/

Author: Heinzler M. Kilgus R. Naher F.
Tags: nachschlagewerk standardisierung
ISBN: 3-8085-1722-0
Year: 2002



Text
Autoren
Heinzler, Max
Kilgus, Roland
Näher, Friedrich
Oesterle, Stefan
Paetzold, Heinz
Rohrer, Werner
Stephan, Andreas
Winkow, Ralf
Dipl lug. (FH)
Dipl.-Gwl
Dipl. Ing. (FH)
Dipl.-Ing.
Dipl.-Ing. (FH)
Dipl.-Ing. (FH)
Dipl.-Ing. (FH)
Dipl.-Ing. (FH)
Wangen im Allgäu
Neckartenzlingen
Balingen
Bermatingen
Mühlacker
Balingen
Kressbronn
Ehingen
Lektorat:
Ulrich Fischer, Ing. (grad.), Reutlingen
Bildbe.rrbeitung:
/eichiMihuio des Verlages Europa-Lehrmittel, Leinfelden-Echterdingen
D.i:. voi In<)<>< I<- Bu< h winde auf der Grundlage der neuen amtlichen Rechtschreibregeln erstellt.
Maßgebend für die Anwendung der Normen und der anderen Regelwerke sind deren neueste Ausgaben.
Sie können durch die Beuth Verlag GmbH, Burggrafenstr. 6, 10787 Berlin, bezogen werden.
42. Auflage 2002
Druck 6543
Alle Drucke dieser Auflage sind im Unterricht nebeneinander einsetzbar, da sie bis auf die korrigierten Druckfehler
und kleine Normänderungen unverändert sind.
ISBN 3-8085-1722-0 mit Formelsammlung
ISBN 3-8085-1672-0 ohne Formelsammlung
Alle Rechte Vorbehalten. Das Werk ist urheberrechtlich geschützt. Jede Verwertung außerhalb der gesetzlich
geregelten Fälle muss vom Verlag schriftlich genehmigt werden.
© 2002 by Verlag Europa-Lehrmittel, Nourney, Vollmer GmbH & Co. KG, 42781 Haan-Gruiten
http://www.europa-lehrmittel.de
Satz: Satz+Layout Werkstatt Kluth GmbH, 50374 Erftstadt
Druck: Media Print Informationstechnologie, 33100 Paderborn
Das Tabellenbuch Metall enthält in sieben Hauptkapiteln Formeln,
Tabellen und Handlungsanweisungen, die im Unterricht, in der
berufsbezogenen Ausbildung und in der Berufspraxis unent-
behrlich sind.
Zielgruppen
Da die behandelten Themen die wichtigsten Bereiche des
Maschinenbaues abdecken, arbeiten neben den Auszubilden
den in den Metallberufen auch Meister- und Technikerschüler,
die Dozenten und Studenten der Fachhochschulen und der
Hochschulen sowie Konstrukteure mit diesem Nachschlage-
werk.
Hinweise für den Benutzer
Die Tabellen enthalten möglichst viele der lieferbaren Sorten,
Abmessungen oder Richtwerte. Manchmal fehlt aber der Platz,
um alle Angaben unterzubringen. Hier kann oft die CD-ROM-
Ausgabe des Tabellenbuches weiterhelfen.
Bei den Formeln wird bei den Größen nach wie vor auf die Anga-
be von Einheiten verzichtet, weil meist mehrere Einheiten mög
lieh sind. Die Beispiele zu den Formeln zeigen jedoch die richti-
ge Verwendung der Einheiten. Auch die oft parallel zum Buch
verwendeten „Formeln für Metallberufe" geben Einheiten an,
um vor allem den Berufsanfängern eine Hilfestellung zu geben.
Bezeichnungsbeispiele, die bei allen Normteilen, Werkstoffen
und bei den Kurzangaben in Zeichnungen eingefügt sind, wer-
den durch einen Pfeil => gekennzeichnet.
Die Inhaltsverzeichnisse am Anfang des Buches und am Beginn
jedes Hauptkapitels erleichtern den Überblick über die Inhalte.
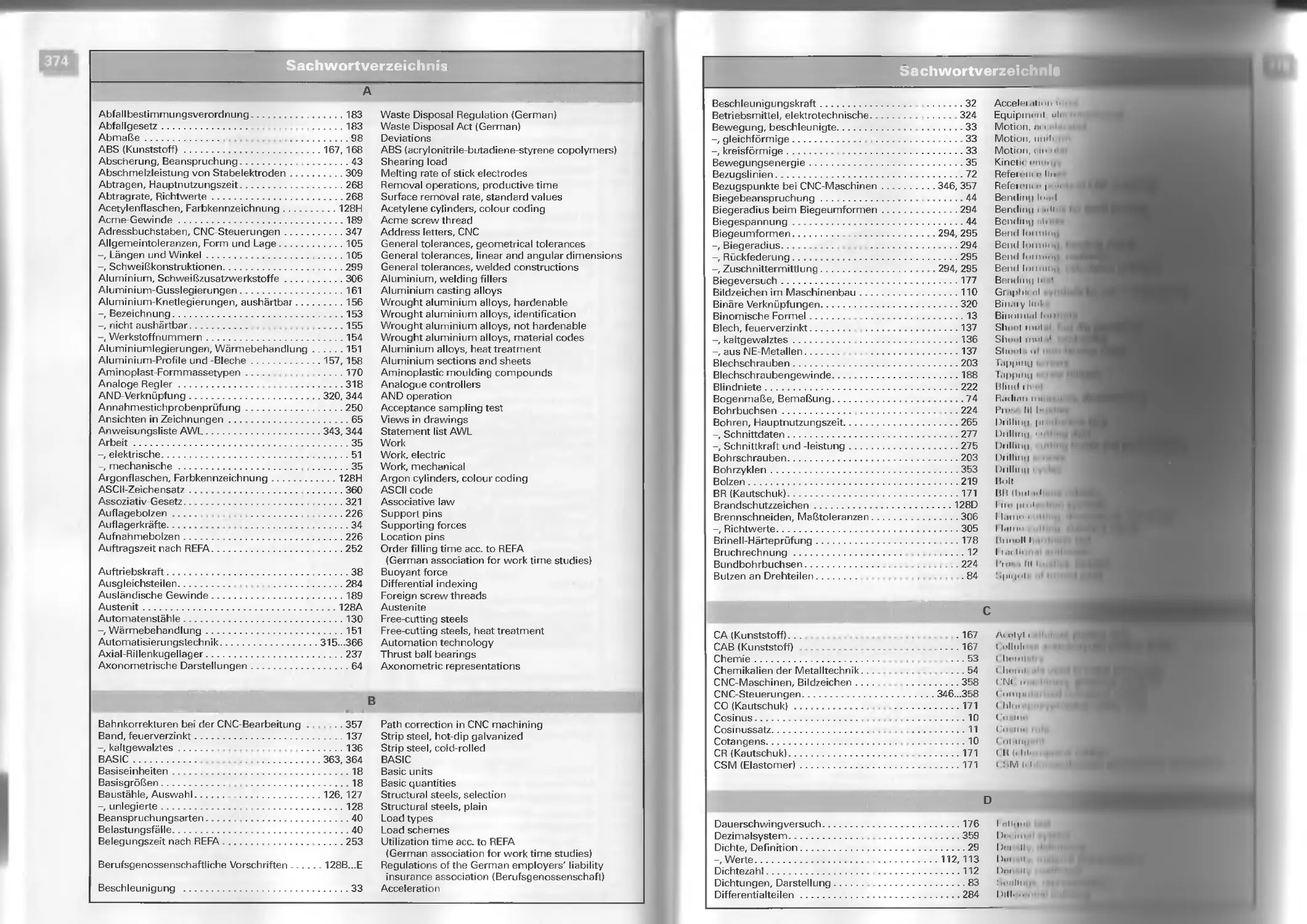
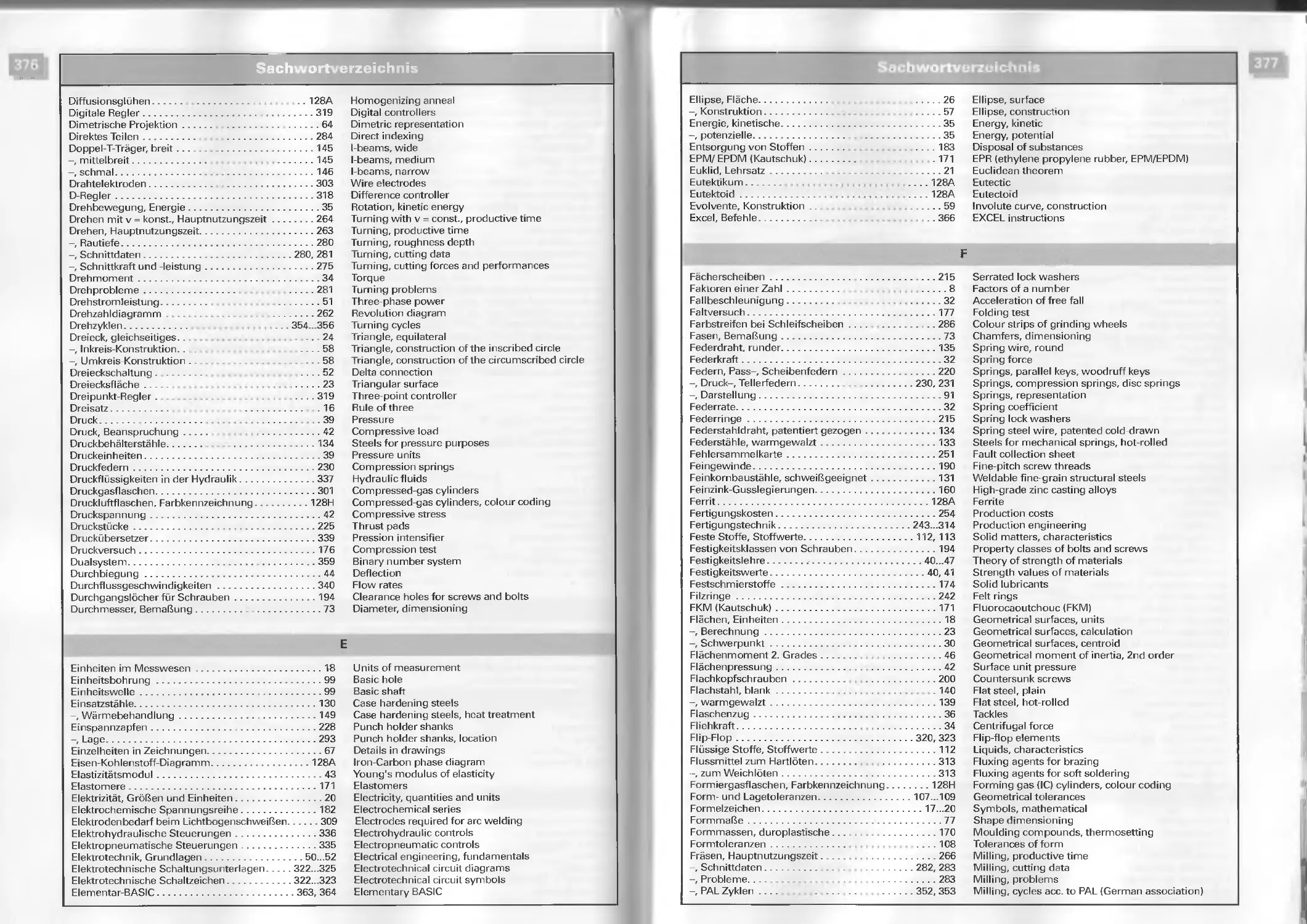
Das Sachwortverzeichnis ist besonders ausführlich gehalten
und enthält ab der 42. Auflage auch die englischen Bezeichnun-
gen.
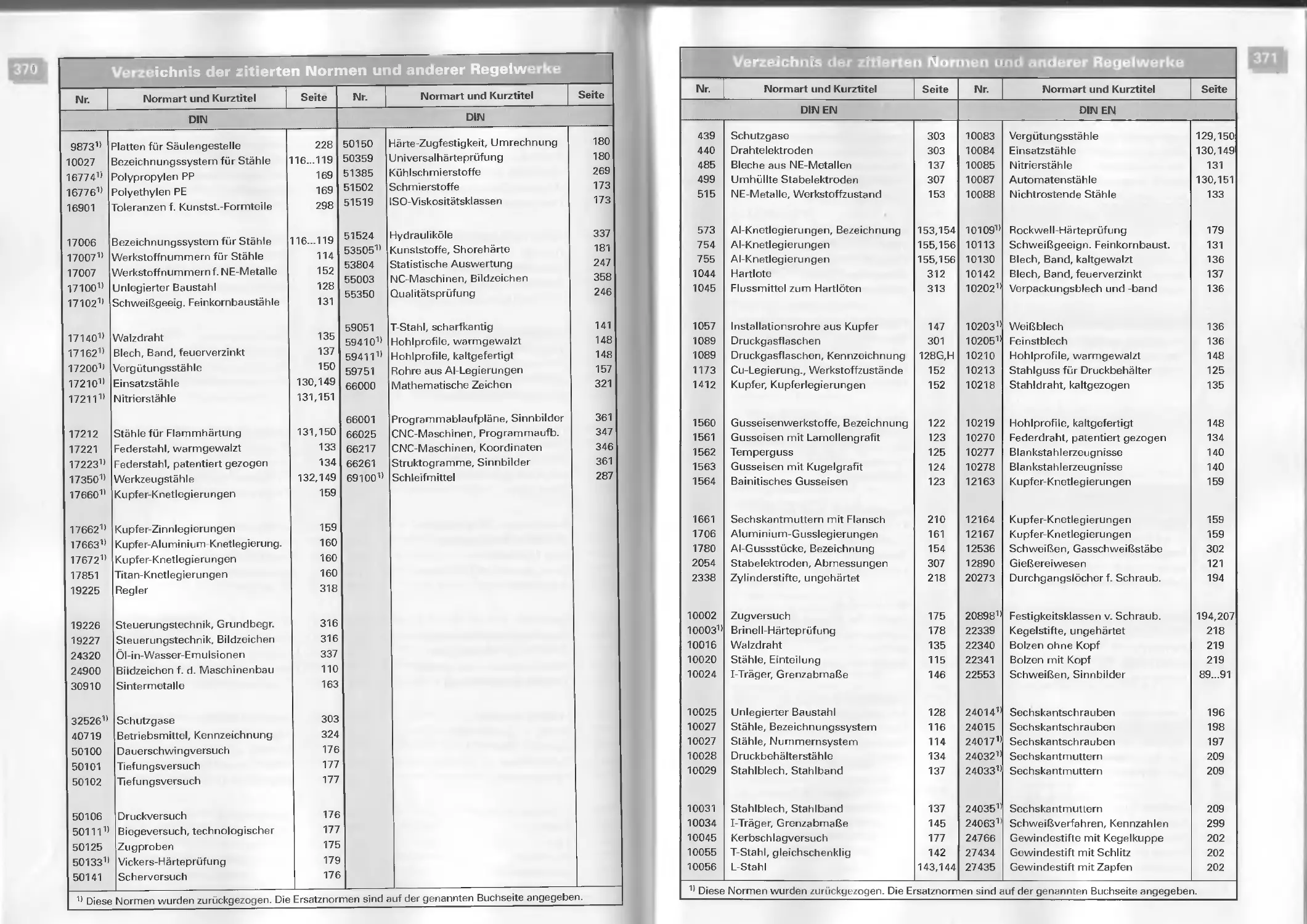
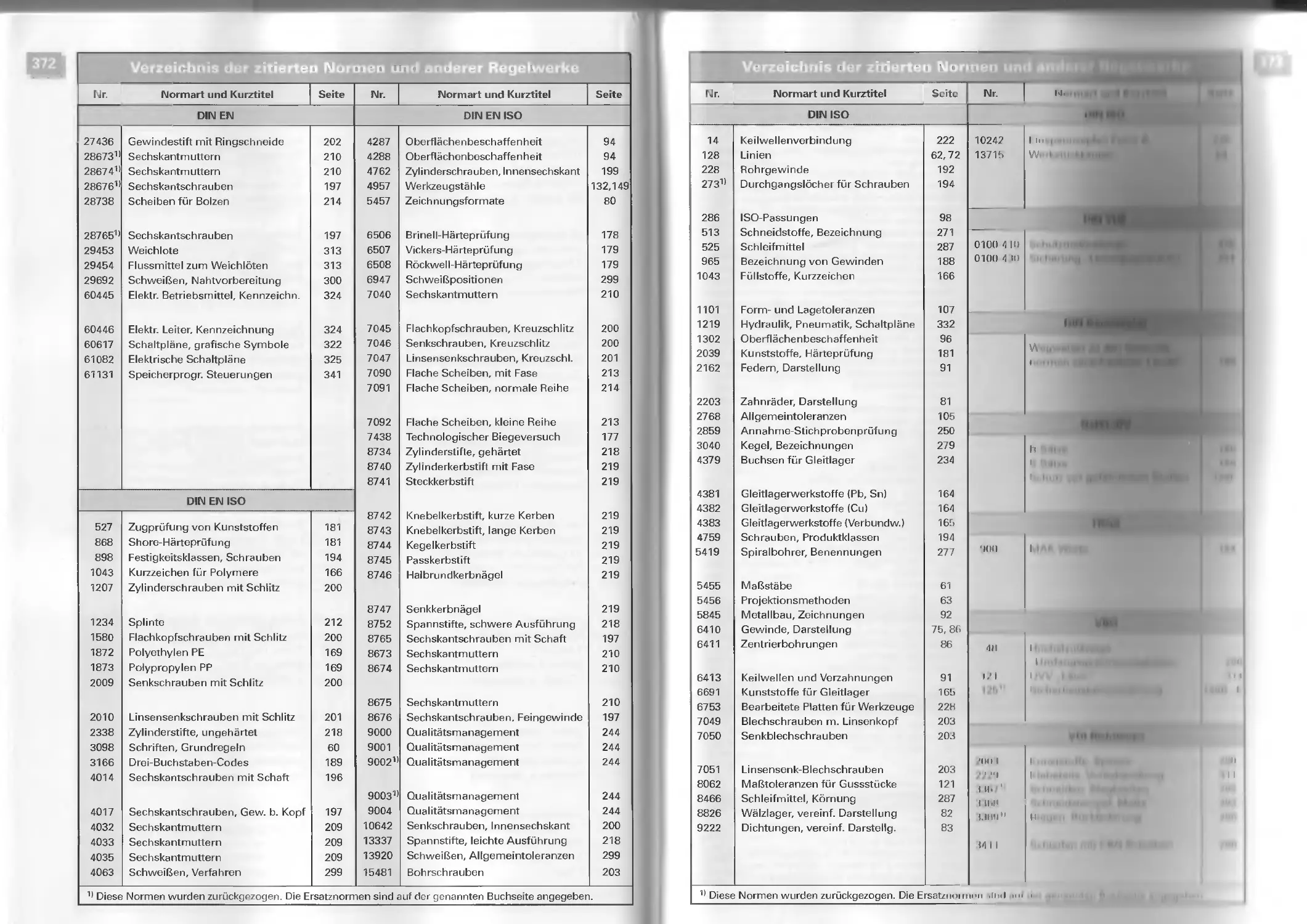
Im Verzeichnis der zitierten Normen und anderer Regelwerke
werden nicht nur die aktuellen Normen, sondern auch deren
Vorgänger aufgeführt, um den Übergang zu erleichtern.
Anmerkungen zur 42. Auflage
Bei der Neubearbeitung des Tabellenbuches wurden Anregun-
gen von Benutzern und die nach dem Erscheinen der letzten Auf
läge erfolgten Normänderungen und sonstige Änderungen in
der Bezeichnung der Maschinenelemente, Verfahren und Werk-
stoffe berücksichtigt. Umfang und Einteilung des Buches blie-
ben aber weitgehend unverändert. Damit können die 41. und die
42. Auflage im Unterricht parallel eingesetzt werden.
Im Hinblick auf die verstärkte internationale Kooperation sind
die Begriffe im Sachwortverzeichnis jetzt auch in englischer
Sprache angegeben. Damit wird die weltweite fachliche Ver-
ständigung unterstützt.
Im Sommer 2002
Die Verfasser
M Mathematik 7...30
P Technische Physik 31...54
K Technische Kommunikation 55...110
W Werkstofftechnik
N Normteile
111...186
187...242
Fertigungstechnik
243...314
Automatisierungs-
und Informations-
technik 315 366
Inhaltsverzeichnis
Übersicht Kapitel M................... 7
Zahlentabellen........................ 8
Winkelfunktionen.................... .10
Mathematische Grundlagen..............12
Gleichungen......................... .14
Prozentrechnung, Zinsrechnung.........15
Schluss- und Mischungsrechnung.......16
Formelzeichen, Mathematische Zeichen .. 17
Einheiten im Messwesen...............18
Längen, Flächen......................22
Volumen, Masse.......................26
Schwerpunkte.........................30
P Technische Physik
31
Übersicht Kapitel P...................31
Mechanik, Kräfte......................32
Bewegungslehre.......................33
Hebel, Drehmoment, Fliehkraft........34
Arbeit, Energie......................35
Leistung, Wirkungsgrad ..............37
Reibung, Auftrieb....................38
Druck in Flüssigkeiten und Gasen .. --39
Festigkeitslehre......................40
Zug, Druck, Flächenpressung.........42
Abscherung, Knickung................43
Biegung, Torsion...................44
Kerbwirkung.........................45
Flächen- und Widerstandsmomente .... 46
Wärmetechnik.........................48
Elektrotechnik.......................50
Chemie, Periodensystem...............53
Chemikalien der Metalltechnik.......54
K Technische Kommunikation 55
Übersicht Kapitel K....................55
Grundlagen, Geometrie..................56
Schriftzeichen........................60
Normzahlen, Maßstäbe.................61
Zeichnungsnormen, Linienarten..........62
Projektionsmethoden...................63
Ansichten, Schnitte...................66
Schraffuren..........................71
Bemaßungsregeln........................72
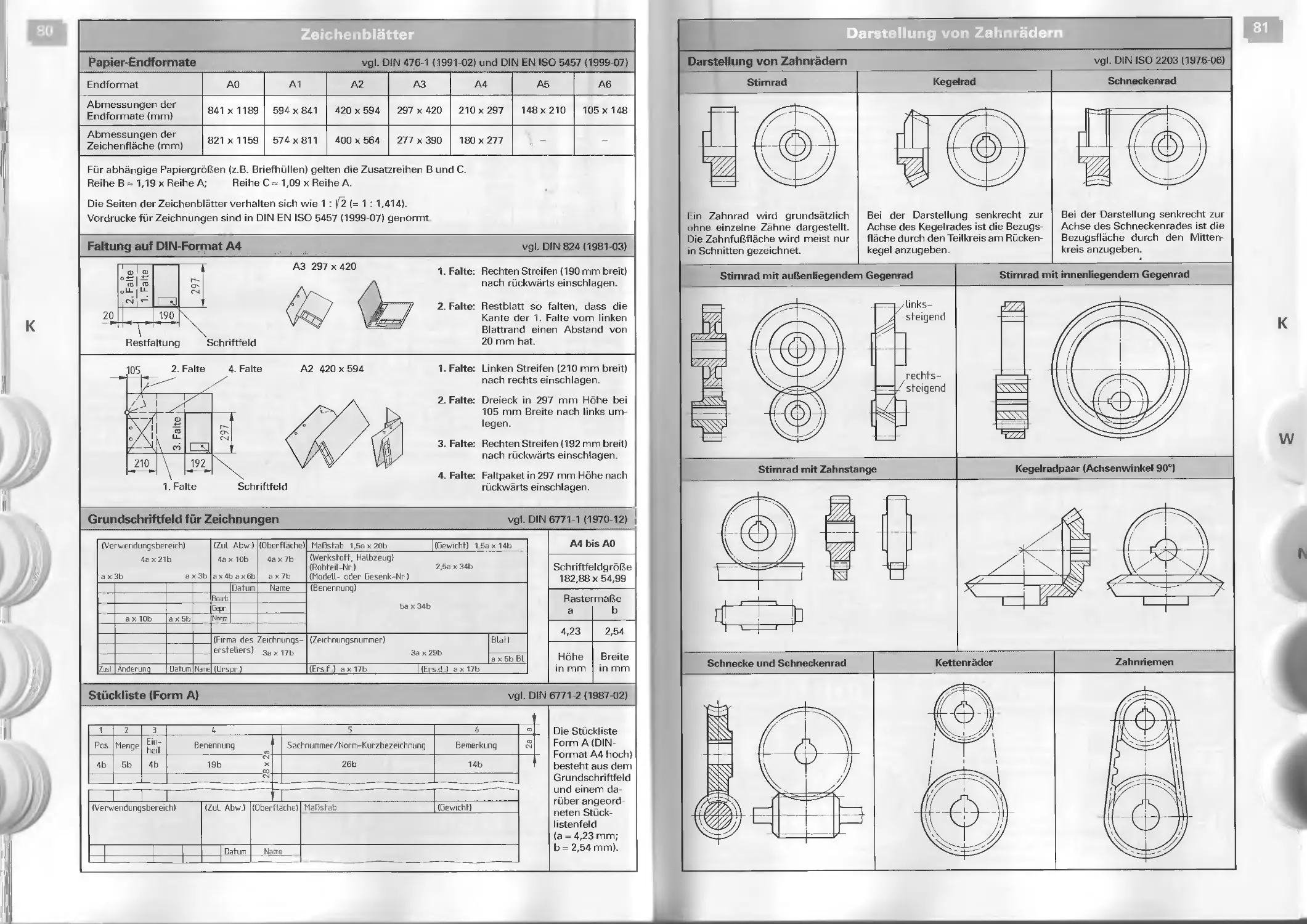
Zeichnungsvercinfachung ...............79
Papicrform.itc, Zoichenblätter . .80
Dai: lelluiKi von Zahnrädern...........81
I >.n:.li-lliin<| von Wälzlagern.......82
Darstellung von Dichtungen...........83
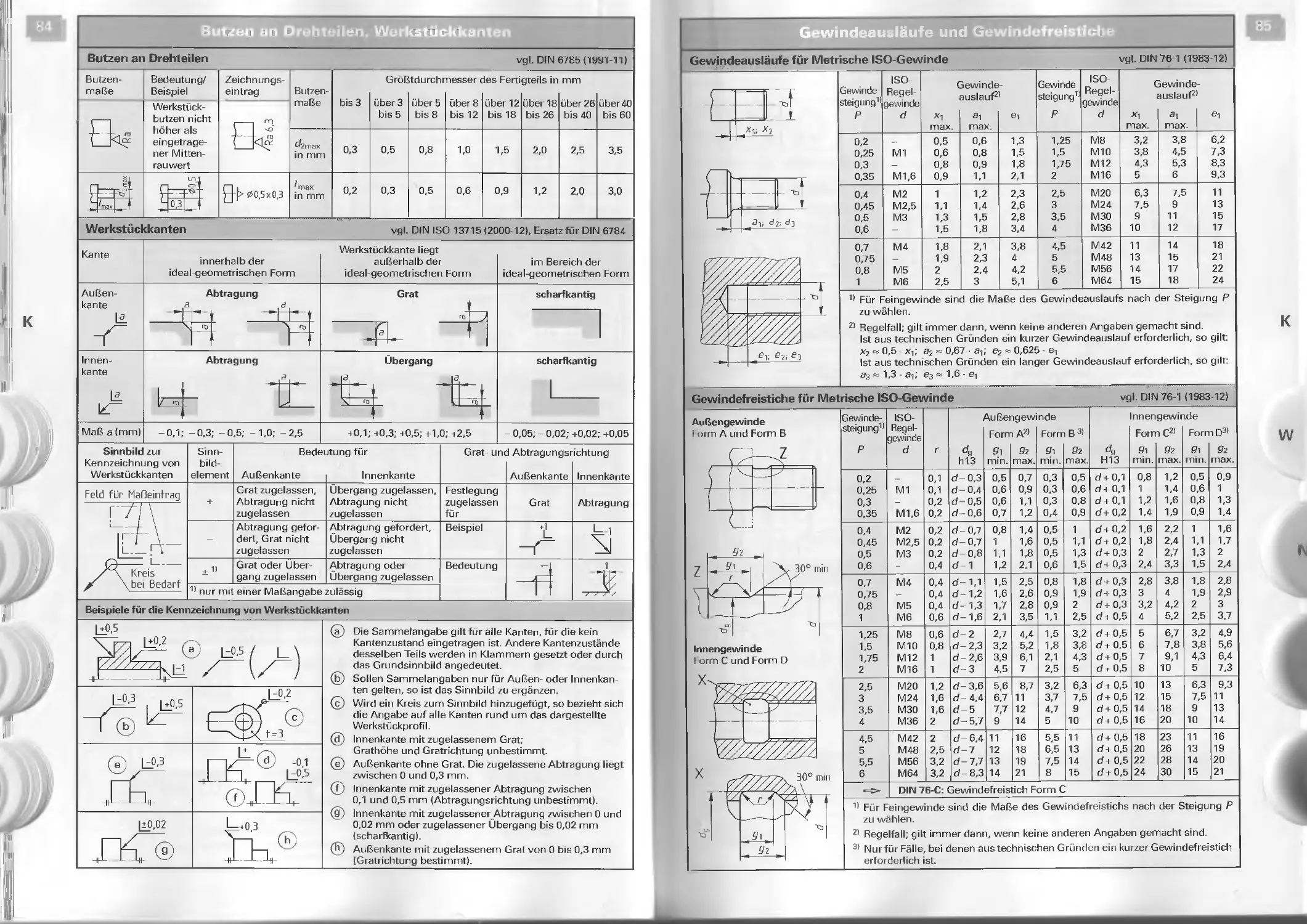
Werkstückkanten ..... ................84
Gewindeausläufe, -freistiche..........85
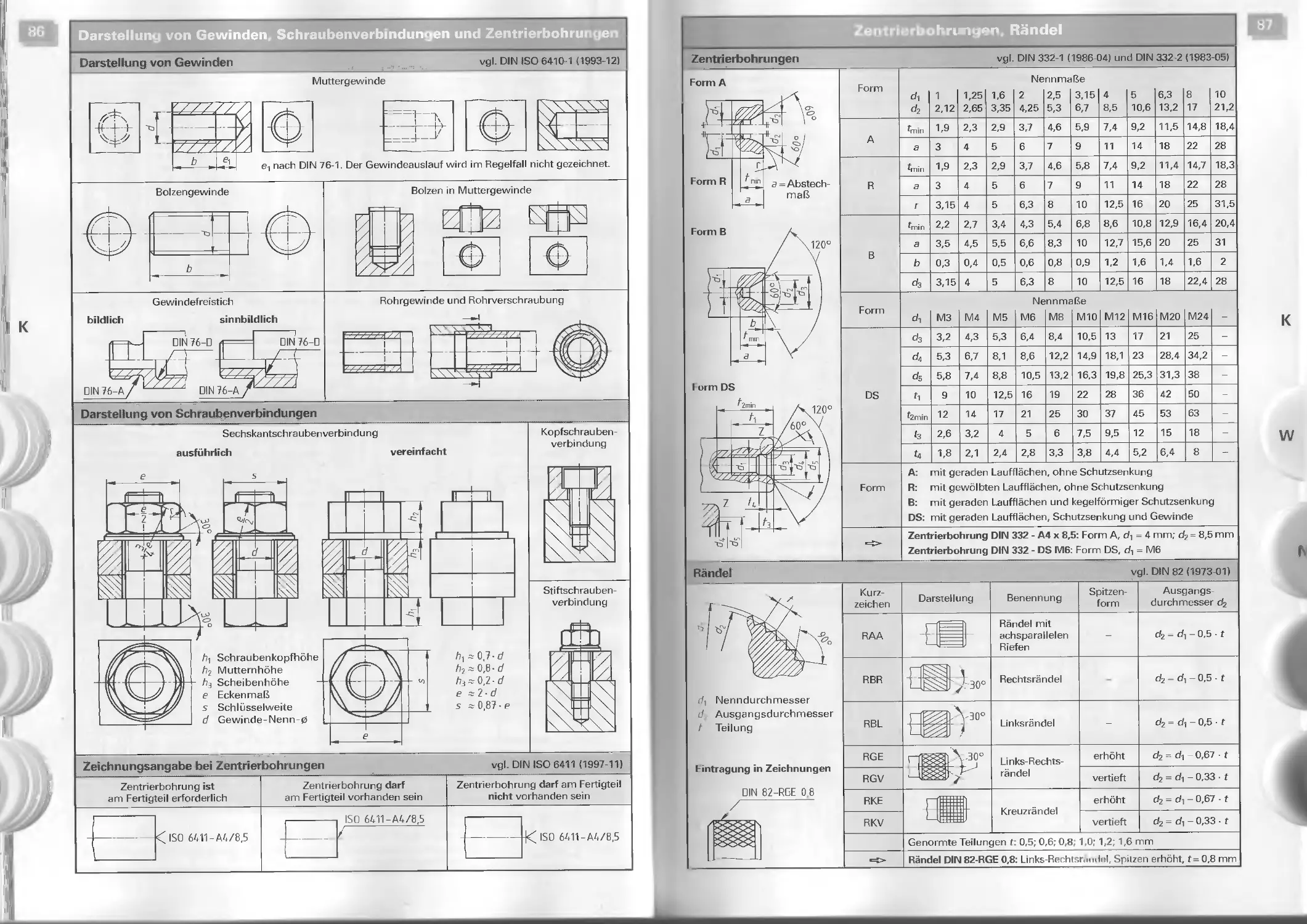
Darstellung von Schraubenverbindungen. 86
Zentrierbohrungen, Rändel.............87
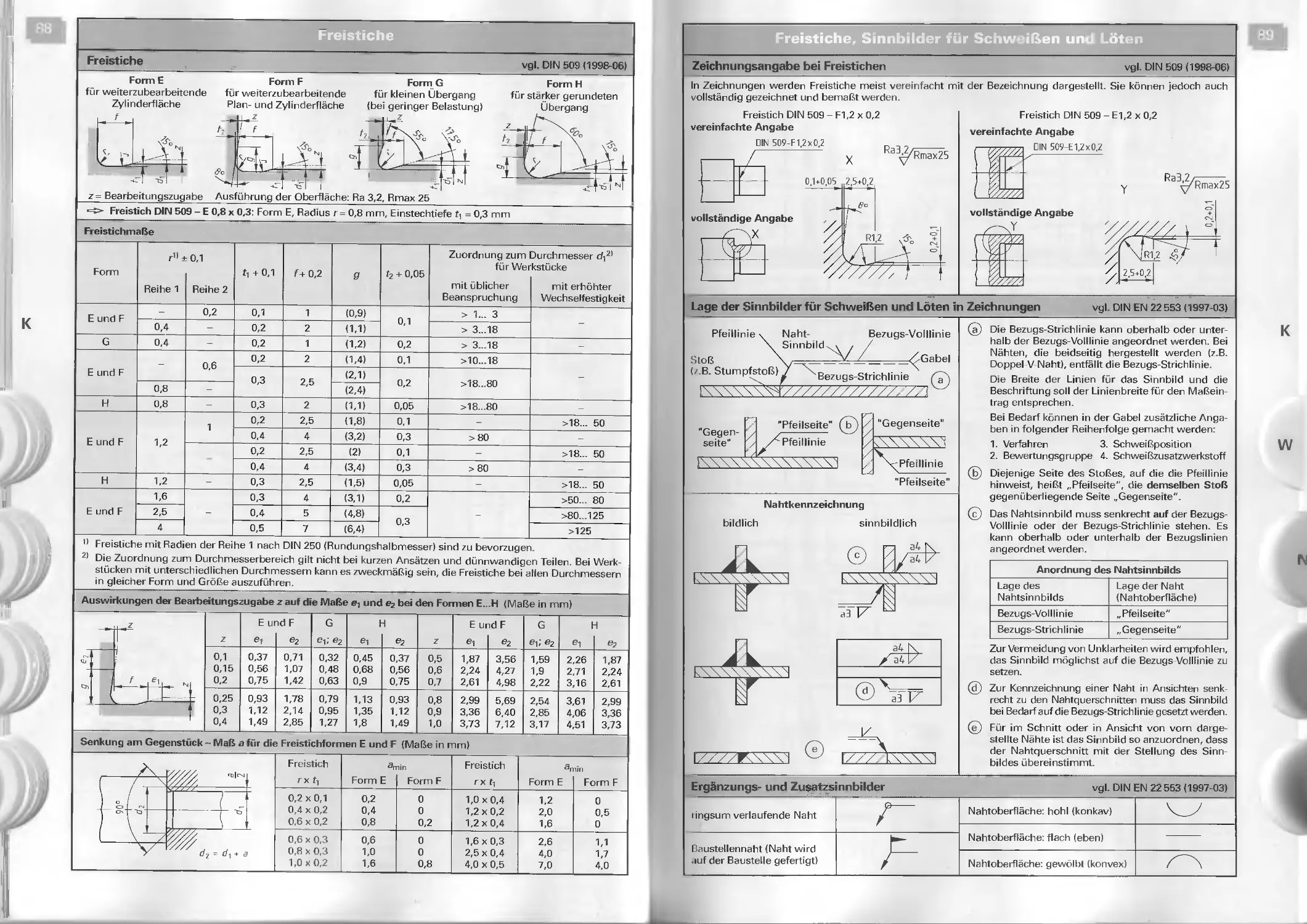
Freistiche ............. ___ . . . 88
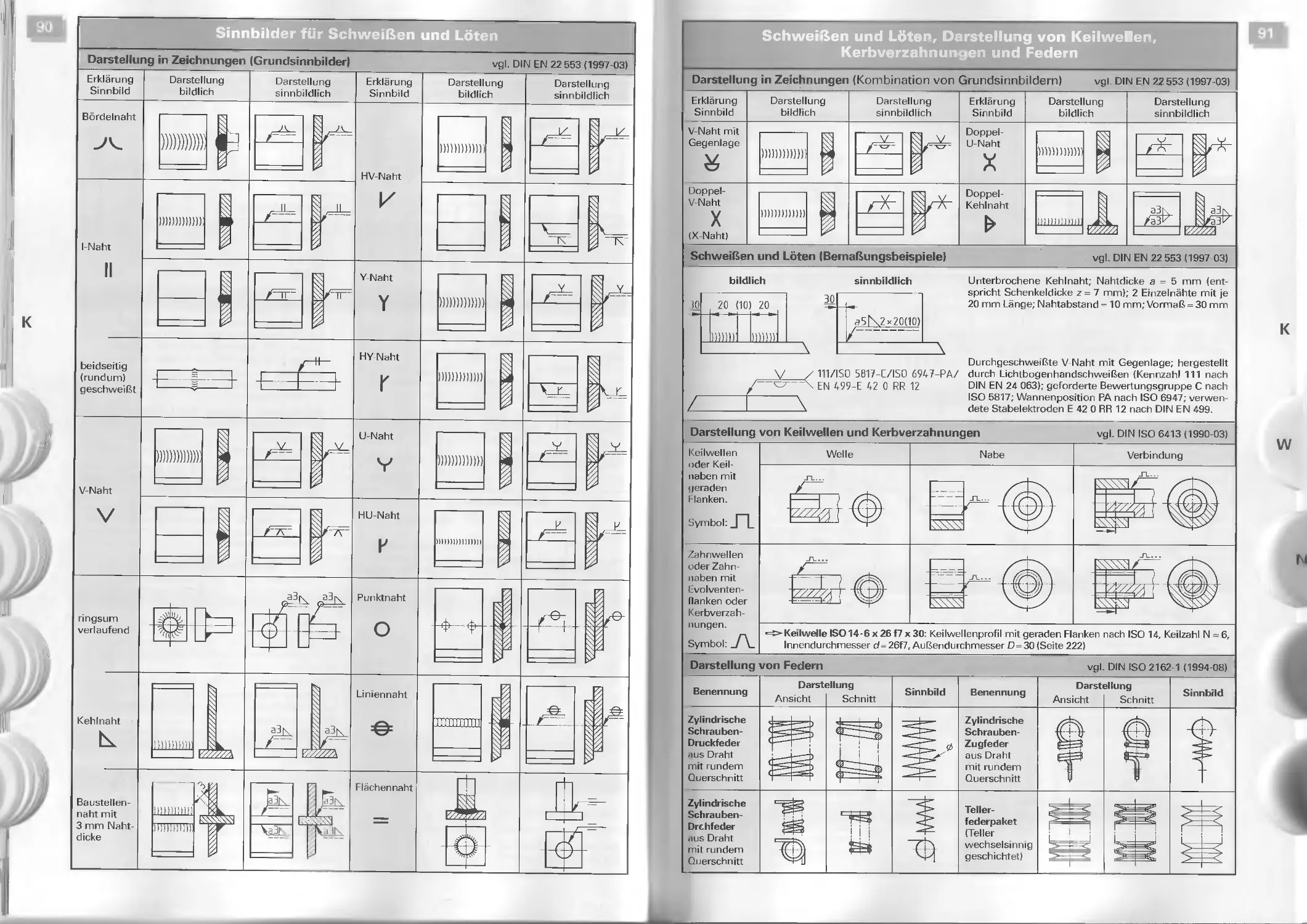
Sinnbilder Schweißen und Löten.......89
Darstellung von Federn................91
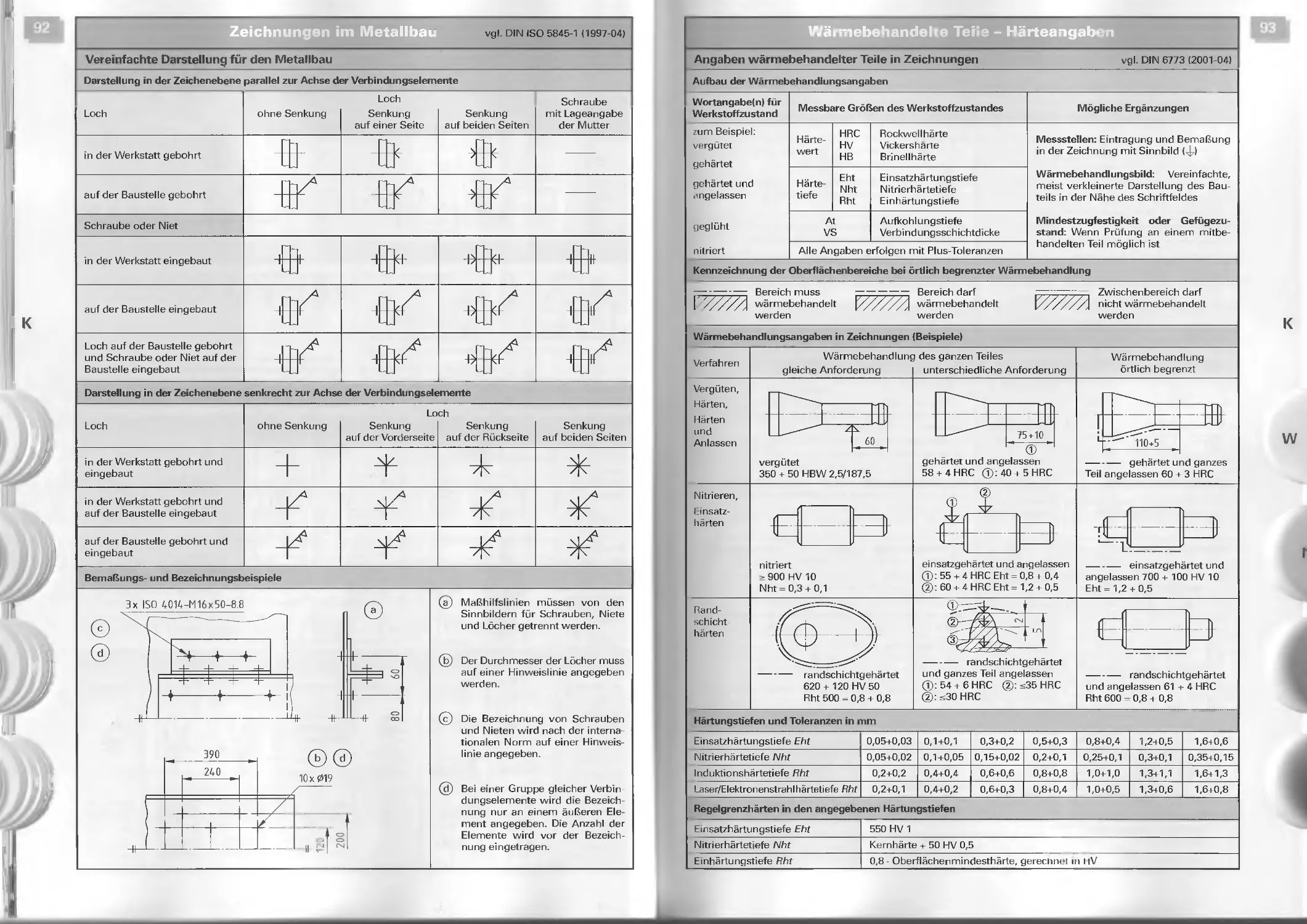
Zeichnungen im Metallbau..............92
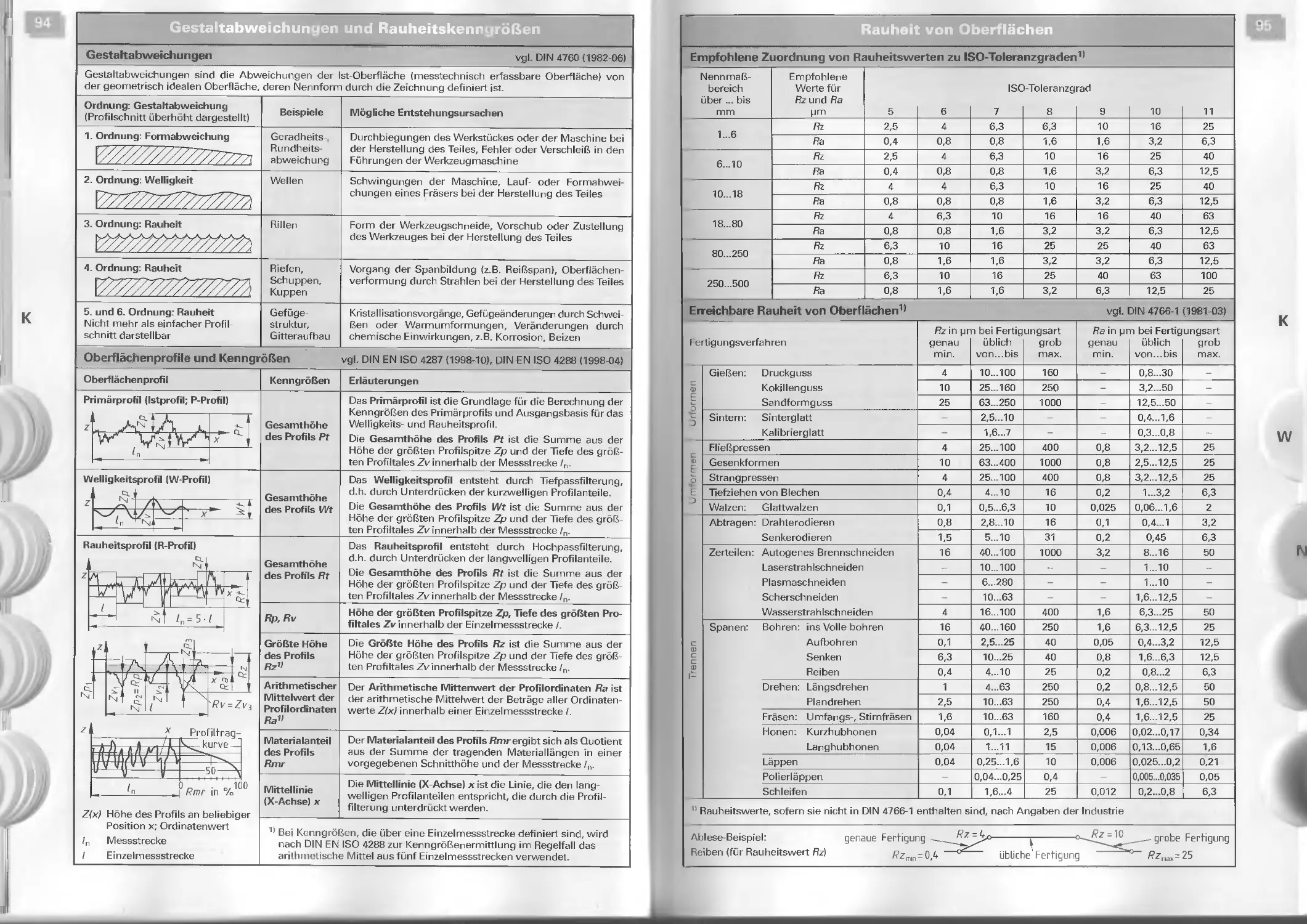
Härteangaben, Gestaltabweichungen .... 93
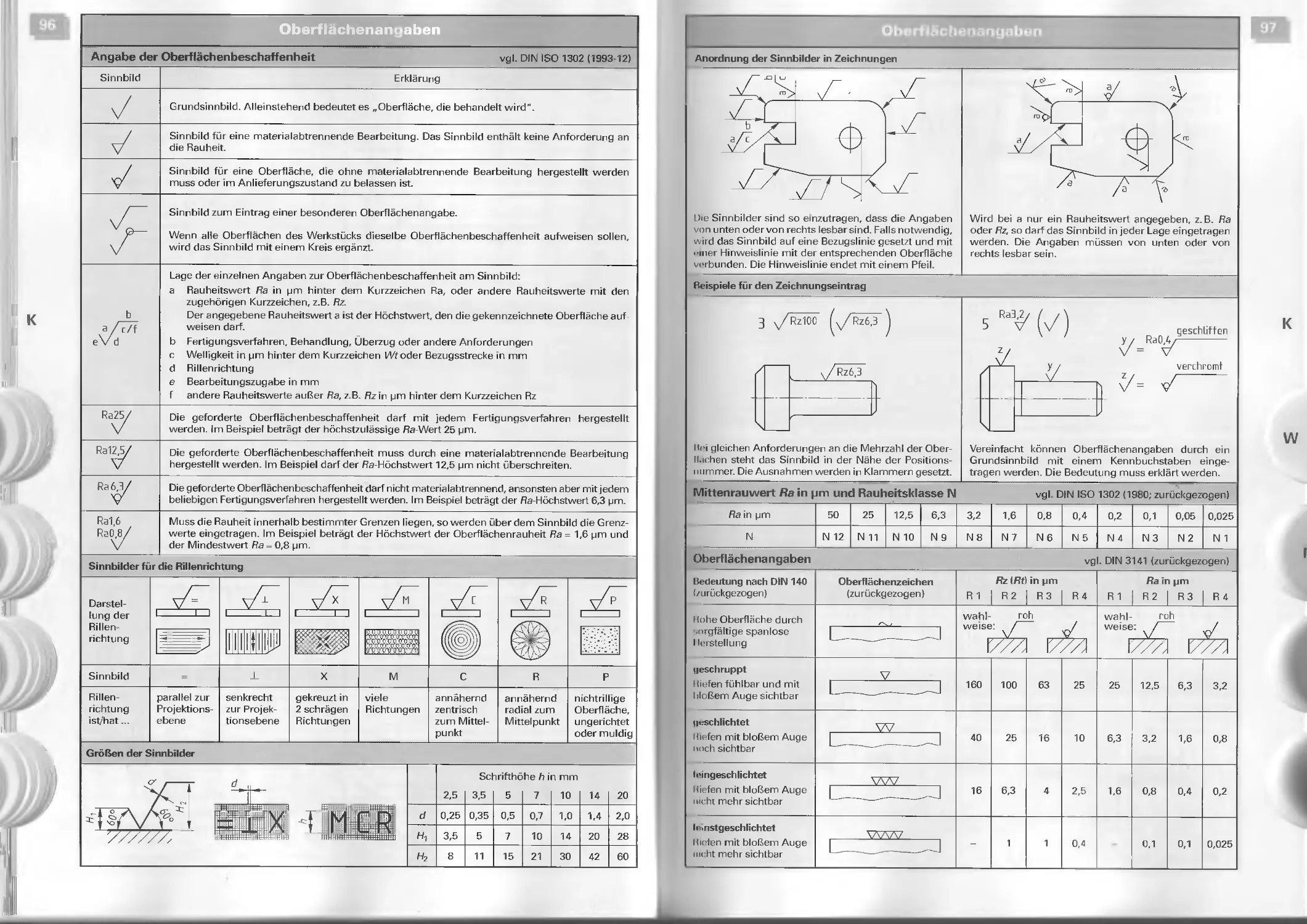
Oberflächen...........................95
Toleranzen und Passungen..............98
Bildzeichen im Maschinenbau..........110
W Werkstofftechnik
111
Ulx'isichl Kapitel W..................111
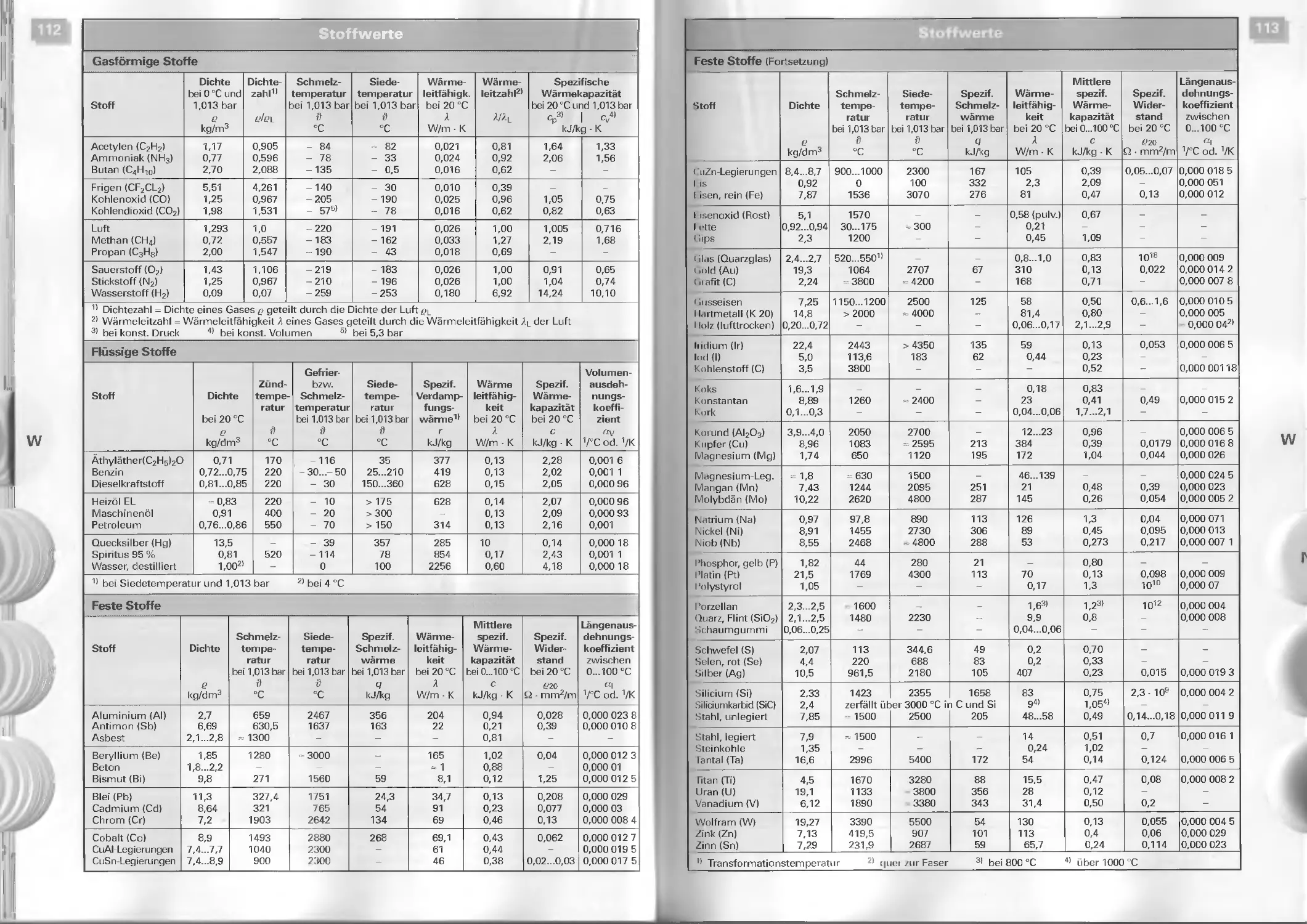
lolfwcilc 112
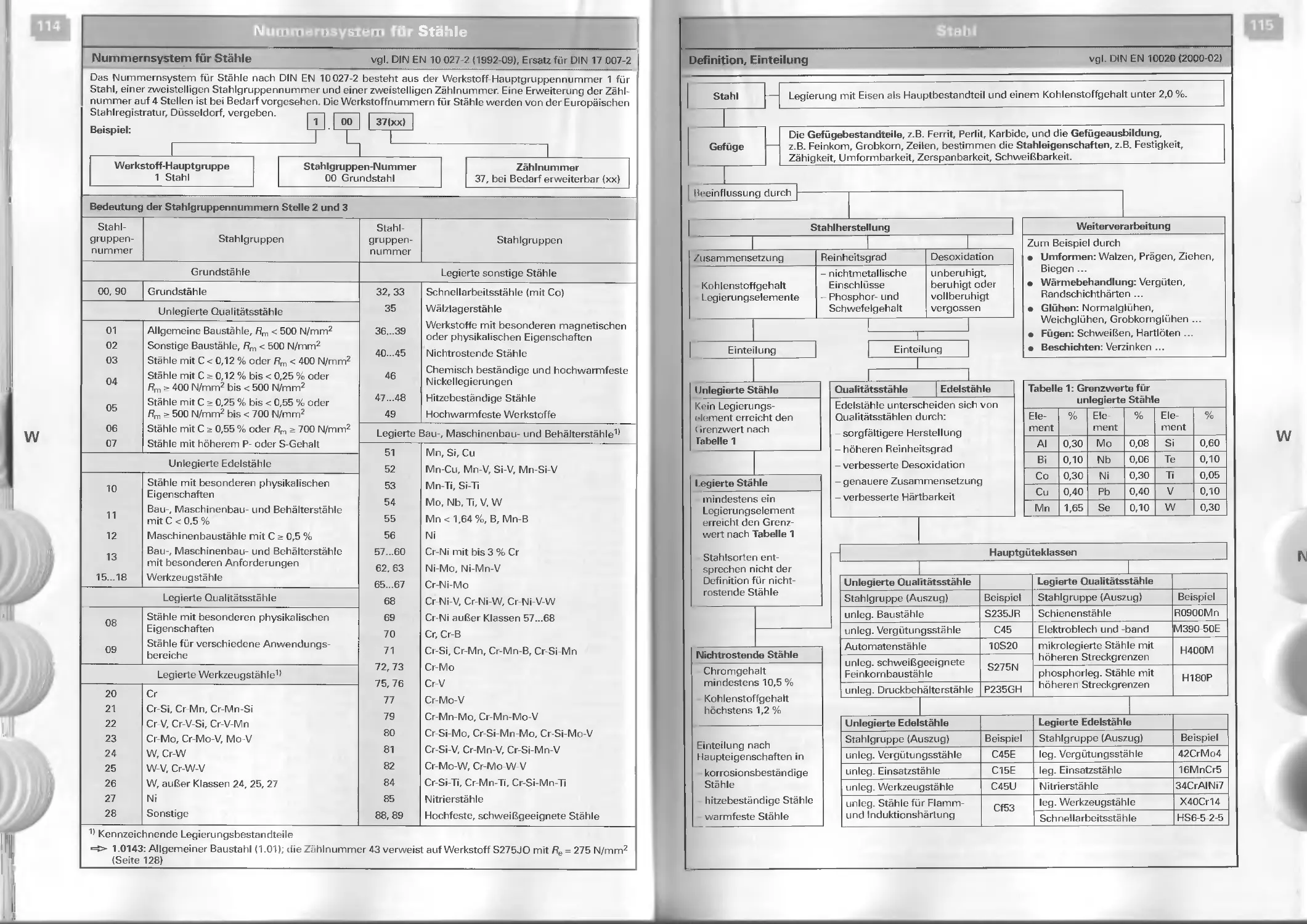
Nummernsystem für Stähle..............114
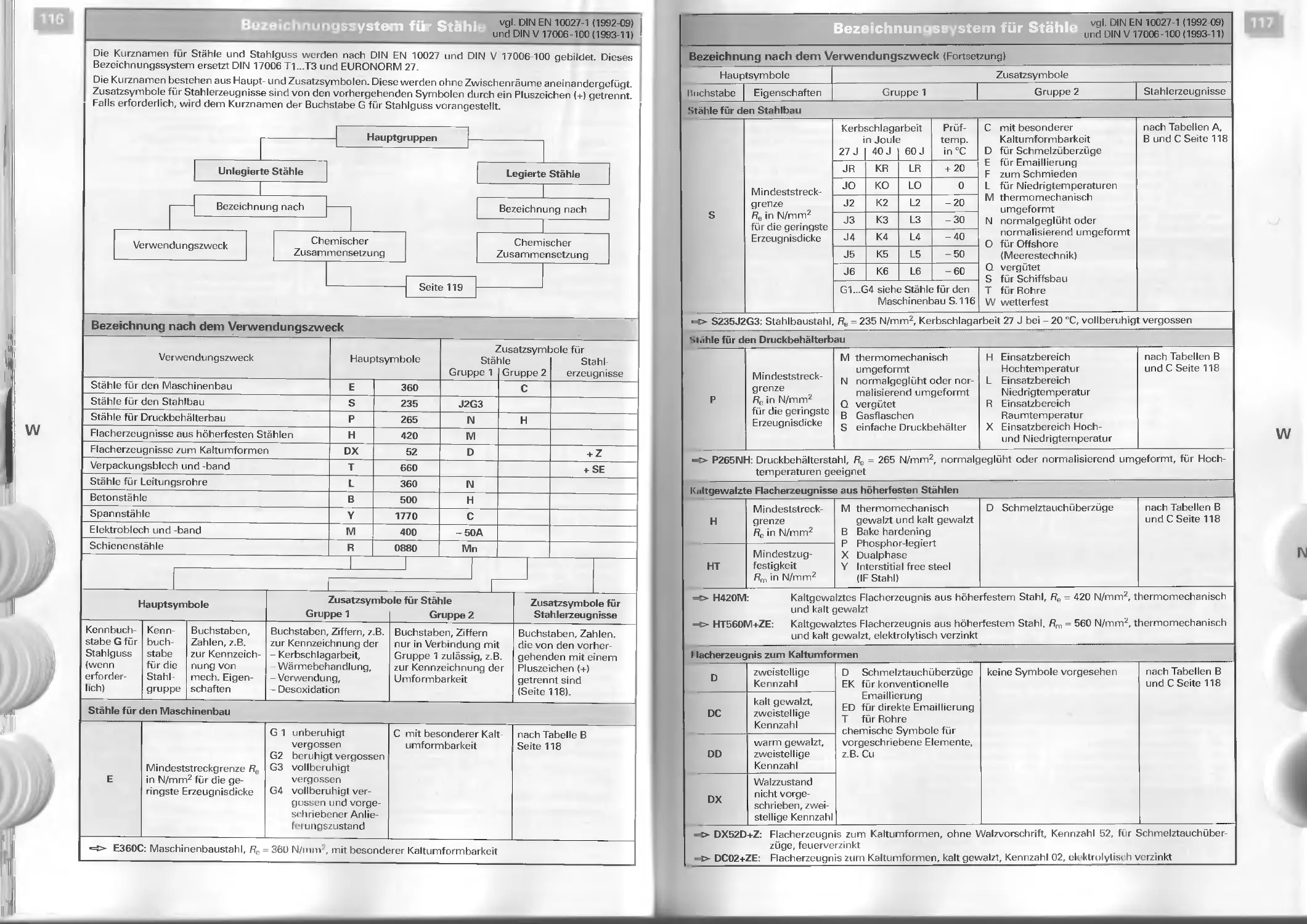
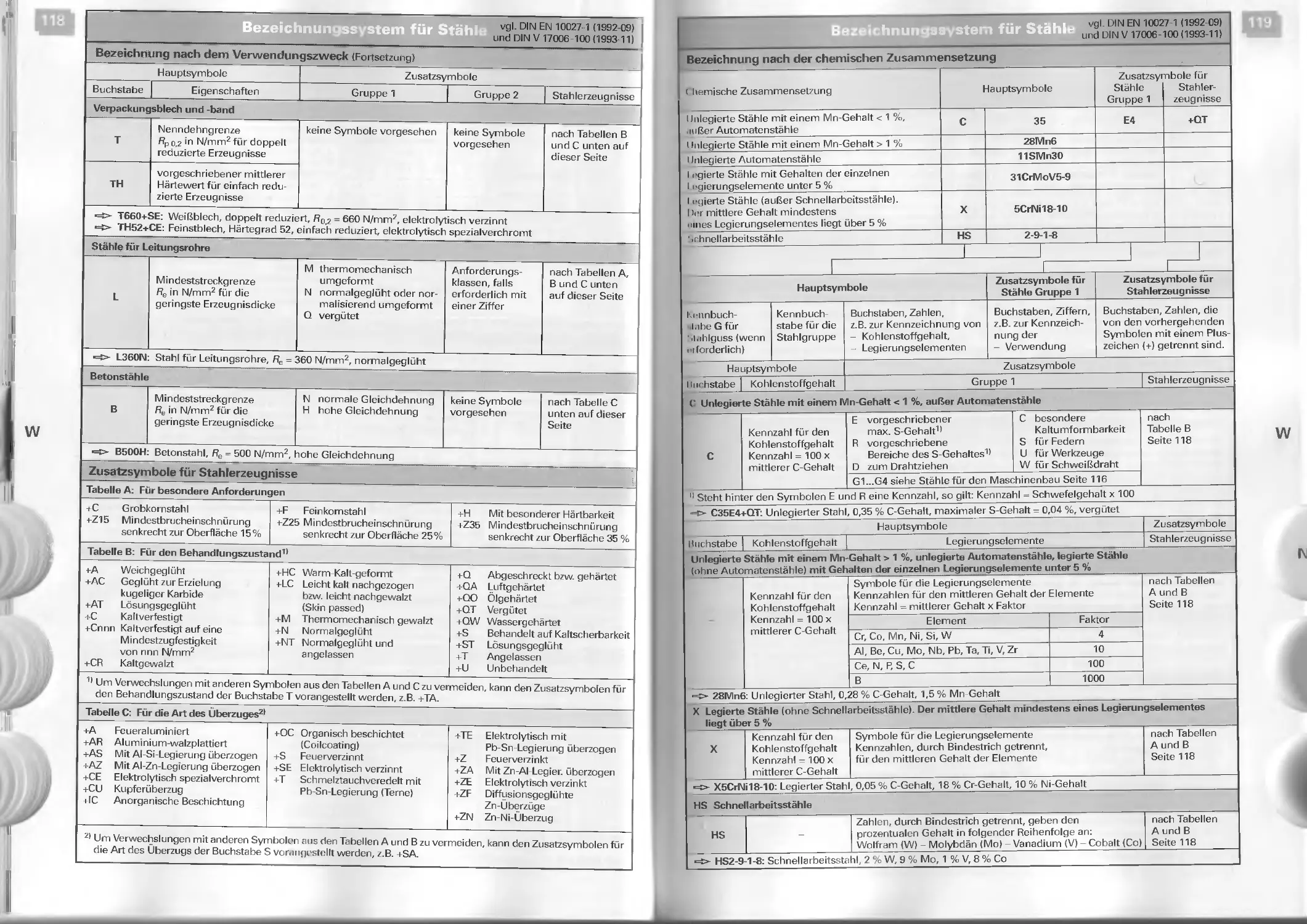
Slähle, Einteilung und Normung........115
Gusseisen, Gießereitechnik............121
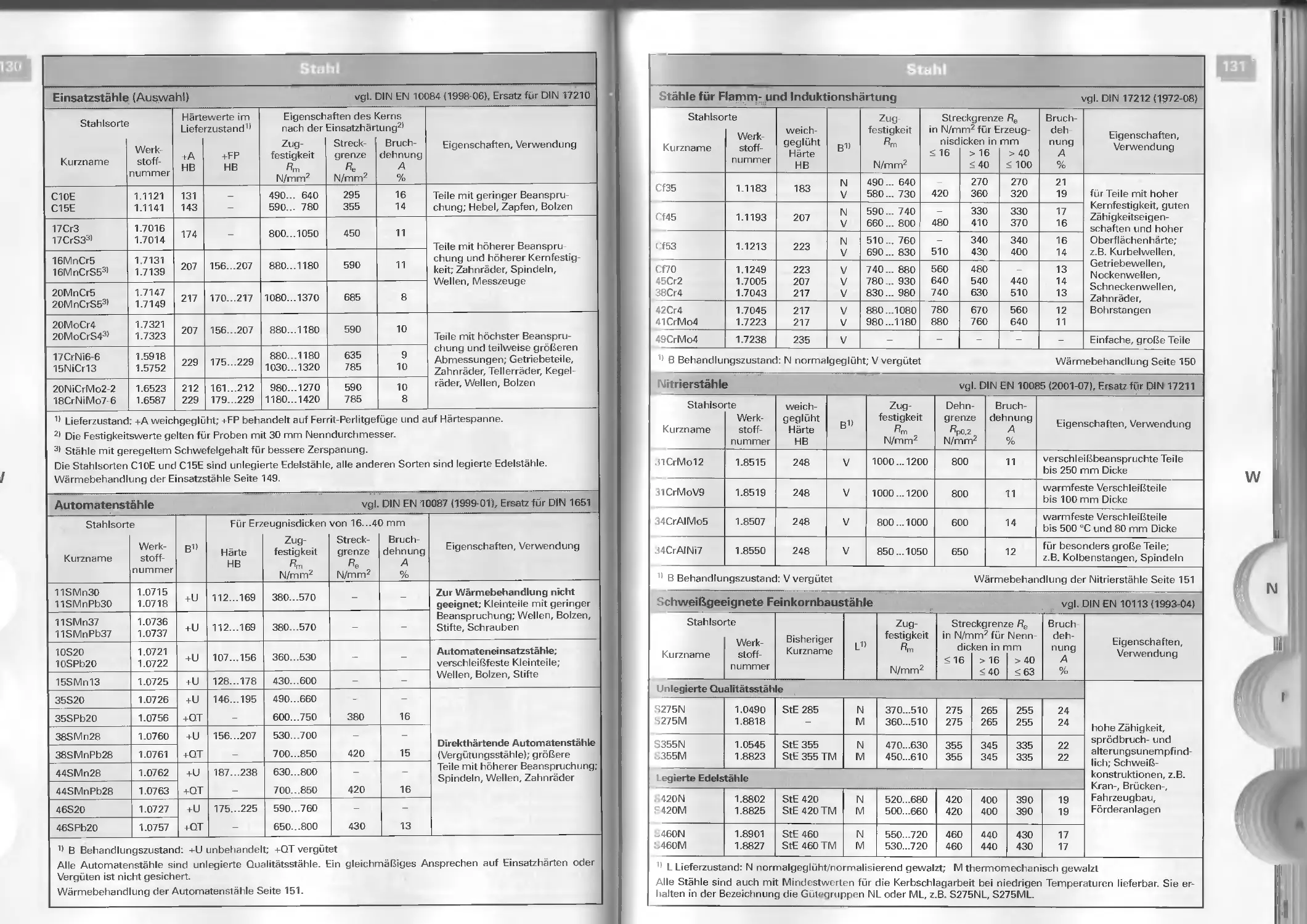
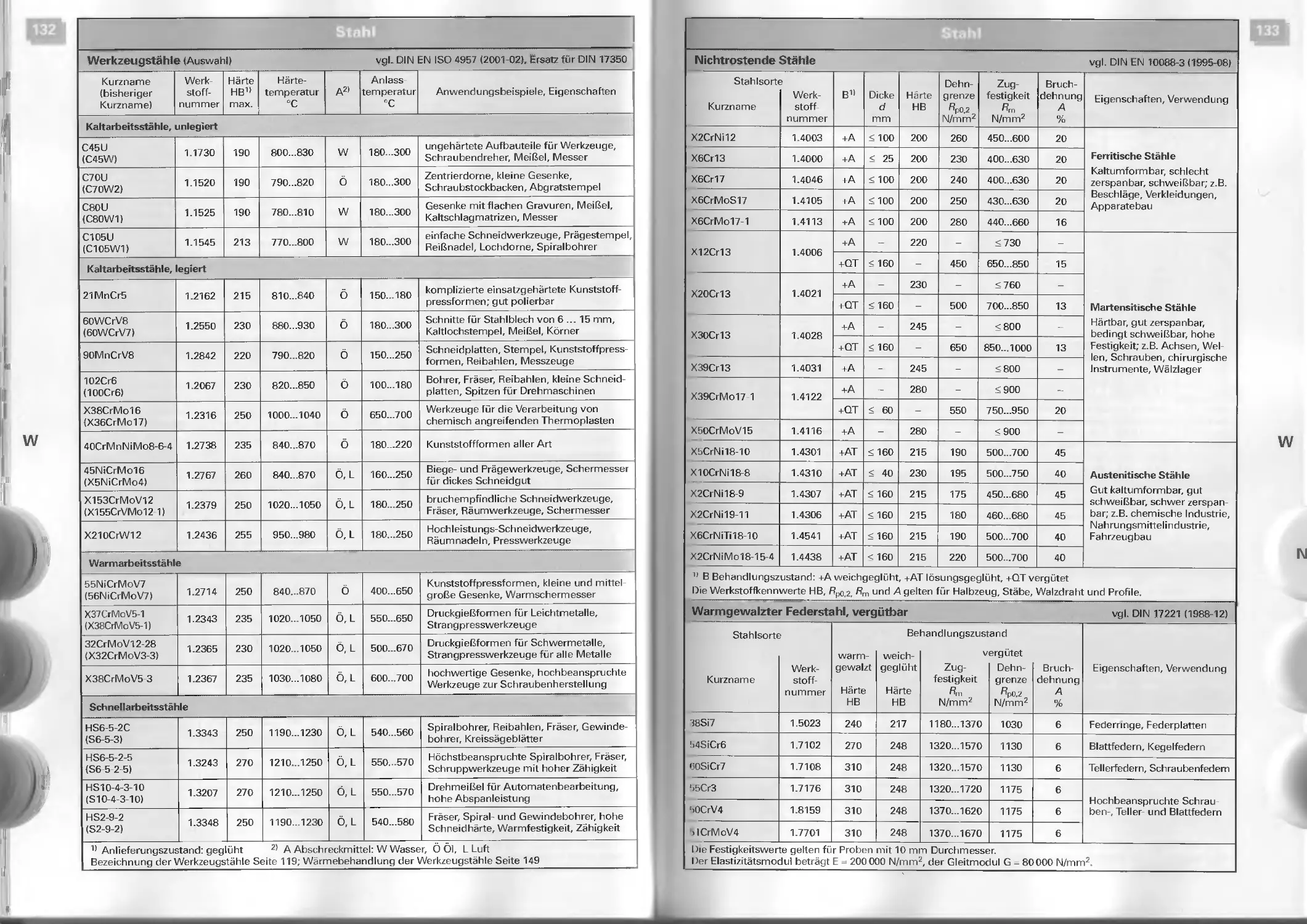
Stähle, Auswahl.......................126
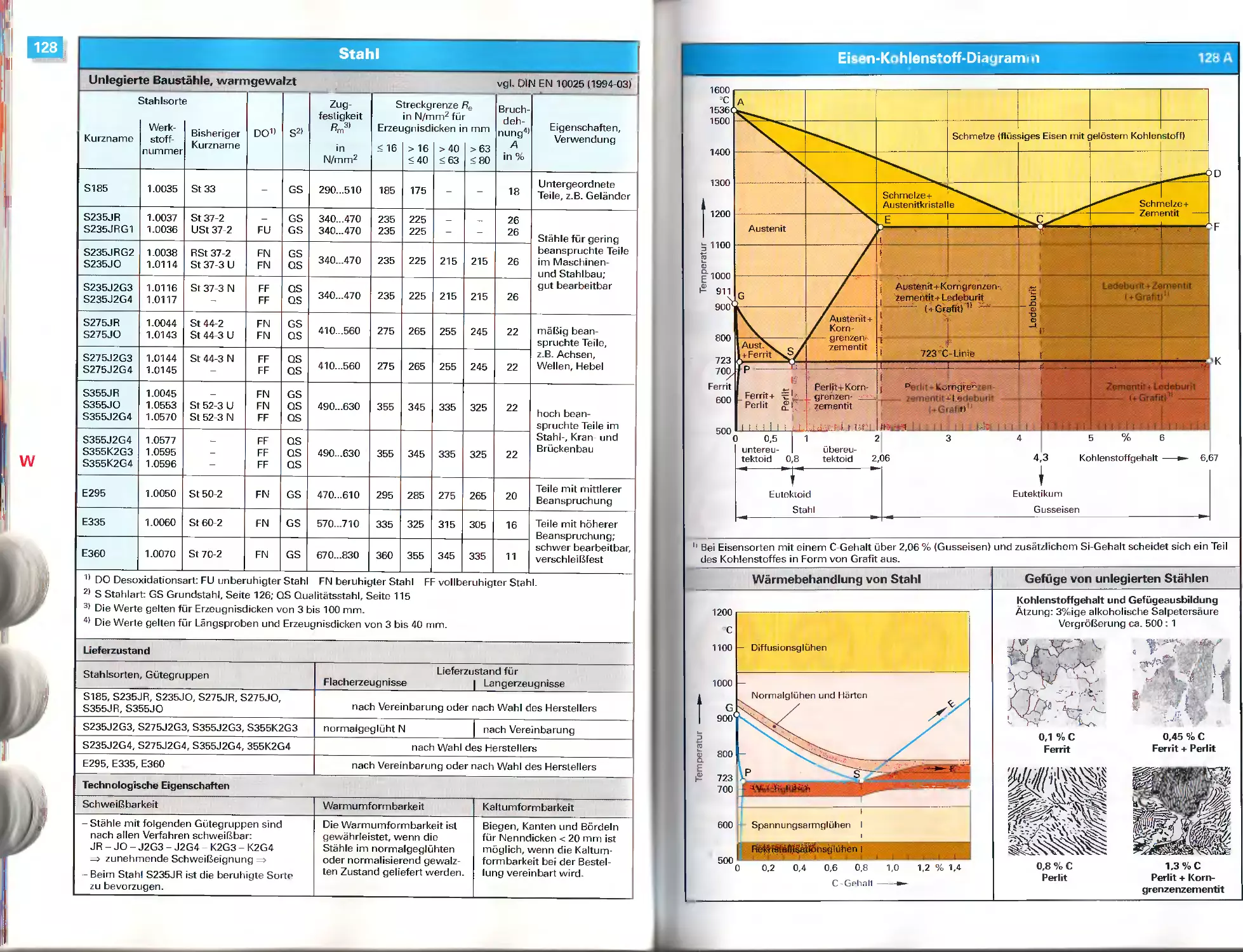
Stähle, Sorten....................... 128
Eisen-Kohlenstoff-Diagramm............128A
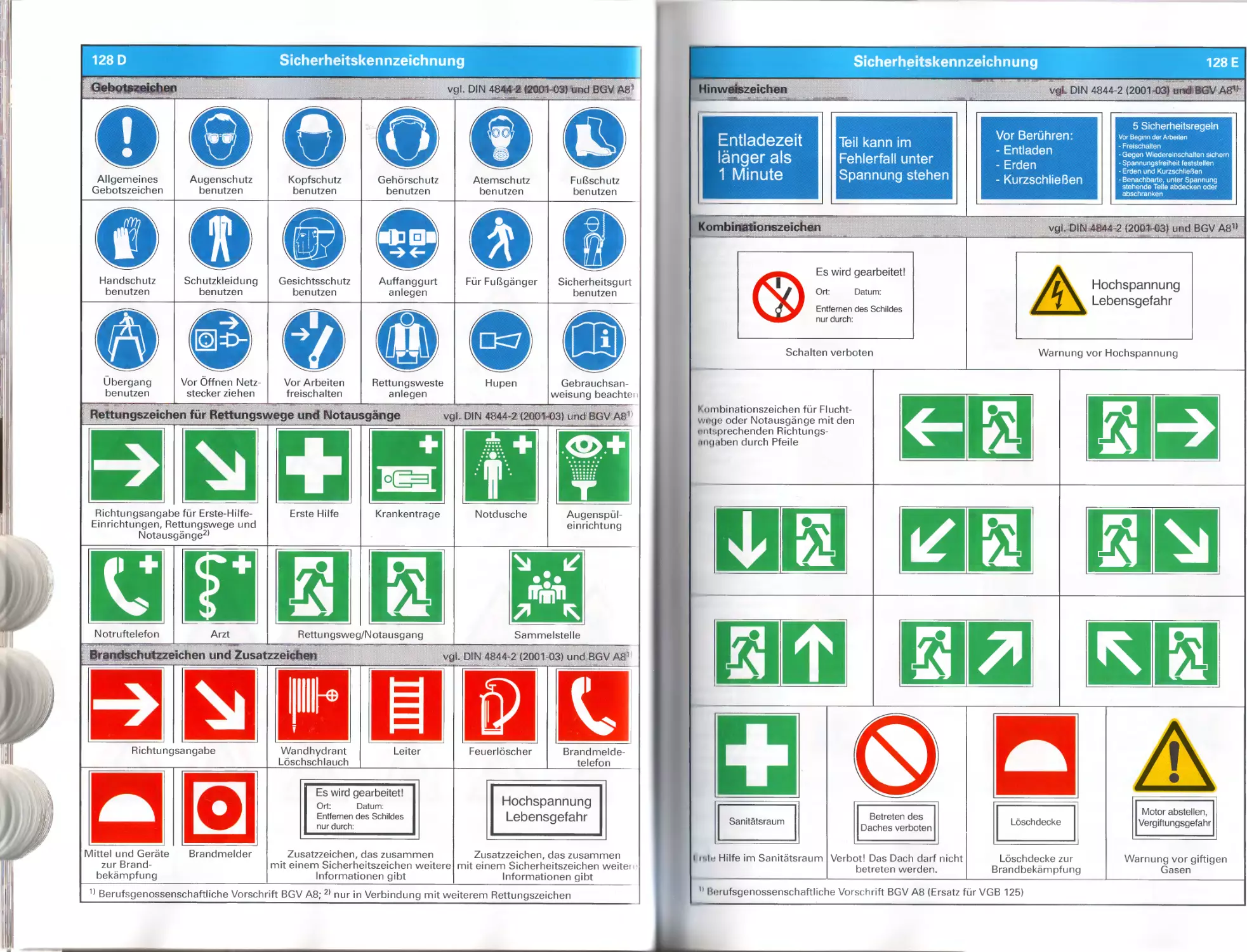
Sicherheitskennzeichnung....... . 128B...E
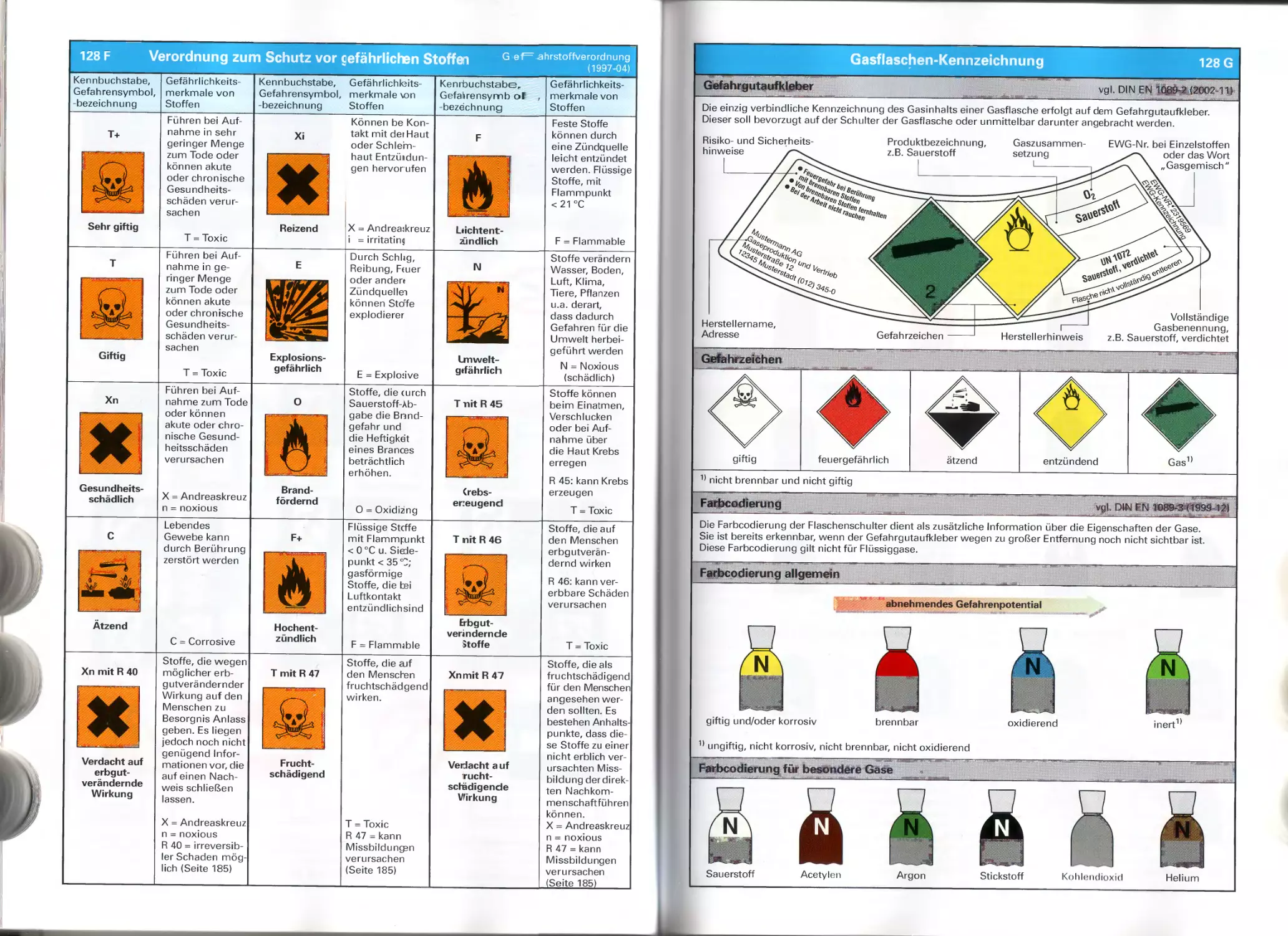
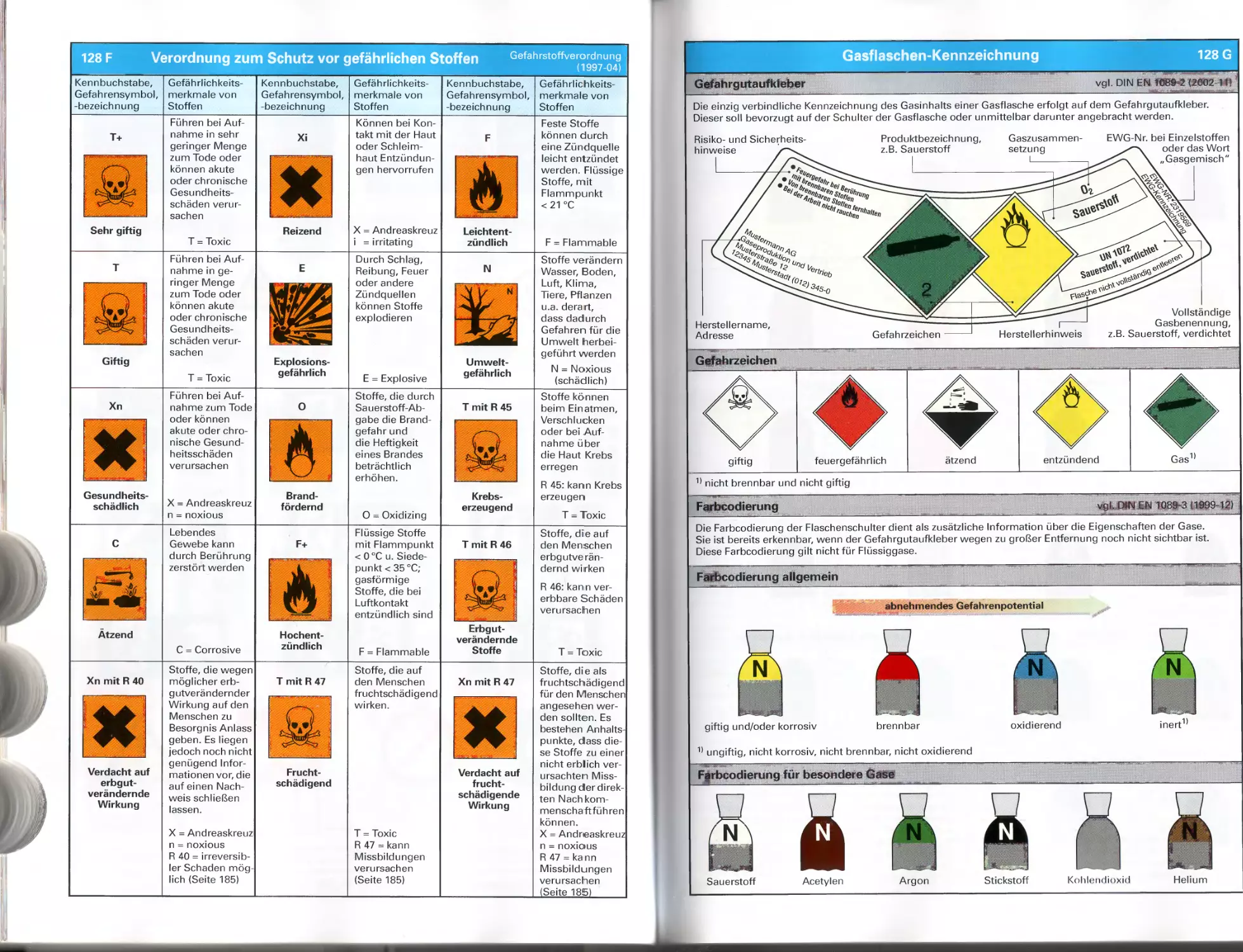
Symbole für gefährliche Arbeitsstoffe. . 128F
Gasflaschen-Kennzeichnung.........128G, H
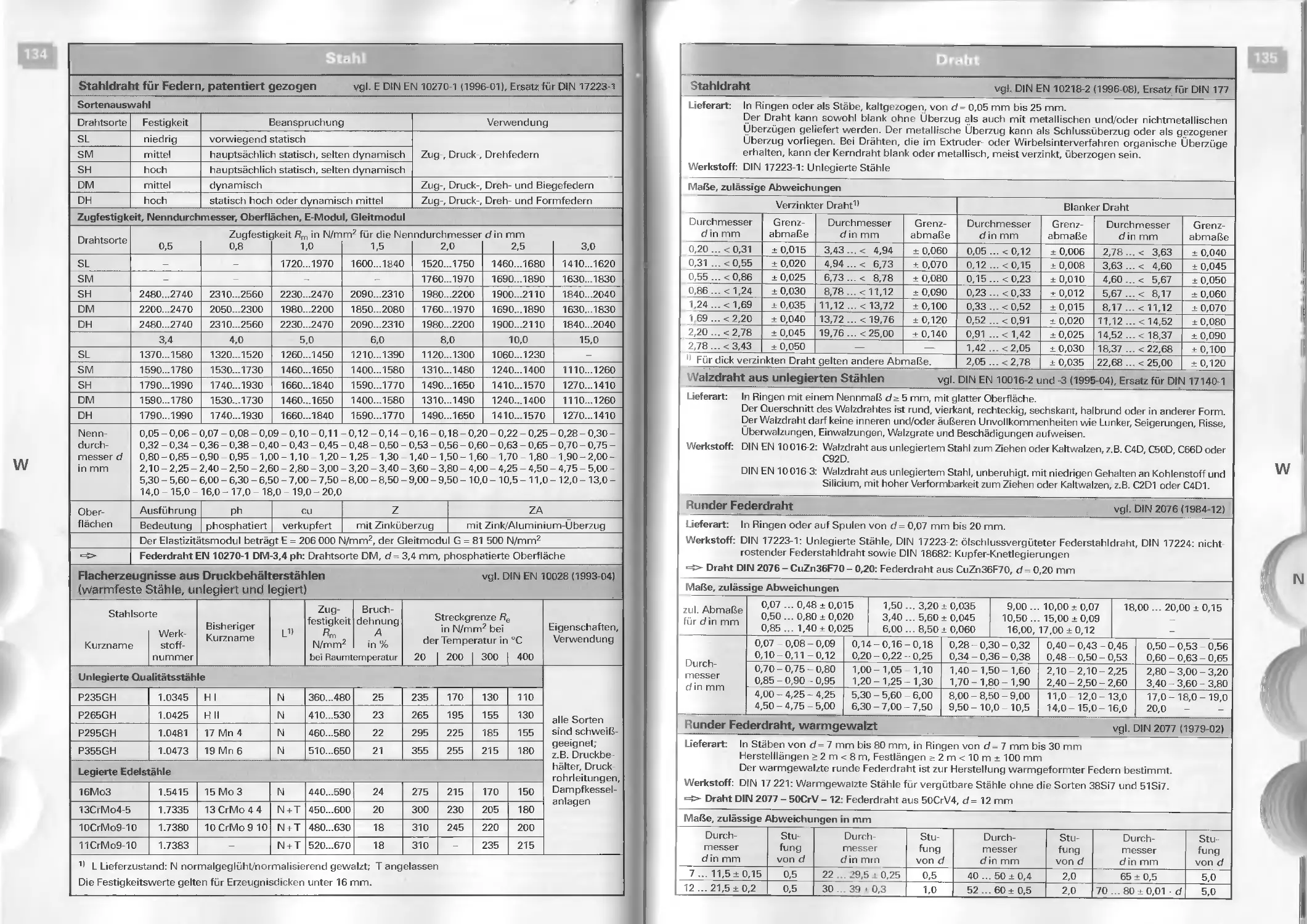
Draht.................................135
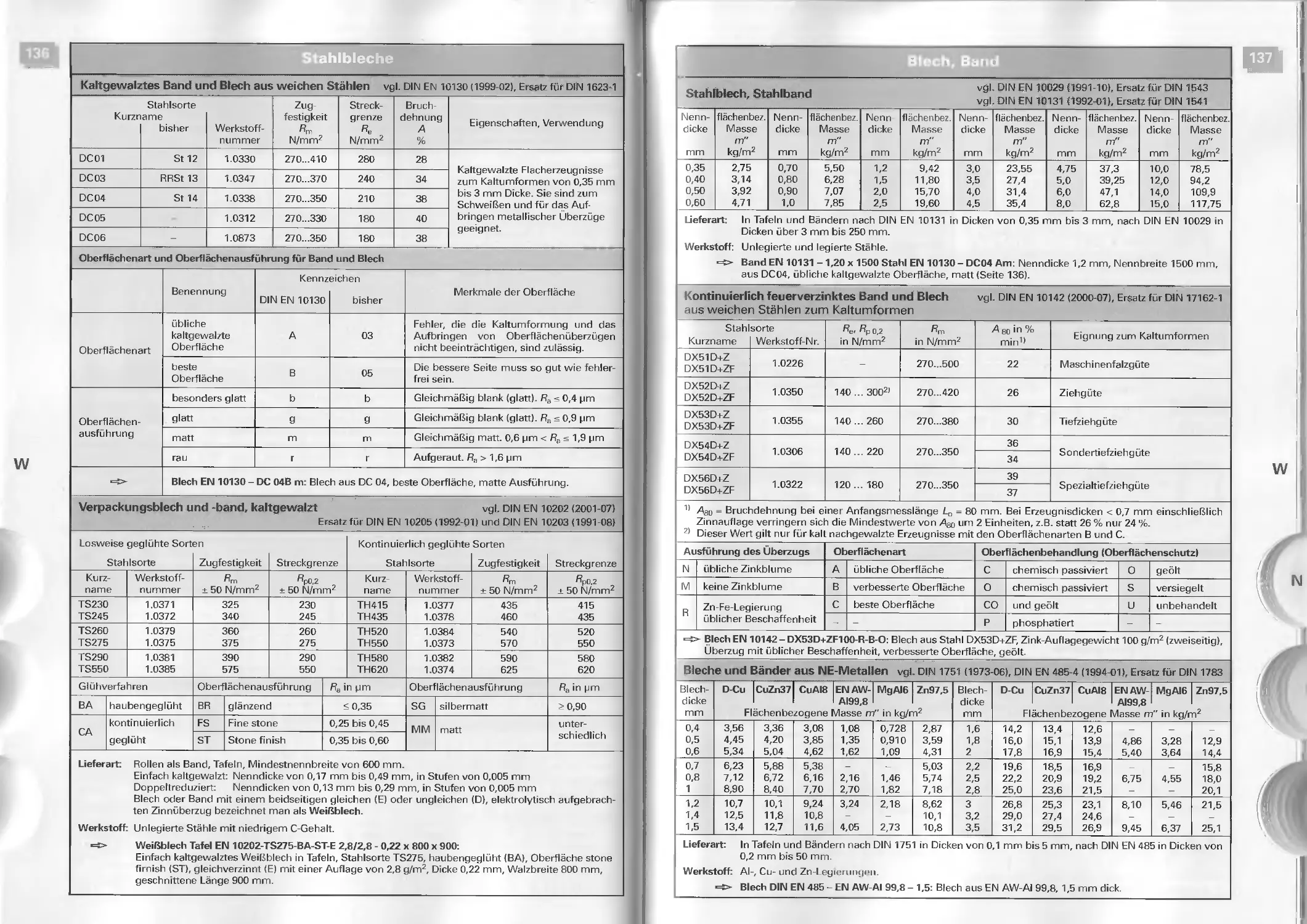
Bleche............................... 136
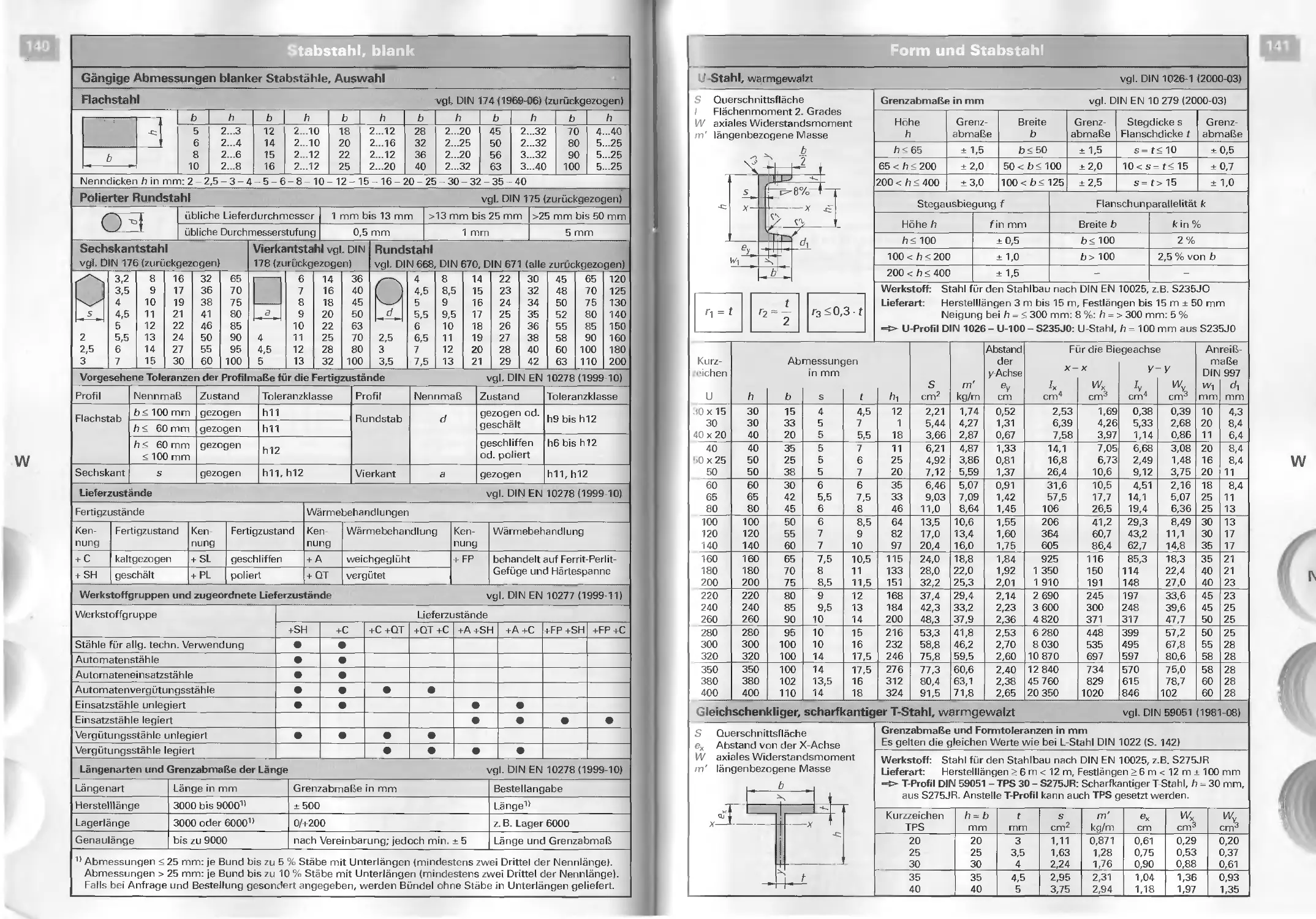
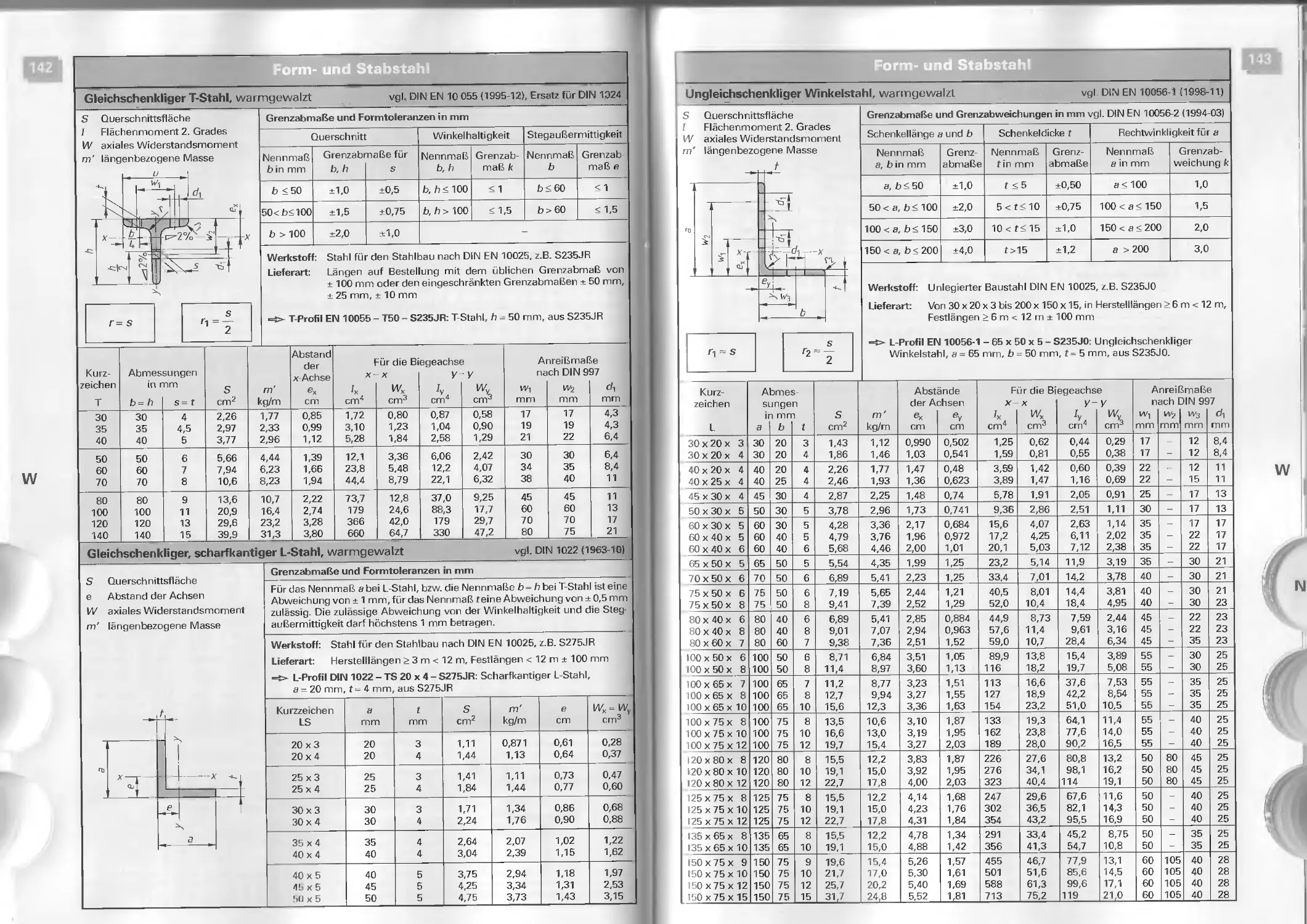
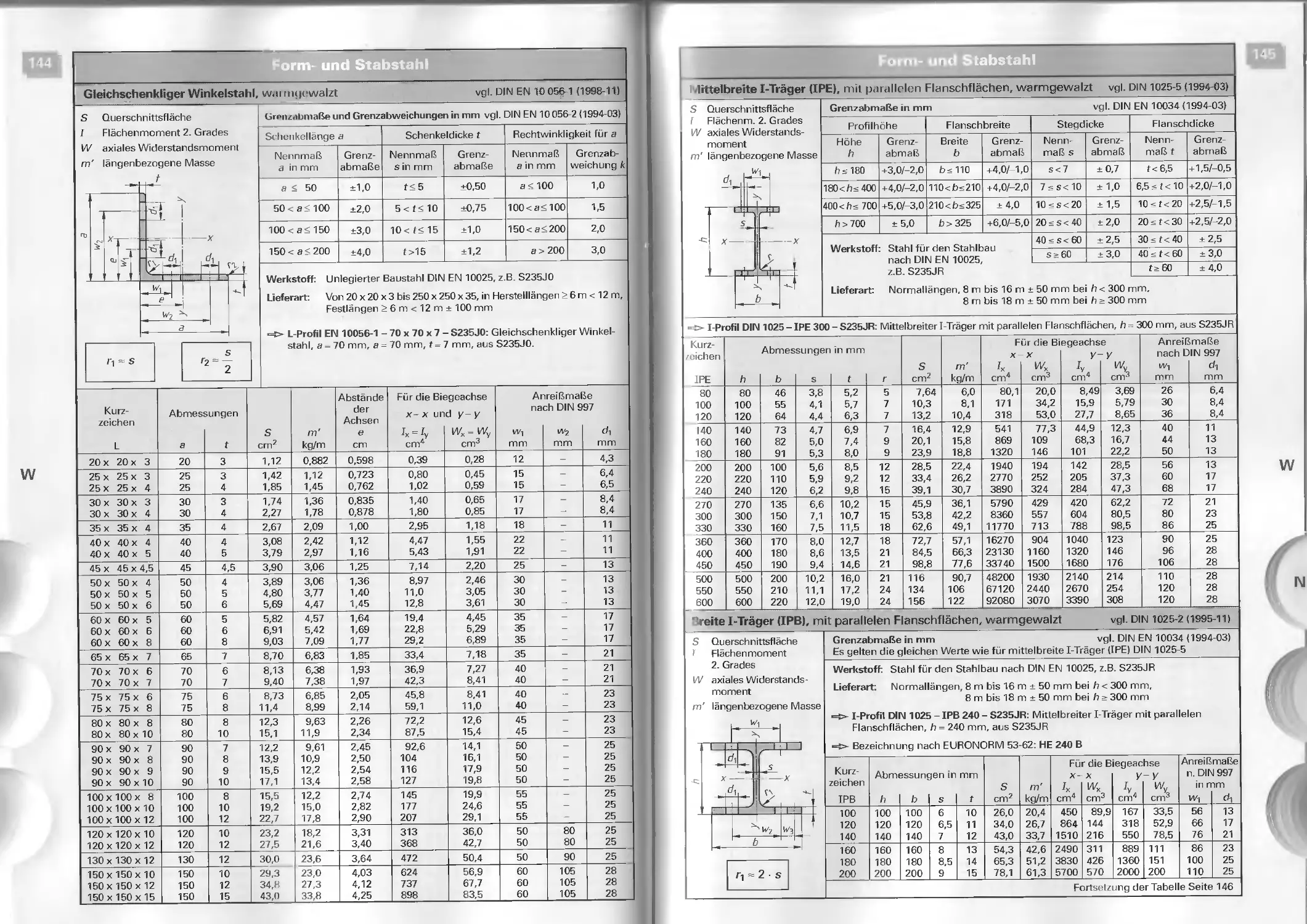
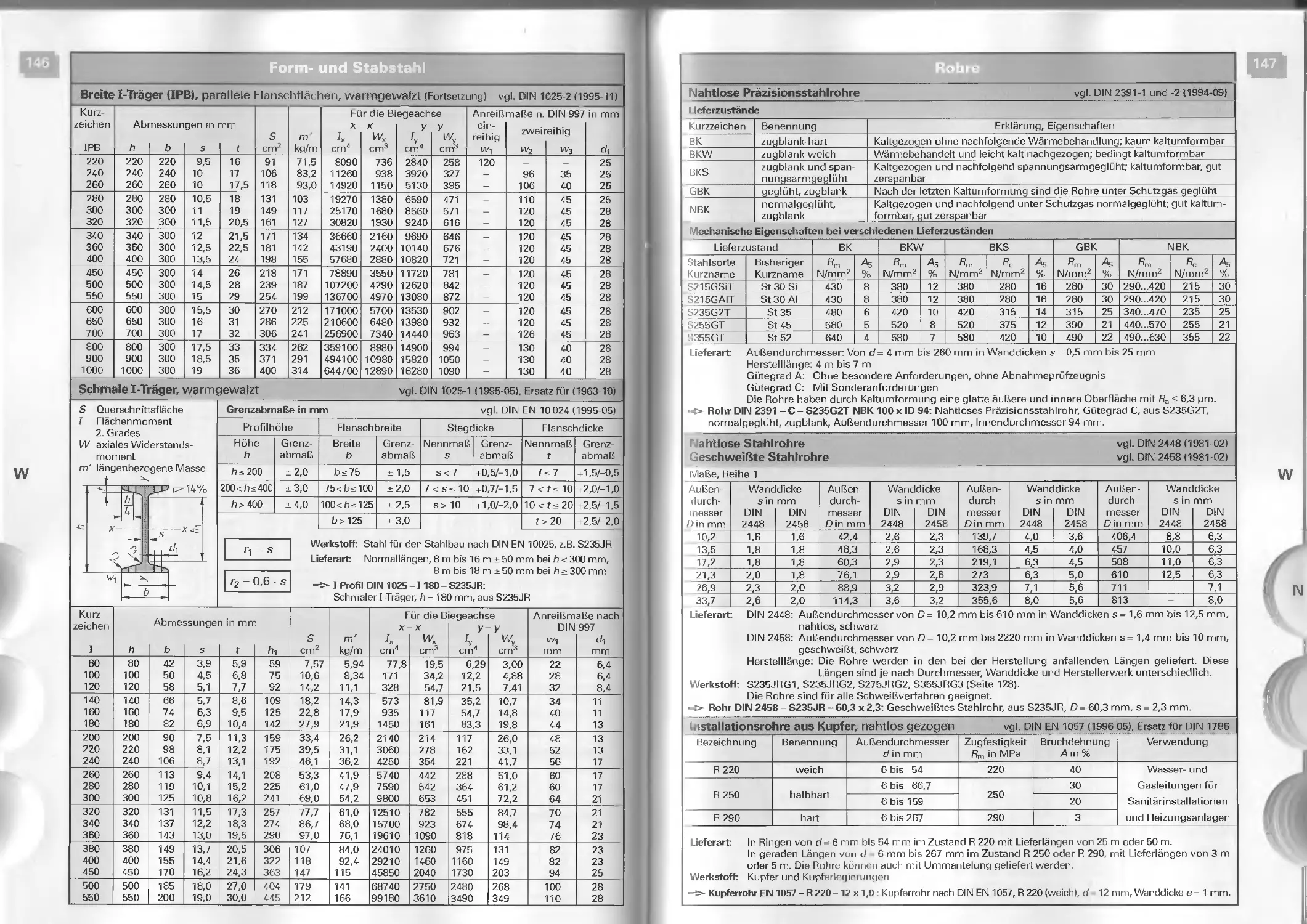
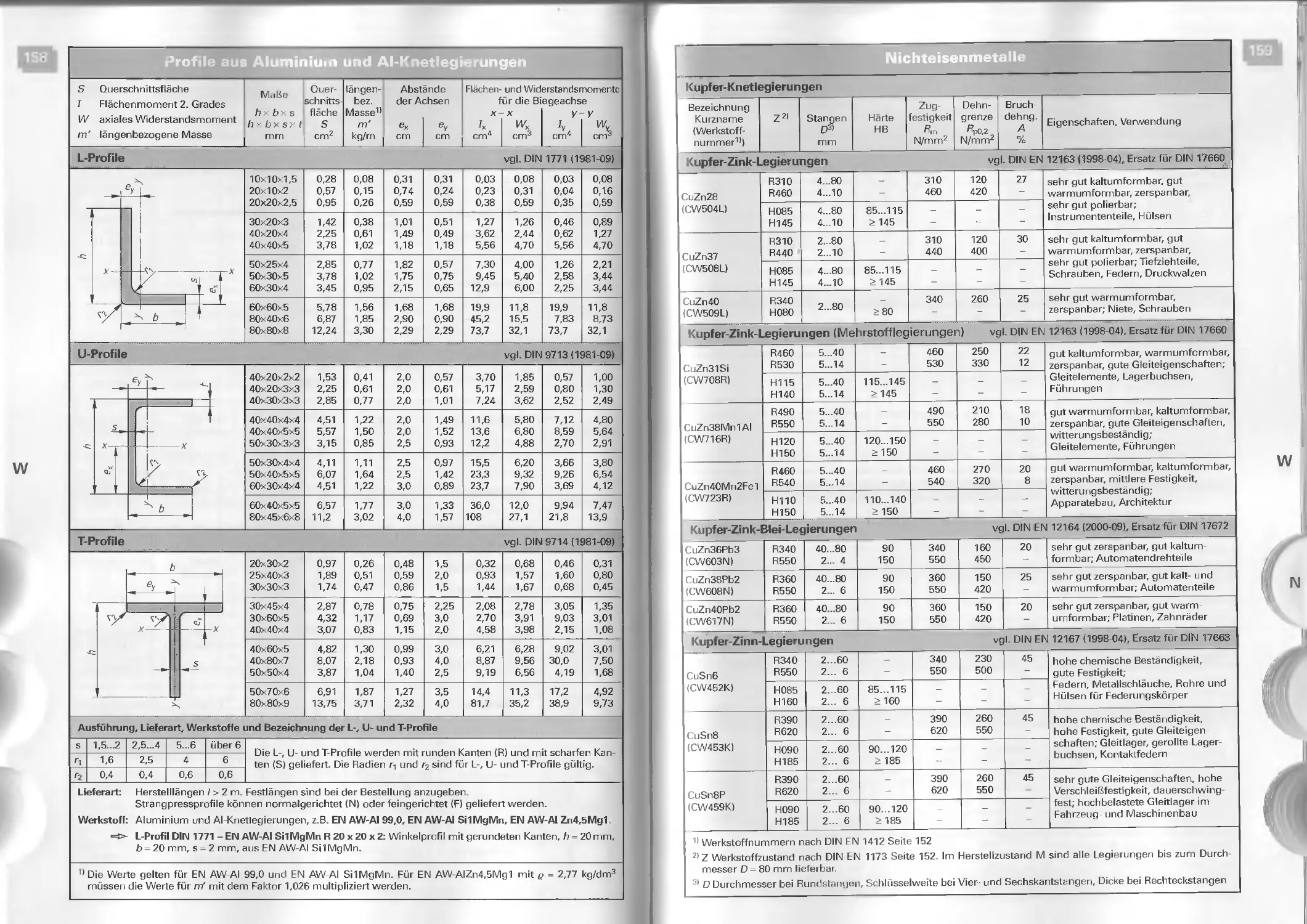
Stahlprofile, Form- und Stabstahl.....138
Stahlrohre, Hohlprofile . . .... 147
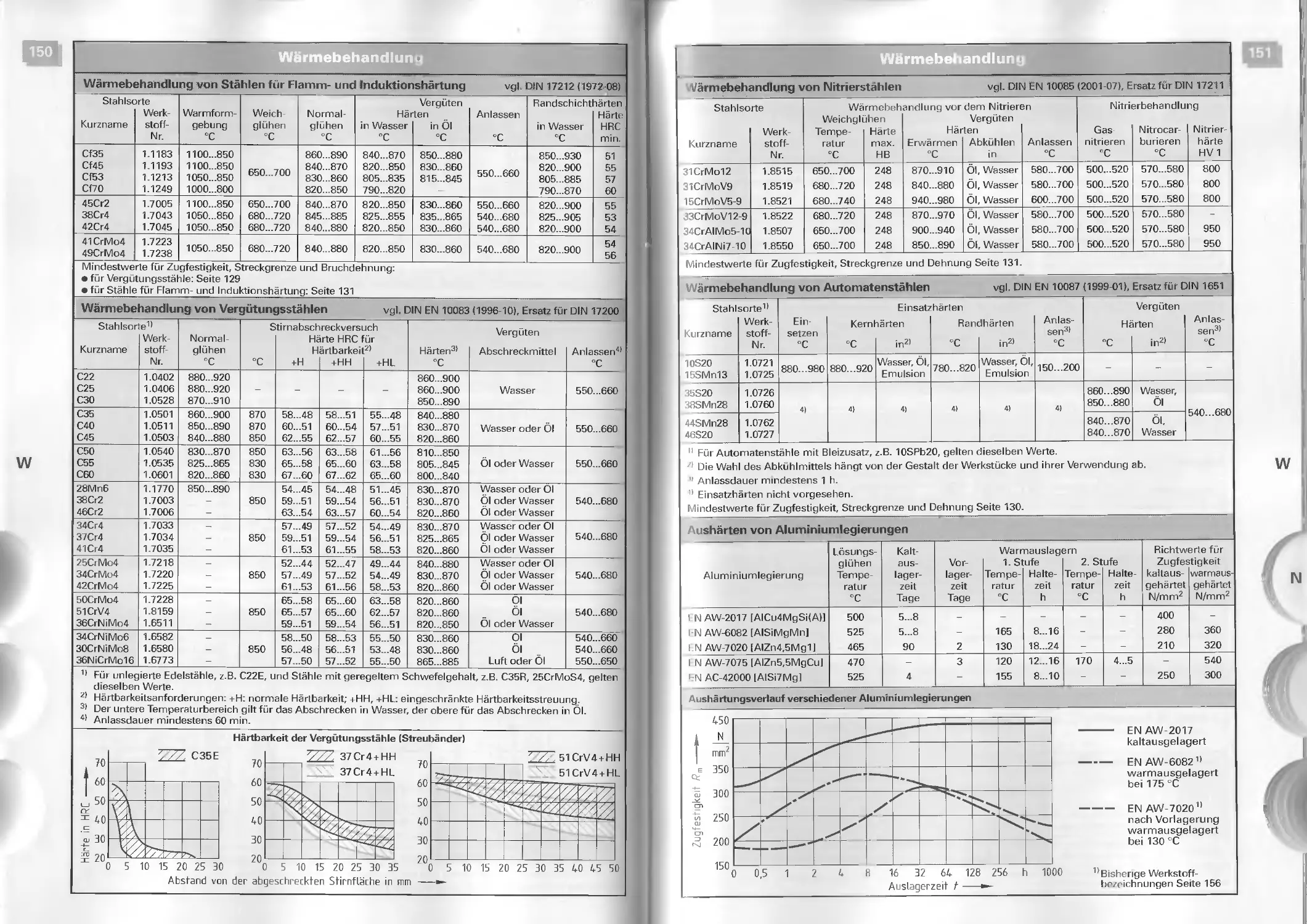
Wärmebehandlung der Stähle............149
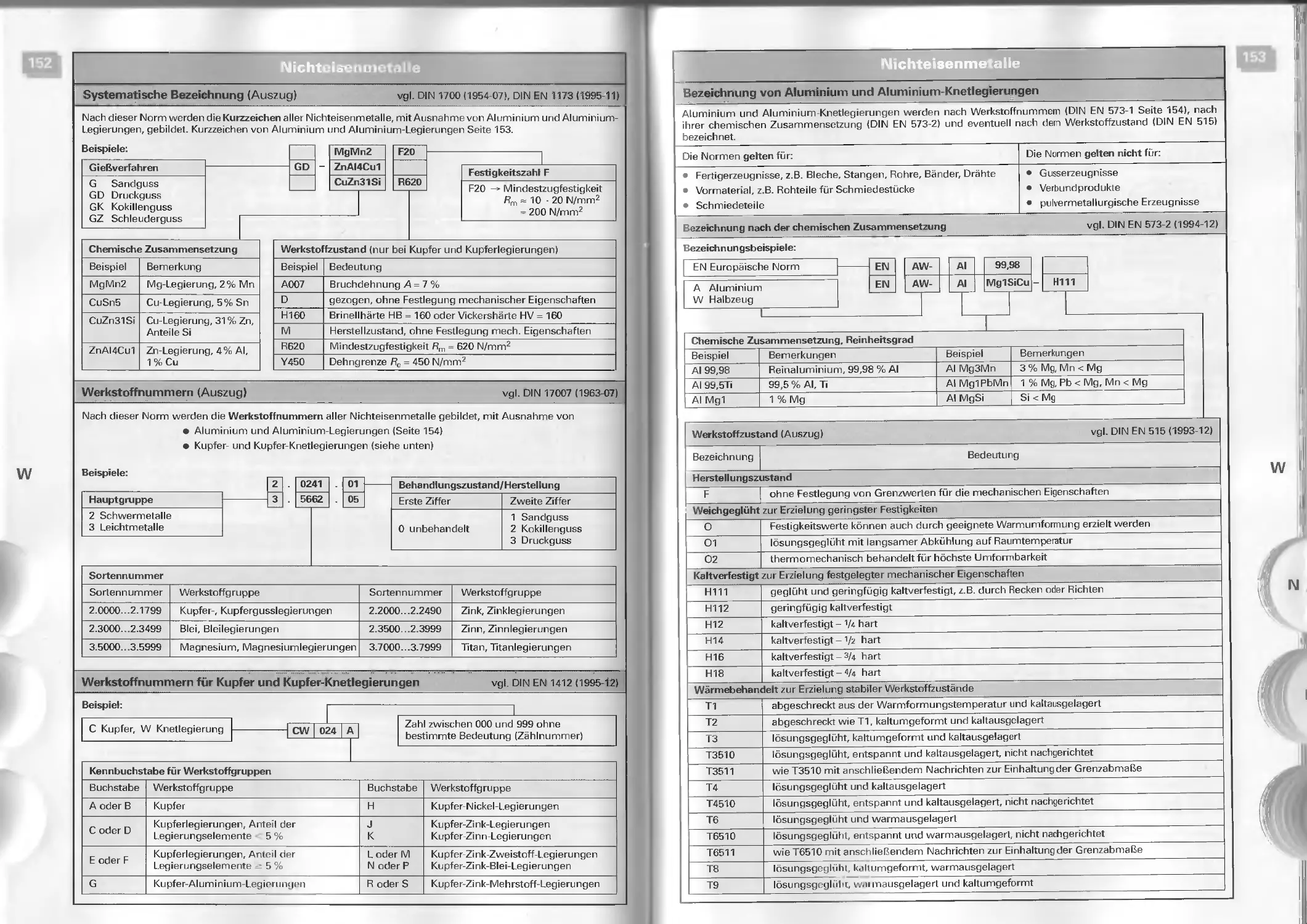
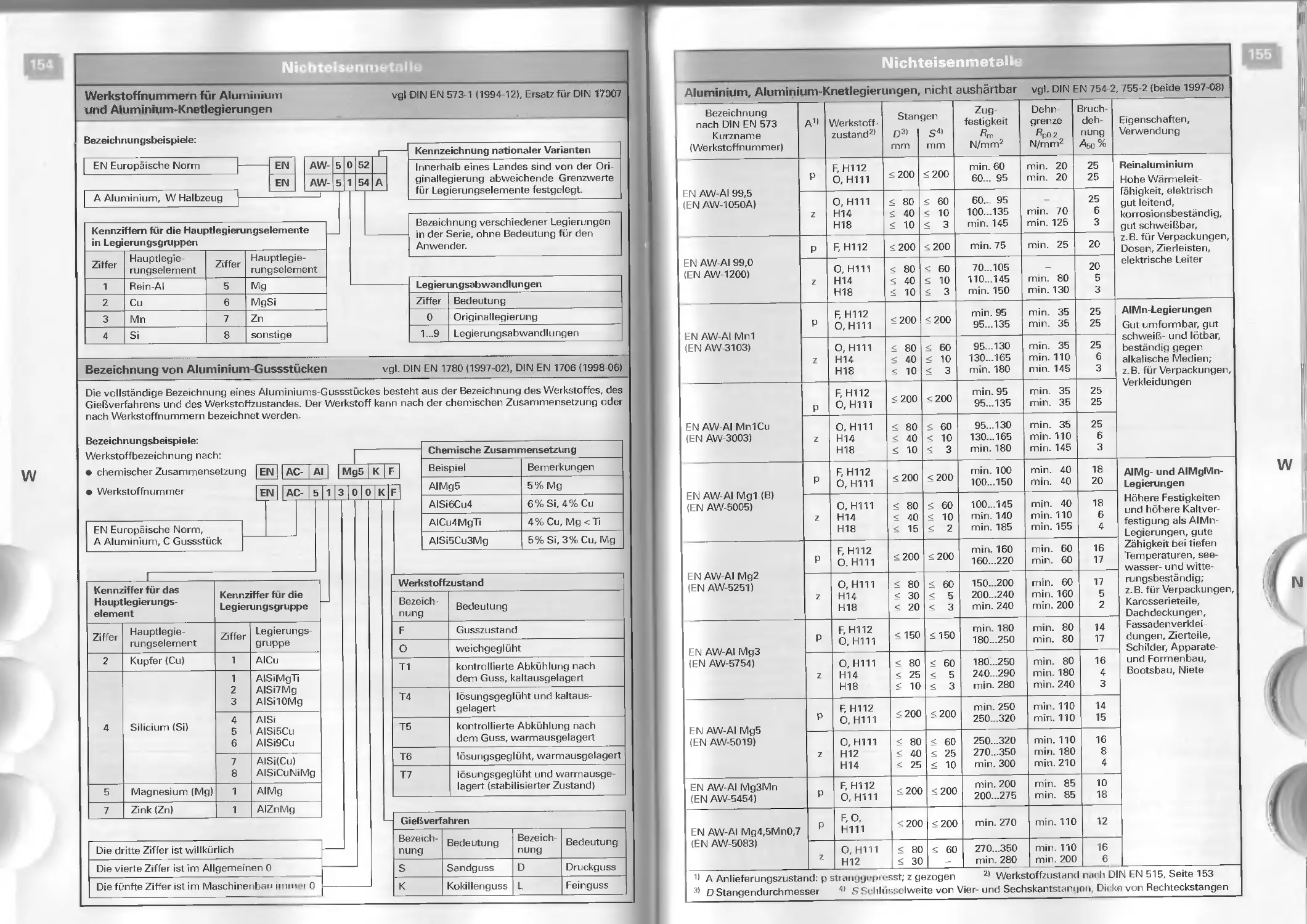
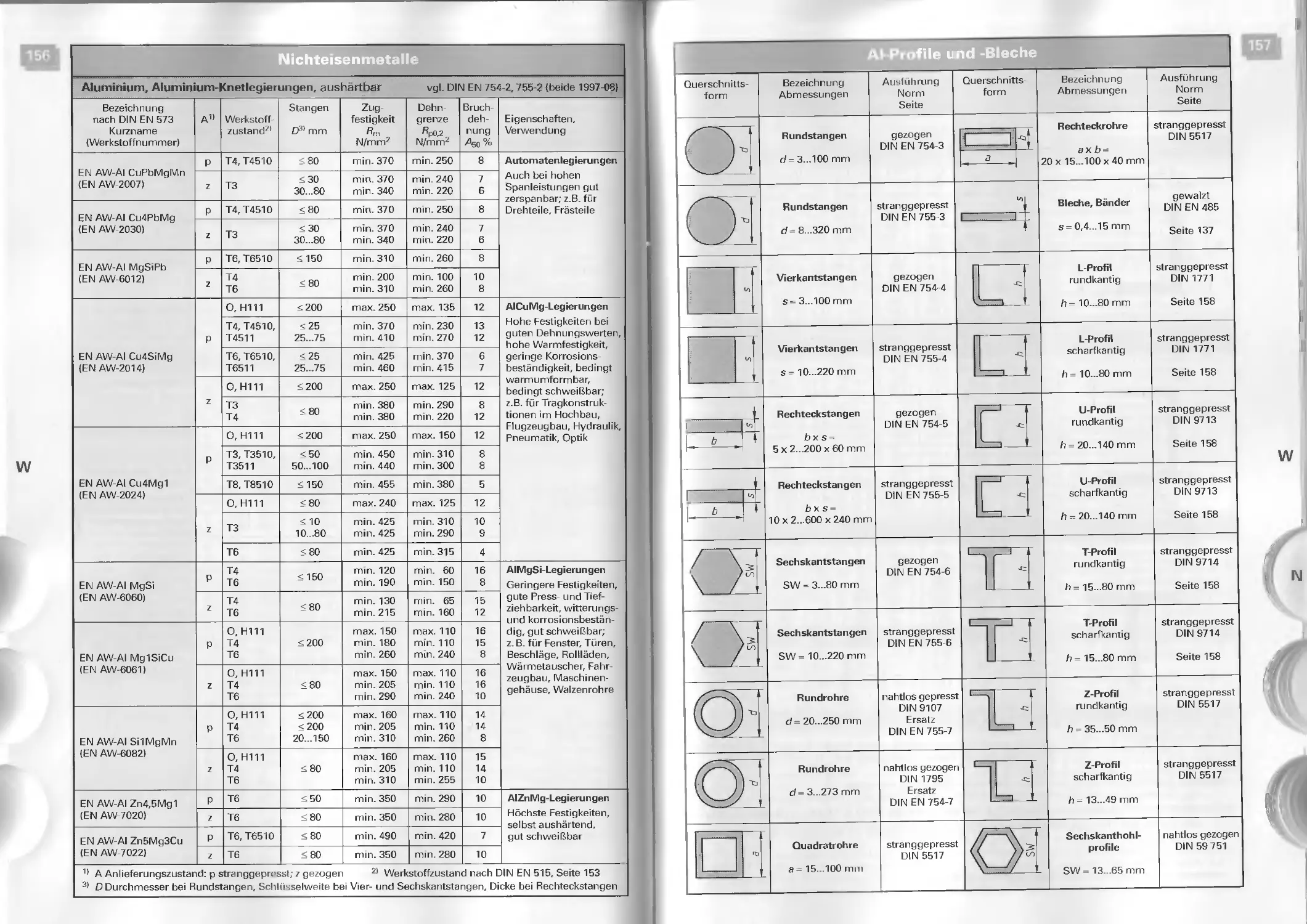
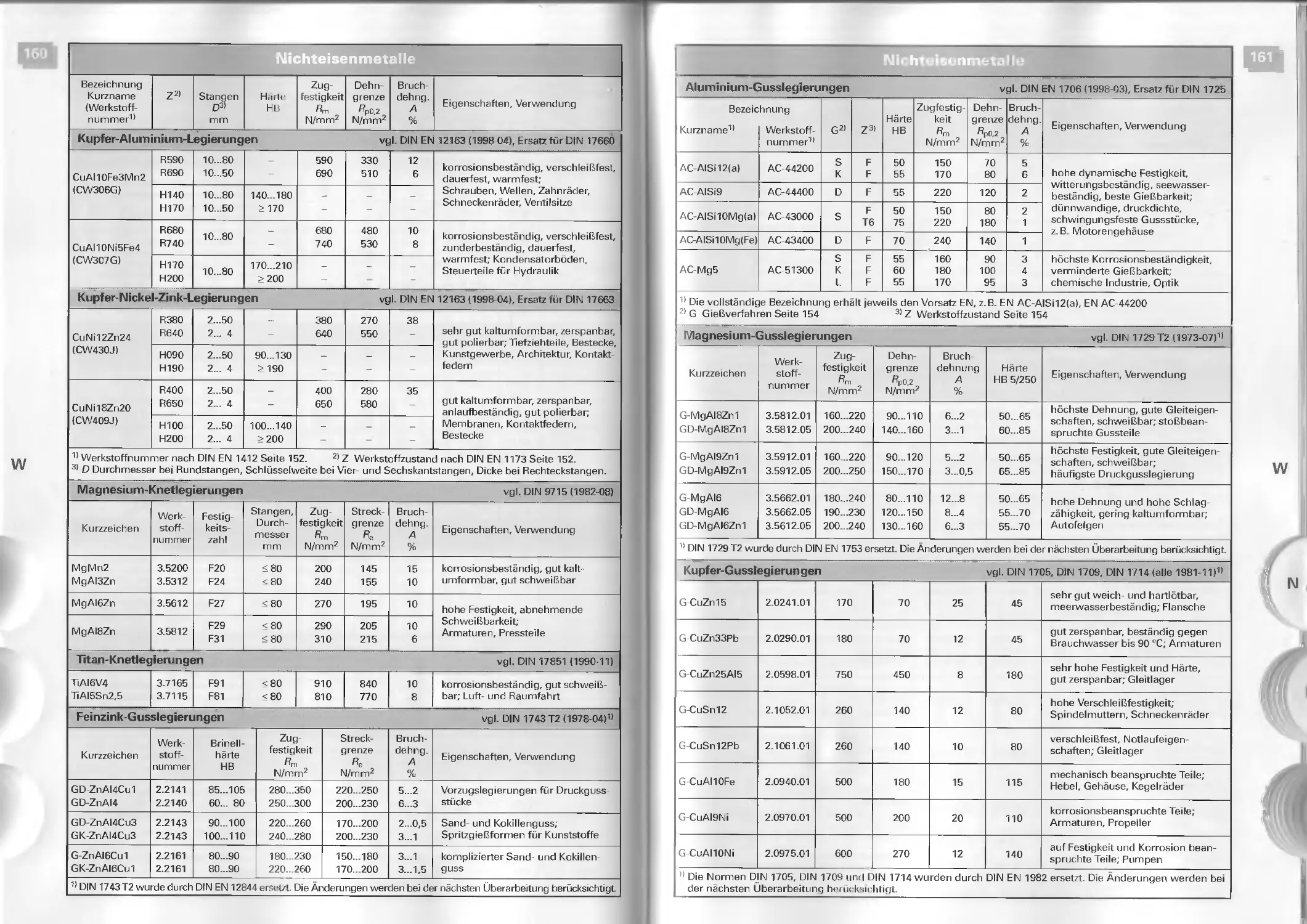
NE-Metalle, Systematische Bezeichnung . 152
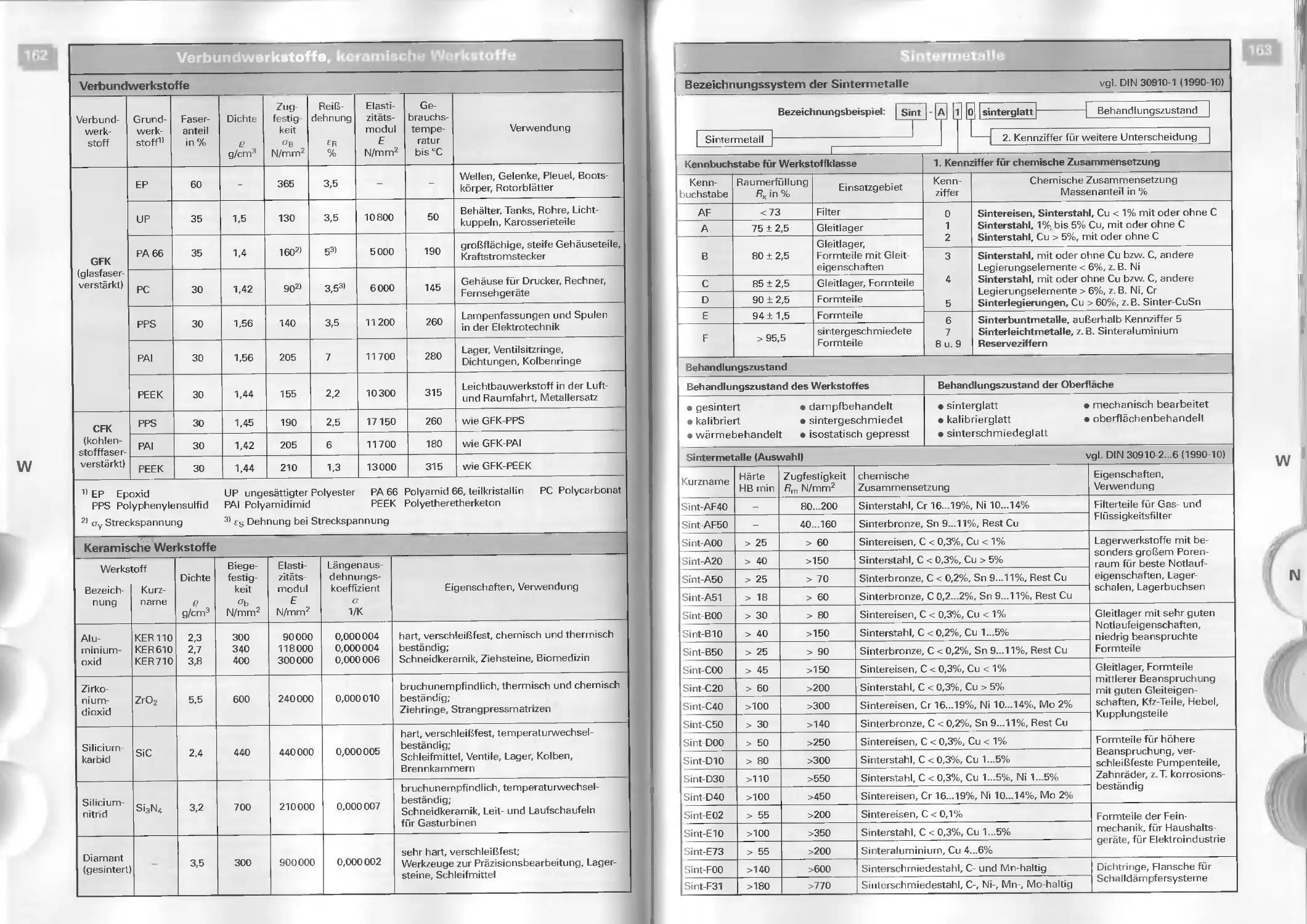
Verbund- und keramische Werkstoffe . . . 162
Sintermetalle.........................163
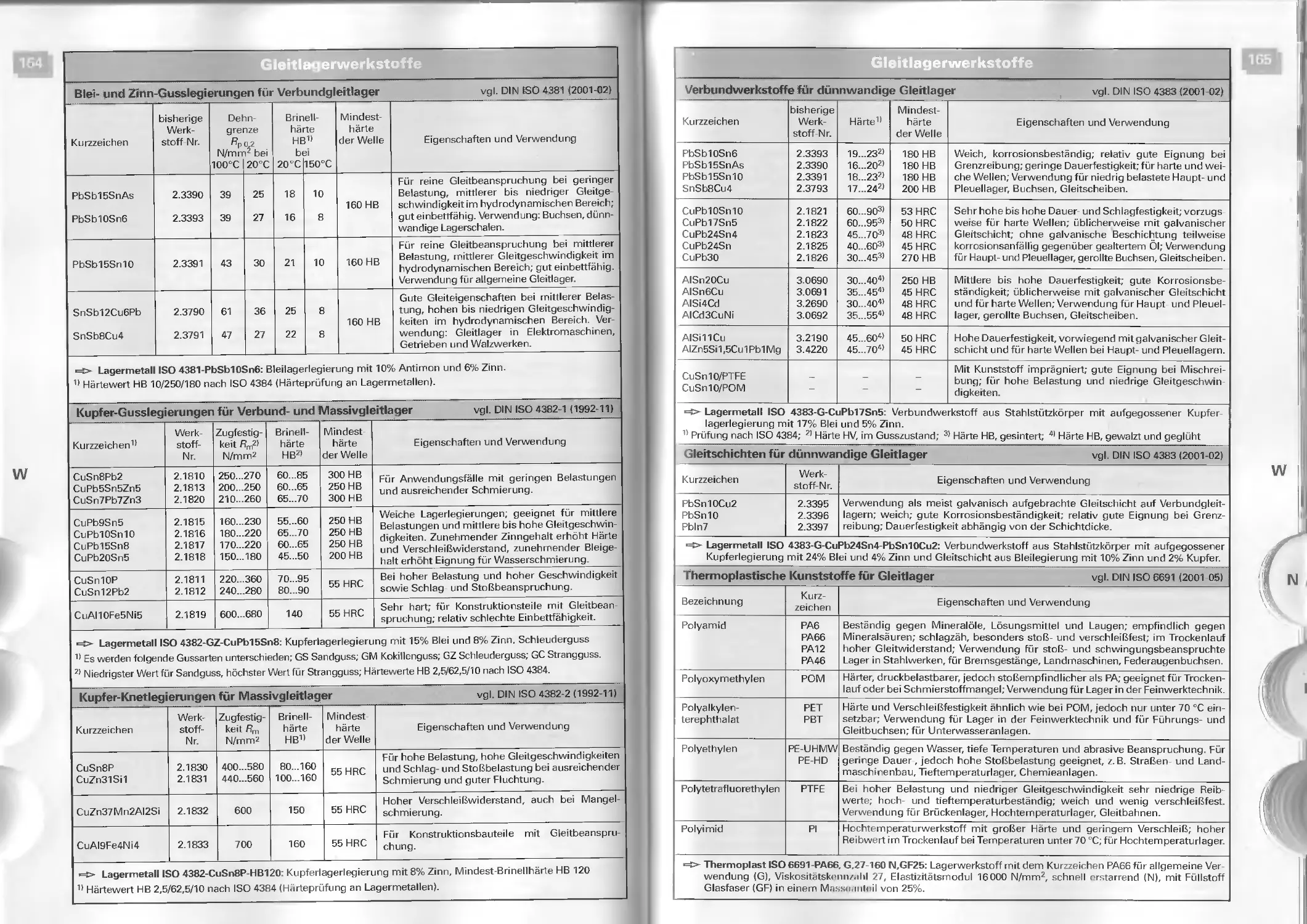
Gleitlagerwerkstoffe..................164
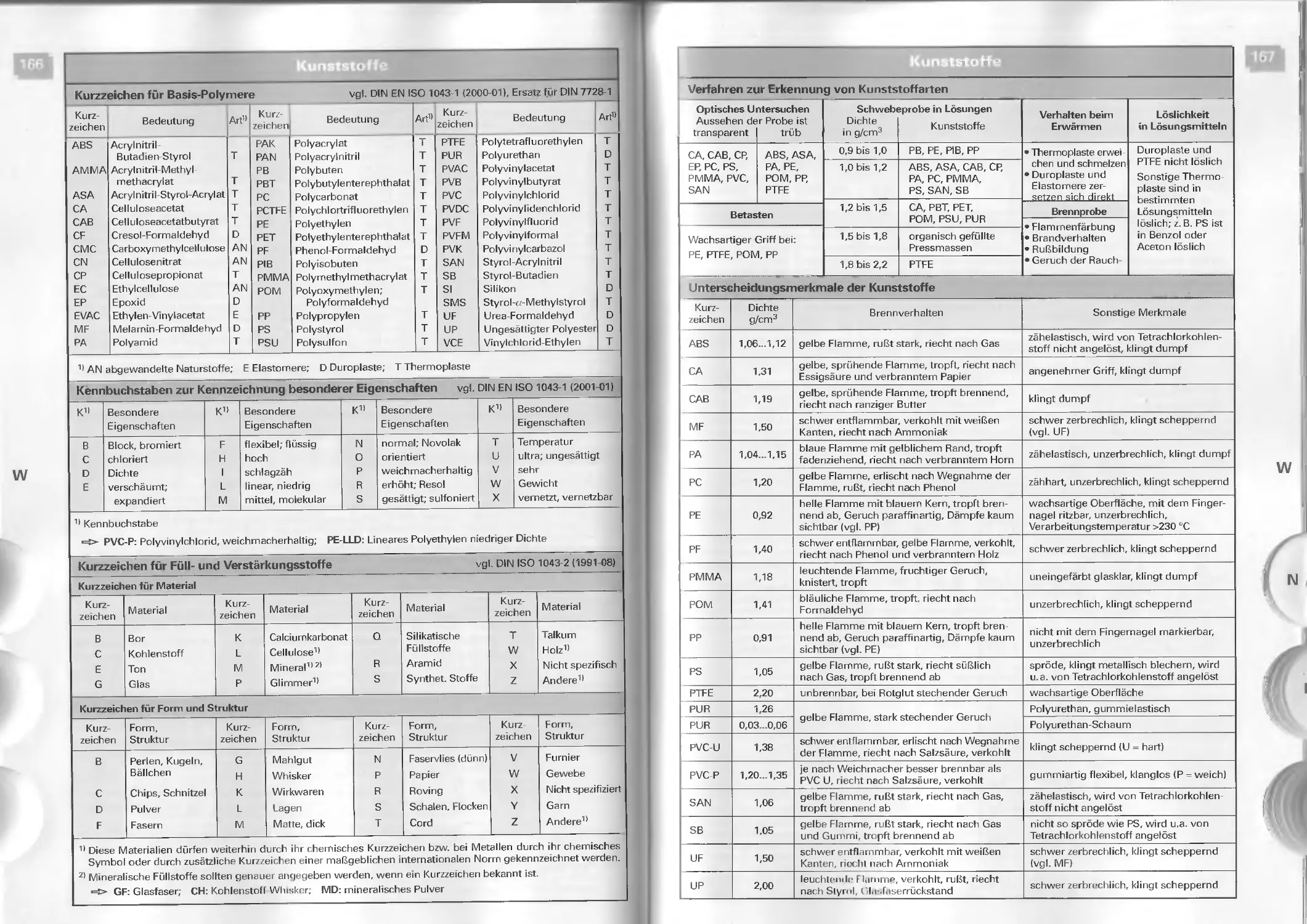
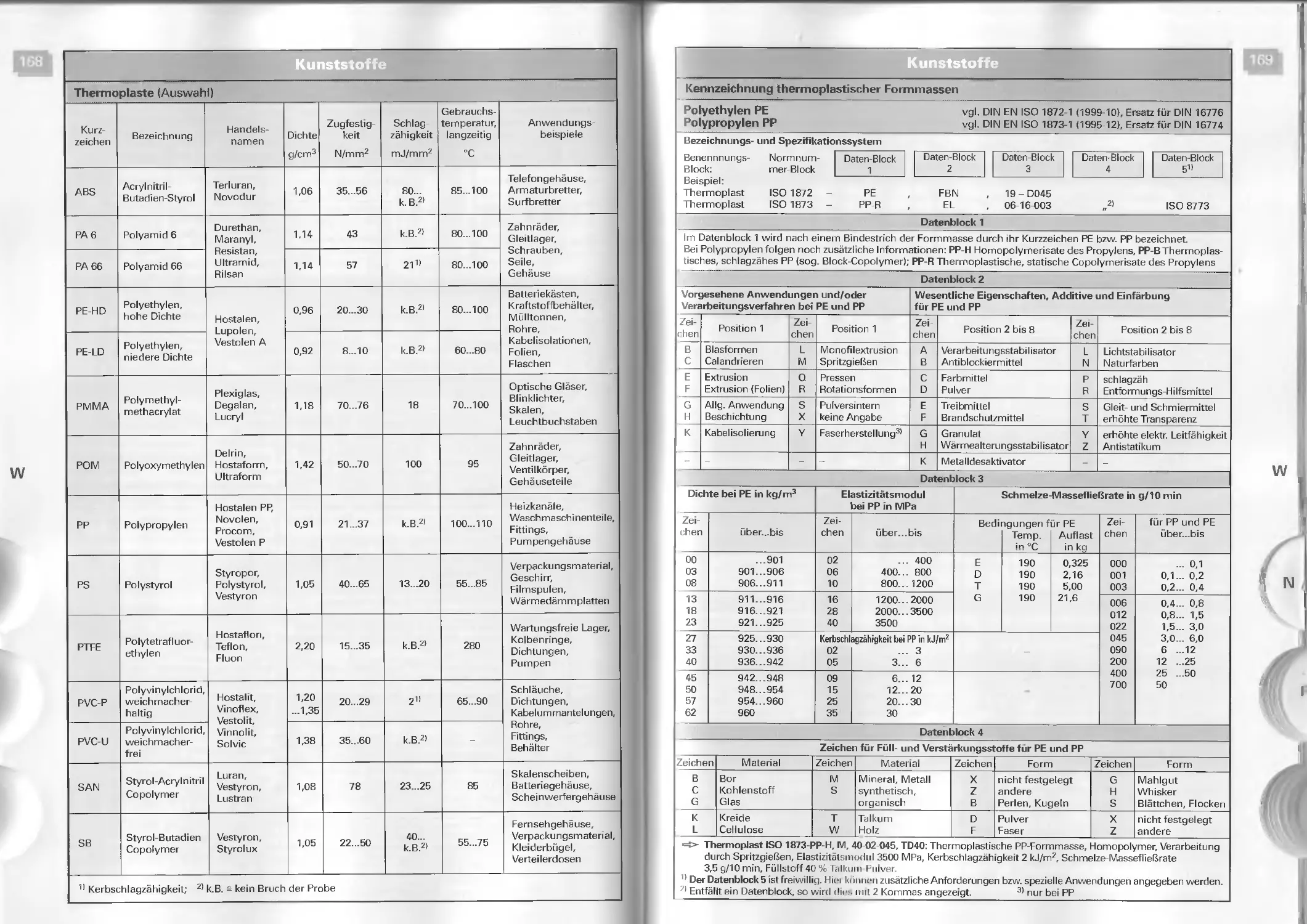
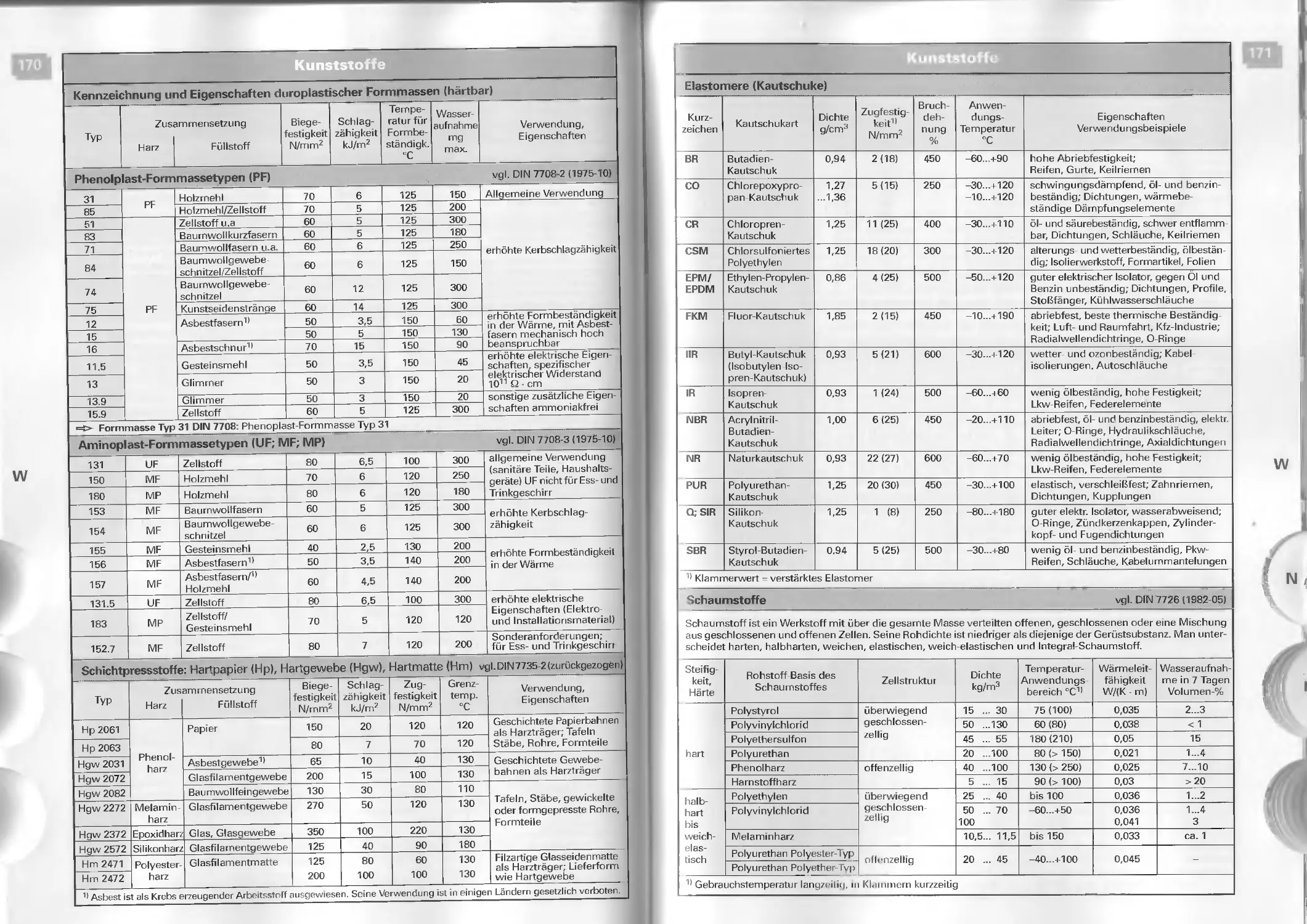
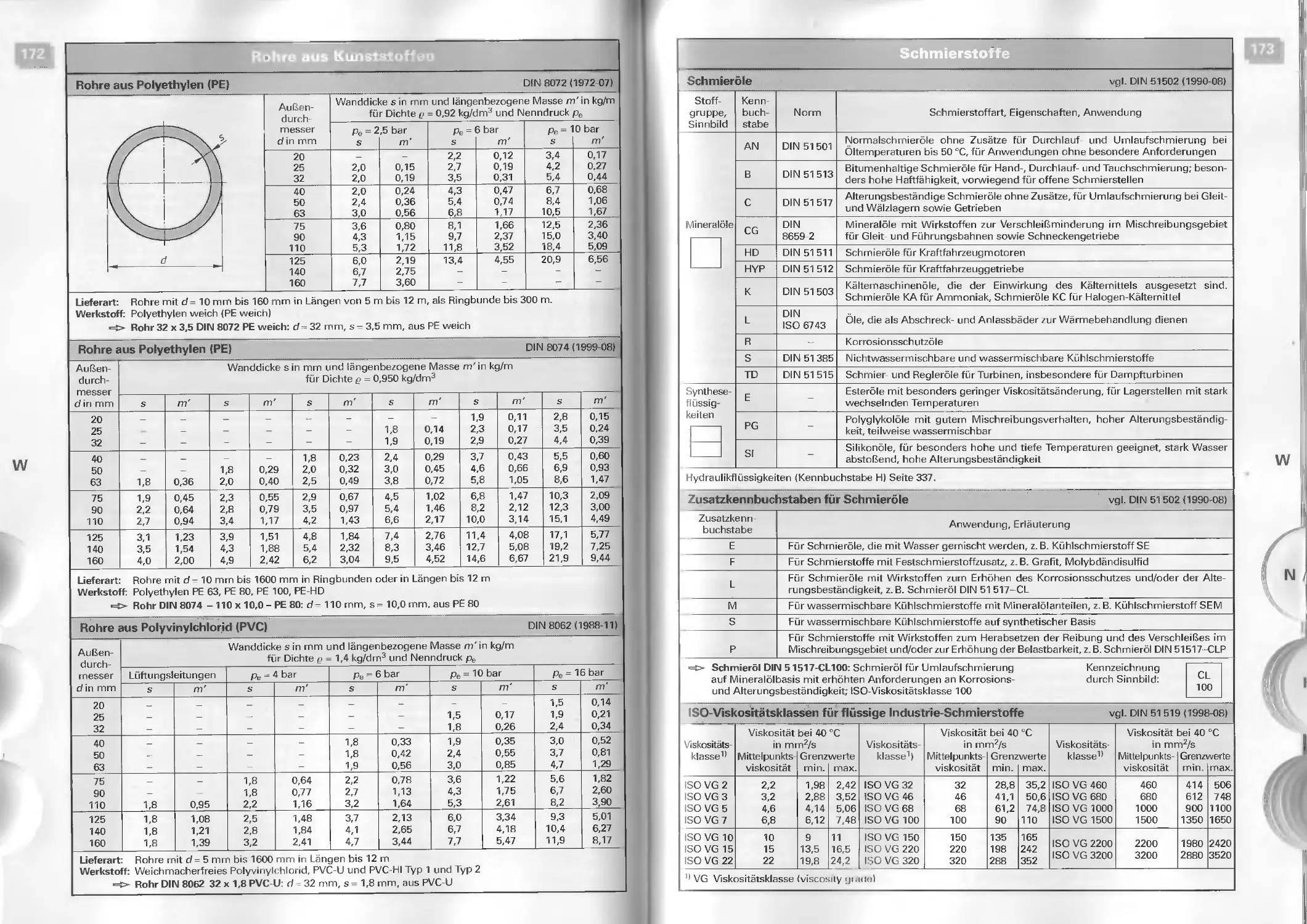
Kunststoffe...........................166
Schmierstoffe.........................173
Werkstoffprüfung......................175
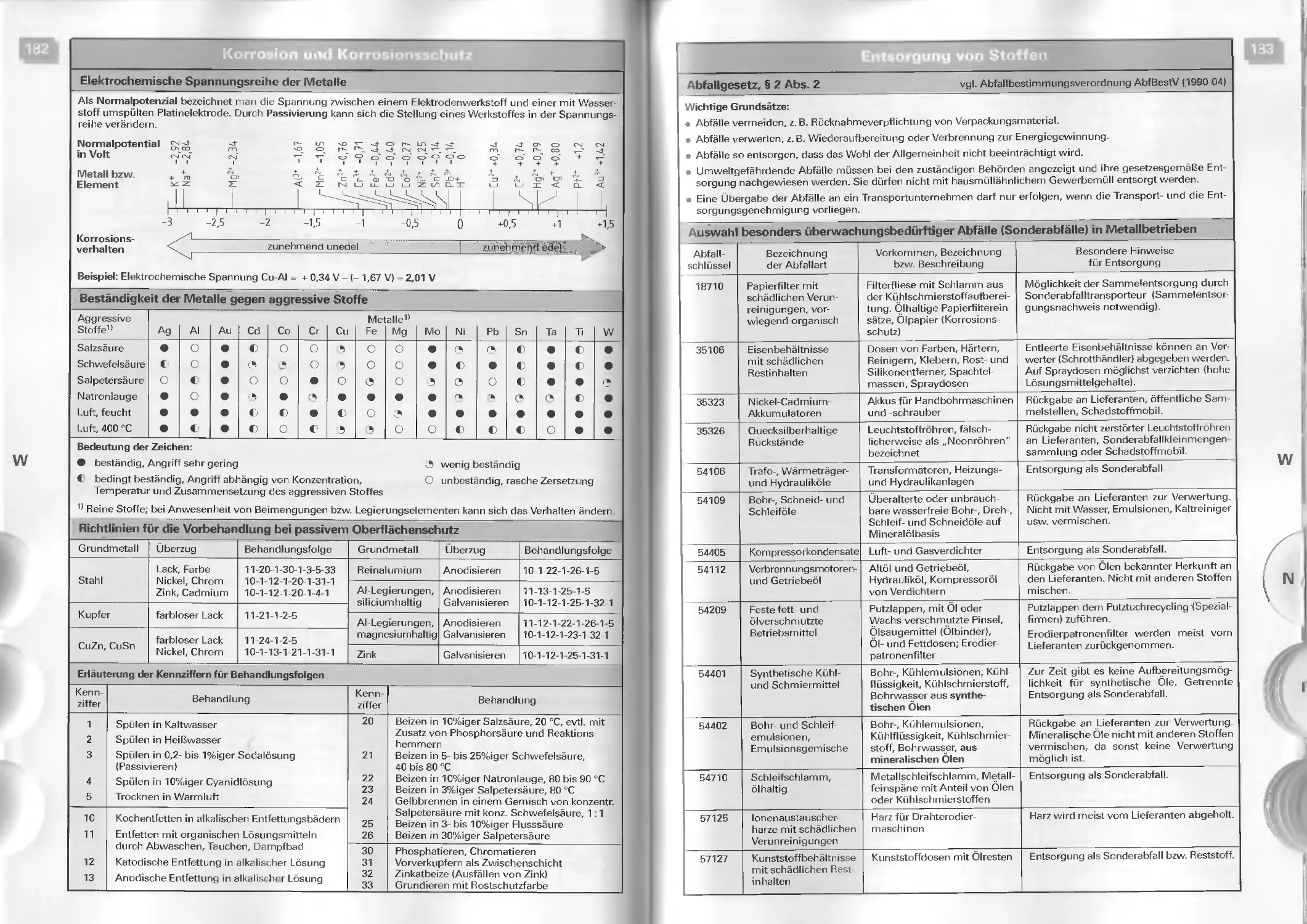
Korrosion.............................182
Entsorgung von Stoffen................183
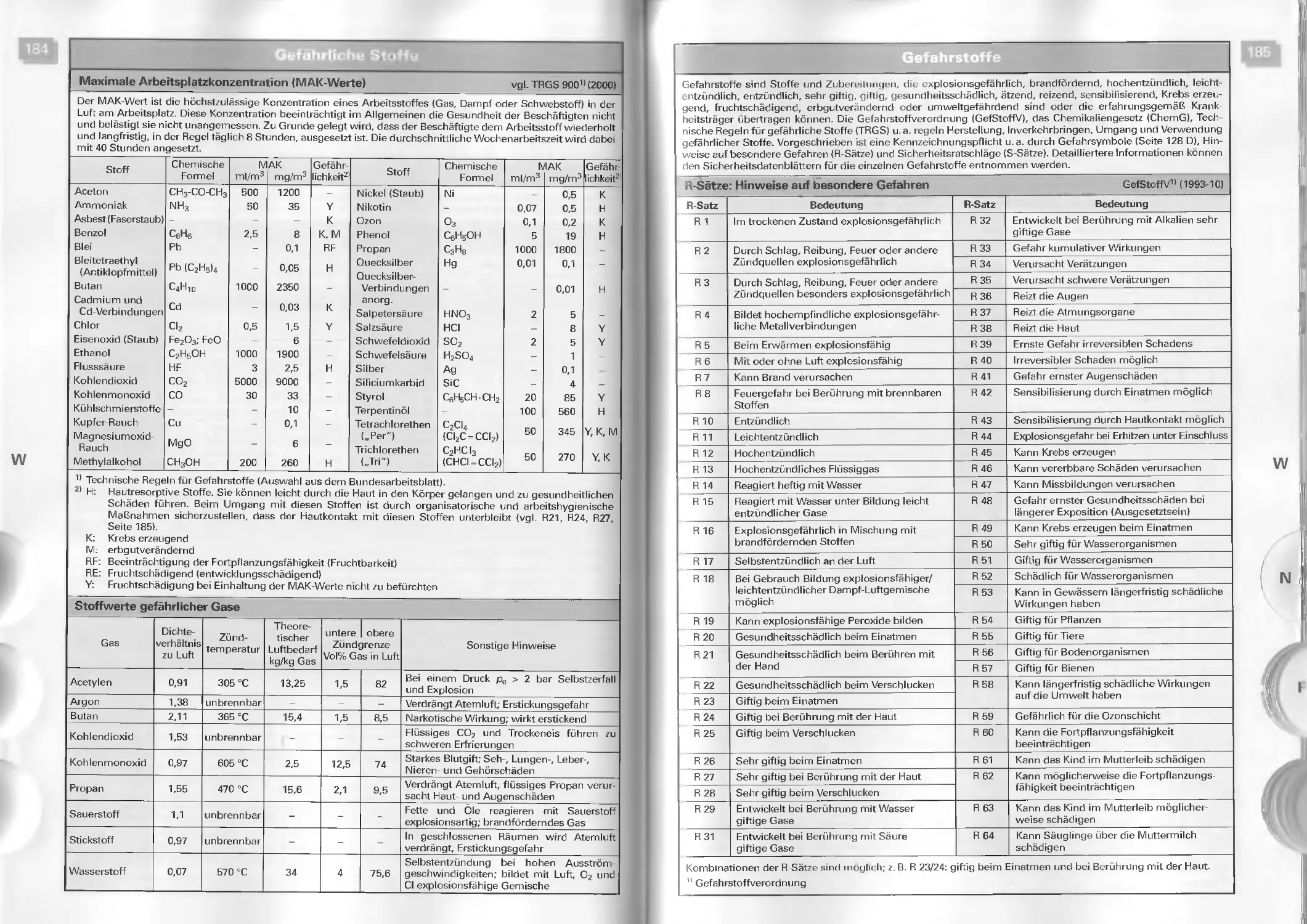
Gefährliche Stoffe....................184
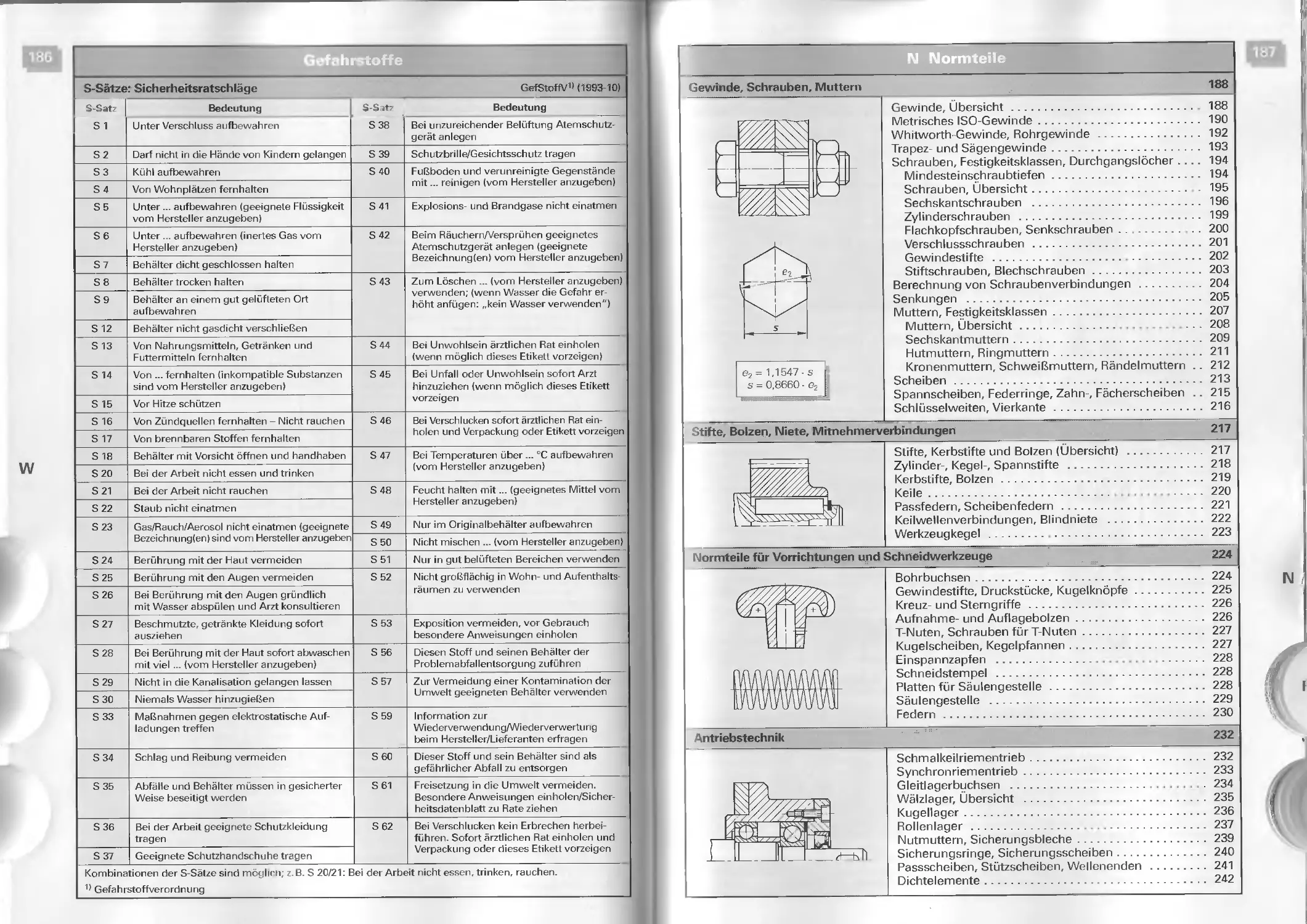
R- und S-Sätze........................185
Inhaltsverzeichnis
N Normteile 187
Übersicht Kapitel N.................. . 187
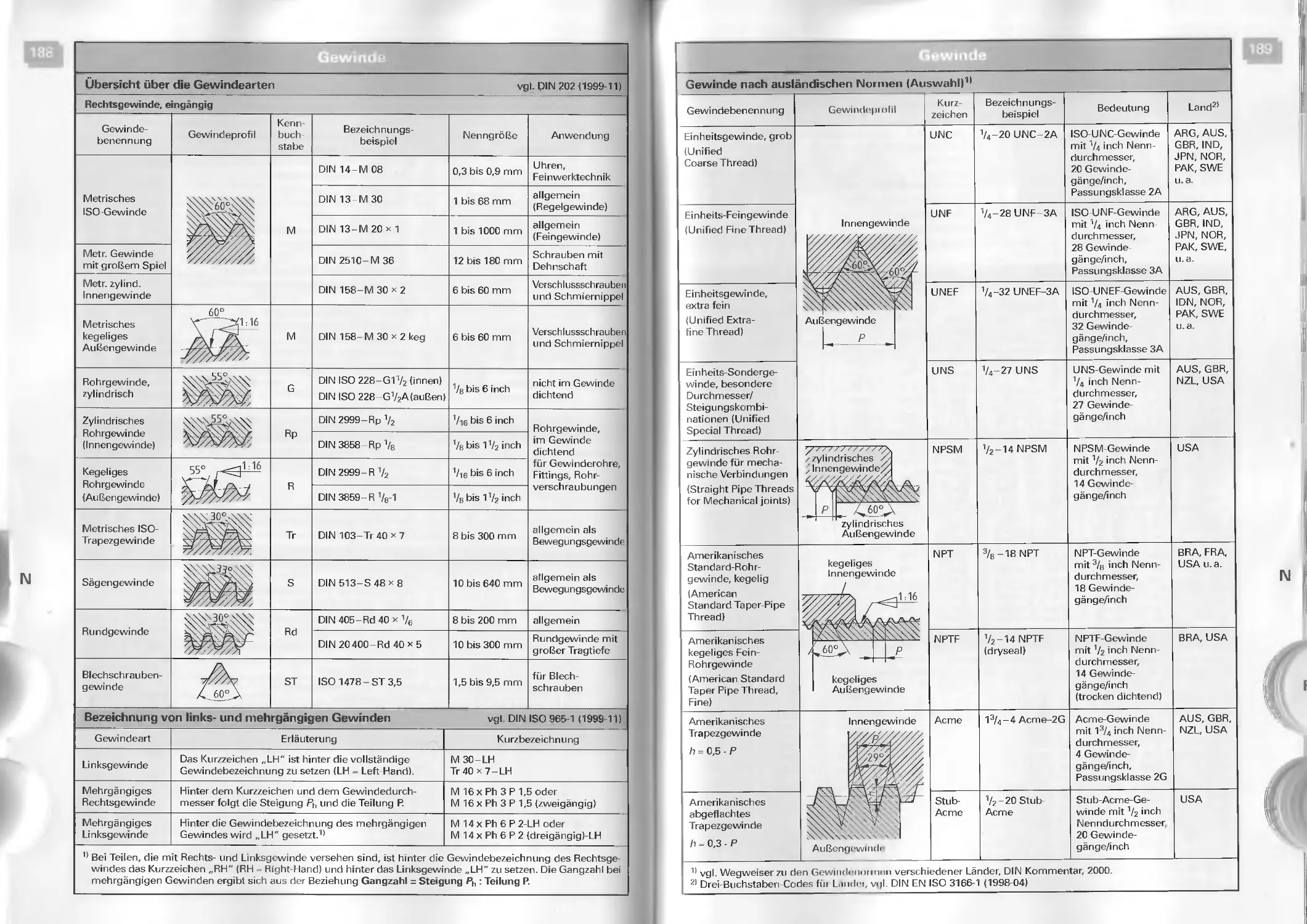
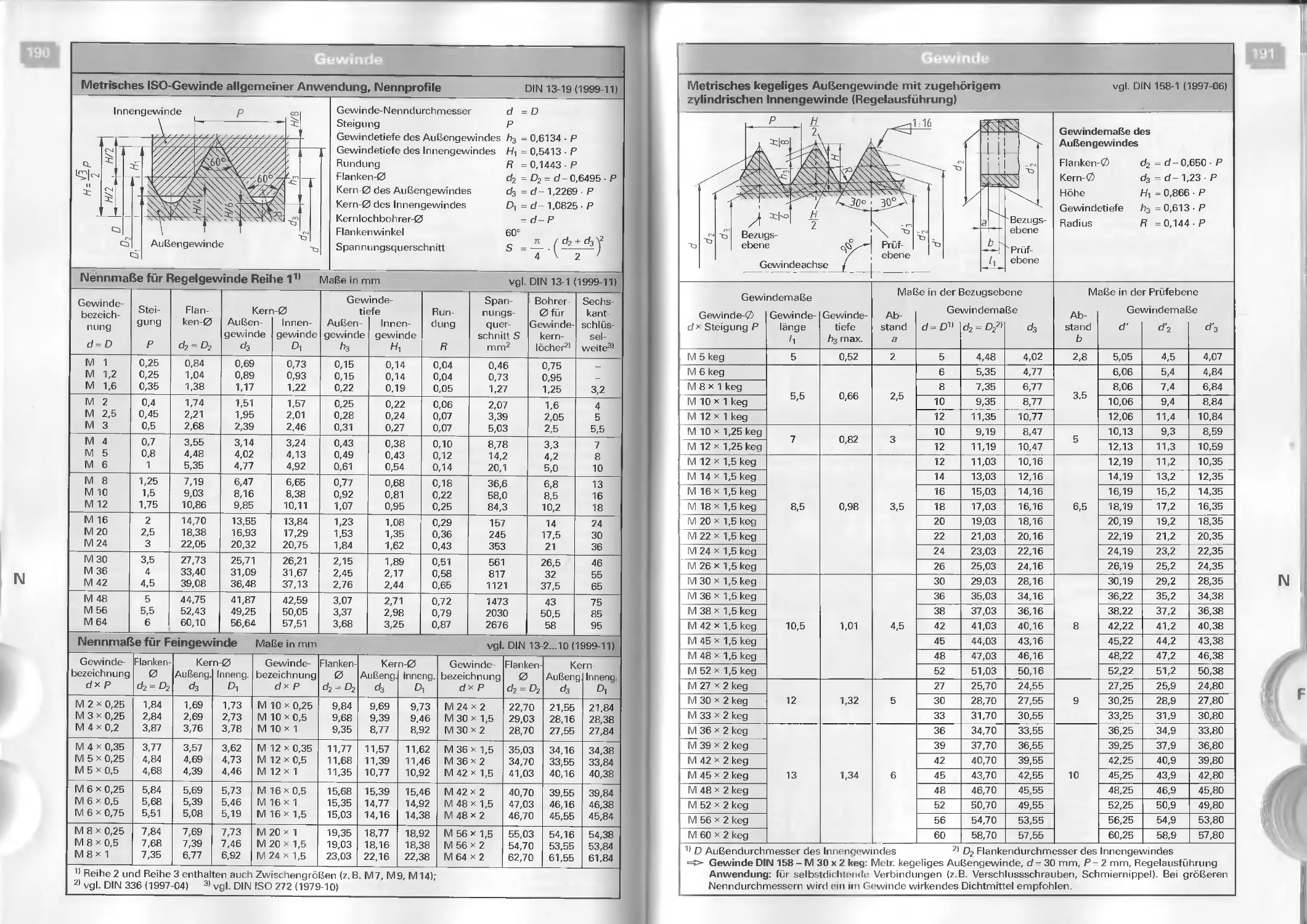
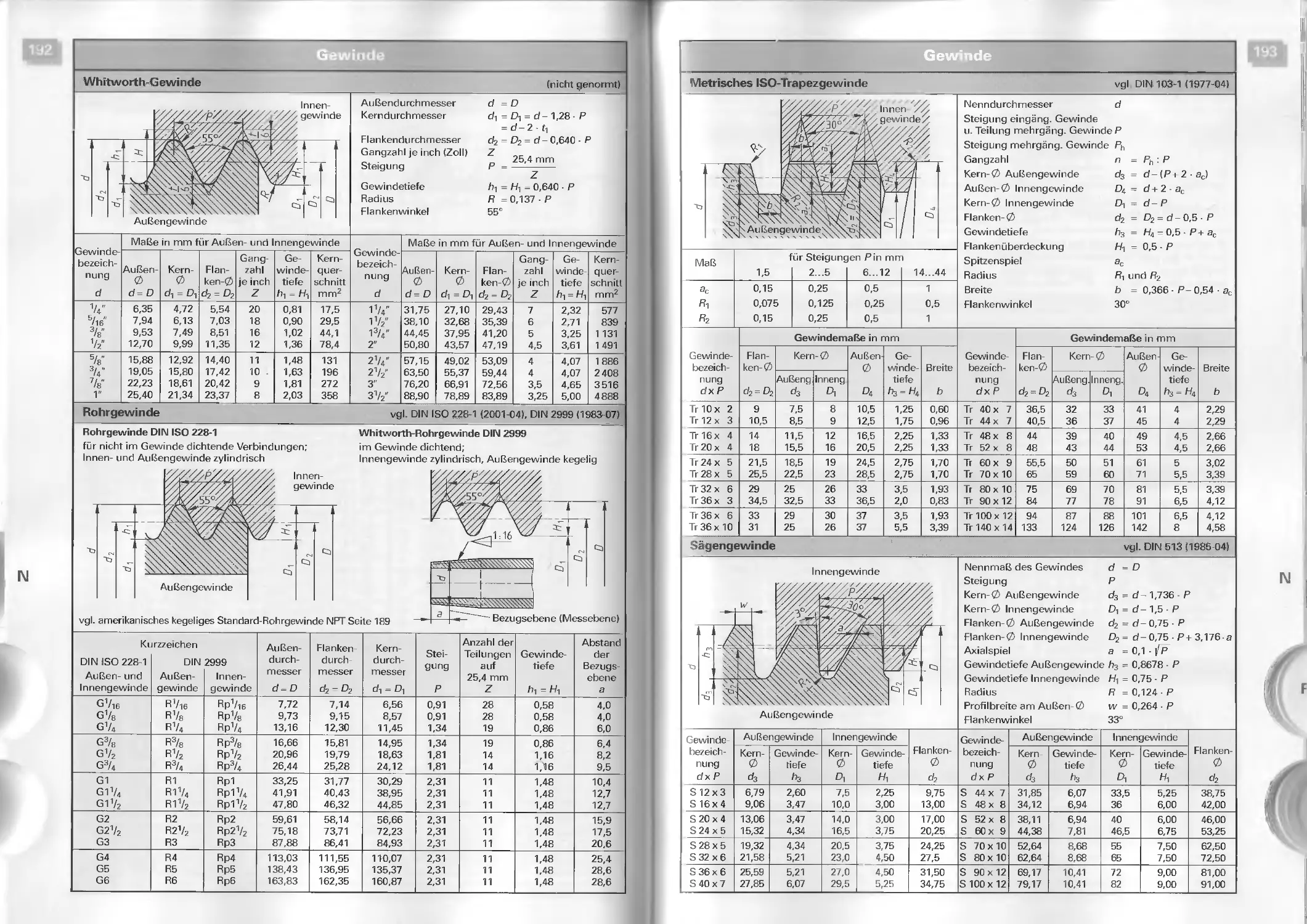
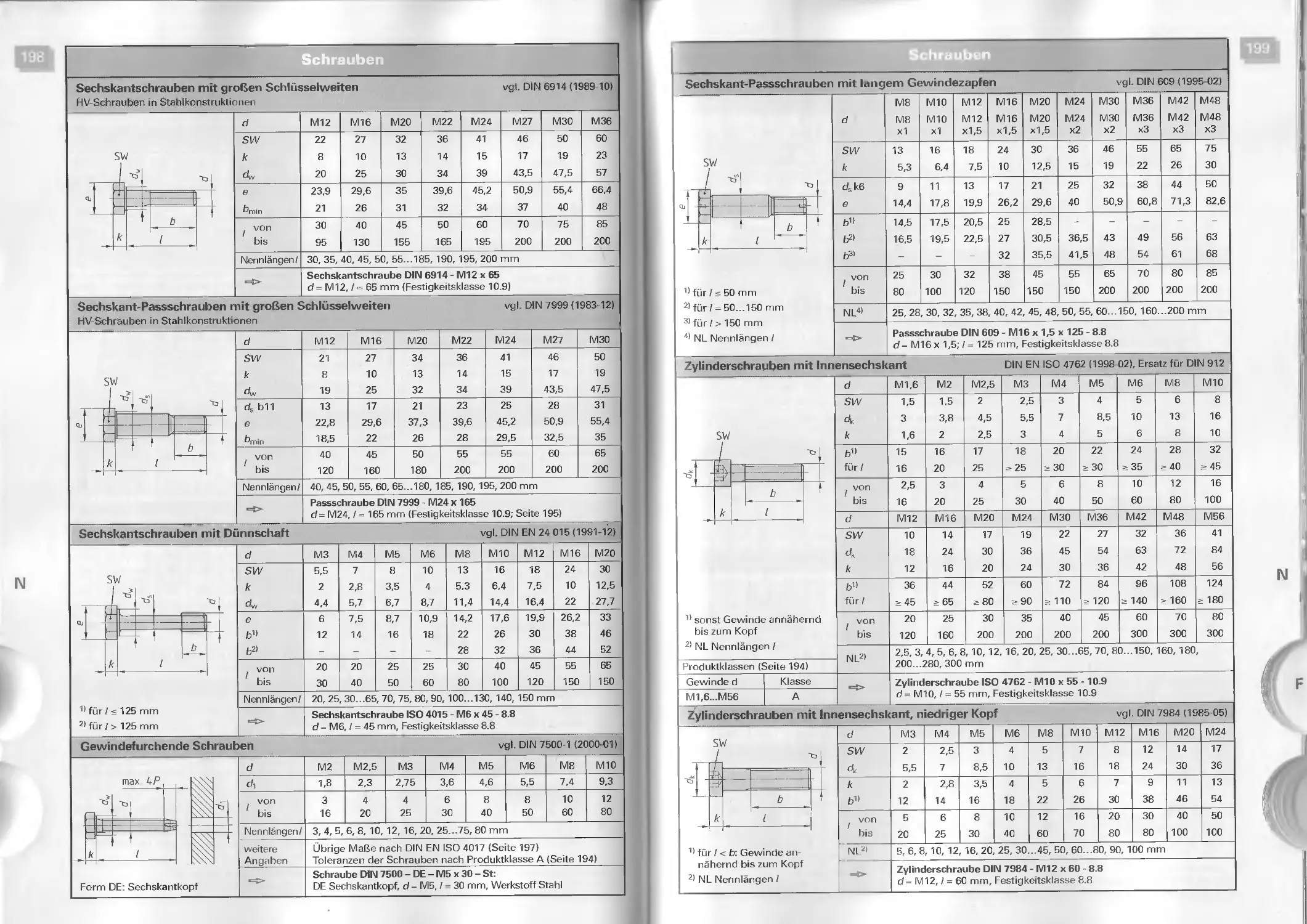
Gewinde...............................188
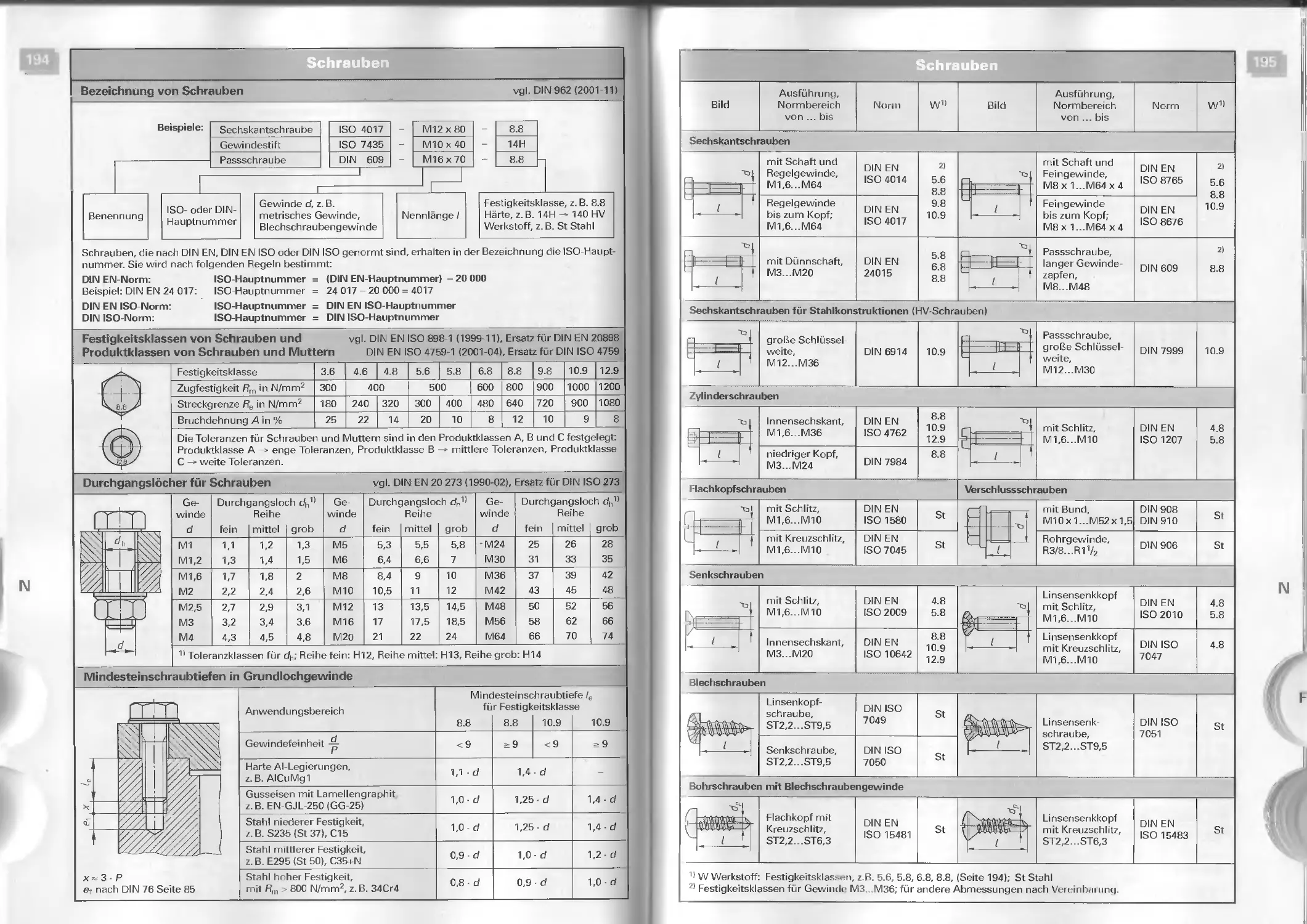
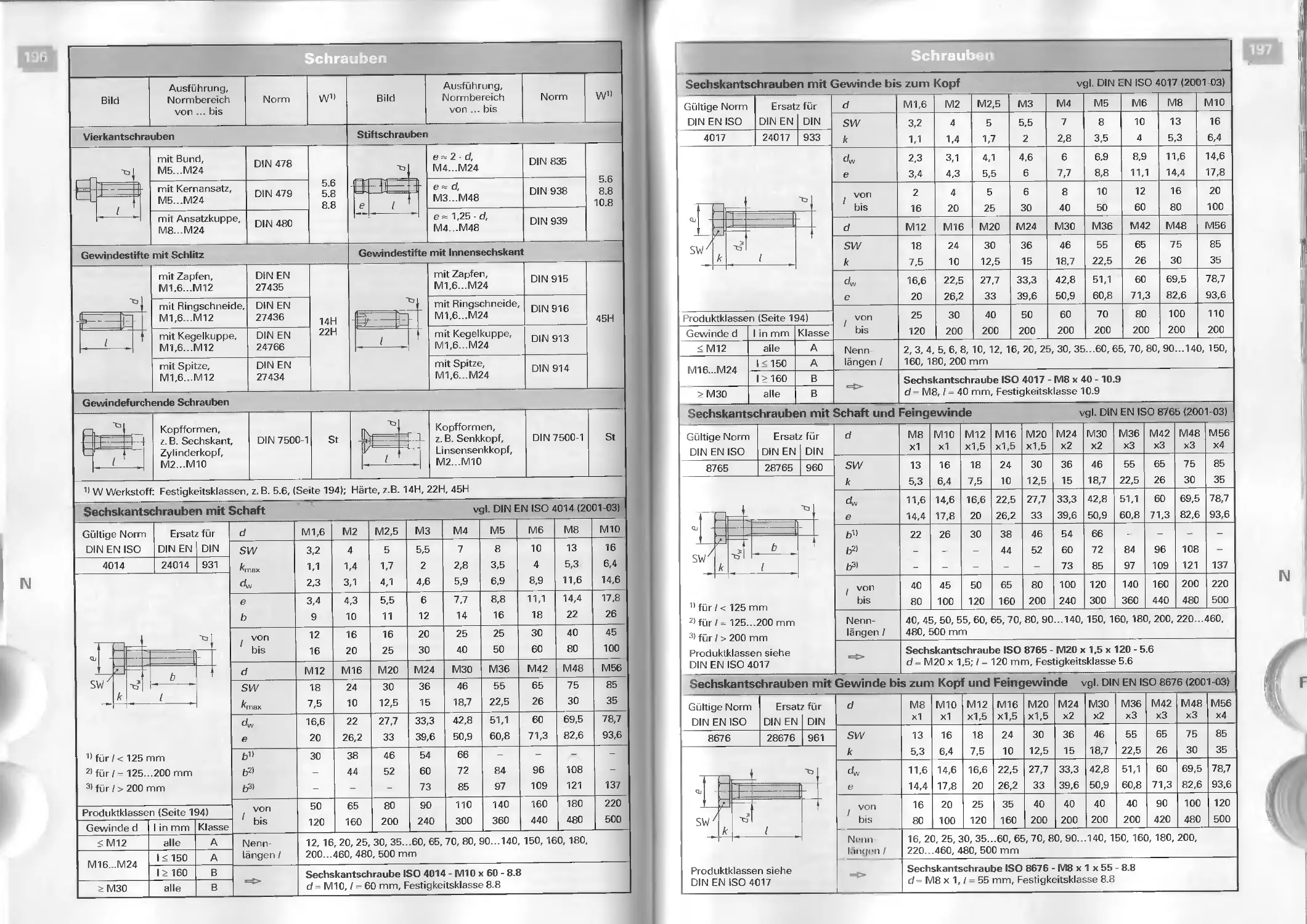
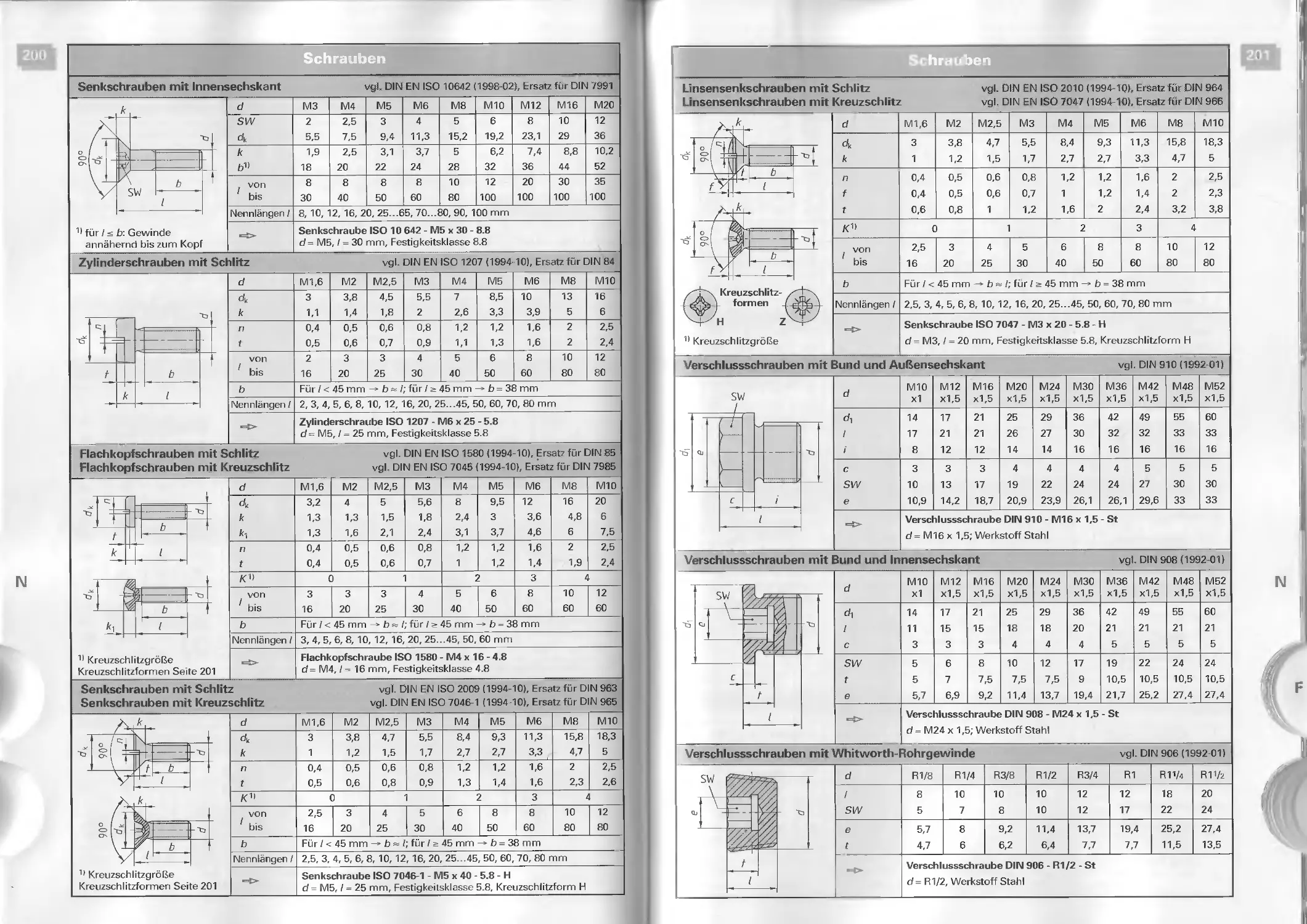
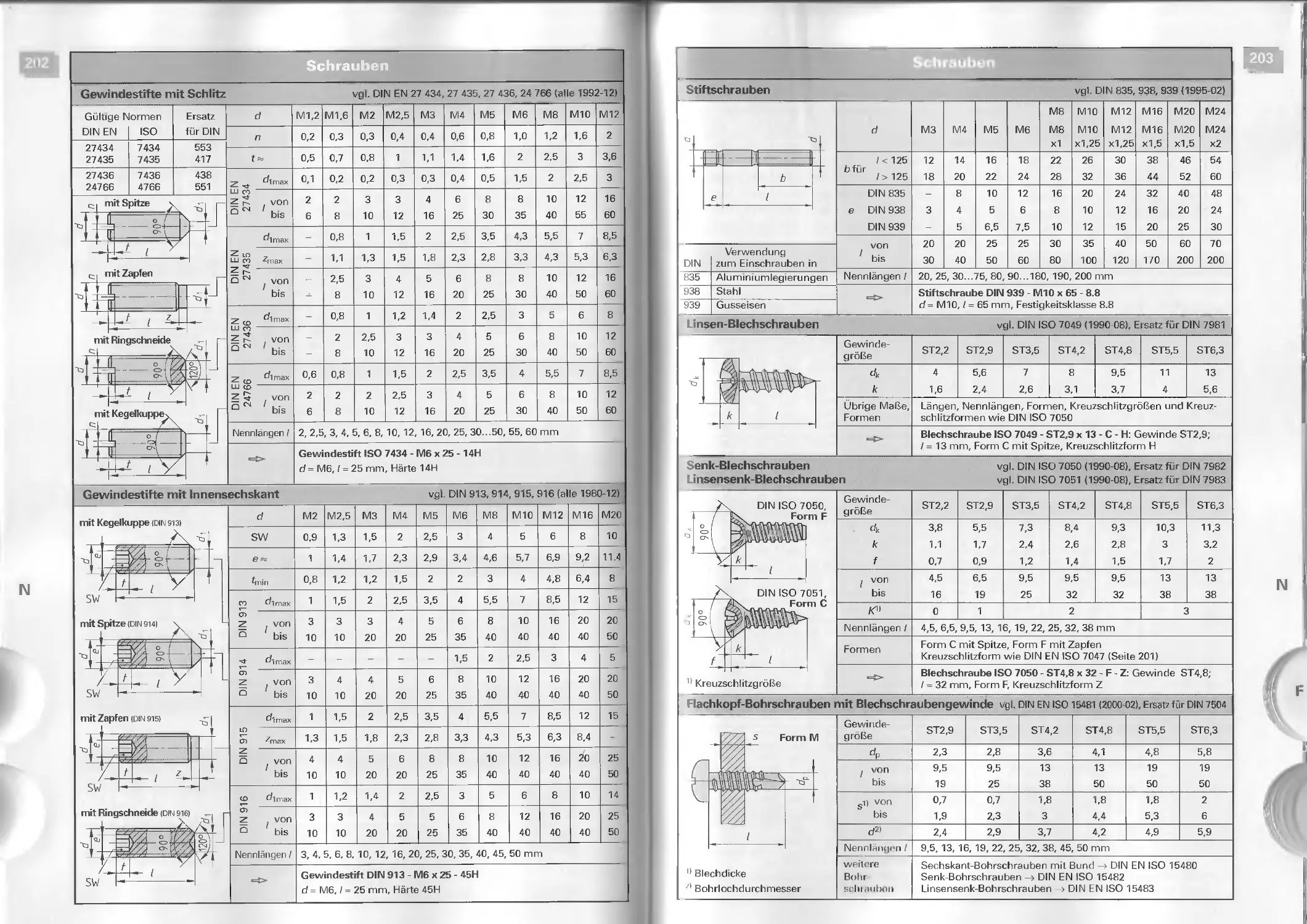
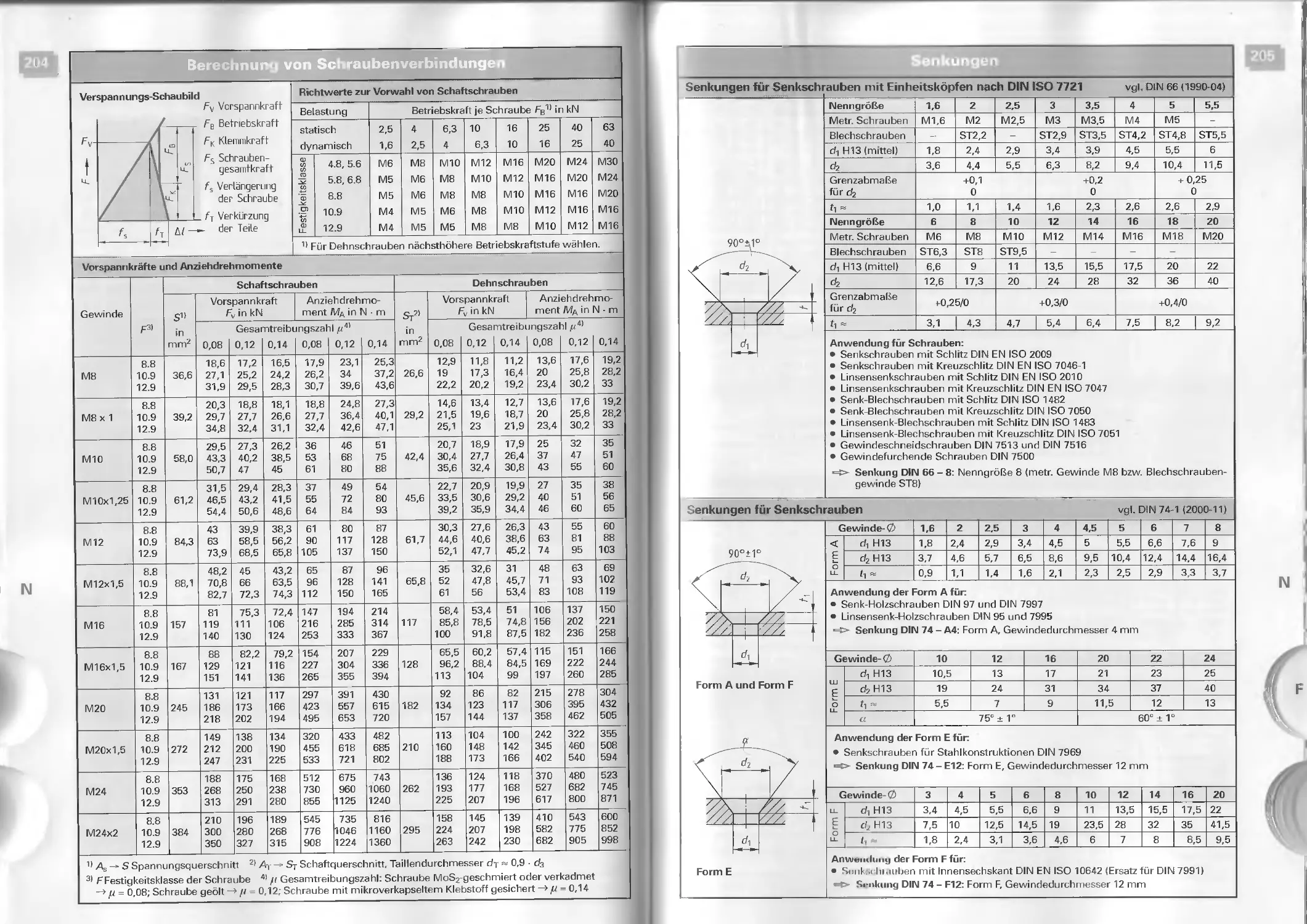
Schrauben............................ 194
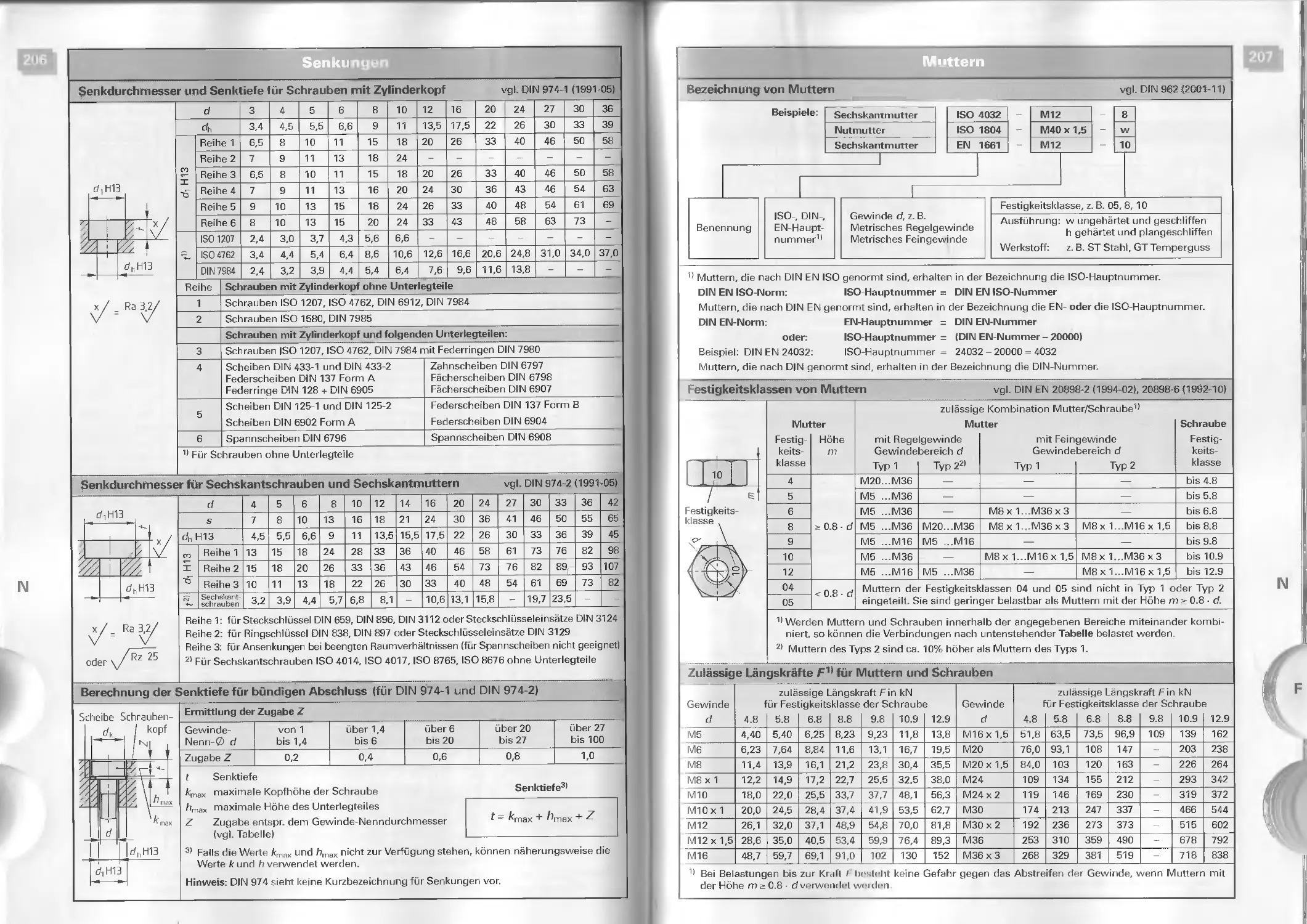
Senkungen.............................205
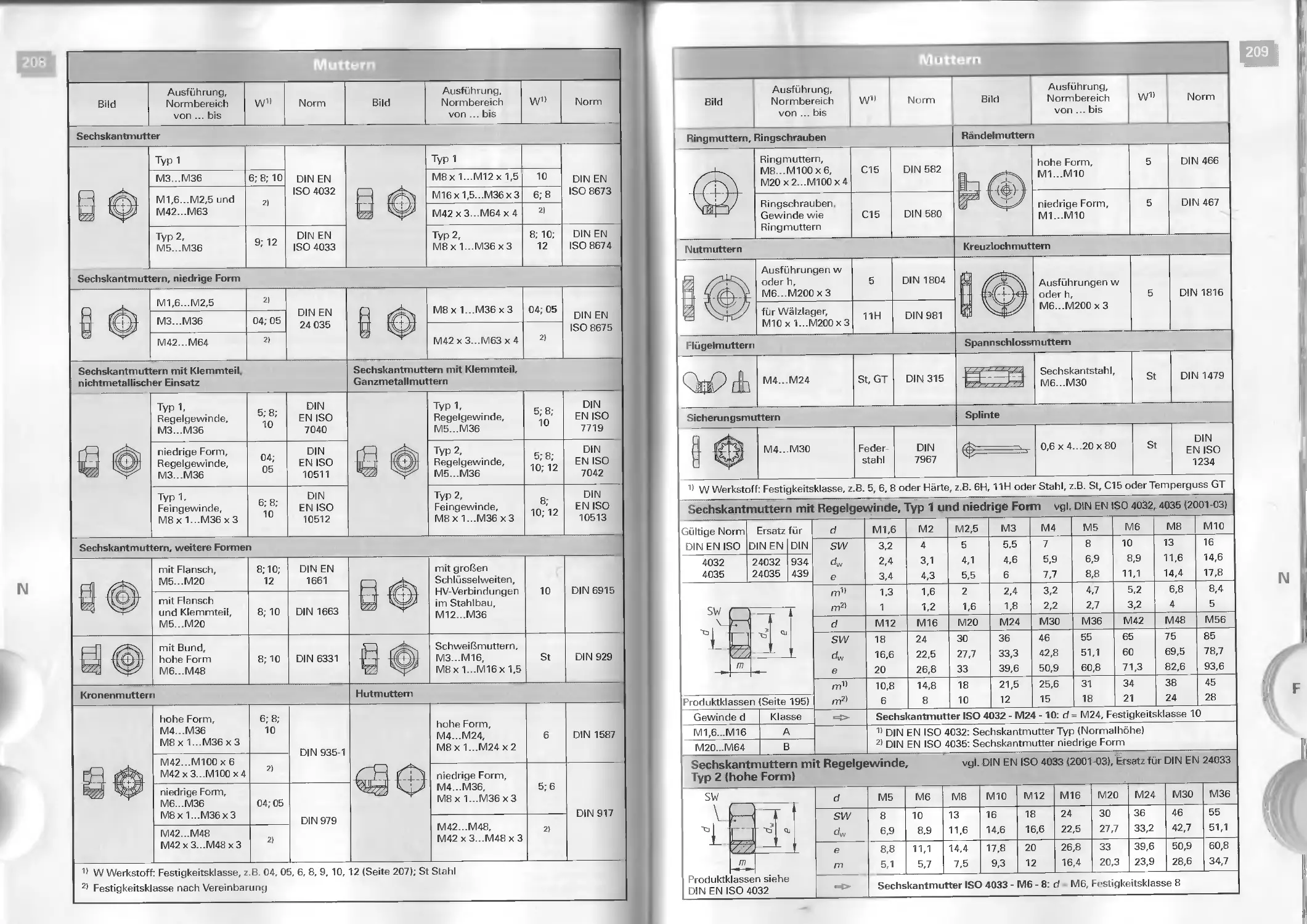
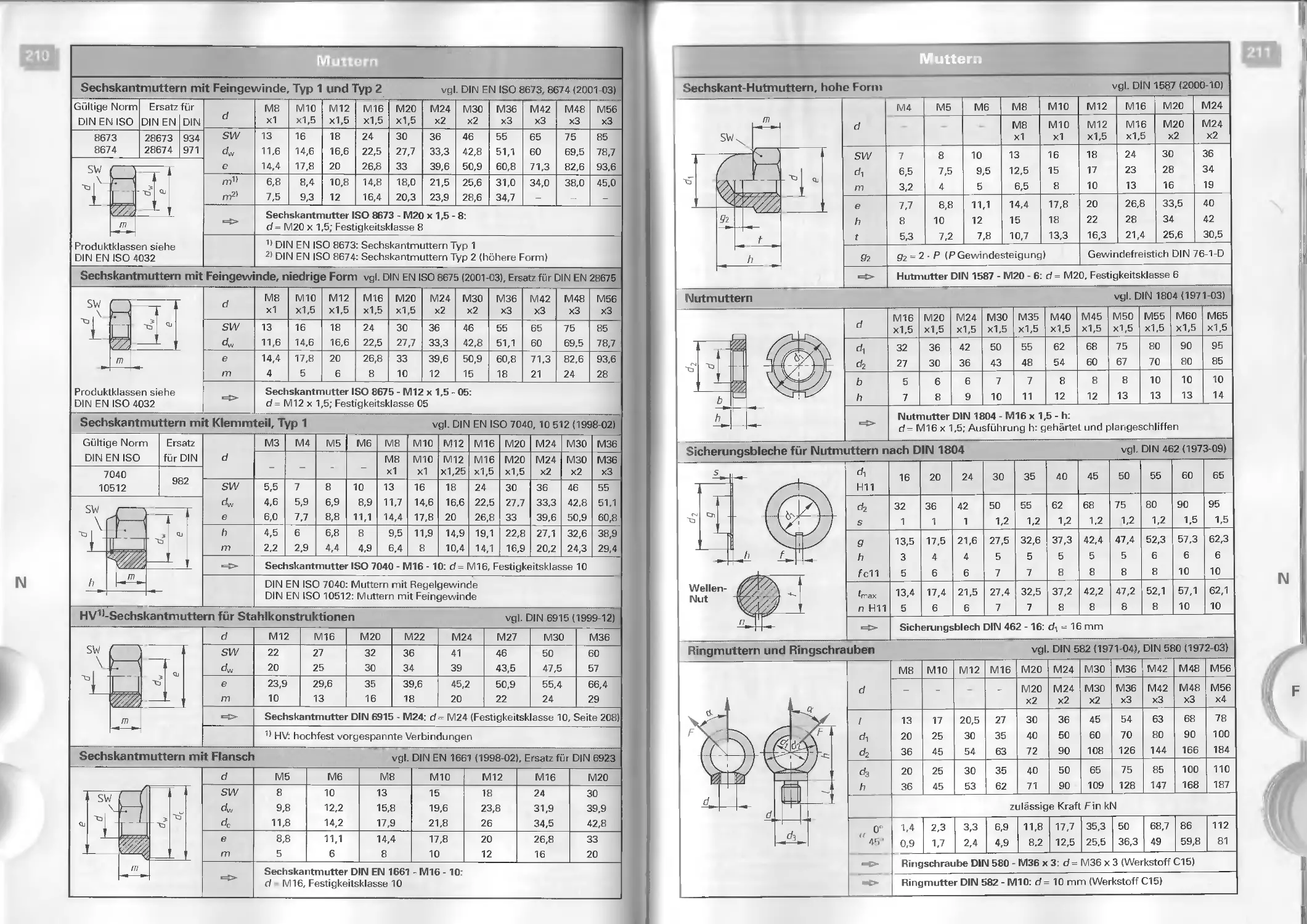
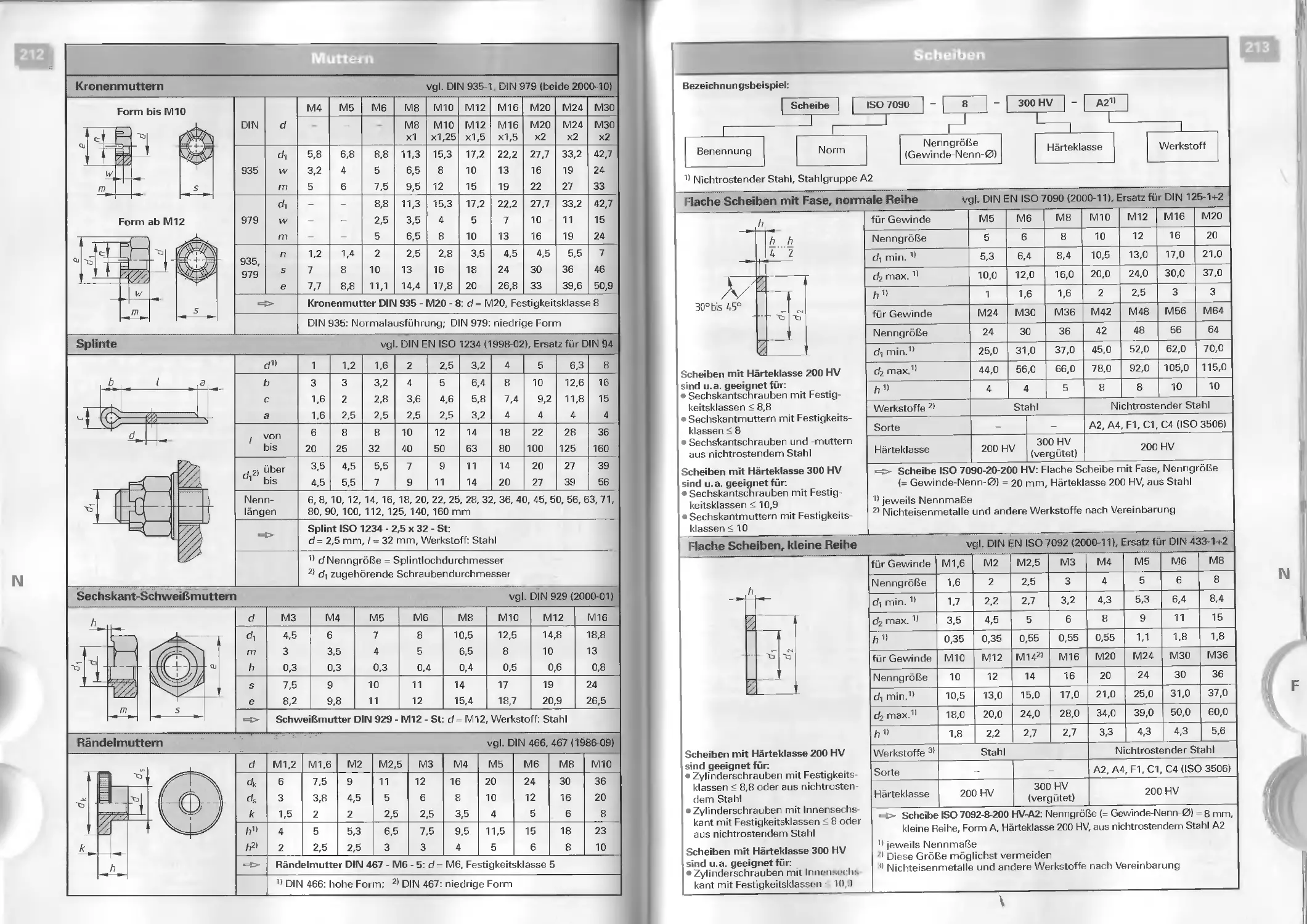
Muttern ..............................207
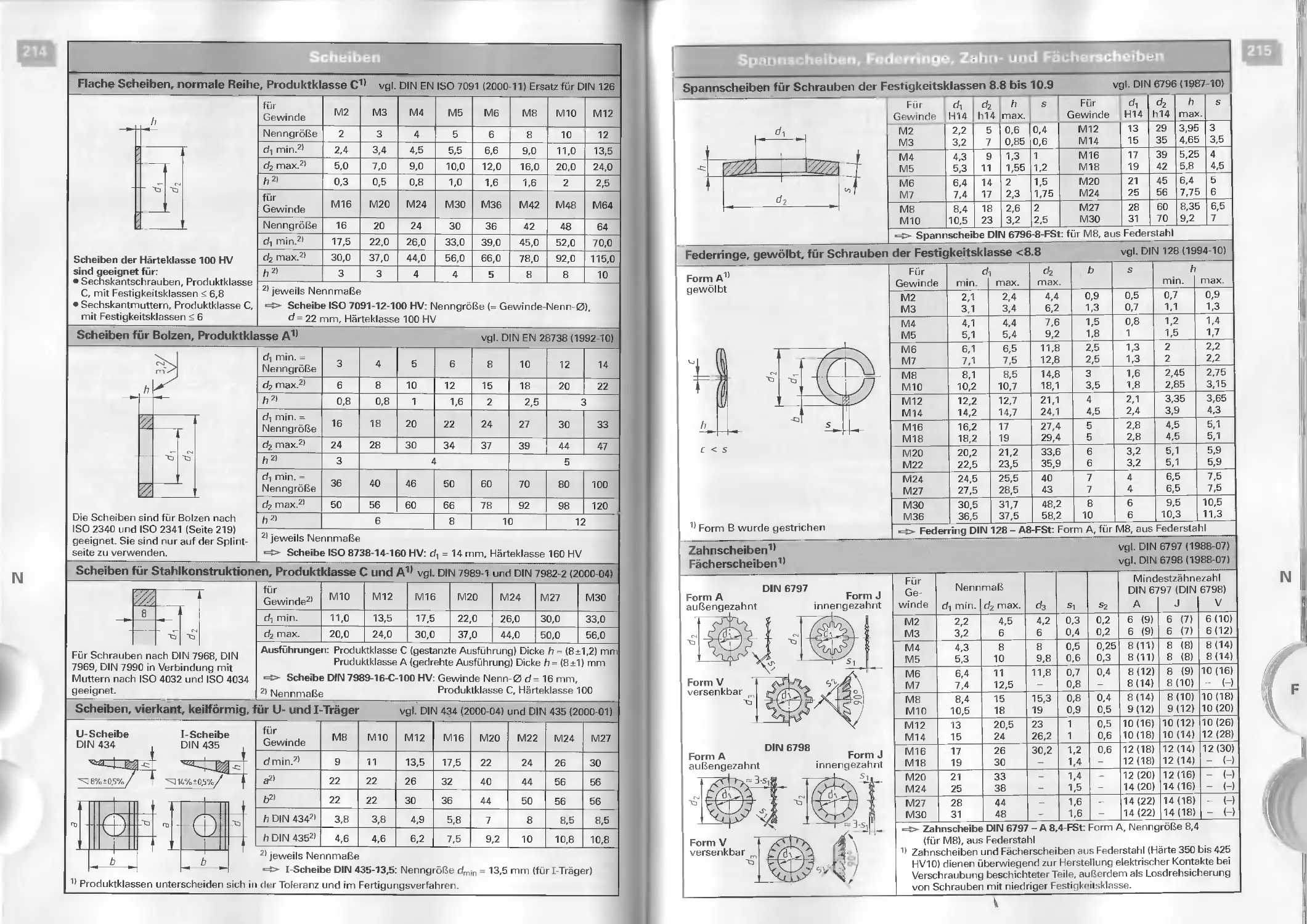
Scheiben, Federringe..................213
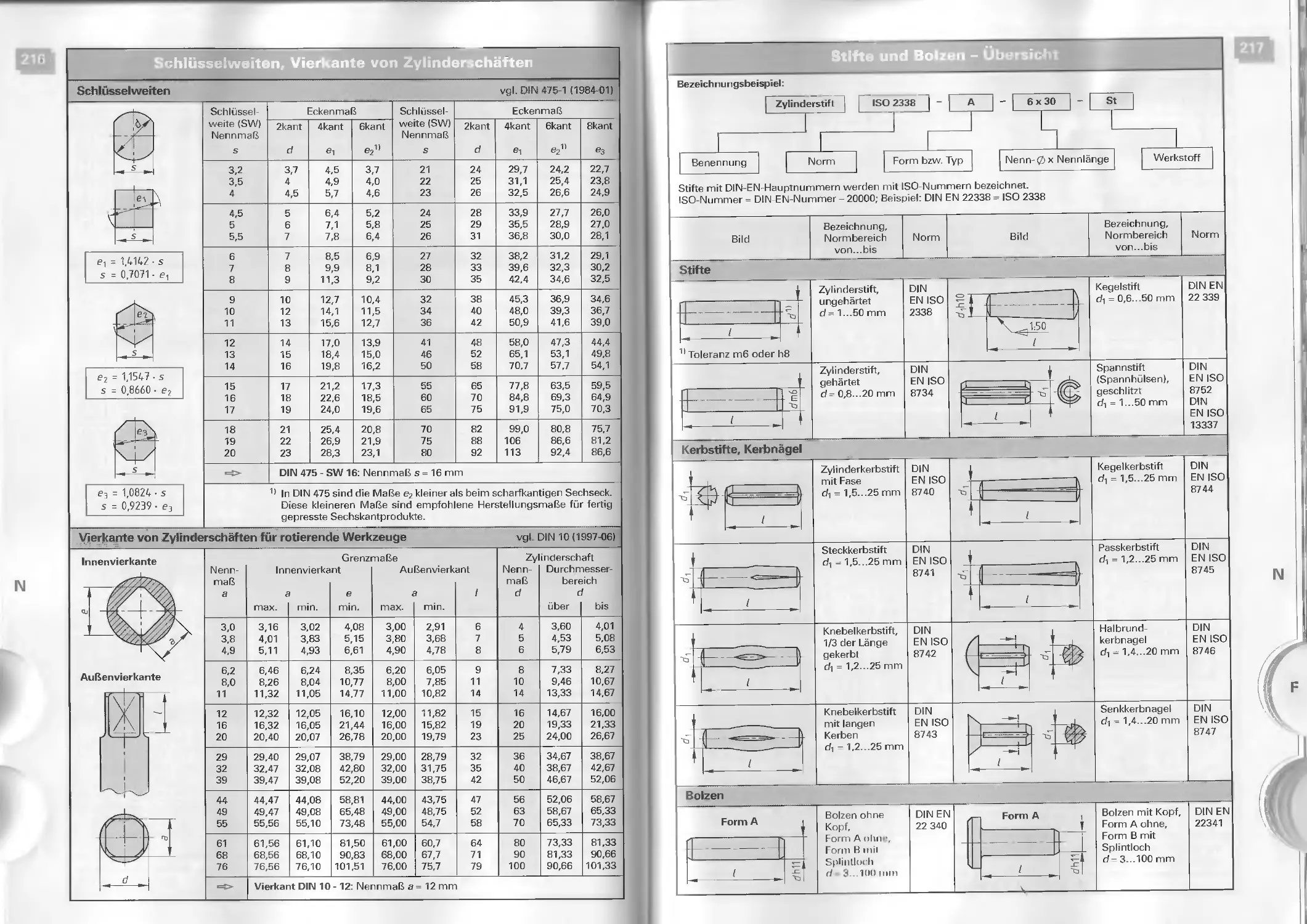
Schlüsselweiten, Vierkante............216
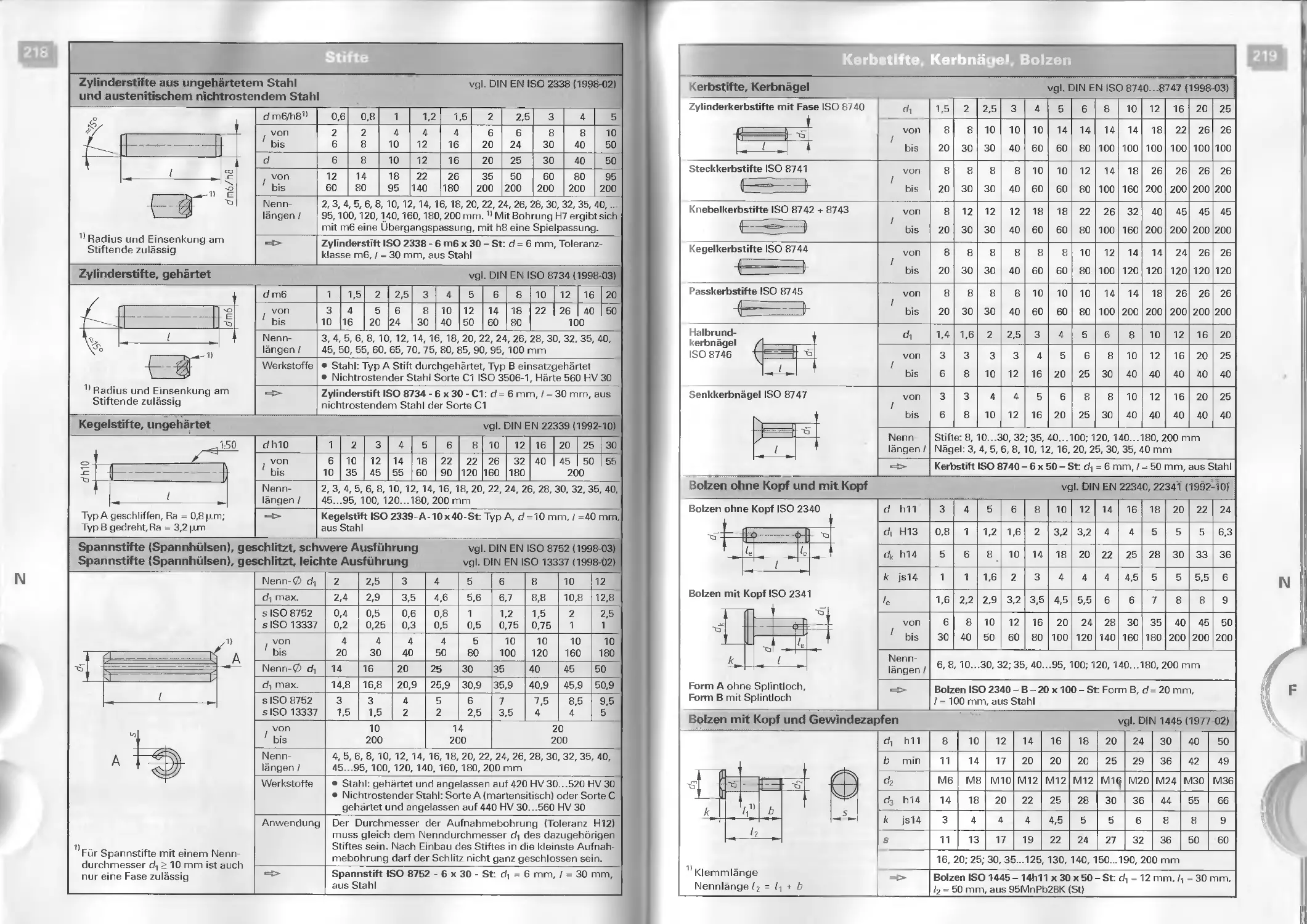
Stifte, Bolzen........................217
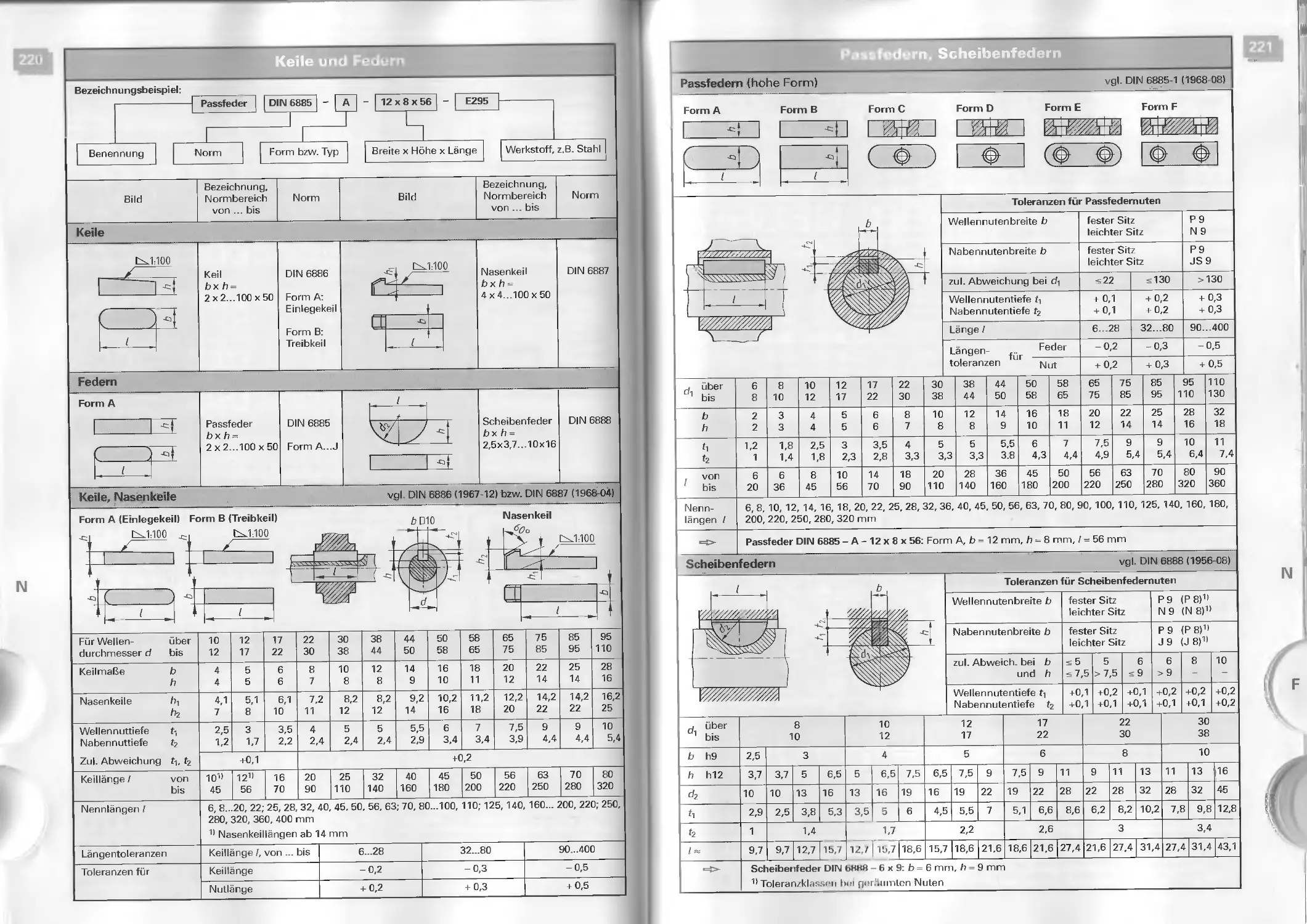
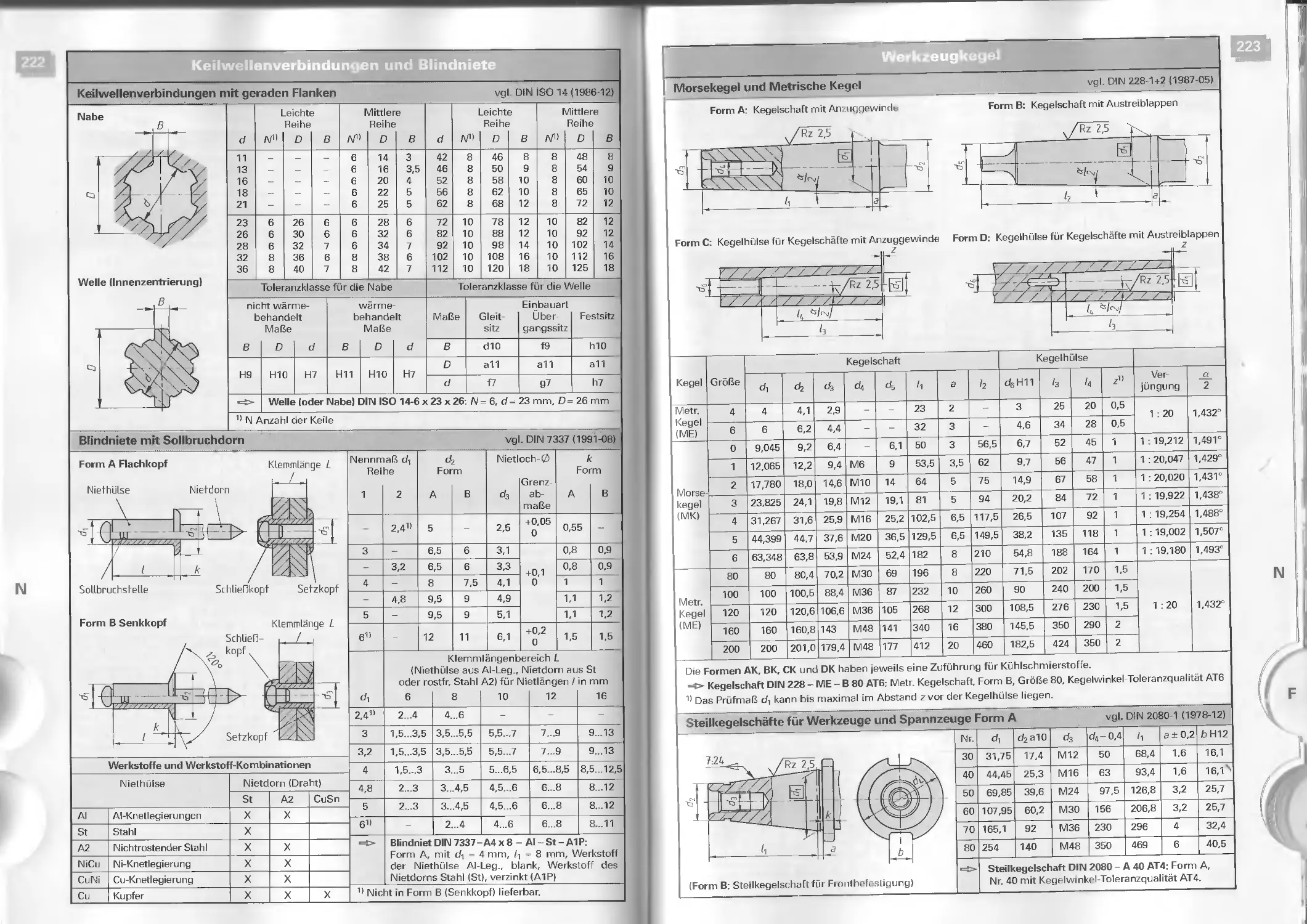
Passfedern, Keile.....................220
Keilwellen, Blindniete................222
Werkzeugkegel.........................223
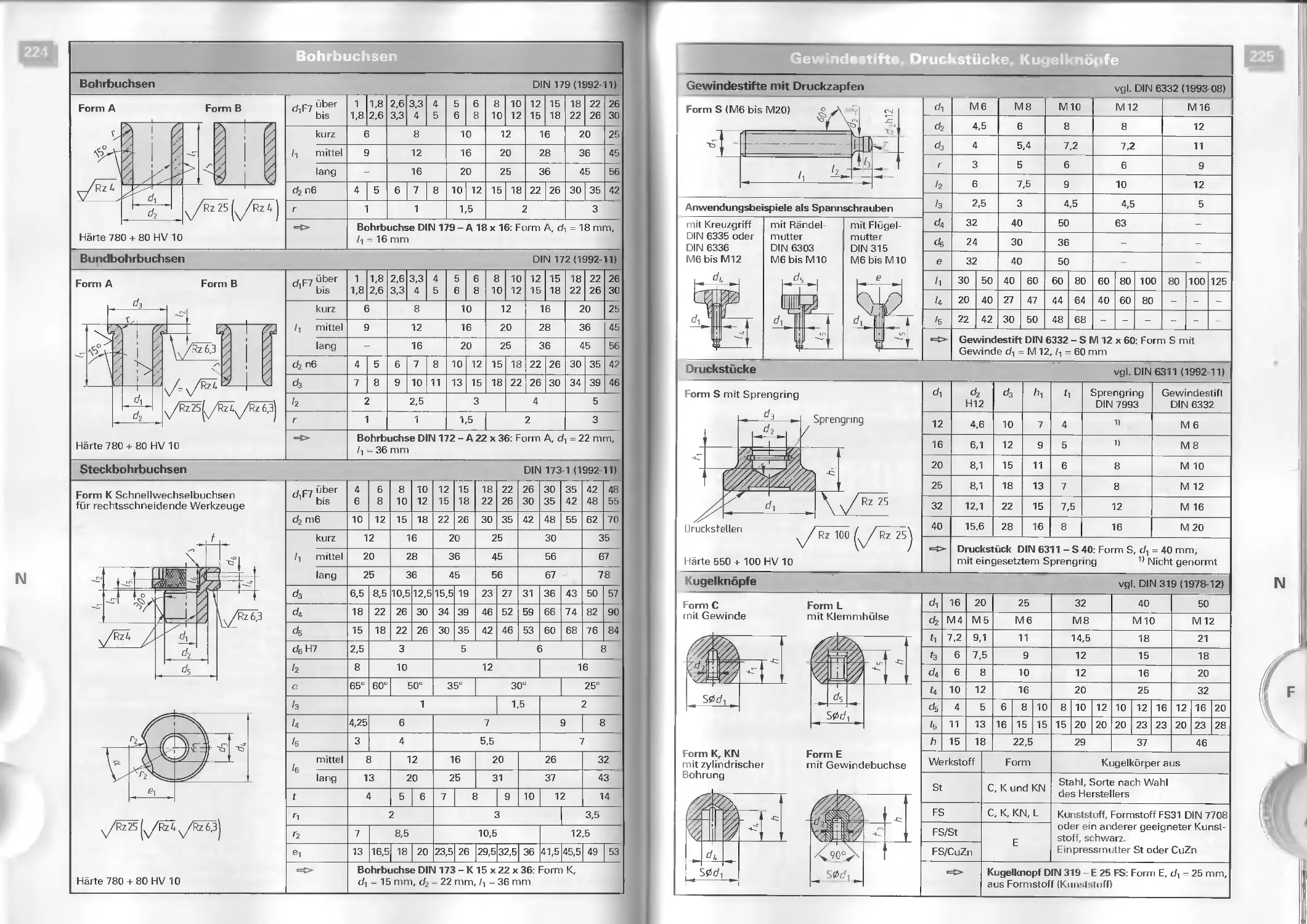
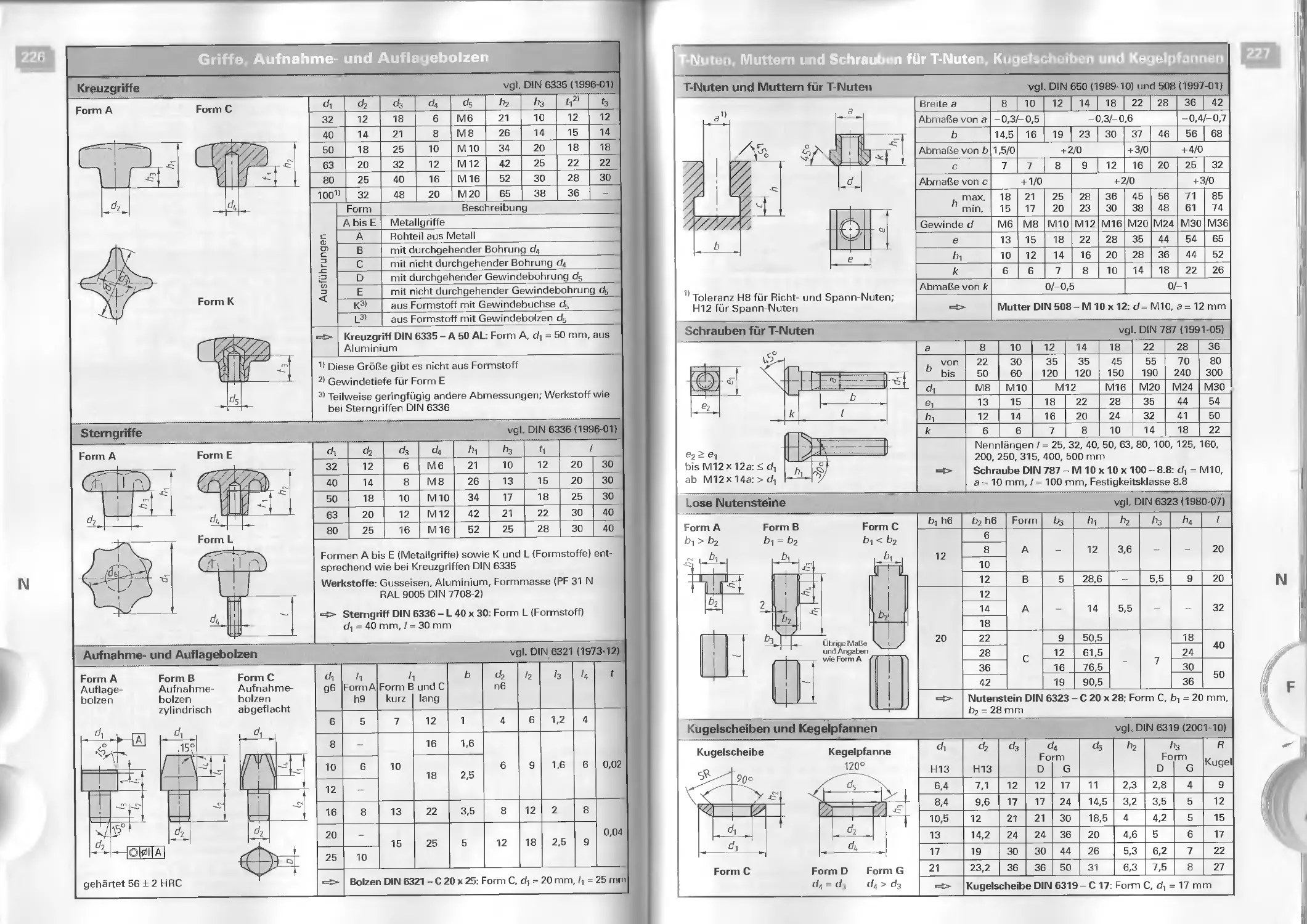
Vorrichtungsbau......................224
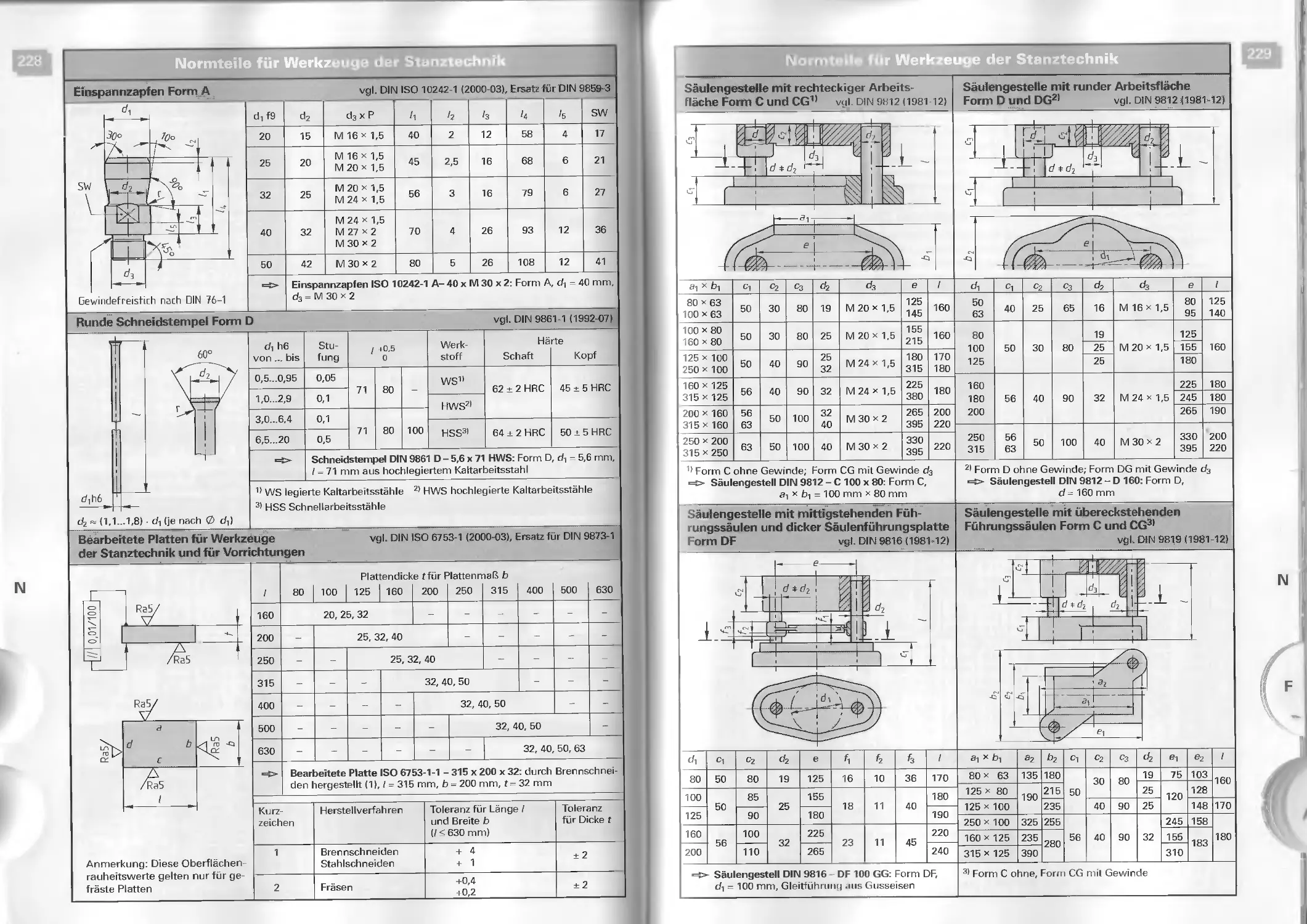
Normteile der Stanztechnik...........228
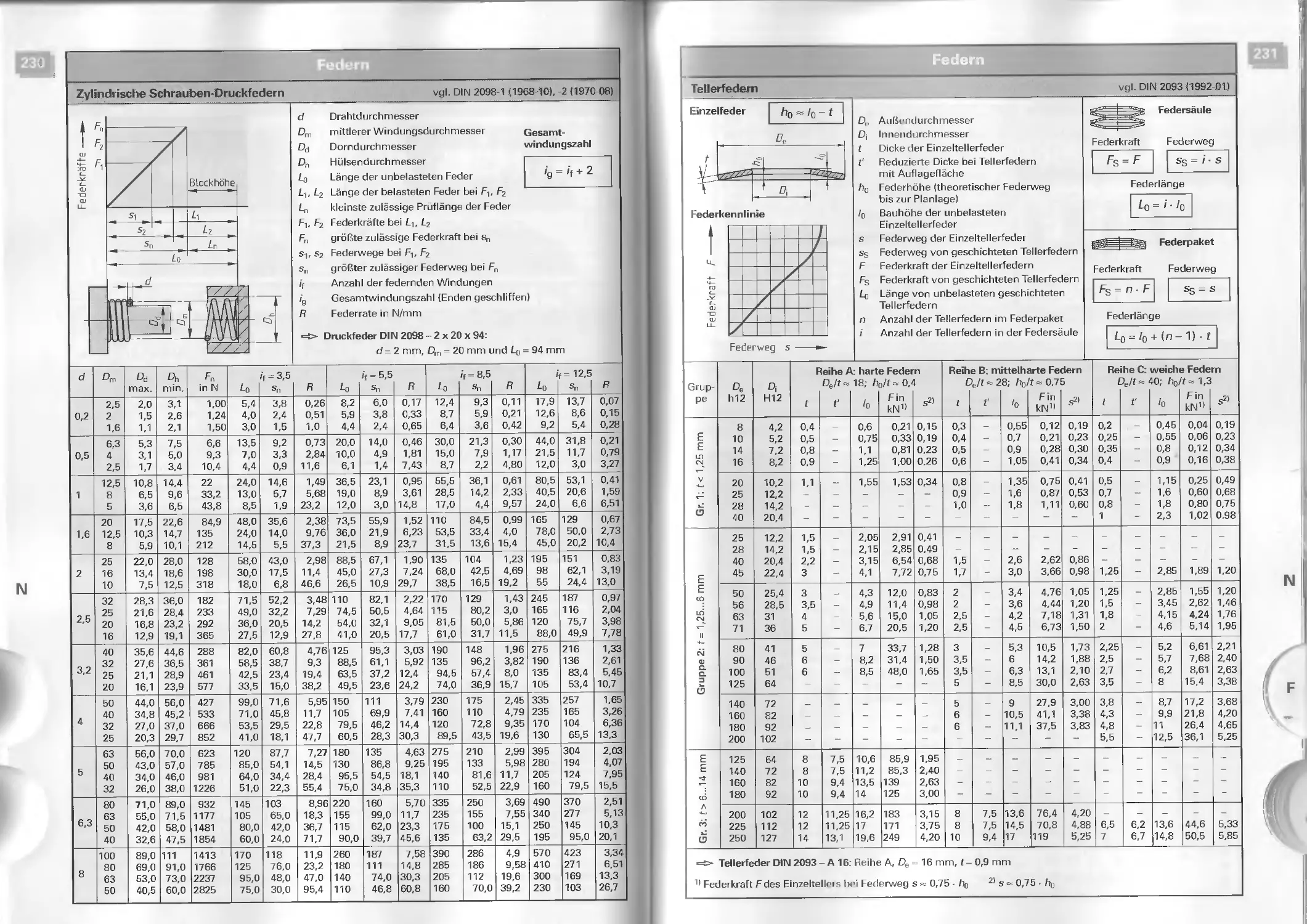
Federn ............................. 230
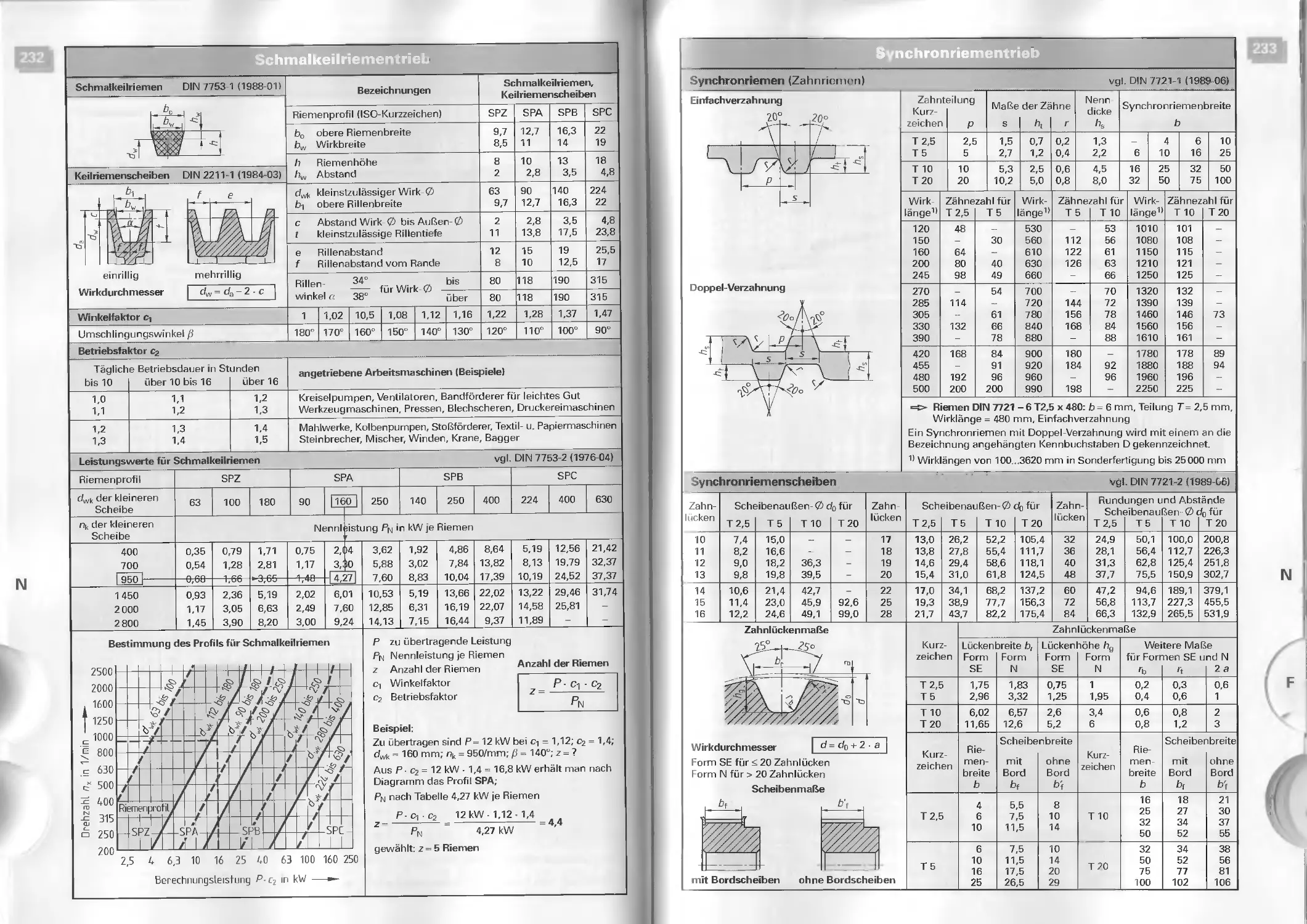
Keilriemen, Synchronriemen...........232
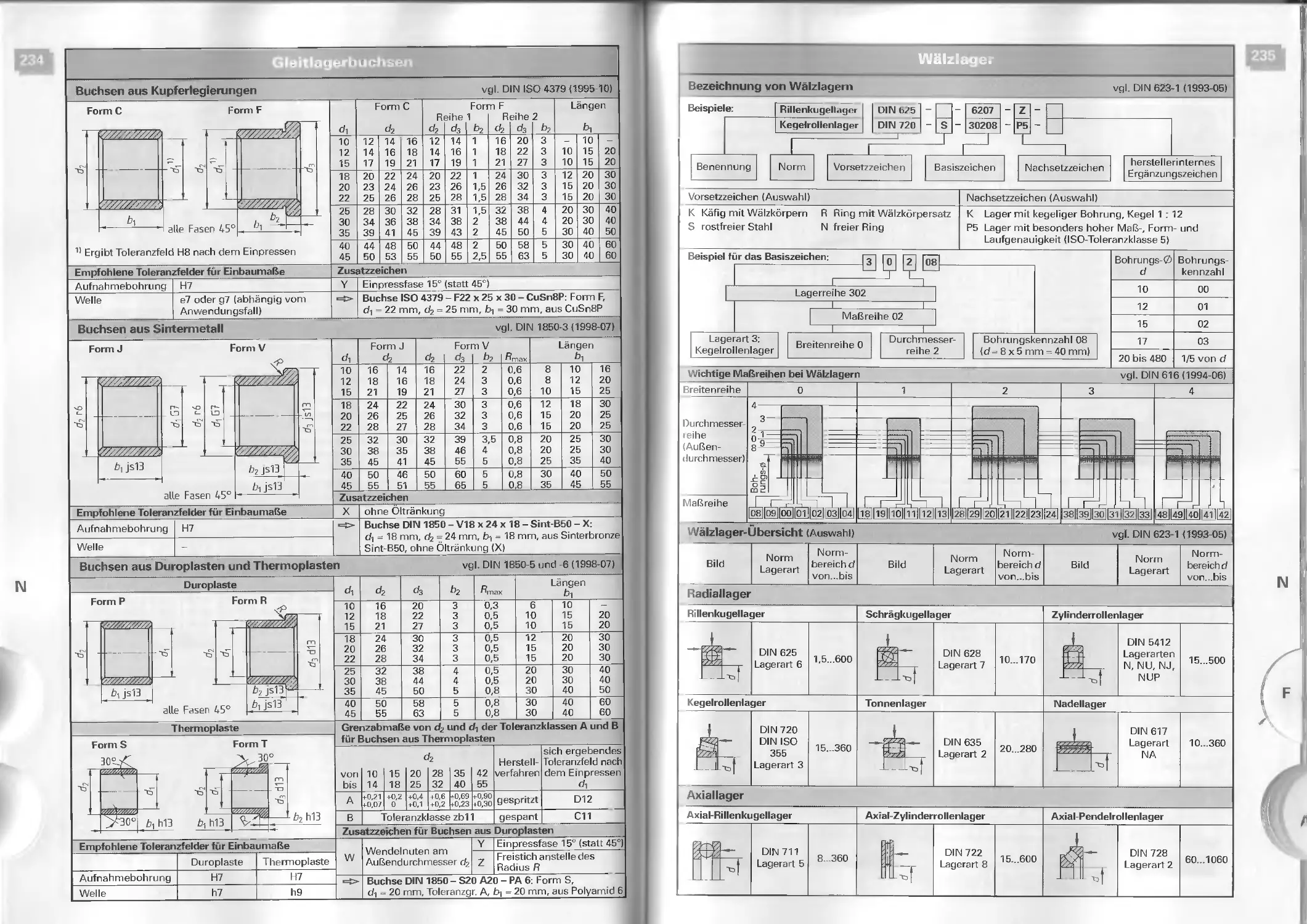
Gleitlagerbuchsen....................234
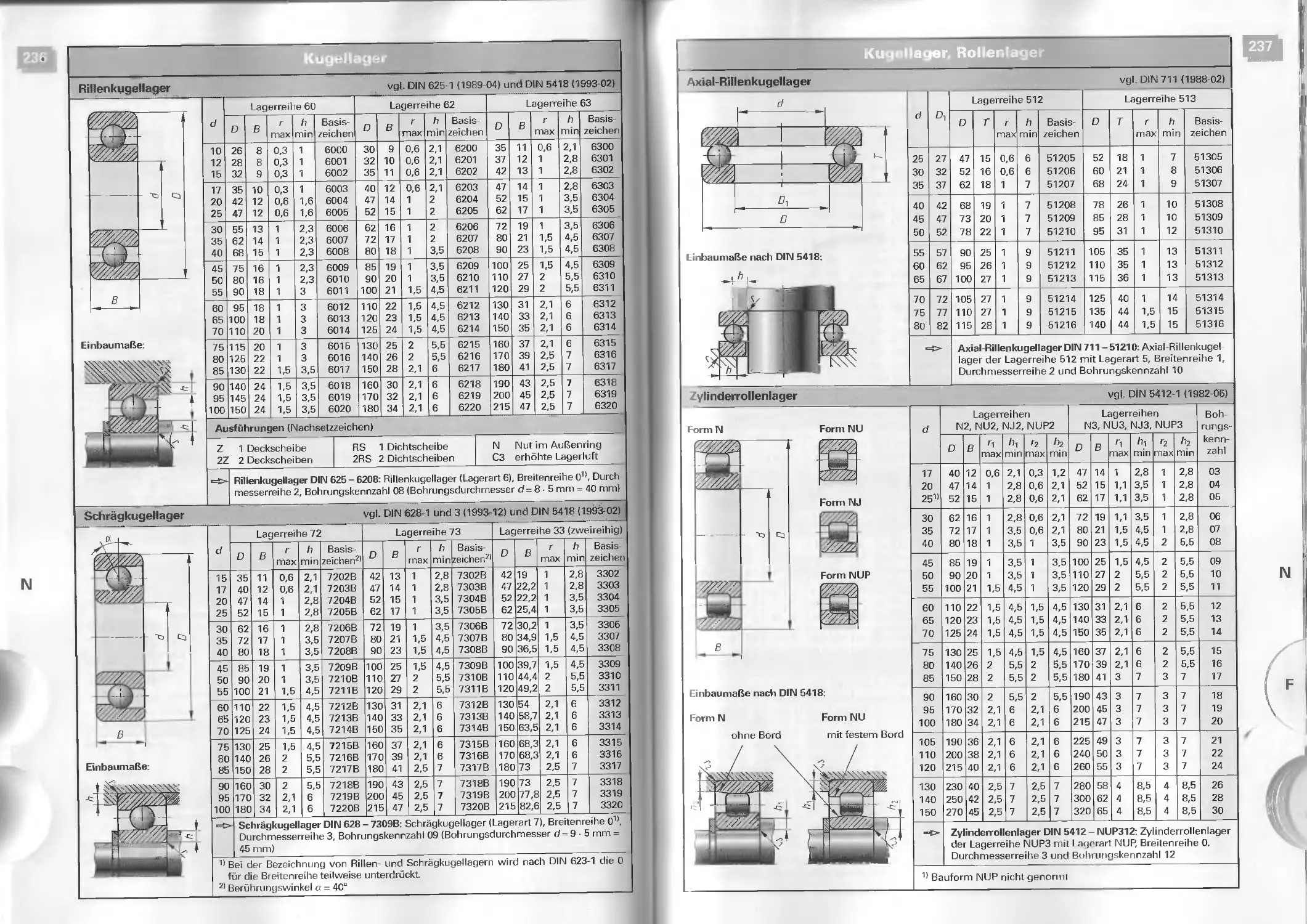
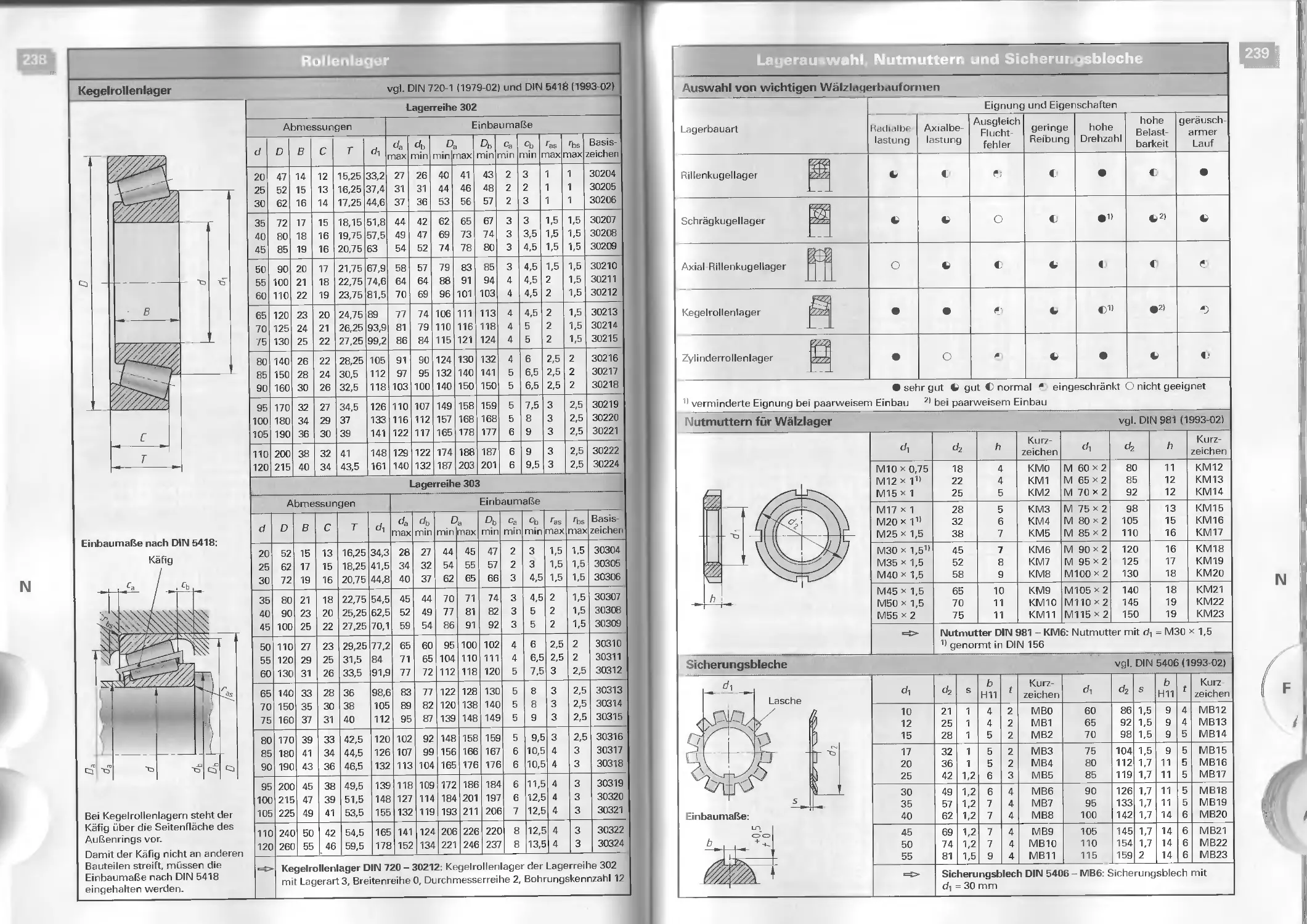
Wälzlager............................235
Nutmuttern, Sicherungsbleche...... 239
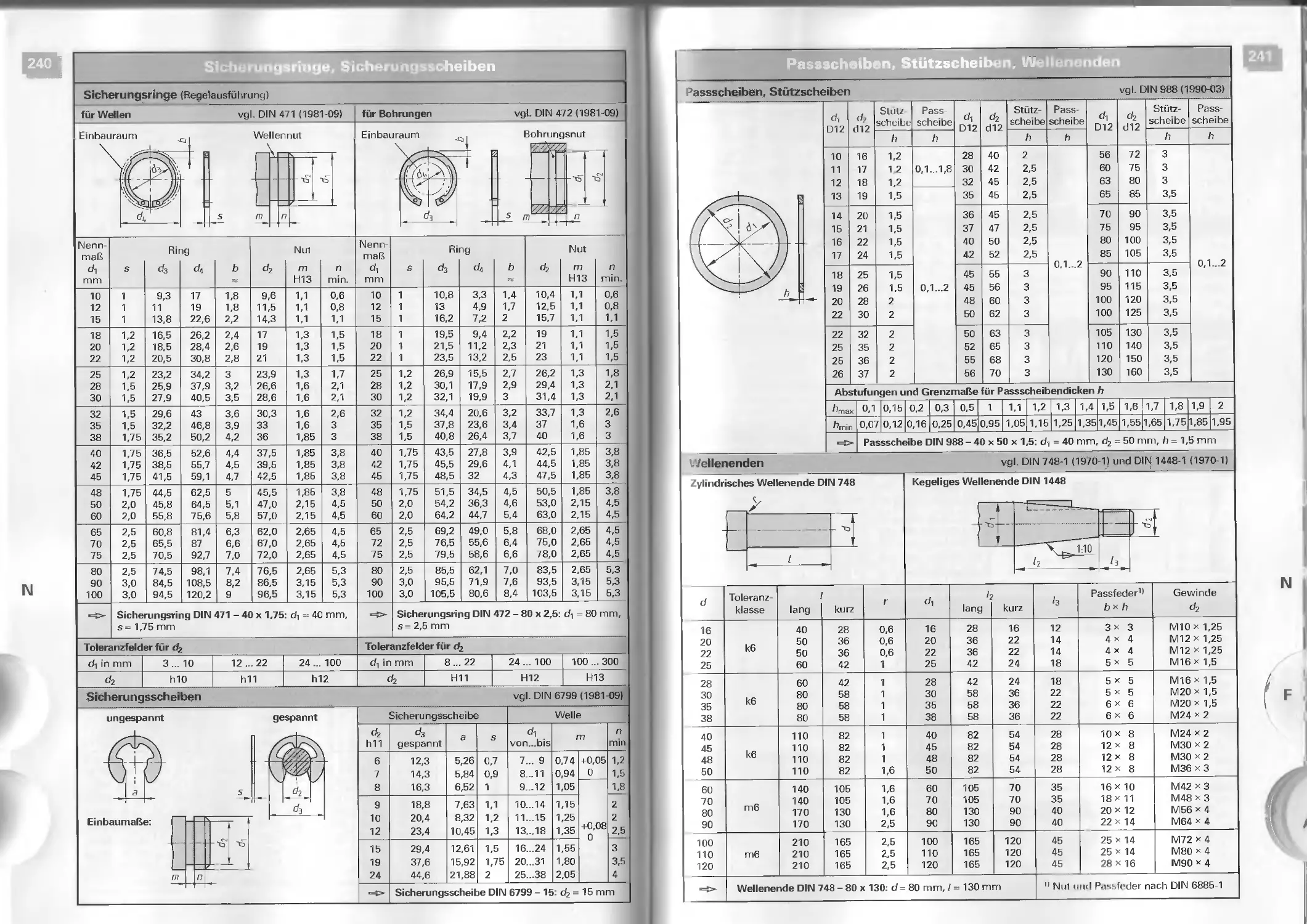
Sicherungsringe, Sicherungsscheiben . . . 240
Passscheiben, Wellenenden............241
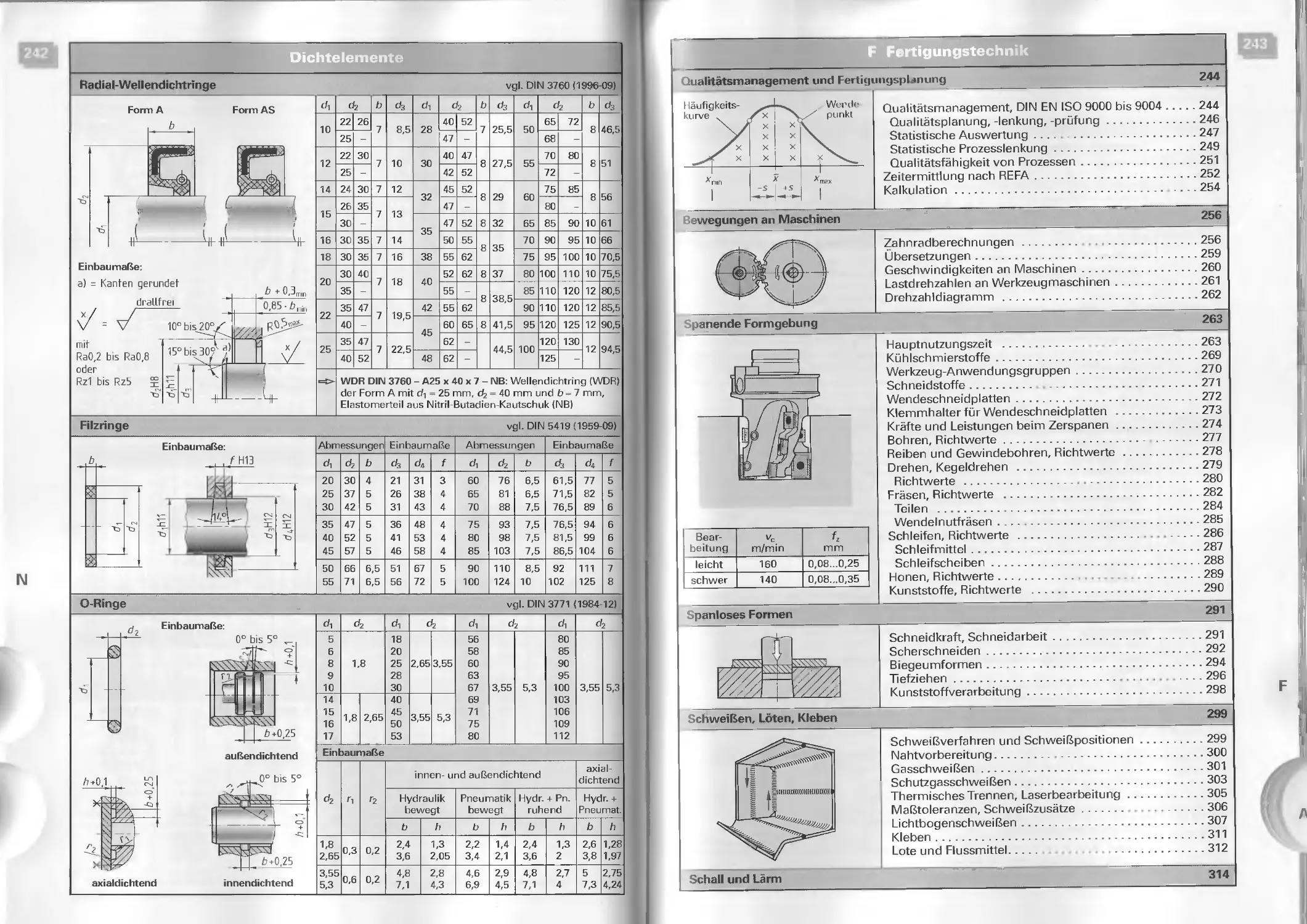
Wellendichtungen.....................242
F Fertigungstechnik 243
Übersicht Kapitel F...... 243
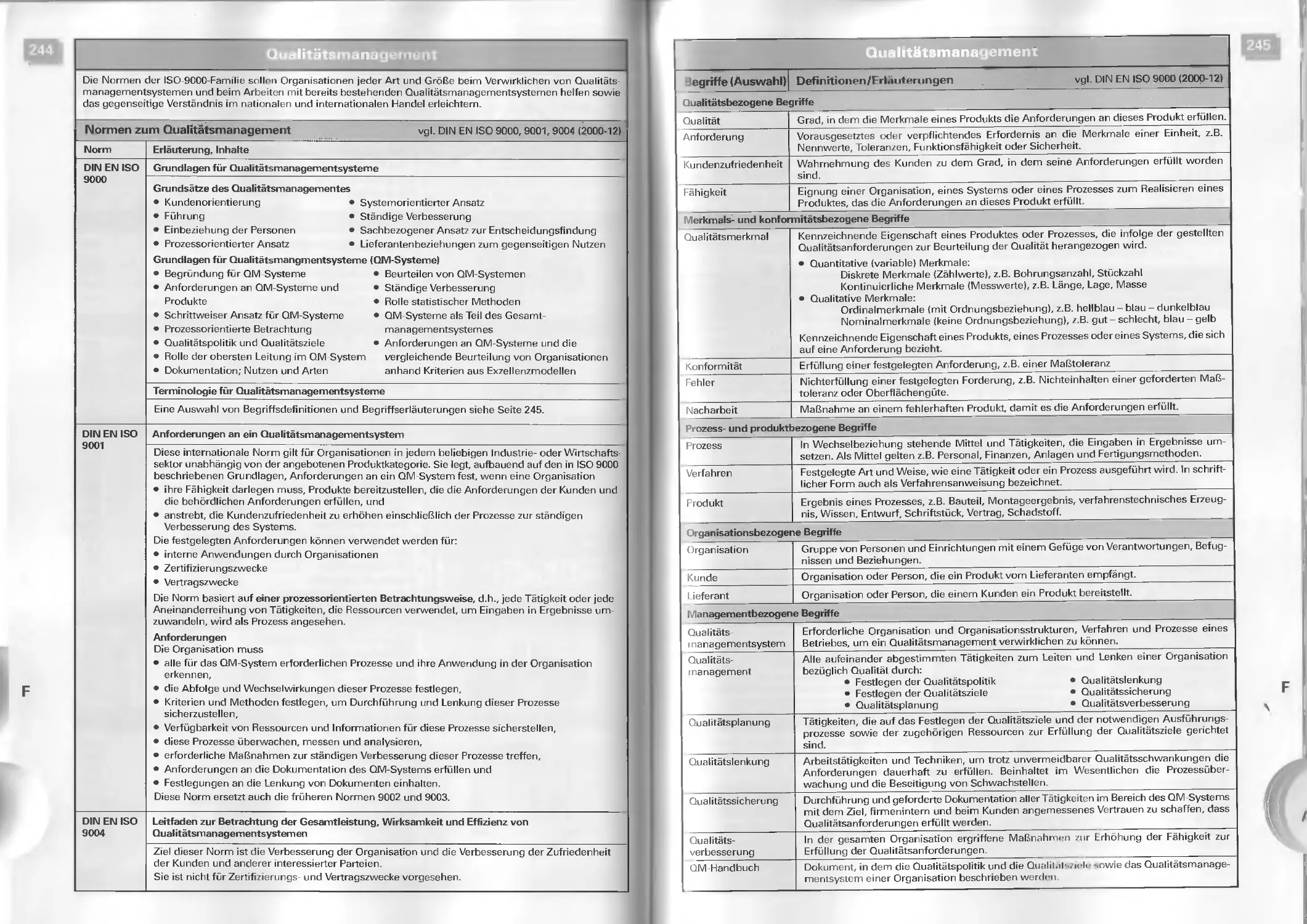
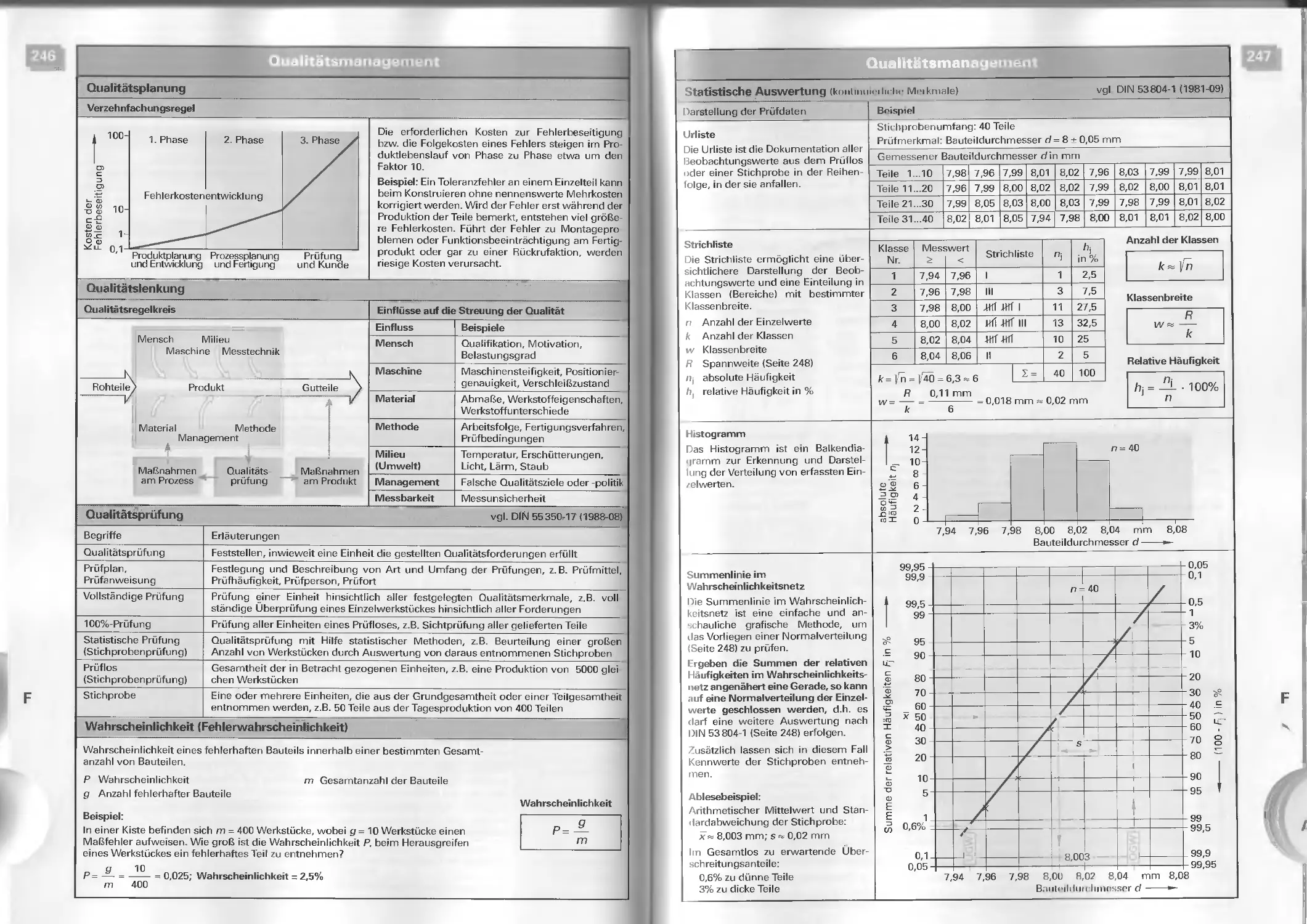
Qualitätsmanagement................. 244
Qualitätsplanung und -prüfung.......246
Statistische Auswertung............247
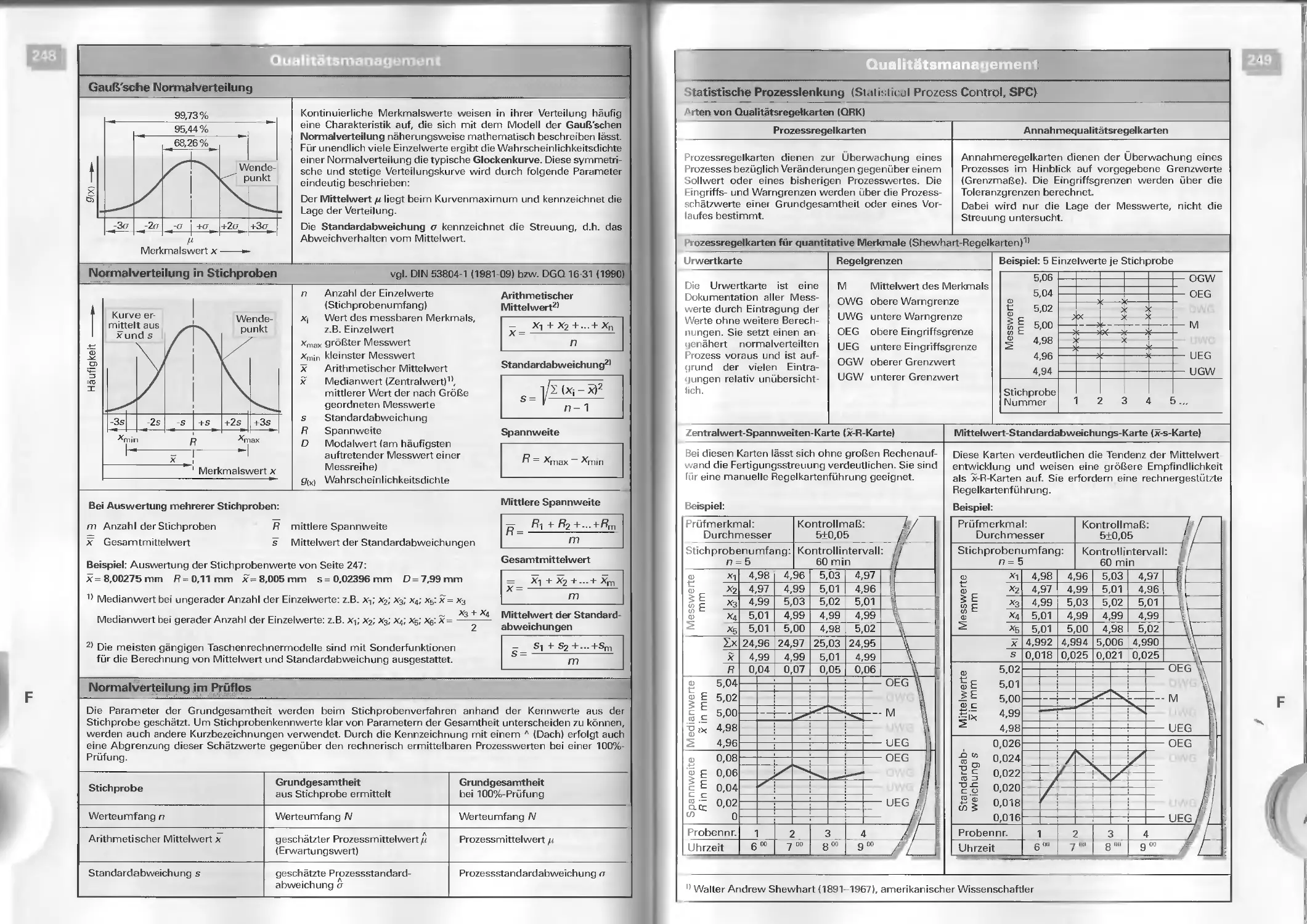
Statistische Prozesslenkung.........249
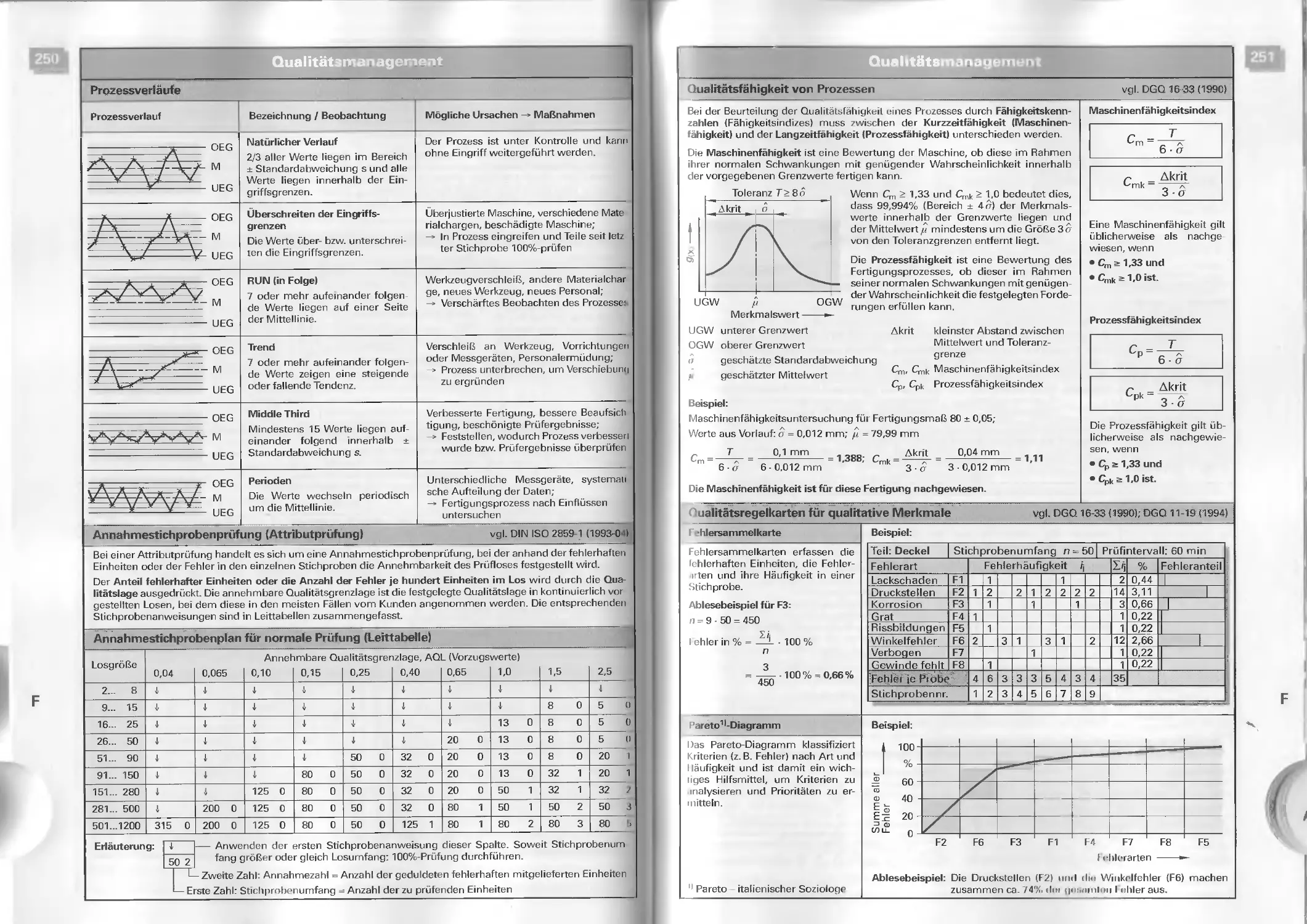
Qualitätsfähigkeit von Prozessen...251
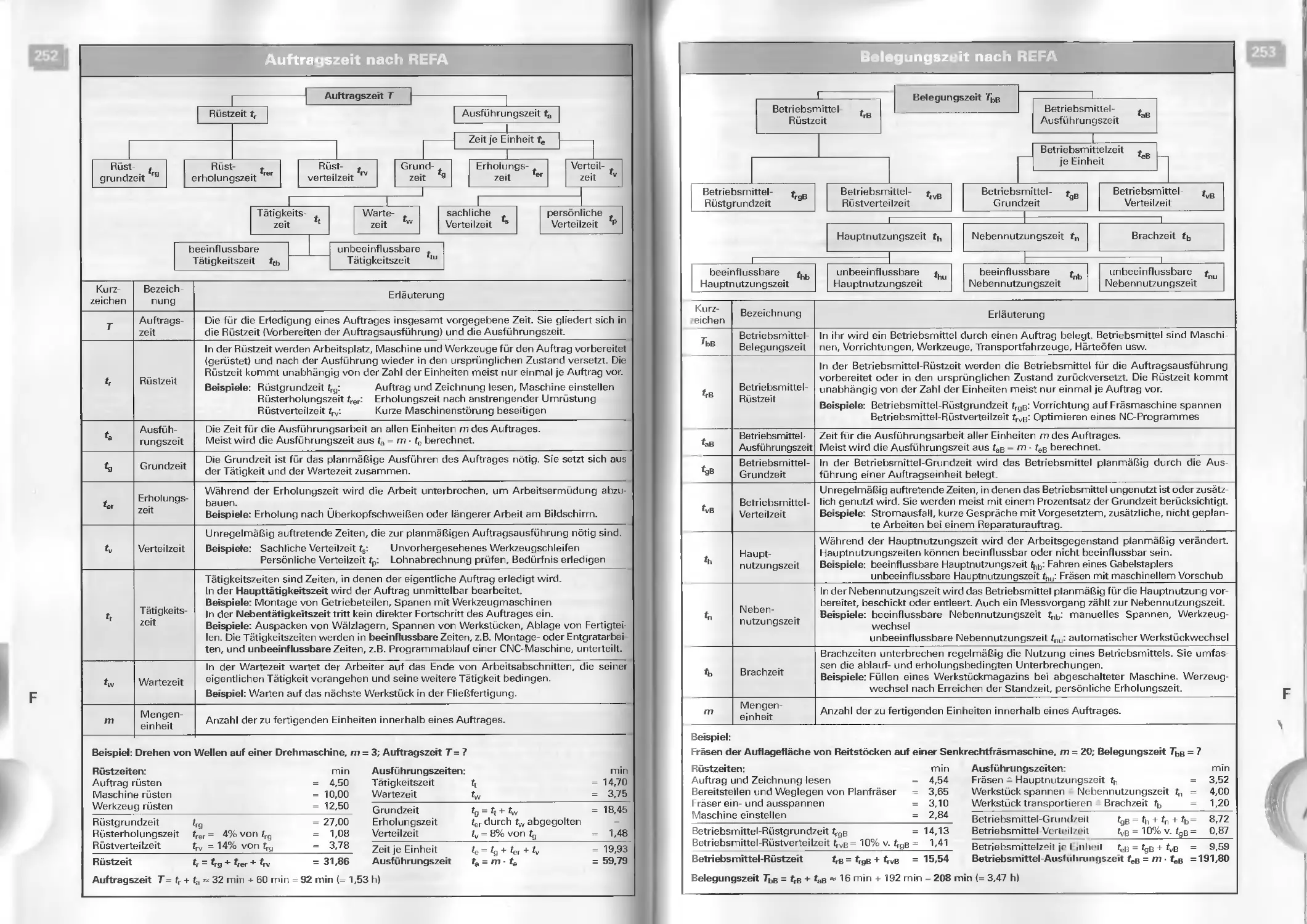
Wirtschafti. Berechnungen: REFA......252
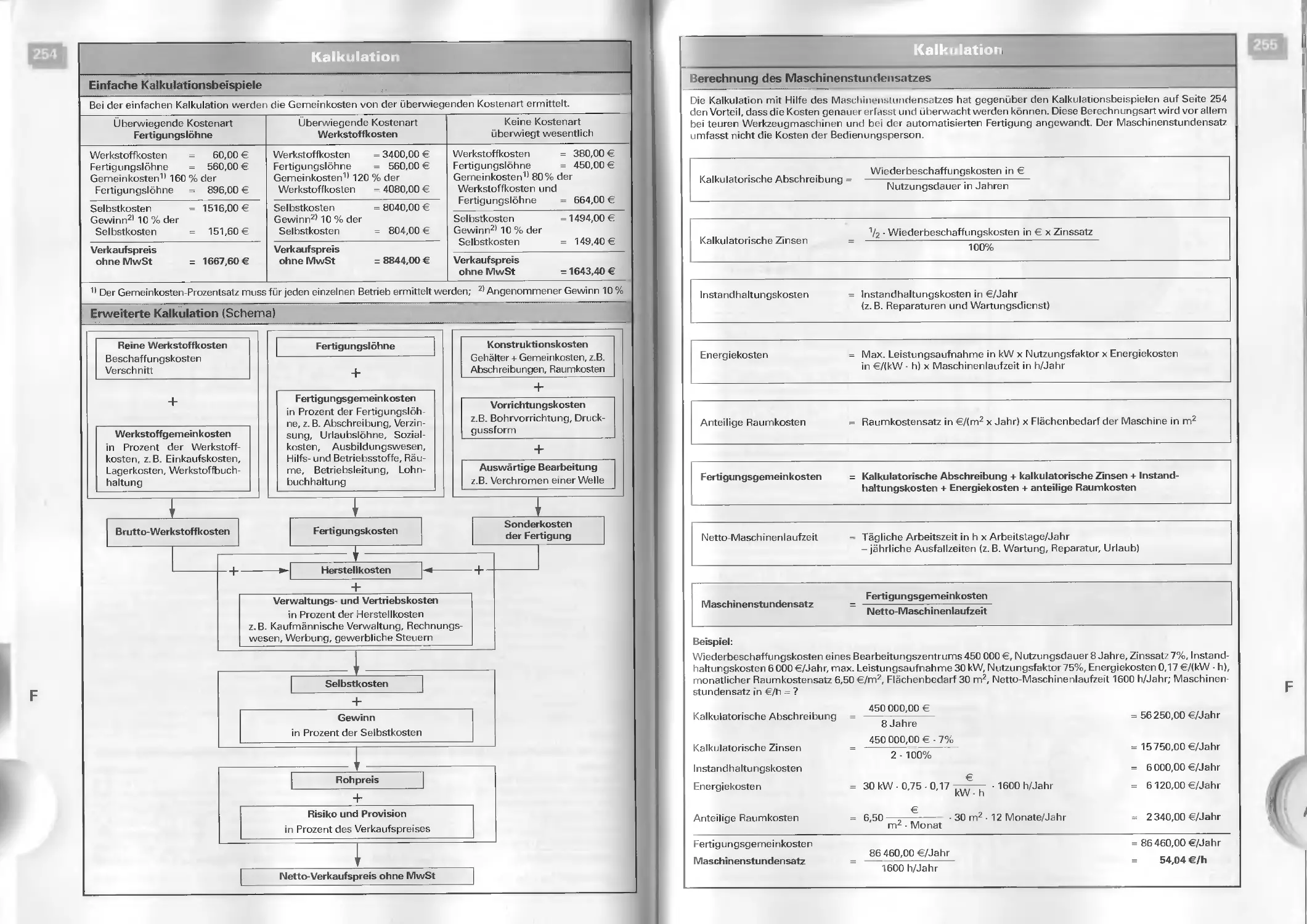
Kalkulation.........................254
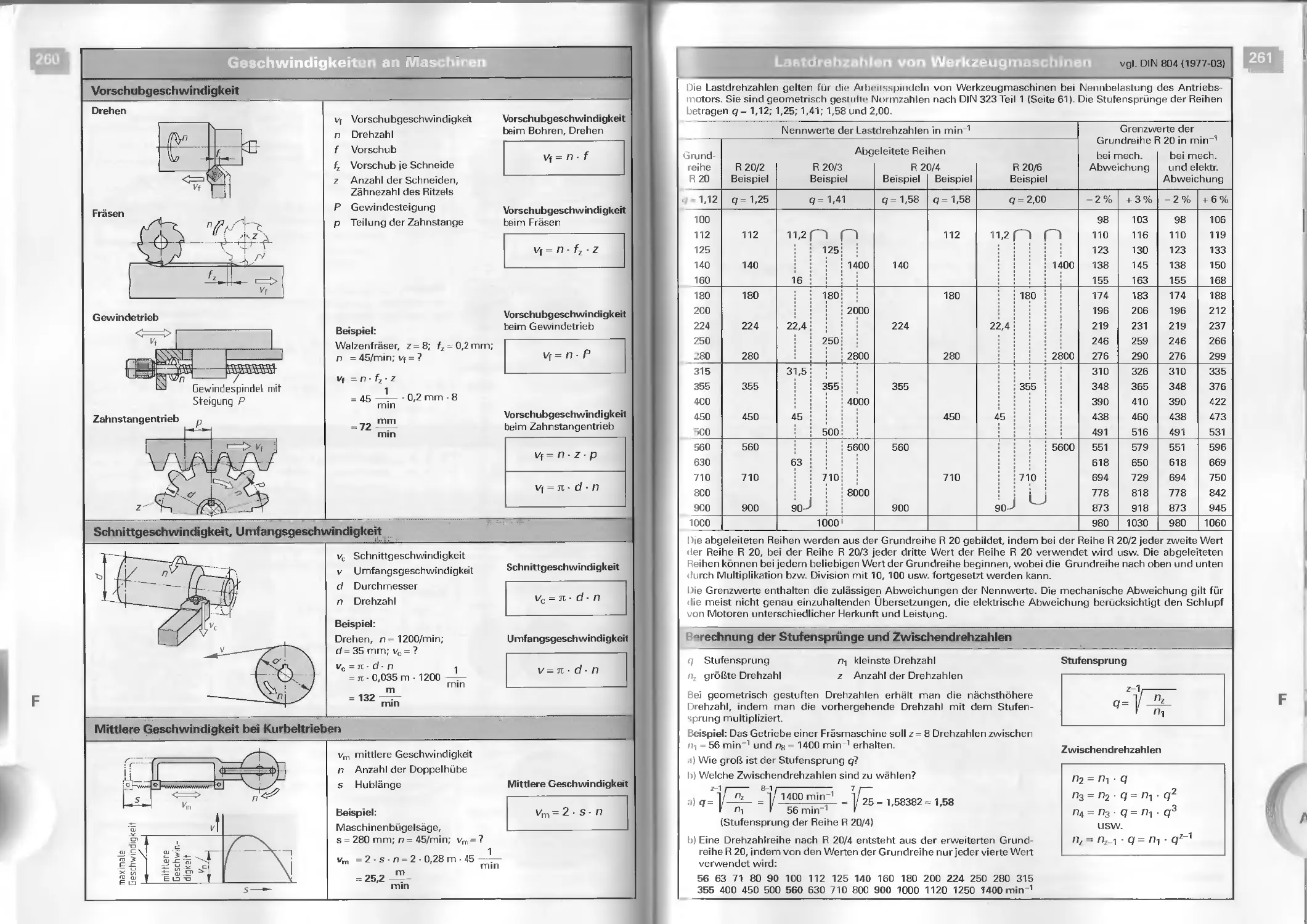
Bewegungen an Maschinen..............256
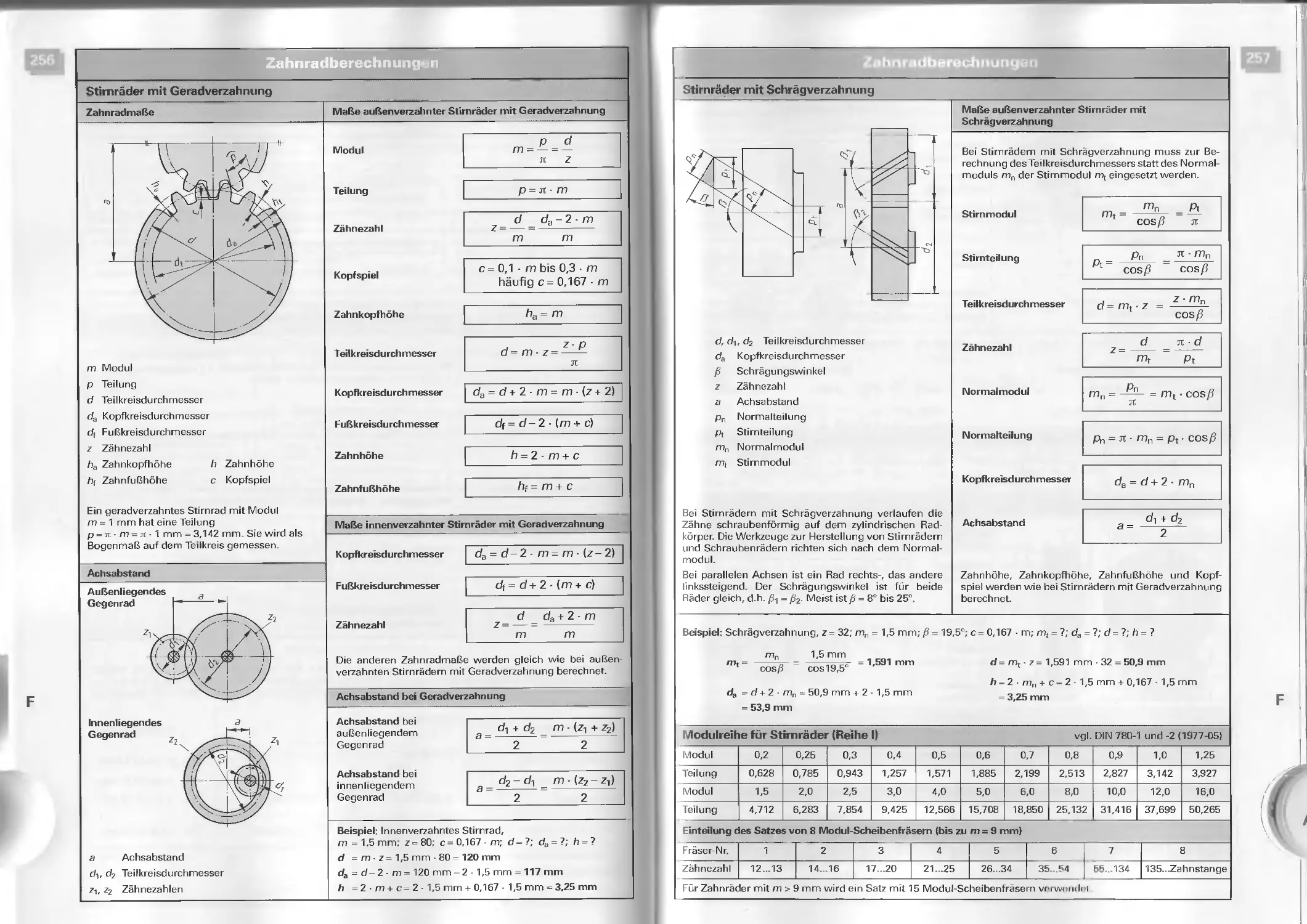
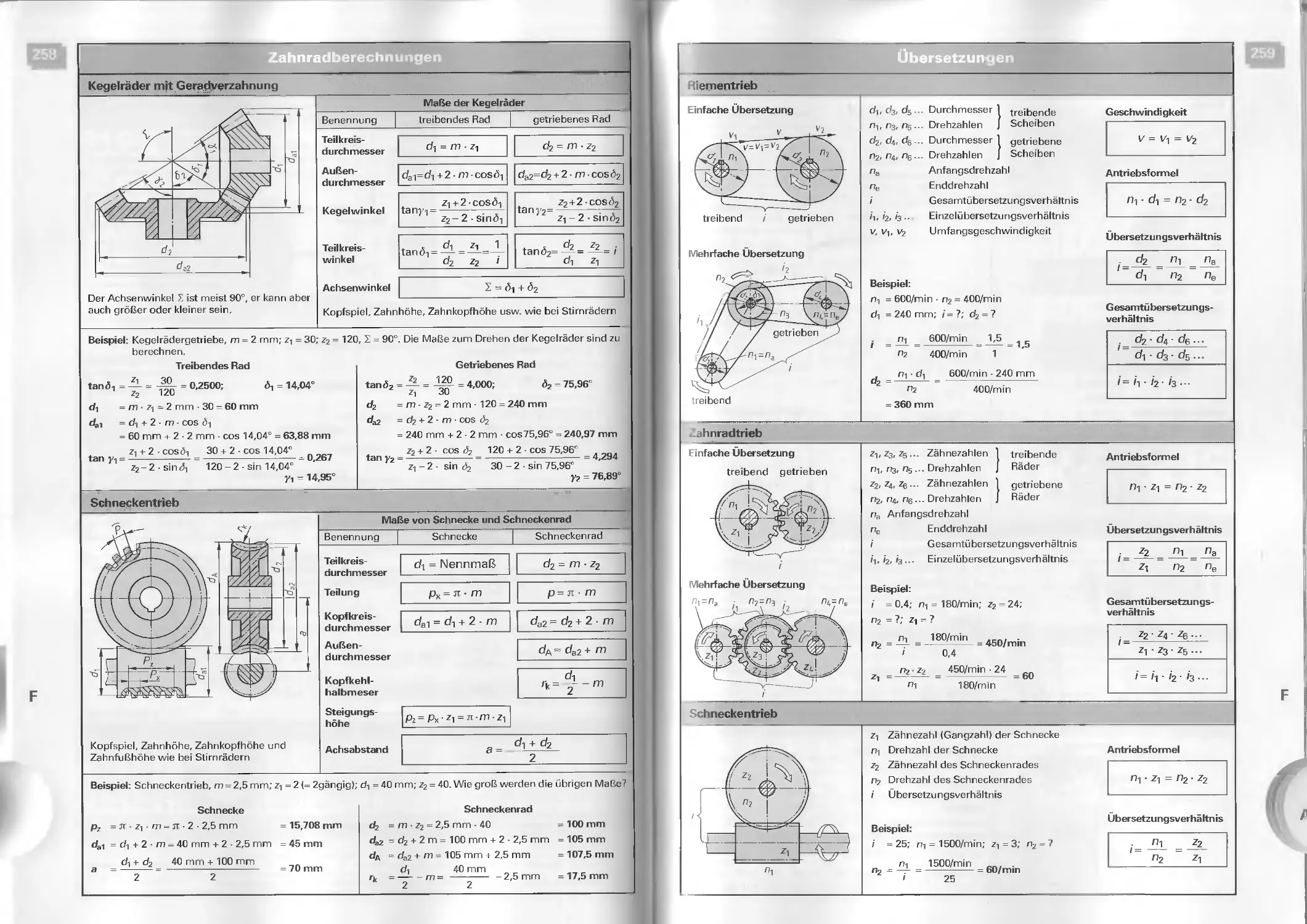
Zahnräder...........................256
Übersetzungen.......................259
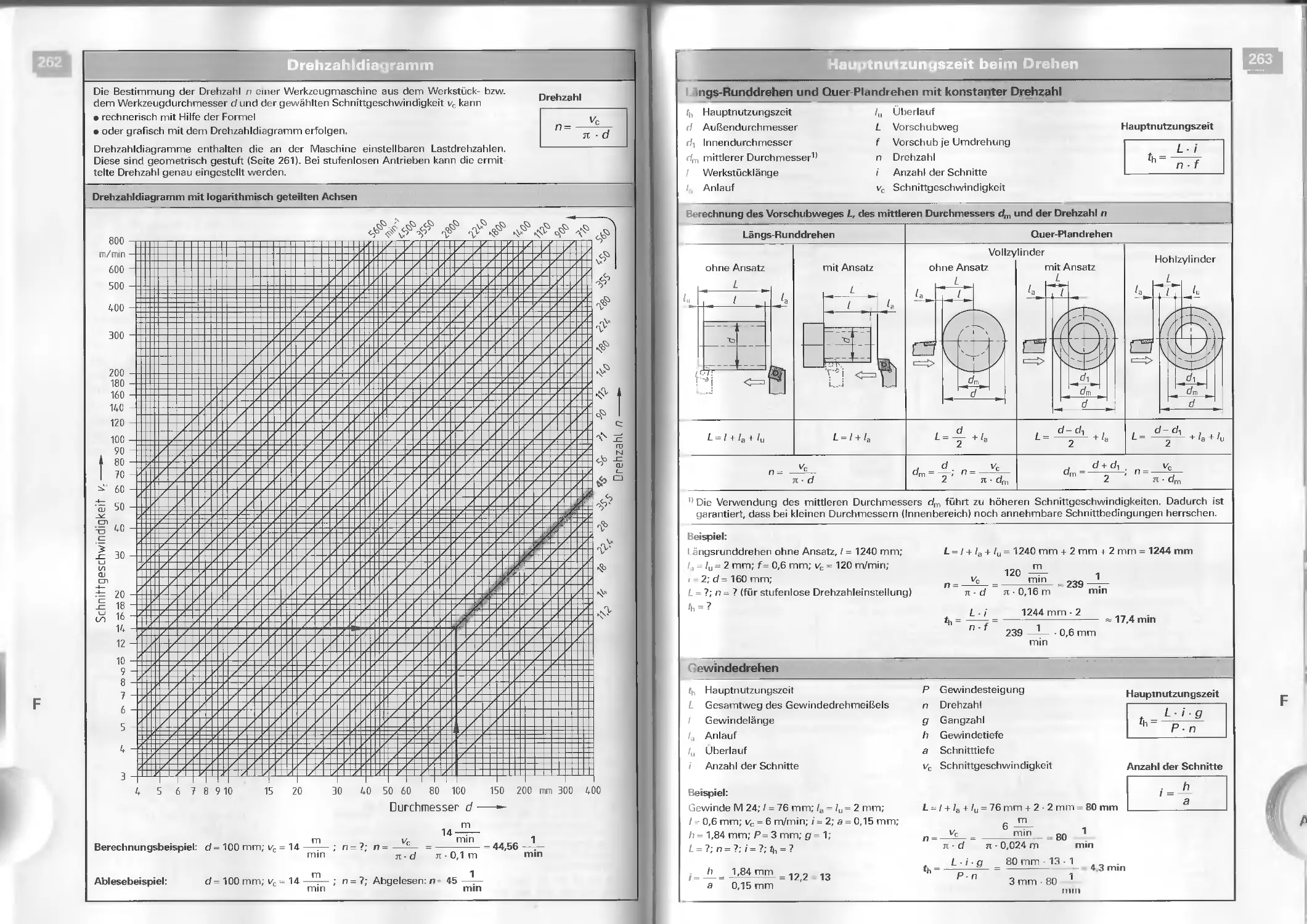
Lastdrehzahlen...... . 261
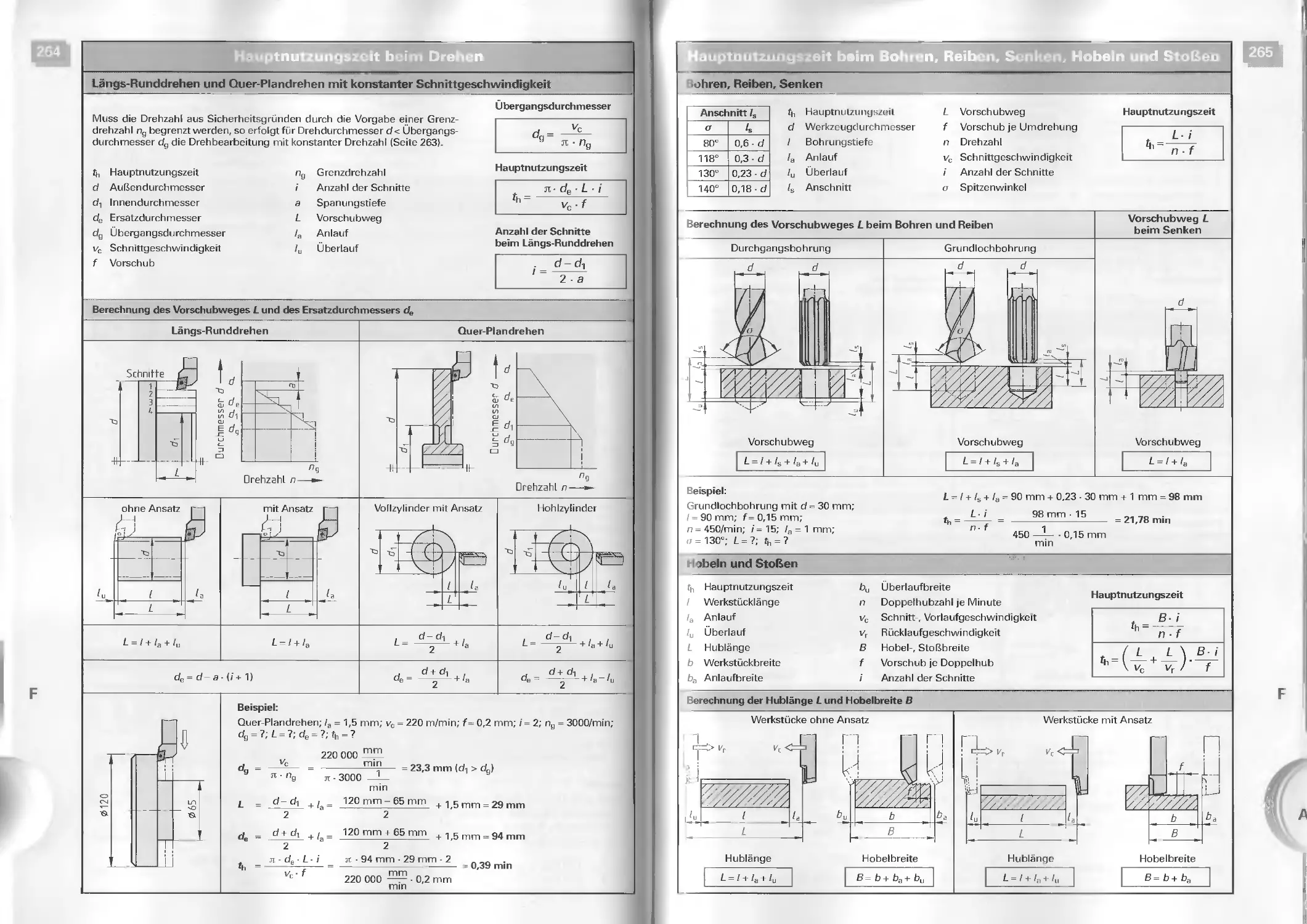
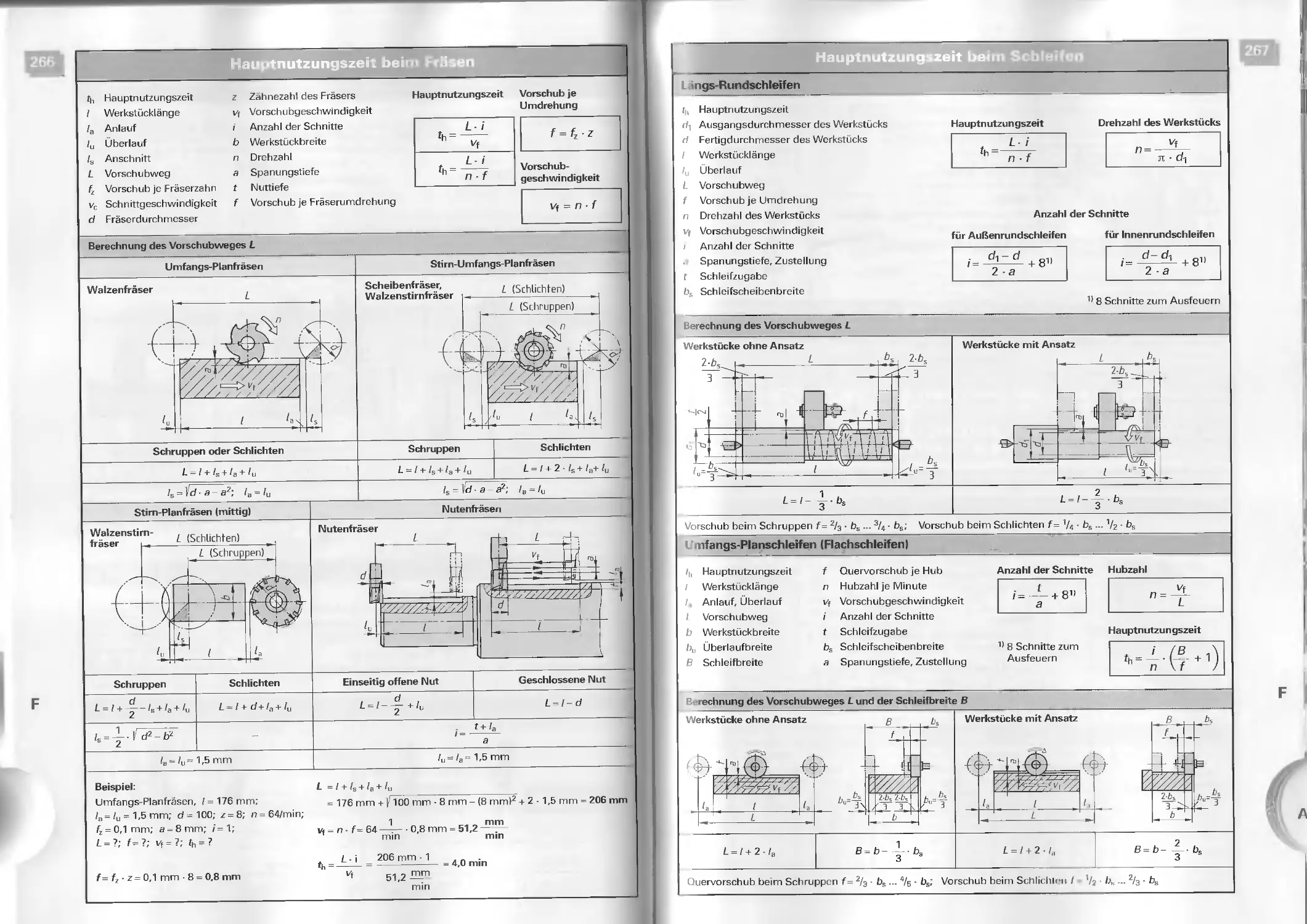
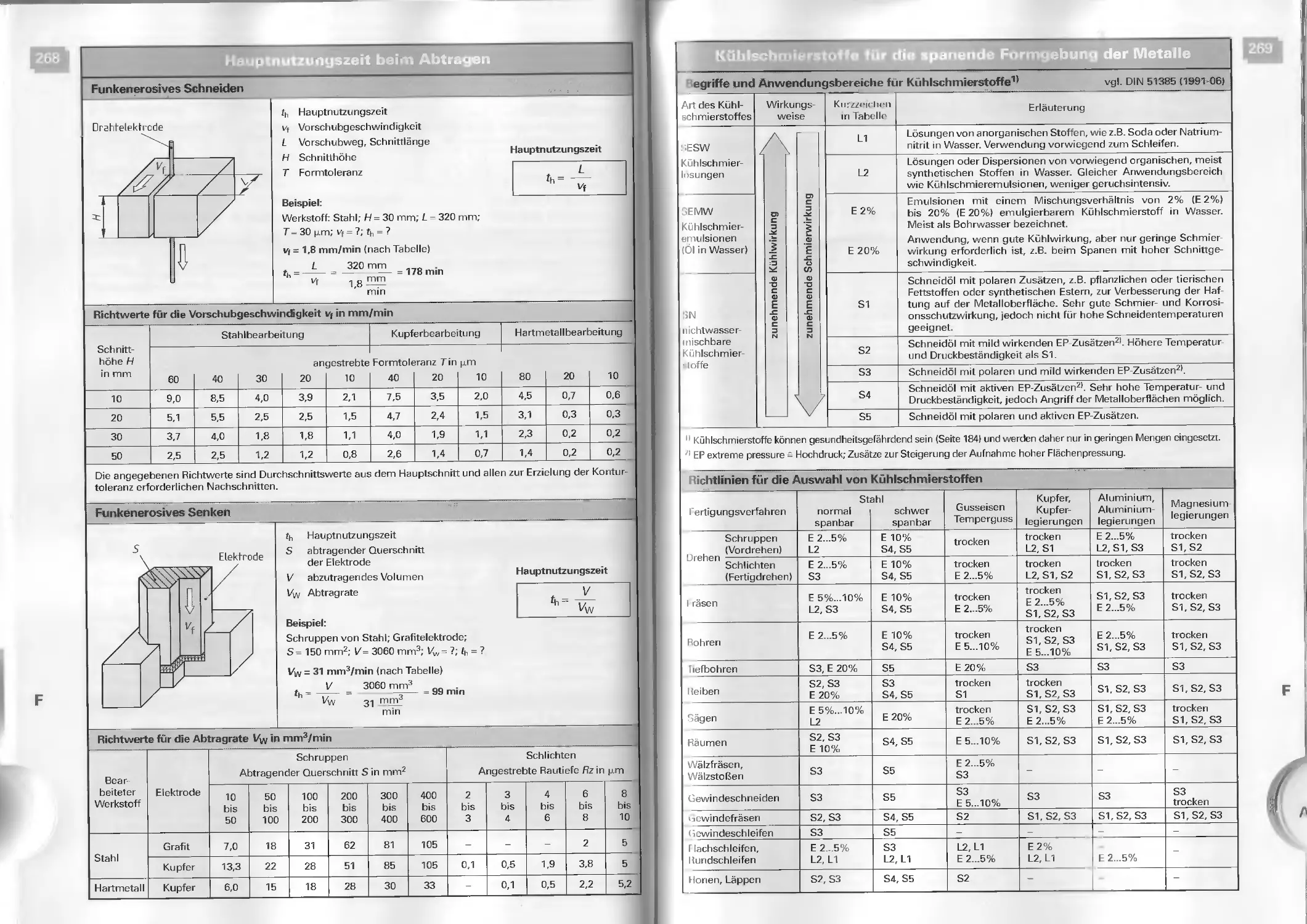
Spanende Bearbeitung.................263
Hauptnutzungszeit-Berechnung........263
Kühlschmierstoffe...................269
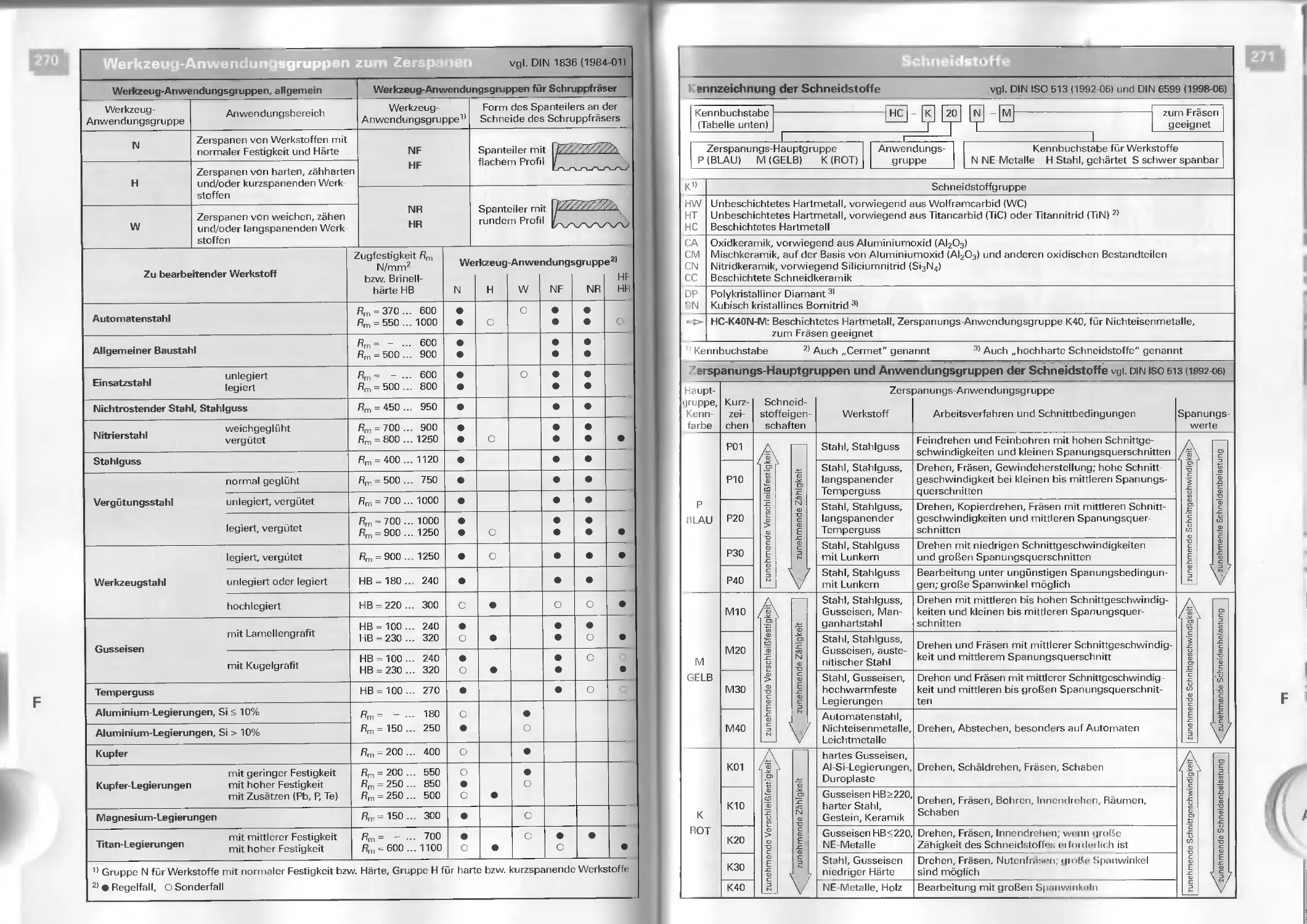
Werkzeug-Anwendungsgruppen......... 270
Schneidstoffe......................271
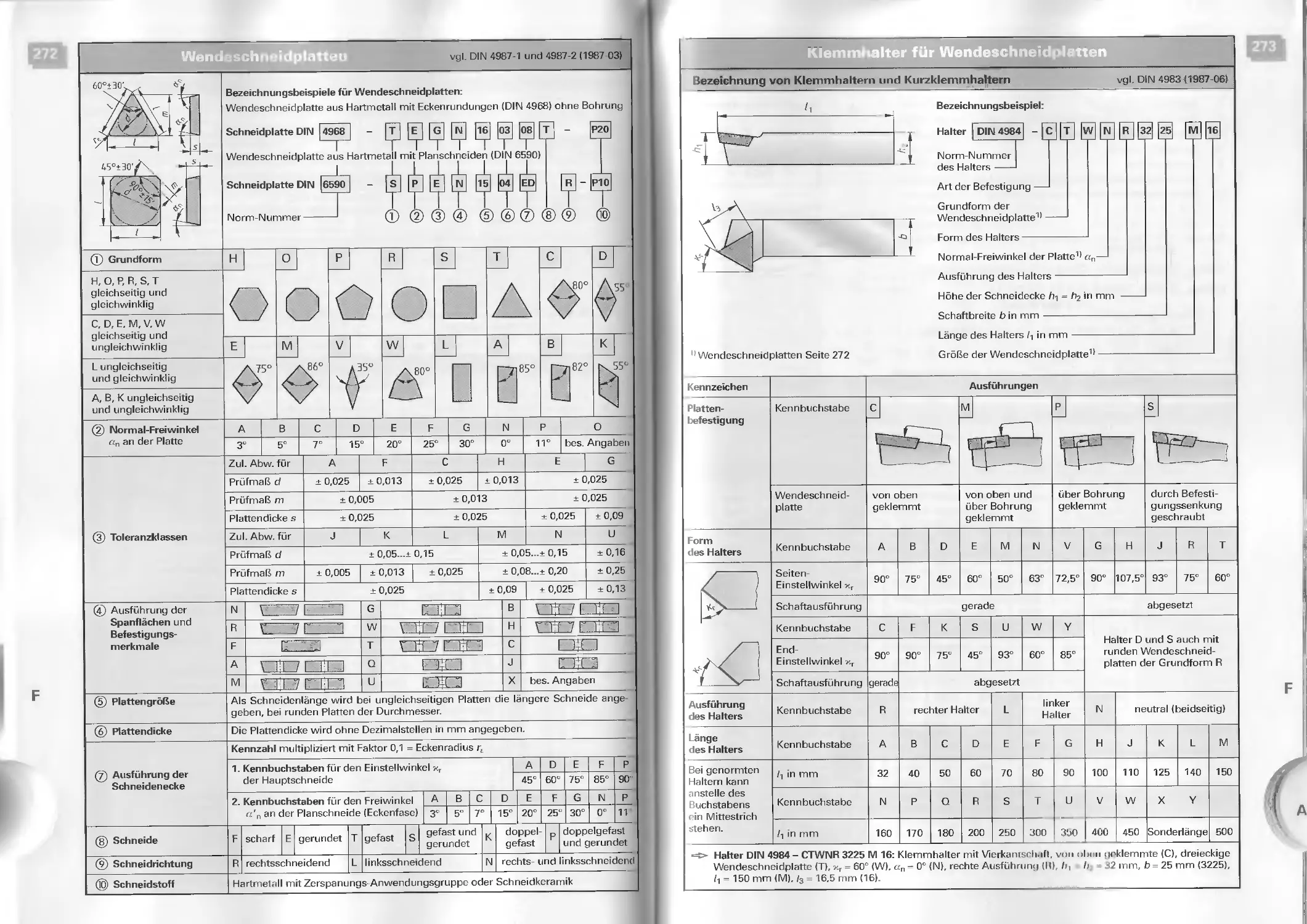
Wendeschneidplatten.................272
Klemmhalter.......... .. 273
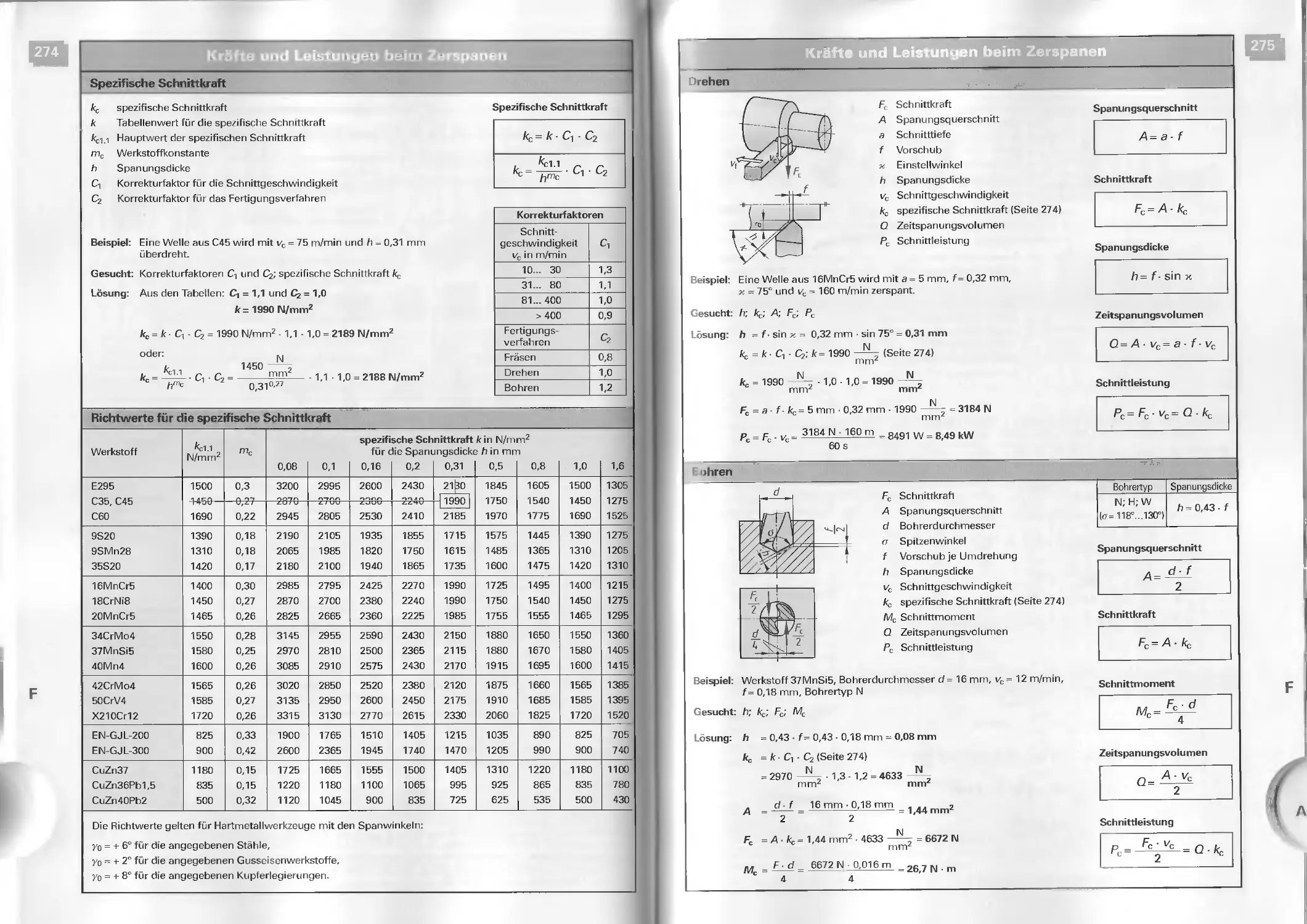
Kräfte und Leistungen...............274
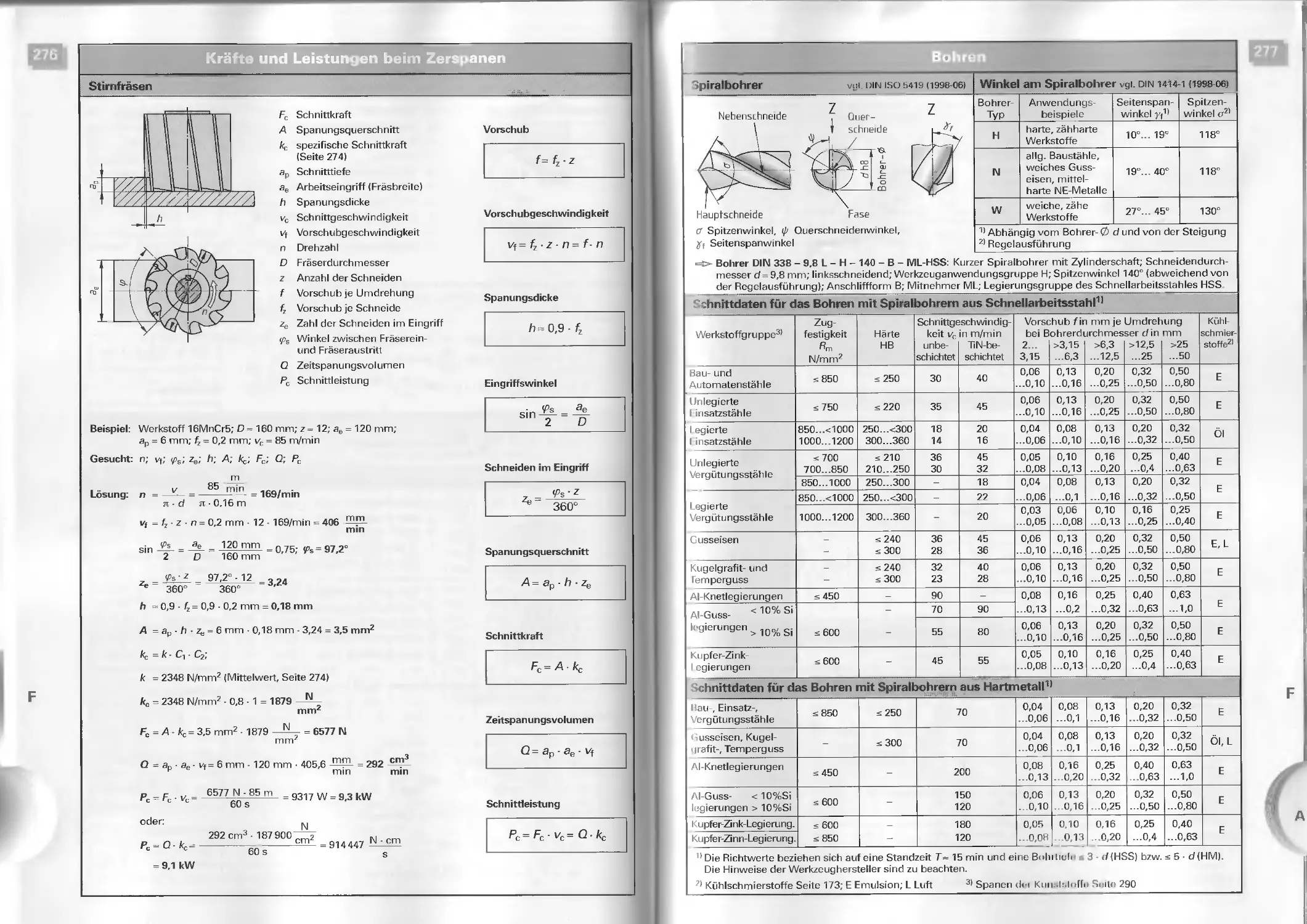
Bohren, Reiben, Gewindebohren.......277
Drehen..............................279
Fräsen, Teilen..................... 282
Schleifen, Honen....................286
Spanen der Kunststoffe..............290
Spanloses Formen, Scherschneiden......291
Biegeumformen.......................294
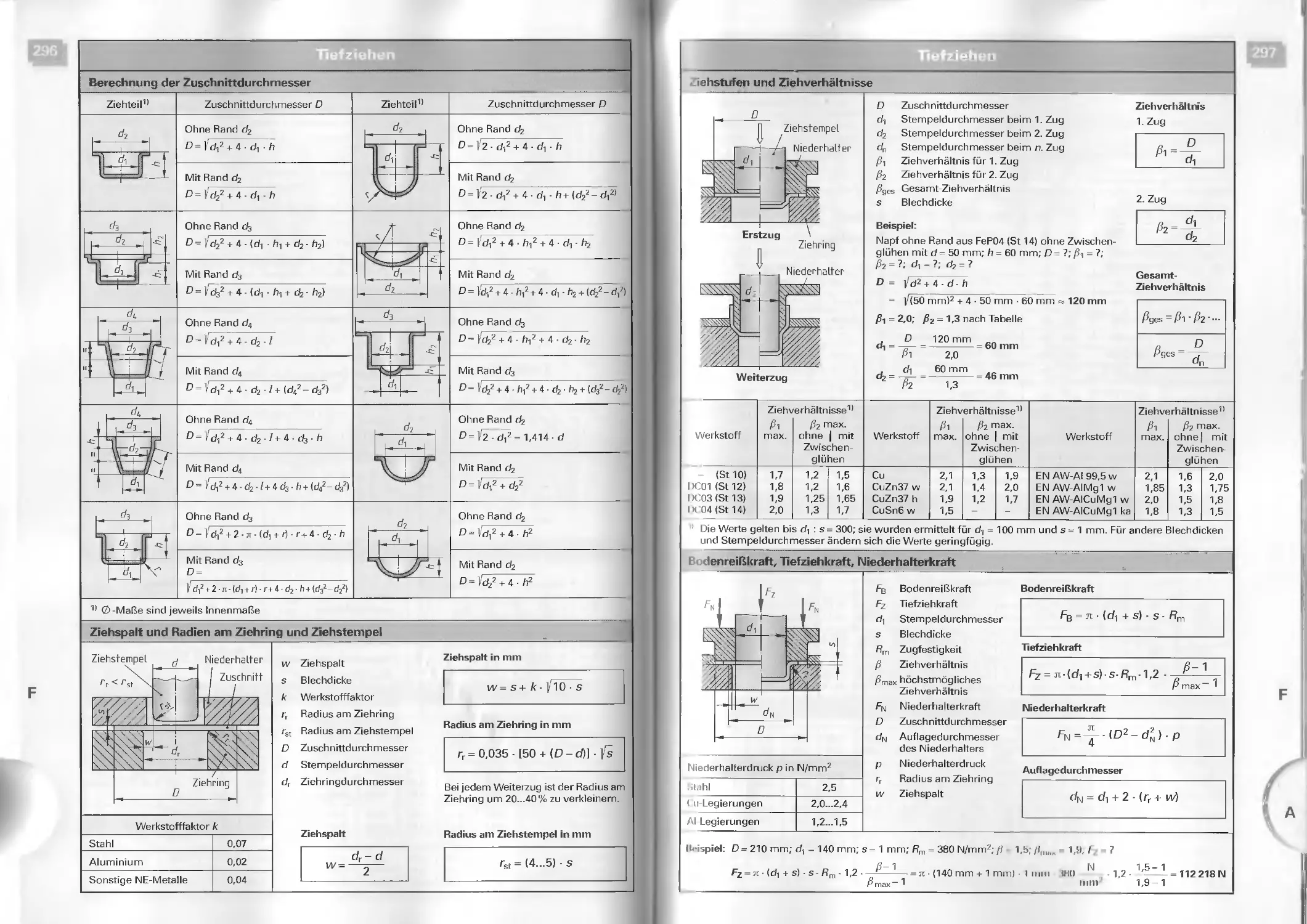
Tiefziehen..........................296
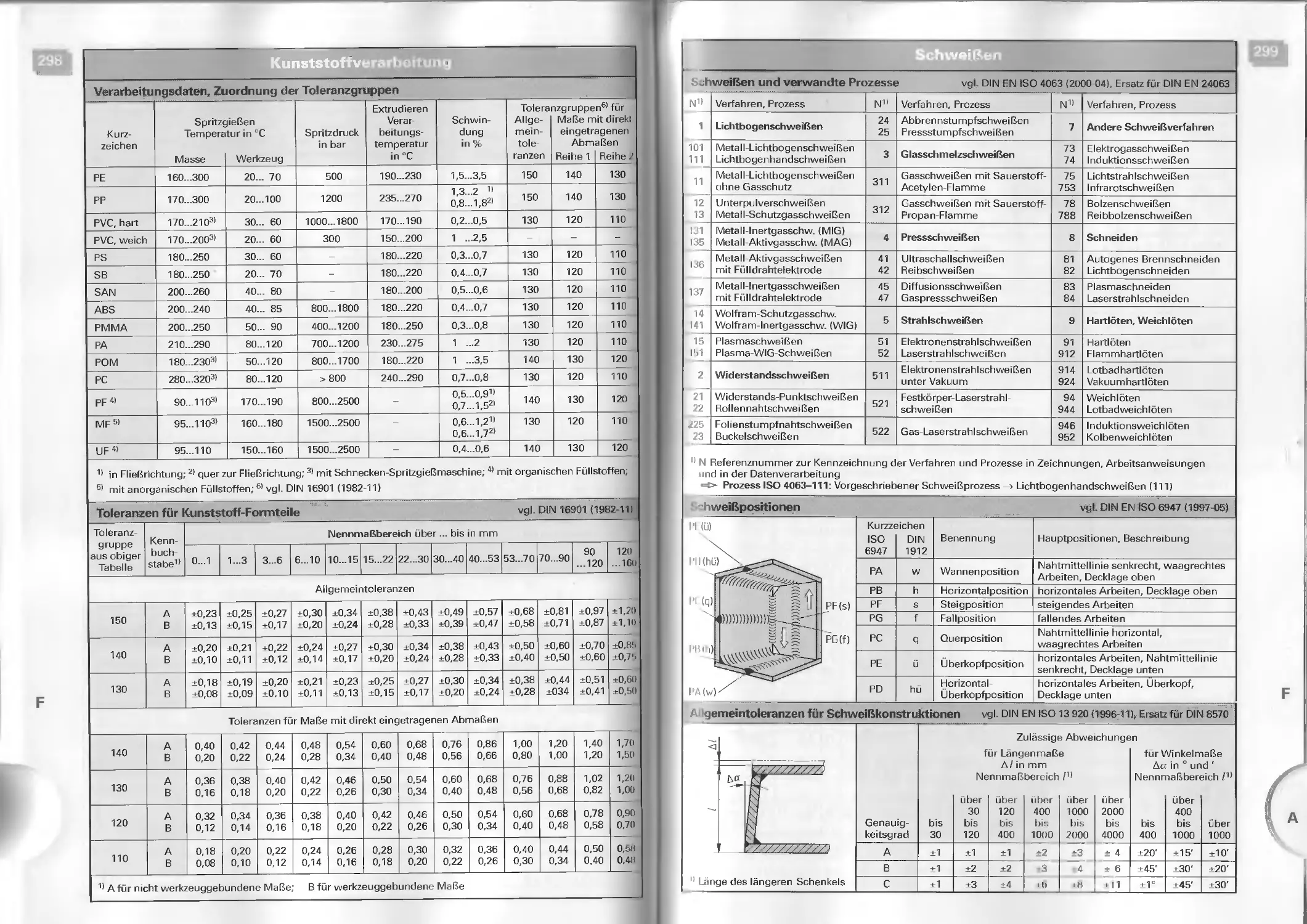
Kunststoffverarbeitung..............298
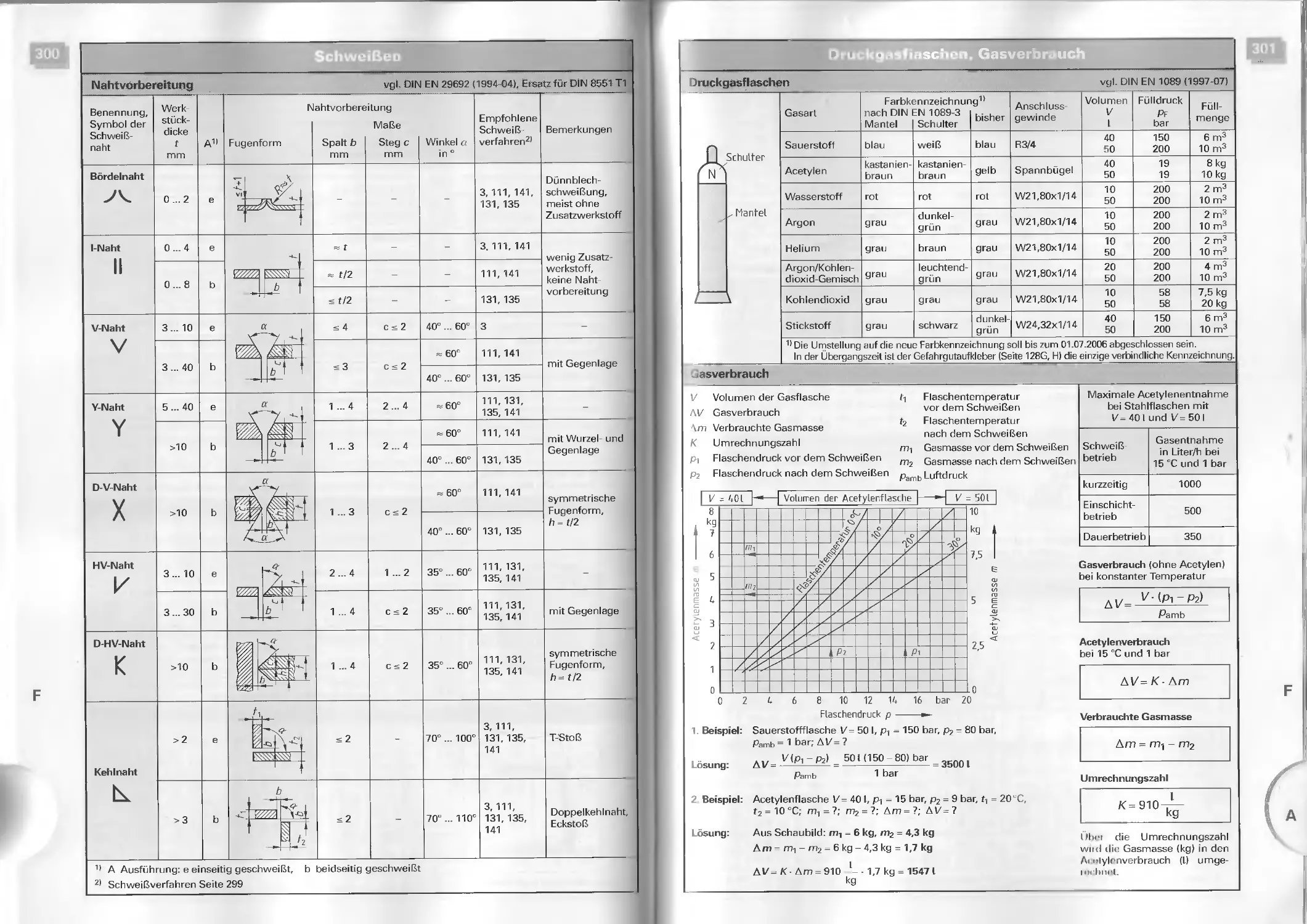
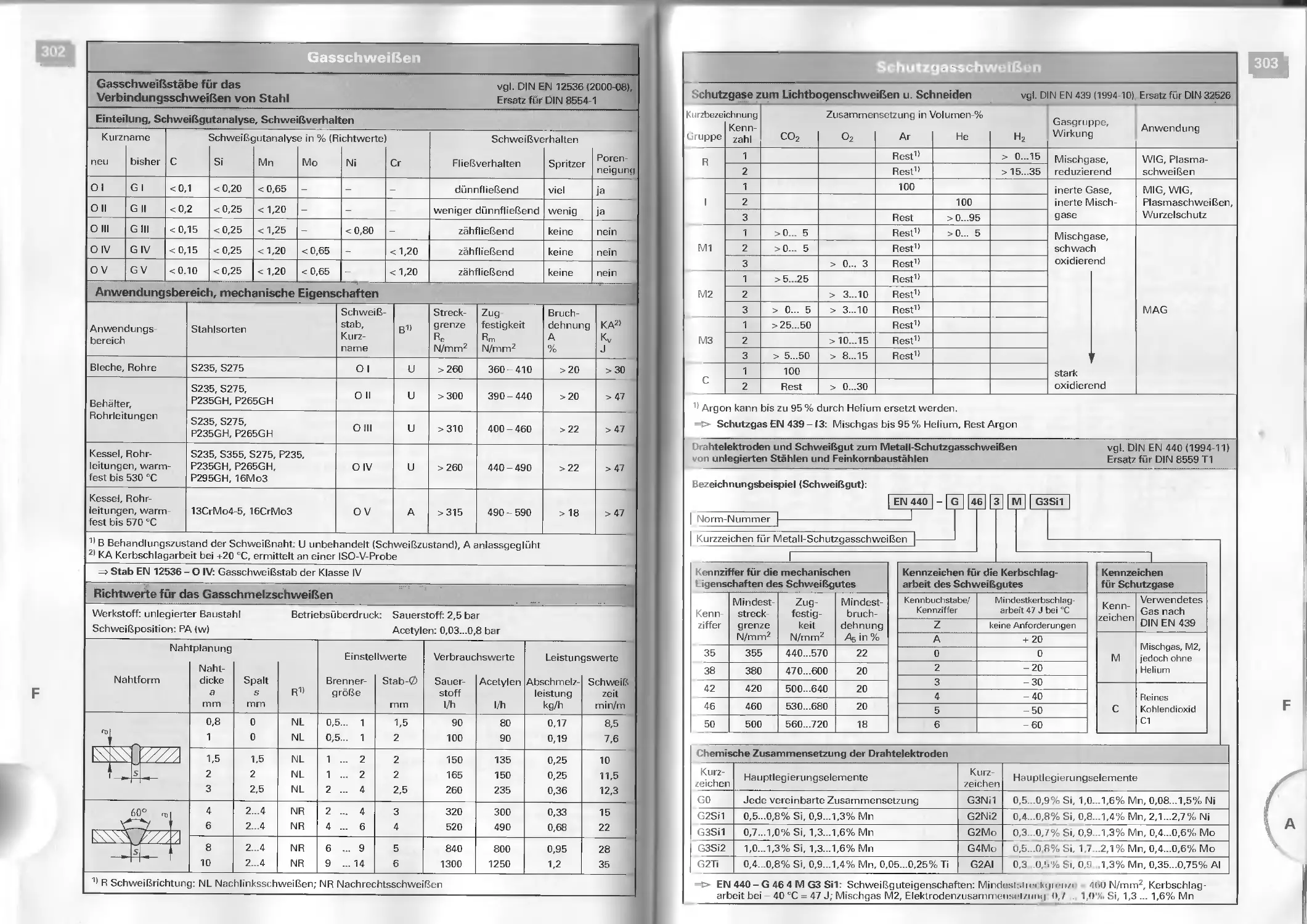
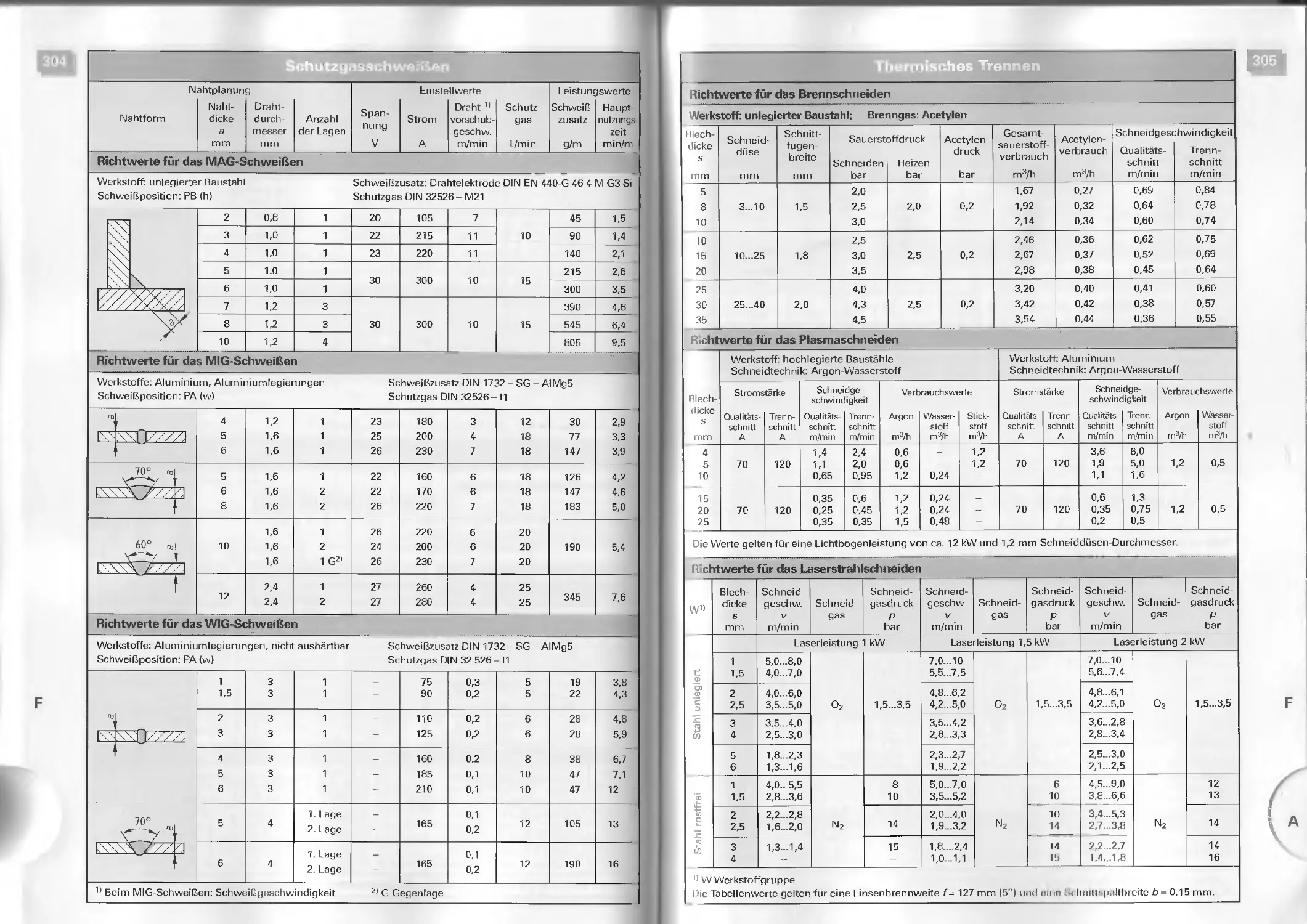
Schweißen, Schweißverfahren..........299
Schweißpositionen...................299
Thermisches Trennen.................305
Laserstrahlschneiden................305
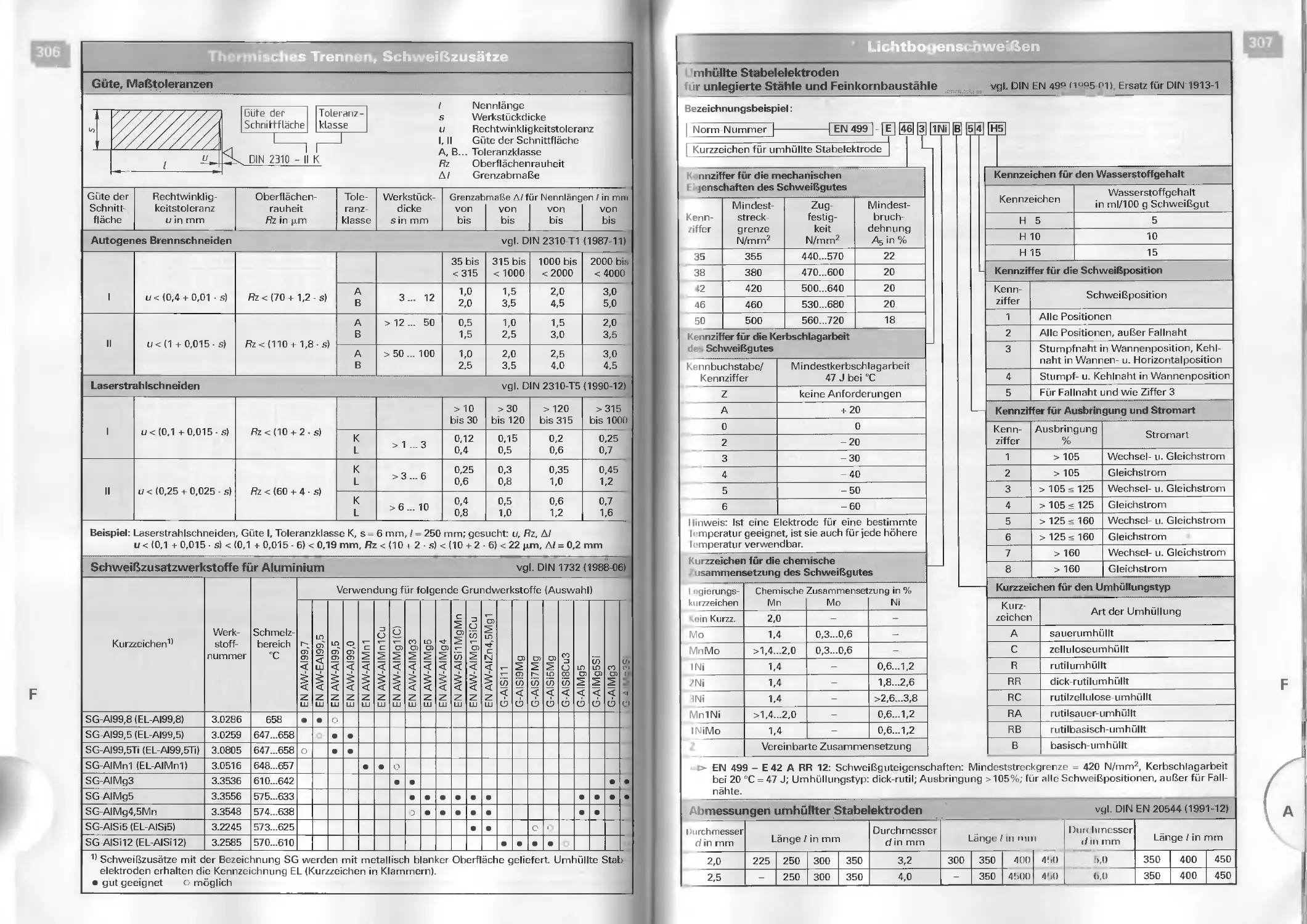
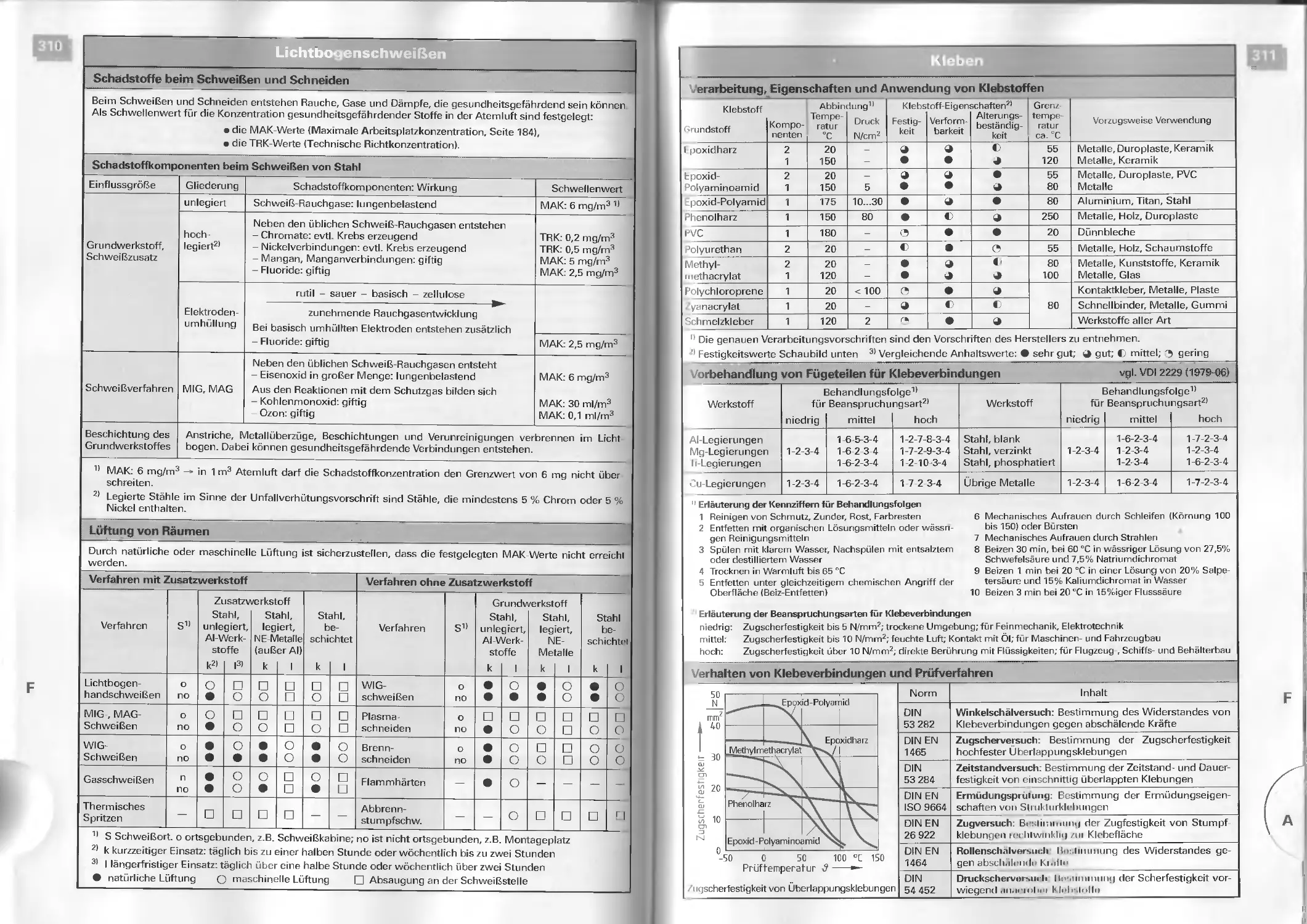
Kleben...............................311
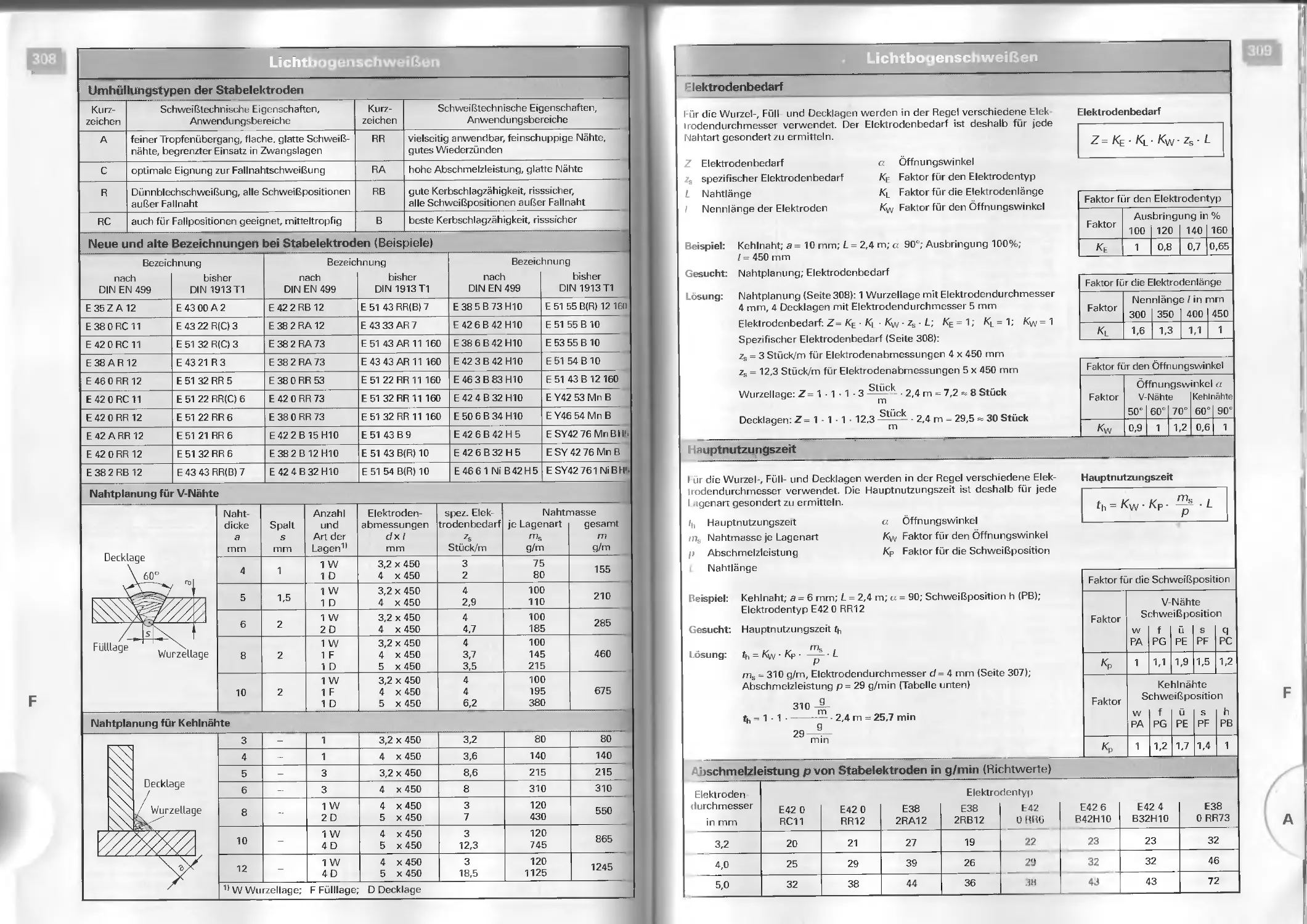
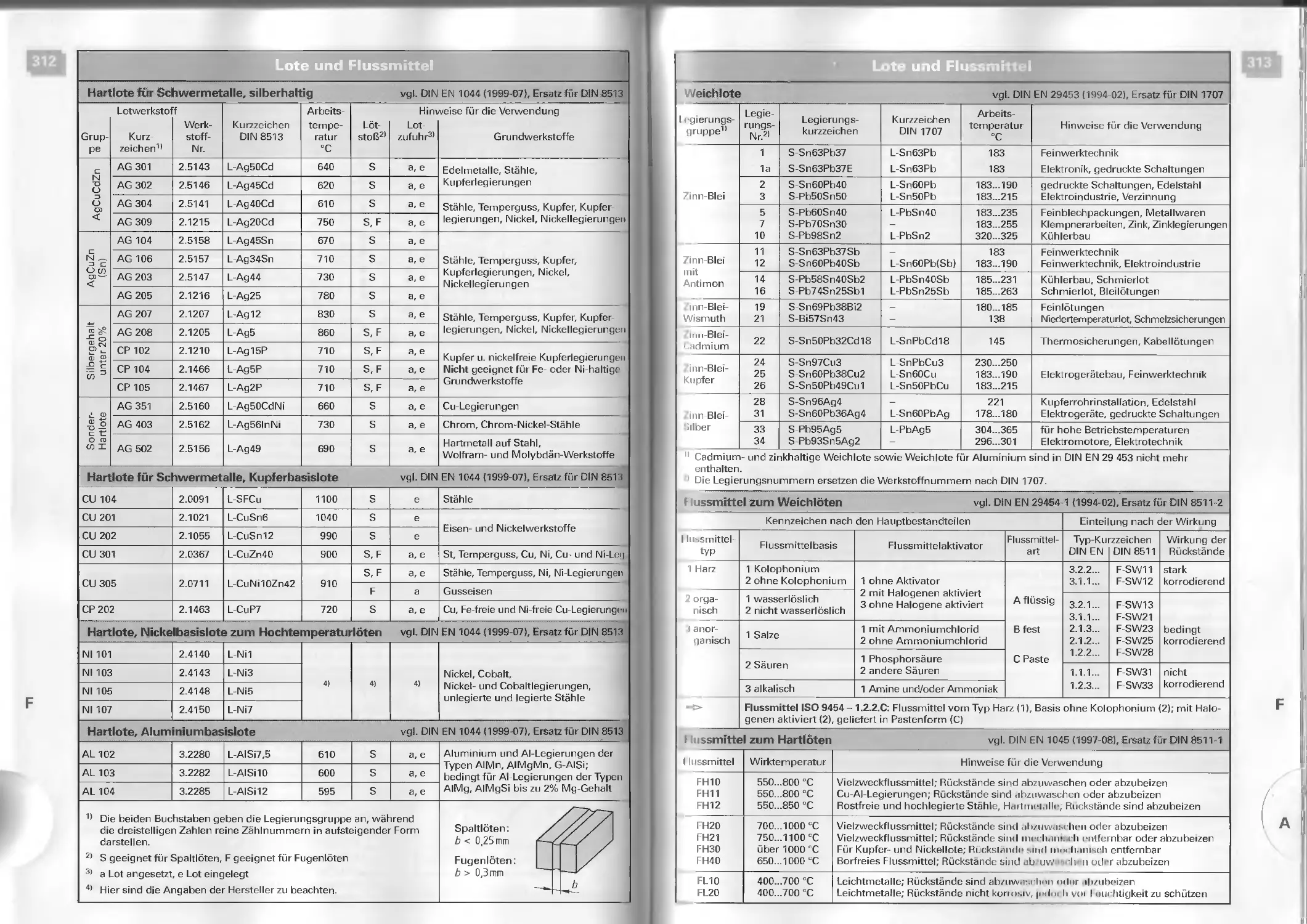
Löten................................312
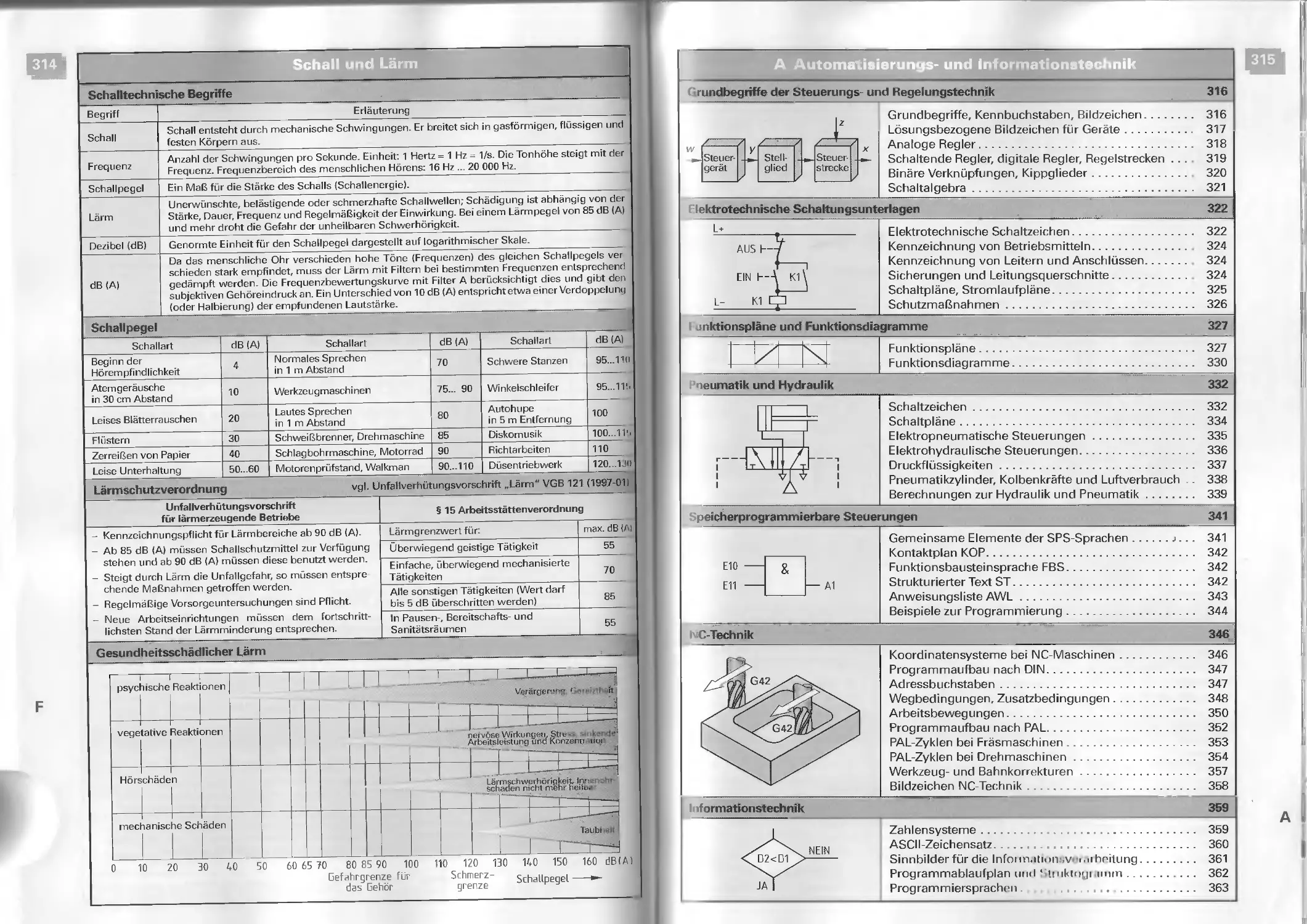
Schall und Lärm......................314
A Automatisierungs- und Informationstechnik
315
Übersicht Kapitel A..................315
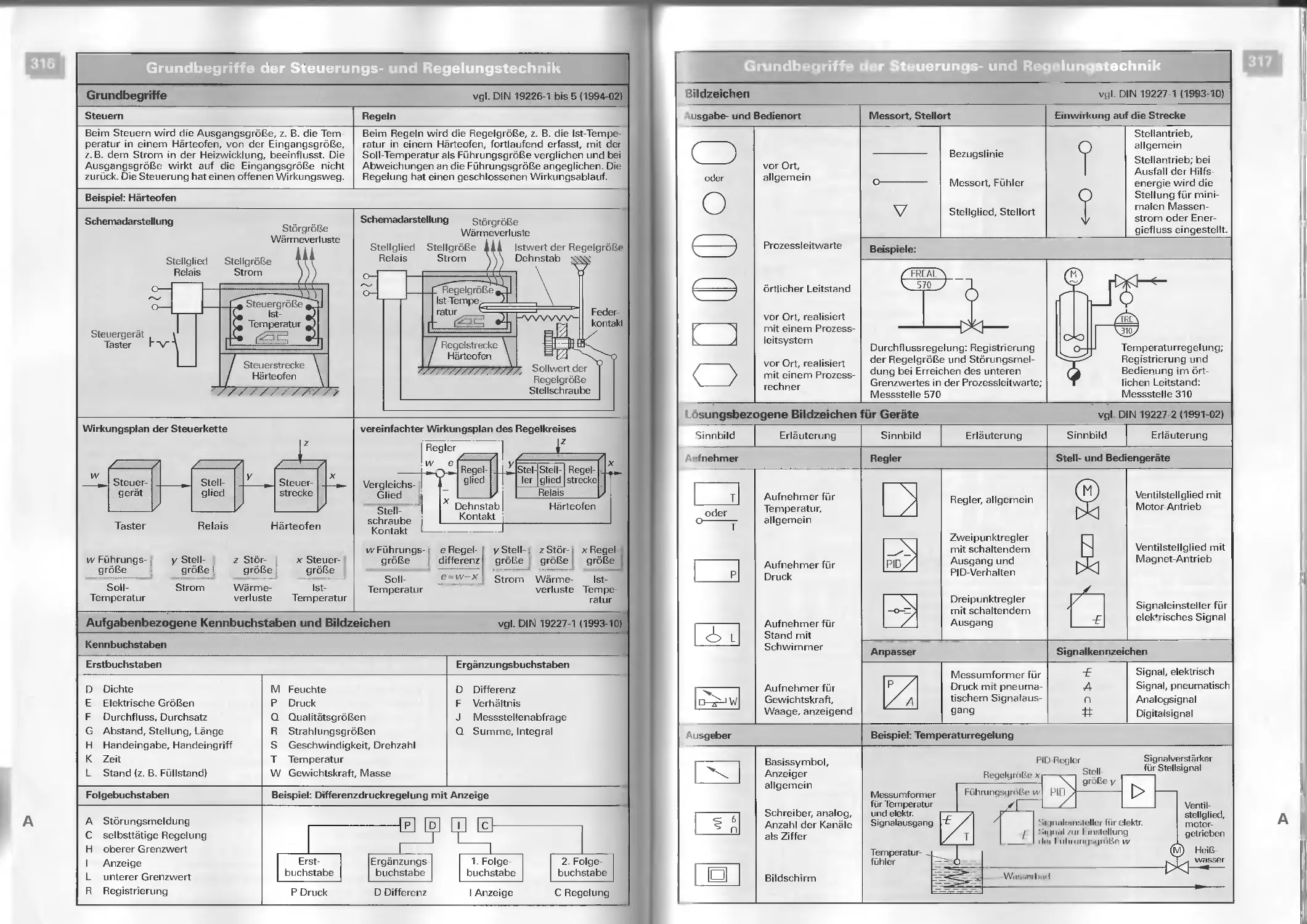
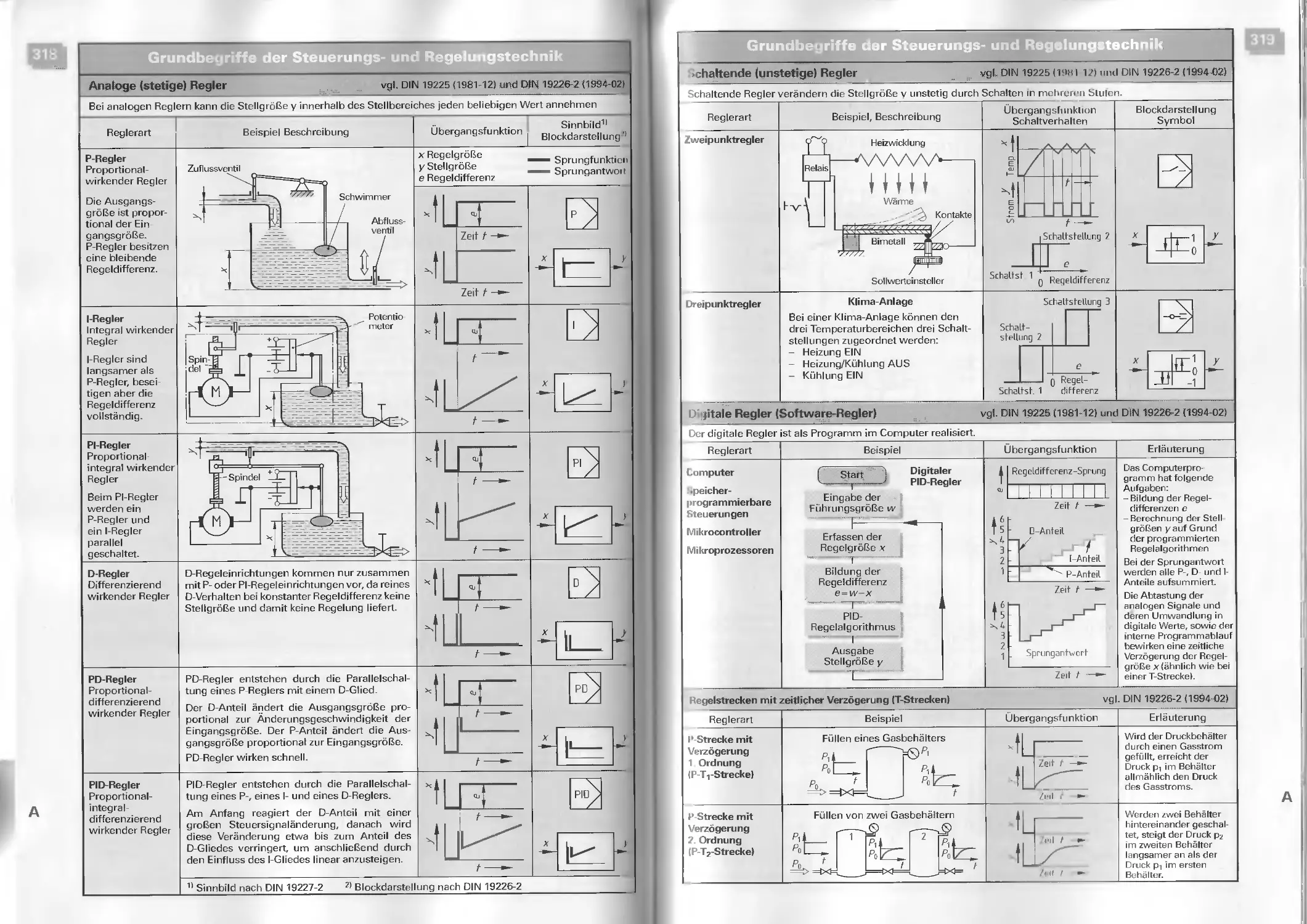
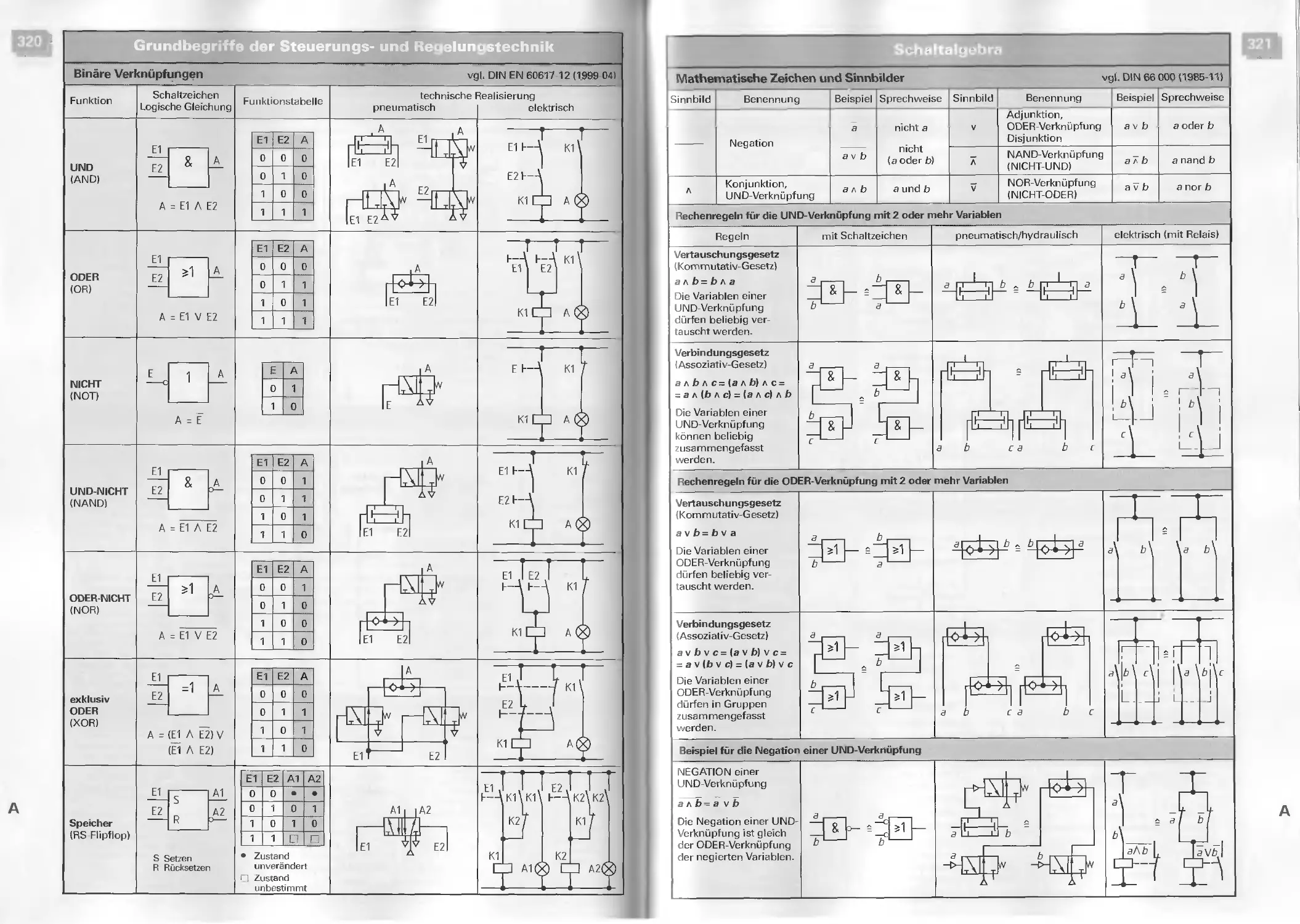
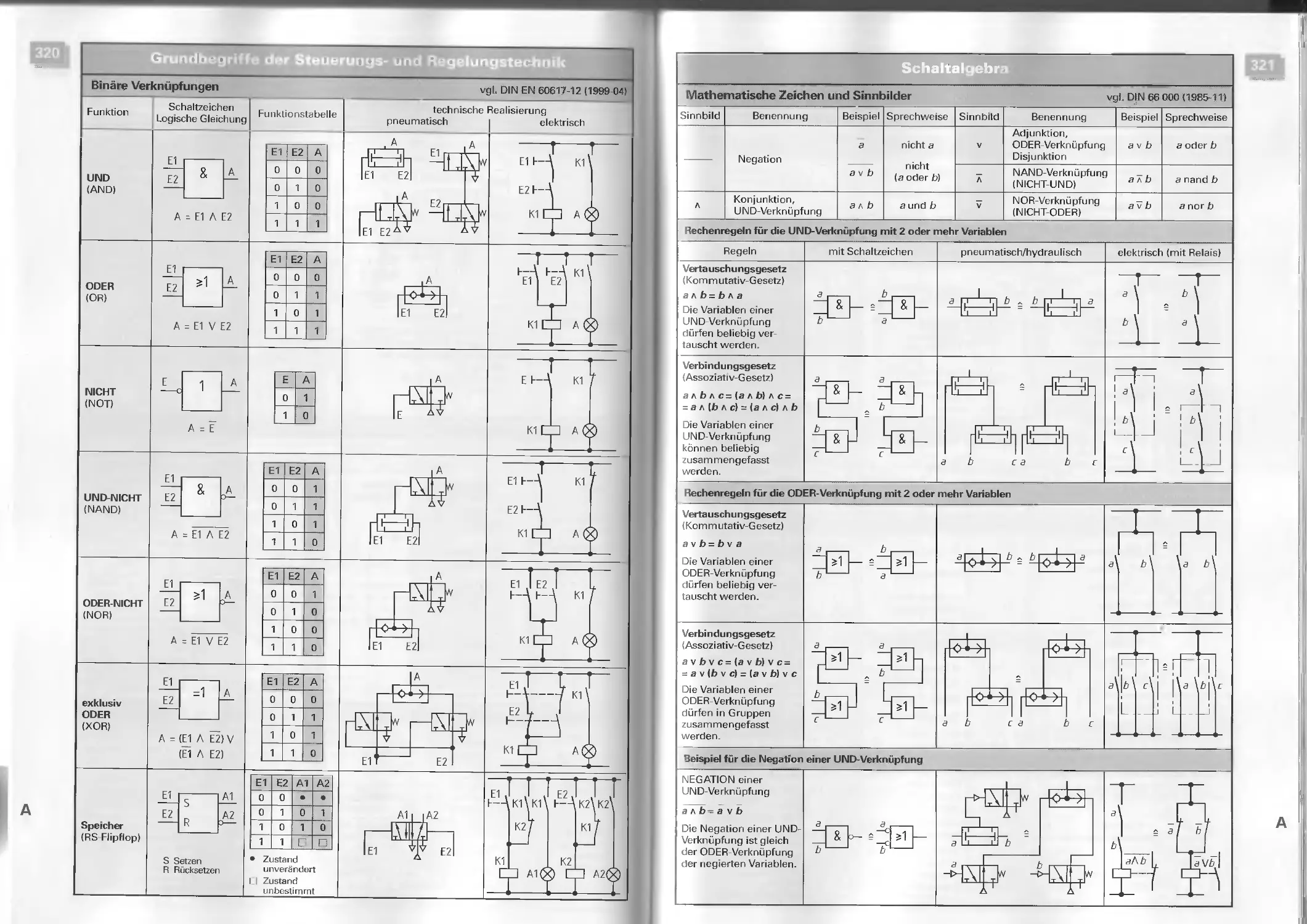
Grundbegriffe Steuerungstechnik......316
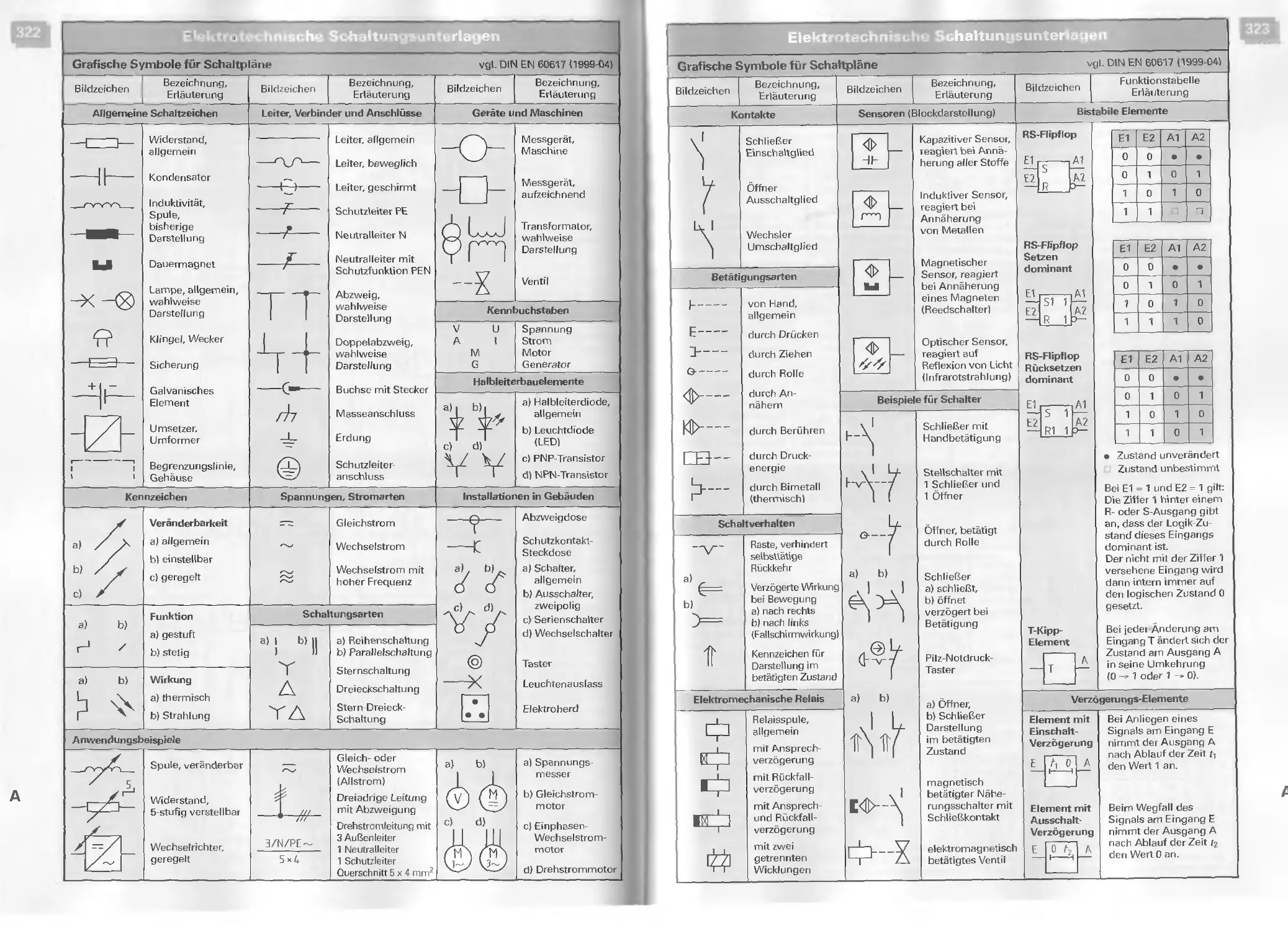
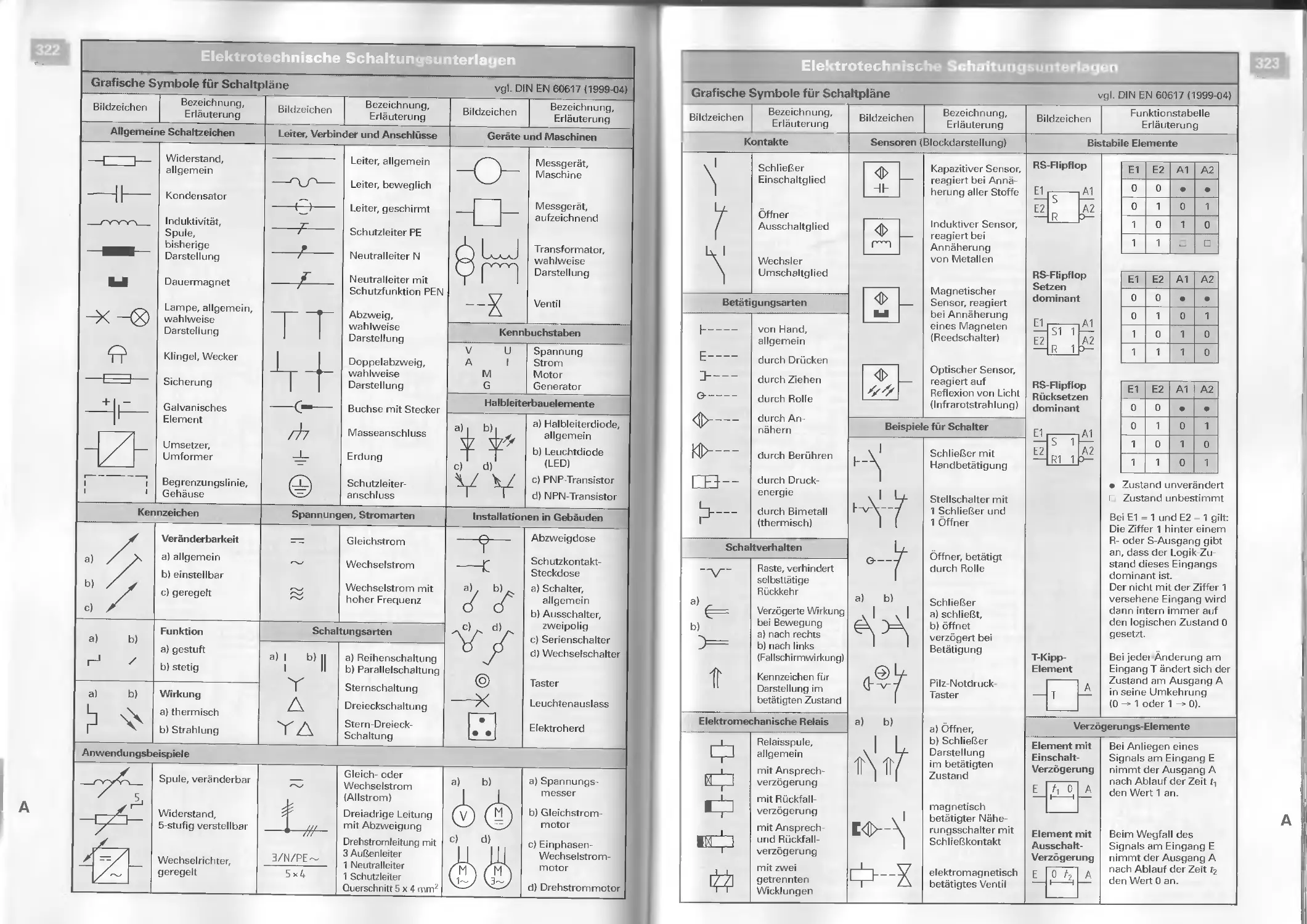
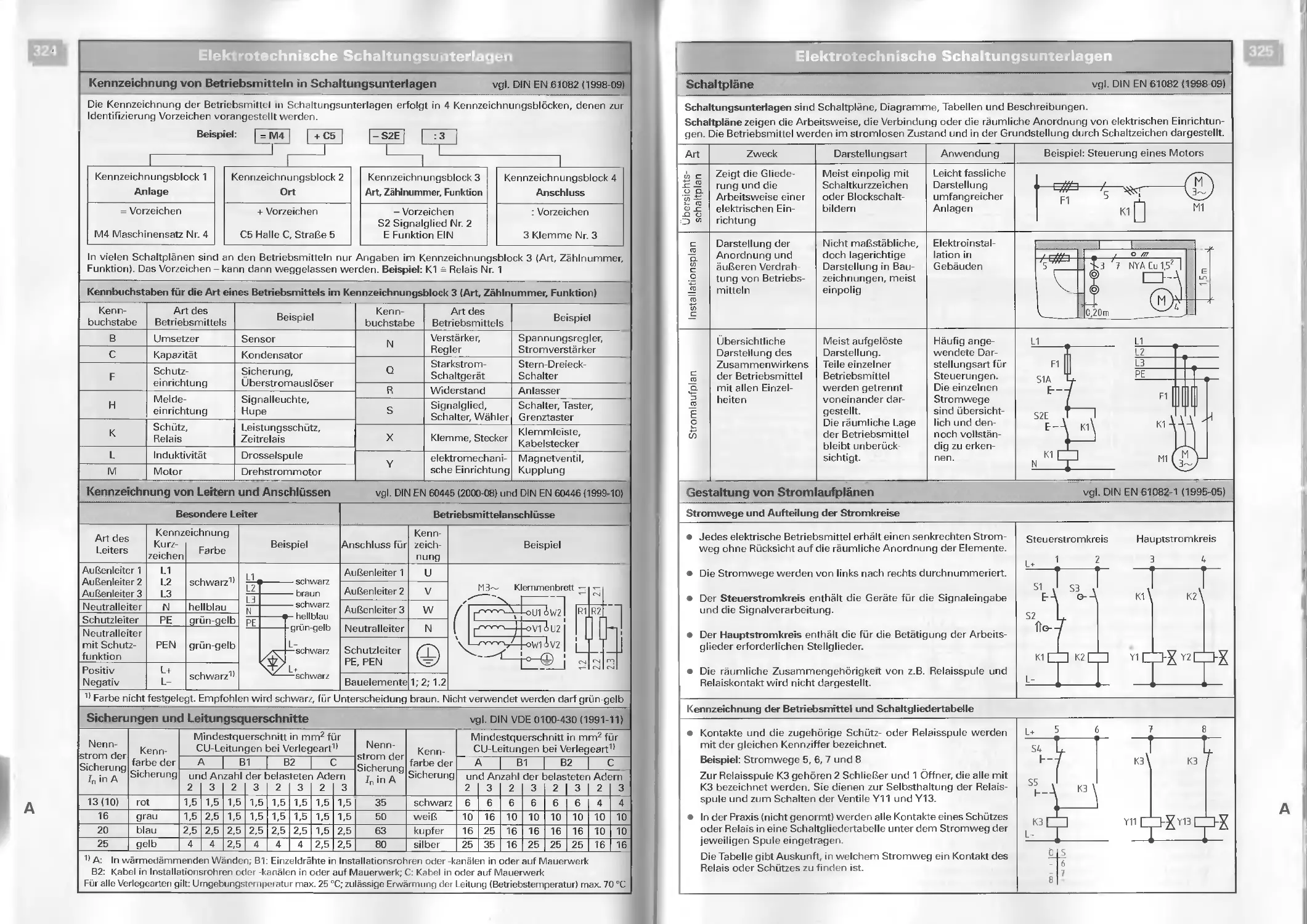
Elektrotechn. Schaltungsunterlagen...322
Schaltzeichen......................322
Kennzeichnung.................... . 324
Schaltungsunterlagen...............325
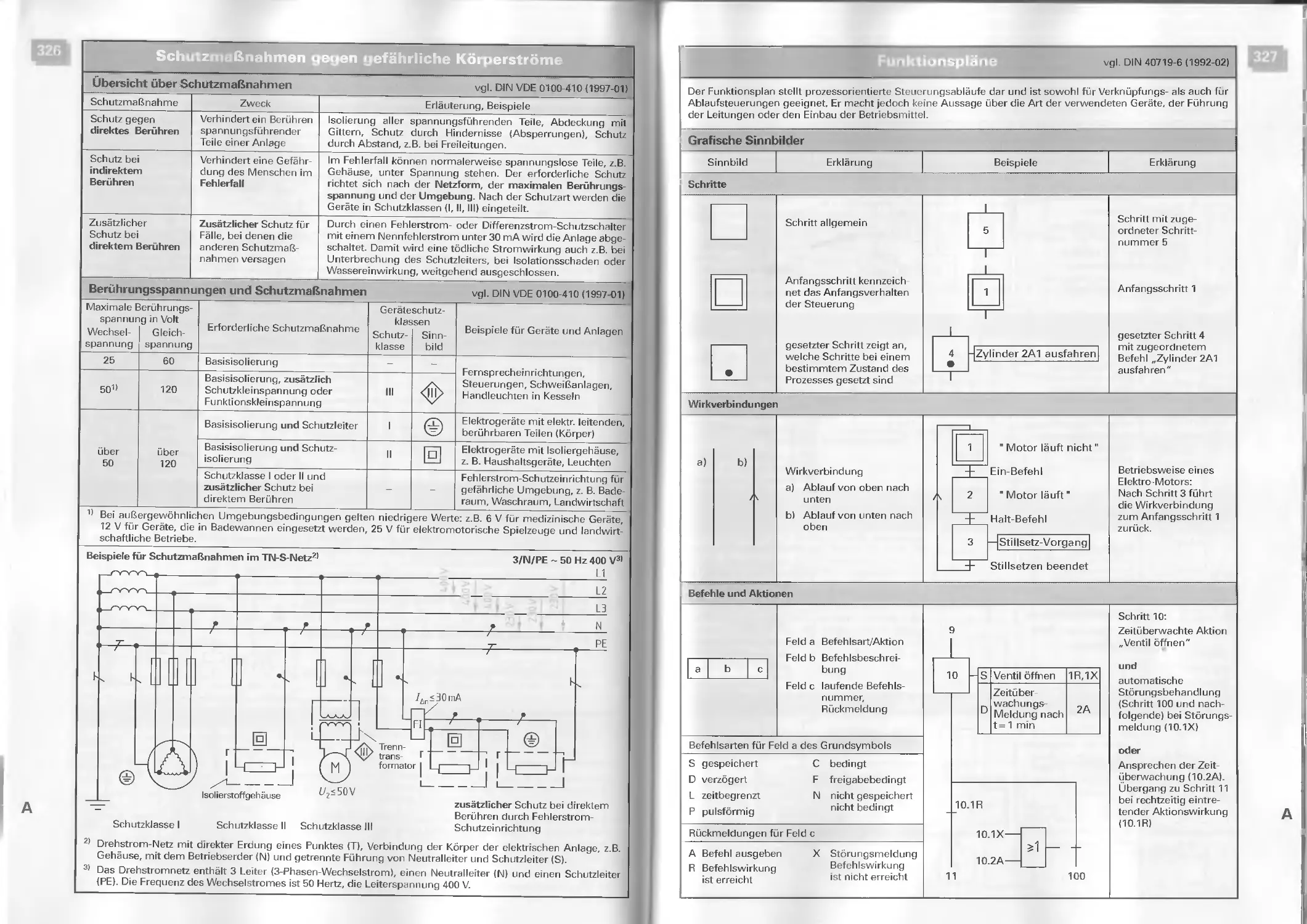
Schutzmaßnahmen....................326
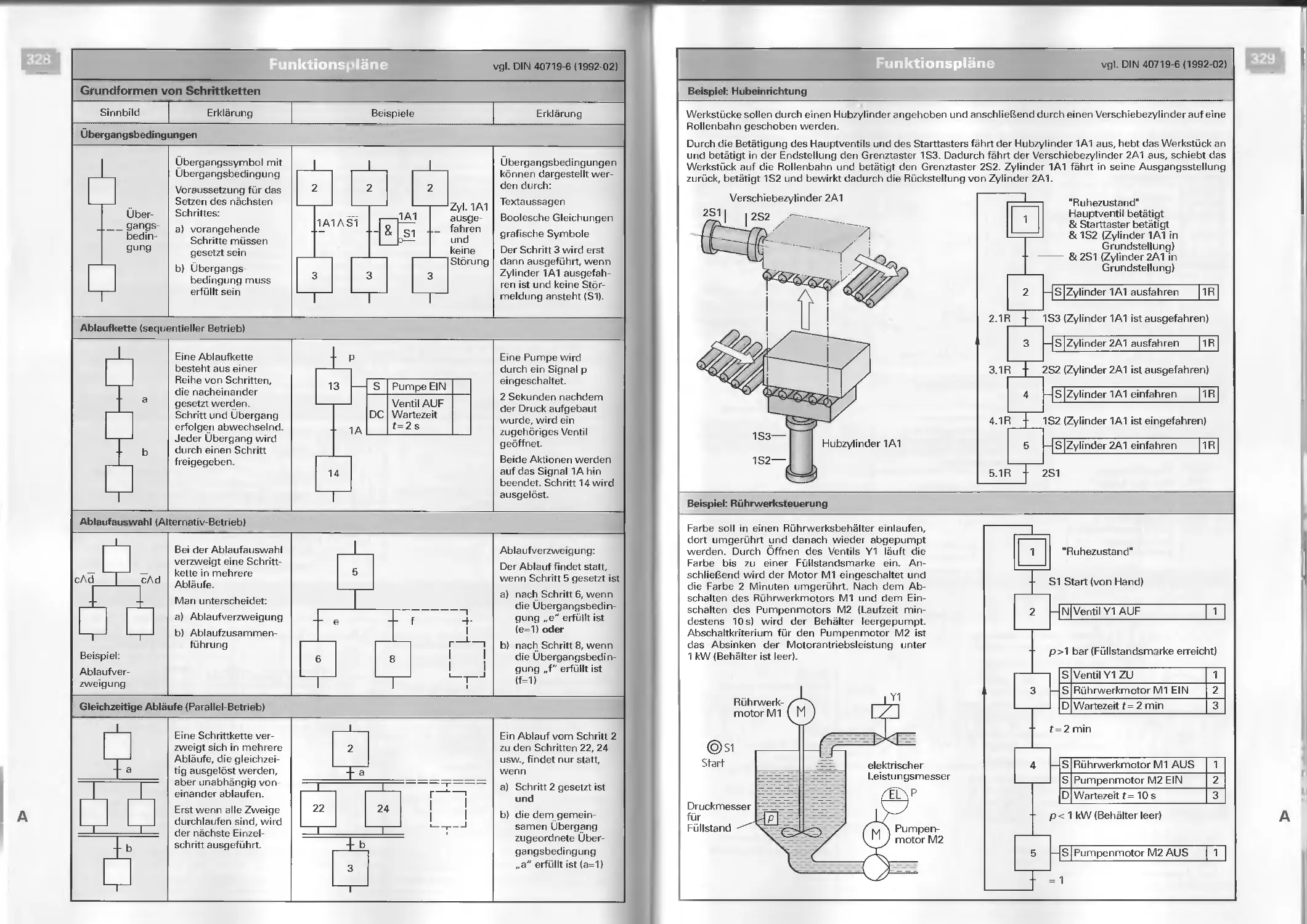
Funktionspläne.......................327
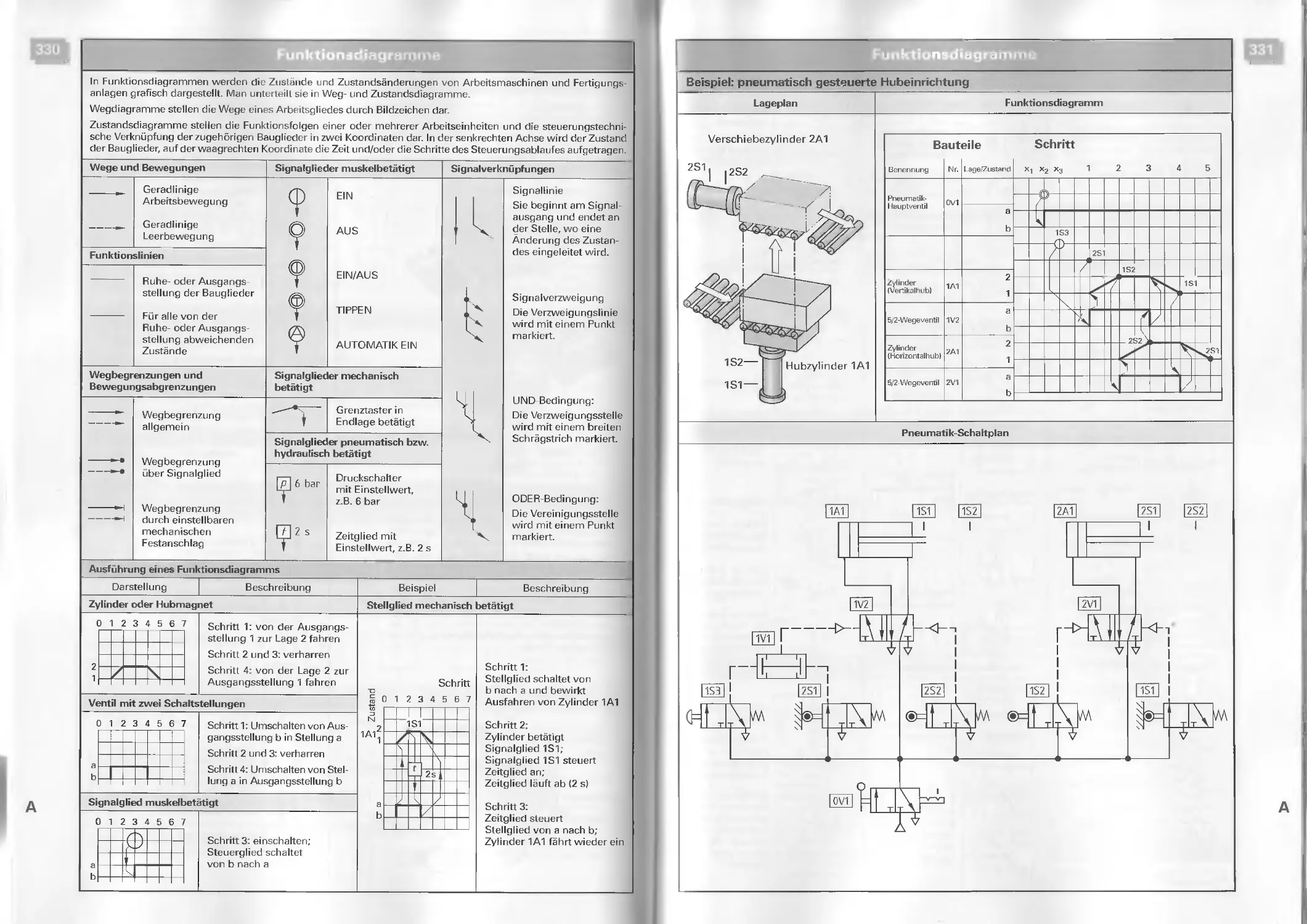
Funktionsdiagramme........ ... 330
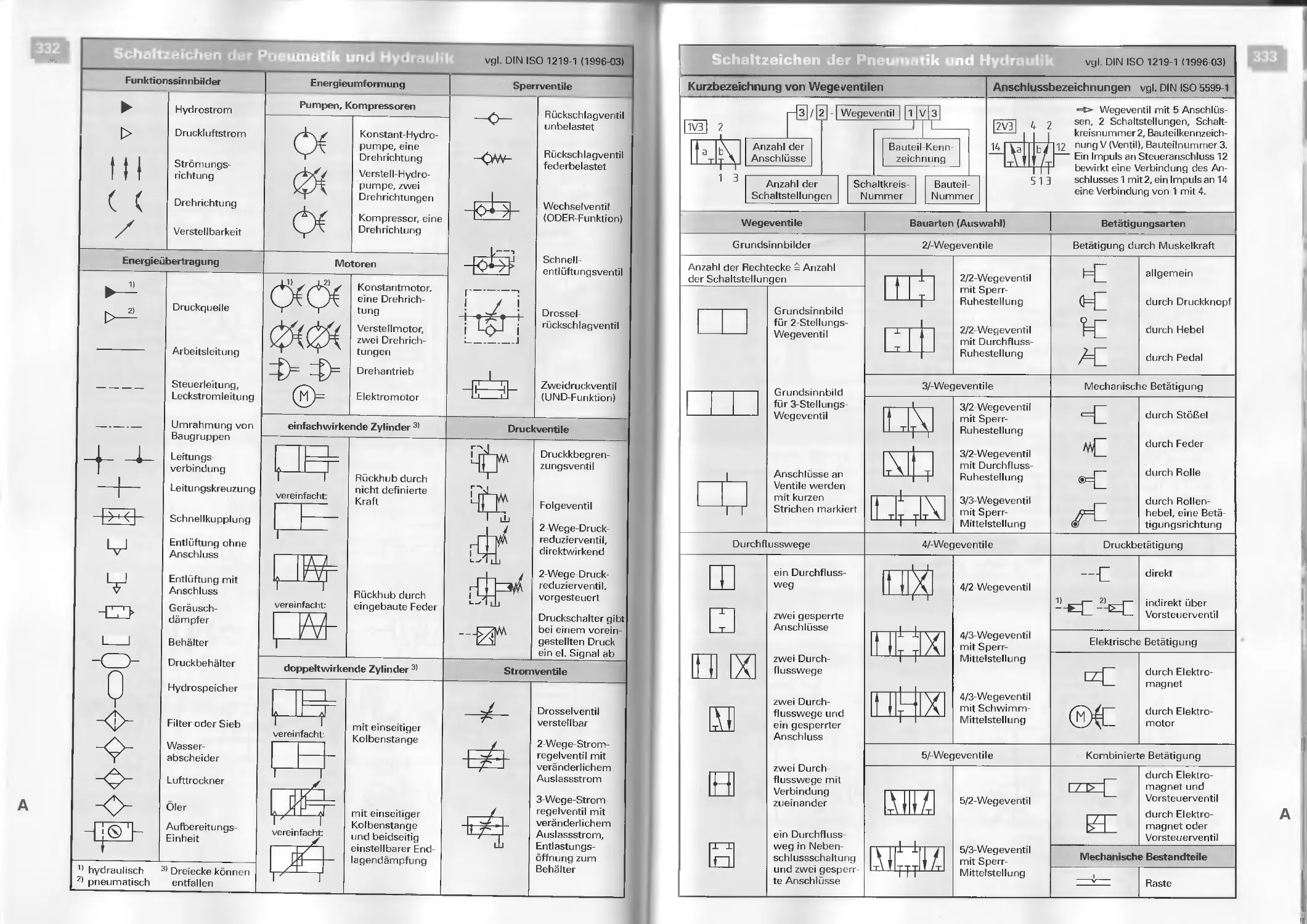
Pneumatik und Hydraulik..............332
Schaltzeichen......................332
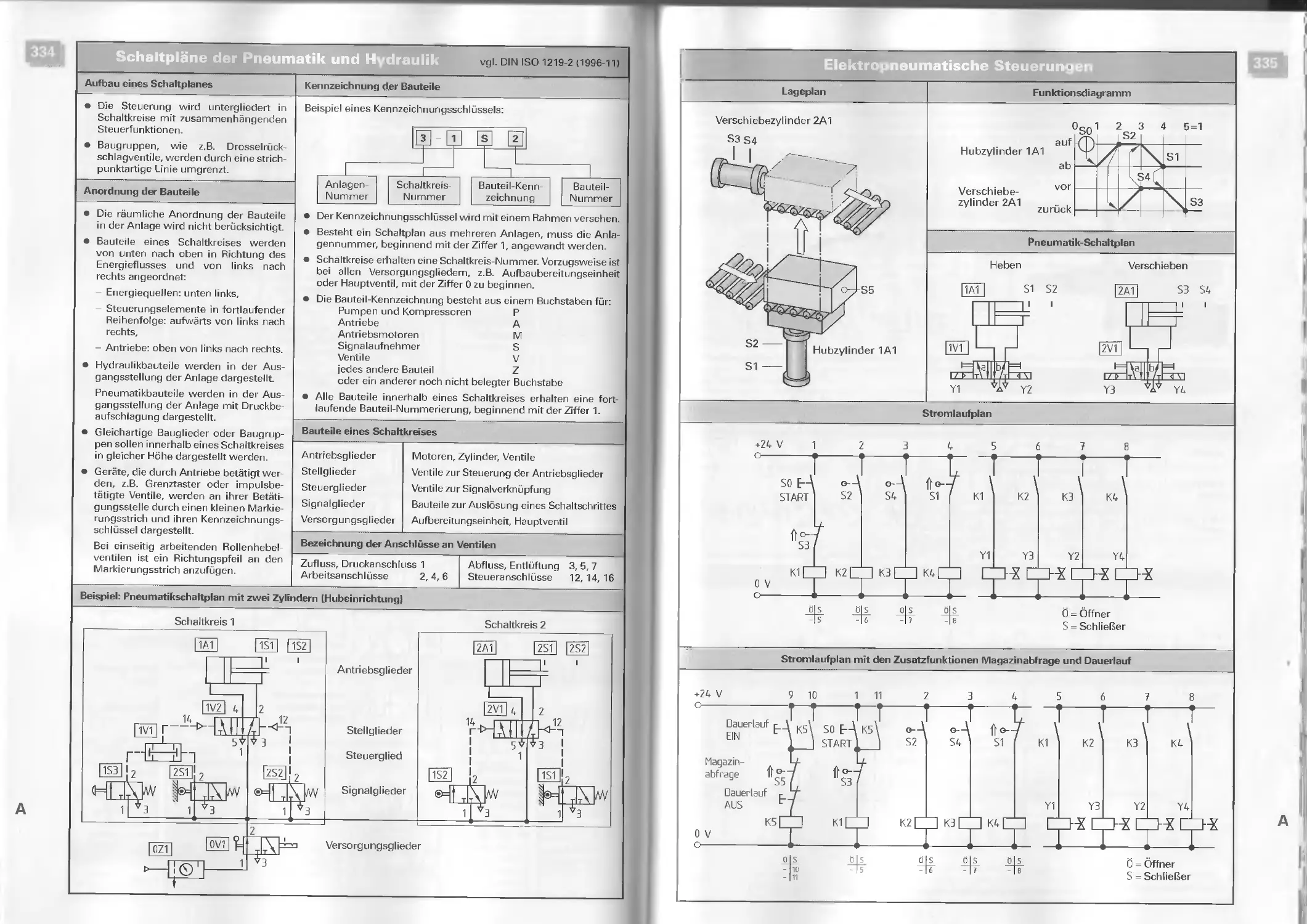
Schaltpläne........................334
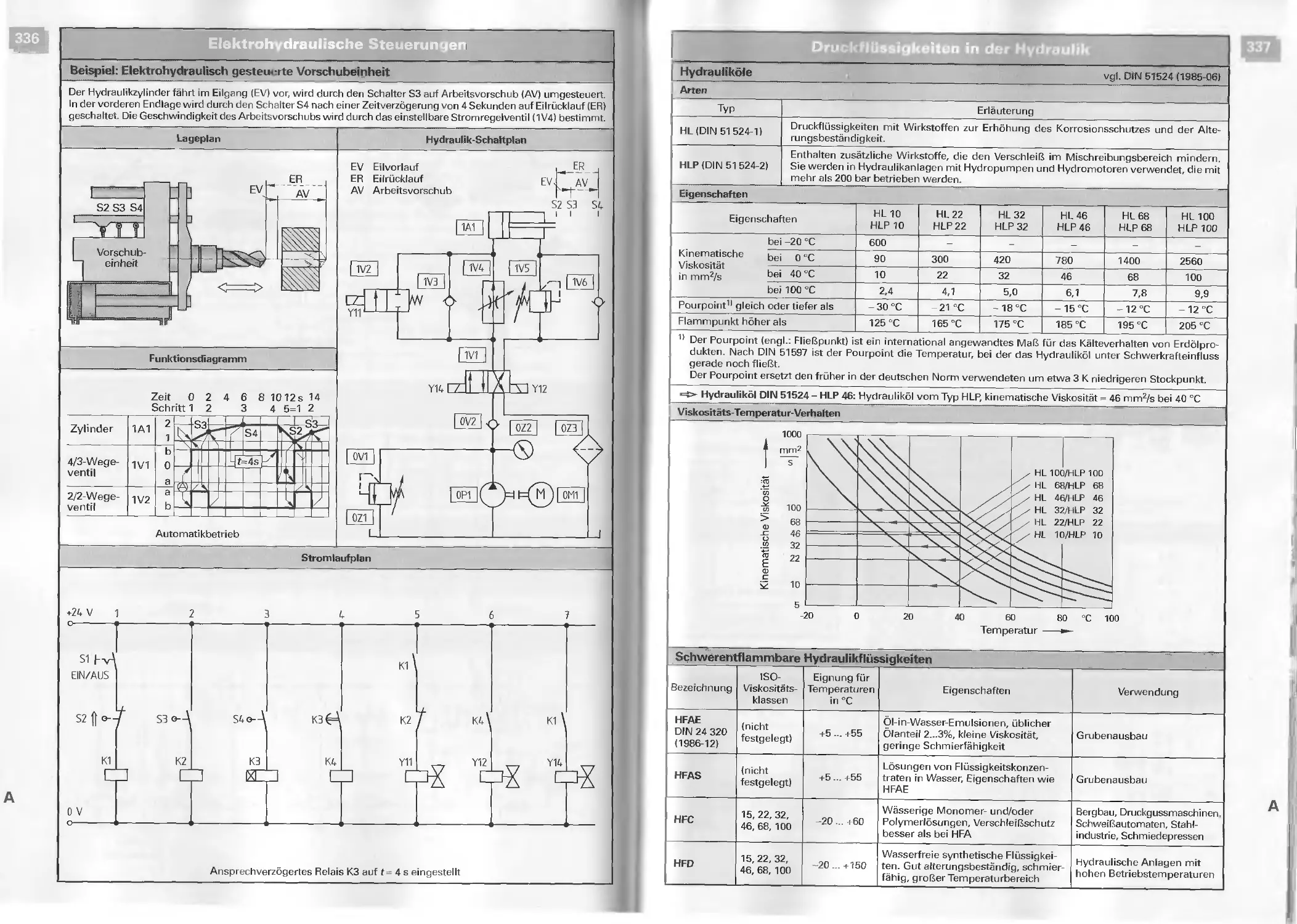
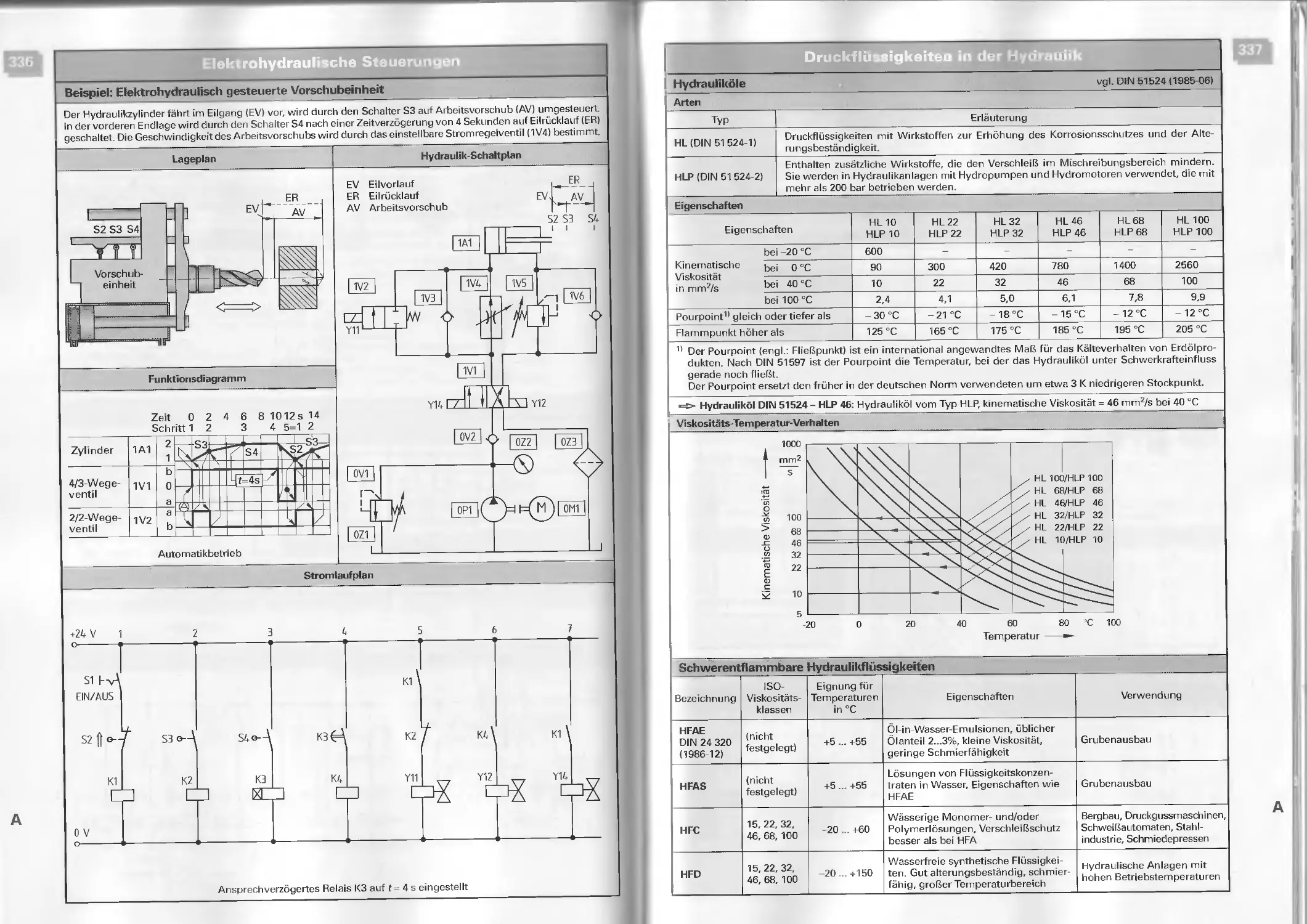
Druckflüssigkeiten..................337
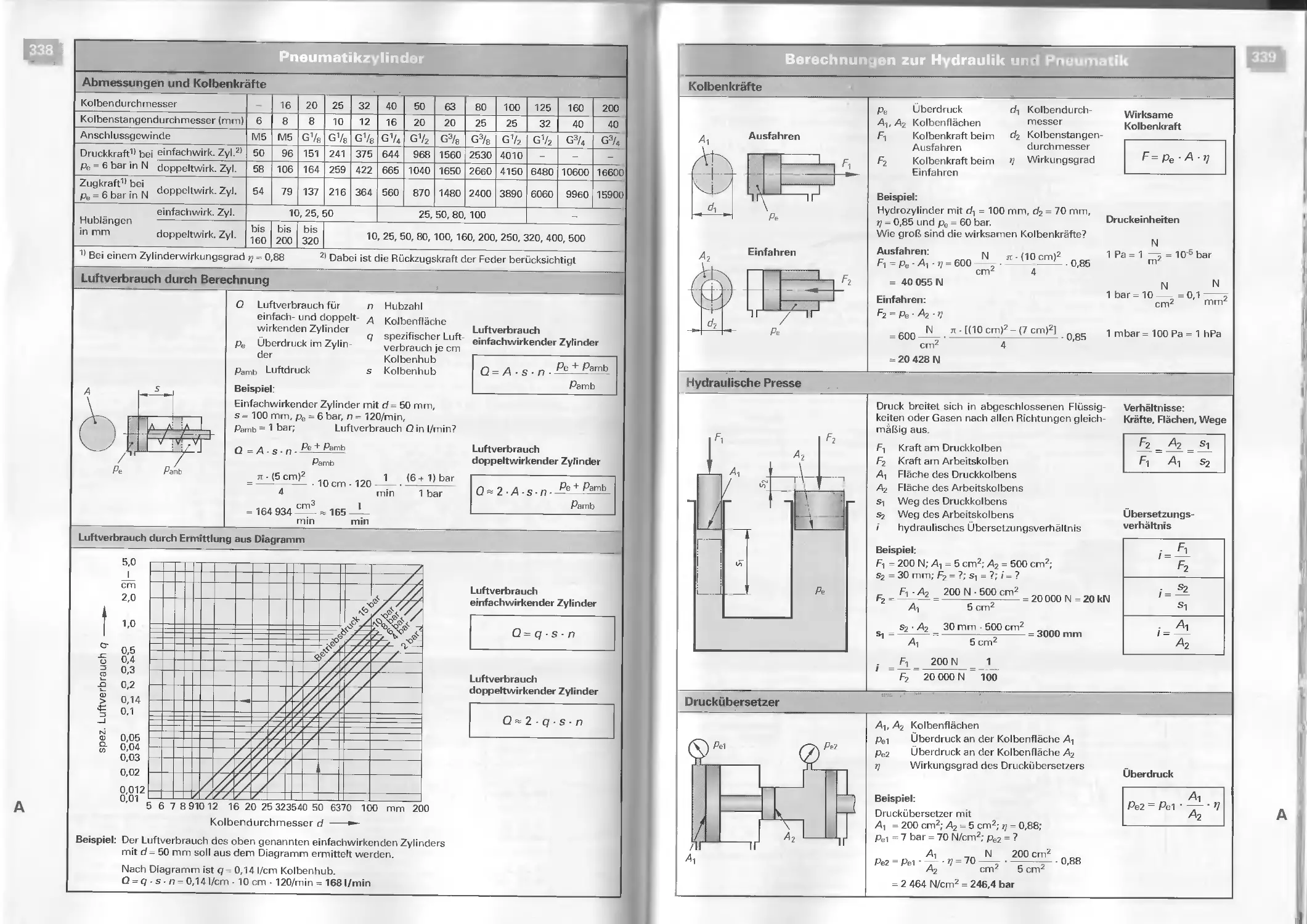
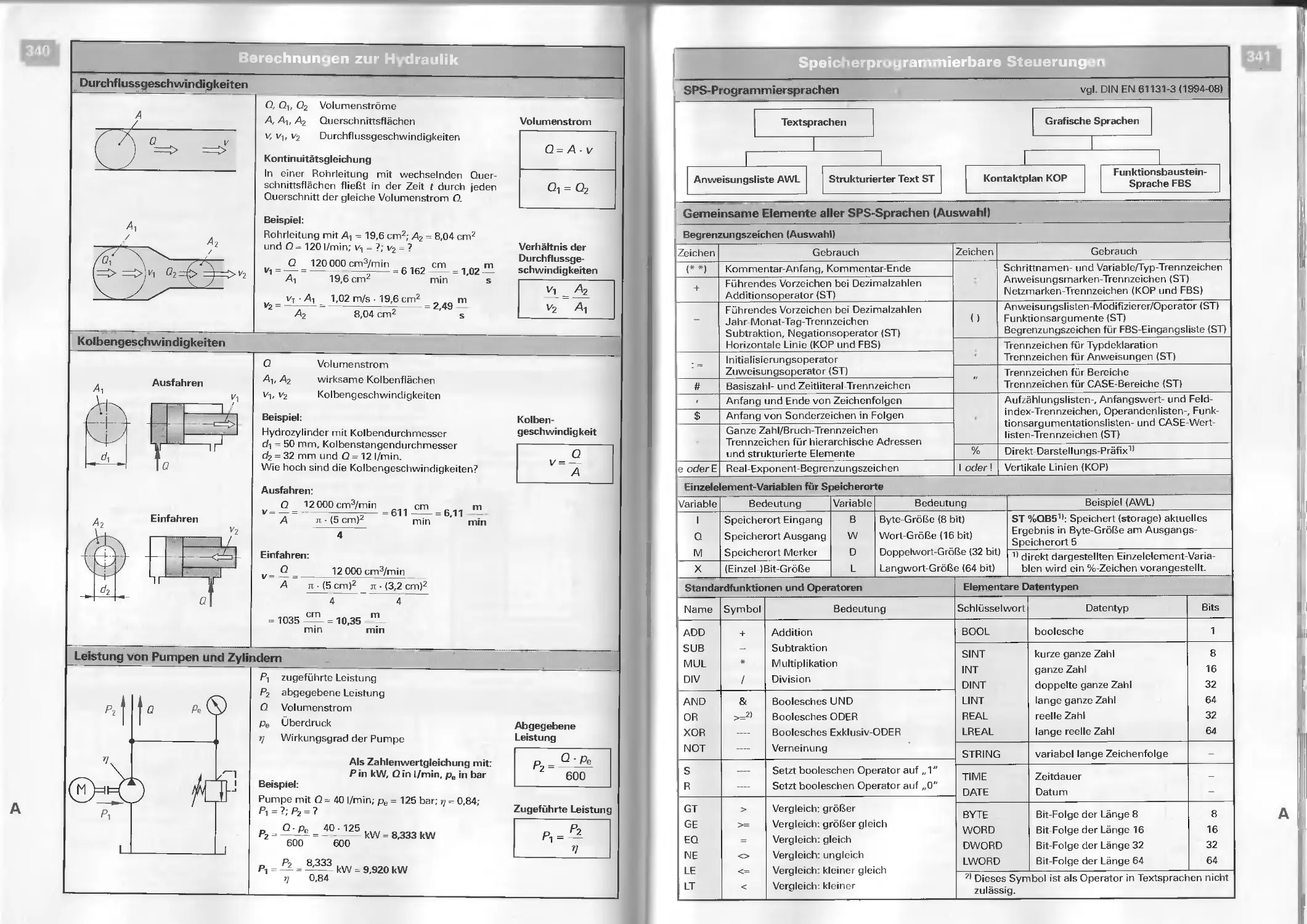
Fluidik-Berechnungen................338
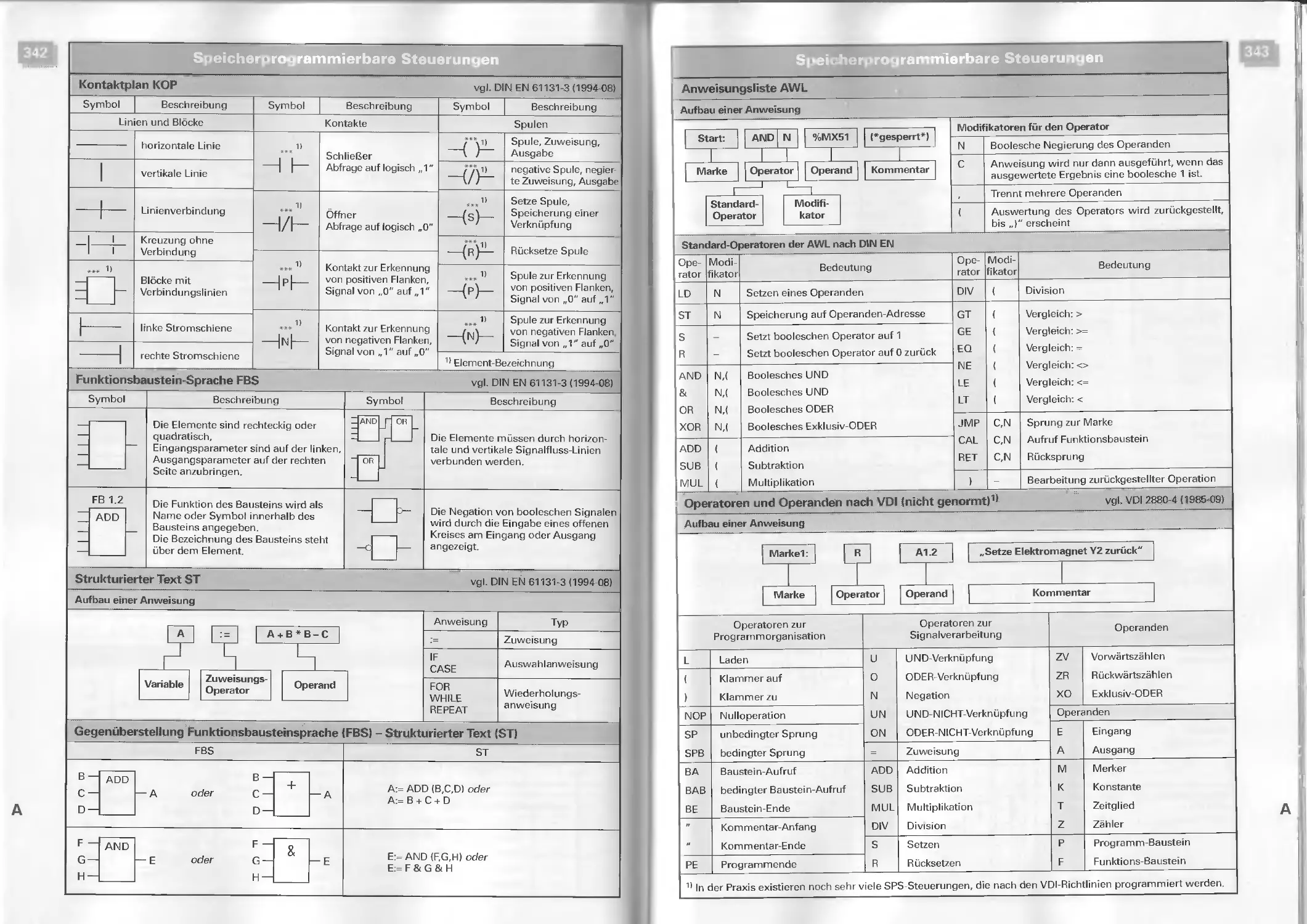
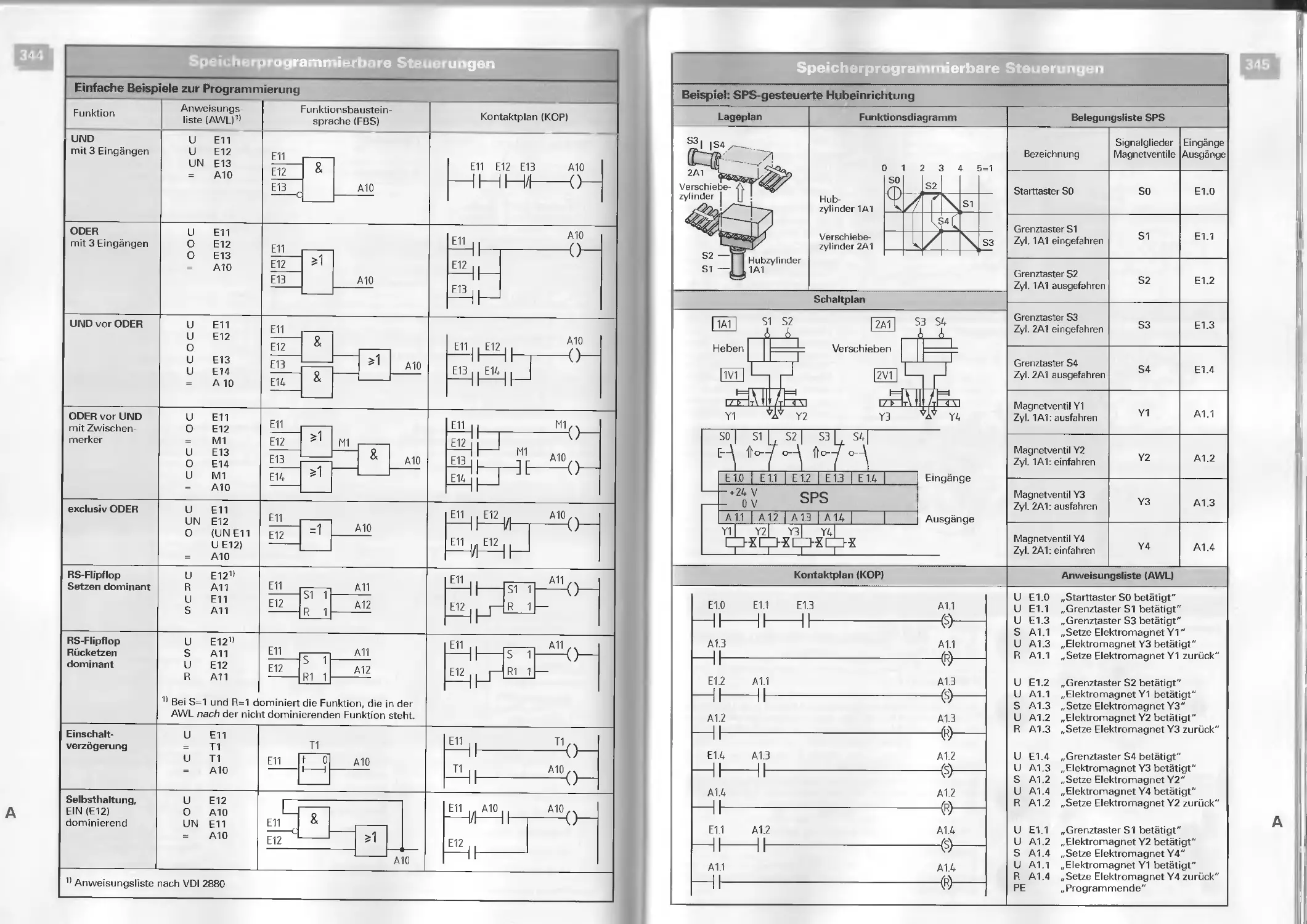
Speicherprogrammierbare Steuerungen . 341
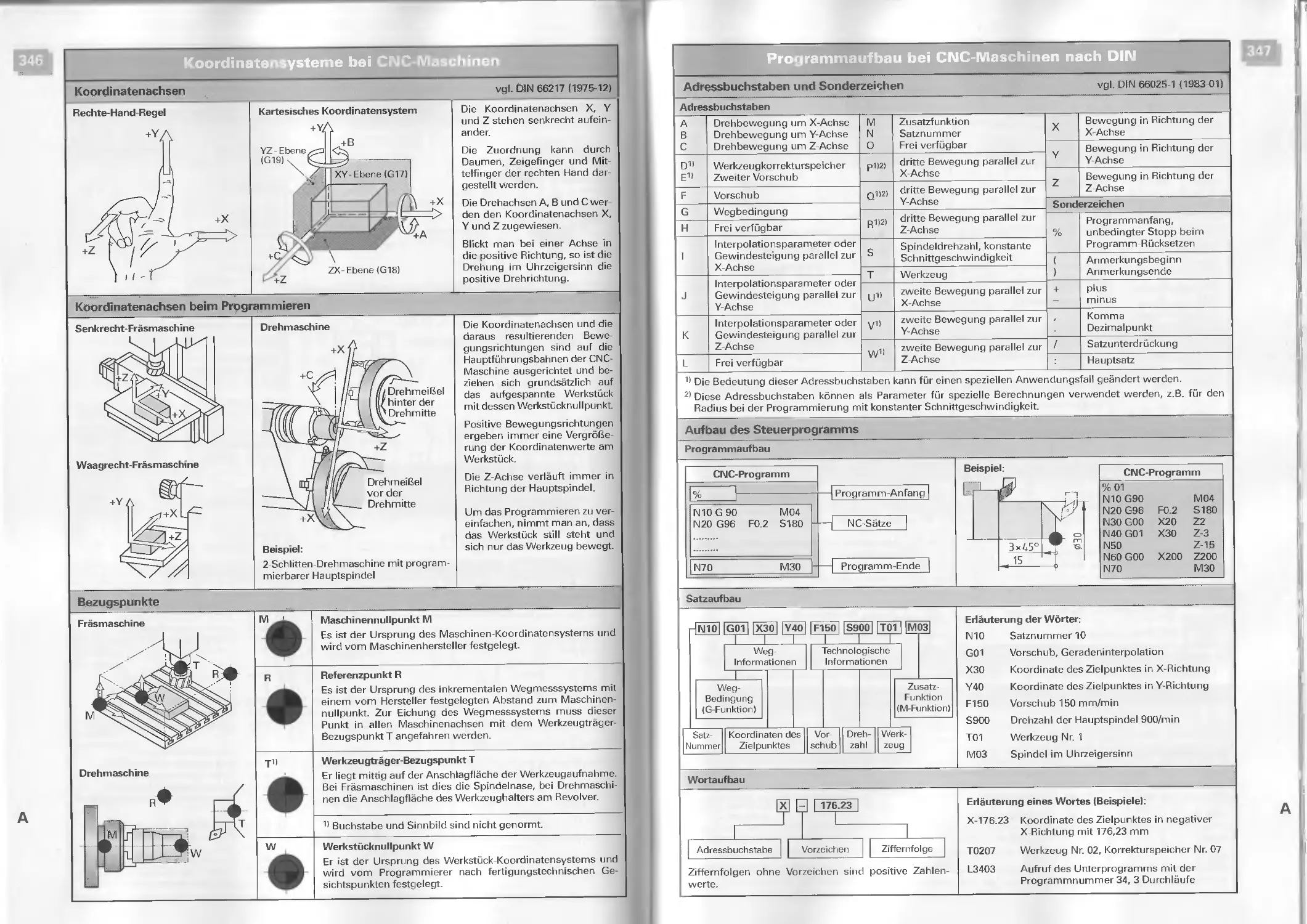
NC-Technik, Koordinaten..............346
Programmaufbau nach DIN........ .... 347
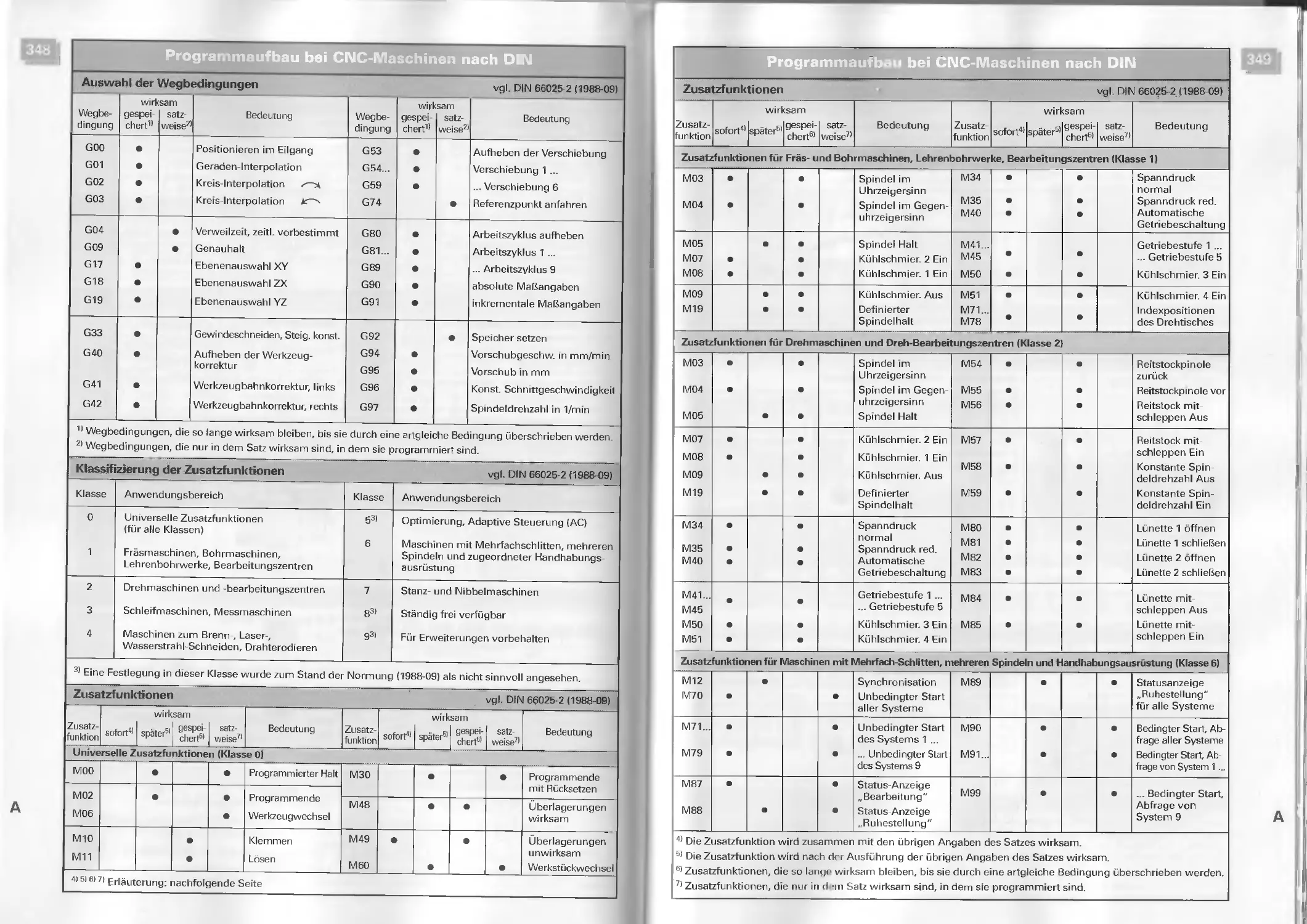
Wegbedingungen, Zusatzfunktionen .. . 348
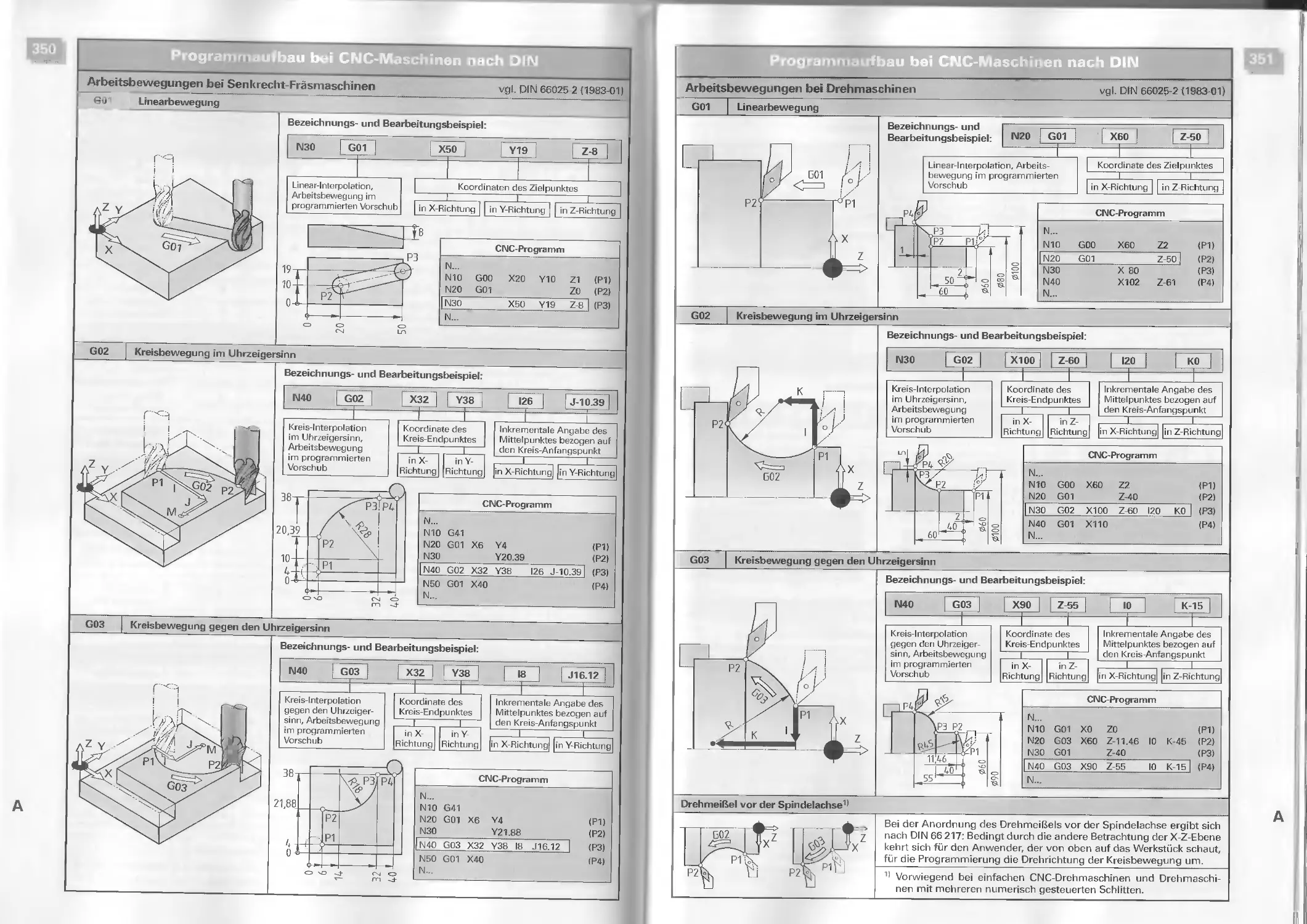
Arbeitsbewegungen...................350
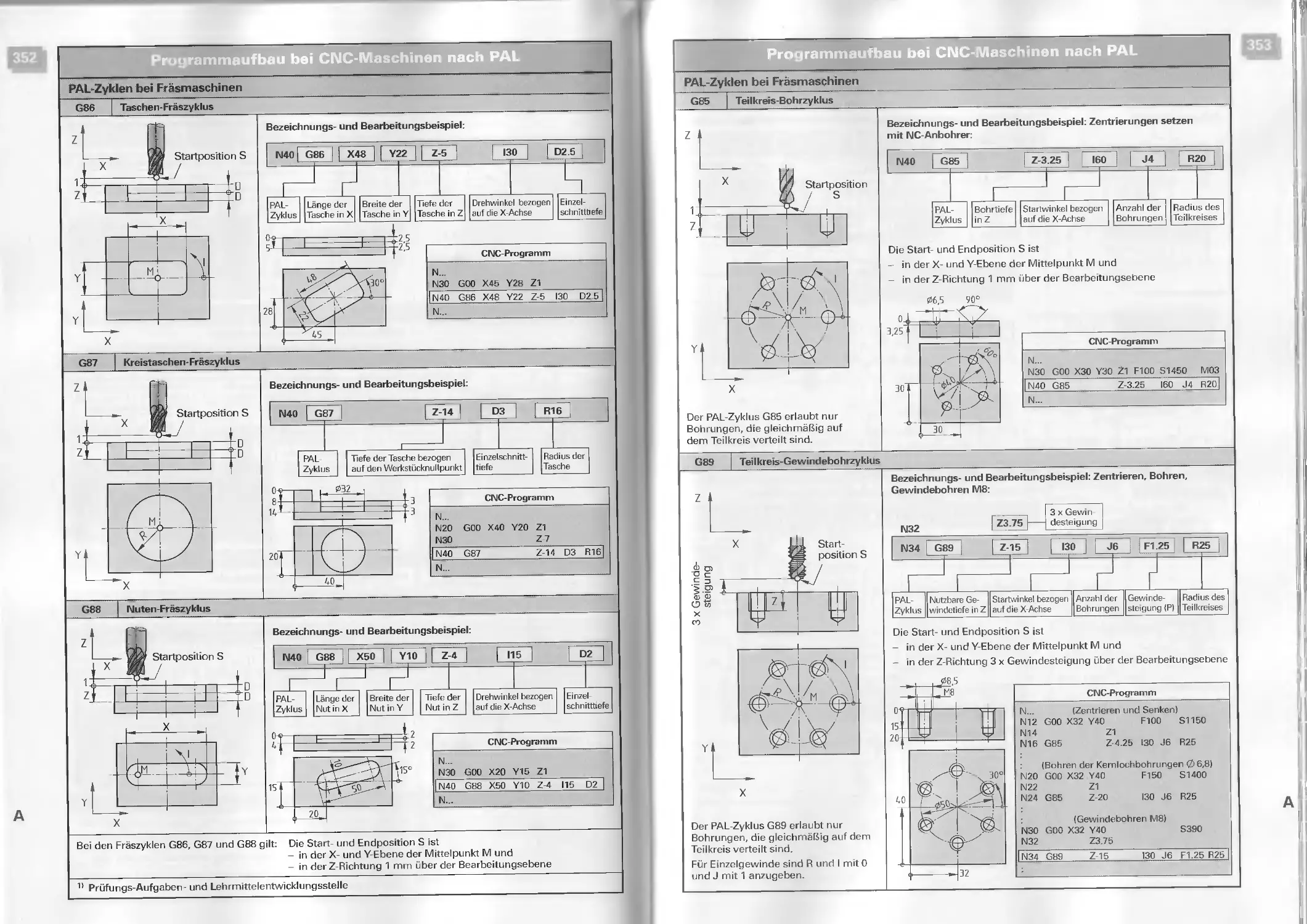
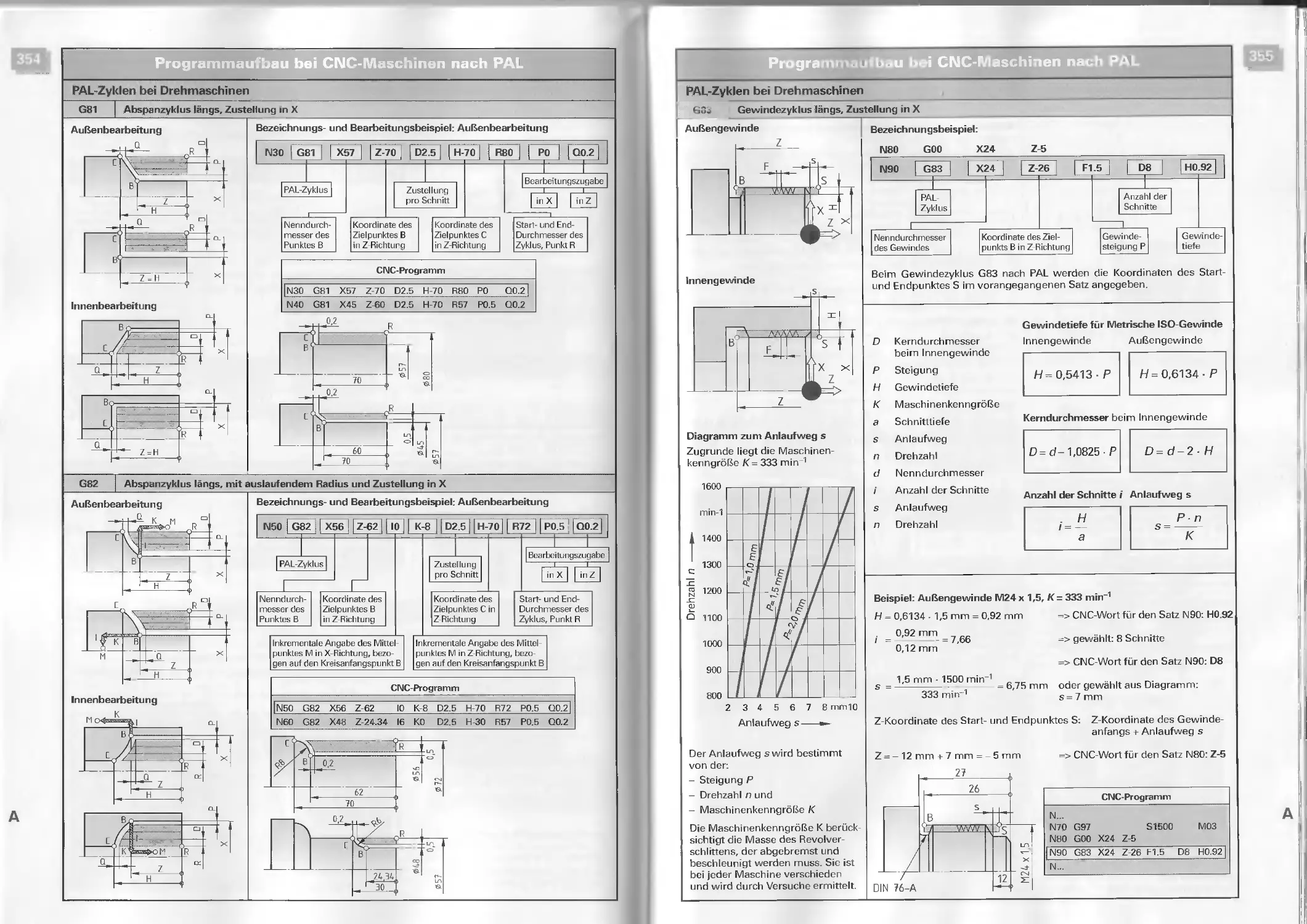
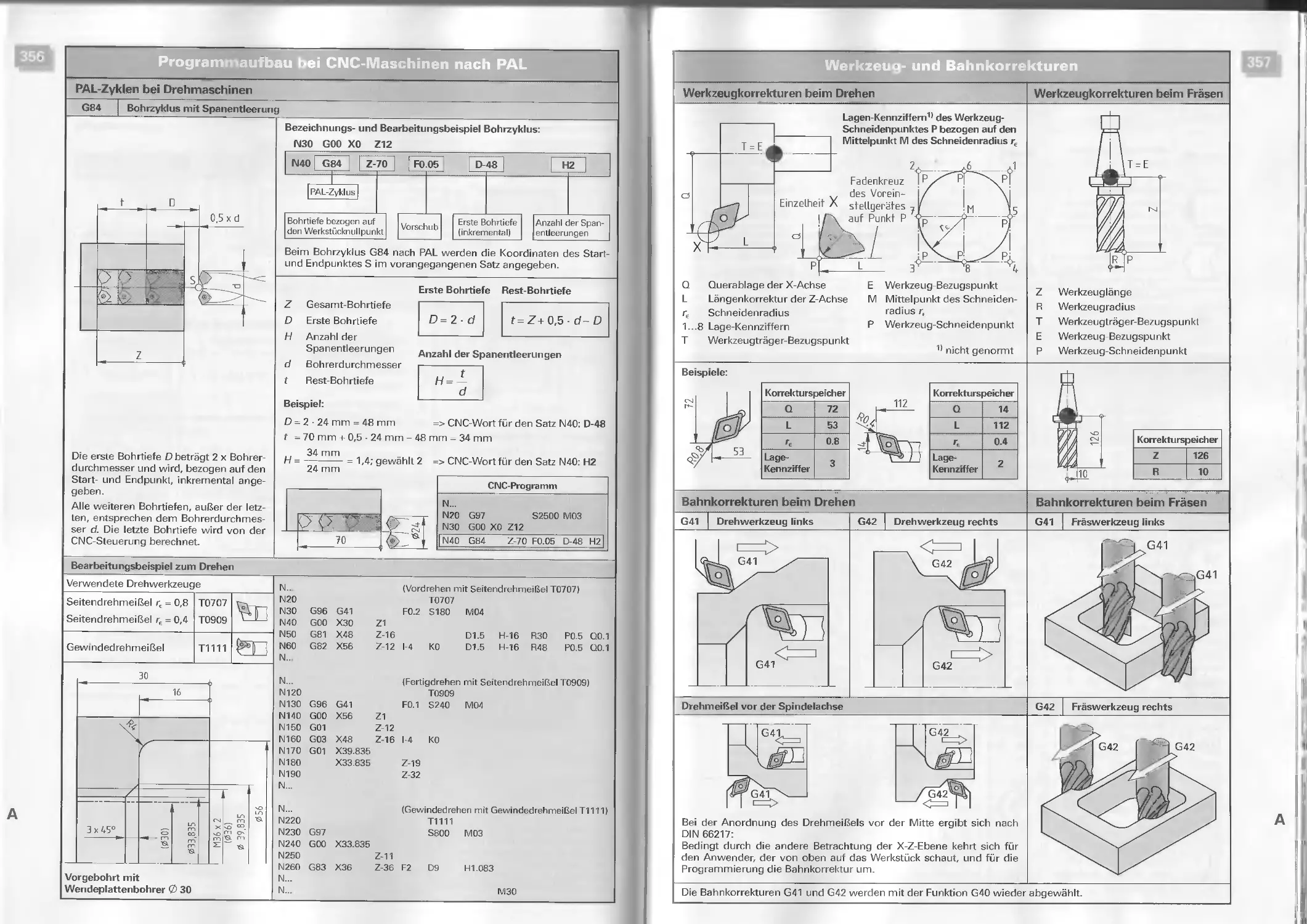
PAL-Zyklen..........................352
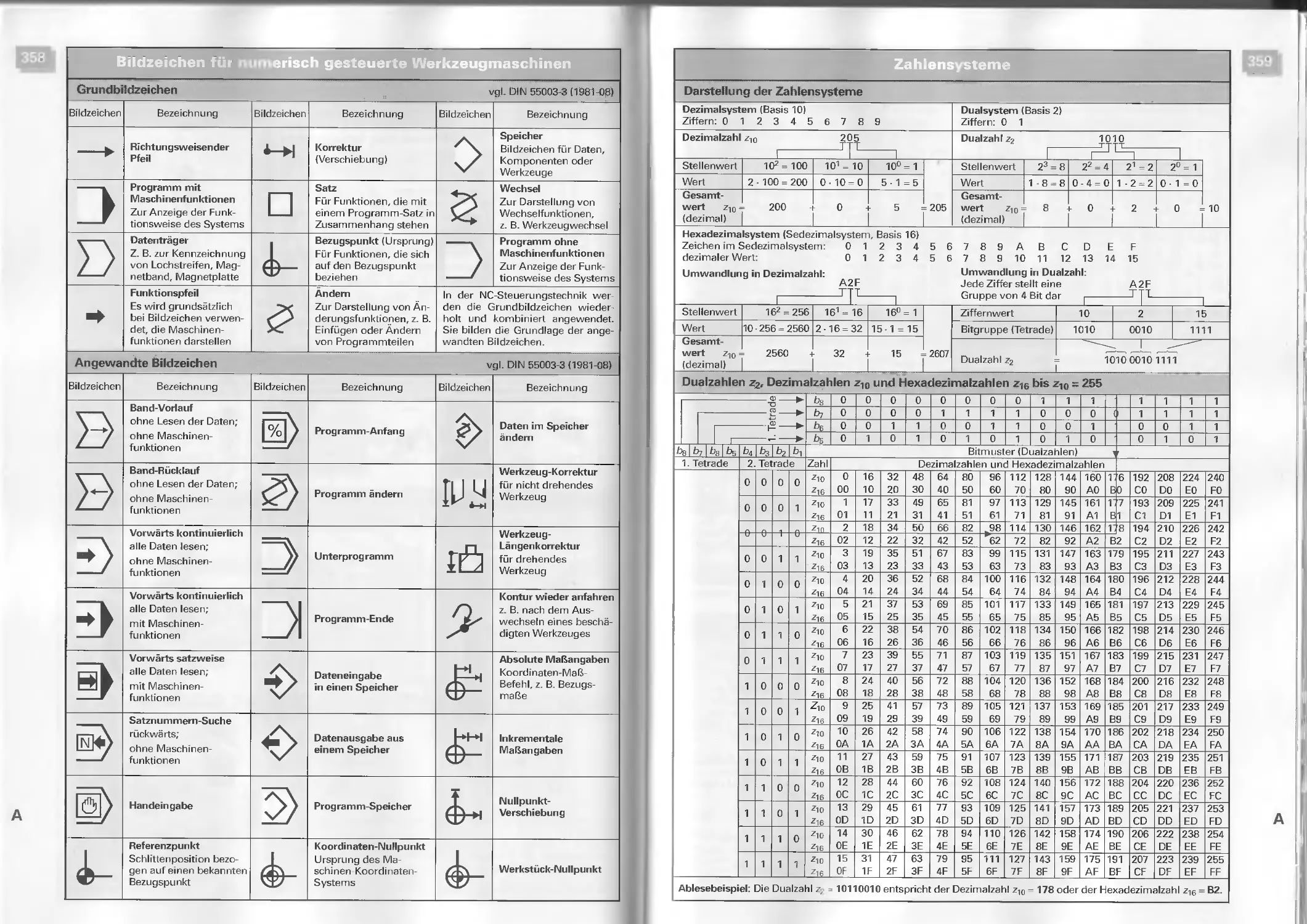
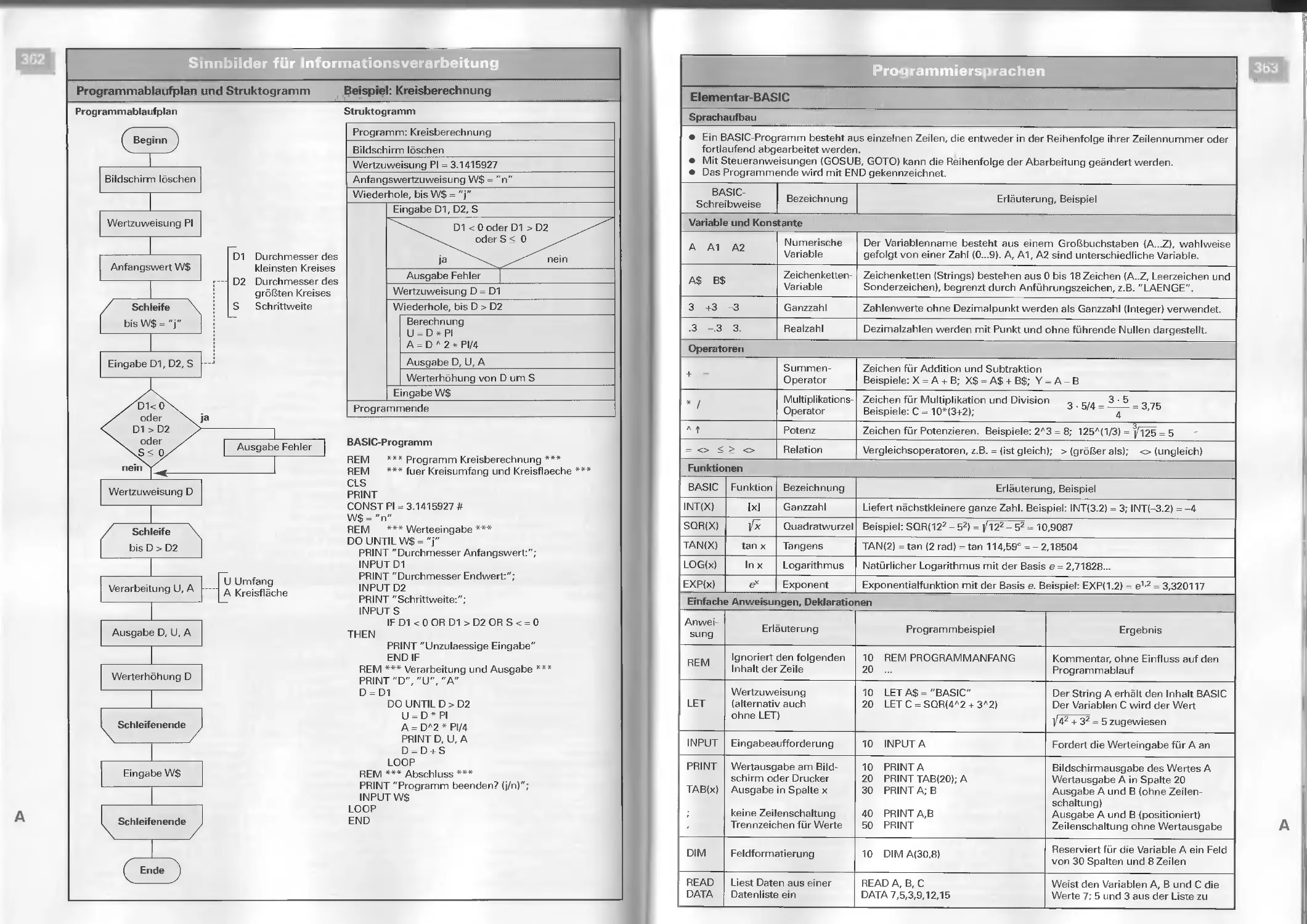
Bildzeichen der NC-Technik..........358
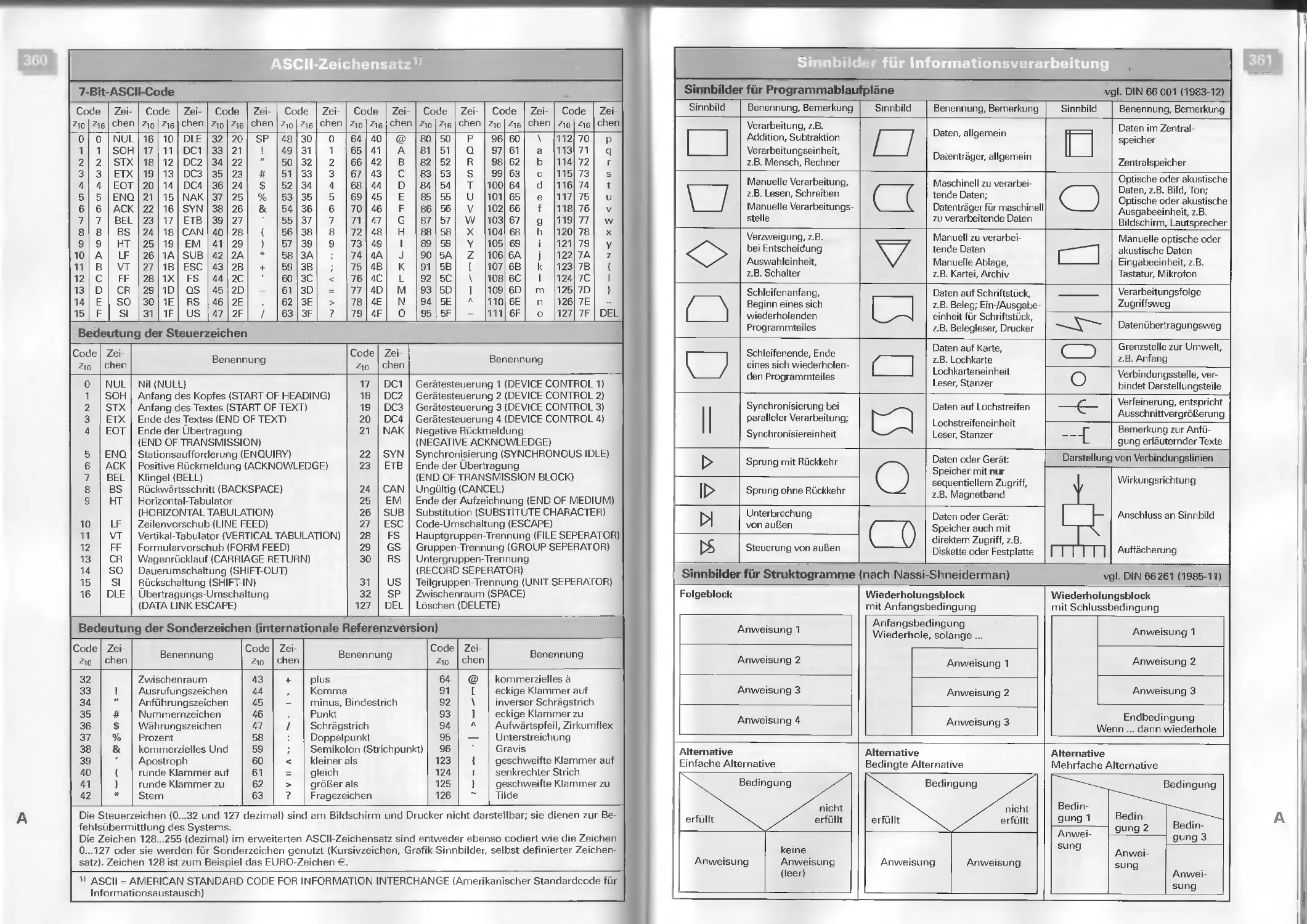
Zahlensysteme, ASCII-Zeichensatz......359
Sinnbilder für Informationsverarbeitung . 361
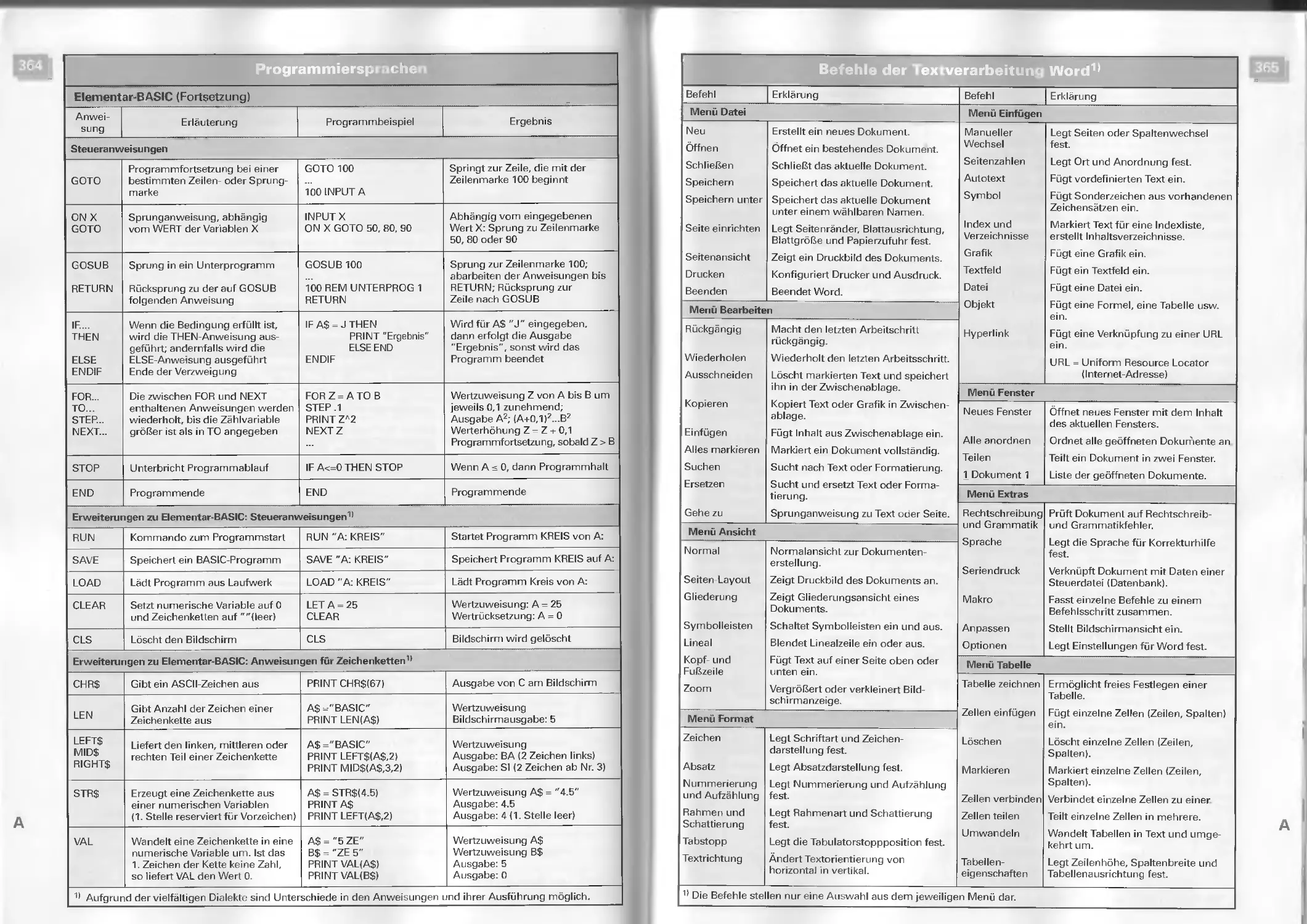
Programmiersprachen, WORD............363
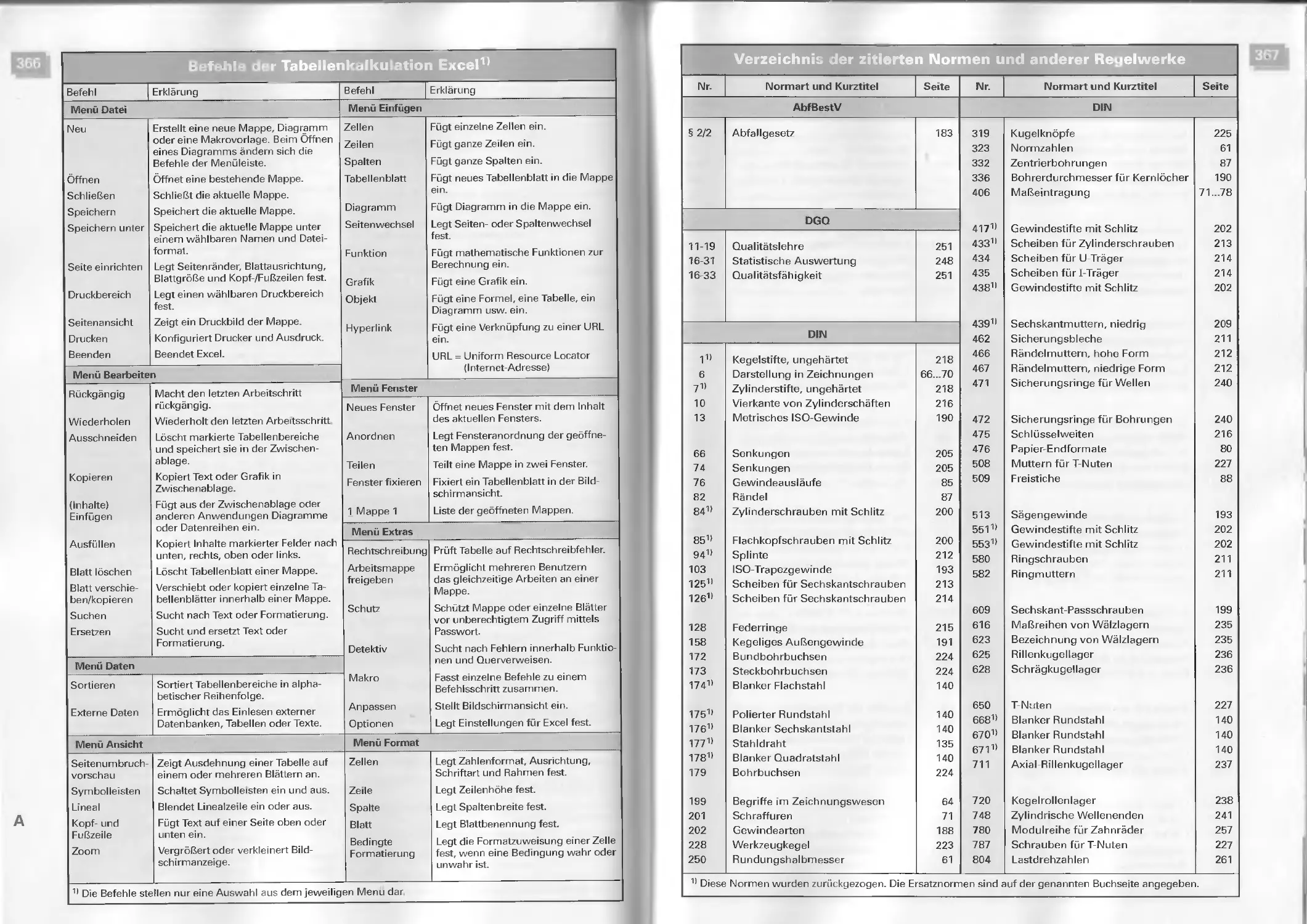
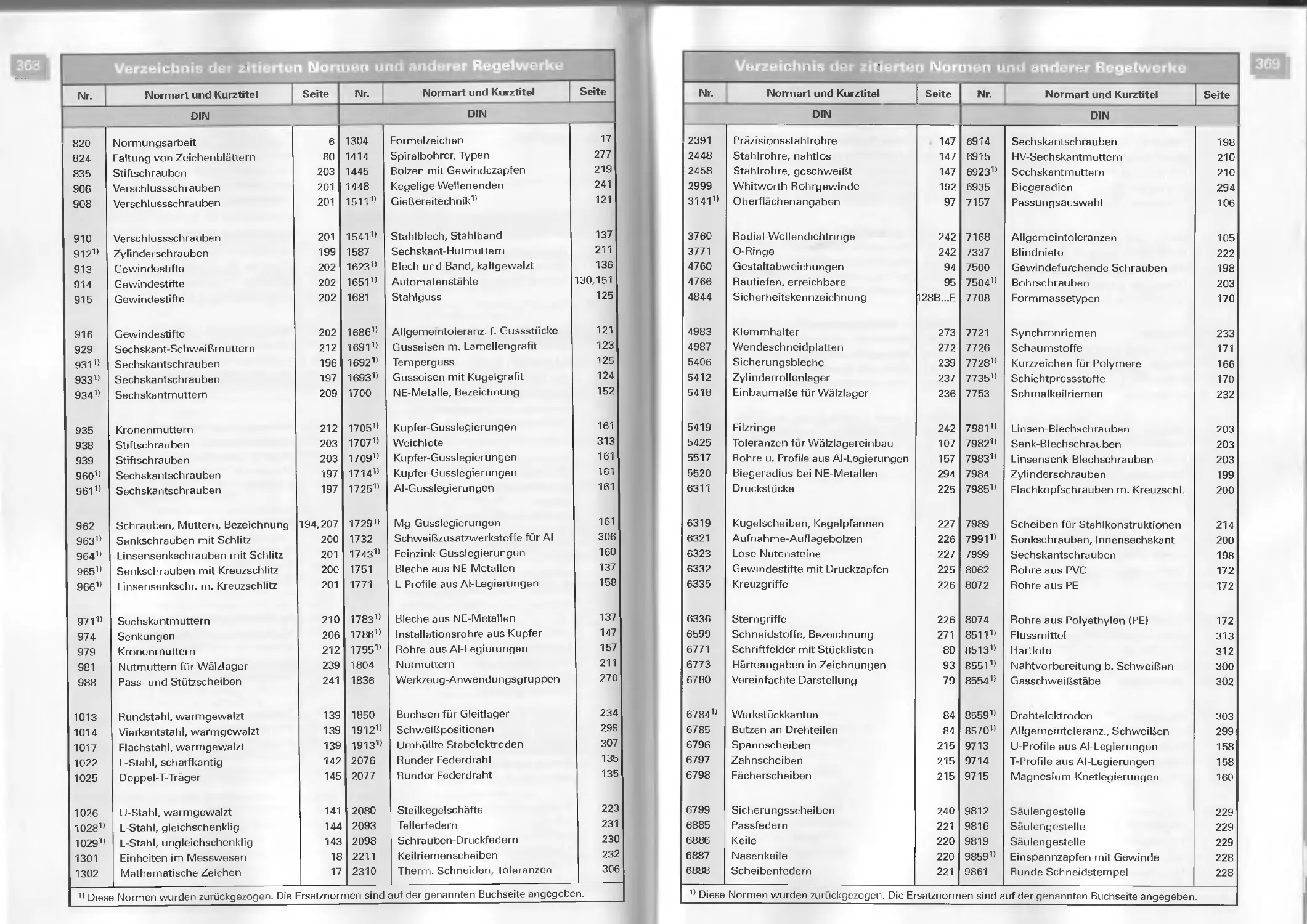
Normenverzeichnis
367
Sachwortverzeichnis
374
Normung und zitierte Regelwerke
Normung und Normbegriffe vgl. DIN 820 (1995-oi)
Normung ist eine planmäßig durchgeführte Vereinheitlichung von materiellen und nichtmateriellen Gegenständen,
wie z.B. Bauteilen, Berechnungsverfahren, Prozessabläufen und Dienstleistungen zum Nutzen der Allgemeinheit.
Normbegriff Beispiel Erklärung
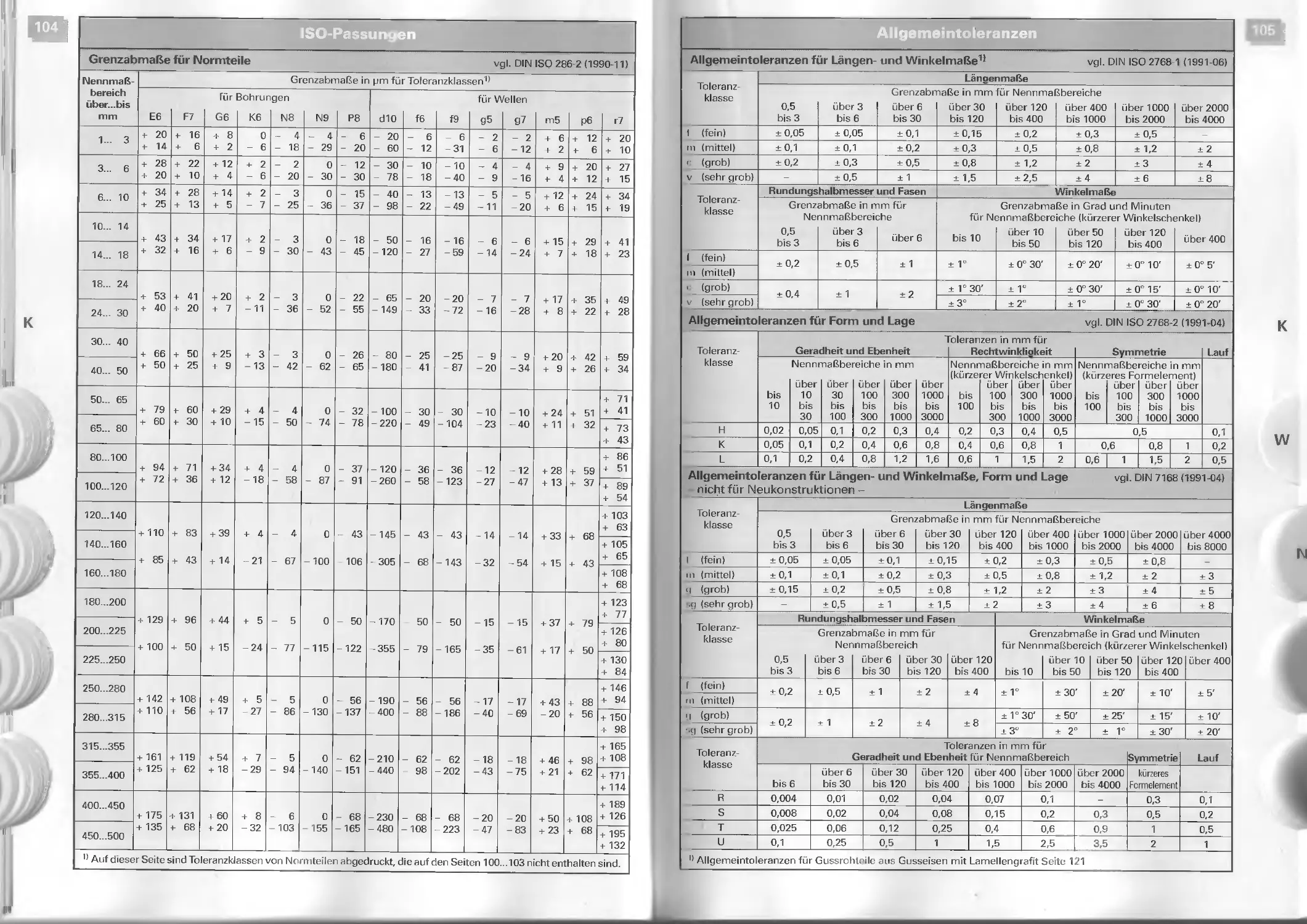
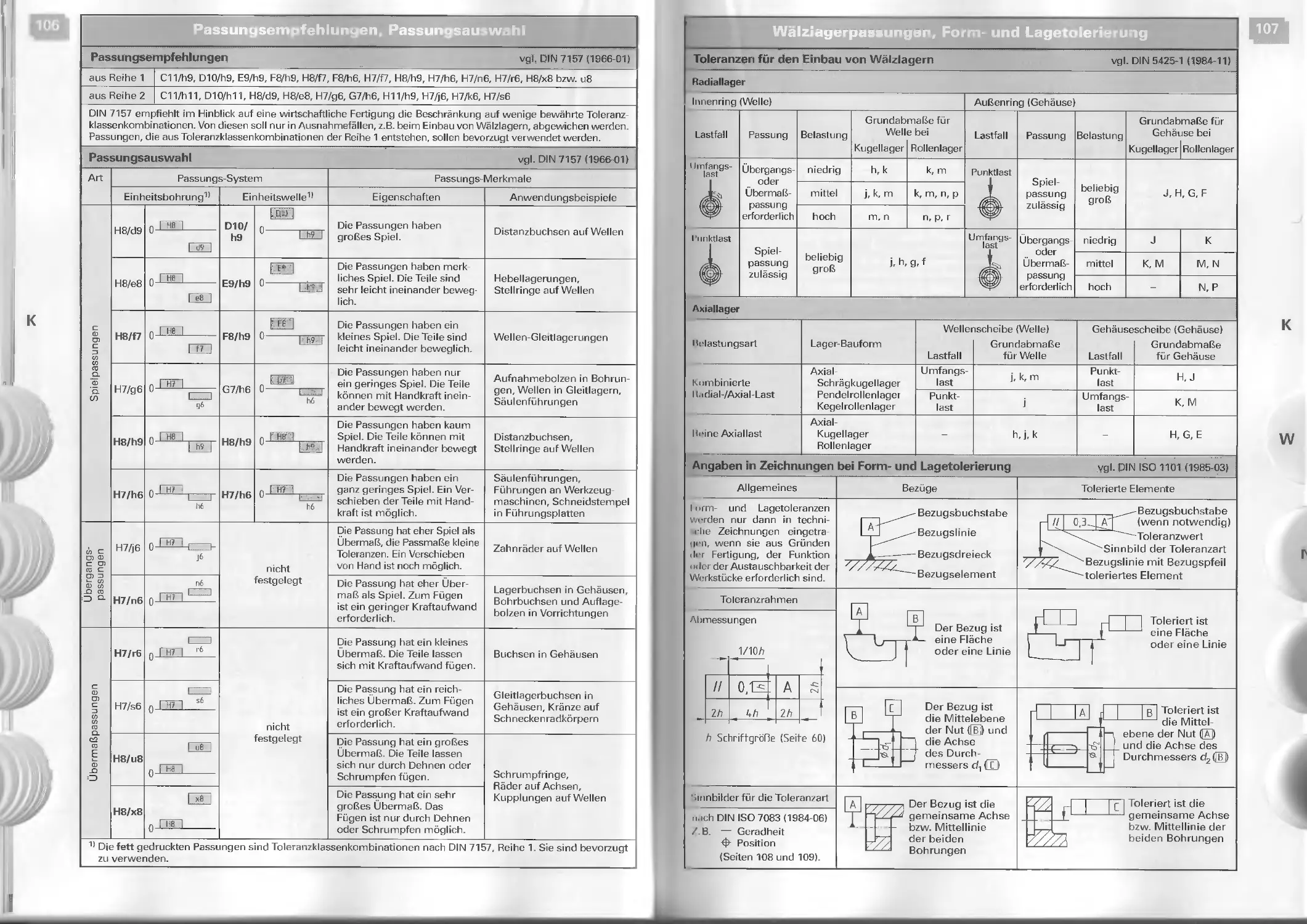
Norm DIN 7157 Eine Norm ist das veröffentlichte Ergebnis der Normungsarbeit, z.B. die Auswahl bestimmter Passungen in DIN 7157.
Teil DIN 30910-2 Der Teil einer Norm steht im Zusammenhang zu anderen Teilen mit gleicher Hauptnummer. DIN 30910-2 beschreibt z.B. Sinterwerkstoffe für Filter, während die Teile 3 und 4 Sinterwerkstoffe für Lager und Formteile beschreiben.
Beiblatt DIN 55350 Bbl 1 Ein Beiblatt enthält Informationen zu einer Norm, jedoch keine zusätzlichen Festle- gungen. Das Beiblatt DIN 55350 Bbl 1 enthält z.B. ein Gesamt-Stichwortverzeich- nis zu den in DIN 55350 enthaltenen Begriffsdefinitionen der Qualitätssicherung.
Entwu rf E DIN EN 10277-1 Ein Norm-Entwurf ist das vorläufig abgeschlossene Ergebnis einer Normungs- arbeit, das in der Fassung der vorgesehenen Norm der Öffentlichkeit zur Stel- lungnahme vorgelegt wird. E DIN EN 10277-1 ist z.B. ein Normentwurf für tech- nische Lieferbedingungen von Blankstahlerzeugnissen.
Vornorm DIN V 17006- 100 (1999-04) Eine Vornorm ist das Ergebnis einer Normungsarbeit, das wegen bestimmter Vor- behalte vom DIN nicht als Norm herausgegeben wird. DIN V 17006-100 behandelt z. B. Zusatzsymbole zu den Bezeichnungssystemen für Stähle.
Ausgabe- datum DIN ISO 2768 (1991-06) Zeitpunkt des Erscheinens, welcher im DIN-Anzeiger veröffentlicht wird und mit dem die Norm Gültigkeit bekommt. Die DIN ISO 2768, welche Allgemeintoleran- zen festlegt, ist z.B. seit Juni 1991 gültig.
Normenarten und Regelwerke (Auswahl)
Art Kurzzeichen Erklärung Zweck und Inhalte
Internationale Normen (ISO-Normen) ISO International Organisation for Standardization, Genf (O und S werden in der Abkürzung vertauscht) Internationalen Austausch von Gütern und Dienstleistungen sowie die Zusammenar- beit auf wissenschaftlichem, technischem und ökonomischem Gebiet erleichtern.
Europäische Normen (EN-Normen) EN Europäische Normungsorgani- sation CEN (Comunite Europeen de Normalisation), Brüssel Technische Harmonisierung und damit ver- bundener Abbau von Handelshemmnissen zur Förderung des Binnenmarktes und des Zusammenwachsens von Europa.
Deutsche Normen (DIN-Normen) DIN Deutsches Institut für Normung e.V, Berlin Die nationale Normungsarbeit dient der Rationalisierung, der Qualitätssicherung, der Sicherheit, dem Umweltschutz und der Verständigung in Wirtschaft, Technik, Wis- senschaft, Verwaltung und Öffentlichkeit.
DIN EN Europäische Norm, deren deut- sche Fassung den Status einer deutschen Norm erhalten hat.
DIN ISO Deutsche Norm, in die eine Inter- nationale Norm unverändert über- nommen wurde.
DIN EN ISO Europäische Norm, in die eine Internationale Norm unverändert übernommen wurde und deren Deutsche Fassung den Status einer Deutschen Norm hat.
DIN VDE Druckschrift des VDE, die den Status einer Deutschen Norm hat.
VDI-Richtlinien VDI Verein Deutscher Ingenieure e.V, Düsseldorf Diese Richtlinien geben den aktuellen Stand der Technik zu bestimmten Themen- bereichen wieder und enthalten z.B. kon- krete Handlungsanleitungen zur Durch- führung von Berechnungen oder zur Gestaltung von Prozessen im Maschinen- bau bzw. in der Elektrotechnik.
VDE-Druck- schriften VDE Verband Deutscher Elektrotech- niker e.V, Frankfurt am Main
DGQ-Schriften DGQ Deutsche Gesellschaft für Qualität e.V, Frankfurt am Main Empfehlungen für den Bereich der Qua- litätstechnik.
REFA-Blätter REFA Verband für Arbeitsstudien REFA e.V, Darmstadt Empfehlungen für den Bereich der Ferti- gung und Arbeitsplanung.
ta
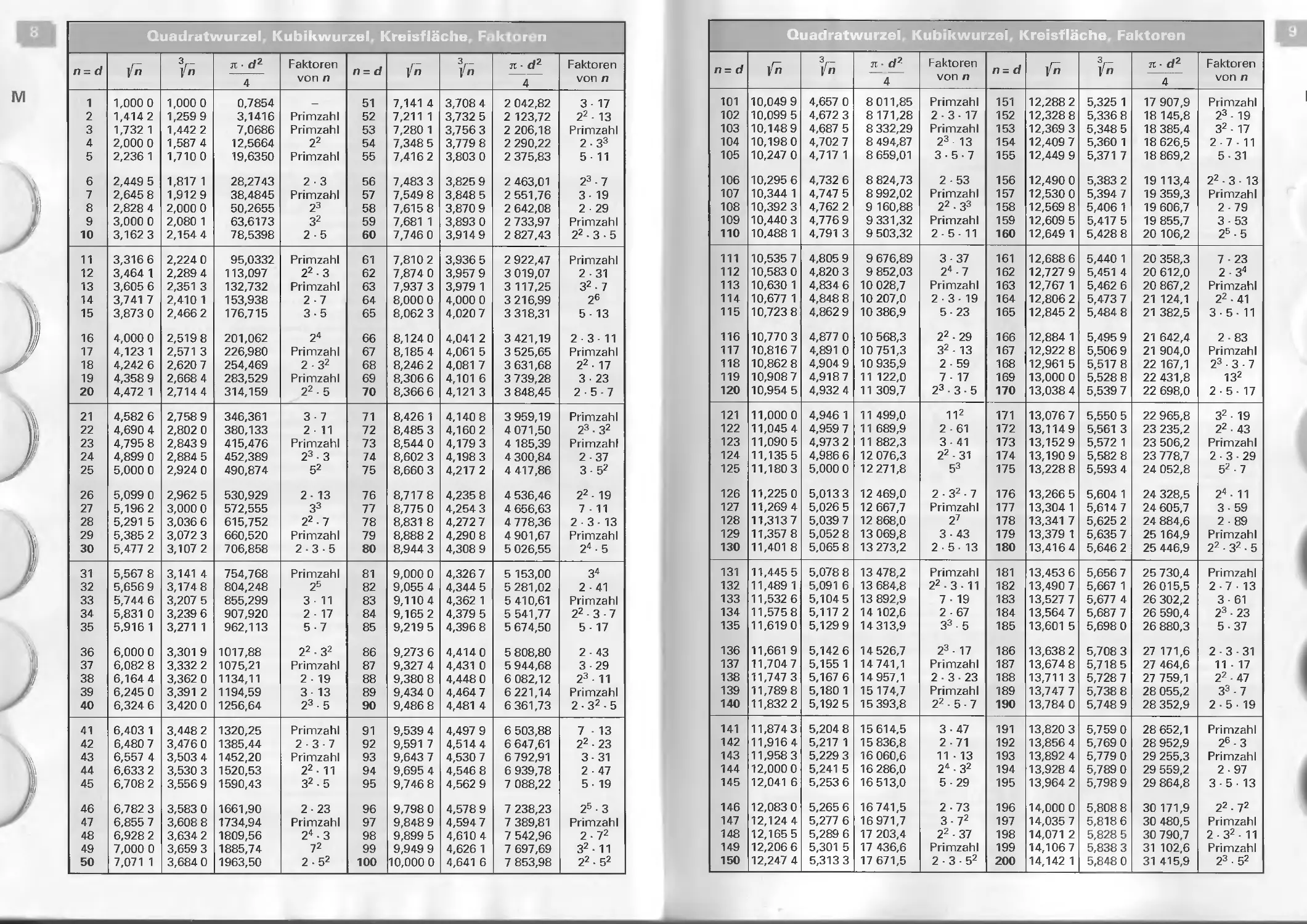
Quadratwurzel, Kubikwurzel, Kreisfläche, Faktoren
M
n=d ]/n jc d2 4 Faktoren von n n=d ]/n jr d2 4 Faktoren von n
1 1,000 0 1,000 0 0,7854 — 51 7,141 4 3,708 4 2 042,82 3 - 17
2 1,414 2 1,259 9 3,1416 Primzahl 52 7,211 1 3,732 5 2 123,72 22 - 13
3 1,732 1 1,442 2 7,0686 Primzahl 53 7,280 1 3,756 3 2 206,18 Primzahl
4 2,000 0 1,587 4 12,5664 22 54 7,348 5 3,779 8 2 290,22 2 33
5 2,236 1 1,710 0 19,6350 Primzahl 55 7,416 2 3,803 0 2 375,83 5-11
6 2,449 5 1,817 1 28,2743 2 3 56 7,483 3 3,825 9 2 463,01 23 7
7 2,645 8 1,912 9 38,4845 Primzahl 57 7,549 8 3,848 5 2 551,76 3- 19
8 2,828 4 2,000 0 50,2655 23 58 7,615 8 3,870 9 2 642,08 2 29
9 3,000 0 2,080 1 63,6173 32 59 7,681 1 3,893 0 2 733,97 Primzahl
10 3,162 3 2,154 4 78,5398 2 5 60 7,746 0 3,914 9 2 827,43 22 3 5
11 3,316 6 2,224 0 95,0332 Primzahl 61 7,810 2 3,936 5 2 922,47 Primzahl
12 3,464 1 2,289 4 113,097 22 3 62 7,874 0 3,957 9 3 019,07 2 - 31
13 3,605 6 2,351 3 132,732 Primzahl 63 7,937 3 3,979 1 3 117,25 32 7
14 3,741 7 2,410 1 153,938 2-7 64 8,000 0 4,000 0 3 216,99 26
15 3,873 0 2,466 2 176,715 3-5 65 8,062 3 4,020 7 3 318,31 5 - 13
16 4,000 0 2,519 8 201,062 24 66 8,124 0 4,041 2 3 421,19 2-3-11
17 4,123 1 2,571 3 226,980 Primzahl 67 8,185 4 4,061 5 3 525,65 Primzahl
18 4,242 6 2,620 7 254,469 2 - 32 68 8,246 2 4,081 7 3 631,68 22 17
19 4,358 9 2,668 4 283,529 Primzahl 69 8,306 6 4,101 6 3 739,28 3 23
20 4,472 1 2,714 4 314,159 22 - 5 70 8,366 6 4,121 3 3 848,45 25-7
21 4,582 6 2,758 9 346,361 3 7 71 8,426 1 4,140 8 3 959,19 Primzahl
22 4,690 4 2,802 0 380,133 2 11 72 8,485 3 4,160 2 4 071,50 23 32
23 4,795 8 2,843 9 415,476 Primzahl 73 8,544 0 4,179 3 4 185,39 Primzahl
24 4,899 0 2,884 5 452,389 23 3 74 8,602 3 4,198 3 4 300,84 2 - 37
25 5,000 0 2,924 0 490,874 52 75 8,660 3 4,217 2 4 417,86 3 - 52
26 5,099 0 2,962 5 530,929 2 13 76 8,717 8 4,235 8 4 536,46 22 - 19
27 5,196 2 3,000 0 572,555 33 77 8,775 0 4,254 3 4 656,63 7 - 11
28 5,291 5 3,036 6 615,752 22 7 78 8,831 8 4,272 7 4 778,36 2-3-13
29 5,385 2 3,072 3 660,520 Primzahl 79 8,888 2 4,290 8 4 901,67 Primzahl
30 5,477 2 3,107 2 706,858 2-3-5 80 8,944 3 4,308 9 5 026,55 24 5
31 5,567 8 3,141 4 754,768 Primzahl 81 9,000 0 4,326 7 5 153,00 34
32 5,656 9 3,174 8 804,248 25 82 9,055 4 4,344 5 5 281,02 2 41
33 5,744 6 3,207 5 855,299 3 11 83 9,110 4 4,362 1 5 410,61 Primzahl
34 5,831 0 3,239 6 907,920 2 17 84 9,165 2 4,379 5 5 541,77 22 - 3 - 7
35 5,916 1 3,271 1 962,113 5 7 85 9,219 5 4,396 8 5 674,50 5-17
36 6,000 0 3,301 9 1017,88 22 32 86 9,273 6 4,414 0 5 808,80 2 - 43
37 6,082 8 3,332 2 1075,21 Primzahl 87 9,327 4 4,431 0 5 944,68 3-29
38 6,164 4 3,362 0 1134,11 2 19 88 9,380 8 4,448 0 6 082,12 23 - 11
39 6,245 0 3,391 2 1194,59 3 13 89 9,434 0 4,464 7 6221,14 Primzahl
40 6,324 6 3,420 0 1256,64 23 5 90 9,486 8 4,481 4 6 361,73 2 32 5
41 6,403 1 3,448 2 1320,25 Primzahl 91 9,539 4 4,497 9 6 503,88 7 13
42 6,480 7 3,476 0 1385,44 2-3-7 92 9,591 7 4,514 4 6 647,61 22 23
43 6,557 4 3,503 4 1452,20 Primzahl 93 9,643 7 4,530 7 6 792,91 3-31
44 6,633 2 3,530 3 1520,53 22 11 94 9,695 4 4,546 8 6 939,78 2 47
45 6,708 2 3,556 9 1590,43 32 5 95 9,746 8 4,562 9 7 088,22 5 19
46 6,782 3 3,583 0 1661,90 2 23 96 9,798 0 4,578 9 7 238,23 25 3
47 6,855 7 3,608 8 1734,94 Primzahl 97 9,848 9 4,594 7 7 389,81 Primzahl
48 6,928 2 3,634 2 1809,56 24 3 98 9,899 5 4,610 4 7 542,96 2 72
49 7,000 0 3,659 3 1885,74 72 99 9,949 9 4,626 1 7 697,69 32 11
50 7,071 1 3,684 0 1963,50 2 52 100 10,000 0 4,641 6 7 853,98 22 52
Quadratwurzel, Kubikwurzel, Kreisfläche, Faktoren
n = d jr d2 4 Faktoren von n n=d ]/n fr jr d2 Faktoren von n
4
101 10,049 9 4,657 0 8 011,85 Primzahl 151 12,288 2 5,325 1 17 907,9 Primzahl
102 10,099 5 4,672 3 8 171,28 2-3-17 152 12,328 8 5,336 8 18 145,8 23 - 19
103 10,148 9 4,687 5 8 332,29 Primzahl 153 12,369 3 5,348 5 18 385,4 32 17
104 10,198 0 4,702 7 8 494,87 23 13 154 12,409 7 5,360 1 18 626,5 2-7-11
105 10,247 0 4,717 1 8 659,01 3-5-7 155 12,449 9 5,371 7 18 869,2 5-31
106 10,295 6 4,732 6 8 824,73 2 - 53 156 12,490 0 5,383 2 19 113,4 22 3 13
107 10,344 1 4,747 5 8 992,02 Primzahl 157 12,530 0 5,394 7 19 359,3 Primzahl
108 10,392 3 4,762 2 9 160,88 22 33 158 12,569 8 5,406 1 19 606,7 2 - 79
109 10,440 3 4,776 9 9 331,32 Primzahl 159 12,609 5 5,417 5 19 855,7 3 - 53
110 10,488 1 4,791 3 9 503,32 2-5-11 160 12,649 1 5,428 8 20 106,2 25 5
111 10,535 7 4,805 9 9 676,89 3-37 161 12,688 6 5,440 1 20 358,3 7 23
112 10,583 0 4,820 3 9 852,03 24 - 7 162 12,727 9 5,451 4 20 612,0 2 34
113 10,630 1 4,834 6 10 028,7 Primzahl 163 12,767 1 5,462 6 20 867,2 Primzahl
114 10,677 1 4,848 8 10 207,0 2-3-19 164 12,806 2 5,473 7 21 124,1 22 41
115 10,723 8 4,862 9 10 386,9 5-23 165 12,845 2 5,484 8 21 382,5 3-5-11
116 10,770 3 4,877 0 10 568,3 22 29 166 12,884 1 5,495 9 21 642,4 2 83
117 10,816 7 4,891 0 10 751,3 32 - 13 167 12,922 8 5,506 9 21 904,0 Primzahl
118 10,862 8 4,904 9 10 935,9 2 59 168 12,961 5 5,517 8 22 167,1 23 3 - 7
119 10,908 7 4,918 7 11 122,0 7 17 169 13,000 0 5,528 8 22 431,8 132
120 10,954 5 4,932 4 11 309,7 23 3 5 170 13,038 4 5,539 7 22 698,0 2 5- 17
121 11,000 0 4,946 1 11 499,0 112 171 13,076 7 5,550 5 22 965,8 32 19
122 11,045 4 4,959 7 11 689,9 2 - 61 172 13,1149 5,561 3 23 235,2 22 43
123 11,090 5 4,973 2 11 882,3 3 - 41 173 13,152 9 5,572 1 23 506,2 Primzahl
124 11,1355 4,986 6 12 076,3 22 31 174 13,190 9 5,582 8 23 778,7 2-3-29
125 11,1803 5,000 0 12 271,8 53 175 13,228 8 5,593 4 24 052,8 52 7
126 11,225 0 5,013 3 12 469,0 2 32 7 176 13,266 5 5,604 1 24 328,5 24 11
127 11,269 4 5,026 5 12 667,7 Primzahl 177 13,304 1 5,614 7 24 605,7 3-59
128 11,313 7 5,039 7 12 868,0 27 178 13,341 7 5,625 2 24 884,6 2 89
129 11,357 8 5,052 8 13 069,8 3 43 179 13,379 1 5,635 7 25 164,9 Primzahl
130 11,401 8 5,065 8 13 273,2 2 5- 13 180 13,416 4 5,646 2 25 446,9 22 - 32 5
131 11,445 5 5,078 8 13 478,2 Primzahl 181 13,453 6 5,656 7 25 730,4 Primzahl
132 11,489 1 5,091 6 13 684,8 22 3 11 182 13,490 7 5,667 1 26 015,5 2-7-13
133 11,532 6 5,104 5 13 892,9 7 19 183 13,527 7 5,677 4 26 302,2 3-61
134 11,575 8 5,117 2 14 102,6 2 - 67 184 13,564 7 5,687 7 26 590,4 23 23
135 11,6190 5,129 9 14 313,9 33 5 185 13,601 5 5,698 0 26 880,3 5-37
136 11,661 9 5,142 6 14 526,7 23 17 186 13,638 2 5,708 3 27 171,6 2-3-31
137 11,704 7 5,155 1 14741,1 Primzahl 187 13,674 8 5,718 5 27 464,6 11 17
138 11,747 3 5,167 6 14 957,1 2-3-23 188 13,711 3 5,728 7 27 759,1 22 - 47
139 11,789 8 5,180 1 15 174,7 Primzahl 189 13,747 7 5,738 8 28 055,2 33 - 7
140 11,832 2 5,192 5 15 393,8 22 - 5 7 190 13,784 0 5,748 9 28 352,9 2-5-19
141 11,874 3 5,204 8 15 614,5 3 47 191 13,820 3 5,759 0 28 652,1 Primzahl
142 11,9164 5,217 1 15 836,8 2-71 192 13,856 4 5,769 0 28 952,9 26 - 3
143 11,958 3 5,229 3 16 060,6 11 13 193 13,892 4 5,779 0 29 255,3 Primzahl
144 12,000 0 5 241 5 16 286,0 24 32 194 13,928 4 5,789 0 29 559,2 2 97
145 12,041 6 5,253 6 16 513,0 5 29 195 13,964 2 5,798 9 29 864,8 3-5-13
146 12,083 0 5,265 6 16741,5 2-73 196 14,000 0 5,808 8 30 171,9 22 72
147 12,124 4 5,277 6 16 971,7 3 72 197 14,035 7 5,818 6 30 480,5 Primzahl
148 12,165 5 5,289 6 17 203,4 22 37 198 14,071 2 5,828 5 30 790,7 2 - 32 - 11
149 12,206 6 5,301 5 17 436,6 Primzahl 199 14,106 7 5,838 3 31 102,6 Primzahl
150 12,247 4 5,313 3 17 671,5 2 3 52 200 14,142 1 5,848 0 31 415,9 23 52
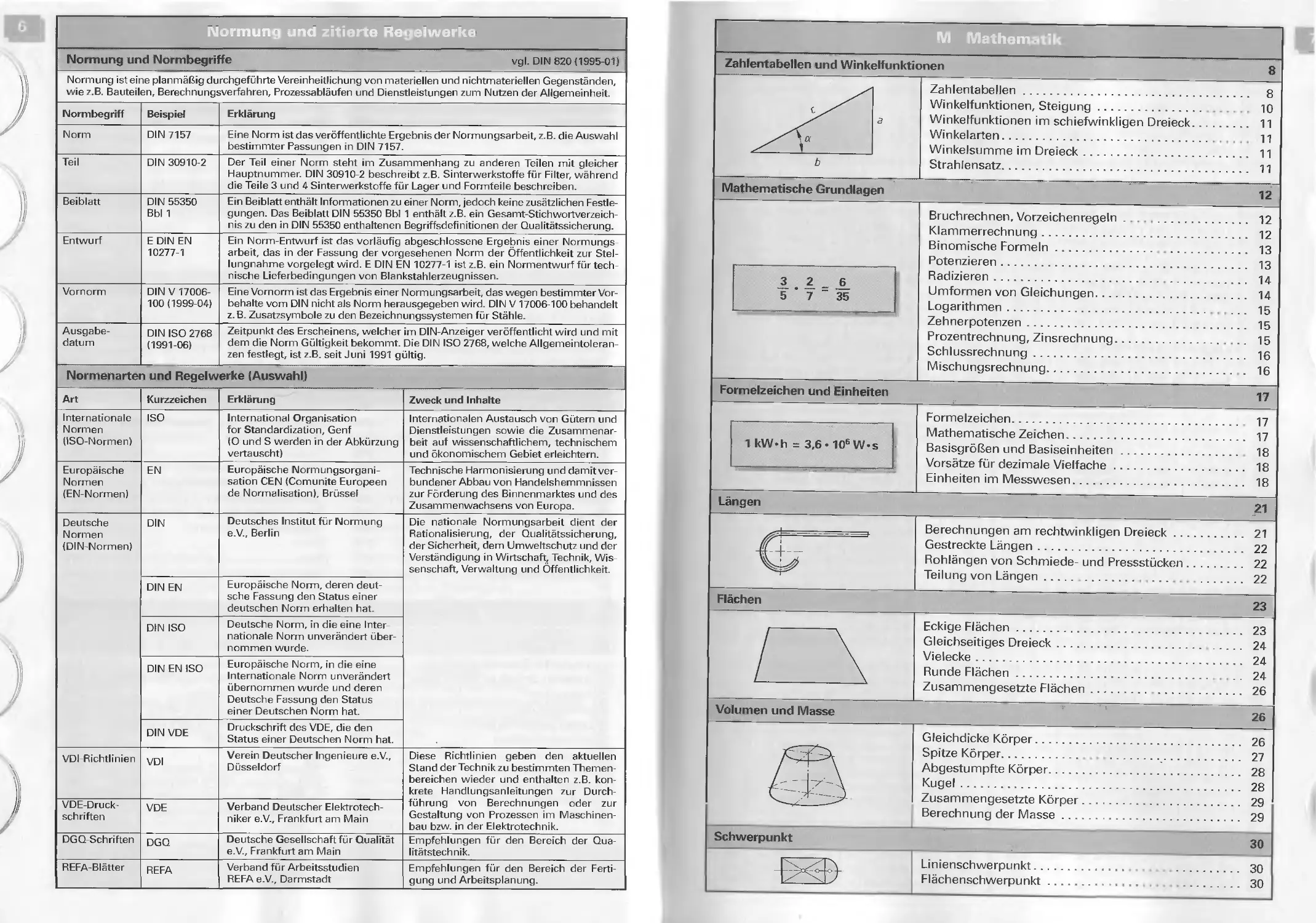
Winkelfunktionen
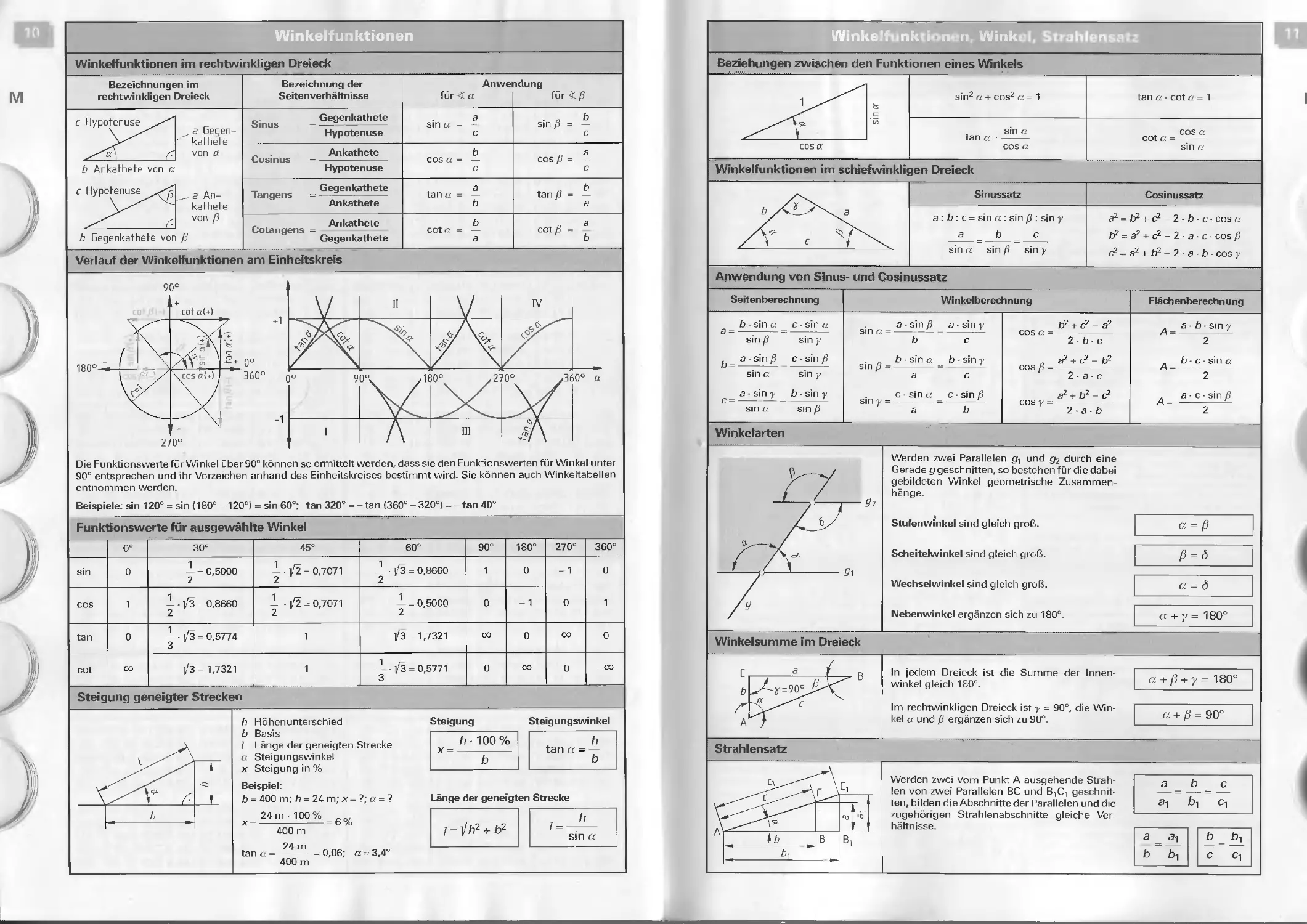
Winkelfunktionen im rechtwi Bezeichnungen im rechtwinkligen Dreieck nkligen Dreieck Bezeichnung der Seitenverhältnisse Anwe für < a ridung für <ß
c Hypotenuse 3 Gegen- kathete von a Gegenkathete Sinus = Hypotenuse a sm a = - c o b sm ß = — c
Ä Ankathete b cos a = — c cos ß = — c
b Ankathete von a Hypotenuse
c Hypotenuse^tß'ß 3 An- kathete _ Gegenkathete Tangens = Ankathete a tan« = — b , b tan ß = — a
b Gegenkathete von Verlauf der Winke von ß ß _. Ihinrtionen Ankathete Cotangens = Gegenkathete am Einhe'tskmis b cot a = — a cot ß = a b
Die Funktionswerte für Winkel über 90° können so ermittelt werden, dass sie den Funktionswerten für Winkel unter
90° entsprechen und ihr Vorzeichen anhand des Einheitskreises bestimmt wird. Sie können auch Winkeltabellen
entnommen werden.
Beispiele: sin 120° = sin (180' - 120°) = sin 60°; tan 320° = - tan (360° -320°) = tan 40°
Funktionswerte für ausgewählte Winkel
0° 30° 45° 60° 90° 180° 270° 360°
sin 0 — =0,5000 2 -•1/2 = 0,7071 2 — 1/3 = 0,8660 2 1 0 -1 0
cos 1 1 - ]/3 = 0,8660 2 1 -1/2 = 0,7071 2 1 = 0,5000 2 0 -1 0 1
tan 0 1 • 1/3 = 0,5774 3 1 1'3 = 1,7321 00 0 CO 0
cot co 1/3-1,7321 1 - -1/3 = 0,5771 3 0 00 0 00
Steigung geneigter Strecken
h Höhenunterschied Steigung Steigungswinkel
b Basis l Länge der geneigten Strecke a Steigungswinkel x Steigung in % Beispiel: b = 400 m; h = 24 m; x = ?; a = ? /7-100% b h tan a = — b
Länge der geneigten Strecke
24 m-100% „o/ X = = 6 % 400 m tan a = m = 0,06; a ~ 3,4° 400 m l = |//?2 + b2 h 1 = sin a
Mathematische Grundlagen
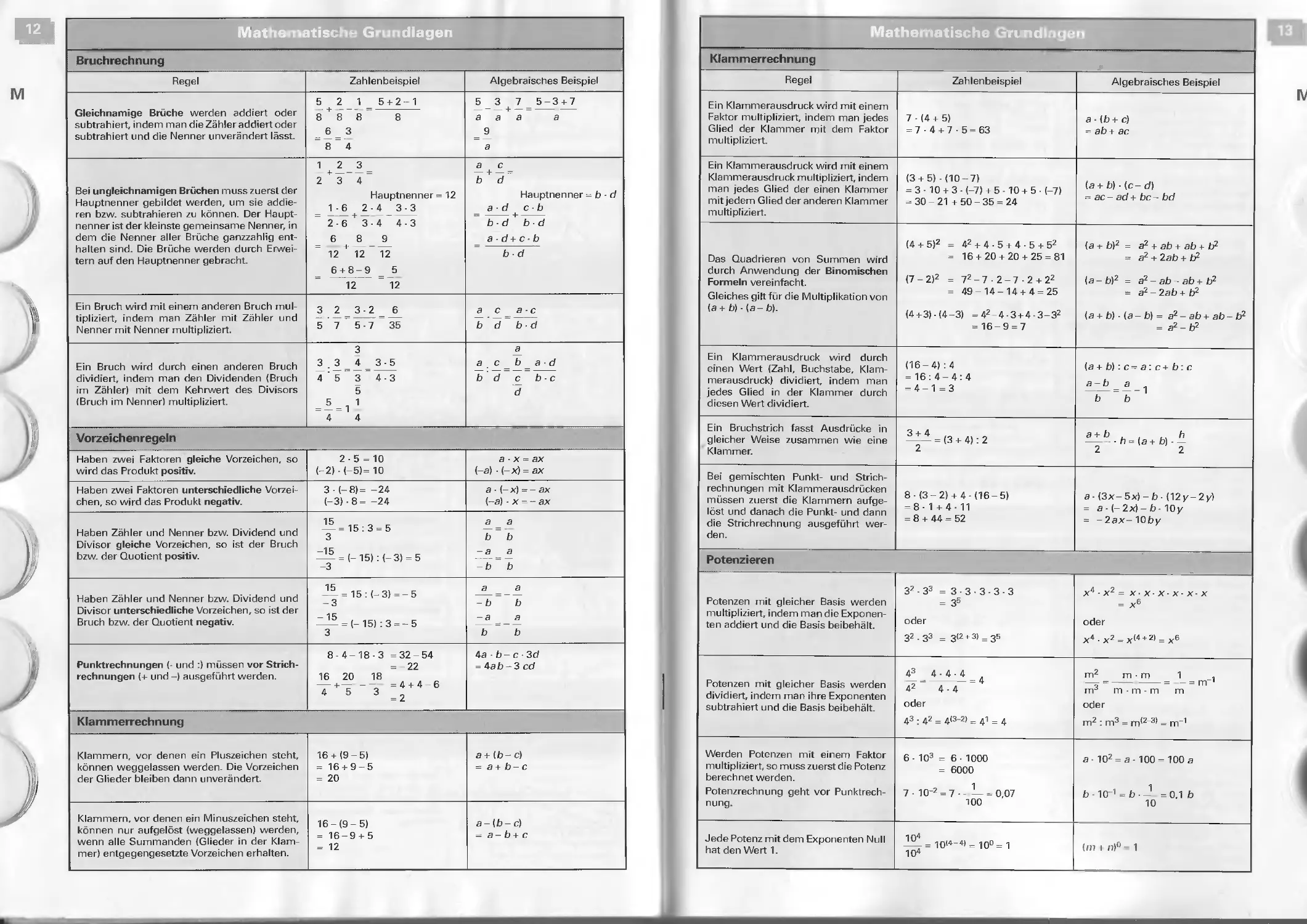
Bruchrechnung
Regel Zahlenbeispiel Algebraisches Beispiel
Gleichnamige Brüche werden addiert oder subtrahiert, indem man die Zähler addiert oder subtrahiert und die Nenner unverändert lässt. ii oo, en 00 1 05 + II 00 i N5 > W | 00' II ui + 00 N> 537 5-3+7 — - — + — = a a a a 9 a
Bei ungleichnamigen Brüchen muss zuerst der Hauptnenner gebildet werden, um sie addie- ren bzw. subtrahieren zu können. Der Haupt- nenner ist der kleinste gemeinsame Nenner, in dem die Nenner aller Brüche ganzzahlig ent- halten sind. Die Brüche werden durch Erwei- tern auf den Hauptnenner gebracht. 1 2 3 2 3 4 ~ Hauptnenner = 12 1-6 2-43-3 2^6 3^-4 4-3 6 8 9 12 ' 12 12 6+8-9 5 12 12 a c F — = b d Hauptnenner = b - d ad c b ~ b-d+ b-d a - d+ c- b b-d
Ein Bruch wird mit einem anderen Bruch mul- tipliziert, indem man Zähler mit Zähler und Nenner mit Nenner multipliziert. 3 2 3-2 6 5 7 5 7 ~ 35 a c a c b d b-d
Ein Bruch wird durch einen anderen Bruch dividiert, indem man den Dividenden (Bruch im Zähler) mit dem Kehrwert des Divisors (Bruch im Nenner) multipliziert. II * | w > | Ul II W|W -> II 4^ -» CHI W | 1 W II -1“ W I Ul a a . c _ b _ a d b d c b c d
Vorzeichenregeln
Haben zwei Faktoren gleiche Vorzeichen, so wird das Produkt positiv. 2 - 5 = 10 (-2) (-5)= 10 a x = ax (-a) - (-x) = ax
Haben zwei Faktoren unterschiedliche Vorzei- chen, so wird das Produkt negativ. 3 (-8)= -24 (-31-8- -24 a (- x) = - ax (-a) - x = - ax
Haben Zähler und Nenner bzw. Dividend und Divisor gleiche Vorzeichen, so ist der Bruch bzw. der Quotient positiv. — =15:3 = 5 3 _1R - = (-15): (-3) = 5 -3 O- Cb Cr | 0) II II er I Q) o-' Qi
Haben Zähler und Nenner bzw. Dividend und Divisor unterschiedliche Vorzeichen, so ist der Bruch bzw. der Quotient negativ. 15 -15:(3)=-5 -3 ”—= (- 15) 3 = -5 3 tu | -Q «3 | -Q i l ii n -»I?
Punktrechnungen (- und :) müssen vor Strich- rechnungen (+ und -) ausgeführt werden. 8-4-18-3 =32-54 = -22 16 20 18 — + =4 + 4-6 4 5 3 4a b - c 3d = 4ab-3cd
Klammerrechnung
Klammern, vor denen ein Pluszeichen steht, können weggelassen werden. Die Vorzeichen der Glieder bleiben dann unverändert. 16 + 0-5) = 16 + 9-5 = 20 a + (b c) = a + b-c
Klammern, vor denen ein Minuszeichen steht, können nur aufgelöst (weggelassen) werden, wenn alle Summanden (Glieder in der Klam- mer) entgegengesetzte Vorzeichen erhalten. 16-(9-5) = 16-9 + 5 = 12 a-(b- c) = a- b+ c
Mathematische Grundlagen
Klammerrechnung
Regel Zahlenbeispiel Algebraisches Beispiel
Ein Klammerausdruck wird mit einem Faktor multipliziert, indem man jedes Glied der Klammer mit dem Faktor multipliziert. 7 - (4 + 5) = 7- 4 + 75 = 63 a (b + c) = ab + ac
Ein Klammerausdruck wird mit einem Klammerausdruck multipliziert, indem man jedes Glied der einen Klammer mit jedem Glied der anderen Klammer multipliziert. (3 +5)-(10-7) = 3 10 + 3 • (-7) + 5 • 10 + 5 • (-7) = 30 -21 i 50 - 35 = 24 (a + b) • (c- d} = ac - ad + bc- bd
Das Quadrieren von Summen wird durch Anwendung der Binomischen Formeln vereinfacht. Gleiches gilt für die Multiplikation von (a + b) • (a-b). (4 + 5)2 = 42 + 4 5 + 4 - 5 + 52 = 16 + 20 + 20 + 25 = 81 (7-2)2 = 72-7-2-72 +22 = 49-14-14 + 4=25 (4+3)-(4-3) = 42-4-3 + 4-3—32 = 16-9 = 7 0) Cb Cb ; s ; T ro X II II II II Cb Cj Cb Cj KM N5 Y II + + 11 11 N5 Cb M Cb 11 + Cb + Cb Cb ö-
Ein Klammerausdruck wird durch einen Wert (Zahl, Buchstabe, Klam- merausdruck) dividiert, indem man jedes Glied in der Klammer durch diesen Wert dividiert. (16-4) : 4 = 16:4-4:4 =4-1=3 la + b): c = a: c + b: c a-_b = £ _ 1 b b
Ein Bruchstrich fasst Ausdrücke in gleicher Weise zusammen wie eine Klammer. = (3 + 4): 2 2 a + b . , ,, h h = (a + b — 2 2
Bei gemischten Punkt- und Strich- rechnungen mit Klammerausdrücken müssen zuerst die Klammern aufge- löst und danach die Punkt- und dann die Strich rech nung ausgeführt wer- den. 8 (3-2)+ 4-(16-5) = 8-1+4-11 = 8 + 44 = 52 a- (3x-5x)-b- (12/-2/) = a - (- 2x) - b - 10/ = -2ax- 100/
Potenzieren
Potenzen mit gleicher Basis werden multipliziert, indem man die Exponen- ten addiert und die Basis beibehält. 32 33 =3-3-3-33 = 35 oder 32 33 = 3<2 + 3> = 35 X4 - X2 = X • X X X X - X = X6 oder x4-x2 = x<4 + 2) = x6
Potenzen mit gleicher Basis werden dividiert, indem man ihre Exponenten subtrahiert und die Basis beibehält. 43 4-4-4 „ 42 4-4 oder 43 : 42 = 4<3-2> = 41 = 4 m2 m rn 1 = — = - = m-1 mJ m - m - m m oder m2 : m3 = m(23) = m-1
Werden Potenzen mit einem Faktor multipliziert, so muss zuerst die Potenz berechnet werden. Potenzrechnung geht vor Punktrech- nung. 6 - 103 = 6 1000 = 6000 7 - 10~2 = 7 - — = 0,07 100 a- 102 = a- 100 = 100 a b 10-1 = b 1 =0.1 b 10
Jede Potenz mit dem Exponenten Null hat den Wert 1. 104 = 10<4"4> - 10°= 1 104 (in i n)° 1
Mathematische Grundlage) 1 1
1
Regel Zahlenbeispiel Algebraisches Beispiel
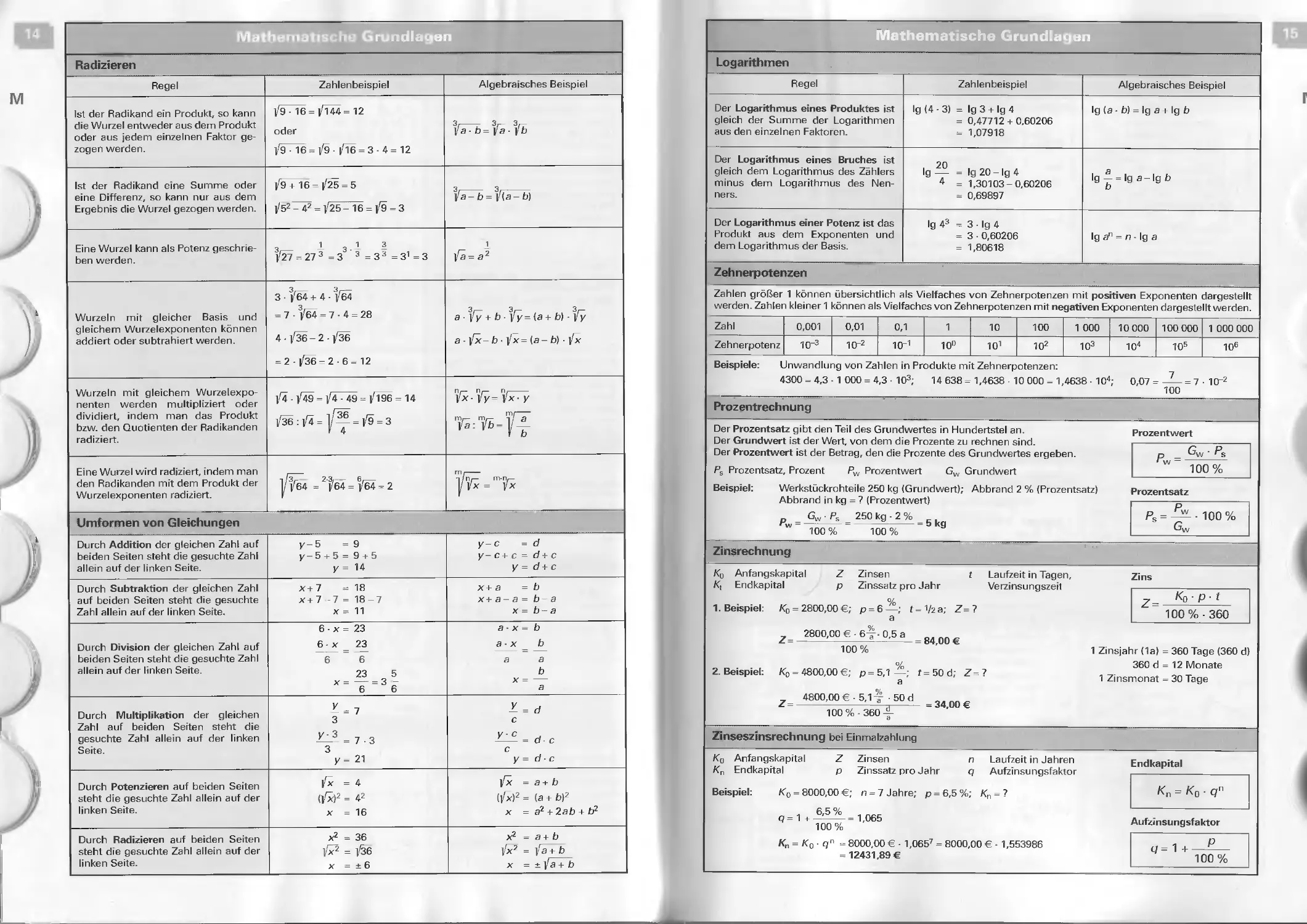
Ist der Radikand ein Produkt, so kann die Wurzel entweder aus dem Produkt oder aus jedem einzelnen Faktor ge- zogen werden. 1/9 16= |'144= 12 oder 1/9-- 16 = V9 |/l6 = 3 - 4 = 12
Ist der Radikand eine Summe oder eine Differenz, so kann nur aus dem Ergebnis die Wurzel gezogen werden. ]/9 + 16 = j/25 = 5 ]/52 - 42 = ]/25 - 16 = 1'9 - 3 p^a- b = ^(a- b)
Eine Wurzel kann als Potenz geschrie- ben werden. II M wi- ll W w wi- ll W w|w W II w ]/a = a2
Wurzeln mit gleicher Basis und gleichem Wurzelexponenten können addiert oder subtrahiert werden. 3, 3, 3 1'64+4 164 = 7 1'64 = 7 4 = 28 4-1/36-2-^36 = 2-1/36 = 2-6-12 a 'fyy + b - Yy= + b) - ][y a - ]/x- b ]/x={a- b) \ x
Wurzeln mit gleichem Wurzelexpo- nenten werden multipliziert oder dividiert, indem man das Produkt bzw. den Quotienten der Radikanden radiziert. ]/4 - 1'49 = 1'4 49 = |'l96 = 14 #36 : ]/4 = = l's = 3 Ta-.Yb=fä
Eine Wurzel wird radiziert, indem man den Radikanden mit dem Produkt der Wurzelexponenten radiziert. |/fö4 = 2f'64 = 1'64 = 2
Uniformen von Gleichungen
Durch Addition der gleichen Zahl auf beiden Seiten steht die gesuchte Zahl allein auf der linken Seite. y-5 = 9 y—5 + 5=9 + 5 y = 14 y-c = d y- c + c = d + c y = d + c
Durch Subtraktion der gleichen Zahl auf beiden Seiten steht die gesuchte Zahl allein auf der linken Seite. x+7 = 18 x+7 -7 = 18 7 x = 11 x+ a = b x +a -a=b - a x = b a
Durch Division der gleichen Zahl auf beiden Seiten steht die gesuchte Zahl allein auf der linken Seite. 6•x = 23 6 - x _ 23 6 ” 6 23 5 x = — = 3 - 6 6 a x - b a x b a a b a
Durch Multiplikation der gleichen Zahl auf beiden Seiten steht die gesuchte Zahl allein auf der linken Seite. CO r-. r-.cN ii ii ii X| CO CO I x x x ° 1 ö n |x 11 11 11 Cu Q. d.
Durch Potenzieren auf beiden Seiten steht die gesuchte Zahl allein auf der linken Seite. |/x = 4 (l^)2 = 42 x = 16 ][x = a + b (j/x)2 = (a + b)2 x = a2 + 2a b + b2
Durch Radizieren auf beiden Seiten steht die gesuchte Zahl allein auf der linken Seite. * Xh II II II |+ W — X o? CD X X X. M N II II II 1+ 'S* 0) xH o-i
Mathematische Grundlagen
Regel Zahlenbeispiel Algebraisches Beispiel
Der Logarithmus eines Produktes ist gleich der Summe der Logarithmen aus den einzelnen Faktoren. Ig (4 - 3) - Ig 3 + Ig 4 = 0,47712 + 0,60206 = 1,07918 Ig (a - b) = Ig a + Ig b
Der Logarithmus eines Bruches ist gleich dem Logarithmus des Zählers minus dem Logarithmus des Nen- ners. 20 ig — = Ig 20 - Ig 4 4 = 1,30103 - 0.60206 = 0,69897 ig 4 = ig a-ig b b
Der Logarithmus einer Potenz ist das Produkt aus dem Exponenten und dem Logarithmus der Basis. Ig 43 = 3 Ig 4 = 3 - 0,60206 = 1,80618 Ig an = n - Ig a
Zehnerpotenzen
Zahlen größer 1 können übersichtlich als Vielfaches von Zehnerpotenzen mit positiven Exponenten dargestellt werden. Zahlen kleiner 1 können als Vielfaches von Zehnerpotenzen mit negativen Exponenten dargestellt werden.
Zahl 0,001 0,01 0,1 1 10 100 1 000 10 000 100 000 1 000 000
Zehnerpotenz 10“3 IO’2 10“1 10° 101 102 103 104 105 106
Beispiele: Unwandlung von Zahlen in Produkte mit Zehnerpotenzen: 4300 = 4,3 1 000 = 4,3 103; 14 638 - 1,4638 - 10 000 = 1,4638 104; 0,07 = = 7 10"2 100
Prozentrechnung
Der Prozentsatz gibt den Teil des Grundwertes in Hundertstel an. Der Grundwert ist der Wert, von dem die Prozente zu rechnen sind. Der Prozentwert ist der Betrag, den die Prozente des Grundwertes ergeben. Ps Prozentsatz, Prozent Pw Prozentwert Gvv Grundwert Beispiel: Werkstückrohteile 250 kg (Grundwert}; Abbrand 2 % (Prozentsatz) Abbrand in kg = ? (Prozentwert) _ G„ Ps _ 250 k0 2 % * w , ® kg 100% 100% Prozentwert p _ ’ w 100% Prozentsatz Ps = — 100% Gw
Zinsrechnung
K0 Anfangskapital Z Zinsen t Laufzeit in Tagen, K, Endkapital p Zinssatz pro Jahr Verzinsungszeit 1. Beispiel: Ko = 2800,00€; p = 6 —; t-'ka; Z=? a , 2800,00 € -6-^-0,5 a „„ Z - — 84.00 € 100% 1 Zinsjaf 2. Beispiel: Ko - 4800,00 €; p = 5,1—; t 50 d; Z=? 1 Zinsr z=^800J00€L5i1^50^ = 100% - 360-2- Zins Kp-pt 100% 360 r (la) =360 Tage (360 d 360 d = 12 Monate nonat = 30 Tage
Zinseszinsrechnung bei Einmalzahlung
Ko Anfangskapital Z Zinsen n Laufzeit in Jahren Kn Endkapital p ZinssatzproJahr q Aufzinsungsfaktor Beispiel: Ko = 8000,00 €; n = 7 Jahre; p = 6,5 %; Kn = ? q = 1 , = 1,065 100% Kn = Ko • qn = 8000,00 € - 1,0657 - 8000,00 € - 1,553986 = 12431,89 € End kapital Kn = «o qn Aufzinsu ngsf a ktor q=1+-^- 100%
Schlussrechnung, Mischungsrechnung
Schlussrechn mg
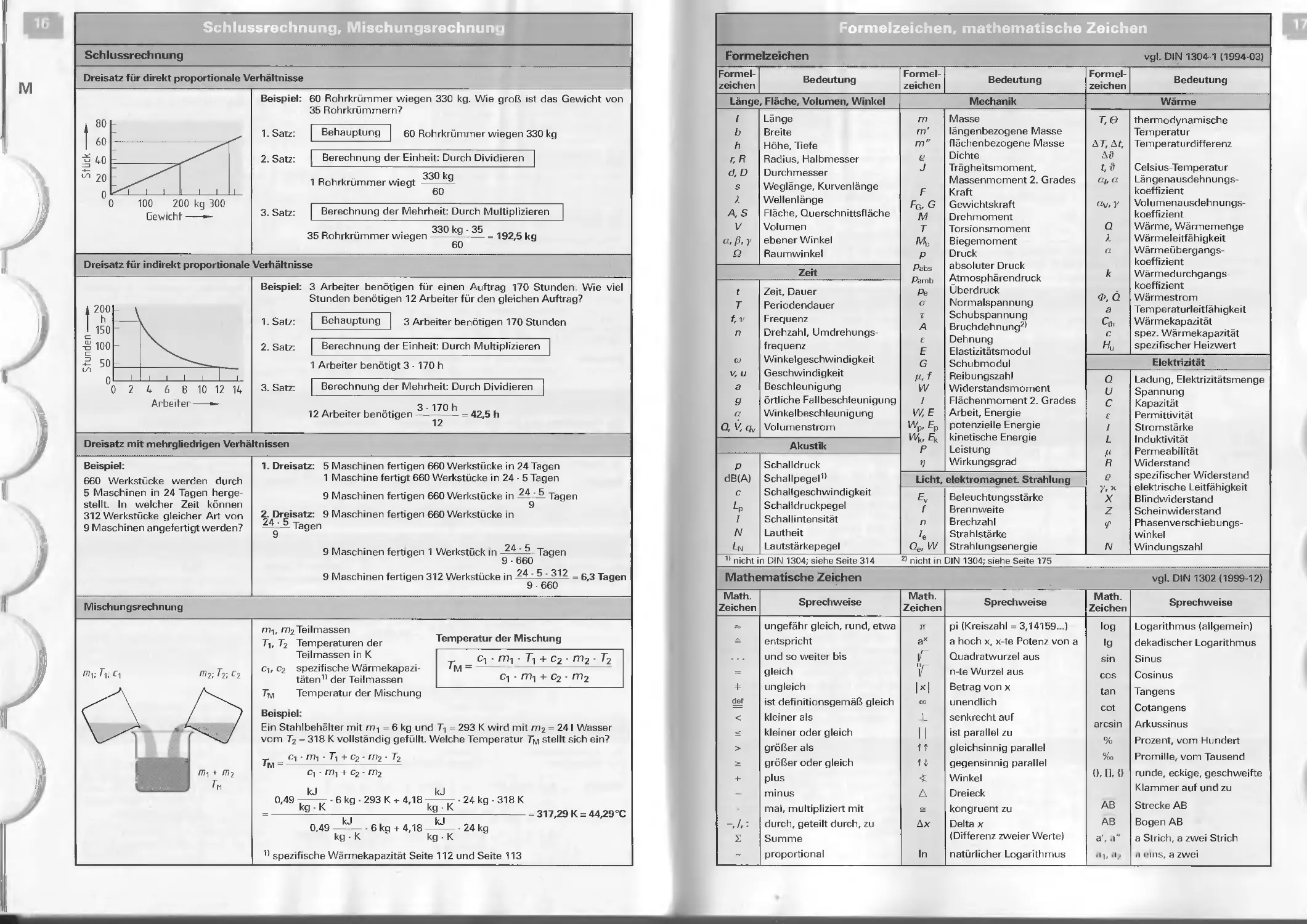
Dreisatz für direkt proportionale Verhältnisse
Beispiel: 60 Rohrkrümmer wiegen 330 kg. Wie groß ist das Gewicht von
35 Rohrkrümmern?
801- I—ITT 1
60: / 1. Satz: | Behauptung | 60 Rohrkrümmer wiegen 330 kg
40 L 2. Satz: | Berechnung der Einheit: Durch Dividieren |
20 , D , । .. . . 330 kg 1 Rohrkrümmer wiegt —
।—।——।—i—L- 60
0 100 200 kg 300 1 1
Gewicht — 3. Satz: Berechnung der Mehrheit: Durch Multiplizieren
35 Rohrkrümmer wiegen 330 — = 192,5 kg
60
Dreisatz für indirekt proportionale Verhältnisse
4 200 1 h 1 150 1 100 il 50 0 Beispiel: 1. Satz: 2. Satz: Arbeiter benötigen für einen Auftrag 170 Stunden Wie viel Stunden benötigen 12 Arbeiter für den gleichen Auftrag? Behauptung | 3 Arbeiter benötigen 170 Stunden
Berechnung der Einheit: Durch Multiplizieren |
1 Arbeiter benötigt 3 170 h
2 4 6 8 10 12 14 3. Satz: Berechnung der Mehrheit: Durch Dividieren
Arbeiter 12 Arbeiter benötigen -3- - 42,5 h 12
Dreisatz mit mehrgliedrigen Verhältnissen
Beispiel: 660 Werkstücke werden durch 5 Maschinen in 24 Tagen herge- stellt. In welcher Zeit können 312 Werkstücke gleicher Art von 9 Maschinen angefertigt werden? 1. Dreisatz: 5 Maschinen fertigen 660 Werkstücke in 24 Tagen 1 Maschine fertigt 660 Werkstücke in 24 - 5 Tagen 9 Maschinen fertigen 660 Werkstücke in —Tagen 2. Dreisatz: 9 Maschinen fertigen 660 Werkstücke in 24 .5 Tagen 9 Maschinen fertigen 1 Werkstück in 24 - 5 Tagen 9-660 9 Maschinen fertigen 312 Werkstücke in 94 ' -' — = 6,3 Tagen 9 660
Misch ungsrechnung
n?2 Teil massen
Ti, T2 Temperaturen der
Teil massen in K
c-|, c2 spezifische Wärmekapazi-
täten11 der Teilmassen
Tjvi Temperatur der Mischung
Temperatur der Mischung
_ C-| - /71-] T\ + C2 " * ^2
'M =---------
c-j m-j + C2 rr?2
Beispiel:
Ein Stahlbehälter mit rr^ = 6 kg und Tq = 293 K wird mit m2 = 241 Wasser
vom T2 = 318 K vollständig gefüllt. Welche Temperatur 7m stellt sich ein?
Cq m1 Ti + c2 - m2 • T2
'M =--------------------------
Ci - mj + c2 m2
kJ kJ
0,49 ----— - 6 kg 293 K + 4,18 --- 24 kg 318 K
kg • K___________________kg K_____________
kJ k I
0,49 ------6 kg+ 4,18--------24 kg
kg K y kg-K
= 317,29 K = 44,29 °C
11 spezifische Wärmekapazität Seite 112 und Seite 113
Formelzeichen, mathematische Zeichen
Formt Formel- zeichen ‘Izeicher Bedeutung Formel- zeichen Bedeutung Formel- zeichen vgl DIN 1304-1 (1994-03) Bedeutung
Länge / b h r, R d, D s A A,S V a, ß,y Q Fläche, Volumen, Winkel Länge Breite Höhe, Tiefe Radius, Halbmesser Durchmesser Weglänge, Kurven länge Wellenlänge Fläche, Querschnittsfläche Volumen ebener Winkel Raumwinkel m m' m" J F fg,g M T Mb P Pabs Pamb Pe O T A £ E G 70 f W / W, E WprEp H/k,Ek p V Mechanik Masse längenbezogene Masse flächenbezogene Masse Dichte Trägheitsmoment, Massenmoment 2. Grades Kraft Gewichtskraft Drehmoment Torsionsmoment Biegemoment Druck absoluter Druck Atmosphärendruck Überdruck Normalspannung Schubspannung Bruchdehnung21 Dehnung Elastizitätsmodul Schubmodul Reibungszahl Widerstandsmoment Flächenmoment 2. Grades Arbeit, Energie potenzielle Energie kinetische Energie Leistung Wirkungsgrad T,0 AT, At, Afl ai, a «v, y 0 ä a k <Z>, Ö a Gth C Warme thermodynamische Temperatur Temperaturdifferenz Celsius-Temperatur Längenausdehnungs- koeffizient Volumenausdehnungs- koeffizient Wärme, Wärmemenge Wärmeleitfähigkeit Wärmeübergangs- koeffizient Wärmedurchgangs- koeffizient Wärmestrom Temperaturleitfähigkeit Wärmekapazität spez. Wärmekapazität spezifischer Heizwert
Zeit
t T f, v n CD v, u a g 0, V, Cfr Zeit, Dauer Periodendauer Frequenz Drehzahl, Umdrehungs- frequenz Winkelgeschwindigkeit Geschwindigkeit Beschleunigung örtliche Fallbeschleunigung Winkelbeschleunigung Volumenstrom
Elektrizität
0 U c 1 L P R G y, m X z N Ladung, Elektrizitätsmenge Spannung Kapazität Permittivität Stromstärke Induktivität Permeabilität Widerstand spezifischer Widerstand elektrische Leitfähigkeit Blindwiderstand Scheinwiderstand Phasenverschiebungs- winkel Windungszahl
Akustik
P dB(A) c I N ^-N Schalldruck Schallpegel11 Schallgesch wi ndigkeit Schalldruckpegel Schallintensität Lautheit Lautstärkepegel
Licht, elektromagnet. Strahlung
Fv f n Ge, W Beleuchtungsstärke Brennweite Brechzahl Strahlstärke Strahlungsenergie
11 nicht in DIN 1304; siehe Seite 314 2) nicht in DlN 1304; siehe Seite 175
Mathe Math. Zeichen matische Zeichen Sprechweise Math. Zeichen Sprechweise Math. Zeichen vgl. DIN 1302(1999-12) Sprechweise
2 M >. । + IV V IA A ||® -H- II ll> » ungefähr gleich, rund, etwa entspricht und so weiter bis gleich ungleich ist definitionsgemäß gleich kleiner als kleiner oder gleich größer als größer oder gleich plus minus mal, multipliziert mit durch, geteilt durch, zu Summe proportional JT ax r r 1*1 00 II M A Ax In pi (Kreiszahl = 3,14159...) a hoch x, x-te Potenz von a Quadratwurzel aus n-te Wurzel aus Betrag von x unendlich senkrecht auf ist parallel zu gleichsinnig parallel gegensinnig parallel Winkel Dreieck kongruent zu Delta x (Differenz zweier Werte) natürlicher Logarithmus log Ig sin cos tan cot arcsin % %o (), [], {} AB AB a’, a" <>], .i? Logarithmus (allgemein) dekadischer Logarithmus Sinus Cosinus Tangens Cotangens Arkussinus Prozent, vom Hundert Promille, vom Tausend runde, eckige, geschweifte Klammer auf und zu Strecke AB Bogen AB a Strich, a zwei Strich a «ins, a zwei
Einheiten im Messwesen
vgl. DIN 1301-1 (1993-12),
-2(1978-02), -3(1979-10)
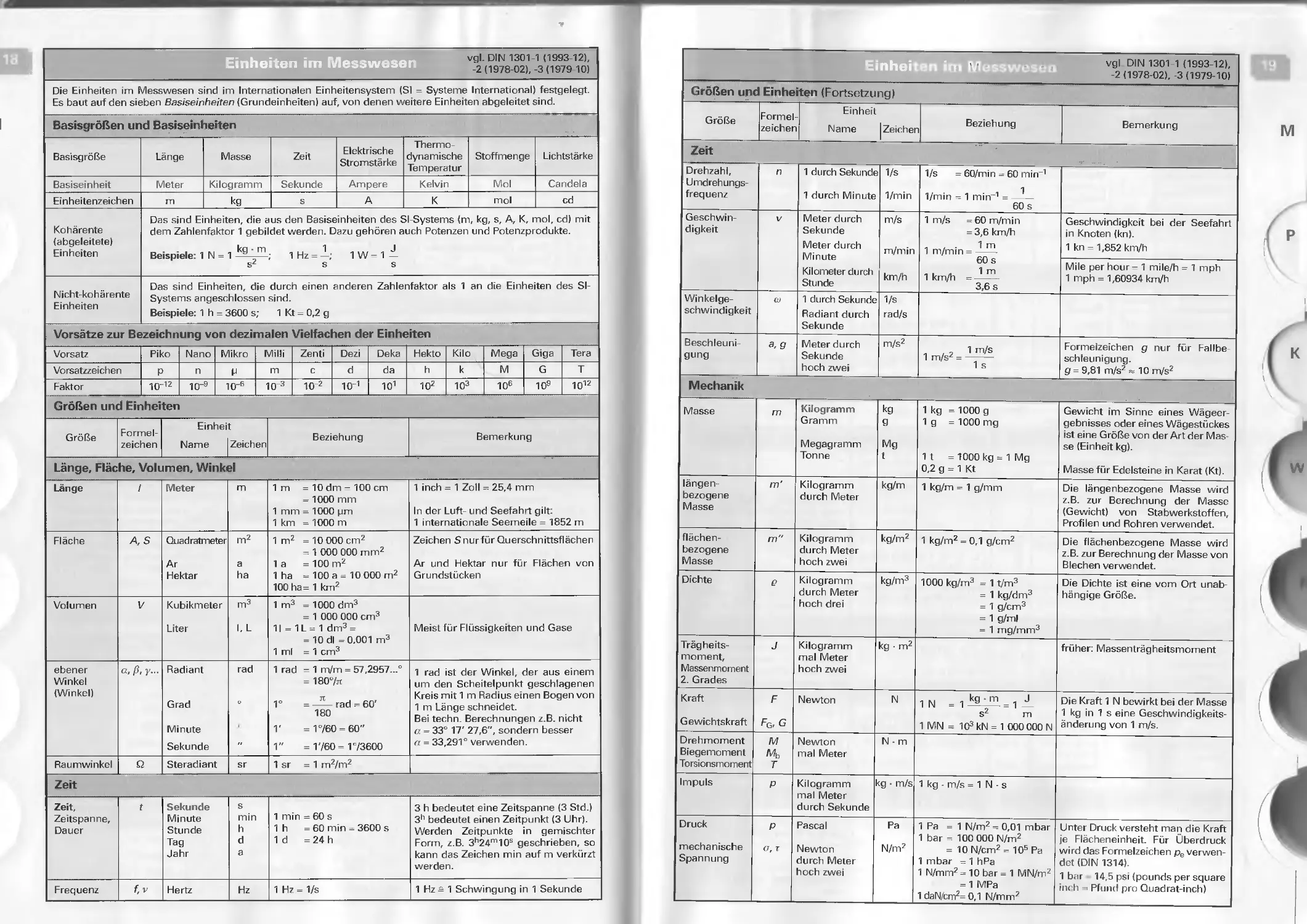
Die Einheiten im Messwesen sind im Internationalen Einheitensystem (Sl = Systeme International) festgelegt.
Es baut auf den sieben Basiseinheiten (Grundeinheiten) auf, von denen weitere Einheiten abgeleitet sind.
Basisgrößen und Basiseinheiten
Basisgröße Länge Masse Zeit Elektrische Stromstärke Thermo- dynamische Temperatur Stoffmenge Lichtstärke
Basiseinheit Meter Kilogramm Sekunde Ampere Kelvin Mol Candela
Einheitenzeichen m kg s A K mol cd
Kohärente
(abgeleitete)
Einheiten
Nicht-kohärente
Einheiten
Das sind Einheiten, die aus den Basiseinheiten des Sl-Systems (m, kg, s, A, K, mol, cd) mit
dem Zahlenfaktor 1 gebildet werden. Dazu gehören auch Potenzen und Potenzprodukte.
_ _ . . . । . kg m .. 1 -i • a . J
Beispiele: 1 N = 1 - ——; 1 Hz = —; 1 W - 1 —
s2 s s
Das sind Einheiten, die durch einen anderen Zahlenfaktor als 1 an die Einheiten des Sl-
Systems angeschlossen sind.
Beispiele: 1h- 3600 s; 1 Kt = 0,2 g
Vorsätze zur Bezeichnung von dezimalen Vielfachen der Einheiten
Vorsatz Piko Nano Mikro Milli Zenti Dezi Deka Hekto Kilo Mega Giga Tera
Vorsatzzeichen p n P m c d da h k M G T
Faktor 1(T’2 IO"9 10-6 10~3 10~2 IO-1 101 102 103 106 109 1012
Größen und Einheiten
Größe Formel- zeichen Einhei Name Zeichen Beziehung Bemerkung
Länge, Fläche, Volumen, Wink el
Länge 1 Meter m 1m =10 dm = 100 cm = 1000 mm 1 mm = 1000 pm 1 km = 1000 m 1 inch = 1 Zoll = 25,4 mm In der Luft und Seefahrt gilt: 1 internationale Seemeile = 1852 m
Fläche A.S Quadratmeter Ar Hektar itt a ha 1 m2 =10 000 cm2 = 1 000 000 mm2 1 a = 100 m2 1 ha = 100 a = 10 000 m2 100 ha = 1 km2 Zeichen S nur für Querschnittsflächen Ar und Hektar nur für Flächen von Grundstücken
Volumen 1/ Kubikmeter Liter m3 I. L 1 m3 = 1000 dm3 = 1 000 000 cm3 11 - 1 L = 1 dm3 = = 10 dl -0.001 m3 1 ml =1 cm3 Meist für Flüssigkeiten und Gase
ebener Winkel (Winkel) <z, ß. Radiant Grad Minute Sekunde rad 1 rad - 1 m/m = 57,2957...° = 180%t 1° = — rad = 60' 180 1' =1760 = 60" 1" =1760 = 173600 1 rad ist der Winkel, der aus einem um den Scheitelpunkt geschlagenen Kreis mit 1 m Radius einen Bogen von 1 m Länge schneidet. Bei techn. Berechnungen z.B. nicht o. = 33° 17' 27,6", sondern besser ci = 33,291° verwenden.
Ra um winkel n Steradiant sr 1 sr =1 m2/m2
Zeit
Zeit, Zeitspanne, Dauer t Sekunde Minute Stunde Tag Jahr s min h d a 1 min = 60 s 1h =60 min = 3600 s 1 d = 24 h 3 h bedeutet eine Zeitspanne (3 Std.) 3h bedeutet einen Zeitpunkt (3 Uhr). Werden Zeitpunkte in gemischter Form, z.B. 3h24m10s geschrieben, so kann das Zeichen min auf m verkürzt werden.
Frequenz f, v Hertz Hz 1 Hz - 1/s 1 Hz = 1 Schwingung in 1 Sekunde
, , vgl DIN 1301 1 (1993 12), -2 (1978-02), -3 (1979-10)
Größen und Einheiten (Fortsetzung)
Größe Formel- /eichen Einheit Name Zeichen Beziehung Bemerkung
Zeit
Drehzahl, Umdrehungs- frequenz n 1 durch Sekunde 1 durch Minute 1/s 1/min 1/s = 60/min = 60 min 1 1/min = 1 min 1 = - 60 s
Geschwin- digkeit V Meter durch Sekunde Meter durch Minute Kilometer durch Stunde m/s m/min km/h 1 m/s = 60 m/min = 3,6 km/h . , . Im 1 m/min = 60 s „ , ,i 1 m 1 km/h = 3,6 s Geschwindigkeit bei der Seefahrt in Knoten (kn). 1 kn = 1,852 km/h Mile per hour = 1 mile/h = 1 mph 1 mph = 1,60934 km/h
Winkelge- schwindigkeit CJ 1 durch Sekunde Radiant durch Sekunde 1/s rad/s
Beschleuni- gung a, g Meter durch Sekunde hoch zwei m/s2 , 1 m/s 1 m/s2 = 1 s Formelzeichen g nur für Fallbe- schleunigung. g = 9,81 m/s2 ~ 10 m/s2
Mechanik
Masse m Kilogramm Gramm Megagramm Tonne kg g Mg t 1 kg - 1000 g 1g = 1000 mg 1 t = 1000 kg - 1 Mg 0,2 g = 1 Kt Gewicht im Sinne eines Wägeer- gebnisses oder eines Wägestückes ist eine Größe von der Art der Mas- se (Einheit kg). Masse für Edelsteine in Karat (Kt).
längen- bezogene Masse m’ Kilogramm durch Meter kg/m 1 kg/m = 1 g/mm Die längenbezogene Masse wird z.B. zur Berechnung der Masse (Gewicht) von Stab werkst off en, Profilen und Rohren verwendet.
flächen- bezogene Masse m" Kilogramm durch Meter hoch zwei kg/m2 1 kg/m2 = 0,1 g/cm2 Die flächenbezogene Masse wird z.B. zur Berechnung der Masse von Blechen verwendet.
Dichte Q Kilogramm durch Meter hoch drei kg/m3 1000 kg/m3 = 1 t/m3 = 1 kg/dm3 = 1 g/cm3 = 1 g/mi = 1 mg/mm3 Die Dichte ist eine vom Ort unab- hängige Größe.
Trägheits- moment, Massenmornent 2. Grades J Kilogramm mal Meter hoch zwei kg m2 früher: Massenträgheitsmoment
Kraft Gewichtskraft F fg,g Newton N . .. < kg - m „ J 1 N =1 — -— = 1 — s2 m 1 MN = 103 kN = 1 000 000 N Die Kraft 1 N bewirkt bei der Masse 1 kg in 1 s eine Geschwindigkeits- änderung von 1 m/s.
Drehmoment Biegemoment Torsionsmoment M T Newton mal Meter N • m
Impuls P Kilogramm mal Meter durch Sekunde kg m/s 1 kg - m/s = 1 N - s
Druck mechanische Spannung P O, T Pascal Newton durch Meter hoch zwei Pa N/m2 1 Pa = 1 N/m2 = 0,01 mbar 1 bar = 100 000 N/m2 = 10 N/cm2 = 105 Pa 1 mbar = 1 hPa 1 N/mm2 = 10 bar = 1 MN/m2 = 1 MPa 1 daN/cm2= 0,1 N/mm2 Unter Druck versteht man die Kraft je Flächeneinheit. Für Überdruck wird das Formelzeichen pe verwen- det (DIN 1314). 1 bar 14,5 psi (pounds per square inch > Pfund pro Quadrat-inch)
| Einheiten im Messwesen V0|. DIN 1301-1 (1993-12), -2 (1978-02), -3 (1979-10)
Größen und Einheiten (Fortsetzung)
Größe Formel- zeichen Einheit Name Zeichen Beziehung Bemerkung
Mechanik
Flächenmoment 2. Grades / Meter hoch vier Zentimeter hoch vier m4 cm4 1 m4 = 100 000 000 cm4 früher: Flächenträgheitsmoment
Energie, Arbeit Wärmemenge E, W Joule J 1J = 1 N • m = 1 W- s = 1 kg m2/s2 Joule für jede Energieart, kW - h bevorzugt für elektrische Energie.
Leistung Wärmestrom P Watt W 1 W = 1 J/s = 1 N m/s = 1 V • A = 1 m2 - kg/s3
Elektrizität und Magnetismus
Elektrische Stromstärke Elektr. Spannung Elektr. Widerstand Elektr. Leitwert I U R G Ampere Volt Ohm Siemens A V Q S 1 V - 1 W/1 A 1 J/C 1 Q = 1 V/1 A 1 S = 1 A/1 V = 1/Q
Spezifischer Widerstand Leitfähigkeit e y,K Ohm mal Meter Siemens durch Meter Q • m S/m 10 6 Q m = 1 Q mm2/m 1 . Q - mm2 q - — in x m 1 . m x = — in - q Q • mm2
Frequenz f Hertz Hz 1 Hz = 1/s; 1000 Hz - 1 kHz
Elektr. Arbeit W Joule J 1J -1 Ws= 1 Nm 1 kW h = 3,6 MJ 1 W h = 3,6 kJ
Phasen- verschiebungs- winkel <P - - Winkel zwischen Strom und Span nung bei induktiver oder kapa zitiver Belastung.
Elektr. Feldstärke Elektr. Ladung Elektr. Kapazität Induktivität E Q C L Volt durch Meter Coulomb Farad Henry V/m C F H IC = 1 A-1 s; 1A-h-3,6kC 1 F = 1 C/V 1 H = 1 V • s/A
Leistung Wirkleistung P Watt W 1 W = 1 J/s = 1 N m/s = 1 V-A In der elektrischen Energietech nik: Scheinleistung S in V A
Thermodynamik und Wärmeübertragung
Thermo- dynamische Temperatur Celsius- Temperatur T,e Kelvin Grad Celsius K °C 0 K = -273 °C 0 °C = 273 K 0 °C = 32 °F 0 °F = - 17,77 °C Kelvin (K) und Grad Celsius (°C) werden für Temperaturen und Temperaturdifferenzen verwendet. t = T-To; To = 273,15 K Grad Fahrenheit (°F): 1,8 °F = 1 °C
Wärmemenge Q Joule J 1 J = 1W-s=1N-m 1 kW h = 3600000 J = 3,6 MJ 1 kcal = 4,1868 kJ
Spezifischer Heizwert Hu Joule durch Kilogramm Joule durch Meter hoch drei J/kg J/m3 1 MJ/kg = 1 000 000 J/kg Freiwerdende Wärmeenergie je kg Brennstoff abzüglich der Verdamp fungswärme des in den Abgasen enthaltenen Wasserdampfes.
Molekularphysik, Licht und Kernphysik
St off menge (Teilchenmengei n Mol mol 1 mol entspricht ~ 6 1023 Teilchen 1 mol Sauerstoff (O2) wiegt 32 g, relative Molekülmasse Mr = 32.
Lichtstärke k Candela cd
Aktivität A Becquerel Bq 1 Bq - 1/s Aktivität einer radioaktiven Sub stanz.
Berechnungen am rechtwinkligen Dreieck
ehrsatz des Pythagoras
—
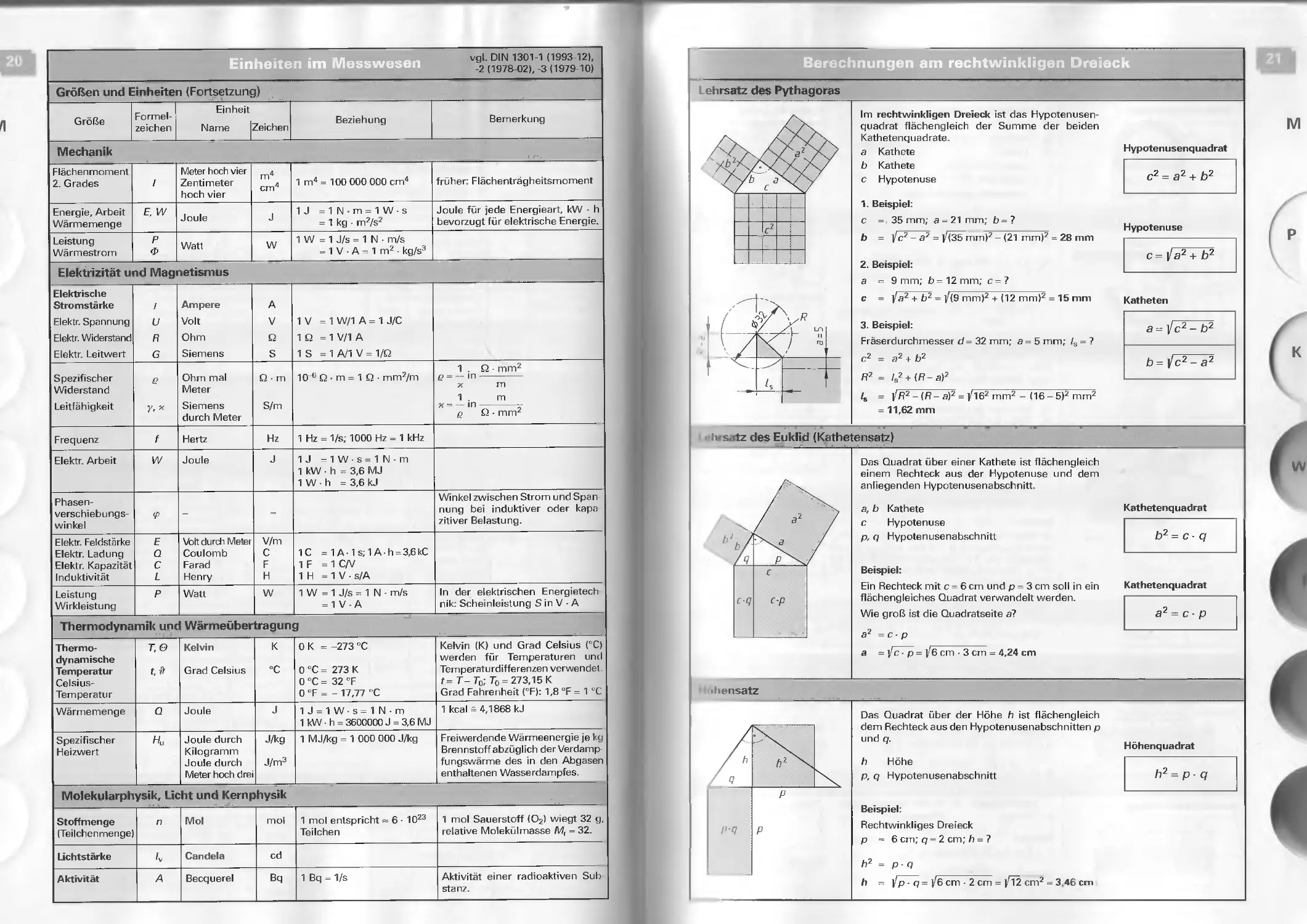
Im rechtwinkligen Dreieck ist das Hypotenusen-
quadrat flächengleich der Summe der beiden
Kathetenquadrate.
Kathete
Kathete
c Hypotenuse
1. Beispiel:
c = 35mm; a-21 mm; b=?
b
a2 = /(35 mm)2 - (21 mm)2 = 28 mm
2. Beispiel:
= 9 mm; b-12mm; c = ?
= pa2 + b2 = V(9 mm)2 + (12 mm)2 = 15 mm
3. Beispiel:
Fräserdurchmesser d= 32 mm; a = 5 mm; /s = ?
c2 = a2 + b2
K2 = ls2 + (R-a}2
= p7?2 - (R- a}2 = pz 16 2 m m 2 - (16 - 5)2 m m 2
= 11,62 mm
lus.rtz des Euklid (Kathetensatz)
a1
h
b/
c
»q c-p
Das Quadrat über einer Kathete ist flächengleich einem Rechteck aus der Hypotenuse und dem anliegenden Hypotenusenabschnitt. a, b Kathete (athetenquadrat
c Hypotenuse p, q Hypotenusenabschnitt b2 = c - q
Beispiel: Ein Rechteck mit c = 6 cm und p = 3 cm soll in ein flächengleiches Quadrat verwandelt werden. Wie groß ist die Quadratseite a? Kathetenquadrat
a2 = c p
a2 =c - p a = ]/c p = p'6 cm • 3 cm - 4,24 cm
«liensatz
/ h Q
pq P P
Das Quadrat über der Höhe h ist flächengleich
dem Rechteck aus den Hypotenusenabschnitten p
und q.
h Höhe
p, q Hypotenusenabschnitt
Beispiel:
Rechtwinkliges Dreieck
p = 6 cm; q - 2 cm; h =
h2 = pq
h - p - q = Ve cm 2 cm = /l2 cm2 = 3.46 cm
Höhenquadrat
h2 = p q
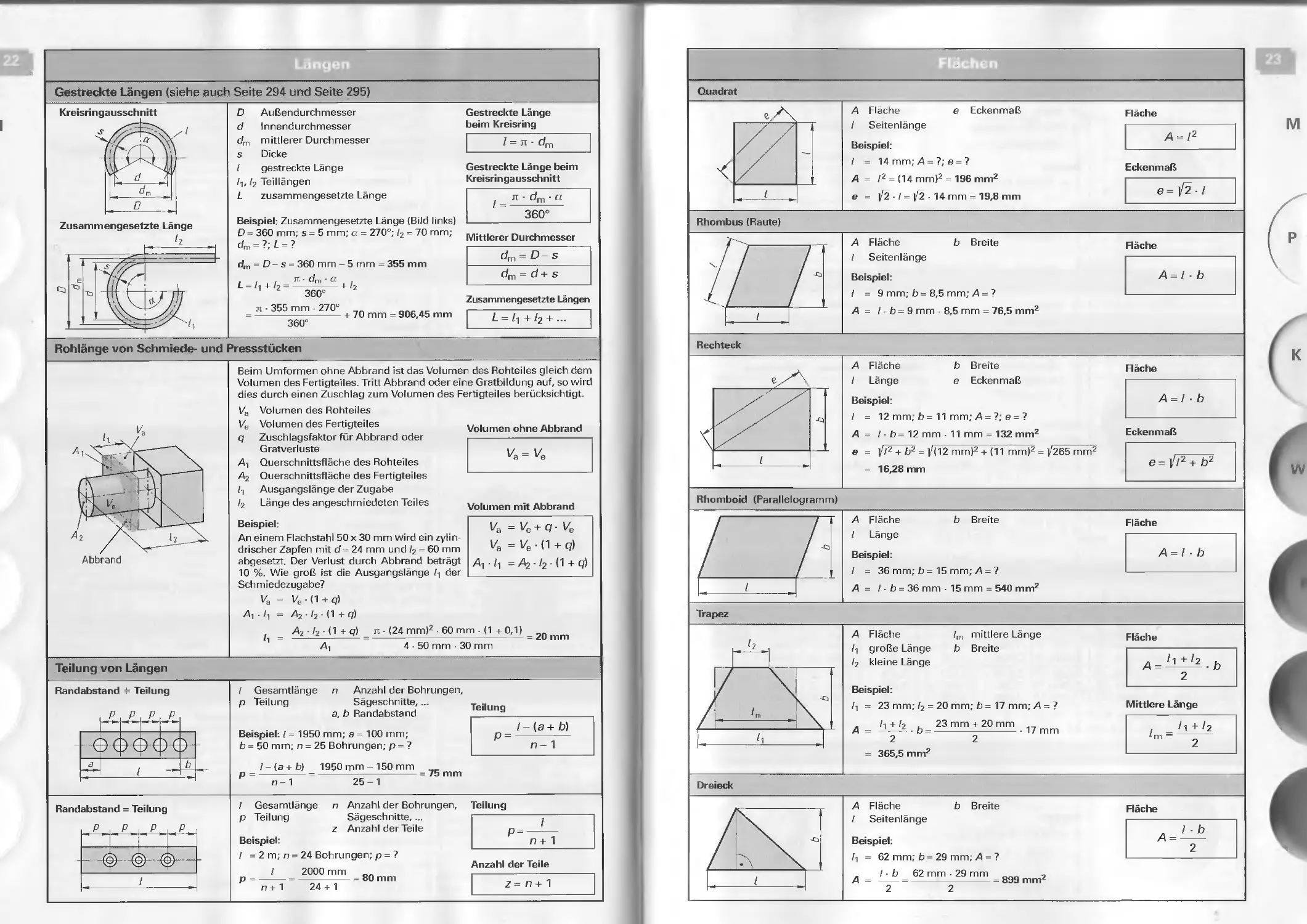
Gestreckte Längen (siehe auch Seite 294 und Seite 295)
Kreisringausschnitt
D Außendurchmesser
d Innendurchmesser
c/m mittlerer Durchmesser
s Dicke
/ gestreckte Länge
/1r /2 Teillängen
L zusammengesetzte Länge
Beispiel: Zusammengesetzte Länge
(Bild links)
D = 360 mm; s = 5 mm; a = 270°; /2 = 70 mm;
dm = ?;L = ?
dm = D - s = 360 mm - 5 mm = 355 mm
£ - lf + Z2 =
jr dm - a
360°
+ h
ji 355 mm - 270°
360°
+ 70 mm - 906,45 mm
Gestreckte Länge
beim Kreisring
| / = ji c/pq |
Gestreckte Länge beim
Kreisringausschnitt
f Jt drn «
__________360°
Mittlerer Durchmesser
dm = D-s
s
Zusammengesetzte Längen
| L = /i + /2 + — |
Rohlänge von Schmiede- und Pressstücken
Beim Umformen ohne Abbrand ist das Volumen des Rohteiles gleich dem
Volumen des Fertigteiles. Tritt Abbrand oder eine Gratbildung auf, so wird
dies durch einen Zuschlag zum Volumen des Fertigteiles berücksichtigt
Va Volumen des Rohteiles
Ve Volumen des Fertigteiles
q Zuschlagsfaktor für Abbrand oder
Gratverluste
A-t Querschnittsfläche des Rohteiles
A2 Querschnittsfläche des Fertigteiles
/-i Ausgangslänge der Zugabe
Z2 Länge des angeschmiedeten Teiles
Beispiel:
An einem Flachstahl 50 x 30 mm wird ein zylin-
drischer Zapfen mit d = 24 mm und Z2 = 60 mm
abgesetzt. Der Verlust durch Abbrand beträgt
10 %. Wie groß ist die Ausgangslänge b\ der
Schmiedezugabe?
Volumen ohne Abbrand
Volumen mit Abbrand
va = Ve + q Ve
14 = l/e (1 + Q)
A-i /1 = A2 I2 (1 + Q)
Teilung von Längen
Randabstand f= Teilung
P P P P
Randabstand = Teilung
P P P P
K, = Ve-(1 + Q)
A-j l-\ = A2 l2 (1 + q)
A2 I-2 • (1 + Q)
Z1 = Ä,
jr - (24 mm)2 - 60 mm • (1 + 0,1) __
-------------------------- 20 mm
4 - 50 mm • 30 mm
l Gesamtlänge n Anzahl der Bohrungen, p Teilung Sägeschnitte, ... a, b Randabstand Teilung
Beispiel: l = 1950 mm; a = 100 mm; b = 50 mm; n = 25 Bohrungen; p = ? /-(a+b) P= n-1
/-(a + b) 1950 mm-150 mm p = = 75 mm n-1 25-1
1 Gesamtlänge n Anzahl der Bohrungen, p Teilung Sägeschnitte,... z Anzahl der Teile Beispiel: Teilung
l P = ~n^
l = 2 m; n = 24 Bohrungen; p = ? 1 2000 mm Anzahl der Teile
p = = - 80 mm n + 1 24+1 z = n + 1
Quadrat
A Fläche e Eckenmaß / Seitenlange Beispiel: Fläche
A = l2
l = 14 mm; = ?; e = ? A - /2 - (14 mm)2 - 196 mm2 e = |2 l = |2 - 14 mm = 19,8 mm Eckenmaß
e = 1/2 I
l
Rhombus (Raute)
A Fläche
Länge
Rechteck
Rhomboid (Parallelogramm)
A Fläche
Seitenlänge
b Breite
Fläche
Beispiel:
/ = 9 mm; b = 8,5 mm; A = ?
A = / - b = 9 mm - 8,5 mm = 76,5 mm2
b Breite
e Eckenmaß
A = l b
Fläche
A = l b
Eckenmaß
Beispiel:
I = 12 mm; b = 11 mm; A = ?; e = ?
A = / b= 12 mm - 11 mm = 132 mm2
e = + b2 = V(12 mm)2 + (11 mm)2 = ^265 mm2 = 16,28 mm e = ]//2 + b2
Trapez
A Fläche
/-] große Länge
I2 kleine Länge
A Fläche
Länge
b Breite
Fläche
Beispiel:
l = 36 mm; b = 15 mm; A = ?
A = / • b = 36 mm - 15 mm = 540 mm;
mittlere Länge
b Breite
A = l b
Fläche
A = m . b
2
Mittlere Länge
Beispiel:
23 mm; I? = 20 mm; b = 17 mm; A = ?
/ r —H \ _ /1 + h , 23 mm + 20 mm A = ——- b = 17 mm 2 2 = 365,5 mm2 CN + CM II
L h
Dreieck
A Fläche b Breite l Seitenlänge Beispiel: /1 = 62 mm; b = 29 mm; A = ? Fläche 2
l _ / b 62 mm - 29 mm „„„ , A = = = 899 mm2 2 2
Gleichseitiges Dreieck
Regelmäßiges Vieleck
A
d
Fläche
Inkreisdurchmesser
Seitenlänge
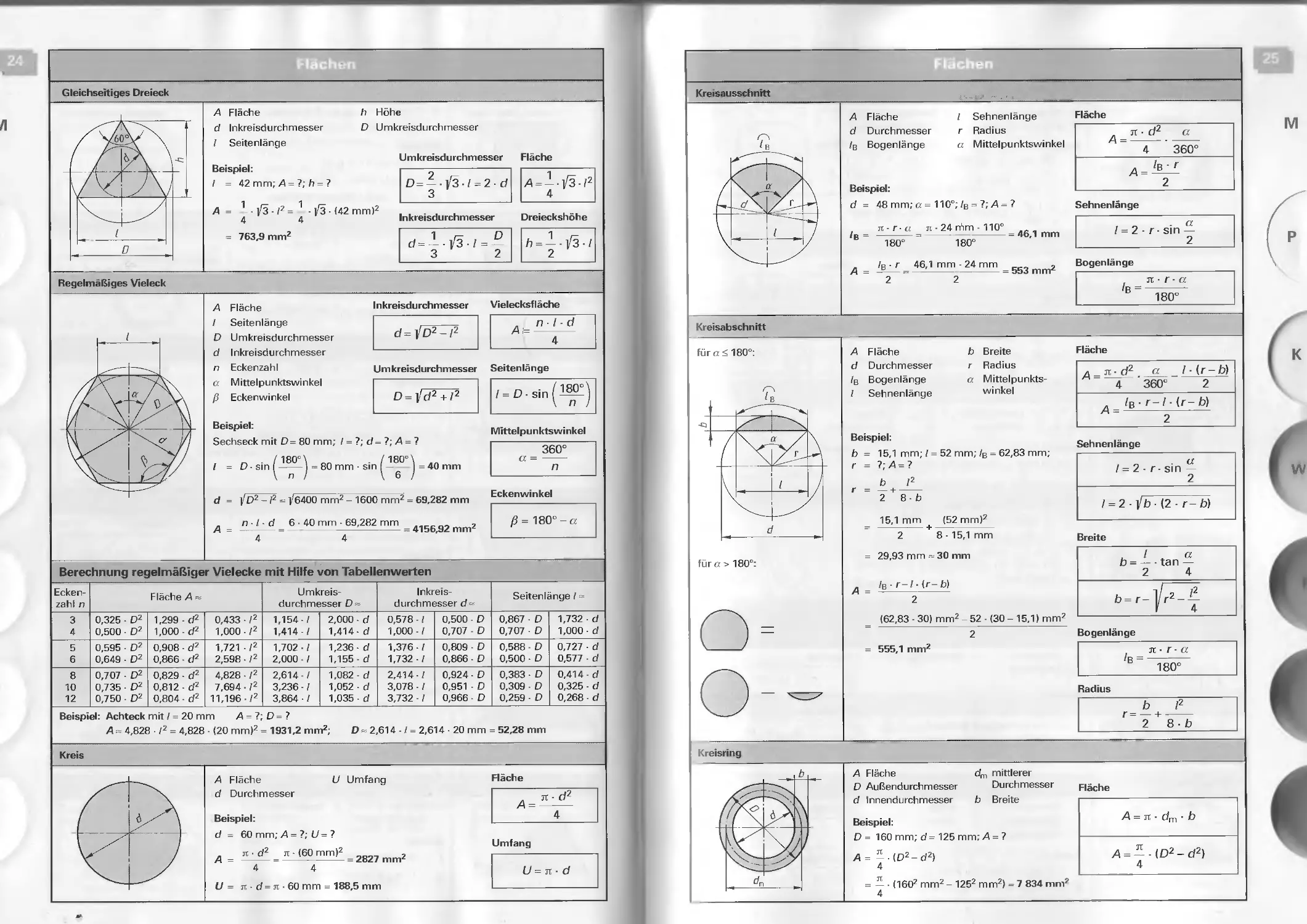
A = -
4
h
D
Höhe
Umkreisdurchmesser
4
763,9 mm2
Beispiel:
I = 42 mm; >4 =
U m kreisdu rchmesser Fläche
h = ? D= - - /3 l = 2 d 3 A = --^3-l2 4
- ^3 • (42 mm)2 n kreisdu rchmesser Dreieckshöhe
d= — - ^3 - / = — h = --^3-l
3 2 2
Vielecksfläche
I n kreisdu rchmesser
A
Fläche
. 1 1 Seitenlange D Umkreisdurchmesser d=]/D2-!2 . n-d A:= 4
d Inkreisdurchmesser n Eckenzahl a Mittelpunktswinkel ß Eckenwinkel Beispiel: Jmkreisdurchmesser D=]/d2 + /2
a / y v
y/ Sechseck mit D= 80 mm; / = ?; d= ?; A = ? / 180° \ / 180° \ l = D-sin| ) = 80 mm - sin ( ) = 40 mm \ n / \ 6 / d = }’D2 -12 - l'6400 mm2 - 1600 mm2 = 69,282 mm _ n i d 6 40 mm • 69,282 mm , A = = -4156,92 mm2 4 4 ivi ineipu n ktswi nicei 360° a = n Eckenwinkel ß = 180°-a
Berechnung regelmäßiger Vielecke mit Hilfe von Tabellenwerten
Ecken- zahl n Fläche A « Umkreis- durchmesser D- Inkreis- durchmesser d~ Seiten länge / ~
3 4 0,325 • D2 0,500 D2 1,299 - 1,000 - :/2 d2 0,433 /2 1,000 I2 1,154 - / 1,414-/ 2,000 - d 1,414- d 0,578 -1 1,000 - / 0,500 - D 0,707 - D 0,867 • D 0,707 D 1,732 - d 1,000 d
5 6 0,595 D2 0,649 D2 0,908 - 0,866 - d2 J2 1,721 I2 2,598 I2 1,702 / 2,000 - / 1,236- d 1,155 - d 1,376 / 1,732 l 0,809 - D 0,866 - D 0,588 - D 0,500 - D 0,727 d 0,577 d
8 10 12 0,707 D2 0,735 D2 0,750 D2 0,829 - 0,812 - 0,804 tf2 d2 d2 4,828 /2 7,694 l2 11,196 I2 2,614/ 3,236 - / 3,864 • / 1,082- d 1,052 d 1,035 - d 2,414-/ 3,078 • 1 3,732 • / 0,924 - D 0,951 - D 0,966 - D 0,383 D 0,309 D 0,259 D 0,414- d 0,325 d 0,268 • d
Beispiel: Achteck mit l = 20 mm A = ?; D = ?
A 4,828 -12 = 4,828 (20 mm)2 = 1931,2 mm2; D 2.614 - / = 2,614 20 mm = 52,28 mm
Kreis
A Fläche
d Durchmesser
U Umfang
Beispiel:
d =
A =
60 mm; A = ?; U=?
n-d2 ir (60 mm)2 ,
-----=-------- = 282/ mm
4
4
U =
jt - d = 60 mm = 188,5 mm
Kreisausschnitt
A Fläche / Sehnenlänge Fläche
d Durchmesser r Radius /b Bogenlänge a Mittelpunktswinkel Beispiel: d = 48 mm; a = 110°; Iß = ?;A - ? , n-d2 cc A = 4 360°
X. i A = ^ 2
Sehnenlänge
, n-r-a n - 24 rhm - 110° = = = 46,1 mm 180° 180° . IB r 46,1 mm - 24 mm , A = — = — = 553 mm2 2 2 1 = 2 r- sin — 2
Bogenlänge n-r-a 'B “ 180°
Kreisabschnitt
Kira <180°: A Fläche b Breite Fläche
d Durchmesser r Radius Iß Bogenlänge a Mittelpunkts- Z Sehnenlänge winkel A_ n-d2 a _ / (r-b) 4 360° 2
1 A = /B r-/- (r-b) 2
er / / r Beispiel: b = 15,1 mm; l = 52 mm; ZB = 62,83 mm; r = ?;A=? b l2 r = — + 2 8- b 15,1mm (52 mm)2 = + 2 8-15,1 mm Sehnenlänge
1 = 2 - r- sin — 2
1 = 2 1/b (2 r- b)
d Breite
für a > 180°: n = = 29,93 mm ~ 30 mm A = lBr-l-(r-b) 2 / a b = — tan — 2 4
4
(62,83 - 30) mm2 - 52 - (30 - 15,1) mm2 2 Bogenlänge
= 555,1 mm2 n-r-a 'b = 180°
Radius
II N> | ö* + oo ! 1 er I
Kreisring
b A Fläche dm mittlerer D Außendurchmesser Durchmesser d Innendurchmesser b Breite Beispiel: D= 160 mm; d= 125 mm; A = ? A= ^-(D2-d2) 4 Fläche
4 1 A = n dm b
A = --(D2-d2) 4
= — (1602 mm2 - 1252 mm2) = 7 834 mm2
4
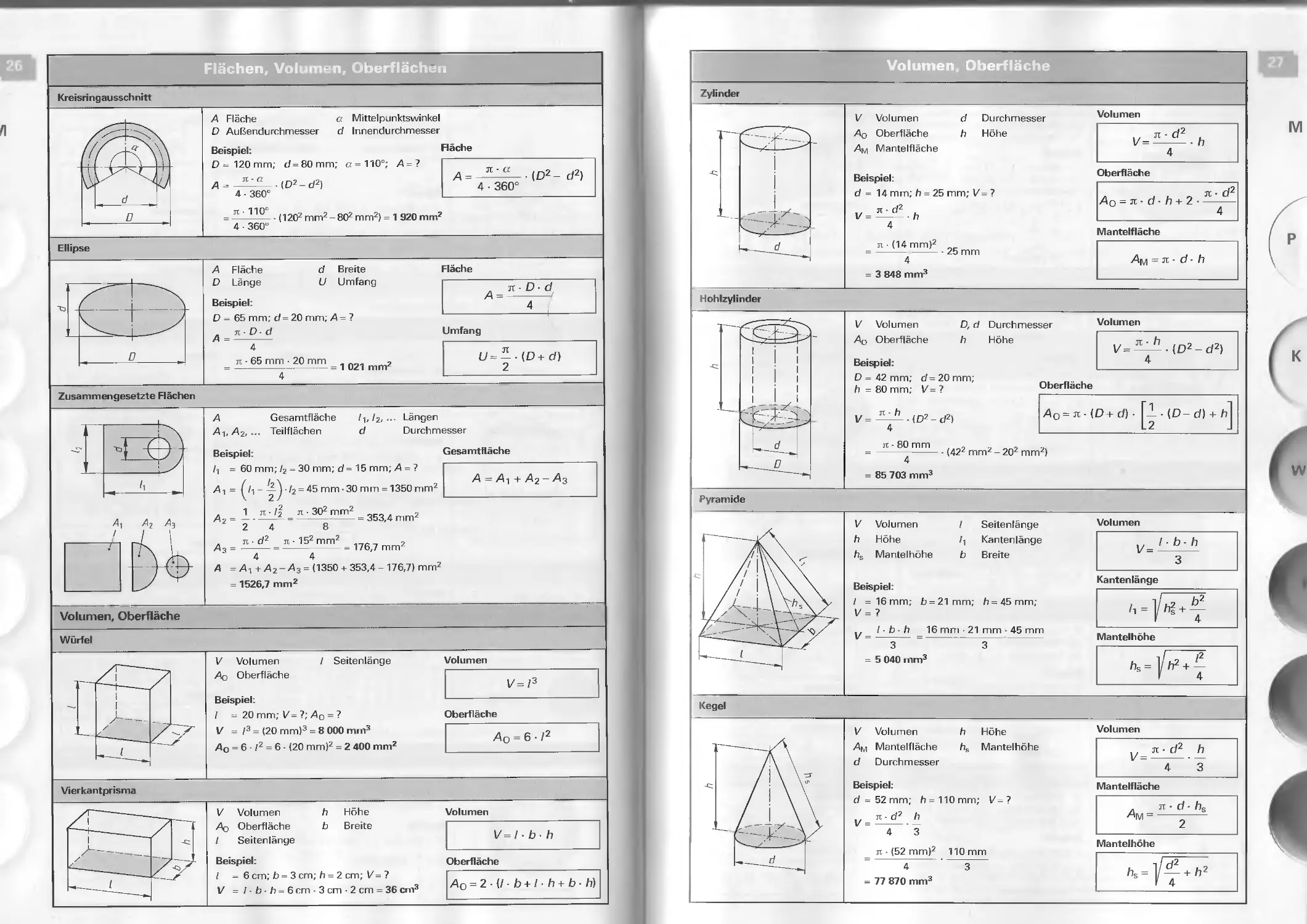
Flächen, Volumen, Oberflächen
Kreisringausschnitt
A Fläche a Mittelpunktswinkel D Außendurchmesser d Innendurchmesser Beispiel: D - 120 mm; d=80mm; a =110°; A=? K't! -(D2-d2) 4 360° _ n—110 < 1 mrn2 _ 8Q? mm2) = 1 920 mm2 :läche A = n'a (D2- d2) 4 360°
c D
4 - 360°
Ellipse
A Fläche d Breite Fläche
D Länge U Umfang Beispiel: A n-D-d
4
1 J
i— D = 65 mm; d = 20 mm; A - ? A ,l'Dd Umfang
0 4 jr 65 mm • 20 mm _ 7 = 1 021 mmz L/=- (D+ d) 2
Zusammengesetzte Flächen
A Gesamtfläche /1z l2, — Längen
AltA2,... Teilflächen d Durchmesser Beispiel: Gesamtfläche
6 /•i = 60 mm; Z2 - 30 mm; d= 15 mm; A = ? A-i = (/-| - -/2 = 45 mm -30 mm = 1350mm2 , 1 n-l2 n - 302 mm2 ? A-, = - = = 353,4 mm2 2 4 8 A = At + A2 - A3
XI / ^2
/ A-i = = = 176,7 mnr 4 4 A =Ai+A2-A3 = (1350 + 353,4- 176,7) mm2 = 1526,7 mm2
Volumen, Oberfläche
Würfel
/1 i i )—— V Volumen / Seitenlänge Aq Oberfläche Beispiel: l =20 mm; V- ?; Aq = ? Volumen ' v=/3
Oberfläche
V = I3 = (20 mm)3 = 8 000 mm3 Aq = 6 • l2 = 6 - (20 mm)2 = 2 400 mm2 o II N)
Vierkantprisma
/l 1 ' / / _ V Volumen h Höhe Ao Oberfläche b Breite l Seitenlänge Beispiel: / =6 cm; b = 3 cm; h = 2 cm; V= ? V = Z • b h - 6 cm 3 cm • 2 cm = 36 cm3 Volumen V=l-b-h
Oberfläche /»0 = 2 (/ b + l h + b h}
Volumen, Oberfläche
Zylinder
Hohlzylinder
Pyramide
Kegel
(D2-d2)
4
l • b • h 16 mm 21
3 ~ “ 3
= 5 040 mm3
Ryi 7 fpl 1 K
Beispiel:
l = 16 mm; b = 21mm;
V= ?
n - 80 mm , _ , „ „ _
------------ (42 2 mm2 - 202 mm2)
4
85 703 mm3
D, d Durchmesser
h - 45 mm;
mm 45 mm
Volumen
V Volumen d Durchmesser Volumen
Aq Oberfläche h Höhe Mantelfläche l/=r'd’-/7 4
Beispiel: Oberfläche
d = 14 mm; h = 25 mm; V - ? V -' h . . . „ 3t • d2 Aq = 3t d h + 2 4
4 Mantelfläche
ji-(14mm)2 __ = - 25 mm 4 = 3 848 mm3 = 3t d h
Volumen
Volumen
AO Oberfläche h Höhe v=^dL.(D2-d2)
Beispiel: 4
D = 42 mm; d= 20 mm;
h = 80 mm; V= ?
Oberfläche
Ao = 3t (D + d) l-(D-d) + /tl .2 J
V Volumen / Seitenlänge
h Hohe 'l Kantenlänge
hs Mantelhöhe b Breite
Volumen
-Q .Q 00 II
Kantenlänge
/1 = 4
Mantelhöhe
hs = Fr
Volumen
h Höhe
Mantelfläche hs Mantelhöhe d Durchmesser -C I CO CN I <l’ II
Beispiel: Mantelfläche
d = 52 mm; h= 110 mm; V^? 1Z=^F.2’ 4 3 = n d • hs 2
tc • (52 mm)2 110 mm 4 3 = 77 870 mm3 Mantelhöhe
hs = 4
Volumen, Oberfläche
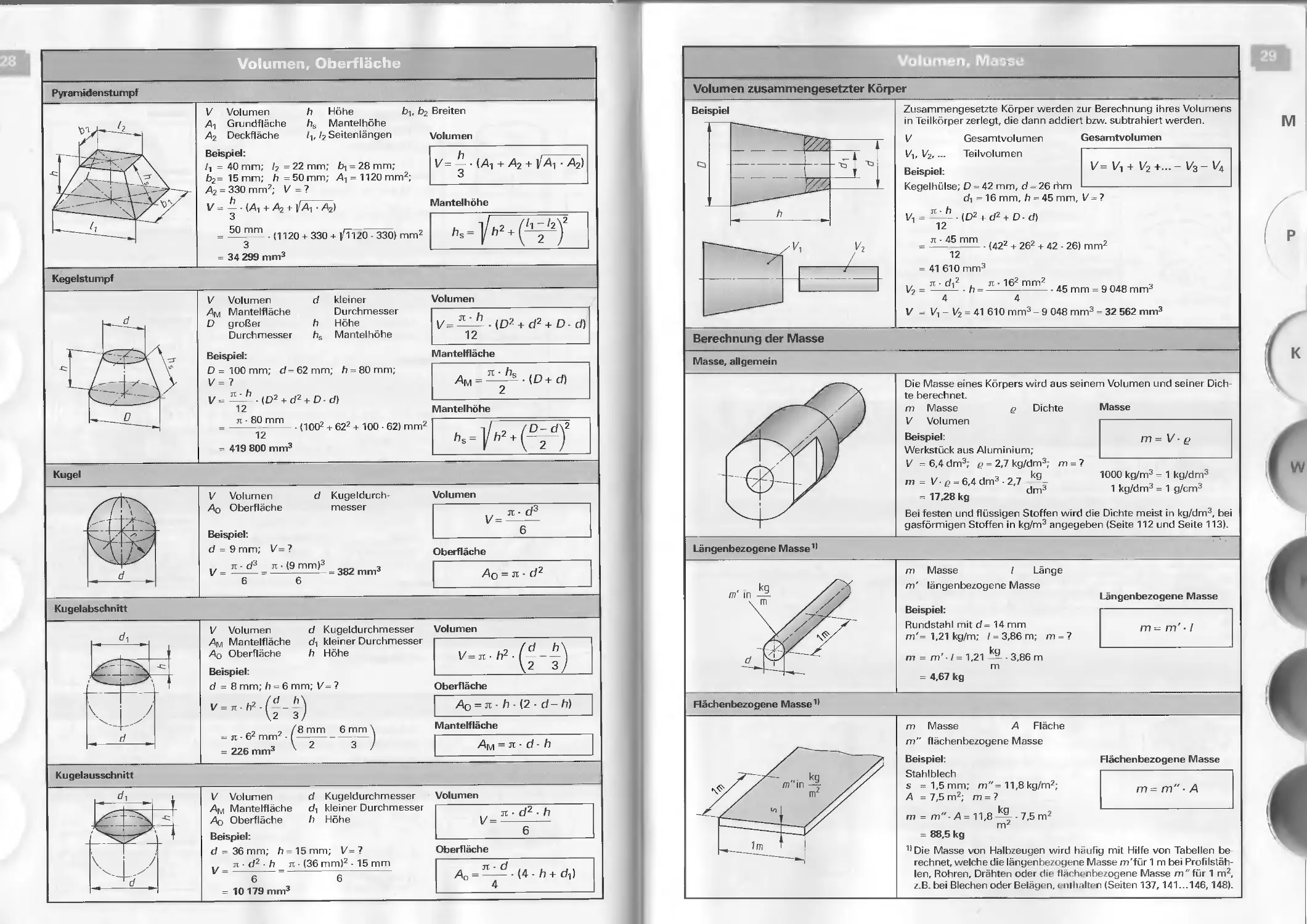
3yramidenstur npf V Volumen Ai Grundfläche A2 Deckfläche Beispiel: l-i - 40 mm; l2 = 22 b2 = 15 mm; h = 50 A2 = 330 mm2; V = V = --w, + A> + V> 3 = ^mm-(1120^ 3 = 34 299 nim3 h Höhe bi, b2 hs Mantelhöhe Zv l2 Seitenlangen mm; b1 = 28mm; mm; Ai = 1120 mm2; 7 4i Ai) 330 + |'T120-330) mm2 Breiten i/olumen !/=-(, 3 Vlantelhöh hs = Ai + A-i e A2+ a2} 2
Kegelstumpf
V Volumen Mantelfläche D großer Durchmesser Beispiel: D = 100 mm; J-6; V= ? V = ^.(D2 + d2 12 jr - 80 mm 12 * - 419 800 mm3 d kleiner Volumen
Durchmesser h Höhe hs Mantel hohe V=— -(D2 + d2 + L 12 > d)
c Mantelfläche
mm; h = 80 mm; 4- D- d) 1002 + 622 + 100 62) mm2 Am- 2 (D+d)
Mantel höh hs = e (D-d\ I2
k 2
Kugel
V Volumen Aq Oberfläche Beispiel: d = 9 mm; V= ? „ _ 71 ‘ 6,3 _ 71 ‘ (9 h- 6 6 d Kugeldurch- Volumen
t -%-J ^-L- — 1 S messer l/= — d3 5
m)3 = 382 mm3 Oberfläche
n d Aq = JC d2
Kugelabschnitt
d. V Volumen >4m Mantelfläche Aq Oberfläche Beispiel: d = 8 mm; h = 6 mn v=n h2 (2-3} = jr - 62 mm2 • (— = 226 mm3 ' d Kugeldurchmesser Volumen
\ di kleiner Durchmesser h Höhe n; V=? V=n- hi2 Oberfläche Aq = 3t h - /'d <2 3 2 d-
M /
mm 6mm\ Mantelfläche
d 2 3 / Z\ivi = ft d- h
Kugelai jsschnitt , dl V Volumen Z\M Mantelfläche Z\o Oberfläche Beispiel: d - 36 mm; h = 15 y _ ji d2 • h _ n । 6 = 10 179 mm3 d Kugeldurchmesser di kleiner Durchmesser h Höhe Volumen l/=^J d2 h 6 —
ddd -+d
mm; V=? Oberfläche
36 mm)2 - 15 mm 6 4 4 h + dq)
Volumen zusammengesetzter Körper
Gesamtvolumen
Teilvolumen
Gesamtvolumen
v= vs+ v2+- V3- 14
Zusammengesetzte Körper werden zur Berechnung ihres Volumens
in Teilkörper zerlegt, die dann addiert bzw. subtrahiert werden.
V
Vv V2r...
Beispiel:
Kegel hü Ise; D = 42 mm, d = 26 rhm -------------
d-\ =16 mm, h -45 mm, V = ?
V/1 = ll!l.(D2 + d2 + D-d)
12
jt 45 mm , 9
=------------(422 + 262 + 42 26) mm2
12
= 41 610 mm3
jr - di2 , jr-162mm2 t
V2 = ------ h =-------- -45 mm = 9 048 mm3
4 4
V - Vj - V2 = 41 610 mm3 - 9 048 mm3 = 32 562 mm3
Berechnung der Masse
Masse, allgemein
Die Masse eines Körpers wird aus seinem Volumen und seiner Dich-
te berechnet.
Masse
Volumen
g Dichte
Masse
Längenbezogene Masse11
kg
Flächenbezogene Masse1*
m = V
1000 kg/m3 - 1 kg/dm3
1 kg/dm3 = 1 g/cm3
V
Beispiel:
Werkstück aus Aluminium;
V =6,4 dm3; @ = 2,7 kg/dm3;
m - V- q - 6,4 dm3 - 2,7
= 17,28 kg dm3
Bei festen und flüssigen Stoffen wird die Dichte meist in kg/dm3, bei
gasförmigen Stoffen in kg/m3 angegeben (Seite 112 und Seite 113).
m Masse l Länge
m' längenbezogene Masse
Beispiel:
Rundstahl mit cf- 14 mm
m'= 1,21 kg/m; / = 3,86 m;
m = m'l = 1,21 3,86 m
m
= 4,67 kg
Längenbezogene Masse
m - ? m = m' l
m Masse A Fläche
m” flächenbezogene Masse
Beispiel:
Stahlblech
s
A
Flächenbezogene Masse
m
= 1,5mm; m" = 11,8 kg/m2;
= 7,5 m2; m = ?
= m"-A = 11,8 7,5 m2
m2
m = m" A
= 88,5 kg
1>Die Masse von Halbzeugen wird häufig mit Hilfe von Tabellen be-
rechnet, welche die längenbezogene Masse m'für 1 m bei Profilstäh-
len, Rohren, Drähten oder die flächen bezogene Masse m"für 1 m2,
z.B. bei Blechen oder Belägen, enthalten (Seiten 137,141. ..146,148).
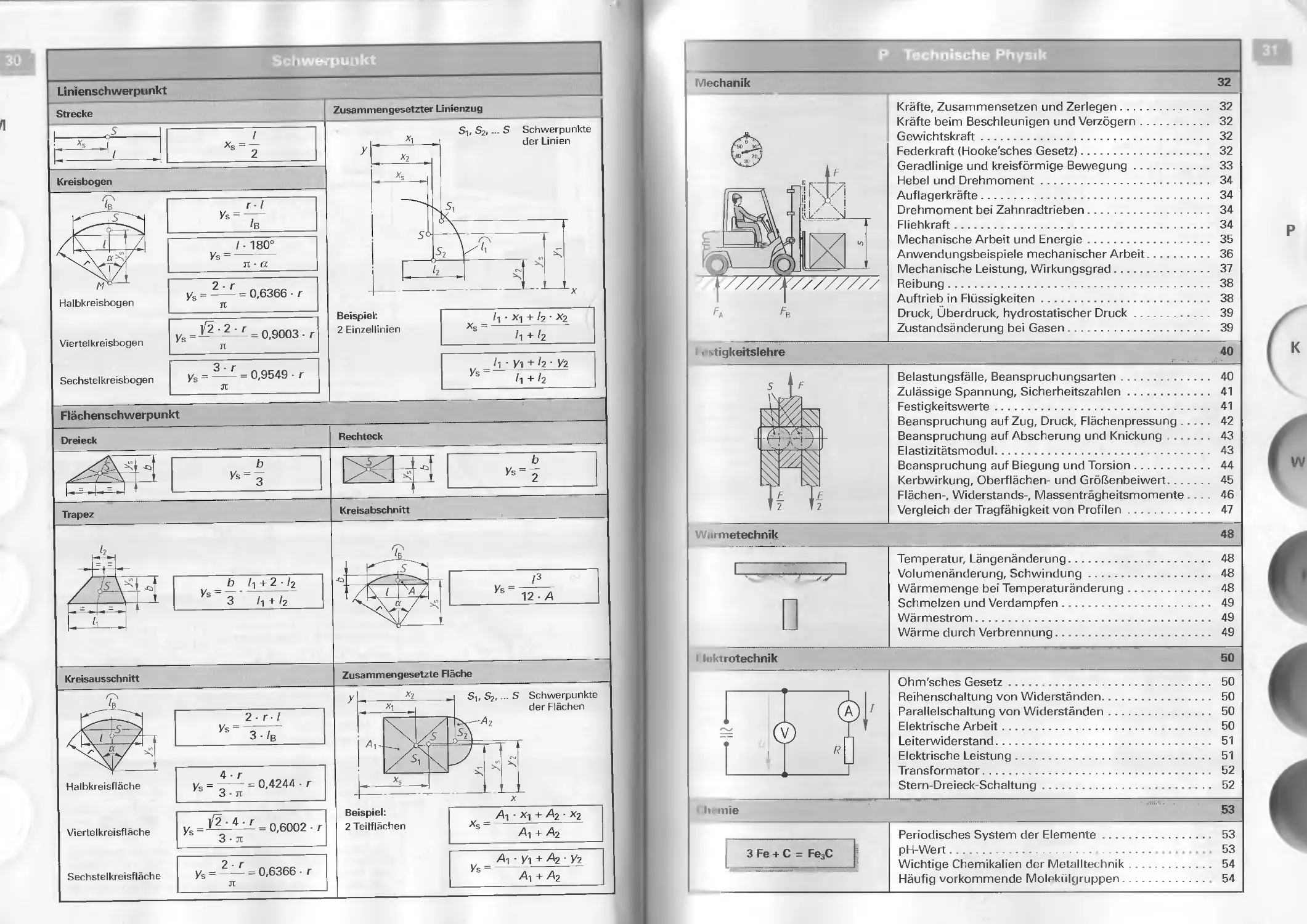
Linienschwerpunkt
Strecke
Kreisbogen
Halbkreisbogen
Viertelkreisbogen
Sechstel kreisbogen
ys = ——- = 0,6366 • r
je
fä 2 • r „
ys = -------= 0,9003 r
n
ys = ——- = 0,9549 r
ir
Beispiel:
2 Einzellinien
c = h ' xl + h" x2
h+l2
/l JZl + /2 ' /2
/S= /l+/2
Flächenschwerpunkt
Kreisausschnitt
Zusammengesetzte Fläche
ys= 1^ = 0,4244 /-
O JE
Viertelkreisfläche
ys =1' 2'4 -r = 0,6002 r
3 • ir
^1 ' /l + ^2 • /2
+ Ä2
Sechstelkreisfläche
ys = = 0,6366 r
JE
Mechanik
32
W irmetechnik
Kräfte, Zusammensetzen und Zerlegen.............. 32
Kräfte beim Beschleunigen und Verzögern.......... 32
Gewichtskraft.................................... 32
Federkraft (Hooke'sches Gesetz).................. 32
Geradlinige und kreisförmige Bewegung............ 33
Hebel und Drehmoment............................ . 34
Auflagerkräfte................................... 34
Drehmoment bei Zahnradtrieben.................... 34
Fliehkraft....................................... 34
Mechanische Arbeit und Energie................... 35
Anwendungsbeispiele mechanischer Arbeit ......... 36
Mechanische Leistung, Wirkungsgrad............... 37
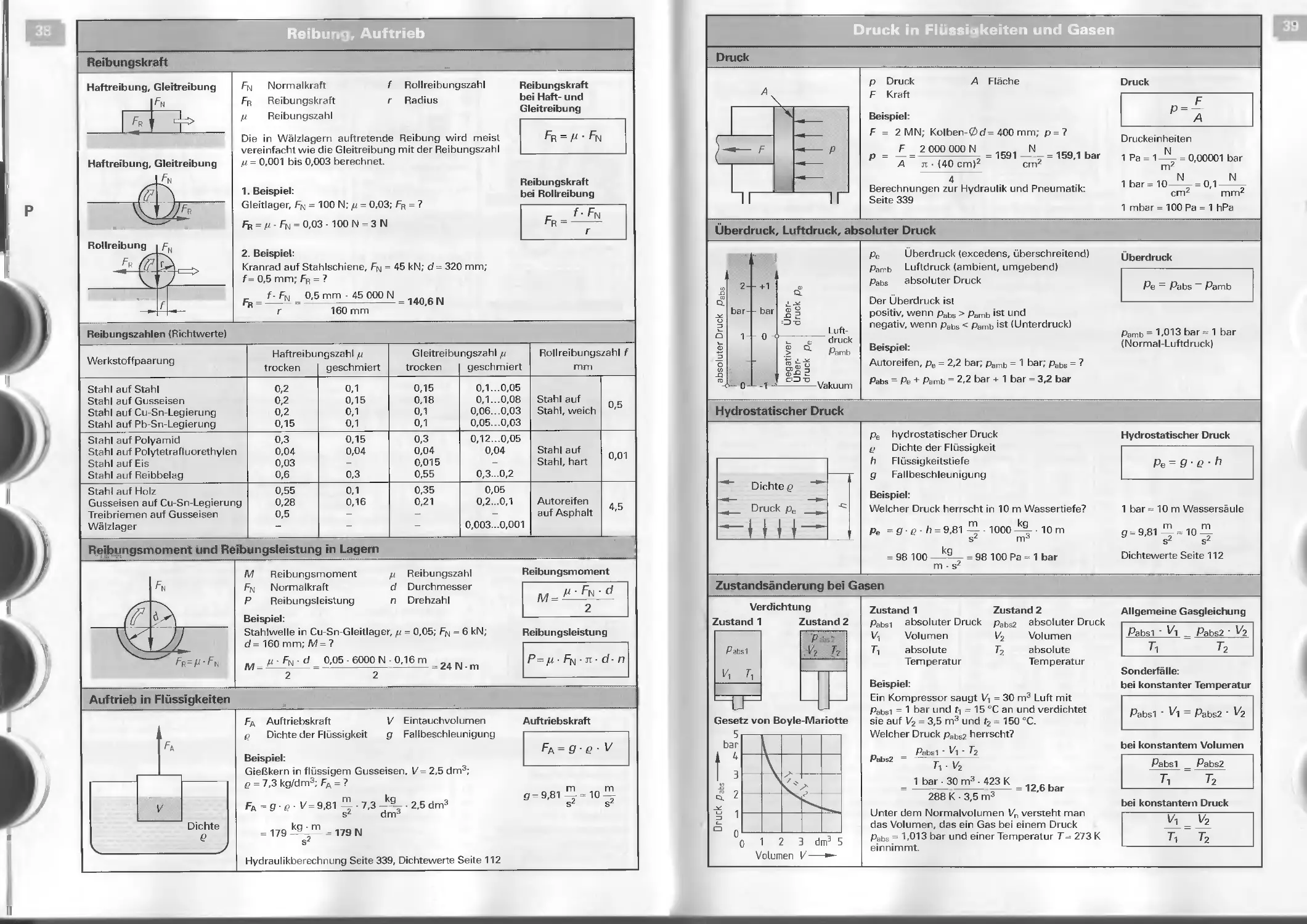
Reibung.......................................... 38
Auftrieb in Flüssigkeiten........................ 38
Druck, Überdruck, hydrostatischer Druck.......... 39
Zustandsänderung bei Gasen....................... 39
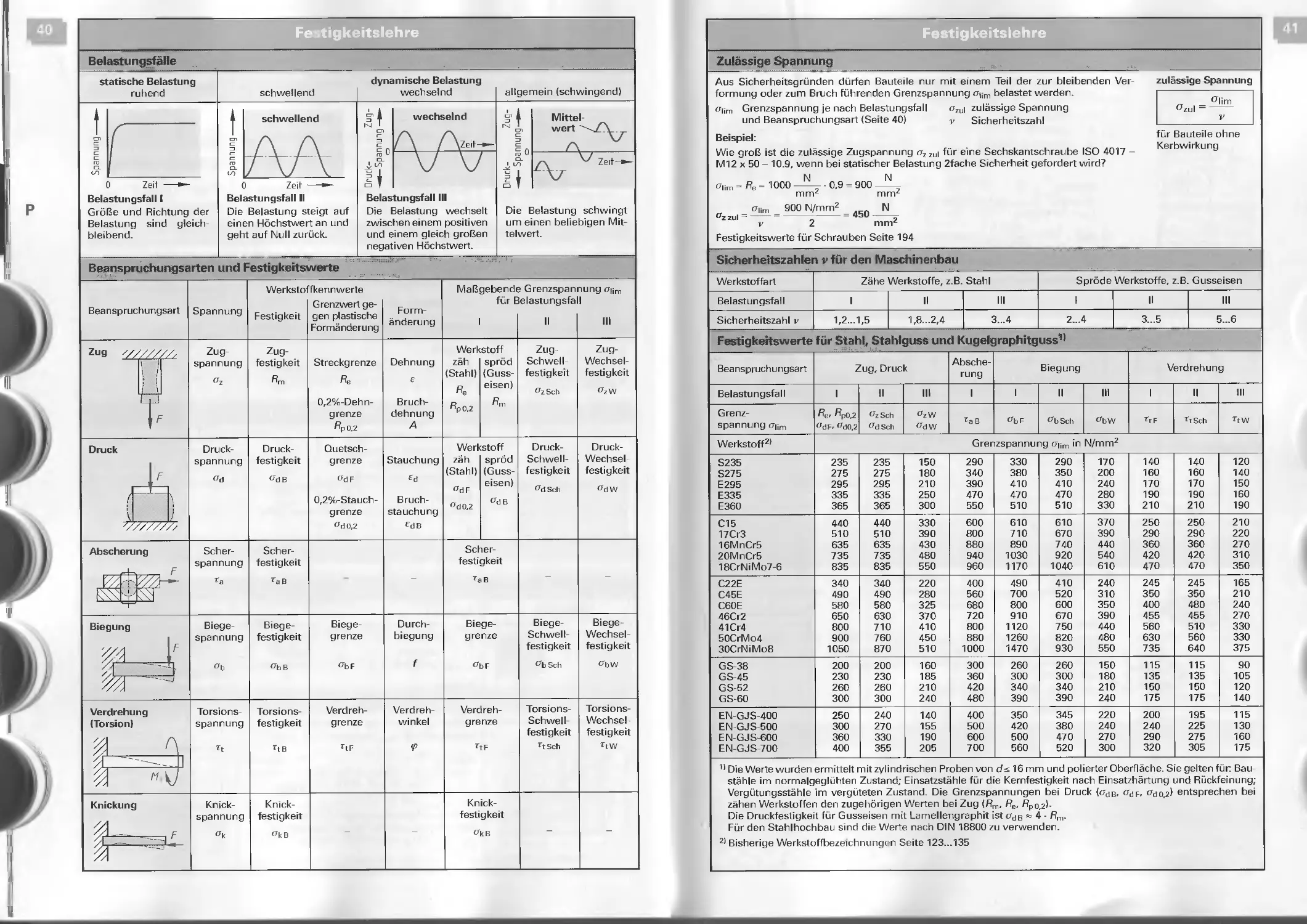
40
Belastungsfälle, Beanspruchungsarten............. 40
Zulässige Spannung, Sicherheitszahlen............ 41
Festigkeitswerte................................. 41
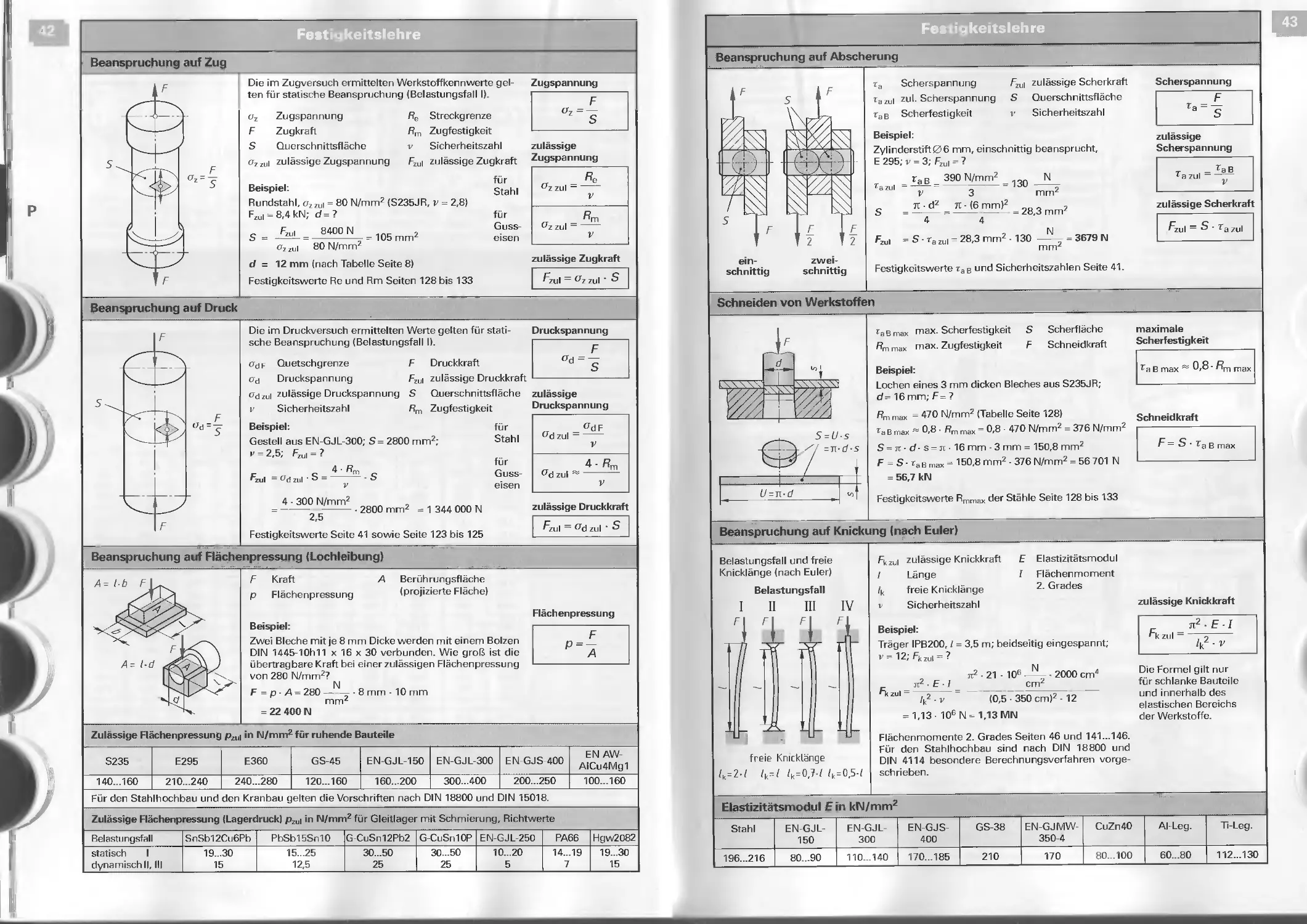
Beanspruchung auf Zug, Druck, Flächenpressung...... 42
Beanspruchung auf Abscherung und Knickung.......... 43
Elastizitätsmodul................................ 43
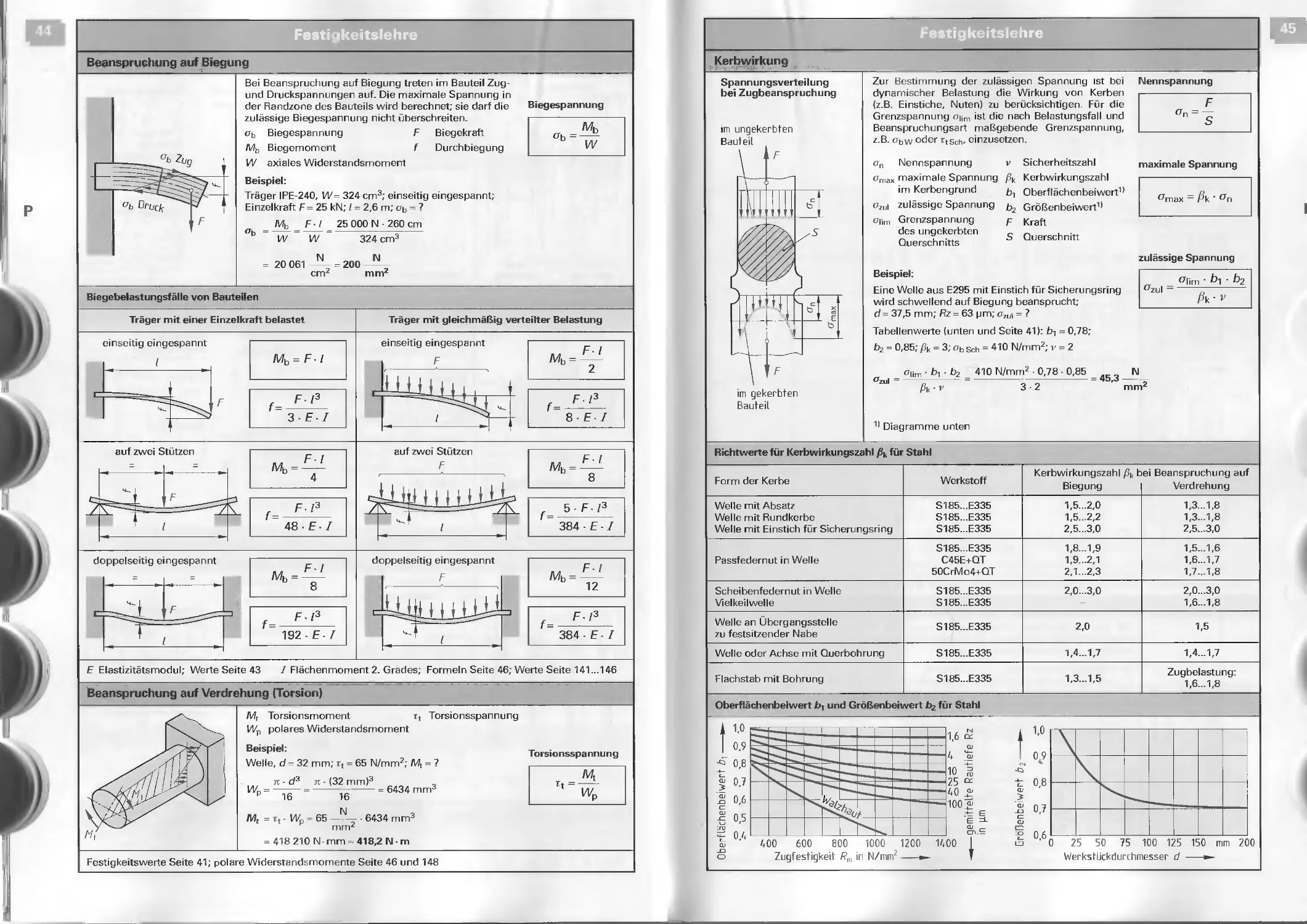
Beanspruchung auf Biegung und Torsion............ 44
Kerbwirkung, Oberflächen- und Größenbeiwert........ 45
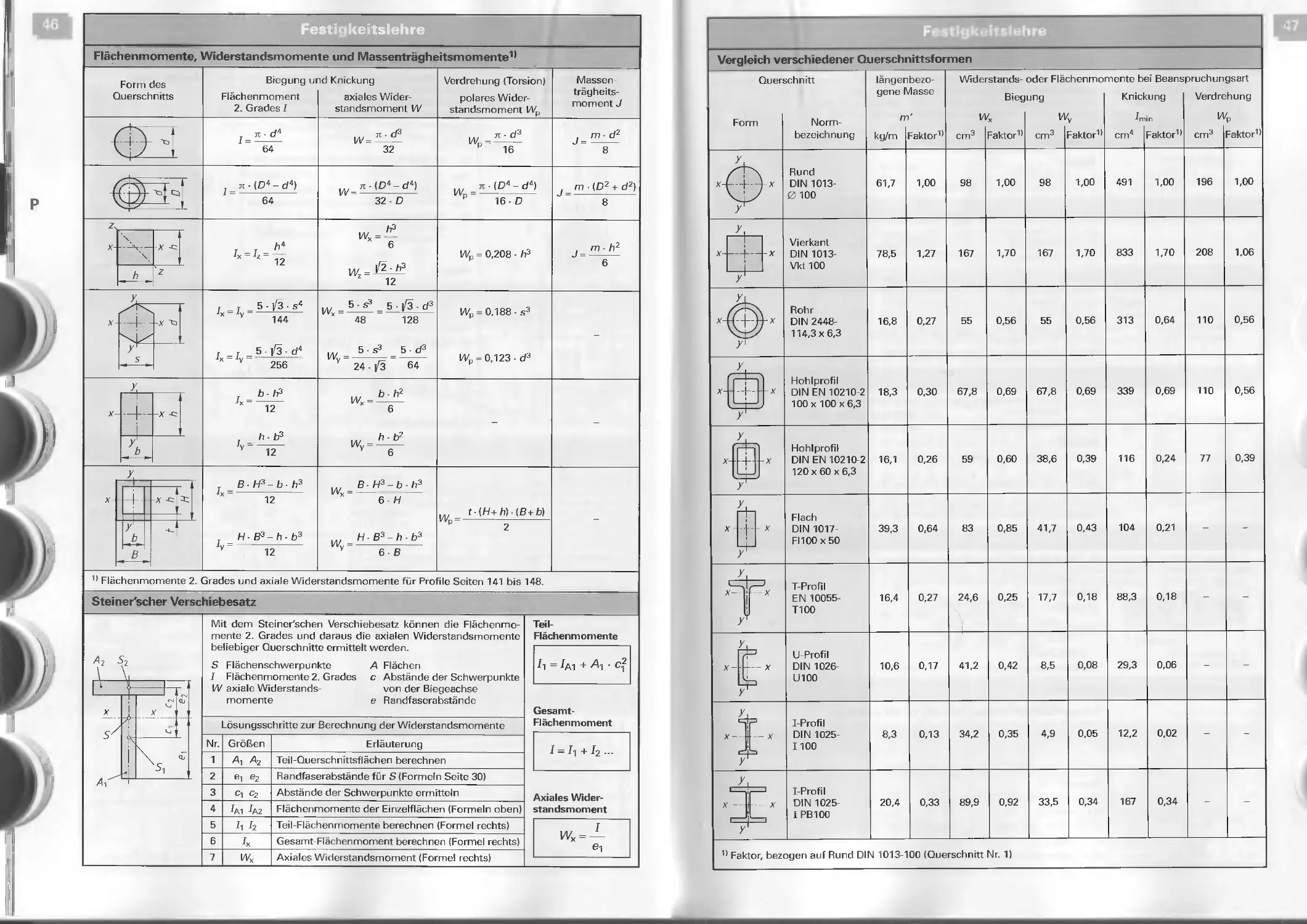
Flächen-, Widerstands-, Massenträgheitsmomente .... 46
Vergleich der Tragfähigkeit von Profilen.... . 47
48
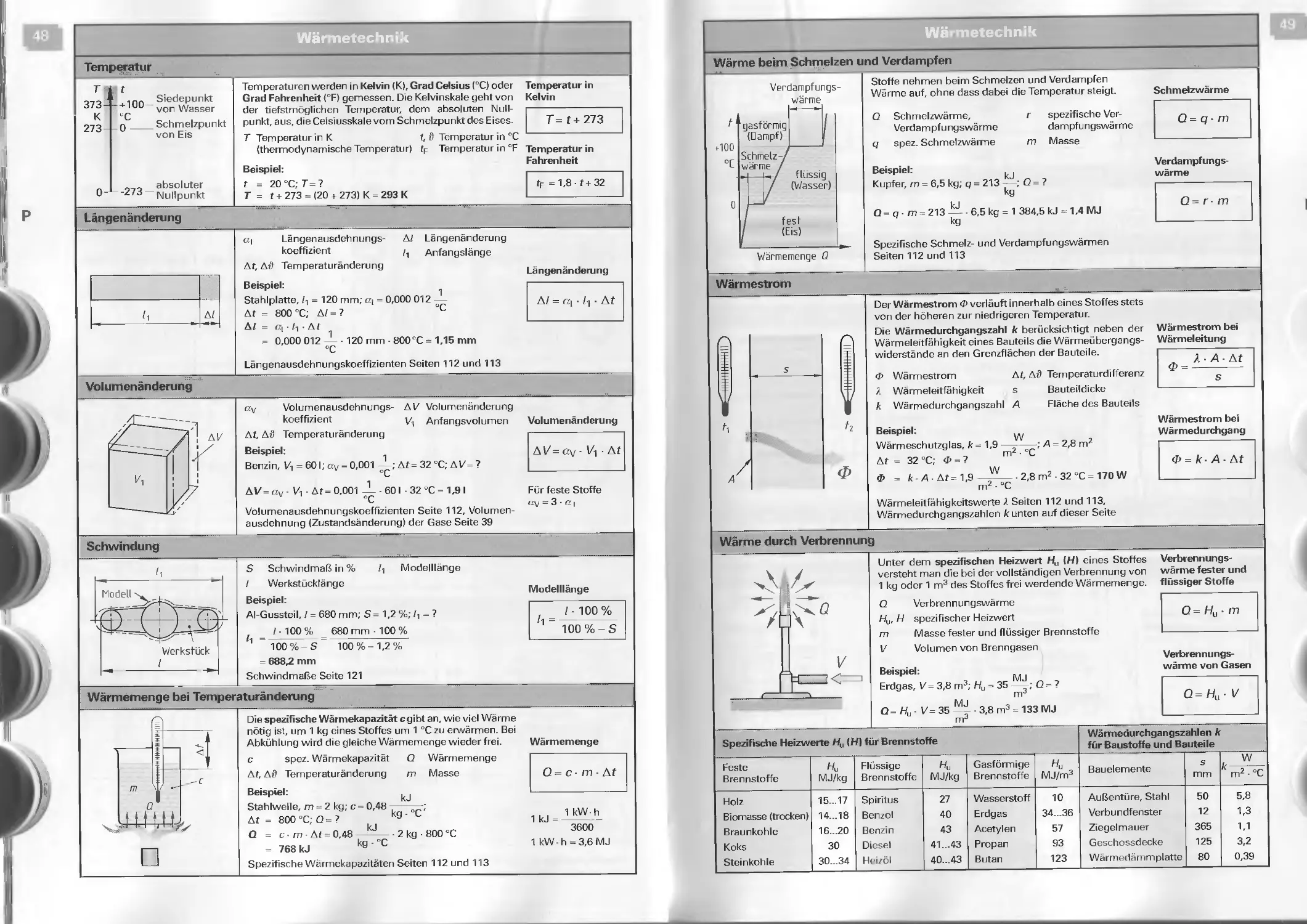
Temperatur, Längenänderung................... 48
Volumenänderung, Schwindung................. . 48
Wärmemenge bei Temperaturänderung............ 48
Schmelzen und Verdampfen..................... 49
Wärmestrom................................... 49
Wärme durch Verbrennung...................... 49
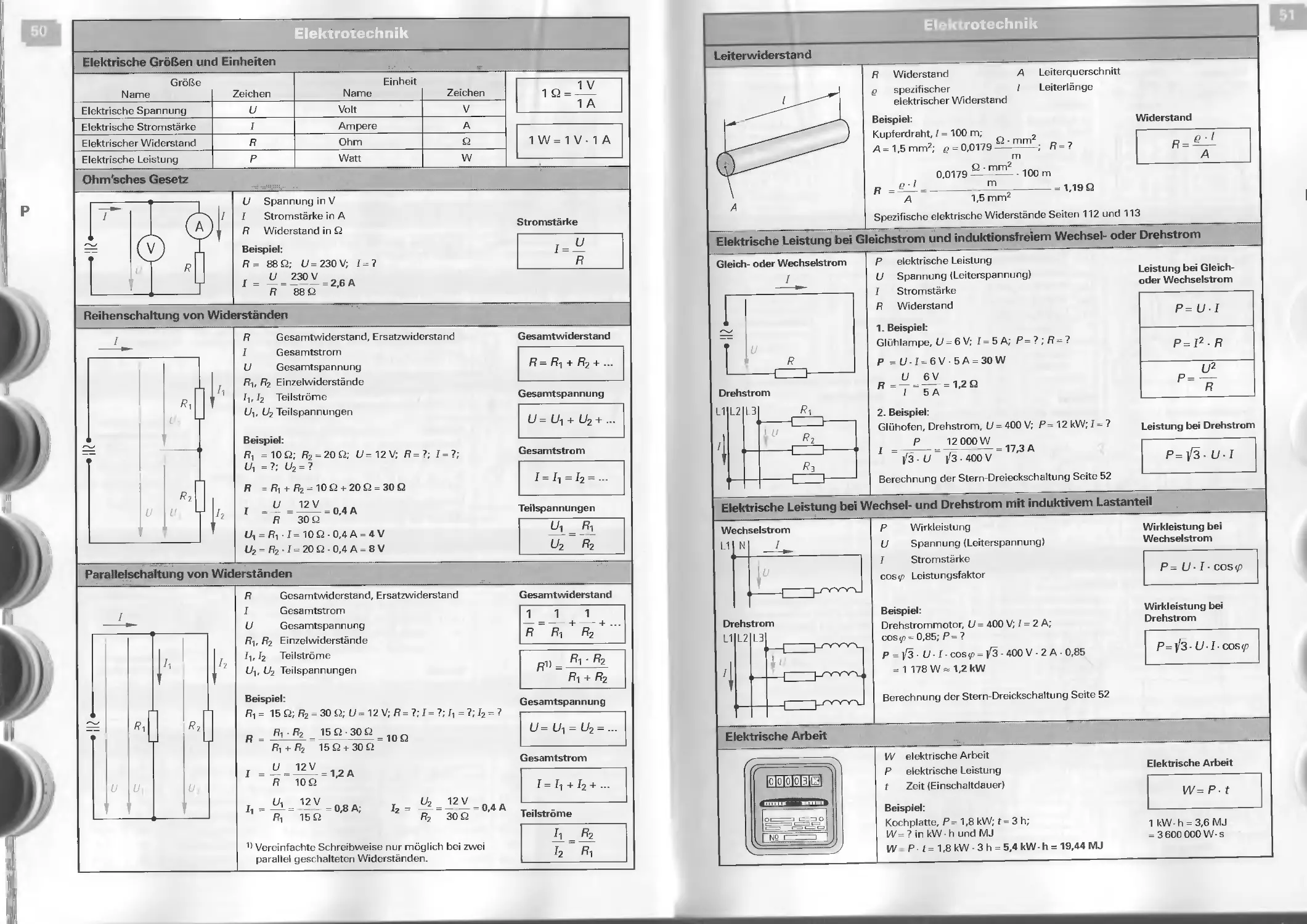
mktrotechnik 50
Ohm'sches Gesetz................................... 50
Reihenschaltung von Widerständen................... 50
Parallelschaltung von Widerständen................. 50
Elektrische Arbeit................................. 50
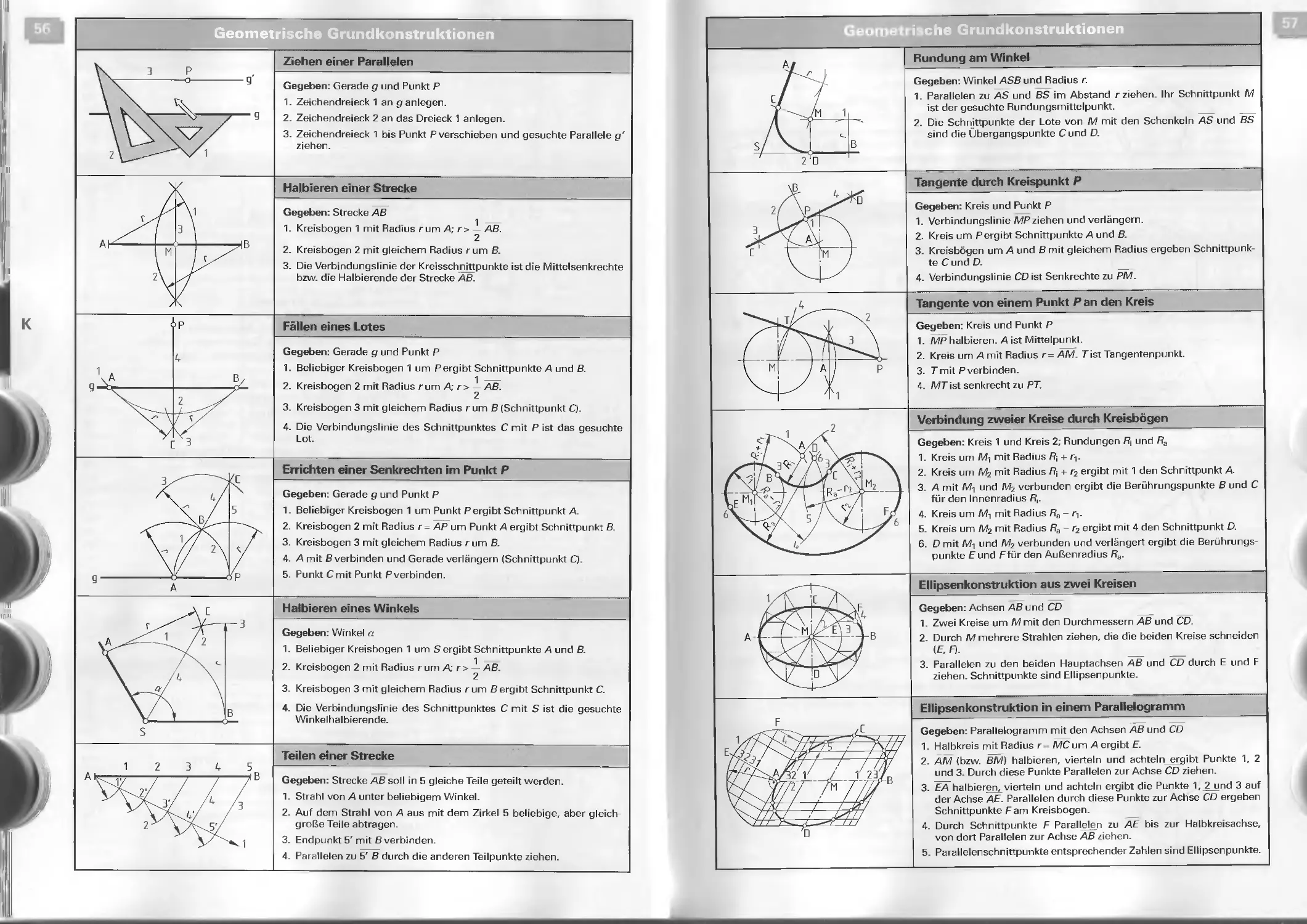
Leiterwiderstand................................... 51
Elektrische Leistung............................... 51
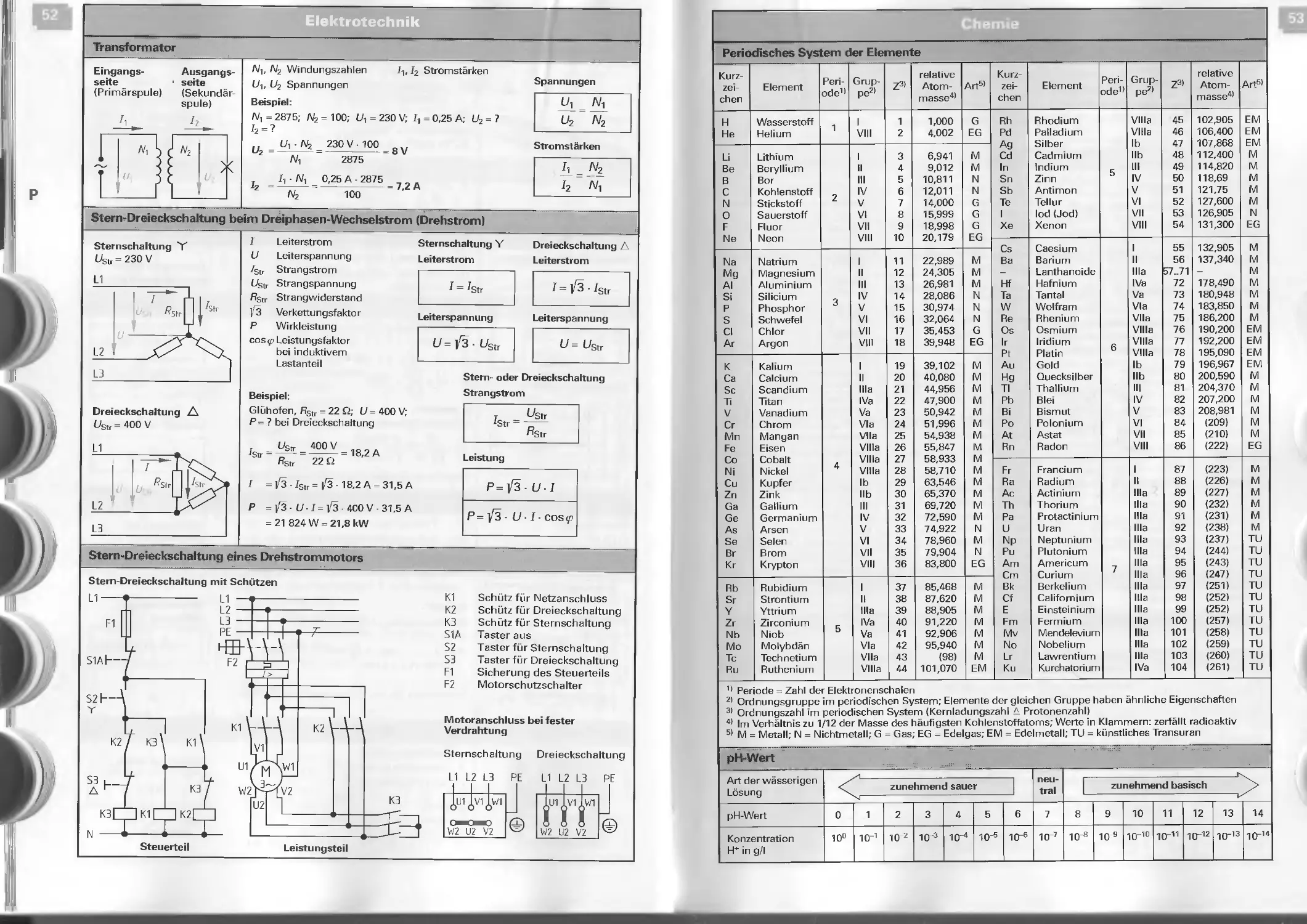
Transformator......................................... 52
Stern-Dreieck-Schaltung............................ 52
3 Fe + C = Fe3C
Periodisches System der Elemente.................. 53
pH-Wert.............. .... 53
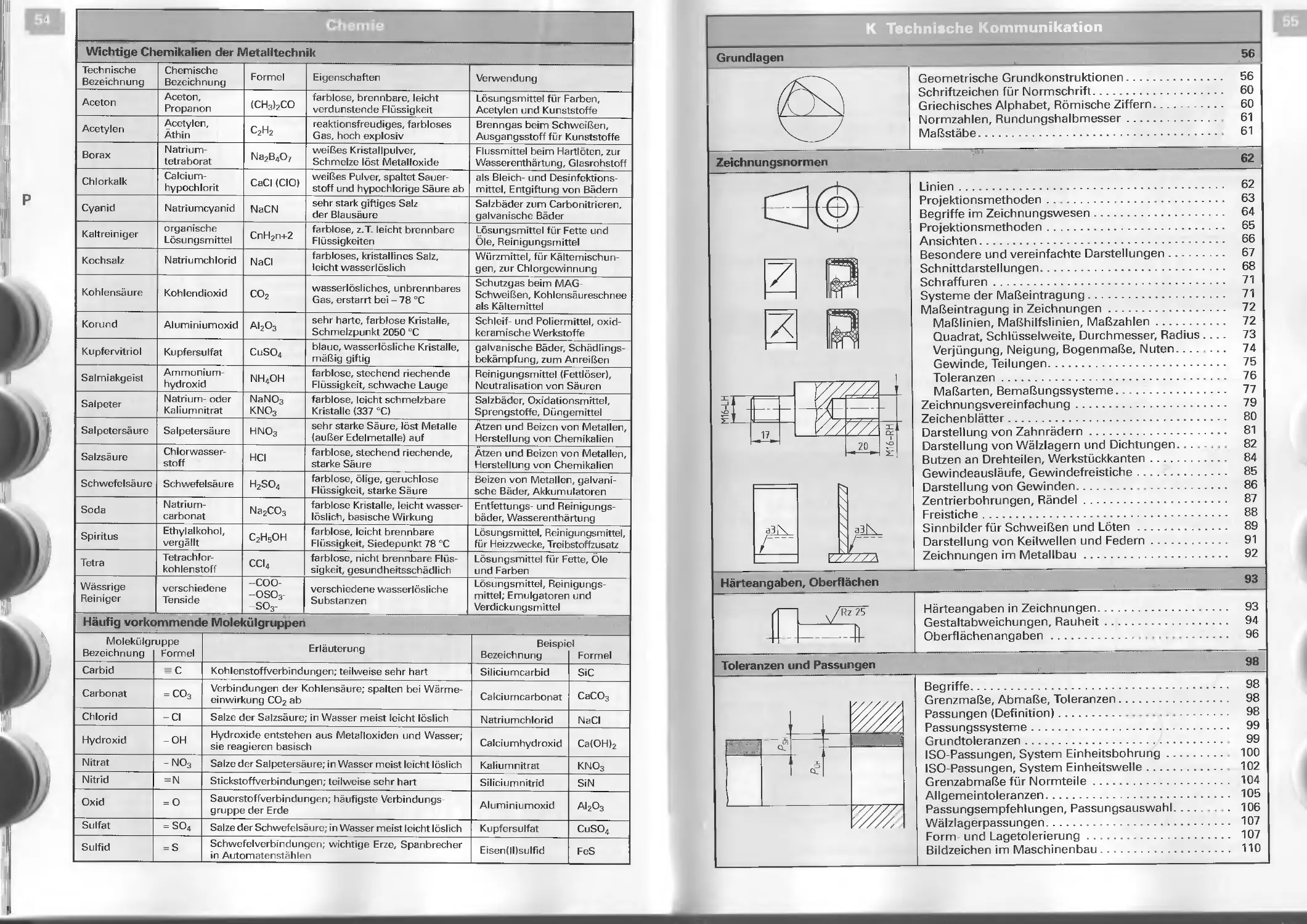
Wichtige Chemikalien der Metalltechnik............ 54
Häufig vorkommende Molekülgruppen................. 54
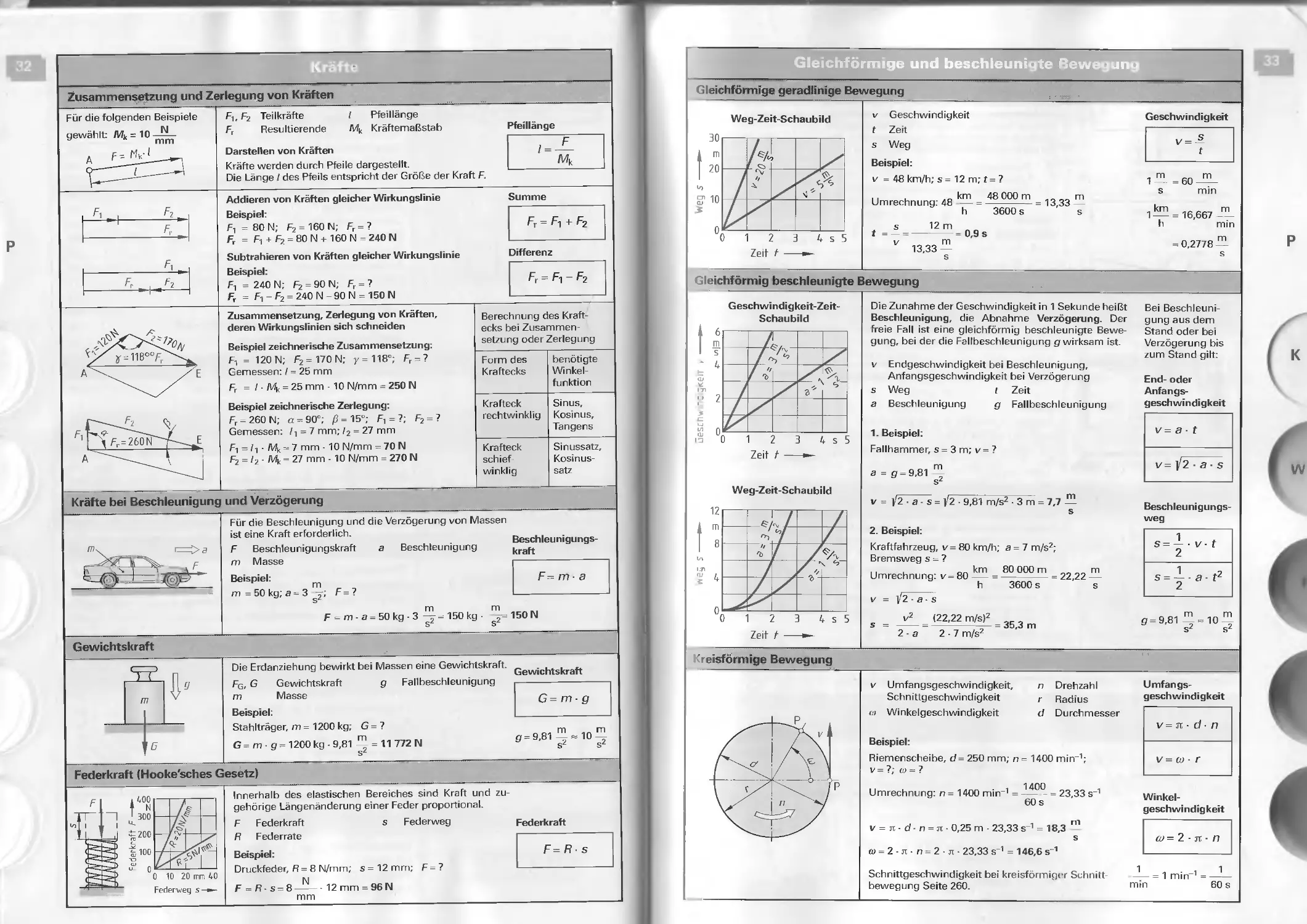
Zusammensetzung und Zerlegung von Kräften
Für die folgenden Beispiele
gewählt: Mk = 10
mm
a F=«v'
Pfeillänge
Teilkräfte l Pfeillänge
Resultierende A4 Kräftemaßstab
Darstellen von Kräften /=£-
Kräfte werden durch Pfeile dargestellt. /wk
Die Lange l des Pfeils entspricht der Größe der Kraft F.
Addieren von Kräften gleicher Wirkungslinie
Beispiel:
Fy = 80 N; F2= 160 N; Fr =
Fr = Fy + F2 - 80 N + 160 N -
Subtrahieren von Kräften gleicher Wirkungslinie
Beispiel:
Fy = 240 N; F2 = 90 N; Fr = ?
Fr = Fy - F2 = 240 N - 90 N = 150 N
Summe
? Fr = Fl + F2
240 N
Differenz
F,= F1-F2
A
?r = ii8ooE
Zusammensetzung, Zerlegung von Kräften,
deren Wirkungslinien sich schneiden
Beispiel zeichnerische Zusammensetzung;
F-i = 120 N; F2 = 170 N; y = 118°; Fr = ?
Gemessen: / = 25 mm
Fr = / A4 = 25 mm - 10 N/mm = 250 N
A
Fr = 260N
Beispiel zeichnerische Zerlegung:
Fr-260N; a = 90°; ß=15°; Fy = ?; F
Gemessen: !y = l mm; /2 = 27 mm
Fy = ly A4 = 7 mm 10 N/mm 70 N
F2 = /2 A4 = 27 mm - 10 N/mm = 270 N
Berechnung des Kraft- ecks bei Zusammen- setzung oder Zerlegung
Form des Kraft ecks benötigte Winkel- funktion
Krafteck rechtwinklig Sinus, Kosinus, Tangens
Krafteck schief winklig Sinussatz, Kosinus- satz
Kräfte bei Beschleunigung und Verzögerung
। —
Für die Beschleunigung und die Verzögerung von Massen
ist eine Kraft erforderlich.
Beschleunigungskraft a Beschleunigung
Masse
Beispiel: m
m = 50 kg; a = 3
m m
F = m a = 50 kg - 3 — = 150 kg - ~^= 150 N
s s
Beschleunigungs-
kraft
F=? F= m • a
Gewichtskraft
r n
ß
Die Erdanziehung bewirkt bei Massen eine Gewichtskraft. Ä ,
J ___ Gewichtskraft
Fq, G
m
Beispiel:
Stahlträger, m = 1200 kg;
G=mg = 1200 kg 9,81
Gewichtskraft
Masse
g Fallbeschleunigung
G=?
= 11 772 N
sz
Federkraft (Hooke'sches Gesetz)
zcc
Beispiel:
Druckfeder, R = 8 N/mm; s = 12 mm;
N
F = R-s=8- 12 mm = 96 N
mm
0 10 20 mm 40
Federweg s—►
Innerhalb des elastischen Bereiches sind Kraft und zu-
gehörige Längenänderung einer Feder proportional.
Federkraft s Federweg
Federrate
G=m-g
_ m __ m
g = 9,81 — ~ 10 -
y s2 s2
Federkraft
7 F=F- s
Gleichförmige und beschleunigte Bewegung
Gleichförmige geradlinige Bewegung
v Geschwindigkeit
t Zeit
s Weg
Beispiel:
v = 48 km/h; s = 12 m; t = ?
km 48 000 m
Umrechnung: 48 = — = 13,33
h 3600 s s
s 12 m
t = — = -------= 0,9 s
v m
13,33 —
s
Geschwindigkeit
1 m.60-m
s min
1^ = 16,667 m
h min
= 0,2778 m
s
Gleichförmig beschleunigte Bewegung
Geschwindigkeit-Zeit-
Die Zunahme der Geschwindigkeit in 1 Sekunde heißt Beschleunigung, die Abnahme Verzögerung. Der freie Fall ist eine gleichförmig beschleunigte Bewe- gung, bei der die Fallbeschleunigung g wirksam ist. v Endgeschwindigkeit bei Beschleunigung, Anfangsgeschwindigkeit bei Verzögerung s Weg t Zeit a Beschleunigung g Fallbeschleunigung Bei Beschleuni- gung aus dem Stand oder bei Verzögerung bis zum Stand gilt: End- oder Anfangs- geschwindigkeit
1. Beispiel: Fallhammer, s = 3 m; v= ? a = g = 9,81-^- v= a t
v= |'2 a s
v = )/2 a s = >'2 • 9,81 m/s2 • 3 m = 7,7 — s Beschleunigungs- weg
2. Beispiel: Kraftfahrzeug, v= 80 km/h; a = 7 m/s2; Bremsweg s = ? km 80 000 m m Umrechnung: v= 80 = - = 22,22 — h 3600 s s 1 S= V- t 2
s _ 1 a t2 2
v = ]/2 • a • s v2 (22,22 m/s)2 „ , s = = —— = 35,3 m 2 • a 2-7 m/s2 7 = 9,81 -10 ™ s2 s2
Kreisförmige Bewegung
v Umfangsgeschwindigkeit, n Drehzahl Umfangs- geschwindigkeit
Schnittgeschwindigkeit r Radius
m Winkelgeschwindigkeit d Durchmesser Beispiel: Riemenscheibe, d= 250 mm; n= 1400 min-1; v = n d • n v= oj - r
v = ?; cd = ? Umrechnung: n = 1400 min-1 = 1400 = 23,33 s-1 60 s Winkel-
geschwindigkeit
v = n d n = 31 • 0,25 m - 23,33 s’1 = 18,3 s cd = 2 - jt - n
<y = 2- ji-n = 2- ji - 23,33 s-1 = 146,6 s-1 Schnittgeschwindigkeit bei kreisförmiger Schnitt- 1 = 1 min-1 = - 1—
bewegung Seite 260. m,n 60 s
P
einseitiger Hebel
M = F l
'M,
Hebelgesetz
M,
IM, = X/Wr
Winkelhebel
/7r
Auflagerkräfte
Beispiel für Auf lager kraft
Hebelgesetz bei nur
2 Kräften
Zur Berechnung der Auflagerkräfte nimmt man
einen Auflagerpunkt als Drehpunkt an.
40 kN 6 m + 15 kN - 8 m
FA, Fb Auflagerkräfte l, li, I2 wirksame
Kräfte Hebellängen
zweiseitiger Hebel
M,j_.—Zl -1- -
A1
Drehmoment bei Zahnradtrieben
n.
Fliehkraft
Fliehkraft
Fliehkraft
Masse
Radius
Mi
C#1
Beispiel:
Getriebe, /' = 12; A4| = 60 N m; M2 = ?
IVl2 = j - Mt = 12 • 60 N m = 720 N m
Übersetzungen bei Zahnradtrieben Seite 259
Die Fliehkraft Fz entsteht, wenn eine Masse auf einer
gekrümmten Bahn, z.B. einem Kreis, bewegt wird.
cd Winkelgeschwindigkeit
v Umfangsgeschwindigkeit
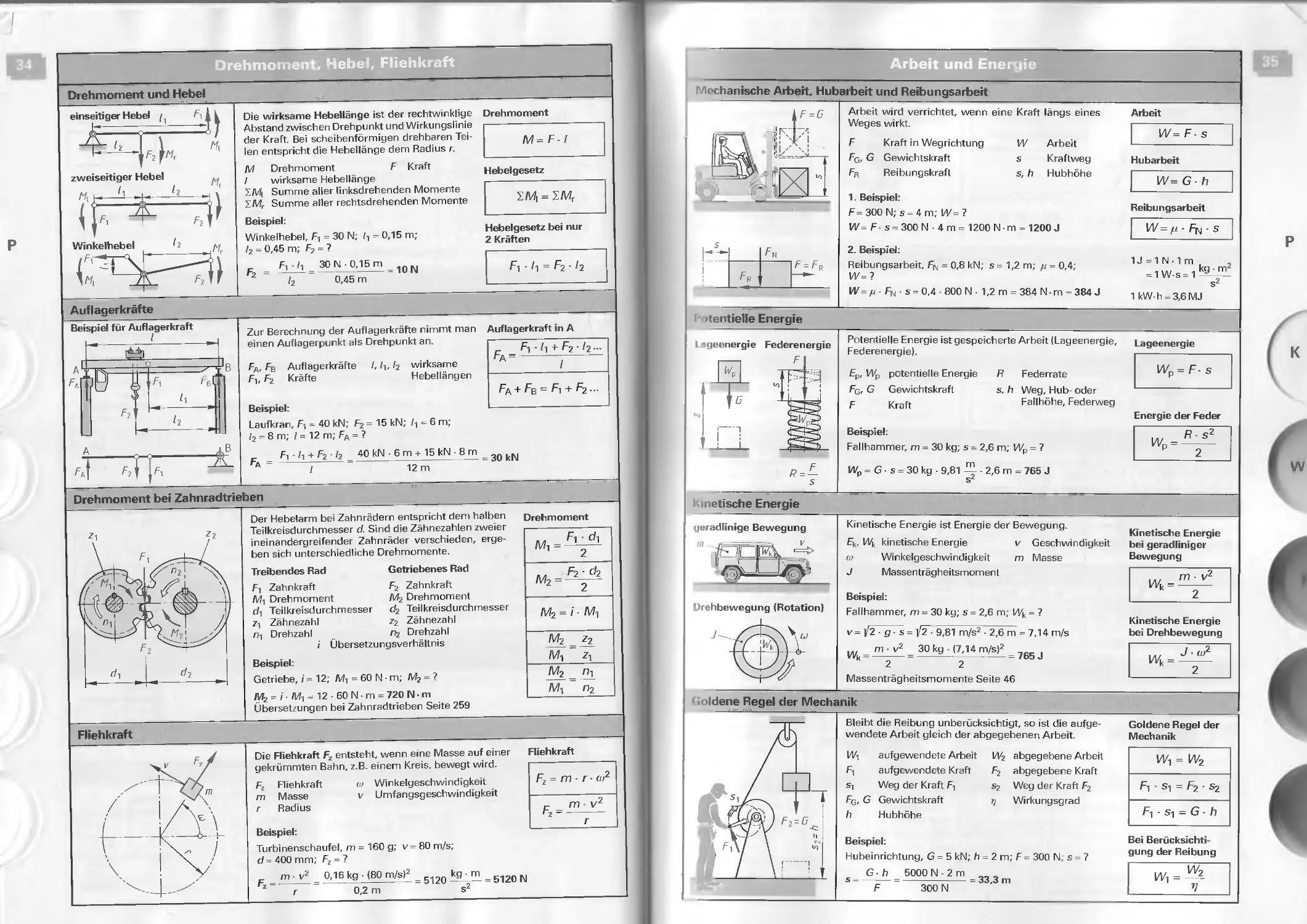
Drehmoment, Hebei, Fliehkraft
Drehmoment und Hebel
Drehmoment
Die wirksame Hebellänge ist der rechtwinklige
Abstand zwischen Drehpunkt und Wirkungslinie
der Kraft. Bei scheibenförmigen drehbaren Tei-
len entspricht die Hebellänge dem Radius /.
M
Drehmoment F Kraft
wirksame Hebellänge
>J/W| Summe aller linksdrehenden Momente
ZMr Summe aller rechtsdrehenden Momente
Beispiel:
Winkelhebel, F, = 30 N; = 0,15 m;
l2 - 0,45 m; F2 = ?
c F,.!, 30N.0,15m 1QN
0,45 m
F'i /i - F? b
Auflagerkraft in A
Fy l-i + F2 • l2-
Fa =
/
Ff\ + fß = Fi + F2 —
Beispiel:
Laufkran, = 40 kN; F2 = 15 kN; /-j = 6 m;
1'2 = 8 m; l = 12 m; FA = ?
= 30 kN
Der Hebelarm bei Zahnrädern entspricht dem halben
Teilkreisdurchmesser d. Sind die Zähnezahlen zweier
ineinandergreifender Zahnräder verschieden, erge-
ben sich unterschiedliche Drehmomente.
Getriebenes Rad
F2 Zahn kraft
/V/2 Drehmoment
d2 Teilkreisdurchmesser
z2 Zähnezahl
n2 Drehzahl
/ Übersetzungsverhältnis
Drehmoment
m2 = ^
A42 — f
11
II 5|a
2 d2
Treibendes Rad
Zahnkraft
Drehmoment
Tei I kreisd u rch m esse r
Zähnezahl
Drehzahl
Beispiel:
Turbinenschaufel, m = 160 g; v = 80 m/s;
d = 400 mm; Fz = ?
2 = OJ6kgJ80m^ = 5120 kg - m = 5120N
0,2 m s2
Arbeit und Energie
Mechanische Arbeit. Hubarbeit und Reibungsarbeit
F = G
)' fr
•1
Fn
Fr f = fr
Arbeit wird verrichtet, wenn eine Kraft längs eines Arbeit
W= F-s
F Kraft in Wegrichtung W Arbeit —
Fg, G Gewichtskraft s Kraftweg Hubarbeit
Fr Reibungskraft s, h Hubhöhe W= G- h
1. Beispiel:
F= 300 N; s - 4 m; W= ? Reibungsarbeit
W- F- s = 300 N 4 m = 1200 N m = 1200 J W = F[\j s
2. Beispiel:
Reibungsarbeit, FN = 0,8 kN; s= 1,2 m; /u = 0,4; 1J r 1 N-1m , „,.. „ kg mz
W=? = 1 W-s= 1 J s2
W= n • Fn • s = 0,4 • 800 N 1,2 m = 384 N -m = 384 J kWh = 3,6MJ
tentielle Energie
I .geenergie
indische Energie
%
±J L
Federenergie
Potentielle Energie ist gespeicherte Arbeit (Lageenergie, Lageenergie
Federenergie). —
Ep, Wp potentielle Energie R Federrate Fg, G Gewichtskraft s. h Weg, Hub- oder p Kraft Fallhöhe, Federweg Beispiel: Wp = F-s Energie der Feder lfl. R - s2
Fallhammer, m = 30 kg; s = 2,6 m; Wp = ? Wp = G s = 30 kg 9,81 • 2,6 m = 765 J s2 % = — - P 2
geradlinige Bewegung
m
FTl II
1 <1
( IK\
l )
Drehbewegung (Rotation)
Kinetische Energie ist Energie der Bewegung. Fk, Wk kinetische Energie v Geschwindigkeit w Winkelgeschwindigkeit m Masse Kinetische Energie □ei geradliniger Sewegung
J Massenträgheitsmoment Beispiel: ,., m v2 wk- 2
Fallhammer, m = 30 kg; s = 2,6 m; Wk = ? v= }2 • g • s = ^2 • 9,81 m/s2 - 2,6 m = 7,14 m/s Kinetische Energie bei Drehbewegung
... m v2 30 kg (7,14 m/s)2 Wb = = = /b5 J 2 2 Massenträgheitsmomente Seite 46 ., , J ™ l/W, = 2
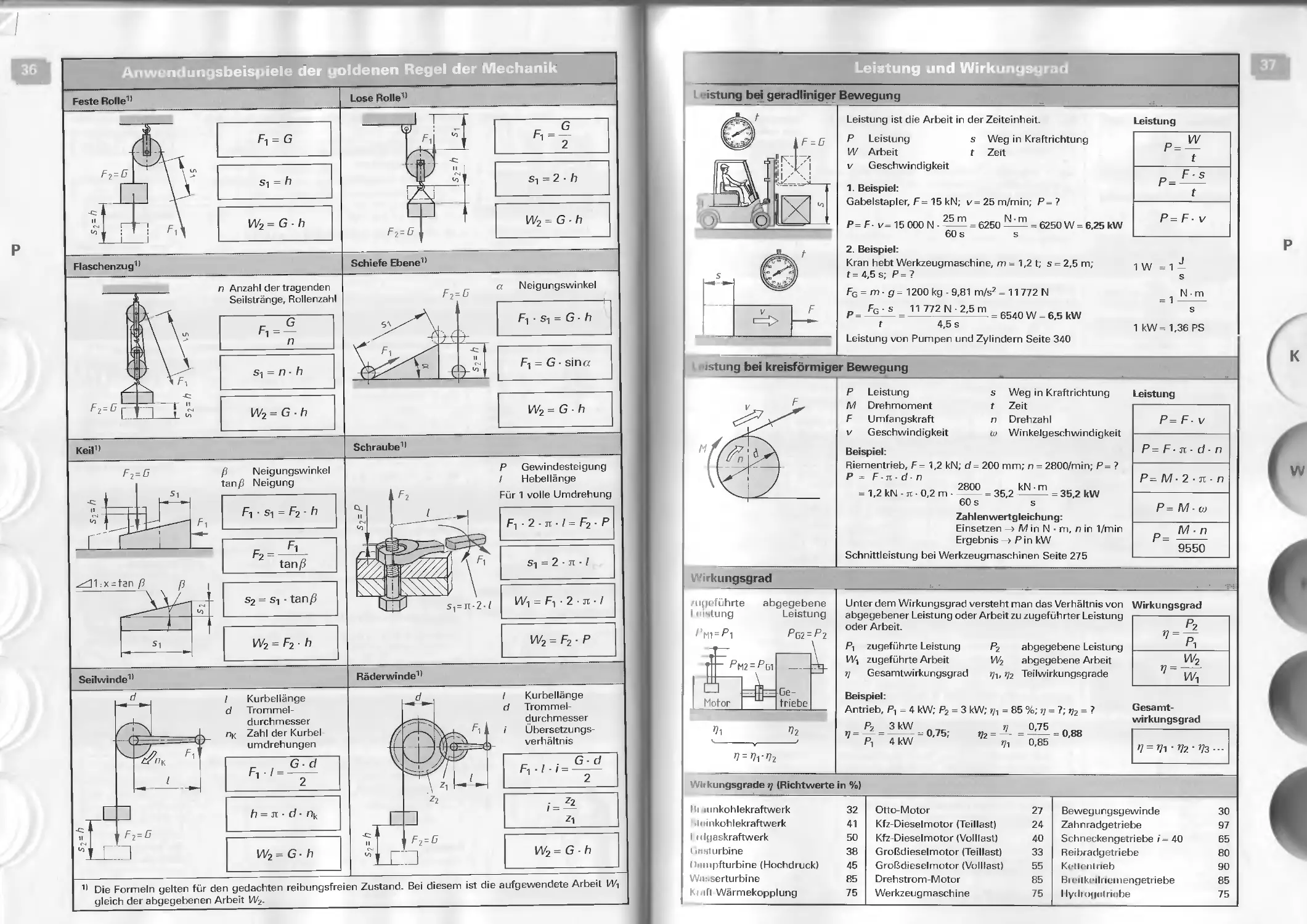
ioldene Regel der Mechanik
F, = ß
Bleibt die Reibung unberücksichtigt, so ist die aufge- wendete Arbeit gleich der abgegebenen Arbeit. Goldene Regel der Mechanik
1/16 aufgewendete Arbeit l/V2 abgegebene Arbeit FA aufgewendete Kraft F2 abgegebene Kraft s-i Weg der Kraft F^ s2 Weg der Kraft F2 Fg, G Gewichtskraft Wirkungsgrad h Hubhöhe Wi = w2
Fi - St = F2 s2
F| s-i = G h
Beispiel: Hubeinrichtung, G = 5 kN; h = 2 m; F= 300 N; s ? Sei Berücksichti- gung der Reibung
G h 5000 N • 2 m „ „ s = — - — = = 33,3 m F 300 N Wi =^i ’/
Lose Rolle11
Feste Rolle11
sq = 2 h
W2 = G-h
Seilwinde11
Anwandungsbeispiele der goldenen Regel der Mechanik
fi
Si = n h
W2 = G h
Schraube1’
F2 = ß
F-i • si = F2 • h
s2 = si tanß
W2 = F2 • h
Räderwinde11
Kurbellänge
Trommel-
durchmesser
Übersetzungs-
verhältnis
Neigungswinkel
Neigung
11 Die Formeln gelten für den gedachten reibungsfreien Zustand. Bei diesem ist die aufgewendete Arbeit I/I/1
gleich der abgegebenen Arbeit W2. __________________________
F2--G
O
Flaschenzug11
G = G
Si = h
W2 = G h
f,= G 2
Schiefe Ebene11
n Anzahl der tragenden
Seilstränge, Rollenzahl
F2 = C
44
II X.
Neigungswinkel
F, s-i = G - h
F. = G sina
W2 = G h
f2-^-
tanß
Kurbellänge
Trommel-
durchmesser
Zahl der Kurbel-
Gewindesteigung
F2 = G
l ►
Leistung und Wirkungsgrad
istung bei geradliniger Bewegung
jtÜF.’
1
V F
Leistung ist die Arbeit in der Zeiteinheit. Leistung
P Leistung s Weg in Kraftrichtung W Arbeit t Zeit v Geschwindigkeit 1. Beispiel: Gabelstapler, F= 15 kN; v=25m/min; P=? P- F- v= 15 000 N - 25 — = 6250 --— = 6250 W 6.25 kW 60 s s p=w t
p=^ t
P=F- v
2. Beispiel: Kran hebt Werkzeugmaschine, m = 1,2 t; s = 2,5 m; t = 4,5 s; P = ? Fg = m • g = 1200 kg - 9,81 m/s2 = 11772 N P = Fc ' S = 11 772 N 2.5 m = 6540 w ß 5 kw t 4,5 s Leistung von Pumpen und Zylindern Seite 340 1 W =1 - s _ -j N - m s 1 kW= 1,36 PS
istung bei kreisförmiger Bewegung
P Leistung s Weg in Kraftrichtung M Drehmoment t Zeit F Umfangskraft n Drehzahl v Geschwindigkeit cd Winkelgeschwindigkeit Beispiel: Riementrieb, F= 1,2 kN; d = 200 mm; n = 2800/min; P = ? P = F ji d n = 1,2 kN - n 0,2 m • 28°°- _ 35,2 kN'm = 35.2 kW 60 s s Zahlenwertgleichung: Einsetzen —> M in N • m, n in 1/min Ergebnis -> P in kW Schnittleistung bei Werkzeugmaschinen Seite 275 Leistung
P= F- v
P= F- n-dn
P= M • 2 jr n
P= M-a>
p= M-n 9550
Wirkungsgrad
/uynführte
I uiMlung
,’mi =P1 ^52 = Pi L
- Pf 2 = pC1 Ge- triebe
Mc tor
<7z
'7='7r'72
abgegebene
Leistung
Unter dem Wirkungsgrad versteht man das Verhältnis von abgegebener Leistung oder Arbeit zu zugeführter Leistung oder Arbeit. Pi zugeführte Leistung P2 abgegebene Leistung Wi zugeführte Arbeit W2 abgegebene Arbeit ?? Gesamt Wirkungsgrad j^, Teil Wirkungsgrade Wirkungsgrad
<3 II
II
Beispiel: Antrieb, P, = 4 kW; P2 = 3 kW; = 85 %; i) = ?; % = ? 3kw n 0,75 n = — = — — = 0,75; n2 = — = — = 0,88 P, 4 kW 0,85 Gesamt- wirkungsgrad
'7 = ’7i
Whkungsgrade t] (Richtwerte in %)
Hi iimkohlekraftwerk 32 Otto-Motor 27 Bewegungsgewinde 30
.luinkohlekraftwerk 41 Kfz-Dieselmotor (Teillast) 24 Zahnradgetriebe 97
1 ulgaskraftwerk 50 Kfz-Dieselmotor (Volllast) 40 Schneckengetriebe i = 40 65
iiHHturbine 38 Großdieselmotor (Teillast) 33 Reibradgetriebe 80
Diimpfturbine (Hochdruck) 45 Großdieselmotor (Volllast) 55 Ketlcntneb 90
Wasserturbine 85 Drehstrom-Motor 85 Biiiilkeilricinengetriebe 85
Knifl Wärmekopplung 75 Werkzeugmaschine 75 I lydiogulriobe 75
Reibung, Auftrieb
Reibungskraft
Haftreibung, Gleitr F\\ eibung Fn Normalkraft f Rollreibungszahl Reibungskraft Reibungskraft r Radius bei Haft-und
// Reibungszahl Die in Wälzlagern auftretende Reibung wird meist vereinfacht wie die Gleitreibung mit der Reibungszahl
fr J P Fr = FN
Haftreibung, (p Gleitreibung A H = 0,001 bis 0,003 berechnet. 1. Beispiel: Gleitlager, FN = 100 N; /i - 0,03; Fr = ? Reibungskraft bei Rollreibung
))fr
P f-FN
Fr = n - Fn = 0,03 100 N = 3 IM Fr =
r
Rollreibur fr g A Ql 2. Beispiel: Kranrad auf Stahlschiene, Fn = 45 kN; 320 mm; f= 0,5 mm; FR = ?
rFN = a5mm 45 000 N _ 14() ß N r 160 mm
f
Reibungszahlen (Richtwerte)
Werkstoffpaarung Haftreibu trocken ngszahl p geschmiert Gleitreibu trocken ngszahl p geschmiert Rollreibungszahl f mm
Stahl auf Stahl Stahl auf Gusseisen Stahl auf Cu-Sn-Legierung Stahl auf Pb-Sn-Legierung 0,2 0,2 0,2 0,15 0,1 0,15 0,1 0,1 0,15 0,18 0,1 o,1 0.1...0.05 0,1-0,08 0,06-0,03 0,05.-0,03 Stahl auf Stahl, weich 0,5
Stahl auf Polyamid Stahl auf Polytetrafluorethylen Stahl auf Eis Stahl auf Reibbelag 0,3 0,04 0,03 0,6 0,15 0,04 0,3 0,3 0,04 0,015 0,55 0,12...0,05 0,04 0,3...0,2 Stahl auf Stahl, hart 0,01
Stahl auf Holz Gusseisen auf Cu-Sn-Legierung Treibriemen auf Gusseisen Wälzlager 0,55 0,28 0,5 0,1 0,16 0,35 0,21 0,05 0,2...0,1 0,003.-0,001 Autoreifen auf Asphalt 4,5
Rjeibungsmoment und Reibungsleistung in Lagern
f< M Reibungsmoment Reibungszahl Reibungsmoment
Fn Normalkraft d Durchmesser P Reibungsleistung n Drehzahl Beispiel: Stahlwelle in Cu-Sn-Gleitlager, = 0,05; Fn = 6 kN; d = 160 mm; M = ? M Ar-FN-d 0,05 6000 N.Q.16m_2dN m 2 2 /V?=^'Fn- — 2
Reibungsleistung
P-p - ii d- n
Fr-P'Fn
Auftrieb in Flüssigkeiten
FA Auftriebskraft V Eintauchvolumen q Dichte der Flüssigkeit g Fallbeschleunigung Beispiel: Auftriebskraft
Fa = g e v
Gießkern in flüssigem Gusseisen, V-2,5 dm3;
e = 7,3 kg/dm-, FA = ? mm m kn O - 9,81 —z-= 10 —— FÄ =g-e- 17=9,81 ^-7,3-5- -2,5 dm3 s2 s2 sz dm3 = 179 — m - 179 IM s2 Hydraulikberechnung Seite 339, Dichtewerte Seite 112
V
< — Dichte e /
Druck in Flüssigkeiten und Gasen
A p Druck A Fläche F Kraft Beispiel: Druck
\ F P=Ä
- l —
F = 2 MN; Kolben-0d= 400 mm; p = ? Druckeinheiten
r p P- ,2 - 1591 - 159.1 bar 1 Pa = 1-^-= 0,00001 bar A n (40 cm)z cm2 m2 4 NN Berechnungen zur Hydraulik und Pneumatik: 1 ^ar = 10 cm2 = 0,1 mm2 Seite 339 1 mbar = 100 Pa = 1 hPa
II II
Überdruck, Luftdruck, absoluter Druck
absoluter Druck pa^s O “ rO - +1 - bar - 0 < - 1 negativer I Über- Über- druck pe druck pe $ F paE" c 3 £ zfr 3 5- 5- 1 pe Überdruck (excedens, überschreitend) Pamb Luftdruck (ambient, umgebend) Pabs absoluter Druck Der Überdruck ist positiv, wenn pa^s > pamb ist und negativ, wenn pabs < pamb ist (Unterdrück) Beispiel: Autoreifen, pe = 2,2 bar; parnb = 1 bar; pabs = ? Pabs = Pe + Pamb = 2,2 bar + 1 bar - 3,2 bar Überdruck Pe “ Pabs — Pamb Pamb = 1,013 bar ~ 1 bar Normal-Luftdruck)
Hydrostatischer Druck
— pe hydrostatischer Druck Hydrostatischer Druck i> Dichte der Flüssigkeit h Flüssigkeitstiefe Pe - 9 ' Q g Fallbeschleunigung
Dichte q Druck pe B —Illi— Beispiel: Welcher Druck herrscht in 10 m Wassertiefe? 1 bar ~ 10 m Wassersäule P. = Se-h = 9,81 IT.. 1000^--10 m g = 9,81— = 10 — s2 m3 y s2 s2 - 98 100 _ 98 100 Pa = 1 bar Dichtewerte Seite 112 m - s2
Zustandsänderung bei Gasen
Verdichtung
Zustand 2
Zustand 1
Zustand 1
Pabsi absoluter Druck
Vq Volumen
Tt absolute
Temperatur
Zustand 2
Pabs2 absoluter Druck
V2 Volumen
T2 absolute
Temperatur
Gesetz von Boyle-Mariotte
Beispiel:
Ein Kompressor saugt Vq = 30 m3 Luft mit
Pabsi = 1 bar und tq = 15 °C an und verdichtet
sie auf V2 = 3,5 m3 und t2- 150 °C.
Welcher Druck pabs2 herrscht?
Pabs2
Pabsi Vl • ?2
Ti - V2
1 bar - 30 m3 - 423 K ,
------------------- = 12,6 bar
288 K - 3,5 m3
Unter dem Normalvolumen Vn versteht man
das Volumen, das ein Gas bei einem Druck
Pabs = 1.013 bar und einer Temperatur T = 273 K
einnimmt.
Allgemeine Gasgleichung
Pabsi ' _ Pabs2 ' ^2
h T2
Sonderfälle:
bei konstanter Temperatur
Pabsi ’ ^1 = Pabs2 ' V2
bei konstantem Volumen
Pabsi _ Pabs2
Ti ~ T2
bei konstantem Druck
U-j _ l/2
Festigkeitslehre
Belaste-ipsfälle
statische Belastung
ruhend
schwellend
dynamische Belastung
wechselnd
allgemein (schwingend)
Belastungsfall I
Größe und Richtung der
Belastung sind gleich-
bleibend.
Belastungsfall II
Die Belastung steigt auf
einen Höchstwert an und
geht auf Null zurück.
Belastungsfall III
Die Belastung wechselt
zwischen einem positiven
und einem gleich großen
negativen Höchstwert.
Die Belastung schwingt
um einen beliebigen Mit-
telwert.
Psanspr jchungsf rten und Festigkritswerte
Beanspruchungsart Spannung Werksto: Festigkeit fkennwerte Grenzwert ge- gen plastische Formänderung Form- änderung Maßgebende für B 1 Grenzspan elastungsfa II nung alim III
Zug 1 Zug Spannung °z Zug- festigkeit Hm Streckgrenze He 0,2%-Dehn- grenze Hp0,2 Dehnung £ Bruch- dehnung A Werk zäh (Stahl) He Hpo,2 Stoff spröd (Guss- eisen) Hm Zug- Schwell- festigkeit CzSch Zug- Wechsel- festigkeit CZW
Druck A fU z/ZZZ/ Druck- spannung <?d Druck- festigkeit Quetsch- grenze CdF 0,2%-Stauch- grenze Cd 0,2 Stauchung «d Bruch- stauchung £dB Werk zäh (Stahl) CdF Cd 0,2 Stoff spröd (Guss- eisen) cdB Druck- Schwell- festigkeit Cd Sch Druck- Wechsel festigkeit CdW
Absch en jng n Scher- spannung Scher- festigkeit raB - Scher- festigkeit - -
Biegung - F Biege- spannung Biege- festigkeit °bB Biege- grenze °bF Durch- biegung f Biege- grenze CbF Biege- Schwell- festigkeit Sch Biege- Wechsel- festigkeit cbw
Verdrehung (Torsion) 1=^ i Torsions- spannung Torsions- festigkeit rtB Verdreh- grenze TtF Verdreh- winkel <P Verdreh- grenze *tF Torsions- Schwell- festigkeit rtSch Torsions- Wechsel- festigkeit TtW
Knickung iC VT Knick- spannung Ck Knick- festigkeit CTkB - - Knick- festigkeit CkB - -
Festigkeitslehre
Zulässige Spannung -
Aus Sicherheitsgründen dürfen Bauteile nur mit einem Teil der zur bleibenden Ver-
formung oder zum Bruch führenden Grenzspannung <7Iirn belastet werden.
öiirT1 Grenzspannung je nach Belastungsfall
und Beanspruchungsart (Seite 40)
Beispiel:
Wie groß ist die zulässige Zugspannung crzzu| für eine Sechskantschraube ISO 4017 -
Ml2 x 50 - 10.9, wenn bei statischer Belastung 2fache Sicherheit gefordert wird?
N N
<jljni = Re = 1000 — -0,9 = 900----
mm2 mm2
900 N/mm2 N
-----------= 450-----—
2 mm2
Festigkeitswerte für Schrauben Seite 194
zulässige Spannung
crzu| zulässige Spannung
v Sicherheitszahl
^lim
°zul =-----
V
für Bauteile ohne
Kerbwirkung
°zzul= ----
Sicherheitszahlen v für den Maschinenbau
Werkstoffart Zähe Werkstoffe, z.B. Stahl SprödeWerkstoffe, z.B. Gusseisen
Belastungsfall 1 II III I II III
Sicherheitszahl v 1,2...1,5 1,8...2,4 3...4 2...4 3...5 5-6
Festigkeitswerte für Stahl, Stahlguss und Kugelgraphitguss11
Beanspruchungsart Zug, Druck Absche- rung Biegung Verdrehung
Belastungsfall I II III I I II III 1 II III
Grenz- spannung O|im ^p0,2 üdFr tfd0,2 OzSch tfdSch °zW °dW TaB *7bSch ^bW Af A Sch TtW
Werkstoff2* Grenzspannung o-|irn in N/mm2
S235 S275 E295 E335 E360 235 275 295 335 365 235 275 295 335 365 150 180 210 250 300 290 340 390 470 550 330 380 410 470 510 290 350 410 470 510 170 200 240 280 330 140 160 170 190 210 140 160 170 190 210 120 140 150 160 190
C15 17Cr3 16MnCr5 20MnCr5 18CrNiMo7-6 440 510 635 735 835 440 510 635 735 835 330 390 430 480 550 600 800 880 940 960 610 710 890 1030 1170 610 670 740 920 1040 370 390 440 540 610 250 290 360 420 470 250 290 360 420 470 210 220 270 310 350
C22E C45E C60E 46Cr2 41Cr4 50CrMo4 30CrNiMo8 340 490 580 650 800 900 1050 340 490 580 630 710 760 870 220 280 325 370 410 450 510 400 560 680 720 800 880 1000 490 700 800 910 1120 1260 1470 410 520 600 670 750 820 930 240 310 350 390 440 480 550 245 350 400 455 560 630 735 245 350 480 455 510 560 640 165 210 240 270 330 330 375
GS-38 GS-45 GS-52 GS-60 200 230 260 300 200 230 260 300 160 185 210 240 300 360 420 480 260 300 340 390 260 300 340 390 150 180 210 240 115 135 150 175 115 135 150 175 90 105 120 140
EN-GJS-400 EN-GJS-500 ENGJS600 EN-GJS-700 250 300 360 400 240 270 330 355 140 155 190 205 400 500 600 700 350 420 500 560 345 380 470 520 220 240 270 300 200 240 290 320 195 225 275 305 115 130 160 175
11 Die Werte wurden ermittelt mit zylindrischen Proben von 16 mm und polierter Oberfläche. Sie gelten für: Bau- stähle im normalgeglühten Zustand; Einsatzstähle für die Kernfestigkeit nach Einsatzhärtung und Rückfeinung; Vergütungsstähle im vergüteten Zustand. Die Grenzspannungen bei Druck (<7dB, crdF, tfdo.2> entsprechen bei zähen Werkstoffen den zugehörigen Werten bei Zug Re, Kp02). Die Druckfestigkeit für Gusseisen mit Lamellengraphit ist crdB ~ 4 - F?m. Für den Stahlhochbau sind die Werte nach DIN 18800 zu verwenden. 21 Bisherige Werkstoffbezeichnungen Seite 123...135
Festigkeitslehre
Beanspruchung auf Biegung
Bei Beanspruchung auf Biegung treten im Bauteil Zug- und Druckspannungen auf. Die maximale Spannung in der Randzone des Bauteils wird berechnet; sie darf die zulässige Biegespannung nicht überschreiten. <jb Biegespannung F Biegekraft Mb Biegemoment f Durchbiegung W axiales Widerstandsmoment Biegespannung n Mt> Ob = W
F Beispiel: Träger IPE 240, W= 324 cm3; einseitig eingespannt; Einzelkraft F= 25 kN; l = 2,6 m; cb = ? Mb F-l 25 000 N 260 cm <yb = = = W W 324 cm3 = 20 061 -T = 200 tiL cm2 mm2
Biegebelastungsfälle von Bauteilen
Träger mit einer Einzelkraft belastet Träger mit gleichmäßig verteilter Belastung
doppelseitig eingespannt
F
Fl = 12
, F-l3
f=
384 -E I
E Elastizitätsmodul; Werte Seite 43 I Flächenmoment 2. Grades; Formeln Seite 46; Werte Seite 141...146
Beanspruchung auf Verdrehung (Torsion)
Mt Torsionsmoment rt Torsionsspannung Wp polares Widerstandsmoment Beispiel: Welle, d- 32 mm; = 65 N/mm2; /Wt = ? 3t- d3 3t - (32 mm)3 „ 1% = -— - — = 6434 mm3 p 16 16 M, = tt Wp = 65 -N— 6434 mm3 mm2 = 418 210 N- mm = 418,2 N m Torsionsspannung Mt 1 _ %
Festigkeitswerte Seite 41; polare Widerstandsmomente Seite 46 und 148
Festigkeitslehre
Spannungsverteilung
bei Zugbeanspruchung
Zur Bestimmung der zulässigen Spannung ist bei
dynamischer Belastung die Wirkung von Kerben
(z.B. Einstiche, Nuten) zu berücksichtigen. Für die
Grenzspannung <7|jm ist die nach Belastungsfall und
Beanspruchungsart maßgebende Grenzspannung,
z.B. Obw oder rtsch» einzusetzen.
an Nennspannung
ö'max maximale Spannung
im Kerbengrund
uzu| zulässige Spannung
aiim Grenzspannung
des ungekerbten
Querschnitts
v Sicherheitszahl
ßk Kerbwirkungszahl
Oberflächenbeiwert1*
£>2 Größenbeiwert1*
F Kraft
S Querschnitt
Beispiel:
Eine Welle aus E295 mit Einstich für Sicherungsring
wird schwellend auf Biegung beansprucht;
d = 37,5 mm; Rz = 63 pm; azu| = ?
Tabellenwerte (unten und Seite 41): £>i = 0,78;
£>2 = 0,85; ßk - 3; <Jb Sch = 410 N/mm2; v = 2
Nennspannung
maximale Spannung
^max _ ßk ‘ °n
zulässige Spannung
„ <7|im • t>i • b2
<*ZUI = -----n---------
oiim • bi • b2 410 N/mm2 0,78 - 0,85 hl
</,,,! =----------=-------------------------= 45,3-----—
ßk v 3-2 mm2
11 Diagramme unten
Richtwerte für Kerbwirkungszah für Stahl
Form der Kerbe Werkstoff Kerbwirkungszahl ß^ b Biegung ei Beanspruchung auf Verdrehung
Welle mit Absatz Welle mit Rundkerbe Welle mit Einstich für Sicherungsring S185...E335 S185...E335 S185...E335 1,5...2,0 1,5...2,2 2,5...3,0 1,3...1,8 1,3... 1,8 2,5...3,0
Passfedernut in Welle S185...E335 C45E+QT 50CrMo4+QT 1,8...1,9 1,9...2,1 2,1 ...2,3 1,5...1,6 1,6...1,7 1,7... 1,8
Scheibenfedernut in Welle Viel kei Iwelle S185...E335 S185...E335 2,0...3,0 2,0...3,0 1,6...1,8
Welle an Übergangsstelle zu festsitzender Nabe S185...E335 2,0 1,5
Welle oder Achse mit Querbohrung S185...E335 1,4...1,7 1,4...1,7
Flachstab mit Bohrung S185...E335 1,3...1,5 Zugbelastung: 1,6... 1,8
Oberflächenbeiwert by und Größenbeiwert b2 für Stahl
1,0
0.9
0,8
0,7
0,6
0,5
0.4
Festigkeitslehre
Beanspruchung auf Zug
Die im Zugversuch ermittelten Werkstoffkennwerte gel- ten für statische Beanspruchung (Belastungsfall 1). oL Zugspannung Re Streckgrenze F Zugkraft F?m Zugfestigkeit S Querschnittsfläche v Sicherheitszahl (?zzui zulässige Zugspannung FZU| zulässige Zugkraft Zugspannung
F °z~ S
zulässige Zugspannung
_ . . . für Be,sP,el: Stahl Rundstahl, <jz ZU| = 80 N/mm2 (S235JR, V = 2,8) Fzui = 8,4 kN; d = ? für _ Fzul 8400 N 2 Guss- S — = -105 mmz eisen azzu| 80 N/mmz d = 12 mm (nach Tabelle Seite 8) Re öz zul V
tfzzul = V
zulässige Zugkraft
Festigkeitswerte Re und Rm Seiten 128 bis 133 ^zul = °z zul ' $
Beanspruchung auf Druck
F Die im Druckversuch ermittelten Werte gelten für stati- sehe Beanspruchung (Belastungsfall 1). Druckspannung
F
adF Quetschgrenze F Druckkraft od Druckspannung FZU| zulässige Druckkraft ffd=s
5^ n D 5 ed zul zulässige Druckspannung S Querschnittsfläche v Sicherheitszahl Zugfestigkeit zulässige Druckspannung
Beispiel: für Gestell aus EN-GJL-300; S = 2800 mm2; Stahl p = 2,5; Fzu, = ? 4. R ’Ur P _ a s — - S Guss- rzul — °d zul ö ° v eisen _ (7dF °d zul — V
°dzul ~ V
4 300 N/mm2 _ = - 2800 mm2 = 1 344 000 N 2,5 Festigkeitswerte Seite 41 sowie Seite 123 bis 125 zulässige Druckkraft
F f^ul = zul '
Beanspruchung auf Flächenpressung (Lochleibung)
A= l-b Fl F Kraft A Berührungsfläche p Flächenpressung (projizierte Fläche) Beispiel: Zwei Bleche mit je 8 mm Dicke werden mit einem Bolzen DIN 1445-10hl 1 x 16 x 30 verbunden. Wie groß ist die übertragbare Kraft bei einer zulässigen Flächenpressung von 280 N/mm2? N F = p-A = 280 - —-8mm-10mm mm2 = 22 400 N Flächenpressung
A l.rl ö II ’n
Zulässige Flächenpressung pzul in N/mm2 für ruhende Bauteile
S235 E295 E360 GS-45 EN-GJL-150 EN-GJL-300 EN-GJS-400 EN AW- AICu4Mg1
140... 160 210...240 240...280 120... 160 160...200 300...400 200...250 100...160
Für den Stahlhochbau und den Kranbau gelten die Vorschriften nach DIN 18800 und DIN 15018.
Zulässige Flächenpressung (Lagerdruck) p7U\ in N/mm2 für Gleitlager mit Schmierung, Richtwerte
Belastungsfall SnSb12Cu6Pb PbSb15Sn10 G-CuSn12Pb2 G-CuSnIOP EN-GJL-250 PA66 Hgw2082
statisch I dynamisch II, III 19...30 15 15...25 12,5 30...50 25 30...50 25 10...20 5 14...19 7 19...30 15
Festigkeitslehre
43
Beanspruchung auf Abscherung
ra Scherspannung FZU| zulässige Scherkraft
razul zul. Scherspannung S Querschnittsfläche
raB Scherfestigkeit v Sicherheitszahl
Scherspannung
F
Ta s
ein-
schnittig
zwei-
schnittig
Beispiel:
Zylinderstift 06 mm, einschnittig beansprucht,
E 295; v = 3; FZU| = ?
ra B 390 N/mm2 dOn N
V 3 mm2
7t - d2 7t - (6 mm)2 2
S =----------=-----------= 28,3 mm'
4 4
Fzui = ' Ta zul - 28,3 mm2 130 —^L_ = 3679 N
mm2
Festigkeitswerte TaB und Sicherheitszahlen Seite 41.
zulässige
Scherspannung
T . - raB
L a zul-----
V
zulässige Scherkraft
Fzui - S - ra zu|
Schneiden von Werkstoffen
ra ß max max. Scherfestigkeit S Scherfläche
F?mmax max. Zugfestigkeit F Schneidkraft
Beispiel:
Lochen eines 3 mm dicken Bleches aus S235JR;
d= 16 mm; F= ?
F?mmax = 470 N/mm2 (Tabelle Seite 128)
TaB max ~ 0,8 • max = 0,8 - 470 N/mm2 = 376 N/mm2
S = jt-d-s = ;n:-16 mm - 3 mm = 150,8 mm2
F = s - ra B max = 150,8 mm2 - 376 N/mm2 = 56 701 N
= 56,7 kN
maximale
Scherfestigkeit
Schneidkraft
Festigkeitswerte Rmmax der Stähle Seite 128 bis 133
Beanspruchung auf Knickung (nach Euler)
ra B max ~ 0,8 - /?m max
F — $ ' raB max
Belastungsfall und freie
Knicklänge (nach Euler)
Fkzui zulässige Knickkraft
I Länge
/k freie Knicklänge
v Sicherheitszahl
E Elastizitätsmodul
I Flächenmoment
2. Grades
Belastungsfall
I II III IV
Beispiel:
Träger IPB200, / = 3,5 m; beidseitig eingespannt;
r = 12;FkzU| = ?
, ^-21 - 106 -— -2000 cm'1
= ji2EI =___________cm2
/k2-v " (0,5-350 cm)2 -12
= 1,13- 106 1,13 MN
zulässige Knickkraft
~ n2-E-I
' kzul — , •?
/k2-V
Die Formel gilt nur
für schlanke Bauteile
und innerhalb des
elastischen Bereichs
der Werkstoffe.
freie Knicklänge
/k=2-/ lk=Q,l-l /k=0,5-Z
Flächenmomente 2. Grades Seiten 46 und 141—146.
Für den Stahlhochbau sind nach DIN 18800 und
DIN 4114 besondere Berechnungsverfahren vorge-
schrieben.
Elastizitätsmodul Ein kl\l/mmz
Stahl EN-GJL- 150 EN-GJL 300 EN-GJS- 400 GS-38 EN-GJMW- 350-4 CuZn40 Al-Leg. Tl-Lcg.
196...216 80...90 110...140 170...185 210 170 80...100 60...80 112-130
Festigkeitslehre
Flächenmomente, Widerstandsmomente und Massenträgheitsmomente11
Form des Querschnitts Biegung ui Flächenmoment 2. Grades I id Knickung axiales Wider- standsmoment W Verdrehung (Torsion) polares Wider- standsmoment Wp Massen- trägheits- moment J
44 4-4 j-Jt-d* ~ 64 32 Wp^d- P 16 j _ m d2 8
4r- tt-(D4-d4) 64 32 - D ..(D4-d4) P 16 D j _ m (D2 + d2) 8
z. Jx = Iz = — 12 Wx = ~ 6 12 % = 0,208 h3 m h2 6^
X- X --X C
h z
X- y, 4 r s --X 1 = f = 5-4-s4 x v 144 r _ r _ 5 43 d4 4X 1v y 256 ^4 s3 = 54Ll4 48 128 5-s3 =51d3 24-1/3 64 1% = 0.188-s3 Wp = 0,123 - d3 -
X- r4- •4- i -X C _ b h3 X 12 h b3 ly 12 wx=b h2 6 v 6 - -
4
X- X” 4 -X c 3: , B - H3 - b h3 w_B.H3-b-h3 t-{H+h) [B+b) -
12 H-B3 - h b3 *y y 12 6 - H w^HB3hb3 y 6-8
y1 b B 2
1
11 Flächenmomente 2. Grades und axiale Widerstandsmomente für Profile Seiten 141 bis 148.
Steiner'scher Verschiebesatz
Mit dem Steiner'schen Verschiebesatz können die Flächenmo- mente 2. Grades und daraus die axialen Widerstandsmomente beliebiger Querschnitte ermittelt werden. S Flächenschwerpunkte A Flächen I Flächenmomente 2. Grades c Abstände der Schwerpunkte W axiale Widerstands- von der Biegeachse momente e Randfaserabstände
Lösungsschritte zur Berechnung der Widerstandsmomente
Nr. Größen Erläuterung
1 A-i A2 Teil-Querschnittsflächen berechnen
2 ei e2 Randfaserabstände für S (Formeln Seite 30)
3 Ci c2 Abstände der Schwerpunkte ermitteln
4 ^A1 ^A2 Flächenmomente der Einzelflächen (Formeln oben)
5 ll I2 Teil-Flächenmomente berechnen (Formel rechts)
6 4 Gesamt Flächenmoment berechnen (Formel rechts)
7 wK Axiales Widerstandsmoment (Formel rechts)
Axiales Wider-
standsmoment
Gesamt-
Flächenmoment
Teil-
Flächenmomente
1= + 12 —
wx = —
6l
Vergleich verschiedener Ouerschnittsformen
Quer Form schnitt Norm- bezeichnung langer gene rr kg/m bezo- ylasse Faktor11 Wider 14 cm3 stands- Bieg Faktor1 * oder Flä ung 14 cm3 chenmo 'v Faktor1! Tiente b Knicl- An cm4 Di Beans ung in Faktor11 pruchun Verdre 14 cm3 gsart hung Faktor11
y. Rund DIN 1013 0100 61,7 1,00 98 1,00 98 1,00 491 1,00 196 1,00
Vierkant DIN 1013- Vkt WO 78,5 1,27 167 1,70 167 1,70 833 1,70 208 1,06
x
y
y± >-(( y Rohr DIN 2448- 114,3x6,3 16,8 0,27 55 0,56 55 0,56 313 0,64 110 0,56
y Hohlprofil DIN EN 10210-2 100 x 100 x 6,3 18,3 0,30 67,8 0,69 67,8 0,69 339 0,69 110 0,56
x Hl -~X
y
y X y t=j> - -X Hohlprofil DIN EN 10210 2 120x60x6,3 16,1 0,26 59 0,60 38,6 0,39 116 0,24 77 0,39
y x - - y h -X Flach DIN 1017- fhooxöo 39,3 0,64 83 0,85 41,7 0,43 104 0,21 - -
y T Profil EN 10055 T100 16,4 0,27 24,6 I 0,25 17,7 0,18 88,3 0,18 - -
r
y y U-Profil DIN 1026 U100 10,6 0,17 41,2 0,42 8,5 0,08 29,3 0,06 - -
y y I Profil DIN 1025 1100 8,3 0,13 34,2 0,35 4,9 0,05 12,2 0,02 - -
y I Profil DIN 1025 I PB100 20,4 0,33 89,9 0,92 33,5 0,34 167 0,34 - -
x - m
y
1) Faktor, bezogen auf Rund DIN 1013-100 (Querschnitt Nr. 1)
Wärmetechnik
Temperatur
T 373- K 273 o- . t 1 Siedepunkt + ,UÜ von Wasser q Schmelzpunkt von Eis _ absoluter Nullpunkt Temperaturen werden in Kelvin (K), Grad Celsius (°C) oder Grad Fahrenheit (°F) gemessen. Die Kelvinskale geht von der tiefstmöglichen Temperatur, dem absoluten Null- punkt, aus, die Celsiusskale vom Schmelzpunkt des Eises. T Temperatur in K t, 0 Temperatur in °C (thermodynamische Temperatur) tp Temperatur in °F Beispiel: f = 20 °C; T= ? T = t + 273 = (20 + 273) K = 293 K Temperatur in Kelvin T= t+ 273 Temperatur in Fahrenheit tF = 1,8-7 + 32
Längenänderung
<1 AZ «i Längenausdehnungs- AZ Längenänderung koeffizient Anfangslänge At, A# Temperaturänderung Beispiel: Stahlplatte, Z-] = 120 mm; = 0,000 012 — Af 1 800 °C; A/ = ? °C Längenänderung AZ = Af
AZ = cq • /-] • At = 0,000 012 — 120 mm - 800°C = 1,15 mm °C Längenausdehnungskoeffizienten Seiten 112 und 113
Volumenänderung
tzv Volumenausdehnungs- Al/ Volumenänderung
f ' Ak koeffizient Anfangsvolumen At, At) Temperaturänderung Beispiel: Benzin, V, = 601; av = 0,001 —; Af = 32 °C; A V= 7 Volumenänderung Al/= ctv IZ| • Af
z 7 °c AV=crv- U, Af = 0.001 — 601 32 “C = 1,91 °C Volumenausdehnungskoeffizienten Seite 112, Volumen- ausdehnung (Zustandsänderung) der Gase Seite 39 Für feste Stoffe ay - 3 a ।
Schwindung
S Schwindmaß in % Zi Model Hänge
Z Werkstücklänge
Beispiel:
Al-Gussteil, l = 680 mm; S = 1,2 %; ly = ?
z Z- 100 % _ 680 mm - 100 %
1 100%-S 100%-1,2%
= 688,2 mm
Schwindmaße Seite 121
Model Hänge
/- 100%
1 ~ 100 %-s
Wärmemenge bei Temperaturänderung
Die spezifische Wärmekapazität c gibt an, wie viel Wärme
"j Illi E F 11 .5 nötig ist, um i Kg eines atoiies um i c zu erwärmen. Dei Abkühlung wird die gleiche Wärmemenge wieder frei. i/Värmemenge
c spez. Wärmekapazität Q Wärmemenge At, Ad Temperaturänderung m Masse Beispiel: Stahlwelle, m - 2 kg; c - 0,48 ; At = 800 °C: Q=? kg ' °C G = c - m Af
ik.,= 1kW-.L
«M NI O = c-m-Af-0,48 —k- -2kg-800”C 3600 kg - °C 1 kW - h = 3,6 MJ = /oo KJ Spezifische Wärmekapazitäten Seiten 112 und 113
'ärmetechnik
Wärme beim Schmelzen und Verdampfen
Verdampfungs-
wärme
Stoffe nehmen beim Schmelzen und Verdampfen
Wärme auf, ohne dass dabei die Temperatur steigt.
Schmelzwärme
t
>100
°c
0
gasförmig
(Dampf)
flüssig
(Wasser)
fest
(Eis)
Q Schmelzwärme,
Verd a m pf u ng s wä r m e
q spez. Schmelzwärme
m
spezifische Ver-
dampfungswärme
Masse
Beispiel:
Kupfer, m = 6,5 kg; q = 213 —; Q = ?
kJ
kg
kJ
Q- q m = 213-----6,5 kg = 1 384,5 kJ « 1,4 MJ
kg
Wärmemenge 0
Wärmestrom
At = 32 °C; 0 = ?
0 = k-AAf=1,9
Spezifische Schmelz- und Verdampfungswärmen
Seiten 112 und 113
Der Wärmestrom 0 verläuft innerhalb eines Stoffes stets
von der höheren zur niedrigeren Temperatur.
Die Wärmedurchgangszahl k berücksichtigt neben der
Wärmeleitfähigkeit eines Bauteils die Wärmeübergangs-
widerstände an den Grenzflächen der Bauteile.
Wärmestrom
Wärmeleitfähigkeit
Wärmedurchgangszahl A
At, Az) Temperaturdifferenz
s
Bauteildicke
Fläche des Bauteils
ßeicpicl: w
Wärmeschutzglas, k= 1,9 —& = ^,8
W
- • 2,8 m2 - 32 °C = 170 W
i2-°C
Wärmeleitfähigkeitswerte 7 Seiten 112 und 113,
Wärmedurchgangszahlen k unten auf dieser Seite
Wärme durch Verbrennung
"/l IX'0
f
V
O= q - m
Verdampfungs-
wärme
Q=r- m
Wärmestrom bei
Wärmeleitung
A -Ä-Af
0 =-------
s
Wärmestrom bei
Wärmedurchgang
<z> = k- A Ar
Unter dem spezifischen Heizwert Hu (H) eines Stoffes versteht man die bei der vollständigen Verbrennung von 1 kg oder 1 m3 des Stoffes frei werdende Wärmemenge. Verbrennungs- wärme fester und lässiger Stoffe
Q Verbrennungswärme Hu, H spezifischer Heizwert m Masse fester und flüssiger Brennstoffe V Volumen von Brenngasen Beispiel: O = Hu • m
Verbrennungs- wärme von Gasen
Erdgas, V = 3,8 m3; = 35 Q = ? Q= Hu V= 35 3,8 m3 = 133 MJ O=HU- V
Spezifische Heizwerte Hu (H) für Brennstoffe
Wärmedurchgangszahlen k
für Baustoffe und Bauteile
Feste Brennstoffe Hu MJ/kg Flüssige Brennstoffe MJ/kg Gasförmige Brennstoffe Hu MJ/m3 Bauelemente s mm W
m2 °C
Holz 15...17 Spiritus 27 Wasserstoff 10 Außentüre, Stahl 50 5,8
Biomasse (trocken) 14...18 Benzol 40 Erdgas 34...36 Verbundfenster 12 1,3
Braunkohle 16...20 Benzin 43 Acetylen 57 Ziegel mauer 365 1.1
Koks 30 Diesel 41...43 Propan 93 Geschossdecke 125 3,2
Steinkohle 30...34 Heizöl 40...43 Butan 123 Wärmedämmplatte 80 0,39
Elektrotechnik
Elektrische Größen und Einheiten
Größe Name Zeichen Einheit Name Zeichen 1 V 1 Q = - 1 A
Elektrische Spannung U Volt V
Elektrische Stromstärke I Ampere A
1 W= 1 V 1 A
Elektrischer Widerstand R Ohm Q
Elektrische Leistung P Watt W
Ohm'sches Gesetz
i” ( l I Stromstärke in A R Widerstand in Q Stromstärke
Beispiel: R= 88 Q; C/=230V; I=? i = ^L R
, L; 230 V' , I = — = - — = 2,6 A P RR O
Reihenschaltung von Widerständen
I R Gesamtwiderstand, Ersatzwiderstand Gesamtwiderstand
I Gesamtstrom U Gesamtspannung fl-i, /?2 Einzel widerstände Ilr I2 Teilströme R = Ry + /?2 +
*1 c T
Gesamtspannung
Uy, U2 Teilspannungen Beispiel: Ry =10Q; f?2 = 20Q; U = 12 V; R=?; / = ?; U= IZ, + u2 + ...
Gesamtstrom
u Uy = ?; U2 = ? R = Ry + H2 = 10Q + 20Q = 30Q I=I1=I2=...
r U 12 V „ „ „ I =— = — 0,4 A R 30 Q Uy =Ry 1= 10Q-0,4A = 4V U2 = R2 1= 20 Q 0,4 A - 8 V Teilspannungen
1 Ce ' CE II
Parallelschaltung von Widerständen
R Gesamtwiderstand, Ersatzwiderstand Gesamtwiderstand
I Gesamtstrom U Gesamtspannung Ry, R2 Einzel widerstände ly, I2 Teil ströme l/lf U2 Teilspannungen 1 1 1 — = + + ... R Ry R2
= U L/l /?2[ u h
^1) ; Ri - ^2 ^1 + A?2
Beispiel: Ry = 15 Q; R2 = 30 Q; U = 12 V; R = ?;!=?; Iy = ?; I2 = ? R,R2 15 Q 30 £2 n — = = iu o. p. ir n . -ja n G esamtspan n un g
U= Uy = U2 = ...
U 17V Gesamtstrom
1 = — = = 1,2 A R 10Q Lk 12 V Ik 12 V 1= Iy + I2 + ...
li = — = - 0,8 A; I2 = — = = 0,4 A T _f _ Ry 15 Q R2 30 Q Teilstrome
Vereinfachte Schreibweise nur möglich bei zwei parallel geschalteten Widerständen. Ii _ h Ri
Elektrotechnik
Leiterwiderstand
fi Widerstand A Leiterquerschnitt
q spezifischer l Leiterlänge
elektrischer Widerstand
Beispiel:
Kupferdraht, l = 100 m; 2
A=1,5mm2; e = 0,0179 Q ' mm ; R = ?
rn
0.0179 Q '1711132 100 m
ff = r’-'-l =-----------ü!—---------= 1,19Q
A 1,5 mm2
Spezifische elektrische Widerstände Seiten 112 und 113
Widerstand
rTET
A
Elektrische Leistung bei Gleichstrom und induktionsfreiem Wechsel- oder Drehstrom
Gleich- oder Wechselstrom I P elektrische Leistung U Spannung (Leiterspannung) Leistung bei Gleich- oder Wechselstrom
D L1
reh« L2 u R »trom R Widerstand 1. Beispiel: Glühlampe, U = 6 V; I=5A; P=?;f?=? P = (J-J= 6 V 5 A = 30 W U 6 V ff = — = — = 1,2 Q 1 5 A P=UI
P=I2-R p-^ R
L3 /?1 ;iz 5? 2. Beispiel; Glühofen, Drehstrom, U - 400 V; P= 12 kW; 1 = ? P 12 000 W I =-p = -= = 17,3 A 1'3 U |/3.400 V Berechnung der Stern-Dreieckschaltung Seite 52 Leistung bei Drehstrom
n P=)/3- UI
Elektrische Leistung bei Wechsel- und Drehstrom mit induktivem Lastanteil
w L1 Dr L1 -I seh N selstrom / »— P Wirkleistung U Spannung (Leiterspannung) yVirkleistung bei Wechselstrom
ehs L2 I tro L3 7 m 1- J Stromstärke costf) Leistungsfaktor Beispiel: Drehstrommotor, U= 400 V; 1= 2 A; cos^ = 0,85; P= ? P = y3- U-I-COS(P = )/3 400 V 2 A 0,85 = 1 178 W ~ 1,2 kW Berechnung der Stern-Dreickschaltung Seite 52 P= UI- cos<p Wirkleistung bei Drehstrom
P=]/3- U-I-cosip
Elektrische Arbeit
W elektrische Arbeit
P elektrische Leistung
t Zeit (Einschaltdauer)
Beispiel:
Kochplatte, P= 1,8 kW; t = 3 h;
l/l/= ? in kW h und MJ
W P- t= 1,8 kW - 3 h = 5,4 kW-h = 19,44 MJ
Elektrische Arbeit
W= P-t
1 kW- h = 3,6 MJ
= 3 600 000 W- s
Elektrotechnik
Transformator
E s (F ngangs- Ausgangs- eite 1 Seite ’rimärspule) (Sekundär- spule) _ /2 Ny, N2 Windungszahlen ly, I2 Stromstärken Uy, U2 Spannungen Spannungen
Beispiel: Ny = 2875; N2 = 100; Uy = 230 V; J, = 0,25 A; U2 = ? L, ? Ut _ Ni (-^2 ^2
/Vi U n2 u j c L} Uy N2 230 V-100 Stromstärken Uy = = = O V
Ny 2875 ly-Ny 0,25A-2875 i2 = = = /,Z A N2 100 II
Stern-Dreieckschaltung beim Dreiphasen-Wechselstrom (Drehstrom)
Sternschaltung Y
UStr=230V
L1
I Leiterstrom
U Leiterspannung
ZStr Strangstrom
Mstr Strangspannung
fistr Strangwiderstand
/3 Verkettungsfaktor
P Wirkleistung
cos^> Leistungsfaktor
bei induktivem
Lastanteil
Dreieckschaltung A
L/Str=400V
L3
Beispiel:
Glühofen, fiStr = 22 Q; U = 400 V;
P=? bei Dreieckschaltung
Jstr = ^r = 400V =
Rstr 22 Ö
I = 1/3 • JStr = f3 18.2 A = 31,5 A
P =y3 L/ l=V3 400V-31.5A
= 21 824 W = 21,8 kW
Stern-Dreieckschaltung eines Drehstrommotors
Stern-Dreieckschaltung mit Schützen
L1------ ----------------- L1
Steuerteil Leistungsteil
Sternschaltung Y
Leiterstrom
Leiterspannung
U=fö- Usu
Dreieckschaltung A
Leiterstrom
/=V3’/Str
Leiterspannung
U= ustr
Stern- oder Dreieckschaltung
Strangstrom
Leistung
p= u-i
P= - U • I cosp
K1 Schütz für Netzanschluss
K2 Schütz für Dreieckschaltung
K3 Schütz für Sternschaltung
S1A Taster aus
S2 Taster für Sternschaltung
S3 Taster für Dreieckschaltung
F1 Sicherung des Steuerteils
F2 Motorschutzschalter
Motoranschluss bei fester
Verdrahtung
Sternschaltung Dreieckschaltung
L1 L2 L3 PE L1 L2 L3 PE
Periodisches System der Elemente
Kurz- zei- chen Element Peri- ode11 Grup- pe21 Z3) relative Atom- masse41 Art51 Kurz- zei- chen Element Peri- ode11 Grup- pe21 Z3’ relative Atom- masse41 Art5’
H He Wasserstoff Helium 1 1 VIII 1 2 1,000 4,002 G EG Rh Pd Rhodium Palladium Silber Cadmium Indium Zinn Antimon Tellur lod (Jod) Xenon 5 Villa Villa Ib llb III IV V VI VII VIII 45 46 47 48 49 50 51 52 53 54 102,905 106,400 107,868 112,400 114,820 118,69 121,75 127,600 126,905 131,300 EM EM EM M M M M M N EG
Li Be B C N 0 F Ne Lithium Beryllium Bor Kohlenstoff Stickstoff Sauerstoff Fluor Neon 2 1 II III IV V VI VII VIII 3 4 5 6 7 8 9 10 6,941 9,012 10,811 12,011 14,000 15,999 18,998 20,179 M M N N G G G EG «y Cd n Sn Sb Te Xe
Cs Ba Hf Ta W Re Os Ir Pt Au Hg TI Pb Bi Po At Rn Caesium Barium Lanthanoide Hafnium Tantal Wolfram Rhenium Osmium Iridium Platin Gold Quecksilber Thallium Blei Bismut Polonium Astat Radon 6 1 II Illa IVa Va Via Vila Villa Villa Villa Ib llb III IV V VI VII VIII 55 56 57..71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 132,905 137,340 178,490 180,948 183,850 186,200 190,200 192,200 195,090 196,967 200,590 204,370 207,200 208,981 (209) (210) (222) M M M M M M M EM EM EM EM M M M M M M EG
Na Mg AI Si P S CI Ar Natrium Magnesium Aluminium Silicium Phosphor Schwefel Chlor Argon 3 1 II III IV V VI VII VIII 11 12 13 14 15 16 17 18 22,989 24,305 26,981 28,086 30,974 32,064 35,453 39,948 M M M N N N G EG
K Ca Sc Ti V Cr Mn Fe Co Ni Cu Zn Ga Ge As Se Br Kr Kalium Calcium Scandium Titan Vanadium Chrom Mangan Eisen Cobalt Nickel Kupfer Zink Gallium Germanium Arsen Selen Brom Krypton 4 1 II lila IVa Va Via Vila Villa Villa Villa Ib llb III IV V VI VII VIII 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 39,102 40,080 44,956 47,900 50,942 51,996 54,938 55,847 58,933 58,710 63,546 65,370 69,720 72,590 74,922 78,960 79,904 83,800 M M M M M M M M M M M M M M N M N EG
Fr Ra Ac Th Pa U Np Pu Am Cm Bk Cf E Fm Mv No Lr Ku Francium Radium Actinium Thorium Protactinium Uran Neptunium Plutonium Americum Curium Berkelium Californium Einsteinium Fermium Mendelevium Nobelium Lawrentium Kurchatorium 7 1 II Illa Illa Illa Illa Illa Illa Illa Illa Illa Illa Illa Illa Illa Illa Illa IVa 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 (223) (226) (227) (232) (231) (238) (237) (244) (243) (247) (251) (252) (252) (257) (258) (259) (260) (261) M M M M M M TU TU TU TU TU TU TU TU TU TU TU TU
Rb Sr Y Zr Nb Mo Tc Ru Rubidium Strontium Yttrium Zirconium Niob Molybdän Technetium Ruthenium 5 1 II Illa IVa Va Via Vila Villa 37 38 39 40 41 42 43 44 85,468 87,620 88,905 91,220 92,906 95,940 (98) 101,070 M M M M M M M em
11 Periode = Zahl der Elektronenschalen 21 Ordnungsgruppe im periodischen System; Elemente der gleichen Gruppe haben ähnliche Eigenschaften 31 Ordnungszahl im periodischen System (Kernladungszahl A Protonenzahl) 41 Im Verhältnis zu 1/12 der Masse des häufigsten Kohlenstoffatoms; Werte in Klammern: zerfällt radioaktiv 51 M = Metall; N = Nichtmetall; G = Gas; EG = Edelgas; EM = Edelmetall; TU = künstliches Transuran
pH-Wert
Art der wässerigen Lösung neu- tral
zunehmend sauer zunehmend basisch
pH-Wert 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Konzentration H+ in g/l 10° 10"1 10 2 10“3 10-’ 10“5 10“6 10“7 i<r® 10 9 10“10 10“11 10“12 10“13 10“14
Wichtige Chemikalien der Metalltechnik
Technische Bezeichnung Chemische Bezeichnung Formel Eigenschaften Verwendung
Aceton Aceton, Propanon (CH3)2CO farblose, brennbare, leicht verdunstende Flüssigkeit Lösungsmittel für Farben, Acetylen und Kunststoffe
Acetylen Acetylen, Äthin c2h2 reaktionsfreudiges, farbloses Gas, hoch explosiv Brenngas beim Schweißen, Ausgangsstoff für Kunststoffe
Borax Natrium- tetraborat Na2B4O7 weißes Kristallpulver, Schmelze löst Metalloxide Flussmittel beim Hartlöten, zur Wasserenthärtung, Glasrohstoff
Chlorkalk Calcium- hypochlorit CaCI (CIO) weißes Pulver, spaltet Sauer- stoff und hypochlorige Säure ab als Bleich- und Desinfektions- mittel, Entgiftung von Bädern
Cyanid Natriumcyanid NaCN sehr stark giftiges Salz der Blausäure Salzbäder zum Carbonitrieren, galvanische Bäder
Kaltreiniger organische Lösungsmittel CnH2n+2 farblose, z.T. leicht brennbare Flüssigkeiten Lösungsmittel für Fette und Öle, Reinigungsmittel
Kochsalz Natriumchlorid NaCI farbloses, kristallines Salz, leicht wasserlöslich Würzmittel, für Kälte misch uri- gen, zur Chlorgewinnung
Kohlensäure Kohlendioxid CO2 wasserlösliches, unbrennbares Gas, erstarrt bei - 78 °C Schutzgas beim MAG- Schweißen, Kohlensäureschnee als Kältemittel
Korund Aluminiumoxid AI2O3 sehr harte, farblose Kristalle, Schmelzpunkt 2050 DC Schleif- und Poliermittel, oxid- keramische Werkstoffe
Kupfervitriol Kupfersulfat CuSO4 blaue, wasserlösliche Kristalle, mäßig giftig galvanische Bäder, Schädlings- bekämpfung, zum Anreißen
Salmiakgeist Ammonium- hydroxid NH4OH farblose, stechend riechende Flüssigkeit, schwache Lauge Reinigungsmittel (Fettlöser), Neutralisation von Säuren
Salpeter Natrium- oder Kaliumnitrat NaNO3 KNO3 farblose, leicht schmelzbare Kristalle (337 °C) Salzbäder, Oxidationsmittel, Sprengstoffe, Düngemittel
Salpetersäure Salpetersäure HNO3 sehr starke Säure, löst Metalle (außer Edelmetalle) auf Ätzen und Beizen von Metallen, Herstellung von Chemikalien
Salzsäure Chlorwasser- stoff HCl farblose, stechend riechende, starke Säure Ätzen und Beizen von Metallen, Herstellung von Chemikalien
Schwefelsäure Schwefelsäure H2SO4 farblose, ölige, geruchlose Flüssigkeit, starke Säure Beizen von Metallen, galvani- sche Bäder, Akkumulatoren
Soda Natrium- carbonat Na2CO3 farblose Kristalle, leicht wasser- löslich, basische Wirkung Entfettungs- und Reinigungs- bäder, Wasserenthärtung
Spiritus Ethylalkohol, vergällt C2H5OH farblose, leicht brennbare Flüssigkeit, Siedepunkt 78 °C Lösungsmittel, Reinigungsmittel, für Heizzwecke, Treibstoffzusatz
Tetra Tetrachlor- kohlenstoff CCI4 farblose, nicht brennbare Flüs- sigkeit, gesundheitsschädlich Lösungsmittel für Fette, Öle und Farben
Wässrige Reiniger verschiedene Tenside --COO- --OSO3- -SO3- verschiedene wasserlösliche Substanzen Lösungsmittel, Reinigungs- mittel; Emulgatoren und Verdickungsmittel
Häufig vorkommende Molekülgruppen
Molekülgr Bezeichnung uppe Formel Erläuterung Beispir Bezeichnung )l Formel
Carbid = c Kohlenstoffverbindungen; teilweise sehr hart Siliciumcarbid SiC
Carbonat = co3 Verbindungen der Kohlensäure; spalten bei Wärme- einwirkung CO2 ab Calciumcarbonat CaCO3
Chlorid -CI Salze der Salzsäure; in Wasser meist leicht löslich Natriumchlorid NaCI
Hydroxid -OH Hydroxide entstehen aus Metalloxiden und Wasser; sie reagieren basisch Calciumhydroxid Ca(OH)2
Nitrat -no3 Salze der Salpetersäure; in Wasser meist leicht löslich Kaliumnitrat kno3
Nitrid =N Stickstoffverbindungen; teilweise sehr hart Siliciumnitrid SiN
Oxid = o Sauerstoffverbindungen; häufigste Verbindungs- gruppe der Erde Aluminiumoxid ai203
Sulfat = so4 Salze der Schwefelsäure; in Wasser meist leicht löslich Kupfersulfat CuSO4
Sulfid = s Schwefelverbindungen; wichtige Erze, Spanbrecher in Automatenstählen Eisen(ll)sulfid FeS
K Technische Kommunikation
56
Grundlagen
Geometrische Grundkonstruktionen................ 56
Schriftzeichen für Normschrift.................. 60
Griechisches Alphabet, Römische Ziffern.. .... 60
Normzahlen, Rundungshalbmesser.................. 61
Maßstäbe........................................ 61
62
Linien............................................ 62
Projektionsmethoden............................... 63
Begriffe im Zeichnungswesen....................... 64
Projektionsmethoden............................... 65
Ansichten......................................... 66
Besondere und vereinfachte Darstellungen.......... 67
Schnittdarstellungen............................. 68
Schraffuren....................................... 71
Systeme der Maßeintragung......................... 71
Maßeintragung in Zeichnungen ..................... 72
Maßlinien, Maßhilfslinien, Maßzahlen............ 72
Quadrat, Schlüsselweite, Durchmesser, Radius .... 73
Verjüngung, Neigung, Bogenmaße, Nuten.......... 74
Gewinde, Teilungen.............................. 75
Toleranzen...................................... 76
Maßarten, Bemaßungssysteme...................... 77
Zeichnungsvereinfachung........................... 79
Zeichenblätter.................................... 80
Darstellung von Zahnrädern........................ 81
Darstellung von Wälzlagern und Dichtungen. . . 82
Butzen an Drehteilen, Werkstückkanten............. 84
Gewindeausläufe, Gewindefreistiche................ 85
Darstellung von Gewinden.......................... 86
Zentrierbohrungen, Rändel......................... 87
Freistiche........................................ 88
Sinnbilder für Schweißen und Löten................ 89
Darstellung von Keilwellen und Federn............. 91
Zeichnungen im Metallbau.......................... 92
Härteangaben, Oberflächen
93
Härteangaben in Zeichnungen.................... 93
Gestaltabweichungen, Rauheit................... 94
Oberflächenangaben........................... 96
Toleranzen und Passungen
98
Begriffe........................................ 98
Grenzmaße, Abmaße, Toleranzen................... 98
Passungen (Definition)...................... 98
Passungssysteme................................. 99
Grundtoleranzen................................. 99
ISO-Passungen, System Einheitsbohrung............ 100
ISO-Passungen, System Einheitswelle.............. 102
Grenzabmaße für Normteile........................ 104
Allgemeintoleranzen............................ 105
Passungsempfehlungen, Passungsauswahl. .. . 106
Wälzlagerpassungen............................... 107
Form- und Lagetolerierung 107
Bildzeichen im Maschinenbau...................... 110
Geometrische Grundkonstruktionen
K 3 P \ X ° 9 Ziehen einer Parallelen
Gegeben: Gerade g und Punkt P 1. Zeichendreieck 1 an g anlegen. 2. Zeichendreieck 2 an das Dreieck 1 anlegen. 3. Zeichendreieck 1 bis Punkt P verschieben und gesuchte Parallele g' ziehen.
fV- Halbieren einer Strecke
Gegeben: Strecke AB 1. Kreisbogen 1 mit Radius rum A; r> — AB. 2
! M l> 2. Kreisbogen 2 mit gleichem Radius rum B. 3. Die Verbindungslinie der Kreisschnittpunkte ist die Mittelsenkrechte bzw. die Halbierende der Strecke AB.
p 4 B/ Fällen eines Lotes
Gegeben: Gerade g und Punkt P 1. Beliebiger Kreisbogen 1 um P ergibt Schnittpunkte A und B. 2. Kreisbogen 2 mit Radius rum A; r> 1 AB. 2 3. Kreisbogen 3 mit gleichem Radius r um B (Schnittpunkt C). 4. Die Verbindungslinie des Schnittpunktes C mit P ist das gesuchte Lot.
2 V3
Errichten einer Senkrechten im Punkt P
3/ 4/ 1//\ // 2 \ 5 V (P Gegeben: Gerade g und Punkt P 1. Beliebiger Kreisbogen 1 um Punkt P ergibt Schnittpunkt A. 2. Kreisbogen 2 mit Radius r= AP um Punkt A ergibt Schnittpunkt B. 3. Kreisbogen 3 mit gleichem Radius rum B. 4. A mit B verbinden und Gerade verlängern (Schnittpunkt C). 5. Punkt Cmit Punkt P verbinden.
9 Ä
\k > c Halbieren eines Winkels
-L/z /4 \ V \ — 3 B Gegeben: Winkel a 1. Beliebiger Kreisbogen 1 um S ergibt Schnittpunkte A und B. 1 2. Kreisbogen 2 mit Radius rum A; r> - AB. 2 3. Kreisbogen 3 mit gleichem Radius rum Bergibt Schnittpunkt C. 4. Die Verbindungslinie des Schnittpunktes C mit S ist die gesuchte Winkelhalbierende.
s
1 A V-.1/ / VK» 2* 3 4 5 7 7 T16 / P yks/ V «<1 Teilen einer Strecke
Gegeben: Strecke AB soll in 5 gleiche Teile geteilt werden. 1. Strahl von A unter beliebigem Winkel. 2. Auf dem Strahl von A aus mit dem Zirkel 5 beliebige, aber gleich- große Teile abtragen. 3. Endpunkt 5' mit B verbinden. 4. Parallelen zu 5' B durch die anderen Teilpunkte ziehen.
Geometrische Grundkonstruktionen
Ar Rundung am Winkel
c/ y s/ xJ 1 Gegeben: Winkel ASB und Radius r. 1. Parallelen zu AS und BS im Abstand r ziehen. Ihr Schnittpunkt M ist der gesuchte Rundungsmittelpunkt. 2. Die Schnittpunkte der Lote von M mit den Schenkeln AS und BS sind die Übergangspunkte C und D.
B
2tD
\B , . - Tangente durch Kreispunkt P
2/ \p> 3 J<7V >r C T ^>*0 M T Gegeben: Kreis und Punkt P 1. Verbindungslinie MP ziehen und verlängern. 2. Kreis um Pergibt Schnittpunkte A und B. 3. Kreisbögen um A und B mit gleichem Radius ergeben Schnittpunk- te C und D. 4. Verbindungslinie CD ist Senkrechte zu PM.
4 Tangente von einem Punkt P an den Kreis
\2 A 3 \ Gegeben: Kreis und Punkt P 1. MP halbieren. A ist Mittelpunkt. 2. Kreis um A mit Radius r= AM. 7ist Tangentenpunkt. 3. T mit P verbinden. 4. MT ist senkrecht zu PT.
\ M! 1 4 j P 7i
Verbindung zweier Kreise durch Kreisbögen
Z,^TV3<tZX6 /\?i/ bX//> LA—Trr - Ve Nvy7 6 \-X-^X 5 / R8-r&~A \7 v Gegeben: Kreis 1 und Kreis 2; Rundungen R, und Ra 1. Kreis um Mq mit Radius Rt + rv 2. Kreis um M2 mit Radius R, + r2 ergibt mit 1 den Schnittpunkt A. 3. A mit M-i und M2 verbunden ergibt die Berührungspunkte B und C für den Innenradius Rt. 4. Kreis um Mq mit Radius Ra - fq. 5. Kreis um M2 mit Radius Ra - r2 ergibt mit 4 den Schnittpunkt D. 6. D mit M-i und M2 verbunden und verlängert ergibt die Berührungs- punkte Eund Ffür den Außenradius Ra.
j/Kji a wX Ellipsenkonstruktion aus zwei Kreisen
Gegeben: Achsen AB und CD 1. Zwei Kreise um Mmit den Durchmessern AB und CD. 2. Durch M mehrere Strahlen ziehen, die die beiden Kreise schneiden (E, F). 3. Parallelen zu den beiden Hauptachsen AB und CD durch E und F ziehen- Schnittpunkte sind Ellipsenpunkte.
\y V
Ellipsenkonstruktion in einem Parallelogramm
r Gegeben: Parallelogramm mit den Achsen AB und CD 1. Halbkreis mit Radius r= MC um A ergibt E. 2. ÄM (bzw. BM) halbieren, vierteln und achteln ergibt Punkte 1, 2 und 3. Durch diese Punkte Parallelen zur Achse CD ziehen. 3. EA halbieren, vierteln und achteln ergibt die Punkte 1, 2 und 3 auf der Achse AE. Parallelen durch diese Punkte zur Achse CD ergeben Schnittpunkte Farn Kreisbogen. 4. Durch Schnittpunkte F Parallelen zu AE bis zur Halbkreisachse, von dort Parallelen zur Achse AB ziehen. 5. Parallelenschnittpunkte entsprechender Zahlen sind Ellipsen punkte.
^7 /-
/ \Z7r7_/ 7 750
/771 M / a/77~ jL T't&p ^7/7/
\<y/y / / /jf
T
Geometrische Grund
Regelmäßiges Vieleck im Kreis (z.B. Fünfeck)
Gegeben: Kreis mit Durchmesser d
1. AB in 5 gleiche Teile teilen (vgl. Seite 56).
2. Kreisbogen mit Radius r=AB um A ziehen.
3. C und D mit 1, 3 ... (sämtlichen ungeraden Zahlen) verbinden.
Die Schnittpunkte mit dem Kreis ergeben das gesuchte Fünfeck.
Bei Vielecken mit gerader Eckenzahl sind C und D mit 2, 4, 6 usw.
(sämtlichen geraden Zahlen) zu verbinden.
Sechseck, Zwölf eck im Umkreis
Gegeben: Kreis mit Durchmesser d
1. Kreisbögen mit Radius r- — um A.
2
2. Kreisbögen mit Radius rum B.
3. Verbindungslinien ergeben Sechseck.
Für Zwölfeck sind die Zwischenpunkte festzulegen. Einstich in Cund D.
Inkreis eines Dreiecks
Gegeben: Dreieck
1. Winkel a halbieren.
2. Winkel ß halbieren (Schnittpunkt M).
3. Inkreis um M.
Umkreis eines Dreiecks
Gegeben: Dreieck
1. Mittelsenkrechte auf der Strecke AB errichten.
2. Mittelsenkrechte auf der Strecke BC errichten (Schnittpunkt M)
3. Umkreis um M.
Bestimmung des Kreismittelpunktes
Gegeben: Kreis
1. Beliebige Gerade a schneidet den Kreis in A und B.
2. Gerade b (möglichst senkrecht zur Geraden a) schneidet den Kreisln
C und D.
3. Mittelsenkrechte auf den Sehnen AB und CD errichten.
4. Schnittpunkt der Mittelsenkrechten ist Kreismittelpunkt M.
Spirale (Näherungskonstruktion mit dem Zirkel)
Gegeben: Steigung a
1. Quadrat ABCD mit a/4 zeichnen.
2. Viertelkreis mit Radius AD um A ergibt E.
3. Viertelkreis mit Radius BF um B ergibt F.
4. Viertelkreis mit Radius CF um C ergibt G.
5. Viertelkreis mit Radius DG um D ergibt H.
6. Viertelkreis mit Radius AH um A ergibt / (usw.).
Geometrische Grundkonstruktionen
Hilfskreis 5 Schnittpunkt von Hilfs-
\ kreis 5 mit Parallele 5
^5 U6_5
Zykloide
Roll-
kreis
7 usw
Grundlinie verlängerte
(j-H-d waagrechte
---------- Mittellinie
Gegeben: Rollkreis mit Radius r
Rollkreis in beliebig viele, aber gleich große Teile einteilen, z.B. 12.
Grundlinie (= Umfang des Rollkreises = n - d) in gleich große Teile
einteilen, hier ebenfalls 12.
Senkrechte Linien in den Teilpunkten 1...12 auf der Grundlinie er-
geben mit der verlängerten waagrechten Mittellinie des Rollkreises
die Mittelpunkte M-]...M12.
4. Um die Mittelpunkte M^-.M^ Hilfskreise mit Radius r ziehen.
5. Die Schnittpunkte dieser Hilfskreise mit den Parallelen durch die
Rollkreispunkte mit der gleichen Nummerierung ergeben die
Zykloiden punkte.
2.
3.
Evolvente
2.
3.
2.
3.
L 2 5
Hyperbel
2.
3.
Gegeben: Kreis
1. Kreis in beliebig viele, aber gleich große Teile einteilen, z.B. 12.
In den Teilpunkten Tangenten an den Kreis ziehen.
Vom Berührungspunkt aus auf jeder Tangente die Länge des ab-
gewickelten Kreisumfanges abtragen.
Die Kurve durch die Endpunkte ergibt die Evolvente.
Parabel
Gegeben: Rechtwinklige Parabelachsen und Parabelpunkt P
Parallele gzur senkrechten Achse durch Punkt Pergibt P'
Abstand OP' auf der waagrechten Achse in beliebig viele Teile
(z.B. 5) einteilen und Parallele zur senkrechten Achse ziehen.
Abstand PP' in gleich viele Teile einteilen und mit 0 verbinden.
4. Schnittpunkte der Linien mit gleichen Zahlen ergeben weitere
Parabelpunkte.
Gegeben: Rechtwinklige Asymptoten durch Mund Hyperbelpunkt P
Parallelen g^ und g2 zu den Asymptoten durch Hyperbelpunkt P
ziehen.
Von M aus beliebige Strahlen ziehen.
Durch die Schnittpunkte der Strahlen mit g-j und g2 Parallelen zu
den Asymptoten ziehen.
Schnittpunkte der Parallelen (Pv P2 ...) sind Hyperbelpunkte.
Schraubenlinie (Wendel)
Gegeben: Halbkreis mit Durchmesser dund Steigung P
1. Halbkreis in z.B. 6 gleiche Teile teilen.
2. Die Steigung P in die doppelte Anzahl, z.B. 12, gleicher Strecken
unterteilen.
3. Gleiche Zahlen waagrechter und senkrechter Linien zum Schnitt
bringen. Die Schnittpunkte ergeben Punkte der Schraubenlinie.
Schrift?«
Beschriftung, Schriftzeichen vgl. DIN EN ISO 3098-0 (1998-04) und DIN EN ISO 3098-2 (2000-11)
Die Beschriftung von technischen Zeichnungen kann nach Schriftform A (Engschrift) oder nach Schriftform B
erfolgen. Beide Formen dürfen senkrecht (V = vertikal) oder um 15° nach rechts geneigt (S = schräg) ausgeführt
werden. Um eine gute Lesbarkeit zu gewährleisten, soll der Abstand zwischen den Schriftzeichen zwei Linien-
breiten betragen. Der Abstand darf auf eine Linienbreite verringert werden, wenn bestimmte Schriftzeichen
Zusammentreffen, z. B. LA, TV, Tr.
Schriftform B, V (vertikal)
Schriftform B, S (schräg)
Schriftform A, V (vertikal)
Schriftform A, S (schräg)
Maße
vgl. DIN EN ISO 3098-0 (1998-04)
bi bei diakritischen11 Zeichen
b2 ohne diakritische Zeichen
bei Großbuchstaben und
Zahlen
11 diakritisch = zur weiteren
Unterscheidung, insbesondere
von Buchstaben, dienend
Schrifthöhe h bzw. Höhe der Großbuch- staben (Nennmaße) in mm 1,8 2,5 3,5 5 7 10 14 20
Verhältnis der Maße zur Schrifthöhe h vgl. DIN EN ISO 3098-0 (1998-04)
Schriftform a bi b2 t>3 Ci C2 c3 d e f
A 2-.h 14 14 21.h 14 21./, 14 2°./, 14 A.h 14 ±.b 14 — h 14 *-.h 14 — h 14
B Griechisch L.h 10 es Alpha — h 10 eet 10 A.z, 10 -L./, 10 3 -6 10 10 1 h 10 10 10
A a Alpha B ß Beta r y Gamma A ö Delta E £ Epsilon Z £ Zeta H t] Eta & V Theta I i Jota K n Kappa A A Lambda M n Mü N v Nü S £ Ksi O o Omikron n jt Pi P q Rho X o Sigma T t Tau Y v Ypsilon <p (ph) Phi X % Chi W ip Psi fi tu Omega
Römische Ziffern
I = 1 X = 10 C = 100 M = 1000 11 -2 XX =20 CC =200 MM =2000 in =3 XXX =30 CCC =300 IV =4 XL = 40 CD - 400 V =5 L =50 D 500 VI =6 LX =60 DC = 600 VII =7 LXX = 70 DCC - 700 vni =8 LXXX = 80 DCCC = 800 IX =9 XC =90 CM = 900
Beispiele: M DCLXXXVII = 1687 MCMXCIX =1999 M MHI = 2003
Normzahlen, Rundungshalbmesser, Maßstäbe
Normzahlt R5 sn und Norm R 10 zahlreihen R20 R 40 R 5 R 10 vgl. DIN 32 R20 3-1 (1974-08) R 40
1,00 1,00 1,00 1,00 4,00 4,00 4,00 4,00
1,06 4,25
1,12 1,12 4,50 4,50
1,18 4,75
1,25 1,25 1,25 5,00 5,00 5,00
1,32 5,30
1,40 1,40 5,60 5,60
1,50 6,00
1,60 1,60 1,60 1,60 6,30 6,30 6,30 6,30
1,70 6,70
1,80 1,80 7,10 7,10
1,90 7,50
2,00 2,00 2,00 8,00 8,00 8,00
2,12 8,50
2,24 2,24 9,00 9,00
2,36 9,50
2,50 2,50 2,50 2,50 10,00 10,00 10,00 10,00
2,65 Berechnung des Stufensprungs q
2,80 2,80 Reihe Größe des Stufensprungs (vgl. S. 261)
3,00 R5 Qg = |10 ~ 1,6
3,15 3,15 3,15 R 10 10. qw= fl0 = 1,25
3,35
R20 20.— qzo= (10-1,12
3,55 3,55
3,75 R 40 40, Q40 = 110 — 1,06
Normzahlen (Normmaße) sollen bei der Bemaßung von Werkstücken verwendet werden. Dadurch lassen sich Kosten für Werkzeuge und Messzeuge einsparen. Die Reihen R 5 bis R 40 sind nach dem Stufensprung berechnet. Reihe 5 (R 5) ist R 10, diese R 20 und diese R 40 vorzuziehen. Die Zahlen jeder Reihe können mit 10,100, 1000 usw. multipliziert oder durch 10,100,1000 usw. dividiert werden.
Rundungshalbmesser vgl. DIN 250 (1972-07)
0,2 0,3 0,4 0,5 0,6 0,8
1 1,2 1,6 2 2,5 3 4 5 6 8
10 12 16 18 20 22 25 28 32 36 40 45 50 56 63 70 80 90
100 110 125 140 160 180 200 Die fett gedruckten Tabellenwerte sind zu bevorzugen.
Maßstäbe vgl. DIN ISO 5455 (1979-12)
Natürlicher Maßstab Verkleinerungsmaßstäbe Vergrößerungsmaßstäbe
1 : 1 Für besondere Anwenc Multiplizieren mit ganz? 1 .2 1 : 5 1 : 10 ungen könn ahligcn Vicll 1 1 1 rn d ache : 20 : 50 : 100 ie angec n von 10 1 : 200 1 : 500 1:1000 ebenen Ver erweitert w 1 : 2000 1 : 5000 1 : 10000 größere ngs erden. 2: 1 20: 1 und Vor klein 5 : 1 50 : 1 erungsmaßst 10 : 1 äbe durch
r
K
Normzahlen, Rundungshalbmesser, Maßstäbe
Normzahlen (Normmaße) sollen bei der Bemaßung von Werkstücken verwendet werden. Dadurch lassen sich
Kosten für Werkzeuge und Messzeuge einsparen. Die Reihen R 5 bis R 40 sind nachdem Stufensprung berechnet.
Reihe 5 (R 5) ist R 10, diese R 20 und diese R 40 vorzuziehen.
DieZahlen jeder Reihe können mit 10.100.1000 usw. multipliziert oder durch 10, 100, 1000 usw. dividiert werden.
Rundungshalbmesser vgl. DIN 250 (1972-07)
02 0,3 0,4 0,5 0,6 0.8
1 1,2 1,6 2 2,5 3 4 5 6 8
10 12 16 18 20 22 25 28 32 36 40 45 50 56 63 70 80 90
100 110 125 140 160 180 200 Die fett gedruckten Tabellenwerte sind zu bevorzugen.
Maßstäbe vgl. DIN ISO 5455 (1979-12)
Natürlicher Maßstab Verkleinerungsmaßstäbe Vergrößerungsmaßstäbe
1 : 1 1 :2 1 :20 1 : 200 1 :2000 2 : 1 5:1 10: 1
1 : 5 1 : 50 1 :500 1 : 5000 20 : 1 50: 1
1 : 10 1 : 100 1 :1000 1 :10000
Für besondere Anwendungen können die angegebenen Vergrößerungs- und Verkleinerungsmaßstäbe durch
Multiplizieren mit ganzzahligen Vielfachen von 10 erweitert werden.
Linien in Zeichnungen der mechanischen Technik vgl, DIN ISO 128-24 (1999-12)
Nr. Benennung, Darstellung Beispiele für die Anwendung
01.1 Volllinie, schmal • Maß- und Maßhilfslinien • Ursprungskreise und Maßlinien- • Hinweis- und Bezugslinien begrenzungen • Gewindegrund • Diagonalkreuze zur Kennzeich- • Schraffuren nung ebener Flächen • Lagerichtung von Schichtungen • Umrahmungen von Einzelheiten (z.B. Trafoblech) • Projektions- und Rasterlinien • Umrisse eingeklappter Schnitte • Biegelinien an Rohteilen und • kurze Mittellinien bearbeiteten Teilen • Lichtkanten bei Durchdringungen • Kennzeichnung sich wiederholen- der Einzelheiten (z.B. Fußkreis- durchmesser bei Verzahnungen)
Freihandlinie, schmal1* • Vorzugsweise manuell dargestellte Begrenzung von Teil- oder unter- brochenen Ansichten und Schnitten, wenn die Begrenzung keine Symmetrie oder Mittellinie ist
Zickzacklinie, schmal1* • Vorzugsweise mit Zeichenautomaten dargestellte Begrenzung von Teil- oder unterbrochenen Ansichten und Schnitten, wenn die Begrenzung keine Symmetrie- oder Mittellinie ist
01.2 Volllinie, breit • sichtbare Kanten und Umrisse • Hauptdarstellungen in Diagram- • Gewindespitzen men, Kanten und Fließbildern • Grenze der nutzbaren Gewinde- • Systemlinien (Stahlbau) länge • Formteillinien in Ansichten • Schnittpfeillinien • Schnittpfeillinien • Oberflächenstrukturen (z.B. Rändel)
02.1 Strichlinie, schmal • verdeckte Kanten • verdeckte Umrisse
02.2 Strichlinie, breit • Kennzeichnung von Bereichen mit zulässiger Oberflächenbehandlung (z.B. Wärmebehandlung)
04.1 Strich-Punktlinie (langer Strich), schmal • Mittellinien • Teilkreise bei Verzahnungen • Symmetrielinien • Lochkreise
04.2 Strich-Punktlinie (langer Strich), breit • Kennzeichnung von Bereichen mit • Kennzeichnung von Schnitt- (begrenzter) geforderter Ober- ebenen flächenbehandlung (z.B. Wärme- behandlung)
05.1 Strich-Zweipunktlinie (langer Strich), schmal • Umrisse benachbarter Teile • Umrisse alternativer Ausführungen • Endstellungen beweglicher Teile • Umrisse von Fertigteilen in • Schwerlinien Rohteilen • Umrisse vor der Formgebung • Umrahmung besonderer Bereiche • Teile vor der Schnittebene oder Felder • Projizierte Toleranzzone
1) Es soll nur eine der Linienarten Freihandlinie und Zickzacklinie in einer Zeichnung angewendet werden.
Linienbreiten und Liniengruppen vgl. DIN ISO 128-24 (1999-12)
In Zeichnungen der mechanischen Technik werden meist zwei Linienbreiten angewendet. Das Verhältnis der Linienbreiten soll 1:2 betragen. Die Liniengruppen sind im Verhältnis 1:>/2 (= 1:1,4) gestuft. Linienbreiten und Liniengruppen sollen nach der Art, der Größe und dem Maßstab der Zeichnung und nach den Anforderungen für die Mikroverfilmung und/oder den Reproduktionsverfahren ausgewählt werden.
Liniengruppe zugehc breite Linien jrige Linienbreiten (Maße in rr schmale Linien m) für Maß- und Toleranzanga- ben, grafische Sinnbilder
0,25 0,25 0,13 0,18
0,35 0,35 0,18 0,25
0,5 0,5 0,25 0,35
0.7 0,7 0,35 0,5
1 1 0,5 0,7
1/4 1,4 0.7 1
2 2 1 1,4
Projektionsmetl.oden, Zeichnungsbegrifft>
Axonometrisqhe Darstellungen
Isometrische Projektion
Kreise erscheinen in allen drei Ansichten als Ellipsen.
Näherungskonstruktion der Ellipse:
1. Rhombus halbieren (Schnittpunkte M-i, M2 und N).
2. Verbindungslinien von Mq nach 1 und von M2 nach
2 ziehen (Schnittpunkte 3 und 4).
3. Kreisbögen mit Radius R um 1 und 2 und mit Ra-
dius rum 3 und 4.
VgL DIN ISO 5456-3 (1998-04)
Ellipsen können in der Vorderansicht angenähert als
Kreise gezeichnet werden.
Konstruktion der Ellipsen in Seitenansicht und Drauf-
sicht:
1. Hilfskreis mit Radius r = d/2 zeichnen.
2. Höhe cf in beliebige Anzahl gleicher Strecken teilen
und Felder (1...3) zeichnen.
3. Hilfskreis-Durchmesser in gleiche Felderzahl teilen.
4. Aus Hilfskreis Streckenlängen a, b usw. in Rhombus
Kavalier-Projektion
Kabi nett-Pro jektio n
EHipsenkonstruktion wie bei der dimetrischen Projek-
tion (oben).
Begrffe im Zeichnu.igswesen vgl. DIN 199-1 (1984-05)
Begriff Definition und Erklärung
Skizze Eine Skizze ist eine nicht unbedingt maßstäbliche, vorwiegend freihändig erstellte Zeichnung.
Gesamt-Zeichnung Eine Zeichnung, die eine Anlage, ein Bauwerk, eine Maschine oder ein Gerät in zusam- mengebautem Zustand oder auch als Explosionsdarstellung zeigt, bezeichnet man als Gesamt-Zeichnung.
Gruppen-Zeichnung Eine Gruppen-Zeichnung ist eine maßstäbliche technische Zeichnung, die die räumliche Lage und die Form der zu einer Gruppe zusammengefassten Teile darstellt.
Teilzeichnung In einer Teilzeichnung werden die Einzelteile mit allen für die Fertigung erforderlichen Angaben (z.B. Maße) dargestellt.
Sammelzeichnung Eine Sammelzeichnung enthält mehrere Teile einer Gruppe ohne Berücksichtigung ihrer räumlichen Lage zueinander.
K
Projektionsmethoden
Projektionsmethoden
vgL DIN ISO 5456-2(1998-04)
In technischen Zeichnungen wird bevorzugt diejenige Ansicht als Vorderansicht (Hauptansicht) gewählt, die hin-
sichtlich der Form und der Abmessungen des Werkstücks die meisten Informationen liefert. Dies ist meist die
Ansicht, die das Werkstück in der Fertigungslage (z.B. Teilzeichnungen von Drehteilen), in der Funktionslage oder
in der Zusammenbaulage (Gesamtzeichnungen) zeigt.
Wenn außer der Vorderansicht weitere Ansichten erforderlich sind, ist Folgendes zu beachten:
• Die Anzahl der Ansichten und Schnitte muss darauf begrenzt werden, das Werkstück vollständig und unzwei-
deutig darzustellen.
• Unnötige Wiederholungen von Einzelheiten sind zu vermeiden.
Die relative Lage weiterer Ansichten zur Vorderansicht hängt von der gewählten Projektionsmethode ab. Bei
Zeichnungen, die nach den Projektionsmethoden 1 oder 3 erstellt werden, muss das Sinnbild der Projektions-
methode im Schriftfeld der Zeichnung angegeben werden.
Projektionsmethode 1
Projektionsmethode 3
Pfeilmethode
Bezogen auf die Vorderansicht V liegen:
D Draufsicht unterhalb von V
SL Seitenansicht von links rechts von V
SR Seitenansicht von rechts links von V
u Untersicht oberhalb von V
R Rückansicht links oder rechts von V
Sinnbild
Bezogen auf die Vorderansicht V liegen:
D Draufsicht oberhalb von V
SL Seitenansicht von links links von V
SR Seitenansicht von rechts rechts von V
u Untersicht unterhalb von V
R Rückansicht links oder rechts von V
Sinnbild
Mit Ausnahme der Vorderansicht
wird jede erforderliche Ansicht durch
Buchstaben gekennzeichnet. Mit
Kleinbuchstaben gekennzeichnete
Pfeile geben in der Vorderansicht die
Betrachtungsrichtung an. Die zuge-
hörigen Ansichten werden auf der
linken Seite oberhalb der Ansichten
mit den entsprechenden Großbuch-
staben gekennzeichnet. Die Ansich-
ten dürfen bei der Pfeilmethode
unabhängig von der Vorderansicht
angeordnet werden.
Darstellungen in Zeichnungen
Ansichten vgl. DIN 6-4 (1986-12)
Lichtkanten
(a) Lichtkanten, d.h. Kanten an gerundeten Übergängen,
werden durch schmale Volllinien dargestellt. Sie sind
an der Stelle zu zeichnen, an der bei scharfkantigem
Übergang die (Umlauf-)Kante wäre. Lichtkanten dürfen
die Umrisslinien nicht berühren.
(b) Der Ort der Linien für die Lichtkanten ergibt sich aus
den Schnittpunkten der verlängerten Umrisslinien in
der zugehörigen Ansicht. Auf diese Schnittpunkte wer-
den auch die Maße nach DIN 406 bezogen.
Symmetrische Formen
@ Symmetrische Werkstücke werden durch eine Sym-
metrielinie gekennzeichnet. Symmetrielinien verwen-
det man auch dann, wenn eine symmetrische Grund-
form einseitig in Einzelheiten verändert oder durch
eine geometrische Grundform (z.B. Nut) unterbrochen
ist.
K
Besondere Ansichten
Muss von der üblichen Darstellung (Projektionsmethode 1
oder 3) abgewichen werden, wird die Pfeilmethode ange-
wandt (Seite 65). Diese Methode ist immer dann anzuwen-
den, wenn man ungünstige Projektionen und damit ver-
bundene Verkürzungen vermeiden möchte oder wenn eine
zugehörige Ansicht nicht in der richtigen Lage angeordnet
werden kann.
@ Eine zugehörige Ansicht wird in der durch den Pfeil
gekennzeichneten Richtung und durch einen Groß-
buchstaben dargestellt.
(e) Kann ein Werkstück aus Platzgründen nicht in der Pfeil-
richtung projektionsgerecht dargestellt werden, so ist
neben dem Buchstaben, der die zugehörige Ansicht
kennzeichnet, ein Sinnbild für die Drehung in der ent-
sprechenden Richtung anzufügen. Der Drehwinkel
kann dann zusätzlich angegeben werden.
Teilansichten
© Flache oder runde Werkstücke dürfen abgebrochen
oder unterbrochen dargestellt werden, wenn sie damit
eindeutig und vollständig bestimmt sind. Die Bruch-
kante wird als Freihandlinie ausgeführt.
(5) Bei CAD-Zeichnungen können die Bruchkanten als
schmale Zickzacklinien ausgeführt werden.
(h) Bei symmetrischen Werkstücken wird oft nur die halbe
Ansicht gezeichnet. Die sichtbaren Umrisse (Kanten)
werden über die Mittellinie hinausgezogen (Ausnah-
me: ®).
© Zur Darstellung symmetrischer Werkstücke genügt
auch eine Viertelansicht.
(k) Enden Umrisslinien oder Kanten von symmetrischen
Werkstücken direkt an der Mittellinie, so muss die Mit-
tellinie durch zwei kurze parallele Volllinien gekenn-
zeichnet werden.
© Werden Ansichten und Schnitte nur bis zur Mittellinie
gezeichnet, müssen die Maßlinien etwas über die Mit-
tellinie hinaus gezeichnet werden.
ra
Teilbereiche eines Werkstückes, die sich in der Gesamtdar-
stellung nicht deutlich darstellen, bemaßen oder kennzeich-
nen lassen, werden als Einzelheiten gesondert gezeichnet.
Die genaue Form der Einzelheit darf dann in der Gesamt-
darstellung entfallen.
(a) Der Bereich, der als Einzelheit gezeichnet wird, wird in
der Gesamtdarstellung mit einer schmalen Volllinie
eingerahmt.
(b) Der eingerahmte Bereich und die entsprechende Ein-
zelheit werden durch gleiche Großbuchstaben (letzte
Buchstaben des Alphabets) gekennzeichnet. Die Buch-
staben sind mindestens 1,4-mal so hoch wie die Maß-
zahlen. Bei Einzelheiten, die vergrößertwerder, ist der
Vergrößerungsmaßstab hinter dem Kennbuchstaben
anzugeben.
© Herausgezeichnete Einzelheiten dürfen ohne Bruchlinie,
bei Schnitten ohne Schraffur dargestellt werden. Die
Darstellung von Umlaufkanten ist nicht erforderlich.
Angrenzende Teile
© Umrisse von angrenzenden Teilen werden mit schma-
len Strich-Zweipunktlinien gezeichnet. Das angrenzen-
de Teil darf das Hauptteil nicht verdecken. Geschnitte-
ne angrenzende Teile werden nicht schraffiert.
Ursprüngliche Formen
© Die ursprüngliche Form eines Werkstückes wird durch
schmale Strich-Zweipunktlinien dargestellt.
Grenzstellungen
© Grenzstellungen von beweglichen Teilen werden durch
schmale Strich-Zweipunktlinien dargestellt.
Oberflächenstrukturen
@ Oberflächenstrukturen, z.B. Rändel (Seite 87), werden
durch breite Volllinien dargestellt. Vorzugsweise soll
die Struktur nur teilweise gezeichnet werden.
Wiederholung von Formelementen
(h) Formelemente eines Werkstückes, die sich wiederho-
len, müssen nur einmal dargestellt werden. Die Anzahl
der sich wiederholenden Formelemente (Teilungen)
muss angegeben werden.
Geringe Neigungen
© Geringe Neigungen, z.B. an Schrägen, müssen in der
Projektion nicht dargestellt werden. Es wird dann nur
die Kante durch eine breite Volllinie gezeichnet, die der
Projektion des kleineren Maßes entspricht.
Durchdringungen
© Bei der Durchdringung von Werkstücken, z.B. bei
Nuten, kann auf die Darstellung gering versetzter
Durchdringungskurven verzichtet werden.
(T) Bei der Durchdringung von Bohrungen, deren Durch-
messer sich wesentlich unterscheiden, kann auf flach
verlaufende Durchdringungskurven verzichtet werden.
Schnittdarstellungen
Darstellungen in Zeichnun
Schnittarten
vgl. DIN 6-2(1986-12)
Werkstück in Ansicht
Nach Umfang und Lage des Schnittes unterscheidet man:
(a) Vollschnitt: Hier denkt man sich die vordere Werkstück-
hälfte herausgeschnitten; es wird nur die hintere Hälfte
gezeichnet.
(b) Halbschnitt: Hier denkt man sich ein Viertel des Werk-
stückes herausgeschnitten.
© Teilschnitt: Hier sieht man nur einen Teil des Werkstückes
im Schnitt. Zum Teilschnitt gehören auch der Ausbruch
und der Teilausschnitt.
Schraffur
@ Bei der Schraffur sind parallele schmale Volllinien unter
45° zur Achse (Mittellinie) oder zu den Hauptumrissen
(Körperkanten) zu zeichnen. Für Maßzahlen, Beschriftung
und Oberflächenangaben ist die Schraffur zu unterbre-
chen.
(e) Aneinandergrenzende Werkstücke erhalten entgegenge-
setzt gerichtete oder verschieden weite Schraffuren.
© Der Schraffurlinienabstand ist umso größer, je größer die
Schnittfläche ist.
(g) Alle Schnittflächen desselben Teiles werden in allen
Ansichten in gleicher Art (gleiche Richtung und gleicher
Abstand) schraffiert.
Schnittflächen
© Schnittflächen können innerhalb des Bildes in die Zei-
chenebene geklappt werden und sind in schmalen Voll-
linien darzustellen.
Teile, die nicht geschnitten werden
© Damit ein Schnitt deutlicher wird, werden bestimmte
Bereiche, auch wenn sie in der Schnittebene liegen, unge-
schnitten dargestellt. Dazu zählen alle Einzelteile in einer
Gesamt- oder Gruppenzeichnung, die in ihrer Längsrich-
tung dargestellt sind und keine Hohlräume aufweisen,
z.B. Wellen, Stifte, Schrauben. Außerdem werden die-
jenigen Bereiche eines Einzelteiles nicht geschnitten,
die sich als massive Körper von der Grundform des Werk-
stückes abheben sollen, z.B. Speichen, Stege, Rippen.
Darstellungen in Zeichnungen
Schnittdarstellungen
Schnittlage
vgl DIN 6-2 (1986-12)
Ist die Lage einer Schnittebene eindeutig, so wird sie nicht
besonders angegeben.
© Der Schnitt eines Werkstücks kann an beliebiger Stelle
angeordnet werden, jedoch möglichst in projektionsge-
rechter Lage.
@ Wird der Schnitt in einer anderen Lage dargestellt, so
ist das Sinnbild für die Drehung (in der entsprechenden
Richtung) anzugeben. Der Drehwinkel kann zusätzlich
angegeben werden.
Kennzeichnung des Schnittverlaufs
Ist der Schnittverlauf nicht ohne weiteres ersichtlich, so ist er
durch breite Strichpunktlinien zu kennzeichnen. Die Blickrich-
tung auf den Schnitt wird durch Pfeile angedeutet. Die Pfeile
sind 1,5-mal so lang wie die Maßpfeile. Buchstaben sind nur
erforderlich, wenn die Übersicht dadurch verbessert wird. Die
Bezeichnung durch gleiche Großbuchstaben, z.B. A - A, ist zu
bevorzugen.
© Bei abgeknicktem Schnittverlauf werden, wenn erforder-
lich, auch die Knickstellen mit Großbuchstaben gekenn-
zeichnet. Die Großbuchstaben stehen am Anfang, an den
Knickstellen und am Ende der Schnittlinien sowie über
der entsprechenden Schnittdarstellung.
@ Wenn eine Schnittfläche in eine Ansicht übergeht, wird
die Grenze zwischen beiden durch eine Freihandlinie dar-
gestellt.
© Werden von einem Werkstück mehrere Schnitte (Profil-
schnitte) in gleicher Projektionslage dargestellt, muss ihre
Zuordnung stets gekennzeichnet werden. Umrisse und
Kanten hinter den Schnittebenen sind nur dann darzu-
stellen, wenn sie zur Verdeutlichung des Dargestellten
beitragen.
© Bei mehreren Schnittebenen durch längliche Werkstücke,
z.B. Wellen, dürfen die Schnitte (Profilschnitte) auch direkt
unterhalb ihrer zugehörigen Schnittebene angeordnet
werden. Eine Kennzeichnung durch Großbuchstaben ist
nicht erforderlich.
Umrisse hinter einer Schnittebene dürfen entfallen.
@ Liegt der Schnittverlauf in zwei parallelen und in einer
dazu schräg liegenden Ebene, wird die schräg liegende
Fläche verkürzt, d.h. als Projektion dargestellt.
© Stehen zwei Schnittebenen in einem Winkel zueinander,
wird der Schnitt gezeichnet, als lägen die Schnittflächen
in einer Ebene, d.h. die Ebene des einen Schnittes wird in
die Ebene des anderen geklappt.
Darstellungen in Zeichnungen
vgl. DIN 6-2 (1986-12)
Zeichnerische Hinweise
K
Schnittdarstellungen
Umlaufkanten, die durch den Schnitt sichtbar geworden
sind, werden eingezeichnet. Verdeckte Kanten sind im
Schnitt nur dann zu zeichnen, wenn sie zum Verständnis
der Darstellung unbedingt erforderlich sind.
Fällt bei einem Schnitt eine Körperkante auf die Mittel-
linie, ist sie wie bei den Ansichten darzustellen.
Vorzugsweise werden bei Halbschnitten die im Schnitt
dargestellten Hälften bei waagerechter Mittellinie unter-
halb, bei senkrechter Mittellinie rechts von dieser ange-
ordnet.
Trennfugen sind als Kanten zu zeichnen.
Schmale Schnittflächen dürfen voll geschwärzt werden.
Stoßen geschwärzte Schnittflächen aneinander, so sind
sie mit einem Mindestabstand von 0,5 mm darzustellen.
Teilschnitte (z.B. Ausbrüche) werden beim manuellen
Zeichnen durch Freihandlinien begrenzt. Freihandlinien
dürfen nicht mit Körperkanten zusammenfallen.
Bei großen Schnittflächen kann die Schraffur auf die
Randzone beschränkt bleiben.
Löcher (Bohrungen, Gewinde) auf einem Lochkreis wer-
den, auch wenn sie nicht in der Schnittebene liegen, auf
dem Lochkreis in die Schnittebene hereingedreht.
Werden parallel versetzte Schnittebenen durch eine ge-
meinsame Mittellinie begrenzt, sind die Schraffurlinien
an dieser Mittellinie versetzt zu zeichnen.
Sollen Einzelheiten dargestellt werden, die vor der
Schnittebene liegen, geschieht dies durch schmale Strich-
Zweipunktlinien.
Verdeckte Kanten werden in Schnittzeichnungen nur dann
dargestellt, wenn dies zur eindeutigen Bestimmung erfor-
derlich ist. Sie werden mit schmalen Strichlinien ge-
zeichnet.
Schraffuren, Systeme der Maßerntragung
vgl. DIN 201 (1990-05)
Flächen, die besonders hervorgehoben werden sollen, z.B. Schnittflächen oder Flächen, bei denen der Stoff des
gezeichneten Teiles charakterisiert werden soll, werden schraffiert.
Schnittflächen werden im Allgemeinen ohne Rücksicht auf den Werkstoff mit der Grundschraffur gekennzeichnet.
Der Stoff eines gezeichneten Teiles kann mit einer Schraffur, die aus verschiedenen Linienarten besteht, gekenn-
zeichnet werden.
Grundschraffur (ohne Berücksichtigung des Stoffes)
Feste Stoffe
Gase
Naturstoffe
Eisen-
metalle
Metalle
NE-___
Metalle
Kunststoffe
-OT]
Holz
Glas
Keramik
Thermoplaste
unleg. Stahl
leg. Stahl
Leichtmetalle
Schwermetalle
Duroplaste
Gusseisen
Elastomere, Gummi
Systeme der Maßeintragung
vgl. DIN 406-10 (1992-12)
In einer Zeichnung dürfen mehrere Systeme der Maß-
eintragung verwendet werden.
Für jede Art der Maßeintragung müssen die Größe und
die Lage der Toleranzen so bestimmt werden, dass die
Funktion der Bauteile gewährleistet ist.
________ 55 ±0.01
20 ±0,01
23 -0,02
Funktionsbezogene Maßeintragung
+0,01
14 -0,02
+0,04
47 -0,01
@ Maßauswahl, Maßeintragung und Tolerierung der
Maße erfolgen ausschließlich im Hinblick auf das
Zusammenwirken des Werkstücks mit anderen
Bauteilen. Die Fertigungs- und Prüfbedingungen
werden bei dieser Maßeintragung nicht berück-
sichtigt.
Fertigungsbezogene Maßeintragung
(b) Die für die Fertigung benötigten Maße werden
aus den Maßen der funktionsbezogenen Maßein-
tragung berechnet. Die Maße müssen dabei ferti-
gungsgerecht toleriert werden.
Die Maßeintragung berücksichtigt das anzuwen-
dende Fertigungsverfahren.
Prüfbezogene Maßeintragung
© Eine prüfbezogene Maßeintragung ermöglicht die
Prüfung der Werkstücke ohne Maß- und Tole-
ranzumrechnungen. Maße und Toleranzen wer-
den entsprechend der vorgesehenen Prüfung in
die Zeichnung eingetragen.
Maßeintragung in Zeichnu
Maßlinien, Maßhilfslinien, Maßzahlen, Hinweis*- und Bezugslinien
vgl. DIN 406-11 «992-12)
und DIN ISO 128-22 (1999-11)
(a) Maßlinien und Maßhilfslinien sind schmale Volllinien. Die
Maßlinien sollen mindestens 10 mm von den Körperkanten ent-
fernt liegen und untereinander mindestens? mm Abstand haben.
Bei Längenmaßen werden sie parallel zu der zu bemaßenden
Länge eingetragen. Maßlinien sollen sich untereinander und
mit anderen Linien so wenig wie möglich schneiden.
(b) Als Maßlinienbegrenzung werden im Regelfall geschwärzte
Maßpfeile verwendet. Bei Platzmangel werden diese mit
geschwärzten Punkten kombiniert. Die Pfeile besitzen einen
Schenkelwinkel von 15° und eine Länge von 10 x Maßlinien-
breite, die Punkte einen Durchmesser von 5 x Maßlinienbreite.
Der Punkt darfauch als Kreis gezeichnet werden.
© Maßzahlen sind in Normschrift nach DIN EN ISO 3098 2 mit
einer Mindestgröße von 3,5 mm über der Maßlinie einzu-
tragen. Im Regelfall sollen sie von unten oder von rechts les-
bar sein, wenn die Zeichnung in ihrer Leselage (Leserichtung
des Schriftfeldes) gehalten wird.
@ Die Werkstoffdicke darf bei flächigen Werkstücken mit dem
Buchstaben t eingetragen werden.
© In Ausnahmefällen dürfen alle Maßzahlen in der Leselage des
Schriftfeldes eingetragen werden. In diesem Falle werden
nichthorizontale Maßlinien zum Maßeintrag unterbrochen.
© Maßlinien für Winkel- und Bogenmaße werden als Kreisbogen
um den Scheitelpunkt des Winkels oder den Mittelpunkt des
Bogens eingetragen.
@ Winkelmaße bis 30° dürfen mit geraden Maßlinien senkrecht
zur Winkelhalbierenden eingetragen werden. Bei Eintragung
der Maßzahlen in Leselage darf die Maßlinie zum Maßeintrag
unterbrochen werden.
© Maßzahlen für Winkelmaße sind im Regelfall tangential so
einzutragen, dass sie oberhalb der waagrechten Mittellinie mit
ihrem Fuß, unterhalb mit ihrem Kopf zum Scheitelpunkt des
Winkels zeigen. Sinngemäß erfolgt der Eintrag von Maßen,
wenn die Maßlinien nicht waagrecht oder nicht senkrecht zur
Leselage gezeichnet sind.
© Innerhalb einer Ansicht dürfen Maßhilfslinien zur Bemaßung
auseinanderliegender gleicher Formelemente durchgezogen
werden. Zwischen zwei Ansichten dürfen sie nicht durchgezo-
gen und nicht parallel zu Schraffurlinien eingetragen werden.
(0 Maßhilfslinien dürfen unterbrochen werden, wenn ihr weite-
rer Verlauf eindeutig erkennbar ist.
© Mittellinien dürfen als Maßhilfslinien verwendet werden.
Außerhalb der Umrisse symmetrischer Formelemente wer-
den sie mit schmalen Volllinien verlängert.
(m) Bei mehreren parallelen oder konzentrischen Maßlinien wer
den die Maßzahlen versetzt eingetragen.
@ Bei Platzmangel darf die Maßzahl an einer Hinweislinie oder
über der Verlängerung der Maßlinie eingetragen werden.
© Hinweislinien ordnen Zeichnungseinträge, z.B. Maßzahlen,
eindeutig zu. Sie enden
©) ohne Begrenzung, wenn sie auf Linien (keine Körper-
kanten) zeigen,
@ mit einem Punkt, wenn sie auf eine Fläche zeigen,
©) mit einem Pfeil, wenn sie auf eine Körperkante oder
Umrisslinie zeigen.
© Bezugslinien dürfen an Hinweislinien angebracht werden. Sie
werden in einer der Leserichtungen eingetragen.
Quadrat, Schlüsselweite, Rechteck, Durchmesser, Radius, Kugel, Fasen vgl. DIN 406-11 (1992-12)
Quadrat
(a) Bei quadratischen Formelementen wird das Sinnbild □
vor die Maßzahl gesetzt. Die Größe des Sinnbilds ent-
spricht der Größe der Kleinbuchstaben.
(b) Quadratische Formen sollen vorzugsweise in der An-
sicht bemaßt werden, in der ihre Form erkennbar ist.
Schlüsselweite
(c) Bei Schlüssel weiten werden die Großbuchstaben SW
vor die Maßzahl gesetzt, wenn der Abstand der Schlüs-
selflächen in der Darstellung nicht bemaßt werden
kann.
Rechteck
(d) Die Seitenlangen rechteckiger Formelemente dürfen
auf einer abgewinkelten Hinweislinie angegeben wer-
den. Dabei muss das Maß der Seitenlänge, an der die
Hinweislinie endet, an erster Stelle stehen.
(e) Falls eine zweite Ansicht oder ein Schnitt vorhanden
ist, darf auf der Hinweislinie nach den Seitenlangen
auch die Tiefe bzw. die Dicke der Rechteckfläche ein-
getragen werden.
Durchmesser
Q Bei allen Durchmessermaßen wird das Durchmesser-
zeichen 0 vor die Maßzahl gesetzt. Seine Gesamthöhe
entspricht der Höhe der Maßzahlen.
@ Bei Platzmangel dürfen die Durchmessermaße von
außen an die Formelemente gesetzt werden.
Radius
(h) Bei Radien wird der Großbuchstabe R vor die Maßzahl
gesetzt. Die Maßlinien sind vom Radiusmittelpunkt
oder aus dessen Richtung zu zeichnen. Sie erhalten nur
einen Maßpfeil am Kreisbogen.
(7) Die Maßlinien mehrerer Radien gleicher Große dürfen
zusammengefasst werden.
Kugel (sphärisch)
(k) Maßzahlen für kugelige Formelemente werden mit
dem Großbuchstaben S gekennzeichnet, der vor das
Durchmesserzeichen oder vor den Großbuchstaben R
gesetzt wird.
Fasen
(T) Fasen von 45° oder Senkungen von 90° können unter
Angabe des Winkels und der Fasenbreite vereinfacht
bemaßt werden.
(m) Bei Fasen mit einem von 45° abweichenden Winkel
sind der Winkel und die Fasenbreite bzw. der Winkel
und ein Fasendurchmesser mit Maßlinien und Maß-
hilfslinien einzutragen.
(n) Die Maße von 45°-Fasen dürfen bei dargestellten und
nicht dargestellten Fasen mit Hilfe einer Hinweislinie
eingetragen werden.
Maßeintragung in Zeichnungen
Verjüngung, Neigung, Bogenmaße, Nuten
vgl. PIN 406-11 (1992-12)
Verjüngung
(a) Vor der Maßzahl der Verjüngung (als Verhältnis oder in
Prozent) wird das Sinnbild O vorzugsweise auf einer
Bezugslinie angegeben. Die Bezugslinie wird mit einer
Hinweislinie und einem Pfeil mit einer Umrisslinie oder
Kante der Verjüngung verbunden. Die Richtung des
Sinnbilds muss mit der Richtung der Verjüngung über-
einstimmen.
K
Neigung
(b) Vor der Maßzahl der Neigung (als Verhältnis oder in
Prozent) wird das Sinnbild im Regelfall auf einer
Bezugslinie angegeben. Die Bezugslinie wird mit einer
Hinweislinie und einem Pfeil mit der geneigten Fläche
verbunden. Das Sinnbild zeigt die Form des Teiles an
der Stelle der Neigung.
© Das Sinnbild für die Neigung darf auch ohne Bezugs- und
Hinweislinie in waagrechter Richtung eingetragen werden.
(d) Außerdem darf das Sinnbild für die Neigung parallel
zur Linie der geneigten Fläche eingetragen werden.
Bogenmaße
(e) Bogenmaße werden mit dem Sinnbild n vor der Maß-
zahl gekennzeichnet. Bei manueller Zeichnungserstel-
lung kann der Bogen mit einem ähnlichen Sinnbild
über der Maßzahl gekennzeichnet werden. Die Maß-
linie wird immer als Kreislinie um den Bogenmittel-
punkt gezeichnet.
(F) Bei Zentriwinkeln bis 90° werden die Maßhilfslinien
parallel zur Winkelhalbierenden gezeichnet. Jedes
Bogenmaß wird mit eigenen Maßhilfslinien einge-
tragen.
@ Bei Zentriwinkeln über 90° werden die Maßhilfslinien
in Richtung Bogenmittelpunktgezeichnet.
(h) Bei nicht eindeutigem Bezug ist die Verbindung zwi-
schen der Bogenlänge und der Maßzahl durch eine
Linie mit Pfeil auf der Bogenlinie und Punkt bzw. Kreis
auf der Maßlinie zu kennzeichnen.
Nuten
(F) Bei durchgehenden oder auf einer Seite offenen Wel-
lennuten und bei Nuten in Bohrungen werden die Nut-
breite und das Stichmaß angegeben.
(k) Bei geschlossenen Wellennuten werden die Nutbreite
und die Nuttiefe bemaßt.
(T) Bei Nuten, die nur in der Draufsicht dargestellt sind,
darf die Nuttiefe vereinfacht mit dem Buchstaben h
oder in Kombination mit der Nutbreite angegeben
werden.
(m) Nuten für Sicherungsringe dürfen vereinfacht bemaßt
werden.
Nutenmaße für
• Keile Seite 220
• Passfedern Seite 221
• Sicherungsringe Seite 240
Maßeintragung in Zeichnungen
Gewinde, Teilungen
vgl. DIN 406 11 (1992-12) und DIN ISO 6410-1 (1993-12)
Gewinde
(a) Für genormte Gewinde werden Kurzbezeichnungen
verwendet die sich immer auf den Nenndurchmesser
(Gewindeaußendurchmesser) beziehen.
(b) Linksgewinde werden mit LH gekennzeichnet. Befinden
sich an einem Werkstück mit Linksgewinden auch Rechts-
gewinde, so werden diese mit RH gekennzeichnet.
@ Bei mehrgängigen Gewinden werden hinter dem Nenn-
durchmesser die Gewindesteigung und die Teilung P
eingetragen.
(d) Längenangaben beziehen sich auf die nutzbare Gewin-
delänge. Die Tiefe des Grundloches wird im Regelfall
nicht bemaßt.
@ Fasen für Außen- und Innengewinde werden nur dann
bemaßt, wenn ihr Durchmesser nicht dem Gewinde-
kern-bzw. dem Gewindeaußendurchmesser entspricht.
Teilungen
(f) Teilungen gleicher Formelemente, die untereinander
dieselben Abstände oder Winkel aufweisen, werden
vereinfacht bemaßt. Dabei werden Anzahl und
Abstand der Elemente und zusätzlich in Klammern die
Gesamtlänge bzw. der Gesamtwinkel angegeben.
(g) Teilungen für rechteckige Löcher, Nuten oder Ähnli-
ches werden im Regelfall von Kante zu Kante bemaßt.
(h) Gleiche Formelemente, die zusammengehören und
sich wiederholen, dürfen
(fj) vollständig in Anzahl und Form
(h^) nur einmal vollständig
(Q in Halb- und Vierteldarstellung
(h^) als Mittellinien oder Achsenkreuze
und verkürzt ((f) und @) dargestellt werden. Der
Maßeintrag erfolgt wie in den Bildern (f)...(h).
(7) Unterschiedliche Formelemente, die sich wiederholen,
können mit Großbuchstaben gekennzeichnet werden.
Die Bedeutung der Buchstaben wird in der Nähe der
Darstellung erklärt.
® Bei einer überwiegenden Anzahl von gleichen und
wenigen abweichenden Formelementen dürfen die
direkte Maßeintragunq und die Eintragung mit Hilfe
von Großbuchstaben kombiniert werden.
Maßeintragung in Zeichnungen
vgl. DIN 406-12 (1992 12)
Toleranzen
Toleranzen
(a) Für Maße ohne Toleranzangaben gelten die Allgemein-
toleranzen (DIN ISO 2768 oder DIN 7168, Seite 105).
(b) Abmaße oder Toleranzklasse werden hinter dem
Nennmaß angegeben. Die Schriftgröße für Abmaße
und Toleranzklasse entspricht im Regelfall der Schrift
große der Nennmaße. Sie darf auch eine Stufe kleiner,
jedoch nicht kleiner als 2,5 mm eingetragen werden.
Abmaße werden in derselben Einheit angegeben wie
Nennmaße.
Bei zwei Abmaßen für dasselbe Nennmaß muss für
beide Abmaße dieselbe Anzahl von Dezimalstellen ein-
getragen werden. Hiervon ausgenommen ist das
Abmaß Null. Dieses darf mit der Ziffer 0 angegeben,
kann aber auch weggelassen werden. Das obere
Abmaß steht über dem unteren Abmaß.
(d) Sind oberes und unteres Abmaß gleich groß, so ist de-
ren Wert nur einmal hinter dem Zeichen ± anzugeben.
(e) Nennmaß und Abmaße dürfen auch in derselben
Zeile eingetragen werden. Durch Schrägstriche wer-
den dabei oberes und unteres Abmaß getrennt.
(f) Grenzmaße dürfen als Höchst- und Mindestmaß über-
einander angegeben werden. Das Höchstmaß wird
dabei immer über dem Mindestmaß eingetragen.
@ Bei Bedarf können die Werte der Abmaße oder die
Grenzmaße übereinander hinter dem Toleranzkurz-
zeichen angegeben oder in einer Tabelle aufgelistet
werden.
(h) Werden für zwei gefügt dargestellte Teile Toleranzen
eingetragen, so wird das Kurzzeichen der Toleranzklas-
se für das Innenmaß (Bohrung) vor oder über dem
Kurzzeichen der Toleranzklasse für das Außenmaß
(Welle) eingetragen.
Wenn es notwendig ist, dürfen bei gefügt dargestellten
Teilen die Werte der Abmaße in Klammern hinter dem
Toleranzkurzzeichen oder in einer Tabelle angegeben
werden.
Toleranzen für Winkelmaße werden wie die Toleranzen
für Längenmaße, jedoch mit Angabe der Einheiten des
Winkelnennmaßes und der Abmaße, eingetragen.
Wenn das Winkelnennmaß oder die Winkelabmaße in
Winkelminuten eingetragen werden, muss vor die
Winkelangabe 0° gesetzt werden. Beim Eintrag von
Winkelnenn- oder Winkelabmaßen in Winkelsekun-
den wird vor die Winkelangabe 0° 0' gesetzt.
(T) Der Hinweis auf Allgemeintoleranzen für Längen- und
Winkelmaße (Seite 105) erfolgt im Schriftfeld oder in
der Nähe der Einzelteilzeichnung. Er enthält neben der
Normblatt-Nummer die anzuwendende Toleranzklasse.
Wenn Allgemeintoleranzen gleichzeitig für Längen-
und für Form- und Lagemaße gelten sollen, wird dieser
Zeichnungseintrag durch eine Toleranzklasse für Form-
und Lagetoleranzen ergänzt.
Beispiel: ISO 2768-mK.
Allgemeintoleranzen für 90°-Winkel werden in diesem
Falle nicht durch DIN ISO 2768-1, sondern durch die
Allgemeintoleranzen für Form und Lage (DIN ISO 2768-2)
festgelegt (Seite 105).
Arten von Maßen
@ Grundmaße geben Gesamtlänge, Gesamtbreite
und Gesamthöhe eines Werkstückes an. Grund-
sätzlich wird jedes Maß nur einmal eingetragen.
Das Ansetzen von Maß- und Maßhilfslinien an ver-
deckte Kanten soll vermieden werden.
(b) Formmaße geben die Form von Absätzen, Nuten
usw. an. Sind mehrere Ansichten gezeichnet, so
werden die Maße dort eingetragen, wo das Form-
element am besten erkennbar ist.
© Lagemaße legen die Lage von Bohrungen, Nuten,
Langlöchern usw. fest. Symmetrielinien von Form-
elementen, die in der Werkstückmitte liegen, wer-
den nicht bemaßt.
Spezielle Maße
@ Rohmaße sind Maße, die sich auf den Rohzustand
von Werkstücken beziehen.
Rohmaßewerden durch eckige Klammern gekenn-
zeichnet.
© Hilfsmaße sind Maße, die für die geometrische Be-
stimmung eines Werkstückes nicht erforderlich
sind. Sie dienen zur zusätzlichen Information und
werden ohne Toleranzen eingetragen.
Hilfsmaße werden durch runde Klammern gekenn-
zeichnet. Sie unterliegen nicht der Prüfung.
© Maße von nicht maßstäblich gekennzeichneten
Formelementen, z.B. bei Änderungszeichnungen,
werden unterstrichen.
Diese Kennzeichnung ist bei rechnerunterstützt
angefertigten Zeichnungen nicht zulässig.
K
@ Prüfmaße sind Maße, die bei der Festlegung des
Prüfumfanges bzw. der Prüfschärfe besonders
beachtet und bei Abnahme gegebenenfalls 100 %
geprüft werden.
Prüfmaße werden durch seitlich abgerundete Rah
men gekennzeichnet.
© Theoretisch genaue Maße sind Maße zur Angabe
der geometrisch idealen (theoretisch genauen)
Lage oder Form eines Formelementes. Solche
Maße werden mit einem rechtwinkligen Rahmen
gekennzeichnet und ohne Toleranzen eingetragen.
© Die zulässige Abweichung des Formelementes
von der idealen Lage wird z.B. durch die Angabe
einer Positionstoloranz fostgelegt.
Maßerntragung in Zeichnungen
Parallelbemaßung, Steigende Bemaßung, Koordinatenbemaßung vgl. DIN 406-ii (1992-12)
Parallelbemaßung
(a) Bei der Parallelbemaßung werden die Maßlinien
parallel in einer Richtung bzw. in zwei oder drei der
senkrecht zueinander verlaufenden Richtungen
eingetragen.
(b) Winkelmaße erhalten konzentrisch zueinander
verlaufende Maßlinien.
Steigende Bemaßung
© Der Ursprung für den Eintrag der steigenden
Bemaßung wird mit einem kleinen Kreis ange-
geben, dessen Durchmesser 8 x Maßlinienbreite
entspricht.
(d) Vom Ursprung aus wird in jeder der drei mög-
lichen Richtungen nur eine Maßlinie eingetragen.
© Bei Platzmangel dürfen zwei oder mehrere Maß-
linien in einer Richtung eingetragen werden.
© Maße, die vom Ursprung in der Gegenrichtung
der positiven Koordinatenachsen eingetragen
werden, müssen mit einem Minuszeichen vor der
Maßzahl gekennzeichnet werden. Die Maßzahlen
dürfen auch in Leserichtung über der zugehörigen
Maßlinie eingetragen werden.
@ Die Bemaßung kann auch mit abgebrochenen
Maßlinien eingetragen werden.
Koordinatenbemaßung
(h) Der Ursprung jeder Koordinatenbemaßung wird
mit einem kleinen Kreis angegeben, dessen
Durchmesser 8 x Maßlinienbreite entspricht.
(?) Kartesische Koordinaten werden, ausgehend vom
Ursprung, durch Längenmaße in den senkrecht
zueinander verlaufenden Richtungen festgelegt.
Maß- und Maßhilfslinien werden nicht gezeichnet.
© Die Koordinatenwerte werden in Tabellen einge-
tragen oder direkt in der Nähe der Koordinaten-
punkte angegeben.
Der Koordinatenursprung kann an beliebiger
Stelle der Darstellung liegen. Maße, die vom
Ursprung in der Gegenrichtung eingetragen wer-
den, müssen mit einem Minuszeichen vor der
Maßzahl gekennzeichnet werden.
(?) Maße von Formelementen dürfen mit Koordina-
tenmaßen kombiniert werden. Bei hoher Darstel-
lungsdichte darf der Koordinaten punkt durch eine
Hinweislinie mit den Maßen verbunden werden.
(m) Polarkoordinaten werden durch einen Radius und
einen Winkel festgelegt und, ausgehend von der Po-
larachse, entgegen dem Uhrzeigersinn angegeben.
© Die Koordinatenwerte werden in Tabellen einge-
tragen.
Parallelbemaßung, steigende Bemaßung und Koor-
dinatenbemaßung dürfen miteinander kombiniert
werden.
K
W
Zeichenblätter
Papie -Endformate vgl. DIN <76-1 (1991-02) und DIN Ed ISO 5457 (1999-07)
Endformat A0 A1 A2 A3 A4 A5 A6
Abmessungen der Endformate (mm) 841x1189 594 x 841 420 x 594 297 x 420 210 x 297 148x210 105 x148
Abmessungen der Zeichenfläche (mm) 821x1159 574x811 400 x 564 277 x 390 180x277 ... - -
Für abhängige Papiergrößen (z.B. Briefhüllen) gelten die Zusatzreihen B und C.
Reihe B ~ 1,19 x Reihe A; Reihe C ~ 1,09 x Reihe A.
Die Seiten der Zeichenblätter verhalten sich wie 1 : fi. (- 1 : 1,414).
Vordrucke für Zeichnungen sind in DIN EN ISO 5457 (1999-07) genormt
vgl. DIN 824 (1981-03)
1. Falte: Rechten Streifen (190 mm breit)
nach rückwärts einschlagen.
2. Falte: Restblatt so falten, dass die
Kante der 1. Falte vom linken
Blattrand einen Abstand von
20 mm hat.
Linken Streifen (210 mm breit)
nach rechts einschlagen.
Dreieck in 297 mm Höhe bei
105 mm Breite nach links um-
legen.
Rechten Streifen (192 mm breit)
nach rückwärts einschlagen.
Faltpaket in 297 mm Höhe nach
rückwärts einschlagen.
Grundschriftfeld für Zeichnungen vgl. DIN 6771-1 (1970-12)
A4 bis A0
(Verwendungsbereich) 4a x 21b a x 3b a x 3b (Zul Abw) 4a x Wb a x 4b a x 6b (Oberflache) 4a x 7b a x 7b Maßstab 1,5a x 20b | (Gewicht) 15ax14b
(Werkstoff, Halbzeug) (Rohteil-Nr) 2,5a x 34b (Modell- oder Gesenk-Nr) Schriftfeldgröße 182,88x54,99
Datum Name (Benennung) 5a x 34b
Rastermaße
Bearb.
Gepr a b
a x 10b a x 5b Norm
4 23 2 54
(Firma des Zeichnungs- erstellers) 3a x 17b (Zeichnungsnummer) 3a x 29b Blatt a x 5b Bl
Höhe in mm Breite in mm
Zusl Änderunq Datum Name (Urspr) (Ersf ) ax 17b | (Ers.d:) ax 17b
Stückliste (Form A) vgl DIN 6771-2 (1987-02)
Die Stückliste Form A (DIN Format A4 hoch) besteht aus dem Grundschriftfeld und einem da- rüber angeord- neten Stück- listenfeld (a = 4,23 mm; b - 2,54 mm).
1 2 3 4 5 6 CO
Pos Menge Ein- heit Benennung Sachnummer/Norm-Kurzbezeichnung Bemerkung CO CM
4b 5b 4b 19b CM X 00_ 26b 14b
CM
(Verwendungsbereich) (Zul. Abw.) (Oberfläche) Maßstab (Gewicht)
I I I Datum Name
.
K
1 an Orehteilen, VUerkstückka
Butzen an Drehteilen vgl. DIN 6785 (1991-11)
Butzen- maße ( |<jQr Bedeutung/ Beispiel Werkstück- butzen nicht höher als eingetrage- ner Mitten- rauwert Zeichnungs- eintrag —[djy Butzen- maße bis 3 Groß über 3 bis 5 tdurchr über 5 bis 8 nesser über 8 bis 12 les Ferti über 12 bis 18 gteils in über 18 bis 26 mm über 26 bis 40 über 40 bis 60
^2max in mm 0,3 0,5 0,8 1,0 1,5 2,0 2,5 3,5
* lmax Et Q-f> 00,5x0,3 ^max in mm 0,2 0,3 0,5 0,6 0,9 1,2 2,0 3,0
»j
Werkstückkanten
vgl. DIN ISO 13715 (2000-12), Ersatz für DIN 6784
Kante
innerhalb der
ideal-geometrischen Form
Werkstückkante liegt
außerhalb der
ideal-geometrischen Form
im Bereich der
ideal-geometrischen Form
Abtragung
Grat
scharfkantig
Außen-
kante
Übergang
Abtragung
scharfkantig
Innen-
kante
Maß a (mm)
-0,1; -0,3; -0,5; -1,0; -2,5
+0,1; +0,3; +0,5; +1,0; +2,5
- 0,05; - 0,02; +0,02; +0,05
Sinnbild zur Kennzeichnung von Werkstückka nten Sinn- bild- element Bedei Außenkante jtung für Innenkante Grat- un< Abtragungsr Außenkante ichtung Innenkante
Feld für MaBeintrag > + Grat zugelassen, Abtragung nicht zugelassen Übergang zugelassen, Abtragung nicht zugelassen Festlegung zugelassen für Grat Abtragung
- Abtragung gefor- dert, Grat nicht zugelassen Abtragung gefordert, Übergang nicht zugelassen Beispiel si
± 11 Grat oder Über gang zugelassen Abtragung oder Übergang zugelassen Bedeutung -ü
/ \ Kreis \bei Bedarf
nur mit einer Maßangabe zulässig
Beispiele für die Kennzeichnung von Werkstückkanten
kp.5
[+0,2
LP.3
|_-0,2
LL0.5
(7) LP-3 t=3 I—|/~ @ -0.1 K—। I 0 5
I J L In I— *
[±0,02 oC® L+0,3 Ih®
Die Sammelangabe gilt für alle Kanten, für die kein
Kantenzustand eingetragen ist. Andere Kantenzustände
desselben Teils werden in Klammern gesetzt oder durch
das Grundsinnbiid angedeutet.
Sollen Sammelangaben nur für Außen- oder Innenkan-
ten gelten, so ist das Sinnbild zu ergänzen.
Wird ein Kreis zum Sinnbild hinzugefügt, so bezieht sich
die Angabe auf alle Kanten rund um das dargestellte
Werkstückprofil.
Innenkante mit zugelassenem Grat;
Grathöhe und Gratrichtung unbestimmt.
Außenkante ohne Grat. Die zugelassene Abtragung liegt
zwischen 0 und 0,3 mm.
Innenkante mit zugelassener Abtragung zwischen
0,1 und 0,5 mm (Abtragungsrichtung unbestimmt).
Innenkante mit zugelassener Abtragung zwischen 0 und
0,02 mm oder zugelassener Übergang bis 0,02 mm
(scharfkantig).
Außenkante mit zugelassenem Grat von 0 bis 0,3 mm
(Gratrichtung bestimmt).
Gewindeau.läufe und G
Gewindeausläufe für Metrische ISO-Gewinde
vgl. DIN 76-1 (1983-12)
Gewinde- steigung1* P ISO- Regel- gewinde d Gewinde- auslauf2* Gewinde Steigung"** P ISO- Regel- gewinde d Gewinde- auslauf2*
*1 max. ai max. eq max. aq max. Cq
0,2 - 0,5 0,6 1,3 1,25 M8 3.2 3,8 6,2
0,25 Ml 0,6 0,8 1,5 1,5 MIO 3,8 4,5 7,3
0,3 — 0,8 0,9 1,8 1,75 M12 4,3 5,3 8,3
0,35 M1,6 0,9 1.1 2,1 2 M16 5 6 9,3
0,4 M2 1 1,2 2,3 2,5 M20 6,3 7,5 11
0,45 M2,5 1,1 1,4 2,6 3 M24 7,5 9 13
0,5 M3 1,3 1,5 2,8 3,5 M30 9 11 15
0,6 - 1,5 1,8 3,4 4 M36 10 12 17
0,7 M4 1,8 2,1 3,8 4,5 M42 11 14 18
0,75 — 1,9 2,3 4 5 M48 13 15 21
0,8 M5 2 2,4 4,2 5,5 M56 14 17 22
1 M6 2,5 3 5,1 6 M64 15 18 24
1* Für Feingewinde sind die Maße des Gewindeauslaufs nach der Steigung P
zu wählen.
2* Regelfall; gilt immer dann, wenn keine anderen Angaben gemacht sind.
Ist aus technischen Gründen ein kurzer Gewindeauslauf erforderlich, so gilt:
x2 « 0,5 xy, a2~ 0,67 • a1f- e2 « 0,625 - eq
Ist aus technischen Gründen ein langer Gewindeauslauf erforderlich, so gilt:
a3 « 1,3 - aq; 63 äs 1,6 - eq
Gewindefreistiche für Metrische ISO-Gewinde
Außengewinde
I orm A und Form B
Innengewinde
I orm C und Form D
vgl. DIN 76-1 (1983-12)
Gewinde- steigung1* P ISO- Regel- gewinde d r Außengewinde Innengewinde
h13 Form A2* Form B 3* H13 Form C2’ Form D3*
Pi min. 02 max. 01 min. 02 max. 0i min. 02 max. 01 min. 02 max.
0,2 - 0,1 <7-0,3 0,5 0,7 0,3 0,5 d+0,1 0,8 1,2 0,5 0,9
0,25 M1 0,1 d-0,4 0,6 0,9 0,3 0,6 d + 0,1 1 1,4 0,6 1
0,3 — 0,2 <7-0,5 0,6 1,1 0,3 0,8 d+0,1 1,2 1,6 0,8 1,3
0,35 M1,6 0,2 <7-0,6 0,7 1,2 0,4 0,9 d+0,2 1,4 1,9 0,9 1,4
0,4 M2 0,2 <7- 0,7 0,8 1,4 0,5 1 d+0,2 1,6 2,2 1 1,6
0,45 M2,5 0,2 <7-0,7 1 1,6 0,5 1,1 d+0,2 1,8 2,4 1,1 1,7
0,5 M3 0,2 <7-0,8 1,1 1,8 0,5 1,3 d+0,3 2 2,7 1,3 2
0,6 - 0,4 <7-1 1,2 2,1 0,6 1,5 <7+0,3 2,4 3,3 1,5 2,4
0,7 M4 0,4 d- 1,1 1,5 2,5 0,8 1,8 d+0,3 2,8 3,8 1,8 2,8
0,75 — 0,4 <7 1,2 1,6 2,6 0,9 1,9 d+0,3 3 4 1,9 2,9
0,8 M5 0,4 <7-1,3 1,7 2,8 0,9 2 d+0,3 3,2 4,2 2 3
1 M6 0,6 <7-1,6 2,1 3,5 1,1 2,5 d+0,5 4 5,2 2,5 3,7
1,25 M8 0,6 <7-2 2,7 4,4 1,5 3,2 d+0,5 5 6,7 3,2 4,9
1,5 M10 0,8 <7-2,3 3,2 5,2 1,8 3,8 d+0,5 6 7,8 3,8 5,6
1,75 M12 1 d 2,6 3,9 6,1 2,1 4,3 d+0,5 7 9,1 4,3 6,4
2 M16 1 <7-3 4,5 7 2,5 5 d+0,5 8 10 5 7,3
2,5 M20 1,2 <7-3,6 5,6 8,7 3,2 6,3 d+0,5 10 13 6,3 9,3
3 M24 1,6 <7-4,4 6,7 11 3,7 7,5 d+ 0,5 12 15 7,5 11
3,5 M30 1,6 d-5 7,7 12 4,7 9 d+0,5 14 18 9 13
4 M36 2 d-5,7 9 14 5 10 d+0,5 16 20 10 14
4,5 M42 2 <7-6,4 11 16 5,5 11 d+ 0,5 18 23 11 16
5 M48 2,5 <7-7 12 18 6,5 13 d+0,5 20 26 13 19
5,5 M56 3,2 <7-7,7 13 19 7,5 14 d+0,5 22 28 14 20
6 M64 3,2 <7-8,3 14 21 8 15 d+0,5 24 30 15 21
-o DIN 76-C: Gewindefreistich Form C
11 Für Feingewinde sind die Maße des Gewindefreistichs nach der Steigung P
zu wählen.
2* Regelfall; gilt immer dann, wenn keine anderen Angaben gemacht sind.
3* Nur für Fälle, bei denen aus technischen Gründen ein kurzer Gewindefreistich
erforderlich ist.
Darstellung von Gewinden, Schraubenverbindungen und Zentrierbohrungen
Darstellung von Gewinden
vgl. DIN ISO 6410-1 (1993-12)
Muttergewinde
Darstellung von Schraubenverbindungen
Sechskantschraubenverbindung
ausführlich vereinfacht
Kopfschrauben-
verbindung
Stiftschrauben-
verbindung
Zeichnungsangabe bei Zentrierbohrungen
Zentrierbohrung ist
am Fertigteil erforderlich
Zentrierbohrung darf
am Fertigteil vorhanden sein
vgl-DIN ISO 6411 (1997-11)
Zentrierbohrung darf am Fertigteil
nicht vorhanden sein
—। ISO 6411-A4/8.5
. r~
«ISO 6411-A4/8.5
Freistiche
Freistiche vgl, DIN 509 (1998-06)
Form E Form F Form G Form H
für weiterzubearbeitende für weiterzubearbeitende für kleinen Übergang für stärker gerundeten
Zylinderfläche Plan- und Zylinderfläche (bei geringer Belastung) Übergang
z= Bearbeitungszugabe Ausführung der Oberfläche: Ra 3,2, Rmax 25
=£> Freistich DIN 509 - E 0,8 x 0,3: Form E, Radius r= 0,8 mm, Einstechtiefe tq = 0,3 mm
K
Freistichmaße
Form Reihe 1 0,1 Reihe 2 ti + 0,1 f+ 0,2 g t2 + 0,05 Zuordnung zum für Wer mit üblicher Beanspruchung Durchmesser kstücke mit erhöhter Wech selfesti g keit
E und F - 0,2 0,1 1 (0,9) 0,1 > 1... 3 -
0,4 - 0,2 2 (1.1) > 3...18
G 0,4 - 0,2 1 (1,2) 0,2 > 3...18 -
E und F - 0,6 0,2 2 (1,4) 0,1 >10...18 -
0,3 2,5 (2,1) 0,2 >18...80
0,8 - (2,4)
H 0,8 - 0,3 2 (1,1) 0,05 >18...80 -
E und F 1,2 1 0,2 2,5 (1,8) 0,1 - >18... 50
0,4 4 (3,2) 0,3 >80 -
0,2 2,5 (2) 0,1 - >18... 50
0,4 4 (3,4) 0,3 >80 -
H 1,2 - 0,3 2,5 (1,5) 0,05 - >18... 50
E und F 1,6 - 0,3 4 (3,1) 0,2 - >50... 80
2,5 0,4 5 (4,8) 0,3 >80... 125
4 0,5 7 (6,4) >125
1) Freistiche mit Radien der Reihe 1 nach DIN 250 (Rundungshalbmesser) sind zu bevorzugen.
2) Die Zuordnung zum Durchmesserbereich gilt nicht bei kurzen Ansätzen und dünnwandigen Teilen. Bei Werk-
stücken mit unterschiedlichen Durchmessern kann es zweckmäßig sein, die Freistiche bei allen Durchmessern
in gleicher Form und Größe auszuführen.
Auswirkungen der Bearbeitungszugabe z auf die Maße eq und bei den Formen E...H (Maße in mm)
z z E und F G 6^; e2 H z E und F G eil e2 H
©1 62 ei 61 62 ©1 62
0,1 0,37 0,71 0,32 0,45 0,37 0,5 1,87 3,56 1,59 2,26 1,87
0,15 0,56 1,07 0,48 0,68 0,56 0,6 2,24 4,27 1,9 2,71 2,24
f g1. _ N 0,2 0,75 1,42 0,63 0,9 0,75 0,7 2,61 4,98 2,22 3,16 2,61
1 0,25 0,93 1,78 0,79 1,13 0,93 0,8 2,99 5,69 2,54 3,61 2,99
0,3 1,12 2,14 0,95 1,35 1,12 0,9 3,36 6,40 2,85 4,06 3,36
0,4 1,49 2,85 1,27 1,8 1,49 1,0 3,73 7,12 3,17 4,51 3,73
Senkung am Gegenstück - Maß afür die Freistichformen E und F (Maße in mm)
/ Freistich rx tq Form E nin Form F Freistich rx ti Form E nin Form F
f b 0,2 x 0,1 0,4 x 0,2 0,6 x 0,2 0,2 0,4 0,8 0 0 0,2 1,0 x 0,4 1,2 x 0,2 1,2 x 0,4 1,2 2,0 1,6 0 0,5 0
\ d 2 — d i + 0,6 x 0,3 0,8 x 0,3 1,0 x 0,2 0,6 1,0 1,6 0 0 0,8 1,6 x 0,3 2,5 x 0,4 4,0 x 0,5 2,6 4,0 7,0 1,1 1,7 4,0
Freistiche, Sinnbilder für Schweißen und Löten
Zeichnungsangabe bei Freistichen
vgl. DIN 509 (1998-06)
In Zeichnungen werden Freistiche meist vereinfacht mit der Bezeichnung dargestellt. Sie können jedoch auch
vollständig gezeichnet und bemaßt werden.
Freistich DIN 509 - Fl,2 x 0,2
vereinfachte Angabe
DIN 509-F 1.2 x 0,2
Freistich DIN 509 - El,2 x 0,2
vereinfachte Angabe
vollständige Angabe
X
2.5+0.2
0.1+0,05
vollständige Angabe
Lage der Sinnbilder für Schweißen und Löten in Zeichnungen
vgl. DIN EN 22 553 (1997-03)
Pfeillinie \ Naht-
\ Sinnbild
Bezugs-Volllinie
•sl.
Stoß \,_________Jx2___________/Gabel
(z.B. Stumpfstoß) 7 \ Bezugs-Strichlinie (V)
"Gegen- /
Seite" /
"Pfeilseite"
" Pfeillinie
Pfeillinie
" Pfeilseite"
a3 TZ
©
Na htkennzeichnung
sinnbildlich
bildlich
Ergänzungs- und Zusatzsinnbilder
lingsum verlaufende Naht
Die Bezugs-Strichlinie kann oberhalb oder unter-
halb der Bezugs-Voillinie angeordnet werden. Bei
Nähten, die beidseitig hergestellt werden (z.B.
Doppel-V-Naht), entfällt die Bezugs-Strichlinie.
Die Breite der Linien für das Sinnbild und die
Beschriftung soll der Linien breite für den Maßein-
trag entsprechen.
Bei Bedarf können in der Gabel zusätzliche Anga-
ben in folgender Reihenfolge gemacht werden:
1. Verfahren 3. Schweißposition
2. Bewertungsgruppe 4. Schweißzusatzwerkstoff
Diejenige Seite des Stoßes, auf die die Pfeillinie
hin weist, heißt „Pfeilseite", die demselben Stoß
gegenüberliegende Seite „Gegenseite".
Das Nahtsinnbild muss senkrecht auf der Bezugs-
Volllinie oder der Bezugs-Strichlinie stehen. Es
kann oberhalb oder unterhalb der Bezugslinien
angeordnet werden.
Anordnung des Nahtsinnbilds
Lage des Nahtsinnbilds Lage der Naht (Nahtoberfläche)
Bezugs-Volllinie „Pfeilseite"
Bezugs-Strichlinie „Gegenseite"
Zur Vermeidung von Unklarheiten wird empfohlen,
das Sinnbild möglichst auf die Bezugs-Volllinie zu
setzen.
Zur Kennzeichnung einer Naht in Ansichten senk-
recht zu den Nahtquerschnitten muss das Sinnbild
bei Bedarf auf die Bezugs-Strichlinie gesetzt werden.
Für im Schnitt oder in Ansicht von vorn darge-
stellte Nähte ist das Sinnbild so anzuordnen, dass
der Nahtquerschnitt mit der Stellung des Sinn-
bildes übereinstimmt.
vgl. DIN EN 22553 (1997-03)
K
W
Baustellennaht (Naht wird
<iuf der Baustelle gefertigt)
Nahtoberfläche: hohl (konkav)
Nahtoberfläche: flach (eben) —
Nahtoberfläche: gewölbt (konvex)
Schweißen und Löten, Darstellung von Keilwelen,
Kerbverzahnungen und Federn
Darstellung in Zeichnungen (Kombination von Grundsinnbildern)
vgl DIN EN 22 553 (1997-03)
Erklärung Sinnbild Darstellung bildlich Darstellung sinnbildlich Erklärung Sinnbild Darstellung bildlich Darstellung sinnbildlich
V-Naht mit Gegenlage & )))))))»))) < V7 Doppel- U-Naht X »mmim i 1A-
Doppel- V-Naht X (X Naht) ml))))))))) 1 1 Doppel Kehl naht )})l))))l)))l 1 a3l\ /HF
—
Schweißen und Löten (Bemaßungsbeispiele)
vgl. DIN EN 22 553 (1997-03)
111/IS0 5817-E/ISO 6947-PA/
EN 499-E 42 0 RR 12
Unterbrochene Kehlnaht; Nahtdicke a = 5 mm (ent-
spricht Schenkeldicke z = 7 mm); 2 Einzelnähte mit je
20 mm Länge; Nahtabstand = 10 mm; Vormaß = 30 mm
K
Durchgeschweißte V-Naht mit Gegenlage; hergestellt
durch Lichtbogenhandschweißen (Kennzahl 111 nach
DIN EN 24 063); geforderte Bewertungsgruppe C nach
ISO 5817; Wannenposition PA nach ISO 6947; verwen-
dete Stabelektroden E 42 0 RR 12 nach DIN EN 499.
Darstellung von Keilwellen und Kerbverzahnungen
vgl. DIN ISO 6413 (1990-03)
Keilwellen
oder Keil-
naben mit
geraden
Hanken.
W
Zahnwellen
oder Zahn-
naben mit
Evolventen-
flanken oder
Kerbverzah-
nungen.
Welle
Nabe
Verbindung
r
Symbol:
- 1
=t>Keilwelle IS014-6 x 26 f7 x 30: Keilwellenprofil mit geraden Flanken nach ISO 14, Keilzahl N - 6,
Innendurchmesser d-26f7, Außendurchmesser D = 30 (Seite 222)
Darstellung von Federn
vgl. DIN ISO 2162-1 (1994-08)
Benennung
Darstellung
Ansicht
Schnitt
Sinnbild
Benennung
Darstellung
Ansicht
Schnitt
Sinnbild
N
Zylindrische
Schrauben-
Druckfeder
aus Draht
mit rundem
Querschnitt
Zylindrische
Schrauben-
Drchfeder
aus Draht
mit rundem
Querschnitt
j
Zylindrische
Schrauben-
Zugfeder
aus Draht
mit rundem
Querschnitt
py-
TJ
-Q "7
Teller-
federpaket
(Teller
wechselsinnig
geschichtet)
. —1
K
Wärmebehandelte Teile - Härteangaben
Angaben wärmebehandelter Teile in Zeichnungen
Aufbau der Wärmebehandlungsangaben
vgl. DIN 6773 (2001-04)
Wortangabe(n) für
Werkstoffzu sta nd
Messbare Größen des Werkstoffzustandes
zum Beispiel: vergütet gehärtet gehärtet und angelassen Härte- wert HRC HV HB Rockwell härte Vickershärte Brinellhärte
Härte- tiefe Eht Nht Rht Einsatzhärtungstiefe Nitrierhärtetiefe Einhärtungstiefe
geglüht At VS Aufkohlungstiefe Verbi nd ungssch ichtdicke
nitriert Alle Angaben erfolgen mit Plus-Toleranzen
Mögliche Ergänzungen
Messstellen: Eintragung und Bemaßung
in der Zeichnung mit Sinnbild (4z)
Wärmebehandlungsbild: Vereinfachte,
meist verkleinerte Darstellung des Bau-
teils in der Nähe des Schriftfeldes
Mindestzugfestigkeit oder Gefügezu-
stand: Wenn Prüfung an einem mitbe-
handelten Teil möglich ist
Kennzeichnung der Oberflächenbereiche bei örtlich begrenzter Wärmebehandlung
~~~~~~~~ Bereich muss ———~Bereich darf
| wärmebehandelt rzzZzzZ wärmebehandelt
werden werden
Zwischen bereich darf
V////A nicht wärmebehandelt
werden
Wärmebehandlungsangaben in Zeichnungen (Beispiele)
Verfahren
Wärmebehandlung des ganzen Teiles
gleiche Anforderung
Wärmebehandlung
örtlich begrenzt
Vergüten,
Härten,
Härten
und
Anlassen
unterschiedliche Anforderung
75 + 10
110+5
-------gehärtet und ganzes
Teil angelassen 60 + 3 HRC
gehärtet und angelassen
58 + 4 HRC (J): 40 + 5 HRC
vergütet
350 + 50 HBW 2,5/187,5
Nitrieren,
Einsatz-
härten
einsatzgehärtet und angelassen
55 + 4 HRC Eht = 0,8 + 0,4
(2): 60 + 4 HRC Eht= 1,2+ 0,5
-------einsatzgehärtet und
angelassen 700 + 100 HV 10
Eht = 1,2 + 0,5
nitriert
> 900 HV 10
Nht = 0,3+ 0,1
Rand-
schicht-
härten
--------randschichtgehartet
und ganzes Teil angelassen
(J): 54 + 6 HRC (2): <35 HRC
(2): <30 HRC
randschichtgehartet
620 + 120 HV 50
Rht 500 = 0,8 + 0,8
-------randschichtgehärtet
und angelassen 61+4 HRC
Rht 600 - 0,8 + 0,8
Härtungstiefen und Toleranzen in mm
Einsatzhärtungstiefe Eht 0,05+0,03 0,1+0,1 0,3+0,2 0,5+0,3 0,8+0,4 1,2+0,5 1,6+0,6
Nitrierhärtetiefe Nht 0,05+0,02 0,1+0,05 0,15+0,02 0,2+0,1 0,25+0,1 0,3+0,1 0,35+0,15
Induktio ns härtetiefe Eht 0,2+0,2 0,4+0,4 0,6+0,6 0,8+0,8 1,0+1,0 1,3+1,1 1,6+1,3
Laser/Elektronenstrahl härtetiefe Rht 0,2+0,1 0,4+0,2 0,6+0,3 0,8+0,4 1,0+0,5 1,3+0,6 1,6+0,8
Regelgrenzhärten in den angegebenen Härtungstiefen
Einsatzhärtungstiefe Eht 550 HV 1
Nitrierhärtetiefe Nht Kern härte + 50 HV 0,5
Einhärtungstiefe Rht 0,8 Oberflächenmindesthärte, gereclinri in iiV
Gestaltabweichungen und Rauheitskenngrößen
Gestaltabweichungen
vgl. DIN 4760 (1982-06)
Gestaltabweichunger sind die Abweichungen der Ist-Oberfläche (messtechnisch erfassbare Oberfläche) von
der geometrisch idealen Oberfläche, derer Nennform durch die Zeichnung definiert ist.
Ordnung: Gestaltabweichung (Profilschnitt überhöht dargestellt) Beispiele Mögliche Entstehungsursachen
1. Ordnung: Formabweichung Y////////^777T7a Geradheits-. Rundheits- abweichung Durchbiegungen des Werkstückes oder der Maschine bei der Herstellung des Teiles, Fehler oder Verschleiß in den Führungen der Werkzeugmaschine
2. Ordnung: Welligkeit Wellen Schwingungen der Maschine, Lauf- oder Formabwei- chungen eines Fräsers bei der Herstellung des Teiles
3. Ordnung: Rauheit Rillen Form der Werkzeugschneide, Vorschub oder Zustellung des Werkzeuges bei der Herstellung des Teiles
4. Ordnung: Rauheit Riefen, Schuppen, Kuppen Vorgang der Spanbildung (z.B. Reißspan), Oberflächen- verformung durch Strahlen bei der Herstellung des Teiles
5. und 6. Ordnung: Rauheit Nicht mehr als einfacher Profil- schnitt darstellbar Gefüge- struktur, Gitteraufbau Kristallisationsvorgange, Gefügeänderungen durch Schwei- ßen oder Warmumformungen, Veränderungen durch chemische Einwirkungen, z.B. Korrosion, Beizen
Oberflächenprofile und Kenngrößen
vgl. DIN EN ISO 4287 (1998-10), DIN EN ISO 4288 (1998-04)
Oberflächenprofil
Kenngrößen
Erläuterungen
Primärprofil (Istprofil; P-Profil)
* j
'n
Gesamthöhe
des Profils Pt
Das Primärprofil ist die Grundlage für die Berechnung der
Kenngrößen des Primärprofils und Ausgangsbasis für das
Welligkeits- und Rauheitsprofil.
Die Gesamthöhe des Profils Pt ist die Summe aus der
Höhe der größten Profilspitze Zp und der Tiefe des größ-
ten Profiltales Zv innerhalb der Messstrecke /n.
Welligkeitsprofil (W-Profil)
x* A
Gesamt höhe
des Profils Wt
Rauheitsprofil (R-Profil)
- / N /n=5-<t lli
z ’-J 7\ L_ vf-
7 \
• 7 X 13. Q:
Rv-Zv^
1 5 Profilfraq-
A 4 aZI / V kurve —
f v V Hf *
□u X
0 n . o/100
j Rmr in %
ZM
Höhe des Profils an beliebiger
Position x; Ordinatenwert
Messstrecke
E i n ze I m essstrecke
Gesamthöhe
des Profils Rt
Rp, Rv
Größte Höhe
des Profils
Rz1>
Arithmetischer
Mittelwert der
Profilordinaten
Ra1f
Materialanteil
des Profils
Rmr
Mittellinie
(X-Achse) x
Das Welligkeitsprofil entsteht durch Tiefpassfilterung,
d.h. durch Unterdrücken der kurzwelligen Profilanteile.
Die Gesamthöhe des Profils Wt ist die Summe aus der
Höhe der größten Profilspitze Zp und der Tiefe des größ-
ten Profiltales Zv innerhalb der Messstrecke /n.___________
Das Rauheitsprofil entsteht durch Hochpassfilterung,
d.h. durch Unterdrücken der langwelligen Profilanteile.
Die Gesamthöhe des Profils Rt ist die Summe aus der
Höhe der größten Profilspitze Zp und der Tiefe des größ-
ten Profiltales Zv innerhalb der Messstrecke /n.
Höhe der größten Profilspitze Zp, Tiefe des größten Pro-
filtales Zv innerhalb der Einzelmessstrecke /.
Die Größte Höhe des Profils Rz ist die Summe aus der
Höhe der größten Profilspitze Zp und der Tiefe des größ-
ten Profiltales Zv innerhalb der Messstrecke /n.
Der Arithmetische Mittenwert der Profilordinaten Ra ist
der arithmetische Mittelwert der Beträge aller Ordinaten-
werte Z(x) innerhalb einer Einzelmessstrecke /.
Der Materialanteil des Profils Rmr ergibt sich als Quotient
aus der Summe der tragenden Materiallängen in einer
vorgegebenen Schnitthöhe und der Messstrecke /n.
Die Mittellinie (X-Achse) x ist die Linie, die der lang-
welliger Profilanteilen entspricht, die durch die Profil-
filterung unterdrückt werden.
Bei Kenngrößen, die über eine Einzelmessstrecke definiert sind, wird
nach DIN EN ISO 4288 zur Kenngrößenermittlung im Regelfall das
arithmetische Mittel aus fünf Einzelmessstrecken verwendet.
K
W
Oberflächenangaben
Größen der Sinnbilder
Angabe der Oberflächenbeschaffenheit vgl. DIN ISO 1302 (1993-12)
Sinnbild Erklärung
Grundsinnbild. Alleinstehend bedeutet es „Oberfläche, die behandelt wird".
Sinnbild für eine materialabtrennende Bearbeitung. Das Sinnbild enthält keine Anforderung an die Rauheit.
Sinnbild für eine Oberfläche, die ohne materialabtrennende Bearbeitung hergestellt werden muss oder im Anlieferungszustand zu belassen ist.
Sinnbild zum Eintrag einer besonderen Oberflächenangabe. Wenn alle Oberflächen des Werkstücks dieselbe Oberflächenbeschaffenheit aufweisen sollen, wird das Sinnbild mit einem Kreis ergänzt.
b a / c/f e V d Lage der einzelnen Angaben zur Oberflächenbeschaffenheit am Sinnbild: a Rauheitswert Ra in pm hinter dem Kurzzeichen Ra, oder andere Rauheitswerte mit den zugehörigen Kurzzeichen, z.B. Rz. Der angegebene Rauheitswert a ist der Höchstwert, den die gekennzeichnete Oberfläche auf- weisen darf. b Fertigungsverfahren, Behandlung, Überzug oder andere Anforderungen c Welligkeit in pm hinter dem Kurzzeichen Wt oder Bezugsstrecke in mm d Rillenrichtung e Bearbeitungszugabe in mm f andere Rauheitswerte außer Ra, z.B. Rz in pm hinter dem Kurzzeichen Rz
Ra25/ Die geforderte Oberflächenbeschaffenheit darf mit jedem Fertigungsverfahren hergestellt werden. Im Beispiel beträgt der hochstzulässige Ra-Wert 25 pm.
Ra145/ Die geforderte Oberflächenbeschaffenheit muss durch eine materialabtrennende Bearbeitung hergestellt werden. Im Beispiel darf der Ra-Höchstwert 12,5 pm nicht überschreiten.
Ra 63/ Die geforderte Oberflächenbeschaffenheit darf nicht materialabtrennend, ansonsten aber mit jedem beliebigen Fertigungsverfahren hergestellt werden. Im Beispiel beträgt der Ra-Höchstwert 6,3 pm.
Ra1,6 RaO^/ Muss die Rauheit innerhalb bestimmter Grenzen liegen, so werden über dem Sinnbild die Grenz- werte eingetragen. Im Beispiel beträgt der Höchstwert der Oberflächenrauheit Ra = 1,6 pm und der Mindestwert Ra = 0,8 pm.
Sinnbilder für die Rillenrichtung
Darstel- lung der Rillen- richtung V x X/ M V c V R Y V p v
I L — J I I _ LJ 1—I 1
Illi (Jl
Sinnbild Rillen- richtung ist/hat... parallel zur Projektions- ebene X senkrecht zur Projek- tionsebene X gekreuzt in 2 schrägen Richtungen M viele Richtungen c annähernd zentrisch zum Mittel- punkt R annähernd radial zum Mittelpunkt p nichtrillige Oberfläche, ungerichtet oder muldig
2,5 Sc 3,5 irifthö 5 he /? i 7 n mm 10 14 20
d 0,25 0,35 0,5 0,7 1,0 1,4 2,0
Hl 3,5 5 7 10 14 20 28
h2 8 11 15 21 30 42 60
Oberfläctieuangaben
Anordnung der Sinnbilder in Zeichnungen
Die Sinnbilder sind so einzutragen, dass die Angaben
von unten oder von rechts lesbar sind. Falls notwendig,
wird das Sinnbild auf eine Bezugslinie gesetzt und mit
niner Hinweislinie mit der entsprechenden Oberfläche
verbunden. Die Hinweislinie endet mit einem Pfeil.
Wird bei a nur ein Rauheitswert angegeben, z.B. Ra
oder Rz, so darf das Sinnbild in jeder Lage eingetragen
werden. Die Angaben müssen von unten oder von
rechts lesbar sein.
Beispiele für den Zeichnungseintrag
3 ^/RzWO ^v/Rz6,3 )
geschliffen
verchromt
Bei gleichen Anforderungen an die Mehrzahl der Ober-
llächen steht das Sinnbild in der Nähe der Positions-
। nimmer. Die Ausnahmen werden in Klammern gesetzt.
Vereinfacht können Oberflächenangaben durch ein
Grundsinnbild mit einem Kennbuchstaben einge-
tragen werden. Die Bedeutung muss erklärt werden.
Mittenrauwert Ra in pm und Rauheitsklasse l\l
vgl. DIN ISO 1302 (1980; zurückgezogen)
Ra in pm 50 25 12,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025
N N 12 N 11 N 10 N 9 N 8 N 7 N 6 N 5 N 4 N 3 N2 N 1
Oberflächenangaben vgl. DIN 3141 (zurückgezogen)
Bedeutung nach DIN 140 (zurückgezogen) Oberflächenzeichen (zurückgezogen) R 1 Rz (Rt} in pm R2 I R3 R 4 R 1 Ra ir R2 pm R3 R 4
Hohe Oberfläche durch •orgfältige spanlose I Erstellung wähl- roh weise: wähl- roh weise:
Iz/Zl X//A X//A
geschruppt Kiefen fühlbar und mit bloßem Auge sichtbar I V 160 100 63 25 25 12,5 6,3 3,2
geschlichtet Kiefen mit bloßem Auge noch sichtbar ^^^VV ~ j 40 25 16 10 6,3 3,2 1,6 0,8
leingesch lichtet Kiefen mit bloßem Auge nicht mehr sichtbar vw ~ । 16 6,3 4 2,5 1,6 0,8 0,4 0,2
leinstgeschlichtet Kiefen mit bloßem Auge nicht mehr sichtbar - 1 1 0/ 0,1 0,1 0,025
Angabe der Oberflächenbeschaffenheit vgl. DIN ISO 1302 (1993 12)
Sinnbild Erklärung
Grundsinnbild. Alleinstehend bedeutetes „Oberfläche, die behandelt wird".
Sinnbild für eine materialabtrennende Bearbeitung. Das Sinnbild enthält keine Anforderung an die Rauheit.
Sinnbild für eine Oberfläche, die ohne materialabtrennende Bearbeitung hergestellt werden muss oder im Anlieferungszustand zu belassen ist.
Sinnbild zum Eintrag einer besonderen Oberflächenangabe. Wenn alle Oberflächen des Werkstücks dieselbe Oberflächenbeschaffenheit aufweisen sollen, wird das Sinnbild mit einem Kreis ergänzt.
b a /c/f ev d Lage der einzelnen Angaben zur Oberflächenbeschaffenheit am Sinnbild: a Rauheitswert Ra in pm hinter dem Kurzzeichen Ra, oder andere Rauheitswerte mit den zugehörigen Kurzzeichen, z.B. Rz. Der angegebene Rauheitswert a ist der Höchstwert, den die gekennzeichnete Oberfläche auf- weisen darf. b Fertigungsverfahren, Behandlung, Überzug oder andere Anforderungen c Welligkeit in pm hinter dem Kurzzeichen Wt oder Bezugsstrecke in mm d Rillenrichtung e Bearbeitungszugabe in mm f andere Rauheitswerte außer Ra, z.B. Rz in pm hinter dem Kurzzeichen Rz
Ra25/ Die geforderte Oberflächenbeschaffenheit darf mit jedem Fertigungsverfahren hergestellt werden. Im Beispiel beträgt der hochstzulässige Ra-Wert 25 pm.
Ra12^5/ Die geforderte Oberflächenbeschaffenheit muss durch eine materialabtrennende Bearbeitung hergestellt werden. Im Beispiel darf der Ra-Höchstwert 12,5 pm nicht überschreiten.
Ra 6^/ Die geforderte Oberflächenbeschaffenheit darf nicht materialabtrennend, ansonsten aber mit jedem beliebigen Fertigungsverfahren hergestellt werden. Im Beispiel beträgt der Ra-Höchstwert 6,3 pm.
Ra1,6 Ra0^8/ Muss die Rauheit innerhalb bestimmter Grenzen liegen, so werden über dem Sinnbild die Grenz- werte eingetragen. Im Beispiel beträgt der Höchstwert der Oberflächenrauheit Ra = 1,6 pm und der Mindestwert Ra = 0,8 pm.
Sinnbilder für die Rillenrichtung
Darstel- lung der Rillen- richtung V x M 7 R V p
i 1 i
II |ll!l mm
Sinnbild = J_ X M c R p
Rillen richtung ist/hat... parallel zur Projektions- ebene senkrecht zur Projek- tionsebene gekreuzt in 2 schrägen Richtungen viele Richtungen annähernd zentrisch zum Mittel- punkt annähernd radial zum Mittelpunkt nichtrillige Oberfläche, un gerichtet oder muldig
Größen der Sinnbilder
& /— 2,5 Sei 3,5 irifthö 5 he h i 7 n mm 10 14 20
EH T, tvf Hi® d 0,25 0,35 0,5 0,7 1,0 1,4 2,0
7.'/////, 3,5 5 7 10 14 20 28
h2 8 11 15 21 30 42 60
Oberfläche nanyaben
Anordnung der Sinnbilder in Zeichnungen
Die Sinnbilder sind so einzutragen, dass die Angaben
von unten oder von rechts lesbar sind. Falls notwendig,
wird das Sinnbild auf eine Bezugslinie gesetzt und mit
einer Hinweislinie mit der entsprechenden Oberfläche
verbunden. Die Hinweislinie endet mit einem Pfeil.
Wird bei a nur ein Rauheitswert angegeben, z. B. Ra
oder Rz, so darf das Sinnbild in jeder Lage eingetragen
werden. Die Angaben müssen von unten oder von
rechts lesbar sein.
Beispiele für den Zeichnungseintrag
K
W
Bei gleichen Anforderungen an die Mehrzahl der Ober- flächen steht das Sinnbild in der Nähe der Positions- i nimmer. Die Ausnahmen werden in Klammern gesetzt. Vereinfacht können Oberflächenangaben durch ein Grundsinnbild mit einem Kennbuchstaben einge- tragen werden. Die Bedeutung muss erklärt werden.
Mitterirauwert Ra in pm und Rauheitsklasse N vgl. DIN ISO 1302 (1980; zurückgezogen)
Ra in pm 50 25 12,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025
N N 12 N 11 N 10 N 9 N8 N7 N 6 N 5 N 4 N 3 N 2 N 1
Oberflächenangaben vgl. DIN 3141 (zurückgezogen)
Bedeutung nach DIN 140 (zurückgezogen) Oberflächenzeichen (zurückgezogen) R 1 Rz(Rt} in pm R2 R3 R 4 R 1 Ra in pm R2 1 R3 R 4
Rohe Oberfläche durch sorgfältige spanlose I lerstellung | wähl- roh weise: / / lz)yj \7//\ wähl- roh weise: rz/zi \7/\
geschruppt Riefen fühlbar und mit bloßem Auge sichtbar I V 160 100 63 25 25 12,5 6,3 3,2
geschlichtet Riefen mit bloßem Auge noch sichtbar 40 25 16 10 6,3 3,2 1,6 0,8
feingeschlichtet Riefen mit bloßem Auge nicht mehr sichtbar I V.' z । 16 6,3 4 2,5 1,6 0,8 0,4 0,2
feinstgeschlichtet Riefen mit bloßem Auge nicht mehr sichtbar l ww j - 1 1 0,4 - 0,1 0,1 0,025
Si System für Grenzmaße und Passungen
Beoriffe
vgl. DIN ISO 286-1 (1990 11)
Begriff Erklärung Begriff Erklärung
Grenzabmaße Oberes Unteres Höchstmaß minus Nennmaß Mindestmaß minus Nennmaß Passung Beziehung aus der Differenz der Ist- maße von Bohrung und Welle vor dem Fügen
Grenzmaße Höchstmaß Mindestmaß Größtes zugelassenes Werkstückmaß Kleinstes zugelassenes Werkstückmaß Toleranz Differenz zwischen Höchst- und Min- destmaß bzw. Differenz zwischen oberem und unterem Abmaß
Grundabmaß Abstand zwischen Nulllinie und demjenigen Grenzabmaß, das am nächsten bei der Nulllinie liegt Toleranzfeld Bei grafischer Darstellung von Tole- ranzen das Feld zwischen Höchst- und Mindestmaß
Grundtoleranz Die einem Grundtoleranzgrad, z.B. IT7, und einem Nennmaßbereich, z.B. 30—50, zugeordnete Toleranz Toleranzgrad Zahl des Grundtoleranzgrades
Grund- toleranzgrad Eine Gruppe von Toleranzen, die dem gleichen Genauigkeitsniveau, z.B. IT7, zugeordnet werden Toleranzklasse Benennung für eine Kombination eines Grundabmaßes mit einem Toleranzgrad, z.B. H7
Istmaß Gemessenes Werkstückmaß Toleriertes Maß Nennmaß mit Grenzabmaßen, z.B. 30 ± 0,1, oder Nennmaß mit Toleranz- klasse, z.B. 20 H7
Nennmaß Maß, auf das sich die Abmaße beziehen
Grenzmaße, Abmaße und Toleranzen vgl. DIN ISO 286-1 (1990-11)
Bohrungen /V Nennmaß ES oberes Abmaß Bohrung GoB Höchstmaß Bohrung El unteres Abmaß Bohrung GuB Mindestmaß Bohrung TB Toleranz Bohrung Wellen N Nennmaß es oberes Abmaß Welle Gow Höchstmaß Welle ei unteres Abmaß Welle Guw Mindestmaß Welle Tw Toleranz Welle
Z/Z6 Gob = N + ES guB= n+ei cf </> Ef Gow = /V + es Guw = N + ei
1-
Tb = ES-El 3 Tw = es - ei
Tb = GoB - GuB Tvj = GoW - GuW
Fassungen
Spielpassung
PSh Höchstspiel
PSM Mindestspiel
Übergangspassung
PSH Höchstspiel
Püh Höchstübermaß
vgl. DIN ISO 286 1 (1990-11)
Übermaßpassung
Puh Höchstübermaß
^uivi Mindestübermaß
Tsm = - GoW
psh = GoB - GuW
Tüh = GuB - GoW Püm = GoB - GuW
ISO-System für Grenzmaße und
Passungssysteme
vgl. DIN ISO 286-1 (1990 11)
Passungssystem Einheitsbohrung
Grundabmaße für Wellen Alle Bohrungsmaße besitzen das Grundabmaß H
7
Passungssystem Einheitswelle Grundabmaße für Bohrungen Alle Wellenmaße besitzen das Grundabmaß h
। ] oe Al 1 +50 Ui । bL1i I F r *30 3 rur r
?5F8
r ii -t
1 j yNulllime +10
U T Nennmaß h-Welle II J -10 -20 |25h61 |2Sh6j—i [25N?| Spiel- Ubergangs- passung passung |25ti6|
' '1 1 -30 25S7
Spiel- Übergangs- Übermaß- ' 50 passungen passungen passungen | Übermaß- passung
Grundtoleranzen vgl. DIN ISO 284-1 (1990-11)
Nennmaß- IT1 IT2 | IT3 Grundtoleranzgrade IT4 1 IT5 1 IT6 1 IT7 | IT8 | IT9 |lT10|lT11 | IT12 IT13 | IT14 | IT15 IT16 IT17 IT18
ulx ?r... bis mm Grundtoleranzen pm mm
... 3 0,8 1,2 2 3 4 6 10 14 25 40 60 0,1 0,14 0,25 0,4 0,6 1 1,4
3... 6 1 1,5 2,5 4 5 8 12 18 30 48 75 0,12 0,18 0,3 0,48 0,75 1,2 1,8
6... 10 1 1,5 2,5 4 6 9 15 22 36 58 90 0,15 0,22 0,36 0,58 0,9 1,5 2,2
10... 18 1,2 2 3 5 8 11 18 27 43 70 110 0,18 0,27 0,43 0,7 1,1 1,8 2,7
18... 30 1,5 2,5 4 6 9 13 21 33 52 84 130 0,21 0,33 0,52 0,84 1,3 2,1 3,3
30... 50 1,5 2,5 4 7 11 16 25 39 62 100 160 0,25 0,39 0,62 1 1,6 2,5 3,9
50... 80 2 3 5 8 13 19 30 46 74 120 190 0,3 0,46 0,74 1,2 1,9 3 4,6
80... 120 2,5 4 6 10 15 22 35 54 87 140 220 0,35 0,54 0,87 1,4 2,2 3,5 5,4
120... 180 3,5 5 8 12 18 25 40 63 100 160 250 0,4 0,63 1 1,6 2,5 4 6,3
180... 250 4,5 7 10 14 20 29 46 72 115 185 290 0,46 0,72 1,15 1,85 2,9 4,6 7,2
250... 315 6 8 12 16 23 32 52 81 130 210 320 0,52 0,81 1,3 2,1 3,2 5,2 8,1
315... 400 7 9 13 18 25 36 57 89 140 230 360 0,57 0,89 1,4 2,3 3,6 5,7 8,9
400... 500 8 10 15 20 27 40 63 97 155 250 400 0,63 0,97 1,55 2,5 4 6,3 9,7
500... 630 9 11 16 22 32 44 70 110 175 280 440 0,7 1,1 1,75 2,8 4,4 7 11
630... 800 10 13 18 25 36 50 80 125 200 320 500 0,8 1,25 2 3,2 5 8 12,5
800... 1000 11 15 21 28 40 56 90 140 230 360 560 0,9 1,4 2,3 3,6 5,6 9 14
I000...1250 13 18 24 33 47 66 105 165 260 420 660 1,05 1,65 2,6 4,2 6,6 10,5 16,5
1250...1600 15 21 29 39 55 78 125 195 310 500 780 1,25 1,95 3,1 5 7,8 12,5 19,5
1600...2000 18 25 35 46 65 92 150 230 370 600 920 1,5 2,3 3,7 6 9,2 15 23
’000...2500 22 30 41 55 78 110 175 280 440 700 1100 1,75 2,8 4,4 7 11 17,5 28
2500...3150 26 36 50 68 96 135 210 330 540 860 1350 2,1 3,3 5,4 8,6 13,5 21 33
Die Grenzabmaße der Toleranzgrade für die Grundabmaße h, js, H und JS können aus den Grundtoleranzen abgeleitet werden: h: es = 0; ei = - IT js: es = + IT/2; ei = - IT/2 H: ES = + IT; El = 0 JS. ES = + IT/2; El = - IT/2
ISO-Passungen
System Einheitsbohrung vgl. DIN ISO 286-2 (1990-11)
____________________________Grenzabmaße in pm für Toleranzklassen1*______________________
Nennmaß- bereich über...bis mm für Bohrung H6 Be H6-B Spiel- h5 für 'm Fü ohrun Üb P je Welle gen rr g ent ergan assun k6 n it eine steht e gs- g n5 r ine Über- maß- p5 für Bohrung H7 P< f7 Be Spiel- assunt g6 im Fü h6 für gen m ents j6 Welle t eine teht e Überg Pass k6 n H7-B ne angs- ung m6 ohrun n6 g Über Pass r6 maß- ung s6
1... 3 4-6 0 0 - 4 + 4 - 2 + 6 0 + 8 + 4 + 10 + 6 + 10 0 - 6 - 16 - 2 - 8 0 - 6 + 4 -2 + 6 0 + 8 + 2 + 10 + 4 + 16 + 10 + 20 + 14
3... 6 + 8 0 0 - 5 + 6 - 2 + 9 + 1 + 13 + 8 + 17 + 12 + 12 0 - 10 - 22 - 4 - 12 0 - 8 + 6 -2 + 9 + 1 + 12 + 4 + 16 + 8 + 23 + 15 + 27 + 19
6... 10 4-9 0 0 - 6 + 7 - 2 + 10 + 1 + 16 + W + 21 + 15 + 15 0 - 13 T 28 - 5 - 14 0 - 9 + 7 -2 + 10 + 1 + 15 + 6 + 19 + 10 + 28 + 19 + 32 + 23
10... 14 14... 18 4-11 0 0 8 + 8 - 3 + 12 + 1 + 20 + 12 + 26 + 18 + 18 0 - 16 - 34 - 6 -17 0 -11 + 8 -3 + 12 + 1 + 18 + 7 + 23 + 12 + 34 + 23 + 39 + 28
18... 24 24... 30 4- 13 0 0 9 + 9 - 4 + 15 + 2 + 24 + 15 + 31 + 22 + 21 0 - 20 - 41 - 7 -20 0 - 13 + 9 - 4 + 15 + 2 + 21 + 8 + 28 + 15 + 41 + 28 + 48 + 35
30... 40 40... 50 + 16 0 0 - 11 + 11 - 5 + 18 + 2 + 28 + 17 + 37 + 26 + 25 0 - 25 - 50 - 9 -25 0 - 16 + 11 - 5 + 18 + 2 + 25 + 9 + 33 + 17 + 50 + 34 + 59 + 43
50... 65 + 19 0 0 -13 + 12 - 7 + 21 + 2 + 33 + 20 + 45 + 32 + 30 0 - 30 - 60 - 10 -29 0 -19 + 12 - 7 + 21 + 2 + 30 + 11 + 39 + 20 + 60 + 41 + 72 + 53
65... 80 + 62 + 43 + 78 + 59
80...100 + 22 0 0 - 15 + 13 9 + 25 + 3 + 38 + 23 + 52 + 37 + 35 0 - 36 - 71 -12 -34 0 -22 + 13 - 9 + 25 + 3 + 35 + 13 + 45 + 23 + 73 + 51 + 93 + 71
100...120 + 76 + 54 + 101 + 79
120...140 + 25 0 0 -18 + 14 - 11 + 28 + 3 + 45 + 27 + 61 + 43 + 40 0 - 43 - 83 - 14 -39 0 -25 + 14 - 11 + 28 + 3 + 40 + 15 + 52 + 27 + 88 + 63 + 117 + 92
140...160 + 90 + 65 + 125 + 100
160-180 r 93 + 68 + 133 + 108
180...200 200-225 225...250 4-29 0 0 -20 + 16 - 13 + 33 + 4 + 51 + 31 + 70 + 50 + 46 0 - 50 - 96 -15 -44 0 -29 + 16 -13 + 33 + 4 + 46 + 17 + 60 + 31 + 106 + 77 + 151 + 122
v 109 + 80 + 159 + 130
+ 113 + 84 + 169 + 140
250...280 + 32 0 0 -23 + 16 - 16 + 36 + 4 + 57 + 34 + 7S + 56 + 52 0 - 56 - 108 -17 -49 0 -32 + 16 - 16 + 36 + 4 + 52 + 20 + 66 + 34 + 126 + 94 + 190 + 158
280-315 + 130 + 98 + 202 + 170
315...355 + 36 0 0 -25 + 18 -18 + 40 + 4 + 62 + 37 + 87 + 62 + 57 0 - 62 - 119 -18 -54 0 -36 + 18 -18 + 40 + 4 + 57 + 21 + 73 + 37 + 144 + 108 + 226 + 190
355-400 + 150 + 114 +244 + 208
400...450 + 40 0 0 -27 + 20 -20 + 45 + 5 + 67 + 40 + 95 + 67 + 63 0 - 68 - 131 -20 -60 0 -40 + 20 -20 + 4b + 5 + 63 + 23 + 80 + 40 + 166 + 126 + 272 + 232
450...500 + 172 + 132 + 292 + 252
Die fett gedruckten Toleranzklassen entsprechen der Reihe 1 in DIN 7157; sie sind bevorzugt zu verwenden.
ISO-Passungen
System Einheitsbohrung vgl. DIN ISO 286-2 (1590-11)
Grenzabmaße in pm für Toleranzklassen11
Nennmaß- bereich über...bis für Bohrung für Wellen Beim Fügen mit einer H8-Bohrung entsteht eine Spiel- Übermaß- für Bohrung für Wellen Beim Fügen mit einer H11-Bohrung entsteht eine Spiel-
H8 dS Pass e8 ung f7 h9 Pass u82> ung x82) H11 all C11 Pass d9 ung dl 1 h9 hl 1
1... 3 + 14 0 - 20 - 45 - 14 - 28 -6 - 16 0 - 25 + 32 + 18 + 34 + 20 + 60 0 - 270 - 330 - 60 - 120 - 20 - 45 - 20 - 80 0 - 25 0 - 60
3... 6 + 18 0 - 30 - 60 - 20 - 38 - 10 -22 0 - 30 + 41 + 23 + 46 + 28 + 75 0 - 270 - 345 - 70 - 145 - 30 - 60 - 30 - 105 0 - 30 0 - 75
6... 10 + 22 0 40 - 76 - 25 - 47 -13 -28 0 - 36 + 50 + 28 + 56 + 34 + 90 0 - 280 - 370 - 80 - 170 - 40 - 76 - 40 - 130 0 - 36 0 - 90
10... 14 + 27 0 - 50 - 93 - 32 - 59 - 16 -34 0 - 43 + 60 + 33 + 67 + 40 + 110 0 - 290 - 400 - 95 -205 - 50 - 93 - 50 -160 0 - 43 0 - 110
14... 18 + 72 + 45
18... 24 + 33 0 - 65 - 117 - 40 - 73 -20 -41 0 - 52 + 74 + 41 + 87 + 54 + 130 0 - 300 - 430 -110 -240 - 65 -117 - 65 - 195 0 - 52 0 - 130
24... 30 + 81 + 48 + 97 + 64
30... 40 + 39 0 - 80 - 142 - 50 - 89 -25 -50 0 - 62 + 99 + 60 + 119 + 80 + 160 0 - 310 - 470 -120 -280 - 80 - 142 - 80 -240 0 - 62 0 - 160
40... 50 + 109 + 70 + 136 + 97 - 320 - 480 - 130 -290
50... 65 + 46 0 - 100 -174 - 60 -106 -30 -60 0 - 74 + 133 + 87 + 168 + 122 + 190 0 - 340 - 530 - 140 -330 -100 - 174 -100 -290 0 - 74 0 190
65... 80 + 148 + 102 + 192 + 146 - 360 - 550 - 150 -340
80...100 + 54 0 - 120 -207 - 72 - 126 -36 71 0 - 87 + 178 + 124 + 232 + 178 + 220 0 - 380 - 600 - 170 -390 - 120 -207 - 120 -340 0 - 87 0 -220
100... 120 + 198 + 144 + 264 + 210 - 410 - 630 - 180 -400
120...140 + 63 0 -145 -245 - 85 - 148 -43 - 83 0 - 100 + 233 + 170 + 311 + 248 + 250 0 - 460 - 710 -200 -450 - 145 -245 -145 -395 0 - 100 0 -250
140... 160 + 253 + 190 + 343 + 280 - 520 - 770 -210 -460
160...180 + 273 + 210 + 373 + 310 - 580 - 830 -230 -480
180...200 + 72 0 - 170 -285 - 100 -172 -50 -96 0 -115 + 308 + 236 + 422 + 350 + 290 0 - 660 - 950 -240 -530 - 170 -285 - 170 -460 0 -115 0 -290
200...225 + 330 + 258 + 457 + 385 - 740 - 1030 -260 -550
225...250 + 356 + 284 + 497 + 425 - 820 - 1110 -280 -570
250...280 + 81 0 - 190 -320 - 110 -191 - 56 - 108 0 -130 + 396 + 315 + 556 + 475 + 320 0 - 920 -1240 -300 -620 - 190 -320 - 190 -510 0 -130 0 - 320
280...315 + 431 + 350 + 606 + 525 - 1050 -1370 -330 -650
315...355 + 89 0 -210 -350 -125 -214 - 62 - 119 0 - 140 + 479 + 390 + 679 + 590 + 360 0 - 1200 - 1560 -360 -720 -210 -350 -210 -570 0 - 140 0 -360
355...400 + 524 + 435 + 749 + 660 -1350 -1710 -400 -760
400-450 + 97 0 -230 -385 -135 -232 - 68 131 0 - 155 + 587 + 490 + 837 + 740 + 400 0 -1500 - 1900 -440 -840 -230 -385 -230 -630 0 - 155 0 -400
450...500 + 637 + 540 + 917 + 820 - 1650 -2050 -480 -880
11 Die fett gedruckten Toleranzklassen entsprechen der Reihe 1 in DIN 7157; sie sind bevorzugt zu verwenden.
2> DIN 7157 empfiehlt: Nennmaße bis 24 mm: H8/x8; Nennmaße über 24 mm: H8/u8.
K
w
ISO-Passungen
System Einheitswelle vgl. DIN ISO 286 2 (1990-11)
Grenzabmaße in pm für Toleranzklassen1’
Nennmaß- bereich über... bis mm für Welle h5 Be h5 Spiel- Pass. H6 für B im Fü Welle Überg Pass J6 ohrun gen rr entst angs- ung M6 gen it eint eht eir Übe Pas N6 3r le maß- sung P6 für Welle h6 F/ Spiel assunc G7 teim H7 für B ügen ents J7 ohrun mit eir teilt e Überc Pass K7 gen ler h6 ne angs- ung M7 Welle N7 Über Pas? R7 maß- sung S7
1... 3 0 - 4 + 6 0 + 2 - 4 - 2 - 8 - 4 - 10 - 6 - 12 0 - 6 + 20 + 6 + 12 + 2 + 1:0 0 + 4 - 6 0 -10 - 2 -12 - 4 - 14 - 10 - 20 - 14 - 24
3... 6 0 - 5 + 8 0 + 5 - 3 - 1 - 9 - 5 -13 - 9 -17 0 - 8 + 28 + 10 + 16 + 4 + 12 0 + 6 - 6 + 3 - 9 0 - 12 - 4 - 16 - 11 - 23 - 15 - 27
6... 10 0 - 6 + 9 0 + 5 - 4 - 3 -12 - 7 -16 - 12 -21 0 - 9 + 35 + 13 + 20 + 5 4 15 0 + 8 - 7 + 5 -10 0 -15 - 4 - 19 - 13 - 28 - 17 - 32
10... 18 0 - 8 + 11 0 + 6 - 5 - 4 -15 - 9 -20 -15 -26 0 - 11 + 43 + 16 + 24 + 6 + 18 0 + 10 - 8 + 6 -12 0 -18 - 5 -23 - 16 - 34 - 21 - 39
18... 30 0 - 9 + 13 0 + 8 - 5 - 4 - 17 -11 -24 -18 -31 0 - 13 + 53 + 20 + 28 + 7 + 21 0 + 12 - 9 + 6 - 15 0 -21 - 7 -28 - 20 - 41 - 27 - 48
30... 40 0 + 16 + 10 - 4 - 12 -21 0 64 + 34 + 25 + 14 + 7 0 - 8 - 25 - 34
40... 50 -11 0 6 -20 -28 -37 - 16 25 + 9 0 - 11 -18 -25 -33 - 50 - 59
50... 65 0 + 19 + 13 - 5 - 14 -26 0 + 76 + 40 + 30 + 18 + 9 0 - 9 - 30 - 60 - 42 - 72
65... 80 - 13 0 - 6 -24 -33 -45 -19 + 30 + 10 0 - 12 -21 -30 -39 - 32 - 62 - 48 - 78
80... 100 0 + 22 + 16 - 6 - 16 -30 0 + 90 + 47 + 35 + 22 + 10 0 - 10 - 38 - 73 - 58 - 93
100...120 - 15 0 - 6 -28 -38 -52 -22 + 36 + 12 0 - 13 -25 -35 - 45 - 41 - 76 - 66 -101
120...140 + 25 o + 18 7 -20 45 + 106 + 40 0 + 26 - 48 - 88 - 77 -117
0 -25 + 54 + 12 -28 0 -40 - 12 -52
140...160 -33 - 50 - 90 - 85 -125
160—180 - 53 - 93 - 93 -133
180...200 + 29 + 22 -22 — 51 + 122 + 50 + 30 -16 - 60 - 106 -105 -151
-70 -29 + 61 + 15 + 46 0 + 13 -33 0 -46
200...225 20 - 63 - 109 -113 -159
225...250 - 67 -113 -123 -169
250...280 0 + 32 + 25 - 9 - 25 -47 0 + 137 + 69 + 52 + 36 + 16 0 - 14 - 74 - 126 -138 -190
280...315 23 0 - 7 -41 -57 -79 -32 + 56 + 17 0 - 16 -36 -52 -66 - 78 - 130 -150 -202
315...355 0 + 36 + 29 - 10 -26 -51 0 + 151 + 75 + 57 + 39 + 17 0 -16 - 87 -144 -169 -226
355...400 -25 0 - 7 -46 -62 -87 -36 + 62 + 18 0 - 18 -40 -57 -73 - 93 - 150 -187 -244
400...450 0 + 40 + 33 - 10 -27 55 0 + 165 + 83 + 63 + 43 + 18 0 - 17 -103 -166 -209 -272
450...500 -27 0 - 7 -50 -67 95 40 + 68 + 20 0 -20 -45 -63 -80 -109 -172 -229 -292
1> Die fett gedruckten Toleranzklassen entsprechen der Reihe 1 in DIN 7157; sie sind bevorzugt zu verwenden.
ISO-Passungen
System Einheitswelle vgl. DIN ISO 286-2 (1990-11)
Nennmaß- bereich über...bis mm Grenzabmaße in pm für Toleranzklassen11
für Welle für Bohrungen Beim Fügen mit einer h9-Welle entsteht eine für Welle für Bohrungen Beim Fügen mit einer h11-Welle entsteht eine
h9 C11 mo Spie Passu E9 - ng F8 H8 H11 Uberg Pass J9/JS921 angs- Jng P9 hll A11 Spi Pass C11 eb ung D10 H11
1... 3 0 - 25 + 120 + 60 + 60 + 20 + 39 + 14 + 20 + 6 + 14 0 + 60 0 + 12,5 - 12,5 - 6 - 31 0 - 60 + 330 + 270 + 120 + 60 + 60 + 20 + 60 0
3... 6 0 - 30 + 145 + 70 + 78 + 30 + 50 + 20 + 28 + 10 + 18 0 + 75 0 + 15 -15 - 12 - 42 0 - 75 + 345 + 270 + 145 + 70 + 78 + 30 + 75 0
6... 10 0 -36 + 170 + 80 + 98 + 40 + 61 + 25 + 35 + 13 + 22 0 + 90 0 + 18 -18 - 15 - 51 0 - 90 + 370 + 280 + 170 + 80 + 98 + 40 + 90 0
10... 18 0 - 43 + 205 + 95 + 120 + 50 + 75 + 32 + 43 + 16 + 27 0 + 110 0 + 21,5 -21,5 - 18 - 61 0 -110 + 400 + 290 + 205 + 95 + 120 + 50 + 110 0
18... 30 0 - 52 + 240 + 110 + 149 + 65 + 92 + 40 + 53 + 20 + 33 0 + 130 0 + 26 -26 - 22 - 74 0 - 130 + 430 + 300 + 240 + 110 + 149 + 65 + 130 0
30... 40 0 - 62 + 280 + 120 + 180 + 80 + 112 + 50 + 64 + 25 + 39 0 + 160 0 + 31 -31 - 26 - 88 0 - 160 + 470 + 310 + 280 + 120 + 180 + 80 + 160 0
40... 50 + 290 + 130 + 480 + 320 + 290 + 130
50... 65 0 - 74 + 330 + 140 + 220 + 100 + 134 + 60 + 76 + 30 + 46 0 + 190 0 + 37 -37 - 32 - 106 0 - 190 + 530 + 340 + 330 + 140 + 220 + 100 + 190 0
65... 80 + 340 + 150 + 550 + 360 + 340 + 150
80... 100 0 - 87 + 390 + 170 + 260 + 120 + 159 + 72 + 90 + 36 + 54 0 + 220 0 + 43,5 -43,5 - 37 - 124 0 -220 + 600 + 380 + 390 + 170 + 260 + 120 + 220 0
100...120 + 400 + 180 + 630 + 410 + 400 + 180
120...140 0 - 100 + 450 + 200 + 305 + 145 + 185 + 85 + 106 + 43 + 63 0 + 250 0 + 50 -50 - 43 -143 0 -250 + 710 + 460 + 450 + 200 + 305 + 145 + 250 0
140...160 + 460 + 210 + 770 + 520 + 460 + 210
160... 180 + 480 + 230 + 820 + 580 + 480 + 230
180...200 0 - 115 + 530 + 240 + 355 + 170 + 215 + 100 + 122 + 50 + 72 0 + 290 0 + 57,5 -57,5 - 50 - 165 0 -290 + 950 + 660 + 530 + 240 + 355 + 170 + 290 0
200...225 + 550 + 260 + 1030 + 740 + 550 + 260
225...250 + 570 + 280 + 1110 + 820 + 570 + 280
250...280 0 - 130 + 620 + 300 + 400 + 190 + 240 + 110 + 137 + 56 + 81 0 + 320 0 + 65 -65 - 56 - 186 0 -320 + 1240 + 920 + 620 + 300 + 400 + 190 + 320 0
280...315 + 650 + 330 + 1370 + 1050 + 650 + 330
315...355 0 - 140 + 720 + 360 + 440 + 210 + 265 + 125 + 151 + 62 + 89 0 + 360 0 + 70 -70 - 62 -202 0 -360 + 1560 + 1200 + 720 + 360 + 440 + 210 + 360 0
355...400 + 760 + 400 + 1710 + 1350 + 760 + 400
400...450 0 - 155 + 840 + 440 + 480 + 230 + 290 + 135 + 165 + 68 + 97 0 + 400 0 + 77,5 -77,5 - 68 -223 0 400 + 1900 + 1500 + 840 + 440 + 480 + 230 + 400 0
450...500 + 880 + 480 + 2050 h 1650 + 880 + 480
11 Die fett gedruckten Toleranzklassen entsprechen der Reihe 1 in DIN 7157; sie sind bevorzugt zu verwenden. Die Toleranzfelder J9/JS9, J10/JS10 usw. sind jeweils gleich groß und liegen symnxitrisch zur Nulllinie.
K
W
ISO-Passungen
--------------------------------------------------------------------------
Grenzabmaße für Normteile vgl. DIN ISO 286-2 (1990-11)
Nennmaß- bereich über... bis mm Grenzabmaße in pm für Toleranzklassen1)
Für Bohrungen für Wellen
E6 F7 G6 K6 N8 N9 P8 d10 f6 f9 g5 97 m5 p6 r7
1... 3 + 20 4- 14 4- 16 4- 6 + 8 + 2 0 - 6 - 4 - 18 - 4 - 29 - 6 - 20 - 20 - 60 - 6 - 12 - 6 -31 - 2 - 6 - 2 -12 + 6 + 2 + 12 + 6 + 20 + 10
3... 6 + 28 + 20 4- 22 4- 10 4- 12 4- 4 + 2 - 6 - 2 - 20 0 - 30 - 12 - 30 - 30 - 78 - 10 - 18 -10 -40 - 4 - 9 - 4 -16 + 9 + 4 + 20 + 12 + 27 + 15
6... 10 + 34 + 25 4- 28 4- 13 4- 14 4- 5 + 2 - 7 - 3 - 25 0 - 36 - 15 - 37 - 40 - 98 - 13 - 22 -13 -49 - 5 - 11 - 5 -20 + 12 + 6 + 24 + 15 + 34 + 19
10... 14 + 43 + 32 4- 34 + 16 4- 17 4- 6 + 2 - 9 - 3 - 30 0 - 43 - 18 - 45 - 50 -120 - 16 - 27 - 16 -59 - 6 -14 - 6 -24 + 15 + 7 + 29 + 18 + 41 + 23
14... 18
18... 24 + 53 4- 40 4- 41 + 20 4-20 + 7 + 2 -11 - 3 - 36 0 - 52 - 22 - 55 - 65 - 149 - 20 - 33 -20 -72 - 7 - 16 - 7 -28 + 17 + 8 + 35 + 22 + 49 + 28
24... 30
30... 40 + 66 + 50 4- 50 4- 25 4-25 + 9 + 3 -13 - 3 - 42 0 - 62 - 26 - 65 - 80 -180 - 25 - 41 -25 -87 - 9 -20 - 9 -34 + 20 + 9 + 42 + 26 + 59 + 34
40... 50
50... 65 + 79 + 60 4- 60 4- 30 4-29 4- 10 + 4 -15 - 4 - 50 0 - 74 - 32 - 78 - 100 -220 - 30 - 49 - 30 - 104 -10 -23 -10 -40 + 24 + 11 + 51 + 32 + 71 + 41
65... 80 + 73 + 43
80... 100 + 94 + 72 4- 71 4- 36 4-34 + 12 + 4 -18 - 4 - 58 0 - 87 - 37 - 91 - 120 -260 - 36 - 58 - 36 -123 -12 -27 -12 -47 + 28 + 13 + 59 + 37 + 86 + 51
100...120 + 89 + 54
120... 140 + 110 + 85 4- 83 + 43 4-39 + 14 + 4 -21 - 4 - 67 0 -100 - 43 -106 - 145 -305 - 43 - 68 - 43 -143 -14 -32 -14 -54 + 33 + 15 + 68 + 43 + 103 + 63
140...160 + 105 + 65
160...180 + 108 + 68
180...200 + 129 4- 100 + 96 + 50 4- 44 4- 15 + 5 -24 - 5 - 77 0 -115 - 50 -122 - 170 -355 - 50 - 79 - 50 -165 -15 -35 -15 -61 + 37 + 17 + 79 + 50 + 123 + 77
200...225 + 126 + 80
225...250 + 130 + 84
250...280 + 142 + 110 4- 108 4- 56 4-49 4- 17 + 5 -27 - 5 - 86 0 - 130 - 56 137 - 190 400 - 56 - 88 - 56 - 186 - 17 -40 -17 -69 + 43 -20 + 88 + 56 + 146 + 94
280...315 + 150 + 98
315...355 + 161 + 125 + 119 4- 62 4-54 4- 18 + 7 -29 - 5 - 94 0 - 140 - 62 - 151 -210 -440 - 62 - 98 - 62 -202 - 18 -43 - 18 -75 + 46 + 21 + 98 + 62 + 165 + 108
355...400 + 171 + 114
400...450 4- 175 4- 135 4- 131 4- 68 + 60 + 20 + 8 -32 - 6 - 103 0 - 155 - 68 - 165 -230 -480 - 68 - 108 - 68 -223 -20 -47 -20 -83 + 50 + 23 + 108 + 68 + 189 + 126
450...500 + 195 + 132
11 Auf dieser Seite sind Toleranzklassen von Normteilen abgedruckt, die auf den Seiten 100... 103 nicht enthalten sind.
Allgemeintoleranzen
Allgemeintoleranzen für Längen- und Winkelmaße11 vgl. DIN ISO 2768-1 (1991-06)
Toleranz klasse Längenmaße
Grenzabmaße in mm für Nennmaßbereiche
0,5 bis 3 über 3 bis 6 über 6 bis 30 über 30 bis 120 über 120 bis 400 über 400 bis 1000 über 1000 bis 2000 über 2000 bis 4000
1 (fein) ±0,05 ±0,05 ±0,1 ±0,15 ±0,2 ±0,3 ±0,5 -
in (mittel) ±0,1 ±0,1 ±0,2 ±0,3 ±0,5 ±0,8 ± 1,2 ± 2
<- (grob) ±0,2 ±0,3 ±0,5 ±0,8 ± 1,2 ±2 ±3 ± 4
v (sehr grob) - ±0,5 ± 1 ± 1,5 ±2,5 ± 4 ± 6 ±8
Toleranz- klasse Rundungshalbmesser und Fasen Winkelmaße
Grenz Ne 0,5 bis 3 abmaße in n nnmaßberei über 3 bis 6 im für 3he über 6 für N bis 10 Grenzabma snnmaßbere über 10 bis 50 ße in Grad u ehe (kürzere über 50 bis 120 nd Minuten r Winkelscht über 120 bis 400 snkel) über 400
1 (fein) in (mittel) ±0,2 ±0,5 ± 1 ± 1° ± 0° 30' ± 0° 20' ±0° 10' ±0° 5'
। (grob) ±0,4 ± 1 ±2 ± l°30' ± 1° ± 0° 30' ±0° 15' ±0° 10'
v (sehr grob) ±3° ±2° ± 1° ± 0° 30' ± 0° 20'
Allgemeintoleranzen für Form und Lage vgl. DIN ISO 2768-2 (1991-041
Toleranz Toleranzen in mm für Lauf
Geradheit und Ebenheit Rechtwinkligkeit Symmetrie
klasse bis 10 Nennr über 10 bis 30 naßbe über 30 bis 100 eiche über 100 bis 300 n mm über 300 bis 1000 über 1000 bis 3000 Nennr (kürze bis 100 naßbe rer Wir über 100 bis 300 eiche kelscf über 300 bis 1000 n mm enkel) über 1000 bis 3000 Nennr (kürz bis 100 naßbe eres Fc über 100 bis 300 reiche rmele über 300 bis 1000 n mm nent) über 1000 bis 3000
H 0,02 0,05 0,1 0,2 0,3 0,4 0,2 0,3 0,4 0,5 0,5 0,1
K 0,05 0,1 0,2 0,4 0,6 0,8 0,4 0,6 0,8 1 0,6 0,8 1 0,2
L 0,1 0,2 0,4 0,8 1,2 1,6 0,6 1 1,5 2 0,6 1 1,5 2 0,5
Allgemeintoleranzen für Längen- und Winkelmaße, Form und Lage vgl. DIN 7168 (1991-04)
nicht für Neukonstruktionen -
Toleranz klasse Längenmaße
0,5 bis 3 über 3 bis 6 Gren über 6 bis 30 'abmaße in über 30 bis 120 mm für Nf über 120 bis 400 ?nnmaßber über 400 bis 1000 eiche über 1000 bis 2000 über 2000 bis 4000 über 4000 bis 8000
(fein) ±0,05 ±0,05 ±0,1 ±0,15 ±0,2 ±0,3 ±0,5 ±0,8 -
n (mittel) ±0,1 ±0,1 ±0,2 ±0,3 ±0,5 ±0,8 ±1,2 ±2 ±3
i (grob) ± 0,15 ±0,2 ±0,5 ±0,8 ± 1,2 ±2 ±3 ± 4 ±5
•g (sehr grob) - ±0,5 ± 1 ± 1,5 ±2 ±3 ±4 ± 6 ±8
Toleranz- klasse Rundungshalbmesser und Fasen Winkelmaße
0,5 bis 3 Grenza Ner über 3 bis 6 bmaße in nmaßber über 6 bis 30 mm für eich über 30 bis 120 über 120 bis 400 Gr für Nenn bis 10 enzabmaß maßberei über 10 bis 50 e in Grad ch (kürzer über 50 bis 120 und Mim er Winke über 120 bis 400 ten schenke!) über 400
(fein) ±0,2 ± 0,5 ± 1 ±2 ± 4 ± 1° ±30' ±20' ± 10' ±5'
n (mittel)
I (grob) ± 0,2 ± 1 ±2 ± 4 ±8 ± 1°30' ±50' ±25' ± 15' ± 10'
.g (sehr grob) ±3° ± 2° ± 1° ±30' ±20'
Toleranz- klasse Toleranzen in mm für Geradheit und Ebenheit für Nennmaßbereich Symmetrie Lauf
bis 6 über 6 bis 30 über 30 bis 120 über 120 bis 400 über 400 bis 1000 über 1000 bis 2000 über 2000 bis 4000 kürzeres Formelement
R 0,004 0,01 0,02 0,04 0,07 0,1 - 0,3 0,1
S 0,008 0,02 0,04 0,08 0,15 0,2 0,3 0,5 0,2
T 0,025 0,06 0,12 0,25 0,4 0,6 0,9 1 0,5
U 0,1 0,25 0,5 1 1,5 2,5 3,5 2 1
11 Allgemeintoleranzen für Gussrohloile ans Gusseisen mit Lamellengrafit Seite 121
Passungsempfehlungen, Passungsauswahl
Passungsempfehlungen vgl, plN 7157 (1966-01)
aus Reihe 1 C11/h9, D10/h9, E9/h9, F8/h9, H8/f7, F8/h6, H7/f7, H8/h9, H7/h6, H7/n6, H7/r6, H8/x8 bzw. u8
aus Reihe 2 C11/h 11, D10/h11, H8/d9, H8/e8, H7/g6, G7/h6, H11/h9, H7/j6, H7/k6, H7/s6
DIN 7157 empfiehlt im Hinblick auf eine wirtschaftliche Fertigung die Beschränkung auf wenige bewährte Toleranz-
klassenkombinationen. Von diesen soll nur in Ausnahmefällen, z.B. beim Einbau von Wälzlagern, abgewichen werden.
Passungen, die aus Toleranzklassenkombinationen der Reihe 1 entstehen, sollen bevorzugt verwendet werden.
Passungsauswahl vgl. DIN 7157 (1966 01)
Art Passungs-System Passungs-Merkmale
Einheitsbohrung11 Einheitswelle1! Eigenschaften Anwendungsbeispiele
Spietpassungen H8/d9 ojzm nn D10/ h9 ES 0 I h9 I Die Passungen haben großes Spiel. Distanzbuchsen auf Wellen
H8/e8 o-m | e8 | E9/h9 Ern 0 LrJ Die Passungen haben merk- liches Spiel. Die Teile sind sehr leicht ineinander beweg- lich. Hebellagerungen, Stellringe auf Wellen
H8/f7 o-™ rm F8/h9 ( h9 -1 Die Passungen haben ein kleines Spiel. Die Teile sind leicht ineinander beweglich. Wellen-Gleitlagerungen
H7/g6 0_rm g6 G7/h6 0 '* I <.J h6 Die Passungen haben nur ein geringes Spiel. Die Teile können mit Handkraft inein- ander bewegt werden. Aufnahmebolzen in Bohrun- gen, Wellen in Gleitlagern, Säulenführungen
H8/h9 o [JC , r 1 h? 1 H8/h9 n nri, -qnrri Die Passungen haben kaum Spiel. Die Teile können mit Hand kraft ineinander bewegt werden. Distanzbuchsen, Stellringe auf Wellen
H7/h6 o-ia, , h6 H7/h6 0 FhFI h6 Die Passungen haben ein ganz geringes Spiel. Ein Ver- schieben der Teile mit Hand- kraft ist möglich. Säulenführungen, Führungen an Werkzeug- maschinen, Schneidstempel in Führungsplatten
Übergangs- passungen H7/j6 n l i 1- jf nicht festgelegt Die Passung hat eher Spiel als Übermaß, die Passmaße kleine Toleranzen. Ein Verschieben von Hand ist noch möglich. Zahnräder auf Wellen
H7/n6 n6 (1^1^ Die Passung hat eher Über- maß als Spiel. Zum Fügen ist ein geringer Kraftaufwand erforderlich. Lagerbüchsen in Gehäusen, Bohrbuchsen und Auflage- bolzen in Vorrichtungen
Übermaßpassungen H7/r6 0 nicht festgelegt Die Passung hat ein kleines Übermaß. Die Teile lassen sich mit Kraftaufwand fügen. Buchsen in Gehäusen
H7/s6 Die Passung hat ein reich- liches Übermaß. Zum Fügen ist ein großer Kraftaufwand erforderlich. Gleitlagerbuchsen in Gehäusen, Kränze auf Schneckenradkörpern
H8/u8 0_eed Die Passung hat ein großes Übermaß. Die Teile lassen sich nur durch Dehnen oder Schrumpfen fügen. Sch rümpf ringe, Räder auf Achsen, Kupplungen auf Wellen
H8/x8 | x8 I q. Lt^-J Die Passung hat ein sehr großes Übermaß. Das Fügen ist nur durch Dehnen oder Schrumpfen möglich.
1) Die fett gedruckten Passungen sind Toleranzklassenkombinationen nach DIN 7157, Reihe 1. Sie sind bevorzugt
zu verwenden.
Wälziagerpasaung en.
Toleranzen für den Einbau von Wälzlagern
Radiallager
Innenring (Welle) Außenring (Gehäuse)
Lastfall Passung Belastung Grundab Well Kugellager maße für e bei Rollenlager Lastfall Passung Belastung Grundabmaße für Gehäuse bei Kugellager | Rollenlager
i Jmfangs- last Übergangs- oder Übermaß- passung erforderlich niedrig h, k k, m Punktlast Spiel- passung zulässig beliebig groß J, H, G, F
mittel j, k, m k, m, n, p
hoch m, n n, p, r
Punktlast Spiel- passung zulässig beliebig groß i, 0, g, f Umfangs- last Übergangs- oder Übermaß- passung erforderlich niedrig J K
mittel K, M M, N
hoch - N, P
Axiallager
Helastungsart Lager-Bauform Wellenscheibe (Welle) Gehäusescheibe (Gehäuse)
Lastfall Grundabmaße für Welle Lastfall Grundabmaße für Gehäuse
Kombinierte Axial- Schrägkugellager Umfangs- last j, k, m Punkt- last H, J
1 l.idial-/Axial-Last Pendelrollenlager Kegelrollenlager Punkt- last j Umfangs- last K, M
Heine Axiallast Axial- Kugellager Rollenlager - h,j, k - H, G, E
K
W
Angaben in Zeichnungen »ei Form- und Lage'olerierung vgl. DIN IS01101 (1985-03)
1 <»r Wc eh Allgemeines Bezüge Tolerierte Elemente
m- und Lagetoleranzen den nur dann in techni- e Zeichnungen eingetra- , wenn sie aus Gründen Bezugsbuchstabe U Bezugslinie i Rezugsrireieck - // 0,3 Bezugsbuchsta be JA'] (wenn notwendig) 'Toleranzwert ^Sinnbild der Toleranzart Sezugslinie mit Bezugspfeil oleriertes Element
< K ler der Austauschbarkeit der Werkstücke erforderlich sind. 7//z Bezugselement
Toleranzrahmen Der Bezug ist \ । eine Fläche l 1 T oder eine Linie
Abmess Lingen 1/10/7 |_| I 1 Toleriert ist {_ eine Fläche | oder eine Linie
// o.ih: A
2/7 4/7 2h Der Bezug ist die IVIittelebene der Nut ([Bl) und riJ La | ß | Toleriert ist
J die Miltel- —i ebene der Nut ([A]) I und die Achse des T Durchmessers d2(DO
h Schriftgröße (Seife 60) die Achse ( des Durch-
Sinnbilder für die Toleranzart ft / / -7-a Der Bezug ist die z J 1 | ei Toleriert ist die
n.ich DIN ISO 7083 (1984-06) / B. — Geradheit 0- Position (Seiten 108 und 109). V/, gemeinsame Achse bzw. Mittellinie der beiden Bohrungen f ।1। gemeinsame Achse -4 bzw. Mittellinie der beiden Bohrungen
Form- und Lagetolerierung
Angaben in Zeichnungen vgi DIN ISO 1101 (1985-03)
rble- r«inz- art Sinnbild und tolerierte Eigenschaft Zeichnungsangabe Erklärung Toleranzzone
c CD Die tolerierte Achse muss zwischen zwei parallelen Linien vom Abstand t = 0,08 mm liegen, die im Winkel von
/—[2 |Ö,08|A|
Zz
T
tu 15 zur Bezugsachse A geneigt sind.
CD O Nei- gung
CD (Wink- Die tolerierte Neigungsfläche muss
ZJ ligkeit) .2 |ß |- zwischen zwei parallelen, zur Bezugs-
-C achse B geneigten Ebenen vom Ab-
!» s 1 CT 3 cc WA- E stand t = 0,2 mm liegen. Der geome- trisch ideale Winkel muss eine Neigung von 60° haben.
Ortstoleranzen 0- Posi- tion 1WC 21 Der tatsächliche Bohrungsmittelpunkt muss in einem Kreis vom Durchmesser t= 0,2 mm liegen, dessen Mitte mit dem theoretisch genauen Ort des Punktes übereinstimmt. <2>t
0 y?
tia
© Konzen- trizität und Koaxi- alität r|@|0O,3]A-B| |B, Die Achse des tolerierten Teiles der Welle muss innerhalb eines zur Bezugs- achse A-B koaxialen Zylinders vom Durchmesser t = 0,3 mm liegen.
-"1
1
=- Sym- metrie \ [Z r|0,05 E Die tolerierte Mittelebene der Nut muss zwischen zwei parallelen Ebenen vom Abstand t = 0,05 mm liegen, die sym- metrisch zur Mittelebene der beiden Außenflächen angeordnet sind.
r nu
Lauftoleranzen / Rund- lauf f Bei einer Umdrehung der Welle um die Bezugsachse A-B darf die Rundlauf- abweichung in jeder Messebene senk- recht zur Achse t = 0,3 mm nicht über- schreiten.
R -i-
[A X
HX|0,3|A-B| L 0
Plan- lauf [A gl 'I°.31a| Bei einer Umdrehung der Welle um die Bezugsachse A darf die Planlauf- abweichung an jeder beliebigen Mess- position t= 0,3 mm nicht überschreiten. 3
Gesamtlauftoleranzen z/ Rund- lauf ‘f Bei mehrmaliger Drehung um die Bezugsachse A-B und bei axialer Ver- schiebung müssen alle Punkte der Oberfläche innerhalb der Gesamt-Rund- lauftoleranz t= 0,3 mm liegen.
HZ/|0.3|A-B||B|
1
4
Plan- lauf 4a>|o.2|a| Bei mehrmaliger Drehung um die Bezugsachse A und bei radialer Ver- schiebung müssen alle Punkte der Oberfläche innerhalb der Gesamt Plan- lauftoleranz t = 0,2 mm liegen. ^0*
K
W
Bi!- zeichn für Werkzeugmaschinen vgl. DIN 24 900 10 (1987-11)
K
Bild- zeichen Bezeichnung Bild- zeichen Bezeichnung Bild- zeichen Bezeichnung Bild- zeichen Bezeichnung
Allgemeine Betätigungen
WA Vorschub, allgemein n/b Schneller Vorschub, Eilgang Einrichten 4 Positionieren
Trennen
Plandrehen Drehfutter, Spannfutter Reiben, allgemein 1 ijp II Planschleifen
Längsdrehen Jn Planscheibe Innenräumen r~[| Innenrund- schleifen
Innendrehen, Ausdrehen Spindelstock D® Fräsen ^~>r— Außenrund- schleifen
Außendrehen A Gewinde herstellen Fräsen im Gleichlauf 1 1 Läppen
£ 1 J
[Ö][Ö][Ö r 1,
Spindel E^ZI Bohren Fräsen im Gegen lauf jiS] Innenhonen
D Spindel- umdrehung, Spindeldrehzahl il Gewindebohren Ezj Schleifen, allgemein Lfavws.-.tlJ Außenhonen
J
- Werkzeughandhabung
Drehendes Werkzeug, allgemein □IS Werkzeug ausstoßen Werkzeug lösen Werkzeug- magazin, Kettensystem
Werkzeug einsetzen iP Werkzeug klemmen G Werkzeug- magazin, zentralgeführt Werkzeug- Wechselarm, einarmig
Werkstückhandhabung
-7==: Werkstück 3] Werkstück ein setzen oBd Werkstück- iransport Werkstück- Auslaufsperre schließen
Werkstück- Fertigteil ^[< Werkstück auswerfen Spannzange Werkstück- Greifvor- richtung
4>[ö)4> Werkstück- Handhabungs- einrichtung «0» Werkstück zentrieren 3I Material-, Stangenvor- schub bis zum Anschlag t Werkstück- Senkrecht- förderer
¥ Werkstückhalter, Werkstück- befestigung Werkstück Vereinzelung, Werkstück Einlaufsperre Längsspannen Werkstück weiterschieben
W Werkstofftechnik
Stoffwerte und Stahlnormung 112
1 Stähle 1 Stoff werte 112
1 । 1 Werkstoff nummern für Stähle 114
1 1 Einteilung der Stähle nach DIN EN 10 020 115
Unlegierte Legierte Stahlnormung (neu) 116
Stahlnormung (alt) 120
Gusseisenwerkstoffe 121
Gießereitechnik 121
Normung der Gusseisenwerkstoffe 122
Gusseisen 123
Stähle
12b
Auswahl von Baustählen........................... 126
Unlegierte Baustähle.................... . 128
Eisen-Kohlenstoff-Diagramm.......................128A
Sicherheitskennzeichnung am Arbeitsplatz......128B...E
Gefährliche Arbeitsstoffe........................128F
Gasflaschen, Kennzeichnung....................128G, H
Vergütungsstähle................................. 129
Einsatz- und Automatenstähle..................... 130
Stähle für Flammhärtung, Nitrierstähle .... 131
Feinkornbaustähle................................ 131
Werkzeugstähle................................... 132
Nichtrostende Stähle, Federstähle................ 133
Federstahldraht, Druckbehälterstähle............. 134
Fertigerzeugnisse, Wärmebehandlung 135
Drähte aus Stahl und NE-Metallen.................. 135
Kaltgewalztes Band und Blech...................... 136
Bleche aus Stahl und NE-Metallen.................. 137
Stahlprofile, Übersicht........................... 138
Stabstahl....................................... 139
Form-und Stabstahl................................ 141
Stahlrohre, Hohlprofile........................... 147
Wärmebehandlung................................... 149
NE-Meta>ie 152
Systematische Bezeichnung........................ 152
Aluminium-Knetlegierungen........................ 155
Al-Profile und -Bleche, Übersicht................ 157
Profile aus Aluminium und Al-Legierungen......... 158
Cu-, Mg-, Ti-, Zn-Legierungen.................... 159
AI-, Mg- und Cu-Gusslegierungen.................. 161
Sonstige Werk- und Hilfsstoffe
162
Verbundwerkstoffe, Keramische Werkstoffe............ 162
Sintermetalle....................................... 163
Gleitlagerwerkstoffe... 164
Kunststoffe......................................... 166
Schmierstoffe....................................... 173
Werkstoffprüfung Korrosionsschutz, Gefahrstaffe 175
\ / Werkstoffprüfung................................... 175
।-----------------1 Korrosion und Korrosionsschutz. ........ 182
Gefahrstoffe..................................... 183
Stoffwerte
W
Gasförmige Stoffe
Stoff Dichte bei 0 °C und 1,013 bar Q kg/m3 Dichte- zahl11 £/£l Schmelz- temperatur Dei 1,013 bar °C Siede- temperatur bei 1,013 bar 0 °C Wärme- leitfähigk. bei 20 °C A W/m K Wärme- leitzahl21 a/al Spezifische Wärmekapazität bei 20 °C und 1,013 bar Cp3> I cv41 kJ/kg K
Acetylen (C2H2) Ammoniak (NH3) Butan (C4H10) 1,17 0,77 2,70 0,905 0,596 2,088 - 84 - 78 -135 - 82 - 33 - 0,5 0,021 0,024 0,016 0,81 0,92 0,62 1,64 2,06 1,33 1,56
Frigen (CF2CL2) Kohlenoxid (CO) Kohlendioxid (CO2) 5,51 1,25 1,98 4,261 0,967 1,531 - 140 -205 - 575) - 30 - 190 - 78 0,010 0,025 0,016 0,39 0,96 0,62 1,05 0,82 0,75 0,63
Luft Methan (CH4) Propan (C3H8) 1,293 0,72 2,00 1,0 0,557 1,547 -220 -183 -190 - 191 - 162 - 43 0,026 0,033 0,018 1,00 1,27 0,69 1,005 2.19 0,716 1,68
Sauerstoff (O2) Stickstoff {N2) Wasserstoff (H2) 1,43 1,25 0,09 1,106 0,967 0,07 -219 -210 -259 - 183 - 196 -253 0,026 0,026 0,180 1,00 1,00 6,92 0,91 1,04 14,24 0,65 0,74 10,10
Dichtezahl = Dichte eines Gases q geteilt durch die Dichte der Luft g»|_ 21 Wärmeleitzahl = Wärmeleitfähigkeit A eines Gases geteilt durch die Wärmeleitfähigkeit Al der Luft 31 bei konst. Druck bei konst. Volumen 51 bei 5,3 bar
Flüssiy-a Stoffe
Stoff Dichte bei 20 °C Q kg/dm3 Zünd- tempe ratur 0 °C Gefrier- bzw. Schmelz- temperatur bei 1,013 bar °C Siede- tempe- ratur bei 1,013 bar $ °C Spezif. Verdamp- fungs- wärme11 r kJ/kg Wärme leitfähig- keit bei 20 °C A W/m K Spezif. Wärme- kapazität bei 20 °C c kJ/kg K Volumen- ausdeh- nungs- koeffi- zient «v V°C od. VK
Äthyläther(C2H5)2O Benzin Dieselkraftstoff 0,71 0,72...0,75 0,81...0,85 170 220 220 116 -30...- 50 - 30 35 25...210 150-360 377 419 628 0,13 0,13 0,15 2,28 2,02 2,05 0,001 6 0,001 1 0,000 96
Heizöl EL Maschinenöl Petroleum = 0,83 0,91 0,76...0,86 220 400 550 - 10 - 20 - 70 > 175 >300 > 150 628 314 0,14 0,13 0,13 2,07 2,09 2,16 0,000 96 0,000 93 0,001
Quecksilber (Hg) Spiritus 95 % Wasser, destilliert 13,5 0,81 1,0021 520 - 39 - 114 0 357 78 100 285 854 2256 10 0,17 0,60 0,14 2,43 4,18 0,000 18 0,001 1 0,000 18
11 bei Siedetemperatur und 1,013 bar 21 bei 4 °C
Feste Stoffe
Stoff Dichte Q kg/dm3 Schmelz- tempe- ratur bei 1,013 bar •» °C Siede- tempe- ratur bei 1,013 bar & °C Spezif. Schmelz- wärme bei 1,013 bar q kJ/kg Wärme- leitfähig- keit bei 20 °C A W/m K Mittlere spezif. Wärme- kapazität bei 0...100 °C c kJ/kg K Spezif. Wider- stand bei 20 °C £20 Q mm2/m Längenaus- dehnungs- koeffizient zwischen 0...100 °c «1 1/°C od. 1/K
Aluminium (AI) Antimon (Sb) Asbest 2,7 6,69 2,1...2,8 659 630,5 = 1300 2467 1637 356 163 204 22 0,94 0,21 0,81 0,028 0,39 0,000 023 8 0,000 010 8
Beryllium (Be) Beton Bismut (Bi) 1,85 1,8...2,2 9,8 1280 271 = 3000 1560 59 165 « 1 8,1 1,02 0,88 0,12 0,04 1,25 0,000 012 3 0,000 01 0,000 012 5
Blei (Pb) Cadmium (Cd) Chrom (Cr) 11,3 8,64 7,2 327,4 321 1903 1751 765 2642 24,3 54 134 34,7 91 69 0,13 0,23 0,46 0,208 0,077 0,13 0,000 029 0,000 03 0,000 008 4
Cobalt (Co) CuAI-Legierungen CuSn-Legierungen 8,9 7,4...7,7 7,4...8,9 1493 1040 900 2880 2300 2300 268 69,1 61 46 0,43 0,44 0,38 0,062 0,02-0,03 0,000 012 7 0,000 019 5 0,000 017 5
1 este Stoffe (Fortsetzung)
Mittlere Längenaus-
Schmelz- Siede- Spezif. Warme- spezif. Spezif. dehnungs-
Stoff Dichte tempe- tempe- Schmelz- leitfähig- Wärme- Wider- koeffizient
ratur ratur warme keit kapazität stand zwischen
bei 1,013 bar bei 1,013 bar bei 1,013 bar bei 20 °C bei0...100°C bei 20 ”C 0...100 °C
Q ö Q Ä c P20 «i
kg/dm3 °C °C kJ/kg W/m K kJ/kg K Q • mm2/m '/°c od. ’/K
< ‘nZn-Legierungen 8,4—8,7 900...1000 2300 167 105 0,39 0,05...0,07 0,000 018 5
l IS 0,92 0 100 332 2,3 2,09 — 0,000 051
1 isen, rein (Fe) 7,87 1536 3070 276 81 0,47 0,13 0,000 012
l isenoxid (Rost) 5,1 1570 - - 0,58 (pulv.) 0,67 - -
1 i;tte 0,92...0,94 30...175 -300 — 0,21 — — —
Gips 2,3 1200 - - 0,45 1,09 - -
(il.is (Quarzglas) 2,4...2,7 520...5501’ - - 0,8... 1,0 0,83 1018 0,000 009
(.old (Au) 19,3 1064 2707 67 310 0,13 0,022 0,000 014 2
i iiafit (C) 2,24 = 3800 = 4200 - 168 0,71 - 0,000 007 8
< iusseisen 7,25 1150... 1200 2500 125 58 0,50 0,6-1,6 0,000 010 5
Hartmetall (K 20) 14,8 >2000 = 4000 81,4 0,80 — 0,000 005
l lolz (lufttrocken) 0,20.-0,72 - - - 0,06.-0,17 2,1...2,9 - 0,000 0421
Indium (Ir) 22,4 2443 >4350 135 59 0,13 0,053 0,000 006 5
lnd(l) 5,0 113,6 183 62 0,44 0,23 — —
Kohlenstoff (C) 3,5 3800 - - - 0,52 - 0,000 00118
Koks 1,6... 1,9 - - - 0,18 0,83 - -
Konstanten 8,89 1260 = 2400 — 23 0,41 0,49 0,000 015 2
Kork 0,1...0,3 - - - 0,04-0,06 1,7...2,1 - -
Korund (AI2O3) 3,9...4,0 2050 2700 - 12...23 0,96 - 0,000 006 5
Kupfer (Cu) 8,96 1083 = 2595 213 384 0,39 0,0179 0,000 016 8
Magnesium (Mg) 1,74 650 1120 195 172 1,04 0,044 0,000 026
Magnesium-Leg. - 1,8 = 630 1500 - 46...139 - - 0,000 024 5
Mangan (Mn) 7,43 1244 2095 251 21 0,48 0,39 0,000 023
Molybdän (Mo) 10,22 2620 4800 287 145 0,26 0,054 0,000 005 2
Natrium (Na) 0,97 97,8 890 113 126 1,3 0,04 0,000 071
Nickel (Ni) 8,91 1455 2730 306 89 0,45 0,095 0,000 013
Niob (Nb) 8,55 2468 -4800 288 53 0,273 0,217 0,000 007 1
Phosphor, gelb (P) 1,82 44 280 21 - 0,80 - -
Platin (Pt) 21,5 1769 4300 113 70 0,13 0,098 0,000 009
Polystyrol 1,05 - - - 0,17 1,3 101D 0,000 07
Porzellan 2,3...2,5 1600 - - 1,63' 1.23’ 1012 0,000 004
Quarz, Flint (SiO2) 2,1...2,5 1480 2230 — 9,9 0,8 - 0,000 008
Schaumgummi 0,06...0,25 - - - 0,04...0,06 - - -
Schwefel (S) 2,07 113 344,6 49 0,2 0,70 - -
Selen, rot (Se) 4,4 220 688 83 0,2 0,33 — —
Silber (Ag) 10,5 961,5 2180 105 407 0,23 0,015 0,000 019 3
Silicium (Si) 2,33 1423 2355 1658 83 0,75 2,3- 109 0,000 004 2
Siliciumkarbid (SiC) 2,4 zerfällt über 3000 °C in C und Si g4) 1,0541 — —
Stahl, unlegiert 7,85 = 1500 2500 205 48...58 0,49 0,14.-0,18 0,000 011 9
Stahl, legiert 7,9 = 1500 - - 14 0,51 0,7 0,000 016 1
Steinkohle 1,35 — — 0,24 1,02 — —
Tantal (Ta) 16,6 2996 5400 172 54 0,14 0,124 0,000 006 5
Titan (Ti) 4,5 1670 3280 88 15,5 0,47 0,08 0,000 008 2
Uran (U) 19,1 1133 3800 356 28 0,12 — —
Vanadium (V) 6,12 1890 3380 343 31,4 0,50 0,2 -
Wolfram (W) 19,27 3390 5500 54 130 0,13 0,055 0,000 004 5
Zink (Zn) 7,13 419,5 907 101 113 0,4 0,06 0,000 029
Zinn (Sn) 7,29 231,9 2687 59 65,7 0,24 0,114 0,000 023
Transformationstempe ratur 2) quer zur Faser 31 bei 800 °C 41 über 1000 °C
ysiem für Stähle
IMurnmemsystern für Stähle vgl. DIN EN 10 027 2 (1992-09), Ersatz für DIN 17 007-2
Das Nummernsystem für Stähle nach DIN EN 10 027-2 Stahl, einer zweistelligen Stahlgruppennummer und ein nummer auf 4 Stellen ist bei Bedarf vorgesehen. Die We StahRegistratur, Düsseldorf, vergeben. ।—। i | 1 | | 00 besteht aus er zweistellig kstoffnumm der Werkstoff-Hauptgruppennummer 1 für en Zählnummer. Eine Erweiterung der Zähl- ern für Stähle werden von der Europäischen
| 37(xx) |
I
I I
Werkstoff-Hauptgruppe 1 Stahl Stahlgruppen-Nummer Zählnummer 00 Grundstahl 37, bei Bedarf erweiterbar (xx)
Bedeutung der Stahlgruppennummern Stelle 2 und 3
Stahl- gruppen- nummer Stahlgruppen Stahl- gruppen- nummer Stahlgruppen
Grundstähle Legierte sonstige Stähle
00, 90 Grundstähle 32, 33 35 36...39 40...45 46 47...48 49 Schnellarbeitsstähle (mit Co) Wälzlagerstähle Werkstoffe mit besonderen magnetischen oder physikalischen Eigenschaften Nichtrostende Stähle Chemisch beständige und hochwarmfeste Nickellegierungen Hitzebeständige Stähle Hochwarmfeste Werkstoffe
Unlegierte Qualitätsstähle
01 02 03 04 05 06 07 Allgemeine Baustähle, < 500 N/mm2 Sonstige Baustähle, f?m < 500 N/mm2 Stähle mit C < 0,12 % oder < 400 N/mm2 Stähle mit C > 0,12 % bis < 0,25 % oder > 400 N/mm2 bis < 500 N/mm2 Stähle mit C > 0,25 % bis < 0,55 % oder > 500 N/mm2 bis < 700 N/mm2 Stähle mit C > 0,55 % oder > 700 N/mm2 Stähle mit höherem P- oder S-Gehalt
Legierte Bau-, Maschinenbau- und Behälterstähle11
51 52 53 54 55 56 57...60 62, 63 65...67 68 69 70 71 72, 73 75,76 77 79 80 81 82 84 85 88, 89 Mn, Si, Cu Mn-Cu, Mn-V, Si-V, Mn-Si-V Mn-Ti, Si-Ti Mo, Nb, Ti, V, W Mn < 1,64%, B, Mn-B Ni Cr-Ni mit bis 3 % Cr Ni-Mo, Ni-Mn-V Cr-Ni-Mo Cr-Ni-V, Cr-Ni-W, Cr-Ni-V-W Cr-Ni außer Klassen 57...68 Cr, Cr-B Cr-Si, Cr-Mn, Cr-Mn-B, Cr-Si-Mn Cr-Mo Cr-V Cr-Mo-V Cr-Mn-Mo, Cr-Mn-Mo-V Cr-Si-Mo, Cr-Si-Mn-Mo, Cr-Si-Mo-V Cr-Si-V, Cr-Mn-V, Cr-Si-Mn-V Cr-Mo-W, Cr-Mo-W-V Cr-Si-Ti, Cr-Mn-Ti, Cr-Si-Mn-Ti Nitrierstähle Hochfeste, schweißgeeignete Stähle
Unlegierte Edelstähle
10 11 12 13 15...18 Stähle mit besonderen physikalischen Eigenschaften Bau-, Maschinenbau- und Behälterstähle mit C < 0,5 % Maschinenbaustähle mit C > 0,5 % Bau-, Maschinenbau- und Behälterstähle mit besonderen Anforderungen Werkzeugstähle
Legierte Oualitätsstähle
08 09 Stähle mit besonderen physikalischen Eigenschaften Stähle für verschiedene Anwendungs- bereiche
Legierte Werkzeugstähle11
20 21 22 23 24 25 26 27 28 Cr Cr-Si, Cr-Mn, Cr-Mn-Si Cr-V, Cr-V-Si, Cr-V-Mn Cr-Mo, Cr-Mo-V, Mo-V W, Cr-W W-V, Cr-W-V W, außer Klassen 24, 25, 27 Ni Sonstige
11 Kennzeichnende Legierungsbestandteile 1.0143: Allgemeiner Baustahl (1.01); die Zählnummer 43 verweist auf Werkstoff S275JO mit Re = 275 N/mm2 (Seite 128)
Definition, Einteilung
vgl. DIN EN 10020(2000-02)
Stahl Legierung mit Eisen als Hauptbestandteil und einem Kohlenstoffgehalt unter 2,0 %.
Gefüge Die Gefügebestandteile, z.B. Ferrit, Perlit, Karbide, und die Gefügeausbildung, z.B. Feinkorn, Grobkorn, Zeilen, bestimmen die Stahleigenschaften, z.B. Festigkeit, Zähigkeit, Umformbarkeit, Zerspanbarkeit, Schweißbarkeit.
Beeinflussung durch
Stahl herstell ung Weiter vera rbeitu ng
L Zum Beispiel durch • Umformen: Walzen, Prägen, Ziehen, Biegen ... • Wärmebehandlung: Vergüten, Randschichthärten ... • Glühen: Normalglühen, Weichglühen, Grobkornglühen ... • Fügen: Schweißen, Hartlöten ... • Beschichten: Verzinken ...
Zusammensetzung Reinheitsgrad Desoxidation
Kohlenstoffgehalt Legierungselemente - nichtmetallische Einschlüsse - Phosphor- und Schwefelgehalt unberuhigt, beruhigt oder vollberuhigt vergossen
Einteilung Einteilung
L
Unlegierte Stähle Qualitätsstähle | Edelstähle Tabelle 1: Grenzwerte für unlegierte Stähle
Kein Legierungs- ulement erreicht den Grenzwert nach Tabelle 1 Edelstähle unterscheiden sich von Qualitätsstählen durch: -sorgfältigere Herstellung
Ele- ment % Ele- ment % Ele- ment %
AI 0,30 Mo 0,08 Si 0,60
-verbesserte Desoxidation -genauere Zusammensetzung -verbesserte Härtbarkeit Bi 0,10 Nb 0,06 Te 0,10
Co 0,30 Ni 0,30 Ti 0,05
Legierte Stähle
mindestens ein Legierungselement erreicht den Grenz- wert nach Tabelle 1 Stahlsorten ent- sprechen nicht der Definition für nicht- rostende Stähle Cu 0,40 Pb 0,40 V 0,10
Mn 1,65 Se 0,10 w 0,30
H H auptg üteklassen
ZT
Unlegierte Qualitätsstähle Legierte Qualitätsstähle
Stahlgruppe (Auszug) Beispiel Stahlgruppe (Auszug) Beispiel
unleg. Baustähle S235JR Schienenstähle R0900Mn
— unleg. Vergütungsstähle C45 Elektroblech und -band M390-50E
Auto mate nstä h I e 10S20 mikrolegierte Stähle mit höheren Streckgrenzen H400M
Nichtrostende Stähle
unleg. schweißgeeignete Feinkornbaustähle S275N
Chromgehalt mindestens 10,5 % Kohlenstoffgehalt höchstens 1,2 %
phosphorleg. Stähle mit höheren Streckgrenzen H180P
unleg. Druckbehälterstähle P235GH
Unlegierte Edelstähle Legierte Edelstähle
Einteilung nach Haupteigenschaften in korrosionsbestän dige Stähle hitzebeständige Stähle warmfeste Stähle Stahlgruppe (Auszug) Beispiel Stahlgruppe (Auszug) Beispiel
unleg. Vergütungsstähle C45E leg. Vergütungsstähle 42CrMo4
unleg. Einsatzstähle C15E leg. Einsatzstähle 16MnCr5
unleg. Werkzeugstähle C45U Nitrierstähle 34CrAINi7
unleg. Stähle für Flamm- und Induktionshärtung Cf53 leg. Werkzeugstähle X40Cr14
Sc h nel I a rbe itsstä h I e HS6-5-2-5
w
l\
Die Kurznamen für Stähle und Stahlguss werden nach DIN EN 10027 und DIN V 17006-100 gebildet. Dieses
Bezeichnungssystem ersetzt DIN 17006 T1...T3 und EURONORM 27.
Die Kurznamen bestehen aus Haupt- und Zusatzsymbolen. Diese werden ohne Zwischenräume aneinandergefügt.
Zusatzsymbole für Stahlerzeugnisse sind von den vorhergehenden Symbolen durch ein Pluszeichen (+) getrennt.
Falls erforderlich, wird dem Kurznamen der Buchstabe G für Stahlguss vorangestellt.
Hauptgruppen
Unlegierte Stahle Legierte Stahle
I
Bezeichnung nach ------- Bezeichnung nach
Verwendungszweck Chemischer Zusammensetzung Chemischer Zusammensetzung
Seite 119
Bezeichnung nach dem Verwendungszweck
Verwendungszweck Hauptsymbole Stä Gruppe 1 'usatzsymt Me Gruppe 2 ole für Stahl erzeugnisse
Stähle für den Maschinenbau E 360 c
Stähle für den Stahlbau S 235 J2G3
Stähle für Druckbehälterbau P 265 N H
Flacherzeugnisse aus höherfesten Stählen H 420 M
Flacherzeugnisse zum Kaltumformen DX 52 D + Z
Verpackungsblech und -band T 660 + SE
Stähle für Leitungsrohre L 360 N
Beton stähle B 500 H
Spannstähle Y 1770 c
Elektroblech und -band M 400 -50A
Schienenstähle R 0880 Mn
Hauptsymbole Zusatzsymbc Gruppe 1 >le für Stahle Gruppe 2 Zusatzsymbole für Stah (erzeug nisse
Kennbuch- stabe G für Stahlguss (wenn erforder- lich) Kenn- buch- stabe für die Stahl- gruppe Buchstaben, Zahlen, z.B. zur Kennzeich- nung von mech. Eigen- schaften Buchstaben, Ziffern, z.B. zur Kennzeichnung der - Kerbschlagarbeit, - Wärmebehandlung, -Verwendung, - Desoxidation Buchstaben, Ziffern nur in Verbindung mit Gruppe 1 zulässig, z.B. zur Kennzeichnung der Umformbarkeit Buchstaben, Zahlen, die von den vorher gehenden mit einem Pluszeichen (+) getrennt sind (Seite 118).
Stähle für den Maschinenbau
E Mindeststreckgrenze Re in N/mm2 für die ge- ringste Erzeugnisdicke G 1 unberuhigt vergossen G2 beruhigt vergossen G3 vollberuhigt vergossen G4 vollberuhigt ver- gossen und vorge- schriebener Anlie- feiungszustand C mit besonderer Kalt umformbarkeit nach Tabelle B Seite 118
«=t* E360C: Maschinenbaustahl, Re = 360 N/min2, mit besonderer Kaltumformbarkeit
Bezeichnungssvstem für Stähl vgl. DIN EN 10027-1 (1992-09) und DIN V 17006-100 (1993-11)
Bezeichnung nach dem Verwendungszweck (Fortsetzung)
Hauptsymbole Zusatzsymbole
Buchstabe Eigenschaften Gruppe 1 | Gruppe 2 Stahlerzeugnisse
Stähle für den Stahlbau
Mindeststreck- grenze Re in N/mm2 für die geringste Kerb 27 J schlage n Jouk 40 J rbeit 60 J Prüf- temp. in °C C mit besonderer Kaltumformbarkeit D für Schmelzüberzüge E für Emaillierung F zum Schmieden L für Niedrigtemperaturen M thermomechanisch umgeformt N normalgeglüht oder normalisierend umgeformt 0 für Offshore (Meerestechnik) Q vergütet S für Schiffsbau T für Rohre W wetterfest nach Tabellen A, B und C Seite 118
JR KR LR + 20
JO KO LO 0
J2 K2 L2 -20
J3 K3 L3 -30
Erzeugnisdicke J4 K4 L4 -40
J5 K5 L5 -50
J6 K6 L6 -60
G1...G4 siehe Stähle für den Maschinenbau S. 116
«O S235J2G3: Stahlbaustahl, Re = 235 N/mm2, Kerbschlagarbeit 27 J bei - 20 °C, vollberuhigt vergossen
Stähle für den Druckbehälterbau
P Mindeststreck- grenze Re in N/mm2 für die geringste Erzeugnisdicke M thermomechanisch umgeformt N normalgeglüht oder nor- malisierend umgeformt O vergütet B Gasflaschen S einfache Druckbehälter H Einsatzbereich Hochtemperatur L Einsatzbereich Niedrigtemperatur R Einsatzbereich Raumtemperatur X Einsatzbereich Hoch- und Niedrigtemperatur nach Tabellen B und C Seite 118
-o P265NH: Druckbehälterstahl, Re = 265 N/mm2, normalgeglüht oder normalisierend umgeformt, für Hoch
temperaturen geeignet
Kaltgewalzte Flacherzeugnisse aus höherfesten Stählen
H Mindeststreck- grenze Re in N/mm2 M thermomechanisch gewalzt und kalt gewalzt B Bake hardening P Phosphor-legiert X Dualphase Y Interstitial free Steel (IF Stahl) D SchmelztauchÜberzüge nach Tabellen B und C Seite 118
HT Mindestzug- festigkeit Rrn in N/mm2
-=-•> H420M: Kaltgewalztes Flacherzeugnis aus höherfestem Stahl, Re = 420 N/mm2, thermomechanisch
und kalt gewalzt
o HT560M+ZE: Kaltgewalztes Flacherzeugnis aus höherfestem Stahl, Rm = 560 N/mm2, thermomechanisch
und kalt gewalzt, elektrolytisch verzinkt
I lacherzeugnis zum Kaltumformen
D zweistellige Kennzahl D Schmelztauchüberzüge EK für konventionelle Emaillierung ED für direkte Emaillierung T für Rohre chemische Symbole für vorgeschriebene Elemente, z.B. Cu keine Symbole vorgesehen nach Tabellen B und C Seite 118
DC kalt gewalzt, zweistellige Kennzahl
DD warm gewalzt, zweistellige Kennzahl
DX Walzzustand nicht vorge- schrieben, zwei- stellige Kennzahl
-o DX52D+Z: Flacherzeugnis zum Kaltumformen, ohne Walzvorschrift, Kennzahl 52, für Schmelztauchüber-
züge, feuerverzinkt
-=r> DC02+ZE: Flacherzeugnis zum Kaltumformen, kalt gewalzt, Kennzahl 02, elektrolytisch verzinkt
Bezeichnunussystem für Stähl
vgl. DIN EN 10027-1 (1992-09)
und DIN V 17006 -100 (1993-11)
Bezeichnung nach dem Verwendungszweck (Fortsetzung)
Hauptsymbole Zusatzsymbole
Buchstabe Eigenschaften Gruppe 1 Gruppe 2 Stahlerzeugnisse
Verpackungsblech und -band
T Nenndehngrenze Rp o,2 'n N/mm2 für doppelt reduzierte Erzeugnisse keine Symbole vorgesehen keine Symbole vorgesehen nach Tabellen B und C unten auf dieser Seite
TH vorgeschriebener mittlerer Härtewert für einfach redu- zierte Erzeugnisse
T660+SE: Weißblech, doppelt reduziert, Ro 2 = 660 N/mm2, elektrolytisch verzinnt
*=£> TH52+CE: Feinstblech, Härtegrad 52, einfach reduziert, elektrolytisch spezialverchromt
Stähle für Leitungsrohre
M i n deststreckg re nze Re in N/mm2 für die M thermomechanisch umgeformt N normalgeglüht oder nor- Anforderungs- klassen, falls erforderlich mit nach Tabellen A B und C unten auf dieser Seite
L geringste Erzeugnisdicke malisierend umgeformt einer Ziffer
Q vergütet
*=o L360N: Stahl für Leitungsrohre, Re = 360 N/mm2, normalgeglüht
Betonstähle
B Mindeststreckgrenze Re in N/mm2 für die geringste Erzeugnisdicke N normale Gleichdehnung H hohe Gleichdehnung keine Symbole vorgesehen nach Tabelle C unten auf dieser Seite
«=o B500H: Betonstahl, Re = 500 N/mm2, hohe Gleichdehnung
Zusatzsymbole für Stahlerzeugnisse
Tabelle A: Für besondere Anforderungen
+C Grobkornstahl +Z15 Mindestbrucheinschnürung senkrecht zur Oberfläche 15% +F Feinkornstahl f-Z25 Mindestbrucheinschnürung senkrecht zur Oberfläche 25% +H Mit besonderer Härtbarkeit +Z35 Mindestbrucheinschnürung senkrecht zur Oberfläche 35 %
Tabelle B: Für den Behandlungszustand11
+A Weichgeglüht +AC Geglüht zur Erzielung kugeliger Karbide +AT Lösungsgeglüht +C Kaltverfestigt 4-Cnnn Kaltverfestigt auf eine Mindestzugfestigkeit von nnn N/mm2 +CR Kaltgewalzt +HC Warm-Kalt-geformt 4-LC Leicht kalt nachgezogen bzw. leicht nachgewalzt (Skin passed) +M Thermomechanisch gewalzt +N Normalgeglüht +NT Normalgeglüht und angelassen 4-0 Abgeschreckt bzw. gehärtet +QA Luftgehärtet 4-00 Ölgehärtet +QT Vergütet +QW Wassergehärtet 4-S Behandelt auf Kaltscherbarkeit 4-ST Lösungsgeglüht +T Angelassen -i-U Unbehandelt
Um Verwechslungen mit anderen Symbolen aus den Tabellen A und C zu vermeiden, kann den Zusatzsymbolen für den Behandlungszustand der Buchstabe T vorangestellt werden, z.B. +TA.
Tabelle C: Für die Art des Überzuges21
+A Feueraluminiert +AR Aluminium-walzplattiert +AS Mit Al-Si-Legierung überzogen +AZ Mit Al-Zn-Legierung überzogen +CE Elektrolytisch spezialverchromt +CU Kupferüberzug +IC Anorganische Beschichtung +OC Organisch beschichtet (Coilcoating) +S Feuerverzinnt +SE Elektrolytisch verzinnt +T Schmelztauchveredelt mit Pb-Sn-Legierung (Terne) +TE Elektrolytisch mit Pb-Sn-Legierung überzogen 4-Z Feuerverzinkt +ZA Mit Zn-Al-Legier. überzogen 4-ZE Elektrolytisch verzinkt 4-ZF Diffusionsgeglühte Zn-Überzüge 4-ZN Zn-Ni-Überzug
2) Um Verwechslungen mit anderen Symbolen aus den Tabellen A und B zu vermeiden, kann den Zusatzsymbolen für
die Art des Überzugs der Buchstabe S vor.nigostellt werden, z.B. +SA.
Bazrichnungssystem für Stähle*
Bezeichnung nach der chemischen Zusammensetzung
( hemische Zusammensetzung Hauptsymbole Zusatzsyr Stähle Gruppe 1 nbole für Stahler- zeugnisse
Unlegierte Stähle mit einem Mn-Gehalt < 1 %, außer Automatenstähle c 35 E4 +OT
I Inlegierte Stähle mit einem Mn-Gehalt > 1 % 28Mn6
Unlegierte Automatenstähle 11SMn30
I egierte Stähle mit Gehalten der einzelnen I ngierungselemente unter 5 % 3lCrMoV5-9
I («gierte Stähle (außer Schnellarbeitsstähle). I )er mittlere Gehalt mindestens «mies Legierungselementes liegt über 5 % X 5CrNi18-10
’ »chnellarbeitsstähle HS 2-9-1-8
Hauptsymbole Zusatzsymbole für Stahle Gruppe 1 Zusatzsymbole für Stahlerzeugnisse
Kcnnbuch- J.ibe G für .l.ihlguss (wenn »’t forderlich) Kennbuch- stabe für die Stahlgruppe Buchstaben, Zahlen, z.B. zur Kennzeichnung von - Kohlenstoffgehalt, - Legierungselementen Buchstaben, Ziffern, z.B. zur Kennzeich- nung der - Verwendung Buchstaben, Zahlen, die von den vorhergehenden Symbolen mit einem Plus- zeichen (+) getrennt sind.
Hauptsymbole Zusatzsymbole
Buchstabe | Kohlenstoffgehalt Gruppe 1 | Stahlerzeugnisse
C
C Unlegierte Stahle mit einem Mn-Gehalt < 1 %, außer Automatenstähle
Kennzahl für den Kohlenstoffgehalt Kennzahl = 100 x mittlerer C-Gehalt E vorgeschriebener max. S-Gehalt1) R vorgeschriebene Bereiche des S-Gehaltes1) D zum Drahtziehen C besondere Kaltumformbarkeit S für Federn U für Werkzeuge W für Schweißdraht nach Tabelle B Seite 118
G1...G4 siehe Stähle für den Maschinenbau Seite 116
11 Steht hinter den Symbolen E und R eine Kennzahl, so gilt: Kennzahl = Schwefelgehalt x 100
-t> C35E4+QT: Unlegierter Stahl, 0,35 % C-Gehalt, maximaler S-Gehalt = 0,04 %, vergütet
Hauptsymbole Zusatzsymbole
Buchstabe Kohlenstoffgehalt | Legierungselemente Stahlerzeugnisse
Unlegierte Stähle mit einem Mn-Gehalt > 1 %, unlegierte Automatenstähle, legierte Stähle (ohne Automatenstähle) mit Gehalten der einzelnen Legierungselemente unter 5 %
Kennzahl für den Kohlenstoffgehalt Kennzahl = 100 x mittlerer C-Gehalt Symbole für die Legierungselemente Kennzahlen für den mittleren Gehalt der Elemente Kennzahl = mittlerer Gehalt x Faktor nach Tabellen A und B Seite 118
Element Faktor
Cr, Co, Mn, Ni, Si, W 4
Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V, Zr 10
Ce, N, P, S, C 100
B 1000
•o 28Mn6: Unlegierter Stahl, 0,28 % C-Gehalt, 1,5 % Mn-Gehalt
X Legierte Stähle (ohne Schnellarbeitsstähle). Der mittlere Gehalt mindestens eines Legierungselementes liegt über 5 %
X Kennzahl für den Kohlenstoffgehalt Kennzahl - 100 x mittlerer C-Gehalt Symbole für die Legierungselemente Kennzahlen, durch Bindestrich getrennt, für den mittleren Gehalt der Elemente nach Tabellen A und B Seite 118
X5CrNi18-10: Legierter Stahl, 0,05 % C-Gehalt, 18 % Cr-Gehalt, 10 % Ni-Gehalt
HS Schnellarbeitsstähle
HS - Zahlen, durch Bindestrich getrennt, geben den prozentualen Gehalt in folgender Reihenfolge an: Wolfram (W) Molybdän (Mo) - Vanadium (V) - Cobalt (Co) nach Tabellen A und B Seite 118
=:» HS2-9-1-8: Schnellarbeitsstahl, 2 % W, 9 % Mo, 1 % V, 8 % Co
Gusseisen mit Kugelgrafit
vgl. DIN EN 1563 (1997-08), Ersatz für DIN 1693
Einteilung in Abhängigkeit von der Zugfestigkeit
Kurzname Werkstoff- Nr. Bisheriger Kurzname Wand- t festigkeit N/mm2 0,2 N/mm2 dehnung A % Eigenschaften Verwendung
EN-GJS 350-22-LT EN-JS1015 GGG-35.3 ... 30 >30... 60 >60 ... 200 350 330 320 220 210 200 22 18 15
EN-GJS-350-22-RT EN-GJS-350-22U EN-JS1014 EN-JS1010 - ... 30 >30... 60 >60 ... 200 350 330 320 220 220 210 22 18 15
EN-GJS-400-18-LT EN-JS1025 GGG-40.3 ... 30 >30... 60 >60... 200 400 390 370 240 230 220 18 15 12 bearbeitbar, geringe Verschleiß- festigkeit; Gehäuse
EN-GJS-400-18-RT EN-GJS-400-18 EN-JS1024 EN-JS1020 ... 30 >30... 60 >60 ... 200 400 390 370 250 250 240 18 15 12
EN-GJS-400-15 EN-JS1030 GGG-40 ... 30 >30... 60 >60 ... 200 400 390 370 250 250 240 15 14 11
EN-GJS-450-10 EN-JS1040 - ... 30 >30... 60 >60 ... 200 450 310 10 Hauptsächlich für Teile aus Schleuderguss
zwischen Hersteller und Käufer zu vereinbaren
EN-GJS-500-7 EN-JS1050 GGG-50 ... 30 >30... 60 >60 ... 200 500 450 420 320 300 290 5 Sehr gut bear- beitbar, geringe bis mittlere Ver- schleißfestigkeit, Festigkeit und Zähigkeit; Fit- tings, Pressen- Pleuelstangen
EN-GJS 600-3 EN-J S1060 GGG-60 ... 30 >30... 60 >60... 200 600 600 550 370 360 340 3 2
EN-GJS-700-2 EN-JS1070 GGG-70 ... 30 >30... 60 >60 ... 200 700 700 660 420 400 380 2 2
EN-GJS-800-2 EN-JS1080 GGG-80 ... 30 >30... 60 >60 ... 200 800 480 2 Gute bis sehr gute Oberflächen härte; Zahnräder, Kurbel- wellen, Lenk- und Kupplungsteile, Ketten
zwischen Hersteller und Käufer zu vereinbaren
EN-GJS-900-2 EN-JS1090 - ... 30 >30... 60 >60 ... 200 900 | 600 1 2
zwischen Hersteller und Käufer zu vereinbaren
EN-GJS-350-22-LT: Gusseisen mit Kugelgrafit, = 350 N/mm2, A = 22 %, für tiefe Temperaturen
Einteilung in Abhängigkeit von der Härte
Kurzname Werkstoff- Nr. Brinellhärte HB Zugfestigkeit Hm N/mm2 Dehngrenze N/mm2 Eigenschaften Verwendung
EN GJS-HB130 EN-GJS-HB150 EN-JS2010 EN-JS2020 ... 160 130... 175 350 400 220 250 Anforderungen müssen bei der Bestellung zwischen Her- steller und Kau fer vereinbart
EN-GJS-HB155 EN-GJS-HB185 EN-JS2030 EN-JS2040 135 ... 180 160 ... 210 400 450 250 310
EN-GJS-HB200 EN-GJS-HB230 EN-JS2050 EN-JS2060 170 ... 230 190 . . 270 500 600 320 370
EN-GJS-HB265 EN-GJS-HB30011 EN-GJS-HB3301* EN-JS2070 EN-JS2080 EN-JS2090 225 ... 305 245 ... 335 270 . . 360 700 800 900 420 480 600
=S- EN-GJS-HB185: Gusseisen mit Kugelgi»fit, Brinellhärte = 185 HB 11 Nicht für Gussstucke mit großen Wanddickiin
Temperguss, Stahlguss
Temperguss vgl. DIN EN 1562 (1997-08), Ersatz für DIN 1692
Kmzname Werkstoff- Nr. Bisheriger Kurzname keit N/mm2 ffp0,2 N/mm2 Bruch- deh- nung % Brinell- härte HB Eigenschaften Verwendung
1 nt kohlend geglühter Temperguss
1 N GJMW-350-4 1 N GJMW-400-5 1 N GJMW-450-7 1 N GJMW-550-4 EN-JM1010 EN-JM1030 EN-JM1040 EN-JM1050 GTW-35-04 GTW-40-05 GTW-45-07 350 400 450 550 220 260 340 5 7 4 230 220 250 250 Alle Sorten sind gut gießbar und gut spanend bearbeitbar. Werkstücke mit kleiner Wanddicke, z.B. Rohrverbindungsstücke, Hebel, Kettenglieder, Bremstrommeln
1 N GJMW-360-12 EN-JM1020 GTW-S 38-12 360 190 12 200 Zum Schweißen besonders geeignet
EN-GJMW-350-4: Entkohlend geglühter Temperguss, = 350 N/mm2, A = 4 %
I N GJMB-300-6 EN-JM1110 - 300 - 6 ...150 hohe Druckdichtheit
I N GJMB-350-10 1 N GJMB-450 6 1 N GJMB-500-5 1 N GJMB-550-4 EN-JM1130 EN-JM1140 EN-JM1150 EN-JM1160 GTS-35-10 GTS-45-06 GTS-55-04 350 450 500 550 200 270 300 340 10 6 5 4 ...150 150...200 165...215 180...230 Alle Sorten sind gut gießbar und gut spanend bearbeitbar. Werkstücke mit größerer
1 N GJMB-600 3 1 N GJMB-650-2 1 N GJMB-700-2 1 N GJMB-800-1 EN-JM1170 EN-JM1180 EN-JM1190 EN-JM1200 GTS-65-02 GTS-70-02 600 650 700 800 390 430 530 600 3 2 2 1 195...245 210...260 240...290 270...320 Gehäuse, Kardangabeln, Steuerkolben von Wegeventilen
-*> EN-GJMB-350-10: Nichtentkohlend geglühter Temperguss, = 350 N/mm2, >4=10%
Stahlguss für Druckbehälter vgl. DIN EN 10213-2 (1996-01), Ersatz für DIN 17245 Vi-iwendting bei Raumtemperatur und erhöhten Temperaturen
Kurzname Werkstoff- Nr. Bisheriger Kurzname festig- keit N/mm2 Dehn- grenze Rp o.2„ N/mm2 Bruch- deh- nung % Eigenschaften Verwendung
GP240GR GP240GH GP280GH ‘ i20Mo5 1.0621 1.0619 1.0625 1.5419 GS C 25 GS-22 Mo 4 420...600 420...600 480...640 440...590 240 240 280 245 22 22 22 22 Festigkeitswerte für Normaltemperatur 20 °C, Verwendung bis 600 °C. Hochwarmfeste Pumpengehäuse, Hochdruckgehäuse, Dampfturbinen, Heißdampfarmaturen
<jl7CrMo5-5 C.I7CrMo-10 CH2MoCrV5-2 < i17CrMoV5-10 1.7357 1.7379 1.7720 1.7706 GS-17 CrMo 55 490...690 590...740 510...660 590...780 315 400 295 440 20 18 17 15
<.IX15CrMo5 GX8CrNi12 GX4CrNi13-4 GX23CrMoV12-1 1.7365 1.4107 1.4317 1.4931 G-X 8 CrNi 12 G-X 22 CrMoV 12 1 630...760 540...690 760...960 740...880 420 355 550 540 16 18 15 15
0 GP240GH+N: Stahlguss für Druckbehälter, Rp02 = 240 N/mm2, für hohe Temperaturen geeignet, normalgeglüht
Stahlguss für allgemeine Verwendungszwecke DIN 1681 (1985-06)
Kurzname Werkstoff- Nr. festigkeit N/mm2 grenze RP 0.2, N/mm2 dehnung A % % Eigenschaften Verwendung
GS-38 GS-45 GS-52 GS-60 1.0420 1.0446 1.0552 1.0558 380 450 520 600 200 230 260 300 25 22 18 15 - 0,15 -0,25 0,35 0,45 Werkstücke mit mittlerer bis hoher Beanspru- chung, z.B. Radsterne und Ventilgehäuse
Auswahl von Baustählen nach dem Verwendungszweck
11 D Desoxidationsart: FU unberuhigter Stahl
bindenden Elementen
FF voll beruhigter Stahl mit stickstoff-
3) Der Reinheitsgrad und die Desoxidation führen bei Grundstählen zu niedrigen Zähigkeitswerten.
Auswahl von Baustählen nach der chemischen Zusammensetzung
| Unlegierte Stähle"j
Wärmebehandlung vorgesehen
z. B. härten, vergüten
Haupteigenschaften werden beeinflusst durch |
Auswahl nach Kohlenstoffgehalt
Reinheitsc
Zusammensetzung
> Wärmebehandlung
' Wärmebehandlung
ehandlungswerte
Einsatz-
Vergüti
Einsatz-
stähle31
Vergütungs-
stähle
Mindest-
anforderungen
0,045
Weitere Leqierungselemente
maximaler Anteil der
Legierungselemente (Cr + Mo
Stahl-
gruppe
0,045
11 Die Stähle C 10 und C 15 wurden in die Norm Einsatzstähle DIN EN 10084 nicht mehr aufgenommen.
Sie werden vom Fachhandel aber weiterhin angeboten.
I influss der Legierungselemente (Auswahl)
Durch Legierungselemente beeinflusste Eigenschaften Legierungselemente
Ni AI w Co Mo Si Mn s
Zugfestigkeit - -
:Ureckgrenze • • - • • - •
Kerbschlagzähigkeit Q - o o o - o o
Verseh lei ßfestig keit o - • • o O - -
Warmumformbarkeit o • o o • o • o • o -
Kaltumformbarkeit - - - o - o o o o o o
Zerspanbarkeit - o - o - - o o o • •
Warmfestigkeit • • - • • • • - - -
Korrosionsbeständigkeit e - - - - - - o -
llärtetemperatur e - - o - -
Härtbarkeit, Vergütbarkeit • • - -
Nitrierbarkeit - • - • o -
Schweißbarkeit O o • - • o o o o
• Erhöhung O Verminderung - ohne nennenswerten Einfluss
Beispiel: Zahnräder, einsatzgehärtet, Rohteile gesenkgeschmiedet, sichere Wärmebehandlung wird verlangt Gesucht: Geeignete Stähle I ösung: Wärmebehandlung (Einsatzhärtung) vorgesehen -» Einsatzstahl, C S 0,2 % Die Eigenschaften der unlegierten Qualitäts- und Edelstähle reichen nichl aus legierte Stähle Steigerung der Warmumformbarkeit: Mn, V; Steigerung der Härtbarkc.il: Cr, Ni Stahlauswahl: 16MnCr5, 20MnCr5, 15NiCr13 (Seite 130)
Stahl
Unlegierte Baustähle, warmgewalzt vgl. PIN EN 10025 (1994-03)
Stahlsorte DO” S» festigKeit Rm31 N/mm2 Streckgrenze Re in N/mm2 für Erzeugnisdicken in mm Bruch- deh- nung'” in % Eigenschaften, Verwendung
Kurzname Werk- stoff- nummer Bisheriger Kurzname
<16 > 16 <40 >40 <63 >63 <80
S185 1.0035 St 33 - GS 290...510 185 175 - 18 Untergeordnete Teile, z.B. Geländer
S235JR S235JRG1 1.0037 1.0036 St 37-2 USt 37-2 FU GS GS 340...470 340...470 235 225 225 - z 26 26 Stähle für gering beanspruchte Teile im Maschinen- und Stahlbau; gut bearbeitbar
S235JRG2 S235JO 1.0038 1.0114 RSt 37-2 St 37-3 U FN FN GS QS 340...470 235 225 215 215 26
S235J2G3 S235J2G4 1.0116 1.0117 St 37-3 N FF FF QS 340...470 235 225 215 215 26
S275JR S275JO 1.0044 1.0143 St 44-2 St 44 3 U FN FN GS QS 410...560 275 265 255 245 22 mäßig bean- spruchte Teile, z.B. Achsen, Wellen, Hebel
S275J2G3 S275J2G4 1.0144 1.0145 St 44-3 N FF FF QS QS 410...560 275 265 255 245 22
S355JR S355JO S355J2G4 1.0045 1.0553 1.0570 St 52-3 U St 52-3 N FN FN FF QS GS 490...630 355 345 335 325 22 hoch bean- spruchte Teile im
S355J2G4 S355K2G3 S355K2G4 1.0577 1.0595 1.0596 FF FF FF QS QS GS 490...630 355 345 335 325 22 Stahl-, Kran- und Brückenbau
E295 1.0050 St 50-2 FN GS 470...610 295 285 275 265 20 Teile mit mittlerer Beanspruchung
E335 1.0060 St 60 2 FN GS 570...710 335 325 315 305 16 Teile mit höherer
E360 1.0070 St 70-2 FN GS 670...830 360 355 345 335 11 schwer bearbeitbar, verschleißfest
11 DO Desoxidationsart: FU unberuhigter Stahl FN beruhigter Stahl FF vollberuhigter Stahl. 21 S Stahlart: GS Grundstahl, Seite 126; QS Oualitätsstahl, Seite 115 3> Die Werte gelten für Erzeugnisdicken von 3 bis 100 mm. 4) Die Werte gelten für Längsproben und Erzeugnisdicken von 3 bis 40 mm.
Lieferzustand
Stahlsorten, Gütegruppen Lieferzustand für Flacherzeugnisse | Langerzeugnisse
S185, S235JR, S235JO, S275JR, S275JO, S355JR, S355JO nach Vereinbarung oder nach Wahl des Herstellers
S235J2G3, S275J2G3, S355J2G3, S355K2G3 normalgeglüht N | nach Vereinbarung
S235J2G4, S275J2G4, S355J2G4, 355K2G4 nach Wahl des Herstellers
E295, E335, E360 nach Vereinbarung oder nach Wahl des Herstellers
Technologische Eigenschaften
Schweißbarkeit Warmumformbarkeit Kaltumformbarkeit
- Stähle mit folgenden Gütegruppen sind nach allen Verfahren schweißbar: JR - JO - J2G3 - J2G4 - K2G3 - K2G4 => zunehmende Schweißeignung => - Beim Stahl S235JR ist die beruhigte Sorte zu bevorzugen. Die Warmumformbarkeit ist gewährleistet, wenn die Stähle im normalgeglühten oder normalisierend gewalz- ten Zustand geliefert werden. Biegen, Kanten und Bördeln für Nenndicken < 20 mm ist möglich, wenn die Kaltum- formbarkeit bei der Bestel- lung vereinbart wird.
Eisen-Kohlenstoff-Diagram, n
128 A
128 D
Sicherheitskennzeichnung
vgl. DIN 4844-2 (2001-03) und BGV A81
Allgemeines
Gebotszeichen
Augenschutz
benutzen
Kopfschutz
benutzen
Gehörschutz
benutzen
Atemschutz
benutzen
Fußschutz
benutzen
Handschutz
benutzen
Schutzkleidung
benutzen
Gesichtsschutz
benutzen
Auffanggurt
anlegen
Für Fußgänger
Sicherheitsgurt
benutzen
Übergang
benutzen
Vor Öffnen Netz-
stecker ziehen
Hupen
Vor Arbeiten
freischalten
Rettungsweste
anlegen
Gebrauchsan-
weisung beachten
Rettungszeichen für Rettungswege und Notausgänge vgl. DIN 4844-2 (2001-03) und BGV A81
Richtungsangabe für Erste-Hilfe-
Einrichtungen, Rettungswege und
Notausgänge2)
Erste Hilfe
Krankentrage
Notdusche
Augenspül-
einrichtung
Rettungsweg/Notausgang
Sammelstelle
vgl. DIN 4844-2 (2001-03) und BGV A81
Notruftelefon
Brandschutzzeichen
und Zusatzzeichen
Richtungsangabe
Wandhydrant
Löschschlauch
Feuerlöscher
Brandmelde-
telefon
Brandmelder
Es wird gearbeitet!
Ort: Datum:
Entfernen des Schildes
nur durch:
Mittel und Geräte
zur Brand-
bekämpfung
Zusatzzeichen, das zusammen
mit einem Sicherheitszeichen weitere
Informationen gibt
Hochspannung
Lebensgefahr
Zusatzzeichen, das zusammen
mit einem Sicherheitszeichen weitert*
Informationen gibt
Berufsgenossenschaftliche Vorschrift BGV A8; 2) nur in Verbindung mit weiterem Rettungszeichen
Sicherheitskennzeichnung
128 E
Hinweiszeichen
vgl. DIN 4844-2 (2001-03) und BGV A81>
Entladezeit
länger als
1 Minute
Teil kann im
Fehlerfall unter
Spannung stehen
Vor Berühren:
- Entladen
- Erden
- Kurzschließen
5 Sicherheitsregeln
Vor Beginn der Arbeiten
- Freischalten
- Gegen Wiedereinschalten sichern
- Spannungsfreiheit feststellen
- Erden und Kurzschließen
- Benachbarte, unter Spannung
stehende Teile abdecken oder
abschranken
vgl. DIN 4844-2 (2001-03) und BGV A8])
Es wird gearbeitet!
Ort:
Datum:
Entfernen des Schildes
nur durch:
Hochspannung
\ Lebensgefahr
Schalten verboten
Warnung vor Hochspannung
I' ombinationszeichen für Flucht-
w» ge oder Notausgänge mit den
nnisprechenden Richtungs-
niHjaben durch Pfeile
Sanitätsraum
Betreten des
Daches verboten
Löschdecke
Motor abstellen,
Vergiftungsgefahr
I n.lu Hilfe im Sanitätsraum
Verbot! Das Dach darf nicht
betreten werden.
Löschdecke zur
Brandbekämpfung
Warnung vor giftigen
Gasen
lierufsgenossenschaftliche Vorschrift BGV A8 (Ersatz für VGB 125)
128 F
Verordnung zum Schutz vor gefährlichen Stoffen
G ef^ ahrstoffverordnung
(1997-04)
Kennbuchstabe,
Gefahrensymbol,
-bezeichnung
Gefährlichkeits-
merkmale von
Stoffen
Kennbuchstabe,
Gefahrensymbol,
-bezeichnung
Gefährlichksits-
merkmale von
Stoffen
Kennbuchstabe,
Gefakensymb oF
-bezechnung
Gefährlichkeits
merkmale von
Stoffen
Sehr giftig
Führen bei Auf-
nahme in sehr
geringer Menge
zum Tode oder
können akute
oder chronische
Gesundheits-
schäden verur-
sachen
T = Toxic
Können be Kon-
Xi takt mit dei Haut
oder Schlem-
haut Entzündun-
gen hervor ufen
Reizend X = Andreaskreuz Ldchtent-
i = irritating zündlich
SBÄlÄvWteii.’ \'v? »»
I
Giftig
Führen bei Auf-
nahme in ge-
ringer Menge
zum Tode oder
können akute
oder chronische
Gesundheits-
schäden verur-
sachen
T = Toxic
Explosions-
gefährlich
Durch Schhg,
Reibung, Feuer
oder andere
Zündquellei
können Stoffe
explodierer
E = Explosive
Lmwelt-
gtfährlich
Xn
t i
Führen bei Auf-
nahme zum Tode
oder können
akute oder chro-
nische Gesund-
heitsschäden
verursachen
Stoffe, die curch
Sauerstoff-Ab-
gabe die Brand-
gefahr und
die Heftigkeit
eines Brances
beträchtlich
erhöhen.
T nit R 45
Gesundheits-
schädlich
X = Andreaskreuz
n = noxious
Brand-
fördernd
0 = Oxidizng
Crebs-
erreugend
Lebendes
Gewebe kann
durch Berührung
zerstört werden
C = Corrosive
1 reift«*»
Hochent-
zündlich
Xn mit R 40
Verdacht auf
erbgut-
verändernde
Wirkung
Stoffe, die wegen
möglicher erb-
gutverändernder
Wirkung auf den
Menschen zu
Besorgnis Anlass
geben. Es liegen
jedoch noch nicht
genügend Infor-
mationen vor, die
auf einen Nach-
weis schließen
lassen.
T mit R 47
„ • • •
Frucht-
schädigend
X = Andreaskreuz
n = noxious
R 40 = irreversib-
ler Schaden mög-
lich (Seite 185)
Feste Stoffe
können durch
eine Zündquelle
leicht entzündet
werden. Flüssige
Stoffe, mit
Flammpunkt
< 21 °C
F = Flammable
Stoffe verändern
Wasser, Boden,
Luft, Klima,
Tiere, Pflanzen
u.a. derart,
dass dadurch
Gefahren für die
Umwelt herbei-
geführt werden
N = Noxious
(schädlich)
Stoffe können
beim Einatmen,
Verschlucken
oder bei Auf-
nahme über
die Haut Krebs
erregen
R 45: kann Krebs
erzeugen
T = Toxic
Flüssige Stcffe
mit Flammpunkt
< 0 °C u. Siede-
punkt < 35 °Z;
gasförmige
Stoffe, die Lei
Luftkontakt
entzündlichsind
F = Flammible
Stoffe, die auf
den Menschen
fruchtschädgend
wirken.
T = Toxic
R 47 = kann
Missbildungen
verursachen
(Seite 185)
T nit R 46
Erbgut-
verindernde
Stoffe
Xnmit R 47
Verdacht a uf
irucht-
schädigende
Wirkung
Stoffe, die auf
den Menschen
erbgutverän-
dernd wirken
R 46: kann ver-
erbbare Schäden
verursachen
T = Toxic
Stoffe, die als
fruchtschädigend
für den Menschen
angesehen wer-
den sollten. Es
bestehen Anhalts-
punkte, dass die-
se Stoffe zu einer
nicht erblich ver-
ursachten Miss-
bildung derdirek-
ten Nachkom-
menschaftführen
können.
X = Andreaskreuz
n = noxious
R 47 = kann
Missbildungen
verursachen
(Seite 185)
Gasflaschen-Kennzeichnung
128 G
128 F Verordnung zum Schutz vor gefährlichen Stoffen Gefahrstoffverordnung (11997-04)
Kennbuchstabe, Gefahrensymbol, -bezeichnung Gefährlichkeits- merkmale von Stoffen Kennbuchstabe, Gefahrensymbol, -bezeichnung Gefährlichkeits- merkmale von Stoffen Kennbuchstabe, Gefahrensymbol, -bezeichnung Gefährliclhkeits- merkmale von Stoffen
T+ Führen bei Auf- nahme in sehr geringer Menge zum Tode oder können akute oder chronische Gesundheits- schäden verur- sachen T = Toxic Xi Können bei Kon- takt mit der Haut oder Schleim- haut Entzündun- gen hervorrufen X = Andreaskreuz i = irritating F Feste Stoffe können durch eine Zündquelle leicht entzündet werden. Flüssige Stoffe, mit Flammpunkt < 21 °C F = Flammable
K . . ' • • M 1 11
Sehr giftig Reizend Leichtent- zündlich
T Führen bei Auf- nahme in ge- ringer Menge zum Tode oder können akute oder chronische Gesundheits- schäden verur- sachen T = Toxic E Durch Schlag, Reibung, Feuer oder andere Zündquellen können Stoffe explodieren E = Explosive N Stoffe verändern Wasser, Boden, Luft, Klima, Tiere, Pflanzen u.a. derart, dass dadurch Gefahren für die Umwelt herbei- geführt werden N = Noxious (schädlich)
/ i 1 V b N *J
Giftig Explosions- gefährlich Umwelt- gefährlich
Xn Führen bei Auf- nahme zum Tode oder können akute oder chro- nische Gesund- heitsschäden verursachen X = Andreaskreuz n = noxious O Stoffe, die durch Sauerstoff-Ab- gabe die Brand- gefahr und die Heftigkeit eines Brandes beträchtlich erhöhen. 0 = Oxidizing T mit R 45 Stoffe können beim Einatmen, Verschlucken oder bei Auf- nahme über die Haut Krebs erregen R 45: kann Krebs erzeugen T - Toxic
••• M . X ' *s . . t j-jS.Tä .MO.X7 Ä&rZHK ! Vj i.
Gesundheits- schädlich Brand- fördernd Krebs- erzeugend
C Lebendes Gewebe kann durch Berührung zerstört werden C = Corrosive F+ Flüssige Stoffe mit Flammpunkt < 0 °C u. Siede- punkt < 35 °C; gasförmige Stoffe, die bei Luftkontakt entzündlich sind F = Flammable T mit R 46 Stoffe, diie auf den Menschen erbgutve rän- dernd wirken R 46: kann ver- erbbare Schäden verursachen T = Toxic
i """'™ nvw. s'.vi’ii* iv\. jfllB \ u*f“*f|**"*i*^**-\.i ’.i iüL.<y?LL\...: 'Mi
Ätzend Hochent- zündlich Erbgut- verändernde Stoffe
Xn mit R 40 Stoffe, die wegen möglicher erb- gutverändernder Wirkung auf den Menschen zu Besorgnis Anlass geben. Es liegen jedoch noch nicht genügend Infor- mationen vor, die auf einen Nach- weis schließen lassen. X = Andreaskreuz n = noxious R 40 = irreversib- ler Schaden mög- lich (Seite 185) T mit R 47 Stoffe, die auf den Menschen fruchtschädigend wirken. T = Toxic R 47 = kann Missbildungen verursachen (Seite 185) Xn mit R 47 Stoffe, die als fruchtschädigend für den Menschen angesehen wer- den sollten. Es bestehen Anhalts- punkte, dass die- se Stoffe zu einer nicht erbllich ver- ursachten Miss- bildung der direk- ten Nach kom- menschaft führen können. X = Andreaskreuz n = noxioius R 47 = ka nn Missbildungen verursachen (Seite 185)
: ; 1 m 'n WiW.i;; JmL ' X
Verdacht auf erbgut- verändernde Wirkung Frucht- schädigend Verdacht auf frucht- schädigende Wirkung
Gasflaschen-Kennzeichnung
128 G
G ef a hrg utaufkieber
vgl DIN EN 1089-2 (2002 11}
। ~rrfff rrrrrrrri
Die einzig verbindliche Kennzeichnung des Gasinhalts einer Gasflasche erfolgt auf dem Gefahrgutaufkleber.
Dieser soll bevorzugt auf der Schulter der Gasflasche oder unmittelbar darunter angebracht werden.
Risiko- und Sicherheits-
hinweise
Gaszusammen-
setzung
Produktbezeichnung,
z.B. Sauerstoff
EWG-Nr. bei Einzelstoffen
oder das Wort
\ „Gasgemisch"
f
Herstellername,
Adresse
Gefahrzeichen
Vollständige
------ ।---- Gasbenennung,
Herstellerhinweis z.B. Sauerstoff, verdichtet
Gefahizeichen
6
giftig
feuergefährlich
ätzend
entzündend
Gas1>
1) nicht brennbar und nicht giftig
Farbcodierung
Die Farbcodierung der Flaschenschulter dient als zusätzliche Information über die Eigenschaften der Gase.
Sie ist bereits erkennbar, wenn der Gefahrgutaufkleber wegen zu großer Entfernung noch nicht sichtbar ist.
Diese Farbcodierung gilt nicht für Flüssiggase.
Farbcodierung allgemein
abnehmendes Gefahrenpotential
Zna
^nA
giftig und/oder korrosiv
brennbar
oxidierend
inert1)
1) ungiftig, nicht korrosiv, nicht brennbar, nicht oxidierend
........--—’...............1 ........—7.........
Farbcodierung für besondere Gase
......:.Zä.-....... ?.
Sauerstoff
Acetylen
Argon
i
i
h -
Stickstoff
Kohlendioxid
Helium
Einsatzstähle {Auswahl) vgl. DIN EN 10084 (1998-06), Ersatz für DIN 17210
Stahlsorte Kurzname Werk- stoff- nummer Härte Liefe +A HB werte im rzustand11 +FP HB Eigensch nach der Zug- festigkeit N/mm2 aften des Einsatzhärl Streck- grenze Re N/mm2 Cerns ung2> Bruch- dehnung A % Eigenschaften, Verwendung
C10E C15E 1.1121 1.1141 131 143 - 490... 640 590... 780 295 355 16 14 Teile mit geringer Beanspru- chung; Hebel, Zapfen, Bolzen
17Cr3 17CrS33) 1.7016 1.7014 174 - 800... 1050 450 11 Teile mit höherer Beanspru- chung und höherer Kernfestig- keit; Zahnräder, Spindeln, Wellen, Messzeuge
16MnCr5 16MnCrS53) 1.7131 1.7139 207 156...207 880...1180 590 11
20MnCr5 20MnCrS53» 1.7147 1.7149 217 170...217 1080...1370 685 8
20MoCr4 20MoCrS43) 1.7321 1.7323 207 156...207 880...1180 590 10 Teile mit höchster Beanspru- chung und teilweise größeren Abmessungen; Getriebeteile, Zahnräder, Tellerräder, Kegel- räder, Wellen, Bolzen
17CrNi6-6 15NiCr13 1.5918 1.5752 229 175...229 880...1180 1030... 1320 635 785 9 10
20NiCrMo2-2 18CrNiMo7-6 1.6523 1.6587 212 229 161..212 179...229 980... 1270 1180... 1420 590 785 10 8
1) Lieferzustand: +A weichgeglüht; +FP behandelt auf Ferrit-Perlitgefüge und auf Härtespanne. 2) Die Festigkeitswerte gelten für Proben mit 30 mm Nenndurchmesser. 3) Stähle mit geregeltem Schwefelgehalt für bessere Zerspanung. Die Stahlsorten C10E und C15E sind unlegierte Edelstahle, alle anderen Sorten sind legierte Edelstahle. Wärmebehandlung der Einsatzstähle Seite 149.
Automatenstähle vgl. DIN EN 10087 (1999-01), Ersatzfur DIN 1651
Stahlsort Kurzname e Werk- stoff- nummer B1’ Für En Härte HB eugnisdicken Zug- festigkeit N/mm2 von 16...4 Streck- grenze Re N/mm2 0 mm Bruch- dehnung A % Eigenschaften, Verwendung
11SMn30 11SMnPb30 1.0715 1.0718 +U 112...169 380...570 - - Zur Wärmebehandlung nicht geeignet; Kleinteile mit geringer Beanspruchung; Wellen, Bolzen, Stifte, Schrauben
11SMn37 11SMnPb37 1.0736 1.0737 +u 112...169 380...570 - -
10S20 10SPb20 1.0721 1.0722 +u 107...156 360...530 - - Automateneinsatzstähle; verschleißfeste Kleinteile; Wellen, Bolzen, Stifte
15SMn13 1.0725 +u 128...178 430... 600 - -
35S20 1.0726 +u +QT 146...195 490...660 600...750 380 16 Direkthärtende Automatenstähle (Vergütungsstähle); größere Teile mit höherer Beanspruchung; Spindeln, Wellen, Zahnräder
35SPb20 1.0756
38SMn28 1.0760 +U +QT 156...207 530...700 700...850 420 15
38SMnPb28 1.0761
44SMn28 1.0762 +u +QT 187...238 630...800 700...850 420 16
44SMnPb28 1.0763
46S20 1.0727 +u +QT 175...225 590..-760 650...800 430 13
46SPb20 1.0757
B Behandlungszustand: +U unbehandelt; +QT vergütet Alle Automatenstähle sind unlegierte Qualitätsstähle. Ein gleichmäßiges Ansprechen auf Einsatzhärten oder Vergüten ist nicht gesichert. Wärmebehandlung der Automatenstähle Seite 151.
Stähle für Flamm- und Induktionshärtung vgl. DIN 17212 (1972-08)
Stahlsorte weich- geglüht Härte HB B11 Zug festigkeit N/mm2 Streckgrenze Re Bruch- deh- nung A % Eigenschaften, Verwendung
Kurzname Werk- stoff- nummer in N/rr nisd < 16 m2 für E icken in > 16 <40 rzeug- mm > 40 < 100
Cf35 1.1183 183 N V 490.. 580.. 640 730 420 270 360 270 320 21 19 für Teile mit hoher
045 1.1193 207 N V 590.. 660.. 740 800 480 330 410 330 370 17 16 Kernfestigkeit, guten Zähigkeitseigen- schaften und hoher
Cf53 1.1213 223 N 510.. 760 - 340 340 16 Oberflächen härte;
V 690.. 830 510 430 400 14 z.B. Kurbelwellen,
Cf70 1.1249 223 V 740.. 880 560 480 - 13 Getriebewellen,
45Cr2 38Cr4 1.7005 1.7043 207 217 V V 780.. 830.. 930 980 640 740 540 630 440 510 14 13 Schneckenwellen, Zahnräder, Bohrstangen
42Cr4 1.7045 217 V 880.. 1080 780 670 560 12
4lCrMo4 1.7223 217 V 980.. 1180 880 760 640 11
49CrMo4 1.7238 235 V - - - - Einfache, große Teile
1) B Behandlungszustand: N normalgeglüht; V vergütet Wärmebehandlung Seite 150
trierstähle vgl. DIN EN 10085 (2001-07), Ersatz für DIN 17211
Stahlsorte weich- geglüht Härte HB B” Zug festigkeit N/mm2 Dehn- grenze flpO.2 N/mm2 Bruch- dehnung A % Eigenschaften, Verwendung
Kurzname Werk- stoff- nummer
,nCrMo12 1.8515 248 V 1000 ...1200 800 11 verschleißbeanspruchte Teile bis 250 mm Dicke
31CrMoV9 1.8519 248 V 1000 ...1200 800 11 warmfeste Verschleißteile bis 100 mm Dicke
34CrAIMo5 1.8507 248 V 800 ...1000 600 14 warmfeste Verschleißteile bis 500 °C und 80 mm Dicke
34CrAINi7 1.8550 248 V 850 ...1050 650 12 für besonders große Teile; z.B. Kolbenstangen, Spindeln
' B Behandlungszustand: V vergütet Wärmebehandlung der Nitrierstähle Seite 151
^hweißgeeignete Feinkornbaustähle vgl. DIN EN 10113 (1993-04)
Stahlsorte Bisheriger Kurzname L” Zug- festigkeit N/mm2 Streckgrenze Re Bruch- deh- nung A % Eigenschaften, Verwendung
Kurzname Werk- stoff- nummer in N/rr die 8,6 m2 für <en in > 16 <40 Nenn- nm > 40 <63
Unlegierte Qualitätsstähle
S275N 1.0490 StE 285 N 370...510 275 265 255 24
S275M 1.8818 - M 360...510 275 265 255 24 hohe Zähigkeit,
S355N . -355M 1.0545 1.8823 StE 355 StE 355 TM N M 470-630 450-610 355 355 345 345 335 335 22 22 Sprödbruch- und alterungsunempfind- lich; Schweiß-
egierte Edelstahle konstruktionen, z.B. Kran-, Brücken-,
420N 1.8802 StE 420 N 520...680 420 400 390 19 Fahrzeugbau,
F420M 1.8825 StE 420 TM M 500...660 420 400 390 19 Förderanlagen
J460N 1.8901 StE 460 N 550-720 460 440 430 17
Ü460M 1.8827 StE 460 TM M 530...720 460 440 430 17
n L Lieferzustand: N normalgeglüht/normalisierend gewalzt; M thermomechanisch gewalzt
Alle Stähle sind auch mit Mindestwerten für die Kerbschlagarbeit bei niedrigen Temperaturen lieferbar. Sie er-
halten in der Bezeichnung die Gülegruppen NL oder ML, z.B. S275NL, S275ML.
MW MF-t MSW
WerkzeUjJStähle (Auswahl) vgl. DIN EN ISO 4957 (2001-02), Ersatz für DIN 1735C
Kurzname (bisheriger Kurzname) Werk- stoff- nummer Härte HB1’ max. Härte- temperatur °C A21 Anlass- temperatur °C Anwendungsbeispiele, Eigenschaften
Kaltarbeitsstähle, unlegiert
C45U (C45W) 1.1730 190 800...830 w 180-300 ungehärtete Aufbauteile für Werkzeuge, Schraubendreher, Meißel, Messer
C70U (C70W2) 1.1520 190 790...820 ö 180-300 Zentrierdorne, kleine Gesenke, Schraubstockbacken, Abgratstempel
C80U (C80W1) 1.1525 190 780...810 w 180-300 Gesenke mit flachen Gravuren, Meißel, Kaltschlagmatrizen, Messer
C105U (C105W1) 1.1545 213 770...800 w 180-300 einfache Schneidwerkzeuge, Prägestempel, Reißnadel, Lochdorne, Spiralbohrer
Kaltarbeitsstähle, legiert
2lMnCr5 1.2162 215 810...840 ö 150... 180 komplizierte einsatzgehärtete Kunststoff- pressformen; gut polierbar
60WCrV8 (60WCrV7) 1.2550 230 880...930 ö 180-300 Schnitte für Stahlblech von 6 ... 15 mm, Kaltlochstempel, Meißel, Körner
90MnCrV8 1.2842 220 790...820 ö 150...250 Sch neid platten, Stempel, Kunststoff Press- formen, Reibahlen, Messzeuge
102Cr6 (100Cr6) 1.2067 230 820...850 ö 100-180 Bohrer, Fräser, Reibahlen, kleine Schneid- platten, Spitzen für Drehmaschinen
X38CrMo16 (X36CrMo17) 1.2316 250 1000... 1040 ö 650...700 Werkzeuge für die Verarbeitung von chemisch angreifenden Thermoplasten
40CrMnNiMo8-6-4 1.2738 235 840...870 ö 180-220 Kunststoffformen aller Art
45NiCrMo16 (X5NiCrMo4) 1.2767 260 840...870 Ö, L 160-250 Biege- und Prägewerkzeuge, Schermesser für dickes Schneidgut
X153CrMoVl2 (X155CrVMo12-1) 1.2379 250 1020...1050 Ö, L 180...250 bruchempfindliche Schneidwerkzeuge, Fräser, Räumwerkzeuge, Schermesser
X210CrWl2 1.2436 255 950...980 ö, L 180...250 Hochleistungs-Schneidwerkzeuge, Räumnadeln, Presswerkzeuge
Warmarbeitsstähle
55NiCrMoV7 (56NiCrMoV7) 1.2714 250 840...870 ö 400-650 Kunststoffpressformen, kleine und mittel- große Gesenke, Warmschermesser
X37CrMoV5-1 (X38CrMoV5-1) 1.2343 235 1020... 1050 ö, L 550-650 Druckgießformen für Leichtmetalle, Strang presswerkzeuge
32CrMoV12-28 (X32CrMoV3-3) 1.2365 230 1020... 1050 Ö, L 500...670 Druckgießformen für Schwermetalle, Strangpresswerkzeuge für alle Metalle
X38CrMoV5-3 1.2367 235 1030...1080 ö, L 600-700 hochwertige Gesenke, hoch beanspruchte Werkzeuge zur Schraubenherstellung
Schnellarbeitsstähle
HS6-5-2C (S6-5-3) 1.3343 250 1190-1230 ö, L 540...560 Spiralbohrer, Reibahlen, Fräser, Gewinde- bohrer, Kreissägeblätter
HS6-5-2-5 (S6-5-2-5) 1.3243 270 1210-1250 Ö, L 550-570 Höchstbeanspruchte Spiralbohrer, Fräser, Schruppwerkzeuge mit hoher Zähigkeit
HS 10-4-3-10 (S10-4-3-10) 1.3207 270 1210-1250 Ö, L 550-570 Dreh meißel für Automatenbearbeitung, hohe Abspanleistung
HS2-9-2 (S2-9-2) 1.3348 250 1190...1230 ö, L 540...580 Fräser, Spiral- und Gewindebohrer, hohe Sch neid härte, Warmfestigkeit, Zähigkeit I
Anlieferungszustand: geglüht 2) A Abschreckmittel: W Wasser, Ö Öl, L Luft Bezeichnung der Werkzeugstähle Seite 119; Wärmebehandlung der Werkzeugstähle Seite 149
Nichtrostende Stähle
vgl. DIN EN 10088-3 (1995-08)
Stahlsorte Kurzname Werk- stoff- nummer B11 Dicke d mm Härte HB Dehn- grenze fip0.2 N/mm2 Zug- festigkeit N/mm2 Bruch- dehnung A % Eigenschaften, Verwendung
X2CrNi12 1.4003 +A < 100 200 260 450...600 20 Ferritische Stähle Kaltumformbar, schlecht zerspan bar, schweißbar; z.B. Beschläge, Verkleidungen, Apparatebau
X6Cr13 1.4000 +A < 25 200 230 400...630 20
X6Cr17 1.4046 +A < 100 200 240 400...630 20
X6CrMoS17 1.4105 +A < 100 200 250 430...630 20
X6CrMo17-1 1.4113 +A <100 200 280 440...660 16
X12Cr13 1.4006 +A - 220 - <730 - Martensitische Stähle Härtbar, gut zerspanbar, bedingt schweißbar, hohe Festigkeit; z.B. Achsen, Wei- len, Schrauben, chirurgische Instrumente, Wälzlager
+OT < 160 - 450 650...850 15
X20Cr13 1.4021 +A - 230 - <760 -
+OT <160 - 500 700...850 13
X30Cr13 1.4028 +A - 245 - <800 -
+QT < 160 - 650 850... 1000 13
X39Cr13 1.4031 +A - 245 - <800 -
X39CrMo17-1 1.4122 +A - 280 - <900 -
+OT < 60 - 550 750...950 20
X50CrMoV15 1.4116 +A - 280 - <900 -
X5CrNi18-10 1.4301 +AT < 160 215 190 500...700 45 Austenitische Stähle Gut kaltumformbar, gut schweißbar, schwer zerspan- bar; z.B. chemische Industrie, Nahrungsmittelindustrie, Fahrzeugbau
XWCrNi18-8 1.4310 +AT < 40 230 195 500...750 40
X2CrNi18-9 1.4307 +AT < 160 215 175 450...680 45
X2CrNi19-11 1.4306 +AT < 160 215 180 460...680 45
X6CrNiTi18-10 1.4541 +AT <160 215 190 500...700 40
X2CrNiMo18-15-4 1.4438 +AT < 160 215 220 500...700 40
11 B Behandlungszustand: +A weichgeglüht, +AT lösungsgeglüht, +QT vergütet
Die Werkstoffkennwerte HB, f?po,2, Rm und A gelten für Halbzeug, Stäbe, Walzdraht und Profile.
Warmgewalzter Federstahl, vergi tbar vgl. DIN 17221 11988-12)
Stahlsorte Kurzname Werk- stoff- nummer warm- gewalzt Härte HB Be weich- geglüht Härte HB handlungszust V Zug- festigkeit N/mm2 and ergütet Dehn- grenze fip0,2 N/mm2 Bruch- dehnung A % Eigenschaften, Verwendung
38Si7 1.5023 240 217 1180...1370 1030 6 Federringe, Federplatten
54SiCr6 1.7102 270 248 1320...1570 1130 6 Blattfedern, Kegelfedern
60SiCr7 1.7108 310 248 1320...1570 1130 6 Tellerfedern, Schraubenfedern
‘>5Cr3 1.7176 310 248 1320... 1720 1175 6 Hochbeanspruchte Schrau- ben-, Teller und Blattfedern
‘)0CrV4 1.8159 310 248 1370...1620 1175 6
51CrMoV4 1.7701 310 248 1370... 1670 1175 6
Die Festigkeitswerte gelten für Proben mit 10 mm Durchmesser. Der Elastizitätsmodul beträgt E = 200000 N/mm2, der Gleitmodul G = 80000 N/mm2,
Stahldraht für Federn, patentiert gezogen vgl. E DIN EN 10270-1 (1996-01), Ersatzfür DIN 17223-1
Sortenauswähl
Drahtsorte Festigkeit Beanspruchung Verwendung
SL niedrig vorwiegend statisch Zug-, Druck-, Drehfedern
SM mittel hauptsächlich statisch, selten dynamisch
SH hoch hauptsächlich statisch, selten dynamisch
DM mittel dynamisch Zug-, Druck-, Dreh- und Biegefedern
DH hoch statisch hoch oder dynamisch mittel Zug-, Druck-, Dreh- und Formfedern
Zugfestigkeit, Nenndurchmesser, Oberflächen, E-Modul, Gleitmodul
Drahtsorte 0,5 Zugfestic 0,8 jkeit /?m in N/m 1,0 m2 für die Nen 1,5 ndurchmesser 2,0 cf in mm 2,5 3,0
SL - - 1720...1970 1600-1840 1520-1750 1460-1680 1410-1620
SM - - - - 1760-1970 1690-1890 1630-1830
SH 2480...2740 2310...2560 2230...2470 2090...2310 1980...2200 1900...2110 1840-2040
DM 2200...2470 2050...2300 1980-2200 1850-2080 1760-1970 1690...1890 1630... 1830
DH 2480-2740 2310...2560 2230...2470 2090...2310 1980...2200 1900-2110 1840-2040
3,4 4,0 5,0 6,0 8,0 10,0 15,0
SL 1370-1580 1320-1520 1260...1450 1210-1390 1120-1300 1060...1230 -
SM 1590...1780 1530-1730 1460-1650 1400-1580 1310-1480 1240-1400 1110-1260
SH 1790-1990 1740-1930 1660...1840 1590.. 1770 1490-1650 1410-1570 1270-1410
DM 1590.1780 1530... 1730 1460... 1650 1400-1580 1310...1490 1240... 1400 1110...1260
DH 1790...1990 1740-1930 1660—1840 1590-1770 1490-1650 1410-1570 1270-1410
Nenn- durch- messer d in mm 0,05 - 0,06 - 0,07 - 0,08 - 0,09 - 0,10 - 0,11 - 0,12 - 0,14 - 0,16 - 0,18 - 0,20 - 0,22 - 0,25 - 0,28 - 0,30 - 0,32 - 0,34 - 0,36 - 0,38 - 0,40 - 0,43 - 0,45 - 0,48 - 0,50 - 0,53 - 0,56 - 0,60 - 0,63 - 0,65 - 0,70 - 0,75 - 0,80 - 0,85 0,90 - 0,95 -1,00 - 1,10 -1,20 - 1,25 -1,30 -1,40 -1,50 - 1,60 - 1,70 -1,80 -1,90 - 2,00 - 2,10 - 2,25 - 2,40 - 2,50 - 2,60 - 2,80 - 3,00 - 3,20 - 3,40 - 3,60 - 3,80 - 4,00 - 4,25 - 4,50 - 4,75 5,00 - 5,30 - 5,60 - 6,00 - 6,30 - 6,50 - 7,00 - 7,50 - 8,00 - 8,50 - 9,00 - 9,50- 10,0-10,5-11,0- 12,0-13,0- 14,0-15,0-16,0-17,0-18,0-19,0-20,0
Ober- flächen Ausführung ph cu Z ZA
Bedeutung phosphatiert verkupfert mit Zinküberzug mit Zink/Aluminium-Überzug
Der Elastizitätsmodul beträgt E = 206 000 N/mm2, der Gleitmodul G = 81 500 N/mm2
Federdraht EN 10270-1 DM-3,4 ph: Drahtsorte DM, d= 3,4 mm, phosphatierte Oberfläche
Flacherzeugnisse aus Druckbehälterstählen vgl. DIN EN 10028 (1993-04) (warmfeste Stähle, unlegiert und legiert)
Stahlsor Kurzname te Werk- stoff- nummer Bisheriger Kurzname L1> Zug- festigkeit N/mm2 bei Räumt Bruch- dehnung A in % emperatur Streckgrenze R( in N/mm2 bei der Temperatur in 20 | 200 | 300 °C 400 Eigenschaften, Verwendung
Unlegierte Qualitätsstähle alle Sorten sind schweiß- geeignet; z.B. Druckbe- hälter, Druck- rohrleitungen, Dampfkessel- anlagen
P235GH 1.0345 H I N 360-480 25 235 170 130 110
P265GH 1.0425 H II N 410...530 23 265 195 155 130
P295GH 1.0481 17 Mn 4 N 460-580 22 295 225 185 155
P355GH 1.0473 19 Mn 6 N 510-650 21 355 255 215 180
Legierte Edelstähle
16Mo3 1.5415 15 Mo 3 N 440...590 24 275 215 170 150
13CrMo4-5 1.7335 13CrMo 4 4 N+T 450-600 20 300 230 205 180
10CrMo9-10 1.7380 10CrMo9 10 N+T 480...630 18 310 245 220 200
11CrMo9-10 1.7383 - N + T 520-670 18 310 - 235 215
L Lieferzustand: N normalgeglüht/normalisierend gewalzt; T angelassen Die Festigkeitswerte gelten für Erzeugnisdicken unter 16 mm.
Lieferart: In Ringen oder als Stäbe, kaltgezogen, von d = 0,05 mm bis 25 mm.
Der Draht kann sowohl blank ohne Überzug als auch mit metallischen und/oder nichtmetallischen
Überzügen geliefert werden. Der metallische Überzug kann als Schlussüberzug oder als gezogener
Überzug vorliegen. Bei Drähten, die im Extruder oder Wirbelsinterverfahren organische Überzüge
erhalten, kann der Kerndraht blank oder metallisch, meist verzinkt, überzogen sein.
Werkstoff: DIN 17223-1: Unlegierte Stähle
Maße, zulässige Abweichungen
Verzinkter Draht'11 Blanker Draht
Durchmesser din mm Grenz- abmaße Durchmesser din mm Grenz- abmaße Durchmesser din mm Grenz- abmaße Durchmesser din mm Grenz- abmaße
0,20. . < 0,31 ± 0,015 3,43... < 4,94 ± 0,060 0,05 . . <0,12 ± 0,006 2,78... < 3,63 ± 0,040
0,31 . . < 0,55 ± 0,020 4,94 ... < 6,73 ± 0,070 0,12 . . <0,15 ± 0,008 3,63 ... < 4,60 ± 0,045
0,55 . . < 0,86 ± 0,025 6,73 ... < 8,78 ± 0,080 0,15 . . < 0,23 ±0,010 4,60 ... < 5,67 ± 0,050
0,86 . . < 1,24 ± 0,030 8,78... <11,12 ± 0,090 0,23 . . < 0,33 ± 0,012 5,67 ... < 8,17 ± 0,060
1,24 . . < 1,69 ± 0,035 11,12 ... < 13,72 ±0,100 0,33 . . < 0,52 ±0,015 8,17 ... < 11,12 ± 0,070
1 69 . . < 2,20 ± 0,040 13,72 ... < 19,76 ± 0,120 0,52 . . < 0,91 ± 0,020 11,12 ... < 14,52 ± 0,080
2,20 . . < 2,78 ± 0,045 19,76 ... < 25,00 ±0,140 0,91 . . < 1,42 ± 0,025 14,52 ... < 18,37 ± 0,090
2,78 . . < 3,43 ± 0,050 — 1,42 . . < 2,05 ± 0,030 18,37 ... < 22,68 ± 0,100
” Für dick verzinkten Draht gelten andere Abmaße. 2,05 . . < 2,78 ± 0,035 22,68 ... < 25,00 ± 0,120
Walzdraht aus unlegierten Stählen vgl. DIN EN 10016-2 und 3 (1995 04), Ersatz für DIN 17140-1
Lieferart: In Ringen mit einem Nennmaß d> 5 mm, mit glatter Oberfläche.
Der Querschnitt des Walzdrahtes ist rund, Vierkant, rechteckig, sechskant, halbrund oder in anderer Form.
Der Walzdraht darf keine inneren und/oder äußeren Unvollkommenheiten wie Lunker, Seigerungen, Risse,
Überwalzungen, Einwalzungen, Walzgrate und Beschädigungen aufweisen.
Werkstoff: DIN EN 10016-2: Walzdraht aus unlegiertem Stahl zum Ziehen oder Kaltwalzen, z.B. C4D, C50D, C66D oder
C92D.
DIN EN 10016-3: Walzdraht aus unlegiertem Stahl, unberuhigt, mit niedrigen Gehalten an Kohlenstoff und
Silicium, mit hoher Verformbarkeit zum Ziehen oder Kaltwalzen, z.B. C2D1 oder C4D1.
Wunder Federdraht vgl. DIN 2076 (1984-12)
Lieferart: In Ringen oder auf Spulen von d = 0,07 mm bis 20 mm.
Werkstoff: DIN 17223-1: Unlegierte Stähle, DIN 17223-2: ölschlussvergüteter Federstahldraht, DIN 17224: nicht-
rostender Federstahldraht sowie DIN 18682: Kupfer-Knetlegierungen
=£> Draht DIN 2076 - CuZn36F70 - 0,20: Federdraht aus CuZn36F70, d = 0,20 mm
Maße, zulässige Abweichungen
zul. Abmaße für din mm 0,07 ... 0,48 ±0,015 0,50 ... 0,80 ±0,020 0,85 ... 1,40 ±0,025 1,50... 3,20 ±0,035 3,40 ... 5,60 ± 0,045 6,00 ... 8,50 ± 0,060 9,00.. 10,50.. 16,00, 10,00 ±0,07 15,00 ±0,09 17,00 ±0,12 18,00... 20,00 ±0,15
Durch- messer din mm 0,07 - 0,08 - 0,09 0,10-0,11-0,12 0,14-0,16-0,18 0,20 - 0,22 - 0,25 0,28-0,30-0,32 0,34 - 0,36 - 0,38 0,40 - 0,43 - 0,45 0,48 - 0,50 - 0,53 0,50 - 0,53 - 0,56 0,60 - 0,63 - 0,65
0,70-0,75-0,80 0,85 - 0,90 - 0,95 1,00-1,05-1,10 1,20-1,25-1,30 1,40- 1,50- 1,60 1,70-1,80-1,90 2,10-2,10-2,25 2,40 - 2,50 - 2,60 2,80 - 3,00 - 3,20 3,40 - 3,60 - 3,80
4,00 - 4,25 - 4,25 4,50 - 4,75 - 5,00 5,30 - 5,60 - 6,00 6,30 - 7,00 - 7,50 8,00 - 8,50 - 9,00 9,50-10,0-10,5 11,0-12,0-13,0 14,0-15,0-16,0 17,0-18,0-19,0 20,0
Runder Federdraht, warmgewalzt vgl. DIN 2077 (1979-02)
Lieferart: In Stäben von d= 7 mm bis 80 mm, in Ringen von d = 7 mm bis 30 mm
Herstelllängen > 2 m < 8 m, Festlängen > 2 m < 10 m ± 100 mm
Der warmgewalzte runde Federdraht ist zur Herstellung warmgeformter Federn bestimmt.
Werkstoff: DIN 17 221: Warmgewalzte Stähle für vergütbare Stähle ohne die Sorten 38Si7 und 51Si7.
=£> Draht DIN 2077 - 50CrV - 12: Federdraht aus 50CrV4, d = 12 mm
Maße, zulässige Abweichungen in mm
Durch- messer din mm Stu- fung von d Durch- messer din mrn Stu- fung von d Durch- messer din mm Stu- fung von d Durch- messer din mm Stu- fung von d
7 ... 11,5 ±0,15 0,5 22 ... 29,5 ± 0,25 0,5 40 ... 50 ±0,4 2,0 65 ± 0,5 5,0
12 ... 21,5 ±0,2 0,5 30 ... 39 i 0,3 1,0 52 ... 60± 0,5 2,0 70 ... 80 ±0,01 d 5,0
Stahlbleche
W
Kaljewalztes Band und Blech aus weichen Stählen vgl. DIN en 10130 (1999-02), Ersatz für DIN 1623 1
Kurzn Stahlsorte ame bisher Werkstoff- nummer Zug- festigkeit Rm N/mm2 Streck- grenze Re N/mm2 Bruch- dehnung A % Eigenschaften, Verwendung
DC01 St 12 1.0330 270-410 280 28 Kaltgewalzte Flacherzeugnisse zum Kaltumformen von 0,35 mm bis 3 mm Dicke. Sie sind zum Schweißen und für das Auf- bringen metallischer Überzüge geeignet.
DC03 RRSt 13 1.0347 270...370 240 34
DC04 St 14 1.0338 270...350 210 38
DC05 1.0312 270...330 180 40
DC06 - 1.0873 270-350 180 38
Oberflächenart und Oberflächenausführung für Band und Blech
Benennung Kennz DIN EN 10130 eichen bisher Merkmale der Oberfläche
Oberflächenart Oberflächen- ausführung Verpackungsbl übliche kaltgewalzte Oberfläche A 03 Fehler, die die Kaltumformung und das Aufbringen von Oberflächenüberzügen nicht beeinträchtigen, sind zulässig.
beste Oberfläche besonders glatt B b 05 b Die bessere Seite muss so gut wie fehler- frei sein. Gleichmäßig blank (glatt). Ra < 0,4 pm
glatt g g Gleichmäßig blank (glatt). Ra < 0,9 pm
matt rau Blech EN 10130- ech und -aand. m r DC 04B m: Blee caltgewalzt Er m r h aus DC 04, be satzfür DIN EN Gleichmäßig matt. 0,6pm<Ra<1,9pm Aufgeraut. Ra > 1,6 pm ste Oberfläche, matte Ausführung. vgl. DIN EN 10202 (2001-07) 10205 (1992-01) und DIN EN 10203 (1991-08)
Losweise geglühte Sort Stahlsorte en Zugfestigkeit Streckgrenze Kontinuierlich geglühte Stahlsorte Sorten Zugfestigkeit Streckgrenze
Kurz- name Werkstoff- nummer ± 50 N/mm2 Rp0,2 ± 50 N/mm2 Kurz- name Werkstoff- nummer Rm ± 50 N/mm2 Rp0.2 ± 50 N/mm2
TS230 TS245 1.0371 1.0372 325 340 230 245 TH415 TH 435 1.0377 1.0378 435 460 415 435
TS260 TS275 1.0379 1.0375 360 375 260 275 TH520 TH 550 1.0384 1.0373 540 570 520 550
TS290 TS550 1.0381 1.0385 390 575 290 550 TH 580 TH620 1.0382 1.0374 590 625 580 620
Glühverfahren Oberflächenausführung Rs in pm Oberflächenausführung Ra in pm
BA haubengeglüht BR glänzend <0,35 SG silbermatt >0,90
CA kontinuierlich geglüht FS Fine stone 0,25 bis 0,45 MM matt unter- schiedlich
ST Stone finish 0,35 bis 0,60
Lieferart: Rollen als Band, Tafeln, Mindestnennbreite von 600 mm.
Einfach kaltgewalzt: Nenndicke von 0,17 mm bis 0,49 mm, in Stufen von 0,005 mm
Doppeltreduziert: Nenndicken von 0,13 mm bis 0,29 mm, in Stufen von 0,005 mm
Blech oder Band mit einem beidseitigen gleichen (E) oder ungleichen (D), elektrolytisch aufgebrach-
ten Zinnüberzug bezeichnet man als Weißblech.
Werkstoff: Unlegierte Stähle mit niedrigem C-Gehalt.
Weißblech Tafel EN 10202-TS275 BA-ST-E 2,8/2,8 - 0,22 x 800 x 900:
Einfach kaltgewalztes Weißblech in Tafeln, Stahlsorte TS275, haubengeglüht (BA), Oberfläche stone
firnish (ST), gleichverzinnt (E) mit einer Auflage von 2,8 g/m2, Dicke 0,22 mm, Walzbreite 800 mm,
geschnittene Länge 900 mm.
M—Ml Stahlblech, Stahlband ™ «* 1543 vgl. DIN EN 10131 (1992-01), Ersatz für DIN 1541 Ea I I I I w ]
Nenn- dicke 1 mm flächenbez. Masse m" kg/m2 Nenn- dicke mm flächenbez. Masse m" kg/m2 Nenn dicke mm flächenbez. Masse m" kg/m2 Nenn- dicke mm flächenbez. Masse m" kg/m2 Nenn- dicke mm flächenbez. Masse m" kg/m2 Nenn- dicke mm flächenbez. Masse m" kg/m2
0,35 0,40 0,50 0,60 2,75 3,14 3,92 4,71 0,70 0,80 0,90 1,0 5,50 6,28 7,07 7,85 1,2 1,5 2,0 2,5 9,42 11,80 15,70 19,60 3,0 3,5 4,0 4,5 23,55 27,4 31,4 35,4 4,75 5,0 6,0 8,0 37,3 39,25 47,1 62,8 10,0 12,0 14,0 15,0 78,5 94,2 109,9 117,75
Lieferart: In Tafeln und Bändern nach DIN EN 10131 in Dicken von 0,35 mm bis 3 mm, nach DIN EN 10029 in Dicken über 3 mm bis 250 mm. Werkstoff: Unlegierte und legierte Stähle. =>- Band EN 10131 - 1,20 x 1500 Stahl EN 10130 - DC04 Am: Nenndicke 1,2 mm, Nennbreite 1500 mm, aus DC04, übliche kaltgewalzte Oberfläche, matt (Seite 136).
Kontinuierlich feuerverzinktes Band und Blech vgl. DIN en io 142 (2000-07), Ersatz für DIN 17162-1 aus weichen Stählen zum Kaltumformen
Stahl Kurzname sorte Werkstoff-Nr. ^e< 0,2 in N/mm2 ^rn in N/mm2 A so in % min1) Eignung zum Kaltumformen
DX51D+Z | DX51D+ZF 1.0226 - 270...500 22 Maschinenfalzgüte
DX52D+Z DX52D+ZF 1.0350 140 ... 3002' 270...420 26 Ziehgüte
DX53D+Z DX53D+ZF 1.0355 140 ... 260 270...380 30 Tiefziehgüte
I DX54D+Z DX54D+ZF 1.0306 140 ... 220 270...350 36 Sondertiefziehgüte
34
DX56D+Z DX56D+ZF 1.0322 120... 180 270...350 39 S p ezi a Iti ef zi e h g üte
37
11 A80 = Bruchdehnung bei einer Anfangsmesslänge Lo = 80 mm. Bei Erzeugnisdicken < 0,7 mm einschließlich Zinnauflage verringern sich die Mindestwerte von A80 um 2 Einheiten, z.B. statt 26 % nur 24 %. | 2) Dieser Wert gilt nur für kalt nachgewalzte Erzeugnisse mit den Oberflächenarten B und C.
Ausführung des Überzugs Oberflächenart Oberflächenbehandlung (Oberflächenschutz) ('• 11
N übliche Zinkblume A übliche Oberfläche C chemisch passiviert 0 geölt
M keine Zinkblume B verbesserte Oberfläche 0 chemisch passiviert s versiegelt
R Zn-Fe-Legierung üblicher Beschaffenheit C beste Oberfläche CO und geölt u unbehandelt
- - p phosphatiert - -
=>- Blech EN 10142-DX53D+ZF100-R-B-0: Blech aus Stahl DX53D+ZF, Zink-Auflagegewicht 100 g/m2 (zweiseitig), Überzug mit üblicher Beschaffenheit, verbesserte Oberfläche, geölt.
lieche und Bändet aus NE-Metallen vgl. DIN 1751 (1673-06), DIN EN 485-4 (1904-01), Ersatz für DIN 1783
I Blech- dicke I mm D-Cu |CuZn37| CuAI8 IeNAW- I I I AI99.8 Flächenbezogene Masse rr MgAI6 f in kg/r Zn97,5 n2 Blech- dicke mm D-Cu |CuZn37| CuAI8 lENAW I । । AI99,8 Flächenbezogene Masse rr MgAI6 ?" in kg/r Zn97,5 n2
0,4 0,5 0,6 3,56 4,45 5,34 3,36 4,20 5,04 3,08 3,85 4,62 1,08 1,35 1,62 0,728 0,910 1,09 2,87 3,59 4,31 1,6 1,8 2 14,2 16,0 17,8 13,4 15,1 16,9 12,6 13,9 15,4 4,86 5,40 3,28 3,64 12,9 14,4
0,7 0,8 1 6,23 7,12 8,90 5,88 6,72 8,40 5,38 6,16 7,70 2,16 2,70 1,46 1,82 5,03 5,74 7,18 2,2 2,5 2,8 19,6 22,2 25,0 18,5 20,9 23,6 16,9 19,2 21,5 6,75 4,55 15,8 18,0 20,1
1,2 1,4 1,5 10,7 12,5 13,4 10,1 11,8 12,7 9,24 10,8 11,6 3,24 4,05 2,18 2,73 8,62 10,1 10,8 3 3,2 3,5 26,8 29,0 31,2 25,3 27,4 29,5 23,1 24,6 26,9 8,10 9,45 5,46 6,37 21,5 25,1
Lieferart: In Tafeln und Bändern nach DIN 1751 in Dicken von 0,1 mm bis 5 mm, nach DIN EN 485 in Dicken von 0,2 mm bis 50 mm. Werkstoff: AI-, Cu- und Zn-Legfen ingan. Blech DIN EN 485 EN AW-AI 99,8 - 1,5: Blech aus EN AW-Ai 99,8, 1,5 mm dick. II
tabstahl, blank
Gängige Abmessungen blanker Stabstähle, Auswahl
Flachstahl vgl, DIN 174 C969 06) (zurückgezogen)
b h b h b h b h b h b h
F 5 6 8 10 2...3 2...4 2...6 2...8 12 14 15 16 2...10 2...10 2.12 2...12 18 20 22 25 2...12 2...16 2... 12 2...20 28 32 36 40 2...20 2...25 2...20 2...32 45 50 56 63 2...32 2...32 3...32 3...40 70 80 90 100 4...40 5...25 5...25 5...25
b
Nenndicken h in mm: 2-2,5-3-4- 5- 6-8-10-12- 15 16 20 25 30 32 35 40
Polierter Rundstahl vgl. DIN 175 (zurückgezogen)
übliche Lieferdurchmesser 1 mm bis 13 mm >13 mm bis 25 mm >25 mm bis 50 mm
übliche Durchmesserstufung 0,5 mm 1 mm 5 mm
Sechskantstahl vgl. DIN 176 (zurückgezogen) Vierkantstahl vgl. DIN 178 (zurückgezogen) Rundstahl vgl. DIN 668, DIN 670, DIN 671 (alle zurückgezogen)
s 3,2 3,5 4 4,5 8 9 10 11 16 17 19 21 32 36 38 41 65 70 75 80 6 7 8 9 14 16 18 20 36 40 45 50 ^7^ 4 4,5 5 5,5 8 8,5 9 9,5 14 15 16 17 22 23 24 25 30 32 34 35 45 48 50 52 65 70 75 80 120 125 130 140
a
2 2,5 3 5 5,5 6 7 12 13 14 15 22 24 27 30 46 50 55 60 85 90 95 WO 4 4,5 5 10 11 12 13 22 25 28 32 63 70 80 100 2,5 3 3,5 6 6,5 7 7,5 10 11 12 13 18 19 20 21 26 27 28 29 36 38 40 42 55 58 60 63 85 90 100 110 150 160 180 200
Vorgesehene Toleranzen der Profilmaße für die Fertigzustände vgl. DIN EN 10278 (1999-10)
Profil Nennmaß Zustand Toleranzklasse Profil Nennmaß Zustand Toleranzklasse
Flachstab b< 100 mm gezogen hl 1 Rundstab d gezogen od. geschält h9bish12
h < 60 mm gezogen h11
h< 60 mm <100 mm gezogen h12 geschliffen od. poliert h6 bis h12
Sechskant s gezogen h11, h12 Vierkant a gezogen h11, h12
LteferzustäMte vgl. DIN EN 10278 (1999 10)
Fertigzustände Wärmebehandlungen
Ken- nung Fertigzustand <en- lung Fertigzustand Ken- nung Wärmebehandlung Ken- nung Wärmebehandlung
+ C kaltgezogen SL geschliffen + A weichgeglüht + FP behandelt auf Ferrit-Perl it- Gefüge und Härtespanne
+ SH geschält PL poliert + QT vergütet
Werkstoffgruppen und zugeördnete Lieferzustände vgl. DIN EN 10277 (1999-11)
Werkstoffgruppe Lieferzustände
+SH +C +C +QT +OT+C +A+SH +A +C +FP +SH +FP +C
Stähle für allg. techn. Verwendung • •
Automatenstähle • •
Automateneinsatzstähle • •
Automatenvergütungsstähle • • • •
Einsatzstähle unlegiert • • • •
Einsatzstähle legiert • • • •
Vergütungsstähle unlegiert • • • •
Vergütungsstähle legiert • • • •
Längenarten und Grenzabmaße der Länge vgl. DIN EN 10278 (1999-10)
Längenart Länge in mm Grenzabmaße in mm Bestellangabe
Herstelllänge 3000 bis 90001' ±500 Länge11
Lagerlänge 3000 oder 600011 0/+200 z. B. Lager 6000
Genaulänge bis zu 9000 nach Vereinbarung; jedoch min. ± 5 Länge und Grenzabmaß
11 Abmessungen < 25 mm: je Bund bis zu 5 % Stäbe mit Unterlängen (mindestens zwei Drittel der Nennlänge).
Abmessungen > 25 mm: je Bund bis zu 10 % Stäbe mit Unterlängen (mindestens zwei Drittel der Nennlänge).
Falls bei Anfrage und Bestellung gesondert angegeben, werden Bündel ohne Stäbe in Unterlängen geliefert.
Form und Stabstahl
1 Stahl, warmgewalzt
S
Querschnittsfläche
Flächenmoment 2. Grades
W axiales Widerstandsmoment
m’ längenbezogene Masse
? fc *
n = t t r3<0,3t
vgl. DIN 1Q26-1 (2000-03)
Grenzabmaße in mm vgl. DIN EN 10 279 (2000-03)
Höhe h Grenz- abmaße Breite b Grenz- abmaße Stegdicke s Flanschdicke t Grenz- abmaße
h<65 ± 1,5 b<50 ± 1,5 s= t< 10 ±0,5
65 < h < 200 ±2,0 50<b<100 ±2,0 10<s=t< 15 ±0,7
200 < /?<400 ±3,0 100 <b< 125 ±2,5 s = t> 15 ± 1,0
Stegausbiegung f Flanschunparalfelität k
Höhe h f in mm Breite b k in %
h< 100 ±0,5 b< WO 2%
100 < h<200 ± 1,0 b> WO 2,5 % von b
200 < h < 400 ± 1,5 - -
Werkstoff: Stahl für den Stahlbau nach DIN EN 10025, z.B. S235JO Lieferart: Herstelllängen 3 m bis 15 m, Festlängen bis 15 m ± 50 mm Neigung bei h = < 300 mm: 8 %: h = > 300 mm: 5 % U-Profil DIN 1026 - U-100 - S235J0: U-Stahl, h = 100 mm aus S235J0
Kurz- eichen U h Abmessungen W E m' kg/m Abstand der /-Achse ey cm Für die Biegeachse Anreiß- maße DIN 997
4 cm4 Wx cm3 v-y
b in mm s t
4 cm4 wv3 cmJ Wi mm dl mm
30x15 30 15 4 4,5 12 2,21 1,74 0,52 2,53 1,69 0,38 0,39 10 4,3
30 30 33 5 7 1 5,44 4,27 1,31 6,39 4,26 5,33 2,68 20 8,4
40x20 40 20 5 5,5 18 3,66 2,87 0,67 7,58 3,97 1,14 0,86 11 6,4
40 40 35 5 7 11 6,21 4,87 1,33 14,1 7,05 6,68 3,08 20 8,4
'»0 x 25 50 25 5 6 25 4,92 3,86 0,81 16,8 6,73 2,49 1,48 16 8,4
50 50 38 5 7 20 7,12 5,59 1,37 26,4 10,6 9,12 3,75 20 11
60 60 30 6 6 35 6,46 5,07 0,91 31,6 10,5 4,51 2,16 18 8,4
65 65 42 5,5 7,5 33 9,03 7,09 1,42 57,5 17,7 14,1 5,07 25 11
80 80 45 6 8 46 11,0 8,64 1,45 106 26,5 19,4 6,36 25 13
100 100 50 6 8,5 64 13,5 10,6 1,55 206 41,2 29,3 8,49 30 13
120 120 55 7 9 82 17,0 13,4 1,60 364 60,7 43,2 11,1 30 17
140 140 60 7 10 97 20,4 16,0 1,75 605 86,4 62,7 14,8 35 17
160 160 65 7,5 10,5 115 24,0 18,8 1,84 925 116 85,3 18,3 35 21
180 180 70 8 11 133 28,0 22,0 1,92 1 350 150 114 22,4 40 21
200 200 75 8,5 11,5 151 32,2 25,3 2,01 1 910 191 148 27,0 40 23
220 220 80 9 12 168 37,4 29,4 2,14 2 690 245 197 33,6 45 23
240 240 85 9,5 13 184 42,3 33,2 2,23 3 600 300 248 39,6 45 25
260 260 90 10 14 200 48,3 37,9 2,36 4 820 371 317 47,7 50 25
280 280 95 10 15 216 53,3 41,8 2,53 6 280 448 399 57,2 50 25
300 300 100 10 16 232 58,8 46,2 2,70 8 030 535 495 67,8 55 28
320 320 100 14 17,5 246 75,8 59,5 2,60 10 870 697 597 80,6 58 28
350 350 100 14 17,5 276 77,3 60,6 2,40 12 840 734 570 75,0 58 28
380 380 102 13,5 16 312 80,4 63,1 2,38 45 760 829 615 78,7 60 28
400 400 110 14 18 324 91,5 71,8 2,65 20 350 1020 846 102 60 28
□leichschenkliger, scharfkantiger T-Stahl, warmgewalzt
vgl. DIN 59051 (1981-08)
S
?x
Querschnittsfläche
Abstand von der X-Achse
W axiales Widerstandsmoment
m' längenbezogene Masse
Grenzabmaße und Formtoleranzen in mm
Es gelten die gleichen Werte wie bei L-Stahl DIN 1022 (S. 142)
Werkstoff: Stahl für den Stahlbau nach DIN EN 10025, z.B. S275JR
Lieferart: Herstelllängen > 6 m < 12 m, Festlängen >6m<12m±100 mm
T-Profil DIN 59051 - TPS 30 - S275JR: Scharfkantiger T-Stahl, h = 30 mm,
aus S275JR. Anstelle T-Profil kann auch TPS gesetzt werden.
Kurzzeichen TPS h = b mm t mm r> 3 « m' kg/m ex cm S: E ü s: E
20 20 3 1,11 0,871 0,61 0,29 0,20
25 25 3,5 1,63 1,28 0,75 0,53 0,37
30 30 4 2,24 1,76 0,90 0,88 0,61
35 35 4,5 2,95 2,31 1,04 1,36 0,93
40 40 5 3,75 2,94 1,18 1,97 1,35
Form- und Stabstah
Gleichschenkliger T-Stahl, warmgewalzt
vgl, DINEN 10 055 (1995 12), Ersatz für DIN 1024
S
W
Querschnittsfläche
Flächenmoment 2. Grades
axiales Widerstandsmoment
m’ längenbezogene Masse
Vv'-|
£
Grenzabmaße und Formtoleranzen in mm
Querschnitt Winkelhaltigkeit Stegaußermittigkeit
Nennmaß b in mm Grenzabmaße für Nennmaß b,h Grenzab- maß k Nennmaß b Grenzab- maß e
b,h s
b <50 ±1,0 ±0,5 b,/;<100 < 1 b<60 < 1
50<b<100 ±1,5 ±0,75 b, h> WO < 1,5 b>60 < 1,5
b > 100 ±2,0 ±1,0 -
Werkstoff: Stahl für den Stahlbau nach DIN EN 10025, z.B. S235JR
Lieferart: Längen auf Bestellung mit dem üblichen Grenzabmaß von
±100 mm oder den eingeschränkten Grenzabmaßen + 50 mm,
± 25 mm, ± 10 mm
W
r= s s '•1=2
T-Profil EN 10055 - T50 - S235JR: T-Stahl, h = 50 mm, aus S235JR
Kurz Zeichen T Abmessungen in mm S cm2 m' kg/m Abstand der x-Achse cm Für die Biegeachse Anreißmaße nach DIN 997
cm4 !§£ wx y-y
cm4 cmJ W] mm W2 mm mm
h s= t
30 30 4 2,26 1,77 0,85 1,72 0,80 0,87 0,58 17 17 4,3
35 35 4,5 2,97 2,33 0,99 3,10 1,23 1,04 0,90 19 19 4,3
40 40 5 3,77 2,96 1,12 5,28 1,84 2,58 1,29 21 22 6,4
50 50 6 5,66 4,44 1,39 12,1 3,36 6,06 2,42 30 30 6,4
60 60 7 7,94 6,23 1,66 23,8 5,48 12,2 4,07 34 35 8,4
70 70 8 10,6 8,23 1,94 44,4 8,79 22,1 6,32 38 40 11
80 80 9 13,6 10,7 2,22 73,7 12,8 37,0 9,25 45 45 11
100 WO 11 20,9 16,4 2,74 179 24,6 88,3 17,7 60 60 13
120 120 13 29,6 23,2 3,28 366 42,0 179 29,7 70 70 17
140 140 15 39,9 31,3 3,80 660 64,7 330 47,2 80 75 21
Gleichschenkliger, scharfkantiger L-Stahl, warmgewalzt
vgl. DIN 1022 (1963 10)
S Querschnittsfläche
e Abstand der Achsen
W axiales Widerstandsmoment
m' längenbezogene Masse
Grenzabmaße und Formtoleranzen in mm
Für das Nennmaß a bei L-Stahl, bzw. die Nennmaße b-h bei T-Stahl ist eine
Abweichung von ± 1 mm, für das Nennmaß feine Abweichung von ± 0,5 mm
zulässig. Die zulässige Abweichung von der Winkel ha Itigkeit und die Steg-
außermittigkeit darf höchstens 1 mm betragen.
Werkstoff: Stahl für den Stahlbau nach DIN EN 10025, z.B. S275JR
Lieferart: Herstelllängen > 3 m < 12 m, Festlängen < 12 m ± 100 mm
L-Profil DIN 1022 - TS 20 x 4 - S275JR: Scharfkantiger L-Stahl,
a = 20 mm, t= 4 mm, aus S275JR
Kurzzeichen LS a mm t mm 3.« m' kg/m e cm cm3
20x3 20 3 1,11 0,871 0,61 0,28
20x4 20 4 1,44 1,13 0,64 0,37
25 x 3 25 3 1,41 1,11 0,73 0,47
25x4 25 4 1,84 1,44 0,77 0,60
30x3 30 3 1,71 1,34 0,86 0,68
30x4 30 4 2,24 1,76 0,90 0,88
35x4 35 4 2,64 2,07 1,02 1,22
40x4 40 4 3,04 2,39 1,15 1,62
40 x 5 40 5 3,75 2,94 1,18 1,97
45 x 5 45 5 4,25 3,34 1,31 2,53
!»() x 5 50 5 4,75 3,73 1,43 3,15
Form- und Stabstahl
Ungleichschenkliger Winkelstahl, wanngewalzt vgl DIN EN 10056-1 (1998-11)
S Querschnittsfläche I Flächenmoment 2. Grades W axiales Widerstandsmoment Grenzabmaße und Grenzabweichungen in mm vgl. DIN EN 10056-2 (1994-03)
Schenkellänge a und b Schenkeldicke t Rechtwinkligkeit für a
m' längenbezogene /lasse Nennmaß a, b in mm Grenz- abmaße Nennmaß t in mm Grenz- abmaße Nennmaß a in mm Grenzab- weichung k
a, b<50 ±1,0 t <5 ±0,50 a< WO 1,0
03 .— B 50 < a, b< WO ±2,0 5< t< 10 ±0,75 WO < a< 150 1,5
100 <a, b< 150 ±3,0 10 < t< 15 ±1,0 150<a<200 2,0
Ui
150 < a, b<200 ±4,0 t>15 ±1,2 a >200 3,0
n
♦ w Werkstoff: Unlegierter Baustahl DIN EN 10025, z.B. S235J0 Lieferart: Von 30 x 20 x 3 bis 200 x 150 x 15, in Herstelllängen >6 m < 12 m, Festlängen > 6 m < 12 m ± WO mm L-Profil EN 10056-1 - 65 x 50 x 5 - S235J0: Ungleichschenkliger Winkelstahl, a = 65 mm, b = 50 mm, t = 5 mm, aus S235J0.
I
e i
^*3 b
H = s s '•2 —
•
Kurz- zeichen L A s i a ome jnge mn b s- n t S cm2 m' kg/m Abst der A cm ände :hsen ey cm F cm4 ür die Bi Xwx cm3 egeachs y- cm4 e y cnr A n mm nreil ach 1 W2 mm Smaß )IN 9S w3 mm e )7 dl mm
30 x 20 x 3 30x20x 4 30 30 20 20 3 4 1,43 1,86 1,12 1,46 0,990 1,03 0,502 0,541 1,25 1,59 0,62 0,81 0,44 0,55 0,29 0,38 17 17 - 12 12 8,4 8,4
40 x 20 x 4 40x25x 4 40 40 20 25 4 4 2,26 2,46 1,77 1,93 1,47 1,36 0,48 0,623 3,59 3,89 1,42 1,47 0,60 1,16 0,39 0,69 22 22 - 12 15 11 11
45 x 30 x 4 45 30 4 2,87 2,25 1,48 0,74 5,78 1,91 2,05 0,91 25 - 17 13
50 x 30 x 5 50 30 5 3,78 2,96 1,73 0,741 9,36 2,86 2,51 1,11 30 - 17 13
60 x 30 x 5 60 x 40 x 5 60 x 40 x 6 60 60 60 30 40 40 5 5 6 4,28 4,79 5,68 3,36 3,76 4,46 2,17 1,96 2,00 0,684 0,972 1,01 15,6 17,2 20,1 4,07 4,25 5,03 2,63 6,11 7,12 1,14 2,02 2,38 35 35 35 17 22 22 17 17 17
65 x 50 x 5 65 50 5 5,54 4,35 1,99 1,25 23,2 5,14 11,9 3,19 35 - 30 21
70x50x 6 70 50 6 6,89 5,41 2,23 1,25 33,4 7,01 14,2 3,78 40 - 30 21
75x50x 6 75x50x 8 75 75 50 50 6 8 7,19 9,41 5,65 7,39 2,44 2,52 1,21 1,29 40,5 52,0 8,01 10,4 14,4 18,4 3,81 4,95 40 40 - 30 30 21 23
80x40x 6 80x40x 8 80x60x 7 80 80 80 40 40 60 6 8 7 6,89 9,01 9,38 5,41 7,07 7,36 2,85 2,94 2,51 0,884 0,963 1,52 44,9 57,6 59,0 8,73 11,4 10,7 7,59 9,61 28,4 2,44 3,16 6,34 45 45 45 - 22 22 35 23 23 23
00 x 50 x 6 00x50x 8 100 100 50 50 6 8 8,71 11,4 6,84 8,97 3,51 3,60 1,05 1,13 89,9 116 13,8 18,2 15,4 19,7 3,89 5,08 55 55 30 30 25 25
00 x 65 x 7 00x65x 8 00 x 65 x 10 100 100 100 65 65 65 7 8 10 11,2 12,7 15,6 8,77 9,94 12,3 3,23 3,27 3,36 1,51 1,55 1,63 113 127 154 16,6 18,9 23,2 37,6 42,2 51,0 7,53 8,54 10,5 55 55 55 - 35 35 35 25 25 25
00 x 75 x 8 00 x 75 x 10 00 x 75x12 WO 100 100 75 75 75 8 10 12 13,5 16,6 19,7 10,6 13,0 15,4 3,10 3,19 3,27 1,87 1,95 2,03 133 162 189 19,3 23,8 28,0 64,1 77,6 90,2 11,4 14,0 16,5 55 55 55 - 40 40 40 25 25 25
20 x 80 x 8 20x80x 10 20 x 80 x 12 120 120 120 80 80 80 8 10 12 15,5 19,1 22,7 12,2 15,0 17,8 3,83 3,92 4,00 1,87 1,95 2,03 226 276 323 27,6 34,1 40,4 80,8 98,1 114 13,2 16,2 19,1 50 50 50 80 80 80 45 45 45 25 25 25
25x75x 8 25 x 75 x 10 25 x 75 x 12 125 125 125 75 75 75 8 10 12 15,5 19,1 22,7 12,2 15,0 17,8 4,14 4,23 4,31 1,68 1,76 1,84 247 302 354 29,6 36,5 43,2 67,6 82,1 95,5 11,6 14,3 16,9 50 50 50 - 40 40 40 25 25 25
35 x 65 x 8 35 x 65 x 10 135 135 65 65 8 10 15,5 19,1 12,2 15,0 4,78 4,88 1,34 1,42 291 356 33,4 41,3 45,2 54,7 8,75 10,8 50 50 35 35 25 25
50x75x 9 50 x 75 x 10 50 x 75 x 12 50 x 75 x 15 150 150 150 150 75 75 75 75 9 10 12 15 19,6 21,7 25,7 -217 15,4 17,0 20,2 24,8 5,26 5,30 5,40 5,52 1,57 1,61 1,69 1,81 455 501 588 713 46,7 51,6 61,3 75,2 77,9 85,6 99,6 119 13,1 14,5 17,1 21,0 60 60 60 60 105 105 105 105 40 40 40 40 28 28 28 28
rm- und Stabstahl
Gleichschenkliger Winkelstahl, w.u ingewalzt vgl. DIN EN 10 056-1 (1998-11)
S Querschnittsfläche I Flächenmoment 2. Grades W axiales Widerstandsmoment m' längenbezogene Masse 4- Gronzabmaße und Grenzabweichungen in mm vgl. DIN EN 10 056-2 (1994-03)
Schenkellänge a Schenkeldicke t Rechtwinkligkeit für a
Nennmaß a in mm Grenz- abmaße Nennmaß s in mm Grenz- abmaße Nennmaß a in mm Grenzab- weichung k
a < 50 ±1.0 t<5 ±0,50 a< WO 1,0
rQ
X ,d. . 50 < a< 100 ±2,0 5< t< 10 ±0,75 100<a<100 1,5
T
100<a<150 ±3,0 1O< t< 15 ±1.0 150<a<200 2,0
150 < a<200 ±4,0 t>15 ±1,2 a>200 3,0
'n Werkstoff: Unlegierter Baustahl DIN EN 10025, z.B. S235J0 Lieferart: Von 20 x 20 x 3 bis 250 x 250 x 35, in Herstelllängen > 6 m < 12 m, Festlängen >6m<12m + WO mm -C* L Profil EN 10056-1 - 70 x 70 x 7 - S235J0: Gleichschenkliger Winkel- stahl, a = 70 mm, a = 70 mm, t = 7 mm, aus S235J0.
i !
1 *4
. ^2
1! m cn
Kurz- zeichen L Abmessungen CN CO E CJ m' kg/m Abstände der Achsen e cm Für die Biegeachse x-x und y-y Anreißmaße nach DIN 997
Wi mm i/l/y mm di mm
a t cm4 cm3
20 x 20 x 3 20 3 1,12 0,882 0,598 0,39 0,28 12 - 4,3
25 x 25 x 3 25 3 1,42 1,12 0,723 0,80 0,45 15 — 6,4
25 x 25 x 4 25 4 1,85 1,45 0,762 1,02 0,59 15 - 6,5
30 x 30 x 3 30 3 1,74 1,36 0,835 1,40 0,65 17 — 8,4
30 x 30 x 4 30 4 2,27 1,78 0,878 1,80 0,85 17 — 8,4
35 x 35 x 4 35 4 2,67 2,09 1,00 2,95 1,18 18 - 11
40 x 40 x 4 40 4 3,08 2,42 1,12 4,47 1,55 22 — 11
40 x 40 x 5 40 5 3,79 2,97 1,16 5,43 1,91 22 — 11
45 x 45 x 4,5 45 4,5 3,90 3,06 1,25 7,14 2,20 25 - 13
50 x 50 x 4 50 4 3,89 3,06 1,36 8,97 2,46 30 — 13
50 x 50 x 5 50 5 4,80 3,77 1,40 11,0 3,05 30 — 13
50 x 50 x 6 50 6 5,69 4,47 1,45 12,8 3,61 30 — 13
60 x 60 x 5 60 5 5,82 4,57 1,64 19,4 4,45 35 — 17
60 x 60 x 6 60 6 6,91 5,42 1,69 22,8 5,29 35 — 17
60 x 60 x 8 60 8 9,03 7,09 1,77 29,2 6,89 35 — 17
65 x 65 x 7 65 7 8,70 6,83 1,85 33,4 7,18 35 - 21
70 x 70 x 6 70 6 8,13 6,38 1,93 36,9 7,27 40 - 21
70 x 70 x 7 70 7 9,40 7,38 1,97 42,3 8,41 40 — 21
75 x 75 x 6 75 6 8,73 6,85 2,05 45,8 8,41 40 — 23
75 x 75 x 8 75 8 11,4 8,99 2,14 59,1 11,0 40 — 23
80 x 80 x 8 80 8 12,3 9,63 2,26 72,2 12,6 45 — 23
80 x 80 x 10 80 10 15,1 11,9 2,34 87,5 15,4 45 — 23
90 x 90 x 7 90 7 12,2 9,61 2,45 92,6 14,1 50 — 25
90 x 90 x 8 90 8 13,9 10,9 2,50 104 16,1 50 — 25
90 x 90 x 9 90 9 15,5 12,2 2,54 116 17,9 50 — 25
90 x 90 x 10 90 10 17,1 13,4 2,58 127 19,8 50 — 25
100 x 100 x 8 WO 8 15,5 12,2 2,74 145 19,9 55 — 25
100 x WO X 10 WO 10 19,2 15,0 2,82 177 24,6 55 — 25
100 x WO x 12 wo 12 22,7 17,8 2,90 207 29,1 55 — 25
120 x 120 x 10 120 10 23,2 18,2 3,31 313 36,0 50 80 25
120 x 120 x 12 120 12 27,5 21,6 3,40 368 42,7 50 80 25
130x130x12 130 12 30.0 23,6 3,64 472 50,4 50 90 25
150 x 150 x 10 150 10 29,3 23,0 4,03 624 56,9 60 105 28
150 x 150 x 12 150 12 34,8 27,3 4,12 737 67,7 60 105 28
150 x 150x15 150 15 43,0 33,8 4,25 898 83,5 60 105 28
ibstahl
littelbrelte I-Träger (IPE), mit parallelen Flanschflächen, warmgewalzt vgl. DIN 1025-5 <1994-03)
S Querschnittsfläche [ Flächenm. 2. Grades W axiales Widerstands- moment m' längenbezogene Masse Grenzabmaße in mm vgl. DIN EN 10034 (1994-03)
Profilhöhe Flanschbreite Stegdicke Flanschdicke
Höhe h Grenz- abmaß Breite b Grenz- abmaß Nenn- maß s Grenz- abmaß Nenn- maß t Grenz abmaß
Xi. /)< 180 +3,07-2,0 110 +4,0/-1,0 s< 7 ±0,7 t<6,5 +1.5/-0.5
180<hs400 +4.0/-2.0 110<b<210 +4,07-2,0 7<s<10 ± 1,0 6,5 s t < 10 +2,07-1,0
400 < 700 +5,0/-3,0 210<b<325 ± 4,0 10<s<20 ± 1,5 l0<t<20 +2,57-1,5
- X h>700 ±5,0 b>325 +6,07-5,0 20sS<40 ±2,0 20<t<30 +2,57-2,0
Werkstoff: Stahl für den Stahlbau nach DIN EN 10025, 40<s<60 ±2,5 30st<40 ±2,5
S>60 ±3,0 40 - t< 60 ±3,0
z.B. S235JR t>60 ± 4,0
4 Lieferart: Normallängen, 8 m bis 16 m ± 50 mm bei h < 300 mm, 8 m bis 18 m ± 50 mm bei h > 300 mm
o- I-Profil DIN 1025 - IPE 300 - S235JR: Mittel breiter I-Träger mit parallelen Flanschflächen, h 300 mm, aus S235JR
Kurz- zeichen IPE h Abmessungen in mm r •'N c/3 E Q m' kg/m Für die Biegeachse x-x y-y Anreißmaße nach DIN 997
b s t I* cm4 W* cm3 A' cm4 errr mm dq mm
80 80 46 3,8 5,2 5 7,64 6,0 80,1 20,0 8,49 3,69 26 6,4
100 100 55 4,1 5,7 7 10,3 8,1 171 34,2 15,9 5,79 30 8,4
120 120 64 4,4 6,3 7 13,2 10,4 318 53,0 27,7 8,65 36 8,4
I40 140 73 4,7 6,9 7 16,4 12,9 541 77,3 44,9 12,3 40 11
160 160 82 5,0 7,4 9 20,1 15,8 869 109 68,3 16,7 44 13
180 180 91 5,3 8.0 9 23,9 18,8 1320 146 101 22,2 50 13
200 200 Roo 5,6 8,5 12 28,5 22,4 1940 194 142 28,5 56 13
220 220 110 5,9 9,2 12 33,4 26,2 2770 252 205 37,3 60 17
240 240 120 6,2 9,8 15 39,1 30,7 3890 324 284 47,3 68 17
270 270 135 6,6 10,2 15 45,9 36,1 5790 429 420 62,2 72 21
300 300 150 7,1 10,7 15 53,8 42,2 8360 557 604 80,5 80 23
330 330 160 7,5 11,5 18 62,6 49,1 11770 713 788 98,5 86 25
360 360 170 8,0 12,7 18 72,7 57,1 16270 904 1040 123 90 25
400 400 180 8,6 13,5 21 84,5 66,3 23130 1160 1320 146 96 28
450 450 190 9,4 14.6 21 98,8 77,6 33740 1500 1680 176 106 28
500 500 200 10,2 16,0 21 116 90,7 48200 1930 2140 214 110 28
550 550 210 11,1 17,2 24 134 106 67120 2440 2670 254 120 28
600 600 220 12,0 19,0 24 156 122 92080 3070 3390 308 120 28
vgl. DIN 1025-2(1995-11)
'reite I-Träger (IPB), mit parallelen Flanschflächen, warmgewalzt
S Querschnittsfläche
f Flächenmoment
2. Grades
W axiales Widerstands-
moment
m' längenbezogene Masse
Grenzabmaße in mm vgl. DIN EN 10034 (1994-03)
Es gelten die gleichen Werte wie für mittel breite I-Träger (IPE) DIN 1025-5
Werkstoff: Stahl für den Stahlbau nach DIN EN 10025, z.B. S235JR
Lieferart: Normallängen, 8 m bis 16 m ± 50 mm bei h < 300 mm,
8 m bis 18 m ± 50 mm bei h > 300 mm
I-Profil DIN 1025 - IPB 240 - S235JR: Mittelbreiter I-Träger mit parallelen
Flanschflächen, h = 240 mm, aus S235JR
Bezeichnung nach EURONORM 53-62: HE 240 B
Kurz- zeichen IPB Abmessungen in mm o1 m' kg/m Für die Biegeachse Anreißmaße n. DIN 997 in mm
X- 4 cm4 y A cm4 -y ^3 cm-5
h b s t W-j dq
WO 100 100 6 10 26,0 20,4 450 89,9 167 33,5 56 13
120 120 120 6,5 11 34,0 26,7 864 144 318 52,9 66 17
140 140 140 7 12 43,0 33,7 1510 216 550 78,5 76 21
160 160 160 8 13 54,3 42,6 2490 311 889 111 86 23
180 180 180 8,5 14 65,3 51,2 3830 426 1360 151 100 25
200 200 200 9 15 78,1 61,3 5700 570 2000 200 110 25
Fortsetzung der Tabelle Seite 146
Form- und Stabstahl
Breitel-Träger (IPB), parallele Flanschflächen, watmgewalz. (Fortsetzung) vgl, DIN 1025 2 (1995-11)
Kurz- zeichen IPB Abmessungen in mm S cm2 m kg/m Für die Biegeachse Anreißmaße n. DIN 997 in mm
Ix X cm4 r> * y- A' cm4 y ^3 cirr ein- reihig Wi zweireihig dl
h b s t w2 w3
220 220 220 9,5 16 91 71,5 8090 736 2840 258 120 — — 25
240 240 240 10 17 106 83,2 11260 938 3920 327 — 96 35 25
260 260 260 10 17,5 118 93,0 14920 1150 5130 395 — 106 40 25
280 280 280 10,5 18 131 103 19270 1380 6590 471 — 110 45 25
300 300 300 11 19 149 117 25170 1680 8560 571 — 120 45 28
320 320 300 11,5 20,5 161 127 30820 1930 9240 616 — 120 45 28
340 340 300 12 21,5 171 134 36660 2160 9690 646 — 120 45 28
360 360 300 12,5 22,5 181 142 43190 2400 10140 676 — 120 45 28
400 400 300 13,5 24 198 155 57680 2880 10820 721 — 120 45 28
450 450 300 14 26 218 171 78890 3550 11720 781 — 120 45 28
500 500 300 14,5 28 239 187 107200 4290 12620 842 — 120 45 28
550 550 300 15 29 254 199 136700 4970 13080 872 — 120 45 28
600 600 300 15,5 30 270 212 171000 5700 13530 902 — 120 45 28
650 650 300 16 31 286 225 210600 6480 13980 932 — 120 45 28
700 700 300 17 32 306 241 256900 7340 14440 963 — 126 45 28
800 800 300 17,5 33 334 262 359100 8980 14900 994 — 130 40 28
900 900 300 18,5 35 371 291 494100 10980 15820 1050 — 130 40 28
1000 1000 300 19 36 400 314 644700 12890 16280 1090 - 130 40 28
W
Schmale I-*iräger, warmgewalzt vgl. DlN 1025-1 (1995 05), Ersatz für (1963-10)
S Querschnittsfläche I Flächenmoment 2. Grades W axiales Widerstands- moment m' längenbezogene Masse Grenzabmaße in mm vgl. DIN EN 10024 (1995-05)
Profilhöhe Flansch breite Stegdicke Flanschdicke
Höhe h Grenz- abmaß Breite b Grenz- abmaß Nennmaß s Grenz- abmaß Nennmaß t Grenz- abmaß
(7-200 ± 2,0 b<75 ± 1,5 s<7 +0,5/-1,0 ts7 +1,5/-0,5
200</?<400 ±3,0 75<b<100 ±2,0 7<s< 10 +0,77-1,5 7 < t< 10 +2,07-1,0
±Li h >400 ±4,0 100<b<125 ±2,5 s> 10 +1,0/-2,0 10 < t<20 +2,5/-1,5
b>125 ±3,0 t>20 +2,5/-2,0
s
। । di 7l =S Werkstoff: Stahl für den Stahlbau nach DIN EN 10025, z.B. S235JR Lieferart: Norma Hängen, 8 m bis 16 m ± 50 mm bei h < 300 mm, 8 m bis 18 m ± 50 mm bei h > 300 mm I-Profil DIN 1025 -1180 - S235JR: Schmaler I-Träger, h = 180 mm, aus S235JR
l+r r2 = 0,6 s
b
Kurz- zeichen I h Abme b ssunge s in mrr t /7i CM W E m' kg/m F X- I* cm4 o * | egeachs y- A' cm4 e y cm-3 Anreißm DIN Wi mm aße nach 997 dq mm
80 100 120 80 100 120 A2 50 58 3,9 4,5 5,1 5,9 6,8 7,7 59 75 92 7,57 10,6 14,2 5,94 8,34 11,1 77,8 171 328 19,5 34,2 54,7 6,29 12,2 21,5 3,00 4,88 7,41 22 28 32 6,4 6,4 8,4
140 160 180 140 160 180 66 74 82 5,7 6,3 6,9 8,6 9,5 10,4 109 125 142 18,2 22,8 27,9 14,3 17,9 21,9 573 935 1450 81,9 117 161 35,2 54,7 83,3 10,7 14,8 19,8 34 40 44 11 11 13
200 220 240 200 220 240 90 98 106 7,5 8,1 8,7 11,3 12,2 13,1 159 175 192 33,4 39,5 46,1 26,2 31,1 36,2 2140 3060 4250 214 278 354 117 162 221 26,0 33,1 41,7 48 52 56 13 13 17
260 280 300 260 280 300 113 119 125 9,4 10,1 10,8 14,1 15,2 16,2 208 225 241 53,3 61,0 69,0 41,9 47,9 54,2 5740 7590 9800 442 542 653 288 364 451 51,0 61,2 72,2 60 60 64 17 17 21
320 340 360 320 340 360 131 137 143 11,5 12,2 13,0 17,3 18,3 19,5 257 274 290 77,7 86,7 97,0 61,0 68,0 76,1 12510 15700 19610 782 923 1090 555 674 818 84,7 98,4 114 70 74 76 21 21 23
380 400 450 380 400 450 149 155 170 13,7 14,4 16,2 20,5 21,6 24,3 306 322 363 107 118 147 84,0 92,4 115 24010 29210 45850 1260 1460 2040 975 1160 1730 131 149 203 82 82 94 23 23 25
500 550 500 550 185 200 18,0 19,0 27,0 30,0 404 445 179 212 141 166 68740 99180 2750 3610 2480 3490 268 349 WO 110 28 28
Rohi
Nahtlose Präzisionsstahlrohre vgl. DIN 2391-1 und -2(1994-09)
jeferzustände
Kurzzeichen Benennung Erklärung, Eigenschaften
BK zugblank-hart Kaltgezogen ohne nachfolgende Wärmebehandlung; kaum kaltumformbar
BKW zugblank-weich Wärmebehandelt und leicht kalt nachgezogen; bedingt kaltumformbar
BKS zugblank und span- nungsarmgeglüht Kaltgezogen und nachfolgend spannungsarmgeglüht; kaltumformbar, gut zerspan bar
GBK geglüht, zugblank Nach der letzten Kaltumformung sind die Rohre unter Schutzgas geglüht
NBK normalgeglüht, zugblank Kaltgezogen und nachfolgend unter Schutzgas normalgeglüht; gut kaltum- formbar, gut zerspanbar
/lechanische Eigenschaften bei verschiedenen Lieferzuständen
Lieferzustand BK BKW BKS GBK NBK
Stahlsorte Kurzname Bisheriger Kurzname fim N/mm2 A % fim N/mm2 ^5 % fim N/mm2 fie N/mm2 % fim N/mm2 A5 % fim N/mm2 fie N/mm2 A %
S215GSiT St 30 Si 430 8 380 12 380 280 16 280 30 290...420 215 30
S215GAIT St 30 AI 430 8 380 12 380 280 16 280 30 290...420 215 30
S235G2T St 35 480 6 420 10 420 315 14 315 25 340...470 235 25
S255GT St 45 580 5 520 8 520 375 12 390 21 440...570 255 21
5355GT St 52 640 4 580 7 580 420 10 490 22 490...630 355 22
Lieferart: Außendurchmesser: Von d = 4 mm bis 260 mm in Wanddicken s = 0,5 mm bis 25 mm
Herstelllänge: 4 m bis 7 m
Gütegrad A: Ohne besondere Anforderungen, ohne Abnahmeprüfzeugnis
Gütegrad C: Mit Sonderanforderungen
Die Rohre haben durch Kaltumformung eine glatte äußere und innere Oberfläche mit Ra < 6,3 pm.
o Rohr DIN 2391 - C - S235G2T NBK 100 x ID 94: Nahtloses Präzisionsstahlrohr, Gütegrad C, aus S235G2T,
normalgeglüht, zugblank, Außendurchmesser 100 mm, Innendurchmesser 94 mm.
nahtlose Stahlrohre vgl. DIN 2448 (1981-02)
Geschweißte Stahlrohre vgl. DIN 2458 (1981-02)
Maße, Reihe 1
Außen- durch- inesser 1) in mm Wanddicke sin mm Außen- durch- messer Din mm Wanddicke s in mm Außen- durch- messer Din mm Wanddicke s in mm Außen- durch- messer Din mm Wanddicke s in mm
DIN 2448 DIN 2458 DIN 2448 DIN 2458 DIN 2448 DIN 2458 DIN 2448 DIN 2458
10,2 1,6 1,6 42,4 2,6 2,3 139,7 4,0 3,6 406,4 8,8 6,3
13,5 1,8 1,8 48,3 2,6 2,3 168,3 4,5 4,0 457 10,0 6,3
17,2 1,8 1,8 60,3 2,9 2,3 219,1 6,3 4,5 508 11,0 6,3
21,3 2,0 1,8 76,1 2,9 2,6 273 6,3 5,0 610 12,5 6,3
26,9 2,3 2,0 88,9 3,2 2,9 323,9 7,1 5,6 711 — 7,1
33,7 2,6 2,0 114,3 3,6 3,2 355,6 8,0 5,6 813 - 8,0
Lieferart: DIN 2448: Außendurchmesser von D= 10,2 mm bis 610 mm in Wanddicken s= 1,6 mm bis 12,5 mm,
w
nahtlos, schwarz
DIN 2458: Außendurchmesser von D- 10,2 mm bis 2220 mm in Wanddicken s= 1,4 mm bis 10 mm,
geschweißt, schwarz
Herstelllänge: Die Rohre werden in den bei der Herstellung anfallenden Längen geliefert. Diese
Längen sind je nach Durchmesser, Wanddicke und Herstellerwerk unterschiedlich.
Werkstoff: S235JRG1, S235JRG2, S275JRG2, S355JRG3 (Seite 128).
Die Rohre sind für alle Schweiß verfahren geeignet.
«=£>- Rohr DIN 2458 - S235JR - 60,3 x 2,3: Geschweißtes Stahlrohr, aus S235JR, D = 60,3 mm, s = 2,3 mm.
stallationsrohre aus Kupfer, nahtlos gezogen vgl. DIN EN 1057 (1996-05), Ersatz für DIN 1786
Bezeichnung Benennung Außendurchmesser dir\ mm Zugfestigkeit in MPa Bruchdehnung A in % Verwendung
R220 weich 6 bis 54 220 40 Wasser- und
R 250 halbhart 6 bis 66,7 250 30 Gasleitungen für
6 bis 159 20 Sanitärinstallationen
R 290 hart 6 bis 267 290 3 und Heizungsanlagen
Lieferart: In Ringen von d = 6 mm bis 54 mm im Zustand R 220 mit Lieferlängen von 25 m oder 50 m.
In geraden Längen von d 6 mm bis 267 mm im Zustand R 250 oder R 290, mit Lieferlängen von 3 m
oder 5 m. Die Rohre können auch mit Ummantelung geliefert werden.
Werkstoff: Kupfer und Kupferleginniiigcn
Kupferrohr EN 1057 - R 220 - 12 x 1,0 : Kupferrohr nach DIN EN 1057, R 220 (weich), d 12 mm, Wanddicke e = 1 mm.
Wärmebehandlung
Wärmebehandlung von Stählen für Flamm- und Induktionshärtung vgl. DIN 17212(1972-08)
Stahlsorte Vergüten Randschichthärten
Werk- Warmform- Weich Normal- Härten Anlassen Härte
Kurzname Stoff- gebung glühen glühen in Wasser in Ol in Wasser HRC
Nr. °C °c °C °c °C °C 'C min.
Cf35 1.1183 1100...850 860...890 840...870 850...880 850-930 51
Cf45 1.1193 1100...850 650...700 840...870 820...850 830...860 550...660 820-900 55
Cf53 1.1213 1050...850 830...860 805...835 815-845 805...885 57
Cf70 1.1249 1000...800 820...850 790...820 — 790-870 60
45Cr2 1.7005 1100...850 650...700 840...870 820...850 830...860 550-660 820...900 55
38Cr4 1.7043 1050...850 680...720 845...885 825—855 835-865 540-680 825...905 53
42Cr4 1.7045 1050...850 680...720 840...880 820...850 830...860 540...680 820-900 54
41CrMo4 49CrMo4 1.7223 1.7238 1050-850 680...720 840...880 820...850 830...860 540...680 820.900 54 56
Mindestwerte für Zugfestigkeit, Streckgrenze und Bruchdehnung:
• für Vergütungsstähle: Seite 129
• für Stähle für Flamm- und Induktionshärtung: Seite 131
Wärmebehandlung von Vergütungsstählen vgl. DIN EN 10083 (1996 10), Ersatz für DIN 17200
w
Stahlsor e1) Werk- Normal- s tirnabschreckversuch Härte HRC für Vergüten
Kurzname Stoff- glühen Härtbarkeit2) Härten3’ Abschreckmittel Anlassen4’
Nr. °c “C +H +HH +HL °C °C
C22 1.0402 880...920 860...900
C25 1.0406 880-920 — — — — 860...900 Wasser 550...660
C30 1.0528 870-910 850...890
C35 1.0501 860...900 870 58-48 58...51 55-48 840...880
C40 1.0511 850...890 870 60...51 60...54 57-51 830...870 Wasser oder Öl 550...660
C45 1.0503 840...880 850 62...55 62-57 60-55 820-860
C50 1.0540 830...870 850 63-56 63-58 61—56 810...850 Öl oder Wasser
C55 1.0535 825-865 830 65-58 65...60 63-58 805-845 550...660
C60 1.0601 820-860 830 67...60 67-62 65-60 800...840
28Mn6 1.1770 850...890 54...45 54-48 51...45 830-870 Wasser oder Ol
38Cr2 1.7003 — 850 59-51 59-54 56-51 830...870 Öl oder Wasser 540...680
46Cr2 1.7006 - 63-54 63-57 60-54 820...860 Öl oder Wasser
34Cr4 1.7033 — 57...49 57-52 54-49 830-870 Wasser oder Ol
37Cr4 1.7034 — 850 59...51 59-54 56-51 825-865 Öl oder Wasser 540-680
41Cr4 1.7035 - 61-53 61-55 58-53 820-860 Öl oder Wasser
25CrMo4 1.7218 — 52—44 52-47 49-44 840-880 Wasser oder Ol
34CrMo4 1.7220 — 850 57-49 57-52 54.. .49 830...870 Öl oder Wasser 540-680
42CrMo4 1.7225 — 61 ...53 61...56 58-53 820...860 Öl oder Wasser
50CrMo4 1.7228 — 65...58 65...60 63-58 820...860 Ol
5lCrV4 1.8159 — 850 65-57 65...60 62.57 820-860 Öl 540...680
36CrNiMo4 1.6511 — 59-51 59-54 56...51 820-850 Öl oder Wasser
34CrNiMo6 1.6582 — 58-50 58-53 55-50 830...860 Ol 540...660
30CrNiMo8 1.6580 — 850 56...48 56...51 53-48 830-860 Öl 540...660
36NiCrMo16 1.6773 — 57...50 57-52 55-50 865-885 Luft oder Öl 550...650
11 Für unlegierte Edelstahle, z.B. C22E, und Stähle mit geregeltem Schwefelgehalt, z.B. C35R, 25CrMoS4, gelten
dieselben Werte.
2) Härtbarkeitsanforderungen: +H: normale Härtbarkeit; +HH, +HL: eingeschränkte Härtbarkeitsstreuung.
3) Der untere Temperaturbereich gilt für das Abschrecken in Wasser, der obere für das Abschrecken in Öl.
4) Anlassdauer mindestens 60 min.
Wärmebehandlung
'ärmebehandlung von Nitrierstählen vgl. DIN EN 10085 (2001 -07), Ersatz für DIN 17211
Stahlsorte
Kurzname
31CrMo12
31CrMoV9
15CrMoV5-9
33CrMoV12-9
34CrAIMo5 10
34CrAINi7 10
Werk
stoff-
Nr.
1.8515
1.8519
1.8521
1.8522
1.8507
1.8550
Wärmebehandlung vor dem Nitrieren Nitrierbehandlung
Weichglühen Vergüten
Tempe- ratur °C Härte max. HB Härten Anlassen °C Gas nitrieren °C Nitrocar- burieren °C Nitrier- härte HV1
Erwärmen °C Abkühlen in
650...700 248 870-910 Öl, Wasser 580...700 500...520 570-580 800
680...720 248 840...880 Öl, Wasser 580...700 500...520 570-580 800
680...740 248 940...980 Öl, Wasser 600...700 500...520 570-580 800
680...720 248 870...970 Öl, Wasser 580-700 500...520 570-580 -
650...700 248 900...940 Öl, Wasser 580-700 500...520 570-580 950
650...700 248 850...890 Öl, Wasser 580...700 500...520 570...580 950
Mindestwerte für Zugfestigkeit, Streckgrenze und Dehnung Seite 131.
Stahlsorte1^
Kurzname Werk- stoff- Nr.
10S20 1.0721
15SMn13 1.0725
35S20 1.0726
i8SMn28 1.0760
44SMn28 1.0762
46S20 1.0727
Wärmebehandlung von Automatenstählen
vgl. DIN EN 10087 (1999 01), Ersatz für DIN 1651
Ein setzen °C Einsatzhärten Anlas- sen^ °C Vergüten
Kern härten Randhärten Anlas- sen3» °c
°C in2) °c in2»
°C in2»
880...980 880...920 Wasser, Öl, Emulsion 780...820 Wasser, Öl, Emulsion 150...200 - - -
4) 4) 4} 4) 4) 4) 860...890 850...880 840...870 840...870 Wasser, Öl Öl, Wasser 540...680
11 Für Automatenstähle mit Bleizusatz, z.B. 10SPb20, gelten dieselben Werte.
Die Wahl des Abkühlmittels hängt von der Gestalt der Werkstücke und ihrer Verwendung ab.
” Anlassdauer mindestens 1 h.
11 Einsatzhärten nicht vorgesehen.
Mindestwerte für Zugfestigkeit, Streckgrenze und Dehnung Seite 130.
ushärten von Aluminiumlegierungen
Aluminiumlegierung Lösungs- glühen Tempe- ratur °C Kalt- aus- lage r- zeit Tage Warmauslagern Richtwerte für Zugfestigkeit
Vor- lager- zeit Tage 1. Stufe 2. Stufe
Tempe- ratur °C Halte- zeit h Tempe- ratur °C Halte- zeit h kaltaus- gehärtet N/mm2 warmaus- gehärtet N/mm2
1 N AW-2017 [AICu4MgSi(A>] 500 5—8 - - - - - 400 -
I N AW-6082 [AISiMgMnl 525 5...8 - 165 8...16 - - 280 360
I.N AW-7020 [AIZn4,5MgU 465 90 2 130 18...24 - - 210 320
1 N AW 7075 [AIZn5,5MgCu] 470 - 3 120 12...16 170 4-5 - 540
EN AC-42000 [AISi7Mg] 525 4 - 155 8...10 - - 250 300
Aushärtungsverlauf verschiedener Aluminiunilegierungen
EN AW-2017
kaltausgelagert
EN AW-6082"
warmausgelagert
bei 175 °C
EN AW-702011
nach Verlagerung
warmausgelagert
bei 130 °C
Bisherige Werkstoff-
bczcichnungen Seite 156
Nicht
Systematische Bezeichnung (Auszug)
vgl. DIN 1700(1954-07), DINEN 1173(1995-11)
Nach dieser Norm werden die Kurzzeichen aller Nichteisenmetalle, mit Ausnahme von Aluminium und Aluminium-
Legierungen, gebildet. Kurzzeichen von Aluminium und Aluminium-Legierungen Seite 153.
Beispiele:
Gießverfahren
GD
MgMn2 F20
ZnAI4Cu1
CuZn31Si R620
G Sandguss
GD Druckguss
GK Kokillenguss
GZ Schleuderguss
Festigkeitszahl F
F20 Mindestzugfestigkeit
« 10 -20 N/mm2
= 200 N/mm2
Chemische Zusammensetzung
Beispiel Bemerkung
MgMn2 Mg-Legierung, 2% Mn
CuSn5 Cu-Legierung, 5% Sn
CuZn31Si Cu-Legierung, 31 % Zn, Anteile Si
ZnAI4Cu1 Zn-Legierung, 4% AI, 1 % Cu
Werkstoffzustand (nur bei Kupfer und Kupferlegierungen)
Beispiel Bedeutung
A007 Bruchdehnung A = 7 %
D gezogen, ohne Festlegung mechanischer Eigenschaften
H160 Brinellhärte HB = 160 oder Vickershärte HV = 160
M Herstellzustand, ohne Festlegung mech. Eigenschaften
R620 Mindestzugfestigkeit Rrn = 620 N/mm2
Y450 Dehngrenze Re = 450 N/mm2
Werkstoffnummern (Auszug) vgl. DIN 17007 (1963-07)
Nach dieser Norm werden die Werkstoffnummern aller Nichteisenmetalle gebildet, mit Ausnahme von
• Aluminium und Aluminium-Legierungen (Seite 154)
• Kupfer- und Kupfer-Knetlegierungen (siehe unten)
W
E- 0241
Hauptgruppe H- 5662
2 Schwermetalle
3 Leichtmetalle
01
05
Behandlungszustand/Herstellung
Erste Ziffer Zweite Ziffer
0 unbehandelt 1 Sandguss 2 Kokillenguss 3 Druckguss
Sortennummer
Sortennummer Werkstoffgruppe Sortennummer Werkstoffgruppe
2.0000...2.1799 Kupfer-, Kupfergusslegierungen 2.2000...2.2490 Zink, Zinklegierungen
2.3000...2.3499 Blei, Bleilegierungen 2.3500...2.3999 Zinn, Zinnlegierungen
3.5000...3.5999 Magnesium, Magnesiumlegierungen 3.7000...3.7999 Titan, Titanlegierungen
Werkstoffnummern für Kupfer und Kupfer-Knetlegierungen
vgl. DIN EN 1412 (1995-1.2)
Beispiel:
C Kupfer, W Knetlegierung
[CW | 024 | A |
Zahl zwischen 000 und 999 ohne
bestimmte Bedeutung (Zählnummer)
Kennbuchstabe für Werkstoffgruppen
Buchstabe Werkstoffgruppe Buchstabe Werkstoffgruppe
A oder B Kupfer H Kupfer Nickel-Legierungen
C oder D Kupferlegierungen, Anteil der Legierungselemente 5 % J K Kupfer-Zink-Legierungen Kupfer-Zinn-Legierungen
E oder F Kupferlegierungen, Anteil der Legierungselemente 5 % L oder M N oder P Kupfer-Zink-Zweistoff-Legierungen Kupfer-Zink-Blei-Legierungen
G Kupfer-Aluminium-Legieruncjen R oder S Kupfer-Zink-Mehrstoff-Legierungen
Nichteisenmetalle
Bezeichnung von Aluminium und Aluminium-Knetlegierungen
Aluminium und Aluminium-Knetlegierungen werden nach Werkstoffnummern (DIN EN 573-1 Seite 154), nach ihrer chemischen Zusammensetzung (DIN EN 573-2) und eventuell nach dem Werkstoffzustand (DIN EN 515) bezeichnet.
Die Normen gelten für: Die Normen gelten nicht für:
• Fertigerzeugnisse, z.B. Bleche, Stangen, Rohre, Bänder, Drähte • Gusserzeugnisse
• Vormaterial, z.B. Rohteile für Schmiedestücke • Verbundprodukte
• Schmiedeteile • pulvermetallurgische Erzeugnisse
Bezeichnung nach der chemischen Zusammensetzung
vgl. DIN EN 573-2(1994-12)
Bezeichnungsbeispiele:
EN Europäische Norm A Aluminium W Halbzeug EN ErL AW- AW- AI AI T 99, MgU 98 SiCu - H111
nr —
Chemische Zusammensetzung, Reinheitsgrad
Beispiel Bemerkungen Beispiel Bemerkungen
AI 99,98 Reinaluminium, 99,98 % AI AI Mg3Mn 3 % Mg, Mn < Mg
AI 99,5Ti 99,5 % AI, Ti Al MglPbMn 1 % Mg, Pb < Mg, Mn < Mg
AI Mg1 1 % Mg AI MgSi Si < Mg
Werkstoffzustand (Auszug) vgl. DIN EN 515 (1993-12)
Bezeichnung Bedeutung
Herstellungszustand
F ohne Festlegung von Grenzwerten für die mechanischen Eigenschaften
Weichgeglüht zur Erzielung geringster Festigkeiten
0 Festigkeitswerte können auch durch geeignete Warmumformung erzielt werden
01 lösungsgeglüht mit langsamer Abkühlung auf Raumtemperatur
02 thermomechanisch behandelt für höchste Umformbarkeit
Kalt verfestigt zur Erzielung festgelegter mechanischer Eigenschaften
H111 geglüht und geringfügig kaltverfestigt, z.B. durch Recken oder Richten
H112 geringfügig kaltverfestigt
H12 kaltverfestigt - 1/4 hart
H14 kaltverfestigt-1/2 hart
H16 kaltverfestigt - 3/4 hart
H18 kaltverfestigt - 4/4 hart
Wärmebehandelt zur Erzielung stabiler Werkstoffzustände
T1 abgeschreckt aus der Warmformungstemperatur und kaltausgelagert
T2 abgeschreckt wie TI, kaltumgeformt und kaltausgelagert
T3 lösungsgeglüht, kaltumgeformt und kaltausgelagert
T3510 lösungsgeglüht, entspannt und kaltausgelagert, nicht nachgerichtet
T3511 wie T3510 mit anschließendem Nachrichten zur Einhaltung der Grenzabmaße
T4 lösungsgeglüht und kaltausgelagert
T4510 lösungsgeglüht, entspannt und kaltausgelagert, nicht nachgerichtet
T6 lösungsgeglüht und warmausgelagert
T6510 lösungsgeglüht, entspannt und warmausgelagert, nicht nachgerichtet
T6511 wie T6510 mit anschließendem Nachrichten zur Einhaltung der Grenzabmaße
T8 lösungsgeglüht, kaliumgeformt, warmausgelagert
T9 lösungsgeglühi, w«»i mausgelagert und kaltumgeformt
w
Werkstoff nummern für Alu
und Aluminium-Knetlegierungen
vgl DIN EN 573-1 (1994-12), Ersatz für DIN 17907
Bezeichnung von Aluminium-Gussstücken vgl. DIN EN 1780 (1997-02), DIN EN 1706 (1998-06)
Die vollständige Bezeichnung eines Aluminiums-Gussstückes besteht aus der Bezeichnung des Werkstoffes, des
Gießverfahrens und des Werkstoffzustandes. Der Werkstoff kann nach der chemischen Zusammensetzung oder
nach Werkstoffnummern bezeichnet werden.
Bezeichnungsbeispiele:
Werkstoffbezeichnung nach:
• chemischer Zusammensetzung
• Werkstoffnummer
EN Europäische Norm,
A Aluminium, C Gussstück
[en| | AC- | Al~| | Mg5 | K | F |
[en] |ac- | 5 11 [3 10101k|f]
Chemische Zusammensetzung
Beispiel Bemerkungen
AIMg5 5%Mg
AISi6Cu4 6%Si, 4%Cu
AICu4MgTi 4% Cu, Mg <Ti
AISi5Cll3Mg 5% Si, 3%Cu, Mg
r
Kennziffer für das Hauptlegierungs- element Kennziffer für die Legierungsgruppe
Ziffer Hauptlegie- rungselement Ziffer Legierungs- gruppe
2 Kupfer (Cu) 1 AICu
4 Silicium (Si) 1 2 3 AISiMgTi AISi7Mg AISilOMg
4 5 6 AlSi AISi5Cu AISi9Cu
7 8 AlSi(Cu) AISiCuNiMg
5 Magnesium (Mg) 1 AIMg
7 Zink (Zn) 1 AIZnMg
Werkstoffzustand
Bezeich- nung Bedeutung
F Gusszustand
0 weichgeglüht
T1 kontrollierte Abkühlung nach dem Guss, kaltausgelagert
T4 lösungsgeglüht und kaltaus- gelagert
T5 kontrollierte Abkühlung nach dem Guss, warmausgelagert
T6 lösungsgeglüht, warmausgelagert
T7 lösungsgeglüht und warmausge- lagert (stabilisierter Zustand)
Gießverfahren
Bezeich- nung Bedeutung Bezeich- nung Bedeutung
S Sandguss D Druckguss
K Kokillenguss L Feinguss
Nichteisenmetall«
Aluminium, Aluminium-Knetlegierungen, nicht aushärtbar vgl. DIN EN 754-2, 755-2 (beide 1997-08)
Bezeichnung nach DIN EN 573 Kurzname (Werkstoffnummer) A1> Werkstoff- zustand2) Stan d3} mm gen s4> mm Zug- festigkeit N/mm2 Dehn- grenze fip0 2 N/mm2 Bruch- deh- nung A5Q % Eigenschaften, Verwendung
EN AW-AI 99,5 (EN AW-1050A) p F, H112 o, hui <200 £200 min. 60 60... 95 min. 20 min. 20 25 25 Reinaluminium Hohe Wärmeleit-
z o. Hin H14 H18 < 80 £ 40 £ 10 £ 60 < 10 < 3 60... 95 100...135 min. 145 min. 70 min. 125 25 6 3 fähigkeit, elektrisch gut leitend, korrosionsbeständig, gut schweißbar.
EN AW-AI 99,0 (EN AW-1200) p F, H112 £200 £200 min. 75 min. 25 20 z.B. für Verpackungen, Dosen, Zierleisten,
z 0, Hill H14 H18 < 80 £ 40 £ 10 £ 60 £ 10 £ 3 70...105 110...145 min. 150 min. 80 min. 130 20 5 3 elektrische Leiter
EN AW-AI Mn1 (EN AW-3103) p F, H112 0,H111 <200 £200 min. 95 95...135 min. 35 min. 35 25 25 AIMn-Legierungen Gut umformbar, gut schweiß- und lötbar, beständig gegen alkalische Medien; z.B. für Verpackungen,
z 0, H111 H14 H18 £ 80 < 40 < 10 £ 60 < 10 £ 3 95...130 130-165 min. 180 min. 35 min. 110 min. 145 25 6 3
p F, H112 0, H111 <200 £200 min. 95 95...135 min. 35 min. 35 25 25 Verkleidungen
EN AW-AI Mn1Cu (EN AW-3003) z 0, H111 H14 H18 £ 80 < 40 < 10 < 60 £ 10 £ 3 95...130 130...165 min. 180 min. 35 min. 110 min. 145 25 6 3
EN AW-AI Mgl (B) (EN AW 5005) p F, H112 0, H111 <200 £200 min. 100 100...150 min. 40 min. 40 18 20 AIMg- und AIMgMn- Legierungen
z 0, H111 H14 H18 < 80 £ 40 < 15 £ 60 < 10 £ 2 100-145 min. 140 min. 185 min. 40 min. 110 min. 155 18 6 4 Höhere Festigkeiten und höhere Kaltver- festigung als AIMn- Legierungen, gute
EN AW-AI Mg2 (EN AW-5251) p F, H112 0, Hl11 <200 £200 min. 160 160-220 min. 60 min. 60 16 17 Zähigkeit bei tiefen Temperaturen, see- wasser- und witte-
z o. Hin H14 H18 £ 80 < 30 < 20 £ 60 < 5 £ 3 150-200 200...240 min. 240 min. 60 min. 160 min. 200 17 5 2 rungsbeständig; z.B. für Verpackungen, Karosserieteile, Dachdeckungen, Fassadenverklei düngen, Zierteile, Schilder, Apparate- und Formenbau, Bootsbau, Niete
EN AW-AI Mg3 (EN AW-5754) p F, H112 o, hui < 150 < 150 min. 180 180-250 min. 80 min. 80 14 17
z 0, H111 H14 H18 < 80 < 25 < 10 £ 60 £ 5 < 3 180-250 240-290 min. 280 min. 80 min. 180 min. 240 16 4 3
EN AW-AI Mg5 (EN AW-5019) p F, H112 o. Hin <200 £200 min. 250 250-320 min. 110 min. 110 14 15
z 0, H111 H12 H14 < 80 < 40 < 25 £ 60 £ 25 < 10 250-320 270...350 min. 300 min. 110 min. 180 min. 210 16 8 4
EN AW-AI Mg3Mn (EN AW-5454) p F, H112 0, H111 <200 £200 min. 200 200...275 min. 85 min. 85 10 18
EN AW-AI Mg4,5MnO,7 (EN AW-5083) p F, 0, HW <200 <200 min. 270 min. 110 12
z o. Hin H12 £ 80 < 30 £ 60 270...350 min. 280 min. 110 min. 200 16 6
A Anlieferungszustand: p stranggupnjssst; z gezogen 2) Werkstoffzustand nach DIN EN 515, Seite 153 3> D Stangendurchmesser <n S Schlüssel weite von Vier- und Sechskantstangon, Dicke von Rechteckstangen
w M|KnE3| Aluminium, Aluminium-Knetlegierungen, aushärtbar vgl. DIN EN 754 2, 755-2 {beide 1997-08)
Bezeichnung nach DIN EN 573 Kurzname (Werkstoff n ummer) A” Werkstoff zustand2> Stangen D3’ mm Zug- festigkeit N/mm2 Dehn- grenze Rp0,2 N/mm2 Bruch- deh- nung A50 % Eigenschaften, Verwendung
EN AW-AI CuPbMgMn (EN AW-2007) p T4, T4510 <80 min. 370 min. 250 8 Automatenlegierungen Auch bei hohen Spanleistungen gut zerspanbar; z.B. für Drehteile, Frästeile
z T3 <30 30...80 min. 370 min. 340 min. 240 min. 220 7 6
EN AW-AI Cu4PbMg (EN AW-2030) p T4, T4510 <80 min. 370 min. 250 8
z T3 <30 30...80 min. 370 min. 340 min. 240 min. 220 7 6
EN AW-AI MgSiPb (EN AW 6012) p T6.T6510 < 150 min. 310 min. 260 8
z T4 TB <80 min. 200 min. 310 min. 100 min. 260 10 8
EN AW-AI Cu4SiMg (EN AW-2014) p 0, H111 <200 max. 250 max. 135 12 AICuMg-Legierungen Hohe Festigkeiten bei guten Dehn Lings werten, hohe Warmfestigkeit, geringe Korrosions- beständigkeit, bedingt wa rm u mfo rm ba r, bedingt schweißbar; z.B. für Tragkonstruk- tionen im Hochbau, Flugzeugbau, Hydraulik, Pneumatik, Optik
T4.T4510, T4511 <25 25...7Ö min. 370 min. 410 min. 230 min. 270 13 12
T6.T6510, T6511 <25 2Ö...75 min. 425 min. 460 min. 370 min. 415 6 7
z 0, H111 <200 max. 250 max. 125 12
T3 T4 <80 min. 380 min. 380 min. 290 min. 220 8 12
EN AW-AI Cu4Mg1 (EN AW-2024) p 0, H111 <200 max. 250 max. 150 12
T3, T3510, T3511 <50 50...100 min. 450 min. 440 min. 310 min. 300 8 8
T8, T8510 <150 min. 455 min. 380 5
z 0, Hl11 <80 max. 240 max. 125 12
T3 <10 10...80 min. 425 min. 425 min. 310 min. 290 10 9
T6 <80 min. 425 min. 315 4
EN AW-AI MgSi (EN AW-6060) p T4 T6 <150 min. 120 min. 190 min. 60 min. 150 16 8 AIMgSi-Legierungen Geringere Festigkeiten, gute Press- und Tief- ziehbarkeit, witterungs- und korrosionsbestän dig, gut schweißbar; z. B. für Fenster, Türen, Beschläge, Rollläden, Wärmetauscher, Fahr- zeugbau, Maschinen- gehäuse, Walzenrohre
z T4 T6 <80 min. 130 min. 215 min. 65 min. 160 15 12
EN AW-AI MglSiCu (EN AW-6061) p 0, HW T4 TB <200 max. 150 min. 180 min. 260 max. 110 min. 110 min. 240 16 15 8
z 0, H111 T4 T6 <80 max. 150 min. 205 min. 290 max. 110 min. 110 min. 240 16 16 10
EN AW-AI SilMgMn (EN AW-6082) p 0, H111 T4 T6 <200 <200 20... 150 max. 160 min. 205 min. 310 max. 110 min. 110 min. 260 14 14 8
z 0, Hl 11 T4 T6 <80 max. 160 min. 205 min. 310 max. 110 min. 110 min. 255 15 14 10
EN AW-AI Zn4,5Mg1 (EN AW-7020) p T6 <50 min. 350 min. 290 10 AIZnMg-Legierungen Höchste Festigkeiten, selbst aushärtend, gut schweißbar
z T6 <80 min. 350 min. 280 10
EN AW-AI Zn5Mg3Cu (EN AW-7022) p T6.T6510 S80 min. 490 min. 420 7
z T6 £80 min. 350 min. 280 10
1) A Anlieferungszustand: p stranggepresst; z gezogen 2) Werkstoffzustand nach DIN EN 515, Seite 153 3) D Durchmesser bei Rundstangen, Schlüssel weite bei Vier- und Sechskantstangen, Dicke bei Rechteckstangen
Al-Profile l nd -Bleche
Querschnitts- form Bezeichnung Abmessungen Ausführung Norm Seite Querschnitts- form Bezeichnung Abmessungen Ausführung Norm Seite
Rundstangen d = 3.-100 mm gezogen DIN EN 754-3 Rechteckrohre axb = 20 x 15—100 x 40 mm stranggepresst DIN 5517
t -.1 a 1 I
t > Rundstangen d= 8...320 mm stranggepresst DIN EN 755-3 1 3 Bleche, Bänder s = 0,4—15 mm gewalzt DIN EN 485 Seite 137
Vierkantstangen s = 3..100 mm gezogen DIN EN 754-4 L-Profil rundkantig h = 10-80 mm stranggepresst DIN 1771 Seite 158
J ... J
Vierkantstangen s = 10...220 mm stranggepresst DIN EN 755-4 L-Profil scharfkantig h= 10—80 mm stranggepresst DIN 1771 Seite 158
• V)
1 b Rechteckstangen bx s = 5 x 2...200 x 60 mm gezogen DIN EN 754-5 1 , U-Profil rund kantig h = 20—140 mm stranggepresst DIN 9713 Seite 158
1 l-ZZZ I to Rechteckstangen bxs = 10 x 2...600 x 240 mm stranggepresst DIN EN 755-5 ll v 1 i n U-Profil scharfkantig h = 20—140 mm stranggepresst DIN 9713 Seite 158
Sechskantstangen SW = 3—80 mm gezogen DIN EN 754-6 T-Profil rund kantig h= 15...80 mm stranggepresst DIN 9714 Seite 158
Sechskantstangen SW = 10-220 mm stranggepresst DIN EN 755-6 T-Profil scharfkantig h= 15...80 mm stranggepresst DIN 9714 Seite 158
Rundrohre d= 20—250 mm nahtlos gepresst DIN 9107 Ersatz DIN EN 755-7 Z-Profil rundkantig h = 35...50 mm stranggepresst DIN 5517
1 1
Rundrohre 3—273 mm nahtlos gezogen DIN 1795 Ersatz DIN EN 754-7 Z-Profil scharfkantig h - 13...49 mm stranggepresst DIN 5517
(( )
Quadratrohre a = 15—100 mm stranggepresst DIN 5517 Sechskanthohl- profile SW = 13...65 mm nahtlos gezogen DIN 59 751
H3 o
W
Profile aus Aluminium und Al-Knetlegierungen
S Querschnittsfläche I Flächenmoment 2. Grades 1/1/ axiales Widerstandsmoment m' längenbezogene Masse M.lßo h x b x s h b x s x t mm Quer- schnitts fläche s2 cmz längen- bez. Masse11 m' kg/m Abstände der Achsen ex | ey cm cm Flächen- und Wie ür die B cmJ erstandsmomente egeachse y- y I cm4 cmJ
L-Profile vgl. DIN 1771 (1981-09)
10x10x1,5 20x10x2 20x20x2,5 0,28 0,57 0,95 0,08 0,15 0,26 0,31 0,74 0,59 0,31 0,24 0,59 0,03 0,23 0,38 0,08 0,31 0,59 0,03 0,04 0,35 0,08 0,16 0,59
x- 30x20x3 40x20x4 40x40x5 1,42 2,25 3,78 0,38 0,61 1,02 1,01 1,49 1,18 0,51 0,49 1,18 1,27 3,62 5,56 1,26 2,44 4,70 0,46 0,62 5,56 0,89 1,27 4,70
ÄS V) pX q? 50x25x4 50x30x5 60x30x4 2,85 3,78 3,45 0,77 1,02 0,95 1,82 1,75 2,15 0,57 0,75 0,65 7,30 9,45 12,9 4,00 5,40 6,00 1,26 2,58 2,25 2,21 3,44 3,44
b 60x60x5 80x40x6 80x80x8 5,78 6,87 12,24 1,56 1,85 3,30 1,68 2,90 2,29 1,68 0,90 2,29 19,9 45,2 73,7 11,8 15,5 32,1 19,9 7,83 73,7 11,8 8,73 32,1
U-Profile ygl. DIN 9713 (1981-09)
40x20x2x2 1,53 0,41 2,0 0,57 3,70 1,85 0,57 1,00
— — 40x20x3x3 2,25 0,61 2,0 0,61 5,17 2,59 0,80 1,30
— J 40x30x3x3 2,85 0,77 2,0 1,01 7,24 3,62 2,52 2,49
I 40x40x4x4 4,51 1,22 2,0 1,49 11,6 5,80 7,12 4,80
40x40x5x5 5,57 1,50 2,0 1,52 13,6 6,80 8,59 5,64
-c x—T- - T X 50x30x3x3 3,15 0,85 2,5 0,93 12,2 4,88 2,70 2,91
50x30x4x4 4,11 1,11 2,5 0,97 15,5 6,20 3,66 3,80
L* z 50x40x5x5 6,07 1 64 2,5 1,42 23,3 9,32 9,26 6,54
60x30x4x4 4,51 1,22 3,0 0,89 23,7 7,90 3,69 4,12
s b 60x40x5x5 6,57 1,77 3,0 1,33 36,0 12,0 9,94 7,47
80x45x6x8 11,2 3,02 4,0 1,57 108 27,1 21,8 13,9
T-Profile vgl. DIN 9714 (1981-09)
b 20x30x2 25x40x3 30x30x3 0,97 1,89 1,74 0,26 0,51 0,47 0,48 0,59 0,86 1,5 2,0 1,5 0,32 0,93 1,44 0,68 1.57 1,67 0,46 1,60 0,68 0,31 0,80 0,45
, ey >
/XL 30x45x4 30x60x5 2,87 4,32 0,78 1,17 0,75 0,69 2,25 3,0 2,08 2,70 2,78 3,91 3,05 9,03 1,35 3,01
-X 40x40x4 3,07 0,83 1,15 2,0 4,58 3,98 2,15 1,08
40x60x5 4,82 1,30 0,99 3,0 6,21 6,28 9,02 3,01
s 40x80x7 8,07 2,18 0,93 4,0 8,87 9,56 30,0 7,50
50x50x4 3,87 1,04 1,40 2,5 9,19 6,56 4,19 1,68
1 50x70x6 6,91 1,87 1,27 3,5 14,4 11,3 17,2 4,92
80x80x9 13,75 3,71 2,32 4,0 81,7 35,2 38,9 9,73
Ausführung, Lieferart, Werkstoffe und Bezeichnung der L-, U- und T-Profile
s 1,5...2 2,5...4 5...6 über 6 Die L , U- und T Profile werden mit runden Kanten (R) und mit scharfen Kan- ten (S) geliefert. Die Radien r-i und r2 sind für L-, U- und T-Profile gültig.
'n 1,6 2,5 4 6
r2 0,4 0,4 0,6 0,6
Lieferart: Herstelllängen / > 2 m. Festlängen sind bei der Bestellung anzugeben.
Strangpressprofile können normalgerichtet (N) oder feingerichtet (F) geliefert werden.
Werkstoff: Aluminium und Al-Knetlegierungen, z.B. EN AW-AI 99,0, EN AW-AI SilMgMn, EN AW-AI Zn4,5Mg1
L-Profil DIN 1771 - EN AW-AI SilMgMn R 20 x 20 x 2: Winkelprofil mit gerundeten Kanten, h = 20 mm,
b= 20 mm, s = 2 mm, aus EN AW-AI SilMgMn.
1i Die Werte gelten für EN AW-AI 99,0 und EN AW-AI SilMgMn. Für EN AW-AIZn4,5Mg 1 mit q = 2,77 kg/dm3
müssen die Werte für m’ mit dem Faktor 1,026 multipliziert werden.
Nichteisenmetalle
Kupfer-Knetlegierungen
Bezeichnung Kurzname (Werkstoff- nummer11) z2' Stangen D3’ mm Härte HB Zug- festigkeit N/mm2 Dehn- grenze flp0,2 N/mm2 Bruch- dehng. A % Eigenschaften, Verwendung
upfer-Zink-Legier ungen vgl. DIN EN 12163 (1998 04), Ersatz für DIN 17660
CuZn28 (CW504L) R310 R460 4...80 4...10 - 310 460 120 420 27 sehr gut kaltumformbar, gut warm umform bar, zerspanbar, sehr gut polierbar; Instrumententeile, Hülsen
H085 H145 4...80 4...10 85...115 > 145 - - -
CuZn37 (CW508L) R310 R440 2...80 2...10 - 310 440 120 400 30 sehr gut kaltumformbar, gut warmumformbar, zerspanbar, sehr gut polierbar; Tiefziehteile, Schrauben, Federn, Druckwalzen
H085 H145 4...80 4...10 85...115 >145 - - -
CuZn40 (CW509L) R340 H080 2...80 >80 340 260 25 sehr gut warm umformbar, zerspan bar; Niete, Schrauben
Kupfer-Zink-Legierungen (Mehrstofflegierungen) vgl. DIN EN 12163 (1998-04), Ersatz für DIN 17660
CuZn31Si (CW708R) R460 R530 5...40 5...14 - 460 530 250 330 22 12 gut kaltumformbar, warmumformbar, zerspanbar, gute Gleiteigenschaften; Gleitelemente, Lagerbüchsen, Führungen
H115 H140 5...40 5...14 115...145 >145 - - -
CuZn38Mn1AI (CW716R) R490 R550 5...40 5...14 - 490 550 210 280 18 10 gut warmumformbar, kaltumformbar, zerspanbar, gute Gleiteigenschaften, witterungsbeständig; Gleitelemente, Führungen
H120 H150 5...40 5...14 120...150 >150 - -
7uZn40Mn2Fe1 (CW723R) R460 R540 5...40 5...14 - 460 540 270 320 20 8 gut warmumformbar, kaltumformbar, zerspanbar, mittlere Festigkeit, witterungsbeständig; Apparatebau, Architektur
H110 H150 5...40 5... 14 110...140 >150 - - -
Kupfer-Zink-Blei-Legierungen vgl. DIN EN 12164 (2000-09), Ersatz für DIN 17672
CuZn36Pb3 (CW603N) R340 R550 40...80 2... 4 90 150 340 550 160 450 20 sehr gut zerspanbar, gut kaltum- formbar; Automatendrehteile
CuZn38Pb2 (CW608N) R360 R550 40...80 2... 6 90 150 360 550 150 420 25 sehr gut zerspanbar, gut kalt- und warmumformbar; Automatenteile
CuZn40Pb2 (CW617N) R360 R550 40...80 2... 6 90 150 360 550 150 420 20 sehr gut zerspanbar, gut warm- umformbar; Platinen, Zahnräder
Kupfer-Zinn-Legierungen vgl. DIN EN 12167 (1998-04), Ersatz für DIN 17663
CuSn6 (CW452K) R340 R550 2...60 2... 6 - 340 550 230 500 45 hohe chemische Beständigkeit, gute Festigkeit; Federn, Metallschläuche, Rohre und Hülsen für Federungskörper
H085 H160 2.. .60 2... 6 85...115 >160 - - -
CuSn8 (CW453K) R390 R620 2...60 2... 6 - 390 620 260 550 45 hohe chemische Beständigkeit, hohe Festigkeit, gute Gleiteigen schäften; Gleitlager, gerollte Lager- büchsen, Kontaktfedern
H090 H185 2...60 2... 6 90...120 > 185 - - -
CuSn8P (CW459K) R390 R620 2...60 2... 6 - 390 620 260 550 45 sehr gute Gleiteigenschaften, hohe Verschleißfestigkeit, dauerschwing- fest; hoch belastete Gleitlager im Fahrzeug- und Maschinenbau
H090 H185 2...60 2... 6 90...120 >185 - - -
11 Werkst off nummern nach DIN EN 1412 Seite 152 i 2)Z Werkstoffzustand nach DIN EN 1173 Seite 152. Im Herstellzustand M sind alle Legierungen bis zum Durch- messer D = 80 mm lieferbar. 31 D Durchmesser bei Rundstauyun, Schlüsselweite bei Vier- und Sechskantstangen, Dicke bei Rechteckstangen
Nichteisenmetalle
Bezeichnung Kurzname (Werkstoff- nummer1* Z2) Stangen £>3} mm Harle HB Zug- festigkeit Rm N/mm2 Dehn- grenze Rpo.z N/mm2 Bruch- dehng. A % Eigenschaften, Verwendung
Kupfer-AluminitH 1-Legierungen vgl. DlN EN 12163 (1998-04), Ersatz für DIN 1766Ö
CuAI10Fe3Mn2 (CW306G) R590 R690 10...80 10...50 - 590 690 330 510 12 6 korrosionsbeständig, verschleißfest, dauerfest, warmfest; Schrauben, Wellen, Zahnräder, Schneckenräder, Ventilsitze
H140 H170 10...80 10...50 140-180 > 170 - - -
CuAI10Ni5Fe4 (CW3C7G) R680 R740 10...80 - 680 740 480 530 10 8 korrosionsbeständig, verschleißfest, zunderbeständig, dauerfest, warmfest; Kondensatorböden, Steuerteile für Hydraulik
H170 H200 10...80 170-210 >200 - - -
Kupfer-Nickel-Zink-Legierungen vgl DIN EN 12163 11998-04), Ersatz für DIN 17663
CuNi12Zn24 (CW430J) R380 R640 2...50 2... 4 - 380 640 270 550 38 sehr gut kaltumformbar, zerspan bar, gut polierbar; Tiefziehteile, Bestecke, Kunstgewerbe, Architektur, Kontakt- federn
H090 H190 2-50 2... 4 90...130 > 190 - - -
CuNil8Zn20 (CW409J) R400 R650 2...50 2... 4 - 400 650 280 580 35 gut kaltumformbar, zerspanbar, anlaufbeständig, gut polierbar; Membranen, Kontaktfedern, Bestecke
H100 H200 2...50 2... 4 100-140 >200 - - -
11 Werkstoffnummer nach DIN EN 1412 Seite 152. 2)Z Werkstoffzustand nach DIN EN 1173 Seite 152. 31 D Durchmesser bei Rundstangen, Schlüsselweite bei Vier- und Sechskantstangen, Dicke bei Rechteckstangen.
Magnesium-Knetle^ierungen vgl. DIN 9715 (1982-08)
Kurzzeichen Werk- stoff- nummer Festig- keits- zahl Stangen, Durch- messer mm Zug- festigkeit Rm N/mm2 Streck- grenze Re N/mm2 Bruch- dehng. A % Eigenschaften, Verwendung
MgMn2 MgAI3Zn 3.5200 3.5312 F20 F24 <80 <80 200 240 145 155 15 10 korrosionsbeständig, gut kalt- umformbar, gut schweißbar
MgAI6Zn 3.5612 F27 <80 270 195 10 hohe Festigkeit, abnehmende Schweißbarkeit; Armaturen, Pressteile
MgAI8Zn 3.5812 F29 F31 <80 <80 290 310 205 215 10 6
Titan-Knetlegierungen vgl. DIN 17851 (1990-11)
T1AI6V4 TiAI5Sn2,5 3.7165 3.7115 F91 F81 <80 <80 910 810 840 770 10 8 korrosionsbeständig, gut schweiß- bar; Luft- und Raumfahrt
Feinzink-Gusslegierungen vgl. DIN 1743 T2 (1978-04)”
Kurzzeichen Werk- stoff- nummer Bri ne Il- li arte HB Zug- festigkeit R('i N/mm2 Streck- grenze N/mm2 Bruch- dehng. A % Eigenschaften, Verwendung
GD-ZnAl4Cu1 GD-ZnAI4 2.2141 2.2140 85...105 60... 80 280...350 250...300 220-250 200-230 5-2 6-3 Vorzugslegierungen für Druckguss- stücke
GD-ZnAI4Cu3 GK-ZnAI4Cu3 2.2143 2.2143 90-100 100-110 220-260 240...280 170-200 200-230 2-0,5 3...1 Sand- und Kokillenguss; Spritzgießformen für Kunststoffe
G-ZnAlßCul GK-ZnAI6Cu1 2.2161 2.2161 80-90 80...90 180-230 220-260 150-180 170...200 3...1 3-1,5 komplizierter Sand- und Kokillen- guss
1* DIN 1743 T2 wurde durch DIN EN 12844 ersul/l. Die Änderungen werden bei der nächsten Überarbeitung berücksichtigt
Nichteisenm
Aluminium-Gusslegierungen vgl DIN EN 1706 (1998 03) Ersatz für DIN 1725
Bezeic Kurzname1* hnung Werkstoff- nummer11 G2> Z3> Härte HB Zugfestig- keit N/mm2 Dehn- grenze flp0,2 N/mm2 Bruch- dehng. A % Eigenschaften, Verwendung
AC-AISi12(a) AC-44200 s K F F 50 55 150 170 70 80 5 6 hohe dynamische Festigkeit, witterungsbeständig, seewasser- beständig, beste Gießbarkeit; dünnwandige, druckdichte, schwingungsfeste Gussstücke, z.B. Motorengehäuse
AC-AISI9 AC-44400 D F 55 220 120 2
AC-AISilOMg(a) AC-43000 S F T6 50 75 150 220 80 180 2 1
AC-AISilOMg(Fe) AC-43400 D F 70 240 140 1
AC-Mg5 AC-51300 S K L F F F 55 60 55 160 180 170 90 100 95 3 4 3 höchste Korrosionsbeständigkeit, verminderte Gießbarkeit- chemische Industrie, Optik
11 Die vollständige Bezeichnung erhält jeweils den Vorsatz EN, z.B. EN AC-AISi12(a), EN AC-44200 2) G Gießverfahren Seite 154 Z Werkstoffzustand Seite 154
Magnesium-Gusslegierungen vgl DIN 1729 T2 (1973-07)11
Kurzzeichen Werk- stoff- nummer Zug- festigkeit N/mm2 Dehn- grenze flp0,2 N/mm2 Bruch- dehnung A % Härte HB 5/250 Eigenschaften, Verwendung
G-MgAI8Zn1 GD-MgAI8Zn1 3.5812.01 3.5812.05 160...220 200...240 90...110 140... 160 6...2 3...1 50...65 60...85 höchste Dehnung, gute Gleiteigen- schaften, schweißbar; stoßbean- spruchte Gussteile
G-MgAI9Zn1 GD-MgAI9Zn1 3.5912.01 3.5912.05 160...220 200...250 90... 120 150...170 5...2 3...0,5 50...65 65...85 höchste Festigkeit, gute Gleiteigen- schaften, schweißbar; häufigste Druckgusslegierung
G MgAIG GD-MgAI6 GD-MgAI6Zn1 3.5662.01 3.5662.05 3.5612.05 180...240 190...230 200...240 80...110 120... 150 130... 160 12...8 8...4 6...3 50...65 55...70 55...70 hohe Dehnung und hohe Schlag- zähigkeit, gering kaltumformbar; Autofelgen
n DIN 1729 T2 wurde durch DIN EN 1753 ersetzt. Die Änderungen werden bei der nächsten Überarbeitung berücksichtigt.
.Vupfer-Gusslegierunqen vgl. DIN 1705, DIN 1709, DIN 17U (alle 1981-11)0
G CuZn15 2.0241.01 170 70 25 45 sehr gut weich- und hartlötbar, meerwasserbeständig; Flansche
G CuZn33Pb 2.0290.01 180 70 12 45 gut zerspanbar, beständig gegen Brauchwasser bis 90 °C; Armaturen
G-CuZn25AI5 2.0598.01 750 450 8 180 sehr hohe Festigkeit und Härte, gut zerspanbar; Gleitlager
G-CuSn12 2.1052.01 260 140 12 80 hohe Verschleißfestigkeit; Spindelmuttern, Schneckenräder
G-CuSn12Pb 2.1061.01 260 140 10 80 verschleißfest, Notlaufeigen- schaften; Gleitlager
G-CuAHOFe 2.0940.01 500 180 15 115 mechanisch beanspruchte Teile; Hebel, Gehäuse, Kegelräder
G-CuAI9Ni 2.0970.01 500 200 20 110 korrosionsbeanspruchte Teile; Armaturen, Propeller
G-CuAIIONi 2.0975.01 600 270 12 140 auf Festigkeit und Korrosion bean- spruchte Teile; Pumpen
Die Normen DIN 1705, DIN 1709 und DIN 1714 wurden durch DIN EN 1982 ersetzt. Die Änderungen werden bei der nächsten Überarbeitung horücksichligt.
Verbundwerkstoffe, keramische Werkstoffe
w
Verbundwerkstoffe
Verbund- werk- stoff Grund- werk- stoff11 Faser- anteil in % Dichte e g/cm3 Zug festig keit N/mm2 Reiß- dehnung £r % Elasti- zitäts- modul E N/mm2 Ge- brauchs- tempe- ratur bis °C Verwendung
GFK (glasfaser- verstärkt) EP 60 - 365 3,5 - - Wellen, Gelenke, Pleuel, Boots- körper, Rotorblätter
UP 35 1,5 130 3,5 10800 50 Behälter, Tanks, Rohre, Licht- kuppeln, Karosserieteile
PA 66 35 1,4 160a 53> 5000 190 großflächige, steife Gehäuseteile, Kraftstro mstecke r
PC 30 1,42 9021 3,531 6000 145 Gehäuse für Drucker, Rechner, Fernsehgeräte
PPS 30 1,56 140 3,5 11200 260 Lampenfassungen und Spulen in der Elektrotechnik
PAI 30 1,56 205 7 11700 280 Lager, Ventilsitzringe, Dichtungen, Kolbenringe
PEEK 30 1,44 155 2,2 10300 315 Leichtbauwerkstoff in der Luft- und Raumfahrt, Metallersatz
CFK (kohlen- stoff faser- verstärkt) PPS 30 1,45 190 2,5 17150 260 wie GFK-PPS
PAI 30 1,42 205 6 11700 180 wie GFK-PAI
PEEK 30 1,44 210 1,3 13000 315 wie GFK PEEK
11 EP Epoxid UP ungesättigter Polyester PA 66 Polyamid 66, teilkristallin PC Polycarbonat
PPS Polyphenylensulfid PAI Polyamidimid PEEK Polyetheretherketon
2i (Ty Streckspannung 31 £s Dehnung bei Streckspannung
Keramische Werkstoffe
Werkstoff Dichte Q g/cm3 Biege- festig- keit N/mm2 Elasti- zitäts- modul E N/mm2 Längenaus- dehnungs- koeffizient a 1/K Eigenschaften, Verwendung
Bezeich- nung Kurz- name
Alu- minium- oxid KER 110 KER610 KER710 2,3 2,7 3,8 300 340 400 90000 118000 300000 0,000004 0,000004 0,000006 hart, verschleißfest, chemisch und thermisch beständig; Schneidkeramik, Ziehsteine, Biomedizin
Zirko- nium- dioxid ZrO2 5,5 600 240000 0,000010 bruchunempfindlich, thermisch und chemisch beständig; Ziehringe, Strangpressmatrizen
Silicium- karbid SiC 2.4 440 440000 0,000005 hart, verschleißfest, temperaturwechsel- beständig; Schleifmittel, Ventile, Lager, Kolben, Brennkammern
Silicium- nitrid Si3N4 3,2 700 210000 0,000007 bruchunempfindlich, temperaturwechsel- beständig; Schneidkeramik, Leit- und Laufschaufeln für Gasturbinen
Diamant (gesintert) - 3,5 300 900000 0,000002 sehr hart, verschleißfest; Werkzeuge zur Präzisionsbearbeitung, Lager- steine, Schleifmittel
Bezeichnungssystem der Sintermetalle vgl. DIN 30910-1 (1990-10)
Bezeichnungsb
eispiel: I Sint I - IaI |l [1 | sinterglatt 1 Behandlungszustand |
| Sintermetall p ' h 2. Kennziffer für weitere Unterscheidung |
[
Kennbuchstabe für Werkstoff klasse 1. Kennziffer für chemische Zusammensetzung
Kenn- buchstabe Raumerfüllung F?x in % Einsatzgebiet Kenn- ziffer Chemische Zusammensetzung Massenanteil in %
AF <73 Filter 0 1 2 Sintereisen, Sinterstahl, Cu < 1% mit oder ohne C Sinterstahl, 1% bis 5% Cu, mit oder ohne C Sinterstahl, Cu > 5%, mit oder ohne C
A 75 ± 2,5 Gleitlager
B 80 ± 2,5 Gleitlager, Formteile mit Gleit- eigenschaften
3 4 5 Sinterstahl, mit oder ohne Cu bzw. C, andere Legierungselemente < 6%, z. B. Ni Sinterstahl, mit oder ohne Cu bzw. C, andere Legierungselemente > 6%, z. B. Ni, Cr Sinterlegierungen, Cu > 60%, z. B. Sinter-CuSn
C 85 ± 2,5 Gleitlager, Formteile
D 90 ± 2,5 Formteile
E 94 ± 1,5 Formteile 6 7 8u. 9 Sinterbuntmetalle, außerhalb Kennziffer 5 Sinterleichtmetalle, z.B. Sinteraluminium Reserveziffern
। F >95,5 sintergeschmiedete Formteile
Behandlungszustand
Behandlungszustand des Werkstoffes Behandlungszustand der Oberfläche
• gesintert • dampfbehandelt • kalibriert • sintergeschmiedet • wärmebehandelt • isostatisch gepresst • sinterglatt • mechanisch bearbeitet • kalibrierglatt • oberflächenbehandelt • sinterschmiedeglatt
Sintermetalle (Auswahl) vgl. DIN 30910-2...6 (199010)
Kurzname Härte HB min Zugfestigkeit N/mm2 chemische Zusammensetzung Eigenschaften, Verwendung
Sint-AF40 - 80...200 Sinterstahl, Cr 16...19%, Ni 10...14% Filterteile für Gas- und Flüssigkeitsfilter
SmtAFSO - 40...160 Sinterbronze, Sn 9—11%, Rest Cu
Sint-AOO > 25 > 60 Sintereisen, C < 0,3%, Cu < 1% Lagerwerkstoffe mit be- sonders großem Poren- raum für beste Notlauf- eigenschaften, Lager- schalen, Lagerbüchsen
Sint-A20 > 40 >150 Sinterstahl, C < 0,3%, Cu > 5%
Sint-A50 > 25 > 70 Sinterbronze, C < 0,2%, Sn 9...11%, Rest Cu
Sint-A51 > 18 > 60 Sinterbronze, C 0,2...2%, Sn 9—11%, Rest Cu
Sint-BOO > 30 > 80 Sintereisen, C < 0,3%, Cu < 1% Gleitlager mit sehr guten Notlaufeigenschaften, niedrig beanspruchte Formteile
Sint-BIO > 40 >150 Sinterstahl, C < 0,2%, Cu 1...5%
Sint-B50 > 25 > 90 Sinterbronze, C < 0,2%, Sn 9... 11%, Rest Cu
Sint-COO > 45 >150 Sintereisen, C < 0,3%, Cu < 1% Gleitlager, Formteile mittlerer Beanspruchung mit guten Gleiteigen- schäften, Kfz-Teile, Hebel, Kupplungsteile
Sint-C20 > 60 >200 Sinterstahl, C < 0,3%, Cu > 5%
Sint-C40 >100 >300 Sintereisen, Cr 16...19%, Ni 10—14%, Mo 2%
Sint-C50 > 30 >140 Sinterbronze, C < 0,2%, Sn 9—11%, Rest Cu
Sint-DOO > 50 >250 Sintereisen, C < 0,3%, Cu < 1% Formteile für höhere Beanspruchung, ver- schleißfeste Pumpenteile, Zahnräder, z.T. korrosions- beständig
Sint-DW > 80 >300 Sinterstahl, C < 0,3%, Cu 1—5%
Sint-D30 >110 >550 Sinterstahl, C < 0,3%, Cu 1...5%, Ni 1...5%
Sint-D40 >100 >450 Sintereisen, Cr 16—19%, Ni 10—14%, Mo 2%
Sint-E02 > 55 >200 Sintereisen, C < 0,1% Formteile der Fein- mechanik, für Haushalts- gerate, für Elektroindustrie
Sint-E10 >100 >350 Sinterstahl, C < 0,3%, Cu 1—5%
Sint-E73 > 55 >200 Sinteraluminium, Cu 4—6%
Sint-FOO >140 >600 Sinterschmiedestahl, C- und Mn-haltig Dichtringe, Flansche für Schalldämpfersysteme
Sint-F31 >180 >770 Siulcrschmiedestahl, C-, Ni-, Mn-, Mo-haltig
Gleitlaqerwerkstoffe
Blei- und Zinn-Gusslegierungen für Verbundgleitlager vgl. DIN ISO 4381 (2001-02)
Kurzzeichen bisherige Werk- stoff-Nr. Del gre Rp N/mrr 100°C in- nze 0.2 r bei 20°C Brin hä HE b 20 °C eh- rte P* 31 150°C Mindest- härte der Welle Eigenschaften und Verwendung
PbSb15SnAs PbSb10Sn6 2.3390 2.3393 39 39 25 27 18 16 10 8 160 HB Für reine Gleitbeanspruchung bei geringer Belastung, mittlerer bis niedriger Gleitge- schwindigkeit im hydrodynamischen Bereich; gut einbettfähig. Verwendung: Buchsen, dünn- wandige Lagerschalen.
PbSb15Sn10 2.3391 43 30 21 10 160 HB Für reine Gleitbeanspruchung bei mittlerer Belastung, mittlerer Gleitgeschwindigkeit im hydrodynamischen Bereich; gut einbettfähig. Verwendung für allgemeine Gleitlager.
SnSb12Cu6Pb SnSb8Cu4 2.3790 2.3791 61 47 36 27 25 22 8 8 160 HB Gute Gleiteigenschaften bei mittlerer Belas- tung, hohen bis niedrigen Gleitgeschwindig- keiten im hydrodynamischen Bereich. Ver- wendung: Gleitlager in Elektromaschinen, Getrieben und Walzwerken.
=o Lagermetall ISO 4381-PbSb10Sn6: Bleilagerlegierung mit 10% Antimon und 6% Zinn. 11 Härtewert HB 10/250/180 nach ISO 4384 (Härteprüfung an Lagermetallen).
Kupfer-Gusslegierungen für Verbund- und Massivgleitlager vgl. DIN ISO 4382-1 <1992-11)
Kurzzeichen1* Werk- stoff- Nr. Zugfestig- keit Hm2) N/mm2 Brinell- härte HB2* Mindest- härte der Welle Eigenschaften und Verwendung
CuSn8Pb2 CuPb5Sn5Zn5 CuSn7Pb7Zn3 2.1810 2.1813 2.1820 250...270 200...250 210...260 60...85 60...65 65...70 300 HB 250 HB 300 HB Für Anwendungsfälle mit geringen Belastungen und ausreichender Schmierung.
CuPb9Sn5 CuPblOSnIO CuPb15Sn8 CuPb20Sn5 2.1815 2.1816 2.1817 2.1818 160-230 180-220 170-220 150...180 55...60 65-70 60-65 45...50 250 HB 250 HB 250 HB 200 HB Weiche Lagerlegierungen; geeignet für mittlere Belastungen und mittlere bis hohe Gleitgeschwin- digkeiten. Zunehmender Zinngehalt erhöht Härte und Verschleißwiderstand, zunehmender Bleige- halt erhöht Eignung für Wasserschmierung.
CuSnWP CuSn12Pb2 2.1811 2.1812 220...360 240...280 70-95 80-90 55 HRC Bei hoher Belastung und hoher Geschwindigkeit sowie Schlag- und Stoßbeanspruchung.
CuAI10Fe5Ni5 2.1819 600...680 140 55HRC Sehr hart; für Konstruktionsteile mit Gleitbean- spruchung; relativ schlechte Einbettfähigkeit.
Lagermetall ISO 4382-GZ-CuPb15Sn8: Kupferlagerlegierung mit 15% Blei und 8% Zinn, Schleuderguss 11 Es werden folgende Gussarten unterschieden; GS Sandguss; GM Kokillenguss; GZ Schleuderguss; GC Strangguss. 2* Niedrigster Wert für Sandguss, höchster Wert für Strangguss; Härtewerte HB 2,5/62,5/10 nach ISO 4384.
Kupfer-Knetlegierungen für Massivgleitlager vgl. DIN ISO 4382-2 <1992 11)
Kurzzeichen Werk- stoff- Nr. Zugfestig- keit N/mm2 Brinell- härte HB1* Mindest- härte der Welle Eigenschaften und Verwendung
CuSnSP CuZn3lSi1 2.1830 2.1831 400-580 440-560 80-160 100...160 55 HRC Für hohe Belastung, hohe Gleitgeschwindigkeiten und Schlag- und Stoßbelastung bei ausreichender Schmierung und guter Fluchtung.
CuZn37Mn2AI2Si 2.1832 600 150 55 HRC Hoher Verschleißwiderstand, auch bei Mangel- schmierung.
CuAI9Fe4Ni4 2.1833 700 160 55 HRC Für Konstruktionsbauteile mit Gleitbeanspru- chung.
*=E> Lagermetall ISO 4382-CuSn8P-HB120: Kupferlagerlegierung mit 8% Zinn, Mindest-Brinellhärte HB 120 1) Härtewert HB 2,5/62,5/10 nach ISO 4384 (Härteprüfung an Lagermetallen).
r Gleitlagerwerkstoffe
Verbundwerkstoffe für dünnwandige Gleitlager vgl. DIN ISO 4383 (2001 02)
Kurzzeichen bisherige Werk- stoff-N r. Härte11 Mindest- härte der Welle Eigenschaften und Verwendung
PbSb10Sn6 PbSb15SnAs PbSb15Sn10 SnSb8Cu4 2.3393 2.3390 2.3391 2.3793 19...2321 16...2021 18...2321 17...2421 180 HB 180 HB 180 HB 200 HB Weich, korrosionsbeständig; relativ gute Eignung bei Grenzreibung; geringe Dauerfestigkeit; für harte und wei- che Wellen; Verwendung für niedrig belastete Haupt- und Pleuellager, Buchsen, Gleitscheiben.
CuPblOSnW CuPb17Sn5 CuPb24Sn4 CuPb24Sn CuPb30 2.1821 2.1822 2.1823 2.1825 2.1826 60...9031 60...9531 45...7031 40...603’ 30...4531 53 HRC 50 HRC 48 HRC 45 HRC 270 HB Sehr hohe bis hohe Dauer- und Schlagfestigkeit; vorzugs- weise für harte Wellen; üblicherweise mit galvanischer Gleitschicht; ohne galvanische Beschichtung teilweise korrosionsanfällig gegenüber gealtertem Öl; Verwendung für Haupt- und Pleuellager, gerollte Buchsen, Gleitscheiben.
AISn20Cu AISn6Cu AISi4Cd AICd3CuNi 3.0690 3.0691 3.2690 3.0692 30...4041 35...4541 30...404’ 35...5541 250 HB 45 HRC 48 HRC 48 HRC Mittlere bis hohe Dauerfestigkeit; gute Korrosionsbe- ständigkeit; üblicherweise mit galvanischer Gleitschicht und für harte Wellen; Verwendung für Haupt- und Pleuel- lager, gerollte Buchsen, Gleitscheiben.
AlSilICu AIZn5Si1,5Cu1Pb1Mg 3.2190 3.4220 45...6041 45...704’ 50 HRC 45 HRC Hohe Dauerfestigkeit, vorwiegend mit galvanischer Gleit- schicht und für harte Wellen bei Haupt- und Pleuellagern.
CuSn10/PTFE CuSn10/POM - - - Mit Kunststoff imprägniert; gute Eignung bei Mischrei- bung; für hohe Belastung und niedrige Gleitgeschwin digkeiten.
=£> Lagermetall ISO 4383-G-CuPb17Sn5: Verbundwerkstoff aus Stahlstützkörper mit aufgegossener Kupfer- lagerlegierung mit 17% Blei und 5% Zinn. 11 Prüfung nach ISO 4384; 21 Härte HV, im Gusszustand; 31 Härte HB, gesintert; 41 Härte HB, gewalzt und geglüht
iileitschichten für dünnwandige Gleitlager vgl. DIN ISO 4383 (2001-02)
Kurzzeichen Werk- stoff-Nr. Eigenschaften und Verwendung
PbSn10Cu2 PbSnIO Pbln7 2.3395 2.3396 2.3397 Verwendung als meist galvanisch aufgebrachte Gleitschicht auf Verbundgleit- lagern; weich; gute Korrosionsbeständigkeit; relativ gute Eignung bei Grenz- reibung; Dauerfestigkeit abhängig von der Schichtdicke.
=J> Lagermetall ISO 4383-G-CuPb24Sn4-PbSn10Cu2: Verbundwerkstoff aus Stahlstützkörper mit aufgegossener Kupferlegierung mit 24% Blei und 4% Zinn und Gleitschicht aus Bleilegierung mit 10% Zinn und 2% Kupfer.
Thermoplastische Kunststoffe für Gleitlager vgl. DIN ISO 6691 (2001 05)
Bezeichnung Kurz- zeichen Eigenschaften und Verwendung
Polyamid PA6 PA66 PA12 PA46 Beständig gegen Mineralöle, Lösungsmittel und Laugen; empfindlich gegen Mineralsäuren; schlagzäh, besonders stoß- und verschleißfest; im Trockenlauf hoher Gleitwiderstand; Verwendung für stoß- und schwingungsbeanspruchte Lager in Stahlwerken, für Bremsgestänge, Landmaschinen, Federaugenbuchsen.
Polyoxymethylen POM Härter, druckbelastbarer, jedoch stoßempfindlicher als PA; geeignet für Trocken- lauf oder bei Schmierstoffmangel; Verwendung für Lager in der Feinwerktechnik.
Polyalkylen- lerephthalat PET PBT Härte und Verschleißfestigkeit ähnlich wie bei POM, jedoch nur unter 70 °C ein- setzbar; Verwendung für Lager in der Feinwerktechnik und für Führungs- und Gleitbuchsen; für Unterwasseranlagen.
Polyethylen PE-UHMW PE-HD Beständig gegen Wasser, tiefe Temperaturen und abrasive Beanspruchung. Für geringe Dauer, jedoch hohe Stoßbelastung geeignet, z.B. Straßen- und Land- maschinenbau, Tieftemperaturlager, Chemieanlagen.
Po ly tetraf I u o rethy I e n PTFE Bei hoher Belastung und niedriger Gleitgeschwindigkeit sehr niedrige Reib- werte; hoch- und tieftemperaturbeständig; weich und wenig verschleißfest. Verwendung für Brückenlager, Hochtemperaturlager, Gleitbahnen.
Polyimid PI Hochtemperaturwerkstoff mit großer Härte und geringem Verschleiß; hoher Reibwert im Trockenlauf bei Temperaturen unter 70 °C; für Hochtemperaturlager.
=£> Thermoplast ISO 6691-PA66, G.27-160 N,GF25: Lagerwerkstoff mit dem Kurzzeichen PA66 für allgemeine Ver- wendung (G), Viskositätskenn/.ild 27, Elastizitätsmodul 16000 N/mm2, schnell erstarrend (N), mit Füllstoff Glasfaser (GF) in einem Masso.iiihril von 25%.
»I
Kurzzeichen für Basis-Polymere vgl. DIN EN ISO 1043 1 (2000 01), Ersatz für DIN 7728-1
Kurz- zeichen Bedeutung Art1' Kurz- zeichen Bedeutung Art11 Kurz- zeichen Bedeutung Art"
ABS Acrylnitril- PAK Polyacrylat T PTFE Polytetrafluorethylen T
Butadien-Styrol T PAN Polyacrylnitril T PUR Polyurethan D
AMMA Acrylnitril-Methyl- PB Polybuten T PVAC Polyvinylacetat T
methacrylat T PBT Polybutyle nte rephth alat T PVB Polyvinylbutyrat T
ASA Ac ry I n itr i I - Sty ro I-Acryl at T PC Polycarbonat T PVC Polyvinylchlorid T
CA Celluloseacetat T PCTEE Polychlortrifluorethylen T PVDC Polyvinylidenchlorid T
CAB Cel I u loseacetatbuty rat T PE Polyethylen T PVF Polyvinylfluorid T
CF Cresol-Formaldehyd D PET Polyethylenterephthalat T PVFM Polyvinylformal T
CMC Carboxymethylcellulose AN PF Phenol-Formaldehyd D PVK Poly vi nylcarbazol T
CN Cellulosenitrat AN PIB Polyisobuten T SAN Styrol-Acrylnitril T
CP Cellulosepropionat T PMMA Polymethyl methacrylat T SB Styrol-Butadien T
EC Ethylcellulose AN POM Polyoxymethylen; T Sl Silikon D
EP Epoxid D Polyformaldehyd SMS Styrol-<z-Methylstyrol T
EVAC Ethylen-Vinylacetat E PP Polypropylen T UF Urea-Formaldehyd D
MF Melamin-Formaldehyd D PS Polystyrol T UP Ungesättigter Polyester D
PA Polyamid T PSU Polysulfon T VCE Vinylchlorid-Ethylen T
11 AN abgewandelte Naturstoffe; E Elastomere; D Duroplaste; T Thermoplaste
Kennbuchstaben zur Kennzeichnung besonderer Eigenschaften vgl. DIN EN ISO 1043-1 (2001-01)
K« Besondere Eigenschaften K" Besondere Eigenschaften K” Besondere Eigenschaften K" Besondere Eigenschaften
B Block, bromiert F flexibel; flüssig N normal; Novolak T Temperatur
C chloriert H hoch O orientiert U ultra; ungesättigt
D Dichte 1 schlagzäh P weichmacherhaltig V sehr
E verschäumt; L linear, niedrig R erhöht; Resol w Gewicht
expandiert M mittel, molekular S gesättigt; sulfoniert X vernetzt, vernetzbar
11 Kennbuchstabe
PVC-P: Polyvinylchlorid, weichmacherhaltig; PE-LLD: Lineares Polyethylen niedriger Dichte
Kurzzeichen für Füll- und Verstärkungsstoffe vgl. DIN ISO 1043-2 (1991 08)
Kurzzeichen für Material
Kurz- zeichen Material Kurz- zeichen Material Kurz- zeichen Material Kurz- zeichen Material
B Bor K Calciumkarbonat Q Silikatische T Talkum
C Kohlenstoff L Cellulose1! Füllstoffe W Holz"
E Ton M Mineral1121 R Aramid X Nicht spezifisch
G Glas P Glimmer15 S Synthet. Stoffe z Andere11
Kurzzeichen für Form und Struktur
Kurz- Form, Kurz Form, Kurz- Form, Kurz- Form,
Zeichen Struktur Zeichen Struktur Zeichen Struktur Zeichen Struktur
B Perlen, Kugeln, G Mahlgut N Faservlies (dünn) V Furnier
Bällchen H Whisker P Papier w Gewebe
C Chips, Schnitzel K Wirkwaren R Roving X Nicht spezifiziert
D Pulver L Lagen S Schalen, Flocken Y Garn
F Fasern M Matte, dick T Cord z Andere11
11 Diese Materialien dürfen weiterhin durch ihr chemisches Kurzzeichen bzw. bei Metallen durch ihr chemisches
Symbol oder durch zusätzliche Kurzzeichen einer maßgeblichen internationalen Norm gekennzeichnet werden.
21 Mineralische Füllstoffe sollten genauer angegeben werden, wenn ein Kurzzeichen bekannt ist.
=£> GF: Glasfaser; CH: Kohlenstoff Whisker; MD: mineralisches Pulver
Verfahren zur Erkennung von Kunststoffarten
Optisches U Aussehen de transparent ntersuchen r Probe ist trüb Schweb« Dichte in g/cm3 sprobe in Lösungen Kunststoffe Verhalten beim Erwärmen Löslichkeit in Lösungsmitteln
CA, CAB, CP, EP, PC, PS, PMMA, PVC, SAN ABS, ASA, PA, PE, POM, PP, PTFE 0,9 bis 1,0 PB, PE, PIB, PP • Thermoplaste erwei- chen und schmelzen • Duroplaste und Elastomere zer- setzen sich direkt Duroplaste und PTFE nicht löslich Sonstige Thermo- plaste sind in bestimmten Lösungsmitteln löslich; z. B. PS ist in Benzol oder Aceton löslich
1,0 bis 1,2 ABS, ASA, CAB, CR PA, PC, PMMA, PS, SAN, SB
1,2 bis 1,5
Betasten CA, PBT, PET, POM, PSU, PUR Brennprobe
• Flammenfärbung • Brandverhalten • Rußbildung • Geruch der Rauch-
Wachsartiger Griff bei: PE, PTFE, POM, PP 1,5 bis 1,8 organisch gefüllte Pressmassen
1,8 bis 2,2 PTFE
Jnterscheidungsmerkmale der Kunststoffe
Kurz- zeichen Dichte g/cm3 Brennverhalten Sonstige Merkmale
ABS 1,06-1,12 gelbe Flamme, rußt stark, riecht nach Gas zähelastisch, wird von Tetrachlorkohlen- stoff nicht angelöst, klingt dumpf
CA 1,31 gelbe, sprühende Flamme, tropft, riecht nach Essigsäure und verbranntem Papier angenehmer Griff, klingt dumpf
CAB 1,19 gelbe, sprühende Flamme, tropft brennend, riecht nach ranziger Butter klingt dumpf
MF 1,50 schwer entflammbar, verkohlt mit weißen Kanten, riecht nach Ammoniak schwer zerbrechlich, klingt scheppernd (vgl. UF)
PA 1,04-1,15 blaue Flamme mit gelblichem Rand, tropft fadenziehend, riecht nach verbranntem Horn zähelastisch, unzerbrechlich, klingt dumpf
PC 1,20 gelbe Flamme, erlischt nach Wegnahme der Flamme, rußt, riecht nach Phenol zähhart, unzerbrechlich, klingt scheppernd
PE 0,92 helle Flamme mit blauem Kern, tropft bren- nend ab, Geruch paraffinartig, Dämpfe kaum sichtbar (vgl. PP) wachsartige Oberfläche, mit dem Finger- nagel ritzbar, unzerbrechlich, Verarbeitungstemperatur >230 °C
PF 1,40 schwer entflammbar, gelbe Flamme, verkohlt, riecht nach Phenol und verbranntem Holz schwer zerbrechlich, klingt scheppernd
PMMA 1,18 leuchtende Flamme, fruchtiger Geruch, knistert, tropft uneingefärbt glasklar, klingt dumpf
POM 1,41 bläuliche Flamme, tropft, riecht nach Formaldehyd unzerbrechlich, klingt scheppernd
PP 0,91 helle Flamme mit blauem Kern, tropft bren- nend ab, Geruch paraffinartig, Dämpfe kaum sichtbar (vgl. PE) nicht mit dem Fingernagel markierbar, unzerbrechlich
PS 1,05 gelbe Flamme, rußt stark, riecht süßlich nach Gas, tropft brennend ab spröde, klingt metallisch blechern, wird u.a. von Tetrachlorkohlenstoff angelöst
PTFE 2,20 unbrennbar, bei Rotglut stechender Geruch wachsartige Oberfläche
PUR 1,26 gelbe Flamme, stark stechender Geruch Polyurethan, gummielastisch
PUR 0,03-0,06 Polyurethan-Schaum
PVC-U 1,38 schwer entflammbar, erlischt nach Wegnahme der Flamme, riecht nach Salzsäure, verkohlt klingt scheppernd (U = hart)
PVC-P 1,20-1,35 je nach Weichmacher besser brennbar als PVC U, riecht nach Salzsäure, verkohlt gummiartig flexibel, klanglos (P = weich)
SAN 1,06 gelbe Flamme, rußt stark, riecht nach Gas, tropft brennend ab zähelastisch, wird von Tetrachlorkohlen- stoff nicht angelöst
SB 1,05 gelbe Flamme, rußt stark, riecht nach Gas und Gummi, tropft brennend ab nicht so spröde wie PS, wird u.a. von Tetrachlorkohlenstoff angelöst
UF 1,50 schwer entflammbar, verkohlt mit weißen Kanten, riochl nach Ammoniak schwer zerbrechlich, klingt scheppernd (vgl. MF)
UP 2,00 leuchtende Flamme, verkohlt, rußt, riecht nach Styrol, GLi-.faserrückstand schwer zerbrechlich, klingt scheppernd
Kunststoffe
Thermoplaste (Auswahl)
Kurz- zeichen Bezeichnung Handels- namen Dichte g/cm3 Zugfestig- keit N/mm2 Schlag- zähigkeit mj/mm2 Gebrauchs- temperatur, langzeitig °C Anwendungs- beispiele |
ABS Acryl nitril- Butadien-Styrol Terluran, Novodur 1,06 35...56 80... k. b.2' 85...100 Telefongehäuse, Armaturbretter, Surfbretter
PA 6 Polyamid 6 Durethan, Maranyl, Resistan, Ultramid, Rilsan 1,14 43 k.B.2' 80-100 Zahnräder, Gleitlager, Schrauben, Seile, Gehäuse
PA 66 Polyamid 66 1,14 57 211’ 80...100
PE-HD Polyethylen, hohe Dichte Hostalen, Lupolen, Vestolen A 0,96 20...30 k.B.21 80-100 Batteriekästen, Kraftstoffbehälter, Mülltonnen, Rohre, 1 Kabelisolationen, Folien, Flaschen
PE LD Polyethylen, niedere Dichte 0,92 8...10 k.B.2' 60-80
PMMA Polymethyl- methacrylat Plexiglas, Degalan, Lucryl 1,18 70...76 18 70...100 Optische Gläser, Blinklichter, Skalen, Leuchtbuchstaben
POM Polyoxymethylen De Irin, Hostaform, Ultraform 1,42 50...70 100 95 Zahnräder, Gleitlager, Ventilkörper, Gehäuseteile
PP Polypropylen Hostalen PP, Novolen, Procom, Vestolen P 0,91 21...37 k.B.2' 100...110 Heizkanäle, Waschmaschinenteile, Fittings, Pumpengehäuse
PS Polystyrol Styropor, Polystyrol, Vestyron 1,05 40-65 13...20 55-85 Verpackungsmaterial, Geschirr, Filmspulen, Wärmedämmplatten
PTFE Polytetrafluor- ethylen Hostaflon, Teflon, Fluon 2,20 15...35 k.B.2' 280 Wartungsfreie Lager, Kolbenringe, Dichtungen, Pumpen
PVC-P Polyvinylchlorid, weichmacher- haltig Hostalit, Vinoflex, Vestolit, Vinnolit, Solvic 1,20 ...1,35 20...29 2" 65...90 Schläuche, Dichtungen, Kabelummantelungen, Rohre, Fittings, Behälter
PVC-U Polyvinylchlorid, weichmacher- frei 1,38 35...60 k.B.2' -
SAN Styrol-Acrylnitril Copolymer Luran, Vestyron, Lustran 1,08 78 23-25 85 Skalenscheiben, Batteriegehäuse, Scheinwerfergehäuse
SB Styrol-Butadien Copolymer Vestyron, Styrolux 1,05 22...50 40— k.B.2> 55-75 Fernsehgehäuse, Verpackungsmaterial, Kleiderbügel, Verteilerdosen
11 Kerbschlagzähigkeit; 2! k.B. = kein Bruch der Probe
Kunststoffe
vennzeichnuna thermoplastischer Formmassen
Polyethylen PE Polypropylen PP vgl. DIN EN ISO 1872 1 (1999-10), Ersatz für DIN 16776 vgl. DIN EN ISO 1873-1 (1995-12), Ersatz für DIN 16774
Bezeichn ungs- und Spezifikationssystem
Benennnungs- Block: Normnum- mer-Block Daten-Block 1 Daten-Block 2 Daten-Block 3 Daten-Block 4 Daten-Block 51»
Beispiel: Thermoplast Thermoplast ISO 1872 - ISO 1873 - PE PP-R FBN EL 19-D045 06-16-003 „2) ISO 8773
Datenblock 1
Im Datenblock 1 wird nach einem Bindestrich der Formmasse durch ihr Kurzzeichen PE bzw. PP bezeichnet.
Bei Polypropylen folgen noch zusätzliche Informationen: PP-H Homopolymerisate des Propylens, PP-B Thermoplas-
tisches, schlagzähes PP (sog. Block-Copolymer); PP-R Thermoplastische, statische Copolymerisate des Propylens
Datenblock 2
Vorgesehene Anwendungen und/oder Zerarbeitungsverfahren bei PE und PP Wesentliche Eigenschaften, Additive und Einfärbung für PE und PP
Zei- chen Position 1 Zei- chen Position 1 Zei- chen Position 2 bis 8 Zei- chen Position 2 bis 8
B C Blasformen Calandrieren L M Monofilextrusion Spritzgießen A B Verarbeitungsstabilisator Antiblockiermittel L N Lichtstabilisator Naturfarben
E F Extrusion Extrusion (Folien) O R Pressen Rotationsformen C D Farbmittel Pulver P R schlagzäh Entformungs-Hilfsmittel
G H Ailg. Anwendung Beschichtung S X Pulversintern keine Angabe E F Treibmittel Brandschutzmittel S T Gleit- und Schmiermittel erhöhte Transparenz
K Kabelisolierung Y Faserherstellung3) G H Granulat Wärmea Ite r u n gssta bi 1 isato r Y Z erhöhte elektr. Leitfähigkeit Antistatikum
- - - - K Metalldesaktivator - -
Datenblock 3
Dichte bei PE in kg/m3 Elastizitätsmodul bei PP in MPa Schmelze-Massefließrate in g/10 min
Zei- hen über...bis Zei- chen über...bis Bedi ngungen f Temp. in °C ür PE Aufl ast in kg Zei- chen für PP und PE über...bis
00 03 08 ...901 901... 906 906... 911 02 06 10 ... 400 400... 800 800... 1200 E D T G 190 190 190 190 0,325 2,16 5,00 21,6 000 001 003 ... 0,1 0,1... 0,2 0,2... 0,4
13 18 23 911...916 916...921 921...925 16 28 40 1200... 2000 2000... 3500 3500 006 012 022 045 090 200 400 700 0,4... 0,8 0,8... 1,5 1,5... 3,0 3,0... 6,0 6 ...12 12 ...25 25 ...50 50
27 33 40 925... 930 930... 936 936... 942 Kerbschi 02 05 gzähigkeit bei PP in kJ/mz ... 3 3... 6 -
45 50 57 62 942... 948 948... 954 954... 960 960 09 15 25 35 6... 12 12... 20 20... 30 30
Datenblock 4
Zeichen für Füll- und Verstärkungsstoffe für PE und PP
Zeichen Material Zeichen Material Zeichen Form Zeichen Form
B C G Bor Kohlenstoff Glas M S Mineral, Metall synthetisch, organisch X Z B nicht festgelegt andere Perlen, Kugeln G H S Mahlgut Whisker Blättchen, Flocken
K L Kreide Cellulose w Talkum Holz D F Pulver Faser X z nicht festgelegt andere
=^> Thermoplast ISO 1873-PP-H, M, 40-02-045, TD40: Thermoplastische PP-Formmasse, Homopolymer, Verarbeitung durch Spritzgießen, Elastizitätsmodul 3500 MPa, Kerbschlagzähigkeit 2 kJ/m2, Schmelze-Massefließrate 3,5 g/10 min, Füllstoff 40 % Talkum Pulver. 1) Der Datenblock 5 ist freiwillig. Hivi könnori zusätzliche Anforderungen bzw. spezielle Anwendungen angegeben werden. ?) Entfällt ein Datenblock, so wird die?. mH 2 Kommas angezeigt. 3) nur bei PP
Kunststoffe
Kennzeichnung und Eigenschaften duroplastischer Formmassen (härtbar)
Typ Zusammensetzung Harz Füllstoff Biege- festigkeit N/mm2 Schlag- zähigkeit kJ/m2 Tempe- ratur für Formbe- ständigk. °C Wasser- aufnahme mg max. Verwendung, Eigenschaften
Phenolplast-Formmassetypen (PF) vgl. DIN 7708-2 (1975-10)
31 PF Holzmehl 70 6 125 150 Allgemeine Verwendung
85 Holzmehl/Zellstoff 70 5 125 200
51 PF Zellstoff u.a 60 5 125 300
83 Baumwollkurzfasern 60 5 125 180
71 Baumwollfasern u.a. 60 6 125 250
84 Baumwollgewebe- schnitzel/Zellstoff 60 6 125 150 erhöhte Kerbschlagzähigkeit
74 Baumwollgewebe- schnitzel 60 12 125 300
75 Kunstseidenstränge 60 14 125 300
12 Asbestfasern1* 50 3,5 150 60 erhöhte Formbeständigkeit in der Wärme, mit Asbest- fasern mechanisch hoch beanspruchbar
15 50 5 150 130
16 Asbestschnur1* 70 15 150 90
11.5 Gesteinsmehl 50 3,5 150 45 erhöhte elektrische Eigen- schaften, spezifischer elektrischer Widerstand 1011 Q cm
13 Glimmer 50 3 150 20
13.9 Glimmer 50 3 150 20 sonstige zusätzliche Eigen- schaften ammoniakfrei
15.9 Zellstoff 60 5 125 300
«=£> Formmasse Typ 31 DIN 7708: Phenoplast-Formmasse Typ 31
Aminoplast-Formmassetypen (UF; MF; MP) vgl. DIN 7708-3 (1975-10)
131 UF Zellstoff 80 6,5 100 300 allgemeine Verwendung (sanitäre Teile, Haushalts- geräte) UF nicht für Ess-und Trinkgeschirr
150 MF Holzmehl 70 6 120 250
180 MP Holzmehl 80 6 120 180
153 MF Baumwollfasern 60 5 125 300 erhöhte Kerbschlag- Zähigkeit
154 MF Baumwollgewebe- schnitzel 60 6 125 300
155 MF Gesteinsmehl 40 2,5 130 200 erhöhte Formbeständigkeit in der Wärme
156 MF Asbestfasern1* 50 3,5 140 200
157 MF Asbestfasern/1* Holzmehl 60 4,5 140 200
131.5 UF Zellstoff 80 6,5 100 300 erhöhte elektrische Eigenschaften (Elektro- und Installationsmaterial)
183 MP Zellstoff/ Gesteinsmehl 70 5 120 120
152.7 MF Zellstoff 80 7 120 200 Sonderanforderungen; für Ess- und Trinkgeschin
Schichtpressstoffe: Hartpapier (Hp), Hartgewebe (Hgw), Hartmatte (Hm) vgl.DIN7735 2(zurückgezogen)
Typ Zus Harz ammensetzung Füllstoff Biege- festigkeit N/mm2 Schlag- zähigkeit kJ/m2 Zug- festigkeit N/mm2 Grenz- temp. °C Verwendung, Eigenschaften
Hp 2061 Phenol- harz Papier 150 20 120 120 Geschichtete Papierbahnen als Harzträger; Tafeln Stäbe, Rohre, Formteile
Hp 2063 80 7 70 120
Hgw 2031 Hgw 2072 Asbestgewebe1* 65 10 40 130 Geschichtete Gewebe- bahnen als Harzträger
Glasfilamentgewebe 200 15 100 130
Hgw 2082 Baumwollfeingewebe 130 30 80 110 Tafeln, Stäbe, gewickelte oder formgepresste Rohre, Formteile
Hgw 2272 Melamin- harz Glasfilamentgewebe 270 50 120 130
Hgw 2372 Epoxidharz Glas, Glasgewebe 350 100 220 130
Hgw 2572 Silikonharz Glasfilamentgewebe 125 40 90 180
Hm 2471 Hm 2472 Polyester- harz Glasfilamentmatte 125 200 80 100 60 100 130 130 Filzartige Glasseidenmatte als Harzträger; Lieferform wie Hartgewebe
Asbest ist als Krebs erzeugender Arbeitsstoff ausgewiesen. Seine Verwendung ist in einigen Ländern gesetzlich verboten.
Elastomere (Kautschuke)
Kurz- zeichen Kautschukart Dichte g/cm3 Zugfestig- keit11 N/mm2 Bruch- deh- nung % Anwen- dungs- Temperatur °C Eigenschaften Verwendungsbeispiele
BR Butadien- Kautschuk 0,94 2(18) 450 -60...+90 hohe Abriebfestigkeit; Reifen, Gurte, Keilriemen
CO Chlorepoxypro- pan-Kautschuk 1,27 ...1,36 5(15) 250 -30...+120 -10...+120 schwingungsdämpfend, öl- und benzin- beständig; Dichtungen, wärmebe- ständige Dämpfungselemente
CR Chloropren- Kautschuk 1,25 11 (25) 400 -30...+110 öl- und säurebeständig, schwer entflamm- bar, Dichtungen, Schläuche, Keilriemen
CSM Chlorsulfoniertes Polyethylen 1,25 18(20) 300 -30...+120 alterungs- und wetterbeständig, ölbestän- dig; Isolierwerkstoff, Formartikel, Folien
EPM/ EPDM Ethylen-Propylen- Kautschuk 0,86 4(25) 500 -50...+120 guter elektrischer Isolator, gegen Öl und Benzin unbeständig; Dichtungen, Profile, Stoßfänger, Kühlwasserschläuche
FKM Fluor-Kautschuk 1,85 2(15) 450 -10...+190 abriebfest, beste thermische Beständig- keit; Luft- und Raumfahrt, Kfz-Industrie; Radialwellendichtringe, O-Ringe
IIR Butyl-Kautschuk (Isobutylen-Iso- pren-Kautschuk) 0,93 5(21) 600 -30...+120 wetter- und ozonbeständig; Kabel- isolierungen, Autoschläuche
IR Isopren- Kautschuk 0,93 1 (24) 500 -60...+60 wenig ölbeständig, hohe Festigkeit; Lkw-Reifen, Federelemente
NBR Acryl nitril- Butadien- Kautschuk 1,00 6(25) 450 -20...+110 abriebfest, öl- und benzinbeständig, elektr. Leiter; O-Ringe, Hydraulikschläuche, Radialwellendichtringe, Axialdichtungen
NR Naturkautschuk 0,93 22 (27) 600 -60...+70 wenig ölbeständig, hohe Festigkeit; Lkw-Reifen, Federelemente
PUR Polyurethan- Kautschuk 1,25 20 (30) 450 -30...+100 elastisch, verschleißfest; Zahnriemen, Dichtungen, Kupplungen
Q; SIR Silikon- Kautschuk 1,25 1 (8) 250 -80...+180 guter elektr. Isolator, wasserabweisend; Ö-Ringe, Zündkerzenkappen, Zylinder- kopf- und Fugendichtungen
SBR Styrol-Butadien- Kautschuk 0.94 5(25) 500 -30...+80 wenig öl- und benzinbeständig, Pkw- Reifen, Schläuche, Kabelummantelungen
Klammerwert = verstärktes Elastomer
Schaumstoffe vgl. DIN 7726 (1982-05)
Schaumstoff ist ein Werkstoff mit über die gesamte Masse verteilten offenen, geschlossenen oder eine Mischung
aus geschlossenen und offenen Zellen. Seine Rohdichte ist niedriger als diejenige der Gerüstsubstanz. Man unter-
scheidet harten, halbharten, weichen, elastischen, weich-elastischen und Integral-Schaumstoff.
Steifig- keit, Härte Rohstoff-Basis des Schaumstoffes Zellstruktur Dichte kg/m3 Temperatur- Anwendungs- bereich °C1> Wärmeleit- fähigkeit W/(K - m) Wasseraufnah- me in 7 Tagen Volumen-%
hart Polystyrol überwiegend geschlossen- zellig 15 ... 30 75(100) 0,035 2...3
Polyvinylchlorid 50 ...130 60 (80) 0,038 < 1
Polyethersulfon 45 ... 55 180(210) 0,05 15
Polyurethan 20 ...100 80 (> 150) 0,021 1...4
Phenolharz offenzellig 40 ...100 130 (> 250) 0,025 7...10
Harnstoffharz 5 ... 15 90 (> 100) 0,03 >20
halb- hart bis weich- elas- tisch 11 Gebra Polyethylen überwiegend geschlossen- zellig 25 ... 40 bis 100 0,036 1...2
Polyvinylchlorid 50 ... 70 100 -60...+50 0,036 0,041 1...4 3
Melaminharz 10,5... 11,5 bis 150 0,033 ca. 1
Polyurethan Polyester-Typ oflcnzellig Kl.iinrnern kurzzeitig 20 ... 45 -40...+100 0,045 -
Polyurethan Polyether Typ jchstemperatur langzeiliij, n
•
Rohre aus Polyethylen (PE) DIN 8072 (1972 07)
Außen- durch- messer Wanddicke sin mm und längenbezogene Masse m'in kg/m für Dichte = 0,92 kg/dm3 und Nenndruck pe
pe = 2,5 bar pe = 6 bar pe - 10 bar
din mm s m' s m' s m'
20 25 32 2,0 2,0 0,15 0,19 2,2 2,7 3,5 0,12 0,19 0,31 3,4 4,2 5,4 0,17 0,27 0,44
] 40 50 63 2,0 2,4 3,0 0,24 0,36 0,56 4,3 5,4 6,8 0,47 0,74 1,17 6,7 8,4 10,5 0,68 1,06 1,67
\ 1 / 75 3,6 4,3 5,3 0,80 1,15 1,72 8,1 9,7 11,8 1,66 2,37 3,52 12,5 15,0 18,4 2,36 3,40 5,09
90 110
d
125 140 160 6,0 6,7 7,7 2,19 2,75 3,60 13,4 4,55 20,9 6,56
Lieferart: Rohre mit d= 10 mm bis 160 mm in Längen von 5 m bis 12 m, als Ringbunde bis 300 m. Werkstoff: Polyethylen weich (PE weich) =£> Rohr 32 x 3,5 DIN 8072 PE weich: d = 32 mm, s - 3,5 mm, aus PE weich
Rohre aus Polyethylen (PE) DIN 8074 (1999-08)
Außen- durch- messer din mm Wanddicke s in mm und längenbezogene Masse m'in kg/m für Dichte q = 0,950 kg/dm3
s m' s m' s m' S m' s m' s m'
20 25 32 - - - - — - 1,8 1,9 0,14 0,19 1,9 2,3 2,9 0,11 0,17 0,27 2,8 3,5 4,4 0,15 0,24 0,39
40 50 63 1,8 0,36 1,8 2,0 0,29 0,40 1.8 2,0 2,5 0,23 0,32 0,49 2,4 3,0 3.8 0,29 0,45 0,72 3,7 4,6 5,8 0,43 0,66 1,05 5,5 6,9 8,6 0,60 0,93 1,47
75 90 110 1,9 2,2 2,7 0,45 0,64 0,94 2,3 2,8 3,4 0,55 0,79 1,17 2,9 3,5 4,2 0,67 0,97 1,43 4,5 5,4 6,6 1,02 1,46 2,17 6,8 8,2 10,0 1,47 2,12 3,14 10,3 12,3 15,1 2,09 3,00 4,49
125 140 160 3,1 3,5 4,0 1,23 1,54 2,00 3,9 4,3 4,9 1,51 1,88 2,42 4,8 5,4 6,2 1,84 2,32 3,04 7,4 8,3 9,5 2,76 3,46 4,52 11,4 12,7 14,6 4,08 5,08 6,67 17,1 19,2 21,9 5,77 7,25 9,44
Lieferart: Rohre mit d = 10 mm bis 1600 mm in Ringbunden oder in Längen bis 12 m Werkstoff: Polyethylen PE 63, PE 80, PE 100, PE-HD Rohr DIN 8074 - 110 x 10,0 - PE 80: d = 110 mm, s= 10,0 mm, aus PE 80
Rohre aus Polyvinylchlorid (PVC) DIN 8062 (1988-11)
Außen- durch- messer din mm Wanddicke sin mm und längenbezogene Masse m'in kg/m für Dichte q = 1,4 kg/dm3 und Nenndruck pe
Lüftungsleitungen Pe = 4 bar pe = 6 bar pe = 10 bar pe = 16 bar
s m' s m’ s m' s m' s m’
20 25 32 - - - - - 1,5 1,8 0,17 0,26 1,5 1,9 2,4 0,14 0,21 0,34
40 50 63 - - - - 1,8 1,8 1,9 0,33 0,42 0,56 1,9 2,4 3,0 0,35 0,55 0,85 3,0 3,7 4,7 0,52 0,81 1,29
75 90 110 1,8 0,95 1,8 1,8 2,2 0,64 0,77 1,16 2,2 2,7 3,2 0,78 1,13 1,64 3,6 4,3 5,3 1,22 1,75 2,61 5.6 6,7 8,2 1,82 2,60 3,90
125 140 160 1,8 1,8 1,8 1,08 1,21 1,39 2,5 2,8 3,2 1,48 1,84 2,41 3,7 4,1 4,7 2,13 2,65 3,44 6,0 6,7 7,7 3,34 4,18 5,47 9,3 10,4 11,9 5,01 6,27 8,17
Lieferart: Rohre mit d= 5 mm bis 1600 mm in Längen bis 12 m Werkstoff: Weichmacherfreies Polyvinylchlorid, PVC-U und PVC-HI Typ 1 und Typ 2 => Rohr DIN 8062 32 x 1,8 PVC-U: d = 32 mm, s= 1,8 mm, aus PVC-U
Schmierstoffe
Schmieröle vgl. DIN 51502 (1990-08)
Stoff- gruppe, Sinnbild Kenn- buch- stabe Norm Schmierstoffart, Eigenschaften, Anwendung
AN DIN 51501 Normalschmieröle ohne Zusätze für Durchlauf- und Umlaufschmierung bei Öltemperaturen bis 50 °C, für Anwendungen ohne besondere Anforderungen
B DIN 51 513 Bitumenhaltige Schmieröle für Hand-, Durchlauf- und Tauchschmierung; beson- ders hohe Haftfähigkeit, vorwiegend für offene Schmierstellen
C DIN 51 517 Alterungsbeständige Schmieröle ohne Zusätze, für Umlaufschmierung bei Gleit- und Wälzlagern sowie Getrieben
i\ /lineral öle CG DIN 8659 2 Mineralöle mit Wirkstoffen zur Verschleißminderung im Mischreibungsgebiet für Gleit- und Führungsbahnen sowie Schneckengetriebe
HD DIN 51511 Schmieröle für Kraftfahrzeugmotoren
— HYP DIN 51 512 Schmieröle für Kraftfahrzeuggetriebe
K DIN 51 503 Kältemaschinenöle, die der Einwirkung des Kältemittels ausgesetzt sind. Schmieröle KA für Ammoniak, Schmieröle KC für Halogen-Kältemittel
L DIN ISO 6743 Öle, die als Abschreck- und Anlassbäder zur Wärmebehandlung dienen
R - Korrosionsschutzöle
S DIN 51 385 Nichtwassermischbare und wassermischbare Kühlschmierstoffe
c f TD DIN 51515 Schmier- und Regleröle für Turbinen, insbesondere für Dampfturbinen
ynthese- üssig- E - Esteröle mit besonders geringer Viskositätsänderung, für Lagerstellen mit stark wechselnden Temperaturen
k eiten PG - Polyglykolöle mit gutem Mischreibungsverhalten, hoher Alterungsbeständig- keit, teilweise wassermischbar
— Sl - Silikonöle, für besonders hohe und tiefe Temperaturen geeignet, stark Wasser abstoßend, hohe Alterungsbeständigkeit
Hydraulikflüssigkeiten (Kennbuchstabe H) Seite 337.
vusatzkennbuchstaben für Schmieröle vgl. DIN 51502 (1990-08)
Zusatzkenn- buchstabe Anwendung, Erläuterung
E Für Schmieröle, die mit Wasser gemischt werden, z. B. Kühlschmierstoff SE
F Für Schmierstoffe mit Festschmierstoffzusatz, z. B. Grafit, Molybdändisulfid
L Für Schmieröle mit Wirkstoffen zum Erhöhen des Korrosionsschutzes und/oder der Alte- rungsbeständigkeit, z. B. Schmieröl DIN 51 517-CL
M Für wassermischbare Kühlschmierstoffe mit Mineralölanteilen, z.B. Kühlschmierstoff SEM
S Für wassermischbare Kühlschmierstoffe auf synthetischer Basis
P Für Schmierstoffe mit Wirkstoffen zum Herabsetzen der Reibung und des Verschleißes im Mischreibungsgebiet und/oder zur Erhöhung der Belastbarkeit, z. B. Schmieröl DIN 51517-CLP
=i> Schmieröl DIN 51517-CL100: Schmieröl für Umlaufschmierung Kennzeichnung auf Mineralölbasis mit erhöhten Anforderungen an Korrosions- durch Sinnbild: und Alterungsbeständigkeit; ISO-Viskositätsklasse 100 CL 100
ISO-Viskositätsklassen für flüssige Industrie-Schmierstoffe vgl. din 51519 (1998-08)
Viskositäts- klasse A Viskosität bei 40 °C in mm2/s Viskositäts- klasse1) Viskosität bei 40 °C in mm2/s Viskositäts- klasse1) Viskosität bei 40 °C in mm2/s
Mittelpunkts- viskosität Grenzwerte Mittelpunkts- viskosität Grenzwerte Mittelpunkts- viskosität Grenzwerte
min. max. min. max. min. max.
ISO VG 2 2,2 1,98 2,42 ISO VG 32 32 28,8 35,2 ISO VG 460 460 414 506
ISO VG 3 3,2 2,88 3,52 ISO VG 46 46 41,1 50,6 ISO VG 680 680 612 748
ISO VG 5 4,6 4,14 5,06 ISO VG 68 68 61,2 74,8 ISO VG 1000 1000 900 1100
ISO VG 7 6,8 6,12 7,48 ISO VG 100 100 90 110 ISO VG 1500 1500 1350 1650
ISO VG 10 ISO VG 15 10 15 9 13,5 11 16,5 ISO VG 150 ISO VG 220 150 220 135 198 165 242 ISO VG 2200 2200 1980 2420
ISO VG 22 22 19,8 24 2 ISO VG 320 320 288 352 ISO VG 3200 3200 2880 3520
11 VG Viskositätsklasse (viscosiiy gi. <l<>)
SAE-Viskositätsklassen für Motoren-Schmieröle vgl. DIN 51502 (1990-08)
SAE-1’ Viskositäts- klasse Scheinbare mPa • s Viskosität bei °C Grcnz-Pump- temperatur °C Kinematische Viskosität bei 100 °C mm2/s SAE-n Viskositäts- klasse Kinematische Viskosität bei WO °C mm2/s
0W 5W s3250 £3500 -30 -25 £-35 £-30 >3,8 >3,8 20 30 5,6... 9,2 9,3-12,4
10W 15W £ 3500 £3500 -20 -15 £-25 £-20 > 4,1 >5,6 40 50 12,5... 16,2 16,3...21,8
20W 25W £4500 £6000 -10 - 5 £-15 £-10 >5,6 >9,3 11 Society of Automative Engineers Inc (SAE) (Vereinigung amerikan. Automobilingenieure)
Ein Mehrbereichsöl ist ein Öl, das bei tiefen Temperaturen die Forderungen einer W-Klasse erfüllt und bei 100 °C innerhalb des Bereichs der Viskositätsklassen ohne W liegt. '=£> SAE 10W-30: Mehrbereichsöl mit einer scheinbaren Viskosität von max. 3500 mPa -s bei -20 °C, einer Grenz- Pumptemperatur von -25 °C und einer Viskosität von 9,3 bis 12,4 mm2/s bei 100 °C.
Schmierfette vgl. DIN 51502 (1990-08)
Stoff gruppe, Sinnbild Kenn buch- stabe Norm Anwendung, Eigenschaften
Schmierfette auf Mineral- ölbasis A K DIN 51 825 Schmierfette für Wälzlager, Gleitlager und Gleitflächen
G DIN 51 826 Schmierfette für geschlossene Getriebe
OG - Schmierfette für offene Getriebe (Haftschmierstoffe ohne Bitumen)
M - Schmierfette für Gleitlager und Dichtungen (geringere Anforderungen)
Konsistenz-Einteilung für Schmierfette vgl. DIN 51502 (1990-08)
NLGI- Klasse 1) Walkpenetration DIN ISO 2137 (1997-08) NLGI- Klasse Walkpenetration DIN ISO 2137 (1997 08) NLGI Klasse 1) Walkpenetration DIN ISO 2137 (1997-08)
000 00 0 445...475 400...430 355-385 1 2 3 310-340 265-295 220-250 4 5 6 175...205 130-160 85-115
1) National Lubricating Grease Institute (NLGI), Nationales Schmierfett-Institut, USA
Zusatzbuchstaben für Schmierfette vgl. DIN 51502 (1990-08)
Zusatz- buch- stabe1) obere Ge- brauchstem- peratur °C Bewer- tungs- stufe2! Zusatz- buch- stabe11 obere Ge- brauchstem- peratur °C Bewer- tungs- Stufe2* Zusatz- buch- stabe n obere Ge- brau chstem- peratur °C Bewer- tungs stufe2*
C D 4 60 +60 0 oder 1 2 oder 3 G H +100 +100 0 oder 1 2 oder 3 N P R S T U +140 +160 +180 1-200 +220 +220 nach Verein- barung
E F +80 +80 0 oder 1 2 oder 3 K M +120 +120 0 oder 1 2 oder 3
1) An den Zusatzkennbuchstaben kann der Zahlenwert für die untere Gebrauchstemperatur angehängt werden; z. B. -20 für -20 °C 2} Bewertungsstufen für das Verhalten gegenüber Wasser, vgl. DIN 51 807-1: 0: keine Veränderung; 1: geringe Veränderung; 2: mäßige Veränderung; 3: starke Veränderung
*=£> Schmierfett K3N-20: Schmierfett für Lager und Gleitflächen (K), Kennzeichnung /\ Walkpenetration 220 bis 250 (3), obere Gebrauchstemperatur durch Sinnbild: +140 °C (N), untere Gebrauchstemperatur-20 °C /3 N\
Festsch m ierstoff e
Schmierstoff Formel Anwendung
Grafit c Als Pulver oder Paste sowie Beimengung zu Schmierölen und Schmierfetten, Anwen- dungsbereich von -18 °C bis +450 °C, nicht in Sauerstoff, Stickstoff oder Vakuum
Molybdän- disulfid M0S2 Als mineralölfreie Paste, Gleitlack oder Beimengung zu Schmierölen und Schmierfetten, geeignet für sehr hohe Flächenpressung und Temperaturen von -180 °C bis +400 °C
Polytetra- fluorethylen PTFE Als Pulver in Glpitlacken und synthetischen Schmierfetten sowie als Lagerwerkstoff, sehr niedrige Gleitreibungszahl von ju = 0,04 bis 0,09, Temperaturbereich von -250 °C bis +260 °C
Zugversuch
Spannungs-Dehnungs-
Diagramm mit
ausgeprägter Streckgrenze,
z. B. bei weichem Stahl
Werkstoffprüfung
vgl. DIN EN 10002 1 (1991-04)
Zweck: Ermittlung des Werkstoffverhaltens bei
gleichmäßig zunehmender Zugbeanspruchung.
Durchführung: Eine Zugprobe wird bis zum Bruch
gedehnt. Die Änderungen von Zugspannung und
Dehnung werden in einem Diagramm dargestellt.
Zugspannung
II
do
Dehnung e in %
R
R
So
Spannungs-Dehnungs-
Diagramm ohne
ausgeprägte Streckgrenze,
z.B. bei vergütetem Stahl
Zugkraft
Höchstzugkraft
Messlänge
Anfangsmesslänge
Messlänge nach
Bruch
Anfangsdurch-
messer der Probe
Anfangsquer-
schnitt der Probe
kleinster Proben-
querschnitt nach
Bruch
A
Dehnung
Bruchdehnung
Bruchdehnung bei
Proportionalprobe
mit Lq = k- ] S0
Bruch-
einschnürung
Zugspannung
Zugfestigkeit
Streckgrenze
Rrr
Re
Rpo,2 Dehngrenze bei 0,2%
bleibender Dehnung
E Elastizitätsmodul
Zugfestigkeit
R - Fm " m - ~ ^0
Dehnung
i:=L L° 100% Lo
Dehnung t in %
125 mm
Beispiel:
Zugprobe, Lo = 125 mm; d0 = 25 mm;
Fm = 340 kN; Lu = 143 mm; = ?; A =
o ji dc 2 n - (25 mm)2 . _ _ n 7
SQ =-----— =-------------= 490,9 mm2
Bruchdehnung
? = —Lo 1OO% Lo
0,2
A
ugproben
Form A
Form E
S0 , —/ /Rz61
— J?7
1 l
Lt
4
340000 N N
- -. = 692,6----
So 490,9 mm2 mm2
A = L_p . 100%
L-o
M3 mm 125 mm
-------------------100% = 14,4%
Das Verhältnis der Streckgrenze Re bzw. Dehn-
grenze Rp 0 2 zur Zugfestigkeit Rm gibt Aufschluss
über den Wärmebehandlungszustand und die
Anwendungsmöglichkeiten des Werkstoffs.
Brucheinschnürung
z= s° Su 100% So
Elastizitätsmodul
Beanspruchung im
elastischen Bereich
E = -- 100% £
vgl. DIN 50125(1991-04)
Runde Zugproben mit glatten Zylinderköpfen (Form A) oder Gewindeköpfen (Form B)
do 4 5 6 8 10 12 14 16 18 20 25
^-0 20 25 30 40 50 60 70 80 90 100 125
tc min. 24 30 36 48 60 72 84 96 108 120 150
Form A di min. 5 6 8 10 12 15 17 20 22 24 30
Lt 65 80 95 115 140 160 185 205 230 250 300
Form B di M6 M8 MIO M12 M16 M18 M20 M24 M27 M30 M33
Lt min. 40 50 60 75 90 110 125 145 160 175 220
Flachproben (Form E)
a 3 4 5 5 6 8 10 10 12 15 18
b 8 10 10 16 20 25 25 30 26 30 30
^0 30 35 40 50 60 80 90 100 100 120 130
B min. 12 15 15 22 27 33 33 40 34 40 40
Lo min. 38 45 50 65 80 105 115 125 125 150 160
L, min. 115 135 140 175 210 260 270 300 295 325 335
Zugprobe DIN 50125-A10x50: Form A, d0 = 10 mm, Lq = 50 mm
Werkstoffprüfung
Druckversuch
vgl DIN 50106 <1978-12)
Druckfestigkeit
Bruchstauchung
Lo Anfangsmesslänge
L Messlänge nach
dem Versuch
So Anfangsquerschnitt
GdB = —
Für Stahl und Gusseisen:
d0 =10—30 mm
Lq = 1,5 - d0
Für Lagermetall:
d0 = Lo = 20 mm
Zweck: Ermitteln des Werkstoffverhaltens bei
gleichmäßig zunehmender Druckbeanspruchung.
Durchführung: Eine Druckprobe wird bis zum Bruch,
bis zum Anriss oder bis zu einer vereinbarten Stau-
chung gestaucht.
Druckkraft beim
Anriss oder Bruch
cdB Druckfestigkeit
adB Bruchstauchung
Beispiel:
So = 201 mm2; Fm = 93,5 kN; Lo = 24 mm;
L = 17,6 mm; c/dB = ?; cdB = ?
Fm 93500N 4__ N
So 201 mm2 mm2
Lq-L 24 mm - 17,6 mm
= —--- -100% = ------------------100%
Lo 24 mm
= 26,67%
f dB = —---- • 100%
<-0
Scherversuch
vgl. DIN 50141 (1982 01)
Dauerschwingversuch
Zweck: Ermitteln der Scherfestigkeit.
Durchführung: Zylindrische Proben werden an zwei
Querschnitten abgeschert. Die Höchstscherkraft Fm
wird gemessen, die Scherfestigkeit errechnet.
Höchstscherkraft
raB Scherfestigkeit
d0 Probendurchmesser
So Anfangsquerschnitt
Beispiel:
Fm = 19,9 kN; d0 - 6 mm; raB = ?
Fm 19900N
^aB — ~
2 so ji (6 mm)2
2 -----------
4
= 352 ——
mm2
Scherfestigkeit
raB = I^
vgl. DIN 50100(1978-02)
1 Schwingspiel
Zweck: Prüfen des Verhaltens von Werkstoffen bei
dynamischer Belastung.
Durchführung: In einer Versuchsreihe werden po-
lierte Rundproben so lange einer um den Span-
nungsausschlag beidseitig der Mittelspannung
<7m wechselnden Belastung ausgesetzt, bis sie bre-
chen. Der Spannungsausschlag cA wird von Probe
zu Probe stufenweise verringert, bis kein Bruch
mehr auftritt. Aus crA und der dabei erreichten
Schwingungsanzahl der einzelnen Proben entsteht
die Wöhlerlinie.
Dauerfestigkeit
rjD = ± rjA
od Dauerfestigkeit (Dauerschwingfestigkeit)
<Td(iox) Zeitfestigkeit (Spannung, die nach Wx
Schwingspielen zum Bruch führt)
cm Mittelwert der Wechselbeanspruchung
oa Spannungsausschlag, gemessen von crm
aus
SchwingungsanzahL —►-
Beispiel:
Eine Versuchsreihe mit einem Mittelwert der Beanspruchung = + 70 N/mm2
ergibt nebenstehende Wöhlerlinie. Zu ermitteln sind die Zeitfestigkeit für
10000 Schwingspiele obcio4) und die Dauerfestigkeit
Ergebnis: Bei einer Mittelspannung cm = +70 N/mm2 und 104 Schwingspielen ist
ein Bruch bei cA = 140 N/mm2 zu erwarten (Wechselbelastung von 4 210 N/mm2
auf -70 N/mm2). Dies ergibt Cd(104> = +70 ±140 N/mm2.
Die Dauerfestigkeit ist bei 107 Schwingspielen erreicht. Dabei ist ein Span
nungsausschlag = 100 N/mm2 abzulesen. Dies ergibt crD = +70 ± 100 N/mm2.
Kerbschlagversuch nach Charpy
vgl. DIN EN 10045-1 (1991-04)
Pendelhammer
Skale
Probe
Schlepp-
zeiger
Zweck: Beurteilung der Widerstandsfähigkeit metallischer Werkstoffe gegen
schlagartige Beanspruchung.
Durchführung: In einem Pendelschlagwerk wird eine gekerbte Probe mit einem
einzigen Schlag durchgetrennt. Die verbrauchte Schlagarbeit wird gemessen.
Bei Prüfung unter Normalbedingungen beträgt das Arbeitsvermögen des
Pendelhammers 300 ± 10 J, seine Auftreffgeschwindigkeit 5 bis 5,5 m/s und die
Probentemperatur 23 ± 5 °C.
Kerbformen
Proben-
querschnitt
l"
V
U
gefräst gebohrt
und
auf gesägt
Tiefungsversuch nach Erichsen
Kerbschlagproben
Bezeichnung Kerb- form Abmessungen in mm /v, 1 bl b | hy a
Normal- und Untermaßproben vgl. DIN EN 10045 (1991-04)
Normalprobe U 55 40 10 10 5 1 -
Normalprobe V 55 40 10 10 8 0,25 45°
Untermaßprobe V 55 40 10 7,5 8 0,25 45°
Untermaßprobe V 55 40 10 5 8 0,25 45°
DVM-Proben11 vgl. DIN 50115 (1991-04)
DVM-Probe u 55 40 10 10 7 1 -
DVMK-Probe u 44 30 6 6 4 0,75 -
KLST-Probe V 27 22 4 3 3 0,1 60°
«=t> KU = 115 J: Normalprobe mit U-Kerbe, Kerbschlagarbeit 115 J KV150/7,5 = 85 J: Untermaßprobe mit V Kerbe, b = 7,5 mm, Kerbschlag- arbeit 85 J, gemessen auf Pendelschlagwerk mit 150 J Arbeitsvermögen
11 DVM Deutscher Verband für Materialprüfung
vgl. DIN 501Ö1 und 50102 (197909)
Probe
Stempel
D
—r—
d
Bohrungsdurchmesser
der Matrize
Kugeldurchmesser
des Stempels
Blechhaltekraft
Zweck: Ermittlung der Tiefziehfähigkeit von Blechen und Bändern mit 0,2...3 mm Dicke. Durchführung: Der Stempel der Vorrichtung wird so weit gegen die Probe gedrückt, bis ein Riss auftritt. Die im Augenblick des Einreißens ermittelte Ein- dringtiefe des Stempels ist die Erichsentiefung IE.
Kurz- zeichen Norm D mm rüfgerä d mm t F kN Länge mm ’robenforrr Breite mm Dicke mm
IE DIN 50101-1 27 20 10 90...270 90... 100 0.2...2
IE«, DIN 50101-2 40 20 10 90...400 90...100 2...3
ie21 IE„ DIN 50102 21 11 15 8 10 10 55...270 55... 90 30... 55 0,2...2 0,2...1
«=£> IE = 12 mm: Erichsentiefung 12 mm nach DIN 50 101-1 IE40 = 16 mm: Erichsentiefung 16 mm nach DIN 50101-2
Technologischer Biegeversuch (Faltversuch)
vgl. DIN EN ISO 7438 (2000-07), Ersatz für DIN 50111
Probenform
a < 25 mm
b = 15...50 mm
L> / + 100 mm
7 = (D + 3 - a) ± a/2
Zweck: Ermittlung des Umformvermögens metallischer Werkstoffe.
Durchführung: Die Biegeprobe wird so weit gebogen, bis entweder ein verlang-
ter Biegewinkel a erreicht ist oder ein Riss auftritt.
Biegestempel: Der Stempelradius D/2 ist abhängig vom Maß a. Er wird den
technischen Lieferbedingungen des zu prüfenden Werkstoffs entnommen.
Erreichen des
Biegewinkels a
Weiterbiegen
bis a 180°
Vor der Prüfung
HD I
l-Ä-J
*$0
w
1 lärteprüfung nach Rockwell vgl. DIN EN ISO 6508-1 (1999-10), Ersatz für DIN EN 10109
Rockwellhärte für Skalen A, C, D
Prüfzusatzkraft Fy
abgehoben
Bezugsebene Proben-
für Messung ob er fläche
Zweck: Härteprüfung für alle Metalle.
Durchführung: Ein Eindringkörper wird in
2 Stufen in die Probe gedrückt. Aus der
bleibenden Eindringtiefe h wird die Rock-
wellhärte abgeleitet.
Fo Prüfvorkraft
Fi Prüfzusatzkraft
h bleibende Eindringtiefe in mm
Beispiel für die Angabe der Rockwell-
härte:
I 65 | | HR | [c]
Härtewert Prüfverfahren
65 Rockwell
Rockwell-- lnn _
härte " luu
h
0,002 mm
Rockwell härte
für Skalen B, E, F, G, H, K
h
Rockwell-= _ _
härte o,OO2 mm
Rockwellhärte für Skalen N und T
i Skale Skale C Rockwell-_ . _ h härte “ 0,001 mm
100
Bezugs- '
ebene für
50 Messung /
Härte- |
0 Skalen /
^A,C,D J
ZA <-
v
70
60
50
40
30
20
0 0,5 1 1,5 2 mm 3
Mindestprobendicke ——
Skalen und Anwendungsbereiche der Härteprüfverfahren nach Rockwell
Skale Härte Eindringkörper Fq in N F, in N Anwendungsbereich
A HRA 98 490,3 20... 88 HRA
c HRC Diamantkegel 98 1373 20... 70 HRC
D HRD Kegelwinkel 120° 98 882,6 40... 77 HRD
B HRB Stahlkugel (S) 98 882,6 20...100 HRB
F HRF Hartmetallkugel (W) 98 490,3 60...100 HRF
G HRG 01,5785 mm 98 1373 30... 94 HRG
E HRE Stahlkugel (S) 98 882,6 70...100 HRE
H HRH Hartmetallkugel (W) 98 490,3 80-100 HRH
K HRK 03,175 mm 98 1373 40...100 HRK
15N HR15N 29,4 117,7 70... 94 HR15N
30N HR30N Diamanlkegel 29,4 264,8 42... 86 HR30N
45N HR45N Kegelwinkel 120° 29,4 411,9 20... 77 HR45N
15T HR15T Stahlkugel (S) 29,4 117,7 67... 93HR15T
30T HR30T Hartmetallkugel (W) 29,4 264,8 29... 82HR30T
45T HR45T 01,5785 mm 29,4 411,9 1... 72HR45T
. lärteprüfung nach Vickers
vgl. DIN EN ISO 6507-1 (1998-01), Ersatz für DIN 50133
2000
1000
| 500
> 250
n
! —
\
100
0,01 0,025 0,1 0,25 1 2,5 10
Mindestprobendicke in min ----►-
Zweck: Härteprüfung für alle Metalle,
besonders für dünne Proben geeignet.
Durchführung: Eine Diamantpyramide mit
quadratischer Grundfläche wird in den
Probekörper eingedrückt. Aus der Diago-
nale d des Eindrucks kann die Vickers-
härte HV bestimmt werden.
F Prüfkraft
d Diagonale des Eindrucks
t Mindestdicke der Probe
Beispiele für die Angabe der Vickershärte:
540 HV 1 / 20
650 HV 5
Diagonale des Eindrucks
d= di + d2
2
Mindestdicke
Vickershärte
HV = 0,1891 - —5-
1 1 1
Härtewert Prüfkraft F Einwirkdauer
Vickershärte 540 1 9,80665 N = 9,807 N Wertangabe: 20 s
Vickershärte 650 5 9,80665 N = 49,03 N ohne Angabe: 10 bis 15 s
Prüfbedingungen und Prüfkräfte für die Härteprüfung nach Vickers
Prüfbedingung
Prüfkraft Ein N
HV 100
HV 50
HV 30
HV 20
HV10
HV5
Prüfbedingung
l lülKnift Ein N
980,7
HV3
490,3
HV 2
294,2
HV 1
196,1
HV 0,5
29,42
19,61
9,807
4,903
98,07
HV 0,3
2,942
49,03
HV 0,2
1,961
Werkstoffprüfung
Universalhärteprüfung
Zweck: Härteprüfung bei metallischen und nicht-
metallischen Werkstoffen und dünnen Schichten,
z.B. Beschichtungen von Werkzeugschneiden.
Durchführung: Eine Diamantpyramide mit quadra-
tischer Grundfläche wird in den Probekörper einge-
drückt. Die Prüfkraft wird entweder kraft- oder ein-
dringtiefengesteuert aufgebracht. Die Veränderung
der Eindringtiefe während der Kraftaufbringung
wird registriert und ausgewertet.
F Prüfkraft
h Eindringtiefe
vgl. DIN 50359-1 (1997-10)
Universal härte
F
HU =------------
26,43 h2
r
Härteprüfverfahren Prüfkraft Prüfdauer Kraftaufbringung Universalhärtewert
Universa Ihärteprüfung Universalhärteprüfung 0,5 N 1,0 N ohne Angabe: 3...10 s Wertangabe: 20 s ohne Angabe: kontinuierlich gestuft: 3 Stufen 8700 N/mm2 4200 N/mm2
w
Anwendungsbereiche für Universalhärteprüfung
Prüfbereich Prüfkraft Fin N Eindringtiefe h in mm Anwendung für
Makrobereich 2; 2,5; 5; 10; 25; 50; 100; 250... 1000 bis 1 Metalle, Nichtmetalle, Hartstoffe
Mikrobereich 0,000001; 0,000025; 0,00005...2 über 0,0002 dünne Schichten
Umwertungstabelle für Härtewerte und Zugfestigkeit11 vgl. DIN 50150 (2000-IO)
Zugfestig- keit Fm N/mm2 Vickers- härte HV (F=?98N) Brinell- härte2) HB HRC Rockw HRA eil härte HRB HRF Zugfestig- keit N/mm2 Vickers- härte HV (FS98N) Brinell- härte2} HB Rockwf HRC ;ll härte HRA
255 285 320 350 385 80 90 100 110 120 76 86 95 105 114 - - 48 56 62 67 83 87 91 94 1155 1220 1290 1350 1420 360 380 400 420 440 342 361 380 399 418 37 39 41 43 45 69 70 71 72 73
415 450 480 510 545 130 140 150 160 170 124 133 143 152 162 - - 71 75 79 82 85 96 99 101 104 106 1485 1555 1595 1665 1740 460 480 490 510 530 437 456 466 485 504 46 48 48 50 51 74 75 75 76 76
575 610 640 675 705 180 190 200 210 220 171 181 190 199 209 - - 87 90 92 94 95 107 109 110 111 112 1810 1880 1955 2030 2105 550 570 590 610 630 523 542 561 580 599 52 54 55 56 57 77 78 78 79 80
740 770 800 835 865 230 240 250 260 270 219 228 238 247 257 20 22 24 26 61 62 62 63 97 98 100 101 102 113 114 115 2180 650 670 690 720 760 618 58 59 60 61 63 80 81 81 82 83
900 930 965 1030 1095 280 290 300 320 340 266 276 285 304 323 27 29 30 32 34 64 65 65 66 68 104 105 - - 800 840 880 920 940 - 64 65 66 68 68 83 84 85 85 86
Gültig für unlegierte und niedriglegierte Stähle und Stahlguss. Für Vergütungs-, Kaltarbeits- und Schnell- arbeitsstähle sowie für verschiedene Hartmetallsorten sind gesonderte Tabellen dieser Norm zu verwenden. Bei hochlegierten und/oder kaltverfestigten Stählen sind erhebliche Abweichungen zu erwarten. 21 Für Beanspruchungsgrad 30 (F= 9,81 30 D2), errechnet aus HB = 0,95 HV
Prüfen von Kunststoffen
Bestimmung der Eigenschaften bei Zugbeanspruchung_________vgi. DIN EN ISO 527 (1996-04)
Spannung a 4'5 q q q q äff • 5 Ö S 3 § o — , , r- e i e ngs- Dehnungs-Kurven Zweck: Beurteilung des Verhaltens von Kunststoffen bei Beanspruchung auf Zug. Durchführung: Der Probekörper wird bis zum Bruch gedehnt. Die Zugspannung er und die Dehnung e wer- den in einem Diagramm auf gezeichnet. Fm Höchstkraft Lo Messlänge Fy Streckspannungskraft So Anfangsquerschnitt AL™ Längenänderung bei Zugfestigkeit Höchstkraft Oy Streckspannung ALfy Längenänderung bei Höchstdehnung Streckspannungskraft o. . . . » tY Streckdehnung Beispiel: Zugversuch mit Probekörper 1B nach DIN EN ISO 527-2; FM = 3,27 kN; = ? Fm 3270 N N Om = = ol,75 So 10 mm-4 mm mm' Zugfestigkeit fivi = -~ 4>0
FV aY = ^- 4>0 Höchstdehnung
£M1 £Y2 Dehnung Probekörper w „ eM2 e £ “13 eM = ^FM .100% Lp Streckdehnung £y = ^fX. W0% Lo
f
Prüfgeschwindigkeiten Probekörper nach DIN EN ISO 527-2 für Formmassen DIN EN ISO 527-3 für Folien
Prüfgeschwindigkeit in mm/min Tole- ranz Typ 1A 1B 5A 5B 2 4 5
Lq mm 50 ± 0,5 50 ± 0,5 20 ± 0,5 10 ± 0,2 50 ± 0,5 50 ± 0,5 25 ± 0.25
1 2 5 10 ±20% h mm 4 ±0,2 4 ±0,2 >2 > 1 < 1 < 1 < 1
20 50 100 200 500 ±10% b mm 10 ± 0,2 10 ±0,2 4+0,1 2 ±0,1 10...25 25,4 ±0,1 6 ±0,4
-=r> Zugversuch ISO 527-2/1A/50: Zugversuch nach ISO 527-2; Probentyp 1A; Prüfgeschwindigkeit 50 mm/min
Härteprüfung von Kunststoffen durch Kugeleindruckversuch
vgl. DIN ISO 2039-1 (1996-12)
Härteprüfung nach Shore
Eindringkörper für
Shore A Shore D
Zweck: Bestimmung der Härte bei Kunststoffen.
Durchführung: Eine gehärtete Stahlkugel mit d = 5 mm wird mit der Vorkraft
Fo = 9,81 N in die Probe gedrückt. Anschließend wird die Prüfkraft Fm aufgebracht
und nach einer Einwirkdauer t = 30 s die Eindringtiefe h gemessen.
Prüfkraft FminN 0,16 Kugeldruckhärte Hin N/mm2 bei Eindrucktiefe h in mm 0,34
0,18 0,20 0,22 0,24 0,26 0,28 0,30 0,32
49 22 19 16 15 13 12 11 10 9 9
132 59 51 44 39 35 32 30 27 25 24
358 160 137 120 106 96 87 80 74 68 64
961 430 370 320 290 260 234 214 198 184 171
Kugeldruckhärte ISO 2039-31 H 132: H= 31 N/mm2 bei Fm = 132 N
vgl. DIN EN ISO 868 (1998-01), Ersatz für DIN 53 505
Zweck: Bestimmung der Härte von Elastomeren und weichen Thermoplasten.
Durchführung: Das Prüfgerät wird mit der Andruckkraft F& auf die Probe mit der
Dicke h gedrückt. Der Eindringkörper wird gegen die Federkraft Fzurückgescho-
ben und dringt in die Probe ein. An einer Skale lässt sich die von der Eindring-
tiefe s abhängige Shorehärte ablesen.
Prüfbedingungen für Prüfverfahren Shore A und Shore D
Prüfver- fahren Fmax N N f^min mm Bereich Shore Anwendung
A 8,065 10 >6 10...90 Weichgummi, Elastomere
0 44,50 50 >6 30-90 Hartgummi, Thermoplaste
-O 75 Shore A: Härtewert 75; Prüfverfahren Shore A
Korrosion und Korrosionsschutz
Elektrochemische Spannungsreihe der Metalle
Als Normalpotenzial bezeichnet man die Spannung zwischen einem Elektroden Werkstoff und einer mit Wasser
Stoff umspülten Platinelektrode. Durch Passivierung kann sich die Stellung eines Werkstoffes in der Spannungs-
reihe verändern.
Normalpotential
in Volt
Metall bzw.
Element
। U1111 j 1111111L । 1111L । 11
-3
-2,5
-2
-1.5
-1
-0,5
0,5
Korrosions-
verhalten
zunehmend unedel
] ’’ z.üjne^erg'
1.5
0
Beispiel: Elektrochemische Spannung Cu-AI = + 0,34 V- (- 1,67 V) = 2,01 V
Beständigkeit der Metalle gegen aggressive Stoffe
Aggressive Stoffe1’ Ag Metalle1’ w
Al Au Cd Co Cr Cu Fe Mg Mo Ni Pb Sn Ta Ti
Salzsäure • O • © o O O O • 0 © • © •
Schwefelsäure t o • l"> O 3 0 o • © • © • © •
Salpetersäure o c • o o • 0 3 o 0 0 © • • 1 *
Natronlauge • o • • • • • • C* © •
Luft, feucht • • • c © • © 0 • • • • • • •
Luft, 400 °C • < • © o © 3 i3 o o © c © o • •
Bedeutung der Zeichen:
• beständig, Angriff sehr gering
€ bedingt beständig, Angriff abhängig von Konzentration,
Temperatur und Zusammensetzung des aggressiven Stoffes
11 Reine Stoffe; bei Anwesenheit von Beimengungen bzw. Legierungselementen kann sich das Verhalten ändern
wenig beständig
O unbeständig, rasche Zersetzung
Richtlinien für die Vorbehandlung bei passivem Oberflächenschutz
Grundmetall Überzug Behandlungsfolge
Stahl Lack, Farbe Nickel, Chrom Zink, Cadmium 11-20-1-30-1-3-5-33 10-1-12-1-20-1 31-1 10-1-12 1 20 1-4-1
Kupfer farbloser Lack 11-21-1-2-5
CuZn, CuSn farbloser Lack Nickel, Chrom 11-24-1-2-5 10-1-13-1 21 1-31-1
Grundmetall
Reinalumium
Zink
Al-Legierungen,
magnesiumhaltig
Al-Legierungen,
siliciumhaltig
Überzug
Anodisieren
Anodisieren
Galvanisieren
Anodisieren
Galvanisieren
Galvanisieren
Behandlungsfolge
10-1 22-1-26-1-5
11-13-1-25-1-5
10-1-12-1-25-1-32 1
11 12-1-22-1-26-1-5
10-1-12-1-23-1-32 1
10-1-12-1-25-1 31 1
Erläuterung der Kennziffern für Behandlungsfoigen
Kenn Ziffer Behandlung Kenn- ziffer Behandlung
1 Spülen in Kaltwasser 20 Beizen in 10%iger Salzsäure, 20 °C, evtl. mit Zusatz von Phosphorsäure und Reaktions-
2 Spülen in Heißwasser hemmern
3 Spülen in 0,2- bis 1%iger Sodalösung 21 Beizen in 5- bis 25%iger Schwefelsäure,
(Passivieren) 40 bis 80 ÜC
4 Spülen in 10%iger Cyanidlösung 22 Beizen in 10%iger Natronlauge, 80 bis 90 °C
23 Beizen in 3%iger Salpetersäure, 80 °C
b Trocknen in Warmluft 24 Gelbbrennen in einem Gemisch von konzentr.
10 Kochentfetten in alkalischen Entfettungsbädern 25 Salpetersäure mit konz. Schwefelsäure, 1:1 Beizen in 3- bis 10%iger Flusssäure
11 Entfetten mit organischen Lösungsmitteln 26 Beizen in 30%iger Salpetersäure
durch Abwaschen, Tauchen, Dampfbad 30 Phosphatieren, Chromatieren
12 Katodische Entfettung in alkalischer Lösung 31 Vorverkupfern als Zwischenschicht
13 Anodische Entfettung in alkalischer Lösung 32 33 Zinkatbeize (Ausfällen von Zink) Grundieren mit Rostschutzfarbe
bfallgesetz, § 2 Abs. 2 vgL Abfallbestimmungsverordnung AbfBestV <1990-04)
Wichtige Grundsätze:
• Abfälle vermeiden, z. B. Rücknahmeverpflichtung von Verpackungsmaterial.
• Abfälle verwerten, z. B- Wiederaufbereitung oder Verbrennung zur Energiegewinnung.
• Abfälle so entsorgen, dass das Wohl der Allgemeinheit nicht beeinträchtigt wird.
• Umweltgefährdende Abfälle müssen bei den zuständigen Behörden angezeigt und ihre gesetzesgemäße Ent-
sorgung nach gewiesen werden. Sie dürfen nicht mit hausmüllähnlichem Gewerbemüll entsorgt werden.
• Eine Übergabe der Abfälle an ein Transportunternehmen darf nur erfolgen, wenn die Transport- und die Ent-
sorgungsgenehmigung vorliegen.
Auswahl besonders überwachungsbedürftiger Abfälle (Sonderabfälle) in Metallbetrieben
Abfall- schlüssel Bezeichnung der Abfallart Vorkommen, Bezeichnung bzw. Beschreibung Besondere Hinweise für Entsorgung
18710 Papierfilter mit schädlichen Verun- reinigungen, vor- wiegend organisch Filterfliese mit Schlamm aus der Kühlschmierstoffaufberei- tung. Ölhaltige PapierfiHerein sätze, Ölpapier (Korrosions- schutz) Möglichkeit der Sammelentsorgung durch Sonderabfalltransporteur (Sammelentsor- gungsnachweis notwendig).
35106 Eisen behältnisse mit schädlichen Restinhalten Dosen von Farben, Härtern, Reinigern, Klebern, Rost und Silikonentferner, Spachtel massen, Spraydosen Entleerte Eisenbehältnisse können an Ver- werter (Schrotthändler) abgegeben werden. Auf Spraydosen möglichst verzichten (hohe Lösungsmittelgehalte).
35323 Nickel-Cadmium- Akkumulatoren Akkus für Handbohrmaschinen und -schrauber Rückgabe an Lieferanten, öffentliche Sam- melstellen, Schadstoffmobil.
35326 Quecksilberhaltige Rückstände Leuchtstoffröhren, fälsch- licherweise als „Neonröhren" bezeichnet Rückgabe nicht zerstörter Leuchtstoff röhren an Lieferanten, Sonderabfallkleinmengen Sammlung oder Schadstoffmobil.
54106 Trafo-, Wärmeträger- und Hydrauliköle Transformatoren, Heizungs- und Hydraulikanlagen Entsorgung als Sonderabfall
54109 Bohr-, Schneid- und Schleiföle Überalterte oder unbrauch- bare wasserfreie Bohr-, Dreh-, Schleif- und Schneidöle auf Mineralölbasis Rückgabe an Lieferanten zur Verwertung. Nicht mit Wasser, Emulsionen, Kaltreiniger usw. vermischen.
54405 Kompressorkondensate Luft- und Gasverdichter Entsorgung als Sonderabfall.
54112 Verbrennungsmotoren- und Getriebeöl Altöl und Getriebeöl, Hydrauliköl, Kompressoröl von Verdichtern Rückgabe von Ölen bekannter Herkunft an den Lieferanten. Nicht mit anderen Stoffen mischen.
54209 Feste fett- und öl verseh mutzte Betriebsmittel Putzlappen, mit Öl oder Wachs verschmutzte Pinsel, Ölsaugemittel (Ölbinder), Öl- und Fettdosen; Erodier- patronenfilter Putzlappen dem Putztuchrecycling (Spezial- firmen) zuführen. Erodierpatronenfilter werden meist vom Lieferanten zurückgenommen.
54401 Synthetische Kühl- und Schmiermittel Bohr-, Kühlemulsionen, Kühl- flüssigkeit, Kühl Schmierstoff, Bohrwasser aus synthe- tischen Ölen Zur Zeit gibt es keine Aufbereitungsmög- lichkeit für synthetische Öle. Getrennte Entsorgung als Sonderabfall.
54402 Bohr- und Schleif- emulsionen, Emulsionsgemische Bohr-, Kühlemulsionen, Kühlflüssigkeit, Kühlschmier- stoff, Bohrwasser, aus mineralischen Ölen Rückgabe an Lieferanten zur Verwertung Mineralische Öle nicht mit anderen Stoffen vermischen, da sonst keine Verwertung möglich ist.
54710 Schleifschlamm, ölhaltig Metallschleifschlamm, Metall- feinspäne mit Anteil von Ölen oder Kühlschmierstoffen Entsorgung als Sonderabfall.
57125 Ionen austauscher- harze mit schädlichen Verunreinigungen Harz für Drahterodier- maschinen Harz wird meist vom Lieferanten abgeholt.
57127 Kunststoffbehältnisse mit schädlichen Rest in halten Kunststoffdosen mit Ölresten Entsorgung als Sonderabfall bzw. Reststoff.
w
Maximale Arbeitsplatzkonzentration (MAK-Werte) vgl. TRGS 900” (2000)
Der MAK-Wert ist die hochstzulässige Konzentration eines Arbeitsstoffes (Gas, Dampf oder Schwebstoff) in der Luft am Arbeitsplatz. Diese Konzentration beeinträchtigt im Allgemeinen die Gesundheit der Beschäftigten nicht und belästigt sie nicht unangemessen. Zu Grunde gelegt wird, dass der Beschäftigte dem Arbeitsstoffwiederholt und langfristig, in der Regel täglich 8 Stunden, ausgesetzt ist. Die durchschnittliche Wochenarbeitszeit wird dabei mit 40 Stunden angesetzt.
Stoff Chemische Formel M ml/m3 AK mg/m3 Gefähr- lichkeit2 Stoff Chemische Formel IV ml/m3 1AK mg/m3 Gefähr lichkeit2'
Aceton Ammoniak Asbest (Faserstaub) Benzol Blei Bleitetraethyl (Antiklopfmittel) Butan Cadmium und Cd-Verbindungen Chlor Eisenoxid (Staub) Ethanol Flusssäure Kohlendioxid Kohlenmonoxid Kü h Isc h m i erstof fe Kupfer-Rauch Magnesiumoxid- Rauch Methylalkohol CH3-CO-CH3 nh3 C6H6 Pb Pb (C2H5)4 c4h10 Cd Cl2 Fe2O3; FeO C2H6OH HF CO2 CO Cu MgO CH3OH 500 50 2,5 1000 0,5 1000 3 5000 30 200 1200 35 8 0,1 0,05 2350 0,03 1,5 6 1900 2,5 9000 33 10 0,1 6 260 Y K K. M RF H K Y H H Nickel (Staub) Nikotin Ozon Phenol Propan Quecksilber Quecksilber- Verbindungen anorg. Salpetersäure Salzsäure Schwefeldioxid Schwefelsäure Silber Siliciumkarbid Styrol Terpentinöl Tetrachlorethen („Per") Trichlorethen („Tri") Ni o3 c6h5oh c3h8 Hg hno3 HCl SO2 H2SO4 Ag Sie C6F^CH-CH2 C2CI4 (CI2C-CCI2) C2HCI3 (CHCI«CCI2) 0,07 0,1 5 1000 0,01 2 2 20 100 50 50 0,5 0,5 0,2 19 1800 0,1 0,01 5 8 5 1 0,1 4 85 560 345 270 K H K H H Y Y Y H Y, K, M Y, K
11 Technische Regeln für Gefahrstoffe (Auswahl aus dem Bundesarbeitsblatt). 2! H: Hautresorptive Stoffe. Sie können leicht durch die Haut in den Körper gelangen und zu gesundheitlichen Schäden führen. Beim Umgang mit diesen Stoffen ist durch organisatorische und arbeitshygienische Maßnahmen sicherzustellen, dass der Hautkontakt mit diesen Stoffen unterbleibt (vgl. R21, R24, R27, Seite 185). K: Krebs erzeugend M: erbgutverändernd RF: Beeinträchtigung der Fortpflanzungsfähigkeit (Fruchtbarkeit) RE: Fruchtschädigend (entwicklungsschädigend) Y: Fruchtschädigung bei Einhaltung der MAK-Werte nicht zu befürchten
Stoffwerte gefährlicher Gase
Gas Dichte- verhältnis zu Luft Zünd- temperatur Theore- tischer Luftbedarf kg/kg Gas untere | obere Zündgrenze Vol% Gas in Luft Sonstige Hinweise
Acetylen 0,91 305 °C 13,25 1,5 82 Bei einem Druck pe > 2 bar Selbstzerfall und Explosion
Argon 1,38 unbrennbar - - - Verdrängt Atemluft; Erstickungsgefahr
Butan 2,11 365 °C 15,4 1,5 8,5 Narkotische Wirkung; wirkt erstickend
Kohlendioxid 1,53 unbrennbar - - - Flüssiges CO2 und Trockeneis führen zu schweren Erfrierungen
Kohlenmonoxid 0,97 605 °C 2,5 12,5 74 Starkes Blutgift; Seh-, Lungen-, Leber-, Nieren- und Gehörschäden
Propan 1,55 470 °C 15,6 2,1 9,5 Verdrängt Atemluft, flüssiges Propan verur- sacht Haut- und Augenschäden
Sauerstoff 1,1 unbrennbar - - - Fette und Öle reagieren mit Sauerstoff explosionsartig; brandförderndes Gas
Stickstoff 0,97 unbrennbar - - - In geschlossenen Räumen wird Atem lüft verdrängt, Erstickungsgefahr
Wasserstoff 0,07 570 °C 34 4 75,6 Selbstentzündung bei hohen Ausström- geschwindigkeiten; bildet mit Luft, O2 und CI explosionsfähige Gemische
Gefahrstoffe
Gefahrstoffe sind Stoffe und Zubereitungen, die explosionsgefährlich, brandfördernd, hochentzündlich, leicht-
entzündlich, entzündlich, sehr giftig, giftig, gesundheitsschädlich, ätzend, reizend, sensibilisierend, Krebs erzeu-
gend, fruchtschädigend, erbgutverändernd oder umweltgefährdend sind oder die erfahrungsgemäß Krank
heitsträger übertragen können. Die Gefahrstoffverordnung (GefStoffV), das Chemikaliengesetz (ChemG), Tech-
nische Regeln für gefährliche Stoffe (TRGS) u.a. regeln Herstellung, Inverkehrbringen, Umgang und Verwendung
gefährlicher Stoffe. Vorgeschrieben ist eine Kennzeichnungspflicht u.a. durch Gefahrsymbole (Seite 128 D), Hin-
weise auf besondere Gefahren (R-Sätze) und Sicherheitsratschläge (S-Sätze). Detailliertere Informationen können
den Sicherheitsdatenblättern für die einzelnen Gefahrstoffe entnommen werden.
i-Sätze: Hinweise auf besondere Gefahren GefStoffV1* (1993-10)
R-Satz Bedeutung R-Satz Bedeutung
R 1 Im trockenen Zustand explosionsgefährlich R32 Entwickelt bei Berührung mit Alkalien sehr giftige Gase
R2 Durch Schlag, Reibung, Feuer oder andere Zündquellen explosionsgefährlich R33 Gefahr kumulativer Wirkungen
R34 Verursacht Verätzungen
R3 Durch Schlag, Reibung, Feuer oder andere Zündquellen besonders explosionsgefährlich R35 Verursacht schwere Verätzungen
R36 Reizt die Augen
R4 Bildet hochempfindliche explosionsgefähr- liehe Metallverbindungen R37 Reizt die Atmungsorgane
R38 Reizt die Haut
R5 Beim Erwärmen explosionsfähig R 39 Ernste Gefahr irreversiblen Schadens
R6 Mit oder ohne Luft explosionsfähig R 40 Irreversibler Schaden möglich
R7 Kann Brand verursachen R 41 Gefahr ernster Augenschäden
R8 Feuergefahr bei Berührung mit brennbaren Stoffen R 42 Sensibilisierung durch Einatmen möglich
R 10 Entzündlich R 43 Sensibilisierung durch Hautkontakt möglich
R 11 Leichtentzündlich R 44 Explosionsgefahr bei Erhitzen unter Einschluss
R 12 Hochentzündlich R 45 Kann Krebs erzeugen
R 13 Hochentzündliches Flüssiggas R46 Kann vererbbare Schäden verursachen
R 14 Reagiert heftig mit Wasser R 47 Kann Missbildungen verursachen
R 15 Reagiert mit Wasser unter Bildung leicht entzündlicher Gase R 48 Gefahr ernster Gesundheitsschäden bei längerer Exposition (Ausgesetztsein)
R 16 Explosionsgefährlich in Mischung mit brandfördernden Stoffen R 49 Kann Krebs erzeugen beim Einatmen
R50 Sehr giftig für Wasserorganismen
R 17 Selbstentzündlich an der Luft R51 Giftig für Wasserorganismen
R 18 Bei Gebrauch Bildung explosionsfähiger/ leichtentzündlicher Dampf-Luftgemische möglich R52 Schädlich für Wasserorganismen
R 53 Kann in Gewässern längerfristig schädliche Wirkungen haben
R 19 Kann explosionsfähige Peroxide bilden R 54 Giftig für Pflanzen
R20 Gesundheitsschädlich beim Einatmen R 55 Giftig für Tiere
R21 Gesundheitsschädlich beim Berühren mit der Hand R 56 Giftig für Bodenorganismen
R57 Giftig für Bienen
R 22 Gesundheitsschädlich beim Verschlucken R 58 Kann längerfristig schädliche Wirkungen auf die Umwelt haben
R 23 Giftig beim Einatmen
R24 Giftig bei Berührung mit der Haut R 59 Gefährlich für die Ozonschicht
R25 Giftig beim Verschlucken R60 Kann die Fortpflanzungsfähigkeit beeinträchtigen
R26 Sehr giftig beim Einatmen R61 Kann das Kind im Mutterleib schädigen
R27 Sehr giftig bei Berührung mit der Haut R 62 Kann möglicherweise die Fortpflanzungs- fähigkeit beeinträchtigen
R 28 Sehr giftig beim Verschlucken
R29 Entwickelt bei Berührung mit Wasser giftige Gase R63 Kann das Kind im Mutterleib möglicher- weise schädigen
R31 Entwickelt bei Berührung mit Säure giftige Gase R 64 Kann Säuglinge über die Muttermilch schädigen
Kombinationen der R-Sätze sind möglich; z. B. R 23/24: giftig beim Einatmen und bei Berührung mit der Haut.
11 Gefahrstoffverordnung
Gefahrstoffe
w
S-Sätze: Sicherheitsratschläge GefStofft/’* (1393 10)
S-Satz S 1 Bedeutung Unter Verschluss aufbewahren S-Satz S38 Bedeutung Bei unzureichender Belüftung Atemschutz- gerät anlegen
S2 Darf nicht in die Hände von Kindern gelangen S 39 Schutzbrille/Gesichtsschutz tragen
S3 Kühl aufbewahren S 40 Fußboden und verunreinigte Gegenstände mit... reinigen (vom Hersteller anzugeben)
S 4 Von Wohnplätzen fernhalten
S5 Unter ... auf bewahren (geeignete Flüssigkeit vom Hersteller anzugeben) S41 Explosions- und Brandgase nicht einatmen
S6 Unter ... auf bewahren (inertes Gas vom Hersteller anzugeben) S 42 Beim Räuchern/Versprühen geeignetes Atemschutzgerät an legen (geeignete Bezeichnung(en) vom Hersteller anzugeben)
S7 Behälter dicht geschlossen halten
S8 Behälter trocken halten S43 Zum Löschen ... (vom Hersteller anzugeben) verwenden; (wenn Wasser die Gefahr er- höht anfügen: „kein Wasser verwenden")
S9 Behälter an einem gut gelüfteten Ort auf bewahren
S 12 Behälter nicht gasdicht verschließen
S 13 Von Nahrungsmitteln, Getränken und Futtermitteln fernhalten S 44 Bei Unwohlsein ärztlichen Rat einholen (wenn möglich dieses Etikett vorzeigen)
S 14 Von ... fernhalten (inkompatible Substanzen sind vom Hersteller anzugeben) S 45 Bei Unfall oder Unwohlsein sofort Arzt hinzuziehen (wenn möglich dieses Etikett vorzeigen
S 15 Vor Hitze schützen
S 16 Von Zündquellen fernhalten - Nicht rauchen S 46 Bei Verschlucken sofort ärztlichen Rat ein- holen und Verpackung oder Etikett vorzeigen
S 17 Von brennbaren Stoffen fern halten
S 18 Behälter mit Vorsicht öffnen und handhaben S 47 Bei Temperaturen über ... °C auf bewahren (vom Hersteller anzugeben)
S20 Bei der Arbeit nicht essen und trinken
S 21 Bei der Arbeit nicht rauchen S 48 Feucht halten mit... (geeignetes Mittel vom Hersteller anzugeben)
S22 Staub nicht einatmen
S23 Gas/Rauch/Aerosol nicht einatmen (geeignete Bezeichnung(en) sind vom Hersteller anzugeben S 49 Nur im Originalbehälter aufbewahren
S50 Nicht mischen ... (vom Herstelleranzugeben)
S24 Berührung mit der Haut vermeiden S 51 Nur in gut belüfteten Bereichen verwenden
S25 Berührung mit den Augen vermeiden S 52 Nicht großflächig in Wohn- und Aufenthalts räumen zu verwenden
S26 Bei Berührung mit den Augen gründlich mit Wasser abspülen und Arzt konsultieren
S27 Beschmutzte, getränkte Kleidung sofort ausziehen S 53 Exposition vermeiden, vor Gebrauch besondere Anweisungen einholen
S28 Bei Berührung mit der Haut sofort abwaschen mit viel ... (vom Hersteller anzugeben) S 56 Diesen Stoff und seinen Behälter der Problemabfallentsorgung zuführen
S 29 Nicht in die Kanalisation gelangen lassen S 57 Zur Vermeidung einer Kontamination der Umwelt geeigneten Behälter verwenden
S30 Niemals Wasser hinzugießen
S 33 Maßnahmen gegen elektrostatische Auf- ladungen treffen S 59 Information zur Wiederverwendung/Wiederverwertung beim Hersteller/Lieferanten erfragen
S34 Schlag und Reibung vermeiden S60 Dieser Stoff und sein Behälter sind als gefährlicher Abfall zu entsorgen
S 35 Abfälle und Behälter müssen in gesicherter Weise beseitigt werden S61 Freisetzung in die Umwelt vermeiden. Besondere Anweisungen einholen/Sicher- heitsdatenblatt zu Rate ziehen
S36 Bei der Arbeit geeignete Schutzkleidung tragen S 62 Bei Verschlucken kein Erbrechen herbei- führen. Sofort ärztlichen Rat einholen und Verpackung oder dieses Etikett vorzeigen
S 37 Geeignete Schutzhandschuhe tragen
Kombinationen der S-Sätze sind möglich; z.B. S 20/21: Bei der Arbeit nicht essen, trinken, rauchen.
1 > G efa h rstoffve ro rdnu ng
N Normteile
jewinde, Schrauben, Muttern 188
Gewinde, Übersicht................................. 188
। e2 - 1,1547 s
s = 0,8660 • e2
Bf; aumwui-
Metrisches ISO-Gewinde........................... 190
Whitworth-Gewinde, Rohrgewinde .................. 192
Trapez und Sägengewinde.......................... 193
Schrauben, Festigkeitsklassen, Durchgangslöcher.... 194
Mindesteinschraubtiefen........................ 194
Schrauben, Übersicht........................... 195
Sechskantschrauben ............................ 196
Zylinderschrauben ............................. 199
Flachkopfschrauben, Senkschrauben...............200
Verschlussschrauben ........................... 201
Gewindestifte ................................. 202
Stiftschrauben, Blechschrauben................. 203
Berechnung von Schraubenverbindungen ............ 204
Senkungen ....................................... 205
Muttern, Festigkeitsklassen.......................207
Muttern, Übersicht......................... - - - 208
Sechskantmuttern................................209
Hutmuttern, Ringmuttern....................... 211
Kronenmuttern, Schweißmuttern, Rändelmuttern .. 212
Scheiben ........................................ 213
Spannscheiben, Federringe, Zahn , Fächerscheiben .. 215
Schlüsselweiten, Vierkante........................216
Stifte, Bolzen, Niete, Mitnehmerverbindungen
217
Stifte, Kerbstifte und Bolzen (Übersicht) .......... 217
Zylinder-, Kegel-, Spannstifte ....................218
Kerbstifte, Bolzen................................ 219
Keile........................................... 220
Passfedern, Scheibenfedern ........................221
Keilwellenverbindungen, Blindniete ................222
Werkzeugkegel .......................................223
Normteile für Vorrichtungen und Schneidwerkzeuge 224
Bohrbuchsen........................................224
Gewindestifte, Druckstücke, Kugelknöpfe............225
Kreuz- und Sterngriffe.............................226
Aufnahme- und Auflagebolzen....................... 226
T-Nuten, Schrauben für T-Nuten.....................227
Kugelscheiben, Kegelpfannen........................227
Einspannzapfen ................................. 228
Schneidstempel ....................................228
Platten für Säulengestelle.........................228
Säulengestelle ................................... 229
Federn ........................................... 230
ntriebstechnik
232
Schmalkeilriementrieb..............................232
Synchronriementrieb................................233
Gleitlagerbuchsen .................................234
Wälzlager, Übersicht ..............................235
Kugellager........................................ 236
Rollenlager ..................................... 237
Nutmuttern, Sicherungsbleche...................... 239
Sicherungsringe, Sicherungsscheiben................240
Passscheiben, Stützscheiben, Wellenenden ..........241
Dichtelemente......................................242
Übersicht über die Gewindearten V0l. piN 202 (1999-11>
Rechtsgewinde, eingängig
Gewinde- benennung Gewindeprofil Kenn- buch- stabe Bezeichnungs- beispiel Nenngröße Anwendung
Metrisches ISO-Gewinde M DIN 14-M 08 0,3 bis 0,9 mm Uhren, Fein werktechnik
DIN 13-M 30 1 bis 68 mm allgemein (Regelgewinde)
DIN 13 M 20 x 1 1 bis 1000 mm allgemein (Feingewinde)
Metr. Gewinde mit großem Spiel DIN 2510-M 36 12 bis 180 mm Schrauben mit Dehnschaft
Metr. zylind. Innengewinde DIN 158-M 30 x 2 6 bis 60 mm Verschlussschrauben und Schmiernippel
Metrisches kegeliges Außengewinde 60° M DIN 158-M 30 x 2 keg 6 bis 60 mm Verse h I usssc h ra u be n und Schmiernippel
Rohrgewinde, zylindrisch G DIN ISO 228-GIV2 (innen) DIN ISO 228-G1/2A(außen) 1/8 bis 6 inch nicht im Gewinde dichtend
Zylindrisches Rohrgewinde (Innengewinde) Rp DIN 2999-Rp '/2 1/ie bis 6 inch Rohrgewinde, im Gewinde dichtend für Gewinderohre, Fittings, Rohr- Verschraubungen
DIN 3858-Rp Vs 1/8 bis 11/2 inch
Kegeliges Rohrgewinde (Außengewinde) 16 R DIN 2999-R Vz 1/ig bis 6 inch
DIN 3859-R Vs-1 1/8 bis 1V2 inch
Metrisches ISO- Trapezgewinde Tr DIN 103-Tr 40 x 7 8 bis 300 mm allgemein als Bewegungsgewinde
Sägengewinde S DIN 513-S 48 x 8 10 bis 640 mm allgemein als Bewegu n gsgewi ndc
Rundgewinde Rd DIN 405-Rd 40 x i/6 8 bis 200 mm allgemein
DIN 20 400-Rd 40 x 5 10 bis 300 mm Rundgewinde mit großer Tragtiefe
Blechschrauben- gewinde ST ISO 1478-ST 3,5 1,5 bis 9,5 mm für Blech- schrauben
Bezeichnung von links- und mehrgängigen Gewinden vgl DIN ISO 965-1 (1999-11)
Gewindeart Erläuterung Kurzbezeichnung
Linksgewinde Das Kurzzeichen „LH" ist hinter die vollständige Gewindebezeichnung zu setzen (LH = Left Hand). M 30-LH Tr 40x7-LH
Mehrgängiges Rechtsgewinde Hinter dem Kurzzeichen und dem Gewindedurch- messer folgt die Steigung Ph und die Teilung P. M 16xPh3P1,5 oder M16xPh3P1,5 (zweigängig)
Mehrgängiges Linksgewinde Hinter die Gewindebezeichnung des mehrgängigen Gewindes wird „LH" gesetzt.1) M 14xPh6P2-LH oder M14xPh6P2 (dreigängig)-LH
11 Bei Teilen, die mit Rechts- und Linksgewinde versehen sind, ist hinter die Gewindebezeichnung des Rechtsge
windes das Kurzzeichen „RH" (RH = Right-Hand) und hinter das Linksgewinde „LH" zu setzen. Die Gangzahl bei
mehrgängigen Gewinden ergibt sich aus der Beziehung Gangzahl = Steigung Ph Teilung R
Gewinde nach ausländischen Normen (Auswahl)*11
Gewindebenennung Gewindcpi ofil Kurz- zeichen Bezeichnungs- beispiel Bedeutung Land2)
Einheitsgewinde, grob (Unified Coarse Thread) Innengewinde UNC V4-20 UNC-2A ISO-UNC-Gewinde mit V4 inch Nenn- durch messet; 20 Gewinde- gänge/inch, Passungsklasse 2A ARG, AUS. GBR, IND, JPN, NOR, PAK, SWE u.a.
Einheits-Feingewinde (Unified Fine Thread) UNF V4-28 UNF-3A ISO-UNF-Gewinde mit V4 inch Nenn- durchmesser, 28 Gewinde- gänge/inch, Passungsklasse 3A ARG, AUS, GBR, IND, JPN, NOR, PAK, SWE, u.a.
Einheitsgewinde, extra fein (Unified Extra- fine Thread) X Außengewinde ll p _ UNEF ’/4-32 UNEF-3A ISO-UNEF-Gewinde mit V4 inch Nenn- durchmesser, 32 Gewinde- gänge/inch, Passungsklasse 3A AUS, GBR, IDN, NOR, PAK, SWE u.a.
Einheits-Sonderge- winde, besondere Durchmesser/ Steigungskombi- nationen (Unified Special Thread) UNS 1/4-27 UNS UNS-Gewinde mit V4 inch Nenn- durchmesser, 27 Gewinde- gänge/inch AUS, GBR, NZL. USA
Zylindrisches Rohr- gewinde für mecha- nische Verbindungen (Straight Pipe Threads for Mechanical joints) /zylindrisches //) z Innengewindeyd zylindrisches Außengewinde NPSM 1/2-14NPSM NPSM-Gewinde mit 1/2 inch Nenn- durchmesser, 14 Gewinde- gänge/inch USA
Amerikanisches Standard-Rohr- gewinde, kegelig (American Standard Taper-Pipe Thread) 1 kegeliges Innengew Ä /in de ^11:16 NPT 3/8 -18 NPT NPT-Gewinde mit 3/g inch Nenn- durchmesser, 18 Gewinde- gänge/inch BRA, FRA, USA u.a.
Amerikanisches kegeliges Fein- Rohrgewinde (American Standard Taper Pipe Thread, Fine) NPTF 1/2-14 NPTF (dryseal) NPTF-Gewinde mit 1/2 inch Nenn- durchmesser, 14 Gewinde- gänge/inch (trocken dichtend) BRA, USA
L 60°_\ D e
kegelige Außeng« ?w nc
Amerikanisches Trapezgewinde h = 0,5 P Außeng Innengewinde Acme 13/4-4 Acme-2G Acme-Gewinde mit 13/4 inch Nenn- durchmesser, 4 Gewinde- gänge/inch, Passungsklasse 2G AUS, GBR, NZL, USA
Amerikanisches abgeflachtes Trapezgewinde h = 0,3 - P ewhidc Stub- Acme V2-2O Stub- Acme Stub-Acme-Ge- winde mit V2 inch Nenndurchmesser 20 Gewinde- gänge/inch USA
vgl. Wegweiser zu den Gewindelter itmjii verschiedener Länder, DIN Kommentar, 2000.
2' Drei-Buchstaben-Codes fin Lfindci, vgl. DIN EN ISO 3166-1 (1998-04)
Metrisches ISO-Gewinde allgemeiner Anwendung, Nennprofile
DIN 13 19 (1999-11)
d = D
Innengewinde
Außengewinde
Gewinde-Nenndurchmesser
Steigung
Gewindetiefe des Außengewindes h3 = 0,6134 P
Gewindetiefe des Innengewindes Hy = 0,5413 - P
Rundung
Flanken-0
Kern-0 des Außengewindes
Kern-0 des Innengewindes
Kernlochbohrer-0
Flankenwinkel
Spannungsquerschnitt
N
R =0,1443- P
d2 =D2 = d- 0,6495 P
d$ = d- 1,2269 - P
Dy = d- 1,0825- P
-d-P
60°
S
vgl. DIN 13-1 (1999-11)
Nennmaße für Regelgewinde Reihe 11} Maße in mm
Gewinde- bezeich- nung d-D Stei- gung P Flan- ken-0 d2 = D2 Kern-0 Gewinde- tiefe Run- dung R Span- nu ngs- quer- schnitt S mm2 Bohrer- 0für Gewinde- kern- löcher21 Sechs- kant- schlüs- sel- weite3)
Außen- gewinde ^3 Innen- gewinde Di Außen- gewinde h? Innen- gewinde H,
M 1 0,25 0,84 0,69 0,73 0,15 0,14 0,04 0,46 0,75 -
M 1,2 0,25 1,04 0,89 0,93 0,15 0,14 0,04 0,73 0,95 —
M 1.6 0,35 1,38 1,17 1,22 0.22 0,19 0,05 1,27 1,25 3,2
M 2 0,4 1,74 1,51 1,57 0,25 0,22 0,06 2,07 1,6 4
M 2,5 0,45 2,21 1,95 2,01 0,28 0,24 0,07 3,39 2,05 5
M 3 0,5 2,68 2,39 2,46 0,31 0,27 0,07 5,03 2.5 5,5
M 4 0,7 3,55 3,14 3,24 0,43 0,38 0,10 8,78 3,3 7
M 5 0,8 4,48 4,02 4,13 0,49 0,43 0,12 14,2 4,2 8
M 6 1 5,35 4,77 4,92 0,61 0,54 0,14 20,1 5,0 10
M 8 1,25 7,19 6,47 6,65 0,77 0,68 0,18 36,6 6,8 13
M 10 1,5 9,03 8,16 8,38 0,92 0,81 0,22 58,0 8,5 16
M 12 1,75 10,86 9,85 10,11 1,07 0,95 0,25 84,3 10,2 18
M 16 2 14,70 13,55 13,84 1,23 1,08 0,29 157 14 24
M 20 2,5 18,38 16,93 17,29 1,53 1,35 0,36 245 17,5 30
M 24 3 22,05 20,32 20,75 1,84 1,62 0,43 353 21 36
M30 3,5 27,73 25,71 26,21 2,15 1,89 0,51 561 26,5 46
M 36 4 33,40 31,09 31,67 2,45 2,17 0,58 817 32 55
M 42 4,5 39,08 36,48 37,13 2,76 2,44 0,65 1121 37,5 65
M 48 5 44,75 41,87 42,59 3,07 2,71 0,72 1473 43 75
M56 5,5 52,43 49,25 50,05 3,37 2,98 0,79 2030 50,5 85
M 64 6 60,10 56,64 57,51 3,68 3,25 0,87 2676 58 95
Nennmaße für Feingewinde Maße in mm
vgl. DIN 13-2... 10 (1999-11)
Gewinde- bezeichnung dx p Flanken- 0 Ö2= D2 Kern-0 Gewinde- bezeichnung dx p Flanken- 0 d2 = D2 Kern-0 Gewinde- bezeichnung dx p Flanken 0 d? = D2 Kern-
Außeng. d3 Inneng. D, Außeng. dz Inneng. Dy Außeng d3 Inneng D,
M 2 x 0,25 1,84 1,69 1,73 M 10 x 0,25 9,84 9,69 9,73 M 24 x 2 22,70 21,55 21,84
M 3 x 0,25 2,84 2,69 2,73 M 10 x 0,5 9,68 9,39 9,46 M 30 x 1,5 29,03 28,16 28,38
M 4 x 0,2 3,87 3,76 3,78 M 10 x 1 9,35 8,77 8,92 M30 x 2 28,70 27,55 27,84
M 4 x 0,35 3,77 3,57 3,62 M 12 x 0,35 11,77 11,57 11,62 M 36 x 1,5 35,03 34,16 34,38
M 5 x 0,25 4,84 4,69 4,73 M 12 x 0,5 11,68 11,39 11,46 M 36 x 2 34,70 33,55 33,84
M 5 x 0,5 4,68 4,39 4,46 M 12x 1 11,35 10,77 10,92 M 42 x 1,5 41,03 40,16 40,38
M 6 x 0,25 5,84 5,69 5,73 M 16 x 0,5 15,68 15,39 15,46 M 42 x 2 40,70 39,55 39,84
M 6 x 0,5 5,68 5,39 5,46 M 16 x 1 15,35 14,77 14,92 M 48 x 1,5 47,03 46,16 46,38
M 6 x 0,75 5,51 5,08 5,19 M 16 x 1,5 15,03 14,16 14,38 M 48x2 46,70 45,55 45,84
M 8 x 0,25 7,84 7,69 7,73 M 20 x 1 19,35 18,77 18,92 M 56 x 1,5 55,03 54,16 54,38
M 8 x 0,5 7,68 7,39 7,46 M 20 x 1,5 19,03 18,16 18,38 M 56 x 2 54,70 53,55 53,84
M8x 1 7,35 6,77 6,92 M 24 x 1,5 23,03 22,16 22,38 M 64 x 2 62,70 61,55 61,84
Reihe 2 und Reihe 3 enthalten auch Zwischengrößen (z. B. M 7, M 9, M14);
21 vgl. DIN 336 (1997-04) 31 vgl. DIN ISO 272 (1979-10)
Metrisches kegeliges Außengewinde mit zugehörigem vgl. DIN 158-1 (1997-06) zylindrischen Innengewinde (Regelausführung)
Gewindemaße des Außengewindes Flanken-0 d2 = d- 0,650 - P Kern-0 d3 = d 1,23 - P Höhe Hi = 0,866 P Gewindetiefe h3 = 0,613 P Radius R = 0,144 P
r « ^-.1 = 16
'r'lco, ii
3^
K 2 deachse 13 a b - <1
™ -cT Bezugs- 13 | ebene Gewin i Prüf- ebene 13 'Bezugs- ebene 'Prüf- ebene
Gewi Gewinde-0 dx Steigung P ndemaße Gewinde- länge /1 Gewinde- tiefe h3 max. Mar Ab- stand a Je in der Ge d=Dv Jezugseb A/indema d2 = O22’ ene ße M Ab- stand b aße in de Gev d' Prüfeber vindemar dr2 le e d'3
M 5 keg 5 0,52 2 5 4,48 4,02 2,8 5,05 4,5 4,07
M 6 keg 5,5 0,66 2,5 6 5,35 4,77 3,5 6,06 5,4 4,84
M 8 x 1 keg 8 7,35 6,77 8,06 7,4 6,84
M 10 x 1 keg 10 9,35 8,77 10,06 9,4 8,84
M 12 x 1 keg 12 11,35 10,77 12,06 11,4 10,84
M 10 x 1,25 keg 7 0,82 3 10 9,19 8,47 5 10,13 9,3 8,59
M 12 x 1.25 keg 12 11,19 10,47 12,13 11,3 10,59
M 12 x 1,5 keg 8,5 0,98 3,5 12 11,03 10,16 6,5 12,19 11,2 10,35
M 14 x 1,5 keg 14 13,03 12,16 14,19 13,2 12,35
M 16 x 1,5 keg 16 15,03 14,16 16,19 15,2 14,35
M 18 x 1,5 keg 18 17,03 16,16 18,19 17,2 16,35
M 20 x 1,5 keg 20 19,03 18,16 20,19 19,2 18,35
M 22 x 1,5 keg 22 21,03 20,16 22,19 21,2 20,35
M 24 x 1,5 keg 24 23,03 22,16 24,19 23,2 22,35
M 26 x 1,5 keg 26 25,03 24,16 26,19 25,2 24,35
M 30 x 1,5 keg 10,5 1,01 4,5 30 29,03 28,16 8 30,19 29,2 28,35
M 36 x 1,5 keg 36 35,03 34,16 36,22 35,2 34,38
M 38 x 1,5 keg 38 37,03 36,16 38,22 37,2 36,38
M 42 x 1,5 keg 42 41,03 40,16 42,22 41,2 40,38
M 45 x 1,5 keg 45 44,03 43,16 45,22 44,2 43,38
M 48 x 1,5 keg 48 47,03 46,16 48,22 47,2 46,38
M 52 x 1,5 keg 52 51,03 50,16 52,22 51,2 50,38
M 27 x 2 keg 12 1,32 5 27 25,70 24,55 9 27,25 25,9 24,80
M 30 x 2 keg 30 28,70 27,55 30,25 28,9 27,80
M 33 x 2 keg 33 31,70 30,55 33,25 31,9 30,80
M 36 x 2 keg 13 1,34 6 36 34,70 33,55 10 36,25 34,9 33,80
M 39 x 2 keg 39 37,70 36,55 39,25 37,9 36,80
M 42 x 2 keg 42 40,70 39,55 42,25 40,9 39,80
M 45 x 2 keg 45 43,70 42,55 45,25 43,9 42,80
M 48 x 2 keg 48 46,70 45,55 48,25 46,9 45,80
M 52 x 2 keg 52 50,70 49,55 52,25 50,9 49,80
M 56 x 2 keg 56 54,70 53,55 56,25 54,9 53,80
M 60 x 2 keg 60 58,70 57,55 60,25 58,9 57,80
D Außendurchmesser des Innengewindes 2) D2 Flankendurchmesser des Innengewindes «=4> Gewinde DIN 158 - M 30 x 2 keg: Metr. kegeliges Außengewinde, d - 30 mm, P- 2 mm, Regelausführung Anwendung: für selbstdichleridc Verbindungen (z.B. Verschlussschrauben, Schmiernippel). Bei größeren Nenndurchmessern wird ein im Gewinde wirkendes Dichtmittel empfohlen.
N
Whitworth* iewinde
(nicht genormt)
Innen-
gewinde
Außengewinde
Außendurchmesser
Kerndurchmesser
Flankendurchmesser
Gangzahl je inch (Zoll)
Steigung
Gewindetiefe
Radius
Flankenwinkel
d =D
di = Di = d- 1,28- P
= d-2 b
d2 = D2 = d-0,640 P
25,4 mm
fri = H-, = 0,640 P
Fl =0,137 P
55°
Maße in mm für Außen- und
Maße in mm für Außen- und
Gewinde- bezeich- nung d Außen- 0 d= D Kern- 0 d, = D, Flan- ken-0 d2 = D2 Gang- zahl je inch Z Ge- winde- tiefe Kern- quer- schnitt mm2 Gewinde- bezeich- nung d Außen- 0 d = D Kern 0 dl = D, Flan- ken-0 d2 = D2 Gang- zahl je inch Z Ge- winde- tiefe />! = «, Kern- quer- schnitt mm2
V 6,35 4,72 5,54 20 0,81 17,5 1’/4” 31,75 27,10 29,43 7 2,32 577
7,94 6,13 7,03 18 0,90 29,5 1V2" 38,10 32,68 35,39 6 2,71 839
3/s" 9,53 7,49 8,51 16 1,02 44,1 13/4" 44,45 37,95 41,20 5 3,25 1 131
Vz" 12,70 9,99 11,35 12 1,36 78,4 2" 50,80 43,57 47,19 4,5 3,61 1 491
15,88 12,92 14,40 11 1,48 131 2’/4' 57,15 49,02 53,09 4 4,07 1886
'W 19,05 15,80 17,42 10 1,63 196 21// 63,50 55,37 59,44 4 4,07 2408
7/s" 22,23 18,61 20,42 9 1,81 272 3" 76,20 66,91 72,56 3,5 4,65 3516
1" 25,40 21,34 23,37 8 2,03 358 31// 88,90 78,89 83,89 3,25 5,00 4888
.^ohrgewinde
vgl. DIN ISO 228-1 (2001-04), DIN 2999 (1983-07)
N
Whitworth-Rohrgewinde DIN 2999
im Gewinde dichtend;
Innengewinde zylindrisch, Außengewinde kegelig
Rohrgewinde DIN ISO 228-1
für nicht im Gewinde dichtende Verbindungen;
Innen- und Außengewinde zylindrisch
/Z7' lnnen- // ?/////// //Z/// gewi nde
! C3 es, C3
Außengewinde
1:16
BMW
-----1
a
Bezugsebene (Messebene)
vgl. amerikanisches kegeliges Standard-Rohrgewinde NPT
Seite 189
Kl DIN ISO 228-1 Außen-und Innengewinde rzzeichen DIN 2999 Außen- durch- messer d=D Flanken- durch- messer d2 — D2 Kern- durch- messer dt-D, Stei- gung P Anzahl der Teilungen auf 25,4 mm Z Gewinde- tiefe h, = H. Abstand der Bezugs- ebene a
Außen- gewinde Innen- gewinde
g’/16 RV16 Rp’/lB 7,72 7,14 6,56 0,91 28 0,58 4,0
g’/8 R’/s Rp1/b 9,73 9,15 8,57 0,91 28 0,58 4,0
g’/4 rV4 Rp’/4 13,16 12,30 11,45 1,34 19 0,86 6,0
g3/e R3/b Rp% 16,66 15,81 14,95 1,34 19 0,86 6,4
g’/2 RV2 Rpn/2 20,96 19,79 18,63 1,81 14 1,16 8,2
G3/„ R3/4 Rp3/4 26,44 25,28 24,12 1,81 14 1,16 9,5
G1 RI Rp1 33,25 31,77 30,29 2,31 11 1,48 10,4
G1V4 R1V4 Rp1’/4 41,91 40,43 38,95 2,31 11 1,48 12,7
gi’/2 R11/2 RplV2 47,80 46,32 44,85 2,31 11 1,48 12,7
G2 R2 Rp2 59,61 58,14 56,66 2,31 11 1,48 15,9
G2V2 R21/2 Rp2V2 75,18 73,71 72,23 2,31 11 1,48 17,5
G3 R3 Rp3 87,88 86,41 84,93 2,31 11 1,48 20,6
G4 R4 Rp4 113,03 111,55 110,07 2,31 11 1,48 25,4
G5 R5 Rp5 138,43 136,95 135,37 2,31 11 1,48 28,6
G6 R6 Rp6 163,83 162,35 160,87 2,31 11 1,48 28,6
Gewinde
Metrisches ISO-Trapezgewinde
Maß 1,5 ür Steigung 2...5 en Pin mir 6...12 14...44
=0 =0 QJ 0,15 0,075 0,15 0,25 0,125 0,25 0,5 0,25 0,5 1 0,5 1
Gewinde- bezeich- nung dxP Gewindemaße in mm
Flan- ken-0 cfj — D2 Kern-0 Außen 0 O4 Ge- winde- tiefe U~«4 Breite b
Außeng ^3 Inneng Di
Tr10x 2 Tr12x 3 9 10,5 7,5 8,5 8 9 10,5 12,5 1,25 1,75 0,60 0,96
Tr16x 4 Tr20x 4 14 18 11,5 15,5 12 16 16,5 20,5 2,25 2,25 1,33 1,33
Tr24x 5 Tr28x 5 21,5 25,5 18,5 22,5 19 23 24,5 28,5 2,75 2,75 1,70 1,70
Tr 32 x 6 Tr36x 3 29 34,5 25 32,5 26 33 33 36,5 3,5 2,0 1,93 0,83
Tr36x 6 Tr 36 x 10 33 31 29 25 30 26 37 37 3,5 5,5 1,93 3,39
vgl DIN 103-1 (1977 04)
Nenndurchmesser d
Steigung eingäng. Gewinde
u. Teilung mehrgäng. Gewinde P
Steigung mehrgäng. Gewinde
Gangzahl n = Ph: P Kern-0 Außengewinde c?3 = d-(P+2-ac) Außen-0 Innengewinde D4 = d+2-ac Kern-0 Innengewinde Dq = d-P Flanken-0 d2 = D2 = d- 0,5 P Gewindetiefe h3 = H4 = 0,5 P+ ac Flanken Überdeckung Hi = 0,5 - P Spitzenspiel ac Radius F?i und R2 Breite b = 0,366 P- 0,54 ac Flankenwinkel 30°
Gewinde- bezeich- nung dxP Gewindemaße in mm
Flan- ken-0 d2 = D2 Kern-0 Außen- 0 D4 Ge- winde tiefe h3-Ht Breite b
Außeng Inneng. D,
Tr 40 x 7 Tr 44 x 7 36,5 40,5 32 36 33 37 41 45 4 4 2,29 2,29
Tr 48 x 8 Tr 52 x 8 44 48 39 43 40 44 49 53 4,5 4,5 2,66 2,66
Tr 60 x 9 Tr 70 x 10 55,5 65 50 59 51 60 61 71 5 5,5 3,02 3,39
Tr 80 x 10 Tr 90x12 75 84 69 77 70 78 81 91 5,5 6,5 3,39 4,12
Tr 100 x 12 Tr 140x14 94 133 87 124 88 126 101 142 6,5 8 4,12 4,58
^ägengewinde
vgl. DIN 513 (1985-04)
IV In 1 nengev, || /inde °zz 1 Nennmaß des Gewindes d = D Steigung P Kern-0 Außengewinde = d- 1,736 - P Kern-0 Innengewinde Di = d- 1,5 P Flanken-0 Außengewinde d2 = d-0,75 P Flanken-0 Innengewinde D2 = d-0,75 P+ 3,176-a Axialspiel a = 0,1 fp Gewindetiefe Außengewinde h3 = 0,8678 P Gewindetiefe Innengewinde H| = 0,75 - P Radius R = 0,124 P Profilbreite am Außen-0 w = 0,264 P Flankenwinkel 33°
'o -1 1 1 2g",
Außengewinde c5~
Gewinde- bezeich- nung dxP Außengewinde Innengewinde Flanken- 0 0 Gewinde- bezeich- nung dx P Außengewinde Innengewinde Flanken- 0 d2
Kern- 0 Gewinde- tiefe h3 Kern- 0 Di Gewinde- tiefe Hi Kern- 0 d3 Gewinde- tiefe U Kern- 0 Dl Gewinde- tiefe Hi
S 12x3 S 16x4 6,79 9,06 2,60 3,47 7,5 10,0 2,25 3,00 9,75 13,00 S 44 x 7 S 48 x 8 31,85 34,12 6,07 6,94 33,5 36 5,25 6,00 38,75 42,00
S 20 x 4 S24 x5 13,06 15,32 3,47 4,34 14,0 16,5 3,00 3,75 17,00 20,25 S 52 x 8 S 60 x 9 38,11 44,38 6,94 7,81 40 46,5 6,00 6,75 46,00 53,25
S28x5 S32x6 19,32 21,58 4,34 5,21 20,5 23,0 3,75 4,50 24,25 27,5 S 70x10 S 80x10 52,64 62,64 8,68 8,68 55 65 7,50 7,50 62,50 72,50
S36x6 S 40 x 7 25,59 27,85 5,21 6,07 27,0 29,5 4,50 5,25 31,50 34,75 S 90x12 S100x12 69,17 79,17 10,41 10,41 72 82 9,00 9,00 81,00 91,00
N
Schrauben
Bezeichnung von Schrauben
vgl. DIN 962(2001-11)
Beispiele:
ISO 4017
ISO 7435
DIN 609
8.8
14H
8.8
M12x80
M10x40
M16x70
Sechska ntsch rau be
Gewindestift
Passschraube
Benennung
ISO- oder DIN-
Hauptnummer
Gewinde d, z. B.
metrisches Gewinde,
Blechschraubengewinde
Nennlänge /
Festigkeitsklasse, z. B. 8.8
Härte, z.B. 14H -> 140 HV
Werkstoff, z. B. St Stahl
Schrauben, die nach DIN EN, DIN EN ISO oder DIN ISO genormt sind, erhalten in der Bezeichnung die ISO-Haupt-
nummer. Sie wird nach folgenden Regeln bestimmt:
DIN EN-Norm:
Beispiel: DIN EN 24 017:
DIN EN ISO-Norm:
DIN ISO-Norm:
ISO-Hauptnummer =
ISO-Hauptnummer =
ISO-Hauptnummer =
ISO-Hauptnummer =
(DIN EN-Hauptnummer) - 20 000
24 017-20 000 = 4017
DIN EN ISO-Hauptnummer
DIN ISO-Hauptnummer
Festigkeitsklassen von Schrauben und vgl. DIN EN ISO 898-1 (1999-11), Ersatz für DIN EN 20898
Produktklassen von Schrauben und Muttern DIN EN ISO 4759-1 (2001-04), Ersatz für DIN ISO 4759
Festigkeitsklasse 3.6 4.6 4.8 5.6 5.8 6.8 8.8 9.8 10.9 12.9
Zugfestigkeit in N/mm2 300 400 500 600 800 900 1000 1200
Streckgrenze Re in N/mm2 180 240 320 300 400 480 640 720 900 1080
Bruchdehnung Ain % 25 22 14 20 10 8 12 10 9 8
Die Toleranzen für Schrauben und Muttern sind in den Produktklassen A, B und C festgelegt: Produktklasse A -» enge Toleranzen, Produktklasse B -* mittlere Toleranzen, Produktklasse C -* weite Toleranzen.
Durchgangslöcher für Schrauben
ygl. DIN EN 20 273 {1990-02), Ersatz für DIN ISO 273
N
LIXU l±J
w d
Ge- winde d Durchgangsloch Reihe Ge- winde d Durchgangsloch Ge- winde d Durchgangsloch Reihe
fein Reihe mittel grob
fein mittel grob fein mittel grob
M1 1,1 1,2 1,3 M5 5,3 5,5 5,8 -M24 25 26 28
M1,2 1,3 1,4 1,5 M6 6,4 6,6 7 M30 31 33 35
M1,6 1,7 1,8 2 M8 8,4 9 10 M36 37 39 42
M2 2,2 2,4 2,6 M10 10,5 11 12 M42 43 45 48
M2,5 2,7 2,9 3,1 M12 13 13,5 14,5 M48 50 52 56
M3 3,2 3,4 3.6 M16 17 17,5 18,5 M56 58 62 66
M4 4,3 4,5 4,8 M20 21 22 24 M64 66 70 74
11 Toleranzklassen für Reihe fein: Hl2, Reihe mittel: H13, Reihe grob: H14
Mindeste inschraubtiefen in Grundlochgewinde
An wend u ngsbereich
Gewindefeinheit
Mindesteinschraubtiefe le
für Festigkeitsklasse
8.8
10.9
>9
10.9
>9
nach DIN 76 Seite 85
Harte Al-Legierungen,
z.B. AICuMgl_____________________
Gusseisen mit Lamellengraphit
z.B. EN-GJL-250 (GG-25)__________
Stahl niederer Festigkeit,
z. B. S235 {St 37), CI5
Stahl mittlerer Festigkeit,
z. B. E295 (St 50), C35+N________
Stahl hoher Festigkeit,
mil Hin > 800 N/mm2, z. B. 34Cr4
1,1 d
1,0 d
1,0 - d
0,9- d
0,8- d
1,4 d
1,25- d
1,25 d
1,0 d
0,9 d
1,4 d
1,4 d
1,2 d
1,0 d
Schrauben
Bild Ausführung, Norm bereich von ... bis Norin W11 Bild Ausführung, Normbereich von ... bis Norm W1’
< Jechskantscl ir auben mit Schaft und Regelgewinde, M1,6...M64 DIN EN ISO 4014 2) 5.6 8.8 9.8 10.9 T3 mit Schaft und Feingewinde, M8 x 1...M64X4 DIN EN ISO 8765 2) 5.6 8.8 10.9
— i □
/ Regelgewinde bis zum Kopf; M1,6...M64 DIN EN ISO 4017 l Feingewinde bis zum Kopf; M8 x 1...M64 x 4 DIN EN ISO 8676
mit Dünnschaft, M3...M20 DIN EN 24015 5.8 6.8 8.8 Passschraube, langer Gewinde- zapfen, M8...M48 DIN 609 2) 8.8
/ l
Sechskantschrauben für Stahlkonstruktionen (HV-Sch rauben)
l große Schlüssel- weite, M12...M36 DIN 6914 10.9 I l Passschraube, große Schlüssel- weite, M12...M30 DIN 7999 10.9
Lylinderschrauben
£71 i fi—l Innensechskant, M1 6 M36 DIN EN ISO 4762 8.8 10.9
12.9
i * niedriger Kopf, 8.8
M3...M24 U11M /y«4
lac hkopfsch rauben
mit Schlitz, DIN EN
M1,6...Ml0 ISO 1580 St
mit Kreuzschlitz, DIN EN
M1,6...M10 ISO 7045 St
mit Schlitz, M1,6...M10 DIN EN ISO 1207 4.8 5.8
l
Verschlussschrauben
— — mit Bund, M10x1...M52x1,5 DIN 908 DIN 910 St
,1 — Rohrgewinde, R3/8...R11/2 DIN 906 St
Senkschrauben
T3 mit Schlitz, M 1,6... MIO DIN EN ISO 2009 4.8 5.8 -C3 Linsensenkkopf mit Schlitz, M1,6...M10 DIN EN ISO 2010 4.8 5.8
I/- l Innensechskant, M3...M20 DIN EN ISO 10642 8.8 10.9 12.9 l Linsensenkkopf mit Kreuzschlitz, M1,6...M1O DIN ISO 7047 4.8
11 echsch rauben
Linsenkopf- schraube, ST2,2...ST9,5 DIN ISO 7049 St Linsensenk- schraube, ST2,2...ST9,5 DIN ISO 7051 St
i Senkschraube, ST2,2...ST9,5 DIN ISO 7050 St r 1
Johrschrauben mit Blechschraubengewinde
r i 1 Flachkopf mit Kreuzschlitz, ST2,2...ST6,3 DIN EN ISO 15481 St i - Linsensenkkopf mit Kreuzschlitz, ST2,2...ST6,3 DIN EN ISO 15483 St
1| W Werkstoff: Festigkeitsklassen, z.B. 5.6, 5.8, 6.8, 8.8, (Seite 194); St Stahl
21 Festigkeitsklassen für Gewinde M3...M36; für andere Abmessungen nach Vereinb/ii uncj.
Schrauben
N
Ausführung,
Normbereich
von ... bis
Vierkantschrauben
—
i
Norm
Stiftschrauben
Ausführung,
Norm bereich
von ... bis
mit Bund, M5...M24 DIN 478
mit Kernansatz, M5...M24 DIN 479
mit Ansatzkuppe, M8...M24 DIN 480
5.6
5.8
8.8
Gewindestifte mit Schlitz
mit Zapfen, M1.6...M12 DIN EN 27435
mit Ringschneide, M1,6...M12 DIN EN 27436
LZ mit Kegelkuppe, Ml,6... Ml 2 DIN EN 24766
mit Spitze, M1,6...M12 DIN EN 27434
14H
22H
Gewindefurchende Schrauben
R
T 1
EL
t
4
Kopfformen,
z. B. Sechskant,
Zylinderkopf,
M2...M10
Norm
Hb- 1-
e i
e * 2 • d,
M4...M24
DIN 835
d, M3...M48 DIN 938
e« 1,25-d, M4...M48 DIN 939
5.6
8.8
10.8
Gewindestifte mit Innensechskant
hL-
DIN 7500-1
'ö
l —
Kopfformen,
z. B. Senkkopf,
Linsen senkkopf,
M2...M10
mit Zapfen, M1,6...M24 DIN 915
mit Ringschneide, M1,6...M24 DIN 916
mit Kegel kuppe, M1,6...M24 DIN 913
mit Spitze, M1,6...M24 DIN 914
45H
DIN 7500 1
St
11 W Werkstoff: Festigkeitsklassen, z. B. 5.6, (Seite 194); Härte, z.B. 14H, 22H, 45H
Sechskantschrauben mit Schaft
vgl. DIN EN ISO 4014 (2001-03)
Gültige Norm
DIN EN ISO
Ersatz für
DIN EN
4014
24014
11 für l < 125 mm
21 für/= 125...200 mm
3) für / > 200 mm
Produktklassen (Seite 194)
Gewinde d
< M12
DIN
931
Klasse
d M1,6 M2 M2,5 M3 M4 M5 M6 M8 MIO
sw 3,2 4 5 5,5 7 8 10 13 16
Lnax 1J 1,4 1,7 2 2,8 3,5 4 5,3 6,4
dw 2,3 3,1 4,1 4,6 5,9 6,9 8,9 11,6 14,6
e 3,4 4,3 5,5 6 7,7 8,8 11,1 14,4 17,8
b 9 10 11 12 14 16 18 22 26
. von 12 16 16 20 25 25 30 40 45
bis 16 20 25 30 40 50 60 80 100
d M12 M16 M20 M24 M30 M36 M42 M48 M56
SW 18 24 30 36 46 55 65 75 85
^max 7,5 10 12,5 15 18,7 22,5 26 30 35
dw 16,6 22 27,7 33,3 42,8 51,1 60 69,5 78,7
e 20 26,2 33 39,6 50,9 60,8 71,3 82,6 93,6
b" 30 38 46 54 66 - - - -
- 44 52 60 72 84 96 108 -
tr» - - - 73 85 97 109 121 137
von 50 65 80 90 110 140 160 180 220
1 bis 120 160 200 240 300 360 440 480 500
M16...M24
> M30
Nenn-
längen l
I in mm
alle
I < 150
l> 160
alle
12, 16, 20, 25, 30, 35...60, 65, 70, 80, 90... 140, 150, 160, 180,
200...460, 480, 500 mm
Sechskantschraube ISO 4014 - M10 x 60 - 8.8
d = M10, / = 60 mm, Festigkeitsklasse 8.8
Schraubet«
Sechskantschrauben mit Gewinde bis zum Kopf vgl. DIN EN ISO 4017 (2001-03)
Gültige Norm Ersatz für d M1,6 M2 M2,5 M3 M4 M5 M6 M8 MIO
DIN EN ISO DIN EN | DIN SW k 3,2 1,1 4 1,4 5 1,7 5,5 2 7 2,8 8 3,5 10 4 13 5,3 16 6,4
4017 24017 | 933
® et 2,3 3,4 3,1 4,3 4,1 5,5 4,6 6 6 7,7 6,9 8,8 8,9 11,1 11,6 14,4 14,6 17,8
von bis 2 16 4 20 5 25 6 30 8 40 10 50 12 60 16 80 20 100
—
CU — d M12 M16 M20 M24 M30 M36 M42 M48 M56
4. 1
SW7 k SW k 18 7,5 24 10 30 12,5 36 15 46 18,7 55 22,5 65 26 75 30 85 35
tfvv e 16,6 20 22,5^ 26,2 27,7 33 33,3 39,6 42,8 50,9 51,1 60,8 60 71,3 69,5 82,6 78,7 93,6
von bis 25 120 30 200 40 200 50 200 60 200 70 200 80 200 100 200 110 200
Produktklassen (Seite 194)
Gewinde d I in mm Klasse
<M12 alle A Nenn- längen / 2, 3, 4, 5, 6, 8, 10, 12, 16, 20, 25, 30, 35...60, 65, 70, 80, 90... 140, 150, 160, 180, 200 mm
M16...M24 I < 150 A
I > 160 B Sechskantschraube ISO 4017 - M8 x 40 - 10.9 d= M8, /= 40 mm, Festigkeitsklasse 10.9
> M30 alle B
Sechskantschrauben mit Schaft und Feingewinde vgl. DIN EN ISO 8765 (2001-03)
Gültige Norm DIN EN ISO Ersatz für DIN EN 1 DIN d M8 x1 M10 x1 M12 x1,5 M16 x1,5 M20 x1,5 M24 x2 M30 x2 M36 x3 M42 x3 M48 x3 M56 x4
8765 28765 960 sw k 13 5,3 16 6,4 18 7,5 24 10 30 12,5 36 15 46 18,7 55 22,5 65 26 75 30 85 35
— f d.-, e 11,6 14,4 14,6 17,8 16,6 20 22,5 26,2 27,7 33 33,3 39,6 42,8 50,9 51,1 60,8 60 71,3 69,5 82,6 78,7 93,6
•L J - - ^4 b1' 22 26 30 38 46 54 66 - - - -
b b21 44 52 60 72 84 96 108
sw7 k l b3' - - - 73 85 97 109 121 137
’> für l <
1 von bis 40 80 45 100 50 120 65 160 80 200 100 240 120 300 140 360 160 440 200 480 220 500
2)für l = 125...200 mm 3) für l > 200 mm Produktklassen siehe DIN EN ISO 4017 Nenn- längen l 40, 45, 50, 55, 60, 65, 70, 80, 90... 140, 150, 160, 180, 200, 220...460, 480, 500 mm
Sechskantschraube ISO 8765 - M20 x 1,5 x 120 - 5.6 d = M20 x 1,5; l = 120 mm, Festigkeitsklasse 5.6
Sechskantschrauben mit Gewinde bis zum Kopf und Feingewinde vgl. DIN EN ISO 8676 (2001-03)
Gültige Norm DIN EN ISO Ersatz für DIN EN I DIN d M8 xl M10 x1 M12 x1,5 M16 x1,5 M20 x1,5 M24 x2 M30 x2 M36 x3 M42 x3 M48 x3 M56 x4
8676 28676 961 sw k 13 5,3 16 6,4 18 7,5 24 10 30 12,5 36 15 46 18,7 55 22,5 65 26 75 30 85 35
e von bis 11,6 14,4 16 80 14,6 17,8 20 100 16,6 20 25 120 22,5 26,2 35 160 27,7 33 40 200 33,3 39,6 40 200 42,8 50,9 40 200 51,1 60,8 40 200 60 71,3 90 420 69,5 82,6 100 480 78,7 93,6 120 500
Qj —
SW7
Nenn l.iiujen / 16, 20, 25, 30, 35...60, 65, 70, 80, 90... 140, 150, 160, 180, 200, 220...460, 480, 500 mm
Produktklassen siehe DIN EN ISO 4017 -o Sechskantschraube ISO 8676 - M8 x 1 x 55 - 8.8 d= M8 x 1, / = 55 mm, Festigkeitsklasse 8.8
Schrauben
Sechskantschrauben mit großen Schlüsselweiten
HV-Schrauben in StaHkonstruktionen
vgt. DlN 6914 (1989 10)
d M12 M16 M20 M22 M24 M27 M30 M36
SV 1 °’l -ö sw k d« 22 8 20 27 10 25 32 13 30 36 14 34 41 15 39 46 17 43,5 50 19 47,5 60 23 57
Cf er tb 3 5 23,9 21 29,6 26 35 31 39,6 32 45,2 34 50,9 37 55,4 40 66,4 48
Qj
1 b l
k ! von bis 30 95 40 130 45 155 50 165 60 195 70 200 75 200 85 200
Nennlängen/ 30, 35, 40, 45, 50, 55... 185, 190, 195, 200 mm
Sechskantschraube DIN 6914 - M12 x 65 d = M12, / = 65 mm (Festigkeitsklasse 10.9)
N
Sechskant-Passschrauben mit großen Schlüsselweiten vgl. DIN 7999 (1983-12)
HV-Schrauben in Stahlkonstruktionen
d M12 M16 M20 M22 M24 M27 M30
SV O SW k 21 8 19 27 10 25 34 13 32 36 14 34 41 15 39 46 17 43,5 50 19 47,5
~C1 ds bl 1 e ^min 13 22,8 18,5 17 29,6 22 21 37,3 26 23 39,6 28 25 45,2 29,5 28 50,9 32,5 31 55,4 35
Qj
b
40 120 45 160 50 180 55 200 55 200 60 200 65 200
k 1 von bis
Nennlängen/ 40, 45, 50, 55, 60, 65...180, 185, 190, 195, 200 mm
Passschraube DIN 7999 - M24 x 165 d= M24, / = 165 mm (Festigkeitsklasse 10.9; Seite 195)
Sechskantschrauben mit Dünnschaft vgl. DIN EN 24 015 (1991-12)
d M3 M4 M5 M6 M8 M10 M12 M16 IV120
SW -Cj SW k dw 5,5 2 4,4 7 2,8 5,7 8 3,5 6,7 10 4 8,7 13 5,3 11,4 16 6,4 14,4 18 7,5 16,4 24 10 22 30 12,5 27,7
Qj
e b1' b21 6 12 7,5 14 8,7 16 10,9 18 14,2 22 28 17,6 26 32 19,9 30 36 26,2 38 44 33 46 52
— b r
A
1 von bis 20 30 20 40 25 50 25 60 30 80 40 100 45 120 55 150 65 150
11 fürZ< 125 mm 2> für l> 125 mm Nennlängen/ 20, 25, 30...65, 70, 75, 80, 90, 100...130, 140, 150 mm
Sechskantschraube ISO 4015 - M6 x 45 - 8.8 d= M6, / = 45 mm, Festigkeitsklasse 8.8
Gewindefurchende Schrauben vgl. DIN 7500-1 (2000-01)
d M2 M2,5 M3 M4 M5 M6 M8 M10
max l+P i 4 dt 1,8 2,3 2,75 3,6 4,6 5,5 7,4 9,3
von bis 3 16 4 20 4 25 6 30 8 40 8 50 10 60 12 80
r—
Nennlängen/ 3, 4, 5, 6, 8, 10, 12, 16, 20, 25. .75, 80 mm
k
~T * i 1
weitere Angaben Übrige Maße nach DIN EN ISO 4017 (Seite 197) Toleranzen der Schrauben nach Produktklasse A (Seite 194)
Form DE: Sechskantkopf •=!> Schraube DIN 7500 - DE - M5 x 30 - St: DE Sechskantkopf, d= M5, l - 30 mm, Werkstoff Stahl
Sechskant-Passschrauben mit langem Gewindezapfen vgl. DIN 609(1995-02)
SW
rti
—- u
k l
1)für /s 50 mm
2) für / = 50...150 mm
3> für l > 150 mm
4) NL Nennlängen /
M8 M10 M12 M16 M20 M24 M30 M36 M42 M48
d M8 x1 M10 xl M12 x1,5 M16 x1,5 M20 x1,5 M24 x2 M30 x2 M36 x3 M42 x3 M48 x3
sw 13 16 18 24 30 36 46 55 65 75
k 5,3 6,4 7,5 10 12,5 15 19 22 26 30
dsk6 9 11 13 17 21 25 32 38 44 50
e 14,4 17,8 19,9 26,2 29,6 40 50,9 60,8 71,3 82,6
b” 14,5 17,5 20,5 25 28,5 - - - - -
b2' 16,5 19,5 22,5 27 30,5 36,5 43 49 56 63
b3' - - - 32 35,5 41,5 48 54 61 68
f von 25 30 32 38 45 55 65 70 80 85
bis 80 100 120 150 150 150 200 200 200 200
25, 28, 30, 32, 35, 38, 40, 42, 45, 48, 50, 55, 60...150, 160...200 mm
nl4'
Passschraube DIN 609 - M16x1,5x125- 8.8
d = M16 x 1,5; l = 125 mm, Festigkeitsklasse 8.8
Zylinderschrauben mit Innensechskant
DIN EN ISO 4762 (1998-02), Ersatz für DIN 912
SW
11 sonst Gewinde annähernd
bis zum Kopf
2) NL Nennlängen l
d M1,6 M2 M2,5 M3 M4 M5 M6 M8 MIO
sw 1,5 1.5 2 2,5 3 4 5 6 8
dk 3 3,8 4,5 5,5 7 8.5 10 13 16
k 1,6 2 2,5 3 4 5 6 8 10
b1' 15 16 17 18 20 22 24 28 32
für / 16 20 25 >25 >30 >30 >35 »40 >45
von 2,5 3 4 5 6 8 10 12 16
bis 16 20 25 30 40 50 60 80 100
d M12 M16 I M20 M24 M30 M36 M42 M48 M56
SW 10 14 17 19 22 27 32 36 41
dk 18 24 30 36 45 54 63 72 84
k 12 16 20 24 30 36 42 48 56
b1' 36 44 52 60 72 84 96 108 124
für / >45 >65 2: 80 >90 > 110 > 120 > 140 > 160 > 180
t von 20 25 30 35 40 45 60 70 80
bis 120 160 200 200 200 200 300 300 300
NL2'
2,5, 3, 4, 5, 6, 8, 10, 12, 16, 20, 25, 30...65, 70, 80... 150, 160, 180,
200...280, 300 mm
Produktklassen (Seite 194)
Gewinde d
M1,6...M56
Klasse
Zylinderschraube ISO 4762 - MIO x 55 - 10.9
d = M10, l = 55 mm, Festigkeitsklasse 10.9
Zylinderschrauben mit Innensechskant, niedriger Kopf
vgl. DIN 7984 (1985-05)
SW
für / < b: Gewinde an-
nähernd bis zum Kopf
2) NL Nennlängen l
d M3 M4 M5 M6 M8 M10 M12 M16 M20 M24
SW 4 2 5,5 2,5 7 3 8,5 4 10 5 13 7 16 8 18 12 24 14 30 17 36
k 2 12 2,8 14 3,5 16 4 18 5 22 6 26 7 30 9 38 11 46 13 54
t von bis 5 20 6 25 8 30 10 40 12 60 16 70 20 80 30 80 40 100 50 100
Nl2' 5, 6, 8, 10, 12, 16, 20, 25, 30...45, 50, 60...80, 90,100 mm
Zylinderschraube DIN 7984 - Ml2 x 60 - 8.8 d = M12, l = 60 mm, Festigkeitsklasse 8.8
Schrauben
Senkschrauben mit Innensecr skant
vgl. DIN EN ISO 10642 '1998-02). Ersatz für DIN 7991
k d M3 M4 M5 M6 M8 M10 M12 M16 M20
'S SLV 4 2 5,5 2,5 7,5 3 9,4 4 11,3 5 15,2 6 19,2 8 23,1 10 29 12 36
- k b1> 1,9 18 2,5 20 3,1 22 3,7 24 5 28 6,2 32 7,4 36 8,8 44 10,2 52
.
SW b von bis 8 30 8 40 8 50 8 60 10 80 12 100 20 100 30 100 35 100
l
•* •* Nennlängen / 8, 10, 12, 16, 20, 25...65, 70...80, 90, 100 mm
für /< b: Gewinde annähernd bis zum Kopf -=E> Senkschraube ISO 10 642 - M5 x 30 - 8.8 d= M5, l = 30 mm, Festigkeitsklasse 8.8
Zylind arschrauben mit Schlitz vgl. DIN EN ISO 1207 (1994-10), Ersatz für DIN 84
d M1,6 M2 M2,5 M3 M4 M5 M6 M8 M10
4 k 3 1,1 3,8 1,4 4,5 1,8 5,5 2 7 2,6 8,5 3,3 10 3,9 13 5 16 6
-G 1 n t 0,4 0,5 0,5 0,6 0,6 0,7 0,8 0,9 1,2 1,1 1,2 1,3 1,6 1,6 2 2 2,5 2,4
—
b von / U- bis 2 16 3 20 3 25 4 30 5 40 6 50 8 60 10 80 12 80
t
k 1 b Für / < 45 mm b^l; für / > 45 mm b = 38 mm
Nennlängen / 2, 3, 4, 5, 6, 8, 10, 12, 16, 20, 25...45, 50, 60, 70, 80 mm
Zylinderschraube ISO 1207 - M6 x 25 - 5.8 d = M5, / = 25 mm, Festigkeitsklasse 5.8
N
Flachkoptschrauber. mit Schlitz
Flachkopfschrauben mit kreuzschlitz
vgl. DIN EN ISO 1580 (1994-10), Ersatz für DIN 85
vg1 DIN EN ISO 7045 (1994 10), Ersatz für DIN 7985
d M1,6 M2 M2,5 M3 M4 M5 M6 M8 MIO
-ö dt 3,2 4 5 5,6 8 9,5 12 16 20
t b k k. 1,3 1,3 1,3 1,6 1,5 2,1 1,8 2,4 2,4 3,1 3 3,7 3,6 4,6 4,8 6 6 7,5
k l_ n t 0,4 0,4 0,5 0,5 0,6 0,6 0,8 0,7 1,2 1 1,2 1,2 1,6 1,4 2 1,9 2,5 2,4
K1> 0 1 2 3 4
- “Cf von / u- bis 3 16 3 20 3 25 4 30 5 40 6 50 8 60 10 60 12 60
k, l b Für l < 45 mm b «/; für l > 45 mm b = 38 mm
Nennlängen / 3, 4, 5, 6, 8, 10, 12, 16, 20, 25...45, 50, 60 mm
11 Kreuzschlitzgröße Kreuzschlitzformen Seite 201 Flachkopfschraube ISO 1580 - M4 x 16 - 4.8 d= M4, / = 16 mm, Festigkeitsklasse 4.8
Senkschrauben mit Schlitz
Senkschrauben mit Kreuzschlitz
vgl. DIN EN ISO 2009 (1994- 10), Ersatz für DIN 963
vgl. DIN EN ISO 7046 1 (1994-10), Ersatz für DIN 965
11 Kreuzschlitzgröße
Kreuzschlitzformen Seite 201
d M1,6 M2 M2,5 M3 M4 M5 M6 M8 MIO
dk 3 3,8 4,7 5,5 8,4 9,3 11,3 15,8 18,3
k 1 1,2 1,5 1,7 2,7 2,7 3,3 4,7 5
n 0,4 0,5 0,6 0,8 1,2 1,2 1,6 2 2,5
t 0,5 0,6 0,8 0,9 1,3 1,4 1,6 2,3 2,6
K" 0 1 2 3 4
von 2,5 3 4 5 6 8 8 10 12
1 bis 16 20 25 30 40 50 60 80 80
b Für/< 45 mm — b~l für / > 45 mm -* b = 38 mm
Nennlängen / 2,5, 3, 4, 5, 6, 8, 10, 12,16, 20, 25...45 50, 60, 70, 80 mm
Senkschraube ISO 7046 1 - M5 x 40 - 5.8 -H
d- ME >, / = 25 mm, Festigkeitsklasse 5.8, Kreuzschlitzform H
Schrauben
Gewindestifte mit Schlitz
vgl DIN 6N 27 434, 27 435, 27 436, 24 766 falle 1992-12)
Gültige Normen Ersatz für DIN
)l|\ EN ISO
27434 7434 553
27435 7435 417
27436 7436 438
24766 4766 551
C; mit Spitze
vj
m o' \ PW
i
mit Zapfen
T=> Jl — RJ
r t ,
mit Ringschneide .Sl Ä ./s°l I"
JL_ zzil kW
mit Kegelkuppe^
= *^1
TT 1
i V
d Ml,2 M1,6 M2 M2,5 M3 M4 M5 M6 M8 MIO M12
n 0,2 0,3 0,3 0,4 0,4 0,6 0,8 1,0 1,2 1,6 2
0,5 0,7 0,8 1 1,1 1,4 1,6 2 2.5 3 3,6
j dlmax 0,1 0,2 0,2 0,3 0,3 0,4 0,5 1,5 2 2,5 3
tu co z von l-1 bis 2 6 2 8 3 10 3 12 4 16 6 25 8 30 8 35 10 40 12 55 16 60
dimax - 0,8 1 1,5 2 2,5 3,5 4,3 5,5 7 8,5
LD lu co zmax - 1,1 1,3 1,5 1,8 2,3 2,8 3,3 4,3 5,3 6,3
Z Q04 von bis - 2,5 8 3 10 4 12 5 16 6 20 8 25 8 30 10 40 12 50 16 60
z <o rflmax - 0,8 1 1,2 1,4 2 2,5 3 5 6 8
LU CO r- , von Q <N l , . bis - 2 8 2,5 10 3 12 3 16 4 20 5 25 6 30 8 40 10 50 12 60
Z m 0,6 0,8 1 1,5 2 2,5 3,5 4 5,5 7 8,5
LU CD , von Q CM l bis 2 6 2 8 2 10 2,5 12 3 16 4 20 5 25 6 30 8 40 10 50 12 60
Nennlängen l 2, 2,5, 3, 4, 5, 6, 8, 10, 12, 16, 20, 25, 30...50, 55, 60 mm
Gewindestift ISO 7434 - IV16 x 25 - 14H d = M6, l = 25 mm, Härte 14H
Gewindestifte mit Innensechskant
vgl. DIN 913, 914, 915, 916 falle 1980-12)
Gewindestift DIN 913 - M6 x 25 - 45H
d = M6,1 = 25 mm, Härte 45H
mit Kegelkuppe fdin 913)
' Qj — Pt".
SW f - l /
mit Spitze (din 914)
‘ Qj — \
SW t - 1 y
mit Zapfen (din 915)
1 Qj ig
SW f l J
mit Ringschneide (DIN 916)
d M2 M2,5 M3 M4 M5 M6 M8 M10 M12 M16 M20
SW 0,9 1,3 1,5 2 2,5 3 4 5 6 8 10
e ~ 1 1,4 1,7 2,3 2,9 3,4 4,6 5,7 6,9 9,2 11.4
Anin 0,8 1,2 1,2 1,5 2 2 3 4 4,8 6,4 8
CO dimax 1 1,5 2 2,5 3,5 4 5,5 7 8,5 12 15
cd Z von 3 3 3 4 5 6 8 10 16 20 20
Q bis 10 10 20 20 25 35 40 40 40 40 50
-e dirnax - - - - - 1,5 2 2,5 3 4 5
Ol Z , von 3 4 4 5 6 8 10 12 16 20 20
D » . • bis 10 10 20 20 25 35 40 40 40 40 50
dimax 1 1,5 2 2,5 3,5 4 5,5 7 8,5 12 15
LO CD Zimax 1,3 1,5 1,8 2,3 2,8 3,3 4,3 5,3 6,3 8,4 -
z Q t von 4 4 5 6 8 8 10 12 16 20 25
bis 10 10 20 20 25 35 40 40 40 40 50
CD diniax 1 1,2 1,4 2 2,5 3 5 6 8 10 14
CD t von 3 3 4 5 5 6 8 12 16 20 25
O bis 10 10 20 20 25 35 40 40 40 40 50
3, 4, 5, 6, 8, 10, 12, 16, 20, 25, 30, 35, 40, 45, 50 mm
Nennlängen l
N
Berechnung von Schraubenverbindungen
N
Verspannungs-Schaubild F\j Vorspannkraft Richtwerte zur Vorwahl von Schaftschrauben
Belastung Betriebskraft je Schraube Fß1> in kN
EL statisch dynamisch 2,5 1,6 4 2,5 6,3 4 10 6,3 16 10 25 16 40 25 63 40
/ FK Kleninikraft fs Schrauben- gesamtkraft
' V 1/
| Festigkeitsklasse | 4.8, 5.6 5.8, 6.8 8.8 10.9 12.9 M6 M5 M5 M4 M4 M8 M6 M6 M5 M5 MIO M8 M8 M6 M5 M12 MIO M8 M8 M8 M16 M12 M10 M10 M8 M20 M16 M16 M12 M10 M24 M20 M16 M16 M12 M30 M24 M20 M16 M16
Ve de f, Ve riangerung r Schraube rkürzung Teile
h I A/ —— de
’h Für Dehnschrauben nächsthöhere Betriebskraftstufe wählen.
Vorspannkräfte und Anziehdrehmomente
Gewinde F» Schaftschrauben Dehnschrauben
1= 'S Vorspannkraft Fv in kN Anziehdrehmo- ment M/\ in N m in mm2 Vorspannkraft Fv in kN Anziehdrehmo- ment M/x in N m
0,08 Gesar 0,12 Weibi 0,14 ngszal 0,08 l^4‘ 0,12 0,14 0,08 Gesa 0,12 Wei bi 0,14 ngszal 0,08 il/z4> 0,12 0,14
M8 8.8 10.9 12.9 36,6 18,6 27,1 31,9 17,2 25,2 29,5 16,5 24,2 28,3 17,9 26,2 30,7 23,1 34 39,6 25,3 37,2 43,6 26,6 12,9 19 22,2 11,8 17,3 20,2 11,2 16,4 19,2 13,6 20 23,4 17,6 25,8 30,2 19,2 28,2 33
M8 x 1 8.8 10.9 12.9 39,2 20,3 29,7 34,8 18,8 27,7 32,4 18,1 26,6 31,1 18,8 27,7 32,4 24,8 36,4 42,6 27,3 40,1 47,1 29,2 14,6 21,5 25,1 13,4 19,6 23 12,7 18,7 21,9 13,6 20 23,4 17,6 25,8 30,2 19,2 28,2 33
M10 8.8 10.9 12.9 58,0 29,5 43,3 50,7 27,3 40,2 47 26,2 38,5 45 36 53 61 46 68 80 51 75 88 42,4 20,7 30,4 35,6 18,9 27,7 32,4 17,9 26,4 30,8 25 37 43 32 47 55 35 51 60
M10x1,25 8.8 10.9 12.9 61,2 31,5 46,5 54,4 29,4 43,2 50,6 28,3 41,5 48,6 37 55 64 49 72 84 54 80 93 45,6 22,7 33,5 39,2 20,9 30,6 35,9 19,9 29,2 34,4 27 40 46 35 51 60 38 56 65
M12 8.8 10.9 12.9 84,3 43 63 73,9 39,9 58,5 68,5 38,3 56,2 65,8 61 90 105 80 117 137 87 128 150 61,7 30,3 44,6 52,1 27,6 40,6 47,7 26,3 38,6 45,2 43 63 74 55 81 95 60 88 103
M12x1,5 8.8 10.9 12.9 88,1 48,2 70,8 82,7 45 66 72,3 43,2 63,5 74,3 65 96 112 87 128 150 96 141 165 65,8 35 52 61 32,6 47,8 56 31 45,7 53,4 48 71 83 63 93 108 69 102 119
M16 8.8 10.9 12.9 157 81 119 140 75,3 111 130 72,4 106 124 147 216 253 194 285 333 214 314 367 117 58,4 85,8 100 53,4 78,5 91,8 51 74,8 87,5 106 156 182 137 202 236 150 221 258
M16x1,5 8.8 10.9 12.9 167 88 129 151 82,2 121 141 79,2 116 136 154 227 265 207 304 355 229 336 394 128 65,5 96,2 113 60,2 88,4 104 57,4 84,5 99 115 169 197 151 222 260 166 244 285
M20 8.8 10.9 12.9 245 131 186 218 121 173 202 117 166 194 297 423 495 391 557 653 430 615 720 182 92 134 157 86 123 144 82 117 137 215 306 358 278 395 462 304 432 505
M20x1,5 8.8 10.9 12.9 272 149 212 247 138 200 231 134 190 225 320 455 533 433 618 721 482 685 802 210 113 160 188 104 148 173 100 142 166 242 345 402 322 460 540 355 508 594
M24 8.8 10.9 12.9 353 188 268 313 175 250 291 168 238 280 512 730 855 675 960 1125 743 1060 1240 262 136 193 225 124 177 207 118 168 196 370 527 617 480 682 800 523 745 871
M24x2 8.8 10.9 12.9 384 210 300 350 196 280 327 189 268 315 545 776 908 735 1046 1224 816 1160 1360 295 158 224 263 145 207 242 139 198 230 410 582 682 543 775 905 600 852 998
Z\s S Spannungsquerschnitt 2) Aj -> Sj- Schaftquerschnitt, Taillendurchmesser dy ~ 0,9 • da 3) FFestigkeitsklasse der Schraube 41 Gesamtreibungszahl: Schraube MoS2-geschmiert oder verkadmet —>// = 0,08; Schraube geölt —> fi = 0,12; Schraube mit mikroverkapseltem Klebstoff gesichert —> fi = 0,14
Senkungen für Senkschrauben mit Einheitsköpfen nach DIN ISO 7721
vgl, DIN 66 (1990-04)
/ /
\ 2Z
Nenngröße 1,6 2 2,5 3 3,5 4 5 5,5
Metr. Schrauben Ml,6 M2 M2,5 M3 M3.5 M4 M5 -
Blechschrauben - ST2,2 - ST2,9 ST3.5 ST4.2 ST4.8 ST5,5
d| H13 (mittel) 1,8 2,4 2,9 3,4 3,9 4,5 5,5 6
3,6 4,4 5,5 6,3 8,2 9,4 10,4 11,5
Grenzabmaße für d2 +0,1 0 +0,2 0 + 0,25 0
ti » 1,0 1,1 1,4 1,6 2,3 2,6 2,6 2,9
Nenngröße 6 8 10 12 14 16 18 20
Metr. Schrauben M6 M8 MW M12 M14 M16 M18 M20
Blechschrauben ST6.3 STB ST9.5 - - - -
di H13 (mittel) 6,6 9 11 13,5 15,5 17,5 20 22
d2 12,6 17,3 20 24 28 32 36 40
Grenzabmaße für d2 +0,25/0 +0,3/0 +0,4/0
fl - 3,1 4,3 4,7 5,4 6,4 7-5 8,2 9,2
Anwendung für Schrauben:
• Senkschrauben mit Schlitz DIN EN ISO 2009
• Senkschrauben mit Kreuzschlitz DIN EN ISO 7046-1
• Linsensenkschrauben mit Schlitz DIN EN ISO 2010
• Linsensenkschrauben mit Kreuzschlitz DIN EN ISO 7047
• Senk-Blechschrauben mit Schlitz DIN ISO 1482
• Senk-Blechschrauben mit Kreuzschlitz DIN ISO 7050
• Linsensenk-Blechschrauben mit Schlitz DIN ISO 1483
• Linsensenk-Blechschrauben mit Kreuzschlitz DIN ISO 7051
• Gewindeschneidschrauben DIN 7513 und DIN 7516
• Gewindefurchende Schrauben DIN 7500
«=£* Senkung DIN 66-8: Nenngröße 8 (metr. Gewinde M8 bzw. Blechschrauben-
gewinde ST8)
Senkungen für Senkschrauben
vgl. DIN 74-1 (2000-11)
90°±1°
Form A und Form F
d-i
Form E
Gewinde- 0 1,6 2 2,5 3 4 4,5 5 6 7 8
I Form A d, H13 1,8 2,4 2,9 3,4 4,5 5 5,5 6,6 7,6 9
d2 H13 3,7 4,6 5,7 6,5 8,6 9,5 10,4 12,4 14,4 16,4
f, « 0,9 1,1 1,4 1,6 2,1 2,3 2,5 2,9 3,3 3,7
Anwendung der Form A für: • Senk-Holzschrauben DIN 97 und DIN 7997 • Linsensenk-Holzschrauben DIN 95 und 7995 Senkung DIN 74 - A4: Form A, Gewindedurchmesser 4 mm
Gewinde-0 10 12 16 20 22 24
I Form E di H13 10,5 13 17 21 23 25
d2H13 19 24 31 34 37 40
t,™ 5,5 7 9 11,5 12 13
a 75° ± 1° 60° ± 1°
Anwendung der Form E für: • Senkschrauben für Stahlkonstruktionen DIN 7969 =£> Senkung DIN 74 - E12: Form E, Gewindedurchmesser 12 mm
Gewinde- 0 3 4 5 6 8 10 12 14 16 20
E o di H13 3,4 4,5 5,5 6,6 9 11 13,5 15,5 17,5 22
d2 H13 7,5 10 12,5 14,5 19 23,5 28 32 35 41,5
h 1,8 2,4 3,1 3,6 4,6 6 7 8 8,5 9,5
Anwendung der Form Ffür: • Sonk.M-lihiuben mit Innensechskant DIN EN ISO 10642 (Ersatz für DIN 7991) -*► Senkung DIN 74 - F12: Form F, Gewindedurchmesser 12 mm
Senkum
Senkdurchmesser und Senktiefe für Schrauben mit Zylinderkopf vgL DIN 974-1 (1991 05)
d 3 4 5 6 8 10 12 16 20 24 27 30 36
3,4 4,5 5,5 6,6 9 11 13,5 17,5 22 26 30 33 39
£IH lP Reihe 1 6,5 8 10 11 15 18 20 26 33 40 46 50 58
Reihe 2 7 9 11 13 18 24 - - - - - - -
Reihe 3 6,5 8 10 11 15 18 20 26 33 40 46 50 58
Reihe 4 7 9 11 13 16 20 24 30 36 43 46 54 63
Reihe 5 9 10 13 15 18 24 26 33 40 48 54 61 69
/ Reihe 6 8 10 13 15 20 24 33 43 48 58 63 73 -
ISO 1207 2,4 3,0 3,7 4,3 5,6 6,6 - - - - - - -
— ISO 4762 3,4 4,4 5,4 6,4 8,6 10,6 12,6 16,6 20,6 24,8 31,0 34,0 37,0
DIN 7984 2,4 3,2 3,9 4,4 5,4 6,4 7,6 9,6 11,6 13,8 - - -
= Ra 37/ Reihe Schrauben mit Zylinderkopf ohne Unterlegteile
1 Schrauben ISO 1207, ISO 4762, DIN 6912, DIN 7984
2 Schrauben ISO 1580, DIN 7985
Schrauben mit Zylinderkopf und folgenden Unterlegte!len:
3 Schrauben ISO 1207, ISO 4762, DIN 7984 mit Federringen DIN 7980
4 Scheiben DIN 433-1 und DIN 433-2 Federscheiben DIN 137 Form A Federringe DIN 128 + DIN 6905 Zahnscheiben DIN 6797 Fächerscheiben DIN 6798 Fächerscheiben DIN 6907
5 Scheiben DIN 125-1 und DIN 125-2 Scheiben DIN 6902 Form A Federscheiben DIN 137 Form B Federscheiben DIN 6904
6 Spannscheiben DIN 6796 Spannscheiben DIN 6908
Für Schrauben ohne Unterlegteile
N
Sepkdurchmesser für Sechskantschrauben und Sechskantmuttern vgl. DIN 974-2 (1991-05)
d 4 5 6 8 10 12 14 16 20 24 27 30 33 36 42
o-inu s 7 8 10 13 16 18 21 24 30 36 41 46 50 55 65
1 -x/ dh H13 4,5 5,5 6,6 9 11 13,5 15,5 17,5 22 26 30 33 36 39 45
I . CO Reihe 1 13 15 18 24 28 33 36 40 46 58 61 73 76 82 98
ZE Reihe 2 15 18 20 26 33 36 43 46 54 73 76 82 89, 93 107
d 1113 Reihe 3 10 11 13 18 22 26 30 33 40 48 54 61 69 73 82
Sechskant- schrauben 3,2 3,9 4,4 5,7 6,8 8,1 10,6 13,1 15,8 19,7 23,5
— — — —
^/ = oder \ , Ra /rTTs Reihe 1: für Steckschlüssel DIN 659, DIN 896, DIN 3112 oder Steckschlüsseleinsätze DIN 3124 Reihe 2: für Ringschlüssel DIN 838, DIN 897 oder Steckschlüsseleinsätze DIN 3129 Reihe 3: für Ansenkungen bei beengten Raumverhältnissen (für Spannscheiben nicht geeignet) 21 Für Sechskantschrauben ISO 4014, ISO 4017, ISO 8765, ISO 8676 ohne Unterlegteile
Berechnung der Senktiefe für bündigen Abschluss (für DIN 974-1 und DIN 974-2)
Ermittlung der Zugabe Z
Gewinde- Nenn-0 d von 1 bis 1,4 über 1,4 bis 6 über 6 bis 20 über 20 bis 27 über 27 bis 100
Zugabe Z 0,2 0,4 0,6 0,8 1,0
Senktiefe3'
~ ^rnax + ^max + Z
t Senktiefe
krnax maximale Kopfhöhe der Schraube
br..ax maximale Höhe des Unterlegteiles
Z Zugabe entspr. dem Gewinde-Nenndurchmesser
(vgl. Tabelle)
3) Falls die Werte £max und /7max nicht zur Verfügung stehen, können näherungsweise die
Werte k und h verwendet werden.
Hinweis: DIN 974 sieht keine Kurzbezeichnung für Senkungen vor.
Bezeichnung von Muttern
Beispiele: Sechskantmutter
Muttern
vgl. DIN 962 (2001-11)
Nutmutter
Sechskantmutter
ISO 4032
ISO 1804
EN 1661
M12
M40x 1,5
M12
w
10
8
Benennung ISO-, DIN-, EN-Haupt- nummer11 Gewinde d, z. B. Metrisches Regelgewinde Metrisches Feingewinde Festigkeitsklasse, z. B. 05, 8,10
Ausführung: w ungehärtet und geschliffen h gehärtet und plangeschliffen Werkstoff: z. B. ST Stahl, GT Temperguss
DIN EN-Norm:
oder:
Beispiel: DIN EN 24032:
Muttern, die nach DIN EN ISO genormt sind, erhalten in der Bezeichnung die ISO-Hauptnummer.
DIN EN ISO-Norm: ISO-Hauptnummer = DIN EN ISO-Nummer
Muttern, die nach DIN EN genormt sind, erhalten in der Bezeichnung die EN- oder die ISO-Hauptnummer.
EN-Hauptnummer = DIN EN-Nummer
ISO-Hauptnummer = (DIN EN-Nummer - 20000)
ISO-Hauptnummer = 24032 - 20000 - 4032
Muttern, die nach DIN genormt sind, erhalten in der Bezeichnung die DIN-Nummer.
Festigkeitsklassen von Muttern
10 /' e
Festigkeits-
klasse .
vgl. DIN EN 20898-2 (1994-02), 20898-6(1992-10)
Mui Festig- keits- klasse ter Höhe m mit Rege Gewinde Typ1 zulässig Mu gewinde bereich d Typ 221 e Kombination Mutt tter mit Fein Gewinde Typ 1 er/Schraube1} gewinde bereich d Typ 2 Schraube Festig- keits- klasse
4 > 0.8 d M20...M36 — — — bis 4.8
5 M5 ...M36 — — — bis 5.8
6 M5 ...M36 — M8x 1...M36X3 — bis 6.8
8 M5 ...M36 M20...M36 M8x1. .M36 x 3 M8 x 1...M16 x 1,5 bis 8.8
9 M5 ...M16 M5 ...M16 — — bis 9.8
10 M5 ...M36 — M8 x 1...M16X 1,5 M8x 1...M36x3 bis 10.9
12 M5 ...M16 M5 ...M36 — M8x 1...M16X 1,5 bis 12.9
04 < 0.8 d Muttern der Festigkeitsklassen 04 und 05 sind nicht in Typ 1 oder Typ 2 eingeteilt. Sie sind geringer belastbar als Muttern mit der Höhe m > 0.8 d.
05
1) Werden Muttem und Schrauben innerhalb der angegebenen Bereiche miteinander kombi-
niert. so können die Verbindungen nach untenstehender Tabelle belastet werden.
21 Muttern des Typs 2 sind ca. 10% höher als Muttern des Typs 1.
Zulässige Längskräfte F11 für Muttern und Schrauben
Gewinde d zulässige Längskraft Fin kN für Festigkeitsklasse der Schraube Gewinde d zulässige Längskraft Fin kN für Festigkeitsklasse der Schraube
4.8 5.8 6.8 8.8 9.8 10.9 12.9 4.8 5.8 6.8 8.8 9.8 10.9 12.9
M5 4,40 5,40 6,25 8,23 9,23 11,8 13,8 M16x 1,5 51,8 63,5 73,5 96,9 109 139 162
M6 6,23 7,64 8,84 11,6 13,1 16,7 19,5 M20 76,0 93,1 108 147 - 203 238
M8 11,4 13,9 16,1 21,2 23,8 30,4 35,5 M20x 1,5 84,0 103 120 163 - 226 264
M8 x 1 12,2 14,9 17,2 22,7 25,5 32,5 38,0 M24 109 134 155 212 - 293 342
M10 18,0 22,0 25,5 33,7 37,7 48,1 56,3 M24 x 2 119 146 169 230 - 319 372
M10x 1 20,0 24,5 28,4 37,4 41,9 53,5 62,7 M30 174 213 247 337 - 466 544
M12 26,1 32,0 37,1 48,9 54,8 70,0 81,8 M30 x 2 192 236 273 373 - 515 602
M12 x 1,5 28,6 35,0 40,5 53,4 59,9 76,4 89,3 M36 253 310 359 490 - 678 792
M16 48,7 59,7 69,1 91,0 102 130 152 M36 x 3 268 329 381 519 - 718 838
1) Bei Belastungen bis zur Kraft / besieht keine Gefahr gegen das Abstreifen der Gewinde, wenn Muttern mit
der Höhe m > 0.8 dverwendet wuidun.
MfcSEW 1
Bild Ausführung, Norm bereich von ... bis W11 Norm Bild Ausführung, Normbereich von ... bis w1> Norm
Sechskantmutter
Typ 1 DIN EN ISO 4032 Typ 1 DIN EN ISO 8673
M3...M36 6; 8; 10 M8 x 1...M12 x 1,5 10
M1,6...M2,5 und M42...M63 2) M16x1,5...M36x3 6; 8
M42 x 3...M64 x 4 2)
Sechskan Typ 2, M5...M36 9; 12 DIN EN ISO 4033 Typ 2, M8x 1...M36x3 8; 10; 12 DIN EN ISO 8674
tmuttern, niedrige Form
8 < M1,6...M2,5 2) DIN EN 24 035 M8 x 1...M36x3 04; 05 DIN EN ISO 8675
M3...M36 04; 05 fi
M42 x 3...M63 x 4 2)
M42...M64 2)
Sechskantmuttern mit Klemmteil, nichtmetallischer Einsatz Sechskantmuttern mit Klemmteil, Ganzmetallmuttern
Typt Regelgewinde, M3...M36 5; 8; 10 DIN EN ISO 7040 Typ 1, Regelgewinde, M5...M36 5; 8; 10 DIN EN ISO 7719
niedrige Form, Regelgewinde, M3...M36 04; 05 DIN EN ISO 10511 Typ 2, Regelgewinde, M5...M36 5; 8; 10; 12 DIN EN ISO 7042
Typl, Feingewinde, M8 x 1...M36 x 3 6; 8; 10 DIN EN ISO 10512 Typ 2, Feingewinde, M8x 1...M36X3 8; 10; 12 DIN EN ISO 10513
Sechskantmuttern, weitere Formen
3 W mit Flansch, M5...M20 8; 10; 12 DIN EN 1661 mit großen Schlüssel weiten, HV-Verbindungen im Stahlbau, M12...M36 10 DIN 6915
mit Flansch und Klemmteil, M5...M20 8; 10 DIN 1663
S© mit Bund, hohe Form M6...M48 8; 10 DIN 6331 Schweißmuttern, M3...M16, M8 x 1...M16 x 1,5 St DIN 929
Kronenmuttern Hutmuttern
hohe Form, M4...M36 M8 x 1...M36 x 3 6; 8; 10 DIN 935 1 hohe Form, M4...M24, M8x 1...M24X2 6 DIN 1587
M42...Ml00 x 6 M42 x 3...M100 x 4 2)
niedrige Form, M4...M36, M8x 1...M36x3 5; 6 DIN 917
niedrige Form, M6...M36 M8x1...M36x3 04; 05 DIN 979
M42...M48, M42 x 3...M48 x 3 2)
M42...M48 M42 x 3...M48 x 3 2)
D W Werkstoff: Festigkeitsklasse, z.B. 04, 05, 6, 8, 9,10, 12 (Seite 207); St Stahl 2) Festigkeitsklasse nach Vereinbarung
Muttern
Bild Ausführung, Normbereich von ... bis W” Norm Bild Ausführung, Norm bereich von ... bis w1' Norm
Ringmuttern, Ringschrauben Rändel muttern
i i Ringmuttern, M8...M100 x 6, M20 x 2...M100 x 4 C15 DIN 582 hohe Form, M1...M10 5 DIN 466
—\ । Ringschrauben. Gewinde wie Ringmuttern CI 5 DIN 580 niedrige Form, M1...M10 5 DIN 467
Nutmuttern Kreuzloch muttern
Ausführungen w oder h, M6...M200 x 3 5 DIN 1804 Ausführungen w oder h, M6...M200x3 5 DIN 1816
für Wälzlager, M10 x 1...M200 x 3 11H DIN 981
Flügelmuttern Spann schlossm uttern
M4 ..M24 St, GT DIN 315 Sechskantstahl, M6...M30 St DIN 1479
Sichern n gsm utter n Splinte
M4...M30 Feder- stahl DIN 7967 (£> - 0,6 x 4...20 x 80 St DIN EN ISO 1234
0 W Werkstoff: Festigkeitsklasse, z.B. 5, 6, 8 oder Härte, z.B. 6H, 11H oder Stahl, z.B. St, C15 oder Temperguss GT
Sechskantmuttern mit Regelgewinde, Typ 1 und niedrige Form vgl. DIN EN ISO 4032,4035 (2001-03)
Gültige Norm DIN EN ISO Ersatz für d M1,6 M2 M2,5 M3 M4 M5 M6 M8 MIO
DIN EN DIN sw 3,2 4 5 5,5 7 8 10 13 16
4032 4035 24032 24035 934 439 d^ e 2,4 3,4 3,1 4,3 4,1 5,5 4,6 6 5,9 7,7 6,9 8,8 8,9 11,1 11,6 14,4 14,6 17,8
sw T "e e 1,3 1 1,6 1,2 2 1,6 2,4 1,8 3,2 2,2 4,7 2,7 5,2 3,2 6,8 4 8,4 5
m
Qj d M12 M16 M20 M24 M30 M36 M42 M48 M56
sw d\N e 18 16,6 20 24 22,5 26,8 30 27,7 33 36 33,3 39,6 46 42,8 50,9 55 51,1 60,8 65 60 71,3 75 69,5 82,6 85 78,7 93,6
Produktklassen (Seite 195) £ E 10,8 6 14,8 8 18 10 21,5 12 25,6 15 31 18 34 21 38 24 45 28
Klasse
A
B
Gewinde d
M1.6...M16
M20...M64
Sechskantmutter ISO 4032 - M24 -10: d = M24, Festigkeitsklasse 10
11 DIN EN ISO 4032: Sechskantmutter Typ (Normalhöhe)
21 DIN EN ISO 4035: Sechskantmutter niedrige Form
vgl. DIN EN ISO 4033 (2001-03), Ersatz für DIN EN 24033
Sechskantmuttern mit Regelgewinde,
Typ 2 (hohe Form)
SW
£ ö
Produktklassen siehe
DIN EN ISO 4032
d M5 M6 M8 MIO M12 M16 M20 M24 M30 M36
sw 8 10 13 16 18 24 30 36 46 55
6,9 8,9 11,6 14,6 16,6 22,5 27,7 33,2 42,7 51,1
e 8,8 11,1 14,4 17,8 20 26,8 33 39,6 50,9 60,8
m 5,1 5,7 7,5 9,3 12 16,4 20,3 23,9 28,6 34,7
Sechskantmutter ISO 4033 - M6 - 8: rf M6, Festigkeitsklasse 8
Sechskantmuttern mit Feingewinde, Typ 1 und Typ 2 vgl. DIN EN ISO 8673,8674 (2001 03)
Gültige Norm DIN EN ISO Ersatz 3INEN für DIN d M8 x1 M10 x1,5 M12 x1,5 M16 x1,5 M20 x1,5 M24 x2 M30 x2 M36 x3 M42 x3 M48 x3 M56 x3
8673 8674 28673 28674 934 971 SW C?w e 13 11,6 14,4 16 14,6 17,8 18 16,6 20 24 22,5 26,8 30 27,7 33 36 33,3 39,6 46 42,8 50,9 55 51,1 60,8 65 60 71,3 75 69,5 82,6 85 78,7 93.6
sw
«,
m2} 6,8 7,5 8,4 9,3 10,8 12 14,8 16,4 18,0 20,3 21,5 23,9 25,6 28,6 31,0 34,7 34,0 38,0 45,0
Sechskantmutter ISO 8673 - M20 x 1,5 - 8: d= M20 x 1,5; Festigkeitsklasse 8
Produktklassen siehe DIN EN ISO 4032 1) DIN EN ISO 8673: Sechskantmuttern Typ 1 21 DIN EN ISO 8674: Sechskantmuttern Typ 2 (höhere Form)
Sechskantmuttern mit Feingewinde, niedrige Form vgl. DIN en ISO 8675 (2001-03), Ersatz für DIN EN 28675
d M8 x1 M10 x1,5 M12 x1,5 M16 x1,5 M20 x1,5 M24 x2 M30 x2 M36 x3 M42 x3 M48 x3 M56 x3
w L: —1 t?] *
SW c/w 13 11,6 16 14,6 18 16,6 24 22,5 30 27,7 36 33,3 46 42,8 55 51,1 65 60 75 69,5 85 78,7
m e m 14,4 4 17,8 5 20 6 26,8 8 33 10 39,6 12 50,9 15 60,8 18 71,3 21 82,6 24 93,6 28
Produktklassen siehe DIN EN ISO 4032 Sechskantmutter ISO 8675 - M12 x 1,5 - 05: M12 x 1,5; Festigkeitsklasse 05
Sechskantmuttern mit Klemmteil, Typ 1 vgl. DIN EN ISO 7040,10 512 (1998 02)
Gültige Norn DIN EN ISO n Ersatz für DIN d M3 M4 M5 M6 M8 M10 M12 M16 M20 M24 M30 M36
- - - - M8 x1 MIO x1 M12 x1,25 M16 x1,5 M20 x1,5 M24 x2 M30 x2 M36 x3
7040 10512 982
SW dw e 5,5 4,6 6,0 7 5,9 7,7 8 6,9 8,8 10 8,9 11,1 13 11,7 14,4 16 14,6 17,8 18 16,6 20 24 22,5 26,8 30 27,7 33 36 33,3 39,6 46 42,8 50,9 55 51,1 60,8
s Qj
h m 4,5 2,2 6 2,9 6,8 4,4 8 4,9 9,5 6,4 11,9 8 14,9 10,4 19,1 14,1 22,8 16,9 27,1 20,2 32,6 24,3 38,9 29,4
Sechskantmutter ISO 7040 - M16 - 10: d = M16, Festigkeitsklasse 10
I m DIN EN ISO 7040: Muttern mit Regelgewinde DIN EN ISO 10512: Muttern mit Feingewinde
HV1l-Sechskantmuttern für Stahlkonstruktionen vgl. DIN 6915 (1999-12)
d M12 M16 M20 M22 M24 M27 M30 M36
0 w \. I O SW 22 20 27 25 32 30 36 34 41 39 46 43,5 50 47,5 60 57
e m 23,9 10 29,6 13 35 16 39,6 18 45,2 20 50,9 22 55,4 24 66,4 29
W.
m =E> Sechskantmutter DIN 6915 - M24: d= M24 (Festigkeitsklasse 10, Seite 208)
HV: hochfest vorgespannte Verbindungen
Sechskantmuttern mit Flansch vgl. DIN EN 1661 (1998-02), Ersatz für DIN 6923
d M5 M6 M8 M10 M12 M16 M20
Qj SW 1 SW (fw rfc 8 9,8 11,8 10 12,2 14,2 13 15,8 17,9 15 19,6 21,8 18 23,8 26 24 31,9 34,5 30 39,9 42,8
e m 8,8 5 11,1 6 14,4 8 17,8 10 20 12 26,8 16 33 20
l_L
m —
=E> Sechskantmutter DIN EN 1661 - M16 - 10: d Ml6, Festigkeitsklasse 10
Muttern
Sechskant-Hutmuttern, hohe Form vgl. DlN 1587 (2000-10)
Nutm uttern
M4 M5 M6 M8 M10 M12 M16 M20 M24
d - M8 x1 M10 xl M12 x1,5 M16 x1,5 M20 x2 M24 x2
SW 7 8 10 13 16 18 24 30 36
rfi 6,5 7,5 9,5 12,5 15 17 23 28 34
m 3,2 4 5 6,5 8 10 13 16 19
e 7,7 8,8 11,1 14,4 17,8 20 26,8 33,5 40
h 8 10 12 15 18 22 28 34 42
t 5,3 7,2 7,8 10,7 13,3 16,3 21,4 25,6 30,5
92 92 = 2 P (P Gewindesteigung) Gewindefreistich DIN 76-1-D
Hutmutter DIN 1587 - M20 - 6: d = M20, Festigkeitsklasse 6
vgl. DIN 1804(1971-03)
~oT
b h*
d M16 x1,5 M20 x1,5 M24 xl,5 M30 x1,5 M35 x1,5 M40 x1,5 M45 x1,5 M50 x1,5 M55 x1,5 M60 x1,5 M65 x1,5
dx 32 36 42 50 55 62 68 75 80 90 95
27 30 36 43 48 54 60 67 70 80 85
b 5 6 6 7 7 8 8 8 10 10 10
h 7 8 9 10 11 12 12 13 13 13 14
Nutmutter DIN 1804 - M16 x 1,5 - h:
d= M16 x 1,5; Ausführung h: gehärtet und plangeschliffen
Sicherungsbleche für Nutmuttern nach DIN 1804
vgl. DIN 462(1973-09)
s
J
Wellen-
Nut
d, H11 16 20 24 30 35 40 45 50 55 60 65
d2 32 36 42 50 55 62 68 75 80 90 95
s 1 1 1 1,2 1,2 1,2 1,2 1,2 1,2 1,5 1,5
9 13,5 17,5 21,6 27,5 32,6 37,3 42,4 47,4 52,3 57,3 62,3
h 3 4 4 5 5 5 5 5 6 6 6
feil 5 6 6 7 7 8 8 8 8 10 10
fmax 13,4 17,4 21,5 27,4 32,5 37,2 42,2 47,2 52,1 57,1 62,1
n H11 5 6 6 7 7 8 8 8 8 10 10
Sicherungsblech DIN 462 -16: di = 16 mm
Ringmuttern und Ringschrauben
vgl. DIN 582 (1971-04), DIN 580 (1972-03)
M8 M10 M12 M16 M20 M24 M30 M36 M42 M48 M56
d — M20 M24 M30 M36 M42 M48 M56
x2 x2 x2 x3 x3 x3 x4
l 13 17 20,5 27 30 36 45 54 63 68 78
dx 20 25 30 35 40 50 60 70 80 90 100
d2 36 45 54 63 72 90 108 126 144 166 184
d3 20 25 30 35 40 50 65 75 85 100 110
h 36 45 53 62 71 90 109 128 147 168 187
zulässige Kraft Fin kN
1,4 2,3 3,3 6,9 11,8 17,7 35,3 50 68,7 86 112
45- 0,9 1,7 2,4 4,9 8,2 12,5 25,5 36,3 49 59,8 81
-o Ringschraube DIN 580 - M36 x 3: d = M36 x 3 (Werkstoff C15)
-o Ringmutter DIN 582 - MIO: d = 10 mm (Werkstoff C15)
N
Kronenmuttern
vgl. DIN 935-1 DIN 979 (beide 2000-10)
Form bis MIO
Form ab M12
m _ 5
M4 M5 M6 M8 MIO M12 M16 M20 M24 M30
DIN d - M8 x1 M10 x1,25 M12 x1,5 M16 x1,5 M20 x2 M24 x2 M30 x2
di 5,8 6,8 8,8 11,3 15,3 17,2 22,2 27,7 33,2 42,7
935 w 3,2 4 5 6,5 8 10 13 16 19 24
m 5 6 7,5 9,5 12 15 19 22 27 33
d. - - 8,8 11,3 15,3 17,2 22,2 27,7 33,2 42,7
979 w - - 2,5 3,5 4 5 7 10 11 15
m - - 5 6,5 8 10 13 16 19 24
935, 979 n 1,2 1,4 2 2,5 2,8 3,5 4,5 4,5 5,5 7
s 7 8 10 13 16 18 24 30 36 46
e 7,7 8,8 11,1 14,4 17,8 20 26,8 33 39,6 50,9
Kronenmutter DIN 935 - M20 - 8: d = M20, Festigkeitsklasse 8
Splinte
DIN 935: Normalausführung; DIN 979: niedrige Form
vgl. DIN EN ISO 1234 (1998-02), Ersatz für DIN 94
d” 1 1,2 1,6 2 2,5 3,2 4 5 6,3 8
b l b c a 3 1,6 1,6 3 2 2,5 3,2 2,8 2,5 4 3,6 2,5 5 4,6 2,5 6,4 5,8 3,2 8 7,4 4 10 9,2 4 12,6 11,8 4 16 15 4
-4— 1 von bis 6 20 8 25 8 32 10 40 12 50 14 63 18 80 22 100 28 125 36 160
B , 0» über di ' u- 1 bis 3,5 4,5 4,5 5,5 5,5 7 7 9 9 11 11 14 14 20 20 27 27 39 39 56
-ö — Nenn- längen 6, 8,10,12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 71, 80, 90, 100. 112, 125, 140, 160 mm
Splint ISO 1234 - 2,5 x 32 - St: d = 2,5 mm, / = 32 mm, Werkstoff: Stahl
1) d Nenngröße = Splintlochdurchmesser 2> di zugehörende Schraubendurchmesser
Sechskant-Schweißmuttern vgl. DIN 929 (2000-01)
hr t-— [ d d1 M3 4,5 M4 6 M5 7 M6 8 M8 10,5 M10 12,5 M12 14,8 M16 18,8
m 3 0,3 3,5 0,3 4 0,3 5 0,4 6,5 0,4 8 0,5 10 0,6 13 0,8
1 m nF - h
s e 7,5 8,2 9 9,8 10 11 11 12 14 15.4 17 18,7 19 20,9 24 26,5
Schweißmutter DIN 929 - M12 - St: d- M12, Werkstoff: Stahl
=»>
Rändelmuttern vgl. DIN 466, 467 (1986-09)
d M1,2 M1.6 M2 M2,5 M3 M4 M5 M6 M8 MIO
dk 6 7,5 9 11 12 16 20 24 30 36
ds 3 3,8 4,5 5 6 8 10 12 16 20
k 1,5 2 2 2,5 2,5 3,5 4 5 6 8
h1' 4 5 5,3 6,5 7,5 9.5 11,5 15 18 23
2 2,5 2,5 3 3 4 5 6 8 10
Rändelmutter DIN 467 - M6 -5: d = M6, Festigkeitsklasse 5
DIN 466: hohe Form; 2} DIN 467: niedrige Form
Bezeichnungsbeispiel:
11 Nichtrostender Stahl, Stahlgruppe A2
Hache Scheiben mit Fase, normale Reihe
vgl. DIN EN ISO 7090 (2000-11), Ersatz für DIN 125-1+2
Scheiben mit Härteklasse 200 HV
sind u.a. geeignet für:
• Sechskantschrauben mit Festig-
keitsklassen < 8,8
o Sechskantmuttern mit Festigkeits-
klassen < 8
• Sechskantschrauben und -muttern
aus nichtrostendem Stahl
Scheiben mit Härteklasse 300 HV
sind u.a. geeignet für:
• Sechskantschrauben mit Festig-
keitsklassen < 10,9
• Sechskantmuttern mit Festigkeits-
klassen <10
für Gewinde M5 M6 M8 MIO M12 M16 M20
Nenngröße 5 6 8 10 12 16 20
di min.11 5,3 6,4 8,4 10,5 13,0 17,0 21,0
d2 max. 11 10,0 12,0 16,0 20,0 24.0 30,0 37,0
h” 1 1,6 1,6 2 2,5 3 3
für Gewinde M24 M30 M36 M42 M48 M56 M64
Nenngröße 24 30 36 42 48 56 64
di min.1) 25,0 31,0 37,0 45,0 52,0 62,0 70,0
d2 max.11 44,0 56,0 66,0 78,0 92,0 105,0 115,0
h1’ 4 4 5 8 8 10 10
Werkstoffe 21 Stahl Nichtrostender Stahl
Sorte - - A2, A4, F1, CI, C4 (ISO 35061
Härte klasse 200 HV . 300 .HV (vergütet) 200 HV
Scheibe ISO 7090-20-200 HV: Flache Scheibe mit Fase, Nenngröße
(= Gewinde-Nenn-0) = 20 mm, Härteklasse 200 HV, aus Stahl
11 jeweils Nennmaße
21 Nichteisenmetalle und andere Werkstoffe nach Vereinbarung
Flache Scheiben, kleine Reihe
vgl. DIN EN ISO 7092 (2000-11), Ersatz für DIN 433-1+2
£
Scheiben mit Härteklasse 200 HV
sind geeignet für:
• Zylinderschrauben mit Festigkeits-
klassen < 8,8 oder aus nichtrosten
dem Stahl
• Zylinderschrauben mit Innensechs-
kant mit Festigkeitsklassen < 8 oder
aus nichtrostendem Stahl
Scheiben mit Härteklasse 300 HV
sind u.a. geeignet für:
• Zylinderschrauben mit Innrnsrrh:.
kant mit Festigkeitski assen 10/1
für Gewinde M1,6 M2 M2,5 M3 M4 M5 M6 M8
Nenngröße 1,6 2 2,5 3 4 5 6 8
di min. 1,7 2,2 2,7 3,2 4,3 5,3 6,4 8,4
d2 max.11 3,5 4,5 5 6 8 9 11 15
h’l 0,35 0,35 0,55 0,55 0,55 1,1 1,8 1,8
für Gewinde M10 M12 M1421 M16 M20 M24 M30 M36
Nenngröße 10 12 14 16 20 24 30 36
dy min.11 10,5 13,0 15,0 17,0 21,0 25,0 31,0 37,0
d2 max.11 18,0 20,0 24,0 28,0 34,0 39,0 50,0 60,0
h» 1,8 2,2 2.7 2,7 3,3 4,3 4,3 5,6
Werkstoffe 31 Stahl Nichtrostender Stahl
Sorte - - A2, A4, Fl, Ci, C4 (ISO 3506)
Härteklasse 200 HV 300 HV (vergütet) 200 HV
«O Scheibe ISO 7092-8-200 HV-A2: Nenngröße (= Gewinde-Nenn-0) = 8 mm, kleine Reihe, Form A, Härteklasse 200 HV, aus nichtrostendem Stahl A2 11 jeweils Nennmaße 71 Diese Größe möglichst vermeiden 11 Nichteisenmetalle und andere Werkstoffe nach Vereinbarung
N
F
IM
Flache Scheiben, normale Reihe, Produktklasse C1) vgl. DIN EN ISO 7091 (2000 11) Ersatz für DIN 126
h
— - "
Scheiben der Härteklasse 100 HV
sind geeignet für:
• Sechskantschrauben, Produktklasse
C, mit Festigkeitsklassen < 6,8
• Sechskantmuttern, Produktklasse C,
mit Festigkeitsklassen < 6
für Gewinde M2 M3 M4 M5 M6 M8 MIO M12
Nenngröße 2 3 4 5 6 8 10 12
d-i min.2’ 2,4 3,4 4,5 5,5 6,6 9,0 11,0 13,5
cfe max.2) 5,0 7,0 9,0 10,0 12,0 16,0 20,0 24,0
fl2> 0,3 0,5 0,8 1,0 1,6 1,6 2 2,5
für Gewinde M16 M20 M24 M30 M36 M42 M48 M64
Nenngröße 16 20 24 30 36 42 48 64
di min.2’ 17,5 22,0 26,0 33,0 39,0 45,0 52,0 70,0
d2 max.2) 30,0 37,0 44,0 56,0 66,0 78,0 92,0 115,0
h2' 3 3 4 4 5 8 8 10
2’jeweils Nennmaße
=£> Scheibe ISO 7091-12-100 HV: Nenngröße (= Gewinde-Nenn 0),
d=22 mm, Härteklasse 100 HV
Scheiben für Bolzen, Produktklasse A1*
vgl. DIN EN 28738 (1992-10)
Die Scheiben sind für Bolzen nach
ISO 2340 und ISO 2341 (Seite 219)
geeignet. Sie sind nur auf der Splint-
seite zu verwenden.
di min. = Nenngröße 3 4 5 6 8 10 12 14
d2 max.21 6 8 10 12 15 18 20 22
h2' 0,8 0,8 1 1,6 2 2,5 3
di min. = Nenngröße 16 18 20 22 24 27 30 33
d2 max.21 24 28 30 34 37 39 44 47
h2' 3 4 5
d-i min. = Nenngröße 36 40 46 50 60 70 80 100
d2 max.2’ 50 56 60 66 78 92 98 120
h2> 6 8 10 12
21 jeweils Nennmaße O Scheibe ISO 8738-14-160 HV: d] = 14 mm, Härteklasse 160 HV
Scheiben für Stahlkonstruktionen, Produktklasse C und A11 vgl. DIN 7989-1 und DIN 7982-2 (2000-04)
8
Scheiben, Vierkant, keilförmig, für U- und I-Träger
Für Schrauben nach DIN 7968, DIN
7969, DIN 7990 in Verbindung mit
Muttern nach ISO 4032 und ISO 4034
geeignet.
für Gewinde2’ M10 M12 M16 M20 M24 M27 M30
di min. 11,0 13,5 17.5 22,0 26,0 30,0 33,0
d2 max. 20,0 24,0 30,0 37,0 44,0 50,0 56,0
Ausführungen: Produktklasse C (gestanzte Ausführung) Dicke h= (8±1,2) mm Pruduktklasse A (gedrehte Ausführung) Dicke h= (8±1) mm «o Scheibe DIN 7989-16-C-100 HV: Gewinde Nenn-0 d- 16 mm, 2) Nennmaße Produktklasse C, Härteklasse 100
vgl. DIN 434 (2000-04) und DIN 435 (2000-01)
I-Scheibe
DIN 435
U-Scheibe
DIN 434
°
b
für Gewinde M8 MIO M12 M16 M20 M22 M24 M27
d min.2’ 9 11 13,5 17,5 22 24 26 30
a2’ 22 22 26 32 40 44 56 56
h2’ 22 22 30 36 44 50 56 56
h DIN 4342' 3,8 3,8 4,9 5,8 7 8 8,5 8,5
h DIN 43521 4,6 4,6 6,2 7,5 9,2 10 10,8 10,8
2’ jeweils Nennmaße
=t> I-Scheibe DIN 435-13,5: Nenngröße dmjn = 13,5 mm (für I-Träger)
11 Produktklassen unterscheiden sich in der Toleranz und im Fertigungsverfahren.
I
Spannscheiben für Sc hrauben der Festigkeitsklassen 8. 8 bis 10.9 vgl. DIN 6796 (1987 10)
Für Gewinde d, H14 cf2 h14 h max. s Für Gewinde di H14 d2 h14 h max. s
di M2 2,2 5 0,6 0,4 M12 13 29 3,95 3
1 M3 3,2 7 0,85 0,6 M14 15 35 4,65 3,5
i M4 4,3 5,3 9 1,3 1,55 1 M16 17 39 5,25 5,8 4
i M5 11 1,2 M18 19 42 4,5
1 M6 M7 6,4 7,4 14 17 2 2,3 1,5 1,75 M20 M24 21 25 45 56 6,4 7,75 5 6
M8 M10 8,4 10,5 18 23 2,6 3,2 2 2,5 M27 IV130 28 31 60 70 8,35 9,2 6,5 7
Spannscheibe DIN 6796-8-FSt: für M8, aus Federstahl
Federringe, gewölbt, für Schrauben der Festigkeitsklasse <8.8 vgl. DIN 128 (1994-10)
Form A1J gewölbt Für Gewinde d min. max. d2 max. b s fl min. max.
M2 M3 2,1 3,1 2,4 3,4 4,4 6,2 0,9 1,3 0,5 0,7 0,7 1,1 0,9 1,3
M4 M5 4,1 5,1 4,4 5,4 7,6 9,2 1,5 1,8 0,8 1 1,2 1,5 1,4 1,7
— M6 M7 6,1 7,1 6,5 7,5 11,8 12,8 2,5 2,5 1,3 1,3 2 2 2,2 2,2
", LC
- M8 M10 8,1 10,2 8,5 10,7 14,8 18,1 1,6 1,8 2,45 2,85 2,75 3,15
1 3,5
M12 M14 12,2 14,2 12,7 14,7 21,1 24,1 4 4,5 2,1 2,4 3,35 3,9 3,65 4,3
h 43 s
M16 16,2 18,2 17 27,4 29,4 5 2,8 4,5 5,1
c < s 1} Form B wurde gestriche M18 19 5 2,8 4,5 5,1
n M20 M22 20,2 22,5 21,2 23,5 33,6 35,9 6 6 3,2 3,2 5,1 5,1 5,9 5,9
M24 M27 24,5 27,5 25,5 28,5 40 43 7 7 4 4 6.5 6,5 7,5 7,5
M30 M36 30,5 36,5 31,7 37,5 48,2 58,2 8 10 6 6 9,5 10,3 10,5 11,3
-=t> Federring DIN 128 - A8-FSt: Form A, für M8, aus Federstahl
Zahnscheiben11 Fächerscheiben11 vgl. DIN 6797 (1988-07) vgl. DIN 6798 (1988-07)
Form A außengezahr D lt IN f 797 Form J innengezahnt Für Ge- winde Nenn di min. maß d2 max. $1 s2 Mine DIN 6 A estzähn 797 (DIN J ?zahl 6798) V
TS TS 4^3 M2 M3 2,2 3,2 4,5 6 4,2 6 0,3 0/ 0,2 0,2 6 (9) 6 (9) 6 (7) 6 (7) 6(10) 6(12)
M4 M5 4,3 5,3 8 10 8 9,8 0,5 0,6 0,25 0,3 8(11) 8(11) 8 (8) 8 (8) 8(14) 8(14)
>798 i 1 S1
Form V versenkbar Form A außengezah M6 M7 6,4 7,4 11 12,5 11,8 0,7 0,8 0,4 8(12) 8(14) 8 (9) 8 (10) 10 (16) - (-)
M8 M10 8,4 10,5 15 18 15,3 19 0,8 0,9 0,4 0,5 8(14) 9(12) 8 (10) 9(12) 10 (18) 10 (20)
C nt 3-s,, IN r Form J nnengezahnt M12 M14 13 15 20,5 24 23 26,2 1 1 0,5 0,6 10 (16) 10(18) 10 (12) 10 (14) 10 (26) 12 (28)
M16 M18 17 19 26 30 30,2 1,2 1,4 0,6 12 (18) 12(18) 12 (14) 12 (14) 12(30) - (-)
M20 M24 21 25 33 38 - 1,4 1,5 - 12 (20) 14(20) 12(16) 14(16) - (-) - <-)
Aff 'o
V/ M27 M30 28 31 44 48 - 1,6 1,6 - 14(22) 14 (22) 14(18) 14(18) - (-) - (-)
= 3-Sj
Zahnscheibe DIN 6797 - A 8,4-FSt: Form A, Nenngröße 8,4
Form V versenkbar a 7 (für M8), aus Federstahl 1) Zahnscheiben und Fächerscheiben aus Federstahl (Härte 350 bis 425 HV10) dienen überwiegend zur Herstellung elektrischer Kontakte bei Verschraubung beschichteter Teile, außerdem als Losdrehsicherung von Schrauben mit niedriger Festigko.ilsklasse.
N
chlüsselweiten, Vierkante von Zylinders chäften
e, = 1,4142 • s
s = 0,7071 - e,
e2 = 1,1547 - s
s = 0,8660 • e2
5
e3 = 1,0824 s
s = 0,9239 - e3
Schlüssel- weite (SW) Nennmaß s Eckenmaß Schlüssel- weite (SW) Nennmaß s Eckenmaß
2kant d 4kant e-i 6kant e2’> 2kant d 4kant e-i 6kant 6211 8kant
3,2 3,7 4,5 3,7 21 24 29,7 24.2 22,7
3,5 4 4,9 4,0 22 25 31,1 25,4 23,8
4 4,5 5,7 4,6 23 26 32,5 26,6 24,9
4,5 5 6,4 5.2 24 28 33,9 27,7 26,0
5 6 7,1 5,8 25 29 35,5 28,9 27,0
5,5 7 7,8 6,4 26 31 36,8 30,0 28,1
6 7 8,5 6,9 27 32 38,2 31,2 29,1
7 8 9,9 8,1 28 33 39,6 32,3 30,2
8 9 11,3 9,2 30 35 42,4 34,6 32,5
9 10 12,7 10,4 32 38 45,3 36,9 34,6
10 12 14,1 11,5 34 40 48,0 39,3 36,7
11 13 15,6 12,7 36 42 50,9 41,6 39,0
12 14 17,0 13,9 41 48 58,0 47,3 44,4
13 15 18,4 15,0 46 52 65,1 53,1 49,8
14 16 19,8 16,2 50 58 70,7 57,7 54,1
15 17 21,2 17,3 55 65 77,8 63,5 59,5
16 18 22,6 18,5 60 70 84,8 69,3 64,9
17 19 24,0 19,6 65 75 91,9 75,0 70,3
18 21 25,4 20,8 70 82 99,0 80,8 75,7
19 22 26,9 21,9 75 88 106 86,6 81,2
20 23 28,3 23,1 80 92 113 92,4 86,6
DIN 475 - SW 16: Nennmaß s = 16 mm
1) In DIN 475 sind die Maße e2 kleiner als beim scharfkantigen Sechseck.
Diese kleineren Maße sind empfohlene Herstellungsmaße für fertig
gepresste Sechskantprodukte.
Innenvierkante
Qj
Außenvierkante
M
Vierkante von Zylinderschäften für rotierende Werkzeuge
vgl DIN 10 (1997-06)
Nenn- maß a Grenzmaße Zylinderschaft
Innenvierkant Außenvierkant Nenn- maß d Durchmesser- bereich d
a e min. a /
max. min. max. min. über bis
3,0 3,16 3,02 4,08 3,00 2,91 6 4 3,60 4,01
3,8 4,01 3,83 5,15 3,80 3,68 7 5 4,53 5,08
4,9 5,11 4,93 6,61 4,90 4,78 8 6 5,79 6,53
6,2 6,46 6,24 8,35 6,20 6,05 9 8 7,33 8,27
8,0 8,26 8,04 10,77 8,00 7,85 11 10 9,46 10,67
11 11,32 11,05 14,77 11,00 10,82 14 14 13,33 14,67
12 12,32 12,05 16,10 12,00 11,82 15 16 14,67 16,00
16 16,32 16,05 21,44 16,00 15,82 19 20 19,33 21,33
20 20,40 20,07 26,78 20,00 19,79 23 25 24,00 26,67
29 29,40 29,07 38,79 29,00 28,79 32 36 34,67 38,67
32 32,47 32,08 42,80 32,00 31,75 35 40 38,67 42,67
39 39,47 39,08 52,20 39,00 38,75 42 50 46,67 52,06
44 44,47 44,08 58,81 44,00 43,75 47 56 52,06 58,67
49 49,47 49,08 65,48 49,00 48,75 52 63 58,67 65,33
55 55,56 55,10 73,48 55,00 54,7 58 70 65,33 73,33
61 61,56 61,10 81,50 61,00 60,7 64 80 73,33 81,33
68 68,56 68,10 90,83 68,00 67,7 71 90 81,33 90,66
76 76,56 76,10 101,51 76,00 75,7 79 100 90,66 101,33
Vierkant DIN 10 -12: Nennmaß a = 12 mm
Stifte und Bolzen - Übersicht
Bezeichnungsbeispiel:
Stifte mit DIN-EN-Hauptnummern werden mit ISO-Nummern bezeichnet.
ISO-Nummer = DIN-EN-Nummer - 20000; Beispiel: DIN EN 22338 = ISO 2338
Kerbstifte, Kerbnägel
Zylinderkerbstift mit Fase di = 1,5...25 mm DIN EN ISO 8740
—
1
Kegel kerbstift DIN
di = 1,5...25 mm EN ISO
8744
Steckkerbstift
di = 1,5...25 mm
DIN
EN ISO
8741
Passkerbstift
d, = 1,2...25 mm
DIN
EN ISO
8745
Knebelkerbstift,
1/3 der Länge
gekerbt
di = 1,2...25 mm
DIN
EN ISO
8742
Halbrund-
kerbnagel
di = 1,4...20 mm
DIN
EN ISO
8746
L l Knebelkerbstift mit langen Kerben di = 1,2...25 mm DIN EN ISO 8743 ►I *-i l 3 Senkkerbnagel di = 1,4...20 mm DIN EN ISO 8747
Bolzen
Form A Bolzen ohne Kopf, Form A ohne. Form B mii Splinlloch d 3...KM) mm DIN EN 22 340 - Form A • Bolzen mit Kopf, Form A ohne, Form B mit Splintloch d- 3-..100 mm DIN EN 22341
— _
1 rfh11 l X
Zylinderstifte aus ungehärtetem Stahl und a istenitischem nichtros endem Stahl vgl. DIN EN ISO 2338 (1998-02)
.o d m6/h811 0,6 0,8 1 1,2 1,5 2 2,5 3 4 5
. von bis 2 6 2 8 4 10 4 12 4 16 6 20 6 24 8 30 8 40 10 50
- —.
1 CO E d 6 8 10 12 16 20 25 30 40 50
von bis 12 60 14 80 18 95 22 140 26 180 35 200 50 200 60 200 80 200 95 200
-ET'1’ Nenn- längen / 2,3, 4, 5, 6, 8, 10,12,14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 35, 40,.. 95,100,120,140,160,180,200 mm.1) Mit Bohrung H7 ergibt sich mit m6 eine Übergangspassung, mit h8 eine Spielpassung.
' Radius und Einsenkung am Stiftende zulässig «=t>- Zylinderstift ISO 2338 - 6 m6 x 30 - St: d = 6 mm, Toleranz- klasse m6, / = 30 mm, aus Stahl
Zylindersti&e, gehärtet vgl. DIN EN ISO 8734 (1998 03)
d m6 1 1,5 2 2,5 3 4 5 6 8 10 | 12 | 16 |20
von bis 3 4 5 6 8 10 12 14 18 22 | 26 | 40 | 50
1 - 10 16 20 24 30 40 50 60 80 100
V». I l Nenn- längen l Werkstoffe 3, 4, 5, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100 mm • Stahl: Typ A Stift durchgehärtet, Typ B einsatzgehärtet • Nichtrostender Stahl Sorte C1 ISO 3506-1, Härte 560 HV 30
EI'"
' Radius und Einsenkung am Stiftende zulässig O- Zylinderstift ISO 8734 - 6 x 30 - C1: d = 6 mm, l = 30 mm, aus nichtrostendem Stahl der Sorte C1
Kegelstifte, ungehärtet vgl. DIN EN 22339 (3992-10)
1;50 dlilO 1 2 3 4 5 6 8 10 12 16 1 20 1 25 1 30
/ von 1 bis 6 10 10 35 12 45 14 55 18 60 22 90 22 120 26 160 32 180 40 | 45 | 50 | 55 200
z _. __p
I 7
l Nenn- längen / 2, 3, 4, 5, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32,35, 40, 45...95, 100, 120...180, 200 mm
Typ A geschliffen, Ra = 0,8 |im; Typ B gedreht, Ra = 3,2 jim Kegelstift ISO 2339-A-10x40-St: Typ A, d = 10 mm, / =40 mm, aus Stahl
Spannstifte (Spannhülsen), gescherzt, schwere Ausführung vgl. DIN EN ISO 8752 (1998-03)
Spannstifte (Spannhülsen), geschlitzt, leichte Ausführung vgl. DIN EN ISO 13337 (1998-®
Nenn-0 di 2 2,5 3 4 5 6 8 10 12
dq max. 2,4 2,9 3,5 4,6 5,6 6,7 8,8 10,8 12,8
s ISO 8752 sISO 13337 0,4 0,2 0,5 0,25 0,6 0,3 0,8 0,5 1 0,5 1,2 0,75 1,5 0,75 2 1 2,5 1
(1 - /1> von ' bis 4 20 4 30 4 40 4 50 5 80 10 100 10 120 10 160 10 180
ÜZ P l Nenn-0 di 14 16 20 25 30 35 40 45 50
di max. 14,8 16,8 20,9 25,9 30,9 35,9 40,9 45,9 50,9
s ISO 8752 sISO 13337 3 1,5 3 1,5 4 2 5 2 6 2,5 7 3,5 7,5 4 8,5 4 9,5 5
von ' bis 10 200 14 200 20 200
A — Nenn- längen / 4, 5, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 35, 40, 45...95, 100, 120, 140, 160, 180, 200 mm
Für Spannstifte mit einem Nenn- durchmesser df > 10 mm ist auch nur eine Fase zulässig Werkstoffe • Stahl: gehärtet und angelassen auf 420 HV30...520 HV 30 • Nichtrostender Stahl: Sorte A (martensitisch) oder Sorte C gehärtet und angelassen auf 440 HV 30...560 HV 30
Anwendung Der Durchmesser der Aufnahmebohrung (Toleranz H12) muss gleich dem Nenndurchmesser dj des dazugehörigen Stiftes sein. Nach Einbau des Stiftes in die kleinste Aufnah- mebohrung darf der Schlitz nicht ganz geschlossen sein.
*=t> Spannstift ISO 8752 - 6 x 30 - St: dj = 6 mm, / = 30 mm, aus Stahl
Bezeich n u ngsbeispi el:
Passfeder J jDIN 6885
Breite x Höhe x Länge
Benennung Norm Form bzw. Typ
Werkstoff, z.B. Stahl
Bild Bezeichnung, Normbereich von ... bis Norm Bild Bezeichnung, Normbereich von ... bis
Norm
Keile
1^1:100 Keil DIN 6886
I 1 'M bx h =
2 x 2...100 x 50 Form A:
f H Einlegekeil
Form B:
t Treibkeil
Nasenkeil
bx h =
4 x 4... 100 x 50
Federn
Passfeder
bx h =
2x2...100x50
DIN 6885
Form A...J
Keile, Nasen keile
Form A (Einlegekeil) Form B (Treibkeil)
DIN 6887
Scheibenfeder
bx h =
2,5x3,7...10x16
DIN 6888
vgl. DIN 6886 (1967-12) bzw. DIN 6887 (1968-04)
Nasenkeil
b DIO
-I -
l r
F
Für Wellen- über durchmesser d bis 10 12 12 17 17 22 22 30 30 38 38 44 44 50 50 58 58 65 65 75 75 85 85 95 95 110
Keilmaße b h 4 4 5 5 6 6 8 7 10 8 12 8 14 9 16 10 18 11 20 12 22 14 25 14 28 16
Nasenkeile b2 4,1 7 5,1 8 6,1 10 7,2 11 8,2 12 8,2 12 9,2 14 10,2 16 11,2 18 12,2 20 14,2 22 14,2 22 16,2 25
Wellennuttiefe t\ Nabennuttiefe t2 Zul. Abweichung t-i, t2 2,5 1,2 3 1,7 3,5 2,2 4 2,4 5 2,4 5 2,4 5,5 2,9 6 3,4 7 3,4 7,5 3,9 9 4,4 9 4,4 10 5,4
+0,1 +0,2
Keillänge / von bis IO1» 45 1211 56 16 70 20 90 25 110 32 140 40 160 45 180 50 200 56 220 63 250 70 280 80 320
Nennlängen 1 6, 8...20, 22; 25, 28, 32, 40, 45, 50, 56, 63; 70, 80...100, 110; 125, 140, 160... 200, 220; 250, 280, 320, 360, 400 mm 1) Nasenkeillängen ab 14 mm
Längentoleranzen Keillänge /, von ... bis 6...28 32...80 90...400
Toleranzen für Keillänge -0,2 -0,3 -0,5
Nutlänge + 0,2 + 0,3 + 0,5
Passfedern (höhe Form)
Scheibenfedern
vgl. DIN 6885-1 (1068-08)
Form D
Form E
Form F
Form C
Form B
10
18
b
2
12
17
5
5
22
30
50
58
85
95
3
3
10
12
17
22
30
38
38
44
14
9
20
12
28
16
32
18
10
8
12
8
44
50
58
65
65
75
75
85
22
14
95
110
110
130
25
14
. über
bis
I Wi i
CJ
(0) (0 (0- c
Toleranzen für Passfedernuten
Wellennutenbreite b fester Sitz leichter Sitz P9 N 9
Nabennutenbreite b fester Sitz leichter Sitz P9 JS9
zul. Abweichung bei d\ <22 <130 >130
Wellennutentiefe ti Nabennutentiefe t2 + 0,1 + 0,1 + 0,2 + 0,2 + 0,3 + 0,3
Länge / 6...28 32...80 90...400
Längen- Feder -0,2 -0,3 -0,5
toleranzen + 0,2 + 0,3 + 0,5
von
bis
Nenn-
längen l
1,2
1,8
1,4
6
20
6
36
2,5
1,8
3
2,3
3,5
2,8
5
3,3
5
3,3
5,5
3.8
16
10
7,5
4,9
9
5,4
8
45
10
56
14
70
18
90
20
110
28
140
36
160
45
180
50
200
56
220
63
250
70
280
80
320
10
6,
90
360
6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180,
200, 220, 250, 280, 320 mm
Passfeder DIN 6885 - A - 12 x 8 x 56: Form A, b = 12 mm, h = 8 mm, l - 56 mm
vgl. DIN 6888 (1956-08)
Scheibenfedern
wo
—
Wj b
Toleranzen für Scheibenfedern uten
Wellennutenbreite b fester Sitz leichter Sitz P9 (PS)1' N9 (N 8)”
Nabennutenbreite b fester Sitz leichter Sitz P9 (PS)1’ J 9 (J 8>”
zul. Abweich, bei b und h < 5 <7,5 5 >7,5 6 <9 6 >9 8 10
Wellennutentiefe tq Nabennutentiefe t2 +0,1 +0,1 +0,2 +0,1 +0,1 +0,1 +0,2 +0,1 +0,2 +0,1 +0,2 +0,2
w über d' bis 8 10 10 12 12 17 17 22 22 30 30 38
b h9 2,5 3 4 5 6 8 10
h h12 3,7 3,7 5 6,5 5 6,5 7,5 6,5 7,5 9 7,5 9 11 9 11 13 11 13 16
10 10 13 16 13 16 19 16 19 22 19 22 28 22 28 32 28 32 45
fl 2,9 2,5 3,8 5,3 3,5 5 6 4,5 5,5 7 5,1 6,6 8,6 6,2 8,2 10,2 7,8 9,8 12,8
f2 1 1,4 1,7 2,2 2,6 3 3,4
9,7 9,7 12,7 15,7 12,7 115,7 18,6 15,7 18,6 21,6 18,6 21,6 27,4 21,6 27,4 31,4 27,4 31.4 43,1
Scheiberifeder DIN 6BK8 6 x 9: b = 6 mm, h = 9 mm
Toi eranzk lassen hoi fjnrHumlon Nuten
Keilwellenverbindungen und Blindniete
Keilwellenverbindungen mit geraden Flanken
Nabe
'M
Welle (Innenzentrierung)
d Leichte Reihe Mittlere d Leichte Reihe
N” Reihe D B
/V” D e N'l D B
11 — — — 6 14 3 42 8 46 8
13 — — - 6 16 3,5 46 8 50 9
16 — — — 6 20 4 52 8 58 10
18 — — — 6 22 5 56 8 62 10
21 - - - 6 25 5 62 8 68 12
23 6 26 6 6 28 6 72 10 78 12
26 6 30 6 6 32 6 82 10 88 12
28 6 32 7 6 34 7 92 10 98 14
32 8 36 6 8 38 6 102 10 108 16
36 8 40 7 8 42 7 112 10 120 18
/V1)
Toleranzklasse für die Nabe
8
8
8
8
8
10
10
10
10
10
vgl DIN ISO 14(1986-12)
Mittlere
Reihe
D
B
48
54
60
65
72
8
9
10
10
12
82
92
102
112
125
12
12
14
16
18
Toleranzklasse für die Welle
nicht wärme- behandelt Maße wärme- behandelt Maße Maße Gleit- sitz Einbauart Über- gangssitz Festsitz
B D d B D d B dIO f9 hIO
H9 H10 H7 H11 H10 H7 D all a11 a11
d f7 07 h7
Welle (oder Nabe) DIN ISO 14-6 x 23 x 26: N = 6, d= 23 mm, D= 26 mm
11 N Anzahl der Keile
Blindniete mit Sollbruchdorn
N
Werkstoffe und Werkstoff-Kombinationen
Niethülse Nietdorn (Draht)
St A2 CuSn
AI Al-Knetlegierungen X X
St Stahl X
A2 Nichtrostender Stahl X X
NiCu Ni-Knetlegierung X X
CuNi Cu-Knetlegierung X X
vgl. DIN 7337 (1991-08)
Nennmaß d3 Reihe Form Nietloch-0 k Form
1 2 A B ^3 Grenz- ab- maße A B
- 2,4’1 5 - 2,5 +0,05 0 0,55 -
3 - 6,5 6 3,1 0,8 0,9
- 3,2 6,5 6 3,3 4-n i 0,8 0,9
4 - 8 7,5 4,1 0 1 1
- 4,8 9,5 9 4,9 1,1 1,2
5 - 9,5 9 5,1 1,1 1,2
6’1 - 12 11 6,1 +0,2 0 1,5 1.5
di (Niel oder rc 6 Klemrr hülse aus stfr. Stahl 8 längenbe Al-Leg., N A2) für Ni 10 eich L ietdorn au ätlängen / 12 s St in mm 16
2,4” 2...4 4. .6 - - -
3 1,5...3,5 3,5. .5,5 5,5...7 7...9 9...13
3,2 1,5...3,5 3,5. .5,5 5,5...7 7...9 9...13
4 1,5...3 3. .5 5...6,5 6,5...8,5 8,5...12,5
4,8 2...3 3.. 4,5 4,5...6 6...8 £ ...12
5 2...3 3...4,5 4,5...6 6...I 8...12
6” - 2. .4 4...6 6...8 8... 11
Blindniet DIN 7337-A4 x 8 - AI - St - AIP: Form A, mit di = 4 mm, /q = 8 mm, Werkstoff der Niethülse Al Leg., blank, Werkstoff des Nietdorns Stahl (St), verzinkt (A1P)
Cu Kupfer X X X Nicht in Form B (Senkkopf) lieferbar.
Morsekegel und Metrische Kegel
rkzeugkeyei
vgl. DIN 228 1+2 (1987-05)
Form B: Kegelschaft mit Austreiblappen
Form A: Kegelschaft mit Anzuggnwinde
r-
Form C: Kegelhülse für Kegelschäfte mit Anzuggewinde
Form D: Kegelhülse für Kegelschäfte mit Austreiblappen
Kegel Größe Kegelschaft Kegelhülse
di ^2 dä d4 fl a h <fenn h ^4 z’> Ver- jüngung a 2
Metr. Kegel (ME) 4 4 4,1 2,9 - - 23 2 - 3 25 20 0,5 1 : 20 1,432°
6 6 6,2 4,4 - - 32 3 - 4,6 34 28 0,5
Morse- kegel (MK) 0 9,045 9,2 6,4 - 6,1 50 3 56,5 6,7 52 45 1 1 : 19,212 1,491°
1 12,065 12,2 9,4 M6 9 53,5 3,5 62 9,7 56 47 1 1 : 20,047 1,429°
2 17,780 18,0 14,6 M10 14 64 5 75 14,9 67 58 1 1 : 20,020 1,431°
3 23,825 24,1 19,8 M12 19,1 81 5 94 20,2 84 72 1 1 : 19,922 1,438°
4 31,267 31,6 25,9 M16 25,2 102,5 6,5 117,5 26,5 107 92 1 1 : 19,254 1,488°
5 44,399 44,7 37,6 M20 36,5 129,5 6,5 149,5 38,2 135 118 1 1 : 19,002 1,507°
6 63,348 63,8 53,9 M24 52,4 182 8 210 54,8 188 164 1 1 : 19,180 1,493°
Metr. Kegel (ME) 80 80 80,4 70,2 M30 69 196 8 220 71,5 202 170 1,5 1 :20 1,432°
100 100 100,5 88,4 M36 87 232 10 260 90 240 200 1,5
120 120 120,6 106,6 M36 105 268 12 300 108,5 276 230 1,5
160 160 160,8 143 M48 141 340 16 380 145,5 350 290 2
200 200 201,0 179,4 M48 177 412 20 460 182,5 424 350 2
Die Formen AK, BK, CK und DK haben jeweils eine Zuführung für Kühlschmierstoffe.
Kegelschaft DIN 228 - IVIE - B 80 AT6: Metr. Kegelschaft, Form B, Größe 80, Kegelwinkel-Toleranzqualität AT6
1) Das Prüfmaß d) kann bis maximal im Abstand zvor der Kegelhülse liegen.
Steilkegelschäfte für Werkzeuge und Spannzeuge Form A
vgl. DIN 2080-1 (1978-12)
Rz 2.5
(Form B: Steilkegelschaft für Fionlbofostigung)
Nr. di cfealO ^3 d4-0,4 6 a±0,2 bH12
30 31,75 17,4 M12 50 68,4 1.6 16,1
40 44,45 25,3 M16 63 93,4 1,6 16,1''
50 69,85 39,6 M24 97,5 126,8 3,2 25,7
60 107,95 60,2 M30 156 206,8 3,2 25,7
70 165,1 92 M36 230 296 4 32,4
80 254 140 M48 350 469 6 40,5
Steilkegelschaft DIN 2080 - A 40 AT4: Form A, Nr. 40 mit Kegelwinkel-Toleranzqualität AT4.
Bohrbuchsen
N
('
I\1
Kreuzgriffe
Griffe, Aufnahme- und Auflagebolzen
Form C
Form A
Stern griffe
Form A
Form K
Form L
vgl. DIN 6335 (1996-01)
dl d2 d3 «4 E h2 t,21 f3
32 12 18 6 M6 21 10 12 12
40 14 21 8 M8 26 14 15 14
50 18 25 10 M10 34 20 18 18
63 20 32 12 M12 42 25 22 22
80 25 40 16 M16 52 30 28 30
1001) 32 48 20 M20 65 38 36 -
Form Beschreibung
A bis E Metallgriffe
A Rohteil aus Metall
CT) B mit durchgehender Bohrung d4
n V- c mit nicht durchgehender Bohrung d4
D mit durchgehender Gewindebohrung d5
in E mit nicht durchgehender Gewindebohrung d5
<4. K3> aus Formstoff mit Gewindebuchse d5
L3’ aus Formstoff mit Gewindebolzen d5
Kreuzgriff DIN 6335 - A 50 AL: Form A, di = 50 mm, aus
Aluminium
Diese Größe gibt es nicht aus Formstoff
Gewindetiefe für Form E
Teilweise geringfügig andere Abmessungen; Werkstoff wie
bei Sterngriffen DIN 6336
vgl. DIN 6336 (1996-01)
Form E
Clq <4 dt hi h3 tl /
32 12 6 M6 21 10 12 20 30
40 14 8 M8 26 13 15 20 30
l.l ’-T 50 18 10 MIO 34 17 18 25 30
L 63 20 12 M12 42 21 22 30 40
80 25 16 M16 52 25 28 30 40
Formen A bis E (Metallgriffe) sowie K und L (Formstoffe) ent-
sprechend wie bei Kreuzgriffen DIN 6335
Werkstoffe: Gusseisen, Aluminium, Formmasse (PF 31 N
RAL 9005 DIN 7708-2)
Sterngriff DIN 6336 - L 40 x 30: Form L (Formstoff)
d-| = 40 mm, / = 30 mm
Aufnahme- und Auflagebolzen
vgl. DIN 6321 (1973*12)
Form A
Auflage-
bolzen
Form B
Aufnahme-
bolzen
zylindrisch
Form C
Aufnahme-
bolzen
abgeflacht
I—|O|0t|A|
1.- ,15° /_h
di —
r
I" E
"I
di
d-, g6 h FormA h9 7 Form E kurz und C lang b <4 n6 l2 h ^4 t
6 5 7 12 1 4 6 1,2 4 0,02
8 - 10 16 1,6 6 9 1,6 6
10 6 18 2,5
12 -
16 8 13 22 3,5 8 12 2 8 0,04
20 - 15 25 5 12 18 2,5 9
25 10
Bolzen DIN 6321 - C 20 x 25: Form C, dj = 20 mm, li = 25 mm
gehärtet 56 ± 2 HRC
Normteile für Werkz,
vgl. DIN ISO 10242-1 (2000-03), Ersatz für DIN 9859-3
d,f9 d2 d3xP /t l2 l3 l5 SW
20 15 M 16 x 1,5 40 2 12 58 4 17
25 20 M 16 x 1,5 M 20 x 1,5 45 2,5 16 68 6 21
32 25 M 20 x 1,5 M 24 x 1,5 56 3 16 79 6 27
40 32 M 24 x 1,5 M 27 x 2 M30X2 70 4 26 93 12 36
50 42 M 30 x 2 80 5 26 108 12 41
Einspannzapfen ISO 10242-1 A- 40 x IVl 30 x 2: Form A, di -- 40 mm.
d3 = M 30 x 2
Runde Schneidstempel Form D
vgl. DIN 9861-1 (1992-071
di h6 von ... bis Stu- fung ] +0.5 0 Werk- stoff Hä Schaft rte Kopf
0,5...0,95 0,05 71 80 - WS11 HWS21 62 + 2 HRC 45 + 5 HRC
1,0...2,9 0,1
3,0. 6,4 0,1 71 80 100
HSS3' 64 ± 2 HRC 50 + 5 HRC
6,5...20 0,5
Schneidstempel DIN 9861 D - 5,6 x 71 HWS: Form D, = 5,6 mm, 1 = 71 mm aus hochlegiertem Kaltarbeitsstahl
11 WS legierte Kaltarbeitsstähle 21 HWS hochlegierte Kaltarbeitsstähle
3> HSS Schnellarbeitsstähle
d2 «> (1,1..1,8) d) (je nach 0 d,l
Bearbeitete Platten für Werkzeuge
der Stanztechnik und für Vorrichtungen
vgl. DIN ISO 6753-1 (2000-03), Ersatz für DIN 9873-1
1 Plattendicke tfür Plattenmaß b
80 100 125 160 200 250 315 400 500 630
X
0,01/100 Ray 160 20, 25, 32 - - - - - -
+- 200 - 25, 32, 40 - - - - -
/Ra5 250 - - 25, 32, 40 - - - -
315 - - - 32, 40, 50 - - - I
Ray 400 - - - - 32, 40, 50 - -
RaS/ a d b <1 500 - - - - - 32, 40, 50 -
630 - - - - - - 32, 40, 50, 63
/Ra5 / =O Bearbeitete Platte ISO 6753-1-1 - 315 x 200 x 32: durch Brennschnei- den hergestellt (1), l = 315 mm, b = 200 mm, t = 32 mm
Kurz- zeichen Herstellverfahren Toleranz für Länge / und Breite b (Z<630 mm) Toleranz für Dicke t
Anmerkung: Diese Oberflächen rauheitswerte gelten nur für ge- fräste Platten 1 Brennschneiden Stahlschneiden + 4 + 1 ±2
2 Fräsen +0,4 +0,2 ±2
H
N
I
Hl
Zylindrische Schrauben-Druckfedern
vgl. DIN 2098-1 (1968-W), -2 (197008)
'9
R
'n
Sq, S2
Sn
k
d
Dm
Dd
Drahtdurchmesser
mittlerer Windungsdurchmesser
Dorndurchmesser
Gesamt-
windungszahl
Dh Hülsendurchmesser 'g - 't + 2
^0 Länge der unbelasteten Feder
-2
kleinste zulässige Prüflänge der Feder
Federkräfte bei L1f L2
größte zulässige Federkraft bei Sn
Federwege bei Fq, F2
größter zulässiger Federweg bei Fn
Anzahl der federnden Windungen
Gesamtwindungszahl (Enden geschliffen)
Federrate in N/mm
Druckfeder DIN 2098 - 2 x 20 x 94:
d=2 mm, Din = 20 mm und Lo = 94 mm
d Dm Dd max. Oh min. Fn in N ^-0 ff = 3,5 Sn R Lo in in ii « R Lo if = 8,5 Sn R /f- 12,5
Lo Sn R
2,5 2.0 3,1 1,00 5,4 3,8 0,26 8,2 6,0 0,17 12,4 9,3 0,11 17,9 13,7 0,07
0,2 2 1,5 2,6 1,24 4,0 2,4 0,51 5,9 3,8 0,33 8,7 5,9 0,21 12,6 8,6 0,15
1,6 1,1 2,1 1,50 3,0 1,5 1,0 4,4 2,4 0,65 6,4 3,6 0,42 9,2 5,4 0,28
6,3 5,3 7,5 6,6 13,5 9,2 0,73 20,0 14,0 0,46 30,0 21,3 0,30 44,0 31,8 0,21
0,5 4 3,1 5,0 9,3 7,0 3,3 2,84 10,0 4,9 1,81 15,0 7,9 1,17 21,5 11,7 0,79
2,5 1,7 3,4 10,4 4,4 0,9 11,6 6,1 1,4 7,43 8,7 2,2 4,80 12,0 3,0 3,27
12,5 10,8 14,4 22 24,0 14,6 1,49 36,5 23,1 0,95 55,5 36,1 0,61 80,5 53,1 0,41
1 8 6,5 9,6 33,2 13,0 5,7 5,68 19,0 8,9 3,61 28,5 14,2 2,33 40,5 20,6 1,59
5 3,6 6,5 43,8 8,5 1,9 23,2 12,0 3,0 14,8 17,0 4,4 9,57 24,0 6,6 6,51
20 17,5 22,6 84,9 48,0 35,6 2,38 73,5 55,9 1,52 110 84,5 0,99 165 129 0,67
1,6 12,5 10,3 14,7 135 24,0 14,0 9,76 36,0 21,9 6,23 53,5 33,4 4,0 78,0 50,0 2,73
8 5,9 10,1 212 14,5 5,5 37,3 21,5 8,9 23,7 31,5 13,6 15,4 45,0 20,2 10,4
25 22,0 28,0 128 58,0 43,0 2,98 88,5 67,1 1,90 135 104 1,23 195 151 0,83
2 16 13,4 18,6 198 30,0 17,5 11,4 45,0 27,3 7,24 68,0 42,5 4,69 98 62,1 3,19
10 7,5 12,5 318 18,0 6,8 46,6 26,5 10,9 29,7 38,5 16,5 19,2 55 24,4 13,0
32 28,3 36,0 182 71,5 52,2 3,48 110 82,1 2,22 170 129 1,43 245 187 0,97
2,5 25 21,6 28,4 233 49,0 32,2 7,29 74,5 50,5 4,64 115 80,2 3,0 165 116 2,04
20 16,8 23,2 292 36,0 20,5 14,2 54,0 32,1 9,05 81,5 50,0 5,86 120 75,7 3,98
16 12,9 19,1 365 27,5 12,9 27,8 41,0 20,5 17,7 61,0 31,7 11,5 88,0 49,9 7,78
40 35,6 44,6 288 82,0 60,8 4,76 125 95,3 3,03 190 148 1,96 275 216 1,33
3,2 32 27,6 36,5 361 58,5 38,7 9,3 88,5 61,1 5,92 135 96,2 3,82 190 136 2,61
25 21,1 28,9 461 42,5 23,4 19,4 63,5 37,2 12,4 94,5 57,4 8,0 135 83,4 5,45
20 16,1 23,9 577 33,5 15,0 38,2 49,5 23,6 24,2 74,0 36,9 15,7 105 53,4 10,7
50 44,0 56,0 427 99,0 71,6 5,95 150 111 3,79 230 175 2,45 335 257 1,65
40 34,8 45,2 533 71,0 45,8 11,7 105 69,9 7,41 160 110 4,79 235 165 3,26
4 32 27,0 37,0 666 53,5 29,5 22,8 79,5 46,2 14,4 120 72,8 9,35 170 104 6,36
25 20,3 29,7 852 41,0 18,1 47,7 60,5 28,3 30,3 89,5 43,5 19,6 130 65,5 13,3
63 56,0 70,0 623 120 87,7 7,27 180 135 4,63 275 210 2,99 395 304 2,03
50 43,0 57,0 785 85,0 54,1 14,5 130 86,8 9,25 195 133 5,98 280 194 4,07
5 40 34,0 46,0 981 64,0 34,4 28,4 95,5 54,5 18,1 140 81,6 11,7 205 124 7,95
32 26,0 38,0 1226 51,0 22,3 55,4 75,0 34,8 35,3 110 52,5 22,9 160 79,5 15,5
80 71,0 89,0 932 145 103 8,96 220 160 5,70 335 250 3,69 490 370 2,51
6,3 63 55,0 71,5 1177 105 65,0 18,3 155 99,0 11,7 235 155 7,55 340 277 5,13
50 42,0 58,0 1481 80,0 42,0 36,7 115 62,0 23,3 175 100 15,1 250 145 10,3
40 32,6 47,5 1854 60,0 24,0 71,7 90,0 39,7 45,6 135 63,2 29,5 195 95,0 20,1
100 89,0 111 1413 170 118 11,9 260 187 7,58 390 286 4,9 570 423 3,34
80 69,0 91,0 1766 125 76,0 23,2 180 111 14,8 285 186 9,58 410 271 6,51
63 53,0 73,0 2237 95,0 48,0 47,0 140 74,0 30,3 205 112 19,6 300 169 13,3
50 40,5 60,0 2825 75,0 30,0 95,4 110 46,8 60,8 160 70,0 39,2 230 103 26,7
Federn
Tellerfedern
Einzelfeder
lQ~t
Federweg s-----►
vgl. DIN 2093(1992-01)
D() Außendurchmesser D, Innendurchmesser t Dicke der Einzeltellerfeder t' Reduzierte Dicke bei Tellerfedern mit Auflagefläche h0 Federhöhe (theoretischer Federweg bis zur Planlage) Iq Bauhöhe der unbelasteten Einzeltellerfeder s Federweg der Einzeltellerfeder Ss Federweg von geschichteten Tellerfedern F Federkraft der Einzeltellerfedern Fs Federkraft von geschichteten Tellerfedern Lo Länge von unbelasteten geschichteten Tellerfedern n Anzahl der Tellerfedern im Federpaket / Anzahl der Tellerfedern in der Federsäule :ederkraft Federsäule Federweg
Fs = F Ss = i S
Federlänge
Lo = i- Iq
-ederkraft Federpaket Federweg
Fs = n F ss = s
Federlänge Z.o = /o + (n-D- t
Grup-
Di
Reihe C: weiche Federn
Delt« 40; hQ/t~ 1,3
Reihe A: harte Federn
De/t~ 18; ho/t~OA
Reihe B: mittelharte Federn
De/t^28; ho/f«O,75
De
pe h12 H12 t t’ 4) Fin kN11 s2' t r 4) Fin kN1' s2' t t >0 Fin kN11 s2'
8 4,2 0,4 — 0,6 0,21 0,15 0,3 - 0,55 0,12 0,19 0,2 - 0,45 0,04 0,19
E 10 5,2 0,5 — 0,75 0,33 0,19 0,4 — 0,7 0,21 0,23 0,25 — 0,55 0,06 0,23
E 14 7,2 0,8 — 1,1 0,81 0,23 0,5 — 0,9 0,28 0,30 0,35 — 0,8 0,12 0,34
cm 16 8,2 0,9 - 1,25 1,00 0.26 0,6 - 1,05 0,41 0,34 0,4 - 0,9 0,16 0,38
V 20 10,2 1,1 - 1,55 1,53 0,34 0,8 - 1,35 0,75 0,41 0,5 - 1,15 0,25 0,49
25 12,2 — — — — — 0,9 — 1,6 0,87 0,53 0,7 — 1.6 0,60 0,68
28 14,2 - — — — — 1,0 — 1,8 1,11 0,60 0,8 — 1,8 0,80 0,75
0 40 20,4 - - - - - - - -- - - 1 - 2,3 1,02 0.98
25 12,2 1,5 - 2,05 2,91 0,41
28 14,2 1,5 — 2,15 2,85 0,49 -
40 20,4 2,2 — 3,15 6,54 0,68 1.5 — 2,6 2,62 0,86 — — — - —
E 45 22,4 3 - 4,1 7,72 0,75 1.7 - 3,0 3,66 0,98 1,25 - 2,85 1,89 1,20
E 50 25,4 3 4,3 12,0 0,83 2 - 3,4 4,76 1,05 1,25 - 2,85 1,55 1,20
56 28,5 3,5 — 4,9 11,4 0,98 2 — 3,6 4,44 1,20 1,5 — 3,45 2,62 1,46
LO CM 63 31 4 - 5,6 15,0 1,05 2,5 - 4,2 7,18 1,31 1,8 — 4,15 4,24 1,76
II 71 36 5 - 6,7 20,5 1,20 2,5 - 4,5 6,73 1,50 2 - 4,6 5,14 1,95
80 41 5 - 7 33,7 1,28 3 - 5,3 10,5 1,73 2,25 — 5,2 6,61 2,21
<D 90 46 6 — 8,2 31,4 1,50 3,5 — 6 14,2 1,88 2,5 — 5,7 7,68 2,40
Q. Q. 100 51 6 — 8,5 48,0 1,65 3,5 — 6,3 13,1 2,10 2,7 — 6,2 8,61 2,63
3 125 64 — — 5 — 8,5 30,0 2,63 3,5 — 8 15,4 3,38
0
140 72 - - 5 - 9 27,9 3,00 3,8 - 8,7 17,2 3,68
160 82 — — — — — 6 — 10,5 41,1 3,38 4,3 — 9,9 21,8 4,20
180 92 — — — — — 6 — 11,1 37,5 3,83 4,8 — 11 26,4 4,65
200 102 - - - - - - - - - - 5,5 - 12,5 36,1 5,25
E 125 64 8 7,5 10,6 85,9 1,95
E 140 72 8 7,5 11,2 85,3 2,40
160 82 10 9,4 13,5 139 2,63
«5 180 92 10 9,4 14 125 3,00 -
A
200 102 12 11,25 16,2 183 3,15 8 7,5 13,6 76,4 4,20 — — — — —
co 225 112 12 11,25 17 171 3,75 8 7,5 14,5 70,8 4,88 6,5 6,2 13,6 44,6 5,33
0 250 127 14 13,1 19,6 249 4,20 10 9,4 17 119 5,25 7 6,7 14,8 50,5 5,85
N
F
Tellerfeder DIN 2093 - A 16: Reihe A, De = 16 mm, t= 0,9 mm
1) Federkraft Fdes Einzelteileis bei Federweg s - 0,75 • h0 2) s «= 0,75 - hc
Schmalkeilriementrieb
Schmalkeilriemen DIN 7753-1 (1988-01)
Bezeichnungen
l\l
Schmalkeilriemen,
Keilriemenscheiben
Keilriemenscheiben DIN 2211-1 (1984-03)
180‘
einnllig
Wirkdurchmesser
Winkelfaktor c-j
Umschlingungswinkel ß
Betriebsfaktor c2
mehrrillig
Riemenprofil (ISO-Kurzzeichen)
bo obere Riemenbreite
bw Wirkbreite
h Riemenhöhe
hw Abstand
dwk kleinstzulässiger Wirk-0
obere Rillenbreite
Abstand Wirk-0 bis Außen-0
kleinstzulässige Rillentiefe
Rillenabstand
Rillenabstand vom Rande
Rillen- 34° ... .... . „ bis
I I für Wirk-0 -------
winkel a 38° über
1,02
170°
10,5
160°
1,08
150°
1,12
140°
1,16
130°
SPZ
SPA
SPB
SPC
9,7
8,5
12,7
16,3
14
22
19
8
2
63
9,7
2
12
8
80
80
1,22
120°
10
2,8
13
3,5
18
4,8
90
12,7
140
16,3
224
22
2,8
13,8
3,5
17,5
4,8
23,8
15
10
118
118
1,28
110°
19
12,5
25,5
17
190
190
1,37
100°
315
315
1,47
90°
Tägliche Betriebsdauer in Stunden an getriebene Arbeitsmaschinen (Beispiele)
bis 1U über 10 bis 10 über 10
1,0 1,1 1,2 Kreiselpumpen, Ventilatoren, Bandförderer für leichtes Gut
1,1 1,2 1,3 Werkzeugmaschinen, Pressen, Blechscheren, Druckereimaschinen
1,2 1.3 1,4 Mahlwerke, Kolbenpumpen, Stoßförderer, Textil- u. Papiermaschinen
1,3 1,4 1,5 Steinbrecher, Mischer, Winden, Krane, Bagger
vgl. DIN 7753-2 (1976-04)
Leistungs werte für Schmalkeilriem en
SPC
SPA
SPB
Riemenprofil
dWk der kleineren
Scheibe
nk der kleineren
Scheibe
100
SPZ
180
90
|160 | 250
140
250
400
224
400
630
Nennleistung PN in kW je Riemen
400 0,35 0,79 1,71 0,75 2,( )4 3,62 1,92 4,86 8,64 5,19 12,56 21,42
700 0,54 1,28 2,81 1,17 3,v iO 5,88 3,02 7,84 13,82 8,13 19,79 32,37
[950 | 0,68 - 1,66 »3,65 3,48 [4,27 7,60 8,83 10,04 17,39 10,19 24,52 37,37
1450 0,93 2,36 5,19 2,02 6,01 10,53 5,19 13,66 22,02 13,22 29,46 31,74
2 000 1,17 3,05 6,63 2,49 7,60 12,85 6,31 16,19 22,07 14,58 25,81 -
2800 1,45 3,90 8,20 3.00 9,24 14,13 7,15 16,44 9,37 11,89 - -
Bestimmung des Profils für Schmalkeilriemen
2500 -
2000 -
1600 -
1250 -
1000 —
800
SPC-
-SPZ
630
500 l/i
400
315
250
200
2,5 4 6,3 10 16 25 40 63 100 160 250
Berechnungsleisfung P-c2 in kW —•*-
zu übertragende Leistung
Nennleistung je Riemen
Anzahl der Riemen
Winkelfaktor
Belriebsfaktor
Anzahl der Riemen
P- C1 - C2
Pn
Riemenprofil
-I-SPA-
111
SPB
ZL
Beispiel:
Zu übertragen sind P- 12 kW bei c-j = 1,12; c2 = 1,4;
dwk = 160 mm; nk = 950/mm; ß = 140°; z = ?
Aus P- c2 = 12 kW - 1,4 = 16,8 kW erhält man nach
Diagramm das Profil SPA;
PN nach Tabelle 4,27 kW je Riemen
P-Ci-c2 12 kW - 1,12 1,4
z =----------=------------------= 4,4
PN 4,27 kW
gewählt: z = 5 Riemen
Synchronriemen (Zahnricincn)
Doppel-Verzahnung
iynchronriemenscheiben
Synchronriementrieb
vgl. DIN 7721-1 (1989-06)
Zahnt Kurz- zeichen □ilung P Maß« s der Ze hne r Nenn dicke hs Synchronriemenbreite b
T 2,5 T5 2,5 5 1,5 2,7 0,7 1,2 0,2 0,4 1,3 2,2 6 4 10 6 16 10 25
T 10 T20 10 20 5,3 10,2 2,5 5,0 0,6 0,8 4,5 8,0 16 32 25 50 32 75 50 100
Wirk- länge1* Zähne T 2,5 zahl für T5 Wirk- länge1* Zähne T5 zahl für T 10 Wirk- länge1* Zähnez T 10 ahl für T20
120 150 160 200 245 48 64 80 98 30 40 49 530 560 610 630 660 112 122 126 53 56 61 63 66 1010 1080 1150 1210 1250 101 108 115 121 125
270 285 305 330 390 114 132 54 61 66 78 700 720 780 840 880 144 156 168 70 72 78 84 88 1320 1390 1460 1660 1610 132 139 146 156 161 73
420 455 480 500 168 192 200 84 91 96 200 900 920 960 990 180 184 198 92 96 1780 1880 1960 2250 178 188 196 225 89 94
Riemen DIN 7721 - 6 T2,5 x 480: b - 6 mm, Teilung T = 2,5 mm,
Wirklänge = 480 mm. Einfach Verzahnung
Ein Synchronriemen mit Doppel-Verzahnung wird mit einem an die
Bezeichnung angehängten Kennbuchstaben D gekennzeichnet.
1* Wirklängen von 100...3620 mm in Sonderfertigung bis 25000 mm
vgl. DIN 7721-2 (1989-06)
Zahn- lücken Scheibenaußen- 0 dQ für Zahn- lücken
T2,5 T5 T 10 T20
10 7,4 15,0 — — 17
11 8,2 16,6 — — 18
12 9,0 18,2 36,3 - 19
13 9,8 19,8 39,5 - 20
14 10,6 21,4 42,7 - 22
15 11,4 23,0 45,9 92,6 25
16 12,2 24,6 49,1 99,0 28
Form SE für < 20 Zahnlücken
Form N für > 20 Zahnlücken
Scheiben maße
mit Bordscheiben
ohne Bordscheiben
Sch T 2,5 eibenai T5 ßen-0 T10 dc für T20 Zahn- lücken Rune Sch T 2,5 Jungen eibenau T5 nd Abs 3en-0 < T 10 tände 70für T20
13,0 13,8 14,6 15,4 26,2 27,8 29,4 31,0 52,2 55,4 58,6 61,8 105,4 111,7 118,1 124,5 32 36 40 48 24,9 28,1 31,3 37,7 50,1 56,4 62,8 75,5 100,0 112,7 125,4 150,9 200,8 226,3 251,8 302,7
17,0 19,3 21,7 34,1 38,9 43,7 68,2 77,7 82,2 137,2 156,3 175,4 60 72 84 47,2 56,8 66,3 94,6 113,7 132,9 189,1 227,3 265,5 379,1 455,5 531,9
Kurz- zeichen Zahnlückenmaße
Lücken Form SE □reite br Form N Lücken Form SE löhe hg Form N We für Forr tere Maß nen SE u h e nd N 2 a
T 2,5 T5 1,75 2,96 1,83 3,32 0,75 1,25 1 1,95 0,2 0,4 0,3 0,6 0,6 1
T 10 T20 6,02 11,65 6,57 12,6 2,6 5,2 3,4 6 0,6 0,8 0,8 1,2 2 3
Kurz- zeichen Rie- men- breite b Scheibe mit Bord b. nbreite ohne Bord b't Kurz- zeichen Rie- men- breite b Scheiber mit Bord bf i breite ohne Bord bt
T 2,5 4 6 10 5,5 7,5 11,5 8 10 14 T 10 16 25 32 50 18 27 34 52 21 30 37 55
T5 6 10 16 25 7,5 11,5 17,5 26,5 10 14 20 29 T20 32 50 75 100 34 52 77 102 38 56 81 106
Buchsen aus Kupferlegierungen
vgl. DIN ISO 4379 (1995-10)
Form C
Form F
Form C
N
V/////7WA
alle Fasen 45°
cm
Ergibt Toleranzfeld H8 nach dem Einpressen
Empfohlene Toleranzfelder für Einbaumaße
Aufnahmebohrung
Welle
H7_____________________
e7 oder g7 (abhängig vom
Anwendungsfall)
Buchsen aus Sintermetall
Empfohlene Toleranzfelder für Einbau maße
Aufnahmebohrung H7
Welle
A
10
12
15
18
20
22
25
30
35
40
45
12
14
17
20
23
25
28
34
39
44
50
A.
14
16
19
22
24
26
30
36
41
48
53
16
18
21
24
26
28
32
38
45
50
55
Zusatzzeichen
dy
10
12
15
18
20
22
25
30
35
40
45
Reihe 1
d3
14
16
19
22
26
28
31
38
43
48
55
A
12
14
17
20
23
25
28
34
39
44
50
Form F
I Reihe 2
A__
20
22
27
30
32
34
38
44
50
58
63
^2
1,5
1,5
1,5
2
2
2
2,5
A_
16
18
21
24
26
28
32
38
45
50
55
A
3
3
3
3
3
3
4
4
5
5
5
Längen
10
10
12
15
15
20
20
30
30
30
A
10
15
15
20
20
20
30
30
40
40
40
20
20
30
30
30
40
40
50
60
60
Einpressfase 15° (statt 45°)___________________
Buchse ISO 4379 - F22 x 25 x 30 - CuSn8P: Form F,
dy = 22 mm, d2 = 25 mm, by = 30 mm, aus CuSn8P
vgl. DIN 1850-3(1998-07)
Form J
16
18
21
24
26
28
32
38
45
50
55
14
16
19
22
25
27
30
35
41
46
51
Zusatzzeichen
X
Buchsen aus Duroplasten und Thermoplasten
Duroplaste
dy
1Ö"
12
15
18
20
22
25
30
35
40
45
Thermoplaste
Form S
>30'
by h13
Empfohlene Toleranzfelder für Einbaumaße
Aufnahmebohrung
Welle
Duroplaste
H7
h7
Thermoplaste
H7
h9
A
16
18
21
24
26
28
32
38
45
50
55
Form V
A
22
24
27
30
32
34
39
46
55
60
65
A
2
3
3
3
3
3
3,5
4
5
5
5
finax
0,6
0,6
0,6
0,6
0,6
0,6
0,8
0,8
0,8
0,8
0,8
8
8
10
12
15
15
20
20
25
30
35
Längen
by
10
12
15
18
20
20
25
25
35
'40
45
16
20
25
30
25
25
30
30
40
50
55
ohne Öltränkung__________________________________
Buchse DIN 1850 - V18 x 24 x 18 - Sint-BBO - X:
dy - 18 mm, d2 = 24 mm, by - 18 mm, aus Sinterbronze
Sint-B50, ohne Öltränkung (X)_____________________
vgl. DIN 1850-5 und -6 (1998-07)
d2
16"
18
21
24
26
28
32
38
45
50
55
d3
2Ö"
22
27
30
32
34
38
44
50
58
63
b2
T
3
5
^max
0,3
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,8
0,8
0,8
6
10
10
12
15
15
20
20
30
30
30
Längen
bi
10
15
15
20
20
20
30
30
40
40
40
20
20
30
30
30
40
40
50
60
60
Grenzabmaße von d2 und dy der Toleranzklassen A und B
für Buchsen aus Thermoplasten__________________________
von
bis
10
14
+0,21
+0,07
15
18
+0,2
0
20
25
+0,4
+0,1
d2
28
32
t +0,6 ....
I +0,2 +0,23
35
40
‘0,69
42
55
+0,90
10,30
Herstell-
verfahren
B
Toleranzklasse zb11
gespritzt
gespant
sich ergebendes
Toleranzfeld nach
dem Einpressen
________________
D12
cii
Zusatzzeichen für Buchsen aus Duroplasten
W
Wendeinuten am
Außendurchmesser d2
Z
Einpressfase 15° (statt 45°)
Freistich anstelle des
Radius R
Buchse DIN 1850 - S20 AZO - PA 6: Form S,
dy = 20 mm, Toleranzgr. A, by = 20 mm, aus Polyamid 6
Beispiele:
lezeichnung von Wälzlagern
Wälzlager
Rillenkugeliager
Kegelroilenlager
vgl. DIN 623-1 (1993-05'
DIN 625
DIN 720
Benennung Norm Vo rsetzze ich e n
Basiszeichen
Nachsetzzeichen herstellerinternes Ergänzungszeichen
Vorsetzzeichen (Auswahl) Nachsetzzeichen (Auswahl)
K Käfig mit Wälzkörpern R RingmitWälzkörpersatz S rostfreier Stahl N freier Ring K Lager mit kegeliger Bohrung, Kegel 1 : 12 P5 Lager mit besonders hoher Maß-, Form- und Laufgenauigkeit (ISO-Toleranzklasse 5)
Beispiel für das Basiszeichen:
Lagerart 3:
Kegelroilenlager
Bild
Lagerreihe 302
Maßreihe 02
Breitenreihe 0
Durchmesser-
reihe 2
Bohrungskennzahl 08
(d - 8 x 5 mm = 40 mm)
Bohrungs-0 d Bohrungs- kennzahl
10 00
12 01
15 02
17 03
20 bis 480 1/5 von d
Wichtige Maßreihen bei Wälzlagern
vgl. DIN 616 (1994-06)
Breitenreihe
Maßreihe
Durchmesser-
leihe
(Außen-
durchmesser)
|08||09]rOQ]|0T||02||03|[04j
|18||19||10|| 111| 12||13|
|28| [29120)
|211|22||23||24| 38|)39||30
311|32||33|
|48||49||40||411|42]
2
0
8—
I ladiallager
Wälzlager-Übersicht (Auswahl)
vgl. DIN 623-1 (1993-05)
Norm Lagerart Norm- bereich d von...bis Bild Norm Lagerart Norm- bereich d von...bis Bild Norm Lagerart Norm- bereich d von...bis
Rillenkugellager
'cd
DIN 625
Lagerart 6
egelrollenlager
£2
DIN 720
DIN ISO
355
Lagerart 3
1,5...600
15...360
Schrägkugellager
br
DIN 628
Lagerart 7
10...170
Tonnenlager
EF£
i . . -"T-il
DIN 635
Lagerart 2
20...280
Zylinderrollenlager
tf
o
DIN 5412
Lagerarten
N, NU, NJ,
NUP
15...500
Nadellager
.
DIN 617
Lagerart
NA
10...360
Axiallager
Axial-Rillenkugellager
Axial-Zylinderrollenlager
bi
DIN 711
Lagerart 5
8—360
DIN 722
Lagerart 8
AxialPendelrollenlager
15...600
—
1 J
DIN 728
Lagerart 2
60...1060
vgl, DIN 625-1 (1989-04) und DIN 5418 (1993-02)
Rillenkugellager
- To
B
Einbau maße:
Schrägkugellager
d Lagerreihe 60 Lagerreihe 62 Lagerreihe 63
D B r max /? min Basis- zeichen D B r max h min Basis- zeichen D B r max h min Basis- zeichen
10 26 8 0,3 1 6000 30 9 0,6 2,1 6200 35 11 0,6 2,1 6300
12 28 8 0,3 1 6001 32 10 0,6 2,1 6201 37 12 1 2,8 6301
15 32 9 0,3 1 6002 35 11 0,6 2,1 6202 42 13 1 2,8 6302
17 35 10 0,3 1 6003 40 12 0,6 2,1 6203 47 14 1 2,8 6303
20 42 12 0,6 1,6 6004 47 14 1 2 6204 52 15 1 3,5 6304
25 47 12 0,6 1.6 6005 52 15 1 2 6205 62 17 1 3,5 6305
30 55 13 1 2,3 6006 62 16 1 2 6206 72 19 1 3,5 6306
35 62 14 1 2,3 6007 72 17 1 2 6207 80 21 1,5 4,5 6307
40 68 15 1 2,3 6008 80 18 1 3.5 6208 90 23 1,5 4,5 6308
45 75 16 1 2,3 6009 85 19 1 3,5 6209 100 25 1,5 4,5 6309
50 80 16 1 2,3 6010 90 20 1 3,5 6210 110 27 2 5,5 6310
55 90 18 1 3 6011 100 21 1,5 4,5 6211 120 29 2 5,5 6311
60 95 18 1 3 6012 110 22 1,5 4,5 6212 130 31 2,1 6 6312
65 100 18 1 3 6013 120 23 1,5 4,5 6213 140 33 2,1 6 6313
70 110 20 1 3 6014 125 24 1,5 4,5 6214 150 35 2,1 6 6314
75 115 20 1 3 6015 130 25 2 5,5 6215 160 37 2,1 6 6315
80 125 22 1 3 6016 140 26 2 5,5 6216 170 39 2,5 7 6316
85 130 22 1,5 3,5 6017 150 28 2,1 6 6217 180 41 2,5 7 6317
90 140 24 1,5 3,5 6018 160 30 2,1 6 6218 190 43 2,5 7 6318
95 145 24 1,5 3,5 6019 170 32 2,1 6 6219 200 45 2,5 7 6319
100 150 24 1,5 3,5 6020 180 34 2,1 6 6220 215 47 2,5 7 6320
Ausführungen (Nachsetzzeichen)
Z 1 Deckscheibe
2Z 2 Deckscheiben
RS 1 Dichtscheibe
2RS 2 Dichtscheiben
N Nut im Außenring
C3 erhöhte Lagerluft
=t> Rillenkugellager DIN 625 - 6208: Rillenkugellager (Lagerart 6), Breitenreihe 01), Durch
messerreihe 2, Bohrungskennzahl 08 (Bohrungsdurchmesser d=8 5 mm = 40 mm)
vgl. DIN 628 1 ühd 3 (1993-12) und DIN 5418 (199ä-02)
(X
—
___ — - TO ( I
i I iKi : I
B
Lagerreihe 72
B
max
h
min
Basis-
Zeichen2*
Einbaumaße:
Lagerreihe 73
B
Lagerreihe 33 (zweireihig)
Basis-
h
min Zeichen21
B
h
min
Basis
Zeichen
3302
3303
3304
3305
3306
3307
3308
3309
3310
3311
3312
3313
3314
3315
3316
3317
3318
3319
3320
42
47
52
62
~72
80
90
100
110
120
130
140
150
160
170
180
190
200
215
7302B
7303B
7304B
7305B
7306B
7307B
7308B
7309B
7310B
7311B
7312B
7313B
7314B
7315B
7316B
7317B
7318B
7319B
7320B
19
22,2
22,2
25,4
30,2
34,9
36,5
39,7
44,4
49,2
54
58,7
63,5
68,3
68,3
73
73
77,8
82,6
2,8
2,8
3,5
3,5
X5
4,5
4,5
4,5
5,5
5,5
6
6
6
6
6
7
7202 B
7203B
7204B
7205B
7206B
7207 B
7208B
7209B
7210B
7211B
7212B
7213B
7214B
7215B
7216B
7217B
7218B
7219B
7220B
42
47
52
62
72
80
90
100
110
120
130
140
150
160
170
180
190
200
215
2,8
2,8
3,5
3,5
3,5
4,5
4,5
4,5
5,5
5,5
6
6
6
6
6
7
2,1
2,1
2,8
2,8
2,8
3,5
3,5
3,5
4,5
4,5
4,5
4,5
4,5
5,5
5,5
5,5
6
6
13
14
15
17
19
21
23
25
27
29
31
33
35
37
39
41
~43
45
47
15
17
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
35
40
47
52
62
72
80
85
90
100
110
120
125
130
140
150
160
170
180
12
14
15
16
17
18
19
20
21
22
23
24
2eT
26
28
30
32
34
0,6
0,6
1,5
1,5
1,5
1,5
1,5
2
2
2
2,1
2,1
1,5
1,5
1,5
2
2
2,1
2,1
2,1
2,1
2,5
2,5
2,5
2,5
1,5
1,5
TT
2
2
2,1
2,1
2,1
2,1
2,1
2,5
2,5
2,5
2,5
Schrägkugellager DIN 628 - 7309B: Schrägkugellager (Lagerart 7), Breitenreihe 01),
Durchmesserreihe 3, Bohrungskennzahl 09 (Bohrungsdurchmesser d= 9 - 5 mm =
45 mm)
1) Bei der Bezeichnung von Rillen- und Schrägkugellagern wird nach DIN 623-1 die 0
für die Breitenreihe teilweise unterdrückt.
21 Berührungswinkel a = 40°
I
Kegelrollenlager vgl. DIN 720-1 (1979-02) und DIN 5418 (1993-02) |
Lagerreihe 302
Abmessungen Einbaumaße 1
d D B c r di ds max dh min D min a max Db min ca min Cb min ^as max rbs max Basis- zeichen
20 25 30 47 52 62 14 15 16 12 13 14 15,25 16,25 17,25 33,2 37,4 44,6 27 31 37 26 31 36 40 44 53 41 46 56 43 48 57 2 2 2 3 2 3 1 1 1 1 1 1 30204 30205 30206
//////////, 35 40 45 72 80 85 17 18 19 15 16 16 18,15 19,75 20,75 51,8 57,5 63 44 49 54 42 47 52 62 69 74 65 73 78 67 74 80 3 3 3 3 3,5 4,5 1,5 1,5 1,5 1,5 1,5 1,5 30207 30208 30209
50 55 60 90 100 110 20 21 22 17 18 19 21,75 22,75 23,75 67,9 74,6 81,5 58 64 70 57 64 69 79 88 96 83 91 101 85 94 103 3 4 4 4,5 4,5 4,5 1,5 2 2 1,5 1,5 1,5 30210 30211 30212
B
65 70 75 120 125 130 23 24 25 20 21 22 24,75 26,25 27,25 89 93,9 99,2 77 81 86 74 79 84 106 110 115 111 116 121 113 118 124 4 4 4 4,5 5 5 2 2 2 1,5 1,5 1,5 30213 30214 30215
C T
80 85 90 140 150 160 26 28 30 22 24 26 28,25 30,5 32,5 105 112 118 91 97 103 90 95 100 124 132 140 130 140 150 132 141 150 4 5 5 6 6,5 6,5 2,5 2,5 2,5 2 2 2 30216 30217 30218
95 100 105 170 180 190 32 34 36 27 29 30 34,5 37 39 126 133 141 110 116 122 107 112 117 149 157 165 158 168 178 159 168 177 5 5 6 7,5 8 9 3 3 3 2,5 2,5 2,5 30219 30220 30221
110 120 200 215 38 40 32 34 41 43,5 148 161 129 140 122 132 174 187 188 203 187 201 6 6 9 9,5 3 3 2,5 2,5 30222 30224
Lagerreihe 303
Abmessungen Einbaumaße
d D B c T di ds max db min C min a max Ob min ca min Cb min ras max '’bs max Basis- zeichen
K . . Ca äfig 4b 20 25 30 52 62 72 15 17 19 13 15 16 16,25 18,25 20,75 34,3 41,5 44,8 28 34 40 27 32 37 44 54 62 45 55 65 47 57 66 2 2 3 3 3 4,5 1,5 1,5 1,5 1.5 1,5 1,5 30304 30305 30306
n 35 40 45 80 90 100 21 23 25 18 20 22 22,75 25,25 27,25 54,5 62,5 70,1 45 52 59 44 49 54 70 77 86 71 81 91 74 82 92 3 3 3 4,5 5 5 2 2 2 1,5 1,5 1,5 30307 30308 30309
§ 3 1 1 1 L 50 55 60 110 120 130 27 29 31 23 25 26 29,25 31,5 33,5 77,2 84 91,9 65 71 77 60 65 72 95 104 112 100 110 118 102 111 120 4 4 5 6 6,5 7,5 2,5 2,5 3 2 2 2,5 30310 30311 30312
65 70 75 140 150 160 33 35 37 28 30 31 36 38 40 98,6 105 112 83 89 95 77 82 87 122 120 139 128 138 148 130 140 149 5 5 5 8 8 9 3 3 3 2,5 2,5 2,5 30313 30314 30315
80 85 90 170 180 190 39 41 43 33 34 36 42,5 44,5 46,5 120 126 132 102 107 113 92 99 104 148 156 165 158 166 176 159 167 176 5 6 6 9,5 10,5 10,5 3 4 4 2,5 3 3 30316 30317 30318
5 gelrollen lagern ste c? ht C3 1er
Bei Ke 95 100 105 200 215 225 45 47 49 38 39 41 49,5 51,5 53,5 139 148 155 118 127 132 109 114 119 172 184 193 186 201 211 184 197 206 6 6 7 11,5 12,5 12,5 4 4 4 3 3 3 30319 30320 30321
Käfig über die Seitenfläche des Außenrings vor. Damit der Käfig nicht an anderen Bauteilen streift, müssen die Einbaumaße nach DIN 5418 eingehalten werden. 110 120 240 260 50 55 42 46 54,5 59,5 165 178 141 152 124 134 206 221 226 246 220 237 8 8 12,5 13,5 4 4 3 3 30322 30324
Kegelrollenlager DIN 720 - 30212: Kegelrollenlager der Lagerreihe 302 mit Lagerart 3, Breitenreihe 0, Durchmesserreihe 2, Bohrungskennzahl 12
Lagerauswahl Nutmuttern und Sicherungsbleche
Auswahl von wichtigen Wälzlagerbauformen
Eignung und Eigenschaften
Lagerbauart Radialbe lastung Axialbe- lastung Ausgleich Flucht- fehler geringe Reibung hohe Drehzahl hohe Belast- barkeit geräusch- armer Lauf
Rillenkugellager € € © < • € •
Schrägkugellager C o € 4>2| V
Axial-Rillenkugellager o c € € < € c
Kegelrollenlager • • V •2}
Zylinderrollenlager - • o fc> • fc> <)
• sehr gut C, gut C normal * eingeschränkt O nicht geeignet
verminderte Eignung bei paarweisem Einbau 2) bei paarweisem Einbau
Hutmuttern für Wälzlager vgl. DIN 98i (1993-02)
d2 h Kurz- zeichen di d2 h Kurz- zeichen
§ M10 x 0,75 M12 x in M15 x 1 18 22 25 4 4 5 KM0 KM1 KM2 M 60 x 2 M 65«2 M 70x2 80 85 92 11 12 12 KM12 KM13 KM14
M17 x 1 M20 x 1" M25 x 1,5 28 32 38 5 6 7 KM3 KM 4 KM5 M 75x2 M 80x2 M 85 x 2 98 105 110 13 15 16 KM15 KM16 KM17
h — / n
M30 x 1,51) M35 x 1,5 M40 x 1,5 45 52 58 7 8 9 KM 6 KM7 KM8 M 90 x 2 IVI 95x2 M100 x 2 120 125 130 16 17 18 KM18 KM19 KM20
M45 x 1,5 M50 x 1,5 M55 x 2 65 70 75 10 11 11 KM9 KM10 KM11 M105X2 M110 x 2 M115X2 140 145 150 18 19 19 KM21 KM22 KM23
=o Hutmutter DIN 981 - KM6: Nutmutter mit di = M30 x 1,5 11 genormt in DIN 156
Sicherungsbleche vgl. DIN 5406 (1993-02)
rh Lasche di d2 s b H11 t Kurz- zeichen di d2 s b H11 t Kurz- zeichen
— 1 _
10 21 1 4 2 MB0 60 86 1,5 9 4 MB12
12 25 1 4 2 MB1 65 92 1.5 9 4 MB13
Q V } 15 28 1 5 2 MB2 70 98 1,5 9 5 MB14
—- — CM TT “ T 17 32 1 5 2 MB3 75 104 1,5 9 5 MB15
C-J J 20 36 1 5 2 MB4 80 112 1,7 11 5 MB16
25 42 1,2 6 3 MBS 85 119 1,7 11 5 MB17
30 49 1,2 6 4 MB6 90 126 1,7 11 5 MB18
5 35 57 1,2 7 4 MB7 95 133 1,7 11 5 MB19
Einbau maße: 40 62 1,2 7 4 MB8 100 142 1,7 14 6 MB20
45 69 1,2 7 4 MB9 105 145 1,7 14 6 MB21
6 50 74 1,2 7 4 MB10 110 154 1,7 14 6 MB22
55 81 1,5 9 4 MB11 115 159 2 14 6 MB23
Sicherungsblech DIN 5406 - MB6: Sicherungsblech mit
d-i = 30 mm
Passscheiben, Stützscheiben
—hr
vgl. DIN 988 (1990-03)
D12 d? d12 Stütz scheibe Pass- scheibe di D12 d2 d12 Stütz- scheibe Pass- scheibe D12 d2 d12 Stütz- scheibe Pass- scheibe
h h h h h h
10 16 1,2 28 40 2 56 72 3
11 17 1 2 0,1...1,8 30 42 2,5 60 75 3
12 18 1,2 32 45 2,5 63 80 3
13 19 1,5 35 45 2,5 65 85 3,5
14 20 1,5 36 45 2,5 70 90 3,5
15 21 1,5 37 47 2,5 75 95 3,5
16 22 1,5 40 50 2,5 80 100 3,5
17 24 1,5 42 52 2,5 0,1...2 85 105 3,5 0,1...2
18 25 1,5 45 55 3 90 110 3,5
19 26 1.5 0,1...2 45 56 3 95 115 3,5
20 28 2 48 60 3 100 120 3,5
22 30 2 50 62 3 100 125 3,5
22 32 2 50 63 3 105 130 3,5
25 35 2 52 65 3 110 140 3,5
25 36 2 55 68 3 120 150 3,5
26 37 2 56 70 3 130 160 3,5
Abstufungen und Grenzmaße für Passscheibendicken h
1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9
2
1,1
fynax
frmin
0,1 0,15 0,2 0,3 0,5
0,0710,12 0,1610,25 0,45|0,9511,05,1,1511,25 1,35|l,45 1,55 1,65 1,751,8511,95
Passscheibe DIN 988-40 x 50 x 1J5: dq = 40 mm, d2 = 50 mm, h = 1,5 mm
IVellenenden
vgl. DIN 748-1 (1970 1) und DIN 1448-1 (1970-1)
Zylindrisches Wellenende DIN 748
Kegeliges Wellenende DIN 1448
3
l
— — •4
— TTj10 h ,6.
d Toleranz- Passfeder1* Gewinde
klasse lang kurz lang kurz fax h d2
16 40 28 0,6 16 28 16 12 3* 3 M10 x 1,25
20 50 36 0,6 20 36 22 14 4x 4 Ml2 x 1,25
22 k6 50 36 0,6 22 36 22 14 4x4 M12 X 1,25
25 60 42 1 25 42 24 18 5x 5 M16 x 1,5
28 60 42 1 28 42 24 18 5x 5 M16 x 1,5
30 80 58 1 30 58 36 22 5x 5 M20 x 1,5
35 k6 80 58 1 35 58 36 22 6x 6 M20 x 1,5
38 80 58 1 38 58 36 22 6x 6 M24 x 2
40 110 82 1 40 82 54 28 10 x 8 M24 x 2
45 110 82 1 45 82 54 28 12 x 8 M30 x 2
48 Ko 110 82 1 48 82 54 28 12 x 8 M30 x 2
50 110 82 1,6 50 82 54 28 12 x 8 M36 x 3
60 140 105 1,6 60 105 70 35 16 x 10 M42 x 3
70 140 105 1.6 70 105 70 35 18 x 11 M48 x 3
80 m6 170 130 1,6 80 130 90 40 20 x 12 M56 x 4
90 170 130 2,5 90 130 90 40 22 x 14 M64 x 4
100 210 165 2,5 100 165 120 45 25 x 14 M72 x 4
110 m6 210 165 2,5 110 165 120 45 25 x 14 M80 x 4
120 210 165 2,5 120 165 120 45 28 x 16 M90 x 4
=£=- Wellenende DIN 748 - 80 x 130: d = 80 mm, / = 130 mm ” Nut und Passfeder nach DIN 6885-1
Dichtelemente
F Fertigungstechnik
lualitätsmanagement und Fertigungsplsnung
244
Qualitätsmanagement, DIN EN ISO 9000 bis 9004........244
Qualitätsplanung, -lenkung, -prüfung.................246
Statistische Auswertung .... 247
Statistische Prozesslenkung..........................249
Qualitätsfähigkeit von Prozessen.....................251
Zeitermittlung nach REFA.............................252
Kalkulation..........................................254
‘Wegungen an Maschinen
256
Zahnradberechnungen...........................256
Übersetzungen.................................259
Geschwindigkeiten an Maschinen................260
Lastdrehzahlen an Werkzeugmaschinen...........261
Drehzahldiagramm ........................... 262
spanende Formgebung
263
Bear- beitung vc m/min 4 mm
leicht 160 0,08...0,25
schwer 140 0,08...0,35
Hauptnutzungszeit .............................. 263
Kühlschmierstoffe.................................269
Werkzeug-Anwendungsgruppen........................270
Schneidstoffe.....................................271
Wendeschneidplatten...............................272
Klemmhalter für Wendeschneidplatten ..............273
Kräfte und Leistungen beim Zerspanen..............274
Bohren, Richtwerte................................277
Reiben und Gewindebohren, Richtwerte..............278
Drehen, Kegeldrehen ..............................279
Richtwerte .......................................280
Fräsen, Richtwerte ...............................282
Teilen ...........................................284
Wendeinutfräsen...................................285
Schleifen, Richtwerte ........................... 286
Schleifmittel.....................................287
Schleifscheiben...................................288
Honen, Richtwerte............................... 289
Kunststoffe, Richtwerte ..........................290
panloses Formen
291
Schneidkraft, Schneidarbeit........................291
Scherschneiden.....................................292
Biegeumformen......................................294
Tiefziehen................................... ... 296
Kunststoffverarbeitung.............................298
ichweißen, Löten, Kleben
299
Schweißverfahren und Schweißpositionen...........299
Nahtvorbereitung............................... 300
Gasschweißen.....................................301
Schutzgasschweißen...............................303
Thermisches Trennen, Laserbearbeitung............305
Maßtoleranzen, Schweißzusätze........ 306
Lichtbogenschweißen..............................307
Kleben...........................................311
Lote und Flussmittel... 312
Schall und Lärm
314
Qualitätsmanagenmnt
Die Normen der ISQ-9000-Familie sollen Organisationen jeder Art und Größe beim Verwirklichen von Qualitäts-
managementsystemen und beim Arbeiten mit bereits bestehenden Qualitätsmanagementsystemen helfen sowie
das gegenseitige Verständnis im nationalen und internationalen Handel erleichtern.
Normen zum Gualitätsmanagement vgl. DIN EN ISO 9000,9001,9004 (2000-12)
Norm Erläuterung, Inhalte
DIN EN ISO 9000 Grundlagen für Qualitätsmanagementsysteme Grundsätze des Qualitätsmanagementes • Kundenorientierung • Systemorientierter Ansatz • Führung • Ständige Verbesserung • Einbeziehung der Personen • Sachbezogener Ansatz zur Entscheidungsfindung • Prozessorientierter Ansatz • Lieferantenbeziehungen zum gegenseitigen Nutzen Grundlagen für Qualitätsmangmentsysteme (QM-Systeme) • Begründung für QM-Systeme • Beurteilen von QM-Systemen • Anforderungen an QM-Systeme und • Ständige Verbesserung Produkte • Rolle statistischer Methoden • Schrittweiser Ansatz für QM-Systeme • QM-Systeme als Teil des Gesamt- • Prozessorientierte Betrachtung managementsystemes • Qualitätspolitik und Qualitätsziele • Anforderungen an QM-Systeme und die • Rolle der obersten Leitung im QM-System vergleichende Beurteilung von Organisationen • Dokumentation; Nutzen und Arten anhand Kriterien aus Exzellenzmodellen Terminologie für Qualitätsmanagementsysteme Eine Auswahl von Begriffsdefinitionen und Begriffserläuterungen siehe Seite 245.
DIN EN ISO 9001 Anforderungen an ein Qualitätsmanagementsystem Diese internationale Norm gilt für Organisationen in jedem beliebigen Industrie- oder Wirtschafts- Sektor unabhängig von der angebotenen Produktkategorie. Sie legt, aufbauend auf den in ISO 9000 beschriebenen Grundlagen, Anforderungen an ein QM-System fest, wenn eine Organisation • ihre Fähigkeit darlegen muss, Produkte bereitzustellen, die die Anforderungen der Kunden und die behördlichen Anforderungen erfüllen, und • anstrebt, die Kundenzufriedenheit zu erhöhen einschließlich der Prozesse zur ständigen Verbesserung des Systems. Die festgelegten Anforderungen können verwendet werden für: • interne Anwendungen durch Organisationen • Zertifizierungszwecke • Vertragszwecke Die Norm basiert auf einer prozessorientierten Betrachtungsweise, d.h., jede Tätigkeit oder jede Aneinanderreihung von Tätigkeiten, die Ressourcen verwendet, um Eingaben in Ergebnisse um- zuwandeln, wird als Prozess angesehen. Anforderungen Die Organisation muss • alle für das QM-System erforderlichen Prozesse und ihre Anwendung in der Organisation erkennen, • die Abfolge und Wechselwirkungen dieser Prozesse festlegen, • Kriterien und Methoden festlegen, um Durchführung und Lenkung dieser Prozesse sicherzustellen, • Verfügbarkeit von Ressourcen und Informationen für diese Prozesse sicherstellen, • diese Prozesse überwachen, messen und analysieren, • erforderliche Maßnahmen zur ständigen Verbesserung dieser Prozesse treffen, • Anforderungen an die Dokumentation des QM-Systems erfüllen und • Festlegungen an die Lenkung von Dokumenten einhalten. Diese Norm ersetzt auch die früheren Normen 9002 und 9003.
DIN EN ISO 9004 Leitfaden zur Betrachtung der Gesamtleistung, Wirksamkeit und Effizienz von Qualitätsmanagementsystemen Ziel dieser Norm ist die Verbesserung der Organisation und die Verbesserung der Zufriedenheit der Kunden und anderer interessierter Parteien. Sie ist nicht für Zertifizierungs- und Vertragszwecke vorgesehen.
Qualitätsmanagement
egriffe (Auswahl) Definitionen/Erlmiterungen vgl. DIN EN ISO 9000 (2000-12)
lualitätsbezogene Begriffe
Qualität Grad, in dem die Merkmale eines Produkts die Anforderungen an dieses Produkt erfüllen.
Anforderung Vorausgesetztes oder verpflichtendes Erfordernis an die Merkmale einer Einheit, z.B. Nennwerte, Toleranzen, Funktionsfähigkeit oder Sicherheit.
Kundenzufriedenheit Wahrnehmung des Kunden zu dem Grad, in dem seine Anforderungen erfüllt worden sind.
Fähigkeit Eignung einer Organisation, eines Systems oder eines Prozesses zum Realisieren eines Produktes, das die Anforderungen an dieses Produkt erfüllt.
/ierkmals- und konformitätsbezogene Begriffe
Qualitätsmerkmal Kennzeichnende Eigenschaft eines Produktes oder Prozesses, die infolge der gestellten Qualitätsanforderungen zur Beurteilung der Qualität herangezogen wird. • Quantitative (variable) Merkmale: Diskrete Merkmale (Zählwerte), z.B. Bohrungsanzahl, Stückzahl Kontinuierliche Merkmale (Messwerte), z.B. Länge, Lage, Masse • Qualitative Merkmale: Ordinalmerkmale (mit Ordnungsbeziehung), z.B. hellblau - blau - dunkelblau Nominalmerkmale (keine Ordnungsbeziehung), z.B. gut-schlecht, blau - gelb Kennzeichnende Eigenschaft eines Produkts, eines Prozesses oder eines Systems, die sich auf eine Anforderung bezieht.
Konformität Erfüllung einerfestgelegten Anforderung, z.B. einer Maßtoleranz
Fehler Nichterfüllung einer festgelegten Forderung, z.B. Nichteinhalten einer geforderten Maß- toleranz oder Oberflächengüte.
Nacharbeit Maßnahme an einem fehlerhaften Produkt, damit es die Anforderungen erfüllt.
Prozess- und produktbezogene Begriffe
Prozess In Wechselbeziehung stehende Mittel und Tätigkeiten, die Eingaben in Ergebnisse um- setzen. Als Mittel gelten z.B. Personal, Finanzen, Anlagen und Fertigungsmethoden.
Verfahren Festgelegte Art und Weise, wie eine Tätigkeit oder ein Prozess ausgeführt wird. In schrift- licher Form auch als Verfahrensanweisung bezeichnet.
Produkt Ergebnis eines Prozesses, z.B. Bauteil, Montageergebnis, verfahrenstechnisches Erzeug- nis, Wissen, Entwurf, Schriftstück, Vertrag, Schadstoff.
ürganisationsbezogene Begriffe i
Organisation Gruppe von Personen und Einrichtungen mit einem Gefüge von Verantwortungen, Befug- nissen und Beziehungen.
Kunde Organisation oder Person, die ein Produkt vom Lieferanten empfängt.
l ieferant Organisation oder Person, die einem Kunden ein Produkt bereitstellt.
I ianagementbezogene Begriffe
Qualitäts- managementsystem Erforderliche Organisation und Organisationsstrukturen, Verfahren und Prozesse eines Betriebes, um ein Qualitätsmanagement verwirklichen zu können.
Qualitäts- management Alle aufeinander abgestimmten Tätigkeiten zum Leiten und Lenken einer Organisation bezüglich Qualität durch: • Festlegen der Qualitätspolitik • Qualitätslenkung • Festlegen der Qualitätsziele • Qualitätssicherung • Qualitätsplanung • Qualitätsverbesserung
Qualitätsplanung Tätigkeiten, die auf das Festlegen der Qualitätsziele und der notwendigen Ausführungs- prozesse sowie der zugehörigen Ressourcen zur Erfüllung der Qualitätsziele gerichtet sind.
Qualitätslenkung Arbeitstätigkeiten und Techniken, um trotz unvermeidbarer Qualitätsschwankungen die Anforderungen dauerhaft zu erfüllen. Beinhaltet im Wesentlichen die Prozessüber- wachung und die Beseitigung von Schwachstellen.
Qualitätssicherung Durchführung und geforderte Dokumentation aller Tätigkeiten im Bereich des QM-Systems mit dem Ziel, firmenintern und beim Kunden angemessenes Vertrauen zu schaffen, dass Qualitätsanforderungen erfüllt werden.
Qualitäts- verbesserung In der gesamten Organisation ergriffene Maßnahmen zur Erhöhung der Fähigkeit zur Erfüllung der Qualitätsanforderungen.
QM-Handbuch Dokument, in dem die Qualitätspolitik und die Qualil.ilszivle ->owie das Qualitätsmanage- mentsystem einer Organisation beschrieben werden.
Qualitätsplanung
Ver zeh nfach un gsregel
100-
0,1
1. Phase
2. Phase
3. Phase
Fehlerkostenentwicklung
<D W
10
Produktplanung Prozessplanung Prüfung
und Entwicklung und Fertigung und Kunde
Die erforderlichen Kosten zur Fehlerbeseitigung
bzw. die Folgekosten eines Fehlers steigen im Pro-
duktlebenslauf von Phase zu Phase etwa um den
Faktor 10.
Beispiel: Ein Toleranzfehler an einem Einzelteil kann
beim Konstruieren ohne nennenswerte Mehrkosten
korrigiert werden. Wird der Fehler erst während der
Produktion der Teile bemerkt, entstehen viel größe-
re Fehlerkosten. Führt der Fehler zu Montagepro
blemen oder Funktionsbeeinträchtigung am Fertig-
produkt oder gar zu einer Rückrufaktion, werden
riesige Kosten verursacht.
Qualitätslenkung
Qu al itätsregel kreis
Mensch Milieu Maschine Messtechnik
Rohteil ey Produkt Gutteile /
Material Methode Management 1 Maßnahmen Qualitäts- Maßn am Prozess prüfung am P V ahmen odukt
Maschine
Material
Methode
Einfluss
Mensch
Milieu
(Umwelt)
Management
Messbarkeit
Einflüsse auf die Streuung der Qualität
Beispiele
Qualifikation, Motivation,
Belastungsgrad
Maschinensteifigkeit, Positionier-
genauigkeit, Verschleißzustand
Abmaße, Werkstoffeigenschaften,
Werkstoff unterschiede
Arbeitsfolge, Fertigungsverfahren,
Prüfbedingungen
Temperatur, Erschütterungen,
Licht, Lärm, Staub
Falsche Qualitätsziele oder -politik
Messunsicherheit
Qualitätsprüfung
vgl. DIN 55350^17 (1988-08)
Begriffe Erläuterungen
Qualitätsprüfung Feststellen, inwieweit eine Einheit die gestellten Qualitätsforderungen erfüllt
Prüfplan, Prüfanweisung Festlegung und Beschreibung von Art und Umfang der Prüfungen, z. B. Prüfmittel, Prüfhäufigkeit, Prüfperson, Prüfort
Vollständige Prüfung Prüfung einer Einheit hinsichtlich aller festgelegten Qualitätsmerkmale, z.B. voll ständige Überprüfung eines Einzelwerkstückes hinsichtlich aller Forderungen
100%-Prüfung Prüfung aller Einheiten eines Prüfloses, z.B. Sichtprüfung aller gelieferten Teile
Statistische Prüfung (Stichprobenprüfung) Qualitätsprüfung mit Hilfe statistischer Methoden, z.B. Beurteilung einer großen Anzahl von Werkstücken durch Auswertung von daraus entnommenen Stichproben
Prüflos (Stichprobenprüfung) Gesamtheit der in Betracht gezogenen Einheiten, z.B. eine Produktion von 5000 glei chen Werkstücken
Stichprobe Eine oder mehrere Einheiten, die aus der Grundgesamtheit oder einer Teilgesamtheit entnommen werden, z.B. 50 Teile aus der Tagesproduktion von 400 Teilen
Wahrscheinlichkeit (Fehlerwahrscheinlichkeit)
Wahrscheinlichkeit eines fehlerhaften Bauteils innerhalb einer bestimmten Gesamt-
anzahl von Bauteilen.
P Wahrscheinlichkeit
g Anzahl fehlerhafter Bauteile
m Gesamtanzahl der Bauteile
Wahrscheinlichkeit
F
Beispiel:
In einer Kiste befinden sich m - 400 Werkstücke, wobei g= 10 Werkstücke einen
Maßfehler aufweisen. Wie groß ist die Wahrscheinlichkeit P, beim Herausgreifen
eines Werkstückes ein fehlerhaftes Teil zu entnehmen?
q 10
P= — =--------= 0,025; Wahrscheinlichkeit = 2,5%
m 400
p=A
m
Gauß'sche Normalverteilung
Merkmalswert x
Kontinuierliche Merkmalswerte weisen in ihrer Verteilung häufig
eine Charakteristik auf, die sich mit dem Modell der Gaußschen
Normalverteilung näherungsweise mathematisch beschreiben lässt.
Für unendlich viele Einzelwerte ergibt die Wahrscheinlichkeitsdichte
einer Normalverteilung die typische Glockenkurve. Diese symmetri-
sche und stetige Verteilungskurve wird durch folgende Parameter
eindeutig beschrieben:
Der Mittelwert fi liegt beim Kurvenmaximum und kennzeichnet die
Lage der Verteilung.
Die Standardabweichung ü kennzeichnet die Streuung, d.h. das
Abweichverhalten vom Mittelwert.
Normalverteilung in S .ichproben
vgl. DIN 53804 1 '1981 09) bzw. DGQ 16-31 (1990'
s
R
D
kmax
Qnin
9m
Anzahl der Einzelwerte
(Stichprobenumfang)
Wert des messbaren Merkmals,
z.B. Einzelwert
größter Messwert
kleinster Messwert
Arithmetischer Mittelwert
Medianwert (Zentralwert)1’,
mittlerer Wert der nach Größe
geordneten Messwerte
Standardabweichung
Spannweite
Modalwert (am häufigsten
auftretender Messwert einer
Messreihe)
Wahrscheinlichkeitsdichte
Arithmetischer
Mittelwert21
X, + x2+...+ xr
n
Standardabweichung2*
Spannweite
R — *max Xm[ri
Bei Auswertung mehrerer Stichproben:
Mittlere Spannweite
m Anzahl der Stichproben
x Gesamtmittelwert
R mittlere Spannweite
s Mittelwert der Standardabweichungen
— Rj + f?2 +-..+Rr
n = ----------------
m
Beispiel: Auswertung der Stich probe nwerte von Seite 247:
x= 8,00275 mm R = 0,11 mm x- 8,005 mm s = 0,02396 mm D= 7,99 mm
Gesamtmittelwert
Medianwert bei ungerader Anzahl der Einzelwerte: z.B. xy, x2; x3; x4; x5: x= x3
*3
Xi +X2+-
m
Medianwert bei gerader Anzahl der Einzelwerte: z.B. xy, x?; x3; x4; X5; x6: x=
*4
2
Mittelwert der Standard-
abweichungen
2) Die meisten gängigen Taschenrechnermodelle sind mit Sonderfunktionen
für die Berechnung von Mittelwert und Standardabweichung ausgestattet.
St 4- S2 + —+sr
m
Normalverteilung jm Prüf los
Die Parameter der Grundgesamtheit werden beim Stichprobenverfahren anhand der Kennwerte aus der
Stichprobe geschätzt. Um Stich proben kennwerte klar von Parametern der Gesamtheit unterscheiden zu können,
werden auch andere Kurzbezeichnungen verwendet. Durch die Kennzeichnung mit einem A (Dach) erfolgt auch
eine Abgrenzung dieser Schätzwerte gegenüber den rechnerisch ermittelbaren Prozesswerten bei einer 100%-
Prüfung.
Stichprobe Grundgesamtheit aus Stichprobe ermittelt Grundgesamtheit bei 100%-Prüfung
Werteumfang n Werteumfang N Werteumfang N
Arithmetischer Mittelwert x geschätzter Prozessmittelwert // (Erwartungswert) Prozessmittelwert p,
Standardabweichung s geschätzte Prozessstandard- abweichung <7 Prozessstandardabweichung a
(
Qualitätsmanagement
Prozessveriäufe
Prozessverlauf Bezeichnung / Beobachtung Mögliche Ursachen -> Maßnahmen
X OEG Natürlicher Verlauf 2/3 aller Werte liegen im Bereich ± Standardabweichung s und alle Werte liegen innerhalb der Ein- griffsgrenzen. Der Prozess ist unter Kontrolle und kann I ohne Eingriffweitergeführt werden.
K X OEG — M UEG Überschreiten der Eingriffs- grenzen Die Werte über- bzw. unterschrei- ten die Eingriffsgrenzen. Überjustierte Maschine, verschiedene Mate rialchargen, beschädigte Maschine; In Prozess eingreifen und Teile seit letz I ter Stichprobe 100%-prüfen
a X A OEG -¥ - M UEG RUN (in Folge) 7 oder mehr aufeinander folgen- de Werte liegen auf einer Seite der Mittellinie. Werkzeugverschleiß, andere Materialchar ge, neues Werkzeug, neues Personal; -* Verschärftes Beobachten des Prozesses I
OEG /x— M UEG Trend 7 oder mehr aufeinander folgen- de Werte zeigen eine steigende oder fallende Tendenz. Verschleiß an Werkzeug, Vorrichtungen I oder Messgeräten, Personalermüdung; Prozess unterbrechen, um Verschiebung I zu ergründen
OEG M UEG Middle Third Mindestens 15 Werte liegen auf- einander folgend innerhalb ± Standardabweichung s. Verbesserte Fertigung, bessere Beaufsicli tigung, beschönigte Prüfergebnisse; -> Feststellen, wodurch Prozess verbesseri wurde bzw. Prüfergebnisse überprüfen
AW g Perioden Die Werte wechseln periodisch um die Mittellinie. Unterschiedliche Messgeräte, systeman sehe Aufteilung der Daten; I -* Fertigungsprozess nach Einflüssen untersuchen
Annahmestichprobenprüfung (Attributprüfung}
vgl. DIN ISO 2859-1 (1993-041
Bei einer Attributprüfung handelt es sich um eine Annahmestichprobenprüfung, bei der anhand der fehlerhaften
Einheiten oder der Fehler in den einzelnen Stichproben die Annehmbarkeit des Prüfloses festgestellt wird.
Der Anteil fehlerhafter Einheiten oder die Anzahl der Fehler Je hundert Einheiten im Los wird durch die Qua-
litätslage ausgedrückt. Die annehmbare Qualitätsgrenzlage ist die festgelegte Qualitätslage in kontinuierlich vor
gestellten Losen, bei dem diese in den meisten Fällen vom Kunden angenommen werden. Die entsprechenden
Stichprobenanweisungen sind in Leittabellen zusammengefasst.
Annahmestichprobenplan für normale Prüfung (Leittabelle)
Losgröße 0,04 0,065 Annehmbare Qualitätsgrenzlage, AQL (Vorzugswerte) 1,5 2,5
0,10 0,15 0,25 0,40 0,65 1,0
2... 8 4 4 4 4 4 4 4 4 4 4
9... 15 4 4 4 4 4 4 4 8 0 5 0
16... 25 1 4 4 4 4 4 4 13 0 8 0 5 0
26... 50 1 4 4 4 4 4 20 0 13 0 8 0 5 0
51... 90 1 4 4 4 50 0 32 0 20 0 13 0 8 0 20 1
91... 150 4 4 4 80 0 50 0 32 0 20 0 13 0 32 1 20 1
151... 280 4 4 125 0 80 0 50 0 32 0 20 0 50 1 32 1 32 2
281... 500 4 200 0 125 0 80 0 50 0 32 0 80 1 50 1 50 2 50 3
501...1200 315 0 200 0 125 0 80 0 50 0 125 1 80 1 80 2 80 3 80 '»
Erläuterung: 4 — Anwenden der ersten Stichprobenanweisung dieser Spalte. Soweit Stichprobenum
50 2 fang großer oder gleich Losumtang: I Ul)7c- prutung aurentunren.
-Zweite Zahl: Annahmezahl = Anzahl der geduldeten fehlerhaften mitgelieferte n Einheiten
— Erste Zahl: Stichprobenumfang = Anzahl der zu prüfenden Einheiten
Qualitätsmanagei
ualitätsfähigkeit von Prozessen
Bei der Beurteilung der Qualitätslähigkeil eines Prozesses durch Fähigkeitskenn-
zahlen (Fähigkeitsindizes) muss zwischen der Kurzzeitfähigkeit (Maschinen-
fähigkeit) und der Langzeitfähigkeit (Prozessfähigkeit) unterschieden werden.
Die Maschinenfähigkeit ist eine Bewertung der Maschine, ob diese im Rahmen
ihrer normalen Schwankungen mit genügender Wahrscheinlichkeit innerhalb
der vorgegebenen Grenzwerte fertigen kann.
Toleranz T>8o
UGW
UGW
OGW
OGW
Merkmalswert-----•-
unterer Grenzwert
oberer Grenzwert
geschätzte Standardabweichung
geschätzter Mittelwert
Wenn Cm > 1,33 und Cmk > 1,0 bedeutet dies,
dass 99,994% (Bereich ± 4 a) der Merkmals-
werte innerhalb der Grenzwerte liegen und
der Mittelwert^ mindestens um die Größe 3 a
von den Toleranzgrenzen entfernt liegt.
Die Prozessfähigkeit ist eine Bewertung des
Fertigungsprozesses, ob dieser im Rahmen
seiner normalen Schwankungen mit genügen-
der Wahrscheinlichkeit die festgelegten Forde-
rungen erfüllen kann.
Akrit
kleinster Abstand zwischen
Mittelwert und Toleranz-
grenze
Gn» Gnk Maschinenfähigkeitsindex
Cp, Cpk Prozessfähigkeitsindex
Beispiel:
Maschinenfähigkeitsuntersuchung für Fertigungsmaß 80 ± 0,05;
Werte aus Vorlauf: o = 0,012 mm; = 79,99 mm
°'1mm =1,388; = °'04mm = 1,11
6-0,012 mm 3-o 3-0,012 mm
C,
Die Maschinenfähigkeit ist für diese Fertigung nachgewiesen.
lalitätsregelkarten für qualitative Merkmale
vgl. DGQ 16 33 (1990)
Maschinenfähigkeitsindex
n 3 II
r _ Akrit °mk - 3 o
Eine Maschinenfähigkeit gilt üblicherweise als nachge- wiesen, wenn • Cm> 1,33 und • Cmk 1.0 ist. Prozessfähigkeitsindex
C c ~ 6 o
r Akrit cPk= >- 3 • o
Die Prozessfähigkeit gilt üb licherweise als nachgewie sen, wenn • Cp> 1,33 und • Cpk > 1,0 ist.
vgl. DGQ 16-33 (1990); DGQ 11-19 (1994)
hlersa mmel ka rte
Fehlersammelkarten erfassen die
fehlerhaften Einheiten, die Fehler-
irten und ihre Häufigkeit in einer
Stichprobe.
Ablesebeispiel für F3:
n = 9 - 50 = 450
lehler in % = 31.100%
n
3
= ----100% = 0,66%
450
Beispiel:
Teil: Deckel Stichprobenumfang n = 50 Prüfintervall: 60 min
Fehlerart Fehlerhäufigkeit 'l % Fehleranteil
Lackschaden F1 1 1 2 0,44
Druckstellen F2 1 2 2 1 2 2 2 2 14 3,11 ZEZ
Korrosion F3 1 1 1 3 0,66 1
Grat F4 1 1 0,22
Rissbildungen F5 1 1 0,22
Winkelfehler F6 2 3 1 3 1 2 12 2,66 1
Verbogen F7 1 1 0,22
Gewinde fehlt F8 1 1 0,22
Fehiei je Piobe 4 6 3 3 3 5 4 3 4 35
Stichproben nr. 1 2 3 4 5 6 7 8 9
’areto^-Diagramm
Das Pareto-Diagramm klassifiziert
Kriterien (z. B. Fehler) nach Art und
I läufigkeit und ist damit ein wich-
liges Hilfsmittel, um Kriterien zu
malysieren und Prioritäten zu er-
mitteln.
" Pareto- italienischer Soziologe
Ablesebeispiel: Die Druckstellen (F2) und die Winkrifehler (F6) machen
zusammen ca. 74% dm gusnmlnii Fehler aus.
Auftragszeit nach REFA
. .. r—~
Rüstzeit fr
| Auftragszeit T j-
I__________,
Ausführungszeit ta
Zeit je Einheit te
Rüst- t
grundzeit rg
Rüst- t
erholungszeit rer
Rüst-
verteilzeit fV
Grund- .
zeit 9
Erholungs-
zeit
Verteil-
zeit
Warte-
zeit
sachliche
Verteilzeit
persönliche .
Verteilzeit p
beeinflussbare
Tätigkeitszeit
Tätig keits- *
zeit 1
un beeinflussbare f
Tätigkeitszeit tu
F
Kurz- zeichen Bezeich- nung Erläuterung
T Auftrags- zeit Die für die Erledigung eines Auftrages insgesamt vorgegebene Zeit. Sie gliedert sich in die Rüstzeit (Vorbereiten der Auftragsausführung) und die Ausführungszeit.
t, Rüstzeit In der Rüstzeit werden Arbeitsplatz, Maschine und Werkzeuge für den Auftrag vorbereitet (gerüstet) und nach der Ausführung wieder in den ursprünglichen Zustand versetzt. Die Rüstzeit kommt unabhängig von der Zahl der Einheiten meist nur einmal je Auftrag vor. Beispiele: Rüstgrundzeit trg: Auftrag und Zeichnung lesen, Maschine einstellen Rüsterholungszeit trer: Erholungszeit nach anstrengender Umrüstung Rüstverteilzeit trv: Kurze Maschinenstörung beseitigen
ta Ausfüh- rungszeit Die Zeit für die Ausführungsarbeit an allen Einheiten m des Auftrages. Meist wird die Ausführungszeit aus ta = m te berechnet.
*9 Grundzeit Die Grundzeit ist für das planmäßige Ausführen des Auftrages nötig. Sie setzt sich aus der Tätigkeit und der Wartezeit zusammen.
ter Erholungs- zeit Während der Erholungszeit wird die Arbeit unterbrochen, um Arbeitsermüdung abzu- bauen. Beispiele: Erholung nach Überkopfschweißen oder längerer Arbeit am Bildschirm.
tv Verteilzeit Unregelmäßig auftretende Zeiten, die zur planmäßigen Auftragsausführung nötig sind. Beispiele: Sachliche Verteilzeit ts: Unvorhergesehenes Werkzeugschleifen Persönliche Verteilzeit tp: Lohnabrechnung prüfen, Bedürfnis erledigen
tt Tätigkeits- zeit Tätigkeitszeiten sind Zeiten, in denen der eigentliche Auftrag erledigt wird. In der Haupttätigkeitszeit wird der Auftrag unmittelbar bearbeitet. Beispiele: Montage von Getriebeteilen, Spanen mit Werkzeugmaschinen In der Nebentätigkeitszeit tritt kein direkter Fortschritt des Auftrages ein. Beispiele: Auspacken von Wälzlagern, Spannen von Werkstücken, Ablage von Fertigtet len. Die Tätigkeitszeiten werden in beeinflussbare Zeiten, z.B. Montage- oder Entgratarbei ten, und unbeeinflussbare Zeiten, z.B. Programmablauf einer CNC-Maschine, unterteilt.
tw Wartezeit In der Wartezeit wartet der Arbeiter auf das Ende von Arbeitsabschnitten, die seiner 1 eigentlichen Tätigkeit vorangehen und seine weitere Tätigkeit bedingen. Beispiel: Warten auf das nächste Werkstück in der Fließfertigung.
m Mengen- einheit Anzahl der zu fertigenden Einheiten innerhalb eines Auftrages.
Beispiel: Rüstzeit Auftrag Maschin Drehen von en: Osten e rüsten Wellen auf einer Drehmaschine, m= 3; Auftragszeit T= 1 min Ausführungszeiten: min = 4,50 Tätigkeitszeit tt = 14,70 = 10,00 Wartezeit tw = 3,75 |
Werkzeug rüsten = Grundzeit tg = t, + tw = 18,45 Rüstgrundzeit trg = 27,00 Erholungszeit ter durch tw abgegolten Rüsterholungszeit trer= 4% von trg = 1,08 Verteilzeit tv = 8%vontg = 1,48 Rustverteilzeit trv = 14% von trg = 3,78 Zeit je Einheit te = ta + ter + t„ = 19,93 Rüstzeit f, = t,g + t,er + trv = 31,86 Ausführungszeit ta = m te = 59,79
Auftragszeit T= tr + ta » 32 min + 60 min = 92 min (= 1,53 h)
Belegungszeit nach REFA
Kurz- eichen Bezeichnung Erläuterung
TbB Betriebsmittel- Belegungszeit In ihr wird ein Betriebsmittel durch einen Auftrag belegt. Betriebsmittel sind Maschi- nen, Vorrichtungen, Werkzeuge, Transportfahrzeuge, Härteöfen usw.
4b Betriebsmittel- Rüstzeit In der Betriebsmittel-Rüstzeit werden die Betriebsmittel für die Auftragsausführung vorbereitet oder in den ursprünglichen Zustand zurückversetzt. Die Rüstzeit kommt unabhängig von der Zahl der Einheiten meist nur einmal je Auftrag vor. Beispiele: Betriebsmittel-Rüstgrundzeit trgB: Vorrichtung auf Fräsmaschine spannen Betriebsmittel-Rüstverteilzeit trvB: Optimieren eines NC-Programmes
faß Betriebsmittel- Ausführungszeit Zeit für die Ausführungsarbeit aller Einheiten m des Auftrages. Meist wird die Ausführungszeit aus taB = m - teB berechnet.
Betriebsmittel- Grundzeit In der Betriebsmittel-Grundzeit wird das Betriebsmittel planmäßig durch die Aus- führung einer Auftragseinheit belegt.
fvB Betriebsmittel- Verteilzeit Unregelmäßig auftretende Zeiten, in denen das Betriebsmittel ungenutzt ist oder zusätz- lich genutzt wird. Sie werden meist mit einem Prozentsatz der Grundzeit berücksichtigt. Beispiele: Stromausfall, kurze Gespräche mit Vorgesetztem, zusätzliche, nicht geplan- te Arbeiten bei einem Reparaturauftrag.
«h Haupt- nutzungszeit Während der Hauptnutzungszeit wird der Arbeitsgegenstand planmäßig verändert. Hauptnutzungszeiten können beeinflussbar oder nicht beeinflussbar sein. Beispiele: beeinflussbare Hauptnutzungszeit tbb: Fahren eines Gabelstaplers unbeeinflussbare Hauptnutzungszeit thu: Fräsen mit maschinellem Vorschub
tn Neben- nutzungszeit In der Nebennutzungszeit wird das Betriebsmittel planmäßig für die Hauptnutzung vor- bereitet, beschickt oder entleert. Auch ein Messvorgang zählt zur Nebennutzungszeit. Beispiele: beeinflussbare Nebennutzungszeit tnb: manuelles Spannen, Werkzeug- wechsel unbeeinflussbare Nebennutzungszeit tnu: automatischer Werkstückwechsel
tb Brachzeit Brachzeiten unterbrechen regelmäßig die Nutzung eines Betriebsmittels. Sie umfas- sen die ablauf- und erholungsbedingten Unterbrechungen. Beispiele: Füllen eines Werkstückmagazins bei abgeschalteter Maschine. Werzeug- wechsel nach Erreichen der Standzeit, persönliche Erholungszeit.
m Mengen- einheit Anzahl der zu fertigenden Einheiten innerhalb eines Auftrages.
Beispiel:
Fräsen der Auflagefläche von Reitstöcken auf einer Senkrechtfräsmaschine, m =
20; Belegungszeit 7ßB = ?
Rüstzeiten: min
Auftrag und Zeichnung lesen = 4,54
Bereitstellen und Weglegen von Planfräser = 3,65
Fräser ein-und ausspannen = 3,10
Maschine einstellen = 2,84
Betriebsmittel-Rüstgrundzeit trgB = 14,13
Betriebsmittel-Rüstverteilzeit trvB = 10% v. trgß = 1,41
Betriebsmittel-Rüstzeit trB = T9b + frvB = 15,54
Ausführungszeiten: min
Fräsen = Hauptnutzungszeit th = 3,52
Werkstück spannen Nebennutzungszeit tn = 4,00
Werkstück transportieren Brachzeit tb = 1,20
Betriebsmittel-Gnind/eit fgB — + fn + 4) — 8,72
Betriebsmittel Vcrleilzeit tvB = 10% v. tgß= 0,87
Betriebsmittelzeil ja I i'nheil = tgB + tvB = 9,59
Betriebsmittel-Aiisfulirungszeit teB = m • teB =191,80
Belegungszeit TbB = trB + taB 16 min + 192 min = 208 min (= 3,47 h)
Kalkulation
Einfache Kalkulationsbeispiele |
Bei der einfachen Kalkulation werden die Gemeinkosten von der überwiegenden Kostenart ermittelt.
Überwiegende Kostenart Fertigungslöhne Überwiegende Kosten art Werkstoffkosten Keine Kostenart überwiegt wesentlich
Werkst off kosten = 60,00 € Fertigungslöhne = 560,00 € Gemeinkosten11 160 % der Fertigungslöhne - 896,00 € Werkst off kosten = 3400,00 € Fertigungslöhne = 560,00 € Gemeinkosten11120 % der Werkstoffkosten - 4080,00 € Werkstoff kosten = 380,00 € Fertigungslöhne = 450,00 € Gemeinkosten11 80% der Werkstoffkosten und Fertigungslöhne = 664,00 €
Selbstkosten = 1516,00 € = 151,60 € Selbstkosten = 8040,00 €
Gewinn21 10 % der Selbstkosten Gewinn2110 % der Selbstkosten = 804,00 € Sei bstkoste n =1494,00 € Gewinn2110 % der Selbstkosten = 149,40 €
Verkaufspreis ohne MwSt Verkaufspreis ohne MwSt
= 1667,60 € = 8844,00 € Verkaufspreis ohne MwSt = 1643,40 €
11 Der Gemeinkosten-Prozentsatz muss für jeden einzelnen Betrieb ermittelt werden; 21 Angenommener Gewinn 10 %
Erweiterte Kalkulation (Schema)
Reine Werkstoffkosten
Beschaffungskosten
Verschnitt
Werkstoffgemeinkosten
in Prozent der Werkstoff-
kosten, z.B. Einkaufskosten,
Lagerkosten, Werkstoffbuch-
haltung
Fertigungslöhne
+
Fertigu ngsgemein kosten in Prozent der Fertigungslöh- ne, z. B. Abschreibung, Verzin- sung, Urlaubslöhne, Sozial- kosten, Ausbildungswesen, Hilfs- und Betriebsstoffe, Räu- me, Betriebsleitung, Lohn- buchhaltung
Konstruktionskosten
Gehälter + Gemeinkosten, z.B.
Abschreibungen, Raumkosten
Vorrichtungskosten
z.B. Bohrvorrichtung, Druck-
gussform
Auswärtige Bearbeitung
z.B. Verchromen einer Welle
Brutto-Werkstoffkosten
Fertigungskosten
Sonderkosten
der Fertigung
Herstellkosten
Verwaltungs- und Vertriebskosten
in Prozent der Herstellkosten
z.B. Kaufmännische Verwaltung, Rechnungs-
wesen, Werbung, gewerbliche Steuern
F
Selbstkosten
Gewinn
in Prozent der Selbstkosten
Rohpreis
Risiko und Provision
in Prozent des Verkaufspreises
Netto-Verkaufspreis ohne MwSt
Kalkulation
Berechnung des Maschinenstundensatzes
Die Kalkulation mit Hilfe des Maschinenstundensatzes hat gegenüber den Kalkulationsbeispielen auf Seite 254
den Vorteil, dass die Kosten genauer erfasst und überwacht werden können. Diese Berechnungsart wird vor allem
bei teuren Werkzeugmaschinen und bei der automatisierten Fertigung angewandt. Der Maschinenstundensatz
umfasst nicht die Kosten der Bedienungsperson.
Wiederbeschaffungskosten in €
Kalkulatorische Abschreibung = Nutzungsdauer in Jahren
1/2 Wiederbeschaffungskosten in € x Zinssatz
Kalkulatorische Zinsen = _________________________________________________
100%
Instandhaltungskosten = Instandhaltungskosten in €/Jahr
(z. B. Reparaturen und Wartungsdienst)
Energiekosten = Max. Leistungsaufnahme in kW x Nutzungsfaktor x Energiekosten
in €/(kW h) x Maschinenlaufzeit in h/Jahr
Anteilige Raumkosten = Raumkostensatz in €/(m2 x Jahr) x Flächenbedarf der Maschine in m2
Fertigungsgemeinkosten = Kalkulatorische Abschreibung + kalkulatorische Zinsen + Instand-
haltungskosten + Energiekosten + anteilige Raumkosten
Netto-Maschinenlaufzeit = Tägliche Arbeitszeit in h x Arbeitstage/Jahr
- jährliche Ausfallzeiten (z. B. Wartung, Reparatur, Urlaub)
Maschinenstundensatz Fertigungsgemeinkosten
Netto-Maschinenlaufzeit
Beispiel:
Wiederbeschaffungskosten eines Bearbeitungszentrums 450 000 €, Nutzungsdauer 8 Jahre, Zinssatz 7%, Instand-
haltungskosten 6 000 €/Jahr, max. Leistungsaufnahme 30 kW, Nutzungsfaktor 75%, Energiekosten 0,17 €/(kW h),
monatlicher Raumkostensatz 6,50 €/m2, Flächenbedarf 30 m2, Netto-Maschinenlaufzeit 1600 h/Jahr; Maschinen-
stundensatz in €/h = ?
Kalkulatorische Abschreibung 450 000,00 € = 56250,00 €/Jahr
8 Jahre
Kalkulatorische Zinsen 450 000,00 € - 7% 2 - 100% = 15 750,00 €/Jahr
I nsta n d h a Itu n gskosten = 6 000,00 €/Jahr
Energiekosten = 6 120,00 €/Jahr
— ou kw u,/o ' u, i / ..... louu n/janr kW - h
Anteilige Raumkosten = 2 340,00 €/Jahr
mz Monat
Fertig u ngsgemei nkosten Maschinenstundensatz 86 460,00 €/Jahr 1600 h/Jahr = 86 460,00 €/Jahr = 54,04 €/h
Zahn.adberechnungen
Stirnräder mit Geradverzahnung
Zahnradmaße Maße außenverzahnter Stirnräder mit Geradverzahnung
m Modul
p Teilung
d Teilkreisdurchmesser
da Kopfkreisdurchmesser
df Fußkreisdurchmesser
z Zähnezahl
hs Zahnkopfhöhe h Zahnhöhe
/7f Zahnfußhöhe c Kopfspiel
Ein geradverzahntes Stirnrad mit Modul
m = 1 mm hat eine Teilung
p = jt • m = jt • 1 mm = 3,142 mm. Sie wird als
Bogenmaß auf dem Teilkreis gemessen.
Modul
Teilung
Zähnezahl
Kopfspiel
Zahnkopfhöhe
Teilkreisdurchmesser
Kopf kreisdu rch messer
Fußkreisdurchmesser
Zahnhöhe
Zahnfußhöhe
Achsabstand
Maße innenverzahnter Stirnräder mit Geradverzahnung
Kopfkreisdurchmesser da = d-2 - m = m - (z-2) |
Fußkreisdurchmesser dt = d+ 2 (m + c) |
Zähnezahl d _ da +2- m m m
Die anderen Zahnradmaße werden gleich wie bei außen-
verzahnten Stirnrädern mit Geradverzahnung berechnet.
Achsabstand bei Geradverzahnung
hf = m + c
Innenliegendes
Gegenrad
a Achsabstand
d1f d2 Teilkreisdurchmesser
zi, z2 Zähnezahlen
Achsabstand bei
außenliegendem
Gegenrad
Achsabstand bei
innenliegendem
Gegenrad
c/q + d2 _ m <Zq + z2)
2 " 2
d2 - d, _ m (z2 -zt)
2 "“ 2
Beispiel: Innenverzahntes Stirnrad,
m = 1,5 mm; z = 80; c = 0,167 - m; d= ?; da = ?; h = ?
d = m - z= 1,5 mm - 80 = 120 mm
da - d-2 m = 120 mm-2 1,5 mm = 117 mm
h = 2 • m + c= 2 -1,5 mm + 0,167 - 1,5 mm = 3,25 mm
Stirnräder mit Schräg Verzahnung
d, di, c?2 Teilkreisdurchmesser
d3 Kopfkreisdurchmesser
ß Schrägungswinkel
z Zähnezahl
a Achsabstand
pn Normalteilung
Pt Stirnteilung
mn Normalmodul
mt Stirnmodul
Bei Stirnrädern mit Schrägverzahnung verlaufen die
Zähne schraubenförmig auf dem zylindrischen Rad-
körper. Die Werkzeuge zur Herstellung von Stirnrädern
und Schraubenrädern richten sich nach dem Normal-
modul.
Bei parallelen Achsen ist ein Rad rechts-, das andere
linkssteigend. Der Schrägungswinkel ist für beide
Räder gleich, d.h. ßi = ß2. Meist ist ß = 8° bis 25°.
Maße außenverzahnter Stirnräder mit
Schrägverzahnung
Bei Stirnrädern mit Schrägverzahnung muss zur Be-
rechnung des Teilkreisdurchmessers statt des Normal-
moduls der Stirnmodul n\ eingesetzt werden.
Stirn modul m = =&- 1 cosß jr
Stirnteilung _ pn _ Jt mn Pt- cosß ~ cosß
Teilkreisdurchmesser d=mtz = " cosß
Zähnezahl d n d mt ~ Pt
Normal modul mn = Pn = mt cosß Jt
Normalteilung pn = jr mr, = pt • cosß
Kopfkreisdurchmesser da = d+2 mn
Achsabstand dt + d2 a~ 2
Zahn höhe, Zahnkopf höhe, Zahnfußhöhe und Kopf-
spiel werden wie bei Stirnrädern mit Geradverzahnung
berechnet.
Beispiel: Schräg Verzahnung, z= 32; mn = 1,5 mm; ß = 19,5°; c = 0,167 m; mt = ?; da = ?; d = ?; h = ?
mn 1,5 mm
m» = -------_o- = 1,591 mm mt • z = 1,591 mm • 32 = 50,9 mm
cosp cos19,5 1
h = 2 - mn + c= 2 - 1,5 mm + 0,167 • 1,5 mm
da = d +2 mn = 50,9 mm + 2-1,5 mm Q _____,
a " ' = 3,25 mm
= 53,9 mm
Jodulreihe für Stirnräder (Reihe I) vgl. DIN 780-1 und -2 (1977-05)
Modul 0,2 0,25 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,25
Teilung 0,628 0,785 0,943 1,257 1,571 1,885 2,199 2,513 2,827 3,142 3,927
Modul 1,5 2,0 2,5 3,0 4,0 5,0 6,0 8,0 10,0 12,0 16,0
Teilung 4,712 6,283 7,854 9,425 12,566 15,708 18,850 25,132 31,416 37,699 50,265
Einteilung des Satzes von 8 Modul-Scheibenfräsern (bis zu m = 9 mm)
Fräser-Nr. 1 2 3 4 5 6 7 8
Zähnezahl 12...13 14...16 17...20 21...25 26...34 35...P4 65. 134 135...Zahnstange
Für Zahnräder mit m > 9 mm wird ein Satz mit 15 Modul-Scheibenfräsern verwundal
I
Zahnradberechnungen
Kegelräder mit Geredverzah
Benennung
^a2
Teilkreis-
winkel
Der Achsenwinkel X ist meist 90°, er kann aber
auch größer oder kleiner sein,
Maße der Kegelräder
Kegelwinkel
Achsenwinkel
Teilkreis-
durchmesser
Außen-
durchmesser
treibendes Rad getriebenes Rad
di = m z-j d2 = m z2
dal=dj +2 • mcosdj da2=d2 + 2 m • cosd2
zl+2-cos<51 tany-i = —— z2 — 2 sind-] z2+2 -cosö2 tan t'2= — z-j — 2 sm<52
t . dj z-j 1 tan d-j — — — d2 z2 i tanö2= —= —= i di z-t
2 = <5 + ^2
Kopfspiel, Zahnhöhe, Zahnkopfhöhe usw. wie bei Stirnrädern
Beispiel: Kegelrädergetriebe, m = 2 mm; Zi = 30; z2 = 120, 2 = 90°. Die Maße zum Drehen der Kegelräder sind zu
berechnen.
Treibendes Rad
tandi = — = ^- = 0,2500;
Z2 । ZU
= ni • z-j =2 mm 30 = 60 mm
= di + 2 m - cos <5-j
= 60 mm + 2-2 mm - cos 14,04° = 63,88 mm
z-i + 2-cos<5i 30 + 2 cos 14,04°
y* =------------—-------------------— 0,267
z2-2-sinJ1 120-2-sin 14,04°
yi = 14,95°
Ö-j = 14,04'
di
dal
tan
Getriebenes Rad
tan<52 = — = = 4,000;
Z-j 30
= m - z2 = 2 mm -120 = 240 mm
= d2 + 2 m cos d2
= 240 mm + 2-2 mm cos75,96° = 240,97 mm
z2 + 2 - cos d2 120 + 2 cos 75,96°
y2 = —----------- ---------------------= 4,294
z-j - 2 - sin $2 30 - 2 sin 75,96°
y2 = 76,89°
ö2 = 75,96°
Schneckentrieb
Kopfkehl-
halbmeser
Kopfspiel, Zahnhöhe, Zahnkopfhöhe und
Zahnfußhöhe wie bei Stirnrädern
4
412
tan
Maße von Schnecke und Schneckenrad
Benennung Schnecke Schneckenrad
Teilkreis- durchmesser dj = Nennmaß d2 = m z2
Teilung px = ji m p ~ m
Kopfkreis- durchmesser dal = d-j + 2 m da2=d2 + 2- m
Außen-
durchmesser
dA= da2 + m
di
''k= 2L~m
Steigungs-
Pz=Px-zi = K-m-z1
Achsabstand a = dq + d2
2
Beispiel: Schneckentrieb, m = 2,5 mm; z-j = 2 (= 2gängig); di = 40 mm; z2 - 40. Wie groß werden die übrigen Maße?
Pz
Schnecke
= Jt • Zi • m = Jt • 2 2,5 mm
= 15,708 mm
4>i
= di + 2 m = 40 mm + 2-2,5 mm
= 45 mm
a
cfq + d2 40 mm + 100 mm
2
2
= 70 mm
Schneckenrad
d2 = m z2 = 2,5 mm - 40
da2 = d2 + 2 m = 100 mm + 2-2,5 mm
dA ~ da2 + m = 105 mm + 2,5 mm
d-i 40 mm
rk = —— m = ------------ - 2,5 mm
2
= 100 mm
= 105 mm
= 107,5 mm
= 17,5 mm
Übersetzungen
ernentrieb
Mehrfache Übersetzung
/>
treibend
d1; cl3, ds ... Durchmesser 1 treibende 0^03,05... Drehzahlen J Scheiben d?. d4, d6... Durchmesser 1 getriebene n2, n4, n6... Drehzahlen J Scheiben na Anfangsdrehzahl Geschwindigkeit
V = U-j = t/2
Antriebsformel
ne Enddrehzahl / Gesamtübersetzungsverhältnis h, h.> z3 •• Einzel Übersetzungsverhältnis v, v1f V2 Umfangsgeschwindigkeit nq dt = n2 d2
jbersetzungsverhältnis
Beispiel: n-] = 600/min - r?2 = 400/min dj = 240 mm; i = ?; d2 = ? d2 _ n-i _ na dq n2 ne
Gesamtübersetzungs- verhältnis
_ °1 _ 600/min _ 1,5 _ ^2 400/min 1 n-j • di 600/min 240 mm «2 - - r>2 400/min Cfe ' ^4 ~ ^6 - - d'i C/3 C/5 ...
i= iq i2- i3 ...
= 360 mm
^ahnradtriet
Einfache Übersetzung treibend getrieben i Mehrfache Übersetzung n\~na j ^2“ ^3 Di = ne \ziT ÄV3 Äs । v i zvz3, z5... Zähnezahlen 1 treibende n-j, n3, r?5... Drehzahlen J Räder z2»z4<z6--- Zähnezahlen 1 getriebene n2, n4, n@... Drehzahlen j Räder na Anfangsdrehzahl ne Enddrehzahl i Gesamtübersetzungsverhältnis h» h--' Einzel Übersetzungsverhältnis Beispiel: i =0,4; n-j = 180/min; z2 = 24; n2 = ?; zi = ? m 180/min . n2 = —- = = 450/mm i 0,4 n2 • z2 450/min • 24 __ Z-] = = = 60 ni 180/min Antriebsformel H'i • Z*] = r?2 • z2 jbersetzungsverhältnis j= ^2 nq _ ns z-| n2 ne Gesamtübersetzungs- verhältnis _ z2 ' z4 ' z6 Zq-Z3 Z5... i= iq i2 i3...
chnecken*rieb
zz z yy Zt Zähnezahl (Gangzahl) der Schnecke r?i Drehzahl der Schnecke z2 Zähnezahl des Schneckenrades r?2 Drehzahl des Schneckenrades i Übersetzungsverhältnis Antriebsformel n-j Z-j = /?2 " ^2 Übersetzungsverhältnis
- Beispiel:
/ = 25; n-j = 1500/min; = 3; n2 = ? n-, 1500/min . n2 = —A = = 60/mm • 25 /_ _ Z2 n2 Zq
*1 «1
Gasch windigkeiten an Maschinen
Vcschubgescl. windigkeit
Vf Vorschubgeschwindigkeit
n Drehzahl
f Vorschub
4 Vorschub je Schneide
z Anzahl der Schneiden,
Zähnezahl des Ritzels
P Gewindesteigung
p Teilung der Zahnstange
Vorschubgeschwindigkeit
beim Bohren, Drehen
Vf = n f
Vorschubgeschwindigkeit
beim Fräsen
Vf = n fz • z
Vorschubgeschwindigkeit Beispiel- beim Gewindetrieb
Walzenfräser, z = 8; fz = 0,2mm; n = 45/min; vf = ? vf = n P
Vf = n-fzz 1 = 45 0,2 mm • 8 min = 72 ™ mm Vorschubgeschwindigkeil beim Zahnstangentrieb
Vf = n - z p
vf = jt - d n
Schnittgeschwindigkeit, Umfangsgeschwindigkeit
vc Schnittgeschwindigkeit
v Umfangsgeschwindigkeit
d Durchmesser
n Drehzahl
Beispiel:
Drehen, n=1200/min;
d = 35 mm; vc = ?
vc = - d • n -j
= 71-0,035 m 1200 ——
mm
Schnittgeschwindigkeit
vc = jt - d n
Umfangsgeschwindigkeit
v=ndn
Die Lastdrehzahlen gelten für die Aibciisspindcln von Werkzeugmaschinen motors. Sie sind geometrisch gestufte. Normzahlen nach DlN 323 Teil 1 (Seite betragen q= 1,12; 1,25; 1,41; 1,58 und 2,00. vgl. DIN 804(1977-03) Dei Nennbelastung des Antriebs- >1). Die Stufensprünge der Reihen
Nennwerte der Lastdrehzahlen in min-1 Grenzwerte der
Grund- reihe R 20 R 20/2 Beispiel Abg R 20/3 Beispiel eleitete Rei R 2 Beispiel hen 3/4 Beispiel R 20/6 Beispiel kirunareine bei mech. Abweichung zu in min • bei mech. und elektr. Abweichung
1,12 q = 1,25 q = 1,41 q = 1,58 q = 1,58 q = 2,00 -2% + 3% -2% 4-6%
100 112 125 140 160 112 140 1 <2 0 O : 1251 i ! 1400 6 ; 140 112 11,2 0 O 11 1 ,111 ; i ; : U 00 98 110 123 138 155 103 116 130 145 163 98 110 123 138 155 106 119 133 150 168
180 200 224 250 280 180 224 280 2: : 180 ' 2000 m o o : 250: : i ; . 2800 224 180 280 : 180 : 22,4: i : : ii । : 2f 00 174 196 219 246 276 183 206 231 259 290 174 196 219 246 276 188 212 237 266 299
315 355 400 450 “»00 355 450 3 <5i : o 355: : I ! : : , : 4000 5 i : : i 500: : 355 450 : : : • : : 355 : i : : • ; > ; 45 ; । : : : ! ! 310 348 390 438 491 326 365 410 460 516 310 348 390 438 491 335 376 422 473 531
560 630 710 800 900 560 710 900 e ! : 5600 1 I • 3 : : : i 710; ; . I • I ! : 8000 0-J , 560 900 710 : 5600 : i : : : : : 7!° : 90J U 551 618 694 778 873 579 650 729 818 918 551 618 694 778 873 596 669 750 842 945
1000 1000 ! 980 1030 980 1060
Die abgeleiteten Reihen werden aus der Grundreihe R 20 gebildet, indem bei der Reihe R 20/2 jeder zweite Wert der Reihe R 20, bei der Reihe R 20/3 jeder dritte Wert der Reihe R 20 verwendet wird usw. Die abgeleiteten Reihen können bei jedem beliebigen Wert der Grundreihe beginnen, wobei die Grundreihe nach oben und unten durch Multiplikation bzw. Division mit 10,100 usw. fortgesetzt werden kann. Die Grenzwerte enthalten die zulässigen Abweichungen der Nennwerte. Die mechanische Abweichung gilt für die meist nicht genau einzuhaltenden Übersetzungen, die elektrische Abweichung berücksichtigt den Schlupf von Motoren unterschiedlicher Herkunft und Leistung. rechnung der Stufensprünge und Zwischendrehzahlen
q Stufensprung n-i kleinste Drehzahl nz größte Drehzahl z Anzahl der Drehzahlen Bei geometrisch gestuften Drehzahlen erhält man die nächsthöhere Drehzahl, indem man die vorhergehende Drehzahl mit dem Stufen- sprung multipliziert. Stufensprung
z-1/ 1 ll'j
Beispiel: Das Getriebe einer Fräsmaschine soll z= 8 Drehzahlen zwischen n-i = 56 min-1 und ng = 1400 min-1 erhalten. ,i) Wie groß ist der Stufensprung q? b) Welche Zwischendrehzahlen sind zu wählen? .1) q= 1/-^- = l/ 1400 mln~1 = V25 - 1,58382 = 1,58 r n-j f 56 mim1 V (Stufensprung der Reihe R 20/4) b) Eine Drehzahlreihe nach R 20/4 entsteht aus der erweiterten Grund- reihe R 20, indem von den Werten der Grundreihe nur jeder vierte Wert verwendet wird: 56 63 71 80 90 100 112 125 140 160 180 200 224 250 280 315 355 400 450 500 560 630 710 800 900 1000 1120 1250 1400 min 1 Zwischendrehzahlen
n2 = Di • q n3 = n2 q = n, - q2 n4 = n3- q = q3 USW. n, - n!.vq=nr qz~'
Drehzahldiagramm
Die Bestimmung der Drehzahl n einer Werkzeugmaschine aus dem Werkstück- bzw.
dem Werkzeugdurchmesser d und der gewählten Schnittgeschwindigkeit vc kann
• rechnerisch mit Hilfe der Formel
• oder grafisch mit dem Drehzahldiagramm erfolgen.
Drehzahl
Drehzahldiagramme enthalten die an der Maschine einstellbaren Lastdrehzahlen.
Diese sind geometrisch gestuft (Seite 261). Bei stufenlosen Antrieben kann die ermit-
telte Drehzahl genau eingestellt werden.
Drehzahldiagramm mit logarithmisch geteilten Achsen
Drehzahl n
uptnutzungszeit beim Dre
Längs-Runddrehen und Quer-Plandrehen mit konstanter Schnittgeschwindigkeit
Übergangsdurchmesser
Muss die Drehzahl aus Sicherheitsgründen durch die Vorgabe einer Grenz- drehzahl ng begrenzt werden, so erfolgt für Drehdurchmesser d< Übergangs- durchmesser dg die Drehbearbeitung mit konstanter Drehzahl (Seite 263). y ji ng
th Hauptnutzungszeit ns Grenzdrehzahl Hauptnutzungszeit
d Außendurchmesser i Anzahl der Schnitte jt- dP L i
di 1 n nendurchmesser a Spanungstiefe fh Vc f
de E rsatzdu rchmesser L Vorschubweg
dg Übergangsdurchmesser 1b Anlauf Anzahl der Schnitte
Schnittgeschwindigkeit lu Überlauf beim Längs-Runddrehen
f Vorschub Q SS II
Berechnung des Vorschubweges L und des Ersatzdurchmessers de
Beispiel:
Quer-Plandrehen; la = 1,5 mm; vc = 220 m/min; f= 0,2 mm; i= 2; ng = 3000/min;
dg = ?;L = ?;de = ?;t11-?
dg = —— = --------mi?— = 23,3 mm (d, > cL)
" ng n - 3000 1
min
L = d-d, +l3= 120mm-65mm + if5mm = 29mm
2 2
de = d + di +la= 120 mm + 65 mm + 1,5mrn = 94mm
2 2
n-dp- L - i jt -94 mm • 29 mm - 2 Ä .
th = —^—7----=------------------= 0,39 mm
it beim Bohren, Reihen, Senken, Hobeln und Stoßen
ohren, Re:ben, Senken
Hauptnutzungszeit
Anschnitt ls
o 4
80° 0,6- d
118° 0,3 d
130° 0,23 d
140° 0,18 d
th Hauptnulzungszuil
d Werkzeugdurchmesser
/ Bohrungstiefe
la Anlauf
lu Überlauf
ls Anschnitt
L Vorschub weg
f Vorschub je Umdrehung
n Drehzahl
vc Schnittgeschwindigkeit
/ Anzahl der Schnitte
o Spitzenwinkel
Serechnung des Vorschubweges L beim Bohren und Reiben
Vorschubweg L
beim Senken
Durchgangsbohrung
Grundlochbohrung
Vorschubweg
Vorschubweg
Vorschubweg
Beispiel:
Grundlochbohrung mit d = 30 mm;
/ = 90 mm; f= 0,15 mm;
n = 450/min; i =15; la = 1 mm;
er = 130°; /. = ?; th = ?
i jbeln und Stoße.
th Ha uptnutzungszeit t>u
/ Werkstücklänge n
la Anlauf vc
lu Überlauf vr
L Hublänge B
b Werkstückbreite f
ba Anlauf breite i
L = l + /s + la = 90 mm + 0,23 30 mm
L • i 98 mm • 15
fh =----y = --------------------- =
n- f 1
450 - 0,15 mm
min
Überlaufbreite
Doppelhubzahl je Minute
Schnitt-, Vorlaufgeschwindigkeit
Rücklaufgeschwindigkeit
Hobel-, Stoßbreite
Vorschub je Doppelhub
Anzahl der Schnitte
erechnung der Hublänge L und Hobelbreite B
Werkstücke ohne Ansatz
+ 1 mm - 98 mm
- 21,78 min
Hauptnutzungszeit
II ? | 03
, ( L L \ Bi h \ vc + vr ) ’ f
Werkstücke mit Ansatz
Hauptnutzungszeit beim Fräsen
th Hauptnutzungszeit
l Werkstücklänge
la Anlauf
lu Überlauf
ls Anschnitt
L Vorschub weg
4 Vorschub je Fräserzahn
vc Schnittgeschwindigkeit
d Fräserdurchmesser
z Zähnezahl des Fräsers
Vf Vorschubgeschwindigkeit
7 Anzahl der Schnitte
b Werkstückbreite
n Drehzahl
a Spanungstiefe
t Nuttiefe
f Vorschub je Fräserumdrehung
Hauptnutzungszeit Vorschub je
Umdrehung
Berechnung des Vorschubweges L
Umfangs-Planfräsen
Stirn-Umfangs-Planfräsen
Schruppen oder Schlichten
Schruppen
Schlichten
4 = ld^a-a2; la = lu
L = / + 2-/s + /a+/u
Stirn-Planfräsen (mittig)
Nutenfräsen
Nutenfräser
Schruppen
Schlichten
Einseitig offene Nut
Geschlossene Nut
la~ 1,5 mm
L = l-d
Beispiel:
Umfangs-Planfräsen, l = 176 mm; _ 175 mm + ]/100 mm 8 mm - (8 mm)2 + 2-1,5 mm = 206 mm
7a = 7U = 1,5 mm; d = 100; z = 8; n = 64/min;
4 = 0,1 mm; a = 8mm; 7=1;
/.= ?; f=?; vf=?; th = ?
vf = n - f= 64 —-— 0,8 mm = 51,2
min mm
f=fz-z= 0,1 mm - 8 = 0,8 mm
L • i 206 mm -1
th =__— = ---------- = 4,0 mm
vf 512 mm
min
Hauptnutzungszeit beim Sc j’^iten
ings-Rundschleifen
fh Hauptnutzungszeit
di Ausgangsdurchmesser des Werkstücks
d Fertigdurchmesser des Werkstücks
/ Werkstücklänge
/u Überlauf
L Vorsch ubweg
f Vorschub je Umdrehung
n Drehzahl des Werkstücks
Vf Vorschubgeschwindigkeit
i Anzahl der Schnitte
Spanungstiefe, Zustellung
t Schleifzugabe
bs Schleifscheiben breite
Hauptn utzun gszeit
Drehzahl des Werkstücks
Anzahl der Schnitte
für Außenrundschleifen
für Innenrundschleifen
i= + 8n
2 a
8 Schnitte zum Ausfeuern
'1, Ha u ptn utzu ngszeit f Quervorschub je Hub Anzahl der Schnitte Hubzahl
1 Werkstücklänge n Hubzahl je Minute t Vf
Anlauf, Überlauf *4 Vorschubgeschwindigkeit /= + 81’ a L
Vorsch ubweg i Anzahl der Schnitte
b Werkstück breite t Schleifzugabe Hauptnutzungszeit
bu Überlaufbreite bs Schleifscheiben breite ’’ 8 Schnitte zum i f B \
B Schleif breite a Spanungstiefe, Zustellung Ausfeuern
rechnung des Vorschubweges L und der Schleifbreite ß
Quervorschub beim Schruppen f = 2/3 bs ... % bs; Vorschub beim Schlichten I % ß« — % - bs
mutzungszeit beim Abtragen
Funkenerosives Schneiden
Drahtelektrode /‘'f Al Hauptnutzungszeit Vf Vorschubgeschwindigkeit L Vorschubweg, Schnittlänge , Hauptnutzungszeit H Schnitthohe T Formtoleranz . L h= 1 J
3: Beispiel: Werkstoff: Stahl; H = 30 mm; L = 320 mm; T= 30 p.m; vf = ?; th = ? Vf = 1,8 mm/min (nach Tabelle) L 320 mm th =- - = - =178 mm Vf 18 nmn min
Richtwerte für die Vorschubgeschwindigkeit vf in mm/min
Schnitt- höhe H in mm Stahlbearbeitung Kupferbearbeitung Hartmetallbearbeitung
60 40 30 an 20 gestrebte 10 Formtok 40 ranz Tin 20 p_m 10 80 20 10
10 9,0 8,5 4,0 3,9 2,1 7,5 3,5 2,0 4,5 0,7 0,6
20 5,1 5,5 2,5 2,5 1,5 4,7 2,4 1,5 3,1 0,3 0,3
30 3,7 4,0 1,8 1,8 1,1 4,0 1,9 1,1 2,3 0,2 0,2
50 2,5 2,5 1,2 1,2 0,8 2,6 1,4 0,7 1,4 0,2 0,2
Die angegebenen Richtwerte sind Durchschnittswerte aus dem Hauptschnitt und allen zur Erzielung der Kontur-
toleranz erforderlichen Nachschnitten.
Funkenerosives Senken
th Hauptnutzungszeit
S abtragender Querschnitt
der Elektrode
V abzutragendes Volumen
Vw Abtragrate
Beispiel:
Schruppen von Stahl; Grafitelektrode;
S = 150 mm2; V = 3060 mm3; Vw = ?; = ?
Vw = 31 mm3/min (nach Tabelle)
Hauptnutzungszeit
h Vw
Richtwerte für die Abtragrate Vw in mm3/min
Bear- beiteter Werkstoff Elektrode Schruppen Abtragender Querschnitt S in mm2 Schlichten Angestrebte Rautiefe Rzin jxm
10 bis 50 50 bis 100 100 bis 200 200 bis 300 300 bis 400 400 bis 600 2 bis 3 3 bis 4 4 bis 6 6 bis 8 8 bis 10
Stahl Grafit 7,0 18 31 62 81 105 - - - 2 5
Kupfer 13,3 22 28 51 85 105 0,1 0,5 1,9 3,8 5
Hartmetall Kupfer 6,0 15 18 28 30 33 - 0,1 0,5 2,2 5,2
1 KCiblschctiierstoffe für dje spanende Formgebung der Metalle
egriffe Und Anwendungsbereiche für Kühlschmierstoffe11 vgl. DIN 51385 (1991'06)
Art des Kühl- schmierstoffes Wirkungs- weise Kurzzeichen in Tabelle Erläuterung
J'.ESW Kühlschmier- losungen /\ zunehmende Schmierwirkung LI Lösungen von anorganischen Stoffen, wie z.B. Soda oder Natrium- nitrit in Wasser. Verwendung vorwiegend zum Schleifen.
zunehmende Kühlwirkung L2 Lösungen oder Dispersionen von vorwiegend organischen, meist synthetischen Stoffen in Wasser. Gleicher Anwendungsbereich wie Kühlschmieremulsionen, weniger geruchsintensiv.
5EMW Kühlschmier- emulsionen (Öl in Wasser) E 2% E 20% Emulsionen mit einem Mischungsverhältnis von 2% (E 2%) bis 20% (E 20%) emulgierbarem Kühlschmierstoff in Wasser. Meist als Bohrwasser bezeichnet. Anwendung, wenn gute Kühlwirkung, aber nur geringe Schmier- wirkung erforderlich ist, z.B. beim Spanen mit hoher Schnittge- schwindigkeit.
SN uichtwasser- mischbare Kühlschmier- • loffe S1 Schneidöl mit polaren Zusätzen, z.B. pflanzlichen oder tierischen Fettstoffen oder synthetischen Estern, zur Verbesserung der Haf- tung auf der Metalloberfläche. Sehr gute Schmier- und Korrosi- onsschutzwirkung, jedoch nicht für hohe Schneidentemperaturen geeignet.
S2 Schneidöl mit mild wirkenden EP-Zusätzen2). Höhere Temperatur- und Druckbeständigkeit als S1.
S3 Schneidöl mit polaren und mild wirkenden EP-Zusätzen2).
S4 Schneidöl mit aktiven EP-Zusätzen2). Sehr hohe Temperatur- und Druckbeständigkeit, jedoch Angriff der Metalloberflächen möglich.
S5 Schneidöl mit polaren und aktiven EP-Zusätzen.
11 Kühlschmierstoffe können gesundheitsgefährdend sein (Seite 184) und werden daher nur in geringen Mengen eingesetzt. EP extreme pressure = Hochdruck; Zusätze zur Steigerung der Aufnahme hoher Flächenpressung.
Richtlinien für die Auswahl von Kühlschmierstoffen
l'ertigungsverfahren St normal spanbar ahl schwer spanbar Gusseisen Temperguss Kupfer, Kupfer- legierungen Aluminium, Aluminium- legierungen Magnesium- legierungen
Schruppen (Vordrehen) E 2...5% L2 E 10% S4, S5 trocken trocken L2, S1 E 2...5% L2, S1.S3 trocken S1,S2
Drehen Schlichten (Fertigdrehen) E 2-5% S3 E 10% S4, S5 trocken E 2...5% trocken L2, S1, S2 trocken Sl, S2, S3 trocken S1,S2, S3
l räsen E 5%...10% L2, S3 E 10% S4, S5 trocken E 2-5% trocken E 2—5% S1,S2, S3 Sl, S2, S3 E 2...5% trocken S1, S2, S3
Rohren E 2...5% E 10% S4, S5 trocken E 5...10% trocken S1, S2, S3 E 5...10% E 2...5% S1, S2, S3 trocken S1,S2, S3
Tiefbohren S3, E 20% S5 E 20% S3 S3 S3
Reiben S2, S3 E 20% S3 S4, S5 trocken S1 trocken S1, S2, S3 Sl. S2. S3 S1.S2. S3
Sägen E 5%...10% L2 E 20% trocken E 2...5% Sl, S2, S3 E 2...5% S1, S2, S3 E 2-5% trocken S1, S2, S3
Räumen S2, S3 E 10% S4, S5 E 5...10% S1,S2, S3 Sl, S2, S3 Sl, S2, S3
Wälzfräsen, Wälzstoßen S3 S5 E 2...5% S3 - - -
Gewindeschneiden S3 S5 S3 E 5...10% S3 S3 S3 trocken
.iewindef räsen S2, S3 S4, S5 S2 S1, S2, S3 S1.S2.S3 Sl, S2, S3
Gewindeschleifen S3 S5 - - - -
f lachschleifen, Rundschleifen E 2.5% L2, L1 S3 L2, L1 L2, LI E 2...5% E 2% L2, LI E 2...5% -
Honen,Läppen S2, S3 S4, S5 S2 - -
Werkzeug-Anwendunqsgruppen zum Zersp.
vgl. DIN 1836 (1984-01)
— Werkzeug-Anwendungsgruppen, allgemein Werkzeug-An Wendungsgruppen für Schruppfräser
Werkzeug- Anwendungsgruppe Anwendungsbereich Werkzeug- Anwendungsgruppe1’ Form des Spanteilers an der Schneide des Schruppfräsers
N Zerspanen von Werkstoffen mit normaler Festigkeit und Härte NF HF Spanteiler mit \J7// 777Z-2h flachem Profil \l
' H Zerspanen von harten, zähharten und/oder kurzspanenden Werk- stoffen
NR HR
W Zerspanen von weichen, zähen und/oder langspanenden Werk- stoffen Spanteiler mit 1 fZZZ/<< rundem Profil t'x/x/x/xzx/x?
Zu bearbeitender Werkstoff Zugfestigkeit Rm N/mm2 bzw. Brinell- härte HB Werkzeug N H -Anwe W ndungs NF »grupp NR e2' HF HH
Automatenstahl fim = 370... 600 Rm = 550 ... 1000 • • o o • • • • o
Allgemeiner Baustahl Rm= - ... 600 Rm = 500 ... 900 • • • • • •
Einsatzstahl Rm = - ... 600 Rm = 500... 800 • • o • • • •
Nichtrostender Stahl, Stahlguss = 450 ... 950 • • •
.... . . . . weichgeglüht Nitrierstahl X.* vergütet Rm = 700... 900 Rm = 800 ... 1250 • • o • • • • •
Stahlguss Rm = 400... 1120 • • •
normal geglüht Rr, = 500 ... 750 • • •
Vergütungsstahl unlegiert, vergütet Rm = 700 ... 1000 • • •
legiert, vergütet Rm = 700... 1000 Rm = 900 ... 1250 • • o • • • • •
legiert, vergütet fim = 900 ... 1250 • o • • •
Werkzeugstahl unlegiert oder legiert HB = 180.. 240 • • •
hochlegiert HB = 220... 300 O • O O •
mit Lamellengrafit HB = 100... 240 HB-230... 320 .0 • • • • 0 •
mit Kugelgrafit HB = 100... 240 HB = 230... 320 • o • • • o •
Temperguss HB = 100... 270 • • o
Aluminium-Legierungen, Si < 10% ftm= - - 180 Rm=150... 250 o • • 0
Aluminium-Legierungen, Si > 10%
Kupfer Rm = 200... 400 o •
mit geringer Festigkeit Kupfer-Legierungen mit hoher Festigkeit mit Zusätzen (Pb, P, Te) ä0?? II II II KJ N) bJ ui ui o o o o tu oo ui O Ul Ul o o o o • o • .0
Magnesium-Legierungen Rm= 150... 300 • o
. mit mittlerer Festigkeit Titan-Legierungen mjt hoher FestigkeUit Rm= - ... 700 Rm = 600 ... 1100 • o • o o • • •
11 Gruppe N für Werkstoffe mit normaler Festigkeit bzw. Härte, Gruppe H für harte bzw. kurzspanende Werkstoffe
2) • Regelfall, O Sonderfall
ennzeichnung der Schneidstoffe
vgl. DIN ISO 513 (1992 06) und DIN 6599 (1998-06)
Kennbuchstabe
(Tabelle unten)
| HC | [k] [2Ö~| [n] -[m}
zum Fräsen
geeignet
Zerspanungs-Hauptgruppe
P(BLAU) M(GELB) K (ROT)
Anwendungs-
gruppe
Kennbuchstabe für Werkstoffe
N NE-Metalle H Stahl, gehärtet S schwer spanbar
K1> Schneidstoffgruppe
HW Unbeschichtetes Hartmetall, vorwiegend aus Wolframcarbid (WC)
HT Unbeschichtetes Hartmetall, vorwiegend aus Titancarbid (TiC) oder Titannitrid (TiN) 2)
HC Beschichtetes Hartmetall
CA Oxidkeramik, vorwiegend aus Aluminiumoxid (AI2O3)
CM Mischkeramik, auf der Basis von Aluminiumoxid (AI2O3) und anderen oxidischen Bestandteilen
CN Nitridkeramik, vorwiegend Siliciumnitrid (Si3N4)
cc Beschichtete Schneidkeramik
DP Polykristalliner Diamant3)
PN Kubisch kristallines Bornitrid 31
HC-K40N-M: Beschichtetes Hartmetall, Zerspanungs-Anwendungsgruppe K40, für Nichteisenmetalle,
zum Fräsen geeignet
2) Auch „Cermet" genannt
3) Auch „hochharte Schneidstoffe" genannt
Kennbuchstabe
erspanungs-Hauptgruppen und Anwendungsgruppen der Schneidstoffe vgl. DIN ISO 513 (1992 -06)
Haupt- qruppe, Kenn- farbe Kurz- zei- chen Schneid- stoffeigen- schaften Zers Werkstoff panungs-Anwendungsgruppe Arbeitsverfahren und Schnittbedingungen Spanungs- werte
P BLAU P01 A zunehmende Zähigkeit 7 Stahl, Stahlguss Feindrehen und Feinbohren mit hohen Schnittge- schwindigkeiten und kleinen Spanungsquerschnitten A nehmende Schneidenbelastung [
P10 | zunehmende Verschleißfestigk 5 Stahl, Stahlguss, langspanender Temperguss Drehen, Fräsen, Gewindeherstellung; hohe Schnitt geschwindigkeit bei kleinen bis mittleren Spanungs- querschnitten I zunehmende Schnittgeschwindigl
P20 Stahl, Stahlguss, langspanender Temperguss Drehen, Kopierdrehen, Fräsen mit mittleren Schnitt- geschwindigkeiten und mittleren Spanungsquer schnitten
P30 Stahl, Stahlguss mit Lunkern Drehen mit niedrigen Schnittgeschwindigkeiten und großen Spanungsquerschnitten
P40 Stahl, Stahlguss mit Lunkern Bearbeitung unter ungünstigen Spanungsbedingun- gen; große Spanwinkel möglich
M GELB MIO 2 [ zunehmende Verseh lei ßfestigkeit> 1 □nehmende Zähigkeit 7 Stahl, Stahlguss, Gusseisen, Man- gan ha rtstahl Drehen mit mittleren bis hohen Schnittgeschwindig- keiten und kleinen bis mittleren Spanungsquer- schnitten I zunehmende Schnittgeschwindigkeit^» <^zunehmende Schneidenbelastung |
M20 Stahl, Stahlguss, Gusseisen, auste- nitischer Stahl Drehen und Fräsen mit mittlerer Schnittgeschwindig- keit und mittlerem Spanungsquerschnitt
M30 Stahl, Gusseisen, hochwarmfeste Legierungen Drehen und Fräsen mit mittlerer Schnittgeschwindig- keit und mittleren bis großen Spanungsquerschnit- ten
M40 Automatenstahl, Nichteisenmetalle, Leichtmetalle Drehen, Abstechen, besonders auf Automaten
K ROT K01 I j zunehmende VersehleißfestigkeiA> zunehmende Zähigkeit hartes Gusseisen, Al-Si-Legierungen, Duroplaste Drehen, Schäldrehen, Fräsen, Schaben I zunehmende Schnittgeschwindigkeit^» <^2unehmende Schneldenbelastung j
K10 K20 K30 K40 Gusseisen HB>220, harter Stahl, Gestein, Keramik Gusseisen HB<220, NE-Metalle Stahl, Gusseisen niedriger Härte NE-Metalle, Holz Drehen, Fräsen, Bohren, Innendrehen, Räumen, Schaben Drehen, Fräsen, Innendrehen; wenn große Zähigkeit des Schneidstoffns er loidi'ilich ist Drehen, Fräsen, Nutenfnisen, gieße Spanwinkel sind möglich Bearbeitung mit großen Spniiwinkuln
F
vgl. DIN 4987-1 und 4987-2 (1987-03)
Schneidplatte DIN
Schneidplatte DIN
Norm-Nummer
Wendesch
Bezeichnungsbeispiele für Wendeschneidplatten:
Wendeschneidplatte aus Hartmetall mit Eckenrundungen (DIN 4968) ohne Bohrung
1^8] - Ljl [E] [G] [N] ]16] |rä] |Ö8] [T]
Wendeschneidplatte aus Hartmetall mit Planschneiden (DIN 6590)
© Grundform H, 0, P, R, S, T gleichseitig und gleichwinklig C, D, E, M, V. W gleichseitig und ungleichwinklig L ungleichseitig und gleichwinklig H o p ( 7 R s — T c \B0° D 55
E -\75° M s86° V F W •\80° L T— A 85° E 7182° K •V 55°
A, B, K ungleichseitig und ungleichwinklig
© Normal-Freiwinkel an an der Platte A B c D E F G N p O
3° 5° 7° 15° 20° 25° 30° 0° 11° bes. Angaben
@ Toleranzklassen Zul. Abw. für A F c H ^_L G
Prüfmaß d ± 0,025 ±0,013 ± 0,025 + 0,013 ± 0,025
Prüf maß m ± 0,005 ±0,013 ± 0,025
Plattendicke s ± 0,025 ± 0,025 ± 0,025 + 0,09
Zul. Abw. für J K L M N U
Prüf maß d ±0,05...± 0,15 ± 0,05...+ 0,15 ± 0,16
Prüfmaß m ± 0,005 ± 0,013 ± 0,025 ± 0,08...+ 0,20 ±0,25
Plattendicke s ± 0,025 + 0,09 ] ± 0,025 ±0,13
© Ausführung der Spanflächen und Befestigungs- merkmale N R F A M \ZJ HZ L IH / V :i;i ? 1 _J r n OiT” G w T Q u o o III _/ L _J L •H JiLJ JiU J ZI m X Q X OitZL riz -/ iz l—liL IZJiL bes. Angabe IZ •• J J 1
(5) Platten große Als Schneidenlänge wird bei ungleichseitigen Platten die längere Schneide ange- geben, bei runden Platten der Durchmesser.
(6) Plattendicke Die Plattendicke wird ohne Dezimalstellen in mm angegeben.
(7) Ausführung der Schneidenecke Kennzahl multipliziert mit Faktor 0,1 = Eckenradius rf
1. Kennbuchstaben für den Einstellwinkel x. A D E F p
der Hauptschneide 45° 60° 75° 85° 90-
2. Kennbuchstaben für den Freiwinkel a'n an der Planschneide (Eckenfase) A B C D E F G N P
3° 5° 7° 15° 20° 25° 30° 0° 11
K
P
gefast
scharf E gerundet
S
F
(8) Schneide
doppel-
gefast
doppelgefast
und gerundet
gefast und
gerundet
© Schneidrichtung
© Schneidstoff
rechtsschneidend
linksschneidend
rechts- und linksschneidend
Hartmetall mit Zerspanungs-Anwendungsgruppe oder Schneidkeramik
R
N
Klemmlialter für Wendeschneidplatten
Jezeichnung von Klemmhaltern und Kurzklemmhaltern
vgl. DIN 4983 (1987-06)
Bezeichnungsbeispiel:
Halter | DIN 4984 - , |T ] |W| [tuJ |p | [aü] ^5, [ivT| [tib]
Norm-Nummer
des Halters----।
Art der Befestigung —
Grundform der
Wendeschneidplatte1)-----
Form des Halters------------
Normal-Freiwinkel der Platte1) «n—
Ausführung des Halters--------------
Höhe der Schneidecke hq = h2 in mm ----
Schaftbreite b in mm-----------------------
Länge des Halters /q in mm----------------------
Größe der Wendeschneidplatte1)----------------------
11 Wendeschneidplatten Seite 272
Ke Pia bei Inzeichen Ausführungen
tten- estigung Kennbuchstabe m] ir
TÖ
Wendeschneid- platte von oben geklemmt von oben und über Bohrung geklemmt über Bohrung geklemmt durch Befesti- gungssenkung geschraubt
Form des Halters Kennbuchstabe A B D E M N V G H J R T
Seiten- Einstellwinkel 90° 75° 45° 60° 50° 63° 72,5° 90° 107,5° 93° 75° 60°
V 1
Schaftausführung gerade abgesetzt
Kennbuchstabe C F K S U w Y Halter D und S auch mit runden Wendeschneid- platten der Grundform R
End- Einstellwinkel xr 90° 90° 75° 45° 93° 60° 85°
Schaftausführung gerade abgesetzt
Au de; Läi de sführung Halters Kennbuchstabe R rechter Halter L linker Halter N neutral (beidseitig)
ige Halters Kennbuchstabe A B c D E F G H J K L M
Bei genormten Haltern kann anstelle des Buchstabens ein Mittestrich stehen. /q in mm 32 40 50 60 70 80 90 U 350 100 110 125 140 150
Kennbuchstabe N P Q R S T V W X Y
/q in mm 160 170 180 200 250 300 400 450 Sonderlänge 500
Halter DIN 4984 - CTWNR 3225 M 16: Klemmhalter mit Vierkantsch.id, von ohon geklemmte (C), dreieckige
Wendeschneidplatte (T), xr = 60° (W), an = 0° (N), rechte Ausführung (H), h 32 mm, b = 25 mm (3225),
li = 150 mm (M), /3 = 16.5 mm (16).
Spezifische Schnittkraft
kc spezifische Schnittkraft Spezifische Schnittkraft k Ta bei len wert für die spezifische Schnittkraft kci/i Hauptwert der spezifischen Schnittkraft kc = k- C-\ C2 mc Werkstoffkonstante h Spanungsdicke fc. = Z?1'1 . r, . r. Cy Korrekturfaktor für die Schnittgeschwindigkeit *' C2 Korrekturfaktor für das Fertigungsverfahren Korrekturfaktoren
Schnitt- Beispiel: Eine Welle aus C45 wird mit vc = 75 m/min und h = 0,31 mm geschwindigkeit überdreht. vc in m/min Gesucht: Korrekturfaktoren und C2, spezifische Schnittkraft kc 30 31... 80 Lösung: Aus den Tabellen: Cj = 1,1 und C? = 1,0 y ' 81... 400 k = 1990 N/mm2 -— c,
1,3
1,1
1,0
0,9
kc=k- C, C2 = 1990 N/mm2 - 1,1 1,0 = 2189 N/mm2 Fertigungs- verfahren C2
oder: = ,CC N Fräsen 1450 j L = 1.1 • 1,0 = 2188 N/mm2 Drehen 0,31°-27 Bohren 0,8
1,0
1,2
Richtwerte für die spez fische Schnittkraft
Werkstoff kci.i N/mm2 mc 0,08 0,1 spezifische Schnittkraft k in N/mm2 für die Spanungsdicke h in mm 1,o 1,6
0,16 0,2 0,31 0,5 0,8
E295 C35, C45 C60 1500 0,3 3200 2995 2600 2430 2lj30 -] 1990 | 1845 1750 1970 1605 1540 1775 1500 1450 1690 1305 1275 1525
1690 0,22 2945 2805 2530 2410
2185
9S20 9SMn28 35S20 1390 1310 1420 0,18 0,18 0,17 2190 2065 2180 2105 1985 2100 1935 1820 1940 1855 1750 1865 1715 1615 1735 1575 1485 1600 1445 1365 1475 1390 1310 1420 1275 1205 1310
16MnCr5 18CrNi8 20MnCr5 1400 1450 1465 0,30 0,27 0,26 2985 2870 2825 2795 2700 2665 2425 2380 2360 2270 2240 2225 1990 1990 1985 1725 1750 1755 1495 1540 1555 1400 1450 1465 1215 1275 1295
34CrMo4 37MnSi5 40Mn4 1550 1580 1600 0,28 0,25 0,26 3145 2970 3085 2955 2810 2910 2590 2500 2575 2430 2365 2430 2150 2115 2170 1880 1880 1915 1650 1670 1695 1550 1580 1600 1360 1405 1415
42CrMo4 50CrV4 X210Cr12 1565 1585 1720 0,26 0,27 0,26 3020 3135 3315 2850 2950 3130 2520 2600 2770 2380 2450 2615 2120 2175 2330 1875 1910 2060 1660 1685 1825 1565 1585 1720 138E 139! 152(
EN-GJL-200 EN-GJL-300 825 900 0,33 0,42 1900 2600 1765 2365 1510 1945 1405 1740 1215 1470 1035 1205 890 990 825 900 70E 74(
CuZn37 CuZn36Pb1,5 CuZn40Pb2 1180 835 500 0,15 0,15 0,32 1725 1220 1120 1665 1180 1045 1555 1100 900 1500 1065 835 1405 995 725 1310 925 625 1220 865 535 1180 835 500 1100 780 430
Die Richtwerte gelten für Hartmetallwerkzeuge mit den Spanwinkeln:
y0 = + 6° für die angegebenen Stähle
y0 = + 2° für die angegebenen Gusseisenwerkstoffe,
y0 = + 8° für die angegebenen Kupferlegierungen.
Kräfte und Leistungen beim Zerspanen
Fc Schnittkraft
A Spanungsquerschnitt
a Schnitttiefe
f Vorschub
x Einstellwinkel
h Spanungsdicke
vc Schnittgeschwindigkeit
kc spezifische Schnittkraft (Seite 274)
Q Zeitspanungsvolumen
Pc Schnittleistung
Beispiel: Eine Welle aus 16MnCr5 wird mit a = 5 mm, f= 0,32 mm,
x = 75° und vc = 160 m/min zerspant.
Spanungsquerschnitt
Zeitspanungsvolumen
Gesucht: h; kc; A; Fc; Pc
Lösung: h - f sin x = 0,32 mm sin 75° = 0,31 mm
N
1^ = k • Ci • C2: k = 1990 —(Seite 274)
mm2
kc = 1990 • 1,0 1,0-1990
mm2 mmz
Fc = a f kc = 5 mm 0,32 mm 1990 - 3184 N
mm2
Pc = Fc v. - 3184 N 160 m = 8491 W = 8,49 kW
60 s
0= A vc= a f vc
Schnittleistung
Pc = Fc • Vc = Q kc
>hren
Fc Schnittkraft
A Spanungsquerschnitt
d Bohrerdurchmesser
o Spitzenwinkel
f Vorschub je Umdrehung
h Spanungsdicke
vc Schnittgeschwindigkeit
kc spezifische Schnittkraft (Seite 274)
Mc Schnittmoment
Q Zeitspanungsvolumen
Pc Schnittleistung
Bohrertyp Spanungsdicke
N;H; W (o= 118°...130°) h = 0,43 • f
Spanungsquerschnitt
A = ±-t
2
Schnittkraft
Fc — Ä kc
Beispiel: Werkstoff 37MnSi5, Bohrerdurchmesser d= 16 mm, vc = 12 m/min,
f = 0,18 mm, Bohrertyp N
Gesucht: h; kc; Fc; Mc
Lösung: h = 0,43 • f- 0,43 0,18 mm = 0,08 mm
kc = k- Ci C2 (Seite 274)
N I\1
= 2970 —- 1,3- 1,2 = 4633 —
mm2 mm
A
Fc
df 16 mm-0,18 mm , 2
=----=-----------'----- = 1,44 mmz
2 2
= A- kc- 1,44 mm2 -4633 N , = 6672 IM
mm2
/Wc = — rf = —672 - ' °-016 m - 26,7 IM m
4 4
Schnittmoment
Zeitspanungsvolumen
2
Schnittleistung
F
Krä ifte und Leistungen beim Zerspar ien
Stirnfräsen
L ü rc öcnninKran A Spanungsquerschnitt Vorschub
ke spezifische Schnittkiafl (Seite 274) ap Schnitttiefe f= fz Z
ro1 777, L aa Arbeitseinqriff (Fräsbreite)
7/7. h Soanunosdicke
vc Schnittgeschwindigkeit Vorschubgeschwindigkeit
Vf Vorschubgeschwindigkeit n Drehzahl vf = fz • z n = f n
ro1 D Fräserdurchmesser z Anzahl der Schneiden f Vorschub je Umdrehung fz Vorschub je Schneide Spanungsdicke
ze Zahl der Schneiden im Eingriff <ps Winkel zwischen Fräserein- /i=0,9- 4
und Fraseraustritt O Zeitspanungsvolumen Pc Schnittleistung Fing riff swinkel
Beispiel: Werkstoff 16MnCr5; D = 160 mm; z= 12; ae = 120 mm; ap = 6 mm; fz = 0,2 mm; vc = 85 m/min Gesucht: n; vf; tps; ze; h; A; k^, Fc; 0; Pc m . (Po 3p S,n^2 D
Schneiden im Eingriff
./ 85 min Lösung: n = —— = = 169/min n d n 0,16 m ‘ z 360°
vf = f2 z n = 0,2 mm 12 169/min = 406 mm mm sin = 120 mm = 0,75; SPs = 97,2° 2 D 160 mm Spanungsquerschnitt
z = Z = 97-2° 12 = 3 24 e 360" 360° A = ap - h ze
h = 0,9 - fz = 0,9 0,2 mm = 0,18 mm A - ap h = 6 mm -0,18 mm - 3,24 = 3,5 mm2 Schnittkraft
/q. = Ci C?', k = 2348 N/mm2 (Mittelwert, Seite 274) A
kc = 2348 N/mm2 • 0,8 1 = 1879 — mm2 Fc - A Fc-3,5 mm2 1879 —— -6577 N Zeitspanungsvolumen
mm2 O = aD ae Vf = 6 mm 120 mm 405,6 -mm = 292 Q=ap-ae- vf
H c min mm Pc = Fc vc = _65Z7_N.85m = g317 W = g 3 kw c c c 60 s Schnittleistung
oder: N 292 cm3-187 900 -V N Pc = Q - kc= _n cm = 914447 N cni 60 s s = 9,1 kW vc = ß
Spiralbohrer vgl. ihn iso 5419 (1999-06) Winkel am Spiralbohrer vgl. din I4i4-1 (1998-06)
Nebenschneide Quer- \ T schneide A \ \ xjT 713 g ZL Leo Y/ Hauptschneide Fase er Spitzenwinkel, ip Querschneidenwinkel, 2ff Seitenspanwinkel Bohrer- Typ Anwendungs- beispiele Seitenspan- winkel )'f1) Spitzen- winkel er21
H harte, zähharte Werkstoffe 10°... 19° 118°
N allg. Baustähle, weiches Guss- eisen, mittel- harte NE-Metalle 19°... 40° 118°
W weiche, zähe Werkstoffe 27°... 45° 130°
Abhängig vom Bohrer-0 d und von der Steigung 21 Regelausführung
-=t> Bohrer DIN 338 - 9,8 L - H - 140 - B - ML-HSS: Kurzer Spiralbohrer mit Zylinderschaft; Schneidendurch-
messer d= 9,8 mm; linksschneidend; Werkzeuganwendungsgruppe H; Spitzenwinkel 140° (abweichend von
der Regelausführung); Anschliffform B; Mitnehmer ML; Legierungsgruppe des Schnellarbeitsstahles HSS
.hnittdaten für das Bohren mit Spiralbohrern aus Schnellarbeitsstahl11
Werkstoffg ru ppe3) Zug festigkeit Rm N/mm2 Härte HB Schnittge keit vc unbe- schichtet schwindig- n m/min TiN-be- schichtet Vorsc bei B 2... 3,15 hub f ir ohrerdi >3,15 ...6,3 mm je jrchmes >6,3 ...12,5 Umdreh ser din >12,5 ...25 ung mm >25 ...50 Kühl schmier- stoffe2)
Bau-und Automatenstähle <850 s 250 30 40 0,06 ...0,10 0,13 ...0,16 0,20 ...0,25 0,32 ...0,50 0,50 ...0,80 E
Unlegierte 1 insatzstähle <750 < 220 35 45 0,06 ...0,10 0,13 ...0,16 0,20 ...0,25 0,32 ...0,50 0,50 ...0,80 E
1 egierte 1 insatzstähle 850...<1000 1000... 1200 250...<300 300...360 18 14 20 16 0,04 ...0,06 0,08 ...0,10 0,13 ...0,16 0,20 ...0,32 0,32 ...0,50 Öl
Unlegierte Vergütungsstähle <700 700...850 < 210 210...250 36 30 45 32 0,05 ...0,08 0,10 ...0,13 0,16 ...0,20 0,25 ...0,4 0,40 ...0,63 E
850... 1000 250...300 - 18 0,04 ...0,06 0,08 ...0,1 0,13 ...0,16 0,20 ...0,32 0,32 ...0,50 E
Legierte Vergütungsstähle 850...<1000 250...<300 - 22
1000... 1200 300...360 - 20 0,03 ...0,05 0,06 ...0,08 0,10 ...0,13 0,16 ...0,25 0,25 ...0,40 E
Gusseisen - <240 <300 36 28 45 36 0,06 ...0,10 0,13 ...0,16 0,20 ...0,25 0,32 ...0,50 0,50 ...0,80 E, L
Kugelgrafit- und Temperguss - <240 <300 32 23 40 28 0,06 ...0,10 0,13 ...0,16 0,20 ...0,25 0,32 ...0,50 0,50 ...0,80 E
Al-Knetlegierungen < 450 - 90 - 0,08 ...0,13 0,16 ...0,2 0,25 ...0,32 0,40 ...0,63 0,63 ...1,0 E
Al-Guss- <10%Si logierungen > 10% sj <600 — 70 90
55 80 0,06 ...0,10 0,13 ...0,16 0,20 ...0,25 0,32 ...0,50 0,50 ...0,80 E
Kupfer-Zink- I egierungen <600 - 45 55 0,05 ...0,08 0,10 ...0,13 0,16 ...0,20 0,25 ...0,4 0,40 ...0,63 E
:hnittdaten für das Bohren mit Spiralbohrern aus Hartmetall11
Bau-, Einsatz-, Vergütungsstähle <850 <250 70 0,04 ...0,06 0,08 ...0,1 0,13 ...0,16 0,20 ...0,32 0,32 ...0,50 E
Gusseisen, Kugel- qrafit-, Temperguss - <300 70 0,04 ...0,06 0,08 ...0,1 0,13 ...0,16 0,20 ...0,32 0,32 ...0,50 Öl, L
Al-Knetlegierungen < 450 - 200 0,08 ...0,13 0,16 ...0,20 0,25 ...0,32 0,40 ...0,63 0,63 ...1,0 E
Al-Guss- < 10%Si legierungen > 10%Si < 600 - 150 120 0,06 ...0,10 0,13 ...0,16 0,20 ...0,25 0,32 ...0,50 0,50 ...0,80 E
Kupfer-Zink-Legierung. <600 - 180 0,05 0,10 0,16 0,25 0,40 E
Ku pfer-Zin n-Leg ieru ng. < 850 - 120 . 0,08 ...0,13 ...0,20 ...0,4 ...0,63
11 Die Richtwerte beziehen sich auf eine Standzeit T« 15 min und eine BoIhIiuIh« 3 d(HSS) bzw. < 5 d(HM).
Die Hinweise der Werkzeug hersteiler sind zu beachten.
2) Kühlschmierstoffe Seite 173; E Emulsion; L Luft 3) Spanen dci Kuiudsloffn Soilo 290
wvindebohren
Schnittdaten für das Reiben mit Maschinenreibahlen aus Schnellarbeitsstahl11
We rkstoffg ru ppe Zug- festigkeit N/mm2 Härte HB Schnittges keit vc ir un be- schichtet chwindig- m/min TiN-be- schichtet Vers fürWt 2... 3,15 Dhub f i ?rkzeug >3,15 ...6,3 mm je durchme >6,3 ...12,5 Umdre jsser d >12,5 ...25 ^ung n mm >25 ...50 Re zug für c <20 mm ib- abe bis <50 mm
Unlegierte und legierte Stähle <500 < 150 14 18 0,05 ...0,08 0,10 ...0,13 0,16 ...0,2 0,25 ...0,4 0,4 ...0,63 0,15...0,25 0,3...0,35
Bau-, Einsatz- und Vergütungsstähle >500...850 > 150 ...250 11 15 0,04 ...0,06 0,08 ...0,10 0,13 ...0,16 0,20 ...0,32 0,32 ...0,50
Vergütungs- und Werkzeugstähle >850... 1000 > 250 ...300 8 10 0,04 ...0,06 0,08 ...0,10 0,13 ...0,16 0,20 ...0,32 0,32 ...0,50
Gusseisen Gusseisen, Temperguss - <240 <300 14 12 16 14 0,05 ...0,08 0,10 ...0,13 0,16 ...0,2 0,25 ...0,4 0,4 ...0,63
Al-Knetlegierungen <450 - 20 26 0,08 ...0,13 0,16 ...0,20 0,25 ...0,32 0,40 ...0,63 0,63 ...1,0 0,2...0,35 0,5...0,7
Al-Gussleg. < 10% Si 170...280 - 18 22 0,06 ...0,10 0,13 ...0,16 0,20 ...0,25 0,32 ...0,50 0,50 ...0,80
Kupfer-Zink-Legier. <600 - 20 26
Thermoplaste - - 12 14 0,1 ...0,16 0,2 ...0,25 0,32 ...0,40 0,50 ...0,8 0,8 ...1,25
Duroplaste - - 8 12
Schnittdaten für das Reiben mit Mascninenreibahlen aus Hartmetall11 1
Unlegierte und legierte Stähle <500 < 150 18 0,08 ...0,13 0,16 ...0,2 0,25 ...0,32 0,4 ...0,63 0,63 ...1,0 0,15...0,25 0,3...0,35 1
Einsatz- und Ver- gütungsstähle >550...1200 >360 ...550 13 0,05 ...0,08 0,10 ...0,13 0,16 ...0,2 0,25 ...0,4 0,4 ...0,63
Werkzeugstähle 750...1000 220 ...300 10 0,04 ...0,06 0,08 ...0,10 0,13 ...0,16 0,20 ...0,32 0,32 ...0,50
Gusseisen Gusseisen, Temperguss - <240 < 300 30 25 0,08 ...0,13 0,16 ...0,20 0,25 ...0,32 0,40 ...0,63 0,63 ...1,0
Al-Knetlegierungen <450 - 30 0,10 ...0,16 0,20 ...0,25 0,32 ...0,40 0,50 ...0,80 0,80 ...1,25 0,2...0,3 S'O'"V'O
Al-Gussleg. < 10% Si > 10% Si 170...280 180...300 - 30 25
Cu-Zn-Legierungen < 600 - 33
Thermoplaste - - 20
Duroplaste - - 30
Schnitt« ^ateh für maschinelles C iwindebohren und Gewindeformen11
Werkstoffgruppe Zug- festigkeit N/mm2 Härte HB Sehne Schnittgeschv unbe- schichtet Mlarbeitsstahl v. vc in m/min TiN-be- schichtet Kuhl- schmier- stoffe21 Hart Schnittgeschw. unbe- schichtet metall vc in m/min TiCN-be- schichtet Kühl- schm ier- stoffe21
Unlegierte Stähle <700 <200 15 20 E,S 20 40 E, S
<850 <250 11 20 15 35
Legierte Stähle < 1200 <350 8 12 10 20 s
Gusseisen - < 150 20 40 E,T,P 30 60 E,T
- > 150 15 30 15 30
Cu-Zn-Legierungen <550 - 20 40 S, E 35 70 E
AI Legierungen <300 - 20 40 E 30 80
Thermoplaste - - 25 - 40 80 E, T
Duroplaste - - 8 12 E,T 20 50
1} Die Richtwerte müssen den jeweiligen Einsatzbedingungen angepasst werden. Die Hinweise der Werkzeug- hersteller sind zu beachten. 2) Kühlschmierstoffe Seite 173; E Emulsion; L Luft; T trocken; S Schneidöl; P Petroleum
Winkel am Drehmeißel Rautiefe in Abhängigkeit vom Eckenradius und vom Vorschub
A-A I a Freiwinkel «h Freiwinkel der | Hauptschneide d Freiwinkel der Nebenschneide Rth theoretische r Eckenradius Rautiefe f Vorschub Theoretische Beispiel: Rautiefe11
W Ä
7 / 7/ ” rkeiiwmKeL z Spanwinkel / / / e Eckenwinkel ' K Einstellwinkel der Hauptschneide Rth = 25 |im; r= 1,2 mm; f= 1 f = 1/8-r R,h = V 8 -1,2 mm • 0.025 mm ~ 0.5 mm R th~ 8 r
p kn Einstellwinkel / —f-w- der Nebenschneide K Neigungswinkel £ r Eckenradius
Ecken- radius r in mm Schruppen Schlichten Feindrehen
Rth 100 prn fli,,63Rm Rth 25 p,m F?th 16 p.m /?[(, 6,3 |±m I Rth4|im
— r Vorschub fin mm je Umdrehung
r 71 0,4 0,57 0,45 0,28 0,2 0,14 o,1
0,8 0,80 0,63 0,4 0,3 0,2 0,16
1,2 1,0 0,8 0,5 0,4 0,25 0,2
1,6 1,13 0,9 0,6 0,45 0,3 0,23
2,4 1,4 1.3 0,7 0,55 0,35 0,28
11 Bei kleinen Vorschüben weicht die gemessene Rautiefe von der berechneten (theoretischen) Rautiefe ab.
Schnittdaten für das Drehen mit Schnellarbeitsstahl1*
Werkstoffgruppe 2) N/mm2 Härte HB Bearbei- tungs- bedin- gungen HSS Vc m/min unbeschict f mm itet a mm HSS besc Vc m/min hichtet3) f mm
Unlegierte und legierte Bau-, Einsatz- und Vergütungsstähle <500 < 150 leicht mittel schwer 70 55 45 0,1 0,5 1,0 0,5 3 6 - bis 1,0
Unlegierte und legierte Bau-, Einsatz-, Vergütungs- und Werkzeugstähle 500...700 150...200 leicht mittel schwer 60 40 30 0,1 0,5 1,0 0,5 3 6 ... 80
Vergütungs- und Nitrierstähle ...1180 > 200...350 mittel - ... 60
Gusseisen-Werkstoffe - <250 leicht mittel schwer 35 30 20 o,1 0,3 0,6 0,5 3 6 60 50 35
Aluminium-Legierungen - <90 leicht schwer 180 120 0,3 0,6 3 6 ... 800
Kupfer-Legierungen - - leicht schwer 125 100 0,3 0,6 3 6 ... 200
11 Die angegebenen Richtwerte beziehen sich auf eine Standzeit von 15 Minuten. Die Hinweise der Werkzeug-
hersteller sind zu beachten.
2<l Kunststoffe Seite 290; 3> Mit TiN/TiCN und TiAIN beschichtete HSS-Wendeschneidplatten.
Schnittdaten für das Drehen mit Schneidkeramik
Werkstoffgruppe Zugfestigkeit N/mm2 bzw. Härte HB; HRC Schnittge- schwindigkeit vc m/min Schnit m Schrup- pen ttiefe a m Schlich- ten Vorsc m Schrup- pen 4ub f m Schlich- ten Schneidstoff
Einsatz- und Vergütungsstähle 600... 1000 > 1000... 1300 400 250 >1,5 0.3...1 0,3...0,45 0,2-0,35 Oxidkeramik + Zinkoxid
600...900 >900... 1300 250 150 0,5... 1,5 0,25...0,8 0,15-0,3 0,1...0,2 Cermets (TiC + TiN)
Gusseisen 140...210 HB 600 > 1,5 0,3...1 0,2...0,6 0,2...0,6 Siliciumnitride m. oxid. Zusatz- schneidstoffen
>210...240 HB 500
>240...280 HB 300
Gehärteter Stahl 48-67 HRC 130 - 1,3-0,7 Oxidkeramik + TiC
Schnittdaten für das Drehen mit beschichteten Hartmetall-Wendeschneidplatten1*
Werkstoffgruppe Zugfestig keit R,n N/mm2 Härte- Bezugs- wert HB HM Haupt- gruppe Bearbei- tungs- bedin- gungen2* Schnittge schwin- digkeit vc m/min 3) Vorschub f je Um- drehung mm Schnitt- tiefe aP mm
Unlegierte und legierte Bau-, 1 insatz-, Vergütungs-, Nitrier- und Werkzeugstähle 630 180 P leicht mittel schwer 350 300 240 0,07... 0,3 0,1 ...0,3 0,2 ...0,5 0,3...1,5 0,4...5,5 0,7-7,5
Nichtrostender Stahl, Automaten- stahl, warmfeste Legierungen, fitanlegierungen 630 180 M leicht mittel schwer 245 180 160 0,15... 0,4 0,2 ...0,45 0,3 ...0,45 0,5...4,0 1,0...6,0 2,0...8,0
Gusseisen, Kugelgrafitguss, kurzspanender Temperguss 240 260 K leicht schwer 200 170 0,1 ...0,4 0,15...0,6 0,2...4,0 0,3...8,0
Al-Knetlegierungen, gewalzt ‘ J-Knetlegierungen, ausgehärtet - 60 100 K mittel 1800 600 0,1 ...0,6 0,1 ...0,6 0,3...8,0 0,3...6,0
/ I-Gusslegierungen, nicht ausgeh. Al-Gusslegierungen, ausgehärtet - 75 90 500 350 0,1 ...0,6 0,1 ...0,6 0,3...8,0 0,3—6,0
Kupferlegierungen - 90 K mittel 300 0,1 ...0,6 0,3...8,0
11 Die angegebenen Richtwerte beziehen sich auf eine Standzeit von 15 Minuten. Stabilität und Leistung der
Maschine, Einspannung des Werkstücks, Auskraglänge des Werkzeugs, Schnittunterbrechungen sowie Guss-
oder Schmiedehäute beeinflussen die Schnittdaten. Die Hinweise der Werkzeug herstell er sind zu beachten.
Leicht: Schlichten, geringe Schnitttiefen und Vorschübe zur Erzielung einer hohen Oberflächengüte.
Mittel: häufige Anwendung, größere Schnitttiefen und Vorschübe, kleinere Schnittunterbrechungen.
Schwer: Schruppen, große Schnitttiefen und Vorschübe, größere Schnittunterbrechungen.
„Startwerte", die je nach Bedarf nach unten bzw. nach oben zu verändern sind.
Anpassung der Schnittgeschwindigkeit an unterschiedliche Härten der Werkstücke
HM Haupt- gruppe Härte- Bezugswert Faktoren für die Schnittgeschwindigkeit bei einer Abweichung vom Härte-Bezugswert um
-80 HB -60 HB -40 HB -20 HB 0 +20 HB +40 HB +60 HB +80 HB
P 180 HB 1,26 1,18 1,12 1,05 1,0 0,94 0,91 0,86 0,83
M 180 HB - - 1,21 1,10 1,0 0,91 0,85 0,79 0,75
K 260 HB - - 1,25 1,10 1,0 0,92 0,86 0,80 -
Beispiel: Vergütungsstahl mit 240 HB; mittlere Bearbeitungsbedingungen; angepasste Schnittgeschwindigkeit
vc 240 hb = ? Härtebezugswert (Hauptgruppe P) = 180 HB; Härteunterschied = 240 HB - 180 HB = + 60 HB.
Aus Tabelle: -► Faktor 0,86. Schnittgeschwindigkeit (Bezugshärte 180 HB) aus obiger Tabelle:
-► vc18ohb = 300 m/min. Angepasste Schnittgeschwindigkeit: vc 24o hb = 300 m/min • 0,86 ~ 260 m/min.
orrekturfaktoren für die Ermittlung der Schnittgeschwindigkeit bei veränderter Standzeit
Standzeit in min 10 15 20 25 30 45 60
Korrekturfaktor k 1,1 1,0 0,95 0,9 0,87 0,8 0,75
Beispiel: Wie muss die eingestellte Schnittgeschwindigkeit vc 15- = 180 m/min (Standzeit 15 min) verändert wer-
den, damit eine Standzeit von 30 min erreicht wird? -► vc 30 = vc 15- k= 180 m/min 0,87 = 157 m/min.
)ptimierung der Drehbedingungen und Beseitigung von Drehproblemen1)
Urehbedingungen und -probleme vc f ap a E X F
großer Verschleiß, stumpfe Schneidkante Vibrationen, Rattern (schlechte Oberfläche) % * * *
I rhohung der Standzeit Vermeidung von Aufbauschneiden * V * - -
großer Freiflächenverschleiß großer Kolkverschleiß * V * X % %
.chlechter Spanabfluss, lange Fließspäne zu kurze Späne * % X - % -
” Formelzeichen vgl. Legende in Bild Seite 280; Wert verkleinern; XWoil rilioliuii.
Schnrttdaten für Fräser aus Schnellarbeitsstahl 1>
Walzenstirnfräser Schaftfräser Scheibenfräser Kreissäge beim Scheibenfräser
Werkstoffg ru ppe Zugfestig- keit Rm N/mm2 Härte HB Schnittgesc keit vc r unbe- schichtet hwindig- n/min beschich- tet 2) 6 Von bei 12 chub m d3}< 20 je Zah m 40 4 WSF 41 SF 5)
Baustähle, unlegierte Auto- matenstähle, Einsatzstähle < 700 <200 43 70 0,002...0,017 0,013...0,11 0,025...0,16 0,04...0,16 0,06...0,13 0,04...0,13
Baustähle, unlegierte und legier- te Einsatz- und Vergütungsstähle < 800 <240 32 52
Unlegierte und legierte Einsatz- und Vergütungsstähle, Nitrier- stähle, warmfeste Baustähle > 800 ...1200 >240 ...380 24 40
Vergütete Stähle, Schnellarbeits- stähle, nichtrostende Stähle > 1200 >380 17 27
Gusseisen - < 150 24 40
— > 150 17 27
Al-Gusslegierungen < 6% Si - - 90 180 0,003 ...0,025 0,025 ...0,09 0,04... 0,14 0,06... 0,23 00 CD CD' cd in
Al-Gusslegierungen > 6% Si - - 55 95
Al-Knetlegierungen - - 270 800
Kupfer-Zinn-Legierungen - - 55 90 0,002 ...0,019 0,019 ...0,12 0,035 ...0,2 0,06 ...0,2 0,08 ...0,18 CO O
Kupfer-Zink-Legierungen - - 70 110
11 Richtwerte für eine Standzeit von 60 Minuten. Die Hinweise der Werkzeughersteller sind zu beachten
2) Beschichtungen: TiN undTiCN ergeben längere Standzeiten; TiAICN ist besonders für Trockenbearbeitung geeignet.
3) d Durchmesser des Schaftfräsers; 4) WSF Walzenstirnfräser; 5) SF Scheibenfräser.
Mindestvorschub bei Scheibenfräsern11
Verhältnis ae: D 0,01 0,02 0,04 0,06 0,10 0,30
Mindestvorschub/Zahn 0,10 0,08 0,05 0,04 0,03 0,02
11 Mindestvorschubwerte sind zu beachten, damit bei Scheibenfräsern eine mittlere Spanungsdicke von 0,01 mm
nicht unterschritten wird.
Schnittdaten für Kreissägen aus Schnellarbeitsstahl (HSS) und Hartmetall {HM)
Werkstoffgruppe Zugfestig- keit N/mm2 Härte HB Schnittgesc vcm/ HSS iwindigkeit min HM Vorschub pro Zahn fz mm HSS | HM
Baustähle, unlegierte u. legierte Einsatz- und Vergütungsstähle 340...900 100...270 55 135
Nichtrostende Stähle 500...700 150...210 20 95 0,002
Gusseisen 150...200 240... 270 30 80 bis
Kupferlegierungen - - 225 500 0,02
Aluminiumlegierungen - - 990 1080
Hinweise auf die Auswahl der Schnittdaten
• Für HSS-Fräser gelten dieselben Hinweise wie für die Hartmetall-Werkzeuge (Seite 283). Bei der Bearbeitung von
Stahl und Al-Legierungen muss mit reichlich Kühlschmierstoff gearbeitet werden (Seite 173).
• Bei der Wahl des Fräsers sowie der optimalen Schnittwerte sind die Hinweise der Werkzeughersteller zu beachten.
• Mindestwerte von Spanungsdicke und Vorschub beachten, damit ein richtiger Span entsteht.
Schnittdaten für Fräser mit Hartmetallschneiden 11
vc Schnittgeschwindigkeit Drehzahl
n Drehzahl des Fräsers d Fräserdurchmesser fz Vorschub je Fräserzahn Vc n = ——, ji d
Vf Vorschubgeschwindigkeit z Zähnezahl des Fräsers a Spantiefe a Freiwinkel e Spitzenwinkel F Fasenbreite an der Schneidkante Vorschubge- schwindigkeit
Vf = 4 z n
Planfräser Eckfraser Schaftfraser Scheibenfraser
Werkstoffg ru ppe Zugfestig- keit N/mm2 Härte- Bezugs- wert HB HM Haupt- Gruppe Bear- beitungs- bedin- gungen 2* Schnitt- geschwin- digkeit vc m/min 35 Vorschub je Zahn 4 mm
Unlegierte und legierte Einsatz- und Vergütungsstähle, Automatenstähle, Nitrierstähle, Werkzeugstähle 630 180 P leicht mittel schwer 280 210 160 0,1...0,3
Hochlegierte nichtrostende und warmfeste Stähle 630 180 M leicht mittel schwer 300 160 120 0,1...0,3
Gusseisen, Kugelgraphitguss, Temperguss 240 260 K leicht schwer 200 100 0,1...0,3
Aluminium-Knetlegierungen AI Gusslegierungen mit<12%Si | Al-Gusslegierungen mit >12% Si 200 250 500 60 75 130 K mittel 640 500 210 0,1...0,2
Kupfer-Zink-Legierungen 320 90 240 0,1...0,2
11 Die angegebenen Richtwerte beziehen sich auf eine Standzeit von 15 Minuten. Stabilität und Leistung der
Maschine, Einspannung des Werkstücks, Auskraglänge des Werkzeugs, Schnittunterbrechungen sowie Guss-
oder Schmiedehäute beeinflussen die Schnittdaten. Die Hinweise der Werkzeughersteller sind zu beachten.
2) Leicht: Schlichten, geringe Schnitttiefen und Vorschübe: hohe Oberflächengüte; mittel: häufige Anwendung,
mittlerer Schnitttiefen- und Vorschubbereich; schwer: Schruppen, große Schnitttiefen und Vorschübe.
3) „Startwerte", die je nach Bedarf nach unten bzw. nach oben zu verändern sind.
Optimierung der Fräsbedingungen und Beseitigung von Fräsproblemen
räsbedingungen und -probleme11 4 a a E F z
Erhöhung der Standzeit - - - -
Bildung von Aufbauschneiden z - * - * -
Extremer Freiflächenverschleiß X - - * - -
Extremer Kolkverschleiß * * * -
Bruch der Schneidkante - * - -
Schlechte Spanabfuhr, Spänestau * - * - - X
Vibrationen, Rattern *(x) * * X
Schlechte Oberflächengüte * - - % -
1) * Wert vergrößern; 5t Wert verkleinern; Formelzeichen vgl. oben
.npassung der Schnittgeschwindigkeit an unterschiedliche Härten der Werkstücke
HM Härte- Faktoren für die Schnittgeschwindigkeit bei einer Abweichung vom Härte-Bezugswert um
Haupt- Bezugs- ◄ geringere Härte — —®— größere Härte — ►
gruppe wert 80 HB -60 HB -40 HB 20 HB 0 i 20 IIB •-40 HB + 60 HB + 80 HB
P 180 HB 1,26 1,18 1,12 1,05 1,0 0,94 0,91 0,86 0,83
M 180 HB - - 1,21 1,10 1,0 0,91 0,85 0,79 0,75
K 260 HB - - 1,25 1,10 1,0 n 0,86 0,80 -
Anwendung der Tabelle entsprechend Seite 281.
Teilen mit dem Teilkopf
Direktes Teilen
Schnecke außer Eingriff
Beim direkten Teilen wird dieTeilkopfspindel mit der Teil
scheibe und dem Werkstück um den gewünschten Teil-
schritt gedreht. Dabei sind Schnecke und Schneckenrad
außer Eingriff.
T Teilzahl a Winkelteilung
nL Anzahl der Löcher der Teilscheibe
/7| Teilschritt; Anzahl der weiterzuschaltenden
Loch abstände
Beispiel:
nL - 24; T- 8; nj = ?
„ . nL _ 24 o
Indirektes Teilen
S chneck enrad Teilkop ! We spindel kstück Beim indirekten Teilen wird die Teilkopfspindel durch die Schnecke über das Schneckenrad angetrieben. T Teilzahl a Winkelteilung i Übersetzungsverhältnis des Teilkopfs nk Teilschritt; Anzahl der Teilkurbelumdrehungen für eine Teilung 1. Beispiel: 7= 68; /= 40; nk = ? „k = 1 2. Beispiel: a = 37,2°; i = 40; r\ = ? n _ i-o _ 40 37,2° _ 37,2 _ 186 4 2 k 360° 360° 9 9 5 15
][— 4 7 St te
J Ha hnecke stift rastet)
Lochkreise der Lochscheiben
To (kurbel Lochscheibe
15 16 17 18 19 20 21 23 27 29 31 33 37 39 41 43 47 49
i e oder
17 19 23 24 26 27 28 29 30 31 33 37 39 41 42 43 47 49 51 53 57 59 61 63
Teilschritt
nL n'= t
a nL 360°
Teilschritt
nk= — T
i • a nk = K 360°
Ausgleichsteilen (Differentialteilen)
Schneck Wechse räder enrad Teilk \ / opfspindel Verkstück Beim Ausgleichsteilen wird die Teilkopfspindel wie beim indirekten Teilen über Schnecke und Schnecken- rad angetrieben. Gleichzeitig dreht aber die Teilkopf- spindel über Wechselräder die Lochscheibe mit. T Teilzahl ci Winkelteilung T' Hilfsteilzahl / Übersetzungsverhältnis des Teilkopfes nk Teilschritt; Anzahl der Teilkurbelumdrehungen für eine Teilung zt Zähnezahlen der treibenden Räder (z1f z3) Zg Zähnezahlen der getriebenen Räder (z2, z4)
*1
z3 T : z2 —1 Scf 7 ne cke Bei gewählter Hilfsteilzahl T gilt: T>T: Teilkurbel und Lochscheibe müssen gleiche Drehrichtung haben. T'< T: Teilkurbel und Lochscheibe müssen entgegen- gesetzte Drehrichtung haben. Die erforderliche Drehrichtung erreicht man gegebe-
t TZt Halte- K stift
Kegel- räder Teilk urbel r A (gelöst) Lochscheibe nenfalls durch ein Zwischenrad. Beispiel: i = 40; T = 97; nk - ?; — = ? T'gewählt =100 Z9 n ' 40 _ 8 * r wo 20 ^-;-,r-n=w(ioo-97,= 5-3J = *
Teilschritt
Zähnezahlen der
Wechselräder
"k= r
f‘ - = n
zg T
Zähnezahlen der Wechselräder
24 24 28 32
36 40 44 48
56 64 72 80
84 86 96 100 |
Wendeinutenfräsen
Wendelnuten sind Schraubenwindungcn mit großer Steigung. Sie können auf Universalfräsmaschinen mit Hilfe
des Teilkopfes gefräst werden.
Beim Wendel nutenfräsen führt der Frästisch die geradlinige und die Teilkopfspindel die kreisförmige Bewegung
aus. Die Drehbewegung wird von der Tischspindel über die Wechsel- und Kegelräder auf die Lochscheibe über-
tragen. Diese dreht über den eingerasteten Teilstift die Teilkurbel und damit den Schneckentrieb und das Werk-
stück. Bei scheibenförmigen Fräsern muss der Frästisch zum Fräsen um den Einstellwinkel ß geschwenkt werden.
Sind in ein Werkstück mehrere Nuten zu fräsen, so muss dieses
nach jeder Nut durch indirektes Teilen weitergedreht werden.
Steigung der Wendel
P-n-d tan a
Steigungswinkel
Einstellwinkel
tan ß = n'pCl
ß = S0°-a
Zähnezahlen der
Wechselräder
d Werkstückdurchmesser
a Steigungswinkel
ß Einstellwinkel
P Steigung der Wendel
Pt Steigung der Tischspindel
Übersetzungsverhältnis des
Schneckentriebes
/! Übersetzungsverhältnis der Kegelräder
zt Zähnezahlen der treibenden Räder (z-|, z3)
zg Zähnezahlen der getriebenen Räder (z2, z4)
Loch kreise der Lochscheiben
15 29 16 31 17 33 18 19 37 39 20 41 21 43 23 47 27 49
oder
17 19 23 24 25 27 28 29 30
31 33 37 39 41 42 43 47 49
51 53 57 59 61 63
Zähnezahlen der Wechselräder
24 24 28 32 36 40 44 48
56 64 72 80 84 86 96 100
1. Beispiel
Ein schrägverzahnter Fräser soll einen Schrägungs-
winkel (= Einstellwinkel) ß = 25° und 9 Zähne erhalten.
d= 80 mm; / = 40; i-\ = 1; Pj = 6 mm.
Gesucht:
Steigung P; Zähnezahlen der Wechselräder zt/zg und
Teilkurbelumdrehungen nK.
2. Beispiel
Ein Werkstück mit einem Durchmesser d= 120 mm
soll 6 Wendelnuten mit P~ 200 mm erhalten.
i - 40; /'1 = 2; PT = 4 mm
Gesucht:
Einstei Iwinkei ß; Zähnezahlen der Wechselräder zt/z^;
Teilkurbelumdrehungen nK.
Lösung:
a = 90° - ß = 90° - 25° = 65°
P = ji • d tan« = 3t-80 mm - tan 65°
= 539 mm ~ 540 mm
Lösung:
P
tan« = —
jt • d
«=27,95°
200 mm = 0,5305;
jt 120 mm
zt = Pj - i- /q j 6 mm -40-1 = 240 4 _ 32
zg p 540 mm 540 9 72
ß = 90" - a - 90" 27,95° - 62,05°
_ Pf 1 h __ 4 mm 40 2 _ 64
zg “ p " 200 mm “ 40
"x
= 1= 40 =4 A =4 12
7- 9 9 27
„ i ™ « 4 16
flu - ' 11 l>
K t (> ' 24
Schleifscheibe
Vorschubgeschwindigkeit
Planschleifen
q
"H
di
n
Planschleifen
Werkstück
Schnittgeschwindigkeit
Durchmesser der Schleifscheibe
Drehzahl der Schleifscheibe
Vorschubgeschwindigkeit
Vorschubweg
Hubzahl
Durchmesser des Werkstücks
Drehzahl des Werkstücks
Geschwindigkeitsverhältnis
Sch nittgeschwindigkeit
vc — jt ds • ns
Längsrundschleifen
Schleif-
scheibe X.
Längsrund-
schleifen
Vf = t nH
Vf = n d-, n
Werkstück
Beispiel:
vc = 30 m/s, Vf = 20 m/min; q = ?
Q _ vc _ 30 60 m/min _ go
W 20 m/min
Gesch wi ndigkeits-
verhältnis
Vc
Schnittgeschwindigkeit vc, Vorschubgeschwindigkeit Geschwindigkeitsverhältnis q
Werkstoff Planschleifen Längsrundschleifen
Umfangsschleifen Seitenschleifen Außenrundschleifen Innenrundschleifen
vc m/s v< m/min q Vc m/s Vf m/min q vc m/s Vf m/min q vc m/s Vf m/min q
Stahl 30 10...35 80 25 6...25 50 30...35 10 125 25 19...23 80
Gusseisen 30 10...35 65 25 6...30 40 25 11 100 25 23 65
Hartmetall 10 4 115 8 4 115 8 4 100 8 8 60
Al-Legierungen 18 15...40 30 18 24...45 20 18 24...30 50 16 30... 40 30
Cu-Legierungen 25 15...40 50 18 20... 45 30 25...35 16 80 25 25 50
Schleifdaten für Stahl und Gusseisen mit Korund oder Siliciumcarbid-Schleifscheiben
Verfahren Körnung Aufmaß in mm Zustellung in mm Rz in jxm
Vorschleifen 30.. 46 0,5 .. . 0,2 0,02 .. . 0,1 3 . .10
Fertigschleifen 46.. 80 0,02 . . 0,1 0,005.. . 0,05 1 . . 5
Feinstschleifen 80...120 0,005. . 0,02 0,002.. . 0,008 1,6. . 3
Hochleistungsschleifen metallischer Werkstoffe mit CBI\I-Schleifscheiben1, vgl VDI3411 (2000-08)
Bindungsart
Hochstzulässige
Umfangsgeschwindigkeit in m/s
140
200
180
280
B
V
M
G
vgk VBG 48 (1994-10)
Hochstzulässige Umfangsgeschwindigkeit für Schleifkörper
aus gebundenem Schleifmittel
Bindungsart Mg V S B BF R RF E
Umfangsschleifen in m/s 253> 40 40 50 50 50 50 50
Seitenschleifen in m/s 2531 32 32 40 40 40 40 40
Trennschleifen in m/s - - - 50 50 50 50 50
vgl. VBG 48 (1994-10) 21
Farbstreifen für hochstzulässige Umfangsgeschwindigkeiten
grün
100
blau + blau
250
Farbstreifen
vc max in m/s
Farbstreifen
vc max in m/s
blau
50
gelb + rot
180
gelb
63
gelb + grün
2ÖÖ
rot
80
rot + grün
225
grün + gelb
125
gelb + gelb
280
blau + rot
140
rot + rot
320
blau + grün
160
grün + grün
360
1) CBN = kubisch kristallines Bornitrid
2) Unfallverhütungsvorschrift des Hauptverbandes der gewerblichen Berufsgenossenschaften (HVBG)
3) Außendurchmesser der Schleifscheibe < 1000 mm
Schleifen
Schic Zei- chen “ifmittel Schleifmittel Härt Mohs nach Knoop in GPa vgl. DIN ISO 525 (2000 08), Ersatz für DIN 69100 Anwendungsgebiete
SL Schmirgel 8 - Belag von Schleifpapier, Bearbeiten und Polieren von Stahl, Gusseisen, Holz
A Elektrokorund -9 16...20 Zähe Werkstoffe, ungehärteter Stahl, Schweißnähte, gehärteter Stahl, Titan
c Siliciumkarbid 9,6 24 Harte Werkstoffe: Hartmetall, Gusseisen, Schnellarbeitsstahl, Keramik, Glas; weiche Werkstoffe: Kupfer, Aluminium, Kunststoffe
B Bornitrid - 44 Schnellarbeitsstahl, Warm- und Kaltarbeitsstähle
D Diamant 10 56...102 Präzisionsschleifen von zähharten Werkstoffen wie Hartmetall, Guss- eisen, Glas, Keramik; Abrichten von Schleifscheiben
I rtegrad vgl. DIN ISO 525 (2000-08), Ersatz für DIN 69100
Bezeichnung Anwendung Bezeichnung Anwendung
äußerst weich «ehr weich A B C D E F G Tief- und Seiten- schleifen harter Werkstoffe hart P Q R S Außenrundschleifen weicher Werkstoffe
sehr hart T U V W
weich inittel H I JOT K L M N O herkömmliches Meta II schleifen
äußerst hart X Y Z
vgl. DIN ISO 525 (2000-08) und DIN ISO 8486-1 + 2 (1997-09)
l orngröße
Makrokörnung Mikrokörnung
Körnungs- Bezeichnung grob mittel fein sehr fein
F4, F5, F6, F7, F8, F10, F12, F14, F16, F20, F22, F24 F30, F36, F46, F54, F60 F70, F80, F90, F100, F120, Fl50 Fl80, F220 F230, F240, F280, F320, F360, F400, F500, F600, F800, F1000, F1200
Gefüge vgl. DIN ISO 525 (2000-08), Ersatz für DIN 69100
Kennziffer 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 usw. bis 30
Gefüge geschlossen (dicht) offen (porös)
Bindung vgl. DIN ISO 525 (2000-08), Ersatz für DIN 69100
Zei- chen Bindungsart Eigenschaften Anwendungsgebiete
V Keramikbindung porös, spröde, unempfindlich gegen Wasser, Öl, Wärme Vor- und Feinschleifen von Stählen mit Korund und Siliciumkarbid
B BF Kunstharzbindung, faserstof fverstä rkt dicht oder porös, elastisch, öibeständig, kühler Schliff Vor- oder Trennschleifen, Profilschleifen mit Diamant und Bornitrid, Hochdruckschleifen
M Metallbindung dicht oder porös, zäh, unemp- findlich gegen Druck und Wärme Profil- und Werkzeugschleifen mit Diamant oder Bornitrid, Nassschliff
G Galvanische Bindung hohe Griffigkeit durch heraus- ragende Körner Innenschleifen von Hartmetall, Handschliff
R RF Gummibindung, faserstoffverstärkt elastisch, kühler Schliff, empfindlich gegen Öl u. Wärme Trennschleifen
E Schellackbindung temperaturempfindlich, zäh- elastisch, stoßunempfindlich Sägen- und Formschliff, Regelscheibe beim spitzcnlosen Schleifen
MG Magnesitbindung weich, elastisch, wasser- empfindlich Trockonschlilf, Messerschliff
Schleifscheibe ISO 603-1 1 N-300 x 50 x 76,2 - A/F 36 L5V - 50: Foim 1 (gniiidc- Schleifscheibe), Randform N,
Außendurchmesser 300 mm, Breite 50 mm, Bohrungsdurchmessoi 71», 2 mm, Schleifmittel A (Elektrokorund),
Korngröße F 36 (mittel), Härtegrad L (mittel), Gefüge 5, Keramikbindimg, I lorlinluiriliiiigsgeschwindigkeit 50 m/s.
Auswahl der Schleifscheiben (Richtwerte)
Längsrundschleifen
Werkstoff Schleif- mittel Schrup Körnung een Härte Schlichten bis 500 Körnung mit Sehe mm Härte ibendurchr über 50C Körnung nesser mm Härte Feinschli Körnung chten Härte
Stahl, ungehärtet A 54 M...N 80 M...N 60 L...M 180 L...M
Stahl, gehärtet, unleg. u. legiert A 46 L...M 80 K...L 60 J...K 240...500 H...N
Stahl, gehärtet, hochlegiert A,C 80 M...N 80 N...O 60 M...N 240...500 H...N
Hartmetall, Keramik C 60 K 80 K 60 K 240... 500 H...N
Gusseisen A, C 60 L 80 L 60 L 100 M
NE-Metalle, z.B. AI, Cu, CuZn C 46 K 60 K 60 K - -
Innenrundschleifen
Werkstoff Schleif- mittel bis Körnung 20 Härte Schleifsch über 20 Körnung aibendu )is 40 Härte rchmesser über 40 Körnung in mm 3is 80 Härte über Körnung 50 Härte
Stahl, ungehärtet A 80 M 60 L...M 54 L...M 46 K
Stahl, gehärtet, unleg. u. legiert A 80 K...L 120 M...N 80 M...N 80 L
Stahl, gehärtet, hochlegiert A.C 80 J...K 100 K 80 K 60 J
Hartmetall, Keramik D D 100 - D 150 - D200 - D250 -
Gusseisen A 80 L...M 80 K...L 60 M 46 M
NE-Metalle, z.B. AI, Cu, CuZn c 80 I...J 120 K 60 J .K 54 J
Umfa ngs-Plansch leiten
Werkstoff Schleif- mittel Topf sch D<30( Körnung eiben mm Härte Ger D<300 Körnung ade Sch nm Härte eifscheibe D>30C Körnung n mm Härte Schle segme Körnung f- nte Härte
Stahl, ungehärtet A 46 J 46 J 36 J 24 J
Stahl, gehärtet, unleg. u. legiert A 46 J 60 J 46 J 36 J
Stahl, gehärtet, hochlegiert A 46 H...J 60 I...J 46 I...J 36 I...J
Hartmetall, Keramik C 46 J 60 J 60 J 46 J
Gusseisen A 46 J 46 J 46 J 24 J
NE-Metalle, z.B. AI, Cu, CuZn c 46 J 60 J 60 J 36 J
Werkzeugsch leif en
Schneidstoff Schleif- mittel Gerade D<225 Körnung Schleifscl D> 225 Körnung leiben Härte Sc £><100 Körnung hleiftelle D> 100 Körnung r Härte To sehe Körnung of- ben Härte
Werkzeugstahl A 80 60 M 80 60 M 46 K
Schnellarbeitsstahl A 60 46 K 60 46 K 46 H
Hartmetall C 80 54 K 80 54 K 46 H
Trennen auf stationären Maschinen
Werkstoff Schleif- mittel Gerade Tr D<20 Körnung ennsche 3 mm Härte iben u bis D>20 Körnung 80 m/s 0 mm Härte Gerade Tr D<500 Körnung ennsch mm Härte eiben vc bis D>500 Körnung 100 m/s mm Härte
Stahl, ungehärtet A 80 Q...R 46 O...R 24 U 20 Q...R
Gusseisen A 60 Q...R 46 Q...R 24 U...V 20 U...V
NE-Metalle, z.B. AI, Cu, CuZn A 60 O...R 46 Q...R 30 s 24 s
Schleifen und Trennen mit Handmaschinen
Werkstoff Schleif- mittel Trennsc vc bis Körnung neiben 0 m/s Härte Sch vc bis Körnung ruppsef 5 m/s Härte eiben vc bis E Körnung 0 m/s Härte Schleifs Körnung tifte Härte
Stahl, ungehärtet A 30 T 24 M 24 R 36 O...R
Stahl, korrosionsbeständig A 30 R 16 M 24 R 36 S
Gusseisen A, C 30 T 20 R 24 R 30 T
NE-Metalle, z.B. AI, Cu, CuZn A, C 30 R 20 R - - - -
V Honahle v< Schnittgeschwindigkeit v, Axialgeschwindigkeit Schnitt- geschwindigkeit
PJ a Überschneidungswinkel vc = V Va2 + Vu2
% JL :i Fr ir 1 fr $ - — v ^\\\\^\ p Anpressdruck A Anlagefläche der Honsteine Fr radiale Zustellkraft Überschneidungs- winkel
t/ Beispiel: va = 12 m/min; vu - 25 m/min; vc = ?; a = ? = Vv?+“v?= l/(l2 J"-)2 + (25 -"L)2 . 28 m_ y ' min/ \ mm/ min tan — = — = 12 m/min = 0,48; « = 51,2» 2 vu 25 m/min a v. tan — = — 2 vu Anpressdruck
Hor stein »öööö U
F, P= A
Schnittgeschwindigkeit und Bearbeitungszugaben
Werkstoff Umfangsgeschwindig- keit Vy in m/min Axialgeschwindigkeit va in m/min Bearbeitungszugaben in mm für Bohrungsdurchmesser in mm
Vorhonen Fertighonen Vorhonen Fertighonen 2...15 15... 100 100... 500
Stahl, ungehärtet 18...22 20...25 9...12 10-13 0,02-0,05 0,03...0,08 0,06...0,3
Stahl, gehärtet 14...22 15...24 5... 9 6...10 0,01-0,03 0,02-0,05 0,03...0,1
legierte Stähle 23-25 25-28 10-12 11...13
Gusseisen 23...28 25-30 10-12 11-13 0,02-0,05 0,03...0,08 0,06...0,3
Aluminium-Legierungen 22-24 24-26 9-12 10-13
Honen mit Diamantkorn vu bis 40 m/min und va bis 25 m/min; a = 60°.-90°
. npressdruck von Honwerkzeugen
Honverfahren keramische Honsteine Anpressdruck p in N/cm2
kunststoffgebun- dene Honsteine Diamant- Honleisten Bornitrid Hon leisten
Vorhonen 50...250 200...400 300...700 200...400
I ertighonen 20-100 40-250 100...300 100-200
' uswahl der Honsteine aus Korund und SiC
Werkstoff Zugfestigkeit Verfahren Rautiefe Honsteine aus Korund und SiC1)
in N/mm2 Rz in p,m Honmittel Körnung Härte Bindung Gefüge
Stahl <500 Vorhonen Fertighonen Polieren 8 ...12 2 ... 5 0,5... 1,5 A 700 400 1200 R R M B 1 5 2
500-700 Vorhonen Fertighonen Polieren 5 ...10 2 ... 3 0,5... 2 A 80 400 700 R 0 N B 3 5 3
• iusseisen Vorhonen Fertighonen 5 ... 8 2 ... 4 c 80 220 M K V 3 7
NE Metalle Vorhonen Fertighonen Polieren 6 ...10 2 ... 3 0,5... 1 A A C 80 400 1000 0 0 N V 3 1 5
uswahl der Honsteine aus Diamant und kubischem Bornitrid (CBN)
Schleifstoff Natürlicher Diamant Synthetischer Di.ini.ml CBN
Werkstoff Stahl, Hartmetall Gusseisen, nitrierter Stahl, NE Mohilln ( J.i ., Keuimik gehärteter Stahl
” vgl. Schleifmittel Seite 287
Spanende Formung der Kunststoffe
Richtwerte für Drehen und Fräsen vgl. vdi 2003 (1976-01)
Grup- pe V Kurz- zeichen Verkstoff Bezeichnung Schneid- stoff11 Schnitt- geschwin- digkeit vc m/min Dre Frei- winkel a Grad hen Span- winkel y Grad Einstell- winkel X Grad Schnitt- geschwin digkeit m/min Fräsen Frei- winkel a Grad Span winkel y Grad
Duroplaste PF, EP MF, UF Hp, Hgw Press- und Schicht- stoffe mit organischen Füllstoffen HSS HC < 80 <400 7 7 17 12 45-60 45...60 < 80 <1000 <15 < 10 20 10
PF, EP MF, UF Hp, Hgw Press- und Schicht- stoffe mit anorgani- schen Füllstoffen HC D £ 40 8 6 45...60 < 1000 < 1500 <10 10
Thermoplaste PA PE, PP Polyamid Polyolefine HSS 200...500 7 5 45...60 < 1000 10 < 15
PC Polycarbonat HSS 200...300 7 3 45-60 < 1000 7 < 10
PMMA Polymethylmethacrylat HSS 200...300 7 2 15 <2000 6 3
POM Polyoximethylen HSS 200...500 7 3 45...60 < 400 7 < 10
PS, ABS SAN, SB Polystyrol und Styrol-Copolymere HSS 50...602’ 7 1 15 < 20002’ 6 3
PTFE Polytetrafluorethylen HSS 100...300 12 18 9...11 <1000 7 < 15
PVC Polyvinylchlorid HSS 200...500 7 3 45...60 <1000 7 < 15
Drehen: Der Vorschub kann bis zu 0,5 mm, bei Polystyrol und seinen Copolymeren bis zu 0,2 mm gewählt werden. Die Spanabnahme erfolgt möglichst in einem Schnitt Eine Spitzenrundung von mindestens 0,5 mm und eine Breitschlichtschneide verbessern die Oberfläche. Fräsen: Bevorzugt wird Stirnfräsen mit Fräswerkzeugen geringer Schneidenzahl. Der Vorschub kann bis zu 0,5 mm/Zahn betragen. 1) HC beschichtetes Hartmetall; HSS Schnellarbeitsstahl; D Diamant 21 Kühlschmierung erforderlich
Richtwerte für Bohren und Sägen vgl. VDI 2003 (1976-01)
Grup- pe Kurz- zeichen /Verkstoff Bezeichnung Schneid- stoff1! Bo Schnitt- geschwin- digkeit vc m/min hren Spitzen- winkel u Grad Krei Schnitt- geschwin- digkeit vc m/min Säg ssäge Span- winkel y Grad en Band* Schnitt- geschwin- digkeit vc m/min äge Span- winkel y Grad
Duroplaste PF, EP MF, UF Hp, Hgw Press- und Schicht- stoffe mit organ i sehen Füllstoffen HSS HC 30... 40 100-120 110 110 <3000 <5000 7 5 <2000 7
PF, EP MF, UF Hp, Hgw Press- und Schicht- stoffe mit anorgani- schen Füllstoffen HC D 20... 40 < 1500 90 Hohlbohrer <2000 - <3000 -
Thermoplaste PA, PE, PP Polyamid Polyolefine HSS 50-100 75 <3000 7 <3000 4
PC Polycarbonat HSS 50...120 75 <3000 7 <3000 4
PMMA Polymethylmethacrylat HSS 20... 60 75 <3000 7 <3000 4
POM Polyoximethylen HSS 50-100 75 <3000 7 <3000 4
PS, ABS SAN, SB Polystyrol und Styrol-Copolymere HSS 20... 80 75 <3000 7 <3000 4
PTFE Polytetrafluorethylen HSS 100-300 130 <3000 7 <3000 4
PVC Polyvinylchlorid HSS 30... 80 95 <3000 7 <3000 4
Bohren: Der Seitenspanwinkel der Spiralbohrer beträgt 12° bis 16°. Für dünnwandige Teile werden Hohlbohrer (Kronenbohrer) verwendet. Sägen: Verwendet werden feingezahnte Sägen mit genügendem Freischnitt (geschränkt oder hinterschliffen). Für Duroplaste mit anorganischen Füllstoffen wird Diamant angewandt. 11 HC beschichtetes Hartmetall; HSS Schnellarbeitsstahl; D Diamant
anloses Formen
Jchneidkraft, Schneidarbeit
Schneidkraft
s
Ffr, max
raB max
w
s
Schneidkraft
Scherfläche
maximale Zugfestigkeit
maximale Scherfestigkeit
Schneidarbeit
Blechdicke
Beispiel: S = 236 mm2; s = 2,5 mm;
max= 510 N/mm2
Gesucht: iaßmax;L;^
Lösung:
raB max = 0,8 • /?m max
- 0,8 510 N/mm2 = 408 N/mm2
F = S raB max = 236 mm2 408 N/mm2
= 96288 N = 96,288 kN
2 2
LV= J-Fs= J- 96,288 kN 2,5 mm
« 160 kN mm = 160 N m
xzenter- und Kurbelpressen
jr7" Kurbel L- Pleuel
w //
<
SföBel /Blech-
streifen
In der Regel sind die Pressenantriebe so aus-
gelegt, dass die Nenn-Presskraft im Kurbelwin-
kelbereich a = 30° wirken kann.
Im Dauerhub arbeiten die Maschinen ohne
Unterbrechung. Im Einzelhubwerden die Pres-
sen nach jedem Hub stillgesetzt. Bei Pressen
mit einstellbarem Hub ist die zulässige Press-
kraft kleiner als die Nenn-Presskraft.
Fzul
H
h
Beispiel:
Gesucht:
Lösung:
F - S Taß max
Max. Scherfestigkeit
7aB max Ä 0,8 max
Schneidarbeit
W = ^Fs
W
WD
WE
Schneid kraft, Umformkraft
Nenn-Presskraft
zul. Presskraft bei einstellbarem Hub
Hub, maximaler Hub bei einstellbarem Hub
eingestellter Hub
Arbeitsweg
Kurbelwinkel
Schneidarbeit, Umformarbeit
Arbeitsvermögen im Dauerhub
Arbeitsvermögen im Einzelhub
Exzenterpresse mit festem Hub; Fn = 250 kN; H = 30 mm;
F= 207 kN; s = 4 mm
LV; Ist die Presse im Dauerhub einsetzbar?
LV =-2
3
— - F • s = — 207 kN • 4 mm = 552 kN mm = 552 N m
3
Arbeitsvermögen im Dauerhub
wD= F"'H 15
Arbeitsvermögen im Einzelhub
WE = 2 - WD
Einsatzbedingungen
Bei festem Hub
F <Fn LV < Wd oder LV < LVe
Bei einstellbarem Hub
’zul
F
250 kN 30 mm = 500 kN - mm 500 IM m
15
F< Fn aber W> WD; die Presse ist für dieses Werkstück im
Dauerhub nicht einsetzbar.
Frul
w
w
<.
<.
4 • /? — h2
Wq oder
LVE
Schneidstempel- und Schneidplattenmaße vgl. VDI3368 (1982-05)
u d TT* D -*— d Schneid- stempel maß D Schneid- platte nm aß Verfahren Lochen Ausschneiden
Schneid-^— stempel Y/M' Form des Werkstücks
Für das Sollmaß ist maßgebend: Maß des Schneid- stempels d Maß der Schneidplatte D
i N?\\5\\ u Schneidspalt s Blechdicke \ ° Freiwinkel
Schneidpiaffe Maß des Gegen- werkzeugs Schneidplatte D-d+2-u Schneidstempel d = D— 2 u
Schneidspalt u in Abhängigkeit vom Werkstoff und der Blechdicke
Blechdicke s mm Schneidplattendurchbruch mit Freiwinkel a Schneidplattendurchbruch ohne Freiwinkel a
Schneidspalt t/für eine Scherfestigkeit raB in N/mm2 Schneidspalt t/für eine Scherfestigkeit raB in N/mm2
bis 250 251...400 401...600 über 600 bis 250 251...400 401 ...600 über 600
0,4...0,6 0,01 0,015 0,02 0,025 0,015 0,02 0,025 0,03
0,7...0,8 0,015 0,02 0,03 0,04 0,025 0,03 0,04 0,05
0,9... 1 0,02 0,03 0,04 0,05 0,03 0,04 0,05 0,05
1,5-2 0,03 0,05 0,06 0,08 0,05 0,07 0,09 0,11
2,5...3 0,04 0,07 0,10 0,12 0,08 0,11 0,14 0,17
3,5-4 0,06 0,09 0,12 0,16 0,11 0,15 0,19 0,23
Stegbreite, Randbreite, Seitenschneiderabfall für metallische Werkstoffe vgl. VDI 3367 (zurückgezogen)
a Randbreite Eckige Werkstücke: e Stegbreite Bei der Ermittlung von Steg- und Rand /0 Randlänge breite wird das jeweils größere Maß der le Steglänge Steg- oder Randlänge benützt. B Streifen breite i Seitenschneiderabfall RundeWerkstücke: Für die Steg- und Randbreite gelten die- selben Werte, die für le = la = 10 mm ange- geben sind.
" l
ke
Tj /a eckige Werkstüc
Streifen- breite B Steglänge le Randlänge /a mm Steg- breite e Rand- breite a Blechdicke s in mm
0,1 0,3 0,5 0,75 1,0 1,25 1,5 1,75 2,0 2,5 3,0
bis 10 e a 0,8 1,0 0,8 0,9 0,8 0,9 0,9 1,0 1,2 1,3 1,5 1,6 1,9 2,1
11... 50 e a 1,6 1,9 1,2 1,5 0,9 1,0 1,0 1,1 1,4 1,4 1,6 1,7 2,0 2,3
100 mm 51-100 e a 1,8 2,2 1,4 1,7 1,0 1,2 1,2 1,3 1,6 1,6 1,8 1,9 2,2 2,5
über 100 e a 2,0 2,4 1.6 1,9 1,2 1,5 1,4 1,5 1,8 1,8 2,0 2,1 2,4 2,7
Seitenschneiderabfall / 1,5 1,8 2,2 2,5 3,0 3,5 4,5
bis 10 e a 0,9 1,2 1,0 1,1 1,0 1,1 1,0 1,1 1,3 1,4 1,6 1,7 2,0 2,3
über 11... 50 e a 1,8 2,2 1,4 1,7 1,0 1,2 1,2 1,3 1,6 1,6 1,8 1,9 2,2 2,5
100 mm bis 51...100 e a 2,0 2,4 1,6 1,9 1,2 1,5 1,4 1,5 1,8 1,8 2,0 2,1 2,4 2,7
200 mm 101...200 e a 2,2 2,7 1,8 2,2 1,4 1,7 1,6 1,7 2,0 2,0 2,2 2,3 2,6 2,M
Seitenschneiderabfall i 1,5 1,8 2,0 2,5 3,0 3,5 4,0 5,0
Trennen durch Scherschneiden
1 .jge des Einspannzapfens bei Stempelformen mit bekanntem Schwerpunkt
Stempelanordnung
Werkstück
Vorlochen Ausschneiden
Abstand des Kräftemittelpunktes
_ Uf a-j + U2 32 + ^3 a3 + —
— u^u^u3+..r
Ui, U2, U3 — Umfänge der einzelnen Stempel
.»1, 32, 33 ... Abstände der Stempelschwerpunkte
von der Bezugskante
Abstand des Kräftemittelpunktes S
von der Bezugskante
Beispiel:
Gesucht ist der Abstand x des Kräftemittelpunktes
im Bild links
Lösung:
Als Bezugskante wird die äußere Fläche des Aus-
schneidstempels gewählt.
U-\ = 4 20 mm = 80 mm; a^ - 10 mm
U2 = jt 10 mm - 31,4 mm; a2 = 31 mm
L/-j a-\ + U2 • a2
80 mm 10 mm + 31,4 mm - 31 mm
------------------------------------ 16 mm
80 mm + 31,4 mm
Uy + U2
Lage des Einspannzapfens bei Stempelformen mit unbekanntem Schwerpunkt
Der Kräftemittelpunkt entspricht dem Linienschwer-
|mnkt1) aller Schneidkanten.
Werkstück
1,12,13 ... In Schneidkantenlängen
/q, a2, 03 ... an Abstände der Linienschwerpunkte
von den Bezugskanten
Abstand des Kräftemittelpunktes
von der Bezugskante
Summe der Schneidkanten
11 Linienschwerpunkte Seite 30
Abstand des Kräftemittelpunktes
_ Zi ai + /2 ' ^2 + ^3 ' a3 +
+ /2 + ^3 +
x= ' Sn
Beispiel:
Für das Werkstück (Bild) ist die Lage des Einspann-
zapfens am Schneidwerkzeug zu berechnen.
Lösung:
n /n in mm an in mm /n an in mm2
1 15 5 75
2 23,6 9,8 231,28
3 20 21 420
4 2 20 31 1240
5 20 41 820
2 118,6 - 2786,28
S/n an 2786,28 mm2 __ c
X = —n--1 - =-----------= 23,5 mm
S/n 118,6mm
reifenausnutzung
Werk-
sfück-
f lache
A =l‘b
/ Werkstücklänge Streifenbreite
b Werkstückbreite
B Streifenbreite B=b+2-a
a Randbreite —
e Stegbroite Streif envorsch ub
V Streifenvorscliub
A Fläche niries Wmkslücks V= l + e
(einschl. I ochungon) —
R Anzahl dm Hmhmi Ausnutzungsg ra d
ij Ausnul/uiin* gi.id RA
r] =
V-B
Kleinster zulässiger Biegeradius für Biegeteile aus NE-Metallen vgl. DIN 5520 (1991-03)
Werkstoff Zustand über bis deins 0,8 ter zu für 0,8 1 ässige Blecl 1 1,5 r Biec dicke 1,5 2 eradi sin rr 2 3 js1) r m 3 4 n mm 4 5 S 6
EN AW-AI99.5-H12 Walzzustand - 0,8 1 1,2 1,6 2,5 4 5 e
EN AW-AIMg3-H12 weich - 1 1,2 2 2,5 4 6 8 w
EN AW-AIMg3-H14 kaltverfestigt-1/2 hart - 1,6 2 3 4 6 8 12 10
/ EN AW-AIMg2Mn0,8-O/H 11 weichgeglüht - 1 1,6 2 2,5 4 6 8 10
EN AW-ALMg4,5MnO,7-H22 kaltverfestigt, rückgeglüht-1/4 hart - 2,5 3 5 6 10 12 18 22
s Blechdicke r Biegeradius a Biegewinkel ß Öffnungswinkel EN AW-AISiMgMn-T6 lösungsgeglüht, warm ausgelagert - 2,5 4 5 8 12 16 20 25
EN AW-AIZn4,5Mg1-T6 lösungsgegüht, warm ausgelagert - 1,2 1,6 3 4 5 6 8 10
CuZn37-R60021 hart - 2 2,5 4 5 8 10 12 18
1) Längs und quer zur Walzrichtung für Biegewinkel 90° 21 Erfahrungswert, senkrecht zur Walzrichtung
Kleinster zulässiger Biegeradius für das Kaltbiegen von Stahl vgl. DIN 6935 (1975-10)
Mindesizugfestigkeit Rm in N/mm2 über... bis 0 ...1 1 ...1,5 Kleins 1,5 ...2,5 ter Bie 2,5 ...3 gerad 3 ...4 us1) r 4 ...5 für Ble 5 ...6 chdick 6 ...7 enber 7 ...8 eich s 8 ...10 [über 10 ...12 .. bis) 12 ...14 n mm 14 ...16 16 ...18 18 ...20
bis 390 1 1,6 2,5 3 5 6 8 10 12 16 20 25 28 36 40
390...490 1,2 2 3 4 5 8 10 12 16 20 25 28 32 40 45
490...640 1,6 2,5 4 5 6 8 10 12 16 20 25 32 36 45 50
11 Werte gelten für Biegewinkel a < 120° und Biegen quer zur Walzrichtung. Beim Biegen längs zur Walzrichtunq
und Biegewinkeln a > 120° ist der Wert der nächsthöheren Blechdicke zu wählen.
Ausgleichswerte vfür Biegewinkel a = 90° vgl. Beiblatt 2 zu DIN 6935 (1983-02)
Biege- radius r in mm Ausgleichswert vje Biegestelle in mm für Blechdicke s in mm
0,4 0,6 0,8 1 1,5 2 2,5 3 3,5 4 4,5 5 6 8 10
1 1,0 1,3 1,7 1,9 - - - -
1,6 1,3 1,6 1,8 2,1 2,9 - — - — — -
2,5 1,6 2,0 2,2 2,4 3,2 4,0 4,8 — — — — — —
4 - 2,5 2,8 3,0 3,7 4,5 5,2 6,0 6,9 - - - - - -
6 - - 3,4 3,8 4,5 5,2 5,9 6,7 7,5 8,3 9,0 9,9 -
10 — — — 5,5 6,1 6,7 7,4 8,1 8,9 9,6 10,4 11,2 12,7 — -
16 — — — 8,1 8,7 9,3 9,9 10,5 11,2 11,9 12,6 13,3 14,8 17,8 21,0
20 - - - 9,8 10,4 11,0 11,6 12,2 12,8 13,4 14,1 14,9 16,3 19,3 22,3
25 - - - 11,9 12,6 13,2 13,8 14,4 15,0 15,6 16,2 16,8 18,2 21,1 24,1
32 — — — 15,0 15,6 16,2 16,8 17,4 18,0 18,6 19,2 19,8 21,0 23,8 26,/
40 — — — 18,4 19,0 19,6 20,2 20,8 21,4 22,0 22,6 23,2 24,5 26,9 29,/
50 - - - 22,7 23,3 23,9 24,5 25,1 25,7 26,3 26,9 27,5 28,8 31,2 33,G
Zuschnittsermittlung für 90-Biegeteile vgl. DIN 6935 (1975-10)
L gestreckte Länge11
a, b, c Längen der Schenkel
s Dicke
r Biegeradius
n Anzahl der Biegestellen
v Ausgleichswert
Beispiel:
a = 25 mm; b = 20 mm; c= 15 mm; n = 2; s = 2 mm;
r = 4 mm; Werkstoff: S235JR (St 37-2); v= ?; L = ?
v= 4,5 mm (vgl. Tabelle)
L = a + b + c-nv = (25 + 20 + 15-2- 4,5) mm - 51 mm
Gestreckte Länge
L = a+b+c+... - n v
11 Die berechneten gestreckten
Längen sind auf volle mm
aufzu runden
Berechnung der Zuschnittdurchmesser
Ziehteil1* Zuschnittdurchmesser D Ziehteil1* Zuschnittdurchmesser D
^2 Ohne Rand d2 ^2 > H —H Ohne Rand d2
i D= di2 + 4 di h l=7j di -- D-h- df + 4- dv h
l
Mit Rand d2 Mit Rand d2
- -L
—i—
D = V d22 + 4 d-| - h D = ]2 dq2 + 4 d-i - h+ (d22- df2)
Ohne Rand d3 . Ä ^i Ohne Rand d2
O 11d22 + 4 {di hi + d2 h2) .1 / i D = yd-j2 + 4 hi2 + 4 di - h2
-1 i 1
l All Mit Rand d3 —ix. Mit Rand d2
I D = lld32 + 4 (dq + d2- h2) ' d, *1 D = }!d}2 + 4 • hi2 + 4 di • h2 + (d22-d/)
.1 r Ohne Rand d4 I- Ohne Rand d3
Ab . ।
Jrs^iXJ D = fd,2 + t-d2-l 1 r X D = ]^d22 + 4 h-]2 + 4 d2 h2
II tL dt- '
II -tt —t— Vh I ^7 Mit Rand d4 Mit Rand d3
x D= Vd,2 + 4 di-l+ (d^-dj2) d. D = ^d22 + 4 • fy2 + 4 d2- h2 + (d32-d22)
, di. , _d3 _ Ohne Rand d4 D = yd-\2 + 4 d2 l + 4 • d3 h I _ ^2 _ । Ohne Rand d2 O^f'd-,' = 1,414- d
Lr — Irkx 1
—i—1 7"- Mit Rand d4 Mit Rand d2
<1 £*= y^2 + 4 d2 • 1+ 4 d3 • h + (d42- d32) D=}^di2 + d22
L d3 L Ohne Rand d3 _ d2 Ohne Rand d2
D = ]/di2 + 2 jt (d) + r+ 4 d2 h D=|/d12 + 4-/l2
|
Mit Rand d3 D = J- Mit Rand d2 O = Vd22 + 4- h2
y d2 + 2 • jc • + r) • r+ 4 d2 • + (c/32— cf22)
11 0-Maße sind jeweils Innenmaße
Ziehspalt und Radien am Ziehring und Ziehstempel
Niederhalter
Ziehstempel
Zuschnitt
Ziehring
D
Werkstofffaktor k
Stahl____________________0,07
Aluminium 0,02
Sonstige NE-Metalle 0,04
. Ijt Ziehspalt in mm
w Ziehspalt __________
s Blechdicke k Werkstofffaktor w = s + k yw s
rr Radius am Ziehring rst Radius am Ziehstempel Radius am Ziehring in mm
D Zuschnittdurchmesser d Stempeldurchmesser rr = 0,035 [50 + (D - d)] ]/s
dr Ziehringdurchmesser Ziehspalt Bei jedem Weiterzug ist der Radius am Ziehring um 20...40% zu verkleinern. Radius am Ziehstempel in mm
"Ö I cxi Q II £ = (4...5) s
ehstufen und Ziehverhältnisse
Weiterzug
Zuschnittdurchmesser
D
Ziehverhältnis
d-i Stempeldurchmesser beim 1. Zug d2 Stempeldurchmesser beim 2. Zug dtt Stempeldurchmesser beim n. Zug ßi Ziehverhältnis für 1. Zug 1-Zug
il so
ß2 Ziehverhältnis für 2. Zug ßges Gesamt-Ziehverhältnis s Blechdicke 2. Zug
Beispiel: Napf ohne Rand aus FeP04 (St 14) ohne Zwischen- <02 = -^ d2
glühen mit d = 50 mm; h = 60 mm; D = ?; ßi = ?; ß2 = ?; di = ?; d2 = ? D = ]/d2 + 4 d h = ]/(50 mm)2 + 4-50 mm 60 mm « 120 mm ßi = 2,0; ß2 = 1,3 nach Tabelle , D 120 mm __ di = = = 60 mm Pi 2,0 , di 60 mm rJ, 1 Aß mm Gesamt- Ziehverhältnis
ßges = ßl ' ß? —
ß - D Pges - —j—
1,3
F2
Werkstoff Ziehverhältnisse1 * Werkstoff Ziehverhältnisse11 Werkstoff Ziehverhältnisse1'
Fl max. ß2 max. ohne | mit Zwischen- glühen Fi max. ß2 max. ohne | mit Zwischen- glühen ßi max. ß2 max. ohne] mit Zwischen- glühen
(St 10) 1,7 1,2 1,5 Cu 2,1 1,3 1,9 EN AW-AI 99,5 w 2,1 1,6 2,0
I1C01 (St 12) 1,8 1,2 1,6 CuZn37 w 2,1 1,4 2,0 EN AW-AIMgl w 1,85 1,3 1,75
DC03 (St 13) 1,9 1,25 1,65 CuZn37 h 1,9 1,2 1,7 EN AW-AICuMgl w 2,0 1,5 1,8
IM 04 (St 14) 2,0 1,3 1,7 CuSn6 w 1,5 - - EN AW-AICuMgl ka 1,8 1,3 1,5
1 Die Werte gelten bis dq : s = 300; sie wurden ermittelt für dq = 100 mm und s = 1 mm. Für andere Blechdicken
und Stempeldurchmesser ändern sich die Werte geringfügig.
E denreißkraft, Tiefziehkraft, Uiederhalterkraft
Fb
dq
s
Rm
ß
Bodenreißkraft
FB = ji (dq + s) s - Rm
Tiefzieh kraft
Niederhalterdruck p in N/mm2
suhl 2,5
( u Legierungen 2,0...2,4
AI Legierungen 1,2...1,5
Bodenreißkraft
Tiefziehkraft
Stempeldurchmesser
Blechdicke
Zugfestigkeit
Ziehverhältnis
ßmax höchstmögliches
Ziehverhältnis
Niederhalterkraft
Zuschnittdurchmesser
Auflagedurchmesser
des Niederhalters
Niederhalterdruck
Radius am Ziehring
Ziehspalt
^ = 1f(dq+S) S-ffm-1,2 / l
P max *
Niederhalterkraft
D
dN
FN=~(D2-d*}.p
Auflagedurchmesser
dN = d, + 2 (rr + w)
P
w
A
?
Beispiel: D = 210 mm; d1 = 140 mm; s = 1 mm; Rm = 380 N/mm2; ß 1,5; ß„Uin i 1,9, /
Fz = jt • (di + s) s Rm- 1,2 •—-—1— = ji • (140 mm + 1 mm) i mm 1H() N 1,2 • = 112 218 N
ßmax~ 1 mm 1,9—1
;hweißen und verwandte Prozesse vgk DIN EN ISO 4063 (2000 04), Ersatz für DIN EN 24063
N’> Verfahren, Prozess NH Verfahren, Prozess N1' Verfahren, Prozess
1 Lichtbogenschweißen 24 25 Abbrennstumpfschweißen Pressstumpfschweißen 7 Andere Schweißverfahren
101 111 Metall-Lichtbogenschweißen Lichtbogenhandschweißen 3 G lassch m elzsch weißen 73 74 Elektrogasschweißen Induktionsschweißen
11 Metall-Lichtbogenschweißen ohne Gasschutz 311 Gasschweißen mit Sauerstoff- Acetylen-Flamme 75 753 Lichtstrahlschweißen I nf ra rotschwei ßen
12 13 Unterpulverschweißen Metall-Schutzgasschweißen 312 Gasschweißen mit Sauerstoff- Propan-Flamme 78 788 Bolzenschweißen Reibbolzenschweißen
131 135 Metall-Inertgasschw. (MIG) Metall-Aktivgasschw. (MAG) 4 Pressschwei ßen 8 Schneiden
136 M eta 1I-Akti vg assch wei ßen mit Fülldrahtelektrode 41 42 U Itrascha I Isch wei ßen Reibschweißen 81 82 Autogenes Brennschneiden Lichtbogenschneiden
137 Metall-Inertgasschweißen mit Fülldrahtelektrode 45 47 Diffusionsschweißen Gaspressschweißen 83 84 Plasmaschneiden Laserstrahlschneiden
14 141 Wolfram-Schutzgasschw. Wolfram-Inertgasschw. (WIG) 5 Strahlschweißen 9 Hartlöten, Weichlöten
15 l'»1 Plasmaschweißen Plasma-WIG-Schweißen 51 52 Elektronenstrahlschweißen Laserstrahlschweißen 91 912 Hartlöten Flammhartlöten
2 Widerstandsschweißen 511 Elektronenstrahlschweißen unter Vakuum 914 924 Lotbad hartlöten Vakuum hartlöten
21 22 Widerstands-Punktschweißen Rollennahtschweißen 521 Festkörper-Laserstrahl- schweißen 94 944 Weichlöten Lotbadweichlöten
225 23 Folienstumpfnahtschweißen Buckelschweißen 522 Gas-Laserstrahlschweißen 946 952 Induktionsweichlöten Kolbenweichlöten
11 N Referenznummer zur Kennzeichnung der Verfahren und Prozesse in Zeichnungen, Arbeitsanweisungen
und in der Datenverarbeitung
•=£* Prozess ISO 4063-111: Vorgeschriebener Schweißprozess —> Lichtbogenhandschweißen (111)
i weißpositionen vgL DIN EN ISO 6947 (1997-05)
I1(Ü) 111 11 § 3 J PF(S) PG(f) PA w/ Kurzzt ISO 6947 eichen DIN 1912 Benennung Hauptpositionen. Beschreibung
PA w Wannenposition Nahtmittellinie senkrecht, waagrechtes Arbeiten, Decklage oben
PB h Horizontalposition horizontales Arbeiten, Decklage oben
PF s Steigposition steigendes Arbeiten
PG f Fallposition fallendes Arbeiten
PC q Querposition Nahtmittellinie horizontal, waagrechtes Arbeiten
PE ü Überkopfposition horizontales Arbeiten, Nahtmittellinie senkrecht, Decklage unten
PD hü Horizontal- Überkopfposition horizontales Arbeiten, Überkopf, Decklage unten
A gemeintoleranzen für Schweißkonstruktionen vgl. DIN EN ISO 13 920 (1996?HL Ersatz für DIN 8570
< Genauig- keitsgrad bis 30 f Ne über 30 bis 120 Z ür Läng A/in nnmaß über 120 bis 400 ulässigt enmaß mm bereich über 400 bis 1000 Abwe e über 1000 bis 2000 chunge über 2000 bis 4000 n fürV Act Nennn bis 400 Vinkelrr in ° un naßberc über 400 bis 1000 aße d ' 3ich über 1000
u A ±1 ±1 ±1 12 13 ± 4 ±20' ±15' ±10'
11 Länge des längeren Schenkels B ±1 ±2 ±2 .3 4 ± 6 ±45' ±30' ±20'
C ±1 ±3 ±4 16 iß .11 ±1° ±45' ±30'
)ruckgasflaschen
□ruckgasfinschen, Gasverbrauch
vgl. DIN EN 1089 (1997-07)
Wahlvorbereitung vgl DIN EN 29692 (1994-04K Ersatz für DIN 8551 Ti
Benennung, Symbol der Schweiß- naht Werk- stück- dicke t mm A11 N Fugenform ahtvorbere Spalt b mm itung Maße Steg c mm Winkel a in ° Empfohlene Schweiß- verfahren2* Bemerkungen
Bördelnaht 0 ... 2 e - - - 3, 111, 141, 131, 135 Dünnblech- schweißung, meist ohne Zusatzwerkstoff
1-Naht II 0... 4 e -J ~ t - - 3. 111, 141 wenig Zusatz- werkstoff, keine Naht- vorbereitung
0... 8 b . t/2 - - 111, 141
s t/2 - - 131, 135
V-Naht 3... 10 e a < 4 C=s2 40° ... 60° 3 -
3 ... 40 b <3 c-2 « 60c 111, 141 mit Gegenlage
\b 40° ... 60° 131, 135
Y-Naht Y 5 ... 40 e a / . 1 ... 4 2 ... 4 «60° 111, 131, 135, 141 -
>10 b 1 ... 3 2 ... 4 «60° 111, 141 mit Wurzel- und Gegenlage
40° ... 60° 131, 135
D-VNaht X >10 b a 1 ... 3 c<2 60- 111, 141 symmetrische Fugenform, /?- t/2
40° ... 60° 131, 135
HV-Naht V 3 ... 10 e .4 2 ... 4 1 ...2 35° ... 60° 111, 131, 135, 141 -
3... 30 b 7///A 1 ... 4 c<2 35°... 60° 111, 131, 135, 141 mit Gegenlage
□L
D-HV-Naht K >10 b 1 ... 4 c<2 35° ... 60° 111, 131, 135, 141 symmetrische Fugenform, /?=t/2
Kehlnaht >2 e r A , Hfl <2 - 70° ... 100° 3, 111, 131, 135, 141 T-Stoß
>3 b LJ & <2 - 70° ... 110° 3, 111, 131, 135, 141 Doppelkehlnaht, Eckstoß
0
A Ausführung: e einseitig geschweißt, b beidseitig geschweißt
21 Schweiß verfahren Seite 299
pr
, Mantel
as verbrauch
V
AI/
\m
K
Pi
P2
Gasart Farbkennzeichnung1* Anschluss- gewinde Volumen V l Fülldruck Pf bar Füll- menge
nach DIN Mantel :N 1089-3 Schulter bisher
Sauerstoff blau weiß blau R3/4 40 50 150 200 6 m3 10 m3
Acetylen kastanien- braun kastanien- braun gelb Spannbügel 40 50 19 19 8 kg 10 kg
Wasserstoff rot rot rot W21,80x1/14 10 50 200 200 2 m3 10 m3
Argon grau dunkel- grün grau W21,80x1/14 10 50 200 200 2 m3 10 m3
Helium grau braun grau W21,80x1/14 10 50 200 200 2 m3 10 m3
Argon/Kohlen- dioxid-Gemisch grau leuchtend- grün grau W21,80x1/14 20 50 200 200 4 m3 10 m3
Kohlendioxid grau grau grau W21,80x1/14 10 50 58 58 7,5 kg 20 kg
Stickstoff grau schwarz dunkel- grün W24,32x1/14 40 50 150 200 6 m3 10 m3
1,Die Umstellung auf die neue Farbkennzeichnungsoll bis zum 01.07.2006 abgeschlossen sein. In der Übergangszeit ist der Gefahrgutaufkleber (Seite 128G, H) die einzige verbindliche Kennzeichnung.
Volumen der Gasflasche
Gasverbrauch
Verbrauchte Gasmasse
Umrechnungszahl
Flaschendruck vor dem Schweißen
Flaschendruck nach dem Schweißen pamb Luftdruck
h
m-i
m2
Flaschentemperatur
vor dem Schweißen
Flaschentemperatur
nach dem Schweißen
Gasmasse vor dem Schweißen
Gasmasse nach dem Schweißen
1. Beispiel:
Maximale Acetylenentnahme bei Stahlflaschen mit V= 401 und l/= 501
Schweiß- betrieb Gasentnahme in Liter/h bei 15 CC und 1 bar
kurzzeitig 1000
Einschicht- betrieb 500
Dauerbetrieb 350
Gasverbrauch (ohne Acetylen)
bei konstanter Temperatur
AV= V^-P2'>
Pamb
Acetylenverbrauch
bei 15 °C und 1 bar
Al/= K - Am
Verbrauchte Gasmasse
Lösung:
2 Beispiel:
Lösung:
Sauerstoffflasche l/= 50 I, Pi = 150 bar, p2 = 80 bar,
Pamb = 1 bar; Al/=?
AV = V (P1 -p,) = 50.(150-80)^ = 3500 ,
Pamb 1 ^al
Acetylenflasche l/= 401, pi = 15 bar, p2 = 9 bar, t-i = 20 ÜC,
t2 = 10 °C; m1 = ?; m2 = ?; Am=?; Al/=?
Aus Schaubild: m-j = 6 kg, m2 = 4,3 kg
Am = m-j - m2 = 6 kg - 4,3 kg = 1,7 kg
AV-K-Am = 910 -1,7 kg = 15471
kg
Am = m-j - m2
Umrechnungszahl
r
K= 910-j—
kg
Über die Umrechnungszahl
wird die Gasmasse (kg) in den
Ar ülylonverbrauch (l) umge-
IIM'hllUl.
Gasschweißen
Gasschweißstäbe für das vgl. Din EN 12536 (2000-08),
Verbindungsschweißen von Stahl Ersatz für DIN 8554-1
Einteilung, Schweißgutanalyse, Schweißverhalten
Kurzname c Schweißgutanalyse in % (Richtwerte Cr Schweißverhalten Poren- neigung
neu bisher Si Mn Mo Ni Fließverhalten Spritzer
Ol G 1 <0,1 <0,20 <0,65 - - - dünnfließend viel ja
Oll G II <0,2 <0,25 < 1,20 - - - weniger dünnfließend wenig ja
O III G III <0,15 <0,25 < 1,25 - <0,80 - zähfließend keine nein
0 IV G IV <0,15 <0,25 <1,20 <0,65 - <1,20 zähfließend keine nein
O V G V <0,10 <0,25 < 1,20 <0,65 - <1,20 zähfließend keine nein
Anwendungsbereich, mechanische Eigenschaften
Anwendungs- bereich Stahlsorten Schweiß- stab, Kurz- name B1’ Streck- grenze Re N/mm2 Zug- festigkeit Rm N/mm2 Bruch- dehnung A % KA21 Kv J
Bleche, Rohre S235, S275 O 1 u >260 360410 >20 >30
Behälter, S235, S275, P235GH, P265GH O II u >300 390 - 440 >20 > 47
Rohrleitungen S235, S275, P235GH, P265GH Olli u >310 400 - 460 >22 > 47
Kessel, Rohr- leitungen, warm- fest bis 530 °C S235, S355, S275, P235, P235GH, P265GH, P295GH, 16Mo3 OIV u >260 440-490 >22 > 47
Kessel, Rohr- leitungen, warm- fest bis 570 °C 13CrMo4-5, 16CrMo3 O V A >315 490 - 590 > 18 > 47
B Behandlungszustand der Schweißnaht: U unbehandelt (Schweißzustand), A anlassgeglüht
2) KA Kerbschlagarbeit bei +20 °C, ermittelt an einer ISO-V-Probe
=> Stab EN 12536 - O IV: Gasschweißstab der Klasse IV
Richtwerte für das Gasschmelzschweißen
Werkstoff: unlegierter Baustahl Betriebsüberdruck: Sauerstoff: 2,5 bar
Schweißposition: PA (w) Acetylen: 0,03...0,8 bar
Nahtplanung Einstellwerte Verbrauchswerte Leistungswerte
Nahtform Naht- dicke a mm Spalt s mm R11
Brenner- größe Stab-0 mm Sauer- stoff l/h Acetylen l/h Abschmelz- leistung kg/h Schweiß zeit min/m
Oil 0,8 1 0 0 NL NL 0,5... 1 0,5... 1 1,5 2 90 100 80 90 0,17 0,19 8,5 7,6
1,5 1,5 NL 1 ... 2 2 150 135 0,25 0,25 0,36 10
2 2 NL 1 ... 2 2 165 150 11,5
3 2,5 NL 2 ... 4 2,5 260 235 12,3
60° q, 4 6 2...4 2...4 NR NR 2 ... 4 4 ... 6 3 4 320 520 300 490 0,33 0,68 15 22
/I
4- 8 10 2...4 2...4 NR NR 6 ... 9 9 ... 14 5 6 840 1300 800 1250 0,95 1,2 28 35
R Schweißrichtung: NL Nachlinksschweißen; NR Nachrechtsschweißen
chutzgase zum Lichtbogenschweißen u. Schneiden vgl. DIN EN 439 (1994 10) Ersatz für DIN 32526
Kurzbeze Gruppe chnung Kenn- zahl CO2 Zusamme 02 tsetzung in Ar Zolumen-% He h2 Gasgruppe, Wirkung Anwendung
R 1 Rest” > 0-15 Mischgase, reduzierend WIG, Plasma- schweißen
2 Rest” >15-35
I 1 100 inerte Gase, inerte Misch- gase MIG, WIG, Plasmaschweißen, Wurzelschutz
2 100
3 Rest > 0-95
M1 1 >0... 5 Rest” >0... 5 Mischgase, schwach oxidierend stark oxidierend MAG
2 >0... 5 Rest1*
3 > 0... 3 Rest1*
M2 1 >5...25 Rest1*
2 > 3...10 Rest1*
3 > 0... 5 > 3-10 Rest1*
M3 1 >25...50 Rest1*
2 >10-15 Rest1*
3 > 5...50 > 8...15 Rest”
C 1 100
2 Rest > 0...30
]* Argon kann bis zu 95% durch Helium ersetzt werden.
—1> Schutzgas EN 439 -13: Mischgas bis 95 % Helium, Rest Argon
Drahtelektroden und Schweißgut zum Metall-Schutzgasschweißen vgl. DIN EN 440 (1994 11)
von unlegierten Stählen und Feinkornbaustählen Ersatz für DIN 8559 T1
Bezeichnungsbeispiel (Schweißgut):
| EN 440 | - [g] [^] [i] [m] | G3Si1 |
| Norm-Nummer |-------------------- 1
| Kurzzeichen für Metall-Schutzgasschweißen |-- --------------------
rr
ennziffer für die mechanischen .genschaften des Schweißgutes
Kenn- ziffer Mindest- streck- grenze N/mm2 Zug- festig- keit N/mm2 Mindest- bruch- dehnung A5 in %
35 355 440...570 22
38 380 470...600 20
42 420 500...640 20
46 460 530...680 20
50 500 560...720 18
Kennzeichen für die Kerbschlag-
arbeit des Schweißgutes
Kennbuchstabe/ Kennziffer M i ndestkerbsch 1 a g- arbeit 47 J bei °C
z keine Anforderungen
A + 20
0 0
2 -20
3 -30
4 - 40
5 -50
6 -60
Kennzeichen für Schutzgase
Kenn- zeichen Verwendetes Gas nach DIN EN 439
M Mischgas, M2, jedoch ohne Helium
C Reines Kohlendioxid CI
heroische Zusammensetzung der Drahtelektroden
Kurz- zeichen Hauptlegierungselemente Kurz- zeichen Hauptlegierungselemente
G0 Jede vereinbarte Zusammensetzung G3Ni1 0,5. .0,9% Si, 1,0...1,6% Mn, 0,08-1,5% Ni
G2Si1 0,5...0,8% Si, 0,9... 1,3% Mn G2Ni2 0,4. .0,8% Si, 0,8.. 1,4% Mn, 2,1-2,7% Ni
G3Si1 0,7...1,0% Si, 1,3... 1,6% Mn G2Mo 0,3 0,7% Si. 0,9 1,3% Mn, 0,4-0,6% Mo
G3SJ2 1,0-1,3% Si, 1,3... 1,6% Mn G4Mo 0,5...0 8% bi. i / .2,1 % Mn, 0,4-0,6% Mo
G2Ti 0,4...0,8% Si, 0,9 .1,4% Mn, 0.05-0,25%, Ti G2AI 0,3 0,'.% Si. 0,9 1,3% Mn, 0,35-0,75% AI
—1> EN 440-G 46 4 M G3 Sil: Schweißguteigenschaften: Mindust:.im< 4(H) N/mm2, Kerbschlag-
arbeit bei - 40 °C = 47 J; Mischgas M2, Elektrodenzusammensrl/unq <>, / 1,0% Si, 1,3 ... 1,6% Mn
Nahtplanung Span- nung V Einstellwerte Schutz- gas l/min Leistungswerte
Nahtform Naht- dicke a mm Draht durch- messer mm Anzahl der Lagen Strom A Draht-11 vorschub- geschw. m/min Schweiß- zusatz g/m Haupt nutzungs zeit min/m
Richtwerte für das MAG-Schweißei
Werkstoff: unlegierter Baustahl Schweißposition: PB (h) Schweißzusatz: Drahtelektrode DIN EN 440-G 46 4 M G3 Si Schutzgas DIN 32526- M21
\\\ 2 0,8 1 20 105 7 10 45 1,5
3 1,0 1 22 215 11 90 1,4
4 1,0 1 23 220 11 140 2,1
5 1.0 1 30 300 10 15 215 300 2,6 3,5
6 1,0 1
7 1,2 3 30 300 10 15 390 4,6
8 1,2 3 545 6,4
10 1,2 4 805 9,5
Riel- twerte für das MIG-Schweißen
Werkstoffe: Aluminium, Aluminiumlegierungen Schweißzusatz DIN 1732 - SG - AIMg5
Schweißposition: PA (w) Schutzgas DIN 32526- II
ul 4 1,2 1 23 180 3 12 30 2,9
5 1,6 1 25 200 4 18 77 3,3
6 1,6 1 26 230 7 18 147 3,9
70° r» 5 1,6 1 22 160 6 18 126 4,2
4 6 1,6 2 22 170 6 18 147 4,6
8 1,6 2 26 220 7 18 183 5,0
1,6 1 26 220 6 20
10 1,6 2 24 200 6 20 190 5,4
k\\\V7//- 2 1,6 1 G21 26 230 7 20
2,4 1 27 260 4 25
12 2,4 2 27 280 4 25 345 7,6
Richtwerte für das WIG-Schweißen
Werkstoffe: Aluminiumlegierungen, nicht aushärtbar Schweißzusatz DIN 1732 - SG - AIMg5
Schweißposition: PA (w) Schutzgas DIN 32 526 - 11
1 1,5 3 3 1 1 - 75 90 0,3 0,2 5 5 19 22 3,8 4,3
ul 2 3 1 - 110 0,2 6 28 4,8
MW/ '//\ 3 3 1 — 125 0,2 6 28 5,9
4 3 1 - 160 0,2 8 38 6,7
5 3 1 - 185 0,1 10 47 7,1
6 3 1 - 210 0,1 10 47 12
1. Lage 0,1
70° V*" 5 4 2. Lage - 165 0,2 12 105 13
1. Lage 0,1
6 4 2. Lage - 165 0,2 12 190 16
11 Beim MIG-Schweißen: Schweißgeschwindigkeit 2) G Gegenlage
ah es Trennen
Richtwerte für das Brennschneiden
Werkstoff: unlegierter Baustahl; Brenngas: Acetylen
Blech- dicke s mm Schneid- düse mm Schnitt- fugen- breite mm Sauerstoffdruck Schneiden Heizen Acetylen- druck bar Gesamt- sauerstoff- verbrauch m3/h Acetylen- verbrauch m3/h Schneidgesc Qualitäts- schnitt m/min hwindigkeit Trenn- schnitt m/min
bar bar
5 2,0 1,67 0,27 0,69 0,84
8 3...10 1,5 2,5 2,0 0,2 1,92 0,32 0,64 0,78
10 3,0 2,14 0,34 0,60 0,74
10 2,5 2,46 0,36 0,62 0,75
15 10-25 1,8 3,0 2,5 0,2 2,67 0,37 0,52 0,69
20 3,5 2,98 0,38 0,45 0,64
25 4,0 3,20 0,40 0,41 0,60
30 25...40 2,0 4,3 2,5 0,2 3,42 0,42 0,38 0,57
35 4,5 3,54 0,44 0,36 0,55
chtwerte für das Plasmaschneiden
Blech- dicke s mm Werkstoff: hochlegierte Baustähle Schneidtechnik: Argon-Wasserstoff Werkstoff: Aluminium Schneidtechnik: Argon-Wasserstoff
Stromstärke Schneidge- schwindigkeit Verbrauchswerte Stromstärke Schneidge- schwindigkeit Verbrauchswerte
Qualitäts- schnitt A Trenn- schnitt A Qualitäts- schnitt m/min Trenn- schnitt m/min Argon m3/h Wasser- stoff m3/h Stick- stoff m3/h Qualitäts- schnitt A Trenn- schnitt A Qualitäts- schnitt m/min Trenn- schnitt m/min Argon m3/h Wasser- stoff m3/h
4 1,4 2,4 0,6 - 1,2 3,6 6,0
5 70 120 1,1 2,0 0,6 — 1,2 70 120 1,9 5,0 1,2 0,5
10 0,65 0,95 1,2 0,24 - 1,1 1,6
15 0,35 0,6 1,2 0,24 - 0,6 1,3
20 70 120 0,25 0,45 1,2 0,24 — 70 120 0,35 0,75 1,2 0,5
25 0,35 0,35 1,5 0,48 - 0,2 0,5
Die Werte gelten für eine Lichtbogen leistung von ca. 12 kW und 1,2 mm Schneiddüsen-Durchmesser.
Hichtwerte für das Laserstrahlschneiden
w1’ Blech- dicke s mm Schneid- geschw. V m/min Schneid- gas Schneid- gasdruck P bar Schneid- geschw. V m/min Schneid- gas Schneid- gasdruck P bar Schneid- geschw. V m/min Schneid- gas Schneid- gasdruck P bar
Stahl unlegiert Laserleistung 1 kW Laserleistung 1,5 kW Laserleistung 2 kW
1 1,5 5,0...8,0 4,0...7,0 02 1,5...3,5 7,0-10 5,5—7,5 02 1,5-3,5 7,0...10 5,6...7,4 02 1,5-3,5
2 2,5 4,0—6,0 3,5...5,0 4,8-6,2 4,2...5,0 4,8-6,1 4,2-5,0
3 4 3,5...4,0 2,5...3,0 3,5-4,2 2,8...3,3 3,6-2,8 2,8...3,4
5 6 1,8-2,3 1,3-1,6 2,3-2,7 1,9...2,2 2,5...3,0 2,1...2,5
। Stahl rostfrei । 1 1,5 4,0.. 5,5 2,8...3,6 n2 8 10 5,0...7,0 3,5...5,2 n2 6 10 4,5...9,0 3,8-6,6 n2 12 13
2 2,5 2,2-2,8 1,6-2,0 14 2,0-4,0 1,9-3,2 10 14 3,4...5,3 2,7-3,8 14
3 4 1,3-1,4 15 1,8—2,4 1,0-1,1 14 1!» 2,2...2,7 1,4. 1,8 14 16
” W Werkstoffgruppe
Die Tabellenwerte gelten für eine Linsenbrennweite f= 127 mm (5") uiidciinn ' dinilb p.illbreite £>= 0,15 mm.
A
sches Trennen, Schweißzusätze
Güte, Maßte leranzen
Toleranz-
klasse
l Nennlänge
s Werkstückdicke
u Rechtwinkligkeitstoleranz
I, II Güte der Schnittfläche
A, B... Toleranzklasse
Rz Oberflächenrauheit
AZ Grenzabmaße
Güte der Schnitt- fläche Rechtwinklig- keitstoleranz u in mm Oberflächen- rauheit Rz in |xm Tole- ranz- klasse Werkstück- dicke sin mm Grenzabmaße A/für Nennlängen / in mm von I von I von I von bis bis bis bis
Autogenes Brennschneiden vgl. DIN 2310-T1 '1987-11)
35 bis <315 315 bis < 1000 1000 bis <2000 2000 bis < 4000
I u< (0,4 + 0,01 s) Rz < (70 + 1,2 - s) A B 3 .. 12 1,0 2,0 1,5 3,5 2,0 4,5 3,0 5,0
II u<(1 +0,015- s) Rz<(110 + 1,8-s) A B > 12 .. 50 0,5 1,5 1,0 2,5 1,5 3,0 2,0 3,5
A B > 50 .. 100 1,0 2,5 2,0 3.5 2,5 4,0 3,0 4,5
Laserstrahlschneiden vgl. DIN 2310-T5 (1990-12)
u< (0,1 +0,015- s) Rz< (10 + 2 . s) >10 bis 30 >30 bis 120 > 120 bis 315 >315 bis 1000
I K L > 1 .3 0,12 0,4 0,15 0,5 0,2 0,6 0,25 0,7
II u < (0,25 + 0,025 - s) Rz < (60 + 4 s) K L >3 ...6 0,25 0,6 0,3 0,8 0,35 1,0 0,45 1,2
K L >6 .. 10 0,4 0,8 0,5 1,0 0,6 1,2 0,7 1,6
Beispiel: Laserstrahlschneiden, Güte I, Toleranzklasse K, s = 6 mm, l = 250 mm; gesucht: u, Rz, A/
u < (0,1 + 0,015 s) < (0,1 + 0,015 - 6) < 0,19 mm, Rz < (10 + 2 s) < (10 + 2 6) < 22 p.m, AZ = 0,2 mm
Schweißzusatzwerkstoffe für Aluminium vgl. DIN 1732 (1988-06)
Kurzzeichen11 Werk- stoff- nummer Schmelz- bereich °C Verwendung für folgende Grundwerkstoffe (Auswahl)
EN AW-AI99.7 EN AW-EAI99,5 L0 CT < i < LU EN AW-AI99,0 EN AW-AIMn1 EN AW-AIMn1Cu EN AW-AIMg1(C) EN AW-AIMg3 LO CT > < < LU EN AW-AIMg4 EN AW-AISi1MgMn EN AW-AIMg1SiCu CT > LO "c < < z LU G-AISil 1 1 G-AISi9Mg G-AISi7Mg G-AISi5Mg G-AISi8Cu3 j G-AIMg5 | G-AIMg5Si £ß|AIIV-D
SG-AI99.8 (EL-AI99,8) 3.0286 658 • • O
SG-AI99,5 (EL-AI99,5) 3.0259 647...658 • •
SG-AI99,5Ti (EL-AI99,5Ti) 3.0805 647...658 o • •
SG-AIMn1 (EL-AIMnD 3.0516 648-657 • • o
SG-AI Mg3 3.3536 610...642 • • •
SG-AIMg5 3.3556 575-633 • • • • • • • • •
SG-AIMg4,5Mn 3.3548 574-638 0 O • • • • • •
SG-AISi5 (EL-AISi5) 3.2245 573-625 • • c <
SG-AISi12 (EL-AIS112) 3.2585 570...610 • • • •
11 Schweißzusätze mit der Bezeichnung SG werden mit metallisch blanker Oberfläche geliefert. Umhüllte Stab
elektroden erhalten die Kennzeichnung EL (Kurzzeichen in Klammern).
• gut geeignet o möglich
für unlegierte Stähle und Feinkornbaustähle vgl. Dll\l EN 49° <1095 oi), Ersatz für DIN 1913-1
.Zeichnungsbeispiel:
| Norm-Nummer | 1 EN 499 | -1E 1146| |3
| Kurzzeichen für umhüllte Stabelektrode | |
K sinzifferfür die mechanischen E ^enschäften des Schweißgutes Kennzeichen für den Wasserstoffgehalt
Kennzeichen Wasserstoffgeha It in ml/100 g Schweißgut
Kenn- ziffer Mindest- streck- grenze N/mm2 Zug- festig- keit N/mm2 Mindest- bruch- dehnung A5 in %
H 5 5
H 10 10
35 355 440...570 22 H 15 15
38 380 470...600 20 Kennziffer für die Schweißposition
+2 420 500...640 20 Kenn- ziffer Schweißposition
46 460 530...680 20
50 500 560...720 18 1 Alle Positionen
Kennziffer für die Kerbschlagarbeit de •» Schweißgutes 2 Alle Positionen, außer Fallnaht
3 Stumpfnaht in Wannenposition, Kehl- naht in Wannen- u. Horizontal Position
Kennbuchstabe/ Kennziffer Mindestkerbsch lag arbeit 47 J bei °C
4 Stumpf- u. Kehlnaht in Wannenposition
Z keine Anforderungen 5 Für Fallnaht und wie Ziffer 3
A + 20 Kennziffer für Ausbringung und Stromert
0 0 Kenn- ziffer Ausbringung % Stromart
2 -20
3 -30 1 > 105 Wechsel- u. Gleichstrom
4 -40 2 > 105 Gleichstrom
5 -50 3 >105<125 Wechsel- u. Gleichstrom
6 -60 4 >105<125 Gleichstrom
Hinweis: Ist eine Elektrode für eine bestimmte 1 mperatur geeignet, ist sie auch für jede höhere 1 emperatu r verwend ba r. 5 >125<160 Wechsel- u. Gleichstrom
6 >125 <160 Gleichstrom
7 > 160 Wechsel- u. Gleichstrom
Kurzzeichen für die chemische sammensetzung des Schweißgutes
8 > 160 Gleichstrom
1 ogierungs- ktirzzeichen Chemische Zusammensetzung in % — Kurzzeichen für den Umhüllungstyp
Mn Mo Ni Kurz- zeichen Art der Umhüllung
Kein Kurzz. 2,0 - -
Mo 1,4 0,3...0,6 - A sauerumhüllt
MnMo >1,4...2,0 0,3...0,6 - C zelluloseumhüllt
1 Ni 1,4 - 0,6...1,2 R rutilumhüllt
2Ni 1,4 - 1,8...2,6 RR dick-rutilumhüllt
INi 1,4 - >2,6...3,8 RC rutilzellulose-umhüllt
MnINi >1,4...2,0 - 0,6... 1,2 RA rutilsauer-umhüllt
INiMo 1,4 - 0,6... 1,2 RB rutilbasisch-umhüllt
Vereinbarte Zusammensetzung B basisch-umhüllt
r EN 499 - E 42 A RR 12: Schweißguteigenschaften: Mindeststreckgrenze = 420 N/mm2, Kerbschlagarbeit
bei 20 °C = 47 J; Umhüllungstyp: dick-rutil; Ausbringung > 105%; für alle Schweißpositionen, außer für Fall-
nähte.
AI ‘messungen umhüllter Stabelektroden
vgl. DIN EN 20544 (1991-12)
Durchmesser din mm Länge l in mm Durchmesser din mm Länge l in mm Durc hrnesser d in mm Lange Z in mm
2,0 225 250 300 350 3,2 300 350 400 450 r>,o 350 400 450
2,5 - 250 300 350 4,0 - 350 4500 450 (5,0 350 400 450
Lichtbogenschweißen
Umhüllungstypen der Stabelektroden
Kurz- zeichen Schweißtechnische Eigenschaften, Anwendungsbereiche Kurz- zeichen Schweißtechnische Eigenschaften, Anwendungsbereiche
A feiner Tropfenübergang, flache, glatte Schweiß- nähte, begrenzter Einsatz in Zwangslagen RR vielseitig anwendbar, feinschuppige Nähte, gutes Wiederzünden
C optimale Eignung zur Fallnahtschweißung RA hohe Abschmelzleistung, glatte Nähte
R Dünnblechschweißung, alle Schweißpositionen außer Fallnaht RB gute Kerbschlagzähigkeit, risssicher, alle Schweißpositionen außer Fallnaht
RC auch für Fallpositionen geeignet, mitteltropfig B beste Kerbschlagzähigkeit, risssicher
Neue und alte Bezeichnungen bei Stabelektroden (Beispiele)
Bezeichnung Bezeichnung Bezeichnung
nach DIN EN 499 bisher DIN 1913 T1 nach DIN EN 499 bisher DIN 1913 TI nach DIN EN 499 bisher DIN 1913 TI
E 35 ZA 12 E 43 00 A 2 E42 2RB12 E 51 43 RR(B) 7 E38 5B73H10 E 51 55 B(R) 12 160
E38 0RC11 E 43 22 R(C) 3 E 38 2 RA 12 E 43 33 AR 7 E 42 6B42 H10 E 51 55 B 10
E42 0RC11 E 51 32 R(C) 3 E382 RA73 E51 43 AR 11 160 E38 6B42H10 E 53 55 B 10
E 38 AR 12 E43 21 R3 E 38 2 RA 73 E 43 43 AR 11 160 E423B42 H10 E51 54B10
E460RR12 E 51 32 RR 5 E 38 0 RR 53 E 51 22 RR 11 160 E46 3B83H10 E 51 43 B 12 160
E 42 CRC 11 E 51 22 RR(C) 6 E 42 0 RR 73 E51 32 RR 11 160 E 42 4 B 32 H10 E Y42 53 Mn B
E 42 0 RR 12 E 51 22 RR 6 E 38 0 RR 73 E51 32 RR 11 160 E50 6B34H10 E Y46 54 Mn B
E 42 A RR 12 E51 21 RR 6 E422B 15H10 E 51 43 B 9 E 42 6 B 42 H 5 ESY42 76 Mn Bll',
E 42 ORR 12 E 51 32 RR 6 E38 2B12H10 E 51 43 B(R) 10 E 42 6 B 32 H 5 E SY 42 76 Mn B
E38 2RB 12 E 43 43 RR(B) 7 E 42 4B32H10 E 51 54 B(R) 10 E4661 NiB42H5 ESY42 761 Ni BH1-
Nahtplanung für V-Nähte
Naht- dicke a mm Spalt s mm Anzahl und Art der Lagen11 Elektroden- abmessungen dx l mm spez. Elek- troden bedarf zs Stück/m Nahtr je Lagenart ms g/m nasse gesamt m g/m
\ 60° 4 1 1 W 1 D 3,2 x 450 4 x 450 3 2 75 80 155
5 1.5 1 W 1 D 3,2 x 450 4 x 450 4 2,9 100 110 210
7/
6 2 1 W 2D 3,2 x 450 4 x 450 4 4,7 100 185 285
/ sf\
Fülllage . , \ Wurzelt age 8 2 1 W 1 F 1 D 3,2 x 450 4 x 450 5 x 450 4 3,7 3,5 100 145 215 460
10 2 1 W 1 F 1 D 3,2 x 450 4 x 450 5 x 450 4 4 6,2 100 195 380 675
Nahtplanung für Kehlnähte
3 - 1 3,2 x 450 3,2 80 80
T\ Decklage / Wurzellage
4 - 1 4 x 450 3,6 140 140
5 - 3 3,2 x 450 8,6 215 215
6 - 3 4 x 450 8 310 310
8 - 1 W 2D 4 x 450 5 x 450 3 7 120 430 550
10 - 1 W 4 D 4 x 450 5 x 450 3 12,3 120 745 865
12 - 1 W 4D 4 x 450 5 x 450 3 18,5 120 1125 1245
11 w Wurzellage; F Fülllage; D Decklage
Lichtbogenschweißen
i1
Elektrodenbedarf
Für die Wurzel-, Füll- und Decklagen werden in der Regel verschiedene Elek irodendurchmesser verwendet. Der Elektrodenbedarf ist deshalb für jede Nahtart gesondert zu ermitteln. Z Elektroden bedarf a Öffnungswinkel z9 spezifischer Elektrodenbedarf KE Faktor für den Elektrodentyp L Nahtlänge K\_ Faktor für die Elektrodenlänge Nennlänge der Elektroden Kw Faktor für den Öffnungswinkel Beispiel: Kehlnaht; a = 10 mm; L = 2,4 m; a 90°; Ausbringung 100%; l - 450 mm Gesucht: Nahtplanung; Elektrodenbedarf Lösung: Nahtplanung (Seite 308): 1 Wurzellage mit Elektrodendurchmesser 4 mm, 4 Decklagen mit Elektrodendurchmesser 5 mm Elektrodenbedarf: Z= KE • KL Kw zE L; KE = 1; KL = 1; Kw = 1 Spezifischer Elektrodenbedarf (Seite 308): zs = 3 Stück/m für Elektrodenabmessungen 4 x 450 mm zlektrodenbedarf Z= Kg • «l • Kw zs • L Faktor für den Elektrodentyp
Faktor Ausbringung in 100 | 120 | 140 % 160
KF 1 F0,8 0.7 | 0,65
Faktor für die Elektrodenlänge
Faktor Nennlänge l in mm 300 | 350 | 400 | 450
Kl 1,6 h3 1,1 1
zs = 12,3 Stück/m für Elektrodenabmessungen 5 x 450 mm Wurzellage: Z= 1 1 1 3 2,4 m = 7,2 8 Stück Decklagen: Z= 1 - 1 1 • 12,3 -^ck - 2,4 m - 29,5 ~ 30 Stück Faktor für den Öffnungswinkel
Faktor Öffnungsw V-Nähte 50°|60° | 70° nkel a Kehl nähte 60° | 90°
Kw 0,9 | 1 | 1,2 0,6 I 1
auptnutzungszeit
1 ür die Wurzel-, Füll- und Decklagen werden in der Regel verschiedene Elek- irodendurchmesser verwendet. Die Hauptnutzungszeit ist deshalb für jede 1 -igenart gesondert zu ermitteln. /|, Hauptnutzungszeit a Öffnungswinkel ms Nahtmasse je Lagenart Kw Faktor für den Öffnungswinkel l> Abschmelzleistung KP Faktor für die Schweißposition Nahtlänge Beispiel: Kehlnaht; a = 6 mm; L = 2,4 m; u. = 90; Schweißposition h (PB); Elektrodentyp E42 0 RR12 Gesucht: Hauptnutzungszeit fh Lösung: th = Kw KP L ms = 310 g/m, Elektrodendurchmesser d= 4 mm (Seite 307); Abschmelzleistung p = 29 g/min (Tabelle unten) 310 th = 1 • 1 — • 2,4 m = 25,7 min 29 B— mm Hauptnutzungszeit
II £ <3
Faktor für die Schweißposition
Faktor s w PA V- ChWE f PG Näh ißpc ü PE e >sitio s PF n q PC
KP 1 1,1 1,9 1,5 1,2
Faktor S w PA Ke chwe f PG hlnä ?ißpc ü PE *ite >sitio s PF n h PB
KP 1 1,2 1,7 1,4 1
ischmelzleistung pvon Stabelektroden in g/min (Richtwerte)
Elektroden- durchmesser in mm E42 0 RC11 E42 0 RR12 E38 2RA12 Elektro E38 2RB12 den typ E42 0 RRC E42 6 R42H10 E42 4 B32H10 E38 0 RR73
3,2 20 21 27 19 22 23 23 32
4,0 25 29 39 26 29 32 32 46
5,0 32 38 44 36 1H 43 43 72
A
Lichtbogenschweißen
Schadstoffe beim Schweißen und Schneiden
Beim Schweißen und Schneiden entstehen Rauche, Gase und Dämpfe, die gesundheitsgefährdend sein können
Als Schwellenwert für die Konzentration gesundheitsgefährdender Stoffe in der Atemluft sind festgelegt:
• die MAK-Werte (Maximale Arbeitsplatzkonzentration, Seite 184),
• die TRK-Werte (Technische Richtkonzentration).
Schadstoffkomponenten beim Schweißen von Stahl
Einflussgröße Gliederung Schadstoffkomponenten: Wirkung Schwellenwert 1
Grundwerkstoff, Schweißzusatz unlegiert Schweiß-Rauchgase: lungenbelastend MAK: 6 mg/m3 11 |
hoch- legiert* 21 Neben den üblichen Schweiß-Rauchgasen entstehen - Chromate: evtl. Krebs erzeugend - Nickelverbindungen: evtl. Krebs erzeugend - Mangan, Manganverbindungen: giftig - Fluoride: giftig TRK: 0,2 mg/m3 TRK: 0,5 mg/m3 MAK: 5 mg/m3 MAK: 2,5 mg/m3
Elektroden- umhüllung rutil - sauer - basisch - Zellulose zunehmende Rauchgasentwicklung Bei basisch umhüllten Elektroden entstehen zusätzlich - Fluoride: giftig MAK: 2,5 mg/m3
Sch we i ßve rf a h re n MIG, MAG Neben den üblichen Schweiß-Rauchgasen entsteht - Eisenoxid in großer Menge: lungenbelastend Aus den Reaktionen mit dem Schutzgas bilden sich - Kohlenmonoxid: giftig - Ozon: giftig MAK: 6 mg/m3 MAK: 30 ml/m3 MAK: 0,1 ml/m3
Beschichtung des Grundwerkstoffes Anstriche, Metallüberzüge, Beschichtungen und Verunreinigungen verbrennen im Licht bogen. Dabei können gesundheitsgefährdende Verbindungen entstehen.
11 MAK: 6 mg/m3 -* in 1m3 Atemluft darf die Schadstoffkonzentration den Grenzwert von 6 mg nicht über
schreiten.
21 Legierte Stähle im Sinne der Unfallverhütungsvorschrift sind Stähle, die mindestens 5 % Chrom oder 5 %
Nickel enthalten.
Lüftung von Räumen
Durch natürliche oder maschinelle Lüftung ist sicherzustellen, dass die festgelegten MAK-Werte nicht erreich!
werden.
Verfahren mit Zusatzwerkstoff
Verfahren ohne Zusatz Werkstoff
Verfahren
Lichtbogen-
handschweißen
MIG-, MAG-
Schweißen
WIG-
Schweißen
Gasschweißen
Thermisches
Spritzen
|3)
k
□
Stahl,
legiert,
NE-Metalle
(außer AI)
Stahl,
be-
schichtet
□
Flammhärten
□
□
□
□
□
□
□
□
o
Plasma-
schneiden
Abbrenn-
st um pf sch w.
Brenn-
schneiden
W1G-
schweißen
Zusatzwe r kstoff
Stahl,
unlegiert,
AI-Werk-
stoffe
k2>
1
Verfahren
Stahl,
legiert,
NE-
Metalle
Stahl
be-
schichte!
Grundwerkstoff
Stahl,
unlegiert,
AI-Werk-
stoffe
□
I I
□
□
□
□
□
□
o
□
□
□
□
11 S Schweißort. o ortsgebunden, z.B. Schweißkabine; no ist nicht ortsgebunden, z.B. Montageplatz
21 k kurzzeitiger Einsatz: täglich bis zu einer halben Stunde oder wöchentlich bis zu zwei Stunden
31 I längerfristiger Einsatz: täglich über eine halbe Stunde oder wöchentlich über zwei Stunden
• natürliche Lüftung Q maschinelle Lüftung □ Absaugung an der Schweißstelle
erarbeitung, Eigenschaften und Anwendung von Klebstoffen
Abbindung1* Klebs Festig- keit toff-Eigenschaften2) Grenz- tempe ratur ca. °C Vorzugsweise Verwendung
Grundstoff Kompo- nenten Tempe- ratur °C Druck N/cm2 Verform- barkeit Alterungs- beständig- keit
1 poxidharz 2 20 - 9 © 55 Metalle, Duroplaste, Keramik
1 150 — • • 9 120 Metalle, Keramik
tpoxid- 2 20 — • 55 Metalle, Duroplaste, PVC
Polyaminoamid 1 150 5 • • 80 Metalle
Epoxid-Polyamid 1 175 10...30 • • 80 Aluminium, Titan, Stahl
Phenolharz 1 150 80 • © 9 250 Metalle, Holz, Duroplaste
PVC 1 180 - <3 • • 20 Dünnbleche
Polyurethan 2 20 - € • Ö 55 Metalle, Holz, Schaumstoffe
Methyl- 2 20 - • 9 <> 80 Metalle, Kunststoffe, Keramik
methacrylat 1 120 — • 9 9 100 Metalle, Glas
Polychloroprene 1 20 < 100 o • 9 Kontaktkleber, Metalle, Plaste
/yanacrylat 1 20 - 9 © © 80 Schnellbinder, Metalle, Gummi
Schmelzkleber 1 120 2 <3 • 9 Werkstoffe aller Art
11 Die genauen Verarbeitungsvorschriften sind den Vorschriften des Herstellers zu entnehmen.
’’ Festigkeitswerte Schaubild unten 3> Vergleichende Anhaltswerte: • sehr gut; gut; © mittel; 3 gering
vgl. VDI 2229 (1979-QS)
trbehandlung von Fügeteilen für Klebeverbindungen
Werkstoff Behandlungsfolge1* für Beanspruchungsart2* Werkstoff Behandlungsfolge1* für Beanspruchungsart2*
niedrig mittel hoch niedrig mittel hoch
Al-Legierungen Mg-Legierungen Ii-Legierungen 1-2-3-4 16-5-3-4 1-6 2 3-4 1-6-2-3-4 1-2-7-8-3-4 1-7-2-9-3-4 1-2-10-3-4 Stahl, blank Stahl, verzinkt Stahl, phosphatiert 1-2-3-4 1-6-2-3-4 12-3-4 1-2-3 4 17 2-3-4 1-2-3-4 1-6-2-3-4
Cu-Legierungen 1-2-3-4 1-6-2-3-4 1 7 2 3-4 Übrige Metalle 1-2-3-4 1-6-2 3 4 1-7-2-3-4
6
1 Erläuterung der Kennziffern für Behandlungsfolgen
Reinigen von Schmutz, Zunder, Rost, Farbresten
Entfetten mit organischen Lösungsmitteln oder wässri-
gen Reinigungsmitteln
Spülen mit klarem Wasser, Nachspülen mit entsalztem
oder destilliertem Wasser
Trocknen in Warmluft bis 65 °C
Entfetten unter gleichzeitigem chemischen Angriff der
Oberfläche (Beiz-Entfetten)
10
Mechanisches Aufrauen durch Schleifen (Körnung 100
bis 150) oder Bürsten
Mechanisches Aufrauen durch Strahlen
Beizen 30 min, bei 60 °C in wässriger Lösung von 27,5%
Schwefelsäure und 7,5% Natriumdichromat
Beizen 1 min bei 20 °C in einer Lösung von 20% Salpe-
tersäure und 15% Kaliumdichromat in Wasser
Beizen 3 min bei 20 °C in 15%iger Flusssäure
2
3
8
4
5
9
Erläuterung der Beanspruchungsarten für Klebeverbindungen
niedrig: Zugscherfestigkeit bis 5 N/mm2; trockene Umgebung; für Feinmechanik, Elektrotechnik
mittel:
hoch:
Zugscherfestigkeit bis 10 N/mm2; feuchte Luft; Kontakt mit Öl; für Maschinen- und Fahrzeugbau
Zugscherfestigkeit über 10 N/mm2; direkte Berührung mit Flüssigkeiten; für Flugzeug-, Schiffs- und Behälterbau
erhalten von Klebeverbindungen und Prüfverfahren
/ugscherfestigkeit von Überlappungsklebungen
Norm Inhalt
DIN 53 282 Winkelschälversuch: Bestimmung des Widerstandes von Klebeverbindungen gegen abschälende Kräfte
DIN EN 1465 Zugscherversuch: Bestimmung der Zugscherfestigkeit hochfester Überlappungsklebungen
DIN 53 284 Zeitstandversuch: Bestimmung der Zeitstand- und Dauer- festigkeit von einschnittig überlappten Klebungen
DIN EN ISO 9664 Ermüdungsprüfung: Bestimmung der Ermüdungseigen- schaften von Slruklurklehiingen
DINEN 26 922 Zugversuch: Brsliminiin«| der Zugfestigkeit von Stumpf- klebungon i(‘t-hlwmkliq zin Klobefläche
DIN EN 1464 Rollenschalversuch lki:.ln Innung des Widerstandes ge- gen abschälcndo Ki.ifi<’
DIN 54 452 Druckschervorsurli lit iiiniinuiMj der Scherfestigkeit vor- wiegend clll.H’Hlln'l Kll>l >'!< »Ilt>
Hartlote für Schwermet Lote und Flussmittel zfür DIN ,8513
alle, silberhaltig vgl. DIN EN 1044 '1999-07), Ersa
Grup- pe Lotwerksto Kurz- zeichen1* f Werk- stoff- Nr. Kurzzeichen DIN 8513 Arbeits- tempe- ratur °C Löt- stoß21 Hin\< Lot- zufuhr31 veise für die Verwendung G ru ndwerkstoffe
AgCuCdZn AG 301 2.5143 L-Ag50Cd 640 S a, e Edelmetalle, Stähle, Kupferlegierungen
AG 302 2.5146 L-Ag45Cd 620 S a, e
AG 304 2.5141 L-Ag40Cd 610 S a, e Stähle, Temperguss, Kupfer, Kupfer- legierungen, Nickel, Nickellegierungen
AG 309 2.1215 L-Ag20Cd 750 S,F a, e
AgCuZn (Sn) AG 104 2.5158 L-Ag45Sn 670 S a, e Stähle, Temperguss, Kupfer, Kupferlegierungen, Nickel, Nickellegierungen
AG 106 2.5157 L-Ag34Sn 710 S a, e
AG 203 2.5147 L-Ag44 730 S a, e
AG 205 2.1216 L-Ag25 780 S a, e
Silbergehalt unter 20% AG 207 2.1207 L-Ag12 830 S a, e Stähle, Temperguss, Kupfer, Kupfer- legierungen, Nickel, Nickellegierungen
AG 208 2.1205 L-Afl5 860 S, F a, e
CP 102 2.1210 L-Ag15P 710 S, F a, e Kupfer u. nickelfreie Kupferlegierungen Nicht geeignet für Fe- oder Ni-haltige Gru ndwerkstoffe
CP 104 2.1466 L-Ag5P 710 S,F a, e
CP 105 2.1467 L-Afl2P 710 S, F a, e
Sonder- Hartlote AG 351 2.5160 L-Ag50CdNi 660 S a, e Cu-Legierungen
AG 403 2.5162 L-Ag56lnNi 730 s a, e Chrom, Chrom-Nickel-Stähle
AG 502 2.5156 L-Ag49 690 s a, e Hartmetall auf Stahl, Wolfram- und Molybdän-Werkstoffe
Hartlote für Schwermetalle, Kupferbasislote vgl. DIN EN 1044 (1999-07), Ersatz für DIN 8513
CU 104 2.0091 L-SFCu 1100 s e Stähle
CU 201 2.1021 L-CuSn6 1040 s e Eisen- und Nickelwerkstoffe
CU 202 2.1055 L-CuSn12 990 s e
CU 301 2.0367 L-CuZn40 900 S, F a, e St, Temperguss, Cu, Ni, Cu- und Ni-Leg
CU 305 2.0711 L-CuNi10Zn42 910 s, F a, e Stähle, Temperguss, Ni, Ni-Legierungen
F a Gusseisen
CP 202 2.1463 L-CuP7 720 S a, e Cu, Fe-freie und Ni-freie Cu-Legierungen
Hartlote, Nickelbasislote zum Hochtemperat«, löten vgl. DIN EN 1044 (1999-07), Ersatz für DIN 8513
NI 101 2.4140 L-NI1 4) 4) 4) Nickel, Cobalt, Nickel- und Cobaltlegierungen, unlegierte und legierte Stähle
NI 103 2.4143 L-Ni3
NI 105 2.4148 L-Ni5
NI 107 2.4150 L-Ni7
Hartlote, Aluminiumbasislote vgl. DIN EN '044 (1999-07), Ersatz für DIN 8513
AL 102 3.2280 L AISi7,5 610 s a, e Aluminium und Al-Legierungen der Typen AIMn, AIMgMn, G-AISi; bedingt für Al-Legierungen der Typen AIMg, AIMgSi bis zu 2% Mg-Gehalt
AL 103 3.2282 L-AISilO 600 s a, e
AL 104 3.2285 L-AISH2 595 s a, e
11 Die beiden Buchstaben geben die Legierungsgruppe an, während die dreistelligen Zahlen reine Zählnummern in aufsteigender Form darstellen. 21 S geeignet für Spaltlöten, F geeignet für Fugenlöten 31 a Lot angesetzt, e Lot eingelegt 41 Hier sind die Angaben der Hersteller zu beachten. Spaltlöten: / b < 0,25 mm Fugenlöten: b > 0,3 mm
Lote und Flussmittel
Weichlote
1 i-gierungs- gruppe1> Legie- rungs- Nr.21 Legierungs- kurzzeichen Kurzzeichen DIN 1707 Arbeits- temperatur °C Hinweise für die Verwendung
1 la S-Sn63Pb37 S-Sn63Pb37E L-Sn63Pb L-Sn63Pb 183 183 Feinwerktechnik Elektronik, gedruckte Schaltungen
7inn-Blei 2 3 S-Sn60Pb40 S-Pb50Sn50 L-Sn60Pb L-Sn50Pb 183...190 183...215 gedruckte Schaltungen, Edelstahl Elektroindustrie, Verzinnung
5 7 10 S-Pb60Sn40 S-Pb70Sn30 S-Pb98Sn2 L-PbSn40 L-PbSn2 183...235 183...255 320.325 Feinblechpackungen, Metallwaren Klempnerarbeiten, Zink, Zinklegierungen Kühlerbau
7inn-Blei mit Antimon 11 12 S-Sn63Pb37Sb S-Sn60Pb40Sb L-Sn60Pb(Sb) 183 183...190 Feinwerktechnik Feinwerktechnik, Elektroindustrie
14 16 S-Pb58Sn40Sb2 S-Pb74Sn25Sb1 L-PbSn40Sb L-PbSn25Sb 185...231 185...263 Kühlerbau, Schmierlot Schmierlot, Bleilötungen
mn-Blei- Wismuth 19 21 S-Sn69Pb38Bi2 S-Bi57Sn43 - 180...185 138 Feinlötungen Niedertemperaturlot, Schmelzsicherungen
Irin Blei- Cadmium 22 S-Sn50Pb32Cdl8 L-SnPbCd18 145 Thermosicherungen, Kabellötungen
inn-Blei- Kupfer 24 25 26 S-Sn97Cu3 S-Sn60Pb38Cu2 S-Sn50Pb49Cu1 L-SnPbCu3 L-Sn60Cu L-SnöOPbCu 230...250 183... 190 183...215 Elektrogerätebau, Feinwerktechnik
Zinn-Blei- 28 31 S-Sn96Ag4 S-Sn60Pb36Ag4 L-Sn60PbAg 221 178...180 Kupferrohrinstallation, Edelstahl Elektrogeräte, gedruckte Schaltungen
Silber 33 34 S-Pb95Ag5 S-Pb93Sn5Ag2 L-PbAg5 304...365 296...301 für hohe Betriebstemperaturen Elektromotore, Elektrotechnik
11 Cadmium- und zinkhaltige Weichlote sowie Weichlote für Aluminium sind in DIN EN 29 453 nicht mehr enthalten. Die Legierungsnummern ersetzen die Werkstoffnummern nach DIN 1707.
f issmittel zum Weichlöten vgl. DIN EN 29454-1 (1994-02), Ersatz für DIN 8511-2
Kennzeichen nach den Hauptbestandteilen Einteilung nach der Wirkung
I lussmittel- typ Flussmittelbasis Flussmittelaktivator Flussmittel- art Typ-Ku DIN EN zzeichen DIN 8511 Wirkung der Rückstände
1 Harz 1 Kolophonium 2 ohne Kolophonium 1 ohne Aktivator 3.2.2... 3.1.1... F-SW11 F-SW12 stark korrodierend
2 orga- nisch 1 wasserlöslich 2 nicht wasserlöslich z mii riaiogenen aktiviert 3 ohne Halogene aktiviert A flüssig 3.2.1... 3.1.1... F-SW13 F-SW21
J anor- ganisch 1 Salze 1 mit Ammoniumchlorid 2 ohne Ammoniumchlorid B fest 2.1.3... 2.1.2... F-SW23 F-SW25 bedingt korrodierend
1 Phosphorsäure C Paste 1.2.2... F-SW28
z oauren 2 andere Säuren 1.1.1... F-SW31 nicht
3 alkalisch 1 Amine und/oder Ammoniak 1.2.3... F-SW33 korrodierend
Flussmittel ISO 9454- 1.2.2.C: Flussmittel vom Typ Harz (1), Basis ohne Kolophonium (2); mit Halo- genen aktiviert (2), geliefert in Pastenform (C)
f ,smittel zum Hartlöten vgl. DIN EN 1045 (1997-08), Ersatz für DIN 8511-1
1 lussmittel Wirktemperatur Hinweise für die Verwendung
FH10 FH11 FH12 550. 550. 550.. .800 °C .800 °C .850 °C Vielzweckflussmittel; Rückstände sind abzuwaschen oder abzubeizen Cu-Al-Legierungen; Rückstände sind fibzuwaschon oder abzubeizen Rostfreie und hochlegierte Stähle, Hcirtmei.illv; Rückstände sind abzubeizen
FH20 FH21 FH30 FH40 700. 750.. über 650. .1000 °C .1100°C 1000cc .1000 °c Vielzweckflussmittel; Rückstände sind «ib/uwascheii oder abzubeizen Vielzweckflussmittel; Rückstände sind inuchdiiiKch entfcrnbar oder abzubeizen Für Kupfer- und Nickellote; Rückstände sind in«« h.misch entfernbar Borfreies Flussmittel; Rückstände sind ab uw h n od'*r abzubeizen
FL10 FL20 400. 400. .700 °C .700 °C Leichtmetalle; Rückstände sind ab/uw.n. Leichtmetalle; Rückstände nicht kono.siv hon <»dnr ib/ubeizen |nd<x h voi I (Hü btigkeit zu schützen
Schall und Lärm
Schalltechnische Begriffe
Begriff Erläuterung
Schall Schall entsteht durch mechanische Schwingungen. Er breitet sich in gasförmigen, flüssigen und I festen Körpern aus.
Frequenz Anzahl der Schwingungen pro Sekunde. Einheit: 1 Hertz = 1 Hz = 1/s. Die Tonhöhe steigt mit der Frequenz. Frequenzbereich des menschlichen Hörens: 16 Hz ... 20 000 Hz.
Schallpegel Ein Maß für die Stärke des Schalls (Schallenergie).
Lärm Unerwünschte, belästigende oder schmerzhafte Schallwellen; Schädigung ist abhängig von der I Stärke, Dauer, Frequenz und Regelmäßigkeit der Einwirkung. Bei einem Lärmpegel von 85 dB (A) I und mehr droht die Gefahr der unheilbaren Schwerhörigkeit.
Dezibel (dB) Genormte Einheit für den Schallpegel dargestellt auf logarithmischer Skale.
dB (A) Da das menschliche Ohr verschieden hohe Töne (Frequenzen) des gleichen Schallpegels ver I schieden stark empfindet, muss der Lärm mit Filtern bei bestimmten Frequenzen entsprechend I gedämpft werden. Die Frequenzbewertungskurve mit Filter A berücksichtigt dies und gibt den subjektiven Gehöreindruck an. Ein Unterschied von 10 dB (A) entspricht etwa einer Verdoppelung (oder Halbierung) der empfundenen Lautstärke. 1
Schallpegel
Schallart dB (A) Schallart dB (A) Schallart dB (Al |
Beginn der Hörempfindlichkeit 4 Normales Sprechen in 1 m Abstand 70 Schwere Stanzen 95...110
Atemgeräusche in 30 cm Abstand 10 Werkzeugmaschinen 75... 90 Winkelschleifer 95...11!.
Leises Blätterrauschen 20 Lautes Sprechen in 1 m Abstand 80 Autohupe in 5 m Entfernung 100
Flüstern 30 Schweißbrenner, Drehmaschine 85 Diskomusik 100...11'.
Zerreißen von Papier 40 Schlagbohrmaschine, Motorrad 90 Richtarbeiten 110
Leise Unterhaltung 50...60 Motorenprüfstand, Walkman 9o...no Düsentriebwerk 120. .130 —
Lärmschutzverordnung vgl. Unfallverhütungsvorschrift „Lärm" VGB 121 (1997-01)
Unfallverhütungsvorschrift für iärmerzeugende Betriebe § 15 Arbeitsstättenverordnung
- Kennzeichnungspflicht für Lärmbereiche ab 90 dB (A). - Ab 85 dB (A) müssen Schallschutzmittel zur Verfügung stehen und ab 90 dB (A) müssen diese benutzt werden. - Steigt durch Lärm die Unfallgefahr, so müssen entspre- chende Maßnahmen getroffen werden. - Regelmäßige Vorsorgeuntersuchungen sind Pflicht. - Neue Arbeitseinrichtungen müssen dem fortschritt- lichsten Stand der Lärmminderung entsprechen. Lärmgrenzwert für: max. dB (AI
Überwiegend geistige Tätigkeit 55
Einfache, überwiegend mechanisierte Tätigkeiten 70
Alle sonstigen Tätigkeiten (Wert darf bis 5 dB überschritten werden) 85
In Pausen-, Bereitschafts- und Sanitätsräumen 55
Gesundheitsschädlicher Lärm I
0 10 20 30 40 50 60 65 70 80 85 90 100
Defahrgrenze für
das Gehör
110 120 130 140 150 160 dB(A)
Schmerz-
grenze
Schallpegel-----►
A Automatisiert! ngs- und informationstechnik
.rundbegriffe der Steuerungs- und Regelungstechnik
316
IV
Steuer-
gerät
y.
Stell-
glied
Steuer
strecke
Grundbegriffe, Kennbuchstaben, Bildzeichen......
Lösungsbezogene Bildzeichen für Geräte..........
Analoge Regler..................................
Schaltende Regler, digitale Regler, Regelstrecken .. .
Binäre Verknüpfungen, Kippglieder..............
Schaltalgebra...................................
316
317
318
319
320
321
lektrotechnische Schaltungsunterlagen
322
K1
AUS F-
EIN F-
Elektrotechnische Schaltzeichen..........
Kennzeichnung von Betriebsmitteln........
Kennzeichnung von Leitern und Anschlüssen
Sicherungen und Leitungsquerschnitte.....
Schaltpläne, Stromlaufpläne..............
Schutzmaßnahmen..........................
322
324
324
324
325
326
। i nktionspläne und Funktionsdiagramme
327
327
330
Funktionspläne....
Funktionsdiagramme
leumatik und Hydraulik 332
: i Schaltzeichen 332
T i Schaltpläne 334
I Elektropneumatische Steuerungen 335
Elektrohydraulische Steuerungen 336
Druckflüssigkeiten 337
i vl v i i A i Pneumatikzylinder, Kolbenkräfte und Luftverbrauch . 338
ZA Berechnungen zur Hydraulik und Pneumatik 339
leicherprogrammierbare Steuerungen 341
Gemeinsame Elemente der SPS-Sprachen j.. 341
— Kontaktplan KOP 342
E10— & Funktionsbausteinsprache FBS 342
E11 —AI Strukturierter Text ST 342
Anweisungsliste AWL 343
Beispiele zur Programmierung .... 344
NC-Technik 346
Koordinatensysteme bei NC-Maschinen 346
Programmaufbau nach DIN 347
Adressbuchstaben 347
Wegbedingungen, Zusatzbedingungen 348
Arbeitsbewegungen 350
Programmaufbau nach PAL 352
PAL-Zyklen bei Fräsmaschinen 353
PAL-Zyklen bei Drehmaschinen 354
Werkzeug- und Bahnkorrekturen 357
Bildzeichen NC-Technik 358
‘ormationstechnik 359
Zahlensysteme 359
NEIN ASCII-Zeichensatz 360
<^2<dC> Sinnbilder für die lnfoim.ilii>n.‘,v<'i.uhc>itung 361
Programmablaufplan und * ttnklogi.iinin . 362
JA | Programmiersprachen. 363
L
A
Grundbegriffe der Steuerungs- und Regelungstechnik
Grundbegriffe
vgl. DIN 19226-1 bis 5 (1994-02)
Steuern
Regeln
Beim Steuern wird die Ausgangsgröße, z. B. die Tem-
peratur in einem Härteofen, von der Eingangsgröße,
z. B. dem Strom in der Heizwicklung, beeinflusst. Die
Ausgangsgröße wirkt auf die Eingangsgröße nicht
zurück. Die Steuerung hat einen offenen Wirkungsweg.
Beim Regeln wird die Regelgröße, z. B. die Ist-Tempe-
ratur in einem Härteofen, fortlaufend erfasst, mit der
Soll-Temperatur als Führungsgröße verglichen und bei
Abweichungen an die Führungsgröße angeglichen. Die
Regelung hat einen geschlossenen Wirkungsablauf.
Beispiel: Härteofen
Schemadarstellung
Regelgröße
Regelgröße
Ist-Tempe>—
Feder
kontaki
Störgröße
Wärmeverluste
Steuergerät
Taster
Stellglied Stellgröße
Relais Strom
Schemadarstellung Störgröße
Wärmeverluste
Stellglied Stellgröße
Relais Strom
vereinfachter Wirkungsplan des Regelkreises
y
Taster
Relais
Härteofen
Dehnstab
Kontakt
Regel-
glied
Sollwert der
Regelgröße
Stellschraube
Steuer-
gerät
Stell-
schraube
Kontakt
Stell-
glied
Steuerstrecke
Härteofen
Steuer-
strecke
Regler
w e
Stel-Stell- Regel- _
ler glied strecke
Regelstrecke
Härteofen
777777777^77?%
Relais______
Härteofen
Vergleichs-
Glied
Wirkungsplan der Steuer kette
w Führungs- - große y Stell- größe i z Stör- größe x Steuer- größe
Soll- Temperatur Strom Wärme- verluste Ist- Temperatur
w Führungs-
größe
Soll-
Temperatur
e Regel-
differenz
y Stell-1 zStör-i
große große i
Strom Wärme-
verluste
x Regel
große
Ist-
Tempe-
ratur
Aufgaaenhezogen e Kennbuchstaben und Bildzeichen
vg1 DIN 1«227-1 (1993-10)
Kennbuchstaben
Erstbuchstaben Ergänzungsbuchstaben
D Dichte E Elektrische Größen F Durchfluss, Durchsatz G Abstand, Stellung, Länge H Handeingabe, Handeingriff K Zeit L Stand (z. B. Füllstand) M Feuchte P Druck Q Qualitätsgrößen R Strahlungsgrößen S Geschwindigkeit, Drehzahl T Temperatur W Gewichtskraft, Masse D Differenz F Verhältnis J Messstellenabfrage Q Summe, Integral
Folgebuchstaben
Beispiel: Differenzdruckregelung mit Anzeige
A
C
H
R
Störungsmeldung
selbsttätige Regelung
oberer Grenzwert
Anzeige
unterer Grenzwert
Registrierung
Erst-
buchstabe
P Druck
Ergänzungs-
buchstabe
D Differenz
1. Folge-
buchstabe
I Anzeige
2. Folge-
buchstabe
C Regelung
rundbegriffa der Steuerungs- und Regelungstechnik
usgabe- und Bedienort Messort, Stellort Einwirkung auf die Strecke
vor Ort, allgemein Prozessl eitwa rte o V Bezugslinie Messort, Fühler Stellglied, Stellort ? Stellantrieb, allgemein Stellantrieb; bei Ausfall der Hilfs- energie wird die Stellung für mini- malen Massen- strom oder Ener- giefluss eingestellt.
Beispiele:
örtlicher Leitstand
vor Ort, realisiert
mit einem Prozess-
leitsystem
vor Ort, realisiert
mit einem Prozess-
rechner
<FREAL>
y 570 J
D u rchfI ussreg e I u n g: Reg rstri eru n g
der Regelgröße und Störungsmel-
dung bei Erreichen des unteren
Grenzwertes in der Prozessleitwarte;
Messstelle 570
Temperaturregelung;
Registrierung und
Bedienung im ört-
lichen Leitstand:
Messstelle 310
sungsbezogene Bildzeichen für Geräte vgl DIN 19227-2 (1991-02)
Sinnbild Erläuterung Sinnbild Erläuterung Sinnbild Erläuterung
fnehmer Regler Stell- und Bediengeräte
T oder ° T p <i> l Aufnehmer für Temperatur, allgemein Aufnehmer für Druck Aufnehmer für Stand mit Schwimmer Aufnehmer für Gewichtskraft, Waage, anzeigend PID/ Regler, allgemein Zweipunktregler mit schaltendem Ausgang und PI D-Verhalten Dreipunktregler mit schaltendem Ausgang (m) -E_ Ventilstellglied mit Motor-Antrieb Ventilstellglied mit Magnet-Antrieb Signaleinsteller für elektrisches Signal
Anpasser Signalkennzeichen
p / / A Messumformer für Druck mit pneuma- tischem Signalaus- gang -f A n # Signal, elektrisch Signal, pneumatisch Analogsignal Digitalsignal
usgeber
Beispiel: Temperaturregelung
Basissymbol,
Anzeiger
allgemein
Schreiber, analog,
Anzahl der Kanäle
als Ziffer
Bildschirm
PID Regler
Regelgröße* x
Messu mf ormer
für Temperatur
und elektr. r~~
Signalausgang
FührungsgrMß^ w
Signalverstärker
für Stellsignal
piry große y D> —
Stellglied,
motor-
getrieben
Heiß-
wasser
Si |nal(iin:.h-lk'r fürelektr.
i Siflii.il/iiflinMittlliing
Temperatur-
fühler
Wiü. .rihiid
Grundbegriffe der Steuerungs- und Regelungstechnik
Analoge (stetige) Regler vgl. din 19225 (1981-12) und DIN 19226-2 (1994-02)
Bei analogen Reglern kann die Stellgröße y innerhalb des Stellbereiches jeden beliebigen Wert annehmen
Reglerart
Beispiel Beschreibung
P-Regler
Proportional-
wirkender Regler
Die Ausgangs-
größe ist propor-
tional der Ein-
gangsgröße.
P-Regler besitzen
eine bleibende
Regeldifferenz.
Zuflussventil
Übergangsfunktion Sinnbild11 Blockdarstellung ’’
x Regelgröße y Stellgröße e Regeldifferenz Sprungfunktion — Sprungantwoii
Qj Zeit t X P y
Zeit t w-
I-Regler
Integral wirkender
Regler
I-Regler sind
langsamer als
P-Regler, besei-
tigen aber die
Regeldifferenz
vollständig.
PI-Regler
Proportional-
integral wirkender
Regler
Beim PI-Regler
werden ein
P-Regler und
ein I-Regler
parallel
geschaltet.
D-Regler
Differenzierend
wirkender Regler
PD-Regler
Proportional-
differenzierend
wirkender Regler
PID-Regler
Proportional-
integral -
differenzierend
wirkender Regler
D-Regeleinrichtungen kommen nur zusammen
mit P- oder Pl-Regeleinrichtungen vor, da reines
D-Verhalten bei konstanter Regeldifferenz keine
Stellgröße und damit keine Regelung liefert.
PD-Regler entstehen durch die Parallelschal-
tung eines P-Reglers mit einem D-Glied.
Der D-Anteil ändert die Ausgangsgröße pro-
portional zur Änderungsgeschwindigkeit der
Eingangsgröße. Der P-Anteil ändert die Aus-
gangsgröße proportional zur Eingangsgröße.
PD-Regler wirken schnell.
PID-Regler entstehen durch die Parallelschal-
tung eines P-, eines I- und eines D-Reglers.
Am Anfang reagiert der D-Anteil mit einer-
großen Steuersignaländerung, danach wird
diese Veränderung etwa bis zum Anteil des
D-Gliedes verringert, um anschließend durch
den Einfluss des I-Gliedes linear anzusteigen.
1> Sinnbild nach DIN 19227-2 2) Blockdarstellung nach DIN 19226-2
Grundbegriffe der Steuerungs- und Regelungstechnik
chattende (unstetige) Regler
ygk DIN 19225 (1981 12) und DIN 19226-2 (1994-02)
Schaltende Regler verändern die Stellgröße y unstetig durch Schalten in mehreren Stulcn.
Reglerart Beispiel, Beschreibung ÜbergangsFtinklion Schaltverhalten Blockdarstellung Symbol
Zweipunktregler
Dreipunktregler
Klima-Anlage
Bei einer Klima-Anlage können den
drei Temperaturbereichen drei Schalt-
stellungen zugeordnet werden:
- Heizung EIN
- Heizung/Kühlung AUS
- Kühlung EIN
Schaustellung 3
Schau-
stellung 2
e
--------J q Regel-
Schaltst. 1 differenz
Di jitale Regler (Software-Regler)
vgl. DIN 19225 (1981-12) und DIN 19226-2 (1994-02)
Der digitale Regler ist als Programm im Computer realisiert.
Reglerart Beispiel Übergangsfunktion Erläuterung
Computer peicher- programmierbare Steuerungen Mikrocontroller Mikroprozessoren ( Start j Eingabe der Führungsgröße w p—— Erfassen der Regelgröße x Bildung der Regeldifferenz e-W-x Digitaler PID-Regler 1 Ql ft ^4 3 2 1 Regeldifferenz-Sprung I I I 'I I I I I I Das Computerpro- gramm hat folgende Aufgaben: - Bildung der Regel- differenzen e - Berechnung der Stell großen y auf Grund der programmierten Regelalgorithmen Bei der Sprungantwort werden alle P , D- und 1- Anteile aufsummiert. Die Abtastung der
Zeit t — D-Anteil I-Anteil
P-Anteil
Zeit t —*-
PID- Regelalgorithmus Ausgabe Stellgröße y -T- 3 2 1 Sprungantv/ort analogen Signale und deren Umwandlung in digitale Werte, sowie der interne Programmablauf bewirken eine zeitliche Verzögerung der Regel- größe x (ähnlich wie bei einer T-Strecke).
Zeit t —
gelstrecken mit zeitlicher Verzögerung (T-Strecken) vgl. DIN 19226-2 (1994-02)
Reglerart Beispiel Ü be rga ngsf u n ktion Erläuterung
P Strecke mit Verzögerung 1 Ordnung (P-T-i-Strecke) Füllen eines Gasbehälters । Wird der Druckbehälter durch einen Gasstrom gefüllt, erreicht der Druck pi im Behälter allmählich den Druck des Gasstroms.
t u Zeit t /“ii i- *-
P Strecke mit Verzögerung 2. Ordnung (P T2-Strecke) 4 I I Werden zwei Behälter hintereinander geschal- tet, steigt der Druck p2 im zweiten Behälter langsamer an als der Druck p-j im ersten Behälter.
st 1 t 2 =>4= Z L 'eil / ► /elf / —
Mathematische Zeichen und Sinnbilder
vgL DIN 66 000 (1985-11)
Sinnbild Benennung Beispiel Sprechweise Sinnbild Benennung Beispiel Sprechweise
Negation a nicht a V Adjunktion, ODER -Verkn ü pf u ng Disjunktion avb a oder b
avb nicht (a oder b) A NAND-Verknüpfung (NICHT-UND) aTb anand b
A Konjunktion, UND-Verknüpfung a a b a und b V NOR-Verknüpfung (NICHT-ODER) avb a nor b
lechenregeln für die UND-Verknüpfung mit 2 oder mehr Variablen
Regeln mit Schaltzeichen pneumatisch/hyd rau lisch elektrisch (mit Relais)
'ertauschungsgesetz (Komm utativ-Gesetz) aab-ba a Die Variablen einer UND-Verknüpfung dürfen beliebig ver- tauscht werden. a b
I 1 t.t b \ a \
& — = & AlJ L|_^ - AJj! !i|_ä
LL El L_i El
ferbindungsgesetz (Assoziativ-Gesetz) 1 T--1 J
a a — ,1 ll' 1 'll
3AbAC=|aAb>AC = = a a (b Ac) = (a a c) Ab Die Variablen einer L X X j 1h Er 1L El j' LX
b 1 L
UND-Verknüpfung können beliebig zusammengefasst werden. "F"1 & j c X <3 I b d I ILi b c a 1111 b \ eL
Bechenregeln für die ODER-Verknüpfung mit 2 oder mehr Variablen
/ertauschungsgesetz
(Kommutativ-Gesetz)
av b =bva
Die Variablen einer
ODER-Verknüpfung
dürfen beliebig ver-
tauscht werden.
/erbindungsgesetz
(Assoziativ-Gesetz)
avf>vc = |avb) vc =
= a v (b v c) = |a v b| v c
Die Variablen einer
ODER-Verknüpfung
dürfen in Gruppen
zusammengefasst
werden.
Beispiel für die Negation einer UND-Verknüpfung
NEGATION einer
UND-Verknüpfung
a a b = avb
Die Negation einer UND-
Verknüpfung ist gleich
der ODER-Verknüpfung
der negierten Variablen.
a b c a b c
A
vgl. DIN EN 60617 12 (1999 04)
Binäre Verknüpfungen
Funktion Schaltzeich Logische Gleic en lung Funktionstabelle
UND (AND)
E1 E2 A
E1 E2 & A 0 0 0
0 1 0
1 0 0
A = tl A tz 1 1 1
technische Realisierung
pneumatisch
elektrisch
ODER (OR) A El E2 A A _ T .1 —
11 0 0 0
E2 0 1 1 MM Lp
1 0 1 |E1 E2l
A = E1 V E2 1 1 1 K1 I I A 6
NICHT (NOT) r t
E 1 A E A A EE--\ K1
p
0 1 —1
T
1 0 E
A = E K1tjJ A(^)
UND-NICHT (NAND) E1 E2 A A J E1 h-4 K1 E2M j
E1 E2 & A 0 0 1 H M
0 1 1 1 Lv
A 1 0 1 3
= E1 A E2 1 1 0 E1 E
ODER-NICHT (NOR) l A
E1 E2 A E1 1— E2 E—
E2 A 0 0 1 HM > K1
0 1 0 r
A 1 0 0 4 ...JL J
= E1 V E2 1 1 0 E1 E Ix 1 1 1 A
exklusiv ODER (XOR)
E1 =1 A E1 E2 A 4- 4- |ki'
E2 0 0 0 U
0 1 1 IM
A = (El A E2) V (E1 A E2) 1 0 1
I £
1 1 0 E1 — E2 Kl L^J A(X)
El A1 E2 A2 Speicher * 3 (RS Flipflop) S Setzen R Rücksetzen AI |A2
E1 E2 AI A2 K1 K1^ l" E2, E—\ KZ L5 K2\ Kl K2\
0 0 • •
0 1 0 1
1 0 1 0 K2 / □ ai(5
1 1 r □
• Zustand unverändert I I Zustand unbestimmt H
Schaltalgebra
Mathematische Zeichen und Sinnbilder vgl. DIN 66 000 (1885-11)
Sinnbild Benennung Beispiel Sprechweise Sinnbild Benennung Beispiel Sprechweise
Negation a nicht a nicht (a oder b) V Adjunktion, ODER-Verknüpfung Disjunktion a v b aoder b
a\j b Ä N AN D-Ve rkn ü pf u ng (NICHT-UND) a7\ b anand b
A Konjunktion, U N D-Ver kn ü pf u ng a a b a und b V NOR-Verknüpfung (NICHT-ODER) avb a nor b
techenregeln für die UND-Verknüpfung mit 2 oder mehr Variablen
Regeln mit Schaltzeichen pneumatisch/hydraulisch elektrisch (mit Relais)
Verta usch u ngsgesetz (Kommutativ-Gesetz) aab-ba a Die Variablen einer UND-Verknüpfung dürfen beliebig ver- tauscht werden. a b —L a b
b X & a i1 1 L± - b L 5 3
"a"1 15P 5?
verbind u ngsgesetz (Assoziativ-Gesetz)
1 1 I
a a — Jb IP U
0AbA c=(aAb) A c = = a a lb a c) = (a a c) a b Die Variablen einer I T' X j 15 Ei dl l! V, 1 « 1 <11 1 i
b 1
UND-Verknüpfung können beliebig zusammengefasst werden. J 7“1 X <3 । iil 11 hi iil b 1 1 [J
b c a
lechenregeln für die ODER-Verknüpfung mit 2 oder mehr Variablen
'•Jerlausch u ngsgesetz (Kom m utati v-G esetz) av b=bva Die Variablen einer ODER-Verknüpfung dürfen beliebig ver- tauscht werden. a ~b ?1 b a1 s1 1 K| a V a
i/erbi n du ngsgesetz (Assoziativ-Gesetz) avbvc=|avb) vc = = a v (b v c) = (a v b) v c Die Variablen einer ODER-Verknüpfung dürfen in Gruppen zusammengefasst werden. a b T"1 s1 s1 a . b J1 c s1 b c a b L vr i! 1 L a \ 7
Beispiel für die Negation einer UND-Verknüpfung
NEGATION einer
UND-Verknüpfung r>EO'
a a b - a v b ___ 1 T a
Die Negation einer UND- Verknüpfung ist gleich der ODER-Verknüpfung der negierten Variablen. Z & >- - ~p— T1— rEE -AM i 3h 5 -* k HM ä a / bl |aAb 1 JZvbl
A
A
Elekti
Grafische Symbole für Schaltpläne vgl. DIN EN 60617 (1999-04)
Bildzeichen Bezeichnung, Erläuterung Bildzeichen Bezeichnung, Erläuterung Bildzeichen Funktionstabelle Erläuterung
Kontakte Sensoren (Blockdarstellung) Bistabile Elemente
Schließer Einschaltglied Öffner Ausschaltglied Wechsler Umschaltglied Kapazitiver Sensor, reagiert bei Annä- herung aller Stoffe Induktiver Sensor, reagiert bei Annäherung von Metallen Magnetischer Sensor, reagiert bei Annäherung eines Magneten (Reedsch alter) Optischer Sensor, reagiert auf Reflexion von Licht RS-Flipflop
o HF - E1 E2 AI A2
F1 0 0 • •
S R
E2 AZ 0 1 0 1
1 0 1 0
—
RS-Flipflop Setzen dominant 1 1 n
E1 E2 AI A2
0> M 0 0 • •
Betätigungsarten
0 1 0 1
h— E G- von Hand, allgemein durch Drücken durch Ziehen durch Rolle durch An- nähern durch Berühren durch Druck- energie durch Bimetall (thermisch) F1 A1
— E2 S1 1 R 1 AZ 1 0 1 0
1 1 1 0
o — RS-Flipflop Rücksetzen
E1 E2 A1 A2
MF— >- (Infrarotstrahlung) dominant 0 0 • •
Beispiele für Schalter E1 A1 A2 0 1 0 1
E2 S 1 R1 1 1 0 1 0
-s h!Hf Schließer mit Handbetätigung Stellschalter mit 1 Schließer und 1 Öffner Öffner, betätigt durch Rolle Schließer a) schließt, b) öffnet verzögert bei Betätigung Pilz-Notdruck- Taster a) Öffner, b) Schließer Darstellung im betätigten Zustand magnetisch betätigter Nähe- rungsschalter mit Schließkontakt elektromagnetisch betätigtes Ventil
1 1 0 1
• Zustand unverändert Zustand unbestimmt Bei E1 = 1 und E2 = 1 gilt: Die Ziffer 1 hinter einem R- oder S-Ausgang gibt an, dass der Logik-Zu- stand dieses Eingangs dominant ist. Der nicht mit der Ziffer 1 versehene Eingang wird dann intern immer auf den logischen Zustand 0 gesetzt. Bei jeder Änderung am Eingang T ändert sich der Zustand am Ausgang A in seine Umkehrung (0 — 1 oder 1 -> 0).
Schaltverhalten
a) b) Raste, verhindert selbsttätige Rückkehr Verzögerte Wirkung bei Bewegung a) nach rechts b) nach links (Fallschirmwirkung) Kennzeichen für Darstellung im betätigten Zustand a) b) «* r T-Kipp- Element
T A
Elektromechanische Relais a ) b) Verzc gerungs-Elemente
43 Relaisspule, allgemein mit Ansprech- verzögerung mit Rückfall- verzögerung mit Ansprech- und Rückfall- verzögerung mit zwei getrennten Wicklungen J Element mit Einschalt- Verzögerung Bei Anliegen eines Signals am Eingang E nimmt der Ausgang A nach Ablauf der Zeit t-j den Wert 1 an. Beim Wegfall des Signals am Eingang E nimmt der Ausgang A nach Ablauf derZeit t2 den Wert 0 an.
E °i A
r Element mit Ausschalt- Verzögerung
K E 0 t2 A
—
Grafische Symbole für Schaltpläne
ehe Sehaiturigs
vgl. DIN EN 60617 (1999-04)
Bildzeichen Bezeichnung, Erläuterung
Kontakte
1 1 Schließer Einschaltglied Öffner Ausschaltglied Wechsler Umschaltglied
Betätigungsarten
I I I i I I I i l l 1 I 1 l 1 । 1 g _h_ von Hand, allgemein durch Drücken durch Ziehen durch Rolle durch An- nähern durch Berühren durch Druck- energie durch Bimetall (thermisch)
Sch alt verhalten
a) b) Raste, verhindert selbsttätige Rückkehr Verzögerte Wirkung bei Bewegung a) nach rechts b) nach links (Fallschirmwirkung) Kennzeichen für Darstellung im betätigten Zustand
Elektromechanische Relais
Relaisspule, allgemein mit Ansprech- verzögerung mit Rückfall- verzögerung mit Ansprech- und Rückfall- verzögerung mit zwei getrennten Wicklungen
Bildzeichen
Bezeichnung,
Erläuterung
Bildzeichen
Funktionstabelle
Erläuterung
Sensoren (Blockdarstellung)
Bistabile Elemente
o
-II-
<J>
o
Kapazitiver Sensor,
reagiert bei Annä-
herung aller Stoffe
Induktiver Sensor,
reagiert bei
Annäherung
von Metallen
Magnetischer
Sensor, reagiert
bei Annäherung
eines Magneten
(Reedschalter)
Optischer Sensor,
reagiert auf
Reflexion von Licht
(Infrarotstrahlung)
Beispiele für Schalter
Schließer mit
Handbetätigung
Schließer
a) schließt,
b) öffnet
verzögert bei
Betätigung
Öffner, betätigt
durch Rolle
a) Öffner,
b) Schließer
Darstellung
im betätigten
Zustand
Pilz-Notdruck
Taster
Stellschalter mit
1 Schließer und
1 Öffner
RS-Flipflop
E1
s
E2 A2
R
RS-Flipflop
Setzen
dominant
F1
S1 1
E2 A2
R 1
RS-Flipflop
Rücksetzen
dominant
E1 ----
— S 1
— R1 1
A1
A2
T-Kipp-
Element
I
A
E1 E2 AI A2
0 0 • •
0 1 0 1
1 0 1 0
1 1 - □
E1 E2 AI A2
0 0 • •
0 1 0 1
1 0 1 0
1 1 1 0
E1 E2 A1 A2
0 0 • •
0 1 0 1
1 0 1 0
1 1 0 1
• Zustand unverändert
□ Zustand unbestimmt
Bei E1 = 1 und E2 = 1 gilt:
Die Ziffer 1 hinter einem
R- oder S-Ausgang gibt
an, dass der Logik-Zu-
stand dieses Eingangs
dominant ist.
Der nicht mit der Ziffer 1
versehene Eingang wird
dann intern immer auf
den logischen Zustand 0
gesetzt.
Bei jedei Änderung am
Eingang T ändert sich der
Zustand am Ausgang A
in seine Umkehrung
(0 -* 1 oder 1 0).
Verzögerungs-Elemente
Element mit
Einschalt-
Verzögerung
elektromagnetisch
betätigtes Ventil
magnetisch
betätigter Nähe-
rungsschalter mit
Schließkontakt
E /i °i A
Eie ment nit
Ausschalt-
Verzögerung
E .0 /2 A
—
Beim Wegfall des
Signals am Eingang E
nimmt der Ausgang A
nach Ablauf der Zeit t2
den Wert 0 an.
Bei Anliegen eines
Signals am Eingang E
nimmt der Ausgang A
nach Ablauf der Zeit h
den Wert 1 an.
Elektrotechnische SchaltungsunterL agen
Kennzeichnung von Betriebsmitteln in Schaltungsunterlagen vgl DIN EN 61082 (1998-09)
Die Kennzeichnung der Betriebsmittel in Schaltungsunterlagen erfolgt in 4 Kennzeichnungsblöcken, denen zur
Identifizierung Vorzeichen vorangestellt werden.
Kennzeichnungsblock 1 Anlage Kennzeichnungsblock 2 Ort Kennzeichnungsblock 3 Art, Zählnummer, Funktion Kennzeichnungsblock 4 Anschluss
= Vorzeichen M4 Maschinensatz Nr. 4 + Vorzeichen C5 Halle C, Straße 5 - Vorzeichen S2 Signalglied Nr. 2 E Funktion EIN : Vorzeichen 3 Klemme Nr. 3
In vielen Schaltplänen sind an den Betriebsmitteln nur Angaben im Kennzeichnungsblock 3 (Art, Zählnummer,
Funktion). Das Vorzeichen - kann dann weggelassen werden. Beispiel: K1 = Relais Nr. 1
Kennbuchstaben für die Art eines Betriebsmittels im Kennzeichnungsblock 3 (Art, Zählnummer, Funktion)
Kenn- buchstabe Art des Betriebsmittels Beispiel Kenn- buchstabe Art des Betriebsmittels Beispiel
B Umsetzer Sensor N Verstärker, Regler Spannungsregler, Strom verstä rker
C Kapazität Kondensator
F Schutz- einrichtung Sicherung, Überstromauslöser Q Starkstrom- Schaltgerät Stern-Dreieck- Schalter
R Widerstand Anlasser
H Melde- einrichtung Signalleuchte, Hupe
S Signalglied, Schalter, Wähler Schalter, Taster, Grenztaster
K Schütz, Relais Leistungsschütz, Zeitrelais X Klemme, Stecker Klemmleiste, Kabelstecker
L Induktivität Drosselspule Y elektromechani- sche Einrichtung Magnetventil, Kupplung
M Motor Drehstrommotor
Kennzeichnung von Leitern und Anschlüssen vgl. DIN EN 60445 (2000-08) und DIN EN 60446 (1999-10)
Besondere Leiter Betriebsmittelanschlüsse
Art des Leiters Kennz Kurz- zeichen eichnung Farbe Beispiel Anschluss für Kenn- zeich- nung Beispiel
Außenleiter 1 Außenleiter 2 Außenleiter 3 Neutralleiter Schutzleiter Neutralleiter mit Schutz- funktion L1 L2 L3 N PE PEN schwarz11 hellblau grün-gelb grün-gelb 11 Außenleiter 1 U n
L2 L3 N braun schwarz •— hellblau Außenleiter 2 Außenleiter 3 V w ( \ M3~ K emmenbr Lui Aw2 1
PL — grün-gelb —schwarz Neutralleiter N oVlA(J2
Schutzleiter PE, PEN Bauelemente (T) 1; 2; 1.2 --T' -OW1 Av2
Positiv Negativ L- schwarz11 xz_L+ u schwarz
11 Farbe nicht festgelegt. Empfohlen wird schwarz, für Unterscheidung braun. Nicht verwendet werden darf grün-gelb
Sicherungen und Leitungsquerschnitte vgl. DIN vde 0100-430 (1991-11)
Nenn- strom der Sicherung In in A Kenn- färbe der Sicherung Mindestquerschnitt in mm2 für CU-Leitungen bei Verlegeart11 Nenn- Kenn- farbe der Sicherung Mindestquerschnitt in mm2 für CU-Leitungen bei Verlegeart11
A Bl B2 C Sicherung In in A A B1 B2 C
und Anzahl der belasteten Adern und Anzahl der belasteten Adern
2 3 2 3 2 3 2 3 2 3 2 3 2 3 2 3
13(10) rot 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 35 schwarz 6 6 6 6 6 6 4 4
16 grau 1,5 2,5 1,5 1,5 1,5 1,5 1,5 1,5 50 weiß 10 16 10 10 10 10 10 10
20 blau 2,5 2,5 2,5 2,5 2,5 2,5 1,5 2,5 63 kupfer 16 25 16 16 16 16 10 10
25 gelb 4 4 2,5 4 4 4 2,5 2,5 80 silber 25 35 16 25 25 25 16 16
11A: In wärmedämmenden Wänden; BIz Einzeldrähte in Installationsrohren oder -kanälen in oder auf Mauerwerk
B2: Kabel in Installationsrohren oder -kanälen in oder auf Mauerwerk; C: Kabel in oder auf Mauerwerk
Für alle Verlegearten gilt: Umgebungstempeiatur max. 25 °C; zulässige Erwärmung der Leitung (Betriebstemperatur) max. 70 °C
Elektrotechnische Schaltungsunterlagen
achaltpläne
vgl. DIN EN 61082 0998-09}
Schaltungsunterlagen sind Schaltpläne, Diagramme, Tabellen und Beschreibungen.
Schaltpläne zeigen die Arbeitsweise, die Verbindung oder die räumliche Anordnung von elektrischen Einrichtun-
gen. Die Betriebsmittel werden im stromlosen Zustand und in der Grundstellung durch Schaltzeichen dargestellt.
Art
Zweck
Darstellungsart
Anwendung
Beispiel: Steuerung eines Motors
w c
’w —
Zeigt die Gliede-
rung und die
Arbeitsweise einer
elektrischen Ein-
richtung
Meist einpolig mit
Schaltkurzzeichen
oder Blockschalt-
bildern
Leicht fassliche
Darstellung
umfangreicher
Anlagen
E
cn
Darstellung der
Anordnung und
äußeren Verdrah-
tung von Betriebs-
mitteln
Übersichtliche
Darstellung des
Zusammenwirkens
der Betriebsmittel
mit allen Einzel-
heiten
Nicht maßstäbliche,
doch lagerichtige
Darstellung in Bau-
zeichnungen, meist
einpolig
Elektroinstal-
lation in
Gebäuden
Meist aufgelöste
Darstellung.
Teile einzelner
Betriebsmittel
werden getrennt
voneinander dar-
gestellt.
Die räumliche Lage
der Betriebsmittel
bleibt unberück-
sichtigt.
Häufig ange-
wendete Dar-
stellungsart für
Steuerungen.
Die einzelnen
Strom wege
sind übersicht-
lich und den-
noch vollstän-
dig zu erken-
nen.
E-
K1
N____
' L^e-1 4 " -0
/ J I / ° m
4J1W 1 J.3 '1 NYA tu 1.52 |
v I4 ,-4- xHxL 0,20m J
F1| S1A I
LZ
L3
PE
Gestaltung von Stromlaufplänen vgl. DIN EN 61082-1 (1995-05)
Stromwege und Aufteilung der Stromkreise
Hauptstromkreis
Jedes elektrische Betriebsmittel erhält einen senkrechten Strom -
weg ohne Rücksicht auf die räumliche Anordnung der Elemente.
Die Stromwege werden von links nach rechts durchnummeriert.
Der Steuerstromkreis enthält die Geräte für die Signaleingabe
und die Signalverarbeitung.
Der Hauptstromkreis enthält die für die Betätigung der Arbeits-
glieder erforderlichen Stellglieder.
Die räumliche Zusammengehörigkeit von z.B. Relaisspule und
Relaiskontakt wird nicht dargestellt.
1 Kennzeichnung der Betriebsmittel und Schaltgliedertabelle
Kontakte und die zugehörige Schütz- oder Relaisspule werden
mit der gleichen Kennziffer bezeichnet.
Beispiel: Stromwege 5, 6, 7 und 8
Zur Relaisspule K3 gehören 2 Schließer und 1 Öffner, die alle mit
K3 bezeichnet werden. Sie dienen zur Selbsthaltung der Relais-
spule und zum Schalten der Ventile Y11 und Y13.
In der Praxis (nicht genormt) werden alle Kontakte eines Schützes
oder Relais in eine Schaltgliedertabelle unter dem Stromweg der
jeweiligen Spule eingetragen.
Die Tabelle gibt Auskunft, in welchem Stromweg ein Kontakt des
Relais oder Schützes zu finden ist.
Ep-ÄY13
Steuerstromkreis
s, J s, , E-A e-A S2 L
T
□
A
Schutzmaßnahmen gegen gefährliche Körperströme
Übersicht über Schutzmaßnahmen vgl. DIN VDE 0100-410 (1997-01)
Schutzmaßnahme Zweck Erläuterung, Beispiele
Schutz gegen direktes Berühren Verhindert ein Berühren spannungsführender Teile einer Anlage Isolierung aller spannungsführenden Teile, Abdeckung mit Gittern, Schutz durch Hindernisse (Absperrungen), Schutz durch Abstand, z.B. bei Freileitungen.
Schutz bei indirektem Berühren Verhindert eine Gefähr- dung des Menschen im Fehlerfall Im Fehlerfall können normalerweise spannungslose Teile, z.B. Gehäuse, unter Spannung stehen. Der erforderliche Schutz richtet sich nach der Netzform, der maximalen Berührungs- spannung und der Umgebung. Nach der Schutzartwerden die Geräte in Schutzklassen (I, II, III) eingeteilt.
Zusätzlicher Schutz bei direktem Berühren Zusätzlicher Schutz für Fälle, bei denen die anderen Schutzmaß- nahmen versagen Durch einen Fehlerstrom- oder Differenzstrom-Schutzschaiter mit einem Nennfehlerstrom unter 30 mA wird die Anlage abge- schaltet. Damit wird eine tödliche Stromwirkung auch z.B. bei Unterbrechung des Schutzleiters, bei Isolationsschaden oder Wassereinwirkung, weitgehend ausgeschlossen.
Berührungsspannungen und Schutzmaßnahmen vgl. DIN vde 0100 410 (1997-01)
Maximale E spannun Wechsel Spannung erührungs- g in Volt Gleich- spannung Erforderliche Schutzmaßnahme Geräte klas Schutz- klasse schutz- sen Sinn- bild Beispiele für Geräte und Anlagen
25 60 Basisisolierung - - Fernsprecheinrichtungen, Steuerungen, Schweißanlagen, Handleuchten in Kesseln
5011 120 Basisisolierung, zusätzlich Schutzkleinspannung oder Funktionskleinspannung III <nj>
über 50 über 120 Basisisolierung und Schutzleiter 1 Elektrogeräte mit elektr. leitenden, berührbaren Teilen (Körper)
Basisisolierung und Schutz- isolierung II Elektrogeräte mit Isoliergehäuse, z. B. Haushaltsgeräte, Leuchten
Schutzklasse 1 oder II und zusätzlicher Schutz bei direktem Berühren - - Fehlerstrom-Schutzeinrichtung für gefährliche Umgebung, z. B. Bade- raum, Wasch raum, Landwirtschaft
Bei außergewöhnlichen Umgebungsbedingungen gelten niedrigere Werte: z.B. 6 V für medizinische Geräte,
12 V für Geräte, die in Badewannen eingesetzt werden, 25 V für elektromotorische Spielzeuge und landwirt-
schaftliche Betriebe.
2} Drehstrom-Netz mit direkter Eroung eines Punktes (T), Verbindung der Körper der elektrischen Anlage, z.B.
Gehäuse, mit dem Betriebserder (N) und getrennte Führung von Neutralleiter und Schutzleiter (S).
3) Das Drehstromnetz enthält 3 Leiter (3-Phasen-Wechselstrom), einen Neutralleiter (N) und einen Schutzleiter
(PE). Die Frequenz des Wechselstromes ist 50 Hertz, die Leiterspannung 400 V.
vgl. DIN 40719-6 (1992-02)
Der Funktionsplan stellt prozessorientierte Steuerungsabläufe dar und ist sowohl für Verknüpfungs- als auch für Ablaufsteuerungen geeignet. Er macht jedoch keine Aussage über die Art der verwendeten Geräte, der Führung der Leitungen oder den Einbau der Betriebsmittel.
Grafische Sinnbilder
Sinnbild Erklärung Beispiele Erklärung
Schritte
Schritt allgemein
Anfangsschritt kennzeich-
net das Anfangsverhalten
der Steuerung
Schritt mit zuge-
ordneter Schritt-
nummer 5
Anfangsschritt 1
gesetzter Schritt zeigt an,
welche Schritte bei einem
bestimmtem Zustand des
Prozesses gesetzt sind
4
-|Zylinder 2A1 ausfahren}
gesetzter Schritt 4
mit zugeordnetem
Befehl „Zylinder 2A1
ausfahren"
Wirkverbindungen
a) b) Wirkverbindung 1 _JL_ " Motor läuft nicht" Ein-Befehl Betriebsweise eines Elektro-Motors:
a) Ablauf von oben nach unten b) Ablauf von unten nach oben 2 3 “ Motor läuft" Halt-Befehl —|stillsetz-Vorgang| Stillsetzen beendet Nach Schritt 3 führt die Wirkverbindung zum Anfangsschritt 1 zurück.
Befehle und Aktionen
Feld a Befehlsart/Aktion Feld b Befehlsbeschrei- bung Feld c laufende Befehls- nummer, Rückmeldung
1 a 1 b 1 cl
Befehlsarten für Feld a des Grundsymbols
S gespeichert C bedingt D verzögert F freigabebedingt L zeitbegrenzt N nicht gespeichert P pulsförmig nicht bedingt
Rückmeldungen für Feld c
A Befehl ausgeben X Störungsmeldung R Befehlswirkung Befehlswirkung ist erreicht lst nlcht erreicht
9
10
s Ventil öffnen 1R.1X
D Zeitüber wachungs- Meldung nach t= 1 min 2A
10.1R
10.1X—
10.2A—
Schritt 10:
Zeit überwachte Aktion
„Ventil öffnen"
und
automatische
Störungsbehandlung
(Schritt 100 und nach-
folgende) bei Störungs-
meldung (10.1X)
oder
Ansprechen der Zeit-
überwachung (10.2A).
Übergang zu Schritt 11
bei rechtzeitig eintre-
tender Aktionswirkung
(10.1R)
Funktionspläne
vgl. DIN 40719-6 (1992-02)
Grundformen von Schrittketten
Sinnbild Erklärung Beispiele Erklärung
Übergangsbedingungen
Über- gangs- bedin- gung I Übergangssymbol mit Übergangsbedingung Voraussetzung für das Setzen des nächsten Schrittes: a) vorangehende Schritte müssen gesetzt sein b) Übergangs- bedingung muss erfüllt sein L_ 1A 1AS ’1 L_ 1 —JA L_ 3 Zyl. 1A1 ausge- fahren und keine Störung Übergangsbedingungen können dargestellt wer- den durch: Textaussagen Boolesche Gleichungen grafische Symbole Der Schritt 3 wird erst dann ausgeführt, wenn Zylinder 1A1 ausgefah- ren ist und keine Stör- meldung ansteht (Si).
Ablaufkette (sequentieller Betrieb)
1 Eine Ablaufkette
besteht aus einer
Reihe von Schritten,
die nacheinander
gesetzt werden.
Schritt und Übergang
erfolgen abwechselnd-
— — Jeder Übergang wird
b durch einen Schritt
1 freigegeben.
P
13
1
14
Ablaufauswahl (Alternativ-Betrieb)
cAd
Beispiel:
Ablaufver-
zweigung
s Pumpe EIN
DC Ventil AUF Wartezeit t=2s
Eine Pumpe wird
durch ein Signal p
eingeschaltet.
2 Sekunden nachdem
der Druck aufgebaut
wurde, wird ein
zugehöriges Ventil
geöffnet.
Beide Aktionen werden
auf das Signal 1A hin
beendet. Schritt 14 wird
ausgelöst.
cAd
Bei der Ablaufauswahl verzweigt eine Schritt- kette in mehrere Abläufe. Man unterscheidet: a) Ablaufverzweigung b) Ablaufzusammen- führung L_
5
- e -1 - f 4-
6 8 r 1
Ablaufverzweigung:
Der Ablauf findet statt,
wenn Schritt 5 gesetzt ist
a) nach Schritt 6, wenn
die Übergangsbedin-
gung „e" erfüllt ist
(e=1) oder
b) nach Schritt 8, wenn
die Übergangsbedin-
gung „f" erfüllt ist
(f=1>
Gleichzeitige Abläufe (Parallel-Betrieb)
Eine Schrittkette ver-
zweigt sich in mehrere
Abläufe, die gleichzei-
tig ausgelöst werden,
aber unabhängig von-
einander ablaufen.
Erst wenn alle Zweige
durchlaufen sind, wird
der nächste Einzel-
schritt ausgeführt.
Ein Ablauf vom Schritt 2
zu den Schritten 22, 24
usw., findet nur statt,
wenn
a) Schritt 2 gesetzt ist
und
b) die dem gemein-
samen Übergang
zugeordnete Über-
gangsbedingung
„a" erfüllt ist (a=1)
Funktionspläne
vgl. DIN 40719-6 (1992-02)
Beispiel: Hubeinrichtung
Werkstücke sollen durch einen Hubzylinder angehoben und anschließend durch einen Verschiebezylinder auf eine
Rollenbahn geschoben werden.
Durch die Betätigung des Hauptventils und des Starttasters fährt der Hubzylinder 1A1 aus, hebt das Werkstück an
und betätigt in der Endstellung den Grenztaster 1S3. Dadurch fährt der Verschiebezylinder 2A1 aus, schiebt das
Werkstück auf die Rollenbahn und betätigt den Grenztaster 2S2. Zylinder 1A1 fährt in seine Ausgangsstellung
zurück, betätigt 1S2 und bewirkt dadurch die Rückstellung von Zylinder 2A1.
Verschiebezylinder 2A1
—i "Ruhezustand"
Hauptventil betätigt
& Starttaster betätigt
—l & 1S2 (Zylinder 1A1 in
Grundstellung)
------ & 2S1 (Zylinder 2A1 in
Grundstellung)
2 —|S [Zylinder 1A1 ausfahren 11R |
2.1 R {- 1S3 (Zylinder 1A1 ist ausgefahren)
3 —|S [Zylinder 2A1 ausfahren |lR|
3.1R ~|~ 2S2 (Zylinder 2A1 ist ausgefahren)
4 —[S [Zylinder 1A1 einfahren 11R]
4.1 R | 1S2 (Zylinder 1A1 ist eingefahren)
5 —| S [Zylinder 2A1 einfahren 11R |
B-IR"f 2S1
Beispiel: Rührwerksteuerung
Farbe soll in einen Rührwerksbehälter einlaufen,
dort umgerührt und danach wieder abgepumpt
werden. Durch Öffnen des Ventils Y1 läuft die
Farbe bis zu einer Füllstandsmarke ein. An-
schließend wird der Motor Ml eingeschaltet und
die Farbe 2 Minuten umgerührt. Nach dem Ab-
schalten des Rührwerkmotors M1 und dem Ein-
schalten des Pumpenmotors M2 (Laufzeit min-
destens 10 s) wird der Behälter leergepumpt.
Abschaltkriterium für den Pumpenmotor M2 ist
das Absinken der Motorantriebsleistung unter
1 kW (Behälter ist leer).
A
In Funktionsdiagrammen werden die Zustände und Zustandsänderungen von Arbeitsmaschinen und Fertigungs-
anlagen grafisch dargestellt. Man unterteilt sie in Weg- und Zustandsdiagramme.
Wegdiagramme stellen die Wege eines Arbeitsgliedes durch Bildzeichen dar.
Zustandsdiagramme stellen die Funktionsfolgen einer oder mehrerer Arbeitseinheiten und die steuerungstechni-
sche Verknüpfung der zugehörigen Bauglieder in zwei Koordinaten dar. In der senkrechten Achse wird der Zustand
der Bauglieder, auf der waagrechten Koordinate die Zeit und/oder die Schritte des Steuerungsablaufes aufgetragen.
Wege und Bewegungen Signalglieder muskelbetätigt
Geradlinige Arbeitsbewegung Geradlinige Leerbewegung 9 9 EIN AUS EIN/AUS TIPPEN AUTOMATIK EIN
Funktionslinien
Ruhe- oder Ausgangs- stellung der Bauglieder Für alle von der Ruhe- oder Ausgangs- stellung abweichenden Zustände
Weg Begrenzungen und Bewegungsabgrenzungen Signalglieder mechanisch betätigt
Wegbegrenzung allgemein Wegbegrenzung über Signalglied Wegbegrenzung durch einstellbaren mechanischen Festanschlag Grenztaster in Endlage betätigt
—
Signalglieder pneumatisch bzw. hydraulisch betätigt
[p~| 6 bar [7|2 s Druckschalter mit Einstellwert, z.B. 6 bar Zeitglied mit Einstellwert, z.B. 2 s
—H
Signalverknüpfungen
Signallinie
Sie beginnt am Signal-
ausgang und endet an
der Stelle, wo eine
Änderung des Zustan-
des eingeleitet wird.
Ausführung eines Funktionsdiagramms
Darstellung
Beschreibung
Beispiel
Zylinder oder Hubmagnet
0 1 2 3 4 5 6 7
Schritt 1: von der Ausgangs-
stellung 1 zur Lage 2 fahren
Schritt 2 und 3: verharren
Schritt 4: von der Lage 2 zur
Ausgangsstellung 1 fahren
2
Ventil mit zwei Schaltstellungen
6 7 Schritt 1: Umschalten von Aus-
gangsstellung b in Stellung a
Schritt 2 und 3: verharren
b Schritt 4: Umschalten von Stel- lung a in Ausgangsstellung b
Signalglied muskelbetätigt
z X Schritt 3: einschalten;
7
Steuerglied schaltet
r
von b nach a
h
Signalverzweigung
Die Verzweigungslinie
wird mit einem Punkt
markiert.
UND-Bedingung:
Die Verzweigungsstelle
wird mit einem breiten
Schrägstrich markiert.
ODER-Bedingung:
Die Vereinigungsstelle
wird mit einem Punkt
markiert.
Beschreibung
Stellglied mechanisch betätigt
Schritt 1:
Stellglied schaltet von
b nach a und bewirkt
Ausfahren von Zylinder 1 AI
Schritt 2:
Zylinder betätigt
Signalglied IST;
Signalglied 1S1 steuert
Zeitglied an;
Zeitglied läuft ab (2 s)
Schritt 3:
Zeitglied steuert
Stellglied von a nach b;
Zylinder 1A1 fährt wieder ein
Beispiel: pneumatisch gesteuerte Hubeinrichtung
Lageplan
Funktionsdiagramm
Verschiebezylinder 2A1
Pneumatik-Schaltplan
i vgl. DIN ISO 1219-1 (1996-03)
Funktionssinnbilder Energieumformung Sperrventile
Hydrostrom Druckluftstrom Strömungs- richtung Drehrichtung Verstellbarkeit bertragung Druckquelle Arbeitsleitung Steuerleitung, Leckstromleitung Umrahmung von Baugruppen Leitungs- verbindung Leitungskreuzung Schnellkupplung Entlüftung ohne Anschluss Entlüftung mit Anschluss Geräusch- dämpfer Behälter Pumpen, Kompressoren Rückschlagventil unbelastet Rückschlagventil federbelastet Wechselventil (ODER-Funktion) Schnell- entlüftungsventil Drossel- rückschlagventil Zweidruckventil
1 > II Energieü Mo Konstant-Hydro- pumpe, eine Drehrichtung Verstell-Hydro- pumpe, zwei Drehrichtungen Kompressor, eine Drehrichtung toren Konstantmotor, eine Drehrich- tung Verstellmotor, zwei Drehrich- tungen Drehantrieb 4
T.T r l i _T 4 i -4- i .j
Elektromotor L (UND-Funktion)
einfachwirkende Zylinder 31 Druckventile
4> H verer I vereir I H ifacht: w ifacht: s L Rückhub durch nicht definierte Kraft Rückhub durch eingebaute Feder r r I Druckkbegren- zungsventil Folgeventil 2-Wege-Druck- reduzierventil, direktwirkend 2-Wege-Druck- reduzierventil, vorgesteuert Druckschalter gibt bei einem vorein- gestellten Druck
Druckbehälter Hydrospeicher Filter oder Sieb Wasser- abscheider Lufttrockner ein eL Signal ab
— 2— doppeltwirkende Zylinder 3) Stromventile
I vereir 1 — facht: r mit einseitiger Kolbenstange Drosselventil verstellbar 2-Wege-Strom- regelventil mit veränderlichem Auslassstrom 3-Wege-Strom- regelventil mit veränderlichem Auslassstrom, Entlastungs- öffnung zum Behälter
11 hydraulisch 2) pneumatisch Öler Aufbereitungs- Einheit 3) Dreiecke können entfallen p vereir 1' facht: ' 1 mit einseitiger Kolbenstange und beidseitig einstellbarer End- lagendämpfung Il^J lll
III
Schaltpläne der Pneumatik und Hydraulik
vgl. DIN ISO 1219-2 (1996-11)
Aufbau eines Schaltplanes
• Die Steuerung wird untergliedert in
Schaltkreise mit zusammenhängenden
Steuerfunktionen.
• Baugruppen, wie z.B. Drosselrück
schlagventile, werden durch eine strich-
punktartige Linie umgrenzt.
Anordnung der Bauteile
Kennzeichnung der Bauteile
Beispiel eines Kennzeichnungsschlüssels:
• Die räumliche Anordnung der Bauteile
in der Anlage wird nicht berücksichtigt.
• Bauteile eines Schaltkreises werden
von unten nach oben in Richtung des
Energieflusses und von links nach
rechts angeordnet:
- Energiequellen: unten links,
- Steuerungselemente in fortlaufender
Reihenfolge: aufwärts von links nach
rechts,
- Antriebe: oben von links nach rechts.
• Hydraulikbauteile werden in der Aus-
gangsstellung der Anlage dargestellt.
Pneumatikbauteile werden in der Aus-
gangsstellung der Anlage mit Druckbe-
aufschlagung dargestellt.
• Gleichartige Bauglieder oder Baugrup-
pen sollen innerhalb eines Schaltkreises
in gleicher Höhe dargestellt werden.
• Geräte, die durch Antriebe betätigt wer-
den, z.B. Grenztaster oder impulsbe-
tätigte Ventile, werden an ihrer Betäti-
gungsstelle durch einen kleinen Markie-
rungsstrich und ihren Kennzeichnungs-
schlüssel dargestellt.
Bei einseitig arbeitenden Rollenhebel-
ventilen ist ein Richtungspfeil an den
Markierungsstrich anzufügen.
• Der Kennzeichnungsschlüssel wird mit einem Rahmen versehen.
• Besteht ein Schaltplan aus mehreren Anlagen, muss die Anla-
gennummer, beginnend mit der Ziffer 1, angewandt werden.
• Schaltkreise erhalten eine Schaltkreis-Nummer. Vorzugsweise ist
bei allen Versorgungsgliedern, z.B. Aufbaubereitungseinheit
oder Hauptventil, mit der Ziffer 0 zu beginnen.
• Die Bauteil-Kennzeichnung besteht aus einem Buchstaben für:
Pumpen und Kompressoren P
Antriebe A
Antriebsmotoren M
Signalaufnehmer S
Ventile V
jedes andere Bauteil Z
oder ein anderer noch nicht belegter Buchstabe
• Alle Bauteile innerhalb eines Schaltkreises erhalten eine fort-
laufende Bauteil-Nummerierung, beginnend mit der Ziffer 1.
Bauteile eines Schaltkreises
Antriebsglieder Motoren, Zylinder, Ventile
Stellglieder Ventile zur Steuerung der Antriebsglieder
Steuerglieder Ventile zur Signalverknüpfung
Signalglieder Bauteile zur Auslösung eines Schaltschrittes
Versorgungsglieder Aufbereitungseinheit, Hauptventil
Bezeichnung der Anschlüsse an Ventilen
Zufluss, Druckanschluss 1 Arbeitsanschlüsse 2, 4, 6 Abfluss, Entlüftung 3, 5,7 Steueranschlüsse 12, 14, 16
Beispiel: Pneumatikschaltplan mit zwei Zylindern (Hubeinrichtung}
Schaltkreis 1 Schaltkreis 2
A
Elektr >~neumatische Steuerungen
Lageplan
Pneumatik-Schaltplan
Heben
S2----
Hubzylinder 1A1
S1----
Verschiebezylinder 2A1
S3S4
isdiagramm
Verschieben
S3 S4
Stromlaufplan
+24 V
START
-1
Y1 Y3 Y2 Y4
Ep K2[p K3[p K4|p [p-X Ep-X Ep-X [p-
S3
K1
0 V
o---------
K
0 = Öffner
S = Schließer
Stromlaufplan mit den Zusatzfunktionen Magazinabfrage und Dauerlauf
Y3
Y2
Y4
Y1
SO E-
START
0 = Öffner
S = Schließer
DauerLauf
EIN
Magazin-
abfrage
DauerLauf
AUS
Ep^ y
0 V
c—
rp K2 [p K3 rn K4 rji
Elektrohydraulische Steuerungen
Beispiel: Elektrohydraulisch gesteuerte Vorschubeinheit
Der Hydraulikzylinder fährt im Eilgang (EV) vor, wird durch den Schalter S3 auf Arbeitsvorschub (AV) umgesteuert.
In der vorderen Endlage wird durch den Schalter S4 nach einer Zeitverzögerung von 4 Sekunden auf Eilrücklauf (ER)
geschaltet. Die Geschwindigkeit des Arbeitsvorschubs wird durch das einstellbare Stromregelventil (1V4) bestimmt.
Lageplan
Hydraulik-Schaltplan
EV
ER
AV
Eilvorlauf
Eilrücklauf
Ar beits Vorschub
S2 S3 S4
ER
AV
S2 S3
Stromlauf plan
Vorschub-
einheit
Funktionsdiagramm
6 8 1012s 14
Zeit
Ansprechverzögertes Relais K3 auf t - 4 s eingestellt
Arten
Typ Erläuterung
HL (DIN 51524-1) Druckflüssigkeiten mit Wirkstoffen zur Erhöhung des Korrosionsschutzes und der Alte- rungsbeständigkeit.
HLP (DIN 51524-2) Enthalten zusätzliche Wirkstoffe, die den Verschleiß im Mischreibungsbereich mindern. Sie werden in Hydraulikanlagen mit Hydropumpen und Hydromotoren verwendet, die mit mehr als 200 bar betrieben werden.
Eigenschaften
Eigenschaften HL 10 HLP 10 HL 22 HLP 22 HL 32 HLP 32 HL 46 HLP 46 HL 68 HLP 68 HL 100 HLP WO
Kinematische Viskosität in mm2/s bei -20 °C 600 - - - - -
bei 0 “C 90 300 420 780 1400 2560
bei 40 °C 10 22 32 46 68 100
bei 100 ”C 2,4 4,1 5,0 6,1 7,8 9,9
Pourpoint11 gleich oder tiefer als -30”C 21 °C -18°C -15°C -12°C - 12 °C
Flammpunkt höher als 125 °C 165 °C 175 °C 185 °C 195 °C 205 "C
1> Der Pourpoint (engl.: Fließpunkt) ist ein international angewandtes Maß für das Kälteverhalten von Erdölpro-
dukten. Nach DIN 51597 ist der Pourpoint die Temperatur, bei der das Hydrauliköl unter Schwerkrafteinfluss
gerade noch fließt.
Der Pourpoint ersetzt den früher in der deutschen Norm verwendeten um etwa 3 K niedrigeren Stockpunkt.
=£=► Hydrauliköl DIN 51524- HLP 46: Hydrauliköl vom Typ HLP, kinematische Viskosität = 46 mmz/s bei 40 °C
Viskositäts-Temperatur-Verhalten
Schwerentflammbare Hydraulikflüssigkeiten
Bezeichnung ISO- Viskositäts- klassen Eignung für Temperaturen in °C Eigenschaften Verwendung
HFAE DIN 24 320 (1986-12) (nicht festgelegt) +5... +55 Öl-in-Wasser-Emulsionen, üblicher Ölanteil 2...3%, kleine Viskosität, geringe Schmierfähigkeit Grubenausbau
UFAS (nicht festgelegt) +5... +55 Lösungen von Flüssigkeitskonzen- traten in Wasser, Eigenschaften wie HFAE Grubenausbau
HFC 15, 22, 32, 46, 68, 100 -20... +60 Wässerige Monomer- und/oder Polymerlösungen, Verschleißschutz besser als bei HFA Bergbau, Druckgussmaschinen. Schweißautomaten, Stahl- industrie, Schmiedepressen
HFD 15, 22, 32, 46, 68, 100 -20 ...+150 Wasserfreie synthetische Flüssigkei- ten. Gut alterungsbeständig, schmier- fähig, großer Temperaturbereich Hydraulische Anlagen mit hohen Betriebstemperaturen
rohydraulische Steuer
336
Beispiel: Elektrohydraulisch gesteuerte Vorschubeinheit
Der Hydraulikzylinder fährt im Eilgang (EV) vor, wird durch den Schalter S3 auf Arbeitsvorschub (AV) umgesteuert.
In der vorderen Endlage wird durch den Schalter S4 nach einer Zeitverzögerung von 4 Sekunden auf Eilrücklauf (ER)
geschaltet. Die Geschwindigkeit des Arbeitsvorschubs wird durch daseinstellbare Strom regelventil (1V4) bestimmt.
Hydraulik-Schaltplan
Lageplan
S2 S3 S4
EV
ER
AV
Eilvorlauf
Eilrücklauf
Arbeitsvorschub
S2 S3 S4
ER
AV
Vorschub-
einheit
Funktionsdiagramm
Zeit C
Schritt 1
e 8 1012s 14
3 4 5=1 2
Stromlauf plan
Ansprechverzögertes Relais K3 auf t= 4 s eingestellt
Druckflüssigkeiten in der H
Hydrauliköle - , vgl. DIN 51524(1985-06)
Arten
Typ Erläuterung
HL (DIN 51 524-1) Druckflüssigkeiten mit Wirkstoffen zur Erhöhung des Korrosionsschutzes und der Alte- rungsbeständigkeit.
HLP (DIN 51 524-2) Enthalten zusätzliche Wirkstoffe, die den Verschleiß im Mischreibungsbereich mindern. Sie werden in Hydraulikanlagen mit Hydropumpen und Hydromotoren verwendet, die mit mehr als 200 bar betrieben werden.
Eigenschaften
Eigenschaften HL 10 HLP 10 HL 22 HLP 22 HL 32 HLP 32 HL 46 HLP 46 HL 68 HLP 68 HL 100 HLP 100
Kinematische Viskosität in mm2/s bei -20 °C 600 - - - - -
bei 0 °C 90 300 420 780 1400 2560
bei 40 °C 10 22 32 46 68 100
bei 100 °C 2,4 4,1 5,0 6.1 7,8 9.9
Pourpoint1* gleich oder tiefer als -30 ”C 21 °C - 18 °C - 15 °C 12 °C - 12 °C
Flammpunkt hoher als 125 °C 165 °C 175 °C 185 °C 195 °C 205 “C
1) Der Pourpoint (engl.: Fließpunkt) ist ein international angewandtes Maß für das Kälteverhalten von Erdölpro-
dukten. Nach DIN 51597 ist der Pourpoint die Temperatur, bei der das Hydrauliköl unter Schwerkrafteinfluss
gerade noch fließt.
Der Pourpoint ersetzt den früher in der deutschen Norm verwendeten um etwa 3 K niedrigeren Stockpunkt.
=4> Hydrauliköl DIN 51524- HLP 46: Hydrauliköl vom Typ HLP, kinematische Viskosität = 46 mm2/s bei 40 °C
Viskositäts-Temperatur-Verhalten
Temperatur----►
Schwerentflammbare Hydraulikflüssigkeiten
Bezeichnung ISO- Viskositäts- klassen Eignung für Temperaturen in °C Eigenschaften Verwendung
HFAE DIN 24 320 (1986-12) (nicht festgelegt) +5... +55 Öl-in-Wasser-Emulsionen, üblicher Ölanteil 2...3%, kleine Viskosität, geringe Schmierfähigkeit Grubenausbau
HFAS (nicht festgelegt) +5... +55 Lösungen von Flüssigkeitskonzen- traten in Wasser, Eigenschaften wie HFAE Grubenausbau
HFC 15, 22, 32, 46, 68, 100 -20 ... +60 Wässerige Monomer- und/oder Polymerlösungen, Verschleißschutz besser als bei HFA Bergbau, Druckgussmaschinen, Schweißautomaten, Stahl- industrie, Schmiedepressen
HFD 15, 22, 32, 46, 68, 100 -20 ... +150 Wasserfreie synthetische Flüssigkei- ten. Gut alterungsbeständig, schmier- fähig, großer Temperaturbereich Hydraulische Anlagen mit hohen Betriebstemperaturen
Abmessungen und Kolbenkr Kolbendurchmesser afte Pn D e i uri 3 nati kzy lin< El ier 1 60 - 200
Kolbenstangendurchmesser (mm) 6 8 8 10 12 16 20 20 25 26 32 40 40
Anschlussgewinde Druckkraft11 bei einfachwirk. Zyl.21 M5 50 M5 96 GVb 151 G% 241 g1/8 375 g'/4 644 gV2 968 G3/s 1560 g3/8 2530 G1/2 4010 gV2 g3/4 g3/4
Pe = 6 bar in N doppeltwirk. Zyl. 58 106 164 259 422 665 1040 1650 2660 4150 6480 10600 16600
Zugkraft11 bei . ...... ft = 6 bar in N doppeltwirk. Zyl. 54 79 137 216 364 560 870 1480 2400 3890 6060 9960 15900
| einfachwirk. Zyl. 10, 25, 50 25, 50, 80, 100 -
in mm doppeltwirk. Zyl. bis 160 bis 200 bis 320 10, 25, 50, 80, 100, 160, 200, 250, 320, 400, 500
1> Bei einem Zylinderwirkungsgrad r) = 0,88 2) Dabei ist die Rückzugskraft der Feder berücksichtigt
Luftverbrauch durch Berechnung
A s , Q Luftverbrauch für n Hubzahl einfach-und doppelt- A Kolbenfläche wirkenden Zylinder , r q spezifischer Luft- pe Überdruck im Zylin verbrauch je cm der Kolbenhub Pamb Luftdruck s Kolbenhub Beispiel: Luftverbrauch einfachwirkender Zylinder Pamb
I Einfachwirkender Zylinder mit d = 50 mm, s = 100 mm, pe - 6 bar, n= 120/min, Pamb = 1 bar; Luftverbrauch Q in l/min?
f \ A-A XL
Pe 7 Pamb Q = A s n Pa +Parnb Pamb = ” (5cm>2 .10cm.120-!_.(6t1>bar 4 min 1 bar = 164 934^-^165 — min min Luftverbrauch doppeltwirkender Zylinder 0-2-A-s-n- Pe + Pamb Pamb
Luftverbrauch durch Ermittlung aus Diagramm
Luftverbrauch
einfach wirken der Zylinder
0= q s n
Luftverbrauch
doppeltwirkender Zylinder
Q « 2 - q • s • n
Beispiel: Der Luftverbrauch des oben genannten einfachwirkenden Zylinders
mit d= 50 mm soll aus dem Diagramm ermittelt werden.
Nach Diagramm ist q = 0,14 l/cm Kolbenhub.
Q = q s n = 0,141/cm - 10 cm - 120/min = 168 l/min
Kolben kräfte
Berechnungen zur Hydraulik und Pneumatik
Ausfahren
Pe Überdruck Kolbendurch-
Ai, A2 Kolbenflächen messer
F\ Kolbenkraft beim Ausfahren d2 Kolbenstangen- durchmesser
F2 Kolbenkraft beim Einfahren >1 Wirkungsgrad
Wirksame
Kolbenkraft
Beispiel:
Hydrozylinder mit d] = 100 mm, cfe = 70 mm,
r} = 0,85 und pe = 60 bar.
Wie groß sind die wirksamen Kolbenkräfte?
F=pe -A -T]
Druckeinheiten
Pe
Ausfahren: N -(10 cm)2
F> =peA, >7 = 600—------------— • 0,85
cm2 4
= 40 055 N
3t (10 cm)2
N
1 Pa = 1 = 10'5 bar
m2
Hydraulische Presse
Druckübersetzer
Einfahren:
F2 = pe - A2 • tj
= 600 --Ü- • " H™ cm)2-(7 cm)2] 0 g5
cm2
4
= 20 428 N
N N
bar = 10----= 0,1------ö
cm2 m,T1
1 mbar = 100 Pa = 1 hPa
Druck breitet sich in abgeschlossenen Flüssig- keiten oder Gasen nach allen Richtungen gleich- mäßig aus. Fi Kraft am Druckkolben F2 Kraft am Arbeitskolben Verhältnisse: Kräfte, Flächen, Wege
^2 _ A2 _ S£ Fi A1 S2
A-| Fläche des Druckkolbens A2 Fläche des Arbeitskolbens St Weg des Druckkolbens S2 Weg des Arbeitskolbens i hydraulisches Übersetzungsverhältnis Übersetzungs- verhältnis
Beispiel: Fi = 200 N; Ai = 5 cm2; A2 = 500 cm2; s2 = 30 mm; F2 = ?; s-| = ?; / = ? F2 = F' A? = 200 N • 500 = 20 000 N = 20 kN A-j 5 cm2 s2 A2 30 mm - 500 cm2 Sn - — = = 3000 mm 5 cm2 F2
Si
1 II
F, 200 N 1 f = —= = F2 20 000 N 100
Ai, A2 Kolbenflächen
pei Überdruck an der Kolbenfläche Ai
pe2 Überdruck an der Kolbenfläche A2
i] Wirkungsgrad des Druckübersetzers
Überdruck
Beispiel:
Druckübersetzer mit
At = 200 cm2; A2 = 5 cm2; rj = 0,88;
pei = 7 bar = 70 N/cm2; pe2 = ?
Ai N 200 cm2 „
Pe2 = Pei — - V = 70--- —---— 0,88
A2 cm2 5 cm2
= 2 464 N/cm2 = 246,4 bar
A1
Pe2 = Pe^ — 'V
A2
Berechnungen zur Hydraulik
A / 0, Qq, Q2 Volumenströme A, Aq, A2 Querschnittsflächen Volumenstrom
CT- v, Vq, v2 Durchflussgeschwindigkeiten Kontinuitätsgleichung Q = A- v
In einer Rohrleitung mit wechselnden Quer- schnittsflächen fließt in der Zeit t durch jeden Querschnitt der gleiche Volumenstrom O. O1 = O2
Beispiel:
Rohrleitung mit Aq = 19,6 cm2; A2 = 8,04 cm2
und O = 120l/min; Vq = ?; v2 = ?
G 120 000 cm3/rnin _ cm „ m
F| = — =-------------------= 6 162----= 1,02 —
Aq 19,6 cm2 min s
vq A| 1,02 m/s - 19,6 cm2 n m
-------=--------------—--------= 2,49
A2 8,04 cm2 s
Verhältnis der
Durchflussge-
schwindigkeiten
v2 A-j
Kolbengeschwindigkeiten
Ausfahren
G Volumenstrom
Aq, A2 wirksame Kolbenflächen
Vq, v2 Kolbengeschwindigkeiten
Beispiel:
Hydrozylinder mit Kolbendurchmesser
dq = 50 mm, Kolbenstangendurchmesser
d2 = 32 mm und 0 = 12 l/min.
Wie hoch sind die Kolbengeschwindigkeiten?
Ausfahren:
O 12 000 cm3/min cm „„„ m
v= — =-------------— = 611------= 6,11 -
A ji • (5 cmr min min
4
Einfahren:
v_ Q _ 12 000 cm3/min
A n (5 cm)2 ji (3,2 cm)2
4 4~
= 1035 C— - 10,35 m
min min
Kolben-
geschwindigkeit
Leistung von Pumpen und Zylindern
Pq zugeführte Leistung
P2 abgegebene Leistung
O Volumenstrom
pe Überdruck rj Wirkungsgrad der Pumpe Abgegebene Leistung
Als Zahlenwertgleichung mit: P in kW, O in l/min, pe in bar Beispiel: Pumpe mit O = 40 l/min; pe = 125 bar; y = 0,84; Pi=?;P2 = ? p2 = £1% 600
Zugeführte Leistung
P2 = = -° ’ 1— kW = 8,333 kW 600 600 ’7
P1 = — = kW = 9,920 kW
77 0,84
SPS-Programmiersprachen
vgl. DIN EN 61131-3 (1994-08)
Grafische Sprachen
Textsprachen
Anweisungsliste AWL Strukturierter Text ST
Kontaktplan KOP Funktionsbaustein Sprache FBS
Gemeinsame Elemente aller SPS-Sprachen (Auswahl)
Begrenzungszeichen (Auswahl)
Zeichen Gebrauch Zeichen Gebrauch
(* •) Kommentar-Anfang, Kommentar-Ende Schrittnamen- und Variable/Typ-Trennzeichen Anweisungsmarken-Trennzeichen (ST) Netzmarken-Trennzeichen (KOP und FBS)
+ Führendes Vorzeichen bei Dezimalzahlen Additionsoperator (ST)
- Führendes Vorzeichen bei Dezimalzahlen Jahr-Monat-Tag-Trennzeichen Subtraktion, Negationsoperator (ST) Horizontale Linie (KOP und FBS) () Anweisungslisten-Modifizierer/Operator (ST) Funktionsargumente (ST) Begrenzungszeichen für FBS-Eingangsliste (ST)
Trennzeichen für Typdeklaration Trennzeichen für Anweisungen (ST)
: = Initialisierungsoperator Zuweisungsoperator (ST)
Trennzeichen für Bereiche Trennzeichen für CASE-Bereiche (ST)
# Basiszahl- und Zeitliteral-Trennzeichen
• Anfang und Ende von Zeichenfolgen Aufzählungslisten-, Anfangswert- und Feld- index-Trennzeichen, Operandenlisten-, Funk- tionsargumentationslisten- und CASE-Wert- listen-Trennzeichen (ST)
$ Anfang von Sonderzeichen in Folgen
Ganze Zahl/Bruch-Trennzeichen Trennzeichen für hierarchische Adressen und strukturierte Elemente
% Direkt-Darstellungs-Präfix11
eoderE Real-Exponent-Begrenzungszeichen I oder I Vertikale Linien (KOP)
Einzelelement-Variablen für Speicherorte
Variable
Bedeutung
Speicherort Eingang
Speicherort Ausgang
Speicherort Merker
(Einzel-)Bit-Größe
Variable
B
W
D
Bedeutung
Byte-Größe (8 bit)
Wort-Größe (16 bit)
Doppelwort-Größe (32 bit)
Langwort-Größe (64 bit)
0
M
X
Beispiel (AWL)
ST %QB51): Speichert (storage) aktuelles
Ergebnis in Byte-Größe am Ausgangs-
Speicherort 5____________________________
1} direkt dargestellten Einzelelement-Varia-
blen wird ein %-Zeichen vorangestellt.
Standardfunktionen und Operatoren Elementare Datentypen
Name Symbol Bedeutung Schlüsselwort Datentyp Bits
ADD + Addition BOOL boolesche 1
SUB - Subtraktion SINT kurze ganze Zahl 8
MUL DIV * / Multiplikation Division INT ganze Zahl 16 32
DINT doppelte ganze Zahl
AND & Boolesches UND LINT lange ganze Zahl 64
OR >_2) Boolesches ODER REAL reelle Zahl 32
XOR — Boolesches Exklusiv-ODER LREAL lange reelle Zahl 64
NOT Verneinung STRING variabel lange Zeichenfolge -
s — Setzt booleschen Operator auf „1" TIME Zeitdauer
R — Setzt booleschen Operator auf „0" DATE Datum -
GT > Vergleich: größer BYTE Bit-Folge der Lange 8 8
GE >= Vergleich: größer gleich WORD Bit Folge der Länge 16 16
EQ = Vergleich: gleich DWORD Bit-Folge der Länge 32 32
NE <> Vergleich: ungleich LWORD Bit-Folge der Länge 64 64
Vergleich: kleiner gleich
LT < Vergleich: kleiner z' Dieses Symbol ist als Operator in Textsprachen nicht zulässig.
Speicherprogrammierbare Steuerungen
Kontaktplan KOP
Symbol Beschreibung Symbol Beschreibung Symbol Beschreibung
Linien und Blöcke Kontakte Spulen
— horizontale Linie 11 Schließer Abfrage auf logisch „1" Spule, Zuweisung, Ausgabe '
vertikale Linie 474 negative Spule, negier- te Zuweisung, Ausgabt'
Linienverbindung ***11 —lpl— Öffner Abfrage auf logisch „0" Kontakt zur Erkennung von positiven Flanken, Signal von „0" auf „1" d —(sj— Setze Spule, Speicherung einer Verknüpfung
— -4- Kreuzung ohne Verbindung —(r)— Rücksetze Spule
Blöcke mit Verbindungslinien
1) 11 —(p)— Spule zur Erkennung von positiven Flanken, Signal von „0" auf „1"
I“ linke Stromschiene —hl— Kontakt zur Erkennung von negativen Flanken, Signal von „1" auf „0" 11 —(N)- Spule zur Erkennung von negativen Flanken. Signal von „1" auf „0"
1 rechte Stromschiene
11 Element-Bezeichnung
Funktionsbaustein-Sprache FBS
vgl. DIN EN 61131-3 (1994-08)
Symbol
Beschreibung
Symbol
Beschreibung
—
Die Elemente sind rechteckig oder
quadratisch,
Eingangsparameter sind auf der linken,
Ausgangsparameter auf der rechten
Seite anzubringen.
_ AND
” OR
Die Elemente müssen durch horizon-
tale und vertikale Signalfluss-Linien
verbunden werden.
FB 1.2
ADD
Die Funktion des Bausteins wird als
Name oder Symbol innerhalb des
Bausteins angegeben.
Die Bezeichnung des Bausteins steht
über dem Element.
Die Negation von booleschen Signalen
wird durch die Eingabe eines offenen
Kreises am Eingang oder Ausgang
angezeigt.
Strukturierter Text ST vgl. DIN EN 61131-3(1994 08)
Aufbau einer Anweisung
Anweisung
Typ
Zuweisung
| A+B*B-C |
Variable Zuweisungs- operator Operand
IF
CASE
Auswahlanweisung
FOR
WHILE
REPEAT
Wiederholungs-
anweisung
Gegenüberstellung Funktionsbausteinsprache (FBS) - Strukturierter Text (ST)
FBS ST
B — c — D — ADD B — — A oder C — D — + — A A:= ADD (B,C,D) oder A:= B + C + D
F — G — H — AND F — — E oder G — H — & — E E:= AND (F.G.H) oder E:= F & G & H
S|«eicherprogramniierbare Steuerungen
Anweisungsliste AWL
1
Modifikatoren für den Operator
Start: | AND | N | | %MX51 (»gesperrt»)
N Boolesche Negierung des Operanden
I
Marke | Operator j | Operand Kommentar C Anweisung wird nur dann ausgeführt, wenn das ausgewertete Ergebnis eine boolesche 1 ist.
'—1
Trennt mehrere Operanden
Standard- Operator Modifi- kator
( Auswertung des Operators wird zurückgestellt, bis „)" erscheint
Standard-Operatoren der AWL nach DIN EN
Ope- rator Modi- fikator Bedeutung Ope- rator Modi- fikator Bedeutung
LD N Setzen eines Operanden DIV ( Division
ST N Speicherung auf Operanden-Adresse GT GE EQ NE LE LT ( ( ( ( ( ( Vergleich: > Vergleich: >= Vergleich: = Vergleich: o Vergleich: <= Vergleich: <
S R - Setzt booleschen Operator auf 1 Setzt booleschen Operator auf 0 zurück
AND & OR XOR N,( N,( N,( N,( Boolesches UND Boolesches UND Boolesches ODER Boolesches Exklusiv-ODER
JMP CAL RET C,N C,N C,N Sprung zur Marke Aufruf Funktionsbaustein Rücksprung
ADD SUB MUL ( ( ( Addition Subtraktion Multiplikation
) - Bearbeitung zurückgestellter Operation
Operatoren und Operanden nach VDI (nicht genormt)11 vgl. VDI2880-4 (1985-09)
Aufbau einer Anweisung
Markei: R i y „Setze Elektromagnet Y2 zurück"
7
Marke 1 1 Operator j | Operand Kommentar
Operatoren zur Programmorganisation Operatoren zur Signalverarbeitung Operanden
L Laden U 0 N UN ON UND-Verknüpfung ODER-Verknüpfung Negation UND-NICHT-Verknüpfung ODER-NICHT-Verknüpfung ZV ZR XO Vorwärtszählen Rückwärtszählen Exklusiv-ODER
( ) Klammer auf Klammer zu
NOP Nulloperation Operanden
SP SPB unbedingter Sprung bedingter Sprung E A Eingang Ausgang
= Zuweisung
BA BAB BE Baustein-Aufruf bedingter Baustein-Aufruf Baustein-Ende ADD SUB MUL DIV Addition Subtraktion Multiplikation Division M K T Z Merker Konstante Zeitglied Zähler
« Kommentar-Anfang Kommentar-Ende
S R Setzen Rücksetzen P F Programm-Baustein Funktions-Baustein
PE Programmende
1) In der Praxis existieren noch sehr viele SPS-Steuerungen, die nach den VDI-Richtlinien programmiert werden.
immitsrbare S teuerungen
Einfache Beispiele zur Programmierung
Funktion Anweisungs- liste (AWL)11 Funktionsbaustein- sprache (FBS) Kontaktplan (KOP)
UND mit 3 Eingängen U E11 U E12 UN E13 = A10 E11 E11 E12 E13 A10 11 11 |/1 ( \
E12 X
E13 A10 11 1 1 |/| k)
ODER mit 3 Eingängen U E11 0 E12 0 E13 = A10 E11 E12 E11 A1° I 1
11 E12 11
E13 A10 11 E13 , ।
—11—
UND vor ODER U E11 E11
I E11 E12 .. A;°
A 0 U E13 U E14 = A 10 E12 X
E13 AW 11 11
—
E14 X
I I I
ODER vor UND mit Zwischen- merker U E11 0 E12 = M1 U E13 0 E14 U M1 = A10 E11 E11 H M1,.
E12 M1 <2 M1 A10
E13 X AW 777I I—
sl _LIJJ JL M
E14
11
exclusiv ODER U E11 UN E12 0 (UNE11 U E12) = A10 F11 E11 .E12., A10n
E12 =1 AW II l/l E11 E12 ,, <2
I/I 11
RS-Flipflop Setzen dominant U E1211 R A11 U E11 S All EU N _ A11 ZV
E11 S1 1 R 1 _ 1 r\
S1 1 R 1 11 E12 11 r-
E12 A12
1 1
RS-Flipflop Rücketzen dominant U E121» S All U E12 R A11 1’ Bei S=1 und R=1 c AWL nach der nick E11 H A11
E11 S 1 R1 1 (\
S 1 RI 1 11 E12n r \)
E12 A12
ominiert it domin die Fl erend nktion, die in der en Funktion steht. 11
Einschalt- verzögerung U E11 = T1 U T1 A10 T1 lüLi Hz v-
11 u T1 11\
E11 AW
1 1
11 u
Selbsthaltung, EIN (E12) dominierend U E12 0 A10 UN Eli = A10
L_| E11 ——c E12 J
& 1“" |/| J 1 m
l/l 1
E12
— AW 11
11 Anweisungsliste nach VDI 2880
A
Rechte-Hand-Regel
Kartesisches Koordinatensystem
vgl. DIN 66217 (1975-12)
Die Koordinatenachsen X, Y
und Z stehen senkrecht aufein-
ander.
Die Zuordnung kann durch
Daumen, Zeigefinger und Mit-
telfinger der rechten Hand dar-
gestellt werden.
Die Drehachsen A, B und C wer
den den Koordinatenachsen X,
Y und Z zugewiesen.
Blickt man bei einer Achse in
die positive Richtung, so ist die
Drehung im Uhrzeigersinn die
positive Drehrichtung.
Koordinatenachsen beim Programmieren
Senkrecht-Fräsmaschine
Waagrecht-Fräsmaschine
Drehmaschine
Beispiel:
2-Schlitten-Drehmaschine mit program-
mierbarer Hauptspindel
Die Koordinatenachsen und die
daraus resultierenden Bewe-
gungsrichtungen sind auf die
Hauptführungsbahnen der CNC-
Maschine ausgerichtet und be-
ziehen sich grundsätzlich auf
das aufgespannte Werkstück
mit dessen Werkstücknullpunkt.
Positive Bewegungsrichtungen
ergeben immer eine Vergröße-
rung der Koordinaten werte am
Werkstück.
Die Z-Achse verläuft immer in
Richtung der Hauptspindel.
Um das Programmieren zu ver-
einfachen, nimmt man an, dass
das Werkstück still steht und
sich nur das Werkzeug bewegt.
Bezugspunkte
Fräsmaschine
Drehmaschine
Maschinennullpunkt M
Es ist der Ursprung des Maschinen-Koordinatensystems und
wird vom Maschinenhersteller festgelegt.
Referenzpunkt R
Es ist der Ursprung des inkrementalen Wegmesssystems mit
einem vom Hersteller festgelegten Abstand zum Maschinen-
nullpunkt. Zur Eichung des Wegmesssystems muss dieser
Punkt in allen Maschinenachsen mit dem Werkzeugträger-
Bezugspunkt T angefahren werden.
Werkzeugträger-Bezugspunkt T
Er liegt mittig auf der Anschlagfläche der Werkzeugaufnahme.
Bei Fräsmaschinen ist dies die Spindelnase, bei Drehmaschi-
nen die Anschlagfläche des Werkzeughalters am Revolver.
Buchstabe und Sinnbild sind nicht genormt.
Werkstücknullpunkt W
Er ist der Ursprung des Werkstück-Koordinatensystems und
wird vom Programmierer nach fertigungstechnischen Ge-
sichtspunkten festgelegt.
Programmaufbau bei CNC-Maschinen nach DIN
Adressbuchstaben und Sonderzeichen
vgl. DIN 66025-1 (1983-01)
Adressbuchstaben
A B C Drehbewegung um X-Achse Drehbewegung um Y-Achse Drehbewegung um Z-Achse
D1' E11 Werkzeugkorrekturspeicher Zweiter Vorschub
F Vorschub
G Wegbedingung
H Frei verfügbar
1 1 nterpolationsparameter oder Gewindesteigung parallel zur X-Achse
J Interpolationsparameter oder Gewindesteigung parallel zur Y-Achse
K Interpolationsparameter oder Gewindesteigung parallel zur Z-Achse
L Frei verfügbar
p1)2)
Q1)2)
RD2)
u1»
v1»
w1)
M
N
O
s
Zusatzfunktion
Satznummer
Frei verfügbar
dritte Bewegung parallel zur
X-Achse
dritte Bewegung parallel zur
Y-Achse
dritte Bewegung parallel zur
Z-Achse
Spindeldrehzahl, konstante
Schnittgeschwindigkeit
Werkzeug
zweite Bewegung parallel zur
X-Achse
zweite Bewegung parallel zur
Y-Achse
zweite Bewegung parallel zur
Z-Achse
Bewegung in Richtung der
X-Achse
Bewegung in Richtung der
Y-Achse_______________
Bewegung in Richtung der
Z-Achse
Sonderzeichen
Programmanfang,
unbedingter Stopp beim
Programm-Rücksetzen
Anmerkungsbeginn
Anmerkungsende
plus
minus
Komma
Dezimalpunkt
S atzu nte rd r ücku n g
Hauptsatz
1) Die Bedeutung dieser Ad ress buch staben kann für einen speziellen Anwendungsfall geändert werden.
2) Diese Adressbuchstaben können als Parameter für spezielle Berechnungen verwendet werden, z.B. für den
Radius bei der Programmierung mit konstanter Schnittgeschwindigkeit.
Aufbau des Steuerprogramms
Programmaufbau
%
CNC-Programm
-j Programm-Anfang |
N10 G 90 M04
N20 G96 F0.2 S180
N70
M30
---1 Programm-Ende"{
Beispiel:
CNC-Programm
%01
N10G90 M04
N20 G96 F0.2 S180
N30 G00 X20 Z2
N40 G01 X30 Z-3
N50 Z 15
N60 G00 X200 Z200
N70 M30
Satzaufbau
-|N10] |GO1| |X30] IY401 |F15O| |S900] [TÖ1~| |M03|
Erläuterung der Wörter:
N10
Weg- Informationen Technologische Informationen
G01
Weg-
Bedingung
(G-Funktion)
Zusatz-
Funktion
(M-Funktion)
X30
Y40
F150
S900
Satz-
Nummer
Koordinaten des
Zielpunktes
Vor-
schub
Dreh-
zahl
Werk-
zeug
TOI
M03
Satznummer 10
Vorschub, Geradeninterpolation
Koordinate des Zielpunktes in X-Richtung
Koordinate des Zielpunktes in Y-Richtung
Vorschub 150 mm/min
Drehzahl der Hauptspindel 900/min
Werkzeug Nr. 1
Spindel im Uhrzeigersinn
Wortaufbau
| Adressbuchstabe | II | Vorzeichen 1 Ziffernfolge |
Ziffernfolgen ohne Vorzeichen sind positive Zahlen-
werte.
Erläuterung eines Wortes (Beispiele):
X-176.23
T0207
L3403
Koordinate des Zielpunktes in negativer
X-Richtung mit 176,23 mm
Werkzeug Nr. 02, Korrekturspeicher Nr. 07
Aufruf des Unterprogramms mit der
Programmnummer 34, 3 Durchläufe
Drogrammaufbau bei CNC-Maschinen nach Dl\l
Auswahl der Wegbedingungen
Wegbe- dingung wirksam Bedeutung
gespei- chert11 satz- weise21
G00 • Positionieren im Eilgang
G01 • Geraden-Interpolation
G02 • Kreis-Interpolation z—>
G03 • Kreis-Interpolation
G04 • Verweilzeit, zeitl. vorbestimmt
G09 • Genauhalt
G17 • Ebenenauswahl XY
G18 • Ebenenauswahl ZX
G19 • Ebenenauswahl YZ
G33 • Gewindeschneiden, Steig, konst.
G40 • Aufheben der Werkzeug- korrektur
G41 • Werkzeugbahnkorrektur, links
G42 • Werkzeugbahnkorrektur, rechts
vgl. DIN 66025-2 (1988-09)
Wegbe- dingung wirksam Bedeutung
gespei- chert11 satz- weise21
G53 • Aufheben der Verschiebung
G54... • Verschiebung 1 ...
G59 • ... Verschiebung 6
G74 • Referenzpunkt anfahren
G80 • Arbeitszyklus aufheben
G81... • Arbeitszyklus 1 ...
G89 • ... Arbeitszyklus 9
G90 • absolute Maßangaben
G91 • inkrementale Maßangaben
G92 • Speicher setzen
G94 • Vorschubgeschw. in mm/min
G95 • Vorschub in mm
G96 • Konst. Schnittgeschwindigkeit
G97 • Spindeldrehzahl in 1/min
11 Wegbedingungen, die so lange wirksam bleiben, bis sie durch eine artgleiche Bedingung überschrieben werden.
21 Wegbedingungen, die nur in dem Satz wirksam sind, in dem sie programmiert sind.
Klassifizierung der Zusatzfunktionen vgl. DIN 66025-2 (1988-09)
Klasse Anwendungsbereich Klasse Anwendungsbereich
0 1 Universelle Zusatzfunktionen (für alle Klassen) Fräsmaschinen, Bohrmaschinen, Lehrenbohrwerke, Bearbeitungszentren 531 6 Optimierung, Adaptive Steuerung (AC) Maschinen mit Mehrfachschlitten, mehreren Spindeln und zugeordneter Handhabungs- ausrüstung
2 Drehmaschinen und -bearbeitungszentren 7 Stanz- und Nibbelmaschinen
3 Schleifmaschinen, Messmaschinen 831 Ständig frei verfügbar
4 Maschinen zum Brenn-, Laser-, Wasserstrahl-Schneiden, Drahterodieren 931 Für Erweiterungen vorbehalten
31 Eine Festlegung in dieser Klasse wurde zum Stand der Normung (1988-09) als nicht sinnvoll angesehen.
Zusatzfunktionen vgl. DIN 66025-2 (1988-09)
Zusatz- funktion sofort41 wirksam satz- weise71 Bedeutung Zusatz- funktion sofort41 wirksam satz- weise71 Bedeutung
Universelle Zusatzfunktionen (Klasse 0)
M00 • • Programmierter Halt M30 • • Programmende mit Rücksetzen
M02 M06 • • • Programmende Wer kze ugwech sei
M48 • • Überlagerungen wirksam
M10 M11 • • Klemmen Lösen M49 M60 • • • • Überlagerungen unwirksam Werkstückwechsel
4} 5) 6)7) Erläuterung: nachfolgende Seite
Programmaufbau bei CNC-Maschinen nach DIN
z.usaizTunKTionen -vgi. uhn coup-z t i»öö-uwj
Zusatz- funktion sofort4* wirksam später5’!®^' satz- weise7* Bedeutung Zusatz- funktion sofort4* wirksam späterfS‘ satz- weise7* Bedeutung
Zusatzfunktionen für Fräs- und Bohrmaschinen, Lehrenbohrwerke, Bearbeitungszentren (Klasse 1)
M03 M04 • • • • Spindel im Uhrzeigersinn Spindel im Gegen- uhrzeigersinn M34 M35 M40 • • • • • • Spanndruck normal Spanndruck red. Automatische Getriebeschaltung
M05 M07 M08 • • • • • • Spindel Halt Kühlschmier. 2 Ein Kühlschmier. 1 Ein M41... M45 M50 • • • • Getriebestufe 1 ... ... Getriebestufe 5 Kühlschmier. 3 Ein
M09 M19 • • • • Kühlschmier. Aus Definierter Spindelhalt M51 M71... M78 • • • • Kühlschmier. 4 Ein Indexpositionen des Drehtisches
Zusatzfunktionen für Drehmaschinen und Dreh-Bearbeitungszentren (Klasse 2}
M03 M04 M05 • • • • • • Spindel im Uhrzeigersinn Spindel im Gegen- uhrzeigersinn Spindel Halt M54 M55 M56 • • • • • • Reitstockpinoie zurück Reitstockpmole vor Reitstock mit- schleppen Aus
M07 M08 M09 M19 • • • • • • • • Kühlschmier. 2 Ein Kühlschmier. 1 Ein Kühlschmier. Aus Definierter Spindelhalt M57 M58 M59 • • • • • • Reitstock mit- schleppen Ein Konstante Spin- deldrehzahl Aus Konstante Spin- deldrehzahl Ein
M34 M35 M40 • • • • • • Spanndruck normal Spanndruck red. Automatische Getriebeschaltung M80 M81 M82 M83 • • • • • • • • Lünette 1 öffnen Lünette 1 schließen Lünette 2 öffnen Lünette 2 schließen
M41... M45 M50 M51 • • • • • • Getriebestufe 1 ... ... Getriebestufe 5 Kühlschmier. 3 Ein Kühlschmier. 4 Ein M84 M85 • • • • Lünette mit- schleppen Aus Lünette mit- schleppen Ein
Zusatzfunktionen für Maschinen mit Mehrfach-Schlitten, mehreren Spindeln und Handhabungsausrüstung (Klasse 6)
M12 M70 • • • Synchronisation Unbedingter Start aller Systeme M89 • • Statusanzeige „Ruhestellung" für alle Systeme
M71.. M79 • • • • Unbedingter Start des Systems 1 ... ... Unbedingter Start des Systems 9 M90 M91.. • • • • Bedingter Start, Ab- frage aller Systeme Bedingter Start, Ab- frage von System 1...
M87 M88 • • • • Status-Anzeige „Bearbeitung" Status Anzeige „Ruhestellung" M99 • • ... Bedingter Start, Abfrage von System 9
4* Die Zusatzfunktion wird zusammen mit den übrigen Angaben des Satzes wirksam. 5* Die Zusatzfunktion wird nach der Ausführung der übrigen Angaben des Satzes wirksam. 6) Zusatzfunktionen, die so lange wirksam bleiben, bis sie durch eine artgleiche Bedingung überschrieben werden. 7) Zusatzfunktionen, die nur in dein Satz wirksam sind, in dem sie programmiert sind.
A
Prugrammaufbau bei CIMC-Maschinen nach PAL
PAL-Zyklen bei Fräsmaschinen
Bezeichnungs- und Bearbeitungsbeispiel:
Z
Startposition S
X
G86 iTaschen-Fräszyklus
schnitttiefe
Kreistaschen-Fräszyklus
Startposition S
N40 [ G86
PV22
Tiefe der
Breite der
PAL-
Länge der
CNC-Programm
Bezeichnungs- und Bearbeitungsbeispiel:
L Ds
N40 1 G87 ]
Z-14
RI 6
CNC-Programm
Z-14 D3 R16]
Bezeichnungs- und Bearbeitungsbeispiel:
N40 | G88 ] |~X50 | [ YlÖ~~] [_Z-4j
CNC-Programm
Länge der
Nut in X
Tiefe der
Nut in Z
Einzel-
schnitttiefe
Radius der
Tasche
Drehwinkel bezogen
auf die X-Achse
PAL-
Zyklus
Einzelschnitt-
tiefe
Tiefe der Tasche bezogen
auf den Werkstücknullpunkt
Drehwinkel bezogen Einzel-
Zyklus Tasche in X Tasche in Y Tasche in Z auf die X-Achse
N...
N30 G00 X20 Y15 Z1__________________
N4Q G88 X50 Y10 Z-4 115 D2~|
N...
N...
N20 G00 X40 Y20 ZI
N30 Z-7
N40 G87
N...
N„.
N30 G00 X45 Y28 Z1________________
N40 G86 X48 Y22 Z-5 I30 D2
N...
Startposition S
G88
Nuten-Fräszyklus
Breite der
Nut in Y
PAL-
Zyklus
Bei den Fräszyklen G86, G87 und G88 gilt: Die Start- und Endposition S ist
- in der X- und Y-Ebene der Mittelpunkt M und
- in der Z-Richtung 1 mm über der Bearbeitungsebene
1> Prüfungs-Aufgaben- und Lehrmittelentwicklungsstelle
Programmaufbau bei CNC-Maschinen nach PAL
PAL-Zyklen bei Fräsmaschinen
Programmaufbau bei CI\IC-Maschin„n nach PAL
PAL-Zyklen bei Drehmaschinen
G81 | Abspanzyklus längs, Zustellung in X
Außenbearbeitung
Innenbearbeitung
Bezeichn ungs und Bearbeitungsbeispiel: Außenbearbeitung
N30 1 G81 j I X57 I Z-70 | I D2.5 j I H-70 I F R80 i
|PAL-Zyklus |
Nenndurch-
messer des
Punktes B
Zustellung
pro Schnitt
Koordinate des
Zielpunktes B
in Z-Richtung
Koordinate des
Zielpunktes C
in Z-Richtung
CNC-Programm
| Bearbeitungszugabe]
Start- und End-
Durchmesser des
Zyklus, Punkt R
|N30 G81 X57 Z-70 D2.5 H-70 R80 PO 00.2,
N40 G81 X45 Z-60 D2.5 H-70 R57 P0.5 Q0.2
G82 I Abspanzyklus längs, mit auslaufendem Radius und Zustellung in X
Außen bearbeitu n g
Innenbearbeitung
Bezeichnengs und Bearbeitungsbeispiel: Außenbearbeitung
N50 | G82 11 X56 11 Z-62 । | lÖ~] | K-8 | j D2.5 j [h-7ü] [ R72 | P0.5 |
| PAL Zyklus |
Nenndurch-
messer des
Punktes B
Koordinate des
Zielpunktes B
in Z-Richtung
Inkrementale Angabe des Mittel-
punktes M in X-Richtung, bezo-
gen auf den Kreisanfangspunkt B
Zustellung
pro Schnitt
Koordinate des
Zielpunktes C in
Z-Richtung
, । r
| Bearbeitungszugabe |
Start- und End-
Durchmesser des
Zyklus, Punkt R
Inkrementale Angabe des Mittel-
punktes M in Z-Richtung, bezo-
gen auf den Kreisanfangspunkt B
CNC-Programm
|N50 G82 X56 Z-62 10 K-8 D2.5 H-70 R72 P0.5 Q0.2|
N60 G82 X48 Z-24.34 16 KO D2.5 H-30 R57 P0.5 Q0.2
Programmaufbau bei CNC-Maschinen nach PAL
PAL-Zyklen bei Drehmaschinen
G84 | Bohrzyklus mit Spanentleerung
Bezeichnungs- und Bearbeitungsbeispiel Bohrzyklus:
N30 G00 X0 Z12
N40 PG84^ [z-7oj ' F0.05
r Hz i
|PAL-Zyklus|
Bohrtiefe bezogen auf
den Werkstücknullpunkt
Vorschub
Erste Bohrtiefe
(inkremental)
Anzahl der Span-
entleerungen
Beim Bohrzyklus G84 nach PAL werden die Koordinaten des Start-
und Endpunktes S im vorangegangenen Satz angegeben.
Erste Bohrtiefe
Rest-Bohrtiefe
z Gesamt-Bohrtiefe
D Erste Bohrtiefe
H Anzahl der
Spanentleerungen
d Bohrerdurchmesser
t Rest-Bohrtiefe
D=2d
t=Z+0,5- d~D
Anzahl der Spanentleerungen
H=-
d
Die erste Bohrtiefe D beträgt 2 x Bohrer
durchmesser und wird, bezogen auf den
Start- und Endpunkt, inkremental ange-
geben.
Alle weiteren Bohrtiefen, außer der letz-
ten, entsprechen dem Bohrerdurchmes-
ser d. Die letzte Bohrtiefe wird von der
CNC-Steuerung berechnet.
Beispiel:
D - 2 24 mm = 48 mm
t - 70 mm + 0,5 24 mm - 48 mm - 34 mm
34 mm
H =---------= 1,4; gewählt 2 => CNC-Wort für den Satz N40: H2
24 mm
=> CNC-Wort für den Satz N40: D-48
N...
N20 G97 S2500 M03
N30 G00 X0 ZI 2
N40 G84 Z-70 F0.05 D-48 H21
CNC-Programm
Bearbeitungsbeispiel zum Drehen
Verwendete Drehwerkzeuge
T0707
T0909
Gewindedreh meißel
Seitendreh meißel re = 0,8
Seitendrehmeißel re = 0,4
3 x 45c
N..
{Vordrehen mit Seitendrehmeißel T0707)
N20 T0707
N30 G96 G41 F0.2 S180 M04
N40 G00 X30 ZI
N50 G81 X48 Z-16 D1.5 H-16 R30 P0.5 Q0.1
N60 G82 X56 Z-12 I-4 K0 D1.5 H-16 R48 P0.5 Q0.1
KI-
(Fertigdrehen mit Seitendreh meißel T0909)
T0909
S240 M04
N...
N120
N130 G96 G41 F0.1
N140 G00 X56 Z1
N150 G01 Z-12
N160 G03 X48 Z-16 I-4
N170 G01 X39.835
N180 X33.835 Z-19
N190 Z-32
KO
N...
Vorgebohrt mit
Wendeplattenbohrer 0 30
N...
N220
N230
N240
N250
N260
N...
N...
G97
G00
G83
X33.835
X36
Z-11
Z-36
(Gewindedrehen mit Gewindedrehmeißel T1111)
S800
M03
F2
D9
Hl.083
M30
Werkzeug- und Bahnkorrekturen
Werkzeugkorrekturen beim Drehen
Werkzeugkorrekturen beim Fräsen
T = E
Lagen-Kennziffern11 des Werkzeug-
Schneidenpunktes P bezogen auf den
Mittelpunkt M des Schneidenradius r€
T = E
Fadenkreuz
des Verein-
Einzelheit X sfellgerätes ?
|F\ auf Punkt P 4
1...8
Querablage der X-Achse
Längenkorrektur der Z-Achse
Schneidenradius
Lage-Kennziffern
Werkzeugträger-Bezugspunkt
1P
v8
We rkze u g- Bez u gs p u n kt
Mittelpunkt des Schneiden-
radius r,
Werkzeug-Schneidenpunkt
11 nicht genormt
Werkzeuglänge
Werkzeugradius
Werkzeugträger-Bezugspunkt
Werkzeug-Bezugspunkt
Werkzeug-Schneidenpunkt
E
M
Z
R
P
E
P
Korrekturspeicher
Q 72
L 53
0.8
Lage- Kennziffer 3
Korrekturspeicher
Q 14
L 112
h 0.4
Lage- Kennziffer 2
Korrekturspeicher
Z 126
R 10
Bahnkorrekturen beim Drehen
Bahnkorrekturen beim Fräsen
G41| Drehwerkzeug links
G42 | Drehwerkzeug rechts
G41 | Fräswerkzeug links~
Drehmeißel vor der Spindelachse
G41
G42
Fräswerkzeug rechts
G41
G42
Bei der Anordnung des Drehmeißels vor der Mitte ergibt sich nach
DIN 66217:
Bedingt durch die andere Betrachtung der X-Z-Ebene kehrt sich für
den Anwender, der von oben auf das Werkstück schaut, und für die
Programmierung die Bahnkorrektur um.
Die Bahnkorrekturen G41 und G42 werden mit der Funktion G40 wieder abgewählt.
Bildzeichen für numerisch gesteuerte Werkzeugmaschinen
Grundbildzeichen vgl. DIN 55003 3 (1981 08)
Bildzeichen Bezeichnung Bildzeichen Bezeichnung Bildzeichen Bezeichnung
Richtungsweisender Pfeil i ►[ Korrektur (Verschiebung) Speicher Bildzeichen für Daten, Komponenten oder Werkzeuge
Programm mit Maschinenfunktionen Zur Anzeige der Funk- tionsweise des Systems — Satz Für Funktionen, die mit einem Programm-Satz in Zusammenhang stehen § Wechsel Zur Darstellung von Wechselfunktionen, z. B. Werkzeugwechsel
Datenträger Z. B. zur Kennzeichnung von Lochstreifen, Mag- netband, Magnetplatte Bezugspunkt (Ursprung) Für Funktionen, die sich auf den Bezugspunkt beziehen D Programm ohne Maschinenfunktionen Zur Anzeige der Funk- tionsweise des Systems
Funktionspfeil Es wird grundsätzlich bei Bildzeichen verwen- det, die Maschinen- funktionen darstellen ^5 Ändern Zur Darstellung von Än- derungsfunktionen, z. B. Einfügen oder Ändern von Programmteilen In der NC-Steuerungstechnik wer- den die Grundbildzeichen wieder- holt und kombiniert angewendet. Sie bilden die Grundlage der ange- wandten Bildzeichen.
Angewandte Bildzeichen vgl. DIN 55003 3 (1981-08)
Bildzeichen Bezeichnung Bildzeichen Bezeichnung Bildzeichen Bezeichnung
D Band-Vorlauf ohne Lesen der Daten; ohne Maschinen- funktionen D/ /o Programm-Anfang Daten im Speicher ändern
E> Band-Rücklauf ohne Lesen der Daten; ohne Maschinen- funktionen 2> Programm ändern n Werkzeug-Korrektur für nicht drehendes Werkzeug
E> Vorwärts kontinuierlich alle Daten lesen; ohne Maschinen- funktionen u Unterprogramm i ö Werkzeug- Längenkorrektur für drehendes Werkzeug
Vorwärts kontinuierlich alle Daten lesen; mit Maschinen- funktionen Programm-Ende Kontur wieder anfahren z. B. nach dem Aus- wechseln eines beschä- digten Werkzeuges
H Vorwärts satzweise alle Daten lesen; mit Maschinen- funktionen Dateneingabe in einen Speicher Absolute Maßangaben Koordinaten-Maß- Befehl, z. B. Bezugs- maße
Satznummern-Suche rückwärts; ohne Maschinen- funktionen Datenausgabe aus einem Speicher -H-H Inkrementale Maßangaben
Ö Handeingabe Programm-Speicher Nullpunkt- Verschiebung
Referenzpunkt Schlittenposition bezo- gen auf einen bekannten Bezugspunkt Koordinaten-Nullpunkt Ursprung des Ma- schinen-Koordinaten- Systems Werkstück-Nullpunkt
Zahlensysteme
Darstellung der Zahlensysteme
Dezimalsystem (Basis 10) Ziffern: 01 23456789 Dualsystem (Basis 2) Ziffern: 0 1
Dezimalzahl 205 2 । iii । Dualzahl z2 1010 I
Stellenwert 102= 100 101 = 10 10° = 1 = 205 Stellenwert 23 = 8 22 = 4 21 =2 2° = 1 10
Wert 2 100 = 200 0-10 = 0 5-1=5 Wert 1-8 = 8 0-4 = C 1-2 = 2 0-1=0
Gesamt- wert z10 (dezimal) 200 I 0 5 Gesamt- wert z10 = (dezimal) 8 0 2 I 0 1
Hexadezimalsystem (Sedezimalsystem, Basis 16) Zeichen im Sedezimalsystem: 0123456789AB C D E F dezimaler Wert: 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Umwandlung in Dezimalzahl: Umwandlung in Dualzahl: A2F Jede Ziffer stellt eine A2F । J 1 Gruppe von 4 Bit dar । j"I 1
Stellenwert 162 = 256 161 = 16 16°= 1 = 2607 Ziffernwert 10 2 15
Wert 10256 = 2560 2-16 = 32 15-1=15 Bitgruppe (Tetrade) 1010 0010 1111
Gesamt- wert z10 (dezimal) = 2560 32 15 Dualzahl z2 = 1010 0010 1111
Dualzahlen z2, Dezima'zahlen z10 und Hexadez.malzahlen z16 bis zm « 255
b8 0 0 0 0 0 0 0 0 1 1 1 1 1 1 1
0 ► b? 0 0 0 0 1 1 1 1 0 0 0 0 1 1 1 1
1. Te u be 0 0 1 1 0 0 1 1 0 0 1 0 0 1 1
b& 0 1 0 1 0 1 0 1 0 1 0 0 1 0 1
\b?1 b81 b5 bi | bs | b?1 £>i Bitmuster (Dualzahlen) V
1. Tetrade 2. Tetrade Zahl Dezimalzahlen und Hexadezimalzahlen
0 0 0 0 z10 -Zw. 0 00 16 10 32 20 48 30 64 40 80 50 96 60 112 70 128 80 144 90 160 AO 176 BO 192 CO 208 DO 224 EO 240 FO
0 0 0 1 z10 z16 1 01 17 11 33 21 49 31 65 41 81 51 97 61 113 71 129 81 145 91 161 A1 177 B1 193 Ci 209 DI 225 E1 241 Fl
z10 2 18 34 50 66 82 98 114 130 146 162 178 194 C2 210 D2 226 E2 242 F2
z16 02 12 22 32 42 52 62 72 82 92 A2 B2
0 0 1 1 z10 z16 3 03 19 13 35 23 51 33 67 43 83 53 99 63 115 73 131 83 147 93 163 A3 179 B3 195 C3 211 D3 227 E3 243 F3
0 1 0 0 z10 z16 4 04 20 14 36 24 52 34 68 44 84 54 wo 64 116 74 132 84 148 94 164 A4 180 B4 196 C4 212 D4 228 E4 244 F4
0 1 0 1 z10 z16 5 05 21 15 37 25 53 35 69 45 85 55 101 65 117 75 133 85 149 95 165 A5 181 B5 197 C5 213 D5 229 E5 245 F5
0 1 1 0 z10 z16 6 06 22 16 38 26 54 36 70 46 86 56 102 66 118 76 134 86 150 96 166 A6 182 B6 198 C6 214 D6 230 E6 246 F6
0 1 1 1 z10 z16 7 07 23 17 39 27 55 37 71 47 87 57 103 67 119 77 135 87 151 97 167 A7 183 B7 199 C7 215 D7 231 E7 247 F7
1 0 0 0 z10 z16 8 08 24 18 40 28 56 38 72 48 88 58 104 68 120 78 136 88 152 98 168 A8 184 B8 200 C8 216 D8 232 E8 248 F8
1 0 0 1 N n 9 09 25 19 41 29 57 39 73 49 89 59 105 69 121 79 137 89 153 99 169 A9 185 B9 201 C9 217 D9 233 E9 249 F9
1 0 1 0 z10 z16 10 0A 26 1A 42 2A 58 3A 74 4A 90 5A 106 6A 122 7A 138 8A 154 9A 170 AA 186 BA 202 CA 218 DA 234 EA 250 FA
1 0 1 1 z10 z16 11 OB 27 1B 43 2B 59 3B 75 4B 91 5B 107 6B 123 7B 139 8B 155 9B 171 AB 187 BB 203 CB 219 DB 235 EB 251 FB
1 1 0 0 ZW zie 12 OC 28 1C 44 2C 60 3C 76 4C 92 5C iO8 6C 124 7C 140 8C 156 9C 172 AC 188 BC 204 CC 220 DC 236 EC 252 FC
1 1 0 1 z10 z16 13 OD 29 1D 45 2D 61 3D 77 4D 93 5D 109 6D 125 7D 141 8D 157 9D 173 AD 189 BD 205 CD 221 DD 237 ED 253 FD
1 1 1 0 z10 z16 14 OE 30 1E 46 2E 62 3E 78 4E 94 5E 110 6E 126 7E 142 8E 158 9E 174 AE 190 BE 206 CE 222 DE 238 EE 254 FE
1 1 1 1 z10 Z16 15 OF 31 1F 47 2F 63 3F 79 4F 95 5F 111 6F 127 7F 143 8F 159 9F 175 AF 191 BF 207 CF 223 DF 239 EF 255 FF
Ablesebeispiel: Die Dualzahl zy = 10110010 entspricht der Dezimalzahl z10 = 178 oder der Hexadezimalzahl = B2.
ASCII-Zeichensatz1’
7-Bit-ASCII-Code
Code Zei- chen Code Zei- chen Code Zei- chen Code Zei- chen Code Zei- chen Code Zei- chen Code Zei- chen Code Zei- chen
z10 z16 z10 z16 z10 z16 z10 z16 z10 z16 z10 Z16 z10 z16 z10 z16
0 0 NUL 16 10 DLE 32 20 SP 48 30 0 64 40 @ 80 50 P 96 60 \ 112 70 P
1 1 SOH 17 11 DC1 33 21 ! 49 31 1 65 41 A 81 51 Q 97 61 a 113 71 q
2 2 STX 18 12 DC2 34 22 50 32 2 66 42 B 82 52 R 98 62 b 114 72 r
3 3 ETX 19 13 DC3 35 23 # 51 33 3 67 43 c 83 53 S 99 63 c 115 73 s
4 4 EQT 20 14 DC4 36 24 $ 52 34 4 68 44 D 84 54 T 100 64 d 116 74 t
5 5 ENO 21 15 NAK 37 25 % 53 35 5 69 45 E 85 55 U 101 65 e 117 75 u
6 6 ACK 22 16 SYN 38 26 & 54 36 6 70 46 F 86 56 V 102 66 f 118 76 V
7 7 BEL 23 17 ETB 39 27 55 37 7 71 47 G 87 57 w 103 67 g 119 77 w
8 8 BS 24 18 CAN 40 28 ( 56 38 8 72 48 H 88 58 X 104 68 h 120 78 X
9 9 HT 25 19 EM 41 29 ) 57 39 9 73 49 I 89 59 Y 105 69 i 121 79 y
10 A LF 26 1A SUB 42 2A * 58 3A 74 4A J 90 5A Z 106 6A j 122 7A z
11 B VT 27 1B ESC 43 2B + 59 3B 75 4B K 91 5B [ 107 6B k 123 7B {
12 c FF 28 IX FS 44 2C 60 3C < 76 4C L 92 5C \ 108 6C 1 124 7C 1
13 D CR 29 1D OS 45 2D — 61 3D = 77 4D M 93 5D 1 109 6D m 125 7D )
14 E SO 30 1E RS 46 2E 62 3E 78 4E N 94 5E A 110 6E n 126 7E
15 F Sl 31 1F US 47 2F / 63 3F 7 79 4F 0 95 5F - 111 6F o 127 7F DEL
Bedeutung der Steuerzeichen
Code z10 Zei- chen Benennung Code zw Zei- chen Benennung
0 NUL Nil (NULL) 17 DC1 Gerätesteuerung 1 (DEVICE CONTROL 1) |
1 SOH Anfang des Kopfes (START OF HEADING) 18 DC2 Gerätesteuerung 2 (DEVICE CONTROL 2)
2 STX Anfang des Textes (START OF TEXT) 19 DC3 Gerätesteuerung 3 (DEVICE CONTROL 3)
3 ETX Ende des Textes (END OF TEXT) 20 DC4 Gerätesteuerung 4 (DEVICE CONTROL 4)
4 EQT Ende der Übertragung (END OF TRANSMISSION) 21 NAK Negative Rückmeldung (NEGATIVE ACKNOWLEDGE)
5 ENQ Stationsaufforderung (ENQUIRY) 22 SYN Synchronisierung (SYNCHRONOUS IDLE)
6 7 ACK BEL Positive Rückmeldung (ACKNOWLEDGE) Klingel (BELL) 23 ETB Ende der Übertragung (END OF TRANSMISSION BLOCK)
8 BS Rückwärtsschritt (BACKSPACE) 24 CAN Ungültig (CANCEL)
9 HT Horizontal-Ta bu lator (HORIZONTAL TABULATION) 25 26 EM SUB Ende der Aufzeichnung (END OF MEDIUM) Substitution (SUBSTITUTE CHARACTER) |
10 LF Zeilenvorschub (LINE FEED) 27 ESC Code-Umschaltung (ESCAPE)
11 VT Vertikal-Tabulator (VERTICAL TABULATION) 28 FS Hauptgruppen-Trennung (FILE SEPERATOR) |
12 FF Formularvorschub (FORM FEED) 29 GS Gruppen-Trennung (GROUP SEPERATOR)
13 14 CR SO Wagenrücklauf (CARRIAGE RETURN) Dauerumschaltung (SHIFT-OUT) 30 RS Untergruppen-Trennung (RECORD SEPERATOR)
15 Sl Rückschaltung (SHIFT-IN) 31 US Teilgruppen-Trennung (UNIT SEPERATOR) |
16 DLE Übertragungs-Umschaltung (DATA LINK ESCAPE) 32 127 SP DEL Zwischenraum (SPACE) Löschen (DELETE)
Bedeutung der Sonderzeichen (internationale Heferenzversion)
Code z10 Zei- chen Benennung Code z10 Zei- chen Benennung Code z10 Zei- chen Benennung
32 Zwischenraum 43 + plus 64 @ kommerzielles ä I
33 i Ausrufungszeichen 44 Komma 91 [ eckige Klammer auf
34 Anführungszeichen 45 — minus, Bindestrich 92 \ inverser Schrägstrich
35 # Nummernzeichen 46 Punkt 93 ] eckige Klammer zu
36 $ Währungszeichen 47 / Schrägstrich 94 A Aufwärtspfeil, Zirkumflex
37 % Prozent 58 Doppelpunkt 95 — Unterstreichung
38 & kommerzielles Und 59 Semikolon (Strichpunkt) 96 Gravis
39 Apostroph 60 < kleiner als 123 { geschweifte Klammer auf
40 ( runde Klammer auf 61 — gleich 124 I senkrechter Strich
41 I runde Klammer zu 62 > größer als 125 } geschweifte Klammer zu
42 * Stern 63 ? Fragezeichen 126 Tilde
Die Steuerzeichen (0...32 und 127 dezimal) sind am Bildschirm und Drucker nicht darstellbar; sie dienen zur Be-
fehlsübermittlung des Systems.
Die Zeichen 128...255 (dezimal) im erweiterten ASCII-Zeichensatz sind entweder ebenso codiert wie die Zeichen
0...127 oder sie werden für Sonderzeichen genutzt (Kursivzeichen, Grafik-Sinnbilder, selbst definierter Zeichen-
satz). Zeichen 128 ist zum Beispiel das EURO-Zeichen €.
ASCII = AMERICAN STANDARD CODE FOR INFORMATION INTERCHANGE (Amerikanischer Standardcode für
Informationsaustausch)
Sinnbilder für Programmablaufpläne
vgl. DIN 66 001 (1983-12)
Sinnbild Benennung, Bemerkung Sinnbild Benennung, Bemerkung Sinnbild Benennung, Bemerkung
— Verarbeitung, z.B. Addition, Subtraktion Verarbeitungseinheit, z.B. Mensch, Rechner u I Daten, allgemein Datenträger, allgemein — Daten im Zentral- speicher Zentralspeicher
\ y Manuelle Verarbeitung, z.B. Lesen, Schreiben Manuelle Verarbeitungs- stelle ( Maschinell zu verarbei- tende Daten; Datenträger für maschinell zu verarbeitende Daten Optische oder akustische Daten, z.B. Bild, Ton; Optische oder akustische Ausgabeeinheit, z.B. Bildschirm, Lautsprecher
Verzweigung, z.B. bei Entscheidung Auswahleinheit, z.B. Schalter V Manuell zu verarbei- tende Daten Manuelle Ablage, z.B. Kartei, Archiv I— Manuelle optische oder akustische Daten Eingabeeinheit, z.B. Tastatur, Mikrofon
Schleifenanfang, Beginn eines sich wiederholenden Programmteiles I Daten auf Schriftstück, z.B. Beleg; Ein-/Ausgabe- einheit für Schriftstück, z.B. Belegleser, Drucker — Verarbeitungsfolge Zugriffsweg
—* Datenübertragungsweg
Daten auf Karte, z.B. Lochkarte Lochkarteneinheit Leser, Stanzer Grenzstelle zur Umwelt, z.B. Anfang
Schleifenende, Ende eines sich wiederholen- den Programmteiles r ( )
o Verbindungsstelle, ver- bindet Darstellungsteile
11 Synchronisierung bei paralleler Verarbeitung; Synchronisiereinheit Daten auf Lochstreifen Lochstreifeneinheit Leser, Stanzer —e- Verfeinerung, entspricht Ausschnittvergrößerung
—[ Bemerkung zur Anfü- gung erläuternder Texte
> Sprung mit Rückkehr Daten oder Gerät: Speicher mit nur sequentiellem Zugriff, z.B. Magnetband Daten oder Gerät: Speicher auch mit direktem Zugriff, z.B. Diskette oder Festplatte Darstellung von Verbindungslinien
u ) Wirkungsrichtung Anschluss an Sinnbild Auffächerung
l> N Sprung ohne Rückkehr Unterbrechung von außen rr 5 I
CS Steuerung von außen
Sinnbilder für Struktogramrne (nach Nassi-Shneiderman)
vgl. DIN 66 261 (1985-11)
Folgeblock
Anweisung 1
Anweisung 2
Anweisung 3
Anweisung 4
Wiederholungsblock
mit Anfangsbedingung
Anfangsbedingung Wiederhole, solange...
Anweisung 1
Anweisung 2
Anweisung 3
Wiederholungsblock
mit Schlussbedingung
Anweisung 1
Anweisung 2
Anweisung 3
Endbedingung Wenn... dann wiederhole
Alternative
Einfache Alternative
Bedingung nicht erfüllt erfüllt
Anweisung keine Anweisung (leer)
Alternative
Bedingte Alternative
Bedingung /
erfüllt nicht erfüllt
Anweisung Anweisung
Alternative
Mehrfache Alternative
Bedin- gung 1 Anwei- sung Bedin- gung 2 Anwei- sung Bedingung Bedin- gung 3 Anwei- sung
A
Sinnbilder für Informationsverarbeitung
Programmablaufplan und Struktogramm Beispiel: Kreisberechnung
Programm ablauf plan
Struktogramm
Programm: Kreisberechnung
Bildschirm löschen___________
Wertzuweisung PI = 3.1415927
Anfangswertzuweisung W$ = "n1
Wiederhole, bis W$ = "j"
Ausgabe Fehler
Wertzuweisung D - D1
Wiederhole, bis D > D2
Eingabe DI, D2, S
D1 < 0 oder D1 > D2
oder S < 0
Berechnung
U = D * PI
A = D A 2 * PI/4
Ausgabe D, U, A_________
Werterhöhung von D um S
Eingabe W$
Programmende
BASIC-Programm
REM
REM
CLS
PRINT
CONST PI = 3.1415927 #
W$ = "n"
REM *** Werteeingabe ***
DO UNTIL W$ = "j"
PRINT "Durchmesser Anfangswert:";
INPUT D1
PRINT "Durchmesser Endwert:";
INPUT D2
PRINT "Schrittweite:";
INPUT S
IF DI < 0 OR D1 > D2 OR S < = 0
TUEN
PRINT "Unzulaessige Eingabe"
ENDIF
REM *** Verarbeitung und Ausgabe ***
PRINT "D", "U", "A"
D - DI
DO UNTIL D > D2
U = D * PI
A = DA2 * PI/4
PRINT D, U, A
D = D + S
LOOP
REM *** Abschluss ***
PRINT "Programm beenden? (j/n)";
INPUT W$
LOOP
END
*** Programm Kreisberechnung ***
*** fuer Kreisumfang und Kreisflaeche ***
A
Programmiersprachen
Elementar-BASIC
• Ein BASIC-Programm besteht aus einzelnen Zeilen, die entweder in der Reihenfolge ihrer Zeilennummer oder fortlaufend abgearbeitet werden. • Mit Steueranweisungen (GOSUB, GOTO) kann die Reihenfolge der Abarbeitung geändert werden. • Das Programmende wird mit END gekennzeichnet.
BASIC- Schreibweise Bezeichnung Erläuterung, Beispiel
Variable und Konstante
A AI A2 Numerische Variable Der Variabienname besteht aus einem Großbuchstaben (A...Z), wahlweise gefolgt von einer Zahl (0...9). A, A1, A2 sind unterschiedliche Variable.
A$ B$ Zeichenketten- Variable Zeichenketten (Strings) bestehen aus 0 bis 18 Zeichen (A..Z, Leerzeichen und Sonderzeichen), begrenzt durch Anführungszeichen, z.B. "LAENGE".
3 +3 3 Ganzzahl Zahlenwerte ohne Dezimalpunkt werden als Ganzzahl (Integer) verwendet.
.3 -.3 3. Realzahl Dezimalzahlen werden mit Punkt und ohne führende Nullen dargestellt.
Operatoren
+ Summen- Operator Zeichen für Addition und Subtraktion Beispiele: X = A + B; X$ = A$ + B$; Y - A B
* / Multiplikations- Operator Zeichen für Multiplikation und Division q . 3-5 Beispiele: C = 10*{3+2); 3 b/4 - — -
A | Potenz Zeichen für Potenzieren. Beispiele: 2A3 = 8; 125A(1/3) = ^125 = 5
= <><><> Relation Vergleichsoperatoren, z.B. = (ist gleich); > (größer als); <> (ungleich)
j Funktionen
BASIC Funktion Bezeichnung Erläuterung, Beispiel
INT(X) [xl Ganzzahl Liefert nächstkleinere ganze Zahl. Beispiel: INT(3.2) = 3; INT(-3.2) = -4
SQR(X) fr Quadratwurzel Beispiel: SQR(122 - 52) = Vl22 — 52 = 10,9087
TAN(X) tan x Tangens TAN(2) = tan (2 rad) = tan 114,59° =-2,18504
LOG(x) In x Logarithmus Natürlicher Logarithmus mit der Basis e = 2,71828...
EXP(x) e* Exponent Exponentialfunktion mit der Basis e. Beispiel: EXP(1.2) = e1*2 = 3,320117
Einfache Anweisungen, Deklarationen
Anwei- sung Erläuterung Programmbeispiel Ergebnis
REM Ignoriert den folgenden Inhalt der Zeile 10 REM PROGRAMMANFANG 20 ... Kommentar, ohne Einfluss auf den Programmablauf
LET Wertzuweisung (alternativ auch ohne LET) 10 LET A$ = "BASIC" 20 LET C = SQR(4A2 + 3A2) Der String A erhält den Inhalt BASIC Der Variablen C wird der Wert ]/42 + 32 = 5 zugewiesen
INPUT Eingabeaufforderung 10 INPUT A Fordert die Werteingabe für A an
PRINT TAB(x) Wertausgabe am Bild- schirm oder Drucker Ausgabe in Spalte x keine Zeilenschaltung Trennzeichen für Werte 10 PRINT A 20 PRINT TAB(20);A 30 PRINT A; B 40 PRINT A,B 50 PRINT Bildschirmausgabe des Wertes A Wertausgabe A in Spalte 20 Ausgabe A und B (ohne Zeilen- schaltung) Ausgabe A und B (positioniert) Zeilenschaltung ohne Wertausgabe
DIM Feldformatierung 10 DIM A(30,8) Reserviert für die Variable A ein Feld von 30 Spalten und 8 Zeilen
READ DATA Liest Daten aus einer Daten liste ein READ A, B, C DATA 7,5,3,9,12,15 Weist den Variablen A, B und C die Werte 7; 5 und 3 aus der Liste zu
363
3rogrammiersp rachen
Elementar-BASIC (Fortsetzung) • _ ; _
Anwei- sung Erläuterung Programmbeispiel Ergebnis
Steueranweisungen
GOTO Programmfortsetzung bei einer bestimmten Zeilen- oder Sprung- marke GOTO WO WO INPUT A Springt zur Zeile, die mit der Zeilenmarke WO beginnt
ON X GOTO Sprunganweisung, abhängig vom WERT der Variablen X INPUT X ON X GOTO 50, 80, 90 Abhängig vom eingegebenen Wert X: Sprung zu Zeilenmarke 50, 80 oder 90
GOSUB RETURN Sprung in ein Unterprogramm Rücksprung zu der auf GOSUB folgenden Anweisung GOSUB 100 WO REM UNTERPROG 1 RETURN Sprung zur Zeilenmarke 100; abarbeiten der Anweisungen bis RETURN; Rücksprung zur Zeile nach GOSUB
IE... THEN ELSE ENDIF Wenn die Bedingung erfüllt ist, wird die THEN-Anweisung aus- geführt; andernfalls wird die ELSE-Anweisung ausgeführt Ende der Verzweigung IF A$ = J THEN PRINT 'Ergebnis" ELSE END ENDIF Wird für AS "J" eingegeben, dann erfolgt die Ausgabe "Ergebnis", sonst wird das Programm beendet
FOR... TO- STEP... NEXT... Die zwischen FOR und NEXT enthaltenen Anweisungen werden wiederholt, bis die Zählvariable größer ist als in TO angegeben FOR Z = A TO B STEP.1 PRINT ZA2 NEXTZ Wertzuweisung Z von A bis Bum jeweils 0,1 zunehmend; Ausgabe A2; (A+0,1)2...B2 Werterhöhung Z Z + 0,1 Programmfortsetzung, sobald Z > B
STOP Unterbricht Programmablauf IFA<=0THEN STOP Wenn A < 0, dann Programmhalt
END Programmende END Programmende
Erweiterungen zu Elementar-BASIC: Steueranweisungen11
RUN Kommando zum Programmstart RUN "A: KREIS" Startet Programm KREIS von A:
SAVE Speichert ein BAS IC-Programm SAVE "A: KREIS" Speichert Programm KREIS auf A:
LOAD Lädt Programm aus Laufwerk LOAD "A: KREIS" Lädt Programm Kreis von A:
CLEAR Setzt numerische Variable auf 0 und Zeichenketten auf ""(leer) LET A = 25 CLEAR Wertzuweisung: A = 25 Wertrücksetzung: A = 0
CLS Löscht den Bildschirm CLS Bildschirm wird gelöscht
Erweiterungen zu Elementar-BASIC: Anweisungen für Zeichenketten1)
CHR$ Gibt ein ASCII-Zeichen aus PRINT CHR$(67) Ausgabe von C am Bildschirm
LEN Gibt Anzahl der Zeichen einer Zeichenkette aus A$ =" BASIC" PRINT LEN(A$) Wertzuweisung Bildschirmausgabe: 5
LEFT$ MID$ RIGHTS Liefert den linken, mittleren oder rechten Teil einer Zeichenkette A$ ="BASIC" PRINT LEFT$(A$,2) PRINT MID$(A$,3,2) Wertzuweisung Ausgabe: BA (2 Zeichen links) Ausgabe: Sl (2 Zeichen ab Nr. 3)
STR$ Erzeugt eine Ze ich en kette aus einer numerischen Variablen (1. Stelle reserviert für Vorzeichen) A$ = STR$(4.5) PRINT A$ PRINT LEFT(A$,2) Wertzuweisung A$ = "4.5" Ausgabe: 4.5 Ausgabe: 4(1. Stelle leer)
VAL Wandelt eine Zeichenkette in eine numerische Variable um. Ist das 1. Zeichen der Kette keine Zahl, so liefert VAL den Wert 0. A$ = "5 ZE" B$ = "ZE 5" PRINT VAL(A$) PRINT VAL(B$) Wertzuweisung A$ Wertzuweisung B$ Ausgabe: 5 Ausgabe: 0
11 Aufgrund der vielfältigen Dialekte sind Unterschiede in den Anweisungen und ihrer Ausführung möglich.
Befehle der Textverarbeitung Word11
Befehl Erklärung Befehl Erklärung
Menü Datei Menü Einfügen
Neu Öffnen Schließen Speichern Speichern unter Seite einrichten Seitenansicht Drucken Beenden Erstellt ein neues Dokument. Öffnet ein bestehendes Dokument. Schließt das aktuelle Dokument. Speichert das aktuelle Dokument. Speichert das aktuelle Dokument unter einem wählbaren Namen. Legt Seitenränder, Blattausrichtung, Blattgröße und Papierzufuhrfest. Zeigt ein Druckbild des Dokuments. Konfiguriert Drucker und Ausdruck. Beendet Word. Manueller Wechsel Seitenzahlen Autotext Symbol Index und Verzeichnisse Grafik Textfeld Datei Objekt Legt Seiten oder Spaltenwechsel fest. Legt Ort und Anordnung fest. Fügt vordefinierten Text ein. Fügt Sonderzeichen aus vorhandenen Zeichensätzen ein. Markiert Text für eine Indexliste, erstellt Inhaltsverzeichnisse. Fügt eine Grafik ein. Fügt ein Textfeld ein. Fügt eine Datei ein.
Menü Bearbeiten Fügt eine Formel, eine Tabelle usw. ein.
Rückgängig Wiederholen Ausschneiden Macht den letzten Arbeitschritt rückgängig. Wiederholt den letzten Arbeitsschritt. Löscht markierten Text und speichert Hyperlink Fügt eine Verknüpfung zu einer URL ein. URL = Uniform Resource Locator (Internet-Ad resse)
Kopieren Einfügen Alles markieren Suchen Ersetzen ihn in der Zwischenablage. Menü Fenster
Kopiert Text oder Grafik in Zwischen- ablage. Fügt Inhalt aus Zwischenablage ein. Markiert ein Dokument vollständig. Sucht nach Text oder Formatierung. Sucht und ersetzt Text oder Forma- tierung. Neues Fenster Alle anordnen Teilen 1 Dokument 1 Öffnet neues Fenster mit dem Inhalt des aktuellen Fensters. Ordnet alle geöffneten Dokumente an Teilt ein Dokument in zwei Fenster. Liste der geöffneten Dokumente.
Menü Extras
Gehe zu Sprunganweisung zu Text oder Seite. Rechtschreibung und Grammatik Sprache Seriendruck Makro Anpassen Optionen Prüft Dokument auf Rechtschreib- und Grammatikfehler. Legt die Sprache für Korrekturhilfe fest. Verknüpft Dokument mit Daten einer Steuerdatei (Datenbank). Fasst einzelne Befehle zu einem Befehlsschritt zusammen. Stellt Bildschirmansicht ein. Legt Einstellungen für Word fest.
Menü Ansicht
Normal Seiten-Layout Gliederung Symbolleisten Lineal Normalansicht zur Dokumenten- erstellung. Zeigt Druckbild des Dokuments an. Zeigt Gliederungsansicht eines Dokuments. Schaltet Symbolleisten ein und aus. Blendet Linealzeile ein oder aus.
Kopf- und Fußzeile Zoom Fügt Text auf einer Seite oben oder unten ein. Vergrößert oder verkleinert Bild- schirmanzeige. Menü Tabelle
Tabelle zeichnen Zellen einfügen Ermöglicht freies Festlegen einer Tabelle. Fügt einzelne Zellen (Zeilen, Spalten) ein.
Menü Format
Zeichen Absatz Nummerierung und Aufzählung Rahmen und Schattierung Tabstopp Textrichtung Legt Schriftart und Zeichen- darstellung fest. Legt Absatzdarstellung fest. Legt Nummerierung und Aufzählung fest. Legt Rahmenart und Schattierung fest. Legt die Tabulatorstoppposition fest. Ändert Textorientierung von horizontal in vertikal. Löschen Markieren Zellen verbinden Zellen teilen Umwandeln Tabellen- eigenschaften Löscht einzelne Zellen (Zeilen, Spalten). Markiert einzelne Zellen (Zeilen, Spalten). Verbindet einzelne Zellen zu einer Teilt einzelne Zellen in mehrere. Wandelt Tabellen in Text und umge- kehrt um. Legt Zeilenhöhe, Spaltenbreite und Tabellenausrichtung fest.
Die Befehle stellen nur eine Auswahl aus dem jeweiligen Menü dar.
Befahlt der Tabellenkalkulation Excel11
Befehl Erklärung Befehl Erklärung
Menü Datei Menü Einfügen ।
Neu Öffnen Schließen Speichern Speichern unter Seite einrichten Druckbereich Seitenansicht Drucken Beenden Erstellt eine neue Mappe, Diagramm odereine Makrovorlage. Beim Öffnen eines Diagramms ändern sich die Befehle der Menüleiste. Öffnet eine bestehende Mappe. Schließt die aktuelle Mappe. Speichert die aktuelle Mappe. Speichert die aktuelle Mappe unter einem wählbaren Namen und Datei- format. Legt Seitenränder, Blattausrichtung, Blattgröße und Kopf-/Fußzeilen fest. Legt einen wählbaren Druckbereich fest. Zeigt ein Druckbild der Mappe. Konfiguriert Drucker und Ausdruck. Beendet Excel. Zellen Zeilen Spalten Tabellenblatt Diagramm Seitenwechsel Funktion Grafik Objekt Hyperlink Fügt einzelne Zellen ein. Fügt ganze Zeilen ein. Fügt ganze Spalten ein. Fügt neues Tabellenblatt in die Mappe ein. Fügt Diagramm in die Mappe ein. Legt Seiten- oder Spaltenwechsel fest. Fügt mathematische Funktionen zur Berechnung ein. Fügt eine Grafik ein. Fügt eine Formel, eine Tabelle, ein Diagramm usw. ein. Fügt eine Verknüpfung zu einer URL ein. URL = Uniform Resource Locator
Menü Bearbeiten (I nte r n et-Ad resse)
Rückgängig Wiederholen Ausschneiden Kopieren (Inhalte) Einfügen Macht den letzten Arbeitschritt Menü Fenster
rückgängig. Wiederholt den letzten Arbeitsschritt Löscht markierte Tabellenbereiche und speichert sie in der Zwischen- ablage. Kopiert Text oder Grafik in Zwischenablage. Fügt aus der Zwischenablage oder anderen Anwendungen Diagramme Neues Fenster Anordnen Teilen Fenster fixieren 1 Mappe 1 Öffnet neues Fenster mit dem Inhalt des aktuellen Fensters. Legt Fensteranordnung der geöffne- ten Mappen fest. Teilt eine Mappe in zwei Fenster. Fixiert ein Tabellenblatt in der Bild- schirmansicht. Liste der geöffneten Mappen.
Ausfüllen Blatt löschen Blatt verschie- be n/kopie re n Suchen Ersetzen oder Datenreihen ein. Menü Extras
Kopiert Inhalte markierter Felder nach unten, rechts, oben oder links. Löscht Tabellenblatt einer Mappe. Verschiebt oder kopiert einzelne Ta- bellenblätter innerhalb einer Mappe. Sucht nach Text oder Formatierung. Sucht und ersetzt Text oder Formatierung. Rechtschreibung Arbeitsmappe freigeben Schutz Detektiv Prüft Tabelle auf Rechtschreibfehler. Ermöglicht mehreren Benutzern das gleichzeitige Arbeiten an einer Mappe. Schützt Mappe oder einzelne Blätter vor unberechtigtem Zugriff mittels Passwort. Sucht nach Fehlern innerhalb Funktio-
Menü Daten nen und Querverweisen.
Sortieren Externe Daten Sortiert Tabellenbereiche in alpha- betischer Reihenfolge. Ermöglicht das Einlesen externer Datenbanken, Tabellen oder Texte. Makro Anpassen Optionen Fasst einzelne Befehle zu einem Befehlsschritt zusammen. Stellt Bildschirmansicht ein. Legt Einstellungen für Excel fest.
Menü Ansicht Menü Format
Seitenumbruch- vorschau Symbolleisten Lineal Kopf- und Fußzeile Zoom Zeigt Ausdehnung einer Tabelle auf einem oder mehreren Blättern an. Schaltet Symbolleisten ein und aus. Blendet Linealzeile ein oder aus. Fügt Text auf einer Seite oben oder unten ein. Vergrößert oder verkleinert Bild- schirmanzeige. Zellen Zeile Spalte Blatt Bedingte Formatierung Legt Zahlenformat, Ausrichtung, Schriftart und Rahmen fest. Legt Zeilenhöhe fest. Legt Spaltenbreite fest. Legt Blattbenennung fest. Legt die Formatzuweisung einer Zelle fest, wenn eine Bedingung wahr oder unwahr ist.
1) Die Befehle stellen nur eine Auswahl aus dem jeweiligen Menu dar
Verzeichnis der zitierten Normen und anderer Regelwerke
Nr. Normart und Kurztitel Seite Nr. Normart und Kurztitel Seite
AbfBestV DIN
§2/2 Abfallgesetz 183 319 Kugelknöpfe 225
323 Normzahlen 61
332 Zentrierbohrungen 87
336 Bohrerdurchmesser für Kernlöcher 190
406 Maßeintragung 71...78
DGQ 417” Gewindestifte mit Schlitz 202
11-19 Qualitätslehre 251 433” Scheiben für Zylinderschrauben 213
16-31 Statistische Auswertung 248 434 Scheiben für U-Träger 214
16-33 Qual itätsf ä h ig keit 251 435 Scheiben für I-Träger 214
438” Gewindestifte mit Schlitz 202
43911 Sechskantmuttern, niedrig 209
DIN 462 Sicherungsbleche 211
1” Kegelstifte, ungehärtet 218 466 Rändelmuttern, hohe Form 212
6 Darstellung in Zeichnungen 66...70 467 Rändelmuttern, niedrige Form 212
7” Zylinderstifte, ungehärtet 218 471 Sicherungsringe für Wellen 240
10 Vierkante von Zylinderschäften 216
13 Metrisches ISO-Gewinde 190 472 Sicherungsringe für Bohrungen 240
475 Schlüsselweiten 216
66 Senkungen 205 476 Papier-Endformate 80
74 Senkungen 205 508 Muttern für T-Nuten 227
76 Gewindeausläufe 85 509 Freistiche 88
82 Rändel 87
84” Zylinderschrauben mit Schlitz 200 513 Sägengewinde 193
55111 Gewindestifte mit Schlitz 202
85” Flachkopfschrauben mit Schlitz 200 553” Gewindestifte mit Schlitz 202
9411 Splinte 212 580 Ringschrauben 211
103 ISO-Trapezgewinde 193 582 Ringmuttern 211
125” Scheiben für Sechskantschrauben 213
126” Scheiben für Sechskantschrauben 214
609 Sechskant-Passschrauben 199
128 Federringe 215 616 Maßreihen von Wälzlagern 235
158 Kegeliges Außengewinde 191 623 Bezeichnung von Wälzlagern 235
172 Bundbohrbuchsen 224 625 Rillenkugellager 236
173 Steckbohrbuchsen 224 628 Schrägkugellager 236
174” Blanker Flachstahl 140
650 T-Nuten 227
175” Polierter Rundstahl 140 668” Blanker Rundstahl 140
176” Blanker Sechskantstahl 140 670” Blanker Rundstahl 140
177” Stahldraht 135
671” Blanker Rundstahl 140
178” Blanker Quadratstahl 140
179 Bohrbuchsen 224 711 Axial-Rillenkugellager 237
199 Begriffe im Zeichnungswesen 64 720 Kegelrollenlager 238
201 Schraffuren 71 748 Zylindrische Wellenenden 241
202 Gewindearten 188 780 Modulreihe für Zahnräder 257
228 Werkzeugkegel 223 787 Schrauben für T-Nuten 227
250 Rundungshalbmesser 61 804 Lastdrehzahlen 261
Diese Normen wurden zurückgezogen. Die Ersatznormen sind auf der genannten Buchseite angegeben.
Verzeichnis der zitierte und anderer
Nr. Normart und Kurztitel Seite Nr. J Normart und Kurztitel Seite
DIN DIN
820 Normungsarbeit 6 1304 Formelzeichen 17
824 Faltung von Zeichenblättern 80 1414 Spiralbohrer, Typen 277
835 Stiftschrauben 203 1445 Bolzen mit Gewindezapfen 219
906 Verschlussschrauben 201 1448 Kegelige Wellenenden 241
908 Verschlussschrauben 201 1511 ) Gießereitechnik1* 121
910 Verschlussschrauben 201 1541” Stahlblech, Stahlband 137
912” Zylinderschrauben 199 1587 Sechska nt-Hutm uttern 211
913 Gewindestifte 202 1623” Blech und Band, kaltgewalzt 136
914 Gewindestifte 202 1651 ) Automatenstähle 130,151
915 Gewindestifte 202 1681 Stahlguss 125
916 Gewindestifte 202 1686” Allgemeintoleranz, f. Gussstücke 121
929 Sechskant-Schweißmuttern 212 1691” Gusseisen m. Lamellengrafit 123
93111 Sechskantschrauben 196 1692” Temperguss 125
933” Sechskantschrauben 197 1693” Gusseisen mit Kugelgrafit 124
934” Sechska ntm utte rn 209 1700 NE-Metalle, Bezeichnung 152
935 Krone nm uttern 212 1705” Kupfer-Gusslegierungen 161
938 Stiftschrauben 203 1707” Weichlote 313
939 Stiftschrauben 203 1709” Kupfer-Gusslegierungen 161
960” Sechska ntsc h ra u be n 197 1714” Kupfer-Gusslegierungen 161
961” Sechskantschrauben 197 1725” Al-Gusslegierungen 161
962 Schrauben, Muttern, Bezeichnung 194,207 1729” Mg-Gusslegierungen 161
963” Senkschrauben mit Schlitz 200 1732 Schweißzusatzwerkstoffe für AI 306
964” Linsensenkschrauben mit Schlitz 201 1743” Feinzink-Gusslegierungen 160
965” Senkschrauben mit Kreuzschlitz 200 1751 Bleche aus NE-Metallen 137
966” Linsensenkschr. m. Kreuzschlitz 201 1771 L-Profile aus Al-Legierungen 158
971” Sechskantmuttern 210 1783” Bleche aus NE-Metallen 137
974 Senkungen 206 1786” Installationsrohre aus Kupfer 147
979 Kronenmuttern 212 1795” Rohre aus Al-Legierungen 157
981 Nutmuttern für Wälzlager 239 1804 Nutmuttern 211
988 Pass- und Stützscheiben 241 1836 Werkzeug-Anwendungsgruppen 270
1013 Rundstahl, warmgewalzt 139 1850 Buchsen für Gleitlager 234
1014 Vierkantstahl, warmgewalzt 139 1912” Schweißpositionen 299
1017 Flachstahl, warmgewalzt 139 1913” Umhüllte Stabelektroden 307
1022 L-Stahl, scharfkantig 142 2076 Runder Federdraht 135
1025 Doppel-T-Träger 145 2077 Runder Federdraht 135
1026 U-Stahl, warmgewalzt 141 2080 Steilkegelschäfte 223
1028” L-Stahl, gleichschenklig 144 2093 Tellerfedern 231
1029” L-Stahl, ungleichschenklig 143 2098 Schrauben-Druckfedern 230
1301 Einheiten im Messwesen 18 2211 Keilriemenscheiben 232
1302 Mathematische Zeichen 17 2310 Therm. Schneiden, Toleranzen 306
11 Diese Normen wurden zurückgezogen. Die Ersatznormen sind auf der genannten Buchseite angegeben.
Verzeichnis dei zi
Nr. Norm art und Kurztitel Seite Nr. Norm art und Kurztitel Seite
DIN DIN
2391 Präzisionssta h 1 roh re 147 6914 Sechskantschrauben 198
2448 Stahlrohre, nahtlos 147 6915 HV-Sechskantm uttern 210
2458 Stahlrohre, geschweißt 147 692311 Sechskantmuttern 210
2999 Whitworth-Rohrgewinde 192 6935 Biegeradien 294
314111 Oberflächenangaben 97 7157 Passungsauswahl 106
3760 Radial-Wellendichtringe 242 7168 Allgemeintoleranzen 105
3771 O-Ringe 242 7337 Blindniete 222
4760 Gestaltabweichungen 94 7500 Gewindefurchende Schrauben 198
4766 Rautiefen, erreichbare 95 750411 Bohrschrauben 203
4844 Sicherheitskennzeichnung I28B...E 7708 Formmassetypen 170
4983 Klemmhalter 273 7721 Synchronriemen 233
4987 Wendeschneidplatten 272 7726 Schaumstoffe 171
5406 Sicherungsbleche 239 772811 Kurzzeichen für Polymere 166
5412 Zylinderrollenlager 237 773511 Schichtpressstoffe 170
5418 Einbaumaße für Wälzlager 236 7753 Schmalkeilriemen 232
5419 Filzringe 242 798111 Linsen-Blechschrauben 203
5425 Toleranzen für Wälzlagereinbau 107 79821' Senk-Blechschrauben 203
5517 Rohre u. Profile aus Al-Legierungen 157 798311 Linsensenk-Blechschrauben 203
5520 Biegeradius bei NE-Metallen 294 7984 Zylinderschrauben 199
6311 Druckstücke 225 79850 Flachkopfschrauben m. KreuzschL 200
6319 Kugelscheiben, Kegelpfannen 227 7989 Scheiben für Stahlkonstruktionen 214
6321 Aufnahme-Auflagebolzen 226 799111 Senkschrauben, Innensechskant 200
6323 Lose Nutensteine 227 7999 Sechskantschrauben 198
6332 Gewindestifte mit Druckzapfen 225 8062 Rohre aus PVC 172
6335 Kreuzgriffe 226 8072 Rohre aus PE 172
6336 Sterngriffe 226 8074 Rohre aus Polyethylen (PE) 172
6599 Schneidstoffe, Bezeichnung 271 85111’ Flussmittel 313
6771 Schriftfelder mit Stücklisten 80 85131’ Hartlote 312
6773 Härteangaben in Zeichnungen 93 855111 Nahtvorbereitung b. Schweißen 300
6780 Vereinfachte Darstellung 79 85541’ Gasschweißstäbe 302
678411 Werkstückkanten 84 8559” Drahtelektroden 303
6785 Butzen an Drehteilen 84 857011 Allgemeintoleranz., Schweißen 299
6796 Spannscheiben 215 9713 U-Profile aus Al-Legierungen 158
6797 Zahnscheiben 215 9714 T-Profile aus Al-Legierungen 158
6798 Fächerscheiben 215 9715 Magnesiu m-Knetlegierungen 160
6799 Sicherungsscheiben 240 9812 Säulengestelle 229
6885 Passfedern 221 9816 Säulengestelle 229
6886 Keile 220 9819 Säulengestelle 229
6887 Nasenkeile 220 98591) Einspannzapfen mit Gewinde 228
6888 Scheibenfedern 221 9861 Runde Schneidstempel 228
Diese Normen wurden zurückgezogen. Die Ersatznormen sind auf der genannten Buchseite angegeber
Verzeichnis der zitierten Normen und anderer Regelwerke I
Nr. Norm art und Kurztitel Seite Nr. Normart und Kurztitel Seite |
DIN DIN
9873” Platten für Säulengestelle 228 50150 Härte-Zugfestigkeit, Umrechnung 180
10027 Bezeichnungssystem für Stähle 116...119 50359 Universalhärteprüfung 180
16774” Polypropylen PP 169 51385 Kühlschmierstoffe 269
16776” Polyethylen PE 169 51502 Schmierstoffe 173
16901 Toleranzen f. Kunstst.-Formteile 298 51519 1S O-Vi skositätsklasse n 173
17006 Bezeichnungssystem für Stähle 116—119 51524 Hydrauliköle 337
17007” Werkstoffnummern für Stähle 114 53505” Kunststoffe, Shorehärte 181
17007 Werkstoff nummern f. NE-Metalle 152 53804 Statistische Auswertung 247
55003 NC-Maschinen, Bildzeichen 358
17100” Unlegierter Baustahl 128
17102” Schweißgeeig. Feinkornbaustähle 131 55350 Qualitätsprüfung 246
59051 T-Stahl, scharfkantig 141
17140” Walzdraht 135 59410” Hohlprofile, warmgewalzt 148
17162” Blech, Band, feuerverzinkt 137 59411” Hohlprofile, kaltgefertigt 148
17200” Vergütungsstähle 150 59751 Rohre aus Al-Legierungen 157
17210” Einsatzstähle 130,149 66000 Mathematische Zeichen 321
17211” Nitrierstähle 131,151
66001 Programmablaufpläne, Sinnbilder 361
17212 Stähle für Flammhärtung 131,150 66025 CNC-Maschinen, Programmaufb. 347
17221 Federstahl, warmgewalzt 133 66217 CNC-Maschinen, Koordinaten 346
17223” Federstahl, patentiert gezogen 134 66261 Struktogramme, Sinnbilder 361
17350” Werkzeugstähle 132,149 69100” Schleifmittel 287
17660” Kupfer-Knetlegierungen 159
17662” Kupfer-Zinnlegierungen 159
17663” Kupfer-Aluminium-Knetlegierung. 160
17672” Kupfer-Knetlegierungen 160
17851 Titan-Knetlegierungen 160
19225 Regler 318
19226 Steuerungstechnik, Grundbegr. 316
19227 Steuerungstechnik, Bildzeichen 316
24320 Öl-in-Wasser-Emulsionen 337
24900 Biidzeichen f. d. Maschinenbau 110
30910 Sintermetalle 163
32526” Schutzgase 303
40719 Betriebsmittel, Kennzeichnung 324
50100 Dauerschwingversuch 176
50101 Tiefungsversuch 177
50102 Tiefungsversuch 177
50106 Druckversuch 176
50111” Biegeversuch, technologischer 177
50125 Zugproben 175
50133” Vickers-Härteprüfung 179
50141 Scherversuch 176
1) Diese Normen wurden zurückgezogen. Die Ersatznormen sind auf der genannten Buchseite angegeben.
Kl Verzeichnis der zitierten Nonnen und anderer Regelwerke
Nr. Normart und Kurztitel Seite Nr. Normart und Kurztitel Seite
DIN EN DIN EN
439 Schutzgase 303 10083 Vergütungsstähle 129,150
440 Drahtelektroden 303 10084 Einsatzstähle 130,149
485 Bleche aus NE-Metallen 137 10085 Nitrierstähle 131
499 Umhüllte Stabelektroden 307 10087 Automaten stähle 130,151
515 NE-Metalle, Werkst off zustand 153 10088 Nichtrostende Stähle 133
573 Al-Knetlegierungen, Bezeichnung 153,154 10109" Rockwell-Härteprüfung 179
754 Al-Knetlegierungen 155,156 10113 Schweißgeeign. Feinkornbaust. 131
755 Al-Knetlegierungen 155,156 10130 Blech, Band, kaltgewalzt 136
1044 Hartlote 312 10142 Blech, Band, feuerverzinkt 137
1045 Flussmittel zum Hartlöten 313 10202" Verpackungsblech und -band 136
1057 Installationsrohre aus Kupfer 147 10203" Weißblech 136
1089 Druckgasflaschen 301 10205" Feinstblech 136
1089 Druckgasflaschen, Kennzeichnung 128G,H 10210 Hohlprofile, warmgewalzt 148
1173 Cu-Legierung., Werkstoffzustände 152 10213 Stahlguss für Druckbehälter 125
1412 Kupfer, Kupferlegierungen 152 10218 Stahldraht, kaltgezogen 135
1560 Gusseisenwerkstoffe, Bezeichnung 122 10219 Hohlprofile, kaltgefertigt 148
1561 Gusseisen mit Lamellengrafit 123 10270 Federdraht, patentiert gezogen 134
1562 Temperguss 125 10277 Blankstahlerzeugnisse 140
1563 Gusseisen mit Kugelgrafit 124 10278 Blankstahlerzeugnisse 140
1564 Bainitisches Gusseisen 123 12163 Kupfer-Knetlegierungen 159
1661 Sechskantmuttern mit Flansch 210 12164 Kupfer-Knetlegierungen 159
1706 Aluminium-Gusslegierungen 161 12167 Kupfer-Knetlegierungen 159
1780 Al-Gussstücke, Bezeichnung 154 12536 Schweißen, Gasschweißstäbe 302
2054 Stabelektroden, Abmessungen 307 12890 Gießereiwesen 121
2338 Zylinderstifte, ungehärtet 218 20273 Durchgangslöcher f. Schraub. 194
10002 Zugversuch 175 20898" Festigkeitsklassen v. Schraub. 194,207
10003" Brinell-Härteprüfung 178 22339 Kegelstifte, ungehärtet 218
10016 Walzdraht 135 22340 Bolzen ohne Kopf 219
10020 Stähle, Einteilung 115 22341 Bolzen mit Kopf 219
10024 I-Träger, Grenzabmaße 146 22553 Schweißen, Sinnbilder 89...91
10025 Unlegierter Baustahl 128 24014" Sechskantschrauben 196
10027 Stähle, Bezeichnungssystem 116 24015 Sechskantschrauben 198
10027 Stähle, Nummernsystem 114 24017" Sechskantschrauben 197
10028 Druckbehälterstähle 134 24032’ Sechskantmuttern 209
10029 Stahlblech, Stahlband 137 24033’ Sechskantmuttern 209
10031 Stahlblech, Stahlband 137 24035’ Sechskantmuttern 209
10034 I-Träger, Grenzabmaße 145 24063’ Schweißverfahren, Kennzahlen 299
10045 Kerbschlagversuch 177 24766 Gewindestifte mit Kegelkuppe 202
10055 T-Stahl, gleichschenklig 142 27434 Gewindestift mit Schlitz 202
10056 L-Stahl 143,144 27435 Gewindestift mit Zapfen 202
1) Diese Normen wurden zurückgezogen. Die Ersatznormen sind auf der genannten Buchseite angegebe n.
Nr. Normart und Kurztitel Seite Nr. Norm art und Kurztitel Seite
DIN EN DIN EN ISO
27436 Gewindestift mit Ringschneide 202 4287 Oberflächenbeschaffenheit 94
2867311 Sechskantmuttern 210 4288 Oberflächenbeschaffenheit 94
2867411 Sechskantmuttern 210 4762 Zylinderschrauben, Innensechskant 199
2867611 Sechskantschrauben 197 4957 Werkzeugstähle 132,149
28738 Scheiben für Bolzen 214 5457 Zeichnungsformate 80
2876511 Sechskantschrauben 197 6506 Brinell-Härteprüfung 178
29453 Weichlote 313 6507 Vickers-Härteprüfung 179
29454 Flussmittel zum Weichlöten 313 6508 Rockwell-Härteprüfung 179
29692 Schweißen, Nahtvorbereitung 300 6947 Schweißpositionen 299
60445 Elektr. Betriebsmittel, Kennzeichn. 324 7040 Sechskantmuttern 210
60446 Elektr. Leiter, Kennzeichnung 324 7045 Flachkopfschrauben, Kreuzschlitz 200
60617 Schaltpläne, grafische Symbole 322 7046 Senkschrauben, Kreuzschlitz 200
61082 Elektrische Schaltpläne 325 7047 Linsensenkschrauben, Kreuzschi. 201
61131 Speicherprogr. Steuerungen 341 7090 Flache Scheiben, mit Fase 213
7091 Flache Scheiben, normale Reihe 214
7092 Flache Scheiben, kleine Reihe 213
7438 Technologischer Biegeversuch 177
8734 Zylinderstifte, gehärtet 218
8740 Zylinderkerbstift mit Fase 219
8741 Steckkerbstift 219
DIN EN ISO
8742 Knebelkerbstift, kurze Kerben 219
527 Zugprüfung von Kunststoffen 181 8743 Knebelkerbstift, lange Kerben 219
868 Shore-Härteprüfung 181 8744 Kege Ikerbstift 219
898 Festigkeitsklassen, Schrauben 194 8745 Passkerbstift 219
1043 Kurzzeichen für Polymere 166 8746 Halbrundkerbnägel 219
1207 Zylinderschrauben mit Schlitz 200
8747 Senkkerbnägel 219
1234 Splinte 212 8752 Spannstifte, schwere Ausführung 218
1580 Flachkopfschrauben mit Schlitz 200 8765 Sechskantschrauben mit Schaft 197
1872 Polyethylen PE 169 8673 Sechskantmuttern 210
1873 Polypropylen PP 169 8674 Sechska ntm uttern 210
2009 Senkschrauben mit Schlitz 200
8675 Sechskantmuttern 210
2010 Linsensenkschrauben mit Schlitz 201 8676 Sechskantschrauben, Feingewinde 197
2338 Zylinderstifte, ungehärtet 218 9000 Qualitätsmanagement 244
3098 Schriften, Grundregeln 60 9001 Qualitätsmanagement 244
3166 Drei-Buchstaben-Codes 189 900211 Qualitätsmanagement 244
4014 Sechskantschrauben mit Schaft 196
90031’ Qualitätsmanagement 244
4017 Sechskantschrauben, Gew. b. Kopf 197 9004 Qualitätsmanagement 244
4032 Sechskantmuttern 209 10642 Senkschrauben, Innensechskant 200
4033 Sechskantmuttern 209 13337 Spannstifte, leichte Ausführung 218
4035 Sechskantmuttern 209 13920 Schweißen, Allgemeintoleranzen 299
4063 Schweißen, Verfahren 299 15481 Bohrschrauben 203
Diese Normen wurden zurückgezogen. Die Ersatznormen sind auf der genannten Buchseite angegeben.
Nr. Normart und Kurztitel Seite Nr.
DIN .30
14 Keilwellenverbindung 222 10242
128 Linien 62,72 13715
228 Rohrgewinde 192
2731’ Durchgangslöcher für Schrauben 194
286 ISO-Passungen Schneidstoffe, Bezeichnung 98
513 271
525 Schleifmittel 287 0100 4 n» ' 1 •
965 Bezeichnung von Gewinden 188 0100 4 in
1043 Füllstoffe, Kurzzeichen 166
1101 Form- und Lagetoleranzen 107
1219 Hydraulik, Pneumatik, Schaltpläne 332
1302 Oberflächenbeschaffenheit 96
2039 Kunststoffe, Härteprüfung 181
2162 Federn, Darstellung 91
2203 Zahnräder, Darstellung 81
2768 Allgemeintoleranzen 105
2859 Annahme-Stichprobenprüfung 250
3040 Kegel, Bezeichnungen 279 h । • ••
4379 Buchsen für Gleitlager 234 1 41-.. • * •
" 1 . . 1 । V< •• ♦ ' 1*
4381 Gleitlagerwerkstoffe (Pb, Sn) 164
4382 Gleitlagerwerkstoffe (Cu) 164
4383 Gleitlagerwerkstoffe (Verbundw.) 165
4759 Schrauben, Produktklassen 194
5419 Spiralbohrer, Benennungen 277 ‘1(1(1 | ! F •••
5455 Maßstäbe 61
5456 Projektionsmethoden 63
5845 Metallbau, Zeichnungen 92
6410 Gewinde, Darstellung 75, 86
6411 Zentrierbohrungen 86 4H II
1 w-
6413 Keilwellen und Verzahnungen 91 12 1 i ei*>
6691 Kunststoffe für Gleitlager 165
6753 Bearbeitete Platten für Werkzeuge 228
7049 Blechschrauben m. Linsenkopf 203
7050 Senkblechschrauben 203 /(>!> 1 < i । n» to» IHM» 4i
7051 Linsensenk-Blechschrauben 203
8062 Maßtoleranzen für Gussstücke 121 .1 II. <
8466 Schleifmittel, Körnung 287 1 ihH
8826 Wälzlager, vereint. Darstellung 82 l.lllll" M ii •
9222 Dichtungen, vereint Darstellg. 83 <4 1 1
11 Diese Normen wurden zurückgezogen. Die Ersatznoin um .Iml in
Sachwortverzeichnis
A
Abfallbestimmungsverordnung... ................183
Abfallgesetz................................. 183
Abmaße........................................ 98
ABS (Kunststoff)..........................167, 168
Abscherung, Beanspruchung.......................43
Abschmelzleistung von Stabelektroden...........309
Abtragen, Hauptnutzungszeit....................268
Abtrag rate, Richtwerte........................268
Acetylenflaschen, Farbkennzeichnung...........128H
Acme-Gewinde...................................189
Adressbuchstaben, CNC-Steuerungen..............347
Allgemeintoleranzen, Form und Lage.............105
-, Längen und Winkel...........................105
-, Schweißkonstruktionen.......................299
Aluminium, Schweißzusatzwerkstoffe.............306
Aluminium-Gusslegierungen......................161
Aluminium-Knetlegierungen, aushärtbar..........156
Bezeichnung...................... .... 153
-, nicht aushärtbar.......................... 155
Werkstoff nummern___________________________ 154
Aluminiumlegierungen, Wärmebehandlung ..... 151
Aluminium-Profile und -Bleche ...........157,158
Aminoplast-Formmassetypen........ 170
Analoge Regler............................... 318
AND-Verknüpfung................................320, 344
Annahmestichprobenprüfung......................250
Ansichten in Zeichnungen........................65
Anweisungsliste AWL............................343, 344
Arbeit..........................................35
- elektrische...................................51
-, mechanische..................................35
Argonflaschen, Farbkennzeichnung..............128H
ASCH-Zeichensatz ..............................360
Assoziativ-Gesetz..............................321
Auflagebolzen ..... .... 226
Auflagerkräfte......... ........................34
Aufnahmebolzen.................................226
Auftragszeit nach REFA.........................252
Auftriebskraft..................................38
Ausgleichsteilen............................. 284
Ausländische Gewinde...........................189
Austenit......................................128A
Automatenstähle................................130
Wärmebehandlung..............................151
Automatisierungstechnik..................315...366
Axial-Rillenkugellager.........................237
Axonometrische Darstellungen....................64
Waste Disposal Regulation (German)
Waste Disposal Act (German)
Deviations
ABS (acrylonitrile-butadiene-styrene Copolymers)
Shearing load
Melting rate of stick electrodes
Removal operations, productive time
Surface removal rate, Standard values
Acetylene cylinders, colour coding
Acme screw thread
Address letters, CNC
General tolerances, geometrical tolerances
General tolerances, linear and angular dimensions
General tolerances, welded constructions
Aluminium, welding fillers
Aluminium casting alloys
Wrought aluminium alloys, hardenable
Wrought aluminium alloys, Identification
Wrought aluminium alloys, not hardenable
Wrought aluminium alloys, material codes
Aluminium alloys, heat treatment
Aluminium sections and sheets
Aminoplastic moulding compounds
Analogue Controllers
AND Operation
Acceptance sampling test
Views in drawings
Statement list AWL
Work
Work, electric
Work, mechanical
Argon cylinders, colour coding
ASCII Code
Associative law
Support pins
Supporting forces
Location pins
Order filling time acc. to REFA
(German association for work time studies)
Buoyant force
Differential indexing
Foreign screw threads
Austenite
Free-cutting steels
Free-cutting steels, heat treatment
Automation technology
Th rüst ball bea rings
Axonometrie representations
B
Bahnkorrekturen bei der CNC-Bearbeitung . .. 357
Band, feuerverzinkt.......................... 137
kaltgewalztes........ ........136
BASIC..................................... 363, 364
Basiseinheiten...................................18
Basisgrößen.................................... 18
Baustähle, Auswahl.........................126,127
- unlegierte.............................. .128
Beanspruchungsarten..............................40
Belastungsfälle...................... ... .... 40
Belegungszeit nach REFA.........................253
Berufsgenossenschaftliche Vorschriften ...... 128B...E
Beschleunigung ..............................33
Path correction in CNC machining
Strip Steel, hot-dip galvanized
Strip steel, cold-rolled
BASIC
Basic units
Basic quantities
Structural steels, selection
Structural steels, plain
Load types
Load schemes
Utilization time acc. to REFA
(German association for work time studies)
Regulations of the German employers' liability
Insurance association (Berufsgenossenschaft)
Acceleration
Sachwortverzeichnlt
Beschleunigungskraft...............
Betriebsmittel, elektrotechnische..
Bewegung, beschleunigte...............
gleichförmige....................
kreisförmige........... .........
Bewegungsenergie...................
Bezugslinien.......................
Bezugspunkte bei CNC-Maschinen ....
Biegebeanspruchung ................
Biegeradius beim Biegeumformen ....
Biegespannung .....................
Biegeumformen......................
-, Biegeradius........ ............
Rückfederung.....................
- Zuschnittermittlung..............
Biegeversuch.......................
Bildzeichen im Maschinenbau........
Binäre Verknüpfungen...............
Binomische Formel..................
Blech, feuerverzinkt...............
kaltgewalztes....................
-, aus NE-Metallen.... ....
Blechschrauben.....................
Blechschraubengewinde..............
Blindniete.........................
Bogenmaße, Bemaßung................
Bohrbuchsen .......................
Bohren, Hauptnutzungszeit..........
Schnittdaten.....................
Schnittkraft und -leistung.......
Bohrschrauben......................
Bohrzyklen.........................
Bolzen.............................
BR (Kautschuk).....................
Brandschutzzeichen.................
Brennschneiden, Maßtoleranzen......
- Richtwerte.......................
Brinell-Härteprüfung...............
Bruchrechnung......................
Bundbohrbuchsen................
Butzen an Drehteilen.......
.....32
.... 324
.....33
.....33
.....33
.....35
.....72
346, 357
..... 44
.... 294
.....44
294, 295
.... 294
.... 295
294, 2S5
.... 177
.... 110
....320
..... 13
....137
....136
____137
____203
....188
....222
.....74
...224
....265
....277
....275
....203
....353
....219
....171
...128D
....306
....305
. ...178
....12
....224
.84
Accelei.ilii'ii >
Equipment ul
Motion. n<
Motion, iiml
Motion, ( im ।
Kinel« nm i
Refeirnt n lh
Refeiom < r
Bendirm h
Bendimi uli
Beii(lui|| nli
Bend lonnli
Bend lonnh
Bend Imin.i
Bend Im mih
Bendinii h '
Grnphii ul
Bin.uy link
Binomuil Inn
Shmil um! -
Shmil inui .*
Shnnl »ul
T.ippmu «
l.ippnui
Blind i h i
R.idmri uh
Pim. III I-'
Diilliiitl pi
Dnllimi >>
l )i ilhiiu
I )t illinj
Diillinil
Boll
BH (hm ui
I IIP |ll< ।
I l.lllio « II'
I hinio ii 'M
Bi llioll Im dHfll
I im lliii i I
I 'n»* i lll l*i I
.'.piiji.i
CA (Kunststoff). . .
CAB (Kunststoff)
Chemie..........................
Chemikalien der Metalltechnik...
CNC-Maschinen, Bildzeichen ....
CNC-Steuerungen....................
CO (Kautschuk)...............
Cosinus............................
Cosinussatz........................
Cotangens..........................
CR (Kautschuk).....................
CSM (Elastomer)....................
. 167
.... 167
... 53
... 54
.....358
346—358
.....171
...... 10
......11
......10
.....171
.....171
c
At nlyl i
Colhili
( hniilH ' ,
( llPllll • •
CNI H
( mii)।
( hlni
Cn im
CllMlIj« I 1
( 1)1 lllt|
( H (. hl>
( !>M |> I
Dauerschwingversuch..........
Dezimalsystem...............
Dichte, Definition...........
-, Werte.....................
Dichtezahl...................
Dichtungen, Darstellung......
Differentialteilen...........
176
359
. 29
112,113
.... 112
.....83
.... 284
D
I nllpi।
I >tit iim 1 ।
Dm II I
Dm h
Dn| H
hrnilHHi-
Dill- ..
Sachwortverzeichnis
Diffusionsglühen...................
Digitale Regler.................... .
Dimetrische Projektion................
Direktes Teilen........ ..............
Doppel-T-Träger, breit... .......
mittelbreit.............
schmal..............................
Drahtelektroden.......................
D-Regler..............................
Drehbewegung, Energie.................
Drehen mit v = konst., Hauptnutzungszeit
Drehen, Hauptnutzungszeit.............
Rautiefe............................
- , Schnittdaten ...................
- Schnittkraft und -leistung........
Drehmoment............................
Drehprobleme...................
Drehstromleistung.........
Drehzahldiagramm
Drehzyklen.............
Dreieck, gleichseitiges..
- , Inkreis-Konstruktion.. .
-, Umkreis-Konstruktion ..
Dreieckschaltung. --------
Dreiecksfläche-----
Dreipunkt-Regler .
Dreisatz........... ..................
Druck..................... ...........
Druck, Beanspruchung......
Druckbehälterstähle....... .......
Druckeinheiten........................
Druckfedern...........................
Druckflüssigkeiten in der Hydraulik...
Druckgasflaschen......................
Druckluftflaschen, Farbkennzeichnung...
Druckspannung.........................
Druckstücke...........................
Druckübersetzer.......................
Druckversuch.............................
Dualsystem............................
Durchbiegung.............................
Durchflussgeschwindigkeiten..............
Durchgangslöcher für Schrauben........
Durchmesser, Bemaßung.................
..128A
........319
.........64
........284
........145
.......145
. . 146
........303
........318
.........35
........264
........263
........280
.... 280, 281
........275
.........34
....281
........51
........262
. . . 354-356
. ...24
.... 58
... 58
.... 52
........23
.... 319
..........16
..........39
..........42
.........134
..........39
.........230
.........337
........301
.......128H
..........42
.........225
.........339
.........176
.........359
..........44
.........340
.........194
..........73
Homogenizing anneal
Digital Controllers
Dimetric representation
Direct indexing
l-beams, wide
l-beams, medium
l-beams, narrow
Wire electrodes
Difference Controller
Rotation, kinetic energy
Turning with v = const., productive time
Turning, productive time
Turning, roughness depth
Turning, cutting data
Turning, cutting forces and performances
Torque
Turning Problems
Three-phase power
Revolution diagram
Turning cycles
Triangle, equilateral
Triangle, construction of the inscribed circle
Triangle, construction of the circumscribed circle
Delta connection
Triangular surface
Three-point Controller
Rule of three
Pressure
Compressive load
Steels for pressure purposes
Pressure units
Com pression springs
Hydraulicfluids
Compressed-gas cylinders
Compressed-gas cylinders, colour coding
Compressive stress
Thrust pads
Pression intensifier
Com pression test
Binary n umber System
Deflection
Flow rates
Clearance holes for screws and bolts
Diameter, dimensioning
E
Einheiten im Messwesen....................
Einheitsbohrung...........................
Einheitswelle.............................
Einsatzstähle.............................
-, Wärmebehandlung........................
Einspannzapfen.................. .........
- Lage....................................
Einzelheiten in Zeichnungen...............
Eisen-Kohlenstoff-Diagramm................
Elastizitätsmodul.........................
Elastomere................................
Elektrizität, Größen und Einheiten........
Elektrochemische Spannungsreihe...........
Elektroden bedarf beim Lichtbogenschweißen.
Elektrohydraulische Steuerungen...........
Elektropneumatische Steuerungen...........
Elektrotechnik, Grundlagen................
Elektrotechnische Schaltungsunterlagen....
Elektrotechnische Schaltzeichen...........
Elementar-BASIC...........................
......18
...... 99
.....99
.....130
.....149
.....228
.....293
......67
..128A
.....43
.....171
.....20
.....182
... 309
.....336
.....335
.. 50...52
322...325
322...323
. 363, 364
Units of measurement
Basic hole
Basic shaft
Case hardening steels
Case hardening steels, heat treatment
Punch holder shanks
Punch holder shanks, location
Details in drawings
Iron-Carbon phase diagram
Young's modulus of elasticity
Elastomers
Electricity, quantities and units
Electrochemical series
Electrodes required for arc welding
Electrohydraulic Controls
Electropneumatic Controls
Electrical engineering, fundamentals
Electrotechnical Circuit diagrams
Electrotechnical Circuit Symbols
Elementary BASIC
Ellipse, Fläche................................. 26
Konstruktion.................................. 57
Energie, kinetische...............................35
potenzielle.....................................35
Entsorgung von Stoffen......... .... 183
EPM/ EPDM (Kautschuk).......................... .171
Euklid, Lehrsatz................................ 21
Eutektikum....... .... 128A
Eutektoid ................................... 128A
Evolvente, Konstruktion .. 59
Excel, Befehle................................ ..366
Ellipse, surface
Ellipse, construction
Energy, kinetic
Energy, potential
Disposal of substances
EPR (ethylene propylene rubber, EPM/EPDM)
Euclidean theorem
Eutectic
Eutectoid
Involute curve, construction
EXCEL instructions
F
Fächerscheiben.................................215
Faktoren einer Zahl............................ 8
Fallbeschleunigung............................ 32
Faltversuch....................................177
Farbstreifen bei Schleifscheiben...............286
Fasen, Bemaßung.................................73
Federdraht, runder.............................135
Federkraft......................................32
Federn, Pass-, Scheibenfedern..................220
Druck-, Tellerfedern......... ........230, 231
Darstellung.............................. 91
Federrate.......................................32
Federringe.....................................215
Federstahldraht, patentiert gezogen............134
Federstähle, warmgewalzt.......................133
Fehlersammel karte.............................251
Feingewinde....................................190
Feinkornbaustähle, schweißgeeignet.............131
Feinzink-Gusslegierungen.......................160
Ferrit........................................128A
Fertigungskosten...............................254
Fertigungstechnik..........................243...314
Feste Stoffe, Stoffwerte...................112,113
Festigkeitsklassen von Schrauben...............194
Festigkeitslehre............................. 40...47
Festigkeitswerte.............................40, 41
Festschmierstoffe............................174
Filzringe....................................242
FKM (Kautschuk)..............................171
Flächen, Einheiten..............................18
Berechnung....................................23
Schwerpunkt...................................30
Flächenmoment 2. Grades........ 46
Flächenpressung.................................42
Flachkopfschrauben...........................200
Flachstahl, blank............................. . 140
-, warmgewalzt...............................139
Flaschenzug.....................................36
Fliehkraft......................................34
Flip-Flop..................................320, 323
Flüssige Stoffe, Stoffwerte..................112
Flussmittel zum Hartlöten...... 313
-, zum Weichlöten............................313
Formiergasflaschen, Farbkennzeichnung........128H
Form- und Lagetoleranzen...................107...109
Formelzeichen..............................17...20
Formmaße........................................77
Formmassen, duroplastische.................... 170
Formtoleranzen............................. .... 108
Fräsen, Hauptnutzungszeit................... ... 266
-, Schnittdaten ......................... 282, 283
Probleme.... .................283
PAL Zyklen .... ................. 352, 353
Serrated lock washers
Factors of a number
Acceleration of free fall
Folding test
Colour strips of grinding wheels
Chamfers, dimensioning
Spring wire, round
Spring force
Springs, parallel keys, woodruff keys
Springs, compression springs, disc springs
Springs, representation
Spring coefficient
Spring lock washers
Spring Steel wire, patented cold-drawn
Steels for mechanical springs, hot-rolled
Fault collection sheet
Fine-pitch screw threads
Weldable fine-grain structural steels
High-grade zinc casting alloys
Ferrite
Production costs
Production engineering
Solid matters, characteristics
Property classes of bolts and screws
Theory of strength of materials
Strength values of materials
Solid lubricants
Feit rings
Fluorocaoutchouc (FKM)
Geometrical surfaces, units
Geometrical surfaces, calculation
Geometrical surfaces, centroid
Geometrical moment of inertia, 2nd order
Surface unit pressure
Countersunk screws
Flat Steel, plain
Flat Steel, hot-rolled
Tackles
Centrifugal force
Flip-flop elements
Liquids, characteristics
Fluxing agents for brazing
Fluxing agents for soft soldering
Forming gas (IC) cylinders, colour coding
Geometrical tolerances
Symbols, mathematical
Shape dimensioning
Moulding compounds, thermosetting
Tolerances of form
Mi Hing, productive time
Milling, cutting data
Milling, Problems
Milling, cycles acc. to PAL (German association)
Sachwortverzeichn'is
Freistiche.................................... 88
Füll- und Verstärkungsstoffe für Kunststoffe...166
Funktionsbaustein-Sprache FBS..................342
Funktionsdiagramme........................330, 331
Funktionspläne............... ............327...329
Relief grooves
Fillers and reinforcing materials for plastics
Function block language FBS
Function diagrams
Function charts
Gasflaschen, Kennzeichnung.................... 128G
-, Farbcodierung................................128G
Gasförmige Stoffe ...............................112
Gasgleichung, allgemeine........................ 39
Gasschmelzschweißen, Richtwerte .... 302
Gasschweißstäbe.......................... .... 302
Gasverbrauch beim Schweißen..... 301
Gebotszeichen.................................. 128D
Gefahrenbezeichnung.... ... 128F
Gefahrensymbole .... ... 128F
Gefahrgutaufkleber. ......... . 128G
Gefährliche Gase und Stoffe............... .... 184
Gefährlichkeitsmerkmale....................... 128F
Gefahrstoffe..............................185,186
Gefahrstoffverordnung.................... 128F, 185
Gefriertemperatur................................112
Gefüge von unlegierten Stählen .................128A
Gemeinkosten.....................................254
Geometrische Grundkonstruktionen .........56...59
Geräteklassen, elektrische.......................324
Gesamtlauftoleranzen.............................109
Geschwindigkeiten an Maschinen...................260
Gestaltabweichungen ............................ 94
Gestreckte Länge bei Biegeteilen................ 294, 295
Gewichtskraft................................. 32
Gewinde...................................188...193
-, Bemaßung.......................................75
Darstellung..................... ..........86
mehrgängige....................................188
ausländische...................................189
Gewindearten, Übersicht...................188, 189
Gewindeausläufe................................. 85
Gewindebohren, Schnittdaten......................278
Gewindedrehen, Hauptnutzungszeit.................263
Gewindefreistiche............................... 85
Gewindefurchende Schrauben.......................198
Gewindekernlöcher, Durchmesser...................190
Gewindestifte mit Druckzapfen....................225
- , mit Innensechskant..................... 202
mit Schlitz....................................202
Gießereitechnik .................................121
Gleichungen, Umformen.......................... 14
Gleitlagerbuchsen.............................. 234
Gleitlagerwerkstoffe ............ ........164, 165
Gleitreibung......................................38
Goldene Regel der Mechanik........................35
Grenzabmaße.......................................98
Grenzhärten..................................... 93
Grenzmaße....................................... 98
Grenzspannungen ............................. 40
Grenzstellungen, Darstellung........ 67
Griechisches Alphabet.............................60
Größenbeiwert ....................................45
Grundabmaß...................................... 98
Grundmaße........... 77
Grundtoleranzen............................... .99
Grundtoleranzgrade ..... .......98, 99
Gusseisen, bainitisches..... 123
- Bezeichnungssystem....................... 122
Gas cylinders, identification
Gas cylinders, colour coding
Gases
Gas equation, ideal
Gas welding, Standard values
Gas welding filier rods
Gas consumption during welding
Mandatory signs
Description of hazards
Danger signs
Labels for hazardous goods
Dangerousgases and materials
Danger criteria
Hazardous substances
Hazardous Substances Regulations (German)
Freezing temperature
Structures of plain carbon steels
Overhead costs
Basic geometrical constructions
Equipment protection classes, electrical
Overall run-outtolerances
Velocities at mach in es
Form deviations
Effective length of bent parts
Weight
Screw threads
Screw threads, dimensioning
Screw threads, representation
Screw threads, multiple
Screw threads, acc. to foreign Standards
Screw thread types, general survey
Screw thread ends
Screw thread tapping, cutting data
Screw thread cutting, productive time
Screw thread undercuts
Thread-cutting screws
Tapping drill holes, diameter
Grub screws with thrust point
Grub screws with thrust point, with hexagon socket
Grub screws with thrust point, slotted
Foundry technology
Equations, rearranging
Plain bearing bushes
Plain bearing materials
Sliding friction
Golden rule of mechanics
Deviation limits
Limits of hardness
Limit dimensions
Limits of stress
Limit positions, representation
Greek alphabet
Size coefficient
Standard deviations
Standard dimensions
Standard tolerances
Standard tolerance grades
Cast iron, bainitic
Cast iron, identification codes
Sach Wortverzeichnis
Maßtoleranzen . ..
-, mit Kugelgrafit...
-, mit Lamellengrafit
.. 121
. . 124
. . 123
Cast iron, dimensional tolerances
Cast iron, spheroidal graphite
Cast iron, flake graphite
Haftreibung....................
Härteangaben in Zeichnungen..........
Härten...............................
Härteprüfung.........................
Härtewerte, Umwertungstabelle........
Hartgewebe...........................
Hartlote.............................
Hartmatte....................... .
Hartpapier...........................
Härtungstiefen.......................
Häufigkeit, relative....................
Hauptnutzungszeit, Abtragen..........
- , Bohren....... ...........
-...................................., Drehen............................
- , Drehen mit vc=konst............
Fräsen.............................
- , Gewindedrehen..................
Hobeln.............................
- Lichtbogenschweißen..............
- , Reiben..........................
- , Schleifen...................
- , Senken.........................
Hebel............
Hebelgesetz...................... - . . .
Heizwert, spezifischer....... .......
Heliumflaschen, Farbkennzeichnung ...
Hexadezimalsystem....................
Hilfsmaße.........-
Hinweislinien ,..
Hinweiszeichen .. ...........
Histogramm . ............. ..........
Hobeln, Hauptnutzungszeit............
Hochleistungsschleifen................
Höchstmaß............................
Höchstspiel..........................
Höchstübermaß........................
Höhensatz............................
Hohlprofile..........................
Hohlzylinder, Oberfläche.............
Volumen............................
Honen, Auswahl der Honsteine.........
-, Schnittwerte......................
Hooke'sches Gesetz....................
Hubarbeit............................
Hydraulik............................
Hydraulikflüssigkeiten...............
Hydrauliköle.........................
Hydraulische Presse..................
Hydrostatischer Druck................
Hyperbel, Konstruktion...............
.....38
.....93
. . . 128A
178...181
....180
....170
....312
....170
....170
....93
....247
....268
....265
....263
....264
....266
.... 263
....265
....309
... 265
.267
. . 265
.... 34
......34
......49
. . . 128H
.....359
......77
......72
....128E
.....247
.....265
.....286
......98
......98
......98
......21
.....148
......27
.....289
.....289
......32
......35
332...340
.....337
.....337
.....339
......39
......59
Static friction
Hardness numbers in drawings
Hardening
Hardness test
Hardness numbers, conversion table
Fabric-base laminates
Brazing solders
Gl ass-mat-base laminates
Pa per-base laminates
Hardness penetration depth
Frequency, relative
Productive time in removal operations
Productive time in drilling
Productive time in turning
Productive time in turning with vc=const.
Productive time in milling
Productive time in screw thread cutting
Productive time in planing
Productive time in arc welding
Productive time in reaming
Productive time in grinding
Productive time in countersinking
Lever
Lever principle
Calorific value
Helium cylinders, colour coding
Hexadecimal number System
Auxiliary dimensioning
Leader lines
Information signs
Histogram
Planing, productive time
High-performance grinding
Maximum dimension
Maximum clearance
Maximum deviation
Theorem of height
Hollow sections
Hollow cylinder, surface
Hollow cylinder, volume
Honing, selection of hone stones
Honing, cutting values
Hooke's law
Lifting work
Hydraulics
Hydraulic hquids
Hydraulic oils
Hydraulic press
Hydrostatic pressure
Hyperbola, construction
HR (Kautschuk)............
Indirektes Teil en.................
Informationsverarbeitung, Sinnbilder
Installationsplan, elektrotechnischer.
Installationsrohre aus Cu..........
IR (Kautschuk)........................
I-Regler .............................
171
284
361
325
147
171
318
HR (butyl rubber)
Indirect indexing
Data processing, graphical Symbols
Installations wiring diagram, electroctechnical
Copper conduits
IR (isoprene rubber)
Integral Controller
Iiwortv>-rzeichnis
Isometrische Projektion.
ISO-Passungen........
Istmaß.............
.....64
. 100-104
______98
Isometric projection
ISO limits and fits
Actual dimension
K
Kabinett-Projektion........................... 64
Kalkulation...............................254, 255
Kaltarbeitsstähle.............................132
-Wärmebehandlung..............................149
Kartesische Koordinaten.............. ........ 78
Kathetensatz...................................21
Kautschuke................................. 171
Kavalier-Projektion............................64
Kegel, Bezeichnungen..........................279
Volumen..................................... 27
Kegeldrehen...................................279
Kegeliges Gewinde ............................191
Kegelmantelfläche............................. 27
Kegelpfannen............................... 227
Kegelräder, Berechnung........................258
Kegelrollenlager..............................238
Kegelstifte.................................. 218
Kegelstumpf, Mantelfläche......................28
Volumen......................................28
Keil als schiefe Ebene....................... 36
Keile.........................................220
Keilriemenscheiben............................232
Keilwellen, Darstellung........................91
Keilwellenverbindungen........................222
Keramische Werkstoffe.........................162
Kerbnägel.....................................219
Kerbschlagversuch.............................177
Kerbstifte....................................219
Kerbverzahnungen, Darstellung..................91
Kerbwirkung....................................45
Kernphysik, Größen und Einheiten...............20
Kettenräder, Darstellung.......................81
Kinetische Energie.............................35
Klammerrechnung................................12
Kleben........................................311
Klebeverbindungen, Prüfung....................311
-, Vorbehandlung..............................311
Klebstoffarten................................311
Klemmhalter für Wendeschneidplatten...........273
Knickung, Beanspruchung........................43
Kohlendioxidflaschen, Farbkennzeichnung.......128
Kolbengeschwindigkeiten.......................340
Kolbenkräfte..................................339
Kombinationszeichen..........................128E
Kombinierte Bemaßung ........................ 78
Kommutativ-Gesetz........................... 321
Kontaktplan KOP........... ............. ..... 342
Koordinaten-Bemaßung.......................... 78
Koordinatensysteme bei CNC-Maschinen . .......346
Korrosion_____________________________ .... 182
Korrosionsschutz.. 182
Kräfte............................... ........ 32
-, Darstellung .. 32
Zerlegen........ 32
Zusammensetzen...............................32
Krafteck, Berechnung...........................32
Kreis, Bestimmung des Mittelpunktes............58
Kreisabschnitt, Fläche.........................25
Kreisausschnitt, Fläche....................... 25
Kreisbewegung bei CNC-Steuerungen........350, 351
Kreis, Fläche...............................8, 24
Cabinet projection
Calculation of costs and machine hour rates
Cold-work steels
Cold-work steels, heat treatment
Cartesian Coordinates
Euclidean theorem
Rubbers
Cavalier projection
Cone, designations
Cone, volume
Taper turning
Tape red threads
Outside surface of cones
Conical seats
Bevel gear wheels, calculation
Tapered roller bearing
Tapered pins
Cone frustum, outside surface
Cone frustum, volume
Wedge as an inclined plane
Wedges
V-belt pu Ileys
Splines, representation
Splined shafts
Ceramic materials
Grooved studs
Impact test
Grooved pins
Serrations, representation
Notch effect
Nuclear physics, quantities and units
Chain wheels, representation
Kinetic energy
Calculations with parenthetical expressions
Bonding
Bonded joints, testing
Bonded joints, preparatory treatment
Adhesives
Tool holders for indexable inserts
Bückling, load
Carbon dioxide cylinders, colour coding H
Reciprocating speeds
Reciprocating forces
Combination signs
Combined dimensioning
Commutative law
Ladder diagram LAD
Coordinate dimensioning
Coordinate Systems of CNC machines
Corrosion
Corrosion prevention
Forces
Forces, representation
Forces, resolution
Forces, composition
Polygon of forces, calculation
Circle, determination of the centre
Circle segment, surface
Circle sector, surface
Circular movements of CNC machines
Circle, surface
Umfang 24 Kreisringausschnitt, Fläche 26 Kreisring, Fläche 25 Kreissägen, Schnittdaten 282 Kreuzgriffe 226 Kronen muttern 212 Kryptongasflaschen, Farbkennzeichnung.... .. 128H Kubikwurzel .. .... 8 Kugel, Bemaßung .73 -, Oberfläche ... 28 Kugelabschnitt, Mantelfläche.. ..... 28 Oberfläche ... 28 -, Volumen 28 Kugelausschnitt, Oberfläche.... 28 Volumen . ... 28 Kugelknöpfe 225 Kugelscheiben 227 Kühlschmierstoffe 269 Kunststoffe .... 166...172 - Erkennung 167 Härteprüfung ....181 - , spanende Formgebung 290 Unterscheidungsmerkmale .... 167 -Zugbeanspruchung 181 Kunststoffverarbeitung, Einstelldaten 298 - , Toleranzen 298 Kupfer-Aluminium-Knetlegierungen 160 Kupfer-Gusslegierungen 161 Kupfer-Nickel-Zink-Knetlegierungen 160 Kupfer-Zink-Legierungen 159 Kupfer-Zinn-Legierungen 159 Circle, circumference Annulus sector, surface Annulus, surface Circular saw blades, cutting data Palm grips Castle nuts Krypton cylinders, colour coding Cube root Sphere, dimensioning Sphere, surface Spherical segment, outside surface Spherical segment, surface Spherical segment, volume Spherical sector, surface Spherical sector, volume Ball knobs Spherical washers Cooling lubricants Plastics Plastics, Identification Plastics, hardness test Plastics, chip-forming machining Plastics, distinctive features Plastics, tensile load Plastic processing, settings Plastic processing, tolerances Wrought copper-aluminium alloys Copper cast alloys Wrought copper-nickel-zinc alloys Copper-zinc alloys Copper-tin alloys
Lageenergie 35 Lagemaße in Zeichnungen 77 Lagetoleranzen 108,109 Längen, Berechnung ... 22 - , Einheiten 18 - , gestreckte 22 Längenänderung 48 Längenausdehnungskoeffizient 112,113 Lärm 314 Gesundheitsschäden 314 Lärmschutzverordnung 314 Laserstrahlschneiden, Maßtoleranzen 306 - , Richtwerte 305 Lastdrehzahlen 261 Lauftoleranzen 109 Ledeburit 128A Leistung, elektrische 51 mechanische 37 Leistungsfaktor 51 Leiter, elektrotechnische 324 Leiterspannung 52 Leiterstrom 52 Leiterwiderstand 51 Licht 20 Lichtbogenschweißen .... 307...309 - , Nahtplanung 308 Linearbewegung bei CNC-Steuerungen . ... 350,351 Linien 62 - , Arten 62 - , Breiten .. 62 - , Gruppen 62 - , Schwerpunkt 30 Linksgewinde 188 L Potential energy Positional dimensioning Tolerances of Position Lengths, calculation Lengths, units Lengths, effective Linear deformation Linear expansion coefficient Noise Noise, damages to health Noise Protection Regulations (German) Laser cutting, dimensional tolerances Laser cutting, Standard values Speeds under load Tolerances of run-out Ledeburite Power, electric Power, mechanical Power factor Conductors, electrotechnical Voltage between phases Phase current Electrical resistance (of conductors) Luminous intensity Arc welding Arc welding, weid design Linear movements of CNC machines Lines in technical drawings Lines in technical drawings, types Lines in technical drawings, thickness Lines in technical drawings, groups Lines, centroid Left-handed screw threads
382
Sachwortverzeichois
Linsen-Blechschrauben.........
Li nsensenk-Blechsch rauben........
Linsensenkschrauben................
Lochleibung........................
Logarithmen....... ...........
Lote.............. ................
Luftdruck..........................
Luftverbrauch pneumatischer Zylinder
203
203
201
. 42
. 15
312
. 39
338
Fillister head tapping screws
Raised countersunk head tapping screws
Raised countersunk head screws
Jamb of a hole
Logarithms
Solder
Air pressure
Air consumption of pneumatic cylinders
M
Magnesium, Gusslegierungen........
-, Knetlegierungen..........
Magnetismus.................
MAG-Schweißen, Richtwerte.....
MAK-Werte...................- - -
Maschinenfähigkeit... .......
Maschinenstundensatz...
Masse, Berechnung. . . .
-, flächenbezogene ..
- längenbezogene....
Maßeintragung, Systeme............
Massenträgheitsmoment.............
Maßhilfslinien........................
Maßlinien.............................
Maßstäbe.......................
Maßzahlen.............................
Mathematik............................
Mathematische Zeichen.................
Mechanik, Größen, Einheiten.............
Mehrgängige Gewinde...................
Metallbau, Zeichnungen................
Metrische Kegel.......................
Metrisches ISO-Gewinde................
MF (Kunststoff).......................
MF-Formmassen.........................
MIG-Schweißen, Richtwerte.............
Mindesteinschraubtiefen für Schrauben...
Mindestmaß............................
Mindestspiel..........................
Mindestübermaß........................
Mischungsrechnung.....................
Mittelwert, arithmetischer............
Mittelwert-Standardabweichungskarte....
Mittlere Geschwindigkeit bei Kurbeltrieben
Modelle, Kennzeichnung................
Modul reihe für Stirnräder............
Molekularphysik, Größen und Einheiten...
Molekülgruppen........................
Morsekegel............................
MP-Formmassen.........................
Muttem................................
- fürT-Nuten.........................
- Bezeichnung........................
- Festigkeitsklassen.................
Übersicht...........................
zulässige Längskräfte...............
. ... 161
____160
.....20
____304
. . 184
.... 251
.... 255
.....29
.....29
.....29
.....71
.. 35, 46
.....72
.....72
.....61
.....72
... 7...30
.....17
.....19
.... 188
......92
_____223
.....190
.....167
.....170
.....304
.....194
......98
......98
.....98
......16
.....248
.....249
.....260
. . . .121A
.....257
......20
......54
.... 223
.....170
207...212
.....227
.....207
.....207
. 208, 209
.....207
Magnesium, cast alloys
Magnesium, wrought alloys
Magnetism
Metal active gas welding, Standard values
Threshold limit values at work places (German)
Machine capability
Machine hour rates
Mass, calculation
Mass per unit area
Mass per unit length
Dimensioning Systems
Mass moment of inertia
Witness lines
Dimension lines
Seal es
Dimension numbers
Mathematics
Mathematical Symbols
Mechanics, quantities and units
Multiple screw threads
Metal construction, drawings
Metrie cones
Metrie ISO screw threads
MF (melamine formaldehyde) resin
MF moulding compounds
Metal-inert-gas welding, Standards
Minimum engagement length of screws
Minimum dimension
Minimum clearance
Minimum oversize
Calculation of mixtures
Mean value, arithmetical
Mean value, card of Standard deviations
Mean velocity of crank mechanisms
Patterns, colour coding
Module series for spur wheels
Molecular physics, quantities and units
Molecular groups
Morse taper
Melamine phenolic formaldehyde moulding compounds
Nuts
Nuts for T-slots
Nuts, identification
Nuts, property classes
Nuts, general survey
Nuts, admissible axial thrust
Nahtplanung beim Lichtbogenschweißen
Nahtvorbereitung beim Schweißen......
N AND-Verknüpfung....................
Nasenkeile................. ........
NBR (Kautschuk)......................
Neigung, Bemaßung...............
N
.308 Weid design for arc welding
. 300 Weid preparation
. 320 NAND Operation
. 220 Gib-headed keys
. 171 Acrylonitrile butadien rubber (NBR)
. . 74 Incline, dimensioning
Sachwortverzeichnis
NE-Metalle, systematische Bezeichnung. .
Werkstoff n ummern................
Nennmaß.............................
Neongasflaschen, Farbkennzeichnung ...
Netto-Verkaufspreis.................
Nichteisenmetalle...................
Nichtrostende Stähle................
NICHT-Verknüpfung...................
Niederhalterkraft beim Tiefziehen...
Nitrierstähle.......................
-, Wärmebehandlung..................
NOR-Verknüpfung.....................
Normalglühen........................
Normalverteilung....................
Normenverzeichnis...................
Normteile..............................
-, Grenzabmaße......................
Normung, Regelwerke.................
Normzahlen..........................
NOT-Verknüpfung...... ..............
NPSM-Gewinde.............. .........
NPTF-Gewinde........................
NPT-Ge winde........................
NR (Naturkautschuk).................
Nuten, Bemaßung.....................
Nutensteine.........................
Nutmuttern................ .........
für Wälzlager.....................
....152
....152
......98
...128H
.....254
152...161
.....133
.....320
.....297
.....131
.....151
.....320
...128A
.....248
367-373
187-242
.....104
.......6
......61
.....320
.....189
.....189
.....189
.....171
......74
.....227
.....211
.....239
Non-ferrous metals, systematic designation
Non-ferrous metals, material codes
Nominal dimensions
Neon gas cylinders, colour coding
Net selling price
Non-ferrous metals
Stainless steels
NOT Operation
Holding-down force in deep drawing operations
Nitriding steels
Nitriding steels, heat treatment
NOR Operation
Normalizing anneal
Normal distribution
List of Standards
Standard parts
Standard parts, limit deviations
Standardization, publication of rules
Preferred numbers
NOT Operation
Straight pipe screw threads for mechanical joints (NPSM)
American Standard taper pipe screwthreads, fine (NPTF)
American Standard taper pipe screw threads (NPT)
NR (natural rubber)
Slots, dimensioning
Slot stones
Grooved nuts
Grooved nuts for roller bearings
o
Oberflächen.............
Oberflächenangaben.......
0 be rf I äche n beiwert.
Oberflächen beschaffen heit.
Oberflächenprofile......
Oberflächenschutz........
ODER-NICHT Verknüpfung .
ODER-Verknüpfung.........
Ohmsches Gesetz..........
O-Ringe..................
Ortstoleranzen...........
OR-Verknüpfung...........
. 26-28
.....96
.....45
.....96
.....94
.... 182
.... 320
.... 320
_____50
... 242
. . 109
.... 320
Surfaces
Surface specifications
Surface coefficient
Surface finish
Surface contours
Surface protection
NOR Operation
OR Operation
Ohm's law
O-rings
Tolerances of location
OR Operation
p
PA (Kunststoff).......
PAL, Bohrzyklen.......
- Drehzyklen..........
Fräszyklen......
Papier-Endformate.....
Parabel, Konstruktion ..
Parallelbemaßung..
Parallelogrammfläche..
P-Regler..............
Parallelschaltung.....
Pareto-Diagramm.......
Passfedern............
Passscheiben..........
Passungen, ISO-System
Passungsauswahl.......
Passungsempfehlungen
Passungssysteme.......
PC (Kunststoff)...
PD-Regler.............
PE-Formmassen.........
. . . . 167, 168
.... 353, 356
.. 354...356
........352
........80
........59
.........78
.........22
........318
.........50
........251
........221
........241
........98
........106
........106
.........99
. . . . 166, 167
. ...318
........169
PA (polyamide) plastics
drilling cycles acc. to PAL (German association)
turning cycles acc. to PAL (German association)
milling cycles acc. to PAL (German association)
Final drawing paper sizes
Parabola, construction
Parallel dimensioning
Parallelogram surface
Proportional Controllers
Parallel connection
Pareto diagram
Fitting keys
Shim rings
Fits, ISO System
Selection of fits
Recommended fits
Systems of fits
PC (polycarbonate) plastics
Proportional-plus-derivative Controller
PE moulding compounds
3M
Sachwortverzeichnis
PE (Kunststoff)....................... .... 167, 168
Periodisches System. ... 53
Perlit........................................ 128A
PF (Kunststoff) ... 167
PFForm massen....................................170
Pfeil methode.....................................65
pH-Wert...........................................53
Phenolplast-Formmassetypen..................... .170
PI-Regler........................................318
PID-Regler.......................................318
Plasmaschneiden, Richtwerte......................305
Platten für Säulengestelle.......................228
PMMA (Kunststoff)...........................167, 168
Pneumatik...................................332...339
Pneumatikzylinder, Abmessungen.. 338
Pneumatikzylinder, Kolbenkräfte ..... . 338
-Luftverbrauch............................... 338
Polarkoordinaten in Zeichnungen...................78
Polymere, Kurzzeichen............................166
POM (Polyacetal)............................167, 168
Potenzielle Energie...............................35
Potenzieren...................................... 13
Pourpoint........................................337
PP (Kunststoff).............................167, 168
PP-Formmassen....................................169
Präzisionsstahlrohre, nahtlose...................147
Primärprofil (P-Profil)...........................94
Profile, Tragfähigkeitsvergleich..................47
Program mablaufplan..............................362
Programmaufbau bei CNC-Steuerungen..........347—356
Programmiersprachen..........................363—364
Projektionsmethoden..........................63...65
Prozentrechnung...................................15
Prozessfähigkeit.................................251
Prozessverläufe..................................250
Prüfmaße..........................................77
PS (Kunststoff).............................167, 168
PTFE (Kunststoff)...........................167, 168
Pumpenleistung...................................340
PUR (Kunststoff).................................167
PUR-Schaum.......................................171
PVC (Kunststoff)...................... .... 167, 168
PVC-U (Kunststoff, Hart-PVC). . ... 167, 168
Pyramidenstumpf, Volumen..........................28
Pyramide, Volumen.................................27
Pythagoras, Lehrsatz..............................21
PE (polyethylene) plastics
Periodic table of the Chemical elements
Perlite
PF (phenol formaldehyde) resin
PF moulding compounds
Arrow projection method
pH value
Phenolic moulding compounds
Proportional integral automatic Controller
Proportional integral-differential automatic Controller
Plasma cutting, Standard values
Plates for centre post press tool sets
PMMA (polymethylmethacrylate) plastics
Pneumatics
Pneumatic cylinders, dimensions
Pneumatic cylinders, reciprocating forces
Pneumatic cylinders, air consumption
Polar Coordinates in drawings
Polymers, letter Symbols
Polyoxidemethylene (POM, polyacetal) resin
Potential energy
Exponentiating
Pourpoint
PP (polypropylene) plastics
PP moulding compounds
Precision Steel tubes, seamless
Actual contour (primary contour)
Sections, comparison of carrying capacities
Program flow chart
Program structure of CNC machines
Programming languages
Projection methods
Percentage calculation
Process capability
Flow of processes
Test dimensions
Polystyrene plastics
PTFE (polytetrafluorethylene) plastics
Pumping capacity
PUR (polyurethane) plastics
PUR (polyurethane) foam
PVC (polyvinyl Chloride) plastics
UPVC (unplasticized polyvinyl Chloride)
Truncated pyramid, volume
Pyramid, volume
Pythagoras' theorem
Q
Q (Kautschuk)...................................171
Quadrat, Bemaßung.................................73
-, Fläche.........................................23
Quadratstahl, blank.............................140
Quadratwurzel......................................8
Qualitätsfähigkeit von Prozessen.. .... 251
Qualitätsgrenzlage...... 250
Qualitätslenkung................................246
Qualitätsmanagement........................244...251
Begriffe.......................................245
Normen.........................................244
Qualitätsplanung.................................246
Qualitätsprüfung............................. 246
Qualitätsregelkarte........................... 249
Qualitätsregelkreis..............................246
Silicone rubber
Square, dimensioning
Square, surface
Square bar Steel, plain
Square root
Quality capability of processes
Limiting quality level
Quality control
Quality management
Quality management, definitions
Quality management, Standards
Quality planning
Quality inspection and testing
Quality control card
Quality control circle
Sachwortverzeichnis
Räderwinde....................
Radial-Wellendichtringe ....
Radius. Bemaßung..............
Radizieren....................
Randbreite beim Scherschneiden
Rändel........................
Rändelmuttern.................
R-Sätze.............. ....
Rauheit, erreichbare................
Rauheitskenngrößen..................
Rauheitsklasse......................
Rauheitsprofil (R-Profil)...........
Rautiefe beim Drehen................
Rechteck, Bemaßung.....................
Fläche............................
Regelgewinde........................
Regeln, Grundbegriffe und Bildzeichen.
Regelstrecken........
Regler...................
Reiben, Hauptnutzungszeit.
Schnittdaten...........
Reibung..................
Reibungsarbeit...........
Reibungsleistung.........
Reibungsmoment ...
Reibungszahlen .. ....
Reihenschaltung .
Reinaluminium............
Rekristallisationsglühen ...
Rettungszeichen..........
Rhomboid, Fläche.........
Rhombus, Fläche..........
Richtungstoleranzen......
Riementrieb, Übersetzung .
Rillenkugellager.........
Ringmuttern..............
Ringschrauben............
Rockwell-Härteprüfung ....
Rohmaße in Zeichnungen..
Rohre....................
-, aus Kunststoffen......
Rolle, feste.............
-, lose..................
Rollreibung..............
Römische Ziffern.........
RS-Flipflop..............
Rückfederung beim Biegen
Rundstahl, blank.........
- poliert................
-, warmgewalzt...........
Rundungshalbmesser.......
. .36
... 242
.. .73
. ... 14
... 292
.... 87
...212
...185
.....95
.....94
.....97
.....94
.... 280
.....73
.....23
.... 190
316, 317
.... 319
318, 319
.... 265
.... 278
.....38
.....35
.....38
... 38
. .38
. . 50
. . 155
...128A
...128D
.23
......23
.... 108
.... 259
....236
....211
....211
....179
......77
....147
....172
......36
......36
. . .38
......60
320, 323
.... 295
.....140
....140
.....139
......61
Gear winch
Rotary shaft seals
Radius, dimensioning
Extracting roots of number
Shear cutting, determination of edge widths
Knurl
Knurled nuts
Informatory notes on possible hazards and risks, acc.
to the German Hazardous Substances Regulations
(GefStoffV)
Surface roughness, attainable
Surface roughness values
Surface roughness dass
Roughness profile (R-profile)
Roughness depth in turning operations
Rectangle, dimensioning
Rectangle, surface
Coarse-pitch screw threads
Closed-Ioop control, general terms and
graphical Symbols
Controlled Systems
Controllers
Reaming, productive time
Reaming, cutting data
Friction
Work consumed by friction
Frictional power
Moment of friction
Friction coefficients
Series connection
High-grade aluminium
Recrystallization annealing
Escape and rescue signs
Rhomboid, surface
Rhombus, surface
Tolerances of orientation
Belt drive transmission
Deep groove ball bearings
Eye nuts
Eye bolts
Rockwell hardness test
Rough sizes in drawings
Tubes
Tubes of plastic
Fast pulley
Idle pulley
Rollin friction
Roman numerals
RS-flipflop elements
Bending resilience
Round steels, plain
Round steels, polished
Round steels, hot-rolled
Radius of curvature
s
Sachwortverzeichnis . .
Sägengewinde.........................
SAN (Kunststoff).....................
Sauerstoffflaschen, Farbkennzeichnung
Säulengestelle.......................
S-Sätze........... ..................
SB (Kunststoff)..
SBR (Kautschuk)
.. . 376...392
........193
. . . . 167, 168
......128H
........229
........186
167, 168
.... 171
Subject index
Buttress screw thread
SAN (styrene-acrylonitrile) copolymers
Oxygen cylinders, colour coding
Centre post press tool sets
Recommended safety measures, acc. to the German
Hazardous Substances Regulations (GefStoffV)
SB (styrene-butadiene) copolymers
SBR (styrene-butadiene) rubber
bachwortverzeiubnis
Schadstoffe beim Schweißen....... 310
Schall, Begriffe............................. 314
Schallpegel.................................. 314
Schaltalgebra................................ 321
Schaltende Regler..............................319
Schaltpläne, elektrotechnische.................325
hydraulische...........................334, 336
pneumatische.............................334—335
Schaltungsunterlagen, elektrotechnische .... 322—325
Schaltzeichen der Hydraulik..............332, 333
der Pneumatik..........................- 332, 333
der Elektrotechnik........ .... 322—323
Schaumstoffe................................ 171
Scheiben............................... .. 213—215
-....................................., für Bolzen.............................. 214
für Sechskantmuttern .... ..... 213, 214
für Stahlkonstruktionen. ... 214
- , für U- und I-Träger.................... 214
- , für Zylinderschrauben- .... 213, 214
Scheibenfedern............................... 221
Scherfestigkeit.. 43
Scherschneiden........................... 292.-293
- , Auslegung der Pressen....................291
- , Lage des Einspannzapfens.................293
- , Rand breite..............................292
- , Schneidplattenmaße.......................292
- , Schneidstempelmaße.......................292
Stegbreite...................................292
- Streifenausnutzung.........................293
Scherspannung...................................43
Scherversuch...................................176
Schichtpressstoffe.............................170
Schiefe Ebene...................................36
Schleifen................................. 286—288
Hauptnutzungszeit............................267
- hochstzulässige Umfangsgeschwindigkeit.....286
Schnittdaten.................................286
Schleifmittel..................................287
Schleifscheiben, Auswahl.......................288
-, Verwendungseinschränkungen..................286
Schlüsselweiten, Bemaßung.......................73
-, Maßreihen...................................216
Schlussrechnung.................................16
Schmalkeilriemen...............................232
Schmalkeilriementrieb..........................232
Schmelze......................................128A
Schmelztemperatur........................112, 113
Schmelzwärme....................................49
Schmelzwärme, spezifische................112,113
Schmierfette................................. 174
Schmieröle......... ......................-173
Schmierstoffe..................................173
Schneckentrieb, Berechnung.....................258
-, Übersetzung.................................259
Schneidarbeit beim Scherschneiden..............291
Schneidkraft................................ . -43
Schneidkraft beim Scherschneiden...............291
Schneidplattenmaße.............................292
Schneidspalt...................................292
Schneidstempel.................................228
Schneidstempelmaße.............................292
Schneidstoffe..................................271
Schnellarbeitsstähle...........................132
-Wärmebehandlung...............................149
Schnittarten...................................- 68
Schnittdarstellungen........ ..... 68—70
Schnittdaten, Bohren..... ........277
-, Drehen................................280, 281
Noxious matters produced by welding
Sound, definitions
Sound level
Boolean algebra
Switching Controllers
Electrotechnical Circuit diagrams
Hydraulic Circuit diagrams
Pneumatic Circuit diagrams
Electrotechnical Circuit reference material
Hydraulic graphical Symbols
Pneumatic graphical symbols
Electrotechnical graphical symbols
Foam materials
Washers
Washers for pins
Washers for hexagonal nuts
Washers for Steel constructions
Washers for U- and l-beams
Washers for cap screws
Woodruff keys
Shear strength
Shear cutting
Shear cutting, dimensioning of press tools
Shear cutting, location of the punch holder shank
Shear cutting, edge width
Shear cutting, blanking die dimensions
Shear cutting, punch dimensions
Shear cutting, land width
Shear cutting, utilization of Strip stock
Shear stress
Shear test
Laminated materials
Inclined plane
Grinding
Grinding, productive time
Grinding, maximum admissible circumferential velocity
Grinding, cutting data
Grinding agents
Grinding discs, selection
Grinding discs, restrictions on use
Widths across flats, dimensioning
Widths across flats, dimension series
Calculations by the rule of three
Narrow V-belt
Narrow V-belt drive
Melt
Melting temperature
Latent heat of fusion
Specific heat of fusion
Lubricating greases
Lubricating oils
Lubricants
Worm drive, calculation
Worm drive, transmission
Shear cutting work
Cutting forces
Shear cutting force
Blanking die dimensions
Die clearance
Punches
Punch dimensions
Cutting materials
High-speed steels
High-speed steels, heat treatment
Sectional drawings
Sectional representations
Cutting data for drilling
Cutting data for turning
Sachwortverzeichnis
- Fräsen................................282, 283
- , Gewinde bohren........................ 278
Honen..................................... 289
Reiben.................................... 278
Schleifen................................. 286
- für Kreissägen............................282
Schnittgeschwindigkeit, Berechnung......... 260
Schnittkraft, Bohren..........................275
Drehen.................................... 275
Stirnfräsen............................... 276
spezifische............................... 274
Schnittleistung, Bohren..................... 275
Drehen......................................275
Stirnfräsen............................... 276
Schnittverlauf............................... 69
Schraffuren, Darstellung.......................68
werkstoffabhängig............................71
Schrägkugellager..............................236
Schraube als schiefe Ebene.....................36
Schrauben................................. 194...204
- für T-Nuten.................................227
-, Bezeichnung................................194
-, Übersicht................... ..........195,196
Schraubenlinie, Konstruktion...................59
Schraubenverbindungen, Berechnung.............204
9 Darstellung..................................86
Schriftfeld in Zeichnungen.....................80
Schriftformen..................................60
Schriftgrößen..................................60
Schriftzeichen.................................60
Schutzgase....................................303
Schutzgasschweißen............. ..........303, 304
Schutzmaßnahmen gegen 326
gefährliche Körperströme
Schweißen...................... .. 299...310
Schweißen und Löten, Bemaßung . .91
Darstellung............................ 90
- Sinnbilder...... ....... ...... 89
Schweißen, Allgemeintoleranzen . 299
Schadstoffe................................. 310
Schweißmuttern, Sechskant-..... 212
Schweißpositionen............................. 299
Schwei ßverfahren.............................299
Schweißzusatzwerkstoffe für Aluminium.........306
Schwerpunkt....................................30
Schwind maße................................... 121
Schwindung.......................... . ........48
Sechseck, Konstruktion....................... 58
Sechskant-Hutm uttern.........................211
Sechskant-Passschrauben, große Schlüsselweiten . 198
langer Gewindezapfen........................199
Sechskantmuttern............... .......... 209, 210
Sechskantschrauben........................196, 198
- , dünner Schaft......................... 198
- , große Schlüssel weiten... 198
Sechskantstahl, blank....................... 140
Sedezimalsystem.............................. 359
Seilwinde......................................36
Selbstkosten................................. 254
Senk-Blechschrauben...........................203
Senken, Hauptnutzungszeit.....................265
Senkschrauben, Kreuzschlitz...................200
Schlitz.....................................200
Innensechskant..............................200
Senktiefe, Berechnung.........................206
Senkungen für Schrauben...................205, 206
Shewhart-Qualitätsregelkarte..................249
Shore-Härteprüfung.......................... 181
Cutting data for milling
Cutting data for screw thread cutting
Cutting data for honing
Cutting data for reaming
Cutting data for grinding
Cutting data for disc saws
Cutting speed, calculation
Cutting force in drilling
Cutting force in turning
Cutting force in face milling
Cutting force, specific
Cutting power in drilling
Cutting power in turning
Cutting power in face milling
Direction of a sectional drawing
Hatchings, representation
Hatchings depending on materials
Angular ball bearings
Screw as an inclined plane
Screws and bolts
Screws and bolts for T-slots
Screws and bolts, identification
Screws and bolts, general survey
Helical line, construction
Screwed connections, calculation
Screwed connections, representation
Title block in drawings
Letter types
Type sizes
Characters
Inert gas
Inert gas arc welding
Protective measures against dangerous
leakage currents
Welding
Welding and soldering, dimensioning
Welding and soldering, representation
Welding and soldering, graphical symbols
Welding, general tolerances
Welding, noxious matters
Weid nuts, hexagonal
Welding positions
Welding methods
Welding fillers for aluminium
Centroid
Shrinkage allowances
Shrinkage
Hexagon, construction
Hexagonal acorn nuts
Hexagonal fit bolts with large widths across flats
Hexagonal fit bolts with long threaded stem
Hexagonal nuts
Hexagonal screws and bolts
Hexagonal screws and bolts with thin shanks
Hexagonal screws and bolts with large widths across flats
Hexagonal Steel bars, plain
Hexadecimal number System
Hoisting winch
Cost price
Flat head tapping screw
Countersinking, productive time
Flat head screws, cross-recessed
Flat head screws, slotted
Flat head screws with hexagon socket
Counterbore depth, calculation
Countersinking
Shewhart quality control card
Shore hardness test
Sachwortverzeichnis
Sicherheitsfarben........................... 128B
Sicherheitskennzeichnung .. - - 128B...E
Sicherheitsratschläge......... .. 186
Sicherheitszahlen..... .....41
Sicherungen.................................. 324
Sicherungsbleche, Nutmuttern .... 211
- Wälzlag er-Nut muttern................... 239
Sicherungsringe................................240
Sicherungsscheiben......... 240
Siedetemperatur............................112,113
Sinnbilder für Informationsverarbeitung........361
Sintermetalle..................................163
Sinus...........................................10
Sinussatz..................................... 11
SIR (Kautschuk).............................. 171
Software-Regler................................319
Sonderabfälle..................................183
Sonderzeichen, CNC-Steuerungen.................347
- Computer...................................360
Spanende Formgebung, Kunststoffe...............290
Spannscheiben..................................215
Spannstifte.................................. 218
Spannung, zulässige........ 41
elektrische...................................50
Spannungsarmglühen............................128A
Spannweite.....................................248
SPC (statistische Qualitätskontrolle)..........249
Speicher (Flip-Flop)......................320, 323
Speicherprogrammierbare...................341 ...345
Steuerungen (SPS)
Spielpassung....................................98
Spirale, Konstruktion...........................58
Splinte........................................212
SPS, Programmierung.......................343, 344
-, Sprachen....................................341
-, Steuerungen............................341...345
Stabelektroden, Abschmelzleistung..............309
Bezeichnung.............................307, 308
Stahlband......................................137
Stabstahl, blank...............................140
-»warmgewalzt..................................139
Stahlblech.....................................137
Stahldraht.....................................135
Stähle für Flamm- und Induktionshärtung........131
-Wärmebehandlung...............................150
Stähle, Einteilung.............................115
- , Bezeichnungssystem..................116...120
- , Nummernsystem............................114
Stahlguss......................................125
- , Bezeichnungssystem..................116...120
Stahlprofile, warmgewalzte...................... - 138
Stahlrohre, geschweißte................... ... 147
- , geschweißte, quadratisch.......... ..... 148
- , nahtlose.................... 147
- , warmgeformte, quadratisch ... ..... 148
Standardabweichung......... - - 248
Statistische Auswertung.... ... 247
-, Prozesslenkung........................... 249
Steckbohrbuchsen............ ... ... 224
Stegbreite beim Scherschneiden.................292
Steigende Bemaßung..............................78
Steigung............- - ...............10
Steilkegelschaft...............................223
Steiner'scher Verschiebesatz....................46
Stern-Dreieck-Schaltung.........................52
Sterngriffe.................................. 226
Sternschaltung........ 52
Stetige Regler................................ 318
Safety colours
Safety signs
Recommended safety measures
Safety factors
Fuses
Safety plates for locknuts
Safety plates for roller bearing locknuts
Retaining rings
Retaining washers
Boiling temperature
Graphical symbols for data processing
Sintered metals
Sine
Law of sine
Silicone rubber (SIR)
Software Controllers
Toxic waste
Special characters of CNC machines
Special characters of Computers
Chip-forming machining of plastics
Conical spring washers
Spring-type Straight pins
Admissible stress
Voltage
Stress relief anneal
Range (of samples)
SPC (Statistical quality control)
Memory (flipflop)
Programmable logic control (PLC)
Loose fits
Spiral, construction
Cotter pins
PLC, programming
PLC, programming languages
PLC, Controls
Stick electrodes, melting rate
Stick electrodes, identification
Strip Steel
Steel bars, plain
Steel bars, hot-rolled
Steel sheets
Steel wires
Steels for flame and induction hardening
Steels for flame and induction hardening, heat treatment
Steels, Classification
Steels, identification codes
Steels, numeral System
Cast Steel
Cast Steel, identification codes
Steel sections, hot-rolled
Steel tubes, welded
Steel tubes, welded, square
Steel tubes, seamless
Steel tubes, hot-rolled, square
Standard deviation
Statistical analysis
Statistical analysis for process control
Slip-type jig bush
Land width in shear cutting
Ascending dimensioning
Inclination
Steep taper shanks
Steiner'stheorem of shift
Star-delta connection
Star grips
Star connection
Continuous Controllers
Sachwortverzeichnis
333
Steuern, Grundbegriffe und Bildzeichen....316, 317
Steuerzeichen bei Computern.......................- 360
Stichproben......................... .. 248
Stichprobenprüfung, Attributprüfung . . 250
Stifte..............................- . .. 217...219
Übersicht.................................. 217
Stiftschrauben............................ 203
Stirnfräsen, Schnittkraft und -leistung........276
Stirnräder, Berechnung........................ 256, 257
Stockpunkt................................... 337
Stoffwerte............................... 112,113
Stoßen, Hauptnutzungszeit......................265
Strahlersatz....................................11
Streifenausnutzung beim Scherschneiden.........293
Strichliste....................................247
Strom lauf pläne ............................ 325
Stromstärke.....................................50
Struktog ramme.................................361
Strukturierter Text ST...... 342
Stu b-Acme-Ge winde......... 189
Stückliste.................................... 80
Stufensprung .... 261
Stützscheiben..................................241
Synchronriemen................................ 233
Synchronriemenscheiben.........................233
Synchrorriementrieb............................233
Open-Ioop control, general terms and graphical symbols
Control characters of Computers
Samples
Sample tests, attribute testing
Pins
Pins, general survey
Studs
Face milling, cutting force and cutting power
Spur wheels, calculation
Pourpoint
Material characteristics
Shaping, productive time
Theorem of rays
Strip stock utilization in shear cutting
Tally sheet
Circuit diagrams
Electric current
Nassi-Shneiderman-diagrams
Structured text ST
Stub-Acme screw threads
List of parts
Progressive ratio of speed
Supporting rings
Synchronous belts
Synchronous pulleys
Synchronous beit drive
T-Kippelement...................................323
T-Nuten.........................................227
T-Stahl, gleichschenklig........................142
T-Stahl, scharfkantig...........................141
Tabellenkalkulation.............................366
Tangens..........................................10
Technische Kommunikation....................55...110
Technische Physik...........................31...54
Teilansichten in Zeichnungen... 66
Teilen..........................................284
Teil köpf.......................................284
Teilung von Längen...............................22
Teilungen, Bemaßung..............................75
Tellerfedern....................................231
Temperatur.......................................48
Temperguss......................................125
Textverarbeitung................................365
Thermisches Trennen........................305, 306
Thermodynamik....................................20
Thermodynamische Temperatur ... .... 48
Thermoplaste....................................168
Tiefungsversuch nach Erichsen...................177
Tiefziehen, Niederhalterkraft...................297
Radien am Werkzeug...........................296
Tief zieh kraft..................... ....... 297
Ziehspalt.......................... .. 296
Ziehstufen......................... .. 297
Ziehverhältnis......... ................. .. 297
-, Zuschnittdurchmesser.. - - - 296
Tiefziehkraft........................... .... 297
Titan-Knetlegierungen........ 160
Toleranzen, ISO-System ... 98
Maßeintragung.......... 76
Toleranzfeld....... 98
Toleranzgrad....... 98
Toleranzklasse................................. 98
Torsion, Beanspruchung...........................44
Transformator....................................52
T bistable element
T-slots
T-section steels, equilateral
T-section steels, squared edge
Spreadsheets
Tangent
Technical communication principles
Technical physics
Partial views in drawings
Indexing
Indexing spindle
Division of lengths
Partings, dimensioning
Disc springs
Temperatu re
Malleable cast iron
Word processing
Thermal cutting
Thermodynamics
Kelvin temperature
Thermoplastics
Erichsen cupping test
Deep-drawing, holding-down force
Deep-drawing, tool radii
Deep-drawing, deep-drawing force
Deep-drawing, die clearance
Deep-drawing, draws
Deep-drawing, drawing ratio
Deep-drawing, blank diameters
Deep-drawing force
Wrought titanium alloys
ISO System tolerances
Tolerance dimensioning
Tolerance field
Tolerance grade
Tolerance dass
Torsional load
Transformers
r
Sachwortverzeichnis
Trapez, Fläche.
Trapezgewinde
.23
193
Trapezium, surface
Trapezoidal screw threads
u
Überdruck...........................
Übergangspassung....................
Übermaßpassung......................
Übersetzungen.......................
Übersichtsschaltplan, elektrotechnischer .
U-Stahl....... ............ .
UF (Kunstharz). ................
UF-Formmassen.......................
Umfangsgeschwindigkeit, Berechnung ..
UNC-Gewinde.........................
UND-NICHT-Verknüpfung...............
UND-Verknüpfung.....................
UNEF-Gewinde............... ........
UNF-Gewinde.........................
Unfallverhütungs-Vorschriften, Lärm . . . .
.... 39
.... 98
.... 98
. . . 259
. . 325
...141
. . . 167
... 170
33, 260
... 189
... 320
... 320
... 189
... 189
...314
Universalhärteprüfung
UNS-Gewinde..........
Unstetige Regler.....
UP (Kunstharz).......
Urliste..............
Urwertkarte..........
180
189
319
167
247
249
Pressure above atmospheric
Transition fits
Negative allowance fits
Transmissions
Electrotechnical Circuit lay-out plan
U-steel sections
UF (urea formaldehyde) resin
UF moulding compounds
Circumferential velocities, calculation
UNC screw threads
AND-NOT Operation
AND Operation
UNEF screw threads
UNF screw threads
Accident prevention regulations (German)
with regard to noise protection
Universal hardness testing
UNS screw threads
Discontinuous Controllers
UP (unsaturated polyester resin)
Raw data
Raw data chart
V
Verbindungsgesetz....... ..........
Verbotszeichen.................
Verbrennungswärme...
Verbundwerkstoffe ....
Verdampfungswärme..................
Verdrehung, Beanspruchung..........
Vergütungsstähle...................
Wärmebehandlung ..................
Verjüngung, Bemaßung...............
Verordnung zum Schutz vor , .
gefährlichen Stoffen
Verpackungsblech und -band..........
Verschlussschrauben.................
Vertauschungsgesetz.................
Verzehnfachungsregel................
Verzögerungskraft...................
Vickers-Härteprüfung...............
Vieleck, Konstruktion...............
regelmäßiges......................
unregelmäßiges....................
Vierkante von Zylinderschäften......
Vierkantprisma, Oberfläche..........
-, Volumen..........................
Vierkantstahl, warmgewalzt..........
Viskosität, kinematische.....
Viskositätsklassifikation ...
Volumen, Einheiten......
Berechnung........................
zusammengesetzte Körper........
Volumenänderung.....................
Volumenausdehnungskoeffizient.......
Vorsätze zu den Einheiten...........
Vorschubgeschwinoigkeit, Berechnung
Vorzeichenregeln....................
.321
...128B
.....49
.... 162
.....49
.....44
.... 129
.... 150
....74
...128F
......136
......201
......321
......246
.......32
......179
.......58
.......24
.......24
. . . .216
.......26
.......26
_____139
......337
. . 173, 174
.......18
.......26
.......29
.......48
.. 112, 113
... 18
......260
.......12
Associative law
Prohibitive signs
Heat of combustion
Composite materials
Heat of vaporization
Torsional load
Quenched and tempered steels
Quenched and tempered steels, heat treatment
Tapers, dimensioning
Hazardous Substances Regulations (German)
Packaging Steel sheets and strips
Screw plugs
Commutative law
Tenfold increase (of costs)
Retardation force
Vickers hardness test
Polygon, construction
Polygon, regulär
Polygon, irregulär
Squares of parallel shanks
Square prism, surface
Square prism, volume
Square bar steels, hot-rolled
Viscosity, kinematic
Viscosity classes
Volume, units
Volume, calculation
Volume of compound solids
Change of volume
Expansion coefficient
Unit prefixes
Feed rate, calculation
Rule of preceding signs
I Sachwortverzeichnis
w j
Wahrscheinlichkeit...........- - -.
Wahrscheinlichkeitsnetz...
Walzdraht................. ..........
Wälzlager .. ....................
-, Auswahl ...... ...........
Bezeichnung........................
Darstellung............. ..........
-, Maßreihen.........................
- Übersicht..........................
Wälzlagerpassungen........ .....
Warmarbeitsstähle....................
Wärmebehandlung....................
Wärmebehandlung .....................
-, Stahl.............................
-, Angaben...........................
Wärmedurchgang.......................
Wärmedurchgangszahl..................
Wärmekapazität, spezifische......... . .
Wärmeleitfähigkeit, Definition ......
Wärmeleitfähigkeit, Werte ..............
Wärmeleitung.........................
Wärmeleitzahl........................
Wärmemenge...........................
Wärmestrom...........................
Wärmetechnik.........................
Wärmeübertragung.....................
Warnzeichen..........................
Wasserstoffflaschen, Farbkennzeichnung
Wegbedingungen bei CNC-Steuerungen
Weichglühen..........................
Weichlote............................
Weißblech............................
Wellenenden..........................
Welligkeitsprofil (W-Profil).........
Wendeinutenfräsen....................
Wendeschneidplatten...........
Werkstoffkosten......................
Werkstoffnummern für Stähle ...
Werkstoffprüfung..............
Werkstofftechnik.....
Werkstückkanten .....................
Werkzeug-Anwendungsgruppen...........
Werkzeugkegel...................
Werkzeugkorrekturen bei der .........
CNC-Bearbeitung
Werkzeugstähle.......................
Whitworth-Gewinde....................
Rohrgewinde........................
Widerstand, Ohmscher.................
-, Parallelschaltung ................
-, spezifischer, Berechnung ...........
-, spezifischer, Werte..........
-, Reihenschaltung...................
Widerstandsmoment, axiales...........
-, polares...........................
WIG-Schweißen, Richtwerte............
Winkel.................................
Winkel am Drehmeißel................
Winkelarten..........................
Winkelfunktionen.....................
Winkelgeschwindigkeit................
Winkelstahl, gleichschenklig.........
scharfkantig.......................
-, ungleichschenklig.................
Winkelsumme im Dreieck...............
Wirkleistung.........................
Wirkungsgrad.........................
... 246
.....247
.....135
235...239
.....239
.....235
.....82
.....235
.....235
.....107
.....132
.....149
149...151
...128A
......93
......49
......49
. 112, 113
......49
. 112, 113
.....49
.....112
.....48
.....49
.....48
.....20
....128C
. .128H
.....348
....128A
.....313
.....136
.....241
.....94
.....285
.....272
... 254
.....114
175...180
111...186
.....84
.....270
.....223
.....357
.... 132
.... 192
.... 192
.....50
.....50
.....51
112, 113
.....50
.....46
.....46
.... 304
.....18
.... 280
. 10
. 33
144
142
143
51
37
Probability
Probability paper
Steel rod
Roller bearings
Roller bearings, choice
Roller bearings, identification
Roller bearings, representation
Roller bearings, dimension series
Roller bearings, general survey
Roller bearing fits
Hot-work steels
Hot-work steels, heat treatment
Heat treatment
Heat treatment of steels
Heattreating information
Heat transition
Heat transition coefficient
Heat capacity, specific
Thermal conductivity, definition
Thermal conductivity, values
Thermal conduction
Thermal conductivity, K-factor
Amount of heat
Heat flow
Heat technology
Heat transfer
Warning signs
Hydrogen cylinders, colour coding
Preparatory functions of CNC machines
Spheroidizing anneal
Soft solders
Tinned sheet iron
Shaft ends
Wavy profile (W-profile)
Milling of helical grooves
Indexable inserts
Material costs
Material codes for steels
Material testing
Materials science
Work piece edges
Tool application groups
Tool taper
Tool offset in CNC machining
Tool steels
Whitworth screw threads
Whitworth pipe threads
Resistance, ohmic
Resistance, parallel connection
Resistance, specific, calculation
Resistance, specific, values
Resistance, series connection
Section modulus, axial
Section modulus, polar
TIG welding, Standard values
Angle
Angles at the lathe tool
Angles, types
Trigonometrie functions
Angular velocity
L-section steels, equilateral
L-section steels, squared edge
L-section steels, unequal
Angular sum in triangles
Watt Output
Efficiency
Sach Wortverzeichnis
Word, Befehle.....
Würfel, Oberfläche.
-, Volumen........
365
.26
. 26
Word, instructions
Cube, surface
Cube, volume
Xenongasflaschen, Farbkennzeichnung
X
128H Xenon cylinders, colour coding
7
Zahlensysteme.................................359
Zahlentabellen..................................8
Zahnkräfte................................... 34
Zahnradberechnungen......................256...258
Zahnräder, Darstellung.........................81
-, Drehmomente.................................34
Zahnradtrieb, Übersetzung.....................259
Zahnriemen, Darstellung .......................81
-Maße.........................................233
Zahnscheiben................................. 215
Zehnerpotenzen................................ 15
Zeichenblätter.................................80
Zeichnungsvereinfachung........................79
Zeichnungswesen, Begriffe . .............. 64
Zeit...........................................18
Zementit................................ .... 128A
Zentralwert-Spannweiten-Karte.................249
Zentrierbohrungen, Maße........................87
Darstellung..................................86
Ziehspalt.....................................296
Ziehstufen beim Tiefziehen....................297
Ziehverhältnis beim Tiefziehen................297
Zinseszinsrechnung.............................15
Zinsrechnung...................................15
Zugbeanspruchung ..............................42
Zugproben.....................................175
Zugspannung....................................42
Zugversuch....................................175
Zündtemperatur, Werte.........................112
Zusatzfunktionen bei CNC-Steuerungen.....348, 349
Zusatzzeichen................................128D
Zuschnittdurchmesser beim Tiefziehen..........296
Zuschnittsermittlung beim Biegeumformen... 294, 295
Zustandsänderung bei Gasen.....................39
Zweipunkt Regler..............................319
Zwölfeck, Konstruktion . . .................. 58
Zykloide, Konstruktion .... 59
Zylinder, Leistung..... 340
- , Mantelfläche..... 27
Oberfläche...................................27
- Volumen....................................27
Zylinderrollenlager...........................237
Zylinderschrauben, Innensechskant.............199
- Schlitz...................................200
Zylinderstifte................................218
Numbering Systems
Numerical tables
Gear forces
Gearwheel calculations
Gearwheels, representation
Gearwheels, torques
Gearwheel drives, transmission
Toothed beit, representation
Toothed beit, dimensions
Tooth lock washers
Powers of ten
Drawing sheets
Simplified representation in drawings
Technical drawings, definitions
Time
Cementite
Median ränge chart
Center bores, dimensions
Center bores, representation
Die clearance
Draws in deep-drawing
Drawing ratio in deep-drawing
Compound interest calculation
Interest calculation
Tensile load
Tensile test pieces
Tensile stress
Tensile testing
Ignition point, values
Miscellaneous functions of CNC machines
Additional signs
Blank diameters for deep-drawing
Calculation of blanks for bend-forming
Change of state of gases
Two-point Controller
Dodecagon, construction
Cycloids, construction
Cylinder, power
Cylinder, outside surface
Cylinder, surface
Cylinder, volume
Cylindrical roller bearings
Cap screws, socket head
Cap screws, slotted
Straight pins