируемой
окислительной атмосфере. После охлаждения продукт из-
мельчали в воде в шаровой мельнице до частиц менее 10 мк,
сушили до содержания влаги 5% и затем прессовали под
давлением 3,1—6,2 кг! мм2 с применением связующих (аль-
гинат аммония или раствор поливинилацетата в ацетоне).
Спекание проводили в окислительной атмосфере при 1300—
1350°. После дробления и длительного измельчения в спирте
в шаровой мельнице до размера частиц менее 10 мк поро-
шок смешивают с 0,4 вес. % стеаринового воска и прессуют.
На фиг. 51 показана схема пресса; в верхней части вид
спереди, в нижней — сбоку. Матрица 1, выполненная из
аустенитной стали, крепится в мягкой стальной плите 2,
являющейся частью замкнутой цепи железного ярма элект-
ромагнита 3. Цепь замыкается через раму пресса 4. Верх-
ний и нижний плунжеры 5 и 6, изготовленные также из
аустенитной стали, сжимают порошок в полости 7, Цент-
ральная часть плиты матрицы охлаждается с помощью
змеевика 8, по которому пропускают жидкий кислород.
Таким образом, температура плиты приблизительно—180°.
Порошок подают из бункера 10 вибратором 11 через
наклонный желоб 12, охлаждаемый змеевиком 13. Задвиж-
ка дозатора 14, соединенная с дном желоба, движется взад
и вперед, отмеривая нужные количества охлажденного
порошка, который дальше поступает на другой желоб 15,
снабженный вибратором 16. Электромагнит 19 соединен
с желобом 15 с помощью двух полюсов, поверхности которых
параллельны сторонам желоба. Желоб находится в магнит-
ном поле не менее 1000 э. Под действием вибратора 16 час-
тицы порошка опускаются по желобу и ориентируются в на-
правлении, параллельном и соответствующем полярности
магнитного поля, созданного электромагнитными катуш-
ками 3, расположенными по обе стороны матрицы.
Охлаждение частиц феррита в желобе 12 существенно
повышает остаточную индукцию (табл. 14).
Частицы попадают в пресс-форму уже сориентирован-
ные в направлении поля, проходящего через матрицу.
Достаточным является поле в 7000 э, которое сохраняется
при прессовании. Давление в 12,5 кг!мм2 прикладывают
6*
Фиг. 51. Установка для прессования плюмбита бария
с устройством для магнитной ориентации.
6. Магнитные материалы
149
Таблица 14
Влияние температура иа
величину остаточной
индукции Вг
Температура, °C.
20
— 70
— 180
3520
3950
4120
в течение 5 сек,, после чего плунжер 5 поднимают и брикет
размагничивают, изменяя направление постоянного тока
в катушках 3 и снижая его до нуля. После выталкивания и
прогрева до комнатной температуры брикет нагревают
до 1300° С со скоростью 5 град/мин и выдерживают при
этой температуре в течение 5 мин. Затем его охлаждают
в печи до 200° С со скоростью 5 град/мин. Полностью ох-
лажденный брикет дробят по всем граням и затем намаг-
ничивают в преимущественном направлении.
В патенте указаны следующие свойства магнита весом
20 г в направлении наименьшего его размера: плотность
5,05 г/см\ Вг =3930 ас, Нс = 1490 э, ВНмакс = 3,0 • 106 гс-э.
Некоторые общие вопросы, связанные с производством
магнитных керамик, обсуждаются в работе [244].
Магнитные материалы промежуточного типа
В литературе имеется очень мало сведений относитель-
но методов получения таких магнитных материалов. Здесь
они упомянуты главным образом для иллюстрации ори-
гинальных методов получения спеченных материалов,
имеющих первостепенное значение в различных электрон-
ных устройствах.
Материалы с прямоугольной петлей гистерезиса
Эти магнитные материалы могут намагничиваться и
размагничиваться только в двух стабильных состояниях.
Их . используют в магнитных «запоминающих» устройствах
150
Часть I
счетно-решающих машин, переключающих устройствах и
магнитных усилителях.
В запоминающих устройствах в качестве таких материа-
лов применяют главным образом ферриты. Устройство
работает за счет подведения ряда (набора) импульсов
к тороидам с прямоугольной гистерезисной петлей. Хоро-
ший обзор таких ферритов дан в работе [245]. Они должны
обладать высоким отношением Вн/2'.ВГ, так называемым
коэффициентом прямоугольности 7?s. Значение Вн/2, со-
ответствующее полю, противоположному по направлению
и равному половине поля, необходимого для достижения
значения ВмаКс, является критическим. Если гистерезисная
петля весьма прямоугольна [246], то одиночные импульсы
не будут искажать ее формы и возбуждать заметные напря-
жения в чувствительных элементах (датчиках). По макси-
муму коэффициента прямоугольности на графике Rs- f(Bm)
можно найти оптимальное значение поля, требуемое для
обеспечения наивысшей прямоугольности петли.
В матрицах запоминающих устройств, в которых ис-
пользуются такие ферритовые тороидальные сердечники,
приложение к двум намагничивающим виткам двух импуль-
сов с половиной амплитуды вызывает перемагничивание
сердечника, т. е. изменение остаточной магнитной индук-
ции Вг или — Вг. При этом во вторичной обмотке гене-
рируется большое напряжение, с помощью которого элек-
трическая схема счетной машины может определить со-
стояние сердечника в данном месте матрицы. В связи
с тем, что работа всего запоминающего устройства должна
контролироваться на каждой ступени расчета, скорость
реакции сердечника очень важна для эффективности устрой-
ства. На некоторых материалах достигнуто время срабаты-
вания менее 10-6 сек. Получение нужных магнитных ха-
рактеристик требует четкого понимания характера воздей-
ствия различных технологических режимов на свойства
материала.. К сожалению, фирмы-изготовители до сих пор
не опубликовали никакой информации об этом. Нужны
материалы с высокой остаточной магнитной индукцией, на
которую, как известно, сильно воздействуют состояние
окисления ферритов и термообработка. Между остаточной
магнитной индукцией и пористостью существует весьма
сложное соотношение.
6- Магнитные материалы
151
Л. И. Рабкин, С. А. Соскин и Б. Ш. Эпштейн [247]
исследовали получение ферритов с прямоугольной петлей
гистерезиса в системе Fe2O3 — MgO — МпО. Смеси окис-
лов измельчали в шаровой мельнице в течение 20 час в воде
или, лучше, в бензоле. Высушенные порошки формовали
в виде таблеток и нагревали до 950° С. После повторного
измельчения в шаровой мельнице порошки прессовали
в виде сердечников и спекали при 1350° на воздухе с по-
следующим быстрым охлаждением в инертном газе. Уста-
новлены время и температура спекания. Показано, что ско-
рость охлаждения в инертном газе не оказывает влияния,
тогда как медленное охлаждение на воздухе вредно воз-
действует на магнитные свойства. Увеличение содержания
окиси цинка понижает коэрцитивную силу и увеличивает
максимальную индуктивность. Оптимальное количество
окиси цинка равно 12%. Введение СаО вместо MgO умень-
шает коэрцитивную силу, а также до некоторой сте-
пени и максимальную индуктивность. Последняя растет
с увеличением давления прессования.
Микроволновые ферриты
В литературе имеется очень мало данных по свойствам
микроволновых ферритов. В этих материалах практическую
ценность представляют следующие свойства: эффект вра-
щения Фарадея [248] и поглощение при ферромагнитном
резонансе. Эффект Фарадея заключается во вращении мик-
роволнового пучка при его прохождении через намагни-
ченный материал. Угол вращения зависит от химического
и фазового состава материала, толщины образца и напряжен-
ности приложенного поля. Характерная особенность эф-
фекта Фарадея в микроволновых ферритах — вращение
отраженного пучка в том же направлении, что и первичного.
Это явление позволяет использовать такие материалы
в качестве гироскопов, выключателей приборов для сдвига
фаз и др. Для некоторых из этих целей требуются изделия
сложной формы, изготовленные с большой точностью при
тщательном контроле плотности. Принцип действия гиро-
скопа показан нафиг. 52 [249]. Для большинства областей
применения микроволн важно свести потери до минимума.
Потери в ферритах складываются из обычных диэлектри-
Фиг. 52. Ферритовый гироскоп, использующий эффект
Фарадея.
/—конусный ферритовый стержень; 2 — антенна датчика; 3— соле-
ноид, создающий осевое магнитное поле; 4 — волновод; 5 — входная
антенна.
Магнитные потери, произвольные ев.
Фиг, 53. Типичная для феррита кривая ферромагнит-
ного резонанса.
Магнитные свойства
153
ческих потерь, потерь в слабых полях, которые связывают
с ферромагнитным резонансом феррита в отсутствие поля,
и, наконец, ферромагнитного резонанса. Типичный пик
резонансного поглощения показан на фиг. 53. Ширина
линии резонансного поглощения АЯ, выраженная в эрсте-
дах и измеренная на половине высоты пика, должна быть
возможно более узкой. Причины, вызывающие расширение
полосы поглощения, различны [250]; простого объяснения
этого явления еще не найдено.
Теоретически влияние анизотропии расширения в по-
ликристаллическом материале рассмотрено в [251 ]. При
этом допущено, что каждый кристалл в поликристалличе-
ском материале поглощает независимо друг от друга; для
расчетов применена спиноволновая теория.
Резонанс, наблюдавшийся в никель-алюминиевых фер-
ритах, лучше всего объясняется независимостью поглоще-
ния каждым зерном. Такой подход вполне обоснован для
ферритов, в которых анизотропия гораздо больше магнит-
ного насыщения.
На основании этого можно утверждать, что явление ре-
зонанса в поликристаллических образцах должно зависеть
от размера зерен спеченного материала. Для материалов
типа граната иттрия и железа, в которых анизотропия поля
гораздо меньше магнитного насыщения, использовалась
спиноволновая теория [252]. Согласно этой теории, при
поглощении на зернах, величина которых обычна для спе-
ченных поликристаллических материалов, не должно быть
никаких изменений ширины линии. Правда, эта теория
предсказывает, что уменьшение размера очень маленьких
зерен «1 жк) повлияет на ширину линии поглощения при
некоторых характерных частотах. Однако в ярко выражен-
ных поликристаллических ферритах размер зерна обычно
превышает 1 мк и ширина линии для более крупных зерен
в большей мере определяется пористостью.
В некоторых ферритах резонанс можно объяснить толь-
ко с совместных позиций спиноволновой теории и незави-
симого поглощения каждым зерном. Например, анизотро-
пия поля никелевого феррита того же порядка, что и маг-
нитное насыщение. На фиг. 54 представлено изменение
ширины линии поглощения в зависимости от величины
зерен спеченного никелевого феррита. Из графика видно,
6В Зак. 1672
154
Часть I
что ширина линии не зависит от размера зерен в интервале
температур спекания от 1250 до 1400°. Изменение ЛЯ в ин-
тервале температур 1150—1250° связано с пористостью,
обусловленной неполнотой спекания.
Как показали результаты исследования [253], на нике-
левых ферритах наблюдается очень тесная связь между
пористостью и шириной линии резонансного поглощения.
Фиг. 54. Зависимость ширины линии от величины
зерна в спеченном никелевом феррите.
Образцы изготовляли из порошков NiO и Fe2O3, измельчен-
ных в шаровой мельнице в воде в течение 4—24 час.
После сушки и отжига при 1000° в течение 1—10 час
шихту повторно измельчали мокрым способом (4—24 час)
и снова сушили. После введения связки в количестве 7%
порошок прессовали при 7—28 кг!мм2. Окончательное
спекание проводили при различных температурах; образ-
цы помещали в порошок окиси алюминия крупностью
0,15 мм или на корундовые плитки.
В большинстве случаев спекание продолжалось 5 час
при максимальной температуре. Феррит начинает спекать-
ся при 1150°; линейная усадка достигает 20%. При 1450°
наблюдаются признаки разложения. При 1250° возникает
рост зерна с образованием отдельных зерен, превышающих
по величине в 100—1000 раз своих соседей. Ширина линии
Магнитные свойства
155
резонансного поглощения уменьшается в интервале тем-
ператур от 1100 до 1250°, остается практически постоянной
от 1250 до 1425°, а дальше резко увеличивается. Таким
образом, ширина линии пропорциональна изменению пори-
стости и это обстоятельство можно использовать для кон-
троля. Омическое удельное сопротивление уменьшается от
109 ом-см (спекание при 1000°) до 10 ом-см (при 1450°).
Относительная магнитная проницаемость несколько уве-
личивается по мере уплотнения при спекании. С наступле-
нием спекания проницаемость сильно растет, вероятно,
в связи с большими возможностями для движения стенок
доменов.
П ьезоэлектрическая керамика
Пьезоэлектричество (возникновение электрического за-
ряда под действием сжатия) долгое время связывали с моно-
кристаллами материалов, обладающих полярной структу-
рой, как, например, кварц или сегнетова соль. В 1941 г.
на керамике из титаната бария была обнаружена очень высо-
кая диэлектрическая постоянная [254], и вскоре было уста-
новлено [255], что из нее можно изготовлять материалы,
обладающие практически пригодным пьезоэлектрическим
эффектом. Основным свойством титаната бария и подобных
ему веществ, позволяющих изготовлять пьезоэлектрическую
керамику, является сегнетоэлектричество, т. е. способность
кристаллов, обладающих электрически полярной структу-
рой, смещать направление полярности под действием силь-
ного электрического поля и затем сохранять эту новую
ориентацию после снятия поля [256].
В кристаллической структуре титаната бария спонтан-
ная электрическая поляризация может быть направлена
вдоль одной из трех осей куба. В керамическом образце
титаната бария индивидуальные кристаллики имеют в ос-
новном произвольную ориентацию и полярность распределе-
на статистически между несколькими допустимыми направ-
лениями в каждом кристалле. Большинство сегнетоэлектри-
ков утрачивают свою доменную структуру и полярность
при температуре точки Кюри. Сильное электрическое поле
(20 кв/см), приложенное к образцу титаната бария чуть ниже
120° С (точка Кюри), изменяет доменную структуру и вы-
равнивает полярность преимущественно в направлении
6В*
156
Часть I
приложенного поля. С появлением полярности керамика
становится сильным пьезоэлектриком. Наложение электри-
ческого поля в направлении возникшей полярности вызы-
вает расширение материала вдоль и сужение в перпендику-
лярном к нему направлении. В этом заключается обратный
пьезоэлектрический эффект. Прямой эффект состоит в воз-
никновении электрического заряда при сжатии или растя-
жении в параллельном или перпендикулярном направле-
нии по отношению к полярной оси. Практически важны оба
эффекта. Принцип действия микрофонов, грамофонных зву-
коснимателей и акселерометров основан на прямом эф-
фекте. Обратный эффект нашел применение в ультразву-
ковых преобразователях и подводных источниках звука.
С момента получения керамического титаната бария его
свойства были улучшены за счет изменений в технологии
изготовления или состава и, кроме того, были получены
новые соединения. Предприняты специальные меры для
улучшения температурных коэффициентов (которые зна-
чительно изменяются с чистотой титаната бария) или сни-
жения различных потерь. Явления изоморфного замеще-
ния, как, например, замещения двухвалентных Pb, Sr и Са
на Ва или четырехвалентного Zr на Ti, во многом можно
объяснить, исходя из смещения точки Кюри и других
точек фазовых переходов. К вновь полученным веществам
можно отнести твердые растворы ниобата кадмия и натрия,
ниобата калия и натрия, титанат-цирконат свинца и ме-
таниобат свинца. Некоторые их свойства в сравнении с квар-
цем приведены в табл. 15.
В этой таблице пьезоэлектрические константы dsl и
относятся к напряжениям, приложенным соответствен-
но перпендикулярно и параллельно направлению поляри-
зующего поля. Коэффициент электромеханической связи
(пьезоэлектрический модуль) Кр служит характеристикой
пьезоэффекта в керамических материалах (более детально
см. у Джаффи [256]). Можно также воспользоваться рабо-
тами [257, 249]; в последней обсуждаются свойства тита-
ната бария и других сегнетоэлектриков.
Твердые растворы PbZrO3 и PbTiO3 Джаффи и сотр.
[2581 получили спеканием смесей окислов при 1220°.
Потери РЬО за счет испарения были уменьшены с помощью
спрессованных всухую таблеток РЬО + ZrO2, которые
Магнитные свойства
157
Таблица 15
Свойства пьезоэлектрических керамик
Вещество Диэлектрическая постоянная К8 Пьезоэлектрические константы, 10—12 кулон [ньютон Модуль упру- гости, 1 О' н ьютон / м2 Коэффициент электромехани- ческой связи /Ср Поляризация, 10~12 кулон/м2 Температура Кюри, °C
<*31 d зз
ВаТЮ3 1700 78 190 11,0 0,37 7,5 115
ВаРЬТ103 "'одГ'оТГ’ 500 23 70 12,0 0,2 10,0* 150
NaCdNb2O5 мГ 0,2 2000 70 175 11,0 0,3 18,0 220
PbTiZrOg 0,45 0,55 500 56 130 7,5 0,39 30,0* 350
PbNb2O6 225 11 80 3,5 0,7 570
Кристаллический кварц * Расчетное значе 4,5 ние. 2,3 2,3 8,0 — Не сегнето- электрик
при спекании помещали рядом с образцами. После спекания
пьезоэлектрические свойства индуцировались наложением
поля 60 кв/см. при комнатной температуре в течение 1 час.
Радиальный коэффициент электромеханической связи и кон-
станты d31 и <4з обнаруживают резкий максимум, соответ-
ствующий 45 мол. %. PbTiOg.
В работе, посвященной изучению свойств PbNb20c„
Гудман [259] применял очень активную форму окиси свин-
ца, полученную разложением PbSO4 при 1000°. Образцы
PbNb.,Oe готовили из эквимолярных смесей Nb2O5 и PbSO4
в виде спрессованных таблеток, которые затем спекали
на воздухе в течение 1 час при 1275°. Потом таблетки дро-
били, вновь прессовали и спекали при 1250° в течение
6 час. Пористость образцов уменьшали за счет флюсующих
добавок 2,5% ТЮ2 и ZrO2 в отдельности или в виде смеси.
Поляризация создавалась наложением поля постоянного
тока в 20 кв /см при 200—250? в течение 30 мин.
В работе [260] по изучению свойств метаниобата свин-
ца установлено, что при обжиге он обедняется окисью
158
Часть I
свинца пропорционально длительности обжига, причем
потери окиси свинца сильно увеличиваются при повышении
температуры обжига. У образцов, обжигавшихся в течение
30 мин при температурах ниже 1275°, потери в весе соста-
вили менее 1% (в пересчете на свободную РЬО), но достига-
ли 3,5% в случае обжига при температурах выше 1275°.
Изменение пористости образцов метаниобата свинца,
обожженных в течение 30 мин в интервале температур
1200—1350°, имеет максимум (1300°, 18% пористости) и
минимум (1225°, 8% пористости).
Небольшие намеренные отклонения метаниобата свин-
ца от стехиометрического состава или изменения, связан-
ные с потерями РЬО при обжиге, не оказывают заметного
влияния на диэлектрическую постоянную при температуре
Кюри, температурный коэффициент емкости (ТКЕ) или
электрические потери. Небольшое уменьшение содержания
окиси свинца в метаниобате против стехиометрического
приводит к повышению диэлектрической постоянной при
комнатной температуре.
Более высокие значения диэлектрической постоянной
при комнатной температуре и более низкие коэффициенты
рассеяния при температурах выше 300° чаще получают на
образцах метаниобата свинца, обожженных при 1300°,
чем при 1225°, хотя применение более высокой температуры
обжига сопряжено с увеличением пористости и потерь в весе
за счет окиси свинца. Широкий интервал температур, в ко-
тором возможно применение PbNb2Oe, делает его особенно
перспективным для определенных целей, например в вы-
сокотемпературных акселерометрах [261]. В работе [262]
обсуждается применение титаната бария в качестве конден-
саторов высокой емкости и в цифровых запоминающих
устройствах.
7. МАТЕРИАЛЫ С ОСОБЫМИ СВОЙСТВАМИ
Многие материалы с особыми свойствами готовят мето-
дами порошковой металлургии ввиду того, что другие ме-
тоды или неприменимы, или очень сложны и неэкономичны.
Рассмотрим три группы таких материалов:
1) пористые, 2) спеченные композиции и 3) многофазные
материалы.
7. Материалы с особыми свойствами
159
Пористые материалы
Ввиду промышленного значения этих материалов боль-
шой практический и научный интерес представляет изу-
чение проницаемости пористых материалов по отношению
к жидкости или газам. Здесь имеется весьма обширная
литер атур а [263—269].
В данном разделе мы рассмотрим лишь возможности
производства спеченных материалов с заданной пористо-
стью. Такие материалы можно разделить на четыре группы
в зависимости от йх использования:
1. Высокопористые материалы и изделия. Сюда относят-
ся, например, различные детали, которые мало или вовсе не
нагружены (декоративные изделия, медали, монеты, шай-
бы, прокладки), а также материалы, предназначенные для
уплотнения и термоизоляции. Применение высокопористых
материалов оправданно и в ювелирном деле, повышая
«объемность» изделия [270].
2. Материалы, проницаемые для потока жидкости или
газа или улучшающие их характеристики. В качестве ти-
пичных примеров можно назвать: а) газожидкостные сепа-
раторы для удаления воды или масла из систем, в которых
газ находится под давлением; б) перегородки, разделяющие
жидкости в электролитических ячейках; в) приспособление
для разделения жидких и газообразных изотопов с помощью
диффузионных процессов; г) элементы аэраторов или диф-
фузоров для растворения газов в жидкостях, смешивания
жидкостей и образования суспензий твердой фазы в жидкой
(например, при аэрации процессов ферментации или при
обработке канализационных вод, при пенной флотации или
карбонизации растворов, при сжижении); д) распылители
жидкости над поверхностью, например, в системе, устра-
няющей обледенение крыльев самолета, или при сжигании
жидкого топлива; е) охлаждающие устройства, например,
при охлаждении авиационных двигателей или ракет с по-
мощью газа или жидкости или для предотвращения выбро-
сов пламени из сварочных горелок; ж) преобразователи
воздушного потока, например, над поверхностью крыла;
з) регуляторы давления, например, для предохранения ма-
нометров от внезапного изменения давления или смягчения
удара взрывной волны и для вакуумной формовки пласт-
масс в пористых пресс-формах.
160
Часть I
3. Материалы, способные отфильтровывать частично
или полностью суспензию твердых частиц различных раз-
меров в газах и жидкостях. Примеров подобного применения
очень много.
4. Материалы, способные длительно удерживать жид-
кость в порах, например пористые подшипники, пропитан-
ные маслом. Менее обычно применение таких материалов
в ювелирном деле для сохранения аромата [271 ].
Удобнее рассмотреть сначала общие черты, присущие ма-
териалам 2-й и 3-й групп, а затем уже 4-ю группу. Тогда
материалы 1-й группы не потребуют отдельного рассмотре-
ния.
В большинстве работ, математически описывающих про-
ницаемость пористых веществ для газов или жидкостей,
использованы либо весьма низкие скорости (диффузионный
поток), либо очень высокие (турбулентное течение), или
же промежуточные скорости (ламинарный поток). Здесь
удобно воспользоваться одним, наиболее старым методом
подхода к этому вопросу. В простой классической упаковке
из равновеликих шаров, заполняющих объем куба, можно
обнаружить три взаимно-перпендикулярных направления,
параллельно которым проходят три сквозных канала, на-
чинающихся на одной грани куба и выходящих на проти-
воположной (эти направления не обязательно параллельны
ребрам куба). Полагая такой канал внутренней трубкой,
не имеющей стенок, можно принять, что пористость рас-
сматриваемой упаковки более или менее эквивалентна си-
стеме капилляров, пронизывающих ее в трех взаимно-пер-
пендикулярных направлениях.
Для ламинарного потока экспериментально [270] и
теоретически [273] установлен общий объем потока жид-
кости, протекающий по трубе:
(Р1 — Ра)
8т] I
где d — диаметр трубы; / — длина; рг и р2 — давление
в начале и конце трубы; г] — вязкость жидкости.
Поскольку поток жидкости пропорционален диаметру
трубы в четвертой степени, следует ожидатщ что проница-
емость пористых масс будет чрезвычайно чувствительна
к диаметру капилляров. Следовательно, в производстве спе-
7. Материалы с особыми свойствами
161
ченных пористых материалов наиболее важен размер пор
и контроль за ними. Каковы же в действительности размеры
пор в пористых материалах? Это весьма трудный вопрос.
На фиг. 55, заимствованной из классической работы Слих-
тера [274], показана форма поры стабильной наиболее
плотной ромбоэдрической упаковки из равновеликих ша-
ров, приходящаяся на одну элементарную ячейку (автор
указывает, что модель выполнена в предположении, что
шары не касаются друг друга). Каковы же размеры такой
поры? Будем ли мы брать среднюю длину или ширину
поры или диаметр эквивалентного шара, или, наконец,
наименьшее поперечное сечение поры? Конечно, при рас-
смотрении процесса фильтрации важен последний параметр,
потому что именно он отвечает теоретически минималь-
ному размеру частицы, которую может задержать фильтр.
Приведенное выше уравнение показывает, что объем
потока через трубу обратно пропорционален ее длине.
Какова же длина такой поры? На фиг. 56, взятой из той же
работы, показана не только длина, но и изогнутая ось кана-
ла поры, пронизывающей ромбоэдрическую упаковку ша-
ров. Поэтому фактический канал поры гораздо длиннее
толщины пористого материала. Кроме того, изогнутость
пор следует учитывать при скоростях потока, меньших
чем ожидаемые в случае турбулентного потока.
В действительности пористые материалы, безусловно,
изготовлены не из шаров совершенной формы и одинако-
вого размера. Упаковка частиц в реальном пористом теле,
конечно, не соответствует какому-нибудь классическому
типу упаковки. Все же надо помнить, что практически
одинаковые по размерам и форме частицы порошка всегда
почти сферические. Кроме того, простая утряска или вибра-
ционное уплотнение такого порошка приводит к удивитель-
но постоянной пористости. Следовательно, практически
случайная упаковка, достигнутая таким способом, хотя и
не является классической, все же хорошо воспроизводится.
Поэтому можно ожидать, что в порошке, уплотненном с по-
мощью вибрации, получаются поры с устойчивыми мини-
мальными или средними размерами.
Для дальнейшего рассмотрения этого вопроса необхо-
димо выяснить, что происходит при погружении пористого
материала в жидкость. Решающим является вопрос о сма-
Фиг. 55. Элементарная ячейка пористого простран-
ства в ромбоэдрической ячейке с плотнейшей упаков-
кой шаров.
Шары слегка отделены друг от друга.
Фиг. 56. Искривленная ось треугольной поры
в ромбоэдрической ячейке.
7. Материалы, с особыми свойствами
163
чивании или не смачивании жидкостью внутренней поверх-
ности пор. Как уже отмечалось в гл. IV1, смачивание зави-
сит от большого числа факторов.
Обычно сухой пористый материал содержит газ или
воздух, который должен вытесняться проникающей в поры
жидкостью. То же относится к пористому материалу при
проникновении двух жидкостей, одна из которых смачи-
вает, а другая не смачивает этот материал.
Здесь возможны три варианта:
а) полная пропитка; пористый материал полностью про-
питывается одной из фаз;
б) взвешивание частиц одной фазы в другой. Пористый
материал в минимально возможной степени пропитывается
одной из фаз. Тогда эта фаза может существовать в пористом
теле только в виде взвешенных частиц в другой фазе, эти
частицы не касаются друг друга, и поэтому исключена воз-
можность непрерывности течения такой фазы через пори-
стый материал;
в) образование непрерывных каналов. При некоторой
средней способности к пропитке образуется непрерывная
сетка каналов из обеих фаз. В этом случае возможно тече-
ние каждой из фаз.
Условия, соответствующие второму и третьему вариан-
там, представлены на фиг. 57, взятой из работы [275].
Безусловно, мы имеем здесь дело с пограничными натя-
жениями, возникающими на границах раздела фаз и во
многом зависящими от природы и размеров внутренней
поверхности пористых материалов. Эти межфазные натя-
жения могут содействовать или противодействовать тенден-
ции одной фазы вытеснить из поры другую. Любому дан-
ному относительному насыщению, необходимому для созда-
ния равновесия, должна соответствовать определенная раз-
ность капиллярных давлений вытесняющей и вытесняемой
фаз, являющихся функцией степени пропитки. Подобно
всем процессам смачивания поверхностей, здесь также имеет
место гистерезис. Следовательно, данная степень пропитки
не приводит к однозначной величине капиллярного давления.
Рассмотрим пористую массу, заполненную жидкостью,
причем жидкость постепенно высасывается из пористой
1 Джонс, выпуск второй, часть II. — Прим. ред.
164
Часть 1
массы и заменяется воздухом. Если пористый материал со-
стоит из равновеликих шаров с упорядоченной упаковкой,
то первоначально капиллярное давление существенно уве-
личивается при очень незначительном уменьшении насы-
щения. В момент, когда мениск жидкости, смачивающей ша-
ры, приближается к узким перешейкам между порами, капил-
Фиг. 57. Схематическое изображение двух случаев, наблюдаю-
щихся при проникновении жидкости в идеальный пористый мате-
риал из плотно упакованных шаров.
а — взвешивание частиц одной фазы в другой; б —образование непрерывных
каналов.
лярное давление становится равным входному капилляр-
ному давлению. Это входное давление имеет величину,
необходимую для передвижения мениска от одного узкого
перешейка к другому. После прохода через перешейки и
входа воздуха в поры степень пропитки уменьшается, при-
чем мениски изменяются таким образом, что сохраняется
почти одинаковое капиллярное давление.
Вследствие нестабильности процесса заполнение возду-
хом резко меняется, когда создаются условия для образова-
7. Материалы с особыми свойствами 165
ния непрерывных каналов жидкости и газа во всей массе.
Капиллярное давление на этой стадии изменяется очень
мало от степени пропитки жидкостью в 90—95% вплоть до
5—10%-ной степени пропитки. С увеличением высасывания
пленка жидкости теряет сплошность и возникают условия
для образования взвешенных частиц одной фазы в другой.
В действительности пористые массы состоят из частиц
порошка необязательно одинаковых форм и размеров.
Поэтому должен существовать интервал размеров узких
перешейков, что приведет к постепенному переходу от
почти горизонтального участка кривой капиллярного дав-
ления к почти вертикальному. Различие в размерах пор так-
же проявит себя в виде отклонения кривой от вертикали.
Типичные кривые для двух марок пористой бронзы,
одной марки нержавеющей стали и спеченного стекла пред-
ставлены на фиг. 58 [267]. Продолжая вертикальный уча-
сток кривых до 100%-ной пропитки, можно рассчитать сред-
ний диаметр узких мест капилляров. Бронза А содержит
мельчайшие поры, бронза В — поры, весьма одинаковые
по размерам. В образце из нержавеющей стали заметно зна-
чительное различие размеров пор. Это обусловлено тем,
что нержавеющая сталь изготовлена из частиц угловатой
формы, тогда как частицы других порошков почти сфе-
рические.
Интересное явление, связанное с условиями вытеснения
в пористом материале одной жидкой фазы другой, описано
и проанализировано в работе [276]. В этом случае поверх-
ность раздела двух фаз была не плоской, а «гребенчатой»,
как будто зубья одного гребешка входили в другой. В ре-
зультате образуются каналы одной фазы в другой, что имеет
практическое значение.
В соответствии с законом Дарси [277]
Д
поток Q жидкости через пористый материал пропорционален
падению давления р и площади А, перпендикулярной по-
току, и обратно пропорционален абсолютной вязкости
т] и длине пути I в направлении потока. Константа <р пред-
ставляет собой коэффициент проницаемости материала, не
зависящий от размеров фильтрующего элемента. При ис-
166
Часть 1
пользовании системы CGS эта константа измеряется в квад-
ратных сантиметрах. Она является постоянной величиной
для данного материала и не зависит от количества материала.
Фиг. 58. Капиллярное давление спеченных пористых
тел (температура 20° [267]).
/ — бронза сорта А; 2 — бронза сорта В; 3 — нержавеющая сталь;
4 —стекло сорта 3. Числа вверху графика означают размеры диа-
метров входа в капилляры.
Для фильтрующего элемента или установки из этих эле-
ментов площадь А и толщина I в уравнении Дарси будут
постоянными. Поэтому выражение yA/l = Qv]/p для опреде-
ленной установки или элемента также постоянно.Морган1
1 Частное сообщение.
7. Материалы с особыми свойствами 167
обратил особое внимание на это выражение, которое мож-
но назвать коэффициентом проницаемости установки1 (или
соответственно элемента установки). Эта техническая кон-
станта имеет размерность объема. Разумеется, говорить
о постоянстве коэффициентов проницаемости и материала
установки можно лишь в границах действия закона Дарси,
т. е. для значений критерия Рейнольдса не более 10. Для
большинства фильтров для жидкостей критерий Рейноль-
дса менее 10, а для газовых фильтров и грубой металличе-
ской сетки он может превышать это значение.
Воспроизводимость результатов при производстве спе-
ченных проницаемых материалов основана на следующих
принципах: а) постоянство состава материала, необходимое
для воспроизводимости смачивающих свойств; б) постоянст-
во общей пористости; в) постоянство общей внутренней
поверхности; г) постоянство размеров пор, не зависящее
от их формы. В производстве спеченных проницаемых мате-
риалов необходимо, таким образом, достичь постоянства
свойств, применяя в качестве исходных материалов тщатель-
но отсортированные порошки в очень узком интервале круп-
ности сит. Кроме того, всюду, где это возможно, следует
применять сферическую форму частиц, как наиболее легко
воспроизводимую и лишенную анизотропии. Однако в ряде
случаев приходится использовать частицы другой формы
при условии, что они достаточно равноосны.
До настоящего времени для фильтров из спеченных ма-
териалов используют ограниченное число сплавов и метал-
лов, в основном устойчивых к коррозии в различных средах.
Обычно это никель, серебро, бронза, латунь, медноникеле-
вые сплавы, нержавеющая сталь и тройные сплавы медь —
никель — олово или медь — никель — цинк.
В случае бронзы в США, по-видимому, используют по-
рошок меди со сферическими частицами, покрытыми 5%
Sn (тонкие порошки) или 10% Sn (грубые порошки). Евро-
пейские фирмы используют порошки, распыленные из
жидкой бронзы с 11% Sn. Применение порошков меди-
покрытой оловом, подразумевает спекание с участием жид,
1 В. Д. Джонс называет константу <рА// = Q-rj/p не коэффи-
циентом проницаемости установки, а «фактором производитель-
ности». — Прим. ред.
168
Часть I
кой фазы хотя бы в течение короткого времени. Представ-
ляется сомнительным, чтобы это. дало какие-либо преи-
мущества.
В практике спекания применяют два типа материалов:
а) легко спекающихся, не требующих предварительного
прессования (бронза, серебро и сплавы медь — никель —
олово), и б) спекающихся труднее и, следовательно, тре-
бующих предварительного прессования (нержавеющая
сталь, никель, медноникелевые сплавы и т. д.). В первом
случае порошок засыпают в форму и затем уплотняют вибра-
цией до постоянной плотности. Затем порошок спекается
в этой же форме в соответствующей восстановительной ат-
мосфере при температуре, обеспечивающей нужную пори-
стость конечного продукта. При определенном мастерстве
так можно изготовлять широкий ассортимент различных
по форме спеченных изделий. Материалы для форм выбирают
из соображений дешевизны и простоты обработки или из-
готовления. Наиболее часто применяют графит, чугун и
соответствующие стали. Приваривание порошка к стенкам
металлической формы предотвращают образованием за-
щитной окисной пленки, устойчивой в атмосфере спекания.
Например, стальные и чугунные формы могут содержать
небольшое количество хрома.
Продолжительность спекания, особенно для грубых по-
рошков, должна быть достаточной для образования между
частицами сравнительно крупных мостиков1, но не столь
большая, чтобы вызвать значительную усадку заготовки и
сфероидизацию пор. Обычно диаметр таких мостиков со-
ставляет до 10% диаметра частиц.
В британском патенте [278] предложен метод спекания
под малым давлением (груз сверху порошка). Небольшую
доводку по размерам и форме можно осуществить, применяя
в конце процесса малые давления, недостаточные для суще-
ственной деформации пор. Окончательная механическая
обработка затруднительна и обычно нежелательна для ра-
бочих поверхностей фильтра/Изделия сложной конфигура-
ции можно получить, соединяя отдельные элементы с по-
1 Впервые на образование мостиков между частицами при
спекании металлических порошков обратил внимание В. И. Лихт-
ман, см. ДАН СССР, 71 (2), 324 (1950). — Прим. ред.
7. Материалы с особыми свойствами
169
мощью сварки, металлизации распылением [272] или склеи-
вания.
При работе с прессуемыми материалами обычно либо
тщательно регулируют давление прессования для дости-
жения требуемой плотности, либо прессуют под значительно
более высокими давлениями, но с применением порообра-
зующих веществ, улетучивающихся . в процессе спекания.
Обычно для этой цели употребляют карбонат или нитрат
аммония и оксалаты, тартраты и ацетаты различных ме-
таллов [280]. Очевидно, для этой же цели можно применить
также многие сорта пластмасс. Некоторые подробности про-
изводства пористой нержавеющей стали (особенно относи-
тельно ее прочности), изготовленной с добавками и без
порообразующих агентов, приведены в статье [281]. Та-
кие материалы следует спекать в атмосферах, восстанавли-
вающих окислы, которые могут присутствовать в сплавах.
До перехода к высокотемпературной стадии спекания не-
обходимо удалить воду, двуокись углерода и углеводороды,
образовавшиеся из порошкообразующих веществ.
Как уже отмечалось в гл. IV1, вполне возможно полу-
чить несообщающуюся пористость до 10% даже в слегка
спрессованных и слегка спеченных материалах. Такая
пористость будет неэффективной, если дело касается про-
ницаемости. Поэтому не следует излишне прессовать и спе-
кать материал. Для получения возможно лучших антикор-
розионных характеристик необходимо подвергнуть спе-
ченную нержавеющую сталь термической или химической
обработке, пассивирующей поверхность. Такими методами
изготавливают широкий ассортимент спеченных пористых
материалов, используемых во многих отраслях промышлен-
ности. Несомненно, в будущем найдут применение еще мно-
гие материалы, включая благородные металлы, твердые и
жаростойкие сплавы. Совершенно очевидно также, что
пористые листы больших размеров будут изготовляться
путем прокатки порошков.
Сравнивая металлические спеченные проницаемые ма-
териалы с другими пористыми материалами, можно отме-
тить направления, в которых первые имеют очевидные
преимущества. Например, по сравнению с бумажными филь-
1 Джонс, выпуск второй, часть II. — Прим. ред.
170
Часть /
трами они не будут гореть или рваться (хотя и не будут об-
ладать гибкостью бумажных фильтров). Металлические
фильтры прочнее стеклянных и керамических и главное
более пластичны. Поэтому они безопаснее, если фильтры
подвергаются динамической или статической нагрузке,
воздействию взрывной волны или термических ударов.
Высокая прочность позволяет использовать металлические
фильтры при больших перепадах давлений. Высокая теп-
лопроводность делает их полезными для гашения пламени
и в теплопередающих устройствах. Правда, когда дело
касается охлаждения в авиационной технике [282], теп-
лопроводность материала не влияет на его эффективность
в качестве охлаждающего агента. Электропроводность ме-
таллических пористых фильтров позволяет заземлять их,
если возможны электростатические разряды.
Современные спеченные металлические пористые мате-
риалы, по-видимому, обладают и некоторыми недостатками:
1. Высокая стоимость. Это в основном связано с тенден-
цией применять для производства этих материалов порош-
ки с тонкими сферическими частицами, однородными по
размерам. Для этой цели используют порошки, получае-
мые распылением и дающие обычно широкий интервал
крупности частиц; соответствующая обработка порошка
связана поэтому с существенными его потерями (отходами).
Пока процесс распыления не будет усовершенствован до
непосредственного получения порошков с нужными раз-
мерами частиц, такие порошки для производства фильтров
будут оставаться дорогими.
2. Эффективная сообщающаяся пористость в металличе-
ских фильтрах не особенно высока. За некоторыми исклю-
чениями, она обычно изменяется от 25 до 45%. Однако
следует помнить, что основа состоит из дорогостоящего
металла.
3. Большая часть пор используется недостаточно эф-
фективно главным образом из-за того, что их величина
существенно больше, чем наиболее узкие перешейки
(см. фиг. 55).
Более эффективный материал для фильтров должен со-
держать трубчатые поры постоянного диаметра.
4. В большинстве случаев пористость слишком изот-
ропна. Обычно требуется проницаемость только в одном
7. Материалы с особыми свойствами
171
направлении; сообщающаяся пористость в любом другом
направлении означает потери.
Однако фильтровальное устройство, содержащее одина-
ково ориентированные трубчатые поры, несомненно, было
бы невыгодным, так как одна застрявшая в такой поре
частица целиком выключает ее из работы. При изотропной
пористости это обстоятельство не имеет большого значения.
Правда, более желательна несколько меньшая изотроп-
ность пористости, чем в фильтрах из спеченных порошков.
Основная часть пор должна быть преимущественно ориенти-
рована в нужном направлении, а остальная часть должна
выполнять роль обводных каналов на случай закупорки.
Одна из причин этих недостатков, по-видимому, связана
со стремлением применять для металлических спеченных
проницаемых материалов сферические частицы одинакового
размера. Даже в лучшем случае такие частицы образуют
поры весьма неправильной формы. Поэтому центр тяжести
проблемы следует перенести, по-видимому, с формы частиц
на форму пор. В самом деле, ведь необходима полностью
трубчатая пористость (необязательно круглого сечения)
постоянного диаметра и применительно к конкретным усло-
виям некоторое количество поперечных соединяющих пор.
Изготовление таких материалов представляется труд-
ным, но технически осуществимым делом. Для получения
первоначальной трубчатой пористости можно использовать
длинные или короткие волокна материала, который улету-
чивался бы при спекании. Можно также использовать тонкие
волокна фазы, которая расплавлялась бы при спекании,
образуя сплав с матрицей. Металл вводят в виде порошка,
частицы которого существенно тоньше диаметра волокна.
Кроме того, металл должен быть достаточно активным,
чтобы его собственная внутренняя пористость быстро за-
крывалась даже при низких давлениях прессования и не-
продолжительном спекании.
Такие методы, вероятно, непрактичны при размерах
волокон порядка микронов. В качестве альтернативы мож-
но предложить химическое осаждение металла на нити или
осаждение из газовой фазы. Само собой напрашивается
также применение металлизации.
Однако представляется сомнительным, что подобные
способы позволяют получать лучшие и более дешевые про-
172
Часть I
ницаемые материалы, чем при совместном спекании пачек
металлической сетки [283]. Для более грубой пористости
такой метод изготовления проницаемых материалов, по-
видимому, является идеальным. Во-первых, пористость
металлических сеток крупнее, чем та, которую можно до-
стичь спеканием порошков. Во-вторых, можно получить
практически любой эффективный размер пор за счет раз-
личного расположения сеток в пачке. И, наконец, можно
получить любую степень анизотропии, изменяя характер
узора сетки, форму проволочек и взаимную ориентацию
сеток.
Выравнивание и ориентировка сеток перед прессованием
и спеканием являются, по-видимому, относительно просты-
ми операциями, поддающимися автоматизации с помощью
оптикоэлектронных методов, и, следовательно, себестои-
мость таких материалов не будет служить препятствием их
применению. Впрочем, следует напомнить, что стоимость
протяжки и плетения тонкой проволоки резко возрастает
по мере уменьшения диаметра проволоки. Кроме того,
точность изготовления тонких сеток в настоящее время не
высока. Например, английские стандарты допускают для
сеток 230 меш (около 65 мк) максимальный размер отдель-
ных отверстий на 90% больше номинала. В работе [282]
обсуждается применение спеченных сетчатых материалов
в технике охлаждения и подчеркивается их перспектив-
ность.
По-видимому, еще многое предстоит сделать для усо-
вершенствования проницаемых порошковых материалов.
Не совсем ясно, смогут ли они конкурировать с материа-
лами, изготовленными из металлической сетки, по крайней
мере там, где используется более грубая пористость.
Пористые подшипники
Пористые порошковые металлы широко применяют
в качестве подшипников, и количество металлического
порошка, идущего на их производство, значительно больше,
чем для другого вида спеченных материалов. Пористые
подшипники способны удерживать значительное количество
смазки — иногда достаточное для многолетней нормальной
эксплуатации — и предназначены для условий, когда по-
7. Материалы с особыми свойствами
173
дача масла затруднена, невозможна или ненадежна. В та-
ких подшипниках можно осуществить и непрерывную
подачу масла. Область технического применения пористых
подшипников весьма обширна [284, 285].
Пористые подшипники обычно изготовляют из бронзы,
спекая порошки меди и олова с добавками или без добавок
графита или других сухих смазочных веществ. Применяют
также спеченные порошки железа и меди или одного желе-
за; использовались и другие сплавы. Подшипники постав-
ляют пропитанными маслом в «сухом» виде.
Пористые подшипники должны сочетать несколько
свойств:
1) нужно добиться такой пористости, которая позволяла
бы впитывать и удерживать максимальное количество
смазки;
2) пористость должна быть возможно более сообщающей-
ся и отличаться изотропным распределением. Важна не
только проницаемость, необходимая для подачи смазки
к поверхности подшипника, но и возможность такой подачи
в направлении оси вращения и по периферии подшипника;
3) подшипник должен обладать антифрикционными свой-
ствами и некоторым минимумом прочности;
4) требуются узкие допуски по размерам, обеспечиваю-
щие полную взаимозаменяемость подшипников, а также
возможность их изготовления рабочими обычной квали-
фикации.
Пористость и маслоудержание. Существует верхний
предел пористости спеченного материала, выше которого
материал становится конструктивно непрочным и непри-
годным для использования. Нижний предел обусловлен
тем, что при малой пористости отдельные поры становятся
изолированными, т. е. несообщающимися. Указанные пре-
делы лежат между 50 и 10% пор по объему. Для большей
части подшипниковых материалов пористость обычно со-
ставляет 25—35%. Практически возможно заполнение пор
маслом на 90% или более; масло удерживается капил-
лярными силами. Поэтому необходимо соответствие между
размером (эффективным сечением) пор и поверхностным
натяжением масла.
174
Часть I
Важная особенность пористых подшипников — необ-
ходимость достаточного подвода масла из пор к их поверх-
ности. Если поры забиваются продуктами окисления масла,
этот подвод нарушается, а если при вращении вала или
самого подшипника происходит плотное соприкосновение
поверхностей (в направлении приложенной нагрузки), —
поры на поверхности подшипника могут закрыться при
отсутствии жидкой смазки из-за ограничения подачи масла
к поверхности подшипника. Кроме того, поскольку проч-
ность пористого материала зависит от пористости, опти-
мальная пористость связана с нагрузкой на подшипник,
как по величине, так и по направлению. При эксплуатации
температура подшипника повышается, в результате чего
понижается вязкость масла и увеличивается его утечка.
Поэтому следует рассмотреть некоторые условия равно-
весия.
Следует также учитывать, что масло непрерывно выте-
кает из подшипника в процессе эксплуатации. Морган
[279] считает, что утечка масла приблизительно пропор-
циональна логарифму рабочего времени. Таким образом,
она значительна в начале эксплуатации и уменьшается со
временем. Потребность подшипника в масле приблизи-
тельно пропорциональна рабочей поверхности. Между
факторами, содействующими выталкиванию масла из пор
и его удержанию в порах, должно быть равновесие.
К числу факторов, способствующих выталкиванию,
можно отнести: а) плохую обработку поверхности;
б) эксцентричность; в) большую линейную скорость вра-
щения; г) большие зазоры; д) градиент давления по длине
подшипника. К числу факторов, способствующих удержа-
нию масла в порах, относятся: а) малое эффективное сече-
ние пор; б) высокая вязкость масла; в) большие погранич-
ные натяжения.
Для практики важно создать пористый материал с не-
которым интервалом по размерам пор. При постепенном
вытекании масла из подшипника в этом случае освобож-
даются поры все меньших размеров. Это продолжается до
тех пор, пока силы пограничного натяжения, увеличиваю-
щиеся с уменьшением размера пор, не компенсируют потерь
масла при установившейся скорости утечки (см. стр. 165
и фиг. 58). Равновесие между скоростью утечки и силами,
7. Материалы с особыми свойствами 175
удерживающими масло, определяет эффективный срок
годности подшипника.
Дополнительное введение масла можно осуществить
несколькими способами, например применением войлоч-
ных или шерстяных фитилей и прокладок. В этом случае
также установится равновесие между подшипником и до-
полнительным резервуаром масла. Можно также пред-
усмотреть различные полости, выполняющие функции ре-
зервуаров масла. Описание этого метода и данные по ско-
ростям подачи масла приведены в работе [287].
Проницаемость. Морган и Камерон [288] показали, что
в порах подшипников такого типа масло циркулирует.
Если пористый металл подшипника пропитан окрашенным
маслом, а сам подшипник находится внутри фетрового
кольца, пропитанного неокрашенным маслом, то окрашен-
ное масло распределяется в фетре в соответствии с направ-
лением приложенной нагрузки. Это показано на фиг. 59;
здесь в направлении нагрузки в пленке возникает гидро-
динамическое давление, превышающее давление в нена-
груженных частях. Это вызывает циркуляцию масла, ко-
торая выравнивает его давление, способствует охлаждению,
удалению с поверхности подшипника мелких механиче-
ских частиц и засасыванию масла в поры. Поэтому важна
проницаемость этих материалов, которую надо контроли-
ровать. Авторы установили графическую зависимость про-
ницаемость — пористость для типичных бронзовых порис-
тых подшипников. Они также показали, как потери на тре-
ние о стенку пресс-формы приводят к уменьшению по-
ристости вдоль оси подшипника, как это можно ожидать
из обсуждения этого вопроса в гл. II Ч
Проблема проницаемости пористых подшипников чрез-
вычайно важна. Результаты математических расчетов,
ранее проведенных для непористых подшипников [289],
были использованы Морганом и Камероном при выборе
конструкционных параметров пористых подшипников с уче-
том допускаемых нагрузок для пористых и непористых
подшипников. Полученный технический безразмерный па-
раметр ф (фактор пористости) включает проницаемость,
ХД ж о н с, выпуск второй, часть II. —Прим. ред.
176
Часть 1
толщину стенок и радиальный зазор:
I ЧТ
гр = V
где ф— проницаемость (слг); Т — толщина стенок (см);
с — радиальный зазор (см).
Фиг. 59. Маслообмен между металличе-
ским пористым подшипником, содержа-
щим окрашенное масло, и войлочной про-
кладкой, содержащей неокрашенное мас-
ло [288].
Морган и Камерон [288 ] полагают, что эта зависимость,
вероятно, справедлива для больших отношений длины
к диаметру, чем те, которые использовались в расчетах
7. Материалы с особыми свойствами
177
[289], и ее можно рассматривать как коэффициент пропор-
циональности при расчете непористых подшипников.
Морган и Камерон определили гидродинамическое дав-
ление, возникающее в масляной пленке при вращении вала,
и вычли из него гидродинамическое давление масла, под
которым оно нагнетается в поры в направлении действия
нагрузки. Расчет показал, что вдоль оси подшипника про-
ницаемость постоянна. Однако из-за трения о стенки пресс-
формы это предположение не может быть верным, особенно
для длинных подшипников с тонкими стенками. В таких
случаях наибольшая пористость, а следовательно, и наи-
большая проницаемость, наблюдается по направлению
к центру подшипника, где создаются наивысшие гидро-
динамические давления. При использовании для пористого
подшипника фактора, корректирующего эти давления,
проницаемость в центральной зоне подшипника следует
выбирать по усредненной величине.
Возникающие при этом небольшие ошибки компенси-
руются «закрытием» пор, которое всегда имеет место при
недостаточной толщине масляной пленки между вращаю-
щимся валом и подшипником.
На фиг. 60 показано постепенное замазывание пор на
поверхности подшипника, вызванное тем, что скорость
проникания масла в поры превышает скорость образования
масляной прослойки в результате вращения вала.
Прочностные свойства и антифрикционные характе-
ристики. Пористый подшипник должен обладать достаточ-
ной прочностью, необходимой для его установки и для того,
чтобы выдерживать напряжения в течение всего срока
эксплуатации.
Морган [286] воспроизводит кривые напряжение—
деформация для типичной пористой бронзы, показывающей
постепенное уменьшение пористости при сжатии и неко-
торый упругий (обратимый) возврат после снятия напря-
жения. Как и следовало ожидать, на таких пористых мате-
риалах возможны значительные деформации под действием
малых нагрузок. Деформация в 5% соответствует напря-
жению сжатия, равному 9 кг/мм?. Следовательно, при ра-
боте с такими подшипниками должны приниматься меры
предосторожности во избежание снижения пористости.
7 Зак. 1672
фиг, 60, Постепенное замазывание пор в пористом подшипнике
[288J.
7. Материалы с особыми свойствами
179
На запрессованный подшипник действуют напряжения
сжатия. Если при этом на внутренние стенки подшипника
не оказывается давление от вала, то основная часть дефор-
мации связана с уменьшением внутреннего диаметра под-
шипника, а остальная часть — с увеличением плотности
пористого металла. Для подшипника данной плотности и
размеров существует определенная величина посадки с на-
тягом, которая позволяет получить оптимальные условия
посадки.
Увеличение натяга сверх нормы приводит к уменьше-
нию зазора и пористости. Вследствие малой величины со-
противления сжатию пористого материала величина натяга
существенно выше, чем у беспористых подшипников.
Разумеется, прочность пористых подшипников должна
быть достаточно высокой, чтобы выдерживать предусмотрен-
ные статические и ударные нагрузки. Основная часть под-
шипников из пористого металла изготовляется в виде
втулок, которые должны подвергаться испытаниям на ради-
альное сопротивление раздавливанию. Если толщина
стенок мала по сравнению с диаметром и материал разру-
шается без заметной пластической деформации, то радиаль-
ные напряжения выражаются формулой
, = KLT2
А D — T'
где А — радиальное сопротивление раздавливанию (кг);
К — константа прочности материала (кг/мм2); L — длина
подшипника (мм); Т — толщина стенок подшипника (мм);
D — наружный диаметр подшипника (мм).
Значения К изменяются в зависимости от пористости,
как это показано в табл. 16 для рассматриваемых пористых
сплавов.
Допустимую нагрузку на подшипники нужно опреде-
лять с учетом окружной скорости. Для пористой бронзы
допускается нагрузка вала на проекцию поверхности до
2,8 кг/мм2 при условии очень медленного вращения вала и
меняющейся скорости этого вращения.
При скорости вращения вала более 1 м/сек обычно при-
меняют (правда, без особого научного обоснования) формулу
типа pv= 18 (кг/см2)- (м/сек), где р— давление вала на про-
7*
180
Часть I
Таблица 16
Значения константы К для различных материалов
Материал Объемный вес, г/см* Минималь- ное значе- ние к. кг1мм?
после пропит- ки до пропитки
ASTM В202_58Т
MPA 16-55Т
Бронза 90/10 6,4—6,9 6,17—6,73 15,7
Сталь, углерод <0,25% . . 5,7-6,1 5,47—5,92 17,5
Сталь, углерод 0,25—0,60% . 5,7—6,1 5,47—5,92 21,0
Сталь, углерод 0,60—1,0% . 5,7-6,1 5,47—5,92 24,6
Сталь—медь 5,8—6,2 5,54—5,99 28,1
BS 1131
Бронза 90/10 Не определен 5,8 —6,0 12,3
MIL-B-5687A
Бронза 6,4—6,9 6,17—6,92 15,7
Железо 5,7-6,2 5,47—5,99 28,1
екцию поверхности подшипника, a v — скорость враще-
ния вала Ч
Значения р следует рассчитывать для равномерного рас-
пределения нагрузки по длине подшипника. Работа под-
шипника при использовании смазки обычно определяется
параметром нагрузки Л, который зависит от давления ва-
ла р на проекцию площади подшипника, числа оборотов
вала N в 1 сек, вязкости смазки у, диаметра вала d, дли-
ны подшипника I и величины зазора с:
л -
Для подшипников, полностью пропитанных смазкой,
существует характерное отношение между 1/Д и выраже-
1 Рекомендуемые Джонсом значения pv = 18 очень низки и
действительны только для «самосмазывающихся» подшипников
с высокой пористостью (25—35%). При подаче смазки извне, как на
обычные подшипники, значения pv для подшипников на железной
основе с пористостью 18—20% гораздо выше и доходят до
100 кг/см2• м!сек. — Прим. ред.
7. Материалы с особыми свойствами
181
нием [iP/cd, где ц — коэффициент трения. На фиг. 611 по-
казана эта зависимость, дающая соответствующие теоре-
тические кривые для компактных и пористых подшип-
ников, в которых фактор пористости ф изменяется в интер-
вале от 102до 10-4. Сравнение с обычными металлическими
подшипниками показывает, что для образования жидкой
пленки в пористых подшипниках необходимы более высо-
кие значения скоростей и вязкости. Этого следует ожидать
(сплошная кривая в левом углу) и пористых подшипников.
при условии, что часть давления пленки сбрасывается че-
рез поры металла. Этим объясняется, почему пористые под-
шипники применяют в основном при высокой скорости и
малых нагрузках. Из рассмотренных зависимостей выте-
кает, что более высоким значениям ф (т. е. более высокой
проницаемости, более толстым стенкам и меньшему зазору)
должны соответствовать более высокие скорости и вяз-
кости, чтобы компенсировать сброс давления масла через
поры. По данным Моргана и Камерона [288], коэффициент
трения пористых подшипников высок. Они нашли, что
минимальная величина ц равна 0,068, тогда как в присут-
1 Частное сообщение Моргана и Камерона.
182
Часть I
ствии сплошной жидкой пленки можно ожидать значения
порядка 0,001.
Вследствие снижения давления за счет просачивания
масла во внутренние поры в месте нагружения работа, не-
обходимая для образования сплошной масляной пленки,
соответственно выше, чем в компактных подшипниках. Это
показано на фиг. 61.
Следует рассмотреть эффекты, возникающие при повы-
шении температуры. В интервале рабочих температур масло
не нагнетается и не вытекает из системы (как это имеет
место в твердых подшипниках), ибо в порах поддерживается
непрерывная циркуляция масла. Как было показано, ско-
рость циркуляции масла зависит от проницаемости мате-
риала и, следовательно, от этого также зависит скорость
повышения температуры.
Морган [286] показал, что для данного подшипника
наблюдается линейная зависимость ргщ = — /2), гДе
/, — температура рабочей поверхности и 12 — температура
окружающей среды. Таким Образом, становится возмож-
ной оценка температуры рабочей поверхности подшип-
ника. При запрессовке бронзовых подшипников в стальные
детали следует учитывать различие коэффициентов терми-
ческого расширения этих двух материалов.
Полезную информацию о допустимых значениях pv,
рабочей температуре и других практических вопросах
эксплуатации пористых подшипников можно найти в ра-
боте [290].
Производство пористых подшипников
Несомненно, одной из причин выбора бронзы в качестве
материала первых пористых подшипников явилось то,
что бронзы, и в частности фосфористая, были в то время
традиционными антифрикционными материалами. Ана-
логичные причины привели к выбору композиций железо—
графит или железо—медь, а не просто железо.
Однако существуют и другие причины для выбора
бронзы. Для снижения стоимости производства подшип-
ников желательно спекать их при минимальной темпера-
туре и при коротких выдержках. Из оловянистой бронзы
90/10, полученной из смеси порошков, изготовляют доста-
точно прочные подшипники, спекая их при температуре
7. Материалы с особыми свойствами
183
около 800° С в течение 5 мин. Малой продолжительности
процесса, несомненно, способствует наличие жидкой фазы
при спекании.
Достижение хороших прочностных свойств при исполь-
зовании легированного порошка бронзы потребует значи-
тельно более длительного спекания. Кроме того, такой
порошок хуже прессуется, чем соответствующие смеси по-
рошков меди и олова. Смеси железо—графит и железо—медь
хорошо себя зарекомендовали, хотя их спекают при более
высоких температурах. Была предложена смесь алюминий—
олово [291 ], несмотря на очевидные трудности выбора для
нее защитной атмосферы. Применение простых или слож-
ных латуней, по-видимому, практически исключено. Под-
робный анализ соотношений различных технологических
параметров сделан в работе [292].
Контроль размеров пористых подшипников имеет боль-
шое технологическое значение (см. ниже). Имеются и дру-
гие замечания, относящиеся к высокопористым материа-
лам. В работе [293] рассмотрены вопросы, связанные с по-
ристостью, давлением, температурами, выдержками, изме-.
нением размеров и выбором смазки при прессовании.
Описание производства подшипников из пористой брон-
зы можно найти у Джонса [285], Гётцеля [284] и многих
других авторов. Желательны дополнительные сведения
относительно выбора масла и метода пропитки.
После спекания подшипники из пористой бронзы нахо-
дятся на воздухе, и поэтому в них можно предполагать на-
личие влаги. При высокой влажности атмосферы количе-
ство влаги в подшипниках может быть очень высоким,
учитывая большую внутреннюю поверхность пористых ма-
териалов и активность материалов на медной основе сразу
же после спекания в атмосфере водорода. Вытеснение воз-
духа и воды простым погружением подшипника в масло
оказывается невозможным. Это подтверждает фиг. 62 [294],
показывающая капиллярное давление, возникающее в по-
ристом материале при замене воды маслом.
Практически пропитка маслом облегчается путем при-
менения горячего масла, разрежения или давления или
сочетания всех этих методов. Обычно подшипники погру-
жают в масло в корзинках при — 80° С не менее чем на
30 мин. В случае разрежения корзинки опускают в вакуум-
184
Часть I
ную камеру при давлении порядка 0,5 мм рт. ст. При
этом удаляется основная часть влаги и воздуха. Сразу
после этого в камеру впускают масло, а затем уже атмо-
сферный воздух. В ряде случаев требуется воздух, сжа-
тый до 30 атм. Использование вакуума или давления со-
кращает общее время обработки.
Фиг. 62. Типичная кривая капилляр-
ного давления, полученная при вытес-
нении маслом влаги из пористого мате-
риала [294].
На оси абсцисс отложена доля объема пор (в
процентах), насыщенных влажным воздухом,
от общего объема пор. Следует отметить,
что, несмотря на высокое капиллярное давле-
ние, срхраняется довольно большой объем
пор, насыщенных влагой.
Для уменьшения окисления масла и достижения удов-
летворительной пропитки требуются некоторые предо-
сторожности при его нагреве. Масло следует часто или по-
стоянно фильтровать для удаления загрязнений и продуктов
окисления. Фильтр не должен отделять специальные при-
садки к маслу. Масла отбирают по вязкости, способности
7. Материалы с особыми свойствами
185
выдерживать нагрузку, содержанию золы и серы и присут-
ствию добавок, замедляющих коррозию или окисление и
увеличивающих прочность пленки [287, 295]. Если под-
шипник нагревается или деформируется при установке или
доводке, необходимо возместить потери масла.
Наиболее хорошо эти вопросы, включая насыщение
подшипников маслом и применяемые в этом случае методы,
разобраны Хейбергером [296].
Прочность пористых материалов
Вопрос о механических свойствах пористых тел сам по
себе весьма важен. Однако, по-видимому, для применения
пористых металлов в технике нет надобности в подробном
изложении этого вопроса в настоящей книге. Много полез-
ного читатель может найти в работах [297, 297а, 2976].
Спеченные композиции
Существует класс порошковых материалов, которые
можно характеризовать не как примеры модификации одной
фазы за счет добавления другой, а скорее как совокупность
двух или более фаз (часто не взаимодействующих), обла-
дающую новыми свойствами, сочетающими свойства его
компонентов. Этот класс материалов, который не всегда
можно четко определить, описан в книге как спеченные
композиции. К их числу относят материалы для электри-
ческих контактов, подшипников, фрикционных элементов
и абразивного инструмента. Интересно, что во всех этих
областях есть нечто общее в условиях работы используемых
материалов. В самом деле, все они применяются в паре
с металлическим контртелом, причем поверхности пары
скользят или прижимаются друг к другу. Контакты пред-
назначены для пропускания электрического тока через
неподвижные или подвижные поверхности, подшипники —
для поддержания скользящих нагрузок, фрикционные эле-
менты — для увеличения трения скольжения и поглоще-
ния энергии, абразивные инструменты — для истирания,
обдирки и резки других поверхностей. Однако наиболее
существенным для эксплуатации всех этих материалов
является то, чтобы элементы пары не схватывались и не
приваривались друг к другу.
7В Зак. 1672
186
4 a ст ь /
Материалы для электрических контактов
Электрические контакты включают или^разрывают элек-
трические цепи в самых различных условиях. Конструк-
ция таких контактов зависит от ряда факторов, как-то:
наличия постоянного или переменного тока; напряжения
и силы тока при включении и выключении; частоты раз-
мыкания цепи; скорости включения; гашения дугового
разряда; давления между контактами; величины скольже-
ния; наличия химически активной среды (атмосфера, пары,
масла, газы); температуры; контактного сопротивления;
высокого перенапряжения; задаваемого срока службы
(ресурс).
Приведем четыре типа контактов: 1) для слабых токов
(миллиамперы), применяющихся в телефоне, радио и
других приборах; 2) для размыкания цепей постоянного
и переменного тока до 15 а; 3) предусматривающие гаше-
ние дуги и предназначенные для цепей с током до 100 а при
напряжении до 440 в; 4) воздушные или масляные выклю-
чатели, рассчитанные на значительные мощности.
К контактам этих типов предъявляются следующие
требования [298]:
1. Постоянство сопротивления в течение длительного
срока. Это подразумевает устойчивость к атмосферной кор-
розии и образованию поверхностной пленки окислов, не-
смотря на возникающие иногда дуги. Материал контакта
должен обладать значительной упругостью, также устой-
чивой во времени и в процессе эксплуатации.
2. Для средних и сильных токов наличие окислов,
сульфидов и окисных пленок не столь существенно: в этих
условиях пленки обладают достаточной проводимостью и,
кроме того, вообще разрываются под действием дуги при
включении. Поскольку дуга все равно возникает, более
важна устойчивость материала к ее действию, вызываю-
щему износ контакта и образование лунок. В цепях по-
стоянного тока нежелателен перенос материала с одного
контакта на другой (образование наростов). Более того,
во всех цепях с большим током вполне возможно привари-
вание контактов.
3. В средненагруженных контактах с устройством для
гашения дуги важным качеством является механическая
7. Материалы с особыми свойствами
187
прочность, так как этими контактами пользуются весьма
часто. Общее и контактное сопротивления этих контактов
должны быть низкими, поскольку перегрев здесь недо-
пустим. Такие контакты не должны также привариваться
друг к другу. Перенос материала с контакта на контакт
здесь не столь важен, так как срок службы измеряется де-
сятками тысяч, а не миллионами включений
4. Конструкция мощных выключателей должна обеспе-
чивать разрыв передачи огромных количеств энергии. Кон-
такты с устройством для гашения дуги используются для
разрыва токов вплоть до 40 000 а при напряжении до 660 в.
В масляных выключателях пробой происходит при токе
выше 50 000 а и напряжении более 132 000 в. Материалы
таких контактов должны быть механически прочными и
стойкими против приваривания в условиях высоких темпе-
ратур на поверхности контактов.
Для производства контактов используют главным обра-
зом металлы с высокой электропроводностью.
Серебро обладает наивысшей электро- и теплопро-
водностью (удельноесопротивление 1,6 мком-см), не обра-
зует окисных пленок, но легко покрывается сульфидными
пленками в обычных атмосферных условиях. Такие пленки
отличаются лучшей проводимостью, чем окислы меди,
но все же недостаточной для контактов. Серебро сильно
подвержено «холодной сварке», и под действием дуги оно
приваривается и подвергается заметной эрозии. Проч-
ность серебра вполне достаточна, но износоустойчивость не-
велика. Серебро — самый легкоплавкий контактный металл.
Медь также имеет низкое удельное сопротивление
(1,673 мком-см), но она значительно дешевле. Медь легко
образует окисные пленки, обладающие высоким сопротив-
лением. Это может привести к значительному росту сопро-
тивления контактов и возможному их перегреву при
эксплуатации. Связанное'с этим повышение температуры,
безусловно, благоприятствует дальнейшему окислению.
Медь также подвержена «холодной сварке» и относительно
легкоплавка.
Золото наиболее устойчиво к образованию всякого
рода пленок и при этом имеет вполне подходящее удельное
сопротивление (2,3 мком-см). Оно также подвержено «хо-
лодной сварке» и не тугоплавко. Но золото очень дорогой
7В*
188
Часть I
металл, и его используют для контактов преимущественно
в виде покрытий.
Платина также коррозионноустойчивый металл,
но с более высоким удельным сопротивлением (9,81 мком-см).
Платина устойчива против эрозии и «холодной сварки»,
обладая при этом высокими температурами плавления и
кипения. Износоустойчивость не высока. Платина слишком
дорогой металл для широкого применения.
Вольфрам обладает лучшим по сравнению с пла-
тиной удельным сопротивлением (5,5 мком-см) и довольно
устойчив к образованию окисных пленок. Однако такие
пленки все же возникают при эксплуатации, что приводит
к значительному перегреву и необходимости применения
высокого давления на контактах. Вольфрам обладает отлич-
ными прочностными свойствами и хорош для работы в усло-
виях больших нагрузок или высокой частоты включений.
Вольфрам вполне устойчив против «сварки» и образования
лунок.
Молибден имеет почти такое же удельное сопро-
тивление, как и вольфрам (5,17 мком-см), но у него хуже
контактное сопротивление. По сравнению с вольфрамом
молибден менее устойчив в отношении «сварки», износа
и переноса материала, но превосходит медь и серебро.
Вследствие летучести своих окислов молибден хуже рабо-
тает при высоких температурах.
Никель обладает сравнительно высоким удельным
сопротивлением (6,8 мком -см) и относительно низкой точкой
кипения. Он устойчив против износа и образования окисных
пленок и не столь легко «сваривается».
Приведенные сведения отчетливо показывают, что ни
один из перечисленных металлов не сочетает в себе все
свойства, необходимые для идеального контактного мате-
риала. Существенное улучшение свойств может быть до-
стигнуто сплавлением соответствующих металлов. Дей-
ствительно, многие промышленные контактные материалы
изготовляют из сплавов, в частности драгоценных металлов.
Однако легирование обычно сильно ухудшает электропро-
водность чистых металлов, в связи с чем, как правило, огра-
ничиваются введением сравнительно малых добавок. На
фиг. 63 [299] показано изменение удельного сопротивления
сплавов медь — никель с максимумом (52,7 мком • см),
7. Материалы с особыми свойствами
189
соответствующим 61 вес. % Ni. Удельные сопротивления
чистых меди и никеля соответственно равны 1,67 и
6,8 мком-см.
Для приготовления сплавов целесообразно, по-види-
мому, использовать методы порошковой металлургии, так
как спеканием смеси порошков можно получить вполне
прочные материалы без гомогенизации. В работе [300]
Фиг. 63. Удельное сопротивление меднони-
келевых сплдвов [299].
исследован характер изменения механических и электри-
ческих свойств образцов, полученных спеканием смеси
порошков никеля и меди с различной выдержкой. На
фиг. 64 представлены результаты серии таких эксперимен-
тов на образцах, спрессованных из смеси порошков меди
(70%) и никеля (30%) под давлением 3,5 т/см2 и спечен-
ных затем в атомсфере водорода при 980°.
Электрическое сопротивление может служить мерой
гомогенности; как видно из графика, максимальное сопро-
тивление достигается лишь при спекании в течение 8 час.
Верхняя кривая на графике представляет изменение длины
образца; длина резко увеличивается при спекании в течение
первых 2 час (несомненно, вследствие развития пористости
Киркендалла) и затем понижается до постоянного уровня
после 8-часовой выдержки (это совпадает с максимумом на
190
Часть I
кривой изменения сопротивления). В этих измерениях не
учитывалось изменение плотности образцов во время спе-
кания, однако установлено, что такое изменение плотности
Фиг. 64. Изменение, физических
свойств в зависимости от продол-
жительности спекания [300].
Испытанию подвергались образцы, полу-
ченные спеканием смеси порошков меди
(70%) и никеля (30%).
оказывает лишь незначительное влияние на ход кривой со-
противления [301]. В первый час спекания несколько уве-
личивается предел прочности и удлинение образца, тогда
как сопротивление остается сравнительно низким; однако
эти улучшения не столь существенны.
Подобные результаты, вероятно, снизили интерес
к дальнейшим исследованиям и заставили фирмы, выпускаю-
щие порошковые контакты из металлических композиций,
7. Материалы с особыми свойствами
191
почти полностью сосредоточить внимание на системах без
заметного сплавления компонентов.
Получение хороших физических свойств не обязательно
зависит от увеличения продолжительности спекания, если
предпринять нужные меры для снижения пористости. При-
меняя максимально возможные температуры спекания
с выдержками порядка секунд и повторный цикл прессова-
ния и спекания, можно добиться минимальной пористости.
Такого рода технология, не требующая значительных за-
трат, обеспечит получение малопористых спеченных много-
фазных материалов с незначительным легированием (сплав-
лением). К сожалению, по этому вопросу опубликовано
мало данных. Очевидных преимуществ можно ожидать
в композициях на основе меди или серебра, к которым до-
бавляют другие металлы для придания жесткости и умень-
шения износа или тенденции к свариванию.
Интересным примером спеченных контактов может слу-
жить система серебро — кадмий. Кадмий образует с се-
ребром обширную область a-твердых растворов (до 36,5%
при 730°). Присутствие кадмия существенно для гашения
дуги. Такие сплавы несколько прочнее и тверже, чем
чистое серебро, хотя и сохраняют низкое контактное сопро-
тивление. Однако электропроводность сильно понижается
даже от малых добавок кадмия, и, конечно, понижение тем-
пературы плавления повышает тенденцию к свариванию при
перегрузках.
В качестве средства для гашения дуги окись кадмия
действует^так же, если не лучше, чем металлический кад-
мий. Более того, спеченные композиции серебра и окиси
кадмия обладают значительно более высокой электропро-
водностью. Окись кадмия оказывает на проводимость не
большее влияние, чем эквивалентная ей пористость. На
фиг. 65 показана относительная проводимость сплавов се-
ребро — кадмий и спеченных композиций серебро — окись
кадмия. Присутствие окиси на поверхности контакта сильно
уменьшает, кроме того, склонность серебра к свариванию.
Окись кадмия не понижает температуры плавления компо-
зиции, но значительно уменьшает ее твердость и предел
прочности. Однако эти свойства могут быть улучшены
путем дисперсионного твердения. Согласно данным [302],
рассматриваемые композиции можно спекать на воздухе.
192
Часть I
Контакты из композиций серебро — окись кадмия обла-
дают следующими преимуществами: гораздо более низкое,
чем у сплавов серебра или Ag—W, контактное сопротив-
ление; лучшая, чем у сплавов серебра, хотя не столь хоро-
шая, как у Ag—W, устойчивость против эрозии; хорошая
Cd или С№,°1о
Фиг. 65. Относительная проводи-
мость сплавов кадмий — серебро и
серебро — окись кадмия.
Электропроводность выражена в процен-
тах от величины, установленной в каче-
стве международного стандарта для
отожженной меди.
способность гасить дугу и особенно выдерживать пиковые
нагрузки тока без сваривания контактов. Это позволяет
изготовлять контакты меньших размеров (при тех же на-
грузках), что делает их очень удобными в авиационной тех-
нике.
Не ясно, почему добавки окиси кадмия более эффективны
по сравнению, например, с добавками окислов свинца или
меди, хотя те и другие также стабильны при высоких тем-
пературах. Однако если учесть температуры кипения кад-
мия (766°), меди (2582°) и свинца (1750°), то кажется веро-
7. Материалы с особыми свойствами
193
ятным, что для кадмия возможно образование в дуге за
счет термической диссоциации небольших количеств паров
кадмия. Они создают проводящую среду, которая гасит
дугу. Можно предполагать, что отсутствие способности
свариваться у контактов, содержащих диспергированные
окислы, повлечет за собой трудности при пайке. Обычно
фирмы поставляют материалы, подлежащие припаиванию,
с подготовленной поверхностью — очищенной от окислов
или же покрытой слоем припоя.
Другие спеченные композиции для контактов включают:
медь — вольфрам, медь — карбид вольфрама, серебро —
вольфрам, серебро — никель, серебро — железо, серебро—
молибден, серебро — графит, серебро — карбид вольфрама
и тяжелые сплавы (W—Ni—Си). Такие композиции со-
ставляют с учетом электрических и физических свойств
исходных компонентов и возможного эффекта их сочетания.
Например, композиция вольфрам — серебро обнаруживает
высокую устойчивость к эрозии и обладает низким электро-
сопротивлением; из нее делают хорошие мощные контакты,
работающие в дуге. Композиция молибден — серебро имеет
до некоторой степени аналогичные характеристики, но,
конечно, гораздо меньший удельный вес и пониженную
твердость. Контакты вольфрам — медь, по-видимому, ме-
нее электропроводные, чем вольфрам — серебро, и имеют
гораздо более низкую стойкость к окислению при больших
нагрузках. Они более пригодны для эксплуатации в не-
окислительных средах или в масле. Обычно окислы воль-
фрама и молибдена не очень прочно сцеплены с основой и
при эксплуатации легко отделяются. Композиция карбид
вольфрама — серебро обнаруживает высокую износо-
устойчивость и вполне подходит для эксплуатации в тяже-
лых условиях. По сравнению с чистым серебром компози-
ции никель — серебро гораздо лучше сопротивляются
эрозии и образованию дуги при вполне хорошем контактном
сопротивлении. Эти материалы очень пластичны, легко
обрабатываются и формуются.
Наши знания по фазовым равновесиям в системах
Ag—Ni, Ag—Мо и Ag—W удивительно неравноценны.
В каждом углу фазовой диаграммы Ag—Ni наблюдаются
небольшие области несмешиваемости в жидком состоянии,
и можно ожидать, что взаимная растворимость компонентов
194
Часть I
в твердом состоянии чрезвычайно мала. Считают, что
серебро и молибден способны к некоторому взаимодей-
ствию, но ни серебро, ни медь не образуют сплавов с воль-
фрамом (см., однако, стр. 276 предыдущего выпуска г).
В то же время расплавленные медь и серебро смачивают
и вольфрам и молибден. Предполагается, что с помощью
«растворно-осадительного» механизма трудно получить спе-
ченные материалы Ag—W, Ag—Мо или Си—W (как это
описано в гл. IV) 1 2. Однако их взаимодействие вполне до-
статочно и позволяет использовать методы пропитки. Обыч-
но пропитывают расплавом высокопористый спеченный
каркас вольфрама. Композиции Ag—Ni чаще всего приго-
товляют двукратным прессованием и спеканием при тем-
пературах ниже точки плавления серебра.
Более обширные сведения по свойствам и методам изго-
товления контактных материалов читатель найдет в работах
Гётцеля. Весьма полезными окажутся также монографии
[303] и обзор [304]. Общие вопросы, особенно теоретиче-
ские, подробно изложены в работах [305—308].
Скользящие контакты. Щетки.
Для предотвращения схватывания при непрерывном
взаимном скольжении двух металлических контактов со-
вершенно необходима смазка. Использование в таких слу-
чаях жидкой смазки весьма нежелательно, и в настоящее
время для этой цели в состав скользящих контактов вводят
графит. Свойства искусственного или природного графита
весьма различны. Лучше всего подходит графит с низким
коэффициентом трения (0,07—0,13) и малой скоростью
износа в паре с металлами. Графит обладает некоторой
электропроводностью, хотя по сравнению с серебром его
можно считать почти изолятором. Так, сопротивление прес-
сованного графита в 100—200 раз выше, чем у серебра.
Фрикционные характеристики графита подробно рас-
смотрены в работе [305], здесь же отметим следующие фак-
торы: а) заметную анизотропию физических свойств слои-
стых (пластинчатых) кристаллических структур. В по-
перечном направлении графит прочен и хорошо сопротив-
1 Джонс, выпуск второй. — Прим. ред.
2 Джонс, выпуск второй, часть II. — Прим. ред.
7. Материалы с особыми свойствами
195
ляется сжатию, в продольном — легко расслаивается;
б) образование при определенных условиях достаточно проч-
ной пленки графита на металле. Поверхностный слой
наблюдался, например, на медных кольцах (коллекторах)
при трении их с графитовыми щетками [309]. Этот слой со-
стоял из пленки углерода толщиной около 330 А, сцеплен-
ной с нижележащей пленкой Сц2О, (210 А); в) сильную за-
висимость от среды характеристик трения и износа.
При отсутствии атмосферной влаги, например на боль-
ших высотах, износ графитовых щеток при трении с медью
может быть в 100 раз выше, чем в обычных условиях [310].
По данным [311 ], аналогичное воздействие оказывают пары
различных органических веществ; они эффективны, по-
видимому, уже при концентрациях, равных нескольким
частям на миллион. Поведение в подобных условиях гра-
фита, а также MoS2, нитрида бора и талька подробно описа-
но в работе [312]. По-видимому, фрикционные характерис-
тики графита при трении с металлами значительно сложнее,
чем это можно было бы предположить, исходя из слои-
стости его структуры. Существует мнение [313], что хоро-
шие смазочные свойства графита объясняются отслаива-
нием его пластинок, их обкаткой и функционированием
в качестве «роликовых подшипников».
Электрические скользящие контакты, спеченные из
смесей порошков серебра и графита, используются при
скоростях менее 18 м/мин и небольших давлениях, т. е.
в режиме, характерном для работы многих инструментов.
Такие контакты изготовляют обычными методами порош-
ковой металлургии, чаще всего из порошка серебра, полу-
ченного осаждением, и естественного графита (обычно от 2
до 50 вес. %). Контакты серебро — графит обладают малым
контактным сопротивлением, высокой общей проводи-
мостью и хорошей устойчивостью против приваривания
в условиях малого контактного давления. Более подроб-
ные данные по их эксплуатации приведены в работе [314].
По сообщениям фирмы «Морган крусибл компани», такие,
контакты могут работать либо сухими и обезжиренными,
либо, наоборот, полностью погруженными в масло. Рекомен-
дуемая нагрузка на контакты ~ 0,50—0,70 кг!ся?.
Скользящие контакты обычно встраиваются в пантогра-
фические коллекторы для питания током моторов электро-
196
Часть I
поездов и троллейбусов. Такие контакты полностью вытес-
нили контактные ролики, применявшиеся в троллейбусах
первых конструкций. В этих условиях контакты работают
при низких и умеренно высоких скоростях (до 1500 м/мин),
испытывая сравнительно высокие давления и удары. Кон-
такты должны как можно меньше истирать токонесущий
провод и иметь малое контактное и низкое общее сопротив-
ление. В прошлом для этих целей применяли главным обра-
зом спеченный износоустойчивый графит. Однако есть све-
дения о более высоких эксплуатационных характеристиках
спеченного материала медь — графит.
На железных дорогах Японии [315] для изготовления
полос пантографического коллектора применяют спеченную
бронзу двух типов: ВВ — для обычных дорог и ВС — для
дорог, обслуживаемых паровозами, т. е. для условий с более
агрессивной средой.
Состав и физические свойства этих материалов даны в
табл. 17.
Таблица 17
Состав и свойства спеченных бронз ВВ н ВС
Состав и свойства ВВ вс
Состав, вес, % Медь 80 72,7
Олово 10 8,5
Железо ......... 5 12,8
Никель 0 2,6
Графит 5 3,4
Содержание консистент- ной смазки, об. % . . 5 5
Удельный вес, г/см3 . . . 7,7 7,5
Твердость по Бринеллю, кг/мм2 45-55 45-50
Прочность на разрыв,кг/мм.2 22—24 22—23,5
Удлинение, % 9—12 5—6
Сопротивление, мком-см 23,1 26,3
Работа удара (образцы Шарпи), кгм 18 10
7. Материалы с особыми свойствами
197
Преимущества таких материалов заключаются в низком
контактном сопротивлении, высокой механической проч-
ности и малых эксплуатационных расходах. Хотя такие
контакты не требуют смазки вследствие образования графи-
товой пленки на трущихся поверхностях, все же для улуч-
шения условий эксплуатации рекомендуется применять
консистентную смазку.
Производство графитовых элементов для пантографов
экструдированием описано в работе [316]. Несомненно,
эту технологию можно применить и для элементов на ме-
таллической основе.
Основное применение скользящие контакты нашли
в электродвигателях и динамомашинах; здесь графитовые
щетки применяют примерно с 1890 г. Описание современ-
ных типов скользящих контактов и областей их примене-
ния см. в [317, 318]. Для улучшения проводимости и
уменьшения контактного сопротивления, особенно в дина-
момашинах постоянного тока низкого напряжения, долго
применяли щетки из спеченных медно-графитовых компо-
зиций. Некоторые скользящие электрические контакты из-
готовляют из серебряно-графитовых композиций.
Щетки электродвигателей и динамомашин должны быть
достаточно дешевыми (имеется в виду не только дешевая
технология, но и возможно меньшее содержание меди или
серебра). В производстве щеток необходимы большой ассор-
тимент типо-размеров и разнообразие в способах электри-
ческой коммутации. Щетки должны обладать низким общим
сопротивлением, требуемым контактным сопротивлением,
способностью не привариваться к материалу коллектора
(обычно медному) и малой скоростью износа (как самой
щетки, так и сопряженной с ней поверхности коллектора).
Наконец, щетки должны сохранять свои качества неизмен-
ными в течение всего срока службы.
Рассмотрим возможности порошковой металлургии для
достижения заданных свойств на примере медно-графито-
вых щеток. Если по экономическим соображениям необ-
ходимо снизить до минимума содержание в щетках меди, то
следует рассмотреть вопрос, когда медная составляющая
обеспечивает максимальную эффективность материала.
Медь добавляют главным образом для улучшения электро-
проводности. Поэтому необходимо решить, какой именно
198
Часть I
способ изготовления медно-графитовых композиций поз-
воляет достичь максимальной проводимости при данном
содержании меди. Несомненно, это возможно при наличии
сплошной матрицы меди. Столь же очевидно, что обычная
Графит, вес. %
5? § 100 80 60 Ы] 20 О
<3 • -
Фиг. 66. Влияние сплошности
фаз на'удельное электросопро-
тивление [319],
Кривая А — медная фаза непрерывна
(см. схему Д); кривая В—фаза гра-
фита непрерывна (см. схему В). За-
темненная область — графит, иеза-
темненная — медь.
смесь, когда каждая частица меди обволакивается графи-
том, дает минимальную проводимость. Бич и Прайс [319]
рассчитали изменение электросопротивления в зависимости
от содержания меди для этих двух крайних случаев
(фиг. 66). В противоположных углах этой фигуры показаны
два типа кубиков: А — кубик графита полностью отделен
от других слоем меди, В — кубик меди отделен от других
7. Материалы с особыми свойствами
199
слоем графита. Предполагается, что сопротивление графита
в 250 раз выше, чем у меди. За счет двух различных спо-
собов набивки (Л и В) можно при одинаковых составах
варьировать сопротивление в широких пределах. Конечно,
каждый из компонентов может служить сплошной матрицей.
Можно также получить сплошную матрицу, состоящую из
обеих фаз, пакетируя медную проволоку с заполнением
всех промежутков графитом. Несомненно, все эти способы
производства щеток испытывались, но опубликованных
данных, по-видимому, нет.
Учитывая возможности порошковой металлургии, не-
обходимо решить, как получить материал, в котором лишь
минимальное количество частиц меди было бы изолировано
графитом. Очевидно, для этого пригодны два метода:
1) предварительное покрытие частиц графита медью и 2) про-
питка пористой массы графита расплавленной медью.
Идея использования графита в виде частиц порошка,
покрытых медью (электролитическим или химическим мето-
дом), не нова и ранее описана в патентной литературе.
Уже в 1928 г. было показано [320], что графит можно осаж-
дать на катоде одновременно с медью (из раствора сульфата
меди) вплоть до 40 об. % графита. Описано химическое по-
крытие медью частиц графита осаждением из водных раство-
ров [321]; полученная масса содержала до 55% графита.
Частицы графита, покрытые медью, можно также легко
приготовить осаждением из растворов, используя водород
в качестве восстановления (как в процессе Шерритт —
Гордона).
Однако получение удовлетворительно спеченной компо-
зиции из такого порошка далеко не простое дело. Щетки
электромоторов и динамомашин, помимо проводимости,
должны иметь значительную прочность, в основном для
лучшей износоустойчивости, а для этого требуется малая
пористость. Точный контроль размеров щеток в процессе
спекания не столь необходим, так как они достаточно мягки,
чтобы их можно было разрезать или обработать для нуж-
ных размеров после спекания (хотя, конечно, предпочти-
тельнее технология, исключающая эти меры). Поэтому
при разумной продолжительности спекания брикетов не-
обходимо добиться усадки до минимальной пористости.
В идеальном случае, когда достигнута минимальная пори-
200
Часть I
стость, медная основа в процессе спекания и охлаждения
до комнатной температуры должна дать такую же или не-
сколько большую усадку, чем включенные в нее частицы
графита. Более того, в самой медной матрице должны быть
устранены все имеющиеся в ней поры.
Выполнение этих условий связано с рядом трудностей:
1) осажденная или электролитическая медь обычно доста-
точно активна и дает значительную усадку при спекании.
Необходимо создавать такие углеродсодержащие компо-
зиции, которые при заданном режиме спекания дают прак-
тически однородную усадку. Этого можно достичь, сме-
шивая в необходимых количествах графит со смолой и лам-
повой сажей. Такие смеси полезны особенно для коммута-
торов тока, так как они более прочны и износоустойчивы
по сравнению с чистым графитом. Однако регулировка
процесса усадки зависит от состава шихты, а последний
может существенно изменяться от партии к партии; 2) если
при нагреве и спекании такой шихты образуются значи-
тельные количества газа, то структура меди может быть
полностью разрушена; 3) в процессах электроосаждения,
а иногда и химического осаждения часто выделяются зна-
чительные количества газа. Углерод обычно имеет хорошее
сродство к газам и парам; следовательно, значительное
количество газа может выделиться при нагреве только по
этой причине. Механическое покрытие, исключающее газо-
образование, оказывает, по-видимому, благоприятное дей-
ствие !; 4) при спекании возможны реакции углерода с ме-
таллическими окислами с последующим выделением газа.
Существуют и другие трудности: 1) осажденная медная
пленка достаточно реактцвна и может окисляться в раз-
личной степени еще до спекания. Это затрудняет хранение
шихты; 2) использование в целях экономии низкосортного
или вторичного медного сырья может привести к появле-
нию примесей, вредно влияющих на стабильность изделий
во времени, особенно если осажденная медь содержит следы
солей.
Наконец, в случае остаточной пористости спеченный
материал, очевидно, будет механически менее прочен.
Ввиду трудностей получения хорошего материала по этому
1 Джонс, выпуск второй, стр. 32. — Прим., ред.
7. Материалы, с особыми свойствами
201
методу1 и очевидной необходимости усиления контроля,
повышающего себестоимость, этот метод не получил широ-
кого распространения.
В производстве пропитываемого медью пористого гра-
фита также встречаются свои трудности. Обычно считают,
что экономически невыгодно производить такие щетки из
материала, содержание меди в котором менее 50 вес. %.
Большинство материалов такого типа содержит 60—
75 вес. % Си (20—35 об. %). В настоящее время для дости-
жения методом пропитки точно заданного содержания меди
необходимо прежде всего получить пористый углерод со
сквозной (сообщающейся) пористостью (20—35%) с точ-
ностью не менее ±2,5%. Более того, этот материал должен
быть конструктивно прочным и при нагреве до температуры
пропитки медью не изменять существенно пористости. А это
само по себе требует тщательного производственного конт-
роля.
При рассмотрении процесса пропитки необходимо пом-
нить, что графит или углерод не так уж хорошо смачи-
ваются расплавленной медью. Поэтому действительно эф-
фективен только один способ полной пропитки пористой
массы. Пористый графит достаточно долго нагревают при
пониженном давлении до температуры пропитки (1100—
1200°), удаляя при этом основную часть газов, а затем под
давлением пропитывают графит медью. Установка для
этого метода описана в американском патенте [322]. Одна-
ко оборудование является дорогим и сам процесс не под-
ходит для массового производства. Не удивительно, что
метод пропитки редко используется в производстве медно-
графитовых композиций. Его применяют главным образом—
и тоже ограниченно — для производства антифрикцион-
ных и конструкционных материалов из углерода, упроч-
няемых введением меди.
Большинство медно-графитовых щеток изготовляют
прессованием и термической обработкой смеси порошка
меди с различными сортами углерода. В конечном продукте,
содержащем 20—35 об. % Си, сплошную матрицу образуют
медь и углерод. В этом случае оба компонента влияют на
1 То есть при использовании частиц графита, покрытых
медью. — Прим. ред.
202
Часть I
прочность материала. Медная составляющая в основном
обеспечивает проводимость, а графит главным образом
влияет на износоустойчивость и контактное сопротивление.
При этом следует учитывать природу углеродной состав-
ляющей, тип медного порошка и метод получения смесей.
Хотя многие медно-графитовые щетки изготовлены из
смесей порошков меди и естественного графита, большая
их часть все же содержит другие сорта углерода. Такие
добавки вводят в основном для повышения прочности ще-
ток, улучшения их износоустойчивости и снижения кон-
тактного сопротивления. Обычно прочность увеличивают
за счет добавок антрацита или пека. При этом материал
приобретает некоторую эластичность. Кроме того, пек
улучшает прессуемость смеси. Однако электрическое со-
противление смеси графита и пека увеличивается, когда
содержание пека достигает 10% (сопротивление обожжен-
ного пека значительно выше, чем у графита). Еще важнее
достижение максимальной плотности за счет оптималь-
ного гранулометрического состава порошка. Для повыше-
ния прочности можно добавлять другие вещества; напри-
мер, ламповую сажу с пеком обычно употребляют в каче-
стве наполнителя. Сажу или коксовую мелочь можно вво-
дить для увеличения износоустойчивости. Применяли так-
же добавки пластиков, например резины, для повышения
прочности и контактного сопротивления. Имеются сведе-
ния об использовании антраценового масла для пластифи-
цирования смесей. Более подробные сведения о влиянии
различных компонентов углеродных смесей можно найти
в работах Бича и Прайса [319] и А. С. Фиалкова [323].
Конечно, прочность углеродной составляющей будет очень
сильно зависеть от продолжительности и температуры об-
жига. Применяют два интервала температур: 400—600°
и 1000 —1200°, чаще — первый. Высокие температуры
требуются для графитизации. При содержании пека >15%
скорость нагрева должна быть низкая; иначе выделение
газов может вызвать сильное расширение.
Предполагается, что добавка меди должна привести
к образованию по возможности более сплошной и плотной
матрицы. Считают, что это достигается применением тонких
порошков с достаточно низким содержанием окислов и малым
насыпным весом. Высокая чистота желательна как для
7. Материалы с особыми свойствами
203
создания хорошей проводимости, так и устойчивости к на-
клепу при смешивании и прессовании. Для этой цели,
очевидно, можно применять медный порошок, полученный
любым из известных промышленных способов: восстанов-
лением, электролизом, распылением и осаждением. Метод
получения порошка не столь важен, если порошок соответ-
ствует имеющимся стандартам. Более существенное значе-
ние имеет метод смешивания порошка с остальными ингре-
диентами, так как в конечном продукте медная составляю-
щая должна как можно лучше обволакивать частицы угле-
рода. Если шихты прессуют на быстродействующем меха-
ническом прессе (как обычно в практике порошковой ме-
таллургии), то порошок должен хорошо заполнять полость
матрицы. Поэтому применяют некоторые способы гранули-
рования.
Обычно нагретые углеродные компоненты, например
графит, ламповую сажу, пек, замешивают в специальных
смесителях в пастообразном виде, а затем при охлаждении
истирают в порошок. После отсеивания тонких фракций
получают порошок нужной текучести, который затем сме-
шивают нахолоду с медным порошком, принимая меры,
устраняющие наклеп частиц меди.
Бич и Прайс [319] предпочитают приготовлять исход-
ную графитовую смесь с высоким содержанием пека, а за-
тем окончательно смешивать эту порошкообразную смесь
с графитом и медью [319]. Иногда добавляют порошки дру-
гих металлов. Нередко для модифицирования прочностных
характеристик материала и контактного сопротивления
вводят олово или свинец.
Окончательно технология, предложенная Бичем и Прай-
сом [319], такова: предварительную смесь в виде пасты го-
товят при комнатной температуре в шаровых мельницах
из натурального цейлонского графита и 25% измельчен-
ного твердого каменноугольного пека. После этого смесь
замешивают в смесителе в течение 2 час при 200°. Затем
этот продукт истирают, просеивают через сита 0,25 мм и
укрупняют партии, смешивая с другими смесями. Элек-
тролитический порошок меди (90% мельче 0,2 мм) с насып-
ным весом 1,16 г!смм смешивают с графитом и предвари-
тельной смесью. Общее содержание пека в конечном про-
дукте составляет 5—9 %, а меди — 60—70 %. Здесь также
204
Часть I
принимают меры против наклепа медного порошка. Эта
смесь готова к прессованию на автоматических прессах или
формованию в виде больших заготовок, которым затем
механической обработкой придают нужную форму. Спе-
кание рекомендуется вести при температурах 500—750°
в ленточной печи непрерывного действия в условиях контро-
лируемой атмосферы. Электрическое сопротивление трех
сортов материала, полученного этим методом, приведено
на фиг. 66. Стрелками отмечен интервал между крайними
значениями сопротивления в предельных теоретически
возможных системах упаковки.
Практические методы изготовления медно-графитовых
щеток весьма разнообразны [316, 324, 325]. Например,
применяющиеся в ФРГ технологии включают следующие
операции: 1) горячее предварительное смешивание, прессо-
вание нахолоду, спекание; 2) прессование при 200° С;
3) горячее прессование при 700°; 4) экструдирование;
5) спекание на воздухе, в защитной атмосфере, в стальных
боксах, в керамических ящиках для отжига отливок,
в отходах углерода, коксовой и антрацитовой пыли, пыли
от порошков меди и углерода, в обрезках медной фольги,
в электрических или газовых муфельных печах, в газовых
или работающих на угле обжиговых печах, в печах с ба-
рабанным нагревателем, в кольцевых печах [316] и даже
в вертикальных вакуумных трубчатых печах.
В большинстве случаев для спекания медно-графитовых
щеток требуется печное оборудование, использующееся
для производства электродов печей и дуговых устройств, но
зачастую оборудование таких заводов сильно устарело.
Несомненно, новые заводы для производства щеток пред-
почтительнее из-за снижения затрат на рабочую силу, и,
вероятно, их совершенствование пойдет по пути внедрения
ленточных и конвейерных печей непрерывного действия,
которые обычно применяются в процессах порошковой
металлургии. При спекании материалов для щеток нет
необходимости в особой их чистоте и в применении сухой
разреженной атмосферы. Вполне достаточно применение
атмосферы, образовавшейся после полного сжигания угле-
водородов и им эквивалентной.
Весьма заманчива перспектива использования анизо-
тропии свойств, а именно электрического сопротивления.
7. Материалы с особыми свойствами
205
Электропроводность монокристаллов графита при комнат-
ной температуре по плоскостям базиса в 250 раз больше,
чем в перпендикулярном к ним направлении [326]. Про-
водимость по плоскостям базиса примерно того же поряд-
ка, что и проводимость многих металлов. Можно ожидать,
что ориентировка чешуек графита при прессовании вызовет
в определенных направлениях увеличение проводимости
щетки, а коэффициент трения при этом почти не изменится.
Пластинки графита автоматически ориентируются парал-
лельно контактной поверхности для снижения сил трения
до минимума. Кроме того, эффект анизотропии можно уве-
личить применением чешуйчатого порошка меди. Однако
если ориентировка чешуек сохраняется при прессовании,
то такой порошок, вероятно, не будет «мягко прессуемым»
порошком, способным образовывать непрерывную матрицу.
Ориентировка чешуек затрудняется в присутствии замет-
ных количеств пека или другого вязкого связующего ве-
щества. Но при отсутствии таких связующих можно легко
получить нужную ориентацию. Это явление подробно описа-
но в работе [327].
Щетки электромоторов и динамомашин изготовляются
самых различных размеров и конфигураций. Разнообразны
методы крепления токонесущих проводов. Только самые
простые по форме щетки изготовляют на автоматических
таблеточных прессах.
Щетки более сложной формы вырезают из крупных за-
готовок и доводят до нужных размеров на стандартном
абразивнорежущем и шлифовальном оборудовании. Эти
операции трудоемки и занимают значительную часть всей
производственной площади. Большие количества скрапа
и пыли возвращаются в производство для шихтования сме-
сей [328].
Обычный метод соединения гибкого провода со щеткой
состоит в закладке конца провода в углубление в щетке,
засыпке порошком и фиксировании простой трамбовкой
или холодным прессованием. Обычно для этой цели ис-
пользуют медный порошок (во время войны в Германии
применяли порошок железа). По-видимому, вполне при-
годны и порошки латуни с малым насыпным весом; проч-
ность последних в неспеченном состоянии выше, чем у по-
рошков меди.
206
Часть I
Сравнение свойств щеток из материала на медной основе
и углеродных щеток приведено на фиг. 67 и в табл. 18
(данные фирмы «Морган крусибл компани» для четырех ти-
пичных сортов). Сорт НМЗ изготавливают в основном из
природного графита, тогда как в РМ60 содержится главным
образом неграфитизированный углерод. Сорт EG6749 спе-
кают при высокой температуре для графитизации смеси,
а СМЗН представляет собой типичный материал, содержа-
щий порошок меди. Кривые фиг. 67а и 676 показывают
изменение перепада контактного напряжения и коэффи-
циента трения в зависимости от скорости скольжения.
Анализ этих данных показывает, как можно регулировать
эти два фактора применительно к условиям. Кривые свиде-
тельствуют также о низком удельном сопротивлении щеток,
содержащих металл.
Таблица 18
Сопоставление свойств углеграфитных и медных щеток
Сорт Удельное сопротив- ление, МКОМ • см Приблизи- тельная макси- мальная скорость, м/сек Нормаль- ная плот- ность то- ка, а/см2 Примечания
НМЗ 1 800 50 10 Особенно подходит для вращающихся преобразо- вателей тока
РМ60 56 000 20 4,7 Твердый сорт для электро- двигателя мощностью ме- нее 1 л. с.
EG6749 3 100 40 9,4 Особенно хороши коммути- рующие свойства для ма- шин всех типов, работаю- щих на постоянном и переменном токе Рекомендуется для скоро- стных моторов тяги. Нор- мальное давление 0,17 кг/см2
СМЗН 25 30 15,4 Подходит для вращающихся преобразователей тока и низковольтных генерато- ров (до 12 в). Нормальное давление 0,21 кг/с.и2
Плотность тона, а/см 2
Фиг. 67а. Средний перепад контактного напряже-
ния на угольных щетках в зависимости от скоро-
сти скольжения.
Фиг. 676. Изменение коэффициентов трения уголь-
ных щеток в зависимости от скорости скольжения.
208
Часть I
Антифрикционные материалы
Беспористые антифрикционные материалы также полу-
чают методами порошковой металлургии. В первую оче-
редь это относится к вкладышам из свинцовистой и свин-
цово-оловянистой бронз в стальные подшипники. Причина
этого заключается в том, что, кроме некоторых экономиче-
ских преимуществ, порошковая металлургия позволяет
получать материал с лучшими механическими свойствами
и более благоприятным распределением свинцовой фазы
в медной или бронзовой матрице [329, 330].
Здесь мы рассмотрим спеченные композиции, приме-
няющиеся в качестве вкладышей подшипников. В эксплуа-
тации такие материалы могут выдерживать большие и ма-
лые нагрузки, высокие и низкие скорости трения и обла-
дают хорошими характеристиками непривариваемости.
Следует различать такие материалы, работающие без
смазки (всухую) и с жидкой смазкой.
«Сухие» подшипники
Металлографитные композиции являются антифрик-
ционными материалами. Для продолжительной эксплуата-
ции при относительно высокой нагрузке необходимо, чтобы
материал подшипника содержал значительное количество
графита и был прочным. Это возможно при отсутствии по-
ристости и прочном взаимном сцеплении металлических
частиц в спеченном материале. Материал с такой струк-
турой трудно получить холодным прессованием и после-
дующим спеканием. Как уже было показано, графит обво-
лакивает металлические частицы, выполняя функцию
смазки; частицы металла покрываются при этом пленкой
графита, сильно мешающей спеканию, и в результате полу-
чается малопрочный продукт. Исходя из этого, целесооб-
разнее использовать металлический порошок с развитой
поверхностью (и, по-видимому, с высоким содержанием
окислов для взаимодействия с графитом и удаления гра-
фитовых пленок). Графит лучше применять возможно бо-
лее крупный, поскольку такой порошок не столь легко спе-
кается и вместе с тем достаточно эффективен в качестве
сухой смазки. Кроме того, при спекании желательно при-
сутствие жидкой фазы.
7. Материалы с особыми свойствами
209
Выполнение этих условий будет способствовать, по-
видимому, получению успешных результатов при приме-
нении горячего прессования, штамповки или экструзии,
когда имеющиеся графитовые пленки могут быть разру-
шены и возникнут новые контакты между металлическими
частицами.
Материалы такого типа (металл — графит) появились
первоначально в Германии [331] на основе бронзы, ла-
туни, железа, никеля с содержанием графита в пределах
25—35 об.%. Согласно опубликованным данным, скорости
износа сильно повышаются только при величине произве-
дения pv > 35 (кг/см2) • (м/сек). Но в этих пределах ма-
териал, по-видимому, пригоден для рабочих температур,
как более высоких, так и более низких, чем те, при которых
подшипник может работать на жидкой смазке. Применение
для этих же материалов жидкой смазки позволяет увели-
чить значение pv в 3—5 раз.
Материал на основе бронзы с 25 об. % графита имеет
сопротивление раздавливанию в радиальном направлении
32 кг/мм2, а тот же материал с 35 % графита — 20 кг/мм2;
коэффициент трения составляет 0,3—0,4. Вероятно, эти
типы подшипников нельзя применять в средах с очень низ-
кой влажностью.
Несомненно, в будущем появится много других анти-
фрикционных материалов, работающих без смазки, с при-
менением синтетических веществ, обладающих лучшими
смазочными свойствами, чем природный графит. Примером
могут служить материалы, содержащие политетрафтор-
этилен (флуон, тефлон, фторопласт) — вещество с очень
низкими характеристиками трения [332]. Этот полимер
обычно выпускается в виде белого порошка с плотностью
0,51—0,57 г/см\ Его нельзя расплавить или перевести в ком-
пактное состояние с применением связки и изделия из
него всегда готовят методами порошковой металлургии.
В компактном состоянии флуон можно получить прес-
сованием при 1,4—2,1 кг/мм2 и спеканием на воздухе при
360° в течение примерно 1,5 час. При спекании наблюдается
усадка порядка 5—10% в направлении, перпендикулярном
оси давления; в этом направлении наблюдается расширение
брикета до 5%. Кроме того, флуон можно прессовать в на-
гретом состоянии, выдавливать, прокатывать и вообще
8 Зак. 1672
210
Часть I
подвергать любым видам обработки, обычным для порош-
ков металлов. Предел прочности флуона порядка 1—
1,75 кг/мм?, причем он может существенно увеличиваться
за счет наклепа. Удлинение зависит от способа обработки
и изменяется от 50 до 400%.
В интервале температур от —40 до +300° С коэффициент
объемного расширения изменяется от 25 до 45 X 10“5/°С.
Вследствие фазовых превращений при 20 и 327° объем
увеличивается соответственно на 1 и 25%. На практике
это означает, что эксплуатация ограничивается темпера-
турой ~300°. Теплопроводность флуона составляет около
0,58 кал/см-сек-°C.
Флуон—не совсем обычный пластик, так как для него
еще не известны растворители, и он подвержен лишь хими-
ческому воздействию фтора и расплавленных щелочных
металлов. Данные о молекулярной структуре флуона
приведены в работах [333, 334]. Как антифрикционный ма-
териал флуон имеет следующие преимущества: а) весьма
низкий коэффициент трения (рекордно низкое значение —
0,015); б) химически устойчив вплоть до 300°в присутствии
большинства агентов, вызывающих коррозию и окисление.
Недостатки флуона: низкое сопротивление срезу (это
существенно лимитирует нагрузку на подшипник); низкая
теплопроводность; высокое термическое расширение; вы-
сокая стоимость; сильная токсичность паров и пыли флуона
(при нагревании следует соблюдать осторожность).
Однако эти недостатки в основном устраняются при на-
полнении флуона металлическим порошком. Это одновре-
менно повышает прочность и теплопроводность. Такой
материал, содержащий примерно 80 об. % флуона и
20 об. % металла, поставляют в виде прутков или труб,
из которых механической обработкой или формованием
изготовляют вкладыши. Наполнителем служит порошок
бронзы или свинца. В первом случае флуон совместим со
всеми металлическими валами, кроме выполненных из
сплавов на медной основе из-за возможной холодной сварки
с наполнителем, во втором случае флуон может также
успешно применяться и в сочетании с бронзовыми валами.
Материал первого типа (наполнитель — бронза) имеет
плотность 3,4 г!см?, предел текучести при сжатии 1,9 кг!мм?
при 20° и 1,3 кг/лш2при 100°. Коэффициент линейного расши-
7. Материалы с особыми свойствами 211
рения 8 • 10~5/°С; теплопроводность 2,3-10~3 кал/см-сек-°С.
Этот материал пригоден для использования в интервале
температур от •—200 до +250° и не требует применения
жидкой смазки, хотя она улучшает его характеристики.
Идею использования спеченной металлическиой матрицы
(серебро), включающей частицы флуона, по-видимому,
впервые высказал Тейт [335]. Дальнейшее развитие эта
идея получила в работах [336, 337].
Первый материал этого рода — антифрикционная об-
лицовка стальных пластин — представлял собой тонкую
стальную основу, на которую напечен слой из бронзового
порошка (11% Sn) крупностью 0,10^0,15 мм [338]. По-
ристость спеченного слоя порядка 30%. Затем эти поры
заполняют смесью флуона и порошка свинца. Можно ис-
пользовать также порошок бронзы; в этом случае материал
более подходит для применения в механизмах пищевой и
фармацевтической промышленности.
В композициях подобного типа одновременно разрешен
ряд технических задач: 1) стальная основа сообщает под-
шипнику прочность и конструкционную жесткость, что
позволяет значительно уменьшить толщину стенок под-
шипника; 2) слой пористой бронзы (и другого металла)
придает флуону прочность и увеличивает теплопровод-
ность; 3) слой пористой бронзы служит резервуаром для
флуона, который мог бы вытекать вследствие термического
расширения при нагревании. Тонкий слой флуона,
не более 2,5 мм, нанесенный на слой пористой бронзы,
выполняет роль смазки в пусковой период работы подшип-
ника (за это время вал покрывается тонкой пленкой флуона).
Микроструктура типичного шлифа этого антифрикцион-
ного материала представлена на фиг. 68. Срок службы
такого подшипника зависит скорее от соотношения в нем
количества флуона и бронзы, чем от общей толщины слоя
[790]. Срок службы материала с 32 об. % флуона не менее
1000 час при значении рп-характеристики 3,5 (кг/см2) X
X (м/сек).
Фирмы гарантируют следующие физическце свойства
одного из сортов этого материала: напряжение сжатия не
менее 31 кг/мм2-, коэффициент линейного расширения
15-10-6/°С; теплопроводность 0,1 кал/см-сек- °C. Ста-
тические нагрузки возможны вплоть до 30 кг/мм2, но
8*
212
Часть I
в эксплуатации они ограничиваются 6,3 кг/мм2 вследствие
возможных явлений усталости. Значения pv [339] при-
ведены в табл. 19; они установлены главным образом по
скорости отвода тепла. В присутствии жидкой смазки пре-
делы значений pv могут быть существенно повышены.
Выбор подшипника, пригодного для работы в интервале
температур от —200 до +280°, в основном определяется
Фиг. 68. Микроструктура пористого подшипника, пропитанного
флуоном (тефлоном).
коррозионной средой. Коэффициенты трения близки зна-
чениям для антифрикционных сплавов, работающих в при-
сутствии смазки (0,1—0,16), или существенно меньше.
Таблица 19
Величина pv для подшипников бронза — тефлон
Тип подшипника (втулки) Величина pv, (кг/см1)-(м/сек)
минималь- ный ресурс 1000 час минималь- ный ресурс 10 000 час особые случаи
1. Подпятник 1,75 0,7 5,25
2. Направляющая втулка 1,05 0,63 2,8
3. Вращающаяся втулка 4,2 2,7 10,5
4. Втулка с качающимся движением 6,3 4,2 21
Материал на бронзовой основе с включениями флуона,
по-видимому, характеризуется значительным диапазоном
значений pv в зависимости от развития пористости
в спеченной матрице [340].
7. Материалы с особыми свойствами 213
Обычный способ пропитки флуоном пористого металла
заключается в наложении на него листа флуона и после-
дующем прессовании (своего рода литье под давлением)
в интервале температур 330—400° [339, 341 ]. Вполне есте-
ственно, что предел прочности при сжатии слоя бронзы
должен быть достаточно большим, чтобы материал мог вы-
держать давление пресса при указанной температуре.
Согласно данным [342], пористый слой толщиной 0,76 мм,
изготовленный из порошка бронзы крупностью 0,05—
0,06 мм, был полностью пропитан под давлением 7 кг/мм1
при 380° С. Подробности этого метода приведены в патен-
тах [342].
Подшипники с жидкой смазкой
Если подшипник обеспечен гидродинамической смаз-
кой, то выбор материалов вала и подшипника не существен,
конечно, при условии их достаточной прочности. Однако
полной смазки в действительности не наблюдается, и от-
дельные участки поверхности подшипника могут быть ли-
шены смазки. Кроме того, в начале вращения вала под-
шипник может быть почти или совсем сухим. Поэтому важ-
но, чтобы антифрикционный сплав по своей природе исклю-
чал возможность приваривания к валу, по крайней мере
в момент пуска. В настоящее время проводится большое
количество исследований по изысканию сплавов, «совмести-
мых» со стальными валами. Некоторые такие сплавы упо-
мянуты в гл. II1; см. также [343].
Все металлы и сплавы проявляют в той или иной сте-
пени склонность привариваться к стали. Эмпирически
установлены некоторые закономерности, позволяющие
выбирать соответствующий материал, который должен:
1) плохо или совсем не сплавляться с железом (например,
свинец и кадмий); 2) иметь весьма малую прочность на срез
(свинец, олово или индий), чтобы предотвращать заедание
вала в случае приваривания; 3) не привариваться в резуль-
тате образования пленки окислов или побежалости, по
крайней мере в течение нескольких минут (например,
1 Джонс, выпуск второй, часть I. — Прим. ред.
214
Часть 1
алюминий); 4) быть достаточно мягким (олово, свинец,
индий), чтобы легко прирабатываться к валу и «удалять»
из опасной зоны посторонние твердые частицы, «поглощая»
их своей массой-
Таким образом, добротные антифрикционные материалы
до сих пор, по-видимому, выбирали в основном из мягких
металлов — свинца, олова или кадмия, возможно, с по-
крытиями индия. Олово и свинец в отдельности недоста-
точно прочны; их обычно сплавляют с медью, сурьмой или
друг с другом. Кадмий можно сплавлять с никелем. Та-
кие сплавы на свинцовой или оловянной основе — бабби-
ты (свинец с 20% Sn и 10—15% Sb или олово с4—8% Си
и 4—14% Sb) — широко используют в течение многих лет;
по качеству они мало в чем уступают современным сплавам.
Однако их прочность, особенно усталостная, низка. По-
этому разработаны более прочные и жесткие сплавы, в ко-
торых мягкие металлы (свинец или сплавы олова со свин-
цом, индий) используются как включения или покрытия.
К ним относятся бронзы, свинцовистые бронзы и сплавы
медь — свинец. В меньшей степени применяются сплавы
алюминий — свинец, алюминий — олово, железо — сви-
нец. В настоящее время многие из этих материалов изго-
товляют методами порошковой металлургии.
Для придания материалам еще большей жесткости и
особенно для уменьшения толщины стало обычным напы-
ление слоя сплава, например, медь — олово на тонкую
стальную основу. Если требуются жесткость и прочность,
предпочитают сплавы типа медь — свинец или медь —
свинец — олово. Такие комбинации имеют еще и то преиму-
щество, что слой сплава прочно связан со стальной основой
без образования промежуточного хрупкого интерметалли-
ческого соединения, как это имеет место в случае материа-
лов на оловянной или алюминиевой основе. Такие дву-
слойные антифрикционные материалы можно получить как
литыми, так и порошковыми. Вероятно, в последнем слу-
чае возможно более массовое производство (при непрерыв-
ном процессе).
Однако возможны более «жесткие» комбинации за счет
использования более мягких антифрикционных сплавов.
Такой процесс описан в работах [343а, 3436]. Проблема за-
ключается в удержании слоя очень мягкого металла (на-
7. Материалы с особыми свойствами
215
пример, свинца) на поверхности стали. Очевидно, решение
заключается в припекании пористого слоя материала к по-
верхности стальной основы с последующей пропиткой этого
слоя антифрикционным металлом.
К выбору пористого слоя следует отнестись внима-
тельно. Необходимо, чтобы материал слоя не реагировал
со сталью с образованием хрупких или непрочных соедине-
ний. Наоборот, требуется сцепление, создающее макси-
мально высокую усталостную прочность. Предпочтительно
сцепление слоя с основой путем спекания в присутствии
жидкой фазы, поскольку при этом значительно сокращает-
ся длительность обработки. Материал слоя должен быть
коррозионно стойким и в то же время не служить анодом
по отношению к любому другому компоненту подшипника.
Этот материал должен смачиваться антифрикционным спла-
вом для возникновения между ними возможно более проч-
ной связи. Вместе с тем при пропитке пористый слой не
должен сплавляться или по крайней мере быстро сплав-
ляться с антифрикционным сплавом. Если же сплавление
все же происходит, то оно не должно сопровождаться
образованием хрупких интерметаллических соединений.
Наиболее удачно эта проблема решена фирмой «Джене-
рал моторе», использующей для изготовления такого сплава
смесь порошков меди и никеля (соответственно 60 и 40%)
крупностью примерно 15 мк, которую в виде тонкого слоя
спекают на поверхности стальной основы. При спекании
медь плавится и прочно соединяет частицы никеля со
сталью. Время спекания сильно сокращено для предотвра-
щения нежелательной диффузии меди в никель или сталь.
При этом способе пористость может изменяться в широких
пределах.
Спеченный пористый слой заполняется расплавленным
антифрикционным сплавом. Хотя чистый свинец не сильно
взаимодействует с медно-никелевой губкой, все же из-за
лучшей коррозионной устойчивости к смазочным маслам
был выбран сплав свинца с 3% Sn и 3% Sb. Взаимодействие
губки со сплавом оказалось совсем слабым.
Изменение относительных количеств пористой массы
и подшипникового сплава дает материалы с требуемой ве-
личиной произведения pv.
216
Час т'ь I
Фрикционные материалы
Материалы с высокими фрикционными характеристика-
ми (для тормозов автомобилей и других подобных механиз-
мов) являются интересным примером многофазных спечен-
ных сплавов. Раньше большую часть таких изделий изго-
товляли из фрикционных материалов на основе асбеста и
синтетических смол. Но в особо трудных условиях эксплуа-
тации, например в тормозных устройствах самолетов,
в муфтах сцепления и тормозах мощных механизмов, эти
материалы непригодны в основном из-за недостаточных
механической прочности и теплостойкости. Их замени-
ли новые порошковые материалы на металлической ос-
нове.
При торможении в тормозной системе самолета возни-
кают огромные усилия и фрикционный материал должен
поглощать колоссальные количества энергии. В результате
возникают высокие нагрузки со значительным выделе-
нием тепла. В более легких эксплуатационных условиях,
например в тормозах автомобиля, нагрузки и разогрев не
столь велики.
Стойкость тормозов зависит от состава фрикционного
материала. Поэтому определенный интерес представляет
изучение того, как достигаются нужные фрикционные ха-
рактеристики, прочность, износоустойчивость и теплоем-
кость в спеченных материалах.
Фрикционные порошковые материалы обычно состоят
из металлической матрицы (40—50 об. %) и включений
неметаллических веществ, повышающих трение или ока-
зывающих смазывающее действие.
Усилия растяжения и сжатия, непосредственно воз-
никающие в тормозных устройствах, можно снизить путем
различных изменений конструкции. Но при высоких тем-
пературах возможны значительные напряжения, вызван-
ные вибрацией и динамическими нагрузками. Кроме того,
в матрице, особенно на ее поверхности, возникают высокие
местные напряжения. По своей природе силы трения стре-
мятся отрывать частицы вещества из матрицы, поэтому
матрица должна обладать возможно большей прочностью
и сплошностью. Технологически это означает получение
матриц с минимальной пористостью.
7. Материалы с особыми свойствами 217
Как уже отмечалось ранее1, это достигается рядом ме-
тодов (в отдельности или совокупно): а) горячее прессова-
ние; б) длительное спекание при максимально высоких тем-
пературах; в) применение очень тонких и активных по-
рошков.
Вследствие характера службы фрикционный элемент
часто имеет форму тонкого диска, кольца или их части.
Деталь такой формы, состоящая в большой мере из неме-
таллических веществ, конечно, будет весьма хрупкой до
спекания. Поэтому требуются порошки металлов, обладаю-
щие максимальной прочностью в неспеченном виде. В свя-
зи с этим многие спеченные фрикционные материалы гото-
вят из порошка меди с низким насыпным весом, обладающим
хорошей прессуемостью и спекаемостью. Вызывает удив-
ление то обстоятельство, что, по-видимому, никто не проя-
вил интереса к использованию тонких железных порошков,
спеченных при температуре ниже а — у-превращения, при
которой спекание протекает весьма активно.
Многие фрикционные элементы изготовляются из осаж-
денного медного порошка1 2, обладающего низким насыпным
весом и высокой «сырой» прочностью [344]. Холоднопрес-
сованные заготовки группируют в пакеты и спекают в те-
чение длительного времени в специальных печах-ваннах,
позволяющих поддерживать низкое давление во время
всего цикла нагрева. Описание установки такого типа и
схема печи приведены в гл. II3. Конструкции пресса и
печи другого типа описаны в работе [345].
Максимальные значения статической, ударной и уста-
лостной прочности матрицы, содержащей много различных
включений разной формы и с сильно различающимися коэф-
фициентами термического расширения, достигаются за счет
максимального расстояния между ближайшими включения-
ми в матрице. Поэтому неметаллические включения
должны быть возможно более грубыми. В частном случае
[346] металлическая матрица составляла только 36,4 об. %;
две трети неметаллической составляющей падали на мине-
рал волластонит. При использовании порошка волласто-
1 Джонс, выпуск второй, часть I. — Прим. ред.
' 2 Джонс, выпуск первый, стр. 63,— Прим. ред.
3 Джонс, выпуск второй, стр. 131, 132. — Прим. ред.
8В Зак. 1672
218
Часть I
нита мельче 0,075 мм получался недостаточно прочный,
разрушавшийся при сдвиге фрикционный материал. При-
менение же порошка крупностью около 1 мм повысило
прочность и износоустойчивость материала до нормальных
значений.
В большинстве конструкций фрикционные элементы
обычно выполнены в виде тонких секторов из спеченного
Фиг. 69. Основные типы фрикционных элементов
[344].
материала, обладающих малой прочностью на изгиб. Не-
обходима поэтому соответствующая высокопрочная осно-
ва. Фрикционные элементы могут крепиться к стальной
основе всей поверхностью или заделываться в специальные
углубления. На фиг. 69 показаны четыре основных типа
крепления к основе: а) дисковое устройство типа «сэнд-
вич», в котором фрикционные элементы приварены к сталь-
ной основе. Подобного рода узлы встречаются в муфтах
сцепления тракторов, тормозных устройствах самолетов и
в автоматических трансмиссиях; б) фрикционный элемент
крепится поверхностью отрицательной кривизны к поверх-
ности тормозного барабана винтами или заклепками с по-
тайной головкой. Такие конструкции применяют в тор-
мозах автомобилей; в) фрикционный диск крепится к не-
сущей плите. Подобная конструкция часто встречается
в тормозах автомобилей и тракторов; г) крепление фрикцион-
ного элемента к основе поверхностью положительной кри-
7. Материалы с особыми свойствами
219
визны. Такое крепление фрикционного элемента можно
использовать в тормозах трактора, различных двигателей
и приводах трансмиссий. Эти фрикционные элементы удоб-
но приваривать к стальным плитам в процессе спекания.
Сцепление достигается за счет нанесения медного покрытия
или прослойки тугоплавкого припоя в виде порошка или
тонкой прокладки. Для большей прочности сочленения слои
смеси порошков, граничащие с опорной плитой, должны быть
обеднены неметаллическим компонентом или состав сме-
си должен быть подобран так, чтобы материал плиты и
смесь имели сходные коэффициенты термического расшире-
ния [347].
Общепринятые конструкции фрикционных устройств
описаны в работах [348, 349]. Большинство спеченных фрик-
ционных материалов работает в паре со сталью или чугу-
ном при полном отсутствии смазки. Применение в этом
случае фрикционных дисков из весьма мягких металлов,
например меди или алюминия, позволит получить высокие
характеристики трения за счет явления «холодной свар-
ки». В разные годы было опубликовано много исследований
антифрикционных свойств различных пар металлов1. На
основании полученных экспериментальных данных можно
составить пары металлов, обладающие высоким трением.
Однако использование в качестве пар трения только метал:
лов и сплавов без смазки приведет к свариванию трущихся
поверхностей; для таких материалов необходима смазка.
Конечно, смазка не должна быть слишком эффективной,
иначе она полностью устранит трение. Обычно в состав
фрикционных материалов, работающих без смазки, вводят
графит или дисульфид молибдена. Свинец, по-видимому,
действует аналогично, но из-за значительных количеств
выделяющегося тепла он «размазывается» (вследствие пла-
стической деформации или даже расплавления) в виде
сплошной пленки на трущихся поверхностях.
Применение только смазки на практике обычно совер-
шенно недостаточно. Хотя смазка предупреждает сильное
схватывание, тем не менее возможность «холодной сварки»
здесь исключена неполностью. А это влечет перенос час-
тиц металла с одной поверхности на другую с очень силь-
1 Джонс, выпуск второй, часть I. — Прим. ред.
8В*
520
Часть 1
ным износом. Поэтому кажется необходимым введение
абразивных веществ; будучи более твердыми, они истирают
участки «холодной сварки», прежде чем эти участки достиг-
нут значительных размеров.
Обычно к спеченным фрикционным материалам добав-
ляют небольшие количества абразивных порошков, таких,
как кварц или муллит. Часто их называют «фрикционными
компонентами» композиций, но на самом деле это непра-
вильно. Фактически таким компонентом служит метал-
лическая матрица. При значительном увеличении коли-
чества абразивов следует ожидать повышения не только
сил трения, но и износа. Приемлемое количество абрази-
вов, очевидно, определяется допустимым износом. Относи-
тельная твердость и размеры частиц абразивов оказывают
большое влияние на их абразивное действие. В случае
трения спеченного антифрикционного материала на мед-
ной основе по стали требуется абразив, способный устра-
нить приваривание меди, но при этом он не должен быть
слишком твердым или грубым, иначе он будет сильно цара-
пать сталь. Асбест вполне подходит для этой цели.
Различные добавки могут вызывать вторичные эффекты,
которые в известной мере маскируют непосредственный
фрикционный эффект. Например, добавление тонко измель-
ченного графита к медному порошку, очевидно, затруднит
спекание, повысит пористость и снизит прочность спечен-
ной меди. Добавление графита к железу приводит к его
цементации с резким изменением фрикционных характе-
ристик. Следует также помнить, что при спекании возможны
значительные потери графита за счет окисления.
Свинец, особенно в присутствии олова, может увеличить
плотность спеченных изделий из железа и меди. Разложение
Дисульфида молибдена MoS2 при нагреве может также по-
влиять на поведение меди при спекании. При слишком про-
должительном совместном смешивании возможен наклеп
порошка металла с соответствующим изменением прес-
суемое™ и спекаемости. Для устранения этого явления
предложено длительное смешивание всех ингредиентов,
за исключением меди, в шаровой мельнице [350]. Послед-
нюю добавляют лишь в самом конце смешивания.
Некоторые из этих положений проиллюстрированы
в работе П. И. Бебнева [351], изучавшего поведение раз-
7. Материалы с особыми свойствами 221
личных композиций на основе железа. Порошок железа
приготовляли восстановлением прокатной окалины; смеси
порошков прессовали под давлением 29 — 48 кг/мм? и
спекали под давлением (данные не приведены) при 1100—
1130° С в течение 2—3 час. Структура спеченного железа
была перлитной.
Было исследовано трение чугуна под давлением 2,9 кг/см?
при скорости 6,9 м/сек в паре с композицией, содержащей
3% SiO2, 3% асбеста, 13% РЬ и различное количество гра-
фита. Износ чугуна значительно уменьшился при повыше-
нии содержания графита до 9% и затем снова увеличился,
когда содержание графита повысили до 13%. Уменьшение
износа сопровождалось увеличением коэффициента тре-
ния. Оба эффекта, вероятно, объясняются науглерожива-
нием железа и образованием включений цементита, обла-
дающих абразивными свойствами. При добавлении свинца
к композиции, содержащей 7% графита, 3% SiO2 и 3%
асбеста, наблюдалось незначительное изменение износа и
коэффициента трения. При этом коэффициент трения не-
значительно увеличивался, а прочность спеченной компо-
зиции снижалась существенно. При испытании компози-
ций, содержащих: а) 9% графита, 3% SiO2, 3% асбеста и
б) 9% графита, 13% РЬ, 3% SiO2 иЗ% асбеста при скорости
трения 19 м/сек и давлении 4,80 кг/'см2, коэффициент тре-
ния и степень износа оставались постоянными независимо
от изменения содержания меди от 0 до 5%. Дальнейшее
повышение содержания меди до 12,5% вызывало увеличе-
ние коэффициента трения и степени износа, которые затем
понижались. Это объясняется как увеличением содержания
феррита (при повышении содержания меди), так и присут-
ствием свободной меди. Обе эти фазы способствуют сцеп-
лению и схватыванию.
Добавление кварца оказывает заметное влияние. К спе-
ченной композиции с 7% графита, 13% РЬ и 4% асбеста
добавляли до 6% кварца; при испытаниях (скорость тре-
ния 19 м/сек, давление 4,8 кг/см2) было установлено замет-
ное уменьшение износа с минимумом, соответствующим
3% SiO2, и последующее заметное увеличение износа по
мере увеличения содержания SiO2. Коэффициент трения
значительно увеличивался до содержания SiO2, равного
3%. При дальнейшем увеличении содержания кварца коэф-
222
Часть I
фициент трения мало меняется. По-видимому, это показы-
вает влияние малых добавок кварца на устранение схваты-
вания; дальнейшее же увеличение содержания кварца при-
водит к износу, так как добавки кварца заметно понижают
прочность композиции.
Асбест значительно повышает коэффициент трения;
менее заметно снижается износостойкость. Сочетание асбес-
та и кварца более эффективно, чем использование каждого
из них в отдельности. В результате всех этих эксперимен-
тов были отобраны две лучшие по свойствам композиции:
а) 13% РЬ, 9% графита, 3% кварца, 3% асбеста и б) 15%
Си, 9% графита, 3% кварца и 3% асбеста.
В любом фрикционном устройстве скорость изменяется
от нуля до рабочих значений. Важно знать поведение фрик-
ционного материала в этом интервале скоростей. Добавки
графита или свинца уменьшают разницу между статичес-
ким и динамическим трением и сглаживают пусковые ха-
рактеристики муфт сцепления и тормозов. Вибрацию и
толчки при запуске можно уменьшить снижением коэф-
фициента трения при одновременном увеличении площади
трения и соответствующем уменьшении давления. Можно
полагать, что это также понизит износ.
На фиг. 70 показаны фрикционные характеристики,
полученные при разных скоростях для трех сортов бронзы.
В интервале скоростей от нуля до 150 м/мин коэффициент
трения уменьшается лишь незначительно. Износ можно
легко понизить, увеличивая фактически поверхность тре-
ния. В связи с этим особое значение приобретает высокая
точность изготовления фрикционных элементов.
Необходимо также учитывать влияние температуры.
Фрикционные устройства поглощают значительные коли-
чества тепла, и высокие температуры могут развиваться
не только в отдельных участках, но и по всему объему
устройства. Из этого можно сделать ряд практических
выводов:
1. При повышении температуры матрица будет размяг-
чаться; очевидно, рабочие температуры следует поддержи-
вать столь низкими, чтобы этот эффект не имел серьезных
последствий. Вполне понятно, что применение легкоплав-
ких сплавов или фаз нежелательно. Например, присутствие
даже 4% Sn ц сплавах медь — олово понижает линию
7. Материалы с особыми свойствами
223
солидуса более чем на 100° С, и поэтому такие количества
олова весьма нежелательны.
2. Изменение температуры приводит к изменению раз-
меров. Поэтому в конструкции элементов, работающих
Фиг. 70. Изменение коэффициента трения трех
различных бронзовых фрикционных материалов
типа синтерлинк в зависимости от скорости
скольжения.
Данные фирмы «Морган крусибл». Приложенное давле-
ние составляло 5—14 кг/смг. Кривые являются типич
ными для сухого трения. Исследовалось трение между
синтерлинком и хорошо отшлифованными пластинами из
углеродистой стали.
в тяжелых эксплуатационных условиях, предусматривают
компенсационный паз или другое устройство, ликвидирую-
щее последствия изменения размеров и предохраняющее
фрикционные элементы от коробления. В этих случаях
правильная конструкция и надлежащее расположение теп-
лоприемников по отношению к тепловому потоку имеют
большое значение.
3. Размягчение матрицы и местное повышение темпе-
ратуры могут заметно усилить приваривание, отрыв час-
тиц и износ. В сильно напряженных элементах можно ожи-
224
Часть I
дать оплавления поверхности и ее глазуровку. На практике
существует несколько решений этих проблем:
1) Если теплота трения отводится к плите и через нее,
то желательно сократить до минимума путь теплового по-
тока и иметь соответственно минимальную толщину фрик-
ционного элемента. Кроме того, целесообразно применять
металлические матрицы с возможно более высокой тепло-
проводностью. Медь особенно интересна с этой точки зрения.
Однако добавка даже малых количеств легирующих эле-
ментов очень сильно снижает теплопроводность меди. Не-
которые сплавы для электрических контактов имеют осо-
бенно хорошее сочетание прочности и теплопроводности.
Например, термически обработанная медь с 0,6% Сг
может достичь предела прочности при растяжении порядка
53,5 при удлинении 15%, сохраняя при этом до80%
теплопроводности чистой меди. Просто удивительно, что
такие сплавы до сих пор не использовались для производ-
ства спеченных композиций.
2) Возможно также введение во фрикционные материа-
лы таких добавок, которые, расплавляясь, поглощали бы
тепло при сильном повышении температуры. Использова-
ние этого принципа зависит от количества жидкого металла,
допустимого при эксплуатации. Другая возможность —
применение легко окисляющихся и поглощающих тепло
металлов. По имеющимся данным [352], особенно благо-
приятное влияние оказывает введение 1—10% молибдена
или вольфрама.
3) Поверхностное оплавление и последующее остеклова-
ние могут существенно изменить коэффициент трения, что
в свою очередь повлияет на характеристики фрикционного
элемента в течение срока его службы. Главное в этой проб-
леме — остеклование поверхности сразу же после начала
эксплуатации, что позволит получить более стабильные
характеристики. Именно по этой причине введение легко-
плавких компонентов представляет интерес. Вероятно, есть
разница между глазурью, появляющейся в незначительных
количествах при эксплуатации фрикционного элемента
в условиях умеренных нагрузок, и глазурью, возникающей
в отдельные моменты шерегрузки фрикционного устройства.
В последнем случае предотвращение остеклования глазури,
вероятно, важнее, чем в первом. Если это нельзя предот-
7. Материалы с особыми свойствами
225
вратить, то образование сплошного слоя можно устранить
введением очень тугоплавких компонентов.
При возникновении высоких температур на поверхно-
сти фрикционного элемента возможно образование твердых
растворов силикатов меди и железа. Это может существен-
но изменить фрикционные характеристики, особенно в по-
следние секунды торможения.
Фиг. 71. Изменение крутящего момента фрикционного
материала со временем.
На фиг. 71 [352] показано изменение крутящего момента
со временем. Установлено, что крутящий момент возрас-
тает в последние несколько секунд. Добавление большого
количества кварца или других керамик с целью устранения
этого явления может вызвать вибрацию.
Лучшие результаты достигнуты за счет добавления:
а) двух различных керамических материалов в значитель-
ных количествах (для повышения точки плавления), на-
пример кварца и муллита; б) графита и свинца, которые вы-
полняют роль высокотемпературной смазки, и в) металлов
с высокой теплоемкостью, например вольфрама и молиб-
дена.
В патенте [352] приведены два состава фрикционных ма-
териалов: а) матрица (содержит 75—100% Си и небольшие
количества свинца или цинка) составляет 35—65%. В мат-
рицу добавляют 1—12,5% Мо, до 9% графита, до 15%Fe,
2—4,8% кварца и 17,5—26,1% обожженного киянита
(муллита); б) 18,6% Си, 7,1% Ni, 3,6% Ti, 28,6% стружки
латуни, 26,1 % обожженного киянита, 4,8% кварца, 1,2%
графита и 10% Мо.
В патенте [353] отмечается, что MoS2 способствует по-
явлению глазурованных слоев, вследствие чего предпочте-
226
Част ь I
ние отдается МоО3. Вероятно, применение нитрида бора
также представляет интерес. Для уменьшения отрицатель-
ных влияний высоких температур П. И. Бебнев [351]
исследовал возможность применения сульфата бария.
В окислительной атмосфере сульфат бария устойчив до тем-
ператур выше 1000°. Однако в присутствии железа, угле-
рода, водорода и кремния сульфат бария восстанавли-
вается до сульфида. В спеченных агрегатах, содержащих
BaSO4, существуют, вероятно, сложные комплексы из
BaS, FeS, а также, возможно, и другие сульфиды и
сульфаты.
Влияние этих факторов на поведение материалов при
высоких температурах в точности неизвестно. Однако добав-
ление BaSO4 обеспечивает постоянство коэффициента тре-
ния и значительно меньший износ в интервале температур
400—1200°. Для материала на основе железа, устойчивого
при больших нагрузках, П. И. Бебнев предложил следую-
щий состав: 9% графита, 3% кварца, 3% асбеста, 6%
сульфатд бария и 15% меди.
В будущем вполне вероятно применение в спеченных
фрикционных материалах жаропрочных сплавов и туго-
плавких керамик наряду с более эффективными способами
охлаждения с использованием жидкостей и газов. Разра-
ботка новых спеченных фрикционных материалов не толь-
ко вопрос металлургии, но и механики и теплопередачи.
Обзор методов испытания фрикционных материалов
дан в работе [348].
Алмазные инструменты
Инструменты со структурой непрерывных матриц, в ко-
торые внедрены алмазы (порошок, мелочь или отдельные
камни), — интересный пример фрикционных материалов.
Такие инструменты царапают и истирают обрабатываемую
поверхность. Применение алмаза в качестве абразива опре-
делено тем, что он является самым твердым веществом.
Ввиду значительной стоимости алмазов их используют
главным образом в виде мелких камней или в порошке;
применять алмазы для глубокого резания нецелесообразно.
Применение алмазов, таким образом, ограничено дово-
дочными стадиями механической обработки высокопроч-
7. Материалы с особыми свойствами
227
ных материалов и доводкой или шлифовкой материалов
с небольшим пределом прочности на высоких скоростях.
Шлифовка алмазами высокопрочных материалов при
высоких скоростях экономически невыгодна; возникающие
при этом высокие напряжения противопоказаны для хруп-
ких материалов с низким сопротивлением удару. Для та-
ких операций предпочтительней стальные и твердосплав-
ные режущие инструменты.
Мелкие алмазы, крупку или порошок связывают в аб-
разивных композициях разными способами. Матрицы обыч-
но готовят из различных пластмасс, керамики или метал-
ла — литого или порошкового.
В настоящее время алмазные инструменты широко ис-
пользуют для бурения горных пород и бетона, обработки
стекла и в оптической промышленности, доводки твердых
сплавов, огранки и шлифовки естественных и искусствен-
ных камней, резки и распиловки твердых минералов, квар-
ца, стекла и т. д. [3]. В этих случаях использование ал-
мазных инструментов оправдано только тогда, когда оно
дешевле по сравнению с другими методами обработки или
диктуется лучшими технико-экономическими показателя-
ми. В основном представляют интерес: а) скорость обработ-
ки; б) точность; в) качество доводки и г) удельная стоимость
обработки (на один карат алмаза).
Скорость обработки. Глубина внедрения алмаза в мат-
рицу при прочих равных условиях непосредственно свя-
зана с величиной выступающей части алмаза. По-видимому,
пока нет надежных данных о той минимальной доле объема
алмазов, которая может удерживаться матрицей. Кроме
прочих факторов, эта доля будет, очевидно, зависеть от на-
пряжений, приложенных к алмазу, формы внедренной в мат-
рицу части алмаза, прочности матриц, относительных ско-
ростей износа алмаза и матрицы, а также от того, удержи-
вается ли алмаз в матрице просто механически или как-то
иначе. Рассуждения без опытных данных не имеют смысла,
поскольку взаимосвязь рассмотренных факторов, вероятно,
сложна. Мы даже не можем сказать, будет ли глубина реза-
ния постоянной за время эффективного использования алма-
за, не говоря уже о максимально осуществимой скорости
резания и, следовательно, о том, повышается ли эта скорость
2 28
Часть I
с увеличением первоначального размера алмаза. По-ви-
димому, для высоких скоростей обработки требуются инст-
рументы с большими камнями; для низких скоростей в рав-
ной степени применимы и грубые камни. Чистота конечной
обработки поверхности и точность резания достигаются,
однако, при использовании мельчайших алмазов. На прак-
тике размеры камней в алмазных инструментах колеблют-
ся от 10 каратов по весу (для бурения нефтяных скважин)
до 40—50 мк по размерам (для полировки).
Существует, однако, и ряд других факторов:
1. Алмазы могут сильно различаться по качеству. По-
видимому, поведение естественных и искусственных алма-
зов весьма различно [354, 355]. Естественные камни —
монокристаллы или поликристаллы — сильно различаются
по чистоте и наличию дефектов. Такие различия существен-
но влияют на абразивную твердость.
Абразивная твердость известных сортов технических
алмазов также весьма различна. Твердость лучших по ка-
честву сортов бразильских поликристаллических карбона-
дов в 10 раз выше, чем у худших по качеству алмазов из
Конго, содержащих примеси.
2. Твердость алмазов меняется как в зависимости от
направления в данной плоскости, так и между кристал-
лографическими плоскостями. По данным [3561, алмаз об-
ладает наивысшей твердостью по направлениям, лежащим в
плоскости куба под углом 45° к кристаллографическим осям,
в плоскости додекаэдра под углом 90° к осям и совпадающим
с линией пересечения плоскостей октаэдра и додекаэдра.
Наименьшая твердость алмаза совпадает с направлениями,
параллельными кристаллографическим осям в плоскостях
куба и додекаэдра, причем твердость по этим направлениям
в плоскости додекаэдра в 3—4 раза меньше, чем в плоскости
куба.
Соотношение скоростей износа алмаза по направлениям
наибольшей и наименьшей твердости в значительной сте-
пени зависит от метода измерения. При обработке алмазным
порошком чугуна это отношение порядка нескольких сотен,
а при обработке диском, армированным алмазами, оно мо-
жет составлять даже 1,5.
Таким образом, наилучшие результаты могут быть по-
лучены лишь при определенной ориентировке отдельных
7. Материалы с особыми свойствами
'229
камней в инструменте к направлению обработки. Это впол-
не осуществимо на камнях, размеры которых колеблются от
0,1 до 0,01 карата [357]. Ориентировка более мелких кам-
ней, и в частности тонкого порошка, пока практически
неосуществима.
3. Помимо кристаллографической ориентировки, камень
выгодно сориентировать в соответствии с его режущими гра-
нями. Например, камень, близкий по форме к эллипсоиду,
будет, очевидно, резать хуже при его ориентировке глав-
ной осью вдоль направления обработки, чем под прямым
углом к нему. С этой точки зрения предпочтение, естествен-
но, должно быть отдано частицам алмазного порошка или
крупки равноосной формы. Для таких частиц, ориентиро-
ванных в металлической матрице случайным образом, ве-
роятность благоприятного расположения режущих углов
к обрабатываемому материалу выше. Стоит отметить, что,
изменяя методы измельчения алмазов в порошок, можно
придать частицам весьма различные формы.
4. Количество материала, снимаемого в единицу вре-
мени, должно быть функцией скорости перемещения (вра-
щения или возвратно-поступательного движения) алмаз-
ного инструмента относительно обрабатываемой поверх-
ности.
Практический предел этих скоростей определяется кон-
структивными соображениями и необходимостью эффектив-
ного охлаждения инструмента и быстрого удаления продук-
тов обработки.
Количество материала, снимаемого в единицу времени,
зависит также от числа граней алмаза, приложенных
к единице площади обрабатываемой поверхности. Увели-
чение числа граней подразумевает увеличение числа частиц
алмаза в единице объема матрицы. При постоянстве сред-
него размера частиц алмаза и других факторов можно
считать, что скорость обработки повышается с увеличе-
нием веса алмазов, приходящихся на единицу объема мат-
рицы, так называемой концентрации, оцениваемой в кара-
тах на 1 мл матрицы и обозначаемой «концентрация 100»1.
1 За единицу «концентрация 100» принимают, к сожалению,
не всегда одинаковые значения. Часто ее приравнивают к величине
4,5 карата/1 мл (0,9 г/см3).
230
Часть 1
Очевидно, в каком-то определенном интервале скорость
обработки является простой функцией навески алмазов.
Ниже этого интервала становится так мало алмазных гра-
ней, что большая часть поверхности металлической матри-
цы истирается поверхностью обрабатываемой детали. Выше
этого интервала грани одних камней экранируются дру-
гими и становятся неэффективными. Далее, при некоторой
«концентрации» алмазов матрица уже не в состоянии удер-
живать заключенные в ней камни. На практике алмазные
инструменты обычно содержат 15—35% алмаза (по объему).
6. Конечно, скорость обработки должна зависеть от
давления на инструмент. Практический предел допустимых
усилий определяется опасностью разрушения алмазов или
вдавливания их в матрицу и допустимым износом матрицы.
Необходимое усилие часто неизвестно. Режим работы
алмазных инструментов обычно определяется постоянной
скоростью резания (обработки) или такой их нагрузкой,
когда достигается усилие, необходимое для данной скорости.
7. Надо полагать, что скорость обработки зависит от
наличия или отсутствия на рабочей поверхности смазочных
материалов и охлаждающей жидкости. При высоких
скоростях обработки подача необходимых количеств охлаж-
дающей жидкости, несомненно, важнее, чем подача смазки,
хотя, вообще говоря, обе эти функции может выполнять
одна и та же жидкость.
8. Обработка приостановится, если поверхность алма-
зов загрязнена продуктами обработки. Для удаления их
необходим достаточный поток жидкости (или воздуха). По-
дача охлаждающей жидкости и удаление продуктов обра-
ботки — основная трудность при конструировании инст-
рументов и оборудования для бурения горных пород.
Точность обработки и качество поверхности. В некото-
рых случаях, например при шлифовке оптических линз и
распиловке твердых материалов на пластинки, достижение
высококачественной поверхности при высокой степени
точности — дело первостепенной важности. Обычно это
имеет также большое значение при бурении и доводке ин-
струментов [358]. Для достижения высокой точности и ка-
чества поверхности необходимо соблюдение некоторых
требований:
7. Материалы с особыми свойствами
231
1. В определенных границах доводка тем совершеннее,
чем мельче частицы алмаза. Пределом, по-видимому, слу-
жит некоторая критическая их величина, при которой воз-
никает слишком тесный контакт между матрицей и обра-
батываемой поверхностью. Увеличение «концентрации» ал-
маза позволяет снизить эту критическую величину.
2. Следует избегать непосредственного контакта матри-
цы с обрабатываемой поверхностью. Иначе матрица будет
изнашиваться с одинаковой скоростью или быстрее, чем
алмазные частицы. При обработке металла алмазно-метал-
лическим инструментом такой контакт может привести
к холодному привариванию металлов.
3. Эффективное удаление продуктов обработки совер-
шенно необходимо, особенно если они сами абразивны,
как, например, при шлифовке стекла. Требуется достаточ-
ная подача жидкости для их немедленного быстрого смы-
вания.
4. Присутствие смазочных материалов часто улучшает
поверхность чистовой обработки. Во многих отраслях (при
шлифовке стекла и др.) обычно используют большие коли-
чества воды как для удаления шлама, так и для охлажде-
ния. В воду добавляют химикалии, понижающие поверх-
ностное натяжение и улучшающие смачивание продуктов
обработки, а также растворимые в воде смазочные мате-
риалы.
5. Скорость обработки не должна быть слишком вы-
сокой во избежание сильного разогрева алмазного инстру-
мента. Для достижения высокой точности размеров надо,
насколько возможно, поддерживать постоянную темпера-
туру инструмента и обрабатываемого материала.
6. При очень жестких требованиях в отношении раз-
меров и качества обработки поверхности важно свести
вибрацию до минимума. Это подразумевает высококаче-
ственную конструкцию и изготовление станка и инстру-
мента, включая статическую и динамическую балансировку
всех вращающихся деталей. Балансировка существенно об-
легчается, если эти детали изготовлены из материалов с мак-
симально низкой плотностью при достаточной прочности.
7. При бурении скважин точность размеров инструмента
нужна (среди прочего) для обеспечения строгой прямоли-
нейности скважин на большой глубине и для сохранения
Часть I
постоянного диаметра скважины (а также, если необхо-
димо, и колонки). Вообще говоря, эти вопросы относятся
к компетенции конструкторов и выходят за рамки настоя-
щего обзора. Здесь укажем лишь, что при конструировании
коронок буров для твердых пород часто предусматривается
армирование внутренней и внешней поверхностей коронки
алмазами, которые при вращении коронки предохраняют
ее от изнашивания. Кроме того, в некоторых типах алмаз-
ных инструментов предусматривают различную «концен-
трацию» алмазов в разных частях инструмента, что поз-
воляет поддерживать постоянную скорость обработки.
В связи с этим большое значение приобретает изменение
линейной скорости движения относительно обрабатываемой
поверхности в зависимости от диаметра инструмента. Вы-,
текающие отсюда осложнения в первую очередь относятся
к коронкам буров для неколонкового бурения и в меньшей
степени к инструментам для шлифовки стекла и металлов.
На практике их можно устранить изменением «концентра-
ции» алмазов или размеров частиц алмаза в разных частях
инструмента, а там, где это возможно, например при изго-
товлении линз, — таким поворотом инструмента, чтобы
определенные участки инструмента периодически прихо-
дили в соприкосновение с различными местами на стекле.
Стоимость обработки. В некоторых отраслях промышлен-
ности (например, бурение) стоимость обработки материала
имеет большое значение. Она выражается числом каратов,
необходимых для обработки единицы материала. Здесь
имеют значение многие факторы: размер и качество алмаз-
ных частиц или отдельных камней; тип матрицы; скорость
удаления продуктов обработки; тип и количество охлаж-
дающих жидкостей и смазки; вибрация; частота замены
инструментов (связанные с этим простои) и т. д. Однако
наиболее важное значение имеют размеры частиц и «кон-
центрация» алмазов. Обычно оптимальные значения можно
установить по графикам стоимость обработки — «концен-
трация» или стоимость обработки — размеры частиц.
Цена алмазов очень сильно зависит от их размеров.
Например, в 1960 г. в Великобритании цены колебались
от—-1 фунта за карат порошка крупностью 40 — 50 мк
до 300 фунтов за карат для алмазов в 10 карат.
7. Материалы с особыми свойствами
233
Скорость обработки также имеет большое значение.
Рациональное сочетание этих переменных (качества алма-
зов и скорость обработки) в большинстве случаев дости-
гается подбором оптимальных условий.
Износ инструмента. Изучение механизма износа ин-
струментов имеет как техническое, так и экономическое
значение. Трудно создать точную картину разрушения алма-
за в процессе работы инструмента, но можно показать,
что оно сильно напоминает непосредственное окисление.
Из работ Боудена с сотрудниками известно, что между
трущимися поверхностями даже при низких скоростях и
нагрузках развиваются высокие температуры. Алмазные
инструменты работают в условиях высоких скоростей тре-
ния и высоких давлений, возникающих в основном на алмаз-
ных гранях. Именно там могут возникнуть высокие темпе-
ратуры, вполне достаточные для окисления; возможно, что
такому окислению предшествует графитизация. Несомненно,
что охлаждение и наличие смазок существенно понижают
максимальные температуры на поверхности алмаза. С этой
точки зрения становится очевидным одно из принципиаль-
ных преимуществ металлических матриц для быстро-
изнашивающихся алмазных инструментов, а именно вы-
сокая теплопроводность и эффективный отвод тепла. Пер-
спективно применение матриц, изготовленных из высоко-
прочных и высокотеплопроводных сплавов.
При недостаточной подаче охлаждающей жидкости и
соответственно высоких температурах матрица может раз-
мягчиться и алмазы в нее вдавятся. Дальнейшее повышение
температуры может вызвать окисление поверхности или
даже оплавление матрицы.
Теоретически при нормальной работе выступающая
часть алмазов предохраняет матрицу от контакта с обра-
батываемым материалом. Срок годности матрицы соизме-
рим с износом алмаза только при идеальных условиях ра-
боты. Практически же контакт матрицы с обрабатываемой
поверхностью вполне возможен; при этом давление на гра-
нях алмаза резко падает и скорость обработки существенно
снижается. Более того, поверхность матрицы оплавляется,
или «стеклуется», особенно если она выполнена из пластич-
ного металла. Остекловывание матрицы довольно обычное
234
Часть I
явление и практически устраняется дробе- или пескоструи-
ванием, применением абразивных инструментов (например,
из карбида кремния) или обработкой кислотами и дру-
гими химикалиями.
Вполне очевидно, что необходимо знать факторы, влияю-
щие на износ матрицы. Хотя в идеальных условиях матрица
Фиг. 72. На коронке алмазного бура видны
следы абразивного воздействия продуктов об-
работки на матрицу.
не должна соприкасаться с обрабатываемой поверхностью,
тем не менее она подвержена действию повышенных тем-
ператур, окислительной атмосферы, иногда умеренному
коррозионному воздействию и, конечно, абразивному воз-
действию продуктов обработки (пыли или грязи). При
осмотре поверхности работавшего алмазного инструмента
обычно видны характерные бороздки как результат такого
абразивного воздействия. На фиг, 72 показана спеченная
металлическая матрица, армированная мелкими алмазами,
на которой отчетливо заметны эти бороздки. Видно также,
7. Материалы с особыми свойствами
235
что отдельные камни защищают от разрушения располо-
женные за ними участки матрицы.
Оптимальным условиям эксплуатации алмазного ин-
струмента, очевидно, соответствует скорость износа матри-
цы (за счет абразивного воздействия продуктов обработки),
равная или несколько превышающая скорость износа ал-
маза. Если матрица изнашивается гораздо медленнее, то
обработка существенно ухудшается. При относительно
сильном износе матрицы алмазы выпадают из нее раньше,
чем износятся сами.
При высокой скорости обработки выбор материала ма-
трицы проще. Все же правильный выбор можно сделать
только после серьезных предварительных испытаний. Для
этой цели полезны лабораторные испытания абразивных
свойств различных сплавов. Однако в лаборатории не всегда
удается воссоздать сложную совокупность условий работы
алмазных инструментов. Регулировать износостойкость
матрицы можно, изменяя ее состав соответствующим леги-
рованием или используя особенности метода порошковой
металлургии, например неполное спекание или сплавле-
ние, использование неметаллических включений, изме-
няющих твердость матрицы или стойкость к абразивной
коррозии. Можно также регулировать охлаждение и смазку.
Добавляя в охлаждающую жидкость химикалии, можно
замедлять или ускорять коррозию матрицы. В этой связи
возможно применение электрохимических методов. На-
конец, можно изменять линейную скорость трения или
давление.
При выборе материала матрицы для алмазного инстру-
мента наиболее важны следующие соображения:
1) Соответствующая условиям работы износостойкость.
2) Достаточная жаропрочность, чтобы в сплаве не
наблюдалось оплавления или ползучести в условиях
эксплуатации,
3) Достаточная стойкость к коррозии.
4) Высокая теплопроводность.
Теплопроводность самих алмазов достаточно высока;
поданным [359] она равна 10—20 вт!см-°С и превышает
теплопроводность некоторых металлов (теплопроводность
серебра при комнатной температуре равна приблизительно
4,2 вт/с.и-°С).
236
Часть I
Поэтому не следует применять в качестве матрицы ма-
териал, который по сравнению с алмазом является почти
теплоизолятором. Как и в случае фрикционных материалов
(стр. 214, 215), здесь определенные преимущества дает
использование сплавов, сочетающих максимально воз-
можную теплопроводность с высокой прочностью.
5) Величина термического расширения матрицы. Ра-
бочие температуры на поверхности алмазного инстру-
мента могут изменяться в пределах от 0 до 500°. Коэффи-
циент термического расширения алмаза в этом интервале
в среднем равен 2,634 • 10~6/°С. Термические коэффи-
циенты большинства металлов существенно превышают
эту величину; наиболее низкий из них у вольфрама
(в среднем 4,6- 10-6/°С).
Вполне возможно существование сплавов, термическое
расширение которых сравнимо с алмазом. Однако целе-
сообразность использования таких сплавов сомнительна.
Если, например, алмазный инструмент изготовлен из ме-
таллического порошка горячим прессованием при темпе-
ратуре порядка 800°, то при его охлаждении матрица Т5удет
сокращаться сильнее алмаза. При более низкой темпера-
туре, скажем 500°, напряжения, вызванные различием
«усадки», частично снимутся за счет пластической деформа-
ции; при еще более низких температурах возникнут стой-
кие упругие напряжения и каждый камень или частица
алмаза будут испытывать давление со стороны окружающей
среды (матрицы). При повышении температуры в процессе
работы эти напряжения будут упрочнять положение ал-
маза в матрице (если только эта температура не на столько
высока, чтобы снимать упругие напряжения). Этот пример
показывает предпочтительность для матрицы материала
с большим коэффициентом термического расширения, но
с высокой температурой размягчения.
Разные металлы и сплавы имеют весьма различные коэф-
фициенты термического расширения. Например, для сплавов
на медной основе этот коэффициент вдвое выше, чем на осно-
ве железа. Хром, молибден, вольфрам и цирконий имеют
особенно низкое термическое расширение. Инвар незначи-
тельно расширяется в определенном узком интервале тем-
ператур; однако коэффициент расширения инвара в интер-
вале температур 0—500° составляет в среднем 9,5—10-6 /°C.
7. Материалы с особыми свойствами 237
6) Для инструмента, работающего на режиме высоких
скоростей и высокой точности обработки, предпочтительна
матрица из материала малого удельного веса.
7) Во избежание повреждения алмазов при спекании
желательно иметь относительно легкоплавкие сплавы.
8) По соображениям экономии желательны матрицы из
относительно недорогих сплавов, не требующих приме-
нения инертных газов или высокого вакуума.
Большей частью для алмазных инструментов исполь-
зуют медные сплавы, в основном из-за их легкоплавкости и
простоты обработки. В особенности распространены бронзы,
механические свойства которых легко регулируются изме-
нением содержания олова или малыми добавками других
элементов (железо, никель, алюминий, марганец и т. д.).
Многие алмазные инструменты готовят из сплавов на же-
лезной основе или композиций из вольфрама или его кар-
бида с легкоплавкими сплавами. Считают, что карбид
вольфрама предотвращает окисление или графитизацию
алмаза при спекании. Несмотря на обширную литературу
о возможном использовании других сплавов, существует
большой пробел в научных исследованиях, основанных на
анализе физических свойств .и требований, предъявляемых
к хорошим матрицам.
Сейчас существует тенденция к возможно большему
уменьшению размеров изготовляемых методами порошковой
металлургии деталей алмазного инструмента, что оправ-
дывается снижением глубины прессования, повышением
прочности и плотности деталей, а также экономическими
соображениями. Такие детали сочленяют затем с держав-
кой из компактного металла, предварительно обработанной
до определенных форм и размеров. При больших масшта-
бах (например, в производстве буров) изготовление дер-
жавки и самого бура методами порошковой металлургии
экономически вполне оправданно. Однако для прецизион-
ных правочных и шлифовальных кругов державку часто
вытачивают из алюминиевого или магниевого сплава или
даже изготовляют из пластиков. Методы крепления ко-
ронки с алмазами к державке разнообразны и включают
клепку, резьбовое соединение, ласточкин хвост, пайку,
сварку в процессе спекания или склеивание.
238
Часть 1
Интерметаллические соединения
Менее важная, но интересная область применения по-
рошковой металлургии — получение некоторых интерме-
таллических соединений, в частности с относительно вы-
сокими температурами плавления. Хорошим примером
Фиг. 73. Диаграмма состояния системы магний — сурьма [360].
такой системы является система магний — сурьма. Соеди-
нение MgSb2 плавится при 1228° С, т. е. значительно выше
температуры плавления исходных компонентов, и имеет
очень узкий интервал гомогенности. Фазовая диаграмма
этой системы [360] представлена на фиг. 73.
Это соединение можно получить плавлением и литьем,
но и это чрезвычайно трудно. Трудно нагреть расплав до
столь высокой температуры без потерь за счет окисления,
испарения и взаимодействия с тиглем, без поглощения га-
ров и т. д, Кроме того, малейшее отклонение от стехиоме-
7. Материалы с особыми свойствами 239
трического состава приведет к сегрегации при охлаждении,
не говоря уже об осложнениях, которые могут возникнуть
из-за различной плотности компонентов. Единственный
практически осуществимый метод — плавка компонентов
в вакууме (может быть также в атмосфере инертного или
восстановительного газа под давлением) с хорошим пере-
мешиванием расплава при охлаждении. Некоторые из
этих трудностей можно преодолеть, используя в качестве
исходных материалов порошки чистых компонентов или
порошки, полученные тонким измельчением сплава. Гомо-
генность в данном случае достигается повторным прессова-
нием и спеканием с промежуточным тонким измельчением.
Такая методика позволяет легировать соединение малыми
количествами других желательных элементов, которые при
введении их в расплав могут ликвировать, испаряться,
а возможно, и совсем не будут сплавляться.
Хороший пример решения такой проблемы — полу-
чение соединения BiMn, представляющего интерес в ка-
честве магнитного материала. Трудность его получения
сплавлением определяется не только строгой стехиометрич-
ностыо состава: расплавленный марганец взаимодейст-
вует с большинством огнеупорных тиглей, а давления па-
ров висмута и марганца при 1000° резко различны (соответ-
ственно 2500 и 15 мк1). Плотности этих двух металлов также
сильно различаются. Марганец, кроме того, легко окис-
ляется. Однако Робертс [361] получил достаточно хороший
выход соединения BiMn путем прессования и спекания сме-
си порошков при низкой температуре (320°).
Аналогичные замечания относятся к ряду интерметал-
лических соединений, применяемых в качестве термоэлект-
рических элементов холодильников [Bi2Te3, Bi2Se8, (Bi2Sb)2,
Zn8Sb2, (TeSe)2 и т. д.]. Чаще всего они должны быть чи-
стыми, но их нередко легируют химическими соединениями,
такими, например, как CuBr. Эти элементы целесообразно
получать методами порошковой металлургии.
Читатель, интересующийся этими вопросами, может
обратиться к работам Иоффе [362] и Зенера [363].
1 Ртутного столба.—Прим, перев.
ЧАСТЬ II
ПОРОШКОВАЯ МЕТАЛЛУРГИЯ
КАК КОНКУРИРУЮЩИЙ МЕТОД
1. ВВЕДЕНИЕ
До сих пор мы исследовали применение порошковой
металлургии с целью получать материалы с улучшенными'
или измененными физическими свойствами. Рассмотрим
теперь рентабельность применения порошковой металлур-
гии в сравнении с такими методами, как литье, ковка,
штамповка и механическая обработка.
В условиях массового производства применение порош-
ковой металлургии экономически наиболее оправданно,
и это является одним из ее главных преимуществ. Напри-
мер, медносвинцовые подшипниковые сплавы в основном
получают из смеси порошков компонентов или из предва-
рительно легированных порошков; они вполне конкурируют
с литыми подшипниковыми сплавами. Данные по прес-
сованию и спеканию легированных медно-свинцовых порош-
ков можно найти в работе Джонса [364], а по изготовлению
антифрикционных материалов на стальной основе — в ра-
боте [365 ].
Магниты из сплавов типа алнико часто получают мето-
дами порошковой металлургии; их применение наиболее
оправданно при весе изделий до 50 г. Магнитные свойства
и плотность изделий не зависят от способа изготовления.
Производство магнитов типа алнико не представляет труд-
ностей при условии, что при спекании применяют атмос-
феру из очень чистого сухого водорода (или диссоциирован-
ного аммиака) и геттеры. Порошки хорошо прессуются,
если использовать смеси порошков чистого мягкого железа
и предварительно легированных сплавов. Более подробно
с технологией этих сплавов можно ознакомиться в работах
[366, 367]. Также не представляет трудностей производство
магнитных сплавов типа «Кунифе» (Cunife) и «Кунико»
(Cunico).
Значительные количества изделий из латуни также изго-
товляются методами порошковой металлургии; основные
9*
244
Часть 11
трудности здесь связаны с предотвращением потерь цинка
при спекании. Это достигается в основном кратковременным
низкотемпературным спеканием достаточно плотных бри-
кетов в сухой атмосфере; возможно также использование
в процессе спекания атмосферы, содержащей пары цинка
[368].
Стоимость как «физическое свойство» 1
При решении вопроса о методе изготовления деталей
большое внимание должно уделяться стоимости. Если свой-
ства изделия не зависят от способа изготовления, то только
стоимость определяет выбор наиболее рентабельного метода.
Поэтому стоимость должна рассматриваться наравне с дру-
гими свойствами как настоящая физическая характерис-
тика1 2, определяющая в первую очередь конкурентную спо-
собность порошковых изделий.
Особо большую роль в этом отношении имеет улучше-
ние качества изделий.
1. Большая часть спеченных деталей из железа эксплуа-
тируется в условиях механических нагрузок, правда во
многих случаях небольших. Любое достижение, улучшаю-
щее их физические свойства (предел прочности, пластич-
ность, твердость, ударная вязкость и т. д.), будет содейст-
вовать расширению сбыта таких изделий.
2. К большинству спеченных деталей из железа, обычно
применяющихся в сочетании с другими деталями, предъ-
являются высокие требования по точности размеров и фор-
мы. Поэтому уменьшение допусков и усовершенствование
деталей, особенно по сравнению с изготовленными другими
методами, также, очевидно, увеличит спрос на них.
1 Этот раздел по вполне понятным соображениям представляет
для советского читателя ограниченный интерес. Мы сочли целе-
сообразным полностью опустить в переводе «конкретные» рассуж-
дения автора о статьях расходов, подготовке и организации произ-
водства некоего гипотетического предприятия порошковой метал-
лургии, ограничившись лишь общими указаниями на меры, усили-
вающие конкурентную способность порошковых изделий. — Прим,
ред.
2 Хотя себестоимость, безусловно, не физическая, а технологи-
ческая характеристика, в переводе сохранена оригинальная терми-
нология В. Д. Джонса. — Прим. ред.
Снижение себестоимости пробу кции
245
3. Сбыт спеченных деталей в значительной степени огра-
ничен тем, что форма лимитируется возможностями про-
цессов прессования и извлечения брикетов из пресс-форм.
Это настолько серьезный вопрос, что в весьма обширной
специальной литературе много внимания уделяется описа-
нию конструкций деталей, которые нельзя изготовить та-
ким способом. Например, в серии статей Белла [369] спе-
циально рассматриваются возможные и невозможные для
изготовления конструкции.
Все, что может снять или сузить эти ограничения, зна-
чительно расширило бы сбыт порошковых изделий. К числу
таких возможностей относятся механизация изостатического
прессования и применение шликерного литья. Эти вопро-
сы подробно обсуждались во II и III главах1.
4. Конечно, спеченные детали из железа легко кор-
родируют во многих средах. Очень большое значение имеет
поэтому любое повышение коррозионной устойчивости за
счет изменения состава или нанесения коррозионно-стой-
ких покрытий (электроплакирование, поверхностный на-
клеп, химическое травление и т. п.). Однако все это скорее
относится к теории и практике коррозии или к специальным
видам окончательной обработки металлов и поэтому здесь
подробно не рассматривается.
5. Наконец, не следует недооценивать влияния такого
фактора, как внешний вид изделий и их упаковка.
2. СНИЖЕНИЕ СЕБЕСТОИМОСТИ ПРОДУКЦИИ
Стоимость порошка
Стоимость смесей порошка металла и других компонен-
тов обычно сильно колеблется и является наименее по-
стоянной статьей расхода. Расходы по смешиванию и по-
даче порошка к прессам большей частью стабильны. При
определении стоимости порошка необходимо учитывать
следующие наиболее существенные моменты:
1. Вопрос о выборе способа получения порошков доста-
точно обсуждался в гл. I1 2. Уместно все же сделать несколь-
1 Джонс, выпуск второй, часть I. — Прим. ред.
2 Джонс, выпуск первый. — Прим. ред.
246
Часть 11
ко дополнительных замечаний: существенное сокращение
стоимости порошков железа в дальнейшем представляется
маловероятным, если не будет успешно осуществлен метод
прямого извлечения; стоимость производства порошка желе-
за действующими методами можно снизить при планиро-
вании его выпуска (по соглашению с потребителями) на
длительные периоды и разумном ослаблении требований
к качеству порошка.
В спецификациях железного порошка обычно приводят-
ся следующие основные свойства: содержание окислов;
крупность; уплотняемость; текучесть; влияние на износ
матриц; характер роста или усадки при спекании. При
изготовлении спеченных изделий обычно добиваются мак-
симальной плотности, но при наименьшей усадке или росте.
Ослабление в каждом конкретном случае требований
к качеству порошка, в частности по текучести, позволяет
снизить себестоимость продукции.
2. Неизменяемость качества порошка во времени позво-
ляет существенно снизить издержки производства спечен-
ных изделий за счет уменьшения отходов и сокращения рас-
ходов на контроль качества порошка.
3. Приобретение готовых к использованию смесей по-
рошков или полная механизация смешивания и транспор-
тировки порошков [370]. Следует гораздо шире применять
транспортировку по трубам, используя поток или ви-
брацию.
4. Снижение расходов возможно также путем умень-
шения складских запасов порошка до практического ми-
нимума.
Стоимость прессования
Типы прессов и инструментов весьма разнообразны.
Размер прессов определяет как габариты изделий, так и
их плотность, а следовательно, и физические свойства.
Для изделий сложной конфигурации требуются соответ-
ствующие инструменты. При крупных масштабах произ-
водства большее разнообразие прессов и инструментов обес-
печивает в конечном счете более низкую себестоимость.
Правильный выбор прессов и инструмента требует боль-
шого опыта. Здесь необходимо учитывать следующие
факторы:
2. Снижение себестоимости продукции
247
1) Размеры изделий и максимально требующийся тон-
наж прессов. Механические прессы, потребляющие, как
правило, меньше энергии, чем гидравлические, обычно раз-
вивают усилие до 500 т. Для крупных изделий выбор типа
пресса, таким образом, ограничен. Для небольших изде-
лий предпочтительны высокоскоростные механические прес-
сы. Для обоих типов прессов скорость прессования, как
правило, тем ниже, чем крупнее изделия. Скорость прес-
сования на гидравлических прессах тем меньше, чем выше
изделие.
2) Сложные изделия можно получать на дорогих прес-
сах, обладающих разнообразными движениями, при по-
мощи простых и сравнительно дешевых инструментов или
же на относительно дешевых прессах посредством сложных
и дорогих инструментов. Выбор здесь определяется, оче-
видно, масштабами производства.
3) Стоимость рабочей силы при прессовании обычно не
имеет большого значения. В этом плане заслуживает вни-
мания транспортировка заготовок от пресса к печи спека-
ния и на калибровку.
4) Стоимость изготовления пресс-форм и, в частности,
расходы по их установке на прессы (в связи с простоями)
могут быть значительными и непосредственно обусловлены
серийностью выпускаемых изделий. Затруднения возни-
кают чаще всего при сравнительно малых сериях •—до
10 тыс. штук.
Полезная информация о прессах и пресс-формах содер-
жится в справочнике фирмы «Хёганес».
Стоимость спекания
1. Тип печи определяется температурой и атмосферой
спекания. С точки зрения прямых расходов важно, должна
ли печь быть газовой или электрической, с нихромовыми или
канталовыми нагревателями (в обоих случаях до 1150°)
или же, для более высоких температур, молибденовая,
глобаровая или графитовая. Эксплуатационные расходы
для второй группы печей выше. Газовые печи (кроме труб-
чатых радиационных) обычно требуют муфелей для изо-
лирования атмосферы спекания от продуктов сгорания.
Молибденовые нагреватели требуют защиты от атмосфер-
248
Часть II
ного кислорода; соответствующее печи также муфельные.
Остальные печи могут быть и не муфельными.
Стойкость и допустимая нагрузка ленточных конвейе-
ров при температурах выше 1100° резко падают; практиче-
ский максимум для этого типа печей 1150°. При более вы-
соких температурах применяют печи толкательные или
с неметаллическими транспортерами. Положительную оцен-
ку заслуживают печи с быстрой сменой нагревателей.
Некоторые сплавы мало чувствительны к атмосфере спе-
кания, в то время как другие требуют строгого ее контроля1.
В последнем случае, очевидно, нужны высокогерметичные
муфельные печи. Иногда применяют упаковку в ящики,
специальные геттеры и т. п., но это существенно повышает
расходы.
2. Удельные затраты энергии в печах непрерывного
действия — газовых или электрических — зависят от ряда
факторов:
1) печи спекания с большой теплоемкостью мало при-
годны для быстрого нагрева и охлаждения; их лучше ис-
пользовать при постоянной температуре и длительном спе-
кании. Чем выше суточная производительность печей,
тем ниже удельный расход энергии. Поэтому нужна мини-
мальная длительность спекания, обеспечивающая желатель-
ные свойства изделий. Точно так же нужна максимально
плотная укладка деталей в печи, совместимая с возмож-
ностью достичь требуемую температуру спекания за задан-
ное время;
2) транспортирующие устройства печей (детали кон-
вейера, ящики, поддоны и т. д.) нагреваются и охлаждаются.
Более низкий расход энергии достигается, таким образом,
при использовании деталей этих устройств с возможно бо-
лее низкой теплоемкостью и при максимальной их загрузке;
3) теплопроводность газов, особенно водорода, относи-
тельно высока. Применение минимальных количеств газа
снижает потери тепла с отходящими газами. По сравнению
с чистым водородом эндотермический газ (содержащий
40% Н2) снижает эти потери на 10%;
4) суммарные потери тепла в обычных печах непрерыв-
1 Джонс, выпуск второй, часть I. — Прим. ред.
2. Снижение себестоимости продукции
249
кого действия примерно пропорциональны изменениям
температуры (в пределах 900—1150°).
3. Для годового выпуска 500 т. спеченных изделий нуж-
ны 3—6 человек в смену (упаковка, загрузка и разгрузка
деталей). Полная механизация этих операций может сни-
зить затраты на спекание примерно на одну четверть.
4. Расходы на газ зависят от конструкции печи и при-
роды газа и соответственно от спекаемых изделий. И то и
другое обсуждалось в гл. III1.
Дополнительные операции
Расходы на калибрование и (или) допрессовку изделий
в принципе не отличаются от расходов на прессование. Это
сравнительно крупная статья расходов, и поэтому следует
по возможности избегать указанных дополнительных опе-
раций, для чего в первую очередь необходимо тщательно
регулировать размеры изделий при прессовании и спекании.
Однако, по-видимому, от х/з до х/г всех спеченных деталей
допрессовывают или калибруют. В справочнике фирмы
«Хёганес» дан лучший практический обзор таких операций,
в частности в связи с износом пресс-форм.
Кроме калибрования и допрессовки, дополнительные
операции могут включать снятия заусенцев, механичес-
кую обработку резанием, термообработку, цементацию,
полировку, пропитку, покрытия другими металлами, ок-
раску, обработку паром, твердую и мягкую пайку, сва-
ривание.
Для снижения затрат на рабочую силу следует везде,
где возможно, применять автоматы. Однако нельзя забы-
вать, что в вопросах контроля качества участие человека
иногда полезнее автомата.
Ниже рассмотрены некоторые важнейшие факторы, пред-
ставляющие особый технический интерес в связи с их влия-
нием на себестоимость.
Улучшение физических свойств
Улучшение физических свойств в общем случае может
быть достигнуто повышением плотности, легированием и
термообработкой.
1 Джонс, выпуск второй, часть I. — Прим. ред.
9В Зак. 1672
250
Часть II
Влияние плотности
В работе [371] исследованы образцы, изготовленные
из отожженного механически измельченного порошка же-
леза состава: 0,015% С; 0,025% Si; 0,01 % Мп и по 0,005 %
Р и S после прессования при давлении 3,7—100 кг/мм2 и
спекания в токе водорода при 800°. Связь между прочностью
Фиг. 74. Изменение прочности
спеченного тела в зависимости
от его плотности [371].
и плотностью образцов показана на фиг. 74; при высоких
плотностях эта связь носит почти линейный характер.
Сквайр [372] прессовал порошок электролитического же-
леза при 42—140 кг/мм? и спекал образцы в течение 1 час
при 1100° (по-видимому, в Н2). Он нашел аналогичную за-
висимость, но при тех же плотностях прочность была не-
сколько выше — несомненно вследствие более высокой тем-
пературы спекания. Получая различные плотности путем
спекания электролитического железа с выдержками от 10
до 1000 мин при 925°, Сквайр обнаружил наличие примерно
2. Снижение себестоимости Продукции._______251
линейной зависимости прочности от плотности в пределах
от 6,4 до 7,25 г/см3, показав тем самым полную независи-
мость этого соотношения, от длительности спекания. По-
добные результаты получены также и некоторыми другими
исследователями.
На фиг. 75 Мак-Адам [373] дает графическую зависи-
мость модуля упругости от пористости для различных по-
рошковых материалов на железной основе по результатам
своих экспериментальных работ; для сравнения на графике
также нанесены данные других исследователей [374, 375].
За исключением данных Сквайра, у которого значения
прочности существенно выше, остальные точки ложатся на
кривую с явно малым разбросом. Для исследованных со-
ставов предел прочности при растяжении спеченного железа,
по-видимому, не чувствителен ни к длительности спекания,
ни к легированию, ни к величине частиц исходного порош-
ка (использованные источники указывают на то, что был
рассмотрен довольно большой интервал размеров частиц).
Однако прочность сильно зависит от плотности. Мак-Адам
пришел к выводу, что модуль упругости Ем спеченного
железа или стали (после медленного охлаждения) можно
выразить уравнением
en _ 7 т V’4
Е ~ \ ’
где Е — модуль упругости беспористого металла, а у* —
теоретическая плотность1. Это позволяет легко определять
вероятные значения прочности при разной плотности и
обратно; данные о плотности после спекания можно исполь-
зовать для оценки прочности независимо от способа изго-
товления образцов (с указанными выше оговорками)1 2.
В работе [376] было получено теоретическое соотношение
такого же типа, подкрепленное экспериментальными на-
бтюдениями. Принимая, что предел прочности при растя-
жении спеченного брикета есть функция контактной по-
1 В 1949 г., т. е. на два года раньше Мак-Адама, такая же за-
висимость была приведена в работе М. Ю. Бальшина, ДАН СССР,
т. 67, стр. 831, 1949. — Прим. ред.
2 Формула для зависимости прочности от плотности, аналогич-
ная зависимости для модуля, также впервые была дана в работе
М. Ю. Бальшина (см. пред, сноску). — Прим. ред.
। 9В*
Фиг. 75. Зависимость между пористостью П и модулем упру-
гости En порошковых металлов и сплавов на основе железа [373].
Проведенная кривая соответствует уравнению
En= 2 (1 —П)3.4 • 104 кг!мм2.
Данные Мак-Адама [373]: □ Fe; 4- сплавы Fe—Си; о сплавы Fe—С‘
X сплав Fe —8% Си — 2% С; Qсплав Fe—Мп —С; V сплавы Fe —Ni — С.
< данные Гётцеля [3] для железа; ф данные Сквайра для железа [374];
Д данные Джадда [375] для материалов на основе железа.
2. Снижение себестоимости продукции
253
верхности и рассматривая эти поверхности для агрегатов,
состоящих из сфер и находящихся под давлением, авторы
заключили, что прочность должна быть пропорциональна
Фиг. 76. Зависимость твердости Rp от
плотности спеченного железа, изготовлен-
ного из шести различных сортов порошка
[372].
Спекание производили в течение 1 час при 1100°.
плотности, но в степени 2/з. Некоторые измерения внутрен-
ней поверхности после спекания, по-видимому, подтвер-
ждают это.
Работая с шестью различными порошками железа,
спрессованными при разных давлениях и спеченными в те-
254
Часть II
чение 1 час при 1100°, Сквайр [372] обнаружил почти линей-
ную связь между плотностью и твердостью Rf (фиг. 76).
Для таких же образцов Сквайр нашел связь между плас-
тичностью 6 и плотностью, сходную с соотношением Мак-
Адама для модуля упругости и плотности (фиг. 77, ср.
Фиг. 77. Зависимость удлинения от плот-
ности спеченного железа (спекание в те-
чение 1 час при 1100°), изготовленного из
шести различных сортов порошка [372].
фиг. 75). Рассеяние точек для двух кривых Сквайра не
очень велико, хотя он использовал порошки, разные по
химическому и гранулометрическому составу, весу утряс-
ки и удельной поверхности (см, табл. 20). Таким образом,
2. Снижение себестоимости продукции
255
Таблица 20
Характеристика порошков железа, исследованных Сквайром
Состав и свойства Сорт порошка1
1 2 3 4 5 6
Химический состав, % С 0,185 0,02 0,04 0,04 0,08 0,02
Мп 0, 18 0,34 — 0,14 0,25
Si 0,075 0,20 0,01 0,17 0,10 —
S 0,022 0,009 0,012 0,009 0,23 0,008
Р 0,005 0,007 0,003 0,019 0,007 0,002
Ni 0,09 0,06 — — 0,045 Следы
Сг 0,03 0,04 — 0,03 0,03 0,03
Гранулометрический, со- став, % размер, мм -|-0,15 . . 0,05 0,35 1,2 1,8 1,5
—0,15+0,11 7,40 4,2 15,4 — 5,9 8,5
—0,11+0,075 23,25 29,6 39,5 .— 34,25 24,8
—0,075+0,06 9,75 9,9 10,4. 0,05 10,65 9,8
—0,06+0,042 12,35 13,5 11,8 0,15 14,15 14,0
—0,042 46,80 43,0 22,0 99,45 32,75 41,2
Насыпной вес, г/см3 . . . 1,71 2,27 2,88 2,79 2,67 2,52
Вес утряски, г/см3 . . . . 2,55 2,75 3,30 4,28 3,05 3,52
Удельная поверхность, см3/г 1 059 522 235 1460 488 530
Текучесть, г/сек — — 1,5 ’— 1,86 1,06
1 Обозначение сортов порошка: 1 — восстановлен нз прокатной окалины
посредством СО; 2 — восстановлен водородом из окислов железа; 3 — вос-
становлен водородом из прокатной окалины; 4, 5, 6 — получен электролизом.
для получения лучших характеристик прочности и плас-
тичности необходимо спекание на наивысшую плотность.
Для этого необходимо получать плотные брикеты, прово-
дить спекание при максимально возможной температуре и
длительности и применять многократные циклы прессова-
ния и спекания. Удобнее рассмотреть сначала последнюю
возможность.
256
Часть II
Повторное прессование и спекание
Впервые этот метод предложил, по-видимому, Гётцель
для меди в 1939 г.1 [377] и примерно в то же время Харди
[377а], Применительно к железу эти методы были исследо-
ваны в Австрии во время войны [3776]. Сравнивая брикеты,
спрессованные при давлении 70 кг/мм2 и спеченные в те-
чение 8 час при 1000°, с допрессованными или повторно
спрессованными и спеченными брикетами, Гётцель показал
[378], что во втором случае физические свойства подобны
свойствам однократно спеченного материала после про-
катки с обжатием на 50% и отжига (см. табл. 21).
Таблица 21
Физические свойства спеченного железа
Обработка Плот- ность, г/см? Твердость "в Предел прочности °Ь> кг/мм2 Удлинение §50. %
Прессование при 70 кг/мм2 6,23 69 0,33 0
Спекание 1000°, 8 час . . 6,68 47 19,0 10,0
Повторное прессование при 70 KelMM* 7,27 67 21,35 4,0
Двукратное прессование и спекание 7,23 63 24,4 20,5
Спекание, холодное обжа- тие на 50%, отжиг . . . 7,69 68,5 23,0 21,5
Одна только допрессовка повышает плотность и проч-
ность, но заметно ухудшает пластичность образцов. Пов-
торное же спекание улучшает пластичность до значений,
намного превышающих эту характеристику у исходного
материала. В табл. 22 [379] даны значения твердости, проч-
ности и пластичности после многократного прессования и
спекания (во всех случаях начальное и промежуточные
спекания проводили в течение 1 час при 900°, а конечное —
при 1250° в течение 2 час в Н3). Как видно из приведенных
данных, прочность существенно -повышается только после
1 В СССР этот метод был предложен в ЦНИИТМАШ в 1937 г. —
Прим, ред,
2. Снижение себестоимости продукции
257
Таблица 22
Физические свойства спеченного железа
Механические свойства Давление прессова- ния во всех цик- лах, кг/мм2 Количество циклов
1 2 3 4 5
Предел прочности при растяжении, кг/мм2 . 40 10,4 18,7 22,5 23,6 24,1
60 17,4 24,0 27,4 28,0 28,7
Удлинение (микрообраз- Цы), % 40 3,4 7,8 12,8 13,5 15,0
60 5,8 13,2 16,4 19,0 20,4
Твердость по Виккерсу . 40 52 80 90 94 97
60 58 90 107 НО 112
второго и третьего циклов, пластичность же растет непре-
рывно вплоть до пятого цикла.
С точки зрения стоимости необходимо знать нижний
предел давлений прессования и температуры спекания
в каждом цикле. В этой связи весьма полезна работа Бок-
штигеля [380]. Используя порошки железа, приготовлен-
ные 4 различными способами, он определил плотности
для всех сочетаний начального и повторного давлений от
10 до 100 кг!мм2 при спекании от 30 до 60 мин при 850,
1050 и 1250° в водороде. При прессовании применялась смаз-
ка стеариновой кислотой. Для удобства Бокштигель пост-
роил кривые равной плотности с начальным давлением на
абсциссе и повторным на ординате. На фиг. 78 представлен
такой график для губчатого электролитического порошка,
спеченного при 1250° в течение 30 мин. Такого рода кривые
помогают определить давления, что необходимо, например,
для регулирования размеров. Результаты Бокштигеля
выражены им уравнением
/ Пж Пу \
Ру==Ру (0,5) Щ J >
где 0,43 < п < 0,58, ру— повторное давление прессования;
РуСо.5) —то же для Пу=П,/2; и Пу— пористость в про-
центах после первого и конечного спеканий. Значения
п мало меняются и пригодны для различных порошков Fe,
258
Часть II
Аналогичные данные относительно связи между плот-
ностью и температурой и длительностью спекания не опуб-
ликованы. По-видимому, нет необходимости проводить
первое спекание при режиме, требующемся для достиже-
ния оптимальных физических свойств. Это спекание можно
рассматривать, вероятно, как операцию отжига для снятия
Начальное давление прессования, кг/лгмг
Фиг. 78. Кривые равной плотности после прес-
сования, спекания и повторного прессования
[380].
Цифры на кривых слева означают процент относительной
плотности.
наклепа прессования. Для железа температура первого
спекания не превышает, по-видимому, 800° С.
При двукратном цикле можно применять более низкое
предельное давление прессования, чем при однократном.
Для износа матриц это имеет существенное значение.
Многократное прессование и спекание широко приме-
няют для производства изделий с повышенными механи-
ческими свойствами. В работе [381] дан превосходный об-
зор получения таких деталей, как шестерни, храповики,
2. Снижение себестоимости продукции
259
кулачки и т. п. После прессования электролитического
железа до плотности 6,97; 7,23 и 7,39 (при давлении прес-
сования соответственно 42, 56 и 70 кг/мм2-, смазка — стеа-
рат цинка) и спекания при 1132° в течение 45 мин прочность
составила около 25 кг/мм2, удлинение — 10%, плотность —
7,3 г!см9’. Допрессовка этих образцов при 77 кг!мм2 дает
Gb = 39,5 kzImm2 при 6 = 3,9% и плотности 7,3 г]см\
а после повторного спекания сг^, достигло 31,85 кг!мм?
при ё = 22%.
Повышение плотности при многократном прессовании
и спекании создает преимущества не только в отношении
прочности и пластичности. Например, можно точнее регу-
лировать размеры изделий и облегчить их цементацию.
Сравнение затрат на однократный и двукратный циклы
прессования и спекания, а также другие способы достиже-
ния высокой плотности см. в работе [382].
Легирование
Прочность спеченного железа можно повысить соответ-
ствующим легированием. Обычно добавляемые или уже
присутствующие в железе и стали легирующие элементы
включают С, S, Р, В, Si, Мп, Ni, Сг, Си, Al, Со, Mo, W,
V, Ti, Nb. Оставляя в стороне ухудшение прессуемости,
повышенную чувствительность к атмосфере спекания и
регулирование размеров изделия, можно сказать, что вся-
кое легирование, благоприятное для производства компакт-
ной стали, благоприятно и для спеченной стали. Леги-
рование эффективно лишь при соответствующей термооб-
работке, а это вызывает дополнительные затраты и воз-
можные затруднения в получении изделий заданных раз-
меров.
При выборе легирующих добавок надо учитывать эко-
номическую сторону вопроса. По-видимому, мало целесооб-
разно добавлять к порошку железа более 2,5% Ni или Сг,
или более 10% Мп или Си, или А1; присадки других леги-
рующих элементов возможны в еще меньших количествах.
Наиболее дешевой и эффективной присадкой является
углерод. Ниже обсуждается влияние сравнительно деше-
вых присадок: С, S, Р, Si, Си, Мп, Ni, Сг и А1.
Присадка углерода. В работе [383] приведены резуль-
таты спекания в диссоциированном аммиаке при 1125° С
260
Часть II
изделий из отожженного электролитического порошка же-
леза при различных добавках естественного графита (дав-
ление прессования 63 кг/мм-). Предел прочности при растя-
жении повышается от 18 до максимально 35,4 кг/мм? при
содержании 2% графита. Большее количество графита сни-
жает как прочность, так и плотность. Такие же или луч-
шие результаты получены многими исследователями. На-
пример, в работе [384] при использовании порошка распы-
ленного железа (прессование при 59 кг/.и.и2, спекание при
1250°; время и атмосфера не указаны) получены результаты,
приведенные в табл. 23. Для губчатого железа, получен-
ного углеродным восстановлением (анкор-80) после прес-
сования при 63 кг/мм? и спекания в течение 30 мин в ат-
мосфере 21 % Н2, 9% СО, 70% N2 [385], плотность достигала
6,7 г!см* при сг/, = 42 кг/мм? без графита и 56 кг!мм? в слу-
чае присадки 1,25% графита. Более подробные данные
о физических свойствах материалов, получаемых на смесях
Fe —• С, можно найти в работах [386, 374].
Таблица 23
Влияние углерода на механические свойства
спеченного железа и стали
Наименование спеченного Плот- ность, г[см* Твердость по Вик- керсу Свойства при растяже- нии
°Ь> кг/мм2 8, %
материала
Железо 6,69 60 15,4 5,8
Сталь, 0,4% С .... 6,53 100-110 25,2—25,8 4,5
Сталь, 0,6% С. .... 6,63 130-140 40,3-43,5 4,0
Сталь, 0,8% С .... 6,65 165—185 53,6-57,9 3,8
Вообще спеченное железо после прессования при
63 кг/мм? или ниже и спекания при температурах вплоть
до 1150" С редко обладает удлинением более 10%. Эта вели-
чина может снизиться до 4% и ниже при содержании свя-
занного углерода 0,5% и более,
2. Снижение себестоимости продукции
261
Если по соображениям стоимости ограничить давление
прессования величиной 63 кг/мм2, а температуру спекания
1150° С (при однократном цикле), то механические свой-
ства порошкового железа обычно оказываются довольно
низкими. Приведенные выше данные нужно сравнить со
свойствами обычного серого чугуна (сгй = 18—35 кг/мм2;
6 = 0), малоуглеродистой стали (сть = 36 кг/мм2; 6 =
= 38%) или ковкого чугуна (сп, = 42—56 кг/мм2-,
6 = 3—10%). Это материалы, которые могут конкуриро-
вать со спеченным железом по качеству и цене. Добавка
графита к спеченному железу существенно улучшает его
физические свойства, приводя лишь к небольшому повыше-
нию себестоимости (или совсем ее на повышая).
Физические свойства, достигаемые при спека'нии железо-
графитовых смесей, зависят от качества графита и состава
атмосферы (см. гл. IV)1. Следует отметить возникающие
иногда затруднения в получении удовлетворительной пер-
литной структуры для составов железа высокой чистоты.
См., например, первое издание этой книги [285].
Добавки меди или меди с графитом. Присадка к железу
до 4% Си существенно улучшает прочность без заметного
снижения пластичности. В табл. 24 представлены некоторые
Таблица 24
Механические свойства при
растяжении литых отожженных сплавов Fe — Си
Содержание Си, %
0 0,5 1,0 1,5 2,0 3,0 4,0
Предел прочности, кг1ммг 36,5 40,0 46,3 46,3 47,4 48,0 48,7
Предел текучести, кг/мм2 23,2 28,0 31,9 34,7 36,1 36,8 38,6
Удлинение, % 31 36 32 30 28,5 26 23
Сужение, % 59 68 67 64 62 57 51
результаты испытаний отожженных литых железомедных
сплавов [387].
1 Джонс, выпуск второй, часть II. — Прим. ред.
262
Часть 11
При 1094° в y-Fe максимально растворяется около
8% Си. В сплавах с большим содержанием меди по гра-
ницам зерен выделяется е-фаза.
Кроме улучшения физических свойств, присадка меди
к железу или стали существенно повышает их сопротив-
ление атмосферной коррозии; по этой причине к стали часто
добавляют 0,25% или больше меди. Присадка меди к спе-
ченному железу или сплавам Fe — С также улучшает их
свойства и применяется довольно часто вследствие относи-
тельной дешевизны меди и несложной технологии производ-
ства. Некоторые составы и их свойства представлены в ра-
боте [388]; там же указано, что, вероятно, 40% спеченных
железных деталей, изготовляемых в США, содержат медь.
В работе [389] железомедные изделия получали из
различных порошков, прессуя их при 47 кг!мм?1 и спекая
в течение 1 час при 1100° в атмосфере водорода. Данные
для порошка электролитического железа представлены на
фиг. 79; при 25% Си аь повышается с 11,8 до 38,3 кг/льи2.
Этому сопутствует некоторое повышение плотности, и мож-
но полагать, что именно этим в значительной мере объяс-
няется указанное улучшение физических свойств. На
фиг. 80 [389] показан именно такой случай: максимальная
прочность достигается при 10% Си независимо от плотности.
Добавку меди можно, таким образом, рассматривать как
способ повышения плотности после спекания без увеличе-
2. Снижение себесгйоимости продукций
263
ния давления прессования или температуры и длитель-
ности спекания. Но прочность повышается не только за
счет плотности. Гётцель заметил, что прочность компози-
ции с 10% Си, спеченной при 1200° в течение 10 мин, боль-
ше, чем можно получить для чистого железа при любой
температуре и длительности спекания. В работе [390],
Фиг. 80. Прочность при растяжении о* желе-
зомедных сплавов различной пористости в за-
висимости от содержания меди [389]. '
по-видимому, получено непрерывное увеличение удлине-
ния по мере повышения содержания меди до 35%. Согласно
данным [391], главное преимущество легирования железа
медью — возможность получения желательной прочности
при различной обработке. В табл. 25 для состава 95%
Fe — 5% Си приведены разные режимы прессования и
спекания, обеспечивающие одинаковую прочность
в 35 кг/мм2.
Медь улучшает обрабатываемость спеченного железа
малой плотности [392]; в этой же работе исследовано влия-
ние совместного легирования железа медью и углеродом.
Для двух различных порошков губчатого железа с 1 и
1,25% графита, обработанных на плотность 6,1 г!см*
(спекание разной длительности при различных температу-
рах в атмосфере 21% Н2, 9% Со и 70% N2), они получили
результаты, показанные на фиг. 81. Как видно, максимум
264
Часть II
Таблица 25
Режимы прессования и спекания
состава 95% Fe —5% Си
Давление прес- Режим спекания
температура, °C время, мин.
сования, кг/мм2
70 1150 30
1100 45
1050 75
105 1150 15
1100 30
1050 60
140 1150 5
1100 10
1050 30
1000 60
прочности при изгибе относится к сплавам с 5—6% Си.
Это означает, что при совместном легировании медью и
графитом оптимальное количество меди снижается, по-
видимому, вследствие того, что малые количества углерода
снижают растворимость меди в железе.
Влияние варьирования добавок меди и графита показано
на фиг. 82 [392]. Эти диаграммы относятся к брикетам из
порошка губчатого железа анкор-80 (с добавками соответ-
ственно 2, 5 и 8% Си), спеченным при 1120° в течениеЗО мин
в атмосфере 21 % Н2, 9% Со и 7% N2. Для любой плотности
с увеличением содержания меди возможный максимум проч-
ности при изгибе достигается при снижающихся добавках
графита. Наивысшее значение 112 кг/мм2 при плотности
6,7 г/см3 относится к сплаву с 1,3% С и 5% Си. Данные
по пластичности отсутствуют, но этому максимуму проч-
ности соответствует твердость 85 Rb- Такая твердость вы-
зовет затруднения при допрессовке или калибровании.
Даже малые добавки Си + С, еще не дающие заметного
снижения пластичности и повышения стоимости исходных
смесей, уже существенно улучшают прочность. Например,
присадка 2% Си к анкор-80 с 1% С повышает прочность
при изгибе (для плотности 5,8 г/см3) от 40,6 до 47,6 кг/мм2
[392].
Фиг. 81. Прочность при
изгибе аиз железомед-
ных сплавов при раз-
личном содержании ме-
ди [392].
а — порошок железа анкор-
МН-100 с 1% графита; б —
порошок железа аикор-80 с
1,25% графита. Режим спе-
кания: / —10 мин, 1095°;
2 — 20 мин, 1110°; 5 — 30
мин, 1120°.
Фиг. 82. Предел прочности при изгибе аиз спеченных сплавов
Fe — Си — С в зависимости от содержания графита и плотности
[392].
а —2% Си'0; —5% Си; в—8% Си.
266
Часть 11
Способ введения меди, по-видимому, мало влияет на
конечный результат. Кажется, максимальную прочность
дает пропитка [393], но сомнительно, перекрывает ли это
преимущество некоторые практические неудобства при-
менения пропитки, даже учитывая допускаемую этим спо-
собом низкую плотность брикета. Преимущества исполь-
зования смесей порошков Fe и С сказываются, видимо,
в случае применения порошков одинакового грануломет-
рического состава и насыпного веса (что предупреждает
сегрегацию) при минимальной удельной поверхности (для
уменьшения окисления). В работе [389] лучший результат
получен при использовании смесей, приготовленных в ла-
боратории путем совместного восстановления окислов.
Чем тоньше порошок, тем лучше [390].
Двукратный цикл прессования и спекания можно при-
менить и к Fe — С-композициям, если только увеличенное
содержание Си + С не затруднит повторное прессование.
Например, при использовании электролитического железа
с небольшими добавками графита и смазки при 2% Си
после прессования при 60 кг/мм2 и спекания в течение 1 час
при 950°, повторного прессования при 80 кг!мм2 и спекания
(2,5 час, 1250°) был получен материал с о* = 39 кг/льи2,
д = 16% и плотностью 7,2 г/см? (брит. пат. 755180). Эти
свойства могут быть существенно улучшены термообра-
боткой.
Для пропитки применяют сплавы меди. Пельцель
[394], например, описал пропитку сплавом 63% Си — 2%
А1 — 35% Zn, давшую материал с аь = 63 кг/мм2 и 6 = 3%.
Применение для пропитки сплавов Си — Sn упоминается
в [395].
Добавки никеля и углерода. Как легирующий элемент
никель улучшает физические свойства стали. Он не дает
с железом хрупких соединений и карбидов, а теплота обра-
зования его окислов того же порядка, что и железа (таким
образом, атмосферы, годные для спекания железа, при-
годны и для Fe — Ni-сплавов). Однако никель сравнитель-
но дорог; легирование железа более чем 5% Ni существен-
но удорожает стоимость сплава.
Присадка до 5% Ni к чистому железу заметно повышает
его прочность и твердость при небольшом снижении плас-
2. Снижение себестоимости продукции 2.67
тичности. Степень упрочнения за счет никеля заметно ниже,
чем от углерода, но и снижение пластичности при этом
меньше. Широкое применение никелевой стали частично
объясняется ее удовлетворительной свариваемостью и улуч-
шением стойкости к атмосферной коррозии. Повышение
содержания никеля на 1 % уменьшает эвтектоидное содер-
жание углерода в сплавах Fe — С примерно на 0,04%.
Поэтому структура незакаленной никелевой стали содер-
жит большее количество перлита, чем просто углеродистая
сталь того же состава (по углероду). С учетом того, что пер-
лит никелевой стали тоньше и более вязок, это позволяет
получать те же значения прочности и твердости в нормали-
зованной стали при существенно более низком содержании
углерода, т. е. при лучшей пластичности. Легирование
никелем повышает также сопротивление усталости. Это
подтверждают данные табл. 26 [395].
Таблица 26
Влияние никеля на механические свойства стали
Содержание, % Предел прочности кг/мм2 Предел текучести °s, кг/ммг Ударная вязкость образцов по Изоду, фунто- футы Продел устало- сти, кг/ммг
с Мп Ni
0,46 0,62 — 60,4 35,9 изо 28
0,24 0,94 2,70 60,5 44,1 7000 37,8
Учитывая экономичность малых добавок никеля к ком-
пактной стали, можно ожидать того же и для порошковой
стали.
В работе [396] были исследованы смеси порошков элект-
ролитического железа и никеля (способ получения не ука-
зан), спрессованных при 70 кг1ю/? и спеченных в течение
3 час при 1100° в атмосфере водорода. Предел прочности
при растяжении повысился от 23,8 (без Ni, плотность
7,14 г/с.и3) до 42 кг!ммг при 10% Ni (плотность 7,37 г/с.и3);
при этом Rb увеличился от 6 до 74, а б40 снизилось с 25,7
до 9,6%. Повторное прессование и спекание улучшают
268
Часть II
эти результаты. При первоначальном давлении прессования
42 кг/мм2 и спекании в течение 30 мин при 1100° с последую-
щим прессованием при 105 кг/мм2 и спеканием (3 час,
1100°) были получены: = 48,5 кг/мм2, б = 15,8%,
твердость RB = 79 при плотности 7,55 г/см?. Применение
таких высоких давлений, однако, слишком дорого. В ра-
боте [397] исследованы составы и обработка таких сплавов,
которые могли бы быть экономичными. Применив смеси
порошков электролитического железа и карбонильного
никеля (при давлении прессования 55 кг/мм2 и спекании
в Н2 1 час, 1000°), авторы получили результаты, приведен-
ные в табл. 27.
Таблица 27
Физические свойства спеченных железоникелевых сплавов
Свойсте а 0 Содержание Ni, %
2 6 10 15 20
Предел прочности при растяже- нии, кг/мм2 20,6 18,3 33,2 41,5 39,2 47,0
Удлинение, % 6 7,9 6 6 6 6
Работа удара, кгм. 0,31 0,38 0,46 0,71 0,67 0,75
Твердость по Виккерсу . . . . 74 72 90 105 ПО 128
Плотность, г/см3 6,85 6,90 6,90 7,05 7,10 7,10
Пористость, % 13,0 12,10 12,5 12,10 12,40 11,40
Для достижения желательной прочности в данном слу-
чае потребовалось электролитическое железо и 20% Ni.
Поэтому были исследованы материалы из шведского губ-
чатого железа с присадками никеля и малых количеств
углерода и марганца, но с применением повышенной тем-
пературы спекания. Для 0,5% Мп и 0,2% С при давлении
прессования 55 кг/мм? и спекании в течение 1 час при 1300°
получены результаты, воспроизведенные в табл. 28.
По этим результатам были предложены практические
сплавы с 5% Ni и определенная технология (см. брит,
пат. 587320). Гарантировались следующие физические
свойства: аь = 40,8—50,1 кг/мм2; б = 6—12%; плотность —
2. Снижение себестоимости продукции
269
Таблица 28
Физические свойства спеченных железоникелевых сплавов
Содержание Ni, %
Свойства
5 10 15 20
Предел прочности при рас-
тяжении, кг/мм2 . . . .
Удлинение, %.............
Плотность, г/см3 . . . .
Твердость по Виккерсу . .
25,4 44,3 62,8 80,5 80,6 63,5
2,5 8,0 3,0 3,0 3,0 7,0
6,72 6,97 7,09 7,19 7,30 7,44
105 137 188 195 211 213
7 г/смЛ. Такие свойства можно получить при однократном
цикле прессования и спекания, но при более высокой тем-
пературе и повышенной его длительности.
Различные металлические добавки. В пределах, опре-
деляемых экономичностью, можно добавлять к спеченному
железу Сг, Мп, Si или А1 в разумных пропорциях. Благо-
приятным может быть одновременное легирование малыми
добавками нескольких элементов, например Ni + Си,
Ni + Мо, Ni + Сг, Ni + Мп, Си + Мп и т. д. Такие высо-
копрочные низколегированные стали обычно содержат до
0,2% С; 0,2—1,4% Мп; <0,5% Si; 0,2—1,5% Си, а также
0,25—2% Ni или 0,4—1,25% Сг. Все такие составы с успехом
могут применяться в спеченном виде.
Большой интерес представляют некоторые высоколе-
гированные спеченные материалы, например высокопроч-
ные марганцовые стали. Кремний в количестве до 2,5%
также существенно повышает прочность малоуглеродистой
стали без ущерба для ее пластичности. Некоторые трудно-
сти в отношении атмосферы спекания, которые препятство-
вали развитию таких сплавов, очевидно, преодолимы. Од-
нако в отношении алюминия как легирующей добавки эти
трудности действительно велики. Ниже приводятся резуль-
таты некоторых исследований в этой области.
Смеси порошков вихревого железа (Хаметаг) и фер-
ромарганца с добавкой графита прессовали при давлении
46—80 кг/мм2 и спекали 4 час при 1140—1200° в Н2 [398].
(Образцы упаковывали в порошок А12О3 в графитовых бок-
270
Часть II
сах.) Заметное повышение прочности наблюдалось уже при
малых добавках марганца; максимум предела прочности
(67,7 кг/мм2) был получен при 4% Мп и 0,8% С. Но сталь
такого состава хрупка. При 8% Мп и 0,4% С предел проч-
ности составил 28 кг/мм2, удлинение — около 14%. Со-
общают также о пропитке этих сплавов медью. Те же авто-
ры исследовали интересный сплав Мп — Сг.
В работе [394] для спеченного железа с присадками
Си — Ni получена прочность порядка 80—90 кг/мм2.
В [399] опубликованы составы спеченного железа, легиро-
ванного: 1) 0,5—1% Ni и 6,5% Си, 2) 1% Ni, 6,5% Си и
0,05—0,2% С, 3) 1% Ni и 1% Мп, 4) 0,5% Ni, 1% Мп и
0,4—0,5% С. После спекания механические свойства этих
сплавов оказались следующими: сплав 1 (1250°, 2 час) —
<5ь = 85,8—90,7 кг/мм2 и 6 = 4—7%; сплав 2 (1375°,
30 мин) — 0ь = 95,2 кг/мм2 при 6 = 5%; сплав 3 (1250°,
1 час)— <уь = 38 кг!мм2 и 6 = 20%; сплав 4 (1375°, 1 час) —
аь = 54 кг/мм2 и 6 = 17%.
Такие результаты были получены, однако, с примене-
нием несколько необычной и, по-видимому, дорогой тех-
нологии. Порошок шведского губчатого железа окисляли
до привеса 11—18% и после добавки легирующих элемен-
тов и размола в течение 4 час восстанавливали в Н2 при
975°; после этого продукт измельчали до размеров 5—7 мк.
Тем не менее такой тонкий порошок свободно тек при ав-
томатическом прессовании. Можно надеяться, что будут
найдены более дешевые способы получения таких же
результатов.
В работе [400] исследованы добавки к электролити-
ческому железу различных хромоникелевых сплавов, полу-
чаемых гидридным способом (пат. США 228771). Для ком-
позиции, содержавшей 5% сплава 80% Сг — 20% Ni,
после прессования при 70 кг/мм/ и спекания в течение 1 час
при 1100° в Н2 были получены <?*== 30 кг/льи2, 636= 7,2%
и RB = 32 (плотность 6,93 г/см3). Добавка углерода улуч-
шает свойства при той же плотности. При использовании
электролитического железа без добавок механические свой-
ства материала оказались следующими: аь = 16,3 кг/мм2,
6 = 10,2% и RB = 83.
Эдье [401] сообщил о существенном повышении проч-
ности образцов из шведского губчатого железа после добав-
2. Снижение себестоимости продукции
271
ки к нему кремния. После спекания при 1120° в течение
2 час в присутствии НС1 (газа) сплав с 4% Si (плотность
6,2 г/см3) дал = 23,5 кг/мм1 по сравнению с 16 кг/мм2
для сплава без кремния. К сожалению, в этой работе не
указаны пластические свойства.
Добавки фосфора и бора. Фосфор. Малые количества
фосфора сильно повышают твердость феррита и улучшают
закаливаемость аустенита. В некоторой степени улучшают-
ся обрабатываемость и сопротивление коррозии. Имеются
все основания ожидать аналогичных улучшений и для спе-
ченного железа. Кроме того, железо и фосфор образуют
эвтектику с температурой плавления около 1050° (—10% Р);
существует также тройная эвтектика Fe — С •— Р, пла-
вящаяся при 953° и содержащая 6,89% Р и 1,96% С
[4021. Менее 0,5% Р подавляет у = превращение железа.
Таким образом, при небольших количествах эвтектики
можно достичь быстрого уплотнения при спекании или даже,
в определенной степени, спекания с участием жидкой
фазы.
На возможность повышения прочности спеченного же-
леза путем использования эвтектики Fe — Р — С, по-ви-
димому, впервые указал Джонс [403]; при горячем прес-
совании белого чугуна при температурах выше 960° он по-
лучил Of, порядка 56 кг/мм2. Ленель [404] добавлял FeP,
фосфор в сочетании с никелем или кобальтом или красный
(элементарный) фосфор. После спекания при 1050—1150° с>ь
повышался от 13,8 до 26,6 кг/мм2 (для 0,75% Р). Леннокс
[405] рекомендует добавлять красный фосфор, FeP или
порошок эвтектики Fe — Р — С; у Вимера [406] присадка
0,5% Р в виде FeP повысила прочность, но снизила плас-
тичность.
В работе [407] применяли либо элементарный фосфор,
либо порошок железа, покрытый фосфатом аммония или же
фосфорной кислотой, и получали значительное повышение
прочности. Авторы рекомендуют, в частности, такую обра-
ботку для брикетов низкой плотности.
Основным источником информации в этой области яв-
ляются, конечно, работы Айзенкольба [408], применявшего
различные порошки железа и разные способы обработки.
Дйзенкольб нашел, что максимальная прочность получает-
272
Часть 11
ся при добавке 0,8% Р. Для вихревого железа с добавкой
красного фосфора при прессовании под давлением 60 кг/мм1
и 15-минутном спекании при 1100° в Н2 получены резуль-
таты, показанные в табл. 29. Добавка 0,8% Р улучшает не
только плотность и прочность, но и пластичность; однако
при 0,4% Р несколько ухудшается ударная вязкость. До-
бавка графита, так же как и фосфора, еще больше повышает
прочность, но снижает пластичность и ударную вязкость
железа. Вводя добавку фосфора к железу до его распыления
в порошок, Айзенкольб получил до некоторой степени
сходные результаты.
Таблица 29
Влияние фосфора на свойства спеченного железа [408]
Содержа- ние Р, % Плотность после спе- кания, г/см3 кг/ мм2 Удлине- ние, % Ударная вязкость, кгм/см2
— 6,70 23,5 9,7 0,36
0,4 6,85 37,8 11,6 0,42
0,8 7,10 48,6 14,8 0,11
В [409] описано промышленное производство спечен-
ного железа с фосфором (ГДР). К порошку железа присажи-
вают красный фосфор; смеси предварительно нагревают до
650° в защитной атмосфере и после охлаждения прессуют
при 60—80 кг/мм2 и спекают в вакууме при 1100°. Физи-
ческие свойства этого порошка представлены в табл. 30;
прочность при изгибе смесей Fe — Р — С показана на
фиг. 83.
Таблица 30
Влияние фосфора на свойства спеченного железа [409]
Содержа- ние Р, % Плот- ность , г/см3 °й, кг/мм2 Удлине- ние, % Твердость иВ
7,0 22,4 6 70
0,3 7,2 33,6 8 100
0,7 7,6 52,9 12 165
2. Снижение себестоимости продукции
273
Таким образом, легирование железа фосфором, по-ви-
димому, дешевое средство улучшения большинства физи-
ческих свойств спеченного железа при условии надлежаще-
го внимания к режиму спекания и к возможным вредным
влияниям на нагревательные элементы печей.
Фиг. 83. Предел прочности при изгибе спе-
ченных сплавов Fe — Р — С различного со-
става [385].
Бор. Хорошо известно, что малые добавки бора по-
вышают закаливаемость стали больше, чем любые другие
присадки. В работе [410] отмечено, например, что даже
0,001 % В увеличивает закаливаемость более чем в 1,75 раза.
При условии экономичности термообработки спеченные
железоуглеродистые материалы с малыми добавками бора
представляются интересными.
Железо и бор (3,8%) образуют эвтектику при 1149°,
а тройная эвтектика с углеродом, по-видимому, появляется
при еще более низкой температуре. По данным [411],
такая эвтектика (2,9% В; 1,5% С) плавится при ~1100°.
В нормализованном состоянии, если имеется немного мо-
либдена, следы бора существенно увеличивают прочность
10 Зак. 1672
274
Часть II
малоуглеродистой стали. По данным [4121, при добавке
лишь 0,0016% В к стали с 0,14% С и 0,4% Мо предел проч-
ности при растяжении увеличивается от 47,7 до 60 кг/мм?
(при ё = 25%).
К сожалению, имеется мало сведений о влиянии бора на
спеченное железо. Кроме упоминания о применении FeB
(брит. пат. 573077), имеются лишь данные работы [413],
авторы которой добавляли порошок FeB (с содержанием
11,6% В) к различным сортам порошка железа и после
спекания в Н2 при 1200° в течение 2 час обнаружили суще-
ственное повышение плотности и прочности (примерно от
21 до 31 /сг/л.и2) при добавке около 8% FeB. При введении
примерно 4% FeB наблюдалось резкое падение пластич-
ности и вязкости материала вследствие образования по
границам зерен новой фазы.
Необходимо проведение дальнейших исследований этих
сплавов. Пока же надо считать, что добавки к спеченному
железу бора менее эффективны, чем фосфора.
Термическая обработка
Как правило, соответствующая термообработка значи-
тельно улучшает свойства стали и ее сплавов. Термообра-
ботка, экономически целесообразная для компактной ста-
ли, должна быть приемлема и для спеченной стали. Если
допустимы небольшие изменения размеров изделий, можно
применить простую и сравнительно недорогую термообра-
ботку после спекания или калибрования.
Спеченные изделия из железа, как правило, пористы и
это вносит некоторые осложнения при термообработке.
Для обычной деформированной стали соблюдается простое
соотношение между твердостью, измеряемой любым стан-
дартным методом, и прочностью при растяжении. Измере-
ние же твердости спеченной стали вдавливанием соответ-
ствует в основном плотности образца (см. гл. II1); сравни-
тельные данные здесь могут быть ошибочными. При оценке
качества деталей из спеченного железа необходимо точно
учитывать их служебное назначение. Если они используют-
ся в условиях износа от трения, надо проводить соответ-
1 Джонс, рршуск второй, часть I. — Прим. ред.
2. Снижение себестоимости продукции
275
ствующие моделирующие испытания при сходных с рабочей
нагрузках; возможно, что в этом случае полезны испыта-
ния микротвердости. При работе деталей в условиях вдав-
ливания или удара возможно будут удовлетворительными
испытания твердости по Бринеллю или Роквеллу. Для
любой оценки прочности ее всегда надо определять непо-
средственно.
Результаты любой закалки сильно зависят от тепло-
проводности металла. Данные по теплопроводности пористых
металлов практически отсутствуют. При исследовании
пористой бронзы [414] установлено, что теплопроводность
является линейной функцией от плотности и не зависит
от размера пор. Следует ожидать, таким образом, что
для той же степени закаливания пористое железо потре-
бует гораздо более жесткой закалки. Это, конечно, зависит
от проникновения закаливающей среды в поры в процессе
закалки. Кроме того, пористая деталь в момент закалки,
несомненно, содержит горячие газы и это, конечно, влияет
на результат. Пористые материалы, особенно при резко
неправильной форме пор, более чувствительны к термиче-
ским напряжениям. Таким образом, пористые тела гораз-
до более восприимчивы к закалочным трещинам, чем ком-
пактные того же состава.
Необходимо отметить, что закалочные среды задержи-
ваются в порах. В случае масла это даже практически по-
лезно, так как защищает металл от возможной коррозии.
Остатки воды, особенно при наличии в ней некоторых
солей, необходимо удалять как можно скорее; в таких слу-
чаях полезно добавлять к закалочной среде ингибиторы.
После закалки в масле на мартенсит возникают трудности
при отпуске стали; эту проблему обычно разрешают, при-
меняя изотермическую закалку в масле.
Поведение при термообработке компактной углероди-
стой стали существенно зависит от наличия в ней таких
легирующих элементов, как Si, Мп, В, Сг, Мо и др. В спе-
ченной стали такие элементы встречаются гораздо реже, и
можно ожидать поэтому иную ее склонность к термообра-
ботке и некоторое отличие получаемых структур. Азоти-
зация стали эффективна лишь при наличии в ней нитридо-
образующих элементов (Al, V, Сг), обычно отсутствующих
в спеченной стали. Приведенные соображения отчасти объ-
10*
276
Часть II
ясняют противоречивость сведений о термообработке спе-
ченного железа и обязывают к осторожной их интерпре-
тации.
Характерные результаты термообработки спеченной ста-
ли опубликованы Штерном [386]. Образцы из порошка
электролитического железа с добавками 0,4; 0,65; 0,85;
1,05% графита были двукратно спрессованы (70 кг/мм2)
и спечены при 1093° (первый раз 15 мин, второй — 1 час)
в атмосфере диссоциированного пропана в присутствии
паров лития (примененный режим несколько улучшен про-
тив обычного промышленного). Размеры образцов до термо-
обработки 75 X 16 X 16 мм3. Относительная плотность
после спекания — 93,9—96,2%. Полученные результаты
в сравнении с соответствующими компактными сталями
SAE представлены в табл. 31.
Несмотря на высокую плотность, свойства спеченной
стали существенно ниже, чем у соответствующих марок
стали SAE. Это различие можно объяснить малой вероят-
ностью того, что весь добавленный графит оказался в свя-
занном состоянии. Более того, Штерн отметил, что спечен-
ная сталь не закаливалась на мартенсит. Все же на основе
порошка электролитического железа при несколько ослож-
ненной технологии возможно получать стали с Оь 70 кг!мм2
при 6 = 8%. Штерн указал также на неожиданно низкую
твердость по Роквеллу (несомненно, из-за пористости и
отсутствия S1 и Мп) и крайне малую ударную вязкость.
В работе [390] поведение при термообработке спечен-
ной стали исследовано на заготовках, полученных из сме-
сей порошков электролитического железа с 1 или 2%
графита, после их закалки в воде непосредственно из печи
спекания (1120°, 1 час, диссоциированный аммиак). Дру-
гую серию образцов прессовали при различных давлениях
(от 32 до 95 кг/лмЕ); термообработка состояла в повторном
нагреве до 800—820°, закалке в масле и отпуске при 200—
650° в атмосфере диссоциированного аммиака. Для всех
режимов прессования максимум прочности неизменно от-
носился к образцам, отпущенным при 350° (для 1 % гра-
фита) или 400° (2% графита). С повышением температуры
отпуска твердость постепенно снижалась; пластичность во
всех случаях неизмеримо мала. Для давления прессования
63 кг!м.м2 при 2% графита (отпуск 400°) вь 56 кг/мм2.
Таблица 51
Свойства спеченной и компактной стали1 [386]
Предел текучести, кг/мм2
Предел прочности, кг/мм2
Удлинение, % ........
Сужение, % ...........
30,1
46,2
35
55
25,9
38,5
25
27
36,4
61,6
29
60
28,0
42,7
21
22
41,3
66,5
24
51
29,4
48,3
13,5
12,5
43,4
71,4
20
48
38,5
55,3
7,5
5,5
Б. Закалка в масле, отпуск 704°
Предел текучести, кг/мм2 26,6 24,5 38,5 27,3 50,4 30,8 56 35
Предел прочности, кг/мм2 42 36,4 57,4 38,5 68,6 44,1 70 48,3
Удлинение, % 35 35 30 30 26 18,5 23 10,5
Сужение, % . . . . . . 65 40 60 35 61 22 56 10,5
В. Закалка в масле, отпуск 427°
Предел текучести, кг/мм2 39,9 35 53,2 38,5 73,5 45,5 87,5 56
Предел прочности, кг/мм2 53,9 45,5 77 53,2 100,8 63,7 122,5 74,2
Удлинение, % 30 25 19 18 17 13,5 12 8
Сужение, % . , . . . . 58 25 48 19 48 12 40 6,5
Г. Закалка в воде, отпуск 316°
Предел текучести, кг/мм2 56 42 68,5 57,4 — 77 98 90,3
Предел прочности, кг/мм2 68,6 52,5 87,5 71,4 — 93,1 140 103,6
Удлинение, % 15 15 И 10,5 — 7,5 12 5
Сужение, % . . .... 45 23 42 14,5 — 8 33 4
1 Компактные стали соответствуют по составу следующим 4 маркам SAE:
1 020—0, 18—0,23% С; 0,3—0,6% Мп
1040—0,37-0,44% С; 0,6-0,9% Мп
1060—0,55—0,65% С; 0,6—0,9% Мп
1080—0,75—0,88% С; 0,6—0,9% Мп
278
Часть 11
Авторы приписали более успешную закалку пористых
образцов наличию в них сквозной пористости, чему способ-
ствовало присутствие графита; слабая закаливаемость в мас-
ле более плотных образцов рассматривалась как результат
сниженной теплопроводности вследствие пористости. Для
более пористых образцов закалка в воде слишком жестка и
часто приводила к растрескиванию.
Имеется очень мало надежных сведений о термообработ-
ке легированной спеченной стали. Эллиот [3931 исследовал
вопросы, связанные с термообработкой спеченного железа,
пропитанного медью или ее сплавами. Различная раство-
римость меди в железе должна делать эти сплавы способны-
ми к дисперсионному твердению. Такая обработка для
сплавов, содержащих до 2% Си, обычно состоит в закалке
от —800° с последующим старением при 400—550° в тече-
ние нескольких часов. Для спеченного железа, пропитан-
ного 19% Си (плотность 6,2 г/см9), разнообразные режимы
дисперсионного твердения давали худшие результаты,
чем простая нормализация от 900°. Некоторые результаты
Эллиота приводятся в табл. 32.
Таблица 32
Влияние термообработки на спеченное железо до и после
пропитки [393]
Наименование материала Термическая обработка Механические свойства
3 Д -с о « % ‘г Ив 1(10 мм, 500 кг)
Пористое спеченное Охлаждение с печью 11,9 2,0 50
железо, плотность 6,2 г!см3 Нормализация . . . . 11,9 2,0 50
После пропитки же- Охлаждение с печью 27,3 8,4 75
ле.зомедным спла- То же, на конвейере . . 35,0 4,0 85
вом (19% Си) Нормализация . . . . 38,2 1,5 92
Примерно аналогичные результаты получены на образ-
цах, изготовленных из смеси порошков [415]. Г. И. Аксе-
нов и В. К- Сорокин [416] после нагрева таких сплавов до
2. Снижение себестоимости продукции
279
400—650° не обнаружили различий, связанных со скоро-
стью охлаждения, включая нормализацию и охлаждение
в струе сжатого воздуха. С повышением температуры сни-
жается степень дисперсионного твердения и время, требую-
щееся для достижения максимума твердости. Для 650°
максимум получен при выдержках 1—1,5 час, после чего
твердость резко падала. Пористость образцов имеет су-
щественное значение: чем она выше, тем медленнее идет
процесс твердения и тем больше его уровень для данной
температуры. Изменение содержания углерода не влияет,
но увеличение количества меди замедляет процесс и сни-
жает степень дисперсионного твердения. Применение по-
вторного прессования и спекания заготовок ускоряет про-
цесс твердения вначале, но снижает его конечный уровень.
После повторного прессования и спекания твердость раз-
лична и соответствует остаточному наклепу. По сравнению
с обычными медистыми сталями спеченные сплавы
Fe — Си — С обнаруживают более высокую степень дис-
персионного твердения (т. е. повышенную твердость),
но требуют большего времени для достижения максималь-
ной твердости.
Исследуя образцы, изготовленные из порошка железа,
полученного восстановлением прокатной окалины, Крукс
[417] выявил значительную пользу термообработки. Не-
которые его результаты показаны в табл. 33; более подроб-
ные данные приведены в [418].
Интересный пример ошибок при измерении твердости
вдавливанием иллюстрируют испытания цементированных
спеченных деталей. При измерении твердости по Роквеллу
(шкала С, нагрузка 30 кг) образцов различной плотности,
изготовленных из порошка железа МН-100 (фирмы
«Хёганес»), цианированных при 850° в течение 80 мин
и закаленных в масле, были получены результаты, частич-
но показанные на фиг. 84 [419]. Верхняя кривая неожидан-
но обнаруживает максимум при плотности 6,4, сменяющий-
ся минимумом при плотности 6,9. При плотности ниже
6,4 г/см9 образцы получали сквозное науглероживание;
с увеличением плотности глубина науглероженного слоя
снижалась (до 0,5 мм для плотности 7,0). В работе не ука-
зано содержание связанного углерода, но можно принять,
что наблюдаемое повышение твердости для интервала плот-
Таблица 33
Свойства изделий из легированного порошка 6460 с 0,4% С фир-
мы «Рипаблик стил корпорейшн»
Наименование обработки Плот- ность, г/см3 Предел проч- ности при рас- тяжении, кг/мм2 Удлине- ние (на- длине 25 мм), %
1. Прессование при 56 кг/мм2, спекание при 1120° в течение 30 мин. 6,7 36,4 2,6
2. То же + закалка с 871° (вы- держка 10—15 мин) в масле, от- пуск 260° в течение 15 мин . 6,7 84,0 1,0
3. Прессование при 56 кг/мм2, спекание при 690° в течение 30 мин, повторное прессова- ние при 70 кг/мм2 и спекание при 1120° 7,3—7,4 49,0-56,0 6-9
4. То же + закалка с 885° (вы- держка 15 мин) в масле, от- пуск 204° в течение 30 мин 7,3-7,4 112,0—136,0 2-3
Фиг. 84. Твердость поверхностного слоя
спеченного железа различной плотности до
(кривая /) и после (кривая 2) цементации
[419].
2. Снижение себестоимости продукции 281
ности 5,8—6,4 связано частично с увеличением содержания
углерода, а частично — плотности (как это указывает
кривая 1). Понижение твердости образцов в интервале плот-
ности 6,4—6,9 ясно указывает, что в данном случае изме-
ряется только твердость слоя разной глубины. Повышение
твердости более плотных образцов ()> 6,9), видимо, также
можно объяснить частично увеличением содержания угле-
рода, частично — повышением плотности. Без сомнения,
измерение твердости царапанием покажет совершенно от-
личную картину и, очевидно, без минимума.
Кажется, таким образом, что химикотермическая обра-
ботка была по отношению к сопротивлению деформации
при вдавливании индентора менее эффективна для плот-
ности 6,9, чем для плотности 6,4 г/см9, хотя при сопротив-
лении износу поведение образцов может быть обратным.
Сходным путем было показано [4201, что цементация
или нитроцементация определенной длительности давала на
кривой прочность — плотность максимум (в этих экспе-
риментах при плотности 6,7). Это происходит вследствие
изменения глубины цементированного слоя с изменением
плотности. Полезные сведения о цементации и измерении
твердости см. в работе [421].
Цементация связана с некоторым увеличением времени
и затрат на рабочую силу и, конечно, дороже, чем обычная
термообработка. Кроме того, как показывают факты, она
не обязательно улучшает свойства материала, особенно
при некоторых плотностях.
Физические свойства изделий и затраты
на прессование
Затраты на прессование определяются в основном стои-
мостью порошка, амортизацией, заработной платой и стои-
мостью инструмента. Конкретные условия могут существен-
но различаться, но для изделий обычных размеров и формы
перечисленные статьи расходов следуют в более или менее
убывающем порядке.
Физические свойства изделий связаны с их плотностью
и с легированием. Рассмотрим поэтому, как эти две пози-
ции отражаются на затратах на прессование.
ЮВ Зак. 1672
282
Часть II
Плотность
Можно предположить, что для получения максимально
возможной плотности спеченного тела необходим брикет
также наивысшей плотности. Теоретически это не обяза-
тельно так; можно применять порошки с высокой спекае-
мостью и получать из них изделия более плотные, чем это
возможно с любым другим порошком, спрессованным до
наивысшей плотности. Однако по соображениям регулиро-
вания размеров изделий весьма желательно иметь при спе-
кании минимальное изменение размеров.
Высокоплотные брикеты можно получать одним или
двумя следующими способами: а) применяя высокие дав-
ления прессования и б) используя порошки с высокой уплот-
няемостью. В обоих случаях затраты на прессование резко
возрастают.
1. Для типичного промышленного сорта порошка железа
(например, анкор-80) при смазывании его 1% стеарата
цинка требуется давление прессования 35 кг/мм? для полу-
чения брикета плотностью 6,0 г/сж3, 50 кг! мм2 для плотности
6,5 и 100 kzImm2 для плотности 7,0. Для изделия с сече-
нием 6,3 см2 в первом случае нужен пресс, развивающий
усилие в 22 т, а в третьем — не менее 63 т, что означает
увеличение капитальных затрат, а стало быть, и аморти-
зации в 2,5—3 раза. Только по одной этой причине следо-
вало бы готовить спеченные изделия наименьшей допусти-
мой плотности.
2. Крупные прессы гораздо более тихоходны. Например,
скорость пресса 63 т на х/з ниже, чем 22-тонного. Это имеет
прямое отношение к стоимости прессования.
3. О влиянии плотности брикетов из разных порошков
на изнашиваемость матриц имеется очень мало данных.
Очевидно, износ связан непосредственно с давлением по-
рошка на стенки матриц. Для некоторых пар материалов
степень износа на трущихся поверхностях прямо пропорцио-
нальна нагрузке [422]. Фиг. 85, взятая из этой работы,
иллюстрирует соотношение между износом и нагрузкой для
трех различных сочетаний трущихся поверхностей. Не-
обходимо, однако, отметить, что давление на стенки мат-
рицы резко колеблется. Кроме того, связь между давлением
прессования и давлением на стенки матрицы еще не вполне
2. Снижение себестоимости продукции
2S3
ясна. Таким образом, мы не можем пока определить, как
изменяется износ матриц с изменением плотности брикета.
Возможно, что степень этого износа меняется пропорцио-
нально давлению прессования, т. е. если, скажем, снизить
давление прессования с 84 до 28 кг/млг, то стойкость мат-
рицы повысится в три раза. По неопубликованным данным
Бокштигеля и Карлссона, это именно так (см. фиг. 86);
Фиг. 85. Влияние нагрузки
на износ поверхности раз-
личных трущихся пар [422].
1 — мягкая сталь по мягкой ста-
ли; 2 —латунь 60/40 по быстро-
режущей стали; 3— стеллит по
быстрорежущей стали.
износ матриц из быстрорежущей стали 18/8 (Rc 60—61,
зеркальная полировка) по их диаметру при резко различ-
ном масштабе производства составляет линейную функцию
давления прессования (брикеты из порошка губчатого же-
леза МН-100; смазка 1% стеарата цинка; производитель-
ность пресса 4000 шт!час).
На износ матриц весьма заметное влияние оказывают
их качество и термообработка, конструкция пресс-форм и,
конечно, абразивность порошка и эффективность смазки.
Для очень высоких давлений или весьма больших серий
важно применять твердосплавные матрицы, и тогда изме-
нение давления играет меньшую роль. Хотя расходы, свя-
10В*
284
Часть II
занные с износом матриц, безусловно, не самая крупная
статья затрат на -прессование, тем не менее они достаточно
велики, чтобы стремиться к изготовлению спеченных дета-
лей наименьшей допустимой плотности.
Фиг. 86. Износ цилиндрических матриц, изготовлен-
ных из стали 18/8 (зеркальная полировка, Rc = 60—61)
в зависимости от давления прессования и съема про-
дукции (в тыс. штук).
Цифры на кривых означают количество тысяч штук.
4. С увеличением давления прессования должны повы-
шаться эксплуатационные расходы. Для прессов неудачной
конструкции риск крупной поломки существенно возрас-
тает, если пресс работает на максимальную мощность.
5. С увеличением плотности брикетов растет общее по-
требление энергии на прессах, но это относительно мало-
значащая статья расходов.
Таким образом, с точки зрения эксплуатационных рас-
ходов наиболее важные достоинства пресса — низкая удель-
ная капитальная стоимость и высокая производительность.
Все другие характеристики (при условии, конечно, что они
2. Снижение себестоимости продукции
285
удовлетворяют обычным стандартам) с точки зрения затрат
гораздо менее важны.
Любая попытка повысить плотность брикета путем при-
менения порошков с малым насыпным весом должна зна-
чительно увеличить как стоимость матриц и пуансонов,
так и ход плунжера в прессе или матричной плите (а тем
самым и стоимость пресса). В ряде случаев при этом сни-
жается производительность пресса. Попытки получить те
же результаты, применяя порошки с высоким насыпным
весом, ограничены необходимостью иметь хорошую теку-
честь порошка, а также получать брикеты надлежащей
прочности. Фактически любое улучшение прессуемости
порошков должно быть достигнуто в сравнительно узких
интервалах степеней обжатия.
Давление, необходимое для получения брикета задан-
ной плотности при любых пресс-формах и смазках, может
быть уменьшено либо снижением наклепа порошка, либо
уменьшением того среднего удельного (на единицу прило-
женной силы) расстояния, на которое перемещается любая
данная частица порошка в пресс-форме. При сильном
ограничении интервала допустимых насыпных весов по-
рошка (т. е. ограничении его общей пористости) единствен-
ная возможность уменьшить указанное среднее расстоя-
ние — увеличить внутреннюю пористость частиц за счет
межчастичной пористости порошка. Это означает, что по-
рошок должен состоять из пористых частиц, но иметь такой
гранулометрический состав, который обеспечивает мини-
мальную межчастичную пористость при удовлетворитель-
ной текучести. Наиболее легкий способ получения пори-
стых частиц — восстановление окислов, в некоторых слу-
чаях распыление. Электролиз или механическое измель-
чение, как правило, не решает этой задачи.
Скорость наклепа железа — функция загрязненности
его решетки. Чем чище металл, тем лучше должна быть его
уплотняемость. Можно ожидать, что включения или за-
грязнения, нерастворенные в решетке металла, имеют малое
значение. Весьма чистые порошки железа. практически
легче всего получать электролизом.
Некоторые из указанных здесь трудностей могут быть
устранены путем агломерации или гранулирования тонких
порошков для улучшения их текучести,
286
Часть II
Легирование
Перечисленные выше легирующие присадки значительно
увеличивают степень упрочнения чистого железа при хо-
лодной обработке. Все они, таким образом, ухудшают уплот-
няемость порошка. Как это ни странно, было предпринято,
по-видимому, лишь очень немного систематических ис-
следований влияния различных элементов на упрочнение
железа. В работе [423] показано, что наклеп чистого не-
отожженного железа составил при комнатной температуре
около 30 кг/мм2 на единицу деформации. Добавка 1%
Мп или Ni повышала эту величину примерно на 10%,
т. е. весьма существенно. Такого рода сведения о влиянии
других элементов представляли бы для порошковой метал-
лургии большой интерес.
В некоторых случаях затраты на легирование порошка
железа снижаются, если использовать готовые лигатуры.
В отношении С, Си и Мп влияние способа легирования не-
значительно. Однако для лучшей уплотняемости желатель-
но вводить легирующие присадки в смесь в виде порошка
с последующей гомогенизацией сплава в процессе спекания.
Поскольку легирующие присадки можно вводить в шихту
в элементарной форме или же в виде измельченных лига-
тур, возможно существенное изменение прессуемости сме-
сей. Углерод, например, добавляют обычно в виде графита
и в малых количествах; при хорошем качестве он действует
как смазка. Введение углерода в форме цементита, видимо,
не дает преимуществ. Фосфор можно добавлять как элемент
или в виде ферросплава (а также в виде фосфористых сое-
динений меди, никеля или олова). Несомненно, применение
красного фосфора оказывает наименьшее влияние на прес-
суемость порошка. Практически интересные количества
бора столь малы, что его можно вводить в любом виде.
Введение элементарного кремния, по-видимому, не оправ-
данно экономически. Никель или медь лучше вводить в виде
элементов; в этом качестве они, вероятно, меньше влияют
на прессуемость смесей, чем в виде ферросплавов. Наоборот,
марганец и хром, видимо, лучше применять в виде фер-
росплавов. К сожалению, все эти вопросы вовсе не исследо-
ваны. Высказанные соображения носят в основном умоз-
рительный характер,
2. Снижение себестоимости продукции
287
Учитывая процессы диффузии, следует применять ле-
гирующие добавки в виде, возможно, более тонких порош-
ков, При этом нужно обеспечивать такую величину частиц,
чтобы не снижать прочности, не ухудшать текучести смеси
порошков, иметь минимум окислов за счет добавок и не
вызывать сегрегации.
Как правило, разница в стоимости легирующего порош-
ка в виде элемента или ферросплава значительна. Возможно
применение готовых смесей сплавов; экономичность такой
технологии нужно исследовать. Необходимо учитывать,
что предварительно приготовленные смеси могут портиться
при хранении; достоверные данные поэтому вопросу не
опубликованы. Интересно, например, знать, как увели-
чивается при хранении общее содержание кислорода в смеси
порошков железа и электролитической меди по сравнению
с тем, если хранить каждый из них отдельно.
Физические свойства изделий и затраты
на спекание
Расходы на спекание определяются в основном темпера-
турой, длительностью и атмосферой этого процесса.
Температура спекания
Еще Зауэрвальд и Енихен [424] заметили, что при повы-
шении температуры спекания холоднопрессованных заго-
товок железа максимальная прочность наблюдается вблизи
температуры а — у-превращения с последующим перехо-
дом к минимуму при небольшом повышении температуры
спекания. С тех пор это наблюдали многие исследователи;
учитывая природу порошка и другие технологические фак-
торы, они, по-видимому, согласны в том, что макси-
мум, достигаемый в области 800—950°, не повторяется,
если только температура спекания не повышается до 1100°
или более. Повышение температуры спекания за 1100°
может привести к дальнейшему увеличению прочности,
удлинение же, как правило, продолжает повышаться с уве-
личением температуры спекания вплоть до температуры
1400° и выше.
288
Часть II
В первом приближении стоимость спекания 1 кг из-
делий в любой печи растет вместе с температурой спекания.
Вполне возможно увеличение стоимости спекания на 10—
15% при повышении температуры с 850 до 1150°. В боль-
шинстве случаев все же предпочитают спекать при 1050—
1150°, хотя применение более низких температур (в обла-
сти 850—900°) имеет определенные права на существование.
Доводы в пользу более высокой температуры спекания об-
суждаются на стр. 319. При повышении температуры спе-
кания за 1050° необходимы, однако, печи иной конструкции,
поскольку это максимальная температура, которую мож-
но получать длительное время на нихромовых нагревате-
лях и с ленточным или цепным конвейером. При более
высокой температуре требуется молибденовая обмотка (либо
другие способы нагрева), а ленточный транспортер должен
быть заменен системой поддонов и толкателей. Себестои-
мость спекания изделий в таких печах при 1350° может
быть выше, чем в печах первого типа (при 1050°), на 150%.
Таким образом, спекание при температуре выше 1150°
следует применять только, если достигаемое этим улучше-
ние физических свойств изделий оправдывает повышение
расходов. Эти сображения относятся не только к прочно-
сти и пластичности, но, вероятно, также к закаливаемости,
вязкости, пористости и т. д.
Длительность спекания
Образцы из чистого отожженного порошка железа,
спрессованные при 60 кг!мм2 и спеченные в атмосфере Н2
при 800°, показали почти линейное увеличение прочности
от 18,5 до 20 кг/мм2 при изменении длительности спекания
в пределах 12—60 мин [425]. Увеличение длительности
спекания до 2 час повысило прочность лишь до 20,3 кг/мм2.
Еще менее существенно дальнейшее увеличение длитель-
ности спекания.
При спекании железо-графитовых смесей скорость рас-
творения углерода в железе очень сильно зависит, в числе
других факторов, от качества графита; при благоприятных
условиях растворение заканчивается в несколько минут.
В работе [390], например, растворение достигалось за
15 мин. Здесь наличие графита существенно не изменило
2. Снижение себестоимости продукции
289
характер спекания, указанный в работе [425]. В сооб-
щении же Сквайра [374] приведен частный случай спекания
смеси порошков электролитического железа с 1 % графита
при 1150°, когда предел прочности при растяжении повы-
сился с 15,4 до 27,3 кг/мм2 при увеличении длительности
спекания с 30 до 120 мин. Дальнейшее повышение длитель-
ности спекания и здесь малоэффективно.
Пластичность (удлинение) обычно изменяется парал-
лельно прочности или продолжает слегка улучшаться,
когда уже достигло максимума. Такая склонность пла-
стичности возрастать при повышении температуры и дли-
тельности спекания, когда прочность уже максимальна,
подробно обсуждалась Бокштигелем [380]. Он объясняет
это сфероидизацией пор, в частности на поверхности спе-
ченных образцов, и соответствующим снижением влияния
надрезов.
Таким образом, повышение длительности спекания,
по крайней мере в пределах 2 час, может оказаться полез-
ным. Практически в большинстве случаев промышленное
спекание ведут в пределах 25—50 мин.
Длительность спекания сильно влияет на стоимость
всей операции, так как она непосредственно определяет
количество и размеры печей, необходимых для выполнения
заданной программы. При проектировании важно очень
тщательно определить тот абсолютный минимум выдержки
при спекании, который необходим для достижения нужных
результатов с учетом сорта порошка и применяемых опе-
раций прессования.
Высокие плотности достигаются в короткое время, если
при спекании присутствует жидкая фаза. Погружая бри-
кеты из смеси 95% Fe — 5% Си в углекислый натрий при
1150°, Сквайр [391], например, уже через 5 мин получал
такие прочность и пластичность, которые не улучшались
при более длительных выдержках.
Атмосфера
В зависимости от природы используемой защитной атмос-
феры и конструкции оборудования расходы на нее колеб-
лются в пределах 5—20% всех затрат на спекание. Более
низкие значения обычно относятся к экзотермическим
290
Часть II
атмосферам из углеводородов, более высокие—к водороду и
аммиаку. В первом случае, очевидно, не слишком важно,
чтобы конструкция печи обеспечивала абсолютный мини-
мум расхода газа. Во втором случае соблюдение точного
режима и других условий работы печи может оказать су-
щественное влияние на стоимость спекания. Очевидно,
применять такие газы, как Н2 или NHa, следует лишь
в условиях, когда улучшение физических свойств изделий
полностью оправдывает дополнительные затраты. Присут-
ствие в атмосфере некоторого количества Н2 является жела-
тельным для повышения скорости восстановления окислов
железа, равно как и наличие углерода, поскольку в этом
случае гораздо легче сохранять в спекаемом изделии нуж-
ное его содержание. По этим соображениям в производстве
спеченной стали в качестве защитной атмосферы очень
часто применяют эндотермические газы из углеводородов.
Такие защитные атмосферы не подходят при наличии
легирующих добавок, восстанавливающихся труднее же-
леза. В этих случаях количество НгО и СО2 должно быть
минимальным. Это, в частности, относится к Сг, Si, V,
Ti, Al, Nb, Zr и В. Менее вероятны такие затруднения с W,
Mo, Ni, Со, Си, Pb, Si и Р. Промежуточное положение за-
нимает марганец, так как в присутствии избыточного же-
леза его активность сильно снижается. Сплавы Fe — Мп
можно спекать в соответствующих углеводородных атмос-
ферах. Активность некоторых других легирующих эле-
ментов можно снизить, присаживая их в виде ферросплавов.
Применения заметных количеств Сг, S, V, Ti, Al, Nb, Zr
и В следует по возможности избегать. Надо помнить также,
что Р2О5 сильно летуч, а В2О3 и МоОз улетучиваются при
средних температурах спекания и давлениях. Нужно
учитывать возможное их влияние на кладку нагреватель-
ных печей.
3. КОНТРОЛЬ и регулирование размеров
Небольшие детали для машино- и приборостроения про-
изводят со стандартизированными допусками по размерам.
Допуски могут быть узкими, средними или свободными;
как правило, чем уже допуск, тем дороже деталь в изго-
товлении,
3. Контроль и регулирование размеров 291
В производстве деталей из спеченного железного
порошка считается, что способность обеспечивать опреде-
ленные размеры — настолько же (если не более) важное
достижение, как и способность получать изделия с задан-
ными физическими свойствами. Знание факторов, опреде-
ляющих размеры порошковых деталей, поэтому весьма
важно.
Типичные значения допусков, рекомендуемых в произ-
водстве изделий из железного порошка, приводятся
в [426, 427]. Практически применяемые допуски часто
значительно шире [428] официально рекомендуемых (такое
положение имеет место и в других областях металлообра-
ботки). Изготовители считают, что допуски, оговаривае-
мые потребителями деталей, уже действительно необхо-
димых или малы по сравнению с чувствительностью при-
меняемой контрольной аппаратуры. Очевидно, что четкость
в этих вопросах может существенно повлиять на стоимость
производства.
Факторы, влияющие на размеры
Предположим, что детали простой формы прессуют,
спекают, калибруют и подвергают термообработке. Каковы
главные факторы, изменяющие размеры окончательно об-
работанного изделия по сравнению с размерами брикета
в пресс-форме под давлением? Ниже приведен список та-
ких важнейших факторов. Изменение любого из них мо-
жет существенно сказаться на точности размеров оконча-
тельно обработанного изделия.
Факторы, связанные с прессованием
Смесь порошков. Насыпной вес, прессуемость;
подверженность наклепу; химический состав; текучесть;
ситовый состав; адсорбированные газы; сегрегация состав-
ляющих.
Природа смазки. Размер частиц, их форма;
количество смазки, метод введения смазки.
Смешивание. Полнота смешивания; повышение
температуры в процессе смешивания; изменения, происхо-
дящие при хранении после смеширания.
292
Часть II
Пресс-инструмент. Материалы; жесткость;
конструкция; зазоры; обработка; износ; допуски.
Прессы. Регулировка; изменение давления; ско-
рость; давление выталкивания; вибрация; износ; конструк-
ция; метод наполнения пресс-формы; повышение темпера-
туры.
Факторы, связанные со спеканием
Активность порошка; химический состав; содержание
газа в брикетах; количество и природа смазки; термическое
расширение металлических компонентов; плотность бри-
кета; время и температура; фазовые превращения; скорость
нагрева и охлаждения; атмосфера спекания, примеси в ней
и скорость ее потока.
Факторы, связанные с калиброванием
Физические свойства изделий, их плотность и состояние
поверхности; допуски на инструмент, его износ, обработка,
конструкция, материалы; регулировка пресса, скорость
операций и конструкция; степень уменьшения размеров;
рост температуры; метод смазки, ее количество и природа.
Факторы, связанные с термической обработкой
Сущность операции; атмосфера; скорость нагрева и
охлаждения; природа охлаждающей среды; изменения
в составе.
Факторы, связанные с контролем размеров
Изменение в личном составе; температура; точность
калибров, условия калибровки инструментов, конструкция
калибров; смазка.
Ниже обсуждаются меры, необходимые для осуществле-
ния надлежащего контроля над размерными характеристи-
ками. Большинство приведенных ниже замечаний относится
в равной мере к другим материалам, а не только к железу
и стали.
В промышленном производстве изделий заданных раз-
меров для уменьшения отходов необходимо получать мак-
симальное количество таких изделий в пределах определен-
ных допусков. Это предполагает минимальный разброс
в пределах заданных размеров. Если какое-то существен-
ное изменение размеров присуще определенной ступени
3. Контроль и регулирование размеров 293
процесса, то: а) именно на этой стадии можно ожидать
наибольшего разброса и б) наибольшему изменению разме-
ров соответствует наибольший разброс. Очевидно, мини-
мальный разброс в продукции должен быть получен в том
идеальном случае, когда от брикета до готового изделия
вовсе не происходит изменения размеров. Любые меры,
приближающие к такому идеальному случаю, очевидно,
удешевляют производство.
Факторы, остающиеся относительно постоянными в про-
цессе производства, заслуживают, конечно, меньшего вни-
мания. Среди переменных факторов надо отметить те, кото-
рые происходят:
а) медленно (постепенно), как, например, процессы,
связанные с износом или с непроизвольными изменениями
в процессах контроля;
б) от партии к партии сырых материалов;
в) неожиданно или внезапно.
Все они, конечно, важны, но «медленные» наиболее серь-
езны, так как их часто оставляют без внимания.
Рассмотрим некоторые изменения (отклонения), кото-
рые могут происходить при прессовании брикетов и их
извлечении.
Отклонения при прессовании
Определенные изменения могут, конечно, происходить
в количестве подаваемой смеси порошков, что может при-
вести к существенному изменению размеров брикета. Не-
которые из них очевидны и легко устранимы при вниматель-
ном отношении к процессу и контролю. К таким изменениям
относятся: источники и сорт применяемого порошка; на-
сыпной вес, текучесть и ситовой состав порошка; источники,
природа и количество смазки.. Не так очевидно влияние
небольших изменений химического состава порошка:
а) Металлических примесей, находящихся в твердом
растворе в решетке железа и влияющих на степень наклепа
при прессовании. Неожиданные изменения этого типа могут
оказывать значительное влияние на упругое последействие
и, стало быть, на размеры брикета. Непосредственное влия-
ние таких изменений на плотность брикета менее сущест-
венно.
294
Часть И
б) Неметаллических примесей, вызывающих износ пресс-
формы. Хотя и редко, но встречаются неожиданные изме-
нения этого рода, вызывающие быстрый износ пресс-формы.
Сегрегация компонентов смеси сплава или в смесях,
включающих графит (вызываемая плохим смешиванием
или вибрацией при транспортировке смесей), может при-
вести к весьма существенным изменениям упругого после-
действия и плотности брикета или износа пресс-формы.
Изменения плотности и давления выталкивания могут
происходить (даже при тщательном контроле источников,
качества и количества смазки) за счет изменения размеров
частиц смазки или времени и температуры смешивания.
Это особенно справедливо для порошков, частицы которых
имеют пористую структуру.
Таким образом, при использовании порошков, основные
свойства которых не изменяются от партии к партии, не-
обходимо серьезное внимание. В самом деле, изменения
в конструкции пресс-формы, материалах пресс-формы,
износ пресс-формы и метод работы должны оказывать влия-
ние на размеры, но эти изменения настолько очевидны,
что обычно не вызывают серьезных осложнений и во всяком
случае их легко предупредить и устранить. Это же справед-
ливо по отношению к разным типам прессов или к измене-
нию условий прессования. Труднее заметить следующие
факторы:
а) Изменения в смазке порошка и основных частей,
изменения температуры окружающей среды или изменения
подаваемого напряжения, которые могут существенно из-
менить температуру в пресс-форме и, следовательно,
повлиять на износ пресс-формы и упругое последействие.
б) Малые изменения свойств подаваемого порошка,
таких, как ситовый состав, или количества смазки или не-
ожиданные изменения температуры и влажности окружаю-
щей атмосферы, которые могут изменить скорость подачи
порошка из питателя в пресс-форму. (Эта скорость опре-
деляет режим работы пресса, и ее неожиданные изменения
приводят к неконтролируемому изменению скорости ра-
боты пресса и соответственно к изменению температуры
в пресс-форме.)
в) Изменения в операции загрузки порошка в пресс-
форму или износ движущихся частей или вибрация, ко-
5. Контроль и регулирование размеров
255
торые могут привести к неравномерной загрузке пресс-
формы. Это может непосредственно повлиять на распре-
деление плотности в брикете, а иногда оказывает гибель-
ное воздействие на износ пресс-формы. Например,
когда сердечник пресс-формы выталкивается аксиально
по отношению к уровню неравномерно засыпанного мате-
риала.
Температура, °C
Фиг. 87. Термическое расширение изделий из
порошка меди [429].
Прессование под давлением 63 кг /мм2 на воздухе
(кривая /) и вакууме (кривая 2); термообработка
в атмосфере водорода.
г) Изменения в износе пресс-формы и питающих
устройствах или в скорости прессования или изменения
в составе смеси порошков, или в температуре, влажности
атмосферы, а также давления прессования, которые могут
сильно влиять на количество «захватываемого» брикетами
воздуха.
В зависимости от продолжительности хранения брике-
тов перед спеканием и от их газопроницаемости эти изме-
нения будут существенно влиять на размеры изделий на
ранних стадиях спекания. Влияние «захваченных» газов
на процесс спекания рассмотрено в гл. IV х. Хороший при-
мер такого влияния на свойства брикетов из меди показан
1 Джонс, выпуск второй, часть II. — Прим. ред.
296
Часть JI
на фиг. 87; брикеты, спрессованные на воздухе, значительно
больше расширяются при спекании (в водороде), чем в слу-
чае прессования в вакууме [429].
Отклонения при спекании
1. Твердофазное спекание. Физические свойства изде-
лий из порошка железа или железных сплавов значительно
более чувствительны к температуре спекания, чем к его
продолжительности. Это в равной степени относится и к из-
менению размеров. Такие факты широко известны, и обычно
принимают меры, чтобы температура и продолжительность
спекания не изменялись в процессе обработки одной пар-
тии порошка. При длительных процессах не всегда можно
заметить, что произошли незначительные изменения тем-
пературы, возникающие из-за изменений в приборах, кон-
тролирующих температуру, или в напряжении сети. Воз-
можны изменения длительности спекания из-за износа или
частичного повреждения механизмов конвейера, хотя
обычно этого не наблюдается. Существенные изменения
максимальной температуры спекания могут, вероятно,
возникать из-за непредвиденных изменений загрузки.
Такое возрастание температуры может происходить в на-
чале процесса или из-за изменения размеров спекаемых из-
делий. Скорость нагрева оказывает определяющее влияние
на протекание процесса спекания. Это особенно справед-
ливо для быстрых процессов легирования, например, при
растворении углерода в железе, особенно в области а —
у-превращения. Влияние скорости нагрева на процессы га-
зообразования также достаточно очевидно. Эти факторы
требуют пристального внимания.
Различные порошки обладают различной усадкой и
разными характеристиками роста в течение спекания, и
любое изменение основных свойств применяемого порошка
вызывает изменение размеров. Однако небольшие измене-
ния в составе порошка могут привести к неожиданным ре-
зультатам. Это можно проиллюстрировать наблюдавшими-
ся в лабораторных исследованиях значительными изме-
нениями усадки или роста без других видимых изменений.
С подобным фактом мы сталкиваемся, например, в том
случае, когда два образца показывают различную актив-
3. Контроль и регулирование размеров
297
ность при спекании, в то время как в других отношениях
они идентичны. В случае железных порошков это может
вызываться иногда изменением содержания фракции с раз-
мером частиц <40 мк', содержание этой фракции не кон-
тролируется. (Для вольфрама такие необъяснимые изме-
нения в поведении при спекании, очевидно, вызываются
следами примесей.) Влияние небольших легирующих до-
бавок на температуру а—у-превращения тоже нельзя не-
дооценивать.
Влияние «захваченного» воздуха на изменение разме-
ров брикета уже отмечалось; то же полностью относится
к применяемой для порошков смазке. Количество, при-
рода, вязкость смазки и особенно газопроницаемость бри-
кета действительно должны оказывать влияние на измене-
ние размеров, происходящее на ранних стадиях спекания.
Другие источники газов также важны, особенно вследствие
возможной реакции с атмосферой спекания. В гл. IV 1
было рассмотрено влияние других факторов, действующих,
вероятно, во время спекания. Обычно испытания на потерю
веса в водороде потребителями не делаются, если в этом
нет настоятельной потребности. К тому же такие испыта-
ния не могут выявить местные изменения в содержании
кислорода в одной партии образца и не могут определить
возможность окисления брикета после прессования. Хотя
некоторое содержание кислорода в порошке часто суще-
ственно улучшает физические свойства, оно тем не менее
может оказать катастрофическое влияние на точность раз-
меров. Хорошей иллюстрацией служит фиг. 88 [430]. Эти
данные относятся к медному порошку, но то же можно полу-
чить и для других металлов, включая железо, хотя не обя-
зательно в такой сильной степени. Как видно из приве-
денного графика, вначале происходит увеличение размеров,
которое сменяется усадкой. Данные приведены для изде-
лий из порошка меди, окисленного до разных содержаний
кислорода. Порошок прессовали при давлении 30 кг!мм2
и спекали в водороде при скорости нагрева 30 град!мин.
Различные кривые соответствуют следующим содержаниям
кислорода: 1 — 0,11 %; 2 — 0,20 %; 3 — 0,53 %; 4 — 1,13 %;
5 — 2,32%; 5 — 5,76% и 7—11,2%.
1 Джонс, выпуск второй, часть II. — Прим. ред.
268
Часть 11
Максимальный рост в начале спекания имеет место для
случаев 4 и 5. Максимальная окончательная усадка не
указана, но, вероятно, она будет наблюдаться для кривой 6.
Необходимо отметить, что авторы получали разные данные
(фактически другие кривые) при изменении скорости на-
грева.
Фиг. 88. Изменения длины семи брикетов ме-
ди с различным содержанием кислорода в про-
цессе нагрева при спекании со скоростью
30 град/мин [430].
Наравне с выделяющимися газами на усадку влияет
и атмосфера спекания. В гл. IV1 показано, что поведение
при спекании сильно зависит от состава атмосферы спе-
кания, прежде всего для сплавов Fe—С, и особенно в при-
сутствии металлов, окислы которых имеют высокую
энергию образования. Последнее обстоятельство делает
очень важным контроль за содержанием кислорода в атмо-
сфере спекания. Для сплавов Fe—С существенные изме-
нения могут произойти из-за изменений в науглероживаю-
щей или обезуглероживающей атмосфере, которые необ-
1 Джонс, выпуск второй, часть II. — Прим. ред.
3. Контроль и регулирование размеров
299
ходимо своевременно контролировать. Железо менее чув-
ствительно с точки зрения точности размеров к изменениям
атмосферы спекания, чем другие металлы. Даже чистая
медь более чувствительна к’ атмосфере спекания (см.
фиг. 89). Это подтверждается поведением медных брикетов,
спрессованных из порошка, содержащего 0,53% О, при
Фиг. 89. Изменение длины при нагреве
медных брикетов в атмосфере окиси
углерода и в водороде [430].
Скорость нагрева 5 град/мин, давление прес»
сования 31,5 кг/мм2.
давлении прессования 31,5 кг!мм1 2 и спеченного в водороде
или окиси углерода при скорости нагрева 5 град!мин.
Влияние СО или Н2 на скорость восстановления окиси
железа обсуждалось в гл. I1, а чувствительность серебра
к СО или Н2 рассмотрена в гл. IV2.
2. Спекание в присутствии жидкой фазы. Все вышепри-
веденные замечания в равной мере относятся и к спеканию
в присутствии жидкой фазы, но в этом случае можно ожи-
дать значительно большего и более быстрого изменения
размеров. Такие изменения могут вызвать больший разброс
результатов и их труднее контролировать. Хорошими при-
1 Джонс, выпуск первый. — Прим. ред.
2 Д ж о н с, выпуск второй, стр. 196. — Прим. ред.
300
Часть II
мерами служат изменения размеров (рост или усадка)
при спекании медно-оловянных смесей [431] и спекание
смесей Fe—Си [432—434]. Здесь мы рассмотрим только
последнее. Добавка меди к некоторым порошкам железа
Фиг. 90. Изменение размеров (в процентах) бри-
кетов железа в зависимости от содержания меди и
температуры спекания [435].
вызывает рост брикетов, спекаемых при температурах ни-
же 1200°. Рост может быть довольно существенным,
обычно порядка 0,5—1,5%. Такой рост требует изменений
в конструкциях калибровочных инструментов и, увеличи-
вая разброс, делает контроль за размерами более затруд-
нительным. Желательно уменьшить или, если возможно,
совсем исключить такой рост.
Увеличение размеров определяют следующие факторы:
1. Рост усиливается с повышением температуры (в ин-
тервале 1000—1200°) и с увеличением содержания меди (от 0
до 15%), но точное соотношение не всегда просто. Кривые
3. Контроль и регулирование размеров
301
фиг. 90 показывают два максимума: один приблизительно
при 8% Си и 1127°, а второй при 8,75% Си и 1145° [435].
Эти значения приведены для брикетов, спеченных до плот-
ности 6,2 г/см3. Для других плотностей получены несколько
Фиг. 91. Изменение размеров изделий из порошка
железа трех различных сортов в зависимости от тем-
пературы спекания [436].
Для кривых характерно наличие минимума между двумя мак-
симумами в интервале температур от 1120 до 1150°.
иные результаты, но вообще они мало меняются в зави-
симости от плотности.
2. Рост начинается при температуре плавления меди
(или немного ниже) и быстро усиливается между 1100
1200°.
3. Наибольший рост происходит в первые минуты спе-
кания; продолжительное спекание уменьшает его вели-
чину. Эти факты показывают, что величина роста чувстви-
тельна к скорости нагрева до температуры спекания: чем
выше скорость нагрева, тем больше брикеты увеличиваются
в размерах. Предварительное спекание при температурах
ниже температуры плавления меди уменьшает рост бри-
кетов.
4. У порошков железа, приготовленных разными мето-
дами, рост может быть существенно различным. На фиг. 91
302
Часть 11
показано изменение роста брикетов из трех различных
промышленных порошков железа, полученных методом
восстановления (добавка 7,5% Си; спекание 45 мин при
различных температурах) [436].
5. Изменение сорта порошка меди или. изменение его
качества мало влияет на величину роста; последний не-
сколько уменьшается при уменьшении размеров частиц
меди. Установлено, что при гальваническом нанесении на
частицы железного порошка заметного роста брикетов не
происходит.
6. Рост брикетов существенно уменьшается при добав-
лении небольших количеств W, WOs, С или Р [437]
(W, однако, не эффективен в присутствии углерода). Рост
порядка 1,4%, достигнутый при добавке 5% Си, был умень-
шен до нуля при введении 1 % W, до 1 % при добавке 1 % С и
до 0,2% при добавке 1% Р [434].
Очевидно, что уменьшению роста способствуют: а) мед-
ленный подъем температуры; б) длительное время спека-
ния; в) применение низких температур спекания; г) выбор
подходящего железного порошка; д) использование очень
тонкого медного порошка; е) добавки С, Р, W или WOs.
В связи с тем, что пункты а), б) и д) увеличивают стоимость
спекания, следует предпочесть в) и е). Нужно помнить,
что как углерод, так и вольфрам сильно влияют на прочно-
стные свойства спеченного изделия.
Причины явлений роста рассматривались в гл. IV
Там же указано, что железо спекается очень быстро при
температурах немного ниже температуры а—у-превра-
щения. Следовательно, можно ожидать, что предваритель-
ное спекание при этих температурах или медленный нагрев
в этом интервале температур будет вызывать усадку и сни-
жать рост. Известно, что диффузия углерода в железо
намного быстрее диффузии меди; известно также, что угле-
род слегка понижает растворимость меди в железе, Следо-
вательно, применяя выдержки, необходимые для достаточ-
ной диффузии углерода в железо, можно уменьшить рост,
вызываемый медью. Эти соображения подтверждаются
данными фиг. 92, где показано изменение размеров брике-
тов из порошка железа, смешанного с различными коли-
1 Д ж о н с, выпуск второй, часть II. — Прим. ред.
Фиг. 92. Изменение размеров при спе-
кании брикетов Fe — Си—С по различ-
ным режимам [435].
а —железный порошок анкор-МН-1 00-|-1 % гра-
фита; б—железный порошок анкор-80+1,25%
графита. Режим спекания: 1 — 10 мин, 1095°;
2 — 20 мин, 1 1 10°; 3 — 30 мин, 1120°.
304
Часть II
чествами меди и с 1,0 или 1,25% С и спеченного при тем-
пературе 1095° в течение 10 мин, при 1110° — 20 мин или
при 1120° в течение 30 мин. Из графика видно, что меньшие
выдержки при спекании дают больший рост брикетов.
Опубликованы данные о росте при увеличении содержания
меди и углерода в порошке железа, спеченном в течение
30 мин при 1120° в атмосфере из 21 % Н2, 9% СО и 70% Na
Фиг. 93. Изменение размеров (в про-
центах) брикетов из смеси железо —
8% меди — графит в зависимости от
содержания графита и плотности при
спекании [435].
[435]. Данные для смеси с содержанием меди 8% приведены
на фиг. 93. Как видно из графика, повышение содержания
графита от 0 до 2% снижает рост от 1,5% до нуля. Из при-
веденных кривых также следует, что рост брикетов относи-
тельно мало зависит от плотности спеченного изделия.
Авторы работы [438] предпочитают вводить углерод в виде
каменноугольного пека. Они утверждают, что при этом
уменьшение роста сопровождается меньшим увеличением
твердости. Введение пека облегчает получение необхо-
димых размеров.
Добавки фосфора уменьшают рост. При этом безраз-
лично, каким способом его вводить: в виде элемента, ферро-
3. Контроль и регулирование размеров
305
фосфора или сплава Си—Р. Введение фосфора дает оди-
наковый эффект при любой атмосфере, обычно используе-
мой для спекания железа. Нафиг. 94 показаны некоторые
Фиг. 94. Влияние добавок феррофосфора на изменение размера
брикетов из порошка железа анкор-80 с 2,5; били 7% Си, спеченных
в атмосфере диссоциированного аммиака, эндотермического или
экзотермического газа.
а~спекание в диссоциированном аммиаке в течение 30 мин при 1110°;
б —спекание в атмосфере эндотермического газа при 1 I 20° С в течение 35 мин-,
в —спекание в атмосфере экзотермического газа, очищенного от Н2О и СО2^
при температуре 11 40° С в течение 40 мин.
типичные зависимости изменения размеров от плотно-
сти брикета при добавлении различных количеств (в ве-
совых процентах) феррофосфора в порошок железа анкор-80,
содержащего 2,5; 5 и 7% медного порошка. Спекание прово-
дили в атмосфере диссоциированного аммиака или в эндо-
термическом или в экзотермическом газе (очищенном от
Н2О и СО2). Хотя добавки фосфора, особенно в присутствии
П Зак. 1672
306
Часть //
углерода, делают необходимым более тщательный контроль
(для получения воспроизводимых результатов), очевидно,
что этот метод уменьшения роста за счет меди перспективен
и заслуживает дальнейшего изучения.
При небольших добавках фосфора наименьший износ
пресс-формы и меньшее изменение прессуемости будут
в случае введения меди, легированной фосфором, чем в слу-
чае применения феррофосфора или сплава Р—Си. Влияние
бора на снижение роста, вызываемого медью, не исследо-
вали, но предполагают, что оно подобно влиянию фосфора.
Изменение размеров при пропитке спеченной железной
заготовки медью описано Эллиотом [439].
Отклонения при калибровании
Все изменения, связанные со смешиванием, прессова-
нием и спеканием порошка, принципиально могут вызвать
изменения размеров и при калибровании. Внимательным
контролем можно устранить большинство из них. Те же
изменения, которые не удалось выявить, обусловлены из-
менениями, незамеченными в операциях спекания. На-
пример, небольшое увеличение максимальной температуры
спекания может привести к повышению плотности; часть
изделий тогда будет не только по размерам меньше средних,
но прочнее и с большим сопротивлением деформации при
калибровании.
Небольшие изменения в содержании углерода в атмо-
сфере спекания или в активности графитовых добавок тоже
будут оказывать влияние на прочность изделий. Совер-
шенно очевидно, что такие изменения условий спекания
могут иметь не только прямое влияние на размеры после
калибрования, но и косвенное на степень износа калибро-
вочных пресс-форм. Часто можно уменьшить до некоторой
степени влияние изменений, вызываемых спеканием, путем
пропитки изделия маслом (до калибрования).
Сильнее всего на точность размеров при калибровании
влияет состояние поверхности изделий. Задиры, заусенцы
и различные поверхностные дефекты должны сильно влиять
на износ пресс-форм. Следовательно, перед калиброванием
изделия необходимо проверять и очищать, тщательно выби-
рая методы очистки или зачистки. Обычный метод враще-
3. Контроль и регулирование размеров 307
ния в барабане может серьезно сказаться при контроле раз-
меров. Предпочтительна индивидуальная обработка изде-
лий в быстродвижущейся суспензии абразива в воде или
в масле. Представляет интерес ультразвуковая очистка.
Существуют два основных метода калибрования: а) по-
ложительное калибрование, при котором сечение спеченной
детали больше, чем желаемое. Это означает, что изделие
нужно запрессовать в пресс-форму и сжать радиально;
б) отрицательное калибрование: сечение спеченной детали
меньше желаемого. Спеченное изделие свободно помещают
в калибровочную пресс-форму и сжимают вдоль оси. При
этих двух способах калибрования возникают напряжения
разного типа. Прочность спеченных изделий анизотропна
вследствие специфических условий при прессовании исход-
ного порошка. Следовательно, можно ожидать, что при
применении различных способов калибрования будут по-
лучаться разные результаты. Кроме того, сами пресс-
формы работают в разных условиях и износ у них различен.
Обычно положительное калибрование вызывает больший
износ пресс-форм. Лучше обрабатывать различные поверх-
ности изделия не одновременно, а постепенно, начиная
с внешних. Очень важно решить, можно ли использовать
при калибровании тот же инструмент, что и при прессова-
нии порошков. Решение, очевидно, в значительной степени
зависит от длины хода пресса. При коротком ходе более
экономично применять то же оборудование, если это воз-
можно. Принципиально лучше совсем не делать этого, так
как распределение напряжений, сил трения и износ в этих
двух операциях резко различны. Применение разного обо-
рудования при прессовании и калибровании облегчает
контроль размеров.
Правильный выбор и использование смазки очень важны
для обеспечения хорошего контроля при калибровке. Кро-
ме обычных смазок, часто бывает выгодно применять для
прессования смазки, используемые при очень высоких дав-
лениях. При калибровании чаще всего применяют дисуль-
фид молибдена и раствор бараньего жира в трихлорэтилене.
Практически полезные сведения по калиброванию можно
найти в справочнике фирмы «Хёганес».
Описание американских методов калибрования с соот-
ветствующими допусками дано в работе [440].
11*
308
Част ь II
Отклонения при термообработке
Те же изменения размеров, которые происходят при
термообработке литых стальных деталей, в гораздо более
сильной степени происходят при термообработке деталей
из порошков. Это связано главным образом с низкой проч-
ностью спеченных материалов, а также с тем, что они более
или менее термически нестабильны. Чем меньше длитель-
ность спекания, тем менее стабильный материал полу-
чается. Точность размеров при термообработке определяет-
ся не только тщательным проведением операций, но зави-
сит также от температуры и атмосферы спекания и от вре-
мени выдержки. Это особенно справедливо при поверхно-
стной закалке, которая очень чувствительна к плотности.
Могут возникнуть значительные трудности, если плотность
еталей меняется от одной партии к другой.
Точность размеров при обработке
резанием
Часто получение желаемой точности непосредственно
при операциях порошковой металлургии настолько тех-
нически сложно и дорого, что дешевле применять обра-
ботку резанием. Степень такой обработки должна опреде-
ляться экономической целесообразностью. Механическая
обработка применяется не только для получения желаемой
точности, но и для исправления случайных изменений фор-
мы изделия. Очевидно, во многих случаях желаемых изме-
нений проще и дешевле добиться, применяя механическую
обработку, чем усложняя прессы и пресс-формы. В ряде
случаев, когда требуются детали сложной формы, приме-
няется сварка или пайка их элементов. Ни один из этих
методов не представляет трудностей, если учитывать влия-
ние высокой пористости.
Было предложено покрывать детали коллоидальным
графитом при пайке, чтобы предотвратить нежелательное
проникновение припоя в поры. При пайке и сварке надо,
конечно, учитывать влияние нагрева на изменение разме-
ров. Если одну деталь запрессовывают в другую, то мате-
риалы выбирают так, чтобы не допустить изменения раз-
меров и в то же время не ослабить плотность посадки.
4. Некоторые выводы
309
Практически необходимые сведения можно найти в ра-
ботах Белла [369] и в книге Гётцеля [284].
Точность операций механической обработки, помимо
износа инструментов, зависит и от изменений в самих про-
цессах порошковой технологии. Особенно сильно влияют
следующие факторы:
1) химический состав материала;
2) присутствие абразивных примесей в исходном по-
рошке;
3) плотность после спекания;
4) степень науглероживания или азотирования.
Обзор рекомендуемых методов механической обработки
спеченных деталей дан в работе [441]. Исследование влия-
ния некоторых добавок на механическую обрабатываемость
спеченного железа показало, что введение меди и серы
увеличивает срок службы инструмента, а добавки фосфора
улучшают поверхность готовой детали [442].
4. НЕКОТОРЫЕ ВЫВОДЫ 1
Теперь, когда мы знаем факторы, влияющие на затраты,
обеспечивающие получение хороших физических свойств
и точных размеров, можно обратить внимание на наличие
большого числа факторов, подлежащих учету при произ-
водстве порошковых деталей.
Производственные процессы
Низкая себестоимость возможна только при больших
масштабах производства изделий, пользующихся спросом
(например, изделий больших размеров или сложной формы,
прецизионных по размерам или физическим свойствам де-
коративных изделий и т. п.). Необходимы минимальные
количества рабочих и вспомогательного персонала; мини-
мальные затраты на исследования и контроль производ-
ства; максимальная скорость производства с применением
возможно более дешевого оборудования. Для производства
1 Этот раздел дан в сокращенном изложении. — Прим. ред.
310
Часть II
крупных деталей или деталей сложной формы требуются
очень дорогие прессы или очень дорогой инструмент или
затрата значительного количества рабочего времени. Но
у больших прессов очень низки скорости операций. Мате-
риалы с очень хорошими физическими свойствами требуют
в свою очередь высокой плотности в спрессованном состоя-
нии, высоких температур и длительных выдержек при спе-
кании, применения легирования, применения двойного
спекания и термообработки.
Для получения высокой плотности в спрессованном со-
стоянии необходимы порошки с очень хорошей прессуе-
мостью, которые дороги, обладают плохой текучестью и
требуют применения больших прессов, вызывая к тому же
сильный износ пресс-форм. Для высокотемпературного
спекания требуется*1 дорогое оборудование. Применение
длительных выдержек при спекании уменьшает .скорость
производства; двойное спекание также очень дорого.
Легирование, позволяя существенно улучшить физи-
ческие свойства, вместе с тем может значительно увели-
чить стоимость, если легирующие добавки дороги или за-
трудняют калибрование и, следовательно, влияют на точ-
ность размеров или вызывают усиленный износ калибро-
вочной пресс-формы. Использование высоких температур
или легирующих добавок, особенно при спекании в при-
сутствии жидкой фазы, позволяет получить высокие плот-
ности, но происходящая при этом большая усадка очень
затрудняет получение изделий точных размеров. Некото-
рые добавки могут вызывать рост, который также за-
трудняет получение точных размеров, как и усадка; ряд
легирующих добавок требует создания специальной ат-
мосферы. Для успешной термообработки, особенно если
она включает цементацию, необходима высокая плотность х.
Лучше всего для получения точных размеров применять
такие методы, когда размеры изделия не изменяются после
формования. Этот метод предполагает использование оп-
тимального давления (нет необходимости стремиться к мак-
симальной плотности) и применения порошков с незначи-
тельной усадкой и, конечно, отсутствия жидкой фазы при
1 Иногда, наоборот, цементацию выгоднее проводить на по.
ристых изделиях. — Прим. ред.
4. Некоторые выводы
311
спекании. Если калибрование необходимо, то спеченный
материал должен быть достаточно податливым, чтобы легко
осуществлять эту операцию; термообработка при этом
исключается. Все эти требования препятствуют достиже-
нию максимальной прочности.
Механическая обработка применяется только при аб-
солютной необходимости и, кроме того, она не всегда оправ-
дывает себя при низких плотностях и для определенных
сплавов. Коррозионно устойчивые сплавы — обычно вы-
сокохромистые — спекают в специальной атмосфере, а иног-
да в ящиках с упаковкой вручную. Декоративные изделия
требуют хорошей обработки поверхности или покрытия
электролитическим или другим методом. Эти методы при-
менимы только при высокой плотности; пористые изделия
пропитывают какими-либо веществами, чтобы сделать воз-
можным нанесение покрытий. Все эти процессы повышают
себестоимость.
Стоимость производства снижается при использовании
небольшого и дешевого оборудования, но на таком обору-
довании нельзя получить наилучшие физические свойства.
Для обеспечения высокой производительности необходимы
порошки с лучшими, насколько возможно, характеристи-
ками текучести, небольшие прессы, многогнездные пресс-
формы, большегрузные печи и минимально короткое время
спекания. Все это обычно ухудшает качество продукции.
Стремление свести к минимуму число рабочих требует соз-
дания дорогих полностью механизированных заводов,
а уменьшение затрат на исследования и контроль связано
с риском снижения качества.
Очевидно, что, прежде чем решить вопрос о выпуске
данного изделия, необходимо тщательно оценить возмож-
ности сбыта, проектную, инженерную и металлургическую
стороны вопроса, возникающие проблемы и возможные
компромиссы.
В ближайшее время в этой области прогресс возможен
по следующим направлениям:
1) автоматические методы формования без прессования
и изостатического прессования;
2) улучшение качества порошков с сохранением при
хорошей прессуемости высоких характеристик текучести;
312
Часть II
3) легирование, позволяющее получать лучшие физи-
ческие свойства при более низких температурах спекания;
4) улучшение методов контроля размеров, допускаю-
щее большую усадку при спекании.
Стоимость контроля
Для получения хороших физических свойств и наимень-
ших допусков необходимы разнообразные способы контроля.
Для этой цели нужен квалифицированный персонал и соот-
ветствующее оборудование. Проведение такого контроля
связано с большими расходами. Можно наметить пять воз-
можностей снижения стоимости контрольных операций:
1) использование методов контроля, дающих макси-
мальное количество сведений при минимальной стоимости;
2) применение контроля на возможно более ранних
стадиях производственного процесса;
3) сведение к минимуму числа контрольных операций;
4) утверждение производственной схемы контроля после
широкого обсуждения ее специалистами;
5) возможно более быстрое снабжение производствен-
ников необходимой информацией,
Потребительную ценность спеченных деталей определя-
ют в основном их физическая прочность, точность размеров
и состояние поверхности. Конечно, проверка каждо-
го изделия по всем этим статьям сопряжена с расходом
больших средств. Экономика диктует необходимость делать
выбор методов измерений и обработки полученных данных,
опираясь на научные статистические методы и получая
максимум сведений при минимуме измерений. Кроме того,
каждая ошибка на любой стадии производственного про-
цесса приводит к ошибке на следующей стадии. Брак будет
значительно снижен, если применять контроль на возмож-
но более ранних стадиях технологического процесса. Од-
нако этому простому принципу не всегда придают долж-
ное значение. Очень часто затрачиваются средства на
осмотр готовых изделий, без чего можно было бы обойтись,
если бы контролю подвергали исходные порошки или бри-
кеты непосредственно после процесса прессования.
Физические свойства зависят в основном от плотности
спеченных деталей и от количества легирующих добавок.
4. Некоторые выводы
313
На величину плотности оказывают влияние главным обра-
зом плотность до спекания, температура и длительность
спекания. Последнее легко поддается автоматическому
непрерывному контролю. Измерения плотности тоже не-
обходимы, но размеры образцов, используемых для опре-
деления плотности, намного меньше после спекания, чем
до него. Лабораторные методы определения объемного веса
требуют много времени и сравнительно дороги; дешевле
осуществлять контроль плотности взвешиванием и опре-
делением размеров изделий. Измерять размеры необходи-
мо в любом случае, и часто большую часть этих измерений
можно делать автоматически. Если подходящий метод
контроля размеров выбран, то очень важно контролировать
вес брикета, извлеченного из пресс-формы. Этот процесс
тоже можно автоматизировать.
Обычно выгодно применять методы автоматического
контроля веса для относительно больших брикетов. Выбор
в качестве объекта контроля веса именно брикета оправдан
тем, что все дефекты, связанные с прессованием, или изме-
нение текучести порошка приводят к изменению этого веса.
Наиболее важен, однако, насыпной вес порошка, так как
количество порошка, засыпаемого в полость пресс-формы,
мало изменяется по объему. Наиболее выгодно измерять
насыпной вес порошка перед смешиванием его с другими со-
ставляющими. Автоматических методов контроля насып-
ного веса пока нет, но лабораторные испытания довольно
просты и относительно дешевы. Разумно применять непре-
рывный метод контроля за насыпным весом в больших
установках, где производится смешивание порошка при
непрерывной подаче его в бункеры прессов. Чтобы время
перемешивания не превышало необходимого, а также для
устранения отклонений, случающихся при смешивании,
важно достаточно часто измерять насыпной вес смесей пе-
ред прессованием.
Необходимость частых измерений насыпного веса от-
падает, если подача порошка в пресс-форму осуществляет-
ся весовым, а не объемным методом. Измерение текучести
порошка важно лишь тогда, когда она влияет на скорость
работы пресса. Если текучесть порошка, насыпной вес, вес
после спекания и размеры лежат в допустимых пределах,
то не нужны частые измерения гранулометрического со-
11В Зак. 1672
314
Часть II
става порошка. Такие измерения продолжительны и до-
роги, и их нужно применять только в случае настоятельной
необходимости.
Плотность после спекания зависит и от активности
порошка при спекании. Резкие изменения плотности, ве-
роятно, проявляются в изменении насыпного веса. Не-
большие изменения, которые трудно заметить этим спо-
собом, по-видимому, более важны в отношении точности
размеров. Активность при спекании, как было показано
в гл. IV *, — явление сложное. Некоторые заключения об
активности порошка при спекании могут быть сделаны на
основании наблюдений за формой частиц, их распределе-
нием по размерам, удельной поверхностью порошка и при
помощи химического анализа. Все эти измерения длительны
и дороги и лучше их избегать. Наиболее дешевым методом
определения активности при спекании служит пробное
спекание. Желательно проводить такое спекание постоянно
в лабораторных условиях, применяя относительно неболь-
шие образцы.
Контроль за содержанием легирующих компонентов
осуществляется при помощи химического анализа исход-
ных материалов. Такой контроль необходим, чтобы не до-
пустить образования негодных смесей. Расходы на прове-
дение детального химического анализа обычно весьма вы-
соки (если только общее число ежедневных анализов не
настолько велико, чтобы оправдать применение автомати-
ческой аппаратуры). Следовательно, без настоятельной
необходимости надо избегать применения полного хими-
ческого анализа исходных материалов.
Практическое значение определения окисленности по
потере веса в водороде невелико, так как окисление по-
рошка железа можно или заметить визуально, или опреде-
лить при испытаниях на прессуемость. Активность графита
может сильно меняться от партии к партии, поэтому не-
обходимо определять в нем содержание золы.
Теоретически нет необходимости анализировать смеси
после смешивания, но возможность ошибок не исключена.
Определение содержания некоторых легирующих добавок
сравнительно недорого, в то время как другие анализы
1 Джонс, выпуск второй, часть II. — Прим. ред.
4. Некоторые выводы
315
весьма дороги. Следовательно, нужно тщательно выбирать
необходимые методы анализа. Часто измерений насыпного
веса смеси и определения общего содержания железа в каж-
дой партии достаточно, чтобы исключить возможность
ошибки. Небольшие изменения содержания углерода в сме-
си могут оказывать значительное влияние на свойства изде-
лий, в связи с чем необходим постоянный контроль содер-
жания углерода в смеси, тем более что метод его определе-
ния очень быстр и относительно дешев.
Необходимо определять некоторые физические свойства
готовых изделий. Измеряются прочность на растяжение и
сжатие, твердость, пластичность, сопротивление износу
и т. д. в зависимости от назначения изделий. Испытания
должны находиться в тесной связи с характером исполь-
зования материалов. Например, определение твердости —
недостаточно хорошее испытание для материалов, работаю-
щих на износ, а испытание на изгиб не всегда даст пра-
вильную оценку условий работы изделий, подверженных
напряжениям растяжения. К испытаниям на твердость по-
ристых материалов нужно относиться с осторожностью,
если только пригодность получаемых результатов совер-
шенно не вызывает сомнений.
Размеры образцов для испытания физических свойств
должны быть небольшими, учитывая их высокую стои-
мость. Кроме того, если правильно учтены результаты дру-
гих испытаний, обсуждавшихся выше, то необходимости
в больших образцах не будет.
Контроль размеров и визуальный контроль необходимы
на всех стадиях процесса, но размеры образцов на послед-
них стадиях процесса можно уменьшать. Хотя теоретически
не требуется исследовать визуально каждый образец, на
практике это иногда делается.
Использование лабораторных данных
Оставив в стороне возможность ошибок и нарушений
технологического режима, необходимо рассмотреть неко-
торые случаи, когда процесс производства на заводе будет
неизбежно отличаться от того, который представляют себе
в лаборатории. Существует много таких случаев, но мы
приведем лишь три примера, относящиеся к свойствам
ИВ*
516
Часть 11
порошка, операции прессования и температурно-времен-
ному режиму работы печи для спекания.
Текучесть порошка не оказываат существенного влия-
ния на процесс, пока порошок успевает заполнять полость
пресс-формы. Однако величина предельной скорости прес-
сования очень важна, поскольку она определяет стоимость
прессования. Текучесть порошков в лабораторных условиях
измеряется скоростью истечения порошка через небольшое
отверстие. Это, конечно, позволяет сравнивать между собой
порошки с хорошей текучестью, но совершенно неприме-
нимо к порошкам, обладающим плохой текучестью. В про-
изводственных же условиях подача порошков в пресс-
форму осуществляется не через такие малые отверстия (если
только не приходится заполнять очень узкую пресс-форму).
Следовательно, лабораторный метод не дает правильных
значений скорости подачи порошка в пресс-форму и жела-
тельно разработать другие методы определения текучести,
более точно соответствующие условиям производства. Кро-
ме того, насыпной вес определяется в лаборатории свобод-
ной засыпкой порошка со строго определенной высоты
в строго определенный объем. Действительный насыпной
вес, конечно, иной, так как высота падения и скорость по-
дачи порошка в пресс-форму могут быть самыми разнообраз-
ными. Эта проблема“^была рассмотрена в работе [446],
в которой определялись скорость подачи порошка и запол-
нение пресс-формы на приборе, очень точно имитирующем
условия работы обычных прессов. Также необходимо отме-
тить, что подачу порошка в пресс-форму часто проводят
при значительной вибрации, что, конечно, изменяет его
текучесть.
Определение текучести смесей в лабораторных услови-
ях обычно производят после смешивания в маленьких ла-
бораторных мельницах, содержащих около 0,5 кг порошка.
При этом часто забывают, что свойства материала, полу-
ченного в такой мельнице, отличаются от свойств порошка,
смешанного в мельницах с загрузкой в 1 т и более. Раз-
личаются не только время и температура смешивания,
но и распределение смазки в смеси. При смешивании смесей
большого веса может происходить изменение насыпного
веса. Кроме того, нельзя забывать о времени хранения,
температуре и влажности. Неразумно ожидать, что у по-
4. Некоторые выводы
317
рошков двух смесей железа, меди, графита и стеарата
цинка будут одинаковые характеристики текучести и оди-
наковый насыпной вес, если одна из них хранилась после
смешивания на складе один сухой морозный день, а дру-
гая — три дня в жаркую и влажную погоду.
Исследования операций прессования в лаборатории про-
водятся на гидравлических прессах, где можно без труда
точно замерить величину максимального давления. В про-
мышленности же используют чаще всего механические
прессы, для которых величину максимального давления
(с разумным учетом безопасности) точно замерить обычно
нельзя. Получаемая величина во многих случаях сильно
завышена. В таких случаях заводские инженеры должны
сообщать в лабораторию, какова действительная плот-
ность.
Например, лабораторные исследования указывают на
необходимость использования давления 63,5 кг/тш2, а,
согласно практическим условиям работы, давление не
должно превышать 50 кг/мм2. Кроме того, лабораторные
исследования процесса прессования производятся при ком-
натной температуре, в то время как температура в промыш-
ленной пресс-форме может достигать 100° С. Скорость прес-
сования тоже различна, и это влияет на степень удаления
воздуха из порошка при прессовании. Подобное же влия-
ние оказывает разработанность (износ) пресс-формы. Вряд
ли плотность брикета, спрессованного в лабораторных
условиях в пресс-форме с хорошо подогнанными пуансо-
нами при температуре окружающего воздуха 20° и при
длительности операции прессования 60 сек, будет такой же,
как у брикета, спрессованного на производстве в пресс-
форме с изношенными стенками при температуре пресс-
формы 80° и длительности прессования 1 сек. Несмотря
на сказанное, такие сравнения часто делаются.
Из множества факторов, влияющих на качество изде-
лия при спекании, рассмотрим только время выдержки и
температуру. В лаборатории при исследовании процессов
спекания образец очень быстро помещают в горячую зону
и так же быстро охлаждают. При описании результатов
зачастую упоминают только время спекания, не обращая
внимания на скорость нагрева и охлаждения. В промыш-
ленности все это обстоит иначе. Обычно изделия при спе-
318
Часть II
кании нагревают за 20 мин от комнатной температуры до
температуры спекания, а скорость охлаждения может быть
больше или меньше. Применяют резко различные скорости
нагрева и охлаждения. Для многих металлов существенное
спекание происходит при температурах, меньших принятой
температуры спекания. Это особенно справедливо для же-
леза, скорость спекания которого намного выше при тем-
пературе чуть ниже температуры а.— ^-превращения, чем
при температурах выше нее. При той же длительности
спекания образцы, спеченные в промышленйой печи, будут
обладать более высокими прочностными свойствами, чем
образцы, спеченные в лабораторной печи. Учет этого факта
может привести к практическому увеличению скорости спе-
кания.
Скорость нагрева также играет большую роль при диф-
фузионных процессах легирования. Как было уже отме-
чено, для сплавов Fe—Си наблюдалось меньшее увеличе-
ние размеров при более медленном нагреве. Следовательно,
очень важно исследовать процессы спекания в условиях,
максимально приближающихся к производственным.
Необходимо разрабатывать технологическую схему про-
цесса так, чтобы качество полученных материалов не изме-
нялось заметным образом при непредусмотренных измене-
ниях условий производства. Так, например, установлено,
что время от времени давление на порошок в пресс-форме
изменяется. В этом случае следует предусмотреть пределы
изменения плотности, а также иметь в виду, что лучше
применять порошок, у которого наблюдалось меньшее из-
менение плотности при изменении давления (при прочих
одинаковых свойствах). Подобные замечания применимы
и к легированным смесям. При прочих одинаковых свой-
ствах предпочтение следует отдавать тем смесям, у которых
изменение физических свойств мало зависит от случайных
отклонений в составе.
Все сказанное применимо к температурному циклу про-
цесса спекания. Мы уже отмечали, что выдержка при на-
греве при температуре ниже а—у-превращения очень важ-
на при спекании железа. Совершенно невозможно добиться
в производственных условиях абсолютно постоянной ско-
рости нагрева из-за изменений в загрузке пода (ленты)
и в размерах и форме изделий. Это обстоятельство должно
4. Некоторые выводы
319
быть учтено лабораториями. Более того, при выборе сортов
порошка железа и легирующих добавок нужно отдать пред-
почтение наименее чувствительным к таким изменениям.
Уже было отмечено, насколько чувствительны физические
свойства спеченного изделия к максимальной температуре
спекания. При лабораторных исследованиях процессов
спекания температура измеряется с точностью ±1°. Но
в промышленности мало печей, у которых отсутствуют ко-
лебания температур в «зоне постоянной температуры»,
и в производственных условиях считается большим дости-
жением возможность поддерживать температуру с точностью
+ 10°, особенно при длительных процессах. Учитывая это,
необходимо проводить лабораторные исследования, причем
следует не только определять максимальные и минималь-
ные значения физических свойств, но и подобрать такие
составы и технологические режимы, которые будут наи-
менее чувствительны к возможным изменениям темпера-
туры.
Эти замечания имеют особое значение для изменений в
размерах. Два разных порошка меди в смеси с порошком
олова обладают различными величинами роста и усадки
в зависимости от времени при одной и той же температуре
спекания. На фиг. 95 показано, что рост порошков А и Б
одинаков, но усадка идет быстрее для порошка Б. Очевид-
но, невыгодно выбирать такую продолжительность спе-
кания, которая включает период быстрой усадки. Пред-
почтительнее применять порошок А, поскольку размеры
изделий из него более стабильны. Железо наиболее быстро
спекается при температурах немного ниже температуры
а—у-превращения. Подъем температуры снижает актив-
ность спекания до тех пор, пока не будет достигнута до-
статочно высокая температура. Следовательно, нужно ожи-
дать, что при температурах ниже температуры а—у-пре-
вращения усадка будет очень быстрой; она уменьшится
при температурах несколько выше температуры этого пре-
вращения или даже сменится ростом. При значительно
более высоких температурах опять начинается усадка.
На фиг. 96 показано изменение размеров изделий, из-
готовленных из порошка железа, при увеличении темпера-
туры спекания [447]. Кривая 1 соответствует изменениям
размеров в направлении перпендикулярном, а кривая 2 —
Фиг. 95. Изменение размеров при
спекании брикетов медь — олово
(на основе двух сортов медных
порошков А и Б).
Изменение
Фиг. 96. Изменение размеров при спе-
кании брикетов порошка железа [447].
1 — изменение размеров в направлении, перпен-
дикулярном направлению прессования; 2 — из-
менение размеров в направлении, параллель-
ном направлению прессования.
4. Некоторые выводы
321
в направлении, параллельном направлению прессования.
Значительное изменение размеров происходит в интер-
вале температур от 800 до 900° и от 1250 до 1350°, в то время
как в интервале 1050—1150° размеры почти не меняются.
Очевидно, температура 1100° предпочтительнее для спе-
кания, поскольку наибольшие изменения размеров про-
исходят при 875 или 1275°. Именно поэтому в промышлен-
ности температуры спекания лежат обычно в интервале
1050—1100° вместо 850—875°, несмотря на то, что эконо-
мически выгоднее работать при более низких температурах
и нередко при этих температурах получают лучшие физи-
ческие свойства. Если контроль температуры очень точен
или изменение размеров не столь важно, лучше работать
при низких температурах, особенно если изделие потом
подвергается допрессовке и повторному спеканию. По-
ведение разных порошков железа в этом отношении может
быть существенно различным, и для каждого сорта порошка
необходимо провести лабораторные испытания, прежде чем
составлять технологическую схему процесса.
ЧАСТЬ III
НЕПРЕРЫВНЫЕ ПРОЦЕССЫ
ПОРОШКОВОЙ МЕТАЛЛУРГИИ
1. ВВЕДЕНИЕ
Строго говоря, термин «непрерывные процессы» при-
меним только для описания процессов, происходящих без
перерывов неопределенно долго. Однако все процессы пре-
рываются через те или иные промежутки времени. Здесь
этот термин используется для описания процессов произ-
водства изделий или полуфабрикатов, у которых размеры
в одном измерении значительно больше, чем в двух дру-
гих. Такие изделия обычно производят при помощи .про-
катки или выдавливания (экструзии).
Термин «прямая прокатка» или «прямая экструзия»
в нашей книге применяется к соответствующим процессам,
когда металлические порошки поступают в установку не-
посредственно, без предварительного уплотнения или спе-
кания.
Идея производства «протяженных» форм (прутки, лис-
ты, проволока и др.) методами порошковой металлургии не
нова. Прокатку металлических порошков применяют
с 1902 г. [448], а выдавливание для производства нитей
накала электроламп — с 1900 г. Этим вопросам посвя-
щено много различных патентов. Однако только теперь ста-
ло возможным промышленное производство изделий «про-
тяженных» форм из металлических порошков. В связи
с этим наши знания по этому предмету довольно скудны.
Предложенный Эмли и Дейбелем [449] простой метод
производства непрерывной порошковой полосы состоит
в периодическом прессовании и передвижении в направле-
нии, перпендикулярном приложенному давлению порошка
на ленте или в желобе. Схематически этот метод показан на
фиг. 97. Порошок из бункера поступает в двусторонний
желоб (канал), который периодически продвигается в одном
направлении под прессующим пуансоном с горизонтальным
участком нижней поверхности, переходящим в наклонный.
В зависимости от профиля этой поверхности, движения
326
Часть III
пуансона и давления можно получать любую степень обжа-
тия. Угол наклона пуансона не существенен, и нетрудно
производить полосы постоянной плотности с совершенно
гладкой верхней поверхностью.
Фиг. 97. Последовательность операций при
непрерывном прессовании по методу Эмли
и Дейбеля [449].
/ — исходное положение; // — прессование: III —
подъем; IV — перемещение; V — прессование.
Метод имеет ряд достоинств: 1) Можно получать изде-
лия значительной толщины. Если принять, что силы прес-
сования здесь подобны возникающим при прессовании
в пресс-формах, то есть все основания ожидать, что этим
методом можно готовить изделия с толщиной по крайней
мере равной ширине без слишком большой разницы в плот-
ности верхней и нижней поверхностей (предполагается,
конечно, смазка стенок канала или порошка). 2) Скорость
прессования, по-видимому, ограничивается только ско-
ростью перемещения пуансона и подачи порошка. 3) Воз-
можно производство различных по сечению изделий.
1. Введение
327
4) Ширина полосы лимитируется только силой пресса.
Практически это означает, что полосу шириной 600 мм
можно изготовить с такими же или меньшими капитальными
вложениями, как и при обычной прокатке. 5) Метод при-
меним для производства изделий многослойных или в обо-
лочках.
Авторы не указали промышленных методов спекания
изделий, полученных этим способом. Помещение направ-
ляющего желоба внутрь печи, очевидно, нежелательно, и,
следовательно, холоднопрессованное изделие должно быть
вынуто из желоба до спекания. Это создает трудности, но
не неосуществимо. Как промышленный метод он очень
интересен и заслуживает тщательного изучения. В более
поздней работе [450] авторы отметили высокие магнитные
свойства полос сплава 79% Ni — 4% Мо — 17% Fe, полу-
ченного рассматриваемым методом.
Засыпка порошка на движущуюся ленту и последующее
спекание без давления используются в течение многих лет
в производстве подшипниковых материалов на основе ста-
ли. Например, в одном патенте [451] описана непрерыв-
ная засыпка порошка свинцовистой бронзы на стальной
лист и последующее спекание. Листы затем прокатывают
и снова спекают. Подобные методы производства были
описаны в гЛ. V1 •
Прокатка порошка на движущейся ленте вполне воз-
можна. В [452] было предложено использовать этот метод
для производства листовых материалов. Однако остается
проблема съема хрупкой холоднопрессованной листовой
заготовки с несущей полосы; более интересны методы при-
готовления листов без использования несущей подложки.
Можно, конечно, применить с этой целью метод Эмли
и Дейбела [449]. Использование двух противостоящих пуан-
сонов и движение спрессованных заготовок вертикально
вниз позволит освободиться от несущих подкладок или же-
лобов. Предложено, например, чтобы два противостоящих
пуансона А, А перемещались горизонтально вдоль плиты В,
а порошок металла засыпался из расположенного выше
бункера в V-образную полость (фиг. 98, а). Пусть в поло-
жении сжатия 1 весь порошок ниже уровня С превращается
1 См. часть I настоящей книги. — Прим. ред.
328
Часть III
в обладающий некоторой механической прочностью брикет,
в то время как выше этого уровня он остается в виде по-
рошка. При отводе пуансонов в положение 2 брикет со-
скальзывает по их поверхности в положение, показанное
на фиг. 98, а пунктиром; затем пуансоны возвращаются,
спрессовывая свежую порцию порошка. Это справедливо,
если порошок не попадает в полость 3, что практически
Фиг. 98. Схема пресс-формы для периодического
непрерывного прессования.
предотвратить трудно. Смазка стенок также представляет
собой сложную задачу; трудно также предотвратить попа-
дание порошка между скользящими поверхностями.
Установку можно упростить, если засыпать порошок
в полость пресс-формы отдельными порциями (фиг. 98, б).
В этом случае нужны прямые пуансоны А, А; количество
засыпаемого порошка должно контролироваться возвратно-
поступательным движением башмаков 4. В цикле прессова-
ния башмаки прерывают поток порошка, после чего цуан-
соны отходят назад и позволяют брикету (полосе) опустить-
ся с уровня 5 точно до уровня 6. Затем весь процесс повто-
ряется. Несомненно, однако, что в полосе появятся ослаб-
ленные места, вызванные несовершенством соединения
последовательных ее частей на уровне 6. Как здесь, так и
в предыдущем примере трудно опускать полосу без ее по-
ломки. Преимущество таких предложений в том, что мож-
но производить полосы и детали любой толщины и разно-
2. Прокатка порошка 329
образной формы. Тем не менее, практические трудности
здесь столь велики, что большинство исследователей до
сих пор уделяет основное внимание прокатке.
2. ПРОКАТКА ПОРОШКА
Процесс прокатки
В определенных условиях можно пропускать порошок
металла между двумя валками и получать сырую полосу
с прочностью, достаточной для переноса в печь спекания.
Фиг. 99. Распределение сил
при прокатке.
При подходящей конструкции бункеров и питателей воз-
можно так располагать валки, чтобы полоса выходила из
них горизонтально, вертикально вниз или под некоторым
углом.
Чтобы лучше понять процессы, происходящие при про-
катке порошков, следует рассмотреть некоторые положения
прокатки компактных (сплошных) металлов. Рассмотрим
фиг. 99, на которой показана прокатка горизонтальной по-
лосы компактного материала от начальной толщины /г0 до
конечной /ц между двумя валками радиусом R. На входе
А радиально действует сила Р — результирующая дав-
ления между валками и полосой — и тангенциальная сила
трения F. Горизонтальные составляющие этих сил соот-
ветственно PsinQ и Г cos 6, где 6 —угол контакта. Сле-
довательно, толкает полосу в валки горизонтальная сила
ЗЗб
Часть lil
F cos 6 — P sin0. Вход полосы в валки невозможен, если
эта результирующая равна 0, т. е. когда F cos 6 = PsinO
или F/P = tgO. Но F/P = р. = tg /, где / — угол трения
между полосой и валками. Из этого следует, что полоса
не сможет войти в валки, когда контактный угол 6 > угла
трения (угла захвата) (конечно, при условии, что прока-
тываемый материал не проталкивают в валки).
Если предположить, что вертикальное плоское сечение
полосы перед прокаткой остается плоским в течение про-
катки, то, очевидно, есть только одна точка на дуговой по-
верхности контакта между валками и материалом, в кото-
рой окружная скорость валков равна скорости движения
полосы: это нейтральная или точка нулевого скольжения Y
на фиг. 99. Между этой точкой и плоскостью входа материа-
ла в валки X поверхность валков движется быстрее поверх-
ности полосы и трение между ними толкает полосу в валки.
Между нейтральной точкой и точкой Z поверхность полосы
движется быстрее поверхности валка и трение между ними
препятствует прохождению полосы через валки. Силы тре-
ния зависят от природы прокатываемого металла, природы
металла поверхности валков, поверхностной обработки
валков и наличия смазки. Все эти факторы вместе со ско-
ростью валков и степенью обжатия определяют точное
положение нейтральной точки.
Давление между вадками и материалом достигает мак-
симума между точками входа и выхода. На фиг. 100 пока-
зано распределение давления по длине валка [453] при
холодном обжатии алюминиевого листа от 0,2 до 0,12 мм.
Нужно отметить асимметрию в распределении давления.
Максимум фактически соответствует нейтральной точке.
Возникающие давления высоки, достигают 70 кг!мм? даже
для таких сравнительно мягких металлов, как алюминий.
Суммарное давление на валки тем меньше, чем меньше
область контакта между валками и материалом. Это дав-
ление, таким образом, можно снизить, используя валки
меньшего диаметра. В промышленной практике, следова-
тельно, должна быть тенденция к применению валков воз-
можно меньшего диаметра. Однако такие тонкие валки
нужно поддерживать опорными валками, чтобы уменьшить
величину упругого прогиба. В промышленной практике
холодной прокатки тонких сечений используют группы от
2. Прокатка порошка
331
4 до 20 валков. Такие многовалковые станы были описаны
в работе Ларке [454]. Последний отметил, что стремление
использовать валки все меньших и меньших диаметров до-
стигло критического значения на одном из американских
Фиг. 100. Распределение давления
по поверхности валка диаметром
178 мм при прокатке алюминия [453].
станов, где валки были «не толще вязальных спиц». Вели-
чины нагрузок при прокатке можно уменьшить, исполь-
зуя «растянутые» листы, но преимущества становятся за-
метными лишь при значительных растягивающих напря-
жениях.
Для читателя, незнакомого с промышленной прокат-
кой, необходимо отметить, что современные заводы яв-
ляются часто очень большими и прокатка в них ведется на
332
Часть HI
весьма высоких скоростях. Кроме того, производство тон-
ких листов может потребовать значительного числа про-
ходов с применением промежуточных отжигов, что сильно
удорожает производство. Хорошей иллюстрацией к этим
замечаниям является следующая выдержка из упомянутой
книги Ларке [454]. Заготовки алюминия размером 2400 X
X 1200 X 230 мм вначале нагревают и прокатывают на
двухвалковом реверсивном стане. За пять проходов на этом
стане толщина образца уменьшается до 64 мм; максималь-
ная скорость прокатки может достигать 135 м/мин. Мате-
риал затем обжимают в двухвалковом горячем стане до
толщин 9—19 мм. Полоса, имеющая теперь 57 ж в длину
и 2,1 ж в ширину, попадает затем в валки двухклетьевого
четырехвалкового стана тандем для окончательной горя-
чей обработки; за один проход через этот стан сечение
уменьшается до 2,5 мм. Такая полоса длиной 180 м по-
кидает последние валки со скоростью 240 м!мин. Полу-
ченные заготовки можно затем прокатывать нахолоду на
трехклетьевом четырехвалковом стане тандем. На этом
стане с длиной валков 1,68 м полосу можно уменьшить
в сечении за один проход на 90%. После этой обработки
полоса длиной до 1200 м выходит из валков со скоростью
600 м/мин.
Таким образом, листовая прокатка компактного металла
характеризуется следующими особенностями:
1) исходные компактные материалы имеют более или
менее постоянный объем и плотность, прочность на сжатие
и растяжение (при отсутствии наклепа);
2) материал между валками должен выдерживать боль-
шие напряжения;
3) силы трения велики, и предполагается их достаточ-
ное постоянство по всей поверхности прокатки;
4) для данных условий существует определенный макси-
мальный угол контакта, и при большем угле валки уже
не смогут втянуть материал;
5) при прокатке возникают очень высокие напряжения:
6) существует стремление применять валки возможно
меньшего диаметра, поддерживаемые, если необходимо,
опорными валками;
7) для получения тонкого листа необходимо большое
количество проходов через различные валки;
_________________2. П рокатка порошка 333
8) скорость прокатки может доходить до 600 м/мин.
Интересно исследовать, чем отличается прокатка по-
рошков от прокатки сплошных металлов.
Следующие отличия совершенно очевидны:
1) Исходный материал — порошок — не выдерживает
малейших напряжений растяжения. Его, следовательно,
нельзя затягивать в валки; он должен течь под действием
силы тяжести или под давлением. Порошки выдерживают
такое же напряжение сжатия, как и сплошные металлы.
2) При проходе через валки меняется объем порошков,
их плотность и характеристики растяжения и сжатия;
3) Прокатанные заготовки отличаются малой прочно-
стью и, следовательно, к ним нельзя прилагать больших
напряжений. В частности, они не могут противостоять
сколько-нибудь заметным растягивающим напряжениям.
4) Вряд ли можно принять силы трения постоянными,
так как: а) перед тем как порошок уплотнится до степени,
когда он может выдерживать напряжения, частички сво-
бодно движутся вместе с поверхностью валков и б) в спрес-
сованном состоянии объем и плотность порошка изменяются
при проходе между валками. Как было указано в гл. II1,
мы не знаем точно, как изменяются силы трения между
пористыми и компактными материалами в зависимости от
плотности и применяемого давления.
Другие отличия не так очевидны и становятся ясны лишь
при экспериментальном исследовании процесса прокатки
металлических порошков.
Эванс и Смит [455] сравнивали углы захвата для раз-
личных порошков меди с углом захвата для компактной
меди. При прокате отожженной меди между гладкими сталь-
ными валками (Д = 101,5 мм, = 5,28 мм и hi = 2,4 мм)
максимальный угол захвата — 9°45'. Максимальный угол
захвата а (угол спрессовывания) порошка можно опреде-
лить, остановив валки и выдув неспрессованный порошок.
Для медных порошков размером <Д, 15 мм для угла а были
получены следующие значения: 6° для электролитических
порошков, 3,5° для распыленных водой (у этих порошков
частицы неправильной формы), 1,5° для порошков, полу-
1 Джонс, выпуск второй, часть I (раздел «Прессование»), —
Прим. ред.
334
Часть III
ченных распылением меди воздухом (с частицами правиль-
ной сферической формы). Как видно из этих данных, углы
захвата порошков меньше угла захвата компактной меди.
Скорее всего меньший угол захвата для порошков полу-
чается за счет скольжения частиц по поверхности валков
или за счет качения частиц внутри массы порошка. Есте-
ственно, что для сферических частиц качение вероятнее,
чем для частиц неправильной формы.
Малая величина угла захвата определяет диаметр вал-
ков. Для образованя брикета из любого порошка необхо-
димо критическое обжатие. Угол захвата для порошка опре-
ределяется только силами трения между ним и поверхно-
стью валков и, следовательно, постоянен для данного сорта
порошка и поверхности валков1. Таким образом, максималь-
ная толщина сформированной ленты прямо пропорциональ-
на диаметру валков. Данных, подтверждающих это заклю-
ние, нет, но в работе [456] Незер и Цирм описали получе-
ние листа толщиной примерно 0,8 мм из порошка железа
в валках диаметром 200 мм и листа толщиной 9 мм в валках
диаметром 900 мм. В обоих случаях степень обжатия была
одинакова. Авторы предупреждают, что их данные очень
неточны. При угле захвата 6° и степени обжатия 3: 1 диаметр
валков должен быть 1900 мм для полосы толщиной 5 мм.
Для порошков с меньшей необходимой степенью обжатия
и большим углом захвата можно существенно уменьшить
диаметр валков. Предполагают, что диаметр валков должен
быть в 50—100 раз больше толщины ленты [457 ].
Представляет интерес влияние зазора между валками
на толщину и плотность прокатанной ленты. При любом
данном порошке и положении валков рабочий зазор зави-
сит от сил, прилагаемых к валкам. Для каждого стана ха-
рактерно свое соотношение между силами, сжимающими
валки, и зазором между ними. Подобного рода опубликован-
ных данных для металлических порошков нет, но есть дан-
ные для прокатки порошков NaCl и NaNOs [458].
1 Это утверждение Джонса неверно. Как указывалось выше,
а также в работе Г. Виноградова и Н. Семенова («Прокатка ме-
таллических порошков», Металлургиздат, 1962), фактически угол
захвата есть угол спрессовывания, поэтому для одних и тех же вал-
ков и порошка угол захвата уменьшается с ростом толщины ленты.—
Прим. ред.
2. Прокатка порошка
335
Допустим, что давление зависит непосредственно от
величины зазора между валками. Это предположение под-
тверждается данными работы [459] при прокатке порошка
нержавеющей стали. Здесь давление валков стана оцени-
валось по величине давления в пресс-форме, необходимого
Фиг. 101. Плотность (кривая 1) и тол-
щина (кривая 2) ленты, прокатанной из
железного порошка, в зависимости от
зазора между валками [456].
для получения дисков из этого же порошка такой же плот-
ности, как и прокатанная лента. По данным Незера и
Цирма, при прокатке железного порошка плотность уве-
личивается сначала постепенно (при уменьшении зазора),
а затем, при дальнейшем уменьшении зазора, — резко и
стремится к теоретической, когда зазор приближается
к нулю; толщина ленты имеет, естественно, обратную зави-
симость. Кривые, построенные по этим результатам, пред-
ставлены на фиг. 101.
Во второй главе1 указывалось, что плотность брикетов
в логарифмических координатах изменяется линейно в до-
вольно широком интервале давлений. Если представить
в логарифмических координатах данные фиг. 101, то полу-
1 Дж он с, выпуск второй, часть I. — Прим. ред.
336
Часть III
чается прямая (фиг. 102). Для того чтобы установить, яв-
ляется ли это общей закономерностью, надо получить го-
раздо больше данных по этому вопросу из разных источни-
ков. Необходимо учесть два сделанных допущения: сила,
Фиг. 102. Зависимость плотности ленты
от зазора между валками при прокатке
железного порошка [456].
действующая на валок, меняется линейно с изменением
зазора, и величина давления получается сравнением со
статическими условиями сжатия в пресс-форме. Послед-
нее предположение необоснованно, так как мы знаем, что
плотности, получаемые при обжатии в пресс-формах,
очень сильно зависят от относительного движения частиц
2. Прокатка порошка 337
порошка, возникающего благодаря их трению о стенки
пресс-формы. При изготовлении в пресс-форме весьма тон-
ких образцов движение частиц относительно друг друга
мало, в то время как при прокатке оно играет, вероятно,
значительно большую роль.
Более того, как утверждает Бальшин (см. гл. II1),
плотность брикета сильно уменьшается при толщинах,
меньших 1 мм. В работе [459] не указана толщина брике-
тов, для которых определялась плотность, но Эванс и Смит
[455] подобные исследования проводили на брикетах тол-
щиной 0,7 мм и получили неоправданно низкие плотности,
намного более низкие, чем следует ожидать при прокатке.
Как видно из фиг. 100, максимальное давление валка на
дуге контакта достигается в нейтральной точке. При про-
катке порошков давление должно нарастать значительно
более равномерно, чем при прокатке сплошных металлов,
а значит максимум давления и вместе с ним нейтральная
точка должны быть значительно ближе к выходу из валков.
Это, действительно, было показано Франсеном [460].
А. Н. Николаев [461] установил, что максимальное давле-
ние в 4—6 раз больше среднего давления. К сожалению,
до сих пор нет работ, посвященных распределению давле-
ния по контактной дуге при прокатке порошков.
При увеличении давления валков до очень высоких
значений с целью получения весьма тонких и весьма плот-
ных лент возникают две основные трудности. Во-первых,
существует предел давлений, выше которого прогиб валков
и их сплющивание становятся недопустимыми. Этот предел
пока не достигнут при прокатке порошков, и, вероятно,
пройдет некоторое время, пока групповые станы найдут
применение для операций, где этот предел превосходится.
Во-вторых, необходимо помнить, что холоднопрессован-
ные заготовки весьма слабы и совсем не выдерживают внут-
ренних напряжений.
Распределение этих напряжений в листах, прокатан-
ных из металлических порошков, пока совсем не исследо-
вано. Можно все-таки предположить, что они значительны
и будут вызывать растрескивание или дефекты того или
иного рода. При прокатке ленты толщиной 0,5 мм из кар-
1 Джонс, выпуск второй, часть I. — Прим. ред.
12 Зак. 1672
338
Часть III
бонильного никеля в валках диаметром 19,5 см наблюдали
слоистое растрескивание при плотности значительно выше
8 г/см3 [402]. Для полосы толщиной 1,5 мм максимально
достижимая плотность 5 г/см3.
В этой связи интересно отметить, что при прокатке
компактных металлов гораздо легче производить толстые
слябы и листы, а для получения тонких листов требуется
большое число проходов. При прокатке же порошков легче
производить тонкие листы; без особых затруднений можно
за один проход получить ленты тоньше 0,25 мм, хотя по-
требуется одно или два спекания и последующая прокатка,
чтобы получить удовлетворительную прочность. Труднее
всего делать толстые ленты.
Возможность прокатки очень тонких лент за один про-
ход является важным экономическим стимулом для более
интенсивного использования технологии прокатки метал-
лических порошков.
Из изложенного вытекают важные практические выво-
ды: для данных валков и способа подачи порошка толщины
производимых лент лежат в довольно узком интервале;
для данной толщины фактически достижима только одна
определенная плотность. Некоторое изменение плотности
возможно при подаче порошка в валки под давлением.
Однако достичь изменения плотности, применяя вытяги-
вание, невозможно.
Меняя характеристики порошка, можно несколько из-
менить плотность получаемой ленты. При увеличении на-
сыпного веса порошка увеличивается количество порошка,
подаваемого в валки, и в довольно узком интервале, ве-
роятно, следует ожидать, что плотность выходящей ленты
будет прямо пропорциональна насыпному весу порошка
(при постоянном зазоре между валками). Это подтверждено
и А. Н. Николаевым [461 ]. При прокатке ленты толщиной
0,6 мм из порошка никеля при зазоре между валками 0,25 мм
и скорости прокатки 0,75 м/мин плотность ленты мало ме-
няется при изменении насыпного веса порошка в пределах
0,54—1,17 г/см3, но затем она возрастает от 6,3 до 7,5 г/см3
при увеличении насыпного веса от 1,17 до 2,65 г/см3 [462].
Возможно, что влияние увеличивающейся поверхности и
адсорбированных ею газов затемняет этот эффект при низ-
ких насыпных весах порошка. Плотность ленты при малых
2. Прокатка порошка 339
скоростях прокатки сильно зависит даже от небольших
изменений высоты слоя порошка, подаваемого в валки
[462]. Это объясняется, очевидно, тем, что высота слоя
порошка, питающего валки, оказывает существенное влия-
ние на плотность ленты, лишь когда этот слой не обеспе-
чивает нужной подачи. Если высота слоя порошка обеспе-
чивает полное питание валков, то вряд ли ее дальнейшее
увеличение может иметь влияние. Однако до достижения
этой критической точки возможно растрескивание ленты
из-за чрезмерной плотности (перепрессовка). Вполне оче-
видно, что прокатка с недостаточным питанием валков
предпочтительней, но, к сожалению, данные по этому во-
просу отсутствуют.
А. Н. Николаев предложил следующую формулу:
1 + #а2
Ул — ?нв h >
где ул — плотность ленты; унв — насыпной вес; R — ра-
диус валка; а — угол захвата; h — зазор между валками.
К сожалению, он не приводит экспериментальных данных,
подтверждающих ее справедливость. Как следует из этой
формулы, чем больше снижается насыпной вес порошка,’
тем больше надо уменьшить зазор между валками для
получения плотной ленты.
Исходя из изложенных выше соображений, лучшим для
прокатки будет порошок, брикет которого обладает хоро-
шей прочностью. Это должно проявляться в больших силах
трения и малом скольжении по валкам и обеспечивается
неправильной формой частиц (но не настолько, чтобы поро-
шок не мог свободно течь в валки под действием собствен-
ного веса). Все же порошки с плохой текучестью можно
использовать, применяя принудительную их подачу.
Максимальные силы трения возникают на химически
чистых поверхностях валков. Однако практически принято
смазывать поверхность валков водой, парафином, этилен-
гликолем и им подобными материалами, чтобы предотвра-
тить приваривание порошка к валкам. Искусственное ог-
рубление поверхности валков специальной обработкой
увеличивает силы трения, но подобная обработка неустой-
чива, и в процессе работы поверхность валков почти сгла-
живается. Более высокая плотность ленты получается при
12*
340
Часть III
смачивании валков водой [4641. Очевидно, следует разли-
чать требования к поверхности валков с точки зрения зах-
вата порошка и с точки зрения самого процесса прокатки.
При захвате порошка валками лента образуется только при
ее скольжении по поверхности валков, а это обеспечивает-
ся смазкой. Это совершенно такое же явление, как и при
прессовании изделий в пресс-форме, где применение смаз-
ки всегда полезно.
По сравнению с текучестью, формой частиц и прочностью
в сыром состоянии ситовый состав порошка оказывает
слабое влияние на свойства сырой ленты (хотя не исклю-
чена возможность его влияния на свойства спеченного
материала). Исключением является производство весьма
тонких лент; здесь размер частиц порошка должен быть
малым по сравнению с толщиной ленты. Однако и по этому
вопросу отсутствуют экспериментальные данные.
При прокатке порошков возникают две практически
важные проблемы, связанные с течением и распределением
порошка в валках и с поведением краев ленты. Количество
порошка, захватываемого валками за один раз, сильно
зависит от трения между порошком и валками и взаимного
'трения частиц порошка. Силы трения, вероятно, изменяют-
ся не только во времени, но и от одного валка к другому и
вдоль поверхности валков. Необходимо уменьшать, на-
сколько возможно, влияние этих сил трения. Франсен
[465] предложил хороший метод, позволяющий осуществить
это. На фиг, 103 показана схема питания стана; часть по-
верхности валков закрывается направляющими лентами,
составляющими продолжение питающего бункера. Поро-
шок попадает на поверхность валков непосредственно в глав-
ную зону захвата. Скорость подачи порошка в эту зону
зависит прежде всего от высоты слоя порошка, его текуче-
сти и от трения между порошком и поверхностью бункера;
последнее легче поддерживать постоянным, чем трение между
поверхностями валков и порошком. От конструкции тре-
буется точно фиксированное положение направляющих
лент. В другом патенте [466] Франсен описал схему, пока-
занную на фиг. 104. Здесь нижний валок закрыт крышкой 1,
которая может двигаться вдоль поверхности валка, а по-
дача порошка изменяется регулированием наклонной
плиты 2.
103.
Схема подачи в валки *по Франсену [466].
Фиг.
рошка в валки по Франсену
[466].
1 —крышка; 2 — плита»
Фиг. 105. Регулируемая
задвижка для подачи по-
рошка в валки [467].
12В Зак. 1672
342
Часть III
Весьма желательно контролировать распределение по-
рошка по поверхности валка. С этой целью предложены
бункеры разнообразных конструкций. Регулирующий за-
твор описан в патенте [4671; на фиг. 105 показано исполь-
зование нескольких пригнанных друг к другу параллель-
ных пластинок (а), каждая из которых (б) регулируется
самостоятельно, обспечивая требуемый контур питателя.
валков с фланцами [473].
Фотографию этой конструкции можно найти в работе
[402]. Предложено подавать порошок в «кипящем слое»
[408]. Изменение количества подаваемого порошка вдоль
поверхности валка вызывает изменение толщины и плот-
Фиг. 107. Валки с дисками на концах [473].
/ — диски; 2 — прижимные ролики; 3— отжимные ролики.
344
Часть III
ности ленты; кроме того, в таких случаях усиливается не-
равномерность внутренних напряжений. Помимо этого,
здесь возможно коробление ленты или волнообразный ее
изгиб по выходе из стана. Это затрудняет намотку ленты на
барабан или ее повторную прокатку, так как она слишком
хрупка, чтобы воспринимать усилия при проводке ленты.
Кроме того, небольшие колебания плотности могут выз-
вать коробление после первого или второго спекания и
повторной прокатки.
Предполагается, что при прокатке можно избежать этих
трудностей, если на стане установлено оборудование, уве-
личивающее давление с одной стороны валков при одновре-
менном его уменьшении с другой [469]. Вероятно, этот
процесс можно автоматизировать. Остроумный вариант,
основанный на этом принципе, описан в советском автор-
ском свидетельстве [470], где периодическое изменение дав-
ления по обе стороны валков использовалось для производ-
ства ленты синусоидальной формы.
Изменение давления на концах валков или удаление
порошка из этих областей — вопрос, которому также уде-
ляется много внимания. В одном из патентов [471 ] предла-
гается использовать валки с фланцами, когда фланцы одного
валка входят в другой валок и вращаются вместе с ними
(фиг. 106). В каждой паре валков этой конструкции можно
получать одновременно несколько лент или полос. На
фиг. 107 представлена другая конструкция; диски 1 при-
жимаются к концам валков прижимными роликами 2 в точ-
ках действительной прокатки, но отжимаются роликами 3
с другой стороны, чтобы обеспечить свободный выход
ленты из дисков [473]. Диски удерживаются тремя штиф-
тами, которые позволяют им двигаться вдоль оси и застав-
ляют вращаться вместе с валками.
Спекание прокатанного порошка
Проще всего подавать прокатанную ленту сразу из
валков в печь для спекания. Для металлических порошков
в печи должны быть восстановительная или защитная ат-
мосфера, для неметаллических — воздух. Вакуумные печи
для непрерывного спекания имеют много преимуществ,
но, к сожалению, пока еще нет подходящих конструкций.
2. Прокатка порошка 345
Если длина таких печей не превышает разумные пределы,
то либо скорость прокатки будет медленной, либо спека-
ние — неполным; полное закрытие пор или даже их сфе-
роидизация при таком спекании недостижимы. Трудно
ожидать полного закрытия пор при любом другом процессе,
кроме длительного спекания (за исключением очень тон-
кого или очень активного порошка). Таким образом, по
крайней мере одна повторная прокатка и последующее
спекание неизбежны. В связи с этим нет смысла проводить
первое спекание дольше, чем это необходимо для достиже-
ния прочности ленты, допускающей повторную прокатку.
Для порошка железа при 1200° достаточна 10-секундная
выдержка [456]. За такое короткое время физическая проч-
ность возрастает очень быстро; некоторая ее стабильность
начинается лишь при выдержках более 30 сек. На практике
выдержки делают больше 10 сек, чтобы уменьшить трудно-
сти при повторной прокатке, обусловленные изменениями
температуры или скорости ленты. Чтобы избежать этих
трудностей при повторной прокатке, необходимо очень
точно контролировать не только время спекания, но и
скорость прокатки. Так как для железа достигается более
высокая прочность при температурах спекания чуть ниже
а — у-превращения, чем при 1200—1300°, очень интересно
получить сведения о непрерывном спекании именно при
этих низких температурах. Необходимо исследовать, пере-
кроет ли уменьшение энергетических и эксплуатационных
затрат на спекание в низкотемпературных печах потери от
меньшей скорости нагрева в них ленты.
Как было показано в гл. IV1, процесс спекания озна-
чает больше, чем просто повышение плотности. При спе-
кании лент можно ожидать по меньшей мере образование и
выделение газов, а иногда и образование сплавов. При
спекании меди, например, выделяются не только газы,
захваченные при прокатке, но и влага исходного порошка
и пары воды, возникающие за счет восстановления окиси
меди водородом. Скорость нагрева не должна быть на-
столько высокой, чтобы выделяющиеся газы разрушали
образец (в этом также дополнительный смысл сохранения
некоторой пористости ленты).
1 Джонс, выпуск второй, часть II. — Прим, ред.
346
Часть II!
Для железа имеют значение, кроме этого, реакции на-
углероживания и обезуглероживания. Некоторые из этих
реакций очень быстры. Происходит ли в основном наугле-
роживание за счет твердого углерода или за счет угле-
рода, поступающего из газовой фазы, пока не установ-
лено.
Образование сплавов в процессе спекания связано с осо-
быми трудностями. Например, при спекании медно-цин-
ковых смесей скорость нагрева должна исключать потерю
цинка путем испарения. Неполное спекание бывает полез-
ным в специальных случаях. Очень твердые или хрупкие
сплавы, например, весьма трудно прокатывать в виде спла-
вов, но легко — в виде смеси порошков. Таким путем мож-
но готовить листы из очень хрупких (алнико, пермендур)
или очень твердых сплавов (например, WC — Со). Было
предложено использовать этот способ для приготовления
ленты для бритв.
При горизонтальном расположении ленты необходимо
поддерживать ее по длине. Это достигается применением
ленточных или цепных конвейеров или печей с роликовым
подом. Петлеобразное расположение ленты в печи может
оказаться невыгодным, учитывая практические трудности
сооружений и эксплуатации таких конструкций.
Во многих случаях можно смотать ленту в рулон и
спекать ее в таком виде. При невысокой скорости прокатки,
равномерной поддержке ленты по всей длине и исключении
в ней напряжений свертывание ленты в рулон не представ-
ляет сложной проблемы. Однако спекание свернутой сырой
ленты является нелегкой задачей. Такое спекание выгодно,
если каждый рулон весит несколько десятков килограммов.
Но если скорость нагрева не слишком высока, то собствен-
ный вес рулона, несомненно, вызовет деформацию ленты даже
при наличии опор. Кроме того, не совсем просто нагреть
такой рулон достаточно быстро. К тому же в большинстве
случаев при спекании возникает усадка ленты по длине и
отдельные витки рулона могут «склеиваться», если их не
проложить неприваривающейся прокладкой.
Если ленту спекать непрерывно вслед за прокаткой и
затем снова прокатать на холоду, то достигаемая таким
путем прочность позволит свернуть ленту в рулон и окон-
чательно спечь ее в таком виде,
2. Прокатка порошка
347
Франсен предложил этот процесс в качестве промышлен-
ного, считая наиболее подходящими для него печи с толка-
телем [460]. Смазка, вероятно, вызывает затруднения при
повторной прокатке, если пористость ленты превышает
10%.
Горячая прокатка порошков, как и горячая прокатка
компактных металлов, или горячее прессование в пресс-
форме допускает высокую скорость деформации. В этом слу-
чае можно применять либо короткие печи, либо короткое
время для спекания. Горячую прокатку можно применять
как непосредственно для порошка, так и на последующих
стадиях прокатки или же в том и другом случае. В любом
случае возникает проблема быстрой подачи тепла. Было
предложено нагревать сам порошок [413]. Однако большие
его объемы трудно равномерно и быстро нагреть и, кроме
того, температура нагрева строго ограниченна из-за воз-
можности спекания порошка. Наконец, порошок должен
находиться в защитной атмосфере вплоть до входа в валки.
Тем не менее, этот метод интересен хотя бы для просушки
порошка, если не для некоторого его раскисления. При
прокатке порошка электролитической меди, предварительно
нагретого до 300°, получается лента на 25% толще и на 3%
плотнее, чем без нагрева [455]. Было предложено также по-
давать тепло прямо в валки, но таким путем удавалось вво-
дить как в холодный, так и в подогретый порошок очень
ограниченное количество тепла [475]. Наиболее практич-
ным методом является, по-видимому, прокатка порошка
нахолоду, нагрев до температуры спекания и затем снова
прокатка горячей заготовки. Горячая лента должна про-
ходить через холодные валки с высокой скоростью, чтобы
избежать охлаждения ее валками; эта скорость должна
значительно превышать скорость при обычной прокатке
порошка. Неполностью спеченную ленту надо свертывать
в рулон и затем повторно нагревать или же непрерывно на-
гревать перед окончательной прокаткой [476].
Другая возможность — горячая прокатка ленты не-
посредственно в печи спекания со скоростью, не большей,
чем скорость ее выхода из валков. Для производства мед-
ной ленты в крупных масштабах был предложен «промежу-
точный метод» [477 ]. Ленту вначале нагревают в газовой
печи с роликовым подом. Скорость валков синхронизиро-
348
Часть III
вана со скоростью движения ленты в печи. Используется
обычный двухвалковый стан, расположенный за печью,
нагретая лента находится в восстановительной атмосфере
вплоть до входа в валки. Сразу же после выхода из валков
лента попадает в камеру, где охлаждается газом или водой,
а затем наматывается на барабан. Внешнюю поверхность
валков нагревают, изнутри валки охлаждаются.
Предложена прокатка стальной ленты и в самой печи
[478]; кажущаяся практически очень трудной горячая
прокатка цинка и цинкосвинцовых сплавов описана в ра-
боте [479].
Свойства ленты, прокатанной из порошка
Для изготовления ленты из порошка никеля предпоч-
тительна смесь карбонильных порошков 50 : 50 с насыпным
весом 2 и 0,76 г!см3 соответственно. При этом используется
стан с диаметром валков 19,5 см и длиной 30 см [462]. При
скорости прокатки 0,75 м/мин, высоте слоя порошка 5 см
и зазоре между валками 2,5 мм получена лента толщиной
0,8 мм. Затем лента проходит непосредственно через печь
спекания с длиной горячей зоны 45 см и температурой
1150°. Применялась атмосфера диссоциированного аммиа-
ка, насыщенного парами воды (точка росы 15°), чтобы
обеспечить нужное выгорание углерода. Выходящую из
печи ленту наматывают на барабан диаметром 75 см и
снова спекают в печи со скоростью продвижения 0,3 м/мин.
Вес рулонов в этом случае составлял примерно 90 кг.
Спеченная лента при холодной прокатке быстро наклепы-
валась и обжатия выше 17% получить не удавалось. После
отжига ленту можно прокатать всухую от толщины 0,75
до 0,4 мм с одним промежуточным отжигом и затем можно
обрабатывать ее как обычно, прокатывая на смазываемых
валках. После обжатия до 70—75% плотность полосы
становится равной плотности компактного никеля. Спе-
ченную ленту обрабатывали следующим образом:
1) холодная прокатка без смазки от толщины 0,8 до
0,75 мм\
2) отжиг в атмосфере диссоциированного аммиака при
1050° С, скорость движения ленты 0,3 м/мин через зону
длиной 1,2 ж;
2. Прокатка порошка
349
3) холодная прокатка без смазки до толщины 0,4 мм;
4) отжиг при 800°, скорость движения ленты 1,2 м/мин;
5) холодная прокатка с применением смазки до толщины
0,2 мм;
6) отжиг при 700°, скорость движения ленты 1,2 м/мин;
7) холодная прокатка со смазкой до толщины 0,12 мм;
8) отжиг при 700°, скорость движения ленты 1,8 м/мин.
Прочностные свойства и проба по Эриксену отожженного
материала такие же, как у компактной ленты. Спеченная
лента мало подвержена наклепу благодаря высокой хими-
ческой чистоте. Средняя чистота порошковой ленты
99,95% (компактной — 99,6%). Поверхность порошковой
ленты значительно лучше компактной благодаря не только
отсутствию остаточных окислов, но и дефектов, обычно
присущих литому материалу.
Порошок нержавеющей стали типа 302-В прокатывали
в лист на валках 15 X 15 см и затем спекали в пачках при
температуре 1200° в течение 1 час в атмосфере водорода
[459]. После пятикратной прокатки и отжига предел проч-
ности ленты составлял 57—63 кг/мм2 в направлении прокат-
ки и несколько меньше в поперечном направлении. Удли-
нение увеличивалось от 1 до 30% при увеличении числа
проходов через валки от 1 до 5 с последующим отжигом.
Коррозионная стойкость такой ленты примерно такая же,
как у компактной.
Описано производство ленты из медного порошка, полу-
ченного осаждением водородом из водного раствора в про-
цессе «Хемиталс» (Chemitals) [477]. Насыпной вес порошка
2,6 г/см3; все частицы порошка имеют размер меньше
0,15 мм, 70%—менее 0,045 мм. Порошок прокатывали
в валках диаметром 28 см, получая ленту шириной 15 см
и толщиной 1,3 мм с относительной плотностью 70—80%.
Ленту подвергали непрерывному спеканию при 980—
1040° при скорости продвижения 1,8 м/мин (атмосфера
не указана). Предпочтительна газовая роликовая печь с до-
полнительным направляющим устройством для подачи ленты
в обычный двухвалковый стан с валками, обогреваемыми
снаружи и охлаждаемыми изнутри.
По выходе из печи ленту прокатывали на двухвалковом
стане с валками, нагреваемыми снаружи и охлаждаемыми
изнутри. Затем ленту охлаждали газом или водой. После
350
Часть III
такой обработки относительная плотность ленты возрас-
тает до 96—100%. Затем эту ленту отжигали при 540°
в течение 10 мин и прокатывали до толщины 0,25 мм за
четыре прохода на обычном четырехвалковом стане. После
отжига лента имела предел прочности при растяжении
28 кг!мм? и удлинение 30%.
Фиг. 108. Деформация частиц в «сырой» ленте из порошка меди
[480].
Модель сделана по микрофотографиям, снятым по трем основным направле-
ниям. Х250. Стрелка показывает направление прокатки.
На основании этих экспериментов были даны рекомен-
дации для постройки завода производительностью 50 т
ленты в день. На этом заводе должен быть установлен ком-
плект 150-сантиметровый валков с рабочей длиной 45 см,
печь для спекания с горячей зоной длиной 12 л и двух-
валковый горячий стан 40 X 60 см. Кроме того, было пред-
2. Прокатка порошка
351
ложено установить две газовые печи с роликовым подом
для отжига рулонов (ленты) и двухвалковый стан холодной
прокатки 52 X 56 см, объединенный с натяжным барабаном
и ножницами.
Представляет большой интерес вопрос о том, имеется ли
анизотропия физических свойств прокатанных лент из
порошков. Подобные исследования проведены для ленты,
прокатанной из медного порошка [455]. При исследовании
микрофотографий сырой ленты, как и следовало ожидать,
обнаружена значительная деформация частиц порошка
в направлении прокатки. (Это хорошо иллюстрирует фиг. 108,
на которой представлены микрофотографии по трем глав-
ным направлениям.) Тем не менее, характеристики проч-
ности и пластичности ленты не меняются заметным образом
от направления, и при рентгеноструктурном исследовании
также не замечено изменения ориентировки для прокатан-
ного и затем спеченного материала. Но если эту ленту под-
вергнуть сильной прокатке нахолоду и затем отжечь, то
наблюдается заметное изменение ориентировки, не пре-
вышающее, однако, подобного изменения для компактного
металла, обработанного таким же образом.
Электросопротивление ленты в продольном направле-
нии на 60% выше, чем в поперечном, и, как установлено,
этот эффект не связан с изменением плотности. Можно ска-
зать, что зависимость электросопротивления от направле-
ния определяется характером деформации частиц при про-
катке. Предполагается, что относительное движение час-
тиц в направлении прокатки стремится разрушить поверх-
ностные пленки окислов в продольном направлении в боль-
шей мере, чем в поперечном, и что это и обусловливает
меньшую величину электросопротивления в поперечном
направлении.
Максимальная скорость прокатки порошков
Прокатка порошков и прокатка компактных металлов
имеют и общие и отличительные черты. Главное различие
заключается в скорости прокатки. Скорость прокатки
сплошных металлов может достигать 600 м/мин; для по-
рошков она не превышает 3 м/мин. Такие низкие скорости
сильно влияют на экономичность процесса. Экономичность
352
Часть III
прокатки порошков основана на возможности меньшего
числа проходов и промежуточных отжигов, чем при про-
катке литого металла. Это особенно справедливо для
легко наклепываемых металлов. Однако возможность сни-
жения за этот счет количества единиц оборудования (и за-
трат) представляется маловероятной, если учесть, что ско-
рости прокатки в 100 раз меньше.
Поэтому важно исследовать факторы, ограничивающие
скорость прокатки. В собственно процессе прокатки таким
фактором является скорость подачи порошка в валки.
Для валков диаметром 20 см Эванс и Смит не смогли добить-
ся скорости ленты больше 15 м/мин (подача порошка под
действием собственного веса). При более высоких скоростях
порошок проходит через валки, не спрессовываясь. Ско-
рость прокатки можно повысить, используя порошки
с очень хорошей текучестью. Скорость прокатки ограни-
чена также скоростью удаления воздуха из порошка. Как
показали результаты киносъемки, порошок над валками
постоянно бурлит. Подсчитано, что при прокатке 900 г/мин
никелевого порошка с насыпным весом 1 г/см3 при скорости
2,4 м/мин должно выделяться не менее 1000 мл воздуха
в 1 мин. Интересные результаты получены при замене воз-
духа аргоном, азотом, двуокисью углерода или водородом.
При постоянной высоте слоя порошка и скорости прокатки
2,4 м/мин получены ленты толщиной 0,31, 0,43, 0,48 и
0,61 мм соответственно. Приближенно можно принять эти
значения обратно пропорциональными вязкости этих га-
зов. Заменяя воздух на водород, добиваются увеличения
толщины ленты в два раза из-за легкости выделения водо-
рода [480].
Однако даже для порошков с очень хорошей текучестью
и при использовании водорода максимально достижимые
скорости все же очень низки. Прокатка в вакууме, при ко-
торой влияние выделения газов полностью уничтожается,
представляет собой трудную, но все же технически разре-
шимую проблему. Предварительное брикетирование порош-
ка также устраняет трудности, вызываемые выделением
воздуха и подачей порошка в валки. Однако не ясно, какой
метод позволит предварительно брикетировать порошок
быстрее и дешевле, чем прокатка. Принудительная подача
порошка, например, при помощи бесконечного винта не
2. Прокатка порошка
353
разрешает проблему выделения воздуха. Возможно при-
менение пропеллеров, подающих порошок с большой ско-
ростью в валки. Но полный выигрыш и в этом случае воз-
можен только при применении вакуума.
Скорость спекания прокатанной ленты также опреде-
ляется многими факторами. Прежде всего это необходимость
поддержки ленты при проходе через печь. Для электри-
ческих печей с роликовым подом температура ограничи-
вается 1150°. Если предположить, что нагрев движущейся
ленты осуществляется за счет радиации при скорости
1000° в 1 сек, то и в этом случае маловероятно, что скорость
продвижения лент толщиной больше 2,5 мм будет выше
3 м/мин при длине горячей зоны печи в 12 м. Возможно,
конечно, применение более быстрого индукционного нагре-
ва или прямое пропускание тока через ленту между двумя
парами прокатывающих валков. Однако широкая тонкая
лента — не лучшая форма для индукционного нагрева, а ма-
териал с переменной и, возможно, неравномерной пористо-
стью — не самый лучший для прямого нагрева током.
Кроме того, необходимо считаться с возможностью разры-
ва ленты или внезапной остановки валков. При таком спо-
собе нагрева очень трудно избежать оплавления ленты.
Вероятно, наивысшие скорости можно получить при го-
рячей прокатке ленты, используя очень длинные печи для
спекания, работающие ниже температуры плавления метал-
ла. Во всех приведенных рассуждениях ничего не сказано
о процессах диффузии и сплавообразования. Для получе-
ния максимального выхода готовой продукции при данных
капиталовложениях необходимо, чтобы процессы, требую-
щие отжига в течение нескольких часов или минут, про-
водились с лентой в рулонах. Здесь тоже имеется ряд
трудностей.
Учитывая ограничения, возникающие при прокатке и
спекании, возможность достижения скоростей прокатки
выше 30 м/мин кажется маловероятной, если только не
будут предложены совершенно новые способы прокатки и
спекания. Из-за большой разницы в скоростях прокатки
значительно сужается область, где прокатка порошков
экономически выгоднее прокатки компактных металлов.
Экономическая выгода от применения прокатки порошков
обусловлена числом операций, которые можно при этом
354
Часть III
устранить, Типичный пример — производство меднони-
келевой ленты толщиной 3,75 мм (для чеканки монет).
Обычная (непорошковая) технология включает: 1) нарезку
заготовок, взвешивание, плавление, легирование и литье;
2) обрубку и очистку заготовок (удаление окалины); 3) хо-
лодную и горячую прокатку с несколькими промежуточ-
ными отжигами; травление, промывку и сушку. Для про-
изводства такой ленты требуется 15 проходов через валки.
Прокатка этой ленты из порошков позволяет избежать опе-
рации 1) и 2), а также травление, промывку и сушку.
Можно ожидать, что экономический эффект будет значи-
тельным. Он зависит от: а) различия в стоимости медных и
никелевых заготовок и стоимости распыления медноникеле-
вых сплавов; б) соотношения отходов в этих двух про-
цессах.
Конечно, отходы при порошковой технологии будут
много меньше. Возможность применения такой технологии
для обычных металлов сильно зависит от стоимости порош-
ков. Для очень чистых или редких и дорогих металлов и
для многих сплавов, особенно для тех, которые быстро на-
клепываются, производство тонких лент порошковым ме-
тодом более экономично, даже при очень низких скоростях
прокатки и при высокой стоимости порошков. Следователь-
но, в будущем можно ожидать значительного расширения
области применения прокатки порошков, особенно для
лент из дисперсионно твердеющих сплавов. Можно пола-
гать, что прокатка порошков не ограничится производством
лент; имеется возможность производить изделия различной
формы, включая проволоку [481 ], а при помощи непрерыв-
ной сварки полосы по выходе ее из горячего стана можно
производить трубы.
Технология прокатки порошков должна найти широкое
применение в специальных случаях, в частности когда ис-
пользование любой другой технологии крайне затруднено.
Приведем несколько таких примеров:
А. Нанесение порошка на несущий лист и спекание
с применением прокатки или без нее1. Такая технология
1 В зависимости от того, требуется ли материал пористый или
непористый, его можно подвергать или не подвергать повторному
циклу прокатки и отжига.
2. Прокатка порошка
355
использовалась в прошлом для изготовления подшип-
никовых материалов на основе стали.
Например, упоминается приготовление беспористых
Си — РЬ- или Си — Sn — Pb-подшипниковых лент, спе-
ченных из легированных порошков на стальной подложке
с последующей повторной прокаткой и спеканием [482].
Фиг. 109. Схема прокатки триметал-
лических лент [488].
Описан также метод получения подшипниковых материа-
лов напылением смеси порошков меди и никеля на сталь-
ной ленте с последующим спеканием [483]. После несколь-
ких проходов через валки, когда достигалась нужная по-
ристость, ленту пропитывали в вакууме расплавленными
подшипниковыми сплавами на основе свинца. Этому во-
просу посвящено много патентной литературы [484].
Применяются порообразующие вещества для производ-
ства очень пористой никелевой ленты или ленты из кадмие-
вых сплавов в качестве электродов в аккумуляторах
[485]. По-видимому, подобная технология возможна для
производства фрикционных материалов, нанесенных на
подложку. Производство пористой ленты прямой прокат-
кой без подложки описано в патенте [486].
Б. Приготовление лент без подложки. Например,
бронзо-графитовые и на медной основе фрикционные ком-
позиции, а также материалы для поглощения нейтронов
[487]. Эти материалы состоят из веществ с большим сече-
нием захвата тепловых нейтронов (карбид бора, окись
гадолиния, окись европия или фторид кадмия) и металла,
356
Часть HI
обладающего хорошими механическими свойствами. Из
таких материалов изготавливают защитные экраны.
В. Производство многослойных порошковых лент раз-
личными методами [395]. Например совместная прокатка
двух ранее прокатанных лент или прокатка порошка по
поверхности ранее прокатанной ленты из другого порошка.
Возможно также прокатывать порошки с двух сторон под-
ложки. Франсен описал производство би- и триметалличе-
ских лент путем подачи порошка двумя или тремя раздель-
ными потоками [488] (фиг. 109).
Г. Химически активные металлы можно прокатывать
в оболочках. Некоторые такие случаи описаны в работе
[489]. Интерес представляет прокатка титана в оболочке
[490]. Описано восстановление окиси железа и последую-
щая прокатка полученного продукта в стальных контей-
нерах [491 ].
3. ВЫДАВЛИВАНИЕ
Различают два вида выдавливания (экструзии): а) по-
рошок смешивают со связкой или пластификатором и вы-
давливают при комнатной температуре; б) порошок вы-
давливают в основном без добавок при повышенных
температурах.
Такая классификация вытекает из следующих сообра-
жений: при выдавливании металлического порошка из
контейнера через очко требуются очень большие давления,
чтобы получить совершенно плотную заготовку. Изделия,
спрессованные из порошков, очень непрочны, если темпера-
тура процесса существенно ниже температуры спекания.
Следовательно, изделия, приготовленные экструзией по-
рошков при комнатной температуре, будут также непроч-
ными (за исключением свинца и других подобных материа-
лов, у которых температура спекания не намного выше ком-
натной). Фактически эти материалы настолько хрупки,
что могут 'разрушиться, проходя через очко, поскольку
они совершенно не способны выдерживать ни внутренних,
ни внешних напряжений. Если даже материалы и не раз-
рушатся, они все равно настолько непрочные, что процесс
становится практически невыгодным. А. С. Фиалков и
3. Выдавливание
357
Я- С. Уманский [492] исследовали холодную экструзию
медного порошка; они считают целесообразным применение
смазки и предварительной подпрессовки.
Однако из этого не следует, что холодное выдавливание
совершенно не представляет интереса; иногда оно весьма
полезно. Возникающие при этом процессе трудности можно
преодолеть, применяя следующие меры:
1. Давление при экструзии значительно понижается,
если добавлять большие количества смазки. В этом случае
частицы порошка не испытывают значительных напряже-
ний; кроме того, для получения достаточной прочности
в сыром состоянии добавляют пластификатор.
2. Экструзию проводят без применения связок, но при
температурах выше температуры спекания металла или цо
крайней мере при температурах, обеспечивающих быстрое
снижение внутренних напряжений отжигом.
Рассмотрим вначале выдавливание с применением свя-
зующего.
Выдавливание с применением связующего
Выдавливание осмия и вольфрама с применением свя-
зующих использовалось на ранних стадиях производства
нитей ламп накаливания [493]. В качестве связующих упот-
ребляли органические вещества: сахар, сироп, жженый
сахар, декстрин, камедь или крахмал. Пасту выдавливали
через алмазное очко. Полученный продукт высушивали,
а органическую связку перед спеканием выжигали. Спе-
ченный продукт обычно был очень пористым. В качестве
временных связующих применялись и ртутные амальгамы,
Подробно этот процесс описан в гл. IV1.
В патентной литературе указывается много хороших
связующих и смазок, например: алкилированная резина,
коллодий, нитроцеллюлоза, шеллак, парафин, порошко-
вые пасты, жидкое стекло, нафталин и т. д. По такой тех-
нологии готовят из карбида вольфрама трубы, фасонные
изделия, сверла и т. п. большой длины и диаметром от
0,25 мм до нескольких десятков миллиметров. Тем же
1 Джонс, выпуск второй, часть II. — Прим,, ред.
358
Часть III
способом часто производят небольшие детали с мерной
резкой экструдированной заготовки. При производстве из-
делий из карбида следует учитывать образование пор
вследствие испарения связки и выгорания углерода.
Описан метод увеличения количества металла в смеси,
что делает процесс более удобным [494]. Это достигается
предварительным прессованием смеси порошка металла
с сухим крахмалом. Спрессованные бруски пригодны для
складского хранения. Перед использованием бруски про-
питывают водно-глицериновым раствором и нагревают для
сваривания крахмала.
В работе [495] приведена фотография изделия из кар-
бида после экструзии. Описано получение проволоки диа-
метром меньше 0,2 мм из твердого сплава с использованием
3%-ного раствора камеди (1,2 вес. % в пересчете на твер-
дую камедь). Смесь тщательно перемешивают и выдавливают
через алмазное очко, смазанное нефтью. Экструзию можно
проводить и в вакууме.
Технологию выдавливания, вероятно, можно исполь-
зовать для многих металлов, особенно при наличии хоро-
ших связующих, пластификаторов и смазок. Однако до сих
пор этот метод не получил должной оценки и развития.
Такую же технологию, очевидно, можно использовать и
для производства изделий в крупных масштабах (разумеет-
ся, при улучшенных составах связок и достаточно низкой
стоимости порошков). Приготовление больших хорошо
сформованных заготовок в настоящее время не вызывает
трудностей и может быть осуществлено с малыми затратами.
Однако здесь возникают проблемы, связанные с удалением
связки и усадкой при спекании; Несмотря на это, операция
холодной экструзии часто следует за предшествующей обра-
боткой, и нет оснований предполагать, что этим методом
нельзя получить достаточную точность размеров.
Для просушки или испарения связки требуется время,
и это является главной экономической трудностью процес-
са. Спекание экструдированных заготовок не вызывет
затруднений [496]. Важным преимуществом такого про-
цесса является низкое давление прессования и соответст-
венно меньший износ пресс-форм и цилиндров. Прокатка
подобных композиций совсем не рассматривалась, хотя
представляется обнадеживающей.
3. Выдавливание
359
Выдавливание без связующих
Возможности этого процесса описаны в ряде работ
[497—501]. Выдавливание широко применяют для про-
изводства изделий из различных металлов и сплавов.
Ниже указаны температурные интервалы обработок неко-
торых из этих сплавов (табл. 34). При экструзии температура
металла может возрасти на несколько сот градусов за счет
теплоты трения, не успевающей рассеиваться. Выдавливать
можно любой металл или сплав, если только требуемые
температура и давление не ограничиваются материалом
пресс-формы.
Таблица 34
Температура экструзии некоторых
металлов и сплавов
Материал
Температура
экструзии, °C
Алюминий и его сплавы
400—500
Магний и его сплавы
300—400
Медь...................
Латунь.................
Никелевая латунь . . . .
Сплавы медь — никель . .
Никель.................
Монель металл .........
Инконель ..............
Сталь .................
800—880
650—850
750—900
. 900— 1000
1100—1160
1100—1130
1170—1200
1050—1250
Для выдавливания заготовок диаметром 75—125 мм
и длиной до 350 мм применяют 500-тонные прессы, а для
заготовок диаметром 500—1000 мм и длиной до 2300 мм
требуется пресс в 20 000 т. Длина изделий колеблется от
3 до 30 м\ их форма может быть самой разнообразной и
очень сложной (фиг. ПО). Могут быть сделаны и трубы
с фланцами, стабилизаторами или ребрами.
Современные прессы для экструзии — автоматические
или полуавтоматические высокоскоростные. Время экстру-
зии измеряется, как правило, секундами. Давление экстру-
зии обычно меняется в пределах 56—280 кг!мм?. Токопро-
360
Часть III
водящие материалы очень бысто нагреваются индукцион-
ными токами. Например, алюминиевая болванка весом
140 кг может быть нагрета до 450° за 30 мин.
Фиг. НО. Некоторые формы сечений изделий небольшого
размера, выдавливаемых из легких сплавов.
При решении вопроса о применении технологии выдав-
ливания к большим массам порошков необходимо выяс-
нить, во-первых, есть ли для этого достаточные основания
и, во-вторых, какие возникают при этом трудности. При
выдавливании порошка чистого металла или сплава мы не
можем, по-видимому, предвидеть преимуществ, или недо-
статков этого метода в области конструкции или габаритов
изделий. Нет оснований полагать, что экструзия из нео-
кисленных порошков металлов будет существенно отличать-
ся по поведению, по стоимости или по физическим свой-
3. Выдавливание
361
ствам изделий от выдавливания сплошных металлов. По-
этому нет смысла выдавливать чистые порошки металлов,
если только их стоимость не ниже стоимости компактного
металла. Это должно быть принципиальной основой раз-
вития метода экструзии порошков.
Однако существуют, вероятно, металлургические фак-
торы, определяющие такое развитие. Большое будущее
имеют дисперсионно твердеющие сплавы. Экструзия ока-
залась превосходной технологией для приготовления та-
ких сплавов (хотя метод прокатки здесь, вероятно, тоже
применим). Многие изделия из таких сплавов изготовлены
методом экструзии, таким же, как при получении изделий
из САПа. Возможность предотвращения некоторых нежела-
тельных реакций легирования привела к развитию про-
изводства изделий, экструдированных из порошков маг-
ниевых сплавов [502]. Сочетание применения металличе-
ских порошков, стоящих меньше литых заготовок, с воз-
можностью получения необычных физических свойств за
счет упрочнения дисперсными частицами может привести
к успешной замене экструзии (или прокатки) литых метал-
лов экструзией порошков. В пользу последней, кроме того,
говорит большое разнообразие возможных форм и разме-
ров изделий (см. фиг. НО).
Допустим для удобства, что температура выдавливания
должна быть такой же, как при горячем прессовании метал-
лических порошков (благодаря более высокой степени де-
формации при экструзии температура может быть несколь-
ко ниже, чем при горячем прессовании). При засыпке по-
рошка в контейнер для экструзии возникают следующие
проблемы:
1. Равномерное распределение порошка внутри контей-
нера сильно осложняется при невертикальном расположе-
нии пресса. Большинство же современных прессов распо-
ложено горизонтально.
2. Порошок нельзя нагреть до температуры спекания,
сохраняя его текучесть. Подачу порошка в этом случае
нужно проводить в инертной атмосфере. Нагрев порошка
в самом контейнере невозможен без серьезного усложнения
конструкции и увеличения стоимости пресса.
3. Степень обжатия порошков обычно (2—4) : 1, это су-
щественно увеличивает длину хода и стоимость пресса,
13 Зак. 1672
362
Часть III
4. Сильно усложняют оборудование приспособления,
позволяющие удалить газы из порошка.
5. Для экструзионного пресса, который сконструирован
на оптимальные условия течения металла через очко, не-
обязательны другие условия равномерного распределения
плотности в брикете (такие, как хорошо смазанные стенки
пресс-форм или двустороннее прессование).
Очевидно, таким образом, что экструзия порошков, за-
сыпанных в контейнер, трудное и не очень практичное
решение. По-видимому, необходимо предварительное бри-
кетирование. Такой шаг, конечно, потребует прессов значи-
тельного размера, хотя давления прессования могут быть
довольно низкими. Это означает существенное увеличение
капитальных затрат. Предварительный нагрев или пред-
варительное спекание можно осуществлять в индукционных
печах с защитной атмосферой. Передачу из печи в контей-
нер для экструзии можно осуществлять так быстро, что
заметного внутреннего окисления пористого брикета на-
блюдаться не будет. Нетрудно также осуществлять эту
передачу в защитной атмосфере, пригодной для смесей,
содержащих частицы окислов.
Исследования изложенных здесь вопросов показали,
что практичность экструзии не вызывает сомнений и что эко-
номический эффект возможен, даже если металлические
порошки стоят дороже литых заготовок.
Некоторые из процессов экструзии уже хорошо изучены,
и их длительное существование подтверждает экономиче-
скую целесообразность их использования. Например, так
называемый процесс «коалесценции»1 (Coalescence process) —
процесс выдавливания изделий из меди [503]. Он заключает-
ся в получении хрупкого медного катода электролизом,
на что расходуется на 15—25% электрической энергии
меньше, чем для производства стандартного плотного ка-
тода такой же толщины. Осадок сдирают, дробят и прес-
суют при давлении 14 kzImm?, получая брикеты пористо-
стью 14—20%, которые затем нагревают до 870—910°
в восстановительной атмосфере; при этом S, As и Sb выго-
1 Фирменное название. В данном случае оно указывает на
получение сплошного металла из обособленных частиц порошка. —
Прим, ред,
3. Выдавливание
363
рают до очень низкого уровня. Нагретые брикеты затем
попадают прямо в пресс; выдавливание производят при
22—37 кг/мм?. Для различных изделий диаметр меняется
от 1,25 до 11,5 см. Поверхность этих изделий значительно
лучше, чем у горячекатаной меди. Другие физические свой-
ства такие же, как у обычной меди той же чистоты.
Рассматривая практические примеры применения экс-
трузии порошков, трудно понять, почему этот метод не
используют для важнейших промышленных металлов. Его
применяют в промышленности для металлов с высокой стои-
мостью, например для производства контактных материа-
лов из композиций W — Си и W — Ag [504, 505].
В патенте [506] описан процесс экструзии с примене-
нием предварительного уплотнения и спекания. Исследован
процесс выдавливания порошков магния и алюминия
[507]. Экструзия дает возможность получать изделия
удлиненных форм из материалов, очень твердых или хруп-
ких в литом виде (например, алнико).
Существует метод защиты нагретого брикета (предложен
Уильямсом [508]), устраняющий необходимость защитной
атмосферы, а именно выдавливание в оболочке. Этот спо-
соб особенно ценен для обработки металлов, сильно взаи-
модействующих с атмосферой [489, 509]. Два момента
вызывают здесь интерес: а) поведение оболочки в процессе
экструзии; б) металлургическая совместимость оболочки
с ее содержимым, с пресс-формой и контейнером.
Холоднопрессованные брикеты помещают в плотно
подогнанную оболочку, которую затем откачивают и за-
варивают. При экструзии па поверхности оболочки могут
образоваться морщины. На фиг. 111, а показано образова-
ние таких морщин, когда материал оболочки более жесткий,
чем сердцевина, а на фиг. 111, б — когда материал сердце-
вины значительно тверже оболочки. Чтобы свести образо-
вание морщин к минимуму, необходимо стенки оболочки
делать возможно более тонкими. Однако в связи с утон-
чением оболочки при выдавливании имеется предел умень-
шению ее начальной толщины. Уильямс указывает, что при
использовании оболочек из мягкой стали или меди конеч-
ную толщину стенки оболочки можно довести только до
0,12 мм. Если имеется возможность после нагрева сокра-
тить до минимума пребывание пакета на воздухе, то
13*
Фиг. 111. Примеры экструзии в оболочке [498].
а—оболочка тверже сердцевины; б — сердцевина тверже оболочки; в-—обо-
лочка с заостренным носом; е — утолщение носовой части после экструзии;
д'—появление дефекта при экструзии (запрессовка оболочки); е—оболочка
С перегородками.
Фиг. 112. Сквозная эк-
струзия в оболочке
[509].
Толкатель продавливает по-
рошок через оболочку и оч-
ко, размеры сечеиия выдер-
живаются очень точно. Этот
метод устраняет дополни-
тельные операции, так как
оболочку по окончании эк-
струзии ие удаляют.
3. Выдавливание
365
морщинистости можно избежать, используя толкатель
(в экструзионном прессе), который продавливает уплот-
ненный порошок через форму и очко (фиг. 112).
Этот метод обладает и тем преимуществом, что оболочка
остается на готовом продукте (ее удаление иногда затрудни-
тельно). Для экструзии в оболочках конусообразные пресс-
формы лучше, чем прямоугольные; часто применяют обо-
лочки с заостренным концом (фиг. 111, в). После экстру-
зии оболочка в носовой части всегда толще (фиг. 111, г).
Чтобы избежать запрессовки оболочки в изделие (этот
дефект показан на фиг. 111, д'), можно использовать фасон-
ную пробку (фиг. 111, в) для закрытия оболочки. Толщину
изделия выдерживают обычно с точностью до 0,1 мм по
всей его длине. Используя круглую оболочку и перегородки,
можно получать изделия неправильной формы через круглое
очко (фиг. 111, ё).
В некоторых случаях большое значение имеет соотноше-
ние термического расширения сердцевины и оболочки.
Например, при экструдировании бериллиевых трубок не-
обходимо, чтобы наружная оболочка термически расширя-
лась меньше, чем бериллий, а внутренняя, наоборот, больше
(или она должна быть настолько тонкой, что будет дефор-
мироваться при сжатии бериллия в процессе охлаждения).
По этим причинам трудно выдавливать изделия сложных
форм из бериллия. Даже если сжатие сердцевины при ох-
лаждении стремится к ее отделению от оболочки, трение
между их поверхностями может быть столь велико, что вос-
препятствует сжатию и вызовет напряжения. Шерохова-
тость и переплетение таких примыкающих поверхностей
могут возникнуть в. результате окисления оболочки или
попадания инородного материала при обработке.
Удаление оболочки механическим способом не всегда
возможно, и иногда лучше делать это химическим путем.
Очень важно выбрать для оболочки растворимый материал
так, чтобы сердцевина при этом не реагировала с раство-
рителем.
Некоторые металлы, важные в атомной энергетике (U,
Th, Be и Zr), химически активны и образуют весьма проч-
ные окислы, карбиды и нитриды. Спекание этих металлов
надо проводить в атмосфере очень чистого инертного газа
или в высоком вакууме. Трудно выбрать материал для пресс-
366
Часть III
форм горячего прессования для этих металлов, учитывая
возможное образование легкоплавких эвтектик или загряз-
нения прессуемого материала вследствие быстрой диф-
фузии. Часто изделия из этих металлов имеют очень боль-
шую длину и, следовательно, необходима экструзия в обо-
лочке или. прокатка. Медь — подходящий материал для
покрытия урана вплоть до 800°, а также циркония и тория.
Никель и железные сплавы могут быть Использованы для
урана до 600°. Медь можно удалить аммиачным раствором
или уксусной кислотой.
Экструзию в оболочке широко применяют для берил-
лия; прутки диаметром от 0,8 до 3,8 мм или сечением 1,25 X
X 4,45 мм можно экструдировать в оболочке из мягкой
стали при температуре 1050°. В Англии производят трубки
внешним диаметром от 12,5 до 63 мм и толщиной стенок от
1,25 до 15 мм. Оболочки из мягкой стали удаляют с берил-
лия растворением в концентрированной азотной кислоте.
Экструзией в оболочке производят трубки из пластич-
ного хрома [510].
В ядерной технике применяют композиции, в которых
различные хрупкие дисперсные неметаллические материа-
лы распределены в пластичной металлической матрице.
В тепловыделяющихся элементах в качестве дисперсной
фазы служит расщепляющееся вещество. Для регулирова-
ния и защиты реактора требуются вещества, сильно погло-
щающие нейтроны. Эти дисперсные материалы обычно
заключают в оболочку («покрытие»), препятствующую по-
паданию продуктов деления в теплоноситель или их взаимо-
действию с окружающей средой. Размеры частиц и распре-
деление дисперсной фазы должны строго контролировать-
ся; это легче всего достигается применением порошковой
технологии. Совершенно очевидно, что для изготовления
изделий вытянутой формы с таким покрытием наиболее
подходящим методом оказывается экструзия в оболочке.
Сюда относится, например, производство труб из окиси ура-
на, распределенной в железе или нержавеющей стали,
с оболочкой из того же металла. Эти трубы получают за
одну операцию экструзией смеси порошков в оболочке при
1100°. Большую часть сложных изделий с переменными
сечениями из таких дисперсий получают этим методом.
Например, из окисей европия и самария, распределенных
4. Порошки для процессов прокатки и экструзии 367
в нержавеющей стали (оболочка тоже из нержавеющей
стали), получают экструзией контрольные стержни трех-
гранной желобчатой формы Хля реакторов [511]. После
экструзии можно, конечно, продолжить обработку, напри-
мер, путем горячей ротационной ковки.
Выдавливание пористых изделий
При надлежащих условиях экструзией можно произво-
дить изделия со значительной пористостью. В некоторых
пределах пористости такие изделия могут быть получены
простой набивкой порошка в трубку при непрерывном спе-
кании. Изящный метод состоит в пропускании порошка по
вибрирующей трубке, расположенной в горячей зоне печи
[512].
Широкий диапазон пористости может быть получен
горячей или холодной экструзией с применением порообра-
зователей или без них. После экструзии необходимо спе-
кание. При экструзии пористых изделий большие трудно-
сти представляет регулирование точной величины давления
на материал при проходе его через пресс-форму для обеспе-
чения заданной пористости. Практически давление сильно
падает вдоль стенок контейнера благодаря трению, вызы-
вая изменение пористости по длине образца. Эту трудность
можно преодолеть путем применения разъемной пресс-
формы, элементы которой сжаты определенным давлением.
Такая разъемная пресс-форма позволяет поддерживать
давление возле очка более постоянным. Однако увеличение
постоянства пористости сопровождается в этом случае
уменьшением точности размеров по длине образца, что
более терпимо.
4. ПОРОШКИ ДЛЯ ПРОЦЕССОВ прокатки
И ЭКСТРУЗИИ
Рассматривая связь между производством порошков и
прямой их прокаткой или экструзией, необходимо отметить
два основных момента.
Во-первых, возможность получать порошковые мате-
риалы, обладающие уникальными свойствами, например
368
Часть HI
сплавы, упрочненные дисперсными частицами. Кроме того,
порошковым методом можно производить материалы в боль-
ших количествах. В целях экономичности необходимо при
этом использовать самый дешевый метод производства
порошков. Технология распыления расплавленных метал-
лов обеспечивает такую экономичность. В недалеком буду-
щем установки для распыления металлов будут распола-
гаться на плавильных заводах; материал для распыления
будет поступать непосредственно из бессемеровского кон-
вертера, мартеновской печи, медеплавильной отражатель-
ной печи или печи для плавки алюминия.
Во-вторых, как это было показано в гл. I1, можно полу-
чать металлические порошки прямо из руд, минуя стадию
плавления. Эта технология уже известна для таких метал-
лов, как Си, Ni и Со; ее можно распространить и на про-
изводство железа.
Такие прямые методы не легко применить для получения
порошков сплавов, и совершенно очевидно, что сделать
латуни, бронзы, нержавеющие стали и другие подобные
материалы прямым производством порошков можно только
путем диффузионного легирования в течение или после спе-
кания. Значительное внимание поэтому нужно уделить
изучению прокатки и экструзии и последующему спеканию
смесей порошков — проблеме, которой до сих пор полно-
стью пренебрегали.
1 Джонс, выпуск первый. — Прим. ред.
ЛИТЕРАТУРА
1. Nftwton I., Opticks, 3rd ed., Lond., 1721.
2. Sears G. W., Gatti A., Fu liman R. L., Acta Met., 2 (5),
727—728 (1954).
3. Goetzel C. G., Treatise on Powder Metallurgy,-vol. 1, 1949;
vol. 2, 1950, Lnd. — N. Y.
4. Z wick у F., Physik. Z., 24 (6), 131—137 (1923).
5. Gyulai Z., Z. Physik, 138, 317—321 (1954).
6. Brenner S. S., J. Appl. Phys., 27 (12), 1484—1491 (1956).
7. S h 1 i c h t a P. J., Growth and Perfection of Crystals, J. Wiley,
1958, p. 214—217.
8. Gorsuch P. D., J. Appl. Phys., 30 (6), 837—842 (1959).
9. Vermilyea D. A., J. Chem. Phys., 27 (3), 814—815 (1957).
10. Dash W. С., в книге: Growth and Perfection of Crystals, Do-
remus R. H., Roberts B. W., Turnbull D. (eds.),
J. Wiley, 1958.
11. Webb W. W., в книге: Growth and Perfection of Crystals,
Doremus R. H., Roberts B. W., Turnbull D. (eds.),
J. Wiley, 1958.
12. Brenner S. S., J. Appl. Phys., 30 (2), 266—267 (1959).
13. Брит. пат. 802251.
14. Pash ley D. W., в книге: Growth and Perfection of Crystals,
Doremus R. H., Roberts B. W., Turnbull D. (eds.),
J. Wiley, 1958.
15. Trzebiatowski W., Z. Phys. Chem., 24B, 75—86 (1934).
16. Fischbeck K., Dorner O., Z. anorg. Chem., 182, 228—234
(1929).
17. Whelan M. J., HirschP. B., Horne R. W., Boll-
man W., Proc. Roy. Soc., 240A (1223), 524—538 (1957).
18. Allen N. P., Hopkins В. E., McLennan J. E., Proc.
Roy. Soc., 234A (1197), 221—246 (1956).
19. Chalmers B., Proc. Roy. Soc., 162A (908), 120—127 (1937).
20. Gensamer M.,Pearsall E. B.,PelliniW.S.,LowJ.R.,
Trans. ASM, 30, 983—1019 (1942).
21. Unckel H., Metall, 5 (7/8), 146—150 (1951).
370
Литература
22. О г о w a n Е., Symps. on Internal Stresses in Metals and Alloys,
Inst. Met. Monograph a. Report Series, № 5, 1948, p. 451—452.
23. L i v i n g s t о n J. D., Trans. AIMME, 215, 566—571 (1959).
24. LaszloF., J. Iron Steel Inst., 147, 137—159, 173—204
(1943); 150, 183—207 (1944); 164, 5—26 (1950).
25. Nabarro F. R. N., Symposium on Internal Stresses in Metal
and Alloys, Inst. Met. Monograph a. Report Series, № 5, 1948.
26. Boas W., Honeycombe R. W. K., Proc. Roy. Soc., 186A
(1005), 57—71 (1946).
27. Bush E. A.. Hummel F. A., J. Am. Ceram. Soc., 41 (6),
189—195 (1958).
28. К i n g e г у W. D., J. Am. Ceram. Soc., 40 (10), 351—352 (1957).
29. Newkirk H. W., Sisler H. H., J. Am. Ceram. Soc., 41
(3), 93—103 (1958).
39. Nielsen J. P., Hibbard W. R., J. Appl. Phys., 21 (9),
853—854 (1950).
31. Huggins R. A., Acta Met., 7 (5), 357—359 (1959).
32. Sears G. W., BrennerS. S., Metal Progr., 70 (5), 85—89
(1956).
33. Schlecht L., Schubardt W., Duftschmid F., Z. Eleki-
rochem., 37, 485—491 (1931).
34. G u r 1 a n d J., Norton J. T-> Trans. AIMME, 194, 1051 —
1056 (1952).
35. G u r 1 a n d J., Bardzil P., J. Metals, 7 (2), 311—315 (1955).
36. Ballhausen C., Stahl u. Eisen, 72 (9), 489—492 (1952).
37. R itzau G., Stahl u. Eisen, 60 (40), 890—891 (1940).
38. Gurland J., Trans. ASM, 50, 1063—1070 (1958).
39. Parikh N. M., J. Am. Ceram. Soc., 40 (10), 335—339 (1957).
40. N i s h i m a t s u C., Gurland J.. Trans. AS.Vl, 52, 469—484
(1960).
41. Lardner E., J. Inst. Metals, 80, 369—374 (1951—1952).
42. Брит. пат. 802801.
43. Macdonald N. F., Ransley С. E., Iron Steel Inst. Spec.
Report № 58, 1956, p. 242—248.
44. Sully A. H„ Progress in Metal Physics, vol., 6, 1956.
45. Zwi 1 sk у К. M., Grant N. J., J. Metals, 9 (10), 1197—
1201 (1957).
46. Grant N. J., Preston O., J. Metals, 9 (2), 349—360 (1957).
47. Cr emens W. S., Grant N. J., Proc. ASTM, 58,714—730
(1958).
48. Bonis L. J., Grant N. J. (в печати).
49. Gatti A., Trans. AIMME, 215, 753—755 (1959).
50. Irmann R., Tech. Rundschau, 41 (36), 19 (1949).
51. Iron and Steel Inst. Spec. Report № 58, 1956.
Л ит е р а т у р а
371
52. Kikuchi R.., Sei. Repts. T6hoku Imp. Univ., 1st, Series, 26
(1), 125-141 (1937).
53. Bickerdike R. L., Iron Steel Inst. Spec. Report № 38, 1947,
p. 185—191.
54. Брит. пат. 698789, 718252 , 706528 , 706536.
55. Modl-Onitsch E. M., Powder Metallurgy, № 4, 120—•
125 (1959).
56. Брит. пат. 625364.
57. Gregory E., Grant N. J., J. Metals, 6 (2), 247—252 (1954).
58. Lenel F. V., Backensto A. B., Rose M. V., J. Metals,
9 (2), 124—130 (1957).
59. Ansell G. S., Weertman J., Trans. AIMME, 215, 838—
843 (1959)
60. Ansell G. S., Trans. AIMME, 215, 249—250 (1959).
61. Brown D. J., Iron Steel Inst. Spec. Report № 581, 1956,
p. 248—252.
62. Busk R. S., Leontis T. E., Trans. AIMME, 188, 297—306,
944 (1950).
63. Cole H. G., J. Inst. Metals, 86 (1), 29—35 (1957—1958).
64. Gregory E., Goetzel C. G., Trans. AIMME, 212, 868—
874 (1958).
65. E i s e n к о 1 b F.f Richter W., SiUkattech., 8 (4), 140—
147 (1957).
66. Ur bain M., Cobalt, № 1, 13—31 (1958).
67. Jahnke L. P., Frank R.'Kj., Metal Progr., 77 (5), 77—82
(1958).
68. Levy A., Materials a. Methods, 41 (4), 117—132, 135 (1955).
69. High Temperature Technology, Chapman a. Hall, Lond., 1956;
имеется русский перевод: Техника высоких температур, под
ред. Кэмпбелла И. Э., ИЛ, 1959.
70. Jones W. D., Met. Ital., 43, 425—431 (1951).
71. Middleton P. В., Pfeil L. B., Rhodes E. C., J. Inst.
Metals, 75 (7), 595—608 (1949).
72. Norton F. J., J. Appl. Phys., 29 (7), 1122 (1958).
73. Chaston J. С., частное сообщение.
74. Oliver D. A., Proc. Internal. Congress, Aeronautical Sciences,
Madrid, 1958.
75. Watkinson J. F., Powder Metallurgy, №1 /2, 13—23 (1958).
76. McLean D., Inst. Metals Monograph a. Report Series, № 23,
1958.
77. J о n e s W. D., Principles of Powder Metallurgy, Edward Ar-
nold Publ., Lond., 1937; имеется русский перевод: Джонс
В. Д., Основы порошковой металлургии, Металлургиздат, М.,
1940.
372
Литература
78. Coch ar dt A. W., Westinghouse Research Labs., Pa-
per № 8-0161-P2.
79. Kieffer R., Benesovsky F., Powder Metallurgy, № 1/2,
145—171 (1958).
80. Schwarzkopf P., Kieffer R., Refractory Hard Metals,
Macmillan, N. Y. 1953.
81. Robins D. A., Powder Metallurgy, № 1/2, 172—188 (1958).
82. Zwilsky К. M., Grant N. G., J. Metals, 9 (10), 1197—
1201 (1957).
83. Cr emens W. S., Grant N. G., Proc. ASTM, 58, 714—730
(1958).
84. G r e g о г у E., Goetzel C. G., Trans. AIMME, 212, 868—
874 (1958).
85. Bruckart W. L., Craighead С. M., Jaffee R. I.,
WADC Tech. Report 54—398, 1955.
86. Брит. пат. 588814.
87. Пат. США 2852367.
88. Chang W. H., Trans. Met. Soc., AIME, 218, 254—256 (1960).
89. Adkins E. F., Jaffee R. I., Cobalt, № 3, 27—30 (1959).
90. Брит. пат. 645541, 645681, 645682, 646002, 646003, 646004.
91. Campbell I. E., High Temperature Technology, J. Wi-
ley, N. Y., 1956; имеется русский перевод: Техника высоких
температур, под ред. Кэмпбелла, И. Э., 1959.
92. Glenn у Е., Taylor Т. A., Powder Metallurgy, № 1/2,
189—226 (1958).
93. Брит. пат. 806496.
94. Redmond J. С., Trans. AIMME, 185, 987—993 (1949).
95. Parikh М. N., J. Am. Ceram. Soc., 40 (10), 335—339 (1957).
96. Royston M. G., Barrett L. R., Trans. Brit. Ceram. Soc.,
57 (10), 678—685 (1958).
97. White J., Trans. Brit. Ceram. Soc., 57 (16), 591—616 (1958).
98. Goetzel C. G., Adames J. B., Metal Progr., 70 (6), 101—
106 (1956).
99. Trent E. M., Proc. Inst. Meeh. Engrs., Lond., 166 (1), 64—
70 (1952); J. Inst. Prod. Engrs., 38 (3), 105—130 (1959).
100. Carlson R. G., J. Electrochem. Soc., 106 (1), 49—52 (1959).
101. Bur don P. G., Da vis G. L., Nature, 185 (4711), 455 (1960).
102. Thomson B., Nature, 176 (4477), 360 (1955).
103. Millner T., Acta Tech. Acad. Sci. Hung., 17 (1/2), 67—111
(1957).
104. Sedlatschek K., Thomas D. A., Planseeber., 5 (1), 27—
32 (1957).
105. SmithellsC. J., Tungsten, Chapman a. Hall, Lond., 1952
Литература
373
имеется русский перевод: Смителлс К- Дж., Вольфрам, Метал-
лургиздат, 1958.
106. Davis G. L., Metallurgia, 58 (348), 177—184 (1958).
107. Moore J. A., G. E. C. Journal, 25 (4), 174—188 (1958).
108. Meijering G. L., Rieck G. D. Philips Tech. Rev., 19
(4), 109—117 (1957/1958).
109. Брит. пат. (1914) 16620.
110. Goucher, брит. пат. 174714.
111. Jacoby, пат. США 1546899.
112. Carpenter Н. С. Н., Elam С. F., Proc. Roy. Soc., 100А
(705), 329—353 (1921).
113. Брит. пат. 121596,155851, 186497.
114. О.Е.Е.С. Tech. Mission Report № 141, 1955.
115. B.I.O.S. Report № 962.
116. Swalin R. A., Geisler A. M., J. Inst Metals, 86 (3),
129—134 (1957/1958).
117. Meijering J. L., Rieck G. D., Philips Tech. Rev., 19
(4), 109—117 (1957/1958); см. также Mannerkoski, J. Inst.
Met., 88 (9), 397—398 (1959/1960).
118. Davis G. L., Burden P. J., Metal Treatm., 25 (159), 495—
502 (1958).
119. May J. E., Turnbull D., Trans. AIMME, 212, 769—781
(1958).
120. Boz orth R. M., Ferromagnetism, van Nostrand, N. Y., 1951.
121. S t a r 1 i ng S. G., Electricity and Magnetism, Longmans Green.
122. Cioffi P. P., Phys. Rev., 45, 742 (1934).
123. Stewart К. H., Ferromagnetic Domains, Univ. Press, Camb-
ridge, 1954.
124. Weiss P., J. Phys. Theor. App., 4-e serie, 6, 661—690 (1907).
125. Bitter F., Phys. Rev., 38 (10), 1903—1905 (1931).
126. Elmore W. C., Phys. Rev., 54, 309—310 (1938); см. также
Craik D. J., Griffiths P. M., Brit. J. Appl. Phys., 9,
279—282 (1958).
127. Bates L. F., Endeavour, 16 (63), 151—160 (1957).
128. Bates L. F., J. Inst. Metals, 82 (9), 417—425 (1953/1954).
129. Ландау Л. Д., Лифшиц E. M., Physikal. Z. Sowjetu-
nion, 8, 153—169 (1935).
130. Kersten M., Z. tech. Physik, 12 (12), 665—669 (1931); Phy-
sik. Z., 44 (3/4), 63—76 (1943).
131. Snoek J. L., New Developments in Ferromagnetic Materials,
Elsevier, Amsterdam, 1947.
132. Neel L., J. Phys. Radium, 5 (11), 241—251 (1944).
133. Wiliams H. J., Phys. Rev., 71 (9), 646—647 (1947).
134. Bates L. F., Endeavour, 16 (63), 151 —160 (1957).
374
Литература
135. Wajker Е. V., Worn D. К., Walters R. E. S., Iron
Steel Inst. Spec. Report № 58, 1956, p.‘204—208.
136. Richards С. E., WalkerE. V., Lynch A. C., Proc.
Inst. Elec. Engrs., bond., 104B (16), 343—354 19(57).
137. Peterson E., Wrathall L. R., Proc. Inst. Radio Engrs.,
24 (2), 275—286 (1936).
138. E pel born I., брит. пат. 658425.
139. Halsey R. J., Proc. Inst. Elec. Engrs., 97 (Part II), 141 —
157 (1949).
140. Williams M. О., A.T.E. Journal, 9 (3), 120—133 (1953).
141. Wiggin Nickel Alloys by Powder Metallurgy, фирма «Henry
Wiggin and Co»., Birmingam.
142. Goss, пат. США 1965559.
143. McFarlane J., Mole L. F., в книге: Soft Magnetic Mate-
rials for Telecommunications, Richards С. E., Lynch A. C.
(eds.), Pergamon Press, Lond,, 1953.
144. AssmusF., Detert К., I be G., Z. Metallkunde, 48 (6),
344—349 (1957).
145. Wa 1 ter J. L., H i b b a r d W. R., F i ed 1 e r H. C., Gre-
noble H. E., Pry R. H., Frischmann P. G., J. Metals,
10 (8), 509—511 (1958).
146. W iener G. W., Detert K., J. Metals, 10 (8), 507—508
(1958).
147. Albert P. А., пат. США 2875114.
148. May J. E., Turnbull D., Trans. AIMME, 212, 769-78-1
(1958).
149. Walker E. V., Howard J., Powder Metallurgy, 4, 32—
42 (1959).
150. Joule J.P., Phil. Mag., 30 (199), 76-87; (201), 225—241 (1847).
151. Kersten M., в книге: Soft Magnetic Materials, Ri-
chards С. E., L у n c h A. C. (eds.), Pergamon Press, Lond., 1953.
152. Masumoto H., Sci. Reports Tohoku Imp. Univ., Honda An-
niversary Volume, 1936, p. 388—398.
153. WalkerE. V., W.orn D. A., Walters R. E. S., Iron
Steel Inst.. Special Report № 58, 1956, p. 204—208.
154. Richards С. E., частное сообщение.
155. Richards С. E., WalkerE. V., Lynch A. C., Proc.
Inst. Elec. Engrs., 104B (16), 343—354 (1957).
156. Buchi G. P. J., Burnett T. B., Thompson J. E., Pow-
der Metallurgy, 4, 15—22 (1959).
157. Richards С. E., Electrical Manufacturing, 60 (6), 104—108
(1957).
J58. Strip-Wound Toroids and Bobbin Cores, фирма «Scott G. L«
and Co.», Ellesmeje_Port, England.
Литерам ур а
375
159. PolgreenG. R., Journal G.E.C., England, 22 (2), 117—
127 (1955).
160. Heaviside 0., Electrician, 18, 302—303 (1887).
161. Fritts С. E., пат. США 874908.
162. Dolezalek F., пат. США 1902/716206.
163. Pickernell F. A., cm. Speed В., E 1 rn e n G. W.,
Trans. Am. Inst. Elec. Engrs.; 40, 1321—1359 (1921).
164. Брит. пат. 625627.
165. Campbell G., Wood F. J., в книге: Soft Magnetic- Mate-
rials, Richards С. E., L у n c h A. C. (eds.), Pergamon Press,
Lond., 1953.
166. Hubbard W. M., Adams E., Haben J. F., IRE Trans.,
Component Parts, С. P.-4 (I), 2—6 (1957).
167. Speed B., Elmen G. W., Trans. Am. Inst. Elec. Engrs>,
40, 1321 — 1359 (1921).
168. Elmen G. W.-, пат. США 1297126, 1297127.
169. A r n о 1 d H. D., E 1 m e n G. W., J. Franklin Inst., 195 (5),
621—632 (1923).
170. Shackelton W. J., Barber I. G.; Trans. Am. Inst.
Elec. Engrs. 47 (2), 429—436.(1928).
171. Legg V. E., Given F. J., Trans. Am. Inst. Elec. Engrs.,
59, 865—872 (1940).
172. Брит. пат. 269770.
173. Buckley S. E.., Iron Steel Inst.,Spec. Report № 38, 1947,
p. 59—63.
174. Legg V. E., Given F. J., Bell System Tech. J., 19, 385—
406 (1940).
175. Legg V. E., Bell System Tech. J., 15 (I), 39—62 (1936).
176. RicTiards С. Е.,'в книге: Soft Magnetic Materials, Ri-
chards С. E., Lynch A. C. (eds.), Pergamon Press, Lond.,
1953, p. 234.
177. BuckleyS. E., Iron Steel Ins. Spec. Report № 38, 1947,
p. 59—63; см. также Howe G. W. 0., Wireless Engr., 23 (278),
291—292 (1946) and correspondence, p. 313—315.
178. Taylor A., Richards С. E., в книге: Soft Magnetic Ma-
terials, Richards С. E., Lynch A. C. (eds.), Pergamon
Press, Lond., 1953.
179. Jaurtiot F. E.,‘ • M u 1 d a w e r L., Acta Mel., 2 (5), 513—519
(1954).
180. Richards G. Ff, S h о tt о n D. С.-, в книге: Soft Magnetic
Materials, R i c h a r d s С. E., Lynch A.'C. (eds.), Pergamoii
Press, Lond., 1953.
181. Taylor А., в книге: Soft Magnetic Materials, Ri-
chards С- E., Lynch A. C, (eds.), Pergamon Press, Lond..
1953.
376
Литература
182. Bardell Р. R., в книге: Soft Magnetic Materials, R i-
chardsC. E., Lynch A. C. (eds.), Pergamon Press, Lond.,
1953.
183. O.E.E.C. Tech. Assistance Mission Report № 141, 1955, p. 46.
184. Weiss P., диссертация, Paris, 1896; J. Phys. Theor. Appl ,
3-e serie, 5, 435—453 (1896).
185. Hi 1 pert G., герм. пат. 226347, 227787.
186. Blackman L. C., Research, 12 (5), 164—171; (6), 218—225
(1959).
187. Snoek J. L., New Developments in Ferromagnetic Materials,
1947, Elsevier Publ. Co., Amsterdam.
188. Smit J., W i j n H. P. J., Ferrites, Philips Technical Library,
1959.
189. Смоленский Г. А., Гуревич А. Г., Полупроводники
в науке и технике, АН СССР, 1958.
190. К е d е s d у Н., Tauber A., Mining Eng., 9(7), 784—792 (1957).
191. Albers-Schoenberg Е., J. Am. Ceram Soc., 41 (11),
484—489 (1958).
192. Blackman L. C., Trans. Brit. Ceram. Soc., 56 (11), 624—
635 (1957).
193. Van Uitert L. G., J. Chem. Phys., 24 (2), 306—310 (1956).
194. O.E.E.C. Tech. Assistance Rep. № 141.
195. Economos G., Materials in Design Engng., 48 (3), 96—
102 (1958).
196. Honda K., Saito S., Sci. Reports Tdhuku Imp. Univ., 9,
417—422 (1920).
197. Mishima T., брит. пат. 378478.
198. Koster W., Stahl u. Eisen, 53 (33), 849—856 (1933).
199. Saljesater K. S., Rogers B. A., Trans. Am. Soc. Steel
Treat., 19 (1), 553—572 (1932).
200. Oliver D.A., Shedden J. NI.,Nature, 142 (3587), 209 (1938).
201. Smith C. S., Trans. Met. Soc. AIMME, 12 (5), 574—588 (1958).
202. Nesbitt E. A., HeidenreichR.D., Electr. Eng., 71 (6),
530—534 (1952).
203. Fahlenbrach H., Tech. Mit. Krupp, 14 (1), 12-15 (1956).
204. Luborsky F. E., Mendelsohn L. J., Paine T. O.,
J. Appl. Phys., 28 (3), 344—351 (1957).
205. Brad ley A. J., T а у 1 о г А., в книге: Magnetism, Inst. Phys.,
Lond., 1938.
206. Geisler A. H., Rev. Modern Phys., 25 (1), 316—322 (1953).
207. DeBlois R. W., Bean С. P., в книге: Growth and Per-
fection of Crystals, N. Y., 1958; см. также De Blois R. W.,
J. Appl. Phys., 29 (3), 459—467 (1958).
208. Brenner S. S., в книге: Growth and Perfection of Crystals,
N. Y., 1958.
Литература
377
209. Seavey М. Н., Tannenwald Р. Е., J. Appl. Phys., 29,
(3), 292 (1958).
210. Webley R. S., Nature, 183 (4666), 999 (1959); см. также
Bradley E. M., Prutton M., J. Electron, a. Control, 6 (1),
81—96 (1959).
211. Neel L., Compt. Rend. Acad. Set., Paris, 224, 1488—1490, 1550,
1551 (1947).
212. Thompson F. C., Phil. Mag., 31 (184), 357—366 (1916).
213. Hicks W. M., Nature, 65 (1694), 558 (1902).
214. Коре Im an B., Electr. Eng., 71 (5), 447—451 (1952).
215. Stoner E. C., Wohlfahrt E. P., Phil. Trans. Roy. Soc.,
240A (826), 599—642 (1948).
216. Kittel C., Phys. Rev., 73, 810, 811 (1948).
217. Dean R. S., Davis C. W., пат. США 2239144.
218. Herschel J. F. W., Phil. Trans. Roy. Soc., 1824 (1), 162—196.
218a. Франц, пат. 933849.
219. Magnus G., Pogg. Ann., 6 (4), 509—513 (1826).
220. Брит. пат. 594681, 590392; пат. США 2497268.
221. Stewart Е. W., Conard G. P., Libsch J. F., J. Me-
tals, 7 (1), 152—157 (1955).
222. Carman E. H., Powder Metallurgy, № 4, 1—14 (1959).
223. Брит. пат. 761459.
224. Heusler F., Z. angew. Chern., 17 (9), 260—264 (1904).
225. Guillaud C., J. des Recherches du C.N.R.S., 2, 267—
278 (1948—1949).
226. Roberts B. W., Phys. Rev., 104 (3), 607—616 (1956).
227. Adams E., Hubbard W. M., Syells A. M., J. Appt.
Phys., 23 (11), 1207—1211 (1952).
228. Chem. Engng., 63 (9), 150 (1956).
229. Пат. США 2865085.
230. См. [204], а также Luborsky F. E., Mendelsohn L. I.,
Paine T. O., J. Appl. Phys., 26 (10), 1274—1280 (1955);
28 (3), 344—351 (1957); Powder Metallurgy, № 4, 57—78 (1959).
231. Falk R. B., Hooper G. D., Studders R. J., J. Appl.
Phys., 30 (4), 132 (1959).
232. Freeman M, W., см., например, Proc. Met. Powder Assoc.,
1957.
233. Lever R. C., Yamartino E. J., Falk R. B., J. Appl.
Phys., 29 (3), 304—306 (1958).
234. Kozlowski L., Ziolowski Z., Prace Inst. Hutnicz, 10
(6), 305—331 (1958).
235. Went J. J., Rathenau G. W., Gorter F. W., van
OosterhoutG. W., Philips Tech. Rev., 13 (7), 194—208
(1952).
14 Зак. 1672
378
Литература
236. Smit J., Wijn Ferrites, Philips Technical Library,
1959, p. 704.
237. Kato Y., Takei T., J. Inst. Elect. Eng. (Japan), 53, 408—
412 (1933).
238. Carter R. E., J. Am. Ceram. Soc., 41 (12), 545—550 (1958).
239. Stablein H., Tech. Mit. Krupp, 15 (7), 165—168 (1957).
240. Rathenau G. W., Smit J., StuytsA L., Z. Physik,
133 (1/2), 250—260 (1952); см. также Smit J., Wijn H. P. J.,
Ferrites, Philips Tech. Library, 1959.
241. Брит. пат. 747724.
242. Брит. пат. 747737.
243. Брит. пат. 808211.
244. Economos G., J. Electrochem. Soc., 106 (5), 465—467 (1959).
245. Schallerer J. M., Proc. Metal Powder Assoc., 11, 189—
195 (1957).
246. Economos G., Materials in Design Engng., 48 (4), 109—114
(1958).
247. Рабкин Л. T., Соскин С. А., Эпштейн Б. ILL, Изв.
АН СССР, серия физ., 22 (10), 1217—1224 (1958).
248. Faraday M., Phil. Trans. Roy. Soc., № 1, 1—20 (1846).
249. Von Hippel A. R., Dielectrics and Waves, N. Y., 1954.
250. Blum S. L., J. Am. Ceram. Soc., 41 (11), 489—493 (1958).
251. Schlomann E., Zeender J. R., J. Appl. Phys., 29 (3),
341—343 (1958).
252. Schlomann E.. J. Phys. Chem. Solids, 6 (2/3), 242—256
(1958).
253. Blum S. L., Zneimer J. E., Z 1 о t n i c k H., J. Am. Ceram.
Soc. 40 (5), 143—149 (1957).
254. Пат. CHIA 2429588; см. также Wain er E., Trans. Electro-
chem. Soc., 89, 331—353 (1946).
255. Пат. США 2486560.
256. Jaffe H., J. Am. Ceram. Soc., 41 (11), 494—498 (1958).
257. Popper P., в книге: Soft Magnetic Materials, Ri-
chards С. E., Lynch A. C. (eds.), Pergamon Press, Lond.,
1953.
258. J a f f e B., Roth R. S., M a r z u 1 1 о S., J. Appl. Phys.,
25 (6), 809—810 (1954).
259. Goodman G., J. Am. Ceram. Soc., 36 (11), 368—372 (1953).
260. Nelson К. E., Cook R. L., J. Am. Ceram. Soc., 42 (3),
138—142 (1959).
261. G. E. C. Journal, Lond., 26 (1/2), 78 (1959).'
262. Jackson W., J. Inst. Metals, 84 (12), 455—460 (1955/1956).
263. Scheidegger A. E., «Physics of Flow throuh Porous Me-
dia», Univ. Toronto, Oxford Univ. Press, 1957.
Л и тер а т ур а
379
264. Carman Р. С., Flow of Gases through Porous Media, Butter-
worth, 1956,-
265. D a 1 1 a v a 1 1 e J. M., Micromeritics, Pitman, 1943.
266. AgteC., Ocetek K.., Metal If ilter, Akad.-Verlag, Berlin,
1957.
267. Eisen к lam P., в книге: Chemical Engineering Practice,
vol. 2, Butterworth, 1956.
268. Bishop E., Co 1 1 i n s G. M., в книге*. Chemical Engineering
Practice, vol. 2, Butterworth, 1956.
269. Morgan V. T., Iron Steel Inst. Spec. Report Ns 58, 1956,
p. 81—89.
270. Jones W. D., Goldsmiths J., 49, (306), 108—109 (1944).
271. Cohan A. S., J. Metals, 5 (7), 973 (1953).
272. Poiseuille I., Acad. Sciences, Paris, Mem. par divers
Savants, etc., 9, 433—543 (1846).
273. Lamb H., Hydrodynamics, Univ. Press, Cambridge.
274. SlichterC. S., U. S. Geological Survey, 19th Ann. Report,
Part II, 1897—1898.
275. Versluys I., Bull. Am. Soc. Petrol. Geologists, 15 (1),
189-200 (1931).
276. Chuoke R. L., Meurs P., P о e 1 С. V., J. Petrol. Tech.,
11 (7), 64, 73 (1959).
277. Darcy H.P.G., Les fontaines publiques de la ville de
Dijon, Victor Dalmont, Paris, 1856.
278. Брит. пат. 669108.
279. Брит. пат. 68193Э.
280. Пат. ФРГ 397683, брит. пат. 1909/25909.
281. Oliver D. A., WilsdonS. С., Marshall Р. R., Su-
g-arman В., Collins G., Jessop С. T. J., Iron Steel Inst.
Spec. Report № 58, 1956, p. 180—194.
282. Grootenhu is P.. J. Roy. Aeronaut, Soc., 63 (578), 73—89
(1959).
283. Брит. пат. 451818.
284. Goetzel C. G., Treatise on Powder Metallurgy, vol. I, 1949;
vol. 2, 1950, Lnd. — N. Y.
285. Jones W. D., Principles of Powder Metallurgy, Edward
Arnold Publ., Lond., 1937; имеется русский перевод:
Джонс В. Д., Основы порошковой металлургии., Матал-
лургиздат, М., 1940.
286. Morgan V. Т., Proc. Conference on Lubrication and Wear,
Inst. Meeh. Eng., 1957.
287. К r u m m e 1 1 H. D., Hicks J. R., Proc. Metal Powder Assoc.,
1, 1954, p. 28—37.
288. Morgan V. T., Cameron A., Proc. Conference on Lubri-
cation and Wear, Inst. Meeh. Eng., 1957.
14*
380
Литература
289. О с v i г к F. W., D и В о i s G. В., National Advisory Committee
for Aeronautics (NACA), Tech. Notes 2808 and 2809.
290. Mass. Production, 27 (2), 39—51 (1951).
291. Clauser H. R., Materials a. Methods, 24 (3), 633—636 (1946).
292. Wain H. L., Report № 25, Austral. Council Aeronautics, 1946.
293. В e 1 1 G. R., We b b F. B., Wo о 1 f a 1 1 R. J., Metallurgic,
58 (349), 233—241 (1958).
294. Scheid eg ger A. E., The Physics of Flow through Porous
Media, Univ, of Toronto Press, Oxford Univ. Press.
295. Victor M. T., Electr. Manufacturing, 37 (2), 123—125,
210—216 (1946).
296. Heuberger I., Hoganas Handbook.
297. Mechanical Properties of Non-Metallic Britte Materials, Wal-
ton W. H. (ed.), Butterworth, 1958.
297a. The Structure and Properties of Porous Materials, Eve-
rett D. H., Stone F. S. (eds.), Butterworth, 1958.
297b. Knudsen F. P., J. Am. Ceram. Soc., 42 (8), 376—387
(1959).
298. Ch as ton I. C., Metal Treatment, 6 (24), 143—146(1940/1941).
299. Smit hells С. I., Metals Reference Book, 2nd ed., Butter-
worth, 1955.
300. Rhines F. N., Meussner R. A., Symposium on Powder
Metallurgy, ASTM, 1943, p. 25—29.
301. Rhines F. N., Colton R. A., Trans. ASM, 30 (3), 166—
188 (1942).
302. Heusel F. R., пат. США 2145690.
303. Kieffer R., Hotop W., Pulvermetallurgie u. Sinterwerk-
stoffe, Springer, 1943.
304. Hohmann H., Metall, 12 (7), 630—636 (1958).
305. Holm R., Holm E., Electric Contacts Handbook, Springer,
1958.
306. L 1 e w e 1 1 у п-J ones F., The Physics of Electrical Contracts,
Oxford Univ. Press, 1957.
307. Windred G., Electric Contacts, Macmillan, 1940.
308. Hunt L. B., Electric Contacts, Jonson—Matthey, 1946.
309. Brunt C., Savage R. H., General Electric Rev., 47 (7),
16—19 (1944).
310. Vaughan M., Industrial Carbon and Graphite, Soc. Chem.
Ind., 1958, p.’421—424; S i ms R. F., Inst. Elec. Eng,, 100 (1),
183—188 (1953).
311. Savage R. H., Shaefer D. L., J. Appl. Phys., 27 (2),
136-138 (1956).
312. Deacon R. F., Goodman I. E., Proc. Roy. Soc., 243A
(1235), 464—482 (1958).
Литература
381
313. Bollmann W., Spreadborough U., Nature, 186, (4718),
29—30 (1960).
314. Keil A., Merl W., Metall, 12 (7), 619—622 (1958).
315. Bull. Int. Railways Congress Assoc. (Brussels), 35 (3), 219—
230 (1958).
316. B.I.O.S. Report № 1230.
317. Mantel 1 C. L., Industrial Carbon, D. van Nostrand, N. Y.
1946.
318. Encyclopedia of Chem. Technology, Intersci. Encyclopedia,
vol. 3, p. 31—34.
319. Beech R. N., Price M. S. T., Industrial Carbon and Grap-
hite, Soc. Chem. Indus., 1958, p. 448—462.
320. Fink C. G., Price J. D., Trans. Am. Electrochem. Soc.,
54, 315—321 (1928).
321. Matsukawa T., Osaka Univ. Tech. Rep., 5 (148), 133—137
(1955); 5 (178), 425—431 (1955); 7 (245), 127—131 (1957).
322. Пат. США 1053880.
323. Фи ал ков A. C., Industrial Carbon and Graphite, Soc. Chem.
Indus., 1958, p. 107—110 (доклад на конференции no промыш-
ленному углероду и графиту в 1958 г. в Лондоне).
324. B.I.O.S. Report № 1181.
325. FIAT Report № 115.
326. Primak W., Fuchs L. H., Phys. Rev., 95 (1), 22—30 (1954).
327. F i t z e r E., RagossA., Industrial Carbon and Graphite,
Soc. Chem. Indus., 1958, p. 135—144.
328. M a n t e 1 1 C. L., Industrial Carbon, D. Van Nostrand, N. Y.,
1946.
329. Duckworth W. E., Iron Steel Inst. Spec. Report № 58,
1956, p. 213-218.
330. Forrester P. G., Duckworth W. E., Iron Steel Inst.
Spec. Report № 58, 1956, p. 219—221; Jones W. D., Metal-
lurgia, 28 (168), 255—260 (1943).
331. Shaw J. D., К n ® p p W. V., Product Engng., 28 (1), 203—
205 (1957).
332. Shooter К. V., Thornes P. H., Research, 2 (11), 533—
535 (1949).
333. Bunn C. W., Howells E. R., Nature, 174 (4429), 549—
551 (1954).
334. BunnC. W., Cobbold A. J., Palmer R. P., J. Poly-
mer Set., 28 (117), 365—376 (1958).
335. Tait W. H., брит. пат. 657080, см. также Bowden F. P.,
Research, 3 (3), 147—148 (1950); пат. США 2400091.
336 Blaine у A., Iron Steel Inst. Spec. Report № 58, 1956,
p. 223—235.
382
Литература
337. Брит. пат. 708906.
338. Mitchell D. С., Inst. Meeh. Eng. Proc. Conference on Lub-
rication and Wear, 1958, p. 396—404.
339. Mitchell D. C., Iron Steel Inst. Spec. Report № 58, 1956,
p. 364—366.
340. Metal Ind., 92 (26), 529 (1958).
341. Blainey A., Iron Steel Inst. Spec. Report № 58, 1956,
p. 222—235.
342. Брит. пат. 657085, 756950.
343. Booser E. R., Scott E. H., Wilcock D. F., Inst. Meeh.
Eng. Proc. Conference on Lubrication and Wear, 1957, p. 366—370.
343a. Koehring R. P., Metal Progress, 38 (2), 173—176, 196
(1940).
3436. Boegehold A. L.,b книге: Powder Metallurgy, W a 1 f f J.
(ed.), ASM, 1942.
344. Kane L. P., Proc. Metal Powder Assoc., 1950, p. 59—75. •
345. Automobile Eng., 45 (7), 277—280 (1955).
346. Пат. США 2818634.
347. Брит. пат. 697660, 807909.
348. Hower L. D., Steck R. E., Proc. Metal Powder Assoc.,
1956, p. 108—117.
349. Lowey F. I., Meeh. Eng. 70 (11), 869—875 (1948).
350. Пат. США 2408430.
351. Бебнев П. И., Порошковая металлургия, Ярославль, 1956,
стр. 223—251.
352. Брит. пат. 769212.
353. Пат. США 2783529.
354. Nisula С. A., Grinding and Finishing, 4, 22—26 (1959).
355. Weavind R. G., Indus. Diamond Rev., 19 (224), 126—127
(1959); 19 (225), 146—153 (1959).
356. Частное сообщение. См. также Wilks Е. М., Wilks J.,
Phil. Mag., 4 (38), 158-170 (1959).
357. Long Л. E., Indus. Diamond Rev., 12 (134), 10—14 (1952);
см. также Custers I. F., Wagt A. J., Phil. Tech. Rev.,
21 (6), 178—179 (1959/1960).
358. Di ng linger E., Werkstattstechnlk. u. Maschinenbau, 42,
(2), 50—56 (1952).
359. Berman R., Foster E. L., Ziman J. M., Proc. Roy. Soc.,
237A, 344—363 (1956).
360. Hansen M., Constitution of Binary Alloys, 2nd Edition,
McGraw-Hill; имеется русский перевод: Хансен М., Ан-
де р к о, Структура Двойных сплавов, Металлургиздат, М., 1962.
361. Roberts В. W., Research Lab. Rep. № RL-1114, General Elec-
tric Co., 1954.
Литерату pa
383
362. Иоффе А. Ф., Полупроводниковые термоэлементы, 1957.
363. Zener С., Thermoelectricity, Е g 1 i Р. Н. (ed.), J. Wiley, 1960.
364. Jones W. D., Metallurgia, 28 (168), 255—260 (1943).
365. Ko ehr i ng R. P., Metal Progr., 38 (2), 173—176, 196 (1940);
Boegehol d A.L., Powder Metallurgy, Wulff J. (ed.), ASM,
1942.
366. Howe G. H., Iron Age, 145, 27—31 (Jan. 11th, 1940).
367. FIAT., Report № 1130.
368. Miller H. C., Proc. Metal Powder Assoc., 1948, p. 70—74;
Bradley D. C., Toeplitz W. R., Proc. Metal Powder
Assoc., 1953, p. 69—76.
369. Bell G. R., Part 1: Drawing Board a. Techn. Design, 2 (3)'
2—8 (1958); Part 2—6: Techn. Design a. Material, 2 (6), 13—15;
2 (7), 6—9; 2 (10), 6—10 (1958); 3 (1), 16—21; 3 (2), 11 — 13 (1959).
370. W i 1 1 i a m s A. E., Met. Ind., 93 (17), 349—351 (1958).
371. Eilender W., Schwalbe R., Arch. EisenhUttenwes., 13
(6), 267—272 (1939).
372. Squire A., Trans. AIMME, Techn. Publ. № 2165, 1947.
373. McAdam G. D., J. Iron Steel Inst., 168 (4), 346—358 (1951).
374. Squire A., Trans. AIMME, 171, 473—485 (1947).
375. Judd J. A., Iron Steel Inst. Spec. Report, № 38, 117—122
(1947).
376. Basford P. R., Twiss S. B., Trans. AIMME, 212, 124—
131 (1958).
377. Goetzel C. G., диссертация, Columbia Univ. 1939.
377a. Hardy C., Metal Progress, 36 (1), 57—59 (1939).
377b. BIOS, Report № 595.
378. Goetzel C. G., Powder Metallurgy, Wulff J. (ed.), ASM,
1942.
379. Kieffer R., Hotop W., Sintereisen u. Sinterstahl, Sprin-
ger, 1948.
380. Bockstiegel G., Arch. Eisenhiltternwes., 28 (3), 167—177
(1957).
381. Doelker W. J., Harrison H. T., Proc. Metal Powder
Assoc., 1953, p. 22—47.
382. Harrison L., Marton S., Iron Steel Inst. Spec. Report
№ 58, 1956.
383. Chadwick R., Broadfield E. R., Iron Steel Inst. Spe-
cial Rep. № 38, 1947.
384. Kiefer R., Benesovsky F., Bartels H. J., Powd. Met.
Bull., 2 (3), 54—69 (1947).
385. Hoeganaes Data Book.
386. Stern G., Trans. AIMME, 166, 556—570 (1946).
387. Burges» C. F., Aston J., Trans. AES, 16, 241 (1909).
'384
Литература
388. О.Е.Е.С., Tech. Mission Report № 141, 1955.
389. Northcott L., Leadbeater C. J., Iron Steel Inst. Spec
Report № 38, 1947.
390. Chadwick R., Broadfild E. R., Pugh S. F., Iron
Steel Inst. Spec. Report № 38, 1947.
391. Squire A., Watertown Arsenal Lab. Report № 671/11, 1944.
392. Gummeson P. U., Forss L., Hoeganaes Data Book.
393. Elliott J. E., Metallurgia, 52 (313), 226—234 (1955).
394. Pelzel E., Metall, 9 (17/18), 783—790 (1955).
395. French H. J., Alloy Constructional Steels, ASM, p. 28.
396. De 1 i s 1 e L., F i n ger A., Trans. AIMME, 166, 574—586(1946).
397. Wilsdon S. C., Ridout P. J., Iron Steel Inst. Spec.
Report № 58, 1956.
398. Benesovsky F., Kieffer R., Berg. u. hilttenmann.
Monatsh., 95, 145—150 (1950).
399. Брит. пат. 789048; см. также Chem. a. Eng. News, 36 (2),
45—46 (1958); Iron Age, 181 (4), 88—90 (1958).
400. Shaw J. D., Knopp W. V., Gruber B. A., Precision Me-
tal Molding, 11 (3), 42—45, 73—76 (1953).
401. Eudier M., Iron Steel Inst. Spec. Report № 58, 1956,
p. 59—63.
402. Kfinkele M., Mitt. K.-W.-Inst. Eisenforsh., 12 (4), 23—31
(1930).
403. Jones W. D., Foundry Trade J., 59 (1163), 401—402 (1938).
404. Lenel, пат. США 2226520, 2291734.
405. Lennox, брит. пат. 573077.
406. Wiemer H., P. В. 14761. U. S. Dept. Commerce, OTS.
407. Naeser G., Burmeister H., Arch. Eisenhilttenwes., 24
(5/6), 251—255 (1953).
408. E i s e n k о 1 b F,, Arch. Eisenhilttenwes., 24 (5/6), 357—365 (1953).
409. Blum G., Fertigungstechnik, 7 (11), 504—507 (1957).
410. Grafts W., Lamont J. L., Trans. AIMME, 158, 157—167
(1944).
411. Vogel R., Tammann G., Z. anorg. u. allgem. Chem., 123,
225—275 (1922).
412. Bardgett W. E., Reeve L., J. Iron Steel Inst , 163,
277—294 (1949); см. также брит. пат. 611598.
413. Benesovsky F., Hotop W., Frehn F., Planseeberichte,
3 (2), 57—70 (1955); Frehn F., Hotop W., Iron Steel Inst.
Spec. Report № 58, 1956, p. 137—143; см. также брит. пат. 716473.
414. Grootenhuis P., Powel 1 R. W., T ye R. P., Proc. Phys.
Soc., 65, 502-511 (1952).
415. Forss L., неопубликованные данные.
Литература
385
416. Аксенов Г. И., Сорокин В. К., Порошковая металлур-
гия, Ярославль, 1955.
417. Crooks S. R., Metal Progr., 74 (6), 68—73 (1958).
418. Republic Steel Corporation Report, Properties of Republic Ty-
pe 6460 Alloy Powder.
419. Ljungbergl., Gu m meson P. U.. Precision Metal Mol-
ding, 17 (4), 30, 31, 58 (1959).
420. Kothari N., Machine Design, 30 (22), 93—96 (1958).
421. Stern G., Greenberg J., Iron Age, 157, 56—61 (April
25th, 1946).
422. Archard J. E., Scientific Lubrication, 10 (11), 16—21 (1958).
423. Rees W. P., Hopkins В. E., TiplerH. R., J. Iron
Steel Inst., 169, 157—168 (1951); 177, 93—110 (1954).
424. Sauerwal d F., J aenichen E., Z. Elektrochem., 30, 175—
180 (1924).
425. E i lender W., Schwalbe R., Arch. Eisenhiittenwes., 13
(6), 267—272 (1939).
426. Hui then S. I., Proc. Metal Powder Assoc., 1955, p. 67—101.
427. Burgess R., Precision Metal Molding, 16 (10), 52—53 (1958).
428. Toeplitz W. R., Proc. Metal Powder Assoc., 1949, p. 36—48.
429. К a m m R., S t e i n b e r g M. A., W u I f f J., AIMME Tech.
Pub. № 2487.
430. H о ar T. P., Butler J. M., J. Inst. Met., 78 (4), 351—392
(1950).
431. Bell G. R., Webb F. B., Woolfall R. J., Metallurgia,
58 (349), 233—241, 1958.
432. Gummeson P. U., Forss L., Proc. Metal Powder Assoc.,
1, 1955, p. 56—64.
433. Elliott J.E., Metallurgia, 59 (351), 17—27 (1959).
434. BockstiegelG., Stahl n. Eisen, 79 (17), 1187—1200 (1959).
435. Gummeson P. U., Forss L., Hoeganaes Data Book.
436. Gummeson P. U., Forss L., Precision Metal Molding, 13
(10), 55-57, 92; 13 (11), 44—45, 83 (1959).
437. Брит. пат. 680275.
438. Kuzmick J. F., Mazza E. N., J. Metals, 2 (10), 1218—
1219 (1950).
439. Elliot J. E., Metallurgia, 52 (313), 226—234 (1955).
440. O.E.E.C. Tech. Mission Report № 141, 1955.
441. Langhammar A. J., Glick R., Amer. Machinist, 98 (9),
101 — 104 (1954).
442. Jamison R. S., G e i j e r E., Proc. Metal Powder Ind. Fede-
ration, 1959, p. 82—93; см. также пат. США 2942334.
443. Toeplitz W. R., Proc. Metal Powder Assoc., 1949, p. 36—48.
386
Литература
444. Doe Ik er W. J., Harrison H. T., Proc. Powder Metal.
Assoc., 1953, p. 22—46.
445. Ensign E. E., Grote I. A., Iron Age, 165 (14), 83—86
(1950).
446. Oakley J., J. Inst. Metals, 87 (1), 26—28 (1958/1959).
447. Bockstiegel G., Arch Eisenhuttenwes., 28 (3), 167—177
(1957).
448. Пат. ФРГ 154998.
449. Emley F., D i e b e 1 C., Proc. Metal Powder Ind. Federation,
1959, p. 5—13.
450. DeibelC., Thornburg D. R., Emley F., Powder Me-
tallurgy, № 5, 32—44 (1960).
451. Брит. пат. 538128.
452. Hardy С., пат. США 2134366.
453. Si eb el E., L u e g W., Mitt. R.-W .-Inst. Eisenforsch., 15(1),
1—14 (1933).
454. Larke E. C., The Rolling of Strip, Sheet and Plate, Chap-
man a. Hall, Lond., 1957.
455. Evans P. E., Smith G. C., Powder Metallurgy, № 3, 26—44
(1959).
456. Naeser G., Zirm F., Stahl u. Eisen. 70 (22), 995—1003
(1950).
457. Брит. пат. 751254.
458. Kurtz В. E., BarduhnA J., Chem. Eng. Progress, 56
(1), 67—72 (1960).
459. Storcheim S., Nylin J., Sprissler B., U. S. Atomic
Energy Comm., SEP-161, 1954.
460. Franssen H., Metallk. Z., 45 (6), 328—331 (1954).
461. Николаев A. H., Изз. высших учебных завед., Металлур-
гия, 2, 113—121 (1958).
462. Worn D. К-, Perks R. P., Powder Metallurgy, № 3, 45—
71, (1959).
463. Worn D. К., частное сообщение.
464. Брит. пат. 702920.
465. Franssen, пат. США 2758336.
466. Franssen, пат. ФРГ 959789.
467. Франц, пат. 1163509.
468. Брит. пат. 773375.
469. Heck F., брит. пат. 792890.
470. Пат. СССР 112325.
471. Пат. США 2178529.
472. Брит. пйт. 751254.
473. Брит. пат. 812169.
Ли тература
387
474. Брит. пат. 798793.
475. Нес к F., брит. пат. 783138.
467. Heck F., брит. пат. 810678; см. также 799946, 783138.
477. Bliss Е. W., Business Week, № 1513, 74—77(1958); см. так-
же Smucker R.A., Iron a. Steel Engr., 36 (7) 118—123 (1959).
478. Cavanagh Р. E., J. Metals, 10 (12), 804—809 (1958).
479. Weik H., Ogiermann G., Ergang R., Metall, 13 (5),
398-404 (1959).
480. Австрийский пат. 200345.
481. Герм. пат. 1004456, 1005812.
482. Tait W. H., Iron Steel Inst. Spec. Report № 38, 1947,
p. 157—161.
483. Koehring R. P., Metal. Ind., 57 (15), 288—190 (1940).
484. Брит. пат. 511726, 544903; пат. США 2341732.
485. Брит. пат. 759788, 759789, 759790.
486. Пат. США 2178529.
487. Franssen Н., Konstruktion, 5 (4), 111—117 (1953).
488. Пат. ФРГ 903778.
489. Williams J., Powder Metallurgy, № 1/2, 94—103 (1958).
490. Long J. R., Hayes E. T., U. S. Bur. Mines, R. I., 4464, 1949.
491. Kalling B., Eketorp S., Backstrom S., J. Metals, 9
(11), 1440—1444 (1957).
492. ФиалковА. С., Уманский Я-C., ДАН СССР, 96 (6),
1213—1216, (1954).
493. Skaupy F., Metallkeramik, Verlag Chemie, 1943; имеется
русский перевод более раннего издания: Ска у пи — Раков-
ский, Металлокерамика, ГОНТИ, 1933.
494. Пат. США 2414029; брит. пат. 544974.
495. Dawihl W., Handbook of Hard Metals, 1955, H. M. Statio-
nary Office.
496. A n t i 1 1 J., Gardner M., Powder Metallurgy, № 1/2, 133—
142 (1958).
497. Bishop J. F., Met. Rev., 2 (8), 361—390 (1957).
498. Haffner E. K. L., Elkan R. M. L., Met. Rev., 2 (7),
263—303 (1957).
499. Chadwick R., Met. Rev., 4 (15), 189—255 (1959).
500. Biederstedt W., Meyer H., Metal Treatment, 26 (169),
347—360 (1959).
501. O.E.E.C. Tech. Aid Rep. № 79, 1954.
502. Брит. пат. 662312, 690783/4/5/6/7/8, 690853/4, 746545.
503. Stout H. H., Trans. AIMME, 143, 326—334 (1941); Tys-
sowski J., Trans. AIMME, 143, 335—339 (1941); см. также
брит. пат. 317400.
388
Литература
504. Kieffer R., Ho top W., Metallwirtsch., 23 (40/43), 379—
386 (1944).
505. Krall E., пат. ФРГ 738536.
.506. Esser H., швейц, пат. 169762.
507. Cole H. G., Royal Aircraft Est. Report № 85, 1955.
508. Брит. пат. 1907/4814.
509. Gregory E., Metal Progr., 75 (4), 113—116, 150—152, 154
156, 158 (1959).
510. Wong J., J. Metals, 11 (12), 788 (1959).
511. Weber С. E., Hirsch H. H., Powder Metallurgy in Nuclear
Engineering, ASM, 1958.
512. Брит. пат. 747533.
СОДЕРЖАНИЕ
Предисловие к русскому изданию......................... 5
ЧАСТЬ!
ПОЛУЧЕНИЕ ОСОБЫХ СВОЙСТВ ПОРОШКОВЫХ МАТЕРИАЛОВ
1. Введение ...........................................15
2. Механические свойства ..............................16
3. Прочность при высокой температуре...................42
4. Выбор материалов для использования при высоких темпе-
ратурах ..............................................50
5. Модификации кристаллической структуры ..............61
6. Магнитные материалы ................................74
Магнитномягкие материалы..................... • 78
Магнитнотвердые материалы.......................128
Магнитные материалы промежуточного типа .... 149
7. Материалы с особыми свойствами.....................158
Пористые материалы .............................159
Спеченные композиции ...........................185
ЧАСТЬ II
ПОРОШКОВАЯ МЕТАЛЛУРГИЯ КАК КОНКУРИРУЮЩИЙ МЕТОД
1. Введение ..........................................243
2. Снижение себестоимости продукции ..................245
Стоимость порошка ..............................245
Стоимость прессования ..........................246
Стоимость спекания .............................247
Дополнительные операции ........................249
Улучшение физических свойств...................249
Физические свойства изделий и затраты на прессование 281
Физические свойства изделий и затраты на спекание . 287
3. Контроль и регулирование размеров . •..............290
4. Некоторые выводы ..................................309
Производственные процессы .....................309
Стоимость контроля .......................... 312
Использование лабораторных данных .............315
390
Содержание
часть ш
НЕПРЕРЫВНЫЕ ПРОЦЕССЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
1. Введение ........................................325
2. Прокатка порошка ................................329
Процесс прокатки ..............................329
Спекание прокатанного порошка .................344
Свойства ленты, прокатанной из порошка.........348
Максимальная скорость прокатки порошков .... 351
3. Выдавливание ....................................356
Выдавливание с применением связующего..........357
Выдавливание без связующих.....................359
Выдавливание пористых изделий .................367
4. Порошки для процессов прокатки и экструзии ......367
В, Д, Джонс
СВОЙСТВА И ПРИМЕНЕНИЕ
ПОРОШКОВЫХ МАТЕРИАЛОВ
Редактор В. С. Хангулова
Художественный редактор Н. А. Фильчагина
Технический редактор
Е. С. Потапенкова
Сдано в производство 20/VII 1965 г.
Подписано к печати 24/XI 1965 г.
Бумага 84 X 1О8’/«2 = 6,1 бум. л.
20,58 печ. л. Уч.-изд. л. 18,9,
Изд. № 20/1966
Цена 1 р. 47 к. Зак. тип. 1672,
Темплаи 1965 г. Изд-ва «Мир» пор. № 182
ИЗДАТЕЛЬСТВО «МИР»
Москва, 1-й Рижский пер., 2
Московская тип. № 4 Главполиграфпрома
Государственного комитета Совета
Министров СССР по печати
Б. Переяславская, 46