/
































































































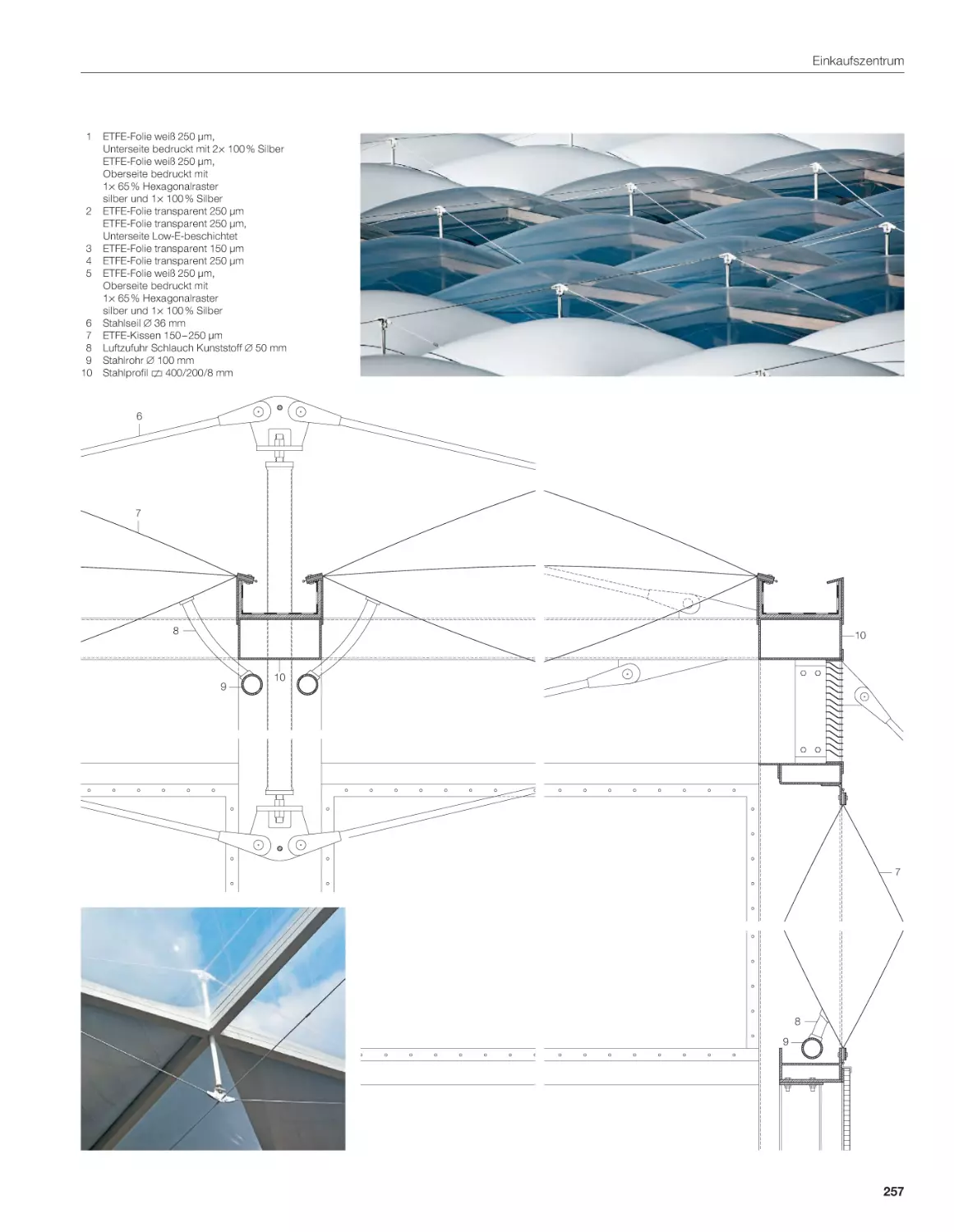
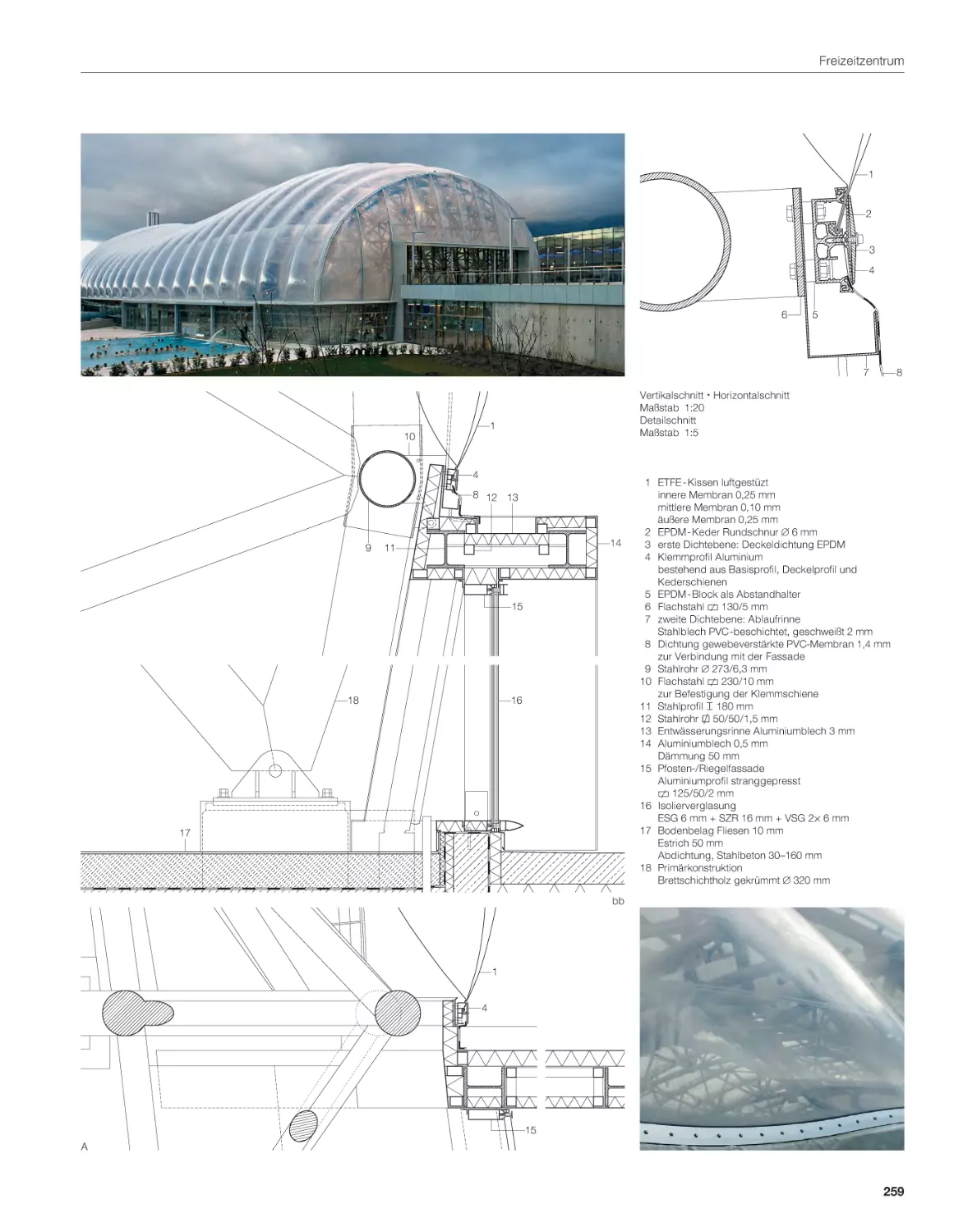

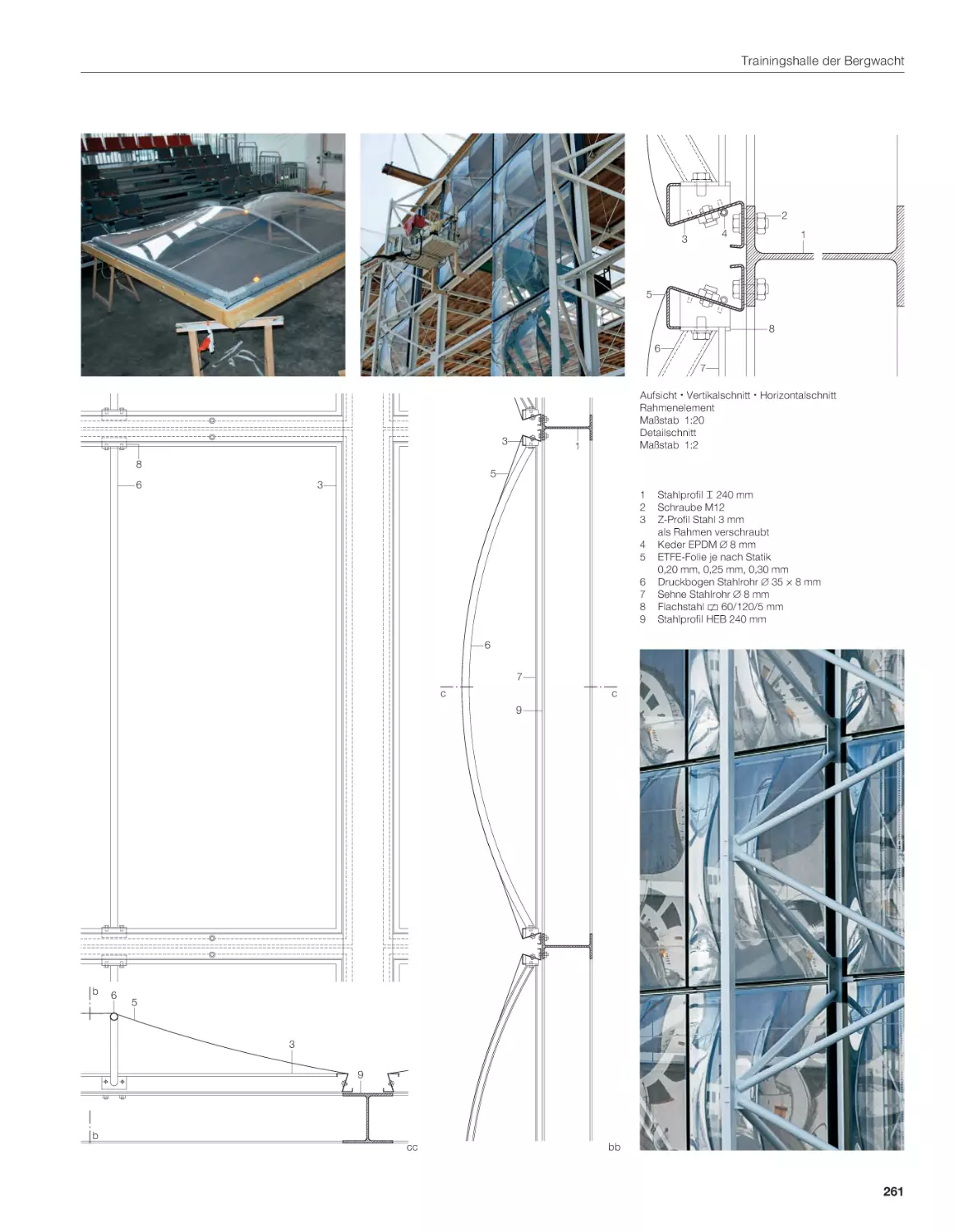






Author: Knippers J. Cremers J. Gabler M. Lienhard J.
Tags: kunststoff materialwissenschaft
ISBN: 978-3-920034-41-6
Year: 2010




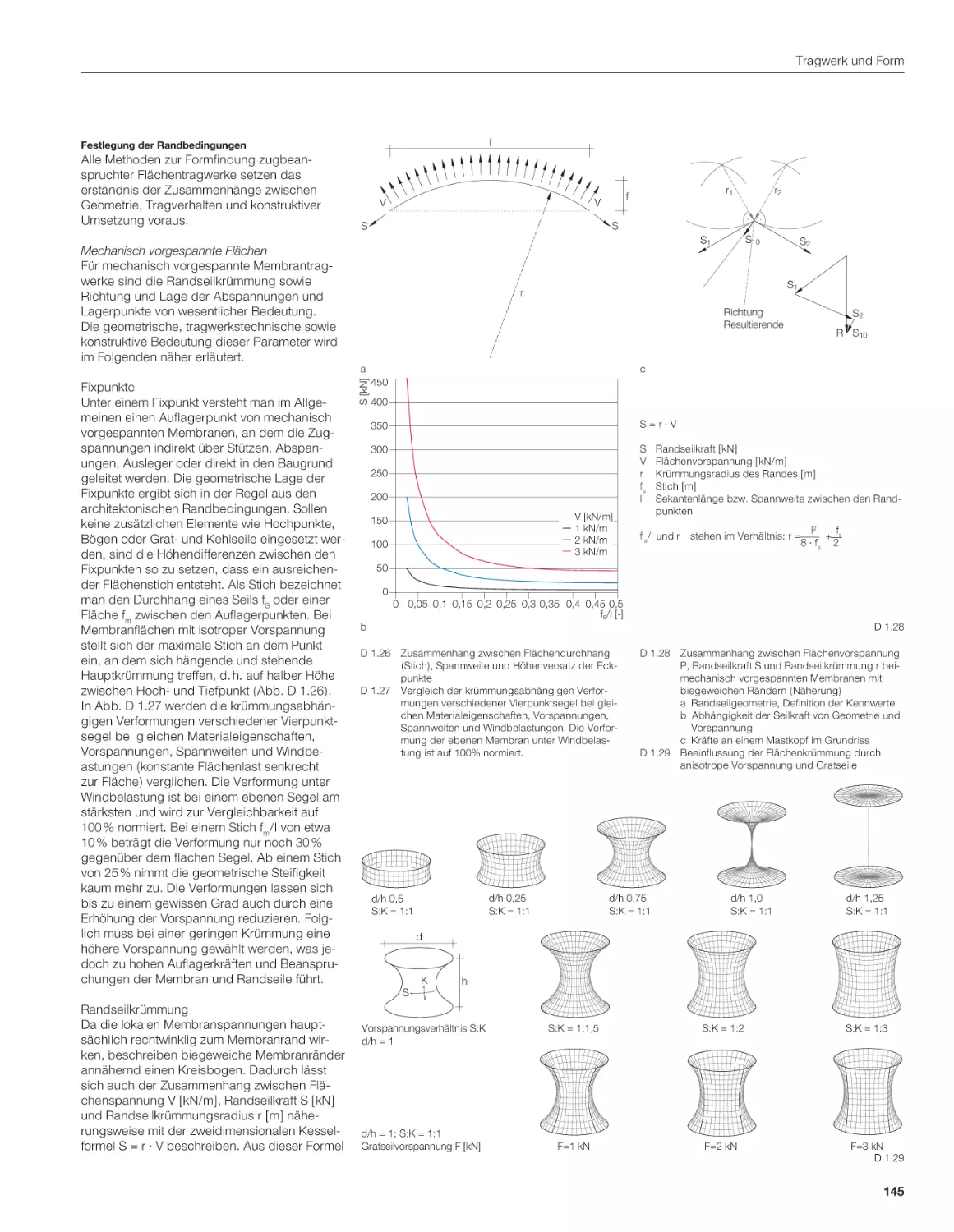
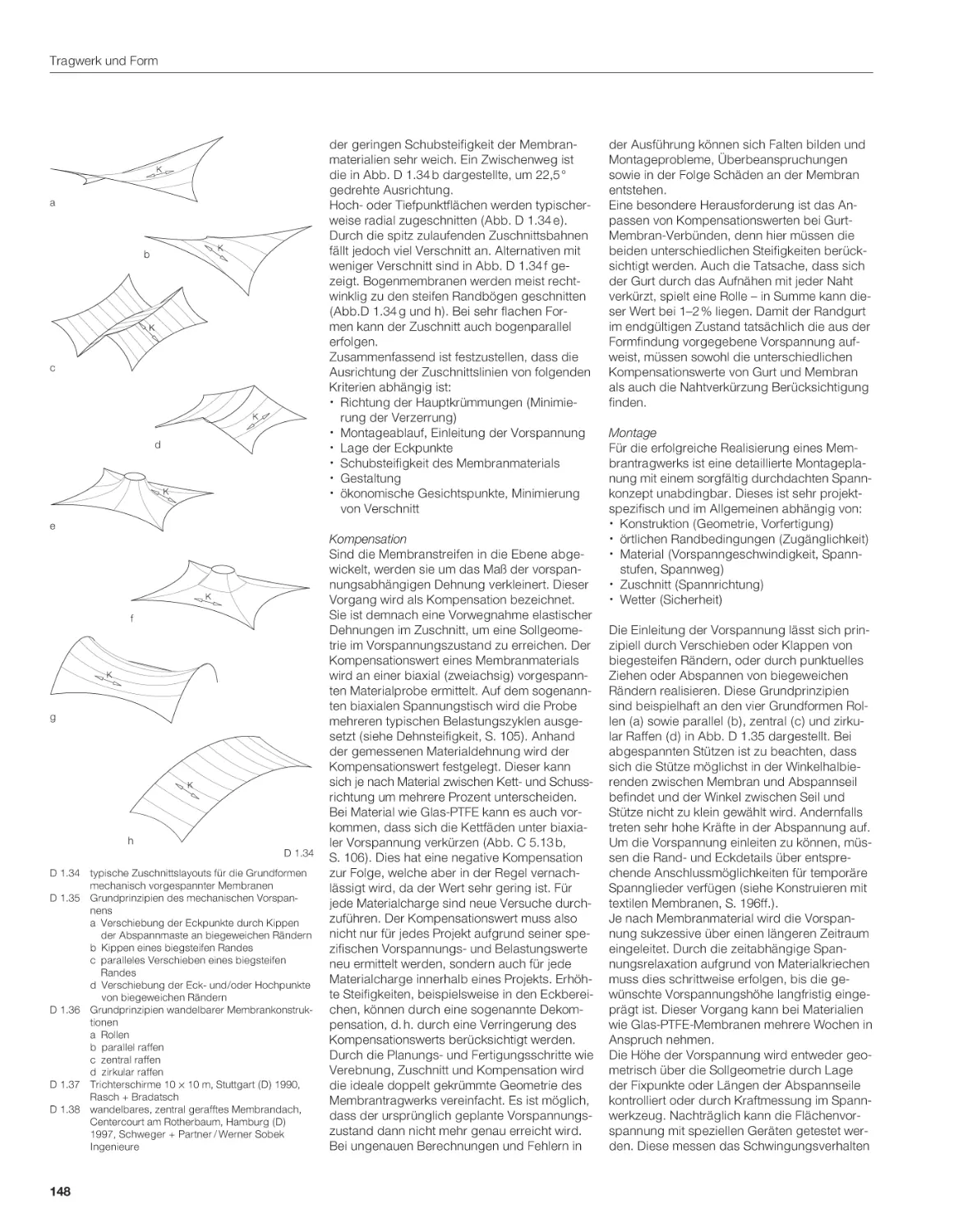
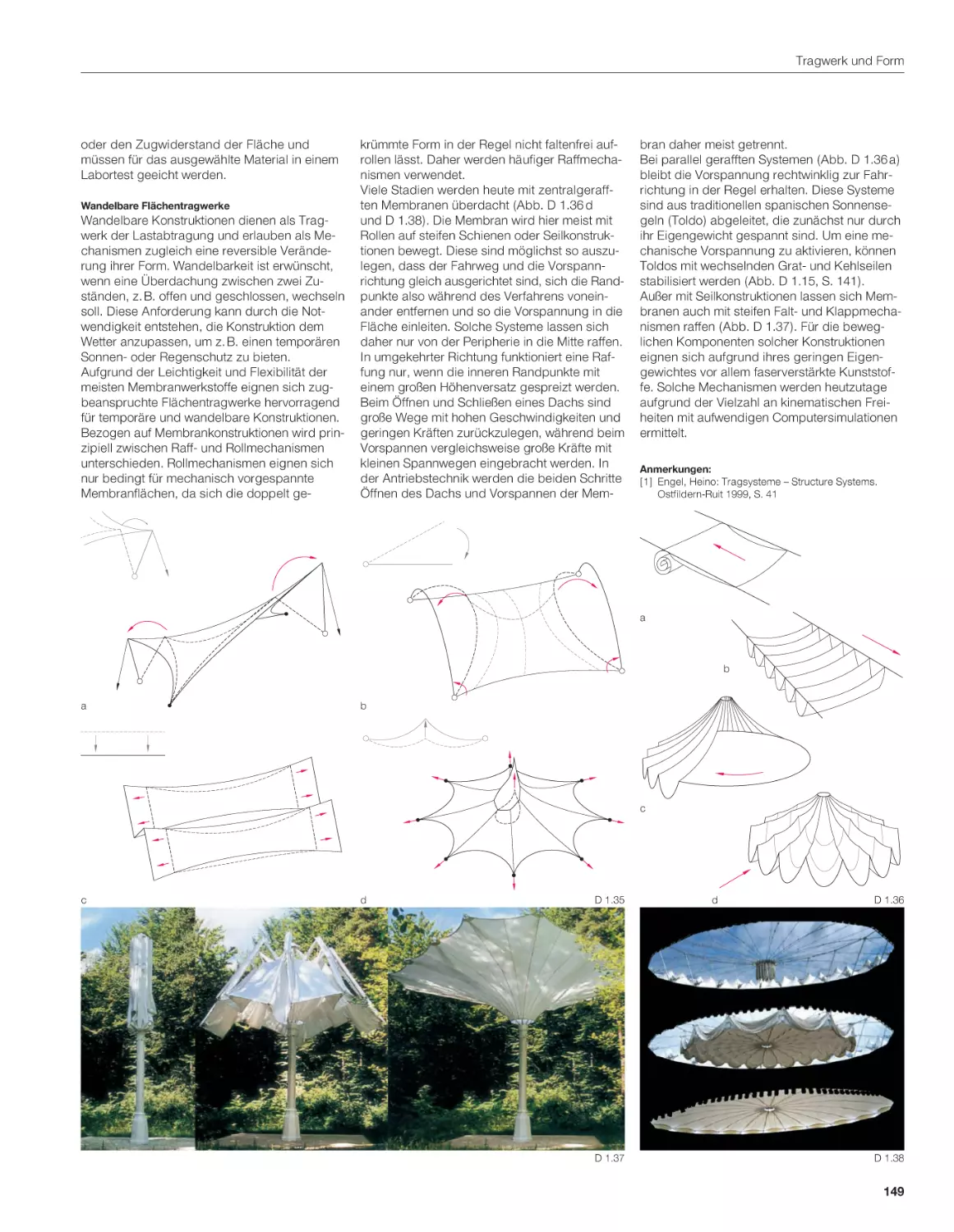
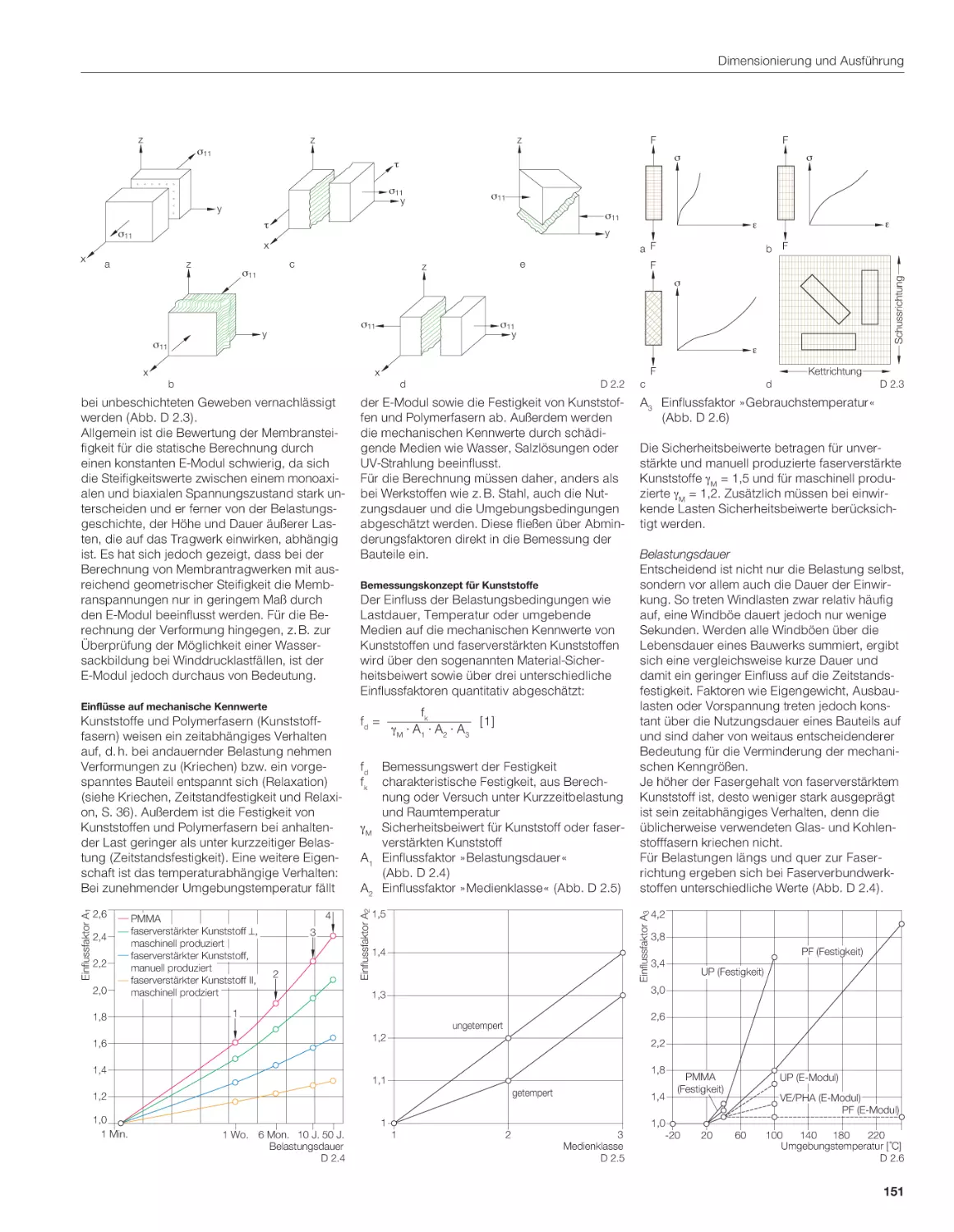
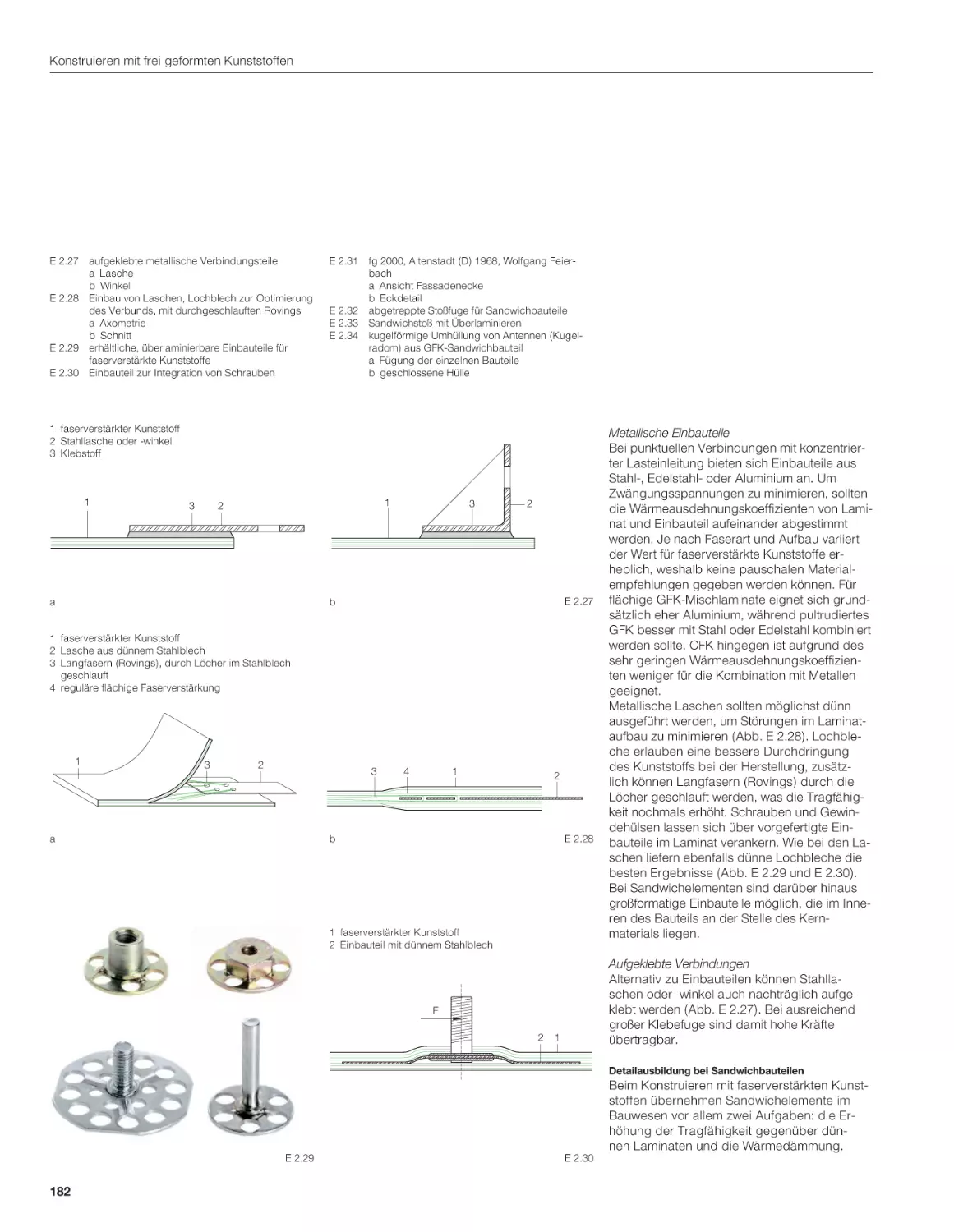
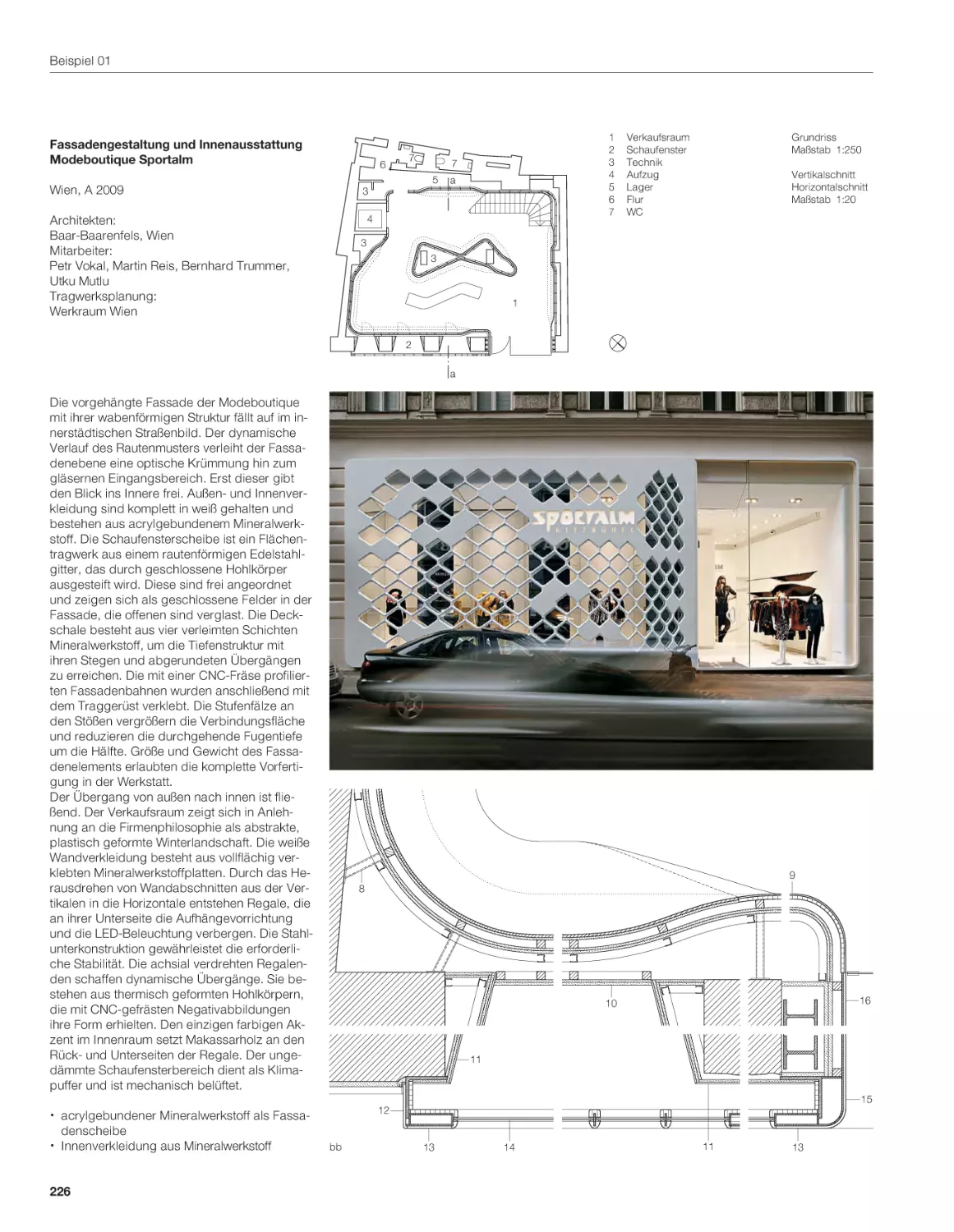
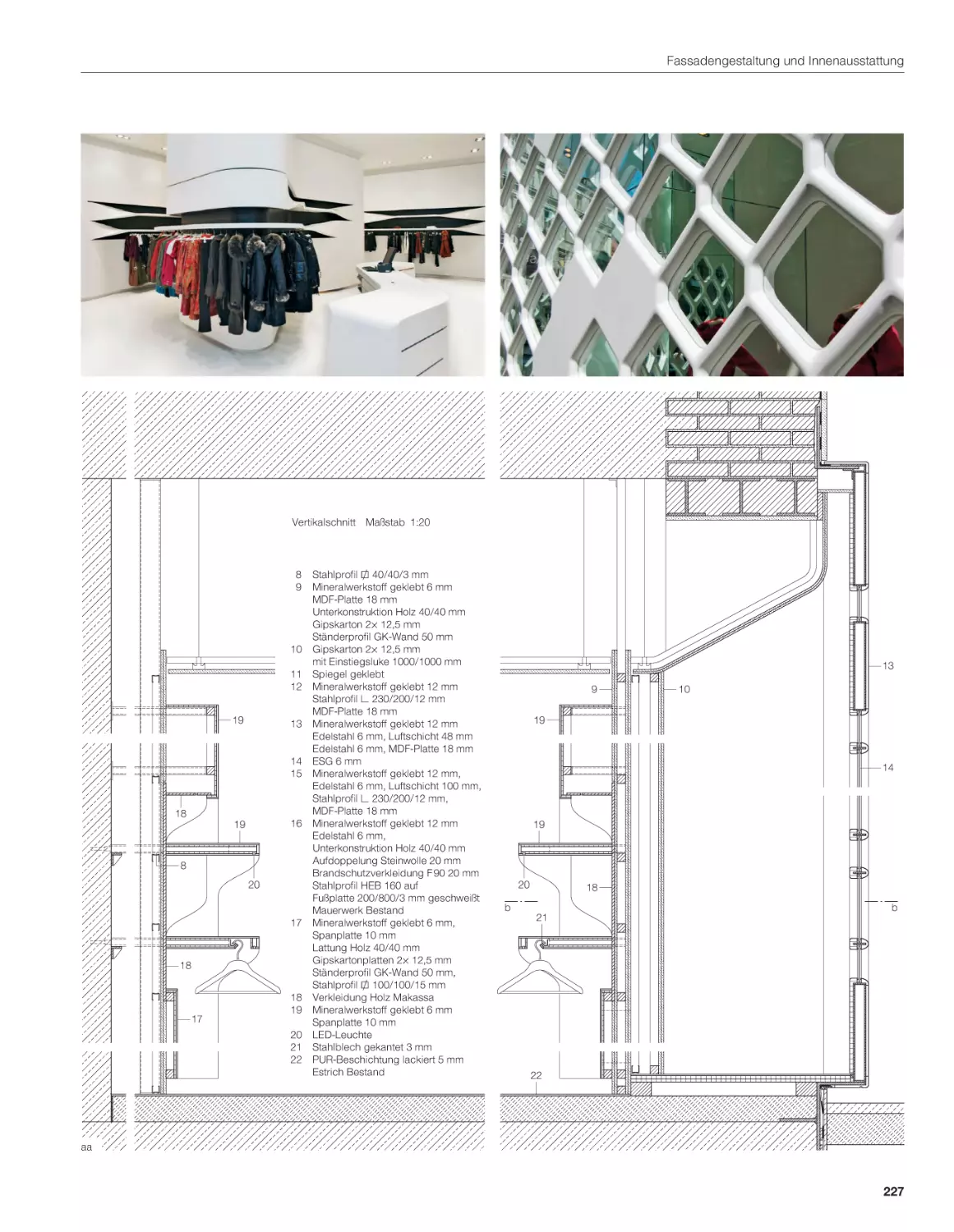
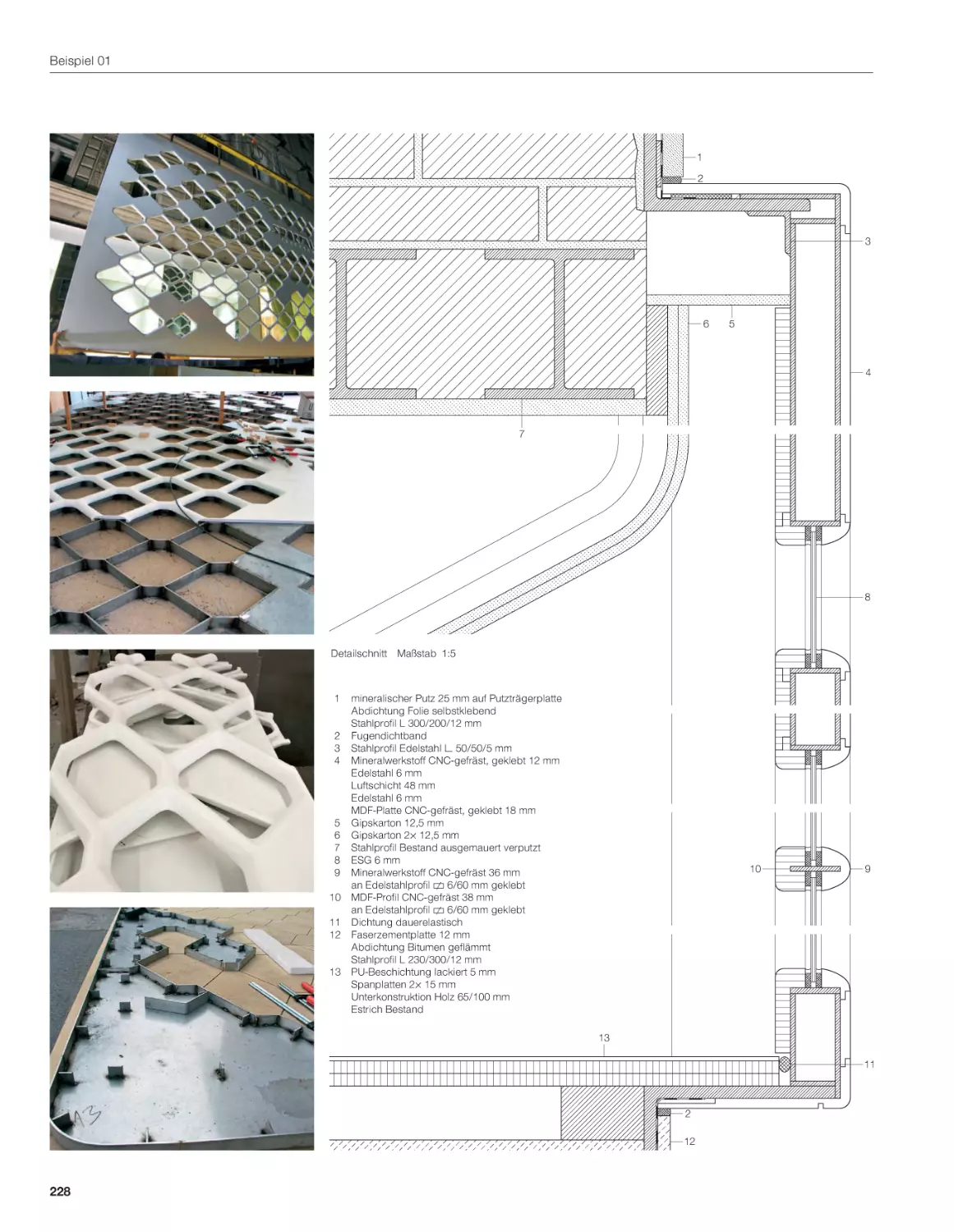
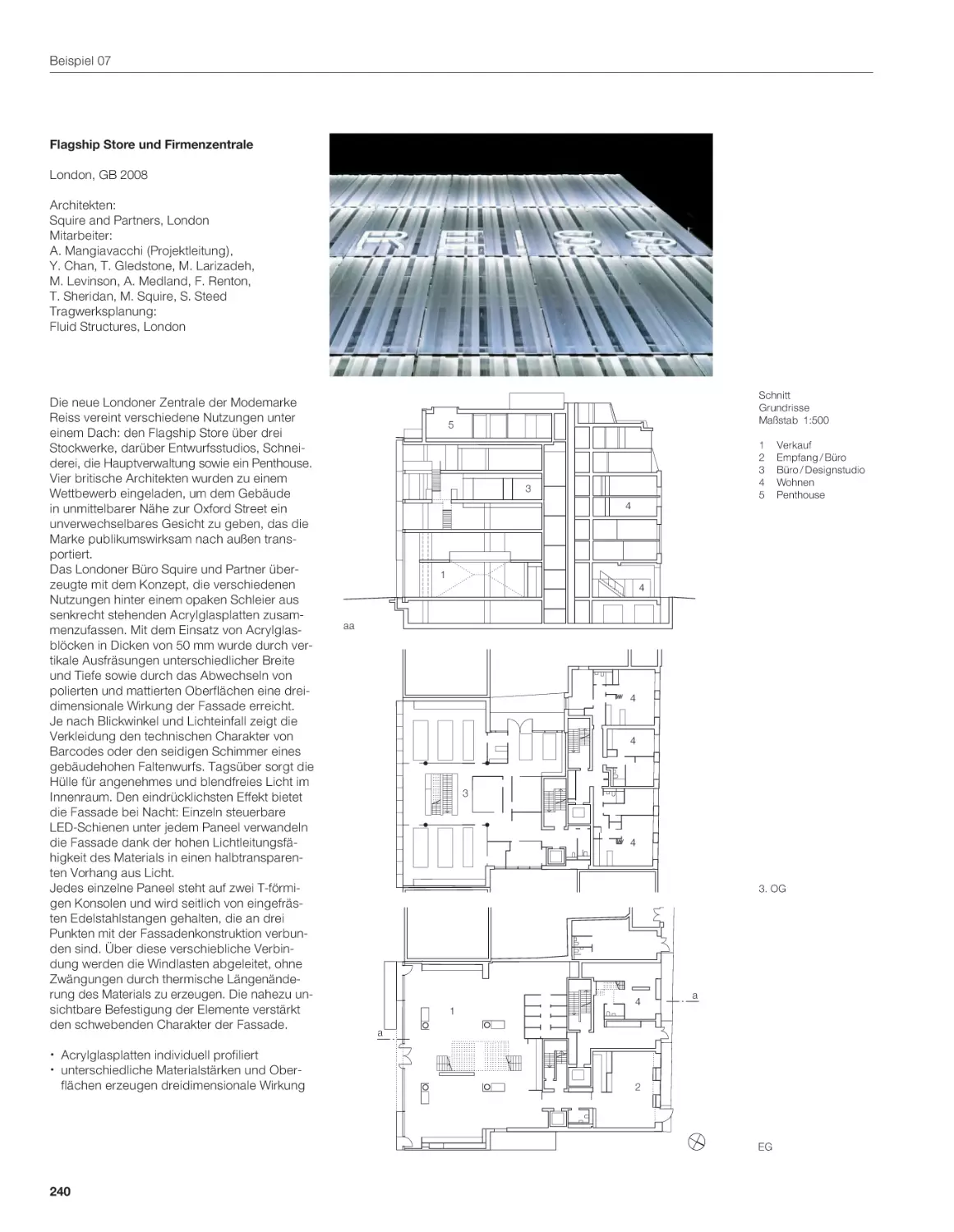
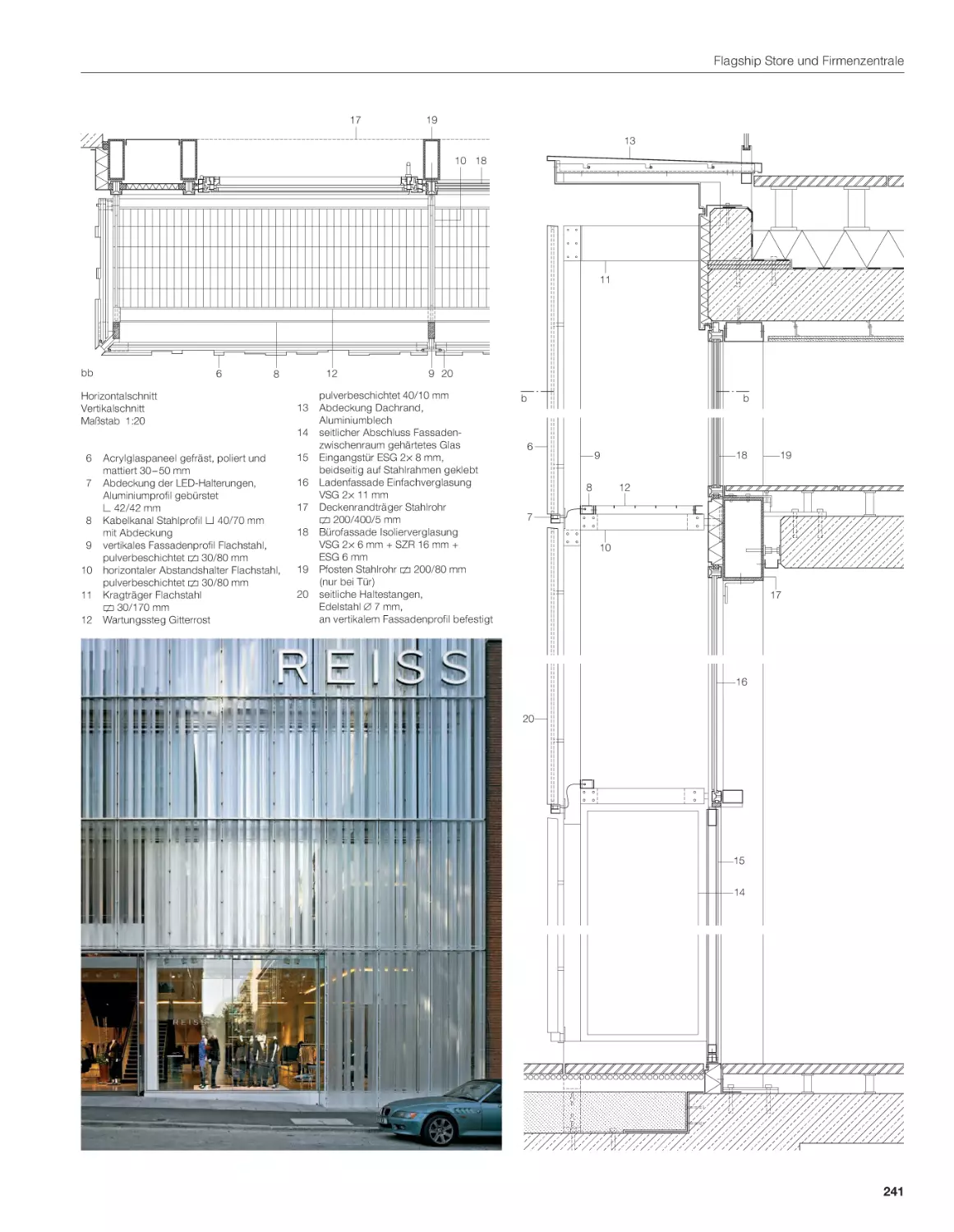
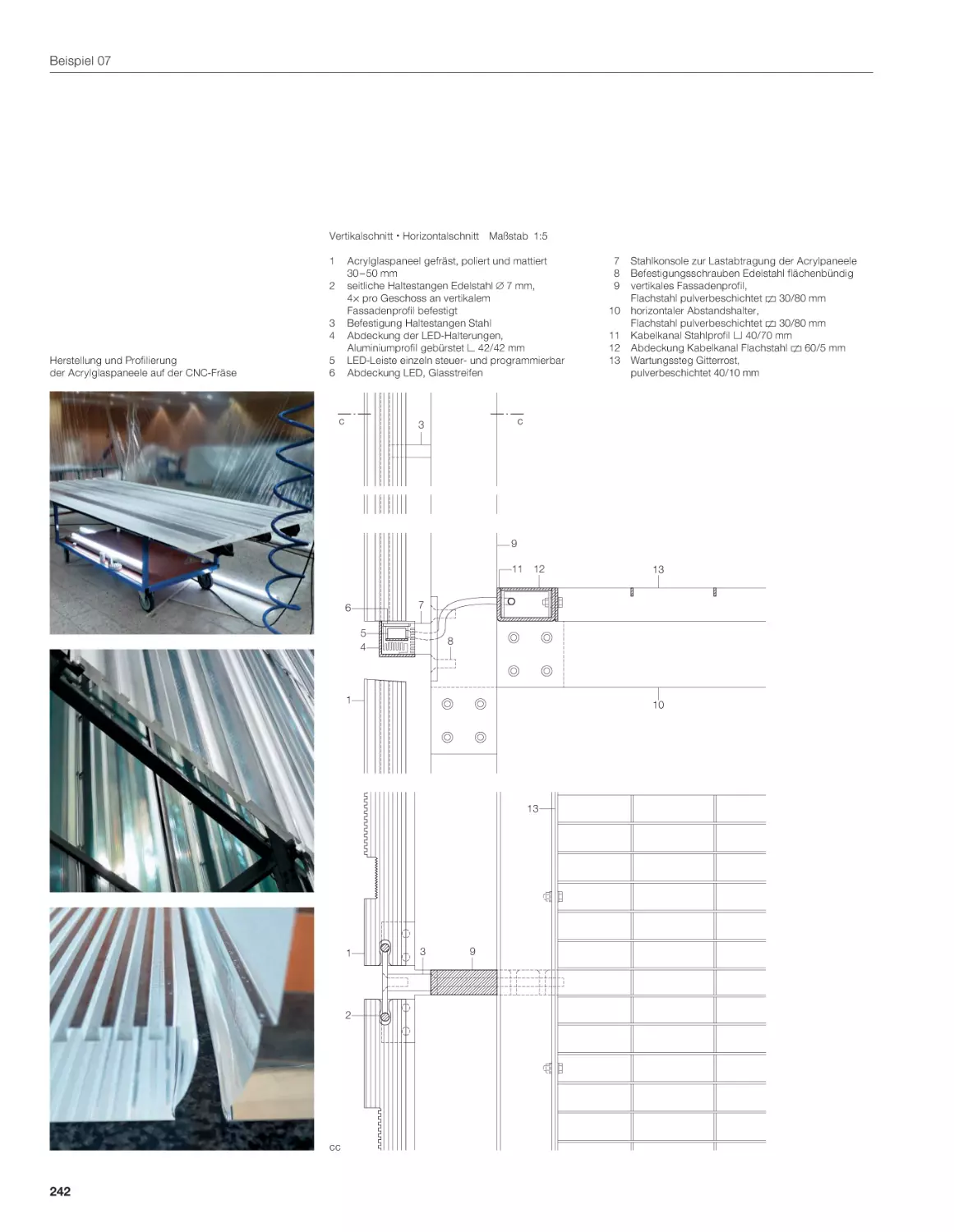
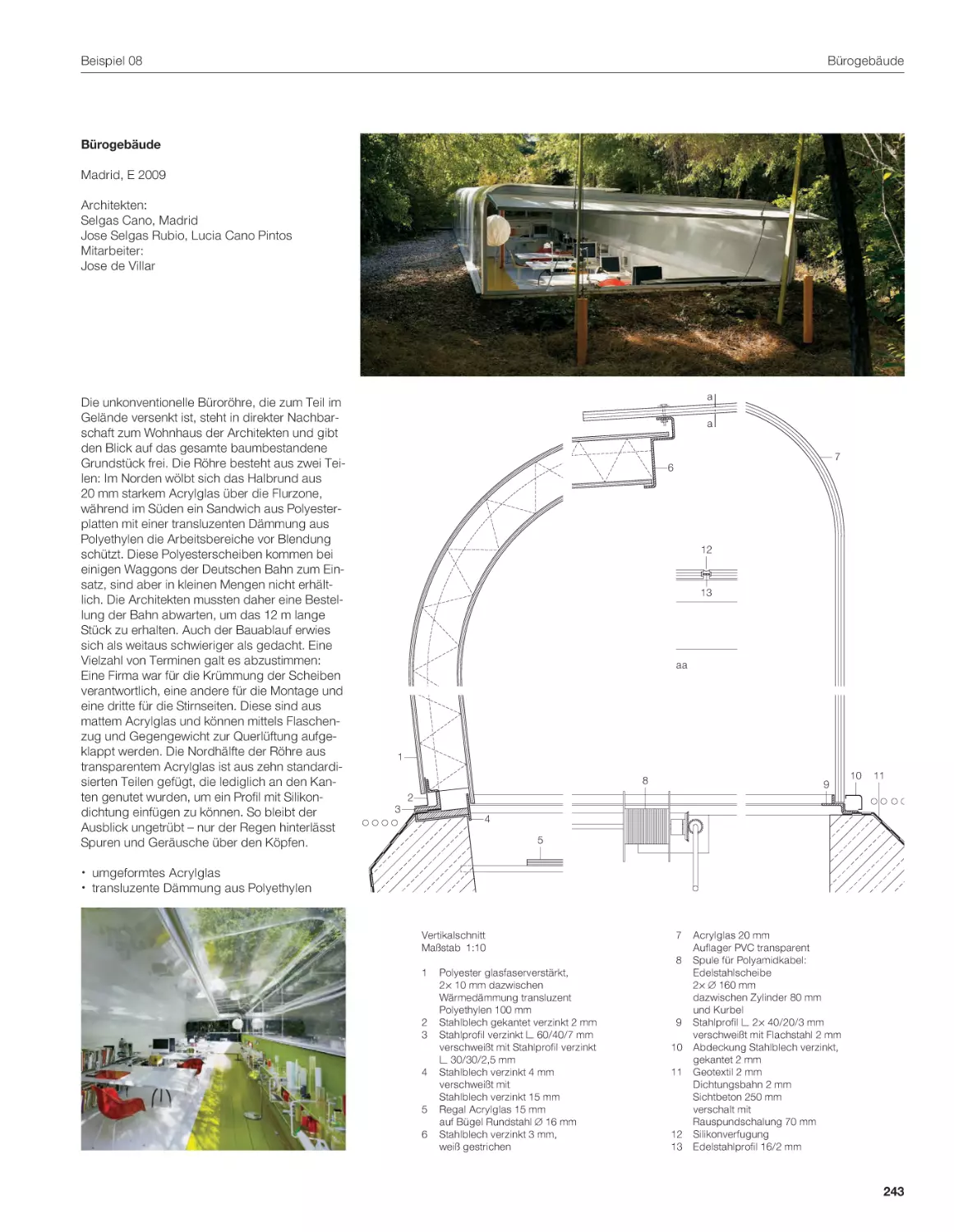
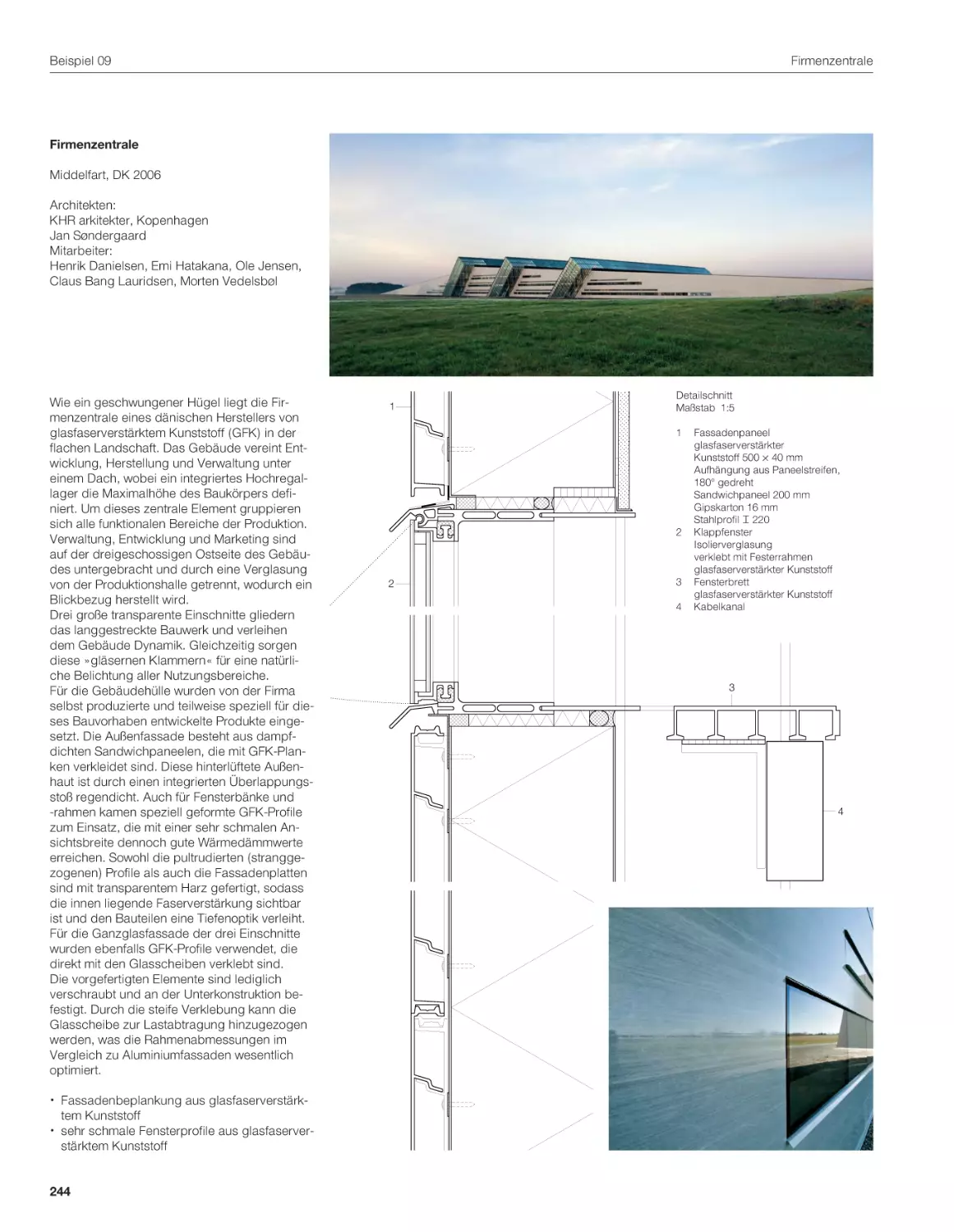
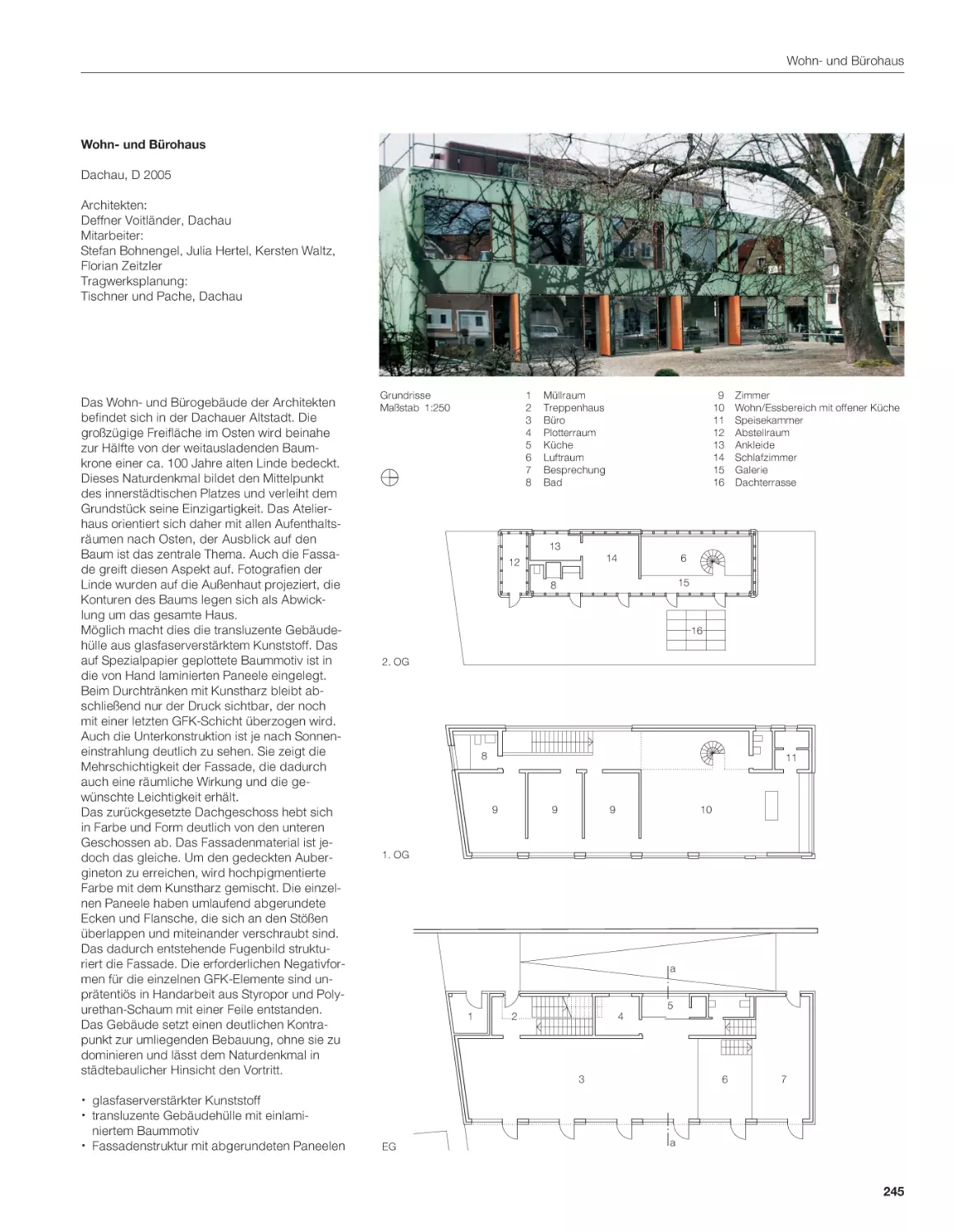
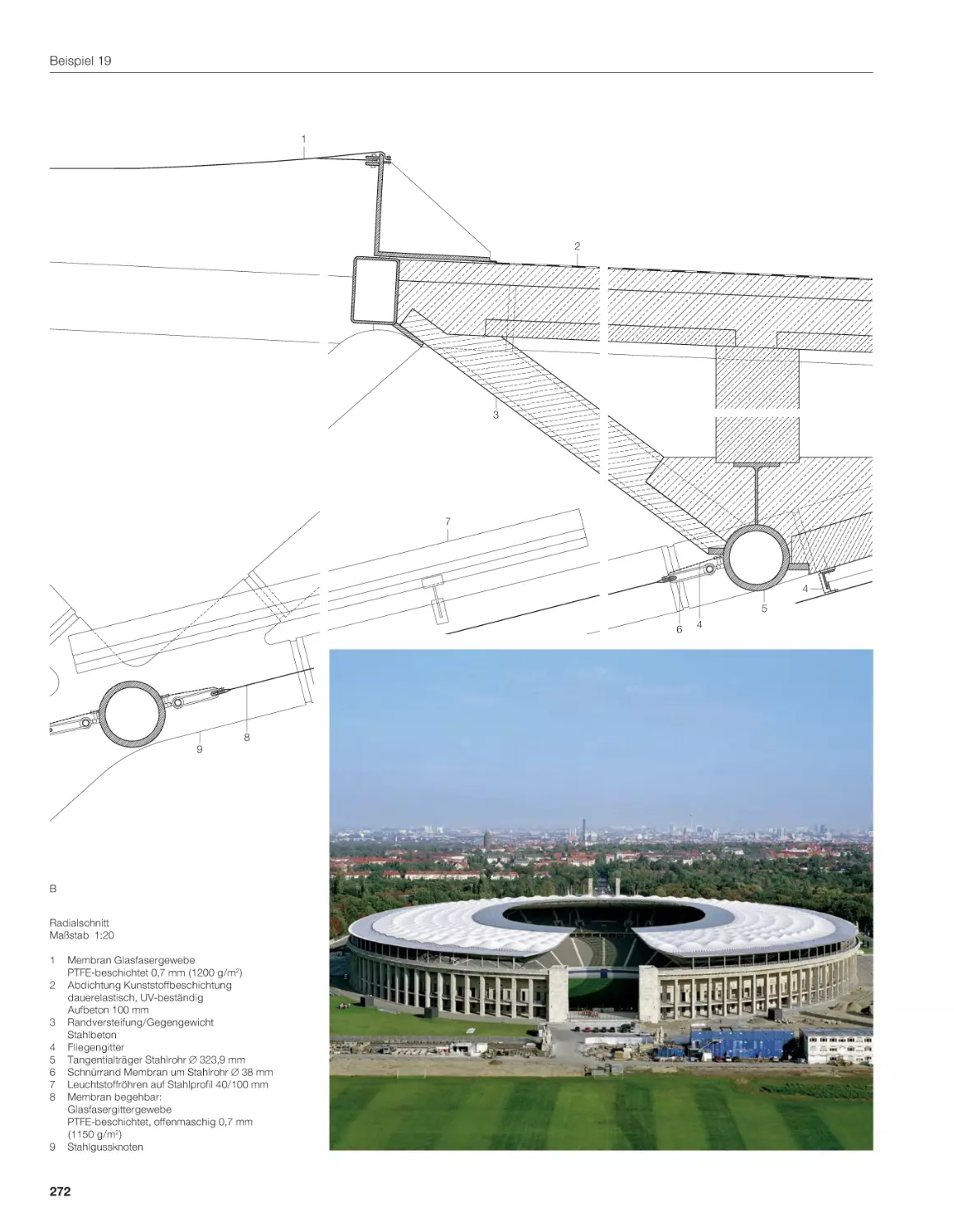
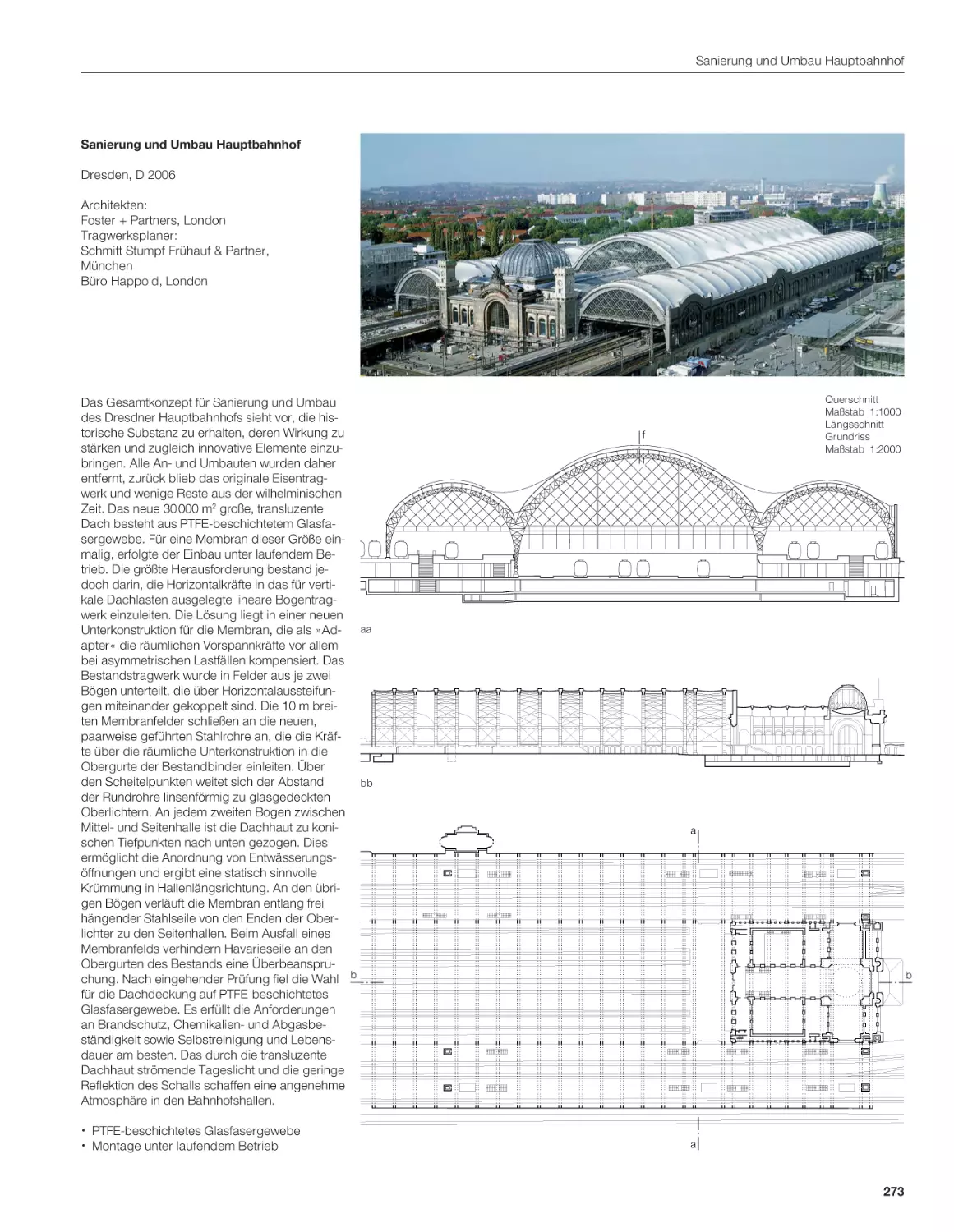
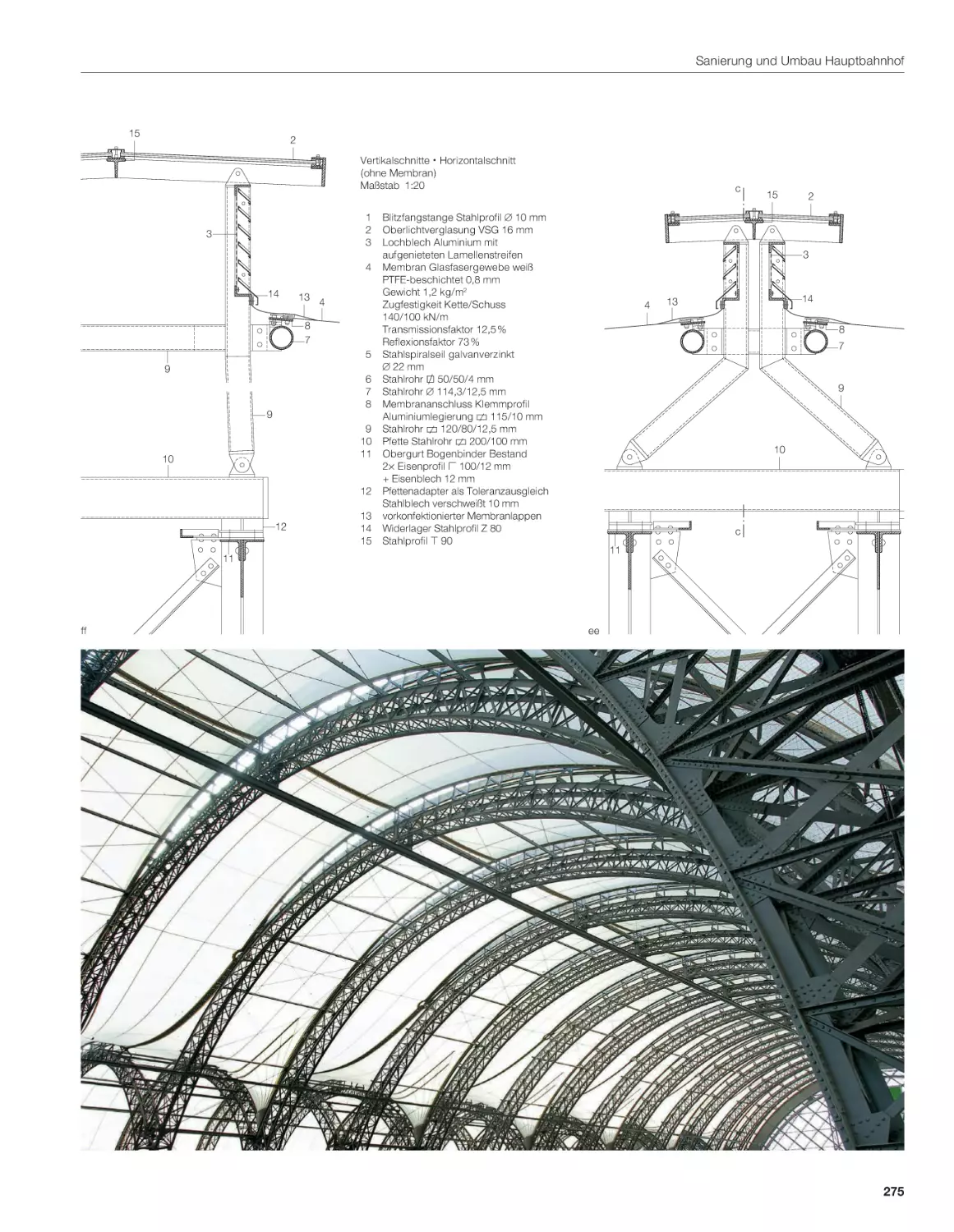
Text
Atlas
Kunststoffe +
Membranen
Edition ∂
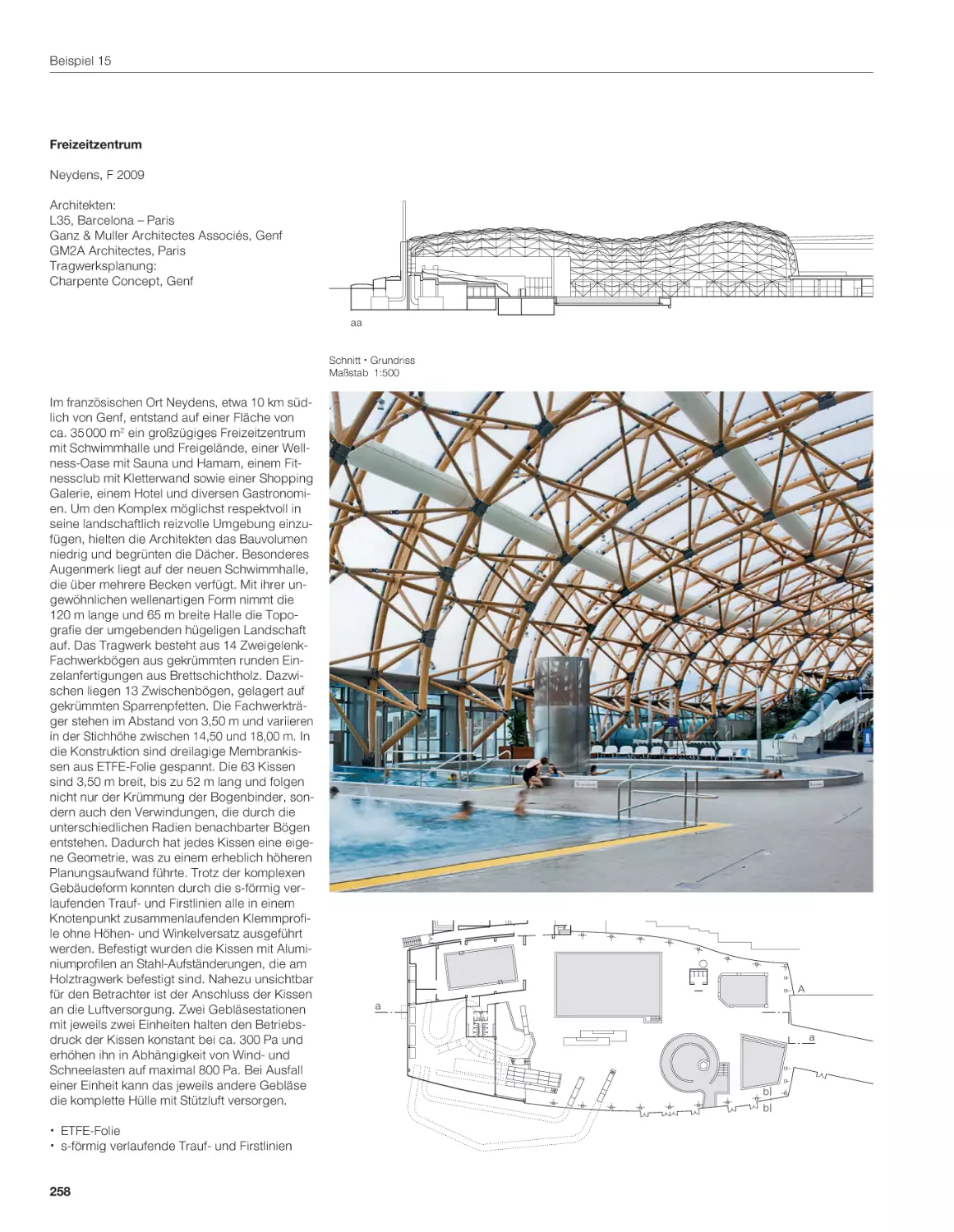
WERKSTOFFE UND HALBZEUGE
FORMFINDUNG
UND KONSTRUKTION
KNIPPERS
CREMERS
GABLER
LIENHARD
Atlas
Kunststoffe +
Membranen
WERKSTOFFE UND HALBZEUGE
FORMFINDUNG
UND KONSTRUKTION
KNIPPERS
CREMERS
GABLER
LIENHARD
Institut für internationale Architektur-Dokumentation · München
Autoren
Jan Knippers, Prof. Dr.-Ing.
Institut für Tragkonstruktionen und Konstruktives Entwerfen (itke),
Fakultät für Architektur und Stadtplanung, Universität Stuttgart
Jan Cremers, Prof. Dr.-Ing. Architekt
Fakultät Architektur und Gestaltung
Hochschule für Technik Stuttgart
Markus Gabler, Dipl.-Ing.
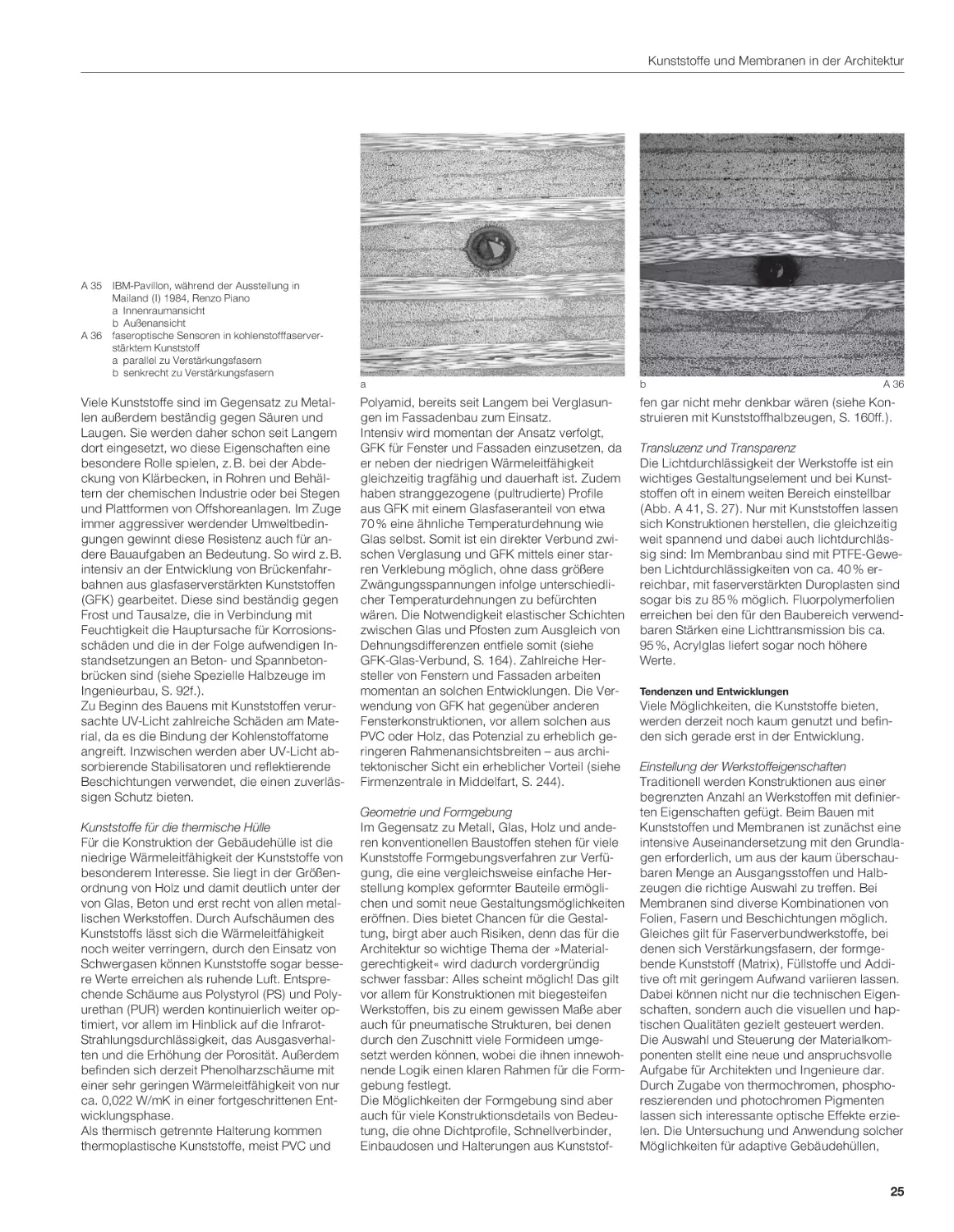
Institut für Tragkonstruktionen und Konstruktives Entwerfen (itke),
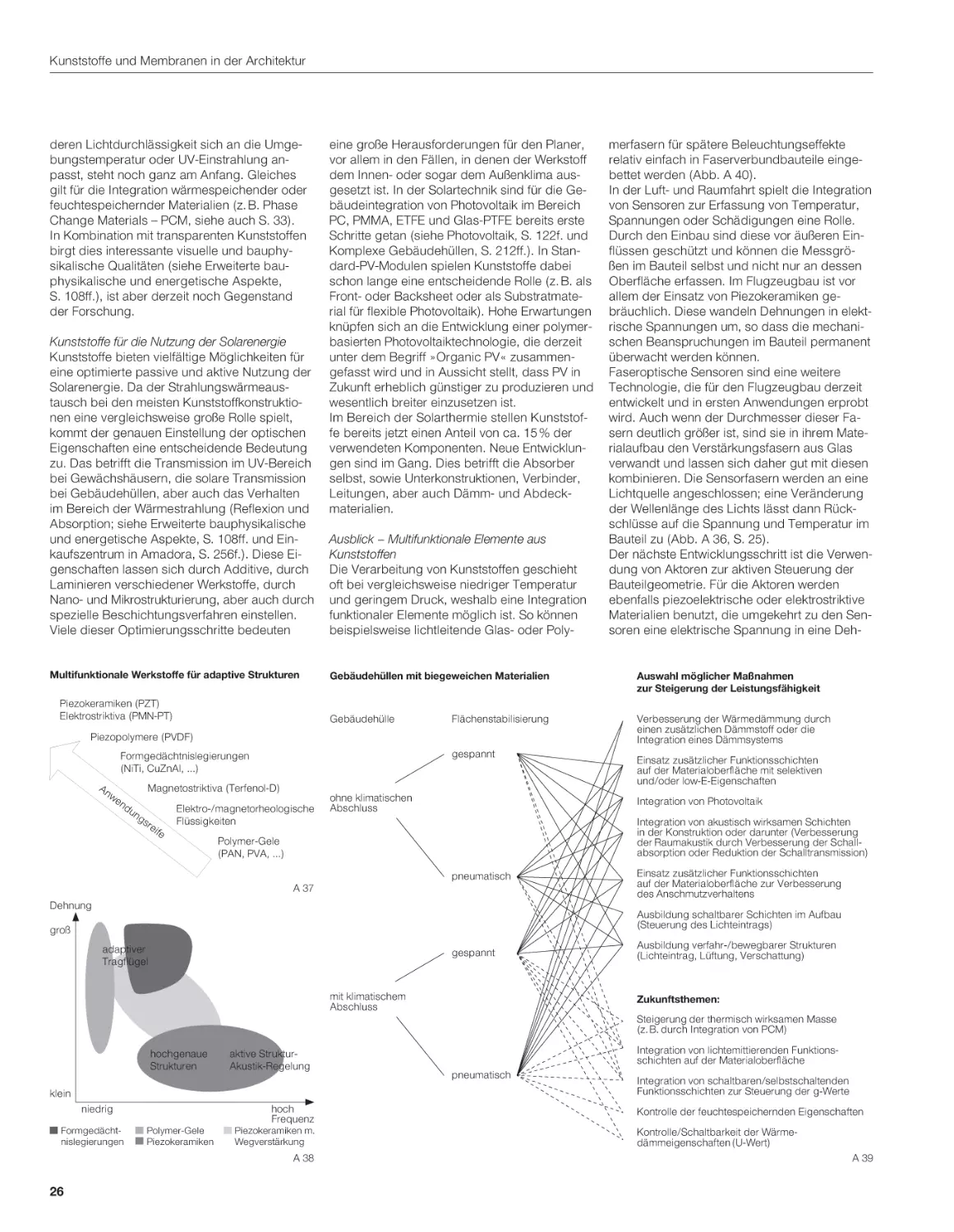
Fakultät für Architektur und Stadtplanung, Universität Stuttgart
Julian Lienhard, Dipl.-Ing.
Institut für Tragkonstruktionen und Konstruktives Entwerfen (itke),
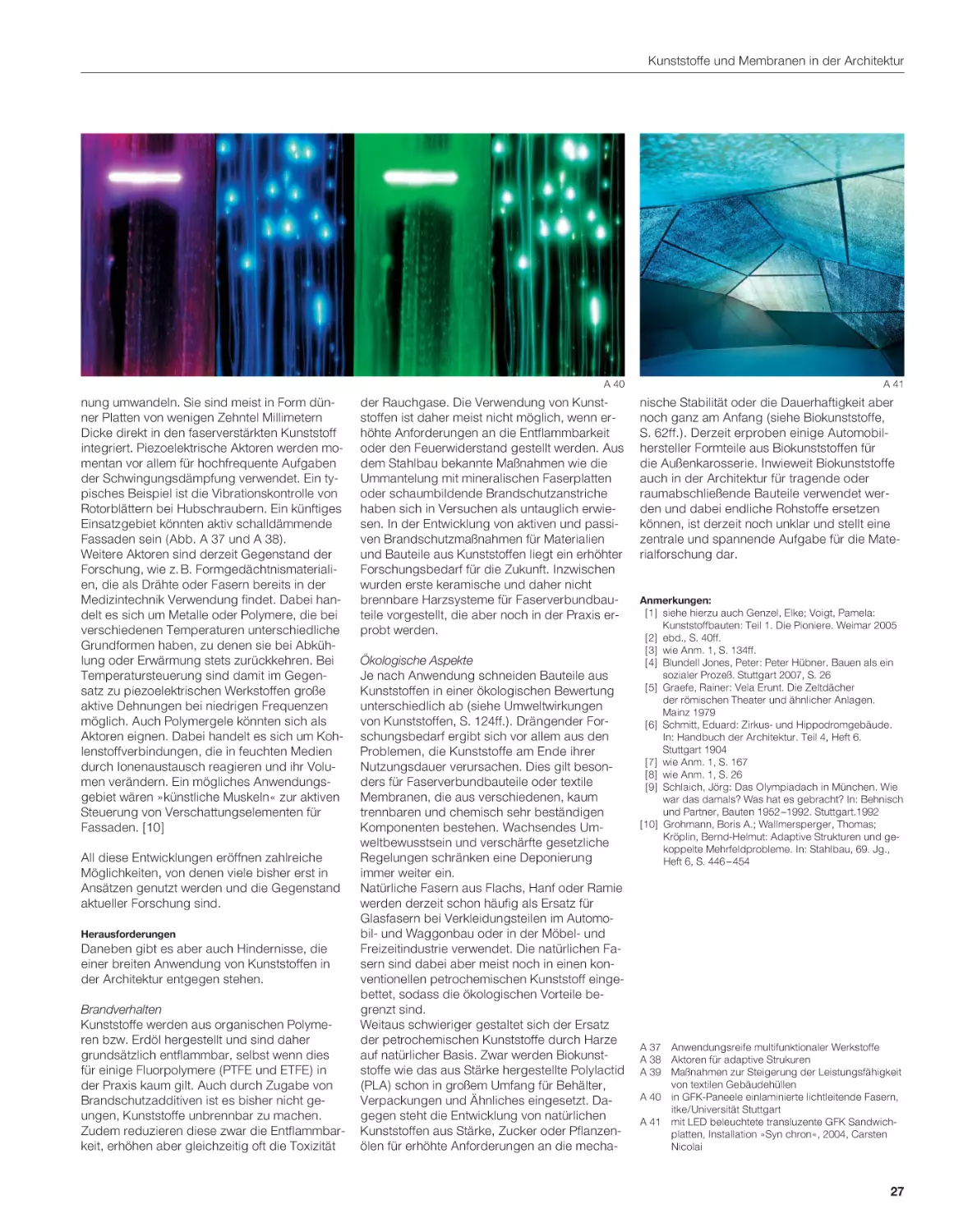
Fakultät für Architektur und Stadtplanung, Universität Stuttgart
Mitarbeiter:
Sabrina Brenner, Cristiana Cerqueira, Charlotte Eller, Manfred Hammer,
Dipl.-Ing.; Petra Heim, Dipl.-Ing.; Carina Kleinecke, Peter Meschendörfer,
Elena Vlasceanu
Fachbeiträge:
Joost Hartwig, Dipl.-Ing., Martin Zeumer, Dipl.-Ing. (Umweltwirkungen von Kunststoffen)
Fachgebiet Entwerfen und Energieeffizientes Bauen, Fachbereich Architektur, Technische Universität Darmstadt
Carmen Köhler, Dipl.-Ing. (Naturfaserverstärkte Kunststoffe und
Biokunststoffe)
Institut für Tragkonstruktionen und Konstruktives Entwerfen
(itke), Fakultät für Architektur und Stadtplanung, Universität
Stuttgart
Fachberatung:
Christina Härter, Dipl.-Ing. (Kunststoffe)
Institut für Kunststofftechnik, Universität Stuttgart
Andreas Kaufmann, M. Eng. (Komplexe Gebäudehüllen),
Philip Leistner, Dr.-Ing. (Erweiterte bauphysikalische und energetische Aspekte)
Fraunhofer-Institut für Bauphysik IBP, Stuttgart /Holzkirchen
Alexander Michalski, Dr.-Ing. (Tragwerk und Form)
Lehrstuhl für Statik, Technische Universität München
Mauricio Soto, MA. Arch. (Konstruieren mit textilen Membranen)
studio LD
Jürgen Troitzsch, Dr. rer. nat. (Erweiterte bauphysikalische und
energetische Aspekte)
Fire and Environment Protection Service, Wiesbaden
Redaktion
Redaktion und Lektorat:
Judith Faltermeier, Dipl.-Ing. Architektin; Cornelia Hellstern, Dipl.-Ing.;
Jana Rackwitz, Dipl.-Ing., Eva Schönbrunner, Dipl.-Ing.
Redaktionelle Mitarbeit:
Carola Jacob-Ritz, M. A.; Cosima Strobl, Dipl.-Ing. Architektin
Zeichnungen:
Dejanira Ornella Bitterer, Dipl.-Ing.; Ralph Donhauser, Dipl.-Ing.;
Michael Folkmer, Dipl.-Ing.; Marion Griese, Dipl.-Ing.;
Daniel Hadjuk, Dipl.-Ing.; Martin Hämmel, Dipl.-Ing.;
Emese Köszegi, Dipl.-Ing.; Nicola Kollmann, Dipl.-Ing. Architektin;
Simon Kramer, Dipl.-Ing.; Elisabeth Krammer, Dipl.-Ing.
Herstellung /DTP:
Simone Soesters
Repro:
Martin Härtl OHG, Martinsried
Druck und Bindung:
Aumüller Druck, Regensburg
Herausgeber:
Institut für internationale
Architektur-Dokumentation GmbH & Co. KG
Postfach 201054
80010 München
www.detail.de
Bibliografische Information der Deutschen Nationalbibliothek
Die Deutsche Nationalbibliothek verzeichnet diese Publikation
in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über
<http://dnb.d-nb.de> abrufbar.
© 2010, erste Auflage
Dieses Werk ist urheberrechtlich geschützt. Die dadurch
begründeten Rechte, insbesondere die der Übersetzung,
des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funksendung, der Mikroverfilmung oder
der Vervielfältigung auf anderen Wegen und der Speicherung
in Datenverarbeitungsanlagen, bleiben, auch bei nur auszugsweiser Verwertung, vorbehalten. Eine Vervielfältigung dieses
Werkes ist auch im Einzelfall nur in den Grenzen der gesetzlichen Bestimmungen des Urheberrechtsgesetzes in der jeweils
geltenden Fassung zulässig. Sie ist grundsätzlich vergütungspflichtig. Zuwiderhandlungen unterliegen den Strafbestimmungen des Urheberrechts.
ISBN: 978-3-920034-41-6 (Hardcover)
4
Inhalt
Impressum
Vorwort
4
6
Teil E
1
Teil A
Kunststoffe und Membranen in der
Architektur
Die Entdeckung und Entwicklung von
Kunststoffen
Der Traum vom Kunststoffhaus
Entwicklung des Membranbaus
Bauten mit transparenten und
transluzenten Hüllen
Potenziale, Tendenzen und Herausforderungen
Teil B
1
2
3
4
21
24
3
4
5
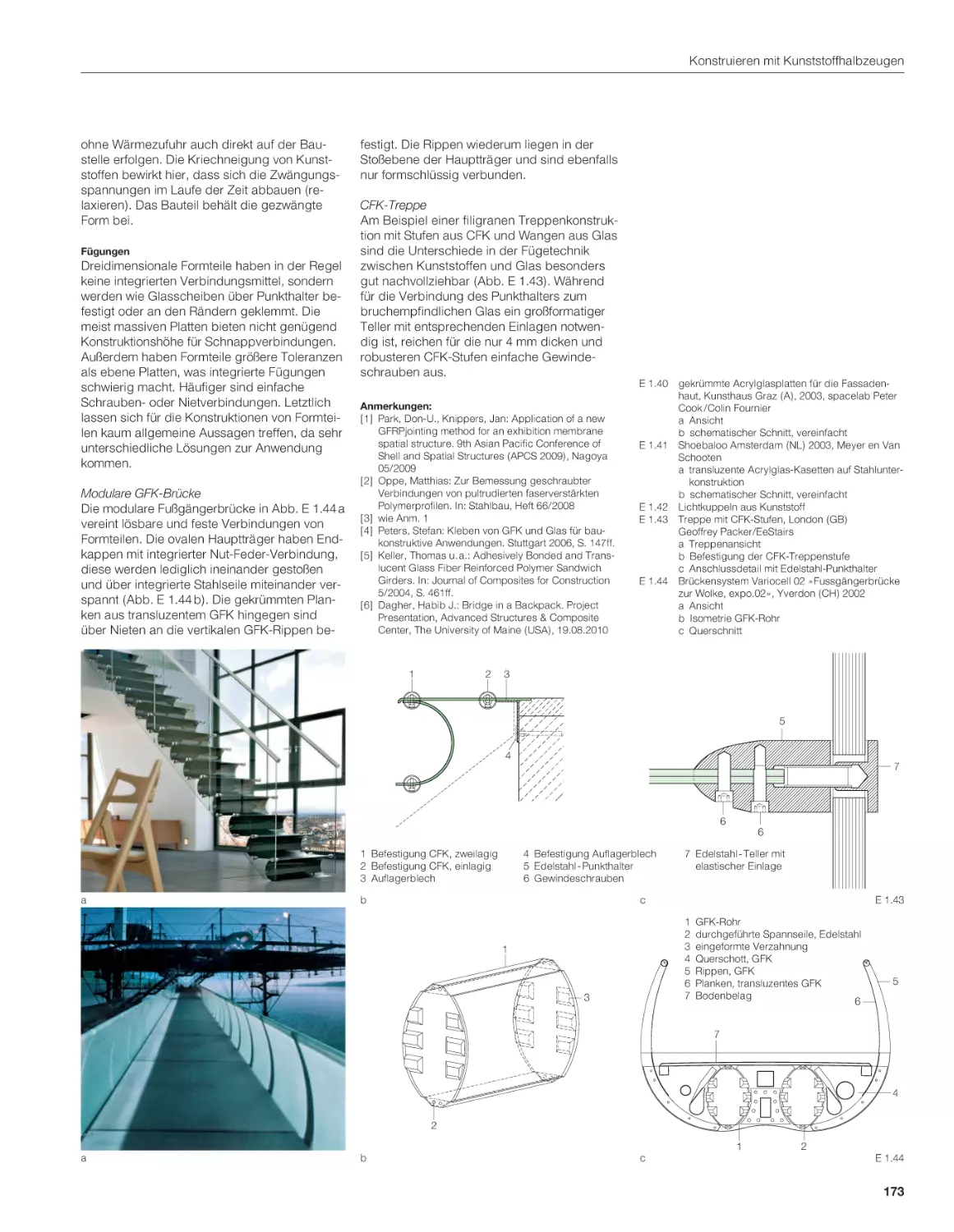
Konstruieren mit Kunststoffhalbzeugen
Konstruieren mit frei geformten
Kunststoffen
Konstruieren mit Folien
Konstruieren mit textilen Membranen
Komplexe Gebäudehüllen
Teil F
30
48
54
60
174
188
196
212
Gebaute Beispiele im Detail
Projektbeispiele 1 bis 23
Teil G
160
225
Anhang
Verordnungen, Richtlinien, Normen
Literatur
Autoren
Abbildungsnachweis
Abkürzungen Kunststoffe
Sachregister
Personenregister
286
287
289
290
292
292
295
Halbzeuge
1
2
3
4
5
6
Vorprodukte
Faserverstärkte Kunststoffe
Kunststoffhalbzeuge
Folien
Textile Membranen
Erweiterte bauphysikalische und
energetische Aspekte
7 Umweltwirkungen von Kunststoffen
Teil D
10
12
16
Werkstoffe
Kunststoffe
Fasern
Klebstoffe und Beschichtungen
Naturfaserverstärkte Kunststoffe und
Biokunststoffe
Teil C
2
Konstruieren mit Kunststoffen und
Membranen
68
76
82
94
100
108
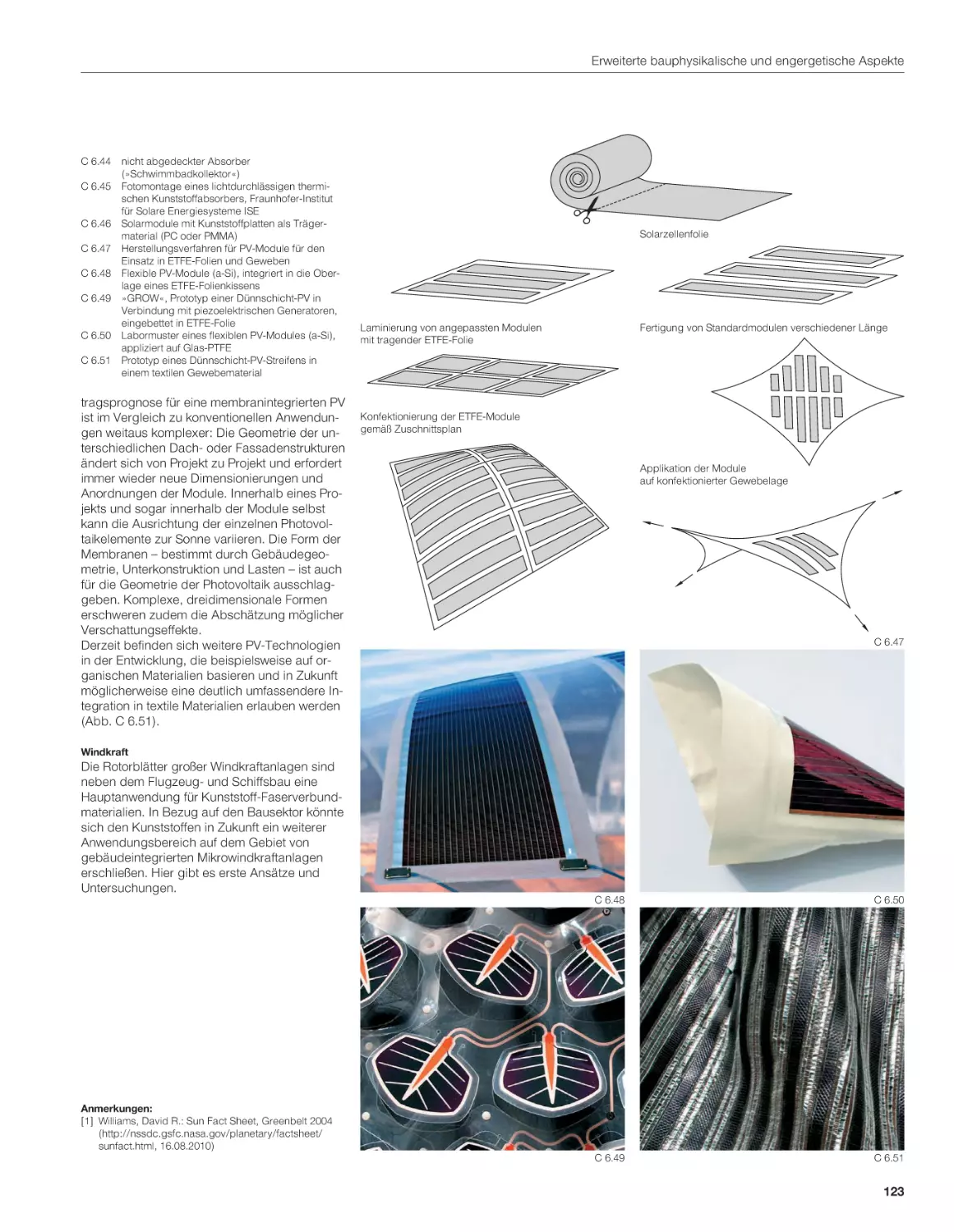
124
Planung und Formfindung
1 Tragwerk und Form
2 Dimensionierung und Ausführung
134
150
5
Vorwort
6
Während das Bauen mit Textilien auf einer
jahrtausendalten Tradition beruht, bilden die
Kunststoffe eine vergleichsweise neue Materialklasse. Insofern ist es auf den ersten Blick
überraschend, beide Themen in einem Buch
vereint zu finden. Verständlich wird der Ansatz,
wenn man bedenkt, dass Membranen ihren
Weg in die Architektur erst fanden, als ab
der Mitte des 20. Jahrhunderts synthetische
Fasern und polymere Beschichtungen zur Herstellung dauerhafter und tragfähiger Textilien
führten, die das bis dahin für Zelte verwendete
Baumwollgewebe ersetzten. Die Entwicklung
der modernen Kunststoffe ermöglichte die
bahnbrechenden Membranbauten Frei Ottos,
Walter Birds und anderer, die rasch auf ein
großes Interesse stießen und im Folgenden
eine weite Verbreitung fanden.
Ganz in der Tradition der Reihe der Konstruktionsatlanten widmet sich auch dieser Band
den die Architektur prägenden Anwendungen
von Kunststoffen. Hierzu zählt das Tragwerk
ebenso wie die Gebäudehülle und der Innenausbau. Dabei durchzieht die Erläuterung der
gemeinsamen Werkstoffgrundlagen – von der
Doppelstegplatte bis zur beschichteten Glasfasermembran – dieses Buch wie ein roter
Faden. In jedem Kapitel werden die Parallelen
innerhalb der Gruppe der synthetischen Werkstoffe aufgezeigt und unabhängig von den
Unterschiede in der konstruktiven Umsetzung
und architektonischen Anwendung herausgestellt. Diese Betrachtungsweise zeichnet die
Publikation aus, denn üblich ist es, das Bauen
mit Textilien und das Bauen mit Kunststoffen
getrennt zu thematisieren.
Kunststoffe wurden zunächst als Ersatz für
wertvolle und knappe natürliche Stoffe wie
Elfenbein, Schellack oder Horn entwickelt oder
sollten an die Stelle wenig dauerhafter Materialien wie Baumwolle treten. Seit Beginn der
1950er-Jahre hielten sie Einzug in den Alltag
und standen für den Traum von einer glücklichen Zukunft durch technologischen Fortschritt. Gegen Ende des letzten Jahrhunderts
wandelte sich der Ruf der Kunststoffe in der
öffentlichen Meinung allerdings deutlich. Gründe hierfür waren häufig auftretende Mängel bei
ihrer Verwendung für Gebäude sowie steigende Kosten, aber mehr noch ein wachsendes
ökologisches Bewusstsein, zu dem Kunststoffe
nicht mehr zu passen schienen. Wie die historische Betrachtung in Teil A »Kunststoffe und
Membranen in der Architektur« zeigt, war dementsprechend auch das tatsächliche Kunststoffhaus bisher kein Erfolg.
Die Werkstoffe selbst haben sich dagegen fast
unbemerkt nicht nur in der Welt der Gebrauchsgegenstände ausgebreitet, sondern auch im
Baubereich, weshalb Kunststoffe heutzutage
überall in einem Gebäude zu finden sind. Dies
betrifft allerdings weniger den sichtbaren Bereich als vielmehr den bautechnisch-konstruktiven: Dichtungen, Dämmungen, Rohre, Kabel, Farben, Klebstoffe, Beschichtungen und
Bodenbeläge wären heute ohne Kunststoffe
undenkbar.
Gemeinsam ist allen synthetischen Werkstoffen, dass sie über eine außergewöhnlich hohe
Bandbreite hinsichtlich ihrer Eigenschaften verfügen. Durch die Wahl geeigneter Ausgangsstoffe, deren Modifikation in der Herstellung
und die anschließenden Fertigungsschritte
lassen sie sich sehr präzise an die jeweiligen
Anforderungen anpassen. Diese Optionen
stehen nicht immer, aber doch in vielen Fällen
auch den Planern offen. Daher werden in Teil B
»Werkstoffe« zunächst die Basiswerkstoffe,
d. h. vor allem Kunststoffe und Fasern, sowie
deren Herstellungs- und Verarbeitungstechnologien detailliert dargestellt. Dabei wird die
Brücke zwischen den aus dem Alltag vertrauten und den leistungsfähigen, im Bauwesen
verwendeten Kunststoffen geschlagen. Diese
Prozesse bilden eine wesentliche Grundlage
für das Verständnis von Halbzeugen und Konstruktionen aus Kunststoff. Um der dynamischen Entwicklung Rechnung zu tragen, weist
die Darstellung deutlich über den aktuellen
Stand der Bautechnik hinaus. Beispielsweise
beschäftigt sich die Materialforschung derzeit
intensiv mit der Suche nach einem Ersatz für
erdölbasierte Kunststoffe, um den Verbrauch
endlicher Ressourcen zu reduzieren und eine
bessere Verwertung am Ende der Lebensdauer
zu ermöglichen. Es wird daher ausführlich auf
naturfaserverstärkte Kunststoffe und Biokunststoffe eingegangen, auch wenn diese derzeit
noch von geringerer Bedeutung für die Baupraxis sind und mehr im Automobilbau und in
der Verpackungsindustrie eine Rolle spielen.
Für den Schritt vom Vorprodukt zum Halbzeug
greift die Kunststoff- und Textilindustrie auf
spezifische Technologien zurück, die im Bauwesen sonst unbekannt sind. Das beinhaltet
sehr verschiedene Aspekte wie das Verarbeiten von Fasern zu Textilien, das Schäumen von
Kunststoffen, aber auch Verarbeitungstechnologien wie Extrudieren oder Spritzgießen. Nach
einem allgemeinen Überblick über Vorprodukte
folgen in Teil C »Halbzeuge« die einzelnen
Abschnitte zu verstärkten und unverstärkten
Kunststoffen, Folien sowie beschichteten und
unbeschichteten Textilien. Eine besondere
Eigenschaft der Kunststoffe besteht darin,
dass sich nicht nur ihre mechanischen, sondern auch ihre bauphysikalischen Eigenschaften, z. B. hinsichtlich Licht- und Wärmedurchgang, sehr genau einstellen lassen. Die sich
daraus ergebenden Möglichkeiten werden
ausführlich behandelt.
Ein Kapitel zu den Umwelteinwirkungen geht
auf die in mancher Hinsicht sehr emotional
geführte Debatte über die ökologischen Eigenschaften der Kunststoffe ein. Als Dämm- und
Dichtstoffe leisten Kunststoffe vielfach einen
unverzichtbaren Beitrag zu einer ökologisch
effizienten Gebäudeplanung, ihr Leichtbaupotenzial ermöglicht materialeffiziente Strukturen. Nachteilig sind allerdings der hohe Energieeinsatz bei der Produktion, der bisher umfangreiche Einsatz von fossilen Rohstoffen sowie
die vielfach unbefriedigende Verwertung am
Ende der Lebensdauer. Der Beitrag macht
deutlich, dass eine ökologische Bewertung von
Kunststoffkonstruktionen je nach Ausgangsmaterial, konstruktiver Umsetzung und architektonischer Anwendung sehr unterschiedlich
ausfallen kann und pauschale Aussagen hierzu
nicht möglich sind.
Teil D »Tragwerk und Formfindung« verdeutlicht die Parallelen, aber auch die Unterschiede
bei den verschiedenen Anwendungen von
polymeren Werkstoffen. Der statische Nachweis von Membranbauten und biegesteifen
Kunststoffkonstruktionen ist üblicherweise in
völlig getrennten Vorschriften und Empfehlungen geregelt. Die vergleichenden Darstellung
zeigt jedoch, dass die gemeinsamen Werkstoffgrundlagen und das sich daraus ergebende
ähnliche Kriech- und Dauerstandsverhalten
zu gleichartigen Nachweiskonzepten führen,
auch wenn die konstruktive Umsetzung ganz
unterschiedlich ist. Die Formfindung von Membrankonstruktionen erfordert allerdings ein
ganz anderes Vorgehen, als wir dies von allen
anderen Baustoffen gewohnt sind. Hier ist ein
vertieftes Verständnis des Zusammenhangs
zwischen Kraft und Form erforderlich, das in
dem entsprechenden Kapitel anschaulich
erläutert wird.
Der praxisnahen und anschaulichen Darstellung des Bauens mit Kunststoffhalbzeugen,
frei geformten Bauteilen bis hin zu Folien und
textile Membranen widmet sich Teil E »Konstruieren mit Kunststoffen und Membranen«, der
erstmals in übersichtlicher Weise konstruktive
Lösungen im Detail aufzeigt. Hierbei geht es
nicht allein um die bautechnische Ausführung,
sondern auch um die bauphysikalische Bedeutung des Materials in der Gebäudehülle, weswegen auf die besonderen Möglichkeiten in
mehrschichtigen und mehrschaligen Konstruktionen eingegangen wird.
Die Auswahl der »Gebaute[n] Beispiele im
Detail« in Teil F erfolgte vor allem nach dem
Kriterium einer vorbildlichen gestaltprägenden
architektonischen Integration von Kunststoffen
bzw. Membranen. Ziel war es, eine möglichst
große Bandbreite an Gebäudenutzungen und
Einsatzorten vorzustellen.
Die Projektbeispiele zeigen, dass viele Möglichkeiten – die Integration von Funktionen zur
Lichtleitung, Energieerzeugung oder Wärmespeicherung, um nur einige zu nennen – derzeit bei Gebäuden noch gar nicht oder nur in
Ansätzen genutzt werden. Aus dem Fahrzeugoder Flugzeugbau bereits bekannte Technologien wie adaptive Strukturen aus Faserverbundwerkstoffen mit integrierten Sensoren und
Aktoren haben ihren Weg ins Bauwesen noch
nicht gefunden. Hier liegt ein großes Potenzial,
das der Architektur viele Möglichkeiten eröffnet. Die Entwicklung synthetischer Werkstoffe
schreitet daher schnell voran. Um dem Rechnung zu tragen, sind in das Buch aktuelle
und zum Teil bisher noch unveröffentlichte
Forschungsergebnisse eingeflossen.
Bisher beschränkt sich die verfügbare Literatur
zu Kunststoffen auf sehr spezifische Fachbücher, z. B. für den Flugzeug- oder Maschinenbau. Eine Zusammenstellung der Werkstoffgrundlagen lag im Hinblick auf ihre Anwendungen in der Architektur bisher nicht vor,
weshalb die Arbeit an diesem Buch recht aufwendig war. Wir danken daher allen, die uns
dabei unterstützt haben: den Fachberatern aus
den unterschiedlichsten Bereichen, den Studierenden, die uns beim Zeichnen zur Verfügung
standen, sowie den Fotografen der Fakultätswerkstatt der Universität Stuttgart.
Die Idee, Kunststoffe und Membranen in einem
Buch zusammenzuführen, spiegelte sich nicht
nur in der Konzeption des Titels wieder. Auch
die gemeinsame Bearbeitung der Kapitel durch
alle Autoren führte zu einer dichten Verknüpfung der unterschiedlichen Wissensgebiete.
Dieses Buch schließt eine Lücke in der Fachliteratur. Wir hoffen, dass es zu einer verstärkten Beschäftigung mit diesen Werkstoffen und
damit vor allem zu neuen Anwendungen in der
Architektur beiträgt.
Autoren und Verlag
im August 2010
7
Teil A
Kunststoffe und
Membranen in der Architektur
Die Entdeckung und Entwicklung von
Kunststoffen
Von der Alchemie zur Chemie
Polymerchemie und industrielle Produktion
Kunststoffe im Möbelbau und
Industriedesign
Verbreitung von Kunststoffen
Abb. A
10
10
11
11
12
Der Traum vom Kunststoffhaus
Erste Baukonstruktionen aus
glasfaserverstärktem Kunststoff
Die Kunststoffzelle für das Wohnen
von Morgen
Kunststoffhäuser als Ausdruck visionärer
Vorstellungen
Das Bauen mit Kunststoffen und die
erste Ölkrise
Raumelemente aus Kunststoff – industrielle
Vorfertigung und Serienproduktion
Kunststoffe heute
12
Entwicklung des Membranbaus
Die leichten Flächentragwerke Frei Ottos
Pneumatische Strukturen
Seilnetze und Membrandächer für
Sportstadien
Membranbau in der zeitgenössischen
Architektur
Materialien in der textilen Architektur –
vom Natur- zum Kunstfasergewebe und
zur Kunststofffolie
16
16
17
13
13
14
14
14
15
19
20
20
Bauten mit transparenten und
transluzenten Hüllen
21
Potenziale, Tendenzen und Herausforderungen
Anwendungen und Potenziale
Tendenzen und Entwicklungen
Herausforderungen
24
24
25
27
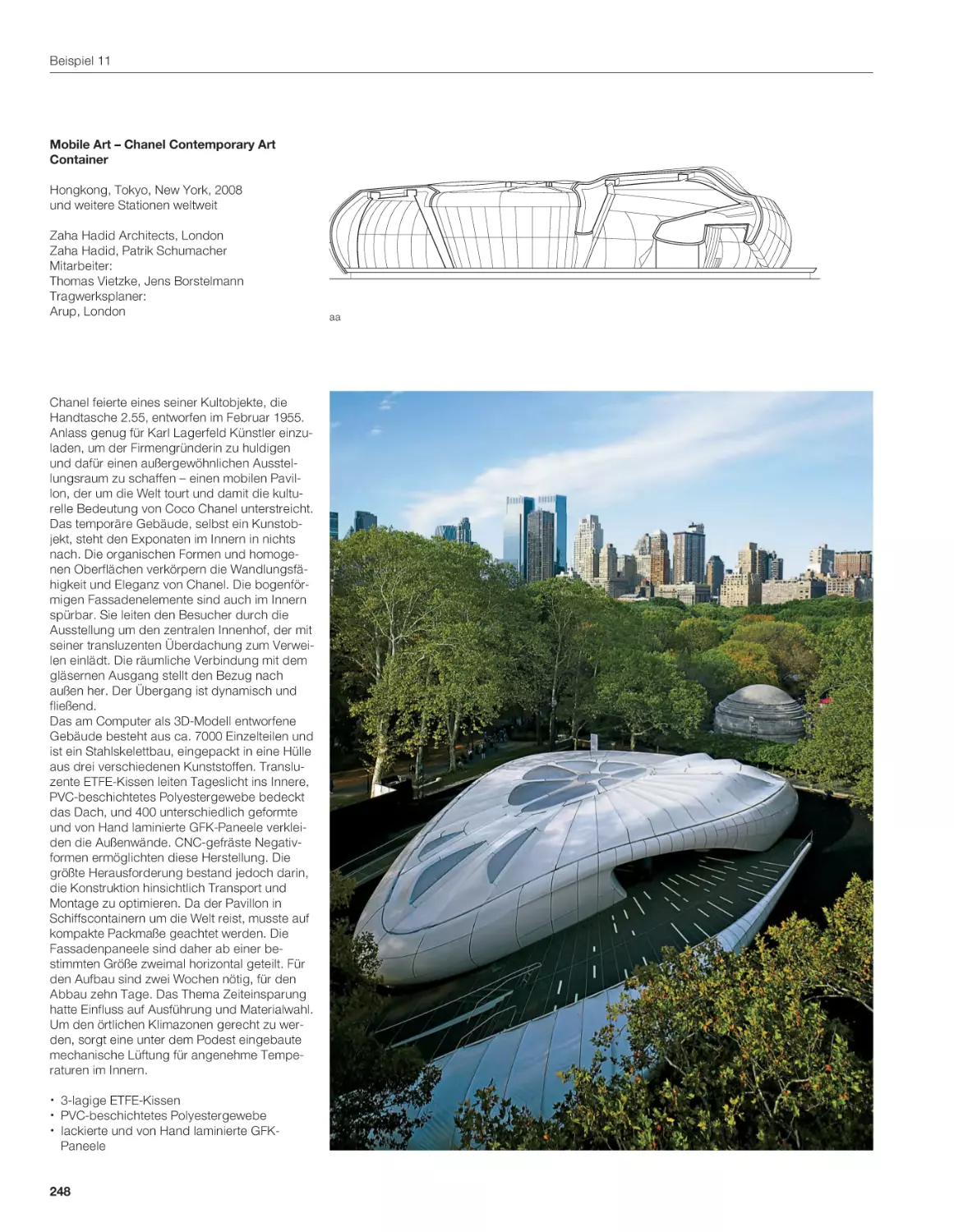
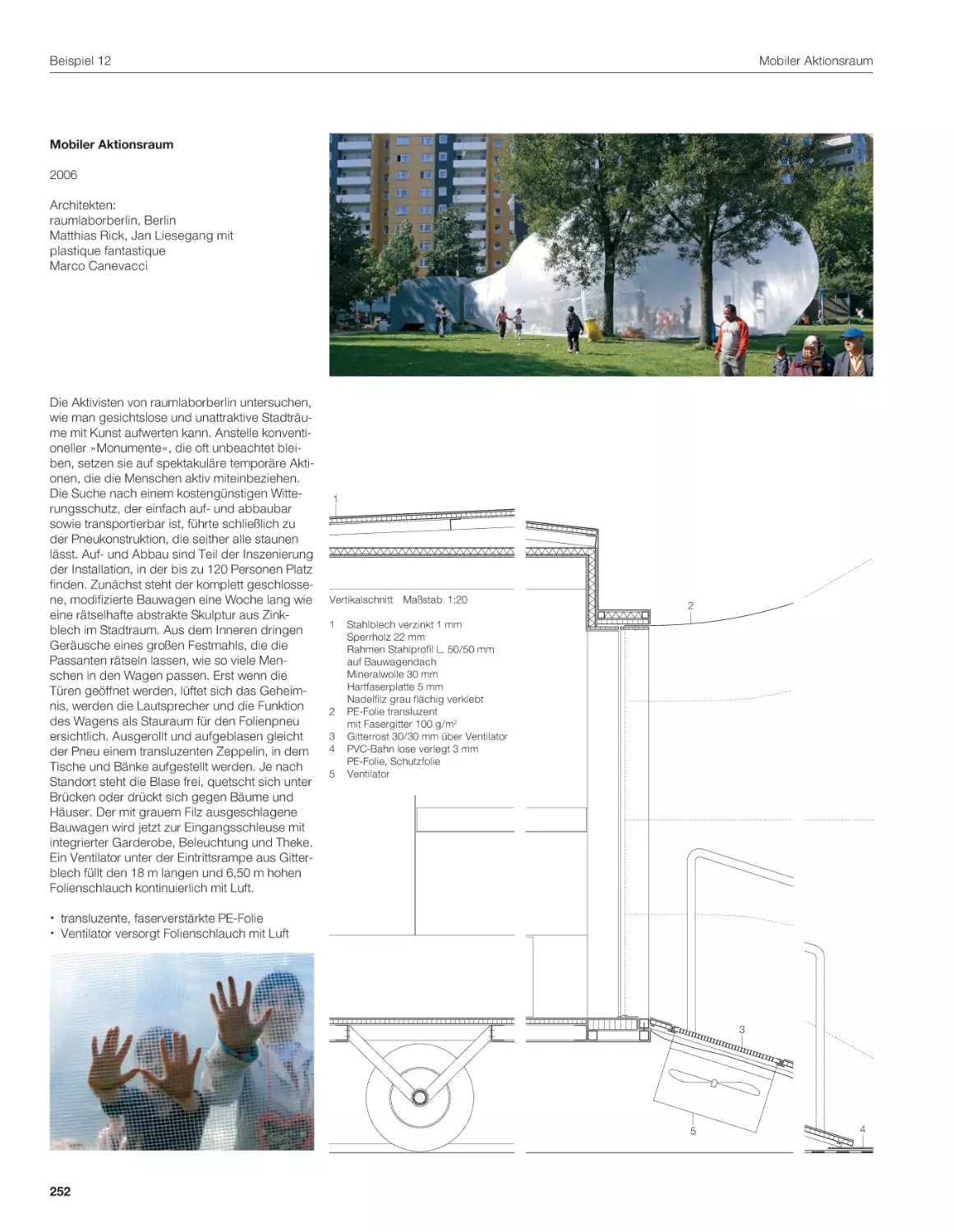
mobiler Membranpavillon, Stuttgart (D) 2006,
Julian Lienhard
9
Kunststoffe und Membranen
in der Architektur
A1
Die Entdeckung und Entwicklung von
Kunststoffen
Holz fault, Metalle sind teuer, Leder wird brüchig und Horn verzieht sich: Seit langem träumt
der Mensch davon, natürliche Werkstoffe durch
künstliche zu ersetzen, die sich einfach herstellen und bearbeiten lassen, langlebig und für
jeden verfügbar sind.
Dieser Traum verleitete die Alchemisten damals
zu den eigenartigsten Experimenten. Erfolge
bleiben nicht aus: In der arabischen Welt destillieren sie Parfüms aus Blüten, in China werden
das Schießpulver und das Papier erfunden. Bereits im 16. Jahrhundert wird in Augsburg ein
Kunstharz hergestellt, das durch wiederholtes
Aufkochen von Magerkäse gewonnen und für
Medaillons und Geschirr verwendet wird. Einer
der letzten großen Erfolge der europäischen
Alchemie ist die Entdeckung des Porzellans.
Nach langem Experimentieren gelingt zu Beginn des 18. Jahrhunderts, und damit über
1000 Jahre später als in China, endlich die
Herstellung des »weißen Golds« in Meißen.
Von der Alchemie zur Chemie
A1
A2
A3
A4
A5
A6
10
Hermann Staudinger beim Erläutern seiner Molekülkettentheorie, auf der die moderne Polymerchemie fußt.
Cover der ersten Ausgabe »Kunststoffe«,
München 1911
Radio mit Bakelit-Gehäuse, Philips, 1931
Jumo Brevete, Schreibtischlampe, Frankreich
um 1945
Rocking Armchair Rod aus der »Plastic Shell
Group«, 1948, Charles and Ray Eames
Stapelstuhl, 1960, Werner Panton
Mit dem Aufstieg der Naturwissenschaften vollzieht sich im 17. und 18. Jahrhundert allmählich
der Wandel von der praktischen Alchemie zur
theoretischen Chemie, die dann in der Zeit der
industriellen Revolution zur Schlüsselwissenschaft des 19. Jahrhunderts wird: Die Massenproduktion von Textilien verlangt nach neuen
Farbstoffen sowie Wasch- und Bleichmitteln,
die Hüttenwerke suchen nach Verbesserungen
bei der Metallerzeugung, die Bergwerke benötigen wirkungsvolle und sichere Leuchtmittel.
Da dringend Ersatz für seltene und teure Naturstoffe wie Elfenbein, Horn, Schellack, Koralle
oder Seide benötigt wird, werden die ersten
Schritte auf dem Weg zu den modernen Kunststoffen getan. Die Auslobung eines Preises von
10 000 US-Dollar zur Herstellung von Billardkugeln aus einem künstlichen Ersatzstoff für
Elfenbein soll den Anstoß zur Entwicklung von
Zelluloid gegeben haben.
Grundsubstanz von Zelluloid ist Cellulose, ein
natürliches Polymer, das Pflanzen ihre Steifigkeit verleiht. Die Zugabe einer Mischung aus
Salpeter- und Schwefelsäure verändert die
Konsistenz der Cellulose und führt zur Nitrocellulose, dem Ausgangsmaterial für die Herstellung von Zelluloid. Allerdings wird lange und
intensiv nach einem geeigneten Lösungs- und
Bindemittel gesucht, das aus den Nitrocellulosefasern eine bearbeitbare plastische Masse
macht. Alexander Parkes präsentiert auf der
Weltausstellung 1862 in London erstmals einen
Vorläufer, das sogenannte Parkesin, das jedoch wegen rascher Rissbildung kein Erfolg
wird. Der amerikanische Buchdrucker John
Wesley Hyatt entwickelt schließlich das technische Verfahren zur Herstellung von Zelluloid
durch Zugabe von Kampfer als Lösungsmittel.
1870 meldet er sein Verfahren zum Patent an.
Dieses Zelluloid findet rasch eine weite Verbreitung und wird nicht nur für Billardkugeln, sondern auch als Imitat von Perlmutt, Schildpatt
und Horn für Kämme und Haarschmuck, Spielsachen, Brillen, Zahnbürsten, künstliche Gebisse und schließlich sogar für Filme verwendet.
George Eastman, der Gründer der Firma
KODAK, stellt ab 1889 Rollfilme aus Zelluloid
her und öffnet so die Fotografie für den Massenmarkt.
Ein weiteres teures Naturprodukt, für das man
Ende des 19. Jahrhunderts dringend nach Ersatz sucht, ist Seide, da deren Herstellung sehr
kostspielig ist. Dem französischen Naturwissenschaftler Hilaire de Chardonnet gelingt die
Herstellung einer Kunstseide auf Cellulosebasis. Diese markiert zwar den Beginn der Kunstfaserproduktion, ist aber kein nachhaltiger Erfolg, da sie wie alle Produkte aus Cellulose den
gravierenden Nachteil der leichten Entflammbarkeit hat.
Aus Cellulose stellt der Schweizer Chemiker
Jacques Brandenberger bald darauf auch
hauchdünne transparente Folien her, das Cellophan, das bis heute als Verpackungsmaterial
verbreitet ist.
Als Ersatz für Schellack – eine harzige Substanz, die in einem mühsamen Prozess aus den
Ausscheidungen der Lackschildlaus gewonnen
wird und daher sehr teuer ist – entwickelt der
belgische Chemiker Leo Baekeland um 1905
das erste ausschließlich aus künstlichen Ausgangsstoffen hergestellte vollsynthetische Material Bakelit. Hauptbestandteil von Bakelit ist
Phenol, das aus Abfallprodukten der Koksher-
Kunststoffe und Membranen in der Architektur
A2
stellung gewonnen wird und damit recht billig
ist. Da es zudem elektrisch isolierend und erst
ab 300 °C entflammbar ist, eignet es sich als
Ersatzstoff für Schellack, der vor allem bei den
ersten elektrischen Geräten als dünne Isolationsschicht verwendet wurde. Mit Bakelit verfügt die Elektroindustrie endlich über einen
Isolierstoff, der die Massenproduktion unter
anderem von Schaltern, Zündspulen, Radiound Telefongeräten ermöglicht (Abb. A 3, siehe
auch Phenoplaste, S. 46).
Polymerchemie und industrielle Produktion
Der Begriff »Kunststoffe« wird 1911 erstmals
für den Titel einer Fachzeitschrift verwendet
und etabliert sich in der Folgezeit (Abb. A 2).
Die wissenschaftlichen Grundlagen zur Herstellung von Kunststoffen – die Polymerchemie –
werden allerdings erst in den ersten Jahrzehnten des 20. Jahrhunderts durch Hermann Staudinger, Professor für Chemie in Freiburg und
Zürich, entwickelt (Abb. A 1). Er wird dafür
1953 mit dem Nobelpreis ausgezeichnet.
Die Herstellung von Zelluloid, Bakelit und den
verwandten Werkstoffen beruhte bis zu diesem
Zeitpunkt vor allem auf Erfahrung, Spekulation
und Zufall. Mit einer wissenschaflichen Grundlage ist die gezielte Entwicklung synthetischer
Stoffe möglich: Die chemische Forschung wandelt sich von der Tüftelei kreativer Einzelgänger
hin zum strategisch geplanten Unterfangen in
großen Forschungsabteilungen. Ein Beispiel
hierfür ist Nylon, die erste vollständig synthetisch hergestellte und kommerziell genutzte
Kunstfaser aus kalt gerecktem Polyamid. Sie
ist das Ergebnis 11-jähriger Forschungen des
amerikanischen Chemiekonzerns DuPont. Unter
der Leitung von Wallace Hume Carothers, dem
bei DuPont bereits 1930 die Herstellung von
Neopren, einem synthetischen Kautschuk, gelungen war, arbeitete dort ein 230 Köpfe starkes Team an der Entwicklung der Kunstfaser.
Als Nylon 1938 auf den Markt kommt, wird es
zuerst für die Borsten von Zahnbürsten und
später für Damenstrümpfe verwendet. Die ersten 4 Mio. Paar Strümpfe sind 1940 in New
York innerhalb weniger Stunden ausverkauft.
Unabhängig davon gelingt 1939 in Deutschland die Herstellung einer ganz ähnlich aufgebauten Polyamidfaser, die von ihren Erfindern
A3
an der Berliner I.G. Farben Kunstseidenfabrik
»Perlon« getauft wird. Im Zweiten Weltkrieg
werden diese ursprünglich für die Mode geschaffenen Kunstfasern für Fallschirme verwendet. Die Polyesterfaser, die heute im Membranbau eine wichtige Rolle spielt, wird 1940 von
J. R. Whinfield und J. T. Dickinson in England
entwickelt und unter dem Handelsnamen Trevira
für Bekleidungen eingesetzt.
Der älteste der heutigen Massenkunststoffe
ist das Polyvinylchlorid, kurz PVC. Bereits
1912 lässt sich Fritz Klatte, Forscher bei der
Chemischen Fabrik Griesheim-Elektron bei
Frankfurt, ein Verfahren zur Herstellung von
PVC patentieren. PVC soll das leicht entflammbare Zelluloid ersetzen. Durch den Ausbruch
des Ersten Weltkriegs dauert es allerdings
noch einige Jahre, bis Verfahren für die industrielle Großproduktion zur Verfügung stehen, sodass PVC erst in den 1930er-Jahren
als Massenkunststoff für Kabelummantelungen, Rohre und zahlreiche andere Massengüter verwendet wird.
Die meisten Kunststoffe entstehen in der Mitte
des 20. Jahrhunderts in rascher Folge:
• Polymethylmethacrylat (PMMA /Acrylglas),
1933
• Polyethylen (PE), 1933
• Polyurethan (PUR), 1937
• Polyamid (PA), 1938
• ungesättigtes Polyester (UP), 1941
• Polytetrafluorethylen / Teflon (PTFE), 1941
• Ethylentetrafluorethylen (ETFE), 1970
• Silikon, 1943
• Epoxidharz (EP), 1946
• Polystyrol (PS), 1949
• Polycarbonat (PC), 1956
• Niederdruck Polyethylen (PE-HD), 1955
• Polypropylen (PP), 1957
A4
A5
Kunststoffe im Möbelbau und Industriedesign
Im Vergleich zu vielen anderen im Bauwesen
gebräuchlichen Materialien sind Kunststoffe
noch nicht einmal ein Jahrhundert alt. Doch bereits kurz nach ihrer Entwicklung ziehen sie in
den Alltag ein, da die gestalterischen Möglichkeiten dieser neuen Werkstoffe sehr schnell
entdeckt werden. Im Industriedesign und Möbelbau entstehen Formen, die bisher nicht
A6
11
Kunststoffe und Membranen in der Architektur
A7
A8
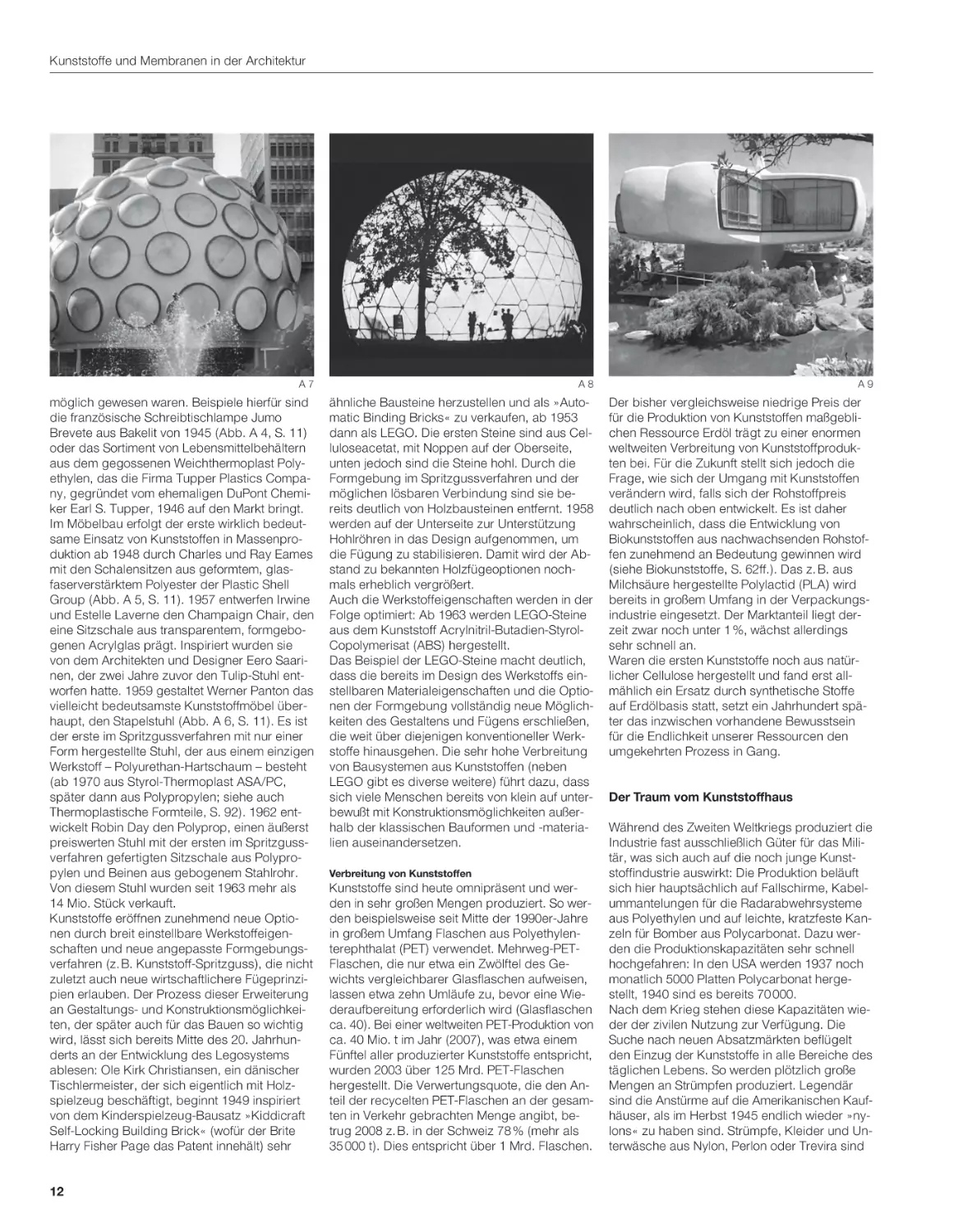
möglich gewesen waren. Beispiele hierfür sind
die französische Schreibtischlampe Jumo
Brevete aus Bakelit von 1945 (Abb. A 4, S. 11)
oder das Sortiment von Lebensmittelbehältern
aus dem gegossenen Weichthermoplast Polyethylen, das die Firma Tupper Plastics Company, gegründet vom ehemaligen DuPont Chemiker Earl S. Tupper, 1946 auf den Markt bringt.
Im Möbelbau erfolgt der erste wirklich bedeutsame Einsatz von Kunststoffen in Massenproduktion ab 1948 durch Charles und Ray Eames
mit den Schalensitzen aus geformtem, glasfaserverstärktem Polyester der Plastic Shell
Group (Abb. A 5, S. 11). 1957 entwerfen Irwine
und Estelle Laverne den Champaign Chair, den
eine Sitzschale aus transparentem, formgebogenen Acrylglas prägt. Inspiriert wurden sie
von dem Architekten und Designer Eero Saarinen, der zwei Jahre zuvor den Tulip-Stuhl entworfen hatte. 1959 gestaltet Werner Panton das
vielleicht bedeutsamste Kunststoffmöbel überhaupt, den Stapelstuhl (Abb. A 6, S. 11). Es ist
der erste im Spritzgussverfahren mit nur einer
Form hergestellte Stuhl, der aus einem einzigen
Werkstoff – Polyurethan-Hartschaum – besteht
(ab 1970 aus Styrol-Thermoplast ASA/PC,
später dann aus Polypropylen; siehe auch
Thermoplastische Formteile, S. 92). 1962 entwickelt Robin Day den Polyprop, einen äußerst
preiswerten Stuhl mit der ersten im Spritzgussverfahren gefertigten Sitzschale aus Polypropylen und Beinen aus gebogenem Stahlrohr.
Von diesem Stuhl wurden seit 1963 mehr als
14 Mio. Stück verkauft.
Kunststoffe eröffnen zunehmend neue Optionen durch breit einstellbare Werkstoffeigenschaften und neue angepasste Formgebungsverfahren (z. B. Kunststoff-Spritzguss), die nicht
zuletzt auch neue wirtschaftlichere Fügeprinzipien erlauben. Der Prozess dieser Erweiterung
an Gestaltungs- und Konstruktionsmöglichkeiten, der später auch für das Bauen so wichtig
wird, lässt sich bereits Mitte des 20. Jahrhunderts an der Entwicklung des Legosystems
ablesen: Ole Kirk Christiansen, ein dänischer
Tischlermeister, der sich eigentlich mit Holzspielzeug beschäftigt, beginnt 1949 inspiriert
von dem Kinderspielzeug-Bausatz »Kiddicraft
Self-Locking Building Brick« (wofür der Brite
Harry Fisher Page das Patent innehält) sehr
ähnliche Bausteine herzustellen und als »Automatic Binding Bricks« zu verkaufen, ab 1953
dann als LEGO. Die ersten Steine sind aus Celluloseacetat, mit Noppen auf der Oberseite,
unten jedoch sind die Steine hohl. Durch die
Formgebung im Spritzgussverfahren und der
möglichen lösbaren Verbindung sind sie bereits deutlich von Holzbausteinen entfernt. 1958
werden auf der Unterseite zur Unterstützung
Hohlröhren in das Design aufgenommen, um
die Fügung zu stabilisieren. Damit wird der Abstand zu bekannten Holzfügeoptionen nochmals erheblich vergrößert.
Auch die Werkstoffeigenschaften werden in der
Folge optimiert: Ab 1963 werden LEGO-Steine
aus dem Kunststoff Acrylnitril-Butadien-StyrolCopolymerisat (ABS) hergestellt.
Das Beispiel der LEGO-Steine macht deutlich,
dass die bereits im Design des Werkstoffs einstellbaren Materialeigenschaften und die Optionen der Formgebung vollständig neue Möglichkeiten des Gestaltens und Fügens erschließen,
die weit über diejenigen konventioneller Werkstoffe hinausgehen. Die sehr hohe Verbreitung
von Bausystemen aus Kunststoffen (neben
LEGO gibt es diverse weitere) führt dazu, dass
sich viele Menschen bereits von klein auf unterbewußt mit Konstruktionsmöglichkeiten außerhalb der klassischen Bauformen und -materialien auseinandersetzen.
12
Verbreitung von Kunststoffen
Kunststoffe sind heute omnipräsent und werden in sehr großen Mengen produziert. So werden beispielsweise seit Mitte der 1990er-Jahre
in großem Umfang Flaschen aus Polyethylenterephthalat (PET) verwendet. Mehrweg-PETFlaschen, die nur etwa ein Zwölftel des Gewichts vergleichbarer Glasflaschen aufweisen,
lassen etwa zehn Umläufe zu, bevor eine Wiederaufbereitung erforderlich wird (Glasflaschen
ca. 40). Bei einer weltweiten PET-Produktion von
ca. 40 Mio. t im Jahr (2007), was etwa einem
Fünftel aller produzierter Kunststoffe entspricht,
wurden 2003 über 125 Mrd. PET-Flaschen
hergestellt. Die Verwertungsquote, die den Anteil der recycelten PET-Flaschen an der gesamten in Verkehr gebrachten Menge angibt, betrug 2008 z. B. in der Schweiz 78 % (mehr als
35 000 t). Dies entspricht über 1 Mrd. Flaschen.
A9
Der bisher vergleichsweise niedrige Preis der
für die Produktion von Kunststoffen maßgeblichen Ressource Erdöl trägt zu einer enormen
weltweiten Verbreitung von Kunststoffprodukten bei. Für die Zukunft stellt sich jedoch die
Frage, wie sich der Umgang mit Kunststoffen
verändern wird, falls sich der Rohstoffpreis
deutlich nach oben entwickelt. Es ist daher
wahrscheinlich, dass die Entwicklung von
Biokunststoffen aus nachwachsenden Rohstoffen zunehmend an Bedeutung gewinnen wird
(siehe Biokunststoffe, S. 62ff.). Das z. B. aus
Milchsäure hergestellte Polylactid (PLA) wird
bereits in großem Umfang in der Verpackungsindustrie eingesetzt. Der Marktanteil liegt derzeit zwar noch unter 1 %, wächst allerdings
sehr schnell an.
Waren die ersten Kunststoffe noch aus natürlicher Cellulose hergestellt und fand erst allmählich ein Ersatz durch synthetische Stoffe
auf Erdölbasis statt, setzt ein Jahrhundert später das inzwischen vorhandene Bewusstsein
für die Endlichkeit unserer Ressourcen den
umgekehrten Prozess in Gang.
Der Traum vom Kunststoffhaus
Während des Zweiten Weltkriegs produziert die
Industrie fast ausschließlich Güter für das Militär, was sich auch auf die noch junge Kunststoffindustrie auswirkt: Die Produktion beläuft
sich hier hauptsächlich auf Fallschirme, Kabelummantelungen für die Radarabwehrsysteme
aus Polyethylen und auf leichte, kratzfeste Kanzeln für Bomber aus Polycarbonat. Dazu werden die Produktionskapazitäten sehr schnell
hochgefahren: In den USA werden 1937 noch
monatlich 5000 Platten Polycarbonat hergestellt, 1940 sind es bereits 70 000.
Nach dem Krieg stehen diese Kapazitäten wieder der zivilen Nutzung zur Verfügung. Die
Suche nach neuen Absatzmärkten beflügelt
den Einzug der Kunststoffe in alle Bereiche des
täglichen Lebens. So werden plötzlich große
Mengen an Strümpfen produziert. Legendär
sind die Anstürme auf die Amerikanischen Kaufhäuser, als im Herbst 1945 endlich wieder »nylons« zu haben sind. Strümpfe, Kleider und Unterwäsche aus Nylon, Perlon oder Trevira sind
Kunststoffe und Membranen in der Architektur
A7
Fly’s Eye Dome aus GFK Elementen, USA 1970,
Richard Buckminster Fuller
A8
Radom, USA 1955, Richard Buckminster Fuller
A9
Monsanto House/House of the Future, Demonstrationsgebäude als Teil von »Tomorrowland«,
Disneyland, Kalifornien (USA) 1957, Richard
Hamilton und Marvin Goody
A 10 fg 2000, Altenstadt (D) 1968, Wolfgang Feierbach
A 10
in der Nachkriegszeit ungeheuer populär. Haushaltswaren und Verpackungen aus Polyethylen
oder Polypropylen finden sich plötzlich in jeder
Küche. Da sich Kunststoffe bei Alltagsgegenständen bewähren und auch schon für Möbel
verwendet werden, liegt es nahe, sie schließlich auch für Baukonstuktionen einzusetzen.
Die kleinere Kuppel benötigt nur ein einziges
Formteil und selbst die größere kommt mit nur
zwei Formteilen aus.
Die Kunststoffzelle für das Wohnen von Morgen
Erste Baukonstruktionen aus glasfaserverstärktem
Kunststoff (GFK)
Neben einigen Architekten und Forschungseinrichtungen sieht auch die chemische Industrie in Erwartung einer zunehmenden Industrialisierung des Bauens einen riesigen Markt im
Bauwesen.
Die Lincoln Laboratories, eine 1951 gegründete und am Massachusetts Institute of Technology (MIT) angesiedelte Forschungseinrichtung
des amerikanischen Verteidungsministeriums,
beschäftigen sich mit der Entwicklung von
Schutzhüllen für Radarstationen, den sogenannten Radomen. Da der Schwenkbereich
der Antennen kreisförmig ist und die Kugel das
geringste Verhältnis von Oberfläche zu Volumen hat, greift man hier Richard Buckminster
Fullers Überlegungen zu geodätischen Kuppeln (1954) als Konstruktionsprinzip auf. Die
Einhausung von Radarstationen muss allerdings möglichst metallfrei sein, um die elektromagnetischen Strahlen nicht zu stören. Auf
diese Weise entstehen die ersten Konstruktionen, die vollständig aus Kunststoff sind. Sie
bestehen aus handlaminierten Formteilen mit
gekanteten Randverstärkungen, die mit Bolzen
verbunden sind. Als Material wird glasfaserverstärktes Epoxid- oder Polyesterharz verwendet.
Die erste Kuppel dieser Bauart wird 1955 auf
dem Mount Washington errichtet, zahlreiche
folgen für Radarstationen der Distant Early
Warning Line in der Arktis (Abb. A 8). Heute
sind sie sozusagen per Katalog in verschiedenen Ausführungen erhältlich und wurden mittlerweile mehr als 200 000 mal gebaut.
Unabhängig davon entwickelt Buckminster Fuller das Konstruktionsprinzip der geodätischen
Kunststoffkuppeln weiter und beantragt 1961
das Patent für seine Monohex-Struktur, die
dann später auch als Fly’s Eyes bezeichnet
wird, da deren kreisförmige Öffnungen mit
Acrylglaskuppeln geschlossen werden. In seinem Patent beschreibt er die Herstellung dieser Strukturen aus Holz, Metall und GFK. Die
ersten Fly’s Eyes aus GFK werden 1975 in drei
verschiedenen Größen von 3,66 m (12 Fuß),
7,92 m (26 Fuß) und 15,24 m (50 Fuß) realisiert.
Monsanto House/House of the Future (USA)
1954 tritt die Monsanto Chemical Company an
das MIT mit der Idee heran, ein Haus vollständig aus Kunststoff zu entwickeln. Bereits 1955
veröffentlicht das MIT die Studie »Plastics in
Housing«, in der das Wohnen der Zukunft untersucht wird. Flexibilität der Nutzung für sich
verändernde Familien, einfacher Standortwechsel für eine zunehmende Mobilität und kostengünstiger Wohnraum für den wachsenden
Mittelstand sind dabei die wesentlichen Argumente für das Bauen mit Kunststoffen. All dies
soll in einem Projekt demonstriert werden, das
sich durch einen einfachen Auf- und Umbau an
verschiedene Grundrisse und Umgebungsbedingungen anpassen lässt. Nach zwei Jahren
Entwicklung und Produktion erfolgt 1957 der
Bau eines ersten Musterhauses in der Disney
World, Kalifornien (Abb. A 9).
Um einen quadratischen Kern auf einem Betonsockel sind vier auskragende Flügel gruppiert,
die die Wohn- und Schlafzimmer aufnehmen.
Im zentralen Kern befinden sich die installationsintensiven Räume wie Küche, Bad und WC.
Die Gebäudehülle ist als Sandwich in Dicken
zwischen 7 und 11 cm laminiert, die für die
Auskragungen zu Hohlkästen gefügt sind. Für
die Kernlage werden mit Polyurethan (PUR)
ausgeschäumte Papierwaben und für die
Decklagen mit zehn Schichten Glasfasergewebe verstärktes Polyesterharz verwendet. An
manchen Stellen ist die Kunststoffkonstruktion
zusätzlich mit Holzeinlagen ausgesteift. In den
umfangreichen begleitenden Fachveröffentlichungen [1] sind die Fenster als »abwaschbares Plastik« beschrieben, bestehen also vermutlich aus Acrylglas. Außerdem werden verschiedene Grundrissvarianten dargestellt. In
der Realität wäre ein Umbau jedoch wegen der
vielen Verklebungen und Dichtungen nicht so
einfach gewesen. Das Gewicht von jeweils
ca. 50 kg/m2 für Dach und Boden der auskragenden Flügel ist deutlich niedriger als das bei
einer konventionellen Bauweise.
Auch die Innenausstattung ist fast vollständig
aus Plastik: Regale, Küchenschränke und
selbstverständlich das Geschirr. Im Haus werden außerdem alle technischen Geräte ausgestellt, die man von der Zukunft des Wohnens
erwartet: Bildtelefon, Mikrowelle, elektrische
Zahnbürste und per Knopfdruck ausfahrbare
Regale. [2]
Ende der 1960er-Jahre entstehen in rascher
Folge zahlreiche Prototypen von Kunststoffhäusern. So zeigt allein der Katalog zur »2. Internationalen Kunststoff-Haus-Ausstellung« 1972
in Lüdenscheid Abbildungen von fast 90 gebauten Häusern und Hallen aus Kunststoff, bei
denen GFK als lastabtragendes oder raumabschließendes Material eingesetzt wird.
Der konstruktive Aufbau der meisten Häuser
ähnelt dabei dem Monsanto House. Bemerkenswert ist der Kontrast zwischen dem futuristischen Anspruch und den eigentlichen Herstellungsverfahren. Nicht nur die Konstruktion,
sondern auch die Formensprache suggerieren
eine industrielle Produktion. Tatsächlich wurden die Kunststoffhäuser aber mit einfachsten
handwerklichen Verfahren in Kleinstbetrieben
hergestellt.
fg 2000 (D)
In Deutschland entwickelt 1968 der Modellbaumeister Wolfgang Feierbach das Kunststoffhaus fg 2000, das als einziges System für
Kunststoffhäuser eine Zulassung für den Vertrieb und Bau erhält und damit die Voraussetzungen zur Serienfertigung erfüllt (Abb. A 10).
Dieses Bausystem besteht aus leicht nach
innen gewölbten Wandelementen mit abgerundeten Kanten von 1,25 ≈ 3,40 m und Dachund Bodenelementen von 1,25 ≈ 10,50 m, die
aneinandergereiht werden. Die Außenhaut des
fg 2000 wird von 6 mm starken GFK-Platten
gebildet, die Innenhaut von GFK-Platten mit
einer Stärke von 4 mm. Dazwischen dienen
8 cm PUR-Hartschaum als Kern zur Wärmedämmung und Aussteifung. Die Wand- und
13
Kunststoffe und Membranen in der Architektur
A 11
A 12
A 13
A 14
Zip Up House, Modellfoto, GB 1969, Richard
Rogers
Futuro, Matti Suuronen
a Außenansicht
b Innenansicht
Polyeder-Häuser der Familie Hübner, Neckartenzlingen (D) 1975, Peter Hübner und Frank
Huster
Polyurethan-Ortschaum-Konstruktion auf der
Internationalen Kunststoffhaus-Ausstellung,
Lüdenscheid (D) 1971, Peter Hübner
A 11
Deckenelemente sind durch vorgeformte Flansche und Bolzen verbunden, die Fugen werden
durch Dichtungsbänder aus Moosgummi und
Polysulfid abgedichtet.
Bei diesem ersten Versuchshaus ist die Grundrissvielfalt durch die lineare Aneinanderreihung
der Elemente allerdings stark eingeschränkt.
Deshalb wird 1972 ein zweiter Prototyp erstellt,
der mithilfe von Eckelementen und durch eine
freie Überspannung der Deckenelemente eine
variable Grundrissgestaltung ermöglicht.
Zip-Up House (GB)
Das Zip-Up House (1969) des Architekten
Richard Rogers steht für eine bestimmte Phase
in der englischen Architektur, in der Konstruktion und Technik zum wesentlichen Gestaltungsmerkmal wurden. Die Verwendung von Kunststoffen für tragende Bauteile ist auf den ersten
Blick nicht erkennbar (Abb. A 11). Der Name
»Zip-Up« steht für die Aneinanderreihung einzelner dichter und hochgedämmter Raumelemente aus 20 cm dicken tragenden Sandwichpaneelen, wobei die beiden Deckschichten aus
Aluminium und der aufgeschäumte Kunststoff
gemeinsam aussteifend wirken. Wie bei Fahrzeugen werden mit einem Band aus synthetischem Kautschuk die Fugen und Fenster abgedichtet.
Die selbsttragenden Raumelemente mit einer
Spannweite von 9 m erlauben eine freie innere
Aufteilung und eine einfache spätere Erweiterung. Die Wärmedämmung dieses Hauses ist
so hoch, dass in England sogar auf eine Zentralheizung verzichtet werden kann.
Futuro (FIN)
Die Ikone aller Kunststoffhäuser ist jedoch vermutlich das Futuro des finnischen Architekten
Matti Suuronen von 1968 (Abb. A 12). Die Idee
des Hauses als bewegliche Einheit, als für
jeden verfügbares Gebrauchsobjekt wird
durch keinen Entwurf besser gezeigt als durch
das Futuro. Seine Form verdeutlicht, welche
Faszination und welchen Einfluss die Erfolge
der bemannten Raumfahrt auf die Architektur
damals ausübten. Es wird zum Symbol des
Space Age und des ungebrochenen Glaubens
an den Segen der Technik von morgen, obwohl Suuronen immer wieder betont hat, dass
14
er eigentlich nur eine Skihütte planen wollte.
Das Futuro ist ein Ellipsoid mit 8 m Durchmesser und 4 m Höhe, das aus je acht identisch
gekrümmten Sandwichpaneelen für die obere
und untere Gebäudehälfte besteht. Es liegt auf
einem Stahlring auf, der auch den Aufbau in
unwegsamen Gelände ermöglicht. Der Innenausbau mit den konzentrisch angeordneten,
fest eingebauten Liegesitzen und Sanitärzellen
ist von der gleichen Konsequenz wie die äußere Form. Bis 1978 werden rund 60 Stück gebaut, sodass es das Futuro im Gegensatz zu
anderen Kunststoffhäusern immerhin zu einer
bescheidenen Kleinserie gebracht hat. [3]
Kunststoffhäuser als Ausdruck visionärer
Vorstellungen
Die Experimente mit Kunststoffhäusern fallen
mitten in eine Zeit, in der unterschiedliche Utopien für die Zukunft der Menschheit formuliert
werden. Visionen künftiger Megastädte fanden
1960 mit der Ausstellung »Metabolism« in
Tokio und dem Manifest »Metabolism 1960 –
The proposal for urbanism« ihren Auslöser. Die
britische Architektengruppe Archigram zeigt
von der Pop-Kultur beeinflusste Bilder einer
»Walking City« oder einer »Plug In City«. Flexibilität und Mobilität sind dabei die zentralen
Stichworte und führen zu Ideen von riesigen
Raumgerüsten, die mit Wohnzellen bestückt
werden.
Die ersten Serienhäuser aus Kunststoff stoßen
auf großes Interesse in der Öffentlichkeit, da
sie auf diese futuristischen Visionen eingehen
und dafür auf den aktuellsten Stand der Polymertechnik zurückgreifen. Kunststoff wird zum
Ausdruck einer sich in dieser Zeit entwickelnden Gegen- und Subkultur. Weltweit bilden
sich Avantgardegruppen, die zwischen Architektur und Kunst oszillieren. Neben Archigram
in Großbritannien sind dies Ant Farm und Eat
in den USA, Archizoom, Superstudio und UFO
in Italien und Coop Himmelb(l)au in Österreich.
Sie rebellieren gegen die Rückwärtsgewandtheit der damaligen Architektur, wollen mit
herkömmlicher Theorie und Praxis brechen.
Das Experimentieren mit neuen Formen und
Baustoffen, wie eben Kunststoff, bildet den
Ausgangspunkt für die Entwicklung neuer
Wohnformen.
Das Bauen mit Kunststoffen und die erste Ölkrise
Mitte der 1970er-Jahre ist das Experimentieren
mit Kunststoffhäusern allerdings genauso
schnell beendet, wie es begonnen hatte. Mit
der ersten Ölkrise 1973/74 steigen nicht nur
die Preise für das Ausgangsmaterial Erdöl und
die ohnehin schon teuren Kunststoffhäuser verlieren damit endgültig die Möglichkeit, sich auf
dem Markt zu behaupten. Zudem erwacht allmählich ein Bewusstsein für die Endlichkeit unserer Ressourcen, sodass Konzepte wie das
Monsanto House plötzlich als ökologisch fragwürdig gelten. In den folgenden Jahren zeigt
sich zudem, dass für eine sich zunehmend individualisierende Gesellschaft die einst so zukunftsweisende Idee der industriell gefertigten
Wohnzelle veraltet scheint. Zu sehr sind Kunststoffe mit solchen architektonischen Vorstellungen verbunden, als dass sie eine Chance auf
eine kontinuierliche architektonische Entwicklung gehabt hätten. Fehlende Erfahrung bei der
Planung oder mangelhafte Ausführung verursachten bauphysikalische oder baukonstruktive
Schäden und bringen den Kunststoffen somit
den Ruf als minderwertige Materialien ein, der
zum Teil bis heute besteht.
Raumelemente aus Kunststoff – industrielle Vorfertigung und Serienproduktion
Ein Text von Peter Hübner aus dem Katalog zur
»1. Internationalen Kunststoff-Haus-Ausstellung« 1971 in Lüdenscheid fängt die Stimmung
dieser Zeit ein: »Es ist kein billiges Zukunftsgerede, wenn behauptet wird, dass in den nächsten Dezennien Menschen in Häusern, Siedlungen, ja in Städten leben werden, die ganz oder
teilweise auf der Kunststoff-Basis entstanden
sind. [...] Dem Bauen und Wohnen in einer Welt
von Kunststoffen steht nichts mehr im Wege.
Höchstens wir selbst, weil wir uns schwer an
etwas Neues gewöhnen. Die Voreiligen mag
eines trösten: Die Entwicklung vom nie ausgehenden Feuer bis zum perfekten funktionierenden Feuerzeug hat ja auch nicht nur ein paar
Tage gedauert.« [4]
Hübner zeigt auf der Ausstellung sein Baumhaus aus »Ortschaum«, das im kompletten Gegensatz zur Präzision der industriellen Vorfertigung steht, die damals die architektonischen
Vorstellungen beherrscht (Abb. A 14).
Kunststoffe und Membranen in der Architektur
Der Auftrag, 110 temporäre Raumeinheiten für
Kioske, Toiletten und Informationspavillons auf
dem Gelände der Olympiade 1972 in München
zu realisieren, ermöglicht eine industrielle Serienfertigung. Die dafür von Hübner entwickelten
Raumzellen sind Polyeder auf achteckigem
Grundriss mit Seitenabmessungen von ca.
3,60 m. Der Wandaufbau besteht aus dreilagiger Wellpappe, die anschließend mit glasfaserverstärktem Polyesterharz beschichtet wird.
Die Einbauten für Bad und Küche werden aus
tiefgezogenem Polystyrol hergestellt.
In der Folge entwickelt Hübner mit seinem Partner Frank Huster dieses System der temporären Raumzellen für eine Dauernutzung weiter.
Er testet und demonstriert es beim Bau seines
eigenen Wohnhauses, das er innerhalb eines
Tages aufstellen lässt. Bezeichnend hierfür
ist der Titel seiner Einladungskarte »Morgens
kommen die Häuser, abends kommen die
Gäste«, mit dem er seine Erwartung an das
Bauen der Zukunft formuliert. Um sieben Uhr
morgens verlassen die Lastwagen mit 23 vorfabrizierten Zellen des Typs »Casanova« die
Hallen der Firma Staudenmayer. Die Fundamente und Grundleitungen sind so vorbereitet,
dass ein mobiler Kran die bereits mit allen Installationen ausgestatteten Zellen nur an die gewünschte Position heben muss. Als abends
die Gäste zur Einweihungsfeier kommen, sind
die Kunststoffelemente bereits vollständig zu
einem Haus montiert (Abb. A 13).
Hübner bemüht sich dabei durch vielfältige
Kombination, den sich wiederholenden Zellencharakter zu überwinden. Die Hauptwohnräume sind mit übergroßen Öffnungen verbunden,
sodass ein fast offener Grundriss entsteht und
die modulare Ordnung des Systems nicht als
räumliche Einschränkung empfunden wird.
Das Haus wird seit 1975 bewohnt, ohne dass
gravierende Mängel an der Bausubstanz aufgetreten sind. 1985 und 1996 wurde es durch
Holzanbauten mit Grasdach erweitert.
Entgegen der Vermutung, dass Systeme wie
diese auf der Schwelle zur Massenproduktion
stehen, verschwinden vorgefertigte Wohnzellen
Ende der 1970er-Jahre nahezu vollständig aus
der Architektur. Es bleiben lediglich Sanitärund Nasszellen aus Kunststoff, die ab Mitte der
1970er-Jahre in großer Zahl für Krankenhäuser
und Hotels produziert werden.
Wie viele seiner Kollegen wendet sich auch
Hübner nun von Themen wie Serienproduktion
und Vorfertigung ab und beschäftigt sich mit
ganz anderen Fragen, insbesondere dem ökologischen Bauen.
Das Ende dieser mit so viel Enthusiasmus angegangenen Wohn- und Bauexperimente zeigt
sich auch am unrühmlichen Ende des Monsanto House. Zwar war es von 20 Mio. Menschen
besucht worden, Verhandlungen über weitere
Verkäufe oder Überlegungen, die Konstruktion
in die Serienproduktion zu übernehmen, sind
aber nicht bekannt, sodass es 1967 schon wieder abgerissen werden soll: Der Versuch, das
Haus mit einer Abrissbirne zu zerlegen, schlägt
fehl, da die elastische Gebäudehülle die Stöße
der Metallkugel zurückfedert. Stattdessen wird
es mit einem Drahtseil umwickelt und zusammengezogen – ein Vorgang, der immerhin zwei
Wochen dauert. Daran zeigt sich, dass die
Firma Monsanto kaum noch Interesse daran
hatte, die Idee der flexibel auf- und abbaubaren Wohnzelle durch einen entsprechenden
Rückbau zu demonstrieren. Zu diesem Zeitpunkt glaubt man offensichtlich schon nicht
mehr an eine Zukunft dieser Konzepte.
Kunststoffe heute
Gestaltprägende architektonische Elemente
aus Kunststoff verschwinden Mitte der 1970erJahre fast vollständig aus der Architektur. Dichtungen, Dämmungen, Beschichtungen und vieles andere mehr sind seither allerdings ohne
Kunststoffe undenkbar und nahezu überall im
Gebäude zu finden. Die Verwendung als tragender und raumbildender Werkstoff bleibt vor
allem auf Nischenbereiche beschränkt, bei
denen Dauerhaftigkeit und Beständigkeit eine
besondere Rolle spielen, z. B. bei Abdeckungen von Kläranlagen, Stegen und Wartungsgängen von Offshore-Plattformen oder Anlagen
der chemischen Industrie.
Die Weiterentwicklung der Kunststoffe findet
vornehmlich in anderen Bereichen der Technik
statt. Eine Vorreiterrolle übernimmt dabei der
Flugzeugbau mit seinem ständigen Bestreben
nach Gewichtsreduktion und einer aerodynamischen Optimierung der Formen. Bereits 1958
entsteht an der Universität Stuttgart das erste
Segelflugzeug aus GFK namens »Phönix«. Für
Verkehrsflugzeuge setzt Airbus 1972 erstmals
Faserverbundwerkstoffe ein. Bei den neuesten
Flugzeugen beträgt ihr Anteil rund 50 %, wobei
sie mittlerweile sogar für besonders sicherheitsrelevante Teile des Rumpfs verwendet
werden. Um Gewicht einzusparen, besitzen einige Hubschrauber sogar eine fast vollständig
aus Faserverbundwerkstoffen bestehende
Zelle, da sie beim Vertikalstart jedes Gramm
Masse durch Antriebskraft anheben müssen.
Ähnliche Werkstoffe werden auch beim Bau
von Fahrzeugen, Booten oder Sportgeräten
eingesetzt. So gibt es Rennräder, die bis auf
Kette und Lager nur aus kohlenstofffaserverstärkten Kunststoffteilen bestehen und deren
Gesamtgewicht unter 3 kg liegt. Da die Produktion solcher Räder allerdings sehr kostspielig
ist, wurde ein Mindestgewicht für Rennräder
festgelegt, um keinen Wettbewerbsvorteil für
wohlhabende Rennställe zu schaffen.
Als Ende der 1990er-Jahre dann unter großem
Interesse der Fachwelt die ersten öffentlichen
Fußgängerbrücken aus glasfaserverstärktem
Kunststoff entstehen, werden hierfür Halbzeuge
und Fügetechniken verwendet, die im Vergleich zu den Entwicklungen in den anderen
Branchen als hoffnungslos rückständig erscheinen.
In der Architektur führen die neuen Vorstellungen von fließenden Formen und aufgelösten
Räumen zu einem wiedererwachten Interesse
an Kunststoffen, da diese freien Geometrien
sich oft nur mit Kunststoffen realisieren lassen.
a
b
A 12
A 13
A 14
15
Kunststoffe und Membranen in der Architektur
a
b
Allerdings werden sie heute noch fast ausschließlich für Bekleidungs- oder Fassadenelemente verwendet. Der Einsatz für tragende
oder raumabschließende Bauteile wie bei den
Kunststoffbauten der 1960er-Jahre bleibt noch
auf wenige Einzelfälle wie z. B. das Itzhak
Rabin Centre in Tel Aviv von Moshe Safdie
(Abb. E 2.36, S. 184) oder The Walbrook in
London von Foster and Partners (siehe Büround Geschäftshaus »The Walbrook«, S. 232f.)
beschränkt. Die kontinuierliche Entwicklung
von materialgerechten und an die Anforderungen des Bauwesens angepassten Konstruktionsweisen steht noch am Anfang und ist
Gegenstand aktuellster Forschung und Entwicklung (siehe auch Potenziale, Tendenzen
und Herausforderungen, S. 24).
Utopisten überall vom Gewicht der Traditionen
und suchen nach neuen Formen menschlichen
Zusammenlebens, Wohnens und Bauens. So
entwickelt und konstruiert Frei Otto seine ersten
leichten Flächentragwerke und bringt damit
das neue, der Natur zugewandte Verständnis
vom Bauen zum Ausdruck. Sein Verdienst ist
es, die alte Idee des Zelts um 1960 in die zeitgenössische Architektur eingeführt zu haben,
denn seit der Antike wurden zeltartige Konstruktionen lediglich als temporäre Funktionsbauten ohne weitere Bedeutung für die Baukunst angesehen.
Ein Beispiel hierfür sind die Überdachungen
der römischen Stadien und Theater. Bereits zur
Zeit Julius Cäsars wurden große Schattendächer aus leichter Baumwolle errichtet. Sie bestehen aus zahlreichen Einzelstücken, die sich
über Seilzüge bewegen und raffen lassen. Für
Konstruktion, Aufbau und Bedienung greifen
die Römer auf ihre Erfahrungen mit Segelschiffen zurück, was sich auch in der Bezeichnung
»vela« (Segel) widerspiegelt. Das Schattendach des Kolosseums beispielsweise besaß
eine Fläche von 23 000 m2 – eine Größe, die
textile Dächer erst gegen Ende des 20. Jahrhunderts wieder erreichen.
Bei den römischen Schattendächern muss es
sich also um sehr anspruchsvolle Konstruktionen gehandelt haben, von denen allerdings
fast keine Darstellungen überliefert sind.
Diese Überdachungen werden zwar von Zeitgenossen bewundert, aber nicht dokumentiert,
Entwicklung des Membranbaus
Auf den ersten Blick erscheint es verwunderlich, das Bauen mit Membranen und das
Bauen mit Kunststoffen in einen gemeinsamen
Kontext zu stellen. So sind textile Konstruktionen doch bereits viele Tausend Jahre vor den
polymeren Kunststoffen entstanden und damit
so alt wie der Versuch der Menschheit, sich
gegen widrige Umgebungsbedingungen zu
schützen.
Erst auf den zweiten Blick werden die Parallelen sichtbar. Nach den Traumatisierungen des
Zweiten Weltkriegs befreien sich Visionäre und
a
16
A 15
da sie damals ganz der Technik und nicht
der Baukunst zugeordnet werden. Als gebaute Zeugnisse ihrer Existenz sind lediglich
Einstecklöcher für Masten in den Tribünen zu
finden. [5]
Dieses Verständnis von textilen Konstruktionen
bleibt bis zur Mitte des 20. Jahrhunderts im
Wesentlichen erhalten. So werden im Sonderband des »Handbuch der Architektur«, einer
um 1900 entstandenen großen Enzyklopädie
des Bauens, Zirkuszelte zwar beschrieben,
gleichzeitig aber festgestellt, dass »solche Notbehelfe indes wohl kaum in das Gebiet der
Baukunst gehören«. [6] Die wenigen Ausnahmen wie die Hängedächer des russischen
Ingenieurs Vladimir Suchov gegen Ende des
19. Jahrhunderts oder die 1937 von Le Corbusier entworfene textile Hülle für den Pavillon
des Temps Nouveaux auf der Weltausstellung
in Paris haben kaum Einfluss auf die allgemeine Bau- und Konstruktionsgeschichte.
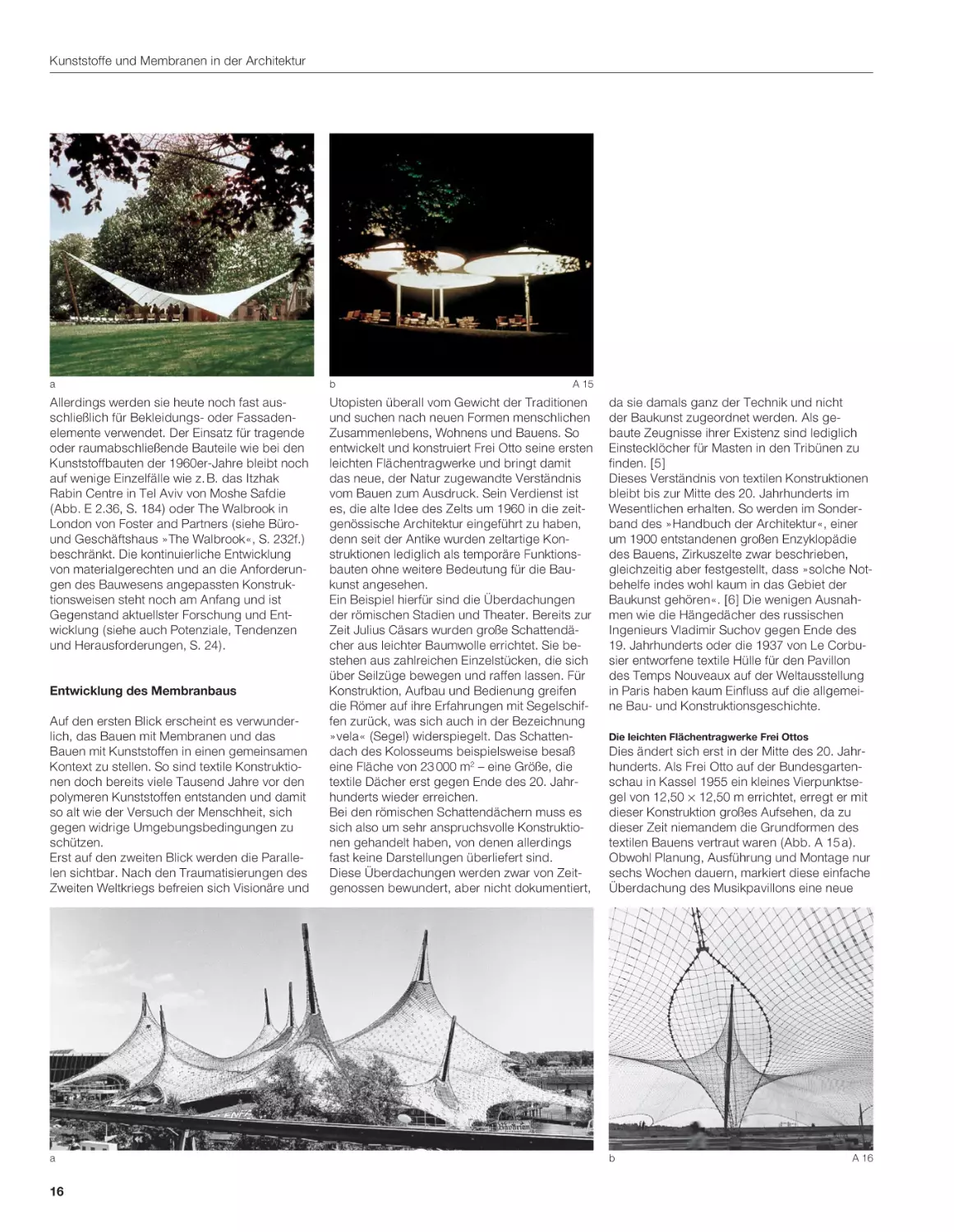
Die leichten Flächentragwerke Frei Ottos
Dies ändert sich erst in der Mitte des 20. Jahrhunderts. Als Frei Otto auf der Bundesgartenschau in Kassel 1955 ein kleines Vierpunktsegel von 12,50 ≈ 12,50 m errichtet, erregt er mit
dieser Konstruktion großes Aufsehen, da zu
dieser Zeit niemandem die Grundformen des
textilen Bauens vertraut waren (Abb. A 15 a).
Obwohl Planung, Ausführung und Montage nur
sechs Wochen dauern, markiert diese einfache
Überdachung des Musikpavillons eine neue
b
A 16
Kunststoffe und Membranen in der Architektur
a
b
c
Epoche im Membranbau. Erstmals wird hier
das Prinzip der gegensinnig gekrümmten vorgespannten Membran gezeigt (siehe Krümmung, S. 136f.). Neben dem Musikpavillon errichtet er in Kassel noch zwei weitere Bauten:
drei kissenartige Überdachungen, die Drei
Pilze (Abb. A 15 b) und den sogenannten Falter, ein wellenförmiges Zeltdach, das den Aussichtspunkt an einer Wegkreuzung überspannt.
Am Ende der Bundesgartenschau werden alle
drei Zelte wieder demontiert.
Der Erfolg seiner leichten Zeltdächer führt unmittelbar zu einem Folgeauftrag für die nächste
Bundesgartenschau 1957 in Köln. Neben dem
Eingangsbogen, einem 34 m weit spannenden
und nur 171 mm dicken Stahlbogen, der von
einer Membran überspannt und gleichzeitig
durch sie gegen seitliches Umkippen und Ausbeulen stablisiert wird (Abb. A 17 a), und kleineren Buckelzelten (Abb. A 17 c) begeistert
vor allem das Sternwellenzelt für den zentralen
Tanzbrunnen die Besucher (Abb. A 17 b). Letzters wird von sechs Masten und einer 1000 m2
großen Membran gebildet, die aus zwölf gleichen Segmenten besteht. Diese sind mit wechselnden Hoch- und Tiefpunkten sternförmig um
einen mittigen Ring angeordnet. Ursprünglich
nur für einen Sommer geplant, hat es die Stadt
Köln wegen seiner Beliebtheit seither fast jedes
Jahr errichtet und dafür die Membran mehrfach
erneuert. Mit der bewegten Dachform, den ausgewogenen Proportionen und der präzisen
Konstruktion ist dieses kleine Zelt nicht nur zu
einer der einflussreichsten Leichtbaukonstruktionen, sondern zu einem der bedeutendsten
Bauten der deutschen Nachkriegsarchitektur
überhaupt geworden. Es steht im Gegensatz
zu den Repräsentationsbauten der Kriegsjahre
und dem monotonen Funktionalismus der
Nachkriegszeit: ein leichtes und temporäres
Zelt, das sich gleichzeitig an natürliche Formen
anlehnt wie dem technischen Fortschritt verpflichtet ist. Mit seinen Entwürfen scheint Frei
Otto eine tief verwurzelte Sehnsucht nach
einem neuen Bauen angesprochen zu haben.
Anders ist die enorme Wirkung, die von Frei
Otto bis heute ausgeht, nicht zu erklären.
Mit seinen Bauten in Kassel und Köln hat er im
Grunde bereits alle Formen der zugbeanspruchten Flächentragwerke vorgeführt. Angeregt durch diese Arbeiten wird in der Folge von
ihm und anderen Planern kontinuierlich an der
Verbesserung der konstruktiven Durchbildung,
der Werkstoffe und der Formfindungsverfahren
gearbeitet. Dabei wachsen nicht nur die Abmessungen der realisierten Konstruktionen,
sondern auch das Spektrum ihrer Nutzung
über die Jahrzehnte stetig an.
Internationale Anerkennung erhält Frei Otto
dann durch die frei geformte Dachlandschaft
des Deutschen Pavillons auf der EXPO 1967 in
Montreal, die er gemeinsam mit Rolf Gutbrod
entwirft (Abb. A 16). Das Dach ist mit 8000 m2
weit größer als alles, was er bis dahin realisiert
hat. Die tragende Struktur besteht aus einem
Netz aus 12 mm dicken Stahlseilen mit einer
Maschenweite von 50 cm. Die Firma Stromeyer
& Co aus Konstanz fertigt das Netz in 9,50 m
breiten Bahnen und verschifft es nach Montreal. Dort wird es am Boden liegend zusammengeschraubt und durch hydraulisches Hochdrücken der Masten in den gewünschten Vorspannungszustand gebracht. Unter das Netz wird
als Raumabschluss eine Membran gehängt,
die über Tausende kleeblattförmige Klemmteller mit dem Seilnetz verbunden ist.
Die Ermittlung der Seilkräfte findet im Vorfeld
mit aufwendigen Messmodellen im Maßstab
1:75 am Institut für leichte Flächentragwerke
(IL) der Universität Stuttgart statt. Hier wird
auch ein Versuchsbau im Maßstab 1:1 errichtet,
der heute noch als Institutsgebäude genutzt
wird. Obwohl ursprünglich nur für einen Sommer
geplant, bleibt der Deutsche Pavillon in Montreal noch sechs weitere Jahre stehen. Das Seilnetz wird dann später zum Vorbild für die Überdachung der Olympischen Anlagen in München.
A 18
A 19
A 15
A 16
A 17
A 18
A 19
A 17
Pneumatische Strukturen
In den USA entwickelt sich das Bauen mit
Textilien maßgeblich vor dem Hintergrund der
Suche des amerikanischen Militärs nach metallfreien Schutzhüllen für ihre empfindlichen
Radarsysteme. Zum einen entstehen die bereits erwähnten GFK-Radome, zum anderen
präsentieren 1946 die Cornell Aeronautical
Laboratories in Buffalo, New York eine andere
Lösung, eine luftgestützte textile Hülle. In den
nächsten zwei Jahren plant und baut ein Team
BUGA, Kassel (D) 1955, Frei Otto
a Musikpavillon in der Kasseler Karlsaue
b Drei Pilze, beleuchteter Sitzplatz bei Nacht
a, b Deutscher Pavillon auf der Weltausstellung in
Montreal (CAN) 1967, Rolf Gutbrod und Frei Otto
BUGA, Köln (D) 1957, Frei Otto
a Eingangsbogen, Frontalansicht
b Tanzbrunnen, textile Sternwelle
c Buckelzelt, Blick vom Rheinufer
Prototyp des Radoms, Walter Bird
Schwimmbadüberdachung, Walter Bird
17
Kunststoffe und Membranen in der Architektur
unter der Leitung des jungen Luft- und Raumfahrtingenieurs Walter Bird die ersten pneumatischen Radome, die bereits 1954 zu Hunderten über ganz Kanada und den USA verteilt
sind (Abb. A 18, S. 17). Diese ursprünglich
für das Militär entwickelte Konstruktion findet
schnelle Verbreitung auch im zivilen Bereich
wie z. B. für Tennisplätze, Schwimmbäder und
Ausstellungshallen (Abb. A 19, S. 17). Stehen
für Bird vor allem die technischen Vorteile der
pneumatischen Konstruktionen zur Überdachung mittelgroßer Hallen im Vordergrund, erkennen erst die großen Visionäre dieser Zeit
ihr Potenzial zur Gestaltung neuer Lebensräume. So entwickelt Buckminster Fuller 1950 beispielsweise die Idee einer Klimahülle über
Manhattan und Frei Otto, der 1962 eine viel beachtete systematische Untersuchung zu pneumatischen Konstruktionen vorlegt, das Konzept
einer künstlichen Stadt in der Antarktis. Beide
halten pneumatisch gestützte Hüllen mit
Spannweiten von 2000 m und mehr für technisch möglich. Der Hintergrund für solche Visionen wird aus Frei Ottos Beitrag zum Kongress
»wie werden wir wohnen« von 1967 deutlich:
»Die klassischen Baukonstruktionen werden
weiterentwickelt und mit günstigeren Formen
über immer größere Flächen gespannt, deren
erreichbare Grenzen heute bereits in Kilometer
gemessen werden müssen. Große Spannweiten gestatten konstruktionsungehemmte, freie
und anpassungsfähige Nutzungen des umschlossenen Gebietes. Es gelingt beispielswei-
A 20
a
18
se, Raumgitter großer Ausdehnung aus veränderlichen dreidimensionalen Netzen, die nicht
einmal fixiert sind, in der Luft zu spannen und
dort auch, warum auch nicht, Wohnungseinheiten unterzubringen. Die jüngsten Entwicklungen auf baukonstruktivem Gebiet gestatten
die Durchführung sowohl von Aufgaben der Erschließung als auch der Intensivierung durch
synchrone Veränderung. Die Stadt im Meer
oder sogar auf dem Mond, Pflanzenschutzhäuser in der Antarktis und anderes mehr sind
längst nicht mehr Utopie, sondern Planungsvorhersage.« [7]
Eine Realisierung seiner Stadt in der Antarktis
sagt Frei Otto für die frühen 1980er-Jahre voraus. Die Machbarkeit hat er zusammen mit
Kenzo Tange und Ove Arup nachgewiesen,
realisiert wurde das Projekt aber nicht.
Auch die britischen Avantgardisten der Gruppe
Archigram sind von der Pneumatik fasziniert.
Sie sehen darin die Möglichkeit, weiche, anpassungsfähige und bewegliche Strukturen
zu schaffen, die ganz im Gegensatz zu einer
bürgerlichen Architekturtradition stehen.
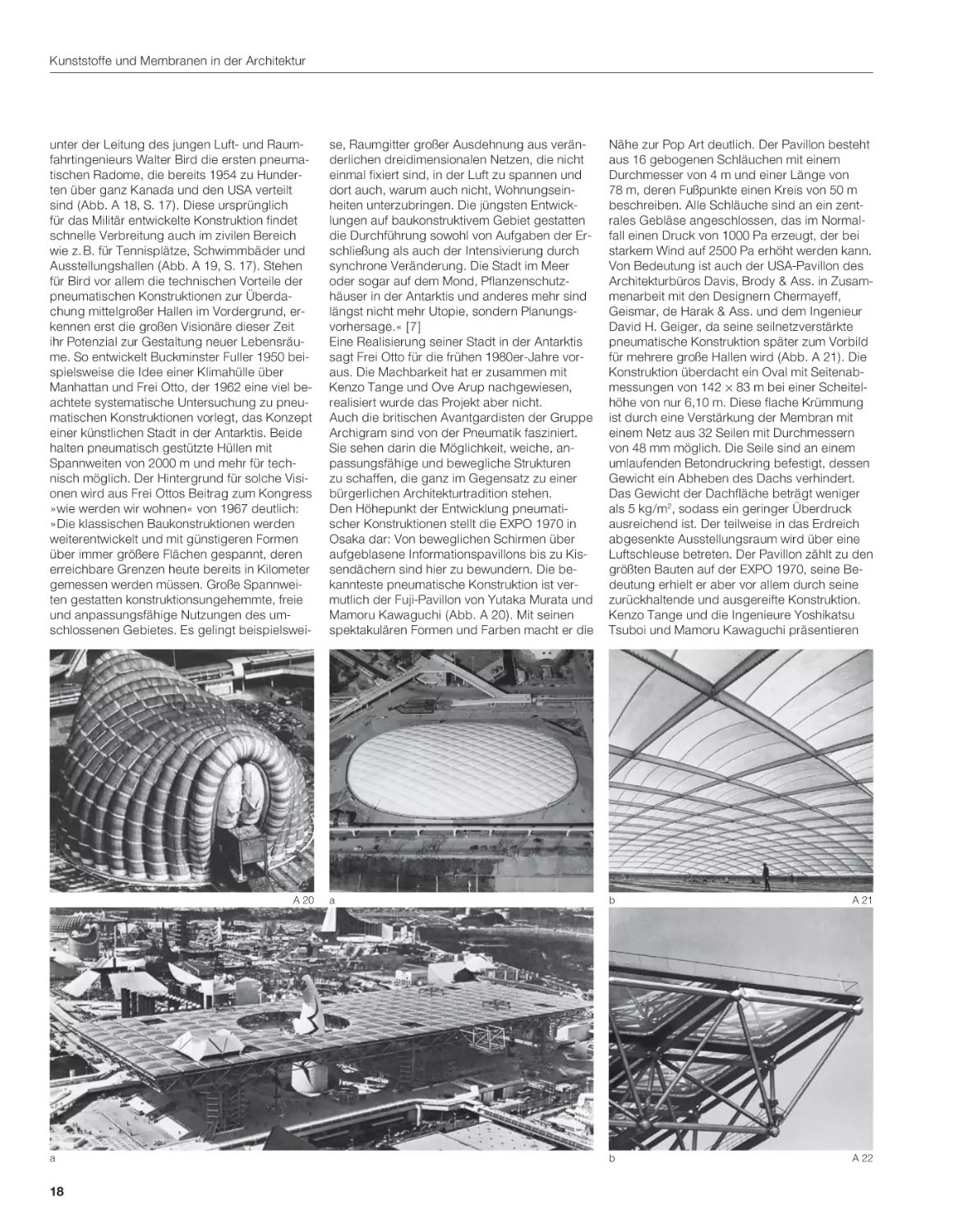
Den Höhepunkt der Entwicklung pneumatischer Konstruktionen stellt die EXPO 1970 in
Osaka dar: Von beweglichen Schirmen über
aufgeblasene Informationspavillons bis zu Kissendächern sind hier zu bewundern. Die bekannteste pneumatische Konstruktion ist vermutlich der Fuji-Pavillon von Yutaka Murata und
Mamoru Kawaguchi (Abb. A 20). Mit seinen
spektakulären Formen und Farben macht er die
Nähe zur Pop Art deutlich. Der Pavillon besteht
aus 16 gebogenen Schläuchen mit einem
Durchmesser von 4 m und einer Länge von
78 m, deren Fußpunkte einen Kreis von 50 m
beschreiben. Alle Schläuche sind an ein zentrales Gebläse angeschlossen, das im Normalfall einen Druck von 1000 Pa erzeugt, der bei
starkem Wind auf 2500 Pa erhöht werden kann.
Von Bedeutung ist auch der USA-Pavillon des
Architekturbüros Davis, Brody & Ass. in Zusammenarbeit mit den Designern Chermayeff,
Geismar, de Harak & Ass. und dem Ingenieur
David H. Geiger, da seine seilnetzverstärkte
pneumatische Konstruktion später zum Vorbild
für mehrere große Hallen wird (Abb. A 21). Die
Konstruktion überdacht ein Oval mit Seitenabmessungen von 142 ≈ 83 m bei einer Scheitelhöhe von nur 6,10 m. Diese flache Krümmung
ist durch eine Verstärkung der Membran mit
einem Netz aus 32 Seilen mit Durchmessern
von 48 mm möglich. Die Seile sind an einem
umlaufenden Betondruckring befestigt, dessen
Gewicht ein Abheben des Dachs verhindert.
Das Gewicht der Dachfläche beträgt weniger
als 5 kg/m2, sodass ein geringer Überdruck
ausreichend ist. Der teilweise in das Erdreich
abgesenkte Ausstellungsraum wird über eine
Luftschleuse betreten. Der Pavillon zählt zu den
größten Bauten auf der EXPO 1970, seine Bedeutung erhielt er aber vor allem durch seine
zurückhaltende und ausgereifte Konstruktion.
Kenzo Tange und die Ingenieure Yoshikatsu
Tsuboi und Mamoru Kawaguchi präsentieren
a
b
A 21
b
A 22
Kunststoffe und Membranen in der Architektur
ebenfalls auf der EXPO 1970 erstmals ein Dach
mit pneumatisch vorgespannten Folienkissen,
eine Bauweise, die in der Architektur inzwischen eine große Rolle spielt (Abb. A 22). Das
Dach besteht aus einem stählernen Raumtragwerk, das mit quadratischen Luftkissen von je
10,80 m Seitenlänge überdacht ist. Die pneumatisch vorgespannten Kissen sind leicht,
transparent und unempfindlich gegenüber Verformungen und Wärmeausdehnungen der großen Stahlkonstruktion mit Seitenabmessungen
von 291 ≈ 108 m. Der innere Überdruck ist sehr
niedrig und wird bei stärkerem Wind erhöht. Die
obere Membran besteht aus sechs, die untere
aus fünf Schichten Polyesterfolien.
In den folgenden Jahren können sich pneumatisch vorgespannte Konstruktionen nicht so verbreiten, wie damals erhofft, da im Dauerbetrieb
doch häufiger technische Probleme auftreten.
Seilnetze und Membrandächer für Sportstadien
Zu einer Domäne der zugbeanspruchten Flächentragwerke haben sich im Lauf der Zeit die
Überdachungen großer Sportanlagen entwickelt. Hierfür sind weit spannende Konstruktionen erforderlich, die Schatten spenden und vor
Regen schützen, aber ansonsten meist keine
erhöhten Anforderungen hinsichtlich Schalloder Wärmeschutz erfüllen müssen, sodass
die leichten Konstruktionen ihr volles Potenzial
ausschöpfen können.
Rückverankerte Konstruktionen
Die von Frei Otto entwickelten Konstruktionen
werden vorgespannt, indem die leichte Dachfläche mit Seilen und Masten gegen Fundamente im Baugrund gespannt wird. Ein Höhepunkt
dieser Bauweise stellt die Überdachung der
olympischen Anlagen 1972 in München dar.
Sowohl in seiner architektonischen Konzeption
als auch der konstruktiven Durchbildung knüpft
das Dach von Günther Behnisch, Frei Otto und
den Ingenieuren von Leonhardt und Andrä
(Jörg Schlaich) zwar an das Vorbild des Seilnetzes des Deutschen Pavillons für die EXPO
1967 in Montreal an, allerdings war es in seiner
Größe damals überwältigend. Zahlreiche bis
heute bedeutsame Forschungen und Innovationen waren dabei notwendig, dies betrifft: die
Eindeckung mit Acrylglasplatten (siehe Abb.
E 5.16 und E 5.17, S. 218), Erdanker, neue Seiltypen, dauerschwingfeste Klemmen, Verankerungen und Umlenkungen aus Stahlguss und
vor allem numerische Formfindungsverfahren
(siehe Formfindung, S. 138ff.) sowie computergestütze Zeichen- und Berechnungsprogramme, die hier zum ersten Mal bei einem großen
Bauvorhaben eingesetzt werden.
Bei der Realisierung des Münchner Seilnetzes
wurde aber auch ein großer Nachteil solcher
Konstruktionen deutlich: Offene Dachlandschaften dieser Größe erfordern enorme Spannkräfte,
die wiederum aufwendige Verankerungen im
Baugrund notwendig machen. In München
haben die Schwergewichtsfundamente für das
Hauptseil die Größe eines mittleren Mehrfamilienhauses.
Speichenradsysteme
Eine Alternative bieten Systeme, die auf geschlossenen Druck- und Zugringen basieren
und deswegen als Speichenradsysteme bezeichnet werden. Sie eignen sich besonders
gut für große Sportanlagen, da diese oft einen
Grundriss in Form eines Kreises oder Ovals
haben.
Schon Darstellungen aus dem 17. Jahrhundert
von Rekonstruktionen antiker Schattendächer
über römischen Arenen zeigen Hängesysteme
mit einem geschlossenen Zugring an der inneren Dachkante. Der amerikanische Ingenieur
David H. Geiger entwickelte diese Idee für die
Überdachung moderner Sportarenen weiter.
Die erste Dachkonstruktion dieser Art präsentiert er bei der 1986 fertiggestellten olympischen Gymnastikhalle von Seoul.
Heute werden überwiegend solche geschlossenen Systeme verwendet, da sie im Gegensatz zu den rückverankerten Systemen keine
großen Zugfundamente im Baugrund erfordern.
Eine Beispiel hierfür, das zugleich eine Vorstellung davon vermittelt, welche räumliche Wirkung die überdachten Arenen der Antike entfaltet haben müssen, ist die Überdachung der
Stierkampfarena in Saragossa der Ingenieure
Jörg Schlaich und Rudolf Bergermann von
1990 (Abb. A 24). Die Primärkonstruktion besteht aus einem äußeren Druckring mit einem
Durchmesser von 83 m und zwei inneren gespreizten Zugringen mit 36 m Durchmesser.
Zug- und Druckringe sind mit 16 Radialseilen
verbunden. Durch vertikales Spreizen der inneren Zugringe wird das System vorgespannt
und versteift. Im äußeren Ring entsteht eine
Druckkraft, die sich mit den Zugkräften der inneren Ringe im Gleichgewicht befindet. Der
Druckring liegt auf dem oberen Rand der Tribüne auf, sodass diese im Wesentlichen nur mit
vertikalen Auflagerlasten beansprucht wird und
auf die aufwendige Verankerung von Zugkräften verzichtet werden kann. Der Sandplatz in
der Mitte der Arena ist mit einer beweglichen
Membran überdacht. Im offenen Zustand wird
diese unter einer zentralen Nabe gerafft – ein
Prinzip, das Frei Otto bereits 1967 für die Überdachung der Stiftsruine in Bad Hersfeld verwendet hatte. Das innere Dach schließt sich,
indem es entlang der Radialseile zum unteren
Ringseil gezogen und dann gegen Flattern im
Wind durch vertikales Aufspreizen der Nabe
vorgespannt wird. Da das Vorspannen der zentralen Membran wesentlich größere Kräfte erfordert als das Öffnen und Schließen, wurden
die Antriebe für diese beiden Funktionen entkoppelt.
Im Rahmen der Umbauarbeiten des Stuttgarter Leichtathletik- und Fußballstadions (1993)
entwickeln Schlaich und Bergermann für die
Überdachung das Speichenradprinzip weiter
(Abb. A 23). Eine andere Konstruktion war nicht
möglich, da eine Rückverankerung im Baugrund wegen des Stuttgarter Mineralwassers
nicht zulässig gewesen wäre.
Anders als in Saragossa wird das System
über einem ovalen Grundriss mit zwei ge-
A 23
A 20
A 21
A 22
A 23
A 24
Ausstellungspavillon der Firma Fuji auf der Weltausstellung in Osaka (J) 1970, Yukata Murata und
Mamoru Kawaguchi
USA-Pavillon auf der Weltausstellung in Osaka (J)
1970, Davis, Brody & Ass. mit David Geiger
a Luftbild
b Innenraum unter Überdruck
Dach der Festival Plaza, Weltausstellung in Osaka
(J) 1970, Kenzo Tange, Yoshikatsu Tsuboi und
Mamoru Kawaguchi
a Luftbild
b Nahaufnahme Folienkissen
Gottlieb-Daimler-Stadion, Überdachung, Stuttgart
(D) 1993, Schlaich, Bergermann & Partner
Stierkampfarena, Saragossa (E) 1990, Schlaich,
Bergermann & Partner
a Luftbild
b Schließen der Überdachung
a
b
A 24
19
Kunststoffe und Membranen in der Architektur
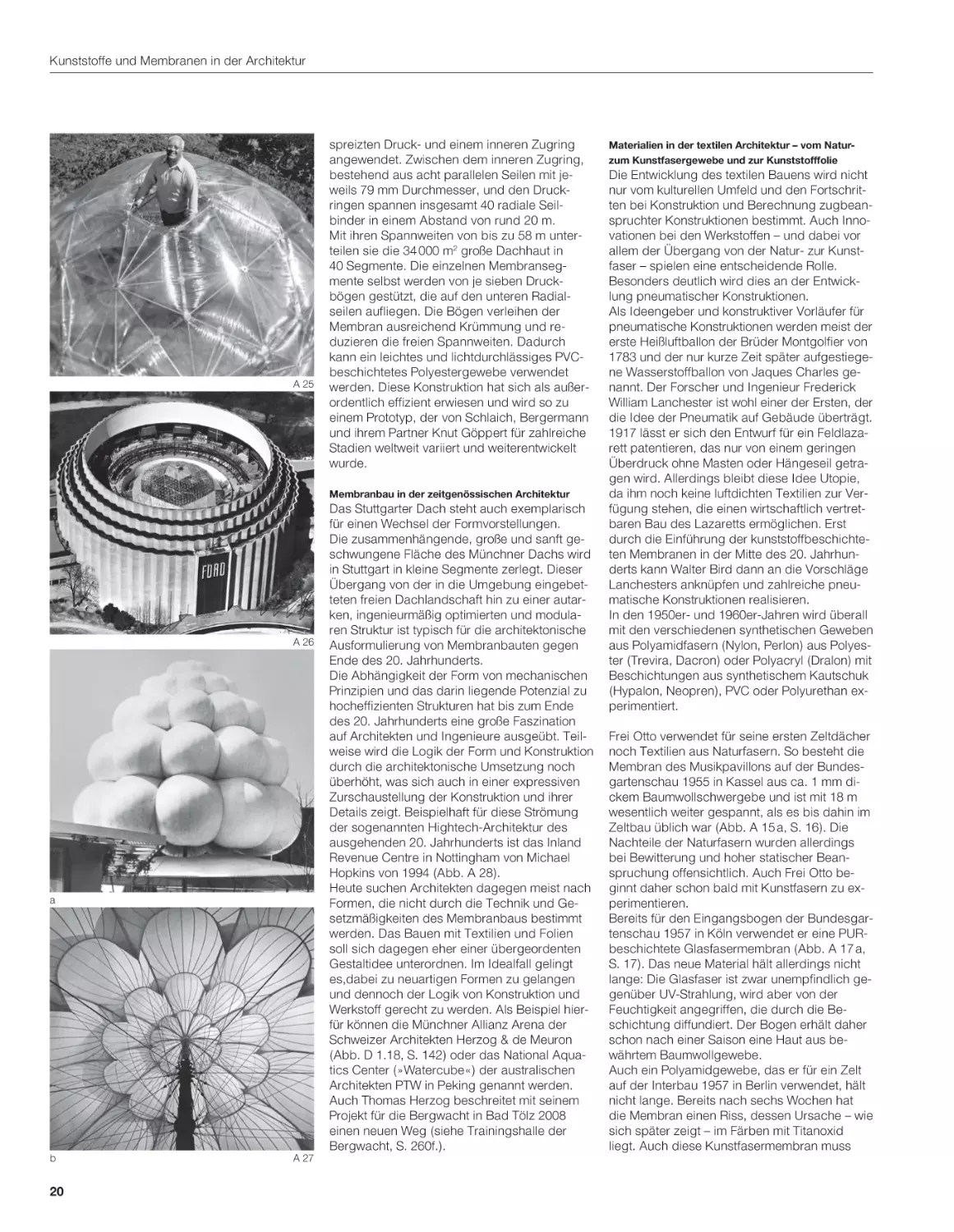
A 25
spreizten Druck- und einem inneren Zugring
angewendet. Zwischen dem inneren Zugring,
bestehend aus acht parallelen Seilen mit jeweils 79 mm Durchmesser, und den Druckringen spannen insgesamt 40 radiale Seilbinder in einem Abstand von rund 20 m.
Mit ihren Spannweiten von bis zu 58 m unterteilen sie die 34 000 m2 große Dachhaut in
40 Segmente. Die einzelnen Membransegmente selbst werden von je sieben Druckbögen gestützt, die auf den unteren Radialseilen aufliegen. Die Bögen verleihen der
Membran ausreichend Krümmung und reduzieren die freien Spannweiten. Dadurch
kann ein leichtes und lichtdurchlässiges PVCbeschichtetes Polyestergewebe verwendet
werden. Diese Konstruktion hat sich als außerordentlich effizient erwiesen und wird so zu
einem Prototyp, der von Schlaich, Bergermann
und ihrem Partner Knut Göppert für zahlreiche
Stadien weltweit variiert und weiterentwickelt
wurde.
Membranbau in der zeitgenössischen Architektur
A 26
a
b
20
A 27
Das Stuttgarter Dach steht auch exemplarisch
für einen Wechsel der Formvorstellungen.
Die zusammenhängende, große und sanft geschwungene Fläche des Münchner Dachs wird
in Stuttgart in kleine Segmente zerlegt. Dieser
Übergang von der in die Umgebung eingebetteten freien Dachlandschaft hin zu einer autarken, ingenieurmäßig optimierten und modularen Struktur ist typisch für die architektonische
Ausformulierung von Membranbauten gegen
Ende des 20. Jahrhunderts.
Die Abhängigkeit der Form von mechanischen
Prinzipien und das darin liegende Potenzial zu
hocheffizienten Strukturen hat bis zum Ende
des 20. Jahrhunderts eine große Faszination
auf Architekten und Ingenieure ausgeübt. Teilweise wird die Logik der Form und Konstruktion
durch die architektonische Umsetzung noch
überhöht, was sich auch in einer expressiven
Zurschaustellung der Konstruktion und ihrer
Details zeigt. Beispielhaft für diese Strömung
der sogenannten Hightech-Architektur des
ausgehenden 20. Jahrhunderts ist das Inland
Revenue Centre in Nottingham von Michael
Hopkins von 1994 (Abb. A 28).
Heute suchen Architekten dagegen meist nach
Formen, die nicht durch die Technik und Gesetzmäßigkeiten des Membranbaus bestimmt
werden. Das Bauen mit Textilien und Folien
soll sich dagegen eher einer übergeordenten
Gestaltidee unterordnen. Im Idealfall gelingt
es,dabei zu neuartigen Formen zu gelangen
und dennoch der Logik von Konstruktion und
Werkstoff gerecht zu werden. Als Beispiel hierfür können die Münchner Allianz Arena der
Schweizer Architekten Herzog & de Meuron
(Abb. D 1.18, S. 142) oder das National Aquatics Center (»Watercube«) der australischen
Architekten PTW in Peking genannt werden.
Auch Thomas Herzog beschreitet mit seinem
Projekt für die Bergwacht in Bad Tölz 2008
einen neuen Weg (siehe Trainingshalle der
Bergwacht, S. 260f.).
Materialien in der textilen Architektur – vom Naturzum Kunstfasergewebe und zur Kunststofffolie
Die Entwicklung des textilen Bauens wird nicht
nur vom kulturellen Umfeld und den Fortschritten bei Konstruktion und Berechnung zugbeanspruchter Konstruktionen bestimmt. Auch Innovationen bei den Werkstoffen – und dabei vor
allem der Übergang von der Natur- zur Kunstfaser – spielen eine entscheidende Rolle.
Besonders deutlich wird dies an der Entwicklung pneumatischer Konstruktionen.
Als Ideengeber und konstruktiver Vorläufer für
pneumatische Konstruktionen werden meist der
erste Heißluftballon der Brüder Montgolfier von
1783 und der nur kurze Zeit später aufgestiegene Wasserstoffballon von Jaques Charles genannt. Der Forscher und Ingenieur Frederick
William Lanchester ist wohl einer der Ersten, der
die Idee der Pneumatik auf Gebäude überträgt.
1917 lässt er sich den Entwurf für ein Feldlazarett patentieren, das nur von einem geringen
Überdruck ohne Masten oder Hängeseil getragen wird. Allerdings bleibt diese Idee Utopie,
da ihm noch keine luftdichten Textilien zur Verfügung stehen, die einen wirtschaftlich vertretbaren Bau des Lazaretts ermöglichen. Erst
durch die Einführung der kunststoffbeschichteten Membranen in der Mitte des 20. Jahrhunderts kann Walter Bird dann an die Vorschläge
Lanchesters anknüpfen und zahlreiche pneumatische Konstruktionen realisieren.
In den 1950er- und 1960er-Jahren wird überall
mit den verschiedenen synthetischen Geweben
aus Polyamidfasern (Nylon, Perlon) aus Polyester (Trevira, Dacron) oder Polyacryl (Dralon) mit
Beschichtungen aus synthetischem Kautschuk
(Hypalon, Neopren), PVC oder Polyurethan experimentiert.
Frei Otto verwendet für seine ersten Zeltdächer
noch Textilien aus Naturfasern. So besteht die
Membran des Musikpavillons auf der Bundesgartenschau 1955 in Kassel aus ca. 1 mm dickem Baumwollschwergebe und ist mit 18 m
wesentlich weiter gespannt, als es bis dahin im
Zeltbau üblich war (Abb. A 15 a, S. 16). Die
Nachteile der Naturfasern wurden allerdings
bei Bewitterung und hoher statischer Beanspruchung offensichtlich. Auch Frei Otto beginnt daher schon bald mit Kunstfasern zu experimentieren.
Bereits für den Eingangsbogen der Bundesgartenschau 1957 in Köln verwendet er eine PURbeschichtete Glasfasermembran (Abb. A 17 a,
S. 17). Das neue Material hält allerdings nicht
lange: Die Glasfaser ist zwar unempfindlich gegenüber UV-Strahlung, wird aber von der
Feuchtigkeit angegriffen, die durch die Beschichtung diffundiert. Der Bogen erhält daher
schon nach einer Saison eine Haut aus bewährtem Baumwollgewebe.
Auch ein Polyamidgewebe, das er für ein Zelt
auf der Interbau 1957 in Berlin verwendet, hält
nicht lange. Bereits nach sechs Wochen hat
die Membran einen Riss, dessen Ursache – wie
sich später zeigt – im Färben mit Titanoxid
liegt. Auch diese Kunstfasermembran muss
Kunststoffe und Membranen in der Architektur
A 25
A 26
A 27
A 28
A 29
Fuller entsteigt einem Necklace-Dome, Black
Mountain College, Asheville (USA) 1949, Richard
Buckminster Fuller
Union Tank Car Company, Kuppel mit 130 m
Spannweite, Baton Rouge (USA) 1958, Richard
Buckminster Fuller
Brass Rail Restaurants auf der Weltausstellung in
New York (USA) 1964
a Außenansicht
b Innenansicht Dach
Inland Revenue Centre, Nottingham (GB) 1994,
Michael Hopkins
Einfamilienhaus, Tokio (J) 1996, FOBA
gegen ein bewährtes Baumwolltuch ausgetauscht werden.
Für die Überdachung des Freilichttheaters
in Wunsiedel (1963), ein wandelbares Dach
in Cannes (1965) sowie für den Deutschen
Pavillon in Montreal (1967) setzt Frei Otto erstmals PVC-beschichtete Polyestergewebe ein.
Um 1970 kann sich dieses Gewebe dann als
dauerhaftes, flexibles und kostengünstiges
Standardmaterial im Membranbau durchsetzen
(siehe PVC-beschichtete Polyestergewebe,
S. 104).
Glasfasergewebe
Auch Glasfasergewebe werden schon früh als
Alternative zu den UV-empfindlichen synthetischen Fasern eingesetzt. Dabei wird mit verschiedenen Beschichtungen experimentiert.
Neben der bereits beschriebenen PUR-Beschichtung für die Membran des Eingangsbogens der Bundesgartenschau in Köln wird z. B.
für den amerikanischen Pavillon auf der EXPO
1970 in Osaka eine PVC-Beschichtung verwendet (Abb. A 21, S. 18). Dieser wegweisende
Bau regt zu einer Reihe ähnlicher Hallenkonstruktionen an, wie dem 1975 in der Nähe von
Detroit errichteten Pontiac Silverdome vom Architekten Don Davidson und dem Ingenieur
David H. Geiger. Hierbei wird erstmals ein
PTFE-beschichtetes Glasfasergewebe eingesetzt, das sich gegen Ende des 20. Jahrhunderts als weiteres hochwertiges und zudem
kaum entflammbares Standardmaterial des
Membranbaus etablieren kann. Die pneumatisch gestützte Membran muss nach Schneeschäden allerdings bereits 1985 durch eine
konventionelle Unterkonstruktion aus Stahlträgern ersetzt werden, was symptomatisch für
den Misserfolg sehr großer pneumatischer
Konstruktionen – sogenannter Airdomes – ist.
Kunststofffolien
Die Extrusion von Kunststofffolien aus Polyamid, Polyethylen oder PVC ist bereits seit den
1940er-Jahren bekannt. Transparente PVCFolien werden von Walter Bird, Richard Buckminster Fuller, Kenzo Tange und anderen eingesetzt. Sie eignen sich wegen des hohen
Gasdiffusionswiderstands besonders für pneumatische Konstruktionen. Allerdings erreichen
A 28
A 29
sie nur geringe Festigkeiten, sodass sie lediglich für untergeordnete Bauteile mit weniger
statischen Beanspruchungen verwendet werden können. Die stärkeren, beständigeren und
UV-durchlässigen ETFE-Folien werden erstmals
Mitte der 1970er-Jahre extrudiert. Sie dienen
zunächst als Glasersatz bei Gewächshäusern,
finden aber, nachdem sie 1982 bei einem Gewächshaus in Arnheim erstmals als Gebäudehülle eingesetzt worden waren, ihren Weg in
die Architektur (siehe Folien, S. 94ff.).
In vielen Fällen führt dies zu sehr ausdrucksstarken Gebäuden, die in ihrer Gestaltung
durch das Material bestimmt werden. Während
es für den Einsatz von Membranmaterialien
viele Beispiele großer Bauten gibt, wurden
Entwürfe textiler Architektur eher selten für kleinere Projekte umgesetzt. Ein wichtiges Beispiel
ist dabei ein kleines Wohnhaus in Tokio, das
1996 auf einer Grundfläche von 4 ≈ 21 m realisiert wurde. Die Hülle besteht größtenteils aus
einem doppelt gekrümmten, transluzenten,
PTFE-beschichteten Glasfasergewebe, wodurch das Haus »Licht atmet im 24-Stundenrhythmus der Stadt«, so die Architekten.
Die neuen Materialien werden aber auch bei
anderen Projekten eingesetzt, die nur mittelbaren Bezug zum Bauen haben, wie z. B. das
1986 vom französischen Architekten Gilles
Ebersolt in Zusammenarbeit mit dem Botaniker
Francis Hallé entwickelte Wipfelfloß, mit dem
sich erstmals die Wipfelzonen tropischer Regenwälder direkt erreichen und erforschen lassen. Die Struktur aus PVC-beschichteten Polyesterschläuchen, die mit Aramidfaser-Netzen
zu einem Sechseck mit ca. 27 m Durchmesser
verbunden sind, bildet eine Fläche, die als
»schwimmendes« Laboratorium von sechs Personen genutzt werden kann. Ein Heißluftballon
bringt das Floß an den jeweiligen Einsatzort.
Dieses Beispiel zeigt, dass Konstruktionen aus
Kunststoffmaterialien in besonderer Weise geeignet sind, hochspezifischen Anforderungen
gerecht zu werden, wie sie sich z. B. bei temporären, mobilen Bauten für sehr spezielle Einsatzorte stellen.
Auch für komplexe Gebäudehüllen werden
Textil- und Folienmaterialien zunehmend
genutzt, obwohl sich die Anforderungen an Gebäude nicht zuletzt aufgrund steigender Wärmedämmstandards laufend erhöhen.
Durch zahlreiche Innovationen wird die Leistungsfähigkeit ständig verbessert. Hierzu zählen unter anderem funktionale Schichten, z. B.
Low-E-Schichten (eine optische Funktionsschicht mit einem geringen Emissionsgrad),
wie sie erstmals im neuen Flughafen in Bangkok (siehe Passagier-Terminal-Komplex
Suvarnabhumi International Airport, S. 277ff.)
eingesetzt wurden, neue transluzente Wärmedämmung (siehe Aerogele im Membranbau,
S. 220) und integrierte Photovoltaik (siehe
Photovoltaik, S. 122f.).
Bauten mit transparenten und transluzenten
Hüllen
Als sich viele Architekten und Ingenieure noch
mit der Idee der industriell gefertigten Wohnzelle befassen, wendet sich Buckminster Fuller
bereits neuen Themen zu. Schon seit den
1920er-Jahren hatte er mit den industriellen
Fertigungsverfahren des Automobil- und Flugzeugbaus experimentiert und sich danach als
Autodidakt mit geometrischen Studien zu Kugeln beschäftigt. Ende der 1940er-Jahre beginnt er mit Studenten des Black Mountain
College, einer winzigen Kunstschule in North
Carolina, seine ersten geodätischen Kuppeln
zu realisieren. Er verwendet für die Eindeckung
transparente Folien, da diese seine filigranen
Stabstrukturen weder statisch belasten noch
optisch beeinträchtigen (Abb. A 25). Für ihn
sind Kunststoffe nicht »künstlich«, sondern er
sieht in ihrem polymeren Aufbau eine Weiterentwicklung natürlicher geometrischer Ordnungsprinzipien. [8] Als 58-Jähriger erhält er
schließlich 1953 mit der Überdachung der
Ford-Rotunda seinen ersten richtigen Auftrag.
Dabei verwendet er für die Eindeckung der
Stabkuppel eine Vinylhaut, und schafft somit
vermutlich das erste Bauwerk mit einer transparenten Kunststoffhülle (Abb. A 26). In der
Folge entstehen zahlreiche geodätische Kuppeln, unter anderem auch sein berühmtestes
Bauwerk, der Pavillon der USA auf der Weltausstellung 1967 in Montreal, dessen aufgelöste und exponierte Struktur der Kuppel einen
21
Kunststoffe und Membranen in der Architektur
A 30
A 31
A 32
A 33
A 34
a
Tankstelle, Thun (CH) 1962, Heinz Isler
a während des Aufbaus
b Dachuntersicht
Pavillon »les échanges« auf der Expo 64,
Lausanne (CH) 1964, Heinz Hossdorf
Olympiadach München (D) 1972, Günther
Behnisch, Frei Otto und mit den Ingenieuren von
Leonhardt & Andrä (Jörg Schlaich)
USA-Pavillon auf der Weltausstellung in Montreal
(CAN) 1967, Richard Buckminster Fuller
a Gegenlichtaufnahme
b Kuppelausschnitt von innen
Studien zu Faltwerken und Raumfachwerken,
Renzo Piano
a mobiles Dach einer Schwefelaufbereitungsanlage, 1966
b, c Studien zu Raumtragwerken mit Kunststoffpyramiden, 1964/65
b
A 30
A 31
A 32
22
nachhaltigen Einfluss auf die folgende Generation von Architekten ausübt.
Buckminster Fuller entwickelt hierfür ein
zweilagiges Raumtragwerk mit einem Durchmesser von 76 m und einer Höhe von 61 m
(Abb. A 33). Es besteht aus Stahlröhren, die in
der äußeren Lage Dreiecksmaschen, in der inneren Sechsecke bilden. Zwischen den beiden
Lagen ordnet er Formelemente aus Acrylglas
an, die von innen mit beweglichen dreieckigen
Markisen entsprechend dem Sonnenstand verschattet werden können. Ein Computerprogramm sorgt dafür, dass die Verschattungselemente der Sonne folgend bewegt werden, sodass immer nur ein Minimum der Felder abgedunkelt ist und der transparente und leichte
Charakter der Kuppel erhalten bleibt. Mit dieser
dynamischen Abstimmung von Innenklima und
Sichtbeziehungen demonstriert Fuller seine
Vorstellungen einer adaptiven Gebäudehülle.
Leider geht sie bereits 1976 bei Wartungsarbeiten in Flammen auf.
Auch andere Architekten und Ingenieure entdecken transluzente Kunststoffe als neues
Gestaltungs- und Konstruktionselement. Beispielhaft dafür ist die 1960 von dem Ingenieur
Heinz Isler errichtete Tankstellenüberdachung
in Thun, Schweiz. Bekannt wurde Isler durch
seine Betonschalen, bei denen er ab Mitte der
1950er-Jahre Kunststoffe für den Formenbau
und für die transparetenten Oberlichter mit
Durchmessern von 5 bis 8 m einsetzt, sodass
er mit diesem Material bereits vertraut ist. Die
Überdachung in Thun ist als ein 14 ≈ 22 m großes und 50 cm starkes Sandwichelement konstruiert. Ihre Herstellung findet auf dem Boden
statt: Zuerst wird die untere Decklage aus glasfaserverstärktem Polyester laminiert, wobei der
Glasfaseranteil mit 25 % relativ niedrig ist, um
eine hohe Transluzenz zu erzielen. Vorgefertige, einseitig offene Kisten werden mit den offenen Seiten nebeneinander auf diese noch
feuchte Decklage gestellt. Auf die geschlossene obere Ebene der Kisten wird dann die abschließende Decklage laminiert (Abb. A 30 a).
Die so entstandene Platte wird nun im Ganzen
auf die acht eingespannten Stahlstützen mit
Pilzkopf gesetzt (Abb. A 30 b). Die einfache
Struktur erzielt ihre Wirkung durch die Transluzenz. Aufgrund von Vergilbung wird das Dach
jedoch nach zehn Jahren schließlich weiß gestrichen, und aus der durchscheinenden Konstruktion wird so eine gewöhnliche Tankstellenüberdachung.
Auch der Schweizer Ingenieur Heinz Hossdorf
experimentiert mit transluzenten Kunststoffen
und nutzt diese z. B. für die Überdachung des
zentralen Ausstellungsplatzes der EXPO 1964
in Lausanne (Abb. A 31). Über die rechteckige Grundfläche von 108 ≈ 72 m spannt er
24 schirmartige Elemente mit Außenabmessungen von 18 ≈ 18 m. Jeder Schirm besteht aus
vier gleichen hyperbolischen Paraboloiden, die
auf einer eingespannten Stahlrohrstütze lagern
und zusätzlich zum Mast verstrebt sind. Die
Restflächen zum benachbarten Schirm oder zu
den Dachrändern werden mit dreieckförmigen
Kunststoffe und Membranen in der Architektur
a
b
A 33
Elementen geschlossen. Insgesamt werden fürdas Dach 192 Elemente aus zwei Grundformen
im Handlaminat hergestellt. Die GFK-Elemente
sind nur 3 mm stark und haben einen Glasfaseranteil von lediglich 30 %, um eine möglichst
hohe Lichtdurchlässigkeit zu erzielen.
Die Flächen werden von oben beleuchtet, sodass sie nachts wie eine gleichmäßig leuchtende Lichtdecke erscheinen. Um die sehr dünnen
und großen GFK-Flächen zu stabilisieren, sind
diese mit einem Stahlrahmen eingefasst und
unter Zug gesetzt, indem die Mastspitze hydraulisch nach unten gezogen wird. Dadurch werden
wie bei einem Regenschirm die Flächen durch
die Streben nach außen gedrückt und vorgespannt. Das Prinzip der Vorspannung macht
deutlich, dass diese Konstruktion nicht nur formal, sondern auch konstruktiv den Membrantragwerken sehr nahe steht. Sie hätte in ganz
ähnlicher Form auch mit einer textilen Hülle realisiert werden können. Nach drei Jahren wird
die elegante Struktur abgebrochen, ohne dass
ein einziger Schirm erhalten bleibt. [9]
Für die Verbreitung transparenter Kunststoffe
sind auch die Überdachungen der olympischen Anlagen in München 1972 von Bedeutung (siehe Seilnetze und Membrandächer für
Sportstadien, S. 19). Zunächst diskutieren die
Architekten um Günther Behnisch für die Eindeckung des Seilnetzes zahlreiche Alternativen
− von der PVC-beschichteten Membran wie in
Montreal bis zu Metallschindeln oder einer
Holzschalung.
Die Fernsehanstalten fordern jedoch eine lichtdurchlässige Dachfläche, da bei der vorhergehenden Fußballweltmeisterschaft 1970 in
Mexiko die Stadionüberdachung sehr starke
Schlagschatten auf das Spielfeld geworfen
hatte und die Fernsehkameras die entstehenden Kontraste nicht ausgleichen konnten.
Daher werden verschiedene lichtdurchlässige
Folien und Platten untersucht, wobei am Ende
nur Acrylglas die Anforderungen hinsichtlich
des Brandschutzes und der Dauerhaftigkeit erfüllt (Abb. A 32). Die Platten werden mit Kantenlängen von 2 ≈ 2 m hergestellt und dann bei
150 °C auf 3 ≈ 3 m gereckt. Im Brandfall
schrumpfen die Platten bei etwa 200 °C, wobei
der Aluminiumrahmen das Material hält. Durch
die entstehende Spannung reißen die Platten
auf, wodurch Hitze und Rauch nach oben entweichen können. Die Acrylglasplatten werden
mit einem Brandschutzzusatz versehen, um
nicht weiter zu brennen und auch nicht brennend abzutropfen. Sie sind auf dem vorgespannten Seilnetz mit Maschenweiten von
75 cm befestigt. Um die Bewegungen des Netzes und die Temperaturdehnungen der Platte
aufnehmen zu können, müssen die Platten untereinander mit ca. 14 cm breiten schwarzen
Neoprenbändern verbunden werden. Dadurch
erhält die Dachfläche ihre optische Struktur
und das statisch wirksame Seilnetz tritt in den
Hintergrund. Die zunächst ungewollte optische
Überlagerung von Dichtungsbändern und Seilnetz hat inzwischen das Bild des Dachs so
sehr geprägt, dass es nicht verändert werden
sollte, obwohl heute mit ETFE-Folien eine weitgehend fugenlose Eindeckung möglich wäre.
Als daher nach rund 25 Jahren die Acrylglaselemente wegen Versprödungen und Eintrübungen ausgetauscht werden mussten, ersetzte
man sie durch in Material und Konstruktion fast
identische Platten. Der größte Teil der Platten
erhielt wie ursprünglich einen Zuschlag aus
Rußpartikeln, der für eine leichte Tönung sorgt.
a
b
c
Die olympischen Anlagen in München und der
amerikanische EXPO-Pavillon in Montreal sind
wegweisende und viel beachtete Bauten, die
viele Architekten dazu angeregt haben, sich
mit lichtdurchlässigen Kunststoffen zu beschäftigen. Beispielhaft sei hier Renzo Piano angeführt. Mitte der 60er-Jahre studierte er u. a. bei
dem Mathematiker und Ingenieur Zygmunt Stanislaw Makowski, der neben dem Architekten
und Ingenieur Konrad Wachsmann und dem
Maschinenbauer Max Mengeringhausen zu
den Pionieren auf dem Gebiet der modernen
Raumtragwerke zählt. Makowski beschäftigte
sich am »plastic research unit« der University
of Surrey auch mit Faltwerken und Raumfachwerken aus pyramiden- oder hyperbolischen
paraboloiden GFK-Formteilen, die als Dacheindeckung wirken und sich gleichzeitig am Lastabtrag beteiligen (Abb. A 34). Dadurch beeinflusst realisiert Renzo Piano in Italien solche
Strukturen für einfache Ausstellungs- oder Lagerhallen. Obwohl diese ersten Raumtragwerke
A 34
23
Kunststoffe und Membranen in der Architektur
in ihren konstruktiven und formalen Mitteln noch
sehr reduziert sind, markieren sie dennoch den
Beginn von Renzo Pianos Auseinandersetzung
mit Werkstoffen, ihren Eigenschaften, ihrer Verarbeitung und den sich daraus ergebenden
architektonischen Möglichkeiten. Für den IBMPavillon 1982 greift er das Thema der Kunststoffpyramiden wieder auf. Der Pavillon ist für
eine Wanderausstellung in 20 europäischen
Städten konzipiert, sodass ein geringes Gewicht und ein einfacher Auf- und Abbau die wesentlichen Anforderungen an den Entwurf darstellen. Seine fachwerkartigen Bögen mit einer
Spannweite von 12 m bestehen aus nur drei
Materialien: laminiertes Birkenholz für die Oberund Untergurte, transparentes Polycarbonat für
die Pyramiden der Diagonalen und Aluminium
für die Verbindungselemente (Abb. A 35).
Potenziale, Tendenzen und Herausforderungen
Im Vergleich zu den Strukturen aus den 1960erJahren wird die Entwicklung der Kunststoffe
deutlich: Zunächst aus funktionalen Gründen für
Schutzhüllen von Radaranlagen, Überdachungen von Industrieanlagen oder pneumatisch gestützte Schwimmbadüberdachungen verwendet,
entwickeln sie sich zu Werkstoffen, die auch
hohe Anforderungen an visuelle und haptische
Qualitäten erfüllen. Von Architekten wie Richard
Buckminster Fuller, Günther Behnisch oder Renzo
Piano werden sie schließlich für die Konstruktion
und Gestaltung herausragender Bauten genutzt
und finden so ihren Platz in der Architektur.
Die inzwischen hochentwickelten, bewährten
und leistungsfähigen Kunststoffe bieten gegenüber konventionellen Werkstoffen besondere
Vorteile:
• großes Leichtbaupotenzial durch hohe spezifische Festigkeiten
• Beständigkeit gegen aggressive Medien
• niedrige Wärmeleitfähigkeit
• vielfältige Gestaltungsmöglichkeiten hinsichtlich Form und Transparenz
• Einstellbarkeit der Materialeigenschaften
durch Additive und Zuschläge
• Integration funktionaler und konstruktiver
Komponenten
In Kombination bzw. im Verbund mit konventionellen Materialien, z. B. mit Glas, Holzwerkstoffen oder Metallen eröffnen sich viele neue Möglichkeiten, die im Folgenden dargestellt werden.
Anwendungen und Potenziale
Kunststoffe sind heute meist dann von Bedeutung, wenn besondere Anforderungen an Gewicht und Beständigkeit sowie Form, Farbe und
Transluzenz gestellt werden.
Kunststoffe für den Materialleichtbau
Die hohen spezifischen Festigkeiten, d. h. das
günstige Verhältnis von Zugfestigkeit zu Eigengewicht, spielen in der Architektur vor allem bei
textilen Membranwerkstoffen eine Rolle. Ein
häufig gebrauchtes und anschauliches Maß zur
Erfassung der spezifischen Festigkeiten ist die
sogenannte Reißlänge. Diese beziffert die
Länge bei der ein vertikal aufgehängter Faden
unter seinem eigenen Gewicht reißen würde
(siehe Mechanische Eigenschaften, S. 48f.).
Bei typischen metallischen Werkstoffen wie
Aluminium oder Stahl beträgt diese Länge etwa
15 – 25 km, bei Naturfasern wie Baumwolle
oder Seide 40 – 50 km und bei Glasfasern bis
zu 180 km.
Im Vergleich dazu erzielen die derzeit verwendeten Polyamid- oder Polyesterfasern Reißlängen von rund 100 km, Kohlenstofffasern liegen
bei rund 250 km. Deutlich größere Reißlängen
bis zu 400 km sind mit hochfesten Polyethylenfasern möglich, und neueste Werkstoffe auf
Basis von Nanotechnologien (»carbon nano
tubes«) erreichen theoretisch sogar Reißlängen bis zu 5000 km, konnten aber bisher nur
im Labormaßstab produziert werden.
Derzeit lassen sich hochfeste Fasern jedoch
noch nicht zu einem im Membranbau verwendbaren und bezahlbaren Gewebe verarbeiten.
Allerdings zeigt dies, dass die Entwicklung leistungsfähiger Textilien für den Membranbau bei
Weitem noch nicht abgeschlossen ist.
a
Kunststoffe für korrosionsbeständige Außenbauteile
Für Anwendungen im Außenbereich ist die Witterungsbeständigkeit und Dauerhaftigkeit von
Kunststoffen von wesentlicher Bedeutung.
b
24
A 35
Kunststoffe und Membranen in der Architektur
A 35
A 36
IBM-Pavillon, während der Ausstellung in
Mailand (I) 1984, Renzo Piano
a Innenraumansicht
b Außenansicht
faseroptische Sensoren in kohlenstofffaserverstärktem Kunststoff
a parallel zu Verstärkungsfasern
b senkrecht zu Verstärkungsfasern
Viele Kunststoffe sind im Gegensatz zu Metallen außerdem beständig gegen Säuren und
Laugen. Sie werden daher schon seit Langem
dort eingesetzt, wo diese Eigenschaften eine
besondere Rolle spielen, z. B. bei der Abdeckung von Klärbecken, in Rohren und Behältern der chemischen Industrie oder bei Stegen
und Plattformen von Offshoreanlagen. Im Zuge
immer aggressiver werdender Umweltbedingungen gewinnt diese Resistenz auch für andere Bauaufgaben an Bedeutung. So wird z. B.
intensiv an der Entwicklung von Brückenfahrbahnen aus glasfaserverstärkten Kunststoffen
(GFK) gearbeitet. Diese sind beständig gegen
Frost und Tausalze, die in Verbindung mit
Feuchtigkeit die Hauptursache für Korrosionsschäden und die in der Folge aufwendigen Instandsetzungen an Beton- und Spannbetonbrücken sind (siehe Spezielle Halbzeuge im
Ingenieurbau, S. 92f.).
Zu Beginn des Bauens mit Kunststoffen verursachte UV-Licht zahlreiche Schäden am Material, da es die Bindung der Kohlenstoffatome
angreift. Inzwischen werden aber UV-Licht absorbierende Stabilisatoren und reflektierende
Beschichtungen verwendet, die einen zuverlässigen Schutz bieten.
Kunststoffe für die thermische Hülle
Für die Konstruktion der Gebäudehülle ist die
niedrige Wärmeleitfähigkeit der Kunststoffe von
besonderem Interesse. Sie liegt in der Größenordnung von Holz und damit deutlich unter der
von Glas, Beton und erst recht von allen metallischen Werkstoffen. Durch Aufschäumen des
Kunststoffs lässt sich die Wärmeleitfähigkeit
noch weiter verringern, durch den Einsatz von
Schwergasen können Kunststoffe sogar bessere Werte erreichen als ruhende Luft. Entsprechende Schäume aus Polystyrol (PS) und Polyurethan (PUR) werden kontinuierlich weiter optimiert, vor allem im Hinblick auf die InfrarotStrahlungsdurchlässigkeit, das Ausgasverhalten und die Erhöhung der Porosität. Außerdem
befinden sich derzeit Phenolharzschäume mit
einer sehr geringen Wärmeleitfähigkeit von nur
ca. 0,022 W/mK in einer fortgeschrittenen Entwicklungsphase.
Als thermisch getrennte Halterung kommen
thermoplastische Kunststoffe, meist PVC und
a
b
Polyamid, bereits seit Langem bei Verglasungen im Fassadenbau zum Einsatz.
Intensiv wird momentan der Ansatz verfolgt,
GFK für Fenster und Fassaden einzusetzen, da
er neben der niedrigen Wärmeleitfähigkeit
gleichzeitig tragfähig und dauerhaft ist. Zudem
haben stranggezogene (pultrudierte) Profile
aus GFK mit einem Glasfaseranteil von etwa
70 % eine ähnliche Temperaturdehnung wie
Glas selbst. Somit ist ein direkter Verbund zwischen Verglasung und GFK mittels einer starren Verklebung möglich, ohne dass größere
Zwängungsspannungen infolge unterschiedlicher Temperaturdehnungen zu befürchten
wären. Die Notwendigkeit elastischer Schichten
zwischen Glas und Pfosten zum Ausgleich von
Dehnungsdifferenzen entfiele somit (siehe
GFK-Glas-Verbund, S. 164). Zahlreiche Hersteller von Fenstern und Fassaden arbeiten
momentan an solchen Entwicklungen. Die Verwendung von GFK hat gegenüber anderen
Fensterkonstruktionen, vor allem solchen aus
PVC oder Holz, das Potenzial zu erheblich geringeren Rahmenansichtsbreiten – aus architektonischer Sicht ein erheblicher Vorteil (siehe
Firmenzentrale in Middelfart, S. 244).
fen gar nicht mehr denkbar wären (siehe Konstruieren mit Kunststoffhalbzeugen, S. 160ff.).
Geometrie und Formgebung
Im Gegensatz zu Metall, Glas, Holz und anderen konventionellen Baustoffen stehen für viele
Kunststoffe Formgebungsverfahren zur Verfügung, die eine vergleichsweise einfache Herstellung komplex geformter Bauteile ermöglichen und somit neue Gestaltungsmöglichkeiten
eröffnen. Dies bietet Chancen für die Gestaltung, birgt aber auch Risiken, denn das für die
Architektur so wichtige Thema der »Materialgerechtigkeit« wird dadurch vordergründig
schwer fassbar: Alles scheint möglich! Das gilt
vor allem für Konstruktionen mit biegesteifen
Werkstoffen, bis zu einem gewissen Maße aber
auch für pneumatische Strukturen, bei denen
durch den Zuschnitt viele Formideen umgesetzt werden können, wobei die ihnen innewohnende Logik einen klaren Rahmen für die Formgebung festlegt.
Die Möglichkeiten der Formgebung sind aber
auch für viele Konstruktionsdetails von Bedeutung, die ohne Dichtprofile, Schnellverbinder,
Einbaudosen und Halterungen aus Kunststof-
A 36
Transluzenz und Transparenz
Die Lichtdurchlässigkeit der Werkstoffe ist ein
wichtiges Gestaltungselement und bei Kunststoffen oft in einem weiten Bereich einstellbar
(Abb. A 41, S. 27). Nur mit Kunststoffen lassen
sich Konstruktionen herstellen, die gleichzeitig
weit spannend und dabei auch lichtdurchlässig sind: Im Membranbau sind mit PTFE-Geweben Lichtdurchlässigkeiten von ca. 40 % erreichbar, mit faserverstärkten Duroplasten sind
sogar bis zu 85 % möglich. Fluorpolymerfolien
erreichen bei den für den Baubereich verwendbaren Stärken eine Lichttransmission bis ca.
95 %, Acrylglas liefert sogar noch höhere
Werte.
Tendenzen und Entwicklungen
Viele Möglichkeiten, die Kunststoffe bieten,
werden derzeit noch kaum genutzt und befinden sich gerade erst in der Entwicklung.
Einstellung der Werkstoffeigenschaften
Traditionell werden Konstruktionen aus einer
begrenzten Anzahl an Werkstoffen mit definierten Eigenschaften gefügt. Beim Bauen mit
Kunststoffen und Membranen ist zunächst eine
intensive Auseinandersetzung mit den Grundlagen erforderlich, um aus der kaum überschaubaren Menge an Ausgangsstoffen und Halbzeugen die richtige Auswahl zu treffen. Bei
Membranen sind diverse Kombinationen von
Folien, Fasern und Beschichtungen möglich.
Gleiches gilt für Faserverbundwerkstoffe, bei
denen sich Verstärkungsfasern, der formgebende Kunststoff (Matrix), Füllstoffe und Additive oft mit geringem Aufwand variieren lassen.
Dabei können nicht nur die technischen Eigenschaften, sondern auch die visuellen und haptischen Qualitäten gezielt gesteuert werden.
Die Auswahl und Steuerung der Materialkomponenten stellt eine neue und anspruchsvolle
Aufgabe für Architekten und Ingenieure dar.
Durch Zugabe von thermochromen, phosphoreszierenden und photochromen Pigmenten
lassen sich interessante optische Effekte erzielen. Die Untersuchung und Anwendung solcher
Möglichkeiten für adaptive Gebäudehüllen,
25
Kunststoffe und Membranen in der Architektur
deren Lichtdurchlässigkeit sich an die Umgebungstemperatur oder UV-Einstrahlung anpasst, steht noch ganz am Anfang. Gleiches
gilt für die Integration wärmespeichender oder
feuchtespeichernder Materialien (z. B. Phase
Change Materials – PCM, siehe auch S. 33).
In Kombination mit transparenten Kunststoffen
birgt dies interessante visuelle und bauphysikalische Qualitäten (siehe Erweiterte bauphysikalische und energetische Aspekte,
S. 108ff.), ist aber derzeit noch Gegenstand
der Forschung.
Kunststoffe für die Nutzung der Solarenergie
Kunststoffe bieten vielfältige Möglichkeiten für
eine optimierte passive und aktive Nutzung der
Solarenergie. Da der Strahlungswärmeaustausch bei den meisten Kunststoffkonstruktionen eine vergleichsweise große Rolle spielt,
kommt der genauen Einstellung der optischen
Eigenschaften eine entscheidende Bedeutung
zu. Das betrifft die Transmission im UV-Bereich
bei Gewächshäusern, die solare Transmission
bei Gebäudehüllen, aber auch das Verhalten
im Bereich der Wärmestrahlung (Reflexion und
Absorption; siehe Erweiterte bauphysikalische
und energetische Aspekte, S. 108ff. und Einkaufszentrum in Amadora, S. 256f.). Diese Eigenschaften lassen sich durch Additive, durch
Laminieren verschiedener Werkstoffe, durch
Nano- und Mikrostrukturierung, aber auch durch
spezielle Beschichtungsverfahren einstellen.
Viele dieser Optimierungsschritte bedeuten
Multifunktionale Werkstoffe für adaptive Strukturen
Piezokeramiken (PZT)
Elektrostriktiva (PMN-PT)
eine große Herausforderungen für den Planer,
vor allem in den Fällen, in denen der Werkstoff
dem Innen- oder sogar dem Außenklima ausgesetzt ist. In der Solartechnik sind für die Gebäudeintegration von Photovoltaik im Bereich
PC, PMMA, ETFE und Glas-PTFE bereits erste
Schritte getan (siehe Photovoltaik, S. 122f. und
Komplexe Gebäudehüllen, S. 212ff.). In Standard-PV-Modulen spielen Kunststoffe dabei
schon lange eine entscheidende Rolle (z. B. als
Front- oder Backsheet oder als Substratmaterial für flexible Photovoltaik). Hohe Erwartungen
knüpfen sich an die Entwicklung einer polymerbasierten Photovoltaiktechnologie, die derzeit
unter dem Begriff »Organic PV« zusammengefasst wird und in Aussicht stellt, dass PV in
Zukunft erheblich günstiger zu produzieren und
wesentlich breiter einzusetzen ist.
Im Bereich der Solarthermie stellen Kunststoffe bereits jetzt einen Anteil von ca. 15 % der
verwendeten Komponenten. Neue Entwicklungen sind im Gang. Dies betrifft die Absorber
selbst, sowie Unterkonstruktionen, Verbinder,
Leitungen, aber auch Dämm- und Abdeckmaterialien.
Ausblick − Multifunktionale Elemente aus
Kunststoffen
Die Verarbeitung von Kunststoffen geschieht
oft bei vergleichsweise niedriger Temperatur
und geringem Druck, weshalb eine Integration
funktionaler Elemente möglich ist. So können
beispielsweise lichtleitende Glas- oder Poly-
Gebäudehüllen mit biegeweichen Materialien
Auswahl möglicher Maßnahmen
zur Steigerung der Leistungsfähigkeit
Gebäudehülle
Verbesserung der Wärmedämmung durch
einen zusätzlichen Dämmstoff oder die
Integration eines Dämmsystems
Flächenstabilisierung
Piezopolymere (PVDF)
gespannt
Formgedächtnislegierungen
(NiTi, CuZnAl, ...)
An
Magnetostriktiva (Terfenol-D)
we
nd
un
gs
re
ife
Elektro-/magnetorheologische
Flüssigkeiten
merfasern für spätere Beleuchtungseffekte
relativ einfach in Faserverbundbauteile eingebettet werden (Abb. A 40).
In der Luft- und Raumfahrt spielt die Integration
von Sensoren zur Erfassung von Temperatur,
Spannungen oder Schädigungen eine Rolle.
Durch den Einbau sind diese vor äußeren Einflüssen geschützt und können die Messgrößen im Bauteil selbst und nicht nur an dessen
Oberfläche erfassen. Im Flugzeugbau ist vor
allem der Einsatz von Piezokeramiken gebräuchlich. Diese wandeln Dehnungen in elektrische Spannungen um, so dass die mechanischen Beanspruchungen im Bauteil permanent
überwacht werden können.
Faseroptische Sensoren sind eine weitere
Technologie, die für den Flugzeugbau derzeit
entwickelt und in ersten Anwendungen erprobt
wird. Auch wenn der Durchmesser dieser Fasern deutlich größer ist, sind sie in ihrem Materialaufbau den Verstärkungsfasern aus Glas
verwandt und lassen sich daher gut mit diesen
kombinieren. Die Sensorfasern werden an eine
Lichtquelle angeschlossen; eine Veränderung
der Wellenlänge des Lichts lässt dann Rückschlüsse auf die Spannung und Temperatur im
Bauteil zu (Abb. A 36, S. 25).
Der nächste Entwicklungsschritt ist die Verwendung von Aktoren zur aktiven Steuerung der
Bauteilgeometrie. Für die Aktoren werden
ebenfalls piezoelektrische oder elektrostriktive
Materialien benutzt, die umgekehrt zu den Sensoren eine elektrische Spannung in eine Deh-
ohne klimatischen
Abschluss
Einsatz zusätzlicher Funktionsschichten
auf der Materialoberfläche mit selektiven
und/oder low-E-Eigenschaften
Integration von Photovoltaik
Integration von akustisch wirksamen Schichten
in der Konstruktion oder darunter (Verbesserung
der Raumakustik durch Verbesserung der Schallabsorption oder Reduktion der Schalltransmission)
Polymer-Gele
(PAN, PVA, ...)
pneumatisch
A 37
Dehnung
Einsatz zusätzlicher Funktionsschichten
auf der Materialoberfläche zur Verbesserung
des Anschmutzverhaltens
Ausbildung schaltbarer Schichten im Aufbau
(Steuerung des Lichteintrags)
groß
adaptiver
Tragflügel
gespannt
mit klimatischem
Abschluss
Ausbildung verfahr-/bewegbarer Strukturen
(Lichteintrag, Lüftung, Verschattung)
Zukunftsthemen:
Steigerung der thermisch wirksamen Masse
(z. B. durch Integration von PCM)
hochgenaue
Strukturen
aktive StrukturAkustik-Regelung
klein
niedrig
Formgedächtnislegierungen
hoch
Frequenz
Polymer-Gele
Piezokeramiken
Piezokeramiken m.
Wegverstärkung
A 38
26
Integration von lichtemittierenden Funktionsschichten auf der Materialoberfläche
pneumatisch
Integration von schaltbaren/selbstschaltenden
Funktionsschichten zur Steuerung der g-Werte
Kontrolle der feuchtespeichernden Eigenschaften
Kontrolle/Schaltbarkeit der Wärmedämmeigenschaften (U-Wert)
A 39
Kunststoffe und Membranen in der Architektur
A 40
nung umwandeln. Sie sind meist in Form dünner Platten von wenigen Zehntel Millimetern
Dicke direkt in den faserverstärkten Kunststoff
integriert. Piezoelektrische Aktoren werden momentan vor allem für hochfrequente Aufgaben
der Schwingungsdämpfung verwendet. Ein typisches Beispiel ist die Vibrationskontrolle von
Rotorblättern bei Hubschraubern. Ein künftiges
Einsatzgebiet könnten aktiv schalldämmende
Fassaden sein (Abb. A 37 und A 38).
Weitere Aktoren sind derzeit Gegenstand der
Forschung, wie z. B. Formgedächtnismaterialien, die als Drähte oder Fasern bereits in der
Medizintechnik Verwendung findet. Dabei handelt es sich um Metalle oder Polymere, die bei
verschiedenen Temperaturen unterschiedliche
Grundformen haben, zu denen sie bei Abkühlung oder Erwärmung stets zurückkehren. Bei
Temperatursteuerung sind damit im Gegensatz zu piezoelektrischen Werkstoffen große
aktive Dehnungen bei niedrigen Frequenzen
möglich. Auch Polymergele könnten sich als
Aktoren eignen. Dabei handelt es sich um Kohlenstoffverbindungen, die in feuchten Medien
durch Ionenaustausch reagieren und ihr Volumen verändern. Ein mögliches Anwendungsgebiet wären »künstliche Muskeln« zur aktiven
Steuerung von Verschattungselementen für
Fassaden. [10]
All diese Entwicklungen eröffnen zahlreiche
Möglichkeiten, von denen viele bisher erst in
Ansätzen genutzt werden und die Gegenstand
aktueller Forschung sind.
Herausforderungen
Daneben gibt es aber auch Hindernisse, die
einer breiten Anwendung von Kunststoffen in
der Architektur entgegen stehen.
Brandverhalten
Kunststoffe werden aus organischen Polymeren bzw. Erdöl hergestellt und sind daher
grundsätzlich entflammbar, selbst wenn dies
für einige Fluorpolymere (PTFE und ETFE) in
der Praxis kaum gilt. Auch durch Zugabe von
Brandschutzadditiven ist es bisher nicht geungen, Kunststoffe unbrennbar zu machen.
Zudem reduzieren diese zwar die Entflammbarkeit, erhöhen aber gleichzeitig oft die Toxizität
der Rauchgase. Die Verwendung von Kunststoffen ist daher meist nicht möglich, wenn erhöhte Anforderungen an die Entflammbarkeit
oder den Feuerwiderstand gestellt werden. Aus
dem Stahlbau bekannte Maßnahmen wie die
Ummantelung mit mineralischen Faserplatten
oder schaumbildende Brandschutzanstriche
haben sich in Versuchen als untauglich erwiesen. In der Entwicklung von aktiven und passiven Brandschutzmaßnahmen für Materialien
und Bauteile aus Kunststoffen liegt ein erhöhter
Forschungsbedarf für die Zukunft. Inzwischen
wurden erste keramische und daher nicht
brennbare Harzsysteme für Faserverbundbauteile vorgestellt, die aber noch in der Praxis erprobt werden.
Ökologische Aspekte
Je nach Anwendung schneiden Bauteile aus
Kunststoffen in einer ökologischen Bewertung
unterschiedlich ab (siehe Umweltwirkungen
von Kunststoffen, S. 124ff.). Drängender Forschungsbedarf ergibt sich vor allem aus den
Problemen, die Kunststoffe am Ende ihrer
Nutzungsdauer verursachen. Dies gilt besonders für Faserverbundbauteile oder textile
Membranen, die aus verschiedenen, kaum
trennbaren und chemisch sehr beständigen
Komponenten bestehen. Wachsendes Umweltbewusstsein und verschärfte gesetzliche
Regelungen schränken eine Deponierung
immer weiter ein.
Natürliche Fasern aus Flachs, Hanf oder Ramie
werden derzeit schon häufig als Ersatz für
Glasfasern bei Verkleidungsteilen im Automobil- und Waggonbau oder in der Möbel- und
Freizeitindustrie verwendet. Die natürlichen Fasern sind dabei aber meist noch in einen konventionellen petrochemischen Kunststoff eingebettet, sodass die ökologischen Vorteile begrenzt sind.
Weitaus schwieriger gestaltet sich der Ersatz
der petrochemischen Kunststoffe durch Harze
auf natürlicher Basis. Zwar werden Biokunststoffe wie das aus Stärke hergestellte Polylactid
(PLA) schon in großem Umfang für Behälter,
Verpackungen und Ähnliches eingesetzt. Dagegen steht die Entwicklung von natürlichen
Kunststoffen aus Stärke, Zucker oder Pflanzenölen für erhöhte Anforderungen an die mecha-
A 41
nische Stabilität oder die Dauerhaftigkeit aber
noch ganz am Anfang (siehe Biokunststoffe,
S. 62ff.). Derzeit erproben einige Automobilhersteller Formteile aus Biokunststoffen für
die Außenkarosserie. Inwieweit Biokunststoffe
auch in der Architektur für tragende oder
raumabschließende Bauteile verwendet werden und dabei endliche Rohstoffe ersetzen
können, ist derzeit noch unklar und stellt eine
zentrale und spannende Aufgabe für die Materialforschung dar.
Anmerkungen:
[1] siehe hierzu auch Genzel, Elke; Voigt, Pamela:
Kunststoffbauten: Teil 1. Die Pioniere. Weimar 2005
[2] ebd., S. 40ff.
[3] wie Anm. 1, S. 134ff.
[4] Blundell Jones, Peter: Peter Hübner. Bauen als ein
sozialer Prozeß. Stuttgart 2007, S. 26
[5] Graefe, Rainer: Vela Erunt. Die Zeltdächer
der römischen Theater und ähnlicher Anlagen.
Mainz 1979
[6] Schmitt, Eduard: Zirkus- und Hippodromgebäude.
In: Handbuch der Architektur. Teil 4, Heft 6.
Stuttgart 1904
[7] wie Anm. 1, S. 167
[8] wie Anm. 1, S. 26
[9] Schlaich, Jörg: Das Olympiadach in München. Wie
war das damals? Was hat es gebracht? In: Behnisch
und Partner, Bauten 1952 –1992. Stuttgart.1992
[10] Grohmann, Boris A.; Wallmersperger, Thomas;
Kröplin, Bernd-Helmut: Adaptive Strukturen und gekoppelte Mehrfeldprobleme. In: Stahlbau, 69. Jg.,
Heft 6, S. 446 – 454
A 37
A 38
A 39
A 40
A 41
Anwendungsreife multifunktionaler Werkstoffe
Aktoren für adaptive Strukuren
Maßnahmen zur Steigerung der Leistungsfähigkeit
von textilen Gebäudehüllen
in GFK-Paneele einlaminierte lichtleitende Fasern,
itke/Universität Stuttgart
mit LED beleuchtete transluzente GFK Sandwichplatten, Installation »Syn chron«, 2004, Carsten
Nicolai
27
Teil B
Abb. B
Werkstoffe
1
Kunststoffe
Einteilung der Kunststoffe
Herstellung von Kunststoffen
Füllstoffe und Additive
Eigenschaften der Kunststoffe
Thermoplaste
Elastomere
Duroplaste
30
30
31
32
34
40
44
46
2
Fasern
Eigenschaften und Anwendung
Anorganische Fasern
Polymerfasern
Naturfasern
Metallfasern
48
48
50
51
53
53
3
Klebstoffe und Beschichtungen
Klebstoffe
Beschichtungsstoffe
54
54
57
4
Naturfaserverstärkte Kunststoffe und
Biokunststoffe
Naturfaserverstärkte Kunststoffe
Naturfasern
Biokunststoffe
Naturfaserverstärkte Biokunststoffe
Zukunftsvision Bau
60
60
61
62
64
65
transluzente Fassadenplatte aus glasfaserverstärktem Kunststoff
29
Kunststoffe
B 1.1
B 1.1
B 1.2
B 1.3
B 1.4
30
Kunststoffgranulat (PVC)
Kunststoffverarbeitung nach Industriezweigen
in Deutschland (2007)
Einteilung von Kunststoffen nach ihrem chemischen Aufbau
Herstellung von Kunststoffen aus Erdöl
Kunststoffe sind seit vielen Jahren unverzichtbare Werkstoffe im Alltag, in der Industrie und
Medizin. Nach Angaben des Verbands der
Kunststofferzeuger PlasticsEurope betrug die
gesamte Kunststoffverarbeitung in Deutschland
2007 ca. 12,5 Mio. t. Dabei entfallen ca. 25 % der
Nutzung auf den Baubereich – nach der Verpackungsindustrie (32,4 %) der zweitgrößte
Markt für Kunststoffe (Abb. B 1.2). Im Vergleich
zu anderen Sparten ist im Bauwesen der Anteil
der Kunststoffe mit hoher Festigkeit größer
(z. B. weichmacherfreies PVC – PVC-U und Duroplaste), da hier besondere Anforderungen an
die Tragfähigkeit und Dauerhaftigkeit gestellt
werden. Bislang konzentriert sich der Einsatz von
Kunststoffen in der Architektur meist noch auf
sekundäre Bauteile wie Folien, Dämmungen,
Anstriche oder Bodenbeläge. Die Verwendung
für tragende und Raum bildende Konstruktionen gewinnt jedoch zunehmend an Bedeutung.
Kunststoffe sind synthetische Materialien aus
organischen Molekülen. Bei der Synthese werden unterschiedliche einzelne Moleküle (Monomere) zu Makromolekülen, den sogenannten
Polymeren, zusammengebaut. Der Begriff Polymer wird auch als Synonym für Kunststoff verwendet. Durch die Vielzahl an verfügbaren Monomeren und ihrer unterschiedlichen Kombinationsmöglichkeiten ergibt sich eine große Sortenvielfalt von mehr als 200 Kunststoffen, deren
Eigenschaften sich durch Additive nochmals anpassen lassen. Tradierte Werkstoffe wie Stahl,
Holz oder Beton haben eine wesentlich geringere Variationsvielfältigkeit hinsichtlich Gestalt,
Haptik und Festigkeit. Gerade die Bandbreite an
Möglichkeiten macht das Gebiet der Kunststoffe zunächst unüberschaubar und schwer greifbar. Aber hier liegt gleichzeitig ein entscheidender Vorteil. Während bei gängigen Werkstoffen
das Material die Konstruktion bestimmt, kann
Kunststoff entsprechend den mechanischen, optischen oder bauphysikalischen Anforderungen
ausgewählt oder angepasst werden. Trotz aller
Variationen gibt es jedoch einige werkstoffspezifische Eigenschaften, die allen Kunststoffen
gemein sind. Dazu zählen beispielsweise ein
geringes Eigengewicht, eine hohe Verformbarkeit, ein ausgeprägt zeitabhängiges Verhalten
sowie die prinzipielle Brennbarkeit aufgrund
der enthaltenen Kohlenstoffverbindungen.
Einteilung der Kunststoffe
Je nach Kunststofftyp sind die organischen
Molekülketten in unterschiedlich starkem
Maß untereinander verknüpft, was sich auf
die Festigkeit und Schmelzbarkeit auswirkt
(Abb. B 1.3). In Abhängigkeit des Vernetzungsgrads werden sie eingeteilt in:
• Thermoplaste
• Elastomere
• Duroplaste
Es ist schwierig, die jeweils typischen Eigenschaften dieser drei Kunststoffgruppen generell zu beschreiben, da die Kennwerte jeweils
sehr weit streuen. Die folgenden Abstufungen
sind daher eher als Tendenzen zu sehen.
Bei Thermoplasten sind die Moleküle nicht
vernetzt. Daher weisen diese Kunststoffe vergleichsweise geringe Festigkeitswerte auf und
sind in der Regel wenig temperaturbeständig.
Sie lassen sich beliebig oft einschmelzen und
umformen, was insbesondere für die industrielle Fertigung und die Wiederverwertung vorteilhaft ist. Die meisten Gebrauchsgegenstände
aus Kunststoff im Haushalt oder auch Verpackungen bestehen aus Thermoplasten.
Die Moleküle von Elastomeren sind vernetzt
und somit nach der Herstellung nicht mehr
schmelzbar. Ausgangsstoff ist zäher Rohkautschuk, den erst die Vernetzung elastisch macht.
Elastomere (umgangssprachlich Gummi) werden grundsätzlich vor der Vernetzungsreaktion
verarbeitet. Aufgrund ihrer geringen Festigkeitseigenschaften sind sie nicht als Konstruktionsmaterial geeignet, werden aber häufig
in Fugen zur Abdichtung oder als Lagen für
eine gleichmäßige Übertragung von Kontaktspannungen eingesetzt. Im Alltag sind Autoreifen eines der Haupteinsatzgebiete von Elastomeren.
Die Gruppe der Duroplaste besitzt engmaschig
vernetzte Moleküle und damit auch höhere Festigkeitswerte und eine bessere Dauerhaftigkeit
als die anderen Kunststoffgruppen. Duroplaste
sind nicht schmelzbar und haben eine vergleichsweise hohe Temperaturbeständigkeit.
Lichtschalter und Stecker werden häufig aus
Duroplasten geformt.
Kunststoffe
Kunststoffe
Verpackung 32,4 %
Bauwesen 25,2%
Thermoplaste
Fahrzeuge 9,2%
Elektronik 7,4%
Sonstiges 14,9 %
Medizin 1,7 %
Haushaltswaren 2,9%
Möbel 3,8%
Duroplaste
Elastomere
• Molekülketten nicht vernetzt
• schmelz- und umformbar
• eher geringe mechanische
Eigenschaften
• Moleküle stark vernetzt
• nach Vernetzung nicht
schmelzbar
• sehr gute mechanische
Eigenschaften
• Moleküle schwach vernetzt
• nach Vernetzung nicht
schmelzbar
• sehr hohe Dehnbarkeit
Landwirtschaft 2,5%
B 1.2
Es existieren auch Mischformen aus Kunststoffen zweier Gruppen, welche die günstigen
Eigenschaften beider Komponenten vereinen.
Thermoplastische Elastomere (TPE) sind
beispielsweise sehr elastisch und zugleich
schmelzbar. Einzelne Kunststoffe wie die Polyurethane oder Silikone können in ihrem Molekülaufbau stark variiert werden, sodass sie sowohl als Thermoplaste, Elastomere oder Duroplaste produziert werden können.
Bei Silikonen treten wegen des im Polymermolekül enthaltenen Siliziums darüber hinaus
einige Eigenschaften auf, die von den übrigen
Kunststoffen abweichen. Sie haben eine besonders hohe Temperatur- und Witterungsbeständigkeit und sind im Gegensatz zu den
meisten anderen Kunststoffen nicht brennbar.
B 1.3
che Abscheidung des Kondensats stattfindet.
Bei der Herstellung ist daher darauf zu achten,
dass das Nebenprodukt ungehindert austreten
kann und anschließend abgeleitet wird.
Die dritte Reaktionsart ist die Polyaddition, bei
der sich ebenfalls über eine stufenweise chemische Reaktion verschiedene Molekülbausteine miteinander verknüpfen. Sie unterscheidet
sich von der Polykondensation vor allem dadurch, dass wie bei der Polymerisation keine
Nebenprodukte bei der Reaktion anfallen.
sation, Polykondensation oder Polyaddition.
Das Produkt aus dieser chemischen Verknüpfung ist das Polymer, also der Kunststoff.
Bei der Polymerisation verbinden sich die vorhandenen Monomere unter Einfluss von Katalysatoren zu Polymeren, ohne dass Nebenprodukte aus der Reaktion entstehen. Werden bei
der Polymerisation unterschiedliche Monomere
verknüpft, spricht man von Copolymerisation.
Die Polykondensation erhält ihren Namen aus
dem mit der Herstellung verbundenen Austritt
von Wasser (Kondensat), in einigen Fällen
auch Chlorwasserstoff, Ammoniak oder Alkohol.
Meist werden in einer stufenweisen Reaktion
zwei verschiedene Arten von Molekülbausteinen zusammengefügt, wobei eine kontinuierli-
Kunststofferzeugung
Die Kunststofferzeugung findet in Chemiewerken statt, der Kunststoff wird teilweise
schon dort mit Füllstoffen und Additiven verse-
Erdöldestillation
Herstellung von Kunststoffen
Praktisch alle gebräuchlichen Kunststoffe sind
petrochemischen Ursprungs, d. h. sie basieren
auf Erdöl. Bei der Verarbeitung in der Raffinerie
wird das Rohöl zunächst erhitzt und in Abhängigkeit der Dichte in seine Bestandteile getrennt. Die dabei gewonnenen Leichtbenzine
(Naphtha), die ca. 10 % des Gesamtausstoßes
bilden, werden anschließend zu Kunststoffen
verarbeitet. Alle weiteren Komponenten wie Petroleum, Kerosin, Heizöl oder Bitumen fließen
anderen Nutzungen zu. Zur Kunststoffherstellung wird das Naphtha zunächst gespalten,
auch »Cracken« genannt. Es entstehen einzelne Monomere wie Ethylen, Propylen oder
Acetylen – die Bausteine zur Generierung von
Kunststoffen (Abb. B 1.4). Aus diesen werden
die Kunststoffpolymere zusammengesetzt.
Alternativ kommen für die Gewinnung der Monomere auch andere Ausgangsstoffe wie Erdgas, Steinkohle oder nachwachsende Rohstoffe infrage, die derzeit aber aus Kostengründen
noch eine untergeordnete Rolle spielen (siehe
Naturfaserverstärkte Kunststoffe und Biokunststoffe, S. 60ff.).
Polymerbildung
Der Zusammenbau der einzelnen Monomere
zu Ketten oder Netzen erfolgt über drei unterschiedliche Reaktionsmechanismen: Polymeri-
Kunststofferzeugung
Gas
20 °C
150 °C
Pyrolyse
Leichtbenzine
(10 %)
Monomere
(Ethylen, Propylen, Acetylen)
(Aufspalten)
Petroleum,
Kerosin
Polymerisation
H
H H
H H H
...+ C C + C C + C C + ...
H
H
H H
H H
250 °C
H
C
H
...
H
C
H
H
C
H
H
C
H
H
C
H
H
C
H
...
Polyethylen - Makromolekül
Ethylen Ethylen Ethylen
Schweröl
Polyaddition
Rohöl
(erhitzt)
350 °C
1. Monomer
... +
2. Monomer
+
Polyaddukt
+
+
+ ...
...
...
Polykondensation
1. Monomer
2. Monomer
Polykondensat
400 °C
Schmieröl,
Paraffine,
Bitumen, Teer
... + HO
OH + HO
OH + ...
...
O
Wasser
+ H2O
Polymer
(Kunststoff)
B 1.4
31
Streuung / Absorption
Kunststoffe
transparente Pigmente
(50 –100 nm) für glasklare
Kunststoffeinfärbungen
Streuung
faserverstärkter Kunststoff mit Thermofarben
Zusammenhang zwischen Pigmentgröße und
Transparenz bei Farbpigmenten
B 1.7
Füllstoffe und deren Auswirkung
B 1.8
Stegplatte aus Kunststoff mit photochromer
Deckschicht
B 1.9
Kunststoffknöpfe mit Perlmutteffekt
B 1.10 Kunststoff mit Effektpigmenten
B 1.11 Kohlenstoffnanoröhrchen unter dem Mikroskop
in ca. 100-facher Vergrößerung
deckende
Pigmente,
z. B. zur
Kunststoffeinfärbung
B 1.5
B 1.6
Absorption
0
200
400
B 1.5
hen und als Zwischenprodukt ausgeliefert.
Dabei unterscheiden sich die drei Kunststoffgruppen hinsichtlich der notwendigen Verfahrensschritte und der verwendeten Vorprodukte.
Thermoplaste sind als Granulate oder Pulver
erhältlich, die zwar schon die endgültige chemische Zusammensetzung haben, jedoch beim
Verarbeiter erst noch eingeschmolzen und zum
Endprodukt geformt werden müssen. Elastomere werden aus Rohkautschuk produziert, der
im Gegensatz zum Endprodukt noch nicht vernetzt ist. Der Rohkautschuk wird verarbeitet und
geformt, erst danach erfolgt die Vulkanisation,
also die Vernetzung zum Kunststoff unter Einwirkung von Schwefel, Druck und hoher Temperatur. Duroplaste werden zunächst in Form
eines flüssigen Vorprodukts (Kunstharz) oder
als Formmassen gefertigt, welche ebenfalls
noch nicht vernetzt sind. Die chemische Reaktion erfolgt über beigemischte Härter erst im Rahmen der Endverarbeitung. Die genauen Methoden der Verarbeitung und Aufbereitung werden
im Kapitel »Vorprodukte« (S. 68ff.) erläutert.
Füllstoffe und Additive
Die Eigenschaften von Kunststoffen werden
wesentlich durch die eingebauten Füllstoffe
und Additive beeinflusst (Abb. B 1.7). Dabei
bezeichnet man Stoffe, welche die Eigenschaften verbessern oder als Reaktionspartner zur
Verfügung stehen, als Additive. Stoffe, die zur
Streckung des Kunststoffs dienen, heißen Füllstoffe. Viele Kunststoffe wären ohne entsprechende Additive überhaupt nicht einsetzbar,
da nur sie die Kunststoffeigenschaften gezielt
an das Anforderungsprofil anpassen. Bei PVC
beispielsweise sind die Möglichkeiten, die Eigenschaften durch Additive zu beeinflussen
besonders ausgeprägt. Weicher und harter
PVC haben zwar einen identischen chemischen Aufbau, durch die unterschiedlichen
Anteile an Weichmachern liegen jedoch grundsätzlich verschiedene Werkstoffe mit eigenen
Einsatzbereichen vor.
Dass Additive nicht nur die Eigenschaften, sondern auch die Verarbeitbarkeit eines Kunststoffs wesentlich bestimmen, sollte bereits bei
der Planung eines Bauteils oder Arbeitsschritts
32
600
800
Teilchengröße [nm]
B 1.6
berücksichtigt werden. So ist z. B. ein ungesättigtes Polyesterharz, das aus Brandschutzgründen mit Flammschutzmitteln angereichert
ist, durch die erhöhte Viskosität wesentlich
zeitintensiver in der Verarbeitung. Für die Zusammensetzung der richtigen Mischung spielen verschiedene Aspekte eine Rolle:
• angestrebte Lebensdauer
• Witterungs- und UV-Beanspruchung
• chemische Beständigkeit
• beabsichtigte Endverarbeitung
• gewünschte Farbe und Transparenz
• Anforderungen an den Brandschutz
• Anforderung an mechanische Eigenschaften
Einfärben von Kunststoffen
Das Wissen um die Auswirkungen und die
Kombinierbarkeit aller Additive und Füllstoffe
beruht auf langjähriger Erfahrung der Kunststoffproduzenten und sollte mit diesen abgestimmt bzw. ihnen ganz überlassen werden.
Der Endverarbeiter bezieht also in der Regel
Kunststoffe, die bereits mit Additiven und Füllstoffen versehen sind. Im Einzelnen sind folgende Füllstoffe und Additive gebräuchlich:
• kostenreduzierende Füllstoffe (z. B. Kaolin,
Kreide oder Öl bei Elastomeren)
• Farbmittel (Farbstoffe und Pigmente)
• Katalysatoren und Reaktionspartner zur Steuerung der chemischen Reaktion
• Stabilisatoren zur Verbesserung der Dauerhaftigkeit (z. B. unter UV-Beanspruchung)
• Weichmacher bei Thermoplasten zur Verhinderung spröden Verhaltens
• Flammschutzmittel (Halogene, Aluminiumtrihydrit oder -hydroxid)
• Thixotropiermittel zur Verbesserung der
Streichfähigkeit bei Duroplasten
Farbstoffe
Im Kunststoff lösliche Farbstoffe bestehen wie
der Kunststoff selbst meist aus organischen
Verbindungen. Sie sollten wasserunlöslich sein,
um einer Entfärbung im Gebrauch vorzubeugen. Farbstoffe bewirken, anders als Pigmente,
eine transparente Einfärbung, der Kunststoff
bleibt glasklar. In Kombination mit (weißen) Pigmenten ist aber auch eine opake Farbgebung
möglich. Farbstoffe haben eine bessere Temperaturbeständigkeit als Farbpigmente, weshalb sie für das Einfärben hitzebeständiger
Kunststoffe gut geeignet sind.
Die häufig erforderlichen Weichmacher können
sich allerdings aus dem Kunststoff lösen und
über direkten Kontakt oder Wasser in den Körper von Menschen und Tieren gelangen. Darin
enthaltene Chemikalien wie Bisphenol A stehen
im Verdacht, gesundheitsschädigend zu wirken. Im Kunststoff vorhandene Additive spielen
für das Recycling von thermoplastischen
Kunststoffen eine wichtige Rolle. Eine Wiederverwertung ohne Qualitätsverlust ist nur bei der
Mischung von identischen Kunststoffen mit
gleichen Füllstoffen und Additiven möglich.
Zahlreiche Thermoplaste und Duroplaste sind
grundsätzlich transparent, daher steht ein großer Spielraum zur transparenten oder opaken
Einfärbung offen. Einige nicht lichtechte Kunststoffe werden stets opak eingefärbt und optisch aufgehellt, um ein gleichbleibendes Erscheinungsbild zu garantieren. Bei den Farbmitteln wird zwischen löslichen Farbstoffen und
nicht löslichen Farbpigmenten unterschieden.
Die Abgrenzung von organischen Pigmenten
zu Farbstoffen ist manchmal fließend, da sie
aufgrund ihres polymeren Aufbaus ebenfalls in
Kunststoff löslich sein können.
Farbpigmente
Im Gegensatz zu Farbstoffen lösen sich Farbpigmente nicht im Kunststoff, sondern werden
als möglichst kleine Partikel in Form von Nadeln, Plättchen oder Kugeln zugemischt. Je
nach Teilchengröße bleibt der Kunststoff dabei
nahezu transparent oder erscheint opak (Abb.
B 1.6). Bei Abmessungen von 50 bis 100 nm
streuen die Pigmente das einfallende Licht
kaum, d. h. der Kunststoff ist transparent. Größere Pigmente (300 – 550 nm) streuen Licht dagegen wesentlich stärker – das Material wirkt
dann opak. Als Pigmentstoff kommen unterschiedliche Werkstoffe zum Einsatz, am häufigsten jedoch die relativ preiswerten Metalloxide. Je nach chemischer Zusammensetzung
ergibt sich eine charakteristische Farbe des
Pigments. Daneben zählt auch Ruß zu den anorganischen Farbpigmenten, die kostengünstig
und weitverbreitet sind.
Organische Pigmente sind im Gegensatz zu
faserförmige Füllstoffe
und Verstärkungsmittel
+
+
+
+++
++
den metallischen wesentlich vielfältiger und in
der Farbe variabler, jedoch auch teurer. Sie
verleihen dem Kunststoff eine höhere Brillanz,
besitzen aber ein geringeres Deckvermögen.
Effektfarbmittel
Phosphoreszierende Farben, optische Aufheller, Thermofarben, Effektpigmente (Abb.
B 1.10) oder Farben mit Perlmuttglanz zählen
zu den Effektfarbmitteln. Sie können sowohl auf
Farbstoffen als auch auf Pigmenten basieren.
Fluoreszierende und aufhellende Farben (Aufheller) wandeln UV-Licht in sichtbares Licht um
und verleihen dem Kunststoff oder der Kunstfaser eine besonders leuchtende, helle Farbe.
Thermofarben wechseln durch eine Änderung
in der Kristallstruktur ihre Farbe bei veränderter
Bauteiltemperatur (Abb. B 1.5). Der Effekt ist
grundsätzlich reversibel, nach wiederholter
Farbänderung können jedoch chemische Prozesse stattfinden, die den Vorgang irreversibel
machen.
Anorganische Effektpigmente sind verhältnismäßig große Plättchen (»Flakes«), die je nach
Größe sogar mit bloßem Auge erkennbar sein
können. Durch den geschuppten Aufbau entstehen Lichtreflexionen und damit metallisch
wirkende Farbtöne, in Abhängigkeit des Betrachtungswinkels ändert sich die Farbe oder
es entstehen Glitzereffekte. Die Pigmente
selbst bestehen häufig aus Metalloxiden, Aluminium oder Kupfer. Effektpigmente sind für
(kunststoffbasierte) Lackierungen der Automobilindustrie sehr gebräuchlich. Um einen Perlmuttglanz zu erzielen, werden natürliche Fischschuppen oder der Ersatzstoff Bleicarbonat in
den Kunststoff eingebracht. Der Perlmutteffekt
wird beispielsweise für Knöpfe oder Kämme
aus Kunststoff eingesetzt (Abb. B 1.9).
Additive mit bauphysikalischen und mechanischen
Funktionen
Spezielle Pigmente sind in der Lage, die Wärmespeicherung oder -reflexion von Kunststoffen zu beeinflussen. Glimmerpigmente erhöhen
beispielsweise die Reflexion des Kunststoffs,
d. h. sie spiegeln einen erheblichen Anteil des
einfallenden Infrarotlichts, während der Kunststoff für sichtbares Licht transparent bleibt.
Damit kann der Energiedurchlass infolge Strah-
+
+
+
+
+
++
+++
++
-+
++
-+
+
+
Wirtschaftlichkeit
+
+
+
+
+
+
+
+
+
+
chemische
Beständigkeit
+
+
-+
-
bessereWärmestandfestigkeit
+
+
+
+
+
reduzierte
Schwindung
plättchenförmige
Füllstoffe
Holzmehl
Ruß
Metalloxide
Calciumcarbonat (Kreide)
Kaolin
Silica
Sand-/Quarzpulver
Graphit
Talkum
Glimmer
Polymerfasern
Kohlenstofffasern
Glasfasern
Schlagzähigkeit
kugelförmige Füllstoffe
E-Modul
+ bis +++ Verbesserung der Eigenschaften
- Verminderung der Eigenschalften
Druckfestigkeit
Zugfestigkeit
Kunststoffe
+
+
+
+
+
+
+
+
++
++
+
++
+
+
++
+
+
+
+
B 1.7
B 1.8
lung bei transparenten Scheiben von Kunststofffassaden reduziert werden. Thermochrome
oder photochrome Additive absorbieren zunächst Energie und strahlen sie zeitlich versetzt
wieder ab (Abb. B 1.8). Dabei reagieren Thermofarben auf Temperaturunterschiede, während photochrome Additive direkt die Strahlungsenergie aufnehmen. Für eine bauphysikalische Wirkung sind diese Effekte meist jedoch
zu gering ausgeprägt, weshalb sie vor allem aus
gestalterischen Gründen eingesetzt werden.
Phase Change Materials (PCM)
Energie speichernde Werkstoffe, sogenannte
Latentwärmespeicher (engl. Phase Change
Materials – PCM), regulieren den Temperaturhaushalt von Bauteilen. Sie sind selbst keine
Kunststoffe, können jedoch in die Hohlkammern von Stegplatten aus Kunststoff eingefüllt
oder in Form von Mikrokügelchen direkt in den
Kunststoff eingearbeitet werden (siehe Sandwichplatten, S. 90). Anders als bei thermochromen Materialien findet bei PCMs keine chemische Reaktion statt, sondern ein physikalischer
Phasenübergang von fest zu flüssig. Wesentlich ist darüber hinaus – ebenfalls im Gegensatz zu thermochromen Materialien – das Vorhandensein einer »Plateau-Temperatur«, bei
der ein Latentwärmespeicher wirkt. Beim
Durchschreiten dieser Temperatur nimmt das
PCM überproportional viel Energie auf oder
gibt diese ab. Dadurch behält das Material in
gewissen Grenzen die Plateau-Temperatur bei,
auch wenn konstant Energie aufgenommen
oder abgegeben wird. PCM sind meist Paraffine oder Salzhydrate, deren Übergangstemperatur sich gut auf den bauphysikalisch relevanten Bereich einstellen lässt.
Feuchteabsorbierende Additive
Bei Kunststoffen ist das Feuchteabsorptionsvermögen im Vergleich zu Holz oder Naturfasern vergleichsweise gering. Es ist allerdings
möglich, feuchtespeichernde Materialien, sogenannte Trockenmittel (Getterstoffe), in begrenztem Umfang in die Polymermatrix von
Kunststoffen zu integrieren. So können beispielsweise Abstandhalter von Mehrscheibenverglasungen Restgase wie Wasserdampf absorbieren.
B 1.9
B 1.10
100 μm
B 1.11
33
Kunststoffe
Kohlenstoffnanoröhrchen
Kohlenstoffnanoröhrchen (engl. carbon nanotubes – CNT) können in Form kleiner Partikel dem
Kunststoff beigemischt werden, wodurch sich
unterschiedlichste mechanische Eigenschaften
steuern lassen (Abb. B 1.11, S. 33). Bei Faserverbundwerkstoffen verbessern sie z. B. die
Haftzugfestigkeit zwischen Fasern und Kunststoff erheblich. Die Entwicklung von Anwendungen und die Untersuchung der Umweltwirkung von CNT sind jedoch noch nicht abgeschlossen. Bei den Nanoröhrchen handelt es
sich um röhrenförmig vernetzte, elektrisch leitfähige Kohlenstoffmoleküle, die so hohe Festigkeiten aufweisen, dass sie selbst hochfeste
Kohlenstofffasern übertreffen.
Spannung σ [N/mm²]
Fasern
Durch den Einbau von Fasern in Form von kurzen Stücken, Langfasern oder als Textile kann
die Festigkeit und der E-Modul (Dehnung des
Werkstoffs unter Spannung) von Kunststoffen
wesentlich verbessert werden. Am gebräuchlichsten sind glasfaserverstärkter Kunststoff
(GFK) und kohlenstofffaserverstärkter Kunststoff (CFK). Bei zunehmendem Fasergehalt
übernimmt der Kunststoff nur formgebende
und schützende Funktionen, während die Fasern die mechanischen Eigenschaften bestimmen. Als Grenzfall können textile Membranen
betrachtet werden, bei denen der Kunststoff
ediglich in Form einer dünnen Beschichtung
verwendet wird.
Die für architektonische Anwendungen infrage
kommenden Fasern werden im Kapitel »Fasern« (S. 48ff.) ausführlich erläutert, die zur
Verfügung stehenden textilen Halbzeuge im
Kapitel »Textilien« (S. 69ff.).
Eigenschaften der Kunststoffe
Kunststoffe sind in ihren Eigenschaften wesentlich vielfältiger als tradierte Werkstoffe wie Holz,
Metalle oder Beton (Abb. B1.19, S. 38). Besonders bei faserverstärkten Kunststoffen streuen
die Festigkeit, der E-Modul und die Dehnbarkeit erheblich (Abb. B 1.12).
Je nachdem welche mechanischen, chemischen und fertigungstechnischen Anforderungen sich stellen, muss der Anwender einen geeigneten Kunststoff auswählen und ihn gegebenenfalls mit Additiven optimieren. Es ist
daher nicht nur wichtig zu wissen, welche Charakteristika Kunststoffe aufweisen, sondern
auch inwieweit diese variiert werden können.
Kunststoffe in der Wahrnehmung
Die sensorischen Eigenschaften eines Kunststoffs bestimmen den ersten Eindruck. Im Gegensatz zu anderen Baustoffen variieren Kunststoffe sehr breit hinsichtlich ihrer Transparenz,
Haptik oder ihres Klangs. Umgekehrt können
die sensorischen Eigenschaften aber auch
beim Erkennen eines unbekannten Kunststoffs
hilfreich sein.
Optische Wahrnehmung
Die Eigenschaft eines Materials, für Strahlung
durchlässig zu sein, bezeichnet man als Transparenz. Sie variiert bei jedem Werkstoff in Abhängigkeit der betrachteten Wellenlänge: Ein
für sichtbares Licht transparentes Material kann
in anderen Wellenlängenbereichen opak sein.
In gestalterischer Hinsicht spielt die Transparenz von sichtbarem Licht eine wichtige Rolle.
Daneben ist für bauphysikalische Aspekte
die Transparenz gegenüber ultravioletter oder
Infrarotstrahlung von Bedeutung (siehe Lichtund wärmestrahlungstechnische Eigenschaften, S. 113ff.).
Ein Bauteil, durch das man klar hindurch sieht,
wird als transparent bezeichnet, ist jedoch nur
eine schemenhafte Durchsicht möglich, spricht
man von transluzent, ist es vollkommen lichtundruchlässig, gilt es als opak (Abb. B 1.14).
Wie transparent ein Bauteil wirkt, ist in starkem
Maße von seinen Dimensionen abhängig. So
kann ein und derselbe Werkstoff als Folie hochtransparent sein, als Platte jedoch milchig oder
vollkommen undurchsichtig. Dementsprechend
beschreibt die gebräuchliche Einteilung in
transparent, transluzent und opak die Eigenschaft eines spezifischen Bauteils, nicht allgemein die eines Materials.
Die Transparenz von Kunststoffen hängt von
den beigemengten Füllstoffen und ihrem chemischen Aufbau bzw. der Anordnung der Moleküle ab. Bei Thermoplasten variiert diese zwischen vollständig unregelmäßig (amorph) bis
kohlenstofffaserverstärkter Kunststoff (CFK) max. σ = 5000 [N/mm²]
500
400
glasfaserverstärkter Kunststoff (GFK)
Baustahl
300
Aluminium
200
B 1.12
Acrylglas (PMMA)
100
Polycarbonat (PC) max. ε =150 %
Holz
Polyethylen (PE-HD) max. ε =1000 %
0
0
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
Dehnung ε [%]
B 1.13
B 1.14
Vergleich typischer Kunststoffe mit tradierten
Baustoffen
a mechanische Eigenschaften (SpannungsDehnungs-Linien)
b Eigengewicht (Wichte)
c Wärmeleitfähigkeit
vergilbter Kunststoff
transparenter, milchiger, opaker Kunststoff
a
Holz
Holz
PE-LD
PVC-U
PMMA
PMMA
PVC-U
PTFE
GFK/
CFK
PE-LD
PTFE
GFK
Aluminium
Baustahl
Baustahl
Aluminium
0
b
34
10
20
30
40
50
60
70 80
Wichte [kN/m³]
53
221
0
c
1
2
3
4
Wärmeleitfähigkeit [W/mK]
B 1.12
B 1.13
Kunststoffe
a
b
c
hin zu einem nahezu gleichmäßigen Aufbau
(teilkristallin). Die Molekülstruktur ist in erster
Linie vom verwendeten Kunststoff abhängig,
kann jedoch auch durch den Herstellungsprozess beeinflusst werden. Teilkristalline Thermoplaste wie Polyethylen (PE), Polypropylen (PP)
oder Polytetrafluorethylen (PTFE) sind milchig
oder sogar vollständig opak, während amorphe
Thermoplaste eine hohe Transparenz aufweisen, dazu gehören beispielsweise Polyvinylchlorid (PVC), Polystyrol (PS), Polymethylmethacrylat (PMMA – Acrylglas) und Polycarbonat (PC).
Bei Duroplasten können sich die Moleküle
wegen ihrer engen Vernetzung nicht gleichmäßig anordnen, weshalb sie in der Regel transparent sind. Bei Elastomeren sind die Moleküle
zwar nur teilweise vernetzt, eine theoretisch
mögliche Transparenz ist aber aufgrund der
notwendigen Füllstoffe wie Ruß oder Öl nicht
umsetzbar. Um dennoch ein transparentes
und elastisches Material zu erhalten, besteht
die Möglichkeit, Elastomere und Thermoplaste
chemisch oder physikalisch zu verbinden
(Thermoplastische Elastomere – TPE).
Dauernde UV-Strahlung kann einige transparente, aber nicht lichtechte Kunststoffe wie
PVC mit der Zeit trüben, der Kunststoff wird
undurchsichtig. Bei PVC spalten sich an der
Oberfläche infolge der einwirkenden Strahlung
Chlorwasserstoffe ab, was zur Vergilbung führt
(Abb. B 1.13).
Akustische Wahrnehmung
Ein Fachmann erkennt den Kunststoffs am Klang
beim Klopfen bzw. beim Knittern von Kunststofffolien. PVC-P, Acrylnitrilbutadienstyrol (ABS),
PMMA, PA und CA klingen beispielsweise eher
dumpf wohingegen andere Kunststoffe »scheppern«, z. B. das harte PVC (PVC-U), PC oder
PS. Letzteres hat einen sehr charakteristischen
gläsernen Klang, vor allem wenn es bricht.
teil duktiler Werkstoffe ist, dass lokale Überbeanspruchungen durch plastische Deformation ausgeglichen werden können. Der Werkstoff beginnt zu fließen, d. h. bei nahezu konstanter Spannung nimmt die Verformung zu.
Damit werden die Lasten auf benachbarte
Bereiche abgegeben. Kunststoffe decken die
gesamte Breite zwischen spröde und zäh ab,
wobei bestimmte Additive (Weichmacher) das
Materialverhalten häufig in Richtung Zähigkeit
verbessern.
Haptische Wahrnehmung
Kunststoffe werden meist ohne zusätzliche Beschichtung verarbeitet, daher sollte der Oberflächenqualität des Materials besondere Beachtung geschenkt werden. PE, PP, PTFE und
Celluloseacetat (CA) fühlen sich wachsartig an,
was im Allgemeinen als angenehm empfunden
wird – Werkzeuggriffe beispielsweise bestehen
daher oft aus CA. Die Kratzempfindlichkeit von
Kunststoffen variiert ebenfalls, besonders
empfindlich sind PE und weiches PVC (PVC-P),
etwas geringer auch PMMA. Die Kratzempfindlichkeit korreliert in gewissem Maß mit der Härte
eines Werkstoffs, die wiederum abhängig ist
von dessen E-Modul und Fließgrenze, also der
mechanischen Spannung, bei der sich das Material dauerhaft plastisch verformt.
Mechanische Eigenschaften
Die Zug- oder Druckfestigkeit eines Werkstoffs
beschreibt die maximal aufnehmbaren Spannungen. Bei Kunststoffen liegt der Wert der
Zugfestigkeit häufig über dem der Druckfestigkeit.
Der E-Modul gibt die Dehnung des Werkstoffs
unter Spannung wieder – ein hoher E-Modul
entspricht einer geringen Verformung. Daneben hängt die tatsächliche Dehnung eines
Bauteils von der Geometrie des Querschnitts
ab. Die Kombination aus E-Modul und der
Querschnittsgeometrie bestimmt die Steifigkeit
eines Bauteils. Bei Kunststoffen ist der E-Modul
meist nicht konstant, sondern nimmt bei zunehmender Belastung ab, d. h. die Verformungen
vergrößern sich unter steigender Last überproportional (Abb. B 1.12 a). Außerdem sind bei
allen Kunststoffen sowohl E-Modul als auch
Festigkeit temperaturabhängig – bei ansteigender Bauteiltemperatur fallen beide Werte ab.
Beispielsweise verfügt Polycarbonat bei einer
Bauteiltemperatur von 100 °C nur noch über
zwei Drittel seiner Zugfestigkeit unter Raumtemperatur.
Bruchverhalten
Für die Sicherheit eines Bauwerks ist nicht nur
entscheidend, welche Belastungen ein Werkstoff aufnehmen kann, sondern welches Bruchverhalten er zeigt. Ein spröder Werkstoff versagt bei Erreichen der Festigkeitsgrenze
schlagartig, wobei scharfkantige Bruchflächen
oder Splitter entstehen können. Man spricht bei
sprödem Verhalten auch von geringer (Kerbschlag-)Zähigkeit oder glasartigem Verhalten.
Werkstoffe mit duktilem oder zähem Verhalten
brechen im Idealfall gar nicht. Unter Stoßbelastung kann das Material einen Teil der einwirkenden Energie abdämpfen. Ein weiterer Vor-
B 1.14
Das Bruchbild von Kunststoffen lässt sich in
drei Kategorien unterteilen: Einen duktilen Bruch
zeigen PE, PP, PA, weiches PVC-P, PC, weiches CA sowie PTFE und alle Elastomere. Der
sogenannte Weißbruch ist durch die auffällig
weiße Bruchkante charakterisiert. Das Verhalten von hartem PVC-U und den Styrol-Copolymeren (SB, ABS, ASA), bei denen Weißbruch
auftritt, liegt zwischen duktil und spröde.
PMMA, PS und der Styrol-Copolymer SAN
sowie alle Duroplaste verhalten sich glasartig
und brechen spröde. Dieser Sprödbruch ist
hinsichtlich Dauerhaftigkeit und Anwendungssicherheit als negativ zu bewerten. Kunststoffe
mit eigentlich duktilem Verhalten können infolge Alterung und dem damit verbundenem
Abbau der enthaltenen Weichmacher verspröden und hiermit ihr Bruchverhalten ändern.
Härte
Die Härte eines Werkstoffs beschreibt den Eindringwiderstand der Oberfläche gegen einen
spitzen Gegenstand. Sie ist abhängig vom
E-Modul und der Fließgrenze eines Materials.
Es gibt unterschiedliche Prüfverfahren, bei
denen Stifte mit kegel- oder kugelförmiger Spitze in den Werkstoff gedrückt und dabei die
Eindringtiefe gemessen wird. Je nach Härtebereich des zu prüfenden Materials kommen unterschiedliche Verfahren zur Anwendung. Bei
weichen Elastomeren wird die Härte nach dem
Verfahren »Shore A« gemessen, härtere Elastomere und weiche Thermoplaste werden in
»Shore D« geprüft (DIN 53 505). Härtere Thermoplaste sowie alle Duroplaste werden nach
»Rockwell« vermessen (DIN EN ISO 6508-1),
für faserverstärkte Kunststoffe ist die Prüfung
nach »Barcol« gebräuchlich (nach DIN EN 59).
35
E-Modul, relativ zur Raumtemperatur 20°C
Kunststoffe
1,1
1,0
Phenolharz (PF)
0,9
0,8
0,7
Vinylesterharz (VE)
0,6
0,5
0,4
0,3
ungesättigtes Polyesterharz (UP)
0,2
0,1
0
50
100
150
200
250
300
350
400
450
500
Temperatur [°C]
B 1.16
B 1.15
portional zu, bis es zu einem verzögerten
Bruch kommt (Zeitstandfestigkeit). Hierfür sind
die Griffe einer Einkaufstüte ein alltägliches Beispiel – zunächst tragen sie das Gewicht, werden immer länger und können schließlich nach
einigen Minuten doch reißen. Bei der Dimensionierung von Kunststoffbauteilen muss daher
die Dauer einer Einwirkung in die Berechnung
einfließen (siehe Berechnung, S. 150ff.).
Relaxation beschreibt grundsätzlich den gleichen Mechanismus wie das Kriechen, wobei
hier vorgespannte Bauteile betrachtet werden,
deren Dehnung konstant gehalten wird. Durch
die Verschiebung der Moleküle entspannt sich
das Material zu einem gewissen Grad. Dieses
Werkstoffverhalten zeigt sich z. B. bei vorgespannten Membranen die – ursprünglich straff
– mit der Zeit an Spannkraft verlieren und gegebenenfalls nachjustiert werden müssen
(siehe Kompensation, S. 148). Erhöhte Temperaturen beschleunigen sowohl Kriechen als
auch Relaxation, da die Bindungskräfte zwischen den Molekülketten schwächer werden.
Thermische Eigenschaften
Die Wärmeausdehnung von Kunststoffen ist
sehr unterschiedlich; die Werte variieren zwischen 35 · 10-6/K für Phenoplaste (PF) und
250 · 10-6/K für Polyethylen (PE). Dies entspricht einer Ausdehnung zwischen 35 und
250 mm je 100 m Länge bei einer Temperaturänderung von 10 K. Verglichen mit konventionellen Baustoffen wie Holz (8 mm), Stahl
Masseverlust [%]
Kriechen, Zeitstandfestigkeit und Relaxion
Ein wesentliches Merkmal von Kunststoffen ist
deren irreversible Reaktion auf zeitlich andauernde mechanische Einwirkung. Unter konstanter Belastung gleiten die einzelnen Molekülketten des Kunststoffs aneinander vorbei,
wobei sich die Verformungen vergrößern und
es zu einem zeitlich verzögertem Bruch kommen kann. Das Materialverhalten lässt sich
anschaulich mit Spaghetti darstellen (Abb.
B 1.15). Hängen die Nudeln (als Bild für Molekülketten) an einer Gabel, zieht ihr Eigengewicht sie langsam nach unten. Ist die Last
nicht zu hoch, verlangsamt sich das Gleiten, da die einzelnen Spaghetti aneinander
haften, der Vorgang kommt schließlich zum
Stillstand. Unter hoher Belastung können einzelne Molekülstränge jedoch abreißen, es
kommt zum Bruch. Bei unvernetzten Thermoplasten ist dieses Verhalten folglich wesentlich
stärker ausgeprägt als bei stark vernetzten
Duroplasten.
Unter Kriechen versteht man die kontinuierlich
zunehmende plastische Verformung eines
Werkstoffs unter konstanter Belastung, diese
kann ein Vielfaches der ursprünglichen elastischen Verformung betragen. Die Kriechverformung von Kunststoffen tritt vor allem kurz nach
Beginn einer Belastung auf und erreicht
schließlich einen Grenzwert. Liegt das Belastungsniveau jedoch über einem gewissen
Schwellenwert, nehmen die Verformungen
nach einer längeren Belastungsdauer überpro-
(12 mm), Glas (9 mm), Aluminium (23 mm) oder
Beton (10 mm) verformen sich Kunststoffe unter Temperaturänderung sehr stark. Die Befestigung von Kunststoffbauteilen muss deshalb
entsprechende Dehnungen zulassen. Lediglich
faserverstärkter Kunststoff erreicht Werte, die
im Bereich der konventionellen Baustoffe liegen,
nämlich zwischen 0 und 35 mm (siehe Konstruieren mit Kunststoffhalbzeugen, S. 160ff.). Polymerfasern können auch einen negativen Ausdehnungskoeffizienten aufweisen.
Verhalten bei hohen Temperaturen
Bei einigen Kunststoffen kommt es bereits
unter normalen Anwendungstemperaturen
(z. B. unter 60 °C) zu einem Abfall des E-Moduls
und der Festigkeit, der jedoch bei Abkühlung
reversibel ist (Abb. B 1.16). Erst bei weiter zunehmenden Temperaturen erweicht der Kunststoff, er beginnt sich zu zersetzen, verliert an
Masse (Abb. B 1.17) und brennt schließlich. [1]
Als Gebrauchs- oder Anwendungstemperatur
bezeichnet man die Temperatur, der ein Werkstoff ausgesetzt sein kann, ohne bleibenden
Schaden zu nehmen und bei der Festigkeit und
E-Modul nicht erheblich verringert sind. Die
Gebrauchstemperatur wird einerseits für kurzfristige Einwirkung und andererseits für dauernde Einwirkungen angegeben. Bei Thermoplasten wird häufig auch die sogenannte Glasübergangstemperatur (Tg) angegeben, bei der der
Kunststoff von einem steifen in einen zähelastischen Zustand übergeht; sie erlaubt jedoch
0
-0,5
Phenolharz (PF)
-1,0
Vinylesterharz (VE)
-1,5
B 1.15
B 1.16
B 1.17
B 1.18
36
Modell zur Erklärung des Langzeitverhaltes von
Molekülketten bei Kunststoffen unter Last
Veränderung des E-Moduls von duromeren
Kunststoffen unter Brandeinwirkung
Massenverlust von duromeren Kunststoffen unter
Brandeinwirkung
Eigenschaften ausgewählter Kunststoffe
ungesättigtes Polyesterharz (UP)
-2,0
50
0
100
5
150
10
200
15
250
20
300
25
350
30
400
35
450
40
500
45
550
50
600
55
650
60
Temperatur [°C]
700
750
65
70
75
Versuchsdauer [min]
B 1.17
Kunststoffe
Kunststoff
Spezifikation
Bruch- Transpaverhal- renz
ten
Dichte
[g/
cm3]
Gebrauchstemperatur
dauernd/kurz
[°C]
Merkmale
Handelsnamen
und
Synonyme
chemischer Angriff durch
Zugfestigkeit
[N/mm2]
Zug-EModul
[N/mm2]
Bewitterung
linearer
Ausdehnungskoeffizient
10-6/K
Wärmeleitfähigkeit
[W/mK]
Säure
Lauge
++
++
0
50 –75
1000 – 3500
70 – 80
0,14 – 0,17
+
+
-
10 – 25
–
150 – 210
0,15
++
++
-
8 – 23
200 – 500
230 – 250
0,32 – 0,40
Thermoplaste
PVC
Polyvinylchlorid
PE
Polyethylen
PP
Polypropylen
U
Weißbruch
1,46
65 – 70/75 –90
klingt
scheppernd
P
duktil
1,27
50 – 55/55 – 65
gummiartig
flexibel, klanglos
LD
duktil
0,92
60 –75/80 – 90
wachsartiger
Griff, mit dem
Fingernagel
markierbar
duktil
0,95
75 – 90/90 –120
duktil
0,90
100/140
nicht mit dem
Fingernagel
markierbar
HD
++
++
-
18 – 35
700 –1400
120 – 200
0,38 – 0,51
+
++
-
21 – 37
1100 –1300
110 –170
0,17 – 0,22
PS
Polystyrol
spröde
1,05
50 –70/60 – 80
klingt gläsern
+
+
-
45 – 65
3200 – 3250
60 – 80
0,18
SB
Styrolbutadien
Weißbruch
1,05
50 –70/60 – 80
nicht so spröde
wie PS
+
++
-
26 – 38
1800 – 2500
70
0,18
ABS
Acrylnitrilbutadienstyrol
Weißbruch
1,05
75 – 85/85 –100
zähelastisch,
klingt dumpf,
kratzfest
Abselex,
Absinol
+
++
-
32 – 45
1300 – 2700
60 –110
0,18
zähelastisch
Luran
+
++
-
75
3600
80
0,18
-
32
1100 – 2600
80 –110
0,18
SAN
Styrolacrylnitril
spröde
1,08
85/95
ASA
Acrylesterstyrolacrylnitril
Weißbruch
1,04
70 – 75/85 – 90
PMMA
Polymethylmethacrylat
spröde
1,19
65 – 90/85 –100
PC
Polycarbonat
duktil
1,20
135/160
PET
Polyethylenterephthalat
1,37
100/200
PA
Polyamid
1,13
80 –100/140 –180
duktil
1,14
80 –120/170 – 200
PTFE
Polytetrafluorethylen
duktil
2,17
250/300
ETFE
Ethylentetrafluorethylen
1,75
150/220
CA
Cellulose
(tri)acetat
1,30
70/80
6
66
duktil
duktil
Luran-S
uneingefärbt
glasklar,
klingt dumpf
Acrylglas
Plexiglas
0
++
++
50 –77
1600 – 3600
70 – 90
0,18
zähhart, klingt
scheppernd
Makrolon,
Lexan
0
--
0
56 – 67
2100 – 2400
60 –70
0,21
Vivak,
Mylar
+
+
0
47
3100
40 – 60
0,24
zähelastisch,
klingt dumpf,
Dämpfung hoch
Nylon,
Perlon
--
+
-
70 – 85
1400
60 –100
0,29
--
+
-
77 – 84
2000
70 –100
0,23
wachsartige
Haptik
Teflon
++
++
++
25 – 36
410
120 – 250
0,25
++
++
++
35 – 54
1100
40
0,23
--
-
-
38
2200
120
0,22
angenehmer
Haptik, klingt
dumpf
Elastomere (mit Füllstoffen)
Naturkautschuk
duktil
70/90
Kautschuk,
Latex
0
0
--
ca. 30,0
R-Kautschuk
duktil
100 –130/120 –130
Neoprene,
Chloroprene,
Butyl, Nitril
-/+
0/+
--
ca.
20,0–25,0
M-Kautschuk
duktil
120 –170/150 – 200
Buna AP,
Keltan
+
+
++
ca. 20,0
Q-Kautschuk
duktil
180/300
0/-
0/-
++
ca. 8,0
-
-
+
20 – 60
1500 – 2500
-
-
+
25
560 – 1200
10 – 50
-
-
+
variabel
variabel
variabel
variabel
0
0
+
40 –70
3000 – 4200
80 –150
0,7
0
0
+
80 –240
7000 –
23 000
9 – 30
0,25
+
+
0
60 –125
3000 – 6000
60
0,88
1350–
2800
165 000–
300 000
0,2
17,0
Silikon
variabel
Duroplaste
PF
UP
Phenolharz
spröde
1,30
110/140
mit Holzmehl
spröde
1,40
110/140
faserverstärkt
spröde
2,00
110/140
spröde
1,20
150/200
spröde
1,80
150/200
spröde
1,20
130/180
spröde
1,70
130/180
1,20
130/180
ungesättigtes
Polyesterharz
faserverstärkt
(GFK)
EP
Epoxidharz
faserverstärkt
(CFK)
VE
Vinylesterharz
spröde
PUR
Polyurethan
duktil
1,05
50 – 80/70 –100
nicht lichtecht,
temperaturbeständig
Bakelite
Kunstharz
hohe Festigkeitswerte
35
chemikalienbeständig
Phenacrylatharz
+
+
0
70 – 84
3400 – 3600
53 – 65
vielseitig
einsetzbar
PU
0
+
-
70 – 80
4000
10 – 20
0,35
0,35
0,58
++ sehr gut beständig, + gut beständig, 0 teilweise beständig, - wenig beständig, -- unbeständig
transparent
als Folie transparent
milchig
opak
B 1.18
37
Kunststoffe
Probe entflammt überhaupt nicht oder nur sehr schwer
Probe deformiert langsam
Probe wird durch
Lösung aus Salpeter- und Salzsäure
(1:3) nicht angegriffen
Polyfluorkohlenwasserstoffe
(PTFE, ETFE)
Probe deformiert nicht
Geruch
nach Salzsäure
Geruch nach
Formaldehyd
starker
Fischgeruch
Geruch
nach Phenol
Polyvinyl(iden)chlorid
(PVC/PVdC) bzw.
VC-Copolymere
Harnstoffharz (UF)
Melaminharz (MF)
Phenolharz (PF)
mit anorganischem
Füllstoff
Probe brennt innerhalb der Flamme, erlischt aber nach Entfernen der Flamme
Probe brennt mit gelber Flamme,
schwer entflammbar
Probe brennt mit blauer Flamme mit gelber Spitze,
Probe schmilzt und tropft,
Geruch nach brennender Wolle oder Haar,
Probe in 50 %igem HCl langsam löslich
kurzzeitig
grünes Aufleuchten
in der Flamme,
beißender Geruch
Geruch nach Phenol,
zugleich mit Geruch
nach brennendem
Holz oder Papier
Funkensprühen
in der Flamme,
Geruch
nach Essigsäure
Polyvinylchlorid (PVC)
Phenolharz (PF)
mit organischem
Füllstoff
Celluloseacetat (CA)
Polyamid (PA) 6.6
Probe brennt nach Entfernen der Flamme weiter (Farbbeurteilung sofort nach Entflammung vornehmen)
gelbe Flamme mit blauem Rand
gelbe Flamme
Probe brennt
langsam
(erlischt evtl.
auch von
selbst), schwarzer Rauch,
scharfer, beißender Geruch,
phenolartig
Probe brennt
heftig, intensiv
weiße Flamme
Epoxidharz
(EP)
Cellulosenitrat (CN)
Probe brennt
langsam,
klare rauchlose
blaue Flamme,
schwacher
FormaldehydGeruch
Polyoxymethylen
(POM)
Probe schmilzt
und tropft,
Tropfen können
brennen,
Essiggeruch
Celluloseacetat (CA)
Probe schmilzt und tropft,
Tropfen können brennen
dicker Rauch
mit Rußflocken
Geruch nach
Leuchtgas
Geruch
nach Essig
Polystyrol
(PS)
Polyvinylacetat
(PVA)
unangenehmer,
stechender
Geruch
Geruch nach gebranntem Zucker
Polyurethan
(PUR)
Ethylcellulose (EC)
Probe knistert
und zerspringt
Geruch nach
ranziger Butter
Celluloseacetobutyrat
(CAB)
Polyesterharz
(UP)
blaue Flamme
mit gelber Spitze
Probe
schmilzt nicht
Probe schmilzt
und tropft
Tropfen können
brennen
Tropfen brennen stets, Geruch nach brennender Kerze, Probe schwimmt auf Wasser
herber, ranziger
Geruch
stechender
Geruch
Probe
biegsam
Probe
etwas härter
Probe härter
und steifer, Oberfläche kratzfester
Celluloseacetobutyrat
(CAB)
Cellulosepropionat (CP)
Polyethylen
niedriger Dichte
(PE-LD)
Polyethylen
hoher Dichte
(PE-HD)
Polypropylen
(PP)
38
Geruch nach
brennender
Wolle oder
Haar, Probe in
50 %igem HCl
langsam löslich
obstartiger
Geruch
Polyamid
(PA) 6,6
Acrylharz
B 1.19
B 1.20
Erkennen von Kunststoffen
durch Brandprobe
Verwendung von Kunststoffen
im Bauwesen
B 1.19
Kunststoffe
keinen Rückschluss auf die Gebrauchstemperatur. Die Schmelztemperatur von Thermoplasten gibt an, bei wie viel Grad der Kunststoff
vollständig flüssig wird – eine Information, die
für die Produktion wichtig ist.
Brennbarkeit
Kunststoffe sind grundsätzlich brennbar, jedoch ist das Brandverhalten je nach Werkstoff
sehr unterschiedlich. Darüber hinaus können
Additive oder Füllstoffe die Brandeigenschaften
beeinflussen. Oftmals dient daher eine Brandprobe zur Identifizierung von Kunststoffen
(Abb. B 1.19). Wesentlich ist dabei, ob der
Kunststoff durch eine Beflammung mit einem
Bunsenbrenner Feuer fängt und ob er nach
Entfernen der Flamme weiter brennt oder selbst
verlischt. Außerdem sind die Farbe der Flamme
und das Auftreten von Rauch signifikante Erkennungsmerkmale von Kunststoffen. Für den
Baubereich ist daneben wichtig, ob ein Kunststoff brennend abtropft und mit welcher Rauchentwicklung zu rechnen ist (siehe Brandverhalten und Brandschutz, S. 119f.).
Beständigkeit und Wiederverwertbarkeit
Die Langzeitbeständigkeit von Kunststoffen ist
sehr unterschiedlich. Während Feuchtigkeit in
den meisten Fällen unproblematisch ist, können unterschiedliche Witterungs- und Medieneinflüsse schädigend auf das Material wirken
(Abb. B 1.18, S. 37), insbesondere in Verbindung mit hohen Temperaturen. Kunststofffasern sind aufgrund der großen Oberfläche besonders empfindlich gegenüber diesen Einflüssen (siehe Polymerfasern, S. 51ff.).
Hochenergetische UV-Strahlung kann die
Kohlenstoffbindungen im Kunststoff angreifen
und so die Molekülketten zerstören sowie die
Weichmacher aus dem Kunststoff lösen – der
Werkstoff vergilbt oder versprödet. Je nach
Molekülaufbau reagieren Kunststoffe gegenüber UV-Belastung sehr unterschiedlich. Dauerhaft beständig sind Fluorpolymere (PTFE,
ETFE) und Silikon. Über eine gute Beständigkeit gegen UV-Strahlung verfügen Acrylglas
(PMMA), PET, Polycarbonat (PC), hartes PVC-U
und duroplastische Kunststoffe. Bei anderen
Kunststoffen kann die Molekülstruktur durch
Beigabe von Stabilisatoren besser geschützt
und damit die UV-Resistenz erhöht werden.
Prinzipiell können Kunststoffe bis zu einem gewissen Grad Feuchtigkeit und Wasser aufnehmen. Die Auswirkungen von Feuchtigkeit auf
den Kunststoff sind dabei jedoch sehr unterschiedlich. Während ein Großteil der Kunststoffe wasserbeständig ist, kann bei einigen Materialien das Wasser die chemischen Verbindungen spalten und damit den Kunststoff oberflächlich angreifen (Hydrolyse). Für die im Bauwesen häufig verwendeten Duroplaste wirken
sich Feuchtigkeit und viele Medien wie Laugen
oder Säuren jedoch nicht negativ auf die mechanischen Eigenschaften aus.
Im Gegensatz zu anderen organischen Baustoffen wie Holz sind die meisten Kunststoffe
beständig gegenüber Mikroorganismen.
First- und Gratrolle PET, PP
Dampfsperre PE, PA
Dachdämmung
PS, EPS, XPS, PUR
Dampfsperre PE
Solartechnik EVA
Lüftungs-,
Putzprofil
PVC
Bodenbelag PVC, EP, PUR
Regenrohr
PVC, PE
Auflagerfuge CR
Akusikplatte PVC
Sonnenschutz
PVC
Randverbund PUR, Butyl Polysulfid
Fenster PVC PE-C
Spanplatten PE
Außenfarbe PMMA, EP, PUR
Dämmung PS, EPS, XPS, PUR
Mauersperrbahn PVC
Hohlkörper PE
Lichtschacht PP
Kabel PVC
Beschlag PA
Fensterbank PVC
Farben und Lacke PMMA, EP, PUR
Steckdosen und Schalter PF, UF, MF
Dübel PA
Kunststein UP, EP
Baufolie PE-LD
Trittschalldämmung PE
Heizungsrohr PE-X, PP
Abwasserrohr PP, PVC-U
Noppenbahn PE, HD
Dichtungsprofil EPDM
Filterflies PP, PA
B 1.20
39
Kunststoffe
B 1.21
B 1.22
B 1.23
B 1.24
B 1.25
B 1.26
Eigenschaften von Thermoplasten in Abhängigkeit der Temperatur
a amorphe Kunststoffe (PVC, PS, PMMA, PC),
der Einsatzbereich liegt unterhalb der Glasübergangstemperatur im hartelastischen Bereich, Bruchverhalten eher spröde
b teilkristalline Thermoplaste (PE, PP, PTFE,
ETFE), der Einsatzbereich liegt oberhalb der
Glasübergangstemperatur im weichelastischen Zustand, Bruchverhalten eher duktil
Mischbarkeit von Thermoplasten
Polyvinylchlorid (PVC)
Polyethylen (PE)
Polypropylen (PP)
Polystyrol (PS)
ε [%] f [N /mm²]
TG = Glas- od. Einfriertemperatur
TZ = Zersetzungstemperatur
TF = Fließtemperatur
Festigkeit f
Verformung ε
Tmax
TZ
TF
TG
T[°C]
Zersetzung
Schmelze
Umformbereich
weichelastischer
Zustand
Einsatzbereich
hartelastischer
Glaszustand
a
ε [%] f [N /mm²]
TG = Glas- od. Einfriertemperatur
TF = Fließtemperatur
TZ = Zersetzungstemperatur Tmax= Gebrauchstemperatur
Festigkeit f
Verformung ε
Tmax
TG
TF
TZ T [°C]
b
PA
PET
PC
PMMA
SAN
ABS
PS
PP
PE-HD
PE-LD
B 1.21
PVC
PVC
++
PE-LD
≈
++
PE-HD
≈
≈
PP
≈
≈
≈
++
PS
≈
≈
≈
≈
++
ABS
-
≈
≈
≈
≈
SAN
+
≈
≈
≈
≈
++ ++
≈
≈
≈
-
++ ++ ++
PMMA ++
++
++
PC
--
≈
≈
≈
≈
+
+
PET
≈
≈
≈
≈
--
--
≈
≈
PA
≈
≈
≈
≈
--
≈
≈
≈
+ bis ++ gut mischbar
- bis -- bedingt mischbar
++ ++
++ ++
≈
--
++
≈ nicht mischbar
B 1.22
40
Recycling
Ausschließlich Thermoplaste kommen für eine
vollständige Wiederverwertung infrage, da sich
nur diese einschmelzen und erneut formen lassen. Neben der Sortenreinheit des Kunststoffs
sind dabei auch nahezu identische Additive
und Füllstoffe der zu mischenden Abfälle Voraussetzung. In der Praxis kann dies nur durch
einen von Herstellern gesteuerten Stoffkreislauf
gewährleistet werden, was mit einem entsprechenden logistischen Aufwand verbunden ist.
Ein Beispiel hierfür ist der von europäischen
Herstellern geregelte Stoffkreislauf für PVCFensterrahmen. Dank der einheitlichen Kunststoffzusammensetzung können alle zum Stoffkreislauf gehörigen Produkte nach dem Rückbau gemischt und wiederverwertet werden –
die Recyclingquote liegt bei nahezu 100 %.
Ist keine vollständige Wiederverwertung möglich, können die Abfälle zu Produkten mit geringerer Leistungsfähigkeit verarbeitet werden
(Downcycling). Die Verwendung von Kunststoffabfällen für Schüttgut, Dämmung, Bodenbeläge und dergleichen ist mit allen Kunststoffen möglich, je nach Verwendungszweck ist
allerdings auch hier eine Sortenreinheit anzustreben. Für das Downcycling ist es nicht notwendig, dass alle Komponenten identische
Füllstoffe und Additive besitzen.
Die Vielfalt der unterschiedlichen im Bauwesen
eingesetzten Kunststoffprodukte macht eine
sortenreine Trennung fast unmöglich. In der
Automobilindustrie wird dieser Problematik
durch die Verwendung von Barcodes begegnet, durch die sich jeder einzelne Kunststoff
beim Rückbau wieder identifizieren lässt.
Schmelze
Einsatzbereich
zähelastischer
Zustand
Glaszustand
spröde
Es wurden jedoch auch biologisch abbaubare
Kunststoffe entwickelt, die von Feuchtigkeit
oder Mikroben zersetzt werden, um das Müllproblem bei Einwegverpackungen zu lösen.
Grundsätzlich besteht hier der Widerspruch
zwischen dem Wunsch nach einem dauerhaften Baustoff einerseits und einer ökologisch unbedenklichen Verwertung andererseits (siehe
Naturfaserverstärkte Kunststoffe und Biokunststoffe, S. 60ff.).
Thermoplaste
Thermoplaste bestehen aus linearen oder verzweigten Molekülketten, die untereinander keine
chemischen Bindungen eingehen, sondern nur
durch schwache physikalische Kräfte zusammengehalten werden. Diese sogenannten Nebenvalenzkräfte lösen sich, wenn das Material
erwärmt wird. Dadurch sind die Molekülketten
frei beweglich, d. h. der Kunststoff wird weich
und formbar (Abb. B 1.21). Thermoplaste zeigen
ein zähes Materialverhalten, sie sind schweißund recycelbar. Im Vergleich zu Duroplasten besitzen sie eher geringere Festigkeitswerte und
im Mittel eine beschränkte Temperaturbeständigkeit. Thermoplaste sind wegen der höheren
Viskosität als Grundmaterial für faserverstärkte
Kunststoffe weniger geeignet als Duroplaste.
Kunststoffmischungen
Polymerblends sind Mischungen verschiedener
Kunststoffe, die jedoch nicht chemisch miteinander reagieren, sondern nur physikalisch vermengt und durch Haftvermittler verknüpft werden. Durch die Mischung lassen sich die Eigenschaften von mehreren Grundwerkstoffen
gezielt kombinieren und entsprechend den Anforderungen anpassen (Abb. B 1.22).
So können nicht nur verschiedene Thermoplaste miteinander kombiniert werden, sondern
auch Thermoplaste mit Elastomeren. Bei diesen sogenannten thermoplastischen Elastomeren (TPE) sind die beiden Phasen entweder
chemisch verknüpft (Blockpolymer) oder es
handelt sich um Mischungen mit rein physikalischer Bindung (Polymerblends). Unter Gebrauchstemperaturen zeigen TPEs typische
Eigenschaften eines Elastomers wie die gute
Dehnbarkeit. Bei hohen Temperaturen verhalten sie sich jedoch thermoplastisch, sie sind
z. B. gut umformbar und lassen sich schweißen.
TPEs ersetzten weiche Thermoplaste wie
PVC-P hauptsächlich dann, wenn eine höhere
Elastizität erforderlich ist, z. B. bei Abdichtfolien. Vorteilhaft ist außerdem die im Vergleich zu
den Elastomeren mögliche Einfärbung. Von
opaker Farbe bis hin zu einer hohen Transparenz sind alle Nuancen einstellbar.
Polyvinylchlorid (PVC)
ˉ Fensterrahmen, Rohre, Lichtkuppeln, Bodenbeläge, Beschichtung von Membranen
(Abb. B 1.23)
Im Baubereich ist PVC der mit Abstand am
häufigsten eingesetzte Werkstoff. Er hat im Vergleich zu anderen Thermoplasten eine hohe
Festigkeit und einen hohen E-Modul. Auch
wegen seiner guten Alterungsbeständigkeit,
der vorzüglichen Resistenz gegenüber chemischer Substanzen und dem für Thermoplaste
guten Brandschutzeigenschaften findet PVC im
Bauwesen weite Verbreitung. Der transparente
Werkstoff ist jedoch nicht dauerhaft lichtecht,
weshalb er häufig opak eingefärbt wird. Sein
Wärmeausdehnungskoeffizient und seine Wärmeleitfähigkeit liegen für Thermoplaste eher in
den unteren Bereichen. Grundsätzlich verhält
sich PVC spröde und muss daher mit Weichmachern versetzt werden.
Je nach Inhaltsmengen der Weichmacher und
Stabilisatoren spricht man von einer harten
oder einer weichen Ausprägung. Im Vergleich
zum harten PVC-U (weichmacherfrei) hat weiches PVC-P (hoher Weichmacheranteil) auch
bei niedrigen Temperaturen eine bessere Zähigkeit, besitzt jedoch eine geringere Festigkeit und ein geringeres E-Modul sowie eine
schlechtere Witterungsbeständigkeit. Die enthaltenen Weichmacher können ausdiffundieren
und an die Oberfläche treten. Bei Kontakt mit
anderen Kunststoffen und Verklebungen kann
dies problematisch werden. Eine alternative
Methode, das spröde PVC weicher zu machen,
stellen Mischungen (Blends) von PVC mit chloriertem Polyethylen hoher Dichte (PE-HD) dar.
Das Polyethylen verbessert die Zähigkeit des
Kunststoffe
PVC, dadurch kann der Anteil an Weichmachern reduziert werden.
PVC wird meist pulverförmig geliefert, für die
Verarbeitung geschmolzen und über Spritzgießen, Extrusion und andere Verfahren geformt.
Es ist relativ günstig herzustellen und gut zu
bearbeiten – Schweißen, Kleben oder Umformen sind problemlos möglich.
Polyvinylbutyral (PVB)
ˉ Zwischenschichtfolien von Verbundglasscheiben
Folien aus hochmolekularem PVB sind sehr
transparent und eignen sich daher besonders
zur Verklebung von Verbundglasscheiben. PVB
gehört zur Gruppe der Polyvinylacetate, welche
auch häufig für Lösungsmittelklebstoffe eingesetzt werden. PVB-Folien werden bei der Verklebung zwischen die Glasscheiben gelegt und
unter Einwirkung von hohem Druck und hoher
Temperatur verklebt.
Polyethylen (PE)
ˉ Abdichtfolien, Wasserleitungen, Beton-Hohlkörper-Platten, Gewächshauseindeckungen,
Polymerfasern (Abb. B 1.24)
Polyethylen ist ein preiswerter Massenkunststoff mit geringem Eigengewicht. Ohne Zugabe
von Pigmenten ist er milchig weiß und verliert
mit zunehmender Dichte seine Transparenz.
Der Kunststoff hat eine hohe Dehnbarkeit und
zeigt ein sehr zähes Bruchverhalten. Die Gasdurchlässigkeit dieses Werkstoffs ist höher als
bei den meisten anderen Kunststoffen, allerdings kann er nur in geringem Umfang Wasser
aufnehmen. Festigkeit und E-Modul von PE
sind sehr niedrig. Verglichen mit anderen Thermoplasten ist dafür die Wärmeleitfähigkeit von
PE relativ hoch. Das Material ist nicht witterungsbeständig; Folien aus Polyethylen niedriger Dichte (PE-LD) werden rasch durch UVStrahlung zersetzt.
Polyethylen wird in zwei unterschiedlichen Verfahren hergestellt: Während bei der Polymerisation unter hohem Druck ein Werkstoff mit geringer Dichte und geringerer Festigkeit bzw.
E-Modul entsteht (PE-LD), kann durch Niederdruckpolymerisation ein Kunststoff mit höherer
Dichte bei gleichzeitig größerer Festigkeit und
höherem E-Modul gewonnen werden (PE-HD).
Grundsätzlich steigt die Chemikalien-, Witterungs- und UV-Beständigkeit von PE mit der
Dichte. Eine Beimischung von Ruß stabilisiert
den Molekülaufbau und erhöht damit die UVBeständigkeit zusätzlich. Ein vernetztes Polyethylen (PE-X) hat höhere Gebrauchstemperaturen und eine bessere Zeitstandfestigkeit.
Die Verarbeitbarkeit und Schweißbarkeit von
PE ist sehr gut, dies trifft insbesondere auf Folien aus PE-LD zu. Durch den unpolaren Aufbau eignet es sich jedoch grundsätzlich nicht
zum Kleben, da der Klebstoff nicht die für
seine Wirkung erforderlichen Dipolbindungen
aufbauen kann. Umformen ist zwar prinzipiell
möglich, jedoch nicht ohne Weiteres durchführbar, weil der Werkstoff keinen ausgeprägten
thermoelastischen Zustandsbereich aufweist.
Polyethylen-Ionomer
ˉ Zwischenschichtfolien von Verbundglasscheiben, Rohre
Ionomere können aus unterschiedlichen Kunststoffen gewonnen werden. Die für das Verkleben von Glasscheiben gebräuchlichen Ionomerfolien basieren auf Polyethylen. Im Allgemeinen bestehen Ionomere sowohl auf ionisierten als auch nicht ionisierten Komponenten.
Dadurch ergeben sich die besonderen Hafteigenschaften auf anderen Materialien, welche in
diesem Fall die Kennwerte der gebräuchlichen
PVB-Folien überschreiten. Durch Hitze lösen
sich die Bindungen der beiden Komponenten –
der Werkstoff wird thermoplastisch verarbeitbar. Ionomerfolien sind glasklar und zäh, sie
können sehr dünn mit nur 12 μm Stärke verarbeitet werden.
B 1.23
Ethylen-Vinylacetat (EVA)
ˉ Abdichtungsbahnen, Klebefolien bei Solarmodulen
Durch die Beigabe von Vinylacetat nimmt die
Gasdurchlässigkeit von Polyethylen zu, gleichzeitig wird die Transparenz erhöht. Wesentlich
ist die Verbesserung der Bruchdehnung und
der Kerbschlagzähigkeit. Grundsätzlich wird
EVA wie PE-LD verarbeitet, die Elastizität steigt
zunehmend mit höherem Vinylacetatgehalt. Bei
der Einbettung von Solarzellen in Glasscheiben
werden EVA-Folien eingesetzt, durch Erhitzung
verkleben sie dauerhaft mit den Fügepartnern.
Polypropylen (PP)
ˉ Rohrleitungen, Abdeckelungen, Behälter
(Abb. B 1.25)
Polypropylen ist ebenfalls ein Massenkunststoff, dessen Eigenschaften im Wesentlichen
denen von PE ähneln. Festigkeit und Temperaturbeständigkeit liegen jedoch etwas über
dessen Werten, während die Wärmeleitfähigkeit geringer ist. PP kann mit Fasern verstärkt
werden, um die Festigkeit weiter zu verbessern. Der Werkstoff hat wie PE eine geringe
Dichte, die unter der von Wasser liegt. Unbehandeltes PP ist milchig, aufgrund der für
Dauerhaftigkeit und Zähigkeit notwendigen
Füllstoffe jedoch meist opak. Die UV-Stabilisierung ist aufwendiger als bei PE und führt zu
schlechteren Ergebnissen, daher ist der Werkstoff für Außenanwendungen grundsätzlich
ungeeignet.
Auch die Verarbeitung von PP ähnelt der von
PE: Es ist gut form- und schweißbar, aber
ebenfalls schwierig zu kleben.
B 1.24
B 1.25
Polystyrol (PS)
ˉ Wärmedämmung, Trittschalldämmung, Kernmaterial für Sandwichbau (Abb. B 1.26)
PS ist wie PE und PP ein preiswerter Massenkunststoff mit relativ geringer Dichte, jedoch
besseren mechanischen Eigenschaften. PS
ist formtreu und hat eine geringe Wärmeausdehnung und -leitfähigkeit. Nachteilig sind
sein sprödes Bruchverhalten und die UV-Empfindlichkeit, die nur bedingt durch Stabilisatoren optimiert werden kann. PS ist zwar sehr
B 1.26
41
Kunststoffe
B 1.27
B 1.28
B 1.29
transparent und hat eine brillante Oberfläche,
jedoch vergilbt der Werkstoff schnell unter
direkter Sonnlichtbestrahlung, wird spröde
und neigt zur Spannungsrissbildung. Daher
kommt PS nur für Anwendungen im Innenbereich infrage. Ein gutes Erkennungsmerkmal für diesen Kunststoff ist der gläserne Klang
bei Schlagbeanspruchung bzw. das Knistern
von PS-Folien.
Im Gegensatz zu PE und PP lässt sich PS nicht
nur schweißen, sondern auch kleben.
Zu Hartschäumen expandiert (EPS) oder extrudiert (XPS) dient es für Wärmedämmungen
oder Sandwichkerne von faserverstärkten
Kunststoffen (siehe Kernmaterialien, S. 72ff.).
Einflüsse, insbesondere gegen UV-Strahlung.
Das Bruchverhalten ist vergleichsweise spröde,
wenn der Werkstoff nicht mit Elastomeren oder
Fasern modifiziert wird.
Im Gegensatz zu vielen anderen Thermoplasten kann PMMA in Form von gegossenen Platten, Profilen oder Rohren direkt als Halbzeug
hergestellt werden. Die Vernetzung findet direkt
in der Form statt. Daneben wird PMMA auch
wie andere Thermoplaste zunächst als Granulat produziert und anschließend z. B. zu Platten
extrudiert. Hinsichtlich Festigkeit und E-Modul
sind die gegossenen Halbzeuge den Granulaten jedoch überlegen.
Vorteilhaft ist die einfache Warmumformbarkeit
von PMMA. Nach einer Erwärmung auf ca.
130 °C (extrudiertes PMMA) bzw. 150 °C (gegossenes PMMA) lässt es sich gut formen und
behält seine Gestalt nach dem Erkalten bei
(siehe Umformen, S. 172f.).
Ein großer Vorteil ist die hohe Zähigkeit von PC,
die ungefähr dem zehnfachen von PMMA entspricht. Typische Anwendungen sind daher
Konstruktionen, bei denen mit Stoßbelastung
zu rechnen ist. Die Gebrauchstemperatur von
PC liegt mit bis zu 135 °C deutlich über der von
PMMA. Eine Verstärkung von PC mit Glasfasern verbessert die Zugfestigkeit wesentlich
und steigert zudem die Gebrauchstemperatur
auf 145 °C.
Zum Umformen wird PC zunächst mehrere
Stunden auf 110 °C vorgewärmt, um es zu
trocknen. Anschließend wird es bei 180 – 210 °C
durch Streckziehen, mittels Druckluft oder
durch ein Vakuumverfahren umgeformt. Der
Prozess der Formgebung ist damit deutlich aufwendiger als bei PMMA.
Styrol-Copolymerisate (SB, ABS, SAN, ASA)
ˉ Möbel, Sitzschalen, Sanitärauskleidungen,
Außenverkleidungen (nur ASA) (Abb. B 1.32)
Styrol-Copolymere haben einen ähnlichen
chemischen Aufbau wie Polystyrol und grundsätzlich vergleichbare Eigenschaften. Durch
die chemische oder physikalische Kombination unterschiedlicher Monomere lassen sich
Schlagzähigkeit oder Witterungsbeständigkeit
im Vergleich zum Polystyrol optimieren. Die
Styrol-Copolymerisate haben wie PS eine brillante Oberflächenqualität. Insbesondere Acrylesterstyrolacrylnitril (ASA) ist auch für Außenanwendungen geeignet, er hat aufgrund der
höheren Polarität der Moleküle eine sehr gute
Witterungsbeständigkeit.
Häufig verbessert die Beigabe anderer Thermoplaste oder Elastomere die Schlagzähigkeit,
die Kratzfestigkeit oder allgemein die mechanischen Eigenschaften des Kunststoffs und
macht ihn dadurch robuster.
Polymethylmethacrylat (PMMA)
ˉ Verglasungen, Überdachungen, Möbel
PMMA (Acrylglas) ist ein typischer Kunststoff
des Bauwesens, der im Vergleich zu anderen
Thermoplasten hervorragende mechanische
Kennwerte und eine besondere Brillanz besitzt.
Bei 3 mm dicken Platten beträgt die Lichttransmission ca. 92 % und ist damit besser als bei
mineralischem Glas. Der harte Werkstoff ist verglichen mit anderen Thermoplasten zwar kratzfest, jedoch empfindlicher als Glas oder Polycarbonat. PMMA ist beständig gegen äußere
42
Polyester
Polyester ist ein Oberbegriff für verschiedene
Kunststoffe, denen eine vergleichsweise hohe
Zugfestigkeit und ein hoher E-Modul gemein
sind. Außerdem haben sie eine für Thermoplaste sehr hohe Wärmebeständigkeit, eine exzellente Widerstandsfähigkeit gegen chemische
Einflüsse und eine hohe Transparenz. Daher
sind Polyester für Außenanwendungen besonders interessant. Die einzelnen Kunststoffe aus
der Gruppe der Polyester werden in der Praxis
oft unter ihrem Gruppennamen klassifiziert. So
werden die für Membranen wichtigen PET-Fasern von Herstellern auch vereinfachend als
Polyesterfasern bezeichnet.
Polycarbonat (PC)
ˉ Verglasungen (Stegplatten), Überdachungen, Brüstungen (Abb. B 1.28)
Polycarbonat ist hinsichtlich seiner Eigenschaften mit PMMA vergleichbar und findet zum
großen Teil für die gleichen Aufgaben Verwendung. Festigkeit und E-Modul sowie die Dauerhaftigkeit sind bei beiden Materialien ähnlich.
Für den Außeneinsatz sind bei PC jedoch
UV-Stabilisatoren notwenig, um ein Vergilben
zu verhindern. PC ist transparent, wenngleich
seine Lichtdurchlässigkeit unter der von
PMMA liegt.
Polyethylenterephthalat (PET)
ˉ Fasern, hochfeste Folien (Abb. B 1.27)
PET hat im Gegensatz zu Polycarbonat einen
höheren Kristallisationgrad und damit eine geringere Transparenz. Jedoch kann durch die
Fertigung ein amorpher Aufbau mit hoher
Transparenz erreicht werden, dabei sinken jedoch die mechanischen Eigenschaften und die
Wärmeformbeständigkeit. Im Allgemeinen teilt
PET die guten Eigenschaften der anderen Polyester wie hohe Festigkeit, E-Modul und vorzügliche Witterungsbeständigkeit. Im Gegensatz
zu PC ist PET beständig gegenüber Spannungsrissbildung. Ebenso wie PC muss PET
vor der Verarbeitung mehrere Stunden getrocknet werden. Im Bauwesen ist vor allem die Extrusion von hochfesten Folien von Interesse, außerdem das sogenannte Schmelzspinnen zu
hochfesten Fäden und Drähten. Die Polyesterfasern, wie die PET-Fasern auch vereinfachend
genannt werden, sind sehr robust und nehmen
kaum Feuchtigkeit auf, weshalb sie für den
Membranbau von sind.
Glykolmodifiziertes PET (PET-G) hat eine erhöhte Schlagzähigkeit, es ist für Tiefziehen hervorragend geeignet und wird daher häufig für
den Modellbau verwendet.
Polyphenylenether, modifiziert (PPE + PS)
ˉ Fensterprofile, Sonnenkollektoren
Das Polyester PPE wird ausschließlich als Polymerblend mit Polystyrol verarbeitet, um eine
Kunststoffe
ausreichende Temperaturbeständigkeit zu erzielen. PPE+PS hat sehr gute mechanische Eigenschaften. Die Formtreue von PPE + PS ist
besonders hoch. Wie die anderen Polyester ist
es sehr witterungsbeständig und außerdem bei
Feuereinwirkung selbstverlöschend. Eine Besonderheit ist die leichte Weiterverarbeitung,
z. B. lässt sich die Oberfläche gut lackieren
oder bedrucken.
Polyamid (PA), Aramid
ˉ Fasern, Türbeschläge, thermische Trennung
in Fensterprofilen, beschichtete Gartenmöbel
(Abb. B 1.30)
Polyamide sind teilkristallin und damit opak.
Bei der Sonderform Aramid sind aromatische
Ringe in die Molekülstruktur eingebaut, es wird
fast ausschließlich zur Produktion hochfester
Fasern verwendet. Polyamid und Aramid haben
gute mechanische Eigenschaften, vor allem
ein hohes Dämpfungsvermögen und eine gute
Abriebsfestigkeit. Fasern aus diesen Werkstoffen weisen ein sehr zähes Bruchverhalten auf,
unter Stoßeinwirkung können sie hohe Energiemengen absorbieren. Polyamide sind darüber
hinaus wärmeformbeständig und widerstandsfähig gegen chemische Einflüsse, aber weniger
witterungs- und lichtstabil. Für Außenanwendungen ist daher der Einsatz von Stabilisatoren
wie Ruß unerlässlich. Polyamide nehmen vergleichsweise viel Feuchtigkeit aus ihrer Umgebung auf, was einerseits die Festigkeit des
Werkstoffs herabsetzt, andererseits jedoch die
Zähigkeit verbessert.
Celluloseacetat (CA)
ˉ transparente Wärmedämmung (TWD), Brillenfassungen, Werkzeuggriffe (Abb. B 1.31)
Celluloseacetat wird durch eine chemische Reaktion von Cellulose (aus Baumwolle oder Holz)
mit Essigsäure gewonnen. Je nach Anteil an
gebundener Essigsäure wird zwischen Cellulosediacetat (CA) und Cellulosetriacetat (CTA)
unterschieden. Letzteres ist schwieriger thermoplastisch verarbeitbar, hat jedoch eine höhere Wasser- und Wärmebeständigkeit. Die bevorzugten Verarbeitungsverfahren für CA sind
Spritzgießen, Extrusion, Extrusionsblasen sowie
Warmumformen.
CTA wird vornehmlich im Gießverfahren zu
Hartfolien verarbeitet, die aufgrund ihrer hohen
Transparenz auch für LCD-Bildschirme Verwendung finden.
Im Gegensatz zu den anderen hier erwähnten
Kunststoffen wird Cellulose(tri)acetat nicht aus
Erdöl gewonnen, sondern basiert auf nachwachsenden Rohstoffen. In den 1920er-Jahren
löste Celluloseacetat das Zelluloid wegen seiner geringeren Entflammbarkeit als Schichtträger für Filmbänder ab. CA zeichnet sich durch
eine hohe Transparenz, Festigkeit, Oberflächenhärte und -glanz, Wärmestandfestigkeit,
gute Griffigkeit sowie eine niedrige Feuchtigkeitsaufnahme aus. Aufgrund hoher Oberflächenelastizität ist es kaum kratzempfindlich.
Die geringe elektrostatische Aufladbarkeit ermöglicht staubfreie Oberflächen. Signifikant ist
das hohe mechanische Dämpfungsvermögen,
weshalb sich Celluloseacetat z. B. für die Verwendung als Werkzeuggriff eignet. Charakteristisch ist auch die hohe Wärmestrahlungsabsorption, die CA und CTA für transparente Wärmedämmungen interessant macht. Dieser
Kunststoff kann ausschließlich in witterungsgeschützten Bereichen eingesetzt werden, da
keine geeigneten Zusätze für eine dauerhaft
wirksame Stabilisierung gegen UV-Strahlung
und Feuchtigkeit zur Verfügung stehen.
B 1.30
B 1.31
Fluorpolymere
Fluorpolymere unterscheiden sich in einigen
Punkten wesentlich von den anderen Thermoplasten. Ihre mechanischen Eigenschaften sind
eher gering einzustufen, weshalb sich diese
Werkstoffgruppe kaum als Konstruktionsmaterial eignet – mit Ausnahme von Folienkissen
oder PTFE-Geweben. Es sind vor allem die
außergewöhnlichen Oberflächeneigenschaften,
die Fluorpolymere für das Bauwesen zu einem
sehr interessanten Material machen. Aufgrund
der geringen Rauheit der Oberfläche bleibt
Schmutz nicht haften, die Kunststoffe sind
praktisch selbstreinigend und stellen deshalb
ein ideales Beschichtungsmaterial dar. Außerdem ist die Werkstoffgruppe äußerst resistent
gegen Witterung und UV-Bestrahlung sowie
nicht entflammbar. Die Anwendungstemperatur
ist für Thermoplaste zudem ungewöhnlich breit
und reicht von Tiefsttemperaturen ab -200 °C
bis zu 300 °C.
B 1.32
B 1.27
B 1.28
B 1.29
B 1.30
B 1.31
B 1.32
Polyethylenterephthalat (PET)
Polycarbonat (PC)
Polytetrafluorethylen (PTFE)
Polyamid (PA)
Celluloseacetat (CA)
Acrynitrilbutadienstyrol (ABS)
43
Kunststoffe
B 1.33
B 1.34
B 1.35
B 1.36
B 1.37
B 1.38
B 1.33
Polytetrafluorethylen (PTFE)
ˉ Membranbeschichtung, Gleitlager, Folien,
PTFE-Faser (Abb. B 1.29, S. 42)
Im Bauwesen dient das milchig-weiße PTFE zur
Beschichtung von Membranen, um eine selbstreinigende Oberfläche zu erzeugen. Eine weitere Anwendung ist der Einsatz von PTFE-Scheiben für reibungsarme Gleitlager von Brücken.
Nach der Produktion lässt sich PTFE nicht wie
andere Thermoplaste wiederholt schmelzen,
was eine Warmumformung verhindert. Durch
Sintern und Extrusion ist es jedoch möglich,
Formteile und Folien herzustellen.
Ethylentetrafluorethylen (ETFE)
ˉ Folien
ETFE ähnelt im chemischem Aufbau und seinen Eigenschaften grundsätzlich dem PTFE,
lässt sich im Gegensatz zu diesem jedoch
leicht thermoplastisch verarbeiten. Die Beigabe von Ethylen erhöht darüber hinaus die Festigkeit und den E-Modul. ETFE ist transparenter
als PTFE, weshalb es für hochtransparente und
schmutzabweisende Folien gebräuchlich ist.
Bei hohen mechanischen Anforderungen können ETFE-Folien auch mit Glasfasern verstärkt
werden (z. B. für Laborartikel).
B 1.34
plastisch verarbeiten und wird hauptsächlich
für Folien verwendet. Seine Lichttransmission
ist bei 100 μm mit bis zu 97 % hervorragend.
Die maximale Gebrauchstemperatur liegt jedoch deutlich unter der von ETFE.
Elastomere
Aktuell beruht etwa ein Drittel der weltweit produzierten Elastomere auf Naturkautschuk, der
aus dem Saft kautschukhaltiger Pflanzen –
auch Latex genannt – gewonnen wird. Die restliche Produktionsmenge entfällt auf synthetische Kautschuke auf Erdölbasis.
Naturkautschuke sind seit mehreren hundert
Jahren in Südamerika und später in Europa
bekannt. Die klebrige Masse wurde unter
anderem zur Abdichtung von Textilien verwendet, z. B. für den 1823 patentierten Mackintosh
Regenmantel. Technische Bedeutung erlangte Naturkautschuk aber erst nach der Erfindung der Vulkanisation im Jahr 1839, die den
Kautschuk dauerhaft elastisch macht. Später
kamen synthetische Kautschuke hinzu – zunächst um den Naturkautschuk zu ersetzen,
später jedoch weiterentwickelt für spezielle
Anwendungsbereiche.
Elastomere (Kautschuke oder umgangssprachlich Gummi) werden aufgrund ihrer
Molekülstruktur als »mittlere Kunststoffgruppe«
zwischen den unvernetzten Thermoplasten
und den eng vernetzten Duroplasten einge-
stuft. Im Gegensatz zu den Thermoplasten lassen sich Elastomere nicht mehr erweichen,
nachdem die Molekülvernetzung abgeschlossen ist.
Der Ausgangswerkstoff eines Elastomers wird
als Rohkautschuk bezeichnet, unabhängig
davon, ob er natürlichen oder synthetischen
Ursprungs ist. Den Übergang des Rohkautschuks vom flüssigen in den festen Zustand
nennt man Koagulation, wobei jedoch noch
keine chemischen Reaktionen stattfindet, sondern lediglich eine physikalische Erhärtung.
Dieses feste Rohmaterial ist sehr zäh und lässt
sich nur unter hohen mechanischen Kräften
verarbeiten. Zunächst wird der Rohkautschuk
zerkleinert, mit Füllstoffen versehen und geformt. Ist das Material zu fest, müssen für die
Weiterverarbeitung zuvor die Polymerketten
durch Zugabe von Chemikalien aufgespaltet
werden (Mastizieren). Danach findet unter Einwirkung von Schwefel oder schwefelhaltigen
Verbindungen bei erhöhtem Druck und hoher
Temperatur die chemische Vernetzung der Moleküle statt (Vulkanisation). Aus dem ursprünglich plastischen, bleibend verformbaren Rohkautschuk wird elastischer Gummi, also das
Elastomer.
Die mechanischen Eigenschaften der Elastomere bleiben bei steigender Temperatur innerhalb ihres Einsatzbereichs relativ konstant,
wobei die Gebrauchstemperaturen je nach
Werkstoff streuen (Abb. B 1.38). Die untere
Temperaturgrenze ist durch die Versprödung
TG = Glas- oder Einfriertemperatur
TZ = Zersetzungstemperatur
ε [%] f [N/mm²]
Tetrafluorethylen-Hexafluorpropylen-Vinylidenfluorid-Terpolymer (TFB bzw. THV)
ˉ Folien
Das sogenannte Terpolymer besteht aus drei
Fluorpolymeren. Es lässt sich sehr gut thermo-
Naturkautschuk
Ethylen-Propylen-Kautschuk (EPDM)
Styrol-Butadien-Kautschuk (SBR)
Silikonkautschuk
Eigenschaften von Elastomeren in Abhängigkeit
der Temperatur, der Einsatzbereich liegt oberhalb der Glasüberganstemperatur im gummielastischen Zustand, Bruchverhalten eher duktil
Vergleich gebräuchlicher Elastomere
Festigkeit f
Verformung ε
Glaszustand
B 1.35
44
B 1.36
TG
gummielastischer
Zustand
Einsatzbereich
TZ
T [°C]
B 1.37
Kunststoffe
Zugfestigkeit
Elastizität
Verschleißbeständigkeit
Wetter- und
Ozonbeständigkeit
Wärmebeständigkeit
Kälteflexibilität
Gasdurchlässigkeit
Dauergebrauchstemperatur [°C]1
Naturkautschuk
NR
++
++
o
--
--
++
-
100
R-Kautschuke
SBR
+
-
+
--
-
+
-
110
BR
--
++
++
--
--
++
-
100
IIR
-
--
-
o
o
o
++
130
CR
+
+
+
-
-
o
+
120
EPDM
o
o
-
++
+
+
o
140
FKM
o
--
-
++
++
--
+
210
EAM
o
--
-
++
+
-
+
170
MVQ
-
+
--
++
++
++
--
200
FVMQ
-
o
--
++
+
+
--
180
++
+
++
+
o
-
+
130
M-Kautschuke
Silikonkautschuk
Polyurethankautschuk
1
AU
für optimalen Werkstoff ca. 1000 Stunden
+, ++ gute Eigenschaften
o durchschnittliche Eigenschaften
-, -- schlechte Eigenschaften
B 1.38
des Elastomers gekennzeichnet, die obere
durch die Zersetzung des Materials (Abb.
B 1.37). Wegen ihrer hohen Dehnbarkeit kommen sie als Konstruktionsmaterialien nicht in
Betracht, werden jedoch häufig als tragendes
Fugenmaterial oder zur Abdichtung eingesetzt.
Auch nach starker Dehnung findet das Elastomer wieder in seine ursprüngliche Form zurück.
Die Dauerhaftigkeit und Elastizität von Elastomeren wird durch die Beigabe aktiver Füllstoffe
gesteuert, welche gleichzeitig das Material verstärken. Bei dunklen Elastomeren, z. B. für Autoreifen, ist das typischerweise Ruß, bei hellen
Erzeugnissen hochdisperse Kieselsäure oder
Öl. Die Witterungsbeständigkeit von Elastomeren ist in der Regel gut, es besteht jedoch
grundsätzlich die Gefahr, dass Luft bzw. Sauerstoff den chemisch gebundenen Schwefel
auslöst, das Elastomer dadurch brüchig macht
und es altern lässt.
Im Folgenden werden die für das Bauwesen
relevanten Elastomere kurz dargestellt. Dabei
sind die verschiedenen synthetischen Kautschuke in Abhängigkeit ihrer chemischen Zusammensetzung und ihrer Eigenschaften in
unterschiedliche Gruppen eingeteilt. Zu den
sogenannten R-Kautschuken gehören neben
dem Naturkautschuk (NR) einige synthetische
Elastomere mit dem Naturkautschuk ähnlichen Eigenschaften. R-Kautschuke haben
vergleichsweise hohe Festigkeiten, jedoch
eine geringere Witterungsbeständigkeit.
Im Gegensatz dazu sind die synthetischen
M-Kautschuke und Q-Kautschuke (Silikonelastomere) sehr witterungsbeständig, aber weniger fest. Daneben gibt es noch weitere Gruppen, die für spezielle Anforderungsprofile entwickelt wurden.
Naturkautschuk (NR)
Naturkautschuk (Natural Rubber – NR) basiert
auf pflanzlichem Rohkautschuk (Latex) und gehört zur Gruppe der R-Kautschuke. Er spielt
nach wie vor eine wichtige Rolle, da er zahlreiche positive Eigenschaften aufweist, die von
synthetischen Kautschuken nicht erreicht werden (Abb. B 1.33). Festigkeit, Dehnbarkeit oder
Stoßelastizität sind hervorragend, die Erwärmung unter dynamischer Belastung ist sehr gering. Naturkautschuk wird daher heute zu zwei
Dritteln für die Produktion von LKW-Reifen verwendet. Für andere Anwendungen wird Naturkautschuk jedoch zunehmend durch die spezialisierten und häufig preiswerteren synthetischen Kautschuke ersetzt.
Der für die Vulkanisation erforderliche Schwefel
verbessert die allgemein geringere Langzeitund Witterungsbeständigkeit von Naturkautschuk. Dennoch ist er auf Dauer empfindlich
gegen UV-Strahlung und Ozon sowie gegen
Benzin. Wegen der im Bauwesen erwarteten
langen Lebensdauer kann dies problematisch
werden.
Styrol-Butadien-Kautschuk (SBR)
ˉ Fußbodenbeläge, Kabelisolierungen,
Schläuche, Dichtungsprofile, Autoreifen
(Abb. B 1.35)
SBR zählt zu den synthetischen R-Kautschuken, die dem Naturkautschuk sehr ähnlich sind.
Sie haben einen beschränkten Gebrauchstemperaturbereich und eine relativ schlechte Witterungs- und Ozonbeständigkeit, sind jedoch
preiswert und werden daher bei Anwendungen
ohne direkte UV-Einstrahlung häufig eingesetzt.
Im Gegensatz zum NR kann SBR auch mit heller Einfärbung hergestellt werden und weist
eine bessere Abriebsfestigkeit auf.
Ethylen-Propylen-Kautschuk (EPDM)
ˉ Dichtungsbahnen, Auskleidungen, Dehnfugenprofile, Bodenbeläge (Abb. B 1.34)
EPDM hat wie allgemein die Gruppe der
M-Kautschuke, eher geringere mechanische
Eigenschaften als die R-Kautschuke, jedoch
eine hervorragende Ozon- und Witterungsbeständigkeit sowie eine relativ hohe Gasdurchlässigkeit. Die Temperaturbeständigkeit der
M-Kautschuke liegt ebenfalls über der von
R-Kautschuken. Für das Bauwesen spielt das
Material vor allem dort eine Rolle, wo mit einer
direkten Witterungs- und UV-Belastung zu
rechnen ist. Auch die Kombination aus Dampf
oder Wasser und erhöhten Temperaturen stellt
für Bauteile aus EPDM kein Problem dar.
Silikonkautschuk (Q)
ˉ Baufugendichtungen, Fenster- und Türprofildichtungen (Abb. B 1.36)
Silikonkautschuk hat eine sehr hohe Tempe-
raturbeständigkeit, er kann für wenige Minuten sogar auf bis zu 400 °C erhitzt werden.
Doch auch für tiefe Temperaturen eignet er
sich gut. Dieser Q-Kautschuk ist schwer
benetzbar, d. h. also auch wasserabweisend
und antiadhäsiv. Im Gegensatz zu Naturkautschuk ist der Werkstoff wesentlich gasdurchlässiger.
Silikonkautschuk hat einen anderen chemischen Aufbau als die meisten Kunststoffe.
Seine Molekülketten werden hauptsächlich
aus Siliziumatomen gebildet, Kohlenstoff tritt
darin – wenn überhaupt – nur in Nebengliedern auf. Aus diesem Grund ist das Material nicht brennbar und für den Einsatz in
einem außergewöhnlich großen Temperaturbereich geeignet. Die Witterungs- und Alterungsbeständigkeit sind hervorragend, die
Molekülketten sind gegen UV-Belastung
wesentlich stabiler als die der üblichen Kunststoffe.
Polysulfidkautschuk (TM)
Polysulfidkautschuk kann fest oder – im Gegensatz zu den meisten anderen Kautschuken –
auch flüssig verarbeitet werden. Für das Bauwesen ist der flüssige TM als Dichtmasse für
Baufugen interessant. Die Härtung erfolgt dann
bei der Endverarbeitung durch die Zugabe von
Oxidationsmittel oder durch die umgebende
Luftfeuchtigkeit.
Polyurethankautschuk (AU bzw. EU)
Polyurethankautschuk wird im zähen Zustand
verarbeitet. Wie alle Polyurethane hat er eine
gute Verschleiß- und Witterungsbeständigkeit, sehr hohe Festigkeiten und eine gute
Elastizität.
Polyurethan-Gießelastomere (PUR)
Polyurethan-Gießelastomere weisen im vernetzten Zustand typische Eigenschaften von
Elastomeren auf, werden jedoch vor der Vernetzung als flüssiges Harz verarbeitet. Die
PUR-Gießelastomere haben eine hohe Verschleiß- und Abriebbeständigkeit, zeigen ausgezeichnete Festigkeitswerte und sind witterungsresistent. Ihre stark dämpfendes Verhalten macht sie besonders für Bodenbeläge von
Sportstätten interessant.
45
Kunststoffe
ε [%] f [N/mm²]
T Z = Zersetzungstemperatur
Tmax = Gebrauchstemperatur
Festigkeit f
Verformung ε
Einsatzbereich
B 1.39
Duroplaste
Duroplaste sind die ältesten vollständig synthetischen Kunststoffe, sie wurden bereits zu Beginn des 20. Jahrhunderts industriell hergestellt
und verarbeitet. Während Duroplaste für die
Kunststoffindustrie insgesamt mit einem Marktanteil von ca. 20 % eine eher geringe Rolle
spielen, sind sie im Bauwesen wegen ihrer
guten mechanischen Eigenschaften und ihrer
hohen chemischen Beständigkeit weitverbreitet. Im Gegensatz zu den anderen Kunststoffgruppen werden sie in Form eines flüssigen
Vorprodukts (Reaktionsharz) verarbeitet. Beim
Einbau von Fasern ergibt sich durch die gute
Oberflächenbenetzung ein hochwertiger Verbund, weshalb sie für faserverstärkte Kunststoffe prädestiniert sind. Die chemische Vernetzungsreaktion im Kunststoff findet erst im Rahmen der Verarbeitung statt.
Die Molekülketten eines Duroplasts bilden ein
dichtes, engmaschiges und dreidimensionales
Netz, sodass ein hartes und sprödes Gefüge
entsteht. Das enge Netz von Molekülen verhindert das Eindiffundieren von Lösungsmitteln,
weshalb Duroplaste chemisch sehr beständig
sind. Eine Wärmezufuhr reicht nicht aus, um
diesen Molekülverbund zu lösen, Duroplaste
sind daher nicht schmelzbar (Abb. B 1.41). Die
Temperaturstabilität von Duroplasten ist grundsätzlich höher als bei Thermoplasten, dennoch
nehmen Festigkeit und E-Modul bereits unter
100 °C merklich ab (Abb. B 1.16, S. 36).
Duroplaste variieren in Aufbau und Eigenschaften wesentlich breiter als Thermoplaste und
Elastomere, weswegen man sie nach der Herstellung mit Kennzahlen näher bezeichnet, um
den exakten chemischen Aufbau und dessen
Eigenschaften nachvollziehen zu können, z. B.
die Eignung für Außenanwendungen.
Vorprodukte
Die Vorprodukte von Duroplasten sind Formmasse oder Gießharz, die ähnlich den Elastomeren erst bei der Endverarbeitung vernetzt
werden. Formmassen sind rieselfähige oder
zähflüssige Gemische aus Harz mit Härtern
und Füllstoffen. Diese müssen lediglich erhitzt
werden und härten daraufhin aus (Ein-Komponenten-System). Da alle für die chemische Ver-
46
Tmax TZ
B 1.40
netzung erforderlichen Komponenten in der
Formmasse vorhanden sind, erhärten sie bei
entsprechend langer Verweildauer auch unter
Raumtemperatur. Sie sind daher nur begrenzt
lagerfähig. Bei Gießharzen handelt es sich hingegen um reine Harze im flüssigen Zustand,
der Härter (Katalysator) wird erst bei der Endverarbeitung hinzugefügt, woraus sich eine längere Lagerungsfähigkeit für das Vorprodukt ergibt (Zwei-Komponenten-System). Als Synonyme für Gießharz sind auch die Bezeichnung
»Harz« bzw. »Kunstharz« oder »Reaktionsharz« gebräuchlich. Die unterschiedlichen Vorprodukte haben jedoch keinen nennenswerten
Einfluss auf die chemische Zusammensetzung
des fertigen Duroplasten.
Phenoplaste, Phenolharze (PF)
ˉ Steckdosen, faserverstärkte Kunststoffe mit
Brandschutzanforderung, Fassaden- und
Türverkleidungen (Abb. B 1.39)
Der unter dem Namen Bakelit bekannt gewordene, erste industriell gefertigte Phenoplast
wurde bereits 1905 entwickelt (siehe Von der Alchemie zur Chemie, S. 10). Auch heute spielen
Phenoplaste noch eine bedeutende Rolle in
der Kunststoffindustrie, nicht zuletzt wegen der
geringen Produktionskosten. Sie kommen vor
allem dann zum Einsatz, wenn hohe Gebrauchstemperaturen oder ein besseres Brandverhalten gefordert sind. Phenoplaste zeigen im Brandfall im Vergleich zu anderen Duroplasten eine
geringere Rauchentwicklung und eine reduzierte toxische Emission. Phenolharze sind opak
mit einer gelbbrauen Eigenfarbe, daher sind für
das Endprodukt auch ausschließlich dunkle
Einfärbungen möglich. Der Werkstoff neigt außerdem dazu, unter Lichteinwirkung nachzudunkeln. Im Vergleich zu anderen Duroplasten
sind die mechanischen Kennwerte eher gering.
Phenoplaste entstehen aus der Polykondensation von Phenol und Formaldehyd. Durch den
Kondensationsprozess fällt während der Härtung Wasser als Nebenprodukt an, das abgeführt werden muss. Die Verarbeitungsmöglichkeiten von Phenoplasten sind sehr vielfältig, sie
lassen sich z. B. als Formmasse in geschlossene Formen injizieren, als zähflüssiges Harz
(Phenolharz) in eine Form gießen oder zum Faserverbundwerkstoff formen. Schaumstoff aus
T [°C]
B 1.41
Phenolharz liefert sehr gute Dämmwerte. Außerdem werden Phenoplaste häufig bei Hartfaserplatten verwendet.
Aminoplaste (UF, MF)
ˉ Steckdosen, Leim und Klebstoff, Schaumstoff (Abb. B 1.40)
Aminoplaste wie das Harnstoff- (UF) oder Melaminharz (MF) sind sowohl hinsichtlich des chemischen Aufbaus als auch ihrer Eigenschaften
den Phenoplasten ähnlich. Im Gegensatz zu
diesen sind sie lichtecht, dunkeln also unter
Sonnenlicht nicht nach und eignen sich daher
speziell für Bauteile mit heller Einfärbung.
UF ist ein Aminoplast mit einem besonderen
Oberflächenglanz und einem hohen Härtegrad.
Die mechanischen Eigenschaften sind mit den
Phenolharzen vergleichbar. Das Schwinden ist
geringer und die Maßbeständigkeit gut. Damit
bietet sich UF grundsätzlich für die Fertigung
maßhaltiger Bauteile an. MF hat darüber hinaus
eine verbesserte Witterungsbeständigkeit.
Ungesättigtes Polyesterharz (UP)
ˉ Versiegelungen, glasfaserverstärkter Kunststoff (GFK) (Abb. B 1.42)
UP ist transparent bis schwach gelblich. Die
mechanischen Eigenschaften liegen im Mittelbereich der Duroplasten. Vorteilhaft ist die
hohe Zähigkeit auch bei niedrigen Temperaturen. Als nachteilig erweist sich hingegen die
vergleichsweise hohe Schrumpfung beim Aushärten, welche durch Füllstoffe nur teilweise
kompensiert werden kann. Das Maß der
Schrumpfung ist von zahlreichen Faktoren abhängig, weshalb sie nicht durch eine entsprechende Formgebung ausgeglichen werden
kann. Wegen der geringen Feuchteaufnahme
eignet sich UP-Harz gut für Außenanwendungen. Seine Gebrauchstemperatur liegt erheblich unter der von Phenolharz. Da es nicht
selbstverlöschend ist, werden bei Brandschutzanforderungen zusätzliche Flammschutzmittel
benötigt. UP-Harz wird meist für die Fertigung
von GFK eingesetzt, da es sich gut mit den
Glasfasern verbindet, sich einfach verarbeiten
lässt und zudem relativ preiswert ist. Bei zunehmender Faserverstärkung nimmt allerdings
die Transparenz ab, daher ist GFK meist transluzent bis opak. Ausgangswerkstoff für die Fer-
Kunststoffe
B 1.42
B 1.43
tigung von UP-Bauteilen ist eine Lösung von
ungesättigtem Polyester in reaktionsfähigen
Lösemitteln, vorwiegend Styrol. Polyesterharze
härten nach Zugabe eines Katalysators unter
Abgabe von Reaktionswärme aus. Dabei ist
eine gewisse Variation des Mischungsverhältnisses von Harz und Härter zulässig, ohne die
späteren Materialeigenschaften zu beeinflussen. Dies ist vor allem für die handwerkliche
Verarbeitung ein wesentlicher Vorteil. Wie alle
Duroplaste kann UP kalt oder warm verarbeitet
werden, für die Aushärtung bei Raumtemperatur ist die Zugabe eines Beschleunigers erforderlich. Nach der eigentlichen Härtungsreaktion sollte UP wie andere Duroplaste mehrere
Stunden unter erhöhten Temperaturen von ca.
70 °C nachhärten, um die volle Festigkeit und
Chemikalienbeständigkeit zu erreichen. Dieser
Vorgang ist unter dem Begriff »Tempern« bekannt. Das Lösungsmittel Styrol verursacht den
typischen Geruch von UP-Bauteilen und kann
zu Reizungen von Schleimhaut und Atemwegen führen. Eine abschließende Dampfbehandlung reduziert die Geruchsemission, wodurch
eine physiologische Unbedenklichkeit erzielt
wird.
besondere Brandschutzanforderungen in der
Regel nicht erfüllt.
Zur Herstellung wird dem unvernetzten EP ein
Härter beigemischt. Der exotherme Reaktionsmechanismus erfordert im Gegensatz zum UP
das genaue Einhalten des Mischverhältnisses.
Eine Kalthärtung dauert etwa 24 Stunden. Anschließend muss das Bauteil mehrere Stunden
nachhärten, wobei es sukzessive auf ca. 100 °C
erwärmt wird. Im Allgemeinen ist die Härtezeit
damit länger als bei UP. Sind aber bereits bei
der Aushärtung erhöhte Temperaturen gegeben, reduziert sich die Härtezeit auf wenige
Minuten und die mechanischen Eigenschaften,
insbesondere die Temperaturbeständigkeit,
verbessern sich. Anders als bei den Polyesterharzen gibt es keine Geruchsbelästigung während des Aushärtens, allerdings kann von den
Härtern und Verdünnern eine gesundheitliche
Gefährdung ausgehen. Bei der Verarbeitung
muss Hautkontakt mit dem Gießharz vermieden
und eine Schutzbrille getragen werden – der
fertige Werkstoff ist jedoch physiologisch unbedenklich.
Epoxidharze werden auch häufig als Kleboder Beschichtungsstoff eingesetzt. Dabei
kann durch einen Silikatzuschlag die Formstabilität bei der Verarbeitung verbessert und im
erhärteten Zustand die Kriechneigung herabgesetzt werden. Je nach Mischverhältnis bezeichnet man das Produkt dann als Epoxidharzmörtel oder Polymerbeton.
Epoxidharz (EP)
ˉ Oberflächenschutz und Beschichtungen,
Verklebung, Polymerbeton, kohlenstofffaserverstärkter Kunststoff (CFK) (Abb. B 1.43)
Epoxidharz zeichnet sich durch eine besonders hohe (Haft-)Festigkeit und chemische Beständigkeit aus. Es schrumpft bei der Härtung
kaum, und auch die Feuchtigkeitsaufnahme ist
geringer als z. B. bei UP. Damit ist EP hervorragend für hochbelastete Bauteile oder widrige
Umgebungsbedingungen geeignet. Zwar ist
EP-Harz klar mit geringer Eigenfarbe, da es
aber nicht lichtecht ist, sind helle Einfärbungen
nicht zu empfehlen. Hochtransparente PU-Gelcoats als Schutzschichten sowie optische Aufheller ermöglichen jedoch auch die Herstellung
transparenter, farbloser Bauteile. EP wird vor
allem für hochleistungsfähige faserverstärkte
Bauteile verwendet, hauptsächlich in Kombination mit Kohlenstofffasern. Für die Einbettung
von Glasfasern ist meist das kostengünstigere
UP ausreichend. EP ist zwar schwer entflammbar, doch nicht selbstverlöschend, weshalb es
B 1.44
Polyurethan (PUR)
ˉ Montageschaum, Hartschaum, Lacke und
Beschichtungen (Abb. B 1.44)
Polyurethane können aus verschiedenen Komponenten generiert werden und unterscheiden
sich dementsprechend in ihren Eigenschaften.
Die Molekühlketten variieren zwischen linear
bzw. unvernetzt bis hin zu engmaschig vernetzt. Daher werden die Polyurethane auch
unterschiedlichen Kunststoffgruppen zugeordnet. Beispielsweise ist PUR-Weichschaum ein
Elastomer, während PUR-Hartschaumstoffe
oder PUR-Lacke Duroplaste sind. Thermoplastische Polyurethanelastomere (TPU), die für
Dämpfungselemente oder Sportgeräte Verwendung finden, sind von ihren Eigenschaften
den Thermoplasten zuzuordnen. Als Konstruktionswerkstoff im Bauwesen spielen jedoch fast
ausschließlich duroplastische Polyurethane
eine Rolle.
Polyurethan kann als Gießharz mit einer harten
oder einer hochelastischen Ausprägung verarbeitet werden. Die Temperaturbeständigkeit
liegt in den Bereichen anderer Duroplaste.
Wesentlich häufiger ist die Verarbeitung zu
Hartschaumstoff als Dämm- und Sandwichmaterial. Das Polyurethan wird dafür mit unterschiedlichen Treibmitteln aufgeschäumt (siehe
Schaumstoffe, S. 72). Durch die Länge der Molekülketten sind die Eigenschaften des Materials einstellbar: Lange Ketten bedingen elastische Schäume, während aus kurzkettigen Polyurethanen harte Schäume entstehen.
Vinylesterharz (VE)
ˉ faserverstärkte Kunststoffe
Vinylesterharz (auch Phenacrylatharz – PHA)
ähnelt dem ungesättigtem Polyesterharz, ist
aber zäher und hat eine bessere Faserbenetzung bei faserverstärkten Kunststoffen. VE wird
vor allem dann verwendet, wenn eine besondere Beständigkeit gegen Chemikalien oder eine
hohe Schlagzähigkeit bzw. Ermüdungsfestigkeit gefordert ist. Die mechanischen Eigenschaften sind meist besser als von UP, liegen
jedoch unter denen von Epoxidharz. Da Vinylester relativ teuer ist, kommt es für Spezialanwendungen vor allem in der chemischen Industrie zum Einsatz. Vinylesterharz wird durch chemische Reaktionen aus EP gewonnen. Die Verarbeitung ist mit der von UP vergleichbar.
Anmerkungen:
[1] Ludwig, Carsten: Glasfaserverstärkte Kunststoffe
unter hoher thermischer und mechanischer Belastung. Dissertation. Stuttgart 2009, S. 156f.
B 1.39
B 1.40
B 1.41
B 1.42
B 1.43
B 1.44
Phenoplaste, Phenolharz (PF)
Aminoplaste
Eigenschaften von Duroplasten in Abhängigkeit
der Temperatur, der Einsatzbereich liegt im glasartigen Bereich, Bruchverhalten spröde
ungesättigtes Polyesterharz (UP)
kohlenstofffaserverstärktes Epoxidharz (CFK)
Polyurethanschaumstoff (PUR)
47
Fasern
B 2.1
Fasern haben im Verhältnis zu ihrer Länge
einen sehr geringen Querschnitt und damit
eine ausgeprägte Richtungsorientierung. Während ihre natürlichen Vorbilder wie Wolle bereits als Faser vorkommen, müssen synthetische Werkstoffe erst in diese Form gebracht
werden. Fasern sind biegsam, vielfältig verarbeitbar und haben eine hohe Festigkeit. Daher
werden sie schon seit Langem für die Fertigung
von Textilien eingesetzt. Generell unterscheidet
man zwischen anorganischen Fasern (aus Glas
oder Kohlenstoff), Polymerfasern (Kunststofffasern), Metall- sowie Naturfasern (Abb. B 2.5).
Alle künstlich erzeugten Fasern werden als
Chemie- oder synthetische Fasern bezeichnet.
In der Architektur kommen hauptsächlich synthetische Fasern zum Einsatz, da nur diese
eine ausreichende Festigkeit und Widerstandsfähigkeit für dauerhafte Konstruktionen aufweisen. Bis auf die Kohlenstofffasern werden alle
synthetischen Fasern aus kompakten Werkstoffen durch Schmelz- und Streckvorgänge gewonnen.
Eigenschaften und Anwendung
B 2.1
B 2.2
B 2.3
B 2.4
B 2.5
B 2.6
B 2.7
48
Flechtschlauch aus Kohlenstofffasern
Festigkeit einer Glasfaser im Verhältnis zum Faserdurchmesser
Spannungs-Dehnungs-Beziehungen unterschiedlicher Fasern im Vergleich
mögliche Verarbeitungsformen einer einzelnen
Faser (Filament)
Einteilung der Faserarten
Reißlängen verschiedener Fasern im Vergleich zur
natürlichen Seide von Spinnen
mikroskopische Aufnahme einer Glas-, Kohlenstoff- und Aramidfaser
Außer Glas- und Metallfasern bestehen die
meisten Fasern, vor allem die Polymerfasern,
mikroskopisch betrachtet aus einem Verbund
kleinster Faserbündel (Abb. B 2.7). Die Durchmesser der synthetischen Fasern variieren
dabei zwischen 5 und 24 μm, bei Naturfasern
betragen sie bis zu 500 μm. Menschliches
Haupthaar ist mit 120 μm vergleichsweise dick.
Die längenbezogene Masse der Fasern wird in
dtex gemessen, wobei 1 dtex dem Wert von
1 g / 10 km entspricht.
Da die einzelnen Fasern (Filamente) für die
weitere Verarbeitung zu fein wären, werden sie
unmittelbar nach der Produktion zu größeren
Einheiten gebündelt (Abb. B 2.4). Bündel paralleler Fasern bezeichnet man dabei als Rovings, Garne hingegen bestehen aus verdrillten
Faserbündeln. Die Anzahl der Fasern je Roving
oder Garn wird in Kilo (= 1000 Stück = 1 K)
angegeben. Rovings sind der typische Ausgangswerkstoff für die Verarbeitung zu faserverstärkten Kunststoffen (siehe Fasern, S. 77),
vor allem bei maschinellen Verfahren. Garne
hingegen werden für Textilien wie Gewebe
oder Gelege (siehe Textilien, S. 69ff.) verwendet. Ihre Verdrillung erleichtert die Verarbeitung und erhöht die effektive Festigkeit des
Faserbündels, da die einzelnen Filamente im
Garn gleichmäßiger belastet werden.
Die eigentliche Produktion und Weiterverarbeitung der verschiedenen Fasern ist sehr unterschiedlich, daher werden die einzelnen Prozessschritte bei der jeweiligen Beschreibung
der Faserarten näher erläutert.
Gemeinsam ist den unterschiedlichen Prozessen, dass unmittelbar nach der Produktion die
einzelnen Fasern für die weitere Bearbeitung
mit einer Schutzschicht (Schlichte bzw. Avivage) benetzt werden. Diese Substanzen erhöhen die Knickunempfindlichkeit und ermöglichen eine bessere Haftung der Fasern untereinander bzw. bei Faserverbundwerkstoffen zwischen Faser und Kunststoff. Dabei unterscheidet man zwischen Textilschlichte für Fasern,
die als Textil weiterverarbeitet werden, und
Haftschlichte für Fasern, die in Kunststoff eingebettet werden. Welches Material sich für die
Schutzschicht eignet, hängt von der jeweiligen
Faserart ab.
Mechanische Eigenschaften
Fasern weisen eine deutlich höhere Festigkeit
auf als das jeweilige Ausgangsmaterial. Durch
die Schmelz- und Streckvorgänge während der
Produktion wird das innere Gefüge der Faser
in Längsrichtung orientiert und so die Festigkeit des Werkstoffs verbessert. Dabei können
gleichzeitig Lufteinschlüsse komprimiert werden, was die negativen Auswirkungen solcher
Fehlstellen auf die Festigkeit in Faserlängsrichtung reduziert. Bei synthetischen Fasern erhöht
sich die Festigkeit mit abnehmendem Durchmesser (Abb. B 2.2). Je größer die Längsorientierung der Gefügestruktur in der Faser, desto
mehr nehmen die mechanischen Eigenschaften in Querrichtung ab. Fasern sind häufig
querdruckempfindlich, was bei Kohlenstofffasern besonders stark ausgeprägt ist.
Abhängig vom Verwendungszweck der Faser
ergeben sich unterschiedliche Anforderungen
wie beispielsweise Festigkeit, Knickunempfindlichkeit oder geringes Eigengewicht. Wird ausschließlich die Zugfestigkeit betrachtet, haben
Fasern
Kohlenstofffasern von allen praktisch verfügbaren Werkstoffen die höchsten Werte (Abb.
B 2.3 und B 2.10, S. 50). Sie sind jedoch relativ
knickempfindlich.
Für die Umsetzung leichter, aber tragfähiger
Konstruktionen ist die Festigkeit relativ zum Eigengewicht von Interesse. Die Reißlänge einer
Faser ist hierfür ein guter Indikator für die Werkstoffauswahl (Abb. B 2.6). Dieser Wert entspricht der theoretischen Länge, die eine vertikal aufgehängte Faser haben könnte, bis sie
unter ihrem Eigengewicht reißt. Während übliches Bauholz eine Reißlänge von kaum mehr
als 40 km hat, kommt eine Polyethylen-Faser
(PE-Faser) auch aufgrund des geringen Eigengewichts auf bis zu 400 km. Die höchste Reißlänge erreichen Fasern aus Kohlenstoffnanoröhrchen, welche jedoch bislang noch nicht in
den für die Konstruktion notwendigen Längen
verfügbar sind.
Einsatzbereiche in der Architektur
Die Fasereigenschaften sind stark abhängig
von ihrem Grundwerkstoff und dem jeweiligen
Produktionsverfahren. Dabei lassen sich einige
Fasern gezielt bezüglich Festigkeit und E-Modul variieren. Auf welche Eigenschaften hin
Fasern optimiert werden, leitet sich von der
Verarbeitungsform und dem Einsatzzweck ab.
σ [N/mm 2 ]
Festigkeit [N/mm 2 ]
Faserverstärkte Kunststoffe
Fasern werden vielfältig zu Faserverbundstoffen weiterverarbeitet und dort als Verstärkungs-
fasern in den Kunststoff, die sogenannte Matrix, eingebettet (siehe Fasern, S. 77). Dafür
bevorzugt man Fasern mit einer möglichst geringen Dehnung, also einem hohen E-Modul,
die Zugfestigkeit der Faser spielt dabei meist
eine geringere Rolle. In der Praxis werden vor
allem Glas- und Kohlenstofffasern verwendet,
in einigen Bereichen auch Aramid- oder PEFasern. Andere Polymerfasern sind aufgrund
ihres geringen E-Moduls uninteressant, da
die Verformungen des gesamten Bauteils zu
groß wären. Außerdem können die üblicherweise verwendeten duroplastischen Kunststoffe
(siehe Duroplaste, S. 46ff.) nur eine begrenzte
Dehnung aufnehmen. Bei weichen Fasern kann
die Zugfestigkeit der Faser gar nicht ausgenutzt werden, da vorher Risse im Kunststoff
entstehen, was zum Bruch des Gesamtbauteils
führt. Metallfasern kommen wegen der glatten
Oberfläche nicht in Betracht, weil kein ausreichender Verbund mit dem Kunststoff erzielt
werden kann.
Vergleicht man Glas- und Kohlenstofffasern, so
sind die Zugfestigkeiten der reinen Fasern ungefähr gleich. Der E-Modul von Kohlenstofffasern ist jedoch deutlich höher als derjenige von
Glasfasern. Wegen der beschränkten Dehnbarkeit des umgebenden Kunststoffs ist die Festigkeit von kohlenstofffaserverstärktem Kunststoff
(CFK) damit höher als die von glasfaserverstärktem Kunststoff (GFK).
Naturfasern haben in den letzten Jahren eine
Renaissance erlebt. Da die Fasern hohl sind,
4000
3000
PE-Faser
Roving
Garn
"Faden"
Filament
E-Glasfaser
Zwirn
Filament
Garn
Aramidfasern
3000
2000
Textile Membranen
Im Gegensatz zu Faserverbundwerkstoffen ist
im Membranbau eine gewisse Dehnbarkeit,
also ein nicht allzu hoher E-Modul, vorteilhaft.
Die Dehnbarkeit einer Membran erhöht die zulässigen Toleranzen im Zuschnitt, geometrische Abweichungen können durch Überspannen zu einem gewissen Grad ausgeglichen
werden. Außerdem lässt sich die erforderliche
Vorspannung der Membran zuverlässiger einstellen. Es werden neben Glas- vor allem Polymerfasern aus PET oder PTFE verwendet.
Fasern mit sehr hohem E-Modul wie Kohlenstoff- oder Metallfasern sind für den Membranbau hingegen ungeeignet. Wegen der Bevorzugung von weichen Fasern werden textile
Membranen ausschließlich mit dehnbaren
Kunststoffen beschichtet (siehe Beschichtungen, S. 100ff.).
Filament
Faser
Kohlenstofffasern
5000
4000
besitzen sie ein geringes Eigengewicht und
ermöglichen leichte Konstruktionen. Die mechanischen Eigenschaften von Naturfasern
streuen sehr stark, außerdem neigen sie zur
Aufnahme von Feuchtigkeit. Daher spielen
Naturfasern für tragende Bauteile momentan
noch keine Rolle. Aus ökologischen Gesichtspunkten ist zukünftig jedoch mit einer weiteren Verbreitung zu rechnen. Die guten akustischen und haptischen Eigenschaften machen
Naturfasern vor allem für Verkleidungen oder
Inneneinrichtungen interessant (siehe Naturfasern, S. 61).
2000
Flachs
1000
1000
PET-Faser
0
0
0
0,02
0,04
0,06
0,08
0
0,1 0,12
1
2
3
Naturfasern
organische, synthetische
Fasern (Polymerfasern)
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Flachs
Sisal
Hanf
Jute
Ramie
Bananenfaser
Asbestfaser1
Polyethylen (PE)
Polyethylenterephthalat (PET)
Polyamid (PA)
Polyimid (PI)
Polyacrylnitril (PAN)
Polytetrafluorethylen (PTFE)
Aramid
Metallfasern
anorganische, synthetische
Fasern
• Stahlfaser
• Aluminiumfaser
• Kupferfaser
•
•
•
•
1
Glasfaser
Kohlenstofffaser
Basaltfaser
Keramikfaser
4
5
6
ε [%]
Faserdurchmesser [mm]
B 2.2
B 2.3
B 2.4
300
400
Reißlänge [km]
B 2.6
B 2.7
Spinnenseide
Stahl
Holz
Hanf
PET-Faser
Flachs
Aramidfaser
Glasfaser
Kohlenstofffaser
PE-Faser
gesundheitsschädlich, in EU und Schweiz verboten
B 2.5
0
100
200
49
Fasern
Anorganische Fasern
Vorherd
1371°C
Homogenisierung
1435°C
Schmelzofen
1540°C
Beschickung mit
Glasausgangsstoffen,
z. B. Quarzsand
1340°C
1370°C
Schmelze
1260°C
Schlichte
Fadenwicklung
B 2.8
2. Stufe
Karbonisieren
1. Stufe
Oxidation
Strecken
200 –220°C
10 –30 min
220 –300°C
30–100 min
1300°C
10–60 min
Unter anorganischen Fasern werden alle
synthetischen Fasern zusammengefasst, die
nicht auf Kohlenstoffverbindungen basieren.
Dazu gehören auch Kohlenstofffasern, da sie
aus reinem Kohlenstoff und nicht aus Kohlenstoffverbindungen bestehen. Die ebenfalls
anorganischen metallischen Fasern werden
üblicherweise als gesonderte Untergruppe
behandelt.
Die Eigenschaften anorganischer Fasern
unterscheiden sich grundsätzlich von denen
der organischen Polymerfasern. Anorganische
Fasern kriechen nicht, d. h. ihre Dehnung
bleibt unter langzeitiger Belastung konstant.
Außerdem weisen sie wesentlich höhere Gebrauchstemperaturen auf und sind grundsätzlich steifer als organische Fasern.
Glasfasern
PAN-Faden
Katalysator
Luft Abgas
Intergas (N 2 )
flüchtige
Nebenprodukte
HT, IM
(hochfeste Kohlenstofffasern)
Fadenwicklung
3. Stufe
Grafitieren
Oberflächenbehandlung
HM
(steife
Kohlenstofffasern)
2000–3000°C
5–30 min
Avivage
Vorbehandlung
flüchtige
Nebenprodukte
Inertgas
(Argon)
B 2.9
Kennwerte (in
Faserrichtung)
Spezifikation
[g/cm3]
Wärmeausdehnungskoeffizient
[10-6/K]
Wärmeleitfähigkeit
[W/mK]
Faserdurchmesser
[µm]
Zugfestigkeit
E-Modul
Bruchdehnung
Dichte
[103/mm2]
[103/mm2]
[%]
Anorganische Fasern
Glasfaser
Kohlenstofffaser
E
3,4 – 3,5
72 –77
3,3 – 4,8
2,52 – 2,60
5,00
1
9 – 24
R/S
4,4 – 4,6
75 – 88
4,1– 5,4
2,50 – 2,53
4,00
1
9 – 24
AR
2,7
21–74
2,0 – 4,3
2,68 – 2,70
1
9 – 24
HT
3–5
200 – 250
1,2 –1,4
1,75 –1,80
-1,00
17
7– 9
IM
4–5
250 – 350
1,1 –1,9
1,73 –1,80
-1,20
HM
2–4
350 – 450
0,4 – 0,8
1,79 –1,91
-1,30
115
7– 9
7– 9
Polymerfasern
Aramidfaser
Polyesterfaser
(PET)
IM
2,7
58
3,3
1,44
-2,00
0,04 – 0,05
12
HM
2,4 – 2,7
120 –146
1,5 – 2,4
1,44
-4,00
0,04 – 0,05
12
1,1
10
22
1,38
PA-Faser
0,9
5
20
1,16
PE-Faser
2,7– 3,6
89 –116
10 – 45
0,97
Flachs
0,8 –1,5
60 – 80
1,2 –1,6
1,40
0,04
5 – 38
Hanf
0,6 – 0,9
70
1,6
1,48
0,045
16 – 50
-12,10
Naturfasern
E: Elektroglas, R/S: hochfestes Glas, AR: alkaliresistentes Glas, HT: hochfest, IM: mittelsteif, HM: hochsteif
B 2.10
50
ˉ Glasfasermembranen, glasfaserverstärkte
Kunststoffe (GFK) (Abb. B 2.11)
Zur Herstellung von Glasfasern wird Glas geschmolzen und zu dünnen Fäden gezogen.
Als Standardfaser wird dabei hauptsächlich
E-Glas (E = electric) produziert. Es ist alkalifrei
und wird in basischem Milieu angegriffen. Für
textilbewehrten Beton wird die weitgehend alkaliresistente AR-Faser (alkaline resistant – AR)
eingesetzt. Für spezielle Anwendungen kommen auch C-Glas (corrosion – C) mit guter
chemischer Beständigkeit oder das hochfeste
R- und S-Glas (resistance – R, strength – S) mit
hoher Temperatur- und Ermüdungsbeständigkeit als Grundstoff zum Einsatz.
E-Glas besteht aus Quarzsand (SiO2), Kalkstein (CaCO3) und im Gegensatz zu Floatglas
aus Borsäure sowie größeren Anteilen Aluminiumoxid. Diese Ausgangsstoffe werden im
sogenannten Schmelzspinnverfahren mehrere
Tage in einem Ofen geschmolzen, geläutert
und schließlich durch Spinndüsen gepresst.
Die noch ca. 2 mm dicken, zähflüssigen
Fäden werden mit einer schnell rotierenden
Aufwickelvorrichtung auf die 40 000-fache
Länge gestreckt und dabei auf den gewünschten Durchmesser zwischen 9 und 24 μm gebracht (Abb. B 2.8). Da Glasfasern sehr kerbempfindlich sind, werden sie wie alle Fasern
bei der Herstellung bzw. vor dem Verweben
mit einer Schlichte versehen.
Glasfasern sind aufgrund ihrer amorphen
Struktur isotrop, haben also identische Eigenschaften in Längs- und Querrichtung. Zugund Druckfestigkeit sind damit nahezu gleich.
Von anderen gebräuchlichen Fasern unterscheiden sich Glasfasern im Wesentlichen
durch ihren gleichmäßigen und annähernd
runden Querschnitt sowie ihr Tragverhalten,
das bis zum spröden Bruch linear-elastisch
verläuft. Wegen des geringen Durchmessers
von wenigen Mikrometern sind auch sie biegsam, im Vergleich zu anderen Fasern jedoch
eher knickempfindlich.
Wie alle anorganischen Fasern haben Glasfasern eine sehr geringe Neigung zum Kriechen.
Fasern
Sie nehmen nur wenig Feuchte auf, tendieren
aber trotzdem zur Korrosion bei direkter Bewitterung und müssen deshalb beschichtet
oder in Kunststoff eingebettet werden. Von
Vorteil ist, dass Glasfasern nicht brennen.
Dauerbeanspruchungen bis 250 °C haben
keine Auswirkungen auf ihre mechanischen
Eigenschaften.
Glasfasern sind transparent mit einer grünlichen Eigenfarbe, die erst bei zunehmender
Bauteildicke wahrnehmbar ist. Lose Glasfasern erscheinen opak weiß, da das einfallende Licht wegen ihres großen Oberflächenanteils reflektiert wird. Durch den Einbau in einen transparenten Kunststoff kann
diese Oberflächenreflexion unterbunden
werden und der Verbundwerkstoff wird
transluzent. Dazu müssen Glasfaser und
Kunststoff jedoch ähnliche Brechungszahlen
aufweisen.
Kohlenstofffasern
ˉ kohlenstofffaserverstärkte Kunststoffe (CFK)
(Abb. B 2.12)
Kohlenstofffasern haben einen wesentlich höheren E-Modul als alle anderen Fasern. Die
mechanischen Kennwerte können deutlich besser variiert werden als z. B. bei Glasfasern. Die
Fasern lassen sich in unterschiedlichen Ausprägungen produzieren:
• Standard-Modul-Fasern (high tensile – HT) mit
hoher Zugfestigkeit
• Hoch-Modul-Fasern (high modulous – HM) mit
hoher Materialsteifigkeit
• Intermediate-Modul-Fasern (intermediate modulous – IM) mit mittlerer Zugfestig- und Materialsteifigkeit
Kohlenstofffasern haben richtungsabhängige
Eigenschaften, quer zur Faser sind Steifigkeit
und insbesondere Festigkeit deutlich niedriger
als in Faserrichtung. Der Wärmeausdehnungskoeffizient ist in Faserrichtung negativ, quer zur
Faserrichtung hingegen positiv. Kohlenstofffasern verkürzen sich also bei Erwärmung. Sie
sind spröde und knickempfindlich, weshalb
ihre Oberfläche durch ein Epoxidharzgemisch
geschützt werden muss.
Vorteilhaft sind die guten dynamischen Eigenschaften, das geringe Eigengewicht und die
sehr hohe Korrosionsbeständigkeit. Sie zeigen
kein nennenswertes Kriechverhalten.
Kohlenstoffe sind schwarz und durch den
kristallinen Aufbau stets opak. Trotz ihrer guten
mechanischen Eigenschaften konnten sich
Kohlenstofffasern bis heute nur in Nischenbereichen und der Luft- und Raumfahrt durchsetzen, da sie in der Herstellung sehr teuer
sind. Im Bauwesen werden sie beispielsweise für hochbelastete Brückenkabel verwendet (siehe Spezielle Halbzeuge im Ingenieurbau, S. 92f.).
In der Natur kommen Kohlenstoffe zwar als
Grafit und Diamant in kristalliner Form vor,
diese lassen sich jedoch nicht zu Fasern verarbeiten. Daher wird zunächst eine Polymerfaser, meist Polyacrylnitril (PAN), produziert, aus
der anschließend durch spezielle Verfahren
alle enthaltenen Elemente bis auf den Hauptanteil Kohlenstoff gelöst und entfernt werden
(Abb. B 2.9). Dieser Prozess erfolgt durch eine
mehrstufige Temperaturbehandlung bei bis zu
3000 °C unter gleichzeitiger Faserstreckung.
Durch die Wahl der Prozesstemperatur lassen
sich die gewünschten mechanischen Eigenschaften einstellen. Die für das Erhitzen erforderliche Energie ist ein Grund für den hohen
Preis der Kohlenstofffasern. Es existieren auch
Produktionsverfahren mit Steinkohleteer- oder
Erdölpech. Aus einer Schmelze dieser Rohstoffe werden im Spinnverfahren Fasern mit einer
hohen axialen Orientierung hergestellt. Die weiteren Arbeitsschritte ähneln dem Verfahren mit
PAN-Fasern.
Fasern aus Kohlenstoffnanoröhrchen (Carbon
nanotubes – CNT) weisen nochmals ein Vielfaches an Zugfestigkeit gegenüber Kohlenstofffasern auf. Die serienmäßige Produktion längerer Fasern steht jedoch noch aus, bislang
konnten nur sehr kurze Filamente erfolgreich
hergestellt werden.
B 2.8
Herstellungsverfahren von Glasfasern
B 2.9
Herstellungsverfahren von Kohlenstofffasern
B 2.10 verschiedene Kennwerte in Faserrichtung
B 2.11 Glasfasern
B 2.12 Kohlenstofffasern
B 2.13 Aramidfasern
Polymerfasern
Polymerfasern werden aus Kunststoffen gewonnen und zeigen auch deren typische Eigenschaften: Sie sind dehnbar, neigen jedoch
zum Kriechen und können brennen. Durch den
Faserherstellungsprozess sind wesentlich höhere mechanische Kennwerte zu erzielen als
der jeweilige Kunststoff an sich aufweist. Polymerfasern sind leichter als anorganische Fasern, generell zäher und haben meist einen
geringeren E-Modul. Die Festigkeiten liegen in
der Regel ebenfalls unter denen der anorganischen Fasern. Polymerfasern sind allgemein
stark anisotrop, sie weisen deshalb in Längsrichtung eine wesentlich größere Festigkeit und
einen höheren E-Modul auf als in Querrichtung.
In der Regel sind Polymerfasern weder witterungsbeständig noch lichtstabil, sie benötigen
daher stets einen zusätzlichen Oberflächenschutz.
Polymerfasern werden üblicherweise im
Schmelzspinnverfahren produziert. Dabei wird
der Kunststoff unter Luftausschluss geschmolzen, durch Spinndüsen gepresst und in der
Regel durch Abkühlung in der Luft verfestigt.
Beim Nassspinnverfahren erfolgt die Verfestigung in einer Flüssigkeit, dem sogenannten
Fällbad.
Für Faserverbundwerkstoffe werden bis auf
Aramid- und Polyethylen-Fasern keine Polymerfasern eingesetzt. Sie dienen hauptsächlich als
Grundwerkstoff für den Membranbau, da dort
die Biegsam- und Dehnbarkeit der Werkstoffe
entscheidend ist.
Fasern können nahezu aus jedem thermoplastischen Kunststoff gewonnen werden,
neben den im Folgenden beschriebenen unter
anderem auch aus Polypropylen (PP; Abb.
B 2.19, S. 53), Polyimid (PI) oder Polyacrylnitril
(PAN).
B 2.11
B 2.12
B 2.13
51
Fasern
H2SO4
80 Gew.-%
H2SO4
Polymer
20 Gew.-%
Mischer
Extrusion
H2O
Verspinnen
Fadenwicklung
Waschen/Neutralisieren/
Trocknen
H2SO4/H2O
B 2.14
Aramidfasern
ˉ Zugseile, aramidfaserverstärkte Kunststoffe
(AFK), Schutzhelme (Abb. B 2.13)
Aramidfasern sind sehr leichte Fasern, die aus
aromatischen Polyamiden bestehen. Wie bei
allen Polymerfasern verhalten sich die Festigkeitseigenschaften stark anisotrop, außerdem
ist die Druckfestigkeit der Fasern wesentlich
geringer als die Zugfestigkeit. Aramidfasern
eignen sich daher sehr gut für Seile oder zugbeanspruchte Faserverbundwerkstoffe, weniger für biege- oder druckbeanspruchte Anwendungen. Nachteilig ist, dass sie zur Feuchteaufnahme neigen und eine relativ geringe UVund Temperaturbeständigkeit besitzen. Anders
als bei Glas- und Kohlenstofffasern sind Verbundwerkstoffe aus Aramidfasern schwierig
spanend zu bearbeiten, da die zähen Fasern
zu einer hohen Werkzeugabnutzung führen.
Daher kommen Aramidfasern im Bauwesen
selten zum Einsatz. Sie werden aufgrund des
geringen Gewichts und der hohen Schlagzähigkeit beispielsweise für Schutzhelme oder
-westen verwendet. Wegen ihres speziellen
Bruchverhaltens können sie Aufprallenergie absorbieren und so einen Stoß abfedern. Teilweise werden sie auch mit CFK kombiniert, um die
Zähigkeit zu erhöhen oder eine Rissausbreitung zu verhindern (siehe Kunststoffaufbereitung, S. 68f.).
Im Gegensatz zu anderen Polymerfasern lassen sich Aramidfasern nicht im Schmelzspinnverfahren herstellen, da sie kein deutliches
Schmelzverhalten aufweisen. Aromatisches
Polyamid wird mittels Säure gelöst und zur
Faser versponnen. Anschließend werden die
Fasern gewaschen und unter Zugbelastung
getrocknet, wobei sich Durchmesser von ca.
12 μm ergeben (Abb. B 2.15).
Polyethylenfasern (PE-Fasern)
ˉ Seile, polyethylenfaserverstärkte Kunststoffe
(Abb. B 2.17)
Fasern aus Polyethylen (PE) haben ein sehr
geringes Eigengewicht und schwimmen sogar
im Wasser. Der Faseraufbau ist wie bei allen
Polymerfasern anisotrop, sodass die mechanischen Eigenschaften in Faserrichtung wesentlich höher sind als senkrecht dazu. Die Wärmeausdehnung in Längsrichtung ist negativ, die
52
B 2.15
Druckfestigkeit von PE-Fasern beträgt praktisch null. Daher lässt sich die Faser ausschließlich für zugbeanspruchte Konstruktionen wie z. B. Seile einsetzen. Ähnlich der Aramidfaser ist die Schlagzähigkeit besonders
stark ausgeprägt. Wie beim Grundwerkstoff
Polyethylen ist auch bei der entsprechenden
Faser die Oberflächenhaftung sehr gering.
Nur durch eine spezielle Beschichtung können
PE-Fasern auch für Verbundwerkstoffe eingesetzt werden.
Die Herstellung von hochleistungsfähigen PEFasern erfolgt im Gelspinnverfahren, das der
Produktion von Aramidfasern ähnelt. Auch hier
wird der Kunststoff zunächst in einem Lösungsmittel gespalten, danach wird die Lösung
durch eine Düse gepresst und im Wasserbad
gekühlt, dann gestreckt, getrocknet und anschließend versponnen.
Polyamidfasern (PA-Fasern)
ˉ Bekleidung, Sportartikel
Polyamidfasern, bekannt als Nylon, zeichnen
sich unter den Polymerfasern durch hohe Festigkeit, Steifigkeit und Zähigkeit aus. Diese
Werte sind abhängig vom kristallinen Gefüge
und dem Wassergehalt der Polyamide. Besonders zu Beginn des Membranbaus wurden
Gewebe mit Polyamidfasern eingesetzt. Nachteilig ist hier jedoch die große Dehnung des
Materials bei Aufnahme von Feuchtigkeit und
der damit einhergehende Abfall der Vorspannung. Bei starker Erwärmung schrumpfen Polyamidfasern. Sie weisen eine hohe Chemikalienbeständigkeit auf, die UV-Beständigkeit ist jedoch vergleichsweise gering. Aufgrund der
Flexibilität und Leichtigkeit der Faser werden
Polyamidgewebe heute vor allem in der Bekleidungsindustrie, für Campingzelte, Spinnaker im
Segelbau sowie Fall- und Gleitschirme eingesetzt. Die Fasern werden im Schmelzspinnverfahren hergestellt und können bereits in der
Spinndüse gefärbt oder als rohweißes, färbbares Material weiterverarbeitet werden.
Polyethylenterephthalatfasern (PET-Fasern), »Polyesterfasern«
ˉ Polyestermembran, Gurte, Seile, Nähfäden
(Abb. B 2.18)
Fasern aus Polyethylenterephthalat (PET) sind
B 2.16
neben den Glasfasern die wichtigsten Ausgangsstoffe für textile Membranen. Die mechanischen Eigenschaften dieser organischen
Synthesefasern werden maßgeblich durch
den teilkristallinen Strukturaufbau bestimmt.
Die Fasern weisen eine hohe Flexibilität sowie
Druck- und Zugfestigkeit auf, die UV-Stabilität hingegen ist sehr gering. Daher kommen
Polyestermembranen nur mit Beschichtungen (z. B. aus PVC) zum Einsatz. Aufgrund
ihrer Flexibilität und Knickbeständigkeit werden sie oft für Seile, Gurte oder Nähfäden
verwendet. Als Gewebe dienen sie Im Membranbau wegen dieser Eigenschaften häufig
auch für temporäre und wandelbare Konstruktionen.
Die Fasern werden aus Polyethylenterephtalat
im Schmelzspinnverfahren gewonnen. Das
rohweiße Material lässt sich mit Dispersionsfarben einfärben (siehe Farben, S. 58f.).
Unter Polyester fallen verschiedene thermoplastische Kunststoffe, von denen PET das
gebräuchlichste Grundmaterial für die Produktion von Fasern ist, weshalb PET-Fasern von
den Herstellern vereinfachend als Polyesterfasern bezeichnet werden. Von vielen Herstellern im Membranbau wird auch die Abkürzung
PES verwendet, die jedoch werkstoffwissenschaftlich nicht korrekt ist, da sie bereits für
den thermoplastischen Kunststoff Polyethersulfon steht.
Fasern aus aromatischen Polyestern
Ähnlich dem Aramid (Sonderform des Polyamid) können auch Polyester mit aromatischen
Ringen versehen werden (Vectran). Die daraus
resultierenden Fasern haben eine hohe Schlagzähigkeit und ein geringes Eigengewicht. Sie
werden beispielsweise in Kombination mit Kohlenstofffasern für faserverstärkte Kunststoffe in
der Luft- und Raumfahrt eingesetzt.
Polytetrafluorethylenfasern (PTFE-Fasern)
ˉ PTFE-Membran, Nähfäden (Abb. B 2.16)
Im Vergleich zu den anderen Polymerfasern
sind die Festigkeiten von PolytetrafluorethylenFasern etwas geringer. Die Weiterreißfestigkeit
von PTFE-Geweben ist vergleichsweise hoch,
d. h. reißt eine PTFE-Membran ein, wird das
vollständige Durchreißen besser gestoppt als
Fasern
B 2.17
B 2.18
bei anderen Faserarten. Unter konstant hoher
Belastung neigen PTFE-Fasern stark zum Kriechen. Vorteilhaft sind dagegen ihre hohe Flexibilität und Knickbeständigkeit. Im Membranbau
werden PTFE-Gewebe daher gerne für wandelbare Überdachungen eingesetzt. Sie sind dauerhaft chemisch beständig und werden als
schwer entflammbar eingestuft. Aufgrund der
guten UV-Stabilität und der selbstreinigenden
(antiadhäsiven) Oberfläche kommen PTFE-Gewebe im Membranbau auch unbeschichtet zur
Anwendung. Für den Bereich der Architektur ist
auch ihre hohe Lichtdurchlässigkeit von bis zu
40 % von Bedeutung.
Aufgrund ihrer hohen Schmelzviskosität lassen
sich PTFE-Fasern nicht im Schmelzspinnverfahren herstellen, wegen der Beständigkeit
gegenüber Lösungsmitteln ist dazu auch das
Nassspinnverfahren ungeeignet. Daher wurden
spezielle Matrix- und Extrusionsspinnmethoden
entwickelt, bei denen die extrudierten Fasern
höhere Festigkeiten und geringere Schwindmaße erreichen.
Insbesondere Hanf- und Flachsfasern zeichnen sich durch gute mechanische Eigenschaften aus, die allerdings unter denen
von Glasfasern liegen. Sie sind jedoch biegeelastischer und zäher; Verbundwerkstoffe mit
Naturfaserverstärkung brechen daher ohne
Splitter und scharfe Kanten (siehe Naturfaserverstärkte Kunststoffe, S. 60f.). Bedingt durch
ihr geringes Eigengewicht, lassen sich mit
Naturfasern leichte Bauteile realisieren. Ihre
Hohlfaserstruktur (Abb. B 2.14) ermöglicht
zudem eine zusätzliche Schalldämmung,
ist auch für die verstärkte Wasseraufnahme
verantwortlich. Werden die Fasern vor der
Verarbeitung nicht getrocknet, kann es
nach Verdunstung des Wassers zu Fehlstellen im Faserverbund kommen. Außerdem
sind Naturfasern nicht dauerhaft witterungsbeständig und können durch Mikroben zersetzt werden.
Ihre Herstellung und Verarbeitung erfordert weniger Energie als die von vergleichbaren Produkten aus Glasfasern. Pflanzliche Fasern sind
als Endprodukt zudem kostengünstiger. Bauteile mit Naturfaserverstärkung können, den Naturfaseranteil betreffend, CO2-neutral entsorgt
werden.
Der Querschnitt von Naturfasern ist, über die
Faserlänge betrachtet, veränderlich und beträgt je nach Faser zwischen 20 und 500 μm.
Die Oberfläche der Fasern ist rau und uneben,
was bei einer Weiterverarbeitung einen guten
Verbund mit dem umgebenden Kunststoff ermöglicht. Naturfasern haben im Vergleich zu
synthetischen Fasern eine endliche Länge. Sie
werden entweder zu Vliesen und Matten verarbeitet oder zu Garnen gedreht, die als Grundlage für die Herstellung von Geweben dienen.
Die Werkzeugabnutzung bei der spanenden
Verarbeitung ist nicht so hoch wie bei Glasoder Polymerfasern.
Die thermische Stabilität der Naturfaser ist im
Vergleich zur Glasfaser gering. Ein Festigkeitsverlust ist bereits ab einer thermischen Dauerbeanspruchung von 180 °C gegeben, ab einer
Temperatur von 200 bis 250 °C zerfallen Naturfasern. Da unter Brandeinwirkung von Naturfasern eine Dochtwirkung ausgeht, müssen
entsprechende Flammschutzmittel zugefügt
werden.
B 2.19
B 2.21
B 2.20
Naturfasern
ˉ naturfaserverstärkte Kunststoffe (NFK),
Schüttmaterial für Dämmungen
(Abb. B 2.20)
Wegen ihrer großen Streuung der mechanischen Eigenschaften und der Feuchteempfindlichkeit spielen Naturfasern im Bauwesen bisher eine untergeordnete Rolle. Da der Wachstumsprozess nur bedingt steuerbar ist, variieren Faserdurchmesser und Zugfestigkeit der
Naturfasern. Künftig ist jedoch aus ökologischer Hinsicht mit einem verstärkten Einsatz
zu rechnen. Das ehemals für Faserzement
gebräuchliche Asbest ist wegen der krebserregenden Wirkung in der EU verboten und
spielt demnach keine Rolle mehr.
Grundsätzlich unterteilt man Naturfasern in
• mineralische Fasern (z. B. Asbest),
• Fasern tierischen Ursprungs (z. B. Seide)
• pflanzliche Naturfasern (z. B. Flachs)
Für das Bauwesen relevant sind jedoch nur die
pflanzlichen Fasern, auf die im Folgenden eingegangen wird.
Metallfasern
ˉ Faserbeton, Drahtgewebe, Seile
(Abb. B 2.21)
Metallfasern sind in Kombination mit Kunststoffen oder als Membran nur dann interessant,
wenn eine elektrische Abschirmung gefordert
ist oder eine hohe Duktilität gewünscht wird.
Im Flugzeugbau beispielsweise dienen Aluminiumfasern der Verstärkung von Kunststoffen.
Durch ihren relativ großen Durchmesser und
die glatte Oberfläche eignen sich Metallfasern
in der Regel nicht für eine Kombination mit
Kunststoffen, da kein ausreichender Verbund
der Komponenten entsteht. Außerdem sind die
meisten Metalle korrosionsempfindlich.
Im Bauwesen werden Metallfasern vor allem für
Faserbeton verwendet, wo sie zur Minimierung
der Rissbreiten beitragen. Die Fasern erhalten
dabei einen veränderlichen Querschnitt oder
Einkerbungen. Diese Profilierung verbessert
die Verbundeigenschaften der eigentlich glatten Oberfläche.
Metalldrähte und Seile
Eine wesentlich größere Rolle im Bauwesen
spielen Metalldrähte bzw. Seile. Zur Produktion
von Seilen werden einzelne Drähte zu größeren
Querschnitten gebündelt (verseilt). Stahl hat
einen hohen E-Modul, daher sind Stahlseile
vergleichsweise steif. Durch die Hohlräume,
die bei der Verseilung entstehen, sind sie jedoch besonders korrosionsgefährdet. Daher
sollten Drähte und Seile entweder aus Edelstahl gefertigt oder dauerhaft geschützt werden. Drahtgitter oder Drahtgeflechte finden
Verwendung als Absturzsicherung, Insektenschutz oder für Absperrungen. Wegen der
hohen Duktilität sind Metalldrähte zum Abfangen von Aufpralllasten gut geeignet.
B 2.14
B 2.15
B 2.16
B 2.17
B 2.18
B 2.19
B 2.20
B 2.21
Hohlfaserstruktur einer Naturfaser (Bastfaser)
Herstellungsverfahren von Aramidfasern
Nähfäden aus Fluorpolymerfasern (PTFE-Faser)
Seil aus Polyethylenfasern (PE-Faser)
Seil aus Polyesterfasern (PET-Faser)
Seil aus Polypropylenfasern-Fasern (PP-Faser)
Seil aus Hanffasern
Stahlseil
53
Klebstoffe und
Beschichtungen
B 3.1
Ein Großteil der heute gebräuchlichen Klebund Beschichtungsstoffe basiert auf Polymeren, sie spielen also nicht nur bei Kunststoffbauteilen eine wesentliche Rolle. So besteht
z. B. der Korrosionsschutz von Stahlträgern genauso aus Kunststoff wie die Klebefugen tragender Glaskonstruktionen. Klebstoffe und Beschichtungen basieren auf unterschiedlichen
Kunststoffen, deren chemischer Aufbau meist
so angepasst wird, dass eine einfache Verarbeitung und eine gute Oberflächenhaftung sichergestellt werden. Die Materialien sind meist
in dünnen Schichten aufzubringen, die chemische Vernetzungsreaktion (Härtung) findet erst
im Rahmen der Applikation statt. Aus diesem
Grund werden zahlreiche Klebstoffe und Beschichtungen als zweikomponentige Systeme
verarbeitet, die bei der Vermischung miteinander reagieren.
Klebstoffe
Mit Verklebungen lassen sich sehr tragfähige
und langlebige Verbindungen realisieren. Besonders zur Fügung von Kunststoffhalbzeugen
ist das Kleben eine häufig eingesetzte Verbindungstechnik. Die im Holz- oder Stahlbau üblichen stiftförmigen Verbindungsmittel führen zu
unbefriedigenden Ergebnissen, da viele Kunststoffe, vor allem faserverstärkte, spröde sind
(siehe Verbindungsmittel, S. 161ff.). Ein Verschweißen von Kunststoffen ist nur bei Thermo-
plasten möglich, diese Verbindungstechnik
spielt jedoch lediglich im Membranbau eine
Rolle (siehe Schweißen, S. 106f.).
Grundlagen der Klebetechnik
Der Untergrund bzw. die Bauteiloberfläche, auf
die geklebt wird, wird als Substrat bezeichnet.
Für ein gutes Resultat der Verklebung sollten
die Oberflächen im Vorfeld entfettet, aufgeraut
und gereinigt werden. Vor dem Auftrag des
Klebstoffs ist bei einigen Systemen eine Vorbehandlung mit einem Haftvermittler (Primer) notwendig, der die Verbindung des Klebstoffs mit
dem Substrat verbessert. Der Primer kann aus
dem identischen Material wie der Klebstoff bestehen, besitzt zur besseren Reaktivität jedoch
einen geringeren Füllstoffgehalt. Klebstoffe
haben meist eine begrenzte Verarbeitungszeit
zwischen Anmischung und Verfestigung (Härtung), die sogenannte Topfzeit, was Arbeiten
an größeren Klebefugen aufwendig macht. Bei
einigen Systemen wird die Härtung jedoch extern, z. B. über UV-Strahlung gesteuert.
Tragwirkung
Hinsichtlich der Anwendung unterscheidet man
zwischen tragenden und nicht tragenden Klebeverbindungen. Letztere dienen ausschließlich der Lagesicherung, die Tragfähigkeit
muss nicht rechnerisch nachgewiesen werden.
Dabei handelt es sich z. B. um die Fixierung
von Dichtungsbahnen oder Fußbodenbelägen.
Tragenden Verbindungen hingegen werden
Reaktionsklebstoffe
(chemisch abbindend)
B 3.1
B 3.2
B 3.3
B 3.4
Lackierung auf glasfaserverstärktem Kunststoff
(GFK)
Auswahl für das Bauwesen relevanter Klebstoffe
Verträglichkeit von Klebstoff und Substrat
Witterungsbeständigkeit von Klebstoffen bei
Verklebung von Glas und GFK (Fugendicke
2 mm) anhand eines Versuchs mit künstlicher
Bewitterung
physikalisch abbindende
Klebstoffe
Acrylatklebstoffe
Polyurethanklebstoffe
Epoxidharzklebstoffe
Silikonklebstoffe
• Cyanacrylatklebstoffe
• strahlungshärtende Klebstoffe
• Methacrylatklebstoffe
• thermoplastische
PUR-Klebstoffe
• duroplastische
PUR-Klebstoffe
• Epoxidharzklebstoffe
• zähe Epoxidharzklebstoffe
• Epoxidharzmörtel
• Polymerbeton
• 1-KomponentenSilikonklebstoffe
• 2-KomponentenSilikonklebstoffe
• Schmelzklebstoffe
• Dispersions- /
Lösungsmittelklebstoffe
• Lösungsmittel
B 3.2
54
Klebstoffe und Beschichtungen
Kleben von Kunststoffen
PVC-U
PVC-P
PVC-U
2, 3, 4, 6, 7, 8
PP
PVC-P
6, 7
6
PP
3, 7
7
3, 7
PS
2, 3, 4, 6, 7, 8
6
3, 7
PS
Polystyrolschaum
(EPS, XPS)
PC
PET
PMMA
2, 3, 4, 5, 6, 7, 8
Polystyrolschaum (EPS, XPS)
1, 6, 7, 8
7
7
1, 6, 7, 8
1, 6, 7, 8
PC
2, 3, 4, 6, 7, 8
6
3, 7
2, 3, 4, 5, 6, 7, 8
1, 6, 7, 8
2, 3, 4, 5, 6, 7, 8
PET
2, 3, 4, 6, 7, 8
6
3, 7
2, 3, 4, 5, 6, 7, 8
1, 6, 7, 8
2, 3, 4, 5, 6, 7, 8
2, 3, 4, 5, 6, 7, 8
PMMA
2, 3, 4, 6, 7, 8
6
3, 7
2, 3, 4, 5, 6, 7, 8
1, 6, 7, 8
2, 3, 4, 5, 6, 7, 8
2, 3, 4, 5, 6, 7, 8
2, 3, 4, 5, 6, 7, 8
6
3, 7
2, 3, 4, 6, 7, 8
1, 6, 7, 8
2, 3, 4, 6, 7, 8
2, 3, 4, 6, 7, 8
2, 3, 4, 6, 7, 8
PUR
2, 3, 4, 6, 7, 8
1 Lösungsmittelklebstoffe (Alleskleber):
Verträglichkeit mit Lösungsmittel ist zu klären
2 Zwei-Komponenten-Klebstoffe
PUR
3 Cyanacrylatklebstoff (Sekundenkleber)
4 Silikon
5 Lösungsmittel
6 Kunststoffklebstoffe
7 doppelseitige Klebebänder
8 Montageklebstoffe
2, 3, 4, 6, 7, 8
fett: zu bevorzugen
B 3.3
planmäßige Lasten zugeordnet. Diese konstruktiven Verklebungen müssen Kräfte aus
der primären Lastabtragung übernehmen, die
Tragfähigkeit ist bei ihrer Dimensionierung
rechnerisch nachzuweisen. Damit wird die Zuverlässigkeit der Verklebung zum sicherheitsrelevanten Parameter. Es ist daher besonderer
Wert auf eine klebegerechte Konstruktion und
zuverlässige Ausführung zu legen, da sich die
Qualität der Verklebung im Nachhinein nicht
kontrollieren lässt.
Auswahl des Klebstoffs
Bei der Wahl des Klebstoffs sind folgende
Parameter zu berücksichtigen:
• Verträglichkeit des Klebstoffs mit dem Untergrundmaterial (Substrat) (Abb. B 3.3)
• Verbund des Klebstoffs mit den Oberflächen
des Substrats
• aufnehmbare Spannungen des Klebstoffs
• Witterungsbeständigkeit und Langzeitverhalten
• Elastizität des Klebstoffs
charakteristische Zugfestigkeit [N/mm² ]
Man unterscheidet Reaktionsklebstoffe, die
bei der Verarbeitung durch eine chemische
Reaktion (Vernetzung) erhärten und physikalisch abbindende Klebstoffe, die lediglich ihren
Aggregatzustand ändern. Höhere Festigkeiten
werden in der Regel mit den Reaktionsklebstoffen erreicht, wozu unter anderem Acrylat-, Polyurethan- und Epoxidharzklebstoffe zählen
(Abb. B 3.2). Bei den physikalisch abbinden-
den Klebstoffen hingegen findet keine chemische Reaktion mit der Substratoberfläche statt,
es wirken lediglich physikalische Anziehungskräfte. Wegen der häufig verwendeten Lösungsmittel sollte vor einer Verklebung die Verträglichkeit des Kunststoffs mit dem Klebstoff geprüft werden, um eine Schädigung des Materials auszuschließen. Entsprechende Hinweise
sind auf den Klebstoffgebinden angegeben.
Andere Substrate wie Stahl oder Beton werden
durch den Klebstoff nicht angegriffen, dort ist
jedoch die vorhandene Oberflächenrauigkeit
für die Auswahl des Klebstoffs entscheidend.
Neben der Steifigkeit des Klebstoffs im erhärteten Zustand spielt auch die Konsistenz während der Verarbeitung eine entscheidende
Rolle. Ebene Oberflächen (Metalle, unverstärkte Kunststoffe) können mit dünnflüssigen Klebstoffen verarbeitet werden, wohingegen Substrate mit unregelmäßiger Oberfläche (Beton,
faserverstärkte Kunststoffe) einen zähfüssigen
Klebstoff erfordern. Diese vorhandenen Toleranzen müssen durch eine dickere Klebefuge
ausgeglichen werden.
Witterungsbeständigkeit
Versuchsmessungen an Verklebungen zwischen Glas und GFK (Abb. B 3.5, S. 56) zeigen
eine hervorragende Witterungsbeständigkeit
von Silikonklebstoffen, die Ergebnisse für Epoxidharzklebstoffe werden als gut, Verklebungen
mit Acrylatklebstoffen jedoch als nicht zufriedenstellend (Abb. B 3.4) eingestuft. Polyur-
6,0
Silikonklebstoff (2-K)
Epoxidharzklebstoff (2-K)
17 000 h natürliche
Bewitterung
5,0
Acrylatklebstoff (2-K)
4,0
3,0
10 000 h natürliche
Bewitterung
2,0
17000 h natürliche
Bewitterung
1,0
0,0
0
500
1000
1500
2000
2500
Dauer der künstlichen Bewitterung [h]
B 3.4
ethanklebstoffe sind in der Regel nicht UV-resistent und damit für Außenanwendungen ungeeignet. [1]
Die Ermittlung der Witterungsbeständigkeit von
Klebstoffen findet meist in Klimaschränken
statt, wo durch starke UV-Strahlung, Feuchtigkeits- und Temperaturwechsel eine beschleunigte Alterung simuliert wird, gegebenenfalls
auch über Sprühnebeltests. Vergleicht man die
Ergebnisse aus künstlicher, beschleunigter Bewitterung mit dem natürlichen Alterungsverhalten, zeigen die einzelnen Klebstoffe jedoch
sehr unterschiedliche Verhaltensweisen. Versuche mit künstlicher Bewitterung können daher
nur eine Tendenz zur Langlebigkeit der Verklebung liefern, da die tatsächlich auftretende UVBelastung sowie Temperatur- und Feuchtigkeitsschwankungen und deren Interaktionen
nur schwer im Laborversuch abzubilden sind.
Auf der anderen Seite sind aus zeitlichen Gründen in der Planungsphase keine mehrjährigen
Bewitterungsversuche durchführbar, weshalb
man in der Praxis auf die Ergebnisse der Laborversuche zurückgreifen muss (siehe Künstliche Bewitterung, S. 156).
Acrylatklebstoffe (Polymerisationsklebstoffe)
Bei den Acrylatklebstoffen findet während der
Verarbeitung eine chemische Vernetzung (Polymerbildung, S. 31) ähnlich der Herstellung
thermoplastischer Kunststoffe statt. Der Reaktionsprozess wird durch Katalysatoren wie
Feuchtigkeit, Sauerstoff oder durch Strahlung
(z. B. UV-Licht) initiiert. Nach Erhärtung entsprechen die Eigenschaften des Klebstoffs
denen eines thermoplastischen Kunststoffs.
Acrylatklebstoffe sind transparent (Abb. B 3.8,
S. 57), können jedoch unter UV-Einwirkung
vergilben. Ihre Alterungsbeständigkeit ist abhängig von Produkt und Dicke der Klebefuge.
Acrylatklebstoffe werden meist einkomponentig
verarbeitet, es existieren jedoch auch Verarbeitungsformen mit zwei Komponenten.
Cyanacrylatklebstoffe (1-K)
Auch als Sekundenkleber bekannt, eignen sich
Cyanacrylatklebstoffe vor allem für steife und
sehr dünne Klebefugen (z. B. bei der Verbindung von zwei Stahlbauteilen oder der Fügung
zweier identischer Kunststoffe). Die steife Ver-
55
Klebstoffe und Beschichtungen
B 3.5
B 3.6
B 3.7
B 3.8
B 3.9
Probekörper mit verschiedenen Klebstoffen bei
einer Verklebung von Glas auf GFK
Zweikammer-Klebstoffkartusche mit Mischrohr
und Pistole
Epoxidharzklebstoff
Acrylatklebstoff
Silikonklebstoff
B 3.5
klebung kommt jedoch weniger für die Verbindung unterschiedlicher Materialien infrage, da
hohe Zwängungen aus unterschiedlicher Temperaturdehnung entstehen würden.
Die Vernetzung (Härtung) erfolgt während der
Verarbeitung unter Einwirkung bestimmter Einflussfaktoren, vor allem der Luftfeuchtigkeit.
Ideal ist eine relative Feuchtigkeit zwischen
30 und 70 %. Ein zu hoher Wert oder der Kontakt mit Wasser führen zu einer schlagartigen
Härtungsreaktion mit geringer Festigkeit. Da
die benötigte Luftfeuchtigkeit über die Oberfläche eindringt, sollten die Klebschichtdicken
0,2 mm nicht überschreiten. Cyanacrylatklebstoffe müssen wegen der katalytischen Wirkung von Feuchtigkeit in vollständiger Trockenheit aufbewahrt werden. Aufgrund der verwendeten Stabilisatoren sind keine Verklebungen
auf saurem Milieu möglich bzw. nur mit großer
Verzögerung durchführbar, da der Klebstoff
nur sehr langsam aushärtet.
Die maximalen Gebrauchstemperaturen sind
mit 70 – 80 °C für lange und 100 –110 °C für
kurze Einwirkungszeiten relativ gering. Durch
die niedrige Viskosität ist eine vollflächige Benetzung der Klebefläche problemlos möglich.
Verglichen mit anderen Klebstoffen härten Cyanacrylatklebstoffe sehr schnell aus. Sie sind
ausgesprochen gut zum Verkleben von vielen
Thermoplasten und Elastomeren wie PS, SBR,
NBR, PMMA, PC und MF geeignet, mit Einschränkung auch für andere Werkstoffe wie EP,
PF, PSU, PET und PVC-HD. Für unpolare Thermoplaste (PE, PP) ist eine vorherige Oberflächenbehandlung mit einem Primer erforderlich,
da die Molekülstruktur des Substrats keine ausreichende Verknüpfungsmöglichkeit für den
Klebstoff bietet.
Strahlungshärtende Klebstoffe (1-K)
Bei strahlungs- bzw. fotoinitiiert härtenden
Klebstoffen lässt sich der Zeitpunkt der Reaktion besser beeinflussen als bei anderen Polymerisationsklebstoffen. Dies kann dann wichtig
sein, wenn mit dem flüssigen Klebstoff erst längere Formgebungsarbeiten erforderlich sind.
Bei großflächiger Verklebung, z. B. von Glasscheiben, ist eine ausreichende Bearbeitungszeit für Klebstoffauftrag und das Justieren der
Bauteile vorteilhaft. Strahlungshärtende Kleb-
56
stoffe härten rasch unter Einwirkung hochenergetischer Strahlung, meist künstlichem UVLicht (seltener Elektronenstrahler oder sichtbares Licht). Klebstoff und Substrat müssen jedoch für die notwendige Strahlung zugänglich
bzw. für UV-Licht transparent sein.
Methacrylatklebstoffe (2-K)
Methacrylatklebstoffe härten durch die Reaktion zweier Komponenten. Dabei ist das Mischungsverhältnis relativ variabel, ohne dass
sich die späteren Eigenschaften des Klebstoffs
wesentlich verändern. Die Härtung dauert mindestens eine Stunde und damit deutlich länger
als bei den einkomponentigen Acrylatklebstoffen. Die Klebstoffe sind meist in Kartuschen mit
zwei Kammern erhältlich (Abb. B 3.6). Beide
Komponenten werden dabei mit einer Klebepistole ausgedrückt, in einem Mischrohr vermengt und so direkt auf die Klebefläche aufgebracht. Durch die getrennte Lagerung der
Komponenten sind Methacrylatklebstoffe länger haltbar als einkomponentige Acrylatklebstoffe. Sie können im Gegensatz zu anderen
Acrylatklebstoffen bei der Verarbeitung vergleichsweise zäh eingestellt werden, sodass
Schichtstärken bis 3 mm möglich sind.
Polyurethanklebstoffe (1-K, 2-K)
Polyurethanklebstoffe sind sehr vielseitige
Klebstoffe mit hohen Festigkeiten. Sie haften
auf den meisten Oberflächen und werden häufig zur Verklebung flexibler Materialien wie z. B.
Bodenbelägen eingesetzt. Polyurethanklebstoffe sind widerstandsfähig gegen Witterung und
chemische Einflüsse, jedoch nicht dauerhaft
UV-beständig. Im Gegensatz zu Acrylatklebstoffen basieren sie auf der Polyaddition von
Molekülen (siehe Polymerbildung, S. 31). Je
nach Aufbau im erhärteten Zustand werden sie
in thermoplastische oder duroplastische Kunststoffe mit entsprechend variierbaren Eigenschaften unterschieden. Einkomponentige Systeme erhärten bei einer Umgebungsfeuchte
ab 40 %. Dazu müssen die Substrate auch
entsprechend feuchtigkeitsdurchlässig sein.
Der Klebstoff sollte daher absolut trocken
gelagert werden, um eine Härtung vor der
eigentlichen Anwendung zu vermeiden. Es
gibt auch einkomponentige Systeme, die
B 3.6
unter Einfluss hoher Temperaturen reagieren.
Bei den zweikomponentigen Systemen ist im
Gegensatz zu den Methacrylatklebstoffen die
exakte Einhaltung des Mischungsverhältnisses
entscheidend. Bei abweichender Zusammensetzung können Anteile einer Komponente
nicht reagieren und beeinflussen die Festigkeit
der Verklebung negativ. Neben diesen Systemen existieren auch lösungsmittelhaltige Polyurethanklebstoffe, bei der Applikation muss
dieses Lösungsmittel aber entweichen können.
Epoxidharzklebstoffe (2-K)
Epoxidharzklebstoffe sind steife und hochfeste
Klebstoffe, die insbesondere bei konstruktiven
Verklebungen, z. B. zwischen Stahl und Beton
oder für faserverstärkte Kunststoffe verwendet
werden (Abb. B 3.7). Sie sind für raue Oberflächen geeignet und damit relativ vielseitig einsetzbar. Wie Polyurethanklebstoffe härten auch
diese Klebstoffe durch eine Polyadditionsreaktion. Der erhärtete Klebstoff ist ein Duroplast
und besitzt entsprechende Eigenschaften wie
hohe Festigkeit, hohen E-Modul und ein sprödes Bruchverhalten. Durch Zugabe grobkörniger Füllstoffe können Klebefugen auch mit Dicken von mehreren Zentimetern realisiert werden. Epoxidharzklebstoff wird fast ausschließlich als zweikomponentiges System verarbeitet,
wobei auch hier das Mischungsverhältnis der
Bestandteile exakt einzuhalten ist. Meist werden kalt härtende Systeme eingesetzt, eine
Wärmenachbehandlung (Tempern) kann die
mechanischen Eigenschaften jedoch wesentlich verbessern. Ausgehärteter Epoxidharzklebstoff ist sehr steif, die Neigung zum Kriechen ist
vergleichsweise gering. Durch Zugabe von
thermoplastischen oder elastomeren Komponenten können zähharte Epoxidharzklebstoffe
mit weniger sprödem Bruchverhalten hergestellt
werden.
Epoxidharzmörtel und Polymerbeton
Epoxidharzklebstoffe werden häufig mit nicht
reaktiven Füllstoffen vermengt. Im Bauwesen
sind Mörtel- oder Betonmischungen mit einem
hohen Anteil an Quarzsand üblich, um die Materialkosten zu senken und durch die zähere
Konsistenz die Verarbeitung zu vereinfachen.
Bei Polymerbeton beträgt der Massenanteil des
Klebstoffe und Beschichtungen
B 3.7
Epoxidharzklebstoffs dabei typischerweise
10 %, bei Epoxidharzmörtel 50 %, dies entspricht Volumenanteilen zwischen 20 und 80 %.
Wie der Epoxidharzklebstoff selbst sind auch
diese Formmassen sehr steif und versagen
spröde, die Festigkeiten variieren dabei in Abhängigkeit des Harzanteils. Wegen des Füllstoffgehalts ist die Oberflächenhaftung geringer als bei reinem Epoxidharzklebstoff. Epoxidharzmörtel wird zum Beispiel zur Verklebung
von Kohlefaserlamellen (CFK-Lamellen) auf Betonbauteile verwendet (siehe Instandsetzung
mit CFK-Lamellen, S. 92f.).
Silikonklebstoffe (1-K)
Silikonklebstoff (Abb. B 3.9) ist ein robuster und
dauerhafter Klebstoff. Trotz der eher geringen
Festigkeit und eines niedrigen E-Moduls eignen
sich Silikonklebstoffe aufgrund ihrer Zuverlässigkeit für tragende Verbindungen, wie das
Structural Glazing. Sie verfügen über eine sehr
gute Witterungs- und Temperaturbeständigkeit
und sind quasi nicht brennbar. Silikonverklebungen sind verformbar und duktil, damit können Zwängungen ausgeglichen werden, ein
plötzlicher Sprödbruch ist ausgeschlossen.
Dies ist besonders vorteilhaft, wenn Werkstoffe
mit unterschiedlichem Wärmeausdehnungsverhalten wie z. B. Aluminium und Glas verklebt
werden sollen. Andererseits sind aus diesem
Grund hochtragfähige schubsteife Verbindungen nicht realisierbar.
In ihrem chemischen Aufbau entsprechen Silikonklebstoffe dem elastomeren Silikonkautschuk (siehe Silikonkautschuk, S. 45). Sie werden in der Regel als Einkomponenten-Systeme
verarbeitet. Dabei erfolgt der Abbindevorgang
(Vulkanisation) bei Raumtemperatur unter der
Einwirkung von Luftfeuchtigkeit. Der Härtungsprozess ist im Vergleich zu anderen Klebstoffen sehr langsam, unter Normklima kann die
Härtungsreaktion mehrere Tage dauern. Aufgrund der häufig verwendeten sauren Vernetzer entsteht bei der Verarbeitung Essigsäure,
was zu einem auffälligen Geruch führt. Ist nicht
ausreichend Luftfeuchtigkeit verfügbar oder
sind die Klebschichten zu dick, werden Zweikomponenten-Systeme verwendet. Silikon ist
bei der Verarbeitung zähflüssig und eignet sich
neben Verklebungen auch sehr gut für die dau-
B 3.8
erhafte Abdichtung von Fugen. Es sind außerdem spezielle Silikonklebstoffe mit erhöhter
Wärmeleitfähigkeit verfügbar, dies wird z. B.
durch beigemischte Metallpartikel erreicht.
Physikalisch abbindende Klebstoffe
Im Gegensatz zu den chemisch abbindenden
Klebstoffen (Reaktionsklebstoffen) findet bei
der Verarbeitung dieser Klebstoffgruppe keine
Vernetzungsreaktion statt, sondern nur eine
physikalische Verbindung. Die erzielbaren Festigkeiten liegen daher meist unter denen der
Reaktionsklebstoffe. Wegen der einfacheren
Handhabung werden sie jedoch häufig für
nicht tragende Klebefugen eingesetzt. Die Wirkungsmechanismen können dabei sehr unterschiedlich sein:
• Schmelzklebstoffe werden erhitzt verarbeitet
und erhärten nach Abkühlung.
• Dispersions- oder Lösungsmittelklebstoffe
bestehen aus Polymeren, die in Wasser bzw.
Lösungsmitteln gelöst sind und nach der Verflüchtigung des Wassers bzw. Lösungsmittels aushärten. Die als »Alleskleber« bekannten Klebstoffe erreichen jedoch nur geringe
Festigkeiten. Außerdem ist auf eine Verträglichkeit des Lösungsmittels mit dem zu verklebenden Kunststoff (vor allem bei Schaumstoffen) zu achten.
• Beim »Kaltschweißen« werden die Oberflächen der zu verklebenden Bauteile durch
Lösungsmittel erweicht und aneinandergepresst. Nach der Verflüchtigung des
Lösungsmittels entsteht eine dauerhafte Verbindung.
Beschichtungsstoffe
Die Mehrzahl der industriell eingesetzten Beschichtungsstoffe basiert auf Kunststoffen, da
sie sich gut verarbeiten lassen und eine hohe
Widerstandsfähigkeit gegenüber Umwelteinwirkungen haben. Beschichtungsstoffe bestehen
häufig aus drei Komponenten:
• Farbpigmente bzw. Farbstoffe
• Bindemittel zum Oberflächenschutz und
Fixierung
• Lösungsmittel (verflüchtigt sich nach der
Bearbeitung)
B 3.9
Kunststoffe selbst benötigen in der Regel keinen Oberflächenschutz. Der Werkstoff kann in
Verbindung mit den eingebrachten Füllstoffen
die technischen und optischen Anforderungen
meist ohne weitere Beschichtungen erfüllen.
Bei der Herstellung von verstärkten Kunststoffen wird an der Oberfläche meist eine Schicht
aus reinem Kunststoff aufgebracht (Gelcoat
bzw. Reinharzschicht), sodass die Fasern geschützt werden (siehe Oberfläche, S. 78). Aus
gestalterischen Gründen werden in einigen Fällen auch bei Kunststoffen zusätzlich Farben
oder Lackierungen eingesetzt. Um eine größeren Oberflächenrauheit zu erzielen, z. B. bei
Bodenbelägen, werden Kunststoffe oft nachträglich mit grobkörnigem Material beschichtet.
Einteilung der Beschichtungsstoffe
Beschichtungsstoffe werden in der Regel nach
dem enthaltenen Bindemittel eingeteilt und
beispielsweise als Acryllacke oder Silikonharzfarben bezeichnet. Da aber meist nicht nur
ein einziger Werkstoff, sondern komplexe Beschichtungssysteme aus mehreren Komponenten zur Anwendung kommen, werden im Folgenden die Beschichtungen in Abhängigkeit
der Anwendung bzw. ihrer Funktion beschrieben. Die jeweiligen Grundstoffe für die einzelnen Beschichtungssysteme sind dabei teilweise identisch. Farben und Lacke unterscheiden
sich beispielsweise nur durch ihren Bindemittelgehalt, bestehen aber grundsätzlich aus den
gleichen Komponenten. Farben haben einen
höheren Anteil an Pigmenten und sind nach
dem Auftrag in der Regel diffusionsoffen. Lacke
hingegen verfügen über einen höheren Bindemittelgehalt, die Oberflächen sind vergleichsweise wasserdampf- und gasundurchlässig.
Beschichtungen mit Schutzfunktion
Neben Gestaltungsaspekten dienen Beschichtungen dem Schutz von Oberflächen korrosionsempfindlicher Materialien wie Metallen,
Stahlbeton oder Fasern vor dem Angriff durch
Wasser, UV-Strahlung, Kohlendioxid, gelösten
Tausalzen oder Benzin.
Korrosionsschutzsysteme im Stahlbau
Stahl wird entweder durch einen Zinküberzug
(z. B. Feuerverzinkung), eine Kunststoffbe-
57
Ausgleichsschicht
Spachtelmasse, z. B. ungesättigtes Polyesterharz (UP), Anwendung nur punktuell
Haftvermittler (Primer)
zweikomponentige Polyurethansysteme
Füller oder
Vorlack
ungesättigtes Polyesterharz (UP),
Acrylate, Epoxidharz (EP)
Deckschicht
Basislack
Überzugslack
Celluloseacetobutyrate (CAB) mit Polyestern und Acrylaten,
Polyurethan (PUR) mit Farbpigmenten
Acryllack, Alkydlack, Epoxidlack (EP),
Polyurethanlack (PUR)
B 3.10
B 3.11
schichtung oder eine Kombination beider Verfahren (Duplexbeschichtung) vor Feuchtigkeit
geschützt. Bei den meisten Kunststoffbeschichtungen für den Stahlbau erfolgt zunächst eine
Grundierung mit einem Korrosionsschutzgrund
aus Zinkstaub, für den Schlussanstrich werden
Acryl-, Alkyd-, Polyurethan- oder Epoxidlacke
verwendet. Bei Dickschichtlacken aus Epoxidharz kann eine Grundierung entfallen, da der
Lack meist in mehreren Lagen aufgebracht
wird.
Er kann daher nicht als wasserdichte Deckschicht eingesetzt werden, lässt sich jedoch in
Schichtstärken von mehreren Zentimetern aufbringen.
Ein Reaktionsharzdünnbelag (RHD) hat hingegen einen höheren Harzanteil, kann als
Oberflächenversiegelung dienen und wird in
Schichtstärken von wenigen Millimetern verarbeitet. RHD ist z. B. als Fahrbahnbelag auf
Stahlbrücken zugelassen. Da sowohl Polymerbeton als auch RHD-Belag eine schlechte
Oberflächenhaftung haben, ist zwischen dem
Substrat und dem Belag eine Primerschicht
aus ungefülltem Epoxidharz notwendig.
Bei der Verwendung von polymeren Bodenbelägen in öffentlichen Gebäuden wie Schulen
oder Sportstätten sind emissionsarme Produkte
einzusetzen. Beschichtungen aus Kunststoffen
können auch Jahre nach dem Einbau gesundheitsschädliche Gase emittieren, daher wird die
Menge flüchtiger Bestandteile durch das sogenannte AgBB-Schema für Aufenthaltsräume
begrenzt.
Oberflächenschutzsysteme im Betonbau
Zur Beschichtung von Betonbauteilen werden
mehrkomponentige Beschichtungssysteme auf
Epoxidharz- oder Polyurethanbasis verwendet.
Sie sind undurchlässig für Kohlendioxid sowie
Wasser und können auch kleinere Risse überbrücken. Die Beschichtung verzögert die Neutralisierung des schützenden Milieus des Betons (Carbonatisierung) und damit eine Bewehrungskorrosion. So können auch horizontale
Betonoberflächen dauerhaft gegen Witterung
geschützt werden. Gleichzeitig bewahren die
Beschichtungen den Beton auch vor Ölen und
Benzin oder verbessern die Oberflächenrauheit, z. B. für Bodenbeläge.
Boden- und Fahrbahnbeläge
Besondere Anforderungen werden an Beläge
von Industrieböden, Parkdecks oder Brücken
gestellt. Neben dem Schutz des Untergrundmaterials aus Beton, Stahl oder faserverstärktem Kunststoff muss der Belag eine dauerhaft
raue Oberfläche bieten und hohe Belastungen
z. B. aus Fahrzeugen aufnehmen können. Im
Gegensatz zu Gussasphalt oder einem Betonbelag haben polymere Beschichtungen den
Vorteil, dass sie kalt verarbeitet werden, meist
eine höhere Tragfähigkeit besitzen und vergleichsweise schnell aushärten. Dies verkürzt
Bearbeitungs- und eventuell daraus resultierende Sperrzeiten wesentlich. Die Belagsoberfläche kann je nach Anforderung von sehr glatt
bis rau eingestellt werden.
Belagsysteme auf Epoxidharz- oder Polyurethanbasis werden mit Quarzsand versetzt, um
die Steifigkeit zu erhöhen und gleichzeitig die
Kriechneigung zu reduzieren. Polymerbeton
hat dabei einen Harzanteil von nur 10 Gew.-%.
58
Verbundwerkstoffe
Da Fasern im Allgemeinen nicht korrosionsbeständig sind, werden sie entweder in Kunststoff
eingebettet (Faserverbundwerkstoffe) oder mit
Kunststoffen beschichtet (textile Membrane).
Für textile Membranen verwendete PTFE-Fasern
können in Einzelfällen auch unbeschichtet eingesetzt werden, meist sind produktspezifische
Beschichtungsverfahren mit PVC oder PTFE gebräuchlich (siehe Streichverfahren, S. 101 und
Tauchverfahren, S. 103). Spezielle Beschichtungen können die Oberflächenemissivität von
Membranen herabsetzen, dies wird als Low-EWirkung bezeichnet (siehe Selektivität und
Low-E-Oberflächen, S. 116).
Brandschutzbeschichtungen
Brandschutzbeschichtungen basieren auf Dispersionsfarben oder Acrylatharzen, denen
Treibmittel beigemischt sind. Bei einer Erwärmung über 200 °C quillt die Beschichtung
durch das Treibmittel auf und erreicht eine bis
zu 120-fache Dicke. Die aufgeschäumte Beschichtung fungiert dabei als Dämmung zwischen Brandquelle und dem zu schützenden
Bauteil. Brandschutzbeschichtungen werden
Säurenbeständigkeit
Benzinbeständigkeit
Spiritusbeständigkeit
Kunststoff, Metall, u. a.
Alkalibeständigkeit
Werkstoff
Untergrund
(Substrat)
Reinigungsfähigkeit
Lösungsmittelbeständigkeit
Schicht
Nassabrieb
Klebstoffe und Beschichtungen
Farbe, niedriger
Bindemittelgehalt
(Dispersionsfarbe)
-
--
--
--
--
--
--
Farbe, hoher
Bindemittelgehalt
(Latexfarbe)
+
o
--
--
--
--
--
Acryllack, wässrig ++
o
--
--
--
--
--
Alkydlack
++
+
+
--
o
+
++
Epoxidlack
++
++
++
++
++
++
++
Polyurethanlack
++
++
++
++
++
++
++
B 3.12
vor allem für Stahlträger eingesetzt, um deren
Feuerwiderstandsdauer zu erhöhen.
Versuche mit Profilen aus glasfaserverstärktem
Kunststoff (GFK) haben gezeigt, dass bei diesen mit einer Brandschutzbeschichtung keine
wesentliche Verbesserung der Feuerwiderstandsdauer möglich ist. Der Kunststoff verliert
bereits vor Erreichen der Reaktionstemperatur
der Beschichtung erheblich an Festigkeit und
Steifigkeit, die Schutzfunktion setzt damit im
Brandfall zu spät ein (Abb. B 3.10).
Beschichtungen zur Oberflächengestaltung
Häufig steht bei einer Beschichtung der dekorative Effekt im Mittelpunkt, auch wenn z. B.
Lacke eine zusätzliche Schutzfunktion übernehmen. Fast alle heute gebräuchlichen Farben oder Lacke basieren auf Kunststoffen.
Kunststoffbauteile selbst werden jedoch nur in
Ausnahmefällen beschichtet, da der Grundwerkstoff bereits eingefärbt und mit glatter
Oberfläche produziert werden kann. Da Kunststoffe und Verbundkunststoffe einen geringen
E-Modul haben, sollte zunächst die Dehnbarkeit der Beschichtung geprüft werden
(Abb. B 3.13)
Farben
Bei den meisten Farbanstrichen handelt es sich
um Dispersionen. Dazu gehören neben den
ebenfalls sogenannten Dispersionsfarben auch
Latex-, Silikat- oder Silikonharzfarben. Diese
Mischungen aus zwei oder mehreren Stoffen,
die nicht ineinander gelöst sind, bestehen in
der Regel aus Farbpigmenten, Binde- und Lösungsmitteln (meist Wasser oder ein anderes
organisches Lösungsmittel). Als Bindemittel
werden dabei Kunststoffe wie Silikonharz oder
Acrylate verwendet, aber auch Kalkhydrat oder
Kaliwasserglas. Nach dem Auftrag der Farbe
auf den Untergrund (Substrat) verflüchtigt sich
das Lösungsmittel und Pigmente sowie Bindemittel lagern sich an der Oberfläche ab. Dispersionsfarben sind im Gegensatz zu Lack
wasserdampfdurchlässig. Latexfarben haben
einen relativ hohen Bindemittelgehalt und damit
eine geringere Durchlässigkeit gegenüber
Wasserdampf. Dispersionen können mit einfachen Werkzeugen aufgetragen werden und
sind vergleichsweise kostengünstig.
Klebstoffe und Beschichtungen
40 N/mm2
80 N/mm2
120 N/mm2
160 N/mm2
200 N/mm2
B 3.10
B 3.11
B 3.12
GFK-Träger mit Brandschutzbeschichtung
typischer Schichtaufbau eines Lacksystems
Oberflächeneigenschaften von Lacken und Farben, bei mehrschichtigen Systemen ist der Überzugslack maßgebend
+, ++ gute Eigenschaften
o durchschnittliche Eigenschaften
-, -- schlechte Eigenschaften
B 3.13 Risswachstum einer Lackierung auf glasfaserverstärktem Kunststoff (GFK) unter zunehmender
statischer Last, Abbildung 1:1
B 3.14 Effektlackierungen
a Multicoloreffekt
b winkelabhängiger Interferenzfarbe
c Aluminium-Optik
B 3.13
Kunstharzputze
Kunstharzputze basieren auf Dispersionsfarben, denen zur besseren Modellierbarkeit ein
Silikatzuschlag (Quarzsand) beigefügt ist. Dadurch hat die Farbe bei der Verarbeitung eine
plastische Konsistenz und ist formbar. Insbesondere bei Wärmedämmverbundsystemen
werden Kunstharzputze trotz ungewohnter haptischer Anmutung bevorzugt eingesetzt, da sie
im Vergleich zu mineralischen Putzen elastischer und wasserfester sind.
ethan- oder Alkydlacken. Für die technischen
Oberflächeneigenschaften ist der Überzugslack entscheidend. Acryllacke sind elastischer,
diffusionsoffener sowie UV-beständiger, Alkydlacke hingegen besser zu reinigen und kratzfester, Epoxid- und Polyurethanlacke wiederum
haben eine ausgezeichnete Chemikalienbeständigkeit.
Lacksysteme
Lacksysteme bestehen meistens aus mehreren
Komponenten bzw. Schichten, die aufeinander
abgestimmt sein müssen (Abb. B 3.11). Für die
Oberflächeneigenschaften ist vor allem der
Überzugslack maßgebend, jedoch spielt auch
die Kombination der einzelnen Bestandteile für
die optische Wirkung und die Eigenschaften
der Beschichtung eine Rolle.
Um eine ebene Oberfläche zu erzielen, kann
vor der eigentlichen Lackierung eine Ausgleichsschicht aus Spachtelmasse, z. B. aus
ungesättigtem Polyesterharz (UP), notwendig
sein. Insbesondere bei faserverstärkten Kunststoffen werden damit in einem ersten Arbeitsschritt größere Unebenheiten ausgeglichen.
Danach wird der Haftvermittler (Primer) aufgetragen, der für einen guten Verbund zwischen
dem Substrat und den folgenden Lackschichten sorgt. Bei Kunststoffen entstehen nur physikalische Bindungskräfte zwischen Haftgrund
und dem üblicherweise aus zweikomponentigen Polyurethansystem (PUR-System) bestehenden Primer. Im nächsten Arbeitsschritt werden mit einem sogenannten Füller feine Unebenheiten ausgeglichen bzw. Poren gefüllt.
Dafür werden Systeme aus ungesättigtem Polyesterharz (UP), Alkydharz, Acrylate oder Epoxidharz (EP) verwendet und bis zu einer Verarbeitungsdicke von 0,1 mm auf die Oberfläche gespritzt. Alternativ können auch Vorlacke
zur Anwendung kommen, die mit Pinsel oder
Rolle aufgetragen werden. Nach der Härtung
wird die Füllschicht geschliffen, eingebrannt
oder sofort weiterverarbeitet. Die folgende
Deckschicht bestimmt letztlich die optischen
Eigenschaften sowie die Schutzfunktion. Bei
Metalliclacken wird stets eine zweischichtige
Ausführung aus Basislack und Überzugslack
vorgenommen. Dabei liefert der Basislack den
gewünschten Effekt, z. B durch metalllische
Pigmente (Abb. B 3.14). Aus technologischen
Gründen muss dieser Basislack mit einem Lösungsmittelanteil von bis zu 80 % verarbeitet
werden und ist daher ökologisch kritisch zu bewerten. In den letzten Jahren wurden jedoch
Fortschritte gemacht, wasserbasierte Lacke zu
entwickeln. Basislacke bestehen aus Celluloseacetobutyrate (CAB) in Kombination mit Polyestern und Acrylaten, wasserlösliche Systeme
enthalten PUR.
Der klare Überzugslack dient dem mechanischen und chemischen Schutz des Lacksystems und besteht aus Acryl-, Epoxid, Polyur-
a
b
c
Beschichtungsverfahren
Farben werden häufig gestrichen oder gerollt,
Lacke bevorzugt gesprüht. Bei einer Tauchlackierung wird das Substrat in ein Lackbad eingetaucht. Die Bandbeschichtung (Coil-Coating)
eignet sich für hohe Stückzahlen bzw. große
Flächen, da sie materialsparender ist als eine
Sprühbeschichtung. Durch den gleichmäßigen
Auftrag mittels Walzen ergeben sich ein einheitliches Farbbild und eine dauerhafte Beschichtung. Bei elektrisch leitfähigen Substraten wie Metallen ist eine Pulverbeschichtung
mit sehr gleichmäßigen Schichtdicken möglich.
Die Lackpartikel werden auf die Oberfläche gesprüht und haften infolge elektrischer Ladung.
Anschließend werden sie im Trockner erhitzt,
wo die Vernetzung (Härtungsreaktion) stattfindet. Beschichtungsverfahren im Membranbau
werden unter »Textile Membranen« (S. 101ff.)
erläutert.
Anmerkungen:
[1] Peters, Stefan: Kleben von GFK und Glas für baukonstruktive Anwendungen. Stuttgart 2006, S. 123
B 3.14
59
Naturfaserverstärkte Kunststoffe und Biokunststoffe
Carmen Köhler
B 4.1
Auf dem Gebiet der Architektur stehen naturfaserverstärkte Kunststoffe und Biokunststoffe
noch ganz am Anfang ihrer Entwicklung. Die
ersten Kunststoffe werden zu Beginn des
20. Jahrhunderts aus natürlicher Cellulose
hergestellt, und erst allmählich treten synthetische Stoffe aus Erdöl an ihre Stelle. Ein Jahrhundert später setzt das inzwischen vorhandene Bewusstsein für die Endlichkeit unserer
Ressourcen den umgekehrten Prozess in
Gang.
Bei naturfaserverstärkten Kunststoffen (NFK)
dienen pflanzliche Naturfasern innerhalb einer
erdölbasierten Kunststoffmatrix als Verstärkung. Sie erhöhen den Anteil nachwachsender
Rohstoffe (NaWaRo) im Verbund und senken
das Bauteilgewicht.
Biobasierte Kunststoffe werden auf vorwiegend pflanzlicher Basis hergestellt und schonen somit endliche Ressourcen. In Kombination könnten naturfaserverstärkte Biokunststoffe
eine weitere Werkstoffklasse für nachhaltig
orientiertes Bauen darstellen.
Naturfaserverstärkte Kunststoffe
B 4.1
B 4.2
B 4.3
B 4.4
B 4.5
60
Wabenplatte aus kunstharzgetränkter Cellulose
Einteilung pflanzlicher Naturfasern
Fassade aus Lignin- und Cellulosefaserverstärktem Kunstharz, Hotel EME Fusion, Sevilla (E)
2008, Juan Pedro Donaire
WPC-Fassade, Finnland-Pavillion auf der Weltausstellung in Shanghai (CN) 2010, Teemu Kurkela/
JKMM Architects
mit Naturfasern gefertigte Innenbauteile eines
Mittelklassewagens
Mit dem Slogan »das Auto, das auf dem Acker
wächst« [1] wurde 1941 der Öffentlichkeit ein
neues Fahrzeug vorgestellt. Bei der Präsentation schlug Henry Ford werbewirksam mehrmals mit einem Hammer auf die Karosserie ein,
um die ausgezeichnete Stabilität des Materials
zu demonstrieren. Der neue Werkstoff konnte
zehnfach mehr Schläge als die bisher verwendeten Metalle abfangen, ohne dass Schäden
an der Oberfläche erkennbar waren. Der eingesetzte Hanffaserwerkstoff aus Phenolharz war
zudem um ein Drittel leichter als herkömmliche
Karosserien. Da der Hanfanbau in den USA
1937 faktisch verboten war, konnte der Prototyp jedoch nicht weiterentwickelt werden. Trotzdem ist das sogenannte Hemp Car eines der
ersten Beispiele für die Verwendung von naturfaserverstärkten Kunststoffen (NFK), die durch
Einbettung pflanzlicher Naturfasern in einen
erdölbasierten Kunststoff wie den Thermoplasten Polypropylen (PP) und Polyethylen (PE)
oder den Duroplast Epoxidharz entstehen.
Elastomere werden für NFKs nicht verwendet.
Eigenschaften am Beispiel Automobilbau
Bis heute liegt das Hauptanwendungsgebiet
naturfaserverstärkter Kunststoffe im Fahrzeugbau. Dort werden sie unter anderem wegen
ihres Leichtbaupotenzials vor allem für Innenbauteile wie Instrumententafeln, Konstruktionen für Türverkleidungen, Hutablagen, Säulenverkleidungen oder Reserveradmulden
eingesetzt.
Pflanzliche Fasern weisen aufgrund ihrer Hohlfaserstruktur ein geringeres Eigengewicht auf
als beispielsweise Glasfasern. Das günstige
Bruchverhalten ohne scharfe Kanten und wenig
Splitter sowie ein gutes akustisches Dämmvermögen stellen weitere technische Vorzüge dar.
Entscheidend sind auch die geringere Abnutzung von Verarbeitungsmaschinen und der erschwingliche Preis der Fasern.
Aus ökologischer Sicht bieten pflanzliche Fasern den Vorteil, dass sie den Anteil nachwachsender Rohstoffe im Bauteil auf bis zu
90 Gew. % erhöhen können. [2] Zudem ist der
Energieverbrauch vom Anbau bis zur Halbzeugherstellung von beispielsweise Naturfaservliesen um 60 % geringer als bei der Produktion vergleichbarer Vliese aus Glasfasern. [3]
Ein besseres Recyclingverhalten zeigen naturfaserverstärkte Kunststoffe allerdings nur, wenn
die Naturfasern in eine thermoplastische Matrix
eingebettet werden. Duroplaste können nicht
geschmolzen und neu ausgeformt werden. Seit
der Rücknahmeverpflichtung der EU-Altautoverordnung aus dem Jahr 2000 stieg daher der
Anteil thermoplastischer Bindemittel zur Herstellung von Innenausbauteilen auf 65 % (Stand
2009). [4]
Die Verarbeitung thermoplastischer Verbundkomponenten ist für Autohersteller auch aus
ökonomischer Sicht vorteilhaft, da Formgebung, Integration von Verbindungselementen
und das Aufbringen von Dekorschichten (Kaschierung) in einem Fertigungsschritt erfolgen
können. Dieser Aspekt lässt sich auch auf die
Bauindustrie übertragen. In vergleichbarer
Weise könnten hier modulare, nicht tragende
Innenwände hergestellt werden. Ohne Kaschierung ergeben sich zudem vielfältige architektonische Gestaltungsmöglichkeiten, die Optik
und Haptik natürlicher Werkstoffe mit den Vorzügen von Kunststoffen zu kombinieren.
Naturfaserverstärkte Kunststoffe und Biokunststoffe
Naturfaserverstärkte Kunststoffe im Bauwesen
Naturfaserverstärkte Kunststoffe stellen eine für
das Bauwesen neue Werkstoffklasse dar und
sind daher noch nicht weit verbreitet. Eines der
wenigen Beispiele für die Verwendung von naturfaserverstärkten thermoplastischen Kunststoffen im Bauwesen sind Wood Plastics Composites (WPC). Mit einem Holzmehlanteil von
bis zu 90 Gew.-%, einer Matrix aus Polypropylen (PP) sowie Additiven (Farbpigmente, UVStabilisatoren etc.) werden Profile und Hohlkammerplatten für Fassadenverkleidungen hergestellt. Bauteile aus Holzfaserkunststoffen weisen eine bessere Witterungsbeständigkeit und
Dauerhaftigkeit auf als Holz. [5]
In Spanien werden Mandelschalen, die vor allem aus Lignin (lat. lignum = Holz) und Cellulose bestehen, als Reststoffe der Lebensmittelindustrie gemahlen und mit einem duroplastischen Harz zu Gussstrukturen verarbeitet
(siehe Ligningebundener Naturfaserverbund,
S. 64). Während der Aushärtung entstehen
Mikroporen, die eine gute Isolierung gegen
Wärme und Kälte ermöglichen. [6] Naturfaserverstärkte Kunststoffe kommen außerdem in
Bereichen zum Einsatz, in denen es bei nicht
tragenden Bauteilen um Aspekte wie Gewichtersparnis, Akustik oder Sicherheit geht, beispielsweise im Messebau, bei Lautsprechergehäusen, Arbeitsschutzhelmen, Koffern, Schleifscheibenträgern oder Möbeln.
Ein zukunftsweisendes Beispiel für die Verwendung naturfaserverstärkter Kunststoffe in der
Architektur ist das modulare Universal World
House, das 2009 von der Bauhaus-Universität
Weimar für den Einsatz in Entwicklungsländern
entworfen wurde. Alle Konstruktionselemente
und der Innenausbau bestehen aus Sandwichplatten auf Basis kunstharzgetränkter Cellulose
(Abb. B 4.1). Diese Cellulose-Leichtbauplatten
sind witterungsbeständig und können sogar zu
Waschbecken verbaut werden. [7]
Naturfaserverstärkte Kunststoffe können mit
den Kunststoffen ABS, PP-Glasfaser-Werkstoff
und teilweise auch GFK konkurrieren. Nachteilig ist ihre geringe Schlagzähigkeit, die sich
aber durch den Zusatz von Naturfasern mit
hoher Dehnfähigkeit wie z. B. Baumwollfasern
entscheidend verbessern lässt.
Naturfasern
Zu den Naturfasern zählen pflanzliche, tierische
und mineralische Fasern (siehe Naturfasern,
S. 53). Für Naturfaserverstärkungen werden vorwiegend pflanzliche Fasern eingesetzt, die im
Folgenden näher betrachtet werden (Abb. B 4.2).
Pflanzenfasern
Pflanzenfasern bestehen zum Großteil aus Cellulose, die in einer chemischen Verbindung mit
Pektin, Lignin und Wasser steht. Die prozentuale Zusammensetzung der einzelnen Bestandteile variiert je nach Faserart. Cellulose ist maßgeblich für die Zugfestigkeit verantwortlich,
Lignin fungiert als druckfeste Matrix. Ein hoher
Ligningehalt bewirkt einen hohen Verholzungsgrad und somit eine höhere Steifigkeit, jedoch
auch Sprödigkeit der Faser.
Aufgrund ihrer mechanischen Eigenschaften
werden vor allem Bastfasern (Stängelfasern)
wie Hanf oder Flachs verwendet. Sie befinden
sich im äußeren Teil des Pflanzenstängels und
stabilisieren diesen. Daher zeichnen sich diese
Fasern durch eine hohe Faserfestigkeit und geringe Reißdehnung aus. Im Vergleich zu synthetisch hergestellten Endlosfasern mit kontrollierbaren Verfahrensprozessen unterscheiden
sich die einzelnen Naturfasern stark in ihren
Eigenschaften. Sie haben wachstumsbedingt
eine bestimmte Länge und sind hitzeempfindlich. Bei einer thermischen Dauerbelastung ab
180 °C sinken die mechanischen Eigenschaften
pflanzlicher Fasern, bei Temperaturen über
200 – 250 °C zerfallen sie.
Von Naturfasern, die nicht vollständig in die Matrix eingebettet sind, geht eine Dochtwirkung
aus, weshalb entsprechende Flammschutzmittel eingesetzt werden sollten. Naturfasern sind
hygroskopisch, d. h. sie nehmen Wasserdampf
der Umgebung auf. Um Fehlstellen im Werkstoffverbund zu vermeiden, sollten diese daher
vor der Verarbeitung getrocknet werden.
Im Automobilbau wird vorwiegend Flachs für
Naturfaserverstärkungen verwendet. Flachskurzfasern werden fast ausschließlich in Europa
produziert und fallen meist als Nebenprodukt
der Langfaserproduktion für die Textilindustrie
an. Mit der Aufhebung des deutschen Anbauverbots für rauschmittelarme Hanfsorten im
Jahr 1996 erlebt die Kultivierung von Hanf in
Deutschland einen neuen Aufschwung. Hanffasern werden vor allem als Spezialzellstoff für
Verbund- und Dämmstoffe verwendet. [8]
Die wichtigsten exotischen Naturfasern sind
Jutefasern, die vorwiegend aus Indien und
Bangladesch stammen, Kenaffasern aus den
Stängeln eines bis zu 4 m hohen Malvengewächses in Afrika und Asien, sowie Sisalfasern,
die aus den Blättern von Agavengewächsen in
Afrika und Südamerika gewonnen werden. Des
Weiteren finden Kokosfasern, meist aus Südasien primär in Autositzen Verwendung. 2005
werden in der Autobilindustrie erstmals philippinische Abakafasern als Unterbodenverkleidung eingesetzt. Diese Hartfasern aus den
Blättern einer Bananenart erfüllen die besonderen Qualitätsanforderungen an ein Bauteil im
PKW-Außenbereich wie Steinschlag-, Verwitterungs- und Feuchteresistenz. [9]
Pflanzliche Naturfasern
Samenfasern
Baumwolle
Kapok
Bastfasern
Lein (Flachs)
Hanf
Jute
Kenaf
Hartfasern
Agavengewächse
Sisal
Abaka
Fruchtfasern
Kokos
Holzfasern
Fichte
Kiefer
B 4.2
B 4.3
B 4.4
Anbau und Fasergewinnung
Von der Aussaat bis zur Ernte vergehen bei
Bastfasern etwa drei bis vier Monate. Flachs
wird maximal 1,20 m, Hanf bis zu 3,50 m hoch.
Nach dem Abschneiden werden die Bastfaserstängel zwischen zwei und vier Wochen zur sogenannten Röste auf dem Feld liegen gelassen, damit Mikroorganismen die Kittsubstanzen
zwischen den Fasersträngen abbauen können.
Danach wird das Stroh zu Ballen gepresst und
zur Faseraufschlussanlage transportiert. Dort
werden die gebrochenen Teilchen der holzigen
B 4.5
61
Naturfaserverstärkte Kunststoffe und Biokunststoffe
Kernröhre des Pflanzenstängels (Schäben), die
bei der Erzeugung von Bastfasern anfallen,
sowie andere Nichtfaseranteile mechanisch
von den Fasern getrennt. Über zusätzliche Stufenreinigungen, Walzen, Kardiereinrichtungen
und Auflöseeinheiten werden die Faserbündel
weiter zu Einzelfasern zerteilt und verfeinert.
Basis
biologisch
abbaubar
nicht biologisch
abbaubar
erdölbasiert
Copolyester
Polycaprolacton
(PCL)
Polypropylen (PP)
Polyamid (PA 6)
Epoxidharz (EP)
Mischungen
(Blend)
thermoplastische
Stärke (TPS)
Celluloseblends
Epoxidharz
aus NaWaRos
Polyamid
(PA 6.10)
biobasiert
Polylactid (PLA)
Polyhydroxybutyrat
(PHB)
Lignin
Celluloseacetat
(CA)
Polyamid (PA10)
B 4.6
B 4.6
B 4.7
B 4.8
B 4.9
biologische Abbaubarkeit erdöl- und biobasierter
Kunststoffe
Autositzbezug aus hitzeresistenten Polylactid-Fasern (PLA-Fasern)
Einbringen eines Naturfasergewebes in ein Formwerkzeug
Biokunststoffe aus nachwachsenden Rohstoffen
(vereinfachtes Schema)
Integration der Naturfasern im Bauteil
Bauteile aus naturfaserverstärkten Kunststoffen
werden überwiegend aus Vliesen als Halbzeuge (nonwovens) hergestellt (siehe Vorprodukte,
S. 70). Die 6 –10 cm lange Natur- und Polymerfasern aus Polypropylen werden vermischt, verkrempelt und mechanisch zu Hybridfilzen verfestigt. Anschließend lässt sich das Halbzeug
im Formwerkzeug zu einem Formteil pressen.
Bei Verwendung eines duroplastischen Bindemittels werden Vliese oder Filze aus hundertprozentigen Naturfasern mit einem Harzsystem
besprüht und danach im Formpressverfahren
umgeformt. Da Harze flüssig sind, können
diese nicht in das Faserhalbzeug eingearbeitet
werden. Bauteile aus NFKs werden überwiegend im Pressverfahren hergestellt. Weitere
Verarbeitungsverfahren wie das Naturfaserspritzgießen oder Fließpressen ermöglichen
auch komplexere Geometrien.
In der Praxis haben sich Naturfasermischungen
bewährt. Die besten mechanischen Werte für
Verbundwerkstoffe ergeben sich bei einer Mischung von eher feinen Fasern wie Flachs oder
Jute mit gröberen Fasern wie Hanf oder Sisal.
Pflanzenfasern können auch zu Garnen versponnen und anschließend zu technischen Geweben verwoben werden, die für hochwertige
NFK-Bauteile mit duromerer Matrix Verwendung finden. Dieser Prozessweg ist jedoch
kostenintensiver.
Zukunft der Pflanzenfaser
B 4.7
Vielversprechend sind Forschungen zu Funktionsfasern aus Cellulose. Das natürliche Polymer Cellulose lässt sich ohne chemische Modifizierung auflösen und zu Endlosfasern spinnen.
Auf diesem Weg ist es möglich, maßgeschneiderte Fasern mit reproduzierbaren Eigenschaften zu entwickeln. Je nach Zusatzstoff (z. B.
Rußpartikel oder Parafine) wird die Faser magnetisch, thermoregulierend oder elektrisch leitfähig. Bisher werden die Fasern bei Funktionskleidung und Motorradjacken eingesetzt [10].
Es ließen sich aber auch textile Heizsysteme
oder klimaregulierende Membrane realisieren,
die in einer textilen Fassade Verwendung finden.
Biokunststoffe
Als Biokunststoffe gelten Kunststoffe, die vorwiegend aus nachwachsenden Rohstoffen (NaWaRo) wie Stärke oder Cellulose hergestellt werden.
Hierfür existiert auch der Begriff »biobasierte
Kunststoffe«. [11] Der Begriff »Biokunststoff«
wird jedoch nicht einheitlich verwendet. Als Biokunststoffe werden auch biologisch abbaubare
Kunststoffe bezeichnet, die den Nachweis der
Kompostierbarkeit nach EN 13 432 erfüllen.
B 4.8
62
Diese Kunststoffe können aus Erdöl oder aus
nachwachsenden Rohstoffen hergestellt werden.
Die biologische Abbaubarkeit ist nicht von der
Rohstoffherkunft, sondern von der chemischen
Struktur des Kunststoffs abhängig. Es gibt erdölbasierte Kunststoffe, die kompostierbar sind,
biobasierte Kunststoffe hingegen sind nicht generell biologisch abbaubar (Abb. B 4.6). Kompostierbare Biokunststoffe aus Erdöl oder NaWaRos werden vornehmlich für kurzlebige Anwendungen wie Verpackungen, Catering-Artikel oder im Agrar- oder Gartenbereich eingesetzt. Sie werden auch Biokunststoffe der zweiten Generation genannt.
Seit 1996 ersetzen Automobihersteller in Japan
erstmalig den erdölbasierten Kunststoff für die
Konstruktion von Armaturenträger durch einen
biobasierten Kunststoff. Gründe hierfür sind
Ressourcenschonung, umwelteffiziente Herstellung und leichtere Entsorgung der Biokunststoffe. Bei zunehmender Verwendung faserverstärkter Kunststoffe im Bauwesen besteht auch
hier der Anspruch, nicht nur die Fasern, sondern ebenso die Matrix durch nachhaltige
Komponenten zu ersetzen.
Mithilfe der Photosynthese werden durch Pflanzen aus Sonnenlicht und CO2 jedes Jahr ca.
170 Milliarden Tonnen Biomasse in Form von
Getreide, Gräsern etc. produziert, die teilweise
als Grundlage für biobasierte Kunststoffe dienen können. [12] Die derzeitige Produktion von
Biokunststoffen beträgt 0,4 Mio. Jahrestonnen
und nimmt lediglich 0,01 % der weltweit landwirtschaftlich genutzten Fläche in Anspruch. [13]
Außerdem stehen Reststoffe der Agrar-, Lebensmittel-, oder Kosmetikindustrie nahezu
unbegrenzt zur Verfügung.
Biokunststoffe mit langer Funktionsdauer
Biokunststoffe der zweiten Generation wurden
als kurzlebige Kunststoffe entwickelt, die sich
kompostieren lassen. Bei Biokunststoffen der
dritten Generation hingegen liegt der Fokus auf
einem möglichst hohen Anteil nachwachsender
Rohstoffe in Verbindung mit einer langen Funktionsdauer. Ziel ist es dabei, Biokunststoffe zu
entwickeln, die in ihren Eigenschaften mit konventionellen Kunststoffen vergleichbar sind und
dabei einen möglichst geschlossenen Materialkreislauf aufweisen. Biobasierte Kunststoffe
können einerseits direkt mittels Modifikationen
aus natürlich vorkommenden Biopolymeren wie
Cellulose oder Stärke hergestellt werden, andererseits lassen sich aus nachwachsenden Rohstoffen auch Monomere produzieren, die dann
zu einem Biokunststoff polymerisiert werden
(Abb. B 4.9).
Entsorgung langlebiger Biokunststoffe
Das Recyceln konventioneller thermoplastischer Kunststoffe (PET, PP etc.) ist mit einer
Eigenschaftsminderung (Downcyclingeffekt)
verbunden. Dieser Nachteil ist bei Biokunststoffen aufgrund ihrer allgemein geringeren thermomechanischen und chemischen Beständigkeit noch stärker ausgeprägt. Die bevorzugte
Entsorgung langlebiger Biokunststoffe ist die
Naturfaserverstärkte Kunststoffe und Biokunststoffe
nachwachsende Rohstoffe (NaWaRo)
sind pflanzliche und tierische Rohstoffe, die aus der Land- und Forstwirtschaft stammen, sich jährlich oder in kurzen Zeiträumen erneuern,
stofflich oder energetisch genutzt und nicht für Ernährungs- oder Fütterungszwecke eingesetzt werden.
z. B.: Gräser, Stroh, Holzabfälle, Mais, Raps, Rizinusöl, Reststoffe der Agrar- oder Lebensmittelindustrie etc.
Extraktion, Aufschluss, Aufbereitung
Kohlenhydrate
(Mehrfachzucker)
Lignin
Fette
Einteilung in
Hemicellulose
= Pektin
direkte
Nutzung
Cellulose
alkoholische Gärung
(biotechnologisches
Verfahren)
chemische
Modifikation
Fettspaltung
Stärke
chemische
Modifikation
biotechnologisches
Verfahren
mit Milchsäurebakterien
Glycerin
biotechnologisches
Verfahren
mit Bakterien
Lactid
(Monomer)
Furfurylalkohol
Cellulose
(tri)acetat
(Thermoplast)
TPS
(Thermoplast)
PLA
(Thermoplast)
chemische
Modifikation
+ Isocyanat
Polymerisation
Furanharz
(Duroplast)
chemische
Modifikation
Polyol
Polymerisation
Lignin
(Thermoplast)
Fettsäuren
PHB
(Thermoplast)
pflanzenölbasiertes
Polyurethan
(Duroplast)
pflanzenölbasiertes
Epoxidharz
(Duroplast)
Pflanzenölacrylate
(Duroplast)
B 4.9
thermische Verwertung, die eine nahezu CO2neutrale Energie liefert. Das bedeutet, dass bei
der Verbrennung nur so viel Kohlenstoffdioxid
freigesetzt wird, wie die Pflanze der Atmosphäre beim Wachstum entzogen hat. Die gleiche
Menge CO2 würde entstehen, wenn die Biomasse auf natürlichem Weg in der Natur verrottet und durch Mikroorganismen zersetzt wird.
Da einem Biokunststoff oft auch Weichmacher
und Additive beigegeben werden, die nicht erdölbasiert sind und bei deren Herstellung, Verarbeitung sowie Entsorgung CO2 emittiert wird, ist
die Bilanz dementsprechend nicht vollständig
CO2-neutral.
Manche Biokunststoffe, insbesondere Polylactide (PLA), können in ihre Monomere zerlegt,
neu polymerisiert und damit ohne Verlust ihrer
Eigenschaften recycelt werden. Dieses sogenannte chemische Recycling ist Gegenstand
aktueller Forschungen. Da die meisten Biokunststoffe eine geringere chemische Beständigkeit als konventionelle Kunststoffe aufweisen, wird weniger Energie benötigt sie wieder
in ihre monomeren Ausgangsverbindungen
aufzuspalten.
Biokunststoffe – Überblick und Beispiele
Biokunststoffe werden wie konventionelle Kunststoffe in Thermoplaste, Duroplaste sowie Elastomere eingeteilt und können mit herkömmlichen Maschinen der Kunststoffindustrie verarbeitet werden. Im Folgenden werden die gängigsten Biokunststoffe vorgestellt:
Thermoplastische Stärke (TPS)
ˉ Verpackungen, Catering-Artikel
Mit einem Marktanteil von 80 % ist die thermo-
plastische Stärke (TPS) der bisher gebräuchlichste Biokunststoff. Die wasserlösliche Stärke
wird mit einem wasserabweisenden erdölbasierten Polymer und dem Weichmacher Glycerin vermischt. TPS kann die typischen Verpackungskunststoffe ersetzen. Die Anwendung im
Bauwesen ist aufgrund einer Feuchtigkeitsaufnahme von ca. 4 % nur bedingt [14], etwa für
Dämmungen, vorstellbar.
Cellulose(tri)acetat (CA, CTA)
ˉ Brillengestelle und -gläser, Werkzeuggriffe,
Folien für TFT-Bildschirme, transparente Wärmedämmungen (TWD)
Cellulose ist in allen Pflanzen enthalten und
stellt daher das häufigste natürlich vorkommende Biopolymer dar. Sie ist wasserunlöslich,
nicht schmelzbar und muss daher modifiziert
werden. Durch die chemische Reaktion mit Essigsäure entsteht Cellulosetri- oder diacetat
(siehe Celluloseacetat, S. 43). Die maximale
Dauergebrauchstemperatur liegt bei 80 °C. [15]
Celluloseacetat ist aufgrund hoher Oberflächenelastizität kratzunempfindlich und zeichnet sich
durch Oberflächenglanz, Griffigkeit und einer
mit Fensterglas vergleichbaren Lichtdurchlässigkeit aus. Die geringe elektrostatische Aufladbarkeit ermöglicht staubfreie Oberflächen.
Celluloseacetat ist je nach Additiven schwer
entflammbar und witterungsbeständig. [16] [17]
Polylactid (PLA)
ˉ Verpackungen, Fasern für (Funktions-)textilien, Getränkeflaschen, Elektrogerätegehäuse
Der Milchsäurekunststoff Polylactid (PLA) wird
in einem biotechnologischen Verfahren mithilfe
von Bakterien aus Stärke oder Zucker herge-
stellt. Dieser Verfahrensweg bietet im Vergleich
zur Modifikation natürlich vorkommender Biopolymere (z. B. Cellulose) die Möglichkeit, die
chemische Struktur des PLA und somit auch
seine Eigenschaften gezielt einzustellen. So
sind die Eigenschaften von PLA durchaus mit
denen von PP und PET vergleichbar. Polylactide sind kratzfest, wasserbeständig, transparent
und verfügen über gute mechanische Eigenschaften (Abb. B 4.11, S. 64), die durch eine
Erhöhung des Kristallisationsgrads noch gesteigert werden können. Da PLA-Werkstoffe
gasdurchlässig sind und sich gut bedrucken
lassen, werden sie neben Verpackungen auch
für Funktionstextilien verwendet. Die Gebrauchstemperatur von Standard-PLA liegt bei ca. 55 °C.
Durch gezielte Auswahl der Fermentationsbakterien ist es möglich, Milchsäurekunststoffe mit
unterschiedlichen Kristallisationsgraden kontrolliert zu vermengen (Stereokomplex). Dadurch
erhält man einen Werkstoff mit deutlich verbesserten Materialeigenschaften, der bereits für
mikrowellengeeignete Behältnisse, Spritzgusserzeugnisse für die Automobil- und Elektronikindustrie, bügelbeständige Textilfasern und Flaschen für die Heißabfüllung verwendet wird. [18]
Polyhydroxybutyrat (PHB)
ˉ Verpackungen, Gerätegehäuse
1924 entdecken Wissenschaftler am Pariser
Pasteur-Institut, dass Bakterien aus Nahrungsüberschüssen Polyhydroxybutyrat (PHB) produzieren können, das sie analog zur Fettspeicherung bei Menschen und Tieren in ihren Zellen als Reservestoff anlagern. Mögliche Ausgangssubstrate sind Stärke, Zucker, Glycerin
oder auch Palmöl. Der Biokunststoff weist im
63
PLA
Blends
50
40
Stärke
Blends
PC
30
PP
Biokunststoffe vs. konventionelle Kunststoffe
Der E-Modul, also die Steifigkeit thermoplastischer Biokunststoffe, ist mit der erdölbasierter
Kunststoffe vergleichbar. Polylactid weist sogar
eine höhere Steifigkeit als konventionelle thermoplastische Kunststoffe auf. Abb. B 4.11 zeigt
die Kerbschlagzähigkeit in Abhängigkeit vom
E-Modul. Die Kerbschlagzähigkeit gibt die Widerstandsfähigkeit eines Werkstoffs gegen eine
schlagende Beanspruchung an. Mit zunehmender Zähigkeit nimmt der E-Modul der Biokunststoffe wie bei konventionellen Kunststoffen
ebenso ab (siehe Bruchverhalten, S. 35). Vorteilhaft ist das geringere Schwinden von thermoplastischen Biokunststoffen im Vergleich zu
konventionellen Thermoplasten, was bei der
Produktion von Bauteilen mit hohen Präzisionsanforderungen von Bedeutung ist.
Die höchsten Wärmeformbeständigkeiten zeigen
Cellulosederivate, PHB und PLA-Stereokomplexe. Die Wärmeformbeständigkeit ist ein Maß für
die Temperaturbelastbarkeit eines Kunststoffes
unter einer definierten Last. Sie sind mit Polystyrol oder dem technischen Kunststoff Acrylnitrilbutadienstyrol (ABS) vergleichbar.
Die Feuchteaufnahme thermoplastischer Biokunststoffe liegt meist höher als bei erdölbasierten Kunststoffen. Sie bleibt jedoch mit Ausnahme der thermoplastischen Stärke unter 1 %. [19]
Da die Entwicklung langlebiger Biokunststoffe
erst am Anfang steht, liegen erst wenige Erkenntnisse zu Langzeiteigenschaften wie z. B.
64
PS
PLA
0,5
Stärke
blends
1
ABS
PHB
Cellulose
derivate
PC
Cellulose
derivate
ABS
20
PET
PA 6
2
PP
PA6 PS
10
2,5
PHB
PLA
PE-HD
PET
0
B 4.10
0
1,5
0
Temperaturbereich von - 30 bis +120 °C stabile
Eigenschaften auf. PHB ist ein hochkristalliner
Kunststoff mit glatter, glänzender Oberfläche.
Er ist UV-beständig und wasserbeständiger als
PLA. Weitere Vorteile sind die Bedruckbarkeit
und die geringe Kriechneigung. Das Eigenschaftsprofil lässt sich sehr variabel einstellen.
Nachteilig sind die hohen Herstellungskosten,
bedingt durch die hohen Investitionskosten biotechnologischer Produktionsanlagen und die
Herstellung nur kleiner Mengen entsprechend
der geringen Nachfrage. Optimierte Herstellungsmethoden werden den hohen Materialpreis auf Dauer jedoch reduzieren. Mit einer
Mischung unterschiedlicher Kunststofftypen,
sogenannter Blends, lassen sich die Sprödigkeit und der Preis zusätzlich senken.
Schwindung [%]
Charpy-Kerbschlagzähigkeit +23°C [kJ/m³]
Naturfaserverstärkte Kunststoffe und Biokunststoffe
1
2
3
4
5
Zug-E-Modul [N/mm²]
B 4.11
Kriech- und UV-Beständigkeit oder Ermüdungsverhalten vor.
Naturfaserverstärkte Biokunststoffe
In der Kombination mit Naturfasern verbessern
sich die mechanischen und thermischen Eigenschaften von Biopolymeren deutlich.
Naturfaserverstärktes PLA (Thermoplast)
ˉ Elektronikartikelgehäuse, Autointerieur
Ein japanischer Elektronikkonzern konnte durch
Zugabe von hitzeabsorbierenden Metallhydroxiden und einer Verstärkung durch Kenaf-Kurzfasern einen schwer entflammbaren Bioverbund für ein Handygehäuse auf den Markt bringen (Abb. B 4.13). Durch Verwendung mineralischer Flammschutzmittel, insbesondere Aluminium- und Magnesiumhydroxid, bleibt der
Nachhaltigkeitsaspekt der Bioverbundwerkstoffe erhalten. Die Verarbeitungszeit beim Spritzgießen dieser Handyschalen verkürzt sich von
fünf auf eine Minute.
PLA lässt sich im Gegensatz zu anderen
Kunststoffen bereits ab 160 °C verarbeiten.
Dadurch wird auch die Entformungstemperatur schneller erreicht und die Herstellungszeit
aufgrund der Hitzeempfindlichkeit der Naturfasern optimiert.
Beim S-House, einem Demonstrationsprojekt
der TU Wien, einem Prototyp einer nicht tragenden Zwischenwand aus naturfaserverstärkten
Biokunststoffen, wurden mehrere Vlieslagen
aus Stroh-, Flachs- und Polylactidfasern übereinandergelegt und miteinander verpresst. [20]
Die Sandwichplatte ist aus stabilen Deckschichten und relativ weichen, aber dennoch
druckstabilen Mittellagen aufgebaut. Daraus
resultiert eine bereits im Bauteil integrierte
Schalldämmung. Auf diese Weise entstehen
modulare Zwischenwände aus 100 % nachwachsenden Rohstoffen, die ein geringes Bauteilgewicht aufweisen und sich mit wenigen
Handgriffen ein- und umbauen lassen.
Ligningebundener Naturfaserverbund (Thermoplast)
ˉ Lautsprechergehäuse, Schuhabsätze, technische Bauteile (Maschinenbau), Musikinstrumente, Trägerplatte für Edelholzfurniere
PE-HD
3
40
60
80
100 120 140 160 180
Wärmeformbeständigkeit VST B 50 [°C]
B 4.12
Lignin ist das zweithäufigste natürlich vorkommende Biopolymer und dient in allen
Pflanzenfasern sowie in Holz als stabilisierende Matrix zwischen den Cellulosefasern.
Es imprägniert die Wasserleitungsbahnen in
Pflanzen und ist somit wasserbeständiger als
Holz. Das Biopolymer ist dunkelbraun, absorbiert UV-Licht fast vollständig und ist biologisch sowie chemisch schwer abbaubar. In
Verbindung mit Naturfasern kombiniert der
Werkstoff die positiven Eigenschaften von
natürlich gewachsenem Holz mit der freien
Formbarkeit von thermoplastisch zu verarbeitenden Kunststoffen und wird daher auch
als flüssiges Holz bezeichnet. [21] Durch
Verwendung der Holzkomponente Lignin hat
der Verbundwerkstoff ähnliche mechanische
und thermische Eigenschaften wie Holz, z. B.
hinsichtlich der thermischen Längenausdehnung. Er eignet sich daher als Verbindungselement für den Holzbau. Lignin verrottet langsamer als Holz, wenn es mit Feuchtigkeit in
Berührung kommt.
Naturfaserverstärkte Bioharze (Duroplaste)
Fettsäuren von Pflanzenölen können mithilfe
chemischer Reaktionen zu duroplastischen
Bioharzen umgewandelt werden. Zur Aushärtung werden meist Substanzen verwendet, die
nicht biobasiert sind. Komponenten aus nachwachsenden Rohstoffen sind in ihrer Entwicklung noch nicht marktreif.
Duroplastische Bioharze besitzen im Vergleich zu konventionellen Duroplasten wie z. B.
Phenol- oder ungesättigten Polyesterharzen
(UP) eine etwas geringere Steifigkeit sowie
eine geringe Feuchtigkeitsaufnahme. Bei biobasierten Reaktionsharzen auf Pflanzenölbasis
(z. B. Leinöl) liegt diese Eigenschaft hauptsächlich am hydrophoben, also wasserabweisenden, Charakter des verwendeten Öls.
Zudem konnte bei diesen Harzen eine signifikant höhere UV-Beständigkeit nachgewiesen
werden. Dies lässt sich durch die unterschiedlichen chemischen Strukturen erklären, die
beide Harze während der Aushärtung ausbilden. Trotzdem gehören beide Systeme im
gehärteten Zustand aus chemischer Sicht zu
den Polyestern. Die Temperaturbeständigkeit
der Harze liegt bei 180 °C.
Naturfaserverstärkte Kunststoffe und Biokunststoffe
Durch Zugabe halogenfreier Brandschutzmittel
wird die Entflammbarkeit verbessert, ohne die
ökologischen Eigenschaften zu beeinträchtigen. Die Preise von Bioharz-Systemen sind mit
denen konventioneller Harze vergleichbar.
In Kombination mit Hanf- und Flachsgewebe
konnten bisher verschiedene Karosserieprototypen hergestellt werden, die glasfaserverstärkte Kunststoffe für Außenanwendungen ersetzen
könnten. So konnte an einem Stadtbus der
Braunschweiger Verkehrs-AG ein Stoßfängerbügel in einem einjährigen Praxistest erfolgreich erprobt werden.
Wellpappe, Hanf- und Flachsgewebe bilden
die konstruktiven Elemente eines als Prototyp
konzipierten Designersessels (Abb. B 4.14).
Das auf Leinöl basierende Bioharz wird mittels Vakuuminfusion injiziert (siehe Harzinfusions- und Vakuumverfahren, S. 79f.). Dekorschichten entfallen, da die unbehandelte Oberfläche integraler Bestandteil des Gestaltungskonzepts ist.
Im Bauwesen wäre mit vergleichbarem Verfahren die Herstellung einer modularen Zwischenwand denkbar. Die Injektion des Bindemittels
ließe sich unter Vakuum so steuern, dass die
Harzmenge nach innen abnimmt. Dadurch erhielte man einen Werkstoff mit steifen Deckschichten und einer thermisch sowie akustisch
isolierenden Innendämmung. Durch den geringen Harzanteil im Inneren käme die akustische
Wirksamkeit von Naturfasern zum Tragen. Die
Decklagen könnten hinsichtlich haptischer und
optischer Qualitäten unterschiedlich gestaltet
werden.
Zukunftsvision Bau
Für die Außenkarosserie verschiedener Prototypen verwenden japanische Autobauer mit
Kenaf- oder Abakafaser verstärktes Polylactid
(PLA). Fahrzeuge sind Witterung, Temperaturwechsel und mechanischen Belastungen ausgesetzt. An Gebäudefassaden werden ähnliche Anforderungen gestellt. Bisherige Untersuchungen bescheinigen Polylactid eine hohe
UV-Beständigkeit. Textile Sonnenschutzsysteme aus PLA stehen kurz vor der Markteinführung. [22] Fassadenverkleidungen und Trennwände aus Biokunststoffen werden bald folgen.
Die Durchlässigkeit für Sauerstoff, Kohlendioxid
und Wasserdampf könnte die Entwicklung
feuchtigkeitsregulierender und gasdurchlässiger Fassaden ermöglichen. Die Vorteile gegenüber Bauteilen aus dem natürlichen Bioverbund Holz liegen dabei vor allem in der Formbarkeit und der Möglichkeit zur Funktionsintegration.
In anderen Technikbereichen wird die mögliche Integration verschiedener Komponenten
und damit das Potenzial zu multifunktionalen
Bauteilen bereits genutzt. Ein Elektronikkonzern produziert Handyprototypen aus Biokunststoffen mit Formgedächtniseffekt. Das Handy
lässt sich verbiegen und am Handgelenk tragen. Unter Wärmeeinwirkung ist die vorgepräg-
te Geräteform wiederherstellbar. Auf Fassaden oder Verschattungselemente angewendet,
könnten adaptive Systeme entstehen, die
ihre Geometrie unter definierten Temperaturen selbsttätig und ohne Energieverbrauch
verändern.
Biokunststoffe ermöglichen nicht nur technologische Innovationen, sondern auch ganz neue
konzeptionelle Ansätze. So lassen sich Gebäudestrukturen entwickeln, die sich nach einer
definierten Nutzungsdauer biologisch abbauen. Von unmittelbarer Bedeutung mag dies beispielsweise für Notunterkünfte in Krisenregionen oder Bauten in Naturschutzgebieten sein.
Nach der Nutzung werden die Baukonstruktionen aus Bioverbundwerkstoffen zum Nährstoff
für Bakterien und so direkt an Ort und Stelle zu
Humus verarbeitet.
Biobasierte Materialsysteme bieten das Potenzial zu multifunktionalen Hochleistungswerkstoffen, ohne dabei endliche Ressourcen zu
verbrauchen. Auch wenn sie momentan noch
teuer sind und weitere Verbesserungen hinsichtlich Dauerhaftigkeit erfordern, eröffnen
biobasierte Materialsysteme faszinierende
Möglichkeiten.
B 4.13
B 4.10
B 4.11
B 4.12
B 4.13
B 4.14
Anmerkungen:
[1] http://www.hanfplantage.de/hemp-car-das-autodas-auf-dem-acker-waechst-06-07-2009, 20.08.2010
[2] http://www.hero-hessen.de/stoffliche-nutzung/holzkunststoff-verbundwerkstoffe/index.html, 11.06.2010
[3] http://www.daimler.com/dcmdeia/0-921-646299-49813756-1-0-0-0-0-0-11694-614316-0-1-0-0-0-0-0.
html, 21.10.2009
[4] http://www.biowerkstoffe.info/verbundwerkstoffe/
verarbeitung/formpressen/, 25.08.2010
[5] http://www.kosche.de/homekovalex/index.
php?option=com_content&task=view&id=37&Itemid
=68, 29.10.2009
[6] http://www.duralmond.com/htm/celosias/a_medida_
ENGLISH.html, 29.10.2009
[7] http://www.kunststofforum.de/information/news_
swisscell-paneele-erobern-afrika_5886, 29.10.2009
[8] http://www.fnr-server.de/ftp/pdf/literatur/pdf_227brosch_nfk_2008.pdf; S. 14, 11.06.2010
[9] wie Anm. 3
[10] http://www.smartfiber.de/index.php?option=com_
content&view=article&id=7&Itemid=29&lang=de,
24.08.2010
[11] http://www.european-bioplastics.org/index.
php?id=5, 19.10.2009
[12] http://wip-kunststoffe.de/uploads/File/naturfasercompounds08/07_Seliger.pdf, 10.06.2010
[13] Endres, Hans-Josef; Siebert-Raths, Andrea: Technische Biopolymere: Rahmenbedingungen, Marktsituation, Herstellung, Aufbau und Eigenschaften.
München 2009, S. 32
[14] ebd., S. 217, Bild 5.48
[15] Domininghaus, Hans u. a.: Kunststoffe. Eigenschaften und Anwendungen. Berlin 2008, S. 1322
[16] wie Anm. 13, S. 199f.
[17] wie Anm. 15, S. 1319f.
[18] http://www.teijin.co.jp/english/news/2007/
ebd070912.html, 18.09.2009
[19] wie Anm. 12, S. 217, Bild 5.48
[20] Wimmer, Robert u. a.: Grundlagenforschung für die
Entwicklung von Produktprototypen aus Naturstoffgebundenen Vliesen. Hrsg. vom Bundesministerium
für Verkehr, Innovation und Technologie. Wien 2007,
S. 27ff.
[21] http://www.tecnaro.de/deutsch/grundsaetze.
htm?section=arboform, 29.10.2009
[22] Witthuhn, Barbara: Ein T-Shirt aus Zucker. In:
Berliner Zeitung vom 25.10.2005.
B 4.15
Schuhabsatz aus ligningebundenem Naturfaserverbund
Schlagzähigkeit in Abhängigkeit des Zug-EModuls verschiedener Biopolymere im Vergleich
zu konventionellen Kunststoffen
Schwindung in Abhängigkeit von der Wärmeformbeständigkeit verschiedener Biopolymere im
Vergleich zu konventionellen Kunststoffen
Handygehäuse aus kerafverstärktem Polylactid
Lounge Chair »AufjedenFalz« aus Hanf, Flachs,
Feigenbaumrinde und Bioharz, mehrwerk designlabor, Enrico Wilde
Designstudie einer Karosserie aus naturfaserverstärktem Polylactid (PLA)
B 4.14
B 4.15
65
Vorprodukte
Teil C
Halbzeuge
1
Vorprodukte
Kunststoffaufbereitung
Textilien
Kernmaterialien
68
68
69
72
2
Faserverstärkte Kunststoffe
Komponenten
Eigenschaften von faserverstärkten
Kunststoffen
Fertigung
76
76
3
Kunststoffhalbzeuge
Profile
Platten
Formteile
Spezielle Halbzeuge im Ingenieurbau
82
82
85
91
92
4
Folien
Herstellung von Folien
Halbzeuge und Lieferformen
Keder
94
94
96
99
5
Textile Membranen
Anforderungen an Membranwerkstoffe
Beschichtungen
Halbzeuge und Lieferformen
Mechanische Eigenschaften
Konfektionierung
Textile Gurte
6
Erweiterte bauphysikalische und
energetische Aspekte
Dämmtechnische Eigenschaften
Licht- und wärmestrahlungstechnische
Eigenschaften
Feuchtetechnische Eigenschaften
Schallschutz und Raumakustik
Brandschutz und Brandverhalten
Weitere Eigenschaften
Kunststoffe bei der Aktivnutzung
regenerativer Energien
77
78
100
100
100
103
105
106
107
108
108
113
117
117
119
121
122
7 Umweltwirkungen von Kunststoffen 124
Ökobilanzierung
124
Beeinflussung der Ökobilanz im
Lebenszyklus von Kunststoffen
128
Abb. C
temporäres Terminalgebäude, Wien (AT) 2005,
Itten + Brechbühl, Baumschlager Eberle P.ARC
67
Vorprodukte
C 1.1
Bei der Fertigung von Kunststoff- oder Membranhalbzeugen wird meist auf standardisierte
Vorprodukte zurückgegriffen, die von den Endverarbeitern in der Regel fertig bezogen werden. Dem Planer steht mit den vorgefertigten
Kunststoffmischungen, den gängigen Textilien
oder den Kernmaterialien eine Auswahl an Ausgangsprodukten zur Verfügung, welche zu
ganz unterschiedlichen Endprodukten verarbeitet werden können (Abb. C 1.3). Textilien
sind beispielsweise sowohl für Membranen als
auch für faserverstärkte Kunststoffe einsetzbar.
Kunststoffaufbereitung
Zwischen der Synthese der Polymere im Reaktionskessel und der Endverarbeitung werden
Kunststoffe in verschiedenen Arbeitsschritten
aufbereitet und mit Additiven veredelt. Die zusammengestellte Mischung wird auch als Compound (engl. Gemisch) bezeichnet. Diese Verarbeitungsschritte laufen bei den drei Kunststofftypen Thermoplaste, Elastomere und Duroplaste grundsätzlich unterschiedlich ab. Die
technologischen Besonderheiten ergeben sich
aus den jeweiligen Eigenschaften hinsichtlich
Molekülstruktur und Wärmeverhalten (siehe
Einteilung der Kunststoffe, S. 31f.). Thermoplaste können beliebig oft geschmolzen oder
erweicht werden. Die Polymerreaktion findet
bereits beim Kunststofferzeuger statt. Im Gegensatz dazu kann die Vernetzung von Elasto-
meren und Duroplasten erst nach der Verarbeitung erfolgen, diese Kunststoffe lassen sich im
Nachhinein nicht mehr formen.
Die Aufbereitung des Grundwerkstoffs zum
verarbeitungsfähigen Kunststoff erfolgt meist
beim Produzenten, in einigen Fällen auch erst
durch den Endverarbeiter. Der Kunststoff bzw.
die Ausgangsprodukte werden hierzu zerkleinert oder durchmischt und mit Additiven sowie
Füllstoffen versetzt. Dabei spricht man bei
einer Vermengung im trockenen Zustand von
Mischtechnik, im plastischen Zustand von
Homogenisieren. Die Zusatzstoffe sind häufig
für eine Verarbeitungsfähigkeit der Kunststoffe unersetzlich, daneben lassen sich Eigenschaften wie Farbe, Brandverhalten, Festigkeit
oder der Materialpreis maßgeblich von diesen
beeinflussen (siehe Füllstoffe und Additive,
S. 32ff.).
Thermoplaste
Bei der Synthese im Chemiewerk fallen Thermoplaste meist in Pulverform an. Sie werden
vor der Verarbeitung mit Additiven sowie Füllstoffen angereichert und meist als Granulate
vertrieben. Lediglich PVC wird von größeren
Endverarbeitern (> 350 t pro Jahr) in Pulverform bezogen und dort aufbereitet. Dieses Vorgehen ist bei PVC meist wirtschaftlicher, da die
Eigenschaften durch entsprechende Beigabe
von Additiven und Füllstoffen vielfältig gesteuert werden können und damit eine produktspezifische Mischung möglich ist.
Pulver
Mehrlochdüse
Messer
Extruder
C 1.1
C 1.2
C 1.3
Mischtextil aus Kohlenstoff- und Aramidfasern
Granulation von thermoplastischen Kunststoffen
Verarbeitungsmethoden und Halbzeuge von
Kunststoffen
Wasserzulauf
Granulat im
Wasserstrom
C 1.2
68
Vorprodukte
Werkstoff
Thermoplaste
Verarbeitung
Schäumen
Spritzgießen
Hohlformen,
Extrusionsblasen
Kalandrieren
Halbzeuge
Schaumstoff
Formteile
Hohlkörper
Folien
Duroplaste
Extrudieren
(Strangpressen)
Profile
Wellplatten,
Stegplatten
Gießen
Handlaminieren
(+ Vakuumverfahren)
massive
Platten
Sandwichplatte
Vorprodukte
Pressen
Verbundplatten
Elastomere
Pultrudieren
Profile
(faserverstärkt)
Wickeln
und
Flechten
Rohre
(faserverstärkt)
Extrudieren
Gummiprofil
Verstärkungsfasern
C 1.3
Vermengung
Für die späteren Eigenschaften des Kunststoffs
spielt die gute Durchmischung der Komponenten eine entscheidende Rolle. Aus diesem
Grund erreichen recycelte Thermoplaste unter
Umständen bessere Eigenschaftskennwerte,
da die Kunststoffe im Wiederverwertungsprozess nochmals durchmischt werden.
Neben der kontinuierlichen Vermengung
(z. B. im Schneckenkneter) existieren zahlreiche diskontinuierliche Verfahren (z. B. in Mischtrommeln), die vor allem bei der Verarbeitung
kleinerer Mengen interessant sind. Anschließend wird das Gemisch eingeschmolzen und
homogenisiert. Das erweichte Material kann
nun direkt verarbeitet oder zunächst granuliert
werden.
Granulation
Findet die Aufbereitung von Thermoplasten
nicht beim Endverarbeiter bzw. zu einem späteren Zeitpunkt statt, wird zunächst ein Granulat erzeugt, das gelagert und transportiert werden kann.
Die Granulation erfolgt unmittelbar nach
dem Plastifizieren des Kunststoffgemischs
in einem Extruder. Dabei wird die Schmelze
durch Düsen ausgepresst, von einem rotierenden Messer in mehrere Millimeter große
Pellets geschnitten und mit Wasser abgekühlt
(Abb. C 1.2). Es entstehen kugel- oder linsenförmige Körner, bei einer Kaltgranulierung auch
zylinderförmige. Das Granulat (Abb. B 1.1,
S. 30) wird vor der Lagerung getrocknet; bei
einigen Kunststoffen wie PC, PA und PMMA ist
direkt vor der Endverarbeitung ein weiteres
Trocknen notwendig.
Endverarbeitung
Die Verarbeitungsmöglichkeiten von Thermoplasten sind je nach Geometrie des herzustellenden Halbzeugs sehr unterschiedlich. Bei
allen Verfahren wird das Kunststoffgranulat zunächst eingeschmolzen, in einer Schnecke homogenisiert und anschließend dem Formwerkzeug zugeführt. Bei der Produktion von Folien
wird die Schmelze kalandriert oder extrudiert
bzw. extrusionsgeblasen (siehe Herstellung
von Folien, S. 94ff.). Bei der Beschichtung von
Membranen werden Thermoplaste in dünnen
Schichten auf das Textil appliziert (siehe Beschichtungen, S. 101). Kompakte Platten, Profile und freie Geometrien lassen sich durch Gießen, Spritzguss, Pressen oder Extrusion formen
(siehe Extrusion, S. 82f. und Formteile, S. 91f.).
Kernmaterialien oder Dämmschichten aus
Kunststoffen werden geschäumt (siehe Herstellung, S. 74).
Elastomere
Rohkautschuke werden als Ausgangsmaterial
für Elastomere vom Produzenten in Form von
Ballen oder Platten geliefert, die Aufbereitung
erfolgt durch den Endverarbeiter.
Da Rohkautschuk sehr zäh ist, müssen robuste
Zerkleinerungsmaschinen eingesetzt werden.
In Stempelknetern oder Walzwerken wird zunächst die Viskosität des Werkstoffs herabgesetzt (Mastifikation) und somit die homogene
Vermengung mit Füllstoffen und Additiven erleichtert. Vor allem Ruß oder Kieselsäure (Silica) sind wichtige Additive eines Elastomers.
Kautschuke werden unmittelbar nach der Vermengung verarbeitet. Die gängigen Verfahren
(Extrusion, Kalandrieren, Pressen oder Spritzgießen) ähneln denen der Thermoplastverarbeitung.
Da Elastomere nach der Polymerreaktion
nicht mehr schmelzbar sind, erfolgt die Vernetzung (Vulkanisation) erst nach der Formgebung (siehe Elastomere, S. 44f.). Dabei
sind stets hohe Temperaturen und in einigen
Fällen ein Überdruck von bis zu 200 bar
erforderlich. Für spezielle Anwendungen kommen kaltvernetzende Systeme zum Einsatz;
diese haben jedoch wesentlich längere Härtungszeiten.
Duroplaste
Duroplaste werden in Form von flüssigen Reaktionsharzen, seltener als vorkonfektionierte
Formmassen von den Endverarbeitern bezogen. Wie bei den Elastomeren findet die Vernetzungsreaktion erst während des Formgebungsprozesses statt, da auch Duroplaste
nach einmaliger Härtung nicht mehr schmelzoder umformbar sind.
Die noch nicht vernetzten Harze werden in
reaktionsfähigen Lösungsmitteln (z. B. Styrol)
geliefert, die Haltbarkeitsdauer der Gebinde
beträgt oft weniger als ein Jahr. Füllstoffe und
Additive, z. B. Flammschutzmittel, werden in
der Regel bereits beim Kunststoffproduzenten
beigemischt. Vor der Verarbeitung wird dem
Harz zunächst ein Härter, anschließend ein
Beschleuniger zugegeben. Die Härtung erfolgt dann unter Raumtemperatur oder erhöhter Temperatur. Dabei begrenzt die Gelierzeit, also der Zeitraum zwischen Härterzugabe
bis zum Einsetzen der Härtungsreaktion, die
maximal mögliche Verarbeitungsdauer des
Harzes.
Neben den Reaktionsharzen existieren auch
Vorprodukte, denen der Härter bereits zugemischt ist. Dies können vorgetränkte Gewebe
(Prepregs) oder rieselfähige Formmassen sein.
Die Haltbarkeit dieser Halbzeuge ist deutlich
kürzer als bei Reaktionsharzen. Die Härtungsreaktion wird bei der Verarbeitung durch erhöhte Temperaturen ausgelöst.
Duroplaste kommen hauptsächlich für faserverstärkte Kunststoffe zum Einsatz. Entsprechende Halbzeuge werden gepresst, handlaminiert,
pultrudiert, gewickelt oder geflochten (siehe
Fertigung, S. 78ff.). Weniger gebräuchlich ist
dagegen die Verwendung von Duroplasten als
Gießharze oder Formmassen.
Textilien
Textilien sind Halbzeuge aus verwobenen
Fasern. Sie sind wichtige Vorprodukte für den
Membranbau und für faserverstärkte Kunststoffe, da lose Fasern in der Regel nicht unmittelbar verarbeitet werden können. Nur in
Ausnahmefällen werden sogenannte Filamente oder Faserbündel direkt für die Verstärkung von Kunststoffen verwendet. Neben
den klassischen Geweben gibt es heute
eine Vielzahl unterschiedlicher Textilien für
spezifische Verwendungszwecke. Einen
Überblick der gebräuchlichen Textilien und
entsprechender Bindungsarten der Stoffe
geben Abb. C 1.5 – C 1.9 (S. 70f.).
Grundbegriffe
Die üblichen Fasern und ihre entsprechenden
Verarbeitungsformen sind im Kapitel »Fasern«
(S. 48ff.) dargestellt. Eine einzelne Faser wird
69
Vorprodukte
als Filament bezeichnet. Rovings sind Bündel
paralleler Filamente, ein Garn bzw. Faden
besteht hingegen aus verdrillten Filamenten.
Mehrere verdrillte Garne werden als Zwirn bezeichnet.
Gewebe
Gewebe werden aus sich rechtwinklig kreuzenden Fadensystemen hergestellt. Dabei
liegen die sogenannten Kettfäden parallel
zur Gewebelängsrichtung – sie sind auf den
Webstuhl aufgespannt –, die Schussfäden
werden senkrecht dazu mit Schiffchen oder
per Düsenwebung eingetragen. Die Schussfäden wellen sich (ondulieren) in der Regel um
die Kettfäden. Dies führt, abhängig von der
Bindungsart, unter Last zu einer unterschiedlichen Dehnung des Textils in Kett- und Schussrichtung.
Durch unterschiedliches Anheben der Kettfäden beim Schusseintrag (Flottierung) ergeben
sich verschiedene Bindungsarten, die einen
wesentlichen Einfluss auf die mechanischen
Eigenschaften haben. Die drei Grundbindungsarten sind die Leinwand-, Köper- und
Atlasbindung. Die kleinste, sich wiederholende Einheit eines Webmusters wird als Rapport
bezeichnet.
der Schuss je einmal über und dann mindestens zweimal unter dem Kettfaden läuft
(Abb. C 1.5 b und C 1.7). Durch Verschieben
des Wechsels um einen Schritt je Reihe ergibt
sich ein diagonal laufender Grat. Die Köperbindung hat eine höhere Festig- und Steifigkeit als
die Leinwandbindung, da die Strukturdehnung
in Kettrichtung kleiner ist. Außerdem ist die
Schmiegsamkeit, die sogenannte Drapierbarkeit besser (Abb. C 1.4 b).
Bei der Atlasbindung wird der Schussfaden
zunächst unter einen Kettfaden und anschließend über mehr als zwei Kettfäden geführt
(Abb. C 1.5 c und C 1.8). Nach jeder Reihe
wird der Wechsel entsprechend um mindestens zwei Schritte verschoben. Diese Bindung
zeichnet sich durch eine sehr gute Drapierbarkeit aus (Abb. C 1.4 c). Bei faserverstärkten
Kunststoffen wird sie daher für stark gekrümmte Bauteile verwendet, um glatte Oberflächen
zu erreichen.
Gelege
Komplexe Matten
Vor allem für maschinell hergestellte Faserverbundkunststoffe werden zunehmend komplexe
Matten eingesetzt. Auf den mehrschichtigen
Gelegen sind zusätzlich sogenannte Wirrfasern
aufgebracht, die ebenfalls durch einen Nähfaden fixiert sind. Diese kurzen Faserstücke
haben eine sehr feine Struktur; außen im Bauteil angebracht, entsteht so eine gleichmäßig
glatte Oberfläche. Auch Kernmaterialien können bereits bei der Fertigung in Gelege integriert werden.
Geflechte
Bei Faserverbundwerkstoffen spielt oft die
Schlagzähigkeit eine besondere Rolle, wozu
geflochtene Textile, sogenannte Geflechte
verwendet werden (Abb. C 1.5 e und B 2.1,
S. 48). Durch die sich kreuzenden Fasern
ergibt sich beim Bruch eine höhere Reibung
und damit die gewünschte Schlagzähigkeit.
Auch für die Faserverstärkungen von Rohren werden häufig Geflechte verwendet.
Der Winkel zwischen den Fasern lässt sich
einstellen und an die Beanspruchungen
anpassen.
Bindungsarten
Die Leinwandbindung ist die einfachste und
engste Bindungsart, hier liegt jeder Kettfaden
abwechselnd über und unter einem Schussfaden (Abb. C 1.5 a und C 1.6). Die Leinwandbindung besitzt eine gute Dimensionsstabilität und
lässt sich problemlos zuschneiden, ohne auszufransen. Eine Sonderform der Leinwandbindung ist die Panamabindung, bei der jeweils
zwei oder drei parallele Kett- und Schussfäden
verwoben werden.
Die Köperbindung, auch Twill genannt, ergibt
sich aus einem ungleichen Rhythmus, bei dem
Im Gegensatz zu Geweben sind die Faserlagen bei Gelegen übereinandergelegt und nicht
miteinander verwoben (Abb. C 1.5 d und C 1.9).
Sie werden nur durch einen zusätzlichen dünnen Nähfaden in ihrer Lage fixiert.
Verwendet man bei Faserverbundkunststoffen
Gelege statt Gewebe, lassen sich die mechanischen Festigkeiten der fertigen Bauteile verbessern, da die Fasern nicht gewellt eingebaut
werden. Von Vorteil ist außerdem, dass die Orientierung der Fasern relativ einfach an die Beanspruchungsrichtungen angepasst werden
kann, da sie nicht zwingend orthogonal zueinander, sondern auch in frei wählbaren Winkel
verlaufen können. Außerdem ist es möglich,
nicht nur zwei, sondern mehrere Lagen übereinander anzuordnen. Gelege werden unter
anderem auch bei textilbewehrtem Beton eingesetzt.
a
b
c
a
b
c
70
Wirrfasermatten und Vliese
Wirrfasermatten bestehen aus regellos liegenden Faserstücken, die miteinander verklebt
sind (Abb. C 1.11, S. 72). Tritt die Wirrfasermatte bei der Verarbeitung in Kontakt mit dem
Harz, löst sich die Verklebung und die Fasern
passen sich der Bauteilform optimal an. Die
Verbundwerkstoffe erreichen in der Fläche
gleichbleibende Eigenschaften ohne Vorzugsrichtung. Sie werden beispielsweise für Behälter, Formteile oder Abdeckungen mit geringeren mechanischen Anforderungen verwendet.
Wirrfasermatten lassen sich bei der Weiterverarbeitung gut über gewölbte Formen drapieren.
Um glatte Oberflächen zu erzielen, werden bei
C 1.4
Vorprodukte
Faserverbundwerkstoffen als äußere Lage feine
Wirrfasermatten, sogenannte Vliese, eingelegt.
Es sind ebenfalls Sandwichbauteile mit einer
Kernlage aus Vlies erhältlich (siehe Kernlagenvliese und Abstandsgewebe, S. 75).
Gewirke und Gestricke
Gewirke und Gestricke entstehen durch
Schlaufen- oder Maschenbildung. Der Fertigungsprozess läuft grundsätzlich ähnlich dem
manuellen Stricken ab. Da diese Textilien keine
Vorzugsrichtung haben, eignen sie sich nur bedingt zur Verstärkung von Kunststoffen. Sie dienen vor allem als Trägermatte für andere Verstärkungsfasern oder zu deren Lagesicherung.
Wegen ihrer besonders hohen Drapierbarkeit
werden Gestricke bei sehr kleinen Radien eingesetzt.
Abreißgewebe
Abreißgewebe dienen nicht der Verstärkung
von Kunststoffen, sondern der Herstellung
einer rauen Oberfläche. Diese ist dann erwünscht, wenn auf einen faserverstärkten
Kunststoff in einem späteren Arbeitsschritt
weitere Lagen aufgebracht werden sollen
oder eine Verbindung durch Überlaminieren
erfolgt. Abreißgewebe werden als letzte
Schicht auf den faserverstärkten Kunststoff
aufgelegt, jedoch vor der vollständigen Härtung des Kunststoffs wieder abgezogen
(»abgerissen«), wodurch eine zahnartige,
raue Oberfläche entsteht (siehe Abb. E 2.23,
S. 180.).
Auswahl
Bei der Auswahl des geeigneten Textils spielt
neben fertigungstechnischen Aspekten vor
allem das Tragverhalten eine wichtige Rolle.
Dieses wird von der Orientierung der Fasern,
deren Welligkeit und dem Flächengewicht
(g/m2) bestimmt.
Textile für Membranen
Für textile Membranen werden reine Gewebe
oder Verbundwerkstoffe aus Gewebe und mehreren Beschichtungslagen eingesetzt. Andere
textile Verarbeitungsformen wie Gelege spielen
hier keine Rolle.
Für leichte Membrantypen und unbeschichtete Gewebe wird in der Regel die Leinwandbindung verwendet. Für stärkere, beschichtete
Gewebe wird die Panamabindung eingesetzt,
da hier aufgrund der geringeren Welligkeit
(Ondulation) der Fäden das Gewebe unter
hoher Belastung weniger kriecht und die Steifigkeitsunterschiede in Kett- und Schussrichtung geringer sind. Weil eine gleichmäßige
Steifigkeitsverteilung im Gewebe vorteilhaft
ist, werden auch beschichtete Membranwerkstoffe angeboten, bei denen im Webprozess
die Schussfäden vorgespannt werden. Dadurch verteilt sich die Ondulation gleichmäßig
auf Kett- und Schussfäden, was zu gleicher
Steifigkeit führt.
Textilien für faserverstärkte Kunststoffe
Textilien werden zur Verstärkung flächiger,
dünnwandiger Bauteile aus faserverstärktem
Kunststoff eingesetzt. Insbesondere bei
manueller Produktion verringert sich dadurch der Arbeitsaufwand im Vergleich zur
direkten Verarbeitung der Fasern erheblich.
Durch die Verwendung standardisierter
Textilien lässt sich die Orientierung der Fasern im Bauteil besser kontrollieren. Dabei
können auch unterschiedliche Fasertypen
miteinander kombiniert werden, beispielsweise Kohlenstoff- mit Aramidfasern (Abb. C 1.1,
S. 68).
Die gebräuchlichsten Textilien für Faserverbundwerkstoffe sind Gewebe, Gelege und
komplexe Matten, Geflechte sowie Wirrfasermatten und Vliese. Das textile Gefüge ist allerdings nur für die Verarbeitung notwendig, da
C 1.4
Drappierbarkeit von Geweben:
a Leinwandbindung
b Köperbindung
c Atlasbindung
C 1.5 verschiedene Textilien (vereinfachte Darstellung
ohne unterschiedliche Welligkeit der Gewebe in
Kett- und Schussrichtung):
a Leinwandbindung
C 1.6
C 1.7
C 1.8
C 1.9
d
e
b Köperbindung
c Atlasbindung
d Gelege, mit Nähfaden
e Geflecht
Leinwandbindung
Köperbindung
Atlasbindung
Gelege
C 1.6
C 1.7
C 1.8
C 1.5
C 1.9
71
Vorprodukte
C 1.10
C 1.11
C 1.12
C 1.13
C 1.14
Gelege aus Kohlenstofffasern
Wirrfasermatte
systematische Einteilung von Kernmaterialien
Aufbau eines Sandwichbauteils
Rasterelektronenmikroskop-Aufnahmen von
Schaumstoffen
a offenzellig
b geschlossenzellig
C 1.15 Lieferformen und Einsatzgebiete von Kunststoffschäumen
C 1.10
C 1.11
die Fasern danach ausreichend durch den
Kunststoff fixiert sind. Wirrfasermatten verlieren beim Kontakt mit dem Kunststoff ihre Bindungskräfte, damit können die einzelnen
Faserstücke besser an die endgültige Form
angepasst werden (Abb. C 1.11). Bei Geweben wirkt sich die Ondulation der Fasern
negativ auf die Festigkeitseigenschaften des
fertigen Bauteils aus. Aus diesem Grund werden für faserverstärkte Kunststoffe zunehmend Gelege aus geschichteten, ungewellten Faserlagen zur Verstärkung eingesetzt
(Abb. C 1.10). Bei der Pultrusion, einer häufig
eingesetzten Fertigungsmethode, besteht die
Faserverstärkung nicht aus Textilien, sondern
hauptsächlich aus parallelen Faserbündeln
(Rovings). Allerdings werden auch dabei an
der Oberfläche zusätzlich flächige Textilien
eingesetzt.
zeitig als Wärmedämmung fungieren. Das
geringere Eigengewicht von Sandwichelementen erlaubt ökonomische Bauweisen und größere Spannweiten im Vergleich zu massiven
Bauteilen.
Im Folgenden werden vor allem Kernschichten
für Sandwichelemente aus faserverstärktem
Kunststoff betrachtet. Dabei werden als Deckschicht Textilien, die mit flüssigem Kunststoff
(Harz) getränkt sind, schichtweise auf den
Kern gelegt (laminiert). In diesem Fall ist keine
zusätzliche Zwischenschicht (z. B. aus Klebstoff) notwendig. Deckschichten aus faserverstärktem Kunststoff haben herstellungsbedingt maximale Laminatstärken, welche
die erzielbaren Spannweiten massiver Platten
beschränken. Hier erlauben Sandwichbauteile signifikante Verbesserungen der Tragfähigkeit (siehe Sandwichbauteile, S. 177
und Detailausbildung bei Sandwichbauteilen,
S. 183ff.).
Sandwichelemente aus Kunststoffschäumen
haben in der Regel die besten bauphysikalischen und mechanischen Eigenschaften. Sie
werden in der Architektur bevorzugt dann eingesetzt, wenn keine Anforderungen an die
Transluzenz des Sandwichbauteils bestehen.
Kunststoffschaum kann dreidimensional modelliert werden, ist aber teuer. Hohlstrukturen
mit Wabenkernen sind meist wirtschaftlicher,
haben allerdings schlechtere Wärmedämmeigenschaften und sind aufwendiger zu verarbeiten. Nachteilig ist die schlechte Drapierbar-
Kernmaterialien
Kernmaterialien sind leichte Werkstoffe, die
neben anderen Verbundbauteilen (z. B. transluzente Wärmedämmung) vor allem für Sandwichelemente verwendet werden. Diese bestehen aus einem vergleichsweise dicken,
aber leichten Kern, tragfähigen Deckschichten
sowie kraftübertragenden Zwischenschichten,
meistens aus Klebstoff (Abb. C 1.13). Die
Kernschicht dient der Schubübertragung
zwischen den Deckschichten und kann gleich-
keit, Wabenkerne lassen sich nur begrenzt
dreidimensional formen. In Kombination mit
transparenten Deckschichten sind jedoch lichtdurchlässige Bauteile realisierbar. Neben
Schaumstoffen und Wabenstrukturen wird
auch Balsaholz als Kern eingesetzt, für dünne
Sandwichschichten werden Vliese und Abstandsgewebe verwendet. Einen Überblick
der unterschiedlichen Kernmaterialien gibt
Abb. C 1.12. Bei Sandwichelementen sind zur
Einleitung von Stütz- oder Anschlusskräften
örtliche Verstärkungen mit Profilen aus Stahl,
Aluminium oder Kunststoff erforderlich, da
die Kernmaterialien nur relativ geringe Festigkeiten aufweisen. Die werkstoffgerechte Konstruktion von Sandwichstrukturen wird in Kapitel »Konstruieren mit frei geformten Kunststoffen« (S. 174ff.) erläutert.
Sandwichbauteile sind wie andere Verbundbauteile nicht ohne Weiteres recycelbar, da
sich ihre Komponenten wie Kern- und Deckschichten nachträglich oft nur schwierig oder
gar nicht trennen lassen.
Schaumstoffe
Schaumstoffe bestehen mikroskopisch betrachtet je nach Ausgangswerkstoff und Produktionsverfahren entweder aus Zellen mit
durchgehender, geschlossener Wandung
(Abb. C 1.14 b) oder aus miteinander verbundenen, offenen Zellen (Abb. C 1.14 a). Daneben existieren auch Mischformen aus offenzelligen Konglomeraten geschlossenzelliger
Kernmaterialien
Vliese
Abstandsgewebe
Schaumstoffe
Wabenkerne
Balsaholz
Deckschicht
Zwischenschicht
Kern
Glas- und Keramikschaumstoffe
Kunststoffschaumstoffe
weich
zähhart
Metallschaumstoffe
Deckschicht
sprödhart
C 1.12
72
C 1.13
Vorprodukte
a
Schaumpartikel, sogenannter Partikelschaum.
Bei Integralschäumen wiederum ist der Porengehalt des Schaums im Bauteil unterschiedlich,
meist nimmt er zu den Außenkanten hin ab.
Dort bildet sich eine geschlossene Oberfläche,
die als Deckschicht des »integrierten« Sandwichbauteils dient, außerdem wird die Hohlstruktur dadurch vor eindringenden Flüssigkeiten geschützt.
Schaumstoffe können aus unterschiedlichen
Materialien bestehen. Aus Kostengründen und
wegen der besseren Verarbeitbarkeit kommen
in der Architektur hauptsächlich Schäume aus
Kunststoff zum Einsatz. Bei besonderen Anforderungen hinsichtlich Gebrauchstemperatur
werden jedoch auch Metall-, Keramik- oder
Glasschäume verwendet.
Kunststoffschäume
Generell unterscheidet man weichelastische,
zähharte und sprödharte Kunststoffschäume.
Für reine Dämmschichten können alle Typen
eingesetzt werden; als Kernschicht eines tragenden Sandwichelements kommen jedoch
nur zähharte Schäume in Frage. Weichelastische Schäume sind für Sandwichbauteile zu
wenig formstabil, sprödharte Kunststoffe sind
zu bruchempfindlich für tragende Strukturen.
Die Auswahl eines geeigneten Schaumstoffs
beruht häufig auf einem Kompromiss zwischen
Festigkeit, Wärmedämmeigenschaft und Wirtschaftlichkeit.
Je nach Verwendungszweck können offenoder geschlossenzellige Schaumstoffe von
Vorteil sein. Als Kern von faserverstärkten
Kunststoffen sind beispielsweise geschlossenzellige Systeme zu bevorzugen, da sie während der Verarbeitung nicht das flüssige Harz
aufsaugen. Hierzu eignet sich besonders
Schaumstoff aus zähem PVC-U. Für Vakuumdämmungen hingegen sind offenzellige Systeme notwendig, da die Luft in den Hohlkammern evakuiert werden muss (siehe VakuumDämmsysteme, S. 111). Bei direkter Bewitterung oder Kontakt mit anstehendem Wasser
sind Integralschäume oder geschlossenzellige
Systeme von Vorteil. Einen Überblick der Eigenschaften, Lieferformen und Anwendungen
der Schaumstoffe geben Abb. C 1.15 und
C 1.16, S. 74.
C 1.14
b
Kunststoff
Klasse
Dichte
[kg/m3]
Lieferform
Zellen
Einsatzgebiete
PE
weich
25 – 40
Platten, Blöcke,
Formstücke
geschlossen
Polster, Verpackung,
(Partikelschaum)
Platten
geschlossen
Wärme- und Trittschalldämmung
Strukturschaumbrettprofile
geschlossen
Trittschalldämmung
PE-LD
PP
weich
10 – 35
weich
200
weich
10 – 35
Platten
Wärme- und Trittschalldämmung
weich
20 – 90
Formstücke, Platten
Energieabsorber im PKW (Stoßfänger, Sitze, Autohimmel – textilbeschichtet), Hinterschäumen von
Deckschichten, In-Mould-Skinning
weich
100 – 500
Folien, tiefziehbar
weich
500 – 700
Strukturschaumfolien
und Bänder
EVAC-X
weich
40 – 260
Bahnen, aufgerollt
PS
zäh
10 – 30
Blöcke, Formteile
zäh
>20
zäh
60 – 200
zäh
60 – 200
Warmformfolien
zäh
ca. 60
Platten, gewalkt
zäh
zäh
400 – 500
zäh
20 – 25
PS/PP-E
weich /
zäh
PVC-U
zäh
40 – 130
zäh
500 – 700
PVC-P
extrudierte Platten
und Bahnen mit und
ohne Schäumhaut
geschlossen
Fleischverpackung, Menüschalen,
Geschirr, Flaschendichtungen
Verpackungsbänder, Isolierfolien
geschlossen
Kälteschutzkleidung, gummiartig
Wärmedämmung, Verpackung,
(Partikelschaum)
geschlossen
Frostschutz für Rohrleitung, Straße
und Eisenbahn
geschlossen
Kartonagen, Papierbeschichtung
Eierbehälter, Menüschalen, Einweggeschirr
Trittschalldämmung
Platten
geschlossen
Straßenuntergründung (zur Erhöhung der Tragfähigkeit)
Platten, Profile
geschlossen
Innenausbau mit Oberflächenstruktur, Deckendekorplatten
Formteile (lost foam),
auch PS/PMMACopolymer
Modelle zum Vollformgießen
von z. B. Leichtmetallzylindern
Gießschaumstofftechnik
Platten, Formteile
wie PS, höhere Temperaturbeständigkeit, PKW-Innenseite,
leichte Fahrradhelme
Tafeln und Blöcke
geschlossen
Extrusionsplatten, warmformbar, d = 2 – 20 mm
Sandwich-Kernmaterial, Flüssiggasisolierung, Rettungsflöße usw.
Konstruktionsmaterial, BauInnen- und Außenverkleidung
weich
50 – 150
Tafeln und Blöcke
geschlossen
Turnmatten, Dämpfung von
Maschinenschwingungen
weich
70 – 130
Tafeln und Blöcke
offen
Schallschutz, gasdurchlässiger
Schaumkern
weich
250
Bahnen
MF
weich
ca. 10
Platten
offen
Schallabsorber, Hitzeschilde,
Deckendekorplatten, Isolierschalen
für Rohre und Behälter
Bodenbelagrücken
PMI
zäh
30 – 300
Tafeln, d = 1,65 mm
geschlossen
Strukturbauteile im Flugzeugbau,
Sandwichkerne
UP
spröd
Leichtbauelemente
gemischt
Reaktionsharz-Schaumbeton
PUR
weich /
zäh
30 – 300
Blöcke, Platten, Formteile
gemischt
Möbel, Matratzen, Fahrzeugausstattung, Dämmschalen
PF
spröd
40 – 100
Platten
Dämmstoff
C 1.15
73
Wärmeleitfähigkeit [W/mK]
Vorprodukte
C 1.16
C 1.17
C 1.18
C 1.19
C 1.20
C 1.21
Wertebereiche von Bruchspannung und Wärmeleitfähigkeit wichtiger Kunststoffschäume im
Vergleich
Aramidwabenkern
strukturiertes Kernlagenvlies
unstrukturiertes Kernlagenvlies
Abstandsgewebe vor dem Tränken mit
Kunststoff
Balsaholz
Herstellung
Schäume lassen sich aus fast allen Kunststoffen erzeugen. Die Schaumstruktur entsteht
durch ein Treibmittel, das dem Kunststoff beigemischt ist und beim Erhitzen bei einer definierten Temperatur Gase bildet bzw. diese abspaltet. Nur in Sonderfällen wird mechanisch
Luft eingeschlagen. Physikalische Treibmittel
blähen sich bei Erreichen des Siedepunkts von
Gasen (z. B. Kohlendioxid) auf, durch diese Volumenvergrößerung bilden sich die Zellen. Für
physikalische Treibmittel sind relativ geringe
Temperaturen bei der Verarbeitung ausreichend, der Schaumstoff wird leicht und sehr
gleichmäßig. Chemische Treibmittel hingegen
benötigen höhere Temperaturen. Sie spalten
durch Reaktionsprozesse Gase ab und liefern
dichtere Schäume, die unter anderem für Integralschäume Verwendung finden.
Schaumstoffplatten werden kontinuierlich in
Blockschaumanlagen produziert. Bei Sandwichbauteilen ist auch das direkte Einschäumen des Kerns zwischen die starren Deckschichten gebräuchlich. Bei diskontinuierlichen
Verfahren wird das Treibmittel vorab auf das
Formwerkzeug gespritzt.
Integralschäume werden im Druckverfahren
durch eine gezielt gesteuerte Temperierung
des Formwerkzeugs produziert. Dadurch kollabieren die Hohlzellen im Randbereich und verdichten sich. Integralschaumbauteile müssen
bereits bei der Herstellung ihre endgültige
Form erhalten, eine Nachbearbeitung ist nicht
C 1.17
74
0,015
UF (spröd)
0,02
PUR (zäh)
PF
(spröd)
0,025
XPS (zäh)
0,03
0,035
0,04
EPS (zäh)
PUR
(weich)
0,045
PVC (zäh)
PVC (weich)
MF (weich)
PE (weich)
PES (zäh)
0,05
0,055
0
0,2
0,4
0,6
möglich. Für Integralschäume eignen sich am
besten duroplastische Kunststoffe als Ausgangswerkstoff.
Alternativ wird beim drucklosen Zweischichtverfahren in der Randzone zunächst ein
Kunststoff ohne Treibmittel aufgebracht und
anschließend der mit Treibmittel versetzte
Kunststoff.
Klimaschädliche Gase
Das ehemals gebräuchliche physikalische
Treibmittel Fluorchlorkohlenwasserstoff
(FCKW) darf wegen der ozonschädigenden
Wirkung nicht mehr verwendet werden. Chemische Treibmittel setzen Wasserdampf, Stickstoff, Kohlenmonoxid oder Ammoniak frei.
Diese Gase haben allerdings ebenfalls eine
klimaschädigende Wirkung, welche jedoch
geringer ist als die von FCKW. Genau wie
bei Bodenbelägen (siehe Boden- und Fahrbahnbeläge, S. 58) besteht bei der Verwendung in Wohnräumen grundsätzlich ein Gesundheitsrisiko durch Ausgasen der Kunstststoffschäume.
Polystyrol-Schaumstoffe (EPS, XPS)
Polystyrol-Schaumstoffe sind zäh und haben
relativ gute Wärmedämmeigenschaften, besitzen aber eine eher geringe Tragfähigkeit. Der
gängige Partikelschaumstoff aus expandiertem
Polystyrol (EPS) hat eine weiße Einfärbung. Er
ist vor allem für Dämmungen ohne direkten
Wasserkontakt gebräuchlich. Extrusionsge-
C 1.18
0,8
1
1,2
1,4
1,6
Bruchspannung [N/mm²]
C 1.16
formte Polystyrol-Hartschaumstoffe (XPS) sind
hingegen feinporiger und je nach Hersteller mit
unterschiedlichen Farben versetzt (Grün, Rosa,
Blau). XPS ist schwerer als EPS und aufgrund
des geschlossenzelligen Aufbaus wasserfest.
Die mechanischen Kennwerte von XPS sind
höher als die von EPS, hingegen sind die
Dämmwerte und das Wärmespeichervermögen
von EPS geringfügig besser. Je nach mechanischer und geometrischer Anforderung ergeben
sich die entsprechenden Vorzüge für beide
Produkte. Beide Schaumstoffe können grundsätzlich auch als Kernmaterialien bei Sandwichbauteilen aus faserverstärktem Kunststoff
eingesetzt werden. Sie liefern zwar relativ geringe mechanische Kennwerte, sind jedoch
recht preisgünstig.
Polyurethan-Schaumstoffe (PUR-Schäume)
Polyurethan ist Ausgangsmaterial für Schäume
unterschiedlichster Eigenschaften. Es lassen
sich sowohl weiche Elastomerschäume als
auch zähharte und sehr tragfähige Hartschäume herstellen. PUR-Schäume haben gute
Klebeeigenschaften, sie haften meist ohne
weitere Hilfsmittel an Deckschichten oder
Oberflächen, wenn sie direkt in diese eingeschäumt werden.
Außerdem besitzen sie sehr gute Wärmedämmeigenschaften. Beim Einbetten in faserverstärkten Kunststoff neigt PUR-Hartschaum
zum Einsaugen von Harz. Da er aber einen
guten Kompromiss hinsichtlich Festigkeit und
C 1.19
Vorprodukte
Wirtschaftlichkeit darstellt, ist er für den Formenbau und als Sandwichmaterial sehr gebräuchlich. Die Formgebung mittels CNC-Fräse
ist problemlos möglich.
Elastischer PUR-Schaum ist im Bauwesen für
die nachträgliche wärmetechnische Fugenabdichtung z. B. bei Fenstern gebräuchlich, übernimmt aber keine tragende Funktion.
Polyvinylchlorid-Schaumstoffe (PVC-Schäume)
PVC-Schäume können ebenfalls weich oder
zähhart eingestellt werden. Die mechanischen
Eigenschaften von PVC-Hartschaum sind besser als die der anderen Kunststoffschäume. Da
PVC-Schaum kein Harz aufsaugt, lässt er sich
sehr gut als Kern für faserverstärkte Kunststoffe
verarbeiten. Wegen der hohen Herstellungskosten wird der Schaum allerdings nur für
Kernschichten mit hohen Anforderungen an die
Tragfähigkeit eingesetzt. Seine Wärmedämmeigenschaften sind schlechter als die von PURSchäumen.
Wabenkerne
Sandwichbauteile mit Wabenkernen haben ein
besonders niedriges Eigengewicht und sind
häufig preiswerter als Schaumstoffe. Sie werden sowohl als Kernschicht für faserverstärkte
Kunststoffe als auch für transluzente Wärmedämmungen verwendet. Je nach System sind
sehr hohe Tragfähigkeiten erzielbar. Da die
Luftkammern wesentlich größer sind als bei
Schaumstoffen, werden sie nicht als Wärmedämmung eingesetzt.
Die Wabenstrukturen (Honeycombs) werden
unter anderem aus Aluminium, phenolharzgetränktem Aramidpapier, thermoplastischen
Kunststoffen wie PP oder PET oder glasfaserverstärktem Kunststoff hergestellt. Im Sandwichbauteil werden die Deckschichten anschließend direkt auf den Wabenkern geklebt oder laminiert. Teilweise erhalten Waben
schon bei der Herstellung ein Oberflächenvlies, um das Aufbringen der Deckschicht
zu erleichtern. Wabenkerne sind nur begrenzt drapierfähig, weshalb sie vor allem
für ebene oder schwach gekrümmte Sandwichpaneele eingesetzt werden. Sie haben
üblicherweise Dicken zwischen 1,5 und
90 mm.
Aramidwabenkern
Im Bootsbau und für Sportflugzeuge sind Wabenkerne aus Aramidpapier (Abb. C 1.17)
derzeit sehr weit verbreitet. Dieses Kernmaterial ist besonders weich und relativ preisgünstig. Die Aramidwaben werden als Platten von
ca. 1,20 ≈ 2,40 m mit Dicken ab 1,5 mm geliefert. Die Standardausführung hat einen hexagonalen Querschnitt, daneben gibt es auch ovale
Wabenstrukturen mit verbesserter Drapierbarkeit. Häufig bestehen die Decklagen aus glasoder kohlenstofffaserverstärktem Kunststoff
und werden direkt überlaminiert. Der Verbund
zwischen Deckschicht und Aramidwabenkern
entsteht durch das Harz des faserverstärkten
Kunststoffs, weshalb ein ausreichend hoher
Harzanteil eingeplant werden sollte.
Thermoplastische Röhrchenwaben
Waben aus thermoplastischen Kunststoffen wie
PP oder PET haben in der Regel einen kreisrunden Wabenquerschnitt. Sie sind elastisch
sowie schlagzäh und eignen sich damit sehr
gut zur Stoßdämpfung oder Vibrationsminderung. Thermoplastische Deckschichten können
direkt auf die Waben aufgebracht und durch
Warmpressen verschweißt werden (z. B. bei
transparenter Wärmedämmung). Bei Decklagen aus faserverstärkten Kunststoffen bzw.
Aluminium oder Glas wird auf die Röhrchenstruktur zunächst eine Vliesschicht als Haftvermittler aufgetragen.
Kernlagenvliese und Abstandsgewebe
Bei dünneren Sandwichplatten mit Stärken
von einigen Millimetern bis zu wenigen Zentimetern kommen vorkonfektionierte Kernlagen
und Abstandsgewebe zur Anwendung. Sie
sind kostengünstig und können mit geringem
Arbeitsaufwand eingebaut werden. Festigkeiten und Transparenz variieren je nach System
erheblich.
Abstandsgewebe
Abstandsgewebe (Abb. C 1.20) bestehen aus
zwei Decklagen aus Glasfasergewebe, die
durch senkrecht angeordnete Fäden verbunden sind. Beim Laminieren wird das Abstandsgewebe mit Harz getränkt und zusammengedrückt. Anschließend stellen sich diese Fäden
C 1.20
selbsttätig auf, sodass ein 3 – 23 mm hohes
sandwichartiges Laminat mit erhöhter Biegesteifigkeit entsteht. Die vollständig mit Harz getränkten Gewebelagen wirken im Endzustand
als tragende Decklagen, während die nur partiell mit Harz getränkte Zwischenschicht den
Sandwichkern darstellt. Um einer Styrolanreicherung in der Kernschicht vorzubeugen, welche die Aushärtung des Kunststoffs negativ
beeinflussen würde, sind spezielle Harzrezepturen zu benutzen. Wegen der ausschließlichen
Verwendung von Glasfasern und der dünnen
Deckschichten können Laminate mit einer
hohen Transparenz erzielt werden.
Kernlagenvliese
Für besonders dünne Sandwichstrukturen bis
ca. 6 mm Dicke werden perforierte Vliesstoffe
aus Polyesterfasern und Mikrohohlkugeln verwendet (Abb. C 1.18 und C 1.19). Die Perforation wird beim Laminieren vom Harz durchtränkt, damit entsteht eine gute Verbindung der
Deckschichten. Laminate mit Kernlagenvliesen
spalten weniger leicht auf als Sandwichbauteile mit Schaumkern. Durch die Hohlkugeln
wiederum wird nicht das ganze Vlies getränkt,
was das Eigengewicht des gesamten Bauteils
reduziert.
Leichtholz
Leicht- bzw. Balsaholz hat eine Dichte zwischen 100 und 200 kg/m3 und liegt damit
im mittleren Bereich von Hartschaumstoffen
(Abb. C 1.21). Die Feuchteempfindlichkeit von
Balsaholz ist bei einigen Anwendungen nicht
unproblematisch, da es quellen und verrotten
kann. Weil die mechanischen Eigenschaften
unter denen von Hartschäumen liegen, werden bei höheren Anforderungen an die Tragfähigkeit meist Schaumstoffe als Kernmaterial
bevorzugt. Balsaholz spielt jedoch nach wie
vor im Modellbau eine nicht unerhebliche
Rolle, da es sehr preiswert und einfach zu
bearbeiten ist.
C 1.21
75
Faserverstärkte Kunststoffe
C 2.1
Faserverstärkte Kunststoffe spielen für Anwendungen in der Architektur eine bedeutende
Rolle, da im Gegensatz zu unverstärkten
Kunststoffen großformatige Bauteile und höhere Spannweiten möglich sind. Es lassen sich
damit Halbzeuge (siehe Kunststoffhalbzeuge,
S. 82ff.) und frei geformte Konstruktionen realisieren (siehe Konstruieren mit frei geformten
Kunststoffen, S. 174ff.) Die Verbundwerkstoffe
bestehen aus verschiedenen Fasermaterialien
und Kunststoffen. In einigen Fällen wird der
Kunststoff auch um ein zusätzliches Kernmaterial zu einem Sandwichelement geschichtet.
Übliche Abkürzungen oder Bezeichnungen in
diesem Zusammenhang sind:
• glasfaserverstärkter Kunststoff (GFK)
• kohlenstofffaserverstärkter Kunststoff (CFK)
• Laminat – geschichteter Verbund aus Fasern
und Kunststoff
• Harz – duroplastischer Kunststoff vor Härtung
(auch Reaktions- oder Gießharz)
• Matrix – formgebender und bindender Stoff
(Harz bzw. Kunststoff) im Endzustand
Kunststoff hingegen übernimmt keine primär
tragenden Aufgaben, sondern stabilisiert und
schützt die Fasern.
Kunststoffe
Die Kunststoffmatrix definiert die Form des Verbundbauteils und schützt die Fasern vor UVStrahlung und aggressiven Medien wie Feuchtigkeit oder Chemikalien. Gleichzeitig bildet der
Kunststoff die Oberfläche und bestimmt damit
Transparenz, Farbe und Haptik des Faserverbundwerkstoffs. Die Halbzeuge werden in der
Regel nach der Produktion nicht mehr beschichtet. Wie bei allen Kunststoffen werden
auch bei Faserverbundkunststoffen verschiedene Additive und Füllstoffe zur Steuerung
der Materialeigenschaften beigemischt. So
kommen z. B. bei Brandschutzanforderungen
Flammschutzmittel zum Einsatz, bei pultrudierten Halbzeugen vor allem mineralische Füllstoffe zur Reduktion von Schwindvorgängen
(siehe Füllstoffe und Additive, S. 32f.).
Die optischen und mechanischen Eigenschaften faserverstärkter Kunststoffe werden durch
das Zusammenspiel ihrer Komponenten bestimmt. Die Fasern erhöhen Tragfähig- sowie
Materialsteifigkeit des Kunststoffs und damit
maßgeblich auch die des Verbundbauteils. Der
Gebräuchliche Harzsysteme
Für Faserverbundbauteile werden fast ausschließlich duroplastische Kunststoffe verwendet. Aufgrund der niedrigen Viskosität von Harz
vor der Härtungsreaktion können die Faseroberflächen gut benetzt werden. Außerdem
sind Duroplaste widerstandsfähiger gegenüber
Umwelteinflüssen als Thermoplaste. Im Bauwesen sind ungesättigtes Polyesterharz (UP),
Epoxidharz (EP), Vinylesterharz (VE bzw. PHA)
a
b
Komponenten
C 2.1
maschinelle Produktion von faserverstärktem
Kunststoff (Pultrusionsverfahren)
C 2.2 Faserlagen eines ausgewählten pultrudierten
Profils
a Probekörper (abgebrannte Kunststoffmatrix)
b schematische Darstellung
C 2.3 Eigenschaften verschiedener Faserverbundwerkstoffe (Richtwerte)
76
C 2.2
Faserverstärkte Kunststoffe
Werkstoff
Glasfaserverstärkter
Kunststoff (GFK)
Kohlenstofffaserverstärkter
Kunststoff 3 (CFK)
Spezifikation
pultrudiertes Laminat
GFK-P E23
Dichte
Zugfestigkeit,
längs
Zug-E-Modul,
längs
Zugfestigkeit,
quer
Zug-E-Modul,
quer
[kg/dm3]
[N/mm2]
[N/mm2]
[N/mm2]
[N/mm2]
1,8
240
23 000
50
7000
Wärmeausdehnungskoeffizient
[10-6/K]
GFK-M
1,5
80
7000
80
7000
30,0
Mischlaminat
GFK-MW
1,6
120
12 000
120
12 000
25,0
Wickellaminat
GFK-FM/FMU
1,6
160
15 000
50
8000
hochfest
CFK-HT
1,6
2800
165 000
0
–
mittelmodulig
CFK-IM
1,6
2800
210 000
0
–
hochmodulig
CFK-HM
1,6
1350
300 000
0
–
längs /quer zur Faserrichtung
längs zur Faserrichtung
3
Fasern ausschließlich in Bauteillängsrichtung orientiert = unidirektional
2
[W/mK]
9,0/30,01
Wirrfaserlaminat
1
Wärmeleitfähigkeit
0,25
15,0/30,01
0,2 2
17,0
Wirrfaserlaminat: flächiges Laminat mit ausschließlich Wirrfaserverstärkung
Mischlaminat: flächiges Laminat mit Wirrfaserverstärkung und Gelegen bzw. Geweben
Wickellaminat: flächiges Laminat mit ausgeprägter Vorzugsrichtung
C 2.3
und Phenolharz (PF) üblich (siehe Duroplaste,
S. 46f.). UP eignet sich für alle Standardanwendungen und insbesondere für glasfaserverstärkten Kunststoff. EP wird für hochfeste Bauteile und bei kohlenstofffaserverstärkten Kunststoffen eingesetzt, VE bei hohen chemischen
Schutzanforderungen, PF bei besonderen
Brandschutzanforderungen. Darüber hinaus
kann auch eine keramische Matrix zum Einsatz
kommen, die jedoch vergleichsweise niedrige
Festigkeiten liefert.
Fasern
Welche Verarbeitungsform der Fasern sich für
die Herstellung von Halbzeugen eignet, hängt
von dem Fertigungsverfahren und den gewünschten mechanischen Eigenschaften ab.
Langfasern
Langfasern (Rovings) sind nicht weiter bearbeitete Faserbündel, sie ermöglichen eine lineare
Verstärkung mit hohem Fasergehalt und gute
mechanische Eigenschaften für den Verbund.
Rovings werden vor allem bei maschinellen
Fertigungsmethoden wie dem Pultrudieren, Wickeln oder Flechten eingesetzt. Für manuelle
Verfahren ist die Handhabung von Langfasern
zu aufwendig, weshalb dort auf Textilien zurückgegriffen wird.
Kurzfasern
Kurzfasern liegen ungerichtet im Kunststoff. Zur
besseren Handhabung werden Kurzfasern jedoch häufig als gepresste Wirrfasermatten verarbeitet (siehe Wirrfasermatten und Vliese, S. 70).
Die temporäre Fixierung der Fasern (Schlichte)
löst sich beim Kontakt mit dem flüssigen Harz,
wodurch sich die Fasern an die Bauteilform anpassen können. Vliese sind sehr feine Fasermatten aus Kurzfasern, die an der Oberfläche
von Laminaten angeordnet werden. Daneben
ist es möglich, Kurzfasern direkt in das flüssige
Harz zu mischen. Diese Mischung kann dann
für Press- oder Injektionsverfahren eingesetzt
werden. Wirrfasermatten und Vliese sind für alle
flächigen Faserverbundbauteile gebräuchlich.
Textilien
Textilien werden im Verbundwerkstoff lagenweise übereinander angeordnet, dadurch
ergibt sich eine flächige Verstärkung. Der
erzielbare Fasermassenanteil und damit die
mechanischen Eigenschaften liegen unter
denen einer Langfaserverstärkung. Neben
den klassischen Geweben können auch Gelege eingesetzt werden, bei denen die Fasern
nicht verwoben, sondern nur übereinander
geschichtet sind. Da die Fasern in Gelegen
nicht gekrümmt (onduliert) sind, lassen sich
höhere Festigkeiten des Verbundbauteils erzielen. Bei komplexen Matten werden auf der
Oberfläche der Gelege zusätzlich Kurzfasern
angeordnet. Eine Übersicht verfügbarer Textilien findet sich im Kapitel »Vorprodukte«
(S. 69ff.). Textile Verstärkungen sind wegen
der einfacheren Handhabung für manuelle
Produktionsverfahren und dort gebräuchlich,
wo Fasern in mehrere Richtungen orientiert
werden sollen.
Gebräuchliche Fasern im Bauwesen
Im Bauwesen kommen hauptsächlich Glasfasern zum Einsatz, da sie eine hohe Festigkeit
haben und relativ günstig sind. Seltener werden die teuren Kohlenstofffasern verwendet,
die deutlich bessere mechanische Eigenschaften als GFK erzielen. Für architektonische Anwendungen ist aramidfaserverstärkter Kunststoff mit hoher Zähigkeit weniger gebräuchlich.
Seine Bearbeitung ist deswegen schwierig und
mit einem hohen Werkzeugverschleiß verbunden. Naturfasern verfügen für den Einsatz bei
bewitterten Bauteilen bisher noch nicht über
eine zufriedenstellende Feuchtigkeitsresistenz.
Im Folgenden werden daher nur die Eigenschaften von GFK und CFK beschrieben und
miteinander verglichen.
Eigenschaften von faserverstärkten Kunststoffen
Maschinell produzierte GFK-Bauteile können
zwar die Festigkeit von Baustahl erreichen,
der E-Modul liegt jedoch höchstens bei einem
Zehntel von Stahl. Deswegen sind große
Spannweiten nicht ohne Weiteres realisierbar.
CFK hingegen hat einen mit Stahl vergleichbaren E-Modul und dabei eine wesentlich höhere
Festigkeit (Abb. C 2.3).
Interaktion zwischen Faser und Matrix
Die Festigkeit des Verbundbauteils hängt
vom Zusammenspiel von Faser und Kunststoffmatrix ab. Ein Bruch im Laminat wird
in der Regel durch Risse in der Matrix hervorgerufen, die wiederum durch ein Überschreiten der maximalen Dehnung im Kunststoff entstehen. Die Verwendung eines Kunststoffs mit hoher Grenzdehnung erhöht damit
auch die Festigkeit des gesamten Verbundbauteils.
Daneben ist die Haftzugspannung zwischen
Faser und Kunststoff für die Tragwirkung des
Bauteils entscheidend. Die Haftfestigkeit zwischen Fasern und Matrix ist aufgrund von Fehlstellen stets geringer als die Festigkeit des unverstärkten Kunststoffs. Unter Schubspannung
oder Querzug (z. B. bei Klebefugen) können
sich daher die Einzelschichten voneinander abschälen (Delaminieren). Mittlerweile gibt es allerdings Bestrebungen, die Haftzugfestigkeit
der Matrix durch Zugabe von Kohlenstoffnanoröhrchen zu verbessern (siehe Kohlenstoffnanoröhrchen, S. 34).
Faseranordnung
Werden Bauteile vorwiegend in Längsrichtung
beansprucht, verwendet man hauptsächlich
Langfasern (Rovings), sodass alle Fasern in
eine einzige Richtung orientiert sind (unidirektionale Faserverstärkung / UD-Verstärkung).
GFK-Profile jedoch können zusätzlich durch im
Randbereich liegende Textilien verstärkt werden, die die Querkrafttragfähigkeit, den Lochlaibungswiderstand bei Schraubenverbindungen sowie die Scherfestigkeit bei Verklebungen erhöhen. Bei dünnen Streifen wie CFKLamellen hingegen reicht in der Regel eine
ausschließlich unidirektionale Verstärkung aus,
da sie nicht in Querrichtung beansprucht werden. Die Festigkeit senkrecht zur Lamelle ist
gering, weil Kohlenstofffasern querdruckempfindlich sind.
Faserschichtung
Die Fasern werden im Verbundbauteil meist
in mehreren Lagen mit unterschiedlicher
Faserorientierung übereinandergeschichtet.
In Abb. C 2.2 b ist die Fasergeometrie eines
pultrudierten Profils exemplarisch darge-
77
Faserverstärkte Kunststoffe
stellt. Abb. C 2.2 a (S. 76) zeigt einen veraschten Probekörper, d. h. der umgebende Kunststoff wurde abgebrannt, um die insgesamt
13 Einzelschichten sichtbar zu machen.
Die zentrale, kompakte Lage aus unidirektionalen Rovings ist hier vergleichsweise dick
und von mehreren Textilien mit unterschiedlicher Faserorientierung umgeben. Während
die zentralen Rovings der hauptsächlichen
Lastabtragung dienen, verbessern die außen
liegenden Textilien die Querkrafttragfähigkeit
und die Lochlaibungsfestigkeit bei Schraubenverbindungen. An der Außenseite ist die
feine Vliesschicht erkennbar, die für eine glatte Oberfläche sorgt. Die Schichten werden
bei der Produktion nicht einzeln, sondern
vorkonfektioniert in Form von Gelegen oder
komplexen Matten eingebaut (siehe Gelege,
S. 70f.).
a
Verarbeitung
Die Verarbeitung von GFK- und CFK-Halbzeugen kann mit Maschinen des Holzbaus erfolgen. Es sollten jedoch gehärtete Sägeblätter
und Bohrer z. B. mit Diamantbesetzung bevorzugt werden, da die Werkzeuge sonst zu
schnell verschleißen, beste Ergebnisse erzielen Wasserstrahlschneiden. Der Schleifstaub
infolge spanender Bearbeitung ist zwar nicht
gesundheitsschädlich, kann aber zu Hautreizungen führen, weshalb Absauganlagen oder
Werkzeuge mit Wasserbenetzung zum Binden
des Schleifstaubs empfohlen werden (siehe
Gesundheits- und Sicherheitshinweise, S. 157).
Die üblicherweise eingesetzten duroplastischen Kunststoffe lassen sich nicht verschweißen. Fügungen erfolgen meist durch Schrauben
oder Kleben (siehe Verbindungen, S. 161ff.).
Recycling
Temperatur- und Brandverhalten
Die Gebrauchstemperatur und das Brandverhalten von Faserverbundkunststoffen hängen
vom verwendeten Harz und den Additiven
ab. Grundsätzlich sind die im Bauwesen üblichen Faserverbundkunststoffe normal entflammbar (B 2 nach DIN 4102-1). Um ein
schwer entflammbares Bauteil zu erhalten,
wird Phenolharz (PF) verwendet oder ein ungesättigtes Polyesterharz (UP) mit Flammschutzmitteln gefüllt. Die Brandschutzklasse
B 1 kann durch diese Maßnahmen gut eingehalten werden. Beim Einsatz einer keramischen Matrix lässt sich unter bestimmten Bedingungen sogar Brandschutzklasse A 2 einstellen. Dabei ist zu beachten, dass »gefülltes«
Polyesterharz die Verarbeitung erschwert und
nur geringere Faservolumengehalte zulässt.
Epoxidharz (EP) ist bei Brandschutzanforderungen ungeeignet.
b
Oberfläche
Die Gestaltung der Oberfläche von faserverstärkten Kunststoffen ist nicht nur aus optischen Gründen, sondern auch wegen der Dauerhaftigkeit der Halbzeuge von entscheidender
Bedeutung. An der Oberfläche sollten sich
keine Fasern befinden, da diese Wasser aufnehmen können und somit der Korrosion ausgesetzt sind. Daher ist zunächst eine Reinharzschicht zum Schutz des tragenden Laminats
anzutragen. Bei Handlaminaten ist dies der sogenannte Gelcoat, der als erste faserfreie
Schicht auf die Form aufgebracht oder nachträglich aufgesprüht wird. Bei pultrudierten
oder gepressten Bauteilen wird ein feines
Oberflächenvlies als äußerste Schicht angebracht, das die inneren Faserlagen vor Medien
wie Wasser, Chemikalien oder UV-Strahlung
schützt.
Dringt aufgrund kleiner Risse Wasser in das
Laminat ein, können sich direkt unter dem Gelcoat Blasen bilden. An den betroffenen Stellen
ist die brüchige Oberflächenschicht zu entfernen und neu aufzutragen. Ursache solcher
Risse kann ein Anprall oder eine zu hohe Belastung des Bauteils sein.
c
d
78
C 2.4
Verbundwerkstoffe sind im Allgemeinen kaum
recycelbar, da für eine komplette Verwertung
die Komponenten getrennt werden müssten.
Für GFK und CFK werden in der Regel duroplastische Kunststoffe eingesetzt, die nicht aufgeschmolzen werden können und daher keine
Trennung der Bestandteile möglich ist. Als Alternative bleibt lediglich ein Downcycling mit
Eigenschaftsminimierung zum Schüttgut oder
eine thermische Verwertung (siehe Verwertung
von Kunststoffen, S. 130f.).
Fertigung
Je nach Querschnittsgeometrie und Seriengröße eignen sich unterschiedliche Verfahren für
die Produktion von Halbzeugen aus GFK und
CFK. Handlaminate bieten sich für kleine Serien
oder Einzelteile sowie für große Bauteile und
komplexe Geometrien an. Zur Optimierung der
Laminatqualität und der Reproduzierbarkeit
wurde das ebenfalls manuelle Harzinfusionsbzw. Vakuumverfahren entwickelt. Automatisierte und damit kostengünstigere Verfahren
wie das Pressen, Pultrudieren, Wickeln und
Flechten eignen sich für große Stückzahlen und
kleinere Bauteile.
Handlaminieren
Frei geformte Bauteile mit geringen Stückzahlen, aber auch Elemente, die sich wegen ihrer
großen Abmessungen nicht automatisiert herstellen lassen, werden manuell im Handlaminierverfahren gefertigt (Abb. C 2.5). Für die
Formgebung ist eine Schalung erforderlich. Mit
Metallblech oder Holz lassen sich lediglich einfache Geometrien realisieren. Für komplexere
Einzelstücke werden meist Formen aus Polyurethan-Hartschäumen verwendet, mit denen
sich allerdings nur relativ wenige Bauteile herstellen lassen, da der Schaumstoff beim Entformen oft bereits nach dem ersten Gebrauch beschädigt wird. Für größere Stückzahlen bieten
sich Formen aus faserverstärktem Kunststoff
an, die eine sehr lange Lebensdauer haben
(siehe Formenbau, S. 184ff.).
Faserverstärkte Kunststoffe
Die Oberflächen der Schalung werden geschliffen und mit einem Trennmittel überzogen,
um das spätere Entformen zu erleichtern. Bei
einer Form aus Hartschaum verhindert die
Trennschicht zudem das Eindringen des Harzes in den Schaum. Wenn der Schaumstoff
als Kernschicht im Bauteil verbleiben soll,
entfällt die Trennschicht, um einen guten Verbund zu gewährleisten. Beim Laminieren wird
zunächst eine weniger als 1 mm dicke faserfreie Reinharzschicht, der Gelcoat, auf die
Form aufgetragen (Abb. C 2.4 a). Hierzu verwendet man Spezialharze, die eine gute Härte
sowie Schlagzähigkeit besitzen und denen
Thixotropiemittel beigegeben sind, welche
das Harz dickflüssiger machen. Diese Deckschicht bildet einen Oberflächenschutz für das
Laminat.
Danach werden Textilien oder Fasermatten
in die Form eingebracht, mit flüssigem Harz
getränkt und durch Rollen angepresst bzw.
entlüftet (Abb. C 2.4 b und c). Dabei ist die
erste Lage meist ein feines Vlies, um eine
glatte Oberfläche zu erzielen. Für Bauteile
mit geringen Tragfähigkeitsanforderungen
werden hierzu ausschließlich Wirrfasermatten
verwendet, für tragende Bauteile hingegen
Gewebe und bevorzugt Gelege. Dieser Prozess wird mehrfach bis zum Erreichen der
gewünschten Laminatstärke wiederholt. Die
Formseite erhält eine glatte Oberfläche, die
Gegenseite ist rau.
Fertigungsqualität
Beim Handlaminieren frei geformter Bauteile ist
es schwierig, eine vorgegebene Faserorientierung exakt einzuhalten. Der erzielbare Faseranteil beträgt maximal 45 Vol.-%, da die unterschiedlichen Textilien nicht dichter gepackt
werden können. Dieser Anteil ist geringer,
wenn das Harz durch ein beigefügtes Flammschutzmittel dickflüssiger ist. Die Qualität der
erzeugten Bauteile hängt stark vom handwerklichen Können des Verarbeiters ab.
Um die Anzahl von Fehlstellen sowie Lufteinschlüssen zu reduzieren und die Dichte der
Laminate zu erhöhen, setzt man verschiedene
Techniken ein, bei denen das Laminat unter
Druck aushärtet. Der Druck kann dabei auf unterschiedliche Arten erzeugt werden. Hohle
Bauteile beispielsweise werden mit einem
innen liegenden Pressschlauch verdichtet.
Diese Methode liefert ein sehr dichtes Laminat
mit hohem Fasergehalt und weist nur geringe
Werkzeugkosten auf.
Häufig werden überflüssige Harzmengen sowie
Lufteinschlüsse auch durch ein Vakuum abgesaugt und das Laminat somit besser verdichtet.
Dazu wird das noch nasse Laminat zunächst
mit einer porösen Trennfolie sowie einem Sauggewebe abgedeckt, anschließend mit einer Vakuumfolie überdeckt und an den Rändern abgedichtet.
Harzinfusions- und Vakuumverfahren
Auf der Grundlage des Handlaminierens wurden das Harzinfusions- und Vakuumverfahren
8
7
1
2
3
4
5 Harz
6 Verstärkungsfasern (Textilien)
7 Pinsel
8 Entlüftungsroller
Form
Trennschicht
Gelcoat
Oberflächenvlies
5
6
5
4 3
1
2
C 2.5
2
1
2
3
4
5
3
4 5
6
7
8
9
10
1
6
7
11
Dichtung
Schraubzwinge
Spannrahmen
gelochtes Blech
Rinne für überschüssiges
Harz
Folie
Faserverstärkung mit Harz
Trennschicht
Form
Vakuumbehälter für überschüssiges Harz
Ventil zur Vakuumpumpe
8
9
11
10
C 2.6
1
2
3
4
Harz
Unterform
Oberform
Distanzstücke
5 Faserverstärkung
6 fertiges Laminat
7 Heizung
Druck
3
4
1
6
7
2
5
C 2.4
Fertigungsschritte des Handlaminierens
a Aufbringen des Trennmittels auf die Form
b Auftrag der Reinharzschicht (Gelcoat),
Wartezeit bis zum Anhärten
c Einlegen der Faserverstärkung, Andrücken und
Entlüften mit Roller
C 2.7
C 2.5
C 2.6
C 2.7
d lagenweises Aufbringen des flüssigen Harzes
und weiterer Faserverstärkungen
Handlaminierverfahren
Harzinfusions- bzw. Vakuumverfahren
Press- und Injektionsverfahren
79
Faserverstärkte Kunststoffe
1
2
3
4
5
6
7
8
4
beheizte Form
Vorform
textile Verstärkung
Rovingspulen
Tränkwanne
Profil
Raupenzug
Säge
3
1
2
8
5
6
7
C 2.8
2
1
4 5
3
a
1
2
3
4
Antrieb
Getriebe
Wickeldorn
verfahrbare
Auflagerung
der Tränkwanne
5 Tränkwanne
mit Harz
6 Glasfaserstränge
6
5
3
Press- und Injektionsverfahren
4
b
C 2.9
1 verfahrbare Flechtmaschine
2 rotierender Flechtkopf
3 stationärer Kern
1
3
2
C 2.10
C 2.8
C 2.9
80
entwickelt, um eine gleichmäßigere Laminatstruktur, weniger Lufteinschlüsse und beidseitig glatte Oberflächen zu erzielen (Abb. C 2.6,
S. 79). Im Gegensatz zum Handlaminieren wird
das Harz bei diesen Verfahren nicht vorab eingebracht, sondern erst nach dem trockenen
Verlegen aller Faserschichten. Vor dem Harzeintrag wird das Laminat mit Trennfolie und
Sauggewebe luftdicht eingepackt.
Beim Harzinfusionsverfahren wird an einer Stelle Luft entnommen und gleichzeitig an der gegenüberliegenden Stelle Harz unter Druck eingepresst. Dieses Verfahren ist auch als Resin
Transfer Moulding (RTM) bekannt.
Beim Vakuumverfahren wird das Harz mittels
Unterdruck in das Gewebe eingesaugt. Diese
Produktionsmethode nennt man auch Vacuum
Assisted Resin Transfer Moulding (VARTM).
Sie dauert länger als das Harzinfusionsverfahren, liefert jedoch auch bessere Ergebnisse.
Eine sehr hohe Qualität wird durch Aushärtung
im Autoklav erreicht, einem beheizbaren Druckkessel, in dem sich Temperatur- und Druckzyklen exakt und reproduzierbar steuern lassen. Das Bauteil wird unter Drücken von 2 bis
25 bar sowie Temperaturen von ca. 180 °C
ausgehärtet. Durch den allseitig wirkenden
hydrostatischen Druck lassen sich auch für
komplexe und groß dimensionierte Strukturen
leichte Formen einsetzten. Hochleistungsbauteile der Luft- und Raumfahrt werden im Autoklav hergestellt.
Pultrusion
Faserwickeln
a Faseranordnung
b Tränken der Fasern mit Kunststoff
C 2.10
C 2.11
C 2.12
Flechtverfahren
Flechten eines Schlauchs mit Kern
Faserspritzen
Für die automatisierte Herstellung von Formteilen aus faserverstärktem Kunststoff gibt es verschiedene kalte und heiße Pressverfahren, die
eine vergleichsweise hohe Grundinvestition in
Werkzeuge und Formen erfordern (Abb. C 2.7,
S. 79). Sie kommen daher vor allem in der industriellen Fertigung von Großserien zur Anwendung. Die Formgebung erfolgt dabei meist
durch zweiteilige metallische Werkzeuge in
einer Presse.
Beim Kaltpressen können Werkzeuge aus
Kunstharz eingesetzt werden. Der erreichbare Fasergehalt der Bauteile liegt bei nur
ca. 50 Vol.-%. Fertigteile mit erhöhten Anforderungen werden im Heißpressverfahren mit
Werkzeugen aus Stahl oder Aluminium hergestellt. Das Heißpressen ermöglicht Fasergehalte bis zu 65 Vol.-%.
Vorimprägnierte Textilien
Bei beiden Pressverfahren können sowohl flüssige als auch vorgefertigte Halbzeuge, sogenannte Prepregs, verwendet werden. Prepregs
(preimpregnated fibres) sind mit Harz vorimprägnierte Verstärkungsfasern, dieses Harz
härtet unter Druck und hoher Temperatur aus.
Der Tränkungsvorgang der Fasern ist damit
vom eigentlichen Formgebungsvorgang getrennt. Die maschinell produzierten Prepregs
haben eine gleichbleibende Harzbenetzung
der Fasern, weshalb eine hohe Qualität der Faserverbundwerkstoffe erreicht werden kann.
Kurzfaserverstärkte Prepregs, sogenannte
Faserverstärkte Kunststoffe
Sheet Moulding Compounds (SMC) sind in der
industriellen Serienfertigung verwendete Halbzeuge, die mit Glasfasern von 25 bis 50 mm
Länge verstärkt werden. Als Harze werden
meist UP verwendet, seltener auch VE für
höher beanspruchte Bauteile. Harzmasse und
Fasern werden maschinell zwischen Trägerfolien gepackt und zu Endlosrollenware weiterverarbeitet. Das lederartige Material wird zugeschnitten und mit zweiteiligen, beheizten Stahlwerkzeugen unter hohem Druck (30 –140 bar)
zu Formteilen verarbeitet. Wichtigste Anwendungsgebiete sind Großserien von Installationsschränken, Abdeckhauben, Fahrzeugteilen
(z. B. Heckklappen oder Ölwannen) und anderen Formteilen. Da diese automatisierten Verfahren nur in solchen Großserien wirtschaftlich
sind, spielen sie für Anwendungen in der Architektur bisher noch keine Rolle.
Pultrusion
Das Pultrusionsverfahren (Strangziehverfahren) hat derzeit für Halbzeuge im Bauwesen
eine besondere Bedeutung, weil sich auf vergleichsweise einfache Art Profile und Platten
mit einem hohen Fasergehalt und geringer
Streuung der mechanischen Eigenschaften
herstellen lassen (Abb. C 2.8). Bei der Pultrusion werden mit Harz getränkte Langfasern
(Rovings) durch ein beheiztes Formwerkzeug
geführt, wo der Kunststoff unter erhöhten Temperaturen in wenigen Minuten aushärtet. Alternativ können auch trockene Fasern durch die
Form gezogen und das Harz direkt eingepresst
werden. Neben den Rovings besteht ebenfalls
die Möglichkeit Textilien als Oberflächenverstärkung mit in die Profile einzulegen, die Positionierung erfolgt über Rollen. Für die Biegetragfähigkeit ist die unidirektionale Rovingverstärkung in Längsrichtung maßgebend. Senkrecht zur Pultrusionsrichtung sind die mechanischen Beanspruchbarkeiten verfahrensbedingt
deutlich geringer und werden vor allem durch
die Textilien beeinflusst. Häufig werden an der
Oberfläche komplexe Matten angeordnet, die
aus einem Gelege aus gestapelten Langfasern
mit darauf aufgebrachten Kurzfasern bestehen.
Während die Langfaserlagen zur Erhöhung der
Tragfähigkeit in Längs- und Querrichtung dienen, wird durch die Kurzfasern eine gleichmäßigere Oberfläche erzielt.
Beim Pultrusionsverfahren kann ein Fasergehalt
von 70 Vol.-% erreicht werden. Als Matrix werden meist UP, gelegentlich auch VE oder PF
verwendet, für kohlenstofffaserverstärkte Profile
ist EP üblich. Die Fertigungstoleranzen des industriellen Prozesses sind zwar gering, aufgrund der Schrumpfung der duromeren Matrix
beim Aushärten und Lageungenauigkeiten der
Fasern jedoch höher als bei metallischen Profilen. Prinzipiell ist im Pultrusionsverfahren nahezu jede Querschnittsform denkbar, die Profilabmessungen sind jedoch verfahrenstechnisch
begrenzt, in der Regel auf Wandstärken zwischen 0,5 und 100 mm sowie maximale Außenabmessungen zwischen 650 und 1250 mm.
Rippen oder Profilierungen quer zur Pultru-
C 2.11
C 2.12
sionsrichtung lassen sich nicht herstellen. Pultrusionsprofile sind in der Regel gerade, mittlerweile können jedoch auch gekrümmte Profile
hergestellt werden. [1] Die ab Lager erhältlichen Standardprofile der meisten Hersteller orientieren sich weitgehend an den Querschnitten
des Stahlbaus (Abb. C 3.7, S. 84). Es werden
aber zunehmend auch komplexere Geometrien
für spezielle Anwendungen pultrudiert, z. B.
Fensterprofile oder Brückenfahrbahnen. Die
Pultrusion erfordert ein vergleichsweise aufwendiges Formwerkzeug und auch die Einrichtung der Maschinen ist sehr zeitaufwendig, sodass sich Sonderprofile erst ab größeren Mengen (meist mindestens 1000 Produktionsmetern) lohnen.
aufwendige maschinelle Ausrüstung und wird
vor allem für hochbeanspruchte Bauteile der
Luft- und Raumfahrtindustrie eingesetzt. Bei
dieser Fertigungsmethode wird eine große
Anzahl Fäden von einer Flechtmaschine auf
einen Kern übereinander abgelegt und so
verflochten (Abb. C 2.10 und C 2.11). Dabei
sind entweder der Kern oder die rotierenden
Flechtköpfe fixiert, die jeweils andere Komponente ist verfahrbar und kann die Fasern kontinuierlich über die Bauteillänge ablegen. Mit
den sich überschneidenden Fasern lassen sich
auch sehr komplexe Bauteile mit veränderlichem Querschnitt erstellen. Zusätzlich können
verschiedene Faserarten (z. B. Glas- und Kohlenstofffasern) kombiniert und die Faseranordnungen an die Belastungen angepasst werden.
Im Gegensatz zum Wickelverfahren sind Fasern in Bauteillängsrichtung (0°-Richtung)
möglich. Das Harz wird nach dem Flechtvorgang im Infusions- oder Injektionsverfahren
eingebracht. Rohre mit Flechtverstärkung können auch pultrudiert werden. Durch die sich
kreuzenden Fäden und die damit verbundene
Reibung zwischen den Fasern haben geflochtene Bauteile im Endzustand eine hohe Schlagzähigkeit.
Faserwickeln
Mit der Wickeltechnik werden Rohre, Behälter,
Tanks und andere rotationssymmetrische Hohlkörper hergestellt (Abb. C 2.9). Die hohe Mechanisierung des Verfahrens erlaubt es, die
Fasern exakt, reproduzierbar und in hoher
Dichte anzuordnen. Beim Faserwickeln wird ein
rotierender Kern mit vorgespannten Rovings
umwickelt. Es lassen sich auch Matten oder
Gewebe verarbeiten. Die Fasern können sowohl mit Harz getränkt, also nass, als auch trocken verarbeitet werden. Im zweiten Fall werden sie anschließend im Harzinfusionsverfahren benetzt. Über die Drehzahl des Kerns
sowie die Geschwindigkeit der Fadenablage
lässt sich die Faserverstärkung des Laminats
beeinflussen. Je nach Stückzahl und Geometrie des Bauteils werden einmalig eingesetzte
Kerne aus löslichen Stoffen oder bei größeren
Serien wiederverwendbare Kerne aus Stahl
oder Aluminium eingesetzt. Zur einfacheren
Entformung werden diese oft leicht konisch
oder aus zusammenklappbaren Segmenten
ausgeführt. Bei Rohren mit dünnen Wandungen werden die Fasern in einem Winkel von
ca. 15 bis 75° zur Längsrichtung eingebaut,
damit ist das Rohr bei der späteren Anwendung besser gegen Ausbeulen stabilisiert.
Eine 0°-Anordung ist nicht durchführbar.
Flechten
Das Flechtverfahren, das mit dem Faserwickeln vergleichbar ist, erfordert eine sehr
Faserspritzen
Das Faserspritzen ist eine kostengünstige
Methode zur manuellen Fertigung großflächiger Laminate mit komplexer Geometrie aber
geringen Anforderungen an die Tragfähigkeit
(Abb. C 2.12). Dazu wird ein Rovingstrang in
eine Spritzpistole eingelegt und dabei in kurze
Faserstücke geschnitten. Diese Kurzfasern und
ein Harz mit geringer Reaktionszeit werden
gleichzeitig auf die Form gespritzt. Das Laminat wird anschließend wie beim Handlaminieren mit einem Rillenroller entlüftet. Die Laminatdicke schwankt bei diesem Verfahren relativ
stark, die Faserorientierung kann zudem nicht
gesteuert werden. Vorteilhaft sind jedoch der
geringe Arbeitsaufwand sowie die Möglichkeit,
auf vertikalen Flächen oder auf Membranen laminieren zu können.
Anmerkungen:
[1] www.thomas-technik.de/pdf/Radius_Pultrusion.pdf,
19.08.2010
81
Kunststoffhalbzeuge
C 3.1
Kunststoffhalbzeuge können hinsichtlich ihrer
Geometrien in lineare Profile, flächige Platten
und dreidimensionale Formteile eingeteilt werden (Abb. C 3.6). Daneben unterscheiden sie
sich auch nach ihrer Funktion: Platten werden
durch Aneinanderreihung großflächig gefügt,
während Profile bzw. Formteile als Einzelbauteile Verwendung finden. Bis auf wenige Ausnahmen werden Halbzeuge entweder aus
thermoplastischen Kunststoffen (ohne Faserverstärkung) oder aus duroplastischen (faserverstärkten) Kunststoffen geformt.
Profile
Profile sind prismatische, längs ausgerichtete
Bauteile mit einem konstanten Querschnitt. Die
möglichen Profilgeometrien reichen von Rohrquerschnitten über H-Profile bis hin zu komplexen Querschnitten (Abb. C 3.4). In seltenen
Fällen, z. B. bei konischen Rohren, ist auch eine
Verjüngung des Querschnitts über die Länge
oder eine gekrümmte Formgebung möglich.
Hinsichtlich realisierbarer Spannweiten und
Querschnittsformen oder der Wiederverwertbarkeit unterscheiden sich thermoplastische
und faserverstärkte Kunststoffe teilweise erheblich.
Profile aus Thermoplasten
Profile aus unverstärkten, thermoplastischen
Kunststoffen werden für Abdeckungen, zu Ge-
staltungszwecken und für den Innenausbau
eingesetzt. Die für tragende Bauteile nötigen
Festigkeiten erreichen sie in der Regel nicht.
Bei Außenanwendungen wie Sonnenschutz,
Fensterprofilen oder Verblendungen kommt
hauptsächlich weichmacherfreies Polyvinylchlorid (PVC-U) zur Anwendung. Er ist preiswert und hat eine gute Dauerhaftigkeit. Mit
PVC-U lassen sich auch transparente Profile
erstellen, welche jedoch nicht dauerhaft für Außenanwendungen geeignet sind, da sie vergilben. Zweckmässiger sind in diesem Fall Rohre
und Profile aus Acrylglas (Polymethylmethacrylat – PMMA; Abb. C 3.5) oder Polycarbonat
(PC), da diese langanhaltend lichtecht sind.
Für Innenverkleidungen oder Möbel kommen
zahlreiche Thermoplaste infrage. Die Auswahl
des geeigneten Werkstoffs wird durch die gewünschte Haptik, Kratzfestigkeit, Bruchfestigkeit oder die mögliche Einfärbung bestimmt.
Fensterrahmenprofile
Im Fensterbau haben Rahmen aus PVC-U vor
Holz und Aluminium den größten Marktanteil.
Andere Kunststoffe wie Polypropylen (PP),
Acrylesterstyrolacrylnitril (ASA), Polyurethan
(PUR) oder glasfaserverstärkter Kunststoff
(GFK) spielen bislang nur eine Nebenrolle.
Wegen der hohen Produktionsmengen steht
gerade dieses Kunststoffhalbzeug häufig im
Mittelpunkt der öffentlichen Diskussion um die
Umweltwirkung von Kunststoffen in der Architektur (siehe Umweltwirkungen von Kunststof-
4
5
6
3
7
C 3.1
C 3.2
C 3.3
C 3.4
C 3.5
C 3.6
82
Sandwichplatte aus Polycarbonat (PC)
Extrusion von Profilen
Fensterprofil aus PVC
Profil aus glasfaserverstärktem Kunststoff
Rohre aus Acrylglas (PMMA)
Überblick Kunststoffhalbzeuge
2
1
8
1
2
3
4
5
6
7
8
Schnecke
Zylinder
Heizung
Trichter
Granulat bzw. Pulver
Getriebe
Motor
extrudiertes Profil
C 3.2
Kunststoffhalbzeuge
C 3.3
fen, S. 124ff.). PVC-Fensterrahmen sind zwar
ein typisches Produkt für den Wohnungsbau,
wegen der großen Profilquerschnitte und geringer optischer und haptischer Qualitäten sind
diese Produkte jedoch häufig architektonisch
unbefriedigend.
Die Querschnittsformen von Fensterrahmen
wurden in den letzten Jahrzehnten kontinuierlich weiterentwickelt, um ihre Wärmedämmung
und Tragfähigkeit zu verbessern. Moderne
PVC-Fensterrahmen (Abb. C 3.3) haben eine
Vielzahl von Kammern, die durch dünne Stege
voneinander getrennt sind. Dabei werden für
eine bessere Tragfähigkeit teilweise Metallstäbe in das Profil eingebaut. Für größere Spannweiten der Rahmen sind PVC-Profile jedoch ungeeignet, da der unverstärkte Kunststoff keine
ausreichende Materialsteifigkeit bietet. Im Vergleich zu den Stückkosten ist die Entwicklung
und Anfertigung neuer Querschnittsformen für
ein Bauvorhaben sehr aufwendig. Damit bleibt
dem Planer kein Gestaltungsspielraum für neue
Fensterprofile, er muss auf die verfügbaren
Halbzeuge zurückgreifen.
Fensterprofile werden durch kontinuierliche
Extrusion als Meterware produziert. Die Profile
haben in der Regel eine weiße Einfärbung.
Nach der Extrusion muss das Halbzeug bis
auf eventuelle Kaschierungen mit Dekorfolien
oder Aluminiumblech nicht mehr nachbearbeitet oder beschichtet werden, was sich positiv
auf die Wirtschaftlich- und Recyclingfähigkeit
von Fensterprofilen auswirkt.
C 3.5
C 3.4
Die vorproduzierten Gummidichtungen aus
EPDM haben je nach verwendetem Füllstoff
eine schwarze oder graue Einfärbung. Sie
werden unmittelbar nach der Extrusion des
PVCs in die Profile eingebaut. Anschließend
werden die Profile abgelängt und an die Fensterbauer geliefert, wo die weitere Verarbeitung erfolgt. Durch die Verwendung des thermoplastischen PVCs lassen sich die Profile
einfach trennen und bearbeiten sowie an den
Gehrungen verschweißen. Der Einbau der
Beschläge erfolgt ebenfalls erst im Zuge der
Endfertigung.
Fertigung von Thermoplastprofilen
Profile aus thermoplastischen Kunststoffen wie
PVC oder PMMA werden meist extrudiert, die
Bauteillänge ist damit frei einstellbar. Für kürzere Bauteile ist auch eine Spritzgussfertigung
möglich (siehe Spritzguss, S. 92).
Extrusion
Die Extrusion von thermoplastischen Kunststoffen ist wegen des kontinuierlichen Fertigungsverfahrens bei großen Mengen eine sehr wirtschaftliche Produktionsmethode. Alle für thermoplastische Profile als auch Platten infrage
kommenden Kunststoffe können gut extrudiert
werden. Je nach Viskosität des Kunststoffs variieren die erzielbaren minimalen Wandstärken
der Profile, bei Acrylglas beispielsweise sind
die Stege dicker als bei Polycarbonat oder
PVC. Die Querschnitte können durch geeignete
Formwerkzeuge frei gestaltet werden, die
Kombination unterschiedlicher Kunststoffe
mittels der sogenannten Coextrusion oder
Hohlkammern sind dabei problemlos realisierbar. Das Formstück (Extrudat) muss jedoch
prismatisch sein, also einen konstanten Querschnitt über die Länge der Platte bzw. des
Profils aufweisen.
Bei der Produktion wird der Extruder (Abb.
C 3.2) mit dem Kunststoffgranulat bzw. bei
PVC mit dem Pulver befüllt (beschickt), das aus
dem bereits polymerisierten Thermoplast mit
allen notwendigen Füllstoffen und Additiven
besteht. Das Granulat wird im Extruder durch
die Schnecke gefördert, verdichtet und aufgeschmolzen. Im Schneckengang erfolgen die
Durchmischung der Kunststoffschmelze und
der Aufbau des notwendigen Drucks für die
Extrusion. Die Schmelze wird schließlich durch
das Formwerkzeug gepresst. Dabei wird durch
Lehren (Ausrichteeinheiten) oder über Unterdruck die Querschnittsform kontrolliert und ausgerichtet. Der Temperaturverlauf im Extruder
und die Ausrichtung des Querschnitts sind je
nach verwendetem Kunststoff unterschiedlich
einzustellen und liegen im Erfahrungsbereich
des Herstellers. Insbesondere die Fertigung
eines verwindungsfreien, gleichbleibenden
Querschnitts bedarf gewisser Erfahrungswerte. Ein zu dünnflüssiger Kunststoff würde nach
der Formgebung wieder zusammenfallen, während mit einer zu dickflüssigen Schmelze die
gewünschten dünnen Wandungen nicht aus-
Kunststoffhalbzeuge
Profile
Profile aus Thermoplasten
• Acrylglasprofile (PMMA)
• PVC-U Profile
- Fensterprofile
- transparente Profile
Platten
Profile aus
faserverstärktem Kunststoff
• einfache Konstruktionsprofile
- GFK-Profile
- CFK-Lamellen
- CFK-GFK-Verbundträger
• Integrierte Profile
- Fensterprofile
- komplexe Querschnitte
- modulare Systeme
Platten aus Thermoplasten
• Acrylglasplatten (PMMA)
• Polycarbonat (PC)
- Platten
- Stegplatten
- Sandwichplatten
- modifizierte Polyester
(PET, PET-G)
• weitere Thermoplasten
(PVC, PS, SAN)
Formteile
Verbundplatten
Formteile aus
Thermoplasten und faserverstärkten Kunststoffen
• faserverstärkter Kunststoff
(GFK, CFK)
• Möbel und Innenausbau
- Platten
• technischer Ausbau
- Sandwichplatten
- Schalter
- Planken
- Dübel
- Roste
• Schicht- und Holzwerkstoffplatten
• Holz-Kunststoff-Verbund
• Mineralwerkstoffe aus
PMMA /PC und Aluminiumhydroxid
(ATH)
C 3.6
83
Kunststoffhalbzeuge
führbar sind. Anschließend wird das Extrudat
abgekühlt und auf die gewünschte Größe
abgelängt.
Durch Kombination mehrerer Extruder (Coextrusion) lassen sich Halbzeuge aus unterschiedlichen Kunststoffen oder eines Kunststoffs mit unterschiedlichen Additiven (z. B.
Farbstoffen) herstellen. Dies kann eine transparente Stegplatte mit einer eingefärbten Deckschicht sein. Der Entwurf und die Herstellung
des Formwerkzeugs ist allerdings mit einem erheblichen Aufwand verbunden, weshalb neue
Querschnitte erst ab einigen Tausend Metern
Produktionslänge wirtschaftlich sind.
Profile aus faserverstärkten Kunststoffen
Profile aus faserverstärkten Kunststoffen eignen
sich vor allem für tragende Konstruktionen. Im
Bauwesen kommen bis auf wenige Ausnahmen
Glasfaserverstärkungen zur Anwendung, sie
sind relativ günstig und haben eine gute Beständigkeit. Kohlenstofffasern sind hingegen
nur bei hochbelasteten Bauteilen wie Kabeln
oder Verstärkungslamellen wirtschaftlich sinnvoll. Natur- oder Aramidfasern spielen derzeit
quasi keine Rolle.
Anordnung der Faserverstärkung
Die Faserverstärkung wird bei pultrudierten
Profilen hauptsächlich in Form von Langfasern
(Rovings) (siehe Eigenschaften und Anwendung, S. 48f.) in Bauteillängsrichtung einge-
a
baut. An den Oberflächen der Profile sind
zusätzlich Textile und Vliese angeordnet
(Abb. C 3.8). Während die Rovings die Tragfähigkeit in Längsrichtung bestimmen, dienen
die Außenschichten der Verbesserung der
Querkrafttragfähigkeit und der Gestaltung einer
ebenen Oberfläche. Bei Spezialprofilen kann
die Menge der textilen Verstärkung überwiegen, wenn eine hohe Tragfähigkeit in Querrichtung erforderlich ist.
Profilgrößen
Je nach Hersteller sind bei Profilen Wandstärken zwischen 1,5 und 100 mm möglich. Dicken
über 15 mm können jedoch problematisch
werden, da die entstehende Reaktionswärme
bei der Herstellung nicht abfließen und dadurch Zwängungsrisse entstehen können.
Die Innenecken von pultrudierten Profilen sollten einen minimalen Ausrundungsradius von
5,0 mm haben, der jedoch nicht kleiner als die
Wandstärke sein sollte. Derzeit sind je nach
Hersteller Außenabmessungen von bis zu
1250 ≈ 650 mm möglich. Die Bauteillänge ist
prinzipiell nicht nach oben begrenzt, da die
Profile kontinuierlich produziert werden. Lagerware wird aber in der Regel auf 6 m abgelängt.
Pultrudierte Profile sind stets prismatisch,
haben also über die Länge einen konstanten
Querschnitt. In der Regel sind sie gerade, mittlerweile können jedoch auch gekrümmte Stäbe
gefertigt werden. [1] Der Einbau von Kabel-
m
n
o
schächten, Kernmaterialien oder Längsrippen
ist möglich, Querrippen können jedoch nicht
hergestellt werden.
Einfache Querschnittsgeometrien
Die Querschnitte, die von den verschiedenen Hersteller angeboten werden, orientieren
sich an der Formensprache des Stahlbaus
(Abb. C 3.7 a – f, h, i). Normalkraft- und Biegetragfähigkeit dieser Träger sind mit Stahlprofilen vergleichbar. Wegen des deutlich geringeren E-Moduls sind die Verformungen jedoch
wesentlich größer. Daher sind Konstruktionen
aus diesen Profilen auch besonders stabilitätsgefährdet. Insbesondere I-Querschnitte müssen deshalb kontinuierlich gestützt werden, um
ein Auskippen des Druckgurts zu verhindern.
Darüber hinaus ist die geringe Tragfähigkeit
der geschraubten Verbindungen nachteilig.
Konstruktionen aus diesen Profilen werden in
Kapitel »Konstruieren mit Kunststoffhalbzeugen« (S. 160ff.) behandelt.
CFK-Profile
Aufgrund des hohen Preises werden Profile
aus kohlenstofffaserverstärktem Kunststoff
(CFK) nur in kleinen Abmessungen produziert
und für hochbelastete Bauteile eingesetzt.
Dies sind z. B. Verstärkungslamellen für die
Betonsanierung (siehe Instandsetzung mit
CFK-Lamellen, S. 92) oder Rohre aus geflochtenem CFK.
2
p
1
3
C 3.8
b
C 3.7
Auswahl an pultrudierten Profilen aus faserverstärktem Kunststoff
a Flachprofil
b Vierkantrohr
c L-Profil
d I-Profil
e Rohrprofil
f U-Profil
g Handlauf
h T-Profil
i Winkelprofil
j Plankenprofil
k Fensterrahmenprofil
l Paneel
m 45-Verbinder
n Dreifach-Verbinder
o Hängeschiene
p Kopplung
q, r Fahrbahndeck
s CFK-GFK-Verbundträger
C 3.8
schematischer Aufbau pultrudierter
Profile
1 pultrudiertes Profil aus faserverstärktem
Kunststoff
2 textile Verstärkungen, z. B. komplexe Matten,
überlappend angeordnet
3 Langfasern (Rovings)
C 3.9
Prismenglas aus Acrylglas (PMMA)
C 3.10 Stegplatte aus Acrylglas (PMMA)
C 3.11 Wellplatte aus Acrylglas (PMMA) mit profilierter
Oberfläche
c
q
d
r
e
g
j
l
f
h
i
k
s
C 3.7
84
Kunststoffhalbzeuge
C 3.9
CFK-GFK-Verbundträger
Um die Verformungen von GFK-Trägern zu
reduzieren, wurden Träger in Mischbauweise
entwickelt (Abb. C 3.7 s). Die für die Biegetragfähigkeit maßgebenden Flansche werden mit
unidirektionalen Kohlenstofffasern verstärkt.
Stege sowie die textile Verstärkung an der
Oberfläche bestehen aus den kostengünstigeren Glasfaserprodukten. Dadurch ergibt sich
ein optimierter Materialeinsatz und eine höhere
Tragfähigkeit.
Komplexe Querschnittsgeometrien
Wird mit den vom Stahlbau inspirierten Profilen
entworfen, entstehen meist sehr materialaufwendige und wenig werkstoffgerechte Konstruktionen. Aus diesem Grund wurden in
den letzten Jahren die Querschnittsgeometrien
kontinuierlich weiterentwickelt und anwendungsspezifische Halbzeuge ausgebildet
(Abb. C 3.7 g, j, k). So werden die möglichen
Gestaltungsspielräume besser ausgeschöpft,
sowohl bei der Querschnittsform als auch hinsichtlich Materialkombinationen. Neben der
Tragwirkung rücken weitere Funktionen in den
Mittelpunkt. Bei Fensterprofilen ist z. B. nicht
nur die Tragfähigkeit von Bedeutung, sondern
auch die Anforderungen an die Wärmedämmung, denen durch Einfügen von Hohlkammern Rechnung getragen wird (Abb. C 3.7 k).
Daneben ist bereits der Anschlag für die Glasscheibe integriert, um die Endmontage zu vereinfachen.
Mehrzellige Profile erlauben eine bessere
Materialausnutzung. Diese komplexen Querschnittsformen wären aus Stahl nicht realisierbar, die Vorteile von faserverstärktem Kunststoff werden hier gezielt umgesetzt.
Modulare Systeme
Aufgrund der produktionsbedingten Maximalgrößen von Pultrusionsquerschnitten wurden
modulare Systeme entwickelt. Damit lassen
sich auch großflächige Platten oder Verkleidungen aus kleineren Einheiten kombinieren
(Abb. C 3.7 l – r). Die Module können gesteckt
oder miteinander verklebt werden, wozu auch
die für Brücken eingesetzten Fahrbahnplatten
gehören (siehe Spezielle Halbzeuge im Ingenieurbau, S. 92f.). Daneben gibt es ebenfalls
C 3.10
Elemente mit Schnappverschlüssen zur zeitsparenden Montage.
Fertigung von faserverstärkten Profilen
Für die Fertigung von faserverstärkten Profilen
spielt die Pultrusion die wichtigste Rolle. Rohre
oder Hohlkörper hingegen werden gewickelt
bzw. geflochten (siehe Fertigung, S. 78ff.)
Serienfertigung
Grundsätzlich besteht die Problematik, dass
neue Querschnitte erst ab einer gewissen Mindestmenge wirtschaftlich produzierbar sind.
Bei großen Querschnittsabmessungen ist
eine Produktionslänge ab ca. 1000 m, bei kleinen Dimensionen wie Fensterprofilen bis zu
10 000 m erforderlich. Es ist daher nicht möglich, für jedes Bauvorhaben neue Querschnitte
zu entwerfen, vielmehr muss auf verfügbare
Elemente zurückgegriffen werden. Bei größeren Projekten kann jedoch eine kundenspezifische Produktion lohnenswert sein.
Platten
Platten bzw. Scheiben sind für den Architekturbereich sicher die wichtigsten Kunststoffhalbzeuge. Dem Planer steht eine breite Produktpalette zur Verfügung, die Halbzeuge
erfüllen dabei oft mehrere Funktionen und besitzen z. B. bereits integrierte Nut-Feder-Verbindungen oder Wärmedämmungen. Nicht alle
im Folgenden beschriebenen Halbzeuge sind
jedoch serienmäßig bei den Produzenten auf
Lager und müssen in den gewünschten Eigenschaften teilweise erst angefordert werden.
Vor allem faserverstärkte Kunststoffe wie GFK
erlauben eine sehr breite Variabilität hinsichtlich Dicke, Farbe und Qualität, sodass eine
Produktion auf Lager für die meisten Hersteller
nicht sinnvoll ist.
Plattenförmige Kunststoffhalbzeuge werden
für Fassaden, Überdachungen, Möbel und
im Innenausbau eingesetzt. Daneben kommen sie auch für Brüstungen, Innenverkleidungen, Sanitärräume oder Arbeitsplatten zur
Anwendung.
Plattenförmigen Halbzeuge aus Kunststoffen
werden grundsätzlich in thermoplastische,
C 3.11
meist transparente Platten und in Verbundplatten unterteilt (Abb. C 3.6, S. 83). Erstere
werden aus unterschiedlichen thermoplastischen Kunststoffen (z. B. Acrylglas und Polycarbonat) und in verschiedenen Geometrien
hergestellt. Die Werkstoffeigenschaften dieser
Halbzeuge sind vergleichsweise einheitlich.
Bei Verbundplatten aus Kunststoff und Fasern
bzw. mineralischem Zuschlagsstoff streuen
die Eigenschaften je nach eingesetzten Komponenten wesentlich stärker. Es gibt Halbzeuge aus faserverstärkten Kunststoffen wie GFK
und CFK sowie Schichtstoffplatten, HolzKunststoff-Verbundplatten oder Mineralwerkstoffplatten. Hinsichtlich ihrer Geometrie
können faserverstärkte Bauteile wiederum
in massive Platten, Sandwichplatten sowie
Roste und Planken unterschieden werden.
Platten aus Thermoplasten
Typische Anwendungen von Platten aus Thermoplasten sind Balkonüberdachungen, Bushaltestellen, Gewächshäuser oder Industriebauten. In den letzten Jahren werden auch
zunehmend ganze Fassaden mit den meist
transparenten Kunststoffen gestaltet, teilweise
auch in Kombination mit integrierter Beleuchtung oder mit wärmespeichernden Materialien.
Die auf dem Markt verfügbaren Kunststoffplatten sind sehr vielfältig hinsichtlich Material und
Querschnitt. Mit Abstand am häufigsten werden Acrylglas (PMMA) und Polycarbonat (PC)
eingesetzt. Daneben kommen für spezielle
Anwendungen auch Platten aus glykolmodifiziertem Polyethylenterephthalat (PET-G), Polystyrol (PS), PVC und Styrolacrylnitril (SAN) zur
Anwendung. Die Platten haben grundsätzlich
eine hohe Transparenz, können aber auch
farbig, milchig oder opak eingestellt werden.
Es gibt massive, profilierte und hohlzellige
Geometrien.
In den letzten Jahren wurden große Fortschritte
bezüglich UV-Stabilität und Erhöhung der Kerbschlagzähigkeit (Stoßfestigkeit) von Kunststoffen
gemacht. Damit stehen heute widerstandsfähige Materialien auch für Außenanwendungen zur Verfügung. Insbesondere Acrylglas
(PMMA) ist sehr lang anhaltend lichtecht, bei
anderen Kunststoffen können stabilisierende
Additive erforderlich sein.
85
Kunststoffhalbzeuge
C 3.12
Einsatzgebiete
Kunststoffplatten sind im Vergleich zu mineralischem Glas vor allem dann von Vorteil, wenn
ein geringes Eigengewicht gefordert ist oder
Platten einfach oder doppelt gekrümmt einzubauen sind. Diese werden dann entweder vor
der Verwendung warm umgeformt oder bis zu
einem gewissen Grad auch in ihre Form gezwängt. Darüber hinaus ist das Gestaltungspotenzial von Kunststoffplatten vielfältiger als
das von Glas. Häufig werden Kunststoffplatten
dann eingesetzt, wenn mineralisches Glas zu
spröde ist und gegen Stoßbelastungen nicht
ausreichend schützen kann. Vor allem Polycarbonatplatten sind aufgrund ihrer hohen
Duktilität gut für Schutzeinrichtungen geeignet (z. B. Brüstungen oder Berührschutz von
Bahnanlagen). Außerdem können bereits
Schnappverbindungen oder Aufkantungen
für die Montage in die Platte integriert werden
(Abb. C 3.14 und C 3.15).
Nachteilig ist hingegen die je nach Werkstoff unterschiedlich stark ausgeprägte Kratzempfindlichkeit der gebräuchlichen thermoplastischen Kunststoffe. Durch spezielle Polituren können verkratzte Oberflächen jedoch
wieder erneuert werden, dabei sind für die einzelnen Materialien meist unterschiedliche Produkte zu verwenden.
Thermisches Verhalten
Bei der Konstruktion unbedingt zu berücksichtigen ist das hohe Wärmeausdehnungsverhalten transparenter Kunststoffplatten. Eine
Fassadenplatte von 2 m Länge kann z. B. temperaturbedingte Differenzverformungen von
10 mm aufweisen. Bohrlöcher oder Klemmungen müssen daher einen ausreichenden Verformungsspielraum ermöglichen, um Schäden
aus Temperaturlasten vorzubeugen.
Mechanische Eigenschaften
Kunststoffplatten sind kein Ersatzwerkstoff
für mineralisches Glas, da sich beide Werkstoffe hinsichtlich Verarbeitung und Anwendung erheblich unterscheiden. Relativ vergleichbar sind die Zug- bzw. Biegezugfestigkeiten von Platten aus PMMA bzw. PC und
die von Glas, wobei die Kunststoffe eher höhere Kennwerte haben. Das Eigengewicht von
86
C 3.13
C 3.14
mineralischem Glas ist jedoch mehr als
doppelt so hoch als das der hier beschriebenen Kunststoffe, andererseits hat Glas einen
um den Faktor 25 bis 30 höheren E-Modul
(Abb. C 3.18).
Vergleicht man exemplarisch massive, gleich
dicke Platten aus Glas mit PMMA bzw. PC,
lassen die Kunststoffplatten aufgrund ihrer
Verformungsbegrenzung nur etwa ein Drittel
der Spannweite von Glas zu. Alternativ müssten die Kunststoffplatten die dreifache Dicke
der Glasplatte aufweisen, um die gleiche
Spannweite zu erreichen. Daher werden Kunststoffplatten häufig als Stegplatten ausgeführt,
um Gewicht zu sparen und gleichzeitig die
Steifigkeit zu erhöhen.
bonat, es treten beim Bruch jedoch keine
scharfkantigen Splitter auf. Wegen der geringeren Härte ist Acrylglas kratzempfindlicher als
Polycarbonat.
Massive Platten werden gegossen oder extrudiert, wobei gegossenes Acrylglas bessere
Umformeigenschaften und höhere Festigkeitswerte besitzt. Darüber hinaus liegen die Gebrauchstemperaturen höher und es verfügt
über ein besseres Brandverhalten als extrudiertes Material. Die Platten werden standardmäßig mit Dicken von 1,5 bis 120 mm produziert, die Maximalabmessungen betragen
dabei ca. 2 ≈ 3 m für massive Platten. Profilierte Platten oder Stegplatten können nur extrudiert werden.
Die Bearbeitung der Halbzeuge ist mit Holzbauwerkzeugen möglich, das Material neigt jedoch zu Spannungsrissen. Daher sollten Ecken
und Einkerbungen möglichst ausgerundet werden. Abb. C 3.17 zeigt die Fertigung eines Fassadenelements, das mit einer CNC-Fräse aus
gegossenen Massivplatten geformt wird. Zum
Bohren, Trennen oder Fräsen sollten speziell
geschliffene Werkzeuge und Sägen mit hoher
Drehzahl verwendet werden. Andernfalls kann
Acrylglas einreißen oder lokal schmelzen. Die
Halbzeuge können mit Acrylatklebstoffen sehr
gut verklebt werden, bei guter Verarbeitung
sind die Fugen nahezu unsichtbar.
Massives Acrylglas lässt sich bei 150 °C (extrudiert) bzw. 160 °C (gegossen) tiefziehen (siehe
Umformen, S. 172f.). Auch durch wiederholtes
Umformen werden weder Festigkeitseigenschaften noch die Transparenz beeinträchtigt,
Acrylglas ist daher auch sehr gut recyclebar.
Wärmedämmung
Die Wärmeleitfähigkeit der Kunststoffe PMMA
und PC liegt bei etwa einem Fünftel von Glas,
was die Konstruktion einer Fassade mit ausreichender Wärmedämmung wesentlich begünstigt. Da Kunststoffe im Gegensatz zu Glas nicht
gasdicht sind, ist jedoch die Füllung der Hohlkammern mit Edelgasen zur Verbesserung der
Wärmedämmung nicht möglich (siehe Transparente Wärmedämmung, S. 112f.).
Acrylglasplatten (PMMA-Platten)
Platten aus Acrylglas werden schon seit den
1960er-Jahren in der Architektur eingesetzt.
Das Material wird vor allem für massive Plattenware verwendet (Abb. C 3.9, S. 85), aber auch
für Stegplatten (Abb. C 3.10, S. 85), Rohre oder
profilierte Querschnitte (Abb. C 3.11, S. 85).
Dabei sind die Stegdicken größer als bei Polycarbonat. Der thermoplastische Kunststoff lässt
sich unter Wärmeeinwirkung umformen. Er hat
eine höhere Lichttransmission als mineralisches Glas, kann aber auch eingefärbt, satiniert oder opak ausgeführt werden. Acrylglas
ist durchlässig für UV-Licht, weshalb es auch
für Gewächshäuser eingesetzt wird (siehe
Abb. C 6.32, S. 116), allerdings gibt es auch
Platten mit UV-Schutz. Im Vergleich zu anderen
Kunststoffen ist Acrylglas sehr dauerhaft und
lichtecht, es trübt auch bei anhaltender UVStrahlung nicht ein. Für besondere Anforderungen sind schwer entflammbare Platten
verfügbar. Acrylglas ist spröder als Polycar-
Polycarbonatplatten (PC-Platten)
Polycarbonat (siehe Polycarbonat, S. 42) ist in
seinen optischen und mechanischen Eigenschaften mit Acrylglas vergleichbar. Platten aus
PC werden dann eingesetzt, wenn eine erhöhte
Temperaturbeständigkeit oder ein duktiles
Bruchverhalten gefordert ist. Die hohe Kerbschlagzähigkeit des Werkstoffs – auch unter
tiefen Temperaturen – ist ein entscheidendes
Argument für den Einsatz bei Schutzeinrichtungen. Im Gegensatz zum Acrylglas wird
Polycarbonat meist nicht massiv, sondern als
Hohlkammerplatte verarbeitet (Abb. C 3.14).
Kunststoffhalbzeuge
Vorteilhaft ist die niedrige Viskosität des Materials während der Verarbeitung, die sehr dünne
Wandstärken zulässt. Typische Stegplatten
haben zwischen zwei und sechs nebeneinander angeordnete Ebenen orthogonaler Hohlkammern. Im Gegensatz zu massiven Platten
kann dabei die Tragfähigkeit und Steifigkeit wesentlich verbessert werden, außerdem wirken
die Hohlkammern als Wärmedämmung. Daneben wurden in den letzten Jahren auch Platten
mit x-förmig angeordneten Stegen entwickelt,
um die Wärmedämmeigenschaften weiter zu
optimieren (Abb. C 3.13). Die optische Qualität
und Transparenz von PC ist etwas geringer als
die von Acrylglas.
Die zulässigen Umgebungstemperaturen liegen über denen von Acrylglas. Auch die
Brandeigenschaften sind meist besser, schwer
entflammbare Polycarbonatplatten sind standardmäßig lieferbar. Der Werkstoff hat eine
gute Dauerhaftigkeit. Um eine anhaltende
Lichtechtheit zu erzielen, sind jedoch zusätzliche Additive erforderlich. Für Außenanwendungen sollten Platten mit außenseitig aufgebrachtem UV-Schutz eingesetzt werden. Polycarbonat hat eine für Kunststoff gute Kratzfestigkeit.
Stegplatten aus Polycarbonat werden durch
Extrusion hergestellt (siehe Extrusion, S. 83).
Dabei besteht durch Coextrusion die Möglichkeit, die Deckplatte einer Stegplatte aus
einem eingefärbten Polycarbonat zu gestalten,
mit UV-Schutz zu beschichten oder eine
wasserabweisende Oberflächenstruktur zu
applizieren.
Die Verarbeitung von Polycarbonat ist mit handelsüblichem Werkzeug möglich und gestaltet
sich unproblematischer als die von Acrylglas,
da es weniger spröde und empfindlich gegen
Spannungsrissbildung ist. Verklebungen sind
mit Silikon- oder Lösungsmittelklebstoffen
durchführbar. Das Umformen von Polycarbonat
ist aufwendiger als bei Acrylglas, da das Material zunächst mehrere Stunden bei ca. 110 °C
getrocknet werden muss und die Umformtemperatur mit 180 – 210 °C relativ hoch liegt. Weil
das Material schnell auskühlt, sollte auch das
Formwerkzeug selbst beheizt sein.
Sandwichplatten aus Polycarbonat (PC)
Die Polycarbonat-Zwischenschicht von sogenannten kerngezogenen Sandwichplatten
(Abb. C 3.12 und C 3.16) wird nicht extrudiert,
sondern als Platte zwischen zwei beheizte
Werkzeuge gelegt und von diesen zu einer
dreidimensionalen Struktur gezogen. Anschließend werden Deckplatten aus PC oder PMMA
auflaminiert bzw. geschweißt.
Platten aus Polyethylenterephthalat (PET)
Für transparente Platten werden auch andere
Polyester verwendet, die grundsätzlich ähnliche Werkstoffeigenschaften wie Polycarbonat
haben, das ebenfalls zur Gruppe der Polyester
zählt (siehe Polyester, S. 42). Amorphes PET
und das glykolmodifizierte Copolyester PET-G
haben deutlich niedrigere Umformtemperaturen als ihre Ausgangsprodukte sowie eine hohe
dauerhafte Transparenz. Diese Werkstoffe ergänzen die Produktpalette der PolycarbonatHalbzeugen dort, wo massive Platten mit duktilem Verhalten und guter Warmumformbarkeit
gewünscht werden. Die Transparenz von PET
und PET-G ist auch nach mehrfachem Umformen sichergestellt. Beide Modifikationen haben
wesentlich niedrigere Gebrauchstemperaturen
(ca. 65 °C) als Polycarbonat und sind außerdem weniger duktil als dieses.
Massive Platten aus amorphem PET und dem
Copolyester PET-G werden extrudiert. Die
Bearbeitung ist mit der von Polycarbonat vergleichbar. Das Warmumformen ist insbesondere bei PET-G schnell und zuverlässig durchführbar. Es ist kein Vortrocknen erforderlich, die
Umformtemperaturen liegen bei 100 –160 °C.
Amorphes PET kann auch umgeformt werden,
muss aber rasch abgekühlt werden, um einen
Verlust der Transparenz zu vermeiden.
C 3.15
Weitere thermoplastische Werkstoffe
Für untergeordnete Bauteile oder spezielle Anwendungen können auch andere Thermoplaste
für Plattenhalbzeuge zum Einsatz kommen.
Platten aus Polyvinylchlorid (PVC), Polystyrol
(PS) oder Styrolacrylnitril (SAN) sind in der
Regel weniger dauerhaft und lichtecht, jedoch
meist preisgünstiger als die oben beschriebenen Kunststoffe. Für Außenanwendungen müssen diese Materialien zusätzlich gegen UVStrahlung stabilisiert werden, vor allem PS ist
dafür nur sehr bedingt geeignet. Die Festigkeit
und Materialsteifigkeit von PS und SAN sind
jedoch mit den vorher genannten Werkstoffen
vergleichbar.
Für sekundäre Bauteile wie Überdachungen
von Werkshallen oder Behelfsbauten stellen
z. B. Wellplatten aus transparentem PVC eine
kostengünstige Alternative dar. Infolge dauerhafter UV-Belastung nimmt allerdings die
Transparenz des Werkstoffs ab, er wird matt.
Massive Platten aus PS und SAN lassen sich
gut umformen und sind daher für Innenausbauten z. B. im Sanitärbereich geeignet.
Fertigung von unverstärkten Platten
Platten aus unverstärkten Kunststoffen werden
entweder gegossen oder extrudiert.
C 3.16
C 3.17
C 3.12
C 3.13
C 3.14
[g/cm3]
Zugfestigkeit
[N/mm2]
Zug-EModul
[N/mm2]
Wärmeausdehnungskoeffizient
[10 -6/K]
Wärmeleitfähigkeit
[W/mK]
Acrylglas (PMMA)
1,19
50 – 77
1600 – 3600
70 – 90
0,18
Polycarbonat (PC)
1,20
56 – 67
2100 – 2400
60 – 70
0,21
Floatglas
2,50
45
70 000
9
1,00
Werkstoff
Dichte
C 3.15
C 3.16
C 3.17
C 3.18
Sandwichplatte aus Polycarbonat (PC)
Stegplatte aus Polycarbonat mit x-förmig
angeordneten Stegen für einen optimierten
Wärmeschutz
Stegplatte aus Polycarbonat mit integrierter
Schnappverbindung
Stegplatte aus Polycarbonat (PC) mit integrierter
Aufkantung
kerngezogene Sandwichplatte aus Polycarbonat
(PC)
Bearbeitung einer gegossenen PMMA-Platte mit
CNC-Fräse
Eigenschaften von Acrylglas und Polycarbonat
im Vergleich zu mineralischem Floatglas
C 3.18
87
6
Kunststoffhalbzeuge
32
a
16
l
16
32
b
55
20
c
d
25
m
32
50
e
Extrusion
Profilierte Halbzeuge und Stegplatten werden
extrudiert, das Fertigungsverfahren entspricht
der Herstellung von Profilen aus Thermoplasten (siehe Extrusion, S. 83). Stegplatten mit
unterschiedlich eingefärbten Lagen werden
coextrudiert.
Verbundplatten
40
70
f
g
Gießen
Thermoplastische Kunststoffe können im Allgemeinen nur im unvernetzten Zustand gegossen
werden, da sie nur dann ausreichend dünnflüssig sind. Vor allem die Herstellung von Platten
aus Acrylglas (PMMA) erfolgt häufig im Gussverfahren. [2] Bei der »In-situ-Polymerisation«
werden die Monomere und Initiatoren des
Kunststoffs in eine Form gefüllt, anschließend
wird der Reaktionsmechanismus durch Wärmezufuhr angeregt. Wird das Acrylglas zwischen
zwei parallelen Glasplatten eingefüllt, lässt sich
eine sehr gute Oberflächenqualität erzielen.
Gegossenes PMMA hat höhere Festigkeiten
und eine bessere Temperaturbeständigkeit als
extrudiertes Material.
40
n
o
40
i
20
40
70
h
Sind die mechanischen oder haptischen Eigenschaften von Kunststoffen für die beabsichtigte
Anwendung nicht ausreichend, können sie mit
anderen Materialien oder Fasern zu einem
Verbundwerkstoff (Composite) kombiniert werden. Dadurch lassen sich folgende Verbesserungen erzielen:
• Erhöhung der Tragfähigkeit und Reduktion
der Verformungen
• Verbesserung der Wärmedämmeigenschaften
• Erhöhung der Oberflächenhärte (Kratzfestigkeit)
• erweitertes Gestaltungspotenzial
40
85
j
k
p
C 3.19
C 3.19
88
verschiedene Plattenhalbzeuge
(entsprechende Kennwerte siehe Abb. C 3.20)
a zweischalige Wellplatte (PC)
b dickwandige Stegplatte (PMMA)
c, d dünnwandige Stegplatten (PC)
e dünnwandige Stegplatte (PMMA)
f dünnwandige Stegplatten (PC)
g Stegplatte mit integrierten Verbindungsmitteln
(PC)
h Stegplatte mit integrierten Verbindungsmitteln
(PVC + PMMA)
C 3.20
i Stegplatte aus GFK
j Stegplatte mit GFK-Deckschichten, Acrylglasstegen und Folieneinlagen
k – m spezielle Stegplatten für den Wärmeschutz (PC)
n Stegplatte aus GFK, mit Aerogel gefüllt
o, p Sandwichpaneele mit GFK-Deckplatten
und Dämmeinlagen
verschiedene Kennwerte zu Plattenhalbzeugen
Durch die Kombination des Kunststoffs mit
Fasern, Papier, Holz, Schaumstoff oder mineralischen Zuschlägen sind Verbundplatten meist
opak. Lediglich der Verbund aus Glasfasern
und Kunststoff kann bis zu einer gewissen Materialstärke transluzent sein (Abb. C 3.19 n – p),
vollständig transparente Verbundplatten sind
jedoch nicht möglich. Wird eine bedruckte
Folie als Zwischenlage eingelegt, schimmert
diese durch den Kunststoff und ist von außen
sichtbar.
Faserverstärkter Kunststoff (GFK und CFK)
Die grundsätzlichen Werkstoffeigenschaften
und die Produktion von glas- und kohlenstofffaserverstärktem Kunststoff sind im Kapitel
»Faserverstärkte Kunststoffe« (S. 76ff.) erläutert.
Für plattenförmige Halbzeuge werden in der
Regel duroplastische Kunststoffe (Harze)
eingesetzt, da diese einen gleichmäßigen
Verbund mit den Fasern erlauben. Meist verwendet man dabei die kostengünstigeren
Glasfaserverstärkungen (GFK).
Zur Erhöhung der Tragfähigkeit oder der Wärmedämmeigenschaften werden faserverstärkte
Lichttransmission 1
[%]
Schalldämmmaß 1
R'w [db (A)]
Brandschutzklasse
1,5 – 25
2050
3050
4,8
5,4
85
92
26
B2
Plexiglas GS, gegossen, UV-durchlässig
2 – 160
2050
3050
4,8
5,4
85
92
26
B2
PC
Bayer Sheet Europe
Makrolon GP, schlagzäh, farblos
0,75 – 15
2050
3050
4,9
87
B1
PETG
Simona
Simollux
bruchfest, Tiefziehen ohne Vortrocknung
1 – 15
2050
3050
5,1
90
B1
PET
Thyssen Schulte
Nudec PET-UV
grafittsicher, steifer als PETG, UV-Schutz
4
2050
3050
5,3
89
B1
PVC
Simona
Simona PVC-Glas-SX transparent
erhöht schlagzäh, für Einsatz im Freien ungeeignet
0,8 – 15
1500
3000
5,3
5,1
84
B1
GFK
Fiberline
Pultrudiertes GFK
ebene Platten, opak
1,5 – 25
500
6000
5,6
5,5
B2
GFK
Lamilux
Lamilux plan
transluzent oder gefärbt
0,8 – 5
3200
12 000
5,6
5,5
B2
Mineralwerkstoff
DuPont
Corian
4 – 19
930
3658
6,8
Mineralwerkstoff
LG Chem Europe
Hi-Macs
4 – 12
910
3680
6,8
PMMA
Evonik Röhm
Plexiglas resist farblos C struktur 76/18
erhöht schlagzäh, Designstruktur
3
1045
4000
4,0
PC
Bayer Sheet Europe
Makrolon onda multi longlife 2/177-51
gewellte Stegplatte, biegesteif, UV-Schutz
5
1097
7000
2,0
PVC
Solvay
Ondex, Sollux, 76/18
leicht, kostengünstig, einfache Verarbeitung
1,2
988
6000
GFK
Scobalit
verschiedene Wellen und Trapezformen
passend zu opaken Profilen anderer Hersteller
0,9
3000
PMMA
Evonik Röhm
Plexiglas Alltop
farblos, UV-durchlässig, No-Drop
b
16
PMMA
Evonik Röhm
Plexiglas Heatstop, opal oder blau, No-Drop-Schicht,
reflektiert IR-Strahlung, UV-undurchlässig
e
PC
Brett Martin
Marlon CST, gewellte Stegplatte
PC
Bayer Sheet Europe
Makrolon multi UV 3X/16-25
farblos, UV-undurchlässig
PC
Bayer Sheet Europe
PC
Gewicht [kg/m2]
max. Länge [mm]
Plexiglas XT, extrudiert, UV-durchlässig
Evonik Röhm
max. Breite [mm]
Evonik Röhm
verfügbare Dicken
[mm]
Produktname
Material
Querschnitte
(Abb. C 3.19)
Hersteller
Energiedurchlassgrad 1 g [%]
Wärmedurchgangskoeffizient 1 [W/m2K]
Kunststoffhalbzeuge
massive Platten
PMMA
B1
5,6
B1
Wellplatten
88
B2
77
B2
2,0
80
B1
2000
20
89
B2
1200
7000
5,0
2,5
91
82
22
B2
16 / 32
1230
7000
5,7
1,6
30
40
24
B2
a
6
1152
2,0
3,3
c
16
2100
15 000
2,5
2,0
62
66
18
B2
Makrolon multi UV 6/20-20
farblos, UV-undurchlässig
d
20
2100
14 000
3,1
1,7
57
58
21
B2
Brett Martin
Sevenwall (Seven)
Marlon ST, 7-fach Stegplatte
f
32
2100
3,6
1,3
PC
Rodeca
PC 2540-6, opal antiblend
Nut und Feder-Verbindung, zweifarbig möglich
g
40
500
11 000
4,2
1,2
45
45
22
B 2,
B1
PC
Bayer Sheet Europe
Makrolon multi UV 5M/40 – 20, UV-undurchlässig
k
40
1230
6000
4,2
1,0
47
47
19
B2
PC
Brett Martin
Marlon, XX wall, diagonal angeordnete Stege
l
32 / 35
2100
3,8
1,4
64
m
32 / 55
1,1
54
3,7
78
Stegplatten
PC
Brett Martin
Marlon, Tenwall, komplexer Stegaufbau
PC
Rodeca
Multi-Funktions-Paneele
PVC
Rodeca
PVC 2340-3
mit koextrudierter UV-Schutzschicht aus Acryl
GFK
Scobalit
Lichtelemente
biegesteif durch Diagonalstege
GFK
Butzbach
Varioplan plus, Farbton Brillant
klares Material, Kristallstruktur, 3 Farben
GFK
Butzbach
Varioplan plus, Farbton Brillant mit 2 Zwischenfolien
j
GFK
Scobalit
Scobatherm Nanogel transluzent
Aerogelgranulatfüllung, F 30
n
GFK
JET
Grillodur zweischalig naturton
GFK-Platte auf Aluprofil geklebt, begehbar
GFK
JET
Grillodur mit Glasgespinsteinlage
erhöhter Schall-, Wärmeschutz, Lichtstreuung
GFK
Scobalit
Scobatherm Monifex
Füllmaterial: gefaltete Folien aus pflanzlicher Zellulose
GFK
Fiberline
Fassadenplanken, transluzent
1
3,6
79
64
10
630
2,9
h
40
300
11 000
5,5
1,7
67
21
B1
i
20 / 40
2400
8000
5,3
2,6
78
20
B 2,
B1
40
486
15 000
11,0
2,6
42
78
25
B2
40
486
15 000
11,0
1,2
42
63
27
B2
50 / 70
1,25
0
12,0
0,4
26
23
27
B1
70
2000
5600
8,0
1,6
69
77
25
B2
o
70
1200
8000
10,0
0,6
46
51
34
B2
p
85
935
3000
5,7
0,6
48
39
28
B1
40
500
6000
8,2
B1
Diese Werte wurden bei den massiven Platten für eine Plattendicke von 4 mm berechnet, bei den Stegplatten für den jeweils kleineren Wert.
C 3.20
89
Kunststoffhalbzeuge
Platten auch als Sandwichbauteile mit leichter
Kernschicht oder als Planken mit Verstärkungsrippen verarbeitet. Roste hingegen kommen
dann zum Einsatz, wenn eine Platte mit nicht
geschlossener Oberfläche erforderlich ist.
C 3.21
C 3.22
C 3.23
Sandwichplatten
Platten unter Biegebeanspruchung haben die
höchsten Spannungen an den Oberflächen
und eine geringere Ausnutzung im mittleren
Bereich. Massiver GFK oder CFK mit bis
zu 2,0 g/cm3 ist im Vergleich zu anderen
Kunststoffen relativ schwer, außerdem ist die
Herstellung dicker Laminate über 15 mm technologisch aufwendig. Aus diesen Randbedingungen ergeben sich enge Grenzen für realisierbare Spannweiten. Sandwichkonstruktionen ersetzen die wenig ausgenutzte Kernschicht durch ein leichteres Material mit geringerer Tragfähigkeit, so kann das gesamte
Sandwichelement wesentlich dicker konstruiert werden als ein massives Bauteil. Typische
Kernmaterialien sind Schäume, Wabenstrukturen oder Abstandsgewebe (siehe Kernmaterialien, S. 72ff.).
Sandwichplatten werden eingesetzt, wenn eine
hohe Steifigkeit der Platte erforderlich ist, z. B.
für druckbeanspruchte Schalen, bei großen
Spannweiten oder für Platten mit konzentrierten
Einzellasten wie im Brückenbau.
Leichte Kernschichten haben darüber hinaus
eine geringe Wärmeleitfähigkeit. Es ist auch
möglich, hohlzellige GFK-Elemente mit wärmedämmenden oder -speichernden Materialien zu
füllen (Abb. C 3.21 und C 3.26).
Planken
Planken sind Platten, die einseitig mit Verstärkungsrippen versehen sind. Ihre Produktion ist
gegenüber der von Sandwichplatten wesentlich vereinfacht, da kein Materialmix verarbeitet
wird. Die Stege sind meist parallel orientiert,
damit ist eine automatisierte Fertigung durch
Pultrusion möglich. Eine Weiterentwicklung
sind Stegplatten mit geschlossenen Zellen,
wie sie auch für transparente Kunststoffe gebräuchlich sind. Wegen der Faserverstärkung
haben die Stege jedoch eine Mindestdicke von
ca. 2 mm.
Planken und Stegplatten werden für Fassadenverkleidungen (Abb. C 3.23) oder Bodenbeläge von Fußwegen eingesetzt. Diese Bauart liefert jedoch keine nennenswerte Verbesserung
der Wärmedämmeigenschaften.
Roste
Eine Sonderform der Plattenwerkstoffe sind
Roste oder Gitterplatten, die keine geschlossene Oberfläche haben. Dabei werden Langfasern (Rovings) in eine Form gelegt und mit dem
Kunstharz vergossen. Da die einzelnen Rippen
hochkant orientiert sind, wird die Tragfähigkeit
erhöht. Roste können jedoch nicht kontinuierlich gefertigt werden, sondern werden großformatig gegossen. Typische Anwendungen
sind z. B. Gehflächen in Industrieanlagen oder
Geländerfüllungen (Abb. C 3.24).
C 3.24
90
Schicht- und Holzwerkstoffplatten
Neben einer Faserverstärkung werden duroplastische Kunststoffe auch in Kombination mit
anderen Werkstoffen wie Holz oder Papier verarbeitet. Dabei kommen vor allem Kunstharze
wie Melaminharz (MF), Harnstoffharz (UF) oder
Phenolharz (PF) zur Anwendung. Diese sind
zwar eher spröde und haben geringere Festigkeiten als die für Faserverbundbauteile üblichen Kunststoffe, in Kombination mit Holzwerkstoffen und Papier liefern sie jedoch sehr gute
Ergebnisse. Außerdem können Holz und Papier
die bei diesen Harzen entstehende Feuchtigkeit während der Härtungsreaktion (Polykondensation) aufnehmen.
Formmassen aus Holzspänen und Phenolharz
werden schon seit Beginn des 20. Jahrhunderts industriell verarbeitet. Höhere Festigkeiten liefert Kunstharzpressholz, das aus dünnen
Furnierholzschichten und Kunstharz verpresst
wird. Hier spielt der verbindende Kunststoff
jedoch nur eine untergeordnete Rolle. Holzwerkstoffplatten sind im Vergleich zu Holz vergleichsweise witterungsstabil und erreichen
für Holzwerkstoffe sehr hohe Festigkeiten. Die
Formmassen und das Kunstharzpressholz werden im Möbelbau, aber auch für industrielle
Anwendungen eingesetzt.
Alle Schicht- und Holzwerkstoffplatten werden
während der Härtungsreaktion gepresst, um
eine Blasenbildung und Hohlräume zu verhindern. Dabei sind neben ebenen Platten auch
gekrümmte Bauteile mit entsprechenden Formwerkzeugen realisierbar. Häufig kommen für
gestalterische Aufgaben bedruckte Dekorpapiere zum Einsatz. Diese werden mit Melaminharz getränkt und zu Laminaten verpresst.
Wegen der Verwendung von Pheno- bzw. Aminoplasten sind Schichtstoffplatten meist spröde, was bei der Verarbeitung zu beachten ist.
Holz-Kunststoff-Verbundplatten
Im Gegensatz zu den bekannten PhenolharzFormmassen wird bei den sogenannten Wood
Plastic Composites (WPC) das Holzfasermehl
in eine thermoplastischem Matrix eingebaut.
Gebräuchlich sind Polypropylen (PP) oder Polyethylen (PE). Der Holzmehlanteil beträgt häufig zwischen 50 und 80 Gew.-%. Im Gegensatz
zu Holz sind diese Bauteile frei formbar und
wasserfest. [3] Andererseits ist das gebundene
Holz nicht mikroben- und nur bedingt temperaturbeständig. WPCs werden unter anderem als
hohlzellige Platten für Fassadenverkleidungen
eingesetzt (Abb. C 3.25). Die Fertigung erfolgt
durch Extrusion, Pressen oder Spritzguss.
Zu weiteren naturfaserverstärkten Kunststoffen
siehe Kapitel »Naturfaserverstärkte Kunststoffe
und Biokunststoffe« (S. 60ff.).
Mineralwerkstoffe
Mineralwerkstoffe sind Verbundmaterialien aus
thermoplastischen Kunststoffen wie Acrylglas
(PMMA) oder Polycarbonat (PC) und mineralischen Zuschlägen. Traditionell werden die
Mineralwerkstoffplatten im Sanitärbereich oder
als Arbeitsplatten in Küchen eingesetzt, finden
Kunststoffhalbzeuge
C 3.21
C 3.22
C 3.23
C 3.24
C 3.25
C 3.26
C 3.27
transluzentes Fassadenpaneel aus glasfaserverstärktem Kunststoff mit Aerogelfüllung
transparente Stegplatte aus glasfaserverstärktem Kunststoff
Fassadenplanke aus transluzentem, glasfaserverstärktem Kunststoff
Rost aus glasfaserverstärktem Kunststoff
Holz-Kunststoff-Verbundplatte
Verbundplatte mit Wabenkern aus Zellulose
Spritzgussanlage
C 3.25
aber auch zunehmend für die Innenraumgestaltung oder Fassadenverkleidung Verwendung. Das Erscheinungsbild wird durch die
gewählten Farbmittel und Zuschlagstoffe bestimmt. Durch den mineralischen Zuschlag erhält das Material eine für Kunststoffe sehr hohe
Oberflächenhärte und einen entsprechend
hohen E-Modul. Eine zusätzliche Beschichtung
ist nicht erforderlich, dies hat den Vorteil, dass
Kratzer oder kleinere Abplatzungen kaum wahrnehmbar sind. Eine sichtbar verkratzte Oberfläche wird abgeschliffen und neu poliert. Wegen
des enthaltenen thermoplastischen Kunststoffs
sind die Platten grundsätzlich hitzeempfindlich.
Die Zuschläge machen bis zu 90 Gew.-%
(bzw. 80 Vol.-%) des Verbundwerkstoffs aus,
weshalb sich der Name Mineralwerkstoff
durchgesetzt hat. Typischer Zuschlagstoff
ist Aluminiumhydroxid (ATH), zugleich ein geläufiges Flammschutzmittel, das daher für den
Mineralwerkstoff auch feuerhemmend wirkt.
Das zähflüssige Gemisch aus Kunststoff, Zuschlag und Additiven wird auf Platten gegossen, auf die gewünschte Stärke abgezogen
und gewalzt.
Mineralwerkstoffe sind zwar grundsätzlich recyclingfähig, werden aber derzeit nicht großflächig wiederverwertet. Dies liegt unter anderem
an den unterschiedlichen Farbpigmenten und
Füllstoffen, die von den Herstellern eingesetzt
werden.
Die Halbzeuge können gestoßen, verklebt
oder verschweißt werden, womit auch große
Flächen ohne sichtbare Fugen ausführbar
sind. Da thermoplastische Kunststoffe zum
Einsatz kommen, sind die Platten bei der Verarbeitung warmumformbar. Üblicherweise
werden aus Kostengründen dünne Platten bis
10 mm Stärke produziert und auf Holzspanplatten verklebt. Dickere Platten können durch
eingeklebte Gewindemuffen an einer Unterkonstruktion befestigt werden (siehe Platten,
S. 168f.). [4]
der späteren Verwendung angepasst. Idealerweise erfordert ein Formteil nach der Fertigung
keine weiteren Bearbeitungsschritte und kann
direkt eingesetzt werden. Die bedeutendste
Gruppe der Formteile sind Spritzgussbauteile
aus thermoplastischen Kunststoffen. Daneben
lassen sich auch faserverstärkte Kunststoffe zu
Formteilen laminieren.
Ab einer gewissen Gebäudegröße kann es wirtschaftlich sein, Formteile für das Bauvorhaben
neu zu entwerfen. Die werkstoffgerechte Gestaltung von Formteilen ist von vielen Faktoren
abhängig. Im Kapitel »Konstruieren mit frei geformten Kunststoffen« (S. 174ff.) wird ausführlich auf entsprechende Konstruktionsregeln
eingegangen.
Thermoplastische Formteile
Für Alltagsgegenstände und viele technische
Bauteile kommen Kunststoffe am häufigsten als
frei geformte Halbzeugen zum Einsatz. Im Bauwesen finden Halbzeuge aus Spritzguss oder
Blasformen vor allem für den Innenausbau und
für die technische Ausrüstung Verwendung,
da nur kleinere Elemente mit relativ geringer
Tragfähigkeit mit diesen Verfahren herzustellen
sind. So werden Lichtschalter, Dübel oder
Möbel beispielsweise im Spritzgussverfahren
gefertigt.
Formteile erlauben eine besonders hohe Funktionsintegration, es sind beinahe alle komplexen Formen realisierbar. Die Gestaltungsmöglichkeiten, die Kunststoffe im Allgemeinen
1 Schließeinheit
2 Spritzeinheit (Extruder)
3 Maschinenbett
5
C 3.26
bieten, können hier vollständig umgesetzt werden. Bei Serienfertigung ist das Spritzgussverfahren wirtschaftlich und liefert hochwertige
Ergebnisse.
Fertigung thermoplastischer Formteile
Im Allgemeinen ist der Spritzguss die häufigste
Produktionsart in der Kunststoffindustrie. [5]
Das Hohlblasen kommt für dünnwandige Hohlkörper infrage und entspricht im Wesentlichen dem Extrusionsblasen von Folien (siehe
Extrudieren, S. 95). Daneben können Formteile durch Warmumformen aus ebenen Platten
gewonnen werden (siehe Warmumformen,
S. 172f.).
Spritzguss
Spritzgießen liefert sehr gute Oberflächenqualitäten und eine gute Maßhaltigkeit, in
der Regel ist eine Nachbearbeitung nicht
erforderlich.
Die Spritzgussmaschine (Abb. C 3.27) setzt
sich aus Spritz- und Schließeinheit mit Formwerkzeug zusammen, wobei erstere im Aufbau
einem Extruder ähnelt (siehe C 3.2, S. 82).
Bei der Fertigung wird das Kunststoffgranulat
bzw. -pulver in den Schneckengang eingezogen, homogenisiert und durch Wärmezufuhr
plastifiziert. Die Schnecke wird beim Einspritzvorgang horizontal nach vorne gedrückt und
wirkt damit als Kolben. Dadurch wird der plastifizierte Kunststoff durch die Düse zum Formwerkzeug gepresst. Die Schließeinheit liefert
4 Formwerkzeug
5 Antrieb
6 Granulat bzw. Pulver
6
2
4
1
Formteile
Formteile sind Halbzeuge bzw. Produkte mit
einer dreidimensionalen Geometrie. Sie werden
im Gegensatz zu Profilen und Platten individuell
3
C 3.27
91
Kunststoffhalbzeuge
den Gegendruck und ermöglicht das Öffnen
des Werkzeugs nach dem Spritzvorgang
zum Entformen des Bauteils. Der Form selbst
wird der plastifizierte Kunststoff durch Kanäle
(Angussstangen) zugeführt. Die Känale sollten zentrisch zum Bauteil angeordnet sein,
um einen gleichmäßigen Spritzguss zu ermöglichen.
a
Fehlerquellen beim Spritzgießen
Bei Spritzgussbauteilen sollten Wanddicken
möglichst gleich stark ausgebildet werden,
um Temperaturspannungen zu vermeiden. Zu
dicke Wandungen verursachen Masseanhäufungen, was zu eingeschlossenen Luftblasen
(Vakuolen) führen kann. Ecken sollten abgerundet werden, damit sie gleichmäßig auskühlen können. Außerdem können beim Spritzgießen Bindenähte entstehen, wenn der plastifizierte Kunststoff aus zwei Richtungen zusammenfließt oder einen Durchbruch umströmt
und nicht mehr homogen verschmilzt. Wenn
möglich, sollte daher auf Durchbrüche verzichtet werden.
b
1
2
c
1 Pultrusionsprofil
2 Klebefuge
1
d
C 3.28
C 3.29
C 3.30
2
C 3.28
verschiedene Brückendeckkonstruktionen
a Sandwich-Brückendeck mit Hartschaumkern
b Sandwich-Brückendeck mit Wabenkern
c, d Brückendeck aus zusammengeklebten
Pultrusionsprofilen
Bauteilverstärkung mit CFK-Lamellen
Straßenbrücke mit GFK-Fahrbahnplatte in
Friedberg (Hessen) 2008, Knippers Helbig
a Montage
b stirnseitige Ansicht
C 3.29
92
Spezielle Spritzgussverfahren
Bei besonderen Tragfähigkeitsanforderungen
werden dem Kunststoff Kurzfasern beigemischt. Die Orientierung der Fasern ergibt sich
dabei aus der Fließrichtung der Kunststoffschmelze während der Produktion.
Das Reaktionsschaumgießen (z. B. von PURIntegralschaum) wiederum unterscheidet
sich verfahrenstechnisch vom Spritzguss.
Dort liefert das in der Schaumrezeptur enthaltene Treibmittel den notwendigen Druck
zum Befüllen des Werkzeugs. Durch den
Schaumdruck oder eine spezielle Oberflächenbehandlung zerfallen die Luftporen an
der Oberfläche, es ergibt sich ein Integralschaum mit kompakter Hülle und hohlzelligem Kern.
Beispiel Panton-Stuhl
Der bekannte Panton-Stuhl wird vollautomatisch aus kurzfaserverstärktem Polypropylen
(PP) im Spritzgussverfahren hergestellt.
Nachdem die ersten Modellreihen in den
1960er-Jahren noch aufwendig aus gepresstem GFK produziert wurden, konnte durch
den Übergang zur maschinellen Fertigung
auch der Preis erheblich gesenkt werden.
Die zwischenzeitlich eingesetzten Werkstoffe
PUR-Hartschaum und der Styrol-Copolymer
ASA haben sich wegen aufwendiger Nachbearbeitung bzw. mangelnder Alterungsbeständigkeit nicht bewährt. Die heutige Variante aus PP wird aufgrund der geringen
Kratzfestigkeit des Werkstoffs mit matter
Oberfläche produziert. Die fließende Stuhlform mit ihren abgerundeten Ecken erhöht
den Sitzkomfort und reduziert zugleich die
Spannungskonzentrationen im Kunststoff.
Damit werden einerseits die Gestaltungsmöglichkeiten des Kunststoffs umgesetzt, andererseits führt die Form zu einer gleichmäßigen
Materialauslastung. [6]
Faserverstärkte Formteile
Frei geformte Bauteile aus faserverstärktem
Kunststoff sind meist Einzelanfertigungen für
spezifische Projekte. Es werden jedoch auch
serienmäßige Halbzeuge wie Abdeckungen
von Kläranlagen, Lichtkuppeln oder Verkleidungen hergestellt.
Aus Kostengründen kommen fast ausschließlich Glasfaserverstärkungen zum Einsatz
(GFK). Freie Formen werden häufig schalenförmig ausgebildet, da wegen der günstigen
Tragwirkung einer gekrümmten Form somit
auch bei der Verwendung von GFK größere
Spannweiten realisierbar sind. Die Verformungsproblematik, die bei Profilen oder Platten
auftritt, kann durch eine geeignete Geometrie
umgangen werden.
Fertigung faserverstärkter Formteile
Einzelbauteile oder kleinere Serien werden manuell durch Handlaminieren, Harzinfusion oder
Faserspritzen hergestellt. Bei Serienfertigung
bietet sich das Pressen oder Spritzgießen von
Formteilen oder Spitzguss an. Die Fertigungsverfahren werden im Kapitel »Faserverstärkte
Kunststoffe« (S. 78ff.) erläutert.
Spezielle Halbzeuge im Ingenieurbau
Die rauen Umgebungsbedingungen wie direkte Bewitterung, in Wasser gelöstes Streusalz
sowie dynamische Belastungen und hohe Temperaturwechsel führen bei konventionellen Baustoffen zu Materialkorrosion und -ermüdung.
Stahlbetonbrücken müssen häufig bereits nach
25 Jahren generalsaniert werden. Faserverbundwerkstoffe können sowohl zur Instandsetzung als auch zum Neubau von Brücken verwendet werden. Es hat sich jedoch gezeigt,
dass vollständig aus faserverstärktem Kunststoff gebaute Tragwerke in der Regel nicht wirtschaftlich sind. Solche »All-Composite-Lösungen« werden damit auf absehbare Zeit Ausnahmen bleiben.
Instandsetzung mit CFK-Lamellen
Lamellen oder Bänder aus kohlenstofffaserverstärktem Kunststoff (CFK) werden seit Mitte der
1990er-Jahre für die Verstärkung schadhafter
oder nicht ausreichend tragfähiger Betontragwerke eingesetzt (Abb. C 3.29). Sie werden
oberflächlich aufgeklebt und ergänzen bzw.
ersetzen die korrodierte Stahlbewehrung. Daneben besteht auch bei einer Nutzlasterweiterung oder in Regionen mit Erdbebenrisiko die
Möglichkeit, tragende Bauteile nachträglich zu
verstärken, um die Sicherheit zu erhöhen. CFKLamellen werden in diesen Fällen auch auf
Mauerwerk oder Holzträger aufgebracht. Die
relativ teuren Lamellen kommen in allen genannten Beispielen punktuell nur dort zum Einsatz, wo die hohe Zugtragfähigkeit voll ausgenutzt werden kann.
Die CFK-Lamellen werden mit Breiten zwischen
50 und 120 mm sowie Dicken von 1,2 und
1,4 mm im Pultrusionsverfahren hergestellt.
Kunststoffhalbzeuge
Dabei werden die Kohlenstofffasern ausschließlich in Längsrichtung angeordnet (unidirektional). Die Lamellen haben daher eine
hohe Steifigkeit und Zugfestigkeit in Längsrichtung. Wegen ihres geringen Gewichts
und ihrer Flexibilität lassen sie sich auf der
Baustelle sehr gut handhaben. Daneben werden auch breitere CFK-Bänder mit unidirektionaler oder textiler Verstärkung produziert. Für
Bauteile aus CFK wird im Gegensatz zu GFK
ausschließlich das hochwertige Epoxidharz
(EP) verwendet.
CFK-Lamellen werden mit einem Epoxidharzmörtel (siehe Epoxidharzmörtel und Polymerbeton, S. 56) auf die Stahlbeton- oder
Mauerwerkskonstruktion aufgeklebt, wobei die
Verklebung bei Stahlbetonkonstruktionen häufig unter Vorspannung ausgeführt wird, um die
hohe Festigkeit der Lamellen effektiver und
wirtschaftlicher auszunutzen. Dies vermindert
die Rissbildung im Beton und reduziert Verformungen des Tragwerks.
Freistehende Spannglieder
Neueste Entwicklungen konzentrieren sich
auf den Einsatz von CFK-Lamellen als freistehende Spannglieder zur Verwendung für
klassische oder flache Schrägseilbrücken
(»Extradosed«-Brücken). [7] Die Verankerung
der querdruckempfindlichen CFK-Lamellen
und die Umlenkung an den Zwischenabstützungen stellen dabei eine besondere Herausforderung dar.
Brückendecks aus GFK
Glasfaserverstärkte Kunststoffe werden für
Brückendecks eingesetzt, da diese im Vergleich mit herkömmlichen Materialien korrosionsbeständiger und weniger ermüdungsresistent sind. Die Platten werden dabei mit
einem Haupttragwerk aus Stahl oder Stahlbeton kombiniert. Vor allem in den USA wird die
Stahl-GFK-Mischbauweise bereits seit Mitte
der 1990er-Jahre in größerem Umfang eingesetzt. Die US-Bundesbehörde für Fernstraßen
(FHWA) listet ca. 70 ausgeführte Brücken
mit Fahrbahnplatten aus glasfaserverstärktem
Kunststoff (Stand 2009). [ 8] Dabei werden
GFK-Fahrbahnen sehr häufig bei der Instandsetzung von vorhandenen Straßenbrücken
a
verwendet. Bei zahlreichen Projekten werden
schadhafte Fahrbahnplatten von Verbundoder Stahlbrücken durch GFK-Fahrbahnplatten ersetzt, wobei die Widerlager und die
Hauptträger der Brücken erhalten bleiben.
Die Möglichkeit, die Leichtbauplatten in größeren Abmessungen vorzufertigen und zur
Baustelle zu transportieren, erlaubt eine äußerst rasche Instandsetzung und Wiederinbetriebnahme der Brücke. Ein wesentlicher
Vorteil ist, dass die Halbzeuge und die notwendigen Klebstoffe und Beschichtungen keine
langen Härtezeiten benötigen, wie sie für
Stahlbeton notwendig sind. In Korea wurden
in den letzten Jahren ebenfalls mehrere Straßenbrücken mit GFK-Decks realisiert, darunter
die Noolcha Bridge in Busan mit einer Länge
von 300 m und einer Breite von 35 m. Bei der
Fertigstellung im Jahr 2007 stellte sie das
größte Bauwerk aus faserverstärkten Kunststoffen dar. [9]
Bauformen
Für Brückendecks werden Sandwichplatten
oder zusammengesetzte, pultrudierte Profile
eingesetzt. Sandwichplatten leiten einwirkende
Belastungen in beide Richtungen mit gleicher
Steifigkeit ab, weshalb sie optimal zur Abtragung von Radlasten der Fahrzeuge geeignet
sind (Abb. C 3.28 a und b). Allerdings treten
durch den manuellen Herstellungsprozess
größere Toleranzen auf als bei pultrudierten
Profilen. Die konstruktive Ausbildung von Anschluss- und Verbindungsdetails ist zudem
schwieriger. Pultrudierte Platten (Abb. C 3.28 c
und d) bestehen aus einer Reihe prismatischer
Stäbe, die miteinander verklebt werden. Die
Faserverstärkung ist hauptsächlich in Bauteillängsrichtung orientiert. Die Fügung erfolgt entweder vor Ort oder schon vorab im Werk zu
Einheiten in transportfähiger Größe. Die pultrudierten Fahrbahnprofile erreichen typischerweise Spannweiten von 2 bis 3 m zwischen den
Hauptträgern. Die GFK-Fahrbahnplatte wird an
den Hauptträger geklemmt, über Kopfbolzendübel verbunden oder verklebt.
(Hessen) sind mit Epoxidharzmörtel auf die
Stahlträger geklebt. Der Überbau wurde vollständig in einer Lagerhalle vormontiert, inklusive Kappen, Geländer und Fahrbahnbelag. Dadurch konnten die Restarbeiten auf der Baustelle auf ein Minimum reduziert werden. Durch
die integrale Bauweise als Rahmentragwerk
entfallen wartungsempfindliche Bauteile wie
Verformungslager oder Fahrbahnübergänge.
Die GFK-Hohlprofile wurden zwar zum Schutz
vor Ungeziefer seitlich verschlossen (Abb. C
3.30 b), die Querschnitte der pultrudierten
Stäbe bleiben jedoch auch nach der Fertigstellung des Bauwerks sichtbar.
Der Fahrbahnbelag aus Polymerbeton (siehe
Epoxidharzmörtel und Polymerbeton, S. 56)
sorgt für eine raue Oberfläche und eine gleichmäßigen Verteilung von konzentrierten Einzellasten.
Anmerkungen:
[1] http://www.thomas-technik.de/pdf/
Radius_Pultrusion.pdf, 19.08.2010
[2] Domininghaus, Hans: Die Kunststoffe und ihre
Eigenschaften. Berlin/Heidelberg 2005
[3] http://www.kosche.de/homekovalex/index,
19.08.2010
[4] http://www2.dupont.com/Corian/de_DE/assets/
downloads/documentation/corian_cladding_de.pdf,
11.02.2010
[5] Schwarz, Otto; Ebeling, Friedrich Wolfhard; Furth,
Brigitte: Kunststoffverarbeitung. Würzburg 2002
[6] Remmele, Mathias: Aus einem Guss: Die Entwicklung
des Panton-Stuhls. In: deutsche bauzeitung 4/2006,
S. 27ff.
[7] Knippers, Jan; Hwash, Mohamed: Umgelenkte
Lamellen aus kohlenfaserverstärktem Kunststoff für
freistehende Spannglieder im Konstruktiven Ingenieurbau. In: Beton- und Stahlbetonbau 10/2008,
S. 68ff.
[8] http://www.fhwa.dot.gov/Bridge/FRP/, 19.08.2010
[9] Lee, Sung Woo; Kee-Jeung, Hong: Experiencing
More Composite-Deck Bridges and Developing
Innovative Profile of Snap-Fit Connection. In:
COBRAE Conference – Benefits of Composites in
Civil Engineering. Stuttgart 2007
Beispiel Stahl-GFK-Verbundbrücke
Die Fahrbahnplatten aus pultrudiertem GFK
der Stahl-GFK-Verbundbrücke in Friedberg
b
C 3.30
93
Folien
C 4.1
Der Begriff Folie leitet sich vom lateinischen
Wort für Blatt – folium – ab und beschreibt im
Allgemeinen einen im Vergleich zu seiner Flächenausdehnung sehr dünnen homogenen
Metallwerk- oder Kunststoff. Reine Kunststoffund Kunststoffverbundfolien kommen im Baubereich nicht nur in der Transport- und Bauphase zum Einsatz, sondern erfüllen vor allem
folgende Aufgaben:
• Abdichtung gegen Niederschläge im Dachund Fassadenbereich
• Abdichtung gegen Feuchte und drückendes
Wasser im Bodenbereich
• Verbesserung der Winddichtigkeit von Gebäudehüllen (zur Reduktion von Lüftungswärmeverlusten)
• Dampfbremse oder Dampfsperre
• Wärmedämmung
• Verbesserung des Sonnen- und Wärmeschutzes von Verglasungen
• Verbesserung der Wärmedämmwirkung von
Isoliergläsern
• Herstellung von Verbundsicherheitsglas
• Verbesserung der Raumakustik mit sogenannten Akustikfolien (siehe Akustisch wirksame Folien, S. 118)
• Beschichtung von Innenoberflächen (Möbel,
Einbauten, Innenwände, Bodenbeläge usw.)
Eine detaillierte Darstellung der möglichen
Kunststoffe und ihrer Eigenschaften für alle
genannten Anwendungen würde den Rahmen
dieses Buches sprengen. Daher konzentrieren
sich die folgenden Ausführungen im Wesentlichen auf Folien für den konstruktiven Einsatz,
während das Kapitel »Erweiterte bauphysikalische und energetische Aspekte« (S. 108ff.)
Anwendungen, die z. B. Optik oder die Akustik
betreffen, im Zusammenhang mit anderen Materialien behandelt.
C 4.1
C 4.2
94
ETFE-Folien in verschiedenen Stärken
(von oben nach unten: klar 250 μm, klar 200 μm,
weiß 200 μm)
Eigenschaften tragender Folien im Bauwesen
Konstruktiv eingesetzte Folien müssen hohen
Ansprüchen an Festigkeit, Witterungsbeständigkeit, UV-Stabilität, Oberflächenqualität und
Schweißbarkeit genügen – Eigenschaften, die
derzeit nur sehr wenige Produkte zufriedenstellend erfüllen. Für Außenanwendungen kommen
daher nahezu ausschließlich Folien aus Ethylentetrafluorethylen (ETFE) zum Einsatz. Eine
mögliche Alternative stellt Tetrafluorethylen-
Hexafluorpropylen-Vinylidenfluorid (THV) dar,
wobei bisher aufgrund der nachteiligen Werkstoffeigenschaften (vor allem ungünstiges Anschmutzverhalten) eine äußerst geringe Verbreitung festzustellen ist. PVC-Folien hingegen
finden teilweise im Innenbereich und bei temporären Projekten (z. B. Messebau) Verwendung, PE-Folien sind als Deckmaterial von Gewächshäusern aus wirtschaftlichen Gründen
weitverbreitet.
Grundsätzlich differenziert man verschiedene
Folientypen in Bezug auf den Materialaufbau in:
• Solofolien aus einem einheitlichen Material
• Doppelfolien aus zwei Schichten gleichen
Materials
• Verbundfolien aus mehreren Schichten unterschiedlichen Materials
Herstellung von Folien
Eine Folienbahn ist das bei der Herstellung
erzeugte Band, das zu Folienrollen über einem
Coil aufgewickelt wird (Abb. C 4.5, S. 96). Je
nach Folientyp und -stärke sind verschiedene
Längen bis zu mehr als 1000 m pro Rolle möglich. Die Folieneigenschaften können entsprechend dem Herstellungsprozess in Längs- und
Querrichtung variieren.
Auf einer ersten Betrachtungsebene unterscheidet man zwei verschiedene Verfahrensarten zur Herstellung von Kunststofffolien: das
Gießverfahren und die thermoplastische Verarbeitung. Beim Gießverfahren wird das Basisgranulat mit Lösemitteln versetzt, bevor aus der
Mischung Folien gegossen werden. Da die Lösemittel die Folieneigenschaften beeinträchtigen, wird dieses Verfahren heute kaum noch
angewendet.
Bei der thermoplastischen Verarbeitung wird der
Kunststoff ohne zusätzliche Lösemittel in einer
Schmelze verarbeitet. Diese Verfahrensart lässt
sich weiter in Kalandrieren und Extrudieren mit
der Sonderform des Blasens differenzieren.
Kalandrieren
Beim Vorgang des Kalandrierens wird der Rohstoff in Pulverform unter Wärme und Druck aufgeschmolzen, stark verdichtet und im soge-
Folien
nannten Kalander (frz.: calandre = Walze) über
mehrere hintereinander angeordnete beheizte
sowie polierte Rollen zu Folien ausgewalzt und
über Kühlwalzen abgekühlt. Das Verfahren eignet sich vor allem zur Herstellung von PVC-Folien; es können aber auch andere Polymere wie
PE, PP, ABS und weitere Thermoplaste zu Folien kalandriert werden. Beim Kalandrieren besteht die Möglichkeit, die Oberfläche direkt im
Herstellungsprozess, z. B. durch Prägen, zu
gestalten.
Extrudieren
Bei diesem Verfahren wird das Granulat in
einem beheizbaren Metallzylinder, in dem sich
die sogenannte Plastifizierschnecke dreht, geschmolzen, gemischt, homogenisiert und befördert. Dabei entsteht direkt vor der Schneckenspitze ein sehr hoher Druck, der das Material durch ein Mundwerkzeug schiebt (siehe
Extrusion, S. 83f.). Je nach Geometrie dieses
Werkzeugs ergeben sich zwei weitere Unterarten der Herstellung.
Extrudieren von Flachfolien mit Breitschlitzwerkzeug
Bei Verwendung eines Breitschlitzwerkzeugs
und entsprechend nachgeschalteten Kühlrollen erhält man direkt eine hochwertige
Folie mit ausgezeichneter Oberflächenqualität, die auch hohen optischen Anforderungen gerecht wird (Abb. C 4.3 a und C 4.5,
S. 96). Der Fertigungsprozess ist jedoch
vergleichsweise langsam. Um bei der Herstellung von transparenten Folien (z. B.
ETFE) zu verhindern, dass Dickeunterschiede oder optische Beeinträchtigungen wie
Schlieren oder Wellen entstehen, ist es
zudem wichtig, dass Temperatur und Fließgeschwindigkeit an der Austrittsstelle sehr
gleichmäßig sind. Dies erhöht den Investitionsaufwand für die Herstellung der Extruder
und Mundstücke erheblich und beschränkt
vor allem auch die Breite der auf diese Weise
hergestellten Folien. Bei ETFE-Folien liegt
die maximal lieferbare Breite derzeit z. B. bei
ca. 1,55 m.
Extrudieren von Blasfolien mit Ringdüse
Eine Ringdüse mit mittigem Dorn formt die
austretende Schmelze zunächst zu einem
Schlauch. Über den Dorn eingeblasene Luft
weitet den Schlauch anschließend um das
Drei- bis Vierfache auf. Dieser Schlauch wird
im Folgenden kontrolliert abgekühlt und danach als Schlauchfolie oder aufgeschnitten als
Flachfolie aufgerollt (Abb. C 4.3 b, S. 96). Solche Folien verfügen über eine weitgehend homogene Festigkeit in Längs- und Querrichtung.
Diese Herstellungsmethode, die flaches Folienmaterial aus einer dreidimensionalen Form generiert, erlaubt einen hohen Durchsatz und vergleichsweise große Rollenbreiten von zum Teil
über 3 m. Allerdings erfüllen die Folien keine
hohen Anforderungen an die optische Qualität.
Daher werden beispielsweise ETFE-Blasfolien im
Baubereich in der Regel nicht verwendet, aber
z. B. als Dacheindeckung für Gewächshäuser.
Fertigungsqualität
Bei der Herstellung von Folien können Fehler
ETFE-Folie
THV Folie
PE-Folie
PVC-P-Folie
Polymer
Copolymer aus
Ethylentetrafluorethylen
Terpolymer aus
Tetrafluorethylen-Hexafluorpropylen-Vinylidenfluorid
Polyetylen
Polyvinylchlorid
typische Anwendungen
Architektur
Architektur (als Laminatfolie)
Gewächshausbau
Innenraum
Dichte [g/cm3] (DIN 53 479)
1,75
1,98
0,95
1,16 –1,35
übliche Dicken [µm]
12 – 300
150 – 500
180 – 200
70 – 220
Zugfestigkeit [N/mm2]
(DIN EN ISO 527-1)
40 bzw.
nach DIN 53 354 gemessen
ca. 400 N/50 mm
> 24
ca. 24
10 – 25
Bruchdehnung [% der Länge]
(DIN EN ISO 527-1)
> 300
> 500
> 400
170 – 400
Weiterreißwiderstand [N/mm]
bei 23 °C längs /quer (DIN 53 363)
> 300 /> 300
> 100 /> 100
bei 200 μm Dicke
k. A.
k. A.
Zug-E-Modul [N/mm2]
(DIN 53 457)
800 –1000 N
> 50
k. A.
k. A.
Verformbarkeit
hohe Verformbarkeit
höhere Verformbarkeit
als ETFE-Folie
k. A.
hohe Verformbarkeit
Langzeitstabilität
sehr gute UV-Beständigkeit
sehr gute UV-Beständigkeit
schlechte UV-Beständigkeit,
durch Modifikationen ca.
4 – 5 Jahre (Mitteleuropa)
schlechte UV-Beständigkeit
Schmelzpunkt
260 – 270 °C
115 –125 °C
k. A.
k. A.
Temperatureinsatzbereich [ °C]
-200 bis +150
-50 bis +80
-25 bis +80
k. A.
Brandverhalten
schwer entflammbar
schwer entflammbar
normal bis leicht entflammbar
schwer entflammbar
Schmutzempfindlichkeit
sehr gering
gering
hoch
hoch
Transparenz [%]
> 90
80 – 93
80 – 90
bis 90
Bemerkungen
milchig an Knickkanten
k. A.
durch Coextrusion mit EVA
höhere UV-Beständigkeit
(> 5 Jahre)
k. A.
verfügbare Varianten
transparent, weiß durchgefärbt, verschiedene Farben,
Bedruckung möglich
transparent
transparent, weiß eingefärbt
Standard weiß und weitere Farben
1
1
1
1
1
1
abhängig von Art und Menge des Weichmachers
C 4.2
95
Folien
auftreten, die ihre Nutzbarkeit beeinträchtigen.
Dabei kann es sich um einzelne Verunreinigungen oder Fehlstellen, z. B. Löcher, handeln
oder um großflächige Mängel wie wellige Kanten, Wickelfalten, Schlieren oder Überschreitungen der Folienstärkentoleranzen. Durch optimale Einstellung der Extrusions-, Walz- oder
Blasgeschwindigkeit lassen sich solche Fehler
minimieren.
C 4.3
C 4.4
C 4.5
C 4.6
C 4.7
C 4.8
Folienextrusion
a Flachfolienextrusion
b Blasfolienextrusion
Flachfolienextrusionsanlage
über einen Coil aufgerollte ETFE-Folie
klare ETFE-Folie
eingefärbte ETFE-Folie
a – c unterschiedlich bedruckte ETFE-Folie
1
4
5
1
2
3
4
5
6
7
8
9
Dosierung
Granulat
Schmelzvorgang
Filter
Glättevorgang
Kühlung
Formgebung
Dickenmessung
10
11
12
13
14
15
aufgewickelte
Folie
Extruder
Luft
Breitschlitzdrüse
Luftbürste
Dickenrolle
Aufschneiden
6
2
3
7
8
10
9
Additive
Auch der Einsatz von diversen Zuschlagstoffen
bei der Folienherstellung ist möglich. Sie werden entweder bereits während der Polymerherstellung oder erst während der Verarbeitung
hinzugefügt. Dazu gehören z. B. Gleit- oder
Antiblockmittel zur Optimierung der Weiterverarbeitung, Antistatika, Antioxidanten, UV-Absorber oder Lichtschutzmittel. Als Färbemittel
werden nahezu ausschließlich Pigmente eingesetzt, da sich viele Farbstoffe aufgrund der
chemischen Polymereigenschaften nicht eignen. Durch die Zugabe von Pigmenten wird
das Folienmaterial durchgefärbt. Als wichtigstes Weißpigment gilt Titanoxid, das z. B. auch
bei der Herstellung von ETFE-Folien verwendet
wird (siehe Additive, S. 32ff.).
Weiterverarbeitungsmöglichkeiten
Je nach Material können Folien in weiteren Verarbeitungsschritten perforiert, umgeformt (z. B.
geprägt, mikrostrukturiert), bedruckt, beschichtet oder auch laminiert werden. Zum Teil sind
dazu spezielle Vorbehandlungsschritte erforderlich, die die Polarität (Oberflächenenergie)
des eigentlich unpolaren ETFE erhöhen. Bestimmte Kunststofffolien können durch sogenanntes Recken in ihren mechanischen Eigenschaften deutlich verbessert werden. Hierzu
wird die extrudierte Folie über Walzen geführt,
die in Maschinenrichtung an Geschwindigkeit
zunehmen, was zu einer Streckung des Kunststoffs in Längsrichtung führt. Der Vorgang kann
gegebenenfalls in der anderen Richtung wiederholt werden, man spricht dann von biaxial
gerecktem Material (üblich z. B. bei PP- und
PET-Folien).
a
14
15
13
4
2
10
3
12
11
9
b
Halbzeuge und Lieferformen
C 4.3
Beim Transport und der Lagerung von hochwertigen Kunststofffolien mit Anforderungen
an die optische Qualität ist darauf zu achten,
dass die Folienrollen nicht lange liegen. Ideal
ist eine Verpackung, in der der Coil selbst seitlich hängt, damit die Folie nirgends aufliegt
(Abb. C 4.5). Hierdurch werden auch bei dicken und damit schweren Rollen Druckstellen
und Faltenbildung vermieden. Im Folgenden
findet sich eine kurze Charakterisierung der im
Baubereich gebräuchlichsten Kunststofffolien.
ETFE-Folien
Eine der im Bauwesen am häufigsten eingesetzten Folienwerkstoffe für tragende Raumabschlüsse ist das Copolymer ETFE. Seit seiner
C 4.4
96
C 4.5
Folien
Markteinführung 1970 ist ETFE bis heute eine
der stabilsten bekannten chemischen Verbindungen und damit ideal für den Einsatz in Umgebungen, in denen das Material den unterschiedlichsten aggressiven Belastungen ausgesetzt ist (Säuren, Laugen, UV-Strahlung etc).
Ähnlich wie das chemisch verwandte Polytetrafluorethylen (PTFE) verfügt ETFE über ein dauerhaft herausragendes Anschmutzverhalten, ist
sehr widerstandsfähig gegen Umwelteinflüsse,
hitze- und witterungsbeständig sowie langfristig UV-stabil. ETFE-Folien absorbieren die kurzwellige UV-Strahlung kaum, weshalb das Material weder vergilbt noch versprödet. Auch die
mechanischen Eigenschaften sind vorteilhaft.
Wegen all dieser Vorzüge ist ETFE für den
Membranbau besonders geeignet und dort
auch das mit Abstand am weitesten verbreitete
Folienmaterial. Aufgrund der sehr hohen Lichtdurchlässigkeit und der hohen Transmission im
UV-Bereich, die für das Pflanzenwachstum
wichtig ist und gleichzeitig das Bakterienwachstum begrenzt, findet das Material häufig
bei Gebäudehüllen von Tiergärten, Gewächshäusern oder anderen Biotopen und Schwimmbädern Verwendung. Die Materialeigenschaften von transparenten, reinen ETFE-Folien sind
innerhalb des Herstellungsprozesses sehr konstant. Werden sehr große Folienmengen benötigt, lassen sich daher auch Materialchargen
von verschiedenen Herstellern in einem Projekt
verwenden.
Einfärben, Bedrucken und Beschichten
Durch Pigmentzugabe können ETFE-Folien
weiß oder farbig durchgefärbt werden. Abhängig vom Hersteller steht hier jeweils eine beschränkte Farbauswahl zur Verfügung. Vor
allem weiße Folien, die das Licht stark diffus
streuen, werden auf diese Weise hergestellt
(Abb. C 4.7). Bei großen Abnahmemengen
lässt sich durch den beigefügten Titandioxidanteil der Transmissionsgrad einer weißen
ETFE-Folie in bestimmten Grenzen einstellen.
Die weiße Pigmentierung reduziert jedoch
weitgehend die Strahlungsdurchlässigkeit im
UV-Bereich. Auch ein Bedrucken von ETFEFolien ist möglich, erfordert aber aufgrund der
antiadhäsiven Oberflächenqualität des Materials eine Vorbehandlung, damit die aufgebrach-
C 4.6
te Farbe haftet. Sowohl die Art der Vorbehandlung als auch die Zusammensetzung der
Druckfarben sind herstellerspezifisch. Bedruckt wird mit einem Rollenverfahren, weshalb
viele verschiedene Muster möglich sind. Standard sind Punktraster mit unterschiedlichem
Bedeckungsgrad (Abb. C 4.8 a, b). Bei größeren Mengen ist innerhalb des Rollenverfahrens
das repetitive Muster selbst und damit der Bedruckungsgrad weitgehend frei definierbar
(Abb. C 4.8 c). Außerdem lässt sich der Transmissionsgrad der Druckfarbe selbst innerhalb
bestimmter Grenzen einstellen. Da neben der
Lichtdurchlässigkeit der Folie bei den meisten
architektonischen Anwendungen auch die
Reflexion von Bedeutung ist (Licht- und Wärmestrahlung), werden als Druckfarben meist
Weiß oder Silber verwendet. Beim Bedrucken
ist zu beachten, dass entweder am Rand ein
ausreichender Abstand (30 – 50 mm) für die
Ausbildung der Schweißnaht verbleibt oder
dieser Bereich nachträglich chemisch oder mechanisch von der Farbschicht befreit werden
muss. In Folienbeschichtungsanlagen können
z. B. durch Kathodenzerstäubung (Sputtern)
metallische, keramische oder durch Nassbeschichtung organische Schichten aufgebracht
werden. Diese Techniken befinden sich allerdings in Bezug auf ETFE-Folien noch in einer
frühen Entwicklungsphase (Abb. C 6.28 und
C 6.29, S. 115).
Die Schwierigkeit beim Bedrucken besteht
darin, durch abgestimmte Materialwahl und
Vorbehandlungsschritte eine anhaltende Haftung der extrem dünnen Schichten auf dem
ETFE zu erreichen. Außerdem müssen die oft
korrosionsgefährdeten Funktionsschichten von
beiden Seiten durch geeignete Verfahren dauerhaft geschützt werden. Der gesamte Schichtaufbau muss in der Lage sein, den Beanspruchungen während Verarbeitung und Montage
Stand zu halten und die unvermeidlichen Dehnungen des Materials im Einsatz dauerhaft aufzunehmen.
Durch das Aufeinanderlaminieren von Folien
lassen sich Bedruckungen und Beschichtungen schützen. ETFE-Folienlaminate bestehen auf den Außenseiten aus reinem ETFE
und können somit wie Solofolien verarbeitet
werden.
C 4.7
a
Mechanische Eigenschaften von ETFE-Folien
Die wichtigsten mechanischen Kenngrößen
von Folienwerkstoffen sind Zugfestigkeit,
Bruchdehnung, Weiterreißfestigkeit und Elastizitätsmodul (Abb. C 4.2, S. 95; siehe auch
Mechanische Eigenschaften, S. 105). Von
besonderer Bedeutung bei ETFE-Folien ist
die Abhängigkeit dieser Werte von der Belastungsdauer und der Umgebungstemperatur.
ETFE-Folien verhalten sich nahezu isotrop und
bei kurzzeitiger Belastung bis zu einem gewissen Punkt näherungsweise linear elastisch.
Abb. C 4.9 auf S. 98 zeigt die Spannungs-Dehnungs-Linie für den typischen Dickenbereich
von 100 bis 300 μm, in dem die Reißfestigkeit
bei über 40 N/mm2 liegt. Der näherungsweise
linearelastische Bereich, in dem das Material
die höchste Steifigkeit aufweist, reicht bis zu
einer Dehnung von ca. 10 %. Die bei dieser
Dehnung erreichte Zugfestigkeit kann statisch
angesetzt werden. Danach flacht die Spannungs-Dehnungs-Kurve merklich ab und es
kommt zu erhöhter Dehnung und plastischer
Verformung. Die aufnehmbare Kraft steigt bis
zum Bruch an.
Abhängig vom Spannungszustand verschiebt
sich diese Linie. Je nachdem ob monoaxial
(in einer Richtung) oder biaxial (in zwei Richtungen) vorgespannt wird, ändert sich die
Steifigkeit. In Abb. C 4.10 auf S. 98 ist die
Spannungs-Dehnungs-Linie für eine einachsig und eine zweiachsig vorgespannte Materialprobe dargestellt, die monoaxiale Steifigkeit ist deutlich geringer als die biaxiale
Steifigkeit.
Neben der Belastungsdauer hat auch die Umgebungstemperatur einen großen Einfluss auf
die Materialsteifigkeit und das Relaxations- und
Kriechverhalten. Abb. C 4.12 a zeigt die unterschiedliche zyklische Beanspruchung einer
Materialprobe in Längs- und Querrichtung. Bei
ca. -25 °C gehen die Dehnungen auch nach
mehreren Lastzyklen immer auf null zurück
(Abb. C 4.12 b, S. 98). Bereits bei 35 °C kriecht
das Material deutlich, was an der verschobenen Dehnungslinie zu erkennen ist, die nach
jedem Lastzyklus eine bleibende Restdehnung
zeigt (Abb. C 4.12 c, S. 98). Bei der konstruktiven Detailplanung ist dieses Phänomen vor
b
c
C 4.8
97
Folien
allem bei mittleren und höheren Temperaturen
z. B. für den Abstand vom Folienkissen zur
Unterkonstruktion oder im Hinblick von Nachspanneinrichtungen bei einlagigen Anwendungen zu beachten. Gleiches gilt für die Wahl
des Vorspannungsgrads beim Einsatz von
ETFE in Gebäudehüllen, die hohen Temperaturen oder starken Temperaturschwankungen
ausgesetzt sind. Da ETFE ab 70 °C an Festigkeit verliert, eignet sich das Material für größere
Spannweiten eher in kälteren oder gemäßigten
Klimazonen.
In sogenannten Dauerstandversuchen steht
das Material über einen längeren Zeitraum
unter konstant hoher Spannung; seine Dehnung wird währenddessen aufgezeichnet.
Dabei zeigt sich, dass das Materialkriechen
unabhängig von der Belastungshöhe nach ca.
1000 Stunden wieder abnimmt (Abb. C 4.10).
ETFE weist außerdem eine hohe Weiterreißfestigkeit, eine gute Schlagfestigkeit und eine
hohe Knickbeständigkeit auf.
C 4.9
C 4.11
Dauerstandversuche an biaxial anisotrop vorgespannten ETFE-Folien unter verschiedenen
Spannungen
C 4.12 a biaxiale Zugprüfungen mit stufenweise steigenden Beanspruchungen bei unterschiedlichen Temperaturen [1]
b Spannungsdehungsline aus der biaxialen
Zugprüfung bei -25 °C
60
4
3
22
Spannung [N/mm²]
Zugfestigkeit [MPa]
typisches Spannungs-/Dehnungsdiagramm von
ETFE-Folie
1 näherungsweise linearelastischer Bereich
2 Zugfestigkeit bei 10 % Dehnung
3 Streckfestigkeit
4 Reißfestigkeit
C 4.10 Steifigkeiten von ETFE-Folie bei mono- und biaxialer Spannung
Konfektionierung von ETFE-Folien
Die typischen allgemeinen Konfektionierungsschritte wie das Zuschneiden und Verschweißen sind im Kapitel »Konfektionierung« beschrieben (S. 106f.). Daher geht es im Folgenden ausschließlich um folienspezifische Arbeitsschritte.
ETFE-Folien werden durch thermische
Verschmelzung miteinander verschweißt.
20
18
längs belastet
Dies geschieht durch kontrolliertes Aufbringen von Temperatur und Druck auf sich
ca. 10 –15 mm breit überlappende Folienbahnen bei ca. 280 °C für 15 – 30 Sekunden
bei taktweisen und mit ca. 3 m pro Minute
bei kontinuierlichen Verfahren (Abb. C 4.13 –
C 4.15). Für die Schweißnähte selbst ist
eine Breite von 6 bis 10 mm üblich. Im Gegensatz zu einigen anderen Kunststoffen
werden hier keine zusätzlichen Materialien
oder chemischen Wirkstoffe für die Schweißnaht benötigt.
Gerade Nähte (siehe Schweißnaht, S. 198f.)
oder zuschnittlose Großflächen können mit sehr
hoher Geschwindigkeit durch Schweißbalken
taktweise verschweißt werden. Gekrümmte
C 4.13
C 4.14
C 4.15
C 4.16
c Spannungsdehungsline aus der biaxialen
Zugprüfung bei +35 °C
kontinuierliches Schweißverfahren einer ETFEFolie
kontinuierliches Schweißverfahren einer
bedruckten ETFE-Folie
profilierte Schweißnaht
in einen Folienrand eingeschweißter PP-Keder
quer belastet
16
14
12
10
8
2
6
4
1
2
0
0
25
monoaxial belastet
800
Dehnung [%]
C 4.9
biaxial belastet
20
15
0
20
18
längs belastet
quer belastet mit 4 N/mm²
2,5
13 N/mm²
2,0
1,5
9,5 N/mm²
6 N/mm²
1,0
-2
20
18
0
2
4
6
8
Dehnung [%]
quer belastet
6
8
Dehnung [%]
C 4.12
bei +35°C
14
12
10
8
0,0
6
4
-0,5
längs belastet
16
0,5
2
0
-1,0
1
98
bei -25°C
b
Spannung [N/mm²]
3,0
6
Dehnung [%]
C 4.10
quer belastet
10
2
0
5
längs belastet
12
0
4
4000
14
6
4
3
3000
16
5
2
2000
Zeit [s]
8
1
1000
a
10
0
Dehnung [%]
400
Spannung [N/mm²]
Spannung [N/mm²]
0 10
10
100
1000
10000
Zeit [h]
C 4.11
-2
c
0
2
4
Folien
Ränder werden mit Rollengeräten verschweißt.
Derzeit befinden sich Laserschweißverfahren in
der Erprobung, mit denen sich die Schweißnahtbreite auf ca. 3 – 4 mm reduzieren und die
Schweißgeschwindigkeit möglicherweise deutlich steigern ließe. Auch komplexe Freiformnähte wären dann möglich, die andere Anwendungsgebiete von ETFE-Folien erschließen
könnten (z. B. komplexe Absorber- oder Wärmetauschergeometrien).
Für pneumatische Folienkissen gehört zur Konfektionierung auch der Einbau und die Abdichtung von Luftventilen und gegebenenfalls einer
Notentwässerung (Abb. E 3.16, S. 194).
Kederschnüre werden nach Möglichkeit vorkonfektioniert angeschweißt und EPDM-Kunststoff-Klemmprofile (siehe Detailausführung,
S. 190ff.) werkseitig vormontiert.
PVC-Folien
Polyvinylchlorid-Folien werden aus weichmacherhaltigem PVC-P hergestellt und verfügen
über eine vergleichsweise geringe UV- und
Temperaturbeständigkeit. Auch ihre geringe
Festigkeit, die hohe Materialdehnung und ein
ungünstiges Anschmutzverhalten begrenzen
mögliche konstruktive Einsatzgebiete. Da das
Material aber preisgünstig ist, wird es vor allem
im Innenbereich, z. B. als Oberflächenmaterial
im Ausbau sowie im Möbel- und Messebau,
häufig eingesetzt. Es kann durch Kleben oder
Schweißen gefügt werden.
gewebe, S. 104). Für andere Anwendungen
sind PTFE-Folien auch einseitig geätzt oder
selbstklebend (mit Acryl- oder Silikonklebern)
verfügbar. Typische Anwendungen außerhalb
des Baubereichs sind unter anderem Dauerbackfolien, Förderbänder und Gewindedichtbänder. Auch beim thermischen Schweißen
von Kunststoffen spielen sie als Trennfolie eine
große Rolle. Hier verhindern sie beim Eckverschweißen von PVC-Fensterprofilen das Anhaften an den Schweißspiegeln, den heißen Metallflächen, mit denen die Verbindung ausgeführt wird.
THV-Folien
Die Eigenschaften des Fluorpolymers THV
(Tetrafluorethylen-Hexafluorpropylen-Vinylidenfluorid) ähneln denen von ETFE. Folien aus
diesem Material sind ebenso hoch transparent,
sehr widerstandsfähig und schwer entflammbar. Im Vergleich zu ETFE sind sie elastischer,
leichter zu verarbeiten und lassen sich hochfrequenzschweißen (siehe Konfektionierung
S. 106f.). Im Hinblick auf optische Eigenschaften und insbesondere das Anschmutzverhalten sind sie diesen jedoch unterlegen. Da THV
eine geringere Reißfestigkeit als ETFE besitzt,
eignet es sich nur zur Überbrückung kleiner
Spannweiten, z. B. zur Eindeckung von Seilnetzen. THV wird teilweise auch als Beschichtung für hochwertige Polyestermembranen
eingesetzt (siehe Halbzeuge und Lieferformen,
S. 103ff.).
C 4.13
C 4.14
PE-Folien
Polyetylen-Folien sind äußerst preiswert und
werden als Baufolie in verschiedenen Stärken
angeboten. Aufgrund des Preisvorteils und
ihrer hohen Lichttransmission werden sie trotz
geringer Standzeit in großen Mengen im Gewächshausbau eingesetzt. Da das Material
nicht UV-stabil ist, muss es entsprechend
ausgerüstet werden. Hierdurch steigt die mögliche Standzeit im Außenbereich je nach lokaler UV-Belastung auf wenige Jahre. Auch für
temporäre Bauten wird das günstige Material
häufig eingesetzt. Die »Blase« des Projekts
»Mobiler Aktionsraum (S. 252) besteht beispielsweise aus einer transluzenten, faserverstärkten PE-Folie.
PTFE-Folien
Folien aus Polytetrafluorethylen (PTFE) sind
selbstreinigend, UV-stabil und sehr beständig
gegenüber chemischen Substanzen und Pilzbefall. Sie werden in einer Dicke von 0,025 bis
6 mm und bis 1,5 m breit in einem Schälverfahren hergestellt, das ähnlich wie die Holzfurniergewinnung abläuft: Ein starres, breites Messer
schält die Folie in Bahnen von einem sich drehenden massiven Zylinder ab. PTFE-Folien sind
von Natur aus milchig weiß, können aber auch
in anderen Farben produziert werden. Aufgrund der gegenüber ETFE-Folien geringeren
Festigkeiten und Verformbarkeit eignen sie sich
konstruktiv nur als Laminatfolien auf Glasgittergeweben (siehe PTFE-laminiertes Glasgitter-
Keder
Kissenränder, biegesteife Membranränder
sowie biegeweiche Klemmplattenstöße und
-ränder werden mit sogenannten Kedern zu
einer kraft- und formschlüssigen Verbindung
zwischen flexibler Membran und steifer Kederschiene bzw. Klemmplatte gefügt (siehe Ränder, S. 190f. und Klemm- und Kederprofile,
S. 197ff.).
Die Kederschnüre bestehen z. B. aus Polypropylen (PP; Abb. C 4.16), PVC-Monofilen
oder Poylurethan (PUR). Um zu gewährleisten,
dass der Keder sich unter Belastung nicht so
weit deformiert bis er aus der Schiene schlüpft,
sollte er eine Shore-Härte (siehe Härte, S. 35)
von mindestens SH 50 aufweisen. Im Membranbau können auch Keder aus Stahlseilen
oder Aluminiumrundprofilen eingesetzt
werden. Kunststoffseile sind aufgrund ihres
relativ flexiblen Geflechts im Allgemeinen
nicht geeignet.
Ähnlich wie bei leichten Membrantypen können
Keder auch bei Folien in einen Streifen eingeschweißt als vorkonfektionierte Kederfahne an
den Rand geschweißt werden.
C 4.15
Anmerkungen:
[1] Saxe, Klaus; Homm, Thomas (Universität Duisburg/
Essen): Mechanische Eigenschaften von ETFE-Folien
für vorgespannte Strukturen. Vortrag im Rahmen des
Techtextil Symposiums 12.06.2007
C 4.16
99
Textile Membranen
C 5.1
Der Begriff Membran stammt von dem lateinischen Wort membrana (= dünne Haut) ab. Er
beschreibt einen im Vergleich zu seiner Oberfläche sehr dünnen und flexiblen Werkstoff. In
der Biologie steht dieser Begriff für feine Häutchen mit trennender oder abgrenzender Funktion. Im Bauwesen gelten sowohl Textilien in
Form von beschichteten und unbeschichteten
Geweben als auch Kunststofffolien oder dünne
Metallbleche als Membranen. Das vorliegende
Kapitel beschäftigt sich mit den für Membrankonstruktionen relevanten technischen Textilien. Dadurch, dass Membranen sowohl eine
Trag- als auch Hüllfunktion übernehmen, spielen neben der mechanischen Zugfestigkeit und
der Elastizität des Werkstoffs auch die Oberflächeneigenschaften eine wesentliche Rolle. Die
mechanischen Eigenschaften werden primär
von Fadenmaterial und der Webart beeinflusst,
während Beschichtungen eine schützende, abdichtende Funktion haben und die gewünschte
Oberfläche erzeugen.
Membranen, die im Bauwesen zum Einsatz
kommen, sind typischerweise ein Verbundwerkstoff aus Gewebe und mehreren Beschichtungslagen. In Sonderfällen, z. B. bei wandelbaren Membranbauten mit hoher Anforderung
an die Flexibilität, werden auch unbeschichtete, d. h. offene Gewebe mit beschichteten Fasern verwendet.
Für reinen Sonnenschutz und raumakustische
Zwecke lassen sich auch unbeschichtete Gewebe und Netze einsetzen.
Anforderungen an Membranwerkstoffe
C 5.1
C 5.2
C 5.3
C 5.4
C 5.5
100
vier Membranmaterialien mit ähnlicher Festigkeit,
aber sehr unterschiedlicher Flexibilität, von oben
nach unten: Glas-PTFE, Polyester-PVC, PTFE-Gewebe beschichtet, PTFE-Gewebe unbeschichtet
Vergleich dreier typischer Membranwerkstoffe
(bester Wert jeweils auf 100 % normiert)
Anforderung an die Eigenschaften von Membranwerkstoffen
Aufbau einer Polyester-PVC-Membran
Anlagen zur Beschichtung von Membranen
a Streichbeschichtungsanlage
b Tauchbeschichtungsanlage
Die Anforderungen an Membranwerkstoffe für
mechanisch vorgespannte Konstruktionen sind
sehr vielfältig (Abb. C 5.3). Derzeit gibt es kein
Material auf dem Markt, das allen Anforderungen vollständig gerecht wird. Je nach Einsatzgebiet und Standort müssen die Kriterien also
unterschiedlich gewichtet werden. Während
beispielsweise bei einem großen Stadiondach
eine sehr hohe Festigkeit und ein günstiges
Langzeitverhalten ausschlaggebend sind, ist
für wandelbare Membranbauten die Leichtigkeit, Faltbarkeit und Knickbeständigkeit von
großer Bedeutung. In Abb. C 5.2 werden drei
typische Membranwerkstoffe für verschiedene
Anforderungskriterien qualitativ miteinander
verglichen; der jeweils beste derzeit am Markt
erhältliche Wert wurde auf 100 % normiert.
Hier wird deutlich, dass keines der Produkte
alle Felder ausgeglichen abdecken kann. Kriterien wie Knickbeständigkeit und Lichttransmission müssen für jedes Projekt gesondert
bewertet werden. Auch die Kosten eines Materials lassen sich nicht isoliert betrachten, da
seine Wahl immer auch die projektspezifischen Herstellungs- und Installationskosten
beeinflusst und zugleich mit den Erwartungen
an die Haltbarkeit des Materials abgestimmt
werden muss.
Beschichtungen
Wichtigste Aufgabe einer Membranbeschichtung ist es, das Gewebe vor Feuchtigkeit,
UV-Strahlung, Feuer und Befall durch Mikroben
oder Pilze zu schützen; ihre Qualität ist dabei
mitausschlaggebend für die Lebensdauer des
Werkstoffs. Die Beschichtung von Membranen
dient jedoch nicht nur dem Schutz des textilen
Gewebes und damit der Dauerhaftigkeit, sondern nimmt auch Einfluss auf die mechanischen Eigenschaften. Durch die Fixierung der
Gewebegeometrie erhöht sie insbesondere die
Schubsteifigkeit und verbessert teilweise auch
die Weiterreißfestigkeit. Beschichtete Membranwerkstoffe ähneln folglich den Verbundoder Kompositwerkstoffen (siehe Faserverstärkte Kunststoffe, S. 76ff.). Thermoplastische
Beschichtungen ermöglichen die Verbindung
einzelner Membranstreifen durch thermisches
Schweißen. Um Membranen zu färben, können
entweder der Beschichtung Farbpigmente beigefügt oder die Beschichtung selbst bedruckt
werden.
Nach einer Vorbehandlung des Gewebes werden Beschichtungen typischerweise beidseitig
aufgebracht. Für alle gängigen Gewebe aus
synthetischen organischen und anorganischen
Fasern (Polyester, PTFE, Glas; siehe Fasern,
S. 48ff.) besteht die Beschichtung aus Thermoplasten (PVC, PTFE und andere Fluorpolymere). Eine Ausnahme bildet Silikonkautschuk,
Textile Membranen
der zu den Elastomeren gehört, und Silikonharz, das den Duroplasten zuzuordnen ist. Im
Allgemeinen beeinflussen Beschichtungen folgende Eigenschaften:
Für die Aufbringung von Beschichtungen existieren verschiedene Verfahren, die im Folgenden beschrieben werden.
den Messern (Rakel) abgestrichen. Meist beinhaltet der Vorgang mehrere Striche: Im ersten
wird ein Haftvermittler aufgebracht, die eigentliche Beschichtung dann in einem zweiten
und gegebenenfalls dritten Strich. Anschließend verbinden sich PVC und Weichmacher
in einem Gelierkanal bei Temperaturen um
180 °C chemisch. Für die in der Regel gewünschte beidseitige Beschichtung wird dieser Vorgang auf der Rückseite wiederholt oder
von Beginn an eine vertikale Beschichtungsanlage eingesetzt. Zum Abschluss werden
Deckschichten (auch Sperrschichten) mit
Walzen oder im Spritzverfahren aufgebracht.
Sie verhindern, dass Weichmacher unter UVStrahlung austreten, und optimieren zudem die
Streichverfahren
•
•
•
•
•
•
•
•
•
•
•
Dehn- und Schubsteifigkeit
Schweißbarkeit
UV-Schutz des Gewebes
Wasserdichtigkeit
Brandverhalten
Lichttransmission
Lichtreflexion
Lichtstreuung
Anschmutzverhalten
Farbgebung
Wärmeabstrahlung
Das Streichverfahren wird in der Regel für
PVC- und Silikon-Beschichtungen angewendet
(Abb. C 5.5 a). Die vorgemischte, zähflüssige
Beschichtungspaste (Plastisol) für PVC-beschichtete Polyestermembranen (PolyesterPVC) besteht aus PVC-Pulver, das in einem
Weichmacher dispergiert wird. Als Zusatzstoffe
werden dem Plastisol Hitze- und Lichtstabilisatoren, Fungizide, Bakterizide und Pigmente beigemischt. Diese pastöse Masse wird auf das
Rohgewebe aufgebracht und mit feststehen-
Polystergewebe PVC-beschichtet
Glasfasergewebe PTFE-beschichtet
PTFE-Gewebe Fluorpoymer-beschichtet
100
Materialkosten
(günstig =
100%)
mechanische Festigkeit
• hohe Zugfestigkeit
• hohe Weiterreißfestigkeit
• ähnliche Steifigkeit in Kett- und
Schussrichtung
• hohe Bruchdehnung
• geringes Kriechen unter hoher Langzeitbelastung
• hohe Verformbarkeit
Knickbeständigkeit
• Faltbarkeit (mobile oder
wandelbare Konstruktionen)
• kein Faserbruch bei Druckspannungen
Schutz vor Witterungseinflüssen
• resistent gegen chemische und
biologische Einflüsse
• UV-stabil
mechanische Festigkeit
Knickbeständigkeit
50
Oberflächeneigenschaften • schweißbar
• selbstreinigende, antiadhäsive
Oberfläche
0
Langzeitstabilität
Lichttransmission
• beschichtbar
• ästhetisch ansprechende Haptik und Farbe
Brandschutz
• mind. schwer entflammbar
• kein brennendes Abtropfen
• minimale Rauchentwicklung (Toxizität)
Lichttransmission
• gewünschte Transmission
• gewünschte Reflexion
Wirtschaftlichkeit
• geringe Rohmaterialkosten
• geringe Konfektionierungskosten
• geringe materialbedingte Konstruktionskosten
• hohe Lebenserwartung
Schmutzbeständigkeit
C 5.2
C 5.3
9
6
1
2
3
4
5
6
7
8
Rohgewebe
Haftvermittler
Beschichtung
Deckschicht
Rohgewebe
Haftschicht
abgestrichen mit
Luftrakel
Gelierkanal
Kühlwalze
9
10
11
12
13
14
15
16
Deckstrich abgestrichen mit Walzrakel
Gelierkanal
beschichtetes
Gewebe
Tauchbecken
abstreichen
trocknen
vorsintern
sintern
11
5
7
8
10
a
16
15
1
2
3
4
14
13
11
5
C 5.4
b
12
C 5.5
101
Textile Membranen
Polyestergewebe,
PVC-beschichtet
Polyestergewebe,
THV-beschichtet
Glasfasergewebe,
PTFE-beschichtet
Glasfasergewebe,
silikonbeschichtet
Glasgittergewebe,
PTFE-laminiert
PTFE-Gewebe,
beschichtet
PTFE-Gewebe,
unbeschichtet
Einsatzgebiet
Besonderheiten
vielseitig einsetzbar, sehr
preisgünstiges
Standardmaterial
hochwertige
Oberfläche, sehr
hohe Lichttransmission
für permanente
Konstruktionen,
hochwertiges
Standardmaterial
für permanente
Konstruktionen,
hohe Lichttransmission
für permanente
Konstruktionen,
hohe Lichttransmission bei hoher
Festigkeit
für permanente und
mobile Konstruktionen, hohe Lichttransmission
für permanente und
mobile Konstruktionen, hohe Lichttransmission, geringe Regendichtigkeit
Fügbarkeit
Hochfrequenzund Thermoimpulsschweißen
Hochfrequenzund Thermoimpulsschweißen
Thermoimpulsschweißen mit
Zwischenfolie
Vulkanisieren (Kleben) oder Nähen
und Kleben (Kombinaht)
Thermoimpulsschweißen mit
Zwischenfolie
Hochfrequenzschweißen
Nähen
Langzeitstabilität
gute UV-Stabilität
bei ausreichender
Beschichtungsdicke, gute chemische Beständigkeit
k. A.
sehr gute UV-Stabilität, sehr gute
chemische Beständigkeit
gute UV Stabilität,
gute chemische
Beständigkeit
gute UV Stabilität,
sehr gute chemische Beständigkeit
sehr gute UV Stabilität, sehr gute
chemische Beständigkeit
sehr gute UV Stabilität, sehr gute
chemische Beständigkeit
Knickempfindlichkeit
sehr knickbeständig, für wandelbare Systeme
geeignet
knickbeständig,
für wandelbare
Systeme geeignet
hohe Knickempfindlichkeit, für
wandelbare Systeme nicht geeignet
geringe Knickempfindlichkeit
hohe Knickempfindlichkeit, für
wandelbare Systeme nicht geeignet
sehr knickbeständig, für wandelbare
Systeme gut
geeignet
sehr knickbeständig,
für wandelbare Systeme sehr gut geeignet
Schmutzempfindlichkeit
schmutzanfällig,
besser mit
Deckschicht,
z. B. Fluorlack
gutes Anschmutzverhalten
sehr gutes Anschmutzverhalten,
selbstreinigend
schmutzanfällig
selbstreinigend,
jedoch Schmutzansammlung
wegen rauer Oberfläche möglich
gutes Anschmutzverhalten
gutes Anschmutzverhalten
Lichttransmission
5 –15 %
Anstieg der solaren
Absorption durch
Vergrauen
15 – 23 %
8 – 20 %
25 – 30 %
43 – 46 %
20 – 40 %
35 %
Umweltbelastung
(getrennte Betrachtung von Beschichtung und Gewebe,
Trennung im Allgemeinen noch schwierig, erste Recyclingkreisläufe sind im
Aufbau)
PVC zerfällt
unter Bildung
von Chlor und
Salzsäure,
es besteht ein
RücknahmeNetzwerk; Polyester
lässt sich einschmelzen oder als
Kurzfasern weiterverwenden
THV zersetzt sich
bei hohen Temperaturen
Glasfasern lassen
sich umweltfreundlich entsorgen,
PTFE zerfällt nicht,
Zersetzung bei
hohen Temperaturen unter Entstehung von Fluor
Glasfasern lassen
sich umweltfreundlich entsorgen,
Silikon ist recycelbar
Glasfaser lässt sich
umweltfreundlich
entsorgen,
PTFE zerfällt nicht,
Zersetzung bei
hohen Temperaturen unter Entstehung von Fluor
sortenrein,
PTFE zerfällt nicht,
Zersetzung bei
hohen Temperaturen unter Entstehung von Fluor
sortenrein,
PTFE zerfällt nicht,
Zersetzung bei
hohen Temperaturen
unter Entstehung von
Fluor
Brandverhalten
(Brandklassen nach
DIN 4102)
B1
B1
A 2 (bis Typ II)
B 1 (ab Typ III)
B1
B1
B1
S 1– d 0 (EN 13 501)
B1
S 1– d 0 (EN 13 501)
Standardfarben
Standard weiß,
weitere Farben
Standard weiß
Standard weiß,
begrenzte Farbauswahl
Standard weiß,
silber, weitere
Farben
farblos
Standard weiß
teilweise gefärbte
Garne
Flächengewicht 1
nach DIN 55 352
[g/m2]
Typ I: 750
Typ II: 900
Typ III: 1100
Typ IV: 1300
Typ V: 1450
Typ I: 1150
Typ II: 1200
Typ I: 800
Typ II: 900
Typ III: 1200
Typ IV: 1500
Typ 0: 200
Typ I: 340
Typ III: 685
Typ IV: 1100
1050
1080
320
530
Zugfestigkeit 1
Kett/Schuss
nach DIN 53 354
[N/50 mm]
Typ I: 3000 / 3000
Typ II: 4200 / 4000
Typ III: 5800 / 5400
Typ IV: 7500 / 6500
Typ V: 10 000 / 9000
Typ I: 3500 / 3000
Typ II: 5000 / 4500
Typ I: 3500 / 3500
Typ II: 5000 / 4500
Typ III: 7000 / 6000
Typ IV: 8000 / 7000
Typ 0: 2500 / 1750
Typ I: 3000 / 3000
Typ III: 5000 / 5000
Typ IV: 8000 / 8000
4500 / 4000
4000 / 4000
2000 / 2050
4000 / 3700
Weiterreißfestigkeit1
Kett/Schuss nach
DIN 53 363 [N]
Typ I: 300 / 300
Typ II: 500 / 500
Typ III: 850 / 800
Typ IV: 1200 / 1200
Typ V: 1800 / 1800
Typ I: 700 / 700
Typ II: 600 / 600
Typ I: 300 / 300
Typ II: 350 / 350
Typ III: 500 / 500
Typ IV: 500 / 500
Typ 0: 350 / 400
Typ II: 300 / 300
Typ III: 400 / 400
Typ IV: 500 / 500
250 / 250
798 / 752
365 / 330
669 / 550
Lebensdauer
15 – 20
k. A.
> 25
> 20
> 25
> 25
> 30
Rohmaterialkosten 2
15 – 45 %
60 – 140 %
50 – 150 %
110 – 180 %
100 –180 %
100 – 140 %
120 –170 %
beispielhafte
Abbildungen
Abb. D 1.1, S. 134,
Abb. D 1.14 –
D 1.17, S. 141,
Abb. E 4.50, S. 210
Beispiele 17–22,
S. 262 – 281
Abb. D 1.21, S. 142
Abb. D 1.32 und
D1.33, S. 147,
Beispiel 23, S.
282ff.
Abb. D 1.37, S. 149,
Abb. E 4.1, S. 196,
Abb. E 4.51, S. 210
1
2
Durchschnittswerte
im Vergleich zum Durchschnittspreis von Glas-PTFE (100 %)
C 5.6
102
Textile Membranen
Oberfläche hinsichtlich Abrieb und Anschmutzverhalten (Abb. C 5.4, S. 101).
Tauchverfahren
Das Tauchverfahren wird hauptsächlich für
PTFE-Beschichtungen verwendet, z. T. auch für
PVC-Beschichtungen auf grobmaschigen Geweben (Abb. C 5.5 b, S. 101).
Für PTFE-beschichtete Glasfasermembranen (Glas-PTFE) wird das Rohgewebe durch
Eintauchen in eine Dispersion aus PTFE-Teilchen beidseitig beschichtet. Durch schrittweise ansteigende Temperaturen während des
Trocknungs- und Sintervorgangs verdampft
das Wasser, das Netzmittel zur Herabsetzung der Grenzflächenspannung zersetzt
sich und schließlich sintern die PTFE-Partikel
bei ca. 330 °C. Um die erforderlichen Schichtdicken zu erreichen, wird der Vorgang mehrfach wiederholt. Aufgrund der hohen Sintertemperaturen können PTFE-Beschichtungen
nur auf Geweben mit sehr hohem Schmelzpunkt aufgebracht werden; eine PTFE-Beschichtung von Polyestergewebe ist daher
nicht möglich.
a
b
c
d
e
f
g
h
Low-E-Beschichtungen
Sogenannte Low-E-Beschichtungen (niedrige
Emissivität) verringern deutlich die Wärmeabstrahlung und werden derzeit auf verschiedenen Membranmaterialien, z. B. Glas-PTFE,
angeboten (Abb. C 5.15, S. 107). Die Funktionsweise solcher Beschichtungen wird im
Kapitel »Selektivität und Low-E-Oberflächen«
(S. 116) näher erläutert.
Halbzeuge und Lieferformen
Da der textile Träger und die Beschichtung aus
verschiedenen Materialien bestehen, werden
beide in der Membranwerkstoffbezeichnung
genannt. Übliche Kombinationen aus Gewebe
und Beschichtung sind (Abb. C 5.6):
• Polyestergewebe mit PVC- oder THV-Beschichtung
• Glasfasergewebe mit PTFE- oder Silikonbeschichtung oder mit PTFE-Folienlaminierung
• PTFE-Gewebe mit Fluorpolymer-Beschichtung (auch unbeschichtet erhältlich)
C 5.6
C 5.7
Eigenschaften gängiger textiler Membranwerkstoffe
beschichtete und unbeschichtete Gewebe jeweils
im Auflicht und für einen qualitativen Vergleich
der Lichttransmission im Gegenlicht
a PVC-beschichtetes Polyestergewebe
b THV-beschichtetes Polyestergewebe
c PTFE-beschichtetes Glasfasergewebe
d silikonbeschichtetes Glasfasergewebe
e PTFE-laminiertes Glasgittergewebe
f beschichtetes PTFE-Gewebe
g unbeschichtetes PTFE-Gewebe
h Beschichtung zur Reduzierung der Emmisivität (low-E) auf einer Glas-PTFE-Membran
(im Auflicht)
C 5.7
103
Textile Membranen
a
b
C 5.8
Derzeit machen Glas-PTFE und Polyester-PVC
als gängigste aller verwendeten Membranwerkstoffe den größten Marktanteil aus.
PVC-beschichtete Polyestergewebe
Polyester-PVC (Abb. C 5.7 a, S. 103) findet
breite Anwendung im textilen Membranbau.
Aufgrund seiner hohen mechanischen Festigkeit und Knickbeständigkeit wird es sowohl für temporäre und wandelbare Konstruktionen als auch für permanente Membrandächer eingesetzt. Aufgrund der geringen Rohmaterial- und Herstellungskosten
ist Polyester-PVC einer der günstigsten am
Markt erhältlichen Membranwerkstoffe. In
ähnlicher Form wird er auch in großen Mengen für andere Anwendung (z. B. für LKWPlanen) genutzt. Für den Einsatz im Bauwesen wird die Polyester-PVC-Membran mit
zusätzlichen Eigenschaften ausgerüstet, die
das Langzeitverhalten verbessern. Es ist besonders wichtig, die Fasern mit einer sogenannten Low-wick-Beschichtung (Reduzierung
der Dochtwirkung) zu versehen, um das Aufsaugen von Feuchte und Schmutzpartikeln an
offenen Kanten zu verhindern (Abb. C 5.8).
Das Polyestergewebe besteht hauptsächlich
aus dem synthetischen Polymer Polyethylenterephthalat (PET); das von Herstellern oft verwendete Kürzel PES ist die international vereinbarte Bezeichnung für Polyesterfasern (siehe
PET-Fasern, S. 53).
In der Vergangenheit hat die schnelle Alterung
des Materials durch Versprödung der Beschichtung das Image von Membranbauten
stark beeinträchtigt. Heute kann man das Entweichen der UV- und Hitzestabilisatoren sowie
der Weichmacher durch Versiegelungen aus
Acrylat- und PVDF-Lacken (Polyvinylidenfluorid) oder PVF-Laminaten (Polyvinylfluorid) teilweise verlangsamen. Diese Deckschichten
(Topcoats) aus Fluorlacken schaffen zudem
eine glatte antiadhäsive Oberfläche, welche die
Schmutzanfälligkeit reduziert. Da sie jedoch
einen sehr viel höheren Schmelzpunkt als PVCBeschichtungen besitzen, kann es nötig sein,
die Oberfläche vor dem Verschweißen anzuschleifen. Der typische Aufbau einer PolyesterPVC-Membran ist in Abb. C 5.4 auf S. 101 dargestellt.
104
a
b
C 5.9
THV-beschichtetes Polyestergewebe
Ein relativ neu am Markt erhältliches Material ist
ein mit Tetrafluoroethylen-HexafluoropropylenVinylidenfluorid-Polymer (THV) beschichtetes
Polyestergewebe (Abb. C 5.7 b, S. 103). THV
ist ein Fluorpolymer, das als Folie auch alternativ zu ETFE eingesetzt wird (siehe THV-Folien,
S. 99). Bedeutender Vorteil der THV-Beschichtung gegenüber PVC ist die bessere Witterungsbeständigkeit und Selbstreinigung der
Oberfläche sowie eine deutlich höhere Lichttransmission und UV-Beständigkeit. Die mechanischen Eigenschaften sind vergleichbar
mit denen von Polyester-PVC Typ I und II. Von
Nachteil kann das im Vergleich zur Festigkeit
relativ hohe Flächengewicht sein. Erfahrungen
über das Langzeitverhalten aus praktischen
Anwendungen liegen noch nicht vor.
PTFE-beschichtetes Glasfasergewebe
Glasfasergewebe, das mit Polytetrafluorethylen
(PTFE; bekannt als Teflon, siehe PTFE-Folien,
S. 99) beschichtet ist (Abb. C 5.7 c, S. 103), gilt
als einer der haltbarsten Membranwerkstoffe,
da die Beschichtung selbstreinigend und sehr
beständig gegenüber chemischen Substanzen
und Pilzbefall ist. Leichte Typen (bis Typ II) mit
relativ dünner Beschichtung sind nicht brennbar (Brandschutzklasse A 2, DIN 4102), schwerere Typen gelten aufgrund der dickeren Beschichtung als schwer entflammbar (DIN 4102,
Brandschutzklasse B 1). Das frisch beschichtete Material ist bei der Auslieferung durch die
Zersetzung des Netzmittels in der Beschichtung zunächst noch beige, bleicht aber nach
der Montage durch UV-Bestrahlung (Sonnenlicht) aus (Abb. C 5.9). In Nordeuropa dauert
dieser Prozess ca. 2 – 3 Monate, in Regionen
mit stärkerer Sonneneinstrahlung entsprechend kürzer. Industrielles Vorbleichen ist zwar
möglich, aber sehr kostspielig und reduziert
zudem die Festigkeit des Materials. Die PTFEBeschichtung wird in der Regel mit einer Deckschicht versehen, um die Antiadhäsivität und
die Schweißbarkeit zu verbessern. Für das
Thermoimpulsschweißen (S. 106f.) wird an der
Naht zusätzlich eine thermoplastische Fluorkunststofffolie (siehe Wärmekontakt- oder Thermoimpulsschweißen, S. 106f.) z. B. aus Perfluoralkoxylalkan – PFA, Perfluorethylenpropylen –
C 5.10
C 5.11
FEP, Tetrafluoroethylen-Perfluoromethylvinylether – MFA) als Schweißhilfe verwendet.
Silikonbeschichtetes Glasfasergewebe (Glas-Silikon)
Aufgrund der hohen Lichttransmission, den
guten mechanischen Eigenschaften und der
Knickbeständigkeit stellt Glas-Silikon (Abb.
C 5.7 d, S. 103; siehe auch Glasfasern, S. 50)
gegenüber Glas-PTFE eine interessante Alternative zu den gängigen Membranwerkstoffen
dar. Die Flexibilität der Silikonbeschichtung
macht das Material einfacher in der Handhabung als Glas-PTFE. Es weist gegenüber Polyester-PVC eine dreimal höhere Lichttransmission auf, die auch bei eingefärbtem Material
noch sehr hoch ist. Aufgrund der chemischen
Beständigkeit von Silikon ist es zudem sehr resistent gegen Alterungsprozesse. Problematisch ist die klebrige Oberfläche von Silikonkautschuken und ihre Eigenschaft, sich elektrostatisch aufzuladen, was zu schneller Verschmutzung führen kann. Neuentwickelte Deckschichten verbessern aber das Reinigungsverhalten.
Ein weiterer Nachteil ist, dass sich silikonbeschichteter Materialien nicht schweißen lassen,
da sie keinen ausgeprägten Schmelzpunkt besitzen. Die Flächenstöße müssen durch Vulkanisieren bzw. Kleben aufwendig hergestellt
werden (siehe Kleben, S. 107). Silikon in Reinform ist zwar nicht brennbar, der Membranwerkstoff wird jedoch aufgrund der Zusatzstoffe in der Beschichtung und der Deckschichten
als schwer entflammbar (DIN 4102, Brandschutzklasse B 1) eingestuft.
PTFE-laminiertes Glasgittergewebe
Bei diesem Material wird eine PTFE-Folie direkt
auf ein weitmaschiges Glasfaser-Trägernetz laminiert (Abb. C 5.7 e, S. 103). Durch die offenen Maschen erreicht das Material eine sehr
hohe Lichttransmission von bis zu 65 %. Nachteilig ist die geringe Dehnfähigkeit und Verformbarkeit des Materials, Montage und Vorspannung sind daher sehr schwierig. Das
PTFE-Laminat ist selbstreinigend, durch die unebene Oberfläche kann sich jedoch Schmutz
ansammeln. Zum Konfektionieren der Flächennähte lässt sich das Material thermoimpulsschweißen. Aufgrund der geringen Flexibilität
kann man es aber nur schwer umschlagen, um
C 5.8
Polyester-PVC-Streifen, in farbige Tinte getaucht
a ohne Beschichtung
b mit Faserbeschichtung zur Minimierung der
Dochtwirkung (Low-wick-Beschichtung)
C 5.9
Glas-PTFE-Membran
a direkt nach der Produktion
b UV-gebleicht
C 5.10 Akustikgewebe mit Mikroperforation
C 5.11 PVC-beschichtetes Polyesternetz als Sonnenschutzmembran
C 5.12 qualitativer Vergleich der Bruchdehnung von
gängigen Membranwerkstoffen in Stärken ähnlicher Festigkeit, einachsiger Zugversuch bei
Raumtemperatur, die Absolutwerte können je
nach Hersteller und Charge deutlich abweichen.
Zugkraft [N/5 cm]
Textile Membranen
7000
Dehnung bei F-max
6000
Glasgittergewebe,
PTFE-laminiert
5,5 %
5000
Glasfasergewebe,
PTFE-beschichtet Typ III
9%
4000
Glasfasergewebe,
silikonbeschichtet Typ III
9,5 %
3000
PTFE-Gewebe,
unbeschichtet
10,5 %
Polyestergewebe,
PVC-beschichtet Typ III
23 %
PTFE-Gewebe,
beschichtet
28 %
ETFE-Folie
200 μm
ca. 300 %
2000
1000
0
0
10
20
30
40
50
Dehnung [%]
C 5.12
beispielsweise eine Randseiltasche auszubilden oder Kederschnüre in den Rand einzuschweißen. Abhilfe schaffen hier an den Rand
geschweißte Membranstreifen aus herkömmlichem Glas-PTFE.
Beschichtetes und unbeschichtetes PTFE-Gewebe
Für hochwertige wandelbare Membrandächer
mit geringer Anforderung an die Wasserdichtigkeit werden häufig unbeschichtete PTFEGewebe eingesetzt (Abb. C 5.7 g, S. 103; siehe
Polytetrafluorethylanfaser, S. 52). Sie zeichnen
sich durch höchste Knickbeständigkeit, Leichtigkeit, hohe Lichttransmission und eine antiadhäsive Oberfläche (sehr günstiges Anschmutzverhalten) aus. Durch Färben der PTFE-Fäden
erhält man verschiedene Gewebefarben.
Leichte PTFE-Gewebe mit sehr dichter Webart
und beschichteten Fäden erreichen eine Wasserfestigkeit von bis zu 20 cm Wassersäule. Bei
groberen Geweben lässt diese jedoch stark
nach – aufschlagendes Wasser sprüht dann in
einem Nebel aus feinsten Tropfen durch das
Textil hindurch. Eine im Tauchverfahren aufgetragene dünne Fluorpolymerbeschichtung kann
die Wassersäule auf bis zu 300 cm erhöhen, der
Gewebecharakter bleibt dabei erhalten. Offenes PTFE-Gewebe lässt sich nicht schweißen,
sondern nur nähen; spezielle Klebstoffe können
die Wasserdichtigkeit dieser Nähte erhöhen.
Aufgrund der Tendenz von PTFE unter Dauerlast stark zu kriechen, sollten nur geringe Vorspannwerte gewählt und bei hohen Schneelastannahmen die Spannweiten begrenzt werden.
Um auch bei PTFE-Geweben Schweißbarkeit
und eine vollständige Wasserdichtigkeit zu erreichen, wurden thermoplastische Fluorpolymerbeschichtungen entwickelt, die mit einem
speziellen Extrusionsverfahren auf das Gewebe
aufgebracht werden. Das Material hat dann
eine ähnliche lichtstreuende Wirkung wie weiße
ETFE-Folie. Derart beschichtet, vereinen PTFEGewebe nun ihre hochwertigen Eigenschaften
mit den Standardanforderungen an gängige
Membranmaterialien.
PVC- oder PTFE-beschichtetes Aramidgewebe
Alternativ zu Polyester- und Glasfasergeweben
werden bei hoher Anforderung an die Zugfestigkeit auch Aramidgewebe verwendet, die mit
PVC oder PTFE beschichtet werden können.
Derartige Membranwerkstoffe wurden bisher
nur sehr selten eingesetzt und lediglich auf
Kundenanfrage gefertigt. PVC-beschichtete
Aramidgewebe können beispielsweise Zugfestigkeiten von bis zu 24 000 N/5 cm bei einem
Flächengewicht von ca. 2 kg/m2 erreichen
(vgl. Polyester Typ V 10 000 N/5 cm). Nachteilig sind der hohe Preis und die sehr geringe
UV-Beständigkeit. Da die Beschichtung, die
zudem schlecht auf der Aramidfaser haftet, aus
diesem Grund lichtundurchlässig sein muss,
bietet der Membranwerkstoff keinerlei Lichttransmission.
Unbeschichtete und beschichtete weitmaschige
Gewebe und Netze
Neben dem klassischen Einsatz von textilen
Membranen als Tragwerk und Hülle werden
offene Gewebe und Netze im Innenraum unter
anderem als Akustikmembranen (Abb. C 5.10;
siehe auch Akustisch wirksame Folien, S. 118),
Sonnenschutz (Abb. C 5.11), Leuchtkörper
(Abb. C 6.36, S. 117), Raumteiler oder Unterhangdecken verwendet. Aufgrund der Anwendung im Innenraum entfallen zahlreiche Anforderungen wie hohe Festigkeiten und Witterungsbeständigkeit.
Es gibt außerdem verschiedene unbeschichtete unbrennbare Glasgewebe, schwer entflammbare Polyestergewebe und z. B. PVCbeschichtete weitmaschige Polyesternetze
oder unbeschichtete PTFE-Netze.
Eine Beschichtung macht es teilweise möglich,
Netze und imprägnierte Monofilgewebe zu verschweißen.
Der Markt bietet noch sehr viel mehr verschiedene Netz- und Gewebewaren an, auf die hier
im Einzelnen nicht näher eingegangen wird.
Mechanische Eigenschaften
Zugfestigkeit, Weiterreißfestigkeit, Bruchdehnung und Dehnsteifigkeit beschreiben die mechanischen Eigenschaften einer Membran.
Diese unterscheiden sich in Kett- und Schussrichtung in Abhängigkeit von der Bindungsart
(siehe Gewebe, S. 70). Bei wandelbaren und
temporären Membrankonstruktionen ist auch
die Knickbeständigkeit der Fasern und die Flexibilität des Membranwerkstoffs von großer Bedeutung, um ein zerstörungsfreies Auf- und Abbauen bzw. Raffen garantieren zu können.
Zugfestigkeit
Die Zugfestigkeit wird typischerweise an 5 cm
breiten Streifen in einachsigen Zugversuchen
ermittelt. Die Werte in Schussrichtung sind oft
etwas niedriger als in Kettrichtung. Da die
Dicke der Membran im Vergleich zur Streifenbreite vernachlässigbar ist, wird die Zugfestigkeit in Kraft / Länge (z. B. N/5 cm) angegeben.
Die Einteilung der Membranwerkstoffe in Typen
nach steigender Zugfestigkeit wurde ursprünglich für Polyester-PVC-Membranen eingeführt,
wird aber inzwischen auch für die meisten anderen Materialien angewendet. Die Typen werden nach folgenden Grenzen vergeben:
Typ I:
+/- 3000 N/5 cm
Typ II: +/- 4000 N/5 cm
Typ III: +/- 5000 N/5 cm
Typ IV: +/- 7000 N/5 cm
Typ V: +/- 9000 N/5 cm
Weiterreißfestigkeit
Die Weiterreißfestigkeit beschreibt die maximale Kraft, die eine bereits eingerissene Membran
gerade noch tragen kann. In einem Normtest
wird der Wert entweder einachsig an einer seitlich eingeschnittenen oder biaxial an einer mittig
eingeschnittenen Probe ermittelt. Um bei einem
lokalen Versagen der Membran das Kollabieren des gesamten Membrantragwerks zu vermeiden, sollte dieser Wert möglichst hoch sein.
Bruchdehnung
Die Bruchdehnung ist die prozentuale Dehnung einer einachsig gezogenen Probe zum
Zeitpunkt des Versagens. Je niedriger die
Bruchdehnung, desto plötzlicher tritt das Materialversagen ein (Sprödbruch). Eine höhere
Bruchdehnung bedeutet ein duktileres Verhalten – das Materialversagen kündigt sich durch
große Verformungen an (Abb. C 5.12).
Dehnsteifigkeit
Die Dehnsteifigkeit des Gewebes in Kett- und
Schussrichtung wird mit einem zweiachsigen
Zugversuch, dem sogenannten Biaxialtest,
105
Kette
Dehnung [%]
Spannung [kN/m]
Textile Membranen
Schuss
20,0
15,0
9,0
6,0
3,0
10,0
0,0
5,0
-3,0
-6,0
0,0
Zeit
Zeit
C 5.13
a
b
ermittelt. Eine Materialprobe wird an allen vier
Seiten mehrmals eingeschnitten. Die einzelnen
Streifen werden dann separat eingeklemmt und
gewährleisten eine homogene Einleitung der
Spannungen. Die Kraft-Dehnungs-Messung
wird in Abhängigkeit der Zeit aufgezeichnet.
Hierbei wird das Gewebe auf Vorspannniveau
gedehnt und dann mit einem projekt- bzw.
standortspezifischen Lastbild abwechselnd in
Kett- und Schussrichtung in mehreren Zyklen
belastet. Die Restdehnung, die am Ende des
mehrstündigen Tests auf Vorspannniveau übrig
bleibt, wird als Kompensationswert für den Zuschnitt der Membran herangezogen (siehe
Kompensation, S. 148). Abb. C 5.13 zeigt die
Auswertung eines typischen Biaxialtests für
eine Glas-PTFE-Membran Typ IV. Die Probe
wurde in diesem Fall zunächst isotrop, d. h. mit
gleicher Vorspannung in Kett- und Schussrichtung auf 3 kN/m vorgespannt und anschließend abwechselnd in Kett- und Schussrichtung
erhöht. Es ist deutlich zu erkennen, dass sich
die Dehnungen in beiden Richtungen unterscheiden. Dieser Effekt tritt bei anderen Materialien teilweise weniger auf. Spezielle Herstellungsverfahren für Polyester-PVC-Membranen
ermöglichen inzwischen auch, die Steifigkeitsverhältnisse in Kett- und Schussrichtung anzugleichen.
• Anbau in die Membran integrierter Bauteile
bei Gurträndern
• gegebenenfalls Anbau von Eckbeschlägen
• Zusammenlegen bzw. Rollen und Verpacken,
z. B. in Schutzfolie
Konfektionierung
Da sich die Konfektionierungsschritte bei der
Herstellung von textilen Membran- und Folienkonstruktionen größtenteils ähneln, wird im folgenden Abschnitt auch die Konfektionierung
von Folienmembranen behandelt. Spezifische
Arbeitsschritte, die nur bei ETFE-Folien vorkommen, sind im Kapitel »Konfektionierung von
ETFE-Folien« (S. 98f.) näher erläutert.
Das Konfektionieren einer großen Membranfläche aus einzelnen Bahnen geschieht in mehreren Schritten:
• Zuschnitt, z. B. mit dem Schneidplotter
• Verschweißen der Zuschnittsbahnen
• Verschweißen oder Umklappen der Ränder,
Einschweißen der Kederschnur oder Aufnähen der Gurte
106
Zuschnitt
Für die Erzeugung einer dreidimensional gekrümmten Oberfläche wird die Membran aus
einzelnen Zuschnittbahnen zusammengefügt.
Für mechanisch vorgespannte Flächen ist der
Rand jeder Bahn nach außen konkav, für pneumatisch vorgespannte Flächen konvex (siehe
Zuschnitt, S. 147f.). Die gekrümmten Zuschnittbahnen werden typischerweise mit einem computergesteuerten Schneidplotter auf einem Vakuumtisch aus der Materialrolle geschnitten.
Dieser Schneidplotter ist in der Lage, sowohl
gekrümmte als auch gerade Ränder zu schneiden. Lasercutter sind aufgrund der hohen Temperaturen nicht geeignet. Bei der Zuschnittsermittlung und der Positionierung der Zuschnittbahnen auf dem ausgerollten Material sollte ein
Minimum an Verschnitt angestrebt werden. Bei
einigen Materialien besteht zwischen Konfektionär und Hersteller ein direkter Rücklauf des
Verschnitts, der dann recycelt und wiederverwendet werden kann. Während bei PolyesterPVC-Membranen zunächst die Beschichtung
von den Fasern getrennt werden muss, kann
der Verschnitt von ETFE-Folien direkt eingeschmolzen werden.
Schweißen
Durch Hitze in Kombination mit Druck lassen
sich thermoplastische Beschichtungslagen miteinander verschmelzen. Dieser Vorgang wird
als Schweißen bezeichnet. Die dafür benötigte
Hitze wird durch hochfrequente Strahlung,
Heizelemente oder durch Stromimpulse aufgebracht.
Nachdem die Schweißnaht unter fortwährendem Druck abgekühlt ist, kann sie je nach Material und Verfahren rund 90 % der Materialfestigkeit erreichen. Die Festigkeit ist abhängig
vom Anpressdruck, der Pressform (glatt, geriffelt), der Verarbeitungstemperatur und der Anpressdauer. Typische Nahtbreiten liegen zwischen 50 und 100 mm. In der Praxis werden
vom Konfektionär quer zur Naht einachsige
Kontrollprüfungen der Schweißnahtfestigkeit an
Probestücken vorgenommen (siehe Prüfung
und Zulassung, S. 155).
Hochfrequenzschweißen
Thermoplaste mit polarem Molekülaufbau (z. B.
PVC) lassen sich hochfrequenzschweißen.
Hierbei setzt eine hochfrequente Strahlung bestimmte molekulare Gruppen in der Beschichtung in Schwingung, was zu einer starken Wärmeentwicklung führt und die Moleküle miteinander verbindet. Der Vorteil dieses Verfahrens
liegt in der Prozessgeschwindigkeit.
Wärmekontakt- oder Thermoimpulsschweißen
Materialien mit PTFE-Beschichtungen, die sich
nicht durch Hochfrequenzschweißen aufschmelzen lassen, werden durch direktes Aufbringen der notwendigen Hitze verschweißt
(Wärmekontaktschweißen, auch Heizelementschweißen). Ein Heizbalken verbindet bei ca.
340 °C die Beschichtung der Membran mit
einer Zwischenfolie aus thermoplastischem
Fluorkunststoff. Bei einem Anpressdruck von
etwa 50 N/cm² über 40 Sekunden und langsamem Abkühlen unter Druck erreicht die
Schweißnaht Festigkeiten von bis zu 90 % der
Materialfestigkeit.
Als Sonderform des Wärmekontaktschweißens
steht das sogenannte Thermoimpulsschweißen
zur Verfügung, bei dem Stromimpulse in dünnen Metallbändern durch Widerstandserwärmung die Temperatur aufbringen. Durch das
rasche Abkühlen des dünnen Metallbands
unter Aufrechterhalten des Anpressdruck können hohe Prozessgeschwindigkeit erreicht werden.
Schweißen auf der Baustelle
Bei den meisten größeren Membranbauten
müssen auch auf der Baustelle noch Schweißarbeiten getätigt werden, vor allem um Klemmstöße abzudecken und offene Eckdetails zu
schließen. Vereinzelt werden aber auch vorkonfektionierte Membranflächen ausgelegt und
dort gefügt. Dabei muss jedoch garantiert sein,
dass die vorgegebenen Schweißnahtfestigkeiten auch bauseits erzielt werden können.
Für Polyester-PVC-Membranen reicht dafür in
der Regel ein einfacher Heißluftfön und eine
Textile Membranen
Anpressrolle. Glas-PTFE-Membranen werden
aufgrund des hohen aufzubringenden Drucks
und der hohen Temperaturen mit speziellen
Handschweißgeräten gefügt (Abb. C 5.14).
Kleben
Aus der Industrie ist das Verkleben von Polyester-PVC-Membranen mit speziellen Klebern
bekannt. Für hochbeanspruchte Membrantragwerke hat diese Fügemethode aufgrund der
gegenüber Schweißen deutlich geringeren
Nahtfestigkeiten jedoch keine Bedeutung.
Einzig Glas-Silikon-Membranen werden z. T.
noch verklebt, da Schweißen hier nicht möglich
ist. Silikon kann mithilfe von Silikonklebestreifen, die auf die Nahtstelle aufgebracht werden,
vulkanisiert werden. Nach dem Zusammenfügen beider Bahnen wird in einer Heizpresse
bei Temperaturen um 200 °C und 15 N/cm²
Anpressdruck über 30 – 60 Sekunden Anpressdauer eine Vernetzungsreaktion zwischen dem
Klebstoff und den Silikonverbindungen hervorgerufen, die beide Bahnen fest miteinander
verklebt.
Alternativ werden Zwei-Komponentenkleber
verwendet, bei denen zunächst ein Lösungsmittel auf den beiden Nahtseiten separat aufgebracht wird, um die Molekülvernetzung der
Silikonbeschichtung aufzubrechen. Die so
vorbehandelten Nahtflächen können dann
mit einem vernetzenden Klebstoff verbunden
werden.
Zur Erhöhung der Nahtfestigkeit wird teilweise
eine Kombinaht, bestehend aus Klebe- und
Nähnaht mit PTFE-Faden und zusätzlichem Silikonklebeband, zur Abdichtung angewendet,
wodurch die Naht 65 – 80 % der Materialfestigkeit erreichen kann.
Nähen
Aufgrund der hohen Produktionsgeschwindigkeiten und Festigkeiten, die beim Verschweißen
erreicht werden, wird die Nähnaht nur noch für
nicht schweißbare Membranwerkstoffe (z. B.
PTFE-Gewebe oder Glas-Silikon) eingesetzt.
Da meist sehr große Flächen vernäht werden
müssen, geschieht dies an großen Tischen
(Abb. C 5.15) oder mit in den Boden versenkten Nähmaschinen. Nachteilig ist die Wasserdurchlässigkeit der Naht und der hohe Produktionsaufwand. Durch spezielle Klebstoffe lassen sich die Nähte von offenen PTFE-Geweben
versiegeln. Typische Flächenstöße und Randverbünde mit Nähnähten sowie das Aufnähen
von Gurten werden im Kapitel »Konstruieren
mit textilen Membranen« (S. 196ff.) vorgestellt.
hen, die ein Materialversagen zur Folge haben
können (siehe Herstellungsqualität und Montage, S. 157). Hierfür können beispielsweise
Schaumstoffschläuche in die Faltungen eingelegt werden. Für einen reibungslosen Ablauf
bei der Montage ist es wichtig, dass die Eckpunkte vor dem Verpacken codiert beschriftet
und Informationen zum Entfalten beigelegt werden, um die Membran auf der Baustelle möglichst wenig bewegen zu müssen.
Textile Gurte
Textile Gurte kommen in Membrankonstruktionen aus unterschiedlichen Gründen zum Einsatz, bei wandelbaren Konstruktionen beispielsweise wegen ihrer Faltbarkeit. Insbesondere bei kleinen und mittelgroßen Membrantragwerken können sie zur Verstärkung der biegeweichen Ränder fest mit dem Membranrand
verbunden werden. Auf der Fläche aufgenähte
Gurte dienen auch dem Ausformen von Graten
und Kehlen (siehe Mechanisch vorgespannte
Flächen, S. 140). Bei größeren Membrantragwerken mit Stahlseilrändern, insbesondere in
Kombination mit Polyester-PVC-Membranen,
nehmen Gurte an den Eckbeschlägen Tangentialkräfte auf (siehe Eckdetails mit Seilanschlüssen, S. 207). Ein großes Einsatzgebiet von Gurten stellt auch die Installation von Membrantragwerken dar, hier werden sie zur Abspannung und temporären Stabilisierung von Masten und Auslegern verwendet. Als Spanngurte
mit Ratschen dienen sie häufig zum Spannen
der Membranränder.
Textile Gurte bestehen meist aus Polyesterfasern (Abb. C 5.17), seltener auch aus Polyamidfasern und bei besonders hoher Anforderung an die Zugfestigkeit aus Aramidfasern.
Sie werden in Gurtwebereien auf sogenannten
Nadelwebmaschinen gewebt, die durch beidseitigen Eintrag der Schussgarne sehr hohe
Vorschussgeschwindigkeiten erreichen können. Typische Webarten für Gurte sind die
Leinwand- oder Körperbindung (siehe Bindungsarten, S. 79). Je nach Anforderung werden die Garne vor dem Verweben wasserabstoßend, flammhemmend und mit Fungiziden
imprägniert.
Die gängigen Gurtquerschnitte liegen typischerweise zwischen 20 ≈ 2 mm und 200 ≈ 15 mm
und erreichen Bruchlasten von ca. 200 kN. Da
Polyestergurte nicht UV-beständig sind, müssen sie vor direkter Sonneneinstrahlung z. B.
durch Einschlagen in den verwendeten Membranwerkstoff geschützt werden.
C 5.14
C 5.15
C 5.16
Zusammenlegen und Verpacken
Die fertig konfektionierte Membran wird werkseitig aufgerollt oder zusammengelegt (Abb.
C 5.16). Zwischen den Membranschichten liegende Folien oder Textilien schützen das Material während des Transports und der Montage
vor Beschädigungen. Bei knickempfindlichen
Membranwerkstoffen wie Glas-PTFE sollte
zudem darauf geachtet werden, dass beim Zusammenlegen keine scharfen Knicke entste-
C 5.13
C 5.14
C 5.15
C 5.16
C 5.17
Biaxialtests einer Glas-PTFE-Membran Typ IV
a verschiedene Spannungsniveaus
b dazugehörige Dehnungen
Handschweißgerät
Industrienähmaschine
Zusammenlegen einer fertig konfektionierten
Membran
Gurt aus Polyesterfasern
C 5.17
107
Erweiterte bauphysikalische
und energetische Aspekte
C 6.1
Ob sich Kunststoffe für die Anwendung im Baubereich und insbesondere in der Gebäudehülle
eignen, erfordert eine Betrachtung, die über
die Kenntnis ihrer rein material-, herstellungsund konstruktionsspezifischen Eigenschaften
hinausgeht. Wichtig sind dabei auch bauphysikalische Prinzipien, Zusammenhänge und
Grundlagen, die alle besprochenen Werkstoffe
gleichermaßen betreffen. Abb. C 6.4 gibt einen
Überblick zu Eigenschaften und Aspekten, die
in diesem Zusammenhang relevant sind.
Während der Blickwinkel im Folgenden auf den
einzelnen Werkstoff bzw. das einzelne Produkt
gerichtet ist, bildet im Kapitel »Komplexe Gebäudehüllen« (S. 212ff.) die Kombination der
Werkstoffe und deren Wechselwirkungen in der
Gebäudehülle den Betrachtungsschwerpunkt.
Dabei ist die Grenze an einigen Stellen nicht
exakt zu ziehen, das gilt vor allem für die Aspekte Brandschutz, Schallschutz- und Raumakustik, aber z. B. auch für das Thema der Integration von solarer Aktivtechnik.
Wärmetransport
Wärmetransport ist eine Form von Energiefluss,
der stets von der wärmeren und damit energiereicheren zur kälteren Seite stattfindet. Für
eine betrachtete Schicht ist die übertragene
Energiemenge pro Zeit abhängig von der Temperaturdifferenz zwischen beiden Schichtseiten, der Weglänge (Schichtdicke) und der
Wärmeleitfähigkeit der die Schicht bildenden
Materialien.
Der Transport von Wärme erfolgt grundsätzlich
über drei Wege:
• Wärmeleitung (Gasleitung λg und Festkörperleitung λs)
• Wärmeströmung λv (Konvektion)
• Wärmestrahlung λr
Dämmtechnische Eigenschaften
Der Anteil dieser drei Mechanismen (Abb.
C 6.2) am Gesamtenergietransport ist unter anderem von der Materialtemperatur und dem
Material selbst abhängig. Die Wärmemenge Q
wird als Energieform in der Einheit Joule angegeben. Der Wärmestrom Φ ist definiert als die
pro Zeiteinheit übertragene Wärmemenge.
Kerneigenschaft eines Wärmedämmstoffs ist
es, den Wärmetransports möglichst umfassend
zu unterbinden. Da Kunststoffe bei dämmenden Systemen eine große Rolle spielen (z. B.
Dämmschäume oder als Material für die thermische Trennung von Metallkonstruktionen und
-profilen), ist es für das Verständnis der Funktionsweise wichtig, die übergeordneten Zusammenhänge zu kennen. Die hier erläuterten
Begriffe zum Thema Wärmeschutz sind in
DIN 4108, Teil 1– 3 sowie in DIN EN ISO 7345
geregelt und ausführlich beschrieben.
Wärmeleitung
Für den Wärmetransport in festen Körpern und
stehenden Flüssigkeiten ist die Wärmeleitung
maßgeblich. Sie erfolgt zum einen durch thermische Gitterschwingungen, zum anderen
durch frei bewegliche Elektronen, wobei sich
in der Abgrenzung zur Wärmeströmung das
Material als Energieträger selbst nicht bewegt.
In porösen Dämmstoffen kommt es zu Wärmeleitung über die in den Poren befindlichen
Gase und zu Festkörperleitung über das Porengerüst.
-
+
-
+
-
+
Strahlung
Reflexion
C 6.1
C 6.2
C 6.3
C 6.4
Firmenzentrale Unilever, Hamburg (D) 2009,
Behnisch Architekten
Grundprinzipien der Wärmeübertragung
Transport von Strahlungsenergie
(z. B. Wärmestrahlung)
erweiterte bauphysikalische Aspekte
Leitung
Konvektion
Absorption
C 6.2
108
Transmission
C 6.3
Erweiterte bauphysikalische und engergetische Aspekte
Wärmeströmung (Konvektion)
Bei der Wärmeströmung findet der Wärmetransport über Strömungsvorgänge größerer
Mengen sich bewegender Teilchen statt. Man
unterscheidet zwischen freier Konvektion, die
durch natürlichen Auftrieb, also Dichteunterschiede als Folge von Temperaturunterschieden, entsteht, und erzwungener Konvektion,
hervorgerufen durch äußere Einwirkung wie
z. B. Wind oder Ventilatoren. Freie Konvektion
ist auch innerhalb luftdurchlässiger Dämmstoffe wirksam, da hier die im Material befindliche
Luft ein zusammenhängendes System bildet
und das anliegende Temperaturgefälle zu thermisch bedingten Strömungsvorgängen führt.
Gase, die selbst auch über ihre Masse Energie
transportieren, diffundieren durch Stoffe aufgrund eines anliegenden Druckgefälles, wobei
die Diffusion immer vom höheren in Richtung
des niedrigeren Druckbereichs stattfindet. Im
Zusammenhang mit Wärmedämmstoffen ist
hier insbesondere der Transport von Wasserdampf von Bedeutung, da dieser aufgrund der
besonders hohen Wärmespeicherfähigkeit von
Wasser viel Energie aufnehmen kann. Angelagertes Wasser führt zudem in der Regel zu
einer Reduzierung der Wärmedämmwirkung,
da es über eine vergleichsweise hohe Wärmeleitfähigkeit verfügt.
Wärmedämmvermögen
solare Transmission
solare Absorption
solare Reflexion
Wärmespeichervermögen
• Integrierbarkeit von Phasenwechselmaterial (PCM)
thermische Aspekte
Wärmestrahlungsverhalten
• Oberflächenemessivität /Absorption im langwelligen
Infrarotbereich
• Reflexion im langwelligen Infrarotbereich
Selektivität der Transmission
Anschmutzverhalten der Oberflächen (wegen Absorption)
Wärmeausdehnung
Transmission im sichtbaren Spektralbereich
Absorption im sichtbaren Spektralbereich
Reflexion im sichtbaren Spektralbereich
lichttechnische Aspekte
Farbtreue in der Reflexion
Farbtreue in der Transmission
Brechungsverhalten
Lichtstreuung
Dichtigkeit gegen Niederschläge
Dichtigkeit gegenüber Gasen (v. a. Wasserdampf)
feuchtetechnische Aspekte
Feuchteaufnahmevermögen
• Integrierbarkeit von Gettermaterialien
Beständigkeit gegenüber Wasser und Chemikalien
Schallabsorptionsvermögen
Schallreflexionsvermögen
akustische Aspekte
Schalltransmissionsvermögen
Vermögen zur Schalldämpfung
Wärmestrahlung
Jeder Körper mit einer Eigentemperatur über
dem absoluten Nullpunkt (0 Kelvin) emittiert
Wärmestrahlung in einem für diesen Temperaturbereich spezifischen Frequenzbereich. Je
wärmer der Körper ist, desto kurzwelliger ist die
emittierte Strahlung. Die auf eine Oberfläche
auftreffende Strahlungsenergie kann reflektiert,
absorbiert (aufgenommen) oder transmittiert
(übertragen) werden, wobei alle Anteile dieser
Einzelvorgänge in der Summe 100 % ergeben,
da keine Energie verloren gehen kann (Abb.
C 6.3). Die Wärme- oder Temperaturstrahlung
bedingt einen Wärmetransport, der durch einen
Austausch elektromagnetischer Strahlungsenergie zwischen zwei Körperoberflächen erfolgt, die unterschiedliche Temperaturen aufweisen und durch ein für den entsprechenden
Frequenzbereich strahlungsdurchlässiges Medium (z. B. Gas bzw. Luft) getrennt sind (Abb.
C 6.5). Nach dem sogenannten Strahlungssatz
von Stefan und Boltzmann wird dabei folgende
Gesamtstrahlungsleistung ΔPS abgegeben:
Vermögen zur Schalllängsleitung
Ressourcenbedarf bei der Herstellung
Rohdichte
mögliche Nutzungsdauer
Energiebedarf bei der Herstellung
ökologische Aspekte
Recycelbarkeit
Toxizität (Herstellung, Nutzung, Recycling)
• z. B. Ausgasverhalten
elektromagnetische Abschirmung
Toxizität im Brandfall
Klassifizierung nach DIN 4102-1 bzw. DIN EN 13 501-1
Brandschutzaspekte
detailliertes Brandverhalten
• brennendes Abtropfen
• Öffnungsbildung zum Wärme- und Rauchabzug
Toxizität der Rauchgase im Brandfall
mechanische Beanspruchbarkeit
• Herstellung/Montage
• Vandalismus
• Witterung (z. B. Hagel)
• besondere örtliche Gegebenheiten (z. B. Sandstürme)
Beanspruchbarkeit und Beständigkeit
ΔPS = A · ε1 · ε2 · σ · (T14 - T24)
Chemikalienresistenz
• gegenüber im Niederschlag gelösten Stoffen
• gegenüber salzhaltiger Luft (z. B. Meernähe)
• Verträglichkeit gegenüber anderen Stoffen
Temperatureinsatzbereich (Dauer-/Spitzenlast)
Beständigkeit gegenüber UV-Strahlung
σ
A
T1, T2
ε1, ε2
Stefan-Boltzmann-Konstante
5,67 · 10-8 [W/(m2 K4)]
Fläche der gegenüberliegenden Oberflächen [m2]
Oberflächentemperaturen (T1 > T2)
Oberflächenemissivitäten, die die Strahlungsfähigkeit der jeweiligen Oberflächen berücksichtigen
Ein idealer (theoretischer) sogenannter
schwarzer Strahler hat einen Emissionsgrad
Applizierbarkeit von aktiver Solartechnik
Applizierbarkeit von solarthermischen Systemen
• wassergeführte Systeme
• luftgeführte Systeme
Applizierbarkeit von photovoltaischen Systemen
Oberflächenspannung
elektrische Leitfähigkeit
besondere sonstige Themen
Selbstleuchten (Elektroluminiszenz)
Thermochromie
Memory-Effekt
Mikro- bzw. Nanostrukturierbarkeit
C 6.4
109
Wärmeleitfähigkeit λ [W/(mK)]
Erweiterte bauphysikalische und engergetische Aspekte
T1
ε1
Δ PS
ε2
0,10
Phenolharzschaum
49,3 kg/m³
0,08
PolystyrolHartschaum
19,1 kg/m³
0,06
0,04
PolyurethanHartschaum
35,4 kg/m³
0,02
0
T2
0
10
C 6.5
von ε = 1 = 100 %. Reale Oberflächen sind
graue, d. h. weniger intensive Strahler mit
0 < ε < 1. Der Absorptionsgrad einer Fläche
entspricht dem Emissionsgrad im gleichen
Wellenlängenbereich, daher absorbieren z. B.
gute Strahler im Infrarotbereich auch gut in
diesem Frequenzbereich des Spektrums.
Für die Übertragung von Wärmeenergie durch
Strahlung spielt der Temperaturunterschied der
beiden gegenüberliegenden Grenzflächen eine
besondere Rolle, da er quantitativ in der vierten
Potenz in das Ergebnis eingeht. Dies führt z. B.
in Räumen mit stark strahlungsdurchlässigem
oberen Raumabschluss (z. B. Dachverglasung)
bei klarem Nachthimmel (eine äußerst kalte
Grenzfläche) besonders auch im Sommer zu
erheblichen Strahlungswärmeverlusten. Über
die materialspezifische Eigenschaft der Oberflächenemissivität lassen sich also Wärmeverluste reduzieren, was schon seit vielen Jahren
dank sogenannter low-E-Schichten (= lowEmissivity) bei Wärmeschutzverglasungen
Anwendung findet. Durch entsprechende Beschichtungen bzw. Modifikationen der Polymerstruktur ist dies auch bei Kunststoffen und
Membranen möglich.
Wärmeleitfähigkeit
Nur bei homogenen und isotropen Materialien
erfolgt der Wärmetransport ausschließlich über
Wärmeleitung. Bei allen anderen Werkstoffen
kommen weitere Mechanismen des Wärmetransports hinzu. Dennoch spricht man dabei
W/mK
bei 20 °C
Material
Flüssigkeit
Kupfer
Aluminium
221
Eisen
80
Edelstahl
15
Normalbeton
2,1
Mauerwerk
0,2 –1,3
C 6.7
von Wärmeleitfähigkeit und meint damit die aufsummierten Effekte der einzelnen wirksamen
Mechanismen. Die Größe der Wärmeleitfähigkeit ist im Baubereich nicht nur für feste Stoffe
relevant, sondern auch für gasförmige (z. B. für
Argon im Bereich von Isolierverglasungen) und
für flüssige, wie z. B. Wasser (Abb. C 6.8). Im
Bauwesen wird als Grundlage für Berechnungen des Wärmedurchgangs von Bauteilen
meist der Rechenwert λR nach Norm oder Zulassung angesetzt, der zusätzlich eine gewisse
Restfeuchte und das Alterungsverhalten des
Dämmstoffs berücksichtigt.
Das Verhältnis der Wärmeübertragungswege
am Gesamtenergietransport ist stoffspezifisch.
Bei porösem Material ergibt sich eine äquivalente Wärmeleitfähigkeit
• aus der Wärmeleitung über das Feststoffgerüst
• aus der Wärmeleitung über das ruhende
Gas
• durch Konvektion des Gases und/oder GasFeststoff-Wechselwirkungen
• durch Strahlung zwischen den Begrenzungswänden und den Feststoffteilchen selbst
• Luftdruck
• Temperatur des Stoffs
In welchem Umfang Wärmeübertragung im
Material stattfindet, hängt unter anderem von
folgenden Faktoren ab:
• spezifische Dichte ρ
• Materialstruktur
• Feuchtigkeitsgehalt (Abb. C 6.6)
• Art, Größe und Verteilung der Poren
Wärmespeicherung
Material
C 6.5
C 6.6
305
Verbrauch im Baubereich
im Jahr 2001
Die Wärmeleitfähigkeit von ruhender, trockener
Luft liegt dabei mit ca. 0,026 W/mK deutlich
unter der der meisten festen Materialien. Daher
beruht die Funktionsweise von konventionellen
Dämmstoffen grundsätzlich auf dem Prinzip
eines möglichst hohen Anteils ruhender Luft.
Zusätzlich steigt die Dämmwirkung, wenn das
die ruhende Luft umgebende Gerüstmaterial
selbst über eine geringe Wärmeleitfähigkeit
verfügt und dessen volumenbezogener Anteil
soweit wie möglich minimiert ist.
Des Weiteren muss dieses Gerüst Konvektion
innerhalb der Hohlräume unterdrücken und
den Strahlungsdurchlass reduzieren, denn
diese beiden Mechanismen kann ruhende Luft
nicht unterbinden. In der Praxis erreichen derart optimierte Werkstoffe wie leichte Kunststoffschäume oder Fasermatten Wärmeleitfähigkeiten, die nahe an die Werte für ruhende Luft
heranreichen. Der volumenbezogene Gasanteil
liegt bei solchen Materialien im Allgemeinen
deutlich über 90 %.
Grundsätzlich verhält sich die Wärmespeicherkapazität näherungsweise proportional zur
Rohdichte des Materials, mit Ausnahme von
Wasser, das über eine außergewöhnlich große
Wärmespeicherkapazität verfügt. Somit können
die meisten Kunststoffe nur sehr begrenzt
in Deutschland
[m3]
in Europa
[m3]
C 6.7
16 254 000
64 804 000
C 6.8
expandierter
PS-Hartschaum (EPS)
9 550 000
28 396 000
C 6.9
Mineralfaser
Fensterglas
0,8
Holz
0,13 – 0,2
PUR/Polyisocyanurate
1 600 000
5 864 800
Kunststoffe (solid)
0,16 – 0,4
1 100 000
3 900 900
C 6.11
C 6.12
C 6.10
Kunststoffschäume
> 0,021
extrudierter
PS-Hartschaum (XPS)
Vakuum-Dämmsysteme
> 0,002
Perlite
260 000
655 370
C 6.13
Eis (bei 0 °C)
2,2
Wasser
0,60
Schaumglas
130 000
296 160
C 6.14
Alkohol
0,17
44 000
71 820
Vermiculite
C 6.8
110
20
30
40
50
volumenbezogener Feuchtegehalt [%]
C 6.6
C 6.9
Transport von Strahlungsenergie
Zusammenhang zwischen Wärmeleitfähigkeit
und Feuchtegehalt
Polystyrolschaum mit eingebetteten InfrarotTrübungsmitteln
Wärmeleitfähigkeit verschiedener Materialien
und Systeme (Auswahl) in W/mK
Verbrauch an verschiedenen Dämmstoffen
(Auswahl) für den Baubereich im Jahr 2001
Wärmeleitfähigkeit verschiedener Dämmstoffe
und Dämmsysteme
Wärmeleitfähigkeit ausgewählter Gase
Prinzipieller Aufbau eines Vakuum-Dämmpaneels
typischer Aufbau einer metallisierten Hochbarrierefolie
Wärmeleitfähigkeit (Messwerte, keine Rechenwerte) verschiedener Kernmaterialien in
Abhängigkeit vom Zellgasdruck
Erweiterte bauphysikalische und engergetische Aspekte
λ = λs + λg + λr + λv + λc
• Minimierung der Festkörperwärmeleitung λs
durch ein Material mit einer geringen spezifischen Wärmeleitfähigkeit, also durch eine
möglichst trockene, nicht kristalline Struktur
mit punktförmigen Materialübergängen und
von möglichst geringer Dichte
• Reduzierung der Gaswärmeleitung λg durch
die Wahl eines Gases mit geringer Wärmeleitung (z. B. die Schwergase in Polyurethanschäumen) sowie durch ein Gerüstmaterial
maximaler Porosität mit minimalen Porengrößen. Mikroporöse Materialien wie Aerogele
oder pyrogene Kieselsäurepulver erreichen
hierdurch Wärmeleitfähigkeiten, die mit ca.
0,018 W/mK bereits deutlich unter der Wärmeleitfähigkeit ruhender Luft liegen.
• Minimierung der Strahlungswärmeübertragung λr durch die gleichmäßige Verteilung
eines für Infrarotstrahlung undurchlässigen
Materials hoher Dichte (sogenanntes Trübungsmittel) im Dämmstoffgerüst wie beispielsweise bei durch Trübungsmittel optimierten Polystyrolschäumen (Abb. C 6.7)
Die einzelnen Werte sind abhängig von den
folgende Faktoren:
λ
Struktur, Dichte, Druck auf Material
λg Gasart, Porosität, Struktur und Porengröße
λr Dichte, Partikelgröße, Temperatur
λv Gasart, Porosität, Struktur und vor allem
Porengröße
λc λs und λg
Da die Gaswärmeleitung einen relativ hohen
Anteil an der Gesamtwärmeübertragung hat,
ist eine wirksame Strategie die Wahl eines
Gases mit geringer Leitfähigkeit, das möglichst
dauerhaft in den Poren verbleibt (Abb. C 6.11).
Wesentlich effektiver ist eine Gasmengenreduzierung, d. h. eine Evakuierung des Porenvolumens.
Durch Feuchtigkeitsaufnahme wird Wasser in
der Materialstruktur des Dämmstoffs eingelagert. Damit steigt seine Wärmeleitfähigkeit
durch die relativ hohe Wärmeleitfähigkeit von
Wasser von 0,60 (W/mK) an. Auch die Struktur
der Feststoffe auf molekularer Ebene hat Einfluss auf die Wärmeleitfähigkeit. Gitterbaufehler, Einlagerungen von Fremdstoffen, niedrige
Symmetrien des Kristallgitters oder Störungen
darin, aber auch Mikrorisse und Poren führen
zu einer geringeren Wärmeleitfähigkeit.
Vakuum-Dämmsysteme
Wärmetransport in porösem Dämmstoff
Der Gesamtwärmetransport (λ) in porösem
Dämmstoff setzt sich zusammen aus Festkörperwärmeleitung (λs), Gaswärmeleitung (λg),
thermischer Strahlung (λr), Konvektion (λv) und
sogenannten Kopplungseffekten (λc), wobei
gilt:
Strategien zur Optimierung von porösem Dämmstoff
Aus den Ausführungen in den vorangegangen
Abschnitten lassen sich folgende Optimierungsstrategien für poröse Dämmstoffe bezogen auf
die einzelnen Wärmetransportwege ableiten:
Wärmeleitfähigkeit
[mW/mK]
0
5
10
Gas
λg [W/mK]
Wasserstoff (H2)
0,175
Helium (He)
0,143
Luft, Stickstoff (N2), Sauerstoff (O2)
0,026
Argon (Ar)
0,016
Pentan
0,013
Krypton
0,0095
Trichlorfluormethan (R11)
0,0085
(Vakuum)
(0)
C 6.11
Getter
Vakuum im Inneren
Kernmaterial
Abstandshalter
Evakuier-Anschluss
Prüfeinrichtung
Gasdichte Hülle
C 6.12
PA- oder PET-Schicht 15 μm
Metallisierung 30 nm
Klebstoffschicht 2 μm
Metallisierung 30 nm
Die Wirkungsweise gängiger Vakuum-Dämmsysteme basiert auf den zuvor erläuterten Prinzipien der Optimierung (Abb. C 6.12). In der
Umsetzung kommen Kunststoffe sowohl für
das gasdichte Hüllmaterial als auch im Bereich des Kernmaterials zum Einsatz. Obwohl
bislang kein bekannter Kunststoff die Gasdichtigkeit von Glas oder Metallen erreicht, können
durch Kombinationen und Modifikationen der
Kunststoffe geeignete sogenannte Hochbarrierefolien hergestellt werden. Um die verschiedenen Anforderungen optimal zu erfüllen, werden meist Mehrschichtsysteme verwendet, bei
denen jede Lage eine spezielle Funktion übernimmt, z. B. Träger- oder Schutzfunktion (PA,
PET), Barrierelage oder Schweißschichtbildung
15
20
25
30
35
40
45
50
55
60
Schaumglas
PP-Zwischenschicht 15 μm
Klebstoffschicht 2 μm
PET-Zwischenschicht 12 μm
Metallisierung 30 nm
Klebstoffschicht 2 μm
PE-LD-Siegelschicht 60 μm
C 6.13
Wärmeleitfähigkeit [mW/mK]
Wärme speichern. Das gilt vor allem für Membrankonstruktionen, da hier besonders geringe
Massen pro Fläche zum Einsatz kommen.
Daher untersucht man derzeit, wie sich Latentwärmespeichermaterialien (Phasenwechselmaterialien, engl. Phase Change Materials – PCM)
z. B. auf Basis von Paraffinen oder Salzhydraten in Membranen integrieren lassen. Bei Funktionskleidung ist so eine Technologie bereits
auf dem Markt verfügbar. Für den Baubereich
stellen die integrierbare Menge, die Dauerhaftigkeit und Brandschutzaspekte jedoch noch
große Herausforderungen dar.
40
35
Kieselsäure (Wacker WDS)
offenzelliges XPS (INSTILL)
offenzelliges PUR
Glasfasern
30
25
20
15
Stein-/Glaswolle
10
Polystyrol-Hartschaum
geblähter Polyuretanschaum
5
mikroporöse Kieselsäuren /Aerogele
0
evakuierte Dämmung
0,001
C 6.10
0,01
0,1
1
100 1000
10
Gasdruck pGas [mbar]
C 6.14
111
Erweiterte bauphysikalische und engergetische Aspekte
(PE, PP). Für den Randverbund des VakuumDämmsystems werden häufig Kunststofffolien
oder Kunststoffverbundfolien eingesetzt, da
hier gasdichte Fügungen (Schweißnähte) im
Vergleich zu Metallen, aber besonders zu Glas,
erheblich leichter auszubilden sind.
Hauptanforderungen an das Kernmaterial sind
eine geringe Wärmeleitfähigkeit bei möglichst
minimalem Vakuum und gleichzeitig ausreichender Druckstabilität gegenüber dem Atmosphärendruck sowie vollständiger Offenzelligkeit, da es sonst unmöglich ist, die Anzahl der
in den Poren eingeschlossenen Gasmoleküle
zu reduzieren. Die Druckstabilität ist nicht
nur wegen der mechanischen Stabilität des
Systems notwendig (Atmosphärendruck ca.
10,3 t/m2), sondern hängt auch direkt mit
der Wärmeleitfähigkeit des Kernmaterials zusammen, die mit zunehmender Dichte in der
Regel näherungsweise linear ansteigt. Aus
Abb. C 6.14 (S. 111) geht hervor, dass spezielle offenzellige Kunststoffschäume zwar eine
Option für Vakuum-Dämmsysteme darstellen,
jedoch für den Baubereich aufgrund der sehr
hohen Anforderung an das Vakuum und der
daraus resultierenden geringeren Lebensdauer
des Systems bisher nicht geeignet sind. Bei
gleichem Startinnendruck, also dem direkt
nach der Herstellung im Vakuum-Dämmsystem
vorhandenen Innendruck, steigt die Wärmeleitfähigkeit bei unvermeidbarer Belüftung des Paneels über seine Lebenszeit relativ schnell an.
Da Systeme mit solchen Kunststoffschäumen
aber vergleichsweise kostengünstig sind, werden sie für Anwendungen eingesetzt, in denen
es nicht auf eine Lebenszeit von mehreren
Jahren ankommt, z. B. für extrem leichte und
hoch effiziente Behälter zum Transport von
Blutkonserven.
Bei Vakuum-Dämmsystemen für den Baubereich werden als Kernmaterial vornehmlich
mikroporöse Kieselsäuren (faserverstärkt und
mit Infrarot-Trübungsmitteln versetzt) und in
Zukunft vermutlich auch Perlite verwendet.
Sandwichelemente, Foliendämmung
Ein wesentlicher Anwendungsbereich für verschiedene organische Schaumdämmstoffe
(Abb. C 6.10, S. 111) sind Sandwichelemente.
Hierbei nutzt man den Vorgang des Ausschäumens einer Form, z. B. durch Polyurethanschaum, zur Ausbildung einer knochenartigen
Bauteilstruktur, in der zwei Schalen durch das
Schaumgerüst schubfest verbunden werden
(Abb. C 6.15). Das Bauteil wird dadurch im
Verhältnis zu seinem Gewicht äußerst biegesteif. Allerdings entsteht auf diese Weise auch
ein Verbund, der im Hinblick auf eine spätere
Recyklierbarkeit nur noch mit erheblichem Aufwand rohstofflich getrennt werden kann.
Neben Schäumen und Vakuum-Dämmsystemen gibt es weitere Möglichkeiten, den Wärmetransport in Bauteilen mit Kunststoffen
einzuschränken. Ein Beispiel hierfür sind
Foliendämmungen (Abb. C 6.16), die meist
C 6.15
C 6.16
C 6.17
C 6.18
aus mehreren Lagen Luftpolsterfolie bestehen,
welche durch metallisierte Zwischenfolien getrennt werden. Deren nach Standardbedingungen ermittelte Wärmeleitfähigkeit ist eher hoch,
durch die stark die Wärmestrahlung reflektierenden Zwischenlagen können sie jedoch für
Anwendungen geeignet sein, in denen der
Strahlungswärmeverlust eine überproportionale
Rolle spielt.
Transparente Wärmedämmung
Als transparente bzw. transluzente Wärmedämmung (TWD) wird ein Material oder Bauteil bezeichnet, das als Wärmedämmung wirksam
ist und gleichzeitig Sonnenlicht und solare
Wärmestrahlung zur natürlichen Belichtung
und Heizungsunterstützung nach innen leitet.
Am häufigsten besteht TWD aus absorbersenkrechten Waben- oder Kapillarstrukturen aus
PMMA oder Polycarbonat, die nach außen mit
einer transparenten Schutzschicht aus Glas
oder Kunststoff abgedeckt sind. Brennbarkeit
und maximale Gebrauchstemperaturen der
transparenten Dämmstoffe müssen konstruktiv
bzw. baurechtlich berücksichtigt werden.
Übliche Einsatzmöglichkeiten für TWD sind
»solare Wandheizungen«, solar erwärmte Wärmedämmung oder Tageslichtsysteme.
TWD-Materialien können in organische und
anorganische unterschieden werden. Zu letzteren zählen vor allem Silica-Aerogele, das sind
Siliziumverbindungen mit Porengrößen von
10 bis 100 nm und einem Porenvolumenanteil
C 6.15
C 6.16
C 6.17
C 6.18
C 6.19
C 6.19
C 6.20
C 6.20
C 6.21
C 6.22
C 6.23
C 6.21
112
C 6.22
Sandwichelement (Metallblech, PUR-Schaum)
Foliendämmung
transluzentes Aerogel-Granulat
Wabenstruktur aus Kunststoff, transparente
Wärmedämmung (TWD)
PC-Stegplatte, gefüllt mit transluzentem AerogelGranulat
Wärmedämmung aus mehrlagigem Cellulosediacetat (CA)
transparente Wärmedämmung, Kapillarrohrstruktur
Glasfasergespinst, bestehend aus Glasfasern
und Kunstharz, das nach DIN 4102 als B1
klassifiziert ist und z. B. im Membranbereich
eingesetzt wird
Übersicht zu transparenten und transluzenten
Wärmedämmstoffen (TWD)
Erweiterte bauphysikalische und engergetische Aspekte
von mehr als 80 % (Abb. C 6.17). Aktuelle Aerogel-Materialien sind opak bis transluzent,
nicht brennbar, umweltfreundlich im Recycling
(direkt wiederverwendbar), temperaturbeständig bis 600 °C, UV-beständig, hydrophob und
langzeitstabil. Sie eignen sich also besonders
für die Anwendung im Baubereich. Ihre Rohdichte beträgt 90 –100 kg/m3, die innere Oberfläche 600 – 800 m2/g, die Wärmeleitfähigkeit
liegt bei 0,018 W/mK und damit unter der
ruhender Luft (ca. 0,024 W/mK).
Aerogele sind als Pulver, Granulat und als
monolithische Blöcke verfügbar, wobei Pulver
nur für opake, Granulat auch für transluzente
Anwendungen eingesetzt werden kann. Mit
monolithischem Aerogel kann eine nahezu
vollständig transparente Wärmedämmanwendung realisiert werden, derzeit ist es aber noch
sehr schwer verfügbar, aufwendig herzustellen
und daher sehr teuer. Ursprünglich galt dies
für die Herstellungsprozesse jeglicher Form
von Aerogel, da die sogenannte überkritische
Trocknung einen wichtigen Fertigungsschritt
darstellte.
Erst in den 1990er-Jahren konnte das Verfahren für die Granulatherstellung so stark vereinfacht werden, dass einer weiteren Verbreitung
dieser Materialgruppe fortan weniger im Wege
zu stehen scheint. Aerogel-Granulat ist nun
in einem kontinuierlichen Fertigungsprozess
herstellbar und – im Gegensatz zu den Varianten der ersten Generation – hydrophob und
deutlich preisgünstiger. Auf dem Markt gibt
Materialtyp/Aufbau
PC-Stegvierfachplatten
Stegplatte-Luftspalt-Stegplatte
Aerogel
Aerogel-Granulat
Aerogel gefüllte Polyesterstegplatten
Aerogel gefüllte PC-Stegdreifachplatten
Aerogel gefüllte beschichtete
PC-Stegdreifachplatten
Aerogel gefülltes Isolierglas
(Füllung 30 mm)
Zellulosewabe
Glas-Luftschicht-Zellulosewabe
30 mm-Unterdeckplatte
ESG + Wabe + ESG + Edelgas
+ ESG
Kapillareinlegeplatte (PMMA)
ESG-Kapillarplatte 40 mm
(Edelgas)-ESG
Profilbauglas mit Kapillareinlegeplatte 40 mm
Prismenplatte, PCM
Glas + Prismenplatte + Glas +
Edelgas + Glas + PCM + Glas
Cellulosediazetat
mehrlagiges Cellulosediacetat
als Wärmedämmmaterial
Kunststoffwaben
Glas + Wabe (150 mm) + Glas
Glasfasergespinst
Glas + Gespinst (60 mm) + Glas
es inzwischen zahlreiche Produkte, in die
Aerogel-Granulat als transluzenter Wärmedämmstoff integriert ist, z. B. PolycarbonatStegdoppelplatten (Abb. C 6.19), GFK-Platten,
Lichtbauelemente (z. B. für Oberlichter) etc.
Auch in Kombination mit Membranmaterialien
(Folien und Gewebe) wird der Dämmstoff inzwischen eingesetzt (siehe Aerogele im Membranbau, S. 220).
Neben der Gruppe der anorganischen TWDMaterialien gibt es eine Reihe von organischen
und lichtdurchlässigen Produkten. Dazu zählen
wabenartige Strukturen mit im Detail verschiedenen Geometrien (z. B. Kapillar-, Waben- oder
Schlitzstrukturen) aus verschiedenen Materialien wie Kunststoffe auf Acrylglasbasis, Polymethylmetacrylat (PMMA), Polycarbonat (PC),
Cellulose-Acetat (CA) und Cellulosetriacetat
(CTA) sowie amorphe, transparente Copolymere auf Basis von Cyklo-Olefinen und Ethylen.
Dabei haben das Material, der volumenbezogene Materialanteil und die räumliche Geometrie der Struktur einen Einfluss auf Lichtdurchlässigkeit und energetische Kennwerte wie
Wärmewiderstand und g-Wert.
Licht- und wärmestrahlungstechnische
Eigenschaften
Bei sichtbarem Licht handelt es sich physikalisch gesehen um elektromagnetische Strahlung im für das menschliche Auge wahrnehmProduktname
U-Wert
[W/m2K]
baren Frequenzbereich mit Wellenlängen zwischen ca. 380 und 780 Nanometern. Materie
emittiert grundsätzlich mit einem für ihre Eigentemperatur spezifischen Spektrum (siehe Wärmestrahlung, S. 109f.). Somit erzeugt auch die
Sonne mit einer Oberflächentemperatur von
ca. 5778 Kelvin elektromagnetische Strahlung
mit einer für diese sehr hohe Temperatur spezifischen spektralen Intensitätsverteilung. [1]
Abhängig von örtlichen Gegebenheiten und in
saisonalen und tagesrhythmischen Schwankungen dämpft bzw. filtert beispielsweise die
Atmosphäre einzelne Anteile auf dem Weg
zur Erde. Uns erreichen auf der Erdoberfläche
Strahlen, die über das sogenannte solare
Spektrum beschrieben werden können (Abb.
C 6.27, S. 114). Hierbei handelt es sich um
Wellenlängen zwischen ca. 300 und 2500 Nanometern, d. h. es gibt einen Anteil jenseits des
sichtbaren Lichts im kurz- und langwelligen
Bereich, der als Ultraviolett (UV) und nahes
Infrarot (IR) bezeichnet wird. Das solare nahe
Infrarot darf nicht mit der Wärmestrahlung verwechselt werden, die von Materie mit üblichen
Außen- oder Innentemperaturen von Bauteilen
emittiert wird. Entsprechend der oben beschriebenen Zusammenhänge findet sich
diese oft auch als thermische Strahlung bezeichnete Wärmestrahlung in einem wesentlich
längerwelligen Frequenzbereich, der deutlich
weiter entfernt vom sichtbaren Licht liegt und
daher auch als fernes Infrarot bezeichnet wird
(Abb. C 6.27, S. 114).
g-Wert
senkrecht
[%] ca.
g-Wert
diffus
[%]
48
49
40
53
52
25
Lichttransmission
direkt [%]
Lichttransmission
diffus [%]
Bemerkung
Dicke
[mm]
Hersteller (u. a.)
64
Bayer Sheet Europe
25
50
Cabot
Scobalit
Nanogel
Scobatherm
0,7
0,41
25
Roda
0,91
47
25
Roda
0,91
34
38
Okalux
Lexan
Thermoclear
Lexan
Thermoclear IR
Okagel
0,6
52
52
98
gap-solar
0,74
0
14
9
opakes System
50
gap-solar
gap –
fassadenpaneel
gap –
effektpaneel
0,92
44
28
11
Wabeneinlage verschattet bei hohem
Sonnenstand
49
Okalux
KAPILUX-TWD
0,7
72
62
49
70
Glasfabrik
Lamberts
Linit-TWD
1,2
35
36
78
GlassX
GLASSXcrystal
0,48
10 – 60
Isoflex
Moniflex
158
Wacotech
TIMax CA
0,4
83
45
48
68
Wacotech
TIMax GL
1,05
23
16
24
Wärmeleitfähigkeit
[W/mK]
0,8
0,022
hydrophob
solare Transmission 20 %
<2
1–4
48
0,057
29
TWD, Überhitzungsschutz, thermischer Speicher
in einer Einheit
B 1-Material nach
DIN 4102
Wabe 20 –150 mm
C 6.23
113
Erweiterte bauphysikalische und engergetische Aspekte
C 6.25
C 6.26
C 6.27
C 6.28
C 6.29
C 6.30
C 6.31
Gesamttransmission am Beispiel einer zweilagigen Membrankonstruktion
Die Transmission durch beide Lagen beträgt ingesamt: T1= 15 %, T2= 10 %, R1= 60 %, R2= 70 %
Tm = (T1 ∙ T2) / ( 1 - R1 ∙ R2) = 2,6 %
Durch die doppelte Krümmung von Membranen
spielt das winkelabhängige Transmissions- und
Reflexionsverhalten eine wichtige Rolle. Oft sind
von einem Standpunkt aus verschiedene Effekte
sichtbar, z. B. unterschiedlich starke Reflexionen,
aber z. T. auch Farbverschiebungen in der
Transmission.
Emissivität ε für ausgewählte Materialien
Zusammenhang des Treibhauseffekts
selektives low-E ETFE, Labormuster
low-E ETFE (opak), Labormuster
selektiv beschichtetes PMMA
strahlungstechnische Werte verschiedener
Materialien
Die Intensität und damit die durch die solare
Strahlung transportierte Energie (entsprechend
der Fläche unter der gelben Kurve) verteilt sich
dabei in etwa wie folgt:
• ca. 5 % UV-Strahlung
• ca. 45 % im sichtbaren Spektralbereich
• ca. 50 % im IR-Wärmestrahlungsbereich
Die auf Bauteile auftreffende Strahlung kann
je nach deren Materialeigenschaften in den
verschiedenen Frequenzbereichen in unterschiedlichem Maße reflektiert, transmittiert oder
absorbiert werden, wobei nach dem Energieerhaltungssatz die Summe dieser Effekte pro
Frequenz 100 % ergeben muss (Abb. C 6.3,
S. 108):
R+T+A=1
Durch das heterogene frequenzabhängige
Reflektieren erscheinen Materialien für unser
Auge in verschiedenen Farben, analog auch in
der Durchsicht bei lichtdurchlässigen Materialien. Unser Auge ist durch die Evolution so kon-
R1
R2
T1
T2
C 6.24
C 6.25
ditioniert, dass wir die Intensitätsverteilung
der solaren Strahlung im sichtbaren Bereich in
der Summe als neutrales, weißes Licht wahrnehmen.
Das Reflexions-, Transmissions- und Absorptionsverhalten als material- und oberflächenspezifische Eigenschaften werden meist in Bezug
auf den sichtbaren Teil oder das ganze Solarspektrum angegeben (für die Transmission
z. B. als Tvis oder Tsol). Zudem sind diese Eigenschaften winkelabhängig und je nach Material
in der Intensität stark schwankend. Dies ist bei
gekrümmten Flächen, wie sie im Membranbau
üblich sind, besonders bedeutsam, da das
Auge hier unabhängig vom Sonnenverlauf
immer verschiedene Einfallswinkel wahrnimmt,
mit z. B. möglichen Farbverschiebungen in der
Transmission. Bei Reflexion und Transmission
müssen außerdem direkte und streuende Anteile sowie unterschiedliches Brechungsverhalten
in Abhängigkeit von der Material- und Oberflächenbeschaffenheit berücksichtigt werden. Insbesondere Gebäude mit ETFE-Fassade werden dadurch in ihrem Erscheinungsbild maß-
geblich geprägt. Außerdem beeinflusst dies vor
allem bei mehrlagigen Anwendungen die Werte
für die Gesamttransmission, da es zwischen
den einzelnen Schichten zu Mehrfachreflexionseffekten kommt. Prinzipiell gilt das für alle
lichtdurchlässigen Materialien, spielt aber im
Membranbau eine besondere Rolle.
solare Strahlung (kurzwellig)
Wärmestrahlung (langwellig)
Spektraler Transmissionsgrad [%]
solare Strahlung [W/m²µm]
Strahlung
1800
1600
1400
1200
1000
100
UV
sichtbar
Treibhauseffekt
Bei der Absorption wird die elektromagnetische
Strahlung durch das Material aufgenommen
und in Wärmeenergie umgewandelt. Hierdurch
steigt die Eigentemperatur des betreffenden
Materials an und sein Wärmestrahlungs-Emissionsspektrum verschiebt sich entsprechend.
Durch diesen Zusammenhang lässt sich der
sogenannte Treibhauseffekt erklären: Solare
Strahlung durchdringt einen für das solare
Spektrum weitgehend transparenten Baustoff
wie Glas oder Folien (Abb. C 6.27, grüne
Kurve) und trifft auf Materie, welche die Strahlungsenergie in hohem Maße absorbiert (z. B.
eine Bodenoberfläche in einem Innenraum).
Das führt dazu, dass sich diese Materie erTransmissionsgrad
Floatglass
ETFE-Folie
infrarot (IR)
35
90
30
80
25
70
60
20
50
800
Material
Ziegelwand
0,93
Betonwand
0,96
Glas
0,95
Fliese
(weiß, glasiert)
0,87
Holz
0,89
Kunststoffe
0,90
Aluminium (poliert)
600
30
400
10
20
5
200
10
0
0,10
0,02 – 0,04
1
0,38
C 6.26
114
15
40
Emissivität ε (IR)
Wärmestrahlung (Planckspektrum) bei 300K [W/m²µm]
C 6.24
0,78
10
100
Wellenlänge [µm]
C 6.27
Erweiterte bauphysikalische und engergetische Aspekte
C 6.28
C 6.29
C 6.30
wärmt und damit selbst entsprechend Wärmestrahlung abgibt. Da sich die Temperatur jedoch auf einem im Vergleich zur Sonne wesentlich geringeren Niveau befindet (z. B. 40 °C
statt über 5000 °C), liegt das Strahlungsmaximum weit jenseits des sichtbaren Bereichs im
sogennanten fernen Infrarot bei Wellenlängen
zwischen 10 und 20 μm. Das Emissionsspektrum ist in Abb. C 6.27 durch die rote Kurve dargestellt. Die Wärmestrahlung der erwärmten
Oberflächen kann den Raum durch die genannten transparenten Baustoffe in der Regel
nicht mehr verlassen, da diese für den langwelligen fernen Infrarotbereich keine Transparenz
aufweisen (Abb. C 6.27, grüne und blaue
Kurve). Das gilt für Glas und die meisten Kunststoffe, aber z. B. nicht für PE-Folien. Dadurch
kommt es in Räumen mit derart begrenzenden
transparenten Flächen zu einer konstanten Erwärmung durch solare Einstrahlung. Den verantwortlichen und bewussten Umgang mit diesem Phänomen fasst man unter dem Begriff
»passive Solarenergienutzung« zusammen.
Diese ist auch für die Funktionsweise thermi-
scher Solarkollektoren und von Gewächshäusern maßgeblich.
Verschiedene lichtdurchlässige Kunststoffe unterscheiden sich deutlich in ihren licht- und
wärmestrahlungstechnischen Eigenschaften,
d. h. hinsichtlich ihres frequenzbezogenen
Transmissions- und Absorptionsvermögens.
Darüber hinaus lassen sich diese durch Modifikationen in der Polymerstruktur, durch Oberflächenbehandlungen (z. B. Nanostrukturierung)
und durch diverse Beschichtungstechnologien
weiter beeinflussen, ebenso in der winkelabhängigen Reflexion. In Abb. C 6.32 (S. 116)
finden sich vergleichende Kurven für gängige
Materialien, auch im Vergleich zu Glas.
Ein weiterer wesentlicher Aspekt für den Baubereich ist die Beständigkeit der lichttechnischen Eigenschaften eines Materials unter Beanspruchung. Hier kann es beispielsweise ein
entscheidendes Auswahlkriterium sein, dass
Polytetrafluorethylen (PTFE) die sehr hohe solare Reflexion durch seine selbstreinigende
Oberfläche auch über Jahrzehnte der Nutzung
behält (siehe Passagier-Terminal-Komplex
Suvarnabhumi International Airport in Bangkok,
S. 277ff.).
In anderen Fällen besteht möglicherweise ein
Interesse daran, mit einem stark absorbierenden (schwarzen) offenen Gittergewebe gezielt
eine Lufterwärmung und damit eine Luftströmung herbeizuführen, z. B. zur Unterstützung
der natürlichen Lüftung von Gebäuden in heißen Klimazonen.
Für die Materialwahl zur Eindeckung von Gewächshäusern spielen neben dem sichtbaren
und dem IR-Bereich auch das UV- und das
sogenannte PAR-Spektrum (Photosynthetically
Active Radiation) eine Rolle, das den für die
Photosynthese relevante Anteil des Lichts
(ca. 400 –700 nm) bezeichnet. Insgesamt können Kunststoffe als Folien im Vergleich zu Glas
in erheblich geringerer Materialstärke mit entsprechend höheren solaren Transmissionen
(Tsol bis 97 %) eingesetzt werden. Besonders
im kurzwelligen UV-Bereich sind mit Kunststoffmaterialien wie ETFE-Folien erheblich höhere Transmissionen erreichbar (Abb. C 6.31
und C 6.32 a, S. 116).
Bezeichnung
solarer
Transmissionsgrad
solarer
Reflexionsgrad
visueller
Transmissionsgrad
visueller
Reflexionsgrad
UVTransmissionsgrad
UVReflexionsgrad
normaler thermischer
Emissionsgrad
ε(T) bei T = 300 K
Floatglas Standard 3 mm
0,87
0,08
0,90
0,08
0,66
0,08
0,90
PC-Platte 8 mm
0,76
0,09
0,86
0,10
0,00
0,06
0,94
PC-Stegsechsfachplatte 16 mm
0,53
0,35
0,58
0,39
0,00
0,17
0,94
PMMA-Platte massiv 8 mm
0,80
0,07
0,92
0,08
0,01
0,04
0,96
PMMA-Stegdoppelplatte Fachwerk 16 mm
0,51
0,10
0,56
0,11
0,00
0,04
0,96
GFK-Platte massiv natur
0,36
0,14
0,37
0,18
0,00
0,06
0,95
Polyester-PVC
0,09
0,78
0,07
0,88
0,00
0,10
0,95
Polyester-THV
0,25
0,58
0,25
0,66
0,03
0,17
0,97
Glas-Silikon
0,20
0,66
0,22
0,72
0,01
0,15
0,95
PVDF-Gewebe
0,80
0,14
0,80
0,15
0,78
0,17
0,81
PTFE/Glas-PF Typ II (gebleicht)
0,15
0,78
0,15
0,82
0,03
0,63
0,95
PTFE – laminiertes Glasfasergewebe (gebleicht)
0,47
0,40
0,47
0,45
0,30
0,42
0,89
PTFE-Gewebe
0,41
0,51
0,38
0,59
0,12
0,09
0,95
Kunststoffplatten
Gewebe
Folien
ETFE 200 μm mit Silberbedruckung ca. 65 %
0,57
0,30
0,57
0,30
0,52
0,34
0,61
ETFE klar 200 μm
0,93
0,06
0,92
0,07
0,86
0,12
0,83
ETFE weiß 250 μm
0,44
0,48
0,37
0,62
0,01
0,07
0,90
PE-Folie Standard UV-stabilisiert 200 μm
0,88
0,09
0,88
0,10
0,82
0,11
0,60
alle Messwerte ± 0,02
C 6.31
115
Erweiterte bauphysikalische und engergetische Aspekte
Platten
PC-Sechsfachstegplatte 16 mm
Gewebe
Polyester-PVC
PMMA-Doppelstegplatte
Fachwerk 16 mm
GFK-Platte,
massiv natur
Glas-PTFE,
Typ II (gebleicht)
PTFE-Gewebe
Folien
ETFE-Folie,
klar 200 μm
Glas zum Vergleich
Floatglas,
standard 3 mm
ETFE-Folie,
weiß 250 μm
PE-Folie standard,
UV-stabilisiert 200 μm
C 6.32
C 6.33
C 6.34
C 6.35
C 6.36
optische Messungen verschiedener Kunststoffund Membranwerkstoffe im solaren Strahlungsbereich (0,25 – 2,5 μm Wellenlänge)
a spektraler Transmissionsgrad (solarer
Bereich)
b spektraler Reflexionsgrad (solarer Bereich)
c spektraler diffuser Anteil des Reflexionsgrads
(solarer Bereich)
spezifische Wasserdampf-Diffusionswiderstandszahl für ausgewählte Materialien
Lichtlenkraster aus hochreflektiv beschichtetem
Kunststoff
Lichtlenklamellen im Scheibenzwischenraum
PUR-beschichtetes Glasfasergewebe zur
Tageslichtstreuung, Universitätsbibliothek in
Berlin (D) 2005, Foster and Partners
Material
Wasserdampfdiffusionswiderstandszahl µ
Ziegelwand
5 – 25
Betonwand
70 –150
Holz
40
PU-Wärmedämmung
30 –100
Bitumen
2 – 20 000
PVC-Folie
20 – 50 000
PE-Folie
100 000
spektraler Transmissionsgrad (solarer Bereich)
C 6.33
1,0
UV
sichtbar
infrarot (IR)
Selektivität und Low-E-Oberflächen
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
0,25
0,5
1,0
1,5
2,0
2,5
Wellenlänge [µm]
1,5
2,0
2,5
Wellenlänge [µm]
spektraler Reflexionsgrad (solarer Bereich)
a
1,0
UV
sichtbar
infrarot (IR)
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
0,25
0,5
1,0
spektraler diffuser Anteil des Reflexionsgrades (solarer Bereich)
b
1,0
UV
sichtbar
infrarot (IR)
0,9
0,8
0,7
0,6
0,5
Transparenz und Licht
0,4
0,3
0,2
0,1
c
116
Unter Selektivität versteht man das Verhältnis
zwischen der Transmission im sichtbaren und
im solaren Spektralbereich. Vereinfacht ausgedrückt ist das Ziel beim Einsatz von selektiven
Materialien zwar viel sichtbares Licht durch ein
Bauteil hindurch zu lassen, aber gleichzeitig
die unsichtbare, aber energiereiche Strahlung
im nahen IR-Bereich auszufiltern bzw. idealerweise zu reflektieren. Dies kann bei vielen
Materialien durch entsprechend wirkende zusätzliche Filterschichten oder Modifikation der
Polymerstruktur erreicht werden (Abb. C 6.28
und C 6.30, S. 115). Bei Glas spricht man dann
von sogenannten Sonnenschutzverglasungen.
Eine weitere wirksame Maßnahme zur Optimierung der wärmestrahlungstechnischen Eigenschaften besteht darin, das Reflexionsverhalten
im fernen IR-Bereich zu modifizieren. Gelingt
eine hohe Reflexion (mit entsprechend geringer
Absorption) in diesem für Innenraumtemperaturen maßgeblichen Frequenzbereich des Spektrums, führt dies physikalisch zu einer ebenso
niedrigen Oberflächenemissivität ε. Bei solchen
Oberflächen spricht man dann von low-Emissivity-Schichten (low-E).
Diese Technologie wird im Glasbereich bereits
seit längerem für Wärmeschutzglas eingesetzt.
Hier werden die Wärmeverluste des Innenraums durch eine geringere Wärmeabstrahlung
der inneren Scheibe nach außen reduziert.
Bei Kunststoffen und Membranen wird diese
Entwicklung derzeit nachvollzogen (Abb. C 6.28
und C 6.29, S. 115; siehe auch PassagierTerminal-Komplex Suvarnabhumi International
Airport in Bangkok, S. 277ff. und Einkaufszentrum in Amadora, S. 256f.), dadurch werden
sich die Anwendungsmöglichkeiten dieser Materialklassen künftig deutlich erweitern (siehe
Komplexe Gebäudehüllen, S. 212ff.).
0
0,25
0,5
1,0
1,5
2,0
2,5
Wellenlänge [µm]
C 6.32
Die dauerhafte Präzision in Transparenz und
Durchsicht von optimiertem Glas ist durch
Kunststoffe kaum zu erreichen. Im Hinblick auf
Modifikation, Formgebung und Herstellungstechnik bieten Kunststoffe jedoch sehr weitreichende Möglichkeiten. Dies ist auch an
Beispielanwendungen in anderen sehr anspruchsvollen Bereichen ersichtlich (z. B.
Erweiterte bauphysikalische und engergetische Aspekte
Militär, Luft- und Raumfahrt) und gilt ebenfalls
für den Baubereich. Insbesondere Lichtlenksysteme (diffus /direkt, 2D- und 3D-Strukturen)
und Verschattungssysteme sind meist nur in
Kunststoff herstellbar (Abb. C 6.34, C 6.35 und
Abb. E 5.26 c, S. 223).
Feuchtetechnische Eigenschaften
Für den Baubereich sind bezüglich der feuchtetechnischen Eigenschaften zwei Aspekte von
Interesse: zum einen die Gasdichtigkeit eines
Materials, insbesondere für Wasserdampf, zum
anderen das Feuchtespeichervermögen.
Im Vergleich zu Glas und Metallen hinreichender Materialstärke, die als gasdicht gelten können, weisen alle Kunststoffe mehr oder weniger
große Wasserdampf-Permeationsraten auf. Der
Wasserdampf-Diffusionsdurchlasswiderstand Z
einer Schicht wird für eine Bezugstemperatur
von 10 °C gemäß DIN 4108-3 nach folgender
Gleichung ermittelt:
Z = 1,5 · 106 · μ · d [(m2 h Pa)/kg]
materialspezifische Wasserdampf-Diffusionswiderstandszahl (Abb. C 6.33)
d Schichtdicke [m]
gleichsweise gering, d. h. diese Gebäudeteile
können keinen wirksamen Beitrag zur Feuchtepufferung beitragen. Diese Tatsache ist bei der
Gebäudeplanung und klimatechnischen Auslegung zu berücksichtigen und gegebenenfalls
an anderer Stelle auszugleichen. Prinzipiell ist
es jedoch möglich, feuchtespeichernde Materialien, sogenannte Getterstoffe (z. B. Silika-Gele,
Zeolithe oder andere Adsorbentien), in begrenztem Umfang in die Polymermatrix zu integrieren. Dies ist insbesondere für Anwendungen von Interesse, in denen Restgase wie z. B.
Wasserdampf in geschlossenen Volumina absorbiert werden sollen, wie es beispielsweise
bei Abstandhaltern von Mehrscheibenverglasungen der Fall ist. Auf diese Weise puffert das
Gettermaterial bis zu seinem Sättigungspunkt
zum einen Reste an Wasserdampf, die sich
nach der Herstellung noch im Scheibenzwischenraum befinden, zum anderen von außen
durch minimale Undichtigkeiten im Randverbund eindringende Luftfeuchte. Dieser Wasserdampf kann sich dadurch nicht bei Taupunktunterschreitung an den Scheiben niederschlagen – die Standzeit des Produkts wird somit
erhöht.
μ
Das Produkt sd = μ · d wird dort als »wasserdampfdiffusionsäquivalente Luftschichtdicke«
bezeichnet, dabei bedeutet:
sd ≤ 0,5
diffusionsoffen
0,5 < sd < 1500 diffusionshemmend
diffusionsdicht
sd ≥ 1500
Bestehen sehr hohe Anforderungen an die
Gasdichtigkeit wie z. B. bei Verglasungen oder
Vakuum-Dämmsystemen, sind Kunststoffe alleine in der Regel nicht geeignet. Durch Kombinationen verschiedener Polymere und Beschichtungen insbesondere mit Metallen und
Oxiden lässt sich jedoch eine hohe Gasdichtigkeit erzielen (z. B. für Hochbarrierefolien;
Abb. C 6.13, S. 111).
Bei Gebäudehüllen aus Kunststoffen und Membranen ist der Gewichtsanteil und das Feuchteabsorptionsvermögen dieser Materialien ver-
C 6.34
Schallschutz und Raumakustik
Kunststoffe spielen beim Schallschutz und bei
der Raumakustik eine große Rolle und werden
in diesen Bereichen für diverse Maßnahmen
eingesetzt (Abb. C 6.39, S. 119). Die Anwendungen nutzen Kunststoffe und vor allem
Kunststoffschäume dabei zur Entkopplung,
Entdröhnung, Bedämpfung und Absorption
sowie zur Gestaltung der Reflexionseigenschaften.
Schall ist im Bereich von Gebäuden sowohl als
externe Bedingung wie als Anforderung von
innen (Schallschutz, Raumakustik) von Bedeutung, da sich die Schallquelle auf beiden Seiten der Gebäudehülle befinden kann. Es geht
also um Lärmimission (Lärm von außen), Lärmemission (Lärm von innen) und Raumakustik
(Lärmpegel im Raum, Sprachverständlichkeit,
weitergehende Eignung, z. B. für Musik).
In Bezug auf Gebäudehüllen ist neben den
Ausführungen der DIN 4109 »Schallschutz im
C 6.35
Hochbau« vor allem die VDI-Richtlinie 2719
maßgeblich, die in Abhängigkeit des von außen
einwirkenden Schallpegels sechs Schallschutzklassen vorsieht, wobei das einzuhaltende bewertete Schalldämmmaß in Abhängigkeit von
der Nutzung zwischen 30 und 50 dB liegen
muss. Bei einem Außenlärmpegel über 70 dB
gelten weitergehende Anforderungen.
Schallwellen breiten sich von ihrer Quelle annähernd kugelförmig durch das Medium Luft
in den Raum aus (Luftschall). Wird ein festes
Material angeregt, z. B. durch mechanische
Einflüsse (Schritte auf dem Boden), so breiten
sich über die Masse von Bauteilen Schallwellen
aus (Körperschall), die bei direktem Kontakt
die Luftschicht auf der anderen Seite anregen.
Auf diese Weise werden die Schwingungen
dort wieder in Form von Luftschall weitertransportiert.
Schallwellen können durch Körperschallübertragung sehr lange Wege zurücklegen. Sind
feste Bauteile eines Gebäudes direkt konstruktiv gekoppelt, also starr miteinander verbunden
(z. B. ein Abwasserrohr direkt mit einer Massivwand durch Verguss), kann sich Schall auf diesem Weg durch das ganze Gebäude ausbreiten. Man spricht dann von Flankenübertragung
und Schalllängsleitung. Körperschallschutz
stellt besonders hohe Anforderungen an die
Planung und bedarf einer sorgfältigen Ausführung, da Schallübertragung schon über minimale Schallbrücken nahezu uneingeschränkt
stattfinden kann. Die Lösung liegt hier in der
schalltechnischen Entkopplung, d. h. alle relevanten Bauteile (z. B. der Fußbodenbelag und
die Rohdecke oder die Sanitärinstallation und
die Wand) werden so »weich« verbunden,
dass Schwingungen nicht direkt übertragen
werden können.
Eine mögliche Strategie gegen Luftschallübertragung besteht in der Erhöhung der Masse.
Das Bauteil wird möglichst schwer und damit
träge ausgebildet. Das bedeutet, es besteht
aus einem Material mit möglichst hoher Dichte
und lässt sich daher durch Luftschallwellen nur
in geringem Maße zum Schwingen anregen.
Eine weitere wesentliche Maßnahme gegen
Luftschallübertragung liegt in einer möglichst
effektiven Abdichtung aller Fugen, Spalten und
Ritzen.
C 6.36
117
Erweiterte bauphysikalische und engergetische Aspekte
b
C 6.37
Zusätzlich kann eine zweischalige Konstruktion
ohne starre Verbindungsmittel mit gedämmtem Zwischenraum die Luftschallübertragung
dämpfen (Prinzip: Masse – Feder – Masse).
Besonders effektiv ist eine solche Maßnahme,
wenn beide Schalen unterschiedlich dick und
schwer sind und damit verschiedene Eigenresonanzfrequenzen aufweisen.
Kunststoff- und Membrankonstruktionen
Kunststoff- und vor allem Membrankonstruktionen haben eine äußerst geringe Masse, die
beispielsweise bei Membranen nur zwischen
ca. 0,1 und 1,5 kg pro Quadratmeter liegt.
Dadurch ist es schwer, einen ausreichenden
Transmissionsschallschutz zu erreichen. Eine
Möglichkeit besteht darin, schwere Mittellagen
in den Schichtaufbau zu integrieren. Im Fall der
Gebäudehülle des Flughafen von Bangkok
(siehe S. 277ff.) konnte durch eine solche zusätzliche Mittellage aus Polycarbonatplatten
(7,2 kg/m2) ein Schalldämmmaß R'w von 35 dB
erreicht werden.
Einen besonderen Fall stellen pneumatisch
gestützte Kissenkonstruktionen dar, bei denen
Regentropfen die Oberlage wie bei einer
Trommel zum Schwingen bringen können.
Besonders wirkungsvoll geschieht dies bei
Oberlagen aus Folien; beschichtete Gewebematerialien hingegen dämpfen aufgrund ihrer
Oberfläche und ihrer größeren Inhomogenität
die Geräusche etwas. Dieser Trommeleffekt
führt zwar in der Praxis nur bei zumeist äußerst
kurzem Starkregen zu Beeinträchtigungen,
schließt diese Konstruktionsart aber dennoch
meist für akustisch sensible Nutzungen aus.
Regenbrechende äußere Lagen wie z. B. feine
Netze können den Geräuschpegel zwar verringern, wirken sich aber im Hinblick auf die
Durchsicht und das Reinigungsverhalten ungünstig aus. Wenn mit Vereisung und in der
Folge erhöhter Schneelast zu rechnen ist, sind
solche zusätzlichen Netze technisch kaum
sinnvoll umsetzbar.
Raumakustik
Schallwellen werden von allen raumbegrenzenden Flächen und Objekten mehr oder weniger
reflektiert. In Abhängigkeit der Materialien und
118
a
c
Bauteilaufbauten wird der nicht reflektierte Anteil absorbiert bzw. transmittiert.
Der Schallabsorptionsgrad α gibt an, wie viel
Schall geschluckt wird. Ist α = 0 bedeutet dies,
dass der auftreffende Schall vollständig reflektiert wird. Keine Reflexionen gibt es, wenn der
auftreffende Schall komplett absorbiert wird,
also α = 1 ist. Bei hohem Schallabsorptionsgrad nimmt ein absorbierendes, meist weiches
Material den Schall zu einem großen Teil auf
und wandelt ihn im Inneren in Wärme um. Dadurch sinken insbesondere auch die reflektierten Anteile. In einem stark hallenden Raum
senkt beispielsweise eine absorbierend verkleidete Decke die Nachhallzeit deutlich und erhöht damit die Sprachverständlichkeit.
Diese Vorgänge erfolgen nicht einheitlich über
das gesamte Frequenzspektrum, sondern zeigen eine uneinheitliche Intensitätsverteilung.
Der Schallabsorptionsgrad wird daher bei verschiedenen Frequenzen gemessen. Als Faustregel kann gelten: Je dicker das Absorptionsmaterial, desto besser werden auch tiefere
Frequenzen geschluckt.
Die beschriebenen Zusammenhänge gelten
auch für Mehrfachreflexionen und deren Nachhallzeit. Für die raumakustischen Verhältnisse
(z. B. Eignung für Musikaufführungen oder
Sprachverständlichkeit) ist eine differenzierte
Beurteilung der frequenzabhängigen Reflexions- und Absorptionsvorgänge von entscheidender Bedeutung. Je glatter und härter die
Oberfläche ist, desto ungestörter und vollständiger erfolgt die Reflexion. Für die raumakustische Qualität ist vor allem die frequenzbezogene Gleichmäßigkeit der Reflexion und eine
auf die angestrebte Nutzung hin angepasste
Nachhallzeit wichtig. Um dieses Ziel zu erreichen, können diverse Maßnahmen ergriffen
werden, die sich zum Teil auf die Optimierung /
Aktivierung der Raumoberflächen beziehen
und in einigen Fällen auch zusätzliche Elemente vorsehen:
• Oberflächenperforationen mit geeigneten
Unterschichten
• Dämmschichten in Deckenauflagen (offen
und geschlossenzellig)
• Formteile wie Baffeln, Schallabsorber
(z. B. mikroperforiert), Schallschirme und
Ähnliches
Akustisch wirksame Folien
Zur Verbesserung der Raumakustik gibt es
speziell entwickelte Akustikfolien, die in transparenter, transluzenter sowie bedruckter Ausführung erhältlich sind.
Die Wirkung dieser Folien beruht auf der Mikroperforation mit Löchern zwischen 0,2 und
0,8 mm Durchmesser. An den Lochrändern
wird durch die dort entstehende Reibung die
Schallenergie in Wärme umgewandelt, was
Nachhallzeiten und Schallpegel reduziert
(Abb. C 6.38 a). Zwei Lagen des Materials erhöhen die schallabsorbierende Wirkung zusätzlich (Abb. C 6.38 c). Aufgrund ihres sehr
geringen Gewichts und ihrer immateriellen Erscheinung in der transparenten Ausführung
sind sie auch zur Nachrüstung im Bestand geeignet. Die mikroperforierten Schallschutzfolien
lassen sich zudem mit thermoaktiven Decken
kombinieren und beeinträchtigen deren Funktion nicht. Beim Einsatz einer bedruckten Folie
mit reflektierendem Silberdesign, z. B. unter
einem horizontalen Glasdach, haben die mikroperforierten Folien darüber hinaus einen klimabegünstigenden Effekt durch die Reflexion
langwelliger Wärmestrahlung und die damit
verbundene Reduktion der Wärmeverluste.
Marktgängige Produkte sind:
• UV-stabilisiert oder UV-stabil
• schwer entflammbar (Baustoffklasse B 1 oder
B 2 nach DIN 4102)
• chlorbeständig
• elektrostatisch neutral
C 6.38
Raumakustik und Membrankonstruktionen
Bei der Betrachtung und Optimierung raumakustischer Qualitäten von Folien- und Membrankonstruktionen ist zu beachten, dass durch
die sehr geringe Masse und die Weichheit ihrer
Struktur und Oberfläche Luftschall in hohem
Maß direkt transmittiert und kaum reflektiert
wird, vor allem im tiefen Frequenzbereich. Da
bei pneumatischen Strukturen die eingesetzten
Materialien auf der Innenseite luftdicht sind, ist
es in der Regel nicht möglich, an dieser Stelle
zusätzlich absorbierendes Material zu integrieren. Weil die Gebäudehülle oft nicht zur Verfügung steht, müssen Maßnahmen zur Verbesserung der Raumakustik daher häufig im Bereich
der Rauminnenseiten umgesetzt werden. Bei
Erweiterte bauphysikalische und engergetische Aspekte
Maßnahme
Schallschutz
Verbesserung der Raumakustik
Schalldämmung / Schalldämpfung
profilierte Schaumstoffe (z. B. Noppenschaumstoffe)
PUR-Weichschaumstoff
PE-Schaumstoff (geschlossenzellig)
Körperschallbedämpfung / Entdröhnung
Schwerfolie
z. B. elastomermodifizierte Bitumenschwerfolie
Kanten- / Tieftonabsorber
Schaumstoff
flexibler, offenzelliger Melaminharzschaumstoff
(Weichschaumstoff)
Breitbandabsorber
hohes Schallabsorptionsvermögen über einen
breiten Frequenzbereich (poröser Absorber)
flexibler, offenzelliger Melaminharzschaumstoff
(Weichschaumstoff), PUR-Weichschaumstoff
Baffel (selbsttragende Schallschluckelemente)
hohes Schallabsorptionsvermögen über einen
breiten Frequenzbereich (poröser Absorber)
flexibler, offenzelliger Melaminharzschaumstoff
(Weichschaumstoff), PUR-Weichschaumstoff
Tiefenabsorber
Schallabsorptionsschürze
mikroperforierte Folie /offenes Gewebe
Stellwand /Arbeitsplatzabtrennung
mikroperforierte Folie /offenes Gewebe
Rollos
mikroperforierte Folie /offenes Gewebe
C 6.39
gespannten mehrlagigen Konstruktionen hingegen lässt sich die Qualität der Innenlage auch
nach akustischen Anforderungen definieren
und ausführen.
Zur Verbesserung des Schallschutzes können
auch witterungsbeständig beschichtete
Abstandgewebe eingesetzt werden, die auf
einer Membranunterlage aufgelegt werden und
durch Abstandsfäden eine zweite Lage auf Distanz halten (derzeit bis zu 500 mm). Der so entstehende Zwischenraum kann beispielsweise
mit Sand gefüllt werden und dadurch schon bei
geringer Stärke und Gewicht eine Schalldämmwirkung erzielen, z. B. ca. 35 dB bei 20 mm.
Brandverhalten und Brandschutz
Im Hinblick auf die Genehmigungsfähigkeit von
Baumaßnahmen spielen Regelwerke die entscheidende Rolle, lassen aber in der Praxis
nahezu immer Interpretationsspielräume zu.
Neben der bautechnischen Umsetzbarkeit der
Entwurfsgedanken ist meist die Eignung der
Bauprodukte nachzuweisen, vor allem in Bezug
auf ihre Alterungsfähigkeit und ihre Sicherheit.
Für Letzteres ist das Brandverhalten ein maßgeblicher Teilaspekt. Grundsätzlich ist bei allen
bauaufsichtliche
Anforderungen
Bauaufgaben die Betrachtung des Brandfalls
relevant, wobei zumeist weniger der Brand
selbst gefährlich ist, sondern vielmehr seine
Folgen (z. B. äußerst irrational ablaufende sozialpsychologische Verhaltensweisen der betroffenen Personen, wie sie durch einen Brand
während einer Massenveranstaltung ausgelöst
werden können).
Beim Brandschutz geht es darum, die Brandausbreitung zu verhindern oder zu verzögern,
die Tragfähigkeit der Konstruktion über einen
bestimmten Zeitraum zu erhalten und vor allem
Leben und Gesundheit der Nutzer einer baulichen Struktur zu schützen. Daher finden sich
hierzu zahlreiche gesetzliche und technische
Vorgaben und Richtlinien auf diversen Ebenen,
z. B. in den Landesbauordnungen, in Richtlinien von TÜV, DIN, VDE etc., die sich auf die
Baustoffwahl, deren Eigenschaften und entsprechende Konstruktionsarten sowie Schutzmaßnahmen beziehen.
Brandschutzaspekte stellen ein maßgebliches
Hindernis für eine weitere Verbreitung von
Kunststoffen im Bereich des Bauens allgemein
und insbesondere in Gebäudehüllen dar. Einige Kunststoffe haben durch große und in ihrer
Wirkung verheerende Folgen traurige Berühmt-
Zusatzanforderungen
kein Rauch
kein brennendes
Abfallen/Abtropfen
Europäische Klasse
nach DIN EN 13 501-1
nicht brennbar
•
•
A1
mindestens
•
•
A2
schwer entflambar
•
•
B, C
s 1, d 0
•
A2
A 2, B, C
s 2, d 0
s 3, d 0
A 2, B, C
A 2, B, C
s 1, d 1
s 1, d 2
•
s 1, d 0
mindestens
A 2, B, C
s 3, d 2
normal entflammbar
D
s 1, d 0
s 2, d 0
s 3, d 0
•
s 1, d 2
s 2, d 2
s 3, d 2
mindestens
E
d2
leicht entflammbar
F
Eine erste brandschutztechnische und materialbezogene Betrachtungsebene ist die Klassifizierung der jeweiligen Materialien bzw. Produkte in Baustoffklassen gemäß der aktuellen Normung. In Deutschland ist dies die DIN 4102-1:
A nicht brennbare Baustoffe
A 1 ohne organische Bestandteile,
kein Nachweis erforderlich
A 2 mit organischen Bestandteilen,
Nachweis erforderlich
B brennbare Baustoffe
B 1 schwer entflammbar
B 2 normal entflammbar
B 3 leicht entflammbar
Im Hinblick auf den Brandverlauf ist zu beachten, dass die Baustoffklassen B 2 und B 3 als
nicht selbstverlöschend einzustufen sind, sich
ein Brand mit diesen Materialien also selbst
unterhält. Leicht entflammbare Materialien
(B 3) dürfen gemäß § 17, Abs. 2 der Musterbauordnung (MBO) grundsätzlich nicht eingesetzt werden, wenn sie im eingebauten
Klasse nach
DIN 4102-1
A1
A2
B1
C 6.37
Schallabsorber aus gewebekaschiertem
Schaumstoff
C 6.38 mikroperforierte Folie zur Verbesserung der
Raumakustik
a Schiebeelemente
b einlagig
c zweilagig
C 6.39 Kunststoffe im Bereich Schallschutz und Raumakustik
C 6.40 Gegenüberstellung DIN 4102-1 und DIN
EN 13 501-1
E
D
heit im Hinblick auf ihr Brandverhalten erlangt,
z. B. das weitverbreitete Polyvinylchlorid (PVC)
und Polystyrolschäume durch den Brand am
Flughafen Düsseldorf 1996.
B2
B3
C 6.40
119
Erweiterte bauphysikalische und engergetische Aspekte
Zustand immer noch leicht entflammbar sind.
Die DIN 4102 wird ab 2010 durch die europäische DIN EN 13 501 Teil 1 und 2 und die
E DIN EN 1634-1 ersetzt. Damit gibt es nun sieben Klassen (A 1, A 2, B, C, D, E und F) sowie
einheitliche Prüfverfahren.
Kennzeichnend ist jetzt die Zeitdauer, bis wann
ein Baustoff vollständig brennt (der sogenannte Flashover). Bei A 1, A 2 und B darf dieser
Punkt nie eintreten, während er bei brennbaren
Bauprodukten der Klassen C, D oder E zwischen 10 und 2 Minuten erreicht wird. Außerdem wurden Unterklassen für Rauch (s 1, s 2
und s 3) und für brennendes Abtropfen (d 0, d 1
und d 2) eingeführt. Diese müssen nun auf den
Produktverpackungen angegeben werden
(Abb. C 6.40, S. 119). Der Nachweis der Zuordnung eines Baustoffs bzw. Bauprodukts in
eine Baustoffklasse erfolgt in Brandversuchen.
Bei Kunststoffen ist nicht nur der eigentliche
Basiswerkstoff ausschlaggebend für das
Brandverhalten, sondern vielmehr das spätere
Halbzeug bzw. Bauprodukt. Dessen jeweilige
Ausrüstung, also zusätzliche Schichten und
Behandlungen, aber auch Polymermodifikationen und gegebenenfalls kombinierte Verbundwerkstoffe etc. beeinflussen die brandschutztechnischen Eigenschaften wesentlich. Daher
sollte man sich in der Planung nicht auf generelle Aussagen zur Brandschutzklassifizierung
einer bestimmten Kunststoffart verlassen, sondern sich über die Zulassung des jeweils geplanten Produkts im Einzelfall informieren und
versichern.
Trotz diverser Optionen zur Modifikation sind
die wenigsten Kunststoffarten nicht entflammbar. Diese Eigenschaft ist zwar für viele Anwendungen wünschenswert, letztendlich aber nicht
zwingende und alleinige Voraussetzung. Vielmehr sind die Fragestellungen vielschichtiger
und bedürfen einer differenzierteren Betrachtung im Einzelfall. Oft sind Kompensationsmaßnahmen für ein Abweichen von der baurechtlichen Forderung nach einem nicht entflammbaren Baustoff möglich.
Ob ein Material oder Produkt an einer bestimmten Stelle im Gebäude eingesetzt werden kann,
hängt neben der brandschutztechnischen
Klassifizierung auch von weiteren, teilweise
entscheidenden Faktoren und Eigenschaften
ab. Dabei ist es z. B. nötig zu ermitteln:
• bei welchen Temperaturen der Schmelzpunkt
und der Punkt der Entflammbarkeit liegen
• ob das Material bzw. Produkt brennend abtropft, wobei ein heißes Abtropfen bereits
auch hoch problematisch sein kann
• ob sich das Material im Brandfall »zurückzieht« und dadurch z. B. Öffnungen entstehen, die Hitze und Rauchgase nach außen
entweichen lassen (in der Funktion einer automatischen Öffnung, vergleichbar einem
Rauch-Wärme-Abzug)
• welche Verbrennungsprodukte entstehen
und in welchem Maße diese toxisch sind
120
• ob der Kunststoff offen oder verdeckt und
damit ohne Sichtkontrolle eingesetzt wird
• welche Teile der Gebäudekomponente bei
welchen Temperaturen ihre statische Funktion verlieren und was dadurch zu erwarten ist
Bei letzterem Punkt kann die zum Teil äußerst
geringe Masse von Kunststoffen von ausschlaggebend positiver Bedeutung sein. Beispielsweise verlieren ETFE-Folienkissendächer
im Brandfall zwar schon bei relativ niedrigen
Temperaturen ihre statische Funktion und die
Folie reißt auf, aber hierdurch können dann
Rauchgase und Hitze schnell aus dem Innenraum entweichen. Die ETFE-Folien eines solchen Dachs stellen aufgrund ihres sehr geringen Gewichts selbst keine relevante Brandlast
dar und tropfen auch nicht brennend ab. Durch
die Feuerwehr wird ein solches Brandszenario
vergleichsweise positiv bewertet.
Auch bauliche Randbedingungen, z. B. wohin
im Brandfall entstehende giftige Rauchgase
gelangen können, welche Temperaturen im genutzten Innenbereich erforderlich sind, damit
es zu einem Brand der betreffenden Stelle
kommen kann (Abstand zu Brandlasten) und
wie die Situation dann für eine mögliche Personenrettung einzuschätzen ist (Brandszenario),
müssen bei der Material- bzw. Produktauswahl
berücksichtig werden.
Weitere Aspekte auf Gebäudeebene, die sich
im Vorfeld gegebenenfalls kompensatorisch
nutzen lassen, sind z. B. eine Mengenbeschränkung möglicher Nutzer (z. B. durch eine
Regulierung von Besucherströmen), eine Erhöhung und Verbesserung der Fluchtoptionen
oder eine Anpassung der Gebäudetechnik
(z. B. kontrollierte Zu- und Abluft, Brandmeldeund Sprinkleranlagen)
Diese Aspekte, die zum Teil erhebliche Mehrkosten zur Folge haben können, sind über
allgemeine bauaufsichtliche Zulassungen
nicht geregelt. Daher sollten Entscheidungsfindungen in der Materialwahl und der Konstruktionsart möglichst frühzeitig und in einem
interdisziplinären Team unter Einbindung der
Genehmigungsbehörden und von Brandschutzspezialisten erfolgen.
Optimierung des Brandverhaltens
Es gibt einige gängige Verfahren, die das
Brandverhalten von Kunststoffen durch Modifikationen bei der Herstellung bzw. Weiterverarbeitung verbessern.
Integration von Flammschutzmitteln
Flammschutzmittel können entweder in die Polymerstruktur aufgenommen oder auf die Oberfläche des Werkstoffs appliziert werden. Sie
reduzieren die Brennbarkeit oder mildern die
Folgen des Verbrennens ab. Ihre Wirkung beruht auf der Ausbildung einer abschließenden
Ascheschicht, einer chemisch erzeugten versiegelten Oberfläche, auf physikalischem Kühlen oder auf der Oxidation brennbarer Gase.
Optimierung der Masseanteile bei Verbundmaterialien
Bei einem Verbundwerkstoff verschiedener
Basismaterialien ist das Verhältnis zwischen
brennbarem und nicht brennbarem Masseanteil für die Brandschutzklassifizierung ausschlaggebend. Dies ist z. B. bei PTFE-beschichtetem Glasfasergewebe der Fall; daher
schwanken die Brandschutzeigenschaften dieser Materialgruppe je nach Anteil der Fasern
zur Beschichtung stark.
Brandschutz für Kunststoffe in der Gebäudetechnikinstallation
Neben dem baulichen Brandschutz müssen
bei der Leitungsinstallation die Bereiche des
Schall- und des Wärme- bzw. Kälteschutzes
beachtet werden. Insbesondere an Kältedämmungen bestehen hohe Anforderungen, da
diese im Unterschied zu Wärmedämmungen
zusätzlich vor Durchfeuchten durch Tauwasserbildung geschützt werden müssen. Neben
der Erfüllung von Brandschutzbestimmungen
und üblichen Verarbeitungskriterien sind also
Geschlossenzelligkeit und sehr hohe Wasserdampfdiffusionswiderstände erforderlich. Aufgrund dieser speziellen Anforderungen ist bei
Kältedämmungen die Verwendungsmöglichkeit
nicht brennbarer Dämmstoffe begrenzt und
es müssen brennbare Dämmstoffe aus Kunststoffen eingesetzt werden. Diese dürfen nicht
abtropfen, vor allem nicht brennend, müssen
selbstverlöschend sein und dürfen den Brand
im Bereich von Wand- und Deckendurchbrüchen nicht weiterleiten, d. h. Durchführungen
von gedämmten Rohrleitungen dürfen den Feuerwiderstand der Bauteile nicht beeinträchtigen.
Verbrennung als Nachnutzung
Das für die Anwendung im Baubereich oft
nachteilige Brandverhalten von Kunststoffen
führt im Hinblick auf die Nachnutzung dieser
Materialklasse neben den drei Möglichkeiten
Wiederverwendung, werk- und rohstoffliche
Verwertung zu einer vierten Option. Diese besteht in der energetischen Nutzbarmachung
durch Verbrennung, wobei die Kunststoffe
durch ihren meist sehr hohen Anteil an Kohlenstoffverbindungen einen vergleichsweise
hohen Heizwert haben. Daher kann bei geringer Eignung von bestimmten Kunststoffen für
die ersten drei oben genannten Verwertungsoptionen der Weg über die Verbrennung eine
unter ökonomischen und ökologischen Kriterien
vernünftige Möglichkeit darstellen.
C 6.41
Zusammenhang zwischen Benetzungswinkel
und Oberflächenspannung
C 6.42 Wassertropfen auf einer ETFE-Folie
a ohne No-Drop-Beschichtung
b mit No-Drop-Beschichtung
C 6.43 Elektroluminiszenzfolien (EL)
a nicht aktiv/spannungslos
b in lichtemittierendem Zustand bei angelegter
hochfrequenter Wechselspannung
Erweiterte bauphysikalische und engergetische Aspekte
ϕ > 90°
ϕ < 90°
hydrophob
hydrophil
Silikon
PVC
Wasser
72,8
PUR
metallische Stoffe
Oberflächenspannung
0
20
40
60
80
Benetzungswinkel
[10 -³ N/m]
Film
180
120
Depression
hydrophob
90
60
Aszension
hydrophil
30
0
[Grad]
C 6.41
Weitere Eigenschaften
Neben den bisher genannten bauphysikalischen und energetischen Eigenschaften gibt
es einige weitere Aspekte, die für die Auswahl
von Kunststoffen und ihre Anwendung in der
Gebäudehülle von Belang sind.
Modifikation der Oberflächenspannung
Eigenschaften wie Abriebfestigkeit, Elastizität
(z. B. Resistenz gegen Hagel), mechanische
Belastbarkeit und Knickbeständigkeit (z. B. bei
beweglichen Strukturen), mechanische Oberflächenbelastbarkeit (z. B. durch regelmäßige
Sandstürme) sowie UV-und Witterungsbeständigkeit einschließlich Hydrolyse- und Alkalibeständigkeit entscheiden, ob sich ein Kunststoff- oder Membranmaterial für einen Einsatz
im Außenbereich hinsichtlich der zu erwartenden Lebensdauer eignet. Eine hinlänglich konkrete Aussage zur Beständigkeit kann besonders bei Anwendungen in der Gebäudehülle
nur in Kenntnis der jeweiligen standortspezifischen Außenbedingungen erfolgen, die sich
erheblich unterscheiden können.
Unter dem Begriff »No Drop« werden eine
Reihe von Kunststoff- und Folienmaterialien
(z. B. PMMA und ETFE) mit modifizierter Oberflächenspannung angeboten, die dafür sorgen
soll, dass Tauwasser nicht an einzelnen Punkten von Oberflächen abtropft, sondern durch
eine flächige Benetzung abfließt (Abb. C 6.42).
Dies ist vor allem im Gewächshausbau von
Bedeutung, da sich hier durch herabfallende
Tropfen z. B. auf Salatpflanzen Flecken bilden,
die zur Unverkäuflichkeit der Produkte führen.
Wie lange die Wirkung der Oberflächenbehandlung anhält, ist produktabhängig. Bisher
gelten die verfügbaren Lösungen aber nicht als
dauerhaft und erfordern gegebenenfalls eine
regelmäßige Auffrischung der Wirkung durch
eine lokale Nachbehandlung (z. B. mittels spezieller Sprays), für die die entsprechenden Folienbereiche zugänglich sein müssen.
Anschmutzverhalten
Elektrolumineszenz
Für den Erhalt eines ansprechenden Erscheinungsbilds und die zu erwartenden Reinigungskosten ist das Anschmutzverhalten der
Materialoberflächen ein wesentliches Kriterium,
das aufgrund der oft sehr großen einheitlichen
Flächen insbesondere im Membranbau eine
große Rolle spielt. Die hier häufig eingesetzten
Fluorpolymer-basierten Werkstoffe (z. B. ETFE,
PTFE und bedingt auch PVDF) besitzen Eigenschaften, die auch Verglasungen in diesem Bereich weit überlegen sind. Schmutzpartikel bleiben auf diesen Oberflächen zwar liegen, es
kommt aber zu keiner nennenswerten Haftung.
Somit werden die Partikel durch regelmäßige
Niederschläge weitgehend restfrei abgewaschen und das ursprüngliche Erscheinungsbild bleibt über sehr lange Zeit erhalten, da
sich die Oberflächen auch chemisch nahezu
nicht verändern, z. B. durch Niederschläge
oder UV-Strahlung.
Grundsätzlich ist der Reinigungsaufwand der
Materialoberfläche analog zum Anschmutzverhalten einzuschätzen. Aber auch die konstrukti-
Elektrolumineszenzfolien (EL-Folien) sind aktive
Lichtquellen, sogenannte Lambertstrahler, d. h.
die Leuchtdichte der von der Oberfläche ausgehenden Strahlung ist von jeder Seite betrachtet gleich. Ihr Licht ist sehr schmalbandig,
beinahe monochromatisch, absolut gleichmäßig und weit sichtbar (Abb. C 6.43). Aufgrund
des Fehlens infraroter Emission gibt es keine
Eigenerwärmung durch Strahlung. EL-Folien,
deren lichtemittierende Schicht auf einem metallischen Halbleiterphänomen beruht, können
selbst durch Laminieren mit platten- oder folienartigen Kunststoffen verbunden werden.
Der typische Aufbau einer EL-Folie besteht
aus einer Schutzfolie, einer transparenten Elektrode, Pigment und Isolation, der unteren
Elektrode und einer abschließenden weiteren
Schutzfolie. Durch Variation der Dotierung des
Leuchtpigments Zinksulfid entstehen Farbtöne
von Blau bis Gelb (ca. 480 – 580 nm). Ein Mischen der Dotierungsstoffe erzeugt daraus
resultierende Mischfarben (z. B. Weiß). Ein
Nachteil von Zinksulfid als Pigmentgrundstoff
Beanspruchbarkeit und Beständigkeit
a
ve Detailausbildung ist von hoher Bedeutung.
Diese kann unabhängig von der Materialwahl
Schmutzansammlungen und Schmutzfahnen
als Folge haben.
b
C 6.42
a
b
C 6.43
121
Erweiterte bauphysikalische und engergetische Aspekte
C 6.44
C 6.45
ist sein hohes Feuchtebindungsvermögen
(Hygroskopie). Die Schutzfolien müssen daher
aus intensiv wasserabstoßendem Material wie
z. B. Polychlortrifluorethylen (PCTFE) bestehen.
Es gibt aber bereits einen Pigmentgrundstoff,
bei dem die Zinksulfidmoleküle mikrogekapselt
und dadurch geschützt sind. Durch den größeren Molekülabstand bedingt, ist die Leuchtdichte jedoch etwas geringer und nicht ganz
so homogen. Derartige EL-Folien sind schneidbar, extrem dünn, hochflexibel und kostengünstig. Ein Einlaminieren ist nicht mehr unbedingt nötig, erhöht jedoch die Lebensdauer.
Als Schutzfolie sind in diesem Fall Polylaminate
ausreichend.
EL-Folien finden heute nicht nur im militärischen Bereich, in der Flugzeugtechnik oder als
Hinterleuchtung für Flüssigkristall (LC)-Displays
Verwendung. Auch im Baubereich sind die Einsatzmöglichkeiten vielfältig und zum Teil bereits weitverbreitet, sei es als selbstleuchtende
Beschilderung, als Sicherheits- und Notbeleuchtung für Treppen in Kinos oder in der
Innenraumgestaltung.
und die Dauerhaftigkeit hoch. Bei einfachen
offenen Absorbern ohne Abdeckung, sogenannten Schwimmbadkollektoren (Abb. C 6.44),
kommen Polymere bereits heute in großem Umfang zum Einsatz. Hier hat die Optimierung der
Geometrie im Hinblick auf die Kompensation
der niedrigen Wärmeleitfähigkeit der Kunststoffe eine große Bedeutung. Im Mittelpunkt
der aktuellen Entwicklungen stehen:
• die optimale Absorption der solaren Wärmestrahlung
• die Reduktion von Wärmestrahlungsverlusten
• neue Materialien, die die Wärmeleitfähigkeit
und das -speichervermögen optimieren
Kunststoffe bei der Aktivnutzung regenerativer Energien
Die aktive Energiegewinnung durch Systeme,
die direkt mit dem Gebäude verbunden sind,
gewinnt zunehmend an Bedeutung. Aufgrund
der enormen Flächen, die in Form von Fassaden und Dächern zur Verfügung stehen, ist das
Potenzial theoretisch sehr groß. Solche aktiven
Systeme nutzen Sonnenenergie (Solarthermie,
Photovoltaik), Windenergie, Umgebungswärme
(diverse Arten an Wärmetauschern) oder auch
die Abstrahlung an den kalten Nachthimmel zur
regenerativen Bereitstellung von Kälteenergie.
Solarthermische Systeme
Kunststoffe dienen bei solarthermischen Systemen als Ersatz für Glas in der Abdeckung oder
auch als Material für den Absorber und das
Gehäuse. Aus der Substitution von Glas und
Metall durch Polymermaterialien können sich
deutliche Kosteneinsparpotenziale ergeben.
Allerdings sind die Anforderungen im Hinblick
auf mechanische und optische Eigenschaften
122
Außerdem sind thermo-mechanische Spannungen und dadurch bedingte Verformungen
durch Temperaturausdehnungen zu beachten.
Auch die Optimierung von Strömungseigenschaften und permeable Absorberstrukturen für
gebäudeintegrierte Anwendungen stellen Forschungsschwerpunkte dar (Abb. C 6.45). Im
Rahmen von Entwicklungsprojekten wird derzeit versucht, z. B. die Polymerstruktur durch
die Zugabe von sogenannten Nanofillern wie
Kohlenstoff-Nanoröhrchen für UV-Strahlung zu
stabilisieren und damit gleichzeitig ihre Wärmeleitfähigkeit zu steigern. Im Bereich der Abdeckmaterialien untersucht man seit Längerem
verschiedene Folien als Ersatz für Solarglas
(reflexionsoptimiertes, eisenoxidarmes Glas)
vor dem Hintergrund möglicher Gewichts- und
Kosteneinsparungen. Mit Folien lassen sich sogenannte Lunakollektoren optimieren, die der
Bereitstellung regenerativer Kälteenergie dienen: Die konvektiv bedingte Erwärmung des
Absorbers, die für die Wärmeabführung an den
kalten Nachthimmel genutzt werden, lässt sich
reduzieren, indem man sie mit speziellen Folien
mit einer hohe Transmission im fernen Infrarotbereich (z. B. PE-Folien) abdeckt.
Durch Folien lassen sich künftig außerdem
möglicherweise schaltbare thermische Kollektoren ausbilden. Durch temporäres Anlegen
der Folien auf den Absorber kann die Wärmedämmung deaktiviert werden, und aufgrund
der hohen Oberflächenemissivität der Folie
kommt es zu der oben beschriebenen Lunakollektorwirkung. Das Anlegen und damit verbun-
C 6.46
dene Abschalten der Wärmedämmwirkung
kann auch zur Reduktion der Stagnationstemperatur (Stillstandstemperatur) des Kollektors
genutzt werden.
Photovoltaik
Kunststoffe spielen im Bereich der Photovoltaik
an diversen Stellen eine Rolle. Bereits seit den
1990er-Jahren experimentierte man mit der
Applikation von kristallinen Solarzellen auf polymeren Kunststoffen, vor allem PMMA und PC
(Abb. C 6.46). Neben der Nutzung als Verbindungsschichten (Glas-Solarzelle und Solarzelle-Backsheet) – meist EVA (Ethylene Vinyl
Acetate) – werden Polymere auch heute als
Oberflächenmaterial und als Trägerschicht
(Substrat) der Solarzellen eingesetzt. Durch
die Kombination von Polymeren mit PV-Dünnschichtzellen entstehen flexible Module, die
ganz neue Anwendungen ermöglichen (Abb.
C 6.48 – C 6.51). So lässt sich Photovoltaik in
frei tragende Folien- und Membrankonstruktionen integrieren – entweder mechanisch auf der
Membranlage befestigt, in spezielle Folientaschen geschoben oder durch Laminieren
flächig mit dem Membranmaterial verbunden.
Bisher stellt die Photovoltaik selbst einen hohen
Kostenfaktor dar, der die Applikation auf entsprechend langlebigen Substratmaterialien
erfordert, um die Amortisation der investierten
Mittel nicht zu gefährden. Daher sind hierfür
vorrangig strapazierfähige, widerstandsfähige
Fluorpolymer-basierte Werkstoffe wie ETFEFolien und Glas-PTFE interessant. In Dächern
oder Fassaden können membranintegrierte
PV-Module ohne zusätzliche Unterkonstruktion
zum Einsatz kommen. Sie liefern in diesem Fall
nicht nur Elektrizität, sondern sorgen auch für
die ohnehin oft unerlässliche Verschattung
(Abb. C 6.48). Die dadurch begrenzte solare
Erwärmung des Gebäudeinneren im Sommer
reduziert zudem Kühllasten und Energieverbrauch.
Abb. C 6.47 zeigt Herstellungsvarianten für PVModule, die in ETFE-Folien durch Einlaminieren
integriert werden können und daher bei der
Konfektionierung und dem Zuschnitt berücksichtigt werden müssen (links) bzw. die als Module gefertigt und dann linear auf textilen Materialien aufgebracht werden (rechts). Eine Er-
C 6.44
C 6.45
C 6.46
C 6.47
C 6.48
C 6.49
C 6.50
C 6.51
nicht abgedeckter Absorber
(»Schwimmbadkollektor«)
Fotomontage eines lichtdurchlässigen thermischen Kunststoffabsorbers, Fraunhofer-Institut
für Solare Energiesysteme ISE
Solarmodule mit Kunststoffplatten als Trägermaterial (PC oder PMMA)
Herstellungsverfahren für PV-Module für den
Einsatz in ETFE-Folien und Geweben
Flexible PV-Module (a-Si), integriert in die Oberlage eines ETFE-Folienkissens
»GROW«, Prototyp einer Dünnschicht-PV in
Verbindung mit piezoelektrischen Generatoren,
eingebettet in ETFE-Folie
Labormuster eines flexiblen PV-Modules (a-Si),
appliziert auf Glas-PTFE
Prototyp eines Dünnschicht-PV-Streifens in
einem textilen Gewebematerial
tragsprognose für eine membranintegrierten PV
ist im Vergleich zu konventionellen Anwendungen weitaus komplexer: Die Geometrie der unterschiedlichen Dach- oder Fassadenstrukturen
ändert sich von Projekt zu Projekt und erfordert
immer wieder neue Dimensionierungen und
Anordnungen der Module. Innerhalb eines Projekts und sogar innerhalb der Module selbst
kann die Ausrichtung der einzelnen Photovoltaikelemente zur Sonne variieren. Die Form der
Membranen – bestimmt durch Gebäudegeometrie, Unterkonstruktion und Lasten – ist auch
für die Geometrie der Photovoltaik ausschlaggeben. Komplexe, dreidimensionale Formen
erschweren zudem die Abschätzung möglicher
Verschattungseffekte.
Derzeit befinden sich weitere PV-Technologien
in der Entwicklung, die beispielsweise auf organischen Materialien basieren und in Zukunft
möglicherweise eine deutlich umfassendere Integration in textile Materialien erlauben werden
(Abb. C 6.51).
✁
Erweiterte bauphysikalische und engergetische Aspekte
Solarzellenfolie
Laminierung von angepassten Modulen
mit tragender ETFE-Folie
Fertigung von Standardmodulen verschiedener Länge
Konfektionierung der ETFE-Module
gemäß Zuschnittsplan
Applikation der Module
auf konfektionierter Gewebelage
C 6.47
Windkraft
Die Rotorblätter großer Windkraftanlagen sind
neben dem Flugzeug- und Schiffsbau eine
Hauptanwendung für Kunststoff-Faserverbundmaterialien. In Bezug auf den Bausektor könnte
sich den Kunststoffen in Zukunft ein weiterer
Anwendungsbereich auf dem Gebiet von
gebäudeintegrierten Mikrowindkraftanlagen
erschließen. Hier gibt es erste Ansätze und
Untersuchungen.
C 6.48
C 6.50
C 6.49
C 6.51
Anmerkungen:
[1] Williams, David R.: Sun Fact Sheet, Greenbelt 2004
(http://nssdc.gsfc.nasa.gov/planetary/factsheet/
sunfact.html, 16.08.2010)
123
Umweltwirkungen von
Kunststoffen
Joost Hartwig, Martin Zeumer
C 7.1
Im Gebäudebetrieb steigen die Ansprüche an
Effizienz stetig an. Damit treten auch Energieaufwendungen und Umweltwirkungen aus Produktion und Entsorgung der verwendeten Materialien immer stärker in den Vordergrund. Planungsentscheidungen wirken hierbei weit in
eine Zukunft mit knapper werdenden Ressourcen hinein. Während andere produzierende Industriezweige in der Vergangenheit schon
deutliche Effizienzsteigerungen erlebt haben,
steht diese Entwicklung in der Bauwirtschaft
noch weitgehend aus: Materialeffizienz und Rationalisierungsgrad sind gering, die Recyclingrate niedrig.
Die Kunststoffindustrie nimmt hier eine Vorreiterrolle ein. So konnten in der energieintensiven
Produktion von Kunststoffen bereits teilweise
Effizienzsteigerungen verzeichnet werden.
Trotzdem oder besonders deshalb sind Kunststoffe eine heterogen diskutierte Materialgruppe: Einerseits haben Kunststoffe einen massebezogen, hohen Primärenergieinhalt. Emissionen aus dem Material können außerdem Gefahren für Umwelt und Nutzer darstellen. Anderseits bieten sich Einsparungspotenziale
durch materialeffiziente Konstruktionen. Die
Nutzung von Kunststoffprodukten vermag die
Betriebsenergie deutlich zu senken, wobei Zuschläge die individuelle Anpassung an projektspezifische Gegebenheiten ermöglichen.
Die Ökobilanzierung kann hierbei als Bewertungskriterium maßgeblich zur Versachlichung
der Kunststoff-Diskussion beitragen.
Ökobilanzierung
C 7.1
C 7.2
C 7.3
C 7.4
124
Umweltwahrnehmung im mobilen Aktionsraum,
Berlin (D) 2009, raumlabor berlin
Ablauf und Phasen einer Ökobilanzierung
verfügbare Product Category Rules (PCR),
Stand 8 /2010
Beispiele für Labels einer Umweltkennzeichnung
bzw. Umweltdeklaration
Mit der Methodik der Ökobilanz wurde Ende
des letzten Jahrhunderts der Grundstein für
eine transparente Bewertung der komplexen
Umweltwirkungen von Produkten und Prozessen gelegt. Dies macht sie unter einem umfassenden Betrachtungswinkel bewertbar und planungsrelevant.
Eine Ökobilanz analysiert den Lebensweg
eines Produkts, das eine oder mehrere Funktionen haben kann. Dazu betrachtet man die Lebensstadien Rohstoffgewinnung, Herstellung,
Verarbeitung und Transport, gegebenenfalls
auch Gebrauch, Nachnutzung und Entsorgung.
Unterschieden wird unter anderem zwischen
»Cradle-to-Grave«-Betrachtungen, die den
gesamten Lebenszyklus »von der Wiege bis
zur Bahre« eines Produkts untersuchen und
»Cradle-to-Gate«-Betrachtungen, bei denen
nur die Herstellung des Produkts »von der
Wiege bis zum Werkstor des Herstellers« bewertet wird. DIN EN ISO 14 040 beschreibt das
Ökobilanzverfahren. Eine Ökobilanz umfasst
dabei vier Teile: Festlegung von Ziel und Untersuchungsrahmen, Sachbilanz, Wirkungsabschätzung und Auswertung (Abb. C 7.2).
Ziel und Untersuchungsrahmen
Zunächst wird das zu untersuchende Produkt
und seine Funktion (funktionelle Einheit) beschrieben. Die Festlegung der Systemgrenze
definiert, welche Prozesse zur Ökobilanz des
Produkts gehören bzw. welche nicht. Im Idealfall sind In- und Outputs in das Produktsystem
Elementarflüsse – nicht weiter trennbare Stoffe –,
d. h. chemische Elemente und Verbindungen,
die aus der Natur entnommen werden (Inputs)
und Elemente, die in die Natur abgegeben werden (Outputs). Die Grenzen der Bilanzierung
des Produktsystems, sogenannte Abschneidekriterien, werden üblicherweise bei 1 % Stoffmasse, Primärenergieverbrauch und Umweltrelevanz angesetzt. [1] Dabei darf die Summe der
vernachlässigten Stoffmassen insgesamt maximal 5 % betragen. [2] Ökologisch bedenkliche
Stoffe (z. B. Weichmacher in Kunststoffen) sind
auf jeden Fall zu berücksichtigen.
Sachbilanz
Die Sachbilanz erfasst und quantifiziert die für
das Produktsystem relevanten Stoff- und Energieumwandlungsprozesse unter Berücksichtigung der Systemgrenze und der Abschneidekriterien. Einbezogen werden Energie-, Rohstoff- und Betriebsstoffinputs, Produkte, Koppelprodukte (Produktesysteme mit mehr als
einem Endprodukt) und Abfälle sowie Emissionen in Luft, Wasser und Boden.
Wirkungsabschätzung
Die Wirkungsabschätzung ermittelt, welchen
Einfluss die Sachbilanzergebnisse auf definierte potenzielle Umweltwirkungen haben. Zu diesem Zweck werden die Ergebnisse der Sach-
Umweltwirkungen von Kunststoffen
Rahmen einer Ökobilanz
verfügbare Product Category Rules (PCR)
Baumetalle
Kalksandstein
Festlegung der
Ziele und des
Untersuchungsrahmens
Sachbilanz
Baustähle
Dachsteine
Dachziegel
Dispersionsklebstoffe
und -vorstriche
Dübel aus Kunststoff
und Metall
Faserzement
Floor coverings
Gipsplatten
Glasarmierungsgitter
Glaswand- und
Glasdeckenbelag
Holzwerkstoffe
Holzzement
Auswertung
Wirkungsabschätzung
Leichtbeton
Leichtzuschlag
Metall-Installationsrohre
mineralische
Dämmstoffe
mineralische
Werkmörtel
Mineralplatten
Porenbeton
Schaumkunststoffe
Schichtpressstoffe
Vollholzprodukte
Wärmedämmverbundsysteme
Ziegel
C 7.2
C 7.3
bilanz mit Wirkungskategorien verknüpft. Diese
beschreiben jeweils eine potenzielle Umweltwirkung (z. B. Treibhauspotenzial) und werden
mittels sogenannter Stoffäquivalenten (z. B.
CO2-Beitrag zum Treibhauseffekt) dargestellt.
Alle Stoffströme der Sachbilanz mit Beitrag zu
einer Wirkungskategorie werden mithilfe festgelegter Faktoren in das jeweilige Stoffäquivalent
umgerechnet und zusammengefasst. Auf diese
Weise lässt sich eine hohe Zahl von Emissionen mit wenigen potenziellen Umweltwirkungen
beschreiben. Welche potenziellen Umweltwirkungen darzustellen sind, wird jedoch nicht
durch allgemeingültige Vorgaben geregelt.
Daher müssen die für die Umweltauswirkungen des Produkts maßgeblichen Wirkungskategorien im Einzelfall ausgewählt werden. Im Gebäudebereich werden üblicherweise folgende
Wirkungskategorien betrachtet:
• Treibhauspotenzial (global warming potential
– GWP 100) [kg CO2-Äq.]
Das Treibhauspotenzial beschreibt den Beitrag eines Stoffs zum anthropogenen Treibhauseffekt.
• Ozonabbaupotenzial in der Stratosphäre
(ozone depletion potential – ODP)
[kg R 11-Äq.]
Als Ozonabbau bezeichnet man die Verringerung der Ozonschicht vor allem über der Antarktis (antarktisches Ozonloch), aber auch
anderen Teilen der Erde. Verursacht wird die
Zerstörung der Ozonschicht vor allem durch
halogenierte Kohlenwasserstoffe, wie z. B.
Fluorchlorkohlenwasserstoff (FCKW).
• Versauerungspotenzial (acidification potential
– AP) [kg SO2-Äq.]
Zur Versauerung tragen hauptsächlich die
Emissionen aus der Verbrennung schwefelhaltiger fossiler Brennstoffe wie Kohle und Öl
bei, die zusammen mit Wasser Säuren bilden,
sowie Stickoxide, die ebenfalls bei Verbrennungsprozessen freigesetzt werden.
• photochemisches Oxidantienbildungspotenzial (photochemical ozone creation potential –
POCP) [kg C2H4-Äq.]
Die zur photochemsichen Oxidantienbildung
beitragenden Emissionen werden vor allem
vom Autoverkehr (Stickoxide, Kohlenwasserstoffe) und Industrieanlagen (Kohlenwasserstoffe) freigesetzt.
• Eutrophierungspotenzial (eutrophication – EP)
[kg PO-Äq.]
Zur Überdüngung bzw. Eutrophierung tragen
hauptsächlich Phosphor und Stickstoff beispielsweise aus Düngemitteln oder Haushalts- und Industrieabwässern bei.
• Primärenergieinhalt (primary energy intensity
– PEI) [MJ]
Der Primärenergieinhalt eines Baustoffs beschreibt den zur Herstellung, Nutzung und
Entsorgung des Materials notwendigen Aufwand an Energieträgern (Ressourcen). Dabei
wird zwischen nicht erneuerbarer (z. B. Erdöl,
Erdgas, Kohle, Uran) und erneuerbarer Primärenergie (z. B. Strom aus Windkraft) unterschieden. Im Gegensatz zu den zuvor beschriebenen, aus den Emissionen der Materialnutzung resultierenden Umweltwirkungen
(Output bezogen) handelt es sich beim Primärenergieverbrauch um eine Input bezogene Wirkungskategorie, also eine Umweltwirkung, die durch den Verbrauch von begrenzt
vorhandenen Ressourcen (in diesem Fall
energetischen) verursacht wird.
Auswertung
Die Auswertung erfolgt auf Basis der Ergebnisse von Sachbilanz und Wirkungsabschätzung.
Aus diesen werden Schlussfolgerungen und
Empfehlungen für die Produktnutzung abgeleitet und in einem Bericht zusammengefasst. Der
Bericht und die zugrunde liegende Bilanz kann
einer unabhängigen Gruppe von Experten zur
kritischen Prüfung vorgelegt werden. Dies ist
zwingend erforderlich, wenn vergleichende
Aussagen etwa zu Konkurrenzprodukten gemacht werden oder die Studie zur Veröffentlichung vorgesehen ist.
C 7.4
Umweltdeklarationen kommuniziert. Nicht nur
für das Bauwesen wurden hierzu verschiedene
Gütesiegel und Kennzeichnungssysteme eingeführt (Abb. C 7.4). Die Normenreihe ISO
14 020 behandelt drei grundlegend unterschiedliche Typen von Kennzeichnungssystemen. Die Teilnahme an einem solchen Kennzeichnungssystem ist für die Hersteller freiwillig, unterliegt jedoch teilweise starken Reglementierungen.
Umweltkennzeichnungen Typ I
Umweltkennzeichnungen Typ I weisen Produkte mit einer besonders guten Umweltleistung
innerhalb derselben Produktgruppe aus. Dabei
muss ein Produkt spezifische Grenzwerte
einhalten, um im Produktgruppendurchschnitt
als deutlich umweltfreundlicher zu gelten.
Die Grenzwerte werden regelmäßig angepasst, sodass immer nur ein bestimmter
Prozentsatz der Produkte einer Produktgruppe
als »Best in class« das Gütesiegel trägt. Das
Einhalten der Grenzwerte wird durch Messungen nachgewiesen, die von unabhängigen
Dritten bestätigt werden. Eine bekannte Umweltkennzeichnung Typ I ist der Blaue Engel.
Außerdem gibt es beispielsweise das FSC
(Forest Stewardship Council)-Siegel für Holzprodukte oder das »Europäische Umweltzeichen – Euroblume«.
Umweltkennzeichnungen Typ II
Umweltkennzeichnungen Typ II sind Beschreibungen der Umwelteigenschaften eines Produkts, die vom Hersteller eigenverantwortlich
herausgegeben werden. Die Deklarationen
müssen die Einschränkungen nach DIN 14 021
berücksichtigen, aber nicht von unabhängigen
Dritten geprüft werden.
Quellen für Ökobilanzdaten von Bauprodukten
Das Erstellen von Produktökobilanzen ist ein
aufwendiger Prozess, der in der Regel von
spezialisierten Anbietern für die Produkthersteller durchgeführt wird. Die Datensätze werden
in der Regel für verschiedene, öffentlich zugängliche Datenquellen aufbereitet und gesammelt. Hier stehen sie dem Planer in normierter Form zur Verfügung.
Die Umwelteigenschaften eines Produkts werden dabei als Umweltkennzeichnungen bzw.
Typ III Umweltdeklarationen
In Typ III Umweltdeklarationen, auch Environmental Product Declarations (EPD) genannt,
werden die Umweltwirkungen von Produkten
systematisch und ausführlich beschrieben. Die
Informationen umfassen alle potenziellen Umweltwirkungen eines Produkts, ohne tatsächlich
eine Bewertung vorzunehmen. Vielmehr bieten
Typ III Deklarationen dem Nutzer eine Entscheidungsgrundlage für eine Bewertung nach
125
250
eigenen Maßstäben. Grundlage ist eine Ökobilanzierung des Produkts. Zusätzlich werden
weitere produktspezifische Indikatoren (z. B.
Innenraumluftbelastung) erfasst. Bei dieser
Deklarationsart wird nicht das einzelne Messergebnis durch unabhängige Dritte geprüft,
sondern ob die Regeln (Product Category
Rules – PCR) für die gleichwertige Beschreibung innerhalb der Produktgruppe eingehalten
werden (Abb. C 7.3, S. 125). In Deutschland
wird die Erstellung von Umweltdeklarationen
Typ III vom Institut Bauen und Umwelt (IBU) und
dem Bundesministerium für Verkehr, Bau und
Stadtentwicklung (BMVBS) koordiniert. Das IBU
betreut dabei die Erarbeitung von PCRs für einzelne Produktgruppen und weist diese aus. [3]
200
150
100
50
Glas
Metalle
Beton und
Betonsteine
Natursteine
Holz und
Holzwerkstoffe
0
Kunststoffe
C 7.5 primärenergetische Spannbreiten einzelner Materialgruppen pro Materialmasse [kg]
C 7.6 primärenergetischer Vergleich von Bauteilen
(nach Werten der Datenbank ökobaudat, Cradle
to grave, Herstellung und Entsorgung, Deutschland 2009)
a Gegenüberstellung von Biegeträgern aus Stahl
und GFK bei gleicher Verformung und Momententragfähigkeit
b Gegenüberstellung von liegenden, transparenten Bedachungen aus Isolierglas und PCStegplatten bei gleicher Tragfähigkeit und
gleichem U-Wert
C 7.7 Ökobilanzkennwerte von Kunststoffprodukten
nach funktioneller Einheit
Primärenergieinhalt (PEI) [MJ]
Umweltwirkungen von Kunststoffen
C 7.5
Datenbanken
Stahlträger
IPE 200
PEI nicht ern.
GWP
ODP
AP
EP
POCP
gleiche Verformung
PEI nicht ern.
GWP
ODP
AP
EP
POCP
gleiche
Momententragfähigkeit
a
[MJ]
[kg CO2-Äq.]
[kg R11-Äq.]
[kg SO2-Äq.]
[kg PO4-Äq.]
[kg Ethen-Äq.]
[MJ]
[kg CO2-Äq.]
[kg R11-Äq.]
[kg SO2-Äq.]
[kg PO4-Äq.]
[kg Ethen-Äq.]
gleiche Tragfähigkeit
2,2 m
2,2 m
PEI nicht ern.
GWP
ODP
AP
EP
POCP
[MJ]
[kg CO2-Äq.]
[kg R11-Äq.]
[kg SO2-Äq.]
[kg PO4-Äq.]
[kg Ethen-Äq.]
gleicher
U-Wert (1,3 W/m2K)
b
PEI nicht ern.
GWP
ODP
AP
EP
POCP
[MJ]
[kg CO2-Äq.]
[kg R11-Äq.]
[kg SO2-Äq.]
[kg PO4-Äq.]
[kg Ethen-Äq.]
g = 0,224 kN /m2
Kunststoffträger
GFK, pultrudiert
IPE 360
g = 0,227 kN /m2
421,30
47,98
1,32 · 10-6
0,14
0,0135
0,0214
1038,62
161,17
2,36 · 10-6
3,18
0,0427
0,0906
Stahlträger
IPE 360
g = 0,571 kN /m
Kunststoffträger
GFK, pultrudiert
IPE 360
g = 0,227 kN /m
1073,94
122,31
3,35 · 10-6
0,356
0,0343
0,0545
1038,62
161,17
2,36 · 10-6
3,18
0,0427
0,0906
Isolierglasscheibe
g = 0,20 kN/m2
PC-Stegplatte
g = 0,028 kN/m2
432,00
37,50
0,838 · 10-6
0,16
0,0200
0,01
431,20
21,98
1,40 · 10-6
0,04
0,0048
0,01
Isolierglasscheibe
g = 0,20 kN /m2
PC-Stegplatte
g = 0,034 kN /m2
432,00
37,50
0,838 · 10-6
0,1620
0,0244
0,0108
523,60
26,69
1,70 · 10-6
0,0047
0,0058
0,0068
PEI nicht ern.: Primärenergiegehalt aus nicht erneuerbaren Energien, GWP: Treibhauspotenzial, ODP: Ozonzerstörungspotenzial, AP: Versauerungspotenzial, EP: Überdüngungspotenzial, POCP: photochemisches Oxidantenpotenzial
C 7.6
126
Im Internet sind verschiedene Datenbanken
verfügbar, in denen eine sehr große Zahl von
Ökobilanzdatensätzen zur Verfügung steht.
Die Datenbank Ökobau.dat wurde vom BMVBS
im Rahmen der Entwicklung des Deutschen
Gütesiegels für Nachhaltiges Bauen (DGNB)
veröffentlicht und ist speziell auf die Bilanzierung im Gebäudesektor ausgelegt. Die Datenbank basiert, soweit vorhanden, auf konkreten
Produktökobilanzdaten einzelner Hersteller
oder auf Durchschnittsdatensätzen für einzelne
Produktgruppen. Mit zunehmender Verbreitung
konkreter Umweltproduktdeklarationen werden
diese die Durchschnittsdatensätze ersetzen.
Bisher ist die Datenbank auf etwa 800 Datensätze angelegt und damit die umfassendste
frei zugängliche Datenbank in Deutschland.
Ökobau.dat ist auf der Internetseite des
BMVBS verfügbar. Die Anbindung an das
IBU garantiert eine ständige Aktualisierung
der Datensätze.
Die Europäische Union veröffentlicht über die
European Platform on Life Cycle Assessment
(ELCD) auf eigenen Internetseiten Datensätze
auf Sachbilanzebene und Hintergrundinformationen zu Produktökobilanzen. Auch wenn die
Datenbank laufend ergänzt wird, ist bei der
Verwendung zu beachten, dass bestimmte Datensätze teilweise über zehn Jahre alt sein können und unterschiedliche regionale Bezugsgrößen (Deutschland, Europa) haben, was deutliche Unterschiede der Ergebnisse nach sich
ziehen kann.
Neben öffentlich zugänglichen Datenbanken
sind einige Datensätze nur von kommerziellen
Anbietern verfügbar. Solche teilweise ebenso
baubegleitend beratende Unternehmen können auch Ökobilanzen erstellen, wenn kein
Datensatz in einer öffentlichen Datenbank existiert. Nicht zuletzt aus Kostengründen wird dies
jedoch im Planungsprozess die Ausnahme
bleiben.
Datenlage bei Kunststoffen
Die Kunststoffindustrie hat bereits Mitte der
1990er-Jahre über ihren Branchenverband
Plastics Europe sogenannte Ökoprofile für eine
ganze Reihe von Vorprodukten und Produkten
aus verschiedenen Kunststoffen veröffentlicht.
Umweltwirkungen von Kunststoffen
Massivplatten (1 m2)
PVC
Dicke
Gewicht
Primärenergie
(nicht ern.)
Primärenergie
(ern.)
Treibhauspotenzial
(GWP)
Ozonabbaupotenzial
(ODP)
VersaueEutrophiebodennahe LebensrungsrungsOzonbildung dauer
potenzial (AP) potenzial (EP)
(POCP)
[mm]
[kg]
[MJ]
[MJ]
[kg CO2-Äq.]
[kg R11-Äq.]
[kg SO2-Äq.]
[kg PO4-Äq.]
[kg EthenÄq.]
[a]
10
12,2
961,36
15,62
42,21
3,25 · 10-6
0,0760
0,00754
0,02050
30 – 50
-6
UP
10
20 ,0
1820,00
17,00
89,80
3,42 · 10
0,1620
0,02600
0,02340
32 – 50
PC
10
12,0
1848,00
28,92
94,20
6,01 · 10-6
0,1656
0,02040
0,02388
33 – 50
PMMA (extrudiert)
10
11,9
1654,10
18,09
79,73
3,83 · 10-6
0,2106
0,01880
0,03987
34 – 50
Glas
10
25,0
350,00
2,00
22,00
7,08 · 10-7
0,1602
0,02250
0,01325
35 – 50
2
Stegplatten (1 m )
Wärmedurchgangskoeffizient
[W/m2K]
PVC (d =16 mm)
2,7
2,8
220,64
3,58
9,69
7,45 · 10-7
0,0174
0,00173
0,00470
30 – 50
PC (d =16 mm)
2,4
2,8
431,20
6,75
21,98
1,40 · 10-6
0,0386
0,00476
0,00557
30 – 50
-6
PMMA (extrudiert,
d =16 mm)
2,5
5,0
695,00
7,60
33,50
1,61 · 10
0,0885
0,00790
0,01675
30 – 50
U-Glas (doppelschalig,
d =16 mm)
2,8
36,4
509,60
2,91
32,03
1,03 · 10-6
0,2333
0,03276
0,01929
40 – 70
Dämmplatten (1 m2)
Wärmedurchgangskoeffizient
[W/m2K]
XPS (d = 14 cm)
0,25
3,5
404,74
3,51
13,12
7,55 · 10-7
0,0293
0,00298
0,01287
25 – 45
EPS (d = 14 cm)
0,25
2,1
191,66
0,90
6,41
1,97 · 10-7
0,0136
0,00147
0,00220
25 – 45
PUR (d = 10 cm)
0,25
3,0
304,00
4,93
14,73
2,41 · 10-7
0,0467
0,00479
0,00780
25 – 45
Holzfaserplatte (d = 16 cm)
0,24
22,4
717,47
582,56
2,24
7,24 · 10-7
0,0970
0,01319
0,01044
25 – 45
Abdichtungsfolien
(1 m2)
Fläche
[m2]
PE-Unterspannbahn
(gewebeverstärkt)
1
0,14
12,99
0,21
0,65
2,18 · 10-8
0,0017
0,00020
0,00034
n.e.
PP-Unterspannbahn
1
0,13
11,23
0,16
0,44
1,30 · 10-8
0,0011
0,00015
0,00015
n.e.
-7
PVC-Dachbahn mit
Glasflies (d = 1,8 mm)
1
2,30
226,55
5,08
13,55
4,00 · 10
0,0455
0,00453
0,00644
20 – 40
EVA-Dachbahn
(d = 1,5 mm)
1
1,87
184,38
1,71
6,55
3,50 · 10-7
0,0114
0,00106
0,00337
30
EPDM-Dachfolie
(d = 1,1 mm)
1
1,40
162,40
1,00
6,16
1,75 · 10-7
0,0104
0,00112
0,00342
50
Bitumen-Dichtungsbahn
(d = 4 mm)
1
4,70
165,91
0,69
2,27
1,13 · 10-7
0,0097
0,00084
0,00146
20 – 40
Rohre (pro m)
Durchmesser
(DN)
PVC-Abwasserrohr
100 mm
1,620
109,19
1,63
5,83
n.e.
0,0251
0,00212
0,00211
35
PE-Abwasserohr
100 mm
1,430
136,71
1,52
4,34
3,12 · 10-7
0,0085
0,00077
0,00159
35
PP-Abwasserrohr
100 mm
0,938
85,55
0,82
2,68
1,68 · 10-7
0,0052
0,00047
0,00088
35
Edelstahl-Abwasserrohr
100 mm
2,850
193,52
24,11
14,43
1,22 · 10-6
0,0804
0,03734
0,00476
40
PVC-Trinkwasserleitung
1"
0,220
14,83
0,22
0,79
n.e.
0,0034
0,00029
0,00029
25 – 40
PE-Trinkwasserleitung
1"
0,167
15,97
0,18
0,51
3,64 · 10-8
0,0010
0,00009
0,00019
25 – 40
PP-Trinkwasserleitung
1"
0,246
22,44
0,22
0,70
4,40 · 10-8
0,0014
0,00012
0,00023
26 – 40
Kupferrohr
1"
0,756
21,47
1,23
1,48
1,85 · 10-7
0,0078
0,00076
0,00059
27 – 40
Bodenbeläge (1 m2)
Fläche
[m2]
PVC
1
111,00
1,83
5,48
4,17 · 10-7
0,0201
0,00155
0,00393
15 – 25
Linoleum
1
89,90
57,90
0,74
6,43 · 10-7
0,0532
0,01050
0,00280
15 – 25
-27,00
0,40
0,81
-6,50 · 10-8
0,0010
0,00010
0,00010
–
Entsorgung
Verbrennung Kunststoff in
Müllverbrennungsanlage
–
1
Ökobilanzen für funktionelle Einheiten nach Werten der Datenbank ökobaudat 2009 (Cradle to gate. Deutschland 2009). Zusätzlich Entsorgungsdatensatz zur eigenen Berechnung.
C 7.7
127
Umweltwirkungen von Kunststoffen
kompakt,
8 Einheiten
nicht kompakt,
8 Einheiten
30% Zunahme
Leichtbau
20 kWh / m2EBFa
19% Zunahme
15 % Zunahme
Massivbau
26kWh/m2EBFa
23 kWh / m2EBFa
Die Methode der Ökoprofile basiert ebenso wie
die Ökobilanzen auf DIN EN ISO 14 040. Dabei
handelt es sich um Durchschnittsdatensätze
auf Sachbilanzebene, die unter Einbeziehung
der jeweiligen Produzenten erstellt wurden. Die
Datensätze stehen über die ELCD-Datenbank
der Europäischen Union zur Verfügung. Aktuell
werden die Daten überarbeitet und die Darstellung an das EPD-Format angepasst.
Vergleich mit Ökobilanzdaten
31 kWh / m2EBFa
35% Zunahme
C 7.8
C 7.8
Vergleich der grauen Energie von Leichtbauten
(Holzsystembau) und Massivbauten (Mauerwerks- und Betonbau) bei kompakter und nicht
kompakter Bauweise
C 7.9
konstruktive Optimierung des Tragsystems einer
Gebäudehülle, Oval am Baseler Platz, Frankfurt
am Main (D) 2004, Albert Speer & Partner
C 7.10 Fassadenhaut der Unilever Hauptzentrale,
Hamburg (D) 2009, Behnisch Architekten
C 7.11 Verwaltungs- und Betriebsgebäudes der Remscheider Entsorgungsbetriebe, Remscheid (D)
2006, Architektur Contor Müller Schlüter
a Ökobilanzen der Fassade
b konstruktive Optimierung der Gebäudehülle
durch Stegplatten
C 7.9
Aufgrund unterschiedlicher physikalischer Eigenschaften von Produkten ist ein Vergleich
über die Masse oder das Volumen in der Regel
nicht aussagekräftig. Im Rahmen einer ganzheitlichen Planung ist für Architekten und Ingenieure vor allem der Vergleich von bauphysikalisch gleichwertigen Konstruktionen von Interesse, die deutliche ökologische Unterschiede
ausweisen können. Dieser Vergleich muss analog zu der in DIN EN ISO 14 040 beschriebenen
Ökobilanzmethodik auf der Grundlage einer
funktionellen Einheit erfolgen, beispielsweise
1 m2 Außenwand mit gleichem U-Wert oder ein
Rohr von 1 m Länge. Abb. C 7.7 (S. 127) zeigt
Ökobilanzen unterschiedlicher Kunststoffe
nach Anwendungsgebiet und funktionellen Einheiten. Dabei sind Textilien für den Membranbau bewusst nicht aufgenommen, da hier aktuell noch keine belastbaren Ökobilanzen öffentlich verfügbar sind (Stand Mai 2010).
Ökobilanzen und Nachhaltigkeitszertifizierung
Letztlich ist in der Architektur das Gebäude die
übergeordnete funktionelle Einheit. Um diese
Gesamtleistung zu fassen, werden seit Anfang
der 1990er-Jahre weltweit Bewertungssysteme
mit länderspezifischen Schwerpunkten zur
Kennzeichnung der Nachhaltigkeit von Gebäuden entwickelt. Zu den meistverbreiteten Systemen gehören LEED (Leadership in Energy and
Environmental Design) aus den USA und
BREEAM (BRE Environmental Assessment Method) aus Großbritannien. Die Umweltwirkungen von Baustoffen gehen dabei in jedem System in die Bewertung ein, jedoch mitunter auf
unterschiedliche Art und Weise.
Das Deutsche Gütesiegel Nachhaltiges Bauen
(DGNB), in den Jahren 2007 und 2008 entstanden, schreibt als eines der ersten Zertifizierungssysteme vor, den gesamten Lebenszyklus eines Gebäudes unter anderem in Form
einer Gebäudeökobilanz zu betrachten. Grundlage für die Gebäudeökobilanz im deutschen
Gütesiegel bilden die EPDs der einzelnen Bauprodukte. Die Umweltwirkung der Gebäudekonstruktion und damit auch die Ökobilanzierung von Bauprodukten rücken dadurch in den
Fokus von Planern, Nutzern und Investoren.
Beeinflussung der Ökobilanz im Lebenszyklus von Kunststoffen
Kunststoffe verfügen im Verhältnis zu vielen
anderen bauüblichen Materialien bezogen
auf ihr Gewicht über hohe Umweltwirkungen
C 7.10
128
(Abb. C 7.5, S. 126). Diese Werte relativieren
sich jedoch häufig, wenn sie auf eine funktionelle Einheit bezogen werden (Abb. C 7.7,
S. 127).
Ein Vergleich von Glas und Kunststoff in einer
Fassade (Bezugsgröße 1 m2) zeigt, dass eine
Stegplattenfassade im Vergleich zur Glasfassade sogar geringere Umweltwirkungen aufweisen kann (Abb. C 7.6, S. 126). Dies liegt insbesondere an den unterschiedlichen Materialmassen. Allerdings sind bei solchen Gegenüberstellungen die entsprechenden Materialleistungen, z. B. in Ausblick und Durchsicht,
nicht immer absolut vergleichbar. Gleichzeitig
bieten sie ggf. auch Hinweise auf eine materialgerechte Planung und Gestaltung. Kunststoffe
können im Verhältnis zu vielen anderen Materialien ähnliche Leistungen bei geringerem Gewicht erzielen. Dies schlägt sich grundsätzlich
positiv auf die jeweilige Ökobilanz nieder.
Als übergeordnetes Ziel in der Gebäudeplanung lässt sich laut Untersuchungen zum
Thema Umweltwirkungen die Materialminimierung feststellen (Abb. C 7.8). [4] Diese kann
jedoch auf unterschiedliche Art und Weise
durch Parameter wie konstruktive Intelligenz,
Funktionsintegration oder Leistungsanpassung
des Kunststoffs erreicht werden. Dabei ist es
bei jedem Projekt erneut notwendig, den Betrachtungsrahmen in Abhängigkeit zu Tragstruktur und der funktionalen Leistung bewusst
zu wählen.
Konstruktive Intelligenz
Konstruktive Intelligenz basiert auf einer technischen und statischen Betrachtung der Bauaufgabe. Dabei rücken z. B. folgende Aspekte in
den Blickpunkt:
• Tragsystem
• Material des Tragsystems
• Fügetechnik
• Eigenlast
Über diese Aspekte lässt sich auf unterschiedlichen Ebenen die architektonische Materialminimierung erschließen.
Konstruktiv optimierte Produktsysteme
Zunächst kann für eine Bauaufgabe ein selbst
konstruktiv optimiertes Produkt eingesetzt werden. Am Beispiel einer Fassade aus Stegplatten (Stegplatte mit geklemmter, linienhafter
Lagerung auf metallischer Unterkonstruktion)
lassen sich dabei die Zusammenhänge erläutern: Die Platte erzeugt grob geschätzt 40 %
der Umweltwirkungen der funktionellen Einheit
(D) und bestimmt damit als Produkt in der
Regel die Ökobilanz. Kann die Kunststoffplatte
selbst statische Leistungen übernehmen und
bedarf es keiner weiteren tragenden Unterkonstruktion, reduzieren sich die Umweltwirkungen
der funktionellen Einheit. In der Regel gilt dies
auch dann, wenn die Plattenstärke für die statische Leistungserbringung vergrößert werden
muss. Dieser Vorteil wirkt besonders bei Flächen über mehrere Geschosse und wird technisch begrenzt durch die maximal frei tragende
Treibhauspotenzial (kg CO2-Äq./Gesamtmaßnahme)
Umweltwirkungen von Kunststoffen
50 000
40 000
44 773 kg
149 %
40 385 kg
134 %
35 752 kg
119 %
30 082 kg
100 %
30 000
20 000
10 000
0
Masse:
Profilglas
Polycarbonat
PMMA
GFK (Epoxidharz)
19 468 kg
3634 kg
3677 kg
6421 kg
a
Spannweite der Platte.
Eine umweltwirkungsbezogene Optimierungsebene entsteht durch den konstruktiven Aufwand für Anschluss- und Haltepunkte. Eine
möglichst detailfreie, flächige Verwendung reduziert hierbei die Graue, im Material gebundene Energie. So können z. B. Stegplatten, die nur
einachsig gelagert sind, Materialaufwendungen
in der Konstruktion verringern und damit die
Umweltwirkungen reduzieren.
Auf der Bauteilebene lässt sich die komplexe
Thematik z. B. anhand von Fensterrahmen
aufzeigen. Holz- und Kunststofffenster haben
einen deutlich geringeren Wärmedurchgang
als Metallfenster. Im Vergleich zu Holz liegen
die Vorzüge von Kunststofffenstern in der einfachen Bearbeitbarkeit des Materials und dem
geringen Materialanteil, was zu einer hohen
Kosteneffizienz führt. Im Gegenzug kann Holz
durch seine bessere aussteifende Wirkung teilweise mit geringeren Rahmenbreiten verarbeitet werden, was die effizientere Nutzung solarer Energie für die passive Gebäudebeheizung
zur Folge hat. Letztlich ist hierbei also der Verglasungsflächenanteil am Gesamtfenster bei
gleichwertigem Uf-Wert einer der aussagekräftigsten Parameter für den Planer.
Als Bestandteil des Baukörpers treten in diesem Zusammenhang auch chemische Funktionswerkstoffe in den Vordergrund. Sie ermöglichen beispielsweise die partielle Erhöhung der
Speicherkapazität des Gebäudes (z. B. über
Latentwärmespeicher) oder die Veränderung
des Dampfdiffusionsverhaltens (feuchtevariable Folien). Entsteht dadurch z. B. eine Fassadenkonstruktion, bei der einzelne Schichten
überhaupt nicht mehr notwendig sind, so führt
dies in der Regel zu umweltwirkungsbezogenen Einsparungen.
Materialsparende Tragsysteme
Ein Standardprodukt wird vom Hersteller in der
Regel überdimensioniert, da es durch vielfältige Einsatzmöglichkeiten einen breiten Markt erschließen soll. Dem gegenüber stehen dem
Bauwerk angepasste, materialsparende Tragsysteme, die eine Optimierung bereits in der
Planungsphase ermöglichen. Im Kunststoffbereich gehen Folienkonstruktionen hinsichtlich
Materialeffizienz bis an die Grenze der Opti-
b
mierung. Bei Foliengewichten von 170 g/m2
lassen sich mit unter 0,5 kg / m2 thermische
Trennschichten zum Außenraum errichten.
Dabei bestimmt die notwendige Unterkonstruktion in der Regel die Ökobilanz weit mehr als
die Membran selbst.
Die Frage bei einer solchen Optimierung ist,
ob so die ökologischen Wirkungen tatsächlich
reduziert oder nur verschoben werden. Als
Beispiel lässt sich das Münchener Olympiastadion heranziehen: Die leicht wirkende Architektur wird erst durch hohe Massen in den Fundamenten möglich, die maßgeblich die Ökobilanz des Bauwerks bestimmen. Nur durch geschickt gewählte Konstruktionen, in denen sich
Kräfte kurzschließen, kann eine solche Wirkung
auch konstruktiv »leicht« und folglich mit geringen Umweltwirkungen umgesetzt werden
(Abb. C 7.9). Der Effekt wirkt auf unterschiedlichen Maßstäben, z. B. auch auf der Bauteilebene: Untersucht man beispielsweise die Umweltwirkung einzelner Dachkonstruktionen, kann es
dazu kommen, dass nicht mehr die funktionale
Schicht selbst, sondern vielmehr die Detailund Anschlusslösungen (Anschlüsse, Eckdetails, Regenwasserführung etc.) ökobilanztechnisch maßgeblich sind. [5] Dies gilt auch auf
Materialebene, da Kunststoffe selbst durch
unterschiedliche Zusammensetzungen eine
projektbezogene Veränderung der Eigenschaften und damit die Anpassung an technische
Bedarfe zulassen. So ermöglichen beispielsweise Faserzusätze zwar eine höhere Steifigkeit des Kunststoffs, erzeugen jedoch ein Verbundmaterial, dessen Trennung in die ursprünglichen Bestandteile zur sortenreinen
Wiederverwendbarkeit eingeschränkt ist. Ähnlich verhält es sich bei spezifischen Beschichtungen, die z. B. zur Erhöhung der UV-Stabilität
eingesetzt werden.
Funktionsintegration
Kunststoffe eignen sich gut zu einer Funktionsüberlagerung, d. h. der Erfüllung verschiedener
funktionaler Leistungen durch nur ein Bauteil.
Die beiden Hauptanwendungsgebiete für eine
solche Gestaltung sind Nutzoberflächen und
Fassaden. In der Fassade beeinflussen Kunststoffe z. B. Luftfeuchte, Wärmehaushalt, Beleuchtung oder Energieerzeugung. Laut For-
C 7.11
schungen führt ein gebäudebezogen geringer
Technisierungsgrad, also ein im Verhältnis
zum Gesamtgebäude geringer Anteil von
Gebäudetechnik, insgesamt zu reduzierten
Umweltwirkungen und Betriebskosten. [6] Die
Verwendung von Technik (z. B. nachstellbare
Sonnenschutzlamellen) ist also energetisch
und bezüglich der Umweltwirkung in der Regel
weniger effektiv als eine Lösung durch den
Baukörper (z. B. Eigenverschattung durch
Überstände).
Am Beispiel des Verwaltungs- und Betriebsgebäudes der Remscheider Entsorgungsbetriebe
konnte nachgewiesen werden, dass bei Verwendung eines konstruktiv optimierten Produktsystems bei gleichzeitiger Funktionsüberlagerung der ressourcentechnische Vorteil
bis zu einem Faktor zehn gesteigert werden
konnte und damit eine Kostensenkung von
bis zu 50 % möglich ist (Abb. C 7.11). Die genaue Höhe der Einsparungen basiert auf den
Fassadenabmessungen, Auflager- und Anschlusspunkten sowie dem Unterkonstruktionsbedarf. [7] Besonders materialeffizient wird
eine solche Konstruktion dann, wenn durch die
Fassade eine zusätzliche Dämmung nicht mehr
notwendig ist, d. h. wenn konstruktive Intelligenz und Funktionsintegration einhergehen.
Hierbei überlagern sich ökonomische und ökologische Vorteile.
Optimierte Funktionserfüllung
Da die Betriebsphase eines Gebäudes (bei
einem Betrachtungszeitraum von 50 Jahren)
einen Anteil von etwa 75 % [8] der Gesamtökobilanz ausmacht, führt eine verbesserte Funktionserfüllung unmittelbar zu einer deutlichen
Verbesserung der Umweltwirkungen eines Gebäudes. Ein reduzierter Energiebedarf im Gebäudebetrieb kann daher gegebenenfalls wirkungsvoller sein als die Einsparungen durch
alle anderen Maßnahmen.
Als dämmende und energiegewinnende Gebäudehülle wirken sich besonders transparente
und transluzente Kunststoffe positiv auf die Gesamtökobilanz aus. Die Fassade hat dabei einerseits die Aufgabe, zusätzliche Energiequellen für das Gebäude zu erschließen (z. B. als
mikroklimatische Hülle, Luftkollektor oder technische Unterstützung von Gebäudetechnik mit
129
Umweltwirkungen von Kunststoffen
PEI nicht erneuerbar [GJ]
Prozesswärme), andererseits diesen Energiefluss möglichst bedarfsgerecht zu erzeugen
(z. B. über selektive Reflexion, Sonnenschutzoder Blendschutztechnologien) (Abb. C 7.10,
S. 128). Daher ist bei Kunststoffen (wie bei
Verglasungen) im Fassadeneinsatz besonders
der g- und U-Wert anzupassen. Die Mindest-UWerte der EnEV 2009 sind dabei für transparente und transluzente Kunststoffprodukte und
besonders Membranen als hoch einzuschätzen. Dafür bieten Kunststoffe in der Regel entsprechend hohe g-Werte, sodass diese durch
erhöhte passive Solarenergienutzung den
Energiebedarf reduzieren können. Weil gleichzeitig die Überhitzungsgefahr im Gebäude
steigt, sind letztlich solche Kunststoffkonstruktionen von Vorteil, die bedarfsgerecht geregelt
werden können oder deren Energie im Bedarfsfall auch wieder an die Umgebung abgegeben
werden kann.
Besonders zu untersuchen sind Membranen
und Folien in pneumatischen Konstruktionen,
da hier ein entsprechender U-Wert gegebenenfalls nur durch einen dauerhaften Energieaufwand (z. B. zur mechanischen Lufttrocknung
und -druckhaltung) erzielt werden kann. Dies
bedeutet, dass technische Leistungen des Materials (z. B. Formhaltigkeit) erst durch einen
dauerhaften, technischen Aufwand im Gebäudebetrieb ermöglicht werden (siehe Luftversorgung, S. 192). Im Verhältnis zum jährlichen
Transmissionswärmeverlust des Bauteils kann
dieser Energiebedarf leicht 10 % ausmachen.
60
50
40
Gesundheitliche Unbedenklichkeit
Stegplatte, unbelüftet
Konstruktionen mit
mechanischer Lufthaltung
30
Gebläseleistung 3W/m²
20
10
0
15
Bei der Verwendung von Kunststoffen können
besonders von Nutzoberflächen Gesundheitsrisiken ausgehen. Dabei kann die Übertragung
von Schadstoffen aus Kunststoffen auf zwei
GebläseWegen erfolgen:
leistung 0,4W/m²
Zum einen besteht die Möglichkeit, dass Kunststoffe Schadstoffe in die Umgebungsluft emittieren, die dann über die Atemluft vom Menschen aufgenommen werden. Hierbei sind insbesondere Volatile Organic Compounds (VOC)
zu nennen. Diese chemische Stoffgruppe be30
45 schreibt flüchtige organische Verbindungen,
Zeit [a] die über einen langen Zeitraum aus dem MateC 7.12 rial ausgasen können. Sicherheiten für den
Planer ergeben sich hier nur aus spezifischen
Tests, die je nach Produktgruppe in Umweltkennzeichnungen Typ I wie dem Blauen Engel,
EMI Code oder Euroblume hinterlegt sind. Produktbezogene Typ III Umweltdeklarationen
müssen solche Hinweise ebenso enthalten.
Andererseits wird in jüngster Zeit die direkte
Aufnahme von Schadstoffen aus Kunststoffen
diskutiert. Beispielsweise wurde die Verwendung von Bisphenol A (BPA), eine östrogen
wirkende Chemikalie, in den USA und Kanada
bei der Produktion von Schnullern freiwillig von
Herstellern eingestellt, während die EU die
Grenzwerte für Bisphenol A gelockert hat. Die
Bewertung gesundheitlicher Unbedenklichkeit
von Produkten verändert sich mit dem Stand
C 7.13
130
Die solaren Wärmegewinne durch das Bauteil
müssen hingegen positiv angerechnet werden.
Nicht immer wiegen jedoch die materialbezogenen reduzierten Umweltwirkungen diese zusätzlichen Umweltwirkungen im Betrieb auf.
Energetisch deutet sich hier also eine Optimierungsgrenze an, an der eine weitere Materialminimierung nicht mehr sinnvoll ist, da die Umweltwirkungen nicht mehr verringert, sondern
nur noch verschoben werden (Abb. C 7.12).
Mechanisch belüftete Konstruktionen eignen
sich daher energetisch besonders für Bauten
mit kurzen Lebenszyklen (Abb. C 7.1, S. 124).
Bei längeren Lebenszyklen können solaraktive
Membranen als integrales, energieerzeugendes Bauteil wirken und so den Energiebedarf
deutlich reduzieren (Abb. C 7.13).
Es gibt keine allgemeingültige Definition, wie
sich solche integralen Materialleistungen z. B.
in der Ökobilanzierung ausweisen lassen.
Letztlich muss das Planungsteam im Gebäudekontext über statische oder dynamische Simulationen prüfen, ob und wann sich ein gebäudelebenszyklusbezogenes Optimum einstellt.
Ein entscheidender Vorteil von Kunststoffen
liegt in ihrem weitgehend geschlossenen Herstellungskreislauf in der produzierenden Industrie. Individualisierte Massenfertigung ermöglicht eine angepasste Gestaltung ohne nennenswerten zusätzlichen Materialverbrauch
(z. B. durch Verschnitt). Die heutige digitalisierte Projektbearbeitung fungiert hierbei als neuartige Kommunikationsschnittstelle zwischen
Planer und Hersteller, die einen kreativen planerischen Umgang besonders herausfordert.
der Forschung. Auch solche noch unbelegten
Gefährdungspotenziale sind in einer Typ III
Umweltdeklaration darzustellen.
Dauerhafter Materialeinsatz
Kunststoffe verfügen in der Regel über eine mittlere Dauerhaftigkeit. Diese ist abhängig von der
Art der Anwendung, den auftretenden Umwelteinflüssen und dem verwendeten Kunststoff.
Die Prognose für die Lebensdauer von Membranen liegt aktuell bei 25 – 30 Jahren [9].
Bei Fluorpolymeren erscheinen auch höhere
Werte möglich. Fassaden aus Stegplatten können 30 – 50 Jahre genutzt werden, Kunststofffenster haben eine Dauerhaftigkeit von 40 bis
60 Jahren.
Je kürzer die Dauerhaftigkeit ist, desto wichtiger wird im Lebenszyklus die Wiedergewinnung der materialgebundenen Energie. Der
verstärkte Einsatz sortenreiner Kunststoffe
führt hier zu einer besseren Recycelbarkeit.
Der Planer kann dabei besonders durch reversible Konstruktionen positiv auf die Ökobilanz
einwirken.
Verwertung von Kunststoffen
Obwohl nur etwa 4 % des geförderten Erdöls zu
Kunststoffen verarbeitet werden, wird ihre Herstellung durch zunehmende Ressourcenknappheit auch in Zukunft von der Wiederverwendung vorhandener Primärprodukte abhängen.
Grundsätzlich sind unterschiedliche Verwertungsmöglichkeiten für Kunststoffe möglich
(Abb. C 7.14):
• Wiederverwendung
• werkstoffliches Recycling (Rezyklat)
• rohstoffliches Recycling (Monomere, Gas,
Öle)
• thermische Verwertung
Wiederverwendung
Die Wiederverwendung einmal hergestellter
Produkte bietet generell die umweltbezogen
beste Lösung. Die thermische Verwertung hingegen sollte möglichst vermieden werden, da
hier die Ressource unwiederbringlich verloren
geht. Die theoretische Wiederverwertbarkeit
und ihre praktische Umsetzung spielen daher
bei Kunststoffen eine besonders wichtige Rolle.
Architekten bestimmen somit durch vorausschauende Planung und Materialwahl die
Möglichkeit der Nachnutzung sowie des Recyclings von Kunststoffen.
Werkstoffliches Recycling
Als werkstoffliches Recycling bezeichnet man
die Aufbereitung von Altkunststoffen zu neuen
Kunststoffrohprodukten, sogenannten Rezyklaten. Die Polymerketten bleiben dabei erhalten
und werden zur Herstellung des neuen Produkts verwendet, der Kunststoff wird umgeformt. Daher lassen sich nur thermoplastische
Kunststoffe werkstofflich recyceln. Sie werden
zunächst zerkleinert, sortiert und gewaschen.
Anschließend wird das Mahlgut getrocknet,
eingeschmolzen und zu Regranulat weiterverarbeitet. Bei Duroplasten und Elastomeren sind
Umweltwirkungen von Kunststoffen
die Polymere irreversibel vernetzt. Diese Kunststoffe können im Sinn eines werkstofflichen Recyclings gemahlen und als Füllstoff verwendet
werden (Partikelrecycling).
Kunststoffabfälle sind nicht vollkommen sortenrein trennbar und stets mit Füllstoffen und Additiven versetzt. Das aus werkstofflichem Recycling gewonnene Rezyklat besitzt daher in der
Regel eine schlechtere Qualität als der Originalkunststoff. Zudem werden die Polymere
während des Recyclingprozesses in ihrer
Struktur verändert, die Polymerketten verkürzen sich. Bei der Herstellung von Kunststoffprodukten aus hundertprozentigem Rezyklat
ergeben sich daher bereits nach drei
Verarbeitungszyklen Veränderungen in den
Bauteileigenschaften, nach fünf Zyklen treten
erhebliche Schädigungen auf, die alle Komponenten (Polymerketten, Stabilisatoren, Farben,
Flammschutzmittel etc.) des Verbundstoffs
(Compound) betreffen. Rezyklate werden
daher oft nicht rein verwendet, sondern mit
neuen Kunststoffen gemischt. Aber auch deren
Beimischung beeinflusst die Qualität des
neuen Produkts, weshalb der Rezyklatanteil
nicht unbegrenzt gesteigert werden kann. Beim
Spritzgießen können z. B. 5 % Rezyklat eingesetzt werden, ohne dass sich die Qualität des
Kunststoffprodukts verändert. [10]
Aufgrund der abgewandelten Eigenschaften
des Rezyklats handelt es sich beim werkstofflichen Recycling genau genommen um ein sogenanntes Downcycling. Nur wenige Kunststoffe wie z. B. Polyethylenterephthalat (PET) können ohne einen Qualitätsverlust werkstofflich
wiederverwertet werden.
Die Produktentwicklung beeinflusst maßgeblich die Voraussetzungen für ein werkstoffliches Recycling. Folgende Faktoren, die
dies ermöglichen bzw. vereinfachen, sollten
bei der Planung von Gebäuden berücksichtigt
werden:
• Reduktion der Kunststoffvielfalt im Gebäude.
Die große Anzahl verschiedener Kunststoffe
führt bei der Trennung der Kunststoffabfälle
zu erhöhtem Aufwand und Kosten.
• Verwendung möglichst reversibler Verbindungen, die einen leichten Austausch der Kunststoffbauteile ermöglichen (recyclinggerechte
Konstruktion).
• Bei nicht trennbaren Konstruktionen müssen
weitgehend verträgliche Kunststoffe eingesetzt werden, z. B. Polycarbonat (PC) und
Acrylnitrilbutadienstyrol (ABS).
• Genaue Dokumentation und/oder Kennzeichnung der Kunststoffe. Sie kann beispielsweise
nach den Vorgaben von DIN 11 469 direkt auf
dem Bauteil angebracht sein (RecyclingCode). Des Weiteren erleichtern auch spezielle Marker im Kunststoff (z. B. Fluoreszenzfarben) eine spätere sortenreine Trennung.
• Vermeidung von Lackierungen
Rohstoffliches Recycling
Rohstoffliches Recycling bezeichnet die chemische Zerlegung der Makromoleküle und die Verwendung der Bruchstücke in neuen Synthesen.
Monomerrecycling
Beim Monomerrecycling werden die Polymere
in ihre chemischen Grundbausteine zerlegt
(depolymerisiert). Grundsätzlich lassen sich
diese Monomere anschließend mithilfe von
Katalysatoren erneut polymerisieren.
Acrylharze (z. B. PMMA) können thermisch
depolymerisiert werden. Der Prozess wird
durch Additive (z. B. Pigmente) und Verschmutzungen nicht beeinflusst. Bei PMMA können
die so gewonnenen MMA-Monomere wieder
für andere Compounds wie Vergießharze verwendet werden.
Bei einigen Polymeren (z. B. Polyurethan –
PUR) werden die Monomere bei der Depolymerisation modifiziert, sodass daraus neu
polymerisierte Produkte mit anderen Eigenschaften entstehen. Bei PUR ist es beispielsweise nicht möglich, aus Weichschaumabfällen durch Monomerrecycling erneut Weichschäume herzustellen. Für ein Monomerrecycling müssen die Kunststoffe sortenrein vorliegen. Problematisch ist bei hochwertigen
Kunststoffen die Sicherstellung eines ausreichenden Rücklaufanteils, damit überhaupt ein
wirtschaftlich rentables Recyclingsystem entstehen kann.
Petrochemische Verwertung
Aufgrund ihrer chemischen Verwandtschaftzu Mineralöl können Kunststoffabfälle in
petrochemischen Prozessen als Rohmaterial eingesetzt werden und somit zur Einsparung von Mineralöl beitragen. Die Kunststoffe werden gereinigt, zerkleinert und anschließend direkt im Mineralölstrom den Anlagen zugeführt. Um Schäden (z. B. Korrosion)
an den Anlagen zu vermeiden, sollten die
Abfälle keine Schwermetalle und höchstens
Spuren von Chlor enthalten. Dies ist vor
allem bei einem hohen PVC-Anteil (z. B. bei
Verpackungsmüll) nicht immer gegeben.
Die petrochemische Verwertung eignet sich
besonders für kleinteilige, verschmutzte Produkte unterschiedlichen Aufbaus oder Zusammensetzung, bei denen die Sortierung für
eine werkstoffliche Verwertung nicht möglich
oder zu aufwendig ist.
Thermische Verwertung
Bei der thermischen Verwertung werden
Kunststoffabfälle in Müllverbrennungsanlagen verbrannt. Die im Kunststoff gespeicherte
Energie wird freigesetzt und für die Wärmeund Stromproduktion genutzt. Die Kunststoffabfälle ersetzen in diesem Fall andere Energieträger und mindern somit den Verbrauch
fossiler, nicht regenerativer Energiequellen.
Polymere haben aufgrund ihrer Herstellung
einen ähnlich hohen Brennwert wie Erdöl
oder Erdgas. Durch die thermische Verwertung wird die enthaltene Energie im Gegensatz zur Deponierung zwar genutzt, für eine
weitere Verwendung stehen die Kunststoffabfälle aber nicht mehr zur Verfügung. Diese Verwertung sollte daher immer die letzte Alternative darstellen.
Monomer aus Primärproduktion
Kunststoffgranulat
Kunststoffbauteil
Gebäude
Wiederverwertung
werkstoffliches Recycling
rohstoffliches Recycling
thermische Verwertung
Energie
C 7.14
Anmerkungen:
[1] Köpfler, Walter; Grahl, Birgit: Ökobilanzierung. Ein
Leitfaden für Ausbildung und Beruf. Weinheim 2009,
S. 30
[2] Institut Bauen und Umwelt (IBU): Leitfaden für die
Formulierung der Anforderungen an die Produktkategorien der AUB Deklarationen (Typ III), 2006
[3] http://www.bau-umwelt.de, 20.08.2010
[4] Preisig, Hansruedi: Massiv- oder Leichtbauweise?
In: TEC21, Heft 42/2002, S. 17
[5] Hegger, Manfred; u.a.: Baustoff Atlas. München
2005, S. 101
[6] Sigg, René; Kälin, Werner; Plattner, Hugo: LUKRETIA – Lebenszyklus – Ressourcen – Technisierung.
In: 14. Schweizerisches Status-Seminar Energieund Umweltforschung im Bauwesen, Zürich 2006,
S. 390
[7] Müller, Michael; u. a.: Forschungsbericht: Ökologische /Ökonomische Bewertung zweier Fassadenkonzepte – Glasfassade versus Kunststofffassade.
Remscheid 2007, S. 68ff.
[8] http://www.dgnb.de, 20.08.2010
[9] LeCuyer, Annette: ETFE – Technologie und Entwurf.
Basel / Boston / Berlin 2008, S. 35
[10] Hellerich, Walter; Harsch, Günther; Haenle, Siegfried: Werkstoffführer Kunststoffe. München 2004,
S. 54
C 7.12
Primärenergieverbrauchsentwicklung von Pneumatischen Konstruktionen mit mechanscher Lufthaltung im Vergleich zu einer nicht mechanisch
belüfteten Konstruktion
C 7.13 Sonnenschutzsystem in Form einer dreilagigen
Folie (technische Herstellerangabe: Lichtdurchlässigkeit von 5 bis 50 %)
C 7.14 Möglichkeiten des Recyclings von Kunststoffen
nach Recyclingart
131
Teil D
Abb. D
Planung und Formfindung
1
Tragwerk und Form
Tragsysteme
Geometrie leichter Flächentragwerke
Zugbeanspruchte Flächentragwerke
134
134
136
138
2
Dimensionierung und Ausführung
Berechnung
Prüfung und Zulassung
Qualitätskontrolle und Arbeitsschutz
150
150
154
156
Nahaufnahme von Seifenblasen
133
Tragwerk und Form
D 1.1
Kunststoffe haben aufgrund ihrer geringen
Dichte bei gleichzeitig hoher Festigkeit ein
besonderes Leichtbaupotenzial. Neben dem
reinen Materialleichtbau eignen sie sich
durch ihre meist hohe Witterungsbeständigkeit und niedrige Wärmeleitfähigkeit für den
Systemleichtbau, bei dem die Konstruktionselemente gleichzeitig Tragwerk und Hülle
sein können. Um dieses Potenzial voll ausschöpfen zu können, ist die Planung einer
effizienten Tragwerksgeometrie (Strukturleichtbau) von großer Bedeutung. Effizient sind
Tragwerke dann, wenn sie mit möglichst
wenig Materialaufwand eine hohe Tragfähigkeit und Steifigkeit entwickeln, um äußere
Lasten sicher in die Auflager abzuleiten. Die
Effizienz eines Tragwerks ist von folgenden
Faktoren abhängig:
• globale Form = Geometrie
• Anordnung der Tragelemente = Topologie
• Ausprägung der Tragelemente = Querschnittsform und Materialität
D 1.1
D 1.2
D 1.3
D 1.4
134
Membransegel als formaktives Tragwerk,
Saudi Arabien 1990, Rasch + Bradatsch
Gitterschale aus GFK Rohren, erzeugt durch
Biegung ebener Stäbe, Forschungsarbeit, École
des Ponts ParisTech
GFK-Bögen in einem biegaktiven Tragwerk, Forschungspavillon, Institut für Tragkonstruktionen
und Konstruktives Entwerfen (ITKE) Universität
Stuttgart
Tragwerkstypen
1 Balken
2 Rost
3 Platte
4 Sandwichplatte
5 Koppelbogen, erzeugt durch Biegung ebener
Stäbe
6 Gitterschale, erzeugt durch Biegung ebener
Stäbe
7 Schale mit gekrümmten Falten, erzeugt durch
Biegung ebener Platten
8 Fachwerkträger
9 Raumfachwerk
10 Faltwerk
11 Schale
12 Stützbogen
13 Stabwerkschale nach Umkehrform (Stützlinie)
14 Schale nach Umkehrform (Stützlinie)
15 Seil
16 Seilnetz
17 Membrantragwerk
- Faltwerke
• formaktive Tragwerke
- Seiltragwerke
- Membrantragwerke
- Bögen und Schalen nach der Umkehrform
• hybride Tragwerke
- Überlagerung und/oder Kopplung von
schnitt- und formaktiven Tragwerken (z. B.
unterspannten Träger)
- Überlagerung von vektor- und flächenaktiven Tragwerken (z. B. Stabwerksschale)
Schnittaktive Tragwerke
Tragsysteme
Tragwerke, die äußere Lasten hauptsächlich
über Biegemomente abtragen, werden als
schnittaktiv bezeichnet, da das Biegemoment
am aufgeschnittenen Tragwerk als innere
Beanspruchungsgröße definiert wird. Solche
Tragwerke machen den überwiegenden Anteil
der üblichen Tragkonstruktionen aus. Aufgrund
des linearen Dehnungsverlaufs zwischen den
gegenüberliegenden äußeren Querschnittskanten ist ein Großteil der mittleren Querschnittsbereiche von biegebeanspruchten Balken,
Rosten oder Platten nur geringfügig an der
Lastabtragung beteiligt. Dem begegnen Sandwichkonstruktionen durch steife Decklagen,
die eine Biegebeanspruchung aufnehmen
sowie durch einen leichten Kern, der die Decklagen schubsteif verbindet und zur Abtragung
der Querkräfte herangezogen wird. Bei biegebeanspruchten ebenen Flächentragwerken
(Platten) ist die Flächengeometrie daher beliebig definierbar.
Auf Grundlage der verschiedenen Prinzipien der Lastabtragung können Tragsysteme
in folgende Kategorien unterteilt werden [1]:
• schnittaktive Tragwerke
- Balken
- Rahmen
- Balkenrost
- Platten
• vektoraktive Tragwerke
- Fachwerkbinder
- ebene und gekrümmte Fachwerke
- Raumfachwerke
• flächenaktive Tragwerke
- Schalen
- Scheiben
Biegeaktive Tragwerke
Eine Sonderform der schnittaktiven Tragwerke
sind gekrümmte Tragwerke, deren Geometrie
und Systemsteifigkeit durch elastisches Verformen des Tragelements erzeugt werden. Das
Grundprinzip solcher biegeaktiver Tragwerke
basiert auf der Formgebung durch Biegung. So
entstehen z. B. Gitterschalen, die aus einem
ebenen Stabgitter in eine doppelt gekrümmte
Schalenform gebogen werden (Abb. D 1.2)
oder Schalenformen, die sich durch gekrümmte, in der Fläche liegende Falten ergeben. Der
Vorteil dieses Prinzips liegt in der Möglichkeit,
komplex gekrümmte Formen aus einfachen geradlinigen oder ebenen Bauteilen zu erzeugen.
Abb. D 1.4 zeigt unterschiedliche Tragwerkstypen, die nach der Art der Lastabtragung
und ihrer Effizienz unterschieden werden. Die
Effizienz der Tragstrukturen steigert sich hierbei ausgehend vom einfachen Biegebalken bis
hin zu zugbelasteten Flächentragwerken, die
im Mittelpunkt der folgenden Betrachtungen
stehen.
Tragwerk und Form
D 1.2
Ausreichend dünne Bauteildicken ermöglichen
auch sehr kleine Biegeradien und gleichzeitig
lassen sich die eingeprägten Biegespannungen auf einem niedrigen Niveau mit ausreichend Resttragfähigkeit halten. Die notwendige
Steifigkeit wird durch das Koppeln mehrerer
Biegeelemente und deren Biegevorspannung
hergestellt (Abb. D 1.3).
Vektoraktive Tragwerke
Das Fügen von Balken zu einem Fachwerk
oder von Platten und Rosten zu einem Raumfachwerk kann die Effizienz des Tragsystems
steigern, da die Biegebeanspruchung in Zugund Druckkräfte aufgeteilt wird. Diese Kräfte
werden von geradlinigen Stäben abgetragen,
die, den Kraftvektoren folgend, ausschließlich
axial belastet sind. Durch das Zusammenfügen
der Stäbe in einem Dreiecksverband mit gelenkigen Knoten entsteht ein stabiles Tragsystem,
in dem jede Komponente entweder zug- oder
druckbelastet ist und somit in ihrem Querschnitt an die jeweilige Kraftgröße angepasst
werden kann. Durch die volle Ausnutzung des
Bauteilquerschnitts ergibt sich im Vergleich zu
biegebeanspruchten Konstruktionen ein günstiges Verhältnis von aufnehmbarer Last zum
Eigengewicht der Konstruktion.
D 1.3
linienförmig
flächig
zweiachsig
einachsig
b
b
Lastabtragung
h
h
l
1
schnittaktiv
l
l > h, b
2
l≈b>h
3
Biegung
+
4
biegeaktiv
5
6
vektoraktiv
8
9
7
Druck
Zug
Flächenaktive Tragwerke
Flächentragwerke, die äußere Lasten kombiniert über axiale Druck-, Zug- sowie Schubspannungen ohne wesentliche Biegeanteile
abtragen, werden als flächenaktiv bezeichnet. Die Aktivierung der rein axialen Spannungszustände in der Fläche wird durch deren
Ausrichtung entlang des Kraftflusses möglich.
Dies gilt für axial belastete Scheiben und für
Faltwerke, die äußere Lasten durch schräggestellte Scheiben in axiale Kraftkomponenten
aufspalten.
Besonders effizient sind gekrümmte Schalentragwerke, die bei entsprechender Lagerung
auch lotrecht zur Fläche wirkende Lasten nur
über Druck und Zug ohne Biegung abtragen
können. Bei überwiegend druckbeanspruchten
Schalentragwerken ist jedoch aufgrund eines
möglichen Stabilitätsversagens (Knicken oder
Beulen) eine volle Ausnutzung der Bauteildicken nicht möglich.
10
flächenaktiv
11
Zug
Schub
Druck
formaktiv
12
13
14
15
16
17
Druck
Zug
D 1.4
135
Tragwerk und Form
Schnittebene
r1
K=0
r1=∞
r1
Tangentialebene
r1
K<0
r2
K>0
r1
r2
D 1.5
r2
D 1.6
Hauptkrümmungen r1 und r2 und gaußsche
Krümmung K gekrümmter Flächen
Bildungsprinzipien gekrümmter Flächen
D 1.5
Formaktive Tragwerke
Kennzeichnend für formaktive Tragwerke ist,
dass sie äußere Lasten entweder durch reinen
Zug (Seile, Membranen) oder durch reinen
Druck (Stützbögen) ohne Schubkräfte und Biegemomente abtragen. Um dies zu leisten, ist
es erforderlich, dass die Tragwerksgeometrie
an den Kräfteverlauf angepasst wird. Bei veränderlichen äußeren Einwirkungen (z. B. Wind
oder Schnee) muss sich auch die Geometrie
durch Verformung ändern, daher die Bezeichnung als formaktives Tragwerk. Zugbeanspruchte formaktive Tragwerke gehören zu den
effizientesten Tragsystemen, da ein Beulversagen nicht möglich ist. Daher spricht man in diesem Zusammenhang auch von leichten Flächentragwerken. Die Grundprinzipien für die
Ausbildung solcher zugbeanspruchter leichter
Flächentragwerke werden im Folgenden näher
erläutert.
Kunststoffe in Tragsystemen
Die meisten schnitt- und vektoraktiven Kunststofftragwerke setzen sich aus aneinandergereihten Halbzeugen zusammen und unterscheiden sich dabei nur unwesentlich von
konventionellen Stahl- oder Holztragwerken.
Stabelemente aus pultrudierten faserverstärkten Kunststoffen können beispielsweise eine
vergleichbare Querschnittsform haben wie
gängige Stahlprofile (siehe Profile aus faserverstärkten Kunststoffen, S. 84f.) und werden
konstruktiv ähnlich eingesetzt. Hierbei ist jedoch auf eine materialgerechte Fügetechnik
der Halbzeuge in den Knotenpunkten der Konstruktion zu achten (siehe Verbindungen mit
faserverstärkten Kunststoffen, S. 152 und
Konstruieren mit frei geformten Kunststoffen,
S. 174ff.). Zu bedenken ist auch, dass Kunststoffe und faserverstärkte Kunststoffe gegenüber Stahl einen geringeren E-Modul aufweisen. Daher müssen größere Querschnitte zur
Begrenzung der Verformung gewählt werden,
wodurch der ursprüngliche Gewichtsvorteil teilweise verloren geht.
Die geringe Steifigkeit bei gleichzeitig hoher
Festigkeit kann man sich jedoch beim Einsatz
von faserverstärkten Kunststoffen für biegeaktive Tragwerke zunutze machen. Abb. D 1.2 und
D 1.3 (S. 135) zeigen Prototypen solcher Trag-
136
werke. Die verwendeten Stäbe werden gerade
hergestellt und anschließend in die gekrümmte
Form gezwängt. Aus den paarweise zusammengekoppelten Bögen mit verschiedenen
Biegeradien ergibt sich ein Gleichgewichtssystem. Wegen des vergleichsweise niedrigen EModuls des GFK entstehen dabei jedoch nur
geringe Zwängungspannungen. Die Restelastizität wird für die Vorspannung der Membran
genutzt.
Frei geformte, großflächige Kunststoffelemente für flächenaktive Tragwerke werden
meist als integral geformte Bauteile konstruiert, in die sich weitere Funktionen integrieren lassen. Durch eine doppelte Krümmung der dünnwandigen Formteile kann die
Form optimal an die Tragwirkung angepasst
werden.
Besonders effizient ist auch der Einsatz von
Kunststoffen in Sandwichkonstruktionen. Mit
faserverstärkten Kunststofflaminaten in den
Decklagen und einem leichten Kernmaterial
lassen sich sowohl die tragwerkstechnischen
als auch bauphysikalischen Anforderungen
an eine Gebäudehülle erfüllen (Abb. E 2.36,
S. 184).
Bisher finden tragende Kunststoffe im Bauwesen hauptsächlich in formaktiven zugbeanspruchten Flächentragwerken Verwendung.
Dabei kann die für solche weitspannende
Membrantragwerke notwendige Festigkeit
und Dauerhaftigkeit überhaupt erst durch
den Einsatz von Kunststoff- oder Glasfasergeweben mit Kunststoffbeschichtungen erreicht werden. Von besonderer Bedeutung
ist in diesem Zusammenhang neben der geringen Dichte und hohen Witterungsbeständigkeit auch die Elastizität des Materials (siehe
Textile Membranen, S. 49). Je geringer die
Steifigkeit, desto größer muss die Dehnung
beim Einbringen der Flächenvorspannung sein.
Nur ein ausreichendes Maß an Dehnung gewährleistet, dass kleine Geometrieänderungen
und eine Relaxation des Materials nicht zu
einem signifikanten Abbau der Vorspannung
führen. Diese Anforderung lässt sich mit vielen
Kunststoffen aufgrund ihrer hohen Bruchdehnung bei gleichzeitig hoher Festigkeit besonders gut erfüllen.
Geometrie leichter Flächentragwerke
Unter leichten Flächentragwerken versteht man
form- oder flächenaktive Tragwerke, die beliebige äußere Lasten überwiegend durch Zugund Druckspannungen in tangentialer Richtung
(axial) abtragen. Ein wichtiger Faktor für das
Tragverhalten von leichten Flächentragwerken
ist die Krümmung der Fläche.
Krümmung
Die Krümmung einer Fläche lässt sich durch
zwei verschiedene Parameter beschreiben:
die Hauptkrümmungen und die gaußsche
Krümmung.
Hauptkrümmung
Die Hauptkrümmungen einer Fläche beschreiben die Stärke und Richtung der minimalen
und maximalen Krümmung an einem Punkt auf
einer Fläche. Sie ergeben sich aus dem Schnitt
von Ebenen mit der gekrümmten Fläche. Diese
Schnittebenen stehen senkrecht zur Tangentialebene am betrachteten Punkt und sind so
ausgerichtet, dass die Schnittlinien die minimalen bzw. maximalen Krümmungsradien (r1, r2)
besitzen (Abb. D 1.5). Die Hauptkrümmungen
(k1 und k2) entsprechen den Kehrwerten der
Krümmungsradien (ki=1/ri). Über das Vorzeichen der Radien lässt sich die Richtung der
Krümmung bestimmen. Positive Krümmungen,
die sich zum Betrachter wölben, bezeichnet
man als konvex, negative, die sich vom Betrachter weg wölben als konkav.
Gaußsche Krümmung
Die gaußsche Krümmung K ist ein Maß der Flächenkrümmung; aus dem Vorzeichen lässt sich
die Art der Krümmung ablesen. Sie ist das Produkt der beiden Hauptkrümmungen k1 und k2.
K = k1 ∙ k2 =
1 1
∙
r1 r2
Für einfach gekrümmte Flächen strebt einer der
Krümmungsradien gegen unendlich. Damit ist
die gaußsche Krümmung null. Solche Flächen
sind in der Ebene abwickelbar. Dies gilt unter
anderem für Zylinder- oder Kegelflächen.
Bei doppelt gekrümmten Flächen wird zwi-
Tragwerk und Form
schen positiver und negativer gaußscher Krümmung unterschieden. Sie ist positiv (K > 0),
wenn sich die Mittelpunkte der beiden Hauptkrümmungsradien auf der selben Seite der Fläche befinden. Hier spricht man auch von synklastischer (gleichsinniger) Krümmung. Dies
gilt unter anderem für Kuppelschalen und
pneumatisch vorgespannte Membranen.
Die gaußsche Krümmung ist negativ (K < 0),
wenn die Mittelpunkte der Hauptkrümmungsradien auf verschiedenen Seiten der Fläche liegen und somit einer der Radien negativ wird. In
diesem Fall wird die Krümmung als antiklastisch (gegensinnig) bezeichnet. Dies gilt z. B.
für Sattelflächen mechanisch vorgespannter
Membranen.
Formgebung
Die für eine axiale Lastabtragung notwendige
Flächenkrümmung lässt sich durch verschiedene geometrische und physikalische Ansätze erzeugen. Prinzipiell kann zwischen freien, geometrischen und Strukturoptimierungsansätzen
unterschieden werden (Abb. D 1.6).
Frei geformte Flächen
Unter Freiformen versteht man Flächen, die
weder physikalischen noch geometrischen Gesetzmäßigkeiten folgen. Mit sogenannte Non
Uniform Rational B-Splines (NURBS) lassen
sich Freiformen mathematisch beschreiben.
NURBS-Flächen und Kurven werden über ihren
Grad, gewichtete Kontrollpunkte und KnotenBildung
vektoren bestimmt. Durch eine Änderung
einzelner dieser Parameter kann die erzeugte
Form nahezu beliebig eingestellt werden.
Diese Art der grafischen Datenverarbeitung
durch Splines, deren Kontrollpunkte nicht auf
der Kurve selbst liegen, geht auf den französischen Ingenieur Pierre Étienne Bézier zurück.
Mithilfe der Bézier Splines lässt sich jede beliebige Freiform darstellen. Der ursprünglich
für das Autokarosseriedesign und den Schiffsbau entwickelte Ansatz wird heute auch für die
Ausbildung von Freiformen in der Architektur
verwendet.
Geometrische Flächen
Flächen mit einer einfachen geometrischen
Definition bieten Vorteile in der Fertigung und
Montage, da geometrische Gesetzmäßigkeiten
wie definierte Krümmungen, Abwickelbarkeit
oder die Möglichkeit einer Eindeckung mit ebenen Vierecken garantiert sind. Geometrische
Flächen entstehen durch sogenannte Erzeugende und Leitkurven. Sind diese durch ein
Polynom definiert, spricht man auch von algebraischen Flächen. Rotationsflächen, Translationsflächen und Regelflächen sind als Beispiele
für geometrische Flächen im Folgenden beschrieben.
Rotationsfläche
Eine Rotationsfläche entsteht durch Drehung
einer erzeugenden Geraden oder einer ebenen Kurve (Meridian) um eine Drehachse.
einfache Krümmung
Liegt der Meridian konkav zur Drehachse,
so ergibt sich eine synklastische Form bzw.
Kuppel, steht er konvex zur Drehachse, erhält man eine antiklastische Form bzw. Sattelfläche.
Translationsfläche
Eine Translationsfläche entsteht durch Parallelverschiebung einer erzeugenden Kurve entlang einer Leitkurve. Auch die Ebenen der
Schar von erzeugenden Kurven müssen
dabei parallel zueinander stehen. Ist die gaußsche Krümmung der beiden Kurven positiv,
so ergibt sich eine synklastische Schalenform bzw. Kuppel. Ist die gaußsche Krümmung der beiden Kurven negativ, so entsteht
eine antiklastische Schalenform bzw. Sattelfläche. Das Aufspannen der Fläche zwischen
gleichen, parallel versetzten Kurven hat den
Vorteil, dass sich Translationsflächen mit ebenen Vierecken (z. B. Glasscheiben) eindecken
lassen.
Regelfläche
Eine Regelfläche erhält man durch die Bewegung einer erzeugenden Geraden im Raum
entlang beliebig geformter Kurven. Einfach
gekrümmte Regelflächen entstehen aus einer
Geradenschar, doppelt gekrümmte aus zwei
Scharen gerader Erzeugender. Durch jeden
Punkt der Fläche gibt es eine erzeugende Gerade, die in der Regelfläche liegt. Einige Rotations- und Translationsflächen lassen sich auch
doppelte Krümmung
synklastisch
antiklastisch
Freiformen
geometrische
Formen
Rotation
Translation
Regelfläche
strukturoptimierte
Flächen
D 1.6
137
Tragwerk und Form
als Regelflächen beschreiben. Hierzu gehören
das Hyperboloid und das hyperbolische Paraboloid. Doppelt gekrümmte Geometrien, die als
Regelfläche beschreibbar sind, können auch
mit geraden Bauteilen realisiert werden.
Strukturoptimierte Flächen
Äußere Lasten verursachen bei gekrümmten
Flächen nicht zwingend reine Druck- oder
Zugspannungszustände. Aus diesem Grund
ist das Ziel der Strukturoptimierung von Flächentragwerken meist, Geometrien zu entwickeln, die unter definierten Lasten und
Lagerbedingungen zu möglichst reinen Membranspannungszuständen und damit zu effizienten Tragsystemen führen. Unter dem
Begriff Formfindung versteht man dabei die
Suche nach einer Strukturgeometrie, die einen
vorgegebenen Spannungszustand unter Berücksichtigung von festgelegten Randbedingungen und gegebenenfalls äußeren Lasten
ins Gleichgewicht bringt. Das Planen und Konstruieren mit formoptimierten Flächentragwerken unterscheidet sich somit erheblich von den
üblichen Konstruktionsarten, da die Entwicklung der Form eng mit der Tragwerksanalyse in
Verbindung steht.
lich druckbeanspruchten Form. Die Hängeform
kann entweder als Eigengewichtsform ausgelegt werden oder durch das zusätzliche Anhängen von Gewichten für bestimmte äußere Lasten optimiert werden. Dieser Ansatz lässt sich
sowohl für linienförmige Tragwerke, Kettenlinie
(Bogen), als auch für Flächentragwerke, hängendes Netz (Schale), anwenden. Es ist jedoch
zu beachten, dass ein Bogentragwerk nur für
einen Lastzustand – meist das Eigengewicht –
optimiert werden kann, anders verteilte Lasten
führen zu einer Biegebeanspruchung. Eine
doppelt gekrümmte Schale ist auch in der
Lage, bei Abweichungen von der reinen Hängeform bei entsprechender Lagerung flächig
verteilte Lasten über Membranspannungen abzutragen.
Die Schwierigkeit solcher Ansätze besteht in
der konstruktiven Umsetzung, da die gefundene komplexe Form zunächst als Urform oder
Schalung mit einer tragfähigen Stützkonstruktion vorgefertigt werden muss, um dann die
eigentliche Schale abzuformen.
Formfindung
Die Geometrie zugbeanspruchter Flächentragwerke wird durch Formoptimierungsverfahren
ermittelt. Ziel dieser Formfindung ist es, innerhalb der geometrischen Randbedingungen
eine Gleichgewichtsform mit den vorgegebenen Spannungsverteilungen, also der Flächenvorspannung, zu finden. Bei luftgestützten,
pneumatisch vorgespannten Flächen geht zusätzlich die Druckdifferenz zwischen Innenund Umgebungsdruck in Form einer Flächenlast senkrecht (normal) zur Oberfläche in die
Formfindungsberechnung ein.
Ein verbreiteter Ansatz für die Optimierung der
Geometrie einer druckbeanspruchten Schale
ist die Umkehrform. Hierbei wird eine rein zugbeanspruchte Hängeform (auch Seil- oder Kettenlinie) durch Umkehrung zu einer ausschließ-
Aufgrund ihrer besonderen Eigenschaften stellen die zugbeanspruchten Flächentragwerke
den zentralen Teil dieses Kapitels dar. Neben
den speziellen Formfindungsmethoden werden
typische Tragwerksformen und Aspekte der
konstruktiven Umsetzung aufgezeigt.
Experimentelle Formfindung
In den 1950er-Jahren wurden unter Frei Otto
die ingenieurtechnischen Grundlagen des Bauens mit Membranen entwickelt (siehe Entwicklung des Membranbaus, S. 16ff.). Die Formfindungsmethoden waren zu dieser Zeit ausschließlich experimentell. Mithilfe physikalischer Modelle aus aufgespannten Gummihäuten, Stoffen, Netzen und Seifenhäuten (Abb.
D 1.7 und D 1.8) wurden Gleichgewichtsformen
erzeugt. Durch Fotogrammetrie oder andere
analoge Messverfahren konnten die gefundenen Flächengeometrien in die Planung übernommen werden. Der Ansatz mit Seifenhäuten
nimmt eine Sonderstellung ein, da diese keine
Steifigkeit haben und sich somit immer ein homogener und isotroper Spannungszustand einstellt, was bedeutet, dass die Spannungen an
jeder Stelle und in jeder Richtung gleich sind.
a
a
a
b
138
D 1.7
Zugbeanspruchte Flächentragwerke
b
D 1.8
b
D 1.9
Tragwerk und Form
Dies hat zur Folge, dass die damit gefundenen Formen Minimalflächen sind. Eine Minimalfläche beschreibt die Fläche kleinsten Oberflächeninhalts innerhalb eines geschlossenen
Rands; der Betrag der beiden Hauptkrümmungen ist in jedem Punkt der Fläche gleich.
Streng genommen lässt sich eine Minimalfläche in der Praxis nicht umsetzen, da bei der
Formfindung das Eigengewicht der Membran
nicht berücksichtigt wird. Aufgrund des geringen Gewichts von Membrantragwerken bietet
sich der Minimalflächenansatz jedoch als sinnvoller Ausgangspunkt für eine Formfindung an.
Messmodelle aus Stoff oder Federnetzen sind
den heute üblichen numerischen Formfindungsmethoden gewichen, jedoch ist das
Stoffmodell bis heute vor allem für Entwurf und
Präsentation von Bedeutung. Es lässt sich aus
einfachen Materialien herstellen und dient im
Allgemeinen der Formentwicklung in der frühen
Entwurfsphase. Gerade hochelastische Gewebe, z. B. Nylon bzw. Perlon eignen sich für
hochwertige Präsentationsmodelle (Abb. D 1.8).
Mit leichter gleichmäßiger Spannung wird der
Stoff über Unterstützungspunkte (Hohlprofile,
Stecknadeln oder Ähnliches) gezogen. Die
Randseile werden dann mit einem dünnen Klebestreifen leicht nach innen versetzt direkt auf
den Stoff aufgetragen. Dadurch erhält der
Rand seine Steifigkeit und kann nicht ausfransen. Nach Entfernen des überschüssigen Stoffs
werden die Ecken in ihre endgültige Position an
die Randpunkte gezogen.
Vorgabe
Numerische Formfindung
Für die endgültige Formfindung zugbeanspruchter Flächentragwerke werden inzwischen fast ausschließlich numerische Methoden genutzt. Diese zeichnen sich durch hohe
Präzision, Flexibilität sowie Schnelligkeit aus,
und die erzeugten digitalen Modelle lassen
sich problemlos für die statische Berechnung
und den computergestützten Planungs- und
Fertigungsprozess weiterverwenden. Diese Art
der Formfindung ist unabhängig von der Materialsteifigkeit und der absoluten Höhe der Vorspannung. Folglich werden hierbei nur geometrische Parameter und die Verteilung der
Vorpannung vorgegeben. Typische numerische Arten der Formfindung sind die FiniteElemente-Methode, die Kraft-Dichte-Methode
und Ansätze mit dynamischer Relaxation.
Finite-Elemente-Methode (FEM)
Der Ansatz eines Finite-Elemente-Modells besteht in der Unterteilung der Gesamtstruktur in
einzelne, durch Knoten miteinander verbundene Elemente. Die spezifischen Eigenschaften
typischer Stab- oder Flächenelemente werden
durch sogenannte Federmodelle dargestellt.
Durch Betrachtung der Spannungs-, Verzerrungs- und Verschiebungsgrößen in den Elementen und die Erfüllung der Bedingung, dass
an den gemeinsamen Knoten benachbarter Elemente die Verschiebungen gleich sein müssen,
werden die Kräfte und Verformungen der Struktur näherungsweise berechnet. Für die MemProzess
branformfindung wird ein Spannungsgleichgewicht an speziellen Membranelementen ohne
Berücksichtigung der elastischen Steifigkeit
berechnet. Bei Vorgabe einer isotropen Vorspannung spricht man daher in diesem Zusammenhang auch von der Seifenhautanalogie.
Kraft-Dichte-Methode
Die Kraft-Dichte-Methode (engl. Force Density
Method) wurde speziell für die Berechnung
vorgespannter Seilnetzkonstruktionen entwickelt. Ihr Formfindungsansatz basiert auf einem
Kräftegleichgewicht in den Netzknoten. Durch
die Zusammenfassung der Quotienten Kraft /
Länge zur sogenannten Kraftdichte werden die
Bestimmungsgleichungen linear und das
Gleichgewichtssystem damit direkt bestimmbar. Eine Weiterentwicklung der Kraft-DichteMethode erlaubt das Verknüpfen der Netzmaschen mit Dreieckselementen und damit die
statische Berechnung von Membranflächen
(Abb. D 1.9 b).
Dynamische Relaxation
Der Ansatz der dynamischen Relaxation besteht darin, ein beliebiges Ausgangsnetz durch
Aufbringen von Vorspannung in Schwingung
zu versetzen. Durch einen künstlichen Ausschwingvorgang lässt sich für das Netz mittels
viskoelastischer oder kinetischer Dämpfung
eine Gleichgewichtsform finden. Dadurch wird
das eigentlich statische Problem in ein dynamisches überführt.
Bewertung
Iteration
Planung
Entwurf
geometrische
Randbedingungen
Vorspannung
Formfindung
Lastannahmen (z. B. Wind)
Primärtragwerk
statische Berechnung
Gesamtform?
Krümmung?
resultierende Kräfte?
ok
Iteration
Materialauswahl
Bemessung
Detailausführung
Konstruktion
Zuschnittslayout
finale Formfindung
Abwicklung
Spannungen zulässig?
Verformungen zulässig?
konstruktive Umsetzung
ok
Zuschnitt
Kompensation
Konfektionierung
D 1.7
D 1.8
a, b experimentelle Formfindung mit Seifenhaut
a, b experimentelle Formfindung mit gespannten
Textilien
D 1.9
numerische Formfindung
a Finite-Elemente-Methode mit vorgegebenen
Flächenelementen
b Kraft-Dichte-Methode mit vorgegebenem Netz
D 1.10 iterativer Formfindungsprozess von Membrantragwerken
konstruktive Durchbildung
fertiges Bauwerk
Montage
D 1.10
139
Tragwerk und Form
V2
V2'
V2
V2
F
R2
R2
F
V1
F
V1
V1
V1'
V2
V2'
V2
V2
R1
R1
V1
V1
V1 V1'
F
α
V1
V1
α
|V1| = |V2|
F
D 1.11
Formfindungsprozess
Trotz der zum Teil benutzerfreundlichen Softwareprogramme erfordert ein gelungener Entwurf wegen der engen Zusammenhänge zwischen Material, Form und Tragverhalten sowie
der Auswirkungen auf die Konfektion und Montage viel Erfahrung und ein übergreifendes
Verständnis in allen angesprochenen Teilbereichen. Das durch Veränderung der Randbedingungen und Vorspannungsgrößen beeinflussbare Ergebnis muss den geometrischen,
statischen, materialspezifischen und konstruktiven Anforderungen genügen. Dadurch wird
die Formfindung zu einem komplexen iterativen
Prozess, der bis zum Ende der Planung andauert (Abb. D 1.10, S. 139). Nach dem ersten
Formfindungsschritt, in dem die Randbedingungen definiert werden, müssen im darauf
folgenden Planungsprozess in der Regel noch
weitere Formfindungsschritte durchgeführt
werden. Die Geometrie des zur Formfindung
herangezogenen Netzes, die sich zu Beginn
der Planungsphase in der Regel noch auf die
Systemlinien des Tragwerks bezieht, muss mit
zunehmendem Detaillierungsgrad der konstruktiven Ausführung der Rand- und Auflagerpunkte nachgeführt werden. Die finale Formfindung für den Zuschnitt der Fläche wird
demnach meist auch erst dann vorgenommen,
wenn alle Tragwerksdimensionen festgelegt
sind und die Detailplanung abgeschlossen ist.
Tragverhalten
Die Steifigkeit eines zugbeanspruchten Flächen- bzw. Membrantragwerks wird durch
die Geometrie, d. h. insbesondere die Flächenkrümmung, die Vorspannung und die Mateialsteifigkeiten beeinflusst. Man spricht von
geometrischer Steifigkeit in Abhängigkeit der
Flächenkrümmung und Flächenvorspannung
sowie von elastischer Steifigkeit in Abhängigkeit von Werkstoffeigenschaften.
Das wichtigste geometrische Maß zugbeanspruchter Flächentragwerke ist die Flächenkrümmung. Nur mit ausreichender doppelter
Krümmung ist die Membran in der Lage, äußere Lasten sicher abzutragen. Bei geringer Flächenkrümmung müssen hohe Vorspannwerte
angesetzt werden, um die Verformungen der
Membranfläche unter äußeren Lasten zu kon-
140
a
β
α=β
V2
V2
β
α
β
R1
R2
|R1| = |R2|
α
V1 R1
V1
|V1| < |V2|
β
α>β
b
trollieren. Insbesondere hochfrequentes Flattern bei Wind kann zu Schäden am Material
und an der Unterkonstruktion führen und muss
daher durch entsprechende Vorspannung
verhindert werden. Besonders gefährlich sind
zudem horizontale, ebene Bereiche, in denen
sich Wasser sammeln kann. Dehnt sich eine
Pfütze durch nachfließendes Wasser immer
stärker aus, so besteht die Gefahr, dass dieser
schwere Wassersack zu schlagartigem Versagen des Materials führt. Bei der Planung
von Membrantragwerken ist daher darauf zu
achten, dass Wasser auch bei gleichzeitiger
Windbeanspruchung abfließen kann.
Um die Steifigkeit der Membranfläche zu erhöhen, wird durch Vorspannen ein konstanter
Zugspannungszustand erzeugt. Bei Membranflächen unterscheidet man im Allgemeinen zwischen mechanischer und pneumatischer Vorspannung. Mechanische Vorspannung wird
durch eingeprägte Lasten, z. B. durch Verschiebung der Auflager erzeugt (Abb. D 1.12).
Pneumatische Vorspannung entsteht durch
eine Druckdifferenz zwischen Membranoberund -unterseite, die als Flächenlast Tangentialkräfte in der Membran bewirkt (Abb. D 1.23,
S. 143).
Mechanisch vorgespannte Flächen
Ein Membrantragwerk wird aus biegeweichen
vorgespannten Flächenelementen und weichen
vorgespannten oder steifen Randelementen gebildet. Durch die dreidimensionale Anordnung
der Randelemente im Raum und gegebenenfalls weiteren Stützelementen in der Fläche entsteht eine doppelt gekrümmte Membranform.
Eine derart mechanisch vorgespannte Membran ist durch einen Gleichgewichtszustand
zwischen den gegenseitig verspannten hängenden und stehenden Krümmungen stabilisiert (Abb. D 1.11). Abb. D 1.12 zeigt dieses
Grundprinzip vereinfacht an zwei sich kreuzenden Seilen. Die resultierenden vertikalen
Kräfte R1 und R2 am Kreuzungspunkt der Seile
müssen entgegengesetzt gleich groß sein,
um im Gleichgewicht zu stehen. In den dazugehörigen Kräftediagrammen ist zu erkennen,
dass sich der Kreuzungspunkt anhebt und
sich damit der Kraftwinkel öffnet, wenn die
Vorspannung in einem der Seile erhöht wird
V2
V2
|R1| = |R2|
F
R2
|V1'| < |V1|
|V2'| > |V2|
R2
R1
|R1'| < |R2'|
c
R1' + R2' + F = 0
D 1.12
(Abb. D 1.12 b). Dadurch bleiben die resultierende vertikale Kraft R2 und die dagegenwirkende Kraft R1 gleich groß. Die Gleichgewichtsbedingung ist demnach auch für anisotrope (in
zwei Richtungen verschiedene) Vorspannungen erfüllt. Durch Aufbringen einer äußeren
Last F verformt sich das System durch Winkeländerung und es verändern sich die Membrankräfte V1 und V2 zu V1' und V2' , sodass sich
eine Resultierende R einstellt, die der äußeren
Last entgegenwirkt (Abb. D 1.12 c). Die Geometrie passt sich den senkrecht zur Fläche
wirkenden Lasten an, bis ein neuer Gleichgewichtszustand erreicht ist. Das Abtragen äußerer Lasten ist folglich nur mit Verformungen in
der Membranfläche möglich; damit verbunden
ist eine starke Wechselwirkung zwischen Form
und Tragverhalten.
Die Aufgabe des Planers ist es, die geometrischen Randbedingungen so zu definieren,
dass die Formfindung hinsichtlich konstruktiver
und ästhetischer Aspekte zu einer sinnvollen
Gleichgewichtsform führt. Funktional sind die
Verformungen unter äußeren Lasten soweit zu
reduzieren, dass die Grenzen der Gebrauchstauglichkeit nicht überschritten werden und
z. B. ein Flattern der Membran unter Windbelastung vermieden wird.
Die komplexe geometrische Vielfalt der Membrantragwerke lässt sich auf vier Grundtypen
reduzieren:
• Sattel- und Segelflächen
• Flächen mit grat- und kehlbildenden
Elementen
• punktgestützte Flächen
• bogengestützte Flächen
Sattel- und Segelflächen
Um eine doppelte Flächenkrümmung zu erzeugen, wird eine Segelfläche zwischen mindestens vier nicht planaren (in einer Ebene liegenden) Festpunkten im Raum aufgespannt (Abb.
D 1.11). Gekrümmte biegeweiche Seile bzw.
Gurte oder gerade steife Randelemente übernehmen das Spannen der Ränder der Segelfläche (Abb. D 1.13 a und c). Sattelflächen
mit mindestens einem biegesteifen Rand
können dann auf einen dreieckigen Grundriss
aufgespannt werden, wenn der steife Rand
Tragwerk und Form
Grundprinzip der mechanischen Flächenvorspannung
D 1.12 a – c Gleichgewichtszustände einer mechanisch
vorgespannten Membran am Beispiel von zwei
sich kreuzenden Seilen
D 1.13 mechanisch vorgespannte Flächen
a Vierpunktsegel mit biegeweichen Rändern
b Vierpunktsegel mit biegesteifen Rändern
c Fünfpunktsegel mit biegeweichen Rändern
und Segellatte
d Dreiecksfläche mit biegesteifen Bogenrand
e Segelfläche mit abwechselnden Grat- und
Kehlseilen
f Segelfläche mit Gratseil und ebenen biegeweichen Rändern
g Sternwelle mit abwechselnden Grat- und
Kehlseilen
h Hochpunktfläche mit Seilauge und Gratseilen
i Tiefpunktfläche mit steifem Ring
j Hochpunktfläche mit Seillinse
k
l
m
n
D 1.11
D 1.14
D 1.15
D 1.16
D 1.17
Hochpunktfläche mit Seilauge
Hochpunkt mit Buckel
bogengestütze Fläche mit zwei Randbögen
bogengestütze Fläche mit innen liegendem,
durch die Membran stabilisierten Bogen
o Addition von bogengestützten Flächen
p stabilisierter Randbogen durch außen liegenden beigeweichen Rand
Sternwelle, Tanzbrunnen Köln (D) Sanierung
2001, Rasch + Bradatsch
Fläche mit parallel angeordneten grat- und kehlbildenden Elementen, fahrbares Membrandach,
Rathaus, Wien (A) 2000, Silja Tillner, Schlaich,
Bergermann und Partner (Tragwerksplanung)
punktgestützte Tiefpunktfläche, wandelbare
Trichterschirme, Schloss Wasseralfingen (D)
1994, Rasch + Bradatsch
bogengestützte Fläche, Poruklu Marina (TR)
2008, Lightweight Structures Group (LWSG),
studio LD
D 1.14
i
a
b
j
D 1.15
k
c
d
l
m
e
D 1.16
f
n
g
o
h
p
D 1.13
D 1.17
141
Tragwerk und Form
rechtwinklig zur Fläche gekrümmt ist (Abb.
D 1.13 d, S. 141). Solche Flächen entstehen auch
wenn Grat- oder Kehlseile die Fläche in dreieckige Zonen einteilen (Abb. D 1.13 g, S. 141).
Flächen mit grat- und kehlbildenden
Elementen
Bei Grat- und kehlbildenden Elementen handelt
es sich meist um Seile oder Gurte, die in die
Fläche eingebracht werden. Ein Gratseil zieht
die Fläche nach oben, sodass diese rechtwinklig zur Spannrichtung des Seils abfällt; rechtwinklig zur Spannrichtung eines Kehlseils steigt
die Fläche an. Durch den Einsatz solcher linearer Elemente lassen sich ebene Flächen in antiklastische überführen oder die Krümmung antiklastischer Flächen verändern (Abb. D 1.13 e –h,
S. 141). Grat- und Kehlseile können einzeln, im
Wechsel parallel (Abb. D 1.13 e und f, S. 141)
und radial (Abb. D 1.13 g und h, S. 141) angeordnet werden. Für das Membrankontinuum
wirkt ein Grat- oder Kehlseil wie ein biegeweicher Rand, an dem zwei Flächen gestoßen
werden. Es entsteht also eine Zonierung der
Fläche in kleinere Teile.
Grat- und Kehlseile werden auch häufig in Kombination mit segel- und punktgestützten Flächen
eingesetzt. Hier dienen sie dem Anheben oder
Absenken der Flächengeometrie und können
ein Einschnüren von Trichter- oder Zylinderflächen verhindern (Abb. D 1.29, S. 145). Bei
großen Flächen kann durch Grat- und Kehlseile
die Steifigkeit und Tragfähigkeit erhöht werden.
a
b
D 1.18
c
d
e
D 1.19
Punktgestützte Flächen
Wird die Fläche lokal über einen Hochpunkt angehoben oder an einem Tiefpunkt heruntergezogen, spricht man von einer punktgestützten
Fläche. Singularitäten, d. h. das Anheben der
Fläche an einem einzigen Punkt, sind nicht
möglich, denn in der Spitze würden die Spannungen im Material unendlich hoch werden.
Der Hoch- oder Tiefpunkt muss also vor der
eigentlichen Spitze abgeschnitten und durch
einen steifen Ring (Abb. D 1.13 i, S. 141) oder
Buckel (Abb. D 1.13 l, S. 141) gehalten oder an
einem Seil aufgehängt werden (Abb. D 1.13 j
und k, S. 141). Ein steifer Ring oder eine Seilschlaufe wirken wie ein geschlossener innerer
Rand. Seilschlaufen können als Auge, Linse
oder Rosette ausgeführt werden. Ein Auge ist
ein geschlossenes inneres Randseil, das an
einem Punkt verankert wird. Werden mehrere
Augseilschlaufen um den Hoch- oder Tiefpunkt
herum angeordnet, spricht man von einer Rosette, bei zwei inneren Randseilen, die an zwei
Punkten verankert sind, von einer Linse.
f
g
h
D 1.20
Bogengestützte Flächen
Wird die Fläche mit einem linearen, gekrümmten
Element gestützt, so kann dieser Bogen Druckund Soglasten aus der Fläche abtragen. Einseitig beanspruchte Randbögen (Abb. D 1.13 m,
S. 141) werden senkrecht zur Bogenebene
zusätzlich stark biegebeansprucht. Diese Biegebeanspruchung reduziert sich, wenn die
Membran über den Bogen hinweggeführt wird
i
j
D 1.21
142
k
D 1.22
Tragwerk und Form
(Abb. D 1.13 o, p, S. 141). Bei einer symmetrischen Belastung ist anzustreben, dass die Bogenebene in der Winkelhalbierenden der über
den Bogen geführten Membranfläche liegt.
Wenn dies gegeben ist, kann der Bogen durch
die Membran gegen Ausknicken gehalten und
somit sehr filigran ausgeführt werden (Abb.
D 1.13 n, S. 141). Voraussetzung hierfür ist eine
ausreichende geometrische und elastische
Steifigkeit der Fläche. Für den Fall, dass die
den Bogen aussteifende Membran ausfällt, muss
dieser gegen Umkippen gesichert werden.
Freie Eckpunkte
Durch das Einziehen von elastischen Stäben
(Segellatten) in die Membranfläche lassen
sich freie Eckpunkte generieren, die ohne Abspannung oder Stützung einzig von dem durch
die Fläche gehaltenen Stab stabilisiert sind.
Dieser passt sich aufgrund seiner Elastizität
der Flächenkrümmung weitestgehend an, kann
aber, da er durch die Membran gegen Ausknicken stabilisiert ist, Druckkräfte übertragen
(Abb. D 1.13 c, S. 141).
Pneumatisch vorgespannte Flächen
Bei pneumatischen Konstruktionen wird die
Fläche an den Rändern meist biegesteif gehalten. Durch unterschiedlichen Druck auf der
Innen- und Außenseite entsteht eine Flächenlast, die einen Membranspannungszustand
hervorruft. Pneumatisch vorgespannte Flächen
erzeugen – abgesehen von solchen mit spitzen
Ecken (Abb. D 1.22 c) – synklastische Formen.
Ist der Innendruck größer als der atmosphärische Druck, so stellt sich eine nach außen gewölbte kissenartige Form ein, im umgekehrten
Fall entsteht eine nach innen gewölbte (Abb.
D 1.22 a, g).
Bei den meisten pneumatisch vorgespannten
Konstruktionen werden die Membranspannungen durch einen biegesteifen Rand aufgenommen, sodass im Gegensatz zu vielen mechanisch vorgespannten Konstruktionen keine
großen Spannkräfte in den Baugrund abgeleitet
werden müssen. Pneumatische Kissen können
im Vergleich zu mechanisch vorgespannten
Flächen wegen ihrer geringen Steifigkeit kein
Zugelement im Tragwerk ersetzen und somit
keinen Beitrag zur Systemsteifigkeit leisten. Sie
werden also nur als Eindeckung oder Raumabschluss, aber nicht als Bestandteil des
Gesamttragwerks verwendet. Aufgrund des
geringen Gewichts, der Spannweite und der
vergleichsweise großen Toleranz für Verformungen lassen sich mit Kissen leichte Gebäudehüllen ausbilden.
Die Belastung der Membran ergibt sich aus der
Differenz zwischen dem Außen- und Innendruck sowie durch Winddruck /-sog und gegebenenfalls Schneebelastung. Unter der Annahme inkompressibler Luft (konstantes Volumen)
gilt, dass nach unten gerichtete Lasten wie
Schnee oder Winddruck die obere Membran
des Kissens entlasten, während die Zugkraft in
der unteren Membran ansteigt (Abb. D 1.24).
Der innere Überdruck sollte daher größer als
die zu erwartende äußere Last gewählt werden,
damit die obere Lage nicht erschlafft. Bei Soglasten, z. B. aus Wind, verhält es sich umgekehrt. Da das druckregulierende Gebläse nicht
so schnell auf wechselnde Bedingungen reagieren kann, führt die Verformung der Kissen
durch eine Windböe zu starken Druckänderungen im Kissen. Denn nach dem Gesetz von
Boyle-Mariotte ist das Produkt aus Druck und
Volumen immer konstant. Bei der Dimensionierung der Kissenmembran sind diese Druckänderungen zu beachten. Ein weiterer Unterschied zu den mechanisch vorgespannten Flächen besteht in der Abhängigkeit der Flächenvorspannung von der Geometrie, genauer der
Wölbung der Fläche. Die tangentiale Flächenspannung verhält sich proportional zur Druckdifferenz zwischen innen und außen und dem
Radius der Flächenwölbung (siehe Pneumatisch vorgespannte Flächen, S. 147).
D 1.18
ETFE-Kissen, Allianz Arena, München (D) 2005,
Herzog & de Meuron
D 1.19 Pneuhalle, Expo Biel (CH) 2002, formTL
D 1.20 Unterdruckkissen, Dynaform BMW Pavillon,
IAA Frankfurt am Main (D) 2001, Franken
Architekten
D 1.21 Tensairity-Träger, Parkhaus, Montreux (CH)
2004, Luscher Architectes
D 1.22 pneumatisch vorgespannte Flächen
a quadratisches Kissen
b rechteckiges Kissen
c dreieckiges Kissen
d sechseckiges Kissen
e Traglufthalle
Grundsätzlich wird zwischen kissen- und
schlauchförmigen Konstruktionen (Pneus), bei
denen ein abgeschlossenes Volumen unter
Über- oder Unterdruck gesetzt wird, und Traglufthallen, bei denen im gesamten Innenraum
ein Überdruck erzeugt wird, unterschieden.
Kissen
Die Hauptspannweite der Kissen ist bei den
üblichen Materialien (z. B. ETFE-Folie) auf wenige Meter beschränkt. Häufig werden daher
viele Kissen in einem Primärtragwerk addiert,
um die Gebäudehülle zu formen (Abb. D 1.18
und D 1.22 a – d). Die Geometrie des einzelnen
Kissens resultiert aus den durch das Primärtragwerk vorgegebenen Rändern. Da pneumatische Formen näherungsweise eine Kugelkalotte anstreben, entstehen bei eckigen Rahmengeometrien in den spitzen Ecken Gegenkrümmungen (Abb. D 1.25). In diesen lokal
f
g
h
i
j
seilverstärkte luftgestützte Fläche
Unterdruckkissen
Schlauch
Addition von Schläuchen
Tensairity-Balken mit steifem Ober- und
Untergurt
k Tensairity-Balken mit steifem Obergurt und
Seiluntergurt
D 1.23 Grundprinzip der pneumatischen Flächenvorspannung
D 1.24 Lastabtragung in einem pneumatischen Kissen
D 1.25 pneumatisch vorgespannte Flächen auf verschiedenen Grundrissen im Vergleich zu einer
Kugelkalotte
Flächenspannung V
-
Flächenspannung V
äußere Last
+
P
VO < V
VU > V
D 1.23
D 1.24
D 1.25
143
senkrechte Verformung in Membranmitte [%]
Tragwerk und Form
100
antiklastisch gekrümmten Bereichen treten
rhöhte Spannungen und Faltenbildung auf, die
bei der Ausbildung des steifen Kissenrands berücksichtigt werden müssen. Daher empfiehlt
es sich, spitze Eckbereiche zu vermeiden, um
die Dauerhaftigkeit der Konstruktion gewährleisten zu können. Je nach Ausrichtung sollte auch
die Wölbung des Kissens (Stich) angepasst
werden, um gegebenenfalls höheren Schneeoder Windlasten standhalten zu können.
fm
l
l
80
D 1.26
Tensairity
Ein Tensairity-System ist vom Funktionsprinzip
her ein Fachwerk aus dünnen Stäben und
Seilen, bei dem ein schlauchförmiger Pneu
als stabilisierendes Element dient. Er trennt
Druck- und Zugglieder räumlich voneinander
und schafft somit statische Höhe. Gleichzeitig
stabilisiert er den Druckgurt gegen Ausknicken. Die Zugglieder können entweder als
Seile auf Spannung um den Schlauch gewunden sein (Abb. D 1.22 k, S. 142) oder als Stahlprofil einen vollwertigen Untergurt ausbilden
(Abb. D 1.21, D 1.22 j, S. 142 und Abb. E 3.19,
S. 195).
60
40
20
Vorspannung
1 kN/m
2 kN/m
3 kN/m
4 kN/m
0
0
5
10
15
20
25
30
Stich f m /l [%]
D 1.27
144
Schlauch
Schlauchförmige Pneus werden entweder
als einzelne Tragglieder eingesetzt oder in
Addition zu einer Kombination aus Primärtragwerk und Hülle zusammengefügt (Abb. D 1.22 h
und i, S. 142). Vereinzelt finden sie auch als
adaptive Tragelemente Verwendung, deren
Steifigkeit je nach Belastung über den Innendruck angepasst wird. Durch entsprechenden
Zuschnitt mit verkürztem inneren Radius lassen
sich auch gekrümmte Schläuche herstellen.
Traglufthalle
Bei einer Traglufthalle befindet sich der genutzte Innenraum im Gegensatz zu Kissen- und
Schlauchsystemen innerhalb des Pneus (Abb.
D 1.19 und D 1.22 e, S. 142). Traglufthallen
können daher nur über Druckschleusen betreten werden. Aufgrund der großen Krümmungsradien reicht ein gegenüber der Umgebung um
etwa 0,2 mbar (25 mm Wassersäule) nur leicht
erhöhter Luftdruck, um eine luftdichte Membran
zu tragen und zu stabilisieren. Das Wohlbefinden innerhalb des Überdrucksystems ist somit
nicht beeinträchtigt.
Verglichen mit allen anderen Konstruktionsprinzipien gehören pneumatisch gestützte Konstruktionen in Form von Traglufthallen zu den
leichtesten. Mit einer Verstärkung durch ein
Seilnetz können Spannweiten über 200 m erreicht werden. Für derartige Größen konnte
sich dieses System aufgrund des hohen Energieaufwands zur Aufrechterhaltung des Innendrucks und wegen einiger spektakulärer
Versagensfälle unter Schneelast und Stürmen
jedoch nicht in der Breite durchsetzen. Für
leinere Spannweiten wie bei temporären Überdachungen von Tennis- oder Veranstaltungshallen werden Traglufthallen angesichts ihrer
Leichtigkeit, Flexibilität und dem sehr geringen
Packmaß allerdings oft genutzt.
Tragwerk und Form
l
Festlegung der Randbedingungen
Alle Methoden zur Formfindung zugbeanspruchter Flächentragwerke setzen das
erständnis der Zusammenhänge zwischen
Geometrie, Tragverhalten und konstruktiver
Umsetzung voraus.
V
r2
S
S
S10
S1
Mechanisch vorgespannte Flächen
Für mechanisch vorgespannte Membrantragwerke sind die Randseilkrümmung sowie
Richtung und Lage der Abspannungen und
Lagerpunkte von wesentlicher Bedeutung.
Die geometrische, tragwerkstechnische sowie
konstruktive Bedeutung dieser Parameter wird
im Folgenden näher erläutert.
Richtung
Resultierende
S [kN]
S2
S1
r
a
Fixpunkte
Unter einem Fixpunkt versteht man im Allgemeinen einen Auflagerpunkt von mechanisch
vorgespannten Membranen, an dem die Zugspannungen indirekt über Stützen, Abspanungen, Ausleger oder direkt in den Baugrund
geleitet werden. Die geometrische Lage der
Fixpunkte ergibt sich in der Regel aus den
architektonischen Randbedingungen. Sollen
keine zusätzlichen Elemente wie Hochpunkte,
Bögen oder Grat- und Kehlseile eingesetzt werden, sind die Höhendifferenzen zwischen den
Fixpunkten so zu setzen, dass ein ausreichender Flächenstich entsteht. Als Stich bezeichnet
man den Durchhang eines Seils fS oder einer
Fläche fm zwischen den Auflagerpunkten. Bei
Membranflächen mit isotroper Vorspannung
stellt sich der maximale Stich an dem Punkt
ein, an dem sich hängende und stehende
Hauptkrümmung treffen, d. h. auf halber Höhe
zwischen Hoch- und Tiefpunkt (Abb. D 1.26).
In Abb. D 1.27 werden die krümmungsabhängigen Verformungen verschiedener Vierpunktsegel bei gleichen Materialeigenschaften,
Vorspannungen, Spannweiten und Windbeastungen (konstante Flächenlast senkrecht
zur Fläche) verglichen. Die Verformung unter
Windbelastung ist bei einem ebenen Segel am
stärksten und wird zur Vergleichbarkeit auf
100 % normiert. Bei einem Stich fm/l von etwa
10 % beträgt die Verformung nur noch 30 %
gegenüber dem flachen Segel. Ab einem Stich
von 25 % nimmt die geometrische Steifigkeit
kaum mehr zu. Die Verformungen lassen sich
bis zu einem gewissen Grad auch durch eine
Erhöhung der Vorspannung reduzieren. Folglich muss bei einer geringen Krümmung eine
höhere Vorspannung gewählt werden, was jedoch zu hohen Auflagerkräften und Beanspruchungen der Membran und Randseile führt.
r1
f
V
S2
R S10
c
450
400
350
S=r∙V
300
S
V
r
fs
l
250
200
V [kN/m]
1 kN/m
2 kN/m
3 kN/m
150
100
Randseilkraft [kN]
Flächenvorspannung [kN/m]
Krümmungsradius des Randes [m]
Stich [m]
Sekantenlänge bzw. Spannweite zwischen den Randpunkten
f s/l und r
l2
f
stehen im Verhältnis: r =
+ s
8 ∙ fs 2
50
0
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5
fs/l [-]
b
D 1.28
D 1.26
D 1.27
Zusammenhang zwischen Flächendurchhang
(Stich), Spannweite und Höhenversatz der Eckpunkte
Vergleich der krümmungsabhängigen Verformungen verschiedener Vierpunktsegel bei gleichen Materialeigenschaften, Vorspannungen,
Spannweiten und Windbelastungen. Die Verformung der ebenen Membran unter Windbelastung ist auf 100% normiert.
d/h 0,25
S:K = 1:1
d/h 0,5
S:K = 1:1
D 1.28
Zusammenhang zwischen Flächenvorspannung
P, Randseilkraft S und Randseilkrümmung r beimechanisch vorgespannten Membranen mit
biegeweichen Rändern (Näherung)
a Randseilgeometrie, Definition der Kennwerte
b Abhängigkeit der Seilkraft von Geometrie und
Vorspannung
c Kräfte an einem Mastkopf im Grundriss
D 1.29 Beeinflussung der Flächenkrümmung durch
anisotrope Vorspannung und Gratseile
d/h 0,75
S:K = 1:1
d/h 1,0
S:K = 1:1
d/h 1,25
S:K = 1:1
d
K
h
S
Randseilkrümmung
Da die lokalen Membranspannungen hauptsächlich rechtwinklig zum Membranrand wirken, beschreiben biegeweiche Membranränder
annähernd einen Kreisbogen. Dadurch lässt
sich auch der Zusammenhang zwischen Flächenspannung V [kN/m], Randseilkraft S [kN]
und Randseilkrümmungsradius r [m] näherungsweise mit der zweidimensionalen Kesselformel S = r ∙ V beschreiben. Aus dieser Formel
Vorspannungsverhältnis S:K
d/h = 1
d/h = 1; S:K = 1:1
Gratseilvorspannung F [kN]
S:K = 1:1,5
S:K = 1:2
F=1 kN
F=2 kN
S:K = 1:3
F=3 kN
D 1.29
145
Tragwerk und Form
wird deutlich, dass die Randseilkraft nur von
der Flächenspannung und dem Krümmungsradius, jedoch nicht von der Spannweite abhängt.
Dennoch kommt die Spannweite insofern indirekt zum Tragen, als dass aus geometrischen
und konstruktiven Gründen mit der Spannweite
in der Regel auch der Krümmungsradius zu erhöhen ist. Soll eine Membran eine möglichst
große Fläche überspannen, so müssen die
Randseile so weit wie wirtschaftlich sinnvoll angezogen werden. Bei sehr großen Spannweiten kann es sich als sinnvoll erweisen, solche
Ränder als sogenannte Girlandenränder auszuführen, bei denen die Membran mit kleineren
Randbögen an ein polygonal gespanntes Randseil anschließt. Geometrisch ergibt sich für ein
Randseil ein Mindestradius von der halben
Spannweite. Abb. D 1.28 b (S. 145) zeigt für drei
verschiedene Vorspannungen das Verhältnis
zwischen Randseilstich und Kraft. Dabei ist deutlich zu erkennen, dass die Randseilkräfte ab
einem Stich fS /l < 10 % stark ansteigen. Gleichzeitig lässt sich mit einem Stich fS /l > 20 % nur
noch wenig Kraft einsparen. Daraus lässt sich
ableiten, dass der Stich eines Randseils sinnvollerweise ca. 10 % betragen sollte.
Sind Flächenvorspannung und Randseilradius
festgelegt, kann man nicht nur die Größe, sondern auch die Richtung der Randseilkraft am
Auflager bestimmen. Die Richtung ist durch die
Tangente des Randseilbogens am Auflagerpunkt gegeben. Schließen mehrere Seile an
einem Punkt an, so ergibt sich über Addition
der Kraftvektoren die resultierende Auflagerkraft. In Abb. D 1.28 c (S. 145) sind die Vektoren S1 und S2 der Randseile und S10 des Gratseils einer Trichtermembran aufaddiert. Durch
solch einfache Vorüberlegungen lässt sich die
Richtung der Auflagerlasten abschätzen und
somit die Anordnung von Traggliedern wie z. B.
Maste und Abspannseile optimieren. Dabei ist
allerdings zu beachten, dass sich die Größe
der Kräfte und damit auch die Größe und Richtungen der Resultierenden mit wechselnden
Lasten (z. B. Wind) verändern, sodass zwei
Mastabspannungen erforderlich sind.
1400
P= 100 [pa]
P= 500 [pa]
P= 1000 [pa]
1200
V 0,5 [kN/m]
V 0,8 [kN/m]
V 1,0 [kN/m]
1000
800
2,5
Grat- und Kehlseile werden besonders häufig
bei isotrop vorgespannten Membranen eingesetzt. Sie erhöhen die Steifigkeit der Membranfläche und reduzieren damit Verformungen
und Spannungen in der Membran. Gleichzeitig
zonieren sie die Fläche, was bei größeren Dachkonstruktionen die Kriechverformungen begrenzt
und auch oft aus montagetechnischer Sicht er-
wünscht ist. Bei punktgestützten Hochpunktformen dienen Gratseile häufig auch als Sicherungsseile, die den Masten im Fall eines Membranausfalls halten. Die konstruktive Ausführung von Grat- oder Kehlseilen ist oft aufwendig, wenn sie nicht an einem Flächenstoß oder
als aufgenähter Gurt eingesetzt werden. Frei
gespannte Seile können auf der Membran rutschen, sodass in diesem Fall meist zusätzlich
Seiltaschen aufgeschweißt werden müssen.
Isotrope Spannungszustände wirken sich
vorteilhaft auf das Langzeitverhalten einer
Membrankonstruktion aus. Bei stark anisotrop
vorgespannten Membranen kann das Kriechverhalten vieler Membranmaterialien dazu führen, dass das Material in Bereichen höherer
Spannungen stärker kriecht und sich somit die
ursprünglich anisotrop vorgespannte Membran
durch eine Spannungsumlagerung einer spannungsgleichen Fläche annähert. Für diese
spannungsgleiche Form steht nun theoretisch
zu viel Material zur Verfügung, was zu Faltenbildung führen kann.
Letztlich liegt es im Ermessen des Planers, mit
dem Anpassen der Vorspannungen und dem
Einsatz von Grat- oder Kehlseilen unter Berücksichtigung der genannten Kriterien sinnvoll
umzugehen. Eine projektspezifisch optimale
Lösung ist demnach immer nur unter Berücksichtigung von Form, Materialeigenschaften,
Lastenannahmen und der gewünschten Erscheinung zu finden.
Vorspannwerte
Der Mindestwert der Vorspannung hängt von
der geometrischen und elastischen Steifigkeit
der Membran ab. Flache Formen müssen stärker vorgespannt werden als deutlich gekrümmte. Ferner muss gewährleistet sein, dass jede
Faser im Gewebe stark genug gedehnt ist, um
eine gleichmäßig vorgespannte, faltenfreie
Oberfläche zu erzeugen, deren Vorspannung
unter äußeren Lasten nicht vollständig abgebaut wird. Gleichzeitig sollte eine bestimmte
Vorspannhöhe nicht überschritten werden,
damit genügend Tragreserven für äußere Lasten zur Verfügung stehen und sich keine zu
hohen Auflagerkräfte ergeben. In der Praxis
wird die Vorspannung gewöhnlich so gewählt,
dass sie unter äußerer Belastung möglichst
V [kN/m]
P [Pa]
Flächenkrümmung
Durch das gezielte Setzen der Randpunkte im
Raum ist die Flächenkrümmung nur innerhalb
gewisser Grenzen beeinflussbar. Aus funktionalen oder statischen Gründen muss die durch
Randpunkte und isotrope, d. h. in beide Richtungen gleiche Vorspannung vorgegebene Flächenkrümmung häufig noch angepasst werden. So kann es beispielsweise nötig sein, den
Durchhang der Fläche anzuheben, um ein vorgegebenes Lichtraumprofil zu erreichen oder
Wassersackbildung zu vermeiden.
Für das Anpassen der Flächenkrümmung können Grat- und Kehlseile verwendet und anisotrope Vorspannungen (in Kett- und Schussrichtung unterschiedlich) angesetzt werden. Diese
Möglichkeiten lassen sich anschaulich am Beispiel einer Zylinderfläche erläutern: Bei Hochpunkt- und Zylinderflächen muss die Krümmung begrenzt werden, da diese in ein Spannungsminimum kollabieren können. Abb. D 1.29
(S. 145) zeigt, dass sich die Zylindermantelfläche bildende, isoptrop vorgespannte Membran
ab einer gewissen Höhe h so stark einschnürt,
dass sie in zwei Teilflächen zerfällt. In solchen
Fällen müssen weitere Maßnahmen wie das
Einführen von Grat- oder Kehlseilen oder das
Verändern der Vorspannungsverhältnisse in
Betracht gezogen werden. Für den Zylinder mit
einem Durchmesser (d) und einem Höhenverhältnis (h) von 1:1 werden in Abb. D 1.29
(S. 145) die Möglichkeiten gezeigt, durch solche Maßnahmen das Einschnüren der Fläche
zu beeinflussen.
Nicht nur aus geometrischer, sondern auch aus
statischer Sicht kann es sich anbieten, die
Krümmung der Fläche für maßgebende Lastfälle zu optimieren. Um großen Verformungen bei
Schneelast und Wassersackbildung vorzubeugen wird oft versucht, mehr Steifigkeit in die
hängende Krümmung zu legen. Bei dominanten Windsoglastfällen lassen sich die Membranspannungen durch kleinere Krümmungsradien in der stehenden Krümmung reduzieren.
2
1,5
600
1
Z
X
Y
400
0,5
200
0
0
146
5
10
15
20
25
r [m]
D 1.30
D 1.31
Tragwerk und Form
großflächig erhalten bleibt und die Verformungen unter Winddruck oder Schneebelastung
nicht zu ausgeprägten Mulden in der Fläche
führen, in denen sich Wassersäcke bilden
könnten. Typische Werte für die Vorspannung
liegen dabei zwischen 1– 5 kN/m.
unter 5 m stark ansteigt, um eine typische Flächenspannung aufrechtzuerhalten. Ist hingegen durch äußere Belastung ein mindestens
einzuhaltender Innendruck vorgegeben, so
wächst die Flächenspannung proportional zur
Krümmung.
Pneumatisch vorgespannte Flächen
Grundsätzlich besteht bei pneumatisch vorgespannten Flächen ein Zusammenhang zwischen der Oberflächenkrümmung und dem für
die Stützwirkung erforderlichen Druckniveau.
Dieser lässt sich wieder mit der Kesselformel
veranschaulichen. Für eine dreidimensionale
Kugelkalotte gilt näherungsweise V = 0,5 ∙ P ∙ r.
Aus der Gleichung ist zu erkennen, dass bei
größeren Krümmungsradien r [m] ein geringerer Innendruck benötigt wird, um die gleiche
Flächenvorspannung V [kN/m] zu erzeugen
wie bei vergleichsweise stärker gekrümmten,
kleineren Konstruktionen. Dies ist aus dem Alltag bekannt, z. B. wenn man das Druckniveau
P [Pa] eines Rennradreifens (7–10 bar) mit dem
eines Autoreifens (ca. 2 bar) vergleicht.
Im Gegensatz zu mechanisch vorgespannten
Flächen ist der pneumatische Vorspannungsgrad durch Steuerung des Innendrucks regulierbar. Der erforderliche Überdruck in Folienund Membrankissen ist dementsprechend
auch vom Volumen und den statischen Erfordernissen abhängig. Er sollte größer als die zu
erwartende Auflast aus Schnee oder Wind gewählt werden und bewegt sich üblicherweise
im Bereich zwischen 100 und 1000 Pa
(10 000 Pa = 1 bar = 10 kN/m2) und ist damit
vergleichsweise gering, muss allerdings konstant aufrechterhalten werden. Manchmal werden statische Konzepte umgesetzt, bei denen
sich der Druck unterschiedlichen Lastfällen
anpasst. So lässt sich bei starkem Schneefall
der Innendruck verdoppeln und muss so nicht
ganzjährig auf dem hierfür nötigen erhöhten
Niveau gehalten werden. Abb. D 1.30 zeigt die
Verhältnisse zwischen Flächenvorspannung V,
Innendruck P und Krümmungsradius r einerseits für drei gegebene Vorspannungen
(durchgezogene Linien) und andererseits für
drei gegebene Innendrucke P (gestrichelte
Linie). Bei gegebener Vorspannung wird deutlich, wie der Überdruck bei Krümmungsradien
Konstruktive Umsetzung
Das Resultat eines jeden Formfindungsprozesses ist die dreidimensionale, geometrische
Form des Membrantragwerks unter Vorspannung. Für die benötigte Membranfläche werden ebene, ungedehnte Bahnen zugeschnitten
und aneinandergefügt, sodass die Form im eingebauten Zustand die geplante gekrümmte
Geometrie und den vorgesehenen Vorspannungszustand erreicht. Durch ein ungleichmäßig überlappendes Anordnen der Membranstreifen oder bei Verwendung offener Gewebe,
die sich stark verrauten lassen, kann die Membranfläche auch ohne gekrümmte Zuschnittsränder ausgeführt werden. In der Regel wird
die Flächenkrümmung jedoch durch Krümmung der Bahnränder erzeugt. Eine antiklastische Doppelkrümmung lässt sich durch Entfernen von Membranmaterial in der Bahnmitte
und umgekehrt eine synklastische Doppelkrümmung durch Materialzugabe in der Bahnmitte erreichen. Einen Sonderfall nehmen ETFE-Kissen ein; deren Form ergibt sich neben
dem Zuschnitt zusätzlich durch elastische und
plastische Verformung des Folienmaterials. Die
endgültige Kissenform stellt sich daher erst
nach einigen Belastungszyklen ein. Um große
Krümmungen erzeugen zu können und Faltenbildung in den Ecken zu vermeiden, sollte auf
einen Zuschnitt jedoch nicht verzichtet werden.
Zuschnitt
Für die Festlegung der Zuschnittsbahnen werden radial oder parallel ausgerichtete Scharen
von geodätischen Linien auf der Membranoberfläche angetragen. Eine geodätische Linie
beschreibt die lokal kürzeste Verbindung zwischen zwei Punkten auf der dazwischen aufgespannten Fläche. Die dreidimensionale Form
wird entlang dieser Linien in Streifen zerlegt,
die z. B. durch eine sogenannte Triangulierung
in ebene Zuschnittsbahnen abgewickelt bzw.
verebnet werden. Hier ist zu beachten, dass
D 1.30
der größte Abstand zwischen zwei Schnittlinien
nicht die erhältliche Bahnbreite inklusive Nahtzugabe des gewählten Membranmaterials
überschreiten sollte. Je nach Maß der Krümmung und der Bahnenbreite werden die Streifen bei der Verebnung verzerrt; in Bereichen
großer Krümmung sollten die Streifen folglich
relativ schmal gewählt werden.
Der Zuschnitt verläuft idealerweise entlang der
Hauptkrümmungen und Hauptlastabtragrichtung. Durch die erhöhte Steifigkeit parallel zu
den Nähten erreicht man eine maximale Steifigkeit der Fläche und somit geringe Verformungen unter äußerer Belastung. Die Schnittlinien
auf der Zuschnittsbahn sollten daher auch
möglichst mit der steifen Kettrichtung verlaufen. Dabei empfiehlt es sich, das genaue Layout der Zuschnittsbahnen mit allen Planungsbeteiligten abzusprechen, da die Nahtlinien
insbesondere im Gegenlicht deutlich sichtbar
werden und somit einen wesentlichen Bestandteil des Erscheinungsbilds ausmachen (Abb.
D 1.32 und D 1.33). Durch das diffuse Licht auf
der Membranunterseite tritt auch die Flächenkrümmung hauptsächlich durch das Nahtbild in
Erscheinung. Werden die Zuschnittsbahnen
z. B. parallel zu einer der Hauptkrümmungen
gelegt, so lässt sich die doppelte Flächenkrümmung optisch hervorheben werden. Gleichzeitig muss die Zuschnittsrichtung eng mit der
Vorspannrichtung während der Montage abgestimmt werden, um zu gewährleisten, dass das
Gewebe sich dehnt und nicht verrautet.
Abb. D 1.34 a–h (S. 148) zeigt verschiedene
typische Zuschnittsmuster für die vier Grundformen mit der Richtung der Kettfäden (K).
In Abb. D 1.34 a (S. 148) ist ein typischer Zuschnitt entlang der Hauptkrümmungen dargestellt. Hier liegt die durch Kettfäden und
Schweißnähte steifere Richtung in der hängenden Krümmung, wodurch Schneelasten bei geringerer Gefahr von Wassersackbildung abgetragen werden können.
Bei Segelflächen ist darüber hinaus zu vermeiden, dass Kettfäden genau zwischen zwei Eckpunkten spannen und sich dadurch konstruktiv
ein ungewollter Grat ausbildet, der das Material
überbeansprucht. Werden aus diesem Grund
die Zuschnittslinien um 45° zu den Hauptkrümmungen gedreht, so wird die Fläche aufgrund
Verhältnis von Innendruck, Krümmungsradius
und Flächenvorspannung bei pneumatisch
vorgespannten Membranen (Näherung):
V = 0,5 ∙ P ∙ r
D 1.31
D 1.32
D 1.33
D 1.32
V Flächenvorspannung [kN/m]
P Innendruck [Pa; 1 Pa = 1 N/m2]
r idealisierter Krümmungsradius einer einer
Kugelkalotte [m]
Zuschneiden und Verebnen von pneumatisch
und mechanisch vorgespannten Flächen
sichtbare Schweißnähte bei Nacht, Norwegischer Pavillon Expo Shanghai (CN) 2010,
Helen & Hard/Melvær & Lien/Sweco Goener;
Knippers Helbig/studioLD (Membrantragwerk)
Norwegischer Pavillon, Hochpunkt mit sichtbaren Schweißnähten im Gegenlicht
D 1.33
147
Tragwerk und Form
der geringen Schubsteifigkeit der Membranmaterialien sehr weich. Ein Zwischenweg ist
die in Abb. D 1.34 b dargestellte, um 22,5 °
gedrehte Ausrichtung.
Hoch- oder Tiefpunktflächen werden typischerweise radial zugeschnitten (Abb. D 1.34 e).
Durch die spitz zulaufenden Zuschnittsbahnen
fällt jedoch viel Verschnitt an. Alternativen mit
weniger Verschnitt sind in Abb. D 1.34 f gezeigt. Bogenmembranen werden meist rechtwinklig zu den steifen Randbögen geschnitten
(Abb.D 1.34 g und h). Bei sehr flachen Formen kann der Zuschnitt auch bogenparallel
erfolgen.
Zusammenfassend ist festzustellen, dass die
Ausrichtung der Zuschnittslinien von folgenden
Kriterien abhängig ist:
• Richtung der Hauptkrümmungen (Minimierung der Verzerrung)
• Montageablauf, Einleitung der Vorspannung
• Lage der Eckpunkte
• Schubsteifigkeit des Membranmaterials
• Gestaltung
• ökonomische Gesichtspunkte, Minimierung
von Verschnitt
K
a
K
b
K
c
K
d
K
e
K
f
K
g
K
h
D 1.34
D 1.34
D 1.35
D 1.36
D 1.37
D 1.38
148
typische Zuschnittslayouts für die Grundformen
mechanisch vorgespannter Membranen
Grundprinzipien des mechanischen Vorspannens
a Verschiebung der Eckpunkte durch Kippen
der Abspannmaste an biegeweichen Rändern
b Kippen eines biegsteifen Randes
c paralleles Verschieben eines biegsteifen
Randes
d Verschiebung der Eck- und/oder Hochpunkte
von biegeweichen Rändern
Grundprinzipien wandelbarer Membrankonstruktionen
a Rollen
b parallel raffen
c zentral raffen
d zirkular raffen
Trichterschirme 10 ≈ 10 m, Stuttgart (D) 1990,
Rasch + Bradatsch
wandelbares, zentral gerafftes Membrandach,
Centercourt am Rotherbaum, Hamburg (D)
1997, Schweger + Partner / Werner Sobek
Ingenieure
Kompensation
Sind die Membranstreifen in die Ebene abgewickelt, werden sie um das Maß der vorspannungsabhängigen Dehnung verkleinert. Dieser
Vorgang wird als Kompensation bezeichnet.
Sie ist demnach eine Vorwegnahme elastischer
Dehnungen im Zuschnitt, um eine Sollgeometrie im Vorspannungszustand zu erreichen. Der
Kompensationswert eines Membranmaterials
wird an einer biaxial (zweiachsig) vorgespannten Materialprobe ermittelt. Auf dem sogenannten biaxialen Spannungstisch wird die Probe
mehreren typischen Belastungszyklen ausgesetzt (siehe Dehnsteifigkeit, S. 105). Anhand
der gemessenen Materialdehnung wird der
Kompensationswert festgelegt. Dieser kann
sich je nach Material zwischen Kett- und Schussrichtung um mehrere Prozent unterscheiden.
Bei Material wie Glas-PTFE kann es auch vorkommen, dass sich die Kettfäden unter biaxialer Vorspannung verkürzen (Abb. C 5.13 b,
S. 106). Dies hat eine negative Kompensation
zur Folge, welche aber in der Regel vernachlässigt wird, da der Wert sehr gering ist. Für
jede Materialcharge sind neue Versuche durchzuführen. Der Kompensationswert muss also
nicht nur für jedes Projekt aufgrund seiner spezifischen Vorspannungs- und Belastungswerte
neu ermittelt werden, sondern auch für jede
Materialcharge innerhalb eines Projekts. Erhöhte Steifigkeiten, beispielsweise in den Eckbereichen, können durch eine sogenannte Dekompensation, d. h. durch eine Verringerung des
Kompensationswerts berücksichtigt werden.
Durch die Planungs- und Fertigungsschritte wie
Verebnung, Zuschnitt und Kompensation wird
die ideale doppelt gekrümmte Geometrie des
Membrantragwerks vereinfacht. Es ist möglich,
dass der ursprünglich geplante Vorspannungszustand dann nicht mehr genau erreicht wird.
Bei ungenauen Berechnungen und Fehlern in
der Ausführung können sich Falten bilden und
Montageprobleme, Überbeanspruchungen
sowie in der Folge Schäden an der Membran
entstehen.
Eine besondere Herausforderung ist das Anpassen von Kompensationswerten bei GurtMembran-Verbünden, denn hier müssen die
beiden unterschiedlichen Steifigkeiten berücksichtigt werden. Auch die Tatsache, dass sich
der Gurt durch das Aufnähen mit jeder Naht
verkürzt, spielt eine Rolle – in Summe kann dieser Wert bei 1–2 % liegen. Damit der Randgurt
im endgültigen Zustand tatsächlich die aus der
Formfindung vorgegebene Vorspannung aufweist, müssen sowohl die unterschiedlichen
Kompensationswerte von Gurt und Membran
als auch die Nahtverkürzung Berücksichtigung
finden.
Montage
Für die erfolgreiche Realisierung eines Membrantragwerks ist eine detaillierte Montageplanung mit einem sorgfältig durchdachten Spannkonzept unabdingbar. Dieses ist sehr projektspezifisch und im Allgemeinen abhängig von:
• Konstruktion (Geometrie, Vorfertigung)
• örtlichen Randbedingungen (Zugänglichkeit)
• Material (Vorspanngeschwindigkeit, Spannstufen, Spannweg)
• Zuschnitt (Spannrichtung)
• Wetter (Sicherheit)
Die Einleitung der Vorspannung lässt sich prinzipiell durch Verschieben oder Klappen von
biegesteifen Rändern, oder durch punktuelles
Ziehen oder Abspannen von biegeweichen
Rändern realisieren. Diese Grundprinzipien
sind beispielhaft an den vier Grundformen Rollen (a) sowie parallel (b), zentral (c) und zirkular Raffen (d) in Abb. D 1.35 dargestellt. Bei
abgespannten Stützen ist zu beachten, dass
sich die Stütze möglichst in der Winkelhalbierenden zwischen Membran und Abspannseil
befindet und der Winkel zwischen Seil und
Stütze nicht zu klein gewählt wird. Andernfalls
treten sehr hohe Kräfte in der Abspannung auf.
Um die Vorspannung einleiten zu können, müssen die Rand- und Eckdetails über entsprechende Anschlussmöglichkeiten für temporäre
Spannglieder verfügen (siehe Konstruieren mit
textilen Membranen, S. 196ff.).
Je nach Membranmaterial wird die Vorspannung sukzessive über einen längeren Zeitraum
eingeleitet. Durch die zeitabhängige Spannungsrelaxation aufgrund von Materialkriechen
muss dies schrittweise erfolgen, bis die gewünschte Vorspannungshöhe langfristig eingeprägt ist. Dieser Vorgang kann bei Materialien
wie Glas-PTFE-Membranen mehrere Wochen in
Anspruch nehmen.
Die Höhe der Vorspannung wird entweder geometrisch über die Sollgeometrie durch Lage
der Fixpunkte oder Längen der Abspannseile
kontrolliert oder durch Kraftmessung im Spannwerkzeug. Nachträglich kann die Flächenvorspannung mit speziellen Geräten getestet werden. Diese messen das Schwingungsverhalten
Tragwerk und Form
oder den Zugwiderstand der Fläche und
müssen für das ausgewählte Material in einem
Labortest geeicht werden.
Wandelbare Flächentragwerke
Wandelbare Konstruktionen dienen als Tragwerk der Lastabtragung und erlauben als Mechanismen zugleich eine reversible Veränderung ihrer Form. Wandelbarkeit ist erwünscht,
wenn eine Überdachung zwischen zwei Zuständen, z. B. offen und geschlossen, wechseln
soll. Diese Anforderung kann durch die Notwendigkeit entstehen, die Konstruktion dem
Wetter anzupassen, um z. B. einen temporären
Sonnen- oder Regenschutz zu bieten.
Aufgrund der Leichtigkeit und Flexibilität der
meisten Membranwerkstoffe eignen sich zugbeanspruchte Flächentragwerke hervorragend
für temporäre und wandelbare Konstruktionen.
Bezogen auf Membrankonstruktionen wird prinzipiell zwischen Raff- und Rollmechanismen
unterschieden. Rollmechanismen eignen sich
nur bedingt für mechanisch vorgespannte
Membranflächen, da sich die doppelt ge-
krümmte Form in der Regel nicht faltenfrei aufrollen lässt. Daher werden häufiger Raffmechanismen verwendet.
Viele Stadien werden heute mit zentralgerafften Membranen überdacht (Abb. D 1.36 d
und D 1.38). Die Membran wird hier meist mit
Rollen auf steifen Schienen oder Seilkonstruktionen bewegt. Diese sind möglichst so auszulegen, dass der Fahrweg und die Vorspannrichtung gleich ausgerichtet sind, sich die Randpunkte also während des Verfahrens voneinander entfernen und so die Vorspannung in die
Fläche einleiten. Solche Systeme lassen sich
daher nur von der Peripherie in die Mitte raffen.
In umgekehrter Richtung funktioniert eine Raffung nur, wenn die inneren Randpunkte mit
einem großen Höhenversatz gespreizt werden.
Beim Öffnen und Schließen eines Dachs sind
große Wege mit hohen Geschwindigkeiten und
geringen Kräften zurückzulegen, während beim
Vorspannen vergleichsweise große Kräfte mit
kleinen Spannwegen eingebracht werden. In
der Antriebstechnik werden die beiden Schritte
Öffnen des Dachs und Vorspannen der Mem-
bran daher meist getrennt.
Bei parallel gerafften Systemen (Abb. D 1.36 a)
bleibt die Vorspannung rechtwinklig zur Fahrrichtung in der Regel erhalten. Diese Systeme
sind aus traditionellen spanischen Sonnensegeln (Toldo) abgeleitet, die zunächst nur durch
ihr Eigengewicht gespannt sind. Um eine mechanische Vorspannung zu aktivieren, können
Toldos mit wechselnden Grat- und Kehlseilen
stabilisiert werden (Abb. D 1.15, S. 141).
Außer mit Seilkonstruktionen lassen sich Membranen auch mit steifen Falt- und Klappmechanismen raffen (Abb. D 1.37). Für die beweglichen Komponenten solcher Konstruktionen
eignen sich aufgrund ihres geringen Eigengewichtes vor allem faserverstärkte Kunststoffe. Solche Mechanismen werden heutzutage
aufgrund der Vielzahl an kinematischen Freiheiten mit aufwendigen Computersimulationen
ermittelt.
Anmerkungen:
[1] Engel, Heino: Tragsysteme – Structure Systems.
Ostfildern-Ruit 1999, S. 41
a
b
a
b
c
c
d
D 1.35
D 1.37
d
D 1.36
D 1.38
149
Dimensionierung und
Ausführung
D 2.1
Steht die Form eines Tragwerks fest, ist nach
der Auswahl von geeigneten Werkstoffen oder
Halbzeugen die Dimensionierung der Tragelemente ein wesentlicher Schritt zur werkstoffgerechten Konstruktion und zur Vorbereitung der
Detailplanung. Dabei werden nicht nur die Abmessungen der verwendeten Tragglieder bestimmt, sondern auch die Machbarkeit hinsichtlich der projektbezogenen Randbedingungen
untersucht. Eine besondere Rolle spielen in
diesem Zusammenhang ebenfalls die in den
meisten Fällen notwendigen Versuchsreihen,
mit denen in der Regel vor Baubeginn die
Werkstoffeigenschaften der eingesetzten
Kunststoffe oder Membranen überprüft werden
müssen. Durch die Einschränkungen hinsichtlich Verarbeitung und Qualitätsanforderung
können dann bereits Vorentscheidungen für
die Detailausbildung und den geplanten Bauablauf getroffen werden.
Berechnung
D 2.1
D 2.2
D 2.3
D 2.4
D 2.5
D 2.6
150
Berechnungsmodell einer Dachlamelle aus faserverstärktem Kunststoff
Tragverhalten faserverstärkter Kunststoffe
a Bruch infolge Zug in Faserrichtung
b Bruch infolge Druck in Faserrichtung
c Zwischenfaserbruch infolge Schub und
Querzug
d Zwischenfaserbruch infolge Querzug
e Zwischenfaserbruch infolge Querdruck
anisotropes Spannungs-Dehnungsverhalten von
textilen Membranen
a Belastung in Kettrichtung
b Belastung in Schussrichtung
c Belastung unter 45°
d Ausschnitt der Probekörper aus der textilen
Membran
Einfluss der Belastungsdauer auf die mechanischen Eigenschaften von Kunststoffen
1 Wind, Schnee (H ≤ 1000 m, Nutzlast in Versammlungsräumen, Verkehr auf Wirtschaftswegen
2 Schnee (H ≥ 1000 m), Nutzlast in Wohn- und
Büroräumen, Verkehr auf öffentlichen Straßen
3 Nutzlast in Fabriken, Verkehr auf überörtlichen
Straßen
4 Eigengewicht
Einfluss der Medienklassen auf die mechanischen
Eigenschaften von Duroplasten
1 Innenklima
2 natürliche Bewitterung
3 starke UV-Einwirkung
Einfluss der Umgebungstemperatur auf die
mechanischen Eigenschaften von Kunststoffen
Zunächst gilt es, die erforderlichen Querschnitte der tragenden Bauteile aus Kunststoffen und
Membranen zu ermitteln und Verbindungspunkte zu dimensionieren. Dabei sind einige
werkstoffbedingte Besonderheiten zu beachten. Einerseits wirken sich Belastungsdauer,
Temperatur sowie umgebende Medien direkt
auf Festigkeit und E-Modul von Kunststoffen
und Polymerfasern aus. Andererseits muss
bei textilen Membranen und faserverstärkten
Kunststoffen auch das Zusammenspiel zwischen Fasern und Kunststoff betrachtet werden, denn im Gegensatz zu anderen Werkstoffen zeigen Bauteile mit integrierten Fasern ein
ausgeprägt richtungsabhängiges Verhalten. Je
nach Orientierung und Menge der Fasern ändern sich die Materialeigenschaften und die
Spannungsverteilung im Bauteil.
Im Folgenden sollen nur die werkstoffbedingten
Besonderheiten bei der Berechnung von Tragwerken aus Kunststoffen oder Membranen betrachtet und ein kurzer Überblick der wichtigsten Parameter gegeben werden. Für die Durchführung einer vollständigen statischen Berechnung wird auf die entsprechenden Normen und
Empfehlungen verwiesen.
Faseranordnung
Die Tragfähigkeit und die Spannungsverteilung
von faserverstärkten Kunststoffen und textilen
Membranen wird durch die Art und Menge der
verwendeten Fasern, deren Verarbeitungsform
und Orientierung festgelegt. Die Faserorientierung bestimmt die Steifigkeit bzw. den E-Modul
eines Bauteils und damit die Ausrichtung des
Kraftflusses. Längs der Faserorientierung ist
die Steifigkeit beispielsweise höher.
Textile Halbzeuge werden stets im Verbund
eingesetzt, also mit einer thermoplastischen
Beschichtung versehen oder in duroplastisches
Harz eingebettet. Die beiden Komponenten
wirken zusammen und übernehmen unterschiedliche Aufgaben der Tragwirkung. Unter
Belastung muss eine Überdehnung des schützenden Kunststoffs vermieden werden, da
dieser einreißen kann und die Fasern dann ungeschützt der Bewitterung ausgesetzt wären.
Faserverstärkte Kunststoffe
Laminate aus Fasern und duroplastischem
Kunststoff bestehen aus mehreren Lagen,
innerhalb derer die Fasern parallel in eine Richtung orientiert sind. Die Zug- und Druckspannungen in Faserrichtung werden von ebendiesen aufgenommen, während der umgebende
Kunststoff lediglich der Stabilisierung dient
(Abb. D 2.2 a und b). Die Querbelastungen
und Schubspannungen überträgt der Kunststoff jedoch direkt (Abb. D 2.2 c – e). Diese Belastungen sind meist kritisch, da die Haftzugfestigkeit zwischen Kunststoff und Faser sowie
die Tragfähigkeit des Kunststoffes selbst vergleichsweise gering sind. Unter Schubbelastung kann das Bauteil delaminieren, also der
Verbund zwischen den einzelnen Schichten
verloren gehen.
Textile Membranen
Die Steifigkeiten von textilen Membranwerkstoffen sind ebenfalls richtungsabhängig. Maximale Steifigkeiten werden in der Regel in
Kettrichtung erreicht. Die Steifigkeitswerte in
Schussrichtung sind etwas geringer, da der
Schussfaden herstellungsbedingt um die Kettfäden onduliert. Die Schubsteifigkeit von Membranwerkstoffen ist von ihrer Beschichtung abhängig. Generell ist sie sehr gering und kann
Dimensionierung und Ausführung
z
σ11
z
F
τ
σ11
y
y
σ11
a
z
a F
c
σ11
σ11
σ11
y
F
x
b
d
der E-Modul sowie die Festigkeit von Kunststoffen und Polymerfasern ab. Außerdem werden
die mechanischen Kennwerte durch schädigende Medien wie Wasser, Salzlösungen oder
UV-Strahlung beeinflusst.
Für die Berechnung müssen daher, anders als
bei Werkstoffen wie z. B. Stahl, auch die Nutzungsdauer und die Umgebungsbedingungen
abgeschätzt werden. Diese fließen über Abminderungsfaktoren direkt in die Bemessung der
Bauteile ein.
Bemessungskonzept für Kunststoffe
Der Einfluss der Belastungsbedingungen wie
Lastdauer, Temperatur oder umgebende
Medien auf die mechanischen Kennwerte von
Kunststoffen und faserverstärkten Kunststoffen
wird über den sogenannten Material-Sicherheitsbeiwert sowie über drei unterschiedliche
Einflussfaktoren quantitativ abgeschätzt:
Kunststoffe und Polymerfasern (Kunststofffasern) weisen ein zeitabhängiges Verhalten
auf, d. h. bei andauernder Belastung nehmen
Verformungen zu (Kriechen) bzw. ein vorgespanntes Bauteil entspannt sich (Relaxation)
(siehe Kriechen, Zeitstandfestigkeit und Relaxion, S. 36). Außerdem ist die Festigkeit von
Kunststoffen und Polymerfasern bei anhaltender Last geringer als unter kurzzeitiger Belastung (Zeitstandsfestigkeit). Eine weitere Eigenschaft ist das temperaturabhängige Verhalten:
Bei zunehmender Umgebungstemperatur fällt
fd =
Einflussfaktor A1
Einflussfaktor A2
Einflüsse auf mechanische Kennwerte
2,2
2,0
1,8
PMMA
faserverstärkter Kunststoff ⊥,
maschinell produziert
faserverstärkter Kunststoff,
manuell produziert
faserverstärkter Kunststoff II,
maschinell prodziert
4
3
2
D 2.2
fd
fk
γM
A1
A2
fk
[1]
γM · A1 · A2 · A3
Bemessungswert der Festigkeit
charakteristische Festigkeit, aus Berechnung oder Versuch unter Kurzzeitbelastung
und Raumtemperatur
Sicherheitsbeiwert für Kunststoff oder faserverstärkten Kunststoff
Einflussfaktor »Belastungsdauer«
(Abb. D 2.4)
Einflussfaktor »Medienklasse« (Abb. D 2.5)
1,5
1,4
d
Die Sicherheitsbeiwerte betragen für unverstärkte und manuell produzierte faserverstärkte
Kunststoffe γM = 1,5 und für maschinell produzierte γM = 1,2. Zusätzlich müssen bei einwirkende Lasten Sicherheitsbeiwerte berücksichtigt werden.
Belastungsdauer
Entscheidend ist nicht nur die Belastung selbst,
sondern vor allem auch die Dauer der Einwirkung. So treten Windlasten zwar relativ häufig
auf, eine Windböe dauert jedoch nur wenige
Sekunden. Werden alle Windböen über die
Lebensdauer eines Bauwerks summiert, ergibt
sich eine vergleichsweise kurze Dauer und
damit ein geringer Einfluss auf die Zeitstandsfestigkeit. Faktoren wie Eigengewicht, Ausbaulasten oder Vorspannung treten jedoch konstant über die Nutzungsdauer eines Bauteils auf
und sind daher von weitaus entscheidenderer
Bedeutung für die Verminderung der mechanischen Kenngrößen.
Je höher der Fasergehalt von faserverstärktem
Kunststoff ist, desto weniger stark ausgeprägt
ist sein zeitabhängiges Verhalten, denn die
üblicherweise verwendeten Glas- und Kohlenstofffasern kriechen nicht.
Für Belastungen längs und quer zur Faserrichtung ergeben sich bei Faserverbundwerkstoffen unterschiedliche Werte (Abb. D 2.4).
4,2
3,8
PF (Festigkeit)
3,4
2,2
1,8
1,1
getempert
1,2
1,4
1
1 Wo. 6 Mon. 10 J. 50 J.
Belastungsdauer
D 2.4
UP (Festigkeit)
2,6
ungetempert
1,2
1,4
1,0
1 Min.
D 2.3
A3 Einflussfaktor »Gebrauchstemperatur«
(Abb. D 2.6)
3,0
1,3
1
1,6
Kettrichtung
c
Einflussfaktor A3
bei unbeschichteten Geweben vernachlässigt
werden (Abb. D 2.3).
Allgemein ist die Bewertung der Membransteifigkeit für die statische Berechnung durch
einen konstanten E-Modul schwierig, da sich
die Steifigkeitswerte zwischen einem monoaxialen und biaxialen Spannungszustand stark unterscheiden und er ferner von der Belastungsgeschichte, der Höhe und Dauer äußerer Lasten, die auf das Tragwerk einwirken, abhängig
ist. Es hat sich jedoch gezeigt, dass bei der
Berechnung von Membrantragwerken mit ausreichend geometrischer Steifigkeit die Membranspannungen nur in geringem Maß durch
den E-Modul beeinflusst werden. Für die Berechnung der Verformung hingegen, z. B. zur
Überprüfung der Möglichkeit einer Wassersackbildung bei Winddrucklastfällen, ist der
E-Modul jedoch durchaus von Bedeutung.
2,4
F
ε
x
2,6
b
F
σ
y
σ11
e
z
ε
ε
y
x
x
σ
σ11
τ
σ11
F
σ
Schussrichtung
z
1
2
3
Medienklasse
D 2.5
PMMA
(Festigkeit)
1,0
-20
20
UP (E-Modul)
VE/PHA (E-Modul)
PF (E-Modul)
60
100
140
180
220
Umgebungstemperatur [ ˚C]
D 2.6
151
Dimensionierung und Ausführung
a
b
c
d
e
D 2.7
Bei Zug in Faserrichtung werden die Lasten
fast ausschließlich von den Fasern aufgenommen, sodass der Kriecheinfluss in diesem Fall
gering ist. Bei Beanspruchungen senkrecht
zur Faser oder bei Schubbeanspruchungen
nimmt hauptsächlich der Kunststoff die Lasten
auf und erhöht damit die Kriechneigung des
Bauteils. Auch bei Druckkräften in Faserrichtung entstehen erhöhte Spannungen im Kunststoff, da er die Fasern gegen lokales Knicken
stabilisiert.
Medieneinfluss
Zunächst muss grundsätzlich geklärt werden,
inwieweit sich ein Kunststoff für den Einsatz in
einer bestimmten Umgebung eignet. Die für
faserverstärkte Kunststoffe gebräuchlichen
Duroplasten sind vergleichsweise beständig,
wobei sich durch anhaltende Bewitterung die
mechanischen Kennwerte verschlechtern können. Da Kunststoff unterschiedlich auf Feuchtigkeit, Wasser oder Chemikalien reagiert, werden die Umgebungsbedingungen je nach
Schädigungspotenzial durch die Zuordnung
in »Medienklassen« beschrieben (Abb. D 2.5,
S. 151). Die thermische Nachbehandlung von
faserverstärkten Kunststoffen (Tempern) wirkt
sich positiv auf die Medienbeständigkeit aus.
Glasfaserverstärkter Kunststoff sollte z. B. maximal acht Tage nach der Fertigung für eine
Stunde je Millimeter Laminatdicke bei 50 bis
100 °C (je nach verwendetem Harz) getempert
werden.
Die eingebetteten Fasern selbst weisen sehr
unterschiedliche Eigenschaften auf: Während
Kohlenstofffasern allgemein eine hohe chemische Beständigkeit besitzen, sind Glasfasern
resistent gegen saures Milieu, werden aber
von alkalischen Medien angegriffen, insbesondere bei gleichzeitig erhöhter Umgebungstemperatur.
Temperatur
Werden bei Kunststoffen die maximalen Gebrauchstemperaturen überschritten, verlieren
sie ihre Tragwirkung. Bereits deutlich unterhalb
dieser Grenzen nehmen jedoch schon die Festigkeit und der E-Modul der Kunststoffe ab.
Dieser Vorgang ist reversibel, sofern die Gebrauchstemperatur noch nicht überschritten
wurde. Der Grad der Eigenschaftsverluste
kann im Rahmen der Dimensionierung zahlenmäßig abgeschätzt werden (Abb. D 2.6, S. 151).
Besonders hoch ist der Einfluss der Temperatur auf die Druckfestigkeit, da der Kunststoff
zunehmend erweicht und ausknicken kann.
Ganze Bauteile oder auch nur Bereiche mit
Langfaserverstärkung (Rovings) können Zugkräfte auch noch deutlich oberhalb der Anwendungsgrenzen aufnehmen, da der Kunststoff in
langfaserverstärkten Bereichen keine primär
tragende Funktion hat.
Verbindungen von faserverstärkten Kunststoffen
Beim Bauen mit Kunststoffhalbzeugen sind die
Verbindungen meist die kritischen Punkte der
Konstruktion. Insbesondere bei den für tragende Verbindungen üblichen faserverstärkten
Kunststoffen können Schrauben- oder Klebeverbindungen nur geringe Kräfte aufnehmen.
Es entstehen lokale Spannungskonzentrationen
im Bauteil, außerdem kann faserverstärkter
Kunststoff nur vergleichsweise niedrige Schubspannungen aufnehmen. Die Schrauben können ausreißen bzw. die Verklebung flächig
delaminieren. Im Folgenden werden die bevorzugten Verbindungen für tragende Bauteile
aus faserverstärkten Kunststoffen beschrieben.
Grundsätzlich gelten die Zusammenhänge
aber auch für unverstärkte Kunststoffe.
Schraubenverbindungen
Lösbare Verbindungen werden in der Regel als
scherbeanspruchte Schraubenverbindungen
ausgeführt. Durch die vornehmlich in eine Richtung orientierte Faserverstärkung von Faserverbundwerkstoffen und das Fehlen einer plastischen Spannungsumlagerung fallen die durch
Schrauben übertragbaren Kräfte wesentlich
geringer aus als die Tragfähigkeit des Bruttoquerschnitts. Die maximale Belastbarkeit wird
durch die möglichen Versagensmechanismen
bestimmt (Abb. D 2.7). Neben einem Bruch
des Nettoquerschnitts (a) oder der Spaltung
des Profils (b) (Abb. D 2.8) kann der Querschnitt auch infolge lokaler Spannungsüberschreitungen versagen. Dabei kann Spaltzug
(c), lokale Überschreitung der aufnehmbaren
Pressung (d) oder ein Versagen der DruckdiaD 2.7
Versagensmechanismen bei Schraubenverbindungen
a Zugversagen des verbleibenden Querschnitts
b Lochlaibungsversagen
c Aufspalten infolge Querzugspannungen
d lokale Überbeanspruchung
e Versagen der Druckdiagonalen
D 2.8
Schraubenverbindung bei längsfaserverstärktem
Kunststoff, Versagen auf Lochlaibung
D 2.9
Einfluss der Klebefugenlänge auf die Verteilung
der Schubspannungen
a – c Spannungsverteilung bei zunehmender
Klebelänge
d Bruchmechanismus, Verklebung schält sich
vom Rand beginnend ab
e Randspannung nimmt bei zunehmender
Länge kaum ab, die übertragbare Kraft damit
kaum noch zu
D 2.10 Klebeverbindung bei längsfaserverstärktem
Kunststoff, Bruch tritt im Bauteil auf
D 2.8
152
Dimensionierung und Ausführung
τ
F
τ
F
F
F
F
La
a
b
Lc
c
a
c
τ
F
F
F
Lb
F
La
Lb
Lc
L
b
d
e
gonalen (e) auftreten. Bei faserverstärkten
Kunststoffen ist meist Versagensmechanismus
(b) maßgebend. Grob vereinfacht kann bei pultrudiertem faserverstärktem Kunststoff die
Tragfähigkeit von geschraubten Verbindungen
in Abhängigkeit der Scherfestigkeit des Laminats errechnet werden: [2]
Klebeverbindungen
Kleben ist eine werkstoffgerechte Verbindungstechnik für Kunststoffe und faserverstärkte
Kunststoffe bei der eine flächige Lasteinleitung
gewährleistet wird. Prinzipiell kann eine Klebeverbindung aufgrund folgender Mechanismen
versagen:
• kohäsiver Bruch des Klebstoffs (Materialversagen im Klebstoff)
• adhäsiver Bruch zwischen Klebstoff und Bauteil (Verlust der Haftung zwischen beiden
Materialien)
• Scherbruch im Bauteil (Materialversagen
bzw. Delamination im Faserverbundwerkstoff;
Abb. D 2.10)
zudem von der Oberflächenbeschaffenheit der
Kontaktflächen bestimmt. Der rechnerische
Nachweis für die Tragfähigkeit einer Klebeverbindung ist daher von vielen Einflussfaktoren
abhängig und kann nur am Gesamtbauteil geführt werden. Klebeverbindungen im Bauwesen
werden mit verschiedenen Klebstoffen hergestellt (siehe Klebstoffe, S. 54ff.). Die Verbindungen zwischen zwei Bauteilen aus faserverstärktem Kunststoff versagen in der Regel nicht in
der Klebefuge, sondern aufgrund der geringen
interlaminaren Scherfestigkeit im Bauteil selbst,
also aufgrund der Haftfestigkeit zwischen den
einzelnen Lagen des Verbundbauteils. Die
nachstehend angegebene Interaktionsbeziehung konnte in mehreren Versuchsreihen
bestätigt werden. Sie beschreibt den Zusammenhang zwischen der Ausnutzung der Schubund der Normalspannungstragfähigkeit an
einem Punkt der Klebefläche. [3]
D 2.9
FR = 2 ∙ e1 - d0 ∙ t ∙ fτ
2
(
)
wobei gelten muss:
e1 ≥ 3,5 d0 und b ≥ 4,0 d0
FR
t
d0
e1
b
fτ
aufnehmbare Scherkraft
Laminatstärke
Lochdurchmesser
Randabstand in Kraftrichtung
Breite des Laminats
aufnehmbare Schubspannung in Kraftrichtung (ermittelt in Versuchen oder aus
Herstellerangaben)
Die aufnehmbare Schubspannung von pultrudierten Querschnitten liegt bei ca. fτ = 25 N/mm2.
Daraus ergibt sich für e1 = 3,5 ∙ do und
b = 4,0 ∙ d0 eine aufnehmbare Scherkraft von
FR = 150 N/mm2 · t · d0. Bei einer Schraube
von 10 mm Durchmesser und einem pultrudierten GFK mit 10 mm Wandungsstärke entspricht
dies einer Kraft von 15 kN. Dieser Wert ist zusätzlich mit Sicherheits- und Einflussfaktoren
abzumindern.
Bei allen Versagensarten sind neben den mechanischen Eigenschaften des Klebstoffs auch
die Abmessungen der gefügten Bauteile bzw.
der innere Aufbau des Faserverbundkunststoffs für die Spannungsverteilung in der Klebefuge maßgebend. Existieren lokale Spannungskonzentrationen, versagt dort die Klebefuge zuerst, der Riss breitet sich dann über
die gesamte Klebefuge aus. Bei zunehmender Länge der Klebefuge in Kraftrichtung
bringt die Vergrößerung der Klebefläche
kaum einen Tragfähigkeitsgewinn, da die
Spannungsspitzen am Anfang und Ende der
Verbindung die Tragfähigkeit bestimmen,
während im mittleren Bereich nur relativ geringe Spannungen herrschen (Abb. D 2.9).
Die Beanspruchbarkeit der Verbindung wird
σE 2
τ 2
+ E ≤1
σR
τR
( ) ( )
σE
σR
τE
τR
einwirkende Zugspannung senkrecht zur
Klebefläche
aufnehmbare Zugspannung senkrecht zur
Klebefläche
einwirkende Schubspannung längs zur
Klebefläche
aufnehmbare Schubspannung längs zur
Klebefläche
Bei üblichen pultrudierten Profilen können
z. B. Spannungen von ca. σR = 1,0 N/mm2 und
τR = 8,0 N/mm2 aufgenommen werden, was bei
einer Klebefläche von 4 ≈ 5 cm einer Scherkraft von 16 kN entspricht. Die aufnehmbaren
Spannungen sind wie bei Schraubenverbindungen zusätzlich mit Sicherheits- und Einflussfaktoren abzumindern.
Bemessungskonzept für textile Membranen
Da die meisten textilen Membranen aus Kunststofffasern (z. T. mit Kunststoffbeschichtung)
bestehen, sind die Nachweisverfahren ähnlich
aufgebaut wie das bereits für Kunststoffkonstruktionen beschriebene. Zusätzlich zu Einwirkungsdauer, Temperatur und weiteren Umgebungsbedingungen werden noch herstellungsD 2.10
153
Dimensionierung und Ausführung
und konstruktionsbedingte Einflüsse erfasst wie
z. B. Ausbildung von Nähten oder Rändern.
Im Einzelnen haben folgende Faktoren Einfluss
auf die Festigkeit von Membranen und Folien:
• Größe und Dauer der Einwirkungen
• Umgebungstemperatur und deren Schwankungen
• Alter
• Ausbildung der Nähte
• Kriechverhalten der Fasern und Beschichtungen
• Herstellungsverfahren und die resultierenden
Toleranzen
• Umwelteinflüsse
Der Einfluss dieser Faktoren auf die Festigkeit
ist abhängig vom verwendeten Material, von
der Ausprägung der Flächenstöße, der Größe
der Konstruktion und der beabsichtigten Nutzungsdauer. Somit ist es schwierig, ein einheitliches Bemessungsverfahren zu definieren, das
allen Membranmaterialien und Konstruktionsformen gerecht wird. Aus Europa, Nordamerika
und Japan sind verschiedene Bemessungsverfahren bekannt. Diese definieren jedoch
unterschiedliche Werte für die verschiedenen
Einflussfaktoren, die für unterschiedliche Belastungen jeweils zu einem Sicherheitsfaktor zusammengefasst werden. In der Regel liegen
diese Werte bei 3 – 4 für Kurzzeitbelastungen
(z. B. Wind) und bei 5 –7 für Langzeitbelastungen (z. B. Vorspannung). Trotz der verschiedenen Bemessungsverfahren zeigt sich bei den
ermittelten Sicherheitsfaktoren eine sinnvolle
Übereinstimmung.
In Deutschland gibt es in der Praxis kein geregeltes Bemessungskonzept für Folien und
Membranen. Das einzige bestehende Regelwerk ist die DIN 4134 zur Berechnung, Ausführung und zum Betrieb von Traglufthallen. Diese
Norm ist zwar nicht direkt auf Folienkissen oder
mechanisch vorgespannten Membranen anzuwenden, bildet aber die Grundlage für ein
heute gängiges Bemessungsverfahren unter
Einbeziehung von Abminderungsfaktoren. Dieses Verfahren wurde am Institut für Kunststoffverarbeitung der Rheinisch-Westfälischen
Technischen Hochschule (RWTH) Aachen entwickelt und basiert auf empirisch gewonnen
D 2.11
154
Daten aus Materialversuchen an den gängigen
Membranwerkstoffen Glas-PTFE und PolyesterPVC. Für die Vorgehensweise und zahlenmäßige Bestimmung der Abminderungsfaktoren bildet die Dissertation von Jörg Minte nach wie
vor eine wichtige Grundlage. Dabei werden die
zulässigen Spannungen mit Faktoren abgemindert, die einwirkende Lasten dagegen erhöht.
Die Spannungen fd berechnen sich folgendermaßen:
fd =
fd
fk
γm
Ai
fk
[N/5 cm]
γm ∙ Ai
Bemessungswert der Spannung
[N /50 mm]
monoaxiale Zugfestigkeit nach DIN EN
ISO 1421[N /5 cm]
Sicherheitsfaktor (1,4 für Flächen, 1,5 für
Verbindungen)
Kombination der Abminderungsfaktoren,
abhängig von Anwendung und Lastfall
Die monoaxiale Zugfestigkeit wird an einem
5 cm breiten Streifen ermittelt, die einzelnen
Abminderungsfaktoren basieren auf Versuchen. Dabei gibt es folgende Klassifizierung:
A0 = 1,0 –1,2
Abminderungsfaktor zur Erfassung des festigkeitsmindernden Einflusses mehrachsiger
(biaxialer) Spannungszustände gegenüber
einachsiger Beanspruchung
A1 = 1,6 –1,7
Abminderungsfaktor zur Erfassung des festigkeitsmindernden Einflusses bei langzeitiger
Lasteinwirkung
A2 = 1,1–1,2
Abminderungsfaktor für festigkeitsmindernde
Umgebungseinflüsse (Medien, Strahlung etc.)
A3 = 1,1–1,25
Abminderungsfaktor für erhöhte Temperaturen
Für typische Lastfallkombinationen werden folgende Sicherheitsbeiwerte auf der Seite der
einwirkenden Last vorgeschlagen:
D 2.12
Dauerlast:
Wintersturm:
Sommergewitter:
maximaler Schnee:
P
G
W
S
1,0 ∙ G + 1,3 ∙ P
1,0 ∙ G + 1,1 ∙ P + 1,6 ∙ W
1,0 ∙ G + 1,1 ∙ P + 0,7 ∙ W
1,0 ∙ G + 1,1 ∙ P + 1,5 ∙ S
Vorspannung
Eigengewicht
Windlast
Schneelast
Um unvorhergesehene Spannungsspitzen während der Montage entsprechend zu berücksichtigen, ist es ratsam, einen Lastfall mit erhöhter Vorspannung zu prüfen, z. B. Montage:
1,0 G + 2 ∙ P
Prüfung und Zulassung
Einige Produkte wie textile Membranen, Folien
oder Acryl- und Polycarbonatplatten wurden
speziell für die Anwendung im Bauwesen entwickelt und geprüft. Häufig sind jedoch bei
der Fertigung von Kunststoffbauteilen Hersteller involviert, die nicht speziell für den Baubereich produzieren. Daher ist einerseits die
Eignung des Produkts durch Prüfungen zu
bestätigen, andererseits müssen die Hersteller
in die speziellen Abläufe im Bauwesen eingebunden werden.
Weder Membranen noch Kunststoffe sind bislang allgemein zugelassene und genormte
Baustoffe. Aus diesem Grund ist es in vielen
Fällen nötig, vorab Materialversuche durchzuführen und so zu prüfen, ob der Werkstoff für
die gestellten Anforderungen geeignet ist und
die vom Hersteller gelieferten Produkte der
technischen Spezifikation entsprechen.
Der formale Ablauf des Genehmigungsprozesses ist international sehr unterschiedlich geregelt. Teilweise steht es im Ermessen des Bauherrn, welche Anforderungen an die Bauteile
gestellt und wie diese überprüft werden; in anderen Fällen ist eine offizielle Genehmigung
von der zuständigen Behörde einzuholen oder
der prüfende Ingenieur fordert einen entsprechenden Nachweis. Für nicht tragende Bauteile
ist in der Regel keine Genehmigung erforderlich, wenn von einem möglichen Versagen
keine Gefahr für die Nutzer ausgeht.
D 2.13
Dimensionierung und Ausführung
Testreihe
Probengröße1
[mm]
Menge
Test
Norm
Norm
international
national
DIN 53 354
Zugfestigkeit
Biegefestigkeit
Druckfestigkeit
interlaminare Scherfestigkeit
Schubfestigkeit
250 ≈ 25 ≈ t
300 ≈ 30 ≈ t
125 ≈ 25 ≈ t
200 ≈ 25 ≈ t
250 ≈ 25 ≈ t
5
5
5
10
5
DIN EN ISO 527
DIN EN ISO 14 125
DIN EN ISO 14 126
DIN EN ISO 14 130
DIN EN ISO 14 129
Zugfestigkeit
EN ISO 1421
Bruchdehnung
EN ISO 1421
Weiterreißfestigkeit
EN ISO 4674-2
Festigkeit der Verbindungen
variabel
3
keine
Wasserlagerung
Frost-Tau-Zyklen
Temperatur, dynamisch
künstliche Bewitterung
300 ≈ 100 ≈ t
300 ≈ 100 ≈ t
1000 ≈ 100 ≈ t
130 ≈ 45 ≈ t
5
5
5
5
keine
DIN EN 1367-1
DIN EN ISO 899
DIN EN ISO 4892
Krichen
Relaxation
EN ISO 899-1
BeschichtungsHaftung
EN ISO 2411
dynamische Last
300 ≈ 100 ≈ t
5
DIN 53 442
Brandversuch
250 ≈ 90 ≈ t
2 ≈ 32
1
2
DIN 53 363
DIN 53 357
DIN EN 13 501-1, EN ISO 11 925-2,
EN 13 823, EN ISO 1716, EN ISO 1182
Richtwerte, in Abhängigkeit der Laminatdicke (t)
nur für EN ISO 11 925-2a
D 2.14
In Deutschland ist für alle tragenden Bauteile
aus Kunststoff eine Genehmigung notwendig.
Diese kann generell für ein Produkt als bauaufsichtliche Zulassung (BAZ) erworben werden
oder im Rahmen eines einzelnen Bauprojekts
durch eine Zustimmung im Einzelfall (ZiE), die
die Obersten Bauaufsichtsbehörden der Bundesländer vergeben. Der Antrag wird durch
den Bauherrn oder in seinem Auftrag formlos
an diese Behörde gerichtet, die dann einen
vom Bauherrn vorgeschlagenen Gutachter bestätigt oder selbst einen benennt. Nach dessen
erfolgreicher Prüfung wird die Zustimmung im
Einzelfall erteilt.
Eine allgemeine bauaufsichtliche Zulassung
(abZ) für serienmäßig hergestellte Produkte vergibt das Deutsche Institut für Bautechnik (DIBt)
in Berlin in einem Verfahren, das in den Randbedingungen nicht projektspezifisch, sondern
allgemeiner ist. Antragsweg, erforderliche Versuche und Berechnungen sind wesentlich umfangreicher als für die ZiE. Es gibt in Deutschland einige Zulassungen für CFK-Lamellen zur
Bauteilverstärkung und eine für pultrudierte
GFK-Profile (zur Drucklegung in Vorbereitung).
Bauaufsichliche Zulassungen geben Randbedingungen vor, die für eine Anwendung einzuhalten sind, z. B. eine Beschränkung auf nicht
dynamische Lasten, erforderliche Zusatzprodukte wie Klebstoffe, Bearbeitung usw. Wird
diesen Bedingungen entsprochen, kann das
Produkt ohne weitere Genehmigung oder Versuche eingesetzt werden.
Membranen
Für die Genehmigung eines Membran- oder
Folientragwerks bedarft es einer Zustimmung
im Einzelfall. Dazu werden im Rahmen eines
Prüfverfahrens Versuche am speziell für das
Bauvorhaben gefertigten Material durchgeführt.
Geprüft werden monoaxiale Zugfestigkeiten
von Flächen und Nähten in Kett- und Schussrichtung, teilweise ergänzt durch Biaxialversuche (siehe Dehnsteifigeit, S. 105f.).
Der zweiachsige (biaxiale) Spannungszustand
einer Membran hat einen starken Einfluss auf
die Steifigkeit und die Festigkeitswerte. Daher
wurden spezielle Prüfmaschinen, sogenannte
Biaxmaschinen, entwickelt, an denen die Materialproben, Schweißnähte und Verbindungsdetails biaxial getestet werden (Abb. D 2.11 und
D 2.12). Um eine homogene Einleitung der
Spannungen zu gewährleisten, wird die Materialprobe an den Seiten eingeschnitten und die
separaten Streifen werden dann an die Spannbacken der Zugvorrichtung geklemmt.
Für den maximalen Spannungszustand unter
äußeren Lasten, bei dem die Spannung in einer
Geweberichtung oft deutlich größer ist als in
der anderen, werden die Zugfestigkeiten in
Kett- und Schussrichtung separat in einachsigen Zugversuchen getestet. Auch Nahtfestigkeiten werden einachsig quer zur Naht untersucht (Abb. D 2.13).
Für die Zustimmung im Einzelfall muss jede
Charge des im Projekt verwendeten Membranmaterials geprüft werden. Eine vom DIBt zuge-
D 2.15
lassene Prüfstelle bestimmt die monoaxiale
Zugfestigkeit in Kett- und Schussrichtung bei
Raumtemperatur (23 °C) und erhöhter Temperatur (70 °C) nach DIN 53 354 bzw. EN ISO
1421 (Abb. D 2.15). Normalerweise werden
50 mm breite Streifen getestet; damit Herstellungstoleranzen und Fadenzahl im Gewebe
einen möglichst geringen Einfluss auf das Ergebnis haben, werden diese jedoch teilweise
auch 100 mm breit gewählt.
Neben Rohmaterial und Verbindungen wie
Näh- oder Schweißnähten wird teilweise auch
die Weiterreißfestigkeit in Mono- und Biaxialtests geprüft. Oft gibt der Hersteller diesen
Wert jedoch an und er muss nicht zwingend
getestet werden.
Kriech- und Relaxationsverhalten
Je nach Trägergewebe, Beschichtung und
Höhe der ständigen Lasten (Vorspannung) unterscheidet sich das Kriech- und Relaxationsverhalten von textilen Membranen und Folien
zum Teil stark. Besonders hervorzuheben sind
die hohen Kriechzahlen von PTFE-Beschichtungen und PTFE-Fäden. Die genauen Kriechund Relaxationszahlen werden an einachsig
gespannten Proben in Dauerstandsversuchen
ermittelt.
Brandverhalten
Die Brennbarkeit von textilen Membranen,
aber auch von Folien ist im Wesentlichen
abhängig von der Beschichtung bzw. dem
D 2.11
D 2.12
D 2.13
D 2.14
biaxialer Zugversuch mit einem Spanntisch
biaxialer Zugversuch an einem Schnürstoß
monoaxialer Zugversuch an einer Schweißnaht
relevante Prüfnormen zur Beurteilung von Kunststoffen und faserverstärktem Kunststoff
D 2.15 relevante Prüfnormen zur Beurteilung von Folien
und Membranen
D 2.16 Zugversuch an handlaminiertem GFK
D 2.17 Drei-Punkt-Biegeversuch zur Ermittlung der
Kurzzeitfestigkeit von Kunststoffen oder faserverstärktem Kunststoff
D 2.16
D 2.17
155
Dimensionierung und Ausführung
Folienwerkstoff. Die meisten Membranwerkstoffe erreichen die Brandschutzklasse B1
nach DIN 4102 bzw. DIN EN 13 501. Geprüft
wird die Entflammbarkeit, die Rauchentwicklung und das Abtropfverhalten des Materials.
Kunststoffe
Bei Kunststoffen oder faserverstärkten Kunststoffen fehlen bislang allgemeine Materialstandards und Qualitätsrichtlinien, wie es sie
z. B. beim Stahl- oder Massivbau gibt. Die Eignung des Werkstoffs für die gestellten Anforderungen einschließlich des Langzeitverhaltens sind auch hier im Einzelfall zu untersuchen.
Abb. D 2.14 auf S. 155 zeigt exemplarisch
empfohlene Testreihen für die Untersuchung
von faserverstärkten Kunststoffen.
Mechanische Eigenschaften (Kurzzeitfestigkeit)
Die erforderlichen Grundgrößen für statische
Berechnungen (Zug-, Druck, Scher- und Biegeeigenschaften) werden zunächst bei Raumtemperatur und ohne Einwirkung äußerer Einflüsse
in Kurzzeitversuchen getestet (Abb. D 2.16 und
D 2.17, S. 155). Bei maschinell hergestellten
Bauteilen sind oft schon fünf Probekörper (kleine Ausschnitte aus dem Laminat) je benötigter
Kenngröße ausreichend. Da für handlaminierte
Bauteile je nach Lage im Laminat oder Charge
mit einer großen Streuung der Kenngrößen zu
rechnen ist, sollten in diesem Fall mehrere Serien mit je fünf Versuchen geprüft werden. Wichtig ist dabei, Proben aus unterschiedlichen
Bereichen zu untersuchen, z. B. am Überlappungsstoß von Verstärkungsmatten oder an
kleinen Rundungen.
Beständigkeit gegen Umgebungseinflüsse
Umgebungsbedingungen wie Temperatur oder
Bewitterung wirken sich nicht nur auf die mechanischen Eigenschaften von Kunststoffen
aus, sondern auch auf die Oberflächenqualität.
Dies ist für architektonische Anwendungen
häufig genauso wichtig wie die Sicherstellung
der Tragfähigkeit. Da die Nutzungsdauer von
Bauwerken wesentlich größer ist als bei Gebrauchsartikeln oder im Automobilbau, liegen
die erforderlichen Kennzahlen häufig nicht vor
und müssen daher experimentell abgeschätzt
werden.
D 2.18
D 2.19
D 2.20
D 2.21
D 2.22
Diese Tests dienen oft der Auswahl eines für
den Einsatz am besten geeigneten Kunststoffs
oder einer Oberflächenbeschichtung.
Wasserlagerung
Die Probekörper werden mehrere Tage in Wasser gelagert. Dabei sollte bei lackierten Bauteilen die Beschichtung angekratzt werden,
um mögliche Schädigungen zu simulieren.
Anschließend werden die mechanischen und
ptischen Auswirkungen der Wasserlagerung
untersucht. Der Probekörper kann an Festigkeit verlieren oder durch Blasenbildung bzw.
Verfärbung optisch beeinträchtigt werden.
Frost-Tau-Wechsel und Temperaturlast
Die Leistungsfähigkeit von Oberflächenbeschichtungen, z. B. einer Lackierung, kann
durch Frost-Tau-Wechsel-Tests untersucht werden. Dabei taucht man die Probekörper abwechselnd in Eiswasser und erhitztes Wasser.
Durch die plötzlichen Temperaturwechsel können Risse in der Beschichtung entstehen oder
diese kann sich vom Grundmaterial ablösen.
Daneben sollte das Material hohen und niedrigen Temperaturen ausgesetzt werden, um
deren Beeinflussung auf Festigkeit und E-Modul zu ermitteln. Dabei lässt sich auch die
maximale Gebrauchstemperatur bestimmen.
Künstliche Bewitterung
In Versuchen mit künstlicher Bewitterung wird
die Auswirkung von Feuchtigkeit, Temperatur
und UV-Strahlung auf den Kunststoff abgeschätzt. Die Probekörper werden in einem Klimaschrank (Abb. D 2.20), bei dem sich diese
drei Umgebungsbedingungen zyklisch variieren lassen, z. B. über 1000 Stunden bewittert
und anschließend hinsichtlich der optischen
oder mechanischen Auswirkungen untersucht.
Hierbei ist jedoch zu beachten, dass sich
künstliche und natürliche Bewitterung nicht direkt miteinander korrelieren lassen. Vielmehr
dienen die Versuche dazu, Tendenzen abzuschätzen und aus unterschiedlichen Produkten
das geeignetste für den jeweiligen späteren
Standort auszuwählen. Zur Beurteilung der Beständigkeit gegen Tausalze sind Salz-Sprühnebel-Versuche üblich (siehe Witterungsbeständigkeit, S. 55).
Brandversuche
Die Brennbarkeit von Kunststoffen spielt für Anwendungen im Bauwesen häufig eine entscheidende Rolle. Nur mit ausgewählten Materialien
oder Komponenten ist die Brandschutzklasse B
nach DIN EN 13 501 erreichbar, die häufig im
Hochbau gefordert wird. Daher sollten die geforderten Brandschutzeigenschaften bereits zu
Planungsbeginn geklärt werden. Der Versuchsumfang für den Nachweis der Brandschutzklasse B ist sehr umfangreich: Neben der Brennbarkeit muss auch die entstehende Energie,
die Freisetzung von Rauch und das Abtropfverhalten untersucht werden. An Ingenieurbauwerke werden häufig keine Anforderungen hinsichtlich der Brandschutzklasse gestellt.
Tragfähigkeit von Verbindungen
Versuche an Verbindungen sollten am tatsächlichen Aufbau im Maßstab 1:1 durchgeführt
werden, wobei je Detail meist drei Versuche
ausreichend sind. Die Tragfähigkeit des Anschlusses hängt nicht nur von den mechanischen Eigenschaften der Schrauben bzw. des
Klebstoffs ab, sondern auch von denen des
Laminats, der Geometrie und der Kombination
der auftretenden Belastungen.
Qualitätskontrolle und Arbeitsschutz
Im Hinblick auf die Bauüberwachung und die
Koordination des Sicherheits- und Gesundheitsschutzes, sollte der Planer mit grundlegenden Sachverhalten zur Qualitätskontrolle und
zum Arbeitsschutz vertraut sein. Ein Qualitätssicherungsplan muss für das Einzelprojekt in Abstimmung mit dem Hersteller erarbeitet werden.
dauerhafte Beschädigung der Glasfasern durch
Doppelfalte an einer Glas-PTFE-Membran
produktionsbedingte Unregelmäßigkeiten bei
glasfaserverstärktem Kunststoff, die eingebauten
Textilien liegen nicht in der Solllage, sondern
wellen sich
Klimaschrank für künstliche Bewitterung
großflächige Verklebung mit Lehre für definierte
Dicke
Bohren von glasfaserverstärktem Kunststoff
D 2.18
156
Dynamische Lasten
Dynamische Lasten wie Vibrationen oder
Stöße können zu einem Ermüdungsbruch führen. Bei schwingungsanfälligen Bauwerken
oder Brücken ist eine ausreichende Ermüdungsfestigkeit sicherzustellen, die durch
dynamische Versuche ermittelt wird. Insbesondere bei lackierten Bauteilen sollte auch
untersucht werden, ob die Beschichtung die
auftretenden Dehnungen aufnehmen kann
oder ob sichtbare Risse entstehen.
D 2.19
Dimensionierung und Ausführung
Herstellungsqualität und Montage
Während Membran- und Folienwerkstoffe
Herstellungsqualitäten aufweisen, die sehr
einheitlich sind, können bei der Konfektionierung, beim Transport und der Montage erhebliche Materialschädigungen entstehen.
Durch Faltungen kann es zu Faserbrüchen
im Gewebe (vor allem bei Glasfasergewebe)
kommen, die teilweise erst nach langzeitiger
Bewitterung zum Vorschein kommen. Es ist
also sehr wichtig, dass knickempfindliche
Membranwerkstoffe wie Glas-PTFE und ETFEFolien faltenfrei verarbeitet und montiert werden. Besonders gefährlich sind Doppelfaltungen, die zu sehr engen Knickradien führen
(Abb. D 2.18).
Bei der Montage ist darauf zu achten, dass die
Membran nur mit weichem, sauberem Schuhwerk betreten wird und die Arbeitskräfte gesichert sind.
Thermoplastische Kunststoffhalbzeuge werden
industriell hergestellt und unterliegen geringen
Qualitätsschwankungen. Bei Faserverbundwerkstoffen hingegen variieren die Eigenschaften zum Teil erheblich. Die Produktion sollte im
Hinblick auf folgende Kriterien kontinuierlich
überwacht werden:
• Maßabweichungen
• Anordnung der Faserverstärkung, Fasergehalt und Sättigung der Fasern durch die
Matrix (Kunststoff)
• Oberflächenbeschaffenheit des Laminats
Maschinelle Herstellungsmethoden wie die
Pultrusion haben stets geringere Fertigungstoleranzen als manuelle Verfahren wie das
Handlaminieren. Aber auch dort können
Unregelmäßigkeiten in der Faseranordnung
auftreten, z. B. Stellen mit unzureichender
Sättigung der Fasern oder Einschlüsse von
Fremdkörpern (Abb. D 2.19). Durch das Abbrennen der Matrix in einer Brandkammer
kann die Faserverstärkung freigelegt und
untersucht werden.
Fehlstellen wie z. B. Luftlöcher in der Matrix
selbst müssen am unzerstörten Probekörper
ermittelt werden, beispielsweise mittels Ultraschallprüfung oder Wärmedurchgangsmessung. Bei letzterer Methode erwärmt ein Lichtblitz das Material einseitig, der Wärmedurch-
D 2.20
gang wird durch Thermografie ermittelt und
dadurch Fehlstellen oder Ungleichmäßigkeiten
lokalisiert.
Die Oberflächenbeschaffenheit ist wichtig für
einen ausreichenden Schutz der Fasern vor
Umwelteinflüssen. Durch starkes Schwinden
der Matrix können beim Aushärten Risse an der
Oberfläche entstehen. Schließlich kann eine
fehlerhafte oder undichte Oberfläche zu Blasenbildung führen. In beiden Fällen sind die
fehlerhaften Stellen entweder zu entfernen oder
nachzubessern.
Wartung und Instandhaltung
Tragwerke aus Kunststoffen sollten regelmäßig
gewartet werden, um folgende Veränderungen
rechtzeitig zu erkennen:
• mechanische Beschädigungen
• sichtbare Risse am Laminat
• Aufquellungen, Blasenbildung
• starke Deformationen, Ausbeulungen
Dabei empfiehlt es sich, Bereiche mit mechanischen Beschädigungen auszutauschen,
mindestens aber wieder mit einer fehlerfreien
Oberfläche zu versehen. Risse weisen entweder auf Herstellungsfehler (Schwindrisse) oder
auf zu hohe Beanspruchungen hin. Bereiche
mit verstärkter Wasseraufnahme sind in jedem
Fall auszuwechseln. Da offene Schnittkanten
anstehendes Wasser aufsaugen können, muss
man diese versiegeln. Dies gilt insbesondere
auch für nachträglich hergestellte Durchbrüche
und Bohrlöcher.
Bei Membranen sind Fehlstellen in der Beschichtung auszubessern.
brennt und der entstehende giftige Rauch
eingeatmet wird.
Fasern mit einer Länge von mehr als 5 μm
und einem Durchmesser < 3 μm können
nach dem Einatmen das Lungengewebe
durchdringen. Kohlenstofffasern werden
daher standardmäßig mit einem Durchmesser von mehr als 7 μm produziert; Glasfasern
haben ohnehin einen wesentlich größeren
Durchmesser (Abb. B 2.10, S. 50). Bei der
spanenden Bearbeitung brechen beide Fasertypen quer, behalten also ihren Durchmesser
bei und sind daher nicht lungengängig. Die
Kunststoffmatrix kann bei der Bearbeitung jedoch in kleinere Partikel zerfallen, die Juckreiz
hervorrufen und die Schleimhäute reizen können. Aus diesem Grund sollte entstehender
Schleifstaub stets mit Wasser gebunden oder
unmittelbar nach der Entstehung abgesaugt
werden.
Bei der Arbeit mit Kunststoffen kommen unterschiedliche Schutzmaßnahmen infrage:
• Spezialkleidung zum Schutz von Haut und
Schleimhäuten
• Absaugungsanlagen
• bewässerte Werkzeuge zur Staubbindung
oder Wasserstrahlschneiden
Der wassergebundene Schleifstaub sollte unmittelbar nach der Bearbeitung in luftdichten
Containern entsorgt werden. Eine Sammlung
in Staubbehältern ist nur bedingt zweckmäßig,
da die Flüssigkeit verdunstet und der verbleibende Schleifstaub erneut in die Atemluft gelangen kann.
Gesundheits- und Sicherheitshinweise
Die Arbeitssicherheit bei der Konfektionierung von Membranwerkstoffen ist im Allgemeinen als unkritisch zu betrachten. Einzig
bei der Verarbeitung von PTFE-beschichteten Membranen ist auf eine gute Durchlüftung der Arbeitsplätze zu achten, da beim
Schweißen giftige Dämpfe freigesetzt werden
können. Aus diesem Grund besteht bei der
Verarbeitung von fluorpolymerhaltigen Membranwerkstoffen wie ETFE und PTFE auch
striktes Rauchverbot, um zu verhindern,
dass v. a. PTFE-Staub in der Zigarette ver-
D 2.21
Anmerkungen:
[1] Bundesvereinigung der Prüfingenieure für Bautechnik e. V.: BÜV-Empfehlung, Tragende Kunststoffbauteile im Bauwesen (TKB). Berlin 2010, S. 28
(www.bvpi.de/bvpi-content/ingenieur-box/richtlinien/
richtlinien.htm, 26.08.2010)
[2] Oppe, Matthias: Zur Bemessung geschraubter
Verbindungen von pultrudierten faserverstärkten
Polymerprofilen. Diss. RWTH Aachen 2008. In:
Schriftenreihe Stahlbau, Heft 66, S. 77
[3] Vallée, Till: Adhesively bonded Lap Joints of
pultruded GFRP shapes. Diss. Composite Construction Laboratory (CCLAB), ETH Lausanne 2003,
S. 78
D 2.22
157
Teil E
Konstruieren mit
Kunststoffen und Membranen
1
2
3
Abb. E
Konstruieren mit Kunststoffhalbzeugen
Verbindungsmittel
Profile
Platten
Formteile
160
161
165
168
171
Konstruieren mit frei geformten
Kunststoffen
Unverstärkte Kunststoffe
Faserverstärkte Kunststoffe
Formenbau
174
174
176
184
Konstruieren mit Folien
Lagenaufbau und Kissenform
Detailausführung
Luftversorgung von pneumatischen
Konstruktionen
Sicherheit von Kissenkonstruktionen
Mechanisch vorgespannte Folien
Seilnetzunterspannung
188
188
190
4
Konstruieren mit textilen Membranen
Konstruktionselemente
Flächenstöße
Linienförmige Unterstützungen
Ränder
Eckdetails
Hoch- und Tiefpunkte
196
197
198
201
202
206
210
5
Komplexe Gebäudehüllen
Anforderungen an Hüllkonstruktionen
Besonderheiten bei Folien- und
Membrankonstruktionen
Kunststoff-Glas-Kombinationen
Glas-ETFE-Folien-Kombinationen
212
212
192
194
194
195
214
222
223
Überdachung eines Einkaufszentrums mit ETFEFolienkissen, Amadora (P) 2009, Promontorio
Architects
159
Konstruieren mit Kunststoffhalbzeugen
E 1.1
Das Konstruieren mit Halbzeugen aus Kunststoff oder faserverstärktem Kunststoff bedeutet
vor allem die Auswahl geeigneter Bauteile
sowie deren Verbindung. Die Verwendung von
vorgefertigten Halbzeugen beschränkt allerdings die Gestaltungsfreiheit. Vorgefertigte
Halbzeuge sind meist kostengünstiger als individuell geformte Bauteile und können mit geringem Planungsaufwand eingesetzt werden.
Daher werden sie aus wirtschaftlichen Gründen
bevorzugt bei der Konstruktion mit Kunststoffen
verwendet.
Im Gegensatz zur Gestaltung frei geformter
Strukturen (siehe Konstruieren mit frei geformten Kunststoffen, S. 174ff.) werden Halbzeuge
durch Addition gefügt. Dazu werden sie im
Rahmen der Montage bearbeitet, z. B. abgelängt, gebohrt oder in einigen Fällen umgeformt. Wesentlich ist also die Auswahl von Verbindungsmitteln und die Gestaltung von Knotenpunkten. Bei den meisten grundsätzlichen
Details ist die Abgrenzung zwischen Kunststoffen und faserverstärkten Kunststoffen unerheblich, weshalb im Folgenden »Kunststoff« als
Oberbegriff beider Werkstoffgruppen verstanden wird.
Konstruktionsgrundsätze
Kunststoffe lassen sich mit einfachen Werkzeugen schneiden, bohren, kleben und in einigen
Fällen auch schweißen. Bei faserverstärkten
Kunststoffen wird durch spanende Bearbeitung
jedoch die äußere Schutzschicht unterbrochen.
Die entstehenden Schnittkanten können Wasser aufsaugen, weshalb sie nachträglich versiegelt werden sollten.
Die Ausbildung von Anschlüssen kann häufig
direkt auf der Baustelle erfolgen. Einige Halbzeuge haben bereits integrierte Steck- oder
Schnappverbindungen, die sich bei der Montage ohne weitere Maßnahmen einfach fügen lassen. Oft werden standardisierte Verbindungsmittel wie Schrauben, Nieten oder Klebstoffe
eingesetzt. Insbesondere bei faserverstärkten
Kunststoffen liefern stiftförmige Verbindungsmittel oft unbefriedigende Ergebnisse, da mit
derartigen Verbindungen im Vergleich zu anderen Werkstoffen wie Stahl nur relativ geringe
Lasten übertragen werden können. Klebefugen
erlauben in der Regel Verbindungen mit höhe-
160
rer Tragfähigkeit und sollten daher grundsätzlich bevorzugt werden. Sie sind jedoch nicht für
alle Anwendungen zulässig.
Wärmeausdehnung
Der Wärmeausdehnungskoeffizient von unverstärkten Kunststoffen liegt deutlich über
dem von mineralischem Glas und den meisten
Metallen. Soll eine Konstruktion zwängungsfrei
gelagert werden, sind entsprechend große
Dehnfugen vorzusehen. Bei faserverstärkten
Kunststoffen ist der Wärmeausdehnungskoeffizient je nach Art, Orientierung und prozentualem Anteil der Fasern geringer. Kohlenstofffaserverstärkter Kunststoff kann so eingestellt
werden, dass er keine Wärmeausdehnung
aufweist.
Die hohe Temperaturdehnung führt nicht unbedingt zu großen Zwängungsspannungen,
da Kunststoffe vergleichsweise nachgiebig
sind. Unter bestimmten Umständen kann
daher auf eine zwängungsfreie Lagerung verzichtet werden. Vergleicht man die mechanischen Kennwerte unterschiedlicher Werkstoffe
(Abb. E 1.6), haben Kunststoffe recht hohe
Zugfestigkeiten und einen eher niedrigen EModul. Betrachtet man Stäbe oder Platten,
die an beiden Enden unverschieblich gehalten
sind, entstehen bei einem Temperaturunterschied Zwängungsspannungen im Material.
Diese hängen neben dem Ausdehnungskoeffizienten vom E-Modul des Materials ab. Werden
sie in Relation zu den aufnehmbaren Spannungen gesetzt, kann der Ausnutzungsgrad errechnet werden. Dieser Wert liefert einen Hinweis für das Verhalten des Werkstoffs bei behinderter Temperaturdehnung, bei einem Wert
von 100 % kommt es theoretisch zum Bruch. So
werden beispielsweise unverstärkte Kunststoffe
bei einem Temperaturunterschied von 50 K
maximal zu 17 % ausgelastet, glasfaserverstärkter Kunststoff zu maximal 21 %. Floatglas
hingegen hat in diesem Fall eine Spannungsauslastung von 70 %, also mehr als viermal so
hoch wie Acrylglas.
Diese vereinfachte Herleitung kann jedoch
nicht ohne Weiteres auf reale Konstruktionen
übertragen werden. Zusätzlich sind Materialsicherheiten und der Einfluss aus Dauerlasten zu beachten. Außerdem können Bauteile
Konstruieren mit Kunststoffhalbzeugen
bereits bei wesentlich geringeren Lasten
knicken, beulen oder die Befestigungsmittel
können versagen. Ein Temperaturunterschied
von 50 K entspricht bei einer Aufstelltemperatur von 20 °C einer maximalen Bauteiltemperatur von 70 °C, dieser Wert kann unter realen
Randbedingungen jedoch auch überschritten
werden.
1
2
3
4
5
Abdeckkappe
Kalotte
Spezialschraube
Dichtscheibe
Wellplatte
1
3
Verbindungsmittel
4
2
5
Die Wahl eines geeigneten Verbindungsmittels
stellt einen Kompromiss zwischen Optimierung
der Kraftübertragung und Robustheit sowie
Zuverlässigkeit der Konstruktion dar. Außerdem spielt insbesondere bei mobilen Bauten
die Lösbarkeit von Verbindungen eine wichtige
Rolle. Integrierende Verbindungen wie Kleben,
Verguss oder Schweißen erlauben häufig hochtragfähige und unauffällige Elementstöße, welche außerdem der Bauteilabdichtung dienen
können. Sie erfordern jedoch auch eine größere Fertigungsgenauigkeit und sind in den
meisten Fällen nicht mehr lösbar. Aus diesen
Gründen sind nach wie vor stiftförmige Verbindungsmittel dominierend. Da jedoch viele
Kunststoffe und insbesondere faserverstärkte
Kunststoffe weniger duktil sind als beispielsweise Stahl, liefern Schrauben oder Nieten
meist unbefriedigende Ergebnisse. Die Entwicklung werkstoffgerechter Verbindungstechnik ist noch nicht abgeschlossen, die gebräuchlichen Konstruktionsdetails bei der Fügung von Halbzeugen sind häufig dem Stahloder Holzbau entlehnt.
E 1.2
1 Bauteil aus
Kunststoff
2 Nietschaft
2
1
3
a
1
74
5
b
6
2
c
1
8
E 1.4
Stiftförmige Verbindungsmittel
Verbindungen mit Schrauben oder Nieten sind
einfach auszuführen, gut überprüfbar und zuverlässig. Sie können ohne Weiteres auf der
Baustelle und auch unter widrigen Umweltbedingungen angebracht werden. Bis auf wenige
Thermoplaste sind die in der Architektur gebräuchlichen Kunststoffe spröde. Die Spannungskonzentrationen, die bei stiftförmigen
Verbindungsmitteln auftreten, können daher
nur bedingt umgelagert werden. Deshalb ist
häufig eine große Anzahl an Verbindungsmitteln für einen Anschluss erforderlich. Bei faserverstärkten Kunststoffen durchtrennt das
Bohrloch die Fasern, anders als bei metallischen Werkstoffen ist eine gleichmäßige Lastumleitung daher nicht möglich. Zusätzlich
kommt es zur Schwächung der Oberflächenschutzschicht, wodurch die Verbindungsstelle
anfällig für eintretendes Wasser wird und einer
nachträglichen Versiegelung bedarf.
Um die gute Witterungsbeständigkeit von
Kunststoffen zu erhalten, sollten auch entsprechend beständige Verbindungsmittel z. B. aus
Edelstahl eingesetzt werden.
E 1.5
E 1.1
E 1.2
E 1.3
E 1.4
ΔT=50K
E 1.5
E 1.6
Polycarbonat-Fassade, Werkhalle Bobingen (D)
1999, Florian Nagler Architekten
Verschraubung von Wellplatten
Kunststofffassade mit geschraubten Wellplatten
verschiedene Nietenverbindungen
a Passniet
b Blindniet
c klassischer Vollniet
Kunststofffassade mit genieteten Platten
Ausnutzungsgrad η verschiedener Materialien
infolge einer Temperaturdifferenz von 50 K bei
behinderten Längenausdehnung
a Schemaskizze
b Richtwerte verschiedener Materialien zur Ermittlung der Gefahr von Temperaturzwängungen
a
Zug-E-Modul
(typischer Wert)
Wärmeausdehnungskoeffizient
αT [10 -6/K]
Ausnutzungsgrad1
η [%]
Material
Zugfestigkeit /
Streckgrenze
(typischer Wert)
fk [N/mm2]
Acrylglas
63
2600
80
17
Polycarbonat
66
2250
65
11
-längs
240
23000
9
4
-quer
50
7000
30
21
13
GFK, pultrudiert
GFK, handlaminiert
Stahl
Schrauben
Schraubenverbindungen tragen die Last über
Scherspannung ab, die Durchmesser orientieren sich an den Dicken der zu fügenden Bau-
E 1.3
6 Nietdorn
7 Sicherungsring
8 Schließkopf
3 Schließring
4 Sollbruchstelle
5 Niethülse
Floatglas
Aluminium
1
b
Ausnutzungsgrad η =
E [N/mm2]
80
7000
30
235
21 0000
12
54
45
70000
9
70
140
70000
23
58
αT ⋅ ΔT ⋅ E
mit ΔT = 50 K
fk
E 1.6
161
Konstruieren mit Kunststoffhalbzeugen
1 GFK-Profil
2 Stahlblech
3 Sechskantschraube
3
1
2
1
2
3
3
1
2
1
2
3
E 1.7
Zug
Zug
Kraft [kN]
a
b, c, d
e
f
90
80
70
f
b
60
b
50
e
40
30
d
a
c
20
10
0
0
162
1
2
3
3,5 5,5 7,5
relativer Weg im Knoten [mm]
E 1.8
teile. Bei einer einfachen Überlappung entsteht ein exzentrischer Anschluss und damit
ein zusätzliches Anschlussmoment sowie ein
optischer Versatz (Abb. E 1.9 a). Durch eine
gezielte Ausformung der Verbindungsstelle
kann zumindest optisch ein Versatz vermieden werden, auch wenn weiterhin ein lokales
Biegemoment entsteht (Abb. E 1.9 b). Besser
ist jedoch die Verwendung von Laschen, da
sich ein symmetrischer Anschluss ergibt
(Abb. E 1.9 c). Durch das Aufkanten der Bauteile oder die Verwendung eingebauter Stahlwinkel kann der Schraubenstoß unauffälliger
gestaltet werden (Abb. E 1.9 d und e). Die
übertragbaren Kräfte sind in diesem Fall jedoch geringer als bei einem axialen Stoß, da
Biegung in den Laschen auftritt. Eine weitere
Variante ist die integrale Einbettung der
Schrauben in das Bauteil in Kombination mit
einer Lasche (Abb. E 1.9 f).
Nieten
Die Tragwirkung von Nieten ist prinzipiell mit
der von Schrauben vergleichbar. Nieten haben
meist kleinere Durchmesser als Schrauben und
werden daher auch selten einzeln, sondern in
höherer Stückzahl für einen Anschluss verwendet. Gebräuchlich sind Edelstahlnieten mit
Durchmessern zwischen 2,4 und 6,4 mm. Ein
klassischer Vollniet besteht aus einem Schaft
sowie dem Setz- und Schließkopf. Während
ersterer bereits vorgeformt ist, wird der gegenüberliegende Kopf erst nach dem Durchstecken der Niet unter Gegendruck aus dem
Schaft geformt (Abb. E 1.4 c, S. 161). Daneben
gibt es auch Blindnieten für eine einseitige Applikation. Hier wird der Niet durch ein vorgebohrtes Loch gesteckt, und der gegenüberliegende Setzkopf wird anschließend durch den
zentral liegenden Nietdorn zurückgezogen.
Dabei verformt sich die Niethülse und drückt
sich an das Bauteil an (Abb. E 1.4 b, S. 161).
Bei Passnieten befindet sich am Schaft ein Gewinde, der Schließring wird nach dem Platzieren angeschraubt (Abb. E 1.4 a, S. 161). Im
Gegensatz zu Schrauben sind Nieten meist
nicht mehr lösbar.
Durch den Querdruck der Nieten ergeben sich
zusätzliche Laststeigerungseffekte bei faserverstärktem Kunststoff, da die interlaminare
Scherfestigkeit erhöht wird, indem die einzelnen Lagen des Verbundwerkstoffs zusammengepresst werden. Sind Nieten in engem
Abstand angeordnet, lässt sich eine recht
homogene Kraftübertragung erreichen. Wegen
des kleinen Nietkopfs ist der Ausknöpfwiderstand gering, d. h. Nieten reißen unter Zugbeanspruchung leicht aus. Auch aus diesem
Grund werden an einem Knotenpunkt viele
nebeneinanderliegende Nieten angeordnet.
Anschlussbleche
Großformatige Anschlussbleche aus Stahl
oder Edelstahl vereinfachen den Stoß von
Halbzeugen, insbesondere von Profilen. Die
zu verbindenden Bauteile können axial gestoßen werden, ohne dass ein Versatz entsteht
(Abb. E 1.7). Mit Stahlblechen lassen sich auch
mehrere Bauteile gleichzeitig verbinden oder
über einen Winkel stoßen (Abb. E 1.18, S. 165).
Stahlbleche können im Gegensatz zu den
meisten Kunststoffen problemlos gekantet oder
geschweißt werden. Wie bei den Verbindungsmitteln selbst bietet sich für die Bleche besonders Edelstahl an, um die gute Korrosionsfestigkeit der Kunststoffe auch an den Knotenpunkten zu garantieren. Die Stahlbauteile können die konzentrierten Spannungen aus den
Schrauben besser aufnehmen als die Kunststoffbauteile, daher sind meist vergleichsweise
dünne Bleche für die Knotenkonstruktion ausreichend. Dennoch sind auch hier relativ viele
Verbindungsmittel erforderlich.
Neuartige Schraubenverbindungen
Die geringe Lochlaibungsfestigkeit von Schraubenverbindungen führt meist zu unbefriedigenden Ergebnissen. In vielen Fällen müssen
Querschnitte allein deswegen vergrößert werden, um die notwendige Anzahl an Verbindungsmitteln unterzubringen, was sehr massiv
wirkende Konstruktionen zur Folge hat. Da man
allerdings auf die einfache Handhabung von
Schraubenverbindungen und ein mögliches
Auf- und Abbauen der Konstruktion nicht verzichten möchte, bietet auch eine Verklebung
häufig keine brauchbare Alternative. Aus diesem Grund werden verschiedene Ansätze verfolgt, die Tragfähigkeit geschraubter Verbindungen zu optimieren. Abb. E 1.8 zeigt exemplarisch die Tragfähigkeit einer Schraubenverbindung bei pultrudiertem GFK-Flachprofil mit
Abmessungen von 5 ≈ 1 cm und unterschiedlichen Verstärkungsmethoden wie Manschetten,
aufgeklebte Laschen oder über neu entwickelte
Reibschlussverbindungen. [1]
Verstärkungslaschen
Durch Aufkleben von Stahllaschen lassen
sich die Bohrlöcher verstärken (Abb. E 1.12).
Diese Bleche nehmen die konzentrierten
Spannungen aus der Schraube auf und leiten
sie gleichmäßig über die Verklebung auf das
zu verbindende Profil weiter. Durch diese
Methode können nennenswerte Laststeigerungen erzielt werden. Außerdem schützen
die Laschen den GFK vor mechanischer
Beschädigung beim Auf- und Abbau. Diese
Verbindungstechnik wurde für pultrudierten
GFK entwickelt, ist jedoch auch auf andere
Kunststoffe übertragbar. [2]
Reibschlussverbindung
Bei der neu entwickelten Reibschlussverbindung erfolgt die Lastübertragung über die sich
verzahnende Rippenstruktur. Diese wird vorab
auf die zu verbindenden Bauteile appliziert
(Abb. E 1.8 f). Die Schrauben fixieren dabei
lediglich die Bauteile, sie können auch durch
Schlaufen ersetzt werden. Diese Verbindung
ermöglicht sowohl eine schnell auf- und abbaubare Fügung als auch eine gleichmäßige Kraftübertragung. Aufgrund der geneigten Kontaktflächen entsteht unter Belastung eine Druck-
Konstruieren mit Kunststoffhalbzeugen
kraft senkrecht zum Bauteil. Bei faserverstärktem Kunststoff wirkt sich dieser Effekt positiv
aus, da die Verbundfestigkeit zwischen den
einzelnen Laminatschichten verbessert wird.
Diese Verbindungen haben daher eine höhere
Tragfähigkeit als Klebefugen. [3]
1
2
3
4
5
6
Bauteil aus Kunststoff
Sechskantschraube
Lasche aus Kunststoff
Stahlblech, L-Form
Lasche aus Stahl
Einbauteil
1
2
3
4
5
Bauteil aus Kunststoff
Klebefuge
Lasche, beidseitig
Lasche, einseitig
Umfassungsprofil
2
Anpassung der Faserverstärkung
Bei faserverstärkten Kunststoffen kann ein optimaler Schraubenanschluss durch die gezielte Anpassung der Faserverstärkung erreicht
werden. Dazu sind jedoch schon vor der Produktion der Halbzeuge die exakte Lage des
Fügungspunkts und der Kraftfluss zu definieren (siehe Anpassung der Faserverstärkung,
S. 181f.). Zusätzlich integrierte Gewindemuffen
oder Krafteinleitungselemente können dabei
die einwirkenden Spannungen auf die Fasern
gleichmäßig verteilen und damit die Tragfähigkeit erhöhen.
Klebeverbindungen
Tragende Verklebungen sind im Baubereich
nach wie vor eher selten. Bis auf wenige Ausnahmen wie das Structural Glazing werden
Klebstoffverbindungen nur zur Befestigung von
Verkleidungen eingesetzt. Der Nachteil, dass
die Qualität einer Verklebung im Nachhinein
nicht überprüfbar ist, steht einem Einsatz oft
entgegen. Schäden infolge mangelhafter Verarbeitung können lange nach Ausführung der
Verklebung auftreten. Das Versagen ist dann
meist spontan und spröde.
Andererseits erlauben Verklebungen eine
gleichmäßige Kraftübertragung und haben
daher meist eine höhere Tragfähigkeit als stiftförmige Verbindungsmittel. Die hohe Tragfähigkeit von Klebeverbindungen ergibt sich hauptsächlich aus der großen Kontaktfläche der
Fügung. So haben beispielsweise die im Bauwesen gebräuchlichen Silikonklebstoffe (siehe
Silikonklebstoffe, S. 57) zwar eher geringe
Schubfestigkeiten, derartige Verklebungen
können jedoch durch große Flächen eine hohe
Tragfähigkeit entwickeln.
Funktionen von Verklebungen
Neben der Kraftübertragung können Klebefugen weitere Aufgaben erfüllen. Ein witterungsbeständiger Klebstoff kann z. B. gleichzeitig auch der Abdichtung von Elementstößen dienen. Außerdem ist der Ausgleich von
Wärmeausdehnungen, insbesondere bei der
Kombination unterschiedlicher Werkstoffe,
durch eine ausreichend dicke Fuge und den
Einsatz eines weichen Klebstoffs möglich.
Letztlich ist die Klebefuge in gewissen Grenzen auch in der Lage, Bauteiltoleranzen aufzunehmen.
Konstruktive Gestaltung von Klebefugen
Die Klebefuge sollte parallel zur Belastungsrichtung orientiert und möglichst großflächig
dimensioniert sein. Dies lässt sich durch eine
entsprechend große Überlappung der zu fügenden Bauteile erreichen (Abb. E 1.10 a).
Dabei ist jedoch zu beachten, dass eine Ver-
2
1
2
3
1
a
a
2
1
1
b
b
2
3
2
1
c
1
4
c
2
2
1
d
4
d
1
E 1.10
2
4
2
1
1
e
a
5
1
1
6
f
2
E 1.9
5
b
1 Bauteil aus Kunststoff
2 Sechskantschraube
3 Stahlblech, aufgeklebt
2
2
1
E 1.11
3
1
1
1
3
3
a
E 1.7
E 1.8
E 1.9
b
Einsatz von Anschlussblechen bei axialem Stoss
Tragverhalten unterschiedlicher Schraubenverbindungen
a unverstärkt
b Lasche, Stahl
c Lasche, CFK längs
d Lasche, CFK quer
e Manschette, Stahl
f Reibschlussverbindung
konstruktive Ausbildung von Schraubenverbindungen
a einfache Überlappung, mit Versatz
b einfache Überlappung, ohne Versatz
c mit Laschen
E 1.12
d mit aufgekanteten Bauteilen
e mit Stahlwinkeln
f mit Einbauteilen
E 1.10 verschiedene Klebeverbindungen
a mit Überlappung
b beidseitig aufgeklebte Laschen, symmetrischer Stoß
c einseitige Lasche
d Fügung auf Gehrung
E 1.11 Verklebungen von Aufkantungen
a mit Lasche
b mit Umfassunsgprofil
E 1.12 Verstärkung einer geschraubten Verbindung mit
Stahllaschen
163
Konstruieren mit Kunststoffhalbzeugen
größerung der Überlappungslänge in Beanspruchungsrichtung ab einem gewissen Maß
kein Zuwachs an Tragfähigkeit mit sich bringt,
da in diesem Fall die Spannungsspitzen in den
Randbereichen maßgebend werden (siehe
Klebeverbindungen, S. 153). Eine Klebefuge
sollte stets auf Schub, möglichst nicht auf Zug
belastet werden.
Wie auch bei Schraubenverbindungen ist ein
symmetrischer Stoß zu bevorzugen, z. B. durch
aufgeklebte Laschen (Abb. E 1.10 b, S. 163).
Kann nur einseitig eine Lasche angebracht
werden, ist diese wegen des auftretenden
Versatzmoments dicker als das Grundmaterial auszuführen (Abb. E 1.10 c, S. 163). Ein
Stumpfstoß sollte vermieden werden, da
so nur eine kleine Kontaktfläche zur Verfügung steht und außerdem die Klebefuge
auf Zug beansprucht wird. Lässt sich eine
stirnseitige Verbindung nicht umgehen, sollte
zumindest auf Gehrung gefügt werden (Abb.
E 1.10 d, S. 163).
Bei der Verklebung von Aufkantungen entstehen Zugspannungen in der Klebefuge, was
die übertragbaren Kräfte herabsetzt. Diese
Verbindungen können mit Laschen oder Umfassungsprofilen zusätzlich verstärkt werden
(Abb. E 1.11, S. 163).
1
2
3
3
4
5
2
1 Silikondichtung
2 PE-Rundschnur
3 Klebung,
Epoxidharz
4 GFK-Profil
5 Wärmedämmung
a
b
E 1.13
a
b
164
Ausführung von Verklebungen
Die Klebeoberflächen müssen vor der Bearbeitung staub- und fettfrei sein. Daneben sollte die
relative Luftfeuchte unter 80 % und die Umgebungstemperatur über 10 °C liegen. Wird die
Bauteiloberfläche vor der Verklebung angeschliffen, ist diese bereits vorher zu entfetten.
Bei faserverstärkten Kunststoffen ist es vorteilhaft, die außen liegende Wachsschicht bzw.
den Gelcoat anzurauen. Das Abschleifen bis
zur Faserverstärkung hat sich als nachteilig
herausgestellt, da die Haftfestigkeit des Klebstoffs unmittelbar auf den Fasern schlechter
ist als auf der umgebenden Matrix. Werden
Primer (Haftvermittler) verwendet, ist vorab
ihre Materialverträglichkeit zu klären, teilweise
kann ein unsachgemäßer Einsatz oder die
Kombination mit dem falschen Material die
Festigkeit der Verklebung empfindlich herabsetzen.
Materialkombinationen
Kunststoffe können mit Werkstoffen wie Stahl,
Beton, Glas oder Holz verklebt werden. Die
Wärmeausdehnungskoeffizienten und die
E-Module der Fügungspartner sollten dabei
aufeinander abgestimmt sein. Ein weicher
Klebstoff (z. B. Silikon) ermöglicht auch die Verbindung von Werkstoffen mit unterschiedlichem
Wärmeausdehnungsverhalten. Dabei entsteht
jedoch eine schubweiche Verbindung mit geringerer Tragfähigkeit des Verbunds und größeren Verformungen. Steife Klebstoffe (z. B.
Epoxidklebstoff) ermöglichen Verbundkonstruktionen mit höherer Tragfähigkeit. Dazu eignen
sich aber wiederum nur Werkstoffe mit ähnlichem Temperaturverhalten, da ansonsten zu
hohe Zwängungsspannungen auftreten.
E 1.14
GFK-Glas-Verbund
Bei einem hohen Glasfaseranteil haben pultrudierte GFK-Profile in Längsrichtung einen
ähnlichen Wärmeausdehnungskoeffizienten
wie Glas. Die beiden Werkstoffe lassen sich
damit auch über einen steifen Klebstoff verbinden, die Klebefuge kann vergleichsweise
dünn ausgeführt werden. Verbundkonstruktionen aus GFK und Glas (Abb. E 1.13 und
E 1.14) erlauben schlanke Pfosten bzw. Rahmen, da die Eigensteifigkeit des Glases in
Scheibenrichtung voll aktiviert werden kann. [4]
Dabei werden der Glasscheibe Druck- und
dem GFK-Profil Zugspannungen zugeordnet. Auf eine thermische Trennung zwischen
Pfosten und Verglasung kann wegen der niedrigen Wärmeleitfähigkeit von GFK verzichtet
werden.
Weitere Verbindungstechniken
Bei faserverstärkten Kunststoffen übernehmen hauptsächlich die Fasern die Lastabtragung. Um eine effektive Kraftübertragung
zu gewährleisten, sollten die Belastungen
unmittelbar in die Fasern eingeleitet werden.
Aus diesem Grund wurden einige Verbindungstechniken speziell für faserverstärkte
Kunststoffe entwickelt. Im Gegensatz zu stiftförmigen Verbindungsmitteln oder Verklebungen spielen bei diesen Anschlüssen die Eigenschaften der Kunststoffmatrix eine untergeordnete Rolle.
Bei einer Klemmung oder einem Pressverband
werden die Kräfte über Reibung in das Bauteil
übertragen. Durch zusätzlichen Druck quer
zum faserverstärkten Kunststoff lässt sich die
Tragfähigkeit der Verbindung weiter steigern.
Formschlüssige Verbindungen wie Schlaufen
oder Verguss liefern nochmals bessere Ergebnisse. Letztere ähnelt dem Ankerkopf von
Stahlseilen. Die freigelegten Fasern werden
dabei in eine konisch geformte Vergussmasse
eingebettet, welche die Lasten an die Verankerung weitergibt. Alle diese Verbindungen müssen jedoch schon bei der Fertigung der Halbzeuge implementiert werden und sind daher
fast ausschließlich bei frei geformten Bauteilen
realisierbar (siehe Faserverstärkte Kunststoffe,
S. 176ff.).
Kombinierte Verbindungsmittel
Wie bei anderen Werkstoffen ist die Kombination unterschiedlicher Verbindungsmittel nicht
unproblematisch. Das jeweils steifere Verbindungsmittel nimmt den Großteil der Belastung
auf, während das weichere keinen nennenswerten Beitrag zur Tragfähigkeit leistet. Eine
Ausnahme stellen Verbindungen dar, bei
denen unterschiedliche Richtungen der Beanspruchung durch verschiedene Verbindungsmittel aufgenommen werden. So ist z. B. bei
einer Klebefuge die zusätzliche Verstärkung
mit Schrauben ineffektiv, da der Klebstoff
wesentlich steifer ist und die Schrauben daher
keine Last aufnehmen. Bei einer kombinierten
Zug- und Schubbeanspruchung hingegen können die Schrauben die auftretenden Zugspan-
Konstruieren mit Kunststoffhalbzeugen
nungen übertragen, während die Schubkräfte
von der Verklebung aufgenommen werden.
Eine Kombination von Verbindungsmitteln
wird unter anderem dann eingesetzt, wenn
eine höhere Ausfallsicherheit (Redundanz)
erreicht werden soll. In Deutschland müssen
beispielsweise geklebte Fassadenelemente
oberhalb von 8 m über Untergrund zusätzlich
mit mechanischen Verbindungsmitteln gesichert sein.
Profile
Für Konstruktionen aus Kunststoffprofilen spielen im Bauwesen pultrudierte GFK-Bauteile
eine herausragende Rolle. Andere stabförmige
Kunststoffhalbzeuge aus Acrylglas (PMMA)
oder kohlenstofffaserverstärktem Kunststoff
(CFK) verfügen entweder über keine ausreichende Tragfähigkeit oder sind wirtschaftlich
nicht konkurrenzfähig.
Pultrudierte Profile aus glasfaserverstärktem
Kunststoff wurden zunächst für Konstruktionen
des Industrie- und Anlagenbaus verwendet,
die sehr korrosionsbeständig und gleichzeitig
wirtschaftlich sein sollte (Abb. E 1.15). Seit
den 1990er-Jahren werden sie zunehmend
auch im Brückenbau, für Hochbaukonstruktionen und Fassaden eingesetzt (Abb. E 1.16).
Dabei beschränken sich die Gestaltungsmöglichkeiten auf wenige Standardkonstruktionen
wie Fachwerksysteme, Bögen oder zusammengesetzte Querschnitte. Die Formensprache orientiert sich bislang am traditionellen Stahlbau,
dabei sind die Bauteilabmessungen von GFKProfilen wegen des geringeren E-Moduls größer als bei der Verwendung von Stahl. Die
werkstoffgerechte Weiterentwicklung der Konstruktionsweisen und Querschnittsgeometrien
befindet sich erst am Anfang. Die bekannten
Fügetechniken des Stahlbaus sind nur sehr bedingt auf faserverstärkte Kunststoffe übertragbar; es sind generell mehr Schrauben zur
Übertragung der Kräfte in den Knotenpunkten
erforderlich (Abb. E 1.18).
E 1.15
1
2
3
4
1
2
1
2
1
2
3
2
1
2
1
2
2
1
2
3
1
1
1
2
1
2
2
1
2
1
2
4
1
E 1.17
2
Zusammengesetzte Querschnitte
Die standardmäßig verfügbaren GFK-Profile sind häufig nur in Größen bis ungefähr
30 ≈ 30 cm erhältlich. Als Biegeträger eingesetzt, sind nur recht kleine Spannweiten möglich. Die Tragfähigkeit lässt sich jedoch erhöhen, wenn mehrere Standardprofile zusammengesetzt werden (Abb. E 1.17). Die einzelnen
Profile oder Platten werden zu größeren Einheiten verklebt, in Ausnahmefällen auch vernietet
oder verschraubt. Dadurch lassen sich Zugglieder, Biegeträger oder symmetrische Stützen ausbilden. Werden an der Außenseite zusätzlich Lamellen aus kohlenstofffaserverstärktem Kunststoff aufgebracht, ist eine weitere
Verbesserung der Tragfähigkeit und eine Reduktion der Verformungen möglich. Materialverbrauch und Arbeitsaufwand sind bei zusammengesetzten Trägern jedoch relativ hoch,
diese Konstruktionen sind deshalb häufig unwirtschaftlich.
E 1.16
GFK-Profil
Klebung
Verstärkung, CFK-Lamelle
GFK-Stegplatte
1
2
1
1
3
1
3
3
3
1
2
1 GFK-Profil
2 Stahlblech
3 Sechskantschraube
GFK-Rahmenprofile mit Isolierglas verklebt, Elemente über Schraubenverbindung gestoßen
a Detail
b Ansicht
E 1.14 Verstärkung von Glas mit aufgeklebten GFK-Profilen, Pavillion aus Glas und GFK
a Gesamtansicht
b Detailpunkt
1
3
2
E 1.18
E 1.13
E 1.15
E 1.16
E 1.17
E 1.18
geschraubte Konstruktion aus GFK-Profilen für
die Verwendung in aggressiver Umgebung
Bogenbrücke aus geschraubten GFK-Profilen,
Lleida (E) 2001, Pedelta Structural Engineers
zusammengesetzte GFK-Standardprofile
Einsatz von Anschlussblechen für die Verbindung mehrerer Bauteile
165
Konstruieren mit Kunststoffhalbzeugen
1 Brückengeländer
2 Gehwegplatte
3 Hauptträger aus fünf Elementen
1
2
3
a
E 1.19
b
1
2
1
2
3
4
5
6
U-Profile
Zugdiagonalen
Druckdiagonale
Latten
Windverband
Futterstück
Wandartige Träger
Bei Biegeträgern liefern vor allem die Randbereiche des Querschnitts einen effektiven
Anteil zur Tragfähigkeit, während die Bauteilmitte weniger beansprucht wird. Daher bietet
es sich bei zusammengesetzten Querschnitten
an, für die Flansche GFK-Profile mit hoher
Faserverstärkung, für den Steg hingegen Platten mit geringerem Faseranteil oder aus unverstärktem Kunststoff zu verwenden. In Kombination mit transluzenten oder transparenten Platten wirkt der Träger weniger gedrungen. Bei
der Konstruktion von Fußgängerbrücken können diese Träger neben der tragenden Funktion gleichzeitig als Brüstung und Handlauf fungieren (Abb. E 1.21). Eine flächige Verklebung
dient der Übertragung der Spannungen. Die
Kombination aus Profilen und Stegplatten hat
sich als tragfähig erwiesen, dabei ist jedoch
die Beulstabilität der Platten nicht unproblematisch, weshalb zusätzliche Beulsteifen, also
Stabilisierungen der Platte durch aufgeklebte
Stäbe, erforderlich werden können. [5]
Fachwerkträger
3
6
a
1
4
5
b
E 1.20
1
2
2
1
1
2
2
1
1 GFK-Profil
2 transluzente Sandwichplatten mit geringer
Faserverstärkung
Aus GFK-Profilen lassen sich Fachwerkträger
vergleichsweise einfach konstruieren (Abb.
E 1.20). Erforderliche Bohrlöcher können im
Rahmen der Montage gesetzt werden. Die
Stäbe werden auf Normalkraft beansprucht,
was dem längsorientierten Faseraufbau pultrudierter Profile entgegenkommt. Problematisch
ist jedoch, dass an den Knotenpunkten meist
nicht der erforderliche Konstruktionsraum für
die Schrauben- oder Klebeverbindungen verfügbar ist. Deshalb müssen oft allein aus diesem Grund sehr massive Profile verwendet
werden, der Materialverbrauch ist somit insgesamt recht hoch. Die Anschlüsse sollten symmetrisch ausgebildet werden, bei komplexen
Knotengeometrien ist die Verwendung von
Stahlblechen vorteilhaft (Abb. E 1.18, S. 165).
Bei Fachwerkbrücken können die Gehwege mit
Planken oder Rosten aus GFK gefertigt werden, diese dienen dann als lastverteilende Platten zwischen den Trägern.
Stecksysteme
a
b
E 1.21
a
b
E 1.22
166
Modulare Stecksysteme haben integrierte Verbindungen, die über Doppelfedern gefügt sind.
Dadurch sind weniger Schrauben oder Verklebungen erforderlich. Mehrere Profile können
zu einem Träger kombiniert werden, im Idealfall ist der mehrfache Auf- und Abbau einer
Konstruktion möglich. Dazu ist in den zu verbindenden Hohlprofilen jeweils eine Nut eingelassen. Ein kleinerer Stab mit einem schwalbenschwanzförmigen Querschnitt wird in die
Nuten eingeschoben und verbindet damit die
Hohlprofile. In der Regel werden solche Stecksysteme für Verkleidungen und andere nicht
primär tragende Bauteile verwendet. Durch
den kleinen Querschnitt der Verbindungsstäbe
sind die übertragbaren Kräfte beschränkt. In
Einzelfällen werden diese Systeme auch für
Fußgängerbrücken eingesetzt (Abb. E 1.19). Im
Gegensatz zu reinen Profilen lassen sich mit
Konstruieren mit Kunststoffhalbzeugen
den Stecksystemen relativ einfach Gehwegplatten oder Brüstungen zusammenfügen. Die
Bauweise eignet sich insbesondere für temporäre und experimentelle Konstruktionen.
Schnappverbindungen
Zur einfachen Aneinanderreihung von Profilen dienen auch integrierte Schnappverbindungen. Die Verbindungsmittel werden bereits
im automatisierten Fertigungsverfahren mit
dem gesamten Bauteil geformt. Die Profile
können zu größeren Platten gestoßen werden,
z. B. für den Bau von Brückendecks (Abb.
E 1.22). Im Gegensatz zu geklebten Stößen
(siehe Spezielle Halbzeuge im Ingenieurbau,
S. 92f.) ist die Schnappverbindung auf der
Baustelle einfach und schnell einsetzbar und
kann ohne spezielle Umgebungsbedingungen durchgeführt werden. Auf der anderen
Seite lassen sich durch diese Verbindung nur
relativ geringe Kräfte übertragen. Außerdem
werden bei faserverstärkten Kunststoffen meist
spröde Duroplasten verwendet, sodass ein
mehrfacher Auf- und Abbau in der Regel nicht
möglich ist, da die Schnappverbindung dann
bricht.
Profile aus CFK
Wegen der hohen Materialkosten werden im
Bauwesen kohlenstofffaserverstärkte Kunststoffe (CFK) nur punktuell dort eingesetzt, wo die
hervorragenden mechanischen Eigenschaften
auch voll ausgenutzt werden können. Biegeträger vollständig aus CFK zu entwerfen, wäre
wirtschaftlich nicht sinnvoll. CFK-Lamellen mit
einer Dicke von wenigen Millimetern werden
mittlerweile standardmäßig für die nachträgliche Verstärkung von Betonbauteilen verwendet. Die extern aufgeklebte Bewehrung kann
den korrodierten Betonstahl ersetzen oder eine
Nutzlast des Tragwerks steigern. In einigen
Bauwerken wurden CFK-Stäbe auch als
Spannglieder oder Hängeseile eingesetzt, die
aufnehmbare Spannung überschreitet die von
Stahl bei Weitem (siehe Spezielle Halbzeuge
im Ingenieurbau, S. 92f.)
CFK-Beton-Verbund
Die Kombination von faserverstärkten Kunststoffen und Beton erlaubt vergleichsweise
wirtschaftliche und tragfähige Konstruktionen.
Dabei gibt es unterschiedliche Gründe für
diese Materialkombination: Einerseits können
die widerstandsfähigeren faserverstärkten
Kunststoffe die korrosionsanfällige Stahlbewehrung des Betons ersetzen. Im Gegensatz zu Stahl muss hier die Bewehrung nicht
vom Beton geschützt werden, sondern darf
auch an der Oberfläche liegen. Andererseits
kann eine äußere Kunststoffhaut zusätzlich
als Form für den Beton dienen. In einigen
Fällen ist auch die leichte Zerspanbarkeit
von Faserverbundkunststoffen gegenüber
Stahl von Vorteil, wenn z. B. Stützmauern
nachträglich mit Fräsen durchstoßen werden
müssen.
CFK ist wegen des höheren E-Moduls im Vergleich zu GFK besser für den Verbund mit
Beton geeignet. Für die Aktivierung der Zugfestigkeit von GFK sind hohe Dehnungen erforderlich, welche vom Beton häufig nicht aufgenommen werden können.
Bisher wurde diese Materialkombination vor
allem in Form von betongefüllten CFK-Rohren
angewendet. Dazu muss die Innenseite des
Rohrs eine hohe Oberflächenrauigkeit haben,
damit ein ausreichender Verbund gegeben
ist. Dies kann beispielsweise durch quer
angeordnete Rippen erfolgen. Die Kohlenstofffasern werden zunächst zu einem Schlauch
geflochten, entsprechend den Erfordernissen geformt und anschließend mit Kunststoff
getränkt. Die gehärteten Rohre haben ein
geringes Eigengewicht, sie können ohne
schweres Gerät auf der Baustelle installiert
und anschließend mit Ortbeton vergossen
werden. Das in Abb. E 1.23 dargestellte Brückensystem basiert auf dieser Konstruktionsmethode. Die CFK-Beton-Bögen wurden in
diesem Beispiel nachträglich mit Schüttmaterial aufgefüllt. [6]
Weitere Entwicklungen konzentrieren sich auf
den Einsatz von CFK-Paneelen als »verlorene
Schalung«. Ähnlich wie bei Stahl-Verbunddecken werden zunächst dünne Platten gespannt, welche als Form für den Beton dienen
und durch eine Oberflächenverzahnung einen
Verbund eingehen. Im Endzustand dient der
CFK damit als Zugbewehrung auf der Unterseite der Platte.
E 1.19
E 1.20
E 1.21
E 1.22
E 1.23
Fußgängerbrücke, Aberfeldy (UK) 1991,
Dundee University
a Ansicht
b Schnitt
Fußgängerbrücke, Pontresina (CH) 1997,
ETH Zürich, Institut für Hochbautechnik:
Thomas Keller (Entwurf)
a Ansicht
b Schnitt
GFK-Sandwich-Verbundträger, 1997, EPFL
Lausanne, CCLAB, Thomas Keller
a Produktion
b Schnitt
GFK-Profile zum Einsatz für Fahrbahnplatten
von Brücken, Kookmin University (KR), Sung
Woo Lee
a Produktion
b Schnitt
Brückensystem mit CFK-Beton-Verbundrohren
2009, University of Maine, Habib J. Dagher
a Axometrie
b Montage
1
3
1 Trapezblecheindeckung
2 Auffüllung
3 Stahlbetonwiderlager mit eingegossenen CFK-Rohren
4 vorgefertigte CFK-Rohre mit Ortbetonergänzung
a
4
3
2
b
E 1.23
167
Konstruieren mit Kunststoffhalbzeugen
1
2
3
4
4
5
1
2
3
4
5
6
7
7
6
E 1.24
a
b
Platten
Massiv- und Wellplatten
Platten aus transparenten, transluzenten oder
opaken Kunststoffen kommen hauptsächlich für
Fassaden und geneigte Dächer zur Anwendung. Daneben eignen sie sich auch als Raumtrennwände, elektrischer Berührschutz bei
Bahnanlagen oder für Geländerfüllungen. Die
üblichen Fassadenpaneele können sowohl aus
unverstärkten Thermoplasten als auch aus faserverstärktem Kunststoff oder anderen Verbundmaterialien wie Mineralwerkstoffen bestehen. Dabei gibt es jeweils massive und hohlzellige Platten, was sich auf die Detailausbildung
auswirkt. Grundsätzlich können mit beiden Plattenformen sowohl wasserdichte Hüllen als auch
hinterlüftete Vorsatzschalen realisiert werden.
In einigen Konstruktionen mit Platten werden
mangels Alternativen die aus dem Glasbau bekannten Details wie Punkthalter oder Elastomerbänder übernommen. Im Gegensatz zum
spröden Glas wären diese aufwendigen Maßnahmen hier jedoch eigentlich nicht nötig. Platten lassen sich vergleichsweise einfach bohren
und ablängen. Besonders interessant ist dabei
auch die Möglichkeit, die Fügungsdetails bereits in die Platte selbst zu integrieren.
Ein wesentlicher Unterschied zu Glas oder Metall besteht darin, dass Kunststoffplatten grundsätzlich nicht diffusionsdicht sind. Der damit
einhergehenden Gefahr von Kondenswasserbildung sollte durch konstruktive Maßnahmen
wie einer Hinterlüftung begegnet werden.
GFK-Platten in Aluminiumrahmen
Mineralwolle
Blendenkasten
druckfeste Dämmung
Flachlamellen
Wärmeschutzverglasung
Einfachverglasung
Platten aus massivem oder faserverstärktem
Kunststoff haben in der Regel Dicken zwischen
3 und 7 mm. Sie werden meist großformatig
produziert und den Anforderungen entsprechend erst im Rahmen der Endmontage zugeschnitten. Bei faserverstärkten Kunststoffen
sollten nach der Bearbeitung die Schnittkanten
versiegelt werden.
Befestigung
Dient die äußere Hülle lediglich dem Witterungsschutz und der optischen Gestaltung,
kann die Konstruktion vergleichsweise einfach
ausgeführt werden. Die Platten lassen sich
beispielsweise direkt auf die Unterkonstruktion schrauben oder nieten (Abb. E 1.26 und
E 1.27). Wegen des geringen E-Moduls des
Werkstoffs kann in vielen Fällen, insbesondere
bei Wellplatten, die Anordnung von Dehnungsfugen und Langlöchern entfallen, da die thermischen Zwängungen vergleichsweise gering
sind (Abb. E 1.6, S. 161).
Die Stoßfugen ebener Platten können offen
oder überlappend ausgebildet sein und wie im
Glasbau linear auf Elastomerbändern lagern
(Abb. E 1.25). Dabei ist eine gleichmäßige
Lasteinleitung erzielbar. Außerdem können
die Konstruktionen wasserdicht ausgeführt
werden. Die notwendige Unterkonstruktion ist
jedoch aufwendiger als bei anderen Befestigungsmethoden.
Für hinterlüftete Fassaden bietet sich die Mon-
tage über spezielle Befestigungssysteme an,
die nicht nach außen in Erscheinung treten
(Abb. E 1.31). Eine weitere Alternative ist, Platten mit umlaufenden Metallschienen zu fassen,
die dann an der Unterkonstruktion befestigt
sind (Abb. E 1.24). Diese Lösung schützt die
Platten vor mechanischer Beschädigung an
den Stirnseiten und verhindert bei faserverstärkten Kunststoffen, dass die offenen Kanten
Wasser aufsaugen.
Punkthalter sind grundsätzlich gut geeignet. Ihr
Aufbau ist im Detail einfacher als bei Glas, da
auf eine aufwendige Lochbearbeitung verzichtet werden kann (Abb. E 1.28). Daneben ist
es möglich, in die Platte Gewindemuffen einzukleben, die der Fixierung auf der Unterkonstruktion dienen (Abb. E 1.29).
Abdichtung
Massive Kunststoffplatten werden in der Regel
nicht wasserdicht ausgeführt, sondern offen
gestoßen. Soll die Platte zwängungsfrei gelagert werden, sind relativ breite Fugen erforderlich, welche die großen Temperaturdehnungen
des Kunststoffs aufnehmen können. Aus diesem Grund sind Silikondichtungen für Kunststoffplatten meist ungeeignet.
Eine einfache Möglichkeit zur Ausbildung horizontaler Fugen ist die Überlappung der Platten
oder die Verwendung von Fugenbändern
(Abb. E 1.30 a und b). Vertikalfugen können
ebenfalls über Fugenbänder oder Abdeckleisten gestoßen werden (Abb. E 1.30 c und d). Für
2
1
1
1
4
2
3
2
4
3
3
4
4
1
2
3
4
Klemmleiste Aluminium
Rippendichtung
Kunststoffplatte
Dichtband
5
E 1.25
168
1
2
3
4
5
First
Schraube mit Dichtungsring
Kunststoffplatte
Holzlattung
Sparren
E 1.26
1
2
3
4
Kantenprofil Polycarbonat
Wellplatten Polycarbonat
Stütze Stahlprofil
Unterkonstruktion Stahlrohr
E 1.27
Konstruieren mit Kunststoffhalbzeugen
1
5
3
2
1
2
3
4
5
Acrylglasplatte, B 1, 10 mm
Elastomer-Fugenband, geklemmt, 140 mm
Elastomer-Punkthalter, deformierbar, Ø 78 mm
tragendes Seilnetz, Stahl, 2≈ Ø 10 mm
Sogsicherung, Stahlseil, 3 mm
4
a
eine wasserdichte Hülle sind Schrauben mit
Elastomer-Unterlegscheiben notwendig.
E 1.28
b
E 1.29
1
Planken
Fassadenplanken sind im Gegensatz zu flachen
Platten schon für die Anwendung im Fassadenbau vorkonfektioniert (siehe Planken, S. 90). Sie
werden über die Stege in die Unterkonstruktion
eingehängt, die Abdichtung der Vertikalfuge
erfolgt über die integrierte Überlappung.
2
Stegplatten
4
Die Befestigung und Fügung von Stegplatten
ist wegen ihrer komplexeren Geometrien und
der dünnen Wandungen aufwendiger als bei
massiven Platten, insbesondere dann, wenn
die Wärmedämmeigenschaften der Platte nicht
durch offene Fugen oder Durchdringungen herabgesetzt werden sollen.
Stegplatten werden mit einer begrenzten Breite, aber frei einstellbarer Länge (je nach Transporteinschränkungen) gefertigt und über einen
Stoß zur Fassade addiert. Der stumpfe Stoß
von Stegplatten führt zu unbefriedigenden Ergebnissen, da die Wärmedämmung durchbrochen wird bzw. keine wasserdichte Fuge erstellt werden kann (Abb. E 1.39 a, S. 171). Als
vorteilhaft erweisen sich integrierte Fügungen
oder spezielle Fugenprofile. Für Ecken sowie
die Ober- und Unterkante der Paneele müssen
Details eigens entwickelt werden, teilweise sind
jedoch auch vorgefertigte Abschlussprofile verfügbar (Abb. E 1.36, S. 170).
b
3
1 Mineralwerkstoffplatte
2 Unterkonstruktion
3 Gewindemuffe, eingeklebt
4 Querlattung Aluminium
a
E 1.24
E 1.25
E 1.26
E 1.27
E 1.28
Fraunhofer Institut Ilmenau (D) 2008, Staab
Architekten
a Fassade aus GFK-Platten mit Metallschienen
b Detailschnitt Übergang Fenster – Fassade
Klemmverbindung für Massivplatten
Schraubverbindung für Massivplatten
Eckgestaltung und Randabschluss bei Wellplatten
Punkthalterung und Fugenband, Dach Olympiastadion, München (D) 1972, Behnisch +
Partner, Frei Otto u.a.
a Detailschnitt
b Aufsicht
E 1.29
E 1.30
E 1.31
Fassadenplatten aus Mineralwerkstoff, Seeko'o
Hotel, Bordeaux (F) 2007, Atelier Architecture
King Kong
a Vertikalschnitt
b Anbringen der Fassadenplatten
Fugenausbildung bei Massivplatten
a Stufenfalzverbindung, Horizontalfuge
b Verbindung mit Dichtprofilen, Horizontalfuge
c Omegaprofil, Vertikalfuge
d Nut-und-Feder-Verbindung, Vertikalfuge
e offene Fuge, Vertikalfuge
spezielles Befestigungssystem für Massivplatten
c
1
1 Untergrund
2 Befestigungssystem
3 Platte, faserverstärkter Kunststoff
4 Nietenverbindung
d
2
3
a
b
e
4
E 1.30
E 1.31
169
Konstruieren mit Kunststoffhalbzeugen
Befestigung
Einfache Schraubenverbindungen sind für
Stegplatten ungeeignet. Die dünnen Stege
knicken unter Druckbelastung, außerdem führt
die Durchdringung zu einer Wärmebrücke. Die
Platten können ähnlich wie Glasscheiben am
Rand geklemmt werden, vorteilhafter sind
jedoch integrierte Befestigungsnuten (Abb.
E 1.39 c und e). Dabei ist es möglich, speziell
ausgeformte Aluminium- oder PVC-Profile mit
Stegplatten zu kombinieren (Abb. E 1.38). Da
das Verbindungsmittel die Stegplatte nicht
durchdringt, lassen sich Wärmebrücken vermeiden, die Fassade wirkt von außen gleichmäßiger und ist wasserdicht.
E 1.32
E 1.33
E 1.34
E 1.35
1 Acrylglasplatte gebogen, transparent 5 mm, verklebt
mit Acrylglasplatte 3 mm
2 Acrylglasplatte gebogen, transparent 3 mm
3 Stahltragwerk
4 Auskreuzungen
5 5-fach-Stegplatten Polycarbonat 40/500 mm, transparent, rückseitig farbig coextrudiert
3
1
2
4
5
Integrierte Fügungen
Stegplatten haben eine Konstruktionshöhe von
mehreren Zentimetern, was es ermöglicht,
Schnapp- oder Klemmverbindungen in die
Struktur zu integrieren (Abb. E 1.32). Das
dabei verwendete Polycarbonat ist ausreichend duktil, um eine mehrfache Fügung zu
realisieren. Diese integrierten Verbindungen
erleichtern die Montage und Detailausbildung
wesentlich, da die einzelnen Platten auf der
Baustelle nur ineinandergefügt werden müssen, es entsteht eine formschlüssige Verbindung. Die Wärmedämmung und Dichtigkeit ist
besser als bei einem stumpfen Stoß. Zusätzliche Aufkantungen an der Fügung verbessern
nochmals die Wärmedämmeigenschaften und
erhöhen als Rippen die Biegesteifigkeit der Elemente. Diese Rippen können zusätzlich mit
PVC- oder Aluminiumprofilen verstärkt werden
(Abb. E 1.38). Beim Einsatz von integrierten
Platten für die Dachhaut sorgt die Aufkantung
zusätzlich für eine wasserdichte Hülle. Weitere
Maßnahmen wie Silikonfugen oder andere
Dichtstoffe können entfallen, da wegen der erhöhten Lage auch kein Stauwasser in die Fuge
gelangen kann.
Die Streifenform dieser Paneele mit klar definierten Breiten schränkt jedoch den Gestaltungsspielraum ein. Die vertikalen Fugen sowie
die zahlreichen Stege innerhalb der Platten treten nach außen hin in Erscheinung. Dies kann
die Qualität der Durchsicht erheblich mindern.
Wegen des prismatischen Querschnitts der Paneele ist die integrierte Fügung nur in eine
a
E 1.32
E 1.33
E 1.34
E 1.35
E 1.36
E 1.37
b
170
c
E 1.36
verschiedene Stegplatten aus Polycarbonat mit
Schnappverbindung
verschiedene Wellplatten für geneigte Dächer,
Vertikalschnitt
Stegplatte aus Polycarbonat mit Schnappverbindung
Stegplatte aus Polycarbonat mit Schnappverbindung und integrierter Aufkantung
Stegplatten mit integrierten Verbindern, Laban
Centre London (GB) 2003, Herzog & de Meuron,
Basel
a Detail Eckausbildung
b Fassadenansicht
c Ansicht Eckausbildung bei Stegplatten
Stegplatten über Aluminiumsprossen gestoßen,
Isometrie
a Aluminiumsprosse
b Aluminiumsprosse mit Hutprofil aus Kunststoff
Konstruieren mit Kunststoffhalbzeugen
Richtung anwendbar, stirnseitig sind Sonderlösungen notwendig, ebenso an Ecken oder
vertikalen Fugen. Die daraus für die Montage
resultierenden Randbedingungen sollten bereits in der Planungsphase berücksichtigt werden. Durch die sich ergebende starre Rasterung sind die Paneele für geometrisch komplexe oder kleinformatige Fassaden bzw. Dächer
ungeeignet.
Temporäre Bauten
Stegplatten mit integrierten Verbindungsmitteln eignen sich insbesondere für temporäre
Bauten wie mobile Pavillons oder Ersatzbauwerke. Die Befestigungspunkte und Fugen
lassen sich einfach lösen, auf Nassdichtungen oder Bohrungen kann in der Regel verzichtet werden. Die integrierten Schnappverbindungen sind mehrfach füg- und lösbar,
ohne Schaden zu nehmen. Die Fassadenoder Dachkonstruktionen können nach dem
Abbau in gleicher Form an einem anderen Ort
wieder aufgebaut oder innerhalb bestimmter
Grenzen auch für andere Konstruktionen verwendet werden.
a
b
a
a
b
b
c
c
d
d
E 1.37
Formteile
Die Konstruktion mit Formteilen ist grundsätzlich mit der von ebenen Platten vergleichbar.
Die dreidimensionalen Kassetten oder zweiachsig gekrümmten Bauteile bestehen meist
aus massivem Kunststoff, die Befestigung kann
daher sehr einfach über Schrauben, Nieten,
Verklebung oder Klemmung erfolgen.
Eine Besonderheit der verwendeten thermoplastischen Kunststoffe ist, dass Formteile erst
im Rahmen der Endverarbeitung oder Montage
durch einen Umformprozess aus standardisierten, ebenen Platten erzeugt werden können,
meist durch Tiefziehen.
Lichtelemente
Kunststoffformteile werden häufig für die Konstruktion von Lichtkuppeln und -bändern eingesetzt. Dabei kommen vor allem transparente
oder transluzente Thermoplaste wie Acrylglas,
Polycarbonat oder glykolmodifiziertes Polyethylenterephthalat (PET-G) zur Anwendung, in ei-
E 1.38
Stoßfuge und Verstärkung von Stegplatten bei
geneigten Dächern, Horizontalschnitt
a einfacher Stoß
b außen liegende Verstärkung mit Aluminiumprofil
c außen liegende Verstärkung mit Kunststoffprofil
d innen liegende Verstärkung mit Aluminiumprofil
e durchgehendes Verstärkungsprofil aus Kunststoff
E 1.39 Stoßfuge und Befestigung von Stegplatten in der
Fassade, Horizontalschnitt
a Stumpfstoß mit Klemmung an Aluminiumprofil
b Klemmung über Leiste an Aluminiumprofil
c Befestigung über integrierte Nut an Aluminiumprofil
d geschraubte Befestigung an Aluminiumprofil
e Befestigung über Nut an PVC-Profil
e
e
E 1.38
E 1.39
171
Konstruieren mit Kunststoffhalbzeugen
nigen Fällen auch glasfaserverstärkter Kunststoff (Abb. E 1.42). Die Elemente werden meist
durch Warmumformen in die gewünschte Geometrie gebracht, durch die gewölbte Form
kann Regenwasser und Schneeschmelze abfließen. Die Unterkante der Lichtelemente liegt
erhöht über der umliegenden Dachfläche, um
das Eindringen von Stauwasser zu vermeiden.
Prinzipiell reicht eine einfache Überlappung
und punktuelle Befestigung am Übergang zur
Unterkonstruktion. Bei erhöhten Wärmeschutzanforderungen werden bei Lichtkuppeln bis
zu vier Schalen übereinander angeordnet und
durch einen speziellen Randverbund thermisch
getrennt. Für Lichelemente kommen meist
massive Platten zur Anwendung, da sich diese
besser warmumformen lassen. Bei streifenförmigen Lichtbänder können zur Verbesserung
der Wärmedämmung auch Stegplatten eingesetzt werden.
zu reduzieren, wurden hier Module mit wenigen
unterschiedlichen Geometrien kombiniert. Die
Kassetten sind auf PMMA-Flachprofile geklebt,
welche vorab an die Stahlunterkonstruktion
geschraubt werden. Die Fugen sind mit transparenten Silikonprofilen geschlossen, damit
bleiben die Verbindungsmittel nach außen
verdeckt.
Umformen
Reihung und Serienfertigung
Für das Umformen von ebenen Platten zu
Formteilen kommen nur thermoplastische
Werkstoffe infrage. Stegplatten sind dabei
meist ungeeignet, da die dünnen Stege bei
großen Dehnungen zerstört bzw. der Querschnitt deformiert werden kann. Das Warmumformen findet unter erhöhten Temperaturen
statt, im Idealfall erfolgt der Prozess spannungslos. Daneben können Thermoplaste auch
unter Raumtemperatur in ihre Form gezwängt
werden, was man auch als »kaltes Umformen«
bezeichnet.
Dreidimensionale Halbzeuge werden meist modular zu einer größeren Einheit, z. B. einer Fassade, gefügt. In der Planung erfolgt dazu eine
Rasterung der Gesamtfläche in möglichst geometrisch identische Module. So ist eine Serienfertigung der Elemente möglich, was eine wirtschaftliche Konstruktion erlaubt. Entscheidend
ist dabei die Menge der erforderlichen Formwerkzeuge. In Abb. E 1.41 ist eine elementierte
Innenverkleidung aus Acrylglaskassetten dargestellt. Um den Aufwand für den Formenbau
Warmumformen
Vor der Formgebung wird der thermoplastische
Kunststoff zunächst auf wenige Grad oberhalb
der thermoelastischen Temperatur erwärmt,
also jener Grenze, bei der Werkstoff zäh wird.
Diese liegt jedoch noch deutlich unterhalb der
Schmelztemperatur. Die Platte mit einer Stärke
von 0,3 bis 10 mm kann anschließend manuell
oder maschinell verformt werden, nach der
Auskühlung behält sie die Form bei. Für das
2
»Kaltes Umformen«
Durch den geringen E-Modul und die Duktilität
einiger Thermoplaste können ebene Platten in
gewissen Grenzen in eine dreidimensionale
Form gezwängt werden. Dieser Vorgang kann
1
3
5
7
4
6
a
Warmformen sind PET-G und Acrylglas (PMMA)
sehr gut geeignet, die Umformtemperaturen
beider Werkstoffe liegen vergleichsweise niedrig. Etwas höhere Temperaturen sind für das
Warmumformen von Polycarbonat (PC) notwendig. Daneben können auch andere Thermoplaste wie Polystyrol (PS) und dessen Copolymere (ASA, ABS) sowie Polyethylen (PE), Polypropylen (PP) und PVC umgeformt werden.
Eine häufig angewendete Methode ist das Vakuum-Tiefziehverfahren, das auch im Architektur-Modellbau gebräuchlich ist. Dazu wird zunächst eine Form aus Pappe, Holz, ungesättigtem Polyesterharz (UP) oder Aluminium erstellt,
diese in der Regel einteilig ohne Gegenform ist.
Die Kunststoffplatte wird auf die Form gelegt
und von oben durch Heißluft erwärmt, daraufhin wird die Luft im entstehenden Innenraum
evakuiert. Die Platte schmiegt sich gleichmäßig
an die Form an. Diese Fertigungsmethode ist
vor allem für geometrisch einfache Formteile
ohne Rippen vorteilhaft (Abb. E 1.40).
Im Vergleich zu anderen Fertigungsverfahren
wie z. B. dem Spritzgießen sind die Stückkosten für das Tiefziehen zwar höher, es entfallen jedoch die hohen Werkzeugkosten einer
Spritzgussform.
b
1 warmgeformte Acrylglasplatte
2 Punkthalter
3 Schaumglasdämmung, Abdichtung mit Kunststoffbahn
4 Stahlpaneele
5 Stahltragwerk
6 Drahtnetz, in Rahmen gespannt
7 Befestigung der Leuchtmittel
8 Rechteckhohlprofil, Stahl
9 Flachstahl
10 U-Profil, Stahl
11 Leuchtmittel
12 Acrylglas-Formteil, tiefgezogen
13 Acrylglas-Aufhängung, geklebt
14 Silikonprofil, transparent
E 1.40
8
8
11
9
9
12
10
13
14
a
172
b
E 1.41
E 1.42
Konstruieren mit Kunststoffhalbzeugen
ohne Wärmezufuhr auch direkt auf der Baustelle erfolgen. Die Kriechneigung von Kunststoffen bewirkt hier, dass sich die Zwängungsspannungen im Laufe der Zeit abbauen (relaxieren). Das Bauteil behält die gezwängte
Form bei.
Fügungen
Dreidimensionale Formteile haben in der Regel
keine integrierten Verbindungsmittel, sondern
werden wie Glasscheiben über Punkthalter befestigt oder an den Rändern geklemmt. Die
meist massiven Platten bieten nicht genügend
Konstruktionshöhe für Schnappverbindungen.
Außerdem haben Formteile größere Toleranzen
als ebene Platten, was integrierte Fügungen
schwierig macht. Häufiger sind einfache
Schrauben- oder Nietverbindungen. Letztlich
lassen sich für die Konstruktionen von Formteilen kaum allgemeine Aussagen treffen, da sehr
unterschiedliche Lösungen zur Anwendung
kommen.
Modulare GFK-Brücke
Die modulare Fußgängerbrücke in Abb. E 1.44 a
vereint lösbare und feste Verbindungen von
Formteilen. Die ovalen Hauptträger haben Endkappen mit integrierter Nut-Feder-Verbindung,
diese werden lediglich ineinander gestoßen
und über integrierte Stahlseile miteinander verspannt (Abb. E 1.44 b). Die gekrümmten Planken aus transluzentem GFK hingegen sind
über Nieten an die vertikalen GFK-Rippen be-
festigt. Die Rippen wiederum liegen in der
Stoßebene der Hauptträger und sind ebenfalls
nur formschlüssig verbunden.
CFK-Treppe
Am Beispiel einer filigranen Treppenkonstruktion mit Stufen aus CFK und Wangen aus Glas
sind die Unterschiede in der Fügetechnik
zwischen Kunststoffen und Glas besonders
gut nachvollziehbar (Abb. E 1.43). Während
für die Verbindung des Punkthalters zum
bruchempfindlichen Glas ein großformatiger
Teller mit entsprechenden Einlagen notwendig ist, reichen für die nur 4 mm dicken und
robusteren CFK-Stufen einfache Gewindeschrauben aus.
E 1.40
Anmerkungen:
[1] Park, Don-U., Knippers, Jan: Application of a new
GFRPjointing method for an exhibition membrane
spatial structure. 9th Asian Pacific Conference of
Shell and Spatial Structures (APCS 2009), Nagoya
05/2009
[2] Oppe, Matthias: Zur Bemessung geschraubter
Verbindungen von pultrudierten faserverstärkten
Polymerprofilen. In: Stahlbau, Heft 66/2008
[3] wie Anm. 1
[4] Peters, Stefan: Kleben von GFK und Glas für baukonstruktive Anwendungen. Stuttgart 2006, S. 147ff.
[5] Keller, Thomas u. a.: Adhesively Bonded and Translucent Glass Fiber Reinforced Polymer Sandwich
Girders. In: Journal of Composites for Construction
5/2004, S. 461ff.
[6] Dagher, Habib J.: Bridge in a Backpack. Project
Presentation, Advanced Structures & Composite
Center, The University of Maine (USA), 19.08.2010
1
2
E 1.41
E 1.42
E 1.43
E 1.44
gekrümmte Acrylglasplatten für die Fassadenhaut, Kunsthaus Graz (A), 2003, spacelab Peter
Cook /Colin Fournier
a Ansicht
b schematischer Schnitt, vereinfacht
Shoebaloo Amsterdam (NL) 2003, Meyer en Van
Schooten
a transluzente Acrylglas-Kasetten auf Stahlunterkonstruktion
b schematischer Schnitt, vereinfacht
Lichtkuppeln aus Kunststoff
Treppe mit CFK-Stufen, London (GB)
Geoffrey Packer/EeStairs
a Treppenansicht
b Befestigung der CFK-Treppenstufe
c Anschlussdetail mit Edelstahl-Punkthalter
Brückensystem Variocell 02 »Fussgängerbrücke
zur Wolke, expo.02«, Yverdon (CH) 2002
a Ansicht
b Isometrie GFK-Rohr
c Querschnitt
3
5
4
7
6
6
1 Befestigung CFK, zweilagig
2 Befestigung CFK, einlagig
3 Auflagerblech
a
4 Befestigung Auflagerblech
5 Edelstahl - Punkthalter
6 Gewindeschrauben
b
7 Edelstahl - Teller mit
elastischer Einlage
E 1.43
c
1
2
3
4
5
6
7
1
3
GFK-Rohr
durchgeführte Spannseile, Edelstahl
eingeformte Verzahnung
Querschott, GFK
Rippen, GFK
Planken, transluzentes GFK
Bodenbelag
6
5
7
4
2
1
a
b
c
2
E 1.44
173
Konstruieren mit frei
geformten Kunststoffen
E 2.1
Kunststoffe bieten dem Planer Gestaltungsspielräume wie kein zweiter Werkstoff: Unterschiedliche Farben, Oberflächenqualitäten,
Dimensionen sowie mechanische Eigenschaften lassen sich einstellen. Die freie Formbarkeit
erlaubt es darüber hinaus, mehrere Funktionen
in einem Bauteil zu vereinen und eine den Anforderungen entsprechend optimierte Geometrie zu wählen. Hochintegrierte Kunststoffbauteile sind Gegenstand unseres Alltags, schon
bei einem einfachen Flaschenverschluss übernimmt ein einziges Bauteil mehrere Funktionen (Abb. E 2.1). Sowohl Scharnier als auch
Schnappverschluss, Gewinde und Abdichtung
werden bei einem solchen Industrieprodukt in
einem Arbeitsschritt geformt. Die Herstellung
erfolgt im Spritzguss, es sind keine Nacharbeiten erforderlich. Das Scharnier ist in diesem Fall
kein klassisches Gelenk mit mehreren Komponenten, sondern besteht aus einem dünnen
Kunststoffband, das zusammen mit den zu verbindenden Bauteilen aus einem Guss geformt
wird. Für ein solches Filmgelenk bieten sich vor
allem duktile thermoplastische Kunststoffe an.
Vergleichbare funktionsintegrierte Konstruktionen sind mit den konventionellen Werkstoffen
nicht realisierbar.
E 2.1
E 2.2
E 2.3
E 2.4
174
Verschluss einer Kunststoffflasche
Konstruktionsgrundlagen für Kunststoffe: abgerundete Ecken und gekrümmte Flächen
Versteifungsprinzipien für Kunststoffplatten
a massive, ebene Platte (hohe Verformungen)
b Well- oder Trapezplatte
c Stegplatte bzw. Sandwichbauteil
d gekrümmte Fläche mit unterschiedlicher
Lagerung
Gewichtsreduktion durch die Bauteilgestaltung
a massive Platte
b Rippenkonstruktion
Verglichen mit metallischen Baustoffen haben
Kunststoffe ein geringes Eigengewicht bei
gleichzeitig hohen Festigkeiten und sind damit
prädestiniert für den Leichtbau. Der E-Modul ist
jedoch mit Ausnahme von kohlenstofffaserverstärktem Kunststoff (CFK) vergleichsweise gering, daher werden bei Kunststoffen besondere
Maßnahmen für die Bauteilaussteifung nötig.
Diese erfolgt beispielsweise durch die Ausbildung als Sandwichstruktur, die Anformung von
Rippen oder durch die geometrische Steifigkeit
eines Bauteils. Kunststoffe lassen sich meist
frei formen, die Verarbeitungstemperaturen
sind im Vergleich zu metallischen Werkstoffen
oder Glas sehr niedrig, was eine Formgebung
und Nachbearbeitung mit relativ einfachen
Werkzeugen ermöglicht. Die Kunststoffverarbeitung kann auch von kleinen Betrieben
durchgeführt werden.
Aus den materialbedingten Besonderheiten
von Kunststoffen ergibt sich eine Reihe von
Aspekten, die bei der werkstoffgerechten Kon-
struktion beachtet werden sollten:
• fließende und großflächige Strukturen statt
punktueller Fügung kleinformatiger Elemente
• flächige, dünnwandige Strukturen (Ausnahme: Schaumstoffe)
• herstellungsbedingt abgerundete Formen
anstelle von Ecken und Kanten (Abb. E 2.2)
• Versteifungen durch Stege, Rippen oder
Sandwich und keine massiven Bauteile
• Aufkantungen an Rändern und Lasteinleitungspunkten statt Bauteilverdickung
• biegsame (Film-)Gelenke als Ersatz für echte
Scharniere mit hohen Spannungskonzentrationen
• Orientierung der Faserverstärkung – wenn
vorhanden – entsprechend dem Kraftfluss
Wenn nicht auf vorgefertigte Halbzeuge zurückgegriffen wird, muss beim Konstruieren mit
Kunststoffen frühzeitig im Planungsprozess das
Fertigungsverfahren gewählt und die Geometrien der Bauteile entsprechend angepasst
werden (siehe Konstruieren mit Kunststoffhalbzeugen, S. 160ff.). Beim Tiefziehen von Thermoplasten sowie für flächige faserverstärkte
Kunststoffe wirken sich darüber hinaus die Anforderungen aus dem Formenbau auf die Bauteilgeometrie aus. Ähnlich der Fertigung der
Schalung im Stahlbetonbau kann der Formenbau ein entscheidender Faktor für den Produktionsaufwand und damit für die Kosten von
Kunststoffkonstruktionen sein. Aus diesem
Grund ist es meist unerlässlich, Bauteile so zu
gestalten, dass eine Form oder Formensegmente mehrfach eingesetzt werden können.
Modulares Bauen oder Serienfertigung ist stets
ein Optimierungsziel im Konstruieren mit Kunststoffen.
Unverstärkte Kunststoffe
Neben der geometrischen Form und dem Fertigungsverfahren ist beim Konstruieren mit unverstärkten Kunststoffen auch der geeignete
Werkstoff auszuwählen. Alle drei Komponenten
stehen in direktem Zusammenhang und beeinflussen sich gegenseitig. Acrylglas (PMMA)
beispielsweise erfordert dicke Wandungen,
kann gegossen sowie extrudiert werden und ist
Konstruieren mit frei geformten Kunststoffen
hochtransparent. Da es jedoch vergleichsweise
spröde ist, eignet es sich für die Aufnahme von
Stoßbelastungen weniger gut. Polypropylen
(PP) hingegen kann mit sehr dünnen Wandungen ausgeführt werden. Es wird vor allem im
Spritzguss verarbeitet und ist milchig bis transparent. Wegen der hohen Duktilität ist PP ideal
für die Absorption von Schlag- und Stoßlasten.
Versteifung von Flächen
Zunächst ist die Aussteifung der vergleichsweise weichen Kunststoffkonstruktionen zu klären,
da diese zum Ausbeulen neigen. Massive,
ebene Platten sind nur in wenigen Ausnahmefällen sinnvoll (Abb. E 2.3 a). Um Verformungen
zu reduzieren und die Tragfähigkeit optimal
auszunutzen, sollten Kunststoffbauteile als aufgelöste Strukturen entworfen werden. Dicke
Wandungen können zu Lufteinschlüssen und
damit schlechten mechanischen Kennwerten
führen. Am Übergang zwischen unterschiedlich
dicken Bereichen kann es zu Zwängungsspannungen kommen, da der Kunststoff nach der
Fertigung nicht gleichmäßig auskühlt (siehe
Fehlerquellen beim Spritzgießen, S. 92).
Profilierung
Unverstärkte Kunststoffe werden häufig als
Well- oder Trapezplatten verarbeitet (Abb.
E 2.3 b). Wegen des prismatischen Querschnitts eignen sich diese Platten sehr gut für
eine Serienfertigung. Die Profilierung kann
sowohl sinus- als auch dreiecks- oder trapez-
förmig sein. Diese Formgebung eignet sich vor
allem für Bauteile, die einachsig spannen. Die
schwache Achse bleibt wegen der fehlenden
Aussteifung biegeweich, sie kann einachsig um
eine Unterkonstruktion gebogen werden.
Sandwich- und Rippenkonstruktionen
Im Gegensatz zu einer einfachen Profilierung
erlaubt ein Sandwichbauteil eine zweiachsige
Verstärkung (Abb. E 2.3 c). Während bei Konstruktionen aus faserverstärkten Kunststoffen
hauptsächlich Sandwichelemente mit Schaumkernen eingesetzt werden, sind bei Konstruktionen aus unverstärkten Kunststoffen Sandwichelemente mit Wabenkern, Rippen bzw. Stegen
gebräuchlicher. Diese Varianten lassen grundsätzlich auch transparente Konstruktionen zu.
Im Gegensatz zu Wellplatten sind dabei jedoch
ebene Oberflächen möglich.
Rippenkonstruktionen erlauben eine erhebliche
Gewichtsreduktion im Vergleich zu massiven
Platten (Abb. E 2.4). Besonders in Bereichen
mit hohem Auslastungsgrad wie Rändern, Anschlusspunkten oder Rahmenecken bietet es
sich an, die Konstruktion mit Rippen zu verstärken (Abb. E 2.5, S. 176).
Gekrümmte Flächen
Gekrümmte Flächen sind mit vergleichsweise
einfachen Mitteln zu realisieren (Abb. E 2.3 d).
Durch die doppelte Krümmung stabilisiert sich
die Geometrie des Bauteils bei entsprechender
Lagerung selbst. Grundsätzlich gelten hierbei
die Gestaltungsgrundsätze für leichte Flächentragwerke (siehe Flächenkrümmung, S. 146).
Randausbildung und Kanten
Kunststoffbauteile haben meist dünne Wandungen, weshalb freie Ränder und Durchbrüche zusätzlich verstärkt werden müssen. Durch
eine Aufkantung lässt sich relativ einfach die
benötigte Steifigkeit senkrecht zur Ebene erzielen. Für die Tragwirkung ist letztlich der entstehende statische Hebelarm der Aufkantung entscheidend (Abb. E 2.7, S. 176). Dabei sind
ganz unterschiedliche Querschnitte möglich,
häufig bietet sich eine halbrunde Form an. Herstellungsbedingt sind bei Kunststoffen Ausrundungen zu bevorzugen, da so die Materialstärke konstant gehalten werden kann und eine
bessere Entformbarkeit bei der Fertigung gewährleistet ist. Abhängig von weiteren Funktionen, z. B. für die Fügung von Bauteilen, können
sich auch andere Formen als geeigneter erweisen. Hinterschneidungen sollten jedoch wegen
der Anforderungen des Formenbaus vermieden werden.
Anschlüsse
Nachträglich eingebrachte Schraubenverbindungen, Nieten oder Verklebungen können
grundsätzlich analog zur Halbzeugkonstruktion
(siehe Konstruieren mit Kunststoffhalbzeugen,
S. 160ff.) verwendet werden. Zu bevorzugen
sind jedoch bereits bei der Bauteilfertigung integrierte Verbindungsmittel. Diese verringern
E 2.2
a
b
c
d
a
E 2.3
b
E 2.4
175
Konstruieren mit frei geformten Kunststoffen
E 2.5
E 2.7
E 2.6
1 Federung
2 Schnappverbindung
1
2
1 Kunststoffrohr
2 radiale Federung
3 axiale Schnappverbindung
1 Filmgelenk
2 fließender Übergang
1
3
1
2
h
1
h/2
2
2 3
E 2.8
nicht nur den Montageaufwand, sondern erlauben in der Regel auch höhere übertragbare
Kräfte, da notwendige Verstärkungen gleich
mitgeformt werden können.
Schnappverbindungen
Schnappverbindungen spielen in der Kunststofftechnik eine wichtige Rolle bei der werkstoffgerechten Konstruktion. Auch für die im
Bauwesen verwendeten integrierten Polycarbonat-Stegplatten bedient man sich dieser
Verbindungstechnik (Abb. E 1.34, S. 170).
Schnappverbindungen können zur mehrmaligen Fügung lösbar gestaltet werden. Für den
einmaligen Gebrauch sind auch nicht lösbare
Verbindungen möglich, die häufig dann eingesetzt werden, wenn ein Bauteil aus fertigungstechnischen Gründen aus zwei oder
mehr Segmenten zusammengefügt werden
muss, aber im Endzustand als ein Bauteil verwendet wird.
Eine Schnappverbindung besteht aus einem
Widerhaken und der ergänzenden Öse. Eines
der beiden Elemente ist mit einer elastischen
Feder gekoppelt, die meist aus einem dünnen
Kunststoffstreifen gebildet ist. Die Verbindung
sollte so gestaltet werden, dass sich beide
Bauteile beim Verbinden nur elastisch verformen, also nicht deformiert oder geschädigt
werden. Bei mehrfacher Verwendung ist grundsätzlich ein ausreichend duktiler Kunststoff wie
Polypropylen (PP) zu bevorzugen. Meist ist die
elastische Feder mit dem Widerhaken kombi-
176
E 2.9
E 2.10
niert (Abb. E 2.8). Die Feder wirkt dabei als
Kragarm, der ausreichend dünn und lange
ausgeführt werden sollte, um eine Fügung
ohne Überschreitung der elastischen Grenzspannung zu ermöglichen. Eine Faustformel ist,
dass die Dicke der Feder vom Einspannpunkt
bis zum Widerhaken um die Hälfte abnimmt.
Kunststoffrohre können über konzentrisch angeordnete Schnappverbindungen gefügt werden (Abb. E 2.9).
Filmgelenke
Bei beweglichen Metallkonstruktionen werden
steife Träger mit punktuellen Gelenken bzw.
Scharnieren gekoppelt. Dabei fallen die Verbindungspunkte meist sehr massiv aus, da alle
Kräfte konzentriert übertragen und die Scharniere selbst an die Träger angeschlossen werden müssen. Bei Kunststoffen besteht jedoch
die Möglichkeit, elastische Filmgelenke auszubilden. Das Gelenk wird durch die Variation der
Bauteildicke in die Struktur integriert, Bauteil
und Gelenk bestehen aus identischem Material.
Dabei sollte auf einen fließenden Übergang
der Materialstärke geachtet werden, um lokale
Spannungskonzentrationen zu vermeiden
(Abb. E 2.10). Für Filmgelenke kommen nur
ausreichend duktile Kunststoffe in Frage, die
auch bei wiederholter Benutzung nicht spröde
brechen. Bei Fließgelenken sind die übertragbaren Kräfte wegen der geringen Wandungsstärke begrenzt. Kritisch ist vor allem eine
Torsionsbelastung, die leicht zum Abriss des
Gelenks führen kann.
Schraubenverbindungen
Bei der Verwendung von Schrauben oder Nieten sollte bereits bei der Bauteilgestaltung eine
entsprechende Verstärkung vorgesehen werden, um die konzentrierte Belastung gleichmäßig in das Bauteil eintragen zu können. Dabei
kann der spätere Fügungspunkt durch integrierte Manschetten oder Rippen verstärkt werden (Abb. E 2.6). Verdickungen mit großen
Masseanhäufungen sind jedoch zu vermeiden.
Kunststoffgewinde verfügen meist über keine
ausreichende Festigkeit für tragende Verbindungen, außerdem sind die Fertigungstoleranzen vergleichsweise hoch. Bessere Ergebnisse
liefern metallische Gewindemuffen, die in den
Kunststoff eingeschraubt, geschweißt oder geklebt werden und den Einsatz von metrischen
Gewinden mit besserer Dauerhaftigkeit ermöglichen. Die Muffe selbst dient jedoch nicht der
Bauteilverstärkung, eine solche sollte zusätzlich durch die Anordnung von Aufkantungen
oder Rippen erfolgen.
Faserverstärkte Kunststoffe
Faserverstärkte Kunststoffe werden wie unverstärkte ebenfalls flächig mit relativ geringen
Wandungsstärken verbaut. Für eine werkstoffgerechte Konstruktion ist besonderes Augenmerk auf die eingebaute Faserverstärkung
zu richten, die meist lagenweise im Laminat
Konstruieren mit frei geformten Kunststoffen
geschichtet ist. Als Laminat wird hier allgemein
der Verbund aus Fasern und Kunststoff bezeichnet.
In der Praxis kommen dafür fast ausschließlich
duroplaste Kunststoffe zum Einsatz, welche
auch als (Kunst-)Harz bezeichnet werden. Die
Fertigung von frei geformten Faserverbundkunststoffen erfolgt im Handlaminierverfahren
sowie mit den daraus hervorgegangenen Verfahren wie der Harzinfusionsmethode (siehe
Harzinfusions- und Vakuumverfahren, S. 79f.).
Mit gewissen Einschränkungen können die hier
beschriebenen Gestaltungsregeln ebenfalls auf
automatisierte Verfahren übertragen werden.
Dort liegen jedoch je nach Fertigungsverfahren
geometrische Einschränkungen vor.
a
d
b
e
Laminataufbau
Wie Holz kann faserverstärkter Kunststoff nicht
als homogenes Material betrachtet werden. In
den schematischen Zeichnungen dieses Kapitels werden die geschichteten Faserlagen im
Schnitt als Linien gezeichnet. Bei flächigen
Laminaten entspricht eine Linie einer Textilschicht, bei stabförmigen Querschnitten mit
Längsfaserverstärkung (Roving) symbolisieren
die Strichlinien die Richtung der Fasern im
Bauteil.
Bei komplexeren Querschnitten, wie sie bei
einer Sandwichplatte vorliegen (Abb. E 2.12),
muss der Faserverlauf »entworfen« werden. So
werden dort beispielsweise die Faserlagen der
vertikalen Stege in die horizontalen Flansche
weitergeführt. Dadurch ergibt sich eine hohe
Tragfähigkeit des Knotens. Gleichzeitig ist erkennbar, dass Stege in der Regel schlanker
auszuführen sind als Flansche, da sonst nicht
ausreichend Faserlagen über den Stoßpunkt
durchgeführt werden können. Im Knotenpunkt
entsteht dennoch ein potenzieller Schwachpunkt für die Konstruktion. Hier ergibt sich eine
Harzansammlung im zentralen Dreieck, in dem
keine Fasern liegen.
Versteifung von Flächen
Wie bei den unverstärkten Kunststoffen müssen dünnwandige Laminate grundsätzlich ausgesteift werden, da ebene Platten für größere
Spannweiten zu weich sind. Dies kann durch
eine Profilierung des Querschnitts, durch eine
Rippenverstärkung oder mittels Sandwichbauweise erfolgen (Abb. E 2.11). Daneben ist bei
einer entsprechenden Lagerung eine geometrische Versteifung durch die Ausformung einer
Schale möglich.
Sandwichbauteile
Konstruktionen mit faserverstärkten Kunststoffen werden häufig als Sandwichbauteil ausgeführt. Durch die Anordnung einer leichten
Kernschicht im Inneren wird der statische Hebelarm der Laminate erhöht und damit bei nur
geringfügig höherem Flächengewicht die Tragfähigkeit und Steifigkeit wesentlich verbessert
(Abb. E 2.13). Da der zentrale Bereich eines
Bauteils unter Biegebelastung ohnehin nur
einen untergeordneten Beitrag zum Tragverhal-
f
g
c
E 2.11
E 2.5
E 2.6
E 2.7
E 2.8
E 2.9
E 2.10
E 2.11
Rippenverstärkung an Rahmenecken
Verstärkung von Anschlusspunkten
Aufkantung freier Ränder
Konstruktion von Schnappverbindungen
konzentrische Schnappverbindung
Konstruktion von Filmgelenken
Versteifung von flächigen, faserverstärkten
Kunststoffbauteilen
a ebene Massivplatte, verformungsempfindlich
b, c profilierte Platte
d Rippen
e Sandwichbauweise
f überlaminierte Rippen
g überlaminierte U-Rippen
E 2.12 Führung der Faserverstärkung bei aufgelöstem
Querschnitt mit Flanschen und Stegen
E 2.13 Erhöhung der Steifigkeit und Tragfähigkeit durch
Sandwichbauweise, Prinzipdarstellung
1 Faserverstärkung der Stege, zu den Flanschen
durchgeführt
2 Harzansammlung
3 Hartschaumkern
1
2
3
E 2.12
4t
2t
t
Konstruktionshöhe
Steifigkeit 1
1
t
2t
4t
1,0
7,0
37,0
Tragfähigkeit 1
1,0
3,5
9,2
Gewicht
1,0
1,03
1,06
unter Biegebeanspruchung
E 2.13
177
Konstruieren mit frei geformten Kunststoffen
ten leistet, kann als Kernschicht ein weicheres,
weniger tragfähiges und meist preisgünstigeres Material den faserverstärkten Kunststoff
ersetzen.
a
1
2
3
4
b
E 2.14
Rohr aus faserverstärktem Kunststoff
überlaminierter, faserverstärkter Kunststoff
Schaumkern
Querschott, eingeklebt
1
1
1
3
4
2
a
b
c
E 2.15
1
2
1
a
3
1
b
1
2
3
4
faserverstärkter Kunststoff
Abstandsgewebe
Wabenkern
Hartschaumstoff
E 2.16
c
4
1
Herstellung von Sandwichbauteilen
Als Kernmaterialien kommen für Sandwichbauteile unterschiedliche Werkstoffe in Frage
(siehe Kernmaterialien, S. 72ff.). Mit Hartschaumstoffen (Abb. E 2.16 d) lassen sich
diese mit hoher Tragfähigkeit erstellen. Das
Laminat wird unmittelbar auf den Kern aufgebracht, der Verbund erfolgt direkt durch
das Harz. Dabei ist zu beachten, dass einige
Schaumstoffe wie Polyurethan (PUR) verhältnismäßig viel Harz aufsaugen. Bessere Ergebnisse hinsichtlich Verarbeitung und Tragfähigkeit liefert PVC-Schaum, der jedoch
auch wesentlich teurer ist. Ein Vorteil von
Hartschäumen liegt darin, dass diese vor
dem Laminieren mit CNC-Fräsen vollautomatisch vorgeformt werden können. Sie dienen
dabei gleichzeitig als Schalung für den faserverstärkten Kunststoff (siehe Hartschaum,
S. 185). Da Schaumstoffe vergleichsweise
teuer sind, können sich bei großen Bauteilabmessungen Hohlkörper mit Rippen oder
Querschotten als wirtschaftlicher erweisen
(Abb. E 2.15).
Für dünnere Sandwichbauteile bis wenige
Zentimeter Dicke kommen auch Wabenkerne,
Kernlagenvliese oder Abstandsgewebe in
Frage (Abb. E 2.16 b und c). Das Flächengewicht ist hier meist noch geringer als bei der
Verwendung von Hartschaum. Bei besonderen Leichtbauanforderungen liefern Wabenstrukturen die besten Ergebnisse. In der
Regel muss dabei jedoch die Bauteildicke
über das ganze Bauteil konstant gewählt
werden. Enge Biegeradien oder doppelt
gekrümmte Bauteile sind mit diesen Kernmaterialien nur mit Schwierigkeiten durchführbar.
Abstandsgewebe (Abb. E 2.17) werden zunächst beim Auftragen des Harzes mit Pinsel
bzw. Roller zusammengedrückt und dabei
gleichmäßig benetzt. Anschließend stellt sich
das Textil selbstständig wieder auf und es
entstehen Hohlräume. Dabei stabilisieren die
mit Harz getränkten Decklagen und vertikalen
Fäden die Struktur. Abschließend können
weitere Lagen überlaminiert werden.
Profilierung und Rippen
Die geometrische Versteifung durch Profilierung und Rippen entspricht den Grundsätzen
der Bauteilgestaltung von unverstärkten Kunststoffen.
Wenn geometrisch möglich, ist eine direkte Verbindung von Steg bzw. Schott und Deckfläche
zu bevorzugen, also die Durchführung der
Faserverstärkung über den Knotenpunkt
(Abb. E 2.18 a). Häufig werden Rippen jedoch
aus fertigungstechnischen Gründen erst im
Nachhinein auf das fertige Laminat aufgebracht. Dazu kann ein formgebender Kern
aus Hartschaum, Metall oder Holz auf das
d
178
E 2.17
Konstruieren mit frei geformten Kunststoffen
Bauteil geklebt und durch Überlaminieren angeschlossen werden (Abb. E 2.18 b – d). Daneben ist es auch möglich, aussteifende Lamellen
bzw. Profile aufzukleben (Abb. E 2.18 e – g)
oder eine Rippe durch lokale Profilierung des
Querschnitts zu erzeugen (Abb. E 2.18 h). Bei
der Verwendung von Metallen, Holz oder der
Kombination unterschiedlicher Verbundwerkstoffe treten unter Umständen Zwängungsspannungen infolge unterschiedlicher Wärmeausdehnung auf.
Kanten
Wegen der Umlenkung der Verstärkungsfasern
und den Bedingungen des Formenbaus ist es
ratsam Kanten stets mit ausreichendem Ausrundungsradius auszuführen (Abb. E 2.20).
Bei pultrudierten Profilen sollte dieser mindestens 5 mm betragen und nicht kleiner als die
Laminatdicke sein. Für Handlaminate sind
Krümmungsradien von mindestens 20 mm zu
empfehlen. Ist der Radius zu gering gewählt,
können sich die textilen Verstärkungen bei
der Herstellung falten oder überschlagen (Abb.
E 2.19), die Lastabtragung wird dabei empfindlich gestört. Wie an freien Rändern, ist
auch an Kanten häufig eine zusätzliche Verstärkung des flächigen Laminats notwendig.
Aufdickungen sind jedoch zu vermeiden, da
dabei keine kontinuierliche Faserverstärkung
realisierbar ist. Stattdessen sollte die Laminatdicke konstant gehalten werden, um somit
eine Aussteifung über eine Profilierung zu
erzeugen.
Randausbildung
Freie Kanten sind konstruktiv schwierig, da sie
verformungsempfindlich sind (Abb. E 2.21 a,
S. 180). Außerdem treten die Fasern an den
Stirnflächen an die Oberfläche, die ohne zusätzliche Schutzmaßnahmen zu feuchtigkeitsempfindlich sind. Es empfiehlt sich aus optischen und mechanischen Gründen eine Aufkantung oder Randverstärkung einzuplanen.
Wie bei den Rippenverstärkungen sollte jedoch
eine Aufdopplung vermieden werden. Im Ausnahmefall kann bei präzise gefertigten Platten
mit versiegelten Stirnflächen und einer kontinuierlichen Lagerung eine Aufkantung entfallen.
Dies ist beispielsweise bei Fassadenverkleidungen der Fall.
E 2.14
Verstärkungsring, GFK-Stelen, Mainzer Markthäuser, Mainz (D) 2008, Massimiliano Fuksas
a Stelen vor dem Einbau
b Aufsicht GFK-Stelen
E 2.15 Aussteifung von Rohren
a umlaufender Verstärkungsring
b Aufbau des Verstärkungsring mit Sandwichkern
c Aussteifung mit Querschotten
E 2.16 Sandwichkonstruktionen aus faserverstärktem
Kunststoff
a faserverstärkter Kunststoff
b Kunststoff mit Abstandsgewebe
c Wabenkern
d Hartschaumkern
E 2.17 elastisches Abstandsgewebe
2
E 2.18
E 2.19
E 2.20
Verstärkungsrippen
a – h verschiedene Möglichkeiten
1 faserverstärkter Kunststoff
2 überlaminierte Rippen
3 Holzstab
4 überlaminierter faserverstärkter Kunststoff
5 Hartschaumkern
6 Stahlprofil
7 Verklebung
8 Flachprofil aus faserverstärktem Kunststoff,
z. B. CFK
9 Profil aus faserverstärktem Kunststoff
Produktionsfehler bei GFK aufgrund zu geringem
Eckradius an einer Kante
Eckgestaltung von faserverstärkten Kunststoffen
7
6
7
8
1
1
a
e
3
4
1
b
1
f
9
5
4
1
c
7
1
g
6
4
1
d
h
E 2.18
1
Randverstärkung
Die einfachste Maßnahme zur Randverstärkung ist die Aufkantung des Laminats (Abb.
E 2.21 b, S. 180). Eine höhere Tragfähigkeit
lässt sich durch das Einlegen eines gestaltgebenden Kerns erzielen. Dies kann ein
metallisches Hohlprofil, ein Schaumkern
oder ein Rundstab aus Leichtholz sein (Abb.
E 2.21 c – e, S. 180). Das Laminat wird bei der
Fertigung um den Kern geschlagen, alternativ
besteht die Möglichkeit, den Kern auch nachträglich überzulaminieren. Neben der Aussteifung kann das Randprofil auch weitere
Funktionen wie die Befestigung des Bauteils
auf einer Unterkonstruktion übernehmen.
R
E 2.19
E 2.20
179
Konstruieren mit frei geformten Kunststoffen
2
E 2.21
1
a
E 2.22
1
1
E 2.23
a
3
1
b
1 GFK
2 Überlaminieren
3 Laminierstoß
b
E 2.22
1
2
2
1
c
a
Abreißen
2
3
1
4
3
Randverstärkung von faserverstärktem Kunststoff
a freier Rand
b Aufkantung
c überlaminiertes Stahlrohr
d überlaminierter Hartschaum
e überlaminierter Holzstab
Verbindung durch Überlaminieren
a axialer Stoß durch seitliches Überlaminieren
b Laminierstoß mit zunächst überstehenden
Fasern, nachträgliches Überlappen und
Laminieren
Überlaminieren mit Abreißgewebe
Schattenfugen
Bei der Fügung von großformatigen Bauteilen
aus faserverstärktem Kunststoff sind stumpfe
Stöße wegen der unvermeidbaren Fertigungstoleranzen schwierig durchführbar. Die Ausformung von Schattenfugen hat den Vorteil, dass
die Aufkantung der Bauteile sowohl als Randverstärkung im Bauzustand als auch als Verstärkungsrippe im Endzustand fungiert. Gleichzeitig können die notwendigen Verbindungsmittel nach außen verdeckt angeordnet werden
(Abb. E 2.25 a und E 2.26).
Diese Bauweise war bereits bei den ersten Gebäuden aus faserverstärktem Kunststoff in den
1960er-Jahren gebräuchlich, ist jedoch bauphysikalisch unbefriedigend, da eine offene Fuge
und zugleich eine Wärmebrücke entstehen.
Diese Problematik fällt bei der Fügung von Sandwichbauteilen noch stärker ins Gewicht, da die
wärmedämmende Schicht durchbrochen wird.
Beim Aufstellen eines Faserverbundbauteils auf
den Boden erleichtert eine Schattenfuge ebenfalls die Detailausbildung, zum gleichmäßigen
Lasteintrag ist es möglich, in der Fuge ein Elastomerprofil einzubauen (Abb. E 2.25 b). Sollen
die Verbindungsmittel eines Elementstoßes von
außen zugänglich sein, kann die Schattenfuge
wie in Abb. E 2.25 c ausgeführt werden.
Anschlüsse
Montagefugen können durch nachträgliches
Überlaminieren geschlossen werden. Im besten Fall hat die Fuge dann identische mechanische und bauphysikalische Eigenschaften wie
die zu verbindenden Bauteile. Die Fügung einzelner Bauteile kann aber auch über stiftförmige Verbindungsmittel oder eine Verklebung erfolgen (siehe Verbindungsmittel, S. 161ff.). Dabei
besteht die Möglichkeit, bereits bei der Fertigung Laschen, Einbauteile oder Muffen zu integrieren und den Faserverlauf den Verbindungsmitteln entsprechend anzupassen. Dadurch
können die Tragfähigkeit der Verbindung und
in einigen Fällen auch die bauphysikalischen
Eigenschaften der Fuge verbessert werden.
b
d
5
c
4
e
1
2
3
4
1
2
3
4
5
faserverstärkter Kunststoff
Metallrohr
Hartschaumkern
Holzstab
E 2.21
180
faserverstärkter Kunststoff
Abreißgewebe
rauhe Oberfläche
glatte Oberfläche
nachträglich überlaminierte Faserlage
Überlaminieren
Bei Laminierstößen werden die zu fügenden
Bauteile zunächst stumpf gestoßen und dann
durch schichtweises Überlaminieren verbunden
E 2.23
Konstruieren mit frei geformten Kunststoffen
+/-45° Gewebe
Faserschnecke
Faserstern
Faserumwicklung
a Aufbringen des Abreißgewebes als letzte
Schicht
b Abreißen des Gewebes vor Erhärten des
Harzes
c Überlaminieren zu späterem Zeitpunkt
E 2.24 Maßnahmen zur Erhöhung der Lochlaibungsfestigkeit von Schraubstößen
E 2.25 Gestaltung von Schattenfugen
a Schattenfuge, vertikal
b Schattenfuge bei Auflagerung
c zurückversetzte Stoßfuge
E 2.26 D-Tower Doetinchem (NL) 2004, Lars
Spuybroek /NOX
(Abb. E 2.22 a). Die zusätzlichen Faserlagen
sollten möglichst beidseitig angebracht werden, um eine gleichmäßige Lastübertragung zu
ermöglichen.
Für eine gute Haftung beim Überlaminieren
muss die Oberfläche der Bauteile ausreichend
rau sein. Dazu kann ein Abreißgewebe eingesetzt werden (siehe Abreißgewebe, S. 71). Dieses wird bei der Fertigung im Werk zunächst
als letzte Schicht aufgebracht und vor dem
endgültigen Erhärten des Harzes wieder abgezogen. Dabei entsteht eine raue Oberfläche mit
kleinen Kunststoffzähnchen, auf die im Rahmen
der Montage anschließend überlaminiert werden kann (Abb. E 2.23).
Alternativ ist es möglich, die Fasern im Randbereich zunächst trocken überstehen zu lassen. Diese werden anschließend bei der Montage im Reißverschlussverfahren gestoßen und
schichtweise mit Harz getränkt (Abb. E 2.22 b).
Bei beiden Methoden ergibt sich jedoch an der
Stoßstelle eine Verdickung des Laminats.
Anpassung der Faserverstärkung
Im Gegensatz zur Konstruktion mit Halbzeugen
kann beim Konstruieren mit frei geformten Laminaten auf die spätere Belastung reagiert
werden. Zur Erhöhung der Lochlaibungsfestigkeit von geschraubten Verbindungen lässt sich
die Scherfestigkeit am Schraubenloch gezielt
verbessern. Eine textile Faserverstärkung in
45°-Orientierung zur Bauteilachse erhöht die
Lochleibungsfestigkeit unabhängig von der Belastungsrichtung und der genauen Lage des
Verbindungspunkts. Effektiver sind vorgefertigte Faserschnecken oder Rosetten. Dazu muss
aber vorab die Position der Schraubenverbindung exakt definiert sein. Optimale Ergebnisse
liefert das Umschlaufen des Schraubenlochs
mit den Fasern (Abb. E 2.24). Dabei kann
durch die zusätzliche Verwendung einer Metallhülse die übertragbare Kraft nochmals gesteigert werden. Bei diesen Maßnahmen werden
die Fasern gezielt so platziert, dass sie durch
das Bohrloch nicht getrennt werden. Die Kräfte
werden tangential von der Schraube auf die
Fasern übertragen und direkt in das weitere Laminat übertragen. Für diese Konstruktion muss
jedoch die Geometrie und Kraftrichtung der
Verbindung bekannt sein.
E 2.24
1
2
3
a
1
2
b
1
2
3
c
1 faserverstärkter Kunststoff
2 Distanzstück aus Elastomer, Stahl o. ä.
3 Schrauben bzw. Nieten
E 2.25
E 2.26
181
Konstruieren mit frei geformten Kunststoffen
E 2.27
E 2.28
E 2.29
E 2.30
aufgeklebte metallische Verbindungsteile
a Lasche
b Winkel
Einbau von Laschen, Lochblech zur Optimierung
des Verbunds, mit durchgeschlauften Rovings
a Axometrie
b Schnitt
erhältliche, überlaminierbare Einbauteile für
faserverstärkte Kunststoffe
Einbauteil zur Integration von Schrauben
E 2.31
E 2.32
E 2.33
E 2.34
fg 2000, Altenstadt (D) 1968, Wolfgang Feierbach
a Ansicht Fassadenecke
b Eckdetail
abgetreppte Stoßfuge für Sandwichbauteile
Sandwichstoß mit Überlaminieren
kugelförmige Umhüllung von Antennen (Kugelradom) aus GFK-Sandwichbauteil
a Fügung der einzelnen Bauteile
b geschlossene Hülle
1 faserverstärkter Kunststoff
2 Stahllasche oder -winkel
3 Klebstoff
1
3
1
2
a
3
2
E 2.27
b
1 faserverstärkter Kunststoff
2 Lasche aus dünnem Stahlblech
3 Langfasern (Rovings), durch Löcher im Stahlblech
geschlauft
4 reguläre flächige Faserverstärkung
1
3
2
3
a
4
1
2
b
E 2.28
1 faserverstärkter Kunststoff
2 Einbauteil mit dünnem Stahlblech
Aufgeklebte Verbindungen
Alternativ zu Einbauteilen können Stahllaschen oder -winkel auch nachträglich aufgeklebt werden (Abb. E 2.27). Bei ausreichend
großer Klebefuge sind damit hohe Kräfte
übertragbar.
F
2
Metallische Einbauteile
Bei punktuellen Verbindungen mit konzentrierter Lasteinleitung bieten sich Einbauteile aus
Stahl-, Edelstahl- oder Aluminium an. Um
Zwängungsspannungen zu minimieren, sollten
die Wärmeausdehnungskoeffizienten von Laminat und Einbauteil aufeinander abgestimmt
werden. Je nach Faserart und Aufbau variiert
der Wert für faserverstärkte Kunststoffe erheblich, weshalb keine pauschalen Materialempfehlungen gegeben werden können. Für
flächige GFK-Mischlaminate eignet sich grundsätzlich eher Aluminium, während pultrudiertes
GFK besser mit Stahl oder Edelstahl kombiniert
werden sollte. CFK hingegen ist aufgrund des
sehr geringen Wärmeausdehnungskoeffizienten weniger für die Kombination mit Metallen
geeignet.
Metallische Laschen sollten möglichst dünn
ausgeführt werden, um Störungen im Laminataufbau zu minimieren (Abb. E 2.28). Lochbleche erlauben eine bessere Durchdringung
des Kunststoffs bei der Herstellung, zusätzlich können Langfasern (Rovings) durch die
Löcher geschlauft werden, was die Tragfähigkeit nochmals erhöht. Schrauben und Gewindehülsen lassen sich über vorgefertigte Einbauteile im Laminat verankern. Wie bei den Laschen liefern ebenfalls dünne Lochbleche die
besten Ergebnisse (Abb. E 2.29 und E 2.30).
Bei Sandwichelementen sind darüber hinaus
großformatige Einbauteile möglich, die im Inneren des Bauteils an der Stelle des Kernmaterials liegen.
1
Detailausbildung bei Sandwichbauteilen
Beim Konstruieren mit faserverstärkten Kunststoffen übernehmen Sandwichelemente im
Bauwesen vor allem zwei Aufgaben: die Erhöhung der Tragfähigkeit gegenüber dünnen Laminaten und die Wärmedämmung.
E 2.29
182
E 2.30
Konstruieren mit frei geformten Kunststoffen
3
1
2
3
4
GFK-Deckschicht
Hartschaumkern
Schraube
Dichtungsmasse
2
1
4
a
Sie sollten daher fugenlos gestoßen werden,
um eine Herabsetzung der mechanischen
und bauphysikalischen Eigenschaften zu
verhindern. Eine Möglichkeit ist, die Kernschicht über eine Doppelfeder und das anschließendes Überlaminieren zu stoßen
(Abb. E 2.33). Im Bauzustand werden die
Kräfte an den Fugen nur über den Kern weitergeleitet, was ein entsprechend tragfähiges
Material voraussetzt, z. B. PVC oder PUR.
Nach dem Überlaminieren laufen die Deckschichten aus faserverstärktem Kunststoff
durch, der Querschnitt ist damit fugenlos.
Dabei muss jedoch möglicherweise eine
Decklage über die gesamte Struktur laminiert
werden, um eine ausreichende Tragfähigkeit
zu erzielen.
Schraubstöße
Bei mobilen Konstruktionen oder aus wirtschaftlichen Gründen werden Sandwichelemente auch über geschraubte Stöße verbunden. Wegen der Spannungskonzentration
an der Fuge ist eine lokale Verstärkung erforderlich, dies geht jedoch meist mit einer
Herabsetzung der Tragwirkung und der
Wärmedämmeigenschaften einher. Durch
eine abgetreppte Fuge (Abb. E 2.32) können
die bauphysikalischen Nachteile zumindest
teilweise kompensiert werden, die Verbindung
kann als gelenkig angesehen werden. Der
Schraubenanschluss lässt sich mit einer integrierten Stahlmanschette verstärken. Alternativ kann über eine zusätzliche Aufkantung
(Abb. E 2.31) zwar eine biegesteife Verbindung erzielt werden, dabei entsteht jedoch
eine Wärmebrücke.
b
E 2.31
4 3
1
2
3
4
5
1
2
GFK-Deckschicht
Hartschaumkern
Einbauteil aus Stahl
Schraube
Abdeckstöpsel
5
E 2.32
1
2
3
4
Deckschicht aus faserverstärktem Kunststoff
Kernschicht aus Hartschaum
Doppelfeder aus Hartschaum, verklebt
Überlaminieren nach Fügung
1 2
a
3
4
b
E 2.33
Großformatige Stahleinbauteile
Bei einem Sandwichelement können großformatige Einbauteile in der Mittellage punktuell
die Kernschicht ersetzen. Damit ist eine tragfähige Verstärkung möglich, die nicht nach
außen in Erscheinung tritt. Die Dachschalen
des Itzhak Rabin Centers z. B. sind als Sandwichbauteile mit integrierten Stahlkassetten
ausgeführt, die dem Anschluss der Stützen
dienen (Abb. E 2.36 a, S. 184). Bei der Fertia
b
E 2.34
183
Konstruieren mit frei geformten Kunststoffen
gung werden zunächst alle Faserlagen, der
Hartschaumkern sowie die Einbauteile verlegt. Anschließend wird der gesamte Querschnitt über die Harzinfusionsmethode mit
dem Kunststoff getränkt (Abb. E 2.36 b).
Die fertigen Schalen müssen schließlich lediglich eingehoben und montiert werden
(Abb. E 2.36 c).
Funktionsintegration
Faserverstärkte Kunststoffe sind geschichtet
aufgebaut und werden kalt oder bei vergleichsweise niedrigen Temperaturen verarbeitet. Es
bietet sich daher an, bereits im Fertigungsprozess weitere Bauteile und Funktionen zu integrieren. Dies kann eine eingebaute Beleuchtung, eine spezielle optische Gestaltung, Wärmespeicherung, Sensoren zur Messung von
Dehnungen und Temperatur sowie ein Steuerungssystem z. B. für den Sonnenschutz sein
(siehe Potenziale, Tendenzen und Herausforderungen, S. 24ff.).
Bei Sandwichkonstruktionen ist es außerdem
möglich, Medienleitungen für Strom oder Wasser bereits bei der Fertigung im Bauteil zu integrieren (Abb. E 2.35). Zu diesem Zweck können Medienkanäle geformt werden, in denen
die Leitungen oder Rohre verlaufen. Je nachdem, wie häufig die Medien zugänglich sein
müssen, sind offene oder geschlossene Varianten denkbar.
1 Deckschicht aus faserverstärktem Kunststoff
2 Kernschicht aus Hartschaum
3 Deckel
Formenbau
Während der Fertigung von Faserverbundbauteilen ist der Kunststoff zähflüssig, weshalb
eine dichte Formhaut erforderlich ist. Beim
Handlaminieren flächiger Bauteile und dem
Harzinjektions- bzw. Vakuumverfahren sowie
beim Faserspritzen ist eine einschalige Form
ausreichend. Das automatisierte Pressverfahren erfordert hingegen eine zweischalige Form.
Die der Form zugewandte Seite des Laminats
ist glatt, während die der Form abgewandte
Seite meist eine raue oder unregelmäßige
Oberfläche erhält. Beim Harzinfusions- oder
Vakuumverfahren kann durch die Verwendung
einer Deckfolie auch die abgewandte Seite
glatt ausgeführt werden, wobei jedoch eine
faltenfreie Verlegung dieser Folie nicht ohne
Weiteres möglich ist.
Entwicklung von Formen
Die Form kann aus der Bauteilgeometrie entwickelt werden, wobei fertigungstechnische
Gründe eine Unterteilung der Form bzw. des
Werkstücks in mehrere Segmente notwendig
machen. Soll beispielsweise ein kreisförmiger
Querschnitt laminiert werden, ist das Werkstück
in mindestens zwei Segmente zu unterteilen
(Abb. E 2.37). Bei diesen Überlegungen spielt
vor allem die Entformbarkeit der Struktur eine
Rolle, so z. B. bei hinterschnittenen Geometri-
en. Alternativ zum Werkstück kann auch die
Form in mehrere Segmente unterteilt werden.
Während des Laminierens sind die einzelnen
Teile fest verbunden. Dazu können die Ränder
der Formsegmente aufgekantet und am Falz
miteinander verschraubt werden.
Prozessschritte
Der Formungsprozess findet üblicherweise in
drei Teilschritten statt. Zunächst wird die Urform bzw. der Prototyp erstellt. Die Urform kann
additiv oder subtraktiv, also durch schrittweises
Hinzufügen oder Entfernen von Urformmaterial
erstellt werden. Sie besteht aus Materialien wie
Hartschaum, Leichtholz, Lehm oder Gips, die
zwar leicht bearbeiten werden können, aber für
ein häufiges Abformen ungeeignet sind. Im
zweiten Schritt wird die Negativform aus dieser
Urform entwickelt. Dazu wird die Oberfläche
der Urform mit einem Trennmittel wie Silikonöl
oder Wachs benetzt und die Negativform überlaminiert bzw. gegossen. Je nach Seriengröße
kommen für die Negativform unterschiedlich
robuste Werkstoffe zum Einsatz, dies können
faserverstärkter Kunststoff oder metallische
Werkstoffe sein. Im dritten Schritt wird aus der
Negativform das eigentliche Werkstück geformt, dieses hat dann die identische Oberflächengeometrie wie der Prototyp. Auch hier sind
wieder Trennmittel zur besseren Entformbarkeit
notwendig (Abb. E 2.41, S. 186).
E 2.35
4 Medienleitungen, z. B.: Wasser, Strom
5 integrierter Medienkanal aus faserverstärktem
Kunststoff
E 2.36
1 2
1 2
E 2.37
E 2.38
E 2.39
1
3
1
4
a
b
a
b
184
4
E 2.40
5
Integration von Medienleitungen in Sandwichkonstruktionen
a von außen zugänglich
b integriert
Itzhak Rabin Center, Tel Aviv (IL) 2005, Moshe
Safdie, Mick Eekhout
a Einbauteil aus Stahl
b Herstellung im Vakuuminfusionsverfahren
c Einheben der vorgefertigten Segmente
Aufteilung eines Bauteils in mehrere Segmente
Eckausrundung in der Form zum besseren Laminieren
Vermeidung großer Reibungskräfte beim Entformen, Flächen nicht parallel zur Entformungsrichtung
Mehrfachnutzung einer überlangen Form für
Bauteile mit gleichem Querschnitt, aber unterschiedlicher Länge
E 2.35
c
E 2.36
Konstruieren mit frei geformten Kunststoffen
Neben dem dreistufigen Formenbauprozess
ist es auch möglich, die Negativform direkt zu
erstellen. Dazu kann beispielsweise Hartschaum mit einer CNC-Fräse bearbeitet werden. Für großformatige Laminate kommen
aber auch Negativformen aus Holzbretterschalung infrage. Eine Sonderform sind sogenannte verlorene Schalungen, die nach dem
Überlaminieren als Sandwichkern im Bauteil
verbleiben.
1
1
2
2
Werkstoffe
Die Material- und Herstellungskosten für Formen sind hoch, sie überschreiten teilweise die
Aufwendungen für das eigentliche Werkstück
erheblich. Daher wählt man in Abhängigkeit
der Bauteilgröße, der angestrebten Oberflächenqualität und der Anzahl der zu formenden
Abgüsse den jeweils günstigsten Werkstoff.
Zudem sollte der Aufwand für den Formenbau durch entsprechende Gestaltung der
Bauteilgeometrie minimiert werden, beispielsweise indem gleiche Formen für unterschiedlich große Bauteile verwendet werden (Abb.
E 2.40).
Gips und Ton
Gips ist ein kostengünstiges Material, das einfach geformt werden kann. Es eignet sich sowohl für die Urform als auch für die Negativform. Wegen der geringen Festigkeit kommt
Gips nur für kleine Bauteile und wenige Abformprozesse infrage. Trockener Gips saugt
Wasser oder Trennmittel an, weshalb sich
das Entformen oft schwierig gestaltet. Die
leicht zerbrechliche Gipsform wird dabei häufig zerstört.
Ton ist ebenfalls ein günstiges und gut zu bearbeitendes Formmaterial. Bei entsprechender
Temperierung und Feuchtigkeitsregulierung
lässt sich Ton plastisch formen, nach dem
Trocknen bzw. Kühlen kann er gehobelt werden.
Hartschaum
Der Vorteil feinporiger Schaumstoffe (PVC,
PUR, XPS) ist, dass diese computergesteuert
mit einer CNC-Fräse geformt werden können.
Der Materialpreis ist vergleichsweise hoch,
weshalb die notwendigen Hartschaummengen
auf ein Minimum reduziert werden sollten. Häufig verbleibt der Hartschaum als Kernschicht in
einem Bauteil. Soll er nur der Formgebung dienen, muss er mit Spachtelmasse und Wachs
versiegelt werden. Formen aus Hartschaum
sind ebenfalls nur für wenige Abformvorgänge
verwendbar. Grobporiger Schaumstoff (EPS,
Styropor) ist zwar am preiswertesten, jedoch
schwierig zu bearbeiten. Für den einfachen
Modellbau eignet sich EPS-Schaum in Kombination mit einer Nachbearbeitung durch Gips
oder Ton.
Faserverstärkter Kunststoff
Faserverstärkter Kunststoff, vor allem GFK, ist
ein gebräuchliches Material für Negativformen.
Je nach Häufigkeit der Verwendung, also den
1 Werkstück aus GFK
2 Negativform
E 2.37
1
1
2
2
1 Werkstück aus GFK
2 Negativform
E 2.38
schweres Entformen
leichtes Entformen
1
1
2
2
E 2.39
1 Negativform aus GFK
2 a, b unterschiedliche Werkstücke verschiedener Länge
1
1
2a
2b
E 2.40
185
Konstruieren mit frei geformten Kunststoffen
Robustheitsanforderungen, kommen unterschiedliche Harzsysteme zum Einsatz. GFK
hat sich als Negativform gut bewährt, es können damit 100 und mehr Werkstücke erstellt
werden. Ein Vorteil von GFK ist, dass sich in
die Form zusätzlich Griffe, Aufkantungen und
Befestigungsmittel für eine einfachere Handhabung und Montage integrieren lassen.
Stahl
Metallische Formen aus Stahl oder Aluminium
sind nur bei besonders hohen Stückzahlen
oder hohen Toleranzanforderungen relevant.
Die Herstellung ist aufwendig, dafür sind die
Formen robust und formtreu.
Holz
Für besonders große Bauteile und Formen mit
nicht zu hohen Anforderungen an die Maßgenauigkeit sind Formen aus Holz sinnvolle Alternativen. Die eigentliche Schalhaut kann aus
dünnen Baufurnierholz oder gehobelten Brettern geformt und durch senkrecht angebrachte
Querschotte oder Rippen in ihrer Lage definiert
werden. Diese können in einem computergesteuerten Prozess exakt gefertigt werden.
Kunststoff
Polyurethan-Gießharz wird bei hohen Präzisionsanforderungen für den Formenbau verwendet. Seine Oberflächenqualität ist sehr gut
und es ist relativ robust. Die Form wird aber
insgesamt vergleichsweise schwer und teuer,
außerdem ist das Harz im Nachhinein nicht
umformbar.
Neben Gießharzen kommen auch Elastomere,
z. B. Silikonkautschuk, für den Formenbau infrage, jedoch nur für vergleichsweise kleine Bauteile. Ein Vorteil ist, dass mit dem dehnbaren
Werkstoff auch Hinterschneidungen möglich
sind. Außerdem kann bei Verwendung von Silikon ein Trennmittel entfallen.
mehrere Segmente zu einer lösbaren Form
verbunden werden.
Daneben sollten auch keine Flächen parallel
zur Entformungsrichtung angeordnet werden,
da hohe Reibungskräfte beim Auslösen der
Werkstücks aus der Negativform auftreten
(Abb. E 2.39, S. 185). Bei kleinen Formen bis
20 cm Tiefe sollte ein Winkel von mindestens 2°
zur Vertikalen vorgesehen werden, bei größeren Formen über 1 m Tiefe ein Winkel von mindestens 5°. An Kanten ist ein ausreichender
Ausrundungswinkel einzuplanen, um ein
gleichmäßiges Laminieren zu ermöglichen
(Abb. E 2.38, S. 185).
Hohlkörper
Die Herstellung von Hohlkörpern aus faserverstärktem Kunststoff muss über Zwischenschritte erfolgen (Abb. E 2.45). Zunächst werden
zwei Halbschalen laminiert, wobei die später
unten liegende Form mit überstehendem Laminat zu fertigen ist. Bevor die Laminate aushärten, wird ein vorkonfektionierter Folienschlauch
auf die untere Form gelegt und teilweise unter
4
1
a
2
1
b
Grundsätze der Formgestaltung
Bei den üblicherweise im Formenbau verwendeten Werkstoffen sind sowohl Negativform
als auch Werkstück vergleichsweise steif.
Die Geometrie ist deshalb so auszubilden,
dass keine Hinterschneidungen auftreten
(Abb. E 2.37, S. 185). Gegebenenfalls müssen
2
c
1
2
3
4
3
Urform aus Hartschaum
Negativform aus GFK
Werkstück aus GFK
CNC-Fräse
E 2.41
186
Druck gesetzt. Die Überstände werden über
den Schlauch geschlagen und die zweite Laminathälfte auf die untere Form montiert. Die
beiden Negativformen werden verbunden und
der Folienschlauch auf Nenndruck gesetzt.
Dadurch verbinden sich die beiden Laminate
auf der Länge des Überlappungsstoßes, durch
den Innendruck werden sie verdichtet und
Luftblasen ausgedrückt. Mit diesem Verfahren
lassen sich hohe Festigkeiten und exakte
Geometrien erzeugen. Da die Stoßfuge nassin-nass verbunden wird, hat sie eine gute Tragfähigkeit.
In Abb. E 2.41 sind die Arbeitsschritte am Beispiel der Fertigung hohler GFK-Lamellen dargestellt. Vor dem Laminierprozess wird zunächst die Urform mit einer CNC-Fräse vollautomatisch aus einem Hartschaumblock ausgeschnitten. Anschließend werden von dieser
die Negativformen aus GFK abgeformt. Im
dritten Schritt folgt das beschriebene Pressschlauchverfahren. Die Negativform kann
dabei auch für Werkstücke unterschiedlicher
Länge verwendet werden.
E 2.42
Konstruieren mit frei geformten Kunststoffen
a
b
Sandwichkern als Schalung
Form im Bauteil nur bei unregelmäßigen
Geometrien ohne Wiederholungsfaktor.
Ein weiterer Nachteil ist, dass nach außen
laminiert wird, also die relativ raue und
ungenaue letzte Laminatschicht die spätere Oberfläche bildet. Dieser Nachteil kann
durch den Einsatz der Harzinfusions- oder
Vakuummethode (siehe Harzinfusions- und
Vakuumverfahren, S. 79f.) jedoch verbessert
werden.
Bei Sandwichbauteilen kann auf eine Form
verzichtet werden, wenn direkt auf die Kernschicht aus Schaumstoff laminiert wird.
Die Kernschicht dient damit gleichzeitig
als Form, tragendes Bauteil und Wärmedämmung. Bei CNC-Bearbeitung ist eine
nahezu unbeschränkte Formenvielfalt realisierbar.
Dafür muss der Hartschaumblock vorab zugeschnitten werden, z. B. mit einer CNC-Fräse
(Abb. E 2.42). Der faserverstärkte Kunststoff
wird ohne Trennschicht direkt auf den Hartschaum aufgelegt und das Laminat über das
Harz mit dem Schaumstoff verklebt. Dieser
nimmt je nach Porosität flüssiges Harz auf.
Daher ist ausreichend Harz bei der Produktion
vorzusehen.
Bei großformatigen Bauteilen können einzelne
Hartschaumblöcke auch aneinandergeklebt
werden.
Die hohen Materialkosten von Schaumstoffen machen diese Bauweise relativ teuer.
Wirtschaftlich sinnvoll ist die Integration der
E 2.43
Die Bushaltestelle in Hoofddorp bei Amsterdam wurde aus großen, mit einer CNC-Steuerung zuvor gefrästen Schaumstoffblöcken
gefügt (Abb. E 2.42). Die Blöcke wurden vor
Ort zusammengeklebt und anschließend das
GFK überlaminiert. Dazu diente ein temporär
errichtetes Fertigungszelt, das trockene Umgebungsbedingungen gewährleistete. Im fertigen Zustand ist die Oberfläche relativ rau
und daher schmutzempfindlich. Der in das
Bauwerk integrierte Aufenthaltsraum wurde in
einem Zug mit der Gesamtstruktur gefertigt
(Abb. E 2.43).
E 2.41
E 2.42
E 2.43
E 2.44
E 2.45
typischer Ablauf einer Serienfertigung von
GFK-Bauteilen
a Entwickeln der Urform mit CNC-Fräse
b Abformen der Negativform
c Abformen des Werkstücks aus der Negativform
CNC-Bearbeitung von Hartschaum
großformatige Sandwichkonstruktion, Bushaltestelle Hoofddorp (NL) 2003, NIO Architects
a Ansicht
b Schnitt
Laminatverdichtung mit Pressschlauch
Herstellung von Hohlkörpern aus zwei Halbschalen
a unteres Werkstückteil wird mit überstehendem
Laminat gefertigt
b gleichzeitiges Laminieren der oberen Werkzeugteilhälfte
c Einbringen eines Folienschlauchs
d Zusammenfügen der Teile vor dem Erhärten
e Folienschlauch wird auf Nenndruck gesetzt
1
1
2
2
b
a
3
1
1
2
2
1
c
2
3
2
e
E 2.44
1
d
1 Werkstück aus GFK
2 Negativform
3 Folienschlauch
mit Nenndruck
E 2.45
187
Konstruieren mit Folien
E 3.1
Folien werden als tragende Konstruktion hauptsächlich in Form von pneumatisch vorgespannten Kissen eingesetzt. Dabei kommt vor allem
der Randklemmung eine besondere Bedeutung
zu, denn sie muss nicht nur statischen Anforderungen genügen, sondern zudem verschiedene
konstruktive und bauphysikalische Bedingungen erfüllen. Neben der Randausbildung sind
die technischen Komponenten und verschiedenen Prinzipien der Luftversorgung der pneumatischen Folienkissen ein wichtiger Bestandteil
der Konstruktion, dies gilt in gleicher Weise
auch für Kissen aus textilen Membranen und
Mischkonstruktionen aus Geweben und Folien.
Prinzipiell denkbar sind auch durch Unterdruck
pneumatisch stabilisierte Konstruktionen mit
Folien. Allerdings ist diese Art der Anwendung
bei Folien eher kritisch zu sehen, da das Einsaugen von ungefilterter Luft und damit auch
Schmutz hier optisch besonders störend sein
kann. Aufgrund ihrer geringen Festigkeit, der
hohen Dehnung und des Kriechverhaltens werden Folien bisher selten mechanisch vorgespannt eingesetzt.
Als Werkstoff für das Konstruieren mit Folien
wird heute größtenteils Ethylentetrafluorethylen
(ETFE) verwendet, weshalb sich die folgenden
Beschreibungen der konstruktiven Details
hauptsächlich darauf beziehen, obwohl sie
weitgehend auch auf andere Folienwerkstoffe
anzuwenden sind.
Lagenaufbau und Kissenform
E 3.1
E 3.2
E 3.3
188
Montage der Dachkissen, Allianz Arena, München
(D) 2005, Herzog & de Meuron
Übersicht Foliendetails und technische Elemente
Übersicht Kissenformen in verschiedenen Größen
und Lagenaufbauten
Die maximale Spannweite pneumatisch vorgespannter Folienkissen aus ETFE, das bisher in
ausreichender optischer Qualität nur in Dicken
bis 300 μm gefertigt werden kann, liegt entsprechend den in der mitteleuropäischen Klimazone typischen Wind- und Schneelasten bei
etwa 4,50 m. Da pneumatische Kissen auch
einachsig vorgespannt stabil sind, ist dieser
Richtwert für die kürzere Spannweite entscheidend, d. h. es sind auch stark längliche Formate möglich. Um den Freiraum des Innenhofs
einer Bank in Bratislava vor Regen und Schnee
zu schützen wurden z. B. Folienpneus mit den
Grundmaßen 4,50 x 46,00 m gespannt (siehe
Bankgebäude, S. 253ff.).
Sollen Kissenkonstruktionen mit größeren Formaten umgesetzt werden, bieten sich mehrere
Optionen (Abb. E 3.3):
• Durch eine Erhöhung des Stichs im Kissen
werden die Lasten, die auf die Ober- und
Unterlage einwirken, (geringfügig) reduziert.
Diese Maßnahme hat allerdings aufgrund
der daraus resultierenden starken Krümmung
fertigungstechnische sowie konstruktive
Grenzen.
• Durch zusätzliche Seilnetze lässt sich die
Spannweite von Folienlagen vergrößern. Zur
Abtragung der in erster Linie auf die horizontalen Kissen wirkenden Schneelasten beispielsweise ist es möglich, die dadurch
höher belastete Unterseite (siehe Pneumatisch vorgespannte Flächen, S. 143f.) durch
ein darunter befindliches Seilnetz zu verstärken. Ein weiteres Seilnetz kann zusätzlich
die Tragfähigkeit der Oberlage verbessern
(Abb. E 3.20, S. 195).
• In manchen Fällen kommt eine Dopplung der
Folien in der Unter- und/oder Oberlage in
Betracht, um die Tragfähigkeit der Kissenlagen zu steigern. Die mit ca. 10 ≈ 10 m sehr
großen Kissen einer Shopping-Mall nahe
Lissabon sind ein Beispiel hierfür (siehe Einkaufszentrum, S. 256f.).
• Anstelle von Folie kann die Unter- und/oder
Oberlage der Kissen in einem Material höherer Festigkeit, z. B. einem verstärkten Gewebe wie Polyester-PVC oder Glas-PTFE ausgeführt werden. Die signifikant höhere Festigkeit
von Geweben erlaubt erheblich größere
Spannweiten pneumatisch gestützter Membrankonstruktionen. Dies bedeutet allerdings
in der Konsequenz, dass die Kissen ihre
Transparenz verlieren.
Auch Kombinationen dieser verschiedenen
Maßnahmen sind möglich. Für die Überdachung der Stierkampfarena Vista Alegre in Madrid wurde ein Kissen mit einer Grundfläche
von knapp 2000 m² und einem Durchmesser
von 50 m gefertigt, für das eine Oberlage aus
Polyester-PVC mit einer Seilnetz verstärkten
Unterlage aus ETFE-Folie kombiniert wurde.
Kissen werden nahezu ausschließlich witterungsgeschützt vorgefertigt und dann als Gan-
Konstruieren mit Folien
zes auf der Baustelle eingebaut. Durch den
formgebenden Zuschnitt (siehe Zuschnitt,
S. 147f.) entstehen beim Schweißen der Kissenlagen dreidimensionale Gebilde, die sich
je nach Lagenabmessung nur noch eingeschränkt für den Transport zusammenlegen
lassen, ohne dass die Knicke später eine optische Beeinträchtigung darstellen. Vor allem bei
Kissen mit verschweißten Lagen aus klaren
ETFE-Folien können die Schwierigkeiten beim
Falten ein Format beschränkender Faktor sein,
der bereits in der Planung berücksichtigt werden sollte.
Mehrlagige Kissen
Mehrlagige Kissen bieten aufgrund der getrennten Luftschichten eine höhere Dämmwirkung. Innere Lagen können sehr viel dünner als
die äußeren Folienlagen ausgeführt werden, da
sie unter geringer Vorspannung stehen und nur
geringfügig an der Lastabtragung beteiligt
sind. Meist werden sie mit formgebendem Zuschnitt angefertigt, da sonst kaum Faltenfreiheit
erreicht werden kann. Je nach Anforderungen
an das optische Erscheinungsbild sind jedoch
auch eben gespannte Mittellagen (ohne Zuschnitt) möglich.
Werden die einzelnen Lagen eines Kissens aus
dem gleichen Material gefertigt, lassen sie sich
nach der Konfektionierung (Zuschnitt und Lagenfertigung durch Verschweißen) bereits
werkseitig am Rand zu Kissen verschweißen
und müssen nicht separat geklemmt werden.
Hierbei können auch mehr als zwei Lagen gefügt werden. Diese Art der Fertigung stellt bei
ETFE-Folien die kostengünstigste Variante dar,
da sich der Aufwand auf der Baustelle deutlich
reduziert. Zudem ist der Einbau weniger von
der Witterung abhängig, weil in das Kisseninnere keine Niederschläge oder Verschmutzungen eindringen können, was einen erheblichen
Reinigungsaufwand zur Folge hätte.
Als Alternative – und bei verschiedenen Lagenmaterialien unvermeidlich – kommt ein separates Klemmen der einzelnen Kissenlagen in Betracht. Diese Variante hat den Vorteil, dass die
Lagen bei Bedarf getrennt ausgetauscht werden können und sich so vor allem extreme
Wärmebrücken im Bereich der Lagenschweißung vermeiden lassen. Bei viellagigen Kissenkonstruktionen ist es auch möglich, beide Varianten zu kombinieren.
Schaltbare Mittellage
Eine Bedruckung mit meist weißem oder silbernem Punktmuster oder beliebigen anderen
Mustern und Farben (siehe Einfärben, Bedrucken und Beschichten, S. 97), kann die Strahlungstransmission durch ein Folienkissen reduzieren. Bei mehrlagigen Kissen bietet sich die
Möglichkeit, ein zur Oberlage versetztes Muster auf die Mittellage zu drucken. Wird die Mittellage nun von innen an die obere Folie gedrückt, so verdeckt ihr Druckmuster die offenen Bereiche in der oberen Folie. Dies gelingt
z. B. mit einem versetzten Schachbrettmuster,
geringe Spannweite
mittlere Spannweite
aber auch mit sehr viel komplexeren Mustern
(Abb. E 3.5, S. 190). Das Anpressen der Mittellage an die obere Folie geschieht durch
getrennte Drucksteuerung beider Kissenkammern. Prinzipiell ist zwischen einem Umschlagen (Abb. E 3.4 a, S. 190) und dem elastischen
Dehnen der Mittellage durch Druckerhöhung
in der unteren Kammer zu unterscheiden
(Abb. E 3.4 b, S. 190). Das Wirkungsprinzip
der schaltbaren Mittellage wird im Kapitel
»Schaltbarer Sonnenschutz für Folienkissen«
auf S. 221 genauer beschrieben.
Unterkonstruktion
Aufgrund des geringen Flächengewichts von
Folienkissen und den im Vergleich zu mechanisch vorgespannten Membranen sehr geringen Vorspannkräften, die diese an die Unterkonstruktion abgeben, kann das Tragwerk von
Folienkissen sehr filigran und leicht gestaltet
werden. Die Kissen werden in der Regel durch
Aluminiumprofile über weite Dach- und Fassadenflächen auf eine Primärtragwerkskonstruktion aus Holz, Stahl oder Aluminium montiert.
Dabei können die Klemmprofile je nach Ausbildung auch selbst über gewisse Distanzen
spannen, was punktuelle Befestigungen an der
Primärstruktur und eine gewisse optische Entkopplung (z. B. Kissenklemmung auf Holz-Primärtragwerk) ermöglicht. In seltenen Fällen
werden die Kissen auch direkt in Seilnetzkonstruktionen eingehängt (siehe Bankgebäude in
Bratislava, S. 253ff.).
große Spannweite
Folie 2-lagig
Folie 3-lagig
Folie 3-lagig,
Mittellage schaltbar
Folie 4-lagig
Gewebe oben,
Folie unten
+ Mittellage Folie
+ 2 Lagen Folie
Folie oben,
Gewebe unten
+ Mittellage Folie
Gewebe oben
und unten
Folie
Gewebe
Folie mit Seilunterstützung
bewegbare Mittellage
E 3.2
Gewebe oben gespannt
Folienkissen 3-lagig
darunter
E 3.3
189
Konstruieren mit Folien
Da sich die Kissenform nicht nur durch den Zuschnitt, sondern auch durch Materialdehnung
einstellt, sollte unbedingt darauf geachtet werden, unterhalb des Kissens einen ausreichenden Abstand zum Primärtragwerk oder anderen Bauteilen einzuhalten, da nämlich damit zu
rechnen ist, dass sich der Stich des Kissens
durch ständige und zeitweise hohe Belastung
im Laufe der Standzeit durch Kriechen des Materials erhöht.
offen
geschlossen
Detailausführung
Der folgende Abschnitt beschäftigt sich hauptsächlich mit den konstruktiven Details von
pneumatischen Kissenkonstruktionen. Da sich
die Rand- und Eckdetails mechanisch vorgespannter Folien kaum von denen textiler Membranen unterscheiden, sei hier außerdem auf
das Kapitel »Konstruieren mit textilen Membranen« (S. 196ff.) verwiesen.
a
offen
Flächenstoß
geschlossen
b
E 3.4
E 3.4
schaltbare Mittellage
a durch Umschlagen
b durch elastische Dehnung
E 3.5
schalbare Mittellage im Einbauzustand
a offen
b geschlossen
E 3.6
einfache Randklemmung
a mit Flachprofil
b mit Aluminium-Extrusionsprofil
c mit Aluminium-Extrusionsprofil beidseitig auf
Holzträger für bessere Isolation im Randbereich
E 3.7
geschweißter Flächenstoß und abgedeckter
Klemmrand
E 3.8
Randklemmung mit Abtropfrinne und vormontiertem Kunststoffprofil
E 3.9
a, b Randklemmung mit vormontiertem Kunst
stoffprofil und Klemmleiste als Montagehalterung
E 3.10 Kissenecke mit unterbrochenem Keder
E 3.11 Edelstahlseile über einem Klemmrand zum
Schutz vor Vögeln
a
b
190
E 3.5
Im Gegensatz zu beschichteten Membrangeweben entsteht beim Verschweißen von Folien
eine homogene Verbindung. Daher würde theoretisch bereits eine Schweißnaht mit einer der
Materialstärke entsprechenden Breite ausreichen, um die erforderliche Zugfestigkeit und
Dichtigkeit der Naht herzustellen. Voraussetzung dafür wäre jedoch, dass die Bereiche
neben der Naht perfekt ausgebildet sind. Da
die Schweißnaht für die Sicherheit der Konstruktion aber von außerordentlicher Bedeutung ist, werden in der Regel Schweißnähte in
Breiten zwischen 10 und 15 mm hergestellt
(siehe Konfektionieren von ETFE-Folien, S. 98f.).
Ränder
Ähnlich wie bei textilen Membranen werden
Folien an ihren Rändern durch Klemmprofile
oder durch in Taschen verlaufende Randseile
oder Gurte gehalten. Da Folien jedoch größtenteils für pneumatische Kissenkonstruktionen
eingesetzt werden, kommen biegesteife Ränder mit Klemmprofilen am häufigsten vor.
Dabei handelt es sich in der Regel um Extrusionsprofile aus eloxiertem Aluminium.
Oberflächenrauigkeit oder scharfe Kanten
sowie Kontaktkorrosion an den Klemmprofilen
können die Folie mechanisch beschädigen und
Strukturveränderungen im Material hervorrufen
und sollten daher unbedingt vermieden werden. Da die Steifigkeit und Tragfähigkeit von
ETFE bei hohen Temperaturen stark abfällt
(siehe Mechanische Eigenschaften von ETFEFolien, S. 97f.), stellt die Wärmeleitung an den
Kontaktflächen zwischen Folie und metallischen Bauteilen eine weitere Gefahr dar. Um
die Folie vor allen mechanischen, chemischen
und thermischen Belastungen im Bereich der
Randklemmung zu schützen, können Elastomere wie Ethylen-Propylen-Dien-Kautschuk
(EPDM) als Schutz zwischen Folie und Klemmprofil gelegt werden. Bei Randklemmungen mit
vormontiertem Kunststoffprofil wird dieses Elas-
tomer direkt in die Klemmkonstruktion integriert
(Abb. E 3.8).
Die Randklemmung einer Kissenkonstruktion
kann mehrere konstruktive, technische und
bauphysikalische Anforderungen zu erfüllen
haben:
• Aufnahme der Zugspannungen
• Übertragung der Lasten an die Unterkonstruktion
• selbsttragende Ausführung
• Klemmung mehrerer getrennter Kissenlagen,
auch unterschiedlicher Materialien
• Aufnahme thermischer Längenausdehnungen
• thermische Dämmung/Trennung im Randbereich
• Rinne für die Dachentwässerung
• Auffangrinne bei Tauwasserbildung am
Kissenrand
• Befestigung der Luftversorgung und Beleuchtung
• Begehbarkeit für Wartungsarbeiten
• Vogelschutz (Abb. E 3.11)
• Unterstützung bei der Montage
Es gibt eine Vielzahl von Randklemmprofilen für
ETFE-Kissen, die diverse Hersteller permanent
weiterentwickeln, um alle Funktionen möglichst
vollständig und in integrierter Weise erfüllen zu
können.
Prinzipiell lassen sich verschiedene Arten der
Randklemmung unterscheiden: Die in den Folienrand eingeschweißte Kederschnur (siehe
Keder, S. 99) wird entweder direkt (Abb. E 3.6)
oder eingefasst in ein elastisches Kunststoffprofil geklemmt (Abb. E 3.8 und E 3.9). Die
thermische Trennung kann durch Wärmedämmung des Klemmprofils und /oder durch separates Klemmen der äußeren und inneren Kissenlage an die Ober- und Unterseite eines
Rechteckprofils (z. B. aus Holz) erzeugt werden
(Abb. E 3.6 c). Im Fall des gedämmten Klemmprofils ist zu beachten, dass der Dämmwert
des Kissens zum Rand hin stark abnimmt und
hier vermehrt Tauwasser auf der Kissenunterseite anfällt. Daher sollte an solchen Rändern
eine unter dem Klemmprofil des Kissens liegende Abtropfrinne vorgesehen werden
(Abb. E 3.8). Bei einem getrennt geklemmten
Rand reduziert sich dieses Problem.
Einfache Randklemmung
Prinzipiell ist zwischen der Klemmung mit einfachen Flachprofilen (Abb. E 3.6 a) und extrudierten Aluminiumprofilen (Abb. E 3.6 b und c) zu
unterscheiden. Bei der Klemmung mit einfachen Flachprofilen wird der Keder hinter dem
Profil geklemmt, daher müssen die Befestigungsschrauben durch Löcher im Folienrand
geführt werden. Bei extrudierten Aluminiumprofilen kann der Keder vor der Schraube im Profil
gehalten werden, wodurch sich eine Verletzung
der Folie im Bereich vor dem Keder vermeiden
lässt. Diese Art der Randklemmung wird auch
für mechanisch vorgespannte Membranen verwendet (siehe Geklemmter Rand, S. 205).
Konstruieren mit Folien
a
b
c
E 3.8
Randklemmung mit vormontiertem Kunststoffprofil
Bei einer Randklemmung mit vormontiertem
Kunststoffprofil wird die konfektionierte Folie mit
eingeschweißtem Keder bereits im Werk in ein
Kunststoffprofil (meist aus EPDM) eingezogen,
das später auf der Baustelle in ein zweiteiliges
Aluminiumprofil geklemmt wird (Abb. E 3.8).
Diese Art der Randklemmung hat gegenüber
der einfachen folgende Vorteile:
• verkürzte Montagezeit
• Schutz der Folientasche im Bereich der
Klemmung
• verringerte Spannungsspitze am Klemmrand
• Aufnahme von Temperaturausdehnung durch
segmentierte Aluminiumklemmung auf dem
EPDM-Profil möglich
E 3.6
E 3.7
a
b
Randklemmung mit Montagehilfe
Um die Installation der Kissen zu vereinfachen, können separate Klemmleisten in
das Klemmprofil integriert werden, die sich
ohne Verschraubung in die auf der Tragkonstruktion fixierten Profile einhängen lassen (Abb. E 3.9 a). Sie werden in Segmenten entweder direkt auf den Keder aufgezogen oder wiederum auf ein Kunststoffprofil
geklemmt. Sind alle Profile einer Kissenseite und des benachbarten Kissens eingehängt, wird auf dem Profil ein Deckel aufgeschraubt, der die Kissen endgültig in ihrer
Lage sichert und abdichtet (Abb. E 3.9 b
und Abb. E 5.12, S. 217).
Ecken
E 3.10
E 3.9
Je spitzer die Ränder eines Folienkissens zulaufen, desto schwieriger ist es, die Flächenspannungen homogen bis in die Ecken zu führen und somit Faltenbildung zu vermeiden. Bei
sehr spitzen Ecken sollte der Kederrand polygonal oder abgerundet um die Ecke geführt
werden. Um Falten zu minimieren, werden die
Kissen in der Praxis an spitzen Ecken teilweise
unter Vorspannung mittels heißer Luft auf ca.
70 – 80°C erwärmt. Dadurch verformt sich die
Folie plastisch, was zu einem Spannungsausgleich führt.
Bei offenen Ecken wird die Kederschnur kurz
vor der Ecke gekappt; die Schweißnaht läuft
jedoch weiter bis in die Ecke und stellt so die
E 3.11
191
Konstruieren mit Folien
Dichtigkeit des Kissens sicher (Abb. E 3.10,
S. 191).
Vogelchutz
Vögel können mit ihren Schnäbeln prinzipiell
eine Gefahr für Kissenkonstruktionen darstellen. Da die Oberfläche von ETFE-Kissen in der
Regel wenig Haftung bietet und die Tiere darauf nicht laufen können, landen sie ausschließlich auf den Klemmprofilen. Von hier aus können sie Schäden an Kissen anrichten, vor allem
wenn sie nach Insekten picken, die sich auf der
anderen Seite der Kissenkonstruktion befinden.
Um Vögel vollständig von der Dachfläche fernzuhalten, werden daher in der Regel dünne,
aus einem gewissen Abstand weitgehend
unsichtbare Edelstahldrähte direkt über die
Klemmprofile gespannt (Abb. E 3.11, S. 191).
Luftversorgung von pneumatischen
Konstruktionen
Das Prinzip pneumatischer Konstruktionen basiert auf dem Druckunterschied zwischen zwei
Bereichen. Grundsätzlich können solche Strukturen in zwei Klassen unterschieden werden,
die sich auch kombinieren lassen:
• Strukturen, bei denen der nutzbare Innenraum selbst einen Überdruck gegenüber
dem Außenraum aufweist (z. B. Traglufthallen,
Airdomes)
• Strukturen, bei denen Teile durch Überdruck
stabilisiert werden (Konstruktionen mit Kissen, sogenannte Pneus)
Bei beiden Formen muss für die Nutzung des
Gebäudes bzw. zur Aufrechterhaltung der
Standsicherheit eine Luftversorgung bereitgestellt werden (siehe Pneumatisch vorgespannte
Flächen, S. 143f.).
Alle Zusammenhänge und Konzepte gelten für
Kissen aus Folien und solche aus Gewebematerialien gleichermaßen.
Druckniveau
Das Druckniveau in einer pneumatischen Konstruktion muss für die Nutzung konstant aufrechterhalten werden.
Pneumatische Konstruktionen können bei der
Verwendung üblicher Folien- und Membranmaterialien jedoch niemals vollständig gasdicht ausgeführt werden, da Undichtigkeiten
in folgenden Bereichen unvermeidbar sind:
• über das Material selbst (gering)
• über Fehlstellen im Material
• über die Fügung des Materials (Schweißnähte, Klebung)
• über die Anschlüsse der Luftversorgung
• gegebenenfalls über die Klemmung bzw.
die Randfassung
Diese Undichtigkeiten werden in der Praxis
erheblich von der Fertigungs- und Montagequalität sowie der Kissengeometrie beeinflusst,
z. B. sorgen spitze Winkel in der Regel für hohe
Luftverluste in den Ecken. Wegen dieser konstanten Verluste und aufgrund der atmosphärischen Druckschwankungen muss der Innendruck ständig reguliert werden.
Je nach Größe der Konstruktion hängen die
Kissen entweder an einer Gebläseeinheit oder
in getrennten Gruppen an mehreren. Für den
Ausgleich hoher Schneelasten kann das Gebläse so ausgelegt werden, dass es in der
Lage ist, seine Leistung um ein Vielfaches zu
steigern, da es je nach Lage des Kissens nötig
sein kann den Innendruck zu erhöhen.
Luftversorgung zur Druckhaltung
Die Luftversorgung der Kissen erfolgt meist in
der Nähe der Randklemmung, da die Luftzufuhrleitungen hier gut geführt und befestigt
werden können (Abb. E 3.12). Der Anschluss
selbst muss für den Vorgang des Aufpumpens
und die unvermeidbaren späteren Bewegungen der Kissen flexibel sein; ETFE-Schläuche
oder andere elastische Kunststoffschläuche
eignen sich dafür am besten. Bei ETFE-Folienkissen sollten immer Schläuche aus UV-stabilem Material eingesetzt werden. In der Praxis
wird hier meist ein transparenter PUR-Schlauch
mit Stahlwendeln verwendet. Die Hauptleitungen und das sekundäre Kanalsystem werden
typischerweise aus Wickelfalzrohren gefertigt.
Wenn sie sichtbar sind und entsprechende ästhetische Anforderungen bestehen, können
auch geeignete Kunststoffrohre oder andere
Materialien (z. B. Edelstahl) eingesetzt werden.
Für den Normalbetrieb wären sehr kleine
E 3.12
a
b
c
d
192
E 3.12
Optionen für Anschlüsse der Luftversorgung an
Kissen
a einfache Luftversorgung, Luft entweicht über
Undichtigkeiten in der Fläche und den Rändern
b Kissen mit mehreren Kammern und einer
Luftversorgung; Überströmöffnung in der
Mittellage
c Luftversorgung mit Kontrollventil, Luft entweicht neben Undichtigkeiten in der Fläche
und den Rändern über ein schallgedämmpftes Auslassventil (kontrollierter Luftdruck im
Kissen)
d Kissen mit mehreren Kammern und jeweils
Schlauchdurchmesser von 10 bis 20 mm ausreichend, um den geforderten Luftdruck aufrechtzuhalten. Für den Fall, dass Schäden an
einem Kissen auftreten, können Systeme mit
kleinen Schlauchdurchmessern dem Druckverlust jedoch nur schwer entgegensteuern. In der
Praxis haben sich daher Schlauchdurchmesser
von 40 mm und mehr bewährt.
Um das erforderliche Druckniveau zu erreichen
und zu halten, erfolgt die Luftversorgung meist
druckgeregelt, wodurch Verluste ausgeglichen
werden. Für eine möglichst hohe Standzeit der
Kissenkonstruktion sind geringe Druckschwankungen förderlich. In seltenen Fällen kommen
zusätzliche Auslass-Überdruckventile zum Einsatz, die dann in der Regel mit Schalldämpfern
versehen sind, damit keine störenden Pfeifgeräusche auftreten (Abb. E 3.12 c). Die Ausstattung mit solchen Ventilen kann notwendig sein,
wenn ein bestimmtes Druckniveau sehr genau
gehalten werden muss oder die vorhandenen
Undichtigkeiten für die erforderliche Durchspülung des Kissens mit Frischluft nicht ausreichend sind. Besteht das Kissen aus zwei oder
mehr Lagen, kann ein gemeinsames Druckniveau die einzelnen Kammern versorgen (Abb.
E 3.12 b). Ein getrennter Anschluss der Kammern ermöglich eine Abstufung der Druckbereiche (Abb. E 3.12 d). Diese Variante kommt
zur Anwendung, wenn die Mittellage durch den
Druckwechsel bewegt werden soll (schaltbare
Mittellage) oder verschiedene Materialien zum
Einsatz kommen (z. B. Gewebe in der Außenlage, Folien in den Innenlagen) oder sich daraus
ein Vorteil in der Lastabtragung ergibt.
Werden mehrere Kammern auf einem Druckniveau gehalten, so schafft man in der Regel
durch Löcher in den Mittellagen Überströmöffnungen, die aus strömungstechnischen Gründen nicht direkt bei den Kissenanschlussstutzen angeordnet sein sollten. Auf diese Weise
verteilt sich der Druck im Kissen schneller undgleichmäßiger – auch bei Druckänderungen, die
von außen wirken (z. B. Winddruck und -sog).
Die Luftversorgung sollte an den Kissen mit sogenannten Rückschlagventilen versehen sein,
die den Nenndruck auch ohne Luftzufuhr bis zu
8 Stunden halten.
E 3.13
eigener Luftversorgung (verschiedene Druckniveaus möglich)
Luftversorgungssysteme mit parallelem Anschluss (a), mit seriellem Anschluss (b), mit
Umluft und parallelem Anschluss (c), mit Umluft
und seriellem Anschluss (d)
1 Backup-Versorgung
2 primäre Luftversorgung
Filter
Druckerzeugung
Lufttrocknung
3 Umluftsystem mit Sensoren
P = Sensor für Luftdruck,
F = Sensor für Luftfeuchtigkeit
Konstruieren mit Folien
1
2
+
+
a
1
2
+
+
b
1
3
+
P
+
F
c
1
3
+
P
P
+
F
d
Luftversorgungssysteme
Die Luftversorgung dient nicht ausschließlich
der Druckerzeugung im Kissen, sondern stellt
auch sicher, dass die Luft im Kisseninneren
ausreichend trocken ist. Tauwasserausfall und
Algenbildung im Kisseninnenraum können so
verhindert werden. Pneumatische Konstruktionen sollten daher mit vorkonditionierter Luft
versorgt werden. Deshalb besteht die Anlagentechnik in der Regel aus Filter, Ventilator/Kompressor und einem Kondensationstrockner
oder einer Lufttrocknungseinheit mit Heizregister (Absorptionstrockner; Abb. E 3.15, S. 194).
Die Trocknung der Luft macht einen wesentlichen Anteil im Energieaufwand der Luftversorgung aus. Hier besteht noch Entwicklungsbedarf für alternative Konzepte mit möglichst geringem Primärenergiebedarf.
Das Filtern der Luft ist wichtig, um einen
Schmutz- und Staubeintrag in das unzugängliche Kisseninnere zu verhindern. Die Anlage
sollte daher mit allen Komponenten für eine regelmäßige Wartung und Reparaturen zugänglich sein. Vor dem ersten Anschluss an die Kissen empfiehlt es sich, sie zunächst mit trockener Luft von Schadstoffen oder Fremdkörpern
zu befreien. Für Traglufthallen ergeben sich die
Anforderungen an die Luftqualität eher aus Behaglichkeitskriterien für die sich im Innenraum
aufhaltenden Personen (vor allem im Hinblick
auf Hygiene, Luftfeuchtigkeit und -temperatur).
Mehrere Kissen werden meist zu einer Gruppe
zusammengefasst und durch gemeinsame,
E 3.13
parallel oder seriell angeschlossene Systeme
versorgt. Durch eine parallele Versorgung
(Abb. E 3.13 a) erreicht man mit nur einem Anschluss ein sehr gleichmäßiges Druckniveau in
den einzelnen Kissen und eine leichte Austauschbarkeit einzelner Pneus, da diese mit geringem Aufwand abgeklemmt werden können,
ohne die Versorgung der anderen Kissen zu
beeinträchtigen. Hierfür ist eine zusätzliche
Sammelleitung notwendig, die in der erforderlichen Nennweite (Ø ca. 100 –150 mm) in der
Regel deutlich über den Anschlussleitungen
liegt (Ø ca. 40 – 50 mm).
Bei einer seriellen Verschaltung weisen alle
Kissen (bis auf das letzte in der Reihe) zwei
Anschlüsse auf (Abb. E 3.13 b). Das Druckniveau fällt hier in der Regel vom ersten zum letzten Kissen hin ab. Bei beiden Varianten erfolgt
die Versorgung verlustbehaftet, wobei die Steuerung druckgeführt und manchmal mit einer
Luftfeuchteführung kombiniert ist. Bei dieser
Variante werden zumeist Absorptionstrockner
eingesetzt.
Um schnell größere Ausfälle und Leckagen erkennen zu können, kann zudem eine Laufzeitsteuerung zum Einsatz kommen. Hierbei löst
eine ungewöhnlich lange Laufzeit der Anlage
(z. B. kontinuierlich mehr als eine Minute) einen
Alarm aus. Solche Erkennungsysteme gewinnen als Sicherheitsaspekt zunehmend an Bedeutung.
Die Anschlussleistung von Gebläse und Lufttrocknung kann für Berechnungen zwischen
ca. 0,4 und 3 W/m2 angenommen werden. Der
tatsächliche jährliche Energiebedarf ist dabei
grob auf ca. 3 – 20 kWh/m2a abzuschätzen.
Die große Bandbreite dieser Werte resultiert
daher, dass zum einen verschiedene technische Konzepte umgesetzt werden können und
zum anderen, dass bisher nur für sehr wenige
ausgeführte Strukturen Messergebnisse für den
tatsächlichen Verbrauch vorliegen.
Umluftsysteme
Um Energie in der Luftversorgung einzusparen,
werden zunehmend Umluftsysteme eingesetzt,
deren charakteristisches Merkmal die Rückströmungsleitung ist (Abb. E 3.13 c und d). Insbesondere der Aufwand für die Entfeuchtung
der Luft sinkt hierdurch, da diese nur dann
zugeschaltet wird, wenn sie aufgrund von Sensormeldungen notwendig ist. Durch eine Messung der relativen Luftfeuchtigkeit im Kissen,
die meist zentral im Kreislauf erfolgt, kann das
System variabel auf verschiedene Witterungsverhältnisse reagieren. Auch in Umluftsystemen sind serielle (Abb. E 3.13 c) und parallele
(Abb. E 3.13 d) Anschlüsse möglich, wobei prinzipiell die gleichen Vor- und Nachteile gelten
wie bei verlustbehafteten Systemen. In der seriellen Verschaltung sind meist zwei Drucksensoren empfehlenswert, die die Werte am Anfang und am Ende der Kette erfassen und z. B.
als Mittelwert an die Steuerung übergeben.
Obwohl auch Umluftsysteme in der Regel für
den kontinuierlichen Betrieb ausgelegt sind,
193
Konstruieren mit Folien
7
2
6
1
1
2
3
4
5
6
7
a
a, b Anschluss der Luftversorgung an ein mehrlagiges Kissen mit eigener Luftversorgung pro
Kammer
E 3.15 Gebläseeinheit mit Absorbtionstrocknung
E 3.16 a, b Notentwässerung eines Folienkissens
E 3.17 Seilklemmen für Seilnetze
E 3.18 Knoten eines vorkonfektionierten Seilnetzes
E 3.19 Tensairity-Balken, Eidgenössische Materialprüfungs- und Forschungsanstalt (EMPA) Zürich
E 3.20 Seilnetz unterspanntes Folienkissen, Wasserstofftankstelle, München (D) 2007, frank und
probst architekten
E 3.21 Seilnetz verstärkter Trichterschirm mit bedruckter ETFE-Folie, IHK Würzburg (D) 2003, Franz
Gröger/Georg Redelbach
E 3.22 Nachspannmöglichkeit für die mechanisch vorgespannte ETFE Fassade am Zentrum für Gerontologie, Bad Tölz (D) 2003, D. J. Siegert
b
194
E 3.16
Gebläse
feuchte Zuluft
Feuchtigkeitsaufnahme
Silicagel-Rotor
entfeuchtete Luft
Heizregister
feuchte Abluft
E 3.14
E 3.15
dass jede Gebläseeinheit mit zwei Ventilatoren
bestückt sein sollte, die sich zur Sicherstellung
der ständigen Funktion über Zeitgeräte gesteuert im Zeitraum von einigen Tagen abwechseln
(Abb. E 3.13, S. 193). Zusätzlich sind die Gebläseeinheiten oft mit Notstromaggregaten gesichert, um bei einem Stromausfall volle Funktion zu gewährleisten.
Um mechanische Beschädigungen zu vermeiden oder rechtzeitig zu entdecken, ist eine regelmäßige Wartung und Sichtbegutachtung der
Folie und des Vogelschutzes notwendig. Vorhandene Löcher können lokal durch kleine aufgeschweißte ETFE-Folienstücke repariert werden, die optisch nicht auffälliger sind als die
anderen Schweißnähte.
Auch ein mehrlagiger Kissenaufbau kann die
Sicherheit von Kissenkonstruktionen erhöhen.
Wird die äußere Haut verletzt, so legt sich die
nächst innere, automatisch angesogen durch
den Druckausgleich, gegen die äußere Kissenhaut und kann so das Loch schließen.
Sicherheit von Kissenkonstruktionen
Kissenkonstruktionen werden durch den Überdruck in ihrem Inneren stabilisiert. Kann dieser
nicht aufrechterhalten werden, ist die Tragfähigkeit der Kissen nicht mehr gewährleistet.
Dies kann zum Flattern der Lagen und damit
bei starkem Wind zu deren Zerstörung führen.
Bei gleichzeitigen Niederschlägen besteht die
Möglichkeit, dass es zu Wasser- oder Schneesackbildung und somit unter Umständen zu
einer Überbelastung kommen. Das Primärtragwerk muss in der Regel auf diesen Fall ausgelegt werden, sollte also keinesfalls versagen.
Aus entsprechenden Untersuchungen können
sich in der Praxis relativ große asymmetrische
Lasten ergeben, die wiederum für die Entwicklung des statischen Konzepts bestimmend sein
können.
In der Praxis sind insbesondere zwei Szenarien
von Bedeutung: Versagen der Luftversorgung
und lokale Schäden (Löcher) in den Kissenaußenlagen. Beides führt nicht zu spontanem Versagen der Konstruktion, vielmehr halten die
Kissen in der Regel auch ohne Luftversorgung
bzw. mit kleinen Schäden noch über lange Zeit
einen Überdruck und erschlaffen nur langsam.
Meist werden Drucksensoren eingebaut, die
solche Schäden erkennen, melden und so die
Möglichkeit bieten, Gegenmaßnahmen zu ergreifen. Sogar im extremen Havariefall sind Kissenkonstruktionen vergleichsweise sicher,
denn selbst vollständig zerstörte Kissen stellen
aufgrund des geringen Eigengewichts auch
im Überkopfbereich keine große Gefahr dar.
Schlimmstenfalls reißen Kissen mit Wasseroder Schneesäcken auf und entleeren sich.
Um bei Ausfall eines Gebläses oder beim Versagen einzelner Kissen das Aufrechterhalten
des Überdrucks sicherstellen zu können, muss
die Luftversorgung von Kissenkonstruktionen
redundant ausgelegt werden. Das bedeutet,
a
5
um ein gleichmäßiges Druckniveau zu gewährleisten, führen sie doch oft zu erheblichen
Energieeinsparungen bis zu 60 % und rechtfertigen daher meist den erhöhten Installationsaufwand.
b
E 3.14
3 4
Notentwässerung
Beim Bau der Allianz Arena in München wurde
erstmals eine sogenannte Notentwässerung
eingesetzt. Diese ist für den unwahrscheinlichen Fall konzipiert, dass sich in einem drucklosen Kissen ein großer Wassersack bildet.
Bei plötzlichem Versagen der Kissenfolie könnten so größere Wassermengen herabstürzen.
Durch die an der Kissenoberseite fest verschweißten Rohre kann das Wasser im Notfall
kontinuierlich abtropfen, ohne großen Schaden
anzurichten (Abb. E 3.16). Der konstruktive
Mehraufwand an den Durchstoßpunkten rechtfertigt sich nur in Einzelfällen, in denen eine
schnelle Reparatur nicht garantiert werden
kann und herabstürzende Wassermassen aus
großen Höhen ein deutliches Sicherheitsrisiko
bedeuten.
Mechanisch vorgespannte Folien
ETFE-Folien werden bisher vor allem für Gebäudehüllen mit pneumatischen Kissen verwendet. Aufgrund der hohen Elastizität und geringeren Festigkeit im Vergleich zu textilen
Membranen können mechanisch vorgespannte
Konstruieren mit Folien
E 3.17
E 3.18
Folien derzeit nur mit geringen Spannweiten
ausgeführt werden. Mit deutlich anisotroper
Vorspannung lassen sich teilweise auch längere, streifenförmige Folienmembranen spannen.
Besonders zu beachten ist hierbei das Kriechverhalten von Folien. Während bei Kissenkonstruktionen durch den vorhandenen Innendruck
Spannungsverluste aufgrund von Materialkriechen ausgeglichen werden können, müssen
bei mechanisch vorgespannten Folien Nachspannmöglichkeiten wie Gewinde mit viel
Spannweg in die Konstruktion integriert werden. Beim Zentrum für Gerontologie Bad Tölz
ermöglichten dies beispielsweise Blattfedern
mit Stellschrauben an den langen Rändern
der mechanisch vorgespannten Folienstreifen
(Abb. E 3.22 und Abb. E 5.25, S. 222).
Ein sehr vielversprechendes neues Einsatzgebiet von Folien ist das Bespannen von Rahmenmodulen. Hierbei wird eine Folie mechanisch auf den Rahmen befestigt und im zweiten
Schritt durch einen eingeschobenen Bogen
gespannt (siehe z. B. Trainingshalle der Bergwacht Bad Tölz, S. 260f.). Solche Membranrahmenmodule eignen sich auch für Zweite-HautFassaden, wo sie gegenüber Glas einen deutlichen Gewichtsvorteil aufweisen, als Rahmenkonstruktion aber ähnlich eingesetzt werden
können.
Ein weitere Anwendung für mechanisch vorgespannte Folien sind Unterdecken und Raumteiler in Innenräumen sowie Folien zur Verbesserung der Raumakustik (siehe Raumakustik,
S. 118). Hier können aufgrund der geringeren
mechanischen Beanspruchungen und der
niedrigen UV-Belastung auch PVC-Folien verwendet werden (siehe PVC-Folien, S. 99).
bewältigen ist (siehe Pneumatisch vorgespannte Flächen, S. 147).
Die Kontaktstellen zwischen Folie und metallischen Seilen und Seilnetzen können, ähnlich
wie bei Randklemmungen, zu mechanischen
Beschädigungen, Kontaktkorrosion, Wärmeeintrag und Dehnungsbehinderung führen. Demnach wäre es von Vorteil, einen schubfesten
Seilnetz-Folien-Verbund herzustellen, was sich
in der Praxis jedoch als schwierig erweist.
Daher sind großmaschige Seilnetze zu bevorzugen, durch deren Maschen die Folie sich
deutlich nach außen krümmt und so in ihrer
Lage stabilisiert wird (Abb. E 3.20). Engmaschige Seilnetze (Abb. E 3.18 und E 3.19) eignen sich nur, wenn die Folien ausreichend
elastisch sind, um sich auch zwischen den
kurzen Maschenweiten noch deutlich auszuwölben. Dies ist beim transparenten TensairityBalken, einem Forschungsprojekt der Eidgenössische Materialprüfungs- und Forschungsanstalt (EMPA) Zürich, sehr gut gelungen
(siehe Tensairity, S. 144 und Abb. E 3.19).
In der Regel werden jedoch speziell konfektionierte großmaschige Seilnetze mit standardisierten Seilklemmen an den Knotenpunkten
verwendet (Abb. E 3.17).
Für mechanisch vorgespannte Folien ergibt
sich weiterhin die Schwierigkeit, dass eine einseitig durch ein Seilnetz unterspannte Folie nur
für eine Lastrichtung unterstützt ist. Bei mechanisch vorgespannten Folien sollte das Netz
also zwischen zwei Folienlagen einlaminiert
werden oder mindestens eine Seilschar des
Netzes (parallele Seile im Netz) in Folientaschen geführt werden. Letztere Strategie wurde
für die Folienbespannung der Schirme der Industrie- und Handelskammer in Würzburg angewendet, wobei hier das Netz mit Meridianund Ringseilen in Dicken von 8 mm bis 10 mm
aufgebaut ist (Abb. E 3.21). Die Meridianseile
wurden in Taschen geführt, welche in das
Flächennahtdetail integriert sind, womit eine
Kopplung von Folie und Seil für Sog- und
Druckbeanspruchung entsteht.
Seilnetzunterspannung
Um größere Spannweiten zu erzielen, können
Seilnetze in Kombination mit Folien eingesetzt
werden. Dies gilt sowohl für mechanisch vorgespannte als auch für pneumatisch gestützte
Folien. Bei letztern ermöglichen Seilnetzunterbzw. -überspannungen einen flacheren Krümmungsradius der einzelnen Kissen, was jedoch
mit einer höheren Flächenspannung einhergeht, die mit einer Folie alleine nicht mehr zu
E 3.19
E 3.20
E 3.21
E 3.22
195
Konstruieren mit textilen
Membranen
E 4.1
Da Membranen in großen Flächeneinheiten
vorgefertigt und zusammengelegt oder gerollt
transportiert werden, ist die Anzahl der Fugen,
Stöße und Anschlussdetails gegenüber anderen Bauweisen vergleichsweise gering. Umso
größer ist die Bedeutung der Details für das
Gesamttragwerk, da hier hohe Kräfte aus wenige Millimeter dünnen Membranen in geometrisch komplexen Gebilden abgetragen werden
müssen.
Während die Form mechanisch vorgespannter
Membranen nach Festlegung der Randbedingungen weitgehend von physikalischen Gesetzmäßigkeiten bestimmt wird (siehe Formfindung, S. 138ff.), nimmt der Planer bei der Detaillierung von Membrantragwerken deutlichen
Einfluss auf das Erscheinungsbild der Konstruktion. Planungsbüros und Konfektionäre,
die sich intensiv mit Membrankonstruktionen
auseinandersetzen, entwickeln oft einen sehr
eigenen unverkennbaren Stil in der Ausformulierung der Details.
Die im Folgenden ausgeführten Details zeigen
alle konstruktiven Grundmerkmale des Membranbaus in Abhängigkeit vom eingesetzten
Material, wobei sich die Darstellung auf einige
Standardsituationen und Regelgeometrien beschränkt. Komplexere Einbausituationen werden in begleitenden Fotos sowie in den Projektbeispielen in Teil F (S. 224ff.) präsentiert.
Speziallösungen für wandelbare Konstruktionen werden nur teilweise angesprochen, da
es sich immer um sehr projektspezifische
Sonderlösungen handelt (siehe z. B. Freilufttheater Festungsarena Josefsburg in Kufstein,
S. 282ff. und Wandelbare Flächentragwerke,
S. 149).
E 4.1
E 4.2
E 4.3
196
aufgelöstes Toldo mit Luftstützen, Medina (KSA)
2003, Rasch + Bradatsch
typische Detailpunkte von mechanisch vorgespannten Membranen
Zusammenhang zwischen Detailpunkten und
Material
Die Konstruktionsweise und Ausprägung eines
Membrandetails ist abhängig von vielen Faktoren, die Ingenieur und Architekt in enger Zusammenarbeit in einem iterativen Planungsprozess abstimmen sollten:
• Geometrie des Flächentragwerks
• äußere Lasten
• Membranmaterial
• Kraftrichtungen und Kraftgrößen
• Montage und Wartungskonzept
• Gestaltung
• Kosten
Abb. E 4.2 zeigt die typischen Detailpunkte von
mechanisch vorgespannten Membranen, die
Übersichtstabelle in Abb. E 4.3 die Abhängigkeit der jeweiligen Details von den verschiedenen verwendeten Membranwerkstoffen. Grundlegend ist zwischen Details zu unterscheiden,
die linienförmige und solchen, die punktförmige
Lasten abtragen. Punktförmige Lasten treten in
den Ecken auf, in denen die Ränder zusammengeführt werden, linienförmige Lasten an
den Rändern selbst, an Flächenstößen und linienförmigen Unterstützungen. Die Grundprinzipien, nach denen an diesen Stellen die Flächenspannungen aus der Membran verankert
werden, ähneln sich oft, sodass die grundlegenden Konstruktionselemente wie Seile, Gurte
und Klemmprofile daher auch in ähnlicher
Weise an den unterschiedlichen Detailpunkten
eingesetzt werden.
Generell sollte sich das Grundprinzip des minimalen Materialaufwands von Membrantragwerken auch in den Details widerspiegeln. Ihre
Geometrie und Lage sollte also dem Kraftfluss
folgen und die Struktur lesbar machen. Von
großer Bedeutung ist hierbei die Stimmigkeit
der Proportionen zwischen den einzelnen Bauteilen. Die Dimensionen von Eckplatten ergeben sich beispielsweise aus den in diesem
Punkt zusammengefügten Bauteilen in Übereinstimmung mit den Dimensionen der angeschlossenen Seile.
Aufgrund der vergleichsweise großen Verformungen von Membrantragwerken unter äußeren Lasten (siehe Mechanisch vorgespannte
Flächen, S. 141ff.) sollten die Anschlüsse entsprechende Bewegungen zulassen – auch
während der Montage. Besonders bei wandelbaren Konstruktionen ist die Beweglichkeit der
Anschlussdetails von großer Bedeutung.
Da die Vorspannung der Membranfläche in der
Regel über die Details eingeleitet wird, sollten
diese auch über entsprechende Anschläge für
die temporär eingesetzten Vorspannwerkzeuge
verfügen. Oft lässt sich ein Ratschenzug oder
Spanngurt an ohnehin vorhandenen Ösen oder
Kanten ansetzen. Ist diese Möglichkeit nicht
gegeben, müssen temporäre oder fest angeschweißte Anschläge vorgesehen werden.
Konstruieren mit textilen Membranen
Zudem ist oft eine Justierbarkeit und ein Nachspannen der anschließenden Seile nötig, wofür
Spannschlösser in die Seilenden integriert oder
Gewindefittinge verwendet werden.
Für Membrandetails eingesetzte Metallteile
sollten immer abgerundete Kanten haben.
Dies gilt nicht nur für solche, die direkt mit der
Membran in Berührung kommen, sondern
auch für alle anderen Anbauteile, die das
Membranmaterial während der Montage beschädigen könnten.
Konstruktionselemente
Nicht nur Textilen und Kunststoffhalbzeuge wie
Membranwerkstoffe, textile Gurte (siehe Textile
Gurte, S. 107) und Kederschnüre (siehe Keder,
S. 99) werden für Membrankonstruktionen benutzt, auch metallische Halbzeuge sind in diesem Zusammenhang unverzichtbar.
Seile und Seilbeschläge
Randseile bestehen meist aus Stahl oder Edelstahl, in seltenen Fällen auch aus Kunststoffen
wie Polyester oder Aramid. Als Korrosionsschutz erhält jeder einzelne Draht aus Stahl in
einem Heißbad einen Zinküberzug. Spezielle
Beschichtungen auf Aluminium-Zink-Basis bieten den besten Korrosionsschutz.
Durch Verseilen entsteht aus einzelnen, miteinander verdrillten Drähten eine sogenannte
Litze. Wird diese Litze direkt als Seil verwendet,
so spricht man von einem Spiralseil, werden
wiederum mehrere Litzen miteinander verdrillt,
von einem Litzenseil.
Seile für Membranränder sollten möglichst flexibel sein, um sich der Randkrümmung gut anpassen zu können. Hierfür eignen sich insbesondere Rundlitzenseile und offene Spiralseile
mit möglichst vielen dünnen Drähten. Bei sehr
hohen Seilkräften, z. B. für Abspannungen,
kommen auch vollverschlossene Spiralseile
zum Einsatz, die sich durch z-förmige Drähte in
den äußeren Lagen auszeichnen (Abb. E 4.4,
S. 198). Durch das Ineinandergreifen der geformten Drähte ergibt sich eine dicht verschlossene Oberfläche, die die inneren Seildrähte
schützt und somit einen besseren Korrosionsschutz bietet. Zusätzlich erhalten vollverschlossene Spiralseile eine Innenfüllung mit einer
Zinkstaubfarbe. Dadurch, dass das Seil enger
gepackt ist, verfügt es über eine hohe Tragfähigkeit bei relativ dünnem Durchmesser.
Für die Verankerung von Pressverbindungen
und Seilhülsen stehen verschiedene Seilköpfe
zur Verfügung. Dabei unterscheidet man drei
Arten: Gabel-, Ösen- und Zylinderseilkopf.
Gabelseilköpfe werden mit einem Bolzen an
eine Anschlussplatte gesteckt, Ösenseilköpfe
zwischen zwei Platten verankert. Beide benötigen Spannschlösser an den Seilenden, sofern
eine Justierbarkeit der Seillängen verlangt ist.
Zylinderseilköpfe werden ohne Gewinde als
Klemme und mit Innen- oder Außengewinde
verbaut.
Typisch für Membrandetails sind Pressverbindungen mit Zylinderkopf und Außengewinden,
die sogenannte Gewindefittinge, die sich direkt
über das Gewinde justieren lassen. Sie werden
durch Rohrhülsen (Pfeifen) geschoben und
rückseitig mit einer Mutter gesichert. Durch
ausreichend große Rohrinnendurchmesser und
Kugelscheiben zwischen Mutter und Rohrkante
können sie auch Verdrehungen aufnehmen.
Mithilfe von Seilhülsen oder Pressverbindungen
(Pressfitting) werden die Seile an den Enden verankert (Abb. E 4.5, S. 198). Pressverbindungen
verwendet man für Rundlitzenseile und offene
Spiralseile mit bis zu ca. 36 mm Durchmesser.
Um größere Seildurchmesser und vollverschlossene Seile zu verankern, werden die Enden in
Vergusshülsen, die kürzer und voluminöser als
Pressverbindungen sind, mit Metall (z. B. meist
Zinklegierungen) oder Kunststoffen (Epoxidoder Polyesterharz) vergossen.
Klemm- und Kederprofile
PolyesterPVC
GlasPTFE
GlasSilikon
PTFE
besch.
PTFE
+
–
–
+
++
Schweißen
++
++
–
+
–
Kleben
(+)
–
++
–
–
Abb. E 4.2
Flächenstoß
a
nicht lösbar (a)
lösbar (a)
Nähen
Schnürstoß
+
(+)
(+)
+
+
++
(+)
(+)
+
+
Kederprofil
+
++
++
+
+
Gurt
Seil
+
+
–
+
–
+
+
+
+
+
+
+
+
+
+
Klemmplattenstoß
b
lineare
Unterstützung
weich (b)
steif (c)
c
Rand
weich (d)
d
steif (e)
+
–
–
+
++
Seil in Tasche
Gurtrand
++
(+)
+
+
+
freies Randseil
+
++
+
+
(+)
Schnürstoß
+
(+)
(+)
+
+
Klemmplattenstoß
++
+
+
+
+
+
++
++
+
+
++
+
+
+
+
+
–
–
+
++
Platte
+
++
+
+
+
Auge
+
+
+
+
+
Kederprofil
e
Eckpunkt
offen (d)
geschlossen (d) Ring /Öse
Hoch-/Tiefpunkt
weich (f)
Rosette
f
steif (g)
Lösbare linienförmige Details werden in der
Regel mit Klemmplatten oder Kederschienen
ausgeführt. Diese Technik bildet eine formschlüssige Verbindung, bei der die in den
Membranrand eingeschweißten Kederschnüre
gegen die Seiten der Klemmprofile drücken.
Abb. E 4.6 (S. 198) zeigt die unterschiedlichen
Verbindungstechniken und ihre Lastabtragung;
die roten Pfeile stehen für die Aktions- und
Reaktionskräfte der formschlüssigen Membran-
Ring
Buckel
+
(+)
(+)
+
++
++
++
+
+
+
+
+
++ typisch
g
E 4.2
+
+
+ möglich
(+) selten
+
– nicht möglich
E 4.3
197
Konstruieren mit textilen Membranen
c
d
a
b
a
c
d
b
e
deren Längsdehnung entlang des Stoßes zu –
es handelt sich also um einen reinen Formschluss (Abb. E 4.7 b – f).
In einteilige Kederschienen wird die Membran
mit dem eingeschweißten Keder seitlich eingezogen; hier helfen Wachse, die Reibungskräfte zu überwinden. Zweiteilige Profile werden als Halbschalen miteinander verbunden
bzw. an eine biegesteife Unterkonstruktion
geschraubt.
Bei Kederprofilen sind solche mit offenem und
geschlossenem Spalt zu unterscheiden. Bei
einem offenen Spalt ist eine Längsdehnung
der Membran unbehindert möglich, bei einem
geschlossenen (Abb. E 4.6 c und E 4.7 g) entsteht auch hier eine kraft-formschlüssige Verbindung, die ein Vordehnen des Membranrands zulässt. Da die Anpressfläche im Vergleich zu Klemmplatten relativ klein ist, werden,
um das Gewebe nicht zu beschädigen, teilweise dünne Membranstreifen oder synthetischer
Kautschuk zwischen Klemmprofil und Membran
eingelegt.
hergestellt werden, ist der lösbare Stoß ein
Montagestoß, mit dem die vorgefertigten Membranflächen auf der Baustelle gefügt werden.
Flächenstöße
Techniken für den nicht lösbaren Flächenstoß
sind Schweißen, Nähen und in seltenen Fällen
auch Kleben (siehe Konfektionierung, S. 106f.).
E 4.4
verankerung, die blauen für die Anpresskraft
der Klemmplatten oder -profile. Kunststoffkeder
z. B. aus PVC haben den Vorteil, dass sie ähnliche Dehnungseigenschaften wie die Membran
besitzen und somit keine spannungs- oder
temperaturbedingten Zwängungen entstehen.
Werden Stahlseile als Keder verwendet, kann
eine Ummantelung des Seils mit einem
Schrumpfschlauch die Membran schützen.
Klemmplatten sind typischerweise aus Stahl
gefertigt, 30 – 40 mm breit und 5 – 8 mm dick,
die Länge variiert je nach Anforderung an die
Beweglichkeit des Anschlusses (Abb. E 4.7 a).
Die vorgestanzten Löcher in der Membran,
durch die die Verbindungsschrauben stoßen,
sollten deutlich größer als der Schraubendurchmesser gewählt werden, um ein Ausfransen zu vermeiden. Durch das Anziehen der
Schrauben und die Anpresskraft auf der Membran entsteht eine kraft-formschlüssige Verbindung; dadurch kann der Rand vorgedehnt und
in seiner Position geklemmt werden.
Kederschienen und -profile werden aus Aluminium extrudiert, weshalb man sie auch als
Extrusionsprofile bezeichnet. Kleine Kerben
auf der Schiene helfen beim Bohren der
Schraubenlöcher (Abb. E 4.7 a – d). Im Gegensatz zu einem Stoß mit Klemmplatten durchdringen die Schrauben die Membran hier nicht.
Das Profil erhält zur Fixierung eine Vertiefung,
welche die Kederschnur aufnimmt. Dadurch
klemmt es die Membran, lässt aber gleichzeitig
E 4.5
Grundsätzlich erfolgt die Fügung zweier Membranflächen über einen Flächenstoß. Während
es sich bei dem nicht lösbaren Stoß um eine
werkseitig ausgeführte Naht der Bahnen handelt, durch den aus zugeschnittenen Membranstreifen zusammenhängende Flächen
Nicht lösbare Flächenstöße
Große Membranflächen werden aus einzelnen,
entsprechend des ermittelten Zuschnittes gekrümmten Membranstreifen werkseitig gefügt
(siehe Zuschnitt, S. 147f.). Die Ansprüche an
die Flächenstöße sind sehr hoch, da sie in
ihren mechanischen und optischen Eigenschaften dem Membranmaterial möglichst ähnlich sein sollten. Die Hauptanforderungen sind:
• hohe mechanische Festigkeit (ähnlich der
Membran) unter Kurz- und Langzeiteinwirkung
• ähnliches Dehnungsverhalten und Flexibilität
wie der Membranwerkstoff
• wasserdicht, bei pneumatischen Konstruktionen auch luftdicht
• möglichst schmal
• konsistente optische und mechanische
Qualität
• wirtschaftlich in der Herstellung
Schweißnaht
Die Schweißnaht ist in der Regel eine Werksfügung, bei der mithilfe großer Schweißgeräte
sehr schnell hochwertige Nähte erzeugt werden
E 4.4
a
E 4.5
a
b
c
d
b
E 4.6
E 4.7
c
198
E 4.6
e
f
g
E 4.7
Stahlseilquerschnitte
a Rundlitzenseil
b, c offenes Spiralseil
d vollverschlossenes Seil
Seilbeschläge
a Gabelfitting
b Ösenfitting
c Spannschloss
d Gewindefitting
e Seilhülse als Gabelseilkopf
Darstellung der Lastabtragung
a Klemmplatte
b Kederprofil mit offenem Spalt
c Kederprofil mit geschlossenem Spalt
Klemmplatten und Kederprofile
a Klemmplatte
b, c doppelte Kederschiene
Konstruieren mit textilen Membranen
50 - 100 mm
a
b
c
d
e
E 4.8
E 4.9
E 4.10
können (siehe Schweißen, S. 106f.). Als Montagefügung wird sie nur für Abdeckstreifen an
lösbaren Membranstößen, biegesteifen Rändern, Eckdetails oder andere Öffnungen eingesetzt.
Aufgrund der hohen Qualität und der kostengünstigen Herstellung kommt die Schweißnaht
am häufigsten zum Einsatz; nur nicht schweißbares Material wird heutzutage noch genäht
oder geklebt. Schweißnähte erreichen rund
90 % der Membranfestigkeit. Voraussetzung
hierfür ist jedoch eine materialgerechte Belastung in der Membranebene. Scherkräfte durch
lokale Kraftkonzentrationen und Schälkräfte,
die die Naht senkrecht zur Membranebene belasten, führen zu deutlich geringeren Tragfähigkeiten der Nähte und sollten vermieden werden.
In der Regel wird die Schweißnaht durch eine
einfache Überlappung von 50 –100 mm erzeugt, um größere Steifigkeitsunterschiede zwischen Naht und Membranfläche zu verhindern
(Abb. E 4.8 a und E 4.9).
Nähnaht
Nähnähte werden vor allem für unbeschichtete,
nicht schweißbare Gewebe eingesetzt. Prinzipiell wird zwischen Flachnähten, Kappnähten
und doppelten Kappnähten unterschieden.
Eine ausreichende Festigkeit und Wasserdichtigkeit für den Membranbau bietet nur die doppelte Kappnaht (Abb. E 4.8 d und e). Sie kann
entweder mit ineinander- oder mit übereinanderliegenden umgeschlagenen Enden ausgeführt werden. Die Breite des genähten Membranstoßes ist durch eine homogene Auslastung
aller nebeneinanderliegenden Nähte begrenzt.
Ab einer gewissen Anzahl von Fadenreihen
werden die inneren Nähte erst nach Versagen
der äußeren beansprucht. Normalerweise werden zwei bis vier Reihen genäht.
Beim Vorspannen der Membran weiten sich die
Einstichlöcher in der Naht, was die Wasserdichtigkeit an diesen Stellen deutlich mindert
(Abb. E 4.10). Durch Aufkleben oder Aufschweißen von Abdeckstreifen kann die Wasserdichtigkeit von Nähnähten im Nachhinein
noch verbessert werden. Es sind auch spezielle Kleber erhältlich, die zur Verbesserung der
Wasserdichtigkeit direkt auf die Naht gestrichen werden.
den sie noch für Glas-Silikon-Membranen verwendet. Die Fügungsart durch einfaches Überlappen entspricht der Schweißnaht.
Es ist auch möglich, Stumpfstöße mit einem oder
zwei Deckstreifen herzustellen (Abb. E 4.8 b
und c). Durch das Verschweißen mit einem
Deckstreifen muss beim Zuschnitt kein Nahtzuschlag berücksichtigt werden, wodurch die
volle Rollenbreite genutzt werden kann. Schweißnähte mit zwei Deckstreifen können teilweise
auch höhere Festigkeiten erreichen. Nachteilig
ist jedoch die aufwendige Herstellung.
Klebenaht
Klebenähte werden nur dann eingesetzt, wenn
eine andere Technik nicht anwendbar ist. In
Kombination mit Nähnähten (Kombinaht) oder
mit speziellen Klebebändern ausgeführt wer-
Kreuzungspunkte
Durch das Fügen der zugeschnittenen Membranstreifen zu einer Fläche kann es zu Kreuzungspunkten von zwei oder mehr Schweißnähten kommen (Abb. E 4.11). An diesen Knotenstelle entstehen Verdickungen, die bei der
Konfektionierung und hinsichtlich der Kraftübertragung problematisch sein können. Demgegenüber steht oft der gestalterische Anspruch, dass sich kreuzende Schweißnähte
in einem Punkt treffen, damit die Schweißnahtlinien ein klares Bild ergeben. Die Lösung
solcher Problemstellen ist materialspezifisch.
Während sich mit leichten Membrantypen
Nahtknoten mit 4 und 6 Lagen teilweise noch
realisieren lassen, müssen bei schwereren
Membrantypen alternative Lösungen gefunden
werden. Eine Möglichkeit ist die Herstellung
einer Sammelnaht, auf der die sich kreuzenden
Nähte um eine Nahtbreite versetzt liegen.
Bahnenlage
Die Überlappung der Nähte sollte immer so angeordnet sein, dass abfließendes Wasser zunächst über den oben liegenden Membranstreifen auf den unteren läuft, damit möglichst
wenig Wasser seitlich am Anschnitt in das textile Gewebe oder den Umschlag der Nähnaht
eindringen kann (Abb. E 4.12). An solchen
d
e
f
g
2-teilige doppelte Kederschiene
Spezialkederschiene mit Schraubennut
einseitiges Kederprofil mit offenem Spalt
einseitiges Kederprofil mit geschlossenem
Spalt
E 4.8
verschiedene Arten von Nähten
a einfach überlappende Schweißnaht
b stumpf gestoßene Schweißnaht mit einem
Deckstreifen
c stumpf gestoßene Schweißnaht mit zwei
Deckstreifen
d doppelte Kappnaht, verschränkt
e doppelte Kappnaht, übereinander
E 4.9
Schweißnaht einer Polyester-PVC-Membran
E 4.10 Nähnaht eines offenen PTFE-Gewebes und
Wasserdurchtritt an den Nahtlöchern.
E 4.11 Kreuzungspunkte von Schweißnähten
E 4.12 Verschindelung von Nähten
E 4.11
E 4.12
199
Konstruieren mit textilen Membranen
1
2
Stellen würde sich andernfalls Schmutz sammeln, der unter Umständen sogar an den offenliegenden Kanten seitlich in das Gewebe zwischen die Beschichtungslagen gelangt.
3
Lösbare Flächenstöße
1
2
3
4
5
6
7
8
a
Öse
Kederschnur
Polyesterseil
Klemmplatte
Kederprofil, zweiteilig
Verbindungsblech
doppelte Kappnaht
Gurt
9
10
11
12
13
Membranverstärkung
Stahlseil
Membranschlaufe
Metallklammer
Kederprofil /
Schiene
Schutzblech
Abdeckstreifen
14
15
E 4.13
b
1
3
1
3
a
E 4.14
b
4
6
2
2 5
Lösbare Flächenstöße werden dort eingesetzt,
wo Konfektionierung, Transport oder Montage
eine Teilung der Membranfläche zwingend erforderlich machen, ansonsten sollten sie vermieden werden. Die maximale Membranfläche
ist also nicht nur abhängig von der Geometrie
der Konstruktion und vom Ablauf der Montage,
sondern auch von Gewicht, Rollbarkeit und
Faltbarkeit des verwendeten Materials. Sie
kann damit sehr unterschiedlich sein; eine pauschale Aussage über die maximale Größe lässt
sich daher nicht treffen. Zusammenhängende
Membranflächen von bis zu 1500 m² sind aber
durchaus üblich.
Der lösbare Membranstoß wird bei der Konfektionierung zunächst vorbereitet und erst auf
der Baustelle gefügt. Um eine vollständige
Wasserdichtigkeit zu gewährleisten, muss der
Membranstoß bei jeder Ausführung immer mit
einem zusätzlichen Membranstreifen abgedichtet werden. Dieser Streifen kann an einer
Seite bereits im Werk angeschweißt werden.
Die andere Seite wird dann nach Montage des
Stoßes und Einleiten der Vorspannung auf der
Baustelle geschweißt. In Sonderfällen, z. B. bei
temporären Membranbauten oder schwer zugänglichen Stellen, kann die zweite Seite des
Abdeckstreifens auch mit einem Klettband
befestigt werden. Da während der Montage,
bei Wartungsarbeiten und auch bei hoher
Schneelast der Membranstreifen durch darunterliegende Schrauben beschädigt werden
kann, müssen diese abgedeckt werden. Hierzu
dienen gekantete Bleche, Hölzer oder Schaumstoff. Bei Schnürstößen und Kederprofilen mit
Senkkopfschrauben ist ein zusätzlicher Schutz
nicht nötig.
Schnürstoß
6
a
b
E 4.16
200
E 4.15
E 4.17
Eine besonders einfache und flexible Form des
lösbaren Montagestoßes ist der Schnürstoß,
der durch Verseilen der parallelen Membranbahnen entsteht. Zur Verbindung der beiden
Flächen werden typischerweise geflochtene
Polyesterseile verwendet, die durch Ösen
geführt werden. Sie bieten den geringsten
Reibungswiderstand beim Nachspannen.
Aufgrund der geringen UV-Beständigkeit von
Polyester eignet sich dieser Stoß vor allem für
temporäre Konstruktionen. Für den UV-Schutz
des Seils und zur Gewährleistung der Wasserdichtigkeit muss er durch einen Membranstreifen abgedeckt werden.
Der Schnürstoß ist sehr einfach in der Handhabung, benötigt kaum zusätzliches Material und
lässt sich nachspannen sowie justieren. Ein
Nachteil ist die geringe Redundanz des Stoßes,
d. h. wenn das Seil an einer Stelle versagt, reißt
in der Regel der gesamte Stoß auf.
Die in den Membranrand eingezogene Keder-
Konstruieren mit textilen Membranen
7
8
9
E 4.13
Schnürstoß mit gekreuzten Seilen
a Isometrie
b Detailschnitt
E 4.14 Schnürstoß mit gehäkelten Seilschlaufen
a Isometrie
b Detailschnitt
E 4.15 Klemmplattenstoß und Stoß mit zweiteiliger
Kederschiene
a Isometrie
b Detailschnitt
E 4.16 Schnürstoß mit gekreuzten Seilen und Abdeckstreifen
Klemmplattenstoß an einem Kehlseil
als Grat- oder Kehlseil eingenähter Gurt
Gratausbildung
a mit Membranverstärkung
b mit Membranschlaufen
E 4.20 Membranstoß mit Kederprofilen an einem
Gratseil
a Isometrie
b Detailschnitt
E 4.21 Membranstoß mit Kederschiene an einem
Bogen
a
11
10
E 4.18
schnur dient in diesem Fall zur Verstärkung
und verhindert das Ausreißen der Ösen aus
dem Rand. Diese müssen daher direkt neben
der Kederschnur in dem durch die Schweißnaht aufgedoppelten Bereich liegen.
Es gibt verschiedene Arten des Schnürstoßes:
Das Seil kann ähnlich einer Schuhschnürung
entweder im Zickzack zwischen den Ösen geführt werden oder durch einen parallelen Versatz rechtwinklig zur Membrankante laufen
(Abb. E 4.13 und E 4.16).
Eine weitere Alternative ist das Verspannen mit
kurzen gehäkelten Seilschlaufen, die durch
Ösen geführt werden (Abb. E 4.14). Diese Verbindung hat den Vorteil, dass die Membranen
ähnlich dem Klemmplattenstoß überlappend
gefügt werden.
ken, dass eine Dehnung der Membran entlang
des Stoßes möglich ist. Typischerweise werden
die Klemmplatten in Flächenstößen und an den
Rändern jedoch so angebracht, dass der Membranrand auf das Vorspannmaß gedehnt wird.
Die Spalten zwischen den Klemmplatten werden dann mit einem Verbindungsblech überbrückt und auf Maß gehalten. Dies hat den Vorteil, dass keine erhöhten Spannungen zwischen
den Platten auftreten können und die Einbaulänge der Ränder kontrollierbar ist. Aufgrund
der Notwendigkeit Löcher in die Membran zu
stanzen, wird diese Art des lösbaren Flächenstoßes wegen der geringen Weitereißfestigkeit
von Glas-PTFE-Membranen überwiegend für
Polyester-PVC-Membranen eingesetzt.
Stoß mit Kederschiene oder Kederprofilen
Klemmplattenstoß
Bei hohen Anforderungen an die Tragfähigkeit
und gleichzeitiger Flexibilität des Flächenstoßes wird die Technik des Klemmplattenstoßes
eingesetzt, bei dem die sich überlappenden
Membranstreifen durch Metallplatten aufeinander geklemmt werden (Abb. E 4.15). Bei einem
Stoß im Membranfeld werden die Klemmplatten
relativ kurz gewählt, um ausreichend Flexibilität
zu garantieren. Typische Längen liegen bei
100 –150 mm. Um genügend Beweglichkeit
entlang des Stoßes gewährleisten zu können,
sollte zwischen den einzelnen Platten ein Spalt
von 5 –10 mm vorgesehen werden.
Kurze Klemmplatten und große Fugen bewir-
Der Flächenstoß mit einer Kederschiene oder
einem Kederprofil (Abb. E 4.15) ist etwas steifer als der Klemmplattenstoß, da die Profile
hier länger sind. Oft wird diese Art des Flächenstoßes daher auch an solchen Stellen
gewählt, wo die Membran linear durch einen
Bogen oder ein Grat- oder Kehlseil gestützt ist
(Abb. E 4.17 und E 4.20). Spannen die Flächenstöße frei, sollte das Profil eine Länge von
ca. 200 mm nicht überschreiten, um eine ausreichende Bewegungsfreiheit der Membran zu
gewährleisten und um nicht auf Biegung beansprucht zu werden.
Bei zweiteiligen Profilen und geschlossenem
Spalt besteht ähnlich wie beim Klemmplatten-
E 4.19
b
stoß die Möglichkeit, die Membran vorzudehnen und direkt zu klemmen.
Ist der Flächenstoß von innen erkennbar, kann
es sich anbieten, die Klemmplatten oder Kederprofile von unten zu verschrauben, um die
Sichtbarkeit des Anschlusses zu minimieren.
Linienförmige Unterstützungen
Oft werden Membranflächen durch zusätzliche
linienförmige Elemente, wie Grat- oder Kehlseile und Bögen unterstützt (siehe Flächen mit
grat- und kehlbildenden Elementen, S. 142).
Wird die Membran unmittelbar mit dem Bogen
oder Seil verbunden, so entspricht das Detail
im Aufbau einem Randdetail, dessen Seiten
gespiegelt sind (Abb. E 4.20 und E 4.21).
Werden Gurte verwendet, so können diese
direkt mit der Membran vernäht werden. Um
den Gurt vor UV-Strahlen zu schützen, wird
er nach dem Prinzip der doppelten Kappnaht
in den Membranwerkstoff eingewickelt (Abb.
E 4.18). Seile und Bögen werden auch frei unter
der Membran geführt. Um Relativbewegungen
der Membran auf dem Unterstützungselement
zu verhindern, kann sie durch Verschnürung,
aufgeschweißte Schlaufen oder Taschen in
ihrer Lage gesichert werden (Abb. E 4.19). Bei
stark gekrümmten Membranen nimmt die Gefahr der Relativbewegung jedoch ab. Hier kann
es ausreichen, wenn die Membran lokal durch
einen zweiten Streifen verstärkt ist.
15
10
a
11
10
E 4.17
E 4.18
E 4.19
b
12
13
2 13 14 15
E 4.20
E 4.21
201
Konstruieren mit textilen Membranen
E 4.22
1
2
E 4.23
E 4.24
b
E 4.25
3
2
E 4.26
E 4.27
E 4.28
a
c
Ränder
Als biegeweich werden gekrümmte Ränder bezeichnet, in denen Seile oder Gurte die Membranspannungen senkrecht zum Rand aufnehmen und als Zugkräfte in die Ecken ableiten.
Der Zusammenhang zwischen Membranspannung, Randseilkraft und Krümmung ist im
Kapitel »Randseilkrümmung« (S. 145f.) näher
erläutert.
UV-beständig und müssen demnach vor direkter Sonneneinstrahlung und Bewitterung geschützt werden. Der Gurt sollte also immer vollständig in Membranmaterial eingepackt sein.
Am Membranrand wird dafür überstehendes
Material um den Gurt geschlagen und rückseitig verschweißt (Abb. E 4.22 b). Besteht die
Membran und das Nahtmaterial aus witterungsbeständigem PTFE, kann die Naht offen liegen
– es reicht ein einfaches Einschlagen des Gurts
(Abb. E 4.22 c). An den Ecken muss eine spezielle Membrantasche für die Gurtschlaufe konfektioniert werden. Außerdem sind die unterschiedlichen Kompensationswerte von Gurt
und Membran bei Aufnähen des Gurts zu berücksichtigen (siehe Kompensation, S. 148).
Gurtrand
Bei kleinen und mittelgroßen Membrankonstruktionen mit biegeweichen Rändern stellt der
Gurtrand eine ideale Lösung dar. Er ist sehr flexibel und nimmt die parallel verlaufenden Tangentialkräfte direkt auf. Bei dieser ausschließlich textilen Lösung wirkt der aufgenähte Gurt
als eine Art Randverstärkung (Abb. E 4.22).
Der Steifigkeitsunterschied zwischen Membran
und Rand ist vergleichsweise gering. Wandelbare Membrandächer werden aufgrund der hohen Anforderung an die Flexibilität ausschließlich mit Gurträndern ausgeführt.
Textile Gurte werden in der Regel aus Polyester- oder Polyamidfasern gewoben (siehe Textile Gurte, S. 107). Beide Materialien sind nicht
Randseil in Tasche
Bei dieser Randausführung wird ein Seil in den
zu einer Tasche umgeschlagenen Membranrand integriert (Abb. E 4.23). Diese Randseiltasche überträgt die Membranspannungen
senkrecht zum Rand in das Randseil. Insbesondere während der Montage müssen Tangentialkräfte, die nicht über die Reibung in der
Tasche übertragen werden können, an den
Eckpunkten verankert werden (siehe Eckdetails, S. 206ff.). Die Membrantasche muss ausreichend groß dimensioniert sein, damit das
verwendete Seil mit den Endbeschlägen ohne
Zwängungen durch die Tasche geführt werden
kann. Je größer die Taschenbreite gewählt
wird, desto flacher wird auch der Winkel zwi-
Gurtrand
a Isometrie
b, c Detailschnitte, Maßstab 1:2
Randseil in Tasche mit Öffnung für Gabelfitting
a mit umgeschlagenem Rand Isonometrie
b mit umgeschlagenem Rand, Maßstab 1:5
c mit angeschweißter Tasche und Verstärkung
freies Randseil
a Isometrie
b Detailschnitt, Maßstab 1:5
Regenrinne an freiem Randseil,
Detailschnitt, Maßstab 1:5
Regenrinne
a mit Schaumstoffrolle
b Alluminiumblech
Regenrinne an freiem Randseil
Regenrinne mit Schaumstoffrolle
E 4.22
Die Aufgabe eines Membranrands bzw. seiner
Verstärkung ist es, Spannungen aus dem Membranfeld aufzunehmen, zu den Eckdetails zu
leiten und dort zu verankern.
Biegeweiche Ränder
schen dem oberen und unteren Membranstreifen und desto geringer sind die Schälkräfte,
die auf die Schweißnaht der Tasche wirken.
Da sich die profilierte Oberfläche der Seile
stark in die Membran drückt und dadurch
Knickstellen entstehen können, wird die Randseiltasche bevorzugt bei wenig knickanfälligen
Membranwerkstoffen wie Polyester-PVC eingesetzt. Durch zusätzliches Einlegen eines Membranstreifens oder textilen Gurts in die Randseiltasche lässt sich die tragende Membranschicht schützen und der Umschlagradius um
das Seil vergrößern (Abb. E 4.23 c). Damit die
zusätzliche Ummantelung aus Gurt oder Membran nicht in der Tasche verrutscht, sollte sie
an den Enden mit der Tasche verschweißt oder
vernäht werden. Ist die Krafteinwirkung sehr
hoch wie bei weit spannenden Randseilen und
bei einer Glas-PTFE-Membran, wird das freie
Randseil bevorzugt.
Freies Randseil
Bei Glas-PTFE-Membranen – insbesondere bei
großen Spannweiten – wird das Seil außerhalb
des Membranrands geführt und punktuell an
die Membran angeschlossen (Abb. E 4.24,
E 4.27 und E 4.28). Die Techniken, die hierbei
verwendet werden, um die Membran an das
Seil zu koppeln, ähneln denen von Membranstößen. Auch hier werden Klemmplatten oder
Kederprofile eingesetzt, die mit Klammern an
das Seil gehängt werden. Die Verbindung der
Klemmplatten oder Kederprofile untereinander
4
5
7
6
5
7
a
202
b
c
E 4.23
Konstruieren mit textilen Membranen
kann entweder durch Verbindungsbleche oder
durch entsprechend ausgeformte Klammern
realisiert werden. Da der Durchmesser des
Randseils nicht immer der Dicke des Klemmrands entspricht, müssen die entstehenden
Maßdifferenzen z. B. durch Unterlegscheiben
kompensiert werden. Wenn die Klammern aus
dünnem Blech gefertigt und ausreichend lang
sind, lassen sich die Unterschiede auch durch
Verformung im Blech ausgleichen.
Regenableitung an Membranrändern
Zur Ableitung von Regenwasser entlang eines
Membranrands werden verschiedene Techniken
eingesetzt. Ziel ist dabei, eine Aufkantung am
Rand einer Membran herzustellen, um abfließendes Wasser gebündelt in den Ecken abzuleiten. Die notwendige Aufkantung lässt sich
durch einen Schaumstoffschlauch (Abb. E 4.26 a
und E 4.28) oder ein Aluminium-Flachprofil in
einer Membrantasche erreichen (Abb. E 4.26 b),
wobei das Flachprofil aufgrund des gekrümmten Taschenverlaufs in seiner Lage stabil ist.
Die Tasche sollte insbesondere bei PolyesterPVC-Membranen mit den offenen Kanten nach
außen zeigen, damit kein Wasser in das Gewebe dringt. Alternative Möglickeiten, Regenwasser abzuleiten, sind offene Membrantaschen
oder – an offenen Seilrändern – hochgespannte
Membranstreifen mit biegesteifen Aluminiumwinkeln (Abb. E 4.25 und E 4.27, siehe auch Überdachung der Erschließungsachse auf der Weltausstellung EXPO 2010, S. 262ff. und Freilufttheater Festungsarena Josephsburg, S. 282ff.).
Biegesteife Ränder
Biegesteife Ränder entstehen beim Anschluss
einer Membran an ein biegesteifes lineares
Bauteil, meist ein Stahlprofil. Biegesteife Ränder bedienen sich in ihrer Konstruktionsweise
ähnlicher Elemente wie die lösbaren Membranstöße. Sie sollten nicht in einem spitzen Winkel
gestoßen werden, da es an diesen Stellen zu
Spannungsspitzen und Faltenbildung kommen
kann. Auch die Montage und das Vorspannen
von steifen, spitzwinkligen Membranecken gestaltet sich problematisch und muss, da sich
hier geometrisch bedingt die Spanngeräte
überschneiden, ausschließlich über die gegenüberliegende Seite erfolgen. Optimal sind
runde und ovale Grundrisse oder solche mit
stumpfen Winkeln. Lassen sich spitze Ecken
nicht vermeiden, können sie rund ausgeschnitten und mit einem Decklappen geschlossen
werden.
Bei allen Varianten des biegesteifen Rands ist
eine Wasserdichtigkeit oft nur durch Aufschweißen eines Randlappens zu erreichen,
der hinter dem kraftübertragenden Detail gespannt direkt mit einer Wasserabflussrinne
verbunden ist (Abb. E 4.30, S. 205). Durch die
Abdeckung ist jedoch die Zugänglichkeit und
Wartungssichtung der Klemmung nicht mehr
möglich. Alternativ kann die Membran auch
über einen Sattel geführt und direkt an einer
Wasserabflussrinne gespannt werden (siehe
Abb. E 3.8, S. 191).
8
2
3
4
5
6
7
10
11
E 4.24
b
a
1
9
doppelter Einschlag mit
Nahtschutz
Gurt
einfacher Einschlag
Gabelfitting
Seiltasche
Stahlseil
Membranverstärkung
8
9
10
11
12
13
14
15
Randseil
Metallhammer
Kederschnur
Klemmplatte
Aluminiumwinkel
aufgestellter Membranrand
Schaumstoffrolle
Aluminiumblech
14
12
a
13
15
E 4.25
E 4.27
b
E 4.26
E 4.28
203
Konstruieren mit textilen Membranen
2
3
1
a
5
2
6
4
b
3
7
5
6
c
8
7
3
3
6
6
d
E 4.29
E 4.30
E 4.31
E 4.32
E 4.33
e
biegesteife Ränder, Isometrie und Detailschnitte
Maßstab 1:2
a verseilter Rand
b Rohr in Tasche
c Klemmplatten und Metallklammern
d direkte Klemmplattenklemmung
e direkte Kederprofilklemmung
f Kederschiene und Spannbolzen
biegesteifer Rand mit Kederprofil und
Membranabdeckung
biegesteifer Rand mit Stab in Tasche mit Metallschellen
biegesteifer Rand mit direkter Kederprofilklemmung
Fassadenanschluss Membran
a Vertikalschnitt, Maßstab 1:20
b Veranstaltungszentrum, Edinbourgh (GB)
1999, Michael Hopkins & Partner
6
3
11
10
f
204
9
E 4.29
Konstruieren mit textilen Membranen
8
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Polyesterseil
Rohr
Kederschnur
Randseiltasche
Metallklammer
Randträger
Klemmplatte
Kederprofil
Kederprofil mit
Schraubenschiene
17
12
Spannbolzen
Kugelscheibe
Abdeckstreifen
Glasschwert VSG 19 mm
U-Stahlprofil umlaufend
Glasfassade VSG 12 mm
Membran-Scharnier zur Aufnahme der Dachbewegungen
Membranstraffer, elastische
Polyesterkordel
E 4.30
Verseilter Rand
Eine einfache Lösung für temporäre Membrankonstruktionen bietet ein Rand mit Verschnürung zwischen verstärktem Membranrand und
einem biegesteifen Rundstab oder Rohr (Abb.
E 4.29 a). Der Stab wird hierbei mit Abstandshaltern an die Unterkonstruktion geschweißt
oder geschraubt. Diese Verseilung am Rand
wird wie bei einem lösbaren Flächenstoß ausgeführt.
Rohr in Tasche
Bei dieser Randausführung ist ein biegesteifes
Rohrprofil in eine Membrantasche eingeschoben. Durch Öffnungen in der Tasche kann das
Rohr mit Metallklammern, Spannriemen oder
durch Verseilen mit einen Randträger verbunden werden (Abb. E 4.29 b und E 4.31).
Dieses Prinzip wird aufgrund seiner einfachen
Ausführung und Montierbarkeit, aber der geringen Tragfähigkeit vor allem bei Traglufthallen
eingesetzt. Der offene Spalt wird in diesem Fall
mit einem aufgeschweißten Membranlappen
luftdicht verschlossen.
Geklemmter Rand
Klemmplatten und Kederprofile werden bei der
Randklemmung entweder direkt an steife
Randträger aus Metall oder Holz geschraubt
(Abb. E 4.29 d und E 4.32) oder mit Metallklammern auf Abstand befestigt (Abb. E 4.29 c und
E 4.30). Mithilfe der Klammern lässt sich der
Membranrand vordehnen und separat klemmen; auch Spann- und Justiermöglichkeiten
sind mit vorgehängtem Klemmrand und Metallklammern einfacher möglich. Eine diesbezüglich sehr funktionale Lösung bieten spezielle
Kederprofile, die mit einer rückseitigen Nut zum
Einschieben eines Gewindebolzens ausgestattet sind (Abb. E 4.29 f).
Fassadenanschluss im Membranfeld
Besonders anspruchsvoll ist der Anschluss
einer Membran an eine steife Fassade, da die
Bewegung im Membranfeld nicht durch die
starre Fassadenkonstruktion behindert werden
darf. Umgekehrt sollten auch keine Lasten von
der Membran an die Fassade abgegeben werden. Hierfür können Membranlappen zwischen
Fassade und Membran gespannt werden, die
durch Federn oder elastische Schnüre seitlich
gespannt sind (Abb. E 4.33). Somit lassen sich
Höhendifferenzen zwischen Membranfeld und
Fassadenkante ausgleichen.
Ähnliche Effekte können z. B. durch pneumatische Schläuche oder Kissen, die in einem
Spalt zwischen Fassade und Membranfläche
liegen, erzielt werden (Abb. E 5.16, S. 219).
Dabei lässt es sich häufig nicht vermeiden,
dass der Anschluss einer Membranfläche an
eine Fassade einen bauphysikalischen
Schwachpunkt darstellt.
E 4.31
E 4.32
14
16
13
a
15
17
b
E 4.33
205
Konstruieren mit textilen Membranen
Eckdetails
1
2
4
5
3
6
E 4.34
E 4.35
a
7
8
1
2
3
9
4
5
6
7
8
9
10
11
9
8
a
12
13
Ring
D-Ring
zugeschnittene
Eckplatte
Randgurt
Abdeckblech
geschlitzte
Eckplatte
Randseiltasche
Randseil
Eckplatte
Gurt
Gewindefitting
in Rohr
Kugelscheibe
Zugstab
Überall dort, wo zwei biegeweiche Membranränder in einer Ecke zusammenlaufen, müssen
die Randseilkräfte verankert und in resultierender Kraftrichtung an die Unterkonstruktion oder
Fundamtente abgeleitet werden. Die Ausprägung eines Eckdetails wird somit im Wesentlichen von der Konstruktion des Membranrands
bestimmt. An Eckpunkte werden hohe Anforderungen gestellt:
• Beweglichkeit der Anschlüsse in verschiedenen Drehachsen, da während Nutzung und
Montage große Verformungen auftreten
• Aufnahme der Randseilkräfte sowie der
Spannkräfte aus der Membran
• Ausrichtung der Eckplatten nach den Winkeln der Seilkräfte
• Vermeidung von Exzentrizitäten (Abweichungen von der Symmetrie und den Systemlinien)
• Nachjustierbarkeit der Randseile
Diese Anforderungen müssen auf sehr engem
Raum gelöst und umgesetzt werden. Im Folgenden wird vereinfacht von einer typischen
Ecksituation mit jeweils zwei Randseilen ausgegangen, um die unterschiedlichen Konstruktionsweisen vorzustellen.
Eine Membran wird im Eckbereich grundsätzlich aufgedoppelt, um unvermeidliche Spannungsspitzen abzutragen. Diese können auftreten, weil die Membran Überspannungen innerhalb der kurzen Spannweite im Zwickelbereich
nicht durch Dehnung oder Verrautung der Gewebemaschen abbauen kann. Die zusätzliche
Membranlage wird mit der Hauptmembran fest
verschweißt oder vernäht und kreisförmig um
die Ecke herumgeführt. Randseiltaschen sollten im Eckbereich aufgeweitet werden, damit
sie nicht einreißen.
Eckplatten werden meist aus galvanisiertem
Stahl oder Edelstahl hergestellt, da Korrosionsschutzbeschichtungen aus Stahl durch Spannwerkzeuge und Seilbewegungen so stark beansprucht werden, dass Beschädigungen unvermeidbar wären.
Eckdetails für Gurtränder
Da textile Gurte im Gegensatz zu Stahlseilen
nicht knickempfindlich sind, können sie an den
aa
E 4.36
E 4.34
E 4.35
E 4.36
E 4.37
E 4.38
E 4.39
E 4.40
E 4.41
E 4.37
206
E 4.38
Gurtecke mit verschiedenen eingenähten Eckplatten und Ringen
Gurtecke mit seitlich offener Eckplatte
geschlossene Membranecke mit separat durchlaufenden Randseilen
Gurtecke mit eingenähter Platte, Trichterschirm,
Barbados 2004, Rasch + Bradatsch
offene Membranecke, Zeltkonstruktion, Magdeburg (D) 1994, Rasch + Bradatsch
offene Membranecke mit unterbrochenen Randseilen
Eckdetail mit geschlossener Ecke, zwei Gratund zwei Randseilen Membranüberdachung
eines Hotels, Mekka (KSA) 2007, Rasch +
Bradatsch
offene Membranecke mit freiem Gratseil, Stadtbahnhaltestelle Waldau, Stuttgart (D) 1997,
Unold/Schlaich Bergermann und Partner
Konstruieren mit textilen Membranen
Eckpunkten in sehr engen Radien umgeschlagen werden. Dadurch lassen sich sehr reduzierte Detailpunkte gestalten, bei denen ein
Stahlring oder eine zugeschnittene Eckplatte
mit Schlitzen bereits bei der Konfektionierung
in die Ecke mit eingenäht wird (Abb. E 4.34
und E 4.37). Ist eine Austauschbarkeit oder
spätere Montage der Eckplatten gewünscht, so
können diese auch seitlich geschlitzt ausgeführt werden (Abb. E 4.35). Um ein Herausrutschen des Gurts zu verhindern und die Kraftübertragung in die Platte auch über den offenen Schlitz zu ermöglichen, sollte dieser mit
einem seitlich verschraubten Blech geschlossen werden.
Bei zugeschnittenen Platten ist zu beachten,
dass alle Kanten sauber abgerundet sind. Für
die Montage und das Spannen der Ecke muss
unter Umständen neben dem eigentlichen
Schraubenloch noch ein zweites für das
Spannwerkzeug vorgesehen werden.
a
a
b
Eckdetails mit Seilanschlüssen
Bei Eckdetails mit Randseilen müssen sowohl
die Membran als auch die Randseile an die
Eckplatte angeschlossen werden.
Für den Membrananschluss bieten sich folgende Möglichkeiten:
• offene Membranecke, d. h. kein direkter
Anschluss (Abb. E 4.38, E 4.39, E 4.41;
E 4.43, S. 208 und E 4.48 S. 209)
• geschlossene Membranecke, direkter
Anschluss (Abb. E 4.40, E 4.42, E 4.45,
S. 209; E 4.46 und E 4.49, S. 210)
10
b
9
7
8
Der Anschluss der Randseile an die Eckplatte
geschieht über:
• separate durchlaufende Randseile
(Abb. E 4.36 und E 4.38)
• durchgehende Randseile
(Abb. E 4.46, S. 209)
• unterbrochene Randseile (Abb. E 4.39 –
E 4.42; E 4.43, E 4.45, E 4.48, E 4.49,
S. 210)
11
12
10
Offene Membranecken
Bei offenen Membranecken wird die Membran
nicht direkt, sondern über Randseile und gegebenenfalls Spanngurte mit der Eckplatte verbunden. Dabei wird die kreisförmig ausge-
8
13
aa
b
E 4.40
7
a
bb
E 4.39
E 4.41
207
Konstruieren mit textilen Membranen
a
1
b
2
b
3
4
3
4
5
5
6
6
bb
a
E 4.42
aa
E 4.42
E 4.43
E 4.44
E 4.45
E 4.46
gechlossene Membranecke mit unterbrochenen
Randseilen
komplexe Ecksituation mit zweilagiger Membran,
freiem Randseil und einem Kehlseil, Werfthalle,
Brand (D) 2002, SIAT
Eckplattenanschluss an einen Abspannmast,
Maßstab 1:20
geschlossenene Membranecke mit freiem
Randseil
geschlossene Membranecke mit durchgehen-
dem Randseil
Eckplattenanschluss an einen Abspannmast,
Maßstab 1:20
E 4.48 offene Membranecke mit Abspannseil, Vierpunktsegel, Rimsting (D) 2007, Jan Cremers/
Klaus-Michael Koch/Hansjörg Zabel
E 4.49 geschlossene Membranecke mit Gewindefitting
(justierbar), Kulturzentrum Puchheim (D) 1999,
Lanz Architekten
E 4.47
schnittene Membran um die Eckplatte geführt
und durch eine Materialaufdopplung in diesem
Bereich verstärkt. Bei offenen Membranecken
müssen die Tangentialkräfte parallel zum
Randseil separat an die Eckplatte abgegeben
werden, um ein Herausrutschen aus der Ecke,
insbesondere im Montagezustand, zu verhindern. Hierfür werden meist Gurte in das Ende
der Membrantasche eingenäht und mit Spannschlössern oder Lochblechen justierbar an die
Eckplatte gespannt. Diese Technik wird z. B.
bei Polyester-PVC-Membranen eingesetzt. Da
sich Glas-PTFE-Membranen nicht nähen lassen, können die Tangentialkräfte nicht durch
Gurte übertragen werden. In diesem Fall wird
die Membran bei größeren Eckausschnitten
ähnlich wie am Rand mit einem Klemmprofil
oder bei kleinen Konstruktionen direkt auf die
Eckplatte geklemmt.
Geschlossene Membranecke
Als geschlossene Membranecke bezeichnet
man Eckkonstruktionen, bei denen die Membran mithilfe von Klemmplatten oder Kederprofilen auf einem möglichst breiten Stück direkt
auf der Eckplatte befestigt ist. Ein Nachspannen der Membran an der Ecke ist bei dieser
Lösung, die eher bei kleineneren Konstruktionen gewählt wird, in der Regel nicht möglich.
Liegt die Membran auf einer Ebene mit der
Oberseite der Platte, ergibt sich das Problem,
dass auch die Systemlinie des Randseils auf
die Oberkante der Eckplatte ausgerichtet werden muss, um Asymmetrien zu vermeiden.
Wird das Seil auf die Plattenmitte hin orientiert,
kann die Eckplatte z. B. im Bereich der Membranklemmung auf die halbe Stärke heruntergefräst (Abb. E 4.42 und E 4.49) oder in zwei
Hälften ausgeführt werden, damit die Membran auf der Systemlinie des Seils verläuft
(Abb. E 4.46). Bei unterbrochenen Randseilen
mit Gewindefitting können auch die Anschlussrohre exzentrisch an die Eckplatte geschweißt
werden.
Separate durchlaufende Randseile
Bei diesem Eckdetail werden die Randseile direkt über eine Umlenkplatte zu den Abspannseilen geführt (Abb. E 4.36 und E 4.38, S. 206).
Die Umlenkplatte kann frei an den Seilen hän-
7
6
E 4.43
208
E 4.44
Konstruieren mit textilen Membranen
gen oder als Teil eines Umlenksattels in einen
Stützenkopf integriert sein. Da die Seile das
Eckdetail durchlaufen und somit keine Seilbeschläge nötig sind, ist das Randdetail zwar
sehr filigran, jedoch nicht justierbar.
b
8
Durchgehende Randseile
Bei flachen Eckwinkeln (> 90°) oder geringen
Seilkräften lässt sich das Randseil an einer runden Eckplatte umlenken und läuft so kontinuierlich über die Ecke hinweg (Abb. E 4.46). Dadurch lassen sich Seilbeschläge einsparen und
folglich kleinere Eckdetails realisieren. Nachteilig ist, dass es keine separate Nachspannmöglichkeit der Ränder rechts und links des Details
gibt. Aufgeschraubte Bleche am Seilrand dienen zur Lagesicherung des Randseils. Oft wird
das Eckdetail mit umgelenktem Randseil so
ausgeführt, dass die Eckplatte aus zwei Hälften
besteht und die Membran direkt zwischen die
Platten geklemmt wird. Hierbei müssen ähnlich
den Klemmplattenstößen vorab Löcher in die
Membran gestanzt werden, um die Platten miteinander verschrauben zu können.
Unterbrochene Randseile
Die unterbrochenen Randseile werden mit Seilbeschlägen (Abb. E 4.5, S. 198) an die Eckplatte angeschlossen. Bei einem Anschluss mit
Gabelfittings werden diese mit Bolzen direkt an
die Eckplatten gehängt (Abb. E 4.42). Ist die
Platte dünner als die Öffnung des Gabelfittings,
können Stahlscheiben auf die Platte aufgeschweißt werden, um den Spalt zu schließen
(Abb. E 4.42 und E 4.43). Gewindefittings werden über seitlich angeschweißte Rohrhülsen,
auch Pfeifen genannt, an der Eckplatte befestigt (Abb. E 4.45 und E 4.49). Das Gewinde ermöglicht ein einfaches Justieren der Seillängen
direkt an der Eckplatte. Durch den seitlichen
Anschluss der Seile fällt die Platte im Vergleich
zu Gabelanschlüssen schmaler aus.
Teilweise werden Eckplatten auch aus zwei
Hälften ausgeführt, zwischen denen die Randseile mit Ösenfittings angebracht werden.
a
1
9
b
2
9
5
3
10
11
9
8
2
a
aa
bb
E 4.45
a
2
2
a
Anschluss der Eckplatte an die Unterkonstruktion
Die Eckplatten werden entweder direkt mit
einem Seil in die Fundamente abgespannt oder
an einen Abspannmast angeschlossen.
8
8
E 4.46
aa
8
7
1
2
3
4
5
6
Membranverstärkung
Randseil
Gabelfitting
Klemmplatte
Kederschnur
Augblech
7
8
9
10
11
Mastkopf mit
Anschlussschwert
Metallklammer
Kederprofil
Gewindefitting in
Rohr
Kugelscheibe
E 4.47
E 4.48
E 4.49
209
Konstruieren mit textilen Membranen
a
b
E 4.50
E 4.51
E 4. 52
Für den Anschluss an eine biegesteife Unterkonstruktion z. B. Wand oder Träger wird in
der Regel ein Zugstab verwendet, der durch
ein Gewinde in seiner Länge justierbar ist
(Abb. E 4.39, S. 207). Zur Überbrückung großer Distanzen zwischen Eckplatte und Verankerung, also bei einer freien Abspannung, werden meist Stahlseile verwendet (Abb. E 4.36,
S. 206 und E 4.45, S. 209).
Häufig wird der Eckpunkt durch einen Abspannmast hochgedrückt. In diesem Fall wird
die Eckplatte direkt an den Mast angeschlossen, sodass eine Justierung durch Kippen des
Masts über die Abspannseile hinter dem Mast
möglich ist. Der direkte Anschluss an den
Masten muss dann gelenkig ausgebildet sein
(Abb. E 4.44, S. 208 und E 4.47, S. 209).
Die optimale Position eines Abspannmasts befindet sich in der Winkelhalbierenden und /oder
Kraftresultierenden zwischen den Membranrandseilen und den Abspannseilen.
Der Mastfuß sollte immer gelenkig gelagert
sein, um Verformungen während dem Vorspannen und unter äußeren Lasten ausgleichen zu
können (siehe Montage, S. 148).
a
1
2
4
3
b
1
2
3
4
5
6
7
biegesteifer Ring
Klemmplatte
Stütze
Speiche
Randgurt
Stahlseil
Flachstahlring
8
9
10
11
Klemmring
Stützenkopf
Elektrozuleitung
für Beheizung
Regenfallrohr
wärmegedämmt
Tauwasserschutz)
12
13
14
15
16
Pendelstütze
Gratseil
Augseil als
gebogener Stab
Seilklemme
Umlenksattel mit
Seilklemmen
Hoch- und Tiefpunkte
An Hoch- oder Tiefpunkten wird die Membranfläche lokal angehoben oder heruntergezogen.
Dies geschieht in der Regel entweder durch
den Anschluss an einen Mast (Hochpunktmast)
oder eine Seilverspannung.
Im Sinne der Konstruktionsdetails können diese
Punkte auch als innere Ränder definiert werden. Hoch- und Tiefpunkte können als Ringe,
Linsen, Augen oder Rosetten ausgebildet sein.
Für Ringe gelten die Konstruktionsprinzipien
biegesteifer Ränder (Abb. E 4.52 und E 4.54),
Augen und Rosetten entsprechen einem biegeweichen Rand (Abb. E 4.50, E 4.51, E 4.53,
E 4.56 und E 4.58).
Bei steifen Ringen muss die Membran im Klemmbereich dekompensiert werden (siehe Kompensation, S. 148), wenn sie von außen über
den Ring gezogen werden soll (Abb. E 4.54).
Alternativ kann sie von innen an den Ring gespannt werden (Abb. E 4.52). Der Ring kann
5
a
210
b
E 4.53
Konstruieren mit textilen Membranen
E 4.54
dabei frei an einer Unterkonstruktion hängen
oder steif an einen Mast angeschlossen werden.
Eine besondere Form des Hoch- oder Tiefpunkts ist der Buckel (Abb. E 4.55). Hierbei
wird die Membran auf einer großen Fläche
durch Teller oder Blattfedern nach oben gedrückt oder heruntergezogen. Bei schwach gekrümmten Membranflächen kann der Hochpunkt ohne besonderen Zuschnitt ausgeführt
werden. Diese Form der punktuellen Auslenkung wird oft auch für Membranen verwendet,
die beispielsweise als Unterhangdecke an vielen Einzelpunkten unter eine steife Dachkonstruktion gespannt werden (Abb. E 5.16, S. 219).
Sehr hohe, stark beanspruchte Hochpunktmas-
E 4.55
te können in sogenannte Gittermaste aufgelöst
werden (Abb. E 4.56 und E 4.59). Diese bestehen aus drei oder mehr Rohren, die über
Flachstähle miteinander verbunden sind. Der
Abstand der Rohre wird zur Mitte der Stütze
hin aufgeweitet, um das Widerstandsmoment
gegen Ausknicken zu vergrößern.
Abschlussabdeckung
Da an einem Hochpunkt die Membran mit Ausnahme des Buckels nicht vollständig geschlossen wird, ist eine Abschlussabdeckung vorzusehen, sofern Regendichtigkeit gefordert ist.
Diese Abdeckung kann als separate Membran
mit geringerer Vorspannung ausgeführt und
dann direkt mit der Hauptmembran verbunden
E 4.56
werden (Abb. E 4.50). Alternativ sind auch steife Hut- oder Deckelkonstruktionen aus Glas
oder Metall möglich.
Tiefpunktentwässerung
Da sich an Tiefpunkten das Regenwasser
sammelt, muss ein Regenablauf in das Detail
integriert werden. Unabhängig vom kraftabtragenden Detail (z. B. Klemmung der Membran
an einen steifen Rand oder Rosette) wird in
der Regel ein wassersammelnder Trichter mit
geringerer Vorspannung separat geklemmt
(Abb. E 4.51). Oft wird die Tiefpunktentwässerung in eine Stütze integriert, an der das Wasser oben oder seitlich eingeleitet und innen abgeführt wird (Abb. E 4.57).
7
6
8
9
11
10
E 4.50
12
E 4.57
a
E 4.51
16
E 4.52
E 4.53
E 4.54
E 4.55
E 4.56
13
14
15
E 4.57
E 4.58
E 4.59
E 4.58
b
Hochpunkt, Ausstellungspavillon, Leonberg (D)
2000, Rasch + Bradatsch
a doppellagiger Membranhut als Abschlussabdeckung
b innerer Rand des mehrlagigen Hochpunkts als
Rosette
Tiefpunkt mit Rosette, Trichterschirm, Barbados
2004, Rasch + Bradatsch
Hochpunkt mit biegesteifem Ring
a Isometrie
b Vertikalschnitt, Maßstab 1:20
Hochpunkt mit Rosette
a Isometrie
b Horizontalschnit, Maßstab 1:20
Hochpunkt mit biegesteifem Ring, Luxusunterkünfte am Ayers Rock (AUS) 2004, Cox
Richardson
Hochpunkte als Buckel, Centercourt HamburgRothenbaum (D) 1997, Schweger + Partner
Hochpunkt mit Seilauge und umgelenktem
Gratseil, Zelt im Garten des Ministeriums für
städtische und ländliche Entwicklung, Riad
(KSA) 2001, Rasch + Bradatsch
Tiefpunktentwässerung über Stütze
Seilumlenkung auf Gittermast
Hochpunkt mit Seilauge
E 4.59
211
Komplexe Gebäudehüllen
E 5.1
Die Gebäudehülle wird nach der organischen
Haut des Körpers und der Kleidung oft als die
dritte Haut des Menschen bezeichnet. Dieser
Vergleich bezieht sich allgemein auf die
Schutz-, Regel- und Steuerfunktionen der einzelnen Schichten und impliziert gleichzeitig
eine Hierarchisierung und eine differenzierte
Aufgabenverteilung, die sich schon aus den
unterschiedlichen räumlichen Abständen zum
Organismus ergibt. Während für die Entwicklung insbesondere von Funktionskleidung seit
einiger Zeit die genaue Kenntnis um die Eigenschaften und Mechanismen der Haut und ihrer
einzelnen Schichten essenzielle Voraussetzung
ist und wesentlichen Einfluss nimmt, gilt dies
bislang weniger für die Entwicklung von Gebäudehüllen.
Anforderungen an Hüllkonstruktionen
E 5.1
E 5.2
E 5.3
212
10 ≈ 10 m große ETFE-Kissen, Überdachung Einkaufszentrum, Amadora (P) 2009, Promontorio Architects
Zusammenhang zwischen Dämmschichtdicke
und U-Wert (europäisch, links) bzw. R-Value
(nordamerikanisch, rechts) für Dämmstoffe verschiedener Wärmeleitfähigkeit (vereinfacht, ohne
Deckschichten, Randeffekte, Wärmeübergangskoeffizienten)
prinzipielle Arten von Wärmebrücken
a geometrische Wärmebrücke (2D)
b geometrische Wärmebrücke (3D)
c lineare Wärmebrücke
d punktförmige Wärmebrücke
Zwar gab es in den 1960er- und 1970er-Jahren
ausgiebige Studien zum Thema Behaglichkeit
in Räumen. Diese für ein ganzheitliches Verständnis der Anforderungen an die Gebäudehülle wichtigen Untersuchungen konzentrierten
sich allerdings vorrangig auf Symptome und
sollten vor allem der richtigen Auslegung von
Klimaanlagen dienen. Dabei ist die Vorstellung
einer einheitlichen »perfekten« Umgebung für
den menschlichen Organismus, sei sie statischer oder dynamischer Natur, Gegenstand
zahlloser Science-Fiction-Beiträge. Für alle drei
Betrachtungsebenen – Haut, Kleidung und Gebäudehülle – sind die einzelnen Anforderungen
aufgrund von beidseitig wirksamen dynamischen Vorgängen keinesfalls statischer Natur.
Sowohl die Bedingungen im Körper als auch
das Außenklima sind in der Regel permanenten
Schwankungen unterworfen.
In diesem Kapitel soll keinesfalls der Versuch
unternommen werden, die komplexen Anforderungen an Gebäudehüllen umfassend und abschließend abzuhandeln, dazu ist auf die Literatur zu verweisen (siehe Anhang, S. 289). Es
gibt jedoch für den Bereich der Kunststoffe und
Membranen besondere Fragestellungen und
Lösungsansätze, die hier beispielhaft vorgestellt werden sollen – teilweise eingeführt und
ergänzt durch für das Verständnis unabdingba-
rer Grundlagen. Da Kunststoffe in der Gebäudehülle neben ihrem Einsatz in plattenförmigen
Halbzeugen oder als Folien- und Membranmaterialien auch eine bedeutende Rolle als
Dämmstoffe spielen, seien zunächst folgende
allgemeine Ausführungen zum Wärmeschutz
vorangestellt.
Wärmeschutz im baulichen Zusammenhang
Während sich die Ausführungen im Kapitel
»Erweiterte bauphysikalische und energetische
Eigenschaften« (S. 108ff.) in erster Linie auf homogene Materialgefüge und wärmetechnische
Fragen beziehen, spielt im baulichen Zusammenhang die Betrachtung von mehrschichtigen
und -schaligen Aufbauten, Kombinationen und
Durchdringungen, wie sie bei nahezu jeder konstruktiven Fügung entstehen, sowie die Wechselwirkungen mit den anderen Gebäudesubsystemen (z. B. der Gebäudetechnik oder dem
Tragwerk) eine entscheidende Rolle. Bauphysikalisch muss außerdem z. B. der Aspekt Wasserdampfteildruck- und Wasserdampfsättigungsverteilung Berücksichtigung finden, da bei solchen Betrachtungen immer von vorhandener
Luftfeuchtigkeit ausgegangen werden muss.
Ergänzend zu den bisher verwendeten Begriffen wie Wärmeleitfähigkeit, Wärmedurchlasskoeffizient und Wärmedurchlasswiderstand hat
man es auf der konstruktiven Betrachtungsebene mit weiteren Grundlagen und -begriffen zu
tun, die im Folgenden knapp erläutert werden.
Wärmeübergangswiderstand und -koeffizient
Der flächenbezogene Wärmeübergangskoeffizient α [W/m2K] gibt an, welcher Wärmestrom
in einer Stunde von einem Quadratmeter eines
Materialgefüges bei einem Temperaturgefälle
von einem Kelvin an die angrenzende Luft bzw.
an die nächste Schicht übergeht. Dabei wird
zwischen αa (außen) und αi (innen) unterschieden. Der flächenbezogene Wärmeübergangswiderstand (Ri bzw. Ra) gibt den Widerstand
an, den die jeweilige Materialgefügeoberfläche
bei der Wärmeübertragung bietet. Obwohl dieser Effekt bei allen Schichtübergängen auftritt,
ist er in der Praxis vor allem beim Übergang
zwischen Innenluft und erster Schicht sowie
zwischen letzter Schicht und Außenluft von Bedeutung. Dabei gilt:
Komplexe Gebäudehüllen
Die anzusetzenden Werte sind in DIN 41082:2003-07, 6.2 und in DIN 4108-3:2001-07,
Anhang A, A.2.3 geregelt.
Wärmedurchgangswiderstand und -koeffizient
Der flächige Wärmedurchgangswiderstand R
errechnet sich aus dem Wärmedurchlasswiderstand des Materialgefüges und den beidseitigen Wärmeübergangswiderständen Ri und Ra.
Wird ein mehrschichtiger Aufbau betrachtet, so
sind die entsprechenden schichtbezogenen
Durchlasswiderstände (im Beispiel für s1 bis s3)
im Verhältnis der einzelnen Schichtstärken zu
addieren:
R=
1
αa
+
s1
λ1
+
s2
λ2
+
s3
λ3
+
1
αi
Dieses übliche Verfahren ist insofern vereinfachend, als dass die Wärmedurchgangswiderstände der einzelnen Schichten als konstant
und homogen angenommen und die Wärmeübergangswiderstände zwischen den einzelnen Schichten vernachlässigt werden.
Der Kehrwert des Wärmedurchgangswiderstands ist der Wärmedurchgangskoeffizient U
(U-Wert, früher k-Wert):
U = 1/R [W/m2K]
U-Wert [W/m2K]
Wichtig ist, dass es sich um einen rein flächenbezogenen Wert handelt, für den z. B. Randverlusteffekte nur pauschal über prozentuale Abschläge oder eine detaillierte Einzelfallberechnung berücksichtigt werden können. Der Zusammenhang zwischen Dämmschichtdicken
und damit erzielbaren U-Werten ist wegen der
Kehrwertbeziehung U = 1/R nicht linear.
Diese für den architektonischen Gestaltungsspielraum unter energetischen Aspekten nicht
zu vernachlässigende Tatsache ist in Abb.
E 5.2 für verschiedene Dämmstoffe grafisch
verdeutlicht (U-Wert auf der linken y-Achse).
Im nordamerikanischen Raum wird statt des
europäischen U-Werts der Wärmedurchgangswiderstand verwendet. Der nordamerikanische R-Value steigt also mit besserer
Wärmedämmung an, verhält sich näherungsweise linear zur Dämmstoffstärke und wird
zudem in amerikanischen Basiseinheiten angeben [F · ft2 · h/Btu]. Der Zusammenhang wird in
Abb. E 5.2 ersichtlich: Die R-Values für den
Bezug zwischen Wärmeleitfähigkeit und Dämmstoffstärke findet sich auf der rechten y-Achse.
Temperatur- und Dampfteildruckverlauf
Der Wasserdampfteildruck p ist das Produkt
aus temperaturabhängigem Wasserdampfsättigungsdruck ps und relativer Luftfeuchtigkeit φ.
p = ps · φ [Pa]
Luft kann Wasserdampf so lange aufnehmen,
bis der Wasserdampfsättigungspunkt erreicht
ist. Der sogenannte Wasserdampfsättigungsdruck ist dabei von der Temperatur abhängig
(relative Luftfeuchtigkeit). Wird der Sättigungspunkt überschritten, fällt der Wasserdampf in
Form von Tauwasser aus. Die Kenntnis über
den Temperatur- und Dampfteildruckverlauf
eines mehrschichtigen Aufbaus ist vor allem
für die Abschätzung von eventuell anfallendem
Tauwasser und für die Bestimmung des Orts,
an dem dies geschieht, von Bedeutung. Für
rein flächige Anordnungen ist dies überschlägig relativ leicht mit dem sogenannten Glaserverfahren (siehe DIN 4108-3) zu ermitteln. Im
Falle von linearen und vor allem komplexen
dreidimensionalen Geometrien, aber auch für
Aussagen mit sehr hoher Genauigkeit sind in
der Regel EDV-gestützte Berechnungen in hygrothermischen Verfahren auf Basis von FiniteElemente-Modellen (FEM) erforderlich.
Wärmebrücken
Als Wärmebrücke wird eine Stelle mit einem –
relativ gesehen – deutlich höheren Wärmefluss
gegenüber dem betrachteten Gesamtgefüge
bezeichnet. In einem homogenen flächigen Gefüge kann es also keine Wärmebrücken geben,
selbst wenn die Wärmeleitfähigkeit absolut gesehen sehr hoch ist. Bei räumlichen, nicht flächigen Gefügen können in Kanten und Ecken
»geometrische Wärmebrücken« entstehen
(Abb. E 5.3 a und b). Der erhöhte Wärmefluss
begründet sich hier allein aus der im Verhältnis
zur inneren Wandoberfläche größeren Fläche
1,000
200,000
0,800
160,000
0,600
120,000
0,400
80,000
0,200
40,000
0,000
0,01 2
R-Value [F • sqf • h/Btu]
Ri = 1/αi und Ra = 1/αa [m2K/W].
außen. Auf einer molekularen Betrachtungsebene (siehe Wärmeleitung, S. 108) könnte
man beispielsweise die Stege im Materialgerüst eines Dämmstoffs als Wärmebrücken bezeichnen. Im Allgemeinen findet der Begriff
aber in konstruktiven Zusammenhängen Anwendung, nämlich in der Kombination und Fügung verschiedener Materialien. Daher spricht
man auch von baulichen oder konstruktiven
Wärmebrücken. Diese sind entweder linear
(Abb. E 5.3 c), punktförmig (Abb. E 5.3 d) oder
stellen eine Kombination hieraus dar.
Berechnung von Wärmebrücken, U-Wert
Wärmebrücken ergeben sich unter Umständen
aus der Geometrie von Dämmstoffplatten,
deren Ränder prinzipiell eine höhere Wärmeleitfähigkeit aufweisen als die (ungestörten)
Systemmitten. Der Effekt ist abhängig von der
genauen Randausbildung des Systems, der
Geometrie und den Abmessungen sowie der
jeweiligen Einbausituation.
Der Wärmefluss über diese »Sonderstellen«
wird entweder durch vereinfachende Verfahren
abgeschätzt oder genauer durch Berechnungen mittels FEM ermittelt und dann über einen
linearen (längenbezogenen) Wärmedurchgangskoeffizienten oder eine effektive (modifizierte) Wärmeleitfähigkeit (λeff) in die Gesamtbetrachtung einbezogen. Das Ergebnis ist ein
effektiver (modifizierter) U-Wert, der abhängig
von den Parametern Umfang, Fläche und Dicke
und damit für jedes betrachtete System unterschiedlich ist. Der Wert der effektiven Wärmeleitfähigkeit (λeff) stellt einen nur für ein bestimmtes System gültigen Mittelwert dar.
Nach derzeitigem Stand der Technik ist es
daher ratsam, U-Werte für Regelquerschnitte
anzugeben sowie den längenbezogenen linearen Wärmedurchgangskoeffizienten ΨK für die
jeweilige Einbausituation, d. h. die spezifische
Wärmebrückenkonstellation getrennt zu ermitteln (z. B. ebenfalls durch FEM-Berechnungen)
und im Rahmen der energetischen Gesamtbilanz nach DIN EN 832 entsprechend zu berücksichtigen. Bei dieser getrennten Betrachtung der flächenbezogenen Wärmeleitfähigkeit
und der linearen Wärmebrückenwirkung bleiben die flächenbezogenen Anteile mit anderen
Dämmstoffen vergleichbar. Beim Einsatz von
0,045
0,035
0,025
0,020
0,008
0,005
[W/mK]
a
b
c
d
0,000
6
10
14
18
22
26
30
34
38
42
46 50
Dämmstoffstärke [cm]
E 5.2
E 5.3
213
Komplexe Gebäudehüllen
Funktionen des Wärmeschutzes
baukonstruktive
Funktionen
physiologische
Funktionen
ökologische
Funktionen
ökonomische
Funktionen
Vermeidung von
Diffusionsschäden
hygienische
Funktionen
Erzielen eines
behaglichen
Raumklimas
Minimierung von
nutzungsbedingtem
Energieverbrauch
Minimierung von
Energiekosten
(Heizungs- und
Kühlungskosten)
Vermeidung von
Tauwasserschäden
Vermeidung von
Schimmelpilzbildung
Schutz vor
Unterkühlung und
Überhitzung
Verlängerung der
Funktions- und
Nutzungsdauer der
baulichen Substanz
Verlängerung der
Nutzungsdauer der
baulichen Substanz
Vermeidung
von Zwängungsspannungen
Reduzierung von
Staubbildung und
Verwirbelung
Reduzierung der
Raumluftströmungsgeschwindigkeit
Minimierung von
Investitions- und Betriebskosten klimatechnischer Anlagen
Angleichung und
Vereinheitlichung
der Temperaturen
der Wandoberflächen im Rauminneren an die
Raumlufttemperatur
E 5.4
Nutzerverhalten
hygrisches Milieu
Brandschutz
Luftströmungsprofil
der Innenraumluft
Lichtmilieu
akustisches Milieu
Wärmeschutzmaßnahmen
Temperaturverhältnisse
im Rauminneren
Luftwechselanforderungen
Materialwahl
Schallschutz
Lichtmilieu
lichtdurchlässige
Wärmedämmung
Baukonstruktion
Besonderheiten bei Folien- und Membrankonstruktionen
Sanierungen
Luftqualität:
Frischluftanteil
a
E 5.4
E 5.5
E 5.6
214
Rechtslage
b
Funktionen des Wärmeschutzes
a, b Bereiche, die in Wechselbeziehungen zu
Wärmeschutzmaßnahmen stehen können und
potenzielle Konfliktfelder im Rahmen von Wärmeschutzmaßnahmen
Witterungsabhängigkeit von strahlungsdurchlässigen Konstruktionen
Ziel und Wirkung von Wärmedämmmaßnahmen
Warum eigentlich ist man bestrebt, den Wärmedurchgang durch die Gebäudehülle zu reduzieren? Die Gründe sind vielfältig und gehen
weit über den vermeintlich primären Anlass
des Energiesparens hinaus; viele stehen zueinander in Beziehung (Abb. E 5.4). Die physiologischen Funktionen des Menschen dienen
als Grundlage für die Schaffung eines hinreichend hygienischen und behaglichen Raumklimas. Im Rahmen jeder Wärmeschutzmaßnahme werden unterschiedliche Bereiche
tangiert und beeinflusst (Abb. E 5.5 a). Diese
Effekte müssen bedacht und kontrolliert werden. Gleichzeitig gibt es eine Reihe von potenziellen Konflikten, die es zu bewältigen gilt
(Abb. E 5.5 b).
Da die maßgeblichen Außenbedingungen, die
auf ein Gebäude einwirken, dynamischer Natur
sind, entziehen sich Wärmedämmmaßnahmen
rein statischen Betrachtungen, auch wenn sie
bislang in den einschlägigen Vorschriften so
behandelt werden. Dynamische Wechselwirkungen zwischen dem Außenraum, der Gebäudehülle und dem Innenraum – und damit Konsequenzen für den Wärmestrom – ergeben sich
insbesondere im Zusammenhang mit solaren
Energieeinträgen über transluzente und transparente Gebäudehüllenausschnitte und den
Wärmespeicherungseigenschaften von Bauteilen. Wärmeschutzmaßnahmen leisten – gerade
bei wenig vorhandener Wärmespeichermasse
– einen wesentlichen Beitrag zum Ausgleich
von Tag- und Nachtschwankungen der Rauminnentemperatur.
Feuchteschutz
hygienische
Anforderungen
Hochleistungsdämmungen wie z. B. VakuumDämmsystemen kommt es zu einer Verschärfung der Wärmebrückenproblematik. Die deutlich geringere Dämmstärke bei gleichzeitiger
Minimierung der Wärmeleitung in der Fläche
hat dabei zur Folge, dass jede Wärmebrücke,
relativ betrachtet, stärker ins Gewicht fällt als
bei konventionellen Dämmstoffen.
ökonomische
Anforderungen
kurze angestrebte
Nutzungsdauer
gestalterische
Anforderungen
hohe Dämmstärken und
nachträgliche Integration
E 5.5
a typische opake Konstruktion mit Masse bzw.
Wärmedämmung
b strahlungsdurchlässige Konstruktion mit
getrennten Schalen und geringer Masse
E 5.7 bauphysikalische Betrachtung und Besonderheiten von Folienkissen
Sollen leistungsfähige und klimaabschließende
Gebäudehüllen mit Folien- und Membranmaterialien entwickelt werden, sind im Vergleich zu
konventionellen Werkstoffen und Bauweisen diverse Besonderheiten zu beachten, aus denen
sich wiederum zusammen mit den weiteren
spezifischen Eigenschaften der äußerst dünnen
und biegeweichen Materialien für viele Aufgabenstellungen eigene Lösungsansätze ergeben, von denen im Folgenden einige vorgestellt
werden, ohne Anspruch auf Vollständigkeit.
Da für Gebäudehüllen der Wärmeschutz eine
wichtige Rolle spielt und genau hier Folien- und
Membranmaterialien schon aufgrund ihrer geringen Stärke (0,1 – 2 mm) selbst keinen Wärmewiderstand bieten, liegt ein wesentlicher Lösungsansatz in der Mehrlagigkeit der Konstruk-
Komplexe Gebäudehüllen
tion, wie es insbesondere bei pneumatisch gestützten Membrankissenstrukturen der Fall ist.
Bei gespannten Konstruktionen bleibt in der
Regel nur der Einsatz von zusätzlichen Wärmedämmstoffen.
Taußen
Wärmetransport in Konstruktionen mit mehreren
Schalen und sehr geringer Masse
Wärmetransport in Membrankissen
Pneumatisch stabilisierte Kissenkonstruktionen
werden oft nicht aus statisch-konstruktiven
Gründen gewählt, sondern weil die damit verbundene Mehrlagigkeit eine deutliche Verbesserung der wärmedämmenden Eigenschaften
zur Folge hat. Insbesondere wenn Transparenz, also unbehinderte Durchsicht, und nicht
nur Transluzenz (streuende Lichtdurchlässigkeit) gewünscht ist, stellen Folienkissenkonstruktionen im Membranbau und die auf S. 223
beschriebenen Glas-Folien-Verbundkonstruktionen die einzige Möglichkeit dar, vergleichsweise niedrige U-Werte zu erzielen. Maßgeblich sind die Wärmeübergangswiderstände von
Material zu Luft und vor allem die Wärmekonvektion im Kissen, die bei entsprechenden
Temperaturkontrasten aufgrund der großen
Luftvolumina zwischen den Lagen unweigerlich
wirksam ist.
Wie Abb. E 5.8 a (S. 216) zeigt, sind die konvektiven Effekte aufgrund der aufsteigenden
wärmeren Luft in Abhängigkeit von Kissenlage
und Wärmestromrichtung (jeweils horizontal
oder vertikal) unterschiedlich. Jede weitere
Membranlage und damit Luftkammer im Kissen
reduziert das Volumen, führt zwei weitere Wärmeübergangswiderstände (Luft – Membran –
Konvektion
Konvektion
Konvektion
TZwischenraum
TKonstr. innen
TRaumluft
TBoden
a
b sonniger Tag
bewölkter Himmel
klare Nacht
E 5.6
Integration von solarer Aktivtechnik
(optional)
• Photovoltaik
• Solarthermie
Schalltransmission
(Emissionen von innen)
Wärmetransport im
Bereich der Klemmung
Schallreflexionen
Schalltransmission
(Emissionen von außen)
Niederschlagsgeräusche
Wärmetransport über das Kissen
Im Vergleich zu opaken Hüllkonstruktionen mit
vergleichsweise schweren Baustoffen und gegebenenfalls Wärmedämmung, in denen der
Anteil der Wärmeleitung am Gesamtwärmetransport bei Weitem dominiert, sind bei permeablen, leichten und mehrschaligen Konstruktionen, also vor allem bei ein- und mehrschaligen Membran-Gebäudehüllen, die Anteile über Konvektion und Wärmestrahlung ausschlaggebend (Abb. E 5.6). Die Wärmeleitfähigkeit der eingesetzten Materialien ist, wie
auch bei anderen dünnen plattenförmigen
Kunststoffen, aufgrund der geringeren Materialstärken und der Anordnung senkrecht zum
Wärmestrom nahezu ohne Bedeutung.
Der hohe Anteil der Strahlungswärmeübertragung führt zu einem differenzierten Verhalten
der Hülle in Bezug auf die Strahlungsumgebung, das für die Optimierung der energetischen Leistungsfähigkeit der Konstruktion zu
berücksichtigen ist (Abb. E 5.6).
Besonders ohne dämpfend wirkende Wolkenschicht, also bei Sonne oder sternenklarer
Nacht kommt es zu erheblichen Energietransport über Strahlung. In der Folge können beispielsweise entsprechend exponierte Flächen
deutlich unter die Umgebungstemperatur abkühlen. Das dann möglicherweise anfallende
Kondensat ist bei der Ausbildung der Konstruktion zu beachten.
TKonstr. außen
Wärmeleitung
Solare Einstrahlung
• sichtbares Licht
• infrarote Wärmestrahlung (kurzwellig)
• ultraviolette Strahlung
Reflexion
Bewuchs (Mikroorganismen) /
mögliche Verschmutzung
• Optik
• Erhöhung der Absorption
Reflexion
Konvektion
Konvektion Reflexion
Wärmestrahlung
(langw.) durch
Absorption
Wärmeabstrahlung
aufgrund Eigentemp.
in Abhängigkeit der
Oberflächenemissivität,
ggf. Reflexion von
Wärmestrahlung (low-E)
Solarer Energieeintrag
natürliches Tageslicht
(Gefahr von Blendung)
mögliche
Tauwasserbildung
mögliche
Verschmutzung
• Optik
• Reinigungsoptionen
Wärmestrahlung
(langw.) durch
Absorption
Wärmestrahlung
(langw.) durch
Absorption
E 5.7
Luft) ein und stellt somit eine Verbesserung
dar (Abb. E 5.8 b, S. 216).
Weiterhin ist für den Wärmetransport in der
Membrankissen-Gebäudehülle auch die
Randausbildung im Bereich des Kissens von
Bedeutung. Wichtig ist neben der Wärmedämmqualität der Klemmkonstruktion (z. B.
durch eine thermische Trennung) wie bei anderen Wärmebrückenuntersuchungen und ähnlich der Situation Fensterfläche/Fensterrahmen
eine Betrachtung des Flächenanteils zwischen
Klemmprofil und Kissenfläche, aus dem sich
der Gesamt-U-Wert ergibt. Maßgeblich ist hier
der auf die Randausbildung bezogene Wärmedurchgangskoeffizient (Uf-Wert) bzw. der längenbezogene Wärmedurchgangskoeffizient Ψ
[W/mK].
Bei Membrankissen besteht an dieser Stelle
eine grundsätzliche Optimierungsoption
durch eine räumliche Trennung der einzelnen
215
Komplexe Gebäudehüllen
c
a
b
E 5.8
E 5.9
Schichten und damit eine getrennte Klemmung der Lagen (Abb. E 5.8 d). Hier wird der
erzielbare Uf-Wert durch den Abstand der
Lagen und die dazwischen eingesetzten Materialien (meist das Tragwerk) bestimmt. Diese
Lösung bedeutet allerdings erheblichen Mehraufwand in Planung und Ausführung (zwei
Klemmprofile, Luftdichtigkeit, Wetterabhängigkeit während der Montage). Die Standardvariante werkseitig verschweißter Kissen mit einer
gemeinsamen Klemmung hat direkt im Anschluß an den Bereich der Fixierung grundsätzlich eine erhebliche thermische Schwachstelle mit der Folge eines sehr hohen lokalen
U-Werts (Uf-Werte z. T. > 4 W/m2K), die in
der Regel ein Tropfblech unter der Klemmung für unvermeidbares Kondensat erfordert
(Abb. E 3.8, S. 191). Der vermeintliche Nachteil
ist jedoch vor folgendem Hintergrund zu betrachten: Erstens ist der Anteil der Kissenklemmung an der Gesamtfläche meist sehr klein
im Verhältnis zu alternativen Konstruktionen,
z. B. mit Glas – bei großen Kissen mit günstiger Geometrie kann er unter 2 % liegen (Abb.
E 5.14). Zweitens ist sichergestellt, dass sich
der thermische Schwachpunkt auf jeden Fall
am Rand im Bereich der Klemmung befindet
und nicht in der Kissenfläche. Unauffällige
Tropfbleche unter den Klemmprofilen können
möglicherweise anfallendes Kondensat in diesem Bereich ohne großen Aufwand auffangen,
wo es einfach verdunstet ohne gesondert abgeführt werden zu müssen.
Berechnung von U-Werten
Gegenstand der meisten Forschungsarbeiten
zum Thema Membrankissenkonstruktion war
bisher nur ihr wärmetechnisches Verhalten
bezüglich des winterlichen Wärmeschutzes.
Dabei konnte festgestellt werden, dass sowohl
die für massive Wandaufbauten gültige DIN EN
ISO 6946 als auch die für Fenster gültige Norm
DIN EN 673 Bedingungen enthalten, die eine
Anwendbarkeit auf Membrankissenkonstruktionen zunächst einschränken. Untersuchungen
des Fraunhofer-Instituts für Bauphysik (IBP)
haben ergeben, dass sich der Wärmedurchgang ausgesprochen instationär verhält. Dies
begründet sich in den sehr geringen Massen
sowie dem im Vergleich zu Mehrfachverglasungen deutlich größeren Luftraum zwischen den
Membranlagen und der daraus resultierenden
Konvektion. Hierdurch ist der U-Wert in Kissenmitte für übliche Kissengrößen unabhängig von
der Dicke der Luftschicht und von der absoluten Kissengröße.
Eine vergleichende Betrachtung der beiden
oben genannten Normen sowie Vergleiche mit
gemessenen U-Werten lassen allerdings vermuten, dass sich beide Berechnungsvorschriften für eine Abschätzung eines mittleren
U-Werts in etwa gleicher Weise heranziehen
lassen. Die Schwankungsbreite des instationären U-Werts kann damit allerdings nicht abgebildet werden. Nachdem bislang für die Berechnung des Wärmedurchgangskoeffizienten
keine anderen, besser geeigneten rechneri-
schen Methoden zur Verfügung stehen, gibt es
bisher keine Alternative.
In Abb. E 5.10 finden sich so ermittelte Rechenergebnisse für verschiedene Wärmetransportrichtungen (horizontal, aufwärts und abwärts gerichtet). Dabei liefern die beiden Berechnungsvorschriften DIN EN ISO 6946 und
DIN EN 673 nur wenig voneinander abweichende Resultate. Deutlich ist dagegen der Unterschied bei verschiedenen Wärmetransportrichtungen. Daraus folgt, dass für die Beurteilung
des U-Werts weniger das angewendete Verfahren ausschlaggebend ist als vielmehr die Einbausituation der Membrankissen. Lässt man
den nur in heißen Klimaregionen oder im Sommer vorkommenden Fall des von außen nach
innen gerichteten Wärmestroms außer Acht
und betrachtet den mitteleuropäischen Winterfall, muss nur zwischen horizontalem und aufwärtsgerichtetem Wärmestrom unterschieden
werden.
Membrankissen können mit Folien, Geweben
oder Kombinationen beider Materialgruppen
ausgeführt werden. Vergleichende optische
Werte für solche Kombinationen finden sich in
Abb. E 5.13. Kommen in einem Kissen Folien
und Gewebe zum Einsatz, müssen sie getrennt geklemmt werden, da sich diese beiden
Materialien nicht thermisch verschweißen lassen. Neben der Möglichkeit, die Verbindung
mit getrennten Klemmungen auszubilden
(Abb. E 5.8 d), können auch spezielle Doppelkederprofile verwendet werden, wie sie beim
U-Wert [W/m²K]
5,0 7,5 10,0 12,5 15,0 17,5 20,0 °C
U-Wert [W/m²K]
2,5
U-Wert [W/m²K]
0,0
8
DIN 6946 WS aufwärts
7
DIN 673 WS aufwärts
6
d
8
DIN 6946 WS abwärts
7
DIN 673 WS abwärts
6
8
DIN 6946 WS horizontal
7
6
5
5
5
4
4
4
3
3
3
2
2
2
1
1
1
0
a
216
1
2
3
4
0
5
6
7
Anzahl Membranlagen
b
1
2
3
4
0
5
6
7
Anzahl Membranlagen
c
DIN 673 WS horizontal
1
2
3
4
5
6
7
Anzahl Membranlagen
E 5.10
Komplexe Gebäudehüllen
E 5.11
Besucherpavillon Alnwick Garden in Südengland eingesetzt wurden (Abb. E 5.11).
Bei diesem Gebäude musste die Hülle verschiedene Anforderungen an die Lichttransmission und die Wärmedämmung entsprechend
der unterschiedlichen Gebäudezonen erfüllen.
Die Kissenkonstruktion bestand daher zum Teil
aus einer Kombination von klarer ETFE-Folie
und Glas-PTFE-Gewebe, wobei letzteres auf
der Außenseite der Kissen mit zusätzlicher
Wärmedämmung aufgebracht wurde. Ein neu
entwickeltes, über 4 m frei tragendes Doppelkederprofil fasst beide Materialien in einem gemeinsamen und damit deutlich schlankeren
Profil zusammen (Abb. E 5.12).
Einsatz von zusätzlichen Wärmedämmstoffen in
Folien- und Membrankonstruktionen
Einer der wesentlichen Vorteile von textilen Materialien besteht in der Kombination von besonderen konstruktiven Optionen (beispielsweise
großen Spannweiten und außergewöhnlichen
Formen) bei gleichzeitig hoher Lichtdurchlässigkeit. Daher ist man oft bemüht, letztere Eigenschaft nicht opfern zu müssen, wenn es zusätzlich Wärmeschutzanforderungen zu erfüllen
gilt. Dies führt dazu, dass transluzente, also
lichtdurchlässige Wärmedämmstoffe einen Betrachtungsschwerpunkt bilden. Dabei besteht
ein grundsätzlicher Zusammenhang zwischen
U-Wert und möglicher Lichttransmission: Erhöht sich die Dämmstoffschicht, sinkt die mit
diesem Aufbau erzielbare Lichttransmission.
Auf der anderen Seite gibt es auch mit konventionellen, opaken Dämmstoffen ausgeführte
Beispiele, denn nicht immer sind lichtdurchlässige Strukturen gewünscht. Besonders Veranstaltungsräume erfordern oft einen opaken
Raumabschluss. Für das zweilagige PVC-Membrandach der 1994 fertiggestellten Kurklinik
Masserberg kam beispielsweise Mineralwolle
mit einer Dicke von 2 ≈ 8 cm und versetzten
Stößen zum Einsatz, die mit einer PE-Folie abgedeckt wurde. Über punktförmige Hart-PVCHalter zur Hinterlüftung fixiert hält die Dämmung
überall einen Mindestabstand von 50 cm zur
Oberlage ein. Einen sehr ähnlichen Aufbau zeigt
das Dach des Musical Dome in Köln (1996).
Mit 16 cm Mineralwolle erreicht der Dachaufbau einen U-Wert von ca. 0,23 W/m2K bei
einem mittleren Schalldämmmaß von 45 dB.
Das Kulturzentrum Puchheim (1999) hat einen
komplexen Dachaufbau mit zwei Lagen sandgefülltem Distanzgewebe von je 20 mm Stärke
und zwei Lagen Mineralfaserdämmung mit
8 und 10 cm. Diese Konstruktion weist einen
U-Wert von ca. 0,2 W/m2K und einen Schalldämmwert von ca. 51 dB auf. Alle drei Dächer
sind vollkommen opak.
Wie bei allen Dämmmaßnahmen ist auch im
Membranbau auf bauphysikalische Aspekte zu
achten, insbesondere auf möglichen Tauwasserausfall vor allem bei Wärmebrücken z. B. im
Bereich von Fixierungen, Durchdringungen und
Randanschlüssen. Oft und gerade bei älteren
Reflexion
solar
Rsol (direkt)
Transmission
visuell
Tvis (direkt)
g-Wert
E 5.12
E 5.8
E 5.9
E 5.10
E 5.11
E 5.12
E 5.13
E 5.14
unterschiedliche Konvektion
a horizontale und vertikale Kissen
b zwei- und mehrlagige Kissen
c Kissen mit verschweißten Lagen
d Kissen mit getrennten Lagen
Klemmprofil Uf-Wert 4,26 W/m2K /
Ψ-Wert 0,06 W/mK, La Miroiterie, Lausanne (CH)
2007, Brauen + Wälchli
U-Werte für Folienkonstruktionen mit verschiedener Lagenanzahl, Ausrichtung und
a Wärmestrom (WS) aufwärts
b Wärmestrom abwärts
c Wärmestrom horizontal
Gartenpavillon, Alnwick (UK) 2006,
Hopkins Architects
Gartenpavillon, Klemmprofil
U-Werte für den Winterfall
Beispielabschätzung für den Einfluss der
Randklemmung auf den Gesamt-U-Wert eines
Folienkissens:
UKissenmitte = 2 W/m2K (z. B. ETFE-Folienkissen,
dreilagig)
UKlemmung = 5 W/m2K
Klemmbreite = 4 cm
Kissenfläche: 5 ≈ 30 m = 150 m2
Länge Klemmung: 70 m
Fläche Klemmung: 2,80 m2
Flächenanteil Klemmung: 1,86 %
Uges = 98,14 % ≈ 2 + 1,86 % ≈ 5 = 2,06 W/m2K
relative Veränderung: ca. + 3 %
U-Wert
Material / Materialkombination
Transmisson
solar
Tsol (direkt)
1 EFTE-Folie 200 μm klar
92 %
4%
2 EFTE-Folie 150 μm,
5 mm Punktrasterdruck
60 %
25 %
3 Glas-PTFE 0,5 mm
16 %
77 %
1+1
84 %
81 %
85 %
3 W/m2K
1+1+1
77 %
73 %
80 %
2 W/m2K
3+1+2
12 %
14 %
2 W/m2K
3+1+1+1
14 %
15 %
1,5 W/m2K
5m
8 cm
E 5.13
4 cm
30 m
E 5.14
217
Komplexe Gebäudehüllen
Beispielen ist der tatsächliche Lichtdurchgang bei transluzent gedämmten Membrankonstruktionen äußerst gering (z. B. im Bereich
um 1 %), was im Hinblick auf den damit reduzierten Wärmestrahlungseintrag auch von
Vorteil sein kann.
Beispielhaft für ein solches Gebäude ist die
Olympiaschwimmhalle in München aus dem
Jahr 1972, die eines der geschlossenen Raumvolumen unter dem berühmten Olympiadach
bildet. Von 2003 bis 2006 wurde die gedämmte
Abhangdecke (ca. 8250 m2) der Schwimmhalle
erneuert (Abb. E 5.17 a). Abb. E 5.16 zeigt die
gedämmte Membrankonstruktion nach der
Sanierungsmaßnahme in den maßgeblichen
Schnitten. Unter dem außen liegenden mit
Acrylglas (PMMA) gedeckten Seilnetzdach befindet sich nun eine neue Abhangdecke mit folgendem Aufbau: Den inneren Raumabschluß
bildet eine Polyester-PVC-Membran. Darüber
liegt eine Dämmung aus zwei Lagen à 35 mm
imprägnierten Polyestervlies mit versetzten Stößen und einem aktiven Lüftungssystem zur
kontrollierten Entlüftung der Dämmebene. Eine
ETFE-Folie dient als Abdichtung unter dem
PMMA-gedeckten Seilnetz. Der Dachaufbau
hat eine Gesamtlichttransmission von ca.1,5 %.
Die Nutzungsart Hallenbad mit großen Temperaturunterschieden zwischen innen und außen,
der erheblichen Innenraumfeuchte und der korrosiven Atmosphäre stellt sehr hohe Anforderungen an die Konstruktion. Durch das Zwangslüftungssystem, das eine Durchfeuchtung des
Aufbaus verhindert, verschlechtert sich der
U-Wert unter Winterbedingungen (außen -5 °C,
innen +30 °C) durch erhöhte Konvektion und
damit geringere Wärmeübergangswiderstände
von 0,42 W/m2K auf ca. 0,47 W/m2K.
Im Rahmen der Sanierung wurde außerdem die
ursprüngliche Acrylglas-Schürze im ca. 400 m
langen Anschlussbereich der Pfosten-RiegelFassade an das Membrandach ersetzt. Bewegungen bis 1,5 m, die an dieser Stelle auftreten, nimmt nun ein pneumatisch stabilisierter,
beweglicher ETFE-Schlauch auf, der gleichzeitig einen dichten und wärmedämmenden Übergang zwischen der fest stehenden Verglasung
und dem ständig in Bewegung befindlichen
Dach bildet (Abb. E 5.17 b).
Zusammenfassend lassen sich folgende
wesentlichen Aspekte und Hinweise im Hinblick auf gedämmte Membrankonstruktionen
benennen:
• Transluzente Wärmedämmung ermöglicht
eine gewisse Lichttransmission durch den
Gesamtaufbau. Diese ist in der Regel diffus,
daher sind Blendungseffekte zu berücksichtigen.
• Dämmung sollte möglichst zweilagig mit versetzten Stößen eingesetzt werden. Dies dient
zur Reduktion von Wärmebrücken durch
mögliche Spalte und Versätze.
• Anforderungen an den Dämmstoff können
(je nach Anwendung) sein: Flexiblität, Temperatur- und Feuchtebeständigkeit, Transluzenz, Begehbarkeit (Montage, Wartung),
218
UV-Beständigkeit, geringe Wasseraufnahme.
• Membranen und Folien sind nicht dampfdicht, daher ist das Thema Tauwasserausfall
und mögliche Durchfeuchtung der Dämmung
genau zu untersuchen. Hier besteht die Möglichkeit, neben einer prinzipiellen Abnahme
der Dampfdichtigkeit der Schichten von
innen nach außen eine intensive Hinterlüftung
(> 50 cm) vorzusehen.
• Anforderungen an Brand- und Schallschutz
sowie Raumakustik sind zu beachten.
• Die Verbindung der Dämmung auf der
Membran sollte wärmebrückenarm erfolgen.
Dies geschieht meist durch eine mechanische Ausführung, z. B. mit speziellen Ankern.
Flächige Verbindungen, z. B. durch Kleben,
sind bisher nicht erprobt.
• Bewegliche Randanschlüsse sind unverzichtbar. Membrankonstruktionen weisen auch im
Randbereich zum Teil erhebliche Bewegungen
2
1
5
4
3
5
6
5
7
9
14
12
8
11
13
11
10
15
E 5.15
E 5.16
E 5.17
Übersicht zu U-Werten und Lichttransmission für
verschiedene ausgeführte Membranprojekte
Vertikalschnitt Membrandecke, Olympiaschwimmhalle, München (D) Sanierung 2006,
Auer + Weber + Assoziierte, Behnisch Architekten mit Schlaich Bergermann und Partner (Tragwerksplanung)
Olympiaschwimmhalle
a transluzentes Membrandach
b beweglicher Anschluß der Fassade an das
Dach mit ETFE-Schlauch
c Zwängungsfreie Durchstoßpunkte für die Seile
der Abhängung des Beleuchtungsstegs
16
17
Projekt
Wärmedämmung
U-Wert [W/m2K]1
Lichttransmission
Kurklinik in Masserberg
2 ≈ 8 cm Mineralwolle
0,23 W/m2K
0%
2
Kulturzentrum in Puchheim
8 + 10 cm Mineralwolle
0,2 W/m K
0%
Sanierung der Olympiaschwimmhalle München
Polyestervlies 2 ≈ 3,5 cm
0,42 W/m2K
1,5 %
Dedmon Athletic Center
Aerogel-Vlies zwischen
Glas-PTFE, 5 cm
0,47 W/m2K
3,5 %
Solar Decathlon Pavillon 2007
Atlanta
Aerogel-Granulat zwischen
ETFE-Folien, ca. 8 cm
0,25 W/m2K
15 %
1
alle U-Werte ohne Berücksichtung von Wärmebrückeneffekten und Systemzwangslüftungen (falls vorhanden)
E 5.15
Komplexe Gebäudehüllen
28
3
27
7
8
26
13
11
12
18 19 20
21
25
24
23
22
E 5.16
Schnitt
Maßstab 1:10
1
2
3
4
5
6
7
8
9
10
a
Punkthalter Acrylglas Ø 78 mm
Sogsicherung Punkthalter Stahlseil Ø 3 mm
Acrylglasplatten B 1 transparent 10 mm
Fugenband Chloropren Breite 140 mm
tragendes Seilnetz Spiralseil Stahl 2≈ Ø 10 mm
Seilklemme auf Traverse verschieblich
Traverse Stahlrohr ¡ 100/50/6,3 mm
Spannschloss 10 mm
Spreize Rundstahl Ø 40 mm
Randprofil Rundstahl Ø 65 mm, Länge 1500 mm
11 inneres abgehängtes Membrandach
tragende Schicht Polyestergewebe
PVC beschichtet transluzent
12 Polyester-Dämmvlies transluzent 2≈ 35 mm mit
versetzten Stößen, luftdurchströmt
13 Abdichtung ETFE-Folie transparent
14 Vogelschutznetz Polyamid Maschenweite 30 ≈ 30 mm
15 ETFE-Pneu zweilagig, Höhe variabel
16 Stahlfassade IPE 200
17 Isolierverglasung 45 mm
18 Belüftung anstelle Dampfsperre
Stichleitung Ø 20 mm entlang der Stege
Bohrung Ø 1 mm alle 2000 mm
b
warme vorkonditionierte Luft ca. 2 –3 bar
PVC-Steg auf jeder Flächennaht
Klemmprofil Befestigung ETFE-Folie gegen Sog
Auslassöffnung Belüftung Polypropylen Ø 12 mm
Klemmteller Kleeblatt 300 mm
Kleeblatt-Abhängung Federstahl Ø 25 mm
Abhängung Beleuchtungssteg Stahlseil 10 mm
Klemmring Aluminium 8 mm Ø 220 mm
Trichtermanschette PVC mit Tragmembrane
verschweißt
27 Hochpunkt Ringträger Ø 4000 mm
Stahlrohr Ø 273 mm/8 mm
28 Abhängung vom Seiltragwerk Stahlseil Ø 22 mm
19
20
21
22
23
24
25
26
c
E 5.17
219
Komplexe Gebäudehüllen
Materialstärke
Aerogel-Granulat [cm]
Eigenschaften
Lichttransg-Wert
mission
U-Wert
[W/m2K]
1,3 cm
73 %
0,73
1,4
2,5 cm
53 %
0,52
0,7
3,1 cm
45 %
0,43
0,57
3,8 cm
39 %
0,39
0,47
5,0 cm
28 %
0,26
0,35
5,4 cm
21 %
0,21
0,28
Eigenschaften von Aerogel-Vlies im
unkomprimierten Zustand
Dicke
3,5 mm und 8 mm
Rollenbreite
56 cm
Rollenlänge
bis 100 m
Wärmeleitfähigkeit
0,021 mW/mK bei einer Durchschnittstemperatur von 12,5 °C
a
0,0235 mW/mK bei einer Durchschnittstemperatur von 37,5 °C
0,025 mW/mK bei einer Durchschnittstemperatur von 62,5 °C
ca. 75 kg/m3
Rohdichte
E 5.18
E 5.19
auf (Winddruck und sogenannte thermische
Ausdehnung), die im Bereich der Übergänge, z. B. zu starren Fassaden, konstruktiv aufgenommen werden müssen. Wie am Beispiel
der Olympiaschwimmhalle München erläutert, kann dies z. B. durch kissenartige Anschlüsse gelöst werden, die in hohem Maß
Bewegungen aufnehmen können und gleichzeitig einen gewissen Wärmeschutz bieten.
Granulate hingegen auch für den Einsatz als
transluzente Wärmedämmung in Membrankonstruktionen infrage kommen. Neben den energetischen Aspekten sind die gestalterischen
Qualitäten von Interesse. Die lichtstreuenden
Eigenschaften des Aerogels sorgen nicht nur
für eine homogene Untersicht, sondern auch
für angenehme, blendfreie Lichtverhältnisse im
Innenraum. Für eine Anwendung im Bereich
der pneumatischen ETFE-Kissenkonstruktionen, bei der die Ausnutzung des natürlichen
Lichts eine Rolle spielt, kommt daher in erster
Linie transluzentes Aerogel-Granulat infrage.
Die ETFE-Folie wie auch deren Randfügebereich sind nicht dampfdicht, daher können folglich geringe Mengen Wasserdampf in die dämmende Ebene eindringen. Dank seiner hydrophoben Eigenschaften bindet das Aerogel-Granulat das Wasser nicht, sodass es wieder aus
der dämmenden Ebene ausdiffundieren kann.
Aufgrund der guten Dämmeigenschaften des
Aerogels wird die Innenseite der Konstruktion
jedoch in der Regel nicht so kalt, dass dort
Tauwasser anfallen kann.
Durch die Verwendung von Aerogel in Verbindung mit einer ETFE-Kissenkonstruktion stellte
das speziell entwickelte Dach des Georgia Institute of Technology für den Solar Decathlon
2007 eine weltweite Novität dar. In der hochgedämmten, semitransparenten Deckenkonstruktion kamen die hervorragenden energietechnischen wie ästhetischen Eigenschaften von Aerogel beispielhaft zum Tragen.
Aerogele im Membranbau
Ein vergleichsweise neues Thema stellt der Einsatz von hochtransluzentem Aerogel-Granulat
im Membranbau dar (Abb. C 6.17, S. 112).
Dieses Hochleistungsmaterial hat nicht nur hervorragende wärmedämmende Eigenschaften,
sondern ist im Gegensatz zu den meisten herkömmlichen Dämmstoffen auch transluzent
(siehe Transparente Wärmedämmung, S. 112).
Bei Folienkonstruktionen sind, wie auch im Bauen
mit textilen Werkstoffen, opake Dämmmaterialien meist unerwünscht. Der Lichttransmissionsgrad einer Aerogelschicht beträgt ca. 80 % pro
cm Einbaustärke; die Dämmeigenschaften bezogen auf die Schichtstärke sind etwa doppelt
so gut wie die von Polystyrolschaum vergleichbarer Dicke. Bei einer Einbaustärke von lediglich 3 cm lässt sich ein U-Wert von 0,57 W/m2K
bei einem Lichttransmissionsgrad der Schicht
von 45 % erreichen (Abb. E 5.18).
Silica-Aerogele sind als Pulver, Granulat und
als monolithische Blöcke verfügbar, wobei Pulver nur für opake Anwendungen geeignet sind,
b
1
2
3
4
1
2
3
4
5
6
6
a
220
b
5
E 5.21
E 5.20
Um die konstruktiven Elemente des Dachs so
einfach wie möglich gestalten zu können, teilten die Planer den Aufbau in zwei nach Funktionen getrennte Ebenen. Die untere Ebene, die
zugleich den Raumabschluss bildet, besteht
aus neun hochdämmenden Deckenpaneelen
mit einer Größe von 4,00 ≈ 1,50 m. Ihre im
Querschnitt optimierte, thermisch getrennte
Holzrahmenkonstruktion ist mit ETFE-Folie bespannt und mit Aerogel befüllt (Abb. E 5.21 a).
So entsteht eine Lichtdecke mit einem über die
gesamte Ansichtsfläche des Paneels homogenen Erscheinungsbild bei einem Lichtdurchlassgrad von ca. 15 % und einem U-Wert von
unter 0,3 W/m2K.
Als obere, lediglich dem Witterungsschutz
dienende Ebene des Dachs dient eine mit
ETFE bespannte Bogenkonstruktion (Abb.
E 5.21 b). Da diese von der dämmenden Ebene
unabhängig ist und eine geringe Spannweite
von 1,50 m aufweist, konnte sie entsprechend
einfach (ohne Zuschnitt) und mit reduzierten
Querschnitten realisiert werden, was sowohl für
den Transport zur Baustelle als auch für die
Handhabung während des Einbaus von Vorteil
war. Resultat ist eine verhältnismäßig leichte
und hochdämmende Deckenkonstruktion, die
aufgrund ihrer Transluzenz das zur Verfügung
stehende Tageslichtangebot optimal ausnutzt.
Da das Aerogel in einem horizontalen Deckenelement eingebaut wurde, das durch die Bespannung mit ETFE sogar unter leichtem Druck
steht, bleibt es an Ort und Stelle. Ein ästethisch
Photovoltaikmodul
Unterkonstruktion für
Photovoltaik
Witterungsschutz
ETFE-Folie 250 μm
Stahlrohr verzinkt
| 50/50 mm
Aerogel-Paneel 4,00 ≈ 1,50 m
ETFE-Folie 250 μm
Silika-Aerogel 70 mm
ETFE-Folie 250 μm
Holzrahmen,
Fichte 60/60 mm
Tragkonstruktion
Holzbalken 60 /240 mm
Komplexe Gebäudehüllen
problematisches langsames Absacken der
Aerogelfüllung, wie dies als Effekt bei geneigten Isoliergläsern durch das sogenannte Pumpen der Scheiben auftreten kann, ist damit
sicher ausgeschlossen.
Im Hinblick auf den Sonnenschutz ist ergänzend hinzuzufügen, dass im Fall der transluzenten Decke für den Pavillon des Georgia
Institute of Technology ein Großteil der solaren
Strahlung von über der Lichtdecke installierten
Photovoltaik-Modulen ausgeblendet wurde
(Abb. E 5.21 b).
Aerogel-Vlies als weitere Option
Bei mechanisch gespannten Konstruktionen
kommt aufgrund des fehlenden stabilisierenden Überdrucks eine weitere Variante der
Aerogel-Dämmung zur Ausführung. Dabei handelt es sich um ein aus Zweikomponentenfasern bestehendes Vlies, das mit Aerogel-Partikeln versetzt ist. So entsteht eine flexible und
druckfeste Matte, die sehr gute Dämmeigenschaften aufweist (Abb. E 5.19). Dieses Vlies
kann sowohl in Verbindung mit transparenten
ETFE-Folien als auch mit transluzenten Membranmaterialien wie PTFE-beschichtetem Glasfasergewebe (Abb. E 5.22 a und b) verwendet
werden. Die transluzente Dämmlage wird dabei
vorzugsweise direkt auf der unteren Membran
eingebaut und reduziert die Lichttransmission
nur unerheblich. Im Vergleich zu granularem
Material entfällt die Schwierigkeit der gleichmäßigen Verteilung. Gegenüber der mit Granulat
erreichbaren sehr homogenen Optik können
sich allerdings die Stoßkanten der einzelnen
Bahnen der Rollenware optisch störend abzeichnen. Vor allem bei Folienkonstruktionen
aus transparentem ETFE kann dieser Effekt unerwünscht sein. Abhilfe schafft in diesem Fall
der Einbau von zwei oder mehreren Lagen des
Vlieses mit versetzten Stößen. Dies ist auch
sinnvoll, um eine Schwächung in der Dämmschicht durch die linearen Wärmebrücken der
stumpfen Stöße zu vermeiden.
Der gewünschte U-Wert lässt sich durch unterschiedlich verfügbare Vliesstärken und deren
mögliche mehrlagige Kombination in feinen
Schritten einstellen. Ein erstes Projekt, in dem
das beschriebene Aerogel-Vlies in Kombination
mit PTFE /Glas in der Gebäudehülle eingesetzt
wurde, ist das 4800 m2 große wärmegedämmte
Membrandach des Dedmon Athletic Center der
Universität in Radford (Abb. E 5.23). Es ersetzt
die einlagige Ausführung von 1981 und erzielt
bei einer Stärke von weniger als 50 mm einen
U-Wert von 0,47 W/m2K bei einer Lichttransmission von 3,5 %.
Schaltbarer Sonnenschutz für Folienkissen
Bei Folienkissen mit mindestens drei Lagen
ergibt sich aufgrund der Kissengeometrie die
besondere Möglichkeit, die Mittellage »schaltbar« auszuführen. Die Ober- und Mittellage
verfügen hierbei über eine rasterartige Bedruckung (z. B. mit einem Schachbrettmuster),
die sich im Überlagerungsfall durch einen Versatz zwischen den Mustern so ergänzt, dass
sich die Strahlungstransmission deutlich reduziert (Abb. E 5.20 a und b). Hierzu wird durch
eine getrennte Drucksteuerung der beiden Kissenkammern die Mittellage entweder »umgeschlagen«, d. h. sie wird von einer Position
unterhalb der geometrischen Kissenmittellinie
über eine spannungslose Zwischenphase
nach oben gehoben und mit einem entsprechenden Musterversatz gegen die Oberlage
gedrückt. In einer alternativen Variante kann
sich die Mittellage auch von einer Position mit
geringem Abstand unterhalb der Oberlage
durch die sich über eine Druckerhöhung in
der unteren Kammer einstellende, aber noch
reversible, weitere Dehnung gegen die Oberlage legen.
Es ist allerdings höchst komplex, für die beschriebenen Varianten die beiden Folienlagen
so zu konfektionieren (im Zuschnitt und in der
Fertigung), dass die Muster sich im eingebauten Zustand tatsächlich wie geplant überlagern. Denn nur dann sind die erzielten g-Werte
nennenswert unterschiedlich und damit die gewünschte schaltbare Verschattung erreichbar.
Außerdem ist zu beachten, dass die Wirkung
zusätzlich vom Reflexionsverhalten der eingesetzten Bedruckung abhängt und dass es
durch die räumlich veränderbare Mittellage
unter anderem auch zu unterschiedlichen
U-Werten für die beiden Schaltzustände kommen kann.
Beispiel für eine Fassadenlösung mit hohem Wärmeschutz bei hoher Lichttransmission
Für die Fassade des Geschäftshauses La
Miroiterie in Lausanne, das für die Unterbringung hochwertiger Läden konzeptioniert
wurde, kam eine vierlagige transluzente Kissenkonstruktion mit einem PTFE-Glas-Gewebe
außen und drei dahinterliegenden Lagen ETFEFolie zum Einsatz (Abb. E 5.24, S. 222). Die
Fassade mit einer Fläche von 900 m2 besitzt
eine Stahlstruktur, deren Diagonalen die Geschossdecken aussteifen und – mit annähernd
rechtwinkligen gleichschenkligen Dreiecken –
zu einem kleinen Teil auch mit Glas ausgefüllt
ist. In den Membranfeldern wird ein U-Wert von
1,3 W/m2K bei einer Lichttransmission von
ca. 15 % erreicht. Das außen liegende Gewebematerial führt zu einer textilen Erscheinung
des Gebäudes. Durch den hohen Transmissionsgrad wird das Haus tagsüber mit Tageslicht
versorgt, nachts leuchtet es durch die stark
streuende äußere Membranlage sehr gleichmäßig und hell. Bemerkenswert bei diesem Projekt
ist auch die Luftversorgung der Kissen, die auf
einem Umluftsystem basiert (Abb. E 5.24 b,
S. 222 und E 3.13, S. 193; siehe auch Luftversorgung von pneumatischen Konstruktionen,
S. 192ff).
a
PTFE-Membrane
2 Lagen Aerogel-Vlies
Stöße versetzt
PTFE-Membrane
b
E 5.18
E 5.19
E 5.20
E 5.21
E 5.22
E 5.23
E 5.22
Eigenschaften von transluzentem
Aerogel-Granulat
Eigenschaften von Aerogel-Vlies
Prinzip einer schaltbaren Mittellage in Folienkissen
a geschlossene Position
b offene Position
Solar Decathlon Pavillon des Georgia Institute of
Technology, Atlanta (USA) 2007
a Dachaufsicht der eingebauten AerogelPaneelen mit darüberliegender ETFE-Folienschicht
b Schnitt Dachkonstruktion, Maßstab 1:20
Einsatz von Aerogel-Vlies als Dämmschicht
zwischen zwei Membranlagen
a Materialien
b Prinzip
wärmegedämmtes Membrandach, Dedmon
Athletic Center der Universität Radford (USA)
2009
Membranen als Material für Zweite-Haut-Fassaden
Bisher eher selten verwendet sind Membranmaterialien für die äußere Schale in ZweiteHaut-Fassaden. Da dieses Thema diverse neue
Optionen bereithält und ein bisher keineswegs
ausgeschöpftes oder vollständig absehbares
E 5.23
221
Komplexe Gebäudehüllen
a
b
c
Potenzial bietet, ist es derzeit Gegenstand
diverser Forschungsprojekte. Hierbei steht
weniger eine Verbesserung im Bereich Schallschutz im Vordergrund, für den Membranen
wenig geeignet sind, sondern vielmehr energetische und nutzungsbezogene Aspekte –
beim Unilever-Gebäude in der Hafen-City
Hamburg z. B. die Sicherstellung der Funktion
des außen liegenden Sonnenschutzes auch
bei starkem Wind (Abb. C 6.1, S. 108). Durch
das äußerst geringe Eigengewicht von Membranen liegt ein wesentlicher Betrachtungsschwerpunkt auf dem Thema Bestandsertüchtigung.
temperaturbereich als Pufferzone, der sich
durch regulierbare, verglaste Klappen im
Sockel- und Dachbereich natürlich belüften
lässt.
Die zweite Haut hat eine Fläche von ca. 1550 m2
und wurde aus vorgespannten ETFE-Folien mit
einem speziell dafür entwickelten, nachspannbaren Befestigungssystem mit minimierten
Klemmprofilen ausgeführt. Eine Bedruckung
der transparenten Folien mit einem silberfarbenen Punktraster dient dem Sonnenschutz und
der Lichtstreuung sowie -reflexion. Diese wird
vom Betrachter erst bei Dunkelheit im Kunstlicht als immateriell wirkende Ebene wahrgenommen.
Aber auch bei anderen Glasanwendungen
erhöhen Kunststoffe die Leistungsfähigkeit.
Nachträglich aufgebrachte Folien beispielsweise verbessern die Eigenschaften von Verglasungen im Bestand (Abb. E 5.26 a 1, 2). Durch
gespannte und selektive low-E-beschichtete
Folien im Scheibenzwischenraum lassen sich
Isoliergläser herstellen, die in der Leistungsfähigkeit reinen Glaslösungen entsprechen, aber
erheblich weniger Gewicht und eine geringere
Einbaustärke aufweisen (Abb. E 5.26 b 4).
In den Scheibenzwischenraum eingebaute
Wickelmechanismen verwandeln solche Folien in einen bewegbaren Sonnenschutz (Abb.
E 5.26 b 5). Aufgrund der äußerst geringen
Wärmespeicherkapazität der sehr dünnen
Folien ist der sekundäre Strahlungswärmetransport ausgesprochen gering.
Die Geometrien von optimierten und daher
komplexen Lichtlenkelementen im Scheibenzwischenraum lassen sich wirtschaftlich überhaupt nur in Kunststoff umsetzen, oft durch
Strangpressen (Abb. E 5.26 c 7) oder durch
Spritzgießen (Abb. E 5.26 c 8). Diese werden
dann in einem zweiten Schritt entsprechend
den Anforderungen oberflächenbehandelt, z. B.
durch Aluminiumbedampfen hochreflektierend
ausgebildet. Da sich die Elemente im Scheibenzwischenraum in einer Schutzatmosphäre
aus getrockneter Luft und gegebenenfalls
Edelgasen befinden, bleiben diese Eigenschaften über einen sehr langen Zeitraum erhalten
(Abb. C 6.34 und C 6.35, S. 117).
Eines der ersten Beispiele, bei denen ETFEFolien für eine solche Anwendung eingesetzt
wurden, ist das Zentrum für Gerontologie in
Bad Tölz (Abb. E 5.25). Über einer Ladenzone befinden sich Büros in den Obergeschossen. Besonderes Merkmal ist die breite vertikale Erschließungsebene, die auf der Außenseite der thermischen Trennebene angeordnet
ist. Diesen Bereich, über den die einzelnen
Büros und Läden zu erreichen sind, schützt
eine zweite Haut mit dahinterliegendem verfahrbaren Verschattungssystem vor der Witterung. Als hochtransparente Membranfassade
mit einer sehr reduzierten Unterkonstruktion
ausgebildet, beeinträchtigt sie die Blickbeziehung zwischen innen und außen nur minimal. Zudem schafft diese »Klimahülle« einen
frostfreien und energiesparenden Zwischen-
Kunststoff-Glas-Kombinationen
Einlagige Verglasungen aus Guss- oder Floatglas sind für den Einsatz in der Gebäudehülle in den meisten Fällen nicht ausreichend.
Um die Leistungsfähigkeit von Verglasungen
zu steigern, wird nahezu immer Kunststoff eingesetzt, z. B. im Bereich des Randverbunds
von wärmedämmenden Mehrscheibenverglasungen. Soll die Glaskante selbst im Hinblick
auf die lineare Wärmeleitfähigkeit optimiert
werden (sogenannte Warm-Edge-Lösungen),
wird der Kunststoffanteil sogar nochmals erhöht, z. B. bei der TPS-Lösung (Thermo Plastic
Spacer) oder durch den Einsatz von Silikonschäumen.
E 5.24
E 5.25
E 5.26
E 5.25
222
Geschäftshaus La Miroiterie, Lausanne (CH)
2007, Brauen + Wälchli
a transluzente Fassade bei Nacht
b Fassade von Innen
c Luftversorgungssystem der Kissen
Zentrum für Gerontologie, Bad Tölz (D) 2003,
D. J. Siegert
Beispiele für die Werkstoffkombination von
Kunststoffen und Glas im Bereich von Gebäudeverglasungen
a Klebefolien für Isolierglas
1 innenseitig aufgebracht, z. B. zur Reduktion
der Durchsicht oder zur Reflexion von Wärmestrahlung
2 außenseitig aufbracht, z. B. zur Reduktion
der solaren Einstrahlung
b beschichtete Folien im Scheibenzwischenraum
3 zur Verbesserung der Wärmedämmung
4 wie 3, aber mit zwei Folien
E 5.27
E 5.24
5 bewegbar, z. B. als integriertes Rollo
c Lichtlenksysteme im Scheibenraum
6 Prismenplatte
7 Umlenklamellen
8 3D-Lichtlenkraster
d Klebefolie zwischen zwei Glasscheiben
9 Aufbau eines Verbundsicherheitsglases
10 Isolierverglasung aus Verbundsicherheitsglas
e laminierte Verglasung aus Glas- und PMMAScheiben
f transparente Kunststoffplatte (z. B. aus PMMA)
mit einer außenseitig aufgebrachten dünnen
Glasscheibe
FoilGlass-Konzept
a FoilGlass-Profil aus Kunststoff zur Verbindung
von ETFE-Folie und Glas
b Klemmprofillösung für die FoilGlass-Elemente
c Dach eines Gewächshauses
Komplexe Gebäudehüllen
1
a
2
3
4
5
6
b
Folien spielen auch eine entscheidende Rolle
in der Herstellung von Verbundsicherheitsglas (VSG). Hier werden Scheiben aus Floatglas, vorgespanntem Einscheibensicherheitsglas (ESG) oder teilvorgespanntem Glas
(TVG) mittels spezieller Klebefolien, meist
aus 0,38 mm Polyvinylbutyral (PVB), in einem
Autoklaven unter Einwirkung von Hitze und
Druck (> 100 °C, > 10 bar) zu einem Verbund
verklebt. Die Klebefolien, die in verschiedenen
Ausführungen verfügbar sind (transparent,
transluzent, opak, eingefärbt, mit Mustern
usw.), schmelzen dabei auf. In die Klebefuge
kann weiteres Material einlaminiert werden,
z. B. selektiv beschichtete PET-Folien, wie
dies bei der Herstellung von Windschutzscheiben für Autos üblich ist, um den solaren
Wärmeeintrag deutlich zu reduzieren. Statt
PVB können auch andere Polymere als Klebefolien verwendet werden, die z. T. über deutlich
höhere Anfangssteifigkeiten und Festigkeiten
verfügen. Für Überkopfverglasungen mit besonderen Sicherheitsanforderungen dient
häufig zu Isolierglas verarbeitetes VSG (Abb.
E 5.26 d 10).
Als Zwischenschichten für alle anderen Arten
von Verbundglas eignen sich z. B. Reaktionsharze für Schallschutzgläser, Gel-Zwischenschichten für Brandschutzgläser oder Gewebeeinlagen zwischen PVB-Folien. Mittels anderer
Klebstoffe, bisher meist Ethylene Vinyl Acetate
(EVA), können auch dickere Elemente wie PVSolarmodule eingebettet werden.
7
8
9
c
d
Einsatzgebiete für derart laminierte Gläser sind
außerdem diverse Sicherheitssonderverglasungen (z. B. durchbruch- oder durchschusshemmende Verglasungen). Mit dem Austausch
einer oder mehrerer Glaslagen durch transparente PMMA-Platten (Abb. E 5.26 e) lässt sich
bis zu 50 % Gewicht sparen.
Für einige Anwendungen stellen neben der
geringeren chemischen Beständigkeit vor
allem die reduzierte Oberflächenhärte von
Kunststoffen Nachteile im Dauereinsatz dar.
Das kann z. B. dazu führen, dass optische Beeinträchtigungen durch Verkratzen auftreten.
Sehr dünne, auflaminierte Glasscheiben können in diesem Fall helfen, die Oberflächeneigenschaften von Kunststoffplatten zu verbessern
(Abb. E 5.26 f).
Glas-ETFE-Folien-Kombinationen
Unter dem Namen »FoilGlass« wird derzeit
eine Entwicklung vorangetrieben, bei der Glas
(stets ESG) als Tragelement im Zusammenhang mit einer oder zwei ETFE-Folien zur Verbesserung der Dämmeigenschaften (durch
die Mehrschaligkeit) eingesetzt wird, wobei
die Folie im Überkopfbereich auch eine Sicherungsfunktionen übernehmen kann. Zudem
ist das System schaltbar, d. h. der Wärmeschutz kann durch Ansaugen der Folie auf die
Verglasung minimiert werden (Abb. E 5.27 b).
Diese Entwicklung, für die es erste Anwendungsbeispiele gibt, zielt derzeit vorrangig
auf den Einsatz in Gewächshäusern ab (Abb.
10
e
f
E 5.26
E 5.27 c). Hier profitiert man in erster Linie
vom günstigen Anschmutzverhalten der
ETFE-Folie außen und dem guten, dauerhaften Kondensatverhalten von Glas auf der Innenseite.
Aber auch generell im Architekturbereich eröffnet sie neue Optionen – vor allem als Überkopfverglasung. Beidseits der Verglasung sind
dabei ETFE-Folien angeordnet. Für die Verbindung von Glas und Folien wurde ein spezielles
Randprofil aus Kunststoff entwickelt (Abb. E
5.27 a). Da ESG die mehrfache Festigkeit von
Floatglas oder VSG und eine deutlich höhere
zulässige Durchbiegung aufweist, sind größere
Scheibenabmessungen bei geringerem Gewicht als bei konventioneller Überkopfverglasung realisierbar, im Fall von Glasbruch stellt
die ETFE-Folie die erforderliche Resttragfähigkeit sicher. Solche Verglasungen nach dem
FoilGlass-Prinzip können mit einer im Hinblick
auf die mögliche Wärmedämmwirkung sehr
hohen UVB-Transparenz ausgeführt werden
(siehe Treibhauseffekt, S. 114f.), was bei bepflanzten Bereichen oder Freizeitanlagen vorteilhaft sein kann.
Bei der Anlage Cramer z. B. kann die Wärmedämmung innerhalb von ca. 15 Minuten anund ausgeschaltet werden (Abb. E 5.27 c). Die
Folie ist in beiden Schaltstellung windstabil:
Entweder wird sie durch den Überdruck im
System stabilisiert oder sie liegt durch Unterdruck an der Scheibe an und kann daher
nicht flattern.
1
3
4
2
1 ETFE-Folie
2 ESG
1
2
3 Kunststoffprofil
4 Luftzufuhr
3
4
1
a
b
c
E 5.27
223
Teil F
Abb. F
handlaminierte GFK-Paneele, Mobile Art –
Chanel Contemporary Art Container, Zaha
Hadid Architects
Gebaute Beispiele im Detail
01
Baar-Baarenfels, Fassadengestaltung und Innenausstattung in Wien (A)
226
02
Marco Serra, Empfangsgebäude in Basel (CH)
229
03
Foster + Partners, Büro- und Geschäftshaus »The Walbrook« in London (GB)
232
04
Takeshi Hosaka, Wohnhaus in Minamituru-gunn (J)
234
05
Atelier Architecture King Kong, Seeko'o Hotel in Bordeaux (F)
236
06
Pfeifer Roser Kuhn, Wohnhaus in Müllheim (D)
237
07
Squire and Partners, Flagship Store und Firmenzentrale in London (GB)
240
08
Selgas Cano, Bürogebäude in Madrid (E)
243
09
KHR arkitekter, Firmenzentrale in Middelfart (DK)
244
10
Deffner Voitländer, Wohn- und Bürohaus in Dachau (D)
245
11
Zaha Hadid Architects, Mobile Art – Chanel Contemporary Art Container
248
12
raumlaborberlin, Mobiler Aktionsraum
252
13
Jabornegg & Pálffy, Bankgebäude in Bratislava (SK)
253
14
Promontorio Architetcts, Einkaufszentrum in Amadora (P)
256
15
L35 /Ganz & Muller Architectes Associés /GM2A Architectes,
Freizeitzentrum in Neydens (F)
258
16
Herzog + Partner, Trainingshalle der Bergwacht in Bad Tölz (D)
260
17
SBA Architekten, Überdachung der Erschließungsachse der Weltausstellung
in Shanghai (CN)
262
18
hg merz architekten museumsgestalter, Gedenkstätte in Sachsenhausen (D)
268
19
von Gerkan, Marg und Partner, Olympiastadion in Berlin (D)
270
20
Foster + Partners, Sanierung und Umbau Hauptbahnhof in Dresden (D)
273
21
Murphy/Jahn, Passagier-Terminal-Komplex Suvarnabhumi
International Airport in Bangkok (T)
277
22
Behnisch Architekten, Forumüberdachung in Kolbermoor (D)
280
23
Nikolai Kugel Architekten, Freilufttheater Festungsarena Josefsburg in Kufstein (A)
282
225
Beispiel 01
Fassadengestaltung und Innenausstattung
Modeboutique Sportalm
6
7
7
5
Wien, A 2009
1
2
3
4
5
6
7
a
3
4
Architekten:
Baar-Baarenfels, Wien
Mitarbeiter:
Petr Vokal, Martin Reis, Bernhard Trummer,
Utku Mutlu
Tragwerksplanung:
Werkraum Wien
Verkaufsraum
Schaufenster
Technik
Aufzug
Lager
Flur
WC
Grundriss
Maßstab 1:250
Vertikalschnitt
Horizontalschnitt
Maßstab 1:20
3
3
1
2
a
Die vorgehängte Fassade der Modeboutique
mit ihrer wabenförmigen Struktur fällt auf im innerstädtischen Straßenbild. Der dynamische
Verlauf des Rautenmusters verleiht der Fassadenebene eine optische Krümmung hin zum
gläsernen Eingangsbereich. Erst dieser gibt
den Blick ins Innere frei. Außen- und Innenverkleidung sind komplett in weiß gehalten und
bestehen aus acrylgebundenem Mineralwerkstoff. Die Schaufensterscheibe ist ein Flächentragwerk aus einem rautenförmigen Edelstahlgitter, das durch geschlossene Hohlkörper
ausgesteift wird. Diese sind frei angeordnet
und zeigen sich als geschlossene Felder in der
Fassade, die offenen sind verglast. Die Deckschale besteht aus vier verleimten Schichten
Mineralwerkstoff, um die Tiefenstruktur mit
ihren Stegen und abgerundeten Übergängen
zu erreichen. Die mit einer CNC-Fräse profilierten Fassadenbahnen wurden anschließend mit
dem Traggerüst verklebt. Die Stufenfälze an
den Stößen vergrößern die Verbindungsfläche
und reduzieren die durchgehende Fugentiefe
um die Hälfte. Größe und Gewicht des Fassadenelements erlaubten die komplette Vorfertigung in der Werkstatt.
Der Übergang von außen nach innen ist fließend. Der Verkaufsraum zeigt sich in Anlehnung an die Firmenphilosophie als abstrakte,
plastisch geformte Winterlandschaft. Die weiße
Wandverkleidung besteht aus vollflächig verklebten Mineralwerkstoffplatten. Durch das Herausdrehen von Wandabschnitten aus der Vertikalen in die Horizontale entstehen Regale, die
an ihrer Unterseite die Aufhängevorrichtung
und die LED-Beleuchtung verbergen. Die Stahlunterkonstruktion gewährleistet die erforderliche Stabilität. Die achsial verdrehten Regalenden schaffen dynamische Übergänge. Sie bestehen aus thermisch geformten Hohlkörpern,
die mit CNC-gefrästen Negativabbildungen
ihre Form erhielten. Den einzigen farbigen Akzent im Innenraum setzt Makassarholz an den
Rück- und Unterseiten der Regale. Der ungedämmte Schaufensterbereich dient als Klimapuffer und ist mechanisch belüftet.
9
8
16
10
11
15
• acrylgebundener Mineralwerkstoff als Fassadenscheibe
• Innenverkleidung aus Mineralwerkstoff
226
12
bb
13
14
11
13
Fassadengestaltung und Innenausstattung
Vertikalschnitt Maßstab 1:20
8
9
10
11
12
19
13
14
15
18
16
19
8
20
17
18
17
18
19
20
21
22
Stahlprofil | 40/40/3 mm
Mineralwerkstoff geklebt 6 mm
MDF-Platte 18 mm
Unterkonstruktion Holz 40/40 mm
Gipskarton 2≈ 12,5 mm
Ständerprofil GK-Wand 50 mm
Gipskarton 2≈ 12,5 mm
mit Einstiegsluke 1000/1000 mm
Spiegel geklebt
Mineralwerkstoff geklebt 12 mm
Stahlprofil ∑ 230/200/12 mm
MDF-Platte 18 mm
Mineralwerkstoff geklebt 12 mm
Edelstahl 6 mm, Luftschicht 48 mm
Edelstahl 6 mm, MDF-Platte 18 mm
ESG 6 mm
Mineralwerkstoff geklebt 12 mm,
Edelstahl 6 mm, Luftschicht 100 mm,
Stahlprofil ∑ 230/200/12 mm,
MDF-Platte 18 mm
Mineralwerkstoff geklebt 12 mm
Edelstahl 6 mm,
Unterkonstruktion Holz 40/40 mm
Aufdoppelung Steinwolle 20 mm
Brandschutzverkleidung F 90 20 mm
Stahlprofil HEB 160 auf
Fußplatte 200/800/3 mm geschweißt
Mauerwerk Bestand
Mineralwerkstoff geklebt 6 mm,
Spanplatte 10 mm
Lattung Holz 40/40 mm
Gipskartonplatten 2≈ 12,5 mm
Ständerprofil GK-Wand 50 mm,
Stahlprofil | 100/100/15 mm
Verkleidung Holz Makassa
Mineralwerkstoff geklebt 6 mm
Spanplatte 10 mm
LED-Leuchte
Stahlblech gekantet 3 mm
PUR-Beschichtung lackiert 5 mm
Estrich Bestand
13
9
10
19
14
19
20
18
b
b
21
22
aa
227
Beispiel 01
1
2
3
6
5
4
7
8
Detailschnitt Maßstab 1:5
1
2
3
4
5
6
7
8
9
10
11
12
13
mineralischer Putz 25 mm auf Putzträgerplatte
Abdichtung Folie selbstklebend
Stahlprofil L 300/200/12 mm
Fugendichtband
Stahlprofil Edelstahl ∑ 50/50/5 mm
Mineralwerkstoff CNC-gefräst, geklebt 12 mm
Edelstahl 6 mm
Luftschicht 48 mm
Edelstahl 6 mm
MDF-Platte CNC-gefräst, geklebt 18 mm
Gipskarton 12,5 mm
Gipskarton 2≈ 12,5 mm
Stahlprofil Bestand ausgemauert verputzt
ESG 6 mm
Mineralwerkstoff CNC-gefräst 36 mm
an Edelstahlprofil ¡ 6/60 mm geklebt
MDF-Profil CNC-gefräst 38 mm
an Edelstahlprofil ¡ 6/60 mm geklebt
Dichtung dauerelastisch
Faserzementplatte 12 mm
Abdichtung Bitumen geflämmt
Stahlprofil L 230/300/12 mm
PU-Beschichtung lackiert 5 mm
Spanplatten 2≈ 15 mm
Unterkonstruktion Holz 65/100 mm
Estrich Bestand
10
9
13
11
2
12
228
Empfangsgebäude
Empfangsgebäude
Basel, CH 2007
Architekt:
Marco Serra, Basel
Mitarbeiter:
Stephan Schoeller
Tragwerksplaner:
Ernst Basler & Partner AG, Zürich
ETH Lausanne, Prof. Thomas Keller
Das Empfangsgebäude des Novartis-Firmengeländes ist schlicht in der Form und anspruchsvoll in Materialwahl und Konstruktion.
Das monolithische Dach aus glasfaserverstärktem Kunststoff und Polyurethan-Schaum ruht
ohne zusätzliche Träger oder Stützen direkt auf
der tragenden Glasfassade. Es ist Tragwerk,
Abdichtung und thermische Hülle zugleich und
verleiht dem Gebäude durch die flügelähnliche
Form die gewünschte Leichtigkeit. Die Dachfläche besteht aus 460 unterschiedlich geformten
CNC-gefrästen PUR-Schaumblöcken. Entsprechend der statischen Anforderungen haben die
90 ≈ 90 cm großen Grundmodule unterschiedliche PUR-Schaumdichten. Sie sind mit bis zu
12 Lagen Glasfasergewebe umwickelt und in
Handarbeit laminiert. An den Stoßflächen der
Blöcke entstehen dadurch Stege, die mit den
Decklaminaten auf der Ober- und Unterseite
die Tragstruktur bilden. Durch Verkleben und
erneutem Laminieren der größeren Blöcke entstanden so vier im Werk vorgefertigte Dachelemente von 18,50 m Länge, die auf der Baustelle auf dieselbe Weise zu einem fugenlosen
Bauteil zusammengefügt wurden. Das 400 m2
große Dach wiegt 28 t und überträgt mit den
einlaminierten Doppelstegen an den Auflagerpunkten die Vertikallasten an die Fassade.
Gleitlager und Stahlbänder gleichen das unterschiedliche Temperaturverhalten von Glas und
GFK aus. Jeweils mittig pro Seite ist das Stahlband starr mit dem Dach verbunden und leitet
die Windkräfte an die Fassade weiter. Diese
besteht aus Isolierglasscheiben, die durch
senkrechte Glasschwerter ausgesteift sind, statisch wirksam verklebt mit Silikon. Die werkseitig mit Edelstahlschienen verklebten VSGScheiben dienen, in Dach und Boden verborgen, der Krafteinleitung. Zugstäbe zwischen
den Glasschwertern verhindern ein Verformen
des Dachs und sichern gegen Windsog. Am
oberen Ende sind sie mit einer einlaminierten
Stahlplatte verschraubt, am unteren Ende
gleicht eine Edelstahlfeder thermische Längenänderungen aus.
Schnitt • Grundriss
Maßstab 1:200
1
2
3
4
Haupteingang
Empfang
Personalzugang
Zugang zur
Tiefgarage
Zugang zum
Campusgelände
5
aa
4
3
1
2
a
a
5
• glasfaserverstärkter Kunststoff als Tragwerk
und Abdichtung
• thermische Hülle mit handlaminierten PURSchaumblöcken
229
Beispiel 02
1
2
A
3
Vertikalschnitt
Maßstab 1:20
6
7
4
Detailschnitte
Maßstab 1:5
d
d
8
5
9
bb
1
2
13
16
3
A
230
4
13
15
17
14
6
Empfangsgebäude
1
B
6
12
3
11
10
4
7
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
PUR-Block 70 – 600 mm, Decklaminat
glasfaserverstärkter Kunststoff 6 –10 mm tragend
Oberflächenbeschichtung
Polyestertopcoat UV-beständig, selbstlöschend
Doppelsteg glasfaserverstärkter Kunststoff 2≈ 6 mm
bis 2≈ 9 mm, dazwischen Hartschaumstoff 15 mm
glasfaserverstärkter Kunststoff nichttragend
tragende Glasfassade: Isolierverglasung
ESG 8 + SZR 16 + VSG aus
2≈ 12 mm TVG mit 1,52 mm PVB-Folie
Asphalt 65 mm
Abdeckung abnehmbar glasfaserverstärkter
Kunststoff nicht tragend
Glasschwert: VSG aus 3≈ 8 mm TVG
mit 2≈ 1,52 mm PVB-Folie;
Einfassung unten: Edelstahlprofil fi 60 mm
Zugelement Stahlstab Ø 12 mm, umhüllt mit
Acrylglashülsen, mit Stahleinlage im Dach
verschraubt, flexible Befestigung am Fußpunkt
Naturstein Giallo Siena 25 mm, Fußbodenheizsystem 7 + 18 mm, Unterlagsboden
Beton 70 mm, PE-Folie 0,2 mm
Wärmedämmung 60 mm, Stahlbetondecke 250 mm
Akustikdecke: Geflecht aus Stoffbahnen 3 mm
Akustikmatte Mineralwolle
Maßbolzen für CNC-gesteuerte Herstellung
Tropfnase Formteil glasfaserverstärkter Kunststoff
Gleitlager Stahlblech punktuell, längs verschieblich
Silikonverklebung tragend
Flachstahl ¡ 120/8 mm
Kunstharzinjektion als Toleranzausgleich
Edelstahlprofil 5 mm
glasfaserverstärkter Kunststoff 6 mm
Stahleinlage punktuell 186/50/40 mm
Stahlprofil fi Edelstahl 50/35 mm mit VSG verklebt
Kompressionsband
Flachstahl ¡ Edelstahl mit VSG verklebt
Randstreifen grau emailliert
Eckstütze: Isolierverglasung
ESG 6 + SZR 12 + VSG aus TVG 12 + 15 + 12 mm
1
23
4
b
c
14
23
18
2
14
b
19
8
24
21
14
20
7
13
21
22
8
4
14
5
8
cc
dd
c
231
Beispiel 03
Büro- und Geschäftshaus »The Walbrook«
London, GB 2009
Architekten:
Foster + Partners, London
Tragwerksplaner:
Arup, London
Das Büro- und Geschäftshaus »The Walbrook«
steht an exponierter Stelle in der Londoner City.
Auf zehn Geschosse verteilen sich 42 000 m2
Nutzfläche. Zwei Atrien sorgen für natürliches
Licht auch im Innern. Das organisch geschwungene Gebäude mit seiner silbernen Fassadenverkleidung lässt hier den Einsatz von Metall
vermuten. Die 14 000 m2 große Außenhülle ist
jedoch vollständig von Lamellen aus glasfaserverstärktem Kunststoff (GFK) umgeben. Damit
ist »The Walbrook« das erste Bauvorhaben, bei
dem faserverstärkter Kunststoff in dieser Größenordnung zum Einsatz kommen. GFK ist frei
formbar, statisch wirksam und ermöglicht diese
filigranen Elemente mit geringem Eigengewicht
und hoher Witterungsbeständigkeit. Vertikal
verlaufende Lisenen strukturieren die Fassade
und tragen die horizontalen Sonnenschutzlamellen. Diese folgen im Abstand von 1 m aufeinander. Je nach Tages- und Jahreszeit wird die
direkte Sonneneinstrahlung abgeschirmt, die
metallische lackierte Oberfläche leitet Streulicht
nach innen. Die Lamellen haben eine elliptische
Form und messen auf den Sonnenseiten 50,0 ≈
12,5 cm, auf der Nordseite 20,0 ≈ 6,2 cm. Für
die Detailplanung wurde die Geometrie der Gebäudehülle in einem digitalen und parametrisierten 3D-Modell dargestellt. Nur so ließ sich
die hohe Anzahl der unterschiedlichen Formteile bewältigen und Daten für die maschinelle Bearbeitung gewinnen. Die Fertigung der Fassadenelemente erfolgte in drei Schritten. Zuerst
entstanden die Urformen aus PUR-Hartschaum
mittels CNC-Fräse. Davon ließen sich die GFKNegativabdrucke der Lamellen abformen. In
diese wurde dann per Hand die textile Faserverstärkung geschichtet und mit Polyesterharz
getränkt. Zwei Halbschalen bildeten dabei eine
Hohlform. Ein eingelegter Folienschlauch
presste von innen das noch nasse GFK in die
endgültige Form. Die Toleranzen aus dem
Handlaminieren glich die CNC-Fräse aus. So
entstanden ca. 4000 Lamellen und etwa
750 Lisenenelemente. Noch im Werk erfolgte
die Montage an die Aluminium-Elementfassade
zu vollständig vormontierten Bauteilen.
• Gebäudehülle aus GFK-Lamellen
• vom digitalen, parametrisierten 3D-Modell zu
handlaminierten Fassadenelementen
232
Büro- und Geschäftshaus »The Walbrook«
Schnitt
Maßstab 1:800
Detailschnitte
Maßstab 1:20
A
B
C
D
A
parametrisches Modell
Tränken der Faserverstärkung mit Polyesterharz
Verpressen des GFK mit Folienschlauch
vorgefertigtes Fassadenelement lackiert
B
b
b
1
2
1
3
2
4
7
3
4
5
5
6
7
8
6
9
8
10
11
9
12
13
Pfosten-Riegel-Konstruktion Aluminium
Hohlraumboden 150 mm, Stahlbetondecke 130 mm
abgehängte Decke
Fassadenbefestigung
Stahlblech gekantet 2 mm, dauerelastisch verfugt
als Schallschutzelement
Stahlblech pulverbeschichtet 2 mm zur Aussteifung
der Fassade und für späteren Sonnenschutz
Fassadenaussteifung Stahlrohr | 50/50/4 mm
Sonnenschutzlamelle GFK
Isolierverglasung TVG 8 + SZR 14 + VSG 12 mm
mit Sonnenschutzbeschichtung
Lamellenbefestigung Aluminium 10 mm
pulverbeschichet an Lamellenseitenwand verschraubt
Fassadenelement Lisene GFK, Länge 3,50 m
Unterkonstruktion Aluminium aus einem Traganker und
einem Windanker pro Lisene
Aluminiumblech gekantet 2 mm
Wärmedämmung Mineralwolle 120 mm
C
Stahlblech verzinkt 350/250/10 mm
aa
13
12
1
a
12
11
9
8
10
bb
a
7
D
233
Beispiel 04
Wohnhaus
Minamituru-gunn, J 2006
Architekten:
Takeshi Hosaka, Yokohama
Mitarbeiter:
Megumi Hosaka
Tragwerksplanung:
Hirofumi Ohno, Tokio
Das Wohnhaus mit seiner abstrakten Form aus
weißen, scheinbar schwebenden Bändern stellt
einen starken Kontrast zur ländlichen Umgebung dar. Das Grundstück, das in der Nähe
des Vulkans Fuji und einer attraktiven Seenlandschaft gelegen ist, bietet den Bauherren
einerseits reizvolle Ausblicke auf die Bergsilhouette, andererseits wollte sich die junge
Familie von der nahen touristischen Panoramastraße und den verstreuten benachbarten
Wohnhäusern distanzieren. Das scheinbare
Erdgeschoss entpuppt sich erst bei näherem
Hinsehen als eine solide Sichtbetonmauer,
die den Garten umfriedet und gegenüber
unerwünschten Einblicken abschirmt. Im
Obergeschoss bildet eine Brüstung um die
Terrasse einen Sichtschutz für die privaten
Wohnbereiche.
Während sich das Grundstück nach außen hin
völlig abgrenzt, öffnen sich die Geschosse
gänzlich zum Garten hin. Den Architekten war
es wichtig, die Grenze zwischen Innen- und
Außenraum so transparent und unsichtbar wie
möglich zu gestalten. Erreicht wird dieser Eindruck mithilfe von zwei umlaufenden transparenten Bänder aus 20 mm starkem Acrylglas,
die eine für japanische Klimaverhältnisse ausreichende leichte Gebäudehülle bilden. Dadurch, dass sie kaum Licht reflektieren, beeinträchtigt nichts den Blick von innen nach außen
und umgekehrt. Auch auf störende vertikale
Pfosten konnte verzichtet werden, sodass die
Grenze zwischen Innen- und Außenraum aufgehoben zu sein scheint. Wohn- und Aufenthaltsbereiche gruppieren sich allseitig um den
Gebäudekern; von jedem Bereich führt eine
gläserne Schiebetüre nach draußen. Einzig die
Schlafbereiche können mittels innen liegender
weißer Schiebetüren verdunkelt werden. Hinter
den vermeintlich massiven Bändern der Fassade verbirgt sich eine Stahlkonstruktion, die mit
Sperrholzplatten verkleidet wurde. Diese sind
mit glasfaserverstärktem Kunststoff beschichtet.
Schnitt • Grundrisse
Maßstab 1:200
1
2
3
4
5
6
7
8
9
10
aa
8
9
10
7
a
3
4
1
6
2
• Acrylglas-Bänder
• Beschichtung aus glasfaserverstärktem
Kunststoff
a
234
5
Garten
Eingang
Wohnbereich
Essbereich
Küche
Schlafzimmer
Terrasse
Kinderzimmer
Stockbett
Lager
Wohnhaus
Vertikalschnitt Maßstab 1:20
11
11
12
13
14
12
13
15
16
17
18
14
15
Abdichtung Kunststoff
glasfaserverstärkt weiß beschichtet
Sperrholzplatte 2≈ 12 mm
Lattung im Gefälle
Träger Kantholz 120/60 mm
Stahlprofil Å 200/100 mm
Stahlprofil fi 200/90 mm
Teppich 7 mm, Sperrholzplatte
12 mm, Kantholz 100/40 mm
Kantholz 150/60 mm
Kondenswasserschutz
Acrylglas 20 mm,
größtes Element 7020/1900 mm
in Rahmen Stahlprofil und Kiefernholz
Stahlprofil Å 300/150 mm
Abdichtung Kunststoff
glasfaserverstärkt, weiß beschichtet
Sperrholzplatte 2≈ 12 mm
Lattung im Gefälle
19
20
21
22
23
Sperrholzplatte 24 mm
Flachstahl 75/1,2 mm
Stahlprofil fi 300/90 mm
Gipskartonplatte gestrichen 9,5 mm
Wärmedämmung Glaswolle 60 mm
Abdichtung Kunststoff
glasfaserverstärkt, weiß beschichtet
Sperrholzplatte 2≈ 12 mm
Stahlrohr horizontal | 75/75 mm
Stahlrohr vertikal ¡ 75/40 mm
Wärmedämmung Glaswolle 100 mm
Gipskartonplatte gestrichen 12,5 mm
Schiebetüre, Rahmen Kiefernholz
ESG 5 + SZR 12 + ESG 5 mm
Teppich 7 mm
Sperrholzplatte 12 mm
Fußbodenheizung/Dämmung /
Lattung 45/45 mm
Sperrholzplatte 24 mm
Wärmedämmung/Lattung 50 mm
Stahlbeton 200 mm
16
18
17
19
20
21
22
23
235
Beispiel 05
Seeko'o Hotel
Seeko'o Hotel
Bordeaux, F 2007
Architekten:
Atelier Architecture King Kong, Bordeaux
Paul Marion, Jean-Christophe Masnada,
Frederic Neau, Laurent Portejoie
Mitarbeiter:
Olivier Oslislo, Fontaneda Calzada David,
Max Hildebrant
Tragwerksplanung:
ETBA, Bordeaux
Das Hafengelände am Ufer der Garonne in
Bordeaux ist ein Wahrzeichen der Stadt. Mit
der Entscheidung, an diesem historischen
Standort ein Designhotel zu errichten, begannen kontroverse Diskussionen. Entstanden
ist ein Gebäude, das sich städtebaulich einfügt, mit Form und Außenhaut aber bewusst
einen deutlichen Kontrapunkt zu den Sandsteinfassaden der umliegenden Bebauung
setzt. Die glatte, weiße Oberfläche der Fassade interpretiert den Hotelnamen: Seeko'o
bedeutet in der Sprache der Inuit Eisberg
und Gletscher. Die Knicke in der Fassade
greifen die Höhen der Nachbargebäude auf,
verlaufen geradlinig und nehmen keine Rücksicht auf Öffnungen. Die historischen Fensterformate wurden übernommen, aber mit innenliegenden oder außen bündigen Glasflächen
abstrahiert. Zum ersten Mal kam hier großflächig, durchgängig gefärbter, acrylgebundener Mineralwerkstoff als Außenverkleidung
zum Einsatz. Die stehenden Plattenformate
fügen sich durch einen abwechselnd konvexen
und konkaven Verlauf an den Seiten aneinander. Sie sind aus Standardplatten zusammengesetzt und auf die gewünschte Paneelgröße
von maximal 2,2 ≈ 5,5 m zugeschnitten und
gesäumt. Die umlaufend gefasten Kanten sind
als Bewegungsfugen ausgebildet und gleichen
die thermischen Längenänderungen aus. Sie
betragen ca. 3 mm pro Meter. Die Stöße an
den Verbindungsstellen sind rückseitig mit
6 mm starken und 50 mm breiten Streifen hinterlegt, die die gegenseitigen Bewegungen
aufnehmen und an die tragende Unterkonstruktion aus Aluminium ableiten. Die verdeckte
Befestigung der Kunststoffpaneele erfolgt mit
sogenannten Squirrels. Dies sind runde Einsätze aus Mineralwerkstoff, die auf der Rückseite des Paneels paßgenau in ausgefräste
Öffnungen geklebt werden. An ihrem zentrierten Metalleinsatz sind c-förmige Aluminiumprofile verschraubt, die im Abstand von 45 cm
in die Unterkonstruktion der Fassade eingeklickt werden. Von außen sichtbar ist somit
nur die feine Struktur der geschwungenen
Plattenformate.
• Fassadenpaneele aus Mineralwerkstoff
• verdeckte Befestigung mit Mineralwerkstoff
236
5
Vertikalschnitte
Maßstab 1:20
1
2
3
4
Fassadenpaneel Mineralwerkstoff
UV-beständig 12,3 mm, mit rückseitigem
Befestigungsprofil aus Aluminium,
Unterkonstruktion Aluminium
aus Lattung und Konterlattung,
Außenwand Stahlbeton 250 mm
Innendämmung Mineralwolle 100 mm
Gipskartonplatte 13 mm
Fensterrahmen Aluminium
Öffnungsflügel Aluminium mit Isolierverglasung
Fensterblech Aluminium lackiert 3 mm
6
7
8
9
10
11
Verkleidung Fensterleibung
Mineralwerkstoff 12,3 mm,
Aluminium-Unterkonstruktion
an Stahlbeton verschraubt
Befestigungslasche Aluminium
Punkthalter Aluminium
ESG mit Siebdruckmuster
Gipskarton 13 mm
Innendämmung Mineralwolle 50 mm
Aluminiumprofil ∑ 120/70/5 mm
Isolierverglasung:
VSG 8 mm + SZR 12 mm +
Floatglas 8 mm verklebt auf
Fenterrahmen Aluminium
1
1
2
10
6
8
3
4
5
7
9
11
Wohnhaus
Wohnhaus
Müllheim, D 2005
Architekten:
Pfeifer Roser Kuhn, Freiburg
Mitarbeiter:
Thomas Gillich (Projektleiter),
Nils Schinker, Simone Wechsler
Tragwerksplanung:
Greschik + Falk + Partner, Berlin
Energiekonzept:
Delzer Kybernetik, Lörrach
Haustechnik:
Balck + Partner, Heidelberg
aa Schema Sommer
Hinter seiner bläulich schimmernden Haut bietet das Gebäude mit der klassischen Kubatur
Wohnraum für zwei Parteien auf einer quadratischen Grundfläche von 12 ≈ 12 m. Von der
zentralen, gemeinsam genutzten Halle aus erschließen zwei gegenläufige Treppen die voneinander unabhängigen Privatbereiche. Die
Grundrisse sind in jeder Etage um 90 ° gedreht,
sodass beide Parteien gleichermaßen von der
Ausrichtung zur Sonne profitieren.
Während die verputzten Giebelwände aus Porenbetonsteinen gemauert sind und für Speichermasse und gute Dämmung sorgen, stellen
die traufseitigen Wände und die Dachflächen
den konstruktiven Kern für die passive Solarenergienutzung des Hauses dar. Sie sind in
massiver Brettstapelbauweise ausgeführt, darüber liegen großformatige, lichtstreuende Stegplatten aus Polycarbonat, die sich komplett
über die Dachfläche ziehen und die äußere Gebäudehülle bilden. Der 8 cm breite Zwischenraum wirkt als Luftkollektor: Bei Sonneneinstrahlung erwärmt sich die Luft sehr rasch und
steigt nach oben. Einfach konstruierte Rückschlagklappen im Sockelbereich öffnen sich
durch den entstehenden Sog und ermöglichen
das Nachströmen von Frischluft. Im oberen
Dachraum wird die erwärmte Luft mit einem
Lüfter durch einen Kaminzug zur Beheizung in
die unteren Räume geleitet. Sechs manuell
steuerbare Dachfenster im Firstbereich erlauben zusätzlich eine einfache Temperaturregelung; nicht benötigte Warmluft wird nach oben
abgeführt. Der hohe k-Wert der Polycarbonatplatten von 1,15 W/m2K macht weitere Dämmmaßnahmen im Fassadenbereich überflüssig.
Außerdem zeichnet sich das Material durch
geringes Eigengewicht und hohe Hagelschlagfestigkeit aus. Im Dachbereich ist zudem seine
lichtstreuende Wirkung von Bedeutung. Die
transluzenten Flächen lassen Sonnenlicht
auch in die Halle einfallen, die das Haus ganzjährig mit Wärme versorgt. Als unterstützende Heizung dient die Bauteilaktivierung der
Betondecken.
Schnitte
Grundriss Erdegeschoss
Maßstab 1:250
1 Halle
bb Schema Winter
2
3
4
5
Küche
Wohnen
Schlafen
Abstellraum
c
5
4
a
a
3
b
1
2
3
2
b
• Polycarbonatstegplatten als Gebäudehülle
• wärmedämmende Wirkung
cc Wärmeverteilung im Winter
c
237
Beispiel 06
1
2
3
Horizontalschnitt • Vertikalschnitt Maßstab 1:20
1
2
3
4
5
Außenputz 15 mm
Porenbeton 300 mm, Innenputz
Aluminiumprofil fi 50/50 mm
Wandaufbau:
Fünffachstegplatte Polycarbonat 40 mm
Flachsoganker
Lattung 60/80 mm
Konterlattung 60/80 mm
Brettstapelwand 140 mm
Dampfbremse
Stahlprofil fi 50 mm
Gipskartonplatte 12,5 mm
Isolierverglasung
4 mm + 16 mm SZR + 4 mm
Fünffachstegplatte Polycarbonat 40 mm
dd
4
6
7
8
9
10
11
12
13
Lattung 60/80 mm
Konterlattung 60/80 mm
Abdeckblech
Bodenaufbau Terasse:
Mineralbeton 50 mm
Schotterbett Granit 150 mm
Bodenaufbau Obergeschoss:
Stahlbeton mit Bauteilaktivierung 190 mm
Rückschlagklappe PTFE-Membran
Insektengitter Edelstahl
Bodenaufbau Erdgeschoss:
Stahlbeton mit Bauteilaktivierung 220 mm
Perimeterdämmung 100 mm
Sauberkeitsschicht 50 mm
Abdeckblech
Drehflügel-Dachfenster
Pfette 140/140 mm
5
6
8
d
d
9
7
238
10
Wohnhaus
11
12
13
12
8
3
10
239
Beispiel 07
Flagship Store und Firmenzentrale
London, GB 2008
Architekten:
Squire and Partners, London
Mitarbeiter:
A. Mangiavacchi (Projektleitung),
Y. Chan, T. Gledstone, M. Larizadeh,
M. Levinson, A. Medland, F. Renton,
T. Sheridan, M. Squire, S. Steed
Tragwerksplanung:
Fluid Structures, London
Die neue Londoner Zentrale der Modemarke
Reiss vereint verschiedene Nutzungen unter
einem Dach: den Flagship Store über drei
Stockwerke, darüber Entwurfsstudios, Schneiderei, die Hauptverwaltung sowie ein Penthouse.
Vier britische Architekten wurden zu einem
Wettbewerb eingeladen, um dem Gebäude
in unmittelbarer Nähe zur Oxford Street ein
unverwechselbares Gesicht zu geben, das die
Marke publikumswirksam nach außen transportiert.
Das Londoner Büro Squire und Partner überzeugte mit dem Konzept, die verschiedenen
Nutzungen hinter einem opaken Schleier aus
senkrecht stehenden Acrylglasplatten zusammenzufassen. Mit dem Einsatz von Acrylglasblöcken in Dicken von 50 mm wurde durch vertikale Ausfräsungen unterschiedlicher Breite
und Tiefe sowie durch das Abwechseln von
polierten und mattierten Oberflächen eine dreidimensionale Wirkung der Fassade erreicht.
Je nach Blickwinkel und Lichteinfall zeigt die
Verkleidung den technischen Charakter von
Barcodes oder den seidigen Schimmer eines
gebäudehohen Faltenwurfs. Tagsüber sorgt die
Hülle für angenehmes und blendfreies Licht im
Innenraum. Den eindrücklichsten Effekt bietet
die Fassade bei Nacht: Einzeln steuerbare
LED-Schienen unter jedem Paneel verwandeln
die Fassade dank der hohen Lichtleitungsfähigkeit des Materials in einen halbtransparenten Vorhang aus Licht.
Jedes einzelne Paneel steht auf zwei T-förmigen Konsolen und wird seitlich von eingefrästen Edelstahlstangen gehalten, die an drei
Punkten mit der Fassadenkonstruktion verbunden sind. Über diese verschiebliche Verbindung werden die Windlasten abgeleitet, ohne
Zwängungen durch thermische Längenänderung des Materials zu erzeugen. Die nahezu unsichtbare Befestigung der Elemente verstärkt
den schwebenden Charakter der Fassade.
• Acrylglasplatten individuell profiliert
• unterschiedliche Materialstärken und Oberflächen erzeugen dreidimensionale Wirkung
Schnitt
Grundrisse
Maßstab 1:500
5
1
2
3
4
5
3
4
1
4
aa
4
4
3
4
3. OG
4
a
1
a
2
EG
240
Verkauf
Empfang / Büro
Büro / Designstudio
Wohnen
Penthouse
Flagship Store und Firmenzentrale
17
19
13
10 18
11
bb
6
12
8
Horizontalschnitt
Vertikalschnitt
Maßstab 1:20
13
14
6
7
8
9
10
11
12
Acrylglaspaneel gefräst, poliert und
mattiert 30 – 50 mm
Abdeckung der LED-Halterungen,
Aluminiumprofil gebürstet
∑ 42/42 mm
Kabelkanal Stahlprofil fi 40/70 mm
mit Abdeckung
vertikales Fassadenprofil Flachstahl,
pulverbeschichtet ¡ 30/80 mm
horizontaler Abstandshalter Flachstahl,
pulverbeschichtet ¡ 30/80 mm
Kragträger Flachstahl
¡ 30/170 mm
Wartungssteg Gitterrost
15
16
17
18
19
20
9 20
pulverbeschichtet 40/10 mm
Abdeckung Dachrand,
Aluminiumblech
seitlicher Abschluss Fassadenzwischenraum gehärtetes Glas
Eingangstür ESG 2≈ 8 mm,
beidseitig auf Stahlrahmen geklebt
Ladenfassade Einfachverglasung
VSG 2≈ 11 mm
Deckenrandträger Stahlrohr
¡ 200/400/5 mm
Bürofassade Isolierverglasung
VSG 2≈ 6 mm + SZR 16 mm +
ESG 6 mm
Pfosten Stahlrohr ¡ 200/80 mm
(nur bei Tür)
seitliche Haltestangen,
Edelstahl Ø 7 mm,
an vertikalem Fassadenprofil befestigt
b
b
6
18
9
8
19
12
7
10
17
16
20
15
14
241
Beispiel 07
Vertikalschnitt • Horizontalschnitt
1
Acrylglaspaneel gefräst, poliert und mattiert
30 – 50 mm
seitliche Haltestangen Edelstahl Ø 7 mm,
4≈ pro Geschoss an vertikalem
Fassadenprofil befestigt
Befestigung Haltestangen Stahl
Abdeckung der LED-Halterungen,
Aluminiumprofil gebürstet ∑ 42/42 mm
LED-Leiste einzeln steuer- und programmierbar
Abdeckung LED, Glasstreifen
2
3
4
Herstellung und Profilierung
der Acrylglaspaneele auf der CNC-Fräse
Maßstab 1:5
5
6
c
7
8
9
10
11
12
13
Stahlkonsole zur Lastabtragung der Acrylpaneele
Befestigungsschrauben Edelstahl flächenbündig
vertikales Fassadenprofil,
Flachstahl pulverbeschichtet ¡ 30/80 mm
horizontaler Abstandshalter,
Flachstahl pulverbeschichtet ¡ 30/80 mm
Kabelkanal Stahlprofil fi 40/70 mm
Abdeckung Kabelkanal Flachstahl ¡ 60/5 mm
Wartungssteg Gitterrost,
pulverbeschichtet 40/10 mm
c
3
9
11
12
7
6
5
4
8
1
10
13
1
2
cc
242
13
3
9
Beispiel 08
Bürogebäude
Bürogebäude
Madrid, E 2009
Architekten:
Selgas Cano, Madrid
Jose Selgas Rubio, Lucia Cano Pintos
Mitarbeiter:
Jose de Villar
Die unkonventionelle Büroröhre, die zum Teil im
Gelände versenkt ist, steht in direkter Nachbarschaft zum Wohnhaus der Architekten und gibt
den Blick auf das gesamte baumbestandene
Grundstück frei. Die Röhre besteht aus zwei Teilen: Im Norden wölbt sich das Halbrund aus
20 mm starkem Acrylglas über die Flurzone,
während im Süden ein Sandwich aus Polyesterplatten mit einer transluzenten Dämmung aus
Polyethylen die Arbeitsbereiche vor Blendung
schützt. Diese Polyesterscheiben kommen bei
einigen Waggons der Deutschen Bahn zum Einsatz, sind aber in kleinen Mengen nicht erhältlich. Die Architekten mussten daher eine Bestellung der Bahn abwarten, um das 12 m lange
Stück zu erhalten. Auch der Bauablauf erwies
sich als weitaus schwieriger als gedacht. Eine
Vielzahl von Terminen galt es abzustimmen:
Eine Firma war für die Krümmung der Scheiben
verantwortlich, eine andere für die Montage und
eine dritte für die Stirnseiten. Diese sind aus
mattem Acrylglas und können mittels Flaschenzug und Gegengewicht zur Querlüftung aufgeklappt werden. Die Nordhälfte der Röhre aus
transparentem Acrylglas ist aus zehn standardisierten Teilen gefügt, die lediglich an den Kanten genutet wurden, um ein Profil mit Silikondichtung einfügen zu können. So bleibt der
Ausblick ungetrübt – nur der Regen hinterlässt
Spuren und Geräusche über den Köpfen.
a
a
7
6
12
13
aa
1
8
9
10
11
2
3
4
5
• umgeformtes Acrylglas
• transluzente Dämmung aus Polyethylen
Vertikalschnitt
Maßstab 1:10
7
8
1
2
3
4
5
6
Polyester glasfaserverstärkt,
2≈ 10 mm dazwischen
Wärmedämmung transluzent
Polyethylen 100 mm
Stahlblech gekantet verzinkt 2 mm
Stahlprofil verzinkt ∑ 60/40/7 mm
verschweißt mit Stahlprofil verzinkt
∑ 30/30/2,5 mm
Stahlblech verzinkt 4 mm
verschweißt mit
Stahlblech verzinkt 15 mm
Regal Acrylglas 15 mm
auf Bügel Rundstahl Ø 16 mm
Stahlblech verzinkt 3 mm,
weiß gestrichen
9
10
11
12
13
Acrylglas 20 mm
Auflager PVC transparent
Spule für Polyamidkabel:
Edelstahlscheibe
2≈ Ø 160 mm
dazwischen Zylinder 80 mm
und Kurbel
Stahlprofil ∑ 2≈ 40/20/3 mm
verschweißt mit Flachstahl 2 mm
Abdeckung Stahlblech verzinkt,
gekantet 2 mm
Geotextil 2 mm
Dichtungsbahn 2 mm
Sichtbeton 250 mm
verschalt mit
Rauspundschalung 70 mm
Silikonverfugung
Edelstahlprofil 16/2 mm
243
Beispiel 09
Firmenzentrale
Firmenzentrale
Middelfart, DK 2006
Architekten:
KHR arkitekter, Kopenhagen
Jan Søndergaard
Mitarbeiter:
Henrik Danielsen, Emi Hatakana, Ole Jensen,
Claus Bang Lauridsen, Morten Vedelsbøl
Wie ein geschwungener Hügel liegt die Firmenzentrale eines dänischen Herstellers von
glasfaserverstärktem Kunststoff (GFK) in der
flachen Landschaft. Das Gebäude vereint Entwicklung, Herstellung und Verwaltung unter
einem Dach, wobei ein integriertes Hochregallager die Maximalhöhe des Baukörpers definiert. Um dieses zentrale Element gruppieren
sich alle funktionalen Bereiche der Produktion.
Verwaltung, Entwicklung und Marketing sind
auf der dreigeschossigen Ostseite des Gebäudes untergebracht und durch eine Verglasung
von der Produktionshalle getrennt, wodurch ein
Blickbezug herstellt wird.
Drei große transparente Einschnitte gliedern
das langgestreckte Bauwerk und verleihen
dem Gebäude Dynamik. Gleichzeitig sorgen
diese »gläsernen Klammern« für eine natürliche Belichtung aller Nutzungsbereiche.
Für die Gebäudehülle wurden von der Firma
selbst produzierte und teilweise speziell für dieses Bauvorhaben entwickelte Produkte eingesetzt. Die Außenfassade besteht aus dampfdichten Sandwichpaneelen, die mit GFK-Planken verkleidet sind. Diese hinterlüftete Außenhaut ist durch einen integrierten Überlappungsstoß regendicht. Auch für Fensterbänke und
-rahmen kamen speziell geformte GFK-Profile
zum Einsatz, die mit einer sehr schmalen Ansichtsbreite dennoch gute Wärmedämmwerte
erreichen. Sowohl die pultrudierten (stranggezogenen) Profile als auch die Fassadenplatten
sind mit transparentem Harz gefertigt, sodass
die innen liegende Faserverstärkung sichtbar
ist und den Bauteilen eine Tiefenoptik verleiht.
Für die Ganzglasfassade der drei Einschnitte
wurden ebenfalls GFK-Profile verwendet, die
direkt mit den Glasscheiben verklebt sind.
Die vorgefertigten Elemente sind lediglich
verschraubt und an der Unterkonstruktion befestigt. Durch die steife Verklebung kann die
Glasscheibe zur Lastabtragung hinzugezogen
werden, was die Rahmenabmessungen im
Vergleich zu Aluminiumfassaden wesentlich
optimiert.
• Fassadenbeplankung aus glasfaserverstärktem Kunststoff
• sehr schmale Fensterprofile aus glasfaserverstärktem Kunststoff
244
1
Detailschnitt
Maßstab 1:5
1
2
2
3
4
Fassadenpaneel
glasfaserverstärkter
Kunststoff 500 ≈ 40 mm
Aufhängung aus Paneelstreifen,
180° gedreht
Sandwichpaneel 200 mm
Gipskarton 16 mm
Stahlprofil Å 220
Klappfenster
Isolierverglasung
verklebt mit Festerrahmen
glasfaserverstärkter Kunststoff
Fensterbrett
glasfaserverstärkter Kunststoff
Kabelkanal
3
4
Wohn- und Bürohaus
Wohn- und Bürohaus
Dachau, D 2005
Architekten:
Deffner Voitländer, Dachau
Mitarbeiter:
Stefan Bohnengel, Julia Hertel, Kersten Waltz,
Florian Zeitzler
Tragwerksplanung:
Tischner und Pache, Dachau
Das Wohn- und Bürogebäude der Architekten
befindet sich in der Dachauer Altstadt. Die
großzügige Freifläche im Osten wird beinahe
zur Hälfte von der weitausladenden Baumkrone einer ca. 100 Jahre alten Linde bedeckt.
Dieses Naturdenkmal bildet den Mittelpunkt
des innerstädtischen Platzes und verleiht dem
Grundstück seine Einzigartigkeit. Das Atelierhaus orientiert sich daher mit allen Aufenthaltsräumen nach Osten, der Ausblick auf den
Baum ist das zentrale Thema. Auch die Fassade greift diesen Aspekt auf. Fotografien der
Linde wurden auf die Außenhaut projeziert, die
Konturen des Baums legen sich als Abwicklung um das gesamte Haus.
Möglich macht dies die transluzente Gebäudehülle aus glasfaserverstärktem Kunststoff. Das
auf Spezialpapier geplottete Baummotiv ist in
die von Hand laminierten Paneele eingelegt.
Beim Durchtränken mit Kunstharz bleibt abschließend nur der Druck sichtbar, der noch
mit einer letzten GFK-Schicht überzogen wird.
Auch die Unterkonstruktion ist je nach Sonneneinstrahlung deutlich zu sehen. Sie zeigt die
Mehrschichtigkeit der Fassade, die dadurch
auch eine räumliche Wirkung und die gewünschte Leichtigkeit erhält.
Das zurückgesetzte Dachgeschoss hebt sich
in Farbe und Form deutlich von den unteren
Geschossen ab. Das Fassadenmaterial ist jedoch das gleiche. Um den gedeckten Aubergineton zu erreichen, wird hochpigmentierte
Farbe mit dem Kunstharz gemischt. Die einzelnen Paneele haben umlaufend abgerundete
Ecken und Flansche, die sich an den Stößen
überlappen und miteinander verschraubt sind.
Das dadurch entstehende Fugenbild strukturiert die Fassade. Die erforderlichen Negativformen für die einzelnen GFK-Elemente sind unprätentiös in Handarbeit aus Styropor und Polyurethan-Schaum mit einer Feile entstanden.
Das Gebäude setzt einen deutlichen Kontrapunkt zur umliegenden Bebauung, ohne sie zu
dominieren und lässt dem Naturdenkmal in
städtebaulicher Hinsicht den Vortritt.
• glasfaserverstärkter Kunststoff
• transluzente Gebäudehülle mit einlaminiertem Baummotiv
• Fassadenstruktur mit abgerundeten Paneelen
Grundrisse
Maßstab 1:250
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Müllraum
Treppenhaus
Büro
Plotterraum
Küche
Luftraum
Besprechung
Bad
Zimmer
Wohn/Essbereich mit offener Küche
Speisekammer
Abstellraum
Ankleide
Schlafzimmer
Galerie
Dachterrasse
13
14
12
6
15
8
16
2. OG
8
11
9
9
9
10
1. OG
a
5
1
2
4
3
EG
6
7
a
245
Beispiel 10
Vertikalschnitt
Maßstab 1:20
Horizontalschnitte
Maßstab 1:5
11
cc
5
c
c
10
9
13
12
8
7
b
b
4
3
2
aa
246
1
Wohn- und Bürohaus
1
2
3
4
5
6
7
8
9
Wärmedämmung XPS 80 mm
Gehwegplatten 120 mm im Gefälle verlegt
Zementestrich 80 mm mit Fußbodenheizung
Trennlage PE-Folie, Trittschalldämmung 30 mm
Wärmedämmung 50 mm, Stahlbeton 200 mm
Fensterrahmen Hemlockholz 70/110 mm
Isolierverglasung:
ESG 4 mm + SZR 16 mm + ESG 4 mm
GFK-Paneel 4 mm mit Abstandshaltern
Lattung 40/60 mm weiß lackiert
Winddichtung diffusionsoffen, Wärmedämmung
Mineralwolle 2≈ 60 mm, Stahlbeton 200 mm
Stahlprofil verzinkt ∑ 140/140/10 mm
Vollholz 120/180 mm
GFK-Paneel 4 mm, Lattung 2≈ 40/60 mm
Winddichtung diffusionsoffen, Weichfaserplatte 20 mm
Wärmedämmung Cellulose 140 mm
Schalung OSB-Platte 19 mm
Wärmedämmung Mineralwolle 40 mm
Gipskartonplatten 2≈ 12,5 mm
10 Stahlprofil beschichtet ¡ 20/50 mm
11 Kies 50 mm, Abdichtung 2-lagig Bitumen
Schalung Holz 20 mm
Sparren mit Gefälle 40 –140 mm
Winddichtung Pappe, Sperrholzplatte 20 mm
Sparren 60/180 mm, dazwischen
Wärmedämmung Cellulose 180 mm
Schalung OSB-Platte 20 mm
Wärmedämmung Mineralwolle 40 mm
Gipskartonplatten 2≈ 12,5 mm
12 Leichtbeton mit Gefälleausgleich 200 – 230 mm
13 Splitt 50 mm, Filtervlies, Kies 50 mm
Abdichtung Bitumen 2-lagig, Wärmedämmung 180 mm
Dampfsperre, Gefälleestrich in Längsrichtung
Stahlbeton im Gefälle 180 – 300 mm
14 Stahlplatte ¡ 10 mm auf Mörtelbett
15 Stahlrohr verzinkt Ø 48,3 mm
16 Sperrholzplatte 24 mm
17 Stahlprofil verzinkt ∑ 250/250/16 mm
18 Glashalteleiste Aluminium 60/60/5 mm punktuell
15
9
14
16
18
17
6
4
cc
6
18
c
c
3
bb
247
Beispiel 11
Mobile Art – Chanel Contemporary Art
Container
Hongkong, Tokyo, New York, 2008
und weitere Stationen weltweit
Zaha Hadid Architects, London
Zaha Hadid, Patrik Schumacher
Mitarbeiter:
Thomas Vietzke, Jens Borstelmann
Tragwerksplaner:
Arup, London
Chanel feierte eines seiner Kultobjekte, die
Handtasche 2.55, entworfen im Februar 1955.
Anlass genug für Karl Lagerfeld Künstler einzuladen, um der Firmengründerin zu huldigen
und dafür einen außergewöhnlichen Ausstellungsraum zu schaffen – einen mobilen Pavillon, der um die Welt tourt und damit die kulturelle Bedeutung von Coco Chanel unterstreicht.
Das temporäre Gebäude, selbst ein Kunstobjekt, steht den Exponaten im Innern in nichts
nach. Die organischen Formen und homogenen Oberflächen verkörpern die Wandlungsfähigkeit und Eleganz von Chanel. Die bogenförmigen Fassadenelemente sind auch im Innern
spürbar. Sie leiten den Besucher durch die
Ausstellung um den zentralen Innenhof, der mit
seiner transluzenten Überdachung zum Verweilen einlädt. Die räumliche Verbindung mit dem
gläsernen Ausgang stellt den Bezug nach
außen her. Der Übergang ist dynamisch und
fließend.
Das am Computer als 3D-Modell entworfene
Gebäude besteht aus ca. 7000 Einzelteilen und
ist ein Stahlskelettbau, eingepackt in eine Hülle
aus drei verschiedenen Kunststoffen. Transluzente ETFE-Kissen leiten Tageslicht ins Innere,
PVC-beschichtetes Polyestergewebe bedeckt
das Dach, und 400 unterschiedlich geformte
und von Hand laminierte GFK-Paneele verkleiden die Außenwände. CNC-gefräste Negativformen ermöglichten diese Herstellung. Die
größte Herausforderung bestand jedoch darin,
die Konstruktion hinsichtlich Transport und
Montage zu optimieren. Da der Pavillon in
Schiffscontainern um die Welt reist, musste auf
kompakte Packmaße geachtet werden. Die
Fassadenpaneele sind daher ab einer bestimmten Größe zweimal horizontal geteilt. Für
den Aufbau sind zwei Wochen nötig, für den
Abbau zehn Tage. Das Thema Zeiteinsparung
hatte Einfluss auf Ausführung und Materialwahl.
Um den örtlichen Klimazonen gerecht zu werden, sorgt eine unter dem Podest eingebaute
mechanische Lüftung für angenehme Temperaturen im Innern.
• 3-lagige ETFE-Kissen
• PVC-beschichtetes Polyestergewebe
• lackierte und von Hand laminierte GFKPaneele
248
aa
Mobile Art – Contemporary Art Container
bb
Schnitte
Maßstab 1:250
Isometrie Dachaufsicht
Grundriss
Maßstab 1:500
faserverstärkter Kunststoff
Membran aus PVC-beschichtetem Polyestergewebe
ETFE-Kissen
a
1
2
3
4
5
6
7
Kartenverkauf
Terrassendeck
Eingang
Garderobe
Ausstellung
Innenhof
Ausgang
6
b
b
5
7
1
4
2
3
a
249
Beispiel 11
4
Vertikalschnitt
Maßstab 1:20
6
7
c
5
Detaillschnitte
Maßstab 1:5
1
2
3
c
3
20
4
8
21
17
3
12
dd
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
Membrankissen ETFE-Folie 3-lagig luftgefüllt,
Außenlage 0,25 mm, Mittellage starr 0,1 mm,
innere Lage 0,2 mm, Reißfestigkeit 5200 kg/m
GFK-Paneel 12 mm
MDF-Platte 22 mm
GFK-Paneel 14 mm
Regenrinne Stahlblech verzinkt 2,5 mm
Membran Polyestergewebe 0,5 mm
PVC-beschichtet, Reißfestigkeit 6000 kg/m
Membranklemme Aluminium
Wärmedämmung 10 – 50 mm flexibel, Mehrschichtmatte aus Aluminiumfolie und Schaumstoff
Stahlprofil Å 152/152/37 mm
Leuchtstoffröhre
Stoffbahn weiß, lichtstreuend
Stoffbahn weiß, dehnbar, gebördelt
Technikkanal für Abluft und Licht, Sperrholz lackiert
Spannvorrichtung PVC-Membrane
Stahlprofil | 150 ≈ 150 mm
Stahlprofil Ø 114,3 mm
Stahlprofil Å 150/200/10 mm
LED-Beleuchtung
Belag Linoleum 4 mm, Sperrholzplatte 21 mm,
Bühnenboden Holz 22 mm, Stahlprofil ¡ 60/120 mm
Abdichtung Silikon
Klettverschluss
7
6
21
8
17
16
11
3
cc
250
12
Mobile Art – Contemporary Art Container
8
9
14
13
10
5
11
15
12
4
16
8
d
d
17
3
12
3
19
8
18
251
Beispiel 12
Mobiler Aktionsraum
Mobiler Aktionsraum
2006
Architekten:
raumlaborberlin, Berlin
Matthias Rick, Jan Liesegang mit
plastique fantastique
Marco Canevacci
Die Aktivisten von raumlaborberlin untersuchen,
wie man gesichtslose und unattraktive Stadträume mit Kunst aufwerten kann. Anstelle konventioneller »Monumente«, die oft unbeachtet bleiben, setzen sie auf spektakuläre temporäre Aktionen, die die Menschen aktiv miteinbeziehen.
Die Suche nach einem kostengünstigen Witterungsschutz, der einfach auf- und abbaubar
sowie transportierbar ist, führte schließlich zu
der Pneukonstruktion, die seither alle staunen
lässt. Auf- und Abbau sind Teil der Inszenierung
der Installation, in der bis zu 120 Personen Platz
finden. Zunächst steht der komplett geschlossene, modifizierte Bauwagen eine Woche lang wie
eine rätselhafte abstrakte Skulptur aus Zinkblech im Stadtraum. Aus dem Inneren dringen
Geräusche eines großen Festmahls, die die
Passanten rätseln lassen, wie so viele Menschen in den Wagen passen. Erst wenn die
Türen geöffnet werden, lüftet sich das Geheimnis, werden die Lautsprecher und die Funktion
des Wagens als Stauraum für den Folienpneu
ersichtlich. Ausgerollt und aufgeblasen gleicht
der Pneu einem transluzenten Zeppelin, in dem
Tische und Bänke aufgestellt werden. Je nach
Standort steht die Blase frei, quetscht sich unter
Brücken oder drückt sich gegen Bäume und
Häuser. Der mit grauem Filz ausgeschlagene
Bauwagen wird jetzt zur Eingangsschleuse mit
integrierter Garderobe, Beleuchtung und Theke.
Ein Ventilator unter der Eintrittsrampe aus Gitterblech füllt den 18 m langen und 6,50 m hohen
Folienschlauch kontinuierlich mit Luft.
1
Vertikalschnitt Maßstab 1:20
1
2
3
4
5
2
Stahlblech verzinkt 1 mm
Sperrholz 22 mm
Rahmen Stahlprofil ∑ 50/50 mm
auf Bauwagendach
Mineralwolle 30 mm
Hartfaserplatte 5 mm
Nadelfilz grau flächig verklebt
PE-Folie transluzent
mit Fasergitter 100 g/m2
Gitterrost 30/30 mm über Ventilator
PVC-Bahn lose verlegt 3 mm
PE-Folie, Schutzfolie
Ventilator
• transluzente, faserverstärkte PE-Folie
• Ventilator versorgt Folienschlauch mit Luft
3
5
252
4
Bankgebäude
Bankgebäude
Bratislava, SK 2008
Architekten:
Jabornegg & Pálffy, Wien
Christian Jabornegg, András Pálffy
Mitarbeiter:
Željko Ivoševic, Ana Martin del Hierro, Julian
Kerschbaumer, Juraj Mikulaj, Frank Müller,
Florian Pfeifer, Gerhard Pfeiler, Felix Thörner
Sind Bankgebäude traditionell eher introvertierte geschlossene Bauten, so zeigt eine neue
Bankfiliale in Bratislava gerade das Gegenteil.
Transparenz ist das Hauptgestaltungsmerkmal
des neungeschossigen Baukörpers mit einer
quadratischen Grundfläche, in dessen Mitte
sich ein überdachter Innenhof über alle Geschosse erstreckt. Jahrelang verteilten sich die
Geschäfts- und Verwaltungsräume der größten
Bank der Slowakei auf insgesamt zwölf Gebäude in der Innenstadt. Jetzt vereint ein Hauptgebäude alle Bereiche an einem Ort.
Im halb öffentlichen Erdgeschoss, das leicht
erhöht und zurückversetzt ist, befinden sich
neben der eigentlichen Filiale eine Lounge, ein
Kongresssaal sowie Schulungs- und Seminarräume. Vier Haupterschließungskerne bilden
über alle Etagen als einzige massive Bauteile
das statische Gerüst. Die acht voll verglasten
Obergeschosse mit einer Doppelfassade beherbergen ausschließlich Büros und Besprechungsräume.
Um den Freiraum des Innenhofs vor Regen und
Schnee zu schützen, spannen auf Höhe des
achten Stockwerks pneumatische Luftkissen
aus transparenter ETFE-Folie über das Atrium
und bilden den Abschluss des Gebäudes. Die
schlauchförmigen Kissen mit Abmessungen
von ca. 4,50 ≈ 46,00 m sind jeweils auf den
beiden langen Seiten mit einem Klemmprofil an
zwei parallel gespannten Stahlseilen befestigt.
Rechwinklig dazu dienen weitere Stahlseile mit
einer Dicke von 70 mm der Unterspannung.
Zwischen diesen Trag- und Formseilen sind,
ähnlich wie bei einem Fachwerkträger, Druckstäbe mit einem Durchmesser von 76 mm befestigt. Da die Konstruktion nur auf zwei Seiten
direkt an die innere Fassade anschließt und die
beiden anderen Seiten in Ost-West-Richtung
offen sind, erfolgt neben der Belichtung auch
eine natürliche Be- und Entlüftung über das
Dach. Der Luftdruck in den Pneus wird konstant auf 500 bzw. 700 Pa gehalten. Im Gegenlicht scheint sich das Luftkissendach förmlich
aufzulösen, sodass der Eindruck entsteht, als
blicke man direkt in den Himmel.
• schlauchförmige ETFE-Kissen als Überdachung
• filigrane Stahlseilkonstruktion
aa
Schnitt • Grundriss Maßstab 1:1000
1 Foyer
2 Kundenservice
3
4
5
b
Innenhof
Konferenzraum
Restaurant
4
a
a
3
1
5
2
b
253
Beispiel 13
c
c
bb
3
2
1
254
4
Bankgebäude
Schnitt
Maßstab 1:1000
Vertikalschnitt
Maßstab 1:20
Detailschnitt
Maßstab 1:5
1
2
3
4
5
6
7
Spiralseil Stahl verzinkt 30 mm
Entwässerungsrinne
Randklemmung Aluminium
mit vormontiertem Kunststoffprofil und Klemmleiste
als Montagehalterung
ETFE-Folie 0,2 mm,
U-Wert min. 0,2 W/m2K
Klemmleiste Aluminium 260 /170 /26 mm
Luftzufuhr zum Kissen
Kunststoffrohr transparent Ø 50 mm
Luftzufuhr Hauptrohr
Stahlhohlprofil Ø 150 mm
4
3
5
1
cc
6
7
255
Beispiel 14
Einkaufszentrum
1
2
Amadora, P 2009
Architekten:
Promontorio Architects, Lissabon
Mitarbeiter:
Nelson Paciencia, Sofia Araújo, Tiago Ferreira,
Sónia Costa
Tragwerksplanung:
Atelier One, London
3
4
Natürliches Licht spielt für die Behaglichkeit in
einem Einkaufszentrum eine große Rolle. Für
die Überdachung eines Shoppingcenters in
der Nähe von Lissabon erwiesen sich ETFEKissen im Gegensatz zu einer herkömmlichen
Überkopfverglasung als die leichtere und kostengünstigere Konstruktion. Mit der innovativen
Kombination und Anordnung von bis zu fünf
verschiedenen Folienvarianten in einem einzigen Kissen war es möglich, eine hohe Tageslichtausbeute mit thermischem Komfort zu kombinieren. Die unterschiedliche Bedruckung der
Folienlagen interpretiert die bekannte ShedDach-Lösung mit reinem Nordlicht neu, wobei
diese über die Diagonale in der Geomtrie der
Folienkissen umgesetzt wurde.
Bei einer Seitenlänge der Kissen von ca. 10 m
kommt es zwangsläufig zu einer sehr hohen
Spannung im Material. Um diese zu mindern
wurde der Stich der Kissen auf 4 m festgelegt.
Aufgrund der zweilagig ausgeführten Oberlage
konnte trotz der großen Spannweite auf eine
zusätzliche Seilnetzunterstützung verzichtet
werden.
Die unterschiedlichen Folienlagen eines Kissens sind in Abhängigkeit von der Ausrichtung
zur Sonne unterschiedlich bedruckt. Die Mittellage bildet eine transparente Folie (3). Die nach
Süden orientierten Hälften bestehen aus weißen ETFE-Folien. Dabei wird die obere Schicht
von einer zweifach zu 100 % silber bedruckten
Folie und einer darunterliegenden Folienbahn
mit einem 65 %-igen Hexagonal-Rasterdruck in
Silber und anschließendem 100 %igen Silberdruck gebildet (1). Die gegenüberliegende untere Folienhälfte entspricht in der Ausführung
letzterer (5). Die nach Norden ausgerichteten
Flächen der Pneus bestehen aus transparenten
ETFE-Folien, die das Licht vollständig durchlassen. Um jedoch die Wärmestrahlung abzuhalten, ist die untere der beiden oberen durchsichtigen Folien low-E-beschichtet (2).
Vollständig transparente Kissen ohne jegliche
Beschichtung überdachen einen Außenraum,
der natürlich belüftet werden kann und daher
keine besonderen licht- und wärmeschutztechnischen Anforderungen stellt.
• ca. 10 ≈ 10 m große Kissen aus ETFE-Folie
• verschiedene Folienausführungen
256
Schemaschnitt Kissen
transparent
opak
beschichtet
Schnitte
Maßstab 1:4000
Vertikalschnitt
Maßstab 1:20
5
Einkaufszentrum
1
2
3
4
5
6
7
8
9
10
ETFE-Folie weiß 250 μm,
Unterseite bedruckt mit 2≈ 100 % Silber
ETFE-Folie weiß 250 μm,
Oberseite bedruckt mit
1≈ 65 % Hexagonalraster
silber und 1≈ 100 % Silber
ETFE-Folie transparent 250 μm
ETFE-Folie transparent 250 μm,
Unterseite Low-E-beschichtet
ETFE-Folie transparent 150 μm
ETFE-Folie transparent 250 μm
ETFE-Folie weiß 250 μm,
Oberseite bedruckt mit
1≈ 65 % Hexagonalraster
silber und 1≈ 100 % Silber
Stahlseil Ø 36 mm
ETFE-Kissen 150 – 250 μm
Luftzufuhr Schlauch Kunststoff Ø 50 mm
Stahlrohr Ø 100 mm
Stahlprofil ¡ 400/200/8 mm
6
7
8
10
10
9
7
8
9
257
Beispiel 15
Freizeitzentrum
Neydens, F 2009
Architekten:
L35, Barcelona – Paris
Ganz & Muller Architectes Associés, Genf
GM2A Architectes, Paris
Tragwerksplanung:
Charpente Concept, Genf
aa
Schnitt • Grundriss
Maßstab 1:500
Im französischen Ort Neydens, etwa 10 km südlich von Genf, entstand auf einer Fläche von
ca. 35 000 m2 ein großzügiges Freizeitzentrum
mit Schwimmhalle und Freigelände, einer Wellness-Oase mit Sauna und Hamam, einem Fitnessclub mit Kletterwand sowie einer Shopping
Galerie, einem Hotel und diversen Gastronomien. Um den Komplex möglichst respektvoll in
seine landschaftlich reizvolle Umgebung einzufügen, hielten die Architekten das Bauvolumen
niedrig und begrünten die Dächer. Besonderes
Augenmerk liegt auf der neuen Schwimmhalle,
die über mehrere Becken verfügt. Mit ihrer ungewöhnlichen wellenartigen Form nimmt die
120 m lange und 65 m breite Halle die Topografie der umgebenden hügeligen Landschaft
auf. Das Tragwerk besteht aus 14 ZweigelenkFachwerkbögen aus gekrümmten runden Einzelanfertigungen aus Brettschichtholz. Dazwischen liegen 13 Zwischenbögen, gelagert auf
gekrümmten Sparrenpfetten. Die Fachwerkträger stehen im Abstand von 3,50 m und variieren
in der Stichhöhe zwischen 14,50 und 18,00 m. In
die Konstruktion sind dreilagige Membrankissen aus ETFE-Folie gespannt. Die 63 Kissen
sind 3,50 m breit, bis zu 52 m lang und folgen
nicht nur der Krümmung der Bogenbinder, sondern auch den Verwindungen, die durch die
unterschiedlichen Radien benachbarter Bögen
entstehen. Dadurch hat jedes Kissen eine eigene Geometrie, was zu einem erheblich höheren
Planungsaufwand führte. Trotz der komplexen
Gebäudeform konnten durch die s-förmig verlaufenden Trauf- und Firstlinien alle in einem
Knotenpunkt zusammenlaufenden Klemmprofile ohne Höhen- und Winkelversatz ausgeführt
werden. Befestigt wurden die Kissen mit Aluminiumprofilen an Stahl-Aufständerungen, die am
Holztragwerk befestigt sind. Nahezu unsichtbar
für den Betrachter ist der Anschluss der Kissen
an die Luftversorgung. Zwei Gebläsestationen
mit jeweils zwei Einheiten halten den Betriebsdruck der Kissen konstant bei ca. 300 Pa und
erhöhen ihn in Abhängigkeit von Wind- und
Schneelasten auf maximal 800 Pa. Bei Ausfall
einer Einheit kann das jeweils andere Gebläse
die komplette Hülle mit Stützluft versorgen.
• ETFE-Folie
• s-förmig verlaufende Trauf- und Firstlinien
258
A
a
a
b
b
Freizeitzentrum
1
2
3
4
6
5
7
Vertikalschnitt • Horizontalschnitt
Maßstab 1:20
Detailschnitt
Maßstab 1:5
1
10
4
8 12 13
9
14
11
15
18
8
16
17
1 ETFE - Kissen luftgestüzt
innere Membran 0,25 mm
mittlere Membran 0,10 mm
äußere Membran 0,25 mm
2 EPDM - Keder Rundschnur Ø 6 mm
3 erste Dichtebene: Deckeldichtung EPDM
4 Klemmprofil Aluminium
bestehend aus Basisprofil, Deckelprofil und
Kederschienen
5 EPDM - Block als Abstandhalter
6 Flachstahl ¡ 130/5 mm
7 zweite Dichtebene: Ablaufrinne
Stahlblech PVC -beschichtet, geschweißt 2 mm
8 Dichtung gewebeverstärkte PVC-Membran 1,4 mm
zur Verbindung mit der Fassade
9 Stahlrohr Ø 273/6,3 mm
10 Flachstahl ¡ 230/10 mm
zur Befestigung der Klemmschiene
11 Stahlprofil Å 180 mm
12 Stahlrohr | 50/50/1,5 mm
13 Entwässerungsrinne Aluminiumblech 3 mm
14 Aluminiumblech 0,5 mm
Dämmung 50 mm
15 Pfosten-/Riegelfassade
Aluminiumprofil stranggepresst
¡ 125/50/2 mm
16 Isolierverglasung
ESG 6 mm + SZR 16 mm + VSG 2≈ 6 mm
17 Bodenbelag Fliesen 10 mm
Estrich 50 mm
Abdichtung, Stahlbeton 30–160 mm
18 Primärkonstruktion
Brettschichtholz gekrümmt Ø 320 mm
bb
1
4
15
A
259
Beispiel 16
Trainingshalle der Bergwacht
Gaißach, D 2008
Architekten:
Herzog + Partner, München
Thomas Herzog, Hanns Jörg Schrade
Mitarbeiter:
Xaver Wankerl
Tragwerksplanung:
Sailer Stepan Partner
Beratende Ingenieure für Bauwesen GmbH,
München
aa
Kernstück des Zentrums für Sicherheit und
Ausbildung der Bergwacht Bayern in Gaißach
bei Bad Tölz ist die Simulationsanlage für die
technische Luftrettung. Mit der Errichtung der
neuen Halle entfallen die kostspieligen und
wetterabhängigen Trainingseinsätze mit dem
Hubschrauber im Freien, und gleichzeitig werden durchschnittlich 350 l Kerosin pro Trainingsstunde eingespart. In der Halle kann an
zwei Hubschrauberzellen der Einsatz geprobt
werden: am sogenannten Standsimulator, der
auf einem Stahlgerüst in einer der Hallenecken
platziert wurde und zu einfacheren Übungen
dient, und an einem Flugsimulator, der an einer
Kranbahn quer durch die Halle bewegt werden
kann. Um so realitätsnah wie möglich trainieren
zu können, wurde die Fassade nicht gedämmt.
Sie besteht lediglich aus einer transparenten
Folienkonstruktion. So bleiben Witterungseinflüsse in der Halle spürbar. Außerdem ist die
Anlage mit weiteren Besonderheiten ausgestattet: Künstlicher Fluglärm, durch Ventilatoren
erzeugter Rotorenwind und Stroboskopblitze,
die die flirrenden Sonnenstrahlen nachahmen,
sollen den Beteiligten das Gefühl eines echten
Einsatzes vermitteln. Wegen seiner Höhe von
rund 20 m ist der Kubus hohen Windkräften
ausgesetzt. Fünf Dreigurtrahmen aus Stahl bilden in Verbindung mit der Portalkrananlage, an
der der Hubschrauber hängt, das Primärtragwerk. Dazwischen liegen die Nebenträger, die
die modulare Membranfassade tragen. Eigens
entwickelte Rahmenelemente sind mit einer
0,3 mm starken, UV-stabilen und sich selbst
reinigenden ETFE-Haut überzogen. Die Folie
wird dabei um die Kanten eines Z-Profils geschlagen und mit Klemmleisten fixiert. Im zweiten Schritt spannen vertikale Druckbögen diese
nach außen. Die Sehnen der Bögen halten die
Rahmen exakt in ihrer Position. Um eventuellen
Vandalismusschäden an der Membran vorzubeugen, ist der Sockelbereich mit robusten Betonscheiben und dazwischenliegenden Falttoren verkleidet. Neben dem Dach und den angrenzenden Fassadenfeldern ist auch die
Nordseite holzverschalt, um dort im Innern eine
Kletterwand installieren zu können.
• ETFE-Folie, mechanisch vorgespannt
• Rahmen aus Z-Profilen und Druckbögen
260
a
Schnitt • Grundriss
Maßstab 1:750
a
Trainingshalle der Bergwacht
2
4
3
1
5
8
6
7
3
Aufsicht • Vertikalschnitt • Horizontalschnitt
Rahmenelement
Maßstab 1:20
Detailschnitt
Maßstab 1:2
1
8
5
6
3
1
2
3
4
5
6
7
8
9
Stahlprofil Å 240 mm
Schraube M12
Z-Profil Stahl 3 mm
als Rahmen verschraubt
Keder EPDM Ø 8 mm
ETFE-Folie je nach Statik
0,20 mm, 0,25 mm, 0,30 mm
Druckbogen Stahlrohr Ø 35 ≈ 8 mm
Sehne Stahlrohr Ø 8 mm
Flachstahl ¡ 60/120/5 mm
Stahlprofil HEB 240 mm
6
7
c
c
9
b
6
5
3
9
b
cc
bb
261
Beispiel 17
Überdachung der Erschließungsachse der
Weltausstellung EXPO 2010
Shanghai, CN 2010
Architekten:
SBA Architekten, Stuttgart
Hong Li, Bianca Nitsch
Mitarbeiter: Cathrin Fischer, Reinhard Braun,
Benedikt Köster, Lei Zhang, Yijun Qi
Tragwerksplanung:
Knippers Helbig Advanced Engineering,
Stuttgart – New York
Mitarbeiter: Florian Scheible, Florian Kamp,
Dirk Richter, Roman Schieber
Die zentrale Erschließungsachse der EXPO 2010
empfängt die Besucher und leitet sie über das
Gelände zu den Ausstellungspavillons der einzelnen Länder. Der 1 km lange und 100 m breite Boulevard ist eine Fußgängerzone auf vier
Ebenen, überdacht von einer 65 000 m² großen
Membran. Gehalten wird das Dach von 19 Innenstützen, 31 Außenmasten und 6 Trichtern
aus Stahl und Glas mit einem zweifach gekrümmten Freiformstabtragwerk. Diese sogenannten Sun Valleys leiten Tageslicht in die
unteren Geschosse, schaffen die Verbindung
nach außen und sind Orientierungspunkte auf
dem riesigen Areal. Das Konzept einer gebauten Landschaft mit fließenden Übergängen von
innen nach außen verlangte nach einer sich
öffnenden Dachkonstruktion. Dies ließ sich nur
mit einer Membran aus PTFE-beschichtem
Glasfasergewebe verwirklichen, wobei freie
Spannweiten von nahezu 100 m im Grenzbereich des technisch Machbaren liegen. Den
abschließenden Formfindungsprozess des
Dachs prägten statische Gesichtspunkte. Die
Membran spannt sich im Wesentlichen zwischen den Hochpunkten an den Außenmasten
und den Tiefpunkten an den innen liegenden
Stützen. An deren umlaufendem Druckring
ist die Hauptmembran befestigt, ebenso die
Sogsicherungsseile. Hier treten die größten
Vertikallasten auf. In diesem Bereich ist die
Membran in Form einer Rosette zweilagig ausgeführt. Am Stützenkopf treffen drei mal je vier
Sicherungsseile aufeinander, die ein Durchschlagen der Dachhaut nach unten verhindern,
und drei Verbindungsseile zu den äußeren
Stützen. Die Außenmasten tragen die Hauptlast der Membran und sind über zwei Rückverankerungen nach außen abgespannt. Deren
2 ≈ 2 m große Fußplatten konnten über Monate
nachjustiert werden, die Fertigstellung der
Fundamente erfolgte erst kurz vor Eröffnung.
Nach der Weltausstellung bleibt die EXPOAchse als eines von fünf Gebäuden erhalten
und wird das Zentrum eines neuen Stadtteils
in Shanghai.
• PTFE-beschichtetes Glasfasergewebe
• Membrandach mit einer Fläche von 65 000 m²
und freien Spannweiten bis zu 100 m
262
Überdachung der Erschließungsachse der Weltausstellung EXPO 2010
Lageplan
Maßstab 1:40 000
Dachaufsicht • Ansicht
Maßstab 1:2500
Querschnitt
Maßstab 1:1000
aa
a
a
263
Beispiel 17
Vertikalschnitt
Maßstab 1:100
Detailschnitt
Maßstab 1:20
1
2
4
2
3
6
5
8
A
7
2
9
10
11
12
13
14
15
264
Überdachung der Erschließungsachse der Weltausstellung EXPO 2010
1
2
3
4
2
19
5
5
18
6
7
8
7
8
18
17
9
10
11
12
13
14
15
16
6
4
2
16
17
18
19
A
Verbindungsseil zu Außenmast
Stahl PVC-ummantelt Ø 50 mm
Sicherungsseil
Stahl PVC-ummantelt Ø 41 mm
Windsogseil
Stahl PVC-ummantelt Ø 80 mm
Membran Glasfasergewebe
PTFE-beschichtet 1,1 mm naturweiß,
Zugfestigkeit Kette/Schuss 160/160 kN/m
Transmissionsfaktor 17,5 %
Membran Glasfasergewebe 2-lagig, naturweiß
PTFE-beschichtet verschweißt
1 Lage 1,1 mm und 1 Lage 0,7 mm
Stahlrohr verzinkt, beschichtet Ø 750/35 mm
Druckstrebe Stahlrohr
verzinkt, beschichtet Ø 159/16 mm
Druckring Stahlrohr
verzinkt, beschichtet Ø 299/25 mm
Stahlsieb verzinkt 10 mm
LED-Leuchte 45 W
Stahlblech verzinkt, beschichtet 8 mm
Auffangbehälter Regenwasser Stahl
verzinkt, beschichtet 30 mm
Regenrohr Stahlblech verzinkt Ø 200 mm
4 Stück pro Stütze
Sitzbank
Fußbodenaufbau:
Granitplatten 30 – 50 mm
Zementestrich 40 mm
PE-Folie, Hartschaumplatten 20 – 66,5 mm
Ausgleichsschicht Zementmörtel 20 mm
Abdichtung Bitumenbahn 2-lagig
Ausgleichsschicht Zementmörtel 20 mm
Stahlbetondecke 160 mm
Aussteifungsblech verzinkt 10 mm
Klemmprofil Membran
Aluminium verschraubt ¡ 50/12 mm
Stahlblech verzinkt, beschichtet
Schleppstreifen Membran mit
Hauptmembran verschweißt
265
Beispiel 17
8
5
4
7
3
4
1
6
2
Schnitte • Dachaufsicht
Maßstab 1:20
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
266
Aussteifung Stahlblech verzinkt 32 mm
Gratseil Stahl PVC-ummantelt Ø 117 mm
Fassadenprofil Stahlrohr aus Flachstahl geschweißt,
verzinkt, beschichtet, gevoutet
von ¡ 360/130/20 – 32 mm bis 180/65/5 –10 mm
LED-Leuchte
Stahlblech 10 mm verzinkt
Entwässerungsrohr PE Ø 200 mm
Randseil Stahl PVC-ummantelt Ø 90 mm
Verglasung
VSG 2≈ 4 mm mit PVB-Folie 1 mm
Abspannseil Stahl
PVC-ummantelt Ø 155 mm
Gabelseilhülse Stahl verzinkt
Außenmast Stahlrohr
verzinkt, beschichtet 3≈ Ø 219,6/50 mm,
Aussteifung Stahl profiliert 50 mm
verzinkt, beschichtet
Membranschleppstreifen 1-lagig
mit Hauptmembran verschweißt
Gratseil Stahl PVC-ummantelt Ø 130 mm
Gabelseilhülse 1350/403/600 mm
Stahl verzinkt
Membran Glasfasergewebe
PTFE-beschichtet 1,1 mm, naturweiß
Zugfestigkeit Kette/Schuss 160/160 kN/m
Transmissionsfaktor 17,5 %
Windsogseil Stahl PVC-ummantelt Ø 80 mm
Stahlprofil | 50/50/2,5 mm verzinkt
Klemmprofil Membran 87/45 mm
Aluminium
Befestigungslasche 6 mm Stahl verzinkt
Führungsprofil Regenwasser
Aluminium 6 mm
Überdachung der Erschließungsachse der Weltausstellung EXPO 2010
9
10
17
18
11
19
16
bb
12
20
7
19
18
cc
7
c
16
14
c
b
15
13
12
b
267
Beispiel 18
Gedenkstätte
Sachsenhausen, D 2005
Architekten:
hg merz architekten museumsgestalter,
Stuttgart/Berlin
Mitarbeiter:
Dietmar Bauer, Ulrich Lechtleitner, Mara
Lübbert, Johannes Schrey, Michel Weber
Tragwerksplanung:
Ingenieurgruppe Bauen, Berlin
Technische Fassadenplanung:
Werner Sobek Ingenieure GmbH,
Stuttgart
Ein flacher, objekthaft weißer Quader mit nur
einer Zugangsöffnung beherbergt auf dem
weiträumigen Gelände des ehemaligen Konzentrationslagers in Sachsenhausen bei Berlin
die wenigen originalen Überreste der sogenannten Station Z, wie die Vernichtungsanlagen im Sprachgebrauch der SS genannt wurden. Ziel der Architekten war es, neben einem
1961 errichteten Mahnmal mit monumentalem
Charakter einen kontemplativen Raum der
Erinnerung zu schaffen.
Der Grundriss des scharfkantigen Schutzbaus
nimmt zwar Bezug auf das im Boden vorhandene Relief, stellt aber keine Rekonstruktion
der einstigen Bauvolumen dar. Eine lichte
Raumhöhe von nur 2,60 m schafft im Inneren
eine räumliche Dichte. Der Bau scheint über
dem Boden zu schweben, da die untere Begrenzung der Wände 60 cm über der Geländekante endet und insgesamt auf nur acht Einzelfundamenten lagert. Das Primärtragwerk,
ein räumliches Stahlfachwerksystem mit geschweißten Knoten, überspannt frei tragend
eine Fläche von etwa 37 ≈ 39 m. Über dem
eigentlichen Gedenkort wird die geschlossene
Form des Dachs durch eine 22 ≈ 10 m große
Öffnung durchbrochen, die Licht in den Innenraum fallen lässt.
Das gesamte Volumen ist innen und außen mit
einer transluzenten PTFE-beschichteten Glasfasermembran umhüllt, eine künstliche Beleuchtung ist daher nicht nötig. Hinter der fugenlosen Membranhülle lässt sich das Tragwerk
erahnen, tritt aber optisch in den Hintergrund.
Besonderheit dieser Membrankonstruktion ist
die völlig plane Ausführung ohne sichtbare
Details. Für die durchgängige, glatte Oberfläche sorgt ein kontinuierlicher Unterdruck
zwischen den Hüllflächen. Ihre notwendige
Vorspannung erhält die Membran nicht wie
üblich über zweiseitig gekrümmte Flächen,
sondern über den Unterdruck und unsichtbare
Verspannungen an den Kanten der Fassade.
Ein Gitterrost zwischen Primärtragwerk und
Membran dient dabei als Auflagerfläche.
• PTFE-beschichtetes Glasfasergewebe
• Stabilisierung mit Unterdruck ohne Krümmung
268
Schnitt • Grundriss
Maßstab 1:400
1
2
Eingang
Gedenkort
3
4
Ausstellung
Relikte
aa
4
3
a
2
1
a
Gedenkstätte
5
6
5
6
7
8
Vertikalschnitt Maßstab 1:20
5
6
7
8
Membran Glasfasergewebe PTFE-beschichtet
Gitterrost Stahl verzinkt 40/2 mm,
Maschenweite 55/55 mm
Stahlhohlprofil | 80/80 mm
Extrusionsprofil Aluminium
Auflagersockel Stahlbeton
wassergebundene Decke
269
Beispiel 19
Olympiastadion
Berlin, D 2004
Architekten:
von Gerkan, Marg und Partner, Berlin
Mitarbeiter:
Jochen Köhn, Martin Glass, Ivanka Perkovic,
Katja Bernert, Dagmar Weber, Ralf Sieber
Tragwerksplanung:
Krebs und Kiefer, Darmstadt / Berlin
Schlaich Bergermann und Partner, Stuttgart
Für die Olympischen Spiele 1936 erbaut, ist
das Stadion in Berlin bis heute Schauplatz
zahlreicher Veranstaltungen und Fußballspiele.
Entscheidendes Element der mehrjährigen Sanierung ist das neue Membrandach. Es grenzt
sich bewusst vom massiven Erscheinungsbild
des Bestands ab, nimmt mit der Öffnung zum
Glockenturm, dem Marathontor, aber Bezug
auf die historische Blickachse der Gesamtanlage. Um diese Unterbrechung im Dach realisieren zu können, wurde es nicht mit einem umlaufenden Ring, sondern als leichte Kragarmkonstruktion mit 76 radial zur Tribüne verlaufenden Fachwerkträgern ausgeführt. Das
Tragwerk ruht auf 20 Stahlstützen, die extrem
schlank ausgebildet sind, um die daraus resultierenden Sichtbehinderungen für die Zuschauer so gering wie möglich zu halten. Die Fachwerkträger bestehen aus einem geradlinig verlaufenden Obergurt und einem im Bereich der
Baumstützen ausgerundeten Untergurt. Mit
Ausnahme des inneren und äußeren Dachrands wird die gesamte Dachfläche von einer
Membrankonstruktion als obere und untere
Dachhaut überspannt.
Die oberen Membranfelder liegen zwischen
den Obergurten der Radialträger und werden
durch tangential verlaufende Stahlrohrbögen
mit Stichhöhen von 60 bis 200 cm unterstützt.
Die Membran ist über diese Bögen gezogen
und zwischen den Obergurten der Radialträger
so gespannt, dass dazwischen die für die
Membrantragwirkung notwendigen gekrümmten Sattelflächen entstehen. Die untere Membran ist als optischer Abschluss der Konstruktion zum Stadioninneren zwischen die Untergurte gespannt. Beide Membranebenen zeichnen eine hohe Lichtdurchlässigkeit und eine
ausreichende Festigkeit aus, was besonders
bei der unteren begehbaren Dachfläche wichtig ist. Auch die Schalldurchlässigkeit muss
gewährleistet sein, da im Zwischenraum die
Lautsprecheranlage untergebracht ist. Das
Material, dass alle diese Anforderungen erfüllt,
ist ein PTFE-beschichtetes Glasfasergewebe.
Es zeichnet sich zudem durch gute Selbstreinigungseigenschaften aus.
• PTFE-beschichtetes Glasfasergewebe
• hohe Lichtdurchlässigkeit
270
A
B
Olympiastadion
1
4
3
5
2
1
Schnitt Maßstab 1:2000
Tangentialschnitt
Radialschnitt
Maßstab 1:20
6
1
7
8
9
16
2
3
4
15
1
14
5
6
10
7
8
9
10
11
12
11
12
13
14
15
16
Membran Glasfasergewebe
PTFE-beschichtet
12
Stahlgussknoten
gelenkiges Auflager Membranbogen
Kederschiene Membran Aluminium
in Edelstahlprofil, an Bogen geschweißt
Obergurt Stahlrohr Ø 323,9 mm
Klemmleiste Edelstahlprofil fi 100/50/4 mm
mit angeschweißtem Stegblech 60/60/7,5 mm
Verglasung VSG aus
10 2≈ 10 mm TVG
Punkthalterung Edelstahl auf
Kunststofflager, gelenkig
Klemmprofil Edelstahl mit Tropfkante
Haltestab Edelstahl Ø 10 mm
Gusselement Edelstahl einteilig
Tangentialträger Stahlrohr Ø 177,8 mm
Milchglas VSG aus 2≈ 5mm TVG,
Stahlblech 2 mm weiß gestrichen,
Lichtreflexionswert > 80 %
Flutlicht (in alternierenden Feldern:
Spielfeldbeschallung)
Nebenmembran als Randabschluss verschweißt
Entwässerungsrinne Edelstahl auf Neoprenlager
Verankerung Absturzsicherung
13
14
A
271
Beispiel 19
1
2
3
7
4
5
6
8
9
B
Radialschnitt
Maßstab 1:20
1
2
3
4
5
6
7
8
9
Membran Glasfasergewebe
PTFE-beschichtet 0,7 mm (1200 g/m2)
Abdichtung Kunststoffbeschichtung
dauerelastisch, UV-beständig
Aufbeton 100 mm
Randversteifung/Gegengewicht
Stahlbeton
Fliegengitter
Tangentialträger Stahlrohr Ø 323,9 mm
Schnürrand Membran um Stahlrohr Ø 38 mm
Leuchtstoffröhren auf Stahlprofil 40/100 mm
Membran begehbar:
Glasfasergittergewebe
PTFE-beschichtet, offenmaschig 0,7 mm
(1150 g/m2)
Stahlgussknoten
272
4
Sanierung und Umbau Hauptbahnhof
Sanierung und Umbau Hauptbahnhof
Dresden, D 2006
Architekten:
Foster + Partners, London
Tragwerksplaner:
Schmitt Stumpf Frühauf & Partner,
München
Büro Happold, London
Das Gesamtkonzept für Sanierung und Umbau
des Dresdner Hauptbahnhofs sieht vor, die historische Substanz zu erhalten, deren Wirkung zu
stärken und zugleich innovative Elemente einzubringen. Alle An- und Umbauten wurden daher
entfernt, zurück blieb das originale Eisentragwerk und wenige Reste aus der wilhelminischen
Zeit. Das neue 30 000 m2 große, transluzente
Dach besteht aus PTFE-beschichtetem Glasfasergewebe. Für eine Membran dieser Größe einmalig, erfolgte der Einbau unter laufendem Betrieb. Die größte Herausforderung bestand jedoch darin, die Horizontalkräfte in das für vertikale Dachlasten ausgelegte lineare Bogentragwerk einzuleiten. Die Lösung liegt in einer neuen
aa
Unterkonstruktion für die Membran, die als »Adapter« die räumlichen Vorspannkräfte vor allem
bei asymmetrischen Lastfällen kompensiert. Das
Bestandstragwerk wurde in Felder aus je zwei
Bögen unterteilt, die über Horizontalaussteifungen miteinander gekoppelt sind. Die 10 m breiten Membranfelder schließen an die neuen,
paarweise geführten Stahlrohre an, die die Kräfte über die räumliche Unterkonstruktion in die
Obergurte der Bestandbinder einleiten. Über
den Scheitelpunkten weitet sich der Abstand
bb
der Rundrohre linsenförmig zu glasgedeckten
Oberlichtern. An jedem zweiten Bogen zwischen
Mittel- und Seitenhalle ist die Dachhaut zu konischen Tiefpunkten nach unten gezogen. Dies
ermöglicht die Anordnung von Entwässerungsöffnungen und ergibt eine statisch sinnvolle
Krümmung in Hallenlängsrichtung. An den übrigen Bögen verläuft die Membran entlang frei
hängender Stahlseile von den Enden der Oberlichter zu den Seitenhallen. Beim Ausfall eines
Membranfelds verhindern Havarieseile an den
Obergurten des Bestands eine Überbeanspruchung. Nach eingehender Prüfung fiel die Wahl b
für die Dachdeckung auf PTFE-beschichtetes
Glasfasergewebe. Es erfüllt die Anforderungen
an Brandschutz, Chemikalien- und Abgasbeständigkeit sowie Selbstreinigung und Lebensdauer am besten. Das durch die transluzente
Dachhaut strömende Tageslicht und die geringe
Reflektion des Schalls schaffen eine angenehme
Atmosphäre in den Bahnhofshallen.
• PTFE-beschichtetes Glasfasergewebe
• Montage unter laufendem Betrieb
Querschnitt
Maßstab 1:1000
Längsschnitt
Grundriss
Maßstab 1:2000
f
f
a
b
a
273
Beispiel 20
e
3
d
2
9
4
e
1
12
7
8
6
13
11
d
5
10
cc
e
7
5
3
14
13
c
c
e
dd
274
9
Sanierung und Umbau Hauptbahnhof
15
2
Vertikalschnitte • Horizontalschnitt
(ohne Membran)
Maßstab 1:20
1
2
3
3
4
14
13 4
8
7
5
9
6
7
8
9
9
10
11
10
12
12
13
14
15
c
Blitzfangstange Stahlprofil Ø 10 mm
Oberlichtverglasung VSG 16 mm
Lochblech Aluminium mit
aufgenieteten Lamellenstreifen
Membran Glasfasergewebe weiß
PTFE-beschichtet 0,8 mm
Gewicht 1,2 kg/m2
Zugfestigkeit Kette/Schuss
140/100 kN/m
Transmissionsfaktor 12,5 %
Reflexionsfaktor 73 %
Stahlspiralseil galvanverzinkt
Ø 22 mm
Stahlrohr | 50/50/4 mm
Stahlrohr Ø 114,3/12,5 mm
Membrananschluss Klemmprofil
Aluminiumlegierung ¡ 115/10 mm
Stahlrohr ¡ 120/80/12,5 mm
Pfette Stahlrohr ¡ 200/100 mm
Obergurt Bogenbinder Bestand
2≈ Eisenprofil Í 100/12 mm
+ Eisenblech 12 mm
Pfettenadapter als Toleranzausgleich
Stahlblech verschweißt 10 mm
vorkonfektionierter Membranlappen
Widerlager Stahlprofil Z 80
Stahlprofil } 90
2
3
4
14
13
8
7
9
10
c
11
11
ff
15
ee
275
Beispiel 20
1
2
1
2
g
4
A
3
5
5
6
8
6
7
7
8
g
gg
Vertikalschnitte Einlauftrichter Maßstab 1:50
Detailschnitt Maßstab 1:10
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Membran Glasfasergewebe weiß
PTFE-beschichtet 0,8 mm
Stahlrohr Ø 114,3/12,5 mm
Wassereinlauf
Gitterrost 30/30/3 mm
Ovalring Stahlrohr Ø 114,3/8 mm
Einlauftrichter Edelstahlblech 6 mm
Trichtertülle Stahlblech 3 mm
Obergurt Bogenbinder Bestand
Dichtung EPDM zum Schutz der Membran 150 ≈ 3 mm
Keder EPDM Ø 12 mm
oberes Klemmprofil Aluminium 50 ≈ 10 mm
unteres Klemmprofil Aluminium 115 ≈ 10 mm
Klemmleiste Aluminium 40 ≈ 4 mm
Membranlappen vorkonfektioniert,
mit Hauptmembran verschweißt
1
10
14
4
11
9
2
12
13
5
6
A
276
7
Passagier-Terminal-Komplex Suvarnabhumi International Airport
Passagier-Terminal-Komplex
Suvarnabhumi International Airport
Bangkok, T 2005
Architekten:
Murphy/Jahn, Chicago
ACT Consultants, Bangkok
TAMS Consultants / Earth Tech, New York
Tragwerksplanung:
Werner Sobek Ingenieure, Stuttgart
Klimatechnik:
Transsolar, Stuttgart / München
Die größte Herausforderung beim Neubau des
Suvarnabhumi International Airports war, ein
für das tropische Klima angemessenes neues
Eingangstor nach Thailand zu schaffen. Dort
herrschen das ganze Jahr über Temperaturen
zwischen 25 und 35 °C. Hinzu kommen eine
sehr hohe Luftfeuchtigkeit und zenitale Sonnenstände. Neben dem zentralen Terminal prägen
die röhrenartigen Erschließungsgebäude, die
sogenannten Concourses, das Erscheinungsbild des Flughafens. Sie bestehen im Wesentlichen aus insgesamt 104 identischen DreigurtFachwerkträgern mit einer Gesamtlänge von
ca. 3 km. Zwischen den Dreigurtträgern
spannt jeweils eine Membrandachfläche von
ca. 1000 m2 über 27 m, dazwischen liegen verglaste Seitenflächen. An das Membrandach
werden vielfältige Anforderungen gestellt: Einerseits muss es 1– 2 % des Sonnenlichts als
diffuses Licht durchlassen, um tagsüber eine
Grundbeleuchtung des Innenraums sicherzustellen, andererseits aber den Energieeintrag in
die Aufenthaltsbereiche begrenzen. Die Architekten entwickelten daher ein Membranpaket,
bestehend aus drei Schichten.
Ein PTFE-beschichtetes strapazierfähiges Glasfasergewebe stellt die äußere, wetterschützende Schicht dar. Es zeichnet sich neben einem
hohen Reflexionsgrad und einer extrem hohen
Reißfestigkeit durch eine schmutzabweisende
Oberfläche aus und ist sehr langlebig. Unter
dieser Schicht liegen transparente 6 mm dicke
Polycarbonatplatten im Raster 1 ≈ 1 m mit
akustisch abgedichteten Fugen auf einem
Seilnetz auf. Die meisten Funktionen jedoch erfüllt die innere Membran, deren Trägermaterial
ebenfalls aus Glasfasern besteht. Dank ihrer
Perforation ist sie lichtdurchlässig und schalldämpfend. Eine raumseitige silbrige Low-E-Beschichtung reduziert den Austausch der Wärmestrahlung zwischen der äußeren Membran
und den Bauteilen der Aufenthaltszone. Außerdem reflektiert sie über ihre metallisch schimmernde Oberfläche die angenehm kühle Strahlung des thermisch aktivierten Fußbodens.
aa
bb
cc
dd
Schnitte Maßstab 1:1500
Grundriss Maßstab 1:15 000
1
2
3
4
5
6
7
Vorfahrt Brückenbauwerk,
dreigeschossig
Parkhaus
d
d
7
b
5
a
Tower
Palmengarten
niedriger Tower
Terminalgebäude
Erschließungsröhre
»Concourse«
a
b
6
4
5
4
1
c
c
2
3
• dreischichtiges Membranpaket
• PTFE-beschichtetes Glasfasergewebe,
Polycabonatplatten, Glasfasergewebe mit
Low-E-Beschichtung
277
Beispiel 21
9
1
4
10
8
12
5
6
7
8
Schnitt Membrandach
Maßstab 1:50
Detailschnitt
Maßstab 1:10
1
2
3
4
äußere Membranlage Witterungsschutz:
Glasfasergewebe PTFE-beschichtet 1,200 kg/m2
Spannvorrichtung über Aluminiumrohr Ø 40 mm
Randstreifen Glasfasergewebe PTFE-beschichtet,
erst nach Spannen der Membran fixiert
mittlere Lage Schutz vor Fluglärm:
Polycarbonatplatten 1000/1000/6 mm
transparent 7,2 kg/m2, R'w=35 dB,
auf Seilnetz
Brandschutzklasse B1
9
10
11
12
akustische Fugendichtung Profilstreifen EPDM
Unterkonstruktion Seilnetz Stahl Ø 12 mm
Seilklemme Edelstahl
innere Membranlage Akustikmembran:
Glasfasergewebe mit Low-E-Beschichtung
Aluminium offenporig 0,320 kg/m2,
Brandschutzklasse A 2
Dreigurtfachwerkträger Stahlrohr Ø 419/36 mm
Verglasung VSG 15,5 mm mit Low-E-Beschichtung,
Sonnenschutz-Punktraster Deckungsgrad im Verlauf
20 % (Traufe) bis 80 % (First)
Vertikalfuge Deckleiste Aluminium
Horizontalfuge Silikon
Aufsatzprofil Aluminium 60/80 mm
Gitterkonstruktion Stahlrohr ¡ 150/250/16 mm
9
3
1
2
5
4
7
10
6
11
8
278
12
Passagier-Terminal-Komplex Suvarnabhumi International Airport
A innere Membran mit Low-E-Beschichtung
B dreilagiger Membranaufbau, Schema Akustik
C stufenweise Reduzierung des Tageslichteinfalls durch
das dreischichtige Membrandach
D Zusammenhang von Gebäudehülle, Fußbodenkühlung und Quelllüftung
E Anlieferung der Membranpakete
F Auflegen der Membran auf die Mittellage des Daches,
Vorbereitungen zum Auslegen
G gespannte temporäre Gleitbahn (Polyester, PVCbeschichtet) mit äußerer Dachmembran vor dem
Ausbringen
H Verlegung der Polycarbonatplatten
1,5 mm
A
E
Tageslicht-Transmission
Fluglärm
100%
Glasfasergewebe,
PTFE beschichtet
Schall-Reduktion
Glasfasergewebe,
PTFE beschichtet
14%
Polycarbonatplatte
Schall-Absorption
Polycarbonatplatte
12%
Low-E-Akustikmembran,
offenporig
Luftschall
Innenraum
Low-E-Akustikmembran,
offenporig
gesamt ca. 2%
C
B
F
Sonneneinstrahlung auf
3-lagiges Membrandach
100 %
dauerhafte Reflexion der
Sonneneinstrahlung 70 %
Sonneneinstrahlung
auf bedrucktes Glas
100 %
Absorption
28 %
Reflexion der
Sonneneinstrahlung
60 %
Absorption
36,5 %
Transmission
2%
G
Transmission
3,5 %
Reduzierung der
langwelligen Strahlung
durch Low-E-Beschichtung
konditionierter Raum
Quelllüftung
18 °C, 4 ac/h
TLuft = 24 °C
Toperative = 27 °C
Fußbodenoberfläche 21 °C
Vorlauf
13 °C
D
Fußbodenkühlung
Rücklauf
19 °C
H
279
Beispiel 22
Forumüberdachung – Alte Spinnerei
Kolbermoor, D 2010
Architekten:
Behnisch Architekten, München
Stefan Behnisch, David Cook, Martin Haas,
Robert Hösle
Mitarbeiter: Christian Glander, Wyly Brown
Objektüberwachung:
Quest Architekten, Thomas Gerhager
Tragwerksplanung:
Knippers Helbig Advanced Engineering,
Stuttgart – New York
Mitarbeiter:
Boris Peter, Klaus Pfaff, Ivan Tontchev
Die Ansiedlung der nahe Rosenheim gelegenen Stadt Kolbermoor geht auf die Gründung
der Baumwollspinnerei in der zweiten Hälfte
des 19. Jahrhunderts zurück. Die Lage an der
Eisenbahnstrecke und die Nutzung der Wasserkraft gaben den Ausschlag für die Standortwahl des Unternehmens. Die Mangfall wurde
auf einem Teilabschnitt von knapp 3 km Länge
begradigt und ein ebenso langer Werkskanal
gebaut. Nach einer wechselvollen Firmengeschichte schlossen sich in den 1990er-Jahren
die Tore der Produktionshallen für immer. Sanierung, Umnutzung und Neubauten auf dem
Gelände der Spinnerei ließen nach Jahren des
Stillstands einen neuen Stadtteil entstehen, der
durch die Industriedenkmäler einen eigenen
Charakter hat. Die Freifläche im Mittelpunkt der
Anlage, das neue Forum, soll für Ausstellungen
und Konzerte nutzbar sein und zum zentralen
Treffpunkt der »Alten Spinnerei« werden. Überspannt wird diese Freifläche mit einem Membrandach aus einem PTFE-beschichtetem
Glasfasergewebe, das in ein Netz aus 10 cm
breiten und bis zu 40 m langen Membrangurten übergeht und so die Geschichte des Orts
mit dem Thema »Verweben« interpretiert. Sie
ist weniger Dach, vielmehr eine filigrane Skulptur, die das Ensemble der denkmalgeschützten
Gebäude über den Kanal hinweg miteinander
verbindet. Die Netzkonstruktion besteht aus
zweilagig miteinander verschweißten Membranstreifen, die mit speziell dafür gefertigten
Edelstahlklemmen gehalten werden. An den
Kreuzungspunkten sind diese übereinander
liegend und gedreht über eine zentrale Schraube miteinander verbunden, um die Differenzkräfte übertragen zu können. Die Pylone aus
Lärchenbrettschichtholz sind Pendelstützen mit
einer Kugelgelenkverbindung am Fuß, die über
Mikropfähle und Stahlbetonpfahlköpfe die Lasten in den tragenden Untergrund einleiten. Aufgeschweißte Membranwülste an den Dachrändern lenken das Regenwasser zu den beiden
Tiefpunkten mit freiem Auslauf im Garten und
mittels einer Membrantasche in das Regenfallrohr am Gebäude.
• Dach aus Glasfasergewebe PTFE-beschichtet
• Netzstruktur aus zweilagigen und vollflächig
verschweißten Membrangurten
280
4
6
1
A
5
3
6
2
6
C
B
7
Forumüberdachung – Alte Spinnerei
Grundriss
Maßstab 1:750
Isometrien
Details
Maßstab 1:5
1
2
3
4
5
6
7
Kesselhaus
Cafe
Schornstein
Veranstaltungfläche
Pagode
temporäre Pagode
Triebwerkskanal
a
8
8
9
9
10
10
11
11
12
13
13
12
a
A
aa
8
9
10
11
12
13
14
15
16
17
18
Membrangurt 2-lagig
Glasfasergewebe PTFE-beschichtet 2≈ 0,7 mm,
vollflächig miteinander verschweißt
Reißfestigkeit Gurt 18,2 kN
Membranklemme aus 2 profilierten Edelstahlblechen:
140/50/6 mm, 140/50/8 mm, verschraubt
Edelstahlblech profiliert 135/140/3 mm
Edelstahlblech profiliert 300/150/7 mm
Edelstahlseil Ø 8 mm
Membran Glasfasergewebe
PTFE-beschichtet 0,7 mm
Reißfestigkeit Kette/Schuss 140/120 kN/m
Membranklemme aus 2 profilierten Edelstahlblechen:
140/30/4 mm, 140/30/6 mm, verschraubt
Senkschraube mit Innensechskant M8
Edelstahlblech profiliert 140/147/3 mm
Seilklemme aus 2 profilierten Edelstahlblechen:
150/141/5 mm, verschraubt
Randseil Ø 24 mm
b
8
8
14
14
16
16
17
18
17
B
b
bb
14
cc
14
15
c
8
14
c
C
281
Beispiel 23
Freilufttheater Festungsarena Josefsburg
Kufstein, A 2006
Architekten:
Nikolai Kugel Architekten, Stuttgart
Tragwerksplanung:
Alfred Rein Ingenieure, Stuttgart
Die Festung Kufstein, einst als Verteidigungsanlage errichtet, ist heute ein beliebtes Ausflugsziel. Im südlich vorgelagerten Festungshof
der Josefsburg finden in den Sommermonaten
Freiluftveranstaltungen statt. Die Unabhängigkeit vom Wetter sollte ein temporär auffahrbares Dach garantieren. Das Erscheinungsbild
der Gesamtanlage musste jedoch ungestört
bleiben. Auch Verankerungen in der historischen Substanz erlaubte die Denkmalschutzbehörde nicht. Daher entstand eine filigrane,
radiale Seilkonstruktion, von deren Zentrum aus
eine Membran auf Knopfdruck innerhalb von
vier Minuten ausgefahren werden kann. Das
Tragwerk besteht aus 15 gleichen Segmenten
und ähnelt einem liegenden Speichenrad. In
10 m Höhe verläuft außen, einer Felge gleich,
ein Druckring, der in den Polygonpunkten auf
Stützen auflagert, fünf davon sind Luftstützen.
Die oberen und unteren Speichenseile verlaufen radial zur Mitte und sind an der Zentralnabe
fixiert. Die Membran ist pro Segment punktuell
an acht Gleitwagen aufgehängt, die über die
unteren Radialseile nach außen fahren. Der jeweils erste Wagen ist fest mit dem endlosen
Reffseil verbunden. Es wird über Umlenkrollen
parallel zu den Speichenseilen geführt. Zentral
gesteuerte Antriebseinheiten fahren die Membran nach außen. Der Vortrieb erfolgt über
15 getrennt steuerbare Seilwinden. Spannvorrichtungen stabilisieren die Konstruktion und
bringen sie in die endgültige Position. Die bewegliche Dachfläche besteht aus beschichtetem PTFE-Gewebe, das sich durch hohe Flexibilität, Knickbeständigkeit und Haltbarkeit auszeichnet. Hohe Lichtdurchlässigkeit und das
geringe Anschmutzverhalten sorgen für eine
ästhetisch ansprechende Optik. Im aufgespannten Zustand sammelt die am Dachrand
aufgeschweißte PTFE-Rinne das anfallende Regenwasser. Über Auffangbehälter und Fallrohre
in den Stützen wird es mit Unterdruck abgeleitet. Zwei weitere Aspekte haben sich bei laufendem Betrieb gezeigt – das aufgespannte
Dach verbessert die Akustik und unterstreicht
mit atmosphärischen Lichtinstallationen die Einzigartigkeit des Orts.
• PTFE-Gewebe beschichtet
• bewegliche Dachfläche
282
6
1
5
2
3
4
Freilufttheater Festungsarena Josephsburg
Lageplan
Maßstab 1:2500
Grundriss • Systemschnitt
Maßstab 1:500
1
2
3
4
5
6
Hof
Regiekanzel
Ausschank
WC-Anlage
Aufgang
Kasematte
283
Beispiel 23
c
4
4
8
8
10
7
6
11
11
cc
6
dd
c
9
1
4
a
b
9
d
8
1
a
7
e
2
b
e
6
5
d
3
8
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Polycarbonatplatten 12 mm.
Zentralnabe Ø 1000 mm
Flachstahl verzinkt,
beschichtet ¡ 30/610 mm
Membran PTFE-Gewebe beschichtet
Reißfestigkeit 80 kN/m
Transluzenz 40 %
oberes Speichenseil Rundstahl Ø 36 mm
Gleitwagen
unteres Speichenseil Rundstahl Ø 28 mm
Hängerseil Rundstahl Ø 14 mm
Reffseil Rundstahl Ø 12 mm
Klemmsattel
Führungsrolle Reffseil
Führungsschiene
Stütze Stahlrohr beschichtet
Ø 457 ≈ 12,5/30/50 mm
Abspannseil Rundstahl Ø 14 mm
Montagestoß
19
20
21
22
23
24
25
26
27
6
4
2
aa
284
2
bb
9
Fahr- und Spannmechanismus
Kabelkanal/Wartungssteg Edelstahl 4 mm
Auffangwanne Regenwasser Edelstahl 4 mm
Entwässerungsrohr PE innen Ø 40 mm
mit Unterdrucksystem
Druckring Stahlrohr beschichtet Ø 610 ≈ 20 mm
Ausleger Stahlrohr beschichtet Ø 273 ≈ 16 mm
Diagonale Rundstahl Ø 50 mm
Zugring Rundstahl Ø 60 mm
Radialgurt PES 100 ≈ 5 mm vorgereckt
Bruchkraft 200 kN
Membranschleppstreifen mit Hauptmembran
verschweißt
Regenrinne PTFE-Gewebe beschichtet
mit Hauptmembran verschweißt
Randgurt PES 50 ≈ 3 mm vorgereckt,
mit Hauptmembran im Randbereich vernäht,
Bruchkraft 80 kN
Gitterrost Edelstahl Maschenweite 40 ≈ 40 mm
Freilufttheater Festungsarena Josefsburg
Vertikalschnitt
Horizontalschnitt
Maßstab 1:50
Detailschnitte
Maßstab 1:10
e
f
4
5
6
6
8
23
8
13
f
23
24
3
e
3
12
ee
ff
15
8
g
14
16
6
19
8
g
18
17
20
13
21
12
22
4
19
27
17
23
24
2
12
25
20
26
gg
285
Verordnungen, Richtlinien, Normen
Verordnungen, Richtlinien,
Normen
Die EU hat für eine Anzahl von Produkten Richtlinien
erlassen, um insbesondere Sicherheit und Gesundheit
der Anwender zu gewährleisten. Diese Richtlinien müssen in den Mitgliedsstaaten in verbindliche Gesetze und
Verordnungen umgesetzt werden.
Die Richtlinien selbst enthalten keine technischen Details,
sondern nur verbindliche grundlegende Anforderungen.
Die technischen Werte dafür sind in zugeordneten technischen Regeln und in Form von europaweit harmonisierten
Normen (EN-Normen) festgelegt.
Allgemein stellen technische Regeln Arbeitshinweise
und Hilfsmittel für den Arbeitsalltag dar. Sie sind keine
Rechtsvorschriften, sondern geben Entscheidungshilfen,
bilden eine Richtschnur für einwandfreies technisches
Vorgehen und /oder konkretisieren Inhalte von Verordnungen. Grundsätzlich steht die Anwendung der technischen Regeln jedermann frei. Erst wenn diese in Gesetzen, Verordnungen oder Vorschriften vorgesehen sind,
werden sie rechtsverbindlich (z. B. im Baurecht) – oder
wenn vertraglich die Verbindlichkeit einzelner Normen
zwischen den Vertragspartnern festgelegt wird.
Zu den technischen Regeln gehören u. a. DIN-Normen,
VDI-Richtlinien und die als Regeln der Technik bezeichneten Werke (z. B. Technische Regeln für Gefahrstoffe
TRGS).
Die Normen unterscheiden sich in Produkt-, Anwendungs- und Prüfnormen. Oftmals beziehen sie sich nur
auf eine spezifische Material- oder Produktgruppe. Diesen Normen liegen entsprechende Prüf- und Rechenmethoden für die jeweiligen Materialien zugrunde.
Grundsätzlich gilt immer die neueste Version einer Norm,
die dem Stand der Technik entsprechen soll. Eine neue
oder überarbeitete Norm wird in Form eines Normentwurfs öffentlich zur Diskussion gestellt, um später als
Norm verabschiedet zu werden.
Welchen Ursprung und Einflussbereich eine Norm hat,
lässt sich aus ihrer Bezeichnung ersehen: DIN plus Zählnummer (z. B. DIN 4108) besitzt überwiegend nationale
Bedeutung (Entwürfe werden mit »E« und Vornormen mit
»V« gekennzeichnet). Bei DIN EN plus Zählnummer
(z. B. DIN EN 335) handelt es sich um die deutsche
Ausgabe einer europäischen Norm, die unverändert von
der europäischen Normungsorganisation CEN übernommen wurde. Bei DIN EN ISO (z. B. DIN EN ISO 13 786)
spiegelt sich der nationale, europäische und weltweite
Einflussbereich wider. Auf Grundlage einer Norm der internationalen Normungsorganisation ISO wurde eine europäische Norm erarbeitet, die als DIN-Norm übernommen wurde. Bei DIN ISO (z. B. DIN ISO 2424) handelt es
sich um eine unveränderte Übernahme einer Norm der
ISO als nationale Norm.
Die nachfolgende Zusammenstellung ist eine Auswahl
von Verordnungen, Richtlinien und Normen, die den
Stand der Technik wiedergibt (August 2008).
Werkstoffe und Halbzeuge
DIN EN ISO 1163-1 Kunststoffe – Weichmacherfreie
Polyvinylchlorid (PVC-U)-Formmassen. Teil 1: Bezeichnungssystem und Basis für Spezifikationen.
1999-10
DIN EN ISO 1163-2 Kunststoffe – Weichmacherfreie Polyvinylchlorid (PVC-U)-Formmassen. Teil 2: Herstellung
von Probekörpern und Bestimmung von Eigenschaften.
1999-10
DIN EN 1778 Charakteristische Kennwerte für
geschweißte Thermoplast-Konstruktionen – Bestimmung der zulässigen Spannungen und Moduli für die
Berechnung von Thermoplast-Bauteilen. 1999-12
DIN EN ISO 1872-1 Kunststoffe – Polyethylen (PE)-Formmassen. Teil 1: Bezeichnungssystem und Basis für
Spezifikationen. 1999-10
DIN EN ISO 1872-2 Kunststoffe – Polyethylen (PE)-Formmassen. Teil 2: Herstellung von Probekörpern und
Bestimmung von Eigenschaften. 2007-05
DIN EN ISO 1873-1 Kunststoffe – Polypropylen (PP)
Formmassen. Teil 1: Bezeichnungssystem und Basis für
Spezifikationen. 1995-12
286
DIN EN ISO 1873-2 Kunststoffe – Polypropylen (PP)
Formmassen. Teil 2: Herstellung von Probekörpern und
Bestimmung von Eigenschaften. 2007-11
DIN ISO 2076 Textilien – Chemiefasern – Gattungsnamen
und Kurzzeichen. 2001-05
DIN 7724 Polymere Werkstoffe – Gruppierung polymerer
Werkstoffe aufgrund ihres mechanischen Verhaltens.
1993-04
DIN EN ISO 8257-1 Kunststoffe – Polymethylmethacrylat
(PMMA)-Formmassen. Teil 1: Bezeichnungssystem und
Basis für Spezifikationen. 2006-09
DIN EN ISO 8257-2 Kunststoffe – Polymethylmethacrylat (PMMA)-Formmassen. Teil 2: Herstellung von
Probekörpern und Bestimmung von Eigenschaften.
2006-06
DIN EN 13 706-1 Verstärkte Kunststoffverbundwerkstoffe
– Spezifikationen für pultrudierte Profile. Teil 1: Bezeichnung. 2003-02
DIN EN 13 706-2 Verstärkte Kunststoffverbundwerkstoffe
– Spezifikationen für pultrudierte Profile. Teil 2: Prüfverfahren und allgemeine Anforderungen. 2003-02
DIN EN 13 706-3 Verstärkte Kunststoffverbundwerkstoffe
– Spezifikationen für pultrudierte Profile. Teil 3: Besondere Anforderungen. 2003-02
DIN EN 14 020 Verstärkungsfasern – Spezifikation für
Textilglasrovings. 2003-03
DIN 16 944 Glasfaserverstärkte Reaktionsharzformstoffe.
1988-07
DIN 16 945 Reaktionsharze, Reaktionsmittel und Reaktionsharzmasse. 1989-03
DIN 16 946 Reaktionsharzformstoffe, Gießharzformstoffe
1989-03
DIN 18 820-1 Laminate aus textilglasverstärkten ungesättigten Polyester- und Phenacrylatharzen für tragende
Bauteile. Teil 1: Aufbau, Herstellung und Eigenschaften.
1991-03
DIN 18 820-2 Laminate aus textilglasverstärkten ungesättigten Polyester- und Phenacrylatharzen für tragende
Bauteile. Teil 2: Physikalische Kennwerte der Regellaminate. 1991-03
DIN 18 820-3 Laminate aus textilglasverstärkten ungesättigten Polyester- und Phenacrylatharzen für tragende
Bauteile. Teil 3: Schutzmaßnahmen für das tragende
Laminat. 1991-03
DIN 18 820-4 Laminate aus textilglasverstärkten ungesättigten Polyester- und Phenacrylatharzen für tragende
Bauteile. Teil 4: Prüfung und Güteüberwachung.
1991-03
DIN 61 853-1 Textilglas – Textilglasmatten für die Kunststoffverstärkung. Teil 1: Technische Lieferbedingungen
1987-04
DIN 61 853-2 Textilglas – Textilglasmatten für die Kunststoffverstärkung. Teil 2: Einteilung, Anwendung.
1987-04
DIN 61 854-1 Textilglas – Textilglasgewebe für dieKunststoffverstärkung – Filamentgewebe und Rovinggewebe. Teil 1: Technische Lieferbedingungen
1987-04
DIN 61 854-2 Textilglas – Textilglasgewebe für die Kunststoffverstärkung – Filamentgewebe und Rovinggewebe.
Teil 2: Typen 1987-04
Berechnung
DIN 4134 Tragluftbauten: Berechnung, Ausführung und
Betrieb. 1983-02
DIN EN 13 782 Fliegende Bauten – Zelte – Sicherheit.
2006-05
VDI 2014-1 Entwicklung von Bauteilen aus Faser-Kunststoff-Verbund. Blatt 1: Grundlagen. 1989-07
VDI 2014-2 Entwicklung von Bauteilen aus Faser-Kunststoff-Verbund. Blatt 2: Konzeption und Gestaltung.
1993-09
VDI 2014-3 Entwicklung von Bauteilen aus Faser-Kunststoff-Verbund. Blatt 3 : Berechnungen. 2006-09
Bau-Überwachungsvereins e. V. (BÜV): Tragende Kunststoffbauteile im Bauwesen – Empfehlung. 2010-08
Download über: www.bvpi.de/shared/pdf-dokumente/
Kunststoff_Empf.pdf, 20.08.2010
Clarke, John L.: Structural Design of Polymer Composites
– EUROCOMP Design Code and Handbook. London
1996
Bauphysikalische Eigenschaften
DIN EN 832 Wärmetechnisches Verhalten von Gebäuden. 2003-06
DIN 4102 Brandverhalten von Baustoffen und Bauteilen.
2004-11
DIN 4108-2 Wärmeschutz und Energie-Einsparung
in Gebäuden. Teil 2: Mindestanforderungen an den
Wärmeschutz. 2003-07
DIN 4108-3 Wärmeschutz und Energie-Einsparung in
Gebäuden. Teil 3: Klimabedingter Feuchteschutz.
2001-07
DIN 4109 Schallschutz im Hochbau. 2010-05
DIN 5034 Tageslicht in Innenräumen. 2010-09
DIN EN ISO 6946 Bauteile – Wärmedurchlaßwiderstand
und Wärmedurchgangskoeffizient – Berechnungsverfahren. 2008-04
DIN EN ISO 7345 Wärmeschutz – Physikalische Größen
und Definitionen. 1996-01
ISO 8302 Wärmeschutz – Bestimmung des stationären
Wärmedurchlaßwiderstandes und verwandter Eigenschaften – Verfahren mit dem Plattengerät. 1991-08
DIN EN ISO 10 211 Wärmebrücken im Hochbau – Wärmeströme und Oberflächentemperaturen – Detaillierte
Berechnungen. 2008-04
DIN EN 12 898 Glas im Bauwesen – Bestimmung des
Emissionsgrades. 2001-04
DIN EN 13 125 Abschlüsse – Zusätzlicher Wärmedurchlasswiderstand – Zuordnung einer Luftdurchlässigkeitsklasse zu einem Produkt. 2001-10
DIN EN 13 363-1 Sonnenschutzeinrichtungen in Kombination mit Verglasungen – Berechnung der Solarstrahlung und des Lichttransmissionsgrades. Teil 1:
Vereinfachtes Verfahren. 2007-09
DIN EN 13 363-2 Sonnenschutzeinrichtungen in Kombination mit Verglasungen – Berechnung der Solarstrahlung und des Lichttransmissionsgrades. Teil 2:
Detailliertes Berechnungsverfahren. 2005-06
DIN EN 13 501-1 Klassifizierung von Bauprodukten und
Bauarten zu ihrem Brandverhalten. Teil 1: Klassifizierung mit den Ergebnissen aus den Prüfungen zum
Brandverhalten von Bauprodukten. 2010-01
DIN EN 13 501-2 Klassifizierung von Bauprodukten und
Bauarten zu ihrem Brandverhalten. Teil 2: Klassifizierung mit den Ergebnissen aus den Feuerwiderstandsprüfungen, mit Ausnahme von Lüftungsanlagen
DIN EN 13 501-5 Klassifizierung von Bauprodukten und
Bauarten zu ihrem Brandverhalten. Teil 5: Klassifizierung mit den Ergebnissen aus Prüfungen von Bedachungen bei Beanspruchung durch Feuer von außen
DIN EN 14 501 Abschlüsse – Thermischer und visueller
Komfort – Leistungsanforderungen und Klassifizierung.
2006-02
DIN V 18 599 Energetische Bewertung von Gebäuden –
Berechnung des Nutz-, End- und Primärenergiebedarfs
für Heizung, Kühlung, Lüftung, Trinkwarmwasser und
Beleuchtung. 2007-02
VDI 2719 Schalldämmung von Fenstern und deren
Zusatzeinrichtungen. 1987-08
Energieeinsparverordnung (EnEV) Verordnung über
energieeinsparenden Wärmeschutz und energieeinsparende Anlagentechnik bei Gebäuden. 2009-03
International Glazing Database IGDB Version 17.1.
Download über: http://windows.lbl.gov/materials/igdb/,
20.08.2010
Prüfnormen: Mechanische Eigenschaften
DIN ISO 34-1 Elastomere oder thermoplastische Elastomere – Bestimmung des Weiterreißwiderstandes. Teil 1:
Streifen-, winkel- und bogenförmige Probekörper.
2004-07
DIN EN ISO 178 Kunststoffe – Bestimmung der Biegeeigenschaften. 2008-07
DIN EN ISO 291 Kunststoffe – Normalklimate für Konditionierung und Prüfung. 2008-08
DIN EN ISO 527-1 Kunststoffe – Bestimmung der
Zugeigenschaften. Teil 1: Allgemeine Grundsätze.
2010-05
DIN EN ISO 527-2 Kunststoffe – Bestimmung der Zugeigenschaften. Teil 2: Prüfbedingungen für Form- und
Extrusionsmassen. 2010-05
DIN EN ISO 527-3 Kunststoffe – Bestimmung der Zug-
Verordnungen, Richtlinien, Normen • Literatur
eigenschaften. Teil 3: Prüfbedingungen für Folien und
Tafeln. 2003-07
DIN EN ISO 527-4 Kunststoffe – Bestimmung der Zugeigenschaften. Teil 4: Prüfbedingungen für isotrop und
anisotrop faserverstärkte Kunststoffverbundwerkstoffe.
1997-07
DIN EN ISO 527-5 Kunststoffe – Bestimmung der Zugeigenschaften. Teil 5: Prüfbedingungen für unidirektional
faserverstärkte Kunststoffverbundwerkstoffe. 2010-01
DIN EN ISO 604 Kunststoffe – Bestimmung von Druckeigenschaften. 2003-12
DIN EN ISO 899 -1 Kunststoffe – Bestimmung des
Kriechverhaltens. Teil 1: Zeitstand-Zugversuch. 2003-10
DIN EN ISO 899-2 Kunststoffe – Bestimmung des Kriechverhaltens. Teil 2: Zeitstand-Biegeversuch bei Dreipunkt-Belastung. 2003-10
DIN EN ISO 1421 Mit Kautschuk oder Kunststoff
beschichtete Textilien – Bestimmung der Zugfestigkeit
und der Bruchdehnung. 1998-08
DIN EN 1875-3 Mit Kautschuk oder Kunststoff beschichtete Textilien – Bestimmung der Weiterreißfestigkeit.
Teil 3: Verfahren mit trapezförmigen Probekörpern.
1998-02
DIN EN ISO 2578 Kunststoffe – Bestimmung der Temperatur-Zeit-Grenzen bei langanhaltender Wärmeeinwirkung. 1998-10
DIN EN ISO 10 350-1 Kunststoffe – Ermittlung und
Darstellung vergleichbarer Einpunktkennwerte. Teil 1:
Formmassen. 2010-01
DIN EN ISO 11 403-2 Kunststoffe – Ermittlung und
Darstellung von vergleichbaren Vielpunktkennwerten.
Teil 2: Thermische und Verarbeitungseigenschaften.
2004-07
DIN EN ISO 14 125 Faserverstärkte Kunststoffe – Bestimmung der Biegeeigenschaften. 2003-06
DIN EN ISO 14 126 Faserverstärkte Kunststoffe – Bestimmung der Druckeigenschaften in der Laminatebene.
2003-06
DIN EN ISO 14 129 Faserverstärkte Kunststoffe – Zugversuch an 45°-Laminaten zur Bestimmung der Schubspannungs/Schubverformungs-Kurve des Schubmoduls in der Lagenebene. 1998-02
DIN EN ISO 14 130 Faserverstärkte Kunststoffe – Bestimmung der scheinbaren interlaminaren Scherfestigkeit
nach dem Dreipunktverfahren mit kurzem Balken.
1998-02
DIN EN ISO 22 088 Kunststoffe – Bestimmung der
Beständigkeit gegen umgebungsbedingte Spannungsrissbildung (ESC). 2009-10
DIN 53 350 Prüfung von Kunststoff-Folien und mit Deckschicht aus Kunststoff versehenen textilen Flächengebilden – Bestimmung der Biegesteifigkeit – Verfahren
nach Ohlsen. 1980-01
DIN 53 359 Prüfung von Kunstleder und ähnlichen
Flächengebilden – Dauer-Knickversuch. 2006-11
DIN 53 362 Prüfung von Kunststoff-Folien und von
textilen Flächengebilden (außer Vliesstoffe), mit oder
ohne Deckschicht aus Kunststoff – Bestimmung der
Biegesteifigkeit – Verfahren nach Cantilever. 2003-10
DIN 53 363 Prüfung von Kunststoff-Folien – Weiterreißversuch an trapezförmigen Proben mit Einschnitt.
2003-10
DIN 53 442 Prüfung von Kunststoffen – Dauerschwingversuch im Biegebereich an flachen Probekörpern.
1990-09
DIN 53 598-1 Statistische Auswertung an Stichproben mit
Beispielen aus der Elastomer- und Kunststoffprüfung.
1983-07
ASTM D 4851 Standard Test Methods for Coated and
Laminated Fabrics for Architectural Use. 2007
Prüfnormen: Bauphysikalische Eigenschaften
DIN EN 410 Glas im Bauwesen – Bestimmung der lichttechnischen und strahlungsphysikalischen Kenngrößen
von Verglasungen. 2010-07
DIN EN 673 Glas im Bauwesen – Bestimmung des
Wärmedurchgangskoeffizienten (U-Wert) – Berechnungsverfahren. 2010-07
EN ISO 1182 Prüfungen zum Brandverhalten von
Bauprodukten – Nichtbrennbarkeitsprüfung. 2009-01
DIN EN 1634-1 Feuerwiderstandsprüfungen und Rauch-
schutzprüfungen für Türen, Tore, Abschlüsse, Fenster
und Baubeschläge. Teil 1: Feuerwiderstandsprüfungen
für Türen, Tore, Abschlüsse und Fenster. 2009-01
EN ISO 1716 Prüfungen zum Brandverhalten von
Bauprodukten – Bestimmung der Verbrennungswärme.
2009-01
DIN EN ISO 11925-2 Prüfungen zum Brandverhalten
von Baustoffen – Entzündbarkeit von Bauprodukten bei
direkter Flammeneinwirkung. Teil 2: Einflammentest.
2009-01
DIN EN 12 865 Wärme- und feuchteschutztechnisches
Verhalten von Bauteilen – Bestimmung des Widerstandes des Außenwandsystems gegen Schlagregen bei
pulsierendem Luftdruck. 2001-07
DIN EN 13 501 Klassifizierung von Bauprodukten und
Bauarten zu ihrem Brandverhalten. 2010-02
DIN EN 13 823 Prüfungen zum Brandverhalten von Bauprodukten – Thermische Beanspruchung durch einen
einzelnen brennenden Gegenstand für Bauprodukte mit
Ausnahme von Bodenbelägen. 2009-12
DIN 53 765 Prüfung von Kunststoffen und Elastomeren –
Thermische Analyse – Dynamische Differenzkalorimetrie (DDK). 1994-03
ASTM E 424 Prüfverfahren für den (terrestrischen) Transmissionsgrad und Reflexionsgrad für Sonnenenergie
von Folienbahnen. 1971
Prüfnormen: Dauerhaftigkeit
DIN EN ISO 105 Textilien – Farbechtheitsprüfungen.
2010-08
DIN EN ISO 305 Kunststoffe – Bestimmung der Thermostabilität von Polyvinylchlorid (PVC), verwandten
chlorhaltigen Homopolymeren und Copolymeren und
ihren Formmassen – Verfärbungsverfahren. 1999-10
DIN EN 673 Glas im Bauwesen – Bestimmung des
Wärmedurchgangskoeffizienten (U-Wert) – Berechnungsverfahren. 2003-06
DIN EN 1367 Prüfverfahren für thermische Eigenschaften
und Verwitterungsbeständigkeit von Gesteinskörnungen. 2010-06
DIN EN ISO 4892-1 Kunststoffe – Künstliches Bestrahlen
oder Bewittern in Geräten. Teil 1: Allgemeine Anleitung.
2001-09
DIN EN ISO 4892-2 Kunststoffe – Künstliches Bestrahlen
oder Bewittern in Geräten. Teil 2: Xenonbogenlampen.
2009-11
DIN EN ISO 4892-3 Kunststoffe – Künstliches Bestrahlen
oder Bewittern in Geräten. Teil 3: UV-Leuchtstofflampen. 2006-05
DIN EN 13 583 Abdichtungsbahnen – Bitumen-, Kunststoff- und Elastomerbahnen für Dachabdichtungen –
Bestimmung des Widerstandes gegen Hagelschlag.
2001-11
ASTM E 424 Prüfverfahren für den (terrestrischen) Transmissionsgrad und Reflexionsgrad für Sonnenenergie
von Folienbahnen. 1971
Sonstige Prüfnormen
DIN 53 370 Prüfung von Kunststoff-Folien – Bestimmung
der Dicke durch mechanische Abtastung. 2006-11
Umweltwirkungen von Kunststoffen
DIN EN ISO 11 469
Kunststoffe – Sortenspezifische
Identifizierung und Kennzeichnung von KunststoffFormteilen. 2000-10
DIN EN ISO 14 021/A1 Umweltkennzeichnungen und
-deklarationen – Umweltbezogene Anbietererklärungen.
2010-01
DIN EN ISO 14 040 Umweltmanagement – Ökobilanz –
Grundsätze und Rahmenbedingungen. 2009-11
Literatur
Teil A
Kunststoffe und Membranen in der
Architektur
Albus, Volker (Hrsg.): Design! Das 20. Jahrhundert.
München/London/New York 2000
Blundell-Jones, Peter; Hübner, Peter: Peter Hübner –
Bauen als sozialer Prozeß. Stuttgart 2007
Burgard, Roland (Hrsg.): Kunststoffe und freie Formen –
ein Werkbuch. Wien 2004
Campos, Cristian: Plastic design. Köln 2007
Genzel, Elke; Voigt, Pamela: Kunststoffbauten: Teil 1:
Die Pioniere. Weimar 2005
Graefe, Rainer: Vela Erunt – die Zeltdächer der römischen Theater und ähnlicher Anlagen. Mainz 1979
Herzog, Thomas: Pneumatische Konstruktionen – Bauten
aus Membranen und Luft. Stuttgart 1976
Jeska, Simone: Transparente Kunststoffe – Entwurf und
Technologie. Basel/Boston/Berlin 2008
Kaltenbach, Frank (Hrsg.): Transluzente Materialien –
Glas, Kunststoff, Metall. München 2003
Koch, Klaus-Michael (Hrsg.): Bauen mit Membranen – der
innovative Werkstoff in der Architektur. München 2004
Krausse, Joachim; Lichtenstein, Claude: Your Private Sky:
R.Buckminster Fuller – Design als Kunst einer Wissenschaft. Baden 1999
Lefteri, Chris: Kunststoff II. Material – Herstellung –
Produkte. Ludwigsburg 2006
Ludwig, Matthias: Mobile Architektur – Geschichte und
Entwicklung transportabler und modularer Bauten.
Stuttgart 1998
Nerdinger, Winfried (Hrsg.): Frei Otto: das Gesamtwerk –
leicht bauen – natürlich gestalten. Basel 2005
Roland, Conrad; Otto, Frei: Frei Otto – Spannweiten.
Ideen und Versuche zum Leichtbau. Berlin 1965
Schlaich, Jörg; Bergermann, Rudolf: Leicht weit –
Light Structures. München 2003
Tschimmel, Udo: Die Zehntausend-Dollar-Idee.
Kunststoff-Geschichte vom Celluloid zum Superchip.
Düsseldorf 1991
Uffelen, Chris van; Steybe, Sophie: Pure Plastic –
new materials for today's architecture. Berlin 2008
Teil B
Werkstoffe
Kunststoffe
Baur, Erwin u. a.: Saechtling Kunststoff Taschenbuch.
München 2007
Bonnet, Martin: Kunststoffe in der Ingenieuranwendung:
verstehen und zuverlässig auswählen. Wiesbaden 2009
Bonten, Christian: Kunststofftechnik für Designer.
München 2003
Braun, Dietrich: Erkennen von Kunststoffen: qualitative
Kunststoffanalyse mit einfachen Mitteln. München 1998
Braun, Dietrich: Kunststofftechnik für Einsteiger.
München 2003
Braun, Dietrich u. a.: Polymer synthesis: theory and
practice: fundamentals, methods, experiments. Berlin/
Heidelberg 2005
Domininghaus, Hans: Die Kunststoffe und ihre Eigenschaften. Berlin/Heidelberg 2005
Domininghaus, Hans u. a.: Kunststoffe. Eigenschaften
und Anwendungen. Berlin 2008
Ehrenstein, Gottfried W.: Mit Kunststoffen konstruieren.
München/Wien 2007
Ehrenstein, Gottfried W.; Pongratz, Sonja: Beständigkeit
von Kunststoffen. München 2007
Elias, Hans-Georg: An introduction to plastics. Weinheim
2003
Etzrodt, Günter: Die Farbenwelt der Kunststoffe: Farbmittel und Präparationen: Eigenschaften, Verarbeitung,
Qualitätssicherung. Landsberg am Lech 2003
Franck, Adolf: Kunststoff-Kompendium: Herstellung,
Aufbau, Verarbeitung, Anwendung, Umweltverhalten
und Eigenschaften der Thermoplaste, Polymerlegierungen, Elastomere und Duroplaste. Würzburg 2006
Glenz, Wolfgang: Polystyrol-Hartschaumstoff (EPS, XPS).
In: Kunststoffe – Werkstoffe, Verarbeitung, Anwendung
10/2008, Seite 130ff.
287
Literatur
Harper, Charles A.: Handbook of plastics, elastomers and
composites. New York 2002
Hellerich, Walter u. a.: Werkstoff-Führer Kunststoffe –
Eigenschaften, Prüfungen, Kennwerte. München 2001
Kalweit, Andreas: Handbuch für technisches Produktdesign – Material und Fertigung. Berlin/Heidelberg 2006
Köster, Lothar u. a.: Praxis der Kautschukextrusion.
München 2007
Lindner, Christoph: Produktion, Verarbeitung und Verwertung von Kunststoffen in Deutschland (Studie). Alzenau
2007; http://www.plasticseurope.de/document/produktion-verarbeitung-und-verwertung-von-kunststoffen-indeutschland-2007---kurzfassung--.aspx?Page=
DOCUMENT&FolID=2; 26.08.2010
Ludwig, Carsten: Glasfaserverstärkte Kunststoffe
unter hoher thermischer und mechanischer Belastung.
Dissertation. Stuttgart 2009
Moser, Kurt: Faser-Kunststoff-Verbund – Entwurfs- und
Berechnungsgrundlagen. Düsseldorf 1992
Müller, Albrecht: Coloring of plastics – fundamentals,
colorants, preparations. München 2003
Nanetti, Paolo: Lack für Einsteiger. Hannover 2009
Pfaff, Gerhard: Spezielle Effektpigmente – Grundlagen
und Anwendungen. Hannover 2007
Schürmann, Helmut: Konstruieren mit Faser-KunststoffVerbunden. Berlin/Heidelberg 2007
Schwarz, Otto; Ebeling, Friedrich Wolfhard; Furth, Brigitte:
Kunststoffverarbeitung. Würzburg 2002
Schwarz, Otto; Ebeling, Friedrich-Wolfhard (Hrsg.):
Kunststoffkunde – Aufbau, Eigenschaften, Verarbeitung,
Anwendungen der Thermoplaste, Duroplaste und Elastomere. Würzburg 2005
Fasern
Beckmann, Andreas; Kleinholz, Rudolf: Anforderungen
an Naturfasern aus der Sicht eines Kfz-Zulieferers
für Innenraumteile. Veranstaltung aus der Reihe »2nd
International Wood and Natural Fibre Composites
Symposium«. Kassel 1999
Bonnet, Martin: Kunststoffe in der Ingenieuranwendung:
verstehen und zuverlässig auswählen. Wiesbaden 2009
Bonten, Christian: Kunststofftechnik für Designer.
München 2003
Carus, Michael u. a.: Einsatz von Naturfasern in Verbundwerkstoffen für die Automobilproduktion in Deutschland
von 1999 bis 2005. Hrsg. vom nova-Institut, Hürth 2006
Carus, Michael u. a.: Naturfaserverstärkte Kunststoffe –
Pflanzen, Rohstoffe, Produkte. Hrsg. von Fachagentur
Nachwachsende Rohstoffe e. V. (FNR), Gülzow 2008
Ehrenstein, Gottfried W.: Faserverbund-Kunststoffe:
Werkstoffe, Verarbeitung, Eigenschaften. München
2006
Flemming, Manfred u. a.: Faserverbundbauweisen.
Berlin 1995
Fourné, Franz: Synthetische Fasern – Herstellung,
Maschinen und Apparate, Eigenschaften. München
1995
Hanselka, Holger; Hermann, Axel Siegfried: Technischer
Leitfaden zur Anwendung von ökologisch vorteilhaften
Faserverbundwerkstoffen aus nachwachsenden Rohstoffen am Beispiel eines Kastenträgers als Prototyp
für hochbelastbare Baugruppen. Aachen 1999
Michaeli, Walter; Begemann, Michael: Einführung in die
Technologie der Faserverbundwerkstoffe. München
1990
Moser, Kurt: Faser-Kunststoff-Verbund: Entwurfs- und
Berechnungsgrundlagen. Düsseldorf 1992
Schürmann, Helmut: Konstruieren mit Faser-KunststoffVerbunden. Berlin/Heidelberg 2007
Sperber, Volker E.: Trends für Naturfaser-Verbundwerkstoffe. In: Technische Textilien 2/2006, S. 70ff.
Klebstoffe und Beschichtungen
Habenicht, Gerd: Kleben: Grundlagen, Technologien,
Anwendungen. Berlin 2009
Nanetti, Paolo: Lack für Einsteiger. Hannover 2009
Pfaff, Gerhard: Spezielle Effektpigmente – Grundlagen
und Anwendungen. Hannover 2007
Peters, Stefan: Kleben von GFK und Glas für baukonstruktive Anwendungen. Stuttgart 2006
Reichel, Alexander u. a.: Putze, Farben, Beschichtungen.
288
München 2004
Rusam, Horst: Anstriche und Beschichtungen im
Bauwesen – Eigenschaften, Untergründe, Anwendung.
Stuttgart 2004
Naturfaserverstärkte Kunststoffe und Biokunststoffe
Carus, Michael u. a.: Naturfaserverstärkte Kunststoffe –
Pflanzen, Rohstoffe, Produkte. Hrsg. von Fachagentur
Nachwachsende Rohstoffe e. V. (FNR). Gülzow 2008
Carus, Michael u. a.: Studie zur Markt- und Konkurrenzsituation bei Naturfasern und Naturfaser-Werlstoffen
(Deutschland und EU). Gülzower Fachgespräche,
Band 26. Hrsg. von Fachagentur Nachwachsende
Rohstoffe e. V. (FNR). Gülzow 2008
Domininghaus, Hans u. a.: Kunststoffe. Eigenschaften
und Anwendungen. Berlin 2008
Endres, Hans-Josef; Siebert-Raths, Andrea: Technische
Biopolymere: Rahmenbedingungen, Marktsituation,
Herstellung, Aufbau und Eigenschaften. München 2009
Riedel, Ulrich: Industrielle Fertigungsstrategien am
Beispiel von automobilen Anwendungen. Hrsg. vom
Institut für Faserverbundleichtbau und Adaptronik des
Deutschen Zentrums für Luft- und Raumfahrt. Braunschweig 2005
Shen, Li u. a.: Product overview and market projection
of emerging bio-based plastics. Studie. Hrsg. von
European Polysaccharide Network of Excellence and
European Bioplastics. Utrecht 2009
Wimmer, Robert u. a.: Grundlagenforschung für die
Entwicklung von Produktprototypen aus Naturstoffgebundenen Vliesen. Hrsg. vom Bundesministerium
für Verkehr, Innovation und Technologie. Wien 2007
Teil C
Halbzeuge
Vorprodukte
Baur, Erwin u. a.: Saechtling Kunststoff Taschenbuch.
München 2007
Braun, Dietrich: Kunststofftechnik für Einsteiger.
München 2003
Schwarz, Otto; Ebeling, Friedrich Wolfhard; Furth, Brigitte:
Kunststoffverarbeitung. Würzburg 2009
Faserverstärkte Kunststoffe
Moser, Kurt: Faser-Kunststoff-Verbund – Entwurfs- und
Berechnungsgrundlagen. Düsseldorf 1992
Schürmann, Helmut: Konstruieren mit Faser-KunststoffVerbunden. Berlin/Heidelberg 2007
Ehrenstein, Gottfried W.: Faserverbund-Kunststoffe:
Werkstoffe, Verarbeitung, Eigenschaften. München
2006
Flemming, Manfred; Roth, Siegfried: Faserverbundbauweisen. Eigenschaften. Berlin/Heidelberg 2003
Flemming, Manfred u. a.: Faserverbundbauweisen.
Berlin/Heidelberg 1995
Kunststoffhalbzeuge
Domininghaus, Hans u. a.: Kunststoffe. Eigenschaften
und Anwendungen. Berlin 2008
Flemming, Manfred u. a.: Faserverbundbauweisen.
Berlin/Heidelberg 1995
Kaltenbach, Frank (Hrsg.): Transluzente Materialien –
Glas, Kunststoff, Metall. München 2003
Knippers, Jan u. a.: Brücken mit Fahrbahnen aus glasfaserverstärktem Kunststoff (GFK) – Neue Straßenbrücke in Friedberg (Hessen). In: Stahlbau 7/2009,
S. 462 – 470
Knippers, Jan; Hwash, Mohamed: Umgelenkte Lamellen
aus kohlefaserverstärktem Kunststoff für freistehende
Spannglieder im Konstruktiven Ingenieurbau. In: Betonund Stahlbetonbau 10/2008, S. 682 – 688
Lee, Sung Woo; Kee-Jeung, Hong: Experiencing More
Composite-Deck Bridges and Developing Innovative
Profile of Snap-Fit Connection. In: COBRAE Conference
– Benefits of Composites in Civil Engineering. Stuttgart
2007
Remmele, Mathias: Aus einem Guss: Die Entwicklung
des Panton-Stuhls. In: deutsche bauzeitung 4/2006,
S. 27– 32
Schwarz, Otto u. a.: Kunststoffverarbeitung.
Würzburg 2009
Folien
LeCuyer, Anette: ETFE – Technologie und Entwurf.
Basel/Boston/Berlin 2008
Moritz, Karsten: ETFE-Folie als Tragelement. Dissertation.
München 2007
Nentwig, Joachim: Kunststoff-Folien: Herstellung –
Eigenschaften – Anwendung. München/Wien 2006
Saxe, Klaus; Homm, Thomas: Mechanische Eigenschaften von ETFE-Folien für vorgespannte Strukturen,
Proceedings. Techtextil Symposium. Frankfurt 2007
Pearman, Hugh u. a.: The Architecture of Eden. London
2003
Textile Membranen
Blum, Rainer u. a.: Material Properties and testing.
In: Fortser, Brian; Mollaert, Marijke: European design
guide for tensile surface structures. Brüssel 2004
Seidel, Michael: Textile Hüllen – Bauen mit biegeweichen
Tragelementen: Materialien, Konstruktion, Montage.
Berlin 2008
Erweiterte bauphysikalische und energetische Aspekte
Cremers, Jan: Einsatzmöglichkeiten von Vakuum-Dämmsystemen im Bereich der Gebäudehülle – Technologische, bauphysikalische und architektonische Aspekte.
München/New York 2007
Cremers, Jan: Integration von Photovoltaik in Membrankonstruktionen. In: Detail Green 01/2009, S. 61– 63
Hegger, Manfred u. a.: Baustoffatlas. München/Basel
2005
Hegger, Manfred u. a.: Energieatlas. München/Basel 2007
Jeska, Simone: Transparente Kunststoffe – Entwurf und
Technologie. Basel/Boston/Berlin 2008
Kaltenbach, Frank (Hrsg.): Transluzente Materialien –
Glas, Kunststoff, Metall. München 2003
Richter, Ekkehard; Fischer, Heinz M.: Lehrbuch der
Bauphysik. Schall – Wärme – Feuchte – Licht – Brand –
Klima. Wiesbaden 2008
Schild, Kai; Weyers, Michael: Handbuch Fassadendämmsysteme – Grundlagen, Produkte, Details. Stuttgart 2003
Troitzsch, Jürgen (Hrsg.): Plastics flammability handbook:
Principles, regulations, testing, and approval. München
2004
Willems, Wolfgang M. u. a.: Vieweg Handbuch Bauphysik.
Wiesbaden 2006
Zürcher, Christoph; Frank, Thomas: Bauphysik –
Leitfaden für Planung und Praxis. Stuttgart 2004
Umweltwirkungen von Kunststoffen
Hegger, Manfred u. a.: Baustoffatlas. München/Basel
2005
Hellerich, Walter u. a.: Werkstoff-Führer Kunststoffe:
Eigenschaften, Prüfungen, Kennwerte. München 2004
Institut Bauen und Umwelt e. V. (Hrsg.): Leitfaden für die
Formulierung der Anforderungen an die Produktkategorien der Umweltdeklarationen (Typ III) für Bauprodukte.
Königswinter 2006
Köpfler, Walter; Grahl, Birgit: Ökobilanzierung. Ein Leitfaden für Ausbildung und Beruf. Weinheim 2009
LeCuyer, Anette: ETFE – Technologie und Entwurf.
Basel/Boston/Berlin 2008
Müller, Michael u. a.: Ökologische/Ökonomische Bewertung zweier Fassadenkonzepte – Glasfassade versus
Kunststofffassade. Forschungsbericht. Remscheid 2007
Preisig, Hansruedi: Massiv- oder Leichtbauweise?
In: tec 21 42/2002, S. 15ff.
Schittich, Christian u. a.: Glasbau Atlas. München 1998
Sigg, René u. a.: LUKRETIA – Lebenszyklus – Ressourcen
– Technisierung. Zürich 2006
Teil D
Planung und Formfindung
Tragwerk und Form
Barnes, Michael R.: Form finding and analysis of tension
structures by dynamic relaxation. In: International
Journal of Space Structures, Volume 14 Number 2/1999
S. 89 –104
Bradatsch, Jürgen u. a.: Form. In: Fortser, Brian; Mollaert,
Marijke: European design guide for tensile surface
structures. Brüssel 2004
Literatur • Autoren
Brinkmann, Günther: Leicht und Weit – zur Konstruktion
weitgespannter Flächentragwerke. Ergebnisse aus dem
Sonderforschungsbereich 64 »Weitgespannte Flächentragwerke« der Universität Stuttgart. Weinheim 1990
Engel, Heino: Tragsysteme – Structure Systems.
Ostfildern 1999
Herzog, Thomas: Pneumatische Konstruktionen –
Bauten aus Membranen und Luft. Stuttgart 1976
Höller, Ralf: FormFindung – architektonische Grundlagen für den Entwurf von mechanisch vorgespannten
Membranen und Seilnetzen. Mähringen 1999
Hughes, Thomas J.: The finite element method – linear
static and dynamic finite element analysis. Mineola 2000
Institut für leichte Flächentragwerke der Universität
Stuttgart (Hrsg.): Mitteilungen: Wandelbare Dächer
(IL5). Stuttgart 1972
Institut für leichte Flächentragwerke der Universität
Stuttgart (Hrsg.): Mitteilungen: Vela Toldos Sonnenzelte
(IL30). Stuttgart 1984
Joedicke, Jürgen u. a.: Schalenbau – Konstruktion und
Gestaltung. Stuttgart 1962
Lewis, Wanda J.: Tension structures – form and
behaviour. London 2003
Luchsinger, Rolf H.; Crettol, René: Experimental and
Numerical Study of Spindle Shaped Tensairity® Girders.
In: International Journal of Space Structures Vol. 21 No.
3 2006
Otto, Frei; Rasch, Bodo: finding form – towards an
architecture of the minimal. Stuttgart 1995
Scheck, H.-J.: The force density method for form finding
and computation of general networks. In: Computer
Methods in Applied Mechanics and Engineering
3/1974, S. 115 –134
Seidel, Michael: Textile Hüllen – Bauen mit biegeweichen
Tragelementen: Materialien, Konstruktion, Montage.
Berlin 2008
Wakefield, David: Grundlagen und Berechnung von
Membrankonstruktionen. In: Koch, Klaus-Michael
(Hrsg.): Bauen mit Membranen – der innovative Werkstoff in der Architektur. München 2004
Dimensionierung und Ausführung
Barnes, Michael R. u. a.: Structural Design Basis and
safety Criteria. In: Fortser, Brian; Mollaert, Marijke:
European design guide for tensile surface structures.
Brüssel 2004
Blum, Rainer; Bögner, Heidrun: Testing methods
and standards. In: Fortser, Brian; Mollaert, Marijke:
European design guide for tensile surface structures.
Brüssel 2004
Bau-Überwachungsvereins e. V. (BÜV): Tragende Kunststoffbauteile im Bauwesen – Empfehlung. 2010-08
Download über: www.bvpi.de/shared/pdf-dokumente/
Kunststoff_Empf.pdf, 20.08.2010
Clarke, John L.: Structural Design of Polymer Composites
– EUROCOMP Design Code and Handbook. London
1996
Ehrenstein, Gottfried W.: Faserverbund-Kunststoffe:
Werkstoffe, Verarbeitung, Eigenschaften. München 2006
Fortser, Brian; Mollaert, Marijke: European Design Guide
for Tensile Surface Structures. Brüssel 2004
Knippers, Jan; Gabler, Markus: Faserverbundwerkstoffe
im Bauwesen. In: Stahlbau-Kalender 2007, S. 456 – 498
Minte, Jörg: Das mechanische Verhalten von Verbindungen beschichteter Chemiefasergewebe. Dissertation.
Aachen 1981
Sobek, Werner; Speth, Martin: Textile Werkstoffe. In:
Bauingenieur 70/1995, S. 243 – 250
Teil E
Konstruieren mit Kunststoff und
Membranen
Konstruieren mit Kunststoffhalbzeugen
Ehrenstein, Gottfried W. (Hrsg.): Handbuch KunststoffVerbindungstechnik. München/Wien 2004
Ehrenstein, Gottfried W.: Mit Kunststoffen konstruieren.
München/Wien 2007
Jeska, Simone: Transparente Kunststoffe – Entwurf und
Technologie. Basel/Boston/Berlin 2008
Keller, Thomas u. a.: Adhesively Bonded and Translucent
Glass Fiber Reinforced Polymer Sandwich Girders.
In: Journal of Composites for Construction 5/2004,
S. 461ff.
Toni, Michela: FRP architecture: Building by fiberreinforced plastics. Firenze 2007
Konstruieren mit frei geformten Kunststoffen
Ehrenstein, Gottfried W.: Mit Kunststoffen konstruieren.
München/Wien 2007
Jeska, Simone: Transparente Kunststoffe – Entwurf und
Technologie. Basel/Boston/Berlin 2008
Kalweit, Andreas: Handbuch für technisches Produktdesign – Material und Fertigung. Berlin/Heidelberg 2006
Schürmann, Helmut: Konstruieren mit Faser-KunststoffVerbunden. Berlin/Heidelberg 2007
VDI Wissensforum (Hrsg.): Konstruieren mit Kunststoffen.
Düsseldorf 2006
Konstruieren mit Folien
Bubner, Ewald: Membrankonstruktionen – Verbindungstechniken. Essen 2005
Lehnert, S.; Schween, T.: Bauen mit Folienkissen. In:
Bauingenieur 6/2006, S. 285 – 288
Moritz, Karsten: ETFE-Folie als Tragelement. Dissertation.
München 2007
Moritz, Karsten: Die Stadionhülle der Allianz Arena –
Bauweise der ETFE-Folienpneus. In: Detail – Zeitschrift
für Architektur + Konzept 9/2005, S. 976 – 980
Moritz, Karsten: Bauweisen der ETFE-Foliensysteme.
In: Stahlbau 5/2007, S. 336 – 342
Konstruieren mit textilen Membranen
Bubner, Ewald: Membrankonstruktionen – Verbindungstechniken. Essen 2005
Drew, Philip: New tent architecture. New York 2008
Fortser, Brian; Mollaert, Marijke: European Design Guide
for Tensile Surface Structures. Brüssel 2004
Forster, Brian: Planung und Entwicklung von Details. In:
Koch, Klaus-Michael (Hrsg.): Bauen mit Membranen –
Der innovative Werkstoff in der Architektur. München
2004
Göppert, Knut: Membrankonstruktionen – Form und
Detail. In: Stahlbau 12/2004, S. 990 –1000
Ishii, Kazuo: Membrane Structures in Japan. Tokyo 1995
Ishii, Kazuo: Membrane designs and structures in the
world, Tokyo 1999
Koch, Klaus-Michael (Hrsg.): Bauen mit Membranen –
Der innovative Werkstoff in der Architektur. München
2004
Krüger, Sylvie: Textile Architecture – Textile Architektur.
Berlin 2009
Otto, Frei; Rasch, Bodo: Gestalt finden – auf dem Weg
zu einer Baukunst des Minimalen. Stuttgart 1995
Seidel, Michael: Textile Hüllen – Bauen mit biegeweichen
Tragelementen. Berlin 2008
Komplexe Gebäudehüllen
Behling, Sophia u. a.: Sol Power – the evolution of solar
architecture. München/New York 1996
Cremers, Jan; Lausch, Felix: Transluzente Hochleistungsdämmung aus sli-Aerogelen für Membranen. In:
Detail – Zeitschrift für Architektur + Baudetail 5/2008,
S. 524ff.
Göppert, Knut; Linden, Sebastian: Erneuerung der
abgehängten Decke in der Olympiaschwimmhalle
in München. In: Detail – Zeitschrift für Architektur +
Baudetail 5/2008, S. 508ff.
Herzog, Thomas u. a.: Fassadenatlas. München/Basel
2004
Herzog, Thomas: Transluzente Bauteile – Anmerkungen
zu ihrer Wirkung. In: Almanach 90/92 des Fachbereichs
Architektur der Technischen Hochschule Darmstadt.
Darmstadt 1992
Jahn, Helmut u. a.: Suvarnabhumi Airport, Bangkok,
Thailand. Ludwigsburg 2007
Schittich, Christian u. a.: Glasbauatlas. München 2006
Autoren
Jan Knippers
Jahrgang 1962
Studium Konstruktiver Ingenieurbau an der Technischen
Universität Berlin
1992 Promotion an der Technischen Universität Berlin
1993 – 2000 Tätigkeit bei Schlaich Bergermann und
Partner, Stuttgart
seit 2000 Professur für Tragkonstruktionen und Konstruktives Entwerfen an der Universität Stuttgart
seit 2001 Ingenieurbüro Knippers Helbig Advanced
Engineering, Stuttgart – New York
Mitglied in nationalen und internationalen Ausschüssen
und Gremien
Jan Cremers
Jahrgang 1971
Architekturstudium an der Universität Karlsruhe und an
der Westminster University London
1999 – 02 Tätigkeit als Architekt, u. a. bei Koch+Partner,
München
2002 – 06 wissenschaftlicher Mitarbeiter am Lehrstuhl für
Gebäudetechnologie, Prof. Thomas Herzog, Technische
Universität München
2006 Promotion an der Technischen Universität München
2006 – 08 SolarNext AG, Rimsting, zeitweise als Vorstand
seit 2008 Director Technology bei Hightex GmbH, Rimsting
seit 2008 Professur für Gebäudetechnologie und Integrierte Architektur an der Hochschule für Technik Stuttgart
Markus Gabler
Jahrgang 1977
Studium Konstruktiver Ingenieurbau an der
Universität Stuttgart
2000 – 2002 Tätigkeit am Institut für Leichtbau Entwerfen
und Konstruieren (ILEK) der Universität Stuttgart und im
Ingenieurbüro Novák, Sindelfingen
2003 – 2007 Mitarbeit bei Knippers Helbig Advanced
Engineering, Stuttgart – New York
seit 2007 Mitarbeiter und Doktorand am Institut für
Tragkonstruktionen und Konstruktives Entwerfen (ITKE)
der Universität Stuttgart
Mitglied im Arbeitskreis des DIN-Normenausschusses
zu faserverstärkten Kunststoffen im Bauwesen.
Julian Lienhard
Jahrgang 1980
Studium Konstruktiver Ingenieurbau an der
Universität Stuttgart
2004 – 2008 Tragwerksplaner im Architekturbüro
Rasch + Bradatsch, Leinfelden-Echterdingen
seit 2007 Mitarbeiter und Doktorand am Institut für
Tragkonstruktionen und Konstruktives Entwerfen (ITKE)
der Universität Stuttgart
2008 Gründung studioLD, Stuttgart
289
Abbildungsnachweis
Abbildungsnachweis
Allen, die durch Überlassung ihrer Bildvorlagen, durch
Erteilung von Reproduktionserlaubnis und durch Auskünfte am Zustandekommen des Buches mitgewirkt haben,
sagen die Autoren und der Verlag aufrichtigen Dank.
Die hier nicht aufgeführten Zeichnungen im Grundlagenteil wurden von den Autoren gemeinsam erarbeitet.
Fotos, zu denen kein Fotograf genannt ist, sind Autorenbzw. Architektenaufnahmen, Werkfotos oder stammen
aus dem Archiv der Zeitschrift DETAIL. Trotz intensiven
Bemühens konnten wir einige Urheber der Abbildungen
nicht ermitteln, die Urheberrechte sind jedoch gewahrt.
Wir bitten in diesen Fällen um entsprechende Nachricht.
Die Zahlen beziehen sich auf die Abbildungsnummern.
In Zusammenarbeit mit den Autoren und den Fotografen
der Universität Stuttgart sind für diesen Atlas die Fotografien der unterschiedlichen Materialien entstanden.
Hans-Joachim Heyer + Boris Miklautsch / Werkstatt für
Photographie / Universität Stuttgart:
B B 1.1 B 1.8 B 1.13 B 1.23 – 25 B 1.27 – 33
B 1.36 B 1.39 – 40 B 1.42 – 44 B 2.1 B 2.11–13
B 2.16 – 21 B 2.1 B 2.11–13 B 2.16 – 21 B 3.7 – 9
C 1.1
C 3.1
C 4.1
C 1.4 a – c C 1.6 – 11 C 1.17 – 21 C 2.4 a – d
C 3.3 – 5 C 3.9 –10 C 3.21– 23 C 3.25 – 26
C 4.7 – 8 C 4.16 C 5.1 C 5.7–11
D 1.3
D 1.7 –8
E 1.34 – 35
Teil A
A
A1
A2
A3
D 2.8
E 3.17 – 18
Kunststoffe und Membranen in der
Architektur
Julian Lienhard, Stuttgart
Deutsches Museum Archiv, München
Kunststoffe, Carl Hanser Verlag München
Tschimmel, Udo: Die Zehntausend-Dollar-Idee.
Berlin 1991, S. 69
A4
http://www.liveauctioneers.com/item/5987732
A5
Vitra, Birsfelden/Weil am Rhein
A6
Hansen, Hans/Vitra, Hamburg
A 7– 8 The Estate of R. Buckminster Fuller, Santa Barbara
A9
The MIT Museum, aus: Hess, Alan: Googie. fifties
coffee shop architecture. San Francisco 1986, S. 50
A 10
Wolfgang Feierbach, Altenstadt
A 11
Jean-Pierre Dalbéra, Paris
A 12 a – b Paul Kramer, Berlin
A 13
Blundell Jones, Peter: Peter Hübner – Bauen
als sozialer Prozess. Stuttgart 2007, S. 107
A 15 a – b Institut für Leichtbau Entwerfen und Konstruieren, Stuttgart
A 17 a – c siehe A 15
A 18
Birdair Inc., New York
A 19
Walter Bird, University Archives, State University
of New York at Buffalo
A 20
Koch, Klaus-Michael: Bauen mit Membranen.
München 2004, S. 44, Abb. 68
A 21 a Horst Berger, New York
A 21 b Taiyo Kogyo Co. Ltd., Tokio
A 22 a Yukio Futagawa, Tokio
A 22 b Verena Herzog-Loibl, München
A 23
Manfred Storck, Stuttgart
A 24 b siehe A 15
A 25
siehe A 7
A 26
Winfried Nerdinger (Hg.), Konstruktion und Raum
in der Architektur des 20. Jahrhunderts. München
2002, S. 76, Abb. 1
A 27 a Herzog, Thomas: Pneumatische Konstruktionen.
Bauten aus Membranen und Luft. Ostfildern
1986, S. 45, Abb. 33
A 27 b George Cserna
A 28
Hightex GmbH, Rimsting
A 29
Tohru Waki/Shokokusha, Tokio
A 32
Jan Cremers, München
A 33 a – b siehe A 7
290
A 34 a – b Renzo Piano Building Workshop, Genua
A 34 c Dini, Massimo: Renzo Piano. Progetti e architetture. 1964-1983. Mailand 1983, S. 15, Abb. 5
A 35 a – b Gianni Berengo Gardin, Mailand
A 36 a – b Udd, Eric; Winz, Mike; Kreger, Stephen;
Heider, Dirk: Failure Mechnisms of Fiber Optic
Sensors Placed in Composite Materials, SPIE
Vol. 5758, 2005
A 37
nach: Grohmann, Boris A.; Wallmersperger, Thomas; Kröplin, Bernd-Helmut: Vorlesung adaptive
Strukturen. Institut für Statik und Dynamik (ISD),
Universität Stuttgart
A 38
Grohmann, Boris A.; Wallmersperger, Thomas;
Kröplin, Bernd-Helmut: Adaptive Strukturen und
gekoppelte Mehrfeldprobleme. In: Stahlbau,
69. Jg., Heft 6, S. 448, Bild 6
A 39
Cremers, Jan: Performance-Steigerungen von
Bestandsgebäuden durch innovative Membrankonstruktionen, Neumarkt i. d. OPf. 2010, S. 3
A 40
Fakultätswerkstatt Fotografie, Fakultät für Architektur und Stadtplanung, Universität Stuttgart
A 41
Uwe Walter/Courtesy Galerie EIGEN+ART
Leipzig/Berlin und The Pace Gallery
Teil B
Werkstoffe
Kunststoffe
B 1.2 Lindner, Christoph: Produktion, Verarbeitung und
Verwertung von Kunststoffen in Deutschland.
Alzenau 2007, S. 6
B 1.6 Etzrodt, Günter: Die Farbenwelt der Kunststoffe:
Farbmittel und Präparationen: Eigenschaften,
Verarbeitung, Qualitätssicherung. Landsberg am
Lech 2003, S. 18, Abb. 11
B 1.7 Baur, Erwin u. a.: Saechtling Kunststoff Taschenbuch. München 2007, S. 695, Abb. 7.13
B 1.10 Pfaff, Gerhard: Spezielle Effektpigmente-Grundlagen und Anwendungen, Hannover 2007, S. 141
B 1.11 http://www.ipt.arc.nasa.gov/finnfigures.html
B 1.16 Ludwig, Carsten: Glasfaserverstärkte Kunststoffe
unter hoher thermischer und mechanischer
Belastung. Dissertation. Stuttgart 2009, S. 157
B 1.17 siehe B 1.16, S. 156
B 1.18 siehe B 1.7, S. 235ff.
B 1.19 Braun, Dietrich: Erkennen von Kunststoffen:
qualitative Kunststoffanalyse mit einfachen
Mitteln. München 1998, S. 42f.
B 1.21 a – b siehe B 1.19, S. 35, Abb.3
B 1.22 Kalweit, Andreas u. a.: Handbuch für technisches
Produktdesign: Material und Fertigung, Entscheidungsgrundlagen für Designer und Ingenieure.
Berlin/Heidelberg 2006, S. 92
B 1.37 siehe B 1.19, S. 36, Abb. 4 B
B 1.38 siehe B 1.18, S. 654, Abb. 6.68
B 1.41 siehe B 1.19, S. 36, Abb. 4 A
Fasern
B 2.2 Schürmann, Helmut: Konstruieren mit Faser-Kunststoff-Verbunden. Berlin/Heidelberg 2007, S. 22
B 2.3 Moser, Kurt: Faser-Kunststoff-Verbund. Entwurfsund Berechnungsgrundlagen. Düsseldorf 1992
B 2.7 Ehrenstein, Gottfried W.: Faserverbund-Kunststoffe: Werkstoffe, Verarbeitung, Eigenschaften.
München 2006, S. 19, 31, 39
B 2.8 Flemming, Manfred u. a.: Faserverbundbauweisen. Berlin 1995, S. 10, Abb 2.1.5
B 2.10 siehe B 2.3
B 2.14 Faserinstitut Bremen
B 2.15 siehe B 2.7, S. 32
Klebstoffe und Beschichtungen
B 3.1 Jan Bitter Fotografie, Berlin
B 3.3 siehe B 1.22, S. 484, Abb. 31
B 3.4 Peters, Stefan: Kleben von GFK und Glas für
baukonstruktive Anwendungen. Dissertation.
Stuttgart 2006, S. 123
B 3.5 siehe B 3.4, S. 87
B 3.10 Ludwig, Carsten: Glasfaserverstärkte Kunststoffe
unter hoher thermischer und mechanischer
Belastung. Dissertation. Stuttgart 2009, S. 193
B 3.12
B 3.14 c
Rusam, Horst: Anstriche und Beschichtungen
im Bauwesen – Eigenschaften, Untergründe,
Anwendung. Stuttgart 2004, S. 111
BMW AG, München
Naturfaserverstärkte Kunststoffe und Biokunststoffe
B 4.1
Swiss Cell/THE WALL AG, Ratingen
B 4.2
nach: http://www.uni-kassel.de/fb15/ifw/wpc/
zu_downloaden/Tagung_1999_PDF/30%20
Beckmann.pdf
B 4.3
fabpics/Fernando Alda
B 4.4
Lucas Schifres/Finpro ry
B 4.5
Daimler Benz AG, Stuttgart
B 4.7
Mazda Motor Corporation, Teijin
B 4.8
Fachagentur Nachwachsende Rohstoffe e. V.,
Gülzow
B 4.10
Sergio Rossi, Mailand
B 4.11
nach: Endres, Hans-Josef; Siebert-Raths,
Andrea: Technische Biopolymere. Rahmenbedingungen, Marktsituation, Herstellung,
Aufbau und Eigenschaften. München 2009,
S. 206, Bild 5.33
B 4.12
siehe B 4.11, S. 215, Bild 5.46
B 4.13
NEC Deutschland GmbH, Düsseldorf
B 4.14
mehrwerk designlabor/Enrico Wilde, Halle/
Saale
B 4.15
Honda Deutschland GmbH, Offenbach
Teil C
Halbzeuge
Vorprodukte
C
Christian Schittich, München
C 1.2
Schwarz, Otto; Ebeling, Friedrich Wolfhard;
Furth, Brigitte: Kunststoffverarbeitung.
Würzburg 2002, S. 19
C 1.14 a –b BASF SE, Ludwigshafen
C 1.15
siehe B 1.17, S. 753, Tafel 8.19
Faserverstärkte Kunststoffe
C 2.1
Fiberline Composites AS, Middelfart
C 2.2 a
Svenja Beye, RWTH, Aachen
C 2.3
nach DIN EN 13706, DIN 18820 und Sika
Deutschland GmbH
C 2.6
siehe B 2.7, S. 164
C 2.9
siehe B 2.7, S. 176
C 2.10
siehe B 2.7, S. 177
C 2.12
BWH-Bücker Kunststoffe GmbH & Co.,
Emsdetten
Kunststoffhalbzeuge
C 3.2
siehe C 1.2, S. 41
C 3.16
clear-PEP UV PC, Design Composite GmbH,
Mittersill
C 3.27
siehe C 3.2, S. 81
C 3.29
SIEGERBAU, Vetschau
C 3.30 a –b siehe C 2.1
Folien
C 4.2
Nowofol Kunststoffprodukte GmbH & Co. KG,
Siegsdorf; Vector Foiltec GmbH, Bremen;
Baur, Erwin, u. a.: Saechtling Kunststoff
aschenbruch. München 2007
C 4.3 a
nach: Bongaerts, H. in: Handbuch der
Kunststoff-Extrusionstechnik. Bd. 2: Extrusionsanlagen. München 1986
C 4.3 b
nach: Nentwig, Joachim: Kunststoff-Folien:
Herstellung, Eigenschaften, Anwendung.
3. Aufl., München 2006
C 4.4 – 5 Brückner Maschinenbau GmbH & Co. KG,
Siegsdorf
C 4.9
Hodann, Robert: Fluorpolymer-Folien für
Architekturkonstruktionen, Nowofol: Vortrag
im Rahmen der DAGA 2007 in Stuttgart.
C 4.10 –12 Saxe, Klaus; Homm, Thomas (Universität
Duisburg/Essen): Mechanische Eigenschaften von ETFE-Folien für vorgespannte Strukturen. Vortrag Techtextil Symposium
12.06.2007.
C 4.13 –14 Novum Membranes GmbH, Edersleben
C 4.15
Karsten Moritz, Obing
Abbildungsnachweis
Textile Membranen
C 5.5 a
nach: Seidel Michael: Textile Hüllen,
Bauen mit biegeweichen Tragelementen,
Berlin 2008, S. 39
C 5.5 b
nach: Forster Brian, Mollaert Marijke:
European Design Guide for Tensile Surface
Structures, Brüssel 2004, S. 227
C 5.12
Testergebnisse itke Universität Stuttgart
C 5.13 a –b nach Testergebnissen von Bauer Membranbau für Rasch + Bradatsch, Freising
C 5.14
Hareikon UG, Bellenberg
C 5.15
Koch Membranen GmbH, Rimsting
Erweiterte bauphysikalische und energetische Aspekte
C 6.2 – 3 Cremers, Jan.: Einsatzmöglichkeiten von
Vakuum-Dämmsystemen, München/New York,
2007, S. 16
C 6.7
Neopor BASF SE, Ludwigshafen
C 6.8
Cammerer, Walter: Wärme- und Kälteschutz
im Bauwesen und in der Industrie.Berlin 1995,
S. 415f und Pupp, Wolfgang; Hartmann,
Heinz: Vakuumtechnik. Leipzig 1991
C 6.9
Porextherm Dämmstoffe GmbH, Kempten
C 6.11
siehe C 6.2, S. 20
C 6.12
siehe C 6.2, S. 45
C 6.13
nach: Porextherm GmbH, Kempten
C 6.14
http://www.empa-ren.ch/ren/Projekte_
Gebaeudehuelle/Pdf%20Gebaeudehuelle/
sb%20hlwd.pdf (30.08.2010), S. 11
C 6.15
ThyssenKrupp Steel Europe, Duisburg
C 6.17
Cabot Corporation, Boston
C 6.18
Wacotech GmbH & Co.KG, Bielefeld
C 6.20
Isoflex, Gustafs
C 6.21
OKALUX GmbH, Marktheidenfeld
C 6.22
Wacotech GmbH & Co.KG, Bielefeld
C 6.23
Herstellerangaben über Fachverband
Transparente Wärmedämmung e. V.
C 6.27
Jan Cremers; nach Daten des ZAEBayern e. V.
C 6.30
Evonik Röhm GmbH, Essen
C 6.31
nach Messungen des ZAE-Bayern e. V.
C 6.32
Jan Cremers; nach Messungen des ZAEBayern e. V.
C 6.33
Labor Blum, Stuttgart
C 6.34
Peter Bartenbach, München
C 6.35
Peter Bonfig, München
C 6.36
Nigel Young, London
C 6.37
TEXAA raum AKUSTIKS Gbr., Eglsbach
C 6.38 a
Nimbus-Group/Andreas Körner, Stuttgart
C 6.38 b –c nach: KAEFER Isoliertechnik GmbH & Co.
KG, Bremen
C 6.40
nach DIN EN 13 501-1, Ausgabe 6-2002
C 6.41
siehe C 6.33
C 6.44
Roth Werke GmbH, Dautphetal-Buchenau
C 6.45
Fraunhofer ISE, Freiburg
C 6.46
Kopf Solarschiff GmbH, Sulz-Kastell
C 6.47– 48 siehe A 32
C 6.49
Samuel Cabot Cochran, Pratt Institute
C 6.50
siehe A 32
C 6.51
Kennedy & Violich Arch, Boston
Umweltwirkungen von Kunststoffen
C 7.1
Rainer Schlautmann, Oberhausen
C 7.2
nach: DIN EN ISO 14 040
C 7.3
nach: Institut für Bauen und Umwelt,
Königswinter
C 7.5 – 7 nach Ökobau.dat, http://www.nachhaltigesbauen.de/baustoff-und-gebaeudedaten/
oekobaudat.html
C 7.8
Preisig, Hansruedi: Massiv- oder Leichtbauweise? Zürich 2002, In TEC21, Heft 42/2002,
S. 17
C 7.9
Andreas Braun/Vector Foiltec GmbH,
Bremen
C 7.10
Adam Mørk, Kopenhagen
C 7.11 a
Müller, Michael; u. a.: Ökologische/Ökonomische Bewertung zweier Fassadenkonzepte
– Glasfassade versus Kunststofffassade.
Remscheid, 2007 S. 84
C 7.11 b artur/Tomas Riehle
C 7.13
dRMM Architects & Designers, London
Teil D
Planung und Formfindung
Tragwerk und Form
D
Mike Stoy, Bothell
D 1.2
École des Ponts ParisTech
D 1.15
siehe A 20, S. 89
D 1.17
Samuel Fournier, Lavaux
D 1.18
Hubertus Hamm, München
D 1.20
Fritz Busam, Berlin
D 1.21
Gerhard Hagen, Bamberg
D 1.32 – 33 Helen & Hard, Stavanger
D 1.36
nach: Otto, Frei: IL 5, Wandelbare Dächer.
Schriftenreihe des Institut für leichte Flächentragwerke. Stuttgart 1972, S. 45
Dimensionierung und Ausführung
D 2.2
nach: VDI 1989 – 2006: Richtlinie 2014:
Entwicklung von Bauteilen aus Faser-Kunststoff-Verbund
D 2.3
nach: Blum, Rainer: Zeltbaumaterialien.
In: Günter Brinkmann: Leicht und Weit.
Weinheim 1990, S. 204
D 2.11–13 siehe C 6.33
D 2.22
Pedelta, Ingenieurbüro Barcelona
Teil E
Konstruieren mit Kunststoff und
Membranen
Konstruieren mit Kunststoffhalbzeugen
E
Fernando Guerra /FG+SG, Lissabon
E 1.1
Stefan Müller-Naumann, München
E 1.3
Swissfiber AG, Zürich
E 1.4
Schürmann, Helmut: Konstruieren mit FaserKunststoff-Verbunden. Berlin/Heidelberg
2007, S. 538
E 1.5
Beat Widmer, Swissfiber AG, Zürich
E 1.8
Park, Don-U., Knippers, Jan: Application of
a new GFRPjointing method for an exhibition
membrane spatial structure. 9th Asian Pacific
Conference of Shell and Spatial Structures
(APCS 2009), Nagoya, 05/2009
E 1.13 b
siehe C 2.1
E 1.15 – 16 siehe E 1.13b
E 1.19 a
Toni, Michela: FRP architecture: Building by
fiber-reinforced plastics. Firenze 2007, S. 82
E 1.20 a
Foto Flury, Pontresina
E 1.21 a
Keller, Thomas u. a.: Adhesively Bonded and
Translucent Glass Fiber Reinforced Polymer
Sandwich Girders. In: Journal of Composites
for Construction 5/2004, S. 461ff.
E 1.22 a
Sung Woo Lee, Kookmin University, Seoul
E 1.23 b
Habib J. Dagher, University of Maine
E 1.24 a
Julia Liese, München
E 1.29 b
Arthur Péquin, Bordeaux
E 1.31
Wagner System, Safnern
E 1.36 b
Christian Schittich, München
E 1.36 c
Rodeca GmbH, Mülheim an der Ruhr
E 1.41 a
Jeroen Musch, Amsterdam
E 1.42
LAMILUX Heinrich Strunz GmbH, Rehau
E 1.43 a –b Ee Stairs Nederland bv, Barnfeld
E 1.44 a
siehe E 1.5
E 1.44 c
Swissfiber AG, Zürich
Konstruieren mit frei geformten Kunststoffen
E 2.14 a –b Krake Technology Group, Dessau
E 2.17
Lange+Ritter GmbH, Gerlingen
E 2.26
Paul Pattijn, Doetinchem
E 2.29
Lange+Ritter GmbH, Gerlingen
E 2.31a
Wiebke Elzel, Hochschule für Grafik und
Buchkunst, Leipzig
E 2.31b
Genzel, Elke; Voigt, Pamela: Kunststoffbauten: Teil 1: Die Pioniere. Weimar 2005, S. 203
E 2.32
siehe E 2.31 b, S. 177
E 2.34 a –b Hahlbrock GmbH, Wunstorf
E 2.36 a –c Octatube International, Delft
E 2.42, 2.43 a Maurice Nio, Rotterdam
Konstruieren mit Folien
E 3.1
Max Prugger, München
E 3.3
Cremers, Jan: Zwischenbericht Forschungsprojekt Membrane für die Energetische Sanie-
rung von Gebäuden (MESG), Rimsting 2009
(unveröffentlicht)
E 3.5 a – b LeCuyer, Anette: ETFE – Technologie und
Entwurf. Basel/Boston/Berlin 2008, S. 108
E 3.12 – 13 siehe E 3.3
E 3.15
nach: Baier, Bernd; Koenen, Reinhold, Müller,
Joachim (Hrsg.): Grenzbereiche: leichte
Konstruktionen – Symposium interdisziplinär.
Universität Duisburg-Essen 2005
E 3.16 b Marcus Bredt, Berlin
E 3.19
Rolf Luchsinger, Dübendorf
E 3.20
Florian Holzherr, München
E 3.21
seele holding GmbH & Co. KG, Gersthofen
Konstruieren mit textilen Membranen
E 4.4 – 5
http://www.pfeifer.de/seilbau/download/
E 4.16 –17, E 4.28 Rasch + Bradatsch, LeinfeldenEchterdingen
E 4.27
siehe A 20, S. 133
E 4.32, 4.41 Alexander Michalski, Stuttgart
E 4.43
siehe A 20, S. 200
E 4.51
Jakob Frick, Stuttgart
E 4.54
Patrick Bingham-Hall, Balmain
Komplexe Gebäudehüllen
E 5.1
siehe E
E 5.6
siehe E 3.3
E 5.7
siehe A 39, S. 2
E 5.9
MFPA Leipzig GmbH, Leipzig
E 5.10 a
Fraunhofer-Institut für Bauphysik, Holzkirchen
E 5.11
siehe A 28
E 5.13
siehe 6.31
E 5.18 –19 Cabot Corporation, Boston
E 5.20
Vector Foiltec GmbH, Bremen
E 5.21 a
siehe A 28
E 5.23
Birdair, Inc. A Taiyo Kogyo Company,
Williamsville
E 5.24 a – b Thomas Jantscher, Colombier
E 5.24 c
siehe A
E 5.25
siehe A 32
E 5.27 a – c Thomas Hofmann, Fürth / Gerhard Reisinger,
Jülich
Teil F
Gebaute Beispiele im Detail
F
Virgile Simon Bertrand, Hong Kong
S. 226 – 228 Michael Alschner, Wien
S. 229, 231 Lukas Roth, Köln
S. 232, 233 links oben Timothy Soar, Norfolk
S. 233 links unten Josef Gartner GmbH, Gundelfingen
S. 234 – 235 Sergio Pirrone, Tokio
S. 236
Arthur Péquin, Bordeaux
S. 237 – 239 Ruedi Walti, Basel
S. 240 – 241 Will Pryce, London
S. 242 mitte Markus Gabler, Stuttgart
S. 243
artur/Roland Halbe, Stuttgart
S. 244 oben Torben Eskerod, Kopenhagen
S. 244 unten siehe C 2.1
S. 245
Deffner Voigtländer, Dachau
S. 246 – 247 Dieter Leistner, Würzburg
S. 248, 250 John Linden, Woodland Hills
S. 251
Marc Gerritsen, Taipei
S. 256, 257 oben siehe E
S. 257 unten Eva Schönbrunner, München
S. 258, S. 259 oben Nicolas Pinzon
S. 259 unten seele holding GmbH & Co KG, Gersthofen
S. 260
Verena Herzog-Loibl, München
S. 261 unten siehe A 32
S. 262
Thomas Ott, Mühltal
S. 263
Christian Schittich, München
S. 264
Frank Kaltenbach, München
S. 265 – 267 siehe S. 262
S. 268
Udo Meinel, Berlin
S. 269
Zooey Braun, Stuttgart
S. 270
Heiner Leiska, Hamburg
S. 272
Friedrich Busam, Berlin
S. 273 – 276 Nigel Young, London
S. 277 – 278 Rainer Viertlböck, Gauting
S. 280, 281 oben und unten links siehe S. 264
S. 282 – 283, S. 285 unten pro.media/smart design
291
Abkürzungen Kunststoffe • Sachregister
Abkürzungen Kunststoffe
Kurz
ABS
AFK
ASA
AU
BR
CA
CAB
CFK
TM
TPS
UF
UP
VE
WPC
XPS
Lang
Seite
Acrylnitrilbutadienstyrol
42
aramidfaserverstärkter Kunststoff
76
Acrylesterstyrolacrylnitril
42
Polyurethankautschuk
45
Butadienkautschuk
45
Cellulose(tri)acetat
43
Celluloseacetobutyrat
38
kohlenstofffaserverstärkter
Kunststoff
76
Cellulosenitril
38
Cellulosepropionat
38
Chloropren-Kautschuk
45
Ethylen-Vinylacetat-Kautschuk
45
Ethylcellulose
38
Epoxidharz
47
Ethylen-Propylen-Kautschuk
45
expandiertes Polystyrol
74
Ethylentetrafluorethylen
44
Polyurethankautschuk
45
Ethylen-Vinylacetat
41
Ethylen-Vinylacetat
41
Fluor-Kautschuk
45
Fluor-Silikon-Kautschuk
45
glasfaserverstärkter Kunststoff
76
Butyl-Kautschuk
45
Melaminharz
46
Methyl-Vinyl-Siloxan-Kautschuk
45
naturfaserverstärkter Kunststoff
60
Naturkautschuk
45
Polyamid
43
Polyacrylnitril
51
Polycarbonat
42
Polychlortrifluorethylen
122
Polycaprolacton
61
Polyethylen
41
Polyethylen, hohe Dichte
41
Polyethylen, niedrige Dichte
41
Polyethersulfon
74
Polyethylenterephthalat
42
glykolmodifizietes Polyethylenterephthalat
43
Phenolplast, Phenolharz
46
Vinylesterharz
47
Polyhydroxybutyrat
64
Polylactid
63
Polyimid
73
Polymethylmethacrylat
42
Polypropylen
41
Polyphenylenether, modifiziert
43
Polystyrol
42
Polytetrafluorethylen
44
Polyurethan
47
Polyvinylbutyral
41
Polyvinylchlorid
40
weichmacherhaltiges Polyvinylchlorid
(plasticized)
40
hartes Polyvinylchlorid (unplasticized) 40
Silikonkautschuk
45
Styrolacrylnitril
42
Styrolbutadien
42
Styrol-Butadien-Kautschuk
45
Tetrafluorethylen-HexafluorpropylenVinylidenfluorid-Terpolymer
44
Tetrafluorethylen-HexafluorpropylenVinylidenfluorid-Terpolymer
44
Polysulfidkautschuk
45
Thermoplastische Stärke
63
Harnstoffharz
46
ungesättigtes Polyesterharz
46
Vinylesterharz
47
Wood Plastic Composites
61
extrudiertes Polystyrol
74
GF
X
Suffix für glasfaserverstärkt
Suffix für vernetzte Thermoplaste
CN
CP
CR
EAM
EC
EP
EPDM
EPS
ETFE
EU
EVA
EVAC
FKM
FVMQ
GFK
IIR
MF
MVQ
NFK
NR
PA
PAN
PC
PCTFE
PCL
PE
PE-HD
PE-LD
PES
PET
PET-G
PF
PHA
PHB
PLA
PMI
PMMA
PP
PPE+PS
PS
PTFE
PUR
PVB
PVC
PVC-P
PVC-U
Q
SAN
SB
SBR
TFB
THV
Farbcodierung (Kapitel C, D und E)
‡ Fasern ‡ Folien ‡ textile Membranen
292
Sachregister
A
Abdichtung ∫ 168
Abminderungsfaktoren ∫ 154
Abreißgewebe ∫ 71, 181
Abriebfestigkeit ∫ 121
Abschlussabdeckung ∫ 211
Absorption ∫ 114
Absorptionstrockner ∫ 193
Abspannmast ∫ 209f.
Abstandsgewebe ∫ 75
Abtropfrinne ∫ 190
Acetylen ∫ 31
Acrylatharze ∫ 58
Acrylatklebstoffe ∫ 55
Acrylesterstyrolacrylnitril (ASA) ∫ 38, 42
Acrylglas ∫ 19, 25, 38, 42, 86, 82
Acrylnitril-Butadien-Styrol-Copolymerisat
(ABS) ∫ 12, 38, 42
Additive ∫ 24, 32ff., 68, 96, 131
Aerogele ∫ 91, 112f., 220f.
Aerogel-Granulat ∫ 220
Aerogel-Vlies ∫ 221
Aktivnutzung ∫ 122
algebraische Flächen ∫ 137
Alkydlack ∫ 59
Alleskleber ∫ 57
Aluminiumbedampfen ∫ 222f.
Aminoplaste ∫ 46
amorph ∫ 35
amorphes Polyethylenterephthalat (PET)
∫ 87
anorganische Fasern ∫ 50
Anschlussbleche ∫ 162
Anschlüsse ∫ 180f.
Anschlussleistung von Gebläse ∫ 193
Anschmutzverhalten ∫ 121
Anwendungstemperatur ∫ 36f.
Aramid ∫ 21, 43, 51f., 105, 197
Arbeitssicherheit ∫ 157
Asbest ∫ 53
Atlasbindung ∫ 70
Aufheller ∫ 33
Aufkantung ∫ 175
Auflaminieren ∫ 180
Auge ∫ 142, 210
Augseil ∫ 142
Ausdehnungskoeffizient, linear ∫ 38
Ausfransen ∫ 198
Ausführung von Verklebungen ∫ 164
Ausführung ∫ 150ff.
Avivage ∫ 48
axiale Spannungszustände ∫ 135
B
Bakelit ∫ 10f., 38, 46
Balsaholz ∫ 75
Barcol ∫ 36
Bastfasern ∫ 61
bauaufsichtliche Zulassung (BAZ) ∫ 155
Baustoffklassen ∫ 119
Beanspruchbarkeit ∫ 121
Bedrucken ∫ 97
Bedruckung ∫ 189
Befestigung ∫ 168, 170
Behaglichkeit ∫ 212
Berechnung ∫ 150ff.
Beschichten ∫ 97
Beschichtungen ∫ 25, 54, 57ff., 100ff.
Low-E- ∫ 103, 115f., 222
Beschichtungsstoffe ∫ 57
Beschichtungsverfahren ∫ 59
Beschleuniger ∫ 47
Beständigkeit ∫ 39, 121
bewegliche Randanschlüsse ∫ 220
Bewitterung ∫ 38, 55
biaxial ∫ 97, 148, 151
Biaxmaschinen ∫ 155
Bindemittel ∫ 57
Bindungsarten ∫ 70
Bioharz ∫ 64f.
Biokunststoffe ∫ 27, 62ff.
Biopolymer ∫ 63
Bisphenol A ∫ 32
Blasfolien ∫ 95
Blattfeder ∫ 211
Blockpolymer ∫ 40
bogengestützte Flächen ∫ 142
Brandschutz ∫ 32, 119
Brandschutzanforderung ∫ 47
Brandschutzbeschichtungen ∫ 58
Brandschutzgläser ∫ 223
Brandverhalten ∫ 27, 78, 119
Breitschlitzwerkzeug ∫ 95
Brennbarkeit ∫ 39
Brennen ∫ 36f.
Bruch ∫ 152f.
-dehnung ∫ 105
-verhalten ∫ 35, 39
Brückenbau ∫ 92, 165
Brückendeck ∫ 93
Buckel ∫ 210
C
Cellophan ∫ 10
Cellulose ∫ 10, 61
Cellulose(tri)acetat (CA, CTA) ∫ 12,
38, 43, 63, 113
Cellulosediacetat ∫ 43
CFK-Beton-Verbund ∫ 167
CFK-Lamellen ∫ 92f.
CNC-Fräse ∫ 185, 187
Coextrusion ∫ 83
Coil ∫ 94, 96
Compound ∫ 68
Copolymeristation ∫ 31
Cracken ∫ 31
Cyanacrylatklebstoffe ∫ 55
D
Dachentwässerung ∫ 190
Dachplatten ∫ 168
Dämmschicht ∫ 73
Dämmstoff ∫ 108ff., 213, 218
Dampfteildruckverlauf ∫ 213
Dämpfungsvermögen ∫ 43
Dauerstandversuche ∫ 98
Decklappen ∫ 203
Deckschichten ∫ 72
Deckstreifen ∫ 199
Dehnsteifigkeit ∫ 105f.
Dekompensation ∫ 148
Delaminieren ∫ 77
Dichte ∫ 38
Dimensionierung ∫ 150ff.
Dispersionsfarben ∫ 58
Distanzgewebe ∫ 217
Doppelfolien ∫ 94
Doppelkederprofil ∫ 217
Downcycling ∫ 40
Druckfestigkeit ∫ 35
Druckhaltung ∫ 192
Druckniveau ∫ 192
Drucksensoren ∫ 193f.
dtex ∫ 48
duktil ∫ 35, 38
Duplexbeschichtung ∫ 58
Duroplaste ∫ 38, 46f., 69
dynamische Relaxation ∫ 139
E
Eckdetail ∫ 206ff.
Eckplatten ∫ 196, 207, 209
Eckpunkte, frei ∫ 143
Effektfarbmittel ∫ 33
Effektpigmente ∫ 33
Effizienz ∫ 134
E-Glas ∫ 50
Einbauteile ∫ 182f.
Einfärben ∫ 32, 97
ESG ∫ 223
Elastomere ∫ 38, 44f., 69
Silikon- ∫ 45
thermoplastisch ∫ 40
Elektrolumineszenz ∫ 121f.
Elektrolumineszenzfolien (EL-Folien)
∫ 122
E-Modul ∫ 35, 38, 150
Endbeschläge ∫ 202
Entsorgung ∫ 63, 124
Sachregister
Entwässerung ∫ 190, 194, 211
Epoxidharz (EP) ∫ 13, 38, 47, 76
-klebstoffe ∫ 56
-mörtel ∫ 56f.
Epoxidlack ∫ 59
Erdöl ∫ 31
ETFE-Folien ∫ 21, 96f.
ETFE-Folienlaminate ∫ 97
Ethylen ∫ 31
Ethylen-Propylen-Kautschuk (EPDM)
∫ 45, 190
Ethylentetrafluorethylen (ETFE) ∫ 38,
44, 94
Ethylen-Vinylacetat (EVA) ∫ 41, 122, 223
-Folien (EVA-Folien) ∫ 41
European Platform on Life Cycle
Assessment ∫ 126
experimentelle Formfindung ∫ 138
Extrudieren ∫ 83, 95
Extrusionsprofile ∫ 190, 198
Exzentrizitäten ∫ 206
F
Fachwerkträger ∫ 166
Fahrbahnbeläge ∫ 58
Fahrbahnplatten ∫ 85
Faltbarkeit ∫ 200
Falten ∫ 189, 191, 203
Farben ∫ 32f., 58, 96
Faserbeton ∫ 53
Faser ∫ 48ff., 77ff.
anorganisch ∫ 50
Kurz- ∫ 77
Lang- ∫ 48, 77
-orientierung ∫ 78
-spritzen ∫ 81
-verbundkunststoffe ∫ 15, 76
-verlauf ∫ 177
Faserverstärkung ∫ 84
Formteile ∫ 92
Kunststoffe ∫ 76ff., 84, 88f., 176f.
unidirektional ∫ 77
Faserwickeln ∫ 81
Fassaden ∫ 168
-anschluss ∫ 205
-bekleidungen ∫ 90
Feder ∫ 205
Fensterrahmen ∫ 40, 82f.
Fertigung ∫ 78
Fertigungsqualität ∫ 95f.
Festigkeit ∫ 34ff., 38, 105, 121, 150ff.
Festkörperwärmeleitung ∫ 111
feuchtetechnische Eigenschaften ∫ 117
Feuchtigkeit ∫ 39
Filamente ∫ 48
Filmgelenke ∫ 176
Finite-Elemente-Methode (FEM) ∫ 139
Fixpunkte ∫ 145
Flächenkrümmung ∫ 140, 146
Flächenstoß ∫ 190, 198, 200f., 205
Flächentragwerk ∫ 136, 138ff.
Flachfolien ∫ 95
Flachnaht ∫ 199
Flachsfasern ∫ 27, 53, 61
Flamme ∫ 37
Flammschutzmittel ∫ 32, 47, 120
Flechten ∫ 81
Flottierung ∫ 70
fluoreszierend ∫ 33
Fluorpolymer ∫ 43f.
FoilGlass ∫ 223
Folien ∫ 94ff., 188
Blas- ∫ 95
-dämmung ∫ 112
Elektrolumineszenz- (EL) ∫ 122
Flach- ∫ 95
Hochbarriere- ∫ 110f.
Ionomer- ∫ 41
-kissen ∫ 188, 221
Formenbau ∫ 184f.
Formfindung ∫ 138f., 19
Formgebung ∫ 25
Formgedächtnismaterialien ∫ 27
Formmasse ∫ 46
formschlüssige Verbindungen ∫ 170
Formteile ∫ 81f., 91f., 172
Freiformen ∫ 137
Fugenbänder ∫ 169
Fugenmaterial ∫ 45
Füllstoffe ∫ 32f., 68, 131
Funktionsintegration ∫ 129, 184
Funktionskleidung ∫ 212
G
Gabelfitting ∫ 209
Gabelseilköpfe ∫ 197
Garne ∫ 48
Gaswärmeleitung ∫ 111
Gaußsche Krümmung ∫ 136
Gebäudehülle ∫ 108, 212ff.
adaptiv ∫ 21, 26
Gebrauchstemperatur ∫ 36ff., 152
Geflechte ∫ 70f.
Gelcoat ∫ 78f.
Gelege ∫ 70, 72
Genehmigung ∫ 154f.
geodätische Kuppel ∫ 21
geodätische Linie ∫ 147
gesundheitliche Unbedenklichkeit ∫ 130
Getterstoffe ∫ 33f., 117
Gewächshausbau ∫ 121
Gewebe ∫ 70f.
Abreiß- ∫ 71, 181
Abstands- ∫ 75
Aramid- ∫ 105
Distanz- ∫ 217
-einlagen ∫ 223
Polyamid- ∫ 20
Polyester- ∫ 20, 102, 104
Polytetrafluorethylen- (PTFE) ∫ 105
Gewindefitting ∫ 197, 208f.
Gießen ∫ 88
Gießharz ∫ 46, 76
Gießverfahren ∫ 94
Girlandenränder ∫ 146
Gittermasten ∫ 211
Glas-ETFE-Folien-Kombinationen ∫ 223
Glasfasergewebe ∫ 21
PTFE-beschichtet ∫ 21, 102, 104
silikonbeschichtet ∫ 102, 104
Glasfasern ∫ 22, 49ff.
glasfaserverstärkter Kunststoff (GFK)
∫ 13, 25, 76f., 84f., 92f., 164f.
Glasgittergewebe, PTFE-laminiert
∫ 102, 104
Glas-PTFE ∫ 201f., 208
Glas-Silikon ∫ 199
Glasübergangstemperatur ∫ 39
Gleichgewichtsform ∫ 138
Gleitlager ∫ 44
Glimmerpigmente ∫ 33
glykolmodifiziertes Copolyester PET-G
∫ 87
Granulate ∫ 68f
Granulation ∫ 69
Gratseil ∫ 142, 201
Graue Energie ∫ 129
Gurt ∫ 107, 202, 207
H
Haftschlichte ∫ 48
Haftvermittler (Primer) ∫ 54, 59
Haftzugfestigkeit ∫ 34
Haftzugspannung ∫ 77
Halbzeuge ∫ 160
plattenförmig ∫ 88
Handlaminieren ∫ 78f.
Hanffasern ∫ 27, 53, 61
Hängedächer ∫ 16
Haptik ∫ 34f.
Harnstoffharz (UF) ∫ 46
Härte ∫ 35f.
Härter ∫ 46
Härtezeit ∫ 47
Hartschaum ∫ 186
expandiert (EPS) ∫ 42
extrudiert (XPS) ∫ 42
-stoffe ∫ 178
Harz ∫ 38, 46, 76, 177
Acrylat- ∫ 58
Bio- ∫ 64f.
Epoxid- ∫ 13, 38, 47, 76
Gieß- ∫ 46, 76
Harnstoff- (UF) ∫ 46
-infusionsverfahren ∫ 79f.
Kunst- ∫ 10, 46
Melamin- (MF) ∫ 46
Phenacrylat- (PHA) ∫ 47
Phenol- (PF) ∫ 38, 46, 76
Polyester- ∫ 13
Polyester-, ungesättigt (UP) ∫ 38,
46f., 76
Reaktions- ∫ 46, 76, 223
Vinylester- (VE) ∫ 38, 47, 76
Hauptkrümmung ∫ 136
Heizbalken ∫ 106
Heizelementschweißen ∫ 106
Heizregister ∫ 193
Herstellung von Kunststoffen ∫ 31
Hinterlüftung ∫ 218f.
Hochbarrierefolie ∫ 110f.
Hochfrequenzschweißen ∫ 106
Hochpunkt ∫ 142, 210f.
Holzfaserkunststoffe ∫ 61
Holz-Kunststoff-Verbundplatten ∫ 90
Holzwerkstoffplatten ∫ 90
Honeycombs ∫ 75
Hydrolyse ∫ 40
Hyperboloid ∫ 137
I
Infrarot (IR) ∫ 113
Injektionsverfahren ∫ 80
Integralschaum ∫ 73, 92
integriert ∫ 174
integrierte Fügungen ∫ 170
integrierte Profile ∫ 85
Ionomerfolien ∫ 41
isotrop ∫ 105
K
Kalander ∫ 95
Kalandrieren ∫ 95
Kältedämmung ∫ 120
Kaltschweißen ∫ 57
Kanten ∫ 175, 179
Kappnaht ∫ 199
Kappnaht, doppelt ∫ 199
Kartusche ∫ 56
Katalysatoren ∫ 31f.
Kautschuk ∫ 11, 38, 44f., 190
Keder ∫ 99
-profil ∫ 197f., 201, 203, 205, 208
-schienen ∫ 197f., 201
-schnur ∫ 190, 197f., 200
Kehlseil ∫ 142, 201
Kerbschlagzähigkeit ∫ 35
Kern ∫ 72, 179
Kernlagenvlies ∫ 75
Kernmaterial ∫ 72, 112
Kesselformel ∫ 145
Kettenlinie ∫ 138
Kettfäden ∫ 70
Kettrichtung ∫ 150
Kieselsäuren ∫ 112
Kissen ∫ 143f., 188
Folien- ∫ 188, 221
mehrlagig ∫ 189
Klang ∫ 34f.
Klebebänder ∫ 199
Klebefuge ∫ 164
Kleben ∫ 107, 153, 198
Klebenaht ∫ 199
Klebeverbindungen ∫ 153, 163f.
Klebstoffe ∫ 54ff., 163
Klemmen, separat ∫ 189
Klemmplatten ∫ 197f., 201, 203, 205
Klemmplattenstoß ∫ 201, 209
Klemmprofile ∫ 190, 208
Klemmung ∫ 164
Knickbeständigkeit ∫ 121
knickempfindlich ∫ 157
Knotenkonstruktion ∫ 162
Knotenpunkte ∫ 160
Koagulation ∫ 44
Kohlenstoff ∫ 48
Kohlenstofffasern ∫ 24, 51
kohlenstofffaserverstärkter Kunststoff
(CFK) ∫ 76f., 85, 167
CFK-Beton-Verbund ∫ 167
CFK-Lamellen ∫ 92f.
Kohlenstoffnanoröhrchen ∫ 34, 122
Kollektoren ∫ 122
Kombinaht ∫ 107, 199
Kompensation ∫ 148
Kompensationswerte ∫ 202
Kondensat ∫ 215
Kondensationstrockner ∫ 193
Konfektionierung ∫ 98f., 106ff., 200, 207
konkav ∫ 136
Konstruktionsprofile ∫ 84
Konvektion ∫ 109
konvex ∫ 136
Körperbindung ∫ 70
Korrosion ∫ 51
Korrosionsschäden ∫ 25
Kraft-Dichte-Methode ∫ 139
Kratzempfindlichkeit ∫ 35, 86
Kriechen ∫ 36, 151
Kriechverhalten ∫ 154f., 188, 195
Krümmung ∫ 136f., 140, 146
Kunstfaser ∫ 11
Kunstharz ∫ 10, 46
Kunststoffaufbereitung ∫ 68
Kunststoff-Glas-Kombinationen ∫ 222f.
Kunststoffhalbzeuge ∫ 82ff.
Kunststoffschaum ∫ 72
L
Lack ∫ 59
Lackierung ∫ 57
Laminat ∫ 76, 177
Längenausdehnung ∫ 190
Langfasern (Rovings) ∫ 48, 77
Langzeitbeständigkeit ∫ 39
Laschen ∫ 161f.
Latex ∫ 38, 44
Lauge ∫ 38
Leichtbau ∫ 174
Leichtbaupotenzial ∫ 24
leichte Flächentragwerke ∫ 16, 136f.
Leitkurve ∫ 137
Leichtbauelemente ∫ 113
Lichtdecke ∫ 220
Lichtlenkelemente ∫ 222
Lichttransmission ∫ 86
Lignin ∫ 61, 64
Linse ∫ 142
Litze ∫ 197
Lochbleche ∫ 182
Lösungsmittel ∫ 57
Lösungsmittelklebstoffe ∫ 57
Low-E-Beschichtungen ∫ 103, 115f., 222
Luftversorgung ∫ 188, 192f.
Lunakollektoren ∫ 122
M
Makrolon ∫ 38
Manschetten ∫ 162
Massivplatten ∫ 168
Mastizieren ∫ 44
materialeffizient ∫ 124
Materialkombinationen ∫ 164
Materialsteifigkeit ∫ 140
Matrix ∫ 76
Matten, komplex ∫ 70
mechanische Eigenschaften ∫ 35f.
mechanische Vorspannung ∫ 140, 145
Medieneinfluss ∫ 152
Mehrlagigkeit ∫ 215
Melaminharz (MF) ∫ 46
Membran ∫ 100ff., 150ff., 196ff., 220
Membranecken ∫ 203, 207ff.
Membranlappen ∫ 205
Membranrahmenmodule ∫ 195
Membranrand ∫ 202
Membranspannungszustände ∫ 138
Metallfasern ∫ 48, 53
Metallklammern ∫ 205
Metalloxide ∫ 32
293
Sachregister
Methacrylatklebstoffe ∫ 56
Mikroben ∫ 53
Mikroorganismen ∫ 40
Mikrostrukturierung ∫ 26
milchig ∫ 34, 38
Mineralwerkstoffe ∫ 91
Mineralwolle ∫ 217
Minimalflächen ∫ 138f.
Mischkonstruktionen ∫ 188
Mittellage, schaltbar ∫ 189, 192
modulare Systeme ∫ 85, 166, 174
Molekülkette ∫ 36
Molekülstruktur ∫ 35
monoaxial ∫ 97, 151
Monohex-Struktur ∫ 13
Monomere ∫ 31
Montage ∫ 92
-fügung ∫ 199
-stoß ∫ 198
N
Nachjustierbarkeit ∫ 206
Nachspannen ∫ 200
Nachspannungsmöglichkeiten ∫ 195,
209
nachwachsende Rohstoffe ∫ 62f.
Nähen ∫ 107, 198
Nähnaht ∫ 199
Naht ∫ 107, 199
-bild ∫ 147
Nanoröhrchen ∫ 34
Nassspinnverfahren ∫ 51
Naturfasern ∫ 48, 53, 61
naturfaserverstärkte Biokunststoffe ∫ 64f.
naturfaserverstärkte Kunststoffe ∫ 60ff.
Naturkautschuk (NR) ∫ 38, 44f.
Negativform ∫ 185
Nieten ∫ 161f.
Nitrocellulose ∫ 10
No Drop ∫ 121
Non Uniform Rational B-Splines
(NURBS) ∫ 137
Notentwässerung ∫ 194
numerische Formfindung ∫ 139
Nutzungsdauer ∫ 151
O
Oberflächen ∫ 78
antiadhäsiv ∫ 105
-emissivität ∫ 110, 116
-haftung ∫ 54
-härte ∫ 223
-schutzsysteme ∫ 58
-spannung ∫ 121
-vlies ∫ 78
Ökobilanzdaten ∫ 125, 128
Ökobilanzierung ∫ 124
Ondulieren ∫ 70
opak ∫ 34, 38
Optik ∫ 34f.
Ortschaum ∫ 14
Ösen ∫ 200
Ösenfitting ∫ 209
Ösenseilköpfe ∫ 197
P
Panamabindung ∫ 70
Panton-Stuhl ∫ 91
Parkesin ∫ 10
PAR-Spektrum ∫ 115
passive Solarenergienutzung ∫ 115
Perlmuttglanz ∫ 33
Pflanzenfasern ∫ 60f.
Phase Change Materials ∫ 26, 33, 111
Phasenwechselmaterialien ∫ 26, 33, 111
Phenacrylatharz (PHA) ∫ 47
Phenolharz (PF) ∫ 38, 46, 76
Phenolharzschäume ∫ 25
Phenoplaste ∫ 46
phosphoreszierend ∫ 33
photochrom ∫ 33
Photovoltaik ∫ 26, 122f.
piezoelektrische Aktoren ∫ 27
Piezokeramiken ∫ 26
Pigmente ∫ 32f., 96
Planken ∫ 90
294
Plastisol ∫ 101
Platten ∫ 82, 85ff., 168ff.
plattenförmige Halbzeuge ∫ 88f.
Plexiglas ∫ 38
Pneu ∫ 143f.
pneumatische Konstruktionen ∫ 18, 130
pneumatische Vorspannung ∫ 140,
143, 146
Polyacryl ∫ 20
Polyaddition ∫ 31
Polyamid (PA) ∫ 11, 25, 38, 43
Polyamidfaser ∫ 20, 24, 52, 202
Polyamidgewebe ∫ 20
Polycarbonat (PC) ∫ 24, 38, 42, 82f., 113
Polycarbonatplatten (PC-Platten) ∫ 86
Polychlortrifluorethylen (PCTFE) ∫ 122
Polyester ∫ 12, 20ff., 42f. 197, 200
Polyesterfaser ∫ 11, 24, 202
Polyesterfilmschichten ∫ 19
Polyestergewebe, ∫ 20, 102, 104
Polyestergurte ∫ 107
Polyesterharz ∫ 13
Polyesterharz, ungesättigt (UP) ∫ 38,
46f., 76
Polyester-PVC ∫ 201ff., 208
Polyesterseil ∫ 200
Polyethylen (PE) ∫ 12, 38, 41
Polyethylen, vernetzt (PE-X) ∫ 41
Polyethylenfaser (PE-Faser) ∫ 24, 52
Polyethylen-Folie ∫ 99, 115
Polyethylen-Ionomer ∫ 41
Polyethylenterephthalat (PET) ∫ 12, 38,
42, 87
Polyethylenterephthalat, glykolmodifiziert
(PET-G) ∫ 43
Polyethylenterephthalat-Fasern ∫ 42f.,
49, 52
Polyethylenterephthalat-Folien ∫ 223
Polyhydroxybutyrat (PHB) ∫ 64
Polykondensation ∫ 31
Polylactid (PLA) ∫ 12, 27, 63f.
Polymer ∫ 30
-beton ∫ 56ff.
-blend ∫ 40, 43
-fasern ∫ 48, 51f.
-gele ∫ 27
Polymerisation ∫ 31, 41
Polymerisationsklebstoffe ∫ 55
Polymethylmethacrylat (PMMA) ∫ 38,
42, 82f., 113
Polyphenylenether, modifiziert
(PPE+PS) ∫ 43
Polypropylen (PP) ∫ 12, 38, 41
Polystyrol (PS) ∫ 25, 38, 42f., 87
Polystyrol-Schaumstoffe ∫ 74
Polysulfidkautschuk (TM) ∫ 45
Polytetrafluorethylen (PTFE) ∫ 38, 44,
99, 105, 202
Polytetrafluorethylen-Fasern ∫ 44, 49, 52f.
Polyurethan (PUR) ∫ 20, 25, 38, 47
Polyurethan-Gießelastomere (PUR) ∫ 45f.
Polyurethan-Gießharz ∫ 186
Polyurethan-Hartschaum ∫ 12
Polyurethankautschuk (AU/EU) ∫ 45
Polyurethanklebstoffe ∫ 56f.
Polyurethanlack ∫ 59
Polyurethan-Schaumstoffe ∫ 74f.
Polyvinylbutyral (PVB) ∫ 41, 223
Polyvinylbutyral-Folien ∫ 41
Polyvinylchlorid (PVC) ∫ 11, 20, 25, 38,
40f., 82, 87
Polyvinylchlorid-Folien ∫ 95, 99
Polyvinylchlorid-Schaumstoffe ∫ 75
poröser Dämmstoff ∫ 111
Präsentationsmodelle ∫ 139
Prepregs ∫ 80
Pressfitting ∫ 197
Pressverbindungen ∫ 197
Pressverfahren ∫ 80
Primärenergieinhalt ∫ 125
Primärkonstruktion ∫ 189
Produktökobilanzdaten ∫ 126
Profile ∫ 82ff., 93, 165
Propylen ∫ 31
Prüfung ∫ 154ff.
pultrudiert ∫ 165
pultrudierte Profile ∫ 93
Pultrusion ∫ 81
punktgestützte Flächen ∫ 142
Punkthalter ∫ 168
R
Radialseil ∫ 19
Radome ∫ 13, 18, 183
Raffmechanismen ∫ 149
Rakel ∫ 101
Rand ∫ 175, 191, 202ff.
Randanschluss, beweglich ∫ 220
Randausbildung ∫ 179f.
Randbedingungen ∫ 140, 144
Ränder eines Folienkissens ∫ 191
Randklemmung ∫ 188, 190f.
Randlappen ∫ 203
Randseil ∫ 202, 206ff.
-krümmung ∫ 145
Randverstärkung ∫ 180, 202
Rapport ∫ 70
Ratschenzug ∫ 196
Rauchentwicklung ∫ 39
Raumakustik ∫ 117ff.
Raumtragwerke ∫ 19, 23
Reaktionsharz ∫ 46, 76, 223
Reaktionsharzdünnbelag (RHD) ∫ 58
Recken ∫ 96
Recycling ∫ 40, 124, 130
Reflexion ∫ 114, 217
Regelfläche ∫ 137
Regelfunktion ∫ 212
Reibschlussverbindung ∫ 162
Reinharzschicht ∫ 78
Reinigungsaufwand ∫ 121
Reißlänge ∫ 24, 48
Reißverschlussverfahren ∫ 181
Relaxation ∫ 36, 151, 155
dynamisch ∫ 139
Resin Transfer Moulding (RTM) ∫ 80
Ressourcen ∫ 124
Ringdüse ∫ 95
Ringseil ∫ 195
Rippen ∫ 178
Rockwell ∫ 36
Rohr ∫ 81, 167
Rohrhülsen ∫ 197, 209
Rollenbreite ∫ 199
Rollmechanismen ∫ 149
Rosette ∫ 142, 210
Roste ∫ 90
Rotationsfläche ∫ 137
Rovings ∫ 48, 77
Rückschlagventil ∫ 192
Rundlitzenseil ∫ 197
R-Value ∫ 213
S
Sandwichkern als Schalung ∫ 187
Sandwichkonstruktionen ∫ 72, 136,
177f., 183
Sandwichplatten ∫ 14, 87, 90, 93, 112
Sanierung ∫ 218
Sattelflächen ∫ 137, 140f.
Säure ∫ 38
Schälkräfte ∫ 199, 202
Schall ∫ 117
-dämmmaß ∫ 217
-schutz ∫ 117ff.
-schutzglas ∫ 223
schaltbare Mittellage ∫ 189, 192
schaltbarer Sonnenschutz ∫ 221
Schälverfahren ∫ 99
Schattenfugen ∫ 180
Schaumstoff ∫ 72ff.
Schellack ∫ 10
Scherfestigkeit ∫ 153
Scherkräfte ∫ 199
Scherspannung ∫ 161
Schichtstoffplatten ∫ 90
Schirm ∫ 22, 195
Schlauch ∫ 95, 144
Schlaufen ∫ 201
Schlichte ∫ 48
Schlieren ∫ 95
Schmelzklebstoffe ∫ 57
Schmelzspinnverfahren ∫ 51
Schnappverbindungen ∫ 86, 166f.,
171, 176
Schneelasten ∫ 188, 200
Schnürstoß ∫ 200
Schrauben ∫ 152f., 161f., 176
Schrumpfschlauch ∫ 198
Schrumpfung ∫ 46
Schussfäden ∫ 70
Schussrichtung ∫ 150
Schutzfunktion ∫ 212
Schweißen ∫ 57, 99, 106, 198
Schweißnähte ∫ 98f., 106, 190, 198f.
Segelflächen ∫ 140f.
Segellatte ∫ 143
Seil ∫ 53, 197, 203
-beschläge ∫ 197, 209
-linie ∫ 138
-netz ∫ 17, 188f., 195
-schar ∫ 195
-schlaufen ∫ 201
Selektivität ∫ 115f.
sensorische Eigenschaften ∫ 34
Sheet Moulding Compounds ∫ 80
Shore ∫ 36
Sicherheit (Kissenkonstruktionen) ∫ 194
Silikon ∫ 31, 45, 38
-klebstoffe ∫ 57
-schäume ∫ 222
Singularitäten ∫ 142
Solarenergie ∫ 26
solares Spektrum ∫ 113
Solarmodule ∫ 41
solarthermische Systeme ∫ 26, 122f.
Solarzellen ∫ 122
Solofolien ∫ 94
Sonnenschutz ∫ 221f.
Sortenvielfalt ∫ 30
Spanngurt ∫ 196
Spannriemen ∫ 205
Spannungs-Dehnungs-Linie ∫ 97
Spannungsspitzen ∫ 203
Spannungszustand ∫ 135f.
axial ∫ 135
Membran- ∫ 138
Spannweite ∫ 86, 188
Speichenradsysteme ∫ 19
Spiralseil ∫ 197
Splines ∫ 137
Spritzgießen ∫ 222
Spritzguss ∫ 91f.
Sprödbruch ∫ 105
spröde ∫ 35, 38
Sputtern ∫ 97
Stabilisatoren ∫ 25, 32, 39, 131
Stegplatten ∫ 42, 87, 169
Steifigkeit ∫ 35, 140, 145
Stich ∫ 145, 188
Stoffkreislauf ∫ 40
Stoß ∫ 198
Flächen- ∫ 190, 198, 200f., 205
Klemmplatten- ∫ 201, 209
Montage- ∫ 198
Schnür- ∫ 200
strahlungshärtende Klebstoffe ∫ 56
Strahlungswärmeübertragung ∫ 111
Strangpressen ∫ 222
Streichverfahren ∫ 101
strukturoptimierte Fläche ∫ 137
Stützbögen ∫ 136
Stützenkopf ∫ 208
Styrol ∫ 47
Styrolacrylnitril (SAN) ∫ 38, 42, 87
Styrolbutadien (SB) ∫ 38, 42
Styrol-Butadien-Kautschuk (SBR) ∫ 45
Styrol-Copolymerisate ∫ 42
Styrol-Thermoplast ∫ 12
Substrat ∫ 54
synklastische Krümmung ∫ 136f.
Systemlinie ∫ 208
Sachregister • Personenregister
T
Tangentialkräfte ∫ 208
Taschen ∫ 201, 205
Tauchverfahren ∫ 103
Tauwasserausfall ∫ 193, 218
Tauwasserbildung ∫ 190
teilkristallin ∫ 35
teilvorgespanntes Glas (TVG) ∫ 223
Temperatur ∫ 36ff., 39, 152, 154
-verlauf ∫ 213
-verhalten ∫ 78
Tempern ∫ 47
Tensairity ∫ 144, 195
textilbewehrter Beton ∫ 50
textile Gurte ∫ 107, 197
Textilien ∫ 48, 69f., 77, 100ff.
TFB / THV ∫ 44, 99
thermische Dauerbelastung ∫ 61
thermische Eigenschaften ∫ 36
Thermo Plastic Spacer (TPS) ∫ 222
Thermofarben ∫ 33
Thermoimpulsschweißen ∫ 106
Thermoplaste ∫ 38, 40f., 68f., 85
thermoplastische Verarbeitung ∫ 94
Thixotropiemittel ∫ 79
Tiefpunkt ∫ 142, 210f.
Tiefpunktentwässerung ∫ 211
Tiefziehen ∫ 43, 86
Toldos ∫ 149
Topfzeit ∫ 54
Traglufthalle ∫ 144, 205
Tragwerk ∫ 134ff., 150ff.
Translationsfläche ∫ 137
transluzent ∫ 34
Transluzenz ∫ 21
Transmission ∫ 114, 217
transparente Wärmedämmung ∫ 112f.
Transparenz ∫ 25, 34, 38
Treibhauseffekt ∫ 114f.
Treibhauspotenzial ∫ 125
Treibmittel ∫ 74
Trockenmittel ∫ 33f.
Tropfblech ∫ 216
Twill ∫ 70
U
Überkopfverglasung ∫ 223
UD-Verstärkung ∫ 77
ultraviolett (UV) ∫ 113
Umgebungseinflüsse ∫ 154
Umgebungstemperatur ∫ 154
Umkehrform ∫ 138
Umlenksattel ∫ 208
Umluftsysteme ∫ 193f., 221
Umwelt ∫ 124ff.
-kennzeichnungen ∫ 125
unverstärkte Kunststoffe ∫ 174f.
UV-Absorber ∫ 96
UV-Beanspruchung ∫ 32
UV-Strahlung ∫ 55
U-Wert ∫ 213, 215ff.
V
Vacuum Assisted Resin Transfer Moulding
(VARTM) ∫ 80
Vakuum-Dämmsysteme ∫ 111
Vakuumverfahren ∫ 79
Verarbeitungsmethoden ∫ 68
Verbindungen ∫ 86, 152f., 162f., 166f.,
171, 176, 197
Verbindungsmittel ∫ 161f.
Verbund ∫ 76
Verbundfolie ∫ 94
Verbundglas ∫ 223
Verbundglasscheiben ∫ 41
Verbundplatten ∫ 88
Verbundsicherheitsglas ∫ 223
Verbundwerkstoffe ∫ 76
Verebnung ∫ 147f.
Vergilbung ∫ 35, 39, 92
Vergusshülsen ∫ 197
Verklebungen ∫ 163
Verkratzen ∫ 223
Verrauten ∫ 147
Verrautung ∫ 206
Verschnitt ∫ 106
Verschnürung ∫ 205
Verseilen ∫ 197, 200, 205
Verspröden ∫ 39
Versteifung ∫ 174, 177
Verträglichkeit ∫ 55
Vierpunktsegel ∫ 16
Vinylesterharz (VE) ∫ 38, 47, 76
Vivak ∫ 38
Vliese ∫ 70, 75, 77f., 221
Vogelschutz ∫ 192
Volatile Organic Compounds ∫ 130
Vorprodukte ∫ 68f.
Vorspannmaß ∫ 201
Vorspannung ∫ 98, 139f., 143, 145f., 148
Vulkanisation ∫ 44f.
W
Wabenkern ∫ 72, 75
Wabenstruktur ∫ 178
wachsartig ∫ 35
Wachse ∫ 198
wandelbare Konstruktionen ∫ 149, 196
Wandstärke ∫ 81
Wärme
-ausdehnung ∫ 36, 86, 160
-brücke ∫ 213
-dämmmaßnahmen ∫ 214
-dämmstoff ∫ 108ff., 217
-dämmung ∫ 169f.
-durchgangskoeffizient ∫ 213
-durchgangswiderstand ∫ 213
-kontaktschweißen ∫ 106
-leitfähigkeit ∫ 25, 38, 110
-leitung ∫ 108, 111
-schutz ∫ 212, 214
-speicherkapazität ∫ 222
-speicherung ∫ 110
-strahlung ∫ 109
-strömung ∫ 109, 216
-transport ∫ 108, 215
-übergangskoeffizient ∫ 212
-übergangswiderstand ∫ 212, 218
Warm-Edge-Lösungen ∫ 222
Warmumformen ∫ 172
Wartung ∫ 194
Wasserabflussrinne ∫ 203
Wasserdampf ∫ 213
wasserdampfdiffusionsäquivalente
Luftschichtdicke ∫ 117
Wasserdampf-Diffusionsdurchlasswiderstand ∫ 117
Wasserdampfsättigungsdruck ∫ 213
Wasserdichtigkeit ∫ 199f., 203
Wassersack ∫ 140, 194
Weichmacher ∫ 32, 35, 39
Weißbruch ∫ 35, 38
Weiterreißfestigkeit ∫ 105
Wellplatten ∫ 168
Wiederverwertung ∫ 39, 130
Windenergie ∫ 122f.
Windlasten ∫ 188
Wirrfasermatten ∫ 70, 72, 77
Witterungsbeständigkeit ∫ 55
Wood Plastic Composites ∫ 61, 90
Z
Zähigkeit ∫ 35
Zeitstandfestigkeit ∫ 36, 151
Zelluloid ∫ 10
Zinksulfid ∫ 121
zugbeanspr. Flächentragwerke ∫ 138ff.
Zug-E-Modul ∫ 38
Zugfestigkeit ∫ 35, 38, 105
Zugring ∫ 19
Zulassung ∫ 154ff.
zusammengesetzte Querschnitte ∫ 165
Zusatzstoffe ∫ 68
Zuschlagstoffe ∫ 96
Zuschnitt ∫ 106, 147, 198f.
Zuschnitt, formgebend ∫ 188
Zustimmung im Einzelfall (ZiE) ∫ 155
Zwangslüftungssystem ∫ 218
Zweite-Haut-Fassaden ∫ 195, 222
Zwischenschichtfolien ∫ 41
Zylinderseilköpfe ∫ 197
Personenregister
A
Albert Speer & Partner ∫ 128
Andrä ∫ 19
Ant Farm ∫ 14
Archizoom ∫ 14
Arup, Ove ∫ 18
Atelier Architecture King Kong
∫ 168f., 236
Auer + Weber + Assoziierte ∫ 218f.
B
Baar-Baarenfels ∫ 226ff.
Baekeland, Leo ∫ 10
Baumschlager Eberle ∫ 66
Behnisch + Partner ∫ 218f.
Behnisch Architekten ∫ 108, 128,
168f., 280f.
Behnisch, Günther ∫ 19ff.
Bergermann, Rudolf ∫ 19
Bézier, Pierre Étienne ∫ 137
Bird, Walter ∫ 18
Brandenberger, Jacques ∫ 10
Brauen + Wälchli ∫ 222
Buckminster Fuller, Richard ∫ 13
C
Carothers, Wallace Hume ∫ 11
Charles, Jaques ∫ 20
Christiansen, Ole Kirk ∫ 12
Contor Müller Schlüter ∫ 128f.
Cook, Peter ∫ 172f.
Coop Himmelb(l)au ∫ 14
Cox Richardson ∫ 210f.
Cremers, Jan ∫ 208
D
Davidson, Don ∫ 21
Davis, Brody & Ass. ∫ 18
de Chardonnet, Hilaire ∫ 10
Deffner Voitländer ∫ 245
Dickinson, J.T. ∫ 11
Donaire, Juan Pedro ∫ 60f.
E
Eames, Charles und Ray ∫ 12
Eastman, George ∫ 10
Eat ∫ 14
Ebersolt, Gilles ∫ 21
Eekhout, Mick ∫ 184
F
Feierbach, Wolfgang ∫ 13, 182f.
Florian Nagler Architekten ∫ 160f.
formTL ∫ 142f.
Foster + Partners ∫ 16, 232f., 273ff.
Fournier, Colin ∫ 172f.
frank und probst architekten ∫ 194f.
Franken Architekten ∫ 142f.
Fuksas, Massimiliano ∫ 178f.
G
Geiger, David H. ∫ 19
Geismar, de Harak & Ass.
Göppert, Knut ∫ 20
Gröger, Franz ∫ 194f.
∫ 18
H
Hallé, Francis ∫ 21
Helen & Hard ∫ 147
Herzog & de Meuron ∫ 20, 142f.,
170, 188
Herzog + Partner ∫ 260f.
Herzog, Thomas ∫ 20
hg merz architekten museumsgestalter
∫ 269f.
Hopkins Architects ∫ 216f.
Hopkins, Michael ∫ 20
Hossdorf, Heinz ∫ 22
Hübner, Peter ∫ 14
Huster, Frank ∫ 14
Hyatt, Wesley ∫ 10
I
Isler, Heinz
∫ 22
J
Jabornegg & Pálffy ∫ 253ff.
JKMM Architects ∫ 60f.
K
Kawaguchi, Mamoru ∫ 18
KHR arkitekter ∫ 244
Klatte, Fritz ∫ 11
Knippers Helbig ∫ 92f., 147, 262ff.
Koch, Klaus-Michael ∫ 208f.
L
L35 ∫ 258f.
Lanchester, Frederick William ∫ 20
Lanz Architekten ∫ 208
Laverne, Irwine und Estelle ∫ 12
Le Corbusier ∫ 16
Luscher Architectes ∫ 142f.
M
Makowski, Zygmunt Stanislaw
∫ 23
Serra, Marco ∫ 229ff.
Meringhausen, Max ∫ 23
Michael Hopkins & Partner ∫ 205
Montgolfier ∫ 20
Murata, Yutaka ∫ 18
Murphy/Jahn ∫ 277ff.
N
Nikolai Kugel Architekten
NIO Architects ∫ 187
O
Otto, Frei
∫ 282ff.
∫ 16ff.
P
Packer, Geoffrey ∫ 173
Panton, Werner ∫ 12
Parkes, Alexander ∫ 10
Pedelta Structural Engineers
∫ 165f.
Pfeifer Roser Kuhn ∫ 237ff.
Piano, Renzo ∫ 23
Promontorio Architects ∫ 212, 256f.
PTW Architekten ∫ 20
R
Rasch + Bradatsch ∫ 134, 141, 149,
196, 206ff.
raumlaborberlin ∫ 252
Redelbach, Georg ∫ 194f.
S
Saarinen, Eero ∫ 12
Safdie, Moshe ∫ 16, 184
SBA Architekten ∫ 262ff.
Schlaich Bergermann und Partner
∫ 141, 206f., 218f.
Schlaich, Jörg ∫ 19
Schweger + Partner ∫ 149, 210f.
Selgas Cano ∫ 243
Siegert, D.J. ∫ 194f., 222
Spuybroek, Lars /NOX ∫ 181
Squire and Partners ∫ 240f.
Staab Architekten ∫ 168f.
Staudinger, Hermann ∫ 11
Stromeyer & Co. ∫ 17
studio LD ∫ 141, 147
Suchov, Vladimir ∫ 16
Superstudio ∫ 14
Suuronen, Matti ∫ 14
T
Takeshi Hosaka ∫ 234f.
Tange, Kenzo ∫ 18
Tillner, Silja ∫ 141
Tsuboi, Yoshikatsu ∫ 18
U
UFO ∫ 14
Unold ∫ 206
V
von Gerkan, Marg und Partner
∫ 270ff.
von Leonhardt ∫ 19
W
Wachsmann, Konrad ∫ 23
Werner Sobek Ingenieure ∫ 149
Whinfield, J.R. ∫ 11
Z
Zabel, Hansjörg ∫ 208f.
Zaha Hadid Architects ∫ 248ff.
295
Autoren und Verlag danken den folgenden Sponsoren für die Förderung der Publikation:
Hightex GmbH
Nordstraße 10
83253 Rimsting (D)
T +49 8051 6888-0
F +49 8051 6888-290
info@hightexworld.com
www.hightexworld.com
Fiberline Composites A/S
Middelfart (DK)
www.fiberline.com
Compagnie de Saint-Gobain
La défense Cedex (F)
www.sheerfill.com
www.norton-films.com
296