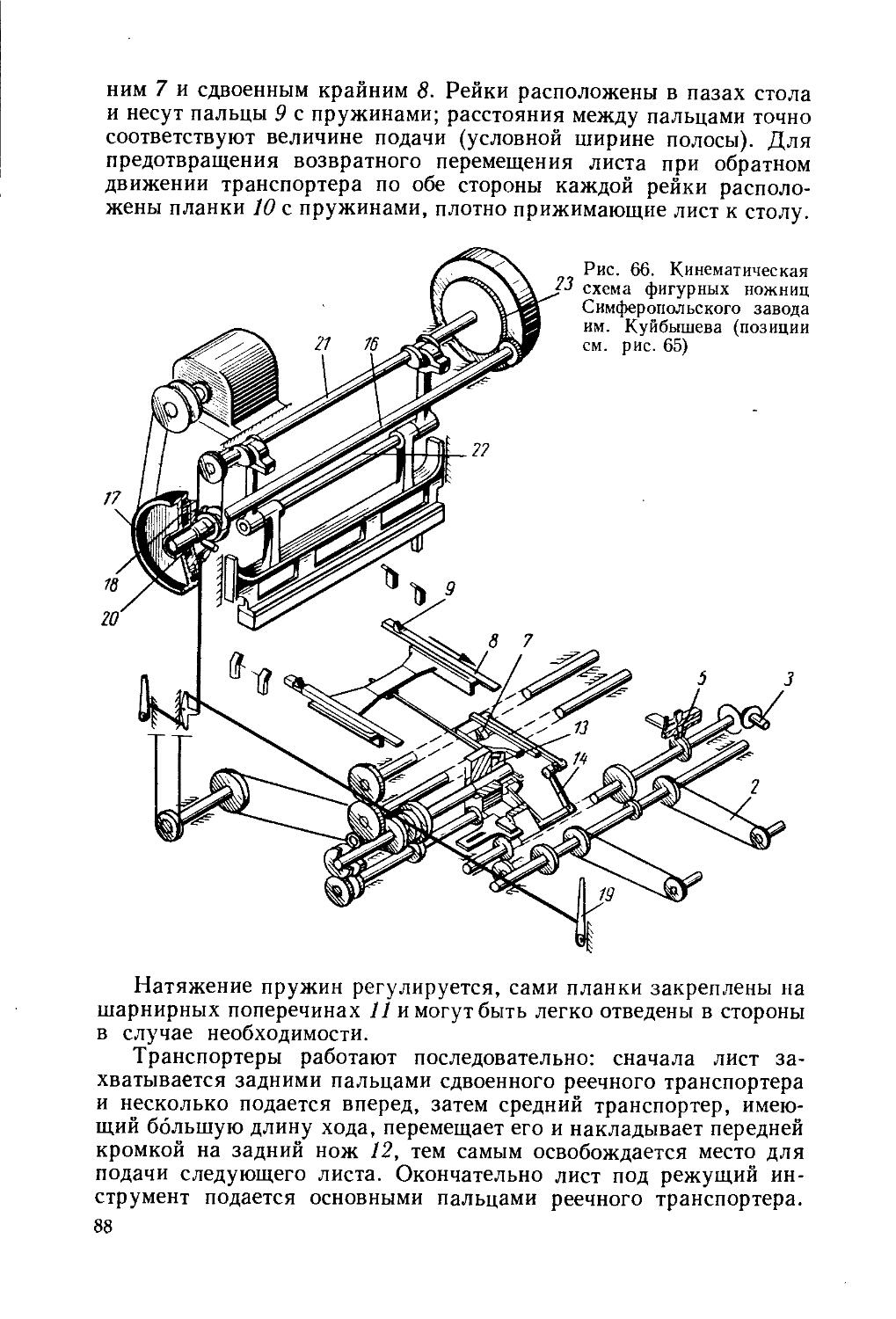
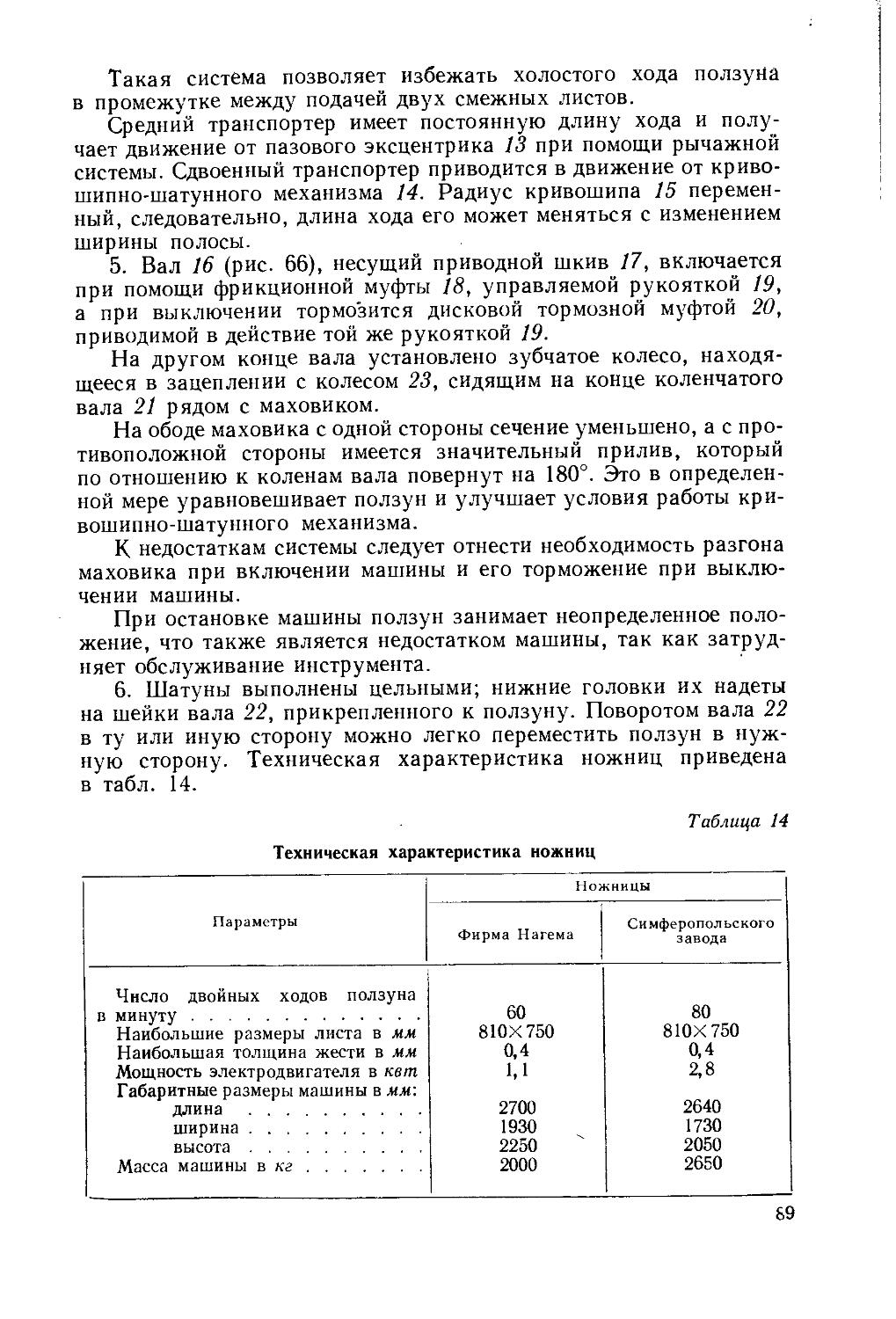
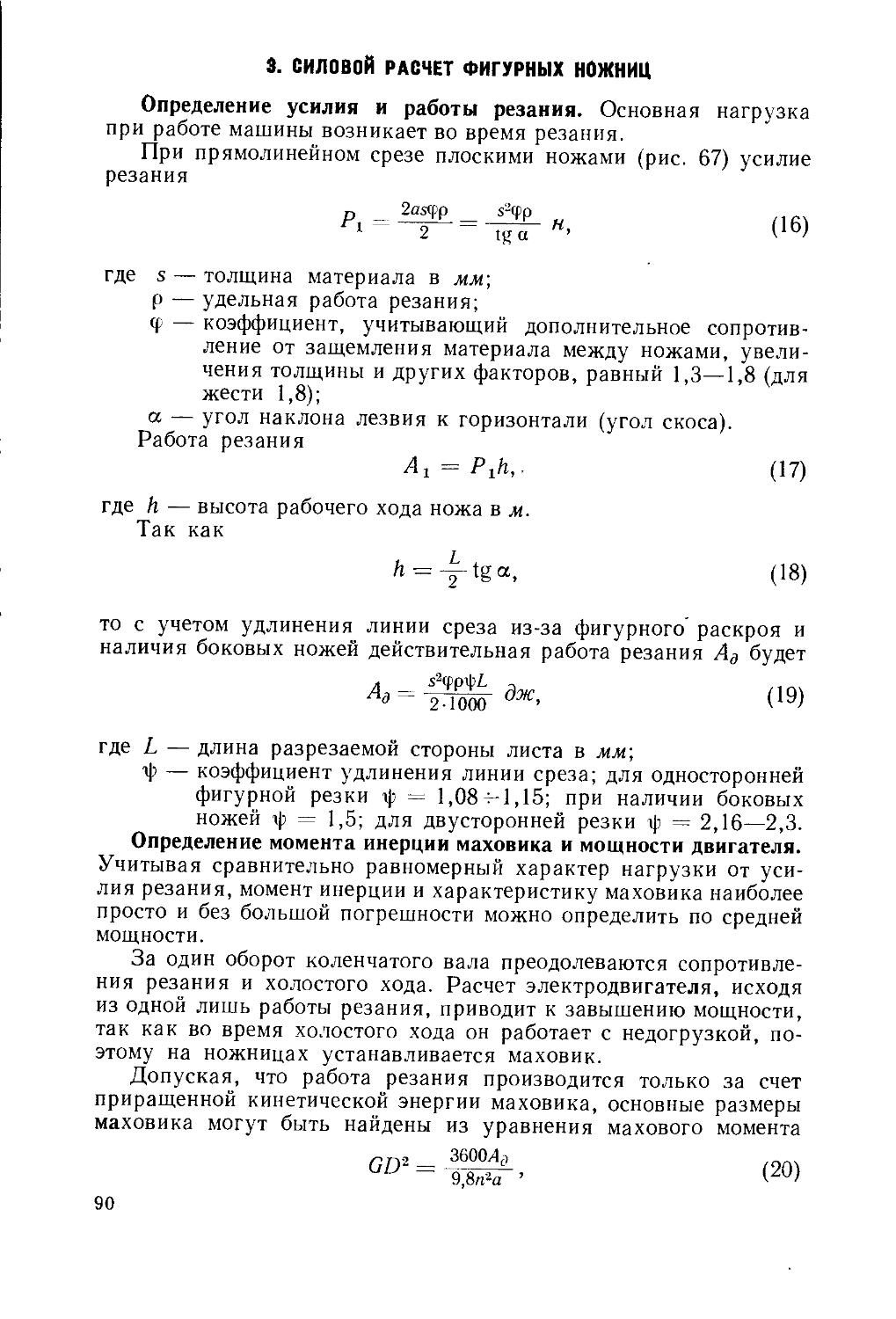
/






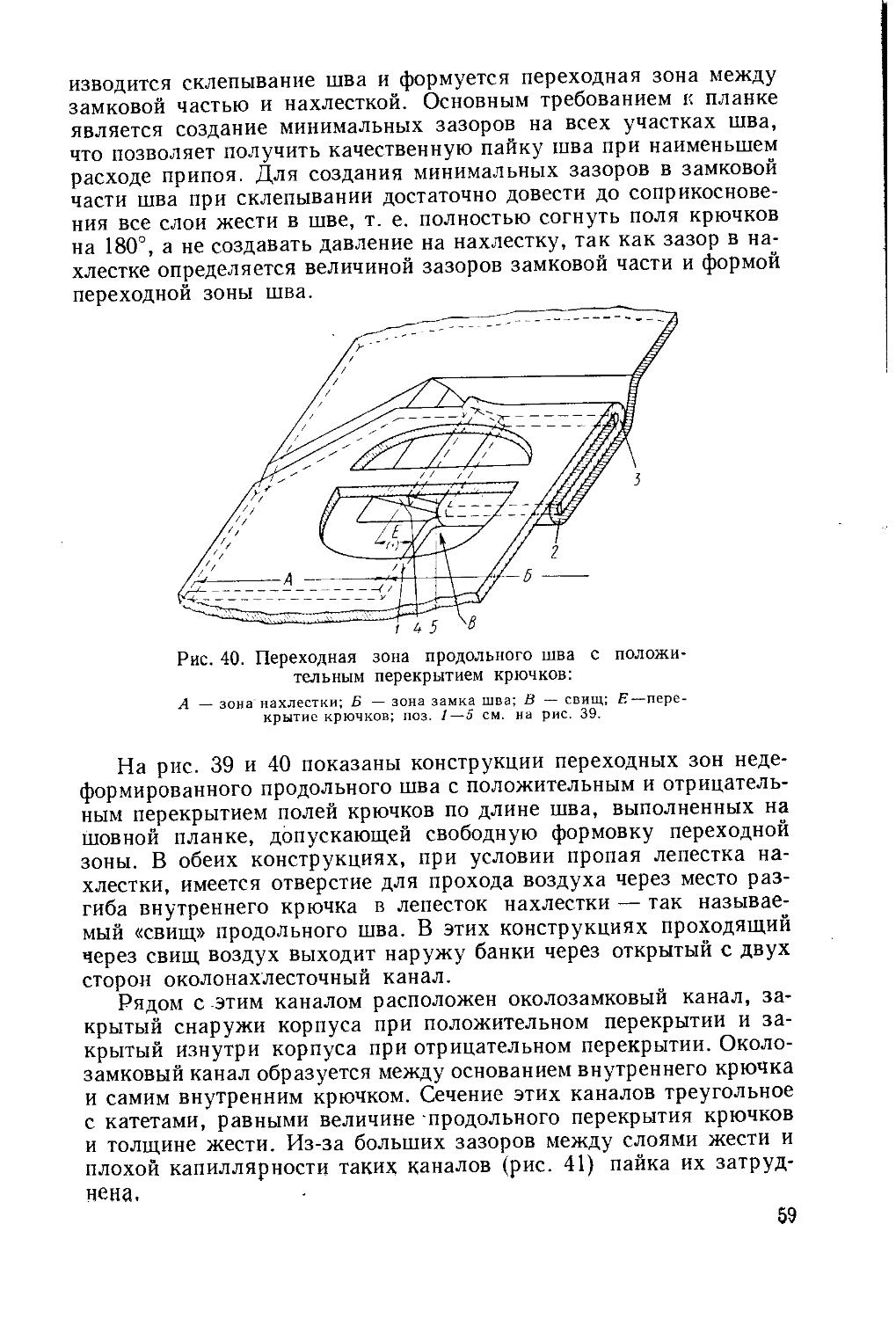
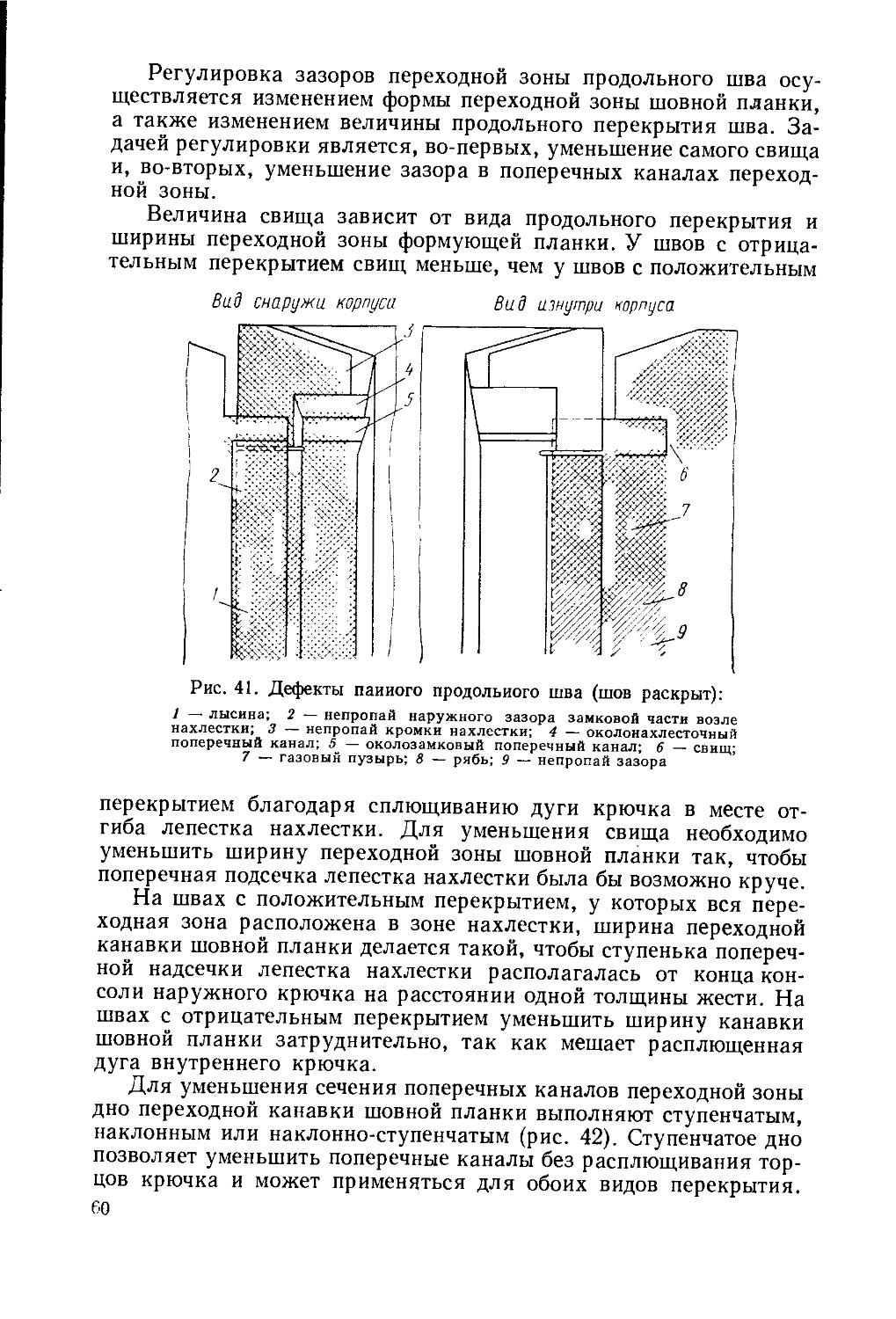
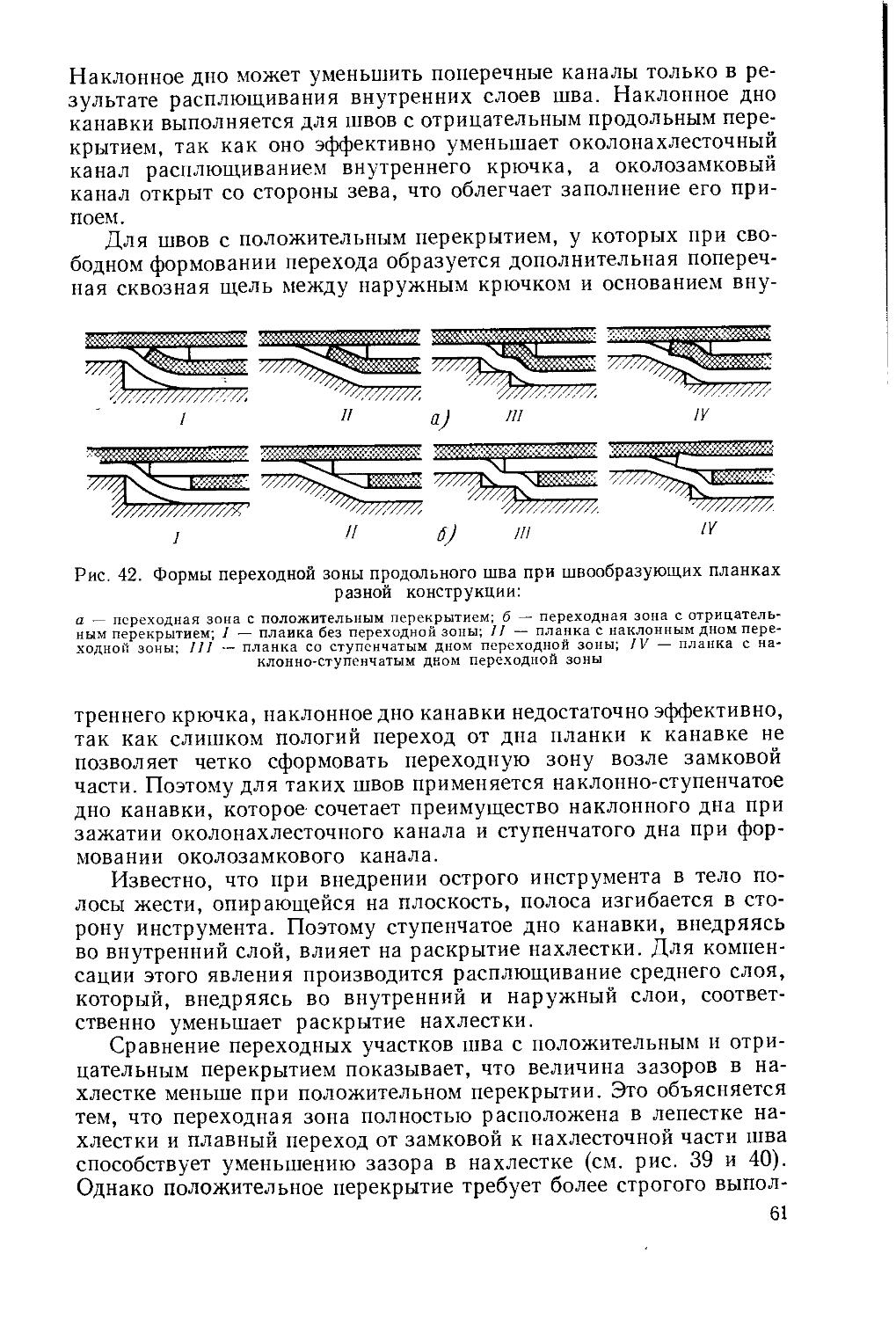
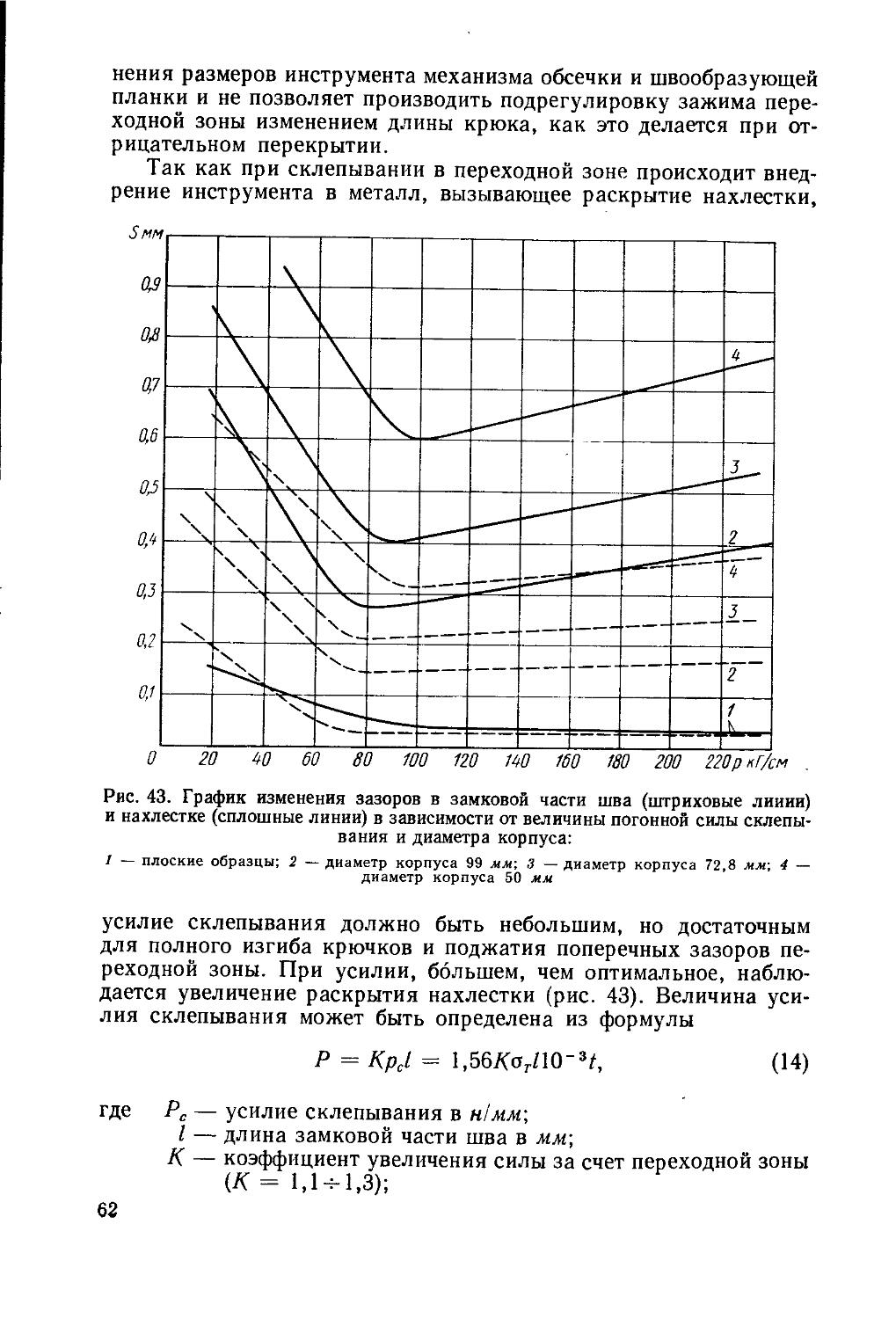






















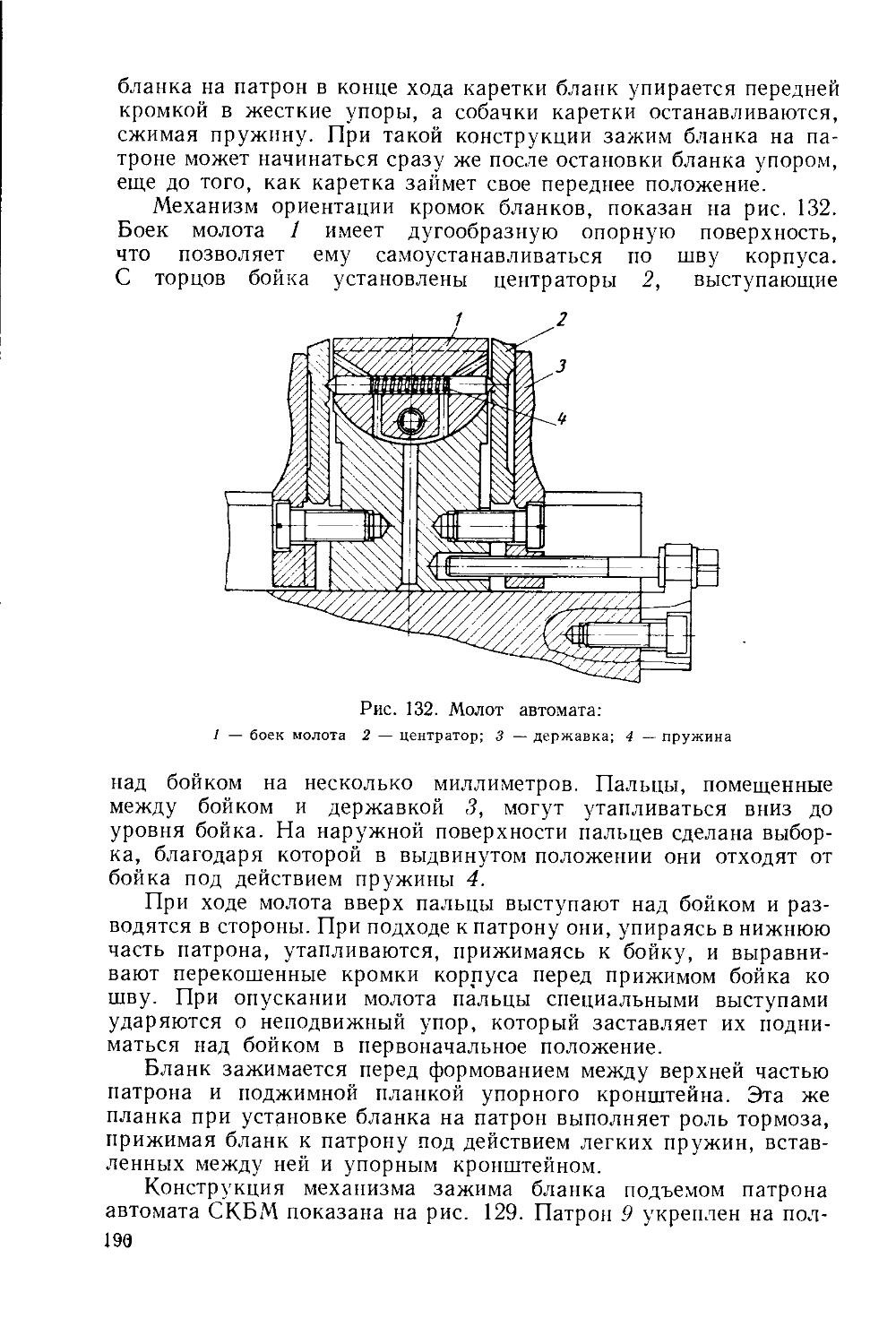

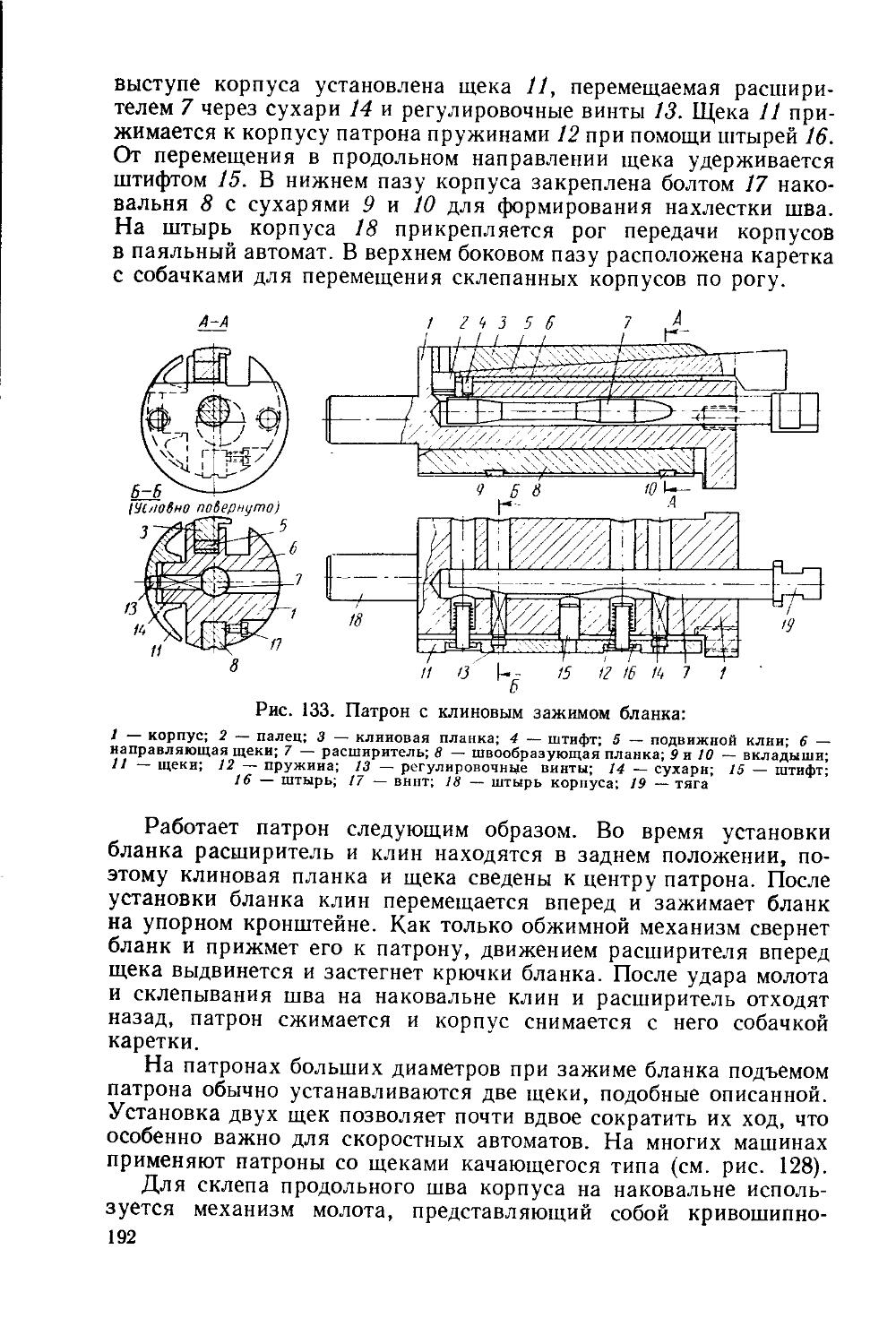
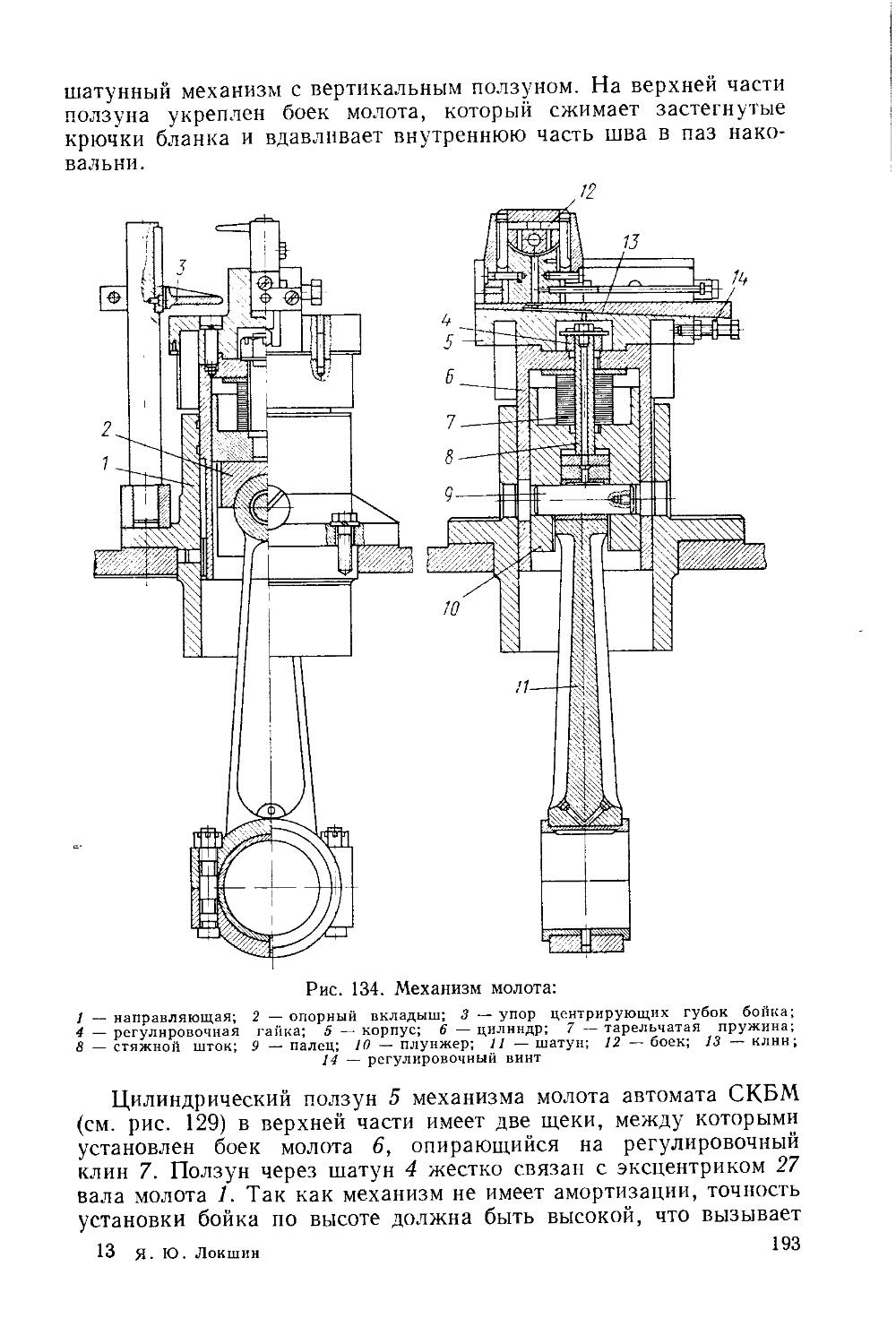




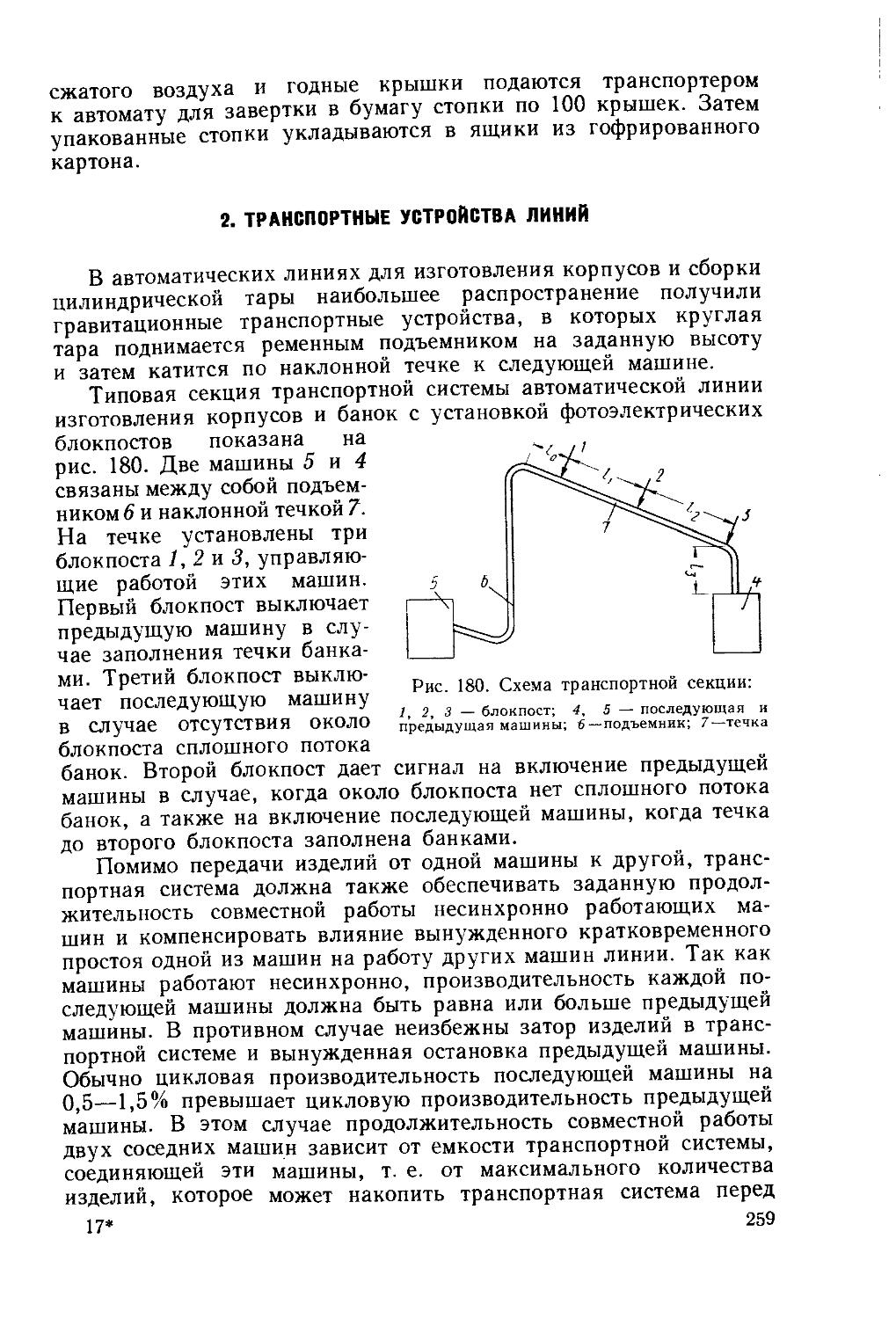








Similar




Text
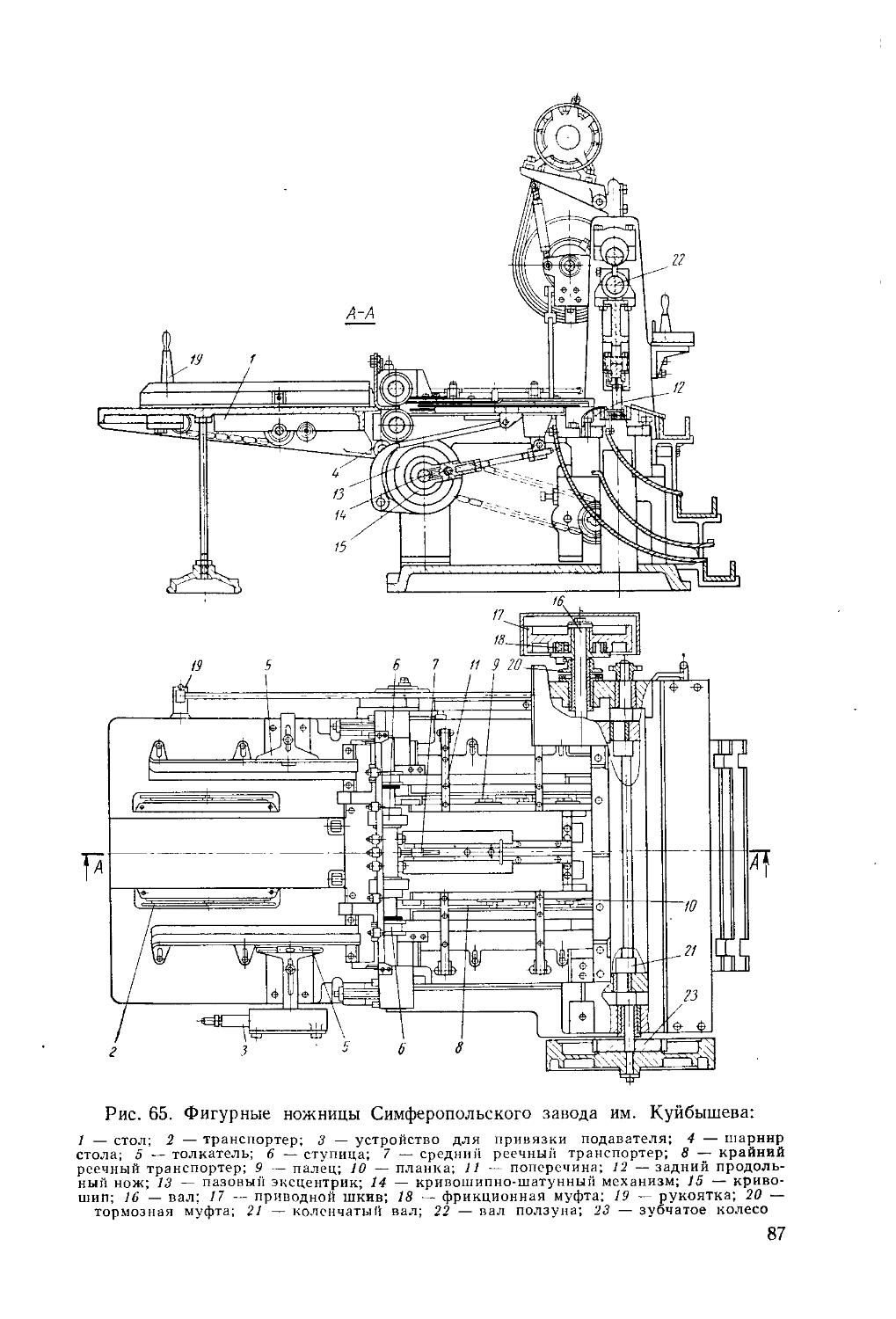
АВТОМАТИЧЕСКИЕ ЛИНИИ
ДЛЯ ПРОИЗВОДСТВА ЖЕСТЯНОЙ ТАРЫ
Издание второе, переработанное и дополненное
МОСКВА «МАШИНОСТРОЕНИЕ»
1 972
А22
УДК 621.002.5 : 672.46
Автоматические линии для производства жестяной тары. Изд. 2-е, перераб. и доп. М., «Машиностроение», 1972, 304 с. Авт.: Я. Ю. Локшин, Г. X. Молдавский, Г. Ю. Бершадский, А. Е. Розенбелов.
В книге освещены общие вопросы производства жестяной тары на автоматических линиях. Описаны конструкции основных автоматов жестянобаночных линий отечественного и зарубежного производства. Рассмотрены конструкции металлической тары, широко применяемой в пищевой и других отраслях промышленности; приведены физико-механические свойства материалов, используемых для их производства; изложена технология изготовления основных видов жестяных банок.
Второе издание (первое издание «Автоматы для производства жестяных банок», 1966 г.) дополнено новыми данными по расчету основных технологических нагрузок автоматов (ножниц, прессов, автоматов для изготовления корпусов, закаточных автоматов и другого оборудования), а также данными по их эксплуатации и наладке.
Рассмотрены также вопросы компоновки и надежности работы жестянобаночного оборудования. Даны основные сведения для проектирования жестянобаночных цехов и для научной организации труда при поточном производстве жестяной тары.
Книга предназначена для инженерно-технических работников, проектирующих и эксплуатирующих жестянобаночное оборудование.
Ил. 196, табл. 23, список лит. 22 назв.
Рецензент канд. техн, наук В. М. Чупахин
3—1—6 297—72
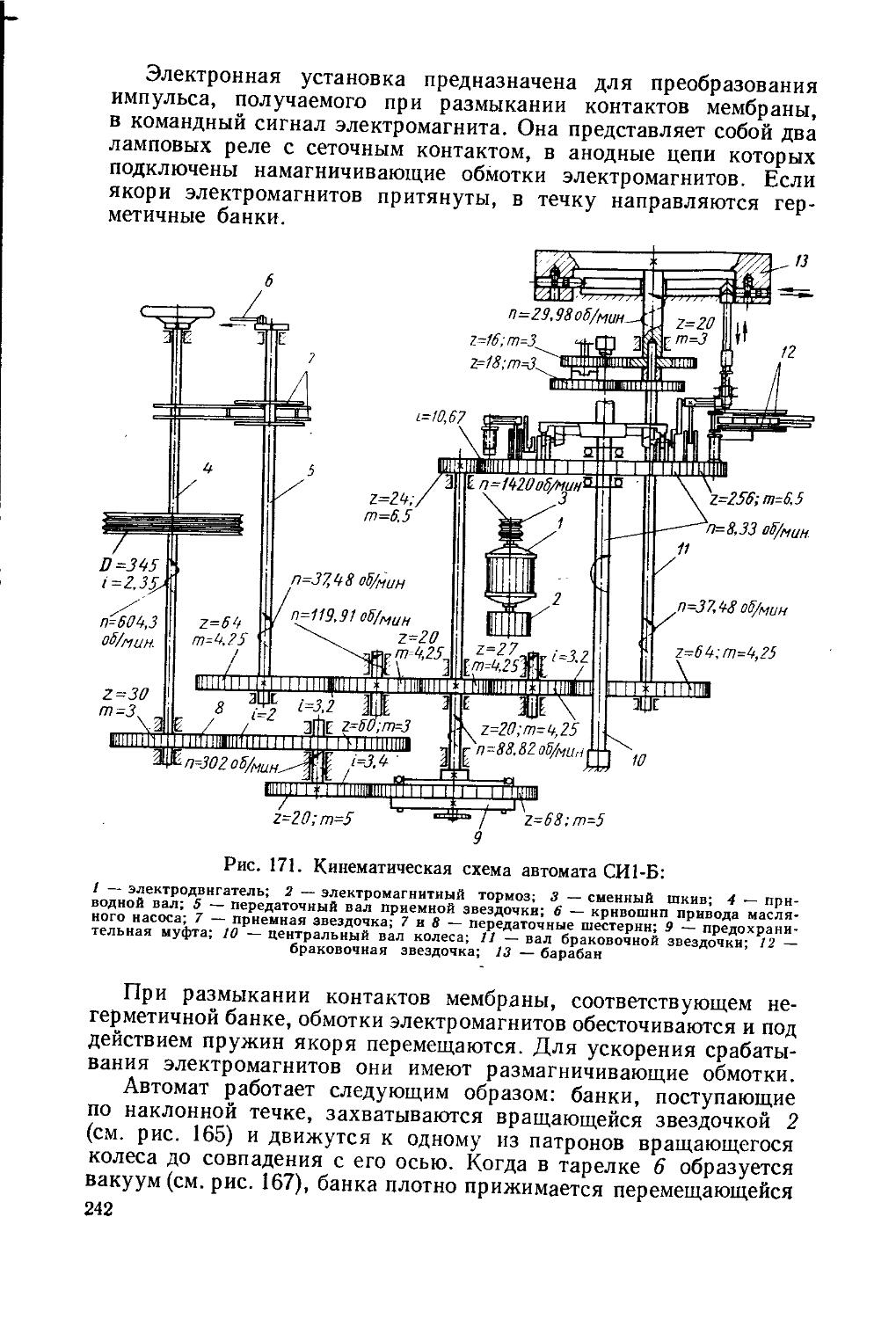
ПРЕДИСЛОВИЕ
В современном производстве металлической тары применяются автоматические линии высокой производительности, предназначенные для выпуска банок разных видов из белой жести и новых экономичных материалов, осваиваемых предприятиями металлургической промышленности.
В книге рассмотрены наиболее распространенные конструкции машин, выпускаемых в СССР, в ГДР (фирма Блема), а также конструкции отдельных узлов автоматов зарубежных фирм, специализирующихся на выпуске высокопроизводительных линий и отдельных видов тары.
Знание конструкции и технологии производства тары различных видов, а также физико-механических свойств белой жести, алюминия и других применяемых для ее изготовления металлов облегчает конструирование автоматов и их нормальную эксплуатацию. Поэтому в книге наряду с описанием и анализом конструкций отдельных автоматов, их компоновки в линиях значительное внимание уделено конструкциям тары и физико-механическим свойствам материалов для ее изготовления.
Изложенные методы расчета основных технологических нагрузок автоматов позволят при конструировании новых линий, а также при эксплуатации существующего оборудования решать инженерные задачи по созданию прогрессивной техники и ее внедрению.
В отличие от первого издания этой книги, вышедшей в 1966 г. под названием «Автоматы для производства жестяных банок», в настоящем, втором, издании помещены главы, освещающие следующие вопросы:
научная организация труда при поточном производстве жестяных банок;
компоновка и надежность жестянобаночного высокопроизводительного автоматического оборудования, выпускающего до 450 банок в минуту;
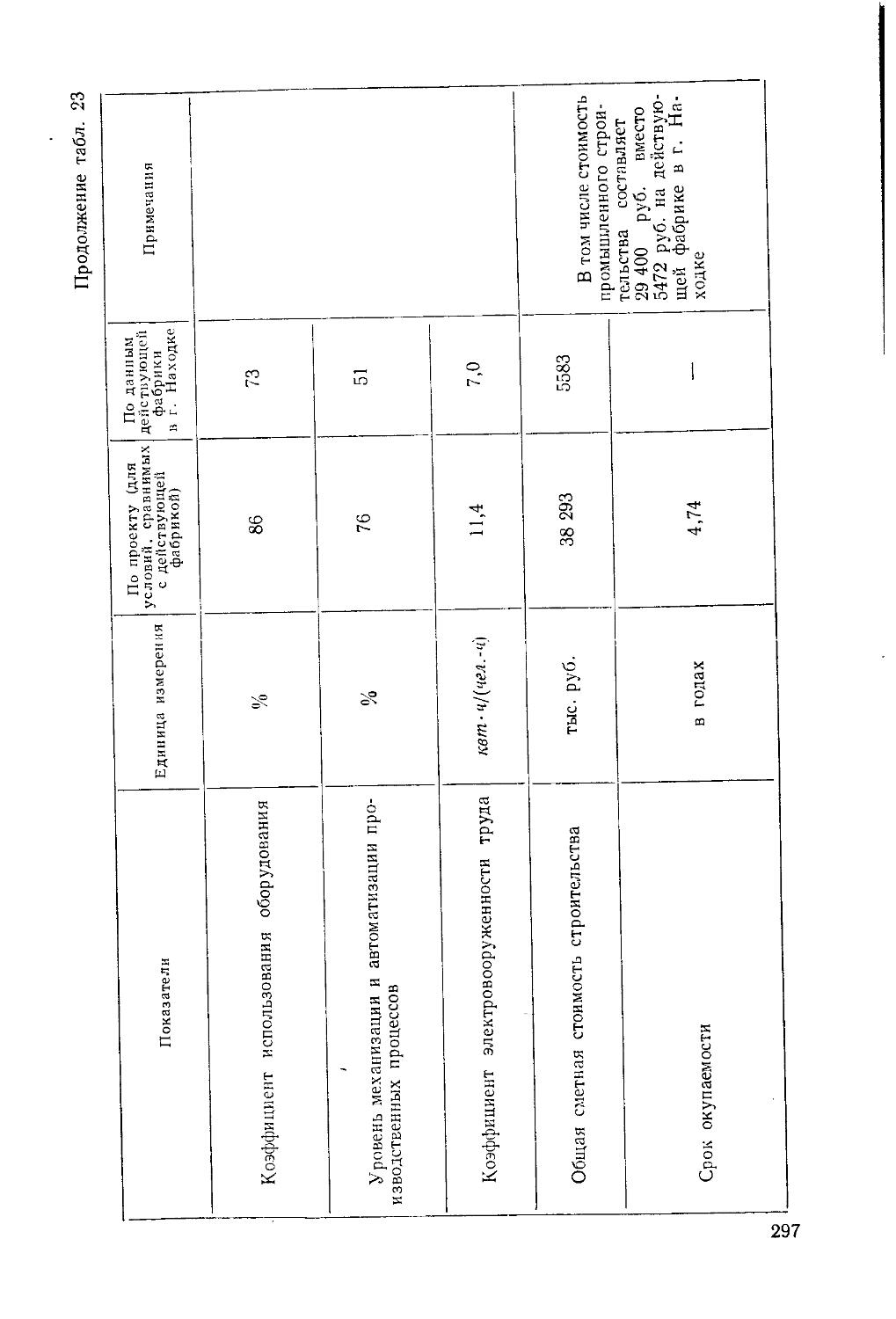
методика определения экономической эффективности нового автоматического жестянобаночного оборудования, заводов;
основы проектирования жестянобаночных цехов;
компоновка линий для изготовления крышек к стеклянной таре.
Материалы книги обновлены с учетом опыта отечественных заводов, отраслевых научно-исследовательских и учебных институтов, конструкторских организаций, осваивающих технологию I* 3
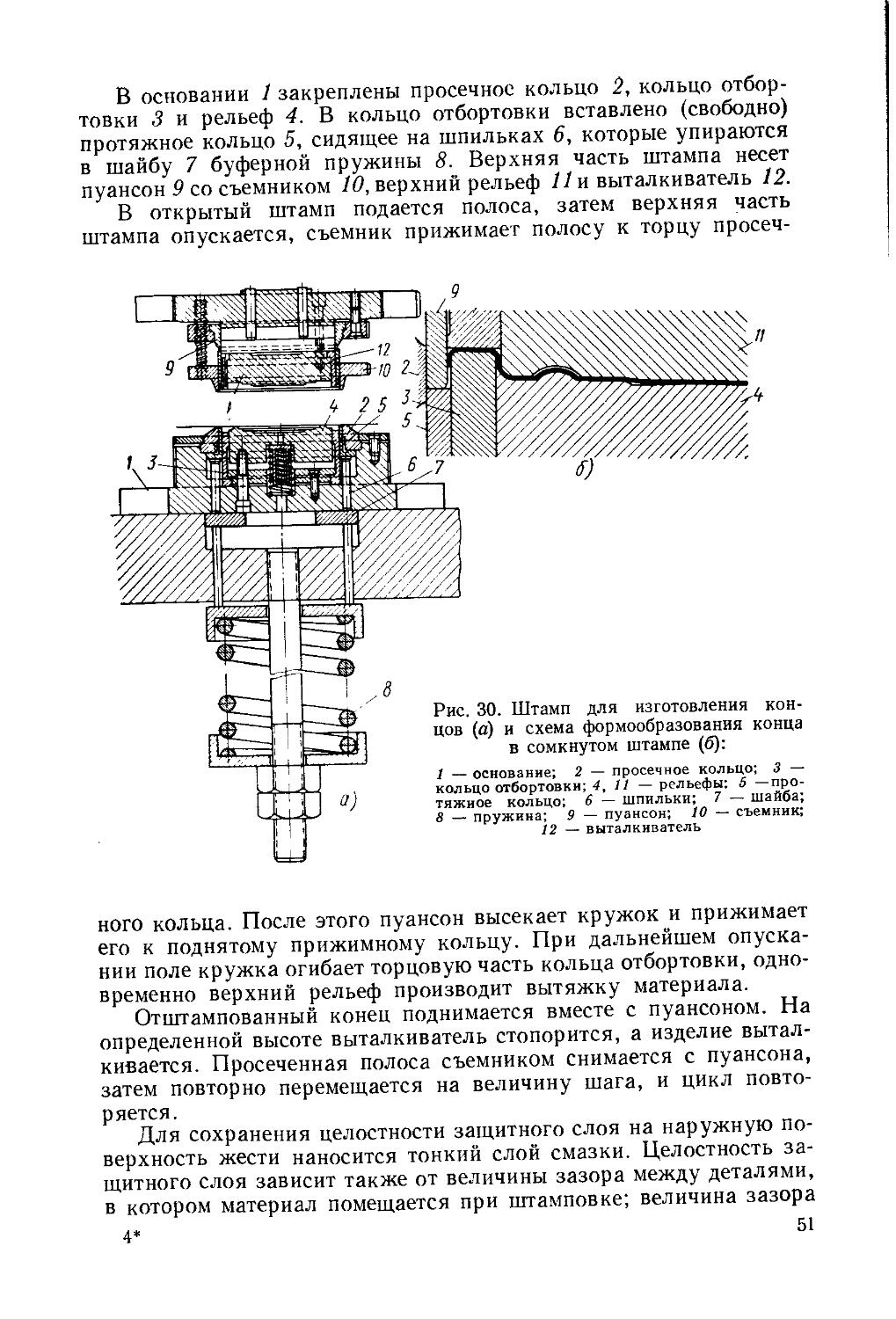
и оборудование для изготовления разных видов металлической тары из новых экономичных материалов. Учтен также опыт зарубежных предприятий и научно-исследовательских лабораторий различных фирм.
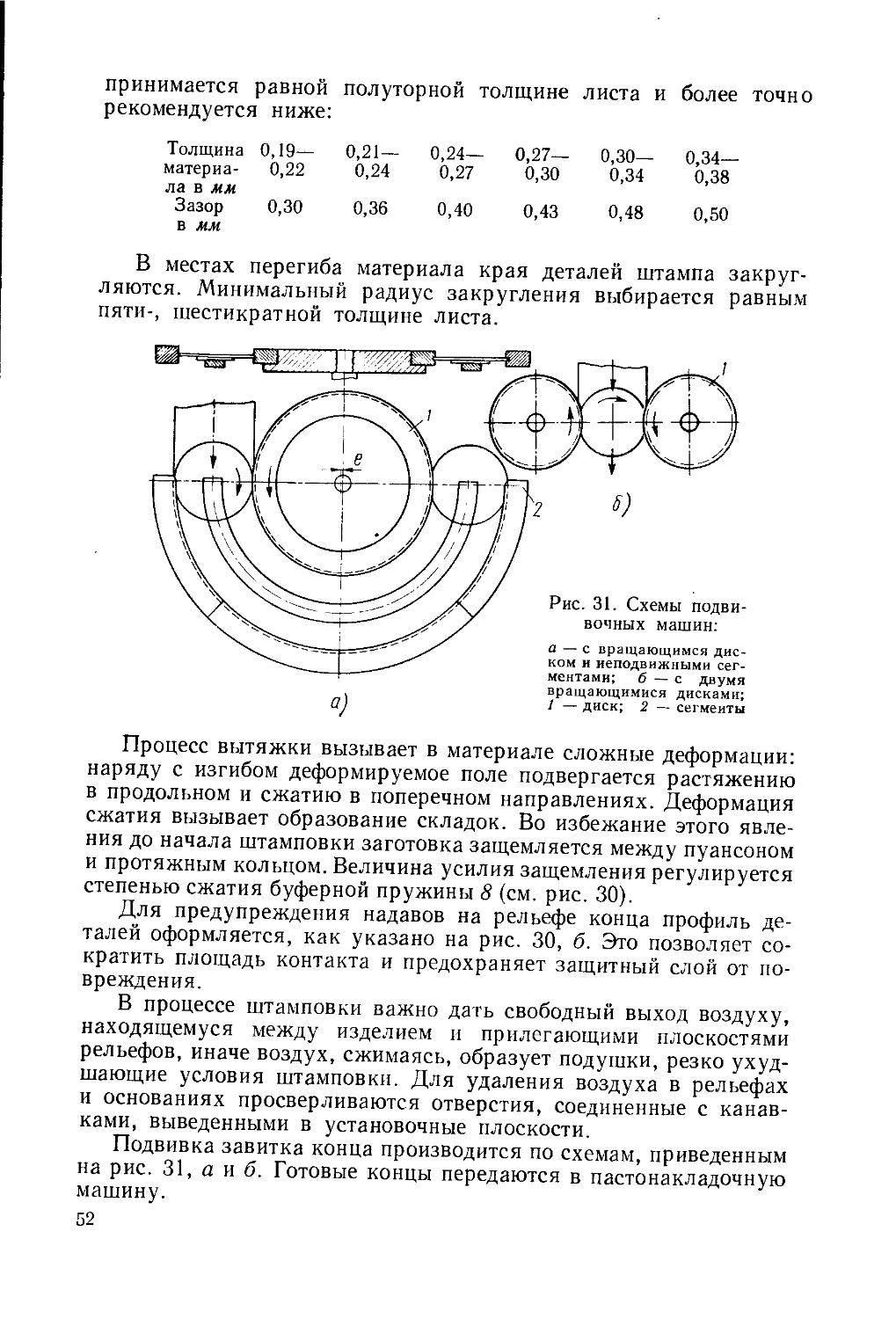
Дополнены разделы по наладке и эксплуатации машин.
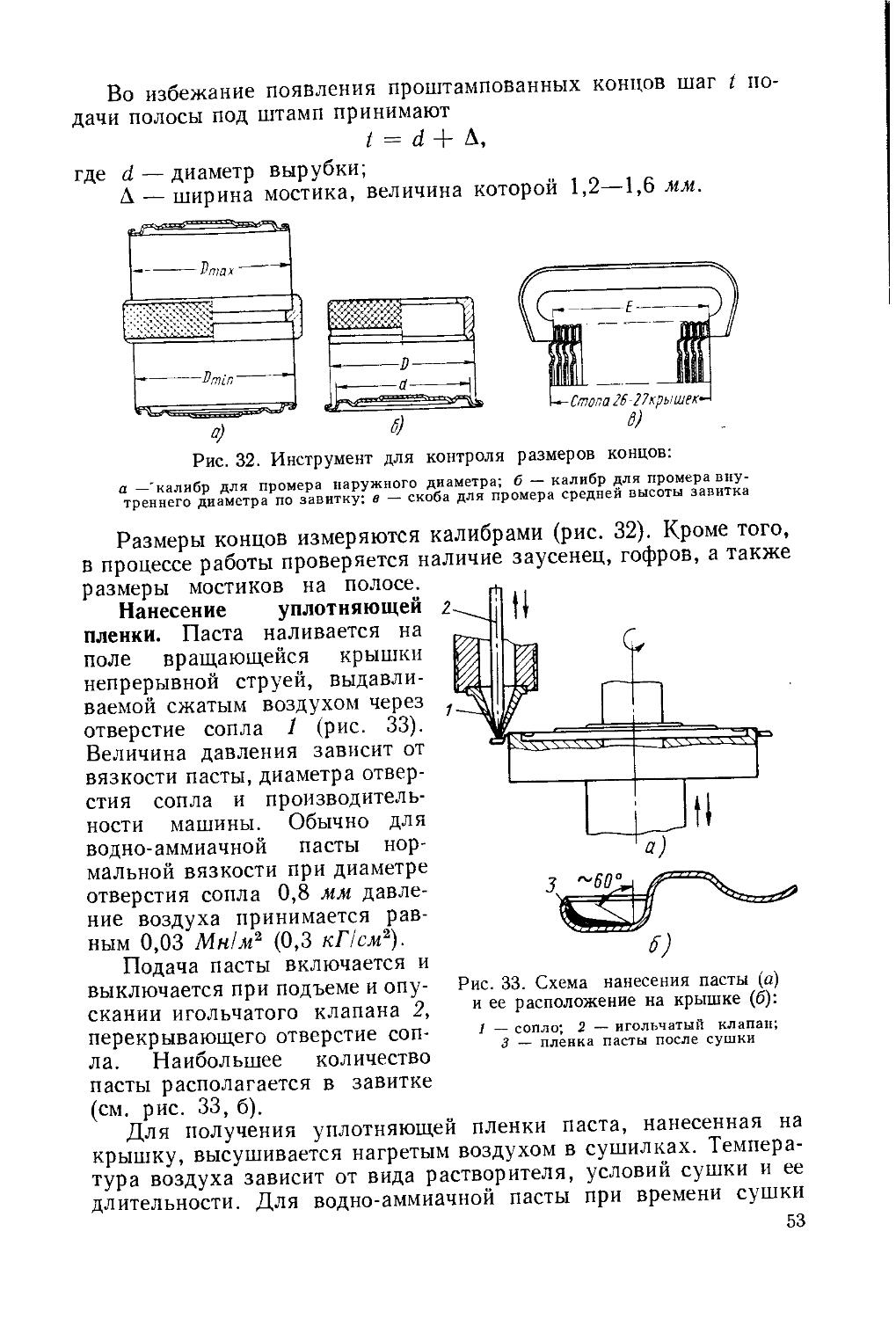
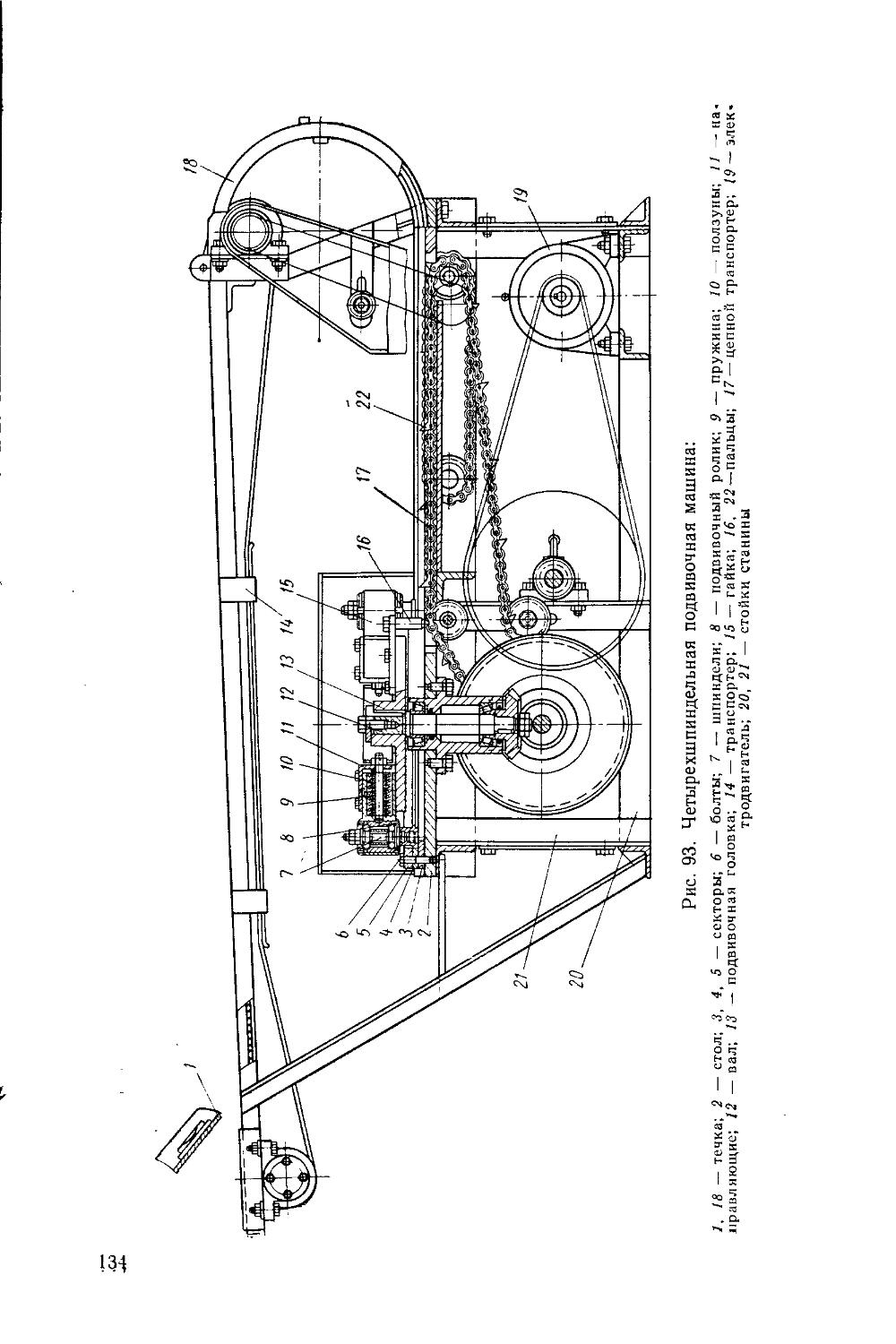
Книга написана коллективом авторов: предисловие, главы I, II, XI, разделы «Изготовление цельноштампованных банок» (гл. III) и «Компоновка жестянобаночных линий» (гл. XII) написаны Я. Ю. Локшиным; главы III, IV, VI, VII, X — Г. X. Молдавским; главы V, VIII, XII и раздел «Изготовление корпусов» (гл. Ш) — А. Е. Розенбеловым; глава IX, описание подвивочных машин (гл. V) — Г. Ю. Бершадским; глава XIII—Г. Ю. Бершадским и Я. Ю. Локшиным; глава XIV—Я. Ю. Локшиным и Г. X. Молдавским.
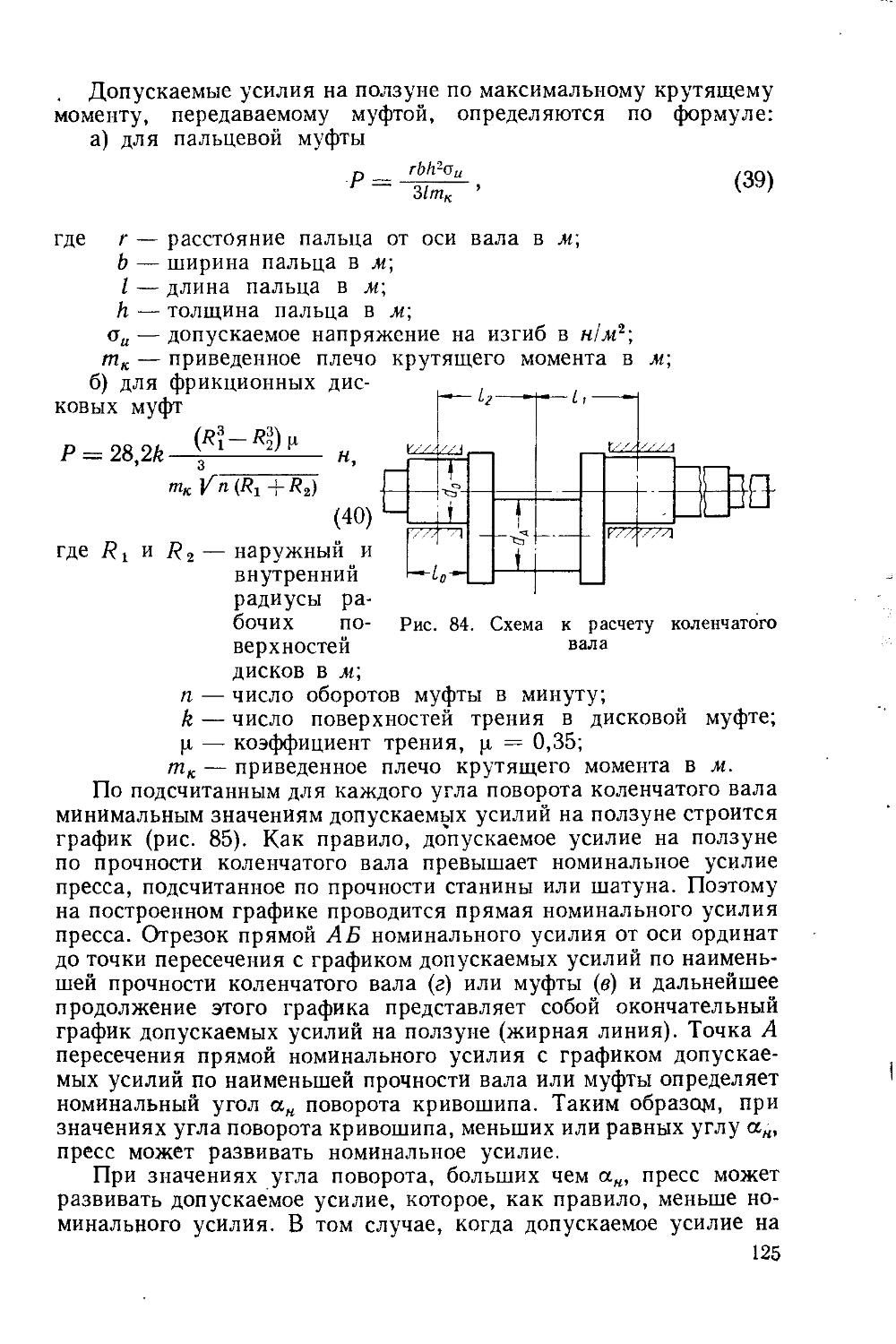
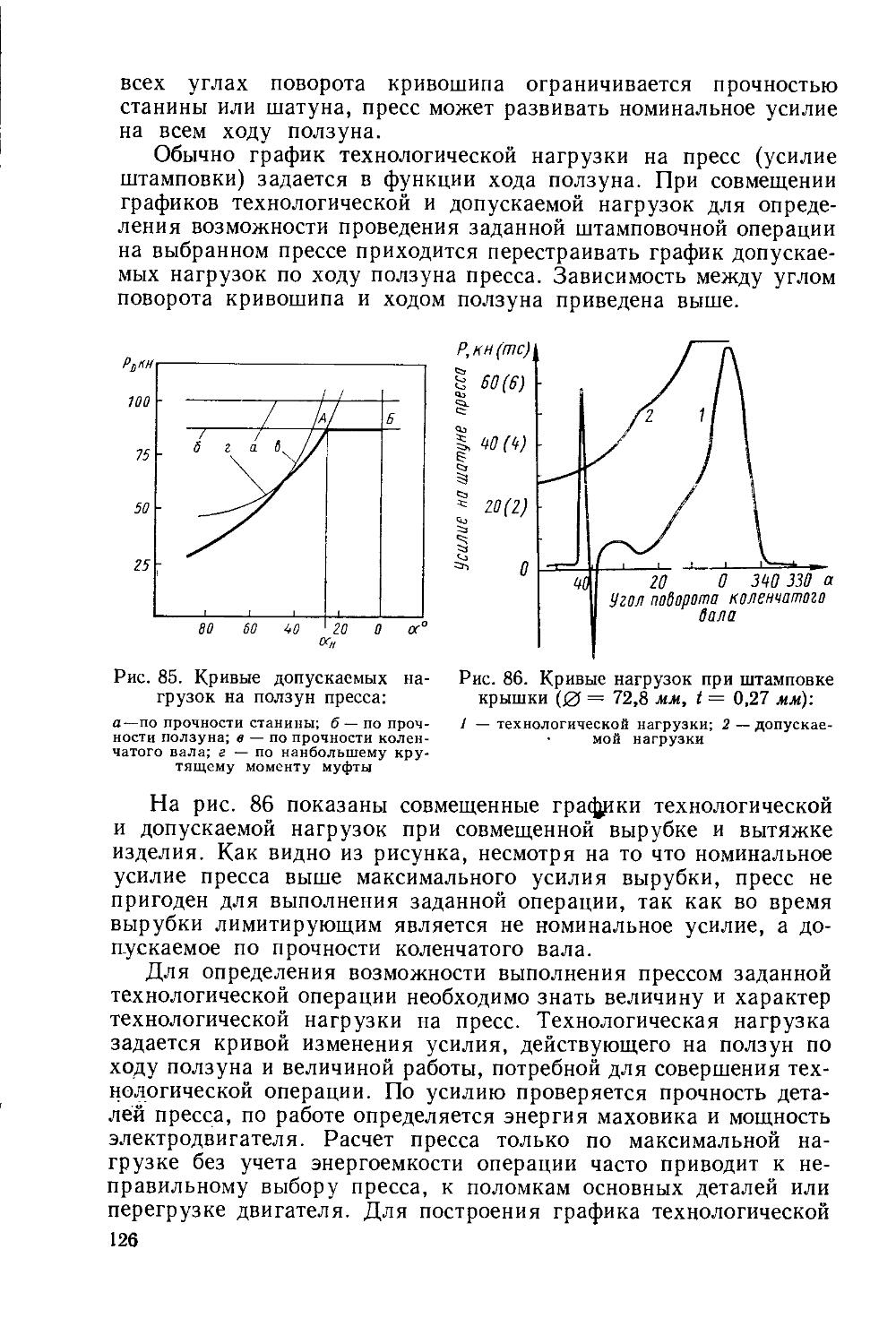
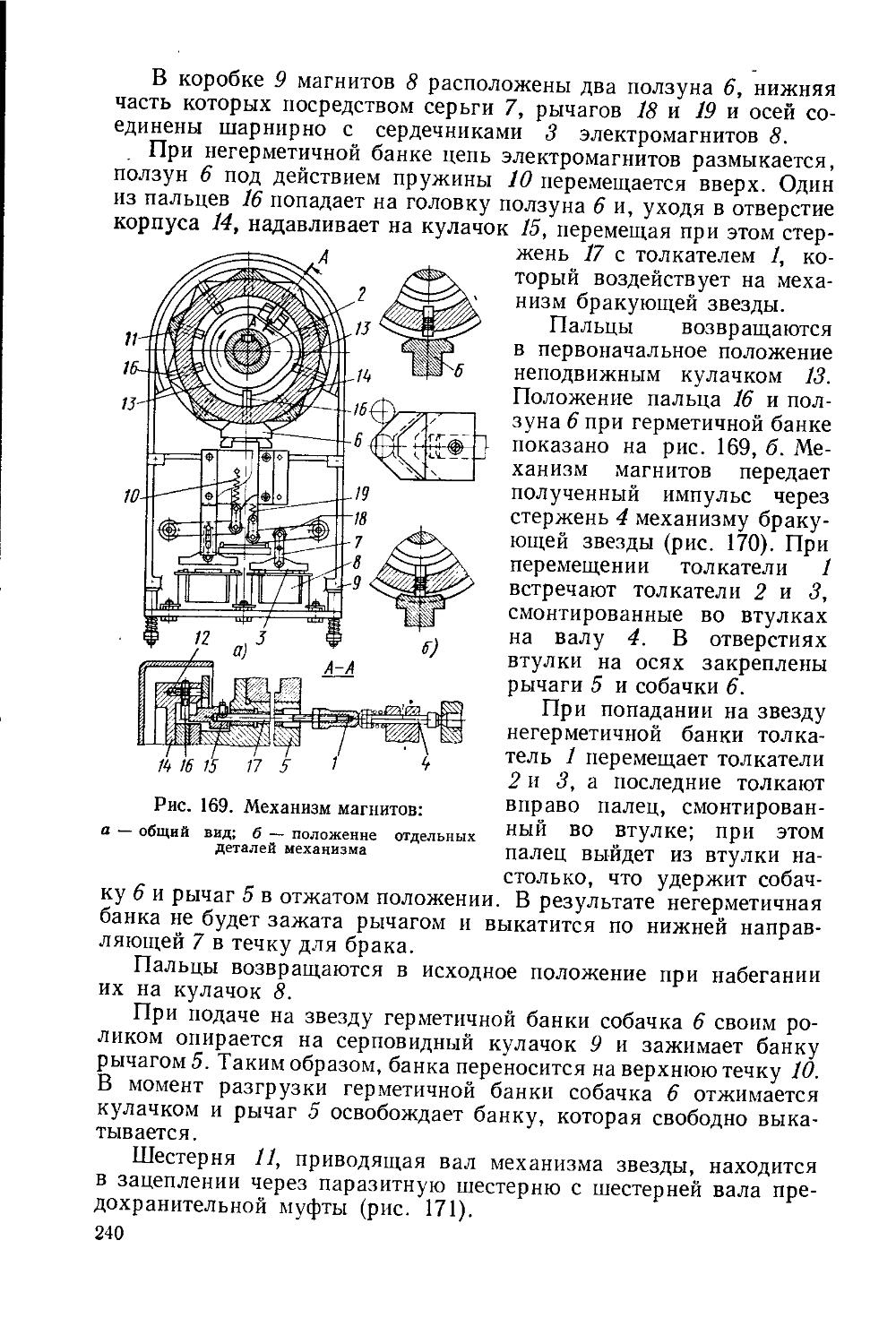
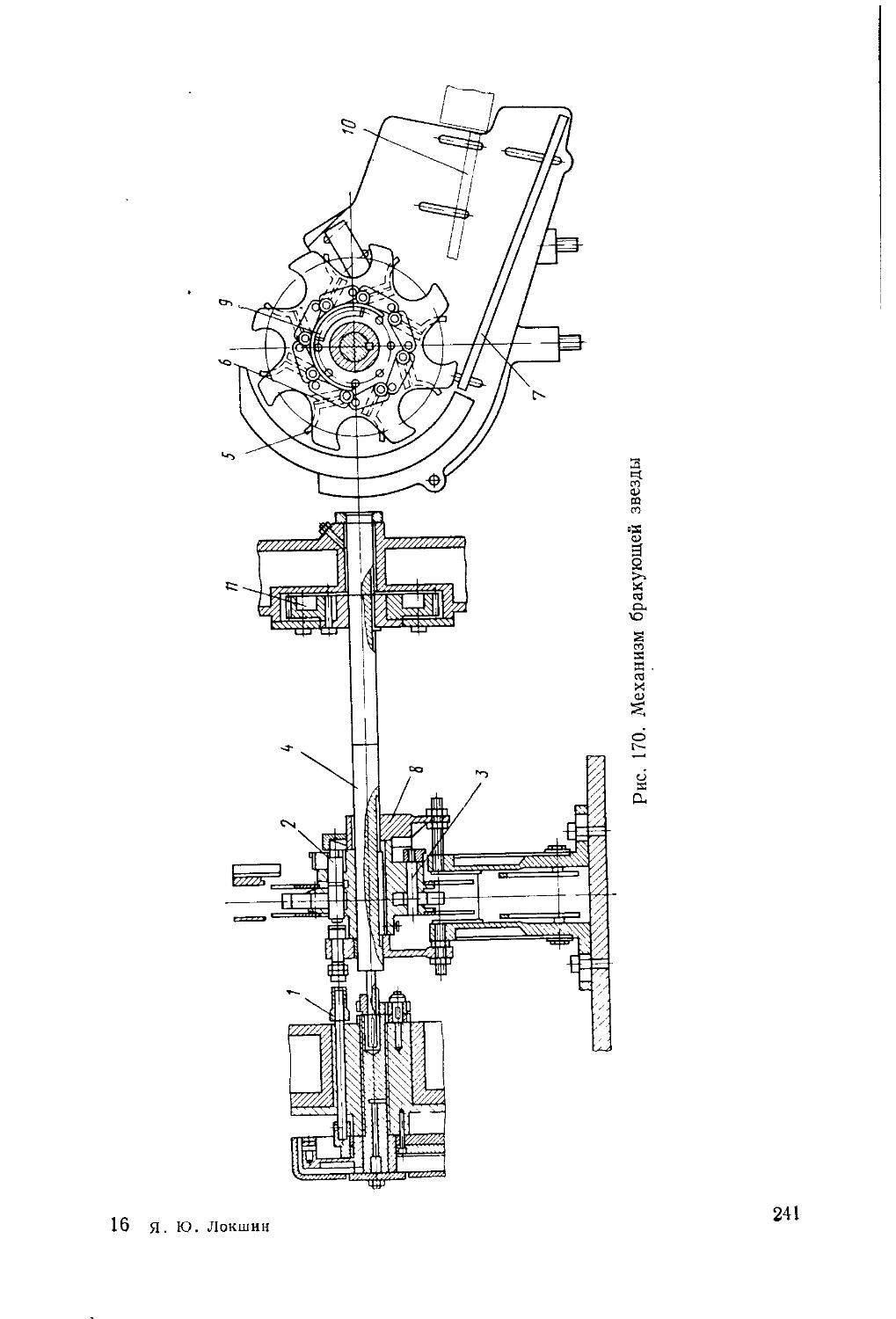
Глава I. МЕТАЛЛИЧЕСКАЯ ТАРА
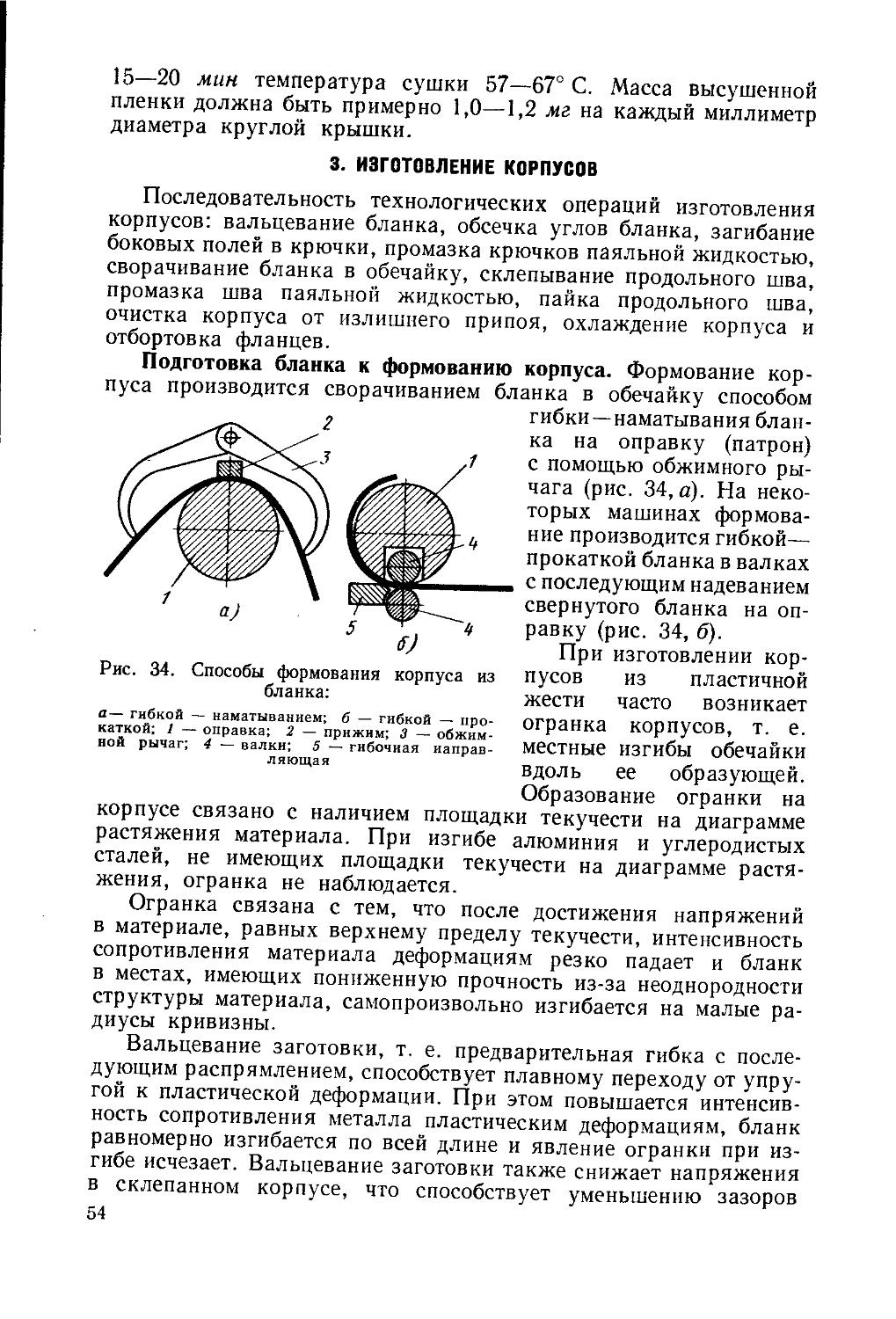
1. КЛАССИФИКАЦИЯ ТАРЫ
Металлическая тара изготовляется различных конструкций в зависимости от ее назначения и использования и широко применяется в разных отраслях пищевой, химической, нефтехимической, медицинской, машиностроительной, радиотехнической, приборостроительной и оборонной промышленности. Кроме того, металлическая тара и изделия из жести используются для различных бытовых приборов, в легкой промышленности и др.
По способу изготовления банки бывают сборные (из корпуса и концов — донышка и крышек) и цельноштампованные (с прикатанной или припаянной крышкой).
По форме банки выпускаются цилиндрические и фигурные (прямоугольные, овальные, эллиптические и др.).
В зависимости от назначения банки изготовляются герметичными и негерметичными. Последние находят ограниченное применение, как например, для некоторых нестерилизуемых пищевых продуктов, расфасовки красок, эмалей и других материалов.
Банки и другие виды металлической тары, а также крышки для укупорки стеклянных банок и бутылок, аэрозоли, тубы, применяемые для герметичной укупорки продуктов, изготовляются преимущественно из белой жести, алюминия и его сплавов. В связи с дефицитностью олова вместо белой жести для производства металлических банок применяют черную, хромированную жесть, алюминий и алюминированную жесть с лаковым защитным покрытием.
Использование металлов без оловянного покрытия вызывает необходимость создания новой конструкции банок и изменения технологии их производства. Так, например, для герметизации продольного шва банок, изготовляемых из черной жести, применяют вместо пайки сварку, а в некоторых случаях наносят на заготовку корпуса (в месте образования продольного шва) уплотнительную герметизирующую прокладку, а затем производят склепывание корпуса и его закатку.
Основным наиболее массовым видом металлической тары является жестяная консервная банка, к которой предъявляются требования не только по герметичности и прочности, но и коррозионной стойкости, обеспечивающей длительное хранение пищевых продуктов без изменения их качества.
5
Для создания необходимой коррозионной стойкости тары часто требуется лакирование или литографирование жести, а иногда и дополнительное лакирование готовых банок.
В зависимости от емкости банки разделяются на мелкие (до 1 л} и крупные (от 1 до 10 л). Тара емкостью более 10 л, изготовляемая из жести толщиной 0,5 мм и выше, — металлические бидоны и барабаны. Эта тара вследствие конструктивных особенностей и другой толщины металла требует для своего изготовления специального оборудования и имеет некоторые особенности в технологии производства.
Для изготовления сборных или цельноштампованных банок применяются различные автоматические линии.
Способ производства банок, применяемое оборудование и расход материалов определяют себестоимость тары. Основным элементом себестоимости тары является стоимость жести. Поэтому преимуществом изготовления сборных банок является:
а) меньший расход жести для большинства размеров банок, хотя увеличивается потребность в уплотнительной пасте, требуется припой для пайки продольного шва, дополнительное оборудование;
б) более производительное оборудование, что позволяет увеличить выпуск банок на автоматической линии в 2—3 раза и снижает затраты труда; кроме того, сборные банки характеризуются лучшей коррозионной стойкостью, так как при изготовлении таких банок не требуется глубокая вытяжка и, следовательно, покрытие нарушается в меньшей степени.
Однако, несмотря на то что себестоимость сборных банок, как правило, меньше, чем штампованных, последние для своего производства требуют меньших капиталовложений на оборудование и меньшей площади для его установки, значительно проще технология их производства (особенно фигурных банок). Кроме того, алюминий и хромированная лакированная жесть, пайка которых на автоматах не производится, нашло применение для изготовления цельноштампованных банок.
2. СБОРНЫЕ ЖЕСТЯНЫЕ БАНКИ
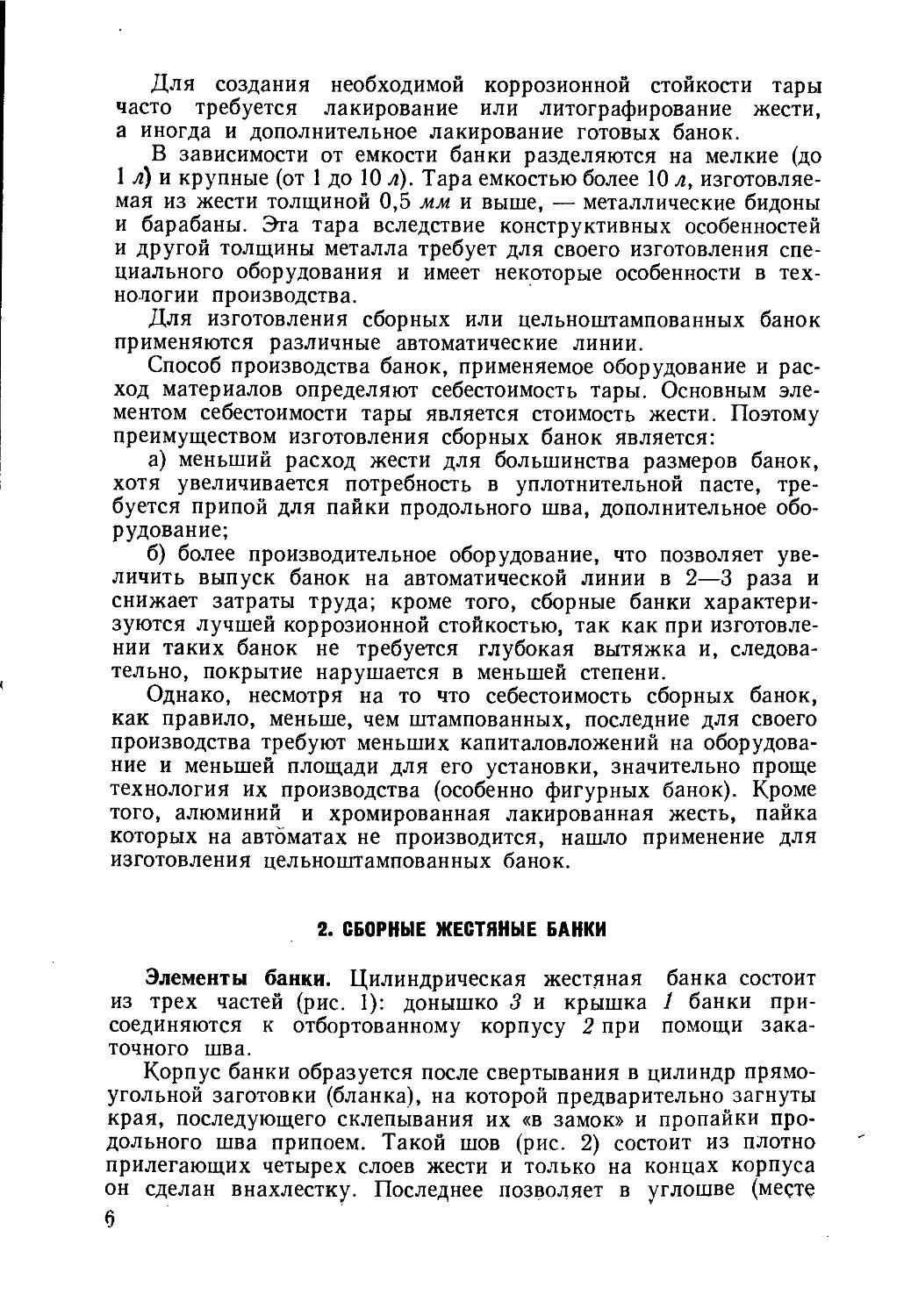
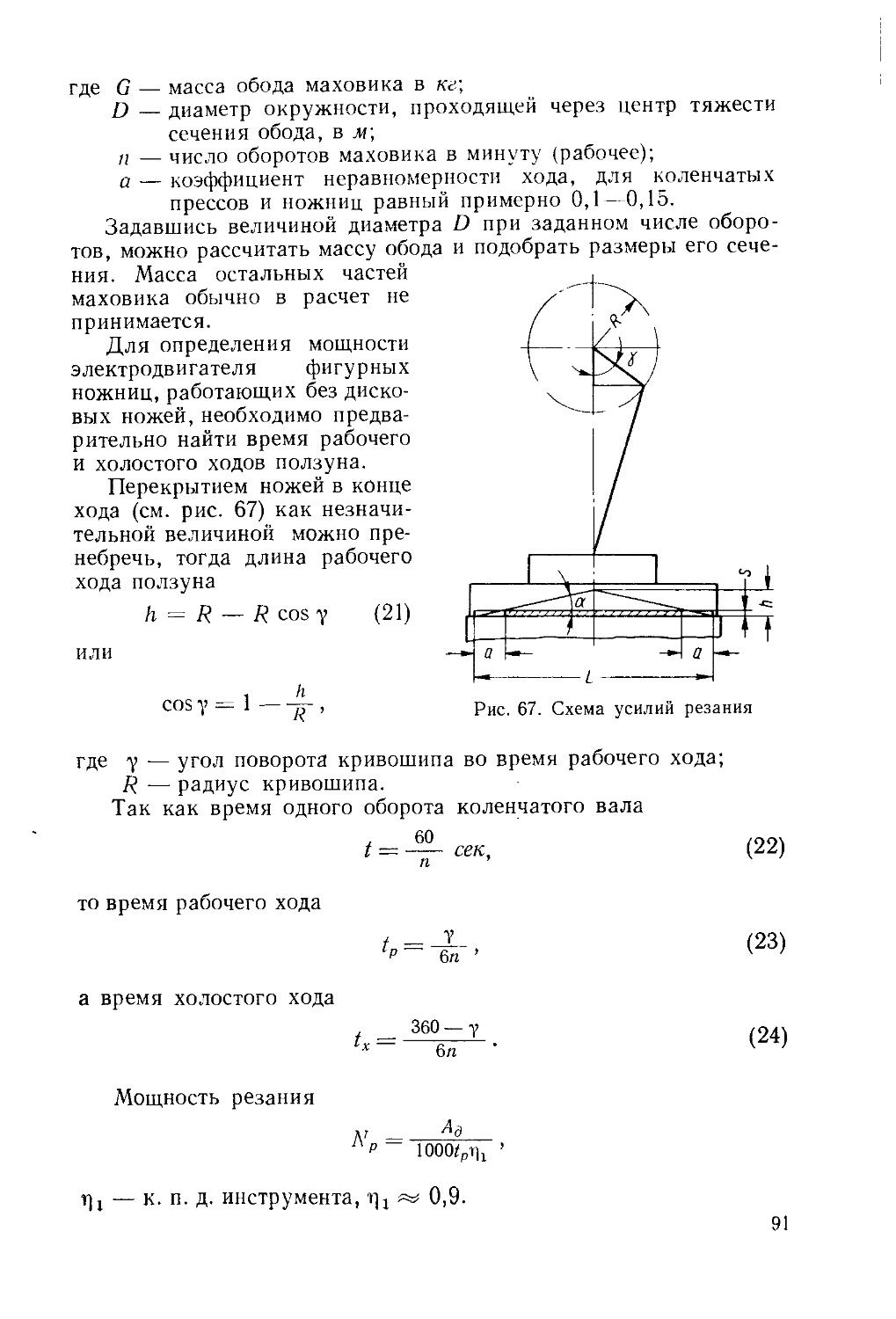
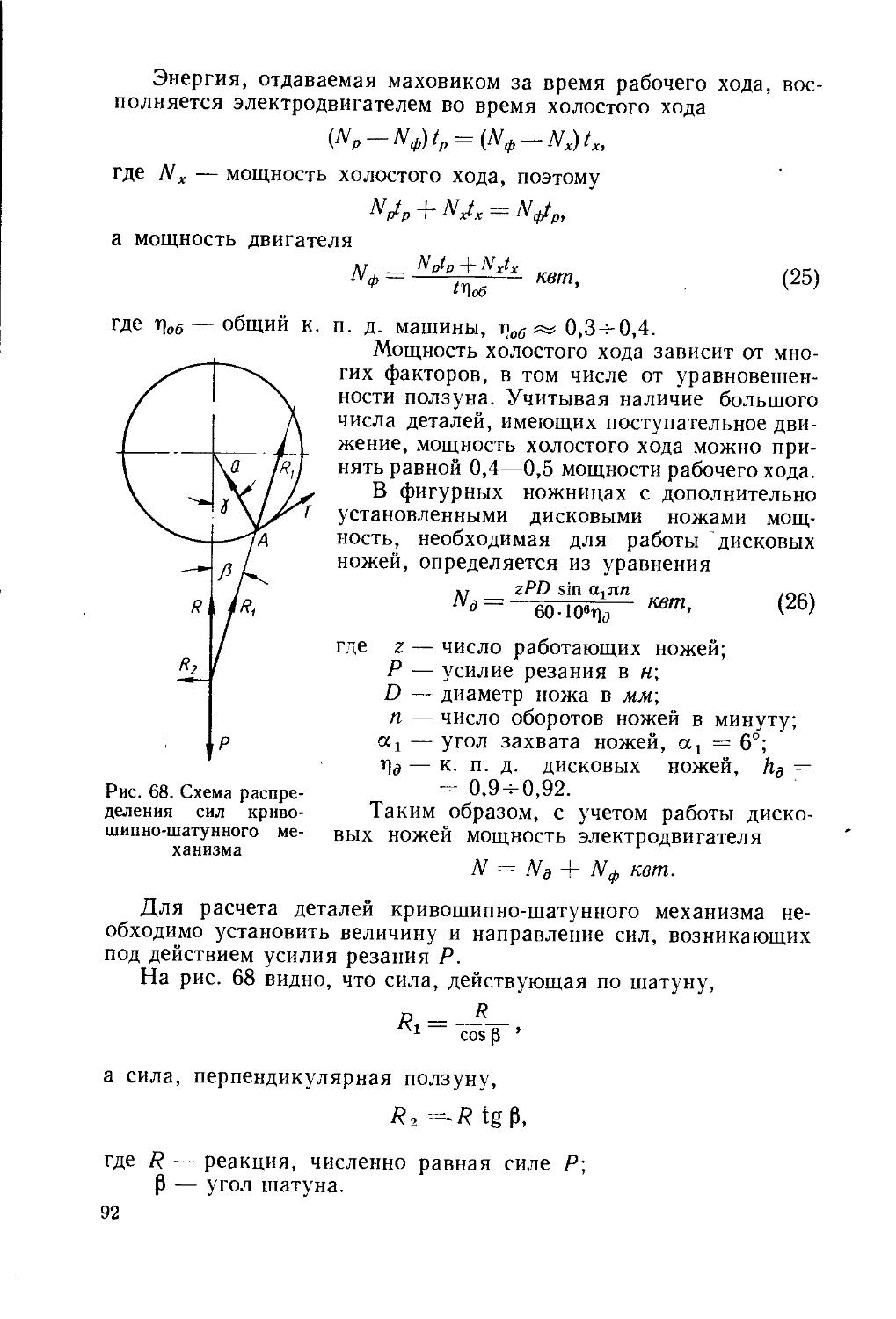
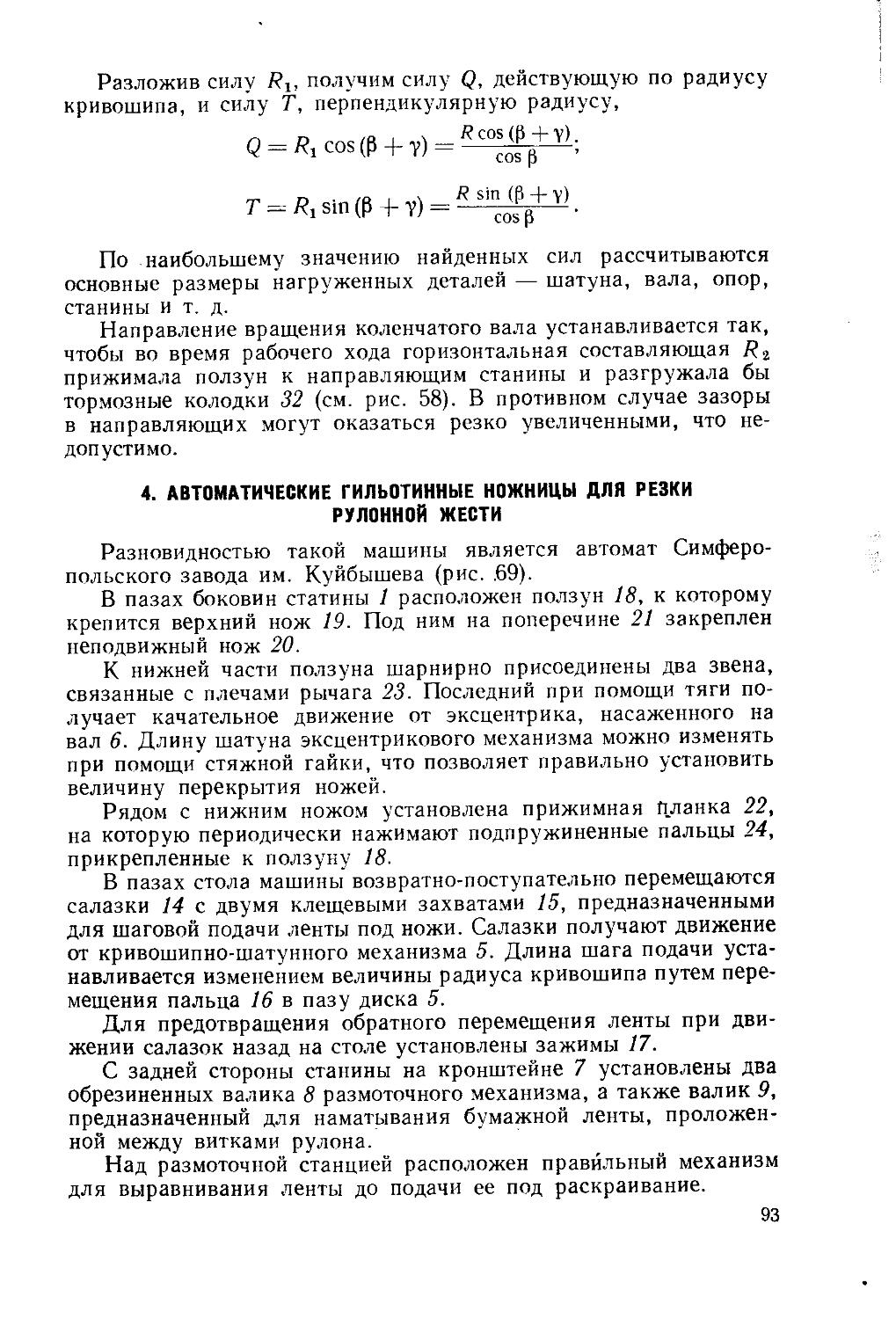
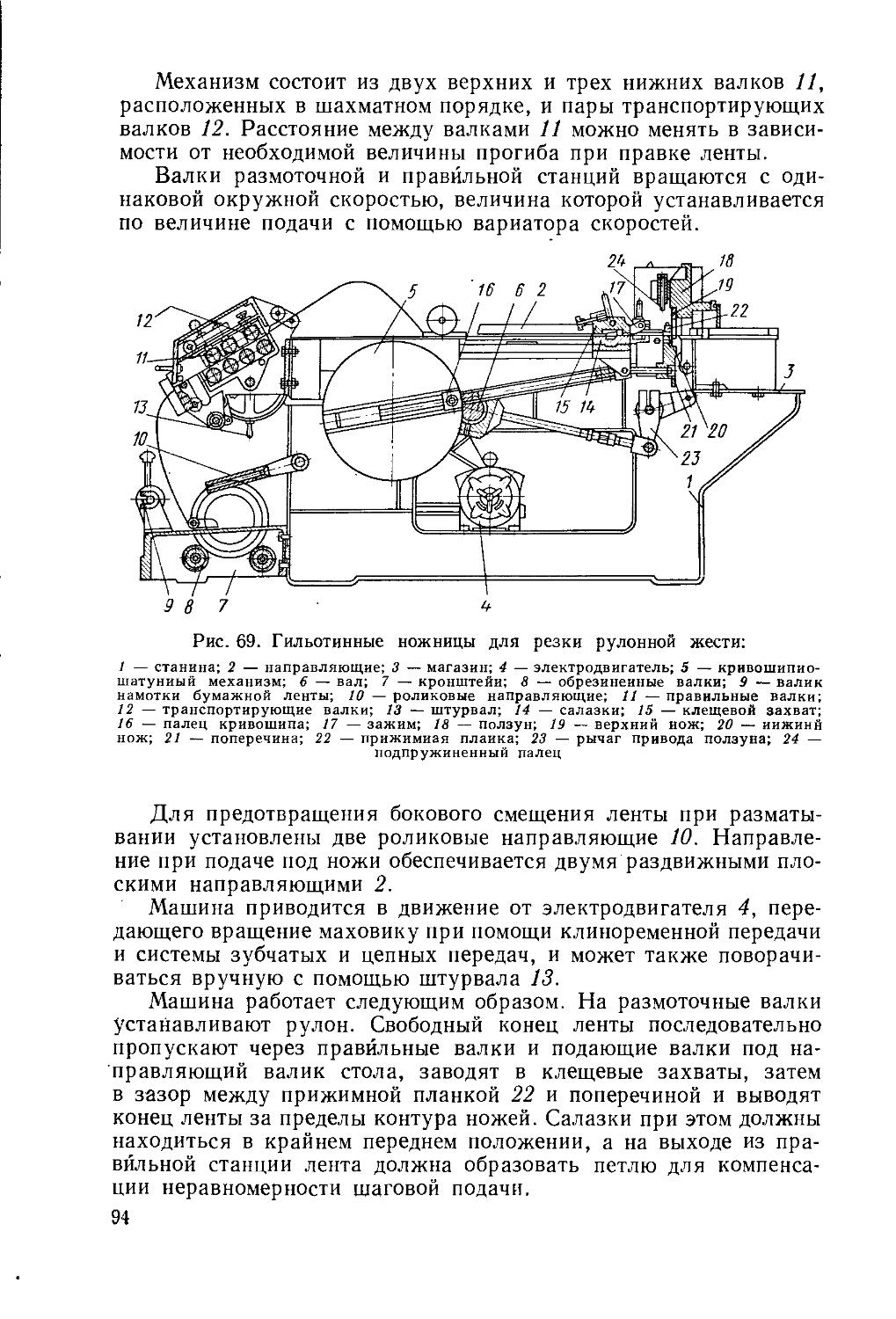
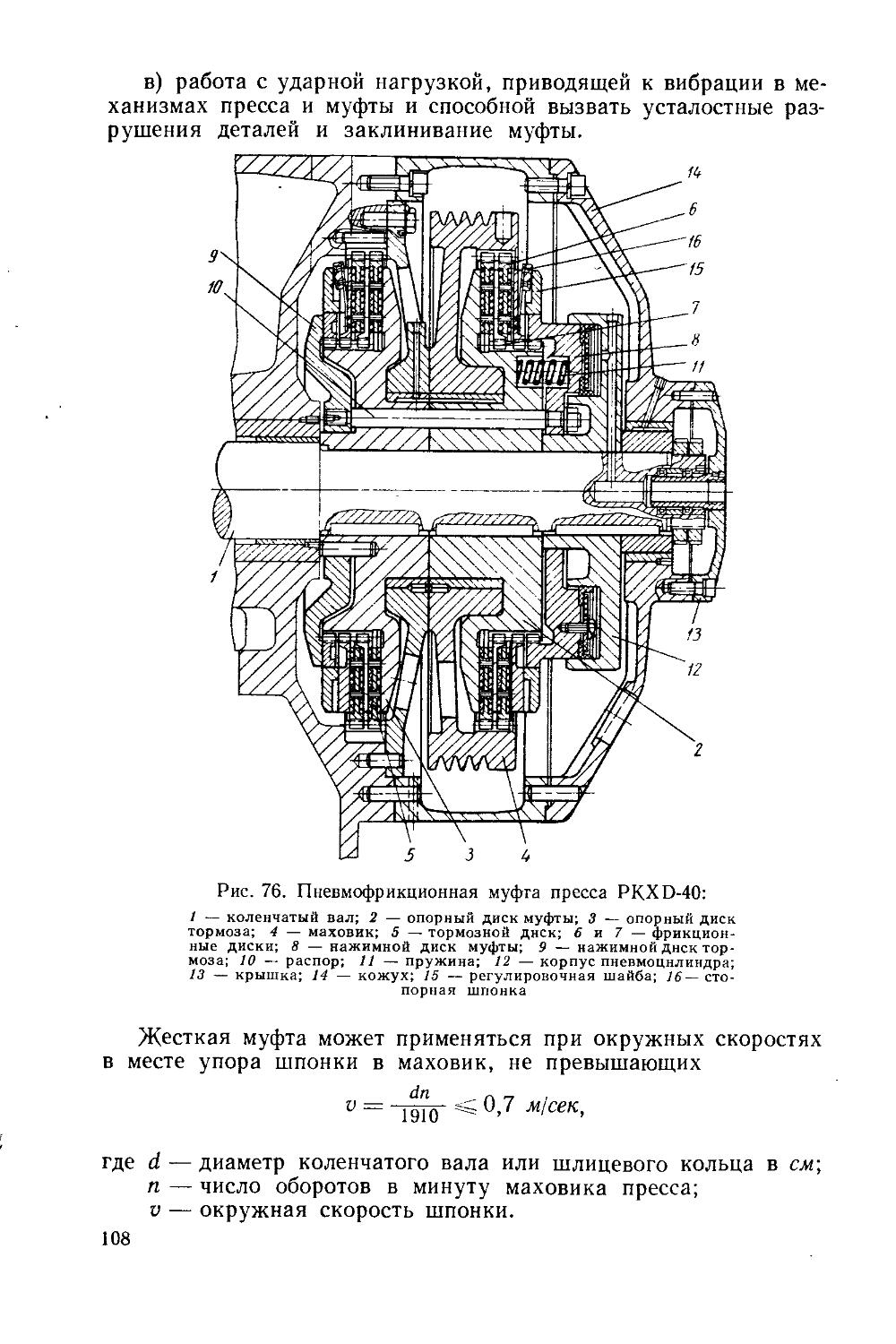
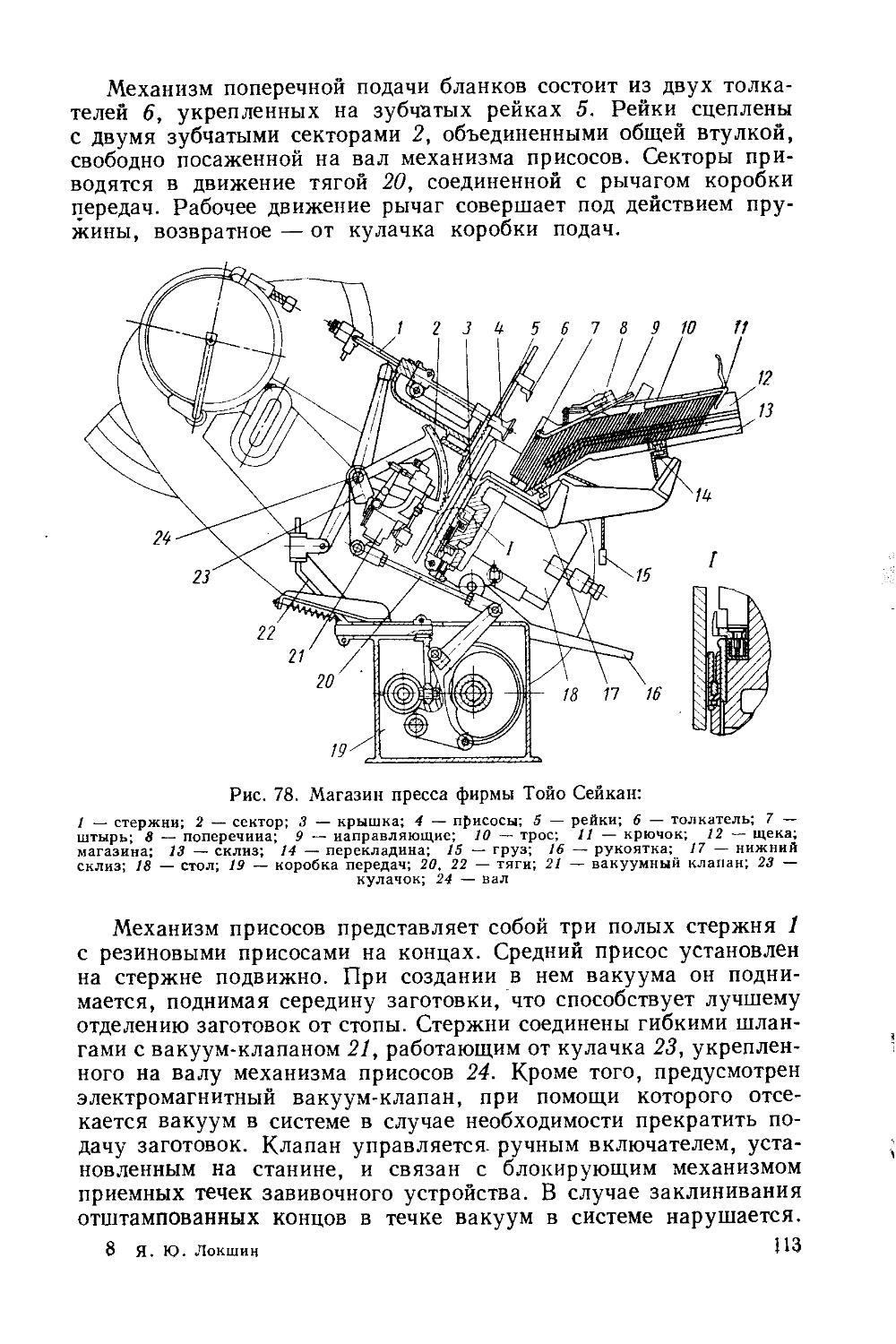
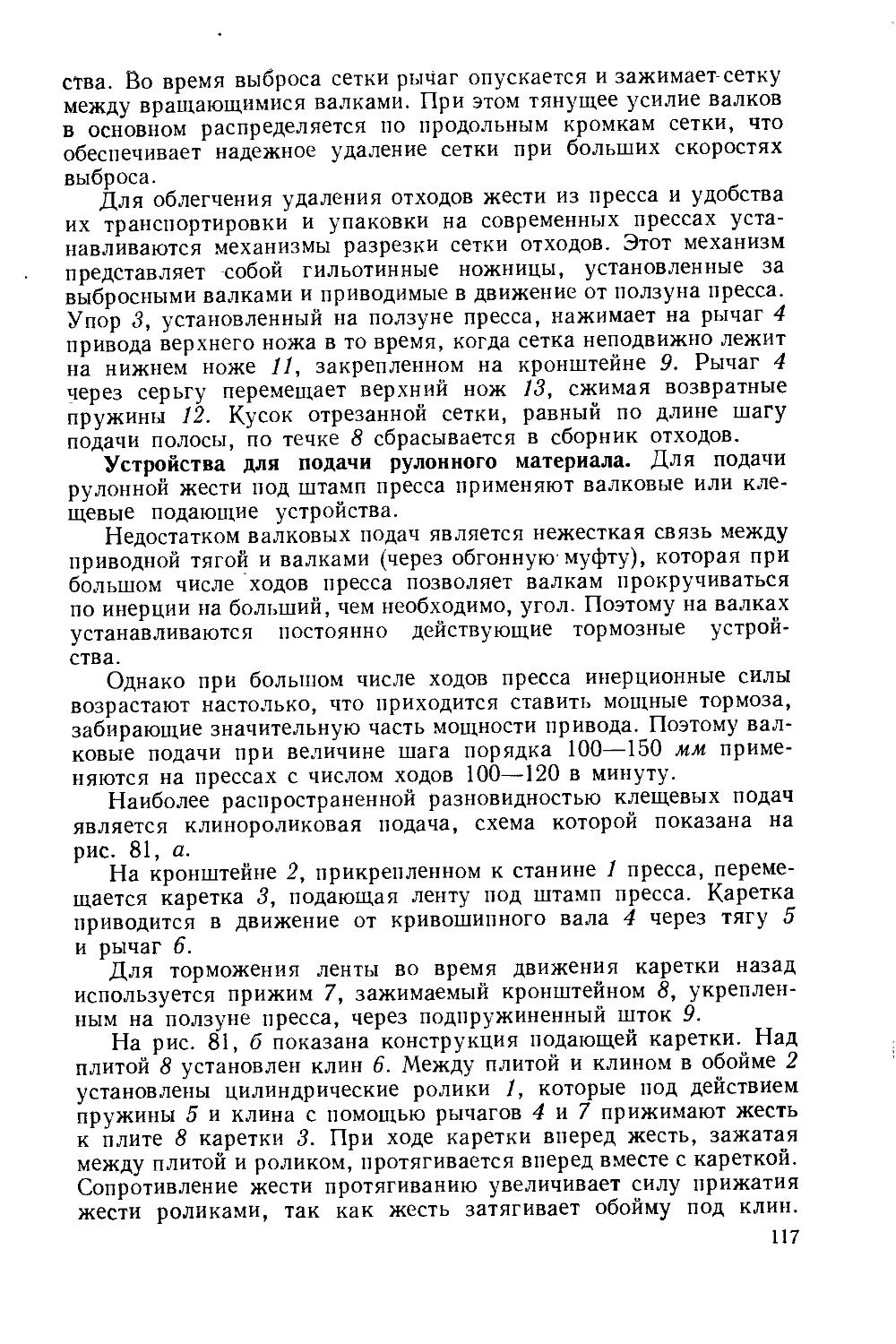
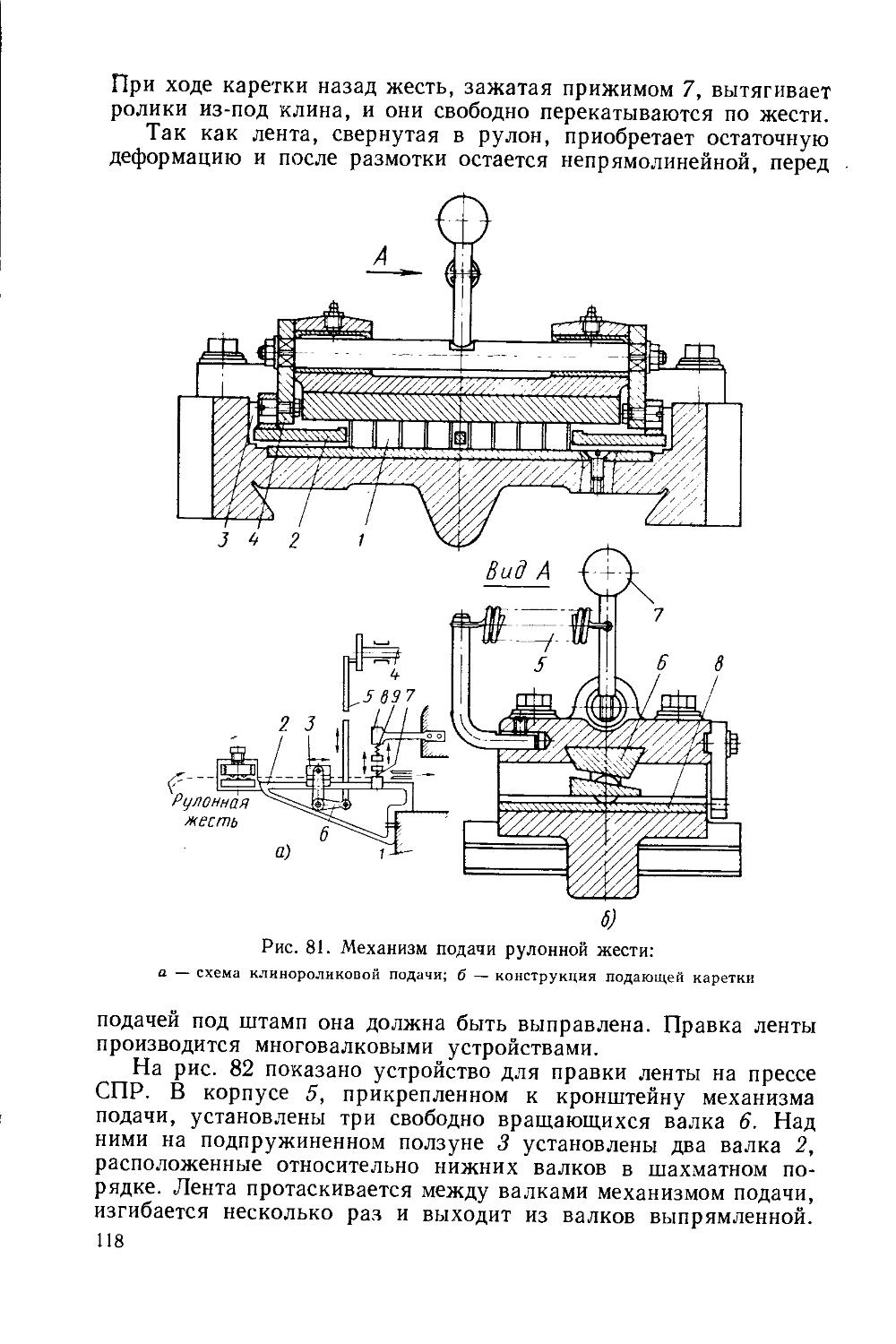
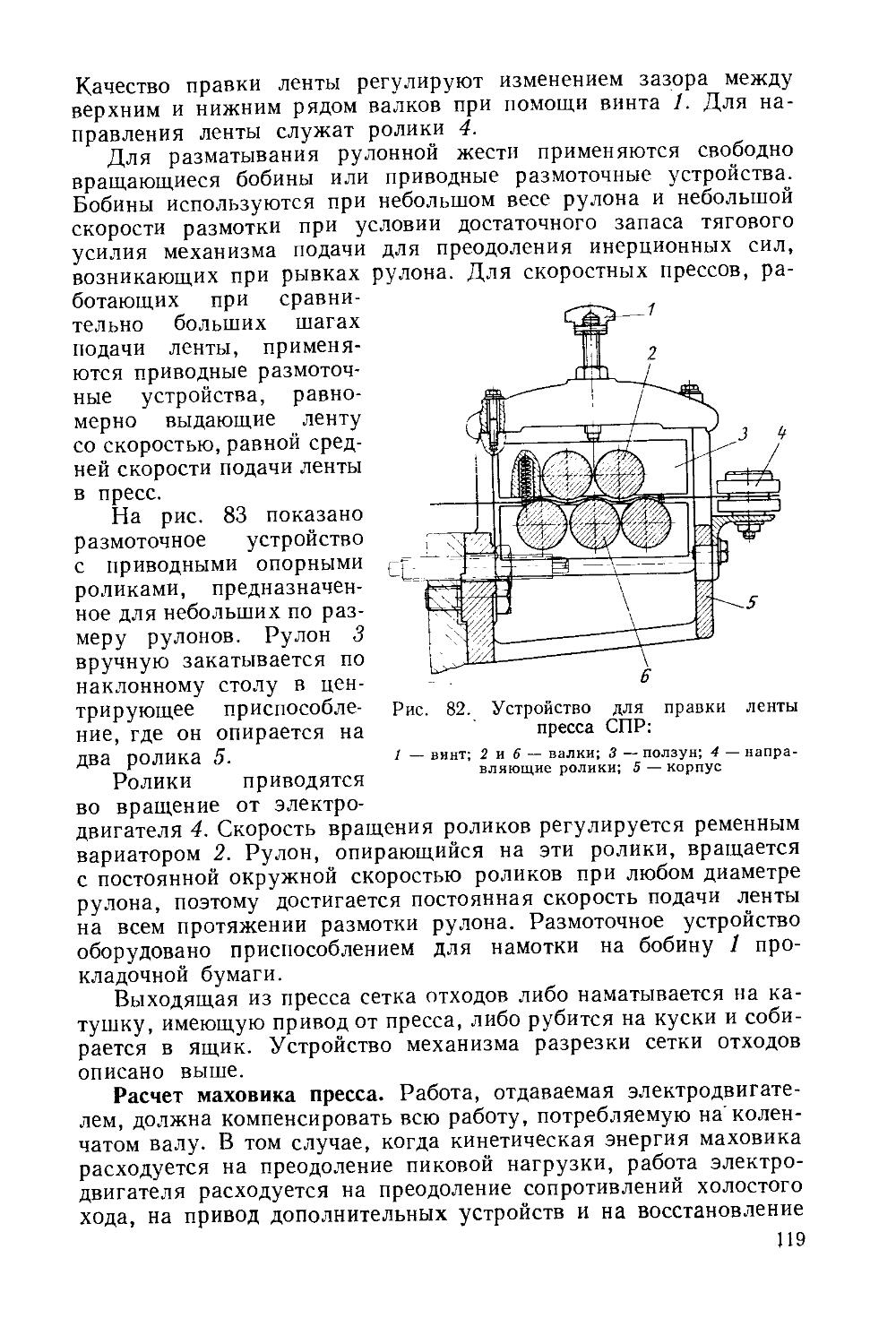
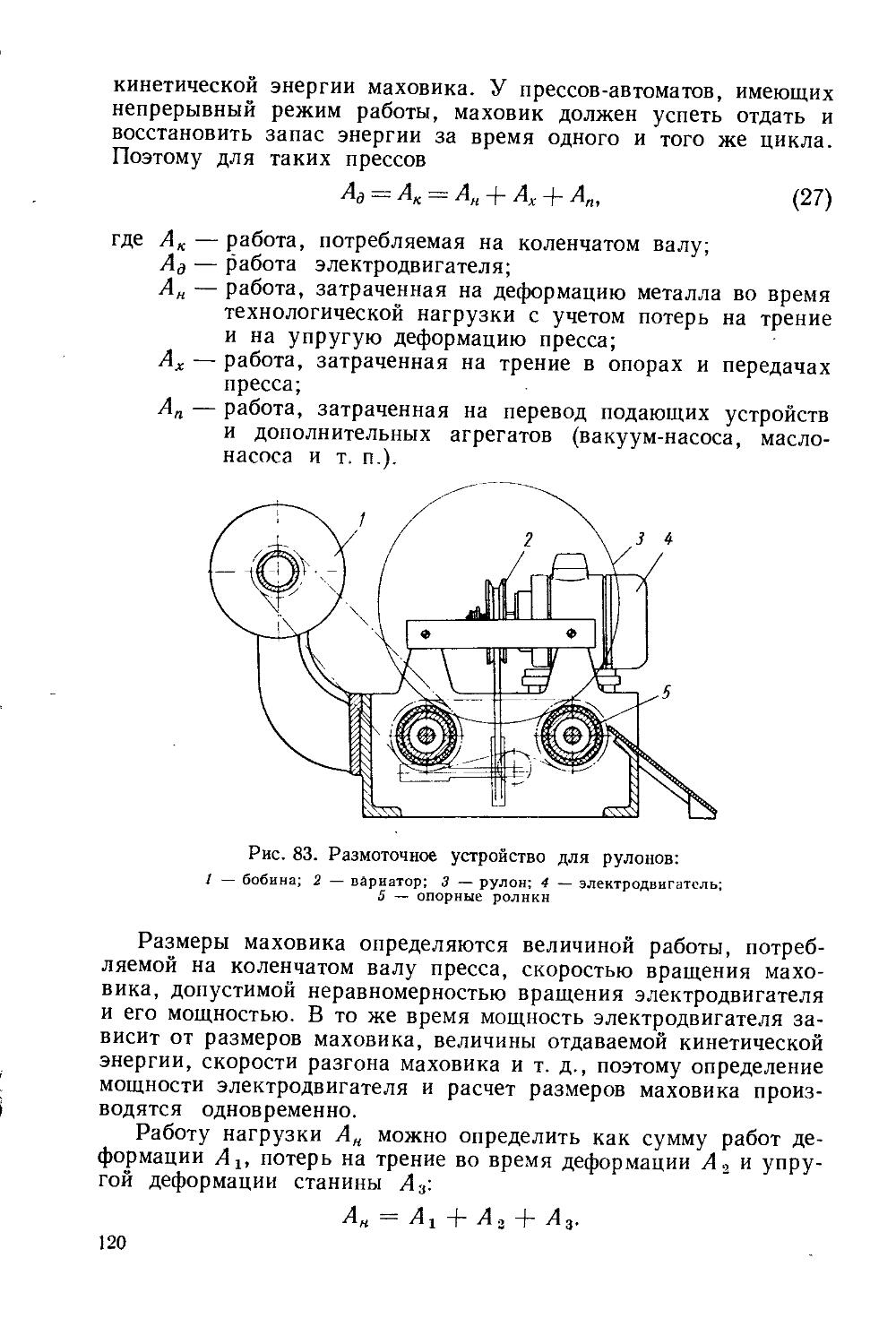
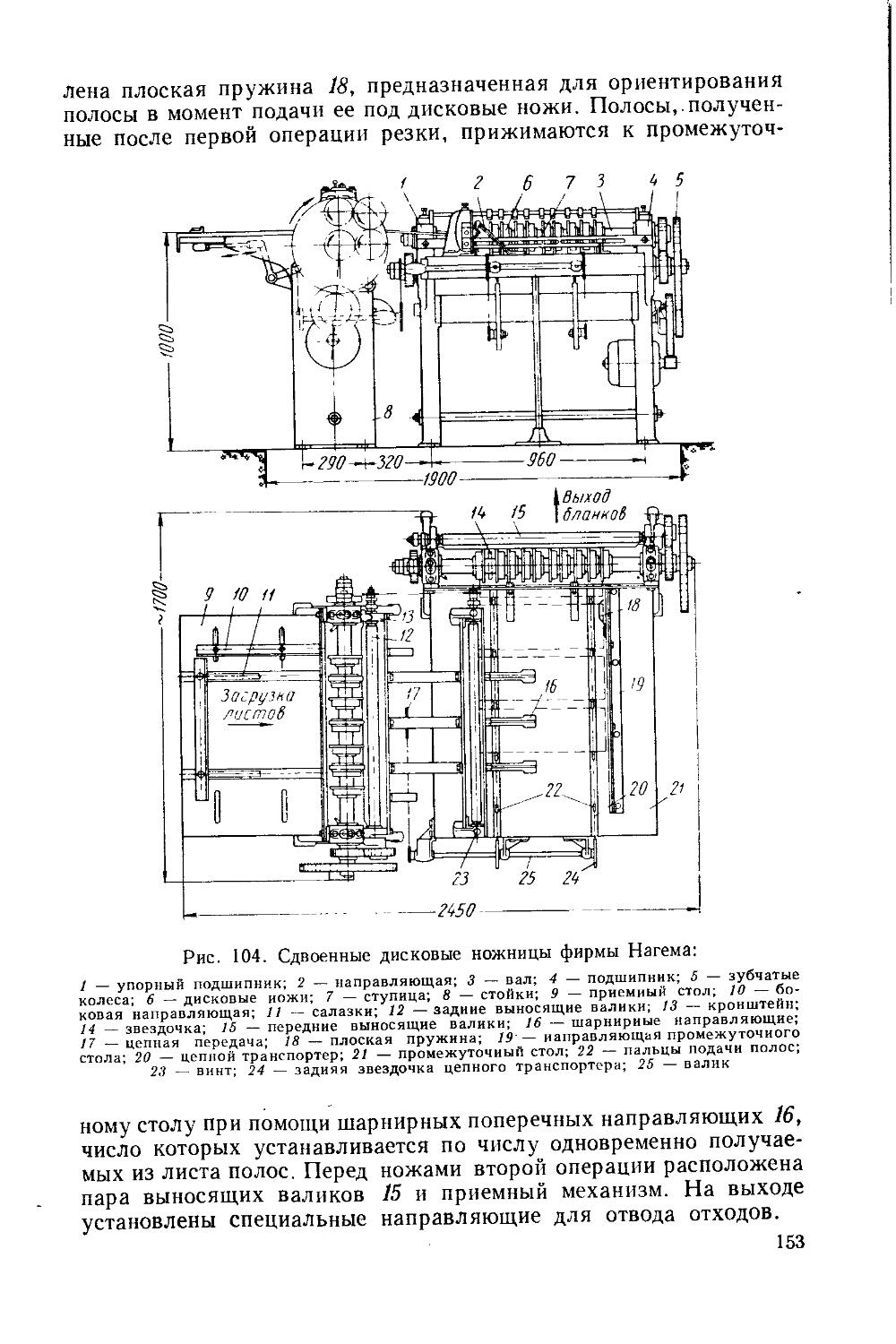
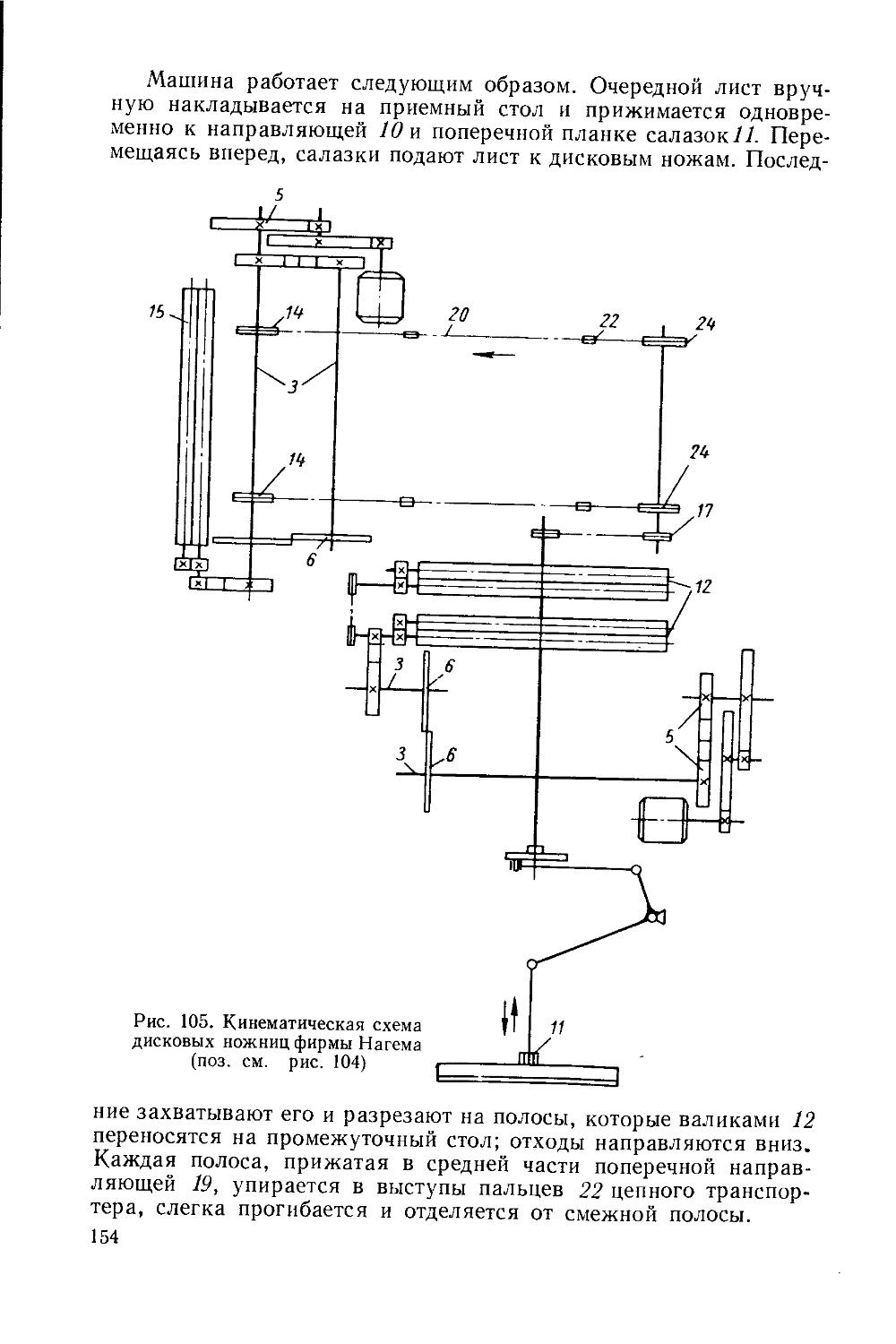
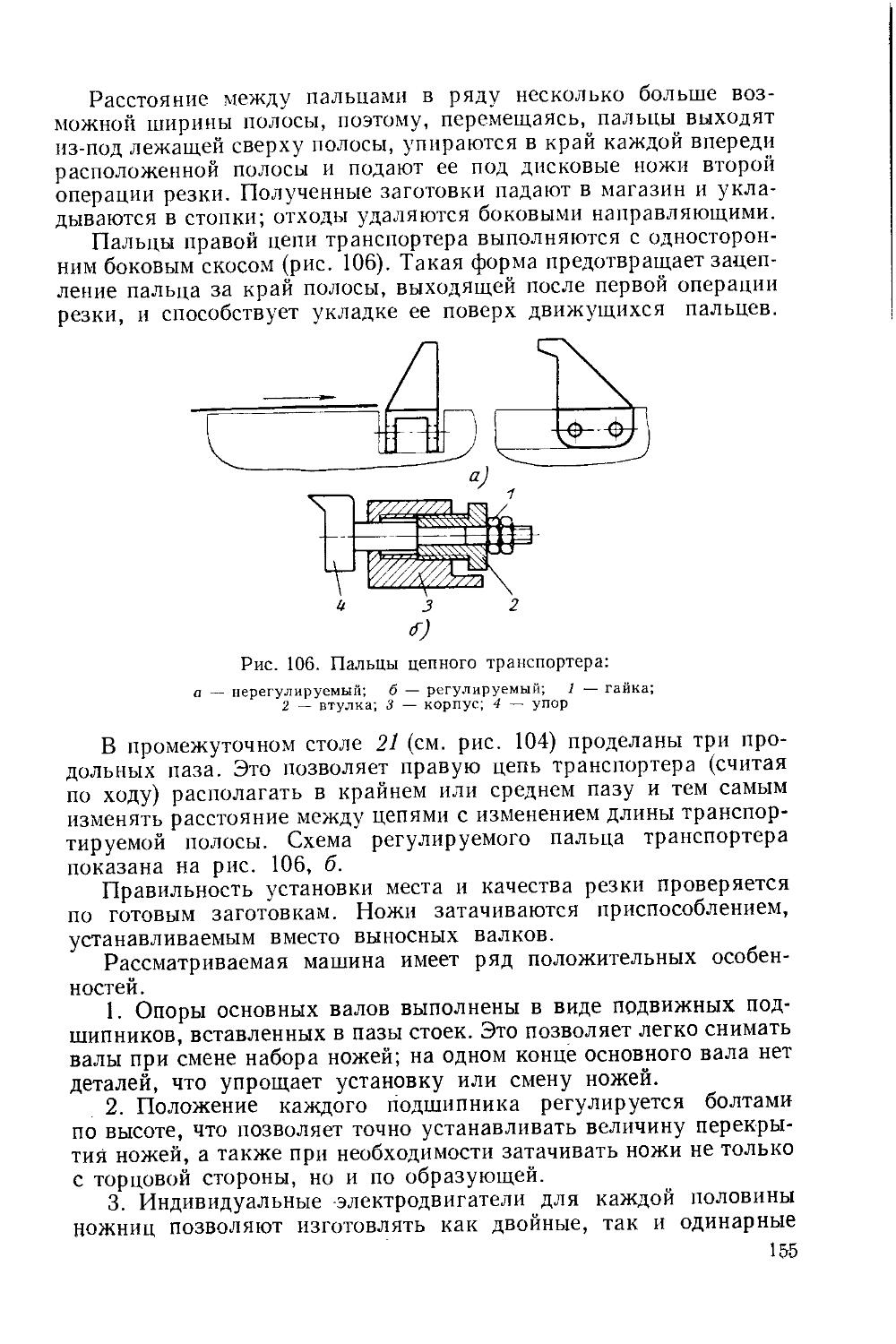
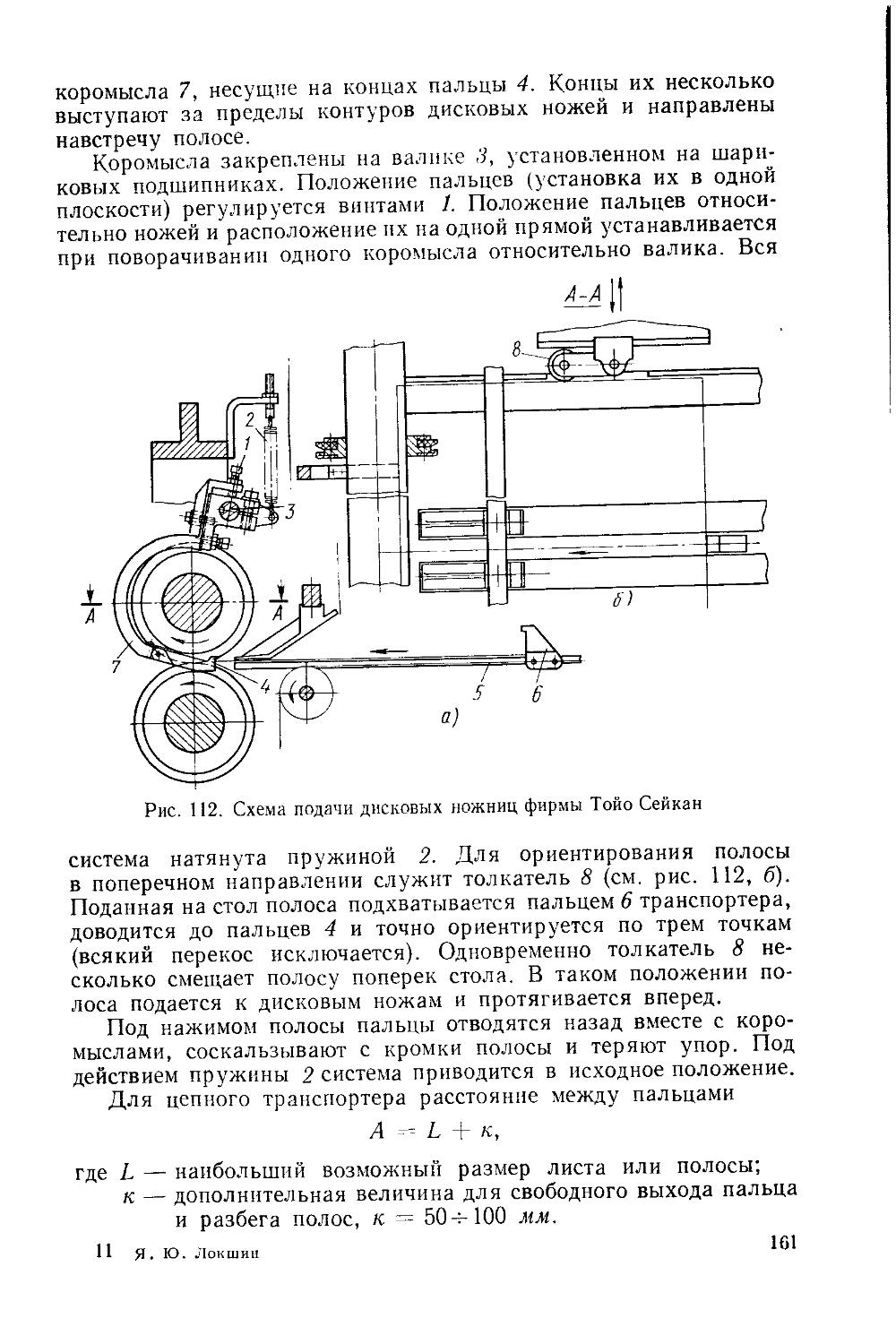
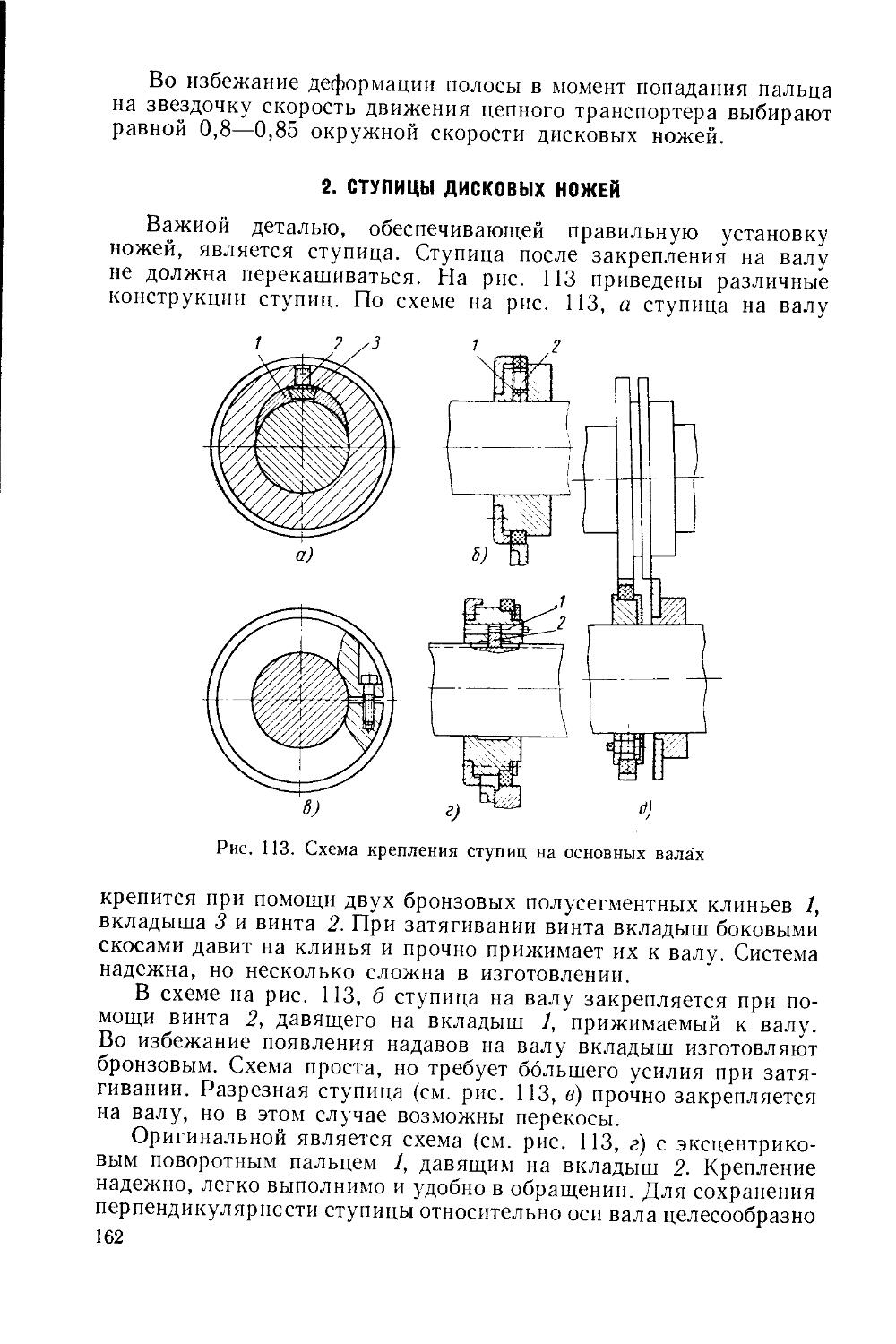
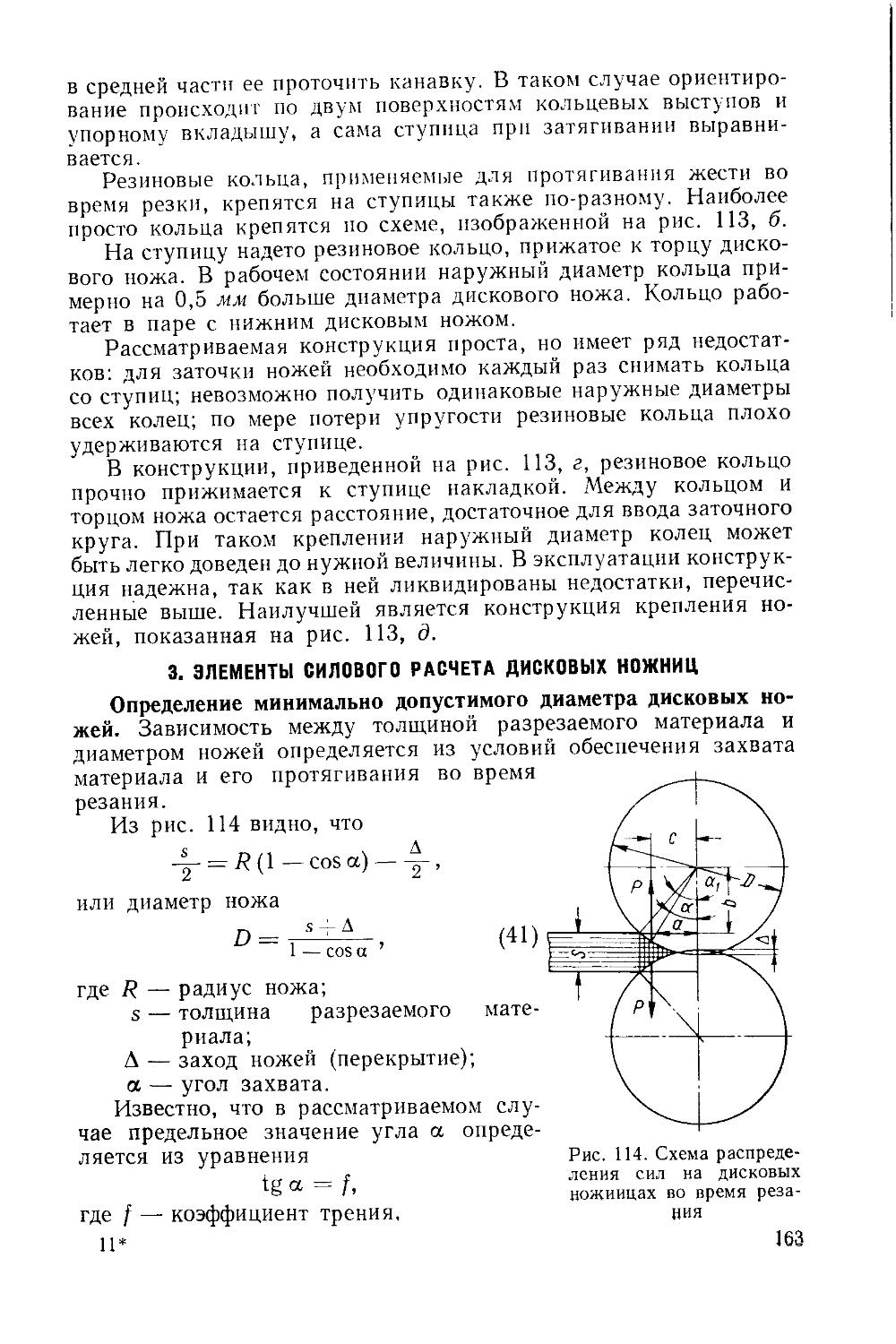
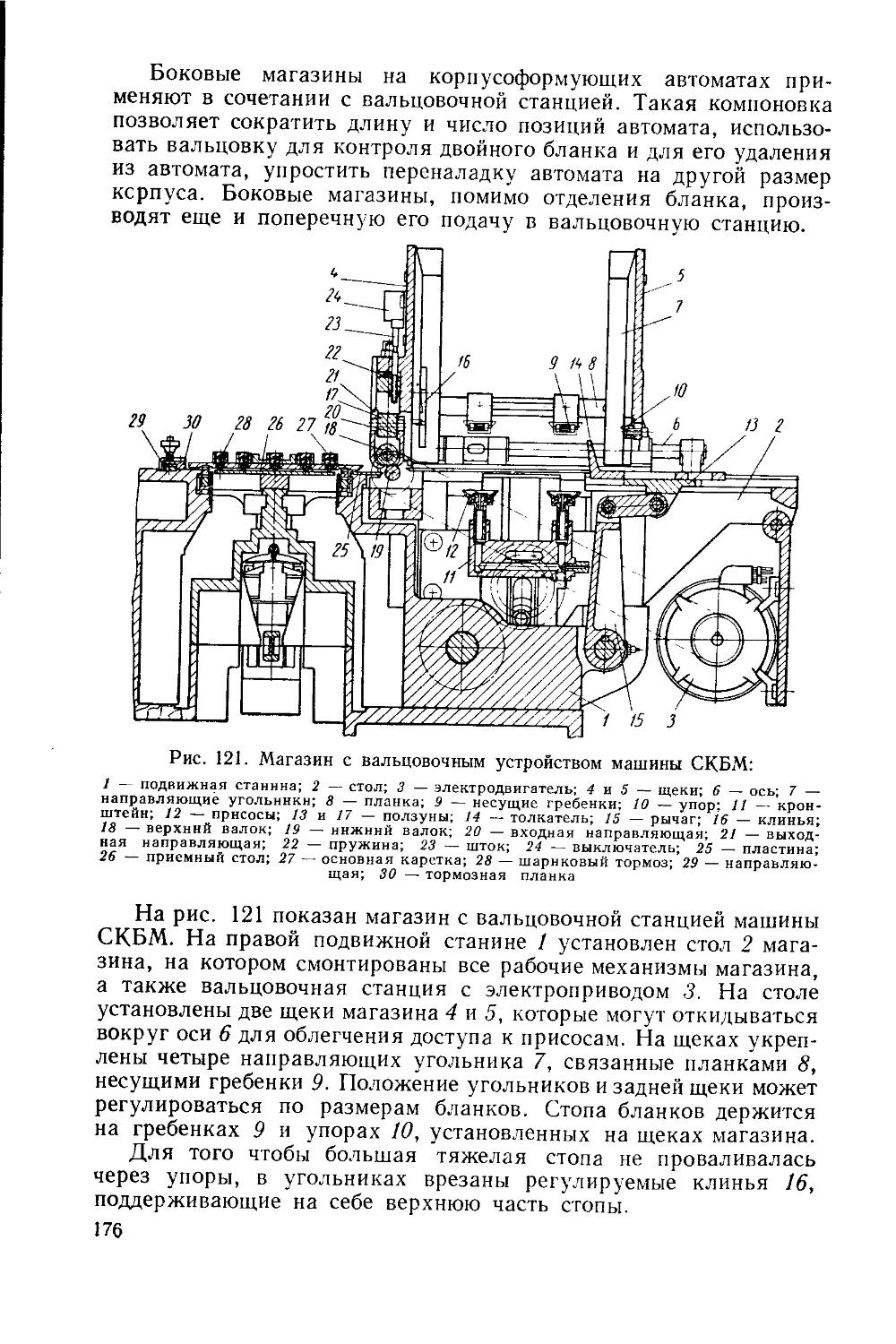
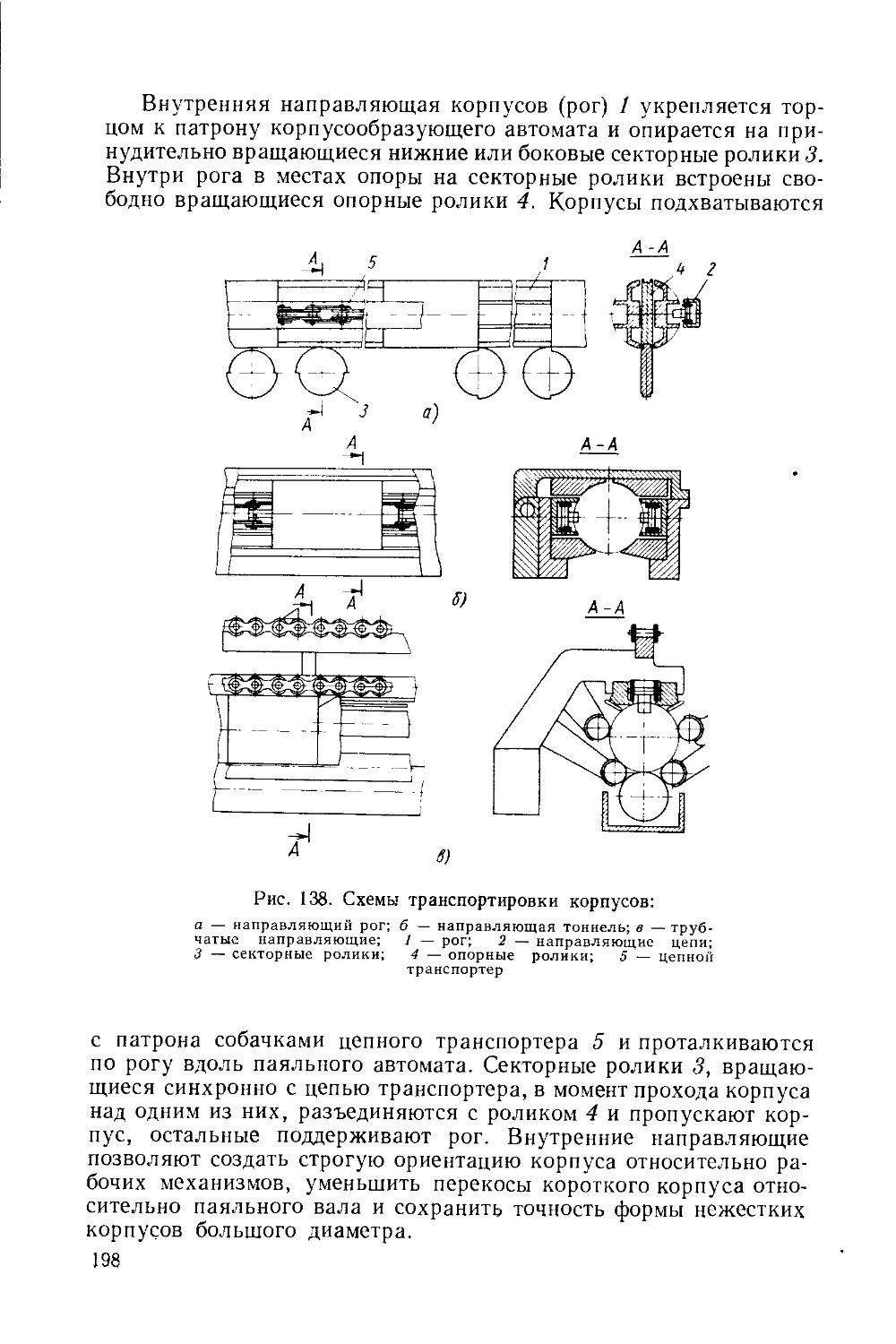
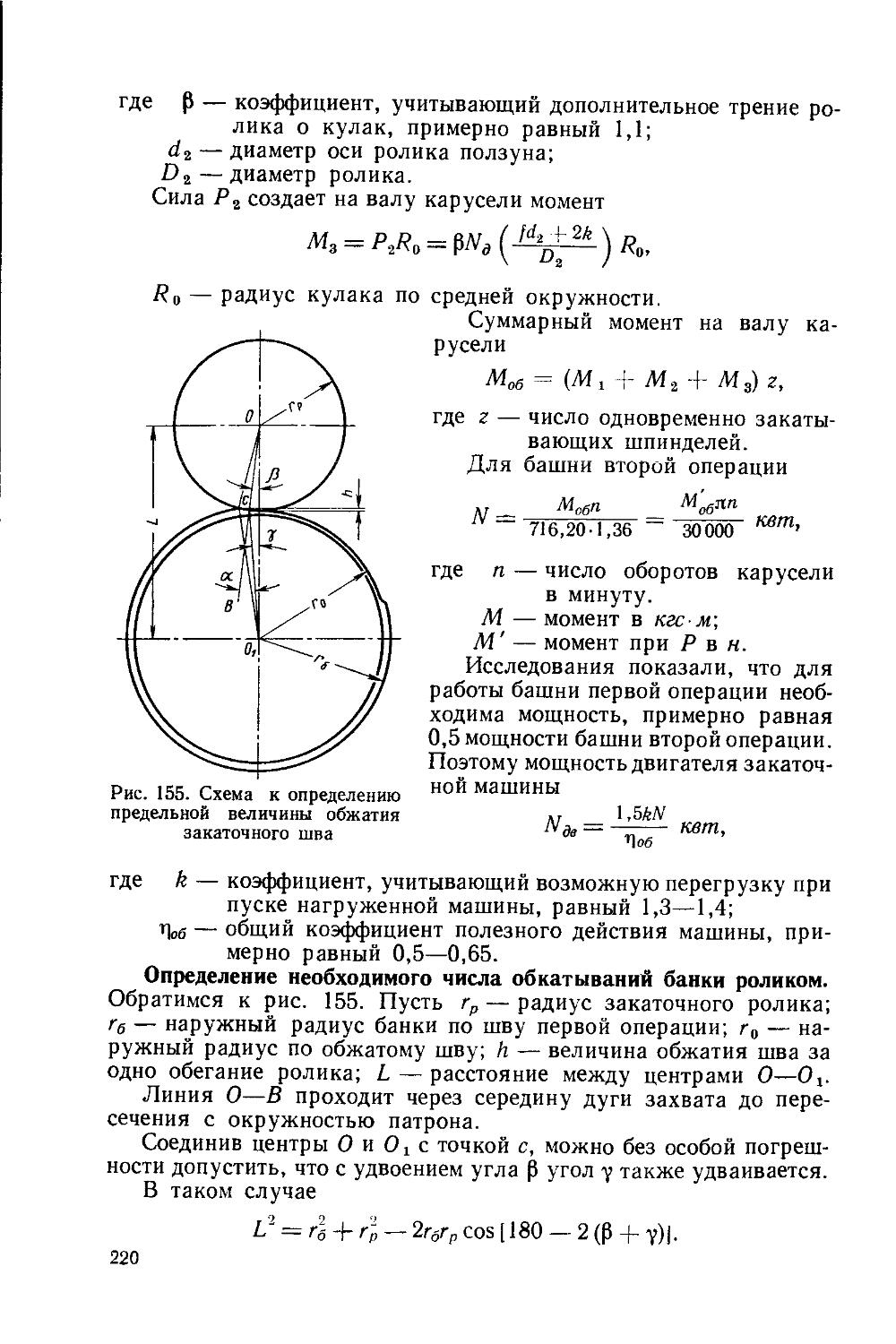
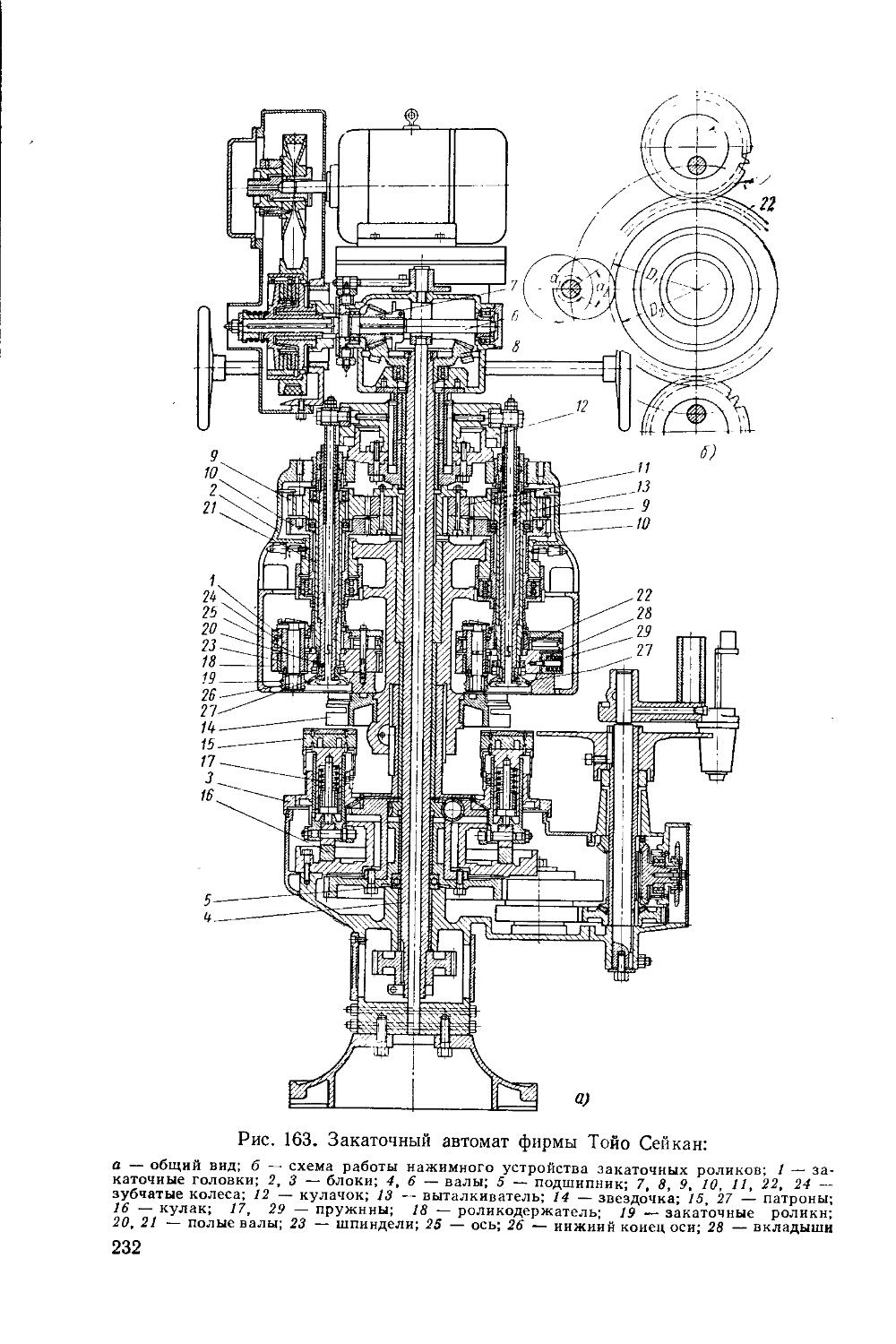
Элементы банки. Цилиндрическая жестяная банка состоит из трех частей (рис. 1): донышко 3 и крышка 1 банки присоединяются к отбортованному корпусу 2 при помощи закаточного шва.
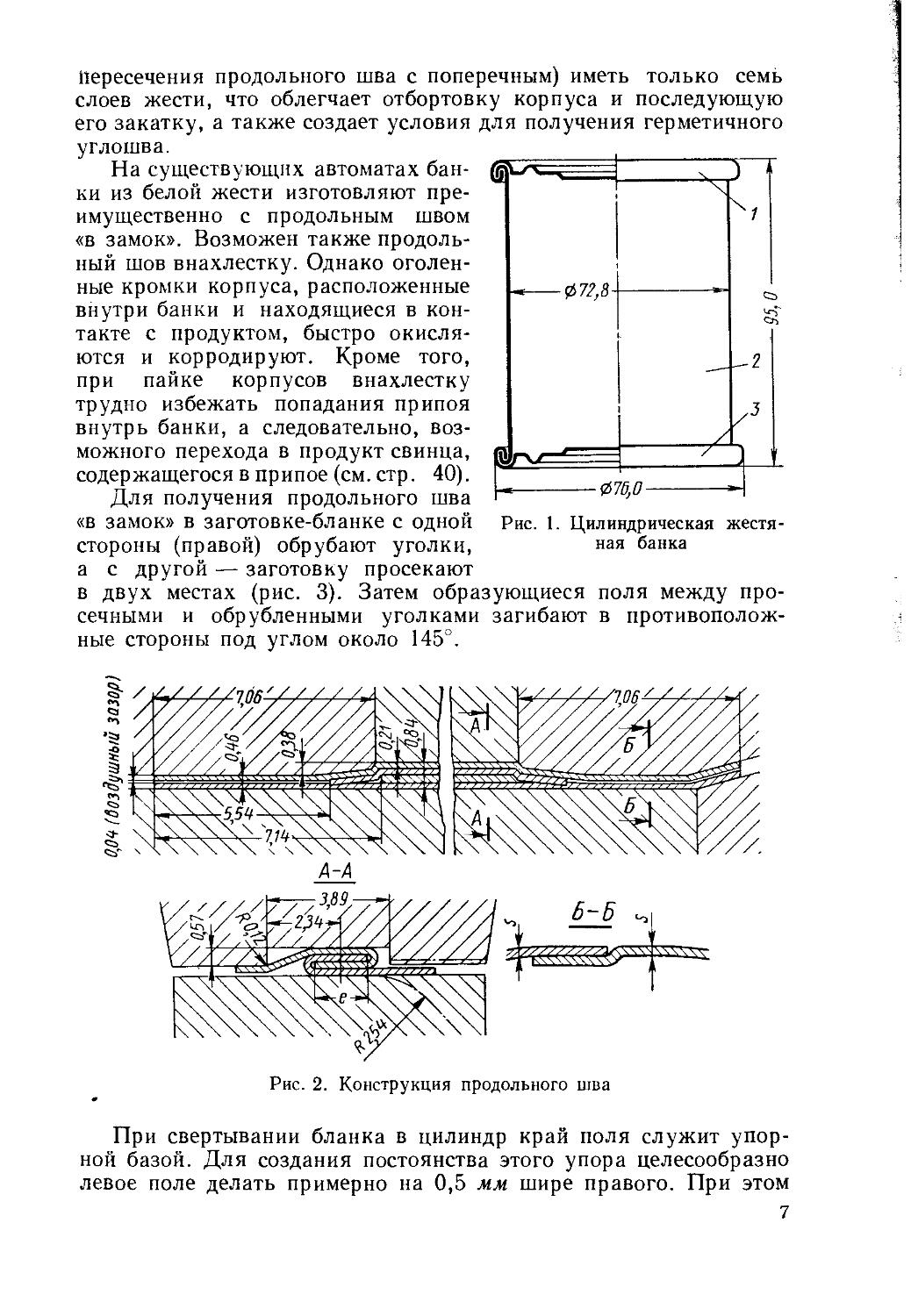
Корпус банки образуется после свертывания в цилиндр прямоугольной заготовки (бланка), на которой предварительно загнуты края, последующего склепывания их «в замок» и пропайки продольного шва припоем. Такой шов (рис. 2) состоит из плотно прилегающих четырех слоев жести и только на концах корпуса он сделан внахлестку. Последнее позволяет в углошве (месте §
Пересечения продольного шва с поперечным) иметь только семь слоев жести, что облегчает отбортовку корпуса и последующую его закатку, а также создает условия для получения герметичного
углошва.
На существующих автоматах банки из белой жести изготовляют преимущественно с продольным швом «в замок». Возможен также продольный шов внахлестку. Однако оголенные кромки корпуса, расположенные внутри банки и находящиеся в контакте с продуктом, быстро окисляются и корродируют. Кроме того, при пайке корпусов внахлестку трудно избежать попадания припоя внутрь банки, а следовательно, возможного перехода в продукт свинца, содержащегося в припое (см. стр. 40).
Для получения продольного шва
«В замок» в заготовке-бланке с одной Рис. 1. Цилиндрическая жестя-стороны (правой) обрубают уголки, ная банка
а с другой — заготовку просекают
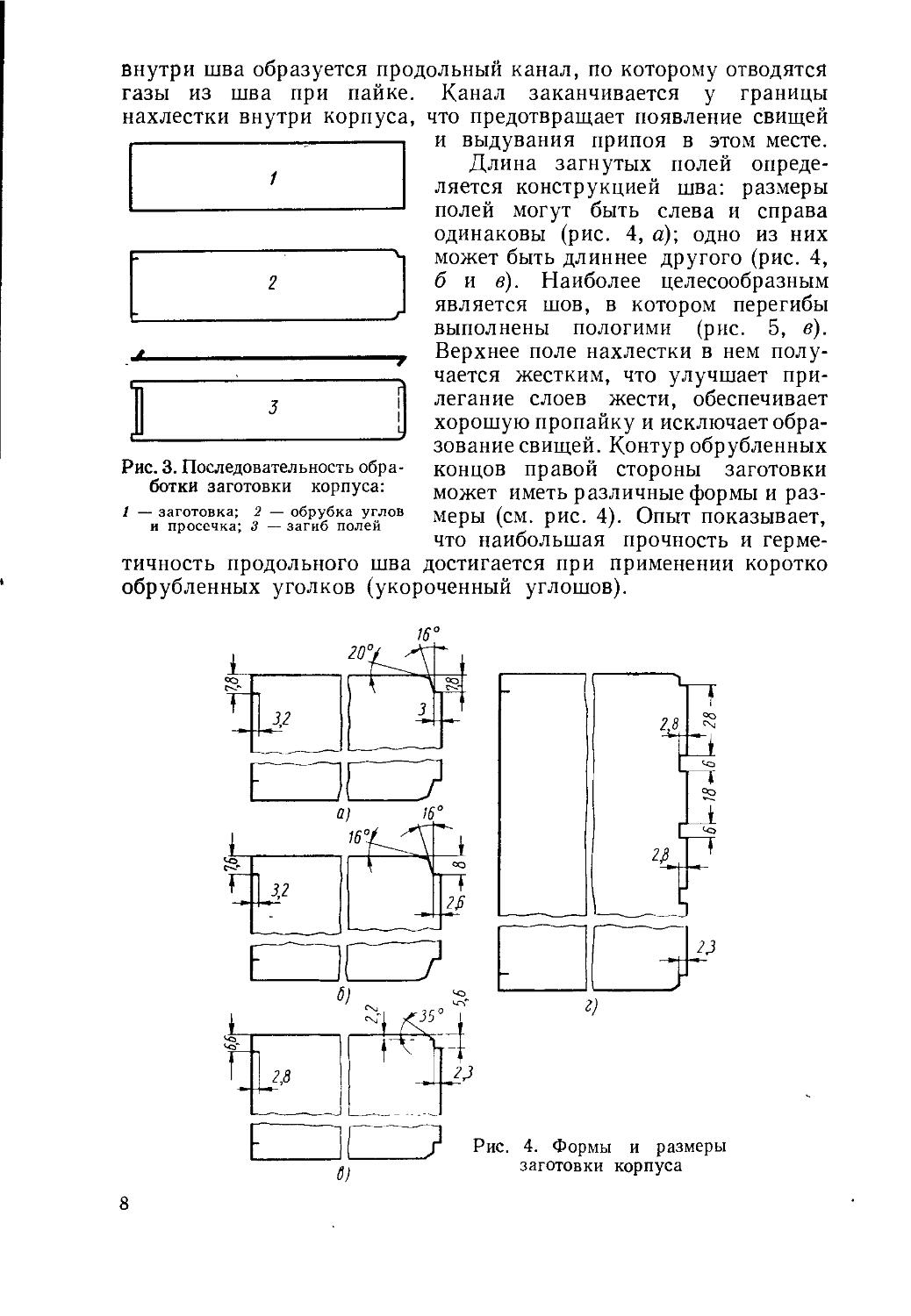
в двух местах (рис. 3). Затем образующиеся поля между про-
сечными и обрубленными уголками загибают в противоположные стороны под углом около 145°.
Рис. 2. Конструкция продольного шва
При свертывании бланка в цилиндр край поля служит упорной базой. Для создания постоянства этого упора целесообразно левое поле делать примерно на 0,5 мм шире правого. При этом
7
внутри шва образуется продольный канал, по которому отводятся газы из шва при пайке. Канал заканчивается у границы нахлестки внутри корпуса, что предотвращает появление свищей
1
Рис. 3. Последовательность обработки заготовки корпуса:
1 — заготовка; 2 — обрубка углов и просечка; 3 — загиб полей
и выдувания припоя в этом месте.
Длина загнутых полей определяется конструкцией шва: размеры полей могут быть слева и справа одинаковы (рис. 4, а); одно из них может быть длиннее другого (рис. 4, би в). Наиболее целесообразным является шов, в котором перегибы выполнены пологими (рис. 5, в). Верхнее поле нахлестки в нем получается жестким, что улучшает прилегание слоев жести, обеспечивает хорошую пропайку и исключает образование свищей. Контур обрубленных концов правой стороны заготовки может иметь различные формы и размеры (см. рис. 4). Опыт показывает, что наибольшая прочность и герме
тичность продольного шва достигается при применении коротко обрубленных уголков (укороченный углошов).
8
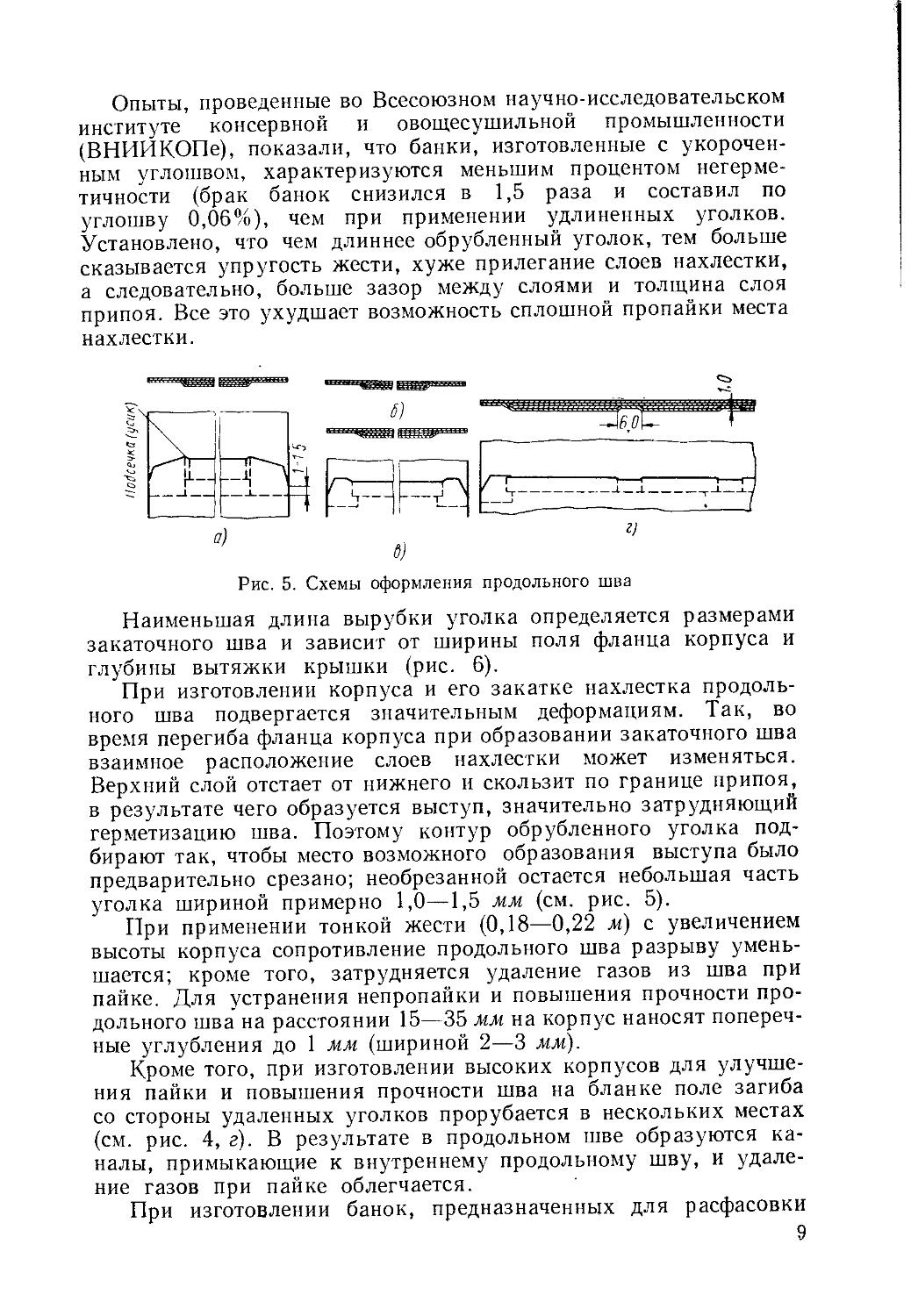
Опыты, проведенные во Всесоюзном научно-исследовательском институте консервной и овощесушильной промышленности (ВНИИКОПе), показали, что банки, изготовленные с укороченным углошвом, характеризуются меньшим процентом негерметичности (брак банок снизился в 1,5 раза и составил по углошву 0,06%), чем при применении удлиненных уголков. Установлено, что чем длиннее обрубленный уголок, тем больше сказывается упругость жести, хуже прилегание слоев нахлестки, а следовательно, больше зазор между слоями и толщина слоя припоя. Все это ухудшает возможность сплошной пропайки места нахлестки.
Рис. 5. Схемы оформления продольного шва
Наименьшая длина вырубки уголка определяется размерами закаточного шва и зависит от ширины поля фланца корпуса и глубины вытяжки крышки (рис. 6).
При изготовлении корпуса и его закатке нахлестка продольного шва подвергается значительным деформациям. Так, во время перегиба фланца корпуса при образовании закаточного шва взаимное расположение слоев нахлестки может изменяться. Верхний слой отстает от нижнего и скользит по границе припоя, в результате чего образуется выступ, значительно затрудняющий герметизацию шва. Поэтому контур обрубленного уголка подбирают так, чтобы место возможного образования выступа было предварительно срезано; необрезанной остается небольшая часть уголка шириной примерно 1,0—1,5 мм (см. рис. 5).
При применении тонкой жести (0,18—0,22 м) с увеличением высоты корпуса сопротивление продольного шва разрыву уменьшается; кроме того, затрудняется удаление газов из шва при пайке. Для устранения непропайки и повышения прочности продольного шва на расстоянии 15—35 мм на корпус наносят поперечные углубления до 1 мм (шириной 2—3 мм).
Кроме того, при изготовлении высоких корпусов для улучшения пайки и повышения прочности шва на бланке поле загиба со стороны удаленных уголков прорубается в нескольких местах (см. рис. 4, г). В результате в продольном шве образуются каналы, примыкающие к внутреннему продольному шву, и удаление газов при пайке облегчается.
При изготовлении банок, предназначенных для расфасовки
9
консервов с высоким содержанием органических кислот (особенно при применении жести электролитического лужения), необходимо лакировать листовую жесть для корпусов с оставлением незала-кированных просветов (показаны на рис. 7 штриховкой), обеспечивающих нормальную пропайку продольного шва корпуса. Шов получается с внутренней стороны бланка полностью залакированным.
Поперечный (закаточный) шов образуется путем двойного загиба поля донышка (крышки) вокруг фланцев корпуса. Герметичность закаточного шва достигается с помощью эластичной
Рис. 6. Конструкция закаточного Рис. 7. Бланк корпуса с незалакирован-шва ними просветами с внутренней
стороны
уплотнительной прокладки (тонкий слой высушенной пленки синтетической пасты), располагаемой на фланце крышки (в основном в завитке) и плотно заполняющей зазоры между сжатыми слоями жести. Такое расположение пленки пасты и соответствующее ее количество, а также определенные физико-химические свойства пасты должны исключить возможность выдавливания пленки при закатывании банки (см. стр. 34).
Жестяная консервная банка должна быть не только герметичной, но и достаточно прочной. Внутреннее избыточное давление в банке при стерилизации консервов составляет от 0,2 до 0,4 Мн/м2 (2,0 до 4 кГ/см2). При этом перепад давлений (между внутренним давлением в банке и давлением в автоклаве) может вызвать усилия, действующие на площадь крышки (донышка) и корпуса банки, которые при недостаточной прочности банки приводят к остаточным деформациям («птички», вмятины и др.), а также к нарушению герметичности швов.
При применении жестяной тары расфасовки для аэрозолей, пива, кваса и различных газированных напитков избыточное давление газов внутри банки может составить от 0,4 до 1,0 Мн/м2 (от 4 до 10 кГ/см2).
10
Для устранения возможной необратимой деформации под действием перепада давлений (внутреннего или наружного) крышка (донышко) имеет специальную форму, называемую рельефом (рис. 8). Последний обычно состоит из кольцевого выступа —
057,4+5,2
--------------------------------------------
------055,45 -------------------------------i
0 /57,5 + 0,13-----------------------------1
°)
------<2>66----------------4
Рис. 8. Рельеф концов: а — упругий; б — жесткий; в — обратный, внешний
бомбажного кольца 1 и нескольких кольцевых ступеней 2, способствующих упругой деформации крышки. Форма рельефа бывает различной, в зависимости от перепада давления, который должна выдержать крышка. По окончании стерилизации и охлаждения консервов давление внутри банки падает и крышка под действием упругих сил возвращается в первоначальное состояние. Это предохраняет закаточный шов от перегрузок.
11
При горячей расфасовке продукта в банки, а также при применении вакуум-закаточных машин внутри банок после остывания содержимого образуется вакуум. Во избежание деформации корпуса для крупной тары рекомендуется применять концы с внешним (обратным) рельефом: под действием атмосферного давления концы втягиваются, перепад давления уменьшается и таким образом предотвращается деформация корпуса банок.
Рельеф крышки служит также для контроля доброкачественности консервов. Вздутая крышка, которая не садится после охлаждения и легкого нажатия, свидетельствует об образовании газов внутри банки (бомбажа консервов), что недопустимо.
Рис. 9. Крышка банки Рис. 10. ' Размеры ’ отбортовки ’ корпуса
диаметром 99 мм
Конструкция крышки (рис. 9) предусматривает подвивку фланца, необходимую для автоматического разделения крышек, стопированных в магазине пастонакладочной машины, и для накладывания уплотнительной пасты в завитке фланца. Подвивка фланца крышки облегчает также последующее закатывание ее с корпусом и позволяет механизировать подачу крышек к закаточной машине.
Размеры крышки (глубина /г2 и радиусы вытяжки Г1 и г2, высота подвивки hlf внутренний с1г и наружный d.2 диаметры вытянутой ее части) определяют правильность ее посадки на корпус, герметичность и прочность закаточного шва.
Посадка крышки на отбортованный корпус должна быть плотной. Поэтому угол а, равный 4° у внутренней части крышки (см. рис. 9) должен соответствовать конической части фланца корпуса (рис. 10), а размеры сопряженной пары должны обеспечить плотность посадки крышки. Исходя из этих требований подбираются также допуски на размеры d и dj.---)-0,05 мм для крышки
di и ±0,1 мм — на внутренний диаметр (/корпуса банок диаметром до 100 мм. В табл. 1 приведены размеры крышек, применяемых в консервной промышленности (ГОСТ 5981—71). Диаметры </]; </2 и радиусы гъ г2 замеряют по деталям штампа (см. стр. 51).
Закаточный шов. Закаточный шов выполняется в две операции. Первая операция — подгиб поля крышки и ее завитка под фла-12
Таблица 1
Основные размеры донышек н крышек в мм (см. рис. 9 н 10)
Внутренний диаметр банки d di (предельное отклонение ±0,05) d2 (предельное отклонение -+-0,05) Di (предельное отклонение ±0,13) Dz (предельное отклонение ±0,13) h2 (предельное отклонение —0,1) Количество концов в стопе высотой hi (50 мм} в шт.
50,5 50,8 50,2 60,2 58,4 3,0
59,5 59,8 59,2 69,4 67,5 3,0
72,8 73,2 72,6 83,0 81,1 3,0 27—30
74,1 74,35 73,7 84,1 82,2 3,0
83,4 83,75 83,05 93,63 91,7 3,0
91,0 91,5 90,8 101,5 99,5 3,2 25—28
99,0 99,5 98,8 109,5 107,5 3,2
153,1 153,5 152,8 164,3 162,1 3,3 23—25
215,0 215,4 214,2 227,2 224,9 3,3 20—23
223,0 223,4 222,2 235,2 232,9 3,3 20—23
При м е ч а н и е. Радиусы принимают Г,=1,1-0,!, г2 1,0_О(1 И Г3 1(0_о,2
нец корпуса, вторая — окончательное формование шва и равномерное обжатие его по всему сечению. Межслойные зазоры в шве заполняются уплотняющей пленкой и герметизируются.
Окончательное оформление закаточного шва может осуще-
ствляться различно. Так, например, закаточный шов, показанный на рис. 11, а, равномерно обжат. В закаточном шве другой конструкции (рис. 11, б) заметно более сильное обжатие в нижней части сечения, что создает дополнительную жесткость и увеличивает прочность шва. Рассмотрим основные элементы шва, обеспечи
вающие правильность размеров Рис. 11. Виды закаточного шва шва и герметичность банок.
Подогнутый фланец корпуса входит в крышку, образуя крючок корпуса (ВО. Фланец крышки огибает крючок корпуса и образует крючок крышки (В2). Высота шва (L) и его толщина (Т) определяются в зависимости от толщины применяемой жести, размеров поля и глубины вытяжки крышки, а также величины отбортовки корпуса (см. рис. 6).
Правильность образования закаточного шва принято характеризовать величиной Е, определяющей степень зацепления крючков корпуса и крышки и называемой перекрытием шва. Для швов мелких консервных банок перекрытие шва Е рекомендуют [13] выдерживать в пределах 1,3—1,5 мм.
13
Коэффициент перекрытия шва, обеспечивающий герметичность банки и ее прочность, должен быть, как показывает опыт, не менее 45%. Его определяют следующим образом:
К — B1 + 1,lz~1 Ю0°/ (11
Л~ L —(2,2^4-1,18) WU/o> W
где Вг и В2 — крючки корпуса и крышки;
S и t — толщина жести корпуса и крышки;
L — высота шва.
Пользуясь формулой (1), находят оптимальные размеры шва, задавшись размерами крючков и толщиной жести. Так, например, приняв Bi = В2 = 2,0 мм и t = S = 0,25 мм, К = 45%, получим L — 3,2 мм, а при Вх = В2 = 1,8 мм и той же толщине жести L = 2,9 мм.
Таким образом, для каждой толщины жести и принятых размеров крючков крышки и корпуса меняются размеры шва.
Толщину шва определяют по формуле
Т = (3t + 2S + 0,16) ± 0,10 мм, (2)
где 0,16 — общая толщина пленки пасты;
0,10 — допуск на разнотолщинность пяти слоев жести.
В месте углошва допускается легкий накат и увеличение толщины шва до 20%
Высоту шва можно примерно определить также из предполагаемого равенства поверхностей крышки до и после деформации при закатывании, принимая крючки крышки и корпуса равными и составляющими 2/3Т. В этом случае
L =0,375
D3 — d2 заг в
Озаг + + It
0,16f,
(3)
где Пзае — диаметр заготовки крышки;
de — внутренний диаметр банки;
t — толщина жести крышки (корпуса).
В табл. 2 приведены основные размеры шва в зависимости от толщины жести и диаметра банок [7, 13].
Опыт Находкинской жестянобаночной фабрики, изготовляющей банки № 6 с закаточным швом высотой 2,9 мм, показывает, что, несмотря на меньшую высоту шва, герметичность и механическая прочность банок остаются нормальными. Таким образом, уменьшение высоты закаточного шва приводит к изменению диаметра заготовки крышки D3al и, следовательно, к экономии жести.
Опытами [10] установлено, что закаточный шов консервной банки в зависимости от конструкции, размеров банки, толщины жести выдерживает давление 0,4 Мн!м2 (4 кПсм2) и только при 0,5—0,6 Мн!м2 (5—6 кПсм2) крючки корпуса и крышек разгибаются и выходят из зацепления.
14
Таблица 2
Размеры закаточного шва для банок разного диаметра с различной толщиной жести
Показатели Диаметр банки в мм по ГОСТу 5981—71
50,5; 59,5 72,8 83,4 91; 99 153,1 223; 215
Номер жести . . . 20, 22 22, 25 22, 25 25, 28 28, 32 32, 36
Толщина шва Т 1,2—1,3 1,3—1,40 1,3—1,40 1,35— 1,50 1,60— 1,75 1,75— 2,0
Высота шва L . . 2,8—3,0 3,0—3,1 3,0—3,15 3,1—3,2 3,3—3,5 3,3—3,6
Крючок корпуса Вг 1,8—1,9 1,9—2,0 1,9—2,0 1,95— 2,05 2,0—2,1 2,1— 2,2
Крючок крышки В-2 1,9—2,0 2,0—2,1 2,0—2,1 2,05— 2,15 2,1— 2,2 2,2—2,3
Однако образование «птичек» возникает при меньшем внутреннем давлении из-за вспучивания крышек под действием растягивающих усилий. При этом в образовавшийся зазор между крючками корпуса и крышек может устремиться воздух (водяные пары) и возникает опасность образования негерметичного шва.
Для закатывания и вскрытия жестяной банки важно правильно выбрать толщину жести для корпуса и концов. По условиям закатывания толщина жести для концов и корпуса может быть одинаковой. Если
фланец корпуса будет жестче, чем фланец крышки, последний Рис- 12, Легковскрываемая банка при деформации может дать неправильный шов. Крышки рекомендуется изготовлять из более толстой жести, чем корпус, хотя это и несколько увеличивает усилие при вскрытии банок.
Конструктивные особенности сборных банок. Представляют интерес легковскрываемые банки (рис. 12). На бланк корпуса с наружной стороны такой банки наносят продольные насечки,
а в промежутке между ними — расходящиеся наклонные канавочки (елочки) уширением в сторону направления срываемой полоски, что предотвращает возможность ее обрыва до полного вскрытия банки. Бланк корпуса имеет выступающий язычок (рис. 13), который необходим для захвата ключиком.
Крышка банки в отличие от донышка имеет большую глубину вытяжки. К наружной стороне крышки прикреплен специальный ключик для вскрытия банки. Как показывает опыт, не гарантировано 100%-ное вскрытие банок при применении этой конструкции вследствие неоднородности механических свойств жести.
Недостатками конструкции таких банок являются также: повышенный расход жести (—5%) из-за увеличения размеров
15
заготовок корпуса и крышки и необходимость в дополнительных машинах и инструменте для изготовления банок (нанесение насечки на корпусе, специальный штамп для крышки).
Рис. 13. Бланк корпуса легковскрываемой банки
Рис. 14. Банка со съемной крышкой:
1—съемная крышка; 2—кольцо крышки; 3 — прокладка из фольги; 4 — корпус; 5— дно
Сборные банки с концами, припаянными к корпусу, предназначены для расфасовки стерилизованного молока. Имеющееся в крышке отверстие для наполнения банок молоком запаивается. Такая конструкция банки гарантирует герметичность, но не нашла широкого применения, так как требуется специальное оборудование для ее изготовления. Конструкция сборной банки с крышкой, снабженной фольговой прокладкой, показана на рис. 14. Эта банка широко применяется для расфасовки растворимого кофе, сыпучих пищевых продуктов, различных концентратов, сухого молока и т. д. Так как продукты, расфасованные в эти банки, не подвергаются стерилизации, то от банок не требуется высокой прочности и герметичности. Прокладка в крышке изготовляется из лакированной или кэшированной алюминиевой фольги, препятствующей проникновению воздуха в банку. Фоль
говая прокладка на специальном станке собирается с крышкой, а затем вместе с крышкой прикатывается к корпусу. Донышко прикатывается к корпусу после наполнения банки продуктом.
Для упаковки некоторых пищевых продуктов изготовляют также картонно-металлические банки, т. е. корпус банки делают из плотной навитой бумаги (картона), внутренняя поверхность которого имеет слой подпергамента или фольги, а концы банки изготовляют из тонкой жести или алюминия. Для изготовления таких банок применяют специальное оборудование [15]. 16
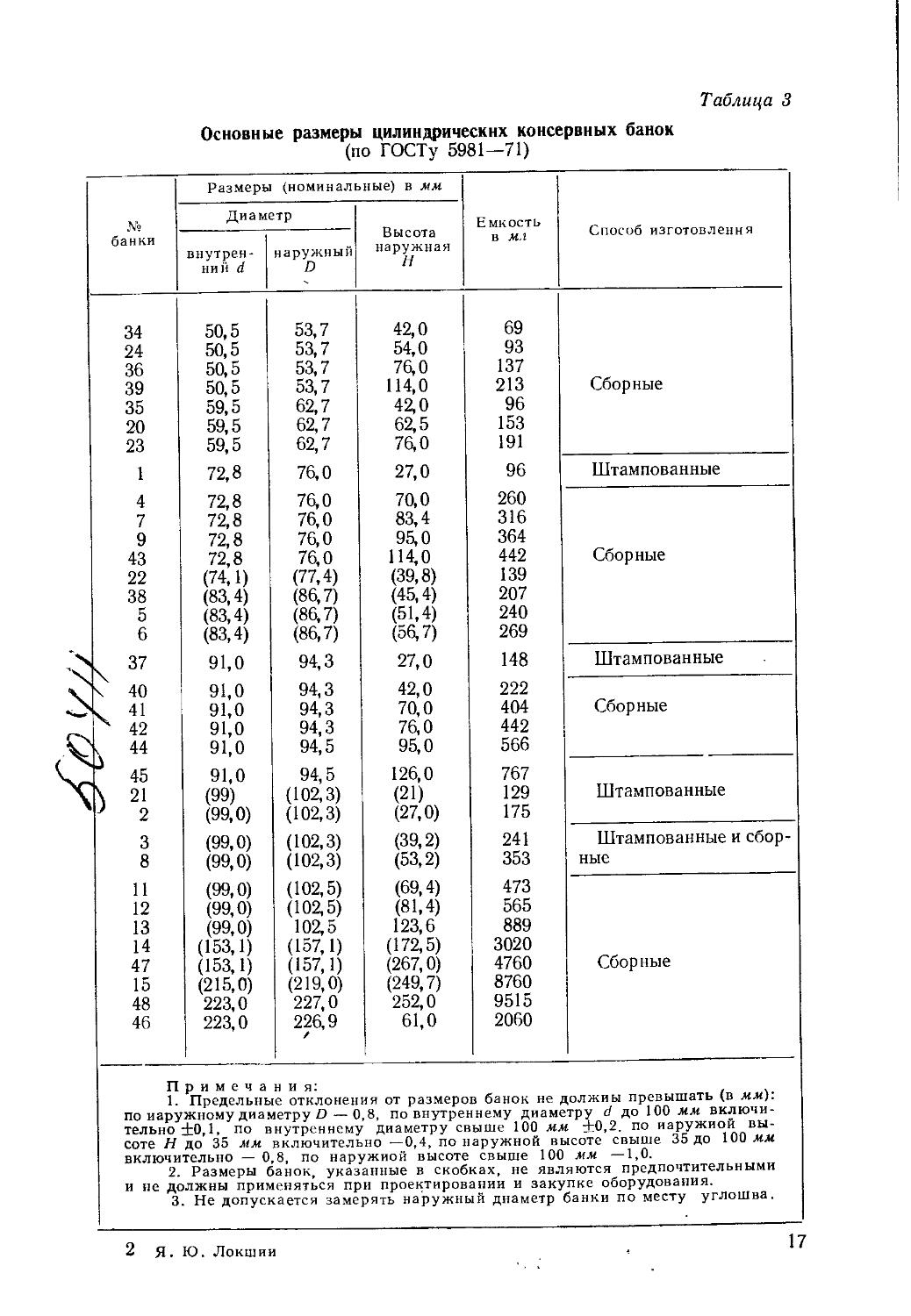
Таблица 3
Основные размеры цилиндрических консервных банок (по ГОСТу 5981—71)
№ банки Размеры (номинальные) в мм Е мкость в мл Способ изготовления
Диаметр Высота наружная И
внутренний d наружный D
34 50,5 53,7 42,0 69
24 50,5 53,7 54,0 93
36 50,5 53,7 76,0 137
39 50,5 53,7 114,0 213 Сборные
35 59,5 62,7 42,0 96
20 59,5 62,7 62,5 153
23 59,5 62,7 76,0 191
1 72,8 76,0 27,0 96 Штампованные
4 72,8 76,0 70,0 260
7 72,8 76,0 83,4 316
9 72,8 76,0 95,0 364
43 72,8 76,0 114,0 442 Сборные
22 (74,1) (77,4) (39,8) 139
38 (83,4) (86,7) (45,4) 207
5 (83,4) (86,7) (51,4) 240
6 (83,4) (86,7) (56,7) 269
37 91,0 94,3 27,0 148 Штампованные
\ 40 91,0 94,3 42,0 222
Ч 41 91,0 94,3 70,0 404 Сборные
х 42 91,0 94,3 76,0 442
\ 44 91,0 94,5 95,0 566
45 91,0 94,5 126,0 767
\ 21 (99) (102,3) (21) 129 Штампованные
9 2 (99,0) (102,3) (27,0) 175
3 (99,0) (102,3) (39,2) 241 Штампованные и сбор-
8 (99,0) (102,3) (53,2) 353 ные
11 (99,0) (102,5) (69,4) 473
12 (99,0) (102,5) (81,4) 565
13 (99,0) 102,5 123,6 889
14 (153,1) (157,1) (172,5) 3020
47 (153,1) (157,1) (267,0) 4760 Сборные
15 (215,0) (219,0) (249,7) 8760
48 223,0 227,0 252,0 9515
46 223,0 226,9 ✓ 61,0 2060
Примечания:
1. Предельные отклонения от размеров банок не должны превышать (в мм): по наружному диаметру D — 0,8, по внутреннему диаметру d до 100 мм включительно ±0,1, по внутреннему диаметру свыше 100 мм +0,2. по наружной высоте Н до 35 мм включительно —0,4, по наружной высоте свыше 35 до 100 деле включительно — 0,8, по наружной высоте свыше 100 мм —1,0.
2. Размеры банок, указанные в скобках, не являются предпочтительными и не должны применяться при проектировании и закупке оборудования.
3. Не допускается замерять наружный диаметр банки по месту углошва.
2 Я . Ю. Локшии
17
В табл. 3 приведены основные размеры цилиндрических консервных банок по ГОСТу 5981—71.
Выбор размеров и формы банок зависит от емкости, вида и размеров расфасовываемого продукта. При этом необходимо учитывать, что в соответствии с ГОСТом 11320—65 подбираются оптимальные размеры внешней транспортной тары, обеспечивающие наиболее рациональную укладку ящиков с банками на поддоны стандартного размера 1200x800 мм.
При выборе размеров банок следует учитывать также необходимость экономии металла. Для многих видов продуктов (жидких, пюреобразных и др.) соотношение между диаметром и высотой цилиндрических банок может быть произвольным. Как показывают произведенные расчеты, минимальный расход металла на единицу емкости получается при отношении = 1,3-г-1,6, где h, d — внутренняя высота и диаметр банки.
3. ЦЕЛЬНОШТАМПОВАННЫЕ БАНКИ
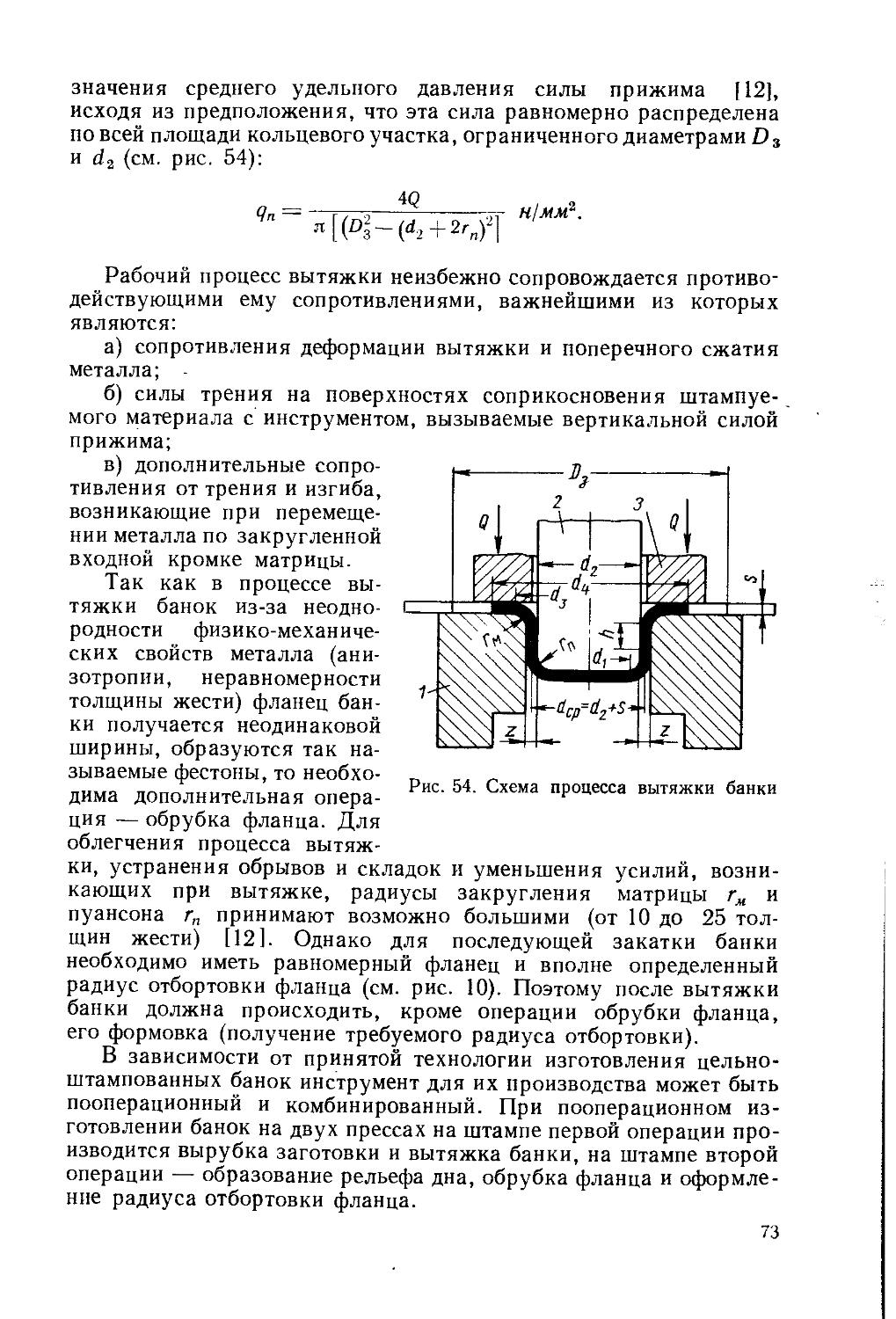
Цельноштампованные банки изготовляются путем вытяжки тонкого металла с применением специального инструмента.
Штампованная банка отличается от .сборной отсутствием продольного и нижнцго закаточного швов, что делает ее более герметичной. Такие банки применяются в тех случаях, когда требуется тара различной формы (прямоугольная, овальная) и в количестве, обеспечивающем потребность небольших предприятий.
В отличие от сборных банок штампованные, изготовляемые из белой хромированной жести или алюминия методом холодной штамповки, выпускаются преимущественно небольшой высоты. Опыт показывает, что при вытяжке белой жести отношение высоты к диаметру банки (за одну операцию штамповки) не превышает 0,5. Рекомендуется применять холоднокатаную жесть (см. стр. 26), которая имеет необходимые механические свойства для глубокой вытяжки. При вытяжке алюминиевой полосы можно получить более высокие банки, особенно при штамповке в две-три операции.
Цельноштампованные консервные банки нашли применение преимущественно для расфасовки в них рыбных и мясных консервов. При этом стоимость тары относительно мала по отношению к стоимости расфасованного в ней продукта и составляет 5—10%.
Цельноштампованные банки могут быть получены также холодным выдавливанием (экстрюдингом). При таком способе изготовления высота банки может превышать ее диаметр в несколько раз. Исходным материалом является алюминиевая полоса (лист) толщиной 4—5 мм, из которой предварительно отштамповывается круглая или восьмигранная заготовка [13].
Технологический процесс получения таких банок, применяе-
18
мый преимущественно при производстве алюминиевой тары (банок, туб), основан на текучести материала [12].
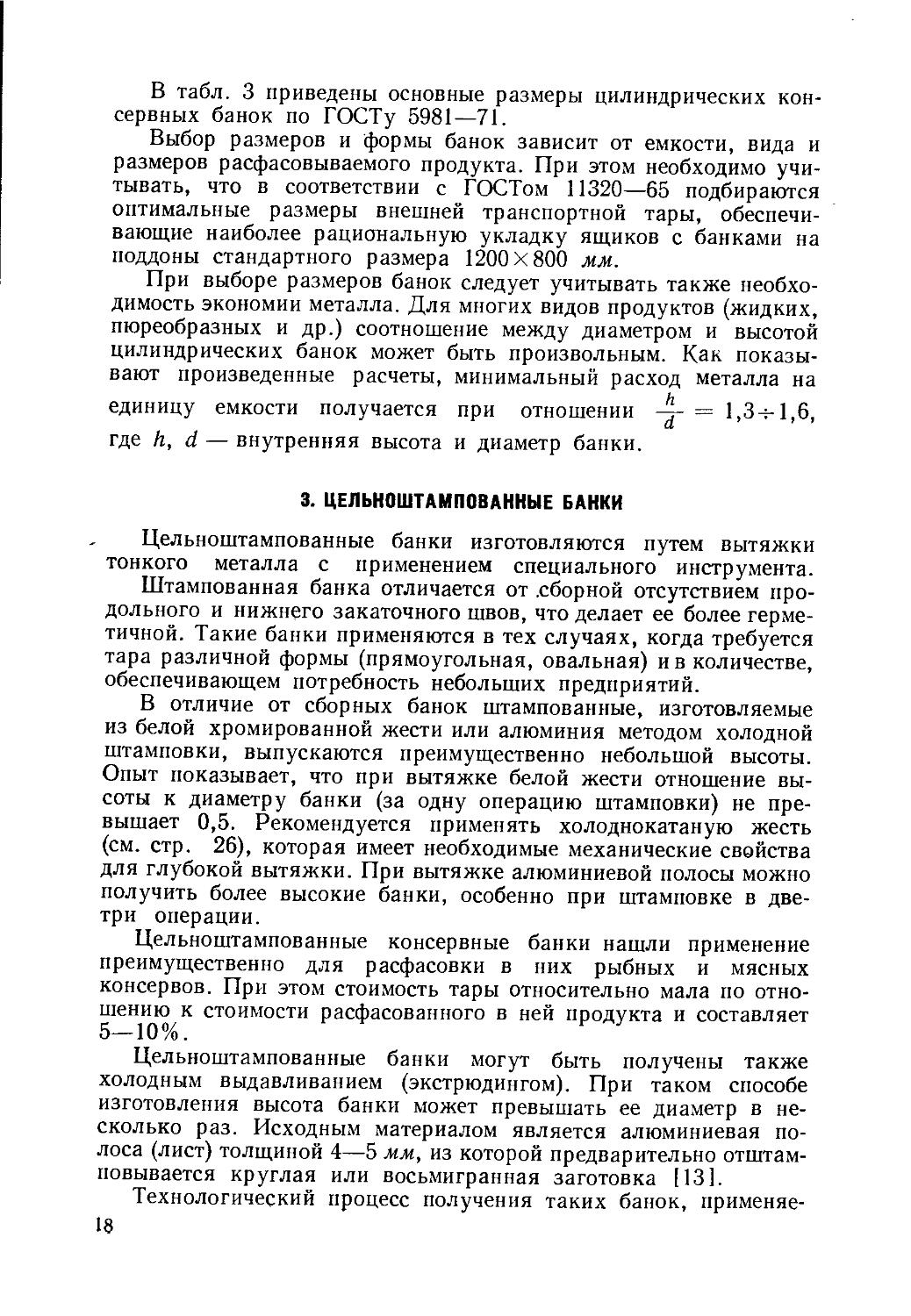
Формы цельноштампованных консервных банок из белой жести и их размеры приведены на рис. 15 и в табл. 3 и 4. Наружная высота штампованных банок № 3, 8 и 40 должна быть меньше указанной в табл. 3 на 2,2 — 3,2 мм. Выпускаемые по ГОСТу 5981—71 цилиндрические штампованные банки пустые и наполненные занимают при транспортировке много места.
122.2
Рис. 15. Цельноштампованные цилиндрические и фигурные банки: а — цилиндрическая № 3; б — прямоугольная № 32; в — эллиптическая
Для экономии площади при складировании и отгрузке пустых штампованных банок в зарубежной практике применяют банки конической формы. Так как наполненные банки должны быть плотно уложены, чтобы избежать деформации, верхнюю часть банок (на 20—30 мм) делают цилиндрической, а остальную часть конической, снабдив место перехода кольцевым выступом для упора.
Штампованные банки, имеющие коническую форму, выпускаются финским объединением Г. В. Сульберг. Банки такой конструкции позволяют при перевозке экономить до 60% объема транспортной тары. Штампованные конические банки аналогичной конструкции выпускаются также и в других странах.
В процессе вытяжки банок происходит пластическая деформация жести, сопровождающаяся смещением объемов металла и растяжением оловянного и лакового покрытия. Увеличение 2* 19
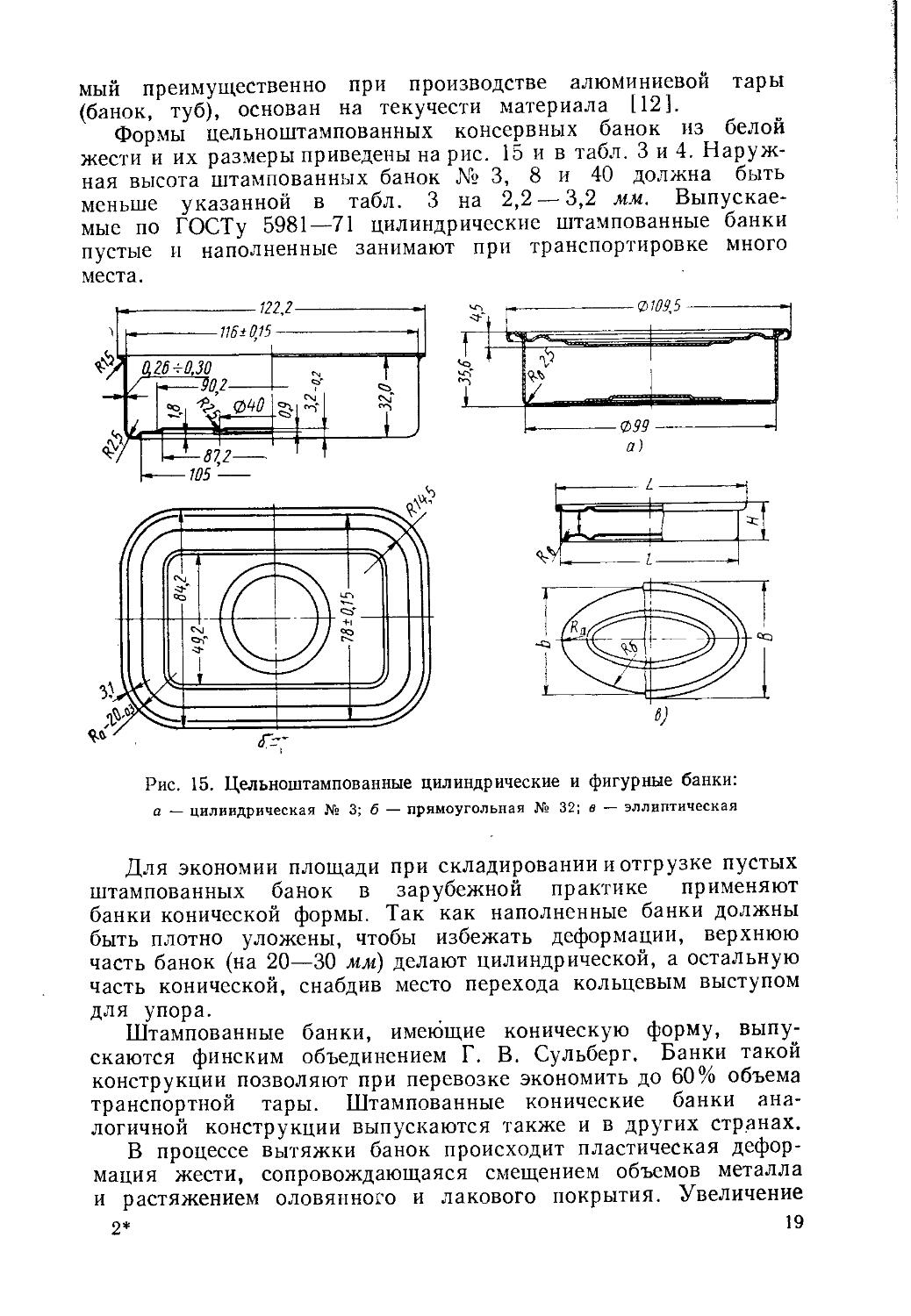
Таблица 4
Основные размеры в ММ фигурных цельноштампованных банок (по ГОСТу 5981—71)
Форма банки Емкость банки в мл Длина Ширина Наружная высота // Радиусы дна н закруглений Принятое обозначение банок
внутренняя 1 наружная внутренняя b 'наружная В «а «б :
54 96,0 99,6 43,0 46,6 19,1 15,1 2,5 28
101 100,0 103,6 70,8 74,4 21,2 17,0 2,5 16
159 (116,0) (119,8) (78,0) (81,8) (24,7) 25,0 — 2,5 17
160 121,7 125,5 76,7 80,5 25,0 25,0 3,0 49
Прямо- 218 (116,0) (119,8) (78,0) (81,8) (31,4) 25,0 — 2,5 29
угольная 230 121,7 125,5 76,7 80,5 30,9 25,0 3,0 50
230 184,7 188,5 58,7 62,5 28,0 25,0 .—. 3,0 51
245 (116,0) (119,8) (78,0) (81,8) (33,0) 25,0 — 3,0 18
320 (116,0) (119,8) (78,0) (81,8) (43,1) 25,0 — 2,5 32
325 121,7 125,5 76,7 80,5 40,5 25,0 — 2,5 52
106 103,8 107,6 66,0 69,8 25,0 24,0 75,5 2,5 53
Эллипти- 230 (145,0) (148,8) (84,0) (87,8) (28,5) 30,0 111,0 2,5 31
ческая 260 146,7 150,5 89,0 92,8 28,0 30,0 111,0 2,5 55
430 (160,7) (164,0) (107,7) (110,0) (36,6) 42,3 110,7 2,5 33
Овальная 220 148,4 151,2 66,1 69,9 31,0 32,0 3,0 54
235 (150,0) (153,8) (64,0) (67,8) (31,8) (32,0) 2,5 19
Предельные отклонения от указанных размеров не должны превышать: — 1, 0 — по наружным размерам L, В, Н, ±0,15 —
по внутренним размерам 1 ь.
радиусов закруглений /?аиДв (см. рис. 15) облегчает вытяжку и снижает нарушение покрытия жести. Для консервных банок, выпускаемых по ГОСТу 5981—71, радиус сопряжения дна со стенкой корпуса (Re) принимают равным 2,5 — 3,0 мм.
При штамповке фигурных банок из лакированной белой жести или алюминия от выбора радиуса скругления Ra также зависит степень нарушения лакового покрытия. С увеличением радиуса Ra снижаются повреждения покрытия в местах закруглений.
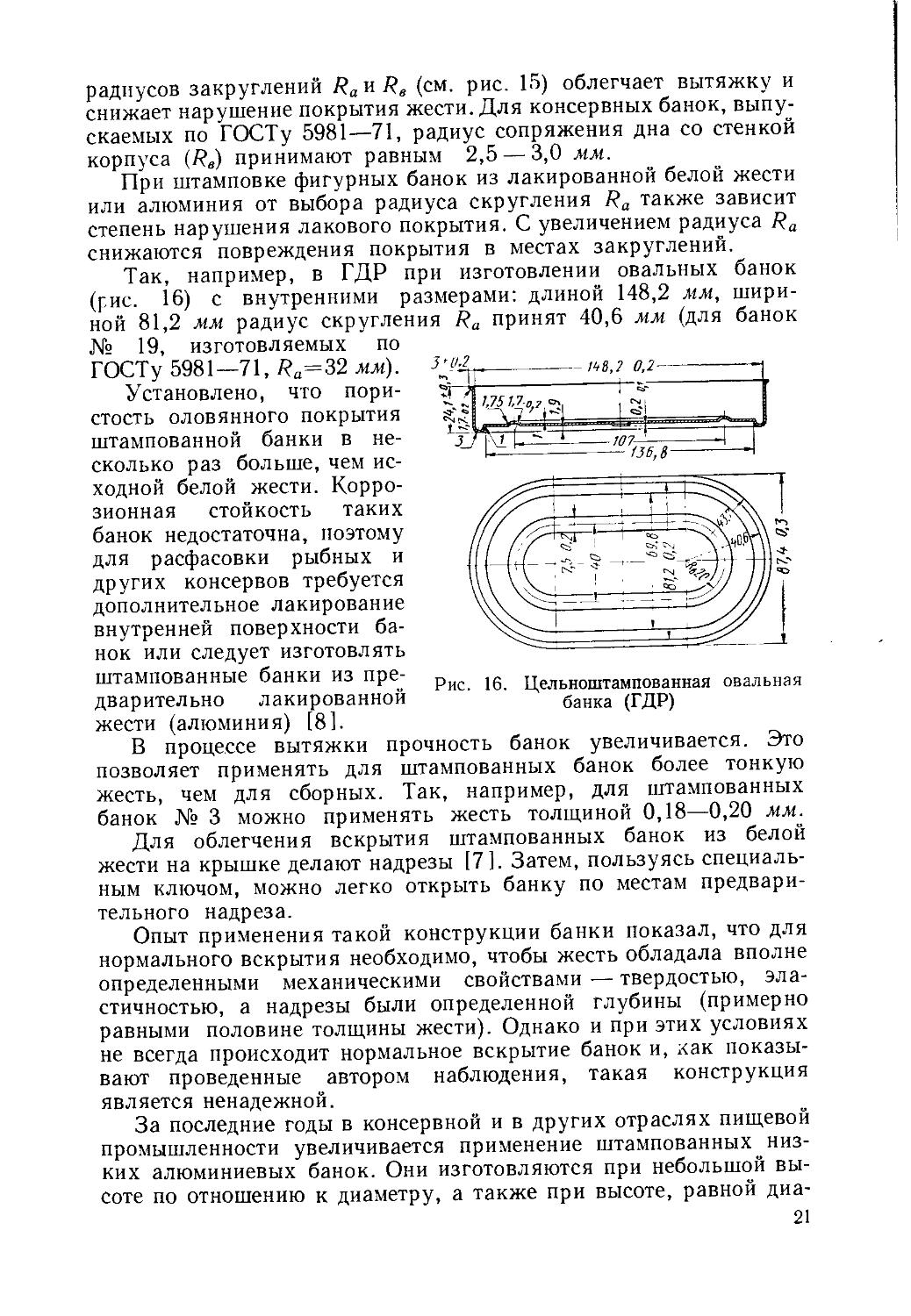
Так, например, в ГДР при изготовлении овальных банок (рис. 16) с внутренними размерами: длиной 148,2 мм, шириной 81,2 мм радиус скругления Ra принят 40,6 мм (для банок № 19, изготовляемых по
ГОСТу 5981—71, Ra=32 мм).
Установлено, что пористость оловянного покрытия штампованной банки в несколько раз больше, чем исходной белой жести. Коррозионная стойкость таких банок недостаточна, поэтому для расфасовки рыбных и других консервов требуется дополнительное лакирование внутренней поверхности банок или следует изготовлять штампованные банки из предварительно лакированной жести (алюминия) [8].
Рис. 16. Цельноштампованная овальная банка (ГДР)
В процессе вытяжки прочность банок увеличивается. Это позволяет применять для штампованных банок более тонкую жесть, чем для сборных. Так, например, для штампованных банок № 3 можно применять жесть толщиной 0,18—0,20 мм.
Для облегчения вскрытия штампованных банок из белой жести на крышке делают надрезы [7]. Затем, пользуясь специальным ключом, можно легко открыть банку по местам предвари
тельного надреза.
Опыт применения такой конструкции банки показал, что для нормального вскрытия необходимо, чтобы жесть обладала вполне определенными механическими свойствами — твердостью, эластичностью, а надрезы были определенной глубины (примерно равными половине толщины жести). Однако и при этих условиях не всегда происходит нормальное вскрытие банок и, как показывают проведенные автором наблюдения, такая конструкция является ненадежной.
За последние годы в консервной и в других отраслях пищевой промышленности увеличивается применение штампованных низких алюминиевых банок. Они изготовляются при небольшой высоте по отношению к диаметру, а также при высоте, равной диа
21
метру банки, холодной штамповкой, а при большей высоте банок, — методом холодного выдавливания на специальных прессах. Для алюминиевых банок разработаны специальные надрезы
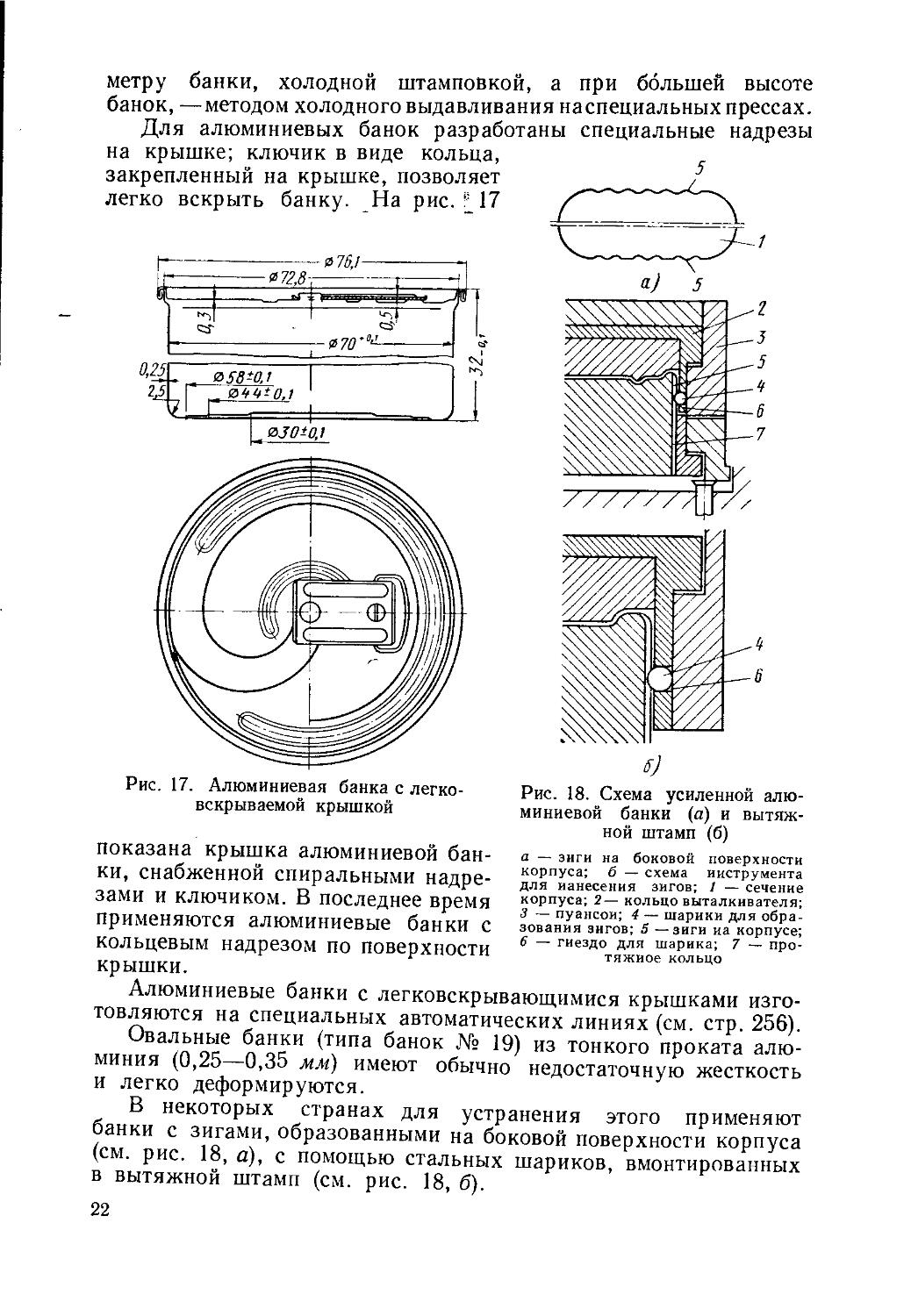
на крышке; ключик в виде кольца, закрепленный на крышке, позволяет легко вскрыть банку. На рис. _ 17
Рис. 18. Схема усиленной алюминиевой банки (а) и вытяжной штамп (б)
а — зиги на боковой поверхности корпуса; б — схема инструмента для нанесения зигов; / — сечение корпуса; 2— кольцо выталкивателя;
3 — пуансон; 4 — шарики для образования зигов; 5 —зиги иа корпусе;
6 — гнездо для шарика; 7 — протяжное
Рис. 17. Алюминиевая банка с легко-вскрываемой крышкой
показана крышка алюминиевой банки, снабженной спиральными надрезами и ключиком. В последнее время применяются алюминиевые банки с кольцевым надрезом по поверхности крышки.
Алюминиевые банки с легковскрывающимися крышками изготовляются на специальных автоматических линиях (см. стр. 256).
Овальные банки (типа банок № 19) из тонкого проката алюминия (0,25—0,35 мм) имеют обычно недостаточную жесткость и легко деформируются.
В некоторых странах для устранения этого применяют банки с зигами, образованными на боковой поверхности корпуса (см. рис. 18, а), с помощью стальных шариков, вмонтированных в вытяжной штамп (см. рис. 18, б).
22
4. КОРРОЗИОННАЯ СТОЙКОСТЬ БАНОК
При хранении консервов в жестяной таре протекают коррозионные процессы: на внешней поверхности банок — в результате воздействия атмосферы и на внутренней — под действием пищевой среды. Тара для продуктов, предназначенных для длительного хранения, должна отвечать определенным санитарно-гигиеническим требованиям: недопустим переход в пищевые продукты таких металлов, как свинец, хром, олово, алюминий, железо, а также различных компонентов лаков.
Коррозионная стойкость консервных банок, изготовленных из белой жести, зависит от химического состава стальной основы, способа прокатки жести и образующейся при этом микрогеометрии поверхности, от способа лужения жести. Важными факторами, влияющими на коррозионные процессы, являются толщина, сплошность и пористость оловянного покрытия. Слой олова на жести защищает стальную основу только при условии сплошности покрытия и отсутствии механического его повреждения (царапин, потертости).
Пористость покрытия влияет на процессы коррозии жести в атмосферных условиях: чем больше пор на жести, тем интенсивней во влажной атмосфере протекают электрохимические процессы, которые приводят к растворению железа, образованию продуктов коррозии (окислов железа), разрушающих оловянное покрытие. Жесть и банки следует хранить в отапливаемых, вентилируемых складах при температуре воздуха от 10 до 20° С и относительной влажности не более 75%.
Так как коррозионная стойкость жести электролитического лужения с тонким оловянным покрытием (в 2—3 раза меньшим, чем на жести горячего лужения) недостаточна для многих пищевых продуктов, то ее лакируют. Коррозионные процессы на лакированной и белой жести отличаются; они определяются составом пищевого продукта, образовавшейся разностью потенциалов в банке, а также соотношением свободных поверхностей олова и стальной основы жести [17].
Наблюдения за хранением кислотных консервов показывают, что водородный бомбаж и перфорация жести часто происходят в банках из лакированной жести при механических повреждениях покрытия. Это объясняется тем, что при повреждении лакового покрытия и последующем растворении оловянного покрытия обнажается железо. На этих участках железа образуются микроэлементы и коррозионный процесс, сосредоточенный на небольшом участке поверхности тары, заканчивается образованием водорода и химическим бомбажом. Поэтому при производстве консервных банок нельзя допускать каких-либо нарушений слоя лака и оловянного покрытия. Царапины, потертости и другие виды нарушений покрытия быстро приводят к коррозии банок, к повышенному (превышающему установленные нормы [8]) переходу олова и железа в пищевые продукты.
23
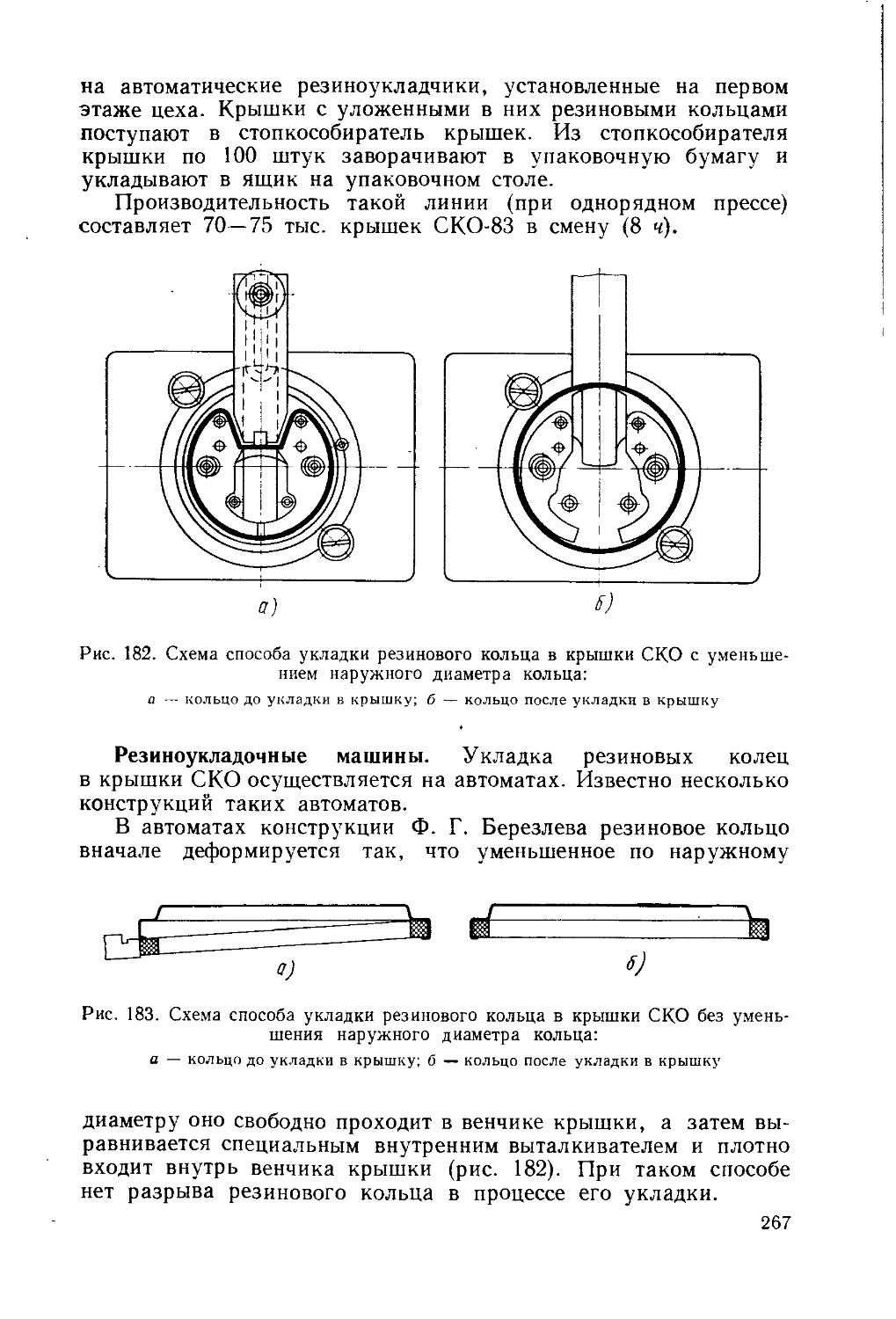
5. КРЫШКИ ДЛЯ УКУПОРКИ СТЕКЛЯННОЙ ТАРЫ
Герметичная укупорка стеклянной тары осуществляется металлическими крышками, снабженными уплотнительными прокладками (резиновыми или полимерными) (см. гл. II). Независимо от метода укупорки тары крышка должна быть прочно зафиксирована на венчике горла стеклянной банки (бутылки), что достигается обжимом или нажимом крышки и деформацией прокладки.
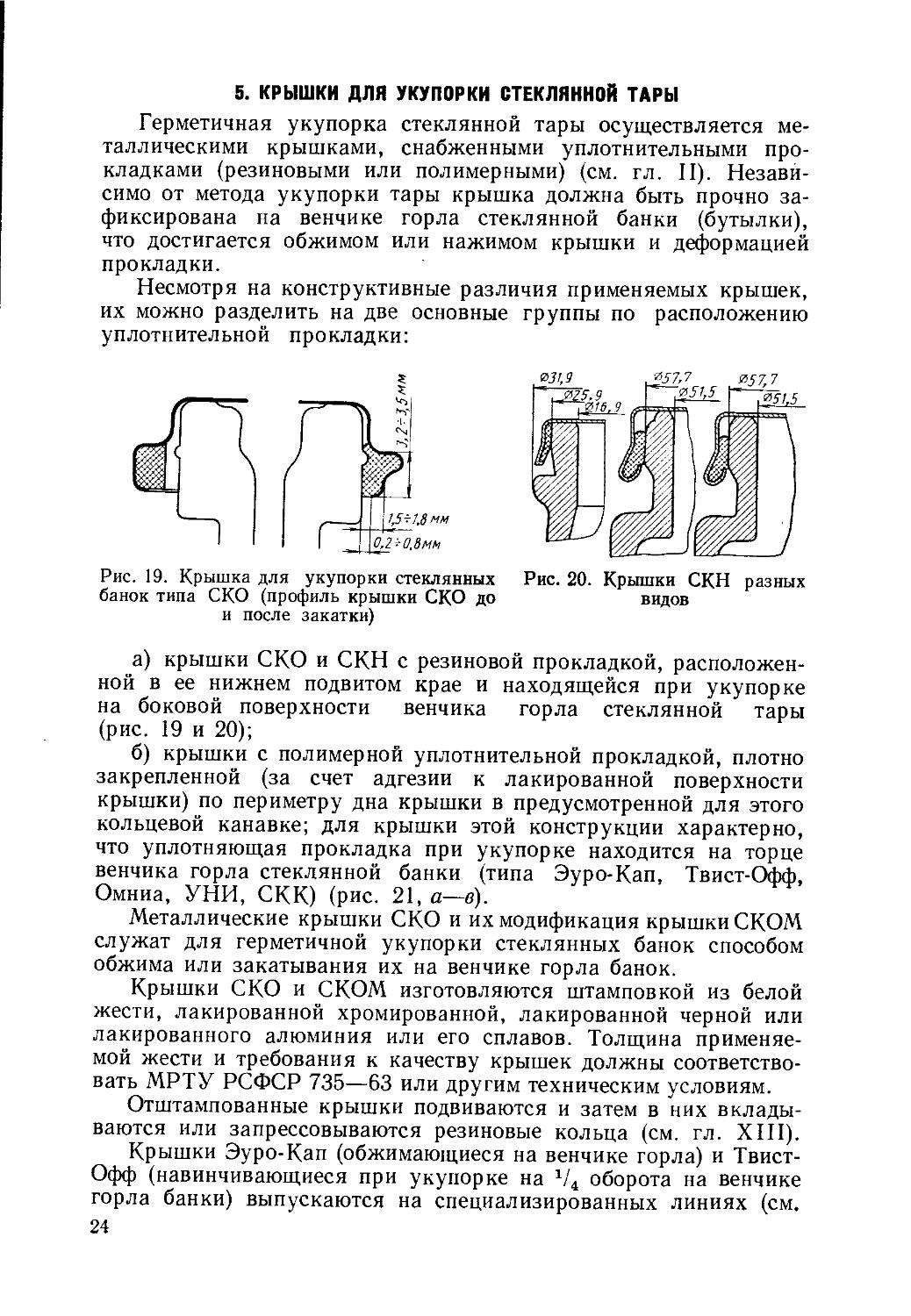
Несмотря на конструктивные различия применяемых крышек, их можно разделить на две основные группы по расположению уплотнительной прокладки:
Рис. 19. Крышка для укупорки стеклянных банок типа СКО (профиль крышки СКО до и после закатки)
Рис. 20. Крышки СКН разных видов
а) крышки СКО и СКН с резиновой прокладкой, расположенной в ее нижнем подвитом крае и находящейся при укупорке на боковой поверхности венчика горла стеклянной тары (рис. 19 и 20);
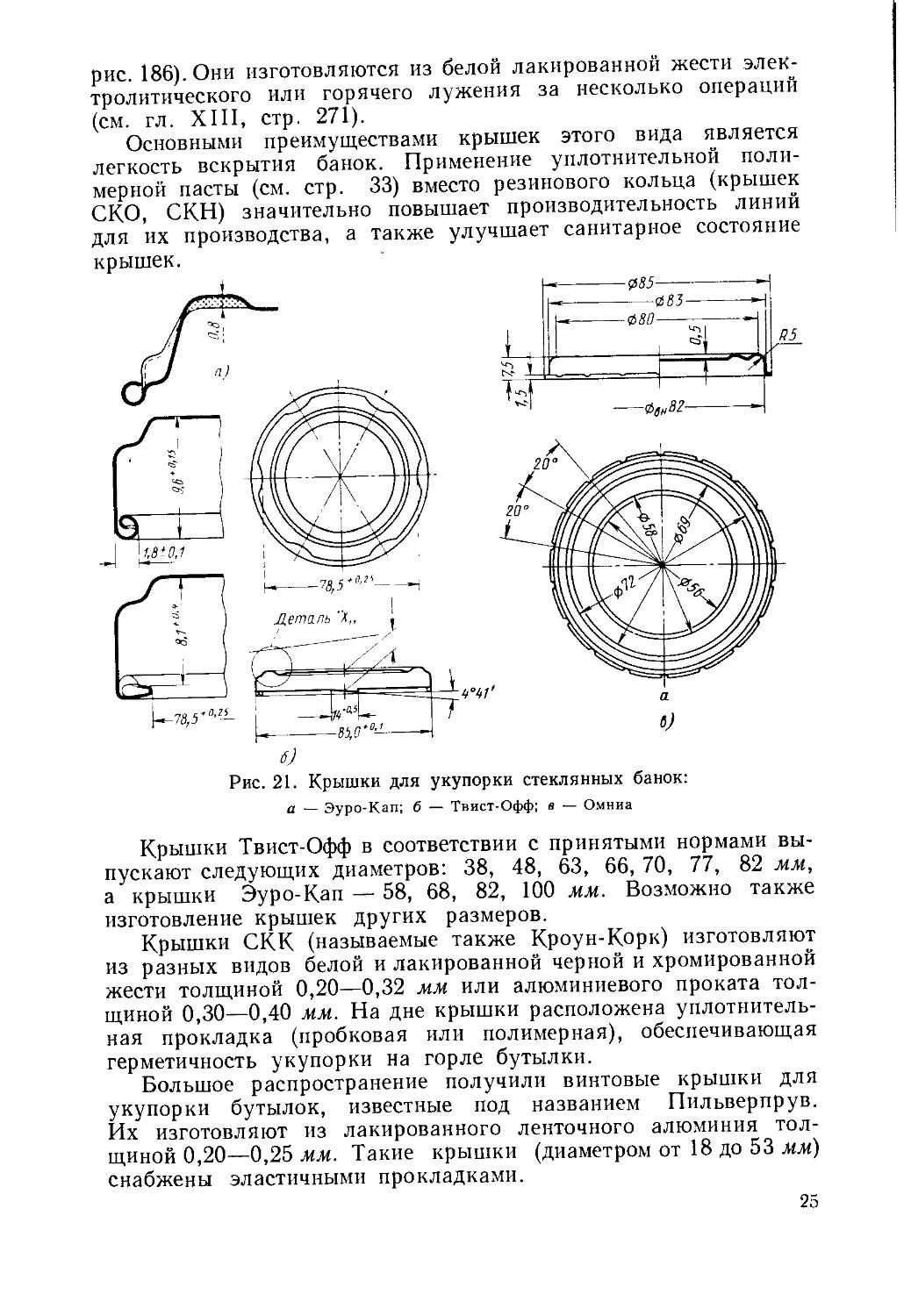
б) крышки с полимерной уплотнительной прокладкой, плотно закрепленной (за счет адгезии к лакированной поверхности крышки) по периметру дна крышки в предусмотренной для этого кольцевой канавке; для крышки этой конструкции характерно, что уплотняющая прокладка при укупорке находится на торце венчика горла стеклянной банки (типа Эуро-Кап, Твист-Офф, Омниа, УНИ, СКК) (рис. 21, а—в).
Металлические крышки СКО и их модификация крышки СКОМ служат для герметичной укупорки стеклянных банок способом обжима или закатывания их на венчике горла банок.
Крышки СКО и СКОМ изготовляются штамповкой из белой жести, лакированной хромированной, лакированной черной или лакированного алюминия или его сплавов. Толщина применяемой жести и требования к качеству крышек должны соответствовать МРТУ РСФСР 735—63 или другим техническим условиям.
Отштампованные крышки подвиваются и затем в них вкладываются или запрессовываются резиновые кольца (см. гл. XIII).
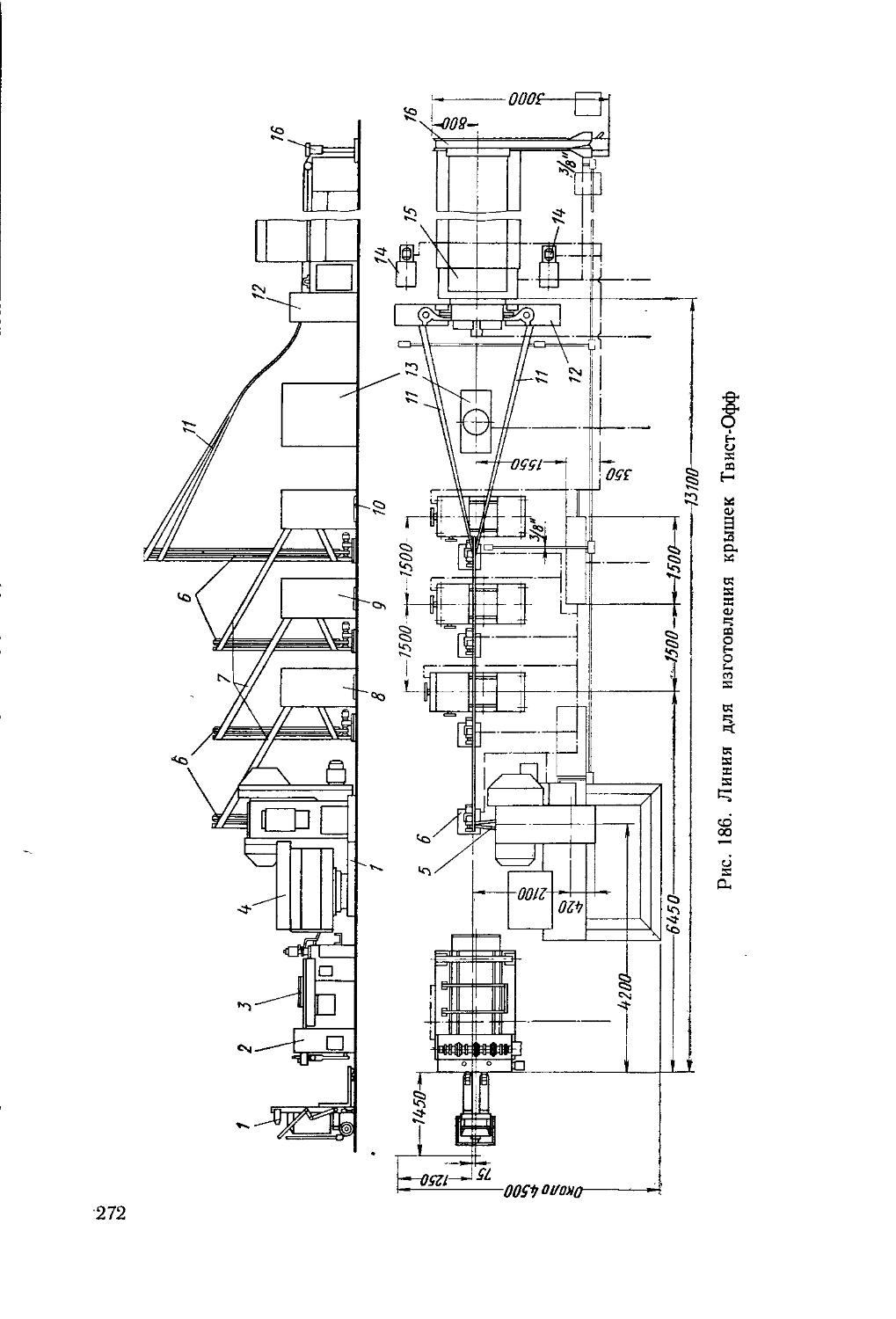
Крышки Эуро-Кап (обжимающиеся на венчике горла) и Твист-Офф (навинчивающиеся при укупорке на г/4 оборота на венчике горла банки) выпускаются на специализированных линиях (см. 24
рис. 186). Они изготовляются из белой лакированной жести электролитического или горячего лужения за несколько операций (см. гл. XIII, стр. 271).
Основными преимуществами крышек этого вида является легкость вскрытия банок. Применение уплотнительной полимерной пасты (см. стр. 33) вместо резинового кольца (крышек CKO, СКН) значительно повышает производительность линий для их производства, а также улучшает санитарное состояние крышек.
6)
Рис. 21. Крышки для укупорки стеклянных банок: а — Эуро-Кап; б — Твист-Офф; в — Омниа
Крышки Твист-Офф в соответствии с принятыми нормами выпускают следующих диаметров: 38, 48, 63, 66, 70, 77, 82 мм, а крышки Эуро-Кап — 58, 68, 82, 100 мм. Возможно также изготовление крышек других размеров.
Крышки СКК (называемые также Кроун-Корк) изготовляют из разных видов белой и лакированной черной и хромированной жести толщиной 0,20—0,32 мм или алюминиевого проката толщиной 0,30—0,40 мм. На дне крышки расположена уплотнительная прокладка (пробковая или полимерная), обеспечивающая герметичность укупорки на горле бутылки.
Большое распространение получили винтовые крышки для укупорки бутылок, известные под названием Пильверпрув. Их изготовляют из лакированного ленточного алюминия толщиной 0,20—0,25 мм. Такие крышки (диаметром от 18 до 53 жж) снабжены эластичными прокладками.
25
Глава п. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ БАНОК
1. ЖЕСТЬ
Белая жесть — это тонкая малоуглеродистая сталь, покрытая с обеих сторон оловом. По способу производства проката стали жесть бывает горячекатаная и холоднокатаная, а по способу покрытия оловом — жесть горячего и электролитического лужения. Жесть выпускается листовая (карточная) или рулонная.
Холоднокатаная жесть изготовляется из стальной низкоуглеродистой ленты марки 08кп (ГОСТ 1050—60) или полуспокойной стали 08пс.
Эта жесть, отличаясь от горячекатаной стали меньшим количеством примесей и гладкостью поверхности, является лучшей основой для нанесения олова и дает более коррозионностойкий материал.
Электролитическое лужение рулонной жести осуществляется на высокомеханизированных и скоростных агрегатах с применением различных типов электролитов (щелочных, сернокислотных и галогенидных). После электролиза и промывки ленты образующееся матовое оловянное покрытие становится после кратковременного оплавления глянцевым и равномерным. Производимое затем в агрегате электрохимическое пассивирование (образование тонкой окисной пленки) и промасливание в электростатическом поле повышает коррозионную стойкость жести. Электролитическое лужение позволяет производить жесть с любой толщиной покрытия в пределах до 1,5 мкм, а также наносить с обеих сторон ленты покрытие разной толщины (дифференцированное), чего нельзя достигнуть при горячем лужении [1, 2] белой жести.
Черная лакированная жесть изготовляется из холоднокатаной рулонной ленты, предварительно протравленной, и имеет двустороннее двухслойное покрытие пищевым лаком или эмалью. Поверхность лакированной жести должна быть блестящей, гладкой, одного тона (по цвету), без подтеков лака, пузырей, незала-кированных мест. Толщина лаковой пленки и тип применяемого лакового покрытия определяют назначение жести.
Лакированная черная жесть, выпускаемая заводом «Запорожсталь», предназначена для изготовления нестерилизуемой консервной тары, крышек для укупорки стеклянных консервных банок и бутылок. Толщина, ширина рулонов и их упаковка соответствуют нормам, принятым для белой рулонной жести (см. ГОСТ 15580—70).
26
Лакированная хромированная жесть изготовляется из холоднокатаной рулонной ленты с тонким слоем хрома (0,01—0,05 мкм), нанесенным электрохимическим способом. Эта жесть выпускается по ЧМТУ 1-705—69 на опытной установке, смонтированной на Лысьвенском металлургическом заводе. На этой установке лента после хромирования проходит лакирование эпоксифенольным лаком (ЭП-527 или ЭП-547) в электростатическом поле, а сушка покрытия осуществляется за 10—15 сек индукционным нагревом при температуре ленты 200—260° С [2].
Лакированная хромированная жесть была всесторонне испытана и рекомендована Министерством зравоохранения СССР для изготовления цельноштампованных банок, предназначенных для расфасовки рыбных, мясных и овощных консервов. При этом предусматривается дополнительное лакирование внутренней поверхности таких банок лаком ЭП-527 или другим. Из хромированной лакированной жести изготовляют крышки для укупорки стеклянных консервных банок и бутылок, концы к жестяным банкам, а также тару для химической и нефтехимической промышленности.
Свойства белой жести. Белая жесть (горячего и электролитического лужения) в зависимости от назначения и состояния поверхности делится на две марки: ЖК — консервная, предназначенная для изготовления консервной и других видов пищевой тары, и ЖР — жесть разная, применяемая для изготовления некоторых видов пищевой тары и тары для химической и других отраслей промышленности.
По толщине покрытия оловом белая жесть делится на три класса. Кроме того, жесть электролитического лужения выпускается с дифференцированным покрытием, т. е. с покрытием разных классов с каждой из сторон ленты (листа). Такое покрытие, например, I/ III означает, что с внутренней стороны тары слой олова, соответствует I классу, а с внешней — III классу. При этом одна из сторон (оговаривается в заказе) должна быть маркирована. Допускаемые для каждой марки и сорта жести недостатки поверхности и отклонения размеров и формы листов приведены в ГОСТах 15580—70 и 13345—67.
На работу автоматических жестянобаночных линий в значительной степени влияют вид и направление проката жести, геометрические размеры листов (лент), отклонения от прямоуголь-ности листов, допуски по толщине, механические свойства и состояние поверхности.
Для холоднокатаной жестй, прокатка которой обычно осуществляется по направлению длины листа (712 мм), допуски на размеры листа установлены: по длине +1 мм и по ширине +3 мм. Холоднокатаную жесть считают изотропной (т. е. пластические свойства жести в разных направлениях прокатки одинаковы), и поэтому при выборе раскроя листа для изготовления корпусов це обязательно учитывать направление прокатки, как это необ-
27
ходимо при переработке горячекатаной жести. Допуски по толщине ленты (листа), предусмотренные ГОСТом 15580—70 на холоднокатаную жесть, для номеров жести 20, 22, 25, 28 составляют +0,01 и —0,02 мм, а для более толстой жести ±0,02 мм. По мере дальнейшей автоматизации процесса прокатки жести, установки многоклетьевых станов и введения непрерывного контроля толщины полосы следует ожидать снижения допуска по толщине до 0,02 мм. Допуски на размер ширины лент определяются их назначением. Жесть для изготовления корпусов должна иметь допуск по ширине ленты не более 0,25 мм, а для штамповки банок и концов он может быть увеличен до 1,0 мм.
Применение многоклетьевых прокатных станов и увеличение их мощности позволят перейти на прокатку широкой ленты (до 1 м) и выпуск листов размером до 1000x 1000 мм. Применение листов жести различных размеров позволит снизить потери металла при раскрое. При этом применение листов больших размеров (более 712x512 мм) увеличит производительность ножниц и лакопечатного оборудования. Поэтому в ГОСТе 13345—67 на жесть электролитического лужения предусмотрено несколько размеров листов. Магнитогорский металлургический комбинат (ММК) выпускает листы и других размеров (не указанных в ГОСТе 13345—67) при сохранении базовой длины 712—724 мм (например, листы 716x630, 716X734, 724x820 мм и др.).
Механические свойства жести определяются химическим составом стали, технологией проката и отжига ленты. Как показали опыты, проведенные на ММК, при отжиге рулонов жести в колпаковых печах нельзя получить жесть с требуемыми механическими свойствами (см. стр. 29). Известно, что для производства штампованных банок глубокой вытяжки требуется жесть мягкая, с высоким относительным удлинением при разрыве, невысоким пределом прочности при растяжении и отношением харак-Off теризующим пластичность металла, равным 0,6—0,7 (где от — предел текучести, а ов — предел прочности при растяжении). При вальцовке, гибке, отбортовке, закатке, характерных для производства сборных банок, жесть должна иметь определенную твердость, упругость, поэтому в данном случае мягкая жесть мало пригодна: на корпусах образуется огранка, имеет место повышенный брак при склепе в процессе формования корпуса.
Для изготовления банок, подвергаемых большим внутренним давлениям (например, аэрозольная тара, банки для пива, напитков), требуется твердая жесть с относительно высоким пределом прочности и относительным удлинением при разрыве 8—15%.
ГОСТами 15580—70 и 13345—67 предусмотрено определение технологических свойств жести испытанием на глубину вытяжки сферической лунки (см. ГОСТ 10510—63), изгиб и перегиб на приборе типа НГ-1-2 вокруг губок радиусом 1,5 см. Однако эти показатели недостаточно характеризуют механические свойства 28
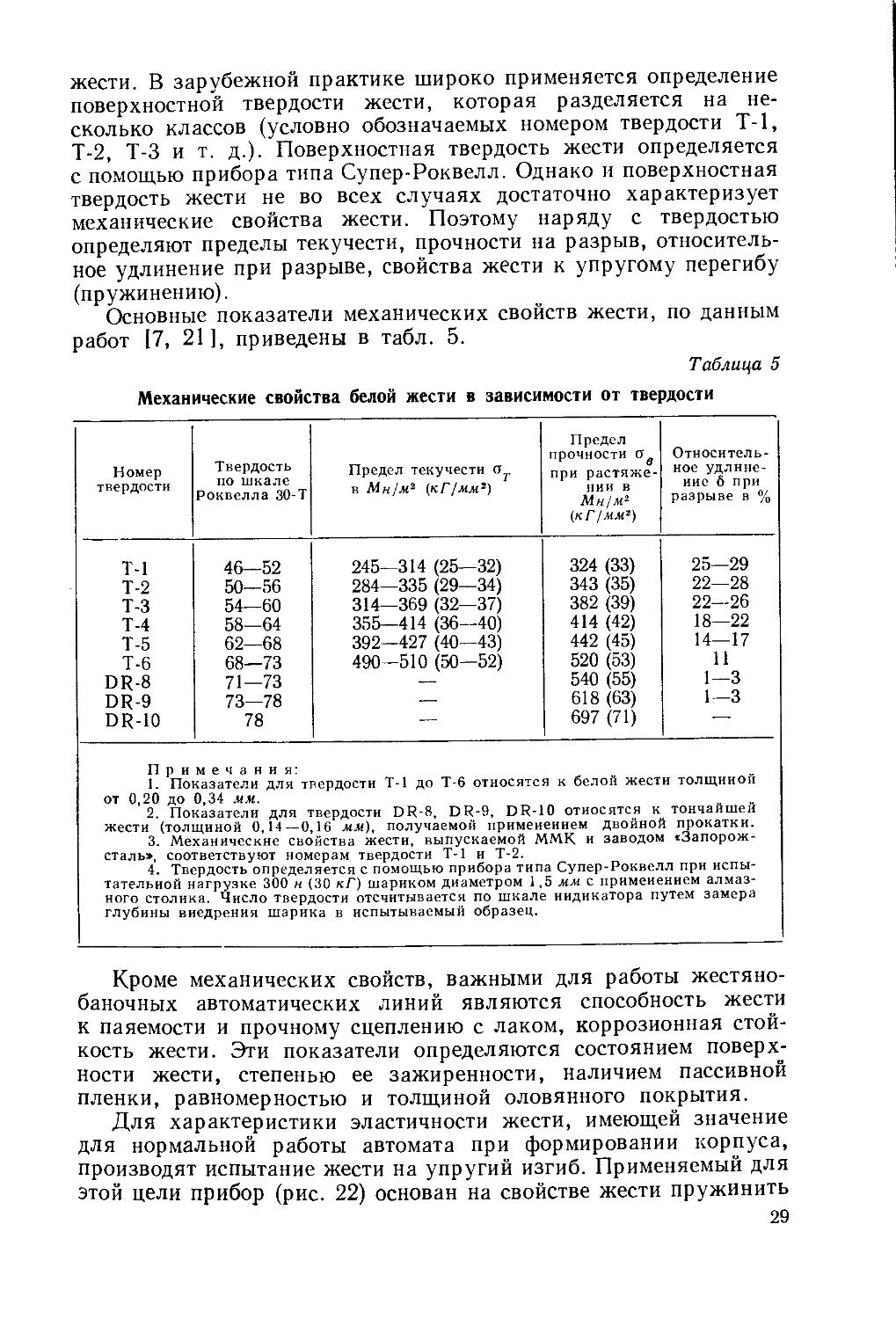
жести. В зарубежной практике широко применяется определение поверхностной твердости жести, которая разделяется на несколько классов (условно обозначаемых номером твердости Т-1, Т-2, Т-3 и т. д.). Поверхностная твердость жести определяется с помощью прибора типа Супер-Роквелл. Однако и поверхностная твердость жести не во всех случаях достаточно характеризует механические свойства жести. Поэтому наряду с твердостью определяют пределы текучести, прочности на разрыв, относительное удлинение при разрыве, свойства жести к упругому перегибу (пружинению).
Основные показатели механических свойств жести, по данным работ [7, 21 ], приведены в табл. 5.
Таблица 5
Механические свойства белой жести в зависимости от твердости
Номер твердости Твердость по шкале Роквелла 30-Т Предел текучести в Мн/м2 (кГ/мм2) Предел прочности ов при растяжении в Мн/м2 (кГ/мм2) Относительное удлинение 6 при разрыве в %
Т-1 46—52 245—314 (25—32) 324 (33) 25—29
Т-2 50—56 284—335 (29—34) 343 (35) 22—28
Т-3 54—60 314—369 (32—37) 382 (39) 22—26
Т-4 58—64 355—414 (36—40) 414 (42) 18—22
Т-5 62—68 392—427 (40—43) 442 (45) 14—17
Т-6 68—73 490—510 (50—52) 520 (53) 11
DR-8 71—73 — 540 (55) 1—3
DR-9 73—78 — 618 (63) 1—3
DR-10 78 — 697 (71) —
Примечания: 1. Показатели для твердости Т-1 до Т-6 относятся к белой жести толщиной
от 0,20 до 0,34 мм. 2. Показатели для твердости DR-8, DR-9, DR-1 0 относятся к тончайшей
жести (толщиной 0,14—0, 16 мм), получаемой применением двойной прокатки.
3. Механические свойства жести, выпускаемой ММК и заводом «Запорож-
сталь», соответствуют номерам твердости Т-1 и Т-2. 4. Твердость определяется с помощью прибора типа Супер-Роквелл при испы-
тательиой нагрузке 300 н (30 кГ) шариком диаметром 1,5 мм с применением алмаз-
ного столика. Число твердости отсчитывается по шкале индикатора путем замера
глубины внедрения шарика в испытываемый образец.
Кроме механических свойств, важными для работы жестянобаночных автоматических линий являются способность жести к паяемости и прочному сцеплению с лаком, коррозионная стойкость жести. Эти показатели определяются состоянием поверхности жести, степенью ее зажиренности, наличием пассивной пленки, равномерностью и толщиной оловянного покрытия.
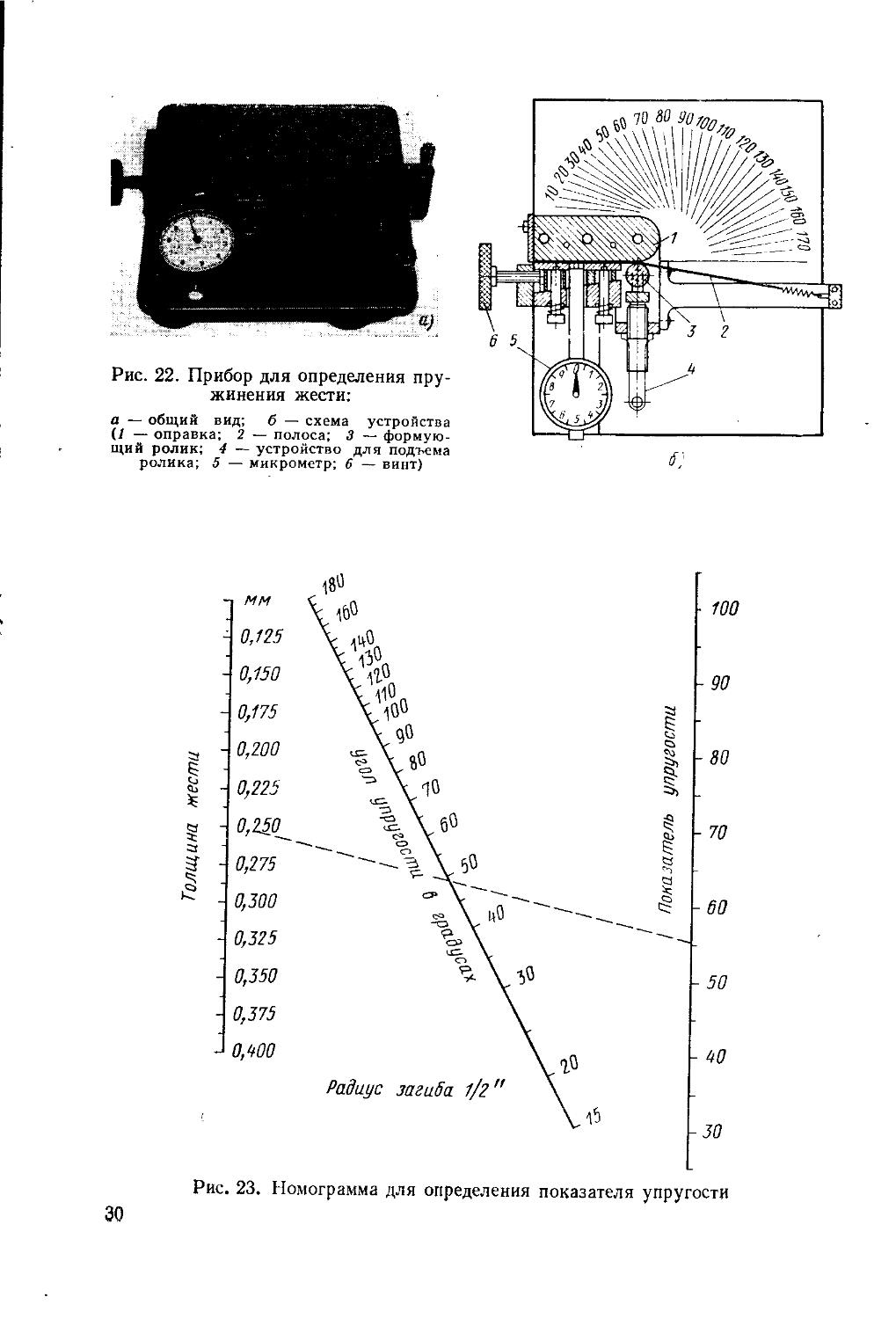
Для характеристики эластичности жести, имеющей значение для нормальной работы автомата при формировании корпуса, производят испытание жести на упругий изгиб. Применяемый для этой цели прибор (рис. 22) основан на свойстве жести пружинить
29
Рис. 22. Прибор для определения пружинения жести:
а — общий вид; б — схема устройства (/ — оправка; 2 — полоса; 3 — формующий ролик; 4 — устройство для подъема ролика; 5 — микрометр; 6 — винт)
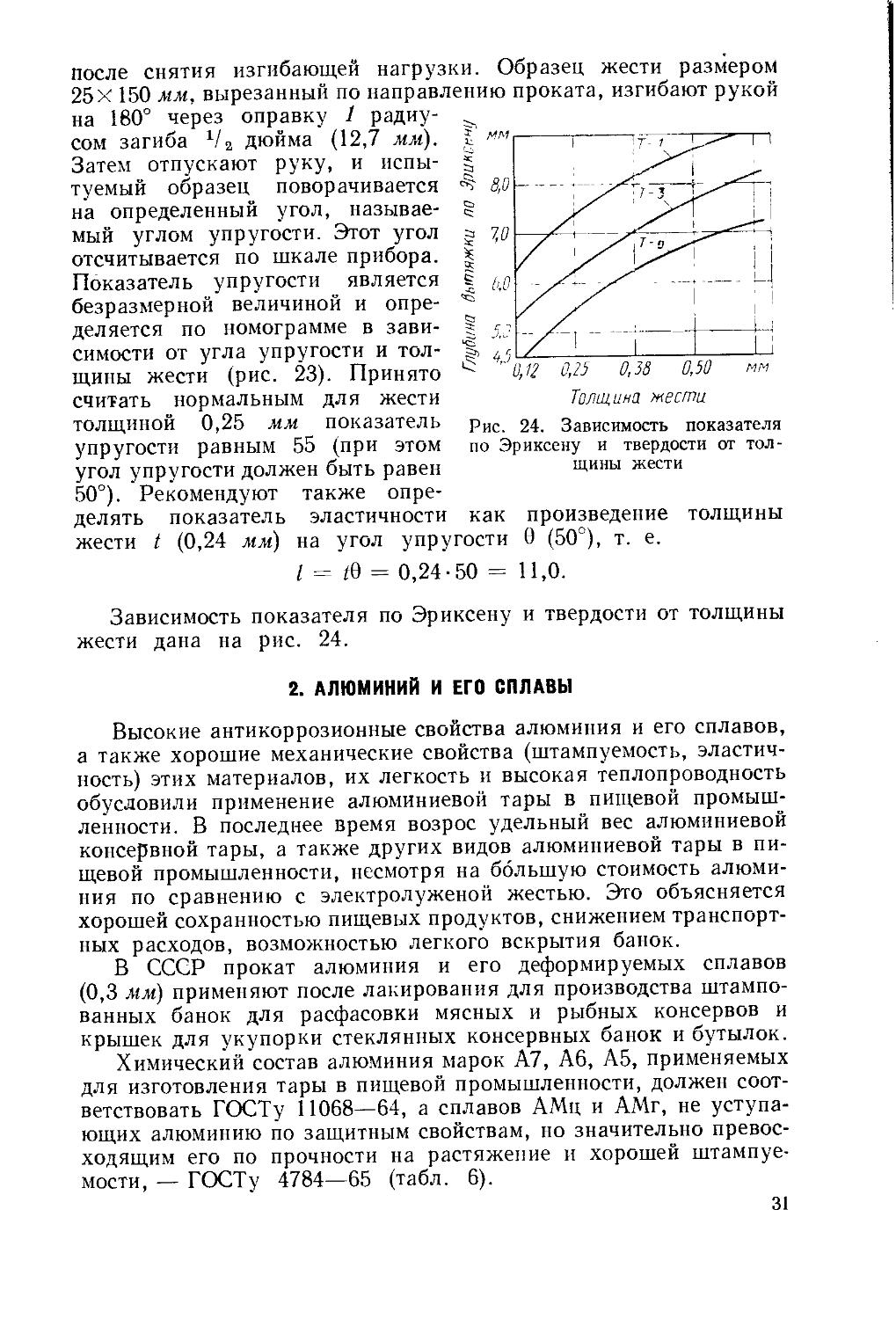
Рис. 23. Номограмма для определения показателя упругости
30
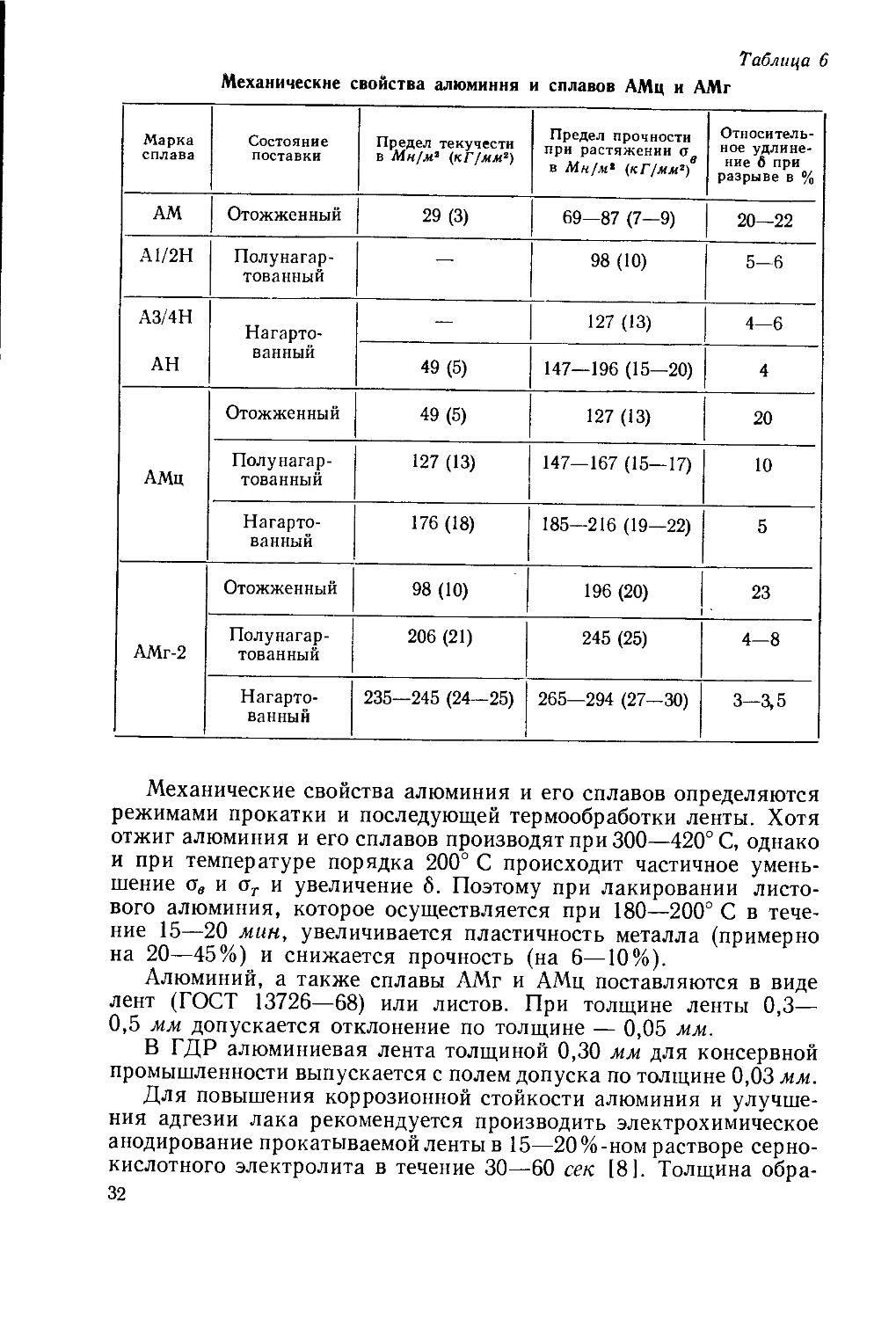
после снятия изгибающей нагрузки. Образец жести размером 25X 150 мм, вырезанный по направлению проката, изгибают рукой
на 180 через оправку 1 радиусом загиба V2 дюйма (12,7 мм). Затем отпускают руку, и испытуемый образец поворачивается на определенный угол, называемый углом упругости. Этот угол отсчитывается по шкале прибора. Показатель упругости является безразмерной величиной и определяется по номограмме в зависимости от угла упругости и толщины жести (рис. 23). Принято считать нормальным для жести толщиной 0,25 мм показатель упругости равным 55 (при этом угол упругости должен быть равен 50°). Рекомендуют также опре-
Рис. 24. Зависимость показателя по Эриксену и твердости от толщины жести
делять показатель эластичности как произведение толщины жести t (0,24 мм) на угол упругости 0 (50°), т. е.
I = tQ = 0,24-50 = 11,0.
Зависимость показателя по Эриксену и твердости от толщины жести дана на рис. 24.
2. АЛЮМИНИЙ И ЕГО СПЛАВЫ
Высокие антикоррозионные свойства алюминия и его сплавов, а также хорошие механические свойства (штампуемость, эластичность) этих материалов, их легкость и высокая теплопроводность обусловили применение алюминиевой тары в пищевой промышленности. В последнее время возрос удельный вес алюминиевой консервной тары, а также других видов алюминиевой тары в пищевой промышленности, несмотря на большую стоимость алюминия по сравнению с электролуженой жестью. Это объясняется хорошей сохранностью пищевых продуктов, снижением транспортных расходов, возможностью легкого вскрытия банок.
В СССР прокат алюминия и его деформируемых сплавов (0,3 мм) применяют после лакирования для производства штампованных банок для расфасовки мясных и рыбных консервов и крышек для укупорки стеклянных консервных банок и бутылок.
Химический состав алюминия марок А7, А6, А5, применяемых для изготовления тары в пищевой промышленности, должен соответствовать ГОСТу 11068—64, а сплавов АМц и АМг, не уступающих алюминию по защитным свойствам, но значительно превосходящим его по прочности на растяжение и хорошей штампуе-мости, — ГОСТу 4784—65 (табл. 6).
31
Таблица 6
Механические свойства алюминия и сплавов АМц и АМг
Марка сплава Состояние поставки Предел текучести в Мн/м1 (кГ/мм2) Предел прочности при растяжении од в Мн/м,* (кГ/мм2) Относительное удлинение 6 при разрыве в %
AM Отожженный 29 (3) 69—87 (7—9) 20—22
А1/2Н Полунагар-тованный — 98 (10) 5—6
АЗ/4Н АН Нагарто-ванный — 127 (13) 4—6
49 (5) 147—196 (15—20) 4
АМц Отожженный 49 (5) 127 (13) 20
Полунагар-тованный 127 (13) 147—167 (15—17) 10
Нагарто-ванный 176 (18) 185—216 (19—22) 5
АМг-2 Отожженный 98 (10) 196 (20) 23
Полунагар-тованный 206 (21) 245 (25) 4—8
Нагарто-ваннын 235—245 (24—25) 265—294 (27—30) 3—3,5
Механические свойства алюминия и его сплавов определяются режимами прокатки и последующей термообработки ленты. Хотя отжиг алюминия и его сплавов производят при 300—420° С, однако и при температуре порядка 200° С происходит частичное уменьшение ог„ и ат и увеличение 6. Поэтому при лакировании листового алюминия, которое осуществляется при 180—200° С в течение 15—20 мин, увеличивается пластичность металла (примерно на 20—45%) и снижается прочность (на 6—10%).
Алюминий, а также сплавы АМг и АМц поставляются в виде лент (ГОСТ 13726—68) или листов. При толщине ленты 0,3— 0,5 мм допускается отклонение по толщине — 0,05 мм.
В ГДР алюминиевая лента толщиной 0,30 мм для консервной промышленности выпускается с полем допуска по толщине 0,03 мм.
Для повышения коррозионной стойкости алюминия и улучшения адгезии лака рекомендуется производить электрохимическое анодирование прокатываемой ленты в 15—20%-ном растворе сернокислотного электролита в течение 30—60 сек [81. Толщина обра-32
зующейся анодной пленки составляет 0,03—0,1 мкм, что достаточно для улучшения адгезии наносимого эпоксифенольного лака см. стр. 38).
Подготовку алюминия и его сплавов к лакированию производят также хроматированием металла. Образующаяся при этом тончайшая окисная пленка способствует увеличению адгезии лака.
Транспортировка алюминиевых листов (лент), упакованных в ящики, должна производиться в крытых вагонах, контейнерах. Обычно для предохранения от коррозии листы смазывают веретенным маслом с вазелином. Однако удаление такой смазки перед лакированием затруднительно, и поэтому алюминий поставляется консервным заводам без смазки, но обязательно упакованным в специальные ящики.
3. УПЛОТНИТЕЛЬНЫЕ МАТЕРИАЛЫ
Для герметизации жестяной и укупорки стеклянной тары применяются преимущественно уплотнительные пленки (прокладки) различных типов, получаемые из полимерных дисперсий.
В жестянобаночном производстве используют для этой цели водно-аммиачную пасту, представляющую собой коллоидно-дисперсную систему, основным компонентом которой является натуральный или синтетический латекс (например, СКС-ЗОП; СКС-50 П). Уплотнительные пасты изготовляют также на основе других полимеров (поливинилхлорида, эпоксидных смол и др.).
В зависимости от назначения и вида тары, принципа и скорости работы пастонакладочной машины различают два вида уплотнительных прокладок.
1. Пасты для герметизации жестяной тары, предназначенные:
а) для цилиндрических концов (паста наносится через сопло под давлением сжатого воздуха);
б) для фигурных крышек и донышек (паста наносится через сопло методом налива, а также путем передачи пасты с патрона, периодически опускающегося в ванночку с пастой, и передающего жидкую пасту на поле крышки);
в) для продольного шва сборных банок (паста наносится распылением).
2. Пасты для герметизации крышек к стеклянной таре, предназначенные:
а) для укупорки пищевых нежирных продуктов, стерилизуемых (пастеризуемых) при температурах до 100° С; такие пасты изготовляются на основе поливинилхлорида (ПВХ) и применяются преимущественно для крышек Твист-Офф, СКК, Эуро-Кап;
б) для герметизации различных консервов, стерилизуемых при температурах от 100 до 121° С; для этих крышек (Эуро-Кап, Омниа и др.) применяют поливинилхлоридные пасты или пасты из натурального латекса.
Пасты для герметизации жестяной и стеклянной тары. Уплотнительная водно-аммиачная паста должна после нанесения и вы-3 Я. Ю. Локшин 33
сушивания образовывать сплошную однородную пленку, заполняющую все неровности закаточного шва и обладающую высокой эластичностью. Кроме того, пленка должна быть инертной к содержимому банок (жирам, органическим кислотам и др.), не должна изменять своих свойств при стерилизации и хранении консервов.
Для устранения выдавливания пасты при закатывании банок важным является показатель набухаемости, который выражается в процентах и определяется из уравнения
= 1)100%, (4)
где Gi, G2 — вес пленки на крышке после набухания и после сушки.
По данным фирм Грейс (Англия) и Фукуока (Япония), набуха-емость пасты в воде составляет не более 20% после 28 суток при 40° С.
Хранение и транспортировка пасты должны осуществляться при температуре +5 — +30° С. Недопустимо хранить пасту свыше месяца при более высокой температуре, а также кратковременно прогревать ее при температуре более 55° С.
Основным компонентом пасты обычно является синтетический бутадиенстирольный латекс. Увеличение содержания каучука в латексе с 30% (СКС-ЗОП) до 50% (СКС-50П) облегчает получение пленок достаточной толщины, снижает себестоимость (до лД0%) и позволяет увеличивать скорость наполнения крышек пастой при сохранении требуемой толщины пленки.
Для улучшения механических свойств в состав пасты вводят наполнители (до 50%); каолин, мел, окись цинка, двуокись титана и др. Загущение латексной смеси для корректировки вязкости достигается добавлением синтетических смол, как, например, низковязкой карбоксиметилцеллюлозы.
Для получения высокодиспергированной коллоидной системы пасты, лучшей укрывистости, устранения пробелов необходимо тонкое измельчение наполнителей.
Для устранения возможной коагуляции пасты в ее состав вводят казеин, полиакриламид, раствор аммиака, мыла, канифоль. Двуокись титана и сера являются вулканизирующими добавками, позволяющими повысить водостойкость и обрабатывать пленку пасты горячей водой. В состав пасты вводят также антивспениватели.
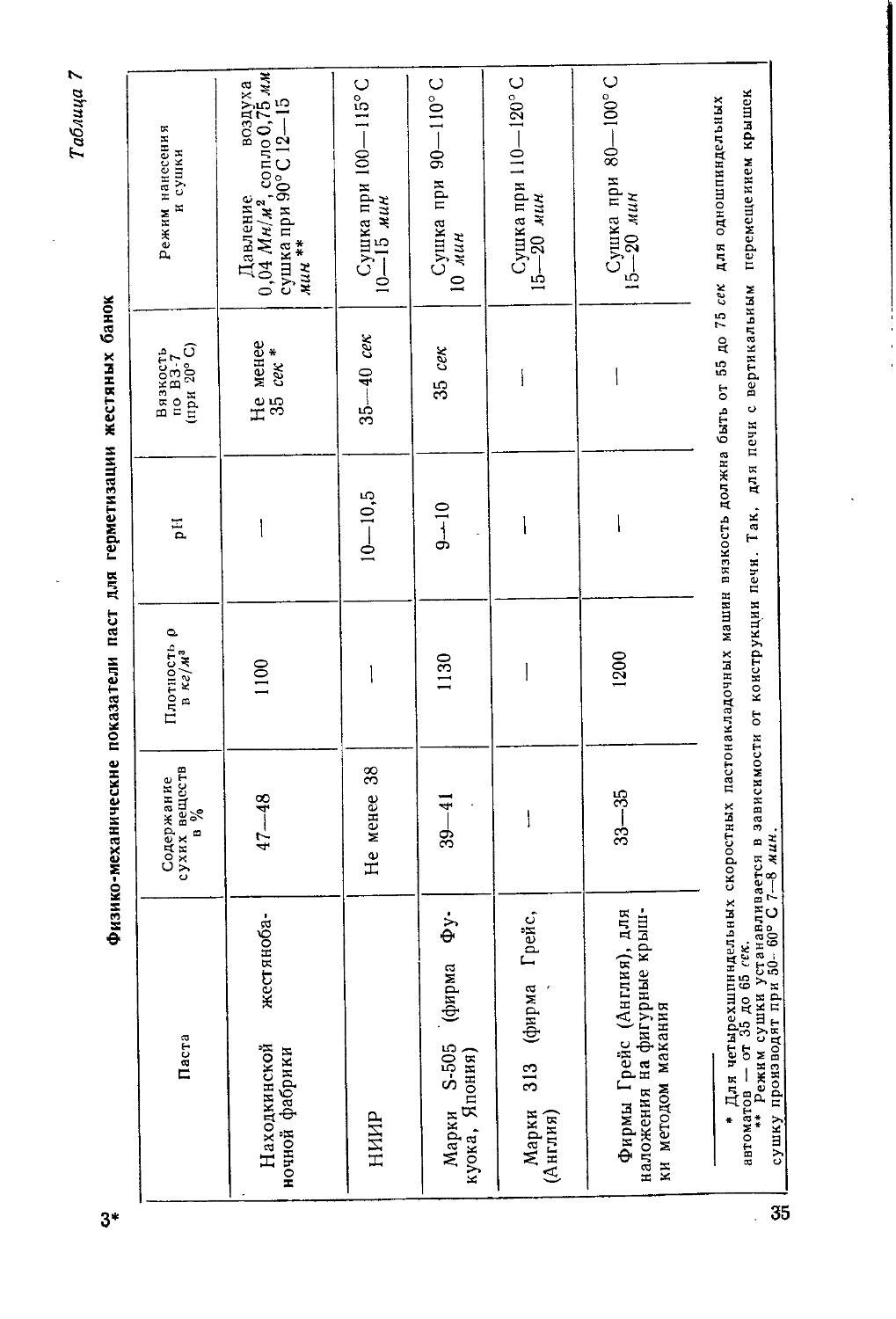
В табл. 7 приводятся основные свойства паст, предложенных и применяемых на Находкинской жестянобаночной фабрике; разработанных Научно-исследовательским институтом резиновых и латексных изделий (НИИР) на основе натурального латекса квалитекс, а также импортных.
Важным для работы пастонакладочных автоматов является постоянство вязкости пасты, отсутствие вспенивания, пузырей 34
ы
Таблица 7
Физико-механическне показатели паст для герметизации жестяных банок
Паста Содержание сухих веществ в % Плотность р в кг/м3 pH Вязкость по ВЗ-7 (при 20° С) Режим нанесения и сушки
Находкинской жестянобаночной фабрики 47—48 1100 — Не менее 35 сек * Давление воздуха 0,04 Мн/м2, сопло 0,75 мм сушка при 90°С 12—15 мин **
НИИР Не менее 38 — 10—10,5 35—40 сек Сушка при 100—115° С 10—15 мин
Марки S-505 (фирма Фукуока, Япония) 39—41 изо 9—10 35 сек Сушка при 90—110° С 10 мин
Марки 313 (фирма Грейс, (Англия) — — — Сушка при НО—120° С 15—20 мин
Фирмы Грейс (Англия), для наложения на фигурные крышки методом макания 33—35 1200 — — Сушка при 80—100° С 15—20 мин
* Для четырехшпнндельных скоростных пастонакладочных машин вязкость должна быть от 55 до 75 сек для одношпиндельных автоматов — от 35 до 65 сек. * * Режим сушки устанавливается в зависимости от конструкции печи. Так, для печи с вертикальным перемещением крышек сушку производят при 50- 60° С 7—8 мин.
пробелов, расслоения компонентов, достаточная прочность прилипания пленки пасты к крышке. Перед применением пасту следует перемешать. Для этого рекомендуется эмалированная посуда или реактор с механической мешалкой.
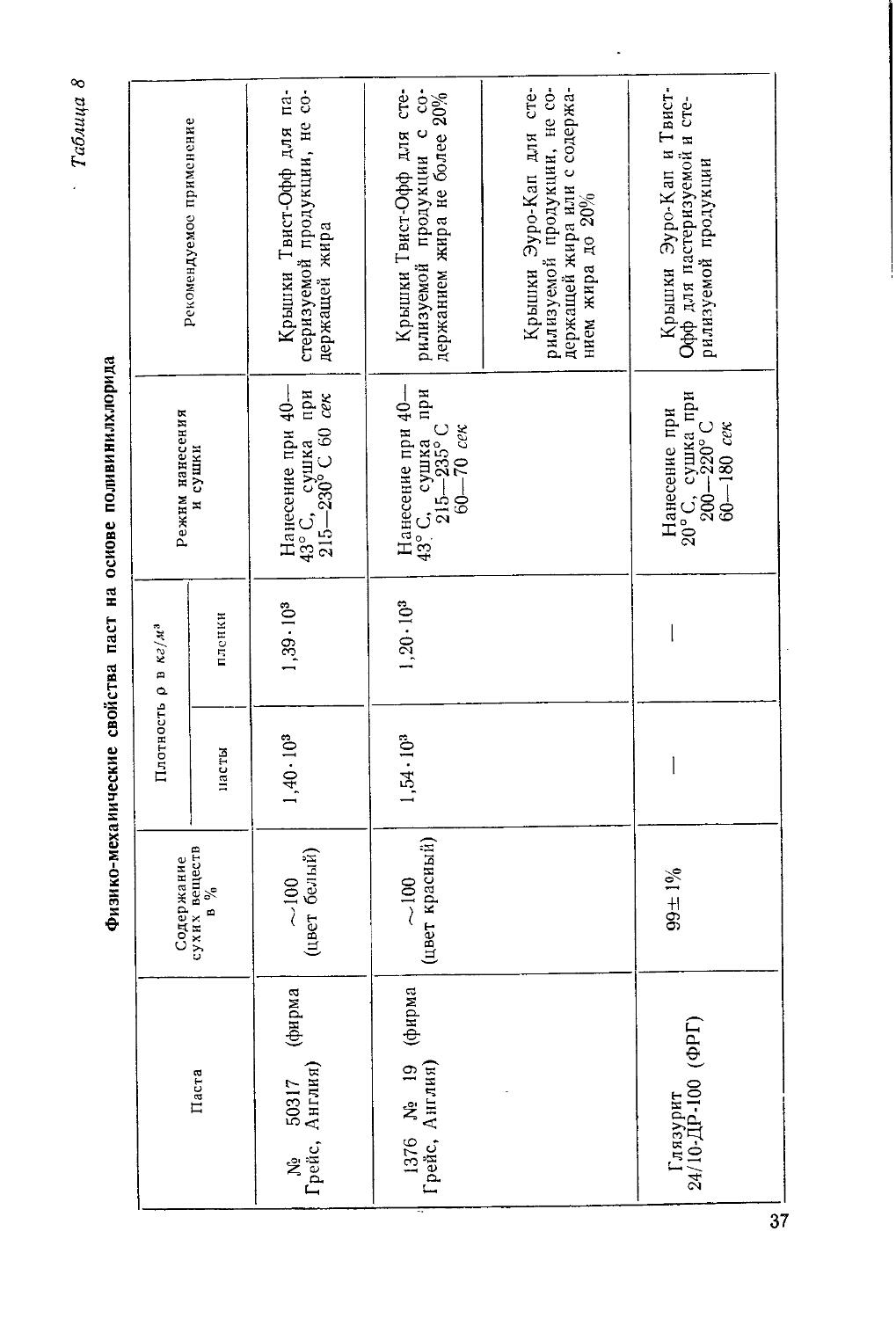
Для крышек Твист-Офф и Эуро-Кап применяется паста на основе поливинилхлорида, которая наносится при 40° С на специальных автоматах (см. стр. 273) и затем высушивается при 200—250° С в течение 60—90 сек в конвейерной печи (табл. 8).
Латексная паста высушивается при 100—120° С в течение 15—20 мин, поэтому необходима специальная сушильная печь, позволяющая транспортировать крышки в течение 20 мин.
4. ЛАКИ И КРАСКИ ДЛЯ ПОКРЫТИЯ ЖЕСТЯНОЙ ТАРЫ
Лаки для покрытия внутренней поверхности жестяной сборной тары наносятся на листы (ленты) жести или алюминия с помощью специальных валковых машин. После горячей сушки лакированные листы (ленты) применяются для изготовления коррозионностойких банок разных видов [8]. Внешнюю поверхность металлической тары покрывают лаками и красками для предохранения банок от атмосферной коррозии и для придания ей хорошего товарного вида.
Пленки лаков для тары, применяемой в пищевой промышленности, должны быть безвредными, не должны придавать продукту постороннего привкуса, иметь высокую химическую стойкость к основным пищевым средам, хорошую адгезию к поверхности металла, достаточную прочность, эластичность, твердость, устраняющую возможные царапины при штамповке, гибке, отбортовке, закатке и других технологических операциях производства банок.
Характеристики лаков разных марок приведены в табл. 9.
Эпоксифенольные лаки отличаются от масляно-смоляных высокой химической стойкостью, хорошей адгезией, однако имеют относительно высокую стоимость и недостаточную эластичность.
Для устранения повреждений лаковой пленки при образовании корпусов, штамповке и завивке крышек в состав лаков вводят так называемые скользящие добавки, снижающие трение пленки. Стойкость лакового покрытия зависит от подготовки поверхности жести и отлаженное™ рабочего инструмента основных машин жестянобаночной линии. Так, например, экспериментально установлено, что адгезия лаковой пленки по белой жести электролитического лужения определяется видом применяемой пассивации и смазки жести [2] (см. стр. 26). Наилучшие результаты при лакировании жести получаются при электрохимической пассивации в растворе бихромата натрия.
Для ряда агрессивных продуктов, например томат-пасты, оправдали себя комбинированные двухслойные покрытия, 36
Таблица 8
Физико-мехаиические свойства паст на основе поливинилхлорида
Паста Содержание сухих веществ в % Плотность р в кг/м3 Режим нанесения и сушки Рекомендуемое применение
насты пленки
№ 50317 (фирма Грейс, Англия) — 100 (цвет белый) 1,40-103 1,39-103 Нанесение при 40— 43° С, сушка при 215—230° С 60 сек Крышки Твист-Офф для пастеризуемой продукции, не содержащей жира
1376 № 19 (фирма Грейс, Англия) — 100 (цвет красный) 1,54-Ю3 1,20-103 Нанесение при 40— 43° С, сушка при 215—235° С 60—70 сек Крышки Твист-Офф для стерилизуемой продукции с содержанием жира не более 20%
Крышки Эуро-Кап для стерилизуемой продукции, не содержащей жира или с содержанием жира до 20%
Глязурит 24/10-ДР-100 (ФРГ) 99± 1% — — Нанесение при 20° С, сушка при 200—220° С 60—180 сек Крышки Эуро-Кап и Твист-Офф для пастеризуемой и стерилизуемой продукции
Таблица 9
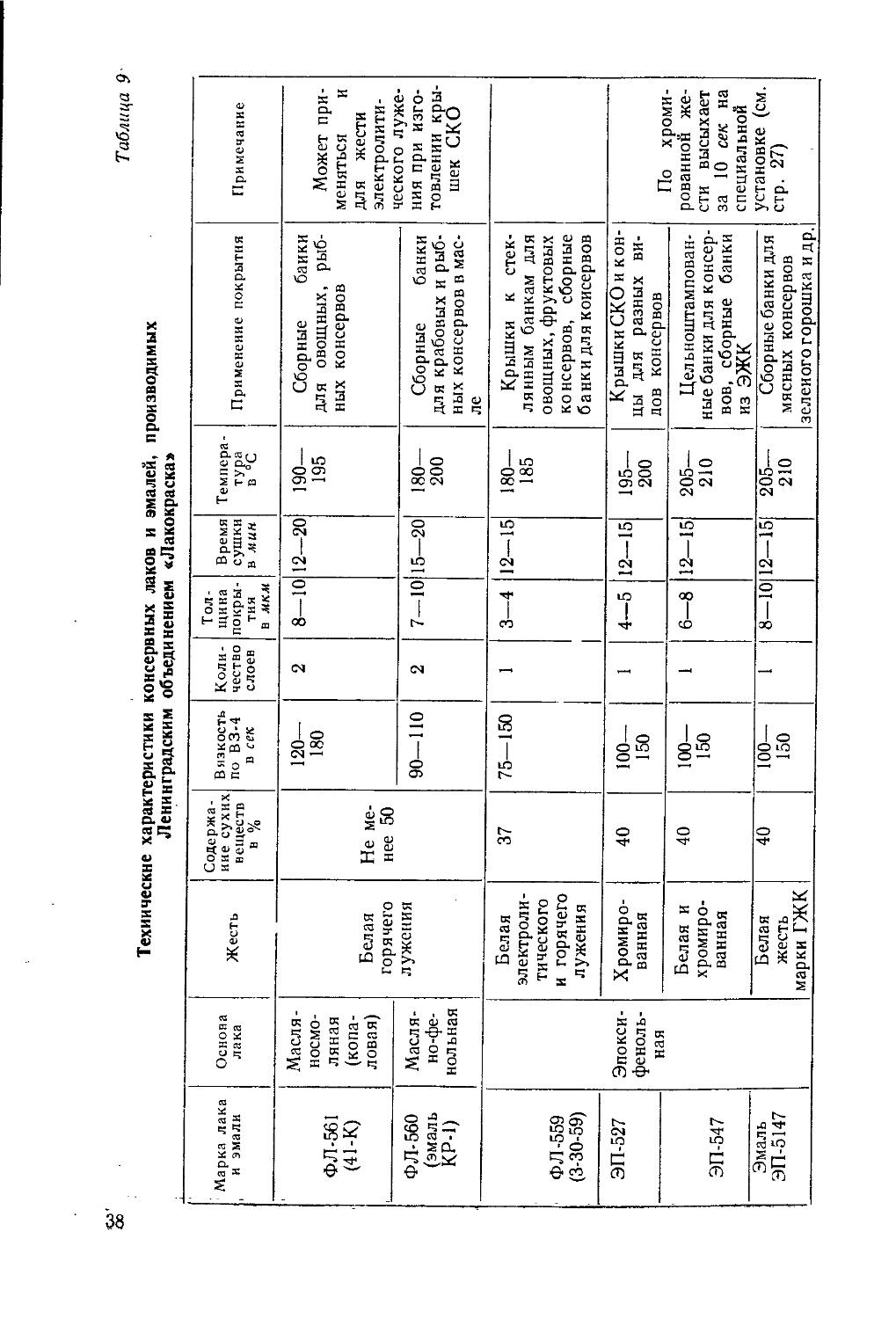
Технические характеристики консервных лаков и эмалей, производимых Ленинградским объединением «Лакокраски»
Марка лака , и эмали Основа лака Жесть Содержание сухих веществ в % Вязкость по ВЗ-4 в сек Количество слоев Толщина покрытия в мкм Время сушки в мин Температура в °C Применение покрытия Примечание
ФЛ-561 (41-К) Масляносмоляная (копаловая) Белая горячего лужения Не менее 50 120— 180 2 8—10 12—20 190— 195 Сборные банки для овощных, рыбных консервов Может применяться и для жести электролитического лужения при изготовлении крышек СКО
ФЛ-560 (эмаль КР-1) Масля-но-фе-нольная 90—110 2 7—10 15—20 180— 200 Сборные банки для крабовых и рыбных консервов в масле
ФЛ-559 (3-30-59) Эпокси -фенольная Белая электролитического и горячего лужения 37 75—150 1 3—4 12—15 180— 185 Крышки к стеклянным банкам для овощных, фруктовых консервов, сборные банки для консервов
ЭП-527 Хромированная 40 100— 150 1 4—5 12—15 195— 200 КрышкиСКО и концы для разных видов консервов По хромированной жести высыхает за 10 сек на специальной установке (см. стр. 27)
ЭП-547 Белая и хромированная 40 100— 150 1 6—8 12—15 205— 210 Цельноштампованные банки для консервов, сборные банки из ЭЖК
Эмаль ЭП-5147 Белая жесть марки ГЖК 40 100— 150 1 8—10 12—15 205— 210 Сборные банки для мясных консервов зеленого горошка и др.
состоящие из первого слоя — лака с хорошей адгезией к белой жести (например, лак ЭП-547) и другого слоя — лака с высокой химической стойкостью (лак ФЛ-559).
Для пайки банок, изготовляемых из электролитически луженой жести, широко используются за рубежом малооловянистые припои (см. стр. 41); температура пайки 360—380°С. При этих условиях требуется покрытие жести специальными эпоксифеноль-ными лаками с повышенной термостойкостью.
Для производства крышек Твист-Офф, Эуро-Кап и др. уплотнительная паста наносится на предварительно лакированную поверхность крышки. Для получения требуемого сцепления между пастой и лаком необходимо применение специального типа лака, называемого адгезионным. Специальный лак для особо агрессивных продуктов требуется также для защиты продольного шва паяных банок. Этот лак наносится распылением непосредственно на корпусообразующем автомате на горячий пропаянный корпус и высыхает по мере охлаждения корпуса.
Известные трудности возникают при лакировании жести для изготовления корпусов сборных банок. Необходимое при этом лакирование с фигурными просветами (см. рис. 7) требует точного наложения лаковой пленки на лист жести с тем, чтобы произошла нормальная пайка шва. Для этого необходимо применять строго прямоугольные и предварительно обрезанные листы жести, а базы для фиксирования листа на лакировочной машине и дисковых ножницах должны быть одинаковыми.
5. ПРИПОИ
Оловянно-свинцовые припои (легкоплавкие, мягкие), приме^ няемые в жестянобаночном производстве для герметизации продольного шва корпуса, должны обладать высокой прочностью, твердостью, пластичностью, однородностью состава.
Жидкий припой растекается по поверхности жести, смачивает ее и под действием капиллярных сил заполняет зазоры в продольном шве корпуса. В процессе паяния происходит расплавление оловянного слоя жести в жидком припое и взаимная диффузия металлов. Для того чтобы возникло сцепление между частями паяного шва, необходимо, чтобы атомы припоя вступили в непосредственный контакт с поверхностными атомами олова жести, т. е. должно произойти смачивание. Показателем степени смачивания является краевой угол смачивания 0. Чем меньше этот угол, тем лучше смачивание и при 9 = 04-45° смачивание наилучшее. Завершением процесса пайки шва является охлаждение припоя, необходимое для его кристаллизации и повышения прочности. Поверхностное натяжение припоя [3] и жести существенно влияет на растекание жидкого припоя по оловянной поверхности и создание герметичного и прочного шва.
Наиболее правильное представление о качестве смачивания поверхности паяемого металла припоем можно получить по 39
площади, занимаемой растекшейся каплей расплава. На этом свойстве основан метод контроля качества паяемости белой жести
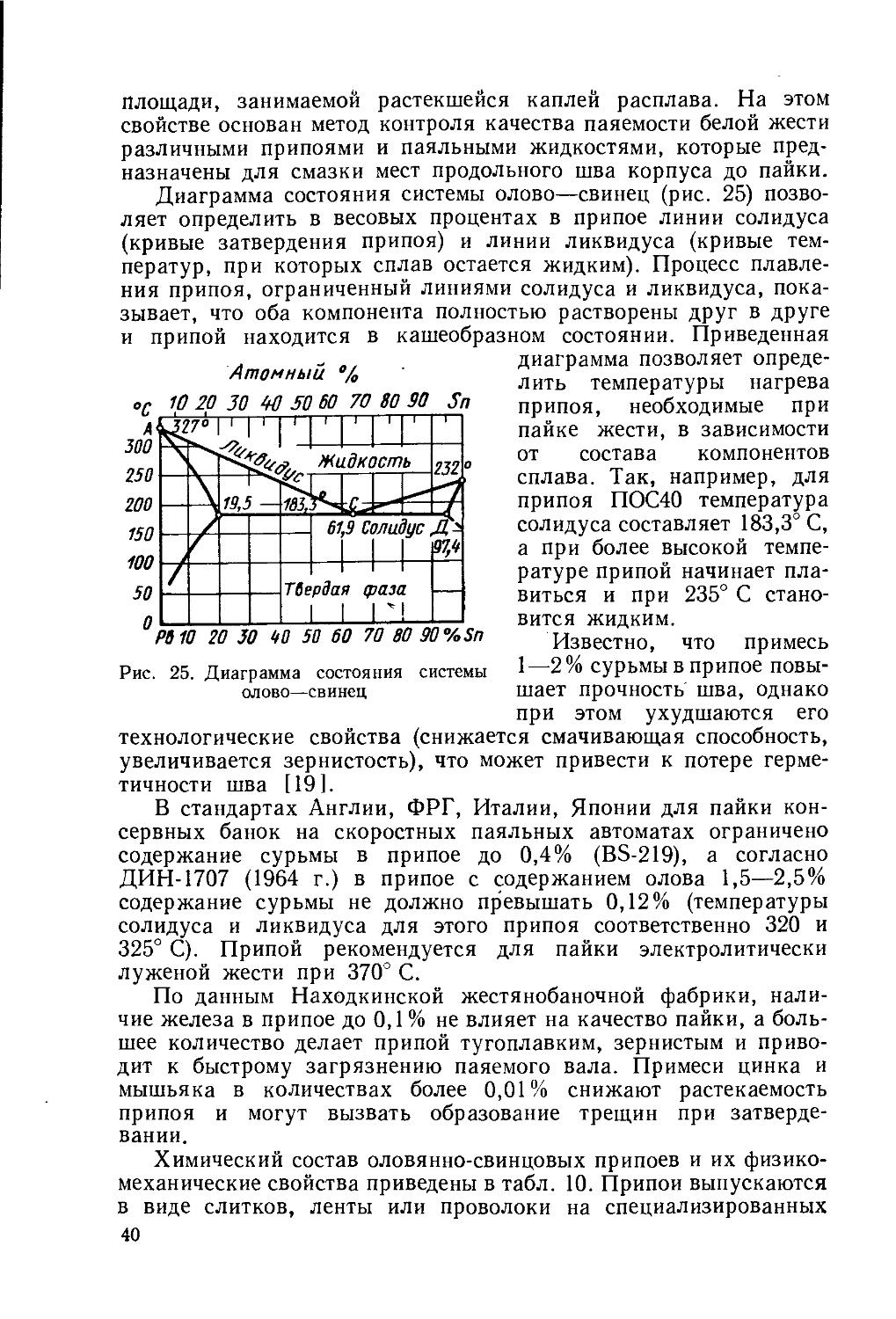
различными припоями и паяльными жидкостями, которые предназначены для смазки мест продольного шва корпуса до пайки. Диаграмма состояния системы олово—свинец (рис. 25) позво-
ляет определить в весовых процентах в припое линии солидуса (кривые затвердения припоя) и линии ликвидуса (кривые температур, при которых сплав остается жидким). Процесс плавления припоя, ограниченный линиями солидуса и ликвидуса, показывает, что оба компонента полностью растворены друг в друге и припой находится в кашеобразном состоянии. Приведенная
Рис. 25. Диаграмма состояния системы олово—свинец
диаграмма позволяет определить температуры нагрева припоя, необходимые при пайке жести, в зависимости от состава компонентов сплава. Так, например, для припоя ПОС40 температура солидуса составляет 183,3° С, а при более высокой температуре припой начинает плавиться и при 235° С становится жидким.
Известно, что примесь 1—2% сурьмы в припое повышает прочность шва, однако
при этом ухудшаются его технологические свойства (снижается смачивающая способность, увеличивается зернистость), что может привести к потере герметичности шва [19].
В стандартах Англии, ФРГ, Италии, Японии для пайки консервных банок на скоростных паяльных автоматах ограничено содержание сурьмы в припое до 0,4% (BS-219), а согласно ДИН-1707 (1964 г.) в припое с содержанием олова 1,5—2,5% содержание сурьмы не должно превышать 0,12% (температуры солидуса и ликвидуса для этого припоя соответственно 320 и 325° С). Припой рекомендуется для пайки электролитически луженой жести при 370° С.
По данным Находкинской жестянобаночной фабрики, наличие железа в припое до 0,1 % не влияет на качество пайки, а большее количество делает припой тугоплавким, зернистым и приводит к быстрому загрязнению паяемого вала. Примеси цинка и мышьяка в количествах более 0,01% снижают растекаемость припоя и могут вызвать образование трещин при затвердевании.
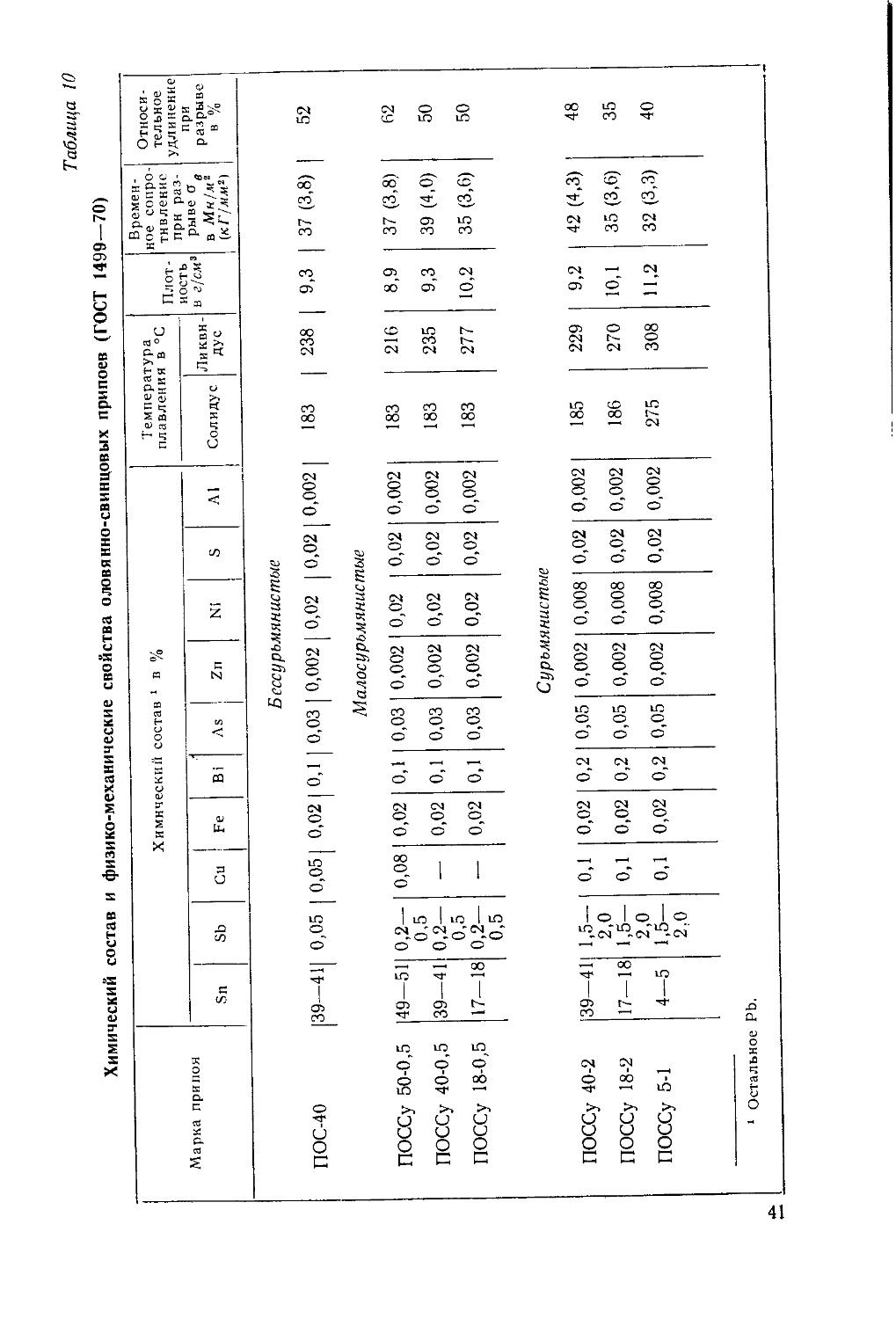
Химический состав оловянно-свинцовых припоев и их физикомеханические свойства приведены в табл. 10. Припои выпускаются в виде слитков, ленты или проволоки на специализированных
40
Таблица 10
Химический состав и физико-механические свойства оловянно-свинцовых припоев (ГОСТ 1499—70)
Химический состав 1 в % Температура плавления в °C Плотность в г(см3 Временное сопротивление прн разрыве о в Мн/м1 (кГ/мм2) Относительное удлинение при разрыве в %
Марка припоя Sn Sb Си Fe Bi As Zn Ni S А1 Солидус Ликвн-ДУС
Бессурьмянистые
ПОС-40 39—41 0,05 0,05 | 0,02 0,1 0,03 | 0,002 | 0,02 | 0,02 М алое урьмянистые 0,002 183 238 9,3 37 (3,8) 52
ПОССу 50-0,5 49—51 0,2— 0,5 0,08 0,02 0,1 0,03 0,002 0,02 0,02 0,002 183 216 8,9 37 (3,8) 62
ПОССу 40-0,5 39—41 0,2— 0,5 — 0,02 0,1 0,03 0,002 0,02 0,02 0,002 183 235 9,3 39 (4,0) 50
ПОССу 18-0,5 17—18 0,2— 0,5 0,02 0,1 0,03 0,002 Сурьм} 0,02 ънисты 0,02 е 0,002 183 277 10,2 35 (3,6) 50
ПОССу 40-2 39—41 1,5— 2,0 0,1 0,02 0,2 0,05 0,002 0,008 0,02 0,002 185 229 9,2 42 (4,3) 48
ПОССу 18-2 17—18 1,5— 2,0 0,1 0,02 0,2 0,05 0,002 0,008 0,02 0,002 186 270 10,1 35 (3,6) 35
ПОССу 5-1 1 Остальное 4—5 ’Ь. 1,5— 2.0 0,1 0,02 0,2 0,05 0,002 0,008 0,02 0,002 275 308 11,2 32 (3,3) 40
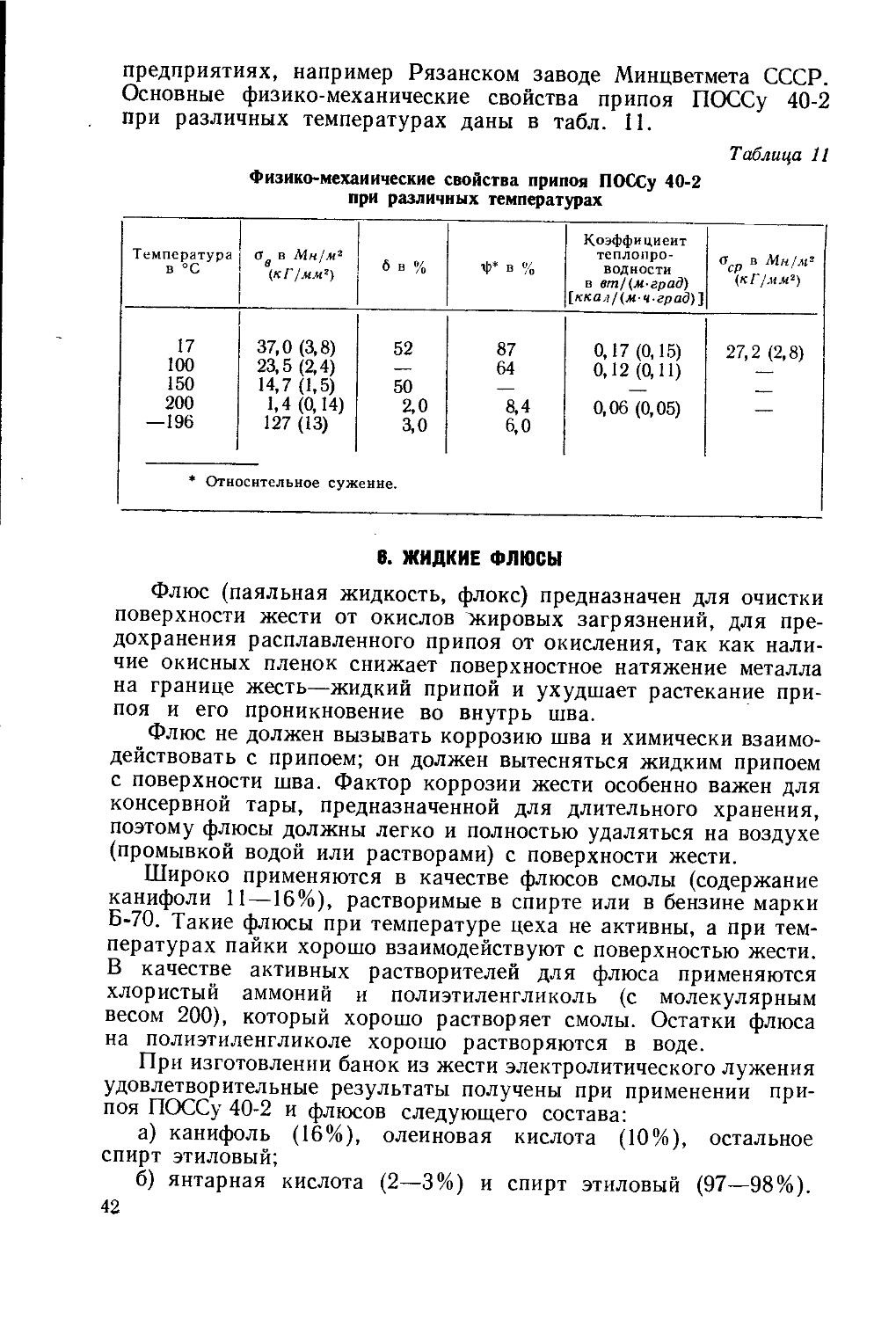
предприятиях, например Рязанском заводе Минцветмета СССР. Основные физико-механические свойства припоя ПОССу 40-2 при различных температурах даны в табл. 11.
Таблица 11
Физико-мехаиические свойства припоя ПОССу 40-2 при различных температурах
Температура в °C &в в Мн/м1 (кГ/мм2) 6 в % ф* В % Коэффициент теплопроводности в вт/{м-град) [ккад/{м-ч-граду\ ° Ср в ^И/М2 (кГ/мм2)
17 37,0 (3,8) 52 87 0,17 (0,15) 27,2 (2,8)
100 23,5 (2,4) — 64 0,12 (0,11) —
150 14,7 (1,5) 50 — — —
200 1,4 (0,14) 2,0 8,4 0,06 (0,05) -—
—196 127 (13) 3,0 6,0
* Относительное сужение.
В. ЖИДКИЕ ФЛЮСЫ
Флюс (паяльная жидкость, флокс) предназначен для очистки поверхности жести от окислов жировых загрязнений, для предохранения расплавленного припоя от окисления, так как наличие окисных пленок снижает поверхностное натяжение металла на границе жесть—жидкий припой и ухудшает растекание припоя и его проникновение во внутрь шва.
Флюс не должен вызывать коррозию шва и химически взаимодействовать с припоем; он должен вытесняться жидким припоем с поверхности шва. Фактор коррозии жести особенно важен для консервной тары, предназначенной для длительного хранения, поэтому флюсы должны легко и полностью удаляться на воздухе (промывкой водой или растворами) с поверхности жести.
Широко применяются в качестве флюсов смолы (содержание канифоли 11—16%), растворимые в спирте или в бензине марки Б-70. Такие флюсы при температуре цеха не активны, а при температурах пайки хорошо взаимодействуют с поверхностью жести. В качестве активных растворителей для флюса применяются хлористый аммоний и полиэтиленгликоль (с молекулярным весом 200), который хорошо растворяет смолы. Остатки флюса на полиэтиленгликоле хорошо растворяются в воде.
При изготовлении банок из жести электролитического лужения удовлетворительные результаты получены при применении припоя ПОССу 40-2 и флюсов следующего состава:
а) канифоль (16%), олеиновая кислота (10%), остальное спирт этиловый;
б) янтарная кислота (2—3%) и спирт этиловый (97—98%).
42
t МАТЕРИАЛЫ ДЛЯ ОЧИСТКИ ПРИПОЯ
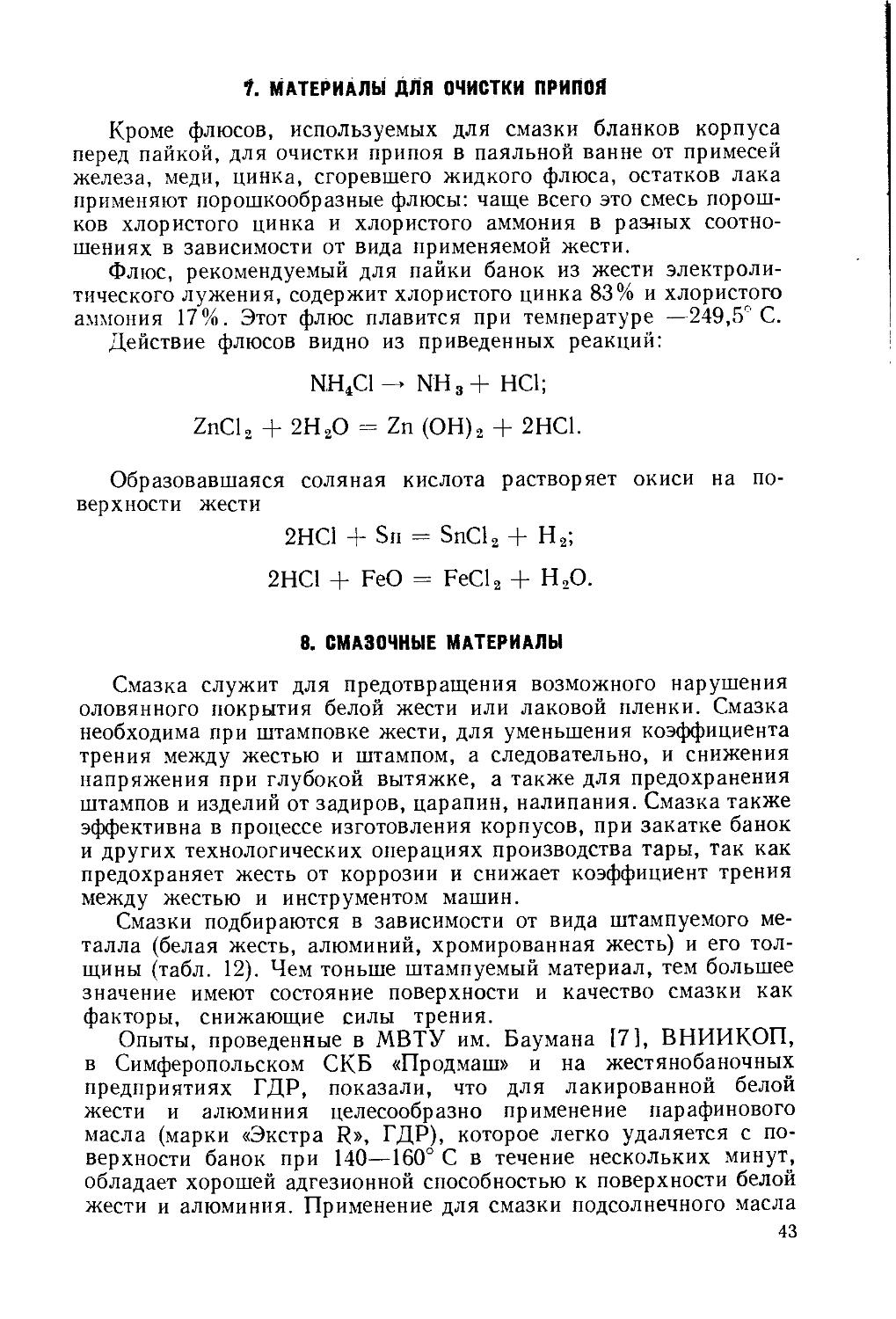
Кроме флюсов, используемых для смазки бланков корпуса перед пайкой, для очистки припоя в паяльной ванне от примесей железа, меди, цинка, сгоревшего жидкого флюса, остатков лака применяют порошкообразные флюсы: чаще всего это смесь порошков хлористого цинка и хлористого аммония в разных соотношениях в зависимости от вида применяемой жести.
Флюс, рекомендуемый для пайки банок из жести электролитического лужения, содержит хлористого цинка 83% и хлористого аммония 17%. Этот флюс плавится при температуре —249,5° С.
Действие флюсов видно из приведенных реакций:
NH4C1 -> NH3+ НС1;
ZnCl2 + 2H2O = Zn (OH)2 + 2HC1.
Образовавшаяся соляная кислота растворяет окиси на поверхности жести
2НС1 + Sn = SnCl2 + Н2;
2НС1 + FeO = FeCl2 + Н2О.
8. СМАЗОЧНЫЕ МАТЕРИАЛЫ
Смазка служит для предотвращения возможного нарушения оловянного покрытия белой жести или лаковой пленки. Смазка необходима при штамповке жести, для уменьшения коэффициента трения между жестью и штампом, а следовательно, и снижения напряжения при глубокой вытяжке, а также для предохранения штампов и изделий от задиров, царапин, налипания. Смазка также эффективна в процессе изготовления корпусов, при закатке банок и других технологических операциях производства тары, так как предохраняет жесть от коррозии и снижает коэффициент трения между жестью и инструментом машин.
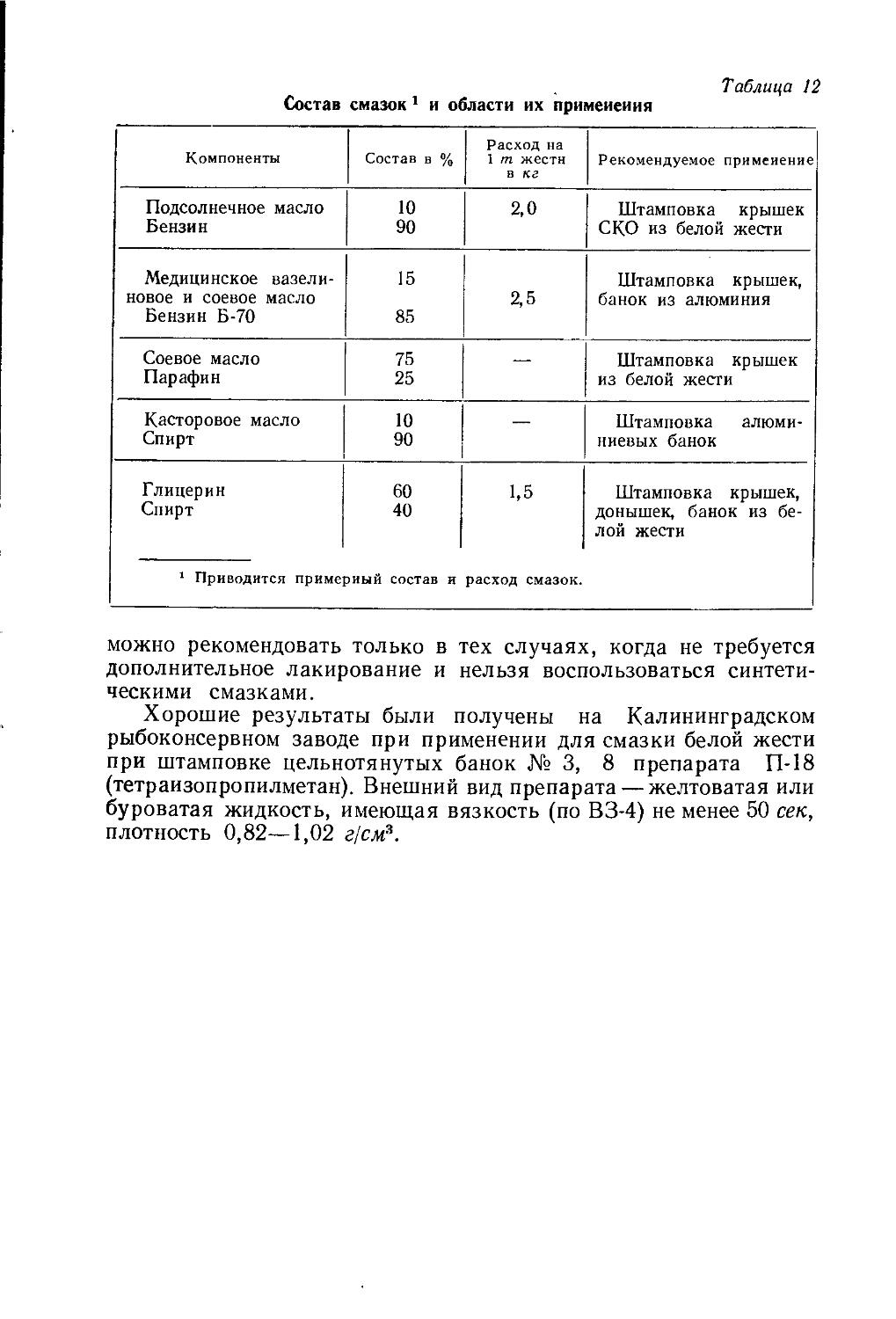
Смазки подбираются в зависимости от вида штампуемого металла (белая жесть, алюминий, хромированная жесть) и его толщины (табл. 12). Чем тоньше штампуемый материал, тем большее значение имеют состояние поверхности и качество смазки как факторы, снижающие силы трения.
Опыты, проведенные в МВТУ им. Баумана [7], ВНИИКОП, в Симферопольском СКВ «Продмаш» и на жестянобаночных предприятиях ГДР, показали, что для лакированной белой жести и алюминия целесообразно применение парафинового масла (марки «Экстра R», ГДР), которое легко удаляется с поверхности банок при 140—160° С в течение нескольких минут, обладает хорошей адгезионной способностью к поверхности белой жести и алюминия. Применение для смазки подсолнечного масла
43
Таблица 12
Состав смазок 1 и области их применения
Компоненты Состав в % Расход на 1 т жестн в кг Рекомендуемое применение
Подсолнечное масло Бензин 10 90 2,0 Штамповка крышек СКО из белой жести
Медицинское вазелиновое и соевое масло Бензин Б-70 15 85 2,5 Штамповка крышек, банок из алюминия
Соевое масло Парафин 75 25 — Штамповка крышек из белой жести
Касторовое масло Спирт 10 90 — Штамповка алюминиевых банок
Глицерин Спирт 60 40 1,5 Штамповка крышек, донышек, банок из белой жести
1 Приводится примерный состав и расход смазок.
можно рекомендовать только в тех случаях, когда не требуется дополнительное лакирование и нельзя воспользоваться синтетическими смазками.
Хорошие результаты были получены на Калининградском рыбоконсервном заводе при применении для смазки белой жести при штамповке цельнотянутых банок № 3, 8 препарата П-18 (тетраизопропилметан). Внешний вид препарата — желтоватая или буроватая жидкость, имеющая вязкость (по ВЗ-4) не менее 50 сек, плотность 0,82—1,02 г/см3.
Глава ///. ТЕХНОЛОГИЯ ЖЕСТЯНОБАНОЧНОГО ПРОИЗВОДСТВА
1. РАСКРОЙ ЖЕСТИ
Заготовки для корпусов. Изготовление банок начинается с раскраивания предварительно подготовленной жести.
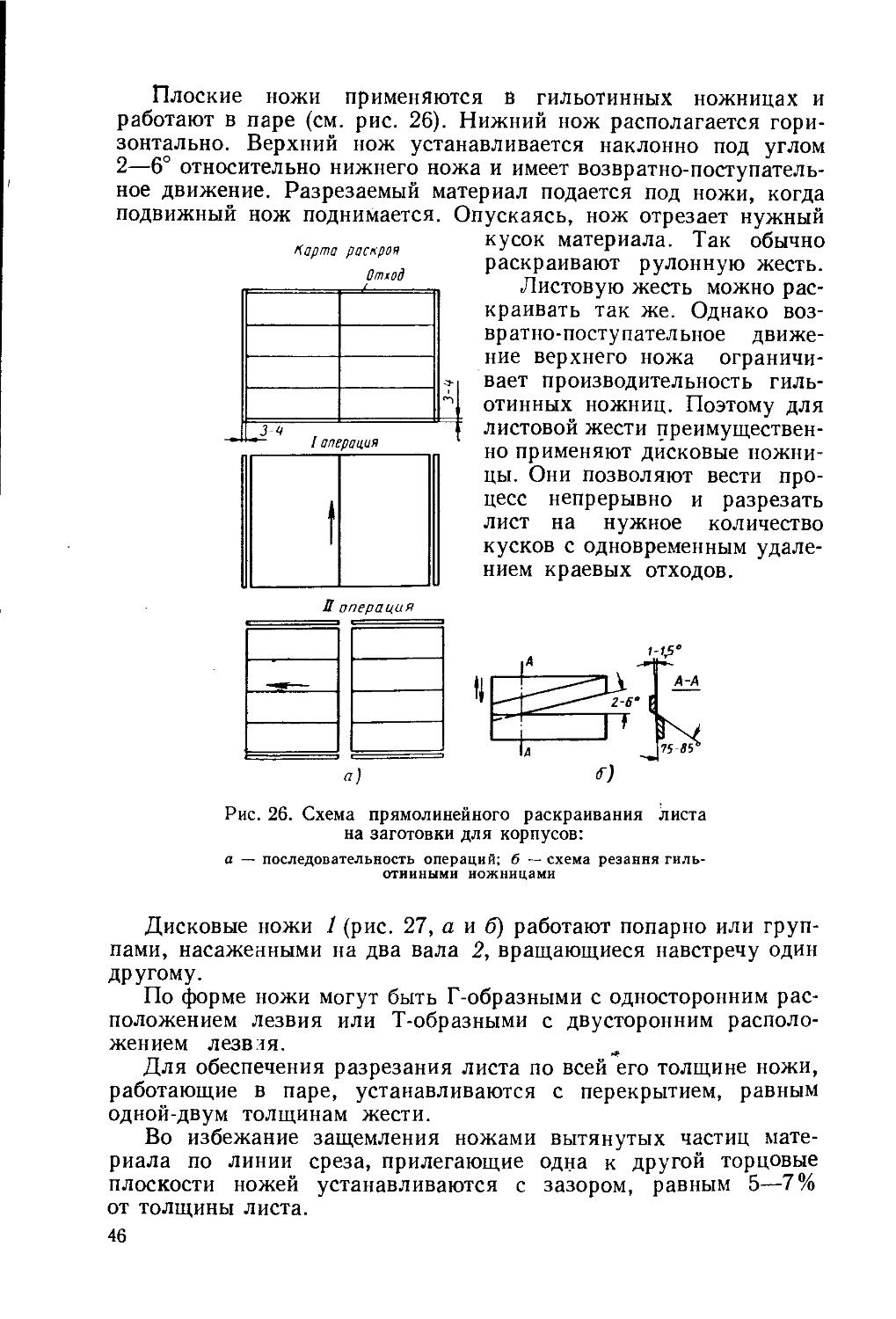
Так как кромки листов могут иметь различные дефекты (рванины, облой, загнутые уголки, вмятины и др.), то при раскраивании листа по краям обычно срезают полоски шириной 3—4 мм (рис. 26).
Необходимо, чтобы из листа получалось как можно больше одинаковых заготовок при наименьшей площади отходов. Такое условие выполнимо, если размеры листа подобраны по размерам соответствующих заготовок.
Для лучшего использования жести нередко применяют раскрой, при котором наряду с заготовками нужных размеров получаются дополнительные заготовки, годные для других изделий (например, крышек). Такой раскрой принято называть комбинированным. Применение его не всегда желательно, так как создается ряд неудобств:
1) затрудняется, а порой исключается возможность ведения раскраивания на сдвоенных автоматических ножницах;
2) побочные заготовки не всегда могут быть использованы на данном предприятии.
О целесообразности раскроя судят по степени полезного использования площади листа, которая определяется по формуле
К = 10°%,
где — процент использования листа;
z — число заготовок;
f и F — площади одной заготовки и листа соответственно.
При хорошем использовании листа К = 98-4-95%. Если для получения бланков вместо листовой жести применять рулонную, то процент использования ее повышается, так как отсутствуют боковые отходы и лента разрезается поперек с минимальным остатком по концам. Необходимо, чтобы ширина ленты равнялась размеру какой-нибудь стороны заготовки.
Жесть может быть разрезана при помощи ножей двух видов: плоских и дисковых.
45
Плоские ножи применяются в гильотинных ножницах и работают в паре (см. рис. 26). Нижний нож располагается горизонтально. Верхний нож устанавливается наклонно под углом 2—6° относительно нижнего ножа и имеет возвратно-поступательное движение. Разрезаемый материал подается под ножи, когда подвижный нож поднимается. Опускаясь, нож отрезает нужный
кусок материала. Так обычно раскраивают рулонную жесть.
Листовую жесть можно раскраивать так же. Однако возвратно-поступательное движение верхнего ножа ограничивает производительность гильотинных ножниц. Поэтому для листовой жести преимущественно применяют дисковые ножницы. Они позволяют вести процесс непрерывно и разрезать лист на нужное количество кусков с одновременным удалением краевых отходов.
Карта раскроя
Рис. 26. Схема прямолинейного раскраивания листа на заготовки для корпусов:
а — последовательность операций; б — схема резання гильотинными ножницами
Дисковые ножи 1 (рис. 27, а и б) работают попарно или группами, насаженными на два вала 2, вращающиеся навстречу один другому.
По форме ножи могут быть Г-образными с односторонним расположением лезвия или Т-образными с двусторонним расположением лезвия.
Для обеспечения разрезания листа по всей его толщине ножи, работающие в паре, устанавливаются с перекрытием, равным одной-двум толщинам жести.
Во избежание защемления ножами вытянутых частиц материала по линии среза, прилегающие одна к другой торцовые плоскости ножей устанавливаются с зазором, равным 5—7% от толщины листа.
46
Для предотвращения преждевременного затупления ножей задняя сторона ножа затачивается под углом р = 1 -е-1,5°; у гильотинных ножей, помимо этого, должен выдерживаться угол резания у = 754-85°.
Дисковые ножи могут устанавливаться последовательно (см. рис. 27, а) или в обхват (см. рис. 27, б). В первом случае упрощается установка ножей. Однако кромки заготовок по линиям среза оказываются загнутыми в разные стороны, что нежелательно, так как загиб, направленный внутрь корпуса, ухудшает условия формования фланца при изготовлении корпусов.
Рис. 27. Схемы расположения дисковых ножей и формы ножей:
а — последовательная установка; б — установка в обхват; в — формы ножей;
1 — дисковый нож; 2 — вал; 3 — направляющие
Лушие результаты получаются при установке ножей в обхват. Загибы каждой заготовки направлены в одну и ту же сторону, однако заточка ножей усложнена.
Расстояние между ножами, закрепленными на одном валу, устанавливается по шаблону и проверяется по размерам полученных заготовок. Замеры производятся при помощи предельных калибров с точностью ±0,05 мм.
Во избежание прогиба жести во время резания и для предотвращения искажения размера заготовки, особенно при значительной ширине ее, между ножами устанавливаются специальные направляющие (см. рис. 27, б). Для той же цели на валы можно надеть ступицы с резиновыми фрикционными кольцами, работающими попарно.
Для обеспечения прямоугольности заготовок полосы, подаваемые на вторую операцию резки, должны располагаться так, чтобы в момент захвата ножами кромки были строго перпендикулярны валам, что обеспечивается механизмом подачи.
Качество резки проверяется визуально, прямоугольность — при помощи специального угольника либо сравнением сложенных заготовок, повернутых одна относительно другой на 180°.
47
Раскрой на полосы для изготовления концов. Для штамповки крышек листовая жесть обычно предварительно нарезается на полосы. В зависимости от способа штамповки и расположения
t=d+A
V 6)
Рис. 28. Схемы раскроя листов на полосы для штамповки концов:
а — однорядный цепочкой; б — двухрядный цепочкой; в — двухрядный шахматный; г — однорядный фигурный; д — двухрядный фигурный; е — то же, с удаленными уголками
контуров вырубок различают следующие виды раскроя: однорядный цепочкой (рис. 28, а); двух- или многорядный цепочкой (рис. 28, б); двух- или многорядный шахматный (рис. 28, в); однорядный фигурный (рис. 28, г); двух- или многорядный фигурный (рис. 28, д и е).
Расстояние между осями двух смежных вырубок в ряду называется шагом подачи полосы.
48
Наименьшее расстояние между смежными контурами или от контура до края полосы А называется мостиком (А = 1,2-^-1,6 мм).
Ширина прямолинейной однорядной полосы
b1 = d + 2X, (5)
где d — диаметр высечки.
Ширина прямолинейной двухрядной полосы
Ь, = 2d + ЗА. (6)
При двухрядном шахматном раскрое ширина полосы
b 2 = d (1 + cos а) + А (2 + cos а).
В преобладающей части а = 30°, поэтому ширина полосы
&2 = 1,866 (d+1,5А). (7)
При многорядном шахматном раскрое ширина полосы
b'2 = 1,866 (и— l)(d-f- 1,5А), (8)
где п — число рядов.
Из уравнений видно, что при шахматном раскрое ширина полосы меньше, поэтому, как правило, шахматный раскрой более экономичен.
Наилучшие результаты можно получить при использовании фигурного раскроя (см. рис. 28, г, д, е).
Так, при однорядном фигурном раскрое (см. рис. 28, г) первая полоса имеет ширину, равную d + 2А; ширина, необходимая для получения каждой последующей полосы:
Ьф = 0,866 (d 4- 2А). (9)
При двухрядном фигурном раскрое (см. рис. 28, ё) ширина первой полосы равна 1,866 (d + 1,5А), ширина каждой из остальных полос
= 0,866 (2d + ЗА). (10)
Следует, однако, иметь в виду, что о целесообразности выбранного раскроя можно судить только после определения величины коэффициента использования листа.
Для двухрядного раскроя из-за конструктивных особенностей штампы устанавливаются вразбежку, как указано на рис. 28, д (заштрихованные вырубки). Во избежание высечки неполноценного изделия и засорения инструмента от каждой полосы отрубается уголок. При одинаковом числе высечек в рядах удаляется уголок верхнего ряда, при неодинаковом числе высечек — уголок того ряда, где число высечек меньше (см. рис. 28, д и ё).
4 я. Ю. Локшин 49
Полосы с одинаковым числом высечек в рядах можно допустить к применению и без удаления уголков. Для этого необходимо, чтобы система подачи была снабжена вспомогательным реечным транспортером с увеличенной длиной хода.
с_с л_А При фигурном раскрое число
Рис. 29. Инструмент фигурных ножниц:
а — для двухрядных полос; б — для однорядных
полос, полученных из одного листа,
где А о — размер делимой стороны листа без краевых отходов;
Ьк — ширина конечной полосы;
Ьф — ширина, необходимая для получения рядовой полосы.
Наименьшая ширина краевых отходов 3—4 мм.
Длина полосы без краевых отходов при неодинаковом числе высечек в смежных рядах
L = nd + А (п + 1), (12)
где п — наибольшее число высечек в ряду.
При одинаковом числе высечек длина полосы
j d (2/г —f— 1) -f- А (2п 4- 3) (13)
Различают два способа фигурного раскраивания — с предварительной обрезкой боковых кромок листа дисковыми ножами и последующим его фигурным разрезанием на полосы либо с одновременным оформлением полосы по всему контуру.
Схемы инструмента для резки на однорядные или двухрядные полосы приведены на рис. 29, а и б.
2. ИЗГОТОВЛЕНИЕ КОНЦОВ
Последовательность изготовления концов следующая: предварительно штампуется изделие с завитком, выведенным под прямым углом; затем на завивочном устройстве загибается под соответствующим углом.
Концы изготовляются при помощи штампа, одна из конструкций которого приведена на рис. 30, а.
Штамп состоит из двух половин: нижней неподвижной и верхней подвижной, перемещающейся возвратно-поступательно, 50
В основании 1 закреплены просечное кольцо 2, кольцо отбортовки 3 и рельеф 4. В кольцо отбортовки вставлено (свободно) протяжное кольцо 5, сидящее на шпильках 6, которые упираются в шайбу 7 буферной пружины 8. Верхняя часть штампа несет пуансон 9 со съемником 10, верхний рельеф И и выталкиватель 12.
В открытый штамп подается полоса, затем верхняя часть штампа опускается, съемник прижимает полосу к торцу просеч-
//
4
12 ^10
Рис. 30. Штамп для изготовления концов (а) и схема формообразования конца в сомкнутом штампе (б):
1 — основание; 2 — просечное кольцо; 3 — кольцо отбортовки; 4, 11 — рельефы: 5 —протяжное кольцо; 6 — шпильки; 7 — шайба; 8 — пружина; 9 — пуансон; 10 — съемник;
12 — выталкиватель
кого кольца. После этого пуансон высекает кружок и прижимает его к поднятому прижимному кольцу. При дальнейшем опускании поле кружка огибает торцовую часть кольца отбортовки, одновременно верхний рельеф производит вытяжку материала.
Отштампованный конец поднимается вместе с пуансоном. На определенной высоте выталкиватель стопорится, а изделие выталкивается. Просеченная полоса съемником снимается с пуансона, затем повторно перемещается на величину шага, и цикл повторяется.
Для сохранения целостности защитного слоя на наружную поверхность жести наносится тонкий слой смазки. Целостность защитного слоя зависит также от величины зазора между деталями, в котором материал помещается при штамповке; величина зазора 4* 51
принимается равной полуторной толщине листа и более точно рекомендуется ниже:
Толщина 0,19— 0,21— 0,24— 0,27— 0,30— 0,34—
материа- 0,22 0,24 0,27 0,30 0,34 0,38
ла в мм Зазор 0,30 0,36 0,40 0,43 0,48 0,50
в мм
В местах перегиба материала края деталей штампа закругляются. Минимальный радиус закругления выбирается равным пяти-, шестикратной толщине листа.
Процесс вытяжки вызывает в материале сложные деформации: наряду с изгибом деформируемое поле подвергается растяжению в продольном и сжатию в поперечном направлениях. Деформация сжатия вызывает образование складок. Во избежание этого явления до начала штамповки заготовка защемляется между пуансоном и протяжным кольцом. Величина усилия защемления регулируется степенью сжатия буферной пружины 8 (см. рис. 30).
Для предупреждения надавов на рельефе конца профиль деталей оформляется, как указано на рис. 30, б. Это позволяет сократить площадь контакта и предохраняет защитный слой от повреждения.
В процессе штамповки важно дать свободный выход воздуху, находящемуся между изделием и прилегающими плоскостями рельефов, иначе воздух, сжимаясь, образует подушки, резко ухудшающие условия штамповки. Для удаления воздуха в рельефах и основаниях просверливаются отверстия, соединенные с канавками, выведенными в установочные плоскости.
Подвивка завитка конца производится по схемам, приведенным на рис. 31, а и б. Готовые концы передаются в пастонакладочную машину.
52
Во избежание появления проштампованных концов шаг t подачи полосы под штамп принимают
t = d -|- А, где d — диаметр вырубки;
А — ширина мостика, величина которой 1,2—1,6 мм.
I— Стопа 26-27крышек-В)
Рис. 32. Инструмент для контроля размеров концов:
а —'калибр для промера наружного диаметра; б — калибр для промера внутреннего диаметра по завитку; в — скоба для промера средней высоты завитка
С)
Рис. 33. Схема нанесения пасты (а) и ее расположение на крышке (б);
1 — сопло; 2 — игольчатый клапан; 3 — пленка пасты после сушки
Размеры концов измеряются калибрами (рис. 32). Кроме того, в процессе работы проверяется наличие заусенец, гофров, а также размеры мостиков на полосе.
Нанесение уплотняющей пленки. Паста наливается на поле вращающейся крышки непрерывной струей, выдавливаемой сжатым воздухом через отверстие сопла 1 (рис. 33). Величина давления зависит от вязкости пасты, диаметра отверстия сопла и производительности машины. Обычно для водно-аммиачной пасты нормальной вязкости при диаметре отверстия сопла 0,8 мм давление воздуха принимается равным 0,03 Мн/м2 (0,3 кПсм2).
Подача пасты включается и выключается при подъеме и опускании игольчатого клапана 2, перекрывающего отверстие сопла. Наибольшее количество пасты располагается в завитке (см. рис. 33, б).
Для получения уплотняющей
крышку, высушивается нагретым воздухом в сушилках. Температура воздуха зависит от вида растворителя, условий сушки и ее длительности. Для водно-аммиачной пасты при времени сушки 53
пленки паста, нанесенная на
15—20 мин температура сушки 57—67° С. Масса высушенной пленки должна быть примерно 1,0—1,2 мг на каждый миллиметр диаметра круглой крышки.
3. ИЗГОТОВЛЕНИЕ КОРПУСОВ
Последовательность технологических операций изготовления корпусов: вальцевание бланка, обсечка углов бланка, загибание боковых полей в крючки, промазка крючков паяльной жидкостью, сворачивание бланка в обечайку, склепывание продольного шва, промазка шва паяльной жидкостью, пайка продольного шва,
пуса производится сворачиванием
Рис. 34. Способы формования корпуса из бланка:
а— гибкой — наматыванием; б — гибкой — прокаткой; 1 — оправка; 2 — прижим; 3 — обжимной рычаг; 4 — валки; 5 — гибочная направляющая
очистка корпуса от излишнего припоя, охлаждение корпуса и отбортовка фланцев.
Подготовка бланка к формованию корпуса. Формование кор-шка в обечайку способом гибки—наматывания бланка на оправку (патрон) с помощью обжимного рычага (рис. 34, а). На некоторых машинах формование производится гибкой— прокаткой бланка в валках с последующим надеванием свернутого бланка на оправку (рис. 34, б).
При изготовлении корпусов из пластичной жести часто возникает огранка корпусов, т. е. местные изгибы обечайки вдоль ее образующей. Образование огранки на
корпусе связано с наличием площадки текучести на диаграмме растяжения материала. При изгибе алюминия и углеродистых сталей, не имеющих площадки текучести на диаграмме растяжения, огранка не наблюдается.
Огранка связана с тем, что после достижения напряжений в материале, равных верхнему пределу текучести, интенсивность сопротивления материала деформациям резко падает и бланк в местах, имеющих пониженную прочность из-за неоднородности структуры материала, самопроизвольно изгибается на малые радиусы кривизны.
Вальцевание заготовки, т. е. предварительная гибка с последующим распрямлением, способствует плавному переходу от упругой к пластической деформации. При этом повышается интенсивность сопротивления металла пластическим деформациям, бланк равномерно изгибается по всей длине и явление огранки при изгибе исчезает. Вальцевание заготовки также снижает напряжения в склепанном корпусе, что способствует уменьшению зазоров
54
в продольном шве. Это происходит благодаря уменьшению величины момента внутренних сил при упруго-пластическом изгибе жести.
Вальцевание бланка производится на вальцовочных устройствах, которые разделяются по количеству валков и углу загиба бланка во время вальцовки (рис. 35). Двухвалковые станции, получившие наибольшее распространение из-за простоты конструкции, имеют два приводных тянущих валка /и 2. Вальцевание производится при помощи направляющих 3 и 4 выбросного стола 5.
Рис. 35. Схема вальцовочных устройств:
а — двухвалковое; б — трехвалковое; в — четырехвалковое; 1 — верхний валок; 2 — нижний валок; 3 — входная направляющая; 4 — выходная направляющая; 5 — стол; 6 — входной стол; 7 — средний валок; 8 — нижний валок; 9 — направляющая; 10 — верхний валок; 11 — валок; 12 — приемный стол; 13, 14, 15 — валки
Бланк, поступающий по приемному столу 6, сгибается смещенными валками и направляющей 3 на малый радиус гибки. Бланк разгибается с помощью выбросного стола 5 и направляющей 4.
Трехвалковая станция заворачивает бланк вокруг среднего валка на 180°. Основная гибка производится направляющей 9 при транспортировании бланка между валками 7 и 8.
Разгибание бланка производится валками 10 и 7 и выбросным столом 12 (см. рис. 35, б).
Четырехвалковая станция сгибает бланк на 90° и затем разгибает его. Гибка бланка производится валком 13 вокруг валка 14, который вместе с валком 11 является тянущим. Разгибание производится вокруг валка 13 с помощью валка 15 благодаря тому, что задний конец бланка опирается на валок 14 (см. рис. 35, в).
Подготовка кромок бланка. Подготовка кромок бланка заключается в обсечке углов бланка и просечке прорезей на кромках, а также загибе боковых полей в крючки на кромках бланков. Обсечка углов бланка, а также просечка прорезей на кромках производится профильными ножами (рис. 36), подогнанными по нижним ножам механизма обсечки. Такая схема обсечки и просечки наиболее проста и универсальна, однако при этом трудно обеспечить точную установку расстояния между ножами и достаточную чистоту реза.
55
Применение вместо нижних ножей матриц с профильным отверстием улучшает чистоту реза и стойкость ножей.
Наилучшие результаты по точности и чистоте реза можно получить, применяя для обсечки сменные штампы с нерегулируемой
Рис. 36. Схема обсечки углов бланка: а — обсечка ножами (/ — верхний нож; 2 — нижний нож); б — индивидуальными пуансоном и матрицей (/ — пуансои; 2 — матрица); в — штампом (/ — пуансоны;
2 — матрица)
нижней двусторонней матрицей. Такая конструкция обсечного механизма позволяет производить наладку инструмента вне машины и исключить возможность изменения размеров крючков из-за неправильной установки инструмента.
Для загиба полей бланка в крючки (в разные стороны под углом 135—140°) применяют однооперационные и двухоперационные механизмы. Бланк зажимается между прижимными губками, а поля загибаются в крючки гибочными планками (рис. 37). Для получения стабильных размеров продольного шва необходимо обеспечить
постоянство размеров ширины полей загиба, величины угла и минимальный радиус загиба. Чем меньше радиус загиба полей в крючки, тем меньше пружинение крючка при загибе и меньше возможность уменьшения
Рис. 37. Схемы гибочных механизмов:
а — однооперационная гибка (/ — гибочная планка; 2 — прижимная губка); б — двухоперационная гибка (/ — гибочная планка I операции; 2 — прижимная губка; 3 — гибочная планка II операции); в — двухоперационная гибка кромок на согнутом бланке (/ — прижимная губка; 2 — гибочный кулачок)
ширины крючка при склепывании. Однооперационные гибочные механизмы изгибают поля в крючки нажимом на его конец, вследствие чего материал изгибается свободно. При этом в начальный 56
период изгиба радиус изгиба зависит от свойств материала. При колебании свойств материала стабильность размеров крючка понижается.
При двухоперационной гибке гибочная планка первой операции изгибает поля в крючки нажимом на корень крючка, что позволяет получить минимальный радиус изгиба независимо от свойств материала.
Формование корпуса и склепывание продольного шва. Для создания корпуса бланк, поданный на формующий патрон с предварительно загнутыми в крючки полями, обтягивается при помощи
Рис. 38. Схема образования продольного шва корпуса: а — свертывание заготовки в цилиндр; б — застегивание крючков; в — склепывание продольного шва; г — распределение сил, действующих на крючки во время начала склепывания; 1 — прижим; 2 — формующие крылья; 3 — боек молота; 4 — наковальня; 5 — вкладыш наковальни
крыльев вокруг сжатого патрона так, чтобы загнутые кромки бланка перекрыли одна другую. Величина перехлеста крючков должна быть больше двух ширин крючков. Обычно для надежного зацепления крючков величину перехлеста делают порядка 3—4 ширин крючков. Так как поля бланка загнуты в разные стороны, то при расширении патрона в результате раздвижения щек крючки зацепляются один за другой, образуя замок шва (рис. 38). Затем при помощи бойка молота застегнутый замок шва сжимается на наковальне (швообразующей планке), образуя продольный шов корпуса. При сворачивании бланка в обечайку полоса жести подвергается упруго-пластическому изгибу. Так как величина относительных радиусов для тары стандартных размеров р
составляет г = — = 1004-300, влияние упругих сил значительно. При свободном изгибе упругой гибкой полосы силой, приложенной на конце полосы, до положения, в котором конец полосы развернется на 180°, что соответствует схеме деформации бланка при формовании корпуса крыльями, упругая линия изогнутой полосы принимает форму эллипса. Поэтому при сворачивании бланк из упругой жести вспучивается на круглом патроне, при 57
этом крючок бланка не попадает на предусмотренное для него место и крючки не захлестываются. Форма крыльев должна быть такой, чтобы в конце сворачивания крыло прижало бланк к патрону почти по всей его окружности. При изготовлении корпусов из пластичной жести явление незахлестывания крючков обнаруживается реже, так как пластичная жесть более плотно ложится на патрон и крючки лучше устанавливаются на исходную позицию для захлестывания.
В положении начала сжатия крючков, когда дуги крючков касаются швообразующей планки и бойка, между крючками дол-
Рис. 39. Переходная зона продольного шва с отрицательным перекрытием крючков:
А — зона нахлестки; Б — зона замка шва; В — свищ; Е — перекрытие крючков; 1 —лепесток нахлестки; 2— внутренний крючок; 3 — наружный крючок; 4— околонахлесточный поперечный канал;
5 — околозамковый поперечный канал
жен быть зазор, приблизительно равный трети ширины крючка. Так как при склепывании поле крючка скользит по основанию другого крючка, угол между основанием и консолью крючка должен быть менее 45°. Если этот угол будет больше, то возможна деформация консоли крючка из-за большой силы трения кромки консоли об основание другого крючка (особенно при наличии заусенцев на поле крючка). В результате происходит переформирование (перетяжка) крючка во время склепывания и уменьшение ширины крючка в склепанном шве. Такое же переформирование крючка может произойти при большом радиусе изгиба крючка, так как при большом радиусе дуги крючка место изгиба дуги смещается от середины предварительно загнутой дуги крючка (см. рис. 38).
Для создания плотного шва особое значение имеет форма и размеры швообразующей планки, на которой про-58
изводится склепывание шва и формуется переходная зона между замковой частью и нахлесткой. Основным требованием к планке является создание минимальных зазоров на всех участках шва, что позволяет получить качественную пайку шва при наименьшем расходе припоя. Для создания минимальных зазоров в замковой части шва при склепывании достаточно довести до соприкосновения все слои жести в шве, т. е. полностью согнуть поля крючков на 180°, а не создавать давление на нахлестку, так как зазор в нахлестке определяется величиной зазоров замковой части и формой переходной зоны шва.
Рис. 40. Переходная зона продольного шва с положительным перекрытием крючков:
А — зона нахлестки; Б — зона замка шва; В — свищ; Е—перекрытие крючков; поз. 1—5 см. на рис. 39.
На рис. 39 и 40 показаны конструкции переходных зон неде-формированного продольного шва с положительным и отрицательным перекрытием полей крючков по длине шва, выполненных на шовной планке, допускающей свободную формовку переходной зоны. В обеих конструкциях, при условии пропая лепестка нахлестки, имеется отверстие для прохода воздуха через место разгиба внутреннего крючка в лепесток нахлестки — так называемый «свищ» продольного шва. В этих конструкциях проходящий через свищ воздух выходит наружу банки через открытый с двух сторон околонахлесточный канал.
Рядом с этим каналом расположен околозамковый канал, закрытый снаружи корпуса при положительном перекрытии и закрытый изнутри корпуса при отрицательном перекрытии. Околозамковый канал образуется между основанием внутреннего крючка и самим внутренним крючком. Сечение этих каналов треугольное с катетами, равными величине продольного перекрытия крючков и толщине жести. Из-за больших зазоров между слоями жести и плохой капиллярности таких каналов (рис. 41) пайка их затруднена.
59
Регулировка зазоров переходной зоны продольного шва осуществляется изменением формы переходной зоны шовной планки, а также изменением величины продольного перекрытия шва. Задачей регулировки является, во-первых, уменьшение самого свища и, во-вторых, уменьшение зазора в поперечных каналах переходной зоны.
Величина свища зависит от вида продольного перекрытия и ширины переходной зоны формующей планки. У швов с отрицательным перекрытием свищ меньше, чем у швов с положительным
Рис. 41. Дефекты паииого продольного шва (шов раскрыт):
1 — лысина; 2 — непропай наружного зазора замковой части возле нахлестки; 3 — непропай кромки нахлестки; 4 — околонахлесточный поперечный канал; 5 — околозамковый поперечный канал; 6 — свищ;
7 — газовый пузырь; 8 — рябь; 9 — непропай зазора
перекрытием благодаря сплющиванию дуги крючка в месте отгиба лепестка нахлестки. Для уменьшения свища необходимо уменьшить ширину переходной зоны шовной планки так, чтобы поперечная подсечка лепестка нахлестки была бы возможно круче.
На швах с положительным перекрытием, у которых вся переходная зона расположена в зоне нахлестки, ширина переходной канавки шовной планки делается такой, чтобы ступенька поперечной надсечки лепестка нахлестки располагалась от конца консоли наружного крючка на расстоянии одной толщины жести. На швах с отрицательным перекрытием уменьшить ширину канавки шовной планки затруднительно, так как мешает расплющенная дуга внутреннего крючка.
Для уменьшения сечения поперечных каналов переходной зоны дно переходной канавки шовной планки выполняют ступенчатым, наклонным или наклонно-ступенчатым (рис. 42). Ступенчатое дно позволяет уменьшить поперечные каналы без расплющивания торцов крючка и может применяться для обоих видов перекрытия. 60
Наклонное дно может уменьшить поперечные каналы только в результате расплющивания внутренних слоев шва. Наклонное дно канавки выполняется для швов с отрицательным продольным перекрытием, так как оно эффективно уменьшает околонахлесточный канал расплющиванием внутреннего крючка, а околозамковый канал открыт со стороны зева, что облегчает заполнение его припоем.
Для швов с положительным перекрытием, у которых при свободном формовании перехода образуется дополнительная поперечная сквозная щель между наружным крючком и основанием вну-
/
шяеш»
//
a) hi
6) ш
Рис. 42. Формы переходной зоны продольного шва при швообразующих планках разной конструкции:
а — переходная зона с положительным перекрытием; б — переходная зона с отрицательным перекрытием; I — плаика без переходной зоны; II — планка с наклонным дном переходной зоны; III — планка со ступенчатым дном переходной зоны; IV — планка с наклонно-ступенчатым дном переходной зоны
треннего крючка, наклонное дно канавки недостаточно эффективно, так как слишком пологий переход от дна планки к канавке не позволяет четко сформовать переходную зону возле замковой части. Поэтому для таких швов применяется наклонно-ступенчатое дно канавки, которое сочетает преимущество наклонного дна при зажатии околонахлесточного канала и ступенчатого дна при формовании околозамкового канала.
Известно, что при внедрении острого инструмента в тело полосы жести, опирающейся на плоскость, полоса изгибается в сторону инструмента. Поэтому ступенчатое дно канавки, внедряясь во внутренний слой, влияет на раскрытие нахлестки. Для компенсации этого явления производится расплющивание среднего слоя, который, внедряясь во внутренний и наружный слои, соответственно уменьшает раскрытие нахлестки.
Сравнение переходных участков шва с положительным и отрицательным перекрытием показывает, что величина зазоров в нахлестке меньше при положительном перекрытии. Это объясняется тем, что переходная зона полностью расположена в лепестке нахлестки и плавный переход от замковой к нахлесточной части шва способствует уменьшению зазора в нахлестке (см. рис. 39 и 40). Однако положительное перекрытие требует более строгого выпол-
61
нения размеров инструмента механизма обсечки и швообразующей планки и не позволяет производить подрегулировку зажима переходной зоны изменением длины крюка, как это делается при отрицательном перекрытии.
Так как при склепывании в переходной зоне происходит внедрение инструмента в металл, вызывающее раскрытие нахлестки,
Рис. 43. График изменения зазоров в замковой части шва (штриховые линии) и нахлестке (сплошные линии) в зависимости от величины погонной силы склепывания и диаметра корпуса:
I — плоские образцы; 2 — диаметр корпуса 99 мм; 3 — диаметр корпуса 72,8 мм; 4 — диаметр корпуса 50 мм
усилие склепывания должно быть небольшим, но достаточным для полного изгиба крючков и поджатия поперечных зазоров переходной зоны. При усилии, большем, чем оптимальное, наблюдается увеличение раскрытия нахлестки (рис. 43). Величина усилия склепывания может быть определена из формулы
Р = кРс1 = 1,56Лог/10-3/, (14)
где Рс — усилие склепывания в н/лш;
I — длина замковой части шва в мм\
К — коэффициент увеличения силы за счет переходной зоны (Л = 1,1-т-1,3);
62
бт — предел текучести жести в н/мм2 (см. табл. 5);
t — толщина жести в мм;
1,56 — коэффициент, учитывающий совместный изгиб крючков и продольной подсечки шва.
Ввиду того что за сворачиванием бланка производится склепывание его свободных концов и он остается изогнутым под действием замыкающих сил замковой части продольного шва, корпус после выхода из автомата находится в напряженном состоянии под действием внутренних упругих сил, величина которых равна величине момента, приложенного при его формовании. Эти внутренние
Рис. 44. Схема деформации шва под действием внутренних сил в обечайке:
1 — средний зазор; 2 — внутренний зазор; 3 — наружный зазор; 4 — наружный крючок; 5 — внутренний крючок
силы, возникающие в обечайке, действуют на продольный шов и деформируют его в сторону увеличения зазоров шва. Поэтому механические свойства жести непосредственно влияют на режимы технологического процесса и качество изготовления корпуса. Как бы сильно не был сжат продольный шов во время склепывания, после снятия нагрузки молота шов деформируется под влиянием внутренних сил в обечайке, возникающих при формовании корпуса. Эти силы стараются раскрыть шов, в котором под действием внешней нагрузки появляются замыкающие силы (рис. 44). Так как силы пружинения действуют в сторону сжатия крючков, возможна только схема замыкания на консоли внутреннего крючка. Под действием замыкающих сил крючки деформируются. Расчет деформации крючков под действием момента внутренних сил в обечайке показал, что в замковой части шва величина зазоров зависит от радиуса корпуса, механических свойств жести, величины перекрытия шва и толщины жести. Чем больше предел текучести жести и ширина шва, тем больше зазоры в шве при одном и том же радиусе корпуса. С уменьшением толщины жести увеличиваются наружный и внутренний зазоры шва.
63
Так как нахлестка не может создать замыкающих сил, то момент внутренних сил, возникающих в участке корпуса, расположенном в зоне нахлесток, воспринимается ближайшей к нахлесткам замковой частью шва. В этих участках возникает дополнительная деформация, которая на 20—30% увеличивает зазор в замковой части шва возле нахлестки.
Таким образом, чем больше ширина нахлестки и перекрытие шва, тем больше раскрывается замковая часть шва у нахлестки и тем больше раскрывается сама нахлестка.
Так как зазор в нахлестке имеет клиновидную форму как в поперечном, так и в продольном направлении, максимальная величина зазора получается на торце корпуса. Такой зазор, как правило, не пропаивается из-за слабого действия капиллярных сил. Поэтому торцовая часть наружного лепестка нахлестки предварительно скашивается и ширина нахлестки по возможности уменьшается, что способствует лучшему пропаю торца корпуса и улучшению герметичности углошва при закатывании.
Пайка шва. Пайка продольного шва производится подачей расплавленного припоя в зазор нагретого шва. Заполнение зазоров шва припоем происходит под действием капиллярных сил, втягивающих припой в глубь шва. Для движения припоя вдоль зазора существенное значение имеет способность расплавленного припоя смачивать поверхность жести.
Для создания условий, благоприятствующих паянию, поверхность жести подвергают обработке паяльной жидкостью. Это производится до склепывания продольного шва промазкой крючков роликами и щетками и после склепывания промазкой роликами наружного зазора шва.
Для заполнения шва припоем необходимо прогреть шов до температуры расплавленного припоя, в противном случае затекающий в зазор припой быстро отдает тепло окружающим его слоям жести и теряет подвижность.
Нагрев шва обычно производится самим паяльным валом, подающим расплавленный припой из ванны к шву благодаря подаче большего количества припоя, чем это необходимо для заполнения шва. Такой метод нагрева шва достаточно эффективен, так как припой обладает высокой теплопроводностью. Однако для высокоскоростных паяльных автоматов скорость нагрева шва паяльным валом уже недостаточна и поэтому применяется более эффективный предварительный подогрев шва газовыми горелками либо токами высокой частоты. Это позволяет сократить время нагрева до 0,2—0,3 сек, а также сократить длину паяльного вала за счет той его части, которая осуществляет прогрев шва.
Время прогрева шва, а также возможность поддержания необходимой температуры шва во время заполнения припоем зависит от количества припоя, подаваемого вращающимся паяльным валом (рис. 45, а). С увеличением скорости вращения вала и понижением температуры припоя толщина слоя припоя на паяль-64
ном валу увеличивается. При скоростях вращения вала выше 220—250 об/мин возможен отрыв капель припоя от вала под действием центробежных сил. Практически вал вращается со скоростью в пределах 100—200 об/мин или примерно 0,5 оборота на корпус.
Так как наружная часть продольного шва нагревается валом больше, чем внутренняя, шов деформируется, изгибаясь выпуклостью наружу корпуса. Поэтому корпус соприкасается с валом во
время пайки не по всей длине продольного шва, так как стрела прогиба шва составляет 0,4—0,6 мм (рис. 45, б).
Характер замыкания сил в нагруженном шве и деформации замковой части шва показывают, что поперечное движение припоя от наружного зазора через средний к внутреннему зазору невозможно, так как нет единого зазора в поперечном направлении. Эксперименты по определению направления движения припоя в шве показали, что зазор шва снаружи заполняется как при поперечном, так и при продольном движении припоя; зазор внутри заполняется при продольном движении припоя, поступающего через переходную зону шва, а средний зазор пропаивается в основном при расплавлении полуды жести.
Таким образом, путь движения припоя, а значит и время заполнения припоем зазоров в шве зависят от длины шва (рис. 46). С точки зрения герметичности корпуса пропай зазора с внутренней стороны шва необязателен. Однако для высоких корпусов большого диаметра, подвергающихся большим внутренним давлениям, пропай зазора с внутренней стороны усиливает проч-
5 Я. Ю. Локшин 65
ность шва. Такое требование к пропаю зазора шва ограничивает производительность паяльных автоматов, так как времени требуется в несколько раз больше, чем для заполнения зазора снаружи шва.
Так как паяльный вал наносит на корпус избыточное количество припоя, последний после окончания пайки удаляется с на-
Рис. 46. Зависимость времени пайки внутреннего зазора шва от длины замковой части шва:
1 — экспериментальная кривая; 2 — расчетная кривая
ружной поверхности корпуса матерчатым вращающимся диском, протирающим околошов-ную зону корпуса. Для качественной очистки необходимо, чтобы припой во вемя очистки имел наименьшую вязкость, т. е. был достаточно разогрет. Поэтому очистные диски устанавливаются сразу же за паяльной ванной либо между ванной и очисткой устанавливают устройства для подогрева пропаянного шва.
Так как очистной диск вращается со сравнительно большой скоростью, капли припоя под действием центробежных сил срываются с диска и летят вдоль движения корпусов, попадая на внутреннюю поверхность корпуса. Для предохранения кор-
пуса от заброса припоя внутрь его применяется противозаб-росное устройство, перекрывающее промежутки между корпусами, проходящими над очистным диском. Застывающий припой весьма чувствителен к вибрациям и ударам. Поэтому необходимо быстро охладить пропаянный шов до температуры ниже 140° С, при которой полностью заканчивается кристаллизация припоя. Для охлаждения шов обдувается воздухом. Интенсивность охлаждения шва воздухом относительно небольшая. Поэтому длина участка обдува паяльной машины весьма значительна.
Отбортовка корпусов. Пропаянный и охлажденный корпус подвергается отбортовке фланцев. Эта операция производится методом раздачи кромок корпуса при помощи профильного патрона, перемещающегося вдоль оси корпуса (рис. 47). Рабочая поверхность пуансона выполняется радиусной с упором для калибровки диаметра отогнутого фланца. Качество операции отбортовки зависит от соответствия профиля отбортовочного пуансона толщине и механическим свойствам жести.
При раздаче фланца трубчатой заготовки профильным пуансоном наряду с растяжением фланца происходит его изгиб в пло-66
скости образующей корпуса. В зависимости от толщины материала и его механических свойств радиус свободного изгиба /? (в мм) при раздаче выражается формулой
ft —______--------
4а 0 (1 — cos а)
(15)
где <зр — напряжение сжатия вдоль образующей от сил трения в Мн/м2 (ор -204-40 Мн/м2);
<зт — предел текучести материала в Мн/м2 (рт = 250 -ь 400 Мн/м2);
а — угол конусности в зоне деформации материала.
Рис. 47. Схема отбортовки корпусов:
1 — отбортовочный патрон; 2 — центрирующая звезда; 3 — корпус
Материал корпуса будет изгибаться по профилю патрона только в том случае, если радиус профиля будет меньше радиуса свободного изгиба. Если материал имеет низкий предел текучести (мягкая жесть), то может произойти подворот кромки фланца книзу (посаженный фланец) даже при стандартном профиле патрона.
Так как при отбортовке происходит значительная деформация материала (относительное удлинение 8—15%), то упругая малопластичная жесть может дать разрывы по фланцу при любой конфигурации пуансона. Практически для жести нормальной толщины (0,22—0,28 мм) и обычных механических свойств эти дефекты встречаются редко. При изготовлении корпусов из тонкой жести с малым удлинением (3—5%) этот дефект встречается часто.
Контроль размеров корпусов. В процессе изготовления корпусов производится периодический контроль размеров элементов корпусов специальными шаблонами (рис. 48).
Длина и ширина полей крючков проверяется плоскими шаблонами, имеющими проходную и непроходную стороны, определяющие допустимые колебания размеров.
Диаметр корпуса проверяется пробкой-калибром, вставляемым внутри корпуса.
Высота корпуса после отбортовки также прове яется шаблоном с проходным и непроходным размером.
5* 67
Ширина фланцев отбортованного корпуса проверяется шаблоном, базирующимся на обечайку корпуса.
Качество пайки проверяется визуально на раскрытом шве по величине мест непропая зазора замковой части шва и нахлестки.
а)
Рис. 48. Инструмент для контроля размеров корпусов:
а — шаблон для контроля длины крючка со стороны обсечки; б - шаблон для контроля длины крючка со стороны просечки; в — шаблон для контроля ширины крючков; г — калибр для контроля диаметра корпуса; д — шаблон для контроля высоты корпуса после отбортовки; е — шаблон для контроля ширины фланца
4. ЗАКАТЫВАНИЕ
Присоединение дна к корпусу производится на закаточных машинах. На корпус надевается донышко, и в собранном виде эта пара плотно прижимается к патронам 1 и 3 и начинает вращаться (рис. 49, а).
Рис. 49. Схема образования двойного закаточного шва:
а — банка, зажатая в патронах; б — сопряжение деталей до закатывания; в — образование шва первой операции; г — образование шваЛТТ&рой операции; 1 — ннжний патрон;
2 — закаточный ролик; 3 — верхний патрон; 4 — корпус; 5 — донышко
Расположенный сбоку закаточный ролик 2, свободно сидящий на оси, прижимается к вращающемуся донышку 5 (рис. 49, б) и под действием возникающих сил трения также начинает вращаться, при этом он обкатывает донышко и придает ему нужную форму.
Сложность формы шва и особенности силового воздействия заставляют закатывание производить в две последовательно выполняемые операции. Первая операция (рис. 49, в) обеспечивает 68
подгиб поля крышки и ее завитка под фланец корпуса 4. Во время второй операции (рис. 49, г) шов окончательно сжимается, межслойные зазоры его предельно уменьшаются, заполняются уплотняющим материалом и герметизируются.
Закатывание производится при помощи закаточного патрона и закаточных роликов первой и второй операций.
Наружный диаметр закаточного патрона устанавливается в зависимости от диаметра вытянутой части крышки. Конус в крышке (см. рис. 9) обеспечивает центрирование крышки по патрону, а также облегчает снятие банки по окончании закатывания. Закругление у основания патрона такое же, как внутреннее закругление основания крышки. Толщина тела патрона должна равняться глубине вытяжки крышки.
Закатывание может быть произведено при вращающейся или неподвижной банке.
Первый способ проще, но не всегда допустим при закатывании наполненных банок, так как при большом числе оборотов часть жидкости может выплеснуться. Второй способ лучше подходит для закатывания наполненных банок, но машины для его осуществления более сложные.
Учитывая целесообразность использования унифицированных машин, нередко для изготовления банок также применяются машины, где банки при закатывании неподвижны, а ролики обегают банку.
Такие машины позволяют каждую операцию закатывания выполнять одновременно двумя попарно работающими роликами. Так как ролики, выполняющие первую и вторую операции, совмещены в одном узле, то закатывание происходит последовательно при неизменном положении банки, а продолжительность закатывания уменьшается.
Профиль канавки ролика первой операции может быть различным (рис. 50, а и в). Ролик первой операции машины фирмы На-гема имеет внутреннюю канавку, профиль которой дан на рис. 50, а. Ролики первой операции закаточных машин Симферопольского завода им. Куйбышева снабжены внешней канавкой, форма которой показана на рис. 50, в. Независимо от профиля шов после первой операции должен быть гладким, без гофров, одинаковым по форме и размерам (рис. 51, б). Раскрытый шов (рис. 51, а) так же, как и пережатый шов (рис. 51, б), при котором края полей касаются перегибов, недопустим.
Качество шва после первой операции проверяется визуально, размеры шва промеряются при помощи шаблонов, внутренние элементы проверяются после распиливания шва.
Окончательное оформление закаточного шва может быть произведено по двум принципиально разным схемам (рис. 52, а и б).
Шов, показанный на рис. 52, а, равномерно обжат по всему сечению; в месте пересечения с продольным швом в нем содержится 69
Рис. 50. Профили закаточных роликов машин:
а — первой операции фирмы Нагема; б — то же, второй операции; в — первой операции Симферопольского завода им. Куйбышева; г — то же, второй операции
Рис. 51. Закаточный шов первой операции: а — недожатый; б — нормальный; « — пережатый
70
только шесть слоев жести, поэтому силовое воздействие закаточного ролика на шов относительно равномерно.
Рис. 52. Виды закаточного шва
В отличие от него шов, приведенный на рис. 52, б, сильнее всего обжат в нижней части сечения. Опыты показали, что такой
шов приобретает дополнительную жесткость, повышающую сопротивление его деформации, возникающей во время стерилизации; такой шов целесообразнее.
На рис. 50, б и а приведены профили роликов второй операции фирмы Нагема и Симферопольского завода им. Куйбышева.
На герметичность шва решающее влияние оказывает величина усилия нажима закаточного ролика второй операции. Исследования автора показали, что для жести толщиной до 0,3 мм нажимное усилие равно 1600—1800 н (160— 180 кГ).
Для роликов первой операции с внешней канавкой нажимное усилие примерно вдвое меньше, чем для роликов второй операции.
Важным показателем являются также правильные размеры элементов шва (см. рис. 6 и табл. 2), которые замеряются шаблонами (рис. 53) до и после распиливания шва. Необходимо, однако, помнить, что размеры могут быть правильными, а шов — негерметичным; банка будет качественной, если все показатели отвечают поставленным требованиям (качество нанесения пасты, нормальная пропайка продольного шва и др.).
Рис. 53. Шаблон для контроля размеров закаточного шва (Л — глубина вытяжки крышки):
Т1, Т2, Т3 —толщина шва; Вь В, — крючки крышки и корпуса; I — ширина шва; К. — высота завивки стопы крышек
71
*5. ИСПЫТАНИЕ БАНОК НА ГЕРМЕТИЧНОСТЬ
В водяных испытательных машинах банка, герметизированная с открытой стороны и зажатая в патронах, опускается в воду; одновременно в банку нагнетается воздух под избыточным давлением до 0,1 Мн/м2 (1 кПсм2). Если банка негерметична, то воздух из банки выходит в воду в виде пузырьков. Для определения степени негерметичности воздух, выходящий из банки, собирается в мензурку, предварительно заполненную водой и установленную открытым концом вниз. По 'количеству воды, вытесненной воздухом, и по времени его истечения судят о степени негерметичности.
Испытание на герметичность в автоматах производится также при помощи сжатого воздуха. Банка, герметизированная резиновой прокладкой, заполняется воздухом под давлением 0,07— 0,1 Мн!м2 (0,7—1,0 кПсм2)-, затем подача воздуха прекращается и банка выдерживается некоторое время. После этого полость испытуемой банки подключается к мембранному датчику. Если банка герметична, то внутри давление воздуха не меняется и положение мембраны остается неизменным. При негерметичной банке давление внутри ее падает, поэтому при подключении банки к датчику последний срабатывает и дает импульс бракующему механизму, который выводит негерметичную банку из потока.
Известны машины, в которых вместо давления внутри банки создается вакуум, однако и те и другие машины способны улавливать перепад давления только определенной величины. Для автоматических испытательных машин фирмы Нагема можно полагать допустимой чувствительность датчика при улавливании перепада давления от потери 5 см3 воздуха за 30 сек [5]. Работа испытательной машины проверяется контрольной банкой с негерметичностью указанной величины.
6. ИЗГОТОВЛЕНИЕ ЦЕЛЬНОШТАМПОВАННЫХ БАНОК
Штампованная банка из жести или алюминия производится путем вытяжки с прижимом, являющейся одной из распространенных операций листовой штамповки [12]. Вытяжка представляет собой процесс превращения плоской заготовки в полую де-таль-банку. Кроме пуансона 2 и матрицы 1 (рис. 54), применяют еще прижимное кольцо 3, называемое также складкодержате-лем.
Усилие прижима Q обеспечивает получение гладкой поверхности вытянутой банки. Чрезмерное увеличение силы прижима может привести к разрыву металла при штамповке. Оптимальной силой прижима заготовки считают ту минимальную силу, которая достаточна для устранения образования складок на отштампованном изделии. Для практических расчетов используют опытные 72
значения среднего удельного давления силы прижима [12], исходя из предположения, что эта сила равномерно распределена по всей площади кольцевого участка, ограниченного диаметрами D3 и d2 (см. рис. 54):
4Q , 2
Qn = -гТ~9---------7Г н мм2.
4(^-(d2+2rn)2]
Рабочий процесс вытяжки неизбежно сопровождается противодействующими ему сопротивлениями, важнейшими из которых являются:
а) сопротивления деформации вытяжки и поперечного сжатия металла;
б) силы трения на поверхностях соприкосновения штампуемого материала с инструментом, вызываемые вертикальной силой
прижима;
в) дополнительные сопротивления от трения и изгиба, возникающие при перемещении металла по закругленной входной кромке матрицы.
Так как в процессе вытяжки банок из-за неоднородности физико-механических свойств металла (анизотропии, неравномерности толщины жести) фланец банки получается неодинаковой ширины, образуются так называемые фестоны, то необходима дополнительная операция — обрубка фланца. Для облегчения процесса вытяж-
Рис. 54. Схема процесса вытяжки банки
ки, устранения обрывов и складок и уменьшения усилий, возни-
кающих при вытяжке, радиусы закругления матрицы гм и пуансона гп принимают возможно большими (от 10 до 25 толщин жести) [12]. Однако для последующей закатки банки необходимо иметь равномерный фланец и вполне определенный радиус отбортовки фланца (см. рис. 10). Поэтому после вытяжки банки должна происходить, кроме операции обрубки фланца, его формовка (получение требуемого радиуса отбортовки).
В зависимости от принятой технологии изготовления цельноштампованных банок инструмент для их производства может быть пооперационный и комбинированный. При пооперационном изготовлении банок на двух прессах на штампе первой операции производится вырубка заготовки и вытяжка банки, на штампе второй операции — образование рельефа дна, обрубка фланца и оформление радиуса отбортовки фланца.
73
Рис. 55. Схема комбинированного штампа для банки № 1
В совмещенном комбинированном штампе (рис. 55 и 56) в одном инструменте производят последовательно вырубку заготовки, вытяжку банки, штамповку рельефа, обрубку фланца и его формовку. Такой штамп нашел преимущественное применение.
Вытяжка банок на совмещенном комбинированном штампе происходит следующим образом (рис. 57): пуансон вырубки 1, входя в просечное кольцо 7, вырубает заготовку 6 из ленты (полосы)
/
И5 1
Рис. 56. Профиль формующих деталей штампа
жести (см. рис. 57, поз. /). При дальнейшем движении верхней части штампа под давлением кольца 2, упирающегося в та-74
Рис. 57. Схема процесса штамповки банок на совмещенном комбинированном штампе:
/ _ вырубка заготовки и вытяжка; II — образование рельефа, формовка и обрубка фланца; III — выталкивание банки; 1 — пуансон; 2— кольцо; 3 _ пружины; 4 и 9 — верхний и нижний рельефы; 5 и 10 — вкладыши; 6 — заготовка; 7 — просечное кольцо; 8 — прижимное кольцо;
// _ подкладка; 12 — шпильки; 13 — обрезное кольцо; 14 — съемное кольцо; 15 — банка; 16 — отход жести; 17 — шток
рельчатые пружины 3, материал начинает вытягиваться на нижнем рельефе 9. Прижимное кольцо 8, опирающееся на шпильках 12 пружинного или пневматического буфера, препятствует образованию складок. Затем верхний рельеф 4, опускаясь до нижнего рельефа 9, выштамповывает кольца рельефа на дне банки 15. Вкладыши 5 и 10 рельефов служат для нанесения маркировочных знаков на дно банки (см. рис. 57, поз. II).
Кольцо 2, опускающееся вместе с прижимным кольцом 8 и обрезным кольцом 13, останавливается, когда кольцо 13 упирается в подкладку И. Затем пуансон- 1, продолжая двигаться вниз, своей внутренней кромкой обрезает кольцо жести, оставшееся между деталями 2 и 1.
При обратном ходе ползуна все части штампа приходят в исходное положение (см. рис. 57, поз. III). Отштампованная банка 15 выталкивается из верхней части штампа штоком 17, а кольцо (отход) жести 16 выталкивается из нижней части штампа прижимным кольцом 8. Съемное кольцо 14 ограничивает перемещение жести при работе штампа.
Технология производства штампованных банок из белой холоднокатаной и хромированной жести предусматривает лакирование их внутренней поверхности, что повышает коррозионную стойкость банок. Эта операция осуществляется на лакировочных автоматах, под давлением сжатого воздуха во внутрь вращающейся банки подается распыленный лак. Затем лакированные банки для полимеризации пленки высушиваются в конвекционных печах при 180—200° С в течение 15—20 мин. Лак наносится на чистую (не зажиренную) поверхность жести. Поэтому перед лакированием для удаления смазки, нанесенной при штамповке, применяют термическое обезжиривание (прокалку банок), которое производится в тех же конвейерных сушильных печах.
Однако обезжиривание банок после штамповки можно исключить при применении легко улетучивающихся смазок нанесением их с одной стороны (на внешнюю поверхность банки). К таким смазкам относятся парафиновые масла и другие аналогичные углеводороды, которые удаляются с поверхности жести при подогреве металла в течение нескольких минут (см. стр. 43).
Для штамповки банок № 3 и других высотой до 35 мм может применяться лакированная рулонная белая жесть или лакированный алюминий при использовании высокоэластичных лаков (например, ЭП-547). В этом случае не требуется дополнительное лакирование внутренней поверхности банок. Однако необходимо строго соблюдать зазоры в инструменте, правильно подбирать тип и количество смазки и следить за отсутствием на внутренней поверхности банки нарушений покрытия.
Операция глубокой вытяжки характеризуется коэффициентом вытяжки К, который определяется отношением конечного внутреннего диаметра d изделия к диаметру D3 заготовки и показывает 76
относительное сокращение исходного диаметра заготовки: К — — Следовательно, большим степеням деформации соответствуют меньшие значения К- Значения максимальных коэффициентов вытяжки при штамповке консервных банок из белой жести и алюминия разных толщин и видов смазки приведены в табл. 13.
Таблица 13
Коэффициенты вытяжки для цилиндрических банок диаметром 99 мм
Материал Толщина материала в мм Максимальны и коэффициент вытяжки по данным
ЦНИИТМаша МВТУ им. Баумана Романовского [12]
Белая холоднокатаная жесть горячего лужения 0,20 0,30 0,53 * 0,50 * 0,63 0,60
Сталь 08ВГ 0,35 0,50 — —
Алюминий А-5 нагар-тованный 0» 5-0,12 0,55 —
* Смазка — синтетический препарат П-18.
При глубокой вытяжке тонкая жесть № 20—22 более склонна к образованию складок, чем жесть толщиной 0,25—0,28 мм, вследствие неравномерного утолщения фланца заготовки при вытяжке. МВТУ им. Баумана рекомендуется применять вместо плоского прижимного кольца обычной конструкции слегка конусное (уклон на 50 мм фланца — 0,04—0,05 мм).
Эффективность смазки при вытяжке банок, т. е. снижение коэффициента трения, а следовательно, и усилия вытяжки зависят от ее состава, наличия в ней молекул полярно-активной группы и других факторов. Результаты опытов, проведенных МВТУ им. Баумана совместно с ВНИИКОП, показали, что наименьшие усилия при вытяжке цилиндрических банок из белой жести достигаются при применении в качестве смазки вареного льняного масла и парафинового масла; при вытяжке без смазки усилие увеличивается в 1,5 раза.
В том случае, если фактическое напряжение в жести при вытяжке меньше предельного, то основным фактором для выбора смазки должна быть легкость ее удаления. Поэтому при штамповке банок для пищевых продуктов рекомендуется применение для смазки парафинового масла, легко удаляемого с поверхности банок при термической обработке (см. стр. 43).
77
Глава //. ФИГУРНЫЕ НОЖНИЦЫ
Фигурные ножницы представляют собой кривошипный пресс, предназначенный для раскраивания листовой жести на фигурные полосы (рис. 58).
В верхней части станины 1 в глухих подшипниках установлен коленчатый вал 2. На шатунные шейки вала надеты головки шатунов 3, нижние шаровые концы которых шарнирно соединены с ползуном 4. К средней части шатунов прикреплена поперечина 5 с механизмом, предназначенным для изменения длины их при наладке машины. На одном конце вала 2 закреплена муфта включения 21, примыкающая к свободно насаженному шкиву-маховику 22. На другом конце установлена неподвижно дисковая муфта 6 со звездочкой 7. Наружный диск 8 муфты б имеет прилив, в пазу которого установлен кривошипный палец 9. На палец надета головка шатуна 10, связанного с рычагом механизма шаговой подачи листов.
К станине присоединен стол 1Г, задняя часть его укреплена на стойках, несущих два вала 13 с дисковыми ножами 34. В пазах стола возвратно-поступательно перемещаются салазки 14, предназначенные для подачи листа к ножам. Салазки получают движение от кривошипно-шатунного механизма 15 через рычажную систему. Для направления листа служат продольные планки 16.
В пазах средней части стола также возвратно-поступательно перемещаются рейки транспортера 17 подачи листов под фигурный штамп. В продольных пазах реек установлены пальцы 18 с пружинами. Параллельно пазам над столом расположены две рейки с установочными пальцами, могущими качаться на неподвижных осях. Концы пальцев упираются в плоскость стола. По краям стола закреплены планки, которые служат для направления листа во время его движения. В передней части стола смонтированы попарно работающие ролики 19. Нижняя пара роликов, пропущенная сквозь проемы в столе, незначительно выступает над плоскостью стола и принудительно вращается навстречу движущемуся листу. Верхняя пара роликов свободно сидит на пальцах и периодически качается от кулака 20, закрепленного на ползуне, и рычажной системе (рис. 59).
К передней части станины прикреплены полки магазина 28 для приема фигурных полос и отходов, а также рейка 24 с пальцами 26 обратной подачи листов и шарнирными направляющими 27. 78
В проеме станины устанавливается штамп; нижняя его часть 25 закреплена на горизонтальной плоскости станины, верхняя часть 23 присоединена к основанию ползуна.
Электродвигатель 30 через редуктор 29 передает вращение маховику. Муфта включения 21 управляется рукояткой 33.
Машина работает следующим образом. При повороте рукоятки 33 отводится качающийся клин механизма включения. Шпонка муфты 21 под действием пружины заскакивает в очередной паз ступицы вращающегося маховика и начинает вращать коленчатый вал.
Лист, вручную уложенный на приемную часть стола, поперечной планкой салазок 14 подается к ножам 34; последние захватывают его, обрезают кромки, а основную часть выносят на среднюю часть стола.
При перемещении реечного транспортера вперед задняя пара пальцев 18 упирается в край листа и передвигает его на величину шага подачи. Так лист прерывисто подается вперед и накладывается передней кромкой на нож нижней части штампа. При обратном движении реечного транспортера опускаются верхние ролики 19, прижимают лист к нижним вращающимся роликам и под действием возникающих сил трения заставляют его несколько переместиться до соприкосновения с пальцами <35. Затем верхняя часть штампа, опускаясь вместе с ползуном, отрезает кромку листа, и она падает в гнездо магазина.
При следующей подаче во избежание прогиба передний край листа удерживается направляющими 27, затем он упирается в пальцы 26 и несколько отводит их вперед. Как только пальцы 18 реечного транспортера начинают перемещаться назад, пальцы 26 под действием пружин толкают лист назад до упора в очередную пару установочных пальцев и защемляют его, а верхняя часть штампа, опускаясь, отрезает первую полосу, по ширине равную величине шага подачи. При полном опускании ползуна прикрепленные к нему винты нажимают на верхние плечи пальцев 26, отчего пальцы поворачиваются, освобождают отрезанную полосу, и последняя падает в магазин. При большой ширине листа пальцы 26 и ролики 19 могут действовать одновременно.
Если ширина остатка листа, уложенного на штамп, равна двойной ширине полосы, то после разрезания ее задняя часть проваливается в проем инструмента и падает в нижнее гнездо магазина. Так лист раскраивается на двухрядные или многорядные полосы.
1. ИНСТРУМЕНТ ФИГУРНЫХ ножниц
Для штамповки двухрядной полосы инструмент устроен следующим образом. На нижнем основании 1 закреплен составной фигурный нож 2 (рис. 60). К ножу по всей длине примыкает фигурная планка <3, подпираемая снизу пружинами 4, сидящими на шпильках 5.
79
80
Рис. 58. Фигурные ножницы фирмы Нагема:
/ — станина; 2 — коленчатый вал; 3 — шатун; 4 — ползун; 5 — поперечина; 6 — дисковая муфта; 7 - звездочка; 8 — наружный диск муфты; 9 — палец кривошипа; 10 — шатун механизма подачи жести; 11 — стол: 12 — стойка; 13 — вал дисковых ножей; 14 — салазки; 15 — крнвошипно-шатунный механизм салазок; 16 — продольные планки; 17 — реечный транспортер; 18 — палец реечного транспортера; 19 — ролик обратной подачи листов; 20 — кулак; 21 — муфта включения; 22 — маховик; 23 — верхняя часть штампа; 24 — рейка; 25 — нижняя часть штампа; 26 — передние пальцы обратной подачи листов; 27 — шарнирные направляющие; 28 — полки магазина; 29 — редуктор; 30 — электродвигатель; 31 — тормозная муфта; 32 —тормозная колодка; 33 —рукоятка; 34 —дисковый нож; 35 — упорный палец; 36 — направляющие накладки;
37 — вал; 38 — червячное колесо
6 Я. Ю. Локшин
81
Рис. 60. Инструмент фигурных ножниц фирмы Нагема:
1 и 8 — основания; 2 — нижний нож; 3 — планка; 4 — пружина; 5 — шпилька; 6 — боковой нож; 7 — направляющие планки; 9 — верхний нож
82
Сбоку к основанию прикреплен нож 6, предназначенный для отрезания уголка, и направляющие планки 7, ориентирующие лист относительно ножей. Верхнее основание 8 несет верхний нож 9.
Режущая часть ножей имеет двусторонний скос. Такая форма позволяет защемить лист с двух противоположных сторон к моменту резания и предотвратить возможное его смещение. Сбоку к верхнему основанию также крепится нож, предназначенный для обрезания уголков; этот нож работает в паре с ножом 6.
Рис. 61. Комбинированный инструмент с боковыми плоскими ножами:
1 и 8 — основания; 2 —нижний нож; 3 — планка; 4 — пружинка; 5 — шпилька; 6 — нож; 7— направляющие планки; 9 — верхний нож; 10—боковой нож; II—планка; 12 — столбик; 13 — клин
Если в фигурных ножницах нет дисковых ножей, тогда используется комбинированный инструмент с дополнительными боковыми плоскими ножами, предназначенными для обрезания кромок (рис. 61); угол скоса ножей 2—3°.
Расстояние между боковыми ножами 10 соответствует длине полосы. Нижние ножи крепятся к основанию 1 неподвижно.
Сбоку к каждому ножу прилегает подвижная планка 11 с пружиной. К основанию штампа неподвижно прикреплен столбик 12, предназначенный для точного направления листа относительно фигурного ножа. Рядом с верхним ножом расположен клин 13, который, перемещаясь при помощи винта, позволяет правильно установить верхний нож относительно нижнего. Для облегчения заточки торцовая сторона ножа скошена.
Штамп работает следующим образом. На нижнюю часть инструмента подается лист. Верхняя часть инструмента, опускаясь, боковыми ножами отрезает кромки, отходы сваливаются, а инструмент поднимается. Вслед за подъемом ножей подвижные планки 6* 83
поднимают лист и выводят его из нижних боковых ножей, после чего лист перемещается до попадания на нижний фигурный нож.
В дальнейшем, опускаясь, инструмент отрезает переднюю кромку листа и одновременно удаляет оставшиеся боковые отходы.
Во время подъема инструмента лист перемещается на величину шага, соответствующую ширине полосы, а при опускании отрезается полоса, которая падаете сборник.
Остаток листа шириной, равной удвоенной ширине полосы, последним ударом инструмента разрезается на две половинки:
Рис. 62. Инструмент фигурных ножниц фирмы Тойо Сейкан:
1 — вехннй нож; 2 — нижний нож; 3 — основание; 4 — матрица; 5 — плоский иож;
6 — упор; 7 — иож
передняя падает вперед, а задняя проваливается в проем нижними боковыми ножами и также выводится в сборник.
Разновидностью комбинированного инструмента является штамп фирмы Тойо Сейкан (рис. 62), а также Америкен Кен Ко.
В отличие от вышеописанной схемы в этой схеме верхний нож 1 является охватывающим и в сомкнутом положении инструмента располагается впереди нижнего ножа 2. По бокам в основание 3 вмонтированы две матрицы 4, предназначенные для симметричной вырубки уголков с двух сторон полосы. Рядом с матрицами 4 установлены плоские ножи 5 для обрезки боковых отходов. Ножи, работающие с ними в паре, закреплены в верхней части инструмента.
Положение листа фиксируется двумя упорами 6, также соединенными с верхней частью инструмента. Профиль упоров соответствует форме вырубленного уголка.
Предварительно боковые ножи отрезают два кусочка. При повторной подаче лист с подготовленными кромками подводится к упорам и точно фиксируется. Вслед за этим фигурные ножи отрезают передний отход, а боковые ножи — боковые отходы и уголки.
84
В дальнейшем за каждой подачей отрезается Одна полоса; полоса фиксируется, как указано выше. Одновременно ножами 7 отрезаются боковые отходы. Так как инструмент не имеет внутреннего проема, то последняя полоса проталкивается вперед и выпадает из инструмента.
Рис. 63. Фигурный инструмент для однорядных полос:
/ — продольный верхний иож; 2 — продольный ннжнин нож; 3 — поперечный нижний нож; 4 — поперечный верхний нож; 5 — рычаг; 6 — упорный винт; 7 — шпильки
Для раскраивания листов на однорядные фигурные полосы используется двусторонний режущий инструмент (рис. 63).
В отличие от ранее рассмотренного в этом инструменте продольный верхний нож 1 выполнен в точном соответствии с формой и размерами полосы и имеет лезвия с двух сторон. На нижней
части инструмента с двух сторон расположены одинарные продольные фигурные ножи 2. Если по условиям раскроя число вырубок в смежных полосах неодинаково, то для удаления уголков между фигурными ножами по краям устанавливают дополнительно два поперечных ножа 3, имеющих несколько меньшую, чем фигурные
Рис. 64. Палец реечного транспортера (позиции те же, что и на рис. 58)
ножи, высоту.
Парные им верхние ножи 4 подвижны и перемещаются по вертикали при помощи рычагов 5 и упорных винтов 6. Угол заточки ножей р = 14-1,5°.
Штамп работает следующим образом. Опускаясь, верхний нож отрезает полоску от передней части поданного листа. Полоска падает в проем нижней части инструмента и удаляется в отход. Затем инструмент поднимается, и лист пальцами реечного транспортера (рис. 64) передвигается вперед на величину, равную двойной ширине полосы. При повторном опускании инструмента
85
фигурный нож отрезает заднюю полосу, затем рычаги 5 упираются в головки винтов 6, верхние боковые ножи дополнительно опускаются и срезают боковые уголки. Задняя полоса проваливается в проем инструмента и, подталкиваемая шпильками 7, падает в соответствующее отделение сборника. Отрезанная передняя полоса также падает в отделение сборника.
При раскраивании остатка листа обрезается задний отход.
Если ширина остатка равна тройной ширине полосы, то тогда при последнем ударе инструмента получаются три полосы. У последней полосы краевой отход не отрезан. Такие полосы перерабатываются отдельно, так как они имеют неравномерную ширину.
2. ФИГУРНЫЕ НОЖНИЦЫ СИМФЕРОПОЛЬСКОГО ЗАВОДА им. КУЙБЫШЕВА
Машина, изготовляемая заводом, предназначена для раскраивания листов на однорядные полосы. Машина мало отличается от ранее рассмотренной, однако она обладает рядом положительных конструктивных особенностей (рис. 65).
1. Приемный стол 1 машины обслуживается непрерывно действующим цепным транспортером 2, расположенным в пазах и снабженным пальцами, выступающими за пределы плоскости стола. Такое устройство позволяет ускорить процесс загрузки машины.
2. Сбоку приемного стола имеется устройство 3 для привязки подавателя жести к машине, что позволяет автоматизировать ее работу.
3. В передней части приемного стола установлены постоянные магниты, выравнивающие лист в момент его подачи под дисковые ножницы.
Для облегчения установки заточного устройства дисковых ножей приемный стол отклоняется на шарнирах 4.
На столе имеются два толкателя 5, правильно устанавливающие поперечное положение листа в момент захвата его дисковыми ножами.
На валах рядом с дисковыми ножами закреплены ступицы 6 с резиновыми кольцами, диаметр которых равен диаметру ножей; тем самым предотвращено провисание средней части листа, а усилие протягивания становится постоянным по величине и не зависящим от условий работы ножей. Такое устройство при необходимости позволяет отрезать боковой отход только с одной стороны листа с сохранением заданных размеров и гарантирует прямолинейность среза.
Все вместе улучшает условия работы дисковых ножей и качество резки.
4. В машине нет системы обратной подачи листов, поэтому нет установочных пальцев и роликов обратной подачи. Лист подается под инструмент двумя реечными транспортерами — сред-86
Рис. 65. Фигурные ножницы Симферопольского завода им. Куйбышева:
/ — стол; 2 — транспортер; 3 — устройство для привязки подавателя; 4 — шарнир стола; 5 — толкатель; 6 — ступица; 7 — средний реечный транспортер; 8 — крайний реечный транспортер; 9 — палец; 10 — планка; 11 — поперечина; 12 — задний продольный нож; 13 — пазовый эксцентрик; 14 — кривошипно-шатунный механизм; 15 — кривошип; 16 — вал; 17 — приводной шкив; 18 — фрикционная муфта; 19 — рукоятка; 20 — тормозная муфта; 21 — коленчатый вал; 22 — вал ползуна; 23 — зубчатое колесо
87
ним 7 и сдвоенным крайним 8. Рейки расположены в пазах стола и несут пальцы 9 с пружинами; расстояния между пальцами точно соответствуют величине подачи (условной ширине полосы). Для предотвращения возвратного перемещения листа при обратном движении транспортера по обе стороны каждой рейки расположены планки 10 с пружинами, плотно прижимающие лист к столу.
Натяжение пружин регулируется, сами планки закреплены на шарнирных поперечинах 11 и могут быть легко отведены в стороны в случае необходимости.
Транспортеры работают последовательно: сначала лист захватывается задними пальцами сдвоенного реечного транспортера и несколько подается вперед, затем средний транспортер, имеющий большую длину хода, перемещает его и накладывает передней кромкой на задний нож 12, тем самым освобождается место для подачи следующего листа. Окончательно лист под режущий инструмент подается основными пальцами реечного транспортера. 88
Такая система позволяет избежать холостого хода ползуна в промежутке между подачей двух смежных листов.
Средний транспортер имеет постоянную длину хода и получает движение от пазового эксцентрика 13 при помощи рычажной системы. Сдвоенный транспортер приводится в движение от кривошипно-шатунного механизма 14. Радиус кривошипа 15 переменный, следовательно, длина хода его может меняться с изменением ширины полосы.
5. Вал 16 (рис. 66), несущий приводной шкив 17, включается при помощи фрикционной муфты 18, управляемой рукояткой 19, а при выключении тормозится дисковой тормозной муфтой 20, приводимой в действие той же рукояткой 19.
На другом конце вала установлено зубчатое колесо, находящееся в зацеплении с колесом 23, сидящим на конце коленчатого вала 21 рядом с маховиком.
На ободе маховика с одной стороны сечение уменьшено, а с противоположной стороны имеется значительный прилив, который по отношению к коленам вала повернут на 180°. Это в определенной мере уравновешивает ползун и улучшает условия работы кривошипно-шатунного механизма.
К недостаткам системы следует отнести необходимость разгона маховика при включении машины и его торможение при выключении машины.
При остановке машины ползун занимает неопределенное положение, что также является недостатком машины, так как затрудняет обслуживание инструмента.
6. Шатуны выполнены цельными; нижние головки их надеты на шейки вала 22, прикрепленного к ползуну. Поворотом вала 22 в ту или иную сторону можно легко переместить ползун в нужную сторону. Техническая характеристика ножниц приведена в табл. 14.
Таблица 14
Техническая характеристика ножниц
Параметры Ножницы
Фирма Нагема Симферопольского завода
Число двойных ходов ползуна в минуту Наибольшие размеры листа в мм Наибольшая толщина жести в мм Мощность электродвигателя в кет Габаритные размеры машины в мм: длина ширина высота Масса машины в кг 60 81 ОХ 750 0,4 1,1 2700 1930 2250 2000 80 810Х 750 0,4 2,8 2640 1730 2050 2650
89
3. СИЛОВОЙ РАСЧЕТ ФИГУРНЫХ НОЖНИЦ
Определение усилия и работы резания. Основная нагрузка при работе машины возникает во время резания.
При прямолинейном срезе плоскими ножами (рис. 67) усилие резания
р (i6)
1 2 tg а ’ ' ’
где s — толщина материала в мм;
р — удельная работа резания;
Ф — коэффициент, учитывающий дополнительное сопротивление от защемления материала между ножами, увеличения толщины и других факторов, равный 1,3—1,8 (для жести 1,8);
а — угол наклона лезвия к горизонтали (угол скоса).
Работа резания
A^PJi,. (17)
где h — высота рабочего хода ножа в м.
Так как
/i = -^tga, (18)
то с учетом удлинения линии среза из-за фигурного’ раскроя и наличия боковых ножей действительная работа резания Ад будет
<19>
где L — длина разрезаемой стороны листа в мм;
ф — коэффициент удлинения линии среза; для односторонней фигурной резки ф = 1,08^-1,15; при наличии боковых ножей ф = 1,5; для двусторонней резки ф = 2,16—2,3. Определение момента инерции маховика и мощности двигателя. Учитывая сравнительно равномерный характер нагрузки от усилия резания, момент инерции и характеристику маховика наиболее просто и без большой погрешности можно определить по средней мощности.
За один оборот коленчатого вала преодолеваются сопротивления резания и холостого хода. Расчет электродвигателя, исходя из одной лишь работы резания, приводит к завышению мощности, так как во время холостого хода он работает с недогрузкой, поэтому на ножницах устанавливается маховик.
Допуская, что работа резания производится только за счет приращенной кинетической энергии маховика, основные размеры маховика могут быть найдены из уравнения махового момента
GD2 = , (20)
9,8п*а 4 7
90
где G — масса обода маховика в кг;
D — диаметр окружности, проходящей через центр тяжести сечения обода, в я;
п — число оборотов маховика в минуту (рабочее);
а — коэффициент неравномерности хода, для коленчатых прессов и ножниц равный примерно 0,1—0,15.
Задавшись величиной диаметра D при заданном числе оборотов, можно рассчитать массу обода и подобрать размеры его сече
ния. Масса остальных частей маховика обычно в расчет не принимается.
Для определения мощности электродвигателя фигурных ножниц, работающих без дисковых ножей, необходимо предварительно найти время рабочего и холостого ходов ползуна.
Перекрытием ножей в конце хода (см. рис. 67) как незначительной величиной можно пренебречь, тогда длина рабочего хода ползуна
h = R — R cos у (21) или
COS у = 1 — ,
Рис. 67. Схема усилий резания
где у R
— угол поворота кривошипа во время рабочего хода; — радиус кривошипа.
Так как время одного
оборота коленчатого вала
, 60
t —---- сек,
п ’
(22)
то время рабочего хода
'р 6/г ’
(23)
а время холостого хода
t
360—у 6я
(24)
Мощность резания
Д' =______dd____
р 1000/рП1
— к. п. д. инструмента, г]j «ь 0,9.
91
Энергия, отдаваемая маховиком за время рабочего хода, восполняется электродвигателем во время холостого хода
где Nx — мощность холостого хода, поэтому
Npfp + Nxtx ~ ^’ф^р,
а мощность двигателя
Иф = Nptp~t^xtx' ™т' (25)
Рис. 68. Схема распределения сил кривошипно-шатунного механизма
п. д. машины, поб 0,3-ь0,4.
Мощность холостого хода зависит от многих факторов, в том числе от уравновешенности ползуна. Учитывая наличие большого числа деталей, имеющих поступательное движение, мощность холостого хода можно принять равной 0,4—0,5 мощности рабочего хода.
В фигурных ножницах с дополнительно установленными дисковыми ножами мощность, необходимая для работы дисковых ножей, определяется из уравнения
zPD sin a,itn
^ = --6b-io^ ' (26)
где z — число работающих ножей;
Р — усилие резания в н;
D — диаметр ножа в мм;
п — число оборотов ножей в минуту; — угол захвата ножей, = 6°;
г)й — к. п. д. дисковых ножей, hd = = 0,9^0,92.
Таким образом, с учетом работы дисковых ножей мощность электродвигателя
У = Na + Мф кет.
Для расчета деталей кривошипно-шатунного механизма необходимо установить величину и направление сил, возникающих под действием усилия резания Р.
На рис. 68 видно, что сила, действующая по шатуну,
R R
1 COS Р ’
а сила, перпендикулярная ползуну,
Rz =-/?tg р,
где R — реакция, численно равная силе Р; Р — угол шатуна.
92
Разложив силу Rlf получим силу Q, действующую по радиусу кривошипа, и силу Т, перпендикулярную радиусу,
Q^R. cos(P4-V) = ^to);
1 vr I г/ cosp
По наибольшему значению найденных сил рассчитываются основные размеры нагруженных деталей — шатуна, вала, опор, станины и т. д.
Направление вращения коленчатого вала устанавливается так, чтобы во время рабочего хода горизонтальная составляющая R2 прижимала ползун к направляющим станины и разгружала бы тормозные колодки 32 (см. рис. 58). В противном случае зазоры в направляющих могут оказаться резко увеличенными, что недопустимо.
4. АВТОМАТИЧЕСКИЕ ГИЛЬОТИННЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ РУЛОННОЙ ЖЕСТИ
Разновидностью такой машины является автомат Симферопольского завода им. Куйбышева (рис. .69).
В пазах боковин статины 1 расположен ползун 18, к которому крепится верхний нож 19. Под ним на поперечине 21 закреплен неподвижный нож 20.
К нижней части ползуна шарнирно присоединены два звена, связанные с плечами рычага 23. Последний при помощи тяги получает качательное движение от эксцентрика, насаженного на вал 6. Длину шатуна эксцентрикового механизма можно изменять при помощи стяжной гайки, что позволяет правильно установить величину перекрытия ножей.
Рядом с нижним ножом установлена прижимная Планка 22, на которую периодически нажимают подпружиненные пальцы 24, прикрепленные к ползуну 18.
В пазах стола машины возвратно-поступательно перемещаются салазки 14 с двумя клещевыми захватами 15, предназначенными для шаговой подачи ленты под ножи. Салазки получают движение от кривошипно-шатунного механизма 5. Длина шага подачи устанавливается изменением величины радиуса кривошипа путем перемещения пальца 16 в пазу диска 5.
Для предотвращения обратного перемещения ленты при движении салазок назад на столе установлены зажимы 17.
С задней стороны станины на кронштейне 7 установлены два обрезиненных валика 8 размоточного механизма, а также валик 9, предназначенный для наматывания бумажной ленты, проложенной между витками рулона.
Над размоточной станцией расположен правйльный механизм для выравнивания ленты до подачи ее под раскраивание.
93
Механизм состоит из двух верхних и трех нижних валков И, расположенных в шахматном порядке, и пары транспортирующих валков 12. Расстояние между валками 11 можно менять в зависимости от необходимой величины прогиба при правке ленты.
Валки размоточной и правильной станций вращаются с одинаковой окружной скоростью, величина которой устанавливается по величине подачи с помощью вариатора скоростей.
Рис. 69. Гильотинные ножницы для резки рулонной жести:
1 — станина; 2 — направляющие; 3 — магазин; 4 — электродвигатель; 5 — кривошипио-шатуниый механизм; 6 — вал; 7 — кронштейн; 8 — обрезиненные валки; 9 — валик намотки бумажной ленты; 10 — роликовые направляющие; 11 — правильные валки; 12 — транспортирующие валки; 13 — штурвал; 14 — салазки; 15 — клещевой захват; 16 — палец кривошипа; 17 — зажим; 18 — ползун; 19 — верхний нож; 20 — иижинн нож; 21 — поперечина; 22 — прижимная планка; 23 — рычаг привода ползуна; 24 — подпружиненный палец
Для предотвращения бокового смещения ленты при разматывании установлены две роликовые направляющие 10. Направление при подаче под ножи обеспечивается двумя раздвижными плоскими направляющими 2.
Машина приводится в движение от электродвигателя 4, передающего вращение маховику при помощи клиноременной передачи и системы зубчатых и цепных передач, и может также поворачиваться вручную с помощью штурвала 13.
Машина работает следующим образом. На размоточные валки устанавливают рулон. Свободный конец ленты последовательно пропускают через правильные валки и подающие валки под направляющий валик стола, заводят в клещевые захваты, затем в зазор между прижимной планкой 22 и поперечиной и выводят конец ленты за пределы контура ножей. Салазки при этом должны находиться в крайнем переднем положении, а на выходе из правильной станции лента должна образовать петлю для компенсации неравномерности шаговой подачи.
94
Конец бумажной прокладочной ленты наматывают на валик 9.
При включении машины валки, вращаясь, непрерывно вращают рулон. Бумажная лента наматывается на валик 9, а основная лента, последовательно перегибаемая правильными валками в противоположном направлении, выравнивается и попадает на стол машины.
Салазки с клещевыми захватами возвратно-поступательно движутся вдоль стола. При обратном движении салазок зажимы 17 защемляются и тормозят ленту, одновременное клещевые захваты несколько раскрываются и свободно движутся вдоль ленты.
По достижении мертвой точки кривошипно-шатунный механизм меняет направление движения салазок, клещевые захваты защемляют ленту и перемещают ее вперед, а зажимы 17 освобождаются и пропускают ее.
Поданная под ножи лента попадает в проем между ними. Ползун, опускаясь, пальцами 24 нажимает на планку 22 и фиксирует положение ленты. Затем ножи отрезают полосу, которая падает в магазин 3, и цикл повторяется.
При необходимости получения заготовки, по длине больше величины шаговой подачи (максимальной), изменяется передаточное отношение зубчатой передачи привода эксцентрикового механизма так, что вместо одного двойного хода на каждую подачу ленты ползун делает один двойной ход за два хода подачи ленты.
Расчет гильотинных ножниц примерно идентичен расчету фигурных ножниц.
Техническая характеристика гильотинных ножниц Симферопольского завода им. Куйбышева
Производительность в шт!мин............... 100—200
Наибольшая ширина ленты в мм .................. 380
Наибольшая величина подачи в мм: одинарной ................................ 380
двойной ................................... 760
Мощность двигателя в кет......................... 2,8
Габаритные размеры (длина X ширина X высота) в мм.................................. 2140X1080X 1150
Глава V. АВТОМАТИЧЕСКИЕ ПРЕССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕСТЯНЫХ КРЫШЕК И БАНОК
И ПОДВИВОЧНЫЕ МАШИНЫ
Для изготовления крышек и банок в жестянобаночном производстве применяются специальные прессы с автоматической подачей материала под штамп и автоматическим удалением из пресса изделий и сетки отходов. Современные прессы -автоматы имеют высокую производительность: 300—600 концов в минуту.
Все выпускаемые жестянобаночные прессы-автоматы относятся к типу однокривошипных прессов простого действия с открытой двухстоечной наклонной станиной.
В зависимости от вида перерабатываемой жести прессы-автоматы разделяются на прессы для рулонной жести, полосовой жести и листовой жести.
Прессы для листовой жести, в которых вырубка крышек производится непосредственно из листа жести в шахматном порядке за счет перемещения листа относительно штампа в двух направлениях, не нашли широкого применения, так как имеют небольшую производительность и плохо поддаются автоматизации, хотя в некоторых случаях уменьшают расход металла.
Прессы-автоматы для рулонной жести широко используются для изготовления концов из нелитографированной жести при производительности 100—150 ударов в минуту. Прессы-автоматы для рулонной жести выпускаются обычно с номинальным усилием 250—400 кн (25—40 тс) и шириной стола, позволяющей установить двухрядный штамп для вырубки мелких и средних крышек, либо один штамп для вырубки крышек фигурной или крупной жестяной тары, а также цельнотянутых банок. Эти прессы-автоматы снабжены устройством валкового или клещевого типа для подачи рулона, устройством для правки ленты и гильотинным ножом для разрезки сетки отходов. Прессы выпускаются с устройствами для размотки рулона и намотки сетки отходов.
Прессы-автоматы для полосовой жести нашли в жестянобаночном производстве большое распространение, так как они более производительны, чем прессы для рулонной жести, и могут перерабатывать литографированную жесть. Прессы-автоматы для полосовой жести выпускаются как с номинальным усилием 100— 160 кн (10—16 тс) для переработки одинарных полос, так и с номинальным усилием 250—400 кн (25—40 тс) для двухрядной штам-96
повки. Производительность этих прессов достигает порядка 250— 300 и даже 350 ударов в минуту. В связи с повышением производительности прессов для двухрядных полос в последнее время прессы усилием 100—160 кн (10—16 тс) выпускаются в небольшом количестве и применяются в основном для переработки узких полос, получающихся как остатки при раскрое листов на двухрядные полосы.
1. ПРЕСС-АВТОМАТ ДЛЯ ДВУХРЯДНОЙ ШТАМПОВКИ КОНЦОВ ИЗ ПОЛОСОВОЙ ЖЕСТИ
На рис. 70 и 71 показан пресс СПР-15 для двухрядной штамповки концов из полосовой жести. Пресс делает до 250 двойных ходов в минуту и развивает усилие до 400 кн (40 тс).
Пресс-автомат однокривошипный, простого действия, с открытой двухстоечной наклонной станиной, оснащен средствами автоматической подачи полосовых (прямых и фигурных) заготовок, удаления отштампованных изделий а отходов.
Станина пресса литая, усиленная стяжками. Пресс приводится в движение от электродвигателя через двухскоростную коробку передач и клиноременную передачу. Коробка передач позволяет получить две скорости — рабочую (250 об!мин) и наладочную (29 об!мин) и управляется двумя электромагнитными фрикционными муфтами.
Муфта сцепления однодисковая фрикционная с пневматическим управлением. В одном узле с муфтой выполнен тормоз, также однодисковый фрикционный. Торможение осуществляется тарельчатыми пружинами, расположенными на шейке коленчатого вала пресса. Пружины сжимают тормозные диски, одновременно освобождая диск муфты. При подаче воздуха в воздушную камеру маховика давлением воздуха отжимается диафрагма, которая сжимает диски муфты и одновременно посредством толкателей освобождает диск тормоза, сжимая тарельчатые пружины.
Ползун 2 пресса имеет вынесенные удлиненные направляющие. Направляющие станины, в которых перемещается ползун, выполнены клиновыми и установлены в наклонных пазах станины. Регулировка зазора в направляющих ползуна осуществляется продольным перемещением направляющих станины. Для контроля величины зазора предусмотрено устройство, позволяющее во время замера зазора сдвигать ползун в одну сторону, т. е. прижимать его к одной направляющей.
Механизм подачи заготовок состоит из магазина, присосов, механизмов поперечной и продольной подачи.
Магазин выполнен в виде двух щек 10, установленных на столе продольной подачи. Положение щек устанавливается в зависимости от длины заготовок. К щекам с внутренней стороны укреплены столики с бортами, образующие магазин. Механизм поперечной подачи, состоящий из ползунов с укрепленными на них досы-
7 Я- Ю. Локшин 97
лателями 7 рычагов 8, и пружин, приводящих в движение ползуны, размещен в щеках магазина (рис. 71). Рабочий ход досылателей осуществляется пружинами, а возвратный ход — рычагами от кулачка.
10
uzzzz
/5
11
Рис. 70. Пресс-авто, мат для штамповки крышек (продольный разрез):
1 — карданный вал; 2 — ползун; 3 — шатун; 4 — коленчатый вал; 5 — электродвигатель привода пресса; 6 — коробка скоростей; 7 — маховнк;
8 — фрикционная пневмомуфта; 9 — кулак выброса крышек; 10 — выбросные валкн; 11 —гильотинный нож 12 — электродвигатель привода валков; 13 — штамп
Рычаги обеих щек приводятся в движение квадратным валом 9, получающим вращение через систему рычагов от кулачка, установленного на распределительном валу коробки передач. На внутренних боковых поверхностях щек установлены постоянные магниты для разделения (распушивания) верхней части стопы заготовок.
Заготовки из магазина по одной забираются вакуум-присо-сами 6. Присосы укреплены на траверсе, связывающей обе щеки 98
магазина, и приводятся от пневмоцилиндра. Рабочий ход осуществляется давлением сжатого воздуха, возвратный — пружиной.
Управление пневмоцилиндрами осуществляется с помощью клапана, работающего от кулачка на распределительном валу. Вакуум к присосам подается от установки 13 (см. рис. 71), состоящей из двигателя, роторного вакуум-насоса и ресивера.
Рис. 71. Пресс-автомат для штамповки крышек (разрез по магазину полос): / — устройство для смазки полос; 2 — блокировка двойной полосы; 3 — коробка скоростей; 4 — маховик; 5 — шатуи; 6 — присосы; 7 — досылатель; 8 — рычаг досылателя; 9 — квадратный вал; 10 — щека магазина; 11 — каретка продольной подачи; 12 — пиевмо-регуляторы; 13 — вакуумная установка
До начала общего движения присосов вверх два крайних присоса поднимаются на небольшую высоту (около 5 мм), что обеспечивает лучшее разделение заготовок.
На внутренних поверхностях щек в верхней части установлены приспособления для предотвращения смятия заготовки в случае неправильного взятия ее присосами. Приспособление представляет собой свободно вращающийся на конических опорах валик, на одном конце которого укреплен щуп, взаимодействующий с заготовкой, а на другом конце — упор, в который при опущенном положении щупа может упираться планка досылателя.
7* 99
При нормальной работе заготовка, поднимаемая присосами, воздействует на щуп и поворачивает валик, убирая с пути досылателя упор. Если заготовка не взята присосами или взята не всеми, она не поднимается на нужную высоту и досылатель при ходе вперед задерживается упором.
На одной из щек установлен датчик двойной заготовки, останавливающий машину в случае прохода двух заготовок одновременно или деформированной заготовки.
Заготовки, поднятые на уровень движения присосами, удерживаются во время поперечной подачи постоянными магнитами, укрепленными на корпусах пневмоцилиндров присосов.
Перед входом заготовки на стол продольной подачи под и над нею установлены трубки с большим количеством мелких отверстий, в которые от маслораспылителя подается смазка.
Для подачи заготовок в магазине к присосам предусмотрены два крючка на гибких тросиках, приводимые в движение двумя барабанами с приводом от спиральных пружин. Барабаны смонтированы на общей оси, укрепленной на траверсе.
Механизм продольной подачи заготовок к штампу 13 (см. рис. 70) состоит из двух реечных транспортеров — кареток продольной подачи 11 (см. рис. 71) с подпружиненными собачками. Каретки соединены с ползунами, приводимыми в движение от двух кривошипов. Кривошипы получают вращение через систему зубчатых колес коробки передач.
Одна каретка имеет постоянную величину хода и постоянное расстояние (шаг) между собачками и служит для подачи заготовки под первый удар штампа. Вторая каретка с регулируемым шагом собачек и с регулируемым ходом подает заготовку под следующие удары штампа.
Ползуны обеих кареток снабжены предохранительными устройствами. В случае повышения нагрузки на каретку при движении ее вперед (например, при заклинивании заготовки) ползун разъединяется с шатуном привода и микропереключатель останавливает машину.
Каретки размещены в пазах стола, по верхней поверхности которого движутся заготовки. Стол сверху закрывается крышкой, которая откидывается и закрывается с помощью рукоятки, выведенной на переднюю сторону пресса. На столе установлена регулируемая продольная планка, служащая направляющей для заготовки. В крышке стола смонтированы подпружиненные тормозные планки для подтормаживания заготовок, что тем самым препятствует отрыву их от подающих собачек.
Для передачи движения механизмам подачи служит коробка передач, которая приводится в движение от коленчатого вала 4 пресса посредством карданного вала (см. рис. 70). В коробке смонтирован кулачковый распределительный вал, управляющий движением досылателей поперечной подачи, присосов, механизма удаления отходов, а также подачей смазки на заготовки и вакуума 100
к присосам. Распределительный вал приводится во вращение через сменные зубчатые колеса, позволяющие за один оборот распределительного вала получить 4—14 оборотов коленчатого вала. Сменные зубчатые колеса располагаются в отдельной коробке, что обеспечивает удобный доступ к ним. В коробке передач имеется резервуар для масла и установлен масляный насос.
Механизм удаления отходов представляет собой комбинацию ножниц 11 (см. рис. 70) для резки сетки за каждый ход ползуна с валками 10, выбрасывающими остаток сетки. Подвижный нож ножниц приводится в движение от ползуна 2. Выбросные валки 10 получают вращение от индивидуального двигателя 12; смыкание валков производится с помощью кулачка на распределительном валу коробки передач.
Механизм удаления изделий из зоны штампа состоит из подъемного столика матрицы, выталкивателя пуансона и бокового выбрасывателя. Выталкиватели пуансонов приводятся в движение двуплечими рычагами, смонтированными в ползуне и взаимодействующими с копирами, закрепленными на станине.
Подъемный столик матрицы движется вверх под действием пружины, следуя за изделием, поднимающимся вместе с пуансоном. Возвратное движение столика производится кулачком на валу коробки передач.
Боковой выбрасыватель закреплен на шарнирном параллелограмме, установленном на станине и приводимом в движение рычагом, взаимодействующим с копиром, укрепленным на ползуне. Изделия, выброшенные из зоны штампа, по выводным течкам поступают в транспортные устройства подвивочной машины.
Штамп двухрядный с направляющими колонками и с режущими деталями из твердого сплава. Над штампом установлен столик с тормозными и направляющими устройствами. Пресс работает без холостых ходов ползуна, для чего заготовки подаются таким образом, что последний удар штампа по предыдущей заготовке совпадает с первым ударом по последующей. Заготовки должны перекрывать одна другую, для этого на столике предусмотрены устройства для поднятия переднего края следующей заготовки при ее наползании на предыдущую.
На прессе предусмотрена гидростатическая смазка направляющих ползуна: имеется специальный масляный насос с маслобаком, смонтированный на вакуумной установке.
Пресс работает следующим образом.
Оператор устанавливает стопу заготовок на столики и зацепляет верхнюю кромку стопы крючками, натягивая пружины барабанов.
Заготовки из магазина забираются вакуумными присосами и поднимаются ими до уровня стола продольной подачи. Здесь заготовки притягиваются магнитами и удерживаются на них во время транспортировки. Поднимаясь на уровень движения, заготовки, воздействуя на механизм блокировки досылателей, поворачивают упоры и освобождают путь для движения досылателей.
101
Досылатели, двигаясь вперед, заготовки и заталкивают ее в щель Во время этого движения заготовка
Рис. 72. Двухрядный пресс фирмы Тойо Сейкан:
1 — станина; 2 — колонка; 3 — плита; 4 ~ привод механизма подачи жести; 5 — подви-вечный механизм; 6 — электродвигатель; 7 — механизм присосов; 8 — механизм поперечной подачи полос; 9 — механизм продольной подачи полос к штампам; 10 — рычаг включения муфты
захватывают заднюю кромку между столом и его крышкой, смазывается. Смазка подается из перфорированных трубок на обе поверхности заготовки или на любую одну.
При входе на стол подачи заготовка проходит между роликами датчика, контролирующего ее толщину. В случае прохождения двойной толщины датчик выключает пресс.
Заготовка подается до упорной планки, дающей направление движения заготовки при ее продольном перемещении. После подачи заготовки на стол досылатели
возвращаются в начальное положение, после чего присосы опускаются за следую-щей заготовкой. Поданная на стол заготовка захватывается за торцовую кромку собачками вспомогательной
каретки и перемещается вперед к штампу. Вспомогательная каретка устанавливает заготовку под первый удар штампа. Затем заготовка подается под штамп собачками основной каретки. Во время движения заготовка тормозится подпружиненными тормозными планками, установленными в крышке стола и на столике штампа. Штамп вырубает крышки из заготовки. Сетка отходов проходит между ножами, приводимыми в движение от ползуна, и при каждом ходе его рубится на части. Оставшийся после выштамповки последнего изделия конец заготовки (сетки) выбрасывается смыкающими валками после последнего удара штампа.
Аналогична описанной и конструкция механизма подачи полос у пресса фирмы Тойо Сейкан (рис. 72).
2. ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ БАНОК ИЗ ПОЛОСОВОЙ ЖЕСТИ
На рис. 73 показан пресс-автомат марки А1-СПХ, предназначенный для штамповки цельнотянутых круглых и фигурных банок из листовой жести. Номинальное усилие пресса 400 кн, производительность 80—120 банок в минуту. 102
Вид А
Рис. 73. Пресс-автомат для вытяжки банок:
станина; 2 — тяги; 3 — коленчатый вал; 4 — зубчатое колесо; 5 — электродвигатель' 6 вариатор магазин; 9 — каретка; 10 — регулируемый кривошип; 11 — распределительный вал; 12 — валковая
13 — пневматический амортизатор; 14 — ресивер; 15 — сдувное сопло; 16 — вентилятор; 17 —
скоростей; 7 — шкив-маховик; станция для выброса отходов; транспортер банок
Пресс имеет литую станину 1 открытого Типа, усиленную тягами 2. На консоли коленчатого вала 3 установлена приводная шестерня 4 с муфтой включения.
Пресс приводится в движение от электродвигателя 5 через вариатор 6 и промежуточный вал, на одном конце которого уста-
1 — маховик; 2 — промежуточный вал; 3 — коленчатый вал;
4 и 5 — зубчатые колеса; 6 — фрикционная муфта; 7 — предохранительная муфта
новлен шкив-маховик 7, а на другом — зубчатое колесо 4, вращающее шестерню 5 коленчатого вала (рис. 74).
Пресс оборудован магазином 8 (см. рис. 73) и кареткой 9 механизма подачи полосы под штамп, который аналогичен по конструкции описываемому ниже механизму подачи пресса СПЛ.
Механизм подачи полосы приводится в движение от регулируемого кривошипа 10, сидящего на коленчатом валу, и распределительного вала 11, связанного шестернями с коленчатым валом. Сетка отходов выбрасывается валковой станцией 12, нижний валок которой непрерывно вращается, а верхний — через систему рычагов и тяг управляется распределительным валом. 104
Пресс оборудован пневматическим амортизатором 13 и индивидуальной компрессорной установкой с дополнительным ресивером 14.
Устройство для удаления изделий из машины состоит из сдув-ного сопла 15, в которое поступает воздух от индивидуального вентилятора 16, наклонных течек и ленточного магнитного транспортера 17, отделяющего банки от колец, образующихся при обрубке фланца.
Пресс отличается от прессов для изготовления концов только конструкцией привода, штампа, амортизатора и устройства для удаления банок из пресса. Остальные узлы пресса (станина, ползун, механизмы подачи полосы и удаление сетки отходов) идентичны узлам прессов для изготовления концов.
В связи с тем, что при штамповке банок затрачивается большая работа, чем при изготовлении концов, и в то же время пресс делает небольшое число ходов в минуту, для уменьшения размеров маховика в привод пресса введен промежуточный вал 2 (см. рис. 74), на котором укреплен шкив-маховик 1, передающий накопленную кинетическую энергию на коленчатый вал 3 через пару зубчатых шестерен 4 и 5 с передаточным отношением i = 5,3. Ведомая шестерня этой передачи соединена с коленчатым валом через фрикционную колодочную муфту 6. Для уменьшения нагрузок на вариатор при вырубке изделий в шкив вариатора вмонтирована предохранительная колодочная муфта 7.
Пресс работает следующим образом. Полосы заготовок укладываются стопой в магазин пресса вручную. Присосами верхняя заготовка вынимается из магазина и при помощи поперечных досылателей устанавливается в направляющие подающей каретки. Присосы и досылатели делают один цикл за несколько ходов ползуна пресса и подающей каретки. В зависимости от количества высечек один ход присосов делается за несколько ходов ползуна.
Кареткой подачи полоса жести'подается под штамп, где за каждый удар пресса происходит вырубка заготовки, вытяжка из нее банки и обрубка поля фланца банки. При подъеме пуансона вверх банка и обрубленное кольцо фланца выталкиваются из матрицы и сдуваются в приемную течку магнитного разделительного транспортера. В этом транспортере происходит отделение колец от банок. Банки поступают на дальнейшую обработку, а кольца-отходы собираются в бункер.
3. РАБОЧИЕ УЗЛЫ ПРЕССОВ
Станина и кривошипно-шатунный механизм. Станины всех жестянобаночных прессов-автоматов имеют открытую двухстоечную наклонную конструкцию, наиболее удобную для автоматизации пресса. Открытая станина позволяет легко встраивать в пресс механизмы подачи жести и удаление отходов, облегчает доступ к штампам. Двухстоечная конструкция станины в сечении с на-105
клоном пресса позволяет простыми средствами обеспечить надежное удаление концов и банок из пресса и транспортировку их к следующей машине.
Основным недостатком открытых станин является сравнительно небольшая жесткость, влияющая на точность штамповки и стойкость инструмента.
Основным рабочим механизмом пресса является кривошипношатунный механизм, образуемый коленчатым валом, шатуном и ползуном пресса. На консолях коленчатого вала устанавливаются маховик с муфтой включения и тормоз.
Рис. 75. Ползун пресса СПГ:
1 — корпус; 2— хвостовик шатуна; 3 — шайба; 4 — вкладыш; 5 — болт; 6 — рычажный механизм; 7 и 15 кулачки; 8 и 9 — рычаги; 10 — ось; 11 — ударннк; 12 — пружина;
13 — гайка; 14 — кронштейн; 16 — гайка; 17 — корпус шатуна; 18 — зажнм
С коленчатым валом соединен при помощи шатуна ползун пресса, перемещающийся в направляющих станины. На рис. 75 показан ползун и шатун пресса СПГ. Корпус ползуна 1 имеет призматические направляющие, скользящие в пазах станины. В сферической выемке ползуна установлена шаровая головка шатуна 2, удерживаемая шайбой 3, прикрепленной к ползуну. В нижней части ползуна врезан вкладыш 4, образующий вместе с корпусом ползуна отверстие для крепления хвостовика пуансона. Хвостовик пуансона зажимается болтами 5, крепящими вкладыш к корпусу. Для управления выталкивателем крышки из пуансона в ползуне пресса смонтирован рычажный механизм 6, управляемый кулачком 7, укрепленным на направляющих станины. При подъеме ползуна вверх, когда пуансон отойдет от матрицы на расстояние большее, чем высота изделия, рычаг 8 поворачивается и нажимает роликом на шток выталкивателя.
При большой производительности пресса концы или банки, падая из пуансона под действием силы тяжести, не успевают выйти из зоны штампа до того, как пуансон опустится для нового удара. Происходит сдваивание или зарубка изделия. Поэтому на скоростных прессах для крышек на ползуне устанавливаются механические выбрасыватели. На рычаге 9, закрепленном на оси 10, укреплен ударник 11. Рычаг 9 прижимается к ползуну 106
пружиной 12, затянутой гайкой 13. На столе пресса укреплен кронштейн 14 с кулачком 15. При ходе ползуна вниз рычаг 9 наталкивается на кулачок 15 и приподнимает ударник, позволяя пуансону войти в матрицу. При ходе ползуна вверх одновременно с выталкиванием крышки из пуансона рычаг срывается с кулачка и ударником толкает крышку в сторону течки подвивочной машины.
Шатун пресса, помимо передачи усилия, служит для регулирования по высоте положения пуансона относительно матрицы. Для этого шатун выполнен составным, длина его изменяется при вращении резьбового хвостовика 2 за гайку 16. Резьбовой хвостик ввинчивается в корпус шатуна 17 и стопорится клеммным зажимом 18.
Маховик, муфта включения и тормоз. Прессы относятся к машинам с резко меняющейся нагрузкой на привод. Величина наибольшей нагрузки при выполнении технологической операции в 10—20 раз превышает величину нагрузки холостого хода, причем длительность ее составляет не более 15—20% времени цикла. Для сглаживания неравномерности нагрузки на валу двигателя привод пресса снабжается маховиком, который в момент наибольшей нагрузки отдает часть своей кинетической энергии, накопленной за время холостого хода. Таким образом, кинетическая энергия маховика должна быть равна или больше работы, затраченной на деформацию металла во время технологической нагрузки. В тех случаях, когда кинетическая энергия маховика меньше работы деформации, недостающая часть кинетической энергии должна быть покрыта электродвигателем.
Для включения и выключения кривошипно-шатунного механизма пресса при непрерывно вращающемся маховике служит муфта сцепления, работающая совместно с тормозом коленчатого вала. На прессах-автоматах применяются муфты различных типов; их можно разделить на две группы: муфты жесткого и плавного включения. К муфтам жесткого включения относятся кулачковые, пальцевые и с поворотными шпонками. К муфтам плавного включения относятся фрикционные и электромагнитные муфты (колодочные, конусные и дисковые).
Конструктивным преимуществом первой группы муфт является компактность и простота конструкции. Однако муфты жесткого включения имеют существенные недостатки, вследствие чего в большинстве современных конструкций прессов применяются муфты плавного включения. Основные недостатки муфт жесткого включения:
а) невозможность пуска и останова ползуна в любой момент в произвольной точке его хода, что необходимо для безопасной работы пресса;
б) невозможность применения на прессе наладочного режима работы, необходимого для получения небольших перемещений ползуна при наладке штампов;
107
в) работа с ударной нагрузкой, приводящей к вибрации в механизмах пресса и муфты и способной вызвать усталостные разрушения деталей и заклинивание муфты.
Рис. 76. Пневмофрикционная муфга пресса PKXD-40:
1 — коленчатый вал; 2 — опорный диск муфты; 3 — опорный диск тормоза; 4 — маховик; 5 — тормозной диск; 6 и 7 — фрикционные диски; 8 — нажимной диск муфты; 9 — нажимной диск тормоза; 10 — распор; 11 — пружина; 12 — корпус пневмоцнлиндра; 13 — крышка; 14 — кожух; 15 — регулировочная шайба; 16— стопорная шпонка
Жесткая муфта может применяться при окружных скоростях в месте упора шпонки в маховик, не превышающих
V = 1910 м/сек>
где d — диаметр коленчатого вала или шлицевого кольца в см-, п — число оборотов в минуту маховика пресса;
v — окружная скорость шпонки.
108
Несмотря на относительную сложность конструкции и большие габариты, чем у жестких муфт, фрикционные муфты лишены перечисленных выше недостатков и успешно применяются на быстроходных прессах. Фрикционные муфты более пригодны для автоматических прессов, особенно дисковые муфты с электропнев-матическим включением, так как позволяют останавливать пресс, при любом положении ползуна сразу же, как только сработала блокировка в каком-либо механизме; система включения этих муфт легко приспосабливается для автоматического управления.
На рис. 76 показана многодисковая фрикционная муфта с пневматическим управлением пресса PKXD-40 Блема (Нагема), выполненная в одном блоке с дисковым тормозом. При выключенной муфте, когда отсутствует давление воздуха в корпусе пневмоцилиндра 12, все части муфты вместе с коленчатым валом неподвижны. Вращается только маховик, приводимый в движение от электродвигателя клиноременной передачей. В этом положении пружины оттягивают нажимной диск 8 муфты от опорного диска 2 и фрикционные диски муфты проскальзывают один относительно другого. Но так как нажимной диск тормоза связан распорами с нажимным диском муфты 9, усилие пружины передается на фрикционные диски тормоза и коленчатый вал оказывается заторможенным.
При включении муфты под давлением воздуха нажимной диск муфты перемещается влево, сжимая пружины. Одновременно с ним отходит влево и нажимной диск тормоза, происходит растормаживание коленчатого вала. При дальнейшем движении нажимного диска влево коленчатый вал соединяется с маховиком. Весь ход нажимного диска муфты составляет 2—3 л«;и, поэтому включение и выключение муфты происходит весьма быстро и расход воздуха практически незначителен. Ход нажимных дисков регулируется с помощью резьбовых шайб 15, стопорящихся подпружиненными торцевыми шпонками 16.
Фрикционные муфты могут работать на значительно больших скоростях, чем муфты жесткого включения. Допустимая окружная скорость дисковых муфт определяется по формуле
v = 191У П м/сек,
где 7?! и 7? 2— наружный и внутренний радиус фрикционного диска.
В прессах-автоматах применяются тормоза трех типов: дисковые, ленточные и колодочные. В скоростных прессах-автоматах тормоза рассчитываются на значительный тормозящий момент. Это объясняется тем, что угол торможения при неизменном тормозном моменте увеличивается пропорционально квадрату увеличения скорости вращения вала. Для безопасной работы пресса угол торможения, т. е. угол поворота коленчатого вала от начала торможения до полной остановки вала, должен быть в пределах 5—20°.
109
В прессах-автоматах применяются только тормоза периодического действия, выключаемые во время работы пресса. Для того чтобы ползун останавливался только в верхнем положении, рукоятка управления сблокирована с кулачком на коленчатом валу. Включение тормоза происходит только после того, как кулачок освободит от запирания разжимной сухарь тормоза, независимо от момента выключения пресса рукояткой.
Тормоз дискового типа, совмещенный с дисковой муфтой, описан выше. На некоторых прессах дисковые тормоза ставятся отдельно от муфты и имеют собственное, обязательно сблокированное с муфтой, механическое или пневматическое управление.
Механизмы подачи полос и удаления отходов. Для автоматизации подачи полосовой жести под штамп применяются устройства подачи и удаления полосы, основное назначение которых состоит в отделении из стопы одной полосы, установке и ориентации ее относительно штампа, шаговой подаче полосы под штамп после каждого удара пресса и выбросе из пресса сетки отходов.
Эти устройства включают три группы механизмов: магазин с механизмом для отделения полос от стопы и установки их в направляющие каретки; подающей каретки с устройством для направления полосы и ее торможения во время вырубки и механизма удаления сетки отходов.
Механизм подачи полосы с верхним расположением магазина упрощает загрузку пресса заготовками, упрощает конструкцию присосов, которые забирают полосы все время из одной плоскости, упрощает компоновку привода механизмов присосов и поперечной подачи за счет сведения механизмов привода в одну распределительную коробку. Обслуживание такого механизма не вызывает затруднений, так как он имеет свободные доступы ко всем рабочим узлам.
Однако механизмы с верхним магазином имеют существенный недостаток, заключающийся в том, что не могут четко работать на широкой и высокой стопе. При большом весе стопы, особенно при широкой полосе, нижняя часть стопы, удерживаемая только за кромки полос гребенками, выпучивается и нижние полосы самопроизвольно выпадают из магазина.
Для широких полос двухрядных прессов более удобны механизмы подачи с нижним расположением магазина (рис. 77).
На столе 16 механизма укреплены две щеки 7, связанные поперечной планкой и образующие направляющие магазина. На щеках и в столе установлены подпружиненные штыри 13, поддерживающие стопу полос снизу. На поперечной планке 6 и на столе устанавливаются регулируемые направляющие планки 8 с разделительными гребенками, служащие для ориентирования верхней части стопы и отделения отрываемой полосы от остальных полос стопы. Помимо этого, в щеках магазина установлены постоянные магниты для разделения стопы. Для удобства загрузки дно магазина 10 сделано подвижным, управляемым рукояткой 12 через ПО
шестерню и рейку, заключенные в корпус И. Стопа укладывается на опущенное дно магазина, а затем при помощи рукоятки 12 поднимается вверх к присосам. Когда дно поднимается выше штырей 13, последние выходят из своих пазов и поддерживают стопу в верхнем положении. Дно может опуститься для загрузки новой стопы.
Полоса отделяется от стопы присосами 11. По мере расходования стопы уровень забора полос присосами меняется и поэтому
❖
Рис. 77. Магазин пресса СПЛ:
1 — коленчатый вал; 2, 3, 21 — тяги; 4 — штырь; 5 — кронштейн; 6 — планка; 7 — щеки; 8 — направляющие планки; 9 — присосы; 10 — дно магазина; 11 — корпус; /2 — рукоятка; 13 — штыри; 14 — направляющие кареткн; 15 — упорная планка; 16 — стол; 17 — каретка продольной подачн; 18, 19, 22 — рычаги; 20 — блокировка;
23 — распределительный вал; 24, 25 — рычаги привода присосов
механизм движения присосов имеет запас хода. Для этого в привод присосов между рычагами 24 и 25 вмонтирована фрикционная муфта, проскальзывающая при упоре присосов в стопу.
Досылатель этого механизма выполнен в виде кронштейна 5, скользящего по неподвижному штырю 4. Приводится в движение досылатель от распределительного вала, установленного на станине пресса, через рычаги 22 и 19 и тяги 21 и 3. Ход досылателя регулируется смещением шарнира тяги 21 вдоль рычага 22. Положение досылателя регулируется изменением длины тяги 3. В случае замина полосы при ее поперечном перемещении досылателем срабатывает блокировка 20, встроенная в тягу 21.
Схема установки полосы в направляющие продольной каретки такая же, как в описанном ранее механизме: присосы устанавли-111
вают полосу в плоскость движения полос под штамп, а досылатель заводит полосу в направляющие 14 каретки продольной подачи 17 до упора в регулируемую планку 15. Совмещение оси полосы с осью штампа производится планкой 15, которая смещается поперек движения полосы. Для предохранения от попадания под штамп сдвоенной полосы в двух местах направляющие планки 14 имеют пружины и на них установлены микропереключатели, выключающие пресс при отклонении направляющей более чем на одну толщину жести.
Привод механизмов подачи с нижним расположением магазина монтируется непосредственно на станине пресса, причем каретка продольной подачи приводится в движение непосредственно от коленчатого вала 1 через тягу 2 и рычаг 18, а присосы и досылатель — от распределительного вала с кулачками 23, связанного с коленчатым валом зубчатыми колесами. *
В механизмах с нижним магазином несколько усложнен доступ к продольной каретке, но облегчен ремонт и перестройка этих механизмов на другой размер изделия. Существенным недостатком такого механизма является малая рабочая емкость магазина, затрудняющая применение его на скоростных прессах. Ввиду того что запас хода присосов может быть сделан порядка 50—80 мм, в магазин нельзя положить стопу большей высоты, так как из-за понижения уровня стопы присосы ее не достанут и через каждые 4—5 мин рабочему приходится добавлять стопу небольшими порциями.
Механизмы подачи полосы с магазинами горизонтального типа лишены этого недостатка, так как у них сохраняется постоянным уровень забора полос и поэтому емкость магазина может быть значительно увеличена. На рис. 78 показан магазин пресса Тойо Секан.
К столу 18 механизма подачи прикреплены две щеки 12, соединенные поперечиной 8. Между щеками снизу на перекладине 14 укреплены наклонные склизы 13, а сверху — направляющие 9. Щеки, склизы и направляющие образуют горизонтальный магазин. Скошенная стопа укладывается в магазин и поджимается к присосам крючком 11, связанным тросом 10 с грузом 15. Передний торец стопы упирается в штыри 7 направляющих 9 и нижних склизов 17. По мере отбора присосами полос из-под штырей 7 стопа под действием силы тяжести и подпора крючком 11 перемещается к присосам, причем уровень забора полос остается постоянным.
Над столом укреплена крышка 3, служащая для прижима заготовок к столу при подаче их продольной кареткой. На ней же смонтированы механизмы поперечной подачи и присосов, концевой тормоз заготовок, придерживающий их при штамповке, и механизм блокировки подачи двойного бланка. Крышка может приподниматься при помощи рукоятки 16 для устранения неполадок и облегчения доступа к каретке.
112
Механизм поперечной подачи бланков состоит из двух толкателей 6, укрепленных на зубчатых рейках 5. Рейки сцеплены с двумя зубчатыми секторами 2, объединенными общей втулкой, свободно посаженной на вал механизма присосов. Секторы приводятся в движение тягой 20, соединенной с рычагом коробки передач. Рабочее движение рычаг совершает под действием пружины, возвратное — от кулачка коробки подач.
Рис. 78. Магазин пресса фирмы Тойо Сейкан:
1 — стержни; 2 — сектор; 3 — крышка; 4 — присосы; 5 — рейки; 6 — толкатель; 7 — штырь; 8 — поперечина; 9 — направляющие; 10 — трос; 11 — крючок; 12 — щека; магазина; 13 — склиз; 14 — перекладина; 15 — груз; 16 — рукоятка; 17 — нижний склиз; 18 — стол; 19 — коробка передач; 20, 22 — тяги; 21 — вакуумный клапан; 23 — кулачок; 24 — вал
Механизм присосов представляет собой три полых стержня 1 с резиновыми присосами на концах. Средний присос установлен на стержне подвижно. При создании в нем вакуума он поднимается, поднимая середину заготовки, что способствует лучшему отделению заготовок от стопы. Стержни соединены гибкими шлангами с вакуум-клапаном 21, работающим от кулачка 23, укрепленного на валу механизма присосов 24. Кроме того, предусмотрен электромагнитный вакуум-клапан, при помощи которого отсекается вакуум в системе в случае необходимости прекратить подачу заготовок. Клапан управляется, ручным включателем, установленным на станине, и связан с блокирующим механизмом приемных течек завивочного устройства. В случае заклинивания отштампованных концов в течке вакуум в системе нарушается.
8 Я. Ю. Локшин ИЗ
Стержни присосов приводятся в движение посредством рычагов, насаженных на вал 24, получающий движение от рычага коробки передач через тягу 22. Тяга соединена с рычагом вала через фрикцион для предохранения механизма от перегрузок. Коробка подач 19 служит для передачи движения от коленчатого вала механизмам подачи заготовок и выброса отходов. Она установлена с левой стороны пресса, под механизмом подачи полосы.
Для шаговой подачи полосы под штамп применяется каретка продольной подачи, представляющая собой рейку, перемещающуюся возвратно-поступательно в направляющих стола механизма подачи. На рейке укреплены собачки, толкающие полосу при движении каретки к штампу и проскальзывающие под полосой при движении каретки назад.
Так как шаг перемещения полосы кареткой определяется только шагом собачек на каретке, основная каретка всегда настраивается так, чтобы шаг рабочих собачек был равен шагу высечек в полосе. Для того чтобы собачки захватывали полосу, ход каретки должен быть несколько большим, чем шаг собачек, на величину, называемую перебегом собачки. Величина перебега обычно равна 2—5 мм.
Для облегчения переналадки и регулирования пресса на разные диаметры высечек, возможности переработки некалиброванных прямых полос и увеличения быстроходности пресса в механизмах подачи применяется дополнительная каретка, на которой устанавливаются передающие собачки. Дополнительная каретка, работающая синхронно с основной кареткой, несущей только рабочие собачки, имеет отличную от последней величину хода, которая может регулироваться независимо от величины хода основной каретки. Это позволяет уменьшить величину хода основной каретки при подаче полос с прямым обрезом, так чтобы довести перебег основной каретки до минимальной величины и тем самым увеличить скорость подачи полосы. Так как ход дополнительной каретки может быть отрегулирован по шагу передающих собачек с минимальным перебегом, то скорость подачи полосы дополнительной кареткой также может быть увеличена.
При помощи дополнительной каретки, регулируя ее ход и положение, можно переналаживать пресс на высечку изделий другого диаметра без изменения положения магазина.
На рис. 79 показана сдвоенная каретка продольной подачи пресса СПГ. В передней части основной каретки 1, перемещающейся в пазу стола механизма подачи, установлены рабочие собачки 2 с шагом, равным шагу высечек в полосе. Задняя часть основной каретки имеет паз, в котором движется дополнительная каретка 4 с передающими собачками 3. Основная каретка приводится в движение от кривошипа 10 через регулируемую по длине тягу 9 и ползун 8. Дополнительная каретка приводится в движение от ползуна 8 через тягу 7, качающийся рычаг 6 с продольным пазом и регулируемую тягу 5.
114
Переднее положение основной каретки регулируется по положению первой собачки относительно штампа изменением длины тяги 9. Ход основной каретки регулируется изменением радиуса кривошипа 10. Переднее положение дополнительной каретки регулируется так, чтобы расстояние между первой передающей собачкой дополнительной каретки и последней рабочей собачкой основной каретки равнялось шагу рабочих собачек основной каретки. Положение дополнительной каретки регулируется изменением длины тяги 5, а величина хода — смещением шарнира тяги 7 вдоль паза рычага 6.
Рис. 79. Каретка продольной подачи пресса СПГ:
1 — основная каретка; 2 — рабочие собачки; <3 — передающие собачки; 4 — дополнительная каретка; 5,7,9 — тяги; 6 — рычаг; 8 — ползун; 10 — кривошип
При большом числе ходов каретки в минуту под действием инерционных сил полоса отрывается от собачек в конце их хода, что нарушает ориентирование полосы относительно штампа. Помимо этого, перемещение каретки назад под полосой во время ее выстоя под штампом и вибрация пресса могут также нарушить установку полосы.
Для надежной установки полосы на всех скоростных прессах установлены тормозные устройства, совмещенные с направляющими полосы. Торможение производится планками, прижимающими полосу к поддерживающим направляющим в зоне расположения штампов.
Для удаления сетки отходов из пределов штампа и пресса, после того как будет сделана последняя высечка, применяются специальные устройства, работающие синхронно с кареткой пресса. В зависимости от количества высечек в полосе эти устройства должны сработать после определенного числа ударов пресса и успеть удалить сетку отходов из пределов штампа за время 8* 115
подъёма ползуна вверх и до того, как каретка поставит под штамп новую полосу. Поэтому скорость перемещения сетки выбросными устройствами в 1,5—2 раза превышает скорость перемещения полосы кареткой.
На прессах с небольшим (порядка 120—160) числом ходов ползуна в минуту устанавливаются рычажные выбрасыватели с поворотным захватом.
При большой производительности пресса такой механизм работает плохо, так как значительные инерционные силы и тормо-
Рис. 80. Валковое выбросное устройство:
1 — верхний валик; 2, 4 — рычаги; 3 — упор ползуна; 5 — пневмоцилиндр; 6 — шток;
7 — ось рычага; 8 — течка; 9 — кронштейн; 10 — нижний валок; 11 — нижний нож; 12 — пружина; 13 — верхний нож
жение сетки о направляющие создают значительные усилия, а тонкая перемычка сетки не выдерживает нагрузок, сминается и полоса заклинивается.
Значительно лучше работают валковые выбросные устройства, (рис. 80). Нйжний валок 10 устройства закреплен на уровне движения полосы и непрерывно вращается, приводимый от основного привода пресса через ременную передачу.
Верхний валок 1 укреплен на рычаге 2. Этот рычаг поворачивается на оси 7 при помощи толкающего штока 6 пневмоцилиндра 5. Управление пневмоцилиндром осуществляется кулачком механизма подачи, воздействующим на золотник пневмосистемы.
Во время подачи полосы кареткой рычаг 2 поднят и сетка свободно лежит на нижнем вращающемся валке, так как силы трения о валок не могут преодолеть действие тормозного устрой-116
ства. Во время выброса сетки рычаг опускается и зажимает сетку между вращающимися валками. При этом тянущее усилие валков в основном распределяется по продольным кромкам сетки, что обеспечивает надежное удаление сетки при больших скоростях выброса.
Для облегчения удаления отходов жести из пресса и удобства их транспортировки и упаковки на современных прессах устанавливаются механизмы разрезки сетки отходов. Этот механизм представляет собой гильотинные ножницы, установленные за выбросными валками и приводимые в движение от ползуна пресса. Упор 3, установленный на ползуне пресса, нажимает на рычаг 4 привода верхнего ножа в то время, когда сетка неподвижно лежит на нижнем ноже 11, закрепленном на кронштейне 9. Рычаг 4 через серьгу перемещает верхний нож 13, сжимая возвратные пружины 12. Кусок отрезанной сетки, равный по длине шагу подачи полосы, по течке 8 сбрасывается в сборник отходов.
Устройства для подачи рулонного материала. Для подачи рулонной жести под штамп пресса применяют валковые или клещевые подающие устройства.
Недостатком валковых подач является нежесткая связь между приводной тягой и валками (через обгонную муфту), которая при большом числе ходов пресса позволяет валкам прокручиваться по инерции на больший, чем необходимо, угол. Поэтому на валках устанавливаются постоянно действующие тормозные устройства.
Однако при большом числе ходов пресса инерционные силы возрастают настолько, что приходится ставить мощные тормоза, забирающие значительную часть мощности привода. Поэтому валковые подачи при величине шага порядка 100—150 мм применяются на прессах с числом ходов 100—120 в минуту.
Наиболее распространенной разновидностью клещевых подач является клинороликовая подача, схема которой показана на рис. 81, а.
На кронштейне 2, прикрепленном к станине 1 пресса, перемещается каретка 3, подающая ленту под штамп пресса. Каретка приводится в движение от кривошипного вала 4 через тягу 5 и рычаг 6.
Для торможения ленты во время движения каретки назад используется прижим 7, зажимаемый кронштейном 8, укрепленным на ползуне пресса, через подпружиненный шток 9.
На рис. 81, б показана конструкция подающей каретки. Над плитой 8 установлен клин 6. Между плитой и клином в обойме 2 установлены цилиндрические ролики 1, которые под действием пружины 5 и клина с помощью рычагов 4 и 7 прижимают жесть к плите 8 каретки 3. При ходе каретки вперед жесть, зажатая между плитой и роликом, протягивается вперед вместе с кареткой. Сопротивление жести протягиванию увеличивает силу прижатия жести роликами, так как жесть затягивает обойму под клин.
117
При ходе каретки назад жесть, зажатая прижимом 7, вытягивает ролики из-под клина, и они свободно перекатываются по жести.
Так как лента, свернутая в рулон, приобретает остаточную деформацию и после размотки остается непрямолинейной, перед
Рис. 81. Механизм подачи рулонной жести: а — схема клинороликовой подачи; б — конструкция подающей каретки
подачей под штамп она должна быть выправлена. Правка ленты производится многовалковыми устройствами.
На рис. 82 показано устройство для правки ленты на прессе СПР. В корпусе 5, прикрепленном к кронштейну механизма подачи, установлены три свободно вращающихся валка 6. Над ними на подпружиненном ползуне 3 установлены два валка 2, расположенные относительно нижних валков в шахматном порядке. Лента протаскивается между валками механизмом подачи, изгибается несколько раз и выходит из валков выпрямленной. 118
Качество правки ленты регулируют изменением зазора между верхним и нижним рядом валков при помощи винта 1. Для направления ленты служат ролики 4.
Для разматывания рулонной жести применяются свободно вращающиеся бобины или приводные размоточные устройства. Бобины используются при небольшом весе рулона и небольшой скорости размотки при условии достаточного запаса тягового усилия механизма подачи для преодоления инерционных сил, возникающих при рывках рулона. Для скоростных прессов, ра-
Рис. 82. Устройство для правки ленты пресса СПР:
1 — винт; 2 и 6 — валки; 3 — ползун; 4 — направляющие ролики; 5 — корпус
ботающих при сравнительно больших шагах подачи ленты, применяются приводные размоточные устройства, равномерно выдающие ленту со скоростью, равной средней скорости подачи ленты в пресс.
На рис. 83 показано размоточное устройство с приводными опорными роликами, предназначенное для небольших по размеру рулонов. Рулон 3 вручную закатывается по наклонному столу в центрирующее приспособление, где он опирается на два ролика 5.
Ролики приводятся во вращение от электро
двигателя 4. Скорость вращения роликов регулируется ременным вариатором 2. Рулон, опирающийся на эти ролики, вращается с постоянной окружной скоростью роликов при любом диаметре рулона, поэтому достигается постоянная скорость подачи ленты на всем протяжении размотки рулона. Размоточное устройство оборудовано приспособлением для намотки на бобину 1 прокладочной бумаги.
Выходящая из пресса сетка отходов либо наматывается на катушку, имеющую привод от пресса, либо рубится на куски и собирается в ящик. Устройство механизма разрезки сетки отходов описано выше.
Расчет маховика пресса. Работа, отдаваемая электродвигателем, должна компенсировать всю работу, потребляемую на’коленчатом валу. В том случае, когда кинетическая энергия маховика расходуется на преодоление пиковой нагрузки, работа электродвигателя расходуется на преодоление сопротивлений холостого хода, на привод дополнительных устройств и на восстановление
119
кинетической энергии маховика. У прессов-автоматов, имеющих непрерывный режим работы, маховик должен успеть отдать и восстановить запас энергии за время одного и того же цикла. Поэтому для таких прессов
4? = 4с = 4< + 4 + 4, (27)
где Ак — работа, потребляемая на коленчатом валу;
Ад — работа электродвигателя;
Ан — работа, затраченная на деформацию металла во время технологической нагрузки с учетом потерь на трение и на упругую деформацию пресса;
Ах — работа, затраченная на трение в опорах и передачах пресса;
Ап — работа, затраченная на перевод подающих устройств и дополнительных агрегатов (вакуум-насоса, масло-насоса и т. п.).
Рис. 83. Размоточное устройство для рулонов:
1 — бобина; 2 — вариатор; 3 — рулон; 4 — электродвигатель;
5 — опорные ролнкн
Размеры маховика определяются величиной работы, потребляемой на коленчатом валу пресса, скоростью вращения маховика, допустимой неравномерностью вращения электродвигателя и его мощностью. В то же время мощность электродвигателя зависит от размеров маховика, величины отдаваемой кинетической энергии, скорости разгона маховика и т. д., поэтому определение мощности электродвигателя и расчет размеров маховика производятся одновременно.
Работу нагрузки Ан можно определить как сумму работ деформации Л1( потерь на трение во время деформации Л2 и упругой деформации станины Л3:
4 = Л1 + Л3 + -4-
120
Работа деформации металла Аг определяется по графику нагрузки деформации по ходу ползуна пресса как площадь, ограниченная кривой нагрузки и осью абсцисс.
Работа, расходуемая на трение в шарнирах кривошипношатунного механизма, возникающее во время деформации металла:
Л 2 = 900тф) Рср, (28)
где щ/ — приведенное плечо трения в .м;
0 — разность углов поворота кривошипа за рабочий ход ползуна в градусах;
Рср — среднее усилие на ползуне в кн.
Работа, расходуемая на упругую деформацию, необратимо теряется только на прессах с открытой станиной, не стянутой тягами, при выполнении вырубных и калибровочных операций. При станинах с тягами затраченная на упругую деформацию энергия возвращается ползуну.
Работа упругой деформации
где Ртах — максимальное усилие на ползуне в кн;
А — деформация станины.
Потери на трение при холостом ходе в опорах и передачах пресса вызываются как силами тяжести деталей, так и инерционными силами, возникающими при возвратно-поступательном движении ползуна и шатуна. Энергия, необходимая для преодоления потерь на трение, весьма значительна и для быстроходных автоматических прессов может составлять 30—40% всей потребляемой энергии [11].
Работа сил трения в кривошипно-шатунном механизме пресса за один цикл определяется по формуле
Ах = 0,628ц (0,0011 GnRn2ra + Goro) дж, (29)
где ц — коэффициент трения;
Gn — сила тяжести ползуна и верхней плиты штампа в н; п — число ходов пресса в минуту;
R — радиус кривошипа в м;
га — радиус мотылевого подшипника в ж;
г0 — радиус опорных подшипников коленчатого вала в м;
Go — сила тяжести коленчатого вала и всех деталей, укрепленных на нем, включая силу тяжести маховика, в н. Автоматические подачи и дополнительные агрегаты с приводом от основного двигателя вызывают дополнительные потери энергии, величина которых определяется конструкцией подачи. Работа Ап, затрачиваемая на их привод, может быть найдена по известным формулам приведения моментов трения в парах механизмов к коленчатому валу.
121
Кинетическая энергия, которую при заданном режиме работы может отдавать маховик, определяется по формуле
А ----- (30)
тах — 28,2 (2 + 6Л)2(2 ’ '
где Jм — момент инерции маховика;
^ = 0,001430^1 кгм,
(здесь GM — масса маховика в кг;
DM — диаметр окружности, проходящей через центр тяжести сечения обода, в м);
пн — номинальная скорость вращения вала двигателя в об/мин-,
т] — к. п. д. передачи от двигателя к маховику;
i — передаточное отношение от вала двигателя к колен-чатому валу;
бЛ — коэффициент, зависящий от допустимого снижения скорости вращения, т. е. от критического скольжения электродвигателя Знб;
s ___ 2 (3,4SHg SM)
Л1— 8-3,4SHg- S„ ’
(31)
здесь Sh6 — критическое скольжение;
SH — номинальное скольжение;
Пс— пн
(32)
где пс и пн — соответственно синхронная и номинальная скорость вращения вала электродвигателя в об/мин (указывается в каталогах);
где X — отношение максимального (опрокидывающего) крутящего момента к номинальному (указывается в каталогах);
kM — отношение пускового крутящего момента к номинальному (указывается в каталогах).
Работа, которую может отдать электродвигатель за один ход пресса, определяется по формуле
А = бЮОЛ^т) дж^ (34)
где Nd — мощность двигателя в кет;
т] — к. п. д. передачи от вала двигателя к валу маховика.
122
Для уменьшения мощности двигателя желательно, чтобы
А ~~ А
•^тах г== пн-
Кинетическая энергия маховика, сидящего на коленчатом валу, может быть увеличена (при заданной производительности пресса) только при увеличении момента инерции маховика. Однако увеличение момента инерции маховика ограничивается предельно допустимой окружной скоростью на ободе маховика
у — м/сек,
(35)
которая не должна быть больше 25 м/сек для чугунных маховиков и 40 м/сек для стальных. Кроме того, увеличение момента инерции маховика увеличивает время его разгона, определяемое по формуле
„ 1,2-10'47Лп2
Т =------йд .... сек. (36)
Для асинхронных двигателей с короткозамкнутым ротором время разгона Т не должно превышать 10 сек, а для двигателей с повышенным скольжением — 18 сек. Если получается большее время разгона, то необходимо увеличить мощность двигателя.
У прессов-автоматов с большим количеством механизмов подач и дополнительных агрегатов, включаемых одновременно с коленчатым валом, инерционные потери энергии при включении муфты достигают значительной величины. Поэтому во избежание перегрузки двигателя пресс под нагрузкой (при поданной на штамп заготовке) не должен включаться.
Расчет технологических и допустимых нагрузок на ползун пресса. Основные технологические характеристики прессов — номинальное усилие, число ходов ползуна в минуту, допустимые усилия на ползуне и др. — определяются прочностью узлов и деталей привода пресса.
Зависимость между крутящим моментом на коленчатом валу и усилием на ползуне для кривошипных прессов выражается формулой
Мкр = Р (sin а + -у- sin 2а) 4- = Ртк, (37)
где МКр — крутящий момент на коленчатом валу в нм‘,
Р — усилие на ползуне в н;
m.f — плечо трения в м;
тк — приведенное плечо крутящего момента;
а — угол поворота коленчатого вала;
, R
к = -----отношение радиуса кривошипа к длине шатуна.
123
Для двухстоечных однокривошипных прессов с маховиком на коленчатом валу плечо трения
/и/ — -у- [(& + 1)с(д + d0 4- kdB], (38)
где d0 — диаметр опорной шейки коленчатого вала в л;
d^ — диаметр мотылевой шейки коленчатого вала в м;
dB — диаметр малой головки шатуна в м;
f — коэффициент трения скольжения.
Максимальные технологические нагрузки могут возникать при каком-то среднем положении ползуна, при котором допускаемое усилие меньше, чем номинальное, ограниченное прочностью основных деталей пресса. Поэтому для определения пригодности выбранного пресса для выполнения требуемой технологической операции необходимо сопоставить графики допускаемых усилий на ползуне и технологической нагрузки по ходу ползуна.
Допускаемые усилия на ползуне пресса, как правило, определяются по прочности станины, шатуна, коленчатого вала и наибольшему крутящему моменту, передаваемому муфтой. Из вычисленных значений выбирается меньшее, лимитирующее, по которому строится график допускаемых нагрузок на ползуне в зависимости от угла поворота кривошипа.
Допускаемые усилия на ползуне, определяемые по прочности станины и шатуна, не зависят от угла поворота коленчатого вала и откладываются на графике допускаемых усилий линиями, параллельными оси абсцисс.
Допускаемые усилия на ползуне, определяемые по прочности коленчатого вала и крутящему моменту, передаваемому муфтой, с увеличением угла поворота коленчатого вала уменьшаются.
Допускаемое усилие на ползуне по прочности коленчатого вала определяется для одноколенчатых валов с маховиком на коленчатом валу по следующим формулам (рис. 84):
°-lrfK
~ О'б/р/г
1 ~ /1 + /з ’
либо
р = -а-2
К(/2 ~ °,5/р)2 +R2 Sin2 а’
«2 = i л / >
‘1 + ‘2
где а — угол поворота кривошипа;
тк — приведенное плечо крутящего момента в л/;
ои — допустимое напряжение на изгиб в н!м\ Остальные обозначения указаны на рис. 84.
124
Допускаемые усилия на ползуне по максимальному крутящему моменту, передаваемому муфтой, определяются по формуле: а) для пальцевой муфты
р _ rbll2au 31 тк
(39)
где г — расстояние пальца от оси вала в м\
b — ширина пальца в м;
I — длина пальца в м;
h — толщина пальца в м;
<ju — допускаемое напряжение на изгиб в н/м2;
тк — приведенное плечо крутящего момента в м;
б) для фрикционных дисковых муфт
Р = 28,2k —^1— н, ткУп (Pi + Т?2)
(40)
где 7?! и 7? g — наружный и внутренний радиусы рабочих поверхностей
Рис. 84. Схема к расчету коленчатого вала
дисков в м\
п — число оборотов муфты в минуту;
k — число поверхностей трения в дисковой муфте;
р — коэффициент трения, ц = 0,35;
тк — приведенное плечо крутящего момента в м.
По подсчитанным для каждого угла поворота коленчатого вала минимальным значениям допускаемых усилий на ползуне строится график (рис. 85). Как правило, до'пускаемое усилие на ползуне по прочности коленчатого вала превышает номинальное усилие пресса, подсчитанное по прочности станины или шатуна. Поэтому на построенном графике проводится прямая номинального усилия пресса. Отрезок прямой АБ номинального усилия от оси ординат до точки пересечения с графиком допускаемых усилий по наименьшей прочности коленчатого вала (г) или муфты (в) и дальнейшее продолжение этого графика представляет собой окончательный график допускаемых усилий на ползуне (жирная линия). Точка А пересечения прямой номинального усилия с графиком допускаемых усилий по наименьшей прочности вала или муфты определяет номинальный угол ан поворота кривошипа. Таким образом, при значениях угла поворота кривошипа, меньших или равных углу а„,
пресс может развивать номинальное усилие.
При значениях угла поворота, больших чем ан, пресс может развивать допускаемое усилие, которое, как правило, меньше номинального усилия. В том случае, когда допускаемое усилие на
125
всех углах поворота кривошипа ограничивается прочностью станины или шатуна, пресс может развивать номинальное усилие на всем ходу ползуна.
Обычно график технологической нагрузки на пресс (усилие штамповки) задается в функции хода ползуна. При совмещении графиков технологической и допускаемой нагрузок для определения возможности проведения заданной штамповочной операции на выбранном прессе приходится перестраивать график допускаемых нагрузок по ходу ползуна пресса. Зависимость между углом поворота кривошипа и ходом ползуна приведена выше.
Рис. 85. Кривые допускаемых нагрузок на ползун пресса:
а—пъ прочности станины; б — по прочности ползуна; в — по прочности коленчатого вала; г — по наибольшему крутящему моменту муфты
1 — технологической нагрузки; 2 — допускае-
• мой нагрузки
Рис. 86. Кривые нагрузок при штамповке крышки (0 = 72,8 мм, t = 0,27 мм):
На рис. 86 показаны совмещенные графцки технологической и допускаемой нагрузок при совмещенной вырубке и вытяжке изделия. Как видно из рисунка, несмотря на то что номинальное усилие пресса выше максимального усилия вырубки, пресс не пригоден для выполнения заданной операции, так как во время вырубки лимитирующим является не номинальное усилие, а допускаемое по прочности коленчатого вала.
Для определения возможности выполнения прессом заданной технологической операции необходимо знать величину и характер технологической нагрузки на пресс. Технологическая нагрузка задается кривой изменения усилия, действующего на ползун по ходу ползуна и величиной работы, потребной для совершения технологической операции. По усилию проверяется прочность деталей пресса, по работе определяется энергия маховика и мощность электродвигателя. Расчет пресса только по максимальной нагрузке без учета энергоемкости операции часто приводит к неправильному выбору пресса, к поломкам основных деталей или перегрузке двигателя. Для построения графика технологической 126
нагрузки и потребной работы для выполнения операции необходимо не только определить максимальное усилие операции, но и характер изменения этого усилия в зависимости от перемещения ползуна.
При построении графика технологической нагрузки для совмещенного штампа откладывают сначала изменение усилий каждой технологической операции, выполняемой штампом. Например, для штамповки концов строятся кривые усилий прижима, вырубки, отбортовки, вытяжки, формовки и калибровки. За начало отсчета принимается положение кромки вырубного пуансона в нижней мертвой точке хода ползуна.
После того как на графике усилий по ходу ползуна нанесены кривые изменения усилий отдельных операций, строят суммарную кривую, которая и будет кривой технологической нагрузки. Полезная работа операции выражается площадью кривой, ограниченной технологической нагрузкой и осью абсцисс (за исключением усилий пружин). На рис. 86 показана кривая технологической нагрузки, полученная экспериментальным путем при штамповке концов диаметром 72,8 мм из жести толщиной 0,27 мм.
4. ПОДВИВОЧНЫЕ МАШИНЫ ДЛЯ КОНЦОВ ЖЕСТЯНОЙ ТАРЫ
Подвивочные машины предназначены для подвивки фланцев концов жестяной тары и крышек для стеклянной тары.
Отштампованные концы 3, поступающие из пресса по течке, захватываются вращающимся диском 2 (рис. 87) и перемещаются по зазору между диском и охватывающей неподвижной дугой 1, расположенной эксцентрично по отношению к диску на величину
~ 2
По наружному диаметру диска 2 и дуге 1 проточены канавки. Профиль рабочей части канавки (рис. 87, б) обеспечивает необходимую подвивку (загиб). Наружный диаметр отштампованного конца D и высота завитка фланца в процессе загиба уменьшаются до размеров D} и й2 (см. рис. 9 и табл. 1).
В зависимости от количества отштампованных концов применяются одно- или двухдисковые автоматические подвивочные машины.
Однодисковая автоматическая подвивочная машина (рис. 88) состоит из станины 18, закрепленной на общей с прессом фундаментной плите; подвивочного механизма и стопкособирателя. К станине машины прикреплена течка 3, по которой отштампованные концы из приемной течки 2 поступают на подвивочный механизм. Этот механизм состоит из нескольких подвивочных сегментов 9, снабженных канавкой и укрепленных на основании 10, и вращающегося подвивочного кольца 7, насаженного на диск 8. В период подвивки фланца поддерживающий сегмент 6 предохра-127
йяет концы от деформации. Диск 8 насажен на верхний конец вала 19, вмонтированного в ступицу стола 20.
Нижний конец вала опирается на подшипник 22. На валу укреплено коническое зубчатое колесо 21, которое находится в зацеплении с зубчатым колесом 23. Последнее сидит на валу 24, который приводится в движение от электродвигателя 25. Планки 15 и 16 удерживают в направляющих концы, движущиеся по инерции к стопкособирателю 13, который приводится в движение через
Рис. 87. Схемы процесса подвивки крышек:
а — схема распределения усилий; б — профиль канавки диска; — рабочий угол между касательными к крышке до и после завивки и схема нагрузок иа завиток крышки
цепную передачу звездочками 17 и 26. Стопкособиратель состоит из двух специальных винтов 14 и 11, которые, вращаясь в разных направлениях, подхватывают концы и поднимают их между направляющими стержнями 12, где они собираются в стопки.
Необходимые размеры завитка фланца крышки зависят от расположения регулируемых сегментов относительно подвивоч-ного кольца. Для регулирования сегментов необходимо отпустить крепежные болты 5 и специальными винтами 4 установить их так, чтобы размер между последними тремя подвивочными сегментами и подвивочными кольцами равнялся заданному наружному диаметру конца после подвивки, а затем равномерно был увеличен с таким расчетом, чтобы в начале первого сегмента был обеспечен нормальный заход концам, поступающим по течке со штампа.
Сдвоенная подвивочная машина за один рабочий ход двухрядного пресса осуществляет подвивку фланцев двух концов. В ма-128
. Локшин
<о
5
Рис. 88. Однодисковая автоматическая подвивочная машина:
1 — стойка; 2,3- приемная течка; 4 — винты; 5 — крепежные болты; 6 — поддерживающий сегмент; 7 — гюдвивочное кольцо; 8 — диск; 9 — подвивочные сегменты; 10 — основание; 11, 14 — винты стопкособирателя; 12 — направляющие стержни; 13 — стопкособиратель; /5, 16 — планки; 17, 26 — звездочки; 18 — станина; 19, 24 — валы; 20 — стол; 21, 23 — зубчатые колеса, 22 — подшипник- 25 — электродвигатель
шине совмещены два одинаковых подвивочных диска, вращающихся от одного приводного вала, и два стопкособирателя.
Из конструктивных соображений и для удобства эксплуатации подвивочные диски вращаются в разные стороны. Стопкособи-ратели концов размещены соответственно по правой и левой сторонам пресса. Машина состоит из двухпоточной течки, по которой концы поступают к двум подвивочным дискам и прокатываются между неподвижными сегментами.
Для сбора подвитых концов в стопки служат два стопкособирателя, состоящие из двух пар винтов и двух пар фиксирующих стержней. Вал машины приводится в движение от электродвигателя или от коленчатого вала пресса через клиноременную передачу.
5. ПОДВИВОЧНЫЕ МАШИНЫ ДЛЯ ФИГУРНЫХ КРЫШЕК
Подвивка фигурных крышек производится по двум параллельным сторонам либо по всему контуру крышки. В первом случае она может быть применена только для прямоугольных крышек,
однако вызывает значительные трудности при их закатывании, особенно в месте перехода закаточного ролика с прямолинейного на радиусный участок крышки.
Подвивка фигурных крышек по всему контуру производится на штамповой подвивочной машине — кривошипном прессе (рис. 89, 90). Нижний ползун снабжен механизмом подачи и удаления крышек. Ползун, несущий штамп, перемещается в направляющих станины и приводится в движение шатуном, сидящим на коленчатом валу. Последний приводится во вращение от электродвигателя через вспомогательный вал, пару шестерен и многодисковую фрикционную муфту — тормоз. На концах коленчатого вала установлены кулачки привода установочного упора и магнитного сто-130
лика магазина крышек. На правом конце коленчатого вала также укреплена коническая шестерня привода каретки подачи крышек. На станине укреплены стол машины, на котором расположены магазин крышек, колонки и подштамповая плита подвивочной
Рис. 90. Продольный разрез подвивочной машины для фигурных крышек:
1 — станина; 2 — смазочная станция; 3 — передаточный вал; 4 — шестерня муфты; 5 — фрикционная муфта; 6 — фрикционный тормоз; 7 — шатун; 8 — ползун; 9 — направляющие ползуна; 10 — толкатель привода упора; 11 — стол; 12 — упор; 13 — верхняя плита штампа; 14 — магнитная стенка магазина; 15 — магнитный столик; 16 — стол для крышек; 17 — ползун каретки подачи крышек; 18 — транспортер; 19 — рычаг привода каретки; 20 — толкатель привода магнитного столика; 21 — шестерня привода каретки; 22 — коленчатый вал; 23 — маховик; 24 — электродвигатель; 25 — прижим; 26 — пуансон штампа; 27 — крышка; 28 — прнжнмное кольцо; 29 — подвивочиая матрица; 30 — рычаг блокировки смятой крышки; 31 — передняя стенка магазина
матрицы, а также каретки перемещения крышек. Машина снабжена приемным ременным транспортером, перемещающим крышки от пресса в магазин подвивочной машины, и собирающим лотком, в который поступают подвитые крышки.
Машина работает следующим образом (рис. 90): крышки, выпадающие из штампа пресса, по приемному лотку подающего транс-9* 131
портера падают на ремни транспортера и, зажатые между верхним и нижним ремнем транспортера, перемещаются к подвивочной машине. Транспортер выполнен с перекрещивающимися ремнями, поэтому крышки по пути к подвивочной машине переворачиваются вокруг своей продольной оси на 180° и поступают в подвивочную машину фланцем вверх. Подающий транспортер выбрасывает крышки в колодец магнитного магазина машины. Колодец ма-
АА увеличено
26 25
Рис. 91. Устройство подвивочного штампа (поз. см. рис. 90)
газина состоит из двух боковых щек, в которые встроены сильные магниты. Задняя стенка колодца ограничена столиком, по которому поступают в магазин крышки, а передняя стенка представляет собой рычаг, связанный с конечным выключателем, и служит блокировочным устройством для остановки машины при замятии крышек.
Под действием боковых магнитов поступающие в магазин крышки зависают в середине колодца и не ложатся на его дно. Забор нижней крышки для подачи ее под штамп производится магнитным столиком, который под действием кулака поднимается вверх, притягивает нижнюю крышку и опускает ее на стол машины. Крышка, уложенная на стол, перемещается пальцами каретки к подвивочному штампу (рис. 91). Во время движения крышки ползун машины находится внизу и пуансон штампа, прикрепленный к ползуну, расположен ниже уровня стола и не мешает крышке заходить в зону штампа. Поданная под штамп 132
крышка центруется периодически выступающим из-под стола установочным упором и прижимается к столу прижимом, выступающим из верхней матрицы штампа.
При подъеме ползуна крышка поднимается пуансоном со стола, прижимается к пуансону по фланцу прижимным кольцом и в таком положении входит в неподвижную матрицу, которая подгибает борт крышки. Затем при опускании ползуна крышка опять ложится на стол, установочный упор опускается под стол, и каретка выбрасывает крышки из-под штампа в собирающий наклонный лоток в стопку.
Машина может подвивать прямоугольные и овальные крышки с производительностью до 160 шт!мин.
6. ПОДВИВОЧНЫЕ МАШИНЫ ДЛЯ КРЫШЕК СТЕКЛЯННОЙ ТАРЫ
Формообразование завитка на крышках типа СКО заключается в постепенном загибе краев венчика крышки в местах контакта отгибочных роликов с крышкой (рис. 92).
Рис. 92. Схемы формообразования завитка на крышках типа СКО
Эта операция производится двумя способами. При первом способе (см. рис. 92, слева) венчик крышки обкатывается двумя вращающимися роликами. Наружный завивочный ролик / вращается вокруг своей оси и одновременно перемещается к центру оси вращения внутреннего завивочного ролика 2. Крышка 3, расположенная между наружным и внутренним роликами, обкатывается между ними. При этом выступающая часть венчика крышки загибается внутрь. Оба ролика для сохранения лакового и оловянного покрытий крышки вращаются с одинаковой скоростью.
Второй способ (см. рис. 92, справа) формообразования завитка заключается в обкатке венчика крышки между наружной неподвижной профильной дугой ] и роликом 2, который вращается вокруг
133
Рис. 93. Четырехшпиндельная подвивочная машина:
], 18 —• течка; 2 — стол; 3, 4, 5 — секторы; 6 — болты; 7 — шпиндели; 8 — подвивочный ролик; 9 — пружина; 10 — ползуны; 11 — на правляющие; /2 — вал; /3 — подвивочная головка; 14 — транспортер; 15 — гайка; 16, 22 — пальцы; 17 — цепной транспортер; /9 —элек тродвигатель; 20, 21 — стойки станины
своей оси и одновременно вокруг оси ротора. Крышка 3, зажатая между дугой и роликом, обкатывается между ними, и выступающая часть заготовки венчика крышки загибается.
В зависимости от применяемого способа формообразования загиба венчика различают подвивочные машины одношпиндельные (первый способ) и многошпиндельные (второй способ).
Одношпиндельная машина типа ЗИК-1 для крышек СКО вследствие малой производительности в настоящее время не выпускается. Для производства крышек СКО наибольшее распространение получили четырехшпиндельные подвивочные машины, работающие синхронно с прессом.
Основы расчета подвивочных машин для крышек жестяной и стеклянной тары приведены в работе [7].
Четырехшпиндельная подвивочная машина системы Пономарева. Отштампованные крышки СКО по течке подаются к подвивочной машине (рис. 93). На станине 20 устанавливается транспортер 14, подающий крышки к поворотной ориентирующей течке 18. Цепной шаговый пальцевый транспортер 17 синхронно подает крышки к головке 13 стола 2, к которому крепятся неподвижные подвивочные секторы. Крышки по направляющей течке 1 поступают на ленту транспортера 14, который обеспечивает движение крышек к поворотной течке 18, состоящей из двух направляющих, по которым крышки перемещаются к пальцам цепного транспортера. Расстояние между пальцами 22 выбрано таким, чтобы между ними свободно поместилась только одна крышка.
Головка 13 жестко соединена с верхним концом вала 12. В четырех направляющих И перемещаются в горизонтальной плоскости ползуны 10. В корпусе ползуна имеются пружины 9, обеспечивающие прокатывание крышки без проскальзывания и компенсирующие разнотолщинность жести. Пружина обеспечивает прижим ползунов совместно с подвивочным роликом 8 к неподвижному среднему сектору 4.
Усилие прижима регулируется гайкой 15. Неподвижные подвивочные секторы закреплены на столе 2; они состоят из трех частей: верхней 5, средней 4 и нижней 3, скрепленных болтами 6. Рабочая плоскость верхнего сектора 5 изнашивается, поэтому сектор периодически перетачивается. Шпиндели 7 вращаются в корпусе ползуна вокруг своей оси и вокруг оси 12. На корпусе ползуна закреплен выталкивающий палец 16. По окончании подвивки крышки выталкиваются пальцем в боковую течку, которая направляет их на укладку резиновых колец.
Производительность машины 226 крышек в минуту при четырех подвивочных головках. Мощность электродвигателя 1 кет, п = 1410 об!мин. Габаритные размеры машины (длина X ширина х высота) в мм-. 1925x522x800. Масса 220 кг.
135
Глава К/. ПАСТОНАКЛАДОЧНЫЕ МАШИНЫ
Пастонакладочные автоматы, предназначенные для нанесения пасты на поле крышки, могут быть однопозиционными или многопозиционными.
в
12
11
Ю
21
22
52
П 25
16 — ролик
17 — рычаг
20 —
7
1/5
75
Рис. 94. Пастонакладочная машина фирмы Нагема (поз. 31—38 и поз.
53—55 см. рис. 95):
1 — станина; 2 — основной вал; 3 — кулачок; 4 — ролик; 5, 27, 53— пальцы;
6 — ползун; 7 — шпиндель, 8 — патрон; 9 — кривошипный палец; 10 — шатун; 11 — рычаг; 12, 18 — тяга;
13 — салазки; 14 — сдвоенный кулачок;
15 — зубчатое колесо; управления коромыслом; подъема тяги; 19 — коромысло; штурвал; 21, 22 — коническая пара;
23 — вал привода шнинедля; 24 — цилиндрическое зубчатое колесо; 25 — са-29 — корпус разливочного устройства;
лазки; 26 — магазин; 28 — приемный магазин; ... .
30 — поворотный кронштейн; 31 — сопло; 32 — клапан; 33 — диафрагма; 34 — пружина; 35 — защелка; 36 — подвижный упор; 37 — пята; 38 — кронштейн; 39 — компрессор; 40 — ресивер; 41 — кривошипно-шатунный механизм; 42 — зубчатая передача; 43 — приводной вал; 44 — бак для пасты; 45 — регулятор давления; 46 — манометр; 47 — предохранительный клапан; 48 — крышка; 49 — упор; 50 — прижим; 51 — основание приемного магазина; 52 — магазин; 45 — болт; 55 — рукоятка
Однопозиционная машина Нагема устроена следующим образом. В станине 1 (рис. 94) в подшипниках установлен вал 2, несущий на одном конце кулачок 3. В пазу, с торца кулачка, поме-136
щен ролик 4. Последний надет на палец 5 ползуна 6, передающего ему вертикальное возвратно-поступательное движение. Ползун также несет шпиндель 7 с патроном 8. С другой стороны кулачка 3 закреплен кривошипный палец 9, который при помощи шатуна 10, рычага 11 и тяги 12 приводит в возвратно-поступательное движение салазки 13. На другой конец вала насажен сдвоенный кулачок 14 и зубчатое колесо 15. Ролик 16, обегающий кулачок,
Рис. 95. Разливочное устройство пастонакладочной машины фирмы Нагема (позиции см. рис. 94)
укреплен на пальце рычага 17 и при помощи тяги 18 управляет коромыслом 19 разливочного устройства (рис. 95).
Вал 2 (см. рис. 94) приводится во вращение от электродвигателя и делает один оборот за цикл. Шпиндель 7 свободно скользит в отверстии конического зубчатого колеса 21, находящегося в зацеплении с зубчатым колесом 22, и получает вращение от вала 23 и зубчатого колеса 24. Патрон 8, навинченный на верхний конец шпинделя, проходит через отверстие станины. По его бокам расположены рейки салазок 25. Последние движутся в пазах основания магазина 26 подачи крышек и несут на передних концах два пальца 27. На той же плоскости станины установлен магазин 28.
Корпус 29 разливочного устройства прикреплен к поворотному кронштейну 30. В корпусе размещен игольчатый клапан 32 (см. рис. 95). Конец его перекрывает отверстие сопла 31, средняя 137
часть клапана присоединена к резиновой диафрагме 33, зажатой в корпусе 29. Диафрагма герметизирует корпус, оставляя клапану возможность перемещения. На заплечик клапана давит пружина 34. Верхний конец клапана шарнирно соединен с концом коромысла 19, качающегося в подвижном упоре 36. Рядом с упором установлена защелка 35 механизма «нет крышки — нет розлива». Защелкой управляет пята 37 (см. рис. 94), свободно вращающаяся в отверстии кронштейна 38.
Компрессор 39 нагнетает воздух в ресивер 40 (см. рис. 94). Поршень компрессора получает движение от кривошипно-шатунного механизма 41 и зубчатой передачи 42 привода, связанной с валом 43. На станине установлен бак 44 для пасты. Компрессор, ресивер и бак соединены общим воздухопроводом, на котором смонтированы редукционный регулятор давления 45, манометр 46 и предохранительный клапан 47.
Машина работает следующим образом. Бак заполняют пастой, затем крышку 48 закрывают, включают электродвигатель и в ресивер нагнетают воздух, который поступает в бак, давит на пасту и заставляет ее заполнять пастоотводящую трубку. После этого в магазин 26 загружают стопку крышек и включают машину. Рейки салазок 25, перемещаясь назад, верхними боковыми выступами отделяют нижнюю крышку от стопки, и она опускается на плоскость стола. Затем салазки возвращаются, рейки нижними выступами захватывают крышку и заталкивают ее на опущенный патрон 8. Вслед за этим кулачок 3 поднимает ролик 4 с ползуном и вращающимся шпинделем, вводит патрон 8 в выемку и также поднимает ее. Крышка прижимается к пяте 37, толкает ее вверх и начинает вращаться под действием вращающегося патрона. Вместе с пятой поднимается блокирующий упор 49 (см. рис. 95). Последний поворачивает защелку 35 и подводит ее под головку упора 36, и упор не может опуститься.
В дальнейшем кулачок 14 (рис. 96) заставляет рычаг 17 повернуться, а тяга 18, опускаясь, тянет за собой конец коромысла 19. Другой ее конец поднимает игольчатый клапан 32 (см. рис. 95), и паста выливается из сопла 31 на поле вращающейся крышки. После того как крышка сделает немногим более двух оборотов, ролик 16 сбегает с выступа кулачка 14 (см. рис. 94), пружина, действующая на рычаг 17, приводит систему в исходное положение, а игольчатый клапан, опускаясь, закрывает отверстие сопла. Вслед за этим патрон также опускается.
Крышка, оставленная на столе, подхватывается средними выступами салазок 25 и заталкивается под прижимы 50, установленные за патроном; на место залитой крышки устанавливается новая, и цикл повторяется. При следующем движении салазок вперед пальцы 27 выталкивают крышку из-под прижимов и заводят ее в скос основания 51 приемного магазина 52. Крышка подпирает стопу вышерасположенных концов и сама укладывается в стопку. Если прекращается подача крышек, то при очередном 138
подъеме патрона 8 пята 37 попадает в его выточку и не поднимается, а защелка 35 остается отклоненной от головки упора 36. В этом случае тяга 18, опускаясь, тянет за собой конец коромысла 19 вместе с упором 36, игольчатый клапан остается неподвижным и паста не выливается.
В рабочем положении плоскость поля крышки должна отстоять от конца сопла на 1,2—1,5 мм. При более низком расположении сопло входит в слой пасты и загрязняется. Высокое расположение конца сопла недопустимо, так как при этом струя вытекающей
19 31
Рис. 96. Кинематическая схема па-стонакладочной машины фирмы Нагема (позиции см. рис. 94)
пасты может захватить с собой воздух и пленка будет включать пузырьки воздуха. Сопло по высоте устанавливается при помощи пальца 53 (см. рис. 95), который перемещается вместе с кронштейном 30 и корпусом 29. Положение пальца фиксируется болтом 54. Горизонтальное положение сопла регулируется упорным винтом, к которому подводится корпус при повороте его вокруг пальца 53. Окончательное положение корпуса фиксируется рукояткой 55. Поворотом корпуса в ту или иную сторону сопло устанавливается также тогда, когда машина переводится на другой диаметр крышки.
Конец игольчатого клапана выполняется цилиндрическим. Он должен свободно проходить через отверстиё сопла и выступать наружу на 0,5—0,6 мм. Это позволяет автоматически очищать отверстия от возможного загрязнения и сохранять постоянство рабочего сечения. Сопло перекрывается конической частью клапана. При подъеме и опускании клапана 32 паста из сопла вытекает неравномерно. Для получения равномерной толщины слоя места начальной и конечной подачи пасты должны перекрывать
139
одно другое. Именно поэтому во время разлива крышка должна делать немногим более двух оборотов. Выдержка клапана в открытом состоянии обеспечивается поворотом одной части сдвоенного кулачка 14 относительно другой; при недостаточной выдержке дугу выступа кулака удлиняют, а при излишней выдержке — укорачивают.
Количество наносимой пасты регулируется изменением сечения струи путем удлинения или укорочения величины подъема
Рис. 97. Разливочное устройство пастонакладочной машины Симферопольского завода им. Куйбышева:
1,4 — винты; 2 — кронштейн; 3 — тяга; 5 — стержень; 6 — пята;
7 — клапан; 8 — сопло; 9 — ось
клапана. Ход клапана регулируется гайками, навинченными на тягу 18. Менее точная регулировка может быть произведена изменением давления воздуха в баке 44 при помощи редукционного регулятора давления 45.
Механизмы разлива пасты и подачи крышек должны иметь свободный доступ для осмотра, очистки и замены отдельных деталей, поэтому основание магазина 26 и прижимы 50 выполнены съемными. После удаления указанных деталей и поворота кронштейна с корпусом разливочного устройства в сторону можно легко очистить машину от загрязнений.
При замене деталей разливочного устройства последнее снимается с пальца 53, корпус 29 отделяется от кронштейна 30, а верхний конец игольчатого клапана 32 освобождается от коромысла 19 (см. рис. 95). При переводе машины на крышки другого диаметра патрон 8 свинчивается и заменяется другим, а кольцевой . 140
проем между патроном и столом заделывается шайбой. Основание магазина 26 также меняется, а рейки салазок 13 смещаются поперек стола так, чтобы они попали в направляющие пазы-основания. Конечное положение салазок устанавливается тягой 18, длина которой изменяется при помощи стяжной гайки. По диаметру крышки располагаются стойки приемного магазина 52.
Описанная машина имеет следующие достоинства: она стабильна в работе, доступна в обслуживании, легко регулируется. К недостаткам ее следует отнести относительную сложность механизма привода разливочного устройства и невысокую производительность (150—175 шт!мин), затрудняющую привязку машины к современным высокопроизводительным прессам.
Пастонакладочная машина Симферопольского завода им. Куйбышева отличается от описанной выше несколько упрощенной кинематикой и более удобным разливочным устройством (рис. 97). Последний не имеет приводных устройств; игольчатый клапан 7 поднимается при подъеме пяты 6 со стержнем 5, непосредственно воздействующей на тягу 3; опускаются детали пружинами; дозирование обеспечивается винтом 4.
Кронштейн 2 разливочного устройства поворотом вокруг оси 9 откидывается вверх и легко устанавливается на место. Положение сопла 8 регулируется винтом 1.
К недостаткам машины следует отнести наличие колена на основном валу, а также сложную систему подачи крышек. По производительности (160 шт!мин) машина также малопригодна для привязки к современным высокопроизводительным прессам.
Технические характеристики пастонакладочных машин приведены в табл. 15.
Таблица 15
Технические характеристики пастоиакладочиых май ин
Показатели Однопозициоиные машины Четырех -позициониая карусельная машина
Симферопольского завода им. Куйбышева Фирмы Нагема
Производительность в шт!мин . . 150—160 150—175 400—500
Диаметры концов в мм 50—100 45—113 50—100
Мощность электродвигателя в кет 1 0,52 1,7
Мощность электрокалорифера в кет Габаритные размеры в мм: — — 15,0
длина 1410 1350 1900
ширина 910 1180 2000
высота 1500 1400 3000
Масса в кг 550 480 —
141
1. СУШИЛЬНЫЕ УСТАНОВКИ
Паста, нанесенная на концы, высушивается в сушилках непрерывного действия нагретым воздухом.
Сушильные установки линии Нагема и Симферопольского завода устроены примерно одинаково. На каркасе 9 смонтирована сушильная камера 8 прямоугольного сечения с двойными стенками (рис. 98). На камере установлен калорифер 2 с электрическими нагревательными элементами и вентилятор 1, присоединенный к калориферу. Рядом с сушильной камерой расположена охлаждающая камера 4, в верхней части которой закреплен осевой вентилятор 3.
Через обе камеры пропущен пластинчатый транспортер 5, приводимый в движение от электродвигателя 7 через редуктор 6. Полотно транспортера натягивается механизмом 10, расположенным с загрузочной стороны сушилки. Камеры с торцов перекрываются двухстворчатыми дверцами, открывающимися в сторону движения полотна.
В сушильную камеру воздух нагнетается по каналам, образованным двойными стенками, и через отверстия во внутренних стенках. Температура воздуха регулируется терморегулятором; замеряется температура термометром, установленным на боковой стенке. Сушилку предварительно прогревают, затем на движущееся полотно устанавливают концы, уложенные в стопки, высотой немного меньше высоты канала камеры. Перемещаясь, стопки нажимают на дверцы, открывают их и поступают в камеру. Под действием горячего воздуха крышки постепенно нагреваются, жидкая фаза пасты испаряется и уносится циркулирующим воздухом.
В процессе работы часть воздуха, насыщенного парами, прорывается через дверцы наружу, определенное количество свежего воздуха систематически засасывается в систему и включается в рециркулирующий воздушный поток. По выходе из сушильной камеры концы поступают в камеру охлаждения. Остуженные стопки вручную снимаются с транспортера, укладываются в тару и передаются на склад или к закаточным машинам.
К сушильной камере должна быть подведена вытяжная вентиляция.
По конструкции сушильная установка проста, однако она имеет серьезные недостатки.
1. Концы плотно уложены в стопки, это исключает возможность непосредственного воздействия воздуха на пасту, поэтому продолжительность сушки увеличивается.
2. В каждой стопке верхние концы нагреваются интенсивнее нижних, т. е. концы сушатся неравномерно по высоте стопки.
3. Так как сушилку нельзя присоединить к пастонакладочной машине, то дополнительно необходим обслуживающий персонал.
4. Установка занимает значительную площадь.
142
Рис. 98. Сушильная установка:
1,3 — вентиляторы; 2 — калорифер;'4 — камера охлаждения; 6 — пластинчатый транспортер; 6 — редуктор; 7 — электродвигатель; 8 — сушильная камера; 9 — каркас; 10 — натяжной механизм
w
Все эти недостатки ликвидированы в сушилках, совмещенных с пастонакладочными машинами.
Техническая характеристика сушилки
Производительность в шт/ч.........................До 10 000
Продолжительность сушки в мин .................... » 20
Температура сушки в °C ........................... » 65—70
Мощность электродвигателя в кет: привода ....................................... 0,6
вентилятора ................................... 1,0
осевого вентилятора ........................... 0,27
нагревательных элементов........................ 5,0
Габаритные размеры в мм: длина ........................................ 3300
ширина......................................... 1160
высота......................................... 1900
Масса в кг............................................ 560
2. ЧЕТЫРЕХПОЗИЦИОННАЯ КАРУСЕЛЬНАЯ ПАСТОНАКЛАДОЧНАЯ МАШИНА
На автомате разливается и высушивается паста при непрерывном перемещении потока крышек.
В коробчатой станине 1 закреплена вертикально полая колонка 2, на которую надета карусель 3 (рис. 99). В каждое отверстие карусели вставлен ползун 4, несущий на пальце ролик 5. Последний обегает неподвижный кольцевой кулачок 6 и служит для вертикального перемещения ползуна. Верхний конец ползуна несет патрон 7, свободно вращающийся на пальце 8.
На той же станине /вращается разливочная головка, присоединенная к карусели 3. В отверстия головки вставлены четыре шпинделя 9 соосно с ползунами 4. Снизу на каждый шпиндель навинчен упорный патрон /0; сверху на шпинделе закреплено зубчатое колесо 11, облегающее неподвижное зубчатое колесо 12.
На разливочной головке рядом с каждым шпинделем установлен разливочный механизм, принцип действия которого мало отличается от ранее рассмотренного (рис. 100).
Сквозь полую колонну пропущена труба 13 (см. рис. 99), по которой подается паста. Нижний конец трубы проходит через сальниковое уплотнение бака 14 для пасты, верхний конец несет головку с четырьмя изогнутыми трубками 15, подающими пасту в разливочные механизмы.
В баке 14 имеется пропеллерная мешалка 16 для периодического перемешивания пасты, приводимая во вращение вручную. Воздух нагнетается в бак компрессором, прикрепленным сбоку машины. Давление воздуха регулируется при помощи предохранительного клапана 17 и устанавливается по манометру.
Над столом машины расположены: магазин 18 (рис. 101) с приемной звездочкой 19, загрузочная звездочка 20, подающая крышки на патроны, и разгрузочная звездочка 21, передающая залитые крышки в сушилку 22. Звездочки закреплены на верти-144
кальных валах, несущих зубчатые колеса 23. Для предотвращения смещения крышек звездочки имеют направляющие 24.
На вертикальный вал сушилки 22 насажены диск 25, основание 26 барабана и головка 27. Через отверстия основания и головки пропущены восемь транспортирующих винтов 28. Нижний конец каждого винта при помощи шарнира Гука присоединен к валику 29, несущему зубчатое колесо 30, которое обегает неподвижное зубчатое колесо 31.
Между винтами 28 дополнительно установлены по два направляющих стержня 32, верхние концы которых вставлены в отверстия головки 27.
Винты 28, стержни 32 и головки образуют направляющие для перемещения высушиваемых концов.
Над головкой неподвижно закреплен палец 33 (см. рис. 99), предназначенный для удаления концов, прошедших через сушилку. Снаружи сушилка покрыта кожухом 34, снабженным дверцами для обслуживания машины.
Воздух в сушилку нагнетается вентилятором 35, прогоняющим воздух через электрокалорифер 36, трубу 37 и центральное отверстие в головке 27. Всасывающая труба 38 вентилятора присоединена к внутренней полости сушилки в нижней ее части. При помощи патрубка 39 с шибером в систему можно засасывать определенное количество свежего воздуха.
Машина приводится в движение от электродвигателя 40 через клиноременную передачу и червячную пару.
Компрессор получает движение от того же электродвигателя через другую клиноременную передачу. Включается и выключается машина при помощи фрикционной муфты.
Во время работы ножи приемной звездочки 19 отделяют каждую очередную крышку, которая, падая на стол, захватывается упором и передается к загрузочной звездочке 20, ставящей крышку на опущенный патрон 7. Далее патрон поднимается и прижимает крышку к вращающемуся упорному патрону 10.
Поднимаясь, крышка толкает вверх стержень 41 и защелка 42 защемляет подвижный упор 43. Ролик 44 рычажка, перемещаясь в пазу кулачка 45, заставляет рычажок повернуться, игольчатый клапан поднимается, а паста выдавливается через отверстие сопла и заливает поле вращающейся крышки.
Затем клапан опускается и подача пасты прекращается. Вслед за этим опускается патрон и крышка, захваченная разгрузочной звездочкой, выводится из-под разливочной головки и заталкивается во впадины резьбы двух смежных винтов сушилки. Каждая крышка за один оборот вала сушилки поднимается на величину шага резьбы (5—6 мм). Так постепенно заполняется вся сушилка.
Поступающий в сушилку горячий воздух равномерно обдувает каждую крышку и вторично засасывается в систему. Часть воздуха прорывается через загрузочное и разгрузочное отверстия и заменяется свежим воздухом, поступающим из патрубка 39.
Ю Я. Ю. Локшин 145
По достижении крайнего верхнего положения каждая крышка, вращаясь вместе с сушилкой, упирается в неподвижный разгрузочный палец 33 и сталкивается им в желоб. В лотке 46 крышки складываются в стопки и оттуда удаляются вручную.
При переводе машины на крышки другого диаметра меняются звездочки, направляющие, магазин, патроны, а также основание и головка сушилки.
Винты соответственно смещаются внутрь или наружу и регулируют положение сопел относительно крышек, смещая их в нужную сторону.
Машина имеет высокую производительность, стабильна в работе и может быть привязана к автоматическим прессам, так и к высокопроизводительным закаточным машинам. Качество сушки на машине высокое, обслуживание машины значительно упрощено.
Рис. 99. Четырехпозиционная карусельная пастонакладочная
1 — станина; 2 — колонна; 3 — карусель; 4 — ползун; 5 — ролик; 6, 45 — кулачок; 13, 37 — труба; 14 — бак; 15 — трубки; 16 — мешалка; 17 — предохранительный кла 24 — направляющие; 25 -- диск; 26 -• основание; 27 — головка; 28 — винты; 29 — всасывающая труба; 39 — патрубок; 40 — электродвигатель; 41 — стержень;
146
К недостаткам машины следует отнести ную кинематику сушильного устройства очистки винтов при загрязнении пастой.
несколько усложнен-и затруднительность
машина (поз. 25—32 см. рис. 101, поз. 47, 48 см. рис. 100):
7, ю — патроны; 8, 33 — палец; 9 — шпиндель; 11, 12, 23, 30, 31 — зубчатые колеса; паи; 18 — магазин; 19 — приемная звездочка: 20, 21 — звездочки; 22 — сушилка; валик; 32 — стержни; 34 — кожух; 35 — вентилятор; 36 — электрокалорифер; 38 — 42 — защелка; 43 — упор; 44 — ролик; 46 — лоток; 47 — клапан; 48 — сопло
10* 147
Рис. 100. Разливочное устройство четырехпозиционной пасто-иакладочиой машины (позиции см. рис. 99)
Рис. 102. Схема сушилок вертикального типа: а — резьбовой барабанной; б — винтовой двухканальной
Рис. 101. Схема перемещения концов в машине (позиции см. рис. 99)
148
В некоторых машинах винты сушилки заменены двумя неподвижными концентрическими цилиндрами, снабженными резьбой по образующей (рис. 102, а). При этом упрощается конструкция сушилки, полезная емкость ее увеличивается. Однако для каждого диаметра крышки должны быть свои цилиндры.
Встречаются также сушилки с двумя парами параллельных винтов, вращающихся только вокруг своей оси (рис. 102, б). Последние транспортируют крышки вверх, затем вниз.
3. РАСЧЕТ ПАСТОНАКЛАДОЧНОЙ МАШИНЫ
Определение скорости вращения шпинделя разливочного устройства. Предельной будет скорость вращения ппр, при котором под действием центробежных сил паста поднимается до края завитка, не выливаясь (рис. 103).
Пусть:
Vг — начальный объем пасты в спокойном состоянии;
V2 — объем пасты в завитке;
V3—объем пасты вне завитка при вращении крышки.
В установившемся вращении поверхность пасты примет форму параболоида вращения.
Учитывая незначительную величину рассматриваемых размеров, без большой погрешности можно допустить, что незаполненный объем равен части усеченного конуса:
х
У6 = — nRlH= л | у2 dx —
х.
Так как у2 = 2рХ, предельному значению X соответствуют у = R1, значению х2 У = ^2, то, подставив их в уравнение, получим
f 2рХ dX = р ( X2 - X?) = 1 ~ .
149
Известно, что в рассматриваемом случае р = поэтому
// (Я* + R& + Rl) п2 (Rl + Rl) (Rj ~ Rl) 3 4-302 ’
„п 1 Г Н (R1 + R1R2 + Ri)
а искомая скорость вращения ппр = 60 I/ -2 2—
F ( “И а2/ (^1 — *'2/
Неизвестное Rt нетрудно определить из условия, что
V2 + V3= V,.
Необходимо однако иметь в виду, что паста имеет значительную вязкость, длительность вращения незначительна, поэтому действительное число оборотов может быть больше.
В тех случаях, когда объем пасты Vi равен объему завитка V2, радиус R 2 становится равным Rlt а скорость вращения теоретически становится неограниченной, что также видно из приведенного уравнения. В частности, для банок диаметром 99 мм радиус R! = 55 мм, R 2 = 54 мм; Н — 2 мм, объем завитка V2 = 0,41 мл; следовательно, при объеме пасты по норме = 0,35 мл разбрызгивания под действием центробежных сил не наступит.
Определение расхода воздуха. Учитывая, что процесс сушки ведется с частичной рециркуляцией воздуха, расход воздуха на 1 кг влаги рассчитывается следующим образом:
удельный расход свежего воздуха
, 1000
— d —d Кг’ и2 и0
удельный расход смеси воздуха, циркулирующего в системе,
удельный расход рециркулирующего воздуха
где d0 — влагосодержание свежего воздуха, поступающего в калорифер, в г/кг;
d2 — влагосодержание отработанного воздуха в г/кг;
dc — влагосодержание смеси, поступающей в сушилку после нагрева в калорифере, в г!кг.
Зная температуру воздуха, поступающего в сушилку и уводимого из нее, значения d0, d2 и dc могут быть найдены по диаграмме J—d.
Общий объемный расход воздуха, нагнетаемого вентилятором,
V = Vol4W м3/ч, где Vo — объем влажного воздуха, приходящегося на 1 кг сухого воздуха, в м3/кг;
150
It? — количество испаренной влаги в кг/ч, равное разности массы крышек до и после высушивания.
Зная величину V, можно подобрать производительность вентилятора.
Определение расхода тепла. В нормальном режиме расход тепла
QooU( — Qi + Q2 Q3 + Qi ~Т Qs Н~ Qnom-
Здесь:
Qj — секундный расход тепла на нагрев крышек;
Q2 — то же, пасты;
Q3—то же, на выпаривание влаги;
Q4 — то же, на нагрев транспортера;
Q6 — то же, на нагрев свежего воздуха;
Qnom — потери тепла в окружающую среду.
Тепло, расходуемое на нагрев, определяется по общеизвестному уравнению
Q~ Gc
где G — масса нагреваемого материала;
с — теплоемкость в джКкг • град);
—начальная температура продукта;
t2 — конечная температура продукта.
Тепло, затрачиваемое на выпаривание влаги,
Q3 = Wr,
где г — теплота парообразования при заданной температуре. Удельный расход тепла на нагрев свежего воздуха
q = lc (G —10) = 10Q? '°’ дж)кг {ккал/кг),
где zT — энтальпия воздуха на выходе из калорифера;
i0 — энтальпия свежего воздуха.
Так как
Ge ^2 &с
G ^2 ^0
то расход тепла на нагрев свежего воздуха
Q,.e = qW = W .
“2-- «о
Потери тепла в окружающую среду составляют примерно 10— 15% от общего расхода тепла.
По суммарному расходу тепла рассчитывается мощность электронагревателей калорифера:
1 000 т) Л 0,7.
151
Глава К//. СДВОЕННЫЕ ДИСКОВЫЕ НОЖНИЦЫ
В автоматических линиях для изготовления корпусов листовая жесть раскрывается на сдвоенных дисковых ножницах. Независимо от конструктивных особенностей машина состоит из двух частей, установленных под углом 90° и связанных единой системой подачи. Листы в машину могут загружаться вручную или при помощи подавателя.
Сдвоенные ножницы фирмы Нагема (рис. 104) устроены следующим образом. На общем основании попарно закреплены четыре стойки 8, в прорези которых помещены глухие подшипники 4, несущие валы 3. С одной стороны на концы валов насажены зубчатые колеса 5, с другой стороны — упорные подшипники 1, которые регулируются гайками. В средней части валов расположены ступицы 7 с ножами 6.
Каждая пара валов приводится в движение от индивидуального электродвигателя (рис. 105).
В проеме между смежными ножами для предотвращения прогиба жести расположены’ направляющие 2. К стойкам 8 (см. рис. 104) прикреплены приемный стол 9 и промежуточный стол 24 плоскость которого расположена ниже плоскости приемного стола. В пазах приемного стола возвратно-поступательно движутся салазки //подачи листов. На столе установлена направляющая 10, обеспечивающая нужную ширину краевого отхода и правильное расположение линий реза. Перед первой парой основных валов 3 установлены две пары выносящих валиков 12, которые вращаются в том же направлении, что и дисковые ножи, и с той же окружной скоростью. Подшипники каждой пары верхних валиков 12 сидят в пазах кронштейнов 13. На каждый подшипник давит пружина, нажатие которой регулируется винтом 23.
В пазах промежуточного стола 21 помещен цепной транспортер 20 с пальцами 22, приводимый в движение звездочками 14, надетыми на нижний основной вал 3 второй части машины. Цепи транспортера надеты также на звездочки 24, сидящие на валике 25. Натяжное устройство цепного транспортера расположено под столом. Валик 25 при помощи цепной передачи 17 приводит в движение механизм подачи листов приемного стола (см. рис. 105). Звездочки закреплены на валах стопорными винтами, позволяющими поворачивать звездочки относительно валов при наладке.
По краям промежуточного стола установлены две направляющие 19 (см. рис. 104). К переднему концу одной из них прикреп-152
лена плоская пружина 18, предназначенная для ориентирования полосы в момент подачи ее под дисковые ножи. Полосы,.полученные после первой операции резки, прижимаются к промежуток-
Рис. 104. Сдвоенные дисковые ножницы фирмы Нагема:
1 — упорный подшипник; 2 — направляющая; 3 — вал; 4 — подшипник; 5 — зубчатые колеса; 6 — дисковые иожи; 7 — ступица; 8 — стойки; 9 — приемный стол; 10 — боковая направляющая; 11 — салазки; 12 — задние выносящие валики; 13 — кронштейн; 14 — звездочка; 15 — передние выносящие валики; 16 — шарнирные направляющие;
17 —цепная передача; 18 — плоская пружина; 19 — направляющая промежуточного стола; 20 — цепной транспортер; 21 — промежуточный стол; 22 — пальцы подачи полос;
23 — винт; 24 — задняя звездочка цепного транспортера; 25 — валик
ному столу при помощи шарнирных поперечных направляющих 16, число которых устанавливается по числу одновременно получаемых из листа полос. Перед ножами второй операции расположена пара выносящих валиков 15 и приемный механизм. На выходе установлены специальные направляющие для отвода отходов.
153
Машина работает следующим образом. Очередной лист вручную накладывается на приемный стол и прижимается одновременно к направляющей 10 и поперечной планке салазок//. Перемещаясь вперед, салазки подают лист к дисковым ножам. Послед-
ние захватывают его и разрезают на полосы, которые валиками 12 переносятся на промежуточный стол; отходы направляются вниз. Каждая полоса, прижатая в средней части поперечной направляющей 19, упирается в выступы пальцев 22 цепного транспортера, слегка прогибается и отделяется от смежной полосы.
154
Расстояние между пальцами в ряду несколько больше возможной ширины полосы, поэтому, перемещаясь, пальцы выходят из-под лежащей сверху полосы, упираются в край каждой впереди расположенной полосы и подают ее под дисковые ножи второй операции резки. Полученные заготовки падают в магазин и укладываются в стопки; отходы удаляются боковыми направляющими.
Пальцы правой цепи транспортера выполняются с односторонним боковым скосом (рис. 106). Такая форма предотвращает зацепление пальца за край полосы, выходящей после первой операции резки, и способствует укладке ее поверх движущихся пальцев.
Рис. 106. Пальцы цепного транспортера:
а — нерегулируемый; б — регулируемый; 1 — гайка; 2 — втулка; 3 — корпус; 4 — упор
В промежуточном столе 21 (см. рис. 104) проделаны три продольных паза. Это позволяет правую цепь транспортера (считая по ходу) располагать в крайнем или среднем пазу и тем самым изменять расстояние между цепями с изменением длины транспортируемой полосы. Схема регулируемого пальца транспортера показана на рис. 106, б.
Правильность установки места и качества резки проверяется по готовым заготовкам. Ножи затачиваются приспособлением, устанавливаемым вместо выносных валков.
Рассматриваемая машина имеет ряд положительных особенностей.
1. Опоры основных валов выполнены в виде подвижных подшипников, вставленных в пазы стоек. Это позволяет легко снимать валы при смене набора ножей; на одном конце основного вала нет деталей, что упрощает установку или смену ножей.
2. Положение каждого подшипника регулируется болтами по высоте, что позволяет точно устанавливать величину перекрытия ножей, а также при необходимости затачивать ножи не только с торцовой стороны, но и по образующей.
3. Индивидуальные электродвигатели для каждой половины ножниц позволяют изготовлять как двойные, так и одинарные
155
машины с использованием одних и тех же узлов; упрощается кинематика машины.
Недостатки машины следующие:
1. Салазки приемного стола движутся возвратно-поступательно. Холостой возвратный ход вдвое удлиняет время подачи листа и делает машину тихоходной по сравнению с другими машинами. При общепринятой средней скорости резания 1—2 м/сек в указанной машине скорость только 0,65 м/сек. Поперечная планка салазок ориентирует лист всей плоскостью. При непрямолинейности задней кромки лист нередко перекашивается, передняя его сторона неодновременно захватывается ножами и линия реза искривляется. В машине нет вала для привода подавателя жести.
2. Попарно работающие пальцы цепного транспортера нуждаются в индивидуальной подгонке; точность установки пальцев систематически теряется со временем из-за износа цепи в сочленениях.
3. Протягивание листа одними дисковыми ножами при большом расстоянии между ними в ряду не гарантирует прямолинейности реза.
4. Глухие подшипники скольжения основных валов исключают возможность компенсации выработки втулок.
5. При снятии основных валов второй операции нарушается наладка цепного транспортера, так как изменяется положение ведущих звездочек 14 (см. рис. 104).
В новой модели дисковых ножниц фирмы Блема в значительной мере устранены указанные недостатки.
1. Приемный стол снабжен цепным транспортером, а во избежание истирания полуды на столе закреплены тщательно отполированные планки. Как на первом, так и на втором столе привод цепных транспортеров не связан с валами дисковых ножей, что позволяет сохранять неизменность наладки.
2. Подшипники скольжения заменены подшипниками качения.
3. На валах насажены специальные ступицы с резиновыми кольцами, обеспечивающие надежное протягивание листов во время резания.
4. Для обеспечения прямоугольности заготовок на участке второй операции в проеме между ножами установлены два ориентирующих упора, привязанных к коромыслам, приводимым в ка-чательное движение кулачковым механизмом.
5. Базовые размеры столов увеличены, что позволяет раскраивать листы больших размеров.
6. Во избежание увеличения стрелы прогиба средняя часть валов упирается в специальные ролики, сидящие на подшипниках качения.
Машина Симферопольского завода им. Куйбышева (рис. 107) также состоит из двух половин, расположенных под углом 90°, причем стол второй операции повернут направо. В пазах приемного стола размещены цепи транспортера с попарно закрепление
Рис. 107. Дисковые ножницы Симферопольского завода им. Куйбышева:
1 — толкатель; 2 — цепной транспортер; 3 — толкатель промежуточного стола; 4 — реечный транспортер; 5 — магазин; 6 — основные валы
Рис. вых им.
108. Кинематическая схема дисконожниц Симферопольского завода Куйбышева (поз. см. рис. 107)
157
ними на них пальцами для подачи листов. Поперек стола по краям установлены два толкателя /, периодически перемещающиеся один навстречу другому. Упор одного толкателя имеет пружину и прижимает лист к упору противоположного толкателя в момент подачи листа под дисковые ножи. Промежуточный стол также
j
обслуживается сдвоенным цепным транспортером 2. Однако в движение он приводится от отдельного валика, тем самым сохраняется постоянное положение транспортера (рис. 108).
Подача полос под ножи второй операции производится дополнительно сдвоенным реечным транспортером 4, несущим пару пальцев с пружинами. Поперечное положение полосы обеспечивается толкателями 3. Основные валы 6 вращаются в разъемных подшипниках. Ступицы дисковых ножей с резиновыми кольцами надежно обеспечивают протягивание листа во время резания. Магазин 5 для готовых заготовок имеет реечное устройство для разгрузки, позволяющее быстро переместить заготовки вперед 158
и сократить время простоя машины. Машина имеет устройство для привязки к ней привода подавателя жести.
Дисковые ножницы фирмы Тойо Сейкан показаны на рис. 109.
Техническая характеристика дисковых ножниц приведена в табл. 16.
Таблица 16
Техническая характеристика дисковых ножниц
Показатели Дисковые ножницы
фирмы Нагема Симферопольского завода им. Куйбы-ш е в а
Производительность в шт/мин . . 30 40
Наибольшие размеры листа в мм 810X750 800X600
Наименьшая ширина заготовок в мм 45 ' 45
Мощность электродвигателя в кет 3 2,8
Габаритные размеры машины в мм:
длина 2400 3050
ширина 1700 2340
высота 1300 1215
Масса машины в кг 1600 —
1. СИСТЕМА ПОДАЧИ ЖЕСТИ
При раскраивании лакированной или литографированной жести поля, предназначенные для образования продольного шва, должны иметь гарантированные размеры. Поэтому, помимо обеспечения прямоугольности, линии реза должны проходить на строго определенном расстоянии от границ рисунка, нанесенного на лист.
По ГОСТу 13345—67 листы жести могут иметь косину, кромки листов нередко криволинейны и имеют выпуклость в средней части. Такие листы, прилегая к прямолинейной направляющей, приобретают неустойчивое, порой неправильное положение. Во избежание перекосов лист при подаче следует ориентировать по двум базирующим упорам 1, расположенным параллельно основным валам, и по перпендикулярной им боковой направляющей (рис. ПО, а). Планка салазок подачи ножниц фирмы Нагема также может быть снабжена подобными упорами. Ориентирование листа поперек стола обеспечивается одним толкателем и боковой направляющей или двумя поперечными толкателями. Однако целесообразным является толкатель с двумя широко расставленными, свободно вращающимися роликами 2 (рис. ПО, б).
При раскраивании лакированной и литографированной жести важно, чтобы расположение базирующих и направляющих элементов подачи листов на дисковых ножницах и лакировочных машинах было одинаковым. Наиболее ответственным является ориентирование полос на промежуточном столе.
159
Транспортер ножниц Нагема при всей простоте его конструкции не отвечает поставленным требованиям, так как по мере износа цепей попарно работающие пальцы транспортера смещаются и точность подачи листа нарушается. Восстановить правильное
а)
б)
Рис. ПО. Схема ориентирования листа на столе первой операции
положение пальцев можно только механической подгонкой, что неудобно и не гарантирует достаточной точности подачи листов.
Более совершенной является конструкция пальцев, установленных на машине Симферопольского завода им. Куйбышева (см. рис. 106, б). В отверстие корпуса <3 вставлен упор 4, хвостовая
Рис. 111. Палец реечного транспортера Симферопольского завода им. Куйбышева
часть которого нарезана и пропущена сквозь отверстие втулки 2. Вращением последней можно упор пальца перемешать в нужном направлении. После установки упор закрепляется гайками 1.
Реечный транспортер этих ножниц позволяет более надежно ориентировать полосу. Пальцы 2 транспортера легко перемещаются в пазах реек 1 (рис. 111). Такое крепление позволяет также легко изменять расстояние пальцев до дисковых ножей с изменением ширины разрезаемых полос. Однако реечный транспортер усложняет конструкцию машины.
Наиболее надежна система подачи, приведенная на рис. 112, а. В средней части стола перемещается цепь 5 транспортера, несущая пальцы 6. В проеме между дисковыми ножами установлены два 160
коромысла 7, несущие на концах пальцы 4. Концы их несколько выступают за пределы контуров дисковых ножей и направлены навстречу полосе.
Коромысла закреплены на валике 3, установленном на шариковых подшипниках. Положение пальцев (установка их в одной плоскости) регулируется винтами 1. Положение пальцев относительно ножей и расположение их на одной прямой устанавливается при поворачивании одного коромысла относительно валика. Вся
Рис. 112. Схема подачи дисковых ножниц фирмы Тойо Сейкан
система натянута пружиной 2. Для ориентирования полосы в поперечном направлении служит толкатель 8 (см. рис. 112, б). Поданная на стол полоса подхватывается пальцем 6 транспортера, доводится до пальцев 4 и точно ориентируется по трем точкам (всякий перекос исключается). Одновременно толкатель 8 несколько смещает полосу поперек стола. В таком положении полоса подается к дисковым ножам и протягивается вперед.
Под нажимом полосы пальцы отводятся назад вместе с коромыслами, соскальзывают с кромки полосы и теряют упор. Под действием пружины 2 система приводится в исходное положение.
Для цепного транспортера расстояние между пальцами
А -- L щ к,
где L — наибольший возможный размер листа или полосы;
к — дополнительная величина для свободного выхода пальца и разбега полос, к = 50-н 100 мм.
11 Я. Ю. Локшин 161
Во избежание деформации полосы в момент попадания пальца на звездочку скорость движения цепного транспортера выбирают равной 0,8—0,85 окружной скорости дисковых ножей.
2. СТУПИЦЫ ДИСКОВЫХ НОЖЕЙ
Важной деталью, обеспечивающей правильную установку ножей, является ступица. Ступица после закрепления на валу не должна перекашиваться. На рис. 113 приведены различные конструкции ступиц. По схеме на рис. 113, а ступица на валу
Рис. 113. Схема крепления ступиц на основных валах
крепится при помощи двух бронзовых полусегментных клиньев 1, вкладыша 3 и винта 2. При затягивании винта вкладыш боковыми скосами давит на клинья и прочно прижимает их к валу. Система надежна, но несколько сложна в изготовлении.
В схеме на рис. ИЗ, б ступица на валу закрепляется при помощи винта 2, давящего на вкладыш 1, прижимаемый к валу. Во избежание появления надавов на валу вкладыш изготовляют бронзовым. Схема проста, но требует большего усилия при затягивании. Разрезная ступица (см. рис. 113, в) прочно закрепляется на валу, но в этом случае возможны перекосы.
Оригинальной является схема (см. рис. 113, г) с эксцентриковым поворотным пальцем 1, давящим на вкладыш 2. Крепление надежно, легко выполнимо и удобно в обращении. Для сохранения перпендикулярности ступицы относительно оси вала целесообразно 162
в средней части ее проточить канавку. В таком случае ориентирование происходит по двум поверхностям кольцевых выступов и упорному вкладышу, а сама ступица при затягивании выравнивается.
Резиновые кольца, применяемые для протягивания жести во время резки, крепятся на ступицы также по-разному. Наиболее просто кольца крепятся по схеме, изображенной на рис. 113, б.
На ступицу надето резиновое кольцо, прижатое к торцу дискового ножа. В рабочем состоянии наружный диаметр кольца примерно на 0,5 мм больше диаметра дискового ножа. Кольцо работает в паре с нижним дисковым ножом.
Рассматриваемая конструкция проста, но имеет ряд недостатков: для заточки ножей необходимо каждый раз снимать кольца со ступиц; невозможно получить одинаковые наружные диаметры всех колец; по мере потери упругости резиновые кольца плохо удерживаются на ступице.
В конструкции, приведенной на рис. 113, г, резиновое кольцо прочно прижимается к ступице накладкой. Между кольцом и торцом ножа остается расстояние, достаточное для ввода заточного круга. При таком креплении наружный диаметр колец может быть легко доведен до нужной величины. В эксплуатации конструкция надежна, так как в ней ликвидированы недостатки, перечисленные выше. Наилучшей является конструкция крепления ножей, показанная на рис. 113, д.
3. ЭЛЕМЕНТЫ СИЛОВОГО РАСЧЕТА ДИСКОВЫХ НОЖНИЦ
Определение минимально допустимого диаметра дисковых ножей. Зависимость между толщиной разрезаемого материала и диаметром ножей определяется из условий обеспечения захвата
материала и его протягивания во время резания.
Из рис. 114 видно, что
= R (1 — cos а) — ,
или диаметр ножа
где R — радиус ножа;
s — толщина разрезаемого материала;
А — заход ножей (перекрытие);
а — угол захвата.
Известно, что в рассматриваемом случае предельное значение угла а определяется из уравнения
tg а = f, где f — коэффициент трения,
Рис. 114. Схема распределения сил на дисковых ножницах во время резания
11*
163
Так как
cos а =
1
К1 tg2 а ’
то наименьший диаметр ножа
= (£±AHCL±f /42)
При толщине жести s = 0,4 мм, А = 2s и коэффициенте трения f = 0,15 наименьший диаметр ножа по расчету получается равным примерно 120 мм.
Действительный диаметр следует принимать несколько больше расчетного, так как при наладке возможны колебания величины перекрытия ножей, а также возможно одновременное попадание двух листов. В частности, в рассмотренных машинах диаметр ножа равен 156 мм.
Силовой расчет дисковых ножниц. Усилие, действующее на дисковый нож во время резания,
Р = (43>
где ф — коэффициент, учитывающий увеличение сопротивления резанию из-за защемления материала в зазоре между ножами;
s — толщина разрезаемого материала в мм;
р — удельная работа в н-мм/мм3; для жести р = 100;
— угол захвата ножей.
Из рис. 114 видно, что tgaj = ~, поэтому, подставив в эту формулу значения а и Ь, получим
где А — перекрытие ножей.
Момент, необходимый для вращения одного ножа,
Мн = Pc = PD |-in а- . (45)
Соответственно мощность электродвигателя
zPD sin алп
N = - гк~г?ж-- кет, (46)
60-106)]об ’ v
где z — число одновременно работающих ножей;
Р — сила резания в н;
D — диаметр ножа в мм;
п — число оборотов ножа в минуту;
Яоб — общий к. п. д. машины, т|иб = 0,54-0,65.
164
При малых значениях углов (а «=> ос д) sin а, равен tga15 поэтому для нахождения sin а можно использовать уравнение (44).
По найденным выше значениям усилий рассчитывают основные детали на прочность. При расчете необходимо учитывать возможные перегрузки, в частности, от одновременного попадания двух листов или полос под дисковые ножи.
Определение диаметра основных валов. Расчет диаметра валов на прочность не отличается от общепринятых расчетов. Однако, учитывая необходимость гарантированного захода ножей А, возможная стрела прогиба вала должна быть не больше (0,02-=-0,04) А.
Допуская, что при наибольшем числе ножей нагрузка по длине вала распределена равномерно, стрелу прогиба у можно найти из уравнения
__ЬРобЬ3
У~ 384£7’
(47)
где Роб — равнодействующая сил резания;
L — расстояние между опорами;
Е — модуль упругости первого рода;
J — момент инерции сечения вала.
Остальные детали машины рассчитываются по известным формулам.
Глава ПН. КОРПУСООБРАЗУЮЩИЕ АГРЕГАТЫ ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ ЖЕСТЯНОЙ ТАРЫ
Для изготовления корпусов жестяной консервной тары применяются корпусообразующие агрегаты, выполняющие автоматически все операции, начиная с подготовки заготовки (бланка) и кончая образованием продольного прочно-плотного шва.
Корпусообразующие агрегаты для изготовления паяных корпусов из белой жести состоят из двух разнородных по технологическому процессу автоматов: корпусоформующего автомата, выполняющего несколько последовательных гибочных операций по формованию из заготовки корпуса и образованию продольного шва, и паяльного автомата, паяющего продольный шов корпуса. Автоматы связаны в агрегат синхронным приводом и устройством для передачи корпуса из одного автомата в другой.
В жестянобаночном производстве эксплуатируются линейные корпусообразующие агрегаты с периодическим движением заготовки в корпусоформующих автоматах и непрерывным движением корпуса в паяльных автоматах. В агрегатах, имеющих производительность до 300—500 корпусов в минуту, обычно применяется однопоточная схема движения заготовок.
В последнее время появились корпусообразующие агрегаты с двухпоточной схемой, имеющие производительность 500—700 корпусов в минуту. Повышение производительности в них достигнуто за счет одновременной обработки на каждой позиции двух заготовок, либо обработки двойной заготовки с последующим разделением готового корпуса на два нормальных корпуса, м
В зависимости от формы тары корпусообразующие агрегаты выпускаются для цилиндрической и фигурной тары, а по размерам для тары диаметром: 40—70, 50—100, 100—170 и 160—250 мм. Наибольшее распространение получили корпусообразующие агрегаты для массовой тары диаметром 50—100 мм и высотой 50— 120 мм.
На рис. 115 показан корпусообразующий агрегат СК.БМ Симферопольского завода им. Куйбышева. Агрегат предназначен для изготовления корпусов банок диаметром от 50 до 100 мм и высотой от 35 до 120 мм. Производительность агрегата до 250 корпусов в минуту.
Станина корпусоформующего автомата состоит из фундаментной плиты 1, литой арки 2и стоек 3, на которых установлен стол 4. На столе расположены правая и левая подвижные станины 5, 166
Рис. 115. Корпусообразующий агрегат СКБМ:
/ — фундаментная плита; 2 — арка; 2 — стойки; 4 — стол; 5 — раздвижные станины; 6 — магазин; 7 - механизм надсечки; 8 механизм обрубки; 9 — механизм загиба; 10 — патрон; 11 — механизм поперечной подачи заготовок; 12 -- станина паяльного автомата; 1 ;1 — передняя стойка; 14 — задняя стойка; 15 — главный вал; 16 и 24 — электродвигатели; 17 — стойки; 18 ~ тоннель; 19 вспомогательный транспортер; 20 — ванна с жидким флюсом; 21 — паяльная ванна; 22 — штурвал; 23 — механизм очистки шва; 25 — раструб вентилятора; 26 — вентилятор; 27 — поворотное устройство; 28 — транспортер; 29 — электромагнит; 30 — заслонка; 31 - капельница; 32 - цепной транспортер
на которых установлены рабочие органы машины, подготавливающие заготовку (бланк) к сворачиванию корпуса. На правой подвижной станине укреплены: механизм поперечной подачи заготовок 11 с магазином 6 и вальцовочной станцией, механизм 7 надсечки заготовок, механизм загиба кромок бланка и капельница 31 со щеткой для промазки загнутых краев паяльной жидкостью. Внутри арки 2 установлены механизмы формования корпуса и склепа продольного шва. Патрон 10, на котором сворачивается бланк, снабжен удлинителем, по которому склепанные корпусы перемещаются в паяльный автомат.
Станина паяльного автомата 12 составная, из двух плит, установленных на стойках. Внутри передней стойки 13 расположен редуктор для передачи вращения от главного вала корпусоформующего автомата к главному валу 15 паяльного автомата. Внутри задней стойки 14 расположен привод главного вала от электродвигателя 16 паяльного автомата. Над станиной на стойках 17 установлена направляющая (туннель) 18, внутри которой движутся корпусы банок.
Корпусы перемещаются боковым цепным транспортером 32 с запирающими собачками. Для съема корпусов с передаточного рога и передачи их в туннель на основной транспортер служит вспомогательный верхний цепной транспортер 19.
Под туннелем расположены рабочие устройства паяльного автомата: ванна 20 с паяльной жидкостью, паяльная ванна 21, регулируемая относительно туннеля штурвалом 22, механизм 23 очистки шва с индивидуальным электродвигателем 24 и раструб 25 охлаждающей установки. Охлажденные корпусы концевым транспортером 28 переносятся к поворотной станции 27, откуда они поступают в течку транспортных устройств.
Если транспортные устройства переполнены, то корпусы заслонкой 30, управляемой электромагнитом 29, сбрасываются вбок в ящик.
Корпусообразующий агрегат приводится главным двигателем/ (рис. 116), который через валы 2,6,8 и 9 приводит в движение все рабочие органы корпусообразующего автомата, кроме вальцовочной станции, которая имеет индивидуальный электродвигатель 26. Через шестерню 5 от вала 2 (рис. 117) вращается паяльный автомат. При остановке главного двигателя паяльный автомат продолжает работать от собственного двигателя /, вступающего в работу одновременно с выключением главного двигателя. Механизм очистки корпусов и вентилятор обдува имеют индивидуальные электродви гател и.
Корпусообразующий агрегат работает следующим образом. Стопу бланков укладывают вручную в магазин автомата. Присосы, синхронно работающие с механизмом машины, поднимаются и, упираясь в нижний бланк, присасывают его.
Толкатель поперечной подачи подает бланк к вальцовочной станции. Вальцовка бланка производится валками совместно 168
Рис. 116. Кинематическая схема корпусоформующего автомата:
74
22
27
13
19
18
П
28
2S
20
15
10
21
присосов
1 — главный электродвигатель; 2 — главный вал; 2 — вал молота; 4 — молот;
5, 13 — ползун; 5 — поперечный вал; 7 — ползун каретки: 8 — левый распределительный вал; 9 — правый распределительный вал; 10 — патрон; 11 — вакуум-насос; 12 — рычаг первой гибки; 17 — рычаг второй гибки; 18 — толкатель прижима; 19 — прижим; 20 — каретка патрона; 21 — упор; 22 — кривошип крыла; 23 — ролик смазки жидким флюсом; 24—основная каретка; 25 — валки; 26 — электродвигатель; 37 — поперечный толкатель; 28 — ползун
169
с заходными направляющими, которыми регулируется нужный предварительный прогиб бланка. Провальцованный бланк валками выбрасывается на приемный стол каретки продольной подачи. После установки бланка на столе первые собачки каретки ходом вперед передвигают бланк на вторую позицию, на которой он удерживается от смещения назад подпружиненным упором в тормозной планке. Эта позиция и следующая — холостые, на них бланк не обрабатывается. На четвертой позиции обрабатываются углы бланка. Поданный на позицию бланк при опуска-
Рис. 117. Кинематическая схема паяльного автомата:
1 — электродвигатель; 2 — главный вал; 3 — обгонная муфта; 4 — муфта паяльного вала; 5 — зубчатое колесо главного вала корпусоформующего автомата; 6 — вспомогательный транспортер; 7 — основной транспортер;
8 — снимающий транспортер; 9 — выбросной транспортер; 10 — поворотная станция; 11 — паяльный вал.
нии ползунов обсечки специально подпружиненными профильными пальцами немного подается назад до центрирующих упоров, с помощью которых бланк точно ориентируется относительно обсечных ножей. Под бланком в отверстиях стола механизма установлены матрицы, а на ползуне закреплены пуансоны, которые выполняют обсечку и надсечку бланка. Правые пуансоны надрезают бланк, а левые обрубают углы бланка. Отходы проваливаются по каналу в сборник.
Пройдя пятую холостую позицию, бланк собачками каретки устанавливается на шестую позицию, на которой предварительно загибаются поля бланка на 90е. На шестой позиции бланк попадает между губками прижимных планок. Правая гибочная планка отгибает кромку бланка вверх на 90е, оставляя подрезанные углы бланка неотогнутыми. Планка левого механизма в это время опускается, загибая левую кромку бланка на 90 . Затем бланк кареткой передвигается на седьмую позицию, где окончательно загибаются поля бланка на 135°.
170
Поля бланка промазываются паяльной жидкостью на восьмой позиции во время движения бланка. Правое поле промазывается кисточкой, в которую паяльная жидкость поступает по трубке из капельницы, а левое промазывается принудительно вращающимся роликом, набирающим жидкость из ванны. Последними собачками основной каретки бланк выносится на девятую позицию, где формуется и склепывается корпус. Собачки основной каретки подпружинены в продольном направлении и подают бланк до упора в регулируемые жесткие центраторы. Бланк на этой позиции устанавливается в зазоре между формующим патроном и упорным кронштейном, расположенным на арке. На кронштейне шарнирно закреплены формующие крылья, огибающие бланк вокруг патрона.
Как только бланк дойдет до ориентирующих упоров, формующий патрон приподнимается и зажимает бланк на упорном кронштейне. Крылья опускаются и загибают бланк вокруг формующего патрона, причем правое крыло движется несколько впереди левого, что облегчает застегивание загнутых полей.
После того как крылья обожмут бланк на патроне, они начинают отводиться, одновременно боковые щеки патрона расходятся в стороны, затягивая застегнутые крючки бланка. В это время снизу поднимается молот и склепывает продольный шов корпуса, формуя его на наковальне (швообразующей планке), вставленной в нижней части патрона. Затем патрон и молот опускаются, щеки патрона сходятся и корпус банки собачкой каретки, установленной в пазу верхней части патрона, передвигается вперед на промежуточный рог.
Поданный кареткой вперед склепанный корпус захватывается собачками приемного транспортера, промазывается паяльной жидкостью и по передаточному рогу вталкивается в туннель паяльного автомата.
На входе в туннель промазанный корпус подхватывается собачками основного цепного транспортера. Собачки основного транспортера выполнены в виде самотормозящихся защелок. Основной транспортер движется быстрей, чем приемный, и поэтому собачки основного транспортера зажимают корпусы и не дают им проворачиваться во время прохождения внутри туннеля. За паяльной ванной установлен механизм очистки шва. Затем, проходя под воздуходувкой, корпус охлаждается.
В конце основного транспортера установлен съемный короткий транспортер, движущейся несколько быстрее основного. С помощью съемного транспортера, увеличивающего скорость движения корпуса, собачки основного транспортера раскрываются и корпус передается из туннеля на выбросной транспортер. Последний перемещает свободно лежащий на нем корпус к поворотной станции, которая с помощью двух быстровращающихся роликов и крючка разворачивает корпус на 90°, выбрасывая его в течку транспортных устройств линии.
171
Техническая характеристика корпусообразующих агрегатов приведена в табл. 17.
Таблица 17
Техническая характеристика корпусообразующих агрегатов
Параметры Автоматы марок
Б-4-СКБМ СКФ-4 KEZL-100
Производительность в шт!мин . . 200—250 400—450 120—450
Диаметр корпуса в мм 52—100 50—100 50—105
Высота корпуса в мм 56—126 50—125 40—130
Толщина жести в мм Размеры паяльного вала (диа- 0,21—0,28 0,20—0,28 0,20—0,32
метр X длина) в мм Потребляемая мощность нагревательных элементов паяльной ванны 100 х 1500 — —
в кет .............. 17,0 15,0 19,0
Расход газа для автомата в м3/ч Мощность электродвигателя в квтг — — 18—30
основного 7,0 7,0 Общая
вальцовочной станции . . 1,0 1,0 мощность
паяльного автомата .... 2,8 2,8 электро-
обтирочного диска .... 0,6 1,0 двигателей
вентилятора охлаждения Габаритные размеры агрегата в мм: 1,7 3,4 21
длина 10 130 11 200 9900
ширина 1 640 1 450 2550
высота 1 410 1 385 1520
Масса в кг 6 500 7500
1. КОРПУСОФОРМУЮЩИЕ АВТОМАТЫ
Корпусоформующий автомат СКФ-4 (рис. 118 и 119) предназначен для изготовления цилиндрических корпусов; производительность его 400—450 шт!мин.
В основной станине 1 установлен привод машины с коробкой скоростей и фрикционной муфтой, передающий вращение от электродвигателя 19 к главному продольному валу 2 автомата. От главного вала через шестерни приводятся в движение коленчатые валы каретки и молота. С коленчатым валом каретки через конические шестерни связаны распределительные валы подвижных станин, которые при помощи эксцентриков приводят в движение механизмы магазина, обсечных и гибочных станций, а также крыльев формующего механизма.
На основной станине установлены подвижные станины, несущие на себе магазин бланков с двухвалковым вальцовочным устройством, обсечные станции со штамповым обсечным и прорезным инструментом, двухоперационные гибочные станции, щеточные станции нанесения паяльной жидкости с индивидуальным электроприводом, а также каретки подачи бланка. С основной станиной состыкована арка, в которой установлен неподвиж-172
1
18
19
Рис. 118. Корпусоформующий автомат СКФ-4 (продольный разрез):
/ — основная станина; 2 — главный вал; 3 — шатун привода каретки; 4 — ползун каретки; 5 —- шток привода каретки патрона; 6 — центральная прижимная планка; 7 — ползун каретки патрона; 8 — каретка патрона; 9 — клиновой механизм зажима бланка; 10 — патрон; 1/ — блокирующий механизм несклепа корпусов; 12 — боек молота; 13 — ползун молота; 14 — тяга привода расширителя щек патрона; 15 — арка; 16 — кулак механизма зажима бланка; 17 — кулак расширителя щек; 18 — коленчатый вал молота; 19 — электродвигатель
00
ный патрон, механизм молота с центрирующим механизмом, клиновой механизм прижима бланка, управляемый кулачком на коленчатом валу молота, а также флоксницы для питания паяльной жидкостью станций нанесения.
Автомат снабжен индивидуальным вакуум-насосом для питания присосов магазина, а также системой централизованной
Рис. 119. Корпусоформующий автомат СКФ-4 (вид сверху):
1 — присосы; 2 — магазин бланков; 3 — вальцовочная станция; 4 — пульт управления; 5 — выбросной стол бланков; 6 — блокировочный механизм двойного бланка; 7 — основная каретка; 8 — рычаг блокировочного механизма; 9 — обсечная станция; 10 — гибочная станция; 11 — механизм смазки паяльной жидкостью; 12 — центральная прижимная планка; 13 — направляющая плаика
смазки. На автомате установлены блокирующие устройства, останавливающие его в случае выдачи магазином двойного бланка, смятия бланка на позициях обсечки или гибки, а также несклепа корпуса на патроне (рис. 120). При выключении автомата срабатывает электротормозная система, обеспечивающая быстрый его останов.
Механизмы подачи и перемещения бланка. Для автоматической загрузки автомата заготовками используются магазины, назначение которых — отделить из стопы один бланк и подать его 174
в транспортер автомата. В зависимости от схемы расположения рабочих станций автомата применяют магазины двух типов: центральные и боковые. На автоматах, у которых нет вальцовочной
Рис. 120. Корпусоформующий автомат СКФ-4 (поперечный разрез):
1 — станина; 2 — электродвигатель маслонасоса; 3 — левая подвижная станина; 4 — коленчатый вал привода кареткн; 5 — флоксннца; 6 — механизм блокировки замятого бланка; 7 — вальцовочная станция; 8 — магазин; 9 — присосы; 10 — золотник присосов; 11 — толкатель поперечной подачи; 12 — электродвигатель вальцовочной станции;
13 _ правая подвижная станина; 14 — главный вал
станции либо вальцовочная станция установлена на отдельной позиции, обычно применяют центральные магазины. Эти магазины выполняют только одну операцию: отделение бланка от стопы. Бланк захватывается самим основным транспортером. Поэтому такие магазины имеют простую конструкцию и более надежны в работе.
175
Боковые магазины на корпусоформующих автоматах применяют в сочетании с вальцовочной станцией. Такая компоновка позволяет сократить длину и число позиций автомата, использовать вальцовку для контроля двойного бланка и для его удаления из автомата, упростить переналадку автомата на другой размер корпуса. Боковые магазины, помимо отделения бланка, производят еще и поперечную его подачу в вальцовочную станцию.
Рис. 121. Магазин с вальцовочным устройством машины СКБМ:
1 — подвижная станина; 2 — стол; 3 — электродвигатель; 4 и 5 — щеки; 6 — ось; 7 — направляющие угольники; 8 — планка; 9 — несущие гребенки; 10 — упор; 11 — кронштейн; 12 — присосы; 13 и 17 — ползуны; 14 — толкатель; 15 — рычаг; 16 — клинья; 18 — верхний валок; 19 — ннжннй валок; 20 — входная направляющая; 21 — выходная направляющая; 22 — пружина; 23 — шток; 24 — выключатель; 25 — пластина; 26 — приемный стол; 27 — основная каретка; 28 — шариковый тормоз; 29 — направляющая; 30 — тормозная планка
На рис. 121 показан магазин с вальцовочной станцией машины СКБМ. На правой подвижной станине 1 установлен стол 2 магазина, на котором смонтированы все рабочие механизмы магазина, а также вальцовочная станция с электроприводом 3. На столе установлены две щеки магазина 4 и 5, которые могут откидываться вокруг оси 6 для облегчения доступа к присосам. На щеках укреплены четыре направляющих угольника 7, связанные планками 8, несущими гребенки 9. Положение угольников и задней щеки может регулироваться по размерам бланков. Стопа бланков держится на гребенках 9 и упорах 10, установленных на щеках магазина.
Для того чтобы большая тяжелая стопа не проваливалась через упоры, в угольниках врезаны регулируемые клинья 16, поддерживающие на себе верхнюю часть стопы.
176
Под столом расположен кривошипно-шатунный механизм, на ползуне которого установлен кронштейн 11, несущий присосы 12. Кронштейн через гибкий шланг соединен с вакуум-насосом, смонтированным на станине автомата. Включение вакуума в присосах управляется механическим клапаном, связанным с приводом насосов. В направляющих стола возвратно-поступательно ходит ползун 13, несущий толкатель 14. Последний приводится в движение через рычаг 15 от распределительного вала станины.
При ходе ползуна присосов вверх включается вакуум и присосы, прижимаясь к стопе, захватывают нижний бланк. Опускаясь, присосы изгибают бланк и вытягивают его кромки из-под упоров и гребенок. Когда присосы доходят до плоскости стола, вакуум выключается и бланк остается лежать в направляющих стола, а присосы прячутся под стол. В это время толкатель подходит к бланку и по столу проталкивает его к вальцовочной станции.
Двухвалковая станция смонтирована на передней щеке магазина. На ползуне 17 установлен верхний валок 18, приводящийся во вращение через шестерни от нижнего валка 19. Нижний валок неподвижно установлен в столе и вращается электродвигателем 3 через клиноременную передачу. На ползуне 17 укреплены заход-ная 20 и выходная 21 направляющие. Верхний валок прижимается к нижнему пружиной 22. В случае прохода под валком двойного бланка ползун с валком поднимается и через шток 23 нажимает на выключатель 24, останавливая автомат.
При изгибании бланка между валками и заходной направляющей происходит его вальцовка. Выходная направляющая вместе с пластиной 25 стола разгибает бланк в обратную сторону для уменьшения кривизны бланка. Валками бланк выбрасывается на приемный стол 26 основной каретки 27. Так как инерция бланка очень большая, для точной установки его относительно направляющих 29 подвижных станин над приемным столом установлены шариковые тормоза 28. Окончательно инерция бланка гасится подпружиненной тормозной планкой 30. Бланк выбрасывается из вальцовочной станции во время движения каретки назад. Для того чтобы бланк не зацепился за собачки, верхняя плоскость собачек скошена навстречу движению бланка. При ходе каретки вперед собачки подхватывают бланк и передвигают его к обсечной станции.
На рис. 122 показан механизм присосов. В направляющих кронштейна 2 движется ползун 3, связанный с приводом пальцем 1. На ползуне укреплен корпус 5, внутри которого перемещается золотник 10. На колодке установлены присосы 4. Золотник управляется пазовым кулаком 7 при помощи ролика 8, установленного на конце золотника. Корпус соединен с вакуум-системой гибким шлангом 9.
При ходе ползуна вверх золотник перемешается влево и соединяет присосы с вакуумом. При опускании ползуна золотник отсекает присосы от вакуум-системы и соединяет их с атмосфе-12 я. Ю. Локшин 177
рой. Перемещением кулака 7 по вертикали регулируется момент отсечения вакуума.
Для передачи бланков от позиции к позиции применяют шаговые транспортеры, совершающие возвратно-поступательное движение (рис. 123). Бланк перемещается по плоскости подвижных станин /, в пазах которых двигаются каретки 2, несущие на себе собачки 3. Каретки поперечной подачи 4 жестко связаны с ползуном 5 кривошипно-шатунного механизма. С боковых сторон
Л
А~А К
Рис. 122. Механизм присосов:
1 — палец; 2 — кронштейн; 3 — ползун; 4 — присос; 5 — корпус; 6 — трубка; 7 — кулак; 8 — ролик; 9 — шланг; 10 — золотник
бланк ориентируется направляющими 6. Сверху над бланком установлены подпружиненные прижимы 7. Центральная часть бланка снизу поддерживается неподвижным столом 8, а сверху — прижимной планкой 9. Планка одним концом шарнирно укреплена на станине, а другой ее конец свободно опирается на арку формующего механизма. Центральная прижимная планка выполняет две функции: поддерживает бланк в плоском положении во время движения и блокирует автомат в случае попадания двойного или смятого бланка. Для этого планка выставляется относительно стола 8 с зазором, равным одной толщине жести. При смятии бланка один конец планки поднимается и нажимает на выключатель, останавливающий автомат.
Ход кареток делается большим, чем расстояние между рабочими позициями автомата, на величину перебега. Перебег каретки, опре-178
деляемый расстоянием от задней кромки бланка до собачки каретки в ее крайнем заднем положении, необходимом для того, чтобы проходящая под бланком утопленная в каретке собачка при движении назад успела выскочить вверх до того, как каретка подведет ее к задней кромке бланка для перемещения на следующую позицию. Перебег делается порядка 3—7 мм. Так как воз-
Рис. 123. Схема транспортирования и центрирования бланка на рабочих позициях: а — транспортер перемещения бланков (/ — подвижная станина; 2 — каретка; 3 — собачка; 4 — поперечина; 5 — ползун; 6 — направляющие; 7 — прижим; 8 — стол; 9 — прижимная планка); б — схема установки бланка жесткой собачкой (/ — собачка; 2 — упор с пружиной); в — схема установки бланка клещевой собачкой (3 — клещевая собачка; 4 — упор); г — схема установки бланка по переднему упору (5 — упор; 6 — собачка)
вратно-поступательная каретка движется неравномерно, бланк под действием инерционных сил в конце хода каретки вперед отрывается от ведущих собачек и неточно устанавливается на рабочей позиции. Поэтому бланк во время движения тормозится прижимами.
Точность установки бланка на рабочей позиции не должна быть менее 0,1 мм. Для получения такой точности передняя или задняя кромки бланка во время установки на рабочую позицию должны быть прижаты к упору, выставленному относительно инструмента рабочей позиции.
12* 179
Имеется несколько схем ориентации бланка. По первой схеме (рис. 123, б) бланк подводится к позиции жесткой собачкой 1 и упирается в подпружиненный упор 2. Ориентация производится по задней кромке бланка за счет точной установки собачки в ее переднем положении относительно инструмента рабочей позиции. Упор, связанный с перемещающейся деталью рабочей станции перед началом движения бланка к следующей позиции, поднимается вверх. Недостатком такой схемы является необходимость строгой регулировки положения каретки и точного по времени зажима бланка на позиции для предотвращения смещения бланка назад при возврате каретки.
По второй схеме (рис. 123, в) бланк подается на позицию клещевой собачкой 3, с перебегом относительно фиксатора 4, выставленного по рабочему инструменту. При ходе каретки назад клещевая собачка оттягивает бланк назад до упора в неподвижную собачку.
Такая схема работает точнее первой и более проста в регулировке, однако при больших скоростях из-за инерционных сил, вызывающих также необходимость увеличения силы прижима бланка, возможны срывы бланка из клещей и неточная его ориентация.
Третья схема (рис. 123, г) показывает установку бланка по передней каретке. Бланк опирается в опускающийся жесткий упор 5, а подводящая собачка 6 подпружинена в продольном направлении. Такая схема позволяет ориентировать бланк на позиции сравнительно продолжительное время за счет сжатия пружины собачки. Это обеспечивает точную установку бланка и упрощает регулировку как каретки, так и прижимающих устройств рабочей станции. Однако при изготовлении корпусов другой высоты требуется дополнительная переналадка узлов.
В корпусоформующих автоматах используют также комбинированные схемы установки бланка, например передний подпружиненный упор с задней неподвижной собачкой. На высокоскоростных автоматах применяют дополнительно каретки с малым ходом, досылающие бланк до передних упоров, управляемых кулачковым механизмом.
Для предохранения от попадания под рабочие органы автомата двойного бланка на каретке устанавливаются блокировочные устройства, реагирующие на увеличение толщины бланка.
На рис. 124 показано блокировочное устройство, непосредственно контролирующее толщину бланка на выходе из магазина. Рядом с боковой прижимной планкой 17 установлен в кронштейне 6 щуп 16, опирающийся на пружину 15. Верхняя часть щупа поддерживает втулку-кронштейн 12, внутри которой расположен плунжер 13 с пружиной 14. На втулке-кронштейне на оси 9 установлен рычаг 11, один конец которого упирается в плунжер 13, а другой конец с небольшим зазором касается рычага 7. Рычаг 7 укреплен на оси 8. На длинном конце этого рычага установлен 180
контактный винт 4, под которым находится шток 2 электроконтакта.
Устройство работает следующим образом.
При каждом останове бланка под щупом толкатель 10, связанный с ползуном механизма обсечки, нажимает на рычаг 11. Если под щупом находится один бланк, то втулка-кронштейн свободно опускается и рычаг //не поворачивается на своей оси и не ка-касается рычага 7. Когда под щупом окажутся два или больше
Рис. 124. Механизм блокировки двойного бланка:
1 — клемма; 2 — шток контакта; 3 — защелка; 4 — винт контакта; 5 — регулировочный винт; 6 — кронштейн; 7 — контактный рычаг; 8 и 9 — оси; 10—толкатель; 11—рычаг; 12 — втулка-кронштейн; 13 — плунжер; 14, 15 — пружины; 16 — щуп;
17 — прижимная планка; 18 —бланк
бланка, втулка-кронштейн не может опуститься и рычаг 11 под действием толкателя 10 поворачивается на оси 9, сжимая пружины 14. Второй конец рычага // нажимает на рычаг 7, и электроконтакты замыкаются, выключая электродвигатель привода машины.
Просечка прорезей и обсечка углов бланка. На рис. 125 показан механизм обсечки автомата СКБМ. На станинах / установлены кронштейны 2, в пазах которых перемещаются ползуны 3, приводимые в движение от распределительных валов подвижных станин через шатуны 4. На ползунах поперечные траверсы 5, в пазах которых установлены держатели пуансонов 6. В держателях укреплены пуансоны 7. В нижней части кронштейна при помощи держателей 8 установлены матрицы 9, под которыми в кронштейнах имеются пазы 10 для удаления отходов из машины. Пуансоны 7 и матрицы 9 выполнены в виде профильных ножей.
Бланк на позицию обсечки устанавливается боковыми направляющими 11 и пальцами 12 с пружинами, отжимающими бланк 181
Назад до упора в неподвижные собачки, врезанные в плоскость стола, по которому движется бланк.
На рис. 126 показан обсечной штамп автомата СК.Ф-4, состоящий из верхней 3 и нижней 5 плит и двух направляющих колонок 4. На нижней плите устанавливаются плоские матрицы 1 и направляющие 7, 8 и 9 для бланка. На верхней плите крепятся регулируемые по высоте обсечные пуансоны 6, установленные в пазы верхней плиты и зажимаемые накладками 2.
Рис. 125. Механизм обсечки автомата СКБМ:
1 — станина; 2 — кронштейн; 3 — ползун; 4 — шатун; 5 — траверса; 6 — держатель пуансонов; 7 — пуансон; 8 — держатель матрицы; 9 — матрица; 10 — паз; 11 — направляющая; 12 — пальцы-центраторы
Штамп вставляется в специальный паз в станине машины, а верхняя плита крепится к ползуну механизма обсечки.
Механизм загиба бланка. По числу позиций, которые занимает бланк за время гибки крючков, гибочные механизмы делятся на однопозиционные и двухпозиционные, а по числу операций, за которые выполняется гибка крючков бланка, — на однооперационные и двухоперационные.
Однопозиционная гибочная станция позволяет сократить длину и число позиций корпусофэрмующего автомата, повысить точность ориентации бланка относительно гибочного инструмента.
Недостатком такой станции является нестабильность размеров крючков, особенно угла загиба.
Стремление одним качательным движением загнуть кромку на 135° вынуждает захватывать жесть острием гибочной планки на 182
некотором расстоянии от кромки губок, а конечное положение загнутого крючка калибровать округленной поверхностью гибочной планки в каком-то среднем ее положении по ходу движения, что значительно затрудняет регулировку механизма.
Помимо этого, громоздкость конструкции и недоступность регулировки также снижают точность операции. На двухоперационной станции можно получить более точные и стабильные по размерам крючки бланка. Однако такая станция сложна конструк-
Рис. 126. Обсечной штамп:
1 — матрицы; 2 — накладка; 3 — верхняя плита; 4 — колонка; 5 — нижняя плита; 6 — пуансоны; 7,8,9 — направляющие
тивно и плохо доступна для регулирования, что снижает эффект от повышения точности гибки. Поэтому во многих автоматах устанавливаются двухпозиционные станции.
На рис. 127 показана конструкция двухпозиционной гибочной станции машины СКБМ. Первая (справа) и вторая (слева) позиции гибки условно совмещены в одной плоскости.
Механизм гибки смонтирован в корпусе, установленном на верхнюю плоскость станин 2. Положение всего механизма гибки может регулироваться относительно станин и бланка при помощи винта 3. Механизм приводится от распределительных валов 4 и 5 подвижных станин.
На верхней оси 6 корпуса установлен качающийся прижим 7, управляемый кулачком распределительного вала через тягу 8. На тяге установлены две пружины 9 и 10. Пружина 9, опираясь на корпус, постоянно поджимает тягу 8 вверх. Тяга через сильную пружину 10 прижимает верхнюю губку И прижима к нижней
183
губке 12. При перемещении бланка каретками кулачок не поднимает тягу 8 и прижим, слегка поджимая бланк, служит как тормоз бланков. При ходе каретки назад кулачок поднимает тягу, которая сжимает пружину 10. Пружина через сухарь 13 зажимает бланк между губками прижима с силой, достаточной для гибки крючка.
На первой позиции гибки на осях прижимов подвешены гибочные рычаги 14, управляемые эксцентриками на распределительных валах через регулируемые по длине тяги 15. На рычагах
Рис. 127. Механизм гибки аитомата СКБМ:
1 — корпус; 2 — станина; 3 — винт; 4 и 5 — распределительные валы; 6 — ось; 7 — прижим; 8 — тяга; 9 и 10 — пружина; 11 — губка прижима; 12 — нижняя губка; 13 — сухарь; 14 и 15 — рычаги; 15 — тяга; 16 — планка; 18 и 19 — гибочные планки
укреплены гибочные планки 19 и ориентирующие планки 16. При заходе бланка на позицию гибки правый рычаг опущен вниз и кромка бланка устанавливается планкой 16. После зажима бланка прижимом рычаг поднимается и загибает кромку бланка вокруг верхней губки прижима на 90°. Левый рычаг первой позиции, имеющий аналогичную конструкцию, в это время опускается, загибая кромку бланка. Бланк с загнутыми кромками передается на вторую позицию, где установлены рычаги 17, несущие клиновые прижимы 18. После установки и зажима бланка прижимы сходятся и прижимают кромки к губкам прижима, загибая их на 135°.
Устройство смазывания крючков паяльной жидкостью. Ввиду того что количество паяльной жидкости, подаваемой роликовым устройством паяльного автомата, зависит от скорости движения 184
корпуса, на скоростных автоматах подача жидкости этим устройством не обеспечивает качественной пайки шва. Поэтому на корпусоформующих автоматах перед позицией склепа устанавливают дополнительные приспособления для промазывания крючков паяльной жидкостью.
Крючки, загнутые кверху, промазываются щеткой, в которую жидкость по трубке поступает самотеком из капельницы. Крючки, загнутые книзу, промазываются вращающимся роликом.
На высокоскоростных автоматах из-за большой скорости движения бланка даже такие дополнительные устройства не обеспечивают достаточной промазки крючков. Поэтому на этих автоматах устанавливаются устройства с вращающимися от индивидуальных электродвигателей щетками и принудительной подачей жидкости под давлением.
Механизм формования корпуса. Предварительно обработанный на предыдущих позициях бланк с обсеченными углами и загнутыми на 135° полями собачками основной каретки подается на позицию, где формуется и склепывается корпус банки. На этой позиции последовательно производятся следующие операции: установка бланка на патрон и ориентация его относительно формующих механизмов; зажим бланка на патроне; сворачивание бланка в цилиндр вокруг патрона; застегивание крючков продольного шва корпуса; склеп продольного шва корпуса; удаление готового корпуса с патрона и передача его в паяльный автомат. Все эти операции выполняются тремя рабочими механизмами: механизмом обжима, патроном и механизмом молота, а также вспомогательными механизмами: основной кареткой, вспомогательной кареткой патрона и механизмом зажима бланка.
В корпусоформующих автоматах сворачивается бланк в корпус методом наматывания на неподвижный патрон подвижным инструментом— крыльями, совершающими вокруг патрона качатель-ное движение и огибающими бланк вокруг патрона (см. стр. 54). Крылья приводятся в движение механизмом обжима, получающим движение от распределительных валов подвижных станин или эксцентрикового вала механизма склепа.
На рис. 128 и 129 показан формующий механизм и продольный разрез корпусообразующего агрегата СКБМ. На кронштейне 15, прикрепленном к верхней части арки 21, с двух сторон патрона 9 на оси 16 установлены крылья 17. К крыльям прикреплены подпружиненные тяги 18, соединяющие крылья с рычагами 19, расположенными на осях 20. Рычаги приводятся в движение кривошипами 22, укрепленными на распределительных валах подвижных станин. Кривошипы связаны с рычагами через регулируемые шатуны 23. Синхронность работы механизма обжима с другими механизмами регулируется поворотом кривошипных дисков 22 относительно распределительных валов. Ими же регулируется опережение одного крыла относительно другого для создания нахлестки кромок бланка.
185
Крылья устанавливаются в нижней мертвой точке относительно патрона регулированием длины шатуна 23. Амортизирующие тяги 18 смягчают удар крыльев по патрону и позволяют разжиматься щекам патрона 12 в то время, как крылья обжимают бланк на патроне.
Рис. 128. Формующий механизм автомата СКБМ:
1 — вал молота; 2 и 3 — винтовые зубчатые колеса; 4 — шатун молота; 5 — ползун молота; 6 — рычаг; 7 — регулировочный клин; 8 — кулачок зажима; 9 — патрон; 10 — боковой центратор; 12 — щека патрона; 13 — станина; 14 — каретка; 15 — упорный кронштейн; 16 и 20 — оси; 17 — крыло; 18 и 25 — тяга; 19 — рычаг; 21 - арка; 22 — кривошип; 23 — шатун; 24 — боек
Так как инерционные нагрузки в механизме обжима являются одним из основных факторов, лимитирующих увеличение производительности машины, на некоторых скоростных автоматах применяют иную схему сворачивания бланка в корпус. Бланк сворачивается в корпус валками еще до поступления на позицию склепа 186
приемный; 21 — арка; 22 — прижимная планка; 23 — ползун каретки патрона; 24 — загрузочный стол; 25 — рычаг прижима патроня;
*— 26 — штанга; 27 — шток; 28 — эксцентрик молота; 29 — зубчатое колесо привода паяльного автомата; 30—вспомогательный транспортер; ^5 • • ' 31 — рог; 32 — транспортер паяльного автомата; 33 — ползун патрона; 34 — пружина
продольного шва (рис. 130). На позиции формования корпуса свернутый бланк только обжимается по патрону и образуется перехлест крючков бланка. При этом крылья механизма обжима имеют малый ход, что значительно уменьшает инерционные нагрузки на механизм.
На рис. 131 показан формующий механизм автомата фирмы Тойо Сёйкан, работающего по описанной выше схеме. Крылья 2
Рис. 130. Вальцовочное устройство автомата фирмы Тойо Сейкан:
1 — верхний валок; 2 — нижний валок;
3 — рог; 4 — направляющая
этого механизма представляют собой шатун шарнирного четырех-звенника, установленного на регулируемом по высоте кронштейне 3. Четырехзвенник приводится в движение рычагом 4 через подпружиненную, регулируемую по длине тягу 5 и рычаг, связанный с кулачком на распределительном валу машины. Крыло совершает движение в горизонтальном направлении с небольшим разворотом относительно патрона 6. Ход крыла составляет всего 15 мм. Так же как и в механизмах других машин, одно из крыльев несколько опережает другое для образования нахлестки крючков.
Для получения качественного корпуса необходима строгая установка бланка относительно патрона, что обеспечивает правильное выполнение и точные размеры подсечки шва в местах
нахлестки. Выставлением бланка в поперечном направлении обеспечиваются правильные размеры шва в поперечном сечении и точное
совмещение крючков с пазом наковальни патрона. Строгая перпендикулярность передней или задней кромки к оси патрона устраняет перекос шва. Ориентация бланка по задней кромке относительно патрона осуществлена на автомате фирмы Нагема по схеме, приведенной на рис. 123. Более надежная установка бланка выполнена на машине СКБМ. К станинам (см. рис. 128) прикреплены кронштейны, на которых установлены регулируемые в направлении движения бланка жесткие передние и боковые упоры 10 для ориентации и поддержки кромок бланка. Собачки основной каретки прикреплены к каретке так, что могут смещаться относительно каретки назад на небольшой ход. Боковые направляющие имеют пазы для прохода крючков и нахлестки бланка при установке его на патрон. При подаче
138
Рис. 131. Формующий механизм автомата фирмы Тойо Сейкан:
/ — арка; 2 — крыло; 3 — кронштейн; 4 — ры-чаг механизма обжима; 5 — тяга; 6 — патрон;
7 — регулировочный винт; 8 — упорный кронштейн; 9 — вал зажимного механизма; 10, 12, 26 — рычаги; 11 — кулачок; 13 — прижимная планка; 14 и 20 — пружина; 15 — ползун; 16 — эксцентрик прижима; 17 — тяга: 18 — ползун молота; 19— штырь шатуна; 21 — регулировочный винт; 22 — эксцентрик молота; 23 — рог; 24 — расширитель; 25 — ванна для жидкого флюса; 27 — ролик
бланка на патрон в конце хода каретки бланк упирается передней кромкой в жесткие упоры, а собачки каретки останавливаются, сжимая пружину. При такой конструкции зажим бланка на патроне может начинаться сразу же после остановки бланка упором, еще до того, как каретка займет свое переднее положение.
Механизм ориентации кромок бланков, показан на рис. 132. Боек молота 1 имеет дугообразную опорную поверхность, что позволяет ему самоустанавливаться по шву корпуса. С торцов бойка установлены центраторы 2, выступающие
Рис. 132. Молот автомата:
1 — боек молота 2 — центратор; 3 — державка; 4 — пружина
над бойком на несколько миллиметров. Пальцы, помещенные между бойком и державкой 3, могут утапливаться вниз до уровня бойка. На наружной поверхности пальцев сделана выборка, благодаря которой в выдвинутом положении они отходят от бойка под действием пружины 4.
При ходе молота вверх пальцы выступают над бойком и разводятся в стороны. При подходе к патрону они, упираясь в нижнюю часть патрона, утапливаются, прижимаясь к бойку, и выравнивают перекошенные кромки корпуса перед прижимом бойка ко шву. При опускании молота пальцы специальными выступами ударяются о неподвижный упор, который заставляет их подниматься над бойком в первоначальное положение.
Бланк зажимается перед формованием между верхней частью патрона и поджимной планкой упорного кронштейна. Эта же планка при установке бланка на патрон выполняет роль тормоза, прижимая бланк к патрону под действием легких пружин, вставленных между ней и упорным кронштейном.
Конструкция механизма зажима бланка подъемом патрона автомата СКБМ показана на рис. 129. Патрон 9 укреплен на пол-190
зуне 33, перемещающемся вертикально в направляющих арки. Ползун опирается на ребро арки через пружину 34, а в нижней части ползуна укреплена штанга 26 с гайкой, в которую упирается ролик рычага 25. На втором конце рычага укреплен ролик, опирающийся на кулачок, установленный на эксцентриковом валу молота. Бланк прижимается под действием пружины ползуна, который стремится прижать ползун с патроном к упорному кронштейну 15. Опускается ползун кулачком через рычаг и штангу.
Недостатком такого способа зажима бланка является необходимость перемещать значительные массы, хотя и на небольшой ход (порядка 0,8 —1,0 мм), и колебания патрона, на котором обычно закреплен длинный рог 31 для передачи корпусов в паяльный автомат. На больших скоростях в таком механизме возникают инерционные нагрузки и вибрация патрона и рога.
Механизмы зажима бланка на неподвижном патроне, выполненные на автомате Тойо Сейкан, показаны на рис. 131. На арке станины укреплен регулируемый по высоте при помощи винта 7 упорный кронштейн 8. Внутри упорного кронштейна установлен шлицевой вал 9, на одном конце которого укреплен рычаг 10 с роликами, входящими в паз кулака 11, а на другом конце укреплен рычаг 12 упора прижимной планки 13. Прижимная планка 13 укреплена в пазу кронштейна при помощи болта и двух пружин 14, позволяющих свободно ориентироваться относительно патрона. Сверху в прижимную планку упирается ползун 15, связанный с рычагом через серьгу.
Поступательно движущийся кулак 11 перемещается эксцентриком 16, установленным на валу молота, через регулируемую по длине тягу 17. При заходе бланка на патрон кулак находится в нижнем положении, рычаг упора прижимной планки повернут и упорный ползун не касается прижимной планки. Планка свободно опирается на патрон под действием слабых пружин и работает как тормоз бланка. При подъеме кулака вверх рычажный механизм занимает мертвое положение и с силой прижимает прижимную планку к патрону. Во время удара молота по патрону сила передается через патрон на прижимную планку, а от нее через упорный ползун, серьгу, рычаг и упорный вкладыш на кронштейн и далее через крепежные детали на арку станины. Достоинством такого механизма являются небольшие инерционные силы и жесткий привод, что позволяет применять его на высокоскоростных машинах.
Патрон формующего механизма является сменным рабочим инструментом. Конструкции патронов различных автоматов отличаются в основном конструкцией щек и приводом расширителя щек.
На рис. 133 показан патрон с клиновым зажимом бланка. В верхнем центральном пазу корпуса 1 патрона установлен подвижный клин 5, на котором лежит клиновая планка 3. От продольного смещения планка 3 удерживается пальцем 2. На боковом
191
выступе корпуса установлена щека 11, перемещаемая расширителем 7 через сухари 14 и регулировочные винты 13. Щека 11 прижимается к корпусу патрона пружинами 12 при помощи штырей 16. От перемещения в продольном направлении щека удерживается штифтом 15. В нижнем пазу корпуса закреплена болтом 17 наковальня 8 с сухарями 9 и 10 для формирования нахлестки шва. На штырь корпуса 18 прикрепляется рог передачи корпусов в паяльный автомат. В верхнем боковом пазу расположена каретка с собачками для перемещения склепанных корпусов по рогу.
Рис. 133. Патрон с клиновым зажимом бланка:
/ — корпус; 2 — палец; 3 — клиновая планка; 4 — штифт; 5 ~~ подвижной клни; 6 — направляющая щеки; 7 — расширитель; 8 — швообразующая планка; 9 и 10 — вкладыши; 11 — щеки; 12 — пружина; 13 — регулировочное винты; 14 — сухари; 15 — штифт;
16 — штырь; 17 — винт; 18 — штырь корпуса; 19 —тяга
Работает патрон следующим образом. Во время установки бланка расширитель и клин находятся в заднем положении, поэтому клиновая планка и щека сведены к центру патрона. После установки бланка клин перемещается вперед и зажимает бланк на упорном кронштейне. Как только обжимной механизм свернет бланк и прижмет его к патрону, движением расширителя вперед щека выдвинется и застегнет крючки бланка. После удара молота и склепывания шва на наковальне клин и расширитель отходят назад, патрон сжимается и корпус снимается с него собачкой каретки.
На патронах больших диаметров при зажиме бланка подъемом патрона обычно устанавливаются две щеки, подобные описанной. Установка двух щек позволяет почти вдвое сократить их ход, что особенно важно для скоростных автоматов. На многих машинах применяют патроны со щеками качающегося типа (см. рис. 128).
Для склепа продольного шва корпуса на наковальне используется механизм молота, представляющий собой кривошипно-192
шатунный механизм с вертикальным ползуном. На верхней части ползуна укреплен боек молота, который сжимает застегнутые крючки бланка и вдавливает внутреннюю часть шва в паз наковальни.
Рис. 134. Механизм молота:
1 — направляющая; 2 — опорный вкладыш; 3 — упор центрирующих губок бойка;
4 — регулировочная гайка; 5 — корпус; 6 — цилиндр; 7 — тарельчатая пружина;
8 — стяжной шток; 9 — палец; 10 — плунжер; И — шатун; 12 — боек; 13 — клнн;
14 — регулировочный винт
Цилиндрический ползун 5 механизма молота автомата СКБМ (см. рис. 129) в верхней части имеет две щеки, между которыми установлен боек молота 6, опирающийся на регулировочный клин 7. Ползун через шатун 4 жестко связан с эксцентриком 27 вала молота 1. Так как механизм не имеет амортизации, точность установки бойка по высоте должна быть высокой, что вызывает 13 Я. ю. Локшин 193
трудности в наладке. При попадании двойного бланка под такой молот или при неправильной регулировке усилие склепа на молоте резко возрастает и даже может привести к аварии.
На многих автоматах ползун молота выполнен разрезным, и между его частями вставлена амортизационная пружина. Конструкция такого молота автомата СКФ-4 показана на рис. 134. Амортизационная пружина имеет предварительную затяжку на 10— 15 кн (1000—1500 кГ).
2. ПАЯЛЬНЫЕ АВТОМАТЫ
Паяльные автоматы последовательно выполняют следующие технологические операции: смазку продольного шва паяльной жидкостью, прогрев и пайку шва, очистку шва от налипшего припоя и охлаждение шва.
Процесс паяния корпусов происходит следующим образом. Склепанный корпус захватывается собачкой транспортера с рога корпусоформующего автомата и по направляющей переносится к паяльному валу автомата. По пути к паяльному валу продольный шов корпуса смазывается с наружной стороны паяльной жидкостью.
Для нанесения жидкости на шов корпуса под рогом 23 (см. рис. 131), на котором движутся корпусы к паяльной ванне, установлена регулируемая по высоте ванна 25, на которой укреплены на подпружиненных рычагах 26 смазывающие ролики 27. Корпус, проходя мимо ванны, вращает трением ролики, которые и переносят жидкость из ваны к продольному шву корпуса.
Попадая на вращающийся паяльный вал, склепанный корпус прижимается швом к верхней части вала и одновременно перемещается вдоль него. Вращающийся вал несет на себе слой припоя, который прогревает шов до температуры плавления.
На рис. 135 показан поперечный разрез паяльной ванны автомата СКБМ. Чугунная ванна 5 имеет две полости: рабочую 1 и загрузочную 2, в которых находится расплавленный припой. Внутри ванны установлены электронагревательные элементы: три элемента 4 мощностью по 5 кет в рабочей полости и один элемент 3 мощностью 2 кет в загрузочной полости. Снаружи ванна обложена теплоизоляцией 6 для уменьшения потерь тепла через стенки ванны. Для измерения и автоматического регулирования температуры припоя в отверстие 14 ванны вставлены датчики электро-контактных термометров. Положение паяльного вала 9 относительно направляющих корпуса регулируется вместе с ванной по высоте штурвалом 7, а по горизонтали при помощи винтов 8.
Над ванной проходит направляющая, состоящая из двух чугунных половин 10, скрепленных колодками и накладками. Для охлаждения направляющие имеют герметичные полости, внутрь которых по трубопроводу подается вода. Внутри левой направляющей 194
Рис. 135. Паяльная ванна автомата СКБМ: 1 — рабочая полость ванны; 2 — загрузочная плость ванны; 3 и — нагреватели; 5 — ванна; 6 — теплоизоляция; 7 — штурвал; 8 — регулировочный винт; 9 — паяльный вал; 10 — направляющая корпусов; 11 — трубопровод; 12 — несущая цепь; 13 — направляющая цепи; 14 — датчик термометра
показана
с наруж-нагрева-
облегчения паяльной последних
в пазу проходит основная несущая цепь 12 транспортера паяльного автомата. Обратная ветвь цепи движется внутри коробчатой горизонтальной направляющей 13. На цепи установлены собачки, захватывающие корпус во время его движения.
Крепление нагревателей внутри ванны создает значительные трудности при выходе из строя одного из нагревательных элементов. Приходится спускать разогретый припой из ванны и затем после смены нагревателя расплавлять припой заново.
На рис. 136 паяльная ванна ным креплением телей. Такие нагреватели легко заменяются при разогретой ванне. В отличие от ванны автомата СКБМ эта ванна имеет уменьшенную поверхность припоя, что способствует уменьшению угара припоя и потерь тепла.
Для ускорения прогрева шва и выхода паров жидкости на моделях паяльных автоматов предварительно подогревают шов газовыми горелками или т. в. ч. Предварительный подогрев может сократить длину и объем паяльной ванны, уменьшить выгорание припоя и потери тепла, сопровождающие нагрев паяльной ванны.
Так как во время контакта корпуса с паяльным валом припой смачивает корпус не только в месте зева шва, но и захватывает полосу на корпусе шириной 10—15 мм\ после остывания корпуса в этих местах остаются подтеки припоя, ухудшающие качество шва и товарный вид банки. Чтобы улучшить товарный вид и сэкономить припой, на паяльные автоматы устанавливают механизмы очистки корпуса от излишнего припоя.
Для качественной очистки требуется, чтобы припой сохранил свою жидкотекучесть. Поэтому механизм очистки устанавливают сразу же за паяльной ванной либо между ванной и механизмом 13* 195
в.
очистки вводят дополнительный подогрев корпуса для того, чтобы повысить температуру припоя перед очисткой.
На рис. 137 показан механизм очистки паяльного автомата с противозабросным устройством. Суконная дисковая щетка / приводится во вращение через ряд цилиндрических и конических шестерен от звездочки 2. Звездочка 2 получает вращение от индивидуального электродвигателя через цепную передачу и фрикционный вариатор скоростей, установленный на станине 3 (на рисунке не показан).
Рис. 136. Паяльная ванна:
/ — паяльный вал; 2 — опорный палец; 3 — изоляция; 4 — слнвная пробка; 5 — сливной патрубок; 6 — датчик регулировки температуры; 7 — термометр; 8 — нагреватель
Таким образом, скорость вращения щетки может регулироваться бесступенчато в широких пределах. Регулируется щетка относительно корпуса перемещением кронштейна 10 при помощи винта И и установочными гайками 12 на шпинделе щетки.
Для съема застывшего припоя под щеткой установлен вращающийся от этого же привода очистной диск 4, прижимаемый к щетке грузом 5. Положение диска 4 регулируется относительно щетки упорным винтом 6 и маховичком на валу 7 через шестеренку 8.
Для того чтобы припой не прилипал на очистной диск, установлен скребок 9.
Так как щетка имеет довольно большие обороты, капли снятого с корпуса припоя разбрасываются ею по ходу движения корпусов и часто попадают внутрь проходящих корпусов. Для предохранения корпуса от забросов припоя механизм очистки снабжен противозабросным устройством, представляющим собой диск 13, на котором укреплены четыре сектора 14, закрывающие щетку сверху, 196
в то время когда над щеткой нет очередного корпуса. Диск 13 вращается синхронно с транспортером корпусов и приводится во вращение от главного вала паяльного автомата.
Таким образом, подходящие к щетке корпусы закрываются от попадания капель припоя то корпусом, проходящим очистку, то сектором противозабросного устройства. Для очистки внутренней
Рис. 137. Механизм очистки с противозабросным устройством:
1 — дисковая щетка; 2 — заездочка; 3 — станина; 4 — очистной диск; 5 — груз; 6 — упорный винт; 7 — вал; 8'— зубчатое колесо; 9 — скребок; 10 — кронштейн; 11 — винт; 12 — установочная гайка; 13 — диск; 14 — противозабросный сектор
поверхности секторов от налипшего припоя на специальном крон-штейне установлен скребок, сбрасывающий припой в сборник.
Для быстрого охлаждения корпуса (3—4 сек) в конце паяльных автоматов устанавливают воздуходувные устройства, обдувающие направленной струей шов корпуса, проходящего по транспортеру паяльного автомата (охлаждение доводят до 140° — начало упрочнения шва).
Для транспортирования корпусов вдоль рабочих механизмов паяльного автомата используются цепные транспортеры с ведущими собачками и жесткие неподвижные направляющие. По конструкции транспортеры паяльных автоматов разделяются на транспортеры с внутренним и наружным направлением корпуса (рис. 138).
197
Внутренняя направляющая корпусов (рог) / укрепляется торцом к патрону корпусообразующего автомата и опирается на принудительно вращающиеся нижние или боковые секторные ролики 3. Внутри рога в местах опоры на секторные ролики встроены свободно вращающиеся опорные ролики 4. Корпусы подхватываются
Рис. 138. Схемы транспортировки корпусов:
а — направляющий рог; б — направляющая тоннель; в — трубчатые направляющие; 1 — рог; 2 — направляющие цепи; 3 — секторные ролики; 4 — опорные ролики; 5 — цепной транспортер
с патрона собачками цепного транспортера 5 и проталкиваются по рогу вдоль паяльного автомата. Секторные ролики 3, вращающиеся синхронно с цепью транспортера, в момент прохода корпуса над одним из них, разъединяются с роликом 4 и пропускают корпус, остальные поддерживают рог. Внутренние направляющие позволяют создать строгую ориентацию корпуса относительно рабочих механизмов, уменьшить перекосы короткого корпуса относительно паяльного вала и сохранить точность формы нежестких корпусов большого диаметра.
198
Существенным недостатком внутренних направляющих является невозможность предохранить от царапин внутреннюю поверхность корпуса.
Наружные направляющие (туннель) полностью обеспечивают сохранность внутреннего покрытия корпусов. Конструктивно они выполняются закрытыми и открытыми. Закрытые туннели выполнены из чугунных или алюминиевых брусов, внутренняя поверхность которых обработана по форме и размерам корпуса. В этом случае туннель охватывает корпус во всех точках, за исключением шва и места захвата корпуса собачками транспортера.
Недостатком закрытых туннелей является громоздкость конструкции, неудобство обслуживания и переналадки автомата на другой размер тары.
Открытые туннели выполняются из труб, поддерживающих корпус в нескольких точках по окружности. Такая конструкция облегчает регулировку туннеля и переналадку машины на другой размер корпуса, но хуже обеспечивает направление корпусов и сохранение их первоначальной формы. Большое значение имеет расположение ведущей ветви транспортера относительно направляющей. При верхнем расположении транспортера корпусы перекашиваются в вертикальной плоскости, что может увеличить зачерпывание припоя и ухудшает пропай задней нахлестки шва. При боковом транспортере шов корпуса разварачивается относительно паяльного вала, что также отражается на пайке нахлестки шва. Однако при боковом транспортере прилегание шва к паяльному валу несколько лучше.
Особенно большие перекосы в туннеле дают короткие корпусы большого диаметра. Поэтому для пайки таких корпусов на паяльных автоматах устанавливаются две боковые цепи, толкающие корпус с двух сторон.
Для предохранения от разворота корпуса вокруг своей оси во время движения по направляющим собачки транспортера снабжены зажимными губками. Верхняя губка собачки жестко соединена с цепью транспортера, а нижняя может качаться на оси звена цепи. На рычаге нижней губки имеется упор. При захвате корпусов собачками за счет трения о направляющие корпус нажимает на упор нижней губки и стенка корпуса зажимается между губками. Для раскрытия губок требуется вытянуть корпус из губок собачек вперед либо открыть собачку, принудительно нажимая на рычажок нижней губки.
Глава IX. ФЛАНЦЕОТГИБОЧНЫЕ МАШИНЫ
1. Фланцеотгибочные машины (отбортовочные) предназначены длядвустороннего отгиба фланца у корпусов цилиндрических банок (рис. 139). Отгиб фланцев может осуществляться двумя способами:
Рис. 139. Способы отгиба фланцев:
а — корпус банки до отгиба фланцев; б— корпус банки после отгиба фланцев; в — размеры отогнутого фланца; г — схема отгиба фланца корпуса патронами; д — схема отгиба фланца роликами; е — силовая схема отгиба фланцев на роторной машине с патронами
а) постепенным разворотом корпуса по всей окружности контакта при помощи двух профильных фланцеотгибочных патронов;
б) постепенным разворотом корпуса только в местах контакта его с двумя парами роликов.
В машинах роторного типа цилиндрический корпус банки подвергается равномерному осевому сжатию.
200
Рис. 140. Роторная фланцеотгибочная машина Б4-СОБ:
1 II — штурвалы; 2 — внпт; 3 — ролик; 4 — плунжер; 5 н 9 — барабаны; 6 — патроны; 7 и 19 — течки; 8 — звез-дочка1 2 10 — редуктор; 12 — направляющие; 13 — передача; 14 — кулачки; 15 — электродвигатель; 16 — станина;
2 1~ —вал; 18 — рычаг;
Рис. 141. Схема наладки флан-цеотгибочной машины
В роликовых отгибочных машинах корпус банки не подвергается осевому сжатию, и при этом исключена возможность потери устойчивости корпусом. По сравнению с роликовыми машинами роторные машины имеют более простую регулировку, надежнее в эксплуатации при большей производительности.
Фланцеотгибочная машина Б4-СОБ, выпускаемая Симферопольским заводом им. Куйбышева, состоит из массивной чугунной станины 16, на которой расположено отгибочное устройство (рис. 140).
От электродвигателя 15 через клиноременную передачу 13 и планетарный редуктор 10 вращение передается главному валу 17. На валу укреплены два барабана 9 и 5, имеющие шесть гнезд, в которых движутся плунжеры 4. На одном конце каждого плунжера 4 закреплен от-гибочный патрон 6, на другом — ролик 3, движущийся в пазах неподвижного кулачка 14 при вращении барабанов. Войдя в корпус, патроны отгибают фланцы в соответствии с профилем их рабочей части. Затем после поворота вала 17 на угол 180° патроны расходятся и корпус с отогнутыми фланцами, находя на упорный рычаг 18, выталкивается из гнезда звездочки и по нижней течке 19 выносится из машины. Барабан 9 закреплен на валу неподвижно, а барабан 5 может перемещаться вдоль вала при наладке машины на другую высоту корпуса. Вместе с барабаном перемещается левая приемная звездочка 8. размер корпусов, а также для регу
лирования степени отгиба фланцев патронами 6 левый барабан 5 перемещается штурвалом 1 и винтом 2 относительно правого барабана 9. Положение патрона регулируется эксцентричной осью ролика 3. Для прокручивания машины вручную служит штурвал вал 11.
Настройка машины на другой диаметр корпуса производится следующим образом (рис. 141): устанавливают расстояние между направляющими щеками течки 1 для соответствующего размера корпуса, заменяют звездочки 2, отбортовочные патроны и регулируют положение течки 1 относительно звездочки 2.
При настройке машины только на другую высоту корпуса устанавливают положение левого барабана по отношению к правому барабану; кроме того, изменяют положения течек 1 и 3. 202
При переходе на другой
Основы силового расчета фланцеотгибочных машин. Схема отгиба фланца показана на рис. 139, бив. Ширина участка заготовки А, подвергаемая отгибу, определяется из формулы [4]
Л = — г0 — su ~ (r0 мм. (48)
Ширина фланца Л, заготовки равна
Л] = by — 0,43го — 0,215so мм, (49)
где bj — высота фланца в мм,
01 ~ 2 ’
Dy — наружный диаметр фланца после отгибки в мм; d — внутренний диаметр корпуса банки в мм;
г0 — радиус изгиба фланца в мм;
s0 — толщина жести в мм;
0,43 и 0,215 — коэффициенты, учитывающие удлинения жести при изгибе.
На деформируемые участки заготовки (см. рис. 139, е) действуют следующие силы:
1. Давление qlt прикладываемое со стороны тороидальной части патрона:
4 (аиз+ Пs0 яг= \c + D"J <5°)
где о„з — предел прочности на изгиб для жести в н1м2;
П — модуль упрочнения для жести в н/м2; е — степень деформации в м\
Внутренняя сила для объемно-пластического деформирования тороидальной части корпуса определяется по формуле
= «• (51)
2. Сила трения между заготовкой и тороидальной частью патрона F! согласно закону Амонтона—Кулона
Fy = QiSp н, (52)
где S — эффективная площадь боковой поверхности соприкосновения тороидальной части патрона с заготовкой;
S = л2г0-^- = л2Л1 ;
р — коэффициент трения, равный 0,15.
203
3. Давление, прикладываемое со стороны конусной части патрона [4]:
2(аоэ + /7-|-') S0(2--^p)
Ч-- = ------У+F-------™ «/-“’• <53>
Внутренняя сила объемно-пластического деформирования конусной части корпуса банки
q0K=q^(D^d^ н.
4. Сила трения F2 между заготовкой и конической частью патрона
С2 = (54)
где Si — поверхность усеченного прямого конуса в м2,
Усилие Q, необходимое для перемещения патрона, может быть определено из условий равенства внешних и внутренних сил при двустороннем отгибе фланцев;
Q = 2 (% + Л cos ~ + q0K + F2 cos н. (55)
Процесс формообразования фланцев может быть осуществлен при условии, что усилие Q не превышает критической силы, при которой тонкостенный цилиндрический корпус, подверженный осевому равномерному сжатию, может потерять устойчивость.
Критическая сила Ркр определяется по формуле Эйлера:
,56>
где J — осевой момент инерции в л4,
/ d \ 3
/ = л s°;
Еж— модуль нормальной упругости при сжатии в н/м2;
р/г — приведенная длина корпуса, зависящая от способа концевых закреплений, в м\
р — коэффициент приведенной длины, равный 0,2;
d — внутренний диаметр корпуса в м;
s0 — толщина жести в м.
Для тонкостенных корпусов установлено экспериментально напряжение, при котором цилиндрический корпус становится неустойчивым,
окр = 0,12-^5 н/м2. (57)
264
При практических расчетах Ркр следует определять по формулам (56) и (57) и за расчетное критическое усилие принимать меньшее из двух полученных.
Рабочее усилие
QP - 1,2Q н.
Потребная мощность электродвигателя определяется из формулы
Щ 1 1] ’ v '
где <2Р — рабочее усилие, необходимое для отгиба фланцев корпуса с двух сторон, в н;
А Я — рабочий ход патрона в м;
k — количество корпусов, в которых одновременно осуществляется отгиб фланцев в машине;
п — число оборотов ротора в минуту;
т] — к. п. д. машины;
t — продолжительность процесса отгиба в сек.
Рис. 142. Схема сил, действующих на механизм отгиба фланца
Суммарный крутящий момент, необходимый для привода барабанов с отгибочными патронами:
= 2^77? н-м,
где 2 Т — окружное усилие, необходимое для привода механизма отгиба фланцев, в н (рис. 142)
V т1 _ Qi + 2Рcos а + sin fl) к
~ 2г ;
Qj — сила, необходимая для одностороннего отгиба фланца максимально возможного диаметра корпуса банки,
205
a — угол подъема кулачка;
— коэффициент трения скольжения;
г — радиус ролика кулачка в лц
R — радиус кулачка подачи плунжеров в м;
к — количество корпусов, в которых одновременно производится отгибка фланцев;
dp — диаметр оси ролика в м.
Техническая характеристика фланцеотгибочных машин приведена в табл. 18.
Таблица 18
Техническая характеристика фланцеотгибочных машин
Параметры Машины Симферопольского завода им. Куйбышева Машины фирмы Нагема
Производительность в шт/мин . . Скорость вращения барабана 300 300
в об!мин 50 50
Мощность электродвигателя в кет Предел регулировки по высоте 1,5 1,1
корпусов в мм .......... Допускаемые диаметры корпусов 67—100 40—130
В мм 73—100 50—113
Глава X. АВТОМАТИЧЕСКИЕ ЗАКАТОЧНЫЕ МАШИНЫ
Машины предназначены для герметичного присоединения донышка или крышки к корпусу банки. Специфические условия ведения процесса заставляют вести операции закатывания по двум принципиально различным схемам, позволяющим классифицировать машины следующим образом:
по способу ведения закатывания — машины «с вращающейся банкой» и машины «с неподвижной банкой»;
по условиям исполнения операций закатывания — машины с разделенными позициями для первой и второй операций или с совмещенными позициями и машины с предварительным прикатыванием крышки и последующим закатыванием (под вакуумом);
по видам тары — для цилиндрических или фигурных банок;
по конструктивным признакам — однопозиционные или двухпозиционные линейные и многопозиционные карусельные, однобашенные или двухбашенные.
Основные параметры закаточных машин изложены в ГОСТе 9804- 66.
1. ДВУХБАШЕННЫЕ ЗАКАТОЧНЫЕ МАШИНЫ
Машина широко применяется как в жестянобаночных цехах, так и при изготовлении консервов (рис. 143). В станину вмонтировано семь вертикальных валов (рис. 144), нижние концы которых несут сцепленные между собой зубчатые колеса. Валы приводятся во вращение от электродвигателя при помощи клиноременной передачи и дополнительной системы зубчатых колес. Для проворачивания машины вручную служит штурвал. Над столом машины последовательно расположены приемная звезда 6, (см. рис. 143), ускоряющая звезда 7, основная звезда 8, башня первой операции 5, центратор 1, башня второй операции 4 и выводящая звезда 3. Звезды охвачены дугообразными направляющими. На пути движения потока установлен магазин с механизмом 2 подачи крышек.
Привод и механизм включения машины показаны на рис. 145. Оттягиванием рукоятки 12 перемещается конус 9, который, нажимая на ролики рычагов 8, заставляет их проворачиваться вокруг своей оси. Хвостовой конец каждого рычага упирается в неподвижный упор 3, закрепленный на валу, а диск включения 5 с прикрепленными к нему пальцами 7 нажимает на фрикционный диск, прижимает его к плоскости вращающегося шкива, отчего приводной вал начинает вращаться.
207
Рис. 143. Двухбашенная закаточная машина:
1 — центратор; 2 — магазин; 3 — выводящая звезда; 4, 5 — башни; 6 — приемная звезда; 7 — ускоряющая звезда; 8 — основная звезда; 9 — станина; 10 — электродвигатель; 11 — стол; 12 — штурвал; 13 — направляющая; 14 — приводной шкив; 15 — рукоятка включения
Машина работает следующим образом. Корпусы (или банки) непрерывно поступают на приемный стол машины. Очередная банка захватывается звездой 6 (см. рис. 143), отделяется от потока.
Ускоряющая звезда 7 перехватывает банку и, перемещая ее по эксцентричной направляющей 13, придает ей необходимое ускорение и досылает ее в очередное гнездо звезды 8. Поступивший в гнездо корпус попадает под магазин (рис. 146), нажимает на 208
7=21 7=51 7=55 7=28
i f < П
Рис. 144. Кинематическая схема закаточной машины
Рис. 145. Приводной механизм:
1 — электродвигатель; 2 и 4 — клинореуенная передача; 3 — упор; 5 — крнфционный диск; 6 — пружина; 7 — палец; 8, 10 — рычаги; 9 — конус; 11 —сухарь; 12 — рукоятка включения; 13, 14 — зубчатые колеса; 15 — вал; 16 — штурвал
14 Я. Ю. Локшин
209
рычажок 4 блокирующего устройства и отводит его. При этом защелка 22 отводится и шпилька 11 освобождает кольцо 12. Так как головка сухарика 13 продолжает сидеть в гнезде кольца, то кольцо начинает вращаться вместе с нижней половиной валика 7. Качающаяся шпонка 9 упирается в стенку выреза нижней половины муфты 10 и заставляет верхнюю половину валика 7 повернуться
1 ГГ1,!! 1
Рис. 146. Механизм подачи концов:
1 — кольцо магазина; 2 — нож подачи концов; 3 — пружина; 4 — рычажок-щуп; 5 — штыри магазина; 6 — основная звезда; 7, 14, 17 — валики; 8 - верхняя половина муфты; 9 — качающаяся шпонка; 10 — муфта; И — шпилька; 12 — кольцо; 13 — сухарик; 15 — вилка; 16 — рычаг; 18 — шатун; 19 — кривошип; 20, 21 — зубчатые колеса; 22 — защелка
вместе с ножом 2. Последний отделяет очередную нижнюю крышку от стопки, толкает ее вперед и заводит в верхнюю выточку гнезда основной звезды.
В дальнейшем корпус передается на опущенный нижний патрон 14 башни первой операции (рис. 147) и центрируется по нему. Ролик первой операции при этом соосен со шпинделем. Затем ползун 18 поднимается, корпус надевает на себя крышку, вводит
Рис. 147. Башня первой операции:
1 — основной вал; 2 — выталкиватель; 3 — регулятор нажима ролика; 4 — стяжной болт; 5 — верхняя карусель; 6 — полый шпиндель; 7, 22 — шестерни; 8 — ролик первой операции; 9 — патрон первой операции; 10 — зубчатка; 11 — нажимная дуга; 12 — винт-регулятор положения дуги; 13 — установочная площадка; 14 — нижний патрон;
15 — клемма; 16 — нижиий шпиндель; 17 — нижняя карусель; 18 — ползун; 19 — амортизационная пружина; 20, 23 — ролик; 21 — кулак; 24 — кронштейн; 25 — ось ролика; 26 — втулка; 27 — шарики
210
14*
211
ее в отверстие закаточного ролика первой операции, прижимает к вращающемуся верхнему патрону 9 и также начинает вращаться. Амортизационная пружина ползуна при этом слегка оседает, компенсируя возможные колебания высоты корпуса.
Вслед за этим ролик первой операции упирается в скос дуги 11, смещается, нажимает на поле крышки и обкатывает его. Процесс
Рис. 148. Башня второй операции:
1 — верхняя карусель; 2 — закаточные механизмы; 3 — верхний патрон; 4, 17 ~ валы; 5 — нижний патрон; 6 — нижннй шпиндель; 7, 8, 16, 18 — зубчатые колеса; 9 — ползун; 10, 24 — пружина; 11 — ролик ползуна; 12 — кулак перемещения ползуна; 13 — нижняя карусель; 14 — ролнкодержатель; 15 — ролик второй операции; 19 — кронштейн; 20 — ролик; 21 — выталкиватель; 22 — центратор; 23 — нажимной ролик; 25 — винт-регулятор нажима ролика; 26 — амортизационная пружина; 27, 29, 30 — оси; 28 — банка; 31 — кулак нажима закаточных роликов; 32 — рычаг; 33 — гайка
заканчивается после того, как банка обкатается немногим более одного раза. По окончании закатывания ползун начинает опускаться. Этот момент совпадает с вводом банки в гнездо центратора 22 (рис. 148). Подхватывая банку, центратор толкает ролик первой операции и ставит его в начальное положение. Одновременно головка выталкивателя 2 (см. рис. 147) соприкасается с роликом 23 и сталкивает банку с верхнего патрона.
После этого центратор переводит банку на опущенный нижний патрон второй операции. Очередной ползун второй операции поднимается и прижимает банку к верхнему патрону. Под действием сил трения банка начинает вращаться. Затем нажимной ролик, упираясь в кулак, заставляет ролнкодержатель повернуться, 212
ролик второй операции прижимается ко шву и обкатывает его (рис. 149). Нажим ролика увеличивается постепенно. Закатывание заканчивается после того, как банка обкатывается примерно 5,5 раза. Последнее обкатывание производится при постоянном нажиме, что способствует сглаживанию шва.
По окончании закатывания пружина 24 (см. рис. 148) оттягивает роликодержатель, ползун опускается, одновременно выталкиватель толкает банку вниз. Выводящая звезда подхватывает опущенную банку и выводит ее из машины.
Рис. 149. Схема работы закаточных роликов:
а — первая операция; б — вторая операция; Z — начало закатывания; II — окончание закатывания
Машины последнего выпуска фирмы Блема выполнены несколько иначе. Башни первой и второй операций одинаковы и аналогичны башне второй операции прежней конструкции, однако нижние шпиндели не имеют принудительного вращения.
Ролик первой операции имеет внешнюю канавку профиля первой операции. Роликодержатели не имеют амортизационных пружин, а компенсация избыточного нажима по углошву обеспечивается за счет упругости самой системы.
Расчет закаточной машины. Операции закатывания в жестянобаночных и технологических цехах идентичны, однако условия закатывания наполненных банок более сложные, так как возможно разбрызгивание жидкой фазы продукта, зажиривание рабочего инструмента и др.
Поэтому важно в первую очередь определить возможную производительность при закатывании наполненных банок.
213
1. Банка вращается при закатывании. В наполненной жидкостью банке при вращении вокруг своей оси поверхность жидкости принимает форму параболоида.
В установившемся режиме предельным будет число оборотов, при котором жидкость поднимется до края банки, не выливаясь (рис. 150). Поэтому незаполненный объем
Ru-------------
в)
Рис. 150. Схема уровня жидкости в банке, вращающейся вокруг своей оси (а) и вращающейся вокруг оси системы (б)
V — лг2Н — л J у2 dx. о
Так как у2 = 2рх, параметр параболы (в данном слу-. 302
чае) р = гДе п—число оборотов сосуда в минуту, и предельному значению X соответствует у = г, то, ре
шив уравнение, получим,что предельная скорость вращения
72 —___г 00,
г
где г — внутренний радиус банки в л«;
Н — высота незаполненного объема в м. Из кинематической схемы
машины известно, что за один
цикл закаточный шпиндель делает k оборотов, поэтому при числе позиций, равном Ь, производительность машины с вращающейся банкой будет
60 /Я б rk
шт! мин.
Определенное значение имеет время разгона жидкости в банке, вязкость, наличие кусков внутри и т. д., поэтому в отдельных случаях производительность может быть больше, чем найдено по расчету.
2. Выплескивание жидкости изнутри банки возможно и во время кругового вращения банок основной звездой машины, поэтому также важно определить предельное число оборотов звезды.
Уровень жидкости в банке, сидящей в гнезде вращающейся звезды, примет положение, как указано на рис. 150, подобно уровню в кольцевом сосуде со средним радиусом /?() и расстоянием между стенками, равным 2г (г — радиус банки). Кривая а—а является частью ветви параболы.
211
Объем части параболоида вращения
V = лН (7?/ — z?;) = JT | if dx — xlf (х — л/) или
И (/?„ - R$ - 2р [ xdx - R- (.V - X,).
Отсюда
И (R-H — R2e) = р X — х{) — Re (х __ .г,).
Для нашего случая значению X соответствует у, равный RH, а значению Хг— у, равный Re.
Поэтому, подставив в уравнение значения X, X, и р, получим, что число оборотов звезды:
пза — 30
4//
Так как RH = Ro 4 г, a Re -= R№ — г, то пзв = 30 у . Н. В. Морозов исследовал поведение банок во вращающейся
звезде и рекомендует дополнить вышеприведенное уравнение
коэффициентом /г, а именно пзе = 30 ]/, где
/г=1 +W’
Зная число гнезд b и допустимое число оборотов, возможная производительность
2 = 301/ f- шт/мин. г Ror
Определение основных размеров звезд. Звезды 1, касаясь банки 3 в точке А (рис. 151), воздействует на нее силой, линия действия которой проходит через центр банки О. При этом возникает сила трения F ь направленная по касательной к окружности банки.
2
Рис. 151. Схема взаимодействия звезды, банки и направляющей
Нормальная реакция N, действующая в точке В касания банки с направляющей 2, вызывает силу трения F2, также направленную по касательной к окружности банки.
Равнодействующие указанных сил отклоняются от линии действия нормальных сил на величину угла трения р.
215
Если линии действия равнодействующих совпадут, то силы уравновесятся и банку заклинит. В таком случае центральный угол а будет равен 2р, а касательные к окружности, проходящие через точки А и В, также пересекутся под углом а, равным 2р.
Так как радиус звезды R = rtga, то критическая величина его, при которой наступит заклинивание, RKP = г tg 2р. Но
tg 2Р =
' 1 _ tg2 р ’
a tg р = /.
Поэтому
р .__ ^rf ___ л f
— j _р — “ ] __р >
где f — коэффициент трения;
d — диаметр корпуса.
Важно определить также крити-
ческую глубину hKp гнезда звезды. Из рисунка видно, что h = г —
г cos а, поэтому
hKP = г (1 — cos 2р).
После соответствующих преобразований получим
h '
пкр — j _|_ р ’
Рис. 152. Схема сил, действую- где d — диаметр банки;
щих на патрон при закатывании f — коэффициент трения мате-банки риала банки по материалу
направляющей.
Для жестяной тары следует брать f = 0,14 ч- 0,15, а для стеклянной тары f — до 0,6.
По полученному профилю оформляют и остальные пальцы звезды.
Существенно важно, чтобы число гнезд приемной звезды равнялось числу закаточных устройств башни. Это позволяет при наладке точно устанавливать банку под соответствующую закаточную головку.
Силовой расчет закаточной машины. Если пренебречь силой трения в подшипнике как незначительной, можно сказать, что линия действия нажимного усилия Р проходит через ось вращения ролика, а также через точку В, делящую дугу захвата а—а пополам (рис. 152).
Разложив силу Р на нормальную N и касательную Т к окружности патрона, получим N = Р cos a; Т = Р sin a.
При вращении под действием нормальной силы N возникает сила трения F, также действующая по касательной к окружности патрона, но направленная в сторону, противоположную Т. 216
Очевидно, что закатывание возможно только в том случае, если сила трения F Т.
Так как F = fN, то Р sin а fP cos а или tg а f, где f — коэффициент трения.
Момент закатывания М = Ра, наибольшее значение которого будет при tg а = f. Плечо а = rn sin а.
Так как
tg а sin а = г....- _ ,
К1 -Г tg'2 а
то наибольший момент
Рис. 153. Схема сил, действующих при сжатии банки в патронах
(59)
первой должно
При закатывании роликом операции осевое усилие сжатия предотвратить проворачивание корпуса относительно крышки. Излишнее сжатие недопустимо, так как оно может привести к повреждению уплотняющей пленки или к оседанию фланца.
В данном случае предельная величина осевого сжатия
Nt = Fq, где F—контактная поверхность фланца;
q—удельное давление для каучуковой пленки не больше 3,0 Мн/м2 (30 кГ/см2).
При закатывании роликом второй операции огибание утолщенного места пересечения продольного и закаточного швов приводит к резкому увеличению касательной составляющей Т, так как угол а возрастает. Поэтому амортизационную пружину ползуна рассчитывают из условия, что момент трения от сжатия банки в патронах равен моменту закатывания, а действительно необходимое усилие устанавливается степенью сжатия пружины.
Осевая нагрузка воспринимается кольцевой площадкой закаточного патрона (рис. 153), для которой момент трения
_2/Л(гЗ-лЗ) ттр — „ / о 9\
где f 1 — коэффициент трения;
Nt—-осевое усилие сжатия;
гп — радиус патрона (нижний); гв — радиус выточки.
217
Приравняв значения Мтр и М, получим
и
:2ЛЛ'1 (fn—ty _Prnf
N *р^2п~Ъ
1 2И;/Ч(^)‘
Учитывая специфические условия работы деталей, для расчетов следует выбирать в пределах 0,09—0,1, а для f 0,14—0,15. Кроме того, в целях исключения проскальзывания банки в патронах в начальный момент действительную величину осевого усилия Nd следует повысить введением коэффициента запаса сцепления k, равного 1,1 —1,2, т. е.
Ng = kN.
В случае принудительного вращения не только верхнего, но и нижнего патрона величина момента трения
9
а усилие сжатия N, соответственно уменьшается.
Для жести толщиной до 0,3 мм при диаметре банки до 100 мм нажимное усилие Р примерно равно 1600—1800 н (160—180 кгс).
Основные размеры амортизационной пружины определяются из уравнения
где G — модуль упругости при сдвиге;
D — средний диаметр витка пружины, в данном случае равный 34 мм;
d — диаметр проволоки (равный 6 мм);
А — осадка витков пружины;
п — число рабочих витков (равное 4).
Расчет мощности двигателя. В системе планетарной передачи, приводящей во вращение закаточный шпиндель, верхняя карусель выполняет функцию водила, поэтому момент на валу карусели от усилия закатывания (рис. 154)
И =- =
1 ' Г- К1 /Ч ’
где г(, — радиус начальной окружности планетарной шестерни;
Rо — радиус карусели по окружности центров отверстия, в которых расположены шпиндели.
218
Сила, действующая на ролик нажима роликодержателя (см. рис. 154)
7, _ a cos а р
b cos р
Тяговое усилие К, приложенное к оси ролика, также находится из уравнения моментов:
к — т ( \ cos а р ( 2/г \
\ Dt / b cos р \ Д / ’
где а и b — длина плеч роликодержателя;
dL— диаметр оси ролика;
Di — наружный диаметр нажимного ролика; f — коэффициент трения скольжения;
k — коэффициент трения качения (в см).
Рис. 154. Схема распределения сил на роликодержателе:
1 — закаточный патрон; 2 — закаточный ролик; 3 — ролнкодержатель; 4 — нажимной ролик; 5 — кулак нажима
Дополнительный момент Л42 на валу
карусели от тягового
усилия
М,
К (rk + 4) >
где RK — наибольший радиус окружности кулака.
Для перемещения цилиндрического ролика по торцу кольцевого кулака подъема необходимо тяговое усилие
=
219
где р — коэффициент, учитывающий дополнительное трение ролика о кулак, примерно равный 1,1;
— диаметр оси ролика ползуна;
£>2 — диаметр ролика.
Сила Р2 создает на валу карусели момент
М3 = Р2Я0 = р^(-&±^)/?0,
Ro — радиус кулака по
Рис. 155. Схема к определению предельной величины обжатия закаточного шва
средней окружности.
Суммарный момент на валу карусели
Моб = + М2 + М3) г,
где z — число одновременно закатывающих шпинделей.
Для башни второй операции
_ Мобп _
716,20-1,36 — 30000 ’
где п — число оборотов карусели в минуту.
М — момент в кгсм;
М' — момент при Р в н.
Исследования показали, что для работы башни первой операции необходима мощность, примерно равная 0,5 мощности башни второй операции. Поэтому мощность двигателя закаточной машины
1,5kN Na, —------ кет,
° Поб
где k — коэффициент, учитывающий возможную перегрузку при пуске нагруженной машины, равный 1,3—1,4;
Лоб — общий коэффициент полезного действия машины, примерно равный 0,5—0,65.
Определение необходимого числа обкатываний банки роликом. Обратимся к рис. 155. Пусть гр — радиус закаточного ролика; гб — наружный радиус банки по шву первой операции; г0 — наружный радиус по обжатому шву; h — величина обжатия шва за одно обегание ролика; L — расстояние между центрами О—О,.
Линия О—В проходит через середину дуги захвата до пересечения с окружностью патрона.
Соединив центры О и О, с точкой с, можно без особой погрешности допустить, что с удвоением угла р угол у также удваивается.
В таком случае
L2 = г2б 4- г‘р — 2гбгр cos [ 180 — 2 (Р 4- y)J.
220
Так как
L = гб -г гр — /г, а (₽ + у) - а, то после соответствующих преобразований получим
h = Ге + гр гб + гр + 2гбгр •
Число обкатываний банки
n = ~T- + k’
где а — толщина шва после первой операции;
б — толщина шва после второй операции;
k — равно 1,2—1,5.
2. ОДНОБАШЕННЫЕ ЗАКАТОЧНЫЕ МАШИНЫ
Указанные машины разработаны для закатывания наполненных банок, однако в целях унификации и упрощения эксплуатации они используются также и при изготовлении жестяных банок.
К числу подобных машин относится автомат СЗД завода им. Куйбышева (рис. 156). На основании /закреплены две стойки 9 и кронштейн, несущий электродвигатель 6, привод с механизмом включения и штурвал 8 для проворачивания машины. В отверстие основания (рис. 157) вмонтирован полый вал 14, на котором насажена нижняя карусель с шестью подъемными механизмами и верхняя карусель с шестью закаточными механизмами. Карусели и закаточные механизмы приводятся во вращение от вертикального вала /0при помощи зубчатых колес. Банки принимаются, перемещаются и уводятся системой звезд. Подача концов обеспечивается магазином (рис. 158).
Башня и закаточные механизмы. По окружности нижней карусели расположено шесть приливов с отверстиями. Внутри каждого отверстия помещен ползун 37 (см. рис. 157), нижняя часть которого несет палец 35 с беговыми роликами 36, катящимися по кулакам 23. В отверстие ползуна вставлен полый шпиндель. Внутри шпинделя помещена амортизационная пружина 24, опирающаяся на нижний конец стержня 38. Верхний конец стержня примыкает к винту-регулятору степени сжатия пружины. На верхнем конце шпинделя 25 навинчен нижний патрон 22. На валу 14 закреплена звезда 15, сменные гнезда которой соосны шпинделям.
В каждом из шести отверстий верхней карусели закреплена полая ось, несущая закаточный патрон 31. Внутри оси помещен подпружиненный выталкиватель 16. На ось насажен шпиндель 40 с закаточной головкой 28, несущей две пары роликодержателей 29. На верхнем конце роликодержателя закреплена эксцентриковая ось 27 с нажимным роликом 26, который катится по нижней 221
части сдвоенного кулака нажима 34. Поворот эксцентриковой оси 27 позволяет менять степень нажима закаточного ролика при наладке машины.
Плено роликодержателя второй операции выполняет функцию амортизационной пружины. Нажимной ролик катится по верхней части сдвоенного кулака.
Рис. 156. Однобашенная закаточная машина СЗД:
I — станина; 2 —рукоятка; 3 — конус; 4 — муфта; 5 — шкив; 6 — электродвигатель; 7 — вал; 8 — штурвал; 9 — стойка
Рабочий профиль как верхней, так и нижней части кулака повторяется дважды и располагается симметрично горизонтальным осям. Кулак насажен на полый вал, приводимый во вращение шестерней 19, планетарно обегающей неподвижную зубчатку 42, прикрепленную к зубчатке 43, обеспечивающей вращение шестерни 18 со шпинделем закаточной головки. За один оборот карусели сдвоенные кулаки делают 16,5 оборота, а закаточные головки только 16 оборотов; тем самым за каждый цикл последовательно срабатывают ролики как первой, так и второй операции. Каждая пара одноименных роликодержателей стянута пружинами 41, прижимающими нажимные ролики к кулаку. 222
Рис. 157. Башня и закаточный механизм машины СЗД:
7 станина; 2 — рукоятка; 3 — конус; 4 — муфта; ,5 — шкив; 6 — электродвигатель; 7 — вал; 8, 9, 17, 18, 19, 42, 43 — зубчатые колеса; 10 — вал; И — штурвал; 12, 13 — корпусы; 14, 40 — полые валы; 15 — звездочка; 16 — шпиндели; 20, 23 33, 34 — кулачки; 21— выталкиватели; 22 —патроны; 24, 32, 41 — пружины; 25 — втулка; 26, 36 — ролики; 27 — ось; 28 — планшайба; 29 — роликодержатсль; 30 — за’каточные ролики;
31 — патрон; 35 — ось; 36 — ползун; 38 — стержень; 39 — винт
223
Транспортные устройства закаточной машины СЗД. На валу И (см. рис. 158) насажена приемная звезда 2, снабженная гнездами. Звезда охвачена подпружиненной направляющей 3. Под звездой расположен приемный диск 1. Ось 12 несет промежуточную звезду 13, под которой эксцентрично установлена круговая на-
правляющая. Внешняя направляющая 14 также расположена эксцентрично. Под направляющей установлен щуп механизма подачи крышек.
В механизме разгонной звезды на валу 1 (рис. 159) закреплена зубчатка 2, которая внутренним зацеплением сцеплена с венцом
Рис. 158. Транспортные устройства машины СЗД:
1 — приемный диск; 2 — приемная звезда; 3 — подпружиненная направляющая; 4 — стол; 5 — разгонная звезда; 6 — выбросная звезда; 7 — карусель; 8 — стол; 9 — магазин: 10 — счетчнк; 11 — вал; 12 — ось; 13 — промежуточная звезда; 14 — внешняя направляющая
шестерни 3. Венец вращается вокруг неподвижного кольца 16 эксцентрично относительно вала 1. К верхней части венца прикреплено водило 14, несущее по окружности семь пальцев 4. Головки пальцев скользят в пазах носителей 5, проушины которых свободно насажены на валу 1— все это образует семь кулисных механизмов, соединенных общим водилом.
На каждом носителе закреплен вкладыш 19, соответствующий диаметру корпуса банки; сбоку на каждом носителе шарнирно закреплен рычаг И. Верхний конец его несет ролик 10, катящийся по пазовому кулаку 7, а нижний заканчивается пальцем, предназначенным для проталкивания очередной крышки по винтовому 224
Ю» Локшин
/ -
ьэ ьэ СП
Рис. 159. Механизм
вал: И ’-рыч3аУг; Ч7?1КосГа;Л7ыПчаж^
подачи корпусов:
7 __кулачок; 8 — гайка; 9, 15, 16 — кольца; 10 ролик,
кулачок,^ __ диск. _ вкладыш. 20 „ упоры
желобу. Таким образом, эксцентричное вращение пальцев 4 относительно вала приводит к равномерно переменному изменению расстояния носителей от оси вращения до оси пальцев. За один оборот вала каждый носитель вместе с рычагом 11 предельно разгоняет очередной корпус, ставит его соосно на нижний патрон,
А-А
Рис. 160. Механизм подачи концов:
1 — магазин; 2 — толкатель; 3 — направляющие; 4 — крнвошнп; 5 — шатун; 6, 7 — валы; 8 — муфта; 9 — храповик; 10 — собачка; 11 — блокирующий механизм; 12 — щуп
одновременно обеспечивает подачу крышки, после чего система сближается и приходит в исходное положение.
Магазин и механизм подачи концов. В направляющих пазах (рис. 160) от кривошипно-шатунного механизма возвратно-поступательно движется ползун с двумя рейками, несущими ножи-отсекатели. Поверх реек помещен магазин, предназначенный для загрузки крышек. Кривошип насажен на верхний конец вала 6. Нижний его конец несет однозубый храповик 9, расположенный внутри муфты, насаженной на нижний вал, приводимый во враще-226
Таблица 19
Число зубьев зубчатых колес однороторной закаточной машины (см. рис. 161)
№ зубчатого колеса ! Число зубьев № зубчатого 1 колеса Число . зубьев . № зубчатого колеса Число зубьев
1 19 9 56 17 72
2 77 10 21 18 60
3 100 11 35 19 42
4 100 12 17 20 60
5 21 13 102 21 21
6 126 14 60 22 96
7 105 15 58 23 30
8 40 16 36 24 99
ние зубчатой передачей. В прорези муфты 8 шарнирно установлена подпружиненная собачка 10, к которой примыкает качающийся упор 11. Последний системой тяг связан со щупом-блокиратором 12, установленным под передаточной звездой.
При отсутствии корпуса (банки) в очередном гнезде промежуточной звезды щуп остается неподвижным, а упор 11 располагается в одной плоскости с собачкой 10. В результате собачка, вращаясь, приходит в соприкосновение с упором 11 и отводится, обходя зуб храповика. Верхний валик 6 остается неподвижным, и крыш- Таблица 19
ка не выдается из магазина. Число зубьев зубчатых колес Если корпус поступил в гнездо однороторной закаточной машины звезды, то, перемещаясь, он на- (см. рис. 161)
жимает на щуп, отводит его, -----;--------------------
и рабочий конец упора опу- ° ° °
скается. Собачка упирается = s „
в зуб храповика 9, верхний ва- |s *8 *8 |s
лик получает вращение, а кри- g g £ £ g g £ £ S у £
вошип приводит ползун с рей-ками в возвратно-поступатель- } 19 9 56 17 72
ное движение. 2 77 10 21 18 60
При движении реек назад з 100 11 35 19 42
ножи отделяют из стопки ниж- 4 100 12 17 20 60
нюю крышку, и она падает | 21 21
на основание. При движении 7 105 15 58 23 30
вперед выступы реек проталки- 8 40 16 36 24 99
вают крышку и ставят ее впе- реди поднятого очередного пальца рычага разгонной звезды. Последняя, вращаясь, заставляет палец перемещать крышку по винтовому желобу и посадить ее в выточку вкладыша, загруженного очередным корпусом.
При работе машины поток корпусов (банок) поступает на приемный диск. Каждый очередной корпус приемной звездой отделяется от потока и передается в соответствующее гнездо промежуточной звезды. На пути движения корпус нажимает на щуп и механизм подачи крышек выдает очередную крышку.
В дальнейшем корпус заводится в соответствующее гнездо разгонной звезды. Механизм последней обеспечивает подачу крышки на корпус и ставит его на очередной опущенный нижний патрон, который затем начинает подниматься. В этот момент выталкиватель соприкасается с подпружиненным сухарем, опускается и прижимает крышку к корпусу, чтобы она не сползала. Поднимаясь вверх, ползун центрирует крышку по закаточному патрону и сжимает корпус в патронах.
В дальнейшем закаточные ролики первой операции сближаются, производят обкатывание и расходятся, так же срабатывают ролики второй операции и ползун опускается. Во избежание отставания банки выталкиватель, наталкиваясь на неподвижный 15* 227
сухарь, толкает банку вниз. Последняя выводящей звездой удаляется из машины.
Кинематическая схема машины приведена на рис. 161, а в табл. 19 даны числа зубьев зубчатых колес.
Расчет закаточной машины с планетарно обегающими роликами.
При закатывании неподвижной банки планетарно обегающими ее
Рис. 161. Кинематическая схема закаточной машины СЗД
роликами корпус закаточной головки выполняет роль водила (рис. 162).
Если пренебречь силами трения как незначительной величиной, то момент силы реакции, равный моменту нажимного усилия Р закаточного ролика
М = Р-а = Р (Рв + гр) sin р = Prn sin а,
где Re — внешний радиус закаточного шва;
гр — средний радиус ролика по профильной канавке;
гп — радиус закаточного патрона.
228
Нетрудно заметить, что величина момента не отличается от величины, полученной ранее. Поэтому в окончательном виде
М = -~rnL . (60)
Для обеспечения нажима закаточного ролика вращающийся кулак давит на нажимной ролик силой N, величина которой мо-
Рис. 162. Схема сил, действующих при закатывании неподвижной банки
жет быть найдена из уравнения моментов сил, действующих на роликодержатель (см. рис. 162).
Сила, перпендикулярная плечу b роликодержателя а sP cos у ° ~ ь •
Учитывая, что на плечо роликодержателя дополнительно действует пружина 41 (рис. 157), действительное значение величины больше на 10—15%.
Разложив силу 0, получим составляющую, действующую по радиусу:
n sP cos у cos Ф
N = 0 coscp —----1,
229
и силу, перпендикулярную радиусу:
T = 6sin<p = ^C07sin(p.
Тяговое усилие, необходимое для обеспечения движения нажимного ролика:
/< == N (71++ т, а момент силы
~ М, = (RK + гн) К,
где RK — наибольший радиус кулака;
гн — радиус нажимного ролика.
При большом числе оборотов закаточной головки детали могут оказаться под действием значительных центробежных сил, могущих изменить соотношение сил, приложенных к роликодер-жателю.
Желательно, чтобы сумма моментов центробежных сил относительно оси вращения роликодержателя была равна нулю или
с s cos ф = с гЬ cos <р (см. рис. 162).
т- /пи2
Так как с = то, подставив это значение в уравнение, получим
R iG id cos ф = R 2Gzb cos ф,
где Ri — расстояние от оси вращения головки до оси закаточного ролика;
Т?2 — то же, до оси нажимного ролика;
Gi и G2 — приведенная масса деталей.
В любых условиях недопустимо увеличение момента центробежных сил со стороны нажимного ролика, так как при этом ролик отрывается от кулака тем сильнее, чем больше число оборотов головки.
Суммарный момент на шпинделе закаточной головки с учетом двух одновременно закатывающих роликов
Мш = 2 (М + Mi).
Момент на валу кулака от действия нажимного усилия двух роликов
Мк = 2FRK = 2kNRK,
где k — коэффициент трения качения, 230
Приведенный момент на валу башни закаточной машины от действия закаточных головок
= + (61)
\ г° /
где г0 — радиус начальной окружности планетарной шестерни шпинделя закаточной головки;
го — радиус начальной окружности планетарной шестерни вала кулака;
Ro — радиус окружности расположения центров отверстий карусели;
z — число одновременно закатываемых банок.
Дальнейший расчет по нахождению величин, необходимых для определения размеров деталей машины и мощности двигателя, производится по предыдущему.
Закаточная машина Блема. В отличие от ранее рассмотренных конструкций в этой машине каждый закаточный патрон обслуживается только двумя роликами, последовательно выполняющими первую и вторую операции закатывания.
Роликодержатели не имеют специальных амортизационных устройств и конструктивно выполнены примерно так, как роликодержатели двухбашенной машины последней модели.
В качестве приемного, делительного и разгонного устройств для поступающих банок используется пластинчатый транспортер и шнек с переменным шагом витка. Прием конца, совмещение его с корпусом и установка на очередной нижний патрон производятся при помощи звезды по-обычному. Остальные элементы машины мало отличаются от ранее описанных.
Закаточная машина фирмы Тойо Сейкан. Отличительной особенностью автомата является конструкция закаточной головки (рис. 163). Последняя также несет две пары закаточных роликов 19, каждый из которых насажен на эксцентричный конец пальца 26, вмонтированного в эксцентрично выполненном отверстии шпинделя 23. Вращение валик получает от планетарной шестерни дифференциально планетарной передачи с таким расчетом, чтобы за один оборот башни шпиндель также сделал один оборот.
Шпиндели 23, несущие пальцы с роликами второй операции, сидят в подвижных подпружиненных вкладышах 28, выполняющих роль амортизаторов.
Машина работает следующим образом. Системой звезд корпус с крышкой устанавливается на опущенный нижний патрон 15 и центрируется вкладышем звезды 14. Ползун с патроном поднимают корпус с крышкой и прижимают их к закаточному патрону. Непрерывно вращающиеся шпиндели 23 заставляют эксцентрично расположенные ролики сближаться и последовательно выполнять операции закатывания. Затем ролики начинают расходиться, патрон опускается, и банка выводится из машины. Изменение
231
Рис. 163. Закаточный автомат фирмы Тойо Сейкан:
а — общий вид; б — схема работы нажимного устройства закаточных роликов; 1 — закаточные головки; 2,3 — блоки; 4, 6 — валы; 5 — подшипник; 7, 8, 9, 10, 11, 22, 24 — зубчатые колеса; 12 — кулачок; 13 — выталкиватель; 14 — звездочка; 15, 27 — патроны; 16 — кулак; 17, 29 — пружины; 18 — роликодержатель; 19 — закаточные ролики; 20, 21 — полые валы; 23 — шпиндели; 25 — ось; 26 — иижиин конец оси; 28 — вкладыши
232
степени нажима роликов обеспечивается проворачиванием оси 25 относительно шпинделя 23 в нужную сторону. Перевод машины на банки другого диаметра производится сменой закаточных головок, а при изменении их высоты верхняя карусель перемещается по вертикали вращением полого вала, имеющего винтовую нарезку и приводимого во вращение от червячной пары.
Технические характеристики закаточных машин приведены в табл. 20.
Технические характеристики закаточных машин
Таблица 20
Показатели Двухбашенная фирмы Нагема Симферопольского завода марки СЗД Фирмы Тойо Сейкаи, модель 400 Фирмы Блема, модель 100/1
Производительность в шт1мин До 170 До 300 До 220 До 400
Диаметр банки в мм 50—104 72—100 50—105 50—105
Высота банки в мм 48—122 35—120 36,5—152,4 40—130
Число закаточных позиций 4+4 6 4 6
Мощность двигателя в кет ........ 2,6 4,5 3 5,5
Масса в кг — 2000 2560 2500
Габаритные размеры в мм: длина .... 1700 1980 1760 2960
ширина .... 1140 1670 1200 1270
высота 1220 1930 2200 1600
Глава XL АВТОМАТЫ ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ БАНОК
Автомат для испытания герметичности жестяных цилиндрических банок (называемый также тестер) является контрольной многопатронной машиной, которая отбраковывает негерметичные банки и одновременно сигнализирует о дефектах в работе жестянобаночной линии.
Банки испытываются на герметичность, как правило, при помощи сжатого воздуха, подаваемого непосредственно в банку
Рис. 164. Схемы испытательных патронов: а — патрон с шайбой; б — патрон с вытеснителем; в — патрон-камера; г — патрон-камера с зажимной шайбой; — атмосферное давление; ри — давление при испытании или испытательный патрон, в котором находится банка. Схемы испытательных патронов показаны на рис. 164. В основу принципа контроля герметичности банок положено улавливание мембранным датчиком автомата перепада давления, получающегося в результате потери части давления в испытуемой банке.
Чувствительность автомата (т. е. способность улавливать негерметичную банку, теряющую за минуту минимальное количество воздуха) зависит от конструкции испытательного патрона, системы подачи воздуха, чувствительности датчика и т. д.
Импульс, полученный датчиком, недостаточен для приведения в действие механизма, сортирующего банки на герметичные и негерметичные, и поэтому каждый автомат снабжен механизмом, который при помощи механических или электромеханических устройств усиливает действие датчика. Так как момент испытания банок опережает их выход из автомата, требуется накопительное или запоминающее устройство (реле времени), которое заставляет через определенный интервал времени сработать сортировочный механизм.
234
Таким образом, каждый контрольный автомат должен иметь: а) колесо (одно или два) для транспортирования испытательных патронов с банками, которые запираются (герметизируются) на период испытания и затем освобождаются перед выходом;
б) воздухораспределительное устройство, подающее сжатый воздух из ресивера к каждому из испытательных патронов, прекращающее его подачу на период испытания банки и затем сообщающее испытываемую банку (патрон) с датчиком;
в) датчик — чувствительный элемент, воспринимающий первоначальный импульс, получаемый при изменении давления в банке или контрольном объеме между корпусом патрона и банкой;
г) накопительное и усилительное устройства, позволяющие полученный датчиком импульс преобразовать в электрический ток или механическое движение;
д) бракующие (сортирующие) исполнительные механизмы, приводящие в движение через определенный интервал времени после испытания устройство для направления банок в разные течки.
Автоматы для испытания банок могут быть классифицированы:
I. По способу подачи воздуха для испытания:
а) работающие под давлением сжатого воздуха, подаваемого внутрь банки или в испытательный патрон, т. е. снаружи банки;
б) отсасывающие воздух из банки.
II. По способу распределения и регулирования давления воздуха:
а) с общим воздухораспределительным механизмом-золотником — плоским или конусным, через который воздух поступает ко всем испытательным патронам, и устройством для тонкого регулирования давления воздуха;
б) с воздухораспределительным устройством, снабженным дополнительно запорными клапанами у каждого патрона.
III. По расположению датчиков:
а) с датчиком, общим для всех испытательных патронов или для части из них (обычно для половины патронов);
б) с индивидуальными датчиками, расположенными на каждом испытательном патроне.
По конструкции мембранные датчики делятся на механические, электромеханические с контактами и емкостные.
IV. По устройству усилительного механизма:
а) механические;
б) электромеханические;
в) электронномеханические.
К числу автоматов, работающих с общим воздухораспределительным устройством и одним датчиком, снабженных также аппаратурой для регулирования давления воздуха, относятся автоматы фирмы Нагема (ГДР), Макдональд (США), Бенчини (Италия), Тойо Сейкан (Япония) и др.
Как показала длительная эксплуатация таких машин, чувстви
235
тельность их недостаточна [5, 7 ]; в последние годы они заменяются новыми более совершенными автоматами, характеризующимися высокой производительностью (300—500 банок в минуту) и надежной чувствительностью. Поэтому конструкции автоматов Нагема, Тойо-Сейкан и др. нами не рассматриваются, тем более что они достаточно подробно освещены в литературе [7, 16].
1. АВТОМАТИЧЕСКАЯ ИСПЫТАТЕЛЬНАЯ МАШИНА СИ1-Б
Автомат СИ1-Б, серийно выпускаемый Симферопольским машиностроительным заводом им. Куйбышева по проекту ВНИЭ-КИПродмаша, относится к машинам с общим воздухораспределительным устройством. Испытание производится при помощи ежа-
1 — течка; 2 — приемная звездочка; 3 — банка; 4 — патрон; 5 — вкладыш; 6 — тарелка; 7 — трубка; 8 — кронштейн; 9 — зубчатое колесо; 10 — рейка; 11 — рычаг; 12 — кривошип; 13 — шатун; 14 — шток; 15 — трубка; 16 — звездочка; 17, 18 — течкн; 19, 20 — диски-золотники; 21 —пружина; 22 — ступица; 23 — подшипник; 24 — клапан; 25 — трубка
236
Того воздуха, подаваемого во внутрь банки, помещенной в патроне (см. рис. 164, г). Контрольный объем сообщается с датчиком мембранного типа, усилительное и бракеровочное устройства — электромеханические с электронной установкой, предназначенной для преобразования электрического импульса мембранного датчика в сигнал управления электромагнитами бракеро-вочного устройства.
Рабочее колесо автомата является одновременно ведомой шестерней и по торцовой поверхности его укреплено 36 испытательных патронов для испытываемых банок. Воздухораспре
Рис. 166. Схема подачи банок к патрону в автомате СИ1-Б:
а — банка до подачн в патрон; б — банка в патроне (позиции см. в подписи к рис. 165)
делительное устройство представляет собой две пары плоских дисков — золотников. Одна из них соединяет банку с вакуум-ресивером, источником сжатого воздуха и атмосферой, другая сообщает контрольный объем патрона с датчиком и атмосферой.
Колесо свободно посажено на неподвижной оси, смонтированной на стойках станины. Банки подаются к патронам (рис. 165) по течке/, и приемной звездочкой 2 банка 3 устанавливается перед патроном 4. В корпусе патрона-/(рис. 166) у становлен вкладыш 5. Через отверстие в центре тарелки воздух по трубке 25 и шлангу 7 поступает в банку; из патрона по трубке 15 воздух поступает к правому золотниковому устройству и затем в конце испытания сообщается с мембраной (рис. 167).
Прижимная тарелка 6 с вмонтированной резиновой шайбой также снабжена центральным отверстием, сообщающимся с трубкой 7, соединенной через золотники с ресивером сжатого или разреженного воздуха. Тарелка 6 вместе с кронштейном 8 совершает возвратно-поступательное движение, подавая банку, сообщающуюся с вакуум-ресивером и присосанную к тарелке, в корпус патрона. Кронштейн 8 одновременно перемещает две тарелки.
При зацеплении конической шестерни 9 с неподвижным зубча
237
тЫм сектором 10 поворачивается рычаг 11, передающий движение через кривошип /2и шатун 13 штоку 14, кронштейну 8 и тарелке 6.
Неподвижный правый диск 19, прижатый к вращающемуся диску 20 пружиной 21, насажен на ступицу 22 колеса при помощи шарового шарнира 23. Эти золотники сообщают полость патронов с мембраной, а также с атмосферой.
Для устранения влияния изменения давления в воздушной сети автомата и возможных при этом изменений деформации донышек испытываемых банок, а в связи с этим и изменений контрольного объема (между патроном и банкой), у каждого патрона смонтирован запорный клапан 24.
В период испытания автомата при работе со сжатым воздухом было установлено, что наличие запорных клапанов 24 не влияет на чувствительность тестера. Поэтому при серийном выпуске автоматов СИ1-Б эти клапаны не монтировались.
Левая пара дисков-золотников 19 и 20 сообщается через трубки 25 и 7 с тарелками 6, периодически соединяет банку с ва-куум-ресивером, атмосферой и ресивером сжатого воздуха. В качестве датчика автомата применена гофрированная мембрана 8 (рис. 168), припаянная к основанию корпуса 9. Сверху к основаниям 4 крепятся секторы корпуса 9, ограничивающие ход мембраны вверх. На корпусе 9 смонтировано контактное устройство, снабженное рычагом 7, расположенным на кронштейне 6.
Контактные устройства, смонтированные на крышке корпуса, регулируются микрометрическими винтами 5.
В автомате установлено два мембранных датчика.
Мембрана датчика изготовляется из бериллиевой бронзы, толщина ее 0,1 мм, рабочий диаметр 72 мм. Мембрана работает на малых перепадах давления 10—50 мм вод. ст. и для этого на корпусе датчика смонтирован предохранительный клапан 3. Настройка мембраны на требуемую чувствительность достигается мембранным вакуум-компрессорным устройством 11, состоящим из мембраны 13, вмонтированной в корпусе 1 на оси 12. При вращении ручки 14 мембрана перемещается, создавая давление (вакуум) в полости, сообщающейся через краники 2 и 10 с нижней полостью мембраны 8.
Механизм магнитов (рис. 169) предназначен для превращения электрического импульса, возникающего при размыкании мембраны, в механическое перемещение органов бракующего механизма.
В корпусе 5 механизма установлен шток П с кулачком 15 и регулируемыми толкателями /для банок разных размеров.
На торце корпуса 5 закреплены два кулачка 13. На валу 2, заканчивающемся шестерней, вращается барабан 14 с двумя кулачковыми дисками 11. Пальцы 16 барабана (всего имеется 10 пальцев) фиксируются в двух положениях при помощи шариков и пружинок 12.
238
Рис. 167. Испытательный патрон и воздухораспределительное устройство автомата СИ1-Б (позиции см. рис. 165)
Рис. 168. Схема мембранного датчика
239
В коробке 9 магнитов 8 расположены два ползуна 6, нижняя часть которых посредством серьги 7, рычагов 18 и 19 и осей соединены шарнирно с сердечниками 3 электромагнитов 8.
При негерметичной банке цепь электромагнитов размыкается, ползун 6 под действием пружины 10 перемещается вверх. Один из пальцев 16 попадает на головку ползуна 6 и, уходя в отверстие корпуса 14, надавливает на кулачок 15, перемещая при этом стержень 17 с толкателем 1, который воздействует на механизм бракующей звезды.
Пальцы возвращаются в первоначальное положение неподвижным кулачком 13. Положение пальца 16 и ползуна 6 при герметичной банке показано на рис. 169, б. Механизм магнитов передает полученный импульс через стержень 4 механизму бракующей звезды (рис. 170). При перемещении толкатели 1 встречают толкатели 2 и 3, смонтированные во втулках на валу 4. В отверстиях втулки на осях закреплены рычаги 5 и собачки 6.
При попадании на звезду негерметичной банки толкатель 1 перемещает толкатели 2 и 3, а последние толкают вправо палец, смонтированный во втулке; при этом палец выйдет из втулки настолько, что удержит собач-
ку 6 и рычаг 5 в отжатом положении. В результате негерметичная банка не будет зажата рычагом и выкатится по нижней направляющей 7 в течку для брака.
Пальцы возвращаются в исходное положение при набегании их на кулачок 8.
При подаче на звезду герметичной банки собачка 6 своим роликом опирается на серповидный кулачок 9 и зажимает банку рычагом 5. Таким образом, банка переносится на верхнюю течку 10. В момент разгрузки герметичной банки собачка 6 отжимается кулачком и рычаг 5 освобождает банку, которая свободно выкатывается.
Шестерня 11, приводящая вал механизма звезды, находится в зацеплении через паразитную шестерню с шестерней вала предохранительной муфты (рис. 171). 240
о
б
Локшин
Рис. 170. Механизм бракующей звезды
Электронная установка предназначена для преобразования импульса, получаемого при размыкании контактов мембраны, в командный сигнал электромагнита. Она представляет собой два ламповых реле с сеточным контактом, в анодные цепи которых подключены намагничивающие обмотки электромагнитов. Если якори электромагнитов притянуты, в течку направляются герметичные банки.
Рис. 171. Кинематическая схема автомата СИ1-Б:
/ — электродвигатель; 2 — электромагнитный тормоз; 3 — сменный шкив; 4 — приводной вал; 5 — передаточный вал приемной звездочки; 6 — кривошип привода масляного насоса; 7 — приемная звездочка; 7 и 8 — передаточные шестерни; 9 — предохранительная муфта; 10 — центральный вал колеса; 11 — вал браковочной звездочки; 12 — браковочная звездочка; 13 — барабан
При размыкании контактов мембраны, соответствующем негерметичной банке, обмотки электромагнитов обесточиваются и под действием пружин якоря перемещаются. Для ускорения срабатывания электромагнитов они имеют размагничивающие обмотки.
Автомат работает следующим образом: банки, поступающие по наклонной течке, захватываются вращающейся звездочкой 2 (см. рис. 165) и движутся к одному из патронов вращающегося колеса до совпадения с его осью. Когда в тарелке 6 образуется вакуум (см. рис. 167), банка плотно прижимается перемещающейся 242
тарелкой к вкладышу 5. Между патроном и банкой образуется кольцевое пространство небольшого объема, называемого контрольным объемом, заполненного воздухом атмосферного давления. При подаче в банку сжатого воздуха в случае ее негерметичности давление в контрольном объеме увеличивается. Период испытания банки продолжается до тех пор, пока она остается зажатой между тарелкой 6, вкладышем 5 и патроном 4. Затем механизм запирания— пружина начинает возвратное движение, а сообщение банки с вакуум-ресивером позволяет удержать ее до подхода к одному из гнезд браковочной звездочки и до соединения банки с атмосферой.
Когда коническая шестерня 9 войдет к зацепление с рейкой 10 и через системы рычагов тарелка 6 выведет банку из патрона, то она окажется в одном из гнезд выводной браковочной звездочки. Герметичная банка или ее отсутствие на патроне не вызовет изменения положения мембраны в датчике, толкатель магнитов останется в неподвижном состоянии, и рычаги звездочки удержат банку до ее выхода на верхнюю течку для годных банок.
Негерметичная банка вызовет изменение давления в контрольной полости патрона, при этом мембрана датчика прогнется, контакты электронного устройства будут разомкнуты и электромагниты браковочной звездочки окажутся обесточенными. При этом под действием пружин сработает ползун 6 (см. рис. 169) и выступающие пальцы повернут рычаг 5 (см. рис. 170), удерживающий банку при ее движении вместе с браковочной звездочкой. В тот момент, когда звездочка подведет банку к нижней течке, так как она не удерживается рычагом, банка легко выкатится по течке для брака.
Техническая характеристика автомата СИ1-Б
Производительность в шт1ми.н..................... До 250
(100, 150, 200, 250)
Размеры испытываемых банок в мм:
диаметр минимальный и максимальный 50 и 100
высота минимальная и максимальная 38,5 и 123
Время испытания банок в сек................ 4,4
Чувствительность (по данным испытаний)
в см3/мин при избыточном давлении воздуха
1 кПсм3 и производительности 210 шт!мин 10—12
Мощность электродвигателя в кет: привода машины............................. 2,8
вакуум-насоса .............................. 4,5
компрессора ................................ 4,5
Габаритные размеры (длина X ширина X высота) в мм....................................1680X1600 X 2300
Масса в кг....................................... 4000
Конструктивные особенности тестера и наладка. Опыт эксплуатации тестера СИ1-Б показал, что автомат работает устойчиво при производительности не свыше 200 шт1мин. При этом выявлены следующие дефекты изготовления и конструктивные особенности:
16*
243
1. Так как испытательные патроны одновременно герметизируют банку и открытую часть патрона, то при недостаточной эластичности резиновых шайб и неточности изготовления патронов не обеспечивается надежная герметичность банок при их испытании, а при сильном прижиме наступает быстрый износ резиновых шайб. Глубина вдавливания торца патрона 4 в резиновый диск должна быть в пределах 1—2 мм. При создании вакуума резиновая шайба тарелки присасывает банку и под действием разности давлений возможна деформация корпуса банки, особенно при применении тонкой жести (№ 20 и 22).
2. Неподвижный кулак с зубчатыми секторами 10 вследствие значительных нагрузок от кривошипно-шатунных механизмов запирания банки относительно быстро изнашивается, что приводит к потере герметичности в испытательных патронах.
3. Небольшая производительность автомата требует для современных скоростных линий установки двух машин.
4. Усложнен механизм запирания банки в патроне.
5. Высокая чувствительность автомата (см. стр. 243) благодаря малой величине контрольного объема и высокой чувствительности мембранного датчика.
6. Система смазки золотников с помощью масляного насоса не позволяет контролировать количество подаваемого масла, и возможна периодическая работа золотников без смазки. Неудобство в обслуживании вызывает также наличие большого количества точек смазки.
Перечисленные выше конструктивные особенности тестера требуют частой проверки его наладки. Поэтому важно для нормальной работы тестера правильно установить приемную звезду, золотниковые диски воздухораспределительного устройства, испытательные патроны, настроить мембранный датчик на требуемую чувствительность, наладить механизмы магнитов и бракующей звездочки.
Золотниковые диски необходимо установить, с таким расчетом, чтобы подача вакуума через левый золотник начиналась с небольшим опережением (—2° поворота ротора) до совпадения оси гнезда приемной звезды с осью испытательного патрона; сообщение полости испытательного патрона с датчиком через правый золотник при испытании негерметичной банки соответствовало (по времени) разрыву цепи тока электромагнита.
Запирающий механизм испытательных патронов устанавливают так, чтобы поверхности всех резиновых дисков в крайнем положении были в одной плоскости (с допускаемым отклонением ±0,25 мм).
Настройка чувствительности мембранного датчика осуществляется искусственным созданием перепада давления в мембранных коробках до заданного (10—20 мм вод. ст.) с помощью вакуум-компрессорного устройства и последовательной регулировкой контактных болтов мембраны до зажигания сигнальных лампочек. 244
Требуемый перепад давления воздуха создается вращением ручки при открытых краниках, соединяющих полость корпуса с полостью мембранной коробки. Перепад давления в датчике контролируется с помощью водяного дифференциального манометра.
После наладки основных механизмов тестера следует проверить его чувствительность на контрольных негерметичных банках. При этом следует иметь в виду, что если пользоваться негерметичными банками с жестянобаночной линии, то при повторных проверках степень их негерметичности может измениться. Нередки случаи, когда капиллярные щели негерметичных банок перестают пропускать сжатый воздух.
Поэтому для контроля работы тестера необходимо иметь эталонные (специально приготовленные) негерметичные банки с определенной степенью потери воздуха. Для этого рекомендуется в отверстие диаметром 2 мм, сделанное на корпусе банки, заделать медную трубку, в которую вставлять жгутик отожженной конденсаторной фольги с заранее заготовленным отверстием. Размер отверстия подбирается таким образом, чтобы после испытания банки на водяном тестере получить желаемую негерметичность банки. Для определения степени негерметичности банки ее опускают в воду, нагнетают внутрь банки сжатый воздух давлением 1 кПсм2 ив опрокинутую мензурку, наполненную водой, собирают пузырьки воздуха, вытекающего из банки через место искусственной негерметичности.
2. ТЕСТЕР БЛЕМА ТИПА КЕАХР
Новый автомат типа КЕАХР для испытания герметичности цилиндрических банок, разработанный фирмой Блема (г. Ауэ, ГДР), относится к автоматам с общим воздухораспределительным устройством и 40 испытательными патронами, каждый из которых снабжен контрольным сосудом емкостью, примерно соответствующей объему воздуха, поступающего в контролируемую банку.
Таким образом, из ресивера 1 сжатый воздух через конусный золотник 2 (рис. 172) одновременно поступает в испытываемую банку 3 и контрольный сосуд 4. Так как наполнение воздухом происходит одновременно, а банка 3 и сосуд 4 сообщаются между собой, то независимо от колебаний давления воздуха в сети в испытываемой банке и контрольном сосуде устанавливается одинаковое давление.
По окончании периода испытания, составляющего время оборота ротора автомата на ~300°, банка и контрольный сосуд через золотник сообщаются с мембранным датчиком. При негерметичности банки давление воздуха со стороны контрольного сосуда будет больше и через рычаг 5 замкнется контакт датчика. При помощи электронного усилителя полученный импульс передается на сортировочное устройство.
245
Для получения высокой чувствительности тестера необходимо, чтобы все трубки от банки и контрольного сосуда были одинаковой емкости и сопротивление протеканию воздуха в них было бы также одинаковым.
Производительность автомата составляет в зависимости от размеров банок до 200 шт!мин. В автомате можно испытывать
Рис. 172. Принципиальная схема тестера Блема: а — схема подачи давления; б — схема контроля герметичности
банки диаметром от 50 до 115 мм и высотой от 40 до 140 мм. Рабочее давление автомата 0,1 7И«/л/2(1 кПсм2). Колебание давления в пределах ±0,01 Мн1м2 (±0,1 кПсм2) не влияет на чувствительность. Последняя равна потере 25 см3 воздуха из банки за 1 мин (или за период испытания в 10 сек примерно 4 см3). Соответствующей настройкой мембранного дифференциального датчика можно повысить чувствительность автомата.
3. ТЕСТЕР СКВ «ПР0ДМАШ»
Автомат для контроля герметичности жестяных банок1, сконструированный Симферопольским СКВ «Продмаш», предназначен для линии СКА-7, рассчитанной на .выпуск до 500 банок в минуту.
Этот автомат относится к типу тестеров с общим воздухораспределительным устройством и снабженных 48 испытательными патронами, позволяющими обеспечить надежную герметизацию банок и патронов.
Для обеспечения надежности и устойчивости в работе при большой производительности применен мембранный датчик емкостного типа (бесконтактный), а накопительные и усиливающие устройства представляют собой электронную систему запоминания
'Пейсах В. Ю., Федоров В. Н., Зарецкий Р. М. Авторское свидетельство № 247579. Опубликовано в «Бюллетене изобретений» № 3 за 1970 г. 246
и сопровождения импульсов, полученных от датчика. Электромагнитное сортирующее устройство состоит из шестиячейковой звездочки и диска с шестью электромагнитами, управляемыми устройством памяти, действующими через кольцевой коммутатор посредством контактных колец, сидящих на оси диска.
Испытательный патрон (рис. 173) представляет собой стакан 1, расположенный на корпусе 2 и закрепленный на зубчатом колесе-роторе 3 автомата. Через корпус 2 проходит скалка 4, на одном
Рис. 173. Схема испытательного патрона
конце которой находится упор 5, а на противоположном — планка, несущая ось с роликом 6, перемещающимся по копиру 7. В скалке 4 смонтирован штуцер с трубками, сообщающийся с золотником воздухораспределительного устройства.
На скалке закреплен кронштейн с осью и двуплечим рычагом 8, на коротком плече которого расположен ролик на оси, находящийся в контакте с упором, а на длинном — другой ролик 9. В отверстия ротора 3 вмонтированы пустотелые стержни 10, которые соединены с золотниковым устройством трубками 11, и одновременно на них крепятся стакан 1, поджимной герметизирующий резиновый диск 12, набор шайб 13 с гайками.
На конце стержня 10установлен упор 14, служащий для ограничения донышка банки 15 при возможной его деформации.
К стакану 1 через трубку 16 сжатый воздух подводится от золотника. Открытый конец стакана герметично запирается прижимным резиновым диском 17, смонтированным на планке, перемещающейся вместе со скалкой 4 и роликом 6 с помощью копира 7.
247
Рис. 174. Схема мембранного датчика
Электроемкостный мембранный датчик (рис. 174) предназначен для улавливания изменения давления в испытательном патроне и преобразования этого давления в электрический сигнал с последующей передачей его электромагнитному сортирующему устройству.
Корпус камеры 1 датчика разделен мембраной 2 на две полости, одна из которых сообщена трубкой через золотник с испытательным патроном, а другая — с атмосферой. Мембрана выполняет одновременно и роль подвижного электрода, прогиб ее ограничен (в пределах упругости) профилем пластины 3.
Крышка камеры датчика закрепляет кольцо и электроизоляционную гибкую резиновую прокладку, прижимающуюся к мембране 2, под которой расположен второй электрод — неподвижная пластина 4.
Чувствительность датчика, по данным испытаний, проведенных Симферопольским СКВ «Продмаш», составляет 20 мм вод. ст. (диаметр мембраны 45 мм, толщина 0,12 мм, материал — латунь).
Электронная система запоминания и сопровождения импульсов, получаемых от датчика, состоит из бесконтактных (транзисторных) элементов — триггеров регистра сдвига, ячеек совпадения памяти (логических элементов), обеспечивающих продвижение сигнала от датчика до электромагнитного устройства. Количество триггеров соответствует числу позиций в автомате на длине от места испытания до места сортировки банок (рис. 175). Электрической схемой предусмотрены также сигнальные лампы, загорающиеся при одной или при трех подряд бракованных банках.
Питание электромагнитов осуществляется через кольцевой коммутатор, представляющий собой также регистр сдвига, и в нем сигнал, записанный предварительно на одну из его ячеек, циркулирует от входа к выходу. Циркуляция сигнала обеспечивается датчиком тактовых импульсов. Число ячеек кольцевого коммутатора равно шести, т. е. по числу электромагнитов, закрепленных на диске.
Устройства памяти коммутатора (ячейки памяти) присоединены к транзисторным усилителям, которые с помощью контактных щеток на контактных кольцах подсоединены к электромагнитам. Ячейки инверсии присоединены к регистру сдвига и 248
одновременно к ячейкам совпадения, а следовательно, и ячейкам памяти коммутатора. Питание осуществляется электрическим устройством с помощью двух блоков, трансформирующих переменный ток в постоянный. Подъемная сила электромагнитов, рассчитанная на 0,61 кг, достаточна для притягивания пустой банки.
Кинематическая схема автомата (рис. 176) обеспечивает синхронность движения устройств приема и выдачи банок из ротора. Схемой предусмотрено четыре скорости, обеспечивающие производительность автомата 250, 400, 450 и 500 шт!мин.
Автомат работает следующим образом.
Пустые банки поступают на приемную шестиячейковую звезду, которая разделяет поток банок по шагу испытательных патронов на роторе и устанавливает их на резиновые диски 17 (см. рис. 173). Банки притягиваются к диску со стороны донышка с помощью вакуума, подаваемого к нему от вакуум-насоса через воздухораспределительное золотниковое устройство.
249
Ротор испытательный Р8 испытательных позиций
Звездочка
z13=50; т =4
z,2= 50; т=ч
zt! -50; m-tt
z8 =32; т =0
zB=50; m =5.
z1o = 6O;m =!> zs =35; m=4
ms = 0,17
zB = 360; m=6
z,=28, m~-0
Z=50, m -3
Электромаг -ниты
Звездочка передающая б позиций
Звезда сортирующая 6 позиций
Z=20, т=3
x подающая
6 позиций
z3=20; m=5
Zy= 24 , m=b z2 = 65; m=U
।
Рис. 176. Кинематическая схема автомата
250
В период передачи банок со звездочки к диску 5 скалка 4 находится в крайнем правом положении, а ролик 6 движется по копиру 7, не перемещая скалку. При дальнейшем вращении ротора 3 ролик 6 под действием копира приводит в движение скалку совместно с диском и банкой в крайнее левое положение. При этом банка входит внутрь стакана и упирается открытым отбортованным концом в резиновый диск 15, а донышком — в упор 14.
При перемещении ролика 9 по копиру поворачивается двуплечий рычаг, ролик накатывается на упор 5, заставляя перемещаться скалку и опорный резиновый диск. При этом шайба 17 несколько деформируется и одновременно герметизируется банка, край стакана и закатанный торец банки. При дальнейшем вращении ротора осуществляется сброс вакуума, а в полость, образованную внутренними стенками стакана и банкой, по трубке 16 впускают сжатый воздух. Затем подача воздуха прекращается. Одновременно с этим золотниковым устройством перекрывается от атмосферы испытательная камера банки, образованная внутренней поверхностью банки и наружной поверхностью дисков 13. При дальнейшем вращении ротора — окончании периода выдержки банки под давлением воздуха, испытательная камера сообщается через контрольный золотник с датчиком.
При негерметичной банке давление в испытательной камере увеличивается и воздух давлением выше атмосферного, попадая в датчик, заставляет мембрану прогнуться. При этом изменяется зазор между мембраной и неподвижной пластиной датчика, что приводит к изменению электрической емкости этих пар и нарушается баланс схемы, в которую включен датчик. Электрический сигнал от датчика поступает через электронный и усилительный блок и поступает во входную ячейку регистра сдвига, а запоминается ею в устройстве памяти. Затем по мере продвижения негерметичной банки этот сигнал под действием датчика тактовых импульсов продвигается от ячейки к ячейке синхронно с движением банки.
Независимо от регистра сдвига 1 (см. рис. 175) работает кольцевой коммутатор, ячейки которого присоединены к ячейкам памяти. Сигналы, снимаемые с последних, усиливаются и через контактные кольца 2 включают электромагниты 3. Включение ячеек памяти 4 производится через ячейки совпадения 5 в том случае, если на ее вход поступают два сигнала — от кольцевого коммутатора и от ячеек инверсии. Сигнал от кольцевого коммутатора поступает к ячейке совпадения тогда, когда присоединенный к данной ячейке электромагнит еще не подошел к позиции сортировки. Сигнал от ячейки инверсии поступает одновременно на все ячейки совпадения и имеется тогда, когда на выходе регистра сдвига отсутствует сигнал о бракованной банке.
В случае негерметичной банки на выходе регистра появится сигнал, а на выходе ячейки инверсии сигнал исчезнет, и тогда 251
ячейка совпадения не пропустит сигнал на включение ячейки памяти и соответствующий электромагнит не включится.
При герметичной банке ячейка совпадения пропустит оба сигнала к ячейке памяти и включится электромагнит. Последний притягивает банку, которая предварительно, потеряв вакуум и будучи выведена вместе со скалкой в крайнее правое положение, легко подхватывается выдающей звездочкой. Магнит с притянутой герметичной банкой снимает ее со звезды и подводит к направляющим верхней точки, по которым банка выдается из машины. После этого сигналом с кольцевого коммутатора ячейка памяти отключается и выключается соответствующий электромагнит.
При испытании негерметичной банки электромагнит не включится (см. выше). Тогда банка не удержится электромагнитом и вращающимися звездочками и под действием силы тяжести и инерции выходит из автомата по нижним направляющим для брака.
4. РАСЧЕТ АВТОМАТОВ ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ БАНОК
Определение чувствительности. Для автоматов различных конструкций метод определения чувствительности может несколько изменяться. Однако во всех тестерах с общим воздухораспределительным устройством и датчиком испытываемая банка или контрольная камера сообщается с камерой датчика.
Давление воздуха на мембрану Рм со стороны контрольной камеры, например в тестере СИ1-Б, определяется по закону Дальтона (предполагается, что температура воздуха остается неизменной):
Рм = -у-Ца~> (62)
где Рк — давление воздуха в контрольной камере и трубке до воздухораспределительного золотника в М.н!м2 (кГ/cm2), VK — объем контрольной камеры и трубки в см3;
Ра — давление в камере датчика в Мн!м2 (кПсм2);
VM — объем камеры датчика и трубки в см3.
Из уравнения (62) находим
Р.у. — Рд _ Ук
Рк-Рм Ум ’
которое преобразуется в следующее:
Обозначив через <р = . получим
у к "Г V м
Рм = <Р - Рд) + Рд. (64)
252
Анализ уравнения (64) показывает, что чем больше значение <р приближается к единице, тем меньше будет разница между Рк и Рм (при ф = 1, Рк = Рм) и, следовательно, более чувствительным будем мембранный датчик, реагирующий на изменение давления Рк.
Расчет мембранного датчика тестера подробно описан в работах [5, 7].
Из изложенного выше следует, что при конструировании тестера необходимо стремиться к уменьшению величины VM, т. е. объема камеры датчика.
Несложный анализ показывает также, что уменьшение объема VK (аналогично и объема испытываемой банки), например, в п раз позволит увеличить перепад давлений между Рм — Рк во столько же раз. Следовательно, необходимо стремиться к уменьшению объема VK, и поэтому при конструировании внутренний диаметр стакана целесообразно выбирать возможно меньших размеров.
В данном случае важно также проанализировать влияние объема банки Уб и изменения атмосферного давления Ра на чувствительность тестера.
При уменьшении объема Vg, например, в т раз (при испытании банок малой емкости — 100 см3) количество вытекающего воздуха почти не изменится, так как зависит в основном от давления воздуха Ри и величины сечения отверстия f в банке. Однако, чем меньше Vg, тем меньше будет и VK, что и скажется на чувствительности автомата. Поэтому важным является объем испытываемой банки. Для банок малой емкости чувствительность автомата будет изменяться, и это следует учитывать при ее наладке.
По нашему мнению, давление Ра должно быть не менее указанного в ГОСТе 5981—71, но из соображений увеличения чувствительности тестера его следует увеличить в пределах, допустимых прочностью банки, т. е. при отсутствии деформации корпуса или птичек на концах. Опыты показывают, что при негерметичных жестяных банках не наступает максимальная скорость истечения воздуха при критическом отношении давления
k
где k = ~ (для'воздуха k = 1,4, а рк = 0,528).
Следовательно, при конструировании тестера и его эксплуатации целесообразно (при схеме испытательного патрона СИ1-Б) увеличить Ри.
Определение расхода сжатого воздуха. Для правильного подбора компрессора и воздухопроводов необходимо знать, какое количество сжатого воздуха необходимо для испытания банок.
253
Минутный расход воздуха, необходимый для заполнения банки (камеры патрона), определяется из уравнения
Q = V6 м3, (65)
Р1
где V6 — объем банки (камеры патрона) и дополнительная емкость трубок при минутной производительности;
Pi — плотность сжатого воздуха (при избыточном давлении 0,1 Мн/м2) составляет 2,20 кг/м3-,
р0 — плотность атмосферного воздуха, находящегося в банке (камере) до испытания — 1,20 ке/м3 (при температуре воздуха 15° С).
Подставив в уравнение (65) фактические значения величин для случая испытания банок максимальной емкости (при давлении 0,1 Мн/м2) и приняв производительность автомата 300 шт!мин, получим расход воздуха.
Следует учесть, что если на автомат попадают грубо негерметичные банки, расход воздуха будет несколько больше. Так, например, при диаметре отверстия трубки, подводящей воздух к патрону, 10 мм, скорости воздуха 20 м/сек минутный расход воздуха составит
Q' = pfw м3/мин,
где р, — коэффициент расхода (принимаемый 0,65);
f — площадь сечения в м2;
w — скорость истечения в м/мин.
Глава ХП. КОМПОНОВКА И НАДЕЖНОСТЬ ЖЕСТЯНОБАНОЧНОГО ОБОРУДОВАНИЯ
1. КОМПОНОВКА ЖЕСТЯНОБАНОЧНЫХ ЛИНИЙ
Современное высокопроизводительное жестянобаночное оборудование состоит из объединенных в агрегаты и автоматические линии групп оборудования. Оборудование для раскроя, как правило, объединяется в агрегаты по видам заготовок, а оборудо-
Рис. 177. Автоматизированная линия для изготовления банок САЛ-1:
1 — подаватель листов; 2 — фигурные пресс-ножницы; 3 — пресс; 4 — подвивочная машина; 5 — пастонакладочная машина; 6 — сушильная печь; 7 — сдвоенные] дисковые ножницы; 8 — корпусообразующий агрегат; 9 — транспортные устройства; 10 — отбортовочный автомат; 11 — испытательный автомат; 12 — закаточный автомат
вание для изготовления концов и корпусов банок — в автоматические линии машин, связанных между собой транспортными устройствами. Таким образом, современный комплекс жестянобаночного оборудования состоит из двух несвязанных между собой автоматических линий со специализированными агрегатами для изготовления заготовок (рис. 177).
Автоматическая линия изготовления корпусов и сборки банок включает в себя автоматы: корпусоформующий, паяльный, отбортовочный, закаточный и испытательный. В автоматической линии изготовления концов имеются автоматы: штамповочный, подвивочный, пастонакладочный и сушильный. Агрегат для на
255
резки бланков из листов состоит из подавателя листов жести И сдвоенных дисковых ножниц. Агрегат для нарезки фигурных полос включает в себя подаватель листов жести и фигурные пресс-ножницы.
В отличие от агрегатов, где все машины связаны между собой единым приводом и изделия передаются от машины к машине непосредственно без помощи специальных транспортных устройств, автоматические линии состоят из отдельных несинхронно работающих автоматов, связанных между собой транспортной системой, передающей изделия от одной машины к другой.
На рис. 178 и 179 показана автоматическая линия фирмы Блема (г. Ауэ, ГДР) для изготовления крупной тары диаметром от 70 до 160 мм и высотой от 70 до 270 мм. Линия перерабатывает листы белой жести горячего и электролитического лужения размером до 1000x1000 мм и толщиной до 0,36 мм. Производительность линии 50—150 шт!мин. Концы изготовляются следующим образом (см. рис. 178). Подавателем 1 листы подаются на фигурные пресс-ножницы, где нарезаются на фигурные полосы. Стопы полос тельфером передаются к прессам. Отштампованные концы после подвивки передаются магнитным транспортером на пастонакладочную машину, которая выполнена в одном агрегате с сушильной печью. Пастированные и высушенные концы собираются в стопы и передаются на участок сборки банок.
Производство корпусов и сборка банок выполняются на автоматической линии (см. рис. 179). Нарезанные на сдвоенных дисковых ножницах 13 бланки стопами укладываются в магазин корпусоформующего автомата. Сформованный и пропаянный корпус тросовыми транспортерами передается последовательно на зиговочный, отбортовочный и закаточный автоматы. После закатки дна банка поступает на испытательный автомат и затем передается в банкоукладочный автомат для упаковки в картонные ящики.
Линия для изготовления алюминиевых штампованных банок с легковскрываемой крышкой состоит из трех самостоятельных линий, которые служат для:
а) подготовки (раскроя) лакированных листов (рулонов) на полосы;
б) изготовления штампованных банок;
в) изготовления концов, штамповки ключика и сборки крышки с ключиком (образование легковскрываемой крышки).
Комплексная линия предназначена для изготовления алюминиевых цилиндрических и фигурных банок — №№ 1, 2, 3, 8, 16, 17, 18 емкостью от 100 до 500 мл.
Производительность линии в зависимости от размеров изготовляемых банок составляет от 100 до 200 шт!мин. Толщина алюминия 0,25—0,30 мм, допуск по толщине ±0,02 для производства банок и +0,015 для изготовления крышек. Толщина алюминия для изготовления ключика 0,50 + 0,02 мм.
256
Рис. 178. Автоматизированный участок изготовления концов крупной тары:
/ — подаватель листов; 2 — фигурные пресс-ножницы; 3 — тельфер; 4 — пресс; 5 — транспортер крышек; 6 — наклонный элеватор; 7 — пастонакладочный автомат; 8 — сушильная печь
Рис. 179. Автоматическая линия изготовления корпусов и сборки крупной тары: 1 — натяжная станция тросового транспортера; 2 — подъемник банок; 3 — закаточный автомат; 4 — корпусоформующий автомат; 5 — паяльный автомат; 6 — зиговочный автомат; 7 — отбортовочный автомат; 8 — испытательный автомат; 9 — банкоукладочный автомат; 10 — приводная станция транспортера; 11 — четырехручьевой тросовый транспортер; 12 — подаватель листов; 13 — сдвоенные дисковые ножницы; стрелками показано движение корпусов и банок
17 я • Ю. Локшин
257
Линия для изготовления штампованных корпусов включает следующие автоматы: двухрядный наклонный пресс с устройством для смазки полосы и приспособлений для штамповки банок как из рулона, так и полос, нарезанных из листа; барабана для отвода банок от пресса и отделения кольцевых отходов от банок; транспортера и устройства для сбора и паллетизации банок или укладки банок в гофрированные ящики.
Линия для изготовления'концов, ключика (язычка) и их сборки состоит из следующих автоматов: пресс автоматический двухрядный для изготовления крышек; подвивочный сдвоенный автомат; пастонакладочная машина; сушильная печь, смонтированная вместе с пастонакладочной машиной; пресс автоматический для изготовления ключиков, с механизированной подачей ленты под штамп; пресс многопозиционный для сборки крышки с ключиком, выполняющий следующие операции: штамповку на крышке выступа под заклепку, надсечку крышки по спирали или по периферии крышки, сборку крышки с ключиком путем приклепывания последнего; автоматический тестер для контроля герметичности крышек и транспортер для отвода крышек; автомат для завертки стопки крышек в бумагу и укладки их в ящики.
Работа основных линий для изготовления корпусов и крышек происходит следующим образом.
Банки, отштампованные на автоматическом прессе вместе с обрубленными кольцами — отходами, попадают во внутрь вращающегося наклонного сетчатого барабана. При этом отходы проваливаются, а банки перемещаются к выходу из барабана.
Если требуется изготовление банок глубокой вытяжки, которые производятся в две операции, устанавливают два пресса и межоперационные транспортные устройства между ними.
Отштампованные банки, отделенные от колец, поступают на стол автомата для укладки их на поддоны.
В линии изготовления легковскрываемых крышек автоматический пресс за каждый ход выдает две крышки диаметром до 100 мм (число ходов ползуна пресса 120 в минуту). Отштампованные крышки самотеком подаются в сдвоенный подвивочный автомат и подвитые крышки поступают по транспортеру напастонакла-дочную машину.
Крышки с пастой транспортным устройством передаются в сушильную конвейерную печь для высушивания водно-аммиачной пасты. После печи крышки стопируются и передаются к многопозиционному прессу фирмы Минстер (США).
На прессе имеется два магазина: один для крышек, а другой для ключиков. Последовательно крышки проходят через несколько операций и на последней к ней приклепывается ключик. Такой пресс мощностью 75 т имеет до 300 ходов в минуту.
Крышки, собранные с ключиком, поступают на автоматический тестер, проверяются за 4—5 сек на герметичность при помощи 258
сжатого воздуха и годные крышки подаются транспортером к автомату для завертки в бумагу стопки по 100 крышек. Затем упакованные стопки укладываются в ящики из гофрированного картона.
2. ТРАНСПОРТНЫЕ УСТРОЙСТВА ЛИНИЙ
В автоматических линиях для изготовления корпусов и сборки цилиндрической тары наибольшее распространение получили гравитационные транспортные устройства, в которых круглая тара поднимается ременным подъемником на заданную высоту и затем катится по наклонной течке к следующей машине.
Типовая секция транспортной системы автоматической линии изготовления корпусов и банок с установкой фотоэлектрических
блокпостов показана на рис. 180. Две машины 5 и 4 связаны между собой подъемником 6 и наклонной течкой 7. На течке установлены три блокпоста 1, 2 и 3, управляющие работой этих машин. Первый блокпост выключает предыдущую машину в случае заполнения течки банками. Третий блокпост выключает последующую машину в случае отсутствия около блокпоста сплошного потока
Рис. 180. Схема транспортной секции:
1,2,3 — блокпост; 4, 5 — последующая и предыдущая машины; б—подъемник; 7—течка
банок. Второй блокпост дает сигнал на включение предыдущей машины в случае, когда около блокпоста нет сплошного потока банок, а также на включение последующей машины, когда течка до второго блокпоста заполнена банками.
Помимо передачи изделий от одной машины к другой, транспортная система должна также обеспечивать заданную продолжительность совместной работы несинхронно работающих ма
шин и компенсировать влияние вынужденного кратковременного простоя одной из машин на работу других машин линии. Так как машины работают несинхронно, производительность каждой последующей машины должна быть равна или больше предыдущей машины. В противном случае неизбежны затор изделий в транспортной системе и вынужденная остановка предыдущей машины. Обычно цикловая производительность последующей машины на 0,5—1,5% превышает цикловую производительность предыдущей машины. В этом случае продолжительность совместной работы двух соседних машин зависит от емкости транспортной системы, соединяющей эти машины, т. е. от максимального количества изделий, которое может накопить транспортная система перед
17*
259
началом совместной работы этих машин. Продолжительность совместной работы t можно определить по формуле
< — п~Е гГ ~ 1'2 п 1 мин’ (66)
Q2 — Qi d (Q2 — Qi) ’ v ’
где E = -у- — емкость транспортной системы в шт.;
G — длина транспортера между включающим и выключающим блокпостами последующей машины в мм;
d — диаметр банки в мм;
Qi — цикловая производительность предыдущей машины в шт/мин;
Q% — цикловая производительность последующей машины в шт!мин.
Чем больше емкость транспортной системы, тем меньше частота выключений последующей машины и более надежна работа пусковой аппаратуры и двигателя машины.
В случае кратковременной вынужденной остановки какой-либо машины транспортная система должна обеспечивать возможность продолжения работы предыдущей и последующей машины, т. е. выполнять функции накопителя изделий. Передающий транспортер может выполнять функцию накопителя:
а) если изделие может изменять скорость движения в зависимости от условий приема на последующей машине;
б) если изделие может быть в любой момент подано к последующей машине со скоростью большей, чем скорость, потребная для нормального питания последующей машины.
Так, например, гравитационные течки, тросовые и ленточные транспортеры могут выполнять функции накопителя, а транспортеры с носителями и фрикционные подъемники накопителями служить не могут.
Накопительная емкость транспортера при остановке последующей машины может быть определена по формуле
£; = (л + /2)(4---^-)> (67)
где /j + /2—длина транспортера между выключающими блокпостами последующей и предыдущей машин в мм;
v — средняя скорость движения изделия по транспортеру при отсутствии скоплений изделий на транспортере в мм/мин.
Накопительная емкость транспортера при остановке предыдущей машины
Ен = (/i + 4) —Ь Ев, (68)
где Е'в — емкость выбега предыдущей машины, т. е. максимальное количество изделий, которое может попасть на транспортер после срабатывания блокпоста выключения предыдущей машины.
260
Емкость выбега может составлять значительную величину. Так, например, при выключении блокпостом вакуум-системы подачи бланков корпусообразующего агрегата без выключения самого агрегата емкость выбега с учетом банок, находящихся во фрикционном подъемнике, может составлять 38 банок. Тогда длина приемной части течки при диаметре банки 100 мм составит
/0 = E'ed = 3800 мм.
Для надежной работы приемных устройств в транспортных устройствах перед входом в машину всегда сохраняют гарантированный запас изделий, заполняющий длину 13 транспортера, равный или больший емкости выбега машины.
Зная накопительную емкость транспортера, можно определить максимально возможную продолжительность остановки последующей машины, не влияющую на производительность линии
, Е'н
tQ = -5— мин.
41
Практически допустимое время простоя машины будет меньше расчетного, так как остановка машины может произойти в любое время при любой степени заполнения транспортера изделиями.
3. НАДЕЖНОСТЬ И ПРОИЗВОДИТЕЛЬНОСТЬ ЖЕСТЯНОБАНОЧНОГО ОБОРУДОВАНИЯ
Остановки машин, связанные с поломкой деталей, разрегулировкой машин, заминами в движении изделий и прочими причинами, практически неизбежны и зависят от конструкции машин и качества их изготовления, темпа работы машин, качества и стабильности размеров перерабатываемого изделия, жесткости изделия, качества обслуживания машины и т. д. Частота таких остановок характеризует надежность работы машины, т. е. способность ее выполнять заданные функции, сохраняя свои эксплуатационные показатели в заданных пределах в течение требуемого промежутка времени.
Всякая остановка машины, связанная с нарушением ее работоспособности, называется отказом. Численно характеризовать надежность работы машины можно наработкой на отказ, т. е. средней продолжительностью бесперебойной работы машины между отказами, а также средним временем восстановления, т. е. временем вынужденного, не регламентированного простоя, вызванного отыскиванием и устранением отказа.
Величина наработки на отказ может быть определена статистически при наблюдении за работой машины как отношение времени наблюдения к числу отказов за время наблюдения либо рассчитана при проектировании новой машины через величину
261
параметра потока отказов, т. е. среднее количество отказов ремонтируемого изделия в единицу времени:
где Тн — наработка на отказ;
t2 — время начала и конца наблюдения;
ш — количество отказов за время наблюдения; со — параметр потока отказов.
Среднее время восстановления можно определить как отношение суммарного времени, затраченного на отыскание и устранение отказов, к количеству отказов за время наблюдения:
1 m
Тв = -^ ,S ч, (70)
где Тв — среднее время восстановления;
ti — время восстановления одного отказа.
Параметр потока отказов автоматической линии, т. е. системы, состоящей из нескольких связанных между собой машин, пропорционален сумме параметров потока отказов каждой машины:
k
= 1/ч, (71)
<=1
где со, — параметр потока отказов линии;
со, — параметр потока отказов машины;
т) — коэффициент влияния связей между машинами.
Для линий, в которой машины жестко связаны между собой (отсутствуют накопительные устройства между машинами), коэффициент г, = 1. Для жестянобаночных линий изготовления корпусов и сборки тары т) = 0,9 -н0,95. Таким образом, надежность автоматических линий всегда меньше, чем надежность машин, составляющих эти линии, так как наработка на отказ линии всегда меньше, чем наработка на отказ отдельной машины.
Для того чтобы оценить влияние надежности работы машин и линий на их производительность, ГОСТом 13377—67 установлен дополнительный параметр, характеризующий надежность — коэффициент готовности, т. е. вероятность того, что изделие будет работоспособно в произвольно выбранный момент времени в промежутках между выполнениями планового технического обслуживания. Коэффициент готовности определяется по формуле
<72>
1 Н ! 1 в
Таким образом, коэффициент готовности характеризуется отношением производительного времени работы машины ко всему рабочему времени, включающему производительное время и 262
время на восстановление отказов. Время, затрачиваемое на плановое техническое обслуживание машин, коэффициентом готовности не учитывается. Используя коэффициент готовности, можно определить величину эффективной производительности машины или линии, т. е. количество продукции, которое может выдать машина за сравнительно продолжительную единицу времени. Обычно эффективная производительность измеряется количеством продукции, выданной машиной за 1 ч рабочего времени.
Характерной особенностью жестянобаночного оборудования является сравнительно малая наработка на отказ при малом среднем времени восстановления отказа. Это объясняется тем, что оборудование перерабатывает жесть, которая имеет малую жесткость и значительные колебания механических и размерных характеристик. Поэтому отказы из-за случайных заминов заготовок и изделий, не вызванные разрегулировкой машины, встречаются значительно чаще, чем отказы из-за поломок деталей или разрегулировки машины. Устранение такого отказа, как правило, заключается в удалении замятого изделия из машины и не занимает много времени. Так называемая «технологическая надежность» жестянобаночного оборудования, т. е. надежность работы машин, связанная с заминами и нарушением формы изделия, на порядок ниже, чем «механическая надежность» этих машин, определенная по количеству отказов из-за поломок и регулировки узлов машины.
В табл. 21 приведены статистические данные надежности некоторых жестянобаночных машин, полученные при наблюдении за работой этих машин на консервных заводах. При нормальной эксплуатации жестянобаночного оборудования коэффициент готовности машин составляет Кг = 0,85^-0,95, а коэффициент готовности автоматических линий Кг = 0,75^-0,85.
Распространенная в практике проектирования и эксплуатации техническая характеристика производительности оборудования
Таблица 21
Данные надежности жестянобаночных машин
Машина в шт/лин Тн Е ч Твв ч
Кор п усообр аз у ющи й агрегат 200—240 0,149 0,0277 0,843
Отбортовочная машина 250 42,839 0,085 0,999
Закаточная машина 200 1,58 0,069 0,960
Тестер 220 0,723 0,0123 0,833
Пресс 195 0,330 0,0651 0,836
Подвнвочная машина 195 2,49 0,0156 0,999
Пастонакладочная машина 150 1,800 0,0489 0,974
Печь сушильная . . 300 6,3 0,175 0,970
263
(количество изделий в минуту) отражает лишь темп работы оборудования и не дает полного представления о действительной производительности машины. Только учитывая надежность работы машины или линии, можно правильно судить о фактической производительности оборудования. Поэтому характеристикой производительности оборудования может служить только «эффективная производительность» Q„ выражаемая количеством изделий, выработанным машиной или линией за 1 ч работы, и учитывающая реальный коэффициент Ос готовности
0,8
тыс. шт.
200 2->0 Оц шт/мин
Рис. 181. Зависимость сменной производительности линии САЛ-1 от цикловой минутной производительности
Q3 = 60/CQ4 шт/ч, (73) где — цикловая производительность в шт!мин.
Для поддержания высокого коэффициента готовности необходимо постоянное, предусмотренное инструкцией, техническое обслуживание оборудования, проводимое в течение каждой смены, например, смазка машин и подрегулировка их рабцчих органов, смена быстроизнашиваемого инструмента. Объем технического обслуживания зависит от конструкции и качества изготовления машины и
выполняется, как правило, за счет производительного времени работы машины. Поэтому при определении производительности оборудования за сравнительно продолжительный
период его работы применяется регламентированный ГОСТом 13377—67 коэффициент технического использования КТ, выражаемый отношением наработки машины в единицах времени за неко-
торый период эксплуатации к сумме этой наработки и времени всех простоев, вызванных техническим обслуживанием и внепла
новыми ремонтами за тот же период эксплуатации:
Кт =
tc + Р т- С ’
(74)
где 4 — суммарная наработка за промежуток времени в ч;
tp — суммарное время восстановления (ремонта) за тот же промежуток времени в ч;
4 — суммарное время на техническое обслуживание в ч.
Для учета реального количества продукции, которое можно получить на эксплуатируемом оборудовании, используется харак-264
теристика «сменная производительность» Qc, выражаемая количеством изделий, выработанным машиной за одну рабочую смену,
Qc = 60nKTQu шт/смену, (75)
где п — количество часов в смене.
Так как величина коэффициента готовности так же, как и величина коэффициента технического использования, в большой степени зависит от темпа работы оборудования (с увеличением темпа величина наработки уменьшается), для каждой машины или линии существует оптимальная цикловая производительность, при которой величина сменной производительности является максимальной. Эксплуатация оборудования на максимальной цикловой производительности, как правило, неэффективна, так как приводит к уменьшению выработки и повышенному износу оборудования.
На рис. 181 приведена зависимость сменной производительности жестянобаночных линий САЛ-1 от цикловой минутной производительности их работы. График построен по результатам статистических наблюдений за работой нескольких линий. Оптимальной цикловой производительностью линий САЛ-1 является производительность Q4 = 220-н250 шт!мин.
Новая жестянобаночная линия СКА-7, разработанная симферопольским СКВ «Продмаш» для изготовления банок диаметром 50—100 мм и высотой 35—120 мм, имеет максимальную цикловую производительность 450—500 шт!мин, а эффективную производительность до 20 000 банок в час.
Глава ХШ. ЛИНИИ ДЛЯ ПРОИЗВОДСТВА КРЫШЕК К СТЕКЛЯННОЙ ТАРЕ
Для укупорки стеклянных банок и бутылок широко применяются металлические крышки СКО, Эуро-Кап, Омния, Твист-'Офф, СКК и др. Для изготовления таких крышек применяют автоматизированные линии, в которых все агрегаты соединены жесткой (синхронной), гибкой (не синхронной) либо смешанной связью (комбинации жесткой и гибкой связей).
1. ЛИНИЯ ПРОИЗВОДСТВА КРЫШЕК СКО
Компоновка линий производства крышек СКО осуществляется :по различным схемам.
В поточной линии Одесского завода укупорочных изделий им. Калинина для изготовления крышек СКО все рабочие машины расположены по этажам цеха по ходу технологического процесса. Компоновка машин по этажам цеха позволяет осуществить гибкую связь между машинами только самотечными устройствами, исключая фрикционные транспортные элеваторы. В поточных линиях коэффициент технического использования оборудования значительно повышается.
Массовое производство крышек СКО осуществляется на механизированных линиях в такой последовательности: листы жести укладывают стопами на поддоны и автопогрузчиком подают к автоматическому питателю жести, который поштучно подает их на приемный стол одинарных дисковых или фигурных ножниц. На ножницах листы разрезаются на полосы. Нарезанные полосы укладывают на специальные тележки. Электротельфером (или лифтом) тележку с жестью поднимают на второй этаж цеха, где установлен автоматический пресс (изготовление крышек из рулонной жести производится на специальном прессе, см. гл. V).
Полосы жести вручную загружают в магазин пресса. Из магазина полосы поштучно при помощи вакуум-присосов подаются к реечному пальцевому транспортеру, который при возвратно-поступательном движении подает полосы жести под штамп.
Отштампованные крышки по наклонной течке поступают на ленточный транспортер, установленный на станине четырехшпиндельной подвивочной машины. Затем крышки по течкам поступают 266
на автоматические резиноукладчики, установленные на первом этаже цеха. Крышки с уложенными в них резиновыми кольцами поступают в стопкособиратель крышек. Из стопкособирателя крышки по 100 штук заворачивают в упаковочную бумагу и укладывают в ящик на упаковочном столе.
Производительность такой линии (при однорядном прессе) составляет 70—75 тыс. крышек СКО-83 в смену (8 ч).
Рис. 182. Схема способа укладки резинового кольца в крышки СКО с уменьшением наружного диаметра кольца:
а — кольцо до укладки в крышку; б — кольцо после укладки в крышку
Резиноукладочные машины. Укладка резиновых колец в крышки СКО осуществляется на автоматах. Известно несколько конструкций таких автоматов.
В автоматах конструкции Ф. Г. Березлева резиновое кольцо вначале деформируется так, что уменьшенное по наружному
Рис. 183. Схема способа укладки резинового кольца в крышки СКО без уменьшения наружного диаметра кольца:
а — кольцо до укладки в крышку; б — кольцо после укладки в крышку
диаметру оно свободно проходит в венчике крышки, а затем выравнивается специальным внутренним выталкивателем и плотно входит внутрь венчика крышки (рис. 182). При таком способе нет разрыва резинового кольца в процессе его укладки.
267
В автомате конструкции Лилеева резиновое кольцо без предварительной деформации вкладывается в венчик крышки на половину диаметра, а затем внешним толкателем заталкивается внутрь венчика крышки (рис. 183). При этом возможен разрыв резинового кольца.
Рис. 184. Схема запрессовочного автомата си
В автомате системы Г. А. Бершадского взамен резинового кольца запрессовывается в венчике крышки точный объем кольца сырой резиновой массы, а затем производится вулканизация совместно с крышкой. При таком способе механизируется производство резиновых колец, но конструкция автомата значительно усложняется.
В автомате системы Лилеева (рис. 184, а) в верхней части станины 1 смонтирован механизм 2 для укладки резинового кольца, элеватор 7 для транспортировки резиновых колец и стопкособи-268
ратель крышек 4. В нижней части станины смонтирован вращающийся бункер 5, в который навалом забрасывают резиновые кольца, и электропривод 8, установленный на площадке 9. На цепи 3 элеватора 7 прикреплены крючки 6 для захвата из бункера резиновых колец. Каждый крючок имеет паз, в котором может
стемы Лилеева (а) и кинематическая схема (б)
поместиться по толщине и высоте только одно кольцо. По мере движения цепи избыток набранных крючком колец сбрасывается боковыми колодками 10, укрепленными на наружной плоскости элеватора, и в пазу крючка остается только одно кольцо, которое подается к механизму укладки колец.
Палец 11 снимает кольцо с крючка, а второй палец 12 и третий палец 13 передают кольцо на патрон 14, укрепленный на рабочем роторе 15. Ротор совместно с резиновым кольцом в процессе вращения своим выступом захватывает крышку СКО из
269
течки 16, в которую непрерывно поступают крышки. В таком положении резиновое кольцо наполовину диаметра вложено внутрь венчика крышки, а при дальнейшем движении толкатель 17
Рис. 185. Автомат системы Березлева
полностью заталкивает кольцо в крышку. Передние валки 18 и 19 прижимают крышку к плоскости ротора. Крышка выдается из течки только тогда, когда на патроне имеется резиновое кольцо, щуп 20 отклоняется, а верхний конец щупа пропускает одну крышку. Таким образом, в стопкособиратель 4 поступают крышки только с уложенными в них резиновыми кольцами.
270
Кинематическая схема автомата приведена на рис. 184, 5.
Наиболее распространены в промышленности автоматы системы Лилеева и Березлева (рис. 185 и табл. 22).
Таблица 22'
Технические характеристики автоматов Лилеева и Березлева
Показатели Автоматы систем
Лилеева Березлева
Производительность в шт/мин. . . Диаметр крышек СКО в мм . . . Мощность электродвигателя в кет Габариты в мм: длина ширина высота Масса в кг 190 58,83 1,0 1830 700 1940 320 180 58,83 1,0 2100 780 2500
2. ЛИНИИ ДЛЯ ПРОИЗВОДСТВА КРЫШЕК ЗУРО-КАП И ТВИСТ-ОФФ
Линии для изготовления крышек Эуро-Кап и Твист-Офф' отличаются по составу оборудования от линий производства крышек СКО, однако оборудование для раскроя жести и прессы для штамповки крышек однотипные. Штамповка крышек осуществляется на двухрядных прессах, рассчитанных на переработку лакированных и с внешней стороны литографированных или лакированных полос белой жести (см. гл. V). Производительность такого пресса в линии составляет 250—300 крышек в минуту в зависимости от размеров изготовляемых крышек.
Линия для изготовления крышек Твист-Офф (фирмы Крупп, ФРГ), установленная на заводе «Металлолитография» (г. Тирасполь), рассчитана на выпуск крышек диаметром 48, 66, 70, 77 и 82 мм (рис. 186).
Подъемной тележкой 1 подается пачка белой лакированной (литографированной) жести к фигурным ножницам 3 с дисковыми ножами 2. Горизонтальный двухрядный пресс 4 (мощностью 40 т) отштамповывает заготовку крышки из полос жести и по течкам 5 крышки поступают к магнитному элеватору 6. Затем по наклонным течкам 7 крышки последовательно поступают к ротационным отбортовочным машинам 8, 9 и 10, на которых производятся подвивочные операции (см. рис. 187).
Подвитые крышки распределяются на два потока и по течкам 11 поступают для нанесения уплотнительной пасты по кольцу в дне крышки к пастонакладочным автоматам 12 типа GPVR-1 (фирмы Грейс, Италия).
Паста, предварительно перемешанная в смесителе 13, подогретая до 40° С и отфильтрованная, подается к соплам машины 12.
27L
№
Около 4500
Рис. 186. Линия для изготовления крышек Твист-Офф
-3000
Вакуум-насос 14 создает разряжение в патронах, на которые насажены крышки. Паста подается под давлением сжатого воздуха только при наличии крышек на патронах.
Крышки с уложенной пастой автоматически подаются на ленту конвейерной сушильной печи 15, где паста высыхает в течение 60—90 сек при температуре 200—220° С. Последняя секция печи предназначена для охлаждения крышек. Отработанный воздух с растворителем удаляется в атмосферу по трубе.
Рис. 187. Последовательность изготовления крышек
Транспортер печи приводится в движение от индивидуального электродвигателя мощностью 0,2 кет. Мощность электродвигателя вентилятора калорифера теплого воздуха составляет 2,3 кет, а электродвигателя вентилятора охлаждения — 0,70 кет.
Охлажденные крышки собираются на транспортере 16, имеющем счетное устройство, и отводятся для упаковки в ящики.
Габаритные размеры описанной линии в м: длина — 24,5, ширина — 3,0, высота — 4,0.
Последовательность изготовления крышки показана на рис. 187.
Линия для изготовления крышек Эуро-Кап состоит из следующих машин: фигурных ножниц для резки листов на полосы, горизонтального двухрядного пресса, завивочного устройства, магнитного элеватора с течками, распределяющими крышки на два потока, пастонакладочного автомата типа GPVR-1 с двумя приемными устройствами, транспортера для крышек, подающего их к сушильной печи, конвейерной сушильной печи для сушки крышек. Производительность такой линии в зависимости от размеров крышек составляет 200—300 шт) мин.
Линия для производства крышек Эуро-Кап имеет общую длину 21,5 м, ширину 4 м и высоту 4 м.
3. ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КРЫШЕК скк
Линия для производства крышек СКК предназначена для штамповки крышек и укладки в них уплотнительных прокладок в виде пробки или полимерной пасты (см. стр. 33).
Листы жести, отсортированные по толщине, складывают на поддоны и автопогрузчиком подаются к рабочей площадке пресса. Высокопроизводительный (85 000 крышек СКК в 1 ч) пресс 18 Я. Ю. Локшин 273
специальной конструкции позволяет штамповать крышки из листа размером 712x512 мм без разрезки его на отдельные полосы. Лист жести вручную (известны прессы с автоматической подачей листа) накладывается на шаговый пальцевый подающий транспортер. Транспортер подает лист к многопуансонному штампу, установленному на прессе. За один рабочий ход ползуна пресса одновременно штампуется четырнадцать крышек. Крышки по наклонной течке подаются к ленточному транспортеру, который направляет их к ковшевому транспортеру. Последний подает крышки в накопительный бункер. Уплотнительные пробковые прокладки периодически загружают в бункер. Из накопительного
Рис. 188. Последовательность укладки пробковой прокладки и защитной пленки в крышку:
а — крышка СКК; б — крышка со слоем клея; в — укладка пробковой прокладки; г — укладка защитной пленки; д — пластмассовая кольцевая прокладка
бункера крышки и прокладки поступают к промежуточным бункерам автомата, предназначенного для комплектации крышек прокладками и для наклеивания изолирующего диска из фольги или полимерной пленки. После комплектации крышки по течке поступают в крафтмешок.
Крышки СКК комплектуются следующим образом (рис. 188): на внутреннюю поверхность крышки наносится слой желатинового клея (см. рис. 188, б), а затем укладывается пробковая прокладка (см. рис. 188, в). При необходимости дополнительно защитить пробковую прокладку на ее поверхность наносится полихлорвиниловая пленка Генотерм (см. рис. 188, г). Комплектация крышек по описанной схеме осуществляется на автоматах Московского и Одесского заводов укупорочных изделий, а также на автоматах фирмы Сакми (Италия).
Автомат для комплектации крышек СКК. Автомат предназначен для комплектации крышек СКК прокладками и для наклеивания изолирующего диска из фольги или полимерной пленки (рис. 189). В верхней части станины 1 смонтированы бункерные устройства 2 для подачи и ориентирования крышек, бункерное загрузочное устройство 3 для подачи прокладок, реечный транспортер 4, система 5 подготовки и нанесения клея и узел 6 наклеивания защитной пленки. На нижней части станины смонтирован привод 7 и главный распределительный вал 8. 274
Крышки из бункера 2 поступают к ориентирующему диску 9\ диск подает крышки в определенном положении в накопительную течку 10. Из течки они поступают на приемный диск 11, где захватываются шаговым транспортером 4, перемещающим их через все технологические позиции комплектования.
Последовательность процесса комплектации следующая: в крышки подается порция желатинового клея от клеянки 12. Сопла клеянки открываются при непосредственном соприкосновении иглы клеянки с крышкой. Затем крышка переносится на по
Рис. 189. Комплектовочный автомат Одесского экспериментального завода упаковочных изделий
1300
зиции комплектации к вибрирующей трубке 13, а затем к механизму 14 подачи и укладки. При наличии крышки, поданной транспортером 4, механизм подачи отсекает одну пробковую прокладку и выдает ее под пуансон 15.
При отсутствии крышки срабатывает блокирующий механизм 16 и прокладка не выдается. Затем крышки с вложенными в них прокладками продвигаются ко второй клеянке 17, где наносится очередной слой клея. После этого крышка направляется к узлу высечки и наклеивания защитной пленки 5. Затем крышка выносится на промежуточный диск 18, с которого сталкивается на инспекционный транспортер 19, где происходит ее сортировка по внешнему виду. По наклонной течке 20 крышки поступают в крафтмешок и по весу отсчитывается их количество. Затем мешок зашивается и направляется в экспедиционный склад.
Автомат для наклеивания защитной пленки. Применение крышек СКК с прокладкой из натуральной пробки или прессованной корковой композиции не обеспечивает надежной герметичной укупорки бутылок с консервируемыми соками из-за наличия в прокладке сквозных трещин. Этот недостаток устраняется при плотном скреплении (спотировании) пробковых прокладок с 18* 275
Рис. 190. Бункер для крышек СКК
276
прокладками из различных полимерных пленочных материалов, в частности из применяемой в консервной промышленности полихлорвиниловой пленки Генотерм, которая имеет низкую паро-
проницаемость и гигроскопичность.
Вырубка прокладок из станиоля, алюминиевой фольги или из полимерных пленок и закрепление их на укомплектованной пробковой прокладкой крышке СКК осуществляется на специальном высоко-: производительном автомате.
Крышки СКК, укомплектованные корковыми прокладками, подаются в > бункер 1 (рис. 190). Электродвигатель 2 через систему цилиндрических шестерен ( передает вращение коническому бара-
бану 3, в который поступают крышки из бункера. На внутренней поверхности барабана имеются лопасти 4 для ворошения крышек. Маховички 5 и 6 служат для ручного ворошения крышек в бункере. Благодаря конусности барабана 3 крышки попадают в переднюю полость узла 7, где двумя цепями 8, движущимися в разные стороны, располагаются в определенном порядке и затем подаются в винтовой канал 9, который разворачивает крышки на 180° и ориентирует их донышком вниз. За винтовым каналом два ряда крышек соединяются в один. Для предотвращения скапливания крышек в этом месте имеется движущаяся цепь, проталкивающая их в течку.
Расположенные в один ряд крышки подхватываются подпружиненными пальцами передающего диска 1 (рис. 191) и
277
переносятся на линейный транспортер 2, к которому крепятся патроны 3 для крышек СКК- Крышки, вставленные подающим диском в патроны транспортера, в определенном месте встречаются с проходящим над ними вакуумным роторным транспортером 1 (рис. 192), который принимает от штампующего устройства защитные прокладки и вкладывает их в крышки.
Рис. 192. Роторный вакуумный транспортер
278
Штампующее устройство состоит из кронштейна для закрепления бабины ленты и при помощи захватов, укрепленных на цепи, протягивает ленту (толщиной 0,06 мм) на определенный шаг за каждый рабочий ход ползуна. Штамповка прокладок совершается одновременно пятью пуансонами, смонтированными на общей плите, которая перемещается по двум направляющим колонкам. Матрицы закреплены в верхней плите.
В момент штамповки включается вакуум, удерживающий прокладки на пуансоне. Затем вакуум нарушается, а находя-
Рис. 193. Барабанный ротор
щийся над пуансонами в этот момент вакуумный роторный транспортер 1 подхватывает отштампованные прокладки и переносит их на крышки. Этот транспортер состоит из цепи 2, на которой смонтирован плоский золотниковый распределитель 4, который шлангом 5 соединен с вакуум-насосом. Золотник гибким шлангом 6 соединяется с вакуум-патроном 3. Патрон снабжен роликами 7, которые движутся по копиру 8. На позиции штамповки после поднятия отштампованной полимерной прокладки создается разряжение в вакуум-патроне 3 и прокладка присасывается к гнезду патрона, который переносит ее до встречи с проходящей под ним крышкой. Здесь копир понижается, вакуум в патроне нарушается, и прокладка накладывается на пробковую прокладку крышки.
Линейные скорости транспортера крышек и вакуум-ротора равны, что обеспечивает синхронную работу автомата. После наложения вырубленной прокладки на корковую крышка передается с линейного транспортера на барабанный ротор 1 (рис. 193), 279
где обе прокладки плотно скрепляются. Узел плотного соединения вырубленных прокладок с корковыми представляет собой литую башню. В верхней части башни установлен диск 2, на котором смонтированы электропатроны 3, связанные контактами с распределительной дисковой электропанелью 4. Электропатроны выполнены совместно с пальцами, на концах которых имеются ролики 5. В момент передачи крышек с транспортера кулак 6 поднимает ролики и патроны так, что крышки устанавливаются на диск. Затем ролик съезжает с кулака и патрон прижимает защитную прокладку вместе с крышкой. В такой виде крышка совершает с диском полный оборот, в течение которого под действием тепла происходит плотное соединение и закрепление вырубленной защитной прокладки с пробковой.
После цикла плотного сцепления прокладок вводящая звезда переносит крышки на узкий поперечный ленточный транспортер, где они располагаются в один ряд. С этого транспортера крышки специальным валом с лопастью передаются на поперечный инспекционный транспортер, подающий их из машины в специальные емкости.
Техническая характеристика автомата для наклеивания защитной пленки
Производительность автомата в шт/ч.................. 400 000
Установленная мощность электродвигателей в кет 7,5
Габаритные размеры в мм: длина.......................................... . 2494
ширина........................................ 1933
высота ......................................... 2576
Масса в т ............................................. 2,2
Агрегат для комплектации крышек СКК прокладками из пасты.
Агрегат предназначен для заполнения крышек уплотнительными пластмассовыми кольцами прокладками (пастой) и состоит из следующих основных узлов: установки для подачи пасты к разливочному устройству; машины для заполнения крышек пастой; печи для термообработки крышек с прокладками и охлаждения.
Установка для подачи пасты предназначена для приема, подогрева, фильтрования и подачи пасты в форсунку 4, с помощью которой производится заполнение крышек пастой (рис. 194).
Приемный бачок 1 для пасты устанавливается на раму 2 передвижного постамента. Нижняя коническая часть бачка с помощью фланца 3 соединяется со всасывающим отверстием винтового насоса 5. Привод насоса осуществляется цепной передачей от редуктора с цилиндрическими зубчатыми колесами, снабженного электродвигателем. В нижней части бачка в полости, образованной между цилиндрической и конической его поверхностями, расположен змеевик и трубчатые электронагреватели, снабженные терморегулятором. Эта полость бачка является масляной 280
ванной, предназначенной для нагрева пасты, нагнетаемой винтовым насосом через змеевик. Циркуляция масла в ванне обеспечивается центробежным насосом. Концы змеевика соединены шлангом с нагнетательным отверстием насоса и с фильтром.
Выходное отверстие фильтра соединено с входным штуцером форсунки. Для непрерывной циркуляции состава и поддержания постоянной его температуры форсунка 4 снабжена обратной линией 6, которая соединена с трубой, возвращающейся в бачок. Регулирование давления воздуха в форсунке производится вентилем 7, установленным у форсунки. На нагнетательной линии
281
предусмотрен предохранительный клапан, при включении которого паста возвращается во всасывающую линию насоса.
Машина для заполнения крышек пастой предназначается для приема, подачи, ориентирования отштампованных крышек СКК, заполнения их пастой, а также передачи их в сушильную печь для термообработки полимера.
Внутри нижней части станины 1 располагаются привод машины, состоящий из электродвигателя 2 (рис. 195), редуктора 3 и вакуум-насоса 4. Вакуум-насос предназначен для присоса крышек к вращающимся патронам.
На нижней части станины монтируется коробка передач 5 с механизмом 6 подачи и переноса крышек. Коробка передач состоит из плиты 7, на которую установлены механизм 8 подъема и вращения крышек с приводом 9 и фиксатор наличия крышек 10, кулачковая коробка 11 и механизм 12 зажима и присоса крышек. В кулачковой коробке установлены два вала 13 и 14, связанные между собой зубчатой передачей. На валах укреплены кулачки 15, с помощью которых приводятся в движение рычажные механизмы зажима, переноса и подъема крышек. На валу 13 предусмотрена установка муфты свободного хода. На корпусе коробки установлена течка 17 для приема и накопления крышек, подаваемых из бункера 18. Бункер 18 для подачи и ориентирования крышек монтируется на верхней части станины и состоит из следующих основных узлов: корпуса 19 привода, воронки 20, ротора 21, который представляет собой конический барабан и вращается от электродвигателя 22, откидной крышки 23, течки, ориентирующей крышки 24 и коробки 25 для соединения потоков крышек. Ленточный транспортер 26 передает крышки в печь.
Продолжительность образования уплотнительной кольцевой прокладки за один оборот крышки составляет 0,05 сек.
Внутри верхней части станины смонтирована система подготовки воздуха (состоит из влагоотделителя и маслоотделителя), подаваемого компрессором в электровоздушный клапан 16 форсунки и в течку для досылки крышек к рабочей позиции.
Для ручного поворота механизма машины предусмотрен штурвал.
Сушильная печь (рис. 196) состоит из следующих основных частей: тоннельной конвейерной печи, привода, транспортера для охлаждения крышек и воздуходувки. Воздух нагревается в печи шестью трубчатыми электронагревателями мощностью 1 —1,2 кет каждый. Транспортировка крышек через тоннель печи осуществляется транспортером, скорость которого регулируется раздвижным шкивом клиноременной передачи. Тоннель печи установлен на две опорные станины. В передней станине расположена приводная часть печи. Крышки, прошедшие через печь, с помощью вращающегося диска перемещаются на пластинчатый транспортер, предназначенный для их охлаждения.
282
Рис. 195. Кинематическая схема машины для заполнения крышек СКК кольцевыми прокладками
283
1050
Температура воздуха в печи регулируется в зависимости от типа пасты в пределах 250—280° С, продолжительность сушки 18—25 сек.
Охлажденные крышки перед выходом с пластинчатого транспортера с помощью фотодатчика и электронного счетчика поштучно расфасовываются и упаковываются в крафтмешки.
Техническая характеристика агрегата для заполнения крышек СКК прокладками из пасты
Производительность в шт/ч.......................19 000—24 000
Рабочая емкость бачка для пасты в л (кг)...... 18 (27)
Расход пасты (при удельном весе 1,4 г/сл3) на
1000 крышек СКК в кг ....................... 0,25—0,30
Ход механизма переноса крышек в мм............ 38
Скорость ленточного и пластинчатого транспортера печи в м/сек............................. 0,3—0,4
Мощность электронагревателей в кет-. в печи ..................................... 6—7,2
для обогрева пасты ..................... 2
Рабочая длина панели печи в мм ............... 5890
Насос для подачи пасты типа ВНЗ-5: мощность в квпг.............................. 0,6
скорость вращения в об/мин.................. 128
производительность в м3/ч.................... 0,74
Вакуум-насос типа ВН-10: скорость вращения в об/мин............. 710
вакуум в мм рт. ст. .................... До 600
Расход сжатого воздуха в м3/ч при давлении 0,4 Мн/м2 (4,0 кГ/см2).......................... 1,5
Общая мощность шести электродвигателей в кет 3,5
Масса в кг ....................................... 2130
Габаритные размеры в м: длина........................................ 7,9
ширина........................................ 1,5
высота ....................................... 2,7
Агрегат работает следующим образом: крышки,’'засыпанные в бункер 18 (см. рис. 195), падают в ротор 21, снабженный лопастями для ворошения крышек. Благодаря конусности ротора крышки при вращении последнего падают в щель размером 9 мм, образованную крышкой и ротором, только боком, но в двух положениях: донышком назад или вперед. Провалившиеся крышки переходят в канал, рассчитанный для прохода только одной крышки. Для принудительного перемещения крышек предусмотрены две втулочно-роликовые цепи 27.
Крышки, пройдя по каналам, встречают делитель 28, который направляет правильно идущие крышки в течку, а крышки, расположенные донышком вперед, в винтовое ориентирующее устройство 29, которое переворачивает крышки на 180°. После этого они поступают в коробку 30 для объединения двух потоков в один. Затем крышки заполняют основную течку 31, где первая крышка с помощью пружинного устройства и присоса фиксируется на позиции зажима и переноса.
285
Крышки вначале зажимаются с двух сторон кулачковым механизмом, а затем переносятся на приемный стол 32 для залива пасты. Затем они поступают на промежуточный транспортер, который направляет их в печь. При зажиме крышек приемный вращающийся стол находится в верхнем положении. Перед переносом крышек стол кулачковым механизмом опускается, чтобы обеспечить возможность прохода крышек.
Крышка удерживается в гнезде стола с помощью вакуума. При наличии крышки на приемном столе фиксатор 33 опускается на 2 мм, и его стержень замыкает конечный выключатель 34, подводящий ток к двум электроконтактам 35 кулачкового механизма 36 управления работой форсунки. Один из электроконтактов служит для открывания сопел форсунки, а другой для закрывания их. При этом рабочий процесс заполнения крышек пастой совершается за 1/i оборота кулачкового вала. Форсунка включается и выключается с помощью двух специальных электромагнитных клапанов 37 и золотника 38, работающего под давлением сжатого воздуха.
На Яворском заводе металлопластмасс эксплуатируется линия фирмы Грейс (Италия) для сплошной заливки пастой крышек СКК. Часовая производительность линии 140 000 крышек.
Глава XIV. ЭЛЕМЕНТЫ ПРОЕКТИРОВАНИЯ ЖЕСТЯНОБАНОЧНОГО ПРОИЗВОДСТВА И НАУЧНОЙ ОРГАНИЗАЦИИ ТРУДА
1. СОСТАВЛЕНИЕ ПЛАНОВОГО ЗАДАНИЯ ЗАВОДА (ЦЕХА)
Загрузка консервного или другого предприятия в течение года обычно неодинакова и претерпевает значительные колебания. Следовательно, до начала проектирования необходимо точно выяснить потребность предприятия (или группы предприятий) в таре по количеству и номерам банок, по видам тары по месяцам и кварталам. Необходимо также знать перспективные планы развития предприятий, потребляющих тару.
Так как потребность в банках в пик сезона превышает производственные возможности завода, а затем резко уменьшается, то для выбора оптимального количества оборудования необходимо построить график потребления банок разных размеров (номеров) по месяцам года. На этом же графике наносят горизонтальную прямую линию, соответствующую нормальной месячной (при двухсменной работе) производительности жестянобаночного оборудования. Лакопечатное оборудование целесообразно проектировать на непрерывный круглосуточный режим работы.
Количество, соответствующее «пикам», расположенным над горизонтальной прямой, показывает необходимость изготовления банок во время «провалов» нагрузки (по графику) с хранением их на складе. Отсутствие «пика» над линией при наличии больших «провалов» означает, что режим работ либо производительность оборудования выбраны нерационально.
На основании анализа графика потребности в таре составляется годовой график производства банок. При этом учитываются все возможные простои, связанные с перестройкой машин на другой размер банок, ремонтом и т. д. по месяцам. Полученный график «накладывается» на график потребления банок. Полученная разность по соответствующим месяцам является основанием для ведения всех дальнейших расчетов оборудования и складских помещений для хранения банок.
2. СОСТАВ ЖЕСТЯНОБАНОЧНОГО ЗАВОДА (ЦЕХА)
В связи с массовым применением жести электролитического лужения, требующей лакирования и литографирования, в состав
287
завода должен входить лакопечатный цех. Кроме того, в состав завода входят следующие вспомогательные цехи (отделения):
а) производство водно-аммиачной пасты со складами для ее хранения в зимнее время;
б) производство по снятию олова с отходов белой жести;
в) производство по приготовлению припоя, флюсов, паяльной жидкости, если эти материалы не поступают от специальных заводов, снабжающих группу предприятий;
г) производство ширпотреба из отходов жести;
д) механическая мастерская по наладке и ремонту оборудования и изготовлению рабочего инструмента;
е) цех-отделение по производству или сборке картонных ящиков для упаковки банок и крышек.
Выбор оборудования и его расстановка. Основным критерием при выборе того или иного типа машин являются: производительность, отвечающая требованиям проектного задания; надежность в эксплуатации; удобство обслуживания; возможность автоматизации работы машин и увязывания их в одну поточную автоматическую линию.
Если отдельные машины или вся линия в целом по условиям проекта оказываются недогруженными в течение года сравнительно длительное время, можно допустить выбор упрощенного оборудования с меньшей производительностью.
Рекомендуется производственную часть здания делать одноэтажной. В портах при недостатке площадей сооружают четырех-или шестиэтажное здание из монолитного железобетона с балконами для перегрузки поддонов с тарой портальными кранами на суда.
Необходимо учитывать следующее:
а) оборудование концевой линии нужно располагать с учетом обеспечения наиболее коротких путей между прессом и пасто-накладочной машиной, а также между пастонакладочными и закаточными машинами; для снижения шума в цехе прессы целесообразно располагать в отдельном помещении;
б) машины, особенно сложные, желательно располагать поближе к источникам дневного света (вблизи окон, под фонарями и т. п.); корпусные линии, а также линии лакирования (печати) целесообразно располагать на одном этаже в помещениях высотой 6—8 м\ для проходов, проездов, а также для промежуточного складирования и подсобных помещений можно выделить менее освещенную цеховую площадь;
в) особое внимание нужно уделить свободному удалению отходов; при большой загрузке цеха операцию удаления отходов от каждой машины следует механизировать;
г) рабочее место у каждой машины необходимо расположить так, чтобы оно было легко обозреваемо с главного места работы корпусообразующей машины; площадь, прилегающая к этим местам, должна быть свободной, не должна пересекаться подъездными либо проездными путями.
288
3. КОМПОНОВКА ЗДАНИЙ И ПЛОЩАДИ ЦЕХОВ
Конфигурация здания выбирается в зависимости от особенностей строительной площадки и расположения технологических цехов (жестянобаночного, консервного и др.)- Допускается распределение жестянобаночного оборудования по нескольким этажам. В таком случае линии концов, имеющие тяжелое прессовое оборудование, создающие большие динамические нагрузки, устанавливаются на первом этаже.
Линия корпусов устанавливается на верхнем этаже, однако при этом необходимо сделать усиленное железобетонное перекрытие. При необходимости склад пустых банок может быть расположен непосредственно над жестянобаночным цехом.
Склад жести, как правило, располагается на первом этаже.
Вспомогательные цехи, работающие на базе отходов жестянобаночного цеха (например, электролитный, ширпотреба и др.), также желательно располагать в непосредственной близости от жестянобаночного цеха. Такое расположение облегчает транспортировку отходов, однако не является обязательным. Конкретные решения принимаются в зависимости от принципиальных особенностей общего плана завода.
Очень важно сетку колонн (обычно ее размер 6X6 л<) расположить так, чтобы колонны оказались в промежутках между машинами и не мешали бы размещению транспортных средств.
4. НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА
В комплекс мероприятий по научной организации труда и управлению жестянобаночным производством должны быть включены следующие вопросы:
1) создание поточности технологического процесса, спаривание линий, укрупнение бригад, механизация транспортных операций по всему циклу производства (включая подачу жести, банок из жестянобаночного цеха в упаковочное отделение, перемещение банок по складу), выравнивание линий грузопотоков;
2) автоматизация контроля готовой продукции и качества выполнения отдельных операций;
3) учет расхода сырья, полуфабрикатов и готовой продукции;
4) организация управления производством (главный и цеховые диспетчерские пункты, информационно-вычислительный центр и др.);
5) обеспечение необходимых санитарно-гигиенических требований условий труда.
Для создания поточности технологического процесса производства важное значение имеет расположение оборудования, изучение грузопотоков, устранение встречных перевозок и т. д.
В жестянобаночном цехе при массовом перемещении жести в пачках весом 1 т целесообразно использование электропогрузчиков. При необходимости вертикального перемещения жести следует применять лифт грузоподъемностью до 5 т.
19 я. Ю. Локшин 289
Концы банок при существующей технологии наложения и типа пасты должны быть подвергнуты контролю и суточной выдержке. При необходимости отправки на склад их следует упаковать и уложить в ящики. Для этой цели рекомендуются автоматы, производящие отсчет и последующую упаковку концов в бумагу и укладку в ящики из гофрированного картона (см. стр. 256).
Для транспортирования банок по цеху и складу применяются ленточные и тросовые транспортеры, магнитные элеваторы (см. стр. 259). Укладка банок в гофрокороба осуществляется автоматами фирм Врапматик и Формати (Италия), фирмы FMC (США) и др. Производительность такой машины составляет до 300 шт!мин.
В последнее время применяется укладка банок на стандартных поддонах (на поддоне размещается более 1000 банок диаметром 100 мм); такая упаковка и транспортировка весьма экономичны.
Опыт эксплуатации жестянобаночных линий показал, что при параллельной или спаренной установке линий облегчается обслуживание и сокращается персонал. При такой расстановке оборудования становится возможным укрупнение бригад, обслуживающих автоматы. Так, например, на две, три пастонакладочные или закаточные машины, установленные рядом, требуется один человек.
Автоматизация контроля производства банок при массовом выпуске имеет особое значение: если принять, что при организации непрерывного оперативного контроля производства снизится брак тары только на 0,1%, то это дает для завода, выпускающего 200 млн. банок в год, 8—10 тыс. руб. экономии.
Для учета качества сырья, полуфабрикатов, банок работнику лаборатории следует выборочно через определенные промежутки времени производить контроль изделий. Информация о результатах контроля может быть воспроизведена на световых табло ЦДП (цехового диспетчерского пункта) с участка, на котором осуществляется замер.
В каждом цехе должны быть промежуточные склады, из которых сырье или полуфабрикаты подаются к машинам линий. Для устранения простоев оборудования из-за отсутствия сырья и материалов у станочников должны быть установлены сигнальные кнопки вызова, указывающие на световом табло, на какой участок необходим материал.
Организация автоматической системы управления производством предусматривает наличие главного и цеховых диспетчерских пунктов (ГДП и ЦДП), а также информационно-вычислительного центра (ИВЦ).
При проектировании жестянобаночной фабрики мощностью 500 млн. банок в год Гипрорыбпром предусмотрел ГДП, куда выведены датчики с указанием работы и простоя всех линий, данные по учету и перемещению основных материалов, полуфаб-290
рикатов и готовой продукции; ЦДП, имеющие датчики с отдельных машин линий, указывающие время работы, простоев, наличие брака, потребность в материалах, полуфабрикатах. Со всех ЦДП дается автоматическая информация о работе линий главному диспетчеру фабрики и одновременно в ИВЦ.
Автоматизированная система сбора и обработки информации по заводу должна обеспечить оперативный контроль основных параметров технологических процессов, учет времени простоя основного технологического оборудования с указанием причин, оперативный расчет себестоимости полуфабрикатов и готовой продукции, учет расхода сырья, полуфабрикатов, готовой продукции.
При проектировании Находкинской жестянобаночной фабрики была принята трехступенчатая система сбора и обработки информации с центральным вычислительным комплексом. Первая ступень этой системы предназначена для оперативного контроля и регулирования технологических параметров. Она представляет собой совокупность контрольно-измерительных приборов, первичных датчиков, реле и автоматических регуляторов, расположенных непосредственно у рабочих мест. Вторая ступень системы включает цеховые диспетчерские пункты, которые предназначены для контроля и оперативного управления работой цеха. ЦДП оснащается пультом технолога-оператора (ПТО) с устройствами сигнализации простоев оборудования и их причины, сигнализации отклонения запасов на складах от нормальных и аварийной сигнализации. ЦДП оснащаются также устройствами связи с центральным вычислительным комплексом, на который с определенной периодичностью поступает и регистрирующая учетная информация. Третья ступень системы — главный диспетчерский пункт с информационным вычислительным центром, который предназначен для контроля и оперативного управления фабрикой, а также для представления необходимых сведений во все службы. ГДП оснащается ПТО с устройствами автоматической регистрации, поисковой громкоговорящей связью, установкой промышленного телевидения, двусторонней связью со всеми ЦДП и ИВЦ.
На ПТО ГДП выводится информация об изменениях запасов на складах готовых изделий и полуфабрикатов, простоях основных технологических линий. В ГДП поступает из ИВЦ и периодически регистрируется информация о суммарном времени простоев оборудования (по линиям и цехам), о расходе основных материалов и готовой продукции. ИВЦ оснащен также устройствами для размножения документов и разветвленной системой вводных и выводных устройств. В определенное время или по вызову информация из ИВЦ передается в ГДП и ЦДП на регистрирующие устройства или копиями документов.
При построении такой системы информации и управления было учтено следующее:
19* 291
1. С нижней ступени на более высокую передается только информация, необходимая для контроля и управления. Информация передается только в те подразделения, где по ней может быть выработано соответствующее управляющее воздействие.
2. Учет времени простоев технологических линий (на второй ступени) ведется по отсутствию потока материалов на входах линий и на третьей ступени по отсутствию выхода готовых банок (концов). Готовая продукция каждого цеха и фабрики в целом учитывается по данным складов цеха и фабрики.
3. Однотипность обработки информации по одноименным подразделениям (цехи, склады). Это обстоятельство в дальнейшем упростит построение алгоритмов и разработку программ для ЭВМ.
Соответственно определены источники информации, возможный способ передачи, количество обрабатываемых параметров, разрядность чисел и перечень информации, поступающей по ГДП И ЦДП.
Проектом предусмотрены также требования к техническим средствам информации и их выбор, состав обслуживающего персонала ИВЦ, устройства, необходимые для передачи информации и спецификация основного оборудования, необходимого для системы автоматизированного сбора и обработки информации. Основным оборудованием ИВЦ является агрегатная система средств вычислительной техники (АСВТ) модели М-2000, которая выполняет следующие операции (со скоростью не менее 10 000 операций в секунду):
а) автоматический централизованный съем цифровой и аналоговой информации с датчиков;
б) реализацию системой команд арифметических и логических операций;
в) обеспечение ввода информации с перфокарт и перфолент, г) обеспечение вывода информации на алфавитно-цифровую печать и в телетайпную линию связи;
д) хранение информации в объеме не менее 10 000 семиразрядных десятичных чисел;
е) возможность наращивания дополнительных устройств, позволяющих увеличить мощность системы.
Кроме АСВТ и ИВЦ, должны быть установлены следующие машины: раскладочно-подборочная, вычислительные, телетайп, пишущие, считывающие устройства, перфоратор, светокопировальные и др.
Общая стоимость основного оборудования составляет примерно 680 тыс. руб. Срок окупаемости такой установки 6 лет.
5. САНИТАРНО-ГИГИЕНИЧЕСКИЕ ТРЕБОВАНИЯ
В жестянобаночных цехах наиболее важными являются мероприятия по устранению шума и обеспечению вентиляции паяльных участков корпусообразующих автоматов и пастонакладочных машин.
292
При работе прессов, являющихся машинами ударного воздействия, возникает шум с частотой выше среднечастотного предела и, кроме того, вибрации. Колебания, распространяясь по материалу строительных конструкций и грунту, при отсутствии виброизоляции вызывают шум. Звуковое давление в помещении цеха достигает 105 дб (допустимая норма 87 дб).
Для создания нормальных условий труда на рабочих местах прессового отделения рекомендуется:
а) установка оборудования (прессов) на специальных фундаментах с виброизоляцией; это исключает возможность возникновения собственных колебаний в ограждающих конструкциях благодаря изоляции фундамента пресса от грунта устройством акустического шва и установки вибрационных прокладок в основании и между плитами;
б) установка вертикальных звукопоглощающих стеновых панелей (частичное шумопоглощающее экранирование), располагаемых равномерно по помещению в продольном и поперечном направлениях по линиям колонн (т. е. через- 6 м) между источниками шумов;
в) звукоизоляция потолка путем установки звукопоглощающей облицовки потолка специальной конструкции общей высотой 164 мм.
Звукоизоляция потолка обеспечивает снижение уровня громкости в среднем на 6 дб.
При работе автоматических корпусных линий основной шум создается при перемещении корпусов и банок по течкам. Несколько меньший шум образуется при работе дисковых ножниц.
Звуковое давление в жестянобаночном цехе у корпусных линий достигает 90—95 дб, и, следовательно, для улучшения условий труда и повышения производительности необходимо снизить шум.
При расположении линии на междуэтажном железобетонном перекрытии снижение шума может быть достигнуто при использовании вибропрокладок в опорных узлах машины.
Для изменения частоты звуковых колебаний целесообразно также применение демпфирующих устройств.
Для частичного поглощения шума некоторые панели перекрытия в местах расположения машин следует звукоизолировать: а) в месте крепления течки к трубе устанавливается резиновая амортизационная прокладка толщиной 3—4 мм;
б) планки (в месте соединения их с прутками течки) имеют снаружи вибродемпфирующие облицовки;
в) перекрытие снабжается звукопоглощающими панелями.
Целесообразно также сократить длину течек или заменить их по возможности магнитными элеваторами, применить направляющие из пластмасс и т. д.
Необходимо при проектировании машин знать их шумовые и вибрационные характеристики.
293
Если указанные выше способы снижения шума недостаточно эффективны, следует пользоваться средствами индивидуальной защиты (мягкие ушные вкладыши, наушники и т. д.).
Вентиляция паяльных корпусных автоматов предназначена для удаления паров, образующихся в ванне с расплавленным припоем, и удаления растворителя с паяльной жидкостью, наносимой на продольный шов корпуса. Если на корпусном автомате дополнительно лакируется продольный шов, следует также учесть необходимость удаления растворителей лака.
Для решения вопроса выбора типа и мощности вентиляционного устройства необходимо определить количество и типы выделяемых паров, выяснить их удельный вес. Если растворители (пары) тяжелее воздуха, устройство отсоса их следует располагать не над машиной, а снизу, в месте выделения паров.
Наиболее правильным является герметизация участков, где выделяются пары, и соответственно проектирование местных отсосов. Поэтому при проектировании машины следует заранее определить тип и конструкцию вентиляционного устройства.
В. МЕТОДИКА ОПРЕДЕЛЕНИЯ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ НОВЫХ ЖЕСТЯНОБАНОЧНЫХ ЛИНИЙ
Основными технико-экономическими показателями жестянобаночной фабрики являются:
1) объем производства банок (физическихх) по номерам и видам, а также выпуск олова (при наличии электролитного цеха), водно-аммиачной пасты, лакированной и литографированной жести в листах и листопрогонах, а также других видов продукции фабрики (крышек для укупорки стеклянных банок, бутылок ит. д.);
2) производительность труда в год на одного работающего;
3) уровень механизации труда и механизации и автоматизации производственных процессов, выражаемый в процентах;
4) полная себестоимость продукции (в тыс. руб.) и себестоимость банки каждого вида;
5) выпуск товарной продукции в год, отнесенный на 1 руб. основных производственных фондов;
6) коэффициенты использования оборудования и электровооруженности труда, выражаемые в кет -ч!(чел -ч);
7) срок окупаемости (для нового строительства) в годах.
В табл. 23 приведены основные показатели проекта жестянобаночной фабрики в г. Находке, разработанного Гипрорыбпромом в 1969 г.
При проектировании новой линии или замене отдельных машин производят предварительный расчет для определения
1 Понятие «физические банки» означает количество их по номерам (ГОСТ 5981—71) и мли штук и отличается от принятого в консервной промышленности исчисления в учетных (условных) байках. 294
Основные показатели проекта жестянобаночной фабрики в г. Находке
Таблица 23
Показатели Единица измерения По проекту (для условии, сравнимых с действующей фабрикой) По данным действующей фабрики в г. Находке Примечания
Сборные банки: № 6 № 22 № 27 МЛН. ШТ. 301 67 19 70 18 10 По проекту предусматривается 500 муб против 166 муб на действующей фабрике
Цельноштампованные банки № 16 и 17 20 2
Паста (водно-аммиачная) т 576 242
Электролиз олова 105 45 По проекту намечено переработать 7000 т отходов жести
Этикетки МЛН. UIT. 250 121
Картонные коробочки 60 —
Полиэтиленовые пакеты 23 —
Лакированная жесть млн. листопрогонов 80,8 —
Литографированная жесть 34,6 —
Продолжение табл. 23
Показатели Единица измерения По проекту (для условий, сравнимых с действующей фабрикой) По данным действующей фабрики в г. Находке Примечания
Производительность труда: на одного работающего руб- 17 700 12 649
Списочная численность: работающих рабочих 2433 1915 1641 1394
Количество рабочих дней в году 231 250
Уровень механизации труда % 74 45
Полная себестоимость всей продукции тыс. руб. 42 838 15 135
Годовой выпуск продукции на 1 рубль основных производственных фондов руб- 3,50 3,0
Затраты производства на 1 рубль продукции КОП. 86 94
297
Продолжение табл. 23
Показатели Единица измерения По проекту (для условий. сравнимых с действующей фабрикой) По данным действующей фабрики в г. Находке Примечания
Коэффициент использования оборудования % 86 73
Уровень механизации и автоматизации производственных процессов % 76 51
Коэффициент электровооруженности труда кет - ч/(чел.-ч) П,4 7,0
Общая сметная стоимость строительства тыс. руб. 38 293 5583 В том числе стоимость промышленного строительства составляет 29 400 руб. вместо 5472 руб. на действующей фабрике в г. Находке
Срок окупаемости в годах 4,74 __
размера предполагаемого экономического эффекта. Уточненный расчет должен быть сделан по результатам испытания опытного образца линии (машины).
Для выполнения расчета необходимо знать основные показатели, характеризующие как новую машину, так и заменяемую. К этим данным следует отнести: производительность машины в млн. банок в год, количество обслуживающего персонала (по разрядам), а следовательно, и расходы, связанные с содержанием рабочей силы (основная и дополнительная заработная плата и начисления на нее), стоимость машины и срок ее службы.
Внедрение новой линии (машины) вызвано, как правило, изменением расходов на содержание рабочей силы и эксплуатацию машины (амортизационные исчисления).
Определив общую сумму расходов по заработной плате для старой и новой машины, производят расчет на производительность этих машин и таким образом определяют расход по содержанию рабочей силы на выпуск, например, 1 млн. банок.
Для определения амортизационных исчислений, включая затраты на капитальный и текущий ремонт, модернизацию, следует пользоваться утвержденными нормативами на жестянобаночное оборудование, составляющими на амортизацию 5,4% и на капитальный ремонт, модернизацию 4,9% в год (исчисляется в % за год к стоимости оборудования). Исходя из приведенных данных, можно считать, что полный износ машин наступит примерно через 12 лет (при условии нормальной эксплуатации машины) [14].
При внедрении новой жестянобаночной линии может появиться возможность переработки на ней более экономичного вида жести (см. стр. 26), что, следовательно, позволит снизить себестоимость продукции, и это должно быть учтено при последующих расчетах.
Годовой экономический эффект Э в соответствии с утвержденной рекомендацией можно определить по формуле
ЦСс +ЕКС~) - (Сн +ЕКН)] Лнруб., (76)
где Сс — себестоимость 1 млн. банок в руб. до внедрения новой линии;
Сн — себестоимость 1 млн. банок в руб. после внедрения новой линии;
Кс — удельные капитальные затраты, т. е. сумма производственных основных и оборотных фондов в руб., отнесенная на 1 млн. банок, до внедрения новой линии;
Кн — удельные капитальные затраты в руб., отнесенные на 1 млн. банок, после внедрения новой линии;
Е — действующий нормативный коэффициент сравнительной эффективности капитальных затрат, принимаемый равным 0,15;
298
Ан — годовой выпуск банок в млн. шт. на новой линии (принимается по государственному плану второго года эксплуатации линий).
Так как внедрение нового оборудования связано с увеличением стоимости машин, то, кроме годового экономического эффекта, следует определить срок окупаемости дополнительных капиталовложений. Срок окупаемости Т можно определить по формуле:
Т = -^=^. (77)
При внедрении новой жестянобаночной линии СКА-7 вместо САЛ-1 экономический эффект составит, принимая
Сс= 46810 руб. на линии САЛ-1 (данные Тираспольского завода «Металлоли-тография» для 1 млн банок № 9.
Сн = 46410 руб. на линии СКА-7 (данные Симферопольского СКВ «Продмаш»), Кс = 2450 руб. при стоимости линии САЛ-1 110 тыс. руб. и годовом выпуске 45 млн банок,
Кн = 3060 руб. при стоимости линии 230тыс. руб. и годовом выпуске 75 млн. банок,
Ан = 75 млн банок в год (при сменной производительности 150 тыс. штук и 500 сменах в году),
Э = [(46810 -J- 0,15-2450) — (46040 + 0,15-3060)] 75 = 51000 руб.
Срок окупаемости Т определяем по формуле (77):
Т =
3060 — 2450
46810— 46040
0,8 года.
Примерный срок окупаемости можно определить также исходя из разницы в стоимости оборудования (120 000 руб.), отнесенной к годовой экономической эффективности (51 000 руб.) [14]. В этом случае срок окупаемости составляет ~2,3 года. При внедрении новой техники наиболее важным является показатель, определяющий срок окупаемости.
ЛИТЕРАТУРА
I, Антонове. П. и др. Холодная прокатка жести. М., «Металлургия», 1965, 266 стр.
2. Виткин А. И., Тейндл И. И. Металлические покрытия листовой и полосовой стали. М., «Металлургия», 1971, 496 стр.
3. Г л у з Д. С. и др. Паяние жестяной консервной тары на автоматических линиях. М., «Пищевая промышленность», 1969, 58 стр.
4. ИсаченковЕ. И. Штамповка резиной и жидкостью. М., «Машиностроение», 1967, 327 стр.
5. К у к у ш к и н а Т. И. Исследование контроля герметичности жестяных консервных банок и повышение надежности герметизации. Диссертация ОТИПХП. Одесса, 1966.
6. Л а к а д е м о н с к и й А. В., X р я п и н В. ь. Справочник паяльщика. М., Машгиз, 1963, 440 стр.
7. Локшии Я. Ю., Молдавский Г. X. и др. Автоматы для производства жестяных банок. М., «Машиностроение», 1966, 347 стр.
8. Л о к ш и н Я. Ю. и др. Лакокрасочные покрытия тары в пищевой промышленности. М., «Пищевая промышленность», 1968, 224 стр.
9. Молдавский Г. Е. О некоторых особенностях закаточного шва жестяной консервной банки. Труды ОТИПХП, т. VI, 1951, стр. 173—179.
10. Павлов А. Н. Исследование некоторых факторов, влияющих на герметичность и механическую прочность жестяных консервных банок. Диссертация. М., ВЗИПП, 1968.
11. Ровинский Г. Н. Прессовое оборудование листоштамповочных цехов. М., Машгиз, 1960, 494 стр.
12. Романовский В. П. Справочник по холодной штамповке. М.—Л., «Машиностроение», 1971, 782 стр.
13. Справочник по производству консервов. Т. 2. М., «Пищевая промышленность», 1966, 639 стр.
14. Соколов А. Я. и др. Основы расчета, конструирования машин и автоматов пищевых производств. М., «Машиностроение», 1969, 637 стр.
15. Томашевский В. Л. и др. Потребительская тара, ее производство и применение. М., 1965, 456 стр.
16. Ч у п а х и и В. М., Леонов И. Т. Производство жестяной консервной тары. М., «Пищевая промышленность», 1967, 476 стр.
17. Экспресс-информация ВИНИТИ. Влияние агрессивности содержимого консервов на коррозию баиок из лакированной белой жести. М., «Пищевая промышленность», 1969, № 47, 33—48 стр.
18. Энциклопедический справочник. Т. I, кн. 1 и 2 .М., «Машиностроение», 1960.
19. L е w i s W. R. Weichldt—Handbuch. Dusseldorf, 1963.
20. Srec ko Bergant. Osnove Izdelave Konservnin Doz. Lubliana, 1965.
21. Hoare, Hedges. Tin Plate. London, 1960.
22. L a n g t о n I. W. Tin Box Manufacture. London, 1957.
300
ОГЛАВЛЕНИЕ
Предисловие ..................................................... 3
Глава I. Металлическая тара...................................... 5
1. Классификация тары................................. 5
2. Сборные жестяные банки............................. 6
3. Цельноштампованные банки ......................... 18
4. Коррозионная стойкость банок...................... 23
5. Крышки для укупорки стеклянной тары............... 24
Глава II. Материалы для изготовления банок....................... 26
1. Жесть............................................. 26
2. Алюминий и его сплавы............................. 31
3. Уплотнительные материалы.......................... 33
4. Лакн и краски для покрытия жестяной тары.......... 36
5. Припои............................................ 39
6. Жидкие флюсы ..................................... 42
7. Материалы для очистки припоя...................... 43
8. Смазочные материалы............................... 43
Глава III. Технология жестянобаночного производства............. 45
1. Раскрой жести .................................... 45
2. Изготовление концов............................... 50
3. Изготовление корпусов............................. 54
4. Закатывание....................................... 68
5. Испытание банок на герметичность.................. 72
6. Изготовление цельноштампованных банок............. 72
Глава IV. Фигурные ножницы ..................................... 79
1. Инструмент фигурных ножниц........................ 79
2. Фигурные ножницы Симферопольского завода им. Куйбышева ................................................ 86
3. Силовой расчет фигурных ножниц ................... 90
4. Автоматические гильотинные ножницы для резки рулонной жести........................................... 93
Глава V. Автоматические прессы для изготовления жестяных крышек и банок и подвивочные машины...................................... 96
1. Пресс-автомат для двухрядной штамповки концов из полосовой жести....................................... 97
301
2. Пресс-автомат для изготовления банок из полосовой
жести...............................................102
3. Рабочие узлы прессов ............................ 105
4. Подвивочные машины для концов жестяной тары .... 127
5. Подвивочные машины для фигурных крышек............130
6. Подвивочные машины для крышек стеклянной тары ... 133
Глава VI. Пастонакладочные машины ...............................136
1. Сушильные установки ..............................142
2. Четырехпозиционная карусельная пастонакладочная машина .................................................144
3. Расчет пастонакладочной машины....................149
Глава VII. Сдвоенные дисковые ножницы ................152
1. Система подачи жести .............................159
2. Ступицы дисковых ножей............................162
3. Элементы силового расчета дисковых ножниц ........163
Глава VIII. Корпусообразующие агрегаты для изготовления корпусов жестяной тары.....................................................166
1. Корпусоформующие автоматы .........................172
2. Паяльные автоматы .................................194
Глава IX. Фланцеотгибочные машины...............................200
Глава X. Автоматические закаточные машины....................... 207
1. Двухбашенные закаточные машины.....................207
2. Однобашенные закаточные машины.....................221
Глава XI. Автоматы для контроля герметичности банок.............234
1. Автоматическая испытательная машина СИ1-Б.........236
2. Тестер Блема типа КЕАХР...........................245
3. Тестер СКВ «Продмаш»..............................246
4. Расчет автоматов для контроля герметичности банок . . . 252
Глава XII. Компоновка и надежность жестянобаночного оборудования . . 255 1. Компоновка жестянобаночных линий..............................255
2. Транспортные устройства линий......................259
3. Надежность и производительность жестянобаночного оборудования ........................................261
Глава XIII. Линии для производства крышек к стеклянной таре .... 266
1. Линия производства крышек СКО......................266
2. Линии для производства крышек Эуро-Кап и Твист-Офф 271
3. Линия для производства крышек СКК.................273
302
Глава XIV. Элементы проектирования жестянобаночного производства и научной организации труда .............................. 287
1. Составление планового задания завода (цеха)......287
2. Состав жестянобаночного завода (цеха)............287
3. Компоновка зданий и площади цехов................289
4. Научная организация труда .......................289
5. Санитарно-гигиенические требования .............'292
6. Методика определения экономической эффективности новых жестянобаночных линий..........................294
Литература ....................................................300
Локшин Яков Юдовнч Молдавский Герш Хаимович Бершадский Григорий Юткович Розе нбе лов Анатолий Ефремович
АВТОМАТИЧЕСКИЕ ЛИНИИ для ПРОИЗВОДСТВА ЖЕСТЯНОЙ ТАРЫ
Редактор издательства Я. П. Ошерова Технический редактор Я- В. Тимофеенко Корректор А. М. Усачева Переплет художника А. Я- Михайлова
Сдано в набор 26/1 1971 г. Подписано к печати 24/VII 1972 г. Т-07176.
Тираж 1700 экз. Печ. л. 19,0.
Уч.-изд. л. 19,4. Бумага № 2 Формат 60х90»/1в. Цена 1 р. 20 к.
Зак. № 1524
Издательство «МАШИНОСТРОЕНИЕ», Москва, Б-66, 1-й Басманный пер., 3
Ленинградская типография № 6 Главполиграфпрома Комитета по печати при Совете Министров СССР
193144, Ленинград, ул. Моисеенко, 10