/




Author: Виловчик В.А.



Text
СССР
МАШИНОСТРОИТЕЛЬНЫЙ ЗАВОД
CMpmaker.ru
ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК
тип 13.36ИР
43.
ПАСПОРТ И РУКОВОДСТВО
chipmaker.ru
АНТ
технического испытания
токарно-револьверного станка
тип 1336ИР
Chipnaker.ru
chipmaker.ru
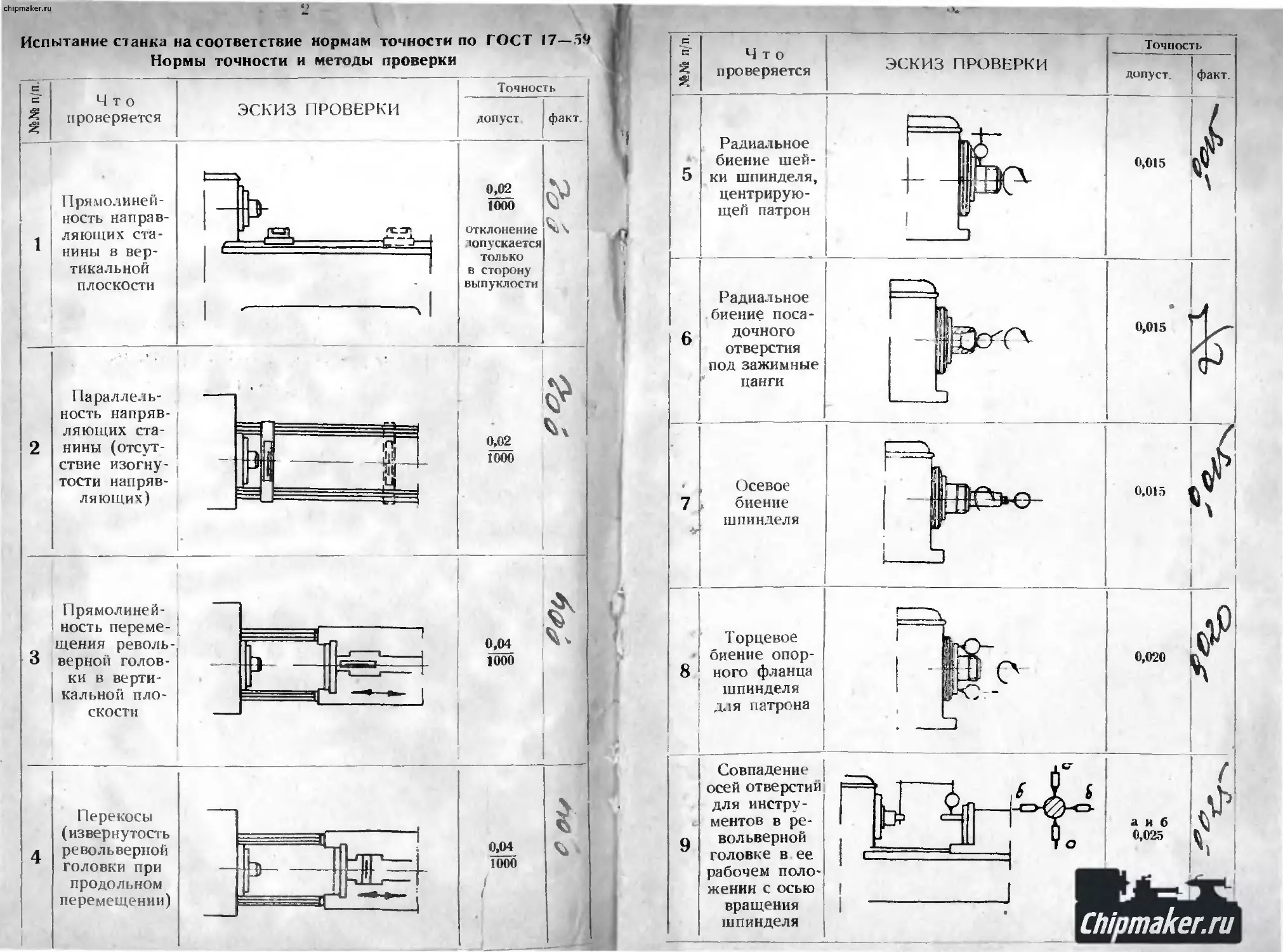
0,02
1000
отклонение
юпускается
только
в сторону
выпуклости
0,02
1000
0,04
1000
0,04
moo
№№ п/п.
Испытание ст анка на соответствие нормам точности по ГОСТ 17—51»
Нормы точности и методы проверки
Что проверяется ЭСКИЗ ПРОВЕРКИ Точность
допуст факт.
1
Прямолиней
ность направ-
ляющих ста-
нины в вер-
тикальной
плоскости
2
Параллель-
ность напряв-
ляющих ста-
нины (отсут-
ствие изогну-
тости напряв-
ляющи х)
3
Прямолиней-
ность переме-
щения револь-
верной голов-
ки в верти-
| кальной пло-
скости
4
Перекосы
(извернутость
револьверной
головки при
продольном
перемещении)
'u/u
Что
проверяется
Точность
ЭСКИЗ ПРОВЕРКИ
5
Радиальное
биение шей- j
ки шпинделя,
центрирую-
щей патрон
допуст
0,015
Радиальное
биение поса-
дочного
отверстия
под зажимные
цанги
Осевое
биение
шпинделя
Торцевое
j биение опор-
8 него фланца
шпинделя
для патрона
Совпадение
осей отверстие
для инстру-
ментов в ре-
вольверной
головке в ее
рабочем поло-
жении с осью
вращения
шпинделя
chipmaker.ru
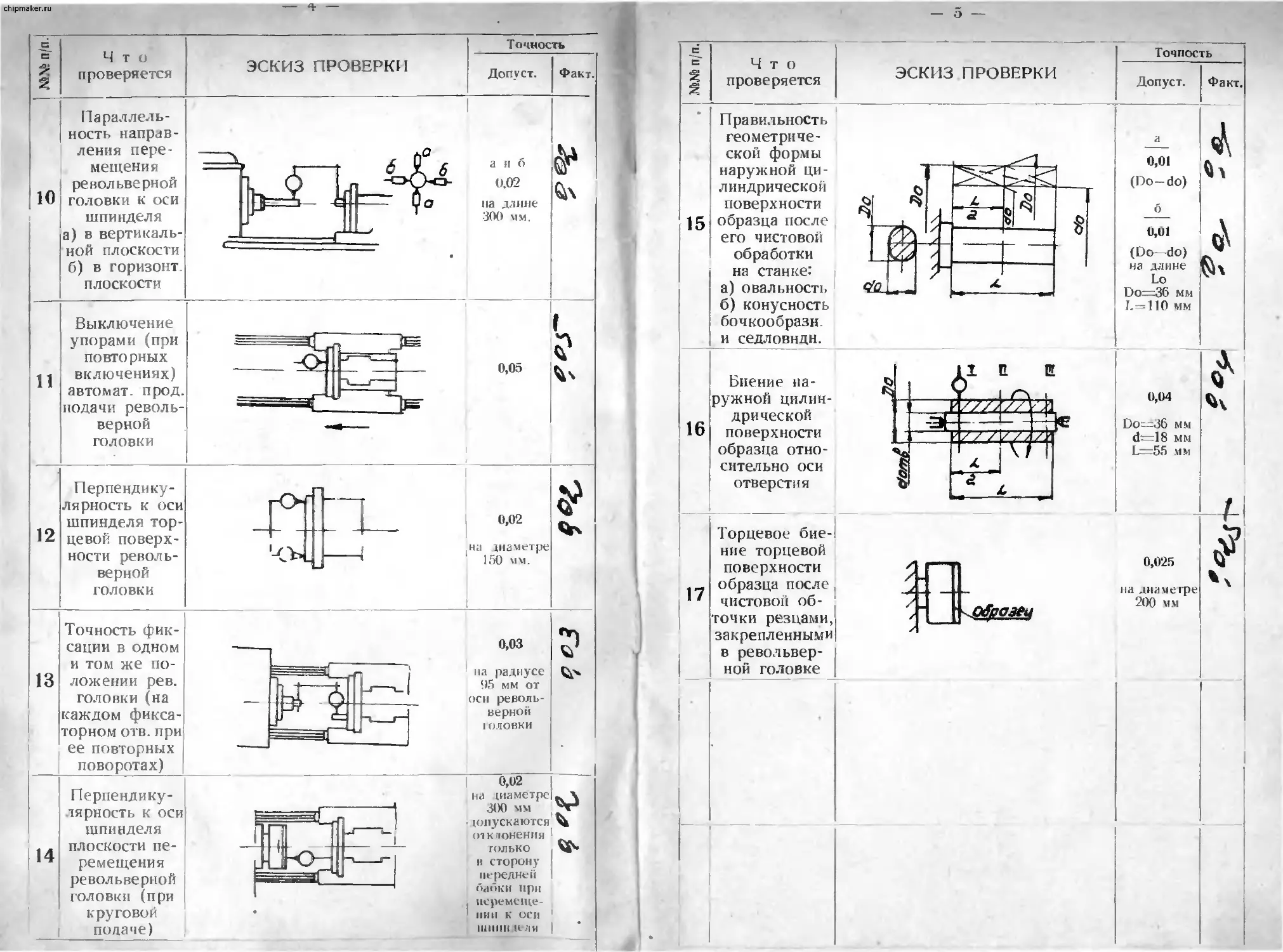
= Что
f проверяется
Параллель-
ность направ-
ления пере-
мещения
। револьверной
10 । головки к оси
! шпинделя
а) в вертикаль-
ной плоскости
б) в горизонт
плоскости
300 мм.
Точность
Допу ст. Факт.
а и б
0.02
на длине
Выключение
упорами (при
повто рных
Л включениях)
автомат, пред,
подачи револь-
верной
головки
Перпендику-
лярность к оси
шпинделя тор-
12 девой поверх-
ности револь-
верной
головки
13
Точность фик-
сации в одном
и том же по-
ложении рев.
головки (на
каждом фикса-
торном отв. при
ее повторных
поворотах)
0,03
па радиусе
95 мм от
оси револь-
верной
1 оловии
14
Перпендику-
лярность к оси
шпинделя
плоскости пе-
ремещения
револьверной
головки (при
круговой
подаче)
0,02
на хиаметре।
300 мм
- (опускаются
отклонения
только j
в сторону 1
передней
бабки при
перемеще-
нии к оси
Hill пн к ля
о
Что
проверяется
ЭСКИЗ ПРОВЕРКИ
Точность
Допуст.
Факт.
15
Правильность
геометриче-
ской формы
наружной ци-
линдрической
поверхности
образца после
его чистовой
обработки
на станке:
а) овальность
б) конусность
бочкообразн.
и седловндн.
а
0,01
(Do—do)
б
0,01
(Do—do)
на длине
Lo
Do=36 мм
I.=l 10 мм
16
Биение на-
ружной цилин-
дрической
поверхности
образца отно-
сительно оси
отверстия
0,04
Do—36 мм
d=18 мм
L—55 мм
Торцевое бие-i
ние торцевой
поверхности
образца после,
чистовой об-
точки резцами,,
закрепленными!
в револьвер- '
ной головке |
0,025
на диаметре
200 мм
chipmaker.ru
6
2. Испытание станка на соответствие остальным
техническим условиям
Кроме указанных требований станок соответствует
Общим техническим условиям на металлорежущие и деревообра-
батывающие станки по ГОСТ 7599 -55 и техническим условиям на
изготовление станка 1336НР.
3. Общее заключение по испытанию станка
На основании осмотра и проведенных испытаний станок признан
годным к эксплуатации.
4. Дополнительные замечания
5 Принадлежности и приспособления к станку
Chlpmaker.ru
СССР
МАШИНОСТРОИТЕЛЬНЫЙ ЗАЬОД
ТОКАРНО-РЕВОЛЬВЕРНЫЙ
СТАНОК ТИП 1336ИР
ПАСПОРТ И РУКОВОДСТВО
ПО УХОДУ И ОБСЛУЖИВАНИЮ
Прежде чем приступить к работе на
станке, надо основательно ознакомиться
с руководством, содержащим описание
станка, и указанием для правильного
обслуживания
Chipmaker.ru
В связи с тем, что конструкция станка
постоянно совершенствуется, некоторые
данные, указанные в руководстве, могут
несколько не соответствовать полученному
Вами станку.
1 НАЗНАЧЕНИЕ (ЛАНКА
Токарно-револьверный станок гип 1336ИР с горизонтальной осью
револьверной головки предназначен для прутковых и патронных ра-
бот, включая нарезание винтовой резьбы круглыми плашками, кроме
того станок имеет приспособления для фасонного копирования и тля
нарезания резьбы по копиру.
Техническая характеристика станка
Наибольший диаметр из гелия, устанавливаемого над
станиной в мм. 320
Диаметр отверстия в шпинделе в мм. 40
Конус в шпинделе Морзе № 5
Наибольшее расстояние от шпинделя до револьверной
головки в мм. 500
Предел чисел оборотов шпинделя в минуту 51-1206
Предел продольных подач в мм оборот. 0,061—0,620
Предел поперечных подач в мм/оборот. 0.040 0,420
Число гнезд для инструментов в револьверной головке 16
Мощность двигателя в квт. 2,8
2. РАСПАКОВКА И ТРАН( ПОРТИРОВКА СТАНКА
1. При распаковке с ганка надо следить <а тем, чтобы не повредить
станок распаковочным инструментом, для чего вначале снимается
верхний шит упаковочного ящика, а затем боковые.
2. Подъем и перемещения станка к месту установки осуществля-
ются при помощи крана, грузоподъемность которого должна быть зна-
чительно больше веса станка.
3. Для подвешивания станка к крюку подьемного крана надо при-
менять только пеньковые канаты высокого качества, (а не стальные
тросы или цепи). Канаты накладываются только на наиболее массив-
ные части станка, не допуская соприкосновения с рукоятками, махо-
вичками, валиками, концами шпинделя и другими выступающими де-
талями: нельзя также допускать, чтобы канат касался шаброванных
поверхностей и острых краев; канаты подкладывают под основание но-
жек станины. Чтобы предохранить канаты от повреждения острыми
краями основания ножек, между ними и ножками в местах соприкос-
новения подкладывают деревянные планки или бруски (фиг. 1)
Закреплять канаты надо так, чтобы была устранена всякая воз-
можность 'скольжения и опрокидывания станка. Для этого между
обоими канатами спереди и сзади станка внизу (у подошвы ножек
станины) заводятся деревянные планки А <. соответствующими выем
ками в горцах.
4. При выборе места установки обращают внимание на то, чтобы
имелось достаточно свободное пространство для всех выступающих
частей станка и чтобы револьверные салазки в своем крайнем правом
положении не упирались в станину пли в какую-либо часть другого
станка. Кроме того должна быть предусмотрена достаточная площадь
око.,да станка для тегкой доставки и складывания обрабатываемых
ида пей.
chipmaker.ru
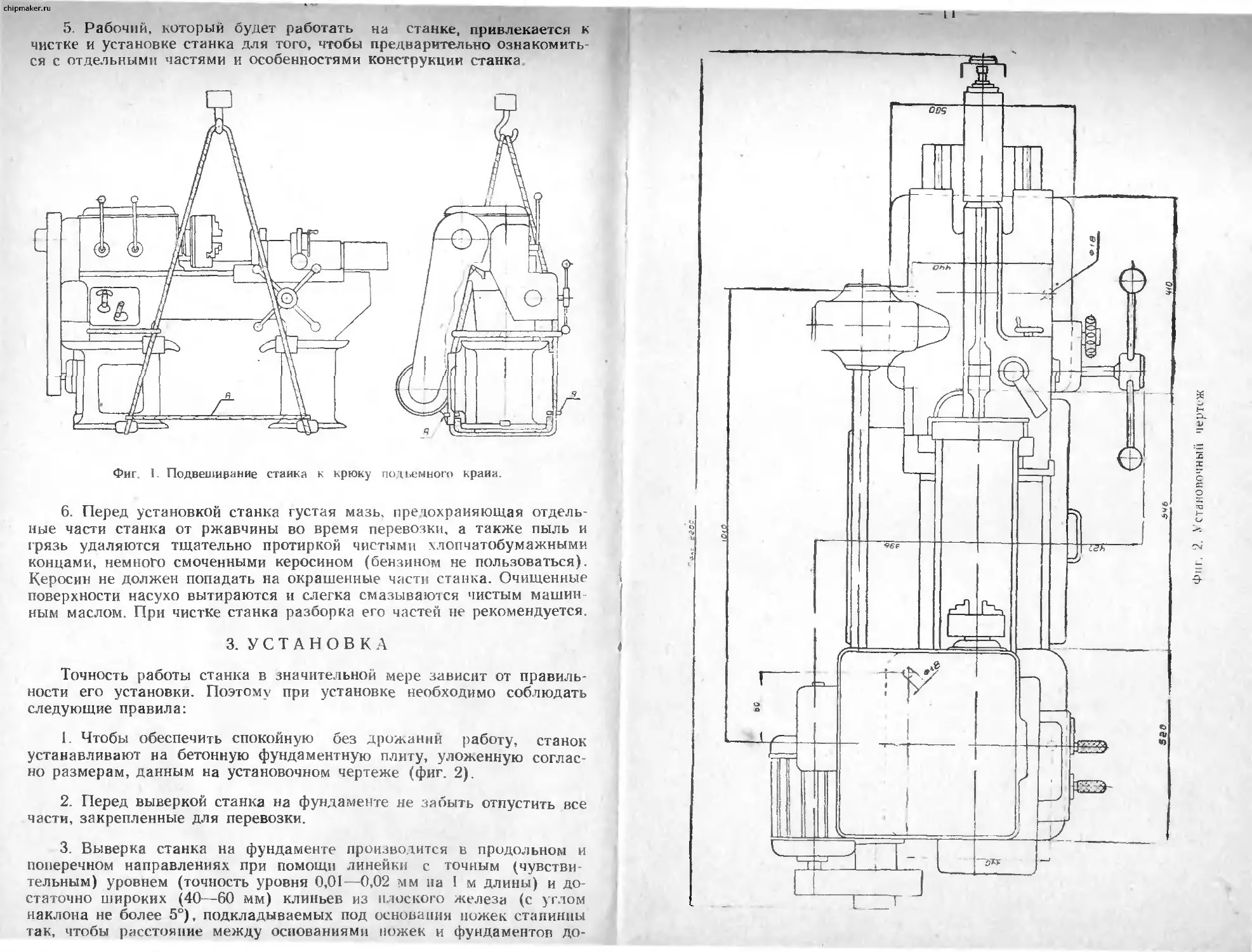
5. Рабочий, который будет работать на станке, привлекается к
чистке и установке станка для того, чтобы предварительно ознакомить-
ся с отдельными частями и особенностями конструкции станка
Фиг, 1. Подвешивание стайка к крюку подъемного краиа.
6. Перед установкой станка густая мазь, предохраняющая отдель-
ные части станка от ржавчины во время перевозки, а также пыль и
грязь удаляются тщательно протиркой чистыми > допчатобумажными
концами, немного смоченными керосином (бензином не пользоваться).
Керосин не должен попадать на окрашенные части станка. Очищенные
поверхности насухо вытираются и слегка смазываются чистым машин-
ным маслом. При чистке станка разборка его частей не рекомендуется.
3. УСТАНОВКА
Точность работы станка в значительной мере зависит от правиль-
ности его установки. Поэтому при установке необходимо соблюдать
следующие правила:
I. Чтобы обеспечить спокойную без дрожаний работу, станок
устанавливают на бетонную фундаментную плиту, уложенную соглас-
но размерам, данным на установочном чертеже (фиг. 2).
2. Перед выверкой станка на фундаменте не забыть отпустить все
части, закрепленные для перевозки.
3. Выверка станка на фундаменте производится в продольном и
поперечном направпениях при помощи линейки с точным (чувстви-
тельным) уровнем (точность уровня 0,01—0,02 мм па 1 м длины) и до-
статочно широких (40—60 мм) клиньев из плоского железа (с углом
наклона не более 5°), подкладываемых под основания ножек стапинпы
так, чтобы расстояние между основаниями ножек и фундаментов до-
11
Фиг. 2. Установочный чертеж
chipmaker.ru
12 -
стигало приблизительно 15 мл Для выверки необходимо положить на
направляющие призмы линейку и на нее поставить уровень. Сначала
уровень надо поставить около корооки скоростей и, слегка потбивая
клинья под левую ножку, добиться среднего положения пузырька уров
ня. Затем уровень переставить на задний конец станины и. слегка по
бивая клинья под правую ножку, добиться среднего положения пх -
зырька уровня, после этого надлежит уровень повернуть на 90° и. под-
клинивая ножки, добиться выверки станка по уровню и в этом направ-
лении. Когда подклинивание закончено, необходимо еще раз с гелать
последнюю контрольную проверку станка уровнем в обратном направ-
лении (от правого конца станины к шпиндельной бабке), поворачивая
уровень в каждом положении на 90°.
4. Подбивание железных клиньев иод ножки станины имеет целью
достигнуть вполне точной горизонтальности направляющих станины
в продольном и поперечном направлениях, определяемой по точному
уровню. Отклонения в точности установки более 0,02 мм на 1000 мм
длины вызывают неточность работы станка.
5 Если контрольная проверка обнаружит правильность установки,
можно произвести контрольную проточку для испытания станка на
точность работы. Для этого зажимают в патрон кусок прутка желтой
меди диаметром 25—40 мм и длиной 300 мм и протачивают его хоро-
шо заточенным резцом, снимая самую малую стружку. После этого
микрометром промеряют диаметр прогочки на концах. Полученную в
результате промеров разность делят пополам и смотрят, удовлетворя-
ет ли полученное отклонение протокольным результатам испытания
станка на точность при приемке его. Если показания не совпадают (по-
лученная точность ниже), то станок установлен неправильно, имеет
перекос. В зависимости от направления перекоса подклинивают соот-
ветствующую ножку станины с таким расчетом, чтобы повторная про-
точка дала правильный результат. Таким образом подклиниванием по
уровню и повторными проточками добиваются протокольных пока-
заний, полученных при испытании станка па точность при его сдаче-
приемке на заводе.
6. Пос^е контрольной проточки производится подливка станка це-
ментным раствором (1:3), причем предварительно делают вокруг
клиньев ободок из глины, который не дает цементному растворх рас-
текаться в стороны. Цементному раствору надо дать хорошо просох-
нуть в течение 5—7 дней, во время которых залитые цементным ра-
створом места для лучшего схватывания надо держать во влажном со
стоянии, прикрывая их мокрыми тряпками. Никакой работы на станке
не производить до полного затвердения раствора.
1. После того, как цементный раствор окончательно затвеп leer,
затягивают до отказа гайки фундаментных болтов. Затяжка гаек дол-
жна производиться плавно и не очень сильно, так как неравномерная
затяжка рывками вызывает неточность работы станка.
— 13 -
4. ПОДГОТОВКА СТАНКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ
1. После затяжки гаек фундаментных болтов и установки электро-
мотора надо залить масло в коробку скоростей, произвести смазку
всего станка и мотора, поставить самое малое число оборотов рабоче-
го шпинделя, провернуть несколько раз станок вручную, затем можно
проверить станок на ходу.
Примечание: Перед пуском станка надо убедиться, что ходовой вал
выключен.
2. Если при проверке обнаружится некоторая неточность в работе
отдельных механизмов станка, то эти механизмы надо отрегулировать
согласно указаниям, чанным в руководстве по обслуживанию станка.
3 Поставить в нерабочее положение рукоятку, включающую
фрикцион, и включить электромотор.
4. Осторожно и постепенно включить фрикцион.
5. Испытать включение всех передач коробки скоростей.
После опробования коробки скоростей включить ходовой вал
и опробовать по очереди, начиная с самой малой, все подачи.
Примечание: Перед включением продольных подач следить, чтобы револь-
верная головка не была закреплена на станине соответствующим рычагом.
7. Перед пуском станка в работу следует заполнить резервуар
охлаждающей жидкостью и опробовать правильность работы насоса.
В случае каких-либо неисправностей, вызывающих серьезные
опасения, необходимо немедленно остановить станок и поставить в из-
вестность завод-изготовитель (УАССР, Ижевск, Машиностроительный
завод) с кратким указанием характера! неисправностей.
Chlpmaker.ru
chipmaker.ru
14 -
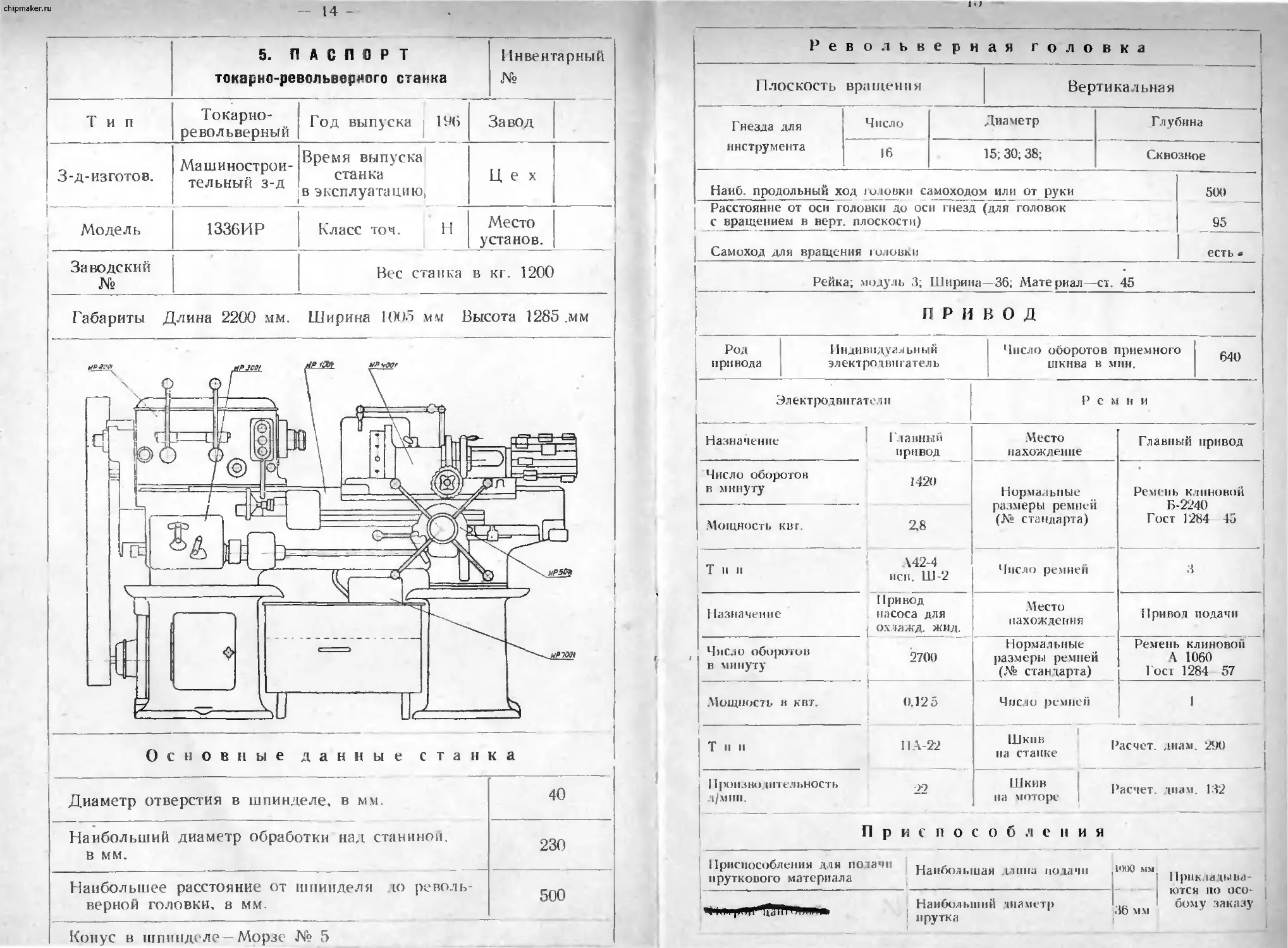
5. ПАСПОРТ Инвентарный
токарно-револьверного станка №
Тип Токарно- револьверный Год выписка 196 Завод
З-д- из готов. Машинострои- тельный з-д Время выписка станка в эксплуатацию. Цех
Модель 1336ИР Класс точ. Н Место установ.
Заводский № Вес станка в кг. 1200
Габариты Длина 2200 мм. Ширина 10ил мм Высота 1285 .мм
Основные данные станка
Диаметр отверстия в шпинделе, в мм.
Наибольший диаметр обработки над станинол
в мм.
Наибольшее расстояние от шпинделя верной головки, в мм. to ре воль- 500
Конус в шпинделе - Морзе № 5
Револьверная голо в к а
Плоскость вращения 1 Вертикальная
Гнезда для инструмента Число 16 Диаметр 15; 30; 38; Глубина Сквозное
Наиб, продольный ход i иловки с< эки до ОС оскости) головки ЗМОХОДО.М или от руки 500
Расстояние от осн голо1 с вращением в верт. пл Самоход для вращения и гнезд (для голове,к 95 есть •
Рейка; модуль 3; Ширина-36; Материал -ст. 45
ПРИВОД
Род Индивидуальный привода электродвигатель Число оборотов приемного ~ шкива в мин.
Электродвигатели Ремни
Назначение Число оборотов в минуту Главный привод 1420 Место нахождение Нормальные размеры ремней (№ стандарта) 1 Главный привод Ремень клиновой Б-2240 Г ост 1284 45
Мощность квг. 2,8
Т и и \42-4 исп. Ш-2 Число ремней ’1 3
Назначение 11рнвод насоса для охлажд. жид. Место нахождения Привод подачи ।
Число оборотов в минуту 2700 Нормальные размеры ремней (№ стандарта) Ремень клиновой \ 1060 Гост 1284 57
Мощность В КВТ. 0.125 Число ремней i 1
I Т II и ПА-22 Шкив па станке р 11 асчет. дпам 200
1 । Произв > штельность 1 л/мин. Шкив на моторе асчет. тпам. 132
Приспособления
Приспособления для подачи пруткового материала Наибольшая длин., подачи ВЮ0 мм Прикладыва- ются по осо- бому закалу
1 Наибольший диаметр прутка |_ 36 м м I
об. 1аолица чисел оооротов шпинделя - п——— МИН. двойных крутящих моментов -2 М кгм и эффек- тивных мощностей - N квт.
№№ положений №№ р у к о я 1 о к Сменные шестерни п 2М N
1 2
ведущ. ведом.
Положение рукояток
1 Б Д I настройка LO 04 II Е Tt"" СО IL N io 04 II Е СО КО II, 51 80,0 2,1 Наибольший двойной крутящий мо- мент на шпинделе, (.опускаемый ме- ханизмом рабочего движения. Наибольшее усилие резания, допу- скаемое механизмом подач револьвер- ной головки. 157 кгм 1287 кг.
р_ 3 в Д 80 50,4 и
А д 123 32,6 я
4 Б Г 203 19,8 »
“> 6 В Г _ \ 1 323 496 12,5 8,1 —2—
7 1, Д П настрои Ю Е СО Ю II or 123 32,6 2,1
8 9 10 В А .1 Д LQ Е 195 300 20,6 13,3
Б Г £ 11_ 495 8,2 я
11 в г 787 3,1 »
12 А 1 1206 2,3 я
chipmaker.ru
Т А - рукояток ,h 1 2 5 Положение рукояток 1 И 11 А ПОДАН Револьверная головка Подача в мм на одни |,, ~ оборот шпинделя 111 10 °00P°T<* шпинделя на Поперечная Продольная °’1ин обоР01 г 1 рев. головки Крутящие моменты 2М рассчитаны для мото- ра мощностью N=2,8 квт.
. . 1 А 2 А Д 0.040 0 061 14250
В 0,060 0.094 9250
Коэффициент полезного действия л=(Д75 (тео- ретическии)
3 \ 1 0,100 0,150 5700
• L д 0.170 0,250 3500
5 В в 0.260 0,380 2289
6 Б г 0,420 0,620 1400
ЭСКИЗ УПРАВЛЕНИЯ
v орг 5к а
Коробка подач
chipmaker.ru
lb
Фиг 3
Фи i За
19 —
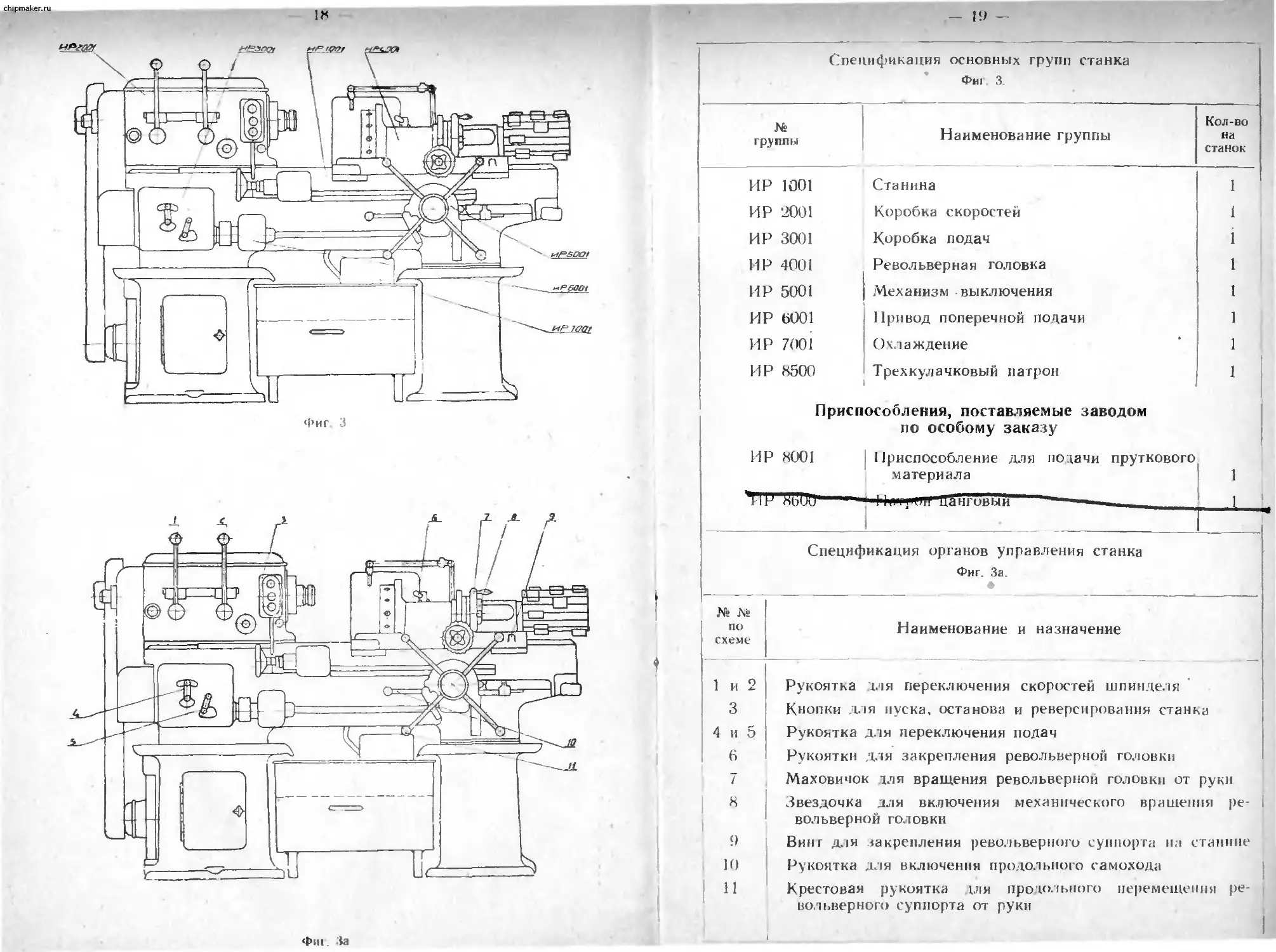
Спецификация основных групп станка Фи1 3. 1 1
№ группы Наименование группы Кол-во на станок
ИР 1001 ИР 3001 ИР 3001 1Р 4001 ИР 5001 ИР 6001 ИР 7001 ИР 8500 Присп ИР 8001 Станина Коробка скоростей Коробка подач Револьверная головка Механизм выключения Привод поперечной подачи Охлаждение Трехкулачковый патрон особления, поставляемые заводом по особому заказу Приспособление для подачи пруткового материала 1 1 i 1 1 1 1 1 1
Спецификация органов управления станка Фиг. За.
№ JMs по схеме 1 и 2 3 4 и 5 6 1 X 1 9 10 11 Наименование и назначение Рукоятка для переключения скоростей шпинделя Кнопки для пуска, останова и реверсирования станка Рукоятка для переключения подач Рукоятки для закрепления револьверной головки Маховичок 4ля вращения револьверной головки от руки Звездочка для включения механического вращения ре- вольверной головки Винг для закрепления револьверного суппорта на станине Рукоятка для включения продольного самохода Крестовая рукоятка для про дольного перемещения ре- вольверного суппорта от руки
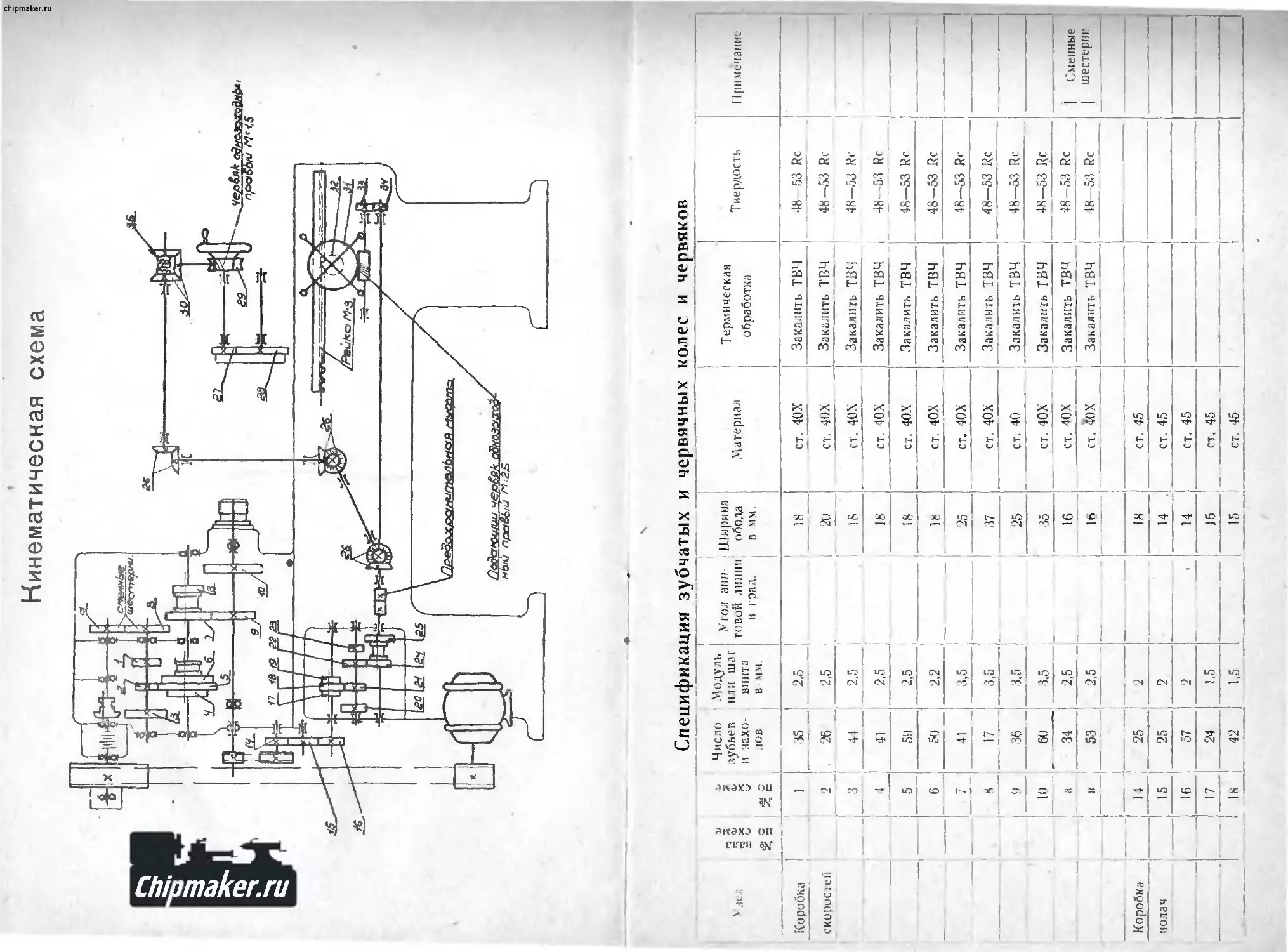
Кинематическая схема
ipmaker.ru
Спецификация зубчатых и червячных колес и червяков
' Зе Л № вала но схеме № по схеме Число зубьев и захо- дов Модуль пли шаг впита в мм. У юл вин- товой линии в град. Ширина обода в мм. Материал Термическая обработка Твердость I Примечание
Коробка 1 35 2,5 18 ст. 40Х Закалить ТВЧ 48 53 Rc
скорости* 11 2 26 2.5 20 ст. 40Х Закалить ТВЧ 48 -53 Rc
3 4! 2.5 18 ст. 40Х Закалить ТВЧ 48—53 Rc 48-5.3 Rc
41 2,5 18 ст. 40Х Закалить ТВЧ
5 59 2,5 18 ст. 40Х Закалить ТВЧ 48-53 Rc
.6 50 2,2 18 ст. 40Х Закалить ТВЧ 48-53 Rc '
7 3,5 25 ст. 40Х Закалить ТВЧ 48-53 Rc
к 17 3,5 37 ст. 40Х Закалить ТВЧ 48—53 Rc
ч 36 3,5 25 ст. 40 Закалить ТВЧ 48—53 Rc
10 60 3,5 35 ст. 40Х Закалить ТВЧ 48-53 Rc
— а в 34 2,5 16 ст. 40Х Закалить ТВЧ 48 53 Rc | (Змеиные J шестерии
53 2,5 16 ст. ЮХ Закалить ТВЧ 48-53 Rc
Коробка 14 25 2 18 ст. 45
подач 15 25 2 14 ст. 45
16 57 2 14 ст. 45
17 24 1.5 15 ст. 45
18_ 42 1,5 15 ст. 45
Узел № вала по схеме № 1 по схеме Число зубьев к захо- дов Модуль или шаг винта в мм Угол вин- товой линии в I рад. Ширина обода в мм Материал Термическая обработка Твердость
19 32 1,5 15 ст 45
20 Ы) 1,5 15 ст. 45
21 42 1,5 15 ст. 45
22 52 1,5 15 ст. 45
23 24 1,5 15 ст 45
24 32 1,5 15 ст. 45
25 60 1,5 15 ст. 45
Револьвер- 26 24 2,5 17 ст 45
пая головка 27 1R о 18 ст 45
и привод поперечной 2» 144 9 1S с г. 45
29 96 1,5 20 сч. 21 40
подачи 30 -40 2 14 ст. 15 кулачки закалить 10 45Ке
31 63 2,5 22 сч. 15 32
— Механизм 32 12 3 40 ст. 45
переклю- 33 54 1,5 20 ст. 45
чения 34 34 1,5 20 ст 45
35 10 9 14 ст 45
Примечание
chipmaker.ru
Схема расположения подшипников
chipmaker.ru
24
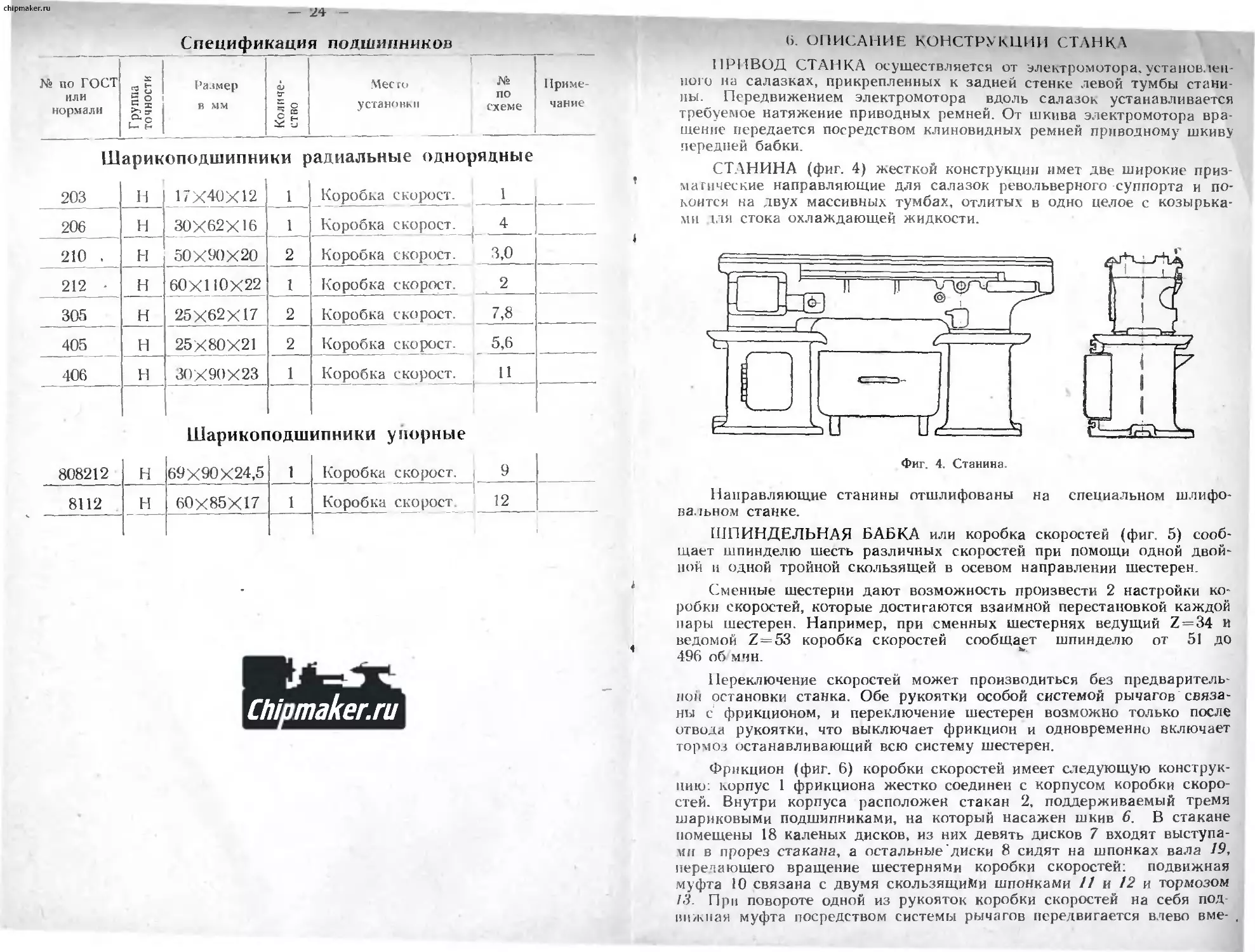
Спецификация подшипников
№ по ГОСТ или нормали Г руппа точности Размер в мм Количе- ство । Мес го установки № по схеме Приме- чание
Шарикоподшипники радиальные однорядные
203 н 17X40X12 1 Коробка скорост. 1
206 н 30X62X16 1 Коробка скорост. j 4
210 . н 50X00X20 2 I Коробка скорост. 3,0
212 • н 60X110X22 1 Коробка скорост. 2
305 н 25X62X17 2 Коробка скорост. 7,8
405 н 25X80X21 2 Коробка скорост. 5,6
406 н 30X90X23 1 Коробка скорост. 11
Шарикоподшипники упорные
808212 Н 69 X90 X24,5 1 Коробка скорост. | 9
8112 Н 60X85X17 1 Коробка скорост 12
1
Chipmaker.ru
(>. ОПИСАНИЕ КОНСТРУКЦИИ стлнк
ПРИВОД СТАНКА осуществляется от электромотора.уставов ien-
вого ва салазках, прикреплеввых к задвей стевке левой тумбы стани-
ны. Передвижением электромотора вдоль салазог устанавливается
требуемое натяжение приводных ремней. От шкива электромотора вра-
щение передается посредством клиновидных ремней приводному шкиву
передней бабки.
СТ \НИНА (фиг. 4) жесткой конструкции имет две широкие приз-
ма гические направляющие для салазок револьверного суппорта и по-
коится на двух массивных тумбах, отлитых в одно целое с козырька-
ми ля стока охлаждающей жидкости.
Направляющие станины отшлифованы на специальном шлифо-
вальном станке.
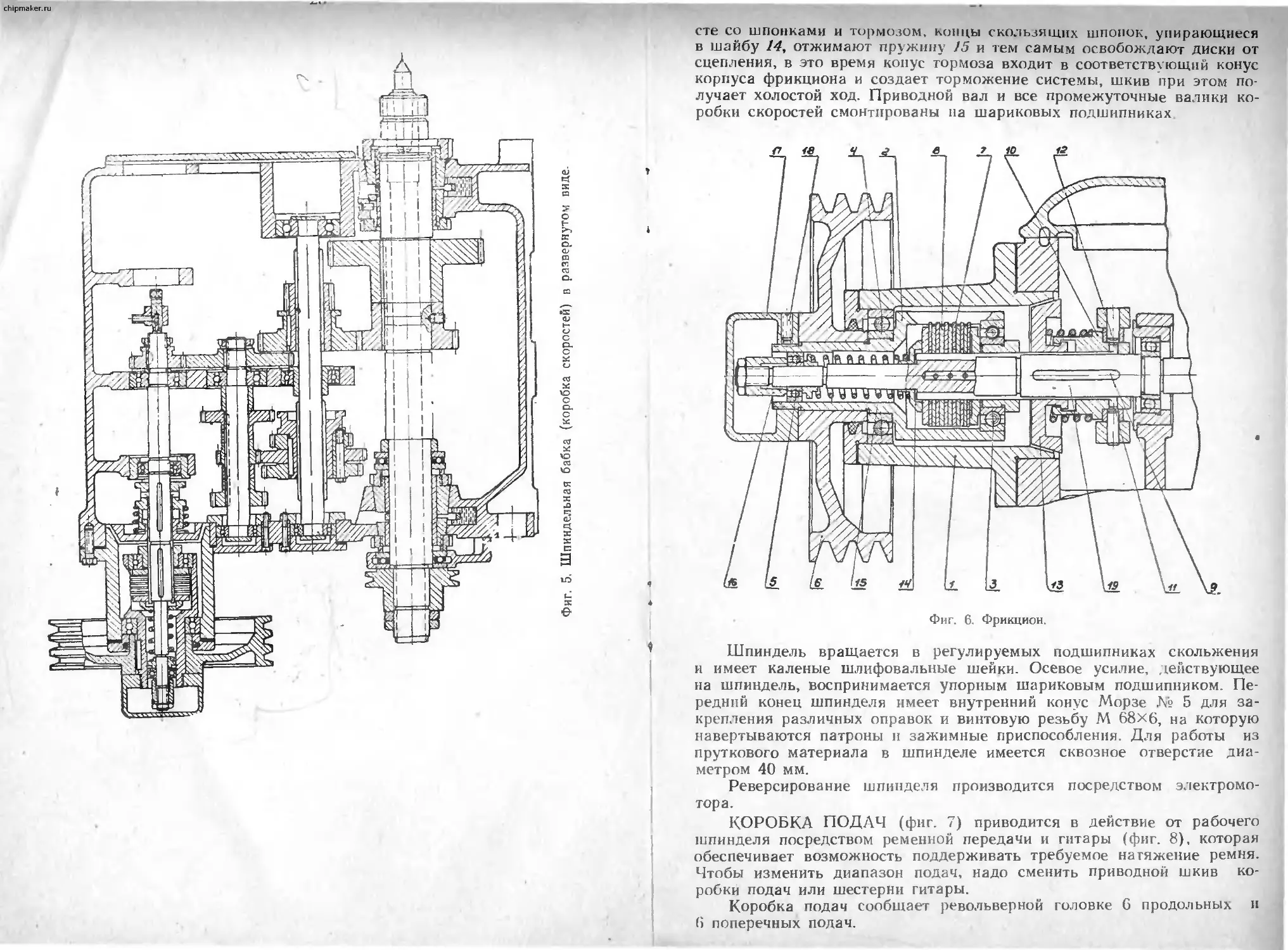
ШПИНДЕЛЬНАЯ БАБКА или коробка скоростей (фиг. 5) сооб-
щает шпинделю шесть различных скоростей при помощи одной двой-
ной и одной тройной скользящей в осевом направлении шестерен.
Сменные шестерни дают возможность произвести 2 настройки ко-
робки скоростей, которые достигаются взаимной перестановкой каждой
пары шестерен. Например, при сменных шестернях ведущий Z = 34 и
ведомой Z=53 коробка скоростей сообщает шпинделю от 51 до
496 об мчн.
Переключение скоростей может производиться без предваритель-
пой остановки станка. Обе рукоятки особой системой рычагов связа-
ны с фрикционом, и переключение шестерен возможно только после
отвода рукоятки, что выключает фрикцион и одновременно включает
тормоз останавливающий всю систему шестерен.
Фрикцион (фиг. 6) коробки скоростей имеет следующую конструк-
цию: корпус 1 фрикциона жестко соединен с корпусом коробки скоро-
стей. Внутри корпуса расположен стакан 2, поддерживаемый тремя
шариковыми подшипниками, на который насажен шкив 6. В стакане
помещены 18 каленых дисков, из них девять дисков 7 входят выступа-
ми в прорез стакана, а остальные диски 8 сидят на шпонках вала 19,
передающего вращение шестернями коробки скоростей: подвижная
муфта 10 связана с двумя скользящими шпонками 11 и 12 и тормозом
13. При повороте одной из рукояток коробки скоростей на себя под-
вп>1 пая муфта посредством системы рычагов передвигается влево вме-
chipmaker.ru
Фиг. 5, Шпиндельная бабка (коробка скоростей) в развернутом виде.
сте со шпонками и тормозом, концы скользящих шпонок, упирающиеся
в шайбу 14, отжимают пружину 15 и тем самым освобождают диски от
сцепления, в это время конус тормоза входит в соответствующий конус
корпуса фрикциона и создает торможение системы, шкив при этом по-
лучает холостой ход. Приводной вал и все промежуточные валики ко-
робки скоростей смонтированы на шариковых подшипниках
Фиг. 6. Фрикцион.
Шпиндель вращается в регулируемых подшипниках скольжения
и имеет каленые шлифовальные шейки. Осевое усилие, действующее
на шпиндель, воспринимается упорным шариковым подшипником. Пе-
редний конец шпинделя имеет внутренний конус Морзе Л > 5 для за-
крепления различных оправок и винтовую резьбу М 68x6, на которую
навертываются патроны и зажимные приспособления. Для работы из
пруткового материала в шпинделе имеется сквозное отверстие диа-
метром 40 мм.
Реверсирование шпинделя производится посредством электромо-
тора.
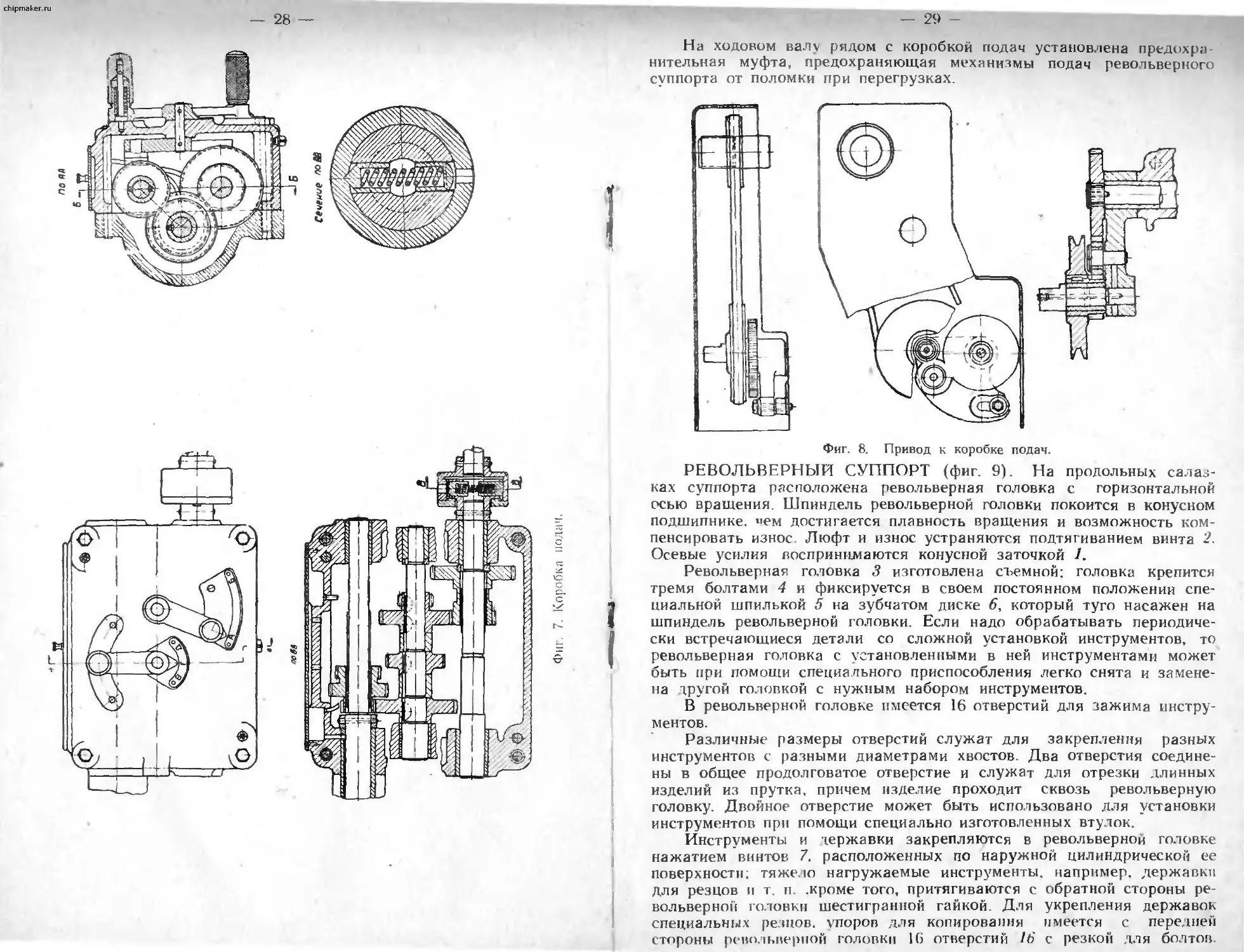
КОРОБКА ПОДАЧ (фиг. 7) приводится в действие от рабочего
шпинделя посредством ременной передачи и гитары (фиг. 8), которая
обеспечивает возможность поддерживать требуемое натяжение ремня.
Чтобы изменить диапазон подач, надо сменить приводной шкив ко-
робки подач или шестерни гитары.
Коробка подач сообщает револьверной головке 6 продольных и
6 поперечных подач.
chipmaker.ru
— 28 —
Фиг. 7. Коробка подач.
— 2$) -
На ходовом валу рядом с коробкой подач установлена предохра-
нительная муфта, предохраняющая механизмы подач рево (ьверного
суппорта от поломки при перегрузках.
Фиг. 8. Привод к коробке подач.
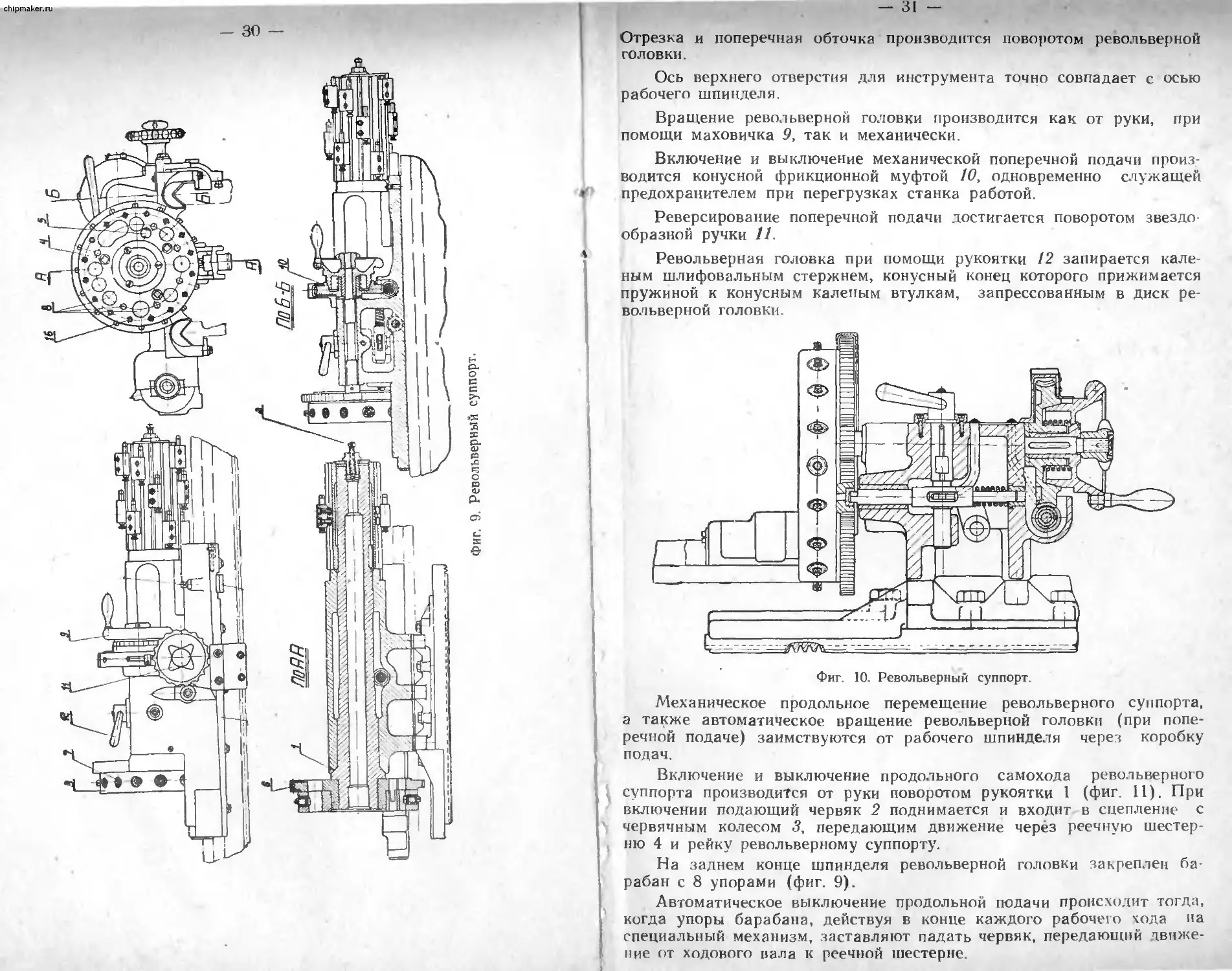
РЕВОЛЬВЕРНЫЙ СУППОРТ (фиг. 9). На продольных салаз-
ках суппорта расположена револьверная головка с горизонтальной
осью вращения. Шпиндель револьверной головки покоится в конусном
подшипнике, «ем достигается плавность вращения и возможность ком-
пенсировать износ. Люфт и износ устраняются подтягиванием винта 2.
Осевые усилия воспринимаются конусной заточкой 1.
Револьверная головка 5 изготовлена съемной: головка крепится
тремя болтами 4 и фиксируется в своем постоянном положении спе-
циальной шпилькой 5 на зубчатом диске 6, который туго насажен на
шпиндель револьверной головки. Если надо обрабатывать периодиче-
ски встречающиеся детали со сложной установкой инструментов, то
револьверная головка с установленными в ней инструментами может
быть при помощи специального приспособления легко снята и замене-
на фугой головкой с нужным набором инструментов.
В револьверной головке имеется 16 отверстий для зажима инстру-
ментов.
Различные размеры отверстий служат для закрепления разных
инструментов с разными диаметрами хвостов. Два отверстия соедине-
ны в общее продолговатое отверстие и служат для отрезки длинных
изделий из прутка, причем изделие проходит сквозь револьверную
головку. Двойное отверстие может быть использовано для установки
инструментов при помощи специально изготовленных втуток.
Инструменты и державки закрепляются в револьверной головке
нажатием винтов 7, расположенных по наружной цилиндрической ее
поверхности; тяже ю нагружаемые инструменты, например, державки
для резцов и т. п. .кроме того, притягиваются с обратной стороны ре-
вольверной головш шестигранной гайкой Для укрепления державо.
специальных ре шов, упоров для копирования имеется с перешей
стороны р<нольверной головки 16 отверстий 16 с резкой для болтов.
chipmaker.ru
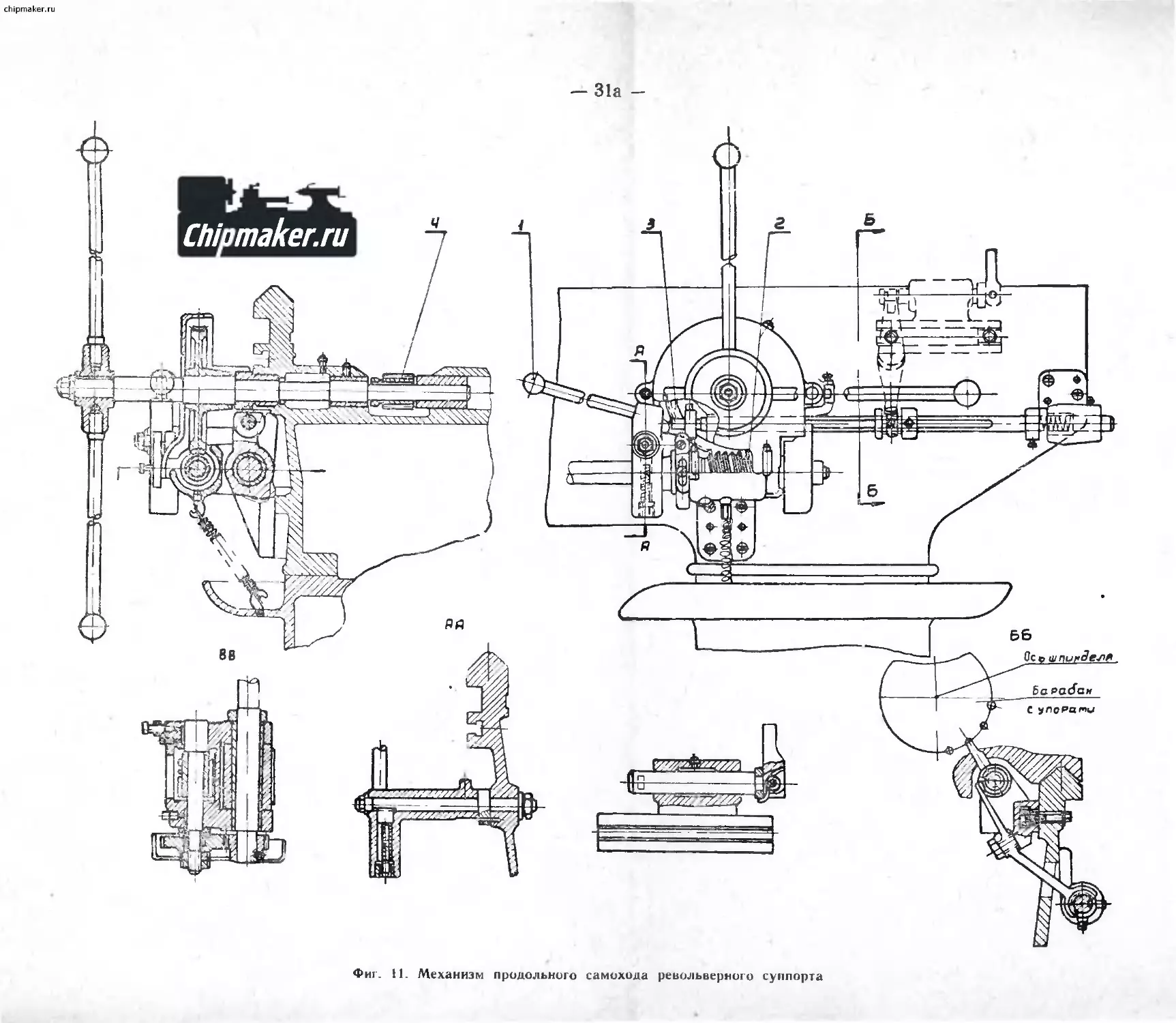
Фиг. 11. Механизм продольного самохода револьверного суппорта
Фиг. 9. Револьверный суппорт.
Отрезка и поперечная обточка производится поворотом револьверной
головки.
Ось верхнего отверстия для инструмента точно совпадает с осью
рабочего шпинделя.
Вращение револьверной головки производится как от руки, при
помощи маховичка 9, так и механически.
Включение и выключение механической поперечной подачи произ-
водится конусной фрикционной муфтой 10, одновременно служащей
предохранителем при перегрузках станка работой.
Реверсирование поперечной подачи достигается поворотом звездо-
образной ручки 11.
Револьверная головка при помощи рукоятки 12 запирается кале-
ным шлифовальным стержнем, конусный конец которого прижимается
пружиной к конусным каленым втулкам, запрессованным в диск ре-
вольверной головки.
Фиг. 10. Револьверный суппорт.
Механическое продольное перемещение револьверного суппорта,
а также автоматическое вращение револьверной головки (при попе-
речной подаче) заимствуются от рабочего шпинделя через коробку
подач.
Включение и выключение продольного самохода револьверного
суппорта производится от руки поворотом рукоятки 1 (фиг. 11). При
включении подающий червяк 2 поднимается и входит в сцепление с
червячным колесом 5, передающим движение через реечную шестер-
ню 4 и рейку револьверному суппорту.
На заднем конце шпинделя револьверной головки закреплен ба-
рабан с 8 упорами (фиг. 9)
Автоматическое выключение продольной подачи происходит тогда,
когда упоры барабана, действуя в конце каждого рабочего хода на
специальный механизм, заставляют падать червяк, передающий (внже-
пие от ходового вала к реечной шестерне.
chipmaker.ru •
Все передачи защищены кожухами, предохраняющими шестерни
от грязи и стружки. Для ограничения хода при поперечном точении
устроены упоры на передней плоскости револьверной головки.
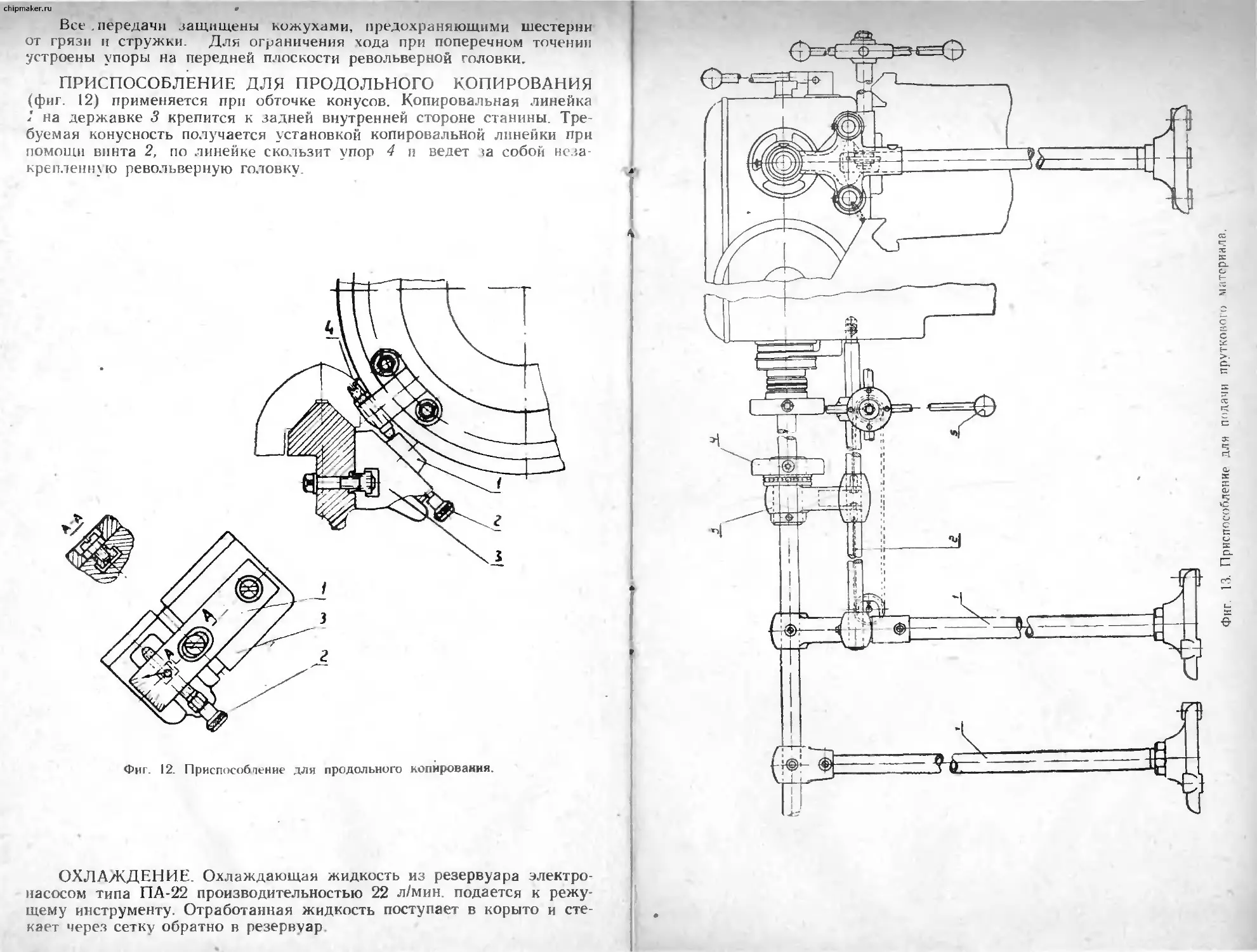
ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОДОЛЬНОГО КОПИРОВАНИЯ
(фиг. 12) применяется при обточке конусов. Копировальная линейка
/ на державке 3 крепится к задней внутренней стороне станины. Тре-
буемая конусность получается установкой копировальной линейки при
помощи винта 2. по линейке скользит упор 4 и ведет <а собой неза
крепленную револьверную головку
Фиг. 12. Приспособ пение для продольного копирования
ОХЛАЖДЕНИЕ. Охлаждающая жидкость из резервуара электро-
насосом типа ПА-22 производительностью 22 л/мин. подается к режу-
щему инструменту. Отработанная жидкость поступает в корыто и сте-
кает через сетку обратно в резервуар
Фиг. 13. Приспособление для подачи пруткового материала.
chipmaker.ru
7. ОППСМШЕ узлов станка, пси тхвляемых ЗАВОДОМ
ПО ОСОБОМУ ЗАКАЗУ
ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ ПРУТКОВОГО МАТЕРИА
ЛА (фиг 13) состоит из двух стоек / и двух штанг. 2, по которым ходит
ползун 3\ последний несет на себе патрон 4, центрирующий материал.
Патрон снабжен упорным шариковым подшипником н вращается
вместе с обрабатываемым матерна чом. Подача прутковою материала
производится при помощи крестовой рукоятки 5.
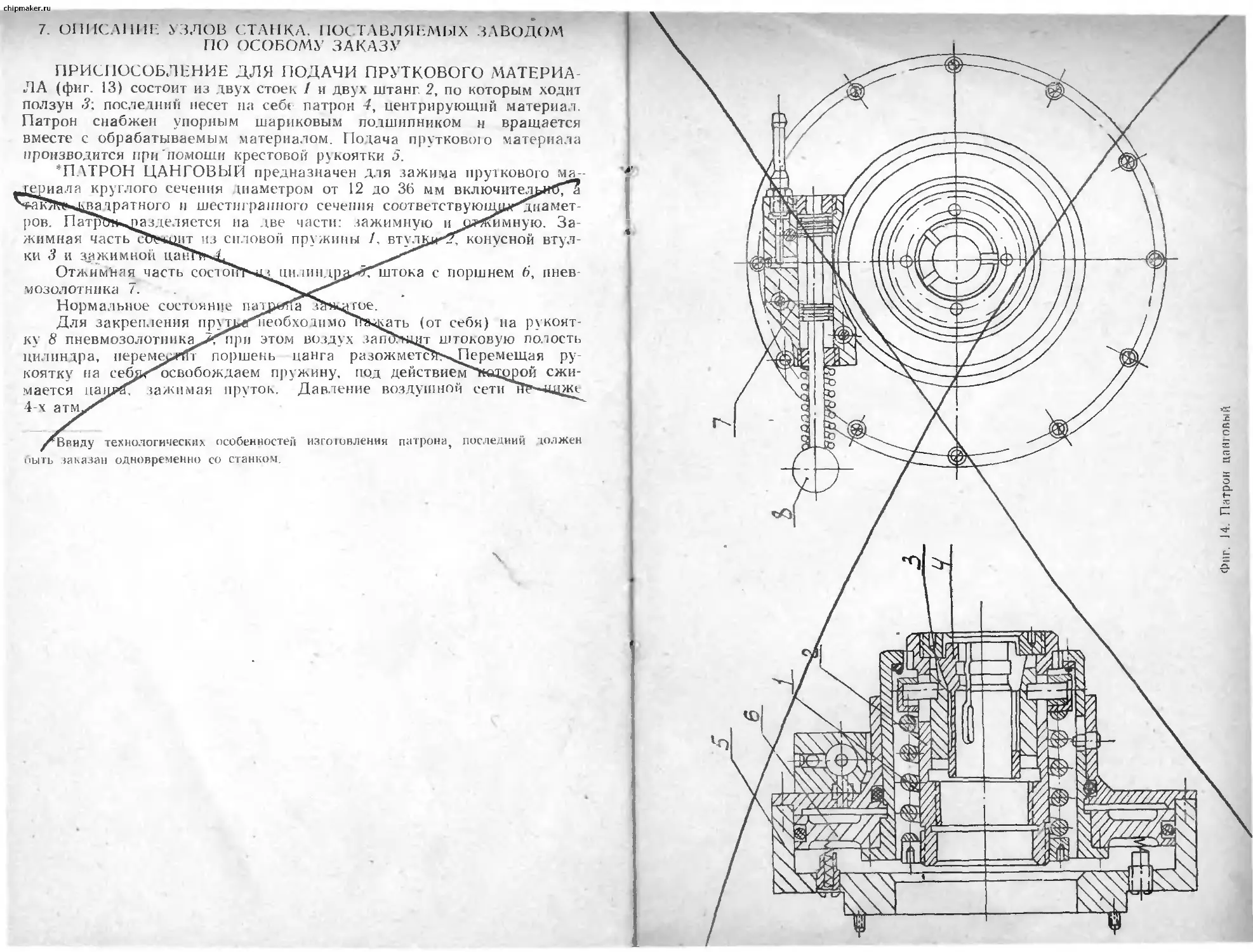
*П \TPOH ЦАНГОВЫЙ предназначен для зажима пруткового ма-
териала круглого сечения щаметром от 12 до 36 мм включител>иб^а
'‘MKzft'tsj^Ba'ратного и шестигранного сечения соответствую1шуг''дцамет-
ров. Патртпчцтазделяется на fee части: зажимную и си^химную. За-
жимная часть сЬ>щит из силовой пружины /, втс конусной втул-
ки 3 и зажимной цан1>'чТ
Отжимная часть состoh'F'njj цнлнндшр^штока с поршнем 6, пнев-
мозолотника 7.
Нормальное состояние патрица з^ж^гое
Для закрепления пру т>ег*пеобходимо Р»чМть (от себя) па рукоят-
ку 8 пневмозолотникжД^при этом воздух запЭждцт штоковую полость
цилиндра, перемерИГт поршень цанга разожметсТг^^ПеремеЩая ру-
коятку' на себ^юсвобождаем пружину, под действием*к«цррой сжи-
мается цащ»й; зажимая пругок. Давление воздушной еетинР—ццжс
4-х атгж/'
/ввиду технологических особенностей нзгоювления патрона, последний должен
быть заказан одновременно со станком.
Фиг. 14. Патрон цанговый
chipmaker.ru
8. ЭЛЕКТРООБОРУДОВАНИЕ СТАНКА
Общие сведения
Для привода станка с тужит электродвигатель А42- -4. Имеется
электронасос охлаждения ПА-22. Электроаппаратура размещена на
панели электрошкафа. Трехкнопочная станция находится с лицевом
стороны станка. Все электрооборудование станка рассчитано на вклю-
чение в сеть 380 вольт 50 герц.
Описание электросхемы
Посредством пакетного выключателя ВС подается напряжение
в схему управления станка. При нажатии на кнопку «Вперед» получает
питание катушка пускателя «В», и двигатель включается. При нажа-
тии на кнопку «Назад» получает питание катушка «Н» пускателя, и
двигатель выключается в обратную сторону. Чтобы остановить двига-
тель, достаточно нажатием кнопки «Стоп» разорвать цепь питания ка-
тхшек. Двигатель насоса охлаждения включается непосредственно па-
кетным выключателем ВН.
Защита
Защита электрооборудования станка от коротки; замыканий обес-
печивается предохранителями 1ПП. Главный двигатель станка от пере-
грузок защищен тепловым реле. Пускатель обеспечивает нулевую за-
щиту, т. е. при исчезновении и внезапном появлении напряжения в сети
вновь двигатель не включается.
Указания по эксплуа/ации и обслуживанию электрооборудования
При установке станка последний должен быть надежно заземлен
и подключен к общей системе заземления цеха. При уходе за электро-
двигателями необходимо обращать внимание на их смазку. Не реже
2-х раз в год проверять шарикоподшипники и заменить смазку. Про-
мывать подшипники следует бензином, употребление керосина в этом
случае не топускается.
Аппаратуру и электродвигатели следует регулярно протирать с -
той тряпкой. Лучше всего для этой цели потьзоваться пылесосом
Промывать обмотки электродвигателей бензином или керосином
не допускается, гак как бензин и керосин разъедают слои изоляции
и тем самым сокращают срок службы электродвигателя.
Сопротивление изоляции обмоток статора по отношению друг
к другу и к корпусу должно составлять не менее 0,5 ..егома. Электро- '
Чвигатель, имеющий сопротивление изоляции обмоток ниже 0,5 мегома,
должен быть подвергнут сушке.
Сушка может производиться электрическим гоком путем включе-
ния электродвигателя с заторможенным ротором на пониженное напря-
жение (от 10 до 15°/о номинального напряжения), а также методом
наружного обогрева (посредством ламп, сушильных печей и др.). Во
время сунн и наивысшая температура обмоток не должна превышать
110 градусов С.
Сушка считается оконченной, ес ш сопротивление изоляции до-
стигло значения не менее 0,5 мегома и при дальнейшей сушке в тече
ние 2 3 часов увеличивается незначительно.
Не реже одного pa ia в щкаду следует проверять состояние присое-
диненных проводов, подводящих ток к электродвигателям. Прижим
ные болты всегда должны быть плотно прижаты во избежание пере-
грева и окисления контактного соединения. Необходимо следить также
за плотностью контакта у болта заземления.
При образовании на контактах медных капель или потемнения они
должны быть очищены бархатным напильником или нажтачным
полотном.
Коррозия на шлифовальных поверхностях магнитной системы вы-
зывает усиленное гудение последней, поэтому шлифованные поверхности
сердечников электромагнитов пускателей (контактов) или реле перио-
дически смазываются машинным маслом и затем протираются насухо.
Контакты пускателей (контакте), реле и тому подобных аппара-
тов смазывать нельзя — смазка сокращает срок их службы. Износив-
шиеся контакты должны своевременно заменяться. /
При срабатывании тепловой защиты электродвигателя необходимо
некоторое время выждать, чтобы двигатель охладился, затем нажать
кнопку возврата реле и включить станок в работу.
Сгоревшие нагревательные элементы тепловых реле должны быть
заменены другими, с теми же каталожными номерами.
Плавкие вставки в предохранителях не должны превышать 2,5 3
краткости от нормального.
Осмотр и ремонт электроаппаратуры должны производиться ^толь-
ко при отключенном вводном выключателе «ВС».
Chlpmaker.ru
chipmaker, ru
JO
ПонтсикнаЯ ЭЛ СХСто станка 133 Сип
Станов ызентиспь
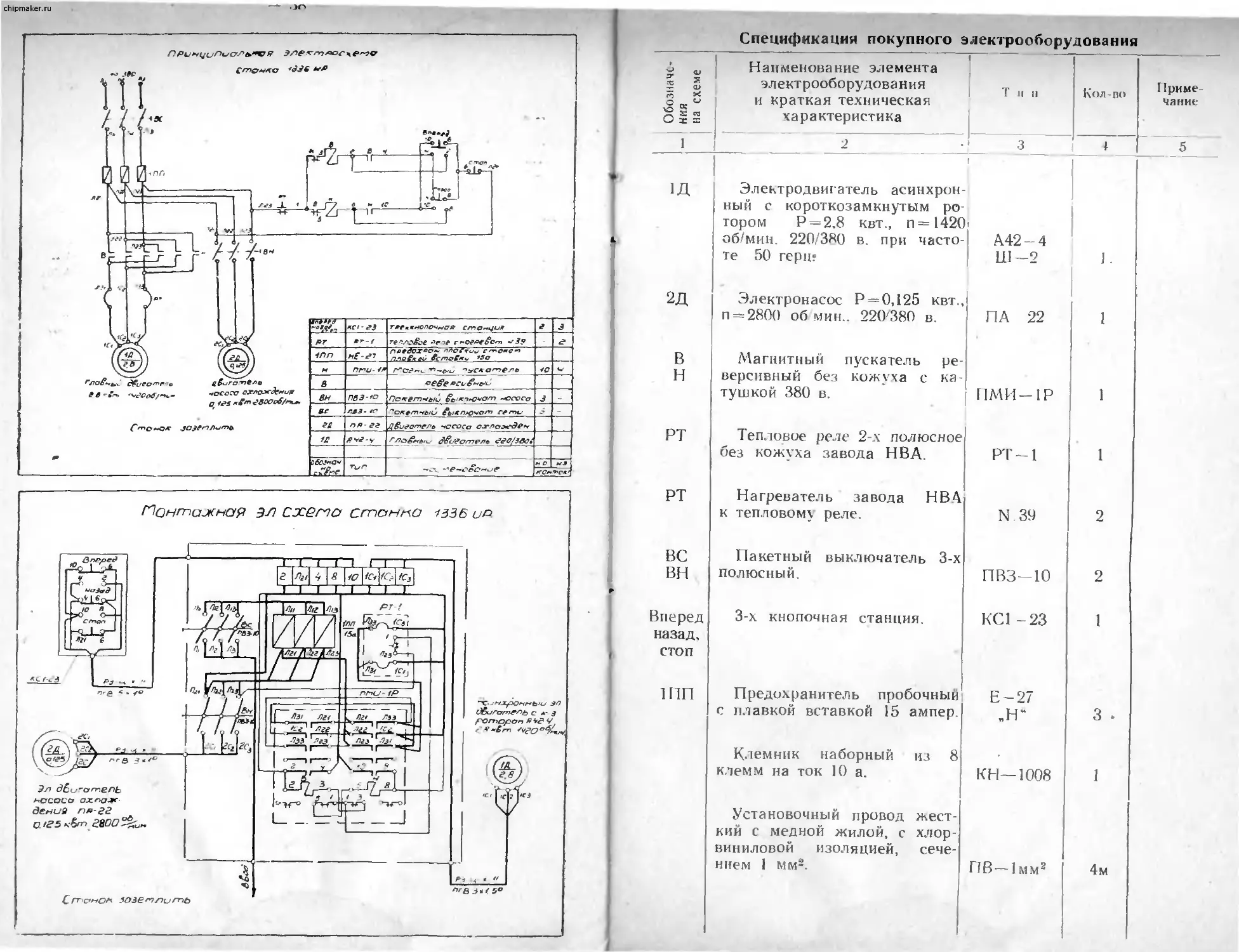
Спецификация покупного электрооборудования
Обозначе- ния на схеме Наименование элемента электрооборудования и краткая техническая характеристика ! Т и и Кол-во Приме- чание
1 2 ' .3 4 5
1Д Электродвигатель асинхрон- ный с короткозамкнутым ро- тором Р = 2,8 квт., п=1420 об/мин. 220/380 в. при часто- те 50 герц? 1 А42--4 ' Ш—2 1 .
2Д Электронасос Р = 0,125 квт., п = 2800 обмин.. 220'380 в. ПА 22 1
В Н Магнитный пускатель ре- версивный без кожуха с ка- тушкой 380 в. ПМИ-1Р 1
РТ Тепловое реле 2-х полюсное без кожуха завода НВА. РТ-1 1
РТ Нагреватель завода НВА к тепловому реле. N 39 2
ВС вн Пакетный выключатель 3-х полюсный. ПВЗ-10 2
Вперед назад, стоп 3-х кнопочная станция. КС1 -23 1
1ПП Предохранитель пробочный с плавкой вставкой 15 ампер. Е —27 ,н* 3 .
Клемник наборный из 8 клемм на ток 10 а. КН—1008 1
Установочный провод жест- кий с медной жилой, с хлор- виниловой изоляцией, сече- нием 1 мм2. ПВ —1мм3 4м
chipmaker.ru
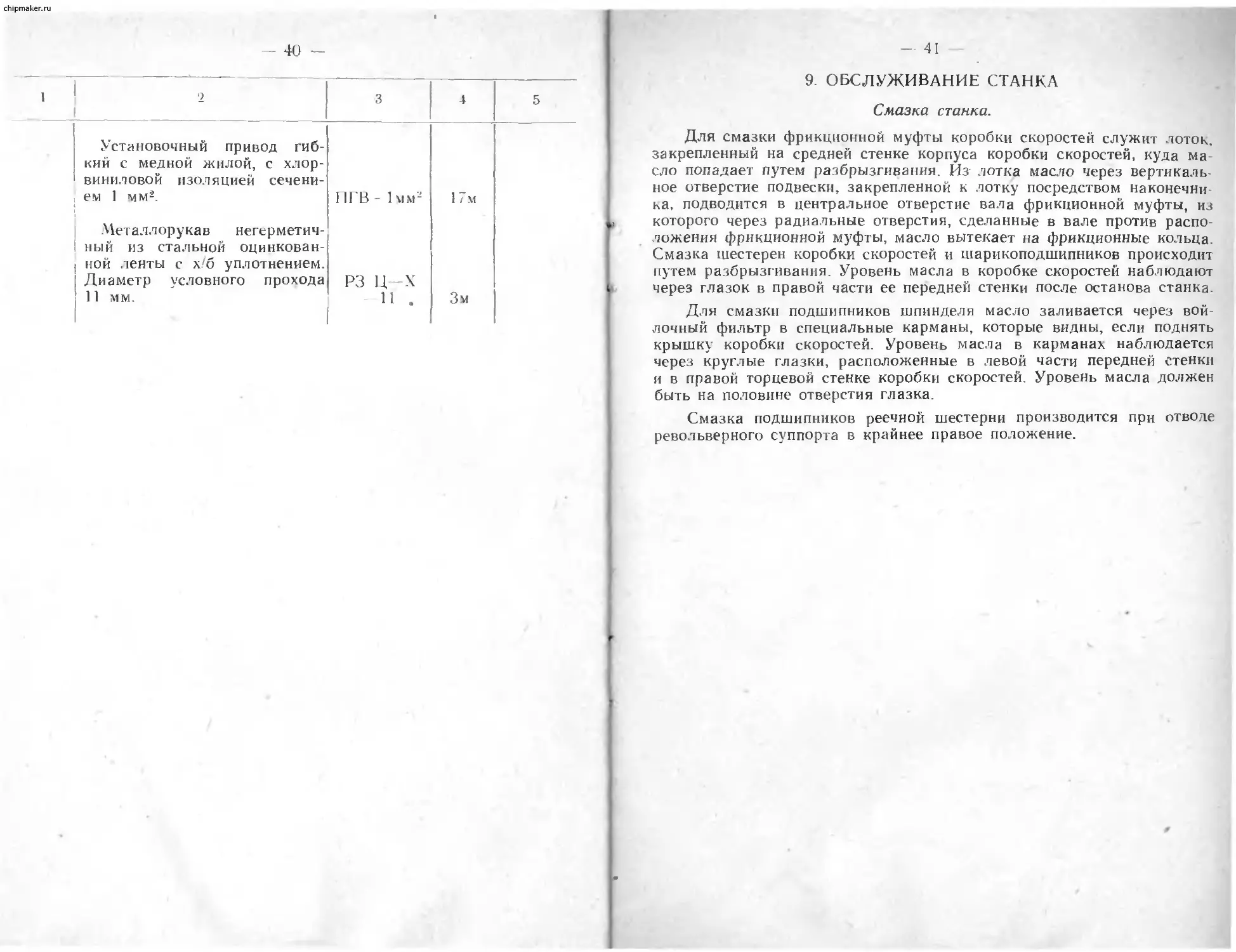
40 —
1 2 3 4 5
Установочный привод гиб- кий с медной жилой, с хлор- виниловой изоляцией сечени- ем 1 мм2. ПГВ 1мм2 17 м
Металлорукав негерметич- ный из стальной оцинкован- ной ленты с х/б уплотнением. Диаметр условного прохода 11 мм. РЗ Ц—X И . Зм
- 41
9. ОБСЛУЖИВАНИЕ СТАНКА
Смазка станка.
Для смазки фрикционной муфты коробки скоростей служит лоток,
закрепленный на средней стенке корпуса коробки скоростей, куда ма-
сло попадает путем разбрызгивания. Из лотка масло через вертикаль-
ное отверстие подвески, закрепленной к чотку посредством наконечни-
ла, подводится в центральное отверстие вала фрикционной муфты, из
которого через радиальные отверстия, сделанные в вале против распо-
чожения фрикционной муфты, масло вытекает на фрикционные кольца.
Смазка шестерен коробки скоростей и шарикоподшипников происходит
путем разбрызгивания. Уровень масла в коробке скоростей наблюдают
через глазок в правой части ее передней стенки после останова станка.
Для смазки подшипников шпинделя масло заливается через вой-
лочный фильтр в специальные карманы, которые видны, если поднять
крышк\ коробки скоростей. Уровень масла в карманах наблюдается
через круглые глазки, расположенные в левой части передней стенки
и в правой торцевой стенке коробки скоростей. Уровень масла должен
быть на половине отверстия глазка.
Смазка подшипников реечной шестерни производится при отводе
револьверного суппорта в крайнее правое положение.
chipmaker, ru
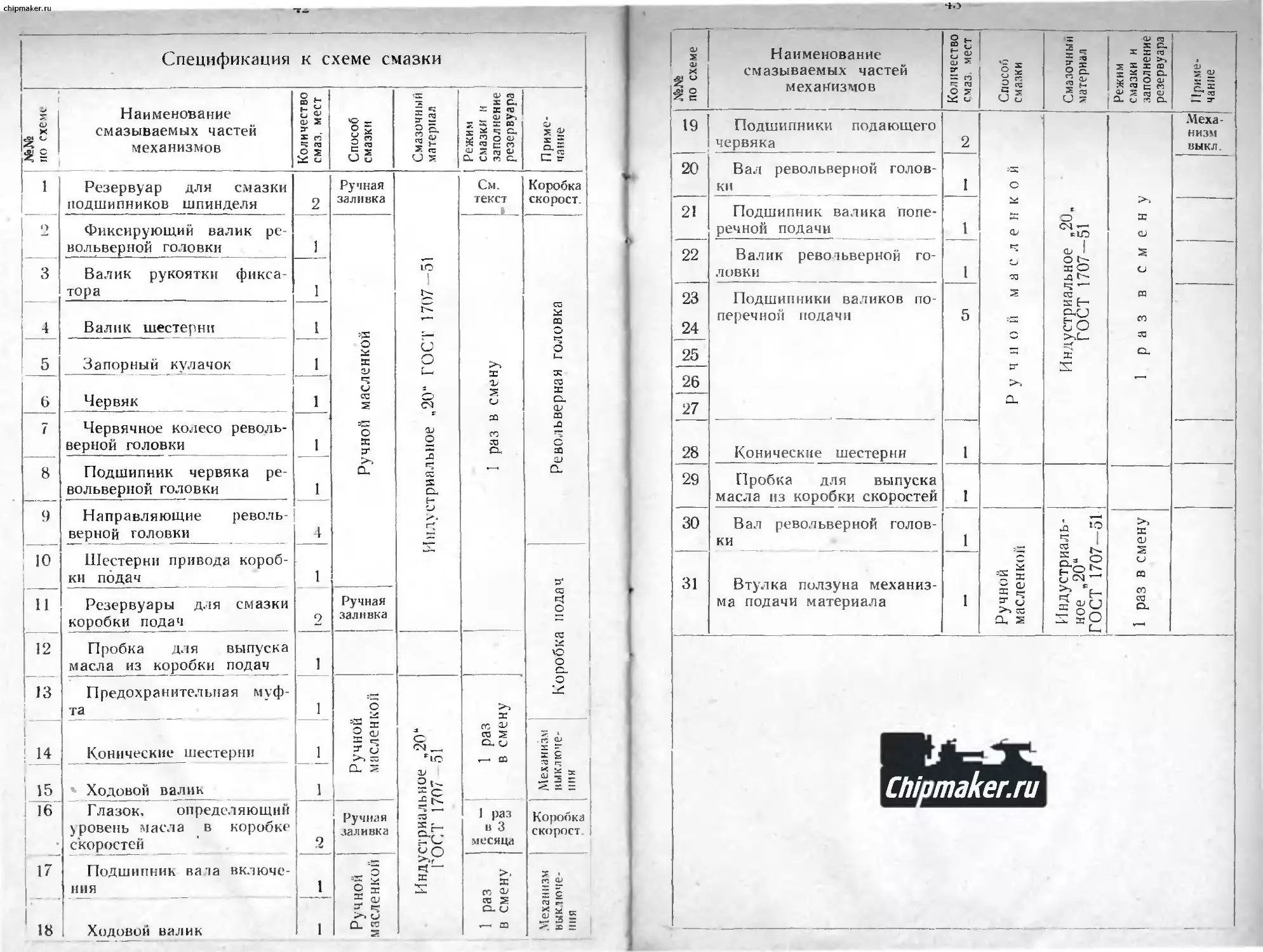
Спецификация к схеме смазки
№№ по схеме - - Наименование смазываемых частей механизмов Количество смаз, мест Способ смазки 1 Смазочный материал Режим смазки и заполнение резервуара Приме- чание
1 ! Резервуар для смазки подшипников шпинделя 2 Ручная заливка Индустриальное „20“ ГОСТ 1707—51 См. текст Коробка скорост.
о Фиксирующий валик ре- вольверной головки 1 Ручной масленкой 1 раз в смену Револьверная головка
3 Валик рукоятки фикса- тора 1
1 4 Валик шестерни 1
I 5 Запорный кулачок 1
6 Червяк 1
7 Червячное колесо револь- верной головки 1
8 Подшипник червяка ре- вольверной головки 1
9 Направляющие револь- верной головки 4
10 Шестерни привода короб- ки подач 1 Коробка подач 1
11 Резервуары для смазки коробки подач 2 Ручная залпвка
12 Пробка для выпуска масла из коробки подач 1
13 i Предохранительная муф- та 1 о
1 14 Конические шестерни £ 1 Ручной маслен Индустриальное „20“ ГОСТ 1707 51 1 раз в сме Механизм выключе- нии
| 15 * Ходовой валик
1 16 Глазок, определяющий уровень масла в коробке скоростей 2 Ручная заливка 1 раз в 3 месяца Коробка скорост
17 Подшипник вата включе- ния 1 о S >. X ГС г: “ с
Ходовой валик 1 — ф П со го S СХ CJ т—. m та *5 « к X “
по схеме Наименование смазываемых частей механизмов 1 Количество смаз. мест Способ смазки Смазочный материал X СХ X * сч О >-» х X CD т е; 11риме- чание
* °- 2 О OJ Е Г5 S СЧ О О ГС CU
19 Подшипники подающего червяка 2 Меха- низм выкл.
20 Вал револьверной голов- ки 1 О
21 Подшипник валика попе- речной подачи 1 л н э О сч — X си
22 Валик револьверной го- ловки 1 а с л ьное 707- X о
23 24 Подшипники валиков по- перечной подачи 5 о й м устриал ГОСТ 1 га СО
25 X сх
26
27 О-
28 Конические шестерни I
29 Пробка для выпуска масла из коробки скоростей 1
30 Вал револьверной голов- ки 1 СЗ rj 1 раз в смену
31 Втулка ползуна механиз- ма подачи материала 1 Ручной масленки Индустри ное „20“ ГОСТ 170-
Chlpmaker.ru
chipmaker, ru
хема смазки
Chlpmaker.ru
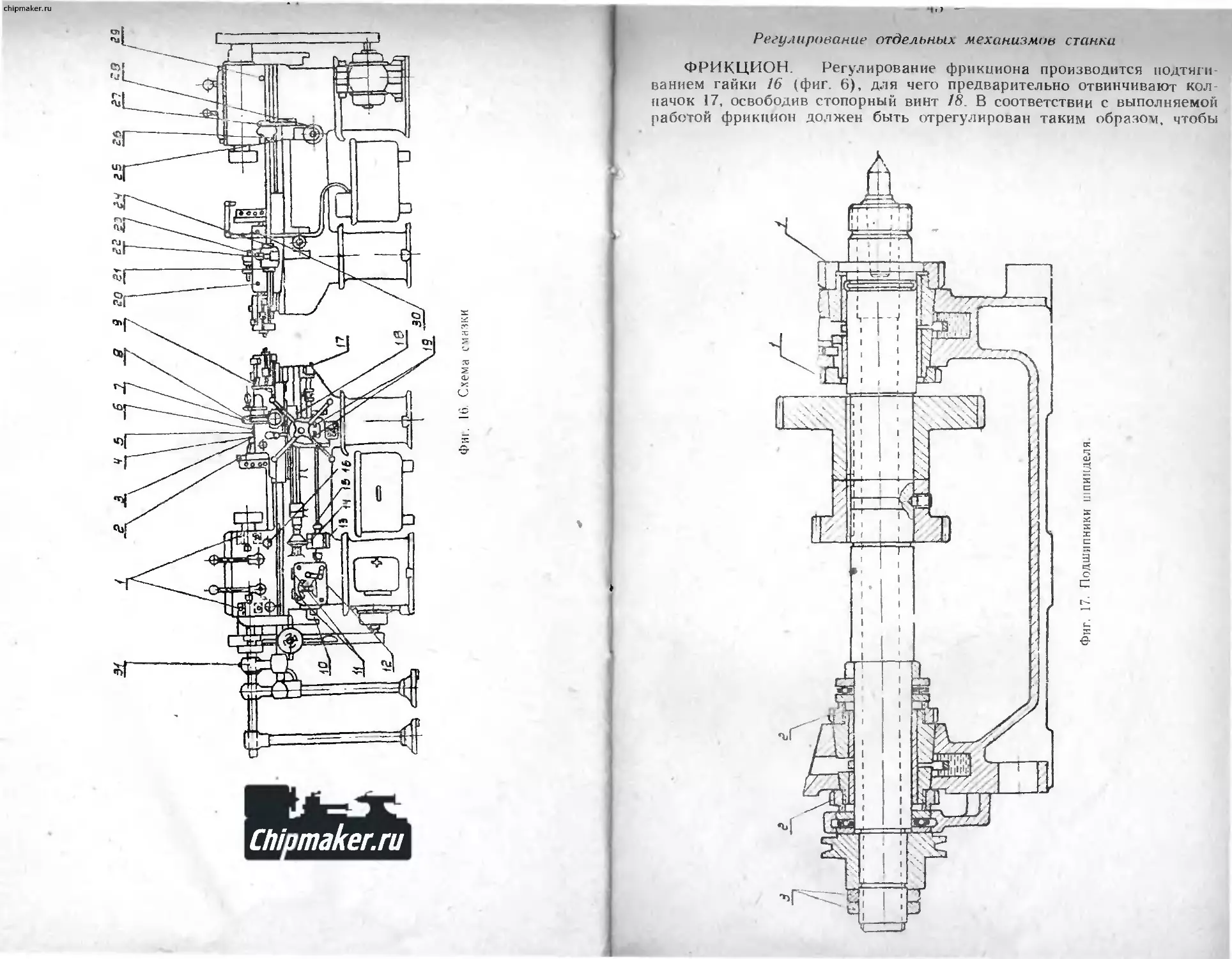
Регулирование отдельных механизмов станка
ФРИКЦИОН. Регулирование фрикциона производится подтяги
ванием гайки 16 (фиг 6), для чего предварительно отвинчивают кол-
пачок 17, освободив стопорный винт 18. В соответствии с выполняемой
работой фрикцион должен быть отрегулирован таким образом, чтобы
chipmaker.ru
он обеспечил передачу требуемой мощности, но в го же время не на-
гревался чрезмерно, что может повлиять на твердость и износ дисков.
После регулировки, когда давление пружины на фрикционные диски
достигнет нужной величины, надо вновь застопорить гайку 16 и при-
вернуть колпачок 17, застопорив его винтом 18.
ТОРМОЗ. Регулирование тормоза 13 (фиг. 6), предназначенного
для ускорения останова шпинделя при включении станка посредством
фрикционной муфты и для останова механизма коробки скоростей во
время переключения шестерен (при изменении числа оборотов шпин-
1еля), производится посредством тяги, имеющей резьбовую нарезку
с обоих концов и стягивающий передний и задний рычаги привода
тормоза.
Правильно отрегулированный тормоз и управление коробки ско-
ростей доля ны давать быстрый останов механизма коробки, тотчас
как только зуб рычага, переключающего шестерни, при отклонении его
на себя выйдет из прореза, фиксирующего его положение в танке.
ПОДШИПНИКИ ШПИНДЕЛЯ. Регулировка переднего подшип-
ника производится подтягиванием гаек 1 (фиг. 17). Задний подшипник,
также представляющий собой конусную втулку, регулируется гайка-
ми 2. Осевое перемещение шпиндетя регулируется гайкой и контргай-
кой 3.
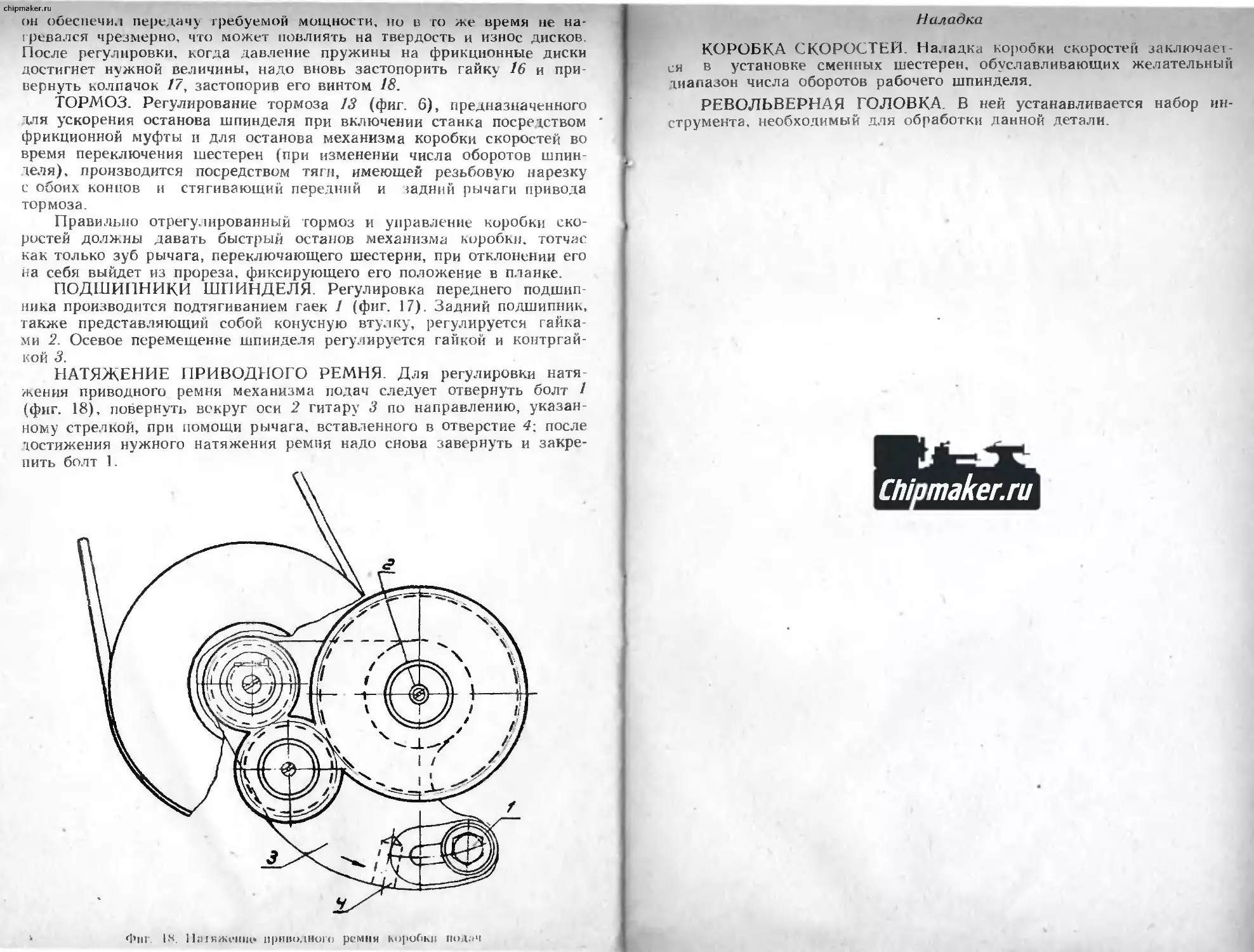
НАТЯЖЕНИЕ ПРИВОДНОГО РЕМНЯ. Для регулировки натя-
жения приводного ремня механизма подач следует отвернуть болт 1
(фиг. 18), повернуть вокруг оси 2 гитару 3 по направлению, указан-
ному стрелкой, при помощи рычага, вставленного в отверстие 4; после
достижения нужного натяжения ремня надо снова завернуть и закре-
пить болт 1.
Фиг IS. 11, Iнжешц» приводного ремни коробки подач
Нало<^к.а
КОРОБКА СКОРОСТЕЙ Наладка коробки скоростей заключает
в установке сменных шестерен, обуславливающих желательный
диапазон числа оборотов рабочего шпинделя.
РЕВОЛЬВЕРНАЯ ГОЛОВКА. В ней устанавливается набор ин-
струмента, необходимый для обработки данной детали.
chipmaker.ru
- 48 -
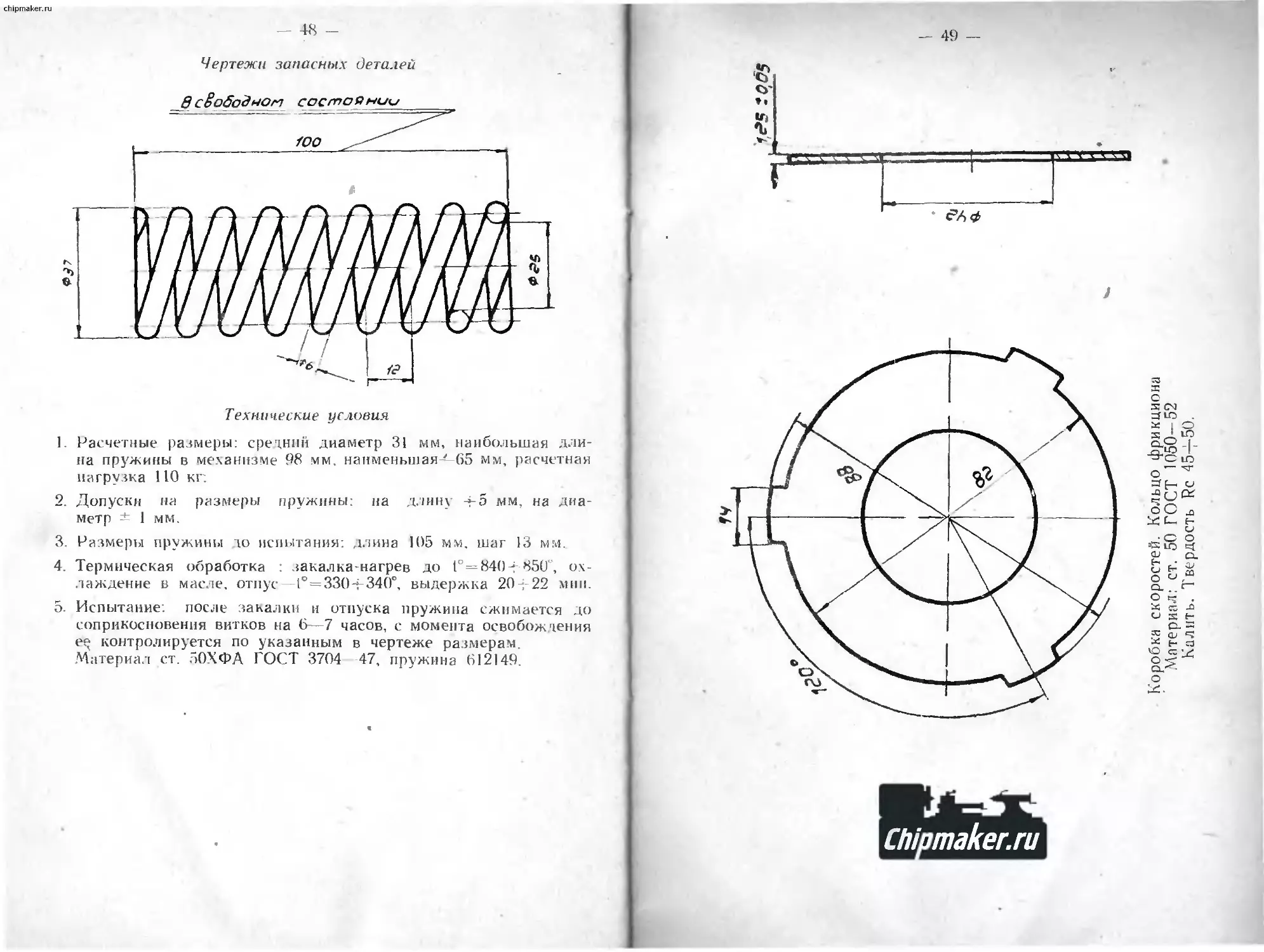
Чертежи запасных деталей
В свободном состоянии
Технические условия
1. Расчетные размеры: сретнпй диаметр 31 мм, наибольшая дли-
на пружины в механизме ОД мм, наименьшая—65 мм, расчетная
нагрузка НО кг.
2. Допуски на размеры пружины: на длину -»-5 мм, на диа
метр ± 1 мм.
3. Размеры пружины то испытания: длина 105 мм, шаг 13 мм.
4. Термическая обработка : закалка-нагрев до t°= 8404-850, ох-
лаждение в масле, отпус—1° = 3304-340°, выдержка 20-;-22 мин.
5. Испытание: после закалки и отпуска пружина сжимается до
соприкосновения витков на 6—7 часов, с момента освобождения
е» контролируется по указанным в чертеже размерам.
Материал ст. 50ХФА ГОСТ 3704 47, пружина 612149.
49 —
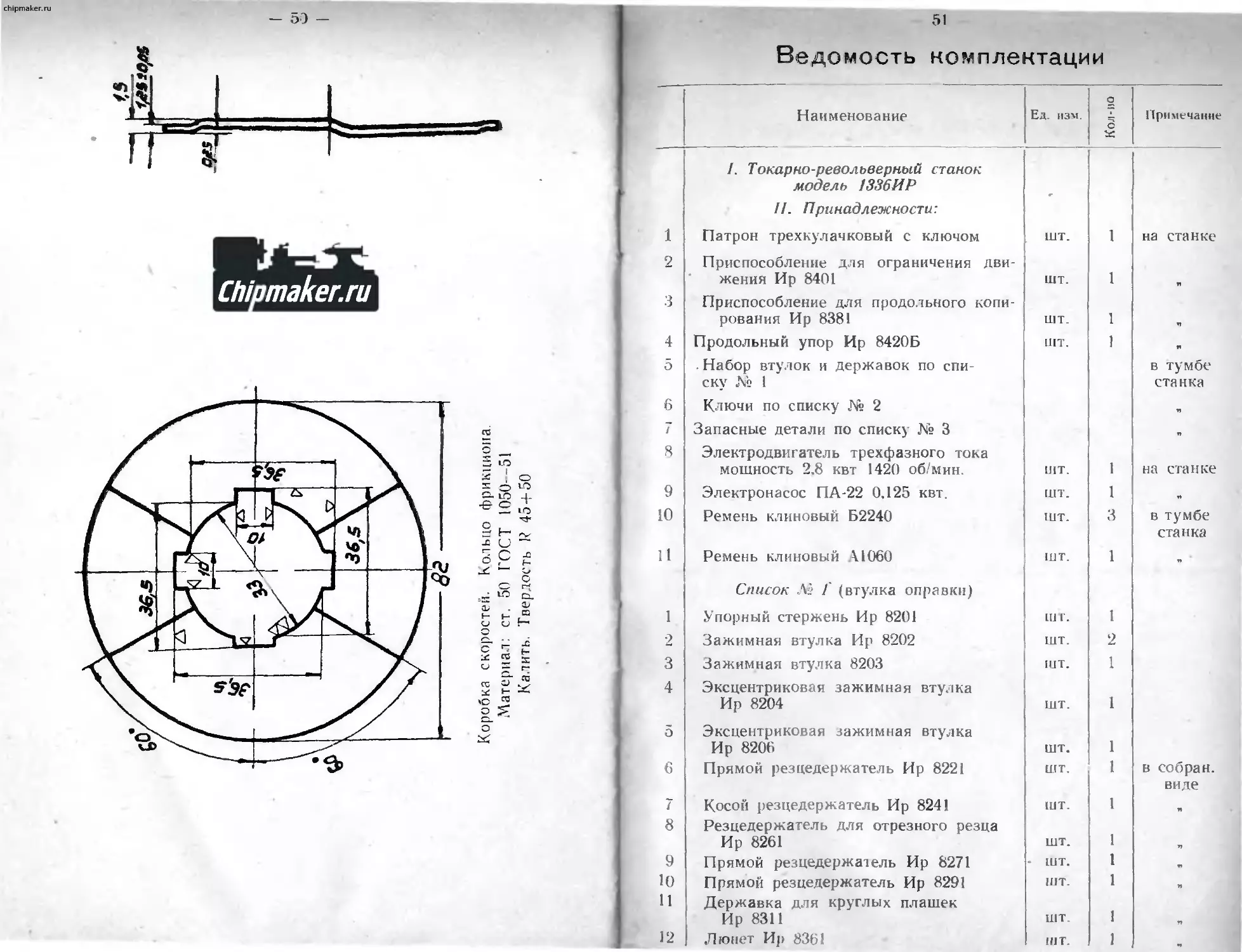
1i?5 to05
Коробка скоростей. Кольцо фрикциона
Материал: ст. 50 ГОСТ 1050- 52
Калить. Твердость Rc 45-7-50.
Chlpmaker.ru
chipmaker.ru
- 3) -
Chlpmaker.ru
Коробка скоростей. Кольцо фрикциона.
Материал: ст. 50 ГОСТ 1050—51
Калить. Твердость I? 45-*-50
51
Ведомость комплектации
Наименование Ед. изм. с с Примечание
I. Токарно-револьверный станок
модель 1336ИР
II. Принадлежности:
1 Патрон трехкулачковый с ключом ШТ. 1 на станке
9 3 Приспособление для ограничения дви- жения Ир 8401 Приспособление для продольного копи- шт. 1
рования Ир 8381 шт. 1 от
4 Продольный упор Ир 8420Б шт. 1 от
5 Набор втулок и державок по спи- в тумбе
ску № 1 станка
6 Ключи по списку № 2 от
7 Запасные детали по списку № 3 п
8 Электродвигатель трехфазного тока
мощность 2.8 квт 1420 об/мин. шт. 1 на станке
9 Электронасос ПА-22 0,125 квт. шт. 1 и
10 Ремень клиновый Б2240 шт. 3 в тумбе
станка
11 Ремень клиновый \1060 шт. 1
Список ,.М 1 (втулка оправки)
1 Упорный стержень Ир 8201 ш г. 1
2 Зажимная втулка Ир 8202 шт. 2
3 Зажимная втулка 8203 шт. 1
4 Эксцентриковая зажимная втулка
Ир 8204 шт. 1
5 Эксцентриковая зажимная втулка
Ир 8206 шт. 1
6 Прямой резцедержатель Ир 8221 шт. 1 в собран.
виде
7 Косой резцедержатель Ир 8241 шт 1 от
8 Резцедержатель для отрезного резца
Ир 8261 шт. 1 и
9 Прямой резцедержатель Ир 8271 - шт. 1 от
Ю Прямой резцедержатель Ир 8291 шт. 1 ОТ
И Державка для круглых плашек
Ир 8311 шт. 1 от
12 Люнет Ир 8361 шт 1 от
chipmaker.ru
Наименование Ел. и.чм. Кол-во 1 Примечание
Список № 2 (ключи)
1 Ключ 8—10 Гост 2839--62 шт. 1
о Ключ 12—14 Гост 2839- 62 шт. 1
3 Ключ 17-19 Вост 2839—62 шт. 1
4 Ключ 22—24 Гост 2839—62 шт. 1
5 Ключ 618924 шт. 1
с Ключ Ир 8211 шт. 1
— Ключ Цр 8212А , шт. -1
8 Ключ Ир 8215 шт. 1
9 Ктюч Ир 8218А шт. 1
10 Ключ 100X110 Гост 3106 62 шт. 1
Список № 3 (запасные детали)
1 Кольцо фрикциона 612147 шт. 9
2 Кольцо фрикциона 612148 шт. 9
3 Пружина 612149 шт. 1
///. Принадлежности, прилагаемые по особому заказу
1 Приспособление для подачи пруткового материала Ир 8001 шт. 1
-2- П-ч-риН цанговый Ир 8600 и —1—
IV. Документы, прилагаемые к станку
1 Акт технического испытания станка шт. 1
2 Паспорт и руководство станка шт. 1
Chipmaker.ru
Стр.
Акт технического испытания токарно-револьвер-
ного станка 1336Ир 1
Паспорт и руководство по уходу и обслуживанию /
1. Назначение станка . . . 9
Техническая характеристика станка 9
2. Распаковка и транспортировка станка 9
3. Установка ...... 10
Установочный чертеж 11
4. Подготовка станка к превоначальному пуску 13
5. Паспорт токарно-револьверного станка 14
Основные данные станка 14
Револьверная головка 15
Привод 15
Приспособления ... . 15
Таблица чисел оборотов, двойных кпутящихся
моментов и эффективных мощностей 16
Таблица подач . 17
Спецификация основных групп станка 19
Спецификация органов управления станка 19
Кинематическая схема - 20
Спецификация зубчатых и червячных колес
и червяков ... 21
Схема расположения подшипников 23
Спецификация подшипников 24
>. Описание конструкции станка . 25
Привод станка •. . 25
Станина 25
Шпиндельная бабка 25
Фрикцион ... . 25
Коробка подач 27
Револьвер ый суппорт 29
Приспособление для продольного копирования 32
Охлаждение 32
7. Описание узлов станка, поставляемых заводом
по особому заказу . . ' 34
Приспособление для подачи пруткового материала 34
Патрон цанговый . ... 34
8. Электрооборудование станка 36
Общие сведения . 36
chipmaker.ru
Описание электросхемы 36
Защита . . 36
Указания по эксплуатации и обслуживанию
электрооборудования . . ... 36
Принципиальная электросхема 38
Монтажная электросхема . . . . 38
Спецификация покупного электрооборудования 39
9. Обслуживание станка . 41
Смазка станка ’ . . .41
Спецификация к схеме смазки . 42-43
Схема станка . 44
Регулирование отдельных механизмов с ганка 45
Наладка .... 47
Чертежи запасных деталей 4>
Ведомость комплектации 51
Chipmaker.ru
184 65
chipmaker.ru
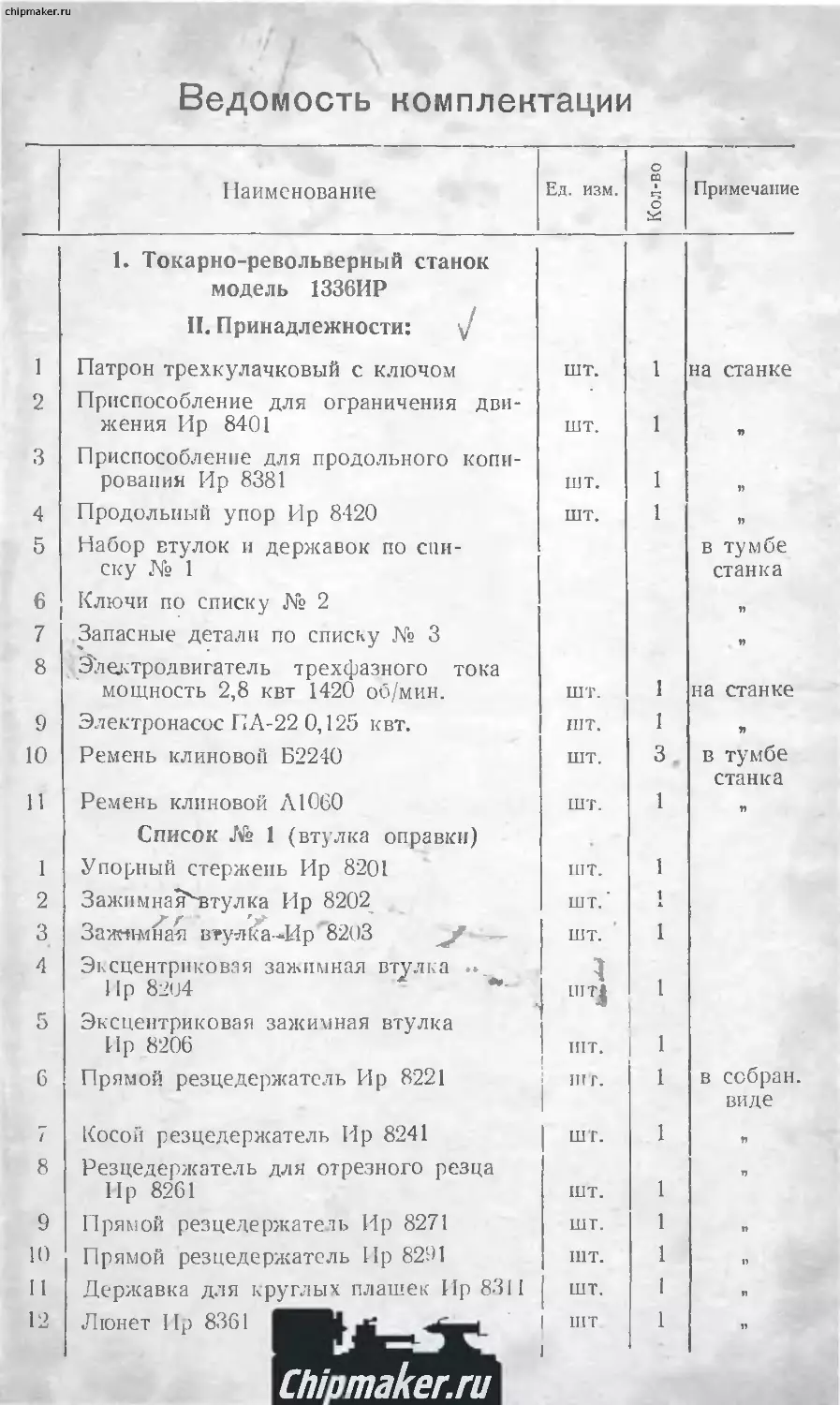
Ведомость комплектации
Наименование Ед. изм. Кол-во Примечание
1. Токарно-револьверный станок
модель 1336ИР
II. Принадлежности: \
1 Патрон трехкулачковый с ключом шт. 1 на станке
2 Приспособление для ограничения дви-
жения Ир «401 шт. 1 и
3 Приспособление для продольного копи-
рования Ир 8381 шт. 1 в
4 Продольный упор Ир 8420 шт. 1 в
5 Набор втулок и державок по спи- в тумбе
ску № 1 станка
6 Ключи по списку № 2 в
7 Запасные детали по списку № 3 п
8 Электродвигатель трехфазного тока
мощность 2,8 квт 1420 об/мин. шт. 1 на станке
9 Электронасос ПА-22 0,125 квт. шт. 1 В
10 Ремень клиновой Б2240 шт. 3 в тумбе
станка
11 Ремень клиновой АЮбО шт. 1 В
Список № 1 (втулка оправки)
1 Упорный стержень Ир 8201 шт. 1
2 Зажимная4втулка Ир 8202 шт.' 1
3 Задан-мная втулка-Ир 82ПЗ шт. 1
4 Эксцентриковая зажимная втулка « 4
Ир 8204 шт4 1
5 Эксцентриковая зажимная втулка
Ир 8206 шт. 1
6 Прямой резцедержатель Ир 8221 III г. 1 в собран.
виде
7 Косой резцедержатель Ир 8241 шг. 1 В
8 Резцедержатель для отрезного резца D
Ир 8261 шт. 1
9 Прямой резцедержатеть Ир 8271 шт. 1 п
10 Прямой резцедержатель Пр 8291 шт. 1 В
11 Державка для круглых плашек Ир 8311 шт. 1 И
12 Люнет Пр 8361 I шт 1 я
Chimaker.ru
chipmaker.ru
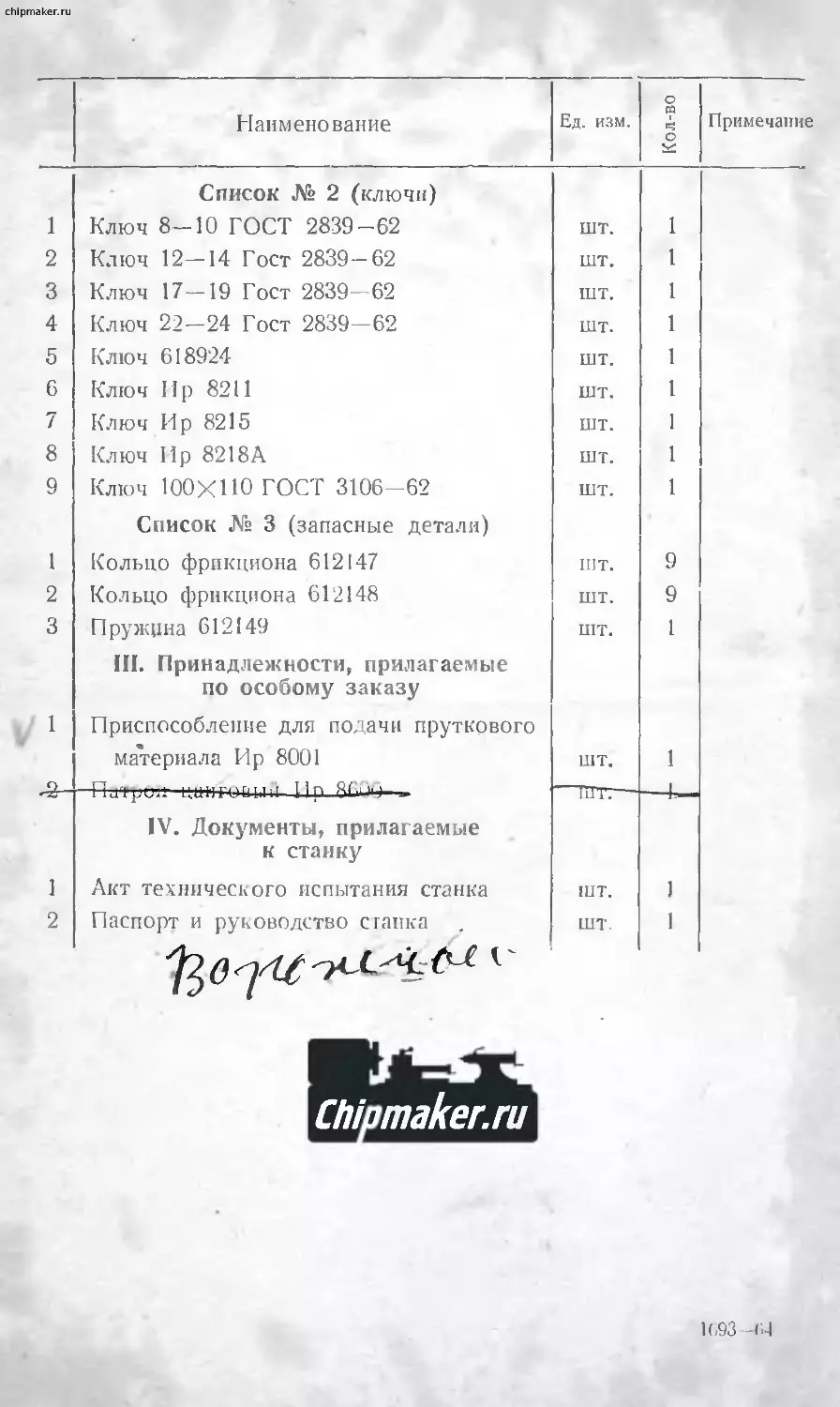
Наименование Ед. изм. Кол-во Примечание
Список № 2 (ключи)
1 Ключ 8-10 ГОСТ 2839-62 ШТ. 1
2 Ключ 12-14 Гост 2839-62 шт. 1
3 Ключ 17—19 Гост 2839—62 шт. 1
4 Ключ 22—24 Гост 2839—62 шт. 1
5 Ключ 618924 шт. 1
6 Ключ Ир 8211 шт. 1
7 Ключ Ир 8215 шт. 1
8 Ключ Ир 8218А шт. 1
9 Ключ 100X110 ГОСТ 3106-62 шт. 1
Список № 3 (запасные детали)
1 Кольцо фрикциона 612147 шт. 9
2 Кольцо фрикциона 612148 шт. 9
3 Пружина 612149 шт. 1
III. Принадлежности, прилагаемые по особому заказу
1 Приспособление для подачи пруткового
материала Ир 8001 шт. 1
IV. Документы, прилагаемые к станку
1 Акт технического испытания станка шт. 1
2 Паспорт и руководство станка шт. 1
Chimaker.ru
К,93 Г.4