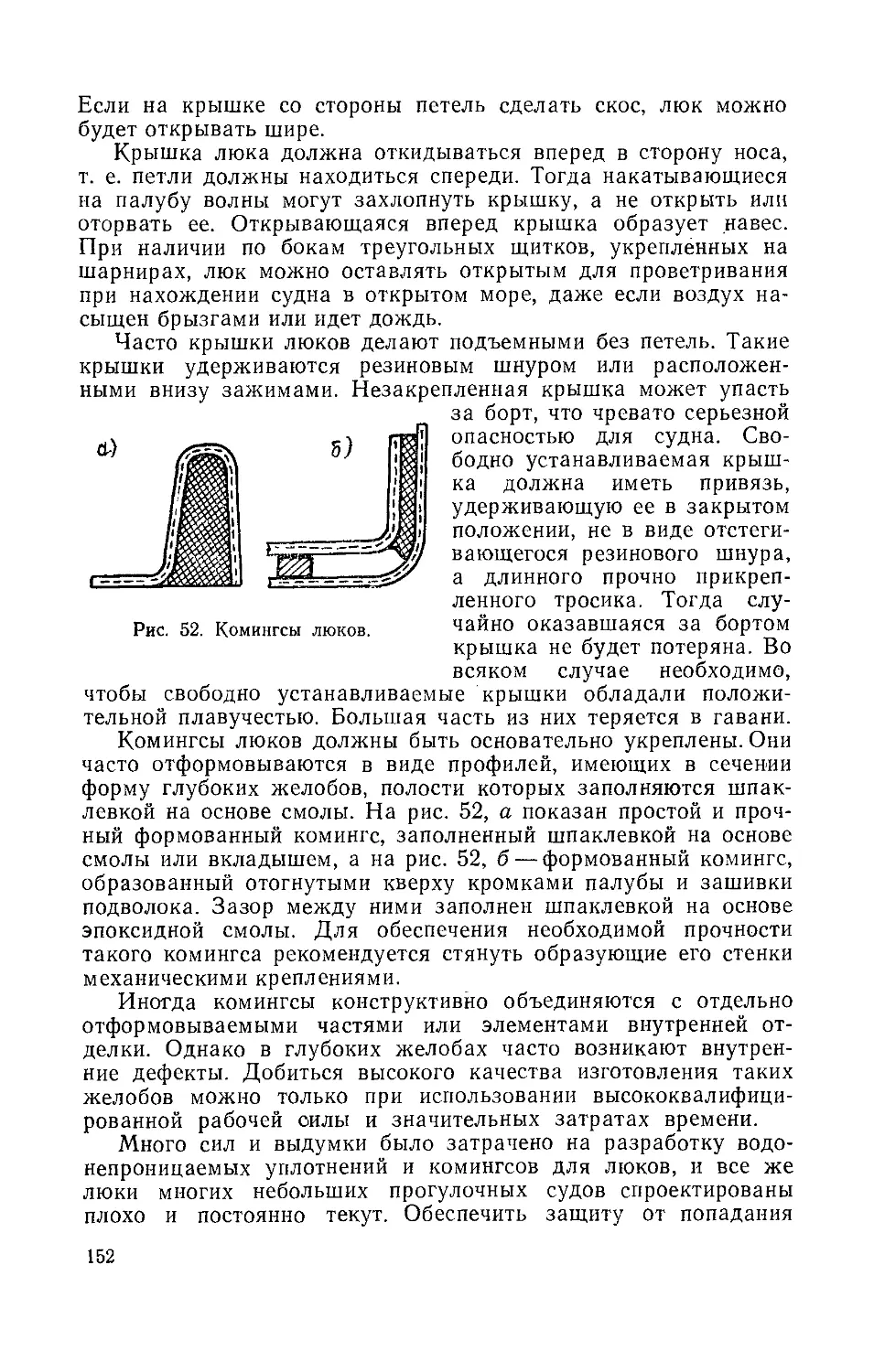
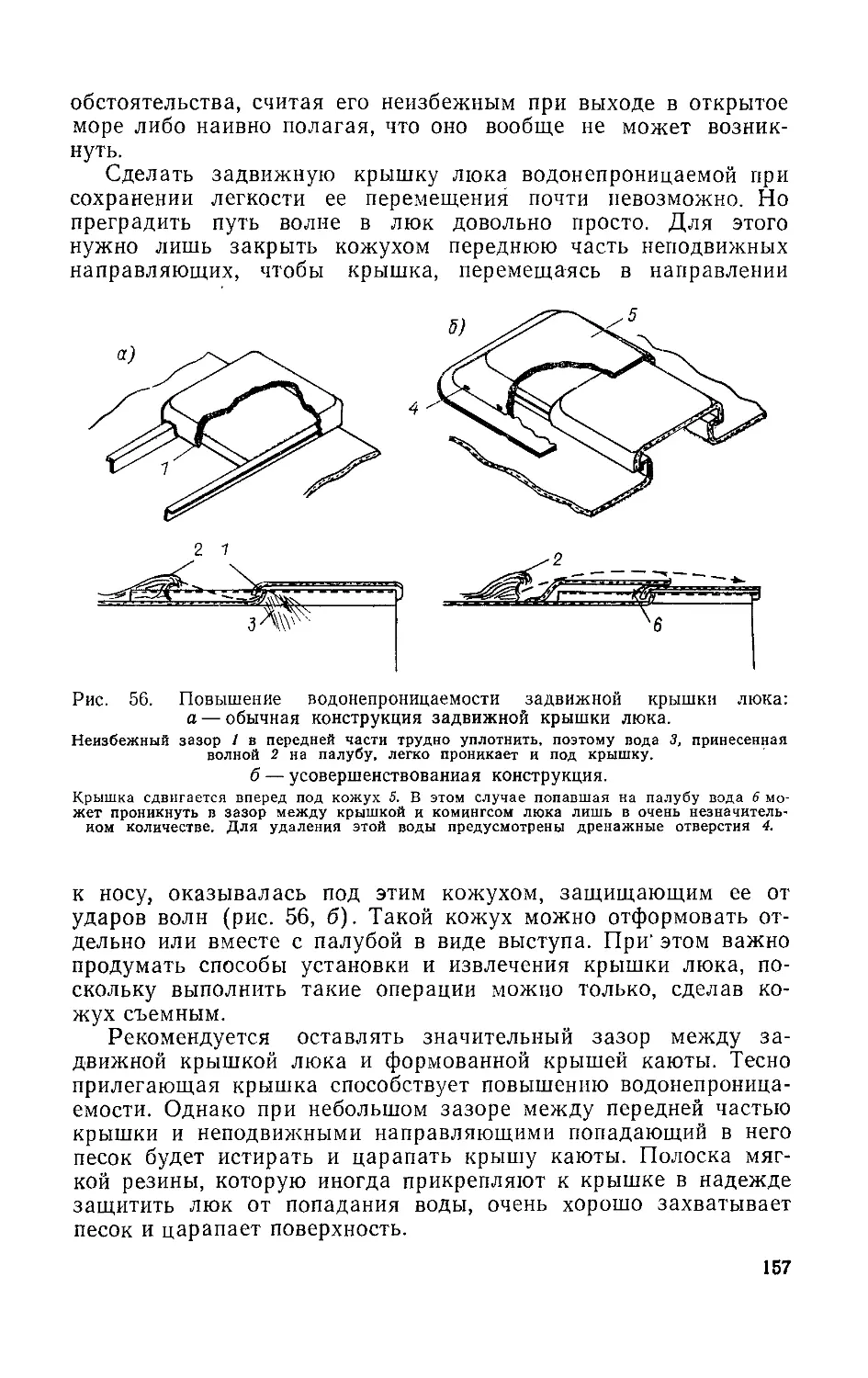
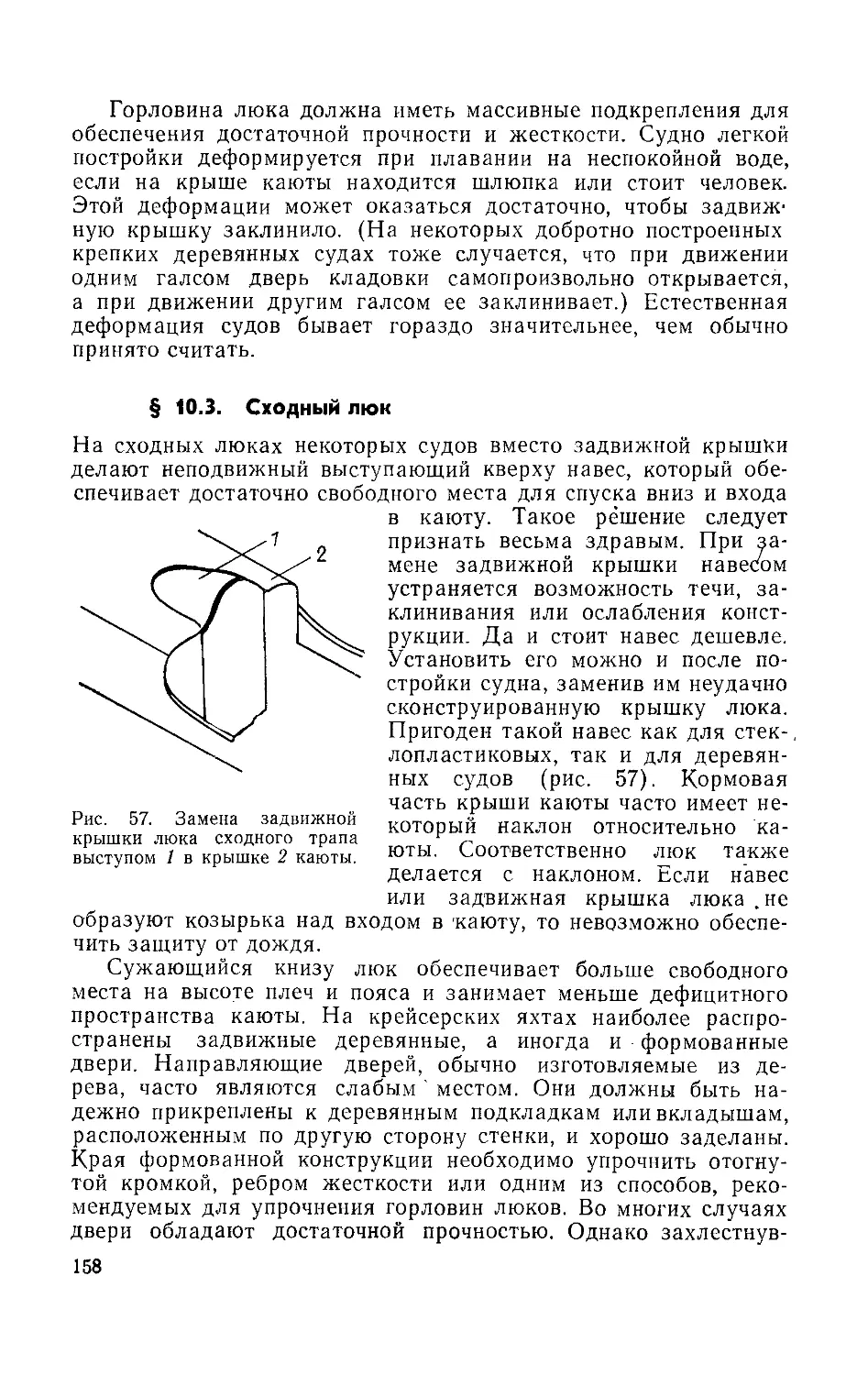
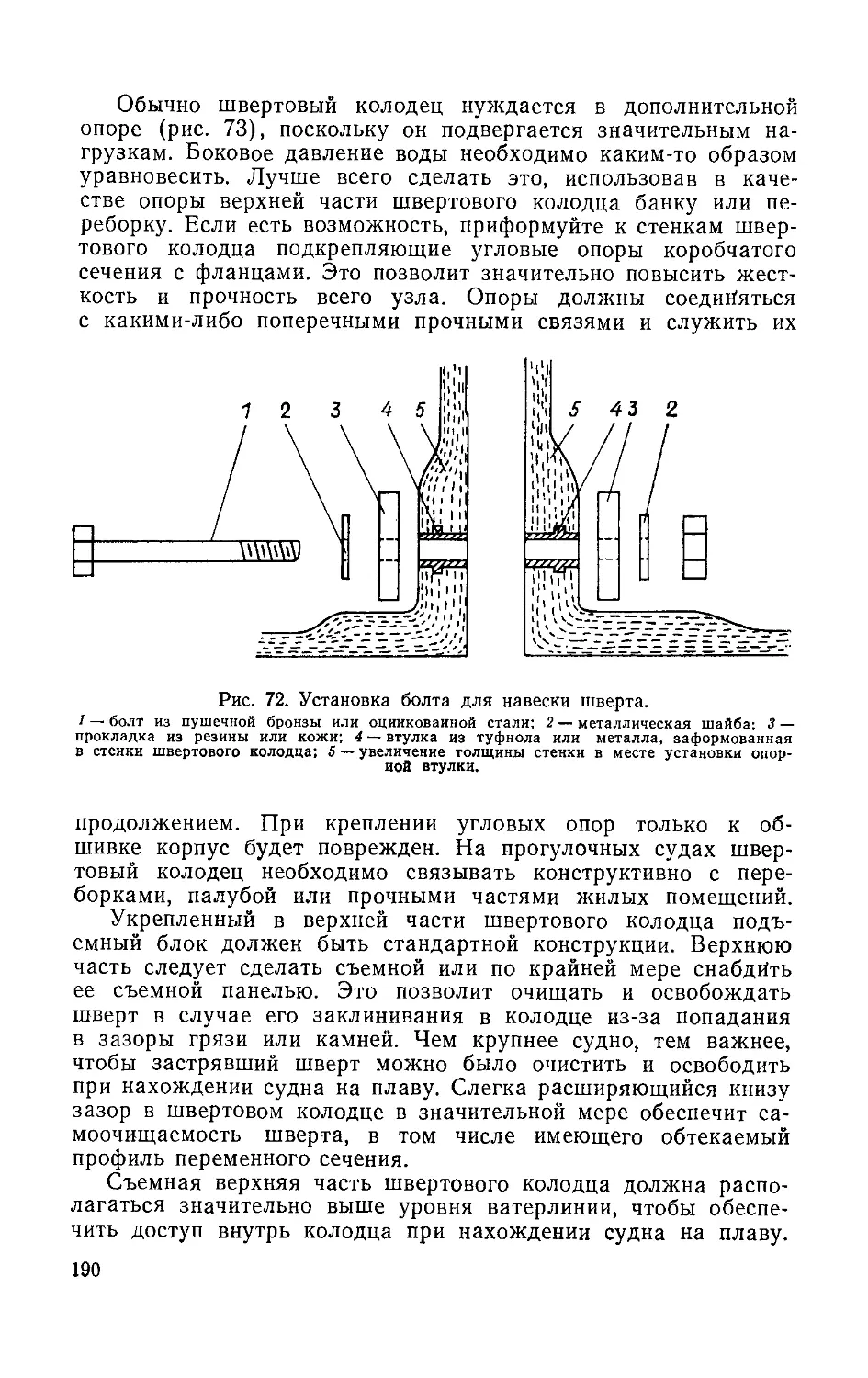
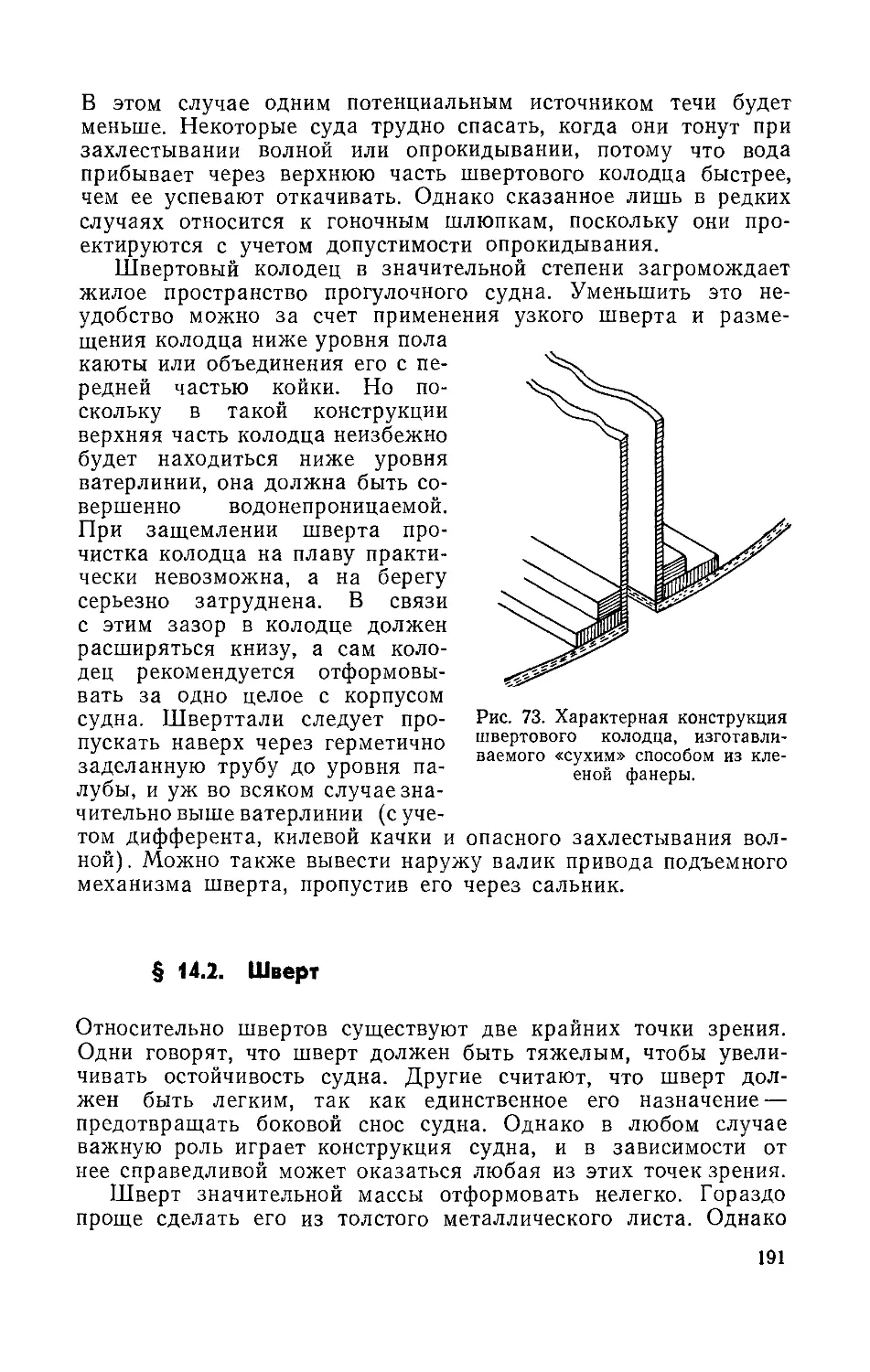
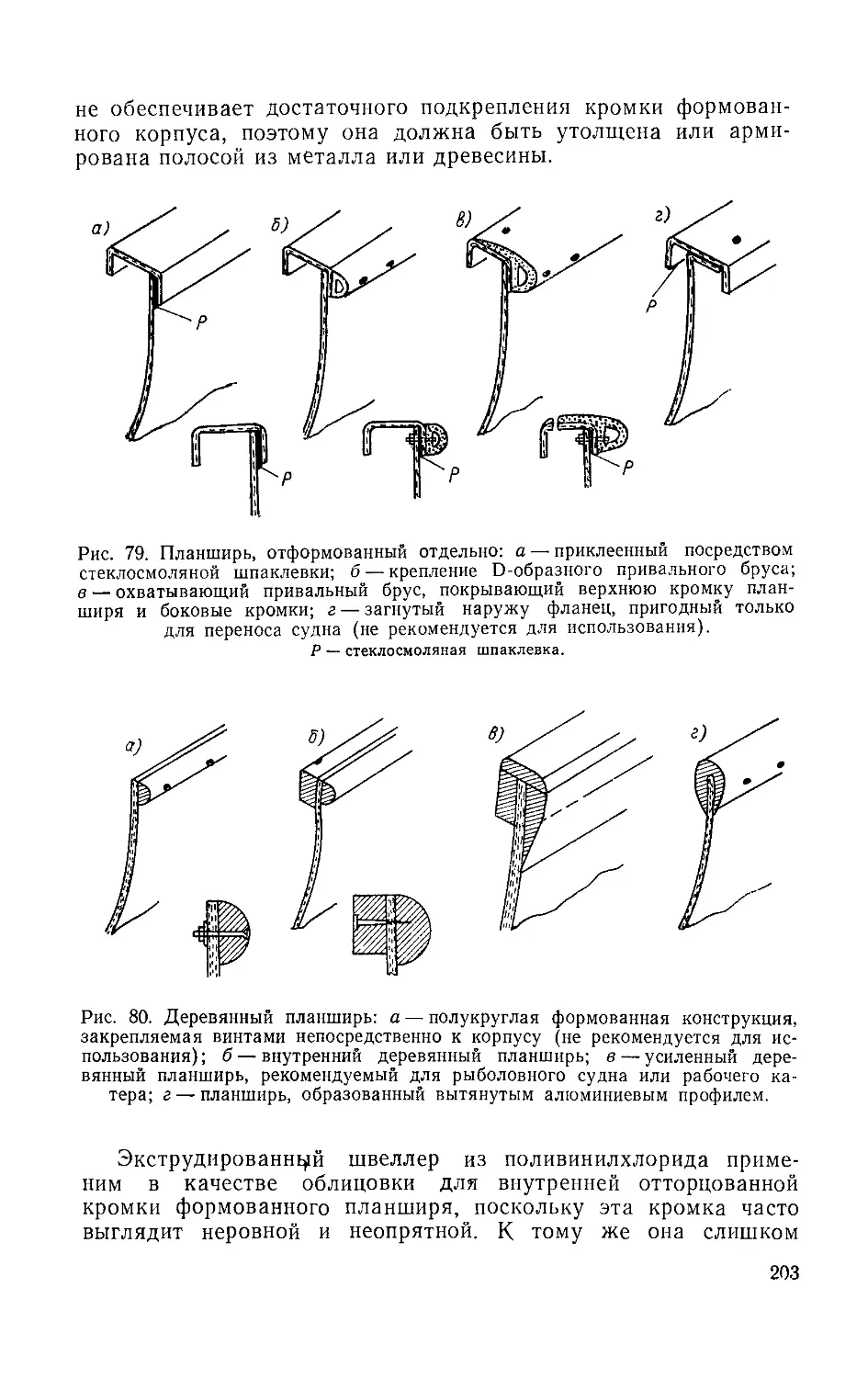
/


























































































































































Text
X. ДЮ ПЛЕССИ
МАЛОТОННАЖНЫЕ
FIBREGLASS
BOATS
FITTING OUT
MAINTENANCE
AND REPAIR
HUGO DU PLESSIS
Associate of the Royal Institution
of Naval Architects, Snnior Member
of fhe Society of Plastic Engineers
ADLARD COLES LIMITED
LONDON
Х.ДЮ ПЛЕССИ
МАЛОТОННАЖНЫЕ
США
изстскло-
плйстикй
ОСНАЩЕНИЕ,
ОБСЛУЖИВАНИЕ,
РЕМОНТ
Сокращенный перевод
с английского
В. К. ИЛЬИНА и А. Р. ЯКУБОВА
ЛЕНИНГРАД
«СУДОСТРОЕНИЕ» • 1979
39.428
П38
УДК 629.12.011.28.002.2—183.4
Научный редактор
Ю. Г. ЖУЙКОВ
Предисловие
Ю. Г. ЖУЙКОВА
ОЦИФРОВКА : С.Б.
http://t22.nm.ru
прио^рсрЗГ'<
TEXLV'
SMaiHCk RTi j
© 1964, 1973 Hugo du Plessis Second
edition revised 1976. ALL rights reser-
ved.
„ 31805—062
П -----------75—79
048(01)—79
3605030000 © Перевод на русский язык. Издатель-
ство «Судостроение», 1979 г.
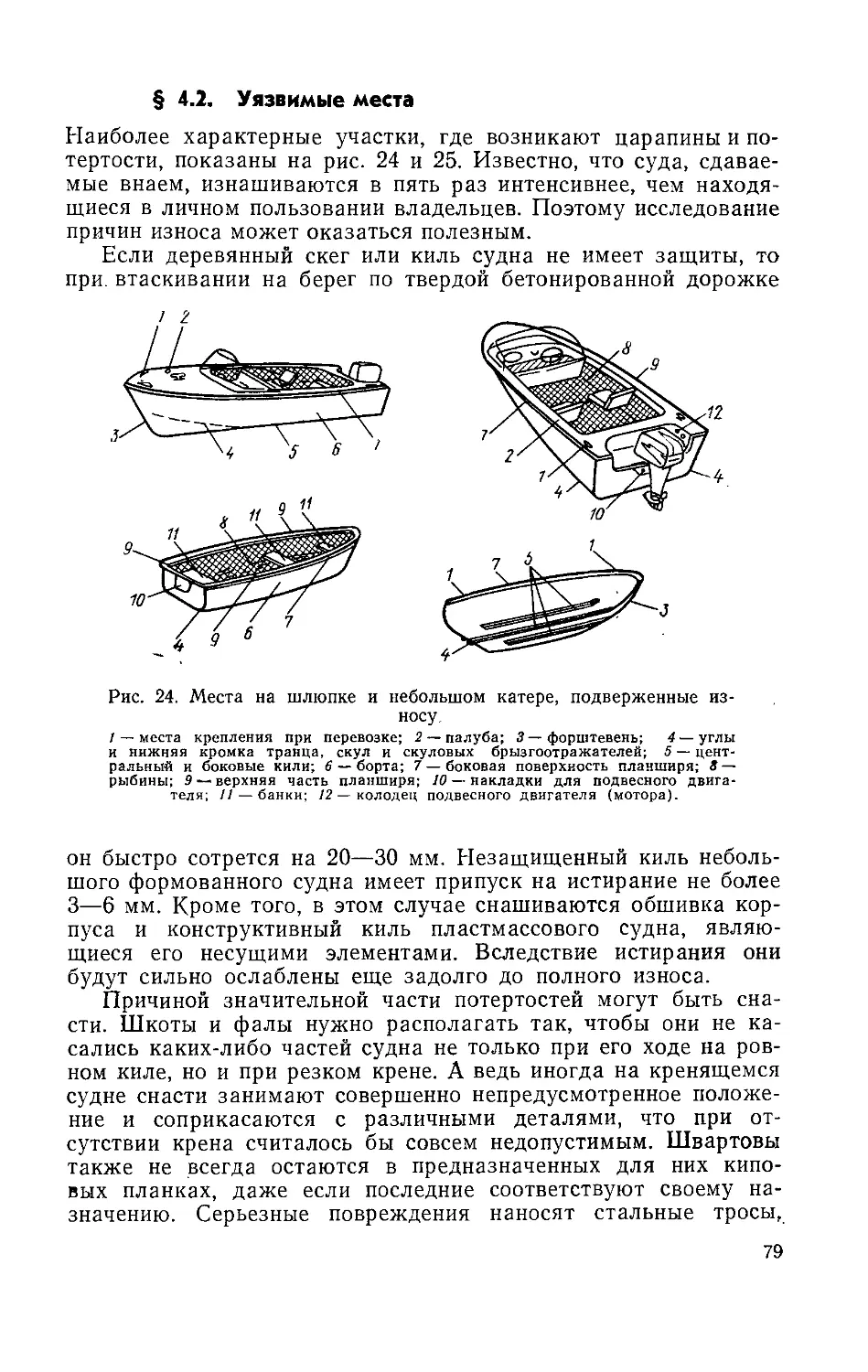
ПРЕДИСЛОВИЕ
НАУЧНОГО РЕДАКТОРА
Книга X. дю Плесси «Малотоннажные суда из стеклопластика»
переведена (в сокращенном виде) с английского издания
1976 г. Первое ее издание относится к 1963 г., однако и сегодня
она не потеряла своей актуальности. В ней охвачено множество
вопросов малотоннажного судостроения, таких как прочность,
проектирование, конструирование, применение полимерных ма-
териалов, технология изготовления конструкций из стеклопла-
стиков, оборудование и отделка судов, оснащение и вооружение
парусных и моторных судов, правила их эксплуатации и ре-
монта. Автор делится своим богатым опытом по строительству
и эксплуатации пластмассовых судов, обращает внимание на
специфические особенности, присущие новому материалу и мето-
дам его обработки при изготовлении корпусных конструкций и
формовании корпусов.
Цель книги — помочь судостроителям построить хорошие
суда с формованными из стеклопластика корпусами. Качество
и форма корпусов имеют важное значение, но чтобы судно отве-
чало самым строгим требованиям, корпус нужно правильно
оснастить. А для этого надо знать, как изготавливать те или
иные его элементы, как крепить оборудование и арматуру и
быть знакомым с различными условиями, которые могут встре-
титься при их эксплуатации.
Книга написана для каждого, кто строит или использует
стеклопластиковые и деревянные малотоннажные суда. Многое
из того, о чем рассказывает автор, известно специалистам высо-
кой квалификации, но даже для них она будет интересной и
полезной (прежде всего это касается изготовителей пластмассо-
вых корпусов мелких судов, решивших заняться постройкой бо-
лее крупных судов). Книга должна заинтересовать и разработ-
чиков' стеклопластиковых судов, поскольку в процессе проек-
тирования приходится подробно прорабатывать отдельные
5
элементы конструкции. Принятые на ранней стадии разработки
тщательно продуманные решения позволят в дальнейшем сэко-
номить средства и время.
Формование судна индивидуальной постройки — более слож-
ный процесс, чем оснащение готового стеклопластикового кор-
пуса. Многие рекомендации автора могут быть с успехом ис-
пользованы судостроителями-любителями.
В книге приведено много примеров неудовлетворительной
конструкции построенных судов. Главное их назначение — по-
казать, как надо и как не надо строить и оснащать суда.
Требования и выводы, излагаемые в книге, основываются
прежде всего на опыте зарубежного судостроения, на методах
работы тех или иных строительных фирм, и рассматриваются
с учетом производимых за рубежом материалов, комплектую-
щих изделий, оборудования и устройств. Поэтому советские
специалисты смогут составить представление о зарубежной
практике, а положительный и приемлемый в наших условиях
опыт использовать при постройке отечественных судов.
При переводе на русский язык из книги были исключены
сведения, которые не относятся непосредственно к описанию
пластмассовых судов и не представляют большого интереса для
советского читателя.
Главы 1—14 переведены В. К. Ильиным, главы 15—23 и
приложения — А. Р. Якубовым.
Книга X. дю Плесси предназначена для конструкторов, за-
нимающихся проектированием малотоннажных пластмассовых
судов, для технологов, мастеров и рабочих судостроительных
верфей, судостроителей-любителей, впервые сталкивающихся
с новыми конструкционными материалами, а также для яхтсме-
нов и любителей водно-моторного спорта. Книга должна повы-
сить интерес к современному малотоннажному флоту и способ-
ствовать дальнейшей популяризации водного туризма, водно-
моторного и парусного спорта в нашей стране.
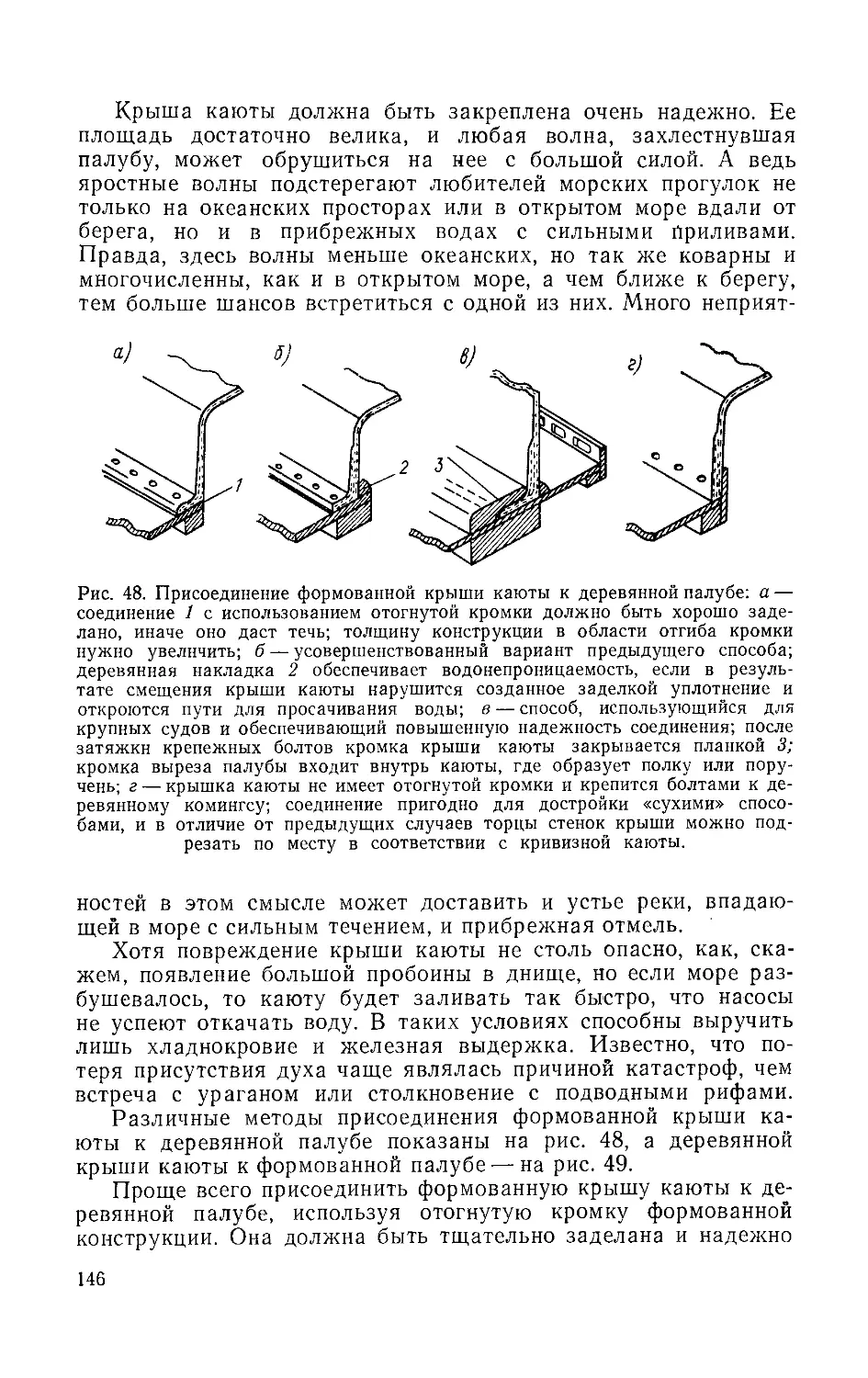
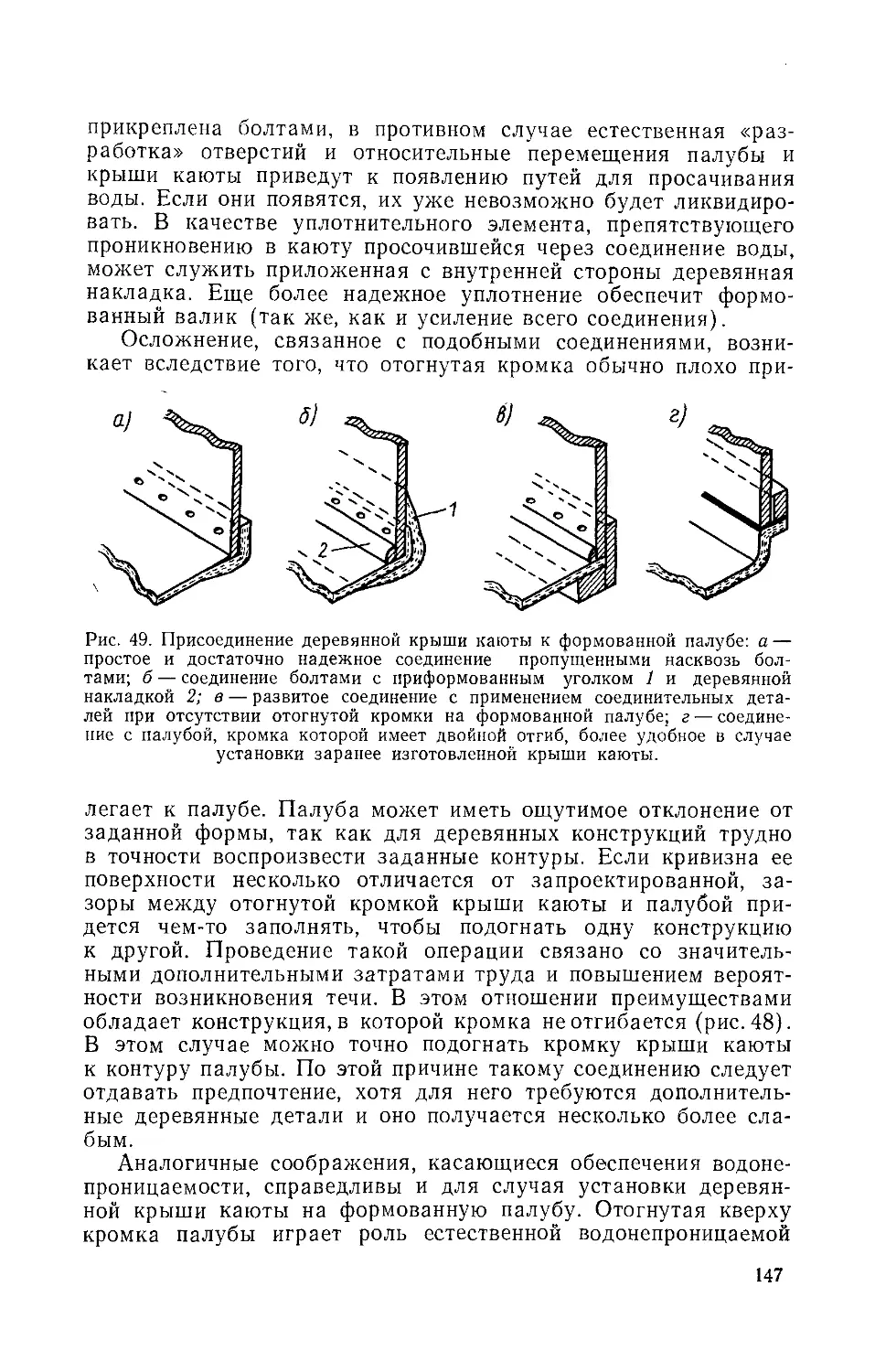
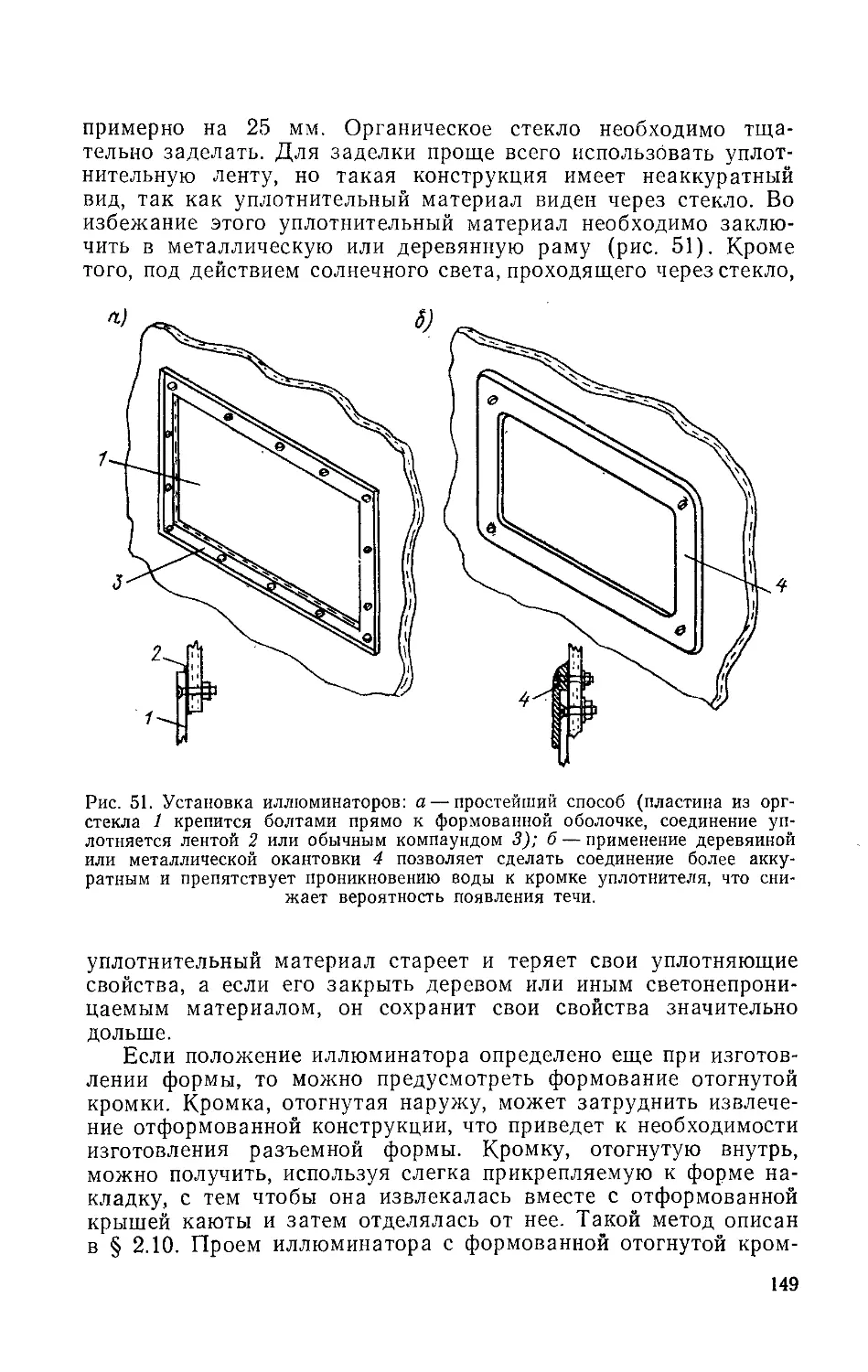
Глава 1. КРЕПЛЕНИЕ АРМАТУРЫ И СОЕДИНЕНИЕ
ОТФОРМОВАННЫХ КОНСТРУКЦИЙ
Отрицательное отношение к стеклопластиковому судну, в осо-
бенности любителей различных усовершенствований или просто
заботливых владельцев, нередко бывает вызвано опасением, что
к такому судну трудно что-либо прикрепить. Однако в случае
применения надлежащей технологии крепление оснастки и ар-
матуры к корпусу, изготовленному методом формования, осу-
ществляется достаточно просто и надежно.
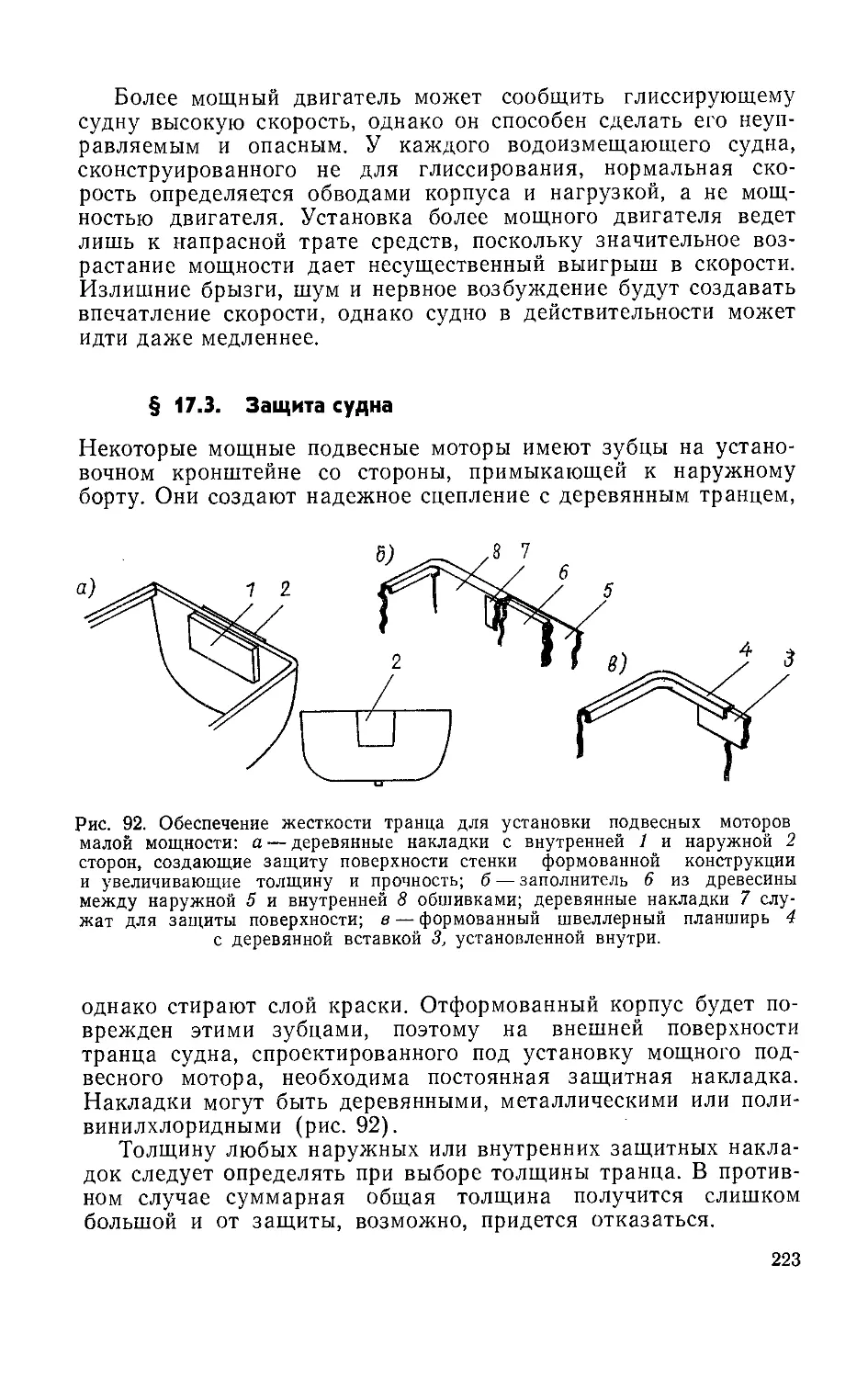
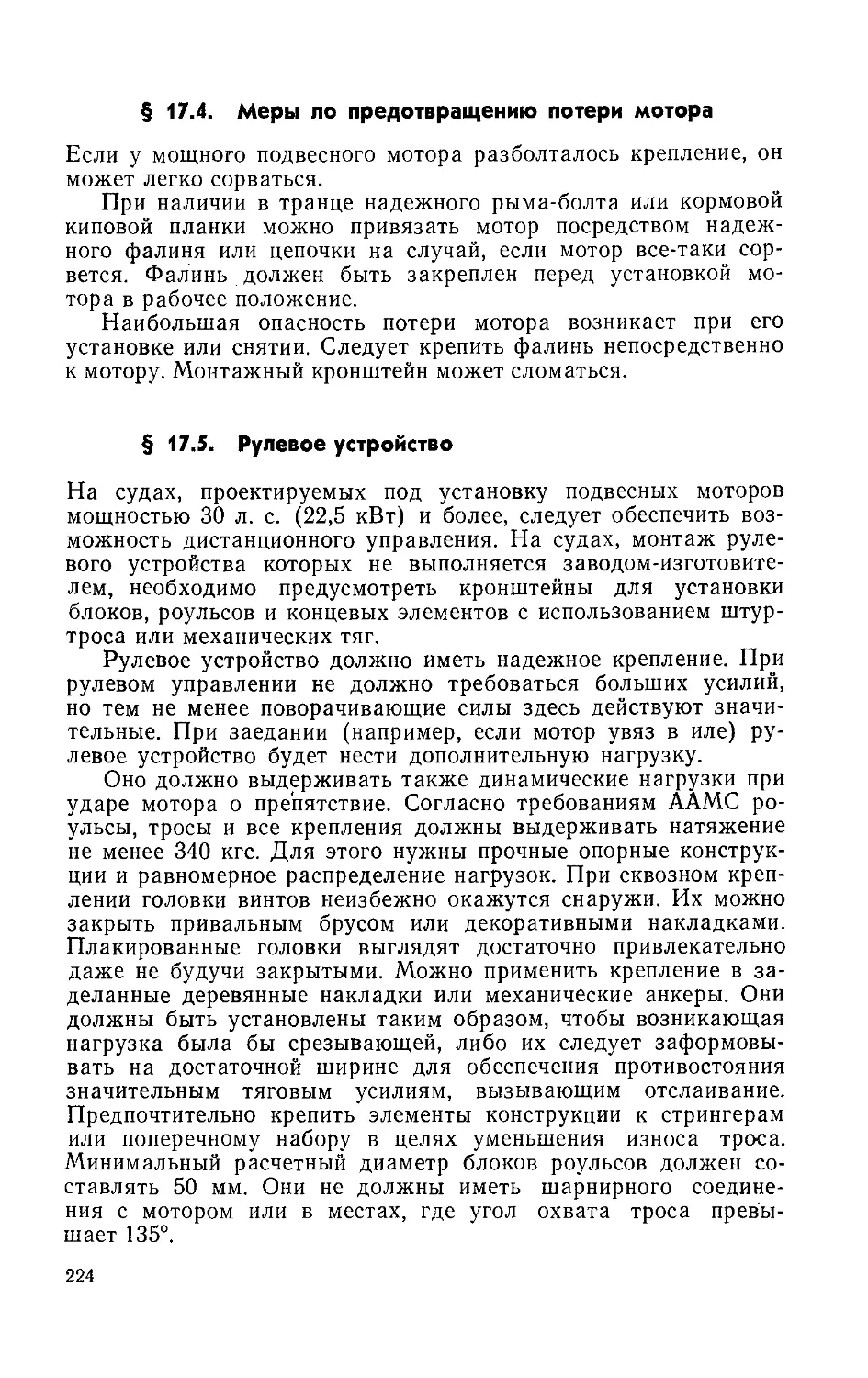
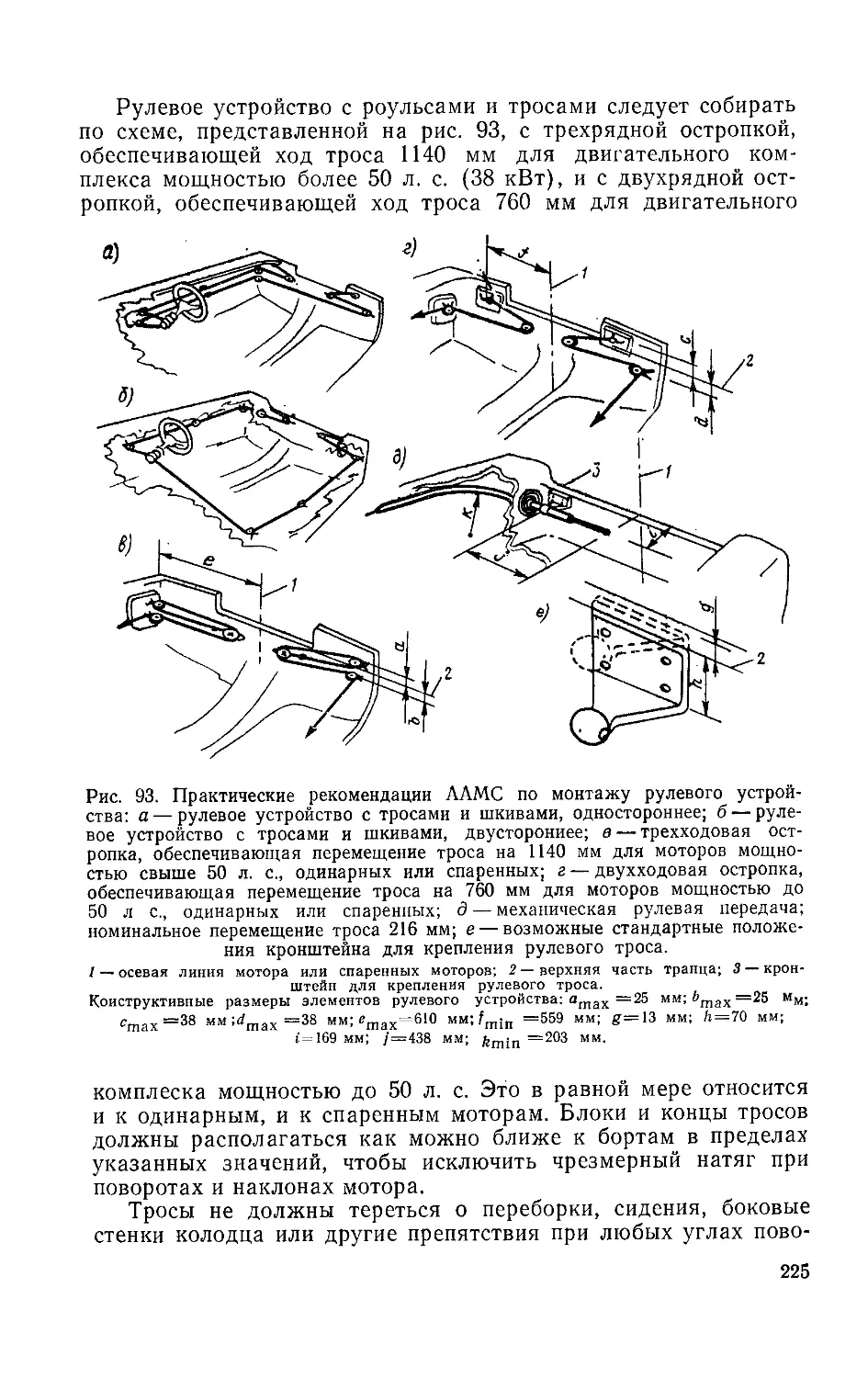
§ 1.1. Способы крепления
Основные способы крепления таковы:
приформовка накладными валиками, «мокрыми» угольни-
ками из предварительно пропитанной ткани или стекломата,
накладными стыковыми полосами;
присоединение к брускам, планкам или плитам, расположен-
ным снаружи или заформованным;
крепление сквозными болтами или заклепками; самонаре-
зающими винтами; с использованием резьбовых и самостопоря-
Щйхся впрессовываемых вкладышей;
' установка на клею.
Каждое соединение формованных элементов между собой,
формованной поверхности с деревом или металлом, а также
установка арматуры осуществляются с применением одного или
нескольких из этих способов.
Самое непосредственное отношение к рассмотрению крепле-
ния оснастки и арматуры к корпусу имеет § 2.20.«Места кон-
центрации напряжений», поскольку чрезмерная концентрация
напряжений возникает именно в местах соединений или креп-
лений.
§ 1.2. Подготовка соединяемых поверхностей
Подготовка поверхностей к соединению является очень важ-
ной технологической операцией, и если она не выполняется
в полном объеме, то отрицательные последствия неизбежны.
При соединении болтами или винтами специальной подго-
товки, кроме подгонки одних деталей к другим, не требуется.
Однако в результате тщательной абразивной обработки можно
удалить выступы сопрягаемых поверхностей и добиться их луч-
шего прилегания.
Прежде чем начать крепление к корпусу каких-либо допол-
нительных деталей, необходимо обеспечить чистоту поверхности
и хорошее сцепление в месте их приформовки. С этой целью
поверхность корпуса подвергают абразивной обработке с солид-
ным «запасом» по величине обработанной площади (удаляют
блестящий гладкий поверхностный слой, сошлифовывают вы-
ступы и снимают слой краски или грязи).
Если поверхность окрашена, покрыта грязью или замас-
лена, сцепление может оказаться ненадежным или вовсе не
будет достигнуто. Следовательно, чем чище поверхность отфор-
мованной конструкции и чем тщательнее выполнена ее абразив-
ная обработка, тем надежнее сцепление.
Подготовка поверхностей для соединения на клею во мно-
гом аналогична подготовке поверхности для приформовки и
в равной степени необходима. Особое внимание следует обра-
щать на тщательность очистки и обезжиривания днищевой ча-
сти. Если судно не новое, то на его днище могут скопиться
масло и грязь, которые помешают при соединении на клею до-
биться хорошего сцепления. Даже на новом судне днище бы-
вает покрыто следами от грязной обуви, пылью и мусором.
Для размягчения поверхности и ее обезжиривания, а также
для улучшения химической связи можно использовать ацетон.
Он высушивает поверхность, поэтому его применение наиболее
целесообразно в сырую и холодную погоду, когда интенсивно
конденсируется влага. Однако ацетон растворяет смолу, и им
следует пользоваться с осторожностью. Его нужно брать в не-
большом количестве и примерно через 15 мин полностью уда-
лять с поверхности стеклопластика. Если поверхность чистая,
ацетон лучше не употреблять, но если она загрязнена, то его
применение при соблюдении надлежащих мер предосторож-
ности оказывается вполне оправданным.
В ограниченных пространствах воздействие паров ацетона
вызывает неприятные ощущения, кроме того, пары легко вос-
пламеняются, и поэтому с ацетоном нужно обращаться так же
осторожно, как с бензином или природным газом.
Сцепление всегда бывает прочнее на более шероховатой
внутренней поверхности стеклопластиковой конструкции, чем
на гладкой лицевой, соприкасающейся при формовании с по-
8
верхностью формы. Кроме того, на лицевой поверхности могут
находиться остатки разделительных веществ или полировочного
состава, неполностью удаленные после профилактических ра-
бот, из-за которых также снижается прочность соединения.
Если возможность надежного сцепления вызывает сомнения,
а присоединяемый элемент арматуры имеет важное значение и
относится к высоконагруженным, то необходимо использовать
соединительные детали.
§ 1.3. Явление расслоения и конструирование
соединений
Все конструкции, отформованные из армированных пластиче-
ских материалов, являются слоистыми. Они состоят из отдель-
ных слоев высокопрочного стекловолокна, соединяемых между
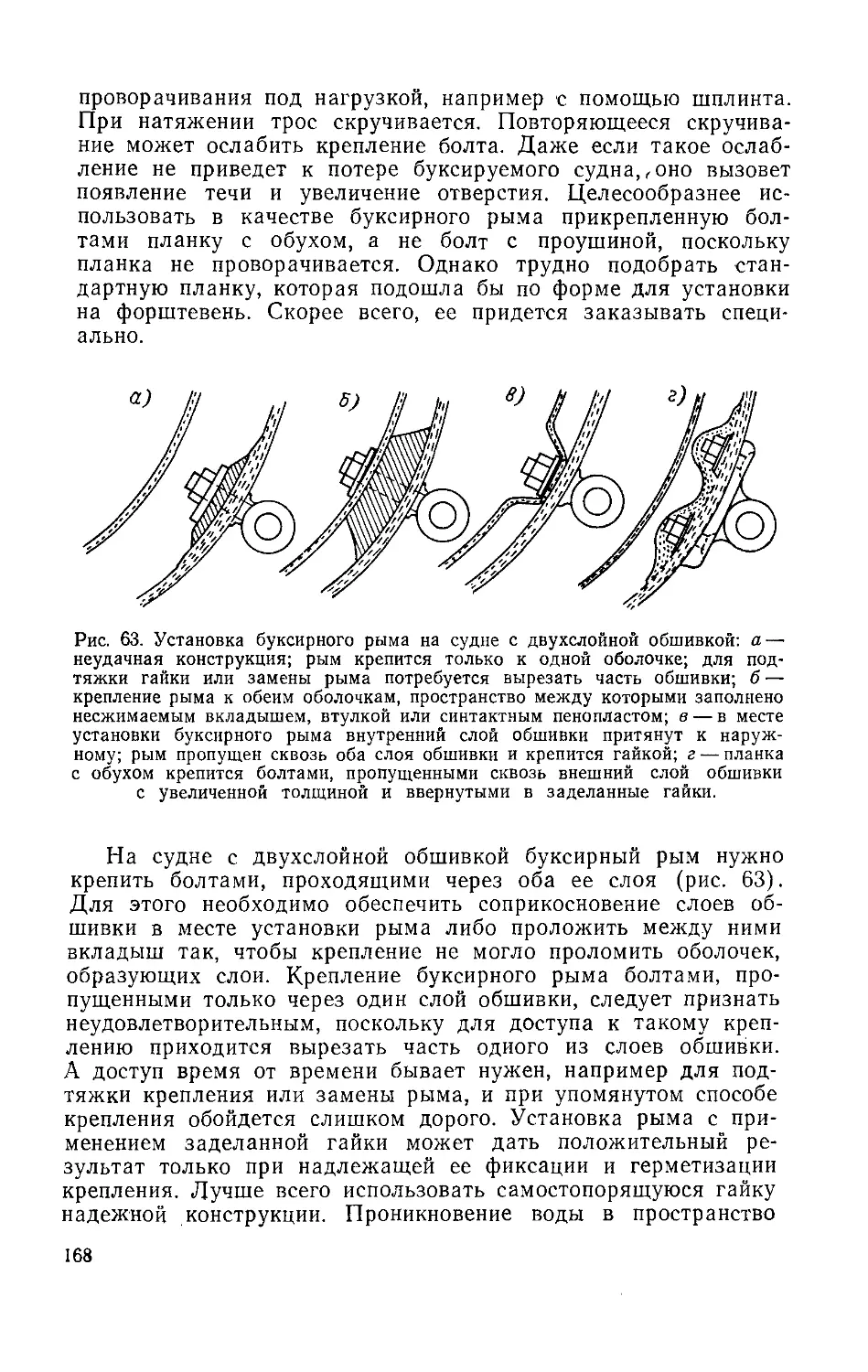
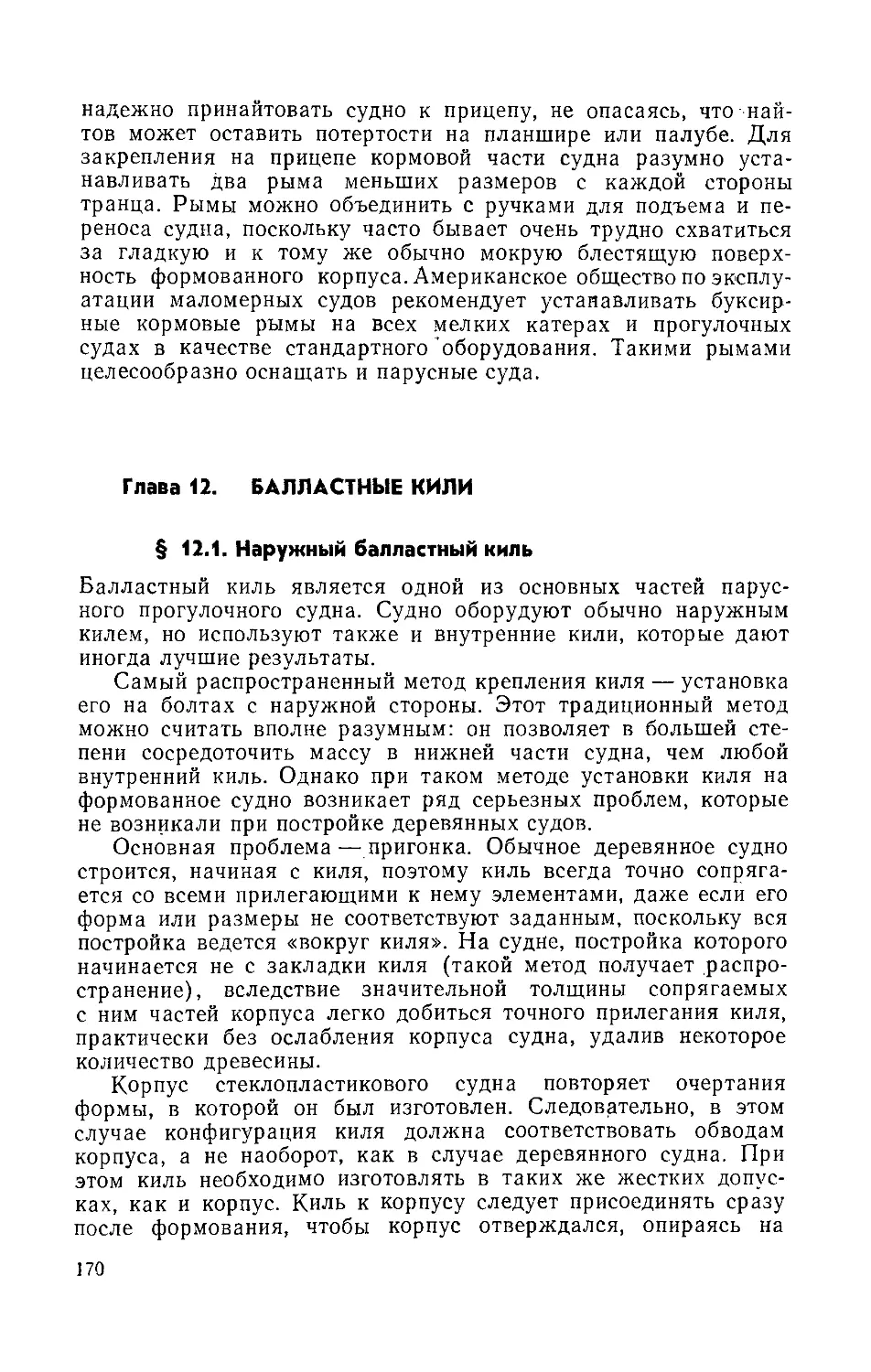
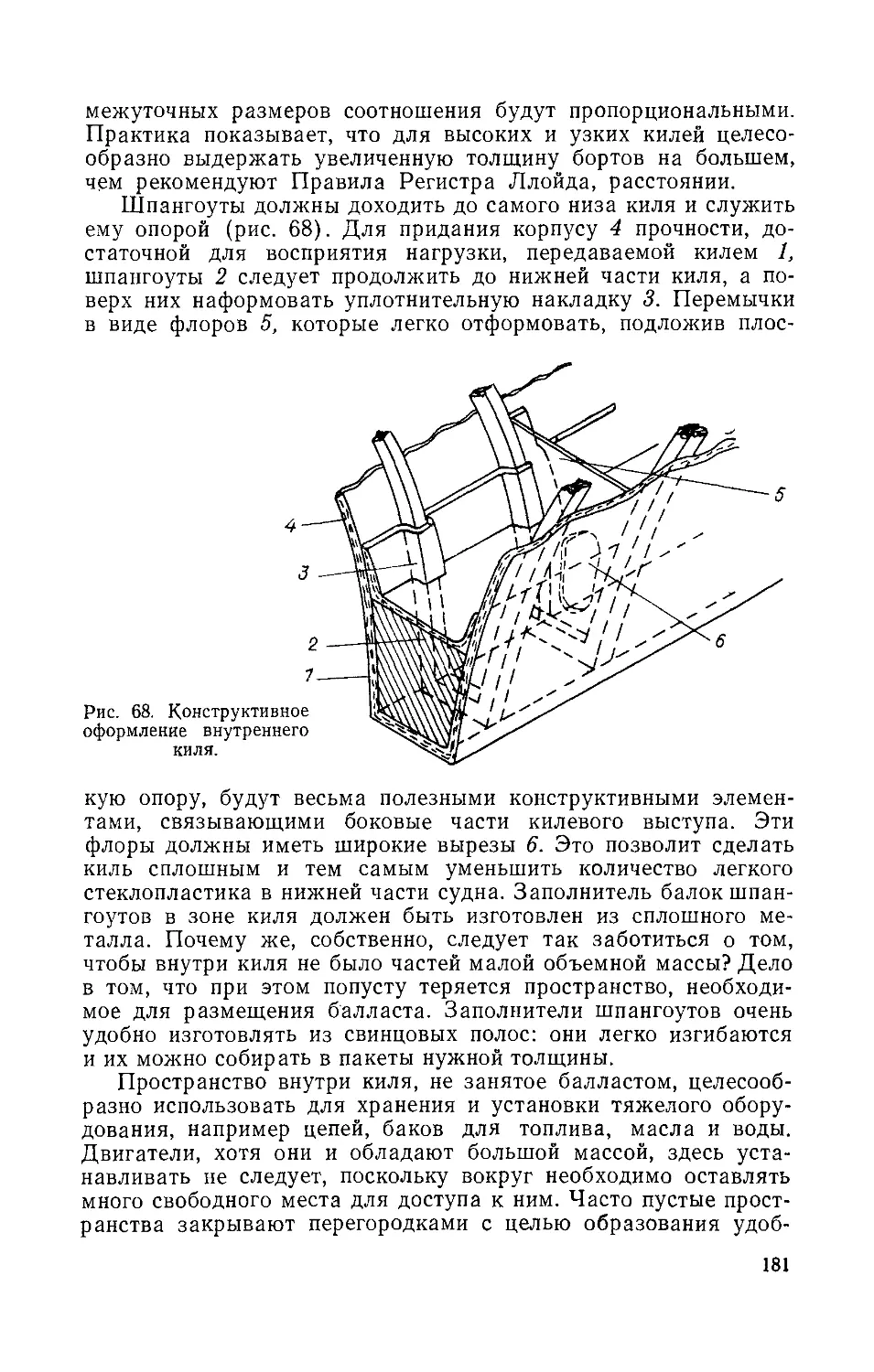
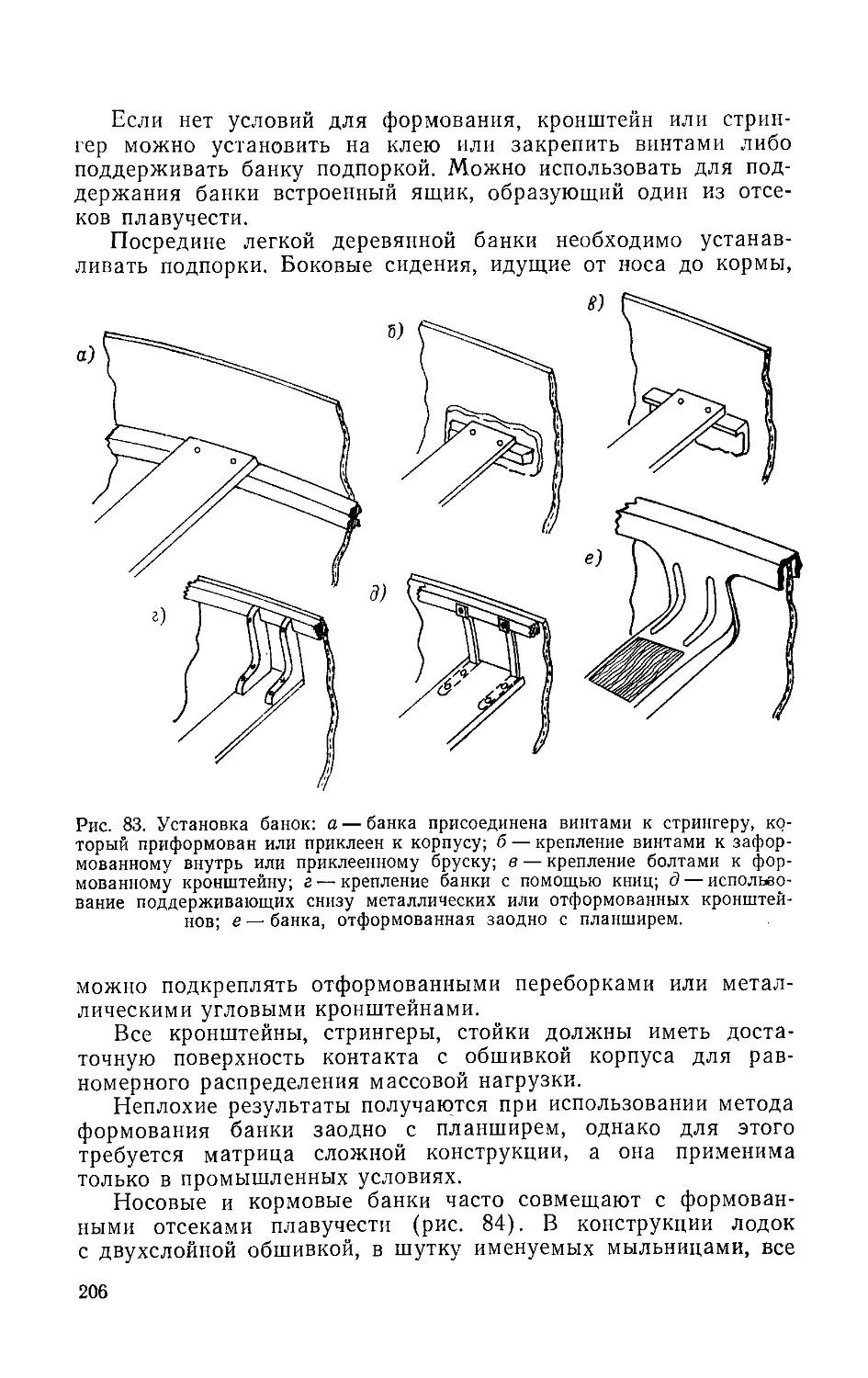
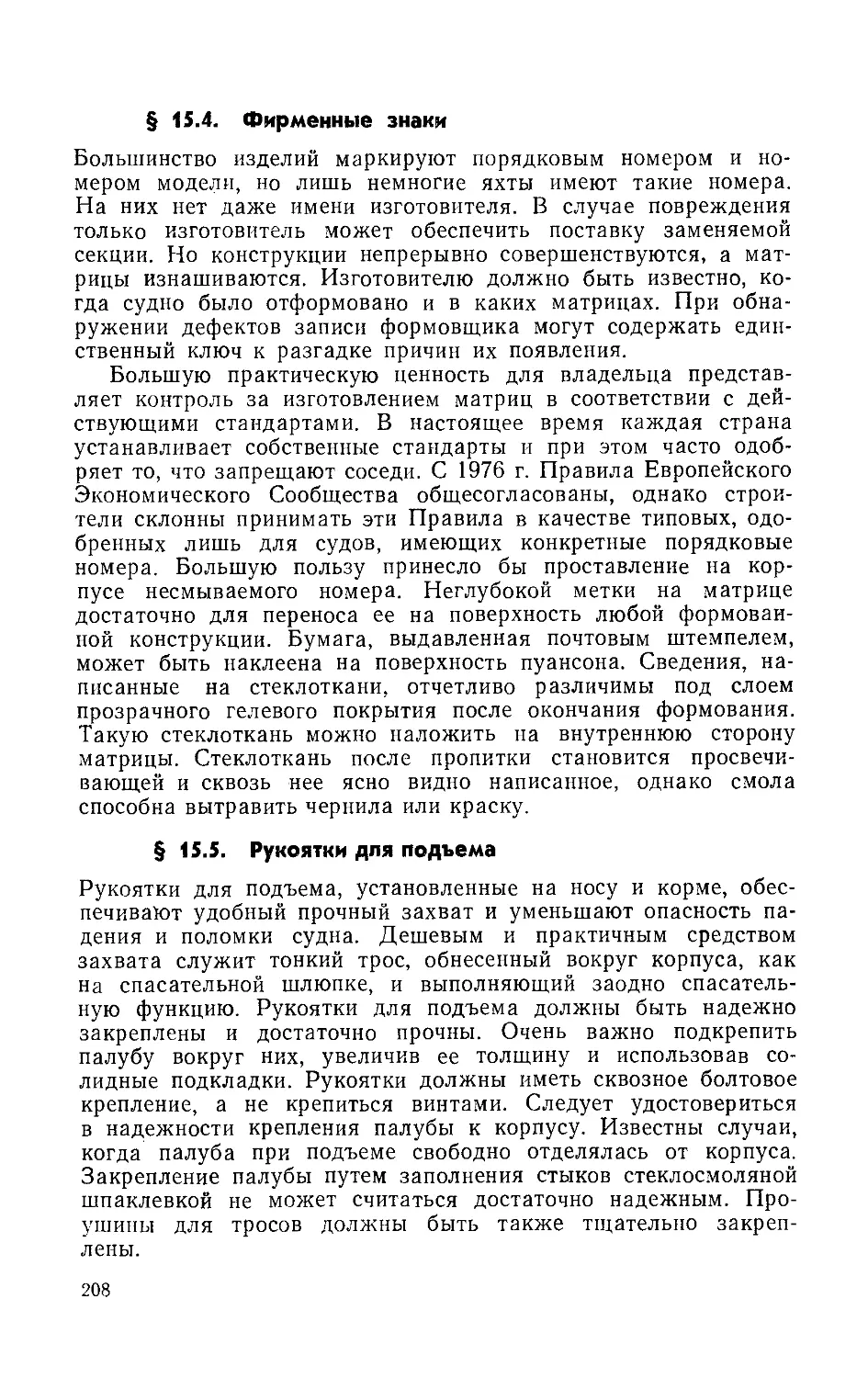
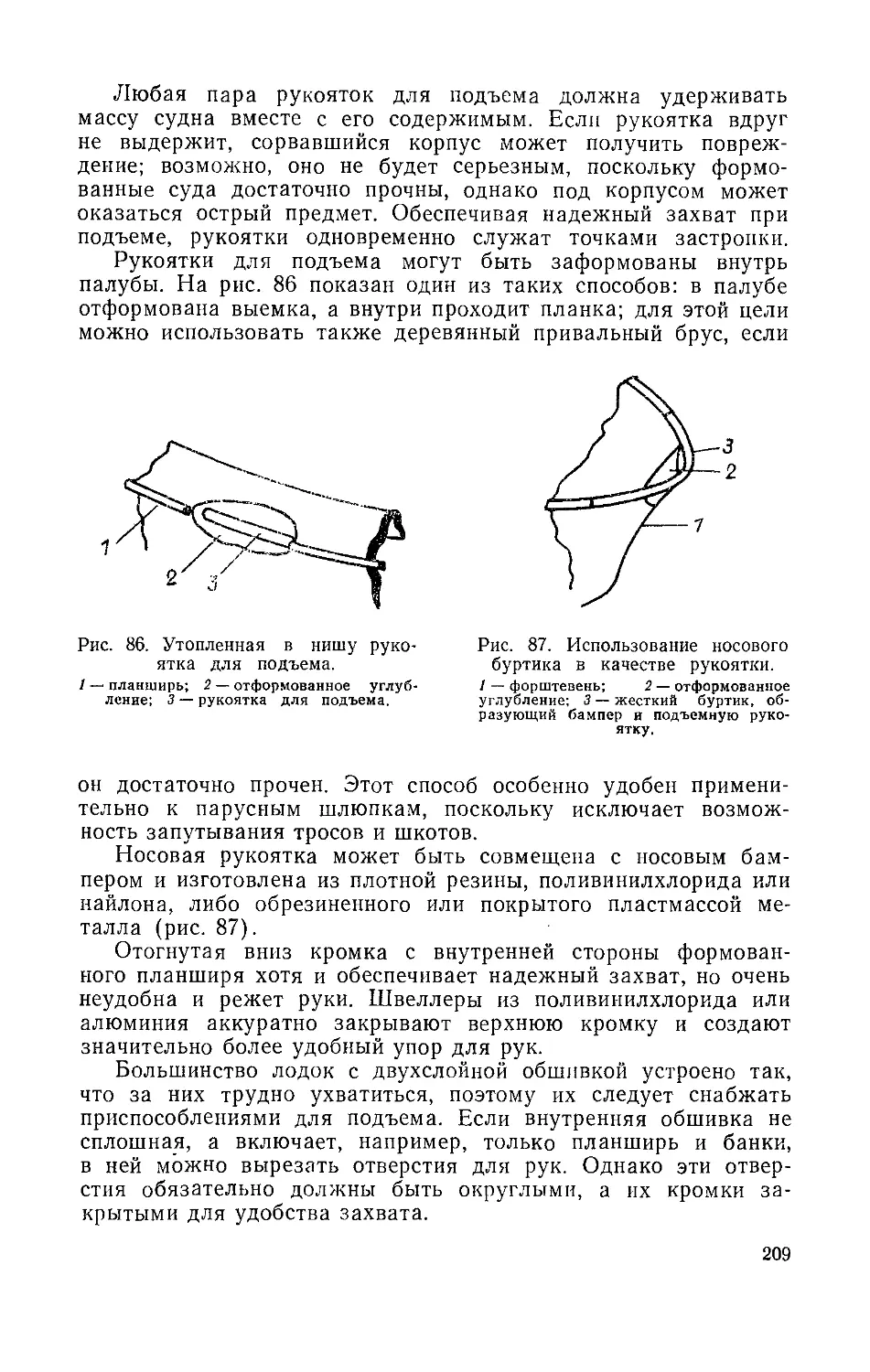
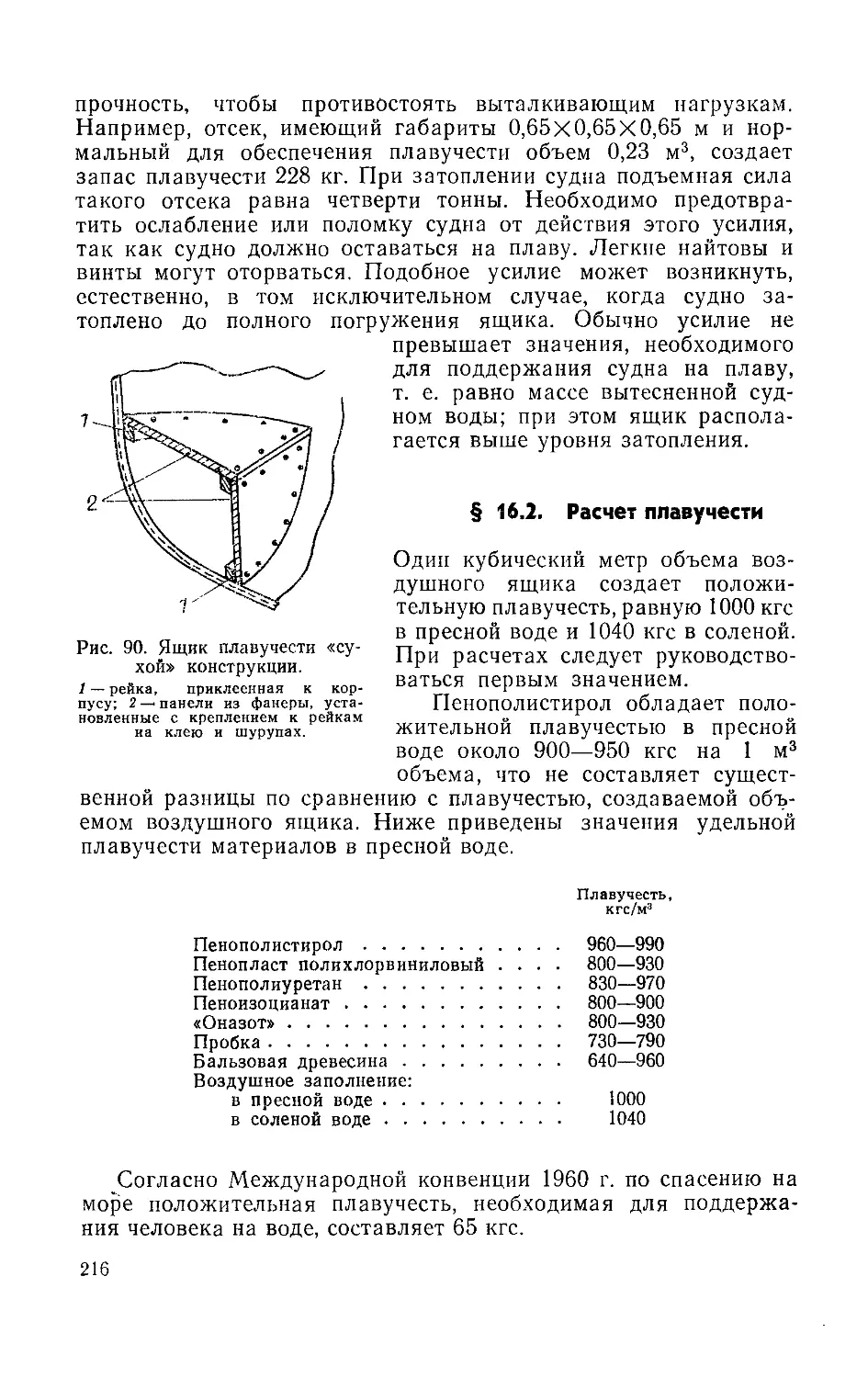
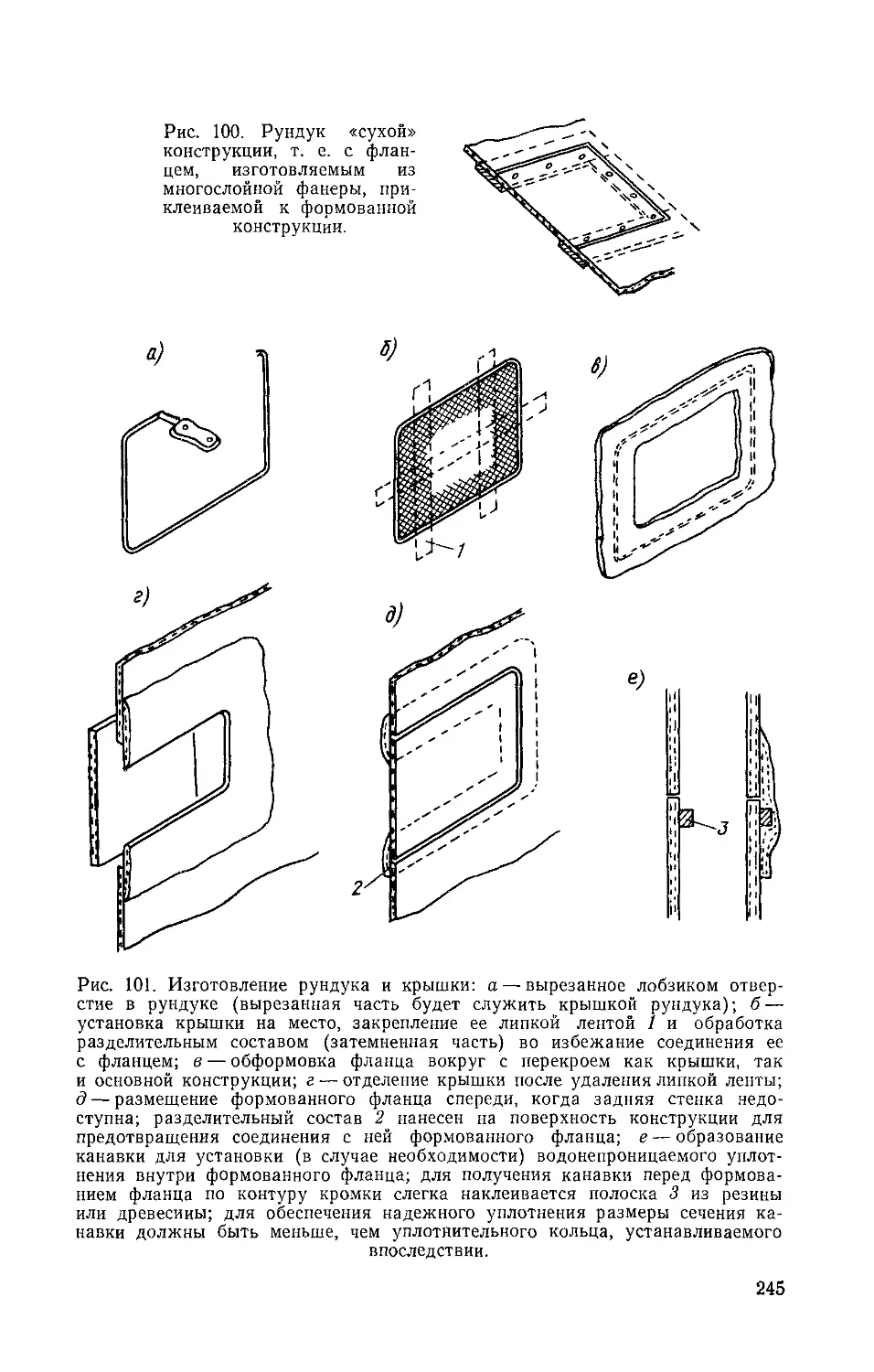
Рис. 1. Действие поперечных растягивающих нагрузок на формован-
ную конструкцию: а — нагрузки, приложенные к поверхности, вызы-
вают расслоение конструкции; б — при сквозном креплении детали
нагрузка воспринимается всей конструкцией.
собой при помощи смолы, обладающей гораздо меньшей проч-
ностью.
Очень важно крепить арматуру и соединительные детали
таким образом, чтобы избежать «растаскивания» слоев мате-
риала и, следовательно, его расслоения. Расслоение может
произойти, если растягивающее усилие будет приложено к сое-
динительной детали или элементу арматуры, закрепленному
только благодаря адгезионной связи (рис. 1).
Следовательно, все детали, подверженные растягивающим
усилиям, должны иметь сквозное крепление для того, чтобы
нагрузка воспринималась слоистым материалом как единым
целым, а на связующие участки между отдельными слоями не
воздействовали никакие нагрузки. Сказанное относится и к лю-
бой соединительной или крепежной детали, которая обычно
воспринимает сжимающие усилия, а растяжению может быть
подвергнута только случайно. Так, нельзя допустить, чтобы
крепительная утка была вырвана вместе с частью конструкции
в критической ситуации, если от неожиданности или по эле-
ментарному неведению потянуть снасти в неверном направ-
лении.
9
Все соединения должны быть спроектированы так, чтобы не-
зависимо от того, правильно или неправильно прикладываются
к ним нагрузки, являются ли они расчетными или нерасчет-
ными, всегда разрушалась арматура или ее крепление, а не
судно. Это очевидная истина, но, к сожалению, о ней следует
специально упомянуть, ибо слишком многие суда пришлось ла-
тать (и не только отформованные из стеклопластика), в то
время как нужно было всего лишь установить на них новую
крепительную утку.
Прочность соединения двух отформованных конструкций или
отформованной конструкции и детали из дерева должна быть
не ниже прочности любого из соединяемых элементов. При этом
соединения на основе адгезионного сцепления должны работать
только на срез или на сжатие и не должны работать на растя-
жение, которое вызывает расслоение. Если есть опасность, что
соединение подвергается растягивающим нагрузкам, необходимо
наряду с обычной приформовкой применять сквозное крепление.
Часть соединения при изгибе может оказаться под действием
растягивающих нагрузок; кроме того, необходимо учитывать
действие сил на другие элементы конструкции, а также небла-
гоприятное воздействие нагрузок при превышении их допускае-
мого уровня.
Прочность отформованной конструкции зависит от струк-
туры стекловолокна, поэтому в каждом соединении волокна
должны быть по возможности непрерывными. Сращивать стек-
ловолокна практически нельзя, следовательно, наилучшим бу-
дет соединение внахлестку с наложением одних волокон на
другие на достаточно большом участке. Стыковое соединение
не обеспечивает непрерывности стекловолокна и поэтому непри-
годно. Если необходимо получить соединение с гладкой поверх-
ностью, целесообразно использовать стыковое соединение с на-
кладкой или два соединения внахлестку.
§ 1.4. Соединение двух элементов
Способы соединения отформованных конструкций по существу
одинаковы (как для жестких и отвержденных заготовок, так и
в случае приформовки мокрой детали к полученной ранее жест-
кой конструкции).
Приформовка внахлестку мокрой детали поверх уже отверж-
денной обычно обеспечивает достаточно прочное соединение
благодаря высокой степени химической связи и плотному кон-
такту сопрягаемых деталей. Но две отвержденные детали лучше
скреплять механическим способом. Довольно часто рекоменду-
ется соединять две отвержденные отформованные конструкции
с помощью проложенного между ними слоя мокрого стеклома-
териала и смолы. Однако такое соединение не будет абсолютно
10
надежным, поскольку обычно применяемые при формовании
полиэфирные смолы не обеспечивают достаточно прочного ад-
гезионного сцепления конструкций и при этом нарушается не-
прерывность стекловолокна. Подобное соединение можно ис-
пользовать лишь в сочетании с механическим.
Для достижения равномерной прочности конструкции все
соединения должны выполняться внахлестку. Стыковые соедине-
ния, за исключением соединений с накладками, использовать не
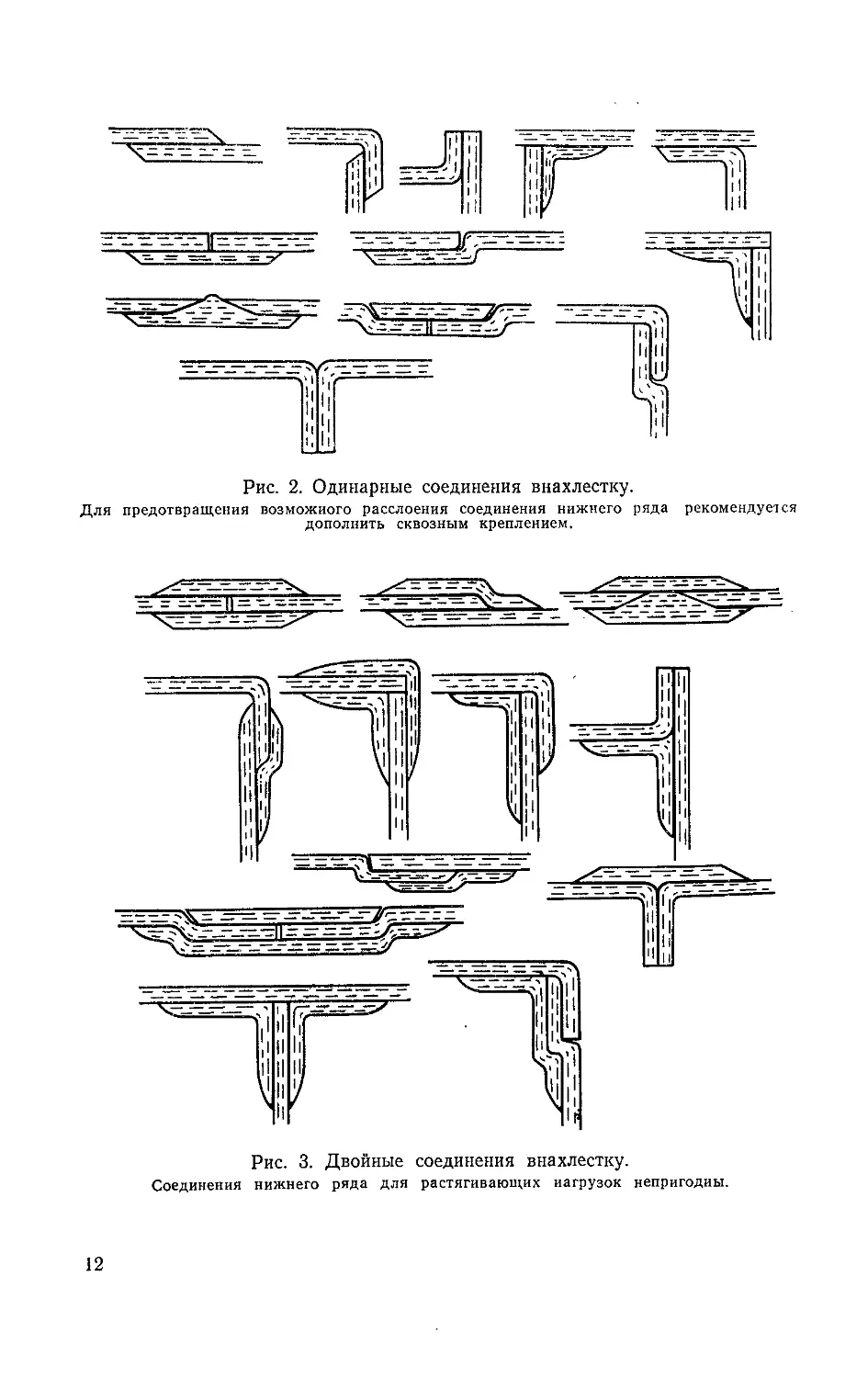
следует. Примеры рекомендуемых соединений показаны на рис. 2
и 3. Одинарные соединения внахлестку (рис. 2) могут быть
как «мокрыми», так и «сухими».
Для двойных соединений внахлестку (рис. 3) и в случае
приформовки угольников более пригодны мокрые элементы, по-
скольку мокрому стеклопластику легко придать нужную форму
и обеспечить надежный контакт сопрягаемых деталей; при
этом, если позволяет конфигурация, можно также использо-
вать на стыках накладки из другого листового или профиль-
ного материала.
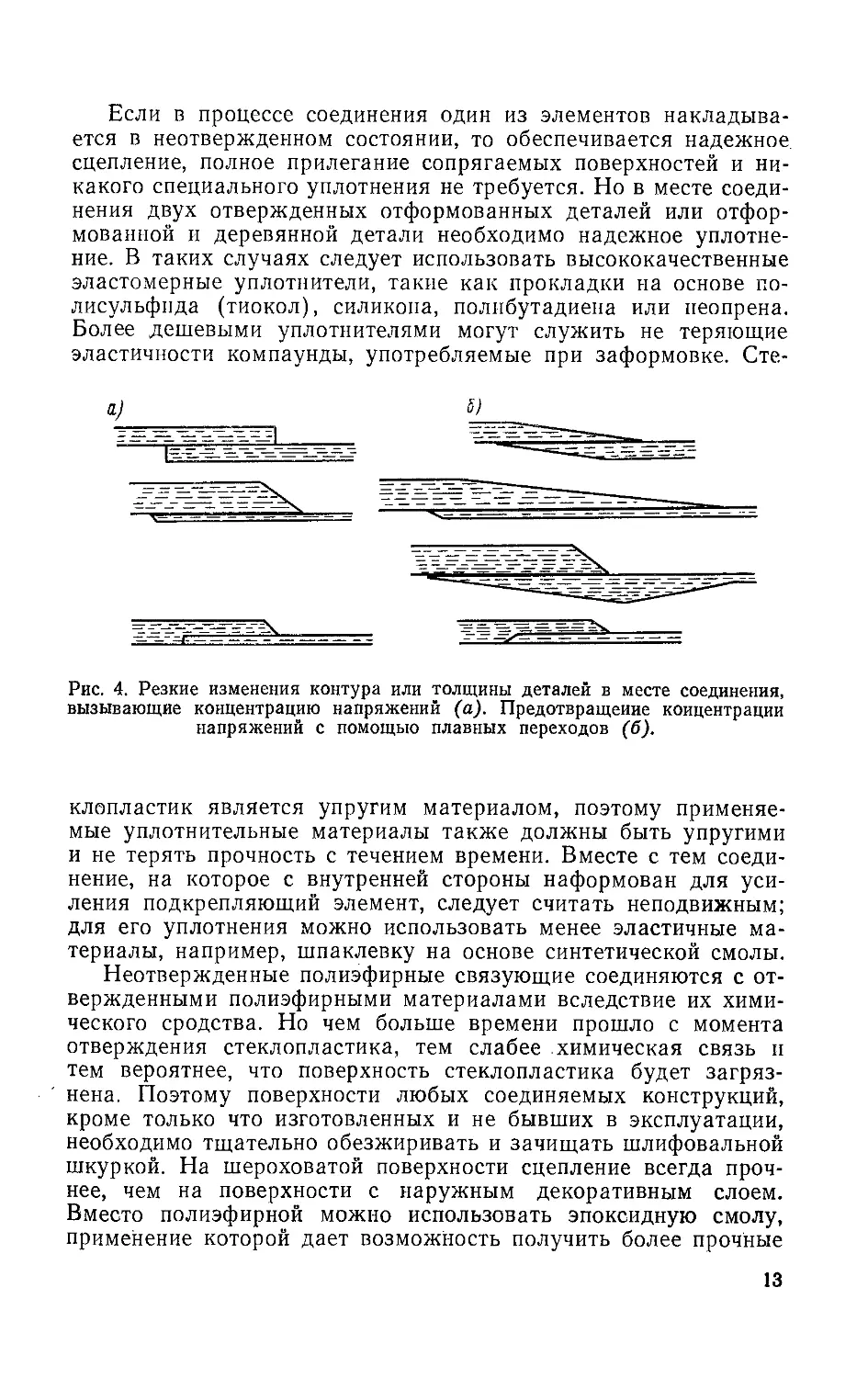
Кромки детали для соединения внахлестку должны быть ско-
шены; соединение со «ступенькой» весьма нежелательно. Если
одна из соединяемых деталей значительно толще другой
(рис. 4), соединение должно быть сглажено, так как внезап-
ное изменение толщины приводит к концентрации напряжений.
Чтобы избежать резкого изменения толщины, нередко увеличи-
вают толщину более тонкой детали в зоне соединения или под-
кладывают под нее полоску фанеры. Соединение в косой стык
достаточно прочно лишь при тщательной его проклейке или
сквозном механическом креплении. Если сухое соединение имеет
большую протяженность и по всей его длине должно быть обес-
печено плотное прилегание сопрягаемых деталей (обычное тре-
бование для формованных судовых конструкций), необходимо
очень точно выполнять раскрой. В тех случаях, когда гладкая
поверхность нужна на большой длине, проще использовать сты-
ковое соединение с V-образной разделкой кромок и накладкой
или соединение внахлестку с углублением. Такие соединения и
более надежны (если соединение легче выполнить, то меньше
вероятность, что оно будет с дефектом).
Иногда к размерам и внешнему виду внутренней стороны
отформованной конструкции предъявляются настолько жесткие
требования, что при небольшом выступе или плавно сглажен-
ном соединении внахлестку конструкция считается неприемле-
мой. Обычно эти требования касаются лишь небольшого уча-
стка соединения. В таких местах делается прямой или скошен-
ный стыковой шов, который будет подкрепляться прилегающими
к нему соседними участками соединения внахлестку. Прочность
соединения повышается, если оно пересекается каким-либо
конструктивным элементом, например, шпангоутом или пере-
боркой.
11
Рис. 2. Одинарные соединения внахлестку.
Для предотвращения возможного расслоения соединения нижнего ряда рекомендуется
дополнить сквозным креплением.
Рис. 3. Двойные соединения внахлестку.
Соединения нижнего ряда для растягивающих нагрузок непригодны.
12
Если в процессе соединения один из элементов накладыва-
ется в неотвержденном состоянии, то обеспечивается надежное
сцепление, полное прилегание сопрягаемых поверхностей и ни-
какого специального уплотнения не требуется. Но в месте соеди-
нения двух отвержденных отформованных деталей или отфор-
мованной и деревянной детали необходимо надежное уплотне-
ние. В таких случаях следует использовать высококачественные
эластомерные уплотнители, такие как прокладки на основе по-
лисульфпда (тиокол), силикона, полибутадиепа или неопрена.
Более дешевыми уплотнителями могут служить не теряющие
эластичности компаунды, употребляемые при заформовке. Сте.-
Рис. 4. Резкие изменения контура или толщины деталей в месте соединения,
вызывающие концентрацию напряжений (а). Предотвращение концентрации
напряжений с помощью плавных переходов (б).
клопластик является упругим материалом, поэтому применяе-
мые уплотнительные материалы также должны быть упругими
и не терять прочность с течением времени. Вместе с тем соеди-
нение, на которое с внутренней стороны наформован для уси-
ления подкрепляющий элемент, следует считать неподвижным;
для его уплотнения можно использовать менее эластичные ма-
териалы, например, шпаклевку на основе синтетической смолы.
Неотвержденные полиэфирные связующие соединяются с от-
вержденными полиэфирными материалами вследствие их хими-
ческого сродства. Но чем больше времени прошло с момента
отверждения стеклопластика, тем слабее химическая связь и
тем вероятнее, что поверхность стеклопластика будет загряз-
нена. Поэтому поверхности любых соединяемых конструкций,
кроме только что изготовленных и не бывших в эксплуатации,
необходимо тщательно обезжиривать и зачищать шлифовальной
шкуркой. На шероховатой поверхности сцепление всегда проч-
нее, чем на поверхности с наружным декоративным слоем.
Вместо полиэфирной можно использовать эпоксидную смолу,
применение которой дает возможность получить более прочные
13
соединения и в то же время сохранить слоистую структуру ма-
териала.
Зазор между соединяемыми элементами часто бывает доста-
точно большим, потому что невозможно обеспечить точную под-
гонку по всей длине соединения таких крупных конструкций,
как, например, корпуса и отформованного планширя или па-
лубы. При отверждении неизбежно происходит неравномерное
сжатие. Погрешности пригонки нередко удается исправить при
помощи механических креплений. Этому способствует естествен-
ная гибкость отформованных заготовок, позволяющая подтяги-
вать одну заготовку к другой. Попытка использовать в таких
случаях слои пропитанного связующим компонентом стекломата
приводит к еще большему разъединению полуэластичных от-
формованных элементов. Однако стягивание краев соединяемых
частей с помощью механических креплений допустимо лишь
в ограниченных пределах, поскольку эти части должны оста-
ваться ненагруженными.
Способы соединений отформованных конструкций с деревян-
ными или металлическими деталями в общем такие же, как и
двух отформованных заготовок. Следует избегать стыковых сое-
динений и стараться применять какую-либо разновидность сое-
динения внахлестку. При выполнении мокрого соединения на
деталь необходимо сначала нанести грунт, наиболее подходя-
щий для того материала, из которого она сделана. Площадь
контакта сопрягаемых деталей в таком соединении должна быть
достаточно большой, а сопряжение следует осуществлять вза-
мок. При этом формованная конструкция охватывает значи-
тельную часть детали из другого материала и соединение полу-
чается намного прочнее, чем в случае контакта деталей по
плоскости. Зачастую удается спроектировать соединение таким
образом, что деталь оказывается заделанной внутрь формован-
ной конструкции.
Если нет подходящих грунтов для дерева или металла, то
сцепление вряд ли будет надежным. В таких случаях вместо
приформовки следует использовать механическое крепление или
склеивание. Склеивание и обычные способы крепления, как пра-
вило, дают удовлетворительные результаты при условии грамот-
ного исполнения. Поскольку они хорошо знакомы, надежность
соединения будет большей даже при недостатке опыта, что
также немаловажно.
§ 1.5. Недопустимость подгонки
с приложением значительных усилий
При соединении двух отвержденных жестких отформованных
заготовок, как и отвержденной заготовки и деревянной детали,
не допускается подгонка с приложением значительных усилий.
14
В случае подгонки отформованной заготовки с усилием напря-
жения появятся не только в соединении, но и. в значительной
части заготовки, вследствие чего она будет более склонна к раз-
рушению. Это обстоятельство может свести на нет расчеты проч-
ности или, во всяком случае, снизить ее запас. Аналогично
нельзя устанавливать с усилием какие-либо элементы внутрь
корпуса. В частности, при установке с усилием жестких несжи-
маемых элементов конструкции, таких, как переборки, уже мо-
гут возникнуть значительные напряжения и появиться точки
резкой концентрации напряжений.
Нередко для заполнения небольших зазоров между сопря-
гаемыми деталями используют шпаклевку в виде смеси смолы
со стекловолокном. В процессе соединения деревянной детали
с формованной конструкцией деталь подгоняют под контур кон-
струкции (снимают излишки материала с поверхности детали
или наносят на нее слой шпаклевки). При проектировании по-
лучаемых формованием двух конструкций необходимо иметь
в виду, что они должны точно подходить одна к другой. Од-
нако если в процессе отверждения эти конструкции не закре-
пить как следует, то заданные на их изготовление жесткие
допуски не удастся выдержать и конструкции могут деформиро-
ваться. В том случае, когда две отформованные заготовки со-
всем не стыкуются, правильнее одну из них заменить, а не пы-
таться подогнать к другой. Если допуски имеют решающее зна-
чение, заготовки должны отверждаться в приспособлениях,
фиксирующих их положение.
Во всех случаях предпочтительнее соединять две заготовки
сразу же по окончании формования, пока они еще не заполи-
меризовались и достаточно гибки. Форму находящихся в таком
состоянии заготовок легко изменить без приложения значитель-
ных усилий.
Кроме того, если отверждаются правильно соединенные за-
готовки, то любая остаточная деформация лишь способствует
улучшению их прилегания и получению заданной формы кон-
струкции.
. Быстротвердеющие смолы отверждаются в форме; им не при-
суща так называемая сырая стадия. Поэтому, если точная под-
гонка двух заготовок невозможна, целесообразно одну из них
формовать с использованием обычных, медленно отверждаю-
щихся смол. Через непродолжительное время после формова-
ния обе заготовки соединяют. Недостаточно точная подгонка
их компенсируется более высокой эластичностью одной из за-
готовок.
Трудно получить грубую внутреннюю поверхность отформо-
ванной заготовки с обеспечением жестких допусков. Если нет
полного контакта формуемой заготовки с формой, обеспечиваю-
щей соблюдение ее конфигурации и размеров, то неизбежна
некоторая неровность внутренней поверхности заготовки. В этих
1S
случаях точная подгонка невозможна и между заготовками при-
ходится оставлять достаточно большие зазоры. Колебания тол-
щины стенки могут достигать 10% для толстостенных и 50%
для тонкостенных или грубо отформованных конструкций.
Для точного соединения по внутренней поверхности отфор-
мованной заготовки -следует путем механической обработки уда-
лить выступы, а возможно, и значительную часть самой заго-
товки. Этого удается избежать, если заготовки подгонять на
той стадии, когда одна из них еще мокрая. Другой возможный
вариант подгонки — оставить между заготовками зазор и за-
тем заполнить его уплотнительным материалом.
§ 1.6. Изгибы
Изгибы и угловые сопряжения могут быть весьма различными
по толщине. Когда внутренний изгиб формуется, то теорети-
чески расположенные последовательно слои должны оставаться
взаимно параллельными; каждый из них изгибается по одному
и тому же радиусу, центры изгиба при этом должны распола-
гаться в разных точках. При гибке же металлического листа
он плавно изгибается относительно нейтральной оси, причем
каждая его часть изгибается по своему радиусу вокруг общего
центра.
' В действительности картина изгиба формуемой конструкции
отличается от теоретической. Отдельные слои такой конструк-
ции заполняют пустоты, образующиеся в месте изгиба, и тол-
щина материала здесь возрастает. Последние слои формуемой
детали изгибаются по значительно большему радиусу, чем пер-
вый слой. Кроме того, смола часто стекает вниз и скаплива-
ется в месте изгиба, вследствие чего толщина изогнутого уча-
стка становится больше общей толщины формуемой кон-
струкции.
Обратное явление наблюдается, когда формование ведется
по наружной поверхности изгиба или углового перехода. При
изгибе под острым углом существует опасность сильного рас-
тяжения и даже надрыва стекломата, поэтому толщина участка
изгиба бывает меньше толщины остальной части детали. Кроме
того, смола обычно оттекает от изогнутых участков, что также
способствует уменьшению их толщины и прочности, и вероят-
ность появления надрывов увеличивается. Последующие слои,
скорее всего, тоже будут иметь ослабленные участки, при этом
все они расположатся по одной линии, так что вдоль изогнутого
участка окажется зона пониженной прочности. Чтобы избежать
ослабления слоев, необходимо вдоль наружного изгиба прифор-
мовать дополнительные полосы стекломатериала. Узкие полосы
в месте изгиба не лопнут, а часть широкого полотнища в этом
случае лопнула бы.
16
§ 1.7. Соединение с деревянными деталями
3^37
К соединениям с деревянными деталями следует относиться
особенно внимательно. Отставание приформованных угольников,
которыми крепят основные элементы конструкции, такие как пе-
реборки и шпангоуты,— широко распространенный дефект. Из-
вестно, что при использовании полиэфирных смол в соедине-
ниях с деревом хорошая адгезия не обеспечивается. Однако
применяя эти смолы, можно получить прочные соединения, если
площадь контакта соединяемых поверхностей будет достаточ-
ной, а смола хорошо пропитает неокрашенное, сухое и чистое
дерево надлежащего сорта, предварительно обработанное гру-
бой шлифовальной шкуркой. Обычные смолы, используемые
в производстве слоистых пластиков, являются тиксотропными и
слишком густыми, чтобы пропитать дерево. Поэтому необхо-
димо предварительно нанести на поверхность дерева менее вяз-
кую смолу, которая легче впитывается .в дерево и сцепляется
с ним. Затем наносят более густые смолы, которые за счет хи-
мических реакций соединяются с предварительно нанесенной
смолой. Если нет жидких грунтовочных смол, их можно приго-
товить, добавив в обычную чистую полиэфирную смолу, пред-
почтительно нетиксотропную, 10% стирола, который является
наилучшим растворителем. Если стирола нет под рукой, берут
ацетон; поскольку ацетон, в отличие от стирола, не участвует
в химической реакции, его содержание нужно уменьшить
До 5%.
Полиэфирная смола быстро разжижается при нагревании,
поэтому нагретую смолу допускается использовать в качестве
грунтовки. Помните, что холодные смолы становятся густыми
и плохая адгезионная связь в значительной степени объясня-
ется применением холодных загустевших смол. Не перегревайте
смолу — температура ее воспламенения низка, всего +24° С,
и она может загореться. Степень нагрева можно регулировать,
например, погружая банку со смолой в горячую воду, темпера-
тура которой поддерживается не выше, чем в умеренно теплой
ванне. Нагретая смола будет впитываться гораздо быстрее.
Содержание катализатора следует уменьшить до половины или
даже до четверти обычного количества, иначе процесс может
стать неуправляемым. Перед введением катализатора в смолу
его необходимо нагреть. В качестве грунтовки иногда исполь-
зуют ускоритель па основе нафтената кобальта, но ввиду его
взрывоопасности непрофессионалам применять данный ускори-
тель не рекомендуется (см. также приложение IV.5).
Консервирующими составами для дерева следует пользо-
ваться с большой осторожностью. Многие из них отрицательно
влияют на полиэфирную смолу, особенно на поверхность, по
которой происходит сцепление. Это влияние крайне опасно,
потому что в течение некотбрргб времени оно не проявляется —
. % - г, ’ \ и •
до тех пор, пока под действием сырой, способствующей разви-
тию гниения атмосферы не начнут действовать активные компо-
ненты консервирующего вещества. Лучше избегать применения
консервирующих веществ, но если они необходимы или дерево
уже обработано ими, на прочную связь надеяться не следует.
В таких случаях целесообразнее использовать «сухие» соедине-
ния или подкреплять мокрую поверхность, наформованную с пе-
рекрытием, винтами после ее отверждения. Следует иметь
в виду, что сами полиэфирные смолы обладают в какой-то сте-
пени консервирующими свойствами.
В некоторых случаях при формовании на дереве рекоменду-
ется применять эпоксидные смолы, обладающие более высокими
адгезионными свойствами. Эти смолы сначала используются
как жидкая грунтовка при пропитке дерева. Самым распрост-
раненным растворителем для эпоксидных смол служит ацетон,
но его следует употреблять в умеренных дозах (не более 5%).
Излишнее количество ацетона, оставаясь в смоле, может умень-
шить ее прилипаемость. Эпоксидные смолы разжижаются и при
нагревании, но поскольку никаких изменений в соотношении
между количеством смолы и отвердителя не допускается, уп-
равлять временем отверждения невозможно. Существуют ре-
активные растворители, пригодные для этих смол. Безусловно,
при правильном употреблении эпоксидных смол обеспечивается
лучшая адгезия, но ввиду высокой стоимости и сложной тех-
нологии использования применение этих смол для соединения
деревянных деталей в случае достаточно большой площади
контакта и умеренной нагрузки себя не оправдывает.
Древесина различных сортов впитывает неодинаковое коли-
чество смолы. Наименее прочным будет соединение формован-
ных конструкций с древесиной твердых пород, плохо впиты-
вающих смолу, или с маслянистой, например, тиком. Для уда-
ления масла с поверхности такой древесины ее обезжиривают
растворителями, например, ацетоном. Если все же нет уверен-
ности в надежности соединения, его дополняют обычным креп-
лением, с помощью которого удается увеличить силу трения и
сильнее прижать одну деталь к другой.
§ 1.8. Соединение с металлическими деталями
Время полимеризации полиэфирных смол может увеличиваться
или уменьшаться в зависимости от того, с какими металлами
они находятся в контакте. Из широко используемых в судо-
строении металлов необходимо упомянуть медь, которая способ-
ствует увеличению времени полимеризации. Однако это увели-
чение можно не учитывать, если площадь контакта мала или
не имеет конструктивного значения, как, например, в случае
использования надежно охватываемой закладной детали либо
редко расположенных латунных крепежных деталей. Крупные
18
или ответственные детали не следует изготавливать из меди
или материалов, содержащих медь, в противном случае их не-
обходимо облицовывать другим материалом.
Охватываемую закладную деталь из меди или латуни
можно сначала покрыть слоем полиэфирной смолы, после чего
дать ей заполимеризоваться, чтобы смола образовала барьер,
позволяющий уменьшить влияние металлической детали на ок-
ружающую ее мокрую смолу конструкции. Эпоксидная смола
(в отличие от полиэфирной) не вступает в реакцию с медью,
поэтому особо отвётственные детали из материала, содержа-
щего медь, например, латунные или бронзовые, рекомендуется
грунтовать именно эпоксидной смолой. Затем на отвердевшую
грунтовку наносят полиэфирную смолу. Защитная оболочка из
эпоксидной смолы требуется при выполнении наиболее ответст-
венных деталей. Она должна быть полностью отвержденной.
Считается, что отверждение таких покрытий необходимо про-
изводить в термокамере, в действительности это не так уж обя-
зательно и, кроме того, при отверждении в термокамере не-
редко бывает трудно обеспечить надлежащий контроль тем-
пературы.
Для получения надежного сцепления стеклопластика со
сталью и алюминием эти металлы предварительно покрывают
травящей грунтовкой на основе фосфорной кислоты. Такие
грунтовки выпускают фирмы «Крода» и «Пайрини». Через
короткий промежуток времени эти грунтовки нужно смыть,
иначе их воздействие на металл будет продолжаться даже под
слоем смолы. Лучше всего использовать травящую грунтовку,
которая сообщает материалу и антикоррозионные свойства.
Поверхность металла должна быть тщательно обезжирена
высокоэффективным обезжиривающим растворителем, напри-
мер четыреххлористым углеродом. Необходимо помнить, что
если после обезжиривания с материалом обращаться неакку-
ратно, оставлять отпечатки пальцев и т. п., то весь результат
обезжиривания сведется на нет.
Обычно в случае правильной обработки стали и алюминия
соединения с ними получаются более прочными, чем соедине-
ния с медью, латунью и бронзой. При шероховатых поверхно-
стях, таких, которые характерны для покрытой ржавчиной или
оцинкованной стали, они оказываются более надежными, чем
при гладких, полированных поверхностях (нержавеющая сгаль
или металл с блестящим покрытием).
§ 1.9. Соединение с деталями из других материалов
Пористые материалы (мягкий и твердый картон, гипс, цемент,
холст) можно обрабатывать так же, как и дерево, тонким
слоем грунтовочной смолы. Резину необходимо протереть раз-
бавленной серной кислотой, например, электролитом кислотной
2*
19
аккумуляторной батареи. Такая обработка вызывает появление
на поверхности резины микроскопических волосяных трещин, ко-
торые обеспечивают более надежное сцепление.
В связи с тем, что многие высококачественные листовые
пластмассы имеют «восковую» поверхность, сцепление с ними
полиэфирной и эпоксидной смол оказывается непрочным. Однако
при использовании специально разработанных полиэфирных
смол можно получить прочное соединение их с поливинилхло-
ридом некоторых сортов, по эти смолы следует применять
только после предварительного опробования.
Вспененный полистирол (пенополистирол) очень быстро под-
вергается разрушительному воздействию полиэфирных смол.
Иногда его защищают с помощью эпоксидного герметика или
более дешевого битума и битумно-эпоксидных покрытий. Целе-
сообразно также упаковать пенополистирол в полиэтиленовый
мешок.
Вспененный поливинилхлорид при контакте со смолой под-
вержен размягчению, но если она схватывается быстро, дефек-
тов почти не возникает. Чем более эластичен вспененный мате-
риал, тем менее стоек он к размягчению.
Обыкновенное листовое стекло нелегко соединить с формо-
ванной конструкцией (волокна стекла подвергаются на заводе
специальной обработке), поэтому оно является идеальным ма-
териалом для плоских форм.
Для соединения с деталями из туфнола 1 и аналогичных ма-
териалов поверхности деталей из стеклопластика необходимо
придать шероховатость. Если поверхность детали получена в ре-
зультате механической обработки или распиливания без после-
дующей отделки, то соединение будет достаточно надежным.
§ 1.10. «Сухие» соединения
Понятие «сухое» соединение означает соединение двух элемен-
тов, которое выполняется без применения пропитанного смолой
стекломатериала или жидкой смолы, например, соединение двух
отвержденных стеклопластиковых заготовок с помощью клея
или болтов, крепление деревянной детали к отформованной за-
готовке винтами. Такие соединения применяют работники верфи
при оснащении стеклопластиковых судов и любители в тех слу-
чаях, когда, не имея под рукой стекломатериала и смолы, они
должны закрепить на судне какую-либо деталь или произвести
аварийный ремонт в море.
На рис. 5 показаны некоторые наиболее характерные спо-
собы, в равной степени пригодные как для присоединения к от-
формованным конструкциям деревянных и металлических де-
талей, так и для соединения двух отформованных заготовок
1 Пропитанная синтетической смолой бумага.— Прим, перев.
20
между собой. Хорошее качество работы в этом случае так же
важно, как и при соединении двух деревянных деталей в про-
цессе обычных работ.
Прошли те времена, когда стеклопластиковое судно таких
размеров, как прогулочное, можно было оснащать, применяя
исключительно сухие соединения. Несмотря на то, что все ра-
боты по изготовлению конструкций выполняются на предприя-
Рис. 5. Сухие соединения, осуществляемые с помощью: а — деревянной
планки, установленной на винтах или иа клею; б — металлического уголка,
прикрепленного болтами или самонарезающими винтами; в — деревянных
или металлических стыковых накладок; г — установленных на клею тонких
деревянных планок на участке большой кривизны.
тии, где формуется корпус, тому, кто оснащает прогулочное
судно, необходимо иметь достаточные знания о простейших про-
цессах формования, чтобы суметь изготовить хотя бы широко
используемый стеклопластиковый угольник.
§ 1.11. Недопустимость установки арматуры
на неподкрепленную конструкцию
К отформованной конструкции, если она не обладает в месте
крепления достаточной прочностью, нельзя крепить детали, вос-
принимающие сосредоточенные нагрузки. Это очевидно, и все
же большое количество элементов арматуры было вырвано из
21
отформованных судовых конструкций, не имеющих утолщений
и подкреплений, а также из конструкций, изготовленных из лег-
кой судостроительной фанеры и даже из добротной деревян-
ной обшивки.
А ведь так просто увеличить толщину формованной конструк-
ции и укрепить ее в том месте, где необходимо установить эле-
мент арматуры, или подложить под него деревянный брусок для
распределения нагрузки на большую площадь. Не следует по-
лагать, что тонкая оболочка сможет выдержать значительную
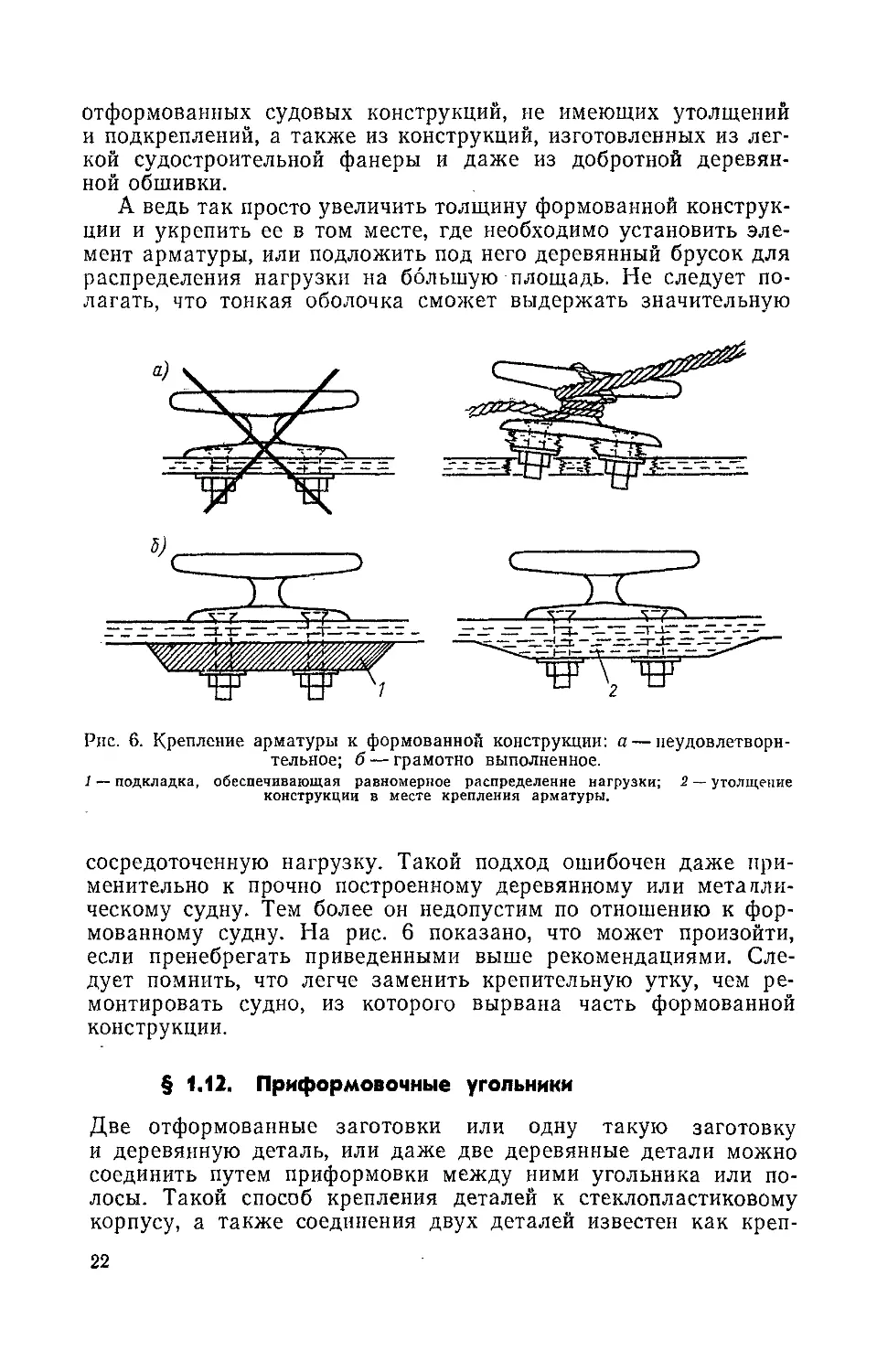
Рис. 6. Крепление арматуры к формованной конструкции: а — неудовлетвори-
тельное; б — грамотно выполненное.
1- подкладка, обеспечивающая равномерное распределение нагрузки; 2 — утолщение
конструкции в месте крепления арматуры.
сосредоточенную нагрузку. Такой подход ошибочен даже при-
менительно к прочно построенному деревянному или металли-
ческому судну. Тем более он недопустим по отношению к фор-
мованному судну. На рис. 6 показано, что может произойти,
если пренебрегать приведенными выше рекомендациями. Сле-
дует помнить, что легче заменить крепительную утку, чем ре-
монтировать судно, из которого вырвана часть формованной
конструкции.
§ 1.12. Приформовочные угольники
Две отформованные заготовки или одну такую заготовку
и деревянную деталь, или даже две деревянные детали можно
соединить путем приформовки между ними угольника или по-
лосы. Такой способ крепления деталей к стеклопластиковому
корпусу, а также соединения двух деталей известен как креп-
22
ление стекломатом или стеклоровницей и является универсаль-
ным. Он обеспечивает соединению прочность и легкость, позво-
ляет рассредоточить действующую нагрузку, отличается быст-
ротой и легкостью выполнения и не связан с- большими затра-
тами. Угольник прилегает к соединяемым элементам плотно,
независимо от сложности их профиля, поскольку он формуется
в мокром состоянии прямо на месте. Благодаря химическому
взаимодействию материала угольника с чистой поверхностью
стеклопластика достигается превосходное их сцепление. Этот
принцип лежит в основе многих соединений и креплений, опи-
санных в данной книге. Он весьма распространен.
Сам способ предельно прост. Придайте детали (или дета-
лям) форму, необходимую для стыковки. Проверьте их под-
гонку, поскольку как только начнется работа, вносить дальней-
шие изменения уже не будет возможности, и подготовьте по-
верхности. Если соединяемые детали сами не удерживаются
в необходимом взаимном положении, зафиксируйте их с по-
мощью зажимов, подставок или липкой ленты. Отформуйте
стеклопластиковый угольник или полосу между деталями, ис-
пользуя их в качестве формы. Не освобождайте детали из вре-
менных креплений до тех пор, пока смола не отвердеет и они
не окажутся жестко закрепленными в нужном положении.
Иногда, чтобы удержать детали в необходимом взаимном поло-
жении, их можно сначала прихватить в нескольких местах бы-
стротвердеющим материалом (аналогично выполнению при-
хваточных сварных швов). Угольник формуется по возмож-
ности на обеих сторонах соединяемых деталей, за исключением
легких деталей, не относящихся к основной конструкции. Од-
нако формование его по стороне с наружным декоративным
слоем производится редко, поскольку оно портит внешний вид
отделки.
Соединяемые детали должны быть надежно зафиксированы
от перемещений до тех пор, пока не произойдет полное отверж-
дение приформовочных угольников, так как в противном слу-
чае в последних могут образоваться трещины и пустоты и соеди-
нение окажется непрочным. Легкую, хорошо уравновешенную
деталь иногда просто придерживают рукой, полагаясь на силу
сцепления (за счет прилипания смолы), но для тяжелых дета-
лей или для таких, точное положение которых очень важно,
подобной фиксации недостаточно.
Прежде чем смола отвердеет, проверьте еще раз положение
соединяемых деталей на случай возможного смещения (через
прозрачную смолу метки хорошо видны). Как только угольник
станет жестким, деталь очень трудно будет сместить, не повре-
див соединения. В производственных условиях следует пользо-
ваться зажимами. Успех предварительного изготовления и при-
менения крупных отформованных секций во многом зависит
от точности расположения основных элементов конструкций и
23
мест крепления. В случае же необходимости корректировки их
положения потребуется проведение дополнительных работ и
может быть нарушен график производства.
§ 1.13. Заделка подкладок
Формованная конструкция в месте установки на ней арматуры
должна быть обязательно усилена. В качестве усиливающего
ее элемента широко используют свободно установленные или
приформованные подкладки; место установки арматуры стано-
вится более массивным, а действующая нагрузка распределя-
Рис. 7. Подкладки под арматурой: а — полностью заделанные; б — открытые;
в — из перфорированного стального листа.
ется на большую площадь формованной конструкции. Чаще
всего подкладки изготовляют из дерева — самого доступного,
дешевого и легко поддающегося обработке материала. Кроме
дерева можно использовать металл или туфнол. При выполне-
нии работ самого высокого класса применяют штампованные
подкладки из перфорированного металлического листа (рис. 7).
Перед установкой подкладки зачистите поверхность кон-
струкции шлифовальной шкуркой для удаления выступов и об-
работайте подкладку так, чтобы она плотно прилегла к своему
месту. Просверлите отверстия. Приформуйте подкладку, исполь-
зуя заделочный компаунд, уплотнительный состав или мокрый
стекломат. Размеры подкладки выбирайте с учетом назначения
арматуры, величины и направления действия нагрузки. Имеют
значение толщина отформованной конструкции, площадь сво-
бодного пространства в месте установки подкладки и наличие
поблизости от него прочных конструктивных элементов. Под-
кладка под арматуру, которая воспринимает большие нагрузки,
должна быть достаточной для распределения нагрузки на зна-
24
чительную площадь. Ее необходимо соединить с прочными эле-
ментами конструкции или опереть на подкрепляющие связи.
Возможно, сначала понадобится укрепить отформованную кон-
струкцию для придания ей дополнительной прочности. Чтобы
уменьшить концентрацию напряжений, все углы нужно тща-
тельно скруглить, а с кромок снять фаски.
Подкладка может быть включена в конструкцию путем на-
формовки материала поверх нее. В этом случае она перестает
быть самостоятельной деталью, присоединяемой с применением
уплотнительных элементов, и становится частью конструкции,
обеспечивая ее местное утолщение, способное вынести значи-
тельные нагрузки. Подкладку лучше открыто устанавливать на
поверхности, чем слегка и неаккуратно заделывать в конструк-
цию, оставляя негерметичные участки, через которые будет про-
сачиваться вода, и карманы, в которых она будет скапливаться.
Кроме того, возможно, заделка окажется пористой. Подкладки
часто включаются в конструкцию в процессе ее формования,
но нужно внимательно следить за тем, чтобы они точно заняли
предназначенное для них место. Если подкладка имеет боль-
шие размеры, можно допустить некоторую свободу в выборе
места установки как подкладки, так и арматуры. Заделывать
подкладку в конструкции не обязательно, сквозное крепление
арматуры будет надежно ее удерживать. Однако, если под-
кладка установлена на герметизирующем составе, то в месте
ее крепления возможно появление течи.
Если на арматуру (и подкладку) действуют сжимающие или
срезывающие усилия, то простой заделки достаточно. Но если
нагрузка может вызвать значительное растяжение, т. е. она дей-
ствует так, что стремится оторвать подкладку от формованной
конструкции, необходимо сквозное крепление подкладки, чтобы
не произошло расслоения. Расслоение произойдет лишь в том
случае, если подкладка и арматура размещены по одну сто-
рону от формованной конструкции. При расположении их по
разные стороны от конструкции (см. рис. 6) расслоение невоз-
можно.
Если нет опасений, что нагрузка будет растягивающей, де-
ревянную подкладку закрепляют шурупами, но если такие опа-
сения есть, используют металлические болты. Все основные кре-
пительные утки и планки, стойки, направляющие для проводки
снастей, проушины, вант-путенсы и комингсы крепят болтами.
Кормовой буртик, доски деревянного настила, банки и большую
часть деревянной оснастки в обычных случаях устанавливают
на шурупах. Однако выбор способа крепления прежде всего за-
висит от размеров и назначения судна. Требования, предъявляе-
мые к креплениям крупного прогулочного судна, могут ока-
заться излишними для маленькой шлюпки, а крепления, при-
меняемые на шлюпках, вряд ли окажутся безопасными для
более крупных судов.
25
§ 1.14. Рейки
лами по длине (рис. 8).
Закрепленные полосами
деланные рейки выглядят
Рис. 8. Крепление длинных ре-
ек приформованными полосами.
Длинные рейки для крепления полки или койки можно заделы-
вать в конструкцию не по всей их длине, хотя при полной за-
делке внешний вид получается более аккуратным. Кроме того,
допускается закреплять рейки несколькими отформованными
полосами или поставленными на клею накладками с интерва-
или накладками, а не полностью за-
непривлекательно, придают узлам
неэстетичный вид, поэтому их
лучше размещать так, чтобы они
не были видны или оказались за-
крытыми прикрепляемой к ним де-
ревянной арматурой.
§ 1.15. Болтовые соединения
Грубоватый угольник из стеклопла-
стика режет глаз, если он присое-
диняется к гладкой поверхности
формованной конструкции, покры-
той наружным декоративным слоем. Более аккуратный внеш-
ний вид имеет соединение болтами, пропущенными сквозь кон-
струкции, особенно когда ими же крепят деревянную подкладку.
Болтовые соединения необходимы в тех случаях, когда растя-
гивающая нагрузка может вызвать расслоение. Болты часто
используют для укрепления соединения на основе химической
связи (с целью страховки), особенно если оно выполняется на
поверхности, покрытой наружным декоративным слоем, где эта
связь не может быть такой же надежной, как на шероховатой
внутренней поверхности.
Если в месте крепления болтами какой-либо детали под-
кладка не устанавливается, рекомендуется увеличить толщину
оболочки, для чего следует наформовать несколько дополни-
тельных слоев материала. Утолщенная оболочка будет значи-
тельно лучше противостоять большим сосредоточенным нагруз-
кам, передаваемым на конструкцию болтами. Весьма помогает
расширить площадь контакта при соединении конструкций при-
менение шайб, имеющих увеличенные размеры.
В случае использования болтов необходимо следить за тем,
чтобы не повредить формованную конструкцию. Болт может
оказывать на нее весьма значительное давление. Очень важно
не перетянуть болты, ибо чем сильнее мы затягиваем их, тем
больше смолы выкрашивается, и болт вместо того, чтобы плотно
обжимать соединение, ослабляет его. С помощью дополнитель-
ных найлоновых, неопреновых или резиновых шайб и прокла-
док, применяемых в качестве амортизаторов для формованной
26
конструкции, можно предотвратить ее разрушение неуклюжими
рукдми, в которые попал гаечный ключ. При небольших разме-
рах крепежных деталей разрешается использовать только по-
лиэтиленовые или найлоновые шайбы, без металлических.
В случае установки жесткой металлической детали, в особен-
ности тяжелой или воспринимающей большие нагрузки, ее необ-
ходимо изолировать от формованной конструкции с помощью
тонкой прокладки. Это избавит от повреждений обогащенный
смолой наружный декоративный слой или выступы на внутрен-
ней поверхности конструкции. Для крепления небольших дета-
лей вполне достаточно использовать скрепляющие компаунды,
но для двигателя, степса мачты или лебедки требуется рези-
новая прокладка, предпочтительно на основе неопрена. При
легких режимах нагружения деталей вместо прокладки можно
применять каучуковые краски.
§ 1.16. Размещение креплений
Болты, заклепки и винты следует располагать, отступив от края
конструкции на расстояние, превышающее их диаметр не ме-
нее чем в 2,5 раза, а интервал между крепежными деталями
должен быть больше их диаметра не менее чем в 3 раза.
Качество кромок, если только они не отбортованы, или
сквозных отверстий после формования часто бывает неудовле-
творительным. Очень нелегко, особенно для начинающих судо-
строителей, обеспечить при формовании конструкции ее высокое
качество до самого края формы. Поэтому целесообразно (даже
в тех случаях, когда используются мелкие крепежные детали,
диаметр которых меньше удвоенной толщины оболочки отфор-
мованной конструкции) расстояние от края конструкции до кре-
пежной детали увеличивать не менее чем на 25 мм.
§ 1.17. Заклепки
Заклепки можно использовать для соединения частей формо-
ванной конструкции или крепления к ним деревянных или ме-
таллических деталей. Очень важно при расклепывании закле-
пок не раскрошить твердую и хрупкую смолу, поэтому для
более равномерного распределения усилий под заклепки необхо-
димо устанавливать шайбы крупных размеров. Удары молотка
могут привести к выкрашиванию смолы. Заклепки должны быть
Мягкими и легко деформируемыми. Применение горячей клепки
Невозможно из-за температурных ограничений для смолы. За-
клепочные соединения целесообразно использовать при крепле-
нии мелкой арматуры; их не следует применять ниже уровня
Ватерлинии на боковых килях и в других местах, подверженных
износу. При постановке заклепок в таких местах происходит их
Ослабление, приводящее к возникновению протечек. Соединение
27
заклепками слоя стеклопластика, помещенного между двумя
слоями дерева, надежнее, чем соединение, при котором заклепки
расклепываются непосредственно на поверхности стеклопла-
стика. В большинстве случаев более предпочтительны трубча-
тые заклепки (пистоны), поскольку они расклепываются путем
приложения непрерывно регулируемого тянущего усилия с по-
мощью специального инструмента. Не рекомендуется применять
обычные заклепки или обжимные крепления, если вместо них
можно использовать какие-либо другие виды креплений.
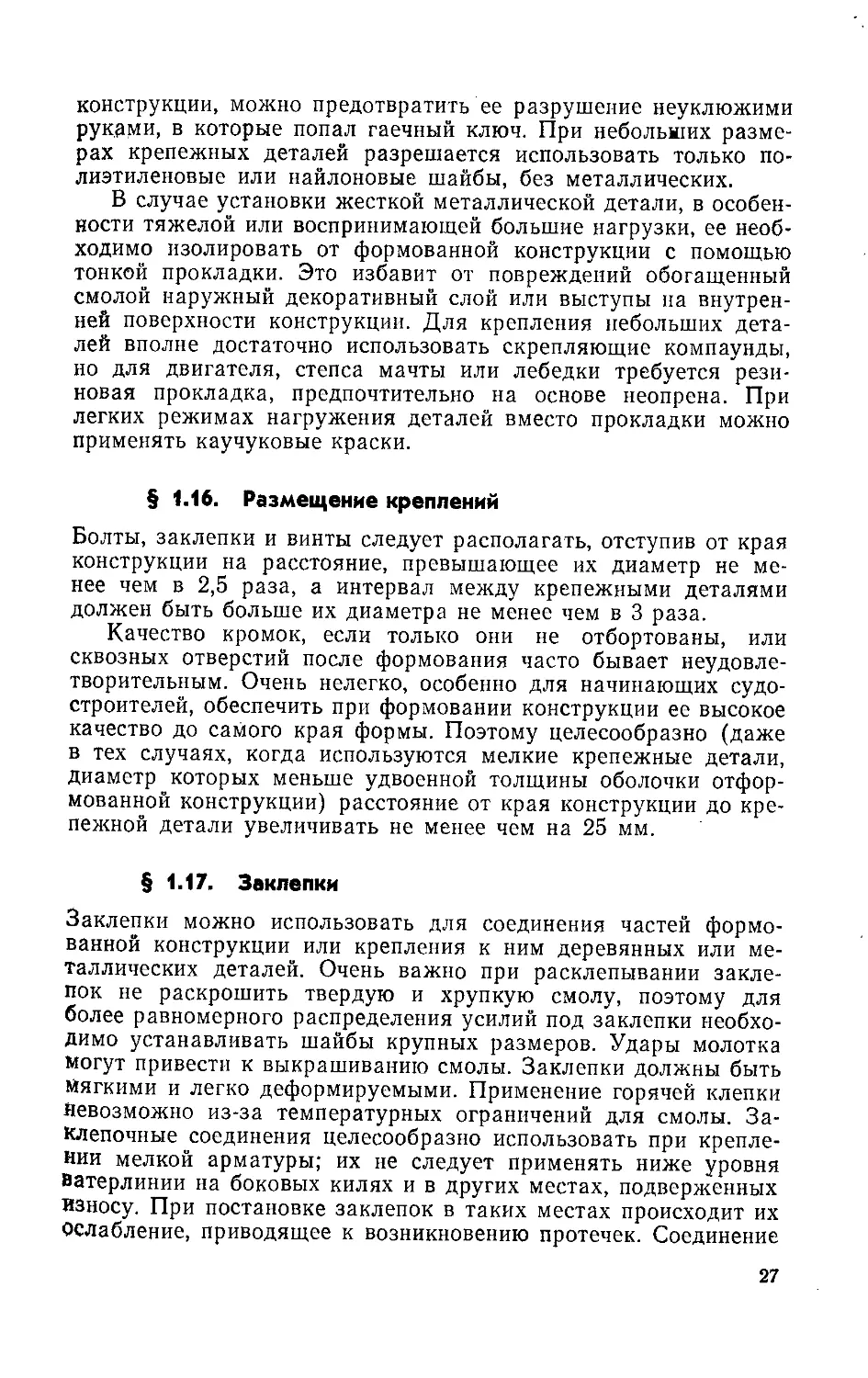
§ 1.18. Трубчатые заклепки (пистоны)
Пистон состоит из полого корпуса с отбортовкой на одном торце,
в который свободно вложен центральный сердечник. С помощью
специального инструмента этот сердечник захватывают и тянут.
Рис. 9. Постановка трубчатых заклепок (пистонов): а — заклепка до раз-
вальцовки; б — сердечник с отрывной головкой; в — исходное положение
элементов перед развальцовкой заклепки; г — начало процесса развальцовки;
д — завершение развальцовки; е — развальцованная заклепка.
Головка на конце сердечника развальцовывает второй торец
пистона и плотно его сжимает. Затем под действием тянущего
усилия она отрывается и выпадает из пистона (рис. 9). Такой
способ соединения в случае надлежащего выбора пистонов мо-
жет быть использован при свободном доступе к соединяемым
элементам только с одной стороны. Полые пистоны будут, ра-
зумеется, пропускать воду, поэтому применять их следует ос-
мотрительно. У некоторых пистонов один торец делается закры-
тым, а оставшаяся внутри корпуса головка сердечника иногда
ржавеет, что приводит к появлению пятен на поверхности сое-
диняемой конструкции.
28
В местах постановки пистонов толщину стенки формованной
конструкции необходимо увеличивать, за исключением тех слу-
чаев, когда применяются очень мелкие пистоны. Усилия, воз-
никающие в соединяемых элементах при развальцовке торца
пистона, могут раздробить тонкую или недостаточно прочную
стенку формованной конструкции, так что пистон пройдет на-
сквозь. Поэтому очень важно правильно выбрать размеры от-
верстия под пистон. Если доступ к соединению возможен с обеих
сторон, то при клепке пистонами следует использовать шайбы.
§ 1.19. Самонарезающие винты
Узлы и детали небольших размеров — фирменные дощечки, ос-
ветительную арматуру, приборы, которые подвергаются очень
небольшим нагрузкам, можно крепить непосредственно к фор-
мованной конструкции с помощью самонарезающих винтов. Но
их не следует использовать для установки крупной арматуры
или предметов, подвергающихся воздействию нагрузок, натяже-
нию или периодически демонтируемых.
Самонарезающий винт — это винт с закаленной резьбовой
частью, который, в соответствии с названием, при вворачива-
нии сам нарезает резьбу в материале. Для армированных пла-
стиков нужно использовать резьбонарезающие, а не резьбофор-
мующие винты. Применяемые винты должны быть, разумеется,
в морском исполнении. Обычно самонарезающие винты выпол-
няют из закаленной стали, но они могут быть также плакиро-
ваны или изготовлены из нержавеющей стали. Решающее зна-
чение имеет диаметр направляющего отверстия, поэтому его
необходимо выполнять точно по рекомендациям поставщиков
винтов. Кроме того, отверстие нужно сверлить, а не прошивать.
Самонарезающие винты, как и обычные винты или любые дру-
гие крепежные детали, не следует вворачивать в торец формо-
ванной конструкции, поскольку такая операция всегда будет
приводить к ее расслоению. При этом затяжка винта ослабнет,
а внутренняя часть слоистого материала вскроется для доступа
влаги. Самонарезающие винты необходимо вворачивать только
в такой материал, толщина которого превышает диаметр винта
не менее чем в 1,5 раза. Винты диаметром менее 3,2 мм держат
недостаточно надежно, поскольку шаг резьбы оказывается
слишком близким к размеру прядей стекловолокна.
§ 1.20. Нарезание резьбы и резьбовые вкладыши
В армированные пластики вследствие их композитной структуры
нелегко вворачивать резьбовые детали. Нарезание в них резьбы
также затруднительно, но все же оно иногда выполняется, если
утолщение формованной конструкции достаточное и исполь-
зуется винт с крупной резьбой.
29
Резьба должна быть крупной и выбираться в зависимости
от размеров прядей стекловолокна и промежутков между ними.
Так, если толщина слоистого пластика равна 9,5 мм, то диаметр
винта не может быть намного меньше этого значения, поскольку
в противном случае надежность соединения будет недостаточ-
ной. Необходимо, чтобы фактические размеры винта значи-
тельно превышали те, которые определяются расчетным путем,
исходя из действующий нагрузки. Нарезать резьбу в формо-
ванной конструкции нужно только в тех случаях, когда нельзя
использовать болтовое соединение или резьбовой вкладыш.
Если еще до формования известно, что в определенном месте
конструкции должна находиться резьба, то целесообразно сна-
Рис. 10. Установка крепительной утки с заделкой гаек.
чала установить в этом месте вкладыш из металла или туфнола,
а затем нарезать в нем резьбу. Вкладыш будет держать винт
гораздо надежнее, при этом можно применять более нагружен-
ные винты меньшего диаметра.
Самым простым способом установки резьбового вкладыша
является заделка в конструкцию обычной гайки (рис. 10). Если
к месту установки имеется доступ, то выполнить заделку можно
в любое время, не обязательно в процессе формования. При за-
делке гайки очень важно точно установить ее в нужном положе-
нии, но подобная необходимость возникает редко, поскольку
намного проще прикрепить деталь болтами обычным способом
и затем заделать навернутые на них гайки, удерживая их
в требуемом положении болтами. В результате этого достига-
ется нужное положение всех деталей соединения и не возни-
кает никаких затруднений при сборке. В случае заделки гаек
нагрузки распределяются хуже, чем при установке вкладышей
крупных размеров, но, как правило, результаты использования
их в сочетании с шайбами большого диаметра получаются удоь
летворительными. В особо ответственных случаях гайки можно
устанавливать вместе с подкладкой или вкладышем (болты про-
пускают насквозь, а гайки заделывают по другую сторону от
закладной детали).
Гайки не следует заделывать, если они подвергаются воз-
действию непрерывно меняющихся по направлению скручиваю-
30
щих нагрузок, как, например, в рулевом механизме. Заделанная
шестигранная гайка может начать поворачиваться в своем
гнезде, при этом размеры гнезда будут постепенно увеличи-
ваться. В таких случаях лучше использовать четырехгранную
гайку или делать иной формы, обеспечивающей более надеж-
ное механическое закрепление.
Очень простое компромиссное решение заключается в зафор-
мовке в конструкцию деревянного вкладыша и в применении
шурупов. Если соединение необходимо периодически разбирать,
то такое решение непригодно, но когда разборка происходит
один раз в несколько лет или вообще не предусматривается,
то оно вполне приемлемо. Более того, если отверстие для винта
будет изношено, ничего не стоит просверлить поблизости но-
вое отверстие в том же вкладыше. Методы заформовки дере-
вянных вкладышей рассматриваются в следующей главе.
§ 1.21. Закладная арматура
Существуют различные патентованные вставные вкладыши, на-
пример, вкладыш типа «Бэнк-лок». Он представляет собой ко-
роткую разрезанную латунную трубку с накатанной или ореб-
Рис. 11. Вставной вкладыш типа «Бэнк-лок» с фланцем (а). Отверстие под
вкладыш (б). Вкладыш, вставленный в отверстие (в). Расширение и надеж-
ная фиксация вкладыша в отверстии при вворачивании винта (г).
ренной наружной поверхностью, обеспечивающей надежную
фиксацию вкладыша в гнезде, и с внутренней резьбой для
винта (рис. 11). Установка вкладыша проста. Просверлите
отверстие такого диаметра, чтобы вкладыш входил в него с не-
большим натягом, вставьте вкладыш в это отверстие и затяните
винт. При вворачивании винта вкладыш расширяется и на-
дежно фиксируется в отверстии. Вставной вкладыш нельзя осо-
бенно сильно нагружать, поскольку выступы на его поверхности
вдавливаются, а не врезаются в материал конструкции. В боль-
шинстве случаев вкладыши изготавливаются для пластичных
материалов, а стеклопластик хрупок и склонен к растрескива-
нию. Поэтому вкладыши следует вставлять в стеклопластик, по
возможности, сразу же после формования, когда он еще не от-
вердел. Лучше всего использовать вкладыши типа' «Бэнк-лок»
с буртиком на торце, воспринимающим давление, и с зубчатой
насечкой, предотвращающей его проворачивание. Однако такой
31
вкладыш пригоден в основном для внутренних формованных
конструкций. Кроме того, к нему необходим доступ сзади, и он
может дать течь. Для глубоких отверстий в толстостенных фор-
мованных конструкциях допускается использовать строительные
вкладыши-пробки, или дюбели.
«Головастики» — резьбовые металлические шпильки, прива-
ренные к большой перфорированной опоре и предназначенные
для заделки в стеклопластик. Их также приформовывают
к конструкции. Головастики предназначены главным образом
для восприятия срезывающих усилий, но их применяют и в слу-
чае действия растягивающих нагрузок; правда, при значитель-
ных нагрузках возникает опасность расслоения формованной
конструкции.
Существуют вкладыши и других типов. К сожалению, почти
все они предназначены для пластичных материалов и становятся
пригодными для стеклопластика только после некоторой обра-
ботки. Однако возможность их использования сначала следует
проверить на таких участках конструкции, где они не смогут ее
повредить.
§ 1.22. Зенкование
Как правило, толщина формованной конструкции слишком мала,
чтобы можно было выполнить зенкование необходимой глубины.
Эта операция целесообразна только в случае использования
очень небольших винтов, когда глубина зенкования невелика
по сравнению с толщиной конструкции и нагрузки на винт не-
значительны. При зенковании стекловолокно, которое нужно
закрыть, прежде чем начать вворачивать винт, обнажается, и,
как правило, для заделки головки винта не хватает запаса глу-
бины. Ставить под головку шайбы нельзя, поэтому после зенко-
вания головки винтов часто проходят сквозь стенку формован-
ной конструкции или вызывают появление трещин. Спустя не-
сколько лет стеклопластик вокруг головок начинает загнивать.
Поэтому лучше отказаться от зенкования и использовать винты
из нержавеющей стали с круглой или грибовидной головкой и
с такими шайбами, которые не портили бы внешнего вида судна.
§ 1.23. Заделка арматуры
Чтобы вся арматура и деревянные детали надежно удержива-
лись на своих местах и герметично закрывали отверстия, они
должны быть прочно заделаны с наружной стороны. В против-
ном случае в местах заделки непременно возникнет течь, осо-
бенно если крепление сквозное. Даже при герметизации изнутри
вода иногда скапливается во внутренних полостях и углубле-
ниях, находит пути просачивания и вызывает загнивание. Креп-
32
ления также необходимо герметизировать. Для этого часто ре-
комендуется окунать крепежные детали в смолу. Но поскольку
готовая к употреблению смола с отвердителем не всегда име-
ется под рукой, то проще заполнять отверстия герметиком. Его
же надо наносить и на шурупы.
Применение эластичных уплотнительных материалов и не-
опреновых прокладок предпочтительнее, чем заделка арматуры
путем установки на мокрый стекломат. В этом случае соедине-
ния сохраняют некоторую податливость, и небольшие переме-
щения арматуры при последующей эксплуатации судна не вы-
зывают нарушения герметичности уплотнения. На первый взгляд
может показаться, что мокрый стекломат уплотняет очень на-
дежно, однако после отверждения его податливость исчезает.
Такое соединение не выдерживает последующих перемещений
арматуры или конструкции под действием нагрузки, а также
вызванных ослаблением или обжатием соединения. Кроме того,
соединение должно быть эластичным, чтобы при изменениях
температуры или влажности воспринимать перемещения дере-
вянных и металлических частей.
Внешний вид поверхности, покрытой наружным декоратив-
ным слоем, совершенно не гармонирует с внешним видом мок-
рого стекломата, который практически не поддается отделке.
Это следует учитывать при установке арматуры и применять
только соединения на эластичном уплотнительном материале
или прокладках, которые можно подрезать ножом по месту.
Если же необходимо использовать мокрый стекломат, то нужно
закрыть его видимую часть маскировочной лентой.
§ 1.24. Склеивание
Если соединения нельзя получить формованием или постанов-
кой на мокрый стекломат, то деревянную облицовку или под-
кладки из дерева, элементы конструкции или даже две отфор-
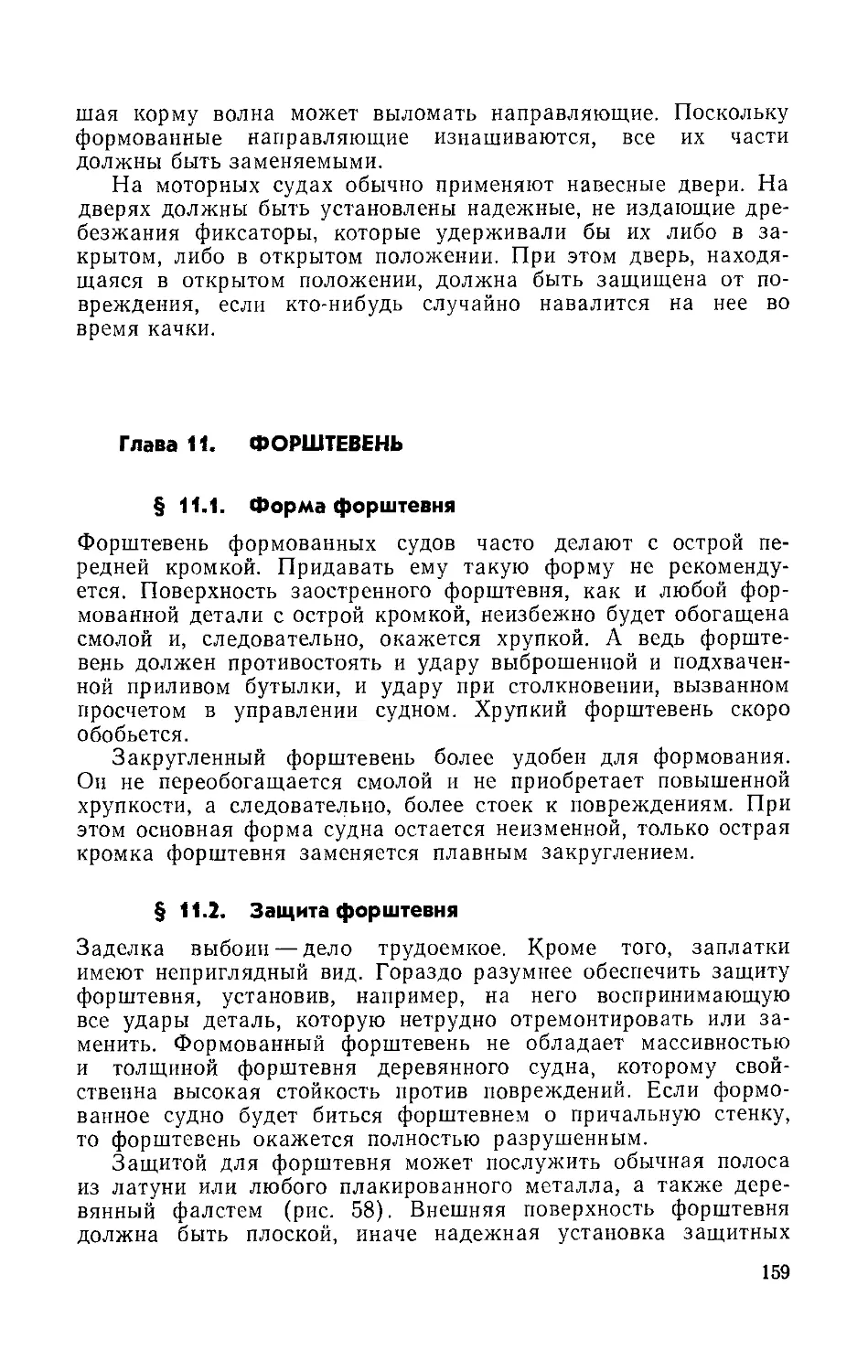
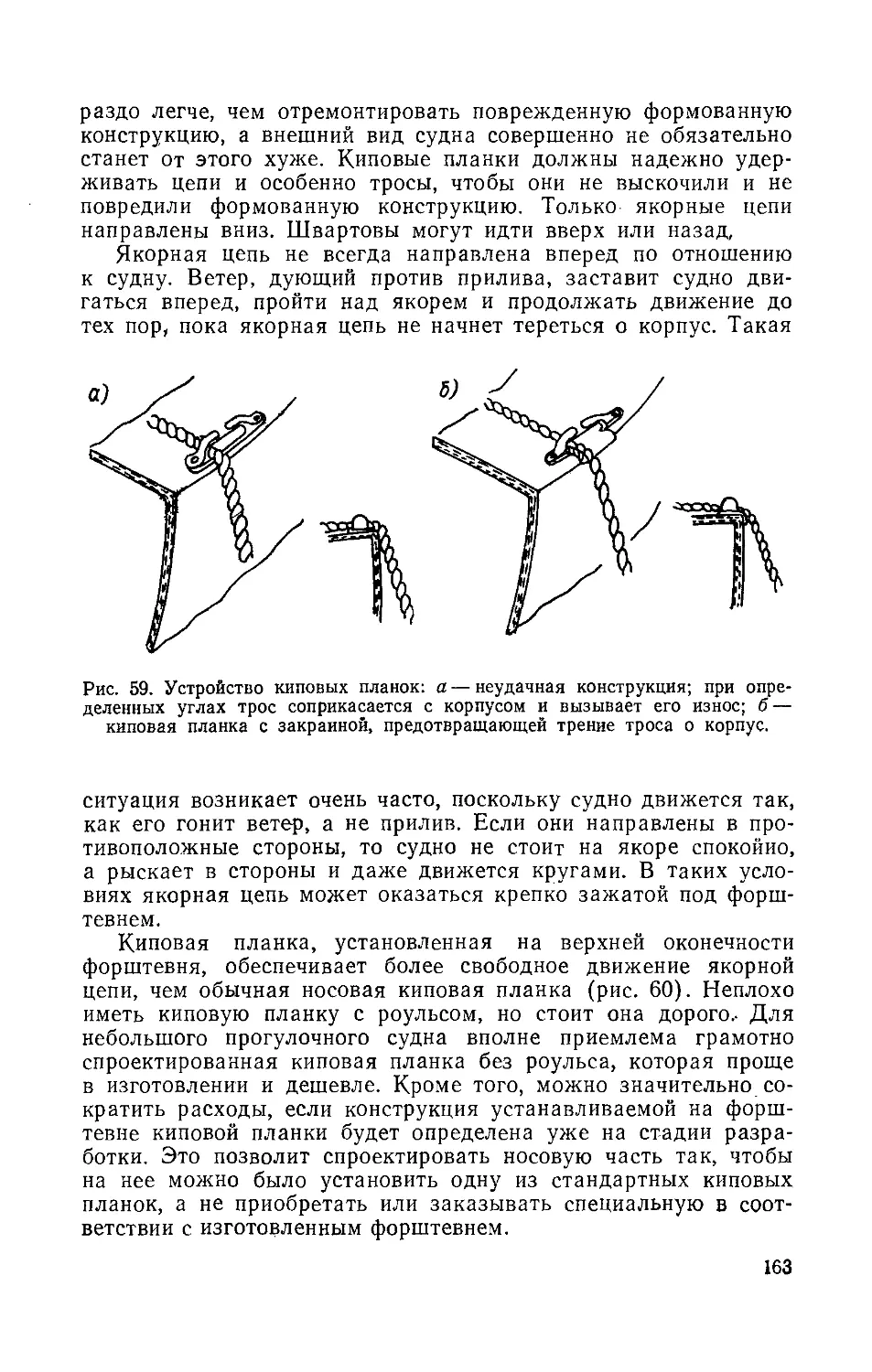
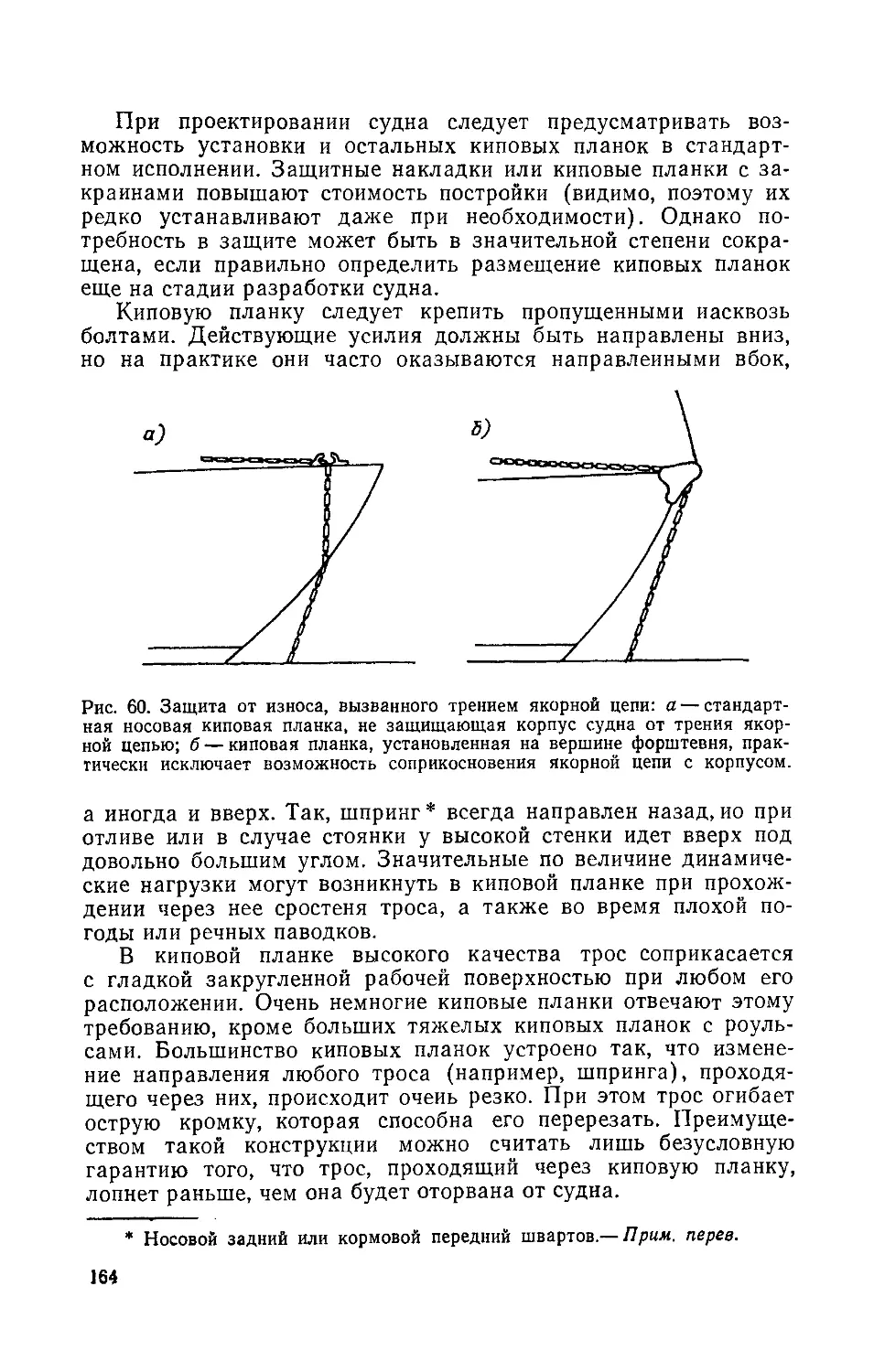
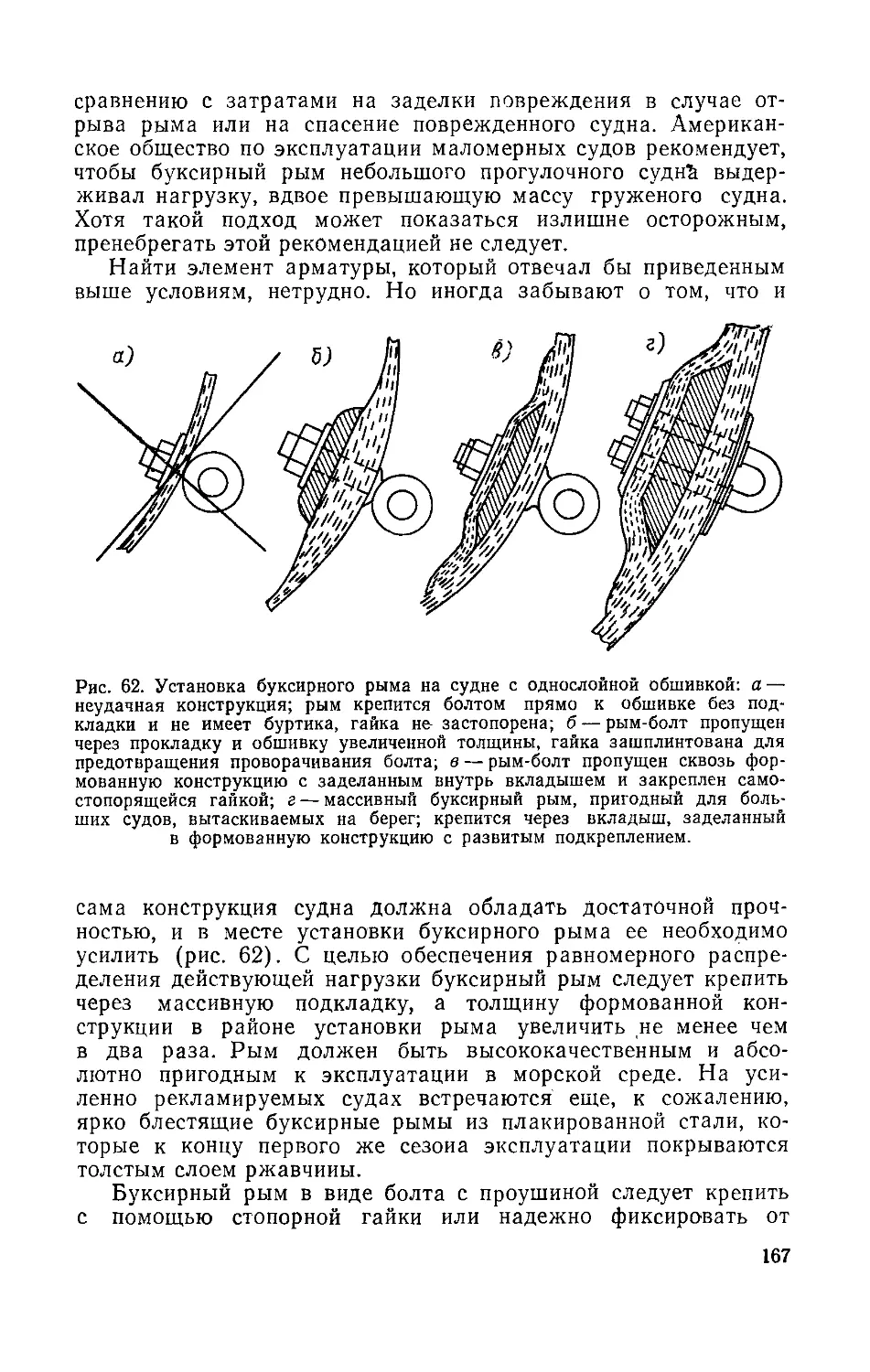
мованные и отвержденные секции допустимо соединять на клею.
Может показаться, что склеивание более простой процесс,
чем формование. Однако поскольку при склеивании многие опе-
рации иногда выполняются неверно, результат зачастую оказы-
вается менее удовлетворительным, чем в случае использования
относительно простых в обращении полиэфирных смол.
Подготовьте поверхности тем же способом, что и для соеди-
нения формованных заготовок (см. § 1.4). Обработайте поверх-
ности шкуркой так, чтобы они были чистыми и гладкими, обез-
жирьте их и придайте соединяемым поверхностям такую форму,
чтобы они плотно прилегали одна к другой.
Используйте высококачественный, хорошо заполняющий за-
зоры клей, пригодный для применения в морских условиях, и
сожмите склеиваемые поверхности с достаточным усилием. Без
этого невозможно получить прочное и надежное соединение.
33
Если нельзя применить зажимные приспособления, используйте
распорки и клинья (рис. 12). Хорошие результаты получаются
при клеевом соединении в сочетании с резьбовым. Легкую
арматуру можно устанавливать на клею без последующего сжа-
тия, если использовать высококачественный клей, обеспечиваю-
щий адгезию при малом давлении и не подверженный отрица-
тельному воздействию воды и материалов склеиваемых дета-
лей. Удобно также пользоваться двусторонней липкой лентой.
В случае применения клеевых соединений при постройке
легкого судна необходимое усилие сжатия бывает затрудни-
тельно создать из-за прогиба бортов, недостаточная жесткость
Рис. 12. Способы сжатия склеиваемых частей: а — сжатие с помощью рас-
порки и клиньев; б — тросовая стяжка; в — резьбовая регулируемая рас-
порка.
/—подкладка; 2 — распорка; 3 — клинья; 4 — подкладка, передающая давление, созда-
ваемое распоркой и клиньями; 5 — рычаг для закрутки сдвоенного троса; 6 — предохра-
нительные накладки; 7 — резьбовой стержень; 8 — гайки; 9 — упор.
которых не позволит использовать их в качестве опоры в про-
цессе расклинивания. Поэтому целесообразно опоясать борта
двумя тросами, расположенными параллельно на небольшом
расстоянии один от другого, и создать дополнительное стяги-
вающее усилие, закрепив эти тросы с помощью продетого между
ними рычага. Тросовая стяжка будет воспринимать усилия, пе-
редаваемые клиньями. Ее можно использовать и для создания
дополнительного усилия сжатия. Не забудьте защитить корпус
подкладками, особенно в области планширя, в противном слу-
чае трос протрет его и оставит на нем следы.
При установке арматуры на клею постоянно существует
опасность расслоения конструкции. Если клеевое соединение не
подкреплено болтами, то к арматуре нельзя прикладывать на-
грузки, которые стремятся оторвать ее от поверхности кон-
струкции, поскольку клей прочнее смолы, связывающей слои
стекловолокна. Об этом нельзя забывать и при демонтаже по-
ставленной на клею арматуры. Особенно подвержен поврежде-
нию в таких случаях наружный декоративный слой.
34
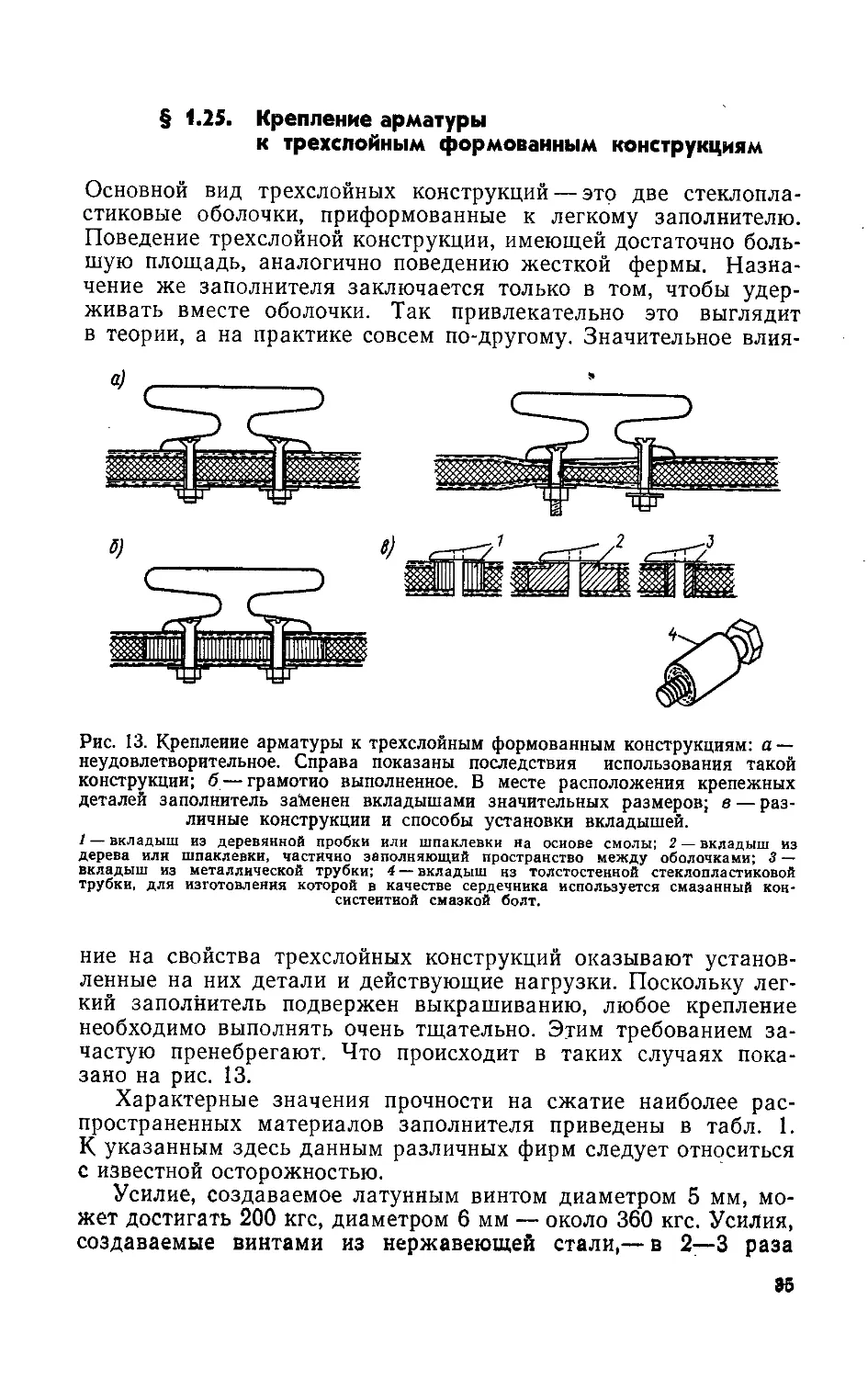
§ 1.25. Крепление арматуры
к трехслойным формованным конструкциям
Основной вид трехслойных конструкций — это две стеклопла-
стиковые оболочки, приформованные к легкому заполнителю.
Поведение трехслойной конструкции, имеющей достаточно боль-
шую площадь, аналогично поведению жесткой фермы. Назна-
чение же заполнителя заключается только в том, чтобы удер-
живать вместе оболочки. Так привлекательно это выглядит
в теории, а на практике совсем по-другому. Значительное влия-
Рис. 13. Крепление арматуры к трехслойным формованным конструкциям: а —
неудовлетворительное. Справа показаны последствия использования такой
конструкции; б — грамотно выполненное. В месте расположения крепежных
деталей заполнитель заменен вкладышами значительных размеров; в — раз-
личные конструкции и способы установки вкладышей.
/ — вкладыш из деревянной пробки или шпаклевки на основе смолы; 2 — вкладыш из
дерева иля шпаклевки, частично заполняющий пространство между оболочками; 3 —
вкладыш из металлической трубки; 4— вкладыш нз толстостенной стеклопластиковой
трубки, для изготовления которой в качестве сердечника используется смазанный кон-
систентной смазкой болт.
ние на свойства трехслойных конструкций оказывают установ-
ленные на них детали и действующие нагрузки. Поскольку лег-
кий заполнитель подвержен выкрашиванию, любое крепление
необходимо выполнять очень тщательно. Этим требованием за-
частую пренебрегают. Что происходит в таких случаях пока-
зано на рис. 13.
Характерные значения прочности на сжатие наиболее рас-
пространенных материалов заполнителя приведены в табл. 1.
К указанным здесь данным различных фирм следует относиться
с известной осторожностью.
Усилие, создаваемое латунным винтом диаметром 5 мм, мо-
жет достигать 200 кгс, диаметром 6 мм — около 360 кгс. Усилия,
создаваемые винтами из нержавеющей стали,— в 2—3 раза
Эб
Таблица 1
Характерные значения прочности на сжатие широко
используемых заполнителей
Материал заполнителя
Плотность,
кг/м3
Предел прочно-
сти на сжатие,
кгс/см2
Жесткий пенополиуретан |
Вспененный поливинилхлорид (Эйрекс):
при 16° С
» 40° С
Бальза поперечного распила
32,0
64,0
96,0*
80,0*
80,0*
96,0
176 *
240
100—200
620
1000
400/300 **
200/90 **
3 500
9 500
15 000
* Эти сорта предпочтительнее.
** При длительной нагрузке проявляется склонность к ползучести, например, в
местах креплений.
больше. Эти значения соответствуют напряжениям, близким
к пределу прочности. Если размеры винтов невелики, то значи-
тельная часть усилий перераспределяется вследствие жесткости
стеклопластика. Однако толщина каждой оболочки составляет
не более половины толщины однослойной стеклопластиковой
конструкции, поэтому даже усилия, не превышающие нормаль-
ных рабочих, могут разрушить большинство заполнителей. Пе-
нополиуретан хрупок. Разновидности пенополиуретана очень
непрочны. Вспененный поливинилхлорид обладает упругостью;
его можно подвергать довольно сильному сжатию без разруше-
ния, однако вокруг крепежных деталей прочность поливинил-
хлорида уменьшается вследствие ползучести, а при значитель-
ном нагреве палубы заполнитель размягчается. Прочность
бальзы при длительном смачивании также снижается, а сама
она пропитывается водой.
В случае применения трехслойных конструкций следует избе-
гать таких способов крепления деталей, которые могут вызвать
расслоение. Даже в высококачественных конструкциях оболочка
слабо соединена с заполнителем. Более того, заполнитель может
расслаиваться на некотором расстоянии от поверхности его со-
единения с оболочкой. Поэтому даже мелкую арматуру нельзя
крепить только к одной оболочке трехслойной конструкции, ис-
пользуя химическую связь или самонарезающие винты. Крепле-
ние шурупами с применением вкладыша также может привести
к расслоению в случае приложения растягивающих усилий.
Всегда целесообразно использовать сквозное крепление и вкла-
дыш. Если детали сквозного крепления невелики, затяжка со-
36
единения умеренна, а заполнитель достаточно прочен, можно
обойтись и без вкладыша, но применять крепления, которые
могут вызвать расслоение, не следует ни при каких обстоятель-
ствах.
§ 1.26. Вкладыши в трехслойных конструкциях
В местах расположения сквозных креплений в трехслойных кон-
струкциях необходимо устанавливать жесткие вкладыши. Для
вкладышей следует выбирать дерево таких пород, которые мало
разбухают в воде. Лучшие вкладыши получаются из многослой-
ной судостроительной фанеры (см. § 2.16). Избегайте примене-
ния дуба и древесины низкого качества.
Если места крепления арматуры известны заранее, то вкла-
дыши можно поставить в заполнитель во время формования.
В случае правильного их расположения никаких затруднений не
возникает.
При установке вкладышей в местах крепления арматуры
можно пользоваться различными способами (см. рис. 13), только
следует помнить, что разрушающая сила креплений имеет не
меньшее значение, чем размеры арматуры и приходящаяся на
нее нагрузка.
Один из способов заключается в сверлении отверстия значи-
тельно большего диаметра, чем нужно для монтажа арматуры,
и в заполнении его шпаклевкой на основе смолы или деревянной
пробкой. Надежность крепления повышается, если перед запол-
нением отверстия шпаклевкой удалить часть заполнителя, нахо-
дящегося внутри отверстия, и вставить вкладыш большего раз-
мера. Отверстие же во всех случаях маскируется устанавливае-
мой на него арматурой.
При монтаже ответственных деталей арматуры вырежьте
часть одной из оболочек (лучше это сделать на внутренней сто-
роне оболочки, чтобы было менее заметно). Затем в отверстие
в заполнителе вставьте с натягом хорошо подогнанный деревян-
ный вкладыш и заформуйте его или целиком заполните отвер-
стие формовочным материалом. Для уменьшения возможного
набухания вкладыша и возникающего при этом давления на
заполнитель можно вместо деревянного вкладыша использовать
металлические трубки в сочетании с деревянными подкладками.
Пригодны и толстостенные трубки из стеклопластика, которые
очень легко отформовать, обмотав полосы или ленты из стекло-
ткани вокруг смазанного консистентной смазкой болта. Такие
трубки легко и прочно приформовываются к конструкции.
Чтобы не допустить проникновения воды в заполнитель, все
вкладыши должны быть тщательно уплотнены. В случае приме-
нения металлических трубок сделать это довольно трудно.
Нужно иметь в виду, что эпоксидная смола обеспечивает более
надежное соединение, чем полиэфирная смола.
87
§ 1.27. Соединение трехслойных
формованных конструкций
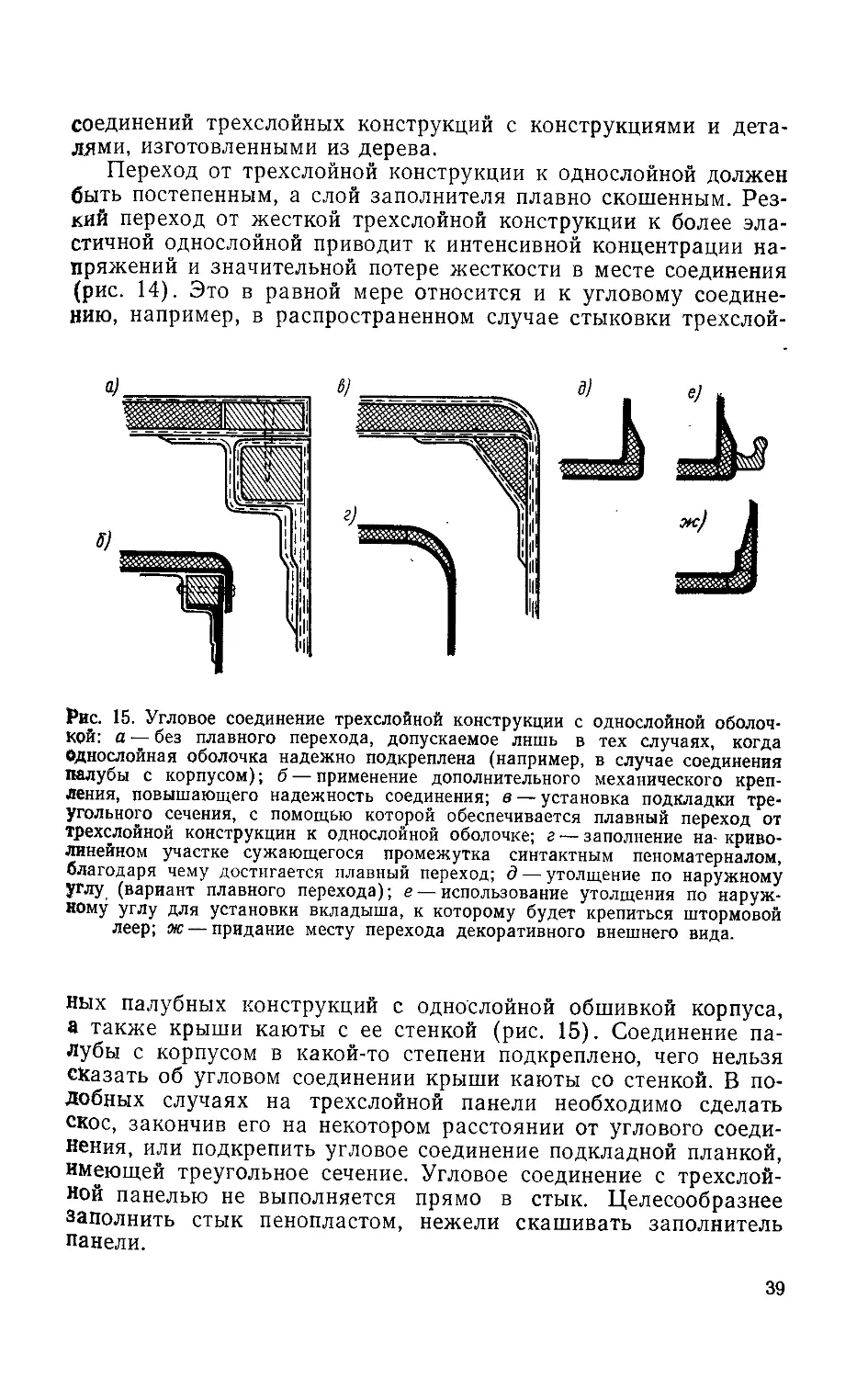
При соединении трехслойных конструкций между собой, а также
с однослойными стеклопластиковыми конструкциями или с де-
ревянными деталями необходимо выполнять следующие требо-
вания:
обеспечивать равнопрочность соединения и конструкции;
не допускать резких изменений толщины и связанных с ними
зон концентрации напряжений, а также повреждения заполни-
теля.
Рис. 14. Соединения трехслойной конструкции с однослойной оболочкой: а —
неудовлетворительно выполненные, приводящие к неизбежной концентрации
напряжений в местах резкого изменения толщины; б — грамотно выполнен-
ные, с плавным переходом от толстой трехслойной структуры к тонкой одно-
слойной оболочке.
Если соединяются две трехслойные конструкции, их обо-
лочки из стеклопластика и заполнителя следует рассматривать
как обособленные элементы. Для обеспечения равнопрочности
соединения и стеклопластиковых оболочек последние стыкуются
внахлестку, а стыки не располагаются на одной прямой линии.
Заполнители ввиду их значительной толщины должны быть сое-
динены в прямой или в косой стык.
Более общим случаем является присоединение трехслойной
конструкции к однослойной. Почти безразлично, соединяются ли
две формованные заготовки или переход от трехслойной струк-
туры к однослойной осуществляется в одной и той же формован-
ной конструкции. Все сказанное выше справедливо также и для
38
соединений трехслойных конструкций с конструкциями и дета-
лями, изготовленными из дерева.
Переход от трехслойной конструкции к однослойной должен
быть постепенным, а слой заполнителя плавно скошенным. Рез-
кий переход от жесткой трехслойной конструкции к более эла-
стичной однослойной приводит к интенсивной концентрации на-
пряжений и значительной потере жесткости в месте соединения
(рис. 14). Это в равной мере относится и к угловому соедине-
нию, например, в распространенном случае стыковки трехслой-
Рис. 15. Угловое соединение трехслойной конструкции с однослойной оболоч-
кой: а — без плавного перехода, допускаемое лишь в тех случаях, когда
Однослойная оболочка надежно подкреплена (например, в случае соединения
палубы с корпусом); б — применение дополнительного механического креп-
ления, повышающего надежность соединения; в — установка подкладки тре-
угольного сечения, с помощью которой обеспечивается плавный переход от
Трехслойной конструкции к однослойной оболочке; г — заполнение на- криво-
линейном участке сужающегося промежутка синтактным пеноматерналом,
благодаря чему достигается плавный переход; д — утолщение по наружному
углу (вариант плавного перехода); е — использование утолщения по наруж-
ному углу для установки вкладыша, к которому будет крепиться штормовой
леер; ж — придание месту перехода декоративного внешнего вида.
ных палубных конструкций с однослойной обшивкой корпуса,
а также крыши каюты с ее стенкой (рис. 15). Соединение па-
лубы с корпусом в какой-то степени подкреплено, чего нельзя
сказать об угловом соединении крыши каюты со стенкой. В по-
добных случаях на трехслойной панели необходимо сделать
скос, закончив его на некотором расстоянии от углового соеди-
нения, или подкрепить угловое соединение подкладной планкой,
имеющей треугольное сечение. Угловое соединение с трехслой-
ной панелью не выполняется прямо в стык. Целесообразнее
заполнить стык пенопластом, нежели скашивать заполнитель
панели.
39
§ 1.28. Заделка
Очень важно не допустить проникновения воды в заполнитель
трехслойной конструкции. Кромки проделанных в ней вырезов
должны быть герметично заделаны, лучше всего путем зафор-
мовки (рис. 16). Трудно, но не менее важно, заделать отверстия
под резьбовые крепежные детали. Крепежные детали перед ус-
тановкой следует густо покрыть уплотнительным составом. Вся
арматура должна быть очень надежно заделана, чтобы умень-
шить возможность просачивания под нее воды. Назначение уп-
лотнения в данном случае заключается в том, чтобы не допу-
Рис. 16. Вырезы в трехслойной конструкции: а — неудовлетворительно вы-
полненный (без заделки); б — выполненный с заделкой, выступающая кромка
которой затрудняет установку арматуры; в — с незаделанными кромками обо-
лочек; г — с заделкой увеличенной толщины, играющей роль вкладыша и
стеклопластиковой накладки, которая закрывает торцы оболочек; д — выпол-
ненный на стадии формования (оптимальная конструкция); е — полученный
путем прорезания заранее заформованного вкладыша (в этом случае тре-
буется дополнительная заделка кромок оболочек); ж — с установленным
на стадии формования вкладышем и заделанными кромками оболочек (иде-
альная конструкция).
стить проникновения воды внутрь конструкции, а не через нее.
При использовании трехслойных конструкций это совершенно
необходимо. Проникновение воды сквозь наружную оболочку
внутрь заполнителя неизбежно приводит к повреждению кон-
струкции и ее загниванию. Поэтому поверхности, соприкасаю-
щиеся с водой, всегда следует очень тщательно заделывать и
герметизировать.
§ 1.29. Пути и последствия
проникновения воды в заполнитель
Теоретически заполнитель состоит из отдельных ячеек, которые
ограничивают распространение воды. На деле же вода находит
бесчисленное количество путей для проникновения в виде кана-
вок и пористых участков в материале. Однажды при обследова-
40
нии судна было обнаружено, что вода прошла по многочислен-
ным каналам в заполнителе от одного края до другого. Попав
в заполнитель, вода проникает глубоко внутрь него; ее не видно
снаружи и избавиться от нее путем просушки невозможно. И все
это обычно происходит задолго до того, как появятся какие-либо
внешние признаки случившегося или хотя бы возникнут подо-
зрения. Даже если вода не сразу же распространится в заполни-
теле, начнется загнивание конструкции; мороз и жаркое солнце
будут ее сильными союзниками.
Вода проникает в заполнитель различными путями. Наибо-
лее типичный из них — просачивание через плохо заделанные
крепежные детали и арматуру. Если при установке и закрепле-
нии арматуры не применять вкладыши, то надежное ее уплотне-
ние станет невозможным, поскольку увеличение затяжки кре-
пежных деталей вызывает выкрашивание заполнителя, дефор-
мацию поверхности оболочек и лишь приводит к ухудшению
качества уплотнения. В результате появляются открытые пути
для проникновения воды внутрь конструкции.
Трехслойные формованные конструкции сильно подвержены
повреждениям, которые обычно бывают хорошо заметны. Со-
средоточенный удар воспринимается одной только тонкой стек-
лопластиковой оболочкой, опирающейся на слабый в конструк-
тивном отношении заполнитель. Последний в таких случаях ока-
зывает оболочке незначительную поддержку. Вторая оболочка
расположена слишком далеко и изолирована непрочным запол-
нителем. Удар, который однослойная формованная конструк-
ция восприняла бы без каких-либо последствий, может привести
к сквозному повреждению оболочки трехслойной конструкции.
Часто таким повреждением бывает маленькая трещинка, кото-
рая, казалось бы, не должна иметь существенного значения и на
которую не обращают даже внимания, но вода отыщет и ее.
Стеклопластик является проницаемым материалом. В тече-
ние нескольких лет он может поглотить такое количество влаги,
которого будет вполне достаточно для начала загнивания,
разложения или пропитывания трехслойной конструкции (этот
факт оспаривается поставщиками бальзы, однако многолетний
опыт подтверждает сказанное). Проницаемость трехслойной
конструкции интенсивнее, поскольку в ней внешняя оболочка,
отделяющая воду от заполнителя, гораздо тоньше, чем в одно-
слойной конструкции.
Скопившаяся вода, независимо от причины ее проникновения
внутрь трехслойной конструкции, вызывает разложение не
только заполнителя, но и стеклопластика. В отличие от наруж-
ных поверхностей, покрытых обогащенным смолой декоратив-
ным слоем, внутренние поверхности стеклопластиковых оболо-
чек трехслойных конструкций не защищены смолой и могут быть
подвержены разложению. Как высушить заполнитель, если не-
возможно определить, насколько далеко проникла в него влага
41
и пропитан ли он вообще влагой. Это одна из серьезнейших про-
блем, связанных с применением трехслойных формованных кон-
струкций. По мнению автора, вопрос о целесообразности их ис-
пользования в судостроении еще долго будет оставаться от-
крытым.
Можно горячо спорить о том, является расслоившаяся трех-
слойная конструкция ослабленной или нет. Если по проекту
предусматривается трехслойная конструкция, то она -и должна
быть таковой, а утверждения, что несмотря на некоторые отсту-
пления от проекта конструкция будет работать ничуть не хуже,
следует признать несостоятельными. Расслоение можно до неко-
торой степени устранить, хотя и со значительными трудностями.
Внутреннее разложение нельзя приостановить, даже если из-
вестна степень его распространения. Более того, вода по канав-
кам и пустотам может проникнуть к жизненно важным узлам
конструкции, таким, как соединение палубы с обшивкой кор-
пуса, где скрытое разложение окажется гибельным.
§ 1.30. Целесообразность применения
трехслойных конструкций
Конструкция, состоящая из двух оболочек, расположенных на
некотором расстоянии одна от другой, обладает высокой проч-
ностью балки. При создании трехслойных конструкций следует
условно «расщепить» одну однослойную оболочку на две, тогда
дополнительным слоем будет лишь масса легкого заполнителя.
В теории эта особенность формованных конструкций выглядит
весьма привлекательно, а на практике она приносит немало не-
приятностей. Изготовить доброкачественную и надежную трех-
слойную конструкцию труднее, чем выполнить любую другую
задачу в процессе создания формованных изделий из стекло-
пластика.
Основная рекомендация автора состоит в том, чтобы вовсе
избегать применения трехслойных конструкций. Разумеется,
полноценная трехслойная конструкция может быть изготовлена,
но сначала в совершенстве овладейте опытом ее изготовления
на образцах небольших размеров, ибо ошибки, допущенные при
постройке всего судна, обойдутся очень дорого. Но даже овла-
дев необходимым опытом, предусматривайте на случай неудачи
запасной вариант. С увеличением размеров конструкции появ-
ляются новые проблемы.
Главный дефект трехслойных конструкций — отслаивание на-
ружной стеклопластиковой оболочки от заполнителя. Внутрен-
няя оболочка, как правило, наформовывается и поэтому отслаи-
вается гораздо реже (см. приложение III.3).
Оболочка должна присоединяться к заполнителю так, как
отвержденная стеклопластиковая конструкция приклеивается
к заполнителю из совершенно иного материала, а не как при
42
обычном процессе формования. С этой целью применяйте клей
соответствующего типа, например, эпоксидный, и обеспечьте не-
обходимое давление, гарантирующее полное прилегание соеди-
няемых поверхностей во всех точках. Заполнитель должен легко
принимать форму изготавливаемой конструкции и быть абсо-
лютно сухим (особенно если это бальза).
Для уменьшения вероятности образования пустот и каналов,
по которым могла бы проникнуть вода, заполните зазоры между
оболочками и заполнителем смолой или шпаклевкой. С трех-
слойными конструкциями следует обращаться очень осторожно.
Напряжения, возникающие при переворачивании секций палубы
трехслойной конструкции, часто служат причиной появления
расслоения.
Не рекомендуется полагаться только на адгезионную связь
оболочки с заполнителем. В наиболее надежных трехслойных
конструкциях через определенные промежутки устанавливают
ребра из стеклопластика, которые соединяют между собой обо-
лочки и тем самым локализуют расслоение.
Около 90% трехслойных конструкций расслаивается, многие
из них очень интенсивно, причем даже на ранней стадии и в про-
цессе изготовления. Возможно, что с самого начала формования
не обеспечиваются условия для надежной адгезионной связи
между элементами конструкций. Обнаружить расслоение не-
легко. Для этого требуется мастерство. Многие расслоившиеся
участки или участки со слабой, точечной, связью могут остаться
ненайденными. Обнаруженный расслоившийся участок следует
считать лишь частью фактически существующей или потенци-
ально возможной зоны расслоения. В процессе эксплуатации и
с течением времени расслоение будет распространяться под дей-
ствием напряжений, возникающих при движении судна, тепло-
вых напряжений, повреждений, загнивания, разбухания пропи-
танного водой заполнителя и т. п. Удар по борту судна может
вызвать начало расслоения палубы вследствие ее продольного
изгиба, даже при отсутствии видимых повреждений. Расслоив-
шаяся трехслойная конструкция. будет разрушаться, и чем она
новее, тем более интенсивным окажется такой процесс. Как
только в нее попадет вода, а воспрепятствовать этому может
только удача или чудо, наступит загнивание. Опытный специа-
лист обязательно обнаружит дефектный участок. Если судно но-
вое, то есть все основания предъявить иск его строителям.
Расслаивающаяся палуба — серьезная неприятность, но го-
раздо хуже, когда расслаивается корпус. Напряжения здесь вы-
сокие и переменные. Вода непременно проникнет внутрь кор-
пуса, если не путем просачивания, то благодаря проницаемости
оболочки, и в результате риску будет подвергаться жнзиь чле-
нов экипажа судна. Трехслойную конструкцию целесообразно
применять только для изготовления корпусов гоночных судов,
рассчитанных на непродолжительный срок службы и храня-
43
щихся на берегу в благоприятных условиях. Исключение состав-
ляют конструкции, в которых конструктивными элементами яв-
ляются часто расположенные стеклопластиковые ребра, а не
заполнитель, прикрепленный за счет адгезии, и трехслойные
конструкции, изготавливаемые без применения форм, с запол-
нителем из пенопласта. Однако трехслойные конструкции обоих
этих типов, особенно конструкции с ребрами, подвержены по-
вреждениям и последующему просачиванию воды при сосредо-
точенных ударах.
§ 1.31. Термические напряжения
Ввиду прочной связи между слоями однослойная стеклопласти-
ковая конструкция редко расслаивается под действием термиче-
ских или механических напряжений; она воспринимает нагрузки
как однородный материал (за исключением случаев, рассмот-
ренных в § 1.3). Трехслойная же конструкция не является одно-
родной. Заполнитель ее непрочен и может легко отслаиваться.
Большое значение имеет прочность его соединения с оболочкой.
Заполнитель представляет собой хороший изолятор, поэтому
по сечению трехслойной конструкции возникают перепады тем-
ператур и, следовательно, внутренние термические напряжения.
На широкой палубе, например такой, как палуба катамарана,
под лучами жаркого солнца верхняя оболочка может расши-
риться на 6 мм больше, чем защищенная от них нижняя обо-
лочка. Трехслойная конструкция должна поглотить такое зна-
чительное относительное перемещение, в противном случае она
расслоится. При использовании жесткого или хрупкого запол-
нителя, а при высоких напряжениях даже в случае применения
полуэластичного пенопласта эта задача невыполнима.
Во время ежегодного обследования одного неэксплуатирую-
щегося катамарана обнаружили значительное расслоение палуб-
ного покрытия, которое при предыдущем обследовании отсут-
ствовало и явилось следствием постоянного воздействия сол-
нечных лучей в течение прошедшего жаркого лета. Признаки
возникновения напряжений были обнаружены и под мостико-
выми палубами катамарана. Напряжения появились ввиду раз-
ности температур между открытой лучам солнца верхней палу-
бой и защищенными от них внутренними помещениями.
Предполагается, что термическое расширение служит одной
из причин расслоения; возникающие при этом напряжения необ-
ходимо учитывать в процессе проектирования судна. В против-
ном случае они будут суммироваться с обычно возникающими
при движении судна напряжениями, в результате чего скрытое
от глаз повреждение может распространиться. Возникает со-
мнение, приемлемо ли вообще использование трехслойных фор-
мованных конструкций для палубных настилов, особенно в ус-
ловиях тропического климата и в прибрежных зонах отдыха.
44
Глава 2. УВЕЛИЧЕНИЕ ЖЕСТКОСТИ
Конструкция, отформованная из стеклопластика, представляет
собой в основном тонкую оболочку (исходные материалы слиш-
ком дороги, чтобы их можно было расходовать на наращивание
излишней толщины), поэтому почти всегда необходимо дополни-
тельно подкреплять ее и увеличивать жесткость. Естественная
форма конструкции, сложные криволинейные обводы, гофры, уг-
лубления и декоративное рифление в значительной степени по-
вышают жесткость, но для корпуса и надстроек судна, которое
больше шлюпки, или вообще для любой крупной конструкции,
подвергающейся воздействию нагрузок, такого повышения жест-
кости недостаточно.
Слоистый стеклопластик, изготовленный на основе полиэфир-
ной смолы, эластичнее многих металлов: при сопоставимой проч-
ности он эластичнее стали в двадцать раз и алюминия в шесть
раз. (Не путайте прочность и жесткость: стальная проволока
прочна, но эластична, скорлупа яйца жестка, но непрочна.) Как
правило, первоочередным является требование обеспечения
жесткости, а не максимальной прочности. Однако не следует
считать, что стеклопластик как материал похож на резину. Его
эластичность близка к эластичности дерева, и он скорее напо-
минает упругую фанеру, чем мягкую, гибкую резину. Иными
словами, стеклопластиковая конструкция обладает прочностью
и толщиной металлической конструкции, а эластичностью дере-
вянной, при этом по массе она ближе к конструкции из дерева,
чем из металла (табл. 2).
Любая попытка сопоставления стоимости материалов будет
бессмысленной, если не учитывать стоимость формования. Де-
рево и сталь могут быть дешевле как исходные материалы, но
для получения из них конструкции требуемой формы необходим
большой объем обработки. Более высокая стоимость армирован-
ных пластиков полностью компенсируется исключительной про-
стотой и легкостью изготовления из них конструкций и незна-
чительным объемом производственных отходов.
§ 2.1. Способы подкрепления
К основным способам подкрепления формованных конструкций
относятся следующие:
повышение жесткости за счет конструктивной формы, кри-
визны, гофров, углублений, декоративного рифления и т. п.;
увеличение толщины;
введение в конструкцию ребер и каркасов, получаемых в про-
цессе формования или устанавливаемых дополнительно;
применение переборок;
создание местных утолщений в виде валиков и фланцев, осо-
бенно на кромках;
45
Таблица?
Характеристики некоторых материалов
Материал Объемная масса, г/см3 Предел п кгс при растя- жении ТОЧНОСТИ, /мм2 при сжа- тии Модуль упруго- сти X 10-2, кгс/мм2
Стеклопластиковый мат Стеклопластик на ос- нове тканой ровницы Дерево (ель): вдоль волокон поперек волокон Фанера: сухая мокрая Алюминий Сталь Нержавеющая сталь Найлон Углепластик на осно- ве эпоксидной смолы ♦ Рабочие, а не преде/ Примечания: 1. Е приводимые в различных нс мые внутренние повреждени стика и углепластика. Tiuai рукцни. 1,5 1,7 0,5—0,9 0,5—0,9 0,65 2,7 7,8 7,9 1,1 1,4 ьные значения таблице пред точниках, раз/ я могут сущесч ельно следите 10 24 5,5 0,35 1,6* 1,3* 4—20 20—22,5 20—25 5—8 27,5—96 ставлены осре; шчаются довол гвенно снизить за наиболее 10 17 4 0,5 1,2* 0,96* 7—10 19 20 3,4—9 щенные значе? ьно существен? характеристик уязвимыми ча 6 14 8 И * 8,5* 70 200 190 14—28 69—206 1ия. Данные, о. 2. Невиди- и стеклопла- стами конст-
установка подкрепляющих уголков и стоек;
применение трехслойных конструкций.
В принципе формованный корпус судна по устройству и тех-
нологии изготовления более близок к стальному изделию, полу-
чаемому методом обработки давлением листового материала,
например, к кузову автомобиля, чем к корпусу судна классиче-
ской деревянной конструкции.
§ 2.2. Кривизна
Разумно используя кривизну, конструкции можно придать боль-
шую дополнительную жесткость без увеличения массы или стои-
мости. Следует избегать использования плоских панелей. Кри-
визна конструкции должна быть установлена на стадии проек-
тирования, хотя зачастую углубления и желобы выполняют на
более поздней стадии, используя для этого несложные съемные
выступы, устанавливаемые в форму. В случае необходимости
технологический процесс организуют так, что съемные детали
извлекают из формы вместе с готовой конструкцией без допол-
46
нительных затруднений. Эти детали крепят к форме с помощью
штифтов или винтов, пропускаемых через форму насквозь, или
каплями не слишком прочного клея.
Поскольку дополнительные детали устанавливают в готовую
форму, их можно видоизменять и совершенствовать без затрат
труда, времени и средств на изготовление новой модели и
формы.
§ 2.3. Увеличение толщины
Лист металла или фанеры имеет постоянную толщину, поэтому
выбор толщины материала определяется максимальным значе-
нием напряжений, которые должен выдержать какой-либо его
участок. Остальная часть будет иметь завышенную толщину и
содержать бесполезно затраченный материал, но при использо-
вании листов постоянной толщины это неизбежно.
Конструкция, отформованная из армированной пластмассы,
может иметь переменную толщину, увеличенную в местах, где
требуется дополнительная жесткость или прочность, и умень-
шенную там, где достаточно одной тонкой оболочки.
Таким образом, квалифицированному конструктору предо-
ставляется прекрасная возможность для проявления своих спо-
собностей и получения большой экономии материалов и средств
при постройке судна. Известно, что в случае использования до-
статочно дорогого материала при небольшом количестве отхо-
дов существует прямая зависимость между материалоемкостью
конструкции и ее стоимостью.
Увеличение толщины — наиболее простой способ повышения
жесткости в пределах ограниченного участка, например, для ук-
репления конструкции в местах установки арматуры или для
усиления жесткости таких конструктивных элементов, как киль
коробчатого сечения, штевень, комингс и любой естественно об-
разовавшийся или специально запроектированный уголок, бур-
тик или углубление. На больших площадях указанный способ
применять нецелесообразно, а более экономично использовать
другие средства.
Толщину какой-либо части конструкции можно увеличить не
только в процессе формования, но и всегда, когда это необхо-
димо. Для выполнения такой операции не потребуется никакого
специального оборудования.
§ 2.4. Недопустимость резких изменений толщины
В любом месте резкого изменения толщины возникает значи-
тельная концентрация напряжений. В особенно неблагоприят-
ных случаях это может привести к неожиданному и преждевре-
менному разрушению конструкции.
47
Например, ступенчатый переход от отформованной в три
слоя основной оболочки к участку с местным усилением, состоя-
щему из шести слоев, обусловливает ослабление конструкции
вдоль линии перехода, где концентрируются напряжения. В та-
ком соединении под нагрузкой вместо плавной деформации про-
изойдет резкий перегиб (рис. 17).
Наращивать толщину следует постепенно, добавляя по од-
ному слою через определенные интервалы. Например, при удель-
ной массе стекловолокна 450 и 600 г/м2 расстояние между после-
довательно наращиваемыми слоями будет соответственно равно:
Рис. 17. Формование участков переменной толщины: а —
неудовлетворительно изготовленная конструкция (внезап-
ное изменение толщины вызывает возникновение высоких
напряжений вдоль кромки и резкий перегиб); б-—грамотно
выполненный переход (при постепенном изменении тол-
щины изгиб получается плавным).
минимально допустимое — 25 и 30 мм, рекомендуемое — 40 и
50 мм.
Приведенные значения справедливы как для местного, так и
для общего увеличения толщины, в случае углового стыка и т. п.
Для других значений удельной массы стекловолокна и других
видов усиления соотношения будут пропорциональными. Эти за-
висимости являются достаточно приближенными, поскольку
в условиях формования точные измерения выполнить трудно.
Существует общее правило: если хочешь добиться высокого
качества формования, не делай никаких резких переходов. Тол-
щина сечения должна изменяться постепенно. Углы и острые
кромки необходимо закруглять, элементы жесткости должны
плавно соединяться с другими такими же элементами или схо-
дить на нет. Невозможно избежать резкого перехода только на
подрезанной кромке формованной конструкции, но даже она
обычно присоединяется к другой конструкции — формованной
или деревянной.
18
§ 2.5. Ребра жесткости коробчатого сечения
Самым распространенным элементом жесткости является фор-
мованное коробчатое ребро, сечение которого напоминает по
форме шляпу «цилиндр» (рис. 18). Однако часто такое ребро
в сечении больше похоже на «котелок» или даже на некое тво-
рение из салона дамских шляпок.
Рис. 18. Применение ребер жесткости коробчатого сечения: а — основные эле-
менты; б — ребро жесткости, отформованное за одно целое (внизу) и при-
формованное (вверху); в — виды заполнителей.
/ — формованная оболочка; 2 — заполнитель, не являющийся частью конструкции; 3~
ребро жесткости коробчатого сечения, наформованное поверх заполнителя; -/ — фланец
переменной толщины; 5 — распиленная пополам картонная трубка; 6 — надрезанный
алюминиевый швеллер или картон; 7 — алюминиевая или пластмассовая труба н
прессованные профили или промасленная бумага н ткань; 8 — полукруглый деревян-
ный профиль; 9 — слоистый пенополиуретан; 10— скатанная газета или бумажная ве-
ревка; // — частично распиленный брусок илн отдельные кусочкн дерева.
Основной принцип создания ребра коробчатого сечения за-
ключается в наформовании мокрого стеклопластика поверх за-
полнителя с целью получения профиля типа швеллера с флан-
цами («поля шляпы»), которыми ребро присоединяется к кон-
струкции. Такое ребро можно получить в процессе формования
49
или сразу после того, как формование основной оболочки будет
завершено, или даже еще позже. Его можно сделать неотъемле-
мой частью оболочки, накладывая последующие слои материала
поверх заполнителя, либо отдельной деталью, присоединяемой
к оболочке дополнительно. Для достижения оптимальной проч-
ности данную операцию лучше производить в процессе формо-
вания или сразу по его окончании, но до отверждения основной
конструкции. Однако практически это не столь важно, поскольку
некоторое снижение прочности за счет воздействия различных
отрицательных факторов всегда учитывается коэффициентом
запаса прочности. Сжатие коробчатого ребра жесткости в про-
цессе отверждения может вызвать деформацию легкой формо-
ванной конструкции. Чтобы избежать этого, конструкцию сле-
дует закрепить с помощью упоров или зажимов.
Обычно заполнитель рассматривают лишь как форму, по-
верх которой происходит формование коробчатого ребра жест-
кости, являющегося конструктивным элементом. Поскольку за-
полнитель нужен лишь до тех пор, пока стеклопластик не
заполимеризуется, не требуется, чтобы он был прочным и
долговечным. Вынуть заполнитель по окончании формования
невозможно, поэтому его нужно относить к расходуемым мате-
риалам. Очевидно, заполнитель должен быть дешевым и лег-
ким. Однако в районе киля полезно иметь тяжелый заполни-
тель, чтобы сократить объем, предназначенный для заполнения
балластом.
Следует помнить: прочность обеспечивается формованным
коробчатым ребром жесткости, а не заполнителем; именно
в этом заключается основной принцип создания конструкции.
Заполнитель должен обладать только достаточной эластично-
стью или, будучи надрезанным, принимать форму, соответствую-
щую контурам конструкции, а также быть достаточно дешевым.
Коробчатое ребро формуется в мокром состоянии, поэтому оно
очень легко подгоняется и стыкуется с конструкциями самой
сложной формы. Более того, оно с первого же раза получается
правильно изготовленным. Не нужно никаких распариваний,
подгибаний, примерок, подгонок и повторных примерок, которые
могут повлечь за собой большие затраты труда при использова-
нии иных материалов, в исходном состоянии гораздо более де-
шевых.
Заполнитель может быть изготовлен из любого материала, не
оказывающего вредного воздействия на смолы. Он должен легко
принимать нужную форму, просто крепиться и не оказывать от-
рицательных воздействий на материал оболочки при старении.
Если же для получения заполнителя необходим большой объем
обработки, то проще изготовить сплошное ребро жесткости од-
ним из обычных способов.
Для изготовления заполнителя широко используют следую-
щие материалы:
50
полностью или частично распиленные на элементы деревян-
ные бруски;
полукруглые деревянные профили;
бумажную веревку;
свернутую газету;
картон, согнутый в коробчатый профиль или свернутый
в трубку;
картонные трубки, разрезанные пополам в продольном на-
правлении;
алюминиевый швеллер с V-образными поперечными надре-
зами;
бруски пенополиуретана;
полиэтиленовые трубы и прессованные пластмассовые про-
фили;
трубы из промасленной бумаги или ткани («систофлекс»);
металлическую фольгу или проволочную сетку.
Наиболее распространенным материалом заполнителя яв-
ляется дерево, поскольку в нем хорошо держатся винты и
к нему можно крепить различные детали в жилых помещениях.
Дерево дешево, недефицитно, хорошо знакомо, и ему несложно
придать нужную форму. Деревянный брусок, распиленный на
секции небольшой длины или надпиленный почти до конца, так,
чтобы его можно было изгибать, легко принимает форму любой
кривой.
Тонкостенный алюминиевый швеллер небольших размеров
с распилами на полках легко изогнуть. Правда, он стоит дорого,
но не выделяет вредных продуктов разложения.
Скрученная бумага и сложенный в несколько слоев картон
дешевы, но при наличии течи они размокают. Это не причинит
вреда конструкции, но все же лучше использовать непромокае-
мую крафт-бумагу или водостойкий картон.
Заполнитель несложно изготовить из проклеенных полос пе-
нополиуретана. Жесткость такого заполнителя можно увеличить,
покрыв пенополиуретан смолой и нарастив его толщину до тре-
буемой путем увеличения числа слоев. Такому заполнителю не-
трудно придать нужную форму и профиль. Пенополистирол для
этой цели не пригоден, поскольку он растворяется от действия
смол.
В районе киля, где увеличение массы весьма желательно,
а наличие пустых или недостаточно загруженных пространств
является большим недостатком, хорошими заполнителями могут
быть бетонные блоки, содержащие полосы свинца или иного
металла, а также полиэтиленовые трубы, наполненные дробью
или песком.
В ходе формования коробчатого ребра жесткости временно
удерживайте заполнитель в нужном положении с помощью
смолы или маскировочной липкой ленты. Если вы хотите, чтобы
конструкция выглядела аккуратно и не кустарно, располагайте
51
заполнитель ровно и симметрично. Точность при формовании со-
вершенно необходима в тех случаях, когда в качестве мест креп-
ления палубы, крупных предварительно отформованных секций
или каких-либо заранее изготовленных деталей предполагается
использовать шпангоуты. В производственных условиях реко-
мендуется применять зажимные устройства, фиксирующие
шпангоуты в нужном положении. Такие устройства не дешевы,
но зато позволяют избавиться от трудностей, которые возникают
при необходимости изменить положение хотя бы одного непра-
вильно установленного шпангоута.
Если заполнитель надежно изолирован от контакта с влагой
и воздухом, появление загнивания маловероятно, но в случае
повреждения оболочки, просачивания воды или наличия внут-
ренних дефектов разложение не должно приводить к возникно-
вению избыточного давления газов, разбуханию или какому-
либо иному вредному для пластического материала последствию.
Обычно результатом любого повреждения или внутреннего
дефекта бывает незначительное разбухание, а газы, образую-
щиеся в процессе разложения, сами находят выход (см. также
§ 2.16).
Формование шпангоутов в виде ребер коробчатого сечения
придает обшивке значительную дополнительную жесткость и об-
ходится дешевле, чем наращивание толщины, приводящее к ана-
логичному результату. Но шпангоуты должны быть отформо-
ваны прочно. Некоторые из них выглядят массивными, а на са-
мом деле являются тонкостенными и слабыми. Иногда роль
конструктивных элементов могут играть заполнители из дерева,
но в этом случае стеклопластик должен быть достаточно проч-
ным, чтобы Удерживать их в прижатом книзу положении, и не
должен иметь пор. Дерево, используемое в качестве заполни-
теля, должно обладать высокой стойкостью против гниения, воз-
никновение которого невозможно обнаружить.
§ 2.6. Уголки
На многих самолетах времен второй мировой войны применя-
лась конструкция с несущей обшивкой, состоявшей из уголков,
прикрепленных к алюминиевой оболочке. Такую же по устрой-
ству конструкцию можно использовать и при создании формо-
ванных судов. Ребро углового сечения легче отформовать, чем
коробчатого, и, кроме того, его можно ремонтировать. Однако
угловое сечение не обладает столь высокой жесткостью, как
коробчатое.
Чтобы изготовить формованный уголок, вырезают шаблон из
куска фанеры или картона, соответствующий выбранному про-
филю, укрепляют в нужном положении с помощью липкой ленты
и формуют на нем уголок, используя его как опалубку, приме-
52
няющуюся при заливке бетона. В тех случаях, когда шаблон
можно извлечь, его используют вторично (рис. 19). Если к пер-
вому уголку приформовать второй, то получится тавровый
профиль.
Рис. 19. Последовательность изготовления уголка жесткости (а). Примеры
конструктивного выполнения и применения ребер и уголков жесткости (б).
1— установка и закрепление с помощью липкой ленты опалубки из фанеры или кар-
тона; 2 — формование вдоль опалубки ребра жесткости углового профиля; 3 — готовое
ребро жесткости; 4 — ребро таврового профиля, образованное приформовкой одного
уголка к другому; 5 — Z-образный профиль, полученный формованием поверх одной из
сторон заполнителя; 6 — уголок, подкрепленный ребром; 7 — ребро, подкрепляющее
крышу каюты; 8 — углобульб, полученный с использованием полиэтиленовой трубки;
9 —ребро с вырезом и отбортовкой, образующее флор, который подкрепляет киль; 10 —
ребро, подкрепляющее конструкцию сложной формы; 11 — ребро с отформованным вы-
ступом, создающим дополнительную жесткость.
53
§ 2.7. Z-образные профили
Для изготовления элементов жесткости пригоден еще один про-
филь — Z-образный. Шаблон, на котором он формуется, также
может быть использован многократно. В сущности, это половина
рассмотренного ранее коробчатого профиля, у которой одна сто-
рона не закрыта, чтобы можно было извлечь заполнитель (в дан-
ном случае им является шаблон). Это не такой жесткий про-
филь, как коробчатый, но его жесткость все же выше жесткости
простого уголка или тавра. Полки Z-образного профиля удобно
использовать для крепления деталей пропущенными насквозь
болтами.
§ 2.8. Углобульб
Обычный уголок можно сделать гораздо жестче, если на его сво-
бодной стороне отформовать бульб. Профиль такого типа ши-
роко используют в судостроении. В сущности, это то же ребро
жесткости коробчатого сечения с заполнителем, установленное
на стойке или тонкой стенке.
Для получения углобульба сначала формуют обычный уго-
лок и дают ему отвердеть. Одного слоя будет достаточно, по-
скольку на этой стадии он должен лишь поддерживать бульб.
Затем берут полиэтиленовую трубку, режут ее вдоль по одной
стороне и надевают на торец свободной полки уголка, чтобы по-
лучился бульб. Далее формуют углобульб поверх трубки, про-
должая наслоение вниз по обеим плоскостям полки и формуя
фланцы с двух сторон, если это возможно. Бульб как рабочая
часть профиля может быть значительно толще полки.
§ 2.9. Ребра
Применение ребер — обычный способ подкрепления уголка,
швеллера или любого профиля с глубокой впадиной (см. рис. 19).
Благодаря их установке удается усилить угловой кронштейн для
тяжелой полки, повысить жесткость крупной формованной кон-
струкции углового профиля, такой, как верхний пояс обшивки
или крыша каюты. Ребра можно использовать в качестве фло-
ров, укрепляющих поперечное сечение киля. Изготовляют их так
же, как уголки: вырезают картонный шаблон, соответствующий
по форме будущему ребру, и формуют на нем ребра. Ребро при-
соединяется к формованной конструкции при помощи нафор-
мованного вокруг его кромки угольника. Иногда стенка ребра
формуется по обеим сторонам картонного шаблона; получается
очень тонкое ребро коробчатого профиля. Если плоское ребро
имеет достаточно большую длину, то используемое в качестве
конструктивного элемента оно лучше всего воспринимает воз-
действие растягивающих нагрузок. Чтобы такое ребро воспри-
54
нимало и сжимающие нагрузки, потребуется несколько услож-
нить его конструкцию. Прежде всего нужно приформовать
угольник или фланец к открытой кромке. Можно также нафор-
мовать на поверхность ребра коробчатые профили с фланцами,
хотя практически ими могут быть желобки или углубления
в отформованной поверхности. Лишь немногие крупные ребра
следует выполнять сплошными. В большинстве случаев в них
можно вырезать отверстия значительных размеров с целью эко-
номии материала и массы. Кроме того, отверстия в ребрах,
представляющих собой флоры на парусной яхте, обеспечивают
свободное перетекание трюмной воды. Если вырезы в ребрах
сделаны, чтобы пропустить через них выступающие части кон-
струкции, например, деревянную облицовку или крышку метал-
лического ящика, то по контуру вырезов можно отформовать
фланцы, что позволит увеличить жесткость конструкции (см.
рис. 19).
§ 2.10. Подкрепление кромок и отбортовка
Сквозной вырез в панели необходимо подкреплять, в противном
случае кромка окажется слабой и может быть легко повреж-
дена, особенно если отверстие предназначено для доступа к внут-
ренним частям. Подрезанная наружная кромка формованной
конструкции очень уязвима.
В качестве примеров можно привести вырезы люков, выемки,
горловины, т. е. практически все вырезы, кромки которых не
соединяются с Какой-либо иной частью конструкции, например,
с обрамлением окна, люковым ограждением, планширем или
с другой формованной или деревянной конструкцией.
Если известно, что в формованной конструкции должно быть
отверстие, то обычно в процессе формования предусматривают
по его периметру угольник или фланец (рис. 20). С целью вы-
давливания материала к форме прикрепляют соответствующую
деревянную накладку. Для свободного извлечения отформован-
ной конструкции эту накладку выполняют легко отделяемой от
формы, например, укрепляют простыми штифтами или каплей
слабого клея. Тогда накладка легко извлекается вместе с кон-
струкцией, из которой ее затем удаляют. Толщину материала
в угольнике или фланце необходимо увеличить.
В том случае, когда до формования отверстие не было пред-
усмотрено, кромку можно укрепить угольником, деревянной
окантовкой или утолщением в виде валика. Валик представляет
собой, в сущности, миниатюрный профиль коробчатого сечения
с фланцами. Он играет ту же роль, что и закатка или отгибание
кромок с усилением сгиба проволокой у листового металла.
В большийстве случаев нагрузки вызывают, скорее, растяжение
кромки отверстия, нежели сжатие, поэтому в качестве запол-
нителя в валике целесообразно использовать проволоку или
55
териленовый шнур, тогда некоторую часть нагрузки будет вос-
принимать заполнитель.
Вырезы, а также подрезанные кромки не должны иметь пря-
мых или острых входящих углов, вызывающих очень высокую
концентрацию напряжений. Через некоторое время после начала
эксплуатации в таких местах обычно появляются трещины. При
Рис. 20. Заделка наружных кромок (а) и кромок вырезов (б).
I — кромка защищена другой формованной деталью; 2 — укрепление кромки с помощью
деревянной детали; 3 — утолщение кромки; 4 — формование кромки в виде уголка; 5 —
формование кромки в виде фланца; 6 — усиление кромок выреза утолщением в виде
валика с использованием проволоки или териленового шнура; 7 — скругление углов вы-
реза с целью предотвращения концентрации напряжений и возникновения трещин.
закруглении углов (см. рис. 20) трещины возникают редко. Там,
где концентрация напряжений отсутствует, выступающий ост-
рый конец или угол вполне допустим. Неприятности возникают
только лишь при наличии входящих или внутренних углов.
Наружные подрезанные кромки формованной конструкции
(например, фальшборта) обычно не обладают достаточной проч-
ностью. Их следует формовать с фланцами, угольниками, значи-
тельно утолщать либо усиливать путем соединения с другой
формованной или с деревянной конструкцией (планширем, палу-
бой). Разумным решением во всех случаях будет также увеличе-
ние толщины кромки. Обеспечить высокое качество формования
всей конструкции, вплоть до самого края формы, нелегко, по-
этому кромки формованной конструкции часто бывают ослаб-
ленными. Вместе с тем, кромка такой, например, части судна,
как фальшборт, часто подвергается ударам, в том числе и очень
сильным (при столкновении с другим судном и т. п.).
В конечном итоге все образовавшиеся после резки кромки
следует заделать смолой, а если ее нет, краской или лаком.
В противном случае внутрь слоистого материала через слегка
расщепленные при резке кромки проникнет влага и вызовет
постепенное загнивание и эрозию.
§ 2.11. Переборки
На крупных судах переборки служат основными подкрепляю-
щими элементами. Они являются самыми дешевыми и прочными
из всех поперечных элементов жесткости.
Рис. 21. Зависимость размеров накладных валиков и мокрых угольников для
установки переборок от числа слоев п формованной конструкции в случае
одностороннего (а) и двухстороннего (б) подкрепления.
Любую переборку, установленную под прямым углом к об-
шивке, можно считать несжимаемой. Такая переборка, находя-
щаяся в непосредственном контакте с обшивкой, может быть
причиной деформации корпуса.
Переборки крепятся к корпусу путем приформовки запол-
няющих угловой стык валиков или угольников из мокрого сте-
кломата, устанавливаемых вдоль соединения переборки с кор-
пусом. Для придания соединению большей прочности их следует
приформовывать по обеим сторонам переборки, обеспечивая
значительную площадь контакта с корпусом судна. Толщина
57
угольников должна быть не менее половины толщины обшивки,
если они устанавливаются по обеим сторонам переборки, или
равна толщине обшивки, если они располагаются только с одной
стороны (рис. 21). Ширина полок обшивки предусматривается
достаточной для их плавного схода на нет.
Переборка подгоняется к корпусу так, что между ее торцом
и обшивкой остается свободное пространство. В этом случае
Рис. 22. Способы установки переборки на подкладке и с плавным сопряже-
нием: а — идеальный (трапецеидальная либо клиновидная подкладка 1 из
пенопласта или бальзового дерева); б — широко встречающийся на практике
(подкладка прямоугольной формы).
она не имеет с обшивкой прямого контакта; деформации вос-
принимаются приформованными угольниками, толщина кото-
рых постепенно уменьшается, пока они плавно не перейдут
в обшивку корпуса (см. рис. 21). На практике проще произво-
дить формование, если в промежуток между переборкой и об-
шивкой будет вставлена пластина или рейка из мягкого мате-
риала, например, пенополиуретана или бальзы (рис. 22). Пере-
борки никогда не должны плотно устанавливаться на свое
место. В некоторых случаях они присоединяются к стрингерам,
а не к обшивке корпуса.
Если на переборку в тех местах, где должна располагаться
кромка приформованного угольника, наклеить полоску маски-
ровочной ленты, то получится четкая, хорошо различимая гра-
58
ница. При формовании вдоль такой границы кромка будет ров-
ной, что придаст соединению привлекательный внешний вид,
какой бывает при квалифицированно выполненной отделке (го-
раздо более опрятный по сравнению с обычной неровной кром-
кой, даже окрашенной), и потребует меньших затрат труда,чем
обработка шлифовальной шкуркой. Лакированная деревянная
переборка и цветной приформованный угольник с четко очер-
ченными кромками будут выглядеть весьма привлекательно.
§ 2.12. Деревянные шпангоуты
Формованные шпангоуты монтируются настолько просто, что
вполне понятно, почему им отдается предпочтение. Однако если
установка формованных шпангоутов по каким-либо причинам
невозможна, то могут быть использованы деревянные. В этом
случае корпус оснащается, как для обычного судна. Так иногда
поступают строители деревянных судов или любители, которые
покупают формованный корпус у специализированного пред-
приятия и затем сами его оснащают.
Серьезным недостатком, связанным с подобным оснащением,
является потребность в большом количестве сквозных механи-
ческих креплений, что, в свою очередь, затрудняет обеспечение
водонепроницаемости корпуса (каждое сквозное крепление
представляет собой потенциальное место течи). Без сомнения,
крепление сквозь тонкую стеклопластиковую оболочку не яв-
ляется таким же удовлетворительным, как клепка или крепле-
ние болтами сквозь толстую деревянную обшивку. При клепке
стеклопластиковая обшивка склонна к растрескиванию, а бу-
дучи тонкой не может равномерно распределить нагрузки. Ма-
лая толщина обшивки не позволяет производить зенкование,
следовательно, крепежные детали будут выступать наружу и
портить внешний вид. Поэтому корпус впоследствии необходимо
окрашивать, как и у обычного судна. Дерево разбухает и уплот-
няет крепежную деталь, а стеклопластик не обладает такой спо-
собностью.
Следовательно, если судно достаточно большое и должно
иметь шпангоуты, то целесообразно формовать их при постройке
корпуса вместе с фундаментами двигателей и другими основ-
ными элементами конструкции либо устанавливать на верфи,
оснащающей судно, причем предпочтительнее приформовывать
их, а не приклепывать. Тогда корпус судна сохранит гладкую
поверхность и водонепроницаемость. Короче говоря, персонал
любой верфи, которая оснащает стеклопластиковые корпуса,
должен обладать хотя бы элементарными познаниями о стекло-
пластике и его применении, даже если на верфи все еще не ре-
шаются приступить к незнакомому и рискованному делу — фор-
мованию судов.
59
§ 2.13. Сточные отверстия
На любом судне необходимы сточные отверстия, по которым
трюмная вода могла бы свободно перетекать в кормовую часть
к откачивающему насосу. Даже на небольшой шлюпке скопле-
ние воды в пространствах, откуда нет стока, может причинить
неприятности. Следует иметь в виду, что с уменьшением воды
в трюме содержание грязи в ней будет увеличиваться. Поэтому
очень важно обеспечить незасоряемость сточных отверстий.
Сточные отверстия следует отформовывать, а не просверли-
вать, так как в последнем случае вскроется заполнитель ребер
Рнс. 23. Устройство сточных отверстий: а — неудовлетворительная конструк-
ция (просверленное насквозь отверстие вскрывает заполнитель); б — грамотно
выполненная конструкция (шпангоут отформован поверх сточйых отверстий,
заполнитель изолирован от влаги); в — пример выполнения сточного отвер-
стия после формования.
1 — формование трубки на бумажной оправке; 2 — сверление сквозного отверстия; 3 —
установка и приформовка трубки, из которой впоследствии легко извлекается размочен-
ная водой оправка.
коробчатого сечения (рис. 23). Хороший результат получается,
если взять отрезок полиэтиленовой трубки такой длины, чтобы
она выступала не только за центральную часть сечения короб-
чатого ребра, но и за его фланцы, и уложить шпангоут, запол-
нитель и все остальное поверх трубки. Прочность практически
будет одинаковой как при наличии выемки в заполнителе, так
и при его расчленении для прокладки трубки. Обычно впослед-
ствии полиэтиленовая трубка удаляется, а внутри ребра ос-
тается облицованное отверстие и изолированный от контакта
с трюмной водой заполнитель. Разумеется, чтобы получить об-
лицованное стеклопластиком отверстие, нужно наформовать
стеклопластик поверх трубки перед укладкой на нее запол-
нителя.
Другими пригодными для использования материалами яв-
ляются бумажные или картонные трубки, деревянные пробки,
60
куски гипса и даже мыла. Впоследствии их можно выбить, вы-
сверлить или подождать, пока они растворятся в воде.
Довольно сложно проделать в случае необходимости сточное
отверстие там, где оно не было предусмотрено заранее, или уве-
личить существующее, поскольку отверстие нельзя оставлять
без облицовки. Одним из способов может быть такой. Про-
режьте отверстие заведомо увеличенного размера, отформуйте
трубчатый вкладыш путем наворачивания мокрой ленты из
стекломатериала на бумажную трубку и дайте ему отвердеть.
Затем вставьте вкладыш в отверстие и уплотните его, зафор-
мовав стыки.
§ 2.14. Трехслойная конструкция
Принцип механики, согласно которому два элемента, располо-
женные на некотором расстоянии один от другого, но жестко
соединенные между собой, обладают гораздо более высокими
механическими характеристиками, чем те же два элемента, рас-
положенные рядом, известен давно. На этом принципе основана
конструкция решетчатой балки.
Аналогично, две отформованные оболочки, связанные между
собой так, что они образуют трехслойную конструкцию, будут
жестче, чем две оболочки, расположенные вплотную одна
к другой.
На стеклопластиковом судне указанный принцип может быть
реализован с помощью заполнителя, который скрепляет обе обо-
лочки. Заполнителем обычно служит легкий пенопласт, бальза
или ячеистая плита из бумаги или стекловолокна. Однако из-
готовление трехслойных конструкций осуществляется в про-
цессе формования, а не на стадии оснащения судна (эти кон-
струкции рассмотрены в первой главе книги).
§ 2.15. Синтактный пенопласт
В процессе формования часто бывает необходимо' заполнить
небольшие впадины и труднодоступные пространства. Сплош-
ной стеклопластик достаточно тяжел (объемная масса состав-
ляет 1,5 г/см3) и дорог. Обычные шпаклевки на основе смол
дешевле, но тяжелее (объемная масса 2,0 г/см3). Кроме того,
и стеклопластик и шпаклевки, взятые в достаточно больших
объемах, обладают резко выраженными экзотермическими свой-
ствами, т. е. вскоре после отверждения они становятся горя-
чими. Возникающие термические напряжения могут вызвать
интенсивное растрескивание, а также повредить прилегающие
участки стеклопластиковой конструкции.
Синтактный пенопласт представляет собой шпаклевку на
основе смолы с легковесным наполнителем. Обычно это микро-
сферы из фенолформальдегидной смолы, стеклянные эккосферы
61
и т. п. Применяют гранулы пенополистирола с эпоксидной смо-
лой. Можно использовать и такие легкие материалы, как вер-
микулит1, пемзу, диатомит1 2, древесные опилки, однако пори-
стые материалы впитывают смолу и превращаются в тяжелые
и дорогие. Для обеспечения легкости и экономии средств они
должны быть гранулированными. Крупные гранулы приводят
к получению тяжелой шпаклевки. Мелкие гранулы облегчают
массу используемой для заполнения смолы. Решающую роль
играет точность соблюдения пропорции в процессе смешения.
При избытке смолы шпаклевка делается жидкой и тяжелой,
при недостатке — сухой и нелипкой.
По сравнению с другими пенопластами синтактные пено-
пласты являются относительно тяжелыми (объемная масса
0,3—0,4 г/см3 в случае использования микросфер из фенолформ-
альдегидной смолы), но они очень удобны в обращении, мо-
гут быть быстро приготовлены и легко принимают необходи-
мую форму, поскольку прямо наносятся на нужное место. Для
заполнения больших объемов целесообразнее использовать лег-
кий и дешевый вспениваемый в изделии полиуретан.
Синтактные пенопласты нередко используют для заделки
скошенных кромок заполнителя трехслойной формованной кон-
струкции, особенно криволинейного профиля. Прочность на сжа-
тие этого материала обычно высока, и он может быть применен
для изготовления вкладышей, которые вставляются в трехслой-
ную конструкцию после ее изготовления.
§ 2.16. Заформовка деревянных деталей
Относительно заформовки деревянных деталей существуют раз-
личные мнения. Рассказывают, например, о том, что заформо-
ванное дерево разбухает и разламывает изнутри корпус или
загнивает и образующиеся при этом газы разрывают формован-
ную конструкцию на куски. Однако практика показывает иное.
При заформовке деревянных деталей необходимо соблю-
дать следующие правила:
использовать только сухое, высококачественное дерево, на-
ходящееся в отличном состоянии;
тщательно выполнять заформовку;
применять мало разбухающие сорта дерева или фанеру;
присоединять деревянную деталь за счет адгезионной связи
(см. § 1.7).
избегать применения консервирующих веществ;
1 Минерал из группы гидрослюд. При нагревании до температуры 900—
1000° С вспучивается с увеличением объема в 15—20 раз за счет образования
между чешуйками воздушных прослоек.— Прим, перев.
2 Пористая и легкая осадочная горная порода, состоящая в основном из
аморфного кремнезема.— Прим, перев.
62
придавать деталям конфигурацию, удобную для зафор-
мовки.
Очевидно, использование для заформовки гнилого или сы-
рого дерева означает заведомое введение дефекта в формуемую
конструкцию.
Дерево не может загнивать при отсутствии воздуха, влаги
и гнилостных спор. Поэтому нередко считают, что поскольку за-
формованная деталь изолирована от контакта с влагой и воз-
духом, ее загнивание невозможно. Но этот довод несостояте-
лен. Даже доброкачественный стеклопластик обладает некото-
рой проницаемостью, и через него может пройти достаточное
количество воздуха и влаги, чтобы через несколько лет нача-
лось медленное гниение древесины; кроме того, в любом дереве
содержатся гнилостные споры, которые очень долго остаются
живыми. Консервирующие вещества, с помощью которых
можно было бы предотвратить гниение, оказывают весьма от-
рицательное воздействие на полиэфирные смолы.
На практике деревянная деталь очень редко заформовыва-
ется тщательно. Обычно внешний вид заформовки бывает гру-
бым, а наформованный слой слишком тонким. Пористость
и кратеры представляют собой довольно частое явление. Почти
на любом судне можно найти участки стеклопластика, неплотно
прилегающие к дереву. Они служат путями для проникновения
воды. Заформовка деревянных деталей почти всегда связана
с креплениями, и поэтому опасность просачивания воды в таких
местах очень велика. Никогда не следует забывать и о возмож-
ности повреждения. Таким образом, вполне вероятно, что рано
или поздно в каком-либо месте вода проникнет в заформован-
ную деталь, а обтекая ее, будет воздействовать на гораздо
большую площадь.
Заформовка должна быть выполнена доброкачественно, ка-
кой бы неуклюжей ни получилась при этом ее форма. Для того,
чтобы при наформовке стеклопластика на деревянную деталь
обеспечить герметичность соединения, необходимо использо-
вать надлежащие способы наформовки и тщательно ее выпол-
нять. Один слой стеклопластика обычно бывает пористым.
Всегда накладывайте два слоя, а лучше — три. Два слоя тон-
кого стекломата обладают меньшей пористостью, чем один слой
более толстого. При использовании тканых ровниц, особенно
грубых, почти всегда образуются кратеры в порах, поэтому одни
ровницы никогда не должны применяться для заформовки. Ра-
зумеется, доброкачественность формованной конструкции более
важна в местах, соприкасающихся с водой, таких как подвод-
ная часть судна, однако следует помнить, что вследствие проса-
чивания . воды, конденсации влаги и высокой влажности воз-
духа сухие места могут стать влажными. Вода проникает в за-
формованные деревянные детали сравнительно легко, а удалить
ее оттуда практически невозможно.
63
Заформовываемая древесина должна быть сухой. Безопас-
ный уровень влажности, ниже которого дерево не загнивает, со-
ставляет 20%. Древесина, хранящаяся в сухих помещениях, со-
держит 15—18% влаги. Дерево может быть и пересушенным.
Нагреванием можно добиться уменьшения влажности до
5—8%, но такое содержание влаги в условиях эксплуатации
судна будет нестабильным. Оно увеличится даже вследствие
проницаемости.
Следует помнить, что при увлажнении дерево разбухает.
Прочная заформовка может воспрепятствовать разбуханию,
а благодаря создаваемому ею противодавлению будет ограни-
чено количество поглощенной воды; непрочно же выполненная
заформовка лопнет.
Дерево плотных пород медленно поглощает воду, но при
этом оказывает большое давление на наформованный материал.
Мягкая древесина интенсивно впитывает воду, которая быстро
распространяется по всему объему детали, но появляющееся
давление меньше и обеспечить ему надежное противодействие
несложно. Однако такой подход является слишком упрощен-
ным. Наибольшее значение имеет исходная влажность, т. е. ее
первоначальный уровень. Уровень насыщения и степень разбу-
хания, соответствующие изменению влажности на 1%, изменя-
ются в зависимости от породы дерева. Общее разбухание дре-
весины плотных пород практически может быть небольшим
из-за медленного поглощения и низкого уровня насыщения. Из
всех видов древесины менее всего разбухает фанера,. Благодаря
перекрестному расположению волокон фанеры и барьерным
слоям клея обеспечивается высокое постоянство ее влажности.
Неприемлемо сильно разбухают дуб, обыкновенная сосна, вяз,
желтая сосна, бразильская араукария, бук и ясень. Одна из
проблем заключается в том, чтобы точно знать, дерево какой
породы вы обрабатываете. Некоторые сорта тика, красного де-
рева и сосны имеют одинаковый внешний вид и прочность, но
обладают различной способностью к разбуханию и поглоще-
нию влаги.
Обеспечение прочной связи древесины со смолами, участ-
вующими в процессе формования, вызывает трудности, поэтому
деревянная деталь должна быть предварительно загрунтована
(см. § 1.7). Соединение с древесиной твердых и плотных (дуб,
африканский тик), маслянистых (тик обыкновенный) или смо-
листых (желтая сосна) пород, а также с невызревшей древе-
синой не обладает достаточной надежностью. Кедр и некоторые
другие долговечные сорта содержат природные консервирующие
вещества, которые оказывают влияние на полиэфирные смолы.
Поэтому вместо того, чтобы добиваться изоляции деревянной
детали от контакта с водой, иногда целесообразно изготовить ее
из дерева долговечной породы, обладающего незначительной
склонностью к разбуханию.
64
Наиболее подходящий древесный материал для заформов-
ки — судостроительная фанера. В тех же случаях, когда дере-
вянные детали должны быть массивными (например, фунда-
менты двигателей), лучше вообще отказаться от заформовки
и использовать твердые и прочные породы дерева, например,
дуб.
Порча заформованной детали насекомыми маловероятна,
если только древесина не была поражена ими ранее (некоторые
личинки живут до 40 лет), но если в наформованном материале
имеются дефекты, то становится возможным проникновение
в него насекомых. Суда, хранящиеся с перевернутом вверх
килем или даже в нормальном положении, могут быть испор-
чены термитами, нашедшими доступ к заформованным деревян-
ным деталям.
Гниение развивается быстрее при жаре. Наиболее подвер-
жено загниванию дерево, заформованное под палубой или в ма-
шинных помещениях. Когда судно хранится в перевернутом по-
ложении, гниение развивается интенсивнее.
Присущие дереву недостатки следует рассматривать в сопо-
ставлении с его достоинствами. Это единственный дешевый, не-
дефицитный, хорошо знакомый, просто обрабатывающийся, лег-
кий материал, надежное соединение которого обеспечивается
с помощью несложных креплений. Преимущества дерева с лих-
вой компенсируют упомянутые недостатки. Влияние последних
к тому же может быть сведено к минимуму в результате раз-
работки рациональной конструкции и тщательного контроля ка-
чества. Вместо дерева допустимо использовать нержавеющую
или оцинкованную сталь, туфнол и другие материалы, но им
также присущи серьезные недостатки. Эти материалы значи-
тельно дороже дерева и для них требуются более сложные сое-
динения. Таким образом, при постройке судов среднего качества
детали, подлежащие заформовке, лучше всего изготавливать из
дерева.
§ 2.17. Электрохимическая коррозия
Вопреки мнению ряда специалистов, есть основания полагать,
что стеклопластик не подвержен электрохимической коррозии.
Однако коррозия некоторых, находящихся в контакте со стек-
лопластиком, материалов может оказывать на него губительное
воздействие. Металлические крепежные детали, особенно изго-
товленные из стали (в том числе и нержавеющей), способны
корродировать в мокром дереве. Продукты коррозии впитыва-
ются и остаются в древесине. Их концентрация может увели-
читься настолько, что они начнут оказывать вредное воздей-
ствие как на стекловолокно, так и на полиэфирную смолу. Осо-
бенно подвержено этому воздействию волокно, поскольку на
внутренней поверхности любой полости, в которой находится
65
заформованная деталь, отсутствуют защитные слои смолы, а ка-
чество формования на этом участке обычно бывает невысоким.
Такая коррозия возникает только в сыром дереве, но поскольку
вода просачивается в основном в местах расположения крепеж-
ных деталей, возможно насыщение влагой деревянных вклады-
шей. Загнивание стеклопластика во многом будет определяться
процессом электролиза внутри древесины. Возникнув в сквоз-
ном отверстии, через которое пропущен болт, загнивание может
затронуть не только область заформовки, но и основную кон-
струкцию и распространиться по всей ее толщине.
§ 2.18. Подкрепления
Стеклопластиковое судно деформируется гораздо легче, чем де-
ревянное или стальное. Если вызывающие деформацию напря-
жения действуют непродолжительное время и не чрезмерны, то
после их снятия судно благодаря присущей ему упругости сразу
же принимает первоначальную форму. Однако при длительном
воздействии напряжений деформация может превратиться в ос-
таточную вследствие явления ползучести. Наиболее опасен
в этом отношении период между окончанием формования и пол-
ным отверждением, когда конструкции обладают большой элас-
тичностью. Степень эластичности зависит от использованных
материалов, времени, прошедшего после окончания формова-
ния, габаритов и толщины конструкции, методов формования,
квалификации формовщиков и качества возведенного в форме
каркаса. Зачастую судно прогибается так, что становится по-
хожим на банан.
Очень важно иметь в виду, что на первоначальной стадии
постройки судна стеклопластик быстро отверждается и стано-
вится жестким. Форма, которую имела конструкция в момент
отверждения, будет ее постоянной естественной формой, неза-
висимо от того, получена ли она в результате формования или
вследствие появившихся позднее деформаций. Чем скорее
в процессе постройки судна будут соединены основные эле-
менты его конструкции, тем больше уверенность в том, что сты-
ковка их возможна и подгонка с применением силы не потре-
буется.
В ответственный период быстрого отверждения формован-
ные конструкции должны быть закреплены в надлежащем
положении. Нельзя оставлять их без присмотра, где попало, до-
пускать заполнение водой, переворачивать с боку на бок, пере-
кашивать. Очевидно, чем больше установлено в форме подкреп-
ляющих элементов, тем меньше подвержена деформациям фор-
муемая конструкция. Наиболее уязвима она в первые дни, но
особая осторожность при обращении с ней необходима в тече-
ние нескольких месяцев.
66
Деформации могут возникнуть и позже, под влиянием пол-
зучести. Наиболее распространенная причина их появления —
длительное пребывание судна на неправильно установленных
опорах, например, укладка на неудачно расположенные дере-
вянные подкладки при перевозке на прицепе или хранение в те-
чение всей зимы на опорах, к которым оно туго притянуто.
В этих случаях деформации возникают из-за того, что опоры
располагаются в местах, где у судна нет ни шпангоутов, ни пе-
реборок, способных воспринять давление. Как и при вдавлива-
нии твердого предмета в какое-либо надувное сооружение, вмя-
тина, образующаяся в корпусе, должна получаться тем больше,
чем надежнее расклинена опора. В действительности все это
происходит не так просто. Вначале корпус оказывает сопро-
тивление вдавливанию, и вмятины образуются позже, когда
длительное воздействие напряжений приводит к возникновению
ползучести.
Нагревание, в процессе которого стеклопластик размягча-
ется, может привести к деформации и ускорить появление пол-
зучести. У наиболее широко используемых в морском судо-
строении смол точка начала тепловых деформаций составляет
в среднем 60° С. Эта температура ниже температуры палубы
или корпуса судна, хранящегося в перевернутом положении
в тропических условиях. Кроме того, необходимо еще учитывать
уменьшение прочности стеклопластика по мере приближения
к точке начала тепловых деформаций.
§ 2.19. Внутренние напряжения
Все деформации вызывают появление напряжений. При оста-
точных деформациях возникают остаточные напряжения, из-
вестные также под названием внутренних. Их всегда следует
учитывать и суммировать как с нормальными рабочими напря-
жениями, так и с максимальными напряжениями, возникаю-
щими при перегрузках и в аварийных ситуациях. Следова-
тельно, внутренние напряжения ослабляют стеклопластик, сни-
жают его стойкость к повреждениям и значительно уменьшают
фактическое значение коэффициента запаса прочности по срав-
нению с расчетным.
Внутренние напряжения возникают в случае применения
силы при подгонке как деформированных, так и неточно отфор-
мованных конструкций. Применение силы для перевода дефор-
мировавшейся формованной конструкции из той формы, в кото-
рой она полностью или частично отверждена, в форму, которую
она должна была бы принять после формования, приведет ее
в напряженное состояние. Это равносильно попытке принуди-
тельно деформировать формованную конструкцию, имеющую
правильные обводы. Указанное обстоятельство приобретает оп-
ределяющее значение, когда одна формованная конструкция
67
стыкуется с другой (например, корпус с палубой) или с круп-
ными конструктивными элементами, форму которых нельзя из-
менить (например, с килем, форма которого бывает не соответ-
ствующей заданной).
Поскольку неотвержденная формованная конструкция легко
деформируется, сохраняя высокую эластичность, возникающие
в ней напряжения будут невелики. Однако в дальнейшем де-
формации, происходящие вследствие ползучести, должны при-
вести к появлению неустранимых внутренних повреждений.
Внутренние напряжения, возникающие при силовой подгонке,
частично снимаются под воздействием ползучести, но лишь за
счет снижения прочности стеклопластика.
§ 2.20. Места концентрации напряжений
Механизм появления нагруженных областей или мест концен-
трации напряжений недостаточно исследован и зачастую не
учитывается при разработке и изготовлении конструкций из
стеклопластика. Концентрация напряжений присуща не только
конструкциям стеклопластиковых судов. Она возникает и в кон-
струкциях деревянных судов, строящихся традиционными мето-
дами, но благодаря значительной толщине отрицательные по-
следствия этого явления компенсируются. Концентрация напря-
жений характерна также для судов, изготовленных из фанеры,
но учитывается при их постройке далеко не всегда.
Деформация вызывает появление напряжения. Чем острее
угол деформации, тем выше напряжения. Формованная кон-
струкция может деформироваться в широком диапазоне без
появления высоких напряжений, если деформация носит плав-
ный характер, но даже незначительная деформация, если она
связана с резким изгибом, при определенных условиях вызы-
вает значительные напряжения. Высоконагруженные точки на-
рушают плавный характер изгиба и приводят к высокой мест-
ной концентрации напряжений.
Переборка воздействует на корпус подобно лезвию ножа.
Опираясь на нее, корпус изгибается. Вблизи переборки зача-
стую можно увидеть на обшивке цепочку трещин, указывающую
на возникновение концентрации напряжений вследствие рез-
кого прогиба корпуса. Примечательно, что удар и повышение
давления, приводящие к прогибу, зачастую воздействуют на
корпус не у переборки, а на некотором удалении от нее, там,
где от удара могла остаться едва заметная царапина. Нередко
повреждение появляется не только в точке удара, но и в бли-
жайших зонах концентрации напряжений, а иногда лишь в этих
зонах. Установка жесткого элемента конструкции может «смес-
тить» повреждения к участку концентрации напряжений, рас-
положенному на некотором расстоянии от точки удара.
68
Конструкция разрушается обычно в зоне наибольших на-
пряжений. Чем выше концентрация напряжений в какой-либо
части конструкции, тем скорее эта часть выходит из строя.
Нередко судно могло бы остаться невредимым, если бы не
возникла концентрация напряжений. Обычно это упускают из
виду. Мало кто задается вопросом о том, неизбежно ли было
повреждение судна. Причиной невидимого повреждения, из-за
которого неожиданно может выйти из строя конструкция из
стеклопластика, бывает остаточная деформация в точке концен-
трации напряжений. Соблюдение приводимых ниже правил поз-
волит предотвратить возникновение зон концентрации напря-
жений или, по крайней мере, снизить их влияние:
1. Необходимо обеспечивать плавный переход одного кон-
структивного элемента в другой; следует постепенно уменьшать
толщину элементов в месте соединения их со стеклопластико-
вой обшивкой (толщина последней в районе перехода должна
быть увеличена). Конструктивные элементы никогда нельзя
резко обрывать.
2. Изменения толщины в пределах конструктивного эле-
мента должны быть плавными и постепенными.
3. Острые кромки и углы необходимо закруглять.
4. При монтаже не следует допускать непосредственного
контакта переборок с корпусом. -
5. Углы вырезов должны быть закруглены (см. рис. 20).
6. В местах креплений необходимо устанавливать подкладки
или увеличивать толщину формованной конструкции.
7. При подгонке формованных конструкций не следует при-
менять силу.
8. Деревянные детали и арматуру нужно точно пригонять
к местам их установки; одни формованные конструкции должны
полностью сопрягаться с другими.
9. Особенно аккуратно необходимо обращаться с конструк-
циями типа монокок.
Грамотное применение этих правил позволит создать проч-
ное судно и сэкономить материалы, поскольку нет смысла де-
лать формованную конструкцию настолько прочной, чтобы она
противостояла напряжениям, появления которых можно из-
бежать.
Конструкции типа монокок, известные как безнаборные, или
конструкции с несущей обшивкой, очень чувствительны к кон-
центрации напряжений, потому что в них любые перемещения
отдельных элементов не должны встречать препятствий. Незна-
чительные детали могут катастрофически повлиять на характер
деформаций. Конструкторы часто оставляют решение мелких
вопросов оснащения судов на усмотрение строителей. Строи-
тель, который не учитывает вероятность возникновения кон-
центрации напряжений, значительно уменьшает прочность
судна. Автор этих строк однажды насчитал 65 явных точек
69
концентрации напряжений на сложном по конструкции безна-
борном корпусе судна, имеющего высокие ходовые характери-
стики. Все эти точки появились в процессе постройки и совер-
шенно не фигурировали в расчетах конструктора. Аналогичным
образом владельцы судов или специалисты верфей, услугами ко-
торых они пользуются, могут из-за невнимательности ослабить
конструкцию судна при установке дополнительной арматуры.
Чаще всего концентрация напряжений возникает там, где
имеются резко обрывающиеся опоры палубных настилов, рам
и фундаментов двигателей, острые углы выгородок, кронштей-
нов, полок, сплошных флоров, опор для коек и самих коек, рун-
дуков, заформованных деревянных деталей, а также на участ-
ках перехода от трехслойных конструкций к однослойным. Наи-
более уязвимы следующие участки: надводный борт в носовой
части парусных прогулочных судов (особенно если в обшивке
судна могут появиться вибрации), район вокруг боковых килей
или между сдвоенными килями, днище моторного судна и все
участки, уже подверженные воздействию значительных напря-
жений.
Необходимо тщательно следить за появлением трещин в на-
ружном декоративном слое конструкции, что является первым
и часто единственным признаком концентрации напряжений,
грозящей привести к разрушениям.
Глава 3. МЕХАНИЧЕСКАЯ ОБРАБОТКА
СТЕКЛОПЛАСТИКА
Стеклопластик можно сверлить, обрабатывать напильниками,
распиливать, шлифовать и полировать, но он не поддается об-
работке ударами молотка и гибке; вырубка или вырезка дета-
лей из него также вызывает трудности. Полученную однажды
исходную форму заготовки изменить невозможно, а смола, яв-
ляющаяся составной частью материала, хрупка и склонна к вы-
крашиванию.
При обработке формованных конструкций кроме подрезки
кромок и сверления отверстий обычно требуется лишь неболь-
шой объем работ, поскольку все процессы, связанные с формо-
образованием, происходят, когда материал находится в форме
в мягком и мокром состоянии.
Содержание стекла в составе материала обусловливает его
абразивные свойства, что вызывает ускоренный износ рабочей
части инструмента. При небольших объемах работ этот износ
не настолько велик, чтобы стать причиной для беспокойства, но
при массовом производстве рекомендуется использовать инстру-
мент с алмазной режущей кромкой.
70
Стеклопластик можно обтачивать на токарном станке, но
при этом не следует допускать его выкрашивания и перегрева.
После распиловки, обточки, шлифовки или обработки шлифо-
вальной шкуркой поверхность материала становится матовой,
и отполировать ее невозможно, пока она снова не будет по-
крыта смолой. Механическая обработка не полностью отверж-
денной формованной конструкции затруднительна вследствие
ее повышенной вязкости.
§ 3.1. Сверление
Сверление отверстий обычными спиральными сверлами не вы-
зывает затруднений. Чтобы предотвратить выкрашивание обо-
гащенного смолой наружного декоративного слоя формованной
конструкции, сверлить следует в направлении от гладкой лице-
вой ее стороны к внутренней. При сверлении в противополож-
ном направлении, т. е. от внутренней стороны к лицевой, необ-
ходимо предохранить последнюю от повреждений — плотно при-
жать к ней деревянный брусок (например, с помощью зажи-
мов).
Разумеется, нужно принять меры, чтобы предотвратить со-
скальзывание сверла и царапание лицевой поверхности (такие
же, как, например, при сверлении отверстий в крыле автомо-
биля). Кусочек маскировочной ленты, наклеенной в месте свер-
ления, избавит вас от многих неприятностей.
При сверлении большого количества отверстий или обра-
ботке формованной конструкции, заполнитель которой обладает
абразивными свойствами, целесообразно использовать сверло
с наконечником из твердого сплава, предназначенное для бе-
тона и каменной кладки.
Несколько крупных отверстий можно просверлить с помощью
перового сверла для дерева, но злоупотреблять этим не следует.
Лучше применить спиральное сверло большого диаметра. Для
получения очень больших отверстий следует пользоваться уст-
ройством с вращающейся штангой и вставным резаком, инстру-
ментом, которым вырезают шайбы, или пилой для выпиливания
отверстий.
§ 3.2. Распиливание
Для распиливания и подрезки кромок вручную можно исполь-
зовать слесарную ножовку, ножовку по дереву или машинную
ножовку с ножовочным полотном, имеющим 10—12 зубьев на
1 см. Распиливать всегда нужно в направлении от поверхности,
покрытой наружным декоративным слоем. Применение пилы
по дереву вызовет расслоение. В промышленных условиях хо-
рошие результаты получаются при использовании для распили-
вания ножовки с механическим приводом, ручного фасонно-
71
фрезерного станка или абразивных кругов. Еще более эффект
тивным (но и дорогостоящим) оказывается применение алмаз-
ных кругов, для которых необходим пневматический привод, по-
скольку такие круги должны работать при высоких скоростях
вращения. При небольших объемах работ целесообразно поль-
зоваться приспособлением с дисковой пилой, устанавливаемым
на широко распространенные электрические дрели. Однако вы-
сококачественные диски пилы дороги и быстро изнашиваются,
а мелкие ножовочные полотна достаточно дешевы.
§ 3.3. Обработка напильником
Стеклопластик хорошо обрабатывается напильником, примерно
так же, как алюминий. Напильник с редкой насечкой меньше
засоряется, особенно когда смола не полностью отвердела или
конструкция недавно изготовлена и материал еще вязок. Для
обработки армированных пластиков очень эффективными ока-
зываются тонкие напильники с зубчатой насечкой типа Сюр-
форм и Стенли. Они обеспечивают значительный съем мате-
риала и не очень сильно засоряются. Кроме того, в случае
засорения эти напильники легко прочищаются с обратной сто-
роны. Некоторые их модели можно использовать вместо ру-
банка для обработки плоских поверхностей.
При опиливании кромок рабочее движение всегда должно
быть направлено от лицевой поверхности. Это позволит предот-
вратить выкрашивание обогащенного смолой наружного деко-
ративного слоя и его откалывание на кромке. Как и при строжке
дерева, особое внимание необходимо обращать на то, чтобы
в процессе обработки стеклопластиковой конструкции не обла-
мывались ее углы.
§ 3.4. Работы с применением мопотка
Стеклопластик невозможно согнуть ни с помощью молотка, ни
каким-либо иным способом. Удары молотка только приводят
к растрескиванию смолы, подобно тому, как удары по бетону
вызывают его дробление. Следовательно, выполняя работы, свя-
занные с нанесением ударов молотком вблизи поверхности пла-
стика (например, при клепке или забивании гвоздей), необхо-
димо применять специальные меры предосторожности. При
одном единственном промахе молоток может повредить поверх-
ность. Кроме того, с помощью заклепки или гвоздя трудно обес-
печить плотное соединение стеклопластика. Поэтому с целью
уплотнения таких соединений рекомендуется применять шайбы
из мягкого материала.
Любое соединение, при выполнении которого необходимо
действовать молотком, непригодно для армированных пласти-
ков, и его не следует использовать без очень веских на то ос-
нований и тщательно выполненных мер предосторожности.
72
§ 3.5. Обработка шлифовальной шкуркой
В процессе обработки стеклопластика стеклянная шкурка очень
быстро забивается смолой, особенно свежей. Поэтому обраба-
тываемый участок нужно обильно смачивать водой.
Неплохие результаты получаются при смачивании обраба-
тываемой поверхности уайт-спиритом, обладающим более высо-
кими смазывающими свойствами. По окончании обработки
уайт-спирит необходимо тщательно смыть водой. Остатки его
ухудшают адгезию наносимой впоследствии смолы или краски.
Если вам заранее известно, что потребуется значительный
объем обработки шлифовальной шкуркой, например, при за-
шкуривании внутренней стороны формованной конструкции
в случае ее отделки или обшивки, добавьте в смолу 10%
талька. Играя роль смазки и оказывая незначительное воздей-
ствие на остальные свойства смолы, он позволяет в значитель-
ной степени уменьшить забивание шкурки. Появившиеся в по-
следнее время смолы лучше обрабатываются шлифовальной
шкуркой, чем выпускавшиеся ранее.
При механизированной обработке стеклопластика шлифо-
вальными дисками меньше других забиваются диски с очень
небольшой плотностью расположения зерна. Целесообразно
использовать диски, в которых связующим является смола. Де-
шевые бумажные диски применять бесполезно. Такие диски
диаметром 100 или 125 мм, укрепленные на шпинделе широко
распространенной электрической дрели для инструмента диамет-
ром до 6,5 мм, будут забиваться смолой, проскальзывать и ра-
зорвутся в течение нескольких минут. Однако не следует за-
бывать, что дрель с абразивным диском в неумелых руках мо-
жет стать небезопасным инструментом, способным нанести
глубокие царапины, которые впоследствии невозможно будет
заполировать, или врезаться в поверхность формованной кон-
струкции.
Диски на основе смолы гораздо дороже бумажных, но зато
служат в десятки раз дольше. Если они забьются, их нетрудно
очистить, промыв в ацетоне. Такие диски выпускаются с зерном
различных размеров и с разной плотностью его расположения.
Идеальным является диск с очень малой плотностью, который
выглядит как посыпанная гравием дорожка.
В случае тонкой шлифовки и окончательной отделки грубой
поверхности стеклопластиковой конструкции, что бывает, на-
пример, необходимо, когда для формования корпуса судна ис-
пользуется внутренняя форма (пуансон), следует применять
планетарную шлифовальную машинку, позволяющую облегчить
работу и получить отделку более высокого качества. В процессе
работы этой машинки по сравнению с работой обычной диско-
вой машинки исключается опасность нанесения царапин из-за
недостатка опыта или невнимательности оператора. Однако
73
планетарная шлифовальная машинка пригодна только для от-
делочной обработки; применять ее для сошлифовки части ма-
териала не следует.
Шлифуя стеклопластик, закрывайте лицо маской (или хотя
бы носовым платком), а шею шарфом. Мелкие осколки стекло-
волокна и смолы, попав на кожу, вызывают сильный зуд.
§ 3.6. Очистка
Промывку напильников, свёрл, ножовочных полотен и шлифо-
вальных дисков по окончании обработки, а также в процессе
ее, в случае их засорения, следует производить в ацетоне. Если
промывку отложить надолго, смола отвердеет и загубит ин-
струмент.
В особо серьезных случаях с целью удаления отвердевшей
смолы можно применять хлоробромметановую жидкость, ис-
пользуемую для заправки огнетушителей. Однако стоимость вос-
становленного инструмента должна окупать расходы, связан-
ные с такой операцией. Ни в коем случае нельзя допускать кон-
такта этой жидкости с поверхностью судна, поскольку хлоро-
бромметан растворяет стеклопластик. Указанную жидкость не
разрешается использовать в качестве растворителя и в про-
цессе работы. После очистки инструмент нужно тщательно про-
мыть в воде или в ацетоне.
§ 3.7. Влияние наполнителей
Большое влияние на обрабатываемость смол оказывают напол-
нители. Тальк обладает смазывающим и препятствующим засо-
рению воздействием, которое особенно полезно при больших
объемах абразивной обработки. Твердые наполнители, такие
как кварц, кремнеземная мука, сланцевый порошок или карбо-
рунд, придают смоле настолько сильные абразивные свойства,
что обрабатывать ее становится почти невозможно. При высо-
ком содержании твердых наполнителей режущие инструменты
быстро изнашиваются, почти не оказывая воздействия на смолу.
Результат будет таким же, как при попытке просверлить от-
верстие в шлифовальном бруске.
Благодаря твердым наполнителям смола приобретает цен-
ные свойства, в частности, высокое сопротивление износу, ко-
торые необходимы в эксплуатации. Вместе с тем, нельзя забы-
вать и о том, что в стеклопластике приходится сверлить отвер-
стия и обрезать кромки. В материале со средним содержанием
абразивного наполнителя отверстия можно сверлить сверлом
с наконечником из твердого сплава, распиливание же такого
материала обходится слишком дорого из-за быстрого износа
ножовочных полотен. Резку такого стеклопластика нужно про-
74
изводить ножом, пока формованная конструкция еще сохраняет
пластичность. В случае большого объема резки целесообразно
применять алмазный режущий инструмент.
§ 3.8. Обрезка кромок
Подрезку кромок формованной конструкции можно начинать не
раньше, чем произойдет желатинизация смолы. На этой стадии
отверждения она еще сохраняет эластичность и ее можно ре-
зать остро отточенным ножом. Формованную конструкцию круп-
ных размеров следует подрезать в несколько этапов, по мере
желатинизации каждого слоя. Эластичное состояние продолжа-
ется примерно полчаса; длительность его зависит от свойств
применяемой смолы. Нельзя производить обрезку кромок слиш-
ком поспешно, когда смола еще не успела полимеризоваться
в достаточной степени, иначе структура кромки будет нару-
шена, и она расслоится.
Однако наиболее вероятно, что при оснащении корпуса
судна придется подрезать кромки на отвержденных формован-
ных конструкциях. Отпиливание лишнего материала вручную
вокруг всего судна, особенно крупного и с толстой обшивкой,—
очень трудоемкая работа. Используйте в таких случаях ручную
механическую пилу или абразивный диск. В условиях промыш-
ленного производства судов из стеклопластика целесообразно
использовать обрезную машинку с алмазным кругом, имеющую
пневмопривод (при этом, возможно, потребуется приобрести
компрессор). Вырезку отверстий можно производить кругами
небольших диаметров.
§ 3.9. Заделка кромок
Любое распиливание, сверление, опиливание, фрезерование при-
водит к получению грубой, в значительной степени раздроблен-
ной кромки с обнаженными волокнами стекла. Поскольку такие
кромки не защищены от воздействия воды и атмосферных яв-
лений, в них будет проникать влага. Как следствие, в области
кромки или отверстия в формованной конструкции может на-
чаться загнивание. Обычно вблизи края формы качество фор-
мованной конструкции ухудшается, и нередко влага проникает
далеко в глубь конструкции. Поэтому все кромки должны быть
заделаны смолой.
Вся арматура, находящаяся под водой, обычно бывает
очень хорошо загерметизирована, чего зачастую нельзя сказать
о палубной арматуре. Заделка должна не только предотвра-
щать проникновение воды внутрь конструкции через кромку, но
и защищать от контакта с водой кромки формованной кон-
струкции с наружной стороны.
75
§ 3.10. Обработка трехслойных
формованных конструкций
Трехслойные конструкции должны обрабатываться особенно
тщательно. При распиливании, опиливании напильником или
сверлении всегда существует опасность отслаивания от запол-
нителя дальней (по ходу инструмента) оболочки. Отслаивание
может произойти независимо от того, на какой стороне начи-
нается обработка, но все же оно более вероятно в тех случаях,
когда оболочка с наружным декоративным слоем дальше от-
стоит от инструмента (вследствие ее менее прочной связи с за-
полнителем). Поэтому необходимо, по возможности, начинать
обработку со стороны, на которую нанесен декоративный слой,
а противоположную сторону обязательно поджать деревянной
подкладкой. Следует избегать применения грубых инструмен-
тов. Сверлить нужно плавно, а когда сверло достигнет проти-
воположной оболочки, уменьшить подачу до минимума. Чтобы
не допустить проникновения воды в заполнитель, очень важно
после обработки заделать кромки, даже в отверстиях для
болтов.
§ 3.11. Контроль
Общепринятый метод контроля — обстукивание поверхности
конструкции ребром монеты — является грубым и примитив-
ным; в наши дни его не следует применять ни инспекторам, ни
судостроителям. Такое обстукивание обычно позволяет обнару-
жить лишь небольшие раковины в наружном декоративном слое
и изредка — пустоты, расположенные более глубоко (на глу-
бине примерно до 6 мм). При ощупывании можно проверить
большую поверхность и меньше пропустить повреждений, од-
нако не удается обнаружить глубокие или очень небольшие
раковины, участки, оказавшиеся сухими при формовании, недо-
отвержденные участки, невидимые повреждения, слишком тон-
кие заплаты или другие серьезные дефекты. На точность ре-
зультатов, получаемых при обстукивании, отрицательно влияет
изменение толщины, наличие каркасов, рундуков, баков, мяг-
кой обивки, а также дребезжащих предметов и, кроме того,
внешний шум, например, от городского транспорта. Для про-
верки обстукиванием необходимо иметь слух не хуже, чем у на-
стройщика музыкальных инструментов.
При осмотре наружного декоративного слоя следует исполь-
зовать увеличительный прибор, лучше всего сильную лупу.
Въевшиеся пятна могут быть признаками пористости, выветри-
вания и плохого качества декоративного слоя.
76
Глава 4. СОЗДАНИЕ ЗАЩИЩЕННЫХ ОТ ИЗНОСА
КОНСТРУКЦИЙ,
ДЛЯ КОТОРЫХ
ТРЕБУЕТСЯ МИНИМАЛЬНЫЙ
ОБЪЕМ ОБСЛУЖИВАНИЯ
§ 4.1. Необходимость защиты
Формованный корпус, при всей его прочности, в сущности пред-
ставляет собой лишь тонкую оболочку, которая в любом месте
может протереться насквозь. Однако уязвимых мест, где появ-
ление подобных дефектов наиболее вероятно, не так уж много,
они невелики по площади и многие из них нетрудно обнару-
жить, если знать условия эксплуатации судна. Поэтому на фор-
мованных судах высокого класса необходимо предусмотреть
защиту всех подверженных износу участков, чтобы обеспечить
длительный срок службы, который принято считать одним из
самых главных достоинств этих судов.
Отделка корпуса стеклопластикового судна обладает доста-
точной долговечностью. Утверждение о том, что его наружная
поверхность вовсе не нуждается в уходе, нельзя признать пол-
ностью справедливым, но ее можно сохранять в удовлетвори-
тельном состоянии в течение весьма длительного времени. Для
этого нужно оберегать корпус судна от царапин, истирания,
ударов и различных мелких повреждений, т. е. от всех тех воз-
действий, которые объединяются общим понятием износ. Цара-
пины и потертости быстро портят вид стеклопластиковой кон-
струкции. Они — враг номер один для любого элегантного судна.
Разумеется, поврежденные места можно подновить, но это
очень нелегко сделать, не оставив следов; кроме того, почти не-
возможно точно подобрать нужный оттенок покрытия.
Опасность появления царапин и потертостей можно умень-
шить путем рационального проектирования судна.
Для борьбы с повреждениями применяют' один из двух спо-
собов: защищают уязвимые участки более стойкими к износу
материалами или предусматривают возможность несложного
подновления (восстановления) таких участков.
Материалы для защитных деталей должны иметь достаточ-
ную толщину и быть износостойкими и дешевыми, а сами за-
щитные детали из таких материалов надлежит рассматривать
как расходуемые, неизбежно изнашивающиеся и разработан-
ные с учетом их замены по мере надобности. Крепить их следует
при помощи болтов, винтов или скоб. Склеивание в данном слу-
чае неприемлемо. Это следует принимать во внимание уже на
стадии проектирования. При постройке судов некоторые судо-
строители недостаточно учитывают тяжелые условия, в ко-
торых будет эксплуатироваться их продукция. Многие суда
77
оказываются в эксплуатации совершенно беззащитными. Тща-
тельно продуманная конструкция в большинстве случаев позво-
лила бы избежать наличия явно уязвимых мест, нуждающихся
в постоянном подновлении и уродующих внешний вид судна.
Привальный брус, установка которого на шикарных яхтах счи-
тается неэстетичной и потому недопустимой, позволил бы умень-
шить количество повреждений по крайней мере на 90%.
Многие прогулочные суда выглядят так, будто они предна-
значаются главным образом для показа на выставках. Как
правило, эти суда почти не обеспечиваются защитой от воздей-
ствия внешних ударов и износа. Вместе с тем, именно такие
суда чаще всего подходят к берегу (к пляжу, плавучей при-
стани или пирсу). Лишь немногие из них попадают в руки опыт-
ных людей, а ведь прогулочные суда нуждаются в ином обра-
щении, чем шлюпки, автомашины или мотоциклы. Чтобы от-
швартовать прогулочное судно и при этом избежать ударов
корпуса о берег, неизбежно приводящих к повреждениям,
требуется изрядное мастерство, особенно если учесть, что даже
в закрытых гаванях швартоваться приходится чаще всего при
волнении.
Прогулочные суда оборудуются всеми мыслимыми атрибу-
тами комфорта: откидными сиденьями, лежаками для принятия
солнечных ванн, коктейль-баром, туалетным зеркалом, прику-
ривателем, радиоприемником, указателями поворотов, но только
не кранцами для швартовки к причалам!
Рыболовные и рабочие катера, катера подрядчиков, лоцман-
ские, патрульные и любые другие суда, эксплуатирующиеся
круглый год, должны иметь прочную износоустойчивую по-
верхность. На этих судах необходимо предусматривать износо-
стойкие покрытия, которые могли бы длительное время про-
тивостоять внешним воздействиям, приводящим к износу. На
палубе следует наносить покрытие типа «Тракмарк» или восста-
навливаемое нескользящее, а планширь, поручни, рыбины, лю-
ковые ограждения, сиденья и другие части, воспринимающие
в процессе эксплуатации ударные нагрузки, изготовлять из де-
рева достаточной толщины. Если какие-либо из этих частей от-
формовываются и защита для них не предусматривается, то их
толщину нужно увеличить по крайней мере в два раза против
расчетной, чтобы создать необходимый припуск на износ. Кроме
того, поверхность таких частей должна иметь матовую отделку,
на которой неизбежные царапины будут менее заметны.
Особенно надежная защита требуется для надводного борта
рабочих судов. Поэтому на них необходимо устанавливать тол-
стые деревянные привальные брусья, а еще лучше резиновые
кранцы, например, компании «Гудиер». Они, правда, стоят до-
роже, но зато при достаточно больших размерах обладают столь
высокой прочностью, что способны защитить судно даже при
ударе о супертанкер.
78
§ 4.2. Уязвимые места
Наиболее характерные участки, где возникают царапины и по-
тертости, показаны на рис. 24 и 25. Известно, что суда, сдавае-
мые внаем, изнашиваются в пять раз интенсивнее, чем находя-
щиеся в личном пользовании владельцев. Поэтому исследование
причин износа может оказаться полезным.
Если деревянный скег или киль судна не имеет защиты, то
при. втаскивании на берег по твердой бетонированной дорожке
Рис. 24. Места на шлюпке и небольшом катере, подверженные из-
носу.
/ — места крепления при перевозке; 2 — палуба; 3—форштевень; 4 — углы
и нижняя кромка транца, скул и скуловых брызгоотражателей; 5 — цент-
ральный и боковые кили; 6 — борта; 7 — боковая поверхность планширя; 3 —
рыбины; 9 — верхняя часть планширя; 10 — накладки для подвесного двига-
теля; 11— банки; 12 — колодец подвесного двигателя (мотора).
он быстро сотрется на 20—30 мм. Незащищенный киль неболь-
шого формованного судна имеет припуск на истирание не более
3—6 мм. Кроме того, в этом случае снашиваются обшивка кор-
пуса и конструктивный киль пластмассового судна, являю-
щиеся его несущими элементами. Вследствие истирания они
будут сильно ослаблены еще задолго до полного износа.
Причиной значительной части потертостей могут быть сна-
сти. Шкоты и фалы нужно располагать так, чтобы они не ка-
сались каких-либо частей судна не только при его ходе на ров-
ном киле, но и при резком крене. А ведь иногда на кренящемся
судне снасти занимают совершенно непредусмотренное положе-
ние и соприкасаются с различными деталями, что при от-
сутствии крена считалось бы совсем недопустимым. Швартовы
также не всегда остаются в предназначенных для них кипо-
вых планках, даже если последние соответствуют своему на-
значению. Серьезные повреждения наносят стальные тросы,
79
перепиливающие любые незащищенные части. Наибольшие по-
вреждения способна причинить цепь.
Элементом конструкции, явно подверженным износу, явля-
ется планширь. Все хорошие шлюпки оборудуются буртиками,
но сравнительно немногие из них имеют такие буртики, которые
покрывают не только боковую часть планширя, но и его верх-
нюю кромку. Верхняя кромка планширя истирается от воздей-
ствия весел, снастей, тяжелых предметов или подвесных мото-
ров, иногда укладываемых на нее, а также рыболовных сна-
стей.
Рис. 25. Места на прогулочном
катере и крейсерской яхте,
подверженные износу.
1 — форштевень; 2 — углы крыши
каюты; 3 — зона вокруг киповых
планок; 4 — носовая часть палубы;
5 — планширь; 6 — сходный трап
или вход в рубку; 7 — сиденья кок-
пита; 8 — пол кокпита; 9 — ко-
мингс; 10 — кокпит; 11 — углы
транца или кормового подзора,
скул и скуловых брызгоотражате-
лей; 12 — днище в районе греб-
ного винта; 13 — нижняя часть
киля; 14 — палуба вблизи бортов;
15 — борта; 16 — зона вокруг кре-
пительных уток; 17 — кормовая
часть палубы.
Серьезные повреждения может причинить верхней кромке
планширя соприкосновение с галькой или крупнозернистым пес-
ком, когда вытянутое на берег судно переворачивают вверх ки-
лем. Аналогичные повреждения возникают, если эту операцию
производить на твердой бетонированной дорожке или на палубе
с нескользящим покрытием. При транспортировке на верхнем
багажнике автомашины судно необходимо аккуратно уложить
на специальные подкладки и надежно его принайтовить. Сни-
мать судно с багажника также следует очень аккуратно и ос-
торожно.
Редко обеспечивается надлежащей защитой и форштевень.
Чтобы он мог хорошо резать волны, его часто проектируют
с очень острой передней кромкой, которую, однако, трудно от-
формовать. Кроме того, кромка, безусловно, будет переобога-
80
щенной смолой, а значит, хрупкой и склонной к выкрашиванию.
В то же время условия, в которых оказывается форштевень, бы-
вают очень тяжелыми. Незначительная ошибка рулевого при
подходе к причалу вызывает удар, способный привести к об-
разованию выбоины размером 20—30 мм. Вряд ли эта выбоина
образуется на причале; появление же ее на форштевне будет
серьезным повреждением. Если во время прилива подует бере-
говой ветер и стоящая на якоре яхта поплывет, то якорная цепь
будет сильно тереться о форштевень и, как правило, заедать
при попытке выбрать ее. Защитить форштевень от поврежде-
ний якорной цепью может в значительной мере носовой кранец
подковообразной формы.
Хождение босиком по судну практически не вызывает его
износа. На первый взгляд, удобно ходить по палубе и в спе-
циальных мягких туфлях, но такие туфли захватывают песок,
который действует подобно наждачной бумаге. И чем рельеф-
нее подошвы, тем больше в них собирается песка и тем дольше
он там задерживается.
Необходимо иметь в виду, что повреждениям и износу от
контакта с обувью подвержены банки и рыбины шлюпок,
а также определенные участки палуб, сидений, кокпита и тра-
пов прогулочных судов и прилегающие к ним зоны. К счастью,
поверхность некоторых наиболее уязвимых мест делается, как
правило, нескользящей, что при разумных конструктивных ре-
шениях обеспечивает защиту от износа и скрывает царапины
и другие мелкие дефекты.
Любую полированную поверхность, на которую может сту-
пать нога, невозможно уберечь от царапин. Это относится также
и к поверхностям, которые в нормальных условиях располо-
жены вертикально, но при сильном крене могут занимать почти
горизонтальное положение. Желательно, чтобы не только пол,
но и стенки кокпита обладали повышенной износостойкостью
и, кроме того, были нескользящими. Даже в прибрежных водах
довольно часто возникают такие ситуации, когда при сильной
качке идущего с креном судна для сохранения равновесия при-
ходится упираться в стенку кокпита ногами.
§ 4.3. Износ, вызываемый обычными перемещениями
Судно редко бывает неподвижным. Даже в гавани его всегда
слегка (а порой, и довольно сильно) покачивает на волнах,
идущих с моря или возникающих при движении судов. Качку
судна в гавани может вызвать даже передвижение членов эки-
пажа. За пределами гавани судно всегда испытывает качку,
очень сильную при шторме и легкую в спокойный летний день.
При качке судна незакрепленные предметы начинают пере-
мещаться, а любой движущийся предмет вызывает износ, по-
тертости или царапины, поэтому мерой предосторожности
81
является надежное закрепление всех предметов. Однако изнаши-
вается не только судно; еще больше подвергается износу неза-
крепленный предмет. Так, за два выходных дня с висящей дож-
девой одеждой ничего не случится, но при длительном плавании
она может протереться насквозь.
Многие суда приспосабливаются для перевозки по дорогам
и больше путешествуют на дорожном прицепе, нежели пла-
вают по воде. Износ любой незакрепленной вещи при перевозке
судна на прицепе будет интенсивнее, чем во время шторма на
море, поскольку такая перевозка сопровождается резкими ко-
лебаниями и толчками. Если судно слабо закреплено на при-
цепе, на нем появятся повреждения. Надежность закрепления
обеспечивается периодической проверкой и подтяжкой системы
крепления. Само крепление должно быть эластичным, а в ме-
стах его контакта с корпусом необходимо устанавливать защит-
ные прокладки.
§ 4.4. Причины износа и истирания
Причины истирания, появления царапин и износа обычно бы-
вают следующими:
1. Трение тросов, шкотов, швартовов, якорной цепи и т. п.
2. Соприкосновение с берегом, береговыми сооружениями,
наземным оборудованием или другими судами (например, тре-
ние о песчаный берег, бетонированную спусковую дорожку или
причальную стенку; посадка на мель; удары о плавучий при-
чал; удары и трение о шлюпки т. п.); трение и удары при спуске,
судна, подъеме из воды, погрузке на прицеп и перевозке на
прицепе.
3. Трение подвижных частей судна, например, румпеля, ру-
коятки лебедки, пусковой рукоятки двигателя, весел.
4. Износ от контакта с обувью и одеждой или, другими сло-
вами, царапины от застежек, пряжек, пуговиц и т. п.
5. Укладка, сбрасывание, перетаскивание и перестановка
оборудования, припасов, рыболовных снастей, весел, водных
лыж в процессе их использования, а также при погрузке и раз-
грузке.
6. Движение незакрепленных и подвешенных предметов,
вызванное колебаниями судна или вибрацией,— на ходу, у при-
чала или в случае перевозки на прицепе.
Многие из этих причин можно легко предвидеть и, следова-
тельно, предотвратить. Некоторые из них совершенно оче-
видны, другие известны только опытному моряку.
§ 4.5. Методы защиты
Обычно применяются следующие методы защиты:
1. Нанесение износостойкого декоративного покрытия или
других покрытий и видов отделки. Это удовлетворительная за-
82
щита от мелких царапин и потертостей, но в случае сквозного
повреждения покрытий их защитные свойства резко снижаются.
2. Увеличение толщины. Оно компенсирует износ, но не спа-
сает от поверхностных царапин.
3. Установка в уязвимых местах деревянных защитных на-
кладок и использование древесины вместо армированных пла-
стиков. Такие накладки хорошо защищают по толщине и могут
быть восстановлены. Они относятся к категории расходуемых
защитных средств, легко подновляются и позволяют поддержи-
вать привлекательный внешний вид судна.
4. Применение защитных накладок из металла. Эти нак-
ладки хорошо защищают. Они обычно тяжелее, но тоньше де-
ревянных; часто используются для защиты дерева в особо не-
благоприятных условиях. Внешний вид металлических накладок
без гальванического покрытия может быть неприглядным.
5. Использование защитных деталей из поливинилхлорида,
резины, полиэтилена и т. п. Такие детали обладают высокой
упругостью, хорошо защищают от ударов. Некоторые сорта
исходных материалов теряют свои свойства и разлагаются под
действием солнечного света.
§ 4.6. Проектирование с учетом снижения объема
технического обслуживания
До еих пор на стадии проектирования стеклопластиковых су-
дов почти не уделялось внимания проблеме снижения объема
их технического обслуживания. По-видимому, это вызвано ши-
роким распространением ошибочного мнения, что для таких
судов обслуживание вообще не требуется.
Однако снизить объем работ по обслуживанию до мини-
мума (а в идеале — полностью его исключить) можно лишь на
очень грамотно спроектированном судне. При этом судно, на-
пример яхта, должно сохранять такой же привлекательный
внешний вид, как деревянное судно, по крайней мере, в начале
сезона.
Сегодня на многих деревянных судах, которые регулярно ок-
рашиваются каждый год и, наверное, подкрашиваются в тече-
ние сезона, предусматривается больше средств защиты, обес-
печивающих уменьшение объема работ по обслуживанию, чем
на стеклопластиковых судах.
Опытный владелец, а стеклопластиковое судостроение не по-
лучило бы ни развития, ни признания, если бы его продукция
предназначалась только, для новичков, захочет, чтобы высокое
качество отделки судна сохранялось в течение всего срока его
службы. В этом отношении он будет сравнивать свое судно
с деревянным. В настоящее время стеклопластиковые суда по-
лучили признание у опытных, видавших виды яхтсменов бла-
годаря прочности, жесткости и легкости. Незначительный объем
83
обслуживания таких судов является еще одним их преимуще-
ством, но ни один серьезный и заботливый владелец не пове-
рит тому, что надобность в обслуживании полностью отсутст-
вует. Даже если нет необходимости окрашивать борта судна,
многие другие его конструкции (двигатели, мачты, такелаж, па-
руса) нуждаются в обслуживании, а корпус, кроме того, в уст-
ранении обрастания.
Определенные части формованных конструкций следует за-
щитить от повреждений и износа, а кроме того, нужно обеспе-
чить высокое качество декоративных покрытий. Потенциальный
владелец должен иметь основания рассчитывать на срок службы
судна не менее 50 лет. И только если конструкция судна ра-
зумно разработана, объем его обслуживания для поддержания
привлекательного внешнего вида в течение этих 50 лет ока-
жется небольшим.
§ 4.7. Влияние цвета на объем обслуживания
Наиболее просто подкрашивать поверхности черного и белого
цвета. Это самые чистые цвета, и они в наименьшей степени
изменяются под действием солнечных лучей. Однако в связи
с тем, что известно четыреста тонов белого цвета и еще больше
черного, нужные оттенки даже этих простых цветов трудно по-
добрать.
Чистая царапина меньше всего заметна на белой поверхно-
сти. Однако на шероховатой поверхности царапины вскоре со-
берется грязь, и она станет хорошо заметной, как грязный сле^.
на белом фоне. Если поверхность черная, наблюдается обрат-
ная картина. Более светлый оттенок грубой царапины хорошо
виден на черном фоне, пока она свежая, но по мере загрязне-
ния царапина будет выделяться все меньше. На цветном кор-
пусе отчетливо видна как чистая, так и грязная царапина.
Применяемые в настоящее время пигменты для полиэфир-
ных смол очень устойчивы к воздействию света. Некоторые из
них обладают более высокими, а другие менее высокими ка-
чествами, поэтому при выборе цвета необходимо посоветоваться
со специалистами в данной области. Следует также иметь
в виду, что в сочетании с эпоксидными смолами могут быть
использованы лишь определенные цвета. Любые цвета под
влиянием солнечного света несколько изменяются. Это неза-
метно до тех пор, пока вы не подкрасите какой-нибудь участок
свежей краской того же цвета и оттенка, и он неожиданно
станет довольно резко выделяться на фоне остальной поверх-
ности. Меньше всего изменяется черный цвет, белый цвет слегка
желтеет или приобретает сероватый оттенок, а яркие цвета
теряют свою сочность. Однако при использовании доброкачест-
венных пигментов изменения на протяжении нескольких лет
будут незначительными.
84
После окраски формованной конструкции царапины станут
заметны на ней более отчетливо вследствие различия цветов.
Они могут быть не слишком заметными лишь в том случае,
если цвет формованной конструкции и цвет нанесенной на
нее краски в точности совпадают. По истечении некоторого
времени краска, первоначально того же самого цвета, что и
конструкция, наверняка поблекнет, а защищаемая ею поверх-
ность сохранит свой цвет неизменным.
Таким образом, суда меньше нуждаются в обслуживании
при одинаковом цвете формованной конструкции и краски, ко-
торой она покрыта. Если же цвет формованной конструкции
и краски неодинаков, то любая царапина будет очень сильно
выделяться.
Некоторые строители стеклопластиковых судов имеют пре-
дубеждение против наружного декоративного слоя и отделывают
все формованные конструкции посредством шпаклевки и окра-
ски. При этом отделка получается лучше, чем в случае плохого
декоративного слоя и использования формы низкого качества,
но хуже, чем при правильно нанесенном высококачественном
декоративном слое и использовании исправной формы.
§ 4.8. Влияние вида и качества отделки поверхности
на объем обслуживания
Стеклопластиковое судно должно иметь яркую, блестящую, по-
чти зеркальную поверхность. Это так называемая «яхтенная
отделка». Однако для поддержания отделки наивысшего каче-
ства в хорошем состоянии требуется большой объем работ по
обслуживанию, в том числе и значительный объем полировки.
Кроме того, на такой поверхности отчетливо видно самое нез-
начительное повреждение, незаметное на поверхности посредст-
венного качества.
По мнению автора, совсем неплохо может выглядеть мато-
вая поверхность, в особенности белая. Конечно, она не так
хороша, как находящаяся в отличном состоянии блестящая
поверхность, но гораздо лучше, чем эта же поверхность в за-
пущенном состоянии.
Матовая отделка поверхности корпуса обеспечивается на ста-
дии формования судна. Для получения матовой поверхности
подвергают специальной обработке либо отформованный кор-
пус, либо форму или модель. С этой целью используют поли-
ровальную пасту или очень тонкое стальное волокно. Поверх-
ность модели можно также окрасить, не оставляя следов от ки-
сти, матовой краски. Неудовлетворительная обработка поверх-
ности формы приведет к плохой отделке поверхности судна (на
ней, вероятно, будут блестящие пятна или полосы, которые со-
вершенно испортят внешний вид). Словом, чтобы получить
85
матовую отделку надлежащего качества, приходится изрядно
потрудиться. Матовая поверхность должна постоянно содер-
жаться в чистоте, быть очень гладкой и ровной, не иметь цара-
пин и круговых следов обработки.
Для отделки внутренних формованных конструкций на по-
верхность наносят рельефный узор, например, выступы разме-
рами с булавочную головку. Такие поверхности лучше сохра-
няют внешний вид, чем гладкие. Они должны быть матовыми.
Матовая отделка высокого качества хорошо маскирует мелкие
дефекты и при правильном уходе выглядит весьма привлека-
тельно.
§ 4.9. Влияние защиты на уменьшение объема
обслуживания
Важной задачей является снижение объема профилактических
работ и обслуживания на формованном судне или полное их
исключение. Лучше не допустить появления царапин и потер-
тостей, чем столкнуться с необходимостью их заделки. Следует
помнить, что стеклопластиковое судно в этом отношении подо-
бно автомобилю. Совсем несложно закрасить царапину, но
очень трудно добиться того, чтобы место подкраски было со-
вершенно незаметным и по цвету сливалось с остальной поверх-
ностью.
Существует мнение, что защита всегда портит внешний вид.
Однако если ее предусмотреть заранее, на стадии разработки,
и тщательно продумать, то она может быть совершенно неза-
метной и казаться неотъемлемой частью судна, каковой в дей-
ствительности и должна быть. Защита же, устанавливаемая
в настоящее время, обычно является результатом запоздалых
прозрений и доработок, а поэтому соответственно и выглядит.
§ 4.10. Выветривание
Наружный декоративный слой служит главной защитой для
находящегося под ним конструкционного стеклопластика, для
той основы из стекловолокна и смолы, которая определяет
прочность судна. Но этот слой, как и окраска, будет подверга-
ться разрушающему воздействию воды и атмосферных явлений.
Долговечность наружного декоративного слоя ограничена,
хотя она и может быть увеличена при надлежащей заботе и
профилактике. Так, он будет сохраняться дольше, если поверх-
ность судна регулярно полировать, а судно хранить под кры-
шей. Любое стеклопластиковое судно приходится когда-либо
окрашивать не только для обновления внешнего вида, но и для
защиты наружного декоративного слоя и, следовательно, по-
вышения срока службы судна. Стойкость незащищенного на-
86
ружного слоя будет составлять не более 10—20% потенциаль-
ного срока службы судна. Чтобы этот слой выдержал осталь-
ную часть срока, его нужно окрасить.
На первых порах декоративный слой выветривается только
с поверхности. Когда степень повреждения станет значитель-
ной, выветрившуюся часть можно сошлифовать и тогда обна-
жится находящаяся под ним неповрежденная блестящая по-
верхность. По мере того, как выветривание будет продолжаться,
особенно если на него не обращать внимания, декоративный
сдой покроется трещинами и язвами, и его уже больше нельзя
будет освежить посредством шлифовки. На этой стадии для за-
щиты наружного слоя от дальнейшего разрушения необходима
окраска.
§ 4.11. Обеспечение высокого качества
наружного декоративного слоя
Наружный декоративный слой является самой заметной частью
судна. Если качество этого слоя низкое, то весь облик судна
будет убогим и вряд ли найдется средство, позволяющее суще-
ственно его улучшить. Кроме того, плохой декоративный слой
подвержен быстрому и сильному выветриванию. Замаскировать
это невозможно. Внешний вид судна станет неприглядным и
стоимость резко уменьшится. Через два года судно будет вы-
глядеть, как построенное десять лет назад.
Декоративный слой низкого качества порист. Вода будет
просачиваться через поры и разрушать его, а также находя-
щиеся под ним смолу и стекловолокно, составляющие основу
конструкции судна. Следовательно, высокое качество наруж-
ного декоративного слоя необходимо не только для придания
судну хорошего внешнего вида, но и для обеспечения долго-
вечности его конструкции.
Наиболее разумно в подобных случаях окрашивать судно
задолго до истечения обычного срока службы декоративного
слоя. Однако в связи с наличием пор появляются дополнитель-
ные осложнения, и тщательной разработке способа заделки пор
приходится уделять больше внимания, чем отделке поверх-
ности. Но и это может оказаться безуспешным, и тогда вскоре
наступит необходимость полной замены наружного декоратив-
ного слоя.
Теоретически наружный декоративный слой удаляется и за-
меняется новым, но прежде чем решиться на такую сложную
и дорогую операцию, следует тщательно взвесить все «за» и
«против». Для владельца наилучший выход из создавшегося
положения — окрасить судно и продать его как можно быстрее.
Эксплуатация судна с наружным декоративным слоем низкого
качества приведет к быстрому росту усилий и расходов по его
содержанию.
87
§ 4.12. Долговечность стеклопластиковых судов
Материалы, а главное, технология и опыт постройки первых
стеклопластиковых судов были примитивными, основанными
только на практике. Они не соответствовали требованиям, предъ-
являемым к современным судам. Вместе с тем эти суда, соз-
данные до того, как началось массовое производство дешевых
судов, строились более тщательно и аккуратно, чем современ-
ные.
Теоретический срок службы яхты составляет 50 лет и более.
Практически можно ожидать, что срок службы стеклопластико-
вого судна будет, по крайней мере, не меньше, чем деревян-
ного. Как показывает опыт, только доброкачественно построен-
ные суда из стеклопластика являются долговечными. Однако
зачастую срок службы стеклопластиковых судов ограничива-
ется вследствие выхода их из моды, а не из-за низкой стойкости
материала.
Стеклопластиковые суда могут и должны быть долговеч-
ными, но строители не всегда стремятся сделать их такими, по-
тому что многим покупателям нужны не долговечные, а модные
суда.
Глава 5. ПАЛУБА
§ 5.1. Соединение корпуса с палубой
Палуба является самой основной и характерной конструкцией,
присоединяемой к корпусу: В идеале она должна -составлять
с ним единое целое, поэтому такое соединение должно быть
весьма прочным. Различают два варианта изготовления палубы
и присоединения ее к корпусу:
1. Палуба представляет формованную конструкцию, и за-
дача заключается в соединении двух окончательно отформован-
ных частей судна. Этот вариант более типичен для условий
промышленного производства, а также для малых судов.
2. Палуба изготовляется из дерева. В этом случае она со-
единяется с корпусом, как и при оснащении обычного деревян-
ного судна.
Однако следует иметь в виду, что соединение палубы с кор-
пусом всегда является трудоемкой и ответственной операцией.
Во всех случаях, когда это возможно и отвечает условиям экс-
плуатации, целесообразно приобретать формованный корпус
с уже установленной на нем и тоже формованной палубой.
Чтобы корпус и палуба действительно стали единым целым, на
соединения палубы с корпусом должны быть наформованы
88
с перекрытием стыковые накладки или угольники. Иногда
этого бывает достаточно при установке не только формован-
ной, но и фанерной палубы на небольшое судно. Обычно дере-
вянная палуба должна опираться на палубные бимсы и внут-
ренний привальный брус. Как и при установке палубы на лю-
бом другом судне, указанные конструктивные элементы играют
здесь роль прочных связей и для корпуса.
Нормальная нагрузка, действующая на палубу, стремится
уменьшить угол между палубой и корпусом и, следовательно,
«раскрыть» соединение между ними с наружной стороны.
В грамотно спроектированном соединении как наружная, так и
внутренняя сторона должны быть укреплены с помощью сты-
ковой накладки или сквозных механических креплений, кото-
рые можно совместить с креплениями наружного привального
бруса, планширя или буртика.
Соединение палубы с корпусом путем заполнения стыка
шпаклевкой, состоящей из смолы и стекловолокна, само по
себе недостаточно надежно, хотя оно широко применяется при
постройке не только небольших дешевых судов, но зачастую и
таких судов, создатели которых пытаются обосновать их высо-
кую цену претензиями на высокое качество. Упомянутый способ
пригоден для уплотнения соединения, но лучшие результаты
получаются при сочетании уплотнения шпаклевкой с крепле-
нием болтами или заклепками-пистонами либо с приформовкой
поверх соединения угольника, поскольку шпаклевка не является
достаточно эффективным связующим и не может прочно соеди-
нить формованные конструкции. И палуба и корпус обладают
некоторой эластичностью, поэтому, когда в стык между ними
будет набиваться шпаклевка, они немного раздвинутся. Сле-
довательно, в конструкциях возникнут деформации и внутрен-
ние напряжения. Шпаклевка на основе эпоксидной смолы —
более сильное связующее, однако независимо от вида исполь-
зуемого связующего для обеспечения надежной связи соедине-
ние необходимо правильно спроектировать, а соединяемые эле-
менты после нанесения шпаклевки плотно сжать.
Приформованный изнутри угольник очень прочно соединяет
палубу с корпусом и, кроме того, может служить опорой как
для формованной, так и для деревянной палубы. Деревянную
палубу, особенно изготовленную из фанеры, гораздо удобнее
приформовать к корпусу, создавая для нее надлежащую опору,
а не присоединять с помощью специально изготовленных и при-
гоняемых по месту деревянных деталей. Мокрый стыковой
угольник будет надежно крепить формованную палубу, а при
установке деревянной палубы помимо него необходимо ис-
пользовать механические крепления (угольник же будет в этом
случае играть главным образом роль опоры). Многие из рас-
смотренных далее способов соединения в равной степени при-
годны для фанерной, дощатой и формованной палубы.
89
Когда к корпусу крепится палуба с отогнутой кромкой, не-
возможно точно выдержать необходимую толщину отогнутой
кромки и внутренний радиус гибки, поэтому их значения
обычно колеблются в широких пределах, в том числе и из-за
местной волнистости. Формованный угольник не может иметь
такое же сечение, как согнутый из металла. Металл изгибается
относительно нейтральной оси, при этом внутренний радиус
получается меньше наружного. Когда же при формовании на
поверхность матрицы последовательно накладываются слои
материала, то для каждого из них характерна тенденция сохра-
нить свою толщину неизменной. Следовательно, теоретически
внутренний радиус должен быть таким же, как наружный. На
практике же он обычно больше вследствие явления «мостооб-
разования» и натекания. Если при этом требуется выдерживать
жесткие допуски, то в процессе подгонки по месту придется
прибегнуть к сошлифовке или спиливанию напильником лиш-
него материала с внутренней стороны. Внутренний привальный
брус или иной упрочняющий элемент, расположенный по пери-
метру верхней кромки корпуса, поможет сохранить форму
угольника после его извлечения из матрицы до тех пор, пока
не будет установлена палуба и все сопрягаемые элементы не
займут необходимое взаимное положение.
Непосредственно после формования, будучи не полностью
отвержденным, корпус обладает значительной эластичностью
и может оседать под действием собственной массы, а также
массы устанавливаемых на него конструкций и выполняющих
работу монтажников. Поэтому необходимо обеспечить надле-
жащую опору для корпуса, которая позволила бы сохранить
его форму до тех пор, пока не завершится процесс отвержде-
ния, т. е. не только на период оснащения, но также на время
хранения и транспортировки. В равной степени важно обеспе-
чить опору и для палубы. Конфигурация, которую имеет кон-
струкция при отверждении, в дальнейшем останется неизмен-
ной, независимо от того, соответствует она форме, полученной
в процессе формования, или нет. Попытка вернуть отвержден-
ной конструкции правильную форму путем применения силы
неизбежно приведет ее в напряженное состояние, так же, как
деформация под нагрузкой. Следовательно, при подгонке
с применением силы в конструкции возникают ослабляющие ее
внутренние напряжения. Насколько часто это случается, пока-
зывают трещины, появляющиеся под действием напряжений.
Во избежание описанных выше неприятностей рекоменду-
ется в дополнение к любому соединению на клею, с помощью
шпаклевки или приформованного угольника скреплять палубу
с корпусом болтами. Помимо увеличения надежности болто-
вые крепления позволяют предотвратить возможное отставание
скрепляющего вещества вследствие податливости корпуса, при-
водящее к нарушению соединения, основанного на адгезионной
90
связи. Теми же болтами обычно крепят и наружный приваль-
ный брус, который ввиду повреждения или износа приходится
время от времени заменять. Поэтому к находящимся с внут-
ренней стороны гайкам следует обеспечить свободный доступ,
но сами гайки можно слегка заделать. Чтобы в процессе за-
тяжки болтов не появились деформации, приводящие к обра-
зованию морщин, перед установкой болтов и затяжкой болто-
вых соединений палубу нужно зафиксировать относительно кор-
пуса с помощью зажимов.
Выполнить формование с соблюдением жестких допусков
невозможно. Помимо возникновения деформаций, усадки и тем-
пературных изменений в формуемой конструкции изменения
могут также происходить и в самих формах. Соединения необ-
ходимо проектировать с зазором, заполняемым при монтаже
шпаклевкой на основе смолы, деревянными вкладышами или
посредством установки прокладок. После затяжки болтов стя-
гиваемые поверхности не должны соприкасаться.
Бимсы для деревянной палубы бывают деревянными, клас-
сической конструкции, устанавливаемыми до монтажа палубы,
но в качестве бимсов могут также служить ребра коробчатого
сечения с фланцами или уголки, приформованные к внутренней
стороне палубы для повышения жесткости после ее установки
на судно. Обычно приформованные профили применяют на не-
больших судах, размеры которых позволяют изготовить палубу
из одного листа фанеры, но их используют и как дополнение
к нескольким деревянным или заранее отформованным бимсам,
играющим роль предварительной опоры для палубы, и, нако-
нец, для подкрепления уже изготовленных палубы и крыши
каюты.
Обычно палуба из стеклопластика формуется целиком, со
всеми бимсами и крепится как единое целое. Бимсы необхо-
димы даже для совсем небольшого судна. Нагрузки, действую-
щие на палубу (ступивший на палубу человек, ящики с прови-
зией или арматура для крепления снастей), в отличие от
нагрузок на корпус, которые равномерно распределяются окру-
жающей его массой воды, являются в основном сосредоточен-
ными.
Палубные бимсы — это, как правило, формованные ребра
жесткости коробчатого сечения, расположенные по общеприня-
той схеме или уложенные на очень небольшом расстоянии одно
от другого, т. е. образующие «вафельную» структуру. Углубле-
ния и гофры также способствуют увеличению жесткости. В ка-
честве подкрепления широко используется развитой диамет-
ральный брус, отформованный с заполнителем из дерева.
При оснащении корпуса, отформованного другой фирмой,
еще до начала его изготовления должна быть достигнута пол-
ная ясность относительно количества шпангоутов, их формы и
точного расположения. Рекомендуется также четко определить,
01
Рис. 26. Присоединение палубных бимсов к внутреннему привальному брусу:
а — под палубой на палубные бимсы и шпангоуты наформован уголок, ко-
торый прочно связывает их в одно целое; б — палубные бимсы и шпангоуты
пристыкованы к внутреннему брусу и соединены в единую конструкцию при
помощи наформованного на них уголка.
Рис. 27. Соединение палубы с корпусом на малых судах: а — посредством за-
полнения стыкового зазора шпаклевкой из стекловолокна и смолы (допус-
тимо лишь для самых малых и дешевых судов); б — на шпаклевке, но с до-
полнительным креплением болтами или заклепками, одновременно крепящими
и защитную накладку; в — приформованным уголком; г — соединение ото-
гнутых наружу кромок болтами или заклепками с последующей защитой на-
кладкой (надеваемым с натягом прессованным профилем из поливинилхло-
рида или алюминиевой полосой); д — стыковое соединение, подкрепленное
стыковкой накладкой в виде приформованиого уголка и закрытое резиновой
защитной накладкой; е — прочное, но весьма уязвимое соединение отогнутой
вниз кромки палубы с отогнутой наружу полкой бортовой обшивки, выпол-
ненное на заклепках и подкрепленное приформованным уголком.
92
как палуба будет соединяться с корпусом (рис. 26—30), и об-
судить этот вопрос с изготовителями корпуса. Они могут зна-
чительно облегчить или, наоборот, сильно усложнить работу.
Обсуждение особенно необходимо, если при оснащении приме-
няют только сухие крепления. Подробная проработка и согла-
сование проекта на ранней стадии выполнения работ окажутся
весьма своевременными. Когда корпус уже отформован, навер-
Рис. 28. Присоединение к корпусу палубы с отогнутой вверх полкой: а — при-
менение стыковой накладки и болтов; б — соединение со стыковой накладкой
и прессованным профилем из поливинилхлорида в качестве накладки план-
ширя; в — недостаточно надежное и нерекомендуемое соединение на болтах
без дополнительного подкрепления приформовкой; г — соединение, не обла-
дающее достаточной жесткостью и не обеспечивающее надежного уплотне-
ния; д — жесткое и герметичное, но легко повреждаемое соединение.
/ — заполнитель из дерева; 2— внутренний облицовочный брус; <3 и 8— болтовые креп-
ления; 4 — накладка планширя; 5 — наружный привальный брус; 6 — пробка; 7 — стекло-
пластиковый заполнитель; 9 и И — стыковые накладки; 10 — деревянная распорка; 12 —
шпаклевка; 13 — накладка планширя (профиль из поливинилхлорида); 14 — формованный
внутренний привальный брус.
ное слишком поздно приформовывать внутренний привальный
брус, шпангоуты или опоры, позволяющие просто и надежно
закрепить деревянные детали и конструкции.
На рис. 28, а показано соединение корпуса с палубой, кото-
рое при эксплуатации судна приносит меньше всего неприят-
ностей. Не следует упускать из виду, что на внутренней поверх-
ности достигается более прочная адгезионная связь, чем на
поверхности с декоративным слоем. Очень важно обеспечить на-
дежное уплотнение соединения. Расположенный снизу прифор-
мованный угольник позволит предотвратить непосредственное
проникновение воды через соединение, но не будет препятство-
93
вать ее скапливанию внутри соединения, что может вызвать
загнивание в этом ответственном узле.
На рис. 26—30 показаны различные конструкции соедине-
ний палубы с корпусом, а также предохранительных буртиков,
привальных брусов и т. п. Представленные конструкции можно
комбинировать по своему выбору и при этом не обязательно
Рис. 29. Присоединение к корпусу палубы с отогнутой вниз полкой: а —
обычно грубое и потому нерекомендуемое соединение внакрой; б — соедине-
ние встык, подкрепленное изнутри приформов энной накладкой и закрытое
снаружи деревянным привальным брусом; в — стыковое соединение с раздел-
кой кромок, заполненное шпаклевкой и подкрепленное приформованной на-
кладкой; г — стыковое соединение, подкрепленное снаружи и изнутри, закры-
тое деревянным предохранительным буртиком (вверху) и алюминиевым прес-
сованным профилем (внизу); д — соединение внахлестку с подкрепляющей
стыковой накладкой и защитным металлическим профилем полукруглого се-
чения поверх предохранительного буртика (трудное для выполнения и под-
верженное растрескиванию); е — соединение внакрой, которое осуществлено
заподлицо, подкреплено стыковой накладкой и защищено предохранительным
буртиком из дерева.
нужно использовать только данный тип соединения. Конструк-
ции предохранительных буртиков, планширных накладок,
шпигатов рассматриваются в главе 6.
Для выполнения высококачественного соединения палубы
с корпусом необходимо выполнять следующие основные пра-
вила:
предусматривать значительную площадь перекрытия в со-
единении. Она может обеспечиваться, например, за счет стыко-
вых накладок;
приформовывать поверх стыка в месте соединения накладки
достаточных размеров или валик, по возможности с обеих
94
сторон, чтобы прочно соединять две части в одну формованную
конструкцию. Вместо накладных деталей можно применять
сквозное механическое крепление;
использовать в качестве опоры для палубы угольник, стрин-
гер, внутренний привальный брус или отогнутую кромку. Дан-
Рис. 30. Соединения палубы с корпусом, пригодные как для формованной, так
и для фанерной палубы: а — присоединение палубы к внутреннему приваль-
ному брусу, отформованному как ребро коробчатого сечения с фланцами,
закрытое планширем из дерева; б — с помощью приформованного уголка
к внутреннему привальному брусу, изготовленному, как и накладка планширя,
из дерева; в — с использованием предварительно приформованного к об-
шивке уголка, пригодное в основном для малых судов. Накладка планширя
выполнена из поливинилхлорида или алюминиевого профиля; г — соединение
с отогнутой внутрь полкой на обшивке корпуса, впоследствии подкрепленное
приформованным уголком. Предохранительный буртик из дерева; д — креп-
ление палубы к отогнутой внутрь полке на обшивке корпуса двумя стыко-
выми накладками; е — крепление палубы с использованием стыковой накладки
к отогнутой внутрь полке на обшивке корпуса, которая является предохрани-
тельным буртиком, составляющим часть обшивки корпуса (планширная на-
кладка металлическая; во внутреннюю полость предохранительного буртика
введен заполнитель).
ные конструктивные элементы присоединяют к корпусу в про-
цессе формования или устанавливают позднее. Эту роль может
выполнять также внутренний привальный брус обычного типа;
предусматривать на корпусе подкрепление, аналогичное
внутреннему привальному брусу, которое гарантировало бы
при извлечении корпуса из формы сохранение требуемой его
конфигурации;
95
обеспечивать надежную герметичность уплотнения, пре-
пятствующую проникновению воды и накапливанию ее в со-
единении;
применять такие допуски, при которых были бы возможны
некоторые колебания размеров формованной конструкции и
формы;
учитывать при разработке судна необходимость установки
предохранительного буртика, планширной накладки или фальш-
борта, а также защитной накладки или наружного привального
бруса;
предусматривать возможность устройства шпигатов.
§ 5.2. Как сделать палубу нескользящей
Строители формованных судов часто недооценивают те неудоб-
ства, которые причиняет гладко отполированная палуба на не-
больших прогулочных и разъездных судах, а также на парусных
яхтах и шлюпках. На крупных прогулочных судах обычно при-
нимаются меры для того, чтобы сделать палубу нескользящей,
однако зачастую они оказываются недостаточными или основы-
ваются на ложном представлении о том, что метод позволяющий
добиться нужного результата на сухой поверхности, будет та-
ким же эффективным и для мокрой палубы. Многие поверх-
ности, обеспечивающие надежное сцепление в сухом состоянии,
намокнув, становятся скользкими. Палуба же небольших судов
почти всегда бывает мокрой от водяных брызг. Даже от росы
она может стать скользкой и опасной для хождения.
Чтобы сделать палубу нескользящей, применяют три спо-
соба: придают ей в процессе формования рельефную поверх-
ность; оклеивают палубу материалом с нескользящей поверх-
ностью; окрашивают палубу нескользящей краской.
1. При формовании на палубу часто наносят рельеф, имею-
щий ромбовидный узор, или, как его еще называют «фальши-
вый Тракмарк», который получают, наклеивая перед формова-
нием палубы «настоящий Тракмарк» на поверхность формы
или модели. Этот способ позволяет сделать палубу нескользя-
щей без дополнительных затрат средств и труда на стадии ос-
нащения судна. Если вместо «Тракмарка» использовать рель:
ефные обои, то можно получить широкий ассортимент узоров.
Такая палуба, безусловно, лучше гладкой, но она сильно
проигрывает в сравнении с покрытой «настоящим Тракмарком».
«Фальшивый Тракмарк»—твердый и жесткий, имеет блестя-
щую поверхность, а намокнув, становится достаточно скольз-
ским. Ромбовидный узор довольно трудно отформовать; по уг-
лам ромбов обычно образуются кратеры, поэтому поверхность
в углах интенсивно изнашивается. Говорят, что данный недо-
96
статок проявляется меньше, если при нанесении наружного де-
коративного слоя подогреть формовочные материалы.
Полученная при формовании рельефная поверхность в про-
цессе эксплуатации стирается и, кроме того, она подвержена
выкрашиванию, поскольку наверняка окажется обогащенной
смолой. Если же поверхность не будет обогащена смолой, то,
скорее всего, на ней появятся дефекты в виде непропитанных
смолой участков, которые станут разрушаться еще интенсивнее.
Изношенное или поврежденное покрытие этого типа невоз-
можно заменить и очень трудно наформовать вторично.
2. Гораздо лучше отформовать гладкую палубу и затем
безо всяких ухищрений покрыть ее «настоящим Тракмарком»
фирмы «Данлоп» или аналогичным настилаемым на клею ма-
териалом. «Тракмарк» представляет собой рельефный листовой
поливинилхлорид с тканевой подкладкой, которая приклеива-
ется к палубе клеем. Его износостойкость очень высока и на
нем не видны царапины. Если же покрытие износится, его
можно снять и заменить новым.
Покрытие «Тракмарк» обладает мягкостью и эластичностью.
Оно делает как сухую, так и мокрую палубу совершенно не-
скользской. «Фальшивый Тракмарк» не обладает подобными
свойствами и отличается от настоящего так же, как отформо-
ванная из стеклопластика имитация автомобильной шины от
настоящей шины.
Другим наклеиваемым покрытием, изготавливаемым компа-
нией «Миннесота Майнинг энд МэнЬюфэкчуринг», является
«Сэйфти-Вок». По внешнему виду и на ощупь оно напоминает
крупнозернистую шлифовальную шкурку. «Сэйфти-Вок» исклю-
чительно хорошо препятствует скольжению, но пригодно в ос-
новном для коммерческих судов. Здесь его черный или зеленый
цвет более приемлем, а колкая, шершавая поверхность будет
царапать не босые ноги, а толстые подошвы матросских са-
пог. Обычно «Сэйфти-Вок» выпускается в виде листов, плиток
или полос, а не рулонов. На спортивно-прогулочных судах его
целесообразно использовать для защиты интенсивно изнаши-
вающихся частей, например, ступенек трапов, ступив на кото-
рые особенно опасно поскользнуться. Им можно также покры-
вать полы и палубы.
3. Самый дешевый способ сделать палубу в достаточной сте-
пени нескользящей — это покрыть ее нескользящей краской или
смолой.
С целью удаления блестящего гладкого слоя и обеспечения
более надежного сцепления с нею покрытия зашкурьте палубу,
загрунтуйте ее одной из грунтовок, специально предназначен-
ных для стеклопластика на основе полиэфирных смол (если та-
кая операция рекомендована изготовителями выбранной вами
краски) и затем производите окраску обычным способом. В про-
цессе изготовления палубы можно с самого начала отформо-
97
йать грубую поверхность, обеспечивающую хорошее сцепление
и таким образом избежать большого объема абразивной обра-
ботки. Если заранее известно, что формованная конструкция
подлежит окраске, то изготовление полированной формы ока-
жется просто бесполезной операцией, на которую затрачено
время, силы и средства.
При окраске обычной палубной краской потребуется еже-
годно ее возобновлять. Толщина слоя краски будет быстро
расти и через пять или десять лет возникнет необходимость его
удаления. Очистка формованного судна от краски — не простая
операция и, если ее производить, не имея определенного на-
выка, может принести судну больше вреда, чем пользы (см.
гл. 22, посвященную обслуживанию).
Целесообразно применять современную износостойкую не-
скользящую краску на основе полиуретановой или эпоксидной
смолы. Очень прочное и эластичное покрытие получается при
использовании некоторых красок, а также пластиковых покры-
тий, включая покрытие на основе фрикционных материалов,
применяемых для изготовления накладок на тормозные ко-
лодки. Пригодными могут оказаться и весьма износостойкие
покрытия, используемые для отделки полов на промышленных
предприятиях.
Нескользящую отделку высокого качества можно получить
на основе полиэфирных смол, обычно применяемых при фор-
мовании, путем введения в них значительного количества твер-
дого, грубого наполнителя. Молотый кварц, гранит или кре-
мень, просеянные через сито № 8, позволяют создать палубное
покрытие, обладающее высокой износостойкостью, которое как
в сухом, так и в мокром состоянии обеспечивает при ходьбе по
нему отличное сцепление. При введении такого наполнителя
очень важно точно соблюсти пропорции: если его ввести слиш-
ком мало, то поверхность обогатится смолой, станет блестящей
и не сможет в достаточной мере препятствовать скольжению;
при избытке наполнителя поверхность будет выкрашиваться.
В качестве очень грубого приближения рекомендуется соотно-
шение наполнителя к смоле, равное 6:5, но более точное его
значение зависит от сорта смолы и типа наполнителя. Другим
легко доступным наполнителем может служить мелкозернистый
песок.
Перед нанесением покрытия очень важно правильно подго-
товить поверхность палубы. С целью обеспечения надежного
сцепления с нею покрытия помимо обработки шлифовальной
шкуркой ее необходимо очень тщательно вымыть, чтобы уда-
лить все следы разделительных веществ, смазки, грязи и отпе-
чатков обуви, которые неизбежно скопятся на поверхности, по-
скольку покрытие обычно наносится на палубу на заключи-
тельных этапах оснащения. Для окончательной очистки и под-
готовки поверхности иногда неплохо слегка протереть ее аце-
98
тоном. Правда, относительно ацетона мнения расходятся; не-
которые специалисты не рекомендуют его применять. Однако
несомненно, что использовать ацетон нужно в небольшом ко-
личестве и лишь в тех случаях, когда в ходе оснащения палуба
оказалась сильно загрязненной. Возможные отрицательные по-
следствия применения ацетона принесут меньше вреда, чем не-
достаточная адгезия покрытия при отказе от его использования.
Не следует забывать, что на судне есть и другие поверх-
ности, которые также не должны быть скользящими. Это
места, где поскользнувшийся человек не упадет за борт, но
может получить травму. К ним относятся в первую очередь
цол кокпита и рулевой рубки, ступеньки трапа, мостиковая па-
луба и сидения кокпита, на которые наступают члены экипажа,
когда нужно быстро перебежать на нос судна. Сюда же сле-
дует отнести и пол в камбузе или в гальюнах, а также ту по-
лочку в рулевой рубке или в кокпите, на которую обычно кла-
дут бинокль, лоцию или ставят стакан с прохладительным на-
питком. Иногда соскальзывание какой-нибудь вещи с этой по-
лочки приводит к неприятностям. Сказанное выше имеет зна-
чение главным образом при умеренно свежей погоде, поскольку
при действительно сильном волнении любая вещь на судне
должна быть тщательно закреплена.
Крыши кают чаще всего бывают гладкими и блестящими,
а намокнув, становятся и очень скользкими. Обычно на кры-
шах нескользящими делают лишь отдельные участки, а вокруг
них остается достаточная площадь гладкой и скользкой по-
верхности.
Нескользящие поверхности нужны не только на морских
крейсерских яхтах и на других относительно крупных судах.
Никакой рулевой не сможет управлять шлюпкой, если ему бу-
дет трудно удержаться на своем сидении или если при крене
судна он будет каждый раз соскальзывать к подветренному
борту.
Для участков, находящихся в менее тяжелых условиях, от-
формованный рельефный узор или рубчик могут оказаться до-
статочными. Но в местах, подверженных износу, следует избе-
гать рельефа типа «фальшивого Тракмарка», поскольку его
трудно восстанавливать. Лучше использовать более открытый
рельеф типа рубчика, при этом выступы должны быть преры-
вистыми, иначе между ними будет скапливаться грязь.
§ 5.3. Тепловые деформации
В жаркую погоду палуба судна может нагреться настолько, что
это скажется на ее прочности. Для многих смол, как отмечено
в § 2.18, температура начала тепловых деформаций невысока.
На практике повышенная восприимчивость к деформациям ра-
зогретой палубы наиболее заметно проявляется под действием
90
местных нагрузок. Это касается всех судов, которые при экс-
плуатации могут оказаться в районах с жарким климатом или
строятся на экспорт, особенно если какая-то часть палубы не-
сет большую и ответственную нагрузку. Очевидный пример —
место заделки на палубе степса мачты; менее очевидные при-
меры— места установки крепительных уток и швартовых
кнехтов. Во всех таких местах в случае перегрева палубы мо-
гут возникнуть неожиданные повреждения.
Палубы судов, эксплуатирующихся в тропиках, следует от-
формовывать, используя смолы, имеющие более высокую точку
начала тепловых деформаций. Кроме того, для сохранения до-
статочного коэффициента безопасности палуба должна быть
прочнее и толще, чем необходимо по расчетам, выполненным
для условий эксплуатации при умеренных температурах.
Нужно избегать окраски таких судов в темные цвета.
К счастью, конструкции яхт испытывают наибольшие на-
пряжения в тех случаях, когда из-за сильного ветра и волн па-
луба остается холодной; по-настоящему нагретой она бывает
только в тихую погоду или если стоит в гавани. Более серьез-
ные последствия разогрев палубы способен вызвать на рабо-
чих судах, поскольку они могут эксплуатироваться в таких
местах, где для отдыха слишком жарко, и совершать большую
часть рейсов, не выходя за пределы спокойных вод гавани.
На дешевых судах дополнительное упрочнение палубы, до-
пускающее эксплуатацию под палящими лучами солнца, иногда
неосуществимо из-за его сравнительно высокой стоимости, но
на яхтах среднего класса и класса люкс такое упрочнение сле-
дует предусматривать обязательно.
§ 5.4. Палубы трехслойной конструкции
Теоретически преимущества применения палубы трехслойной
конструкции — высокая жесткость, свободное междупалубное
пространство и хорошая изоляция — выглядят весьма привле-
кательно. На практике же такая палуба приносит больше
неприятностей, чем стеклопластиковая конструкция любого
другого типа. Причиной неприятностей служит расслоение.
Очень немногие строители судов умеют или хотя бы знают, как
нужно правильно изготавливать палубу трехслойной конструк-
ции. Около 90% этих палуб имеет дефекты. В большинстве
случаев расслоение начинается на ранней стадии эксплуатации
таких палуб и, вероятно, объясняется тем, что с самого начала
их элементы не были соединены надлежащим образом. Однако
чем дольше служит такая палуба, тем менее вероятно возник-
новение в ней нового очага интенсивного и быстро развивающе-:
гося расслоения.
Часто можно услышать рассуждения о том, что расслоение
трехслойной конструкции не оказывает отрицательного влияния
100
на ее эксплуатационные характеристики. Основой для подоб-
ных рассуждений служит, скорее всего, высокая стоимость из-
готовления трехслойных конструкций надлежащего качества
либо замены (по требованию покупателя) всего судна. Есть
все основания считать, что при расслоении прочность трехслой-
ной конструкции уменьшается. Кроме того, с расслоением свя-
заны серьезные дополнительные неприятности, вызванные про-
сачиванием воды, которое приводит к невидимому и непредпо-
лагаемому загниванию. Следовательно, если принято решение
делать палубу трехслойной конструкции, то она должна быть
изготовлена по всем правилам. Любое отступление от этих
правил следует считать неприемлемым. Недопустимо мириться
с наличием на новом судне палубы трехслойной конструкции
неудовлетворительного качества. Покупателя нельзя заставлять
принимать такое судно или судно, на котором палуба кое-как
отремонтирована. Но и в данной ситуации важно чувство меры.
Небольшая заплата на палубе судна, многие годы находяще-
гося в эксплуатации, при отсутствии других дефектов не должна
вызывать беспокойства. Если в этом случае связь между эле-
ментами трехслойной конструкции начинает ослабевать, то,
скорее всего, понадобится длительное время, чтобы ослабление
стало серьезным. Когда же на сравнительно новом судне па-
луба усеяна заплатами, то это означает, что связь между эле-
ментами трехслойной конструкции — неудовлетворительная.
Возможно, она не была обеспечена на стадии изготовления
судна либо в момент проверки состояния судна интенсивно
происходило расслоение конструкции. А расслоение является
уже очень крупным дефектом.
§ 5.5. Обнаружение расслоения
Трехслойная конструкция почти всегда расслаивается между
внешней оболочкой и заполнителем. Признаки возможного рас-
слоения палубы — скрип, местные перемещения наружной обо-
лочки, вибрация, ощущение пустоты при простукивании или
ощупывании. Однако в случае значительной толщины наруж-
ной оболочки выявить расслоение методом простукивания или
ощупывания довольно трудно. Необходимо большое искусство,
чтобы правильно определить силу простукиваний и выбрать
предмет, которым эти простукивания производятся. Даже если
оболочка отсоединилась от заполнителя, она будет распола-
гаться вблизи него или соприкасаться с ним. Сильный удар
сблизит их, и звук окажется таким, какой издает сплошное тело,
в то время как легкий стук или ощупывание позволят обнару-
жить пустоту. Вероятно, есть и другие места, где сцепление на-
рушено, сохранилось лишь на некоторых участках, и места,
где расслоение произошло в отдельных точках, которые трудно
выявить. Возможно также, что в этих точках соединение еще
не нарушено, а стало очень слабым.
101
§ 5.6. Ремонт расслоившихся
трехслойных конструкций
Ремонт расслоившихся трехслойных конструкций сложен, но
может оказаться неизбежным, поскольку появление расслоения
весьма вероятно в результате старения или повреждения, на-
пример, при ударе по борту.
Места расслоения нужно искать ощупыванием и определять
их границы простукиванием. Обозначьте форму и положение
всех пустот. Эту операцию необходимо выполнять внимательно
и аккуратно. Попробуйте определить, проникла ли внутрь пус-
тот вода. Ищите в районе расположения пустот повреждения,
слабо затянутые крепления или вмятины и трещины в обо-
лочке. Если обнаружите их, то можете быть почти уверенными,
что в пустотах скопилась вода. Это нетрудно проверить с по-
мощью прибора, позволяющего определить наличие влаги под
твердой поверхностью (например, типа Аукон), или путем
сверления отверстий. Учтите, что вода иногда скапливается
в стороне от места ее проникновения.
Приклеить отставшую оболочку к сырому заполнителю не-
возможно, высушить его тоже нельзя. Определенного ответа на
вопрос, как поступать в подобных случаях, пока не найдено.
Если полости внутри сухие или их можно высушить каким-
либо хитроумным способом, просверлите в каждой из них по
два отверстия либо, когда площади полостей велики, по не-
скольку отверстий. Заполните полость через одно из отверстий
смолой, оставив другое в качестве вентиляционного. Исполь-
зуйте для заполнения шприц (медицинский, смазочный, кон-
дитерский) или нажимную масленку. Помните, что изделия из
полистирола будут растворяться в смоле. После заполнения по-
лости прижмите оболочку к заполнителю, чтобы выдавить воз-
дух, и положите сверху груз. Для проведения такой операции
необходимо применение связующего наивысшего качества, по-
этому лучше использовать эпоксидную смолу, а не полиэфир-
ную, поскольку адгезионные свойства последней невысоки.
Отверстия можно просверлить не только в местах обнару-
жения пустот, но и по всей площади, независимо от того, обна-
ружено на ней расслоение или нет. Основанием для подобной
операции служит обнаружение местного расслоения и предпо-
ложение о ненадежной связи оболочки с заполнителем на всей
остальной поверхности. Если палуба новая, то такое предполо-
жение будет почти наверняка справедливым. Теперь при даль-
нейшем расслоении на участках, внешне не имеющих никаких
повреждений, оно не сможет распространиться на значительное
расстояние, поскольку ему будут препятствовать пробки из
связующего, поставленные описанным выше способом.
Не следует ожидать, что в результате такого ремонта ха-
рактеристики конструкции будут полностью восстановлены.
102
Отремонтированная палуба никогда не будет по качеству та-
кой же, как палуба трехслойной конструкции, изготовленная
с самого начала надлежащим образом. Если же вода просочи-
лась внутрь конструкции, делать ремонт уже поздно. В лучшем
случае это будет временно действующая мера, в худшем — на-
прасная трата сил. Расслоение новой палубы станет предметом
постоянных забот и неприятностей до конца срока службы
судна. Если повреждения достаточно серьезны, самое правиль-
ное— предъявить иск строителям или поставщикам судна.
§ 5.7. Доступ к креплениям палубы
Часто палуба устанавливается на судно раньше внутренней об-
шивки и без повреждения последней доступ к креплениям бы-
вает невозможен. Это неправильно. Любое крепление может ос-
лабнуть; нередко требуется его замена, а иногда возникает на-
добность в установке дополнительных креплений, поэтому до-
ступ ко всем креплениям должен быть свободным. Обшивка
должна легко сниматься, в противном случае крепежные детали
следует пропускать сквозь нее.
Глава 6. ПАЛУБНАЯ АРМАТУРА
§ 6.1. Предохранительный буртик,
планширная накладка и фальшборт
Формованный предохранительный буртик (см. рис- 29, в) вы-
глядит аккуратно и часто применяется, однако он весьма под-
вержен износу и, в частности, истиранию (см. главу 4). По-
этому вершину формованного предохранительного буртика
нужно защищать деревянной или металлической накладкой,
например, хромированной полосой из латуни.
Верхняя часть буртика должна быть отформована плоской
(см. рис. 29, д) на тот случай, если решение об установке ме-
таллической полосы возникнет в процессе эксплуатации судна;
укреплять ее на криволинейной поверхности буртика будет зна-
чительно труднее.
Аналогичную защиту следует предусматривать и для ото-
гнутой кверху полки палубы (см. рис. 28, а). Такая защита
позволит не только предохранить конструкции от износа и по-
вреждений, но и повысить надежность уплотнения между двумя
формованными конструкциями. Защитная накладка будет пре-
пятствовать попаданию воды на само соединение, вследствие
чего уменьшится вероятность появления протечек.
103
Различные конструкции предохранительных буртиков, на-
кладок, а также соединений палубы с корпусом показаны на
рис. 27—30.
Как подтверждает опыт, изготовление предохранительного
буртика из дерева или защита его деревянной накладкой
весьма целесообразны. Поддерживать хороший внешний вид
такого буртика несложно. Деревянные детали легко подновить,
а при необходимости — в случае износа или повреждения — и
заменить. Если добиваться максимального снижения объема
обслуживания, то буртик следует покрыть металлической на-
кладкой. Однако во всех случаях формованный предохрани-
тельный буртик нельзя оставлять незащищенным.
Отогнутую наружу полку обшивки (см. рис. 27, е) очень
легко повредить и, по всей видимости, такое повреждение бу-
дет серьезным, поскольку трещины или излом распростра-
нятся также на значительную часть борта и палубы. При из-
ломе вряд ли отломается только участок полки; скорее всего,
вместе с ней будет выломана часть бортовой или палубной
конструкции. Такое повреждение не только испортит внешний
вид судна, но и может привести к появлению течи. Отогнутая
наружу полка нависает над любым препятствием, и ее очень
трудно защитить предохранительной накладкой или постоян-
ным либо съемным кранцем. Подобная конструкция корпуса
более характерна для моторных прогулочных катеров и часто
применяется в тех случаях, когда носовая часть выполнена
с развалом бортов. Выступающая наружу полка может быть
повреждена не только при грубом или неаккуратном обращении
с судном. Легкой волны от проходящего мимо судна вполне
достаточно, чтобы ваш катер с такой полкой, стоящий на швар-
товах, раскачало и край полки оказался на причале.
Все предохранительные буртики, накладки должны быть
надежно закреплены и заделаны. Крепления лучше делать
сквозными, но не следует забывать, что, пожалуй, самая не-
приятная и досадная течь на судне — это капли, падающие
сверху.
Ничто не создает такого ощущения безопасности, как мас-
сивный фальшборт, но он больше подходит для крупного судна,
чем для современного прогулочного катера или яхты, на кото-
рых высота потолка каюты должна быть не менее 1,8 м. При
этом надводный борт получается настолько высоким, что под-
час приводит в смущение не очень отважного ныряльщика.
Фальшборт поверх такого борта придал бы судну довольно
нелепый вид. Однако на небольших рабочих судах установка
фальшборта практикуется довольно часто, ибо профессиональ-
ные моряки считают, что волны должны оставаться там, где им
и положено находиться,— за бортом судна, в море.
Фальшборт должен обладать достаточной прочностью, в про-
тивном случае создаваемое им ощущение защищенности и
104
безопасности будет ложным. При постройке судов из дерева
обычно продолжают шпангоуты вверх до планширя. Для фор-
мованного судна очень хороший результат получается, если
отогнутую вверх полку палубы также продолжить до план-
ширя (рис. 31). В этом случае обшивка корпуса и палуба
образует трехслойную конструкцию со шпангоутами, находя-
щимися между двумя оболочками, благодаря чему не требу-
ется тщательной заделки настила вокруг шпангоутов и исклю-
чается возможность течи в данном
месте.
Отделка наружного борта тиком
улучшает внешний вид судна, имею-
щего фальшборт. Для получения
фальшборта, обладающего необхо-
димой жесткостью, его, вероятно,
лучше делать сплошным, а в каче-
стве материала использовать дерево,
а не стеклопластик. Особое внимание
нужно обратить на обеспечение проч-
ности и герметичности при установке
фальшборта на судно.
Рис. 31. Водонепроницае-
мое соединение палубы
с корпусом. Оно обеспечи-
вается, если палуба отгиба-
ется вверх и продолжается
до планширя вдоль внут-
ренней стороны шпангоутов,
образуя фальшборт.
§ 6.2. Шпигаты
Вода, каскадами обрушивающаяся на
палубу судна в море при свежей по-
годе, должна вся уходить за борт бы-
стро, легко, причиняя минимальные
неудобства экипажу. Это условие бо-
лее важно для парусной яхты, чем
для моторного судна, но даже мотор-
ное судно волна может так захлестнуть, что вода зальет всю
палубу. Поэтому все суда, в особенности рабочие, такие, как
рыболовные боты, обязательно должны иметь большие незасо-
ряющиеся шпигаты. О необходимости устройства шпигатов
нельзя забывать даже при постройке речных судов и судов,
предназначенных для плавания только в тихую погоду. В про-
тивном случае летняя гроза с ливнем средней силы очень бы-
стро напомнит о том, что вход в каюту, как и пол кокпита, на-
ходится ниже уровня планширя.
Планширь не должен быть сплошным на всем протяжении.
В деревянном планшире довольно легко сделать проемы, ко-
торые могут либо полностью делить его на отдельные участки,
либо представлять собой продолговатые вырезы в нижней ча-
сти (рис. 32). Несложно заблаговременно предусмотреть про-
емы и в формованном предохранительном буртике на стадии
разработки судна, но выполнить шпигаты в таком буртике уже
после изготовления формы трудно.
105
Устройство шпигатов в отогнутой вверх полке, на первый
взгляд, покажется исключительно простой операцией, заклю-
чающейся лишь в вырезке в ней пазов. Однако очень важно
обеспечить водонепроницаемость кромок шпигатов и прорезать
пазы так, чтобы не было вскрыто перекрытие, защищающее
внутренние помещения судна, или не произошло местного ос-
лабления конструкции, которое может впоследствии привести
Рис. 32. Шпигаты: а — вырезы в деревянном предохранительном буртике; б—
деревянный предохранительный буртик с пазами в качестве шпигатов; в —
разрыв в формованном предохранительном буртике, перед которым отформо-
ван желобок; г — шпигаты в виде пазов, прорезанных в соединении с отогну-
той вверх полкой палубы. Во избежание вскрытия перекрытия или ослабле-
ния формованной конструкции при прорезке пазов целесообразно использо-
вать надежно заделанную вставку (1), которая отформовывается в виде от-
дельной детали; д — закрытые деревянной накладкой шпигаты, образованные
выемками, которые отформованы в палубной секции и совпадают с пазами,
вырезанными или отформованными в корпусе.
к ее разрушению (см. рис. 32, г). Даже если снизу прифор-
мован угольник, сохраняется опасность просачивания воды, рас-
пространения ее вдоль угольника и выхода через трещину
где-нибудь в дальнем конце судна. Течь такого рода не-
трудно устранить, но могут понадобиться месяцы, чтобы обна-
ружить источник ее возникновения.
Для рассматриваемой конструкции соединения палубы
с корпусом шпигаты рекомендуется выполнять в виде ряда
коротких формованных трубчатых вкладышей, которые встав-
ляют в предварительно прорезанные пазы и надежно заделы-
вают в них. Вкладыши легко изготовить, используя в качестве
формы болванку из дерева или картонных труб. Более слож-
106
ный способ, пригодный для промышленного производства, пре-
дусматривает изготовление шпигатов в процессе формования
палубной конструкции. Такие шпигаты совпадают с соответ-
ствующими им выемками в корпусе судна (см. рис. 32, д). При-
менение любого из рассмотренных способов позволяет избе-
жать появления в конструкции ослабленных мест и возникно-
вения протечек. Водонепроницаемость конструкции шпигатов
можно обеспечить также путем заформовки кромок пазов, про-
резанных в формованной конструкции, однако не всегда уда-
ется надежно заформовать кромки длинных и узких пазов и,
кроме того, изготовленные подобным образом шпигаты будут
выглядеть менее аккуратно. Окантовка шпигата должна быть
водонепроницаемой как в нижней, так и в верхней своей части,
потому что вода (даже просто выплеснутая из ведра) часто
течет по палубе сплошным потоком определенной глубины, об-
ладающим достаточной энергией, чтобы при протекании через
шпигат проникнуть вверх под действием небольшого избыточ-
ного давления, если в верхней кромке шпигата отыщется не-
герметичный участок.
В формованной палубе вблизи шпигатов можно сделать уг-
лубления, увеличивающиеся по мере приближения к отвер-
стиям. В этих углублениях собирается вода и шпигаты как бы
становятся больше, а опасность их засорения уменьшается. По-
добные углубления могут и целиком выполнять функции шпи-
гатов, если будут проходить под установленным сверху предо-
хранительным буртиком. При таком способе уже не нужно
разрезать буртик для устройства шпигатов на уровне палубы.
Немало доводов можно привести и в пользу сточного желобка,
отформованного вдоль кромки палубы.
Размеры шпигатов должны быть достаточными не только
для быстрого слива воды, но и для пропуска мусора и грязи,
которые закупорили бы обычную трубу.
Если полка палубы отогнута вверх, то нередко для слива
воды в палубе прорезают сточные отверстия, через которые
вода попадает в проложенные под палубой трубы и сливается
либо за борт, через отверстия в обшивке корпуса, либо в са-
моосушающийся кокпит. Эти отверстия должны иметь доста-
точные проходные сечения, не засоряться, не давать протечек
и находиться в правильно выбранных местах. Расположенные
внизу сливные трубы, обычно пластмассовые, следует надежно
защищать от механических повреждений. Эти трубы часто про-
ходят через жилые помещения и их очень легко задеть, а лю-
бое неосторожное передвижение внутри жилого помещения со
средним уровнем комфорта может привести к повреждению ка-
кой-нибудь части судового оборудования. Хорошим решением
является заделка сливных труб, но качество их монтажа и
надежность должны быть очень высокими. Если из трубы нач-
нет капать, особенно на койку, это будет крайне неприятно.
107
Если же труба лопнет или отсоединится, могут быть послед-
ствия гораздо более серьезные: повреждение находящихся
внизу личных вещей, возникновение паники и создание на судне
опасной ситуации.
В качестве палубной арматуры для сточных отверстий ис-
пользуют, как правило, закрытые решетками сливные устрой-
ства, применяющиеся в умывальниках. Эти устройства часто за-
соряются. Если решетки удалить, засорение будет происходить
реже, но зато ниже, в сливной трубе, а ее прочищать гораздо
труднее. Сливные трубы необходимо делать прямолинейными;
они должны легко прочищаться, когда судно находится в море.
Рекомендуется применять более крупную сливную арматуру от
ванн, а не от умывальников, и устанавливать сливные трубы
с большими проходными сечениями. Арматуру сточных отвер-
стий нужно врезать в палубу, иначе она будет выступать над
ней и полное удаление воды окажется невозможным. Отсюда
следует, что установка такой арматуры должна предусматри-
ваться еще на стадии проектирования судна. Как правило, слив-
ные устройства слишком смещаются к корме и располагаются
в неудачных местах, поэтому когда судно устанавливается на
берегу с дифферентом на нос, на палубе остаются лужицы воды,
которая способна повредить покрытие, если судно простоит
так всю зиму. Кроме того, при замерзании воды могут быть
разорваны внутренние сливные трубы.
Все отверстия в корпусе необходимо оборудовать заборт-
ными клапанами. Отверстия сточной системы обычно распола-
гаются достаточно высоко над ватерлинией, но могут погру-
жаться под воду, когда судно находится в море. В некоторых
случаях для уменьшения числа отверстий в корпусе осущест-
вляют сток в кокпит, что нельзя считать целесообразным. Ино-
гда подводят несколько сливных труб к одному и тому же от-
верстию.
Вода может проникнуть внутрь судна через любое отвер-
стие в нижней части корпуса, предназначенное для ее слива.
Не следует забывать, что плавучесть и безопасность судна за-
висит не только от прочности и надежности его корпуса, но
и от состояния и качества отрезков полиэтиленовых труб, за-
крываемых задрайками, которые в большинстве случаев не-
плотно пригнаны, заржавели или вообще отсутствуют. Прак-
тика показывает, что чем меньше отверстий в корпусе судна,
тем лучше, ибо любое из них может оказаться причиной за-
топления судна. Гораздо больше судов тонет вследствие не-
исправной сточной системы, чем из-за штормов или других
кораблекрушений.
Если судно идет со значительным креном, а воздух вокруг
насыщен водяной пылью, то на сидениях кокпита, расположен-
ных с подветренной стороны, часто скапливаются лужицы
воды. Поэтому сидения кокпита также необходимо оборудовать
108
небольшими сточными устройствами. Часто вода сливается
в расположенные под сидениями ящики, но скапливание воды
в ящиках тоже нежелательно, и ее необходимо из них удалять.
Обычно вода уходит дальше вниз, но если трюм судна неглу-
бокий, то ей негде собираться, и тогда она может доставить
много неприятностей.
Неподвижными и совершенно сухими суда бывают только
на выставках. К сожалению, часто именно там, вдали от есте-
ственной стихии и происходит оценка их качества.
§ 6.3. Якорная лебедка
Якорная лебедка несет более высокую нагрузку, чем любое
другое устройство судна, за исключением степса мачты на па-
русных судах. При креплении лебедки следует обеспечить зна-
чительный запас прочности. Во время подъема якоря невоз-
можно создать равномерное тянущее усилие. Лебедка часто
испытывает большие перегрузки, особенно когда на ее руко-
ятку налегают изо всех сил, пытаясь освободить застрявший
якорь. Кроме того, якорь при выбирании может поддеть что-
нибудь очень тяжелое, например, толстый швартов, и тогда
бывает, что нос судна почти уходит под воду. Если якорную
лебедку использовать вместо швартовной утки (а так де-
лают довольно часто), то при штормовой погоде она будет ис-
пытывать резкие и сильные рывки. Очень мощные подкрепле-
ния необходимы под местом установки гидравлической лебедки.
Разумеется, лебедку нельзя устанавливать, слегка притя-
нув ее болтами, пропущенными сквозь неподкрепленную па-
лубу. Лебедку следует крепить, подложив снизу под болты
подкладку таких размеров, чтобы она опиралась не менее чем
на два палубных бимса. Однако и в этом случае нагрузка
на нее будет передаваться в основном палубе. Лучше всего
установить в месте крепления лебедки дополнительные палуб-
ные бимсы и диаметральное ребро жесткости.
§ 6.4. Якорные подушки
Якорные подушки необходимы как для защиты палубы, так
и для удержания якоря в определенном положении. В подуш-
ках должны быть предусмотрены проушины для якорных най-
товов, которыми якорь крепится от перемещений. При отсут-
ствии подушек якорь будет скользить по палубе и оставлять
на ней грубые царапины. Кроме того, он достаточно тяжел
и может повредить что-либо, оказавшееся на его пути. Следы
от якоря остаются на палубе даже под воздействием вибра-
ции корпуса. Нужно учесть, что без подушек и принайтован-
ный якорь будет иметь достаточную свободу для перемещений
и испортит палубу.
Вырезанные из дерева или хорошо подогнанные металли-
ческие подушки надежно удерживают якорь в нужном поло-
109
женин. Их можно устанавливать с применением легкого креп-
ления. А вот проушины для найтовов следует закреплять очень
прочно. Дело в том, что хотя в нормальных условиях нагрузка
на проушины даже в штормовую погоду будет незначительной,
снасти часто захватывают якорь, и плохо закрепленные про-
ушины будут попросту вырваны. Это в равной степени отно-
сится к парусным и к моторным судам, поскольку швартов, как
и шкот, зацепляется за якорь.
Подушки можно приформовать, но лучше этого не делать.
Приформовка подушек не позволит владельцу судна выбирать
тип и размеры якоря по своему усмотрению. На некоторых
судах имеются якорные ящики, заформованные заподлицо
с палубой в носовой части судна. Якоря очень удобно уби-
раются в них и никому не мешают, но необходимо предусмат-
ривать возможность замены этих ящиков, равно как и якорных
подушек.
§ 6.5. Шкотовые лебедки
При монтаже шкотовой лебедки нужно так выбирать место ее
установки, чтобы было удобно выполнять работу и ничто не
мешало расположению шкотов. Разумеется, лебедка должна
быть прочно притянута болтами к толстому основанию или
к металлическим кронштейнам, которые также следует надежно
закрепить. Под лебедкой устанавливают дополнительные па-
лубные бимсы или подкладку значительных размеров. Часто
лебедку монтируют на утолщении в формованном комингсе.
Последний должен быть усилен не только под лебедкой, но и
с боков и в районе угольника, которым он крепится к палубе.
Обычно основная нагрузка, воспринимаемая лебедкой, дей-
ствует в одном направлении, но иногда шкотовые лебедки ис-
пользуют не по назначению, например, вместо швартовных или
для снятия судна с мели, при этом направления усилий бывают
самыми различными.
Основание для лебедки, смонтированное на палубе и имею-
щее значительные размеры, может играть роль волноотвода,
когда вода заливает палубу, оказавшуюся с подветренной сто-
роны. Однако неправильно расположенное или имеющее не-
удачную форму основание будет отражать воду прямо в кокпит
или в лицо работающему на лебедке члену команды. В этом
смысле кронштейны решетчатой конструкции доставят меньше
неприятностей.
§ 6.6. Крепительные утки
Крепительные утки должны удовлетворять двум очень важным
требованиям:
занимать такое положение, чтобы на них было удобно за-
креплять тросы и чтобы протянутые к ним тросы ни за что не
задевали;
ПО
надежно крепиться к своим опорам.
Крепительные утки вокруг кокпита или мачты следует рас-
полагать так, чтобы одна утка не мешала другой и к каждой
был обеспечен свободный доступ, а закрепленные на них тросы
могли быть притянуты к парусам, блокам или киповым
планкам, не встречая на пути никаких препятствий. Поскольку
любой трос, кроме идущего от крепительной утки к неподвижно
установленной киповой планке, будет менять свое положение
в пространстве, на его пути не должно быть препятствий в пре-
делах некоторого угла. При большом количестве крепительных
уток тросы могут захлестываться и застревать на них, но это
лучше, нежели когда тросов оказывается значительно больше,
чем крепительных уток для них. Более того, конструкторы и
строители редко помнят о таких не предусмотренных техниче-
скими условиями предметах, как найтов румпеля или леска
для ловли рыбы, которые часто закрепляют на очень нужной
для шкота крепительной утке.
На рис. 6 показано, какие неприятности случаются, если
крепительную утку устанавливать без соблюдения надлежа-
щих требований. Следует придерживаться правила, что неза-
висимо от того, какие нагрузки действуют на крепительную
утку, благоприятные или неблагоприятные, в случае возникно-
вения повреждения всегда должна разрушаться утка или ее
крепление, а не судовая конструкция. Разумеется, для соблю-
дения этого правила необходимо грамотно разработать проект
судна и заранее предусмотреть все особенности его эксплуа-
тации, но в качестве главного требования можно принять
следующее: крепительную утку нельзя устанавливать на фор-
мованной конструкции, если эта конструкция не подкреплена
в месте расположения утки. Под крепительной уткой нужно
увеличить толщину оболочки или поставить упрочняющую под-
кладку. Иногда эти меры могут сочетаться с использованием
ребер жесткости. Очевидно, чем крупнее крепительная утка,
тем большим должно быть усиление формованной конструкции.
Иногда при установке крепительной утки исходят из предпо-
ложения, что она воспринимает лишь легкие нагрузки. Однако
такая утка может быть использована и не по назначению —
либо в критической ситуации, либо просто по неведению.
Если при чрезмерной нагрузке на крепительную утку фор-
мованная конструкция оказалась поврежденной, значит, судно
было плохо спроектировано. Независимо от того, используют
крепительную утку по назначению или нет, должна разру-
щиться она, а не конструкция. Замена крепительной утки про-
ста и стоит недорого; ремонт поврежденной конструкции судна
намного сложнее и обойдется гораздо дороже, а кроме того,
сквозное повреждение может создать угрозу безопасности всего
судна или, по меньшей мере, привести к повреждениям обору-
дования во внутренних помещениях.
111
§ 6.7. Киповые планки для шкотов
Соображения, касающиеся установки крепительных уток, в рав-
ной степени относятся и к киповым планкам. Проходящие че-
рез планки шкоты не должны встречать на своем пути никаких
препятствий, а формованную конструкцию вокруг киповой
планки необходимо укрепить настолько, чтобы в случае поломки
за борт полетела киповая планка или деталь ее крепления,
но не часть палубы.
Маловероятно, что киповые планки будут подвергаться та-
кому же варварскому обращению, как крепительные утки, но
все же возникающие в них напряжения иногда значительно
превышают расчетные. Например, полощущийся на ветру па-
рус может вырвать киповую планку, которая при равномерном
натяжении шкота всегда выдерживала действующие на нее
нагрузки. Приложенное к киповой планке тянущее усилие
обычно направлено вверх. Поэтому ее следует крепить пропу-
щенными насквозь болтами, а не приворачивать шурупами
к деревянной подкладке.
Для усиления формованной конструкции под киповой план-
кой широко используется увеличение толщины либо установка
деревянной подкладки, заделанной или открытой (см. рис. 6).
Практикуется также установка киповой планки над ребром
жесткости. Все эти способы подробно описаны в первой главе.
Установка цепных и швартовных киповых планок рассматрива-
ется в главе 12.
§ 6.8. Швартовное устройство
Некоторые суда постоянно швартуются у открытых причалов,
но на короткий период у такого причала может быть отшварто-
вано любое судно. Поэтому все суда необходимо оборудовать
носовой швартовной уткой, швартовным или буксирным кнех-
том, на которых закрепляется надежная цепь, а также соот-
ветствующими киповыми планками. Эти элементы швартов-
ного устройства должны быть прочными. Надлежащей прочно-
стью должна обладать и палуба в? районе их установки.
Соблюдение этого условия имеет исключительно важное значе-
ние. На каждом прогулочном судне должен быть широкий,
идущий от носа до кормы диаметральный подпалубный брус,
через который можно пропустить болты, крепящие швартовную
утку или кнехт. Этим брусом может быть ребро коробчатого
сечения с прочным заполнителем в местах установки болтов
либо с заполнителем из дерева или металла по всей длине.
Часто роль такого бруса выполняет отформованный в палубе
выступ с заполнителем из дерева. Правильно размещенные
палубные бимсы должны соединяться с таким выступом.
Каждое судно необходимо также оборудовать двумя мень-
шими по размерам, но весьма прочно установленными кормо-
112
выми швартовными утками или кнехтами, которые используют
в шлюзе, шлюпочной гавани или при швартовке бортом к борту
другого судна. Эти утки или кнехты должны служить допол-
нением к шкотовым крепительным уткам и быть пригодными
для самых толстых тросов, какие только целесообразно исполь-
зовать на судне данных и даже еще больших размеров, ибо
к борту вашего судна может пришвартоваться более крупное
судно. Лучше, если его швартовы будут закреплены на вашей
швартовной утке, а не на леерной стойке.
На судне следует предусматривать достаточно вместитель-
ное помещение для хранения швартовных тросов и кранцев.
Его нужно располагать так, чтобы грязные тросы при швар-
товных операциях не приходилось протаскивать через каюту.
Якорная цепь или швартовные тросы должны при выбирании
сами укладываться в ящики, предназначенные для их хра-
нения.
§ 6.9. Стойки леерного ограждения
и бортик кокпита
Эти элементы ограждения подвержены повреждениям. Они не
обладают достаточной прочностью, чтобы выдержать, напри-
мер, удары о причал или тяжесть тела грузного человека,
схватившегося за них при падении. Безопасность членов эки-
пажа и самого судна обеспечивается лишь в том случае, если
стойки под действием чрезмерной нагрузки будут изгибаться,
но не выламываться. А для этого их основания следует за-
креплять прочно. Рассматриваемые элементы ограждения не от-
вечают своему назначению, если их можно вырвать или выло-
мать вместе с частью палубы. Основания стоек леерного ограж-
дения и бортика кокпита обычно располагаются вблизи борта
судна; площадь их бывает небольшой. Сами стойки и бортик
имеют такую высоту, которой хватает для создания значи-
тельного изгибающего момента, а крепятся они, как правило,
недостаточно прочно. Для того чтобы ограждения были на-
дежными, основание всегда следует крепить болтами, пропу-
щенными через установленные снизу подкладки или через уси-
ленное соединение палубы с корпусом (рис. 33 и 34). Фальш-
борт или высокий предохранительный буртик, как и отогнутая
по борту полка в основании стоек (см. рис. 33, б), будут спо-
собствовать созданию более надежной опоры.
Погнутую стойку или бортик обычно выпрямляют в мастер-
ской, поэтому крепящие их болтовые соединения должны легко
разбираться. Следовательно, к . расположенным снизу гайкам
необходимо обеспечить свободный доступ, чтобы разборка со-
единения не сопровождалась вырезанием части рундука или
обшивки либо их повреждением. Детали крепления бортика,
видимые глазом, но находящиеся далеко за пределами дося-
113
гаемости руки, застрявшей в небольшом лючке носовой пере-
борки, нельзя считать доступными. По условиям производства
часто бывает удобнее устанавливать и крепить рассматривае-
мые части конструкции до установки на судно палубы или до
Рис. 33. Крепление стоек леерного ограждения к палубе болтами: а — с ус-
тановкой снизу подкладной планки; б — усиленное соединение с креплением
отогнутой части основания к борту; в — крепление основания проходящего
сквозь палубу гнезда к отформованному предохранительному буртику; г —
усиленное крепление пропущенного сквозь палубу гнезда с использованием
подкладки из дерева, шпаклевки, синтактного пенопласта или в виде сплош-
ной формованной детали.
Рис. 34. Крепление стоек леерного ограждения к отогнутой вверх полке па-
лубы: а — стандартное гнездо, прикрепленное болтами к полке; б —гнездо,
отформованное в полке. Необходимость заделки значительного зазора вокруг
стойки может вызвать затруднения; в — гнездо образовано путем заформовки
короткого отрезка трубы (в этом случае заделка стойки осуществляется
легко и надежно).
В конструкциях б и в гнезда должны быть глухими или заделанными снизу для пре-
дотвращения течи.
того, как будут смонтированы рундуки, мебель и закончена
отделка помещений, но это никоим образом не является оп-
равданием неудачной, непродуманной конструкции.
Наибольшие нагрузки, действующие на стойку, обычно на-
правлены к центру судна, потому что человек чаще хватается
114
за леер, находящийся с наветренной стороны, чем падает на
леер, расположенный с подветренной стороны. Однако бортик
может подвергаться толчкам со всех сторон. При помощи наи-
более распространенного низкого леерного ограждения и бор-
тика обеспечивается, в лучшем случае, ограниченная защита.
Необходимо, по возможности, применять для крепления
стоек и бортика стандартную арматуру. Она не только дешевле,
но и проще заменяется. Точно определить конструкцию стоек
бортика нужно уже на стадии разработки судна, чтобы форма
была изготовлена с учетом получения в нужных местах фор-
мованной конструкции плоских опорных поверхностей. Если
выбор стоек и бортика отложить на более поздний срок, то
может оказаться, что стандартные основания использовать уже
нельзя и придется заказывать дорогие нестандартные.
Опоры, установленные в гнездах, закреплены нежестко, но
они более удобны в эксплуатации и менее подвержены повреж-
дениям. Их можно легко снять, чтобы избежать удара о при-
чал, чтобы принять на судно шлюпку, трап и позволить ку-
пающимся подняться на борт. Кроме того, стойки всегда ре-
комендуется снимать, если судно выводится из эксплуатации.
Крепление стоек в их гнездах должно быть надежным, но
легко разбирающимся, например, с применением нержавею-
щих штифтов. Если стойки приходится вынимать из гнезд или
вставлять в них с силой, то при этом можно ослабить или по-
вредить заделку основания гнезда.
Основания стоек (или гнезд) следует заделывать очень
тщательно. Чтобы в случае приложения к стойкам изгибаю-
щего момента заделка ее не расшатывалась и не ослаблялась,
она должна обладать упругостью. Недостаточно жесткое ос-
нование может легко изогнуться. Конструкция с гнездами пре-
дотвращает необходимость демонтажа заделки при снятии
стоек. При установке оснований стоек на палубу трехслойной
конструкции под ними должны быть подкладки, иначе под
действием усилия, приложенного на большом плече стойки,
проломится оболочка, раскрошится заполнитель и ослабнет бол-
товое крепление. После этого станет неизбежным просачива-
ние воды и возникнут неприятности в связи с расслоением и
загниванием.
Монтаж стоек осуществляют также следующим способом:
к внутренней стороне борта под палубой крепят отрезки трубы,
внутренний диаметр которой больше наружного диаметра
стоек. В образовавшиеся гнезда стойки устанавливают через
отверстия в палубе (рис. 35). Такая конструкция обеспечивает
глубокую и очень жесткую заделку. При этом необходимое
в местах заделки дополнительное укрепление корпуса в значи-
тельной степени достигается за счет избыточного количества
материала, используемого для заделки трубы. Нижняя часть
гнезда должна быть герметично закрыта. В случае заформовки
115
ее необходимо предварительно заткнуть' бумагой, деревянной
пробкой или замазать шпаклевкой. Кратер или трещины в за-
формовке вызывают незначительную, но очень неприятную течь.
Вероятность проникновения воды через верхнюю часть гнезда
существенно уменьшится, если к верхнему концу трубы при-
соединить фланец и заделать его. Для экономии затрат труда
и времени можно воспользоваться стандартной трубопровод-
ной арматурой, но поскольку труба заделывается намертво,
Рис. 35. Установка стоек леерного ограждения в гнезда, расположенные под
палубой: а — гнездо из металлической или туфполовой трубки 1, приформо-
ванное к бортовой обшивке корпуса; б — усовершенствованный вариант пре-
дыдущего способа. Гнездо имеет фланец, крепление болтами и заделка ко-
торого повышают водонепроницаемость соединения; в — гнездо отформовы-
вается непосредственно вокруг концевой части стойки, пропущенной сквозь
палубу.
Для создания зазора, обеспечивающего свободное извлечение стойки, рекомендуется
обернуть ее перед формованием тонкой полиэтиленовой пленкой или покрыть воском.
необходимо принять меры против возникновения коррозии.
Чтобы гнездо не заполнялось водой, в трубе нужно проделать
отверстия для слива ее за борт.
Дальнейшим развитием рассматриваемого способа является
изготовление формованного гнезда стойки (см. рис. 35, в). Сде-
лать такое гнездо совсем несложно путем установки стойки
в требуемое положение через отверстие в палубе и выполне-
ния наформовки вокруг той части стойки, которая находится
под палубой. Разумеется, стойка должна быть покрыта разде-
лительным веществом. Если же стойку обернуть полиэтиленом,
то можно не только без затруднений извлечь ее из отформо-
ванного гнезда, но и обеспечить необходимый зазор между нею
и гнездом. При этом размеры стенки гнезда должны быть до-
статочными, с учетом припуска на износ. Необходимо принять
116
во внимание, что стойка может корродировать, поскольку боль-
шую часть времени гнездо окажется заполненным водой. Но
в рассматриваемом случае корродировать будет только съем-
ная стойка, которую несложно заменить. Судно повышенного
качества должно быть оборудовано не подверженными корро-
зии стойками из нержавеющей стали или алюминия.
§ 6.10. Кнехты
Кнехты необходимо крепить, установив под палубу подкладную
плиту больших размеров. Эта плита с каждой стороны должна
достигать палубных бимсов. Кнехт — не украшение судна, а ра-
бочее устройство, воспринимающее очень большие нагрузки, ко-
торые нужно распределить по всему судну. Если палуба будет
недостаточно прочной, чтобы противостоять тянущему усилию,
приложенному к кнехту, то кнехт скоро разломает ее. Поэтому
очень важно, чтобы нагрузка, приходящаяся на кнехт, была рас-
пределена на значительную часть конструкции судна, включая
палубные бимсы и шпангоуты.
Основание кнехта также следует закрепить очень прочно.
Оно должно входить в гнездо, расположенное внутри заделан-
ной пластины, или в металлическую обойму, приформованную
к кильсону. На небольшом судне для получения гнезда доста-
точно наформовать вокруг основания установленного в задан-
ное положение кнехта утолщение, имеющее в сечении форму
уголка.
Для предотвращения течи в месте прохождения кнехта
сквозь палубу на нее необходимо положить точно пригнанную
по периметру кнехта деревянную накладку и тщательно ее за-
делать. Можно вместо этого наформовать вокруг кнехта буртик
углового профиля, прикрепить его к палубе болтами и затем
заделать. Если положение кнехта стандартное, например, на су-
дах, строящихся в производственных условиях, то он будет
проходить через приподнятую над палубой площадку, кото-
рая выполняет также функции естественного водоотводного ко-
зырька. Даже если положение кнехта не является стандартным,
все равно рекомендуется окружить его выступом, подобно тому
как это делается для люков (см. § 10.1).
Обычно кнехт располагается в носовой части палубы, чтобы
он мог принять швартов, но в кормовой части судна помимо
того, часто устанавливают кнехты меньших размеров для кор-
мовых швартовов и иногда для рыболовных снастей. Эти
кнехты можно крепить к внутреннему привальному брусу пу-
тем приформовки накладными полосами. Если на судне нет
внутреннего привального бруса, необходимо для повышения
прочности увеличить толщину уголка между планширем и па-
лубой, а на беспалубном судне — толщину наружного приваль-
ного бруса.
117
§ 6.11. Вентиляционные устройства
При разработке не очень дорогого судна о вентиляции часто
забывают. Однако предприятие, оснащающее судно, как пра-
вило, устанавливает вентиляционные устройства (по требова-
нию заказчика или по своей инициативе). Вентиляционная ар-
Рис. 36. Вентиляционные устройства: а — крепление вентиляционной решетки
болтами; б — увеличение толщины формованной конструкции в месте уста-
новки решетки для компенсации ослабления, вызванного наличием выреза,
и для получения более прочного крепления; в — вертикально расположенный
грибовидный дефлектор или раструб необходимо при установке подкреплять
снизу толстой подкладкой, чтобы крепление могло выдержать нагрузку, воз-
никающую при задевании снасти за вентилятор.
матура подвергается очень небольшим нагрузкам, и поэтому
ее можно было бы крепить болтами непосредственно к обо-
лочке формованной конструкции. Однако практика показывает,
что так поступать не следует. Во-первых, отверстие больших
размеров вызывает ослабле-
ние формованной конструк-
ции, и для компенсации ос-
лабления в зоне отверстия
следует увеличить толщину
конструкции. Плоские вен-
тиляционные решетки, почти
не выступающие над по-
верхностью конструкции
корпуса, воспринимают не-
большие усилия, но за вер-
тикально установленный
раструб или грибовидный
дефлектор могут зацепиться
снасти, и тогда нагрузки,
действующие на эту венти-
Рис. 37. Принцип действия высокоэф-
фективного ие пропускающего воды вен-
тилятора типа «Дорадо».
1 — вход воздуха, смешанного с водяными
брызгами; 2 — отражательные перегородки,
задерживающие воду; 3 — дренажные отвер-
стия для стока воды; 4 — выход сухого воз-
духа.
ляционную арматуру, ста-
нут весьма значительными. Следовательно, под такую арматуру
необходимо помещать подкладку достаточно больших разме-
ров, которая позволила бы более равномерно распределить на-
грузку в подобных непредвиденных случаях и предотвратить
возможное повреждение палубы (рис. 36).
118
Очень просто установить и закрепить посредством прифор-
мовки влагозадерживающий вентилятор типа «Дорадо» (рис.
37). Принцип действия вентилятора состоит в том, что вода,
попадающая внутрь приемной коробки вместе с воздухом, за-
держивается в ней с помощью особым образом расположенных
отражательных перегородок. Воздух, обогнув перегородки, идет
дальше, а вода стекает из коробки через дренажные отверстия.
Известен ряд конструкций вентиляторов этого типа, в которых
для размещения приемной коробки используются недоступные
и «бесполезные» уголки судна.
Вентиляционный канал, идущий в каюту, должен быть
снабжен задрайкой или заглушкой, поскольку способность вен-
тилятора задерживать воду имеет свои пределы. Если прием-
ная коробка будет полностью залита водой, то вода проникнет
внутрь каюты.
Помещение, в котором находится топливный бак, должно
иметь отдельный вентилятор. Вентиляция необходима и для
предотвращения загнивания. Зачастую в подпалубных поме-
щениях стеклопластикового судна деталей из дерева бывает
не меньше, чем у деревянного, причем некоторые судостроители
ставят в скрытых от глаз местах детали из древесины низкого
качества. При использовании стеклопластика влажность и затх-
лость воздуха не уменьшается, а некоторые части внутренних
формованных конструкций нередко покрываются плесенью.
С помощью вентиляции удается уменьшить влажность воздуха
и удалить из помещений судна камбузные «ароматы» и дру-
гие запахи.
§ 6.12. Камбузные, дымовые, выхлопные
и прочие трубы
Камбузные, дымовые и вытяжные трубы, а также горячие вы-
хлопные трубы следует пропускать через палубу или стенку
формованной конструкции так, чтобы вокруг этих труб оста-
валось достаточно свободного пространства. Для обеспечения
водонепроницаемости вывод необходимо уплотнить с исполь-
зованием пластины или шпаклевки из теплостойкого матери-
ала, обладающего низкой теплопроводностью. Арматура, уста-
новленная в месте вывода трубы через палубу, обычно имеет
высокий, расположенный на достаточном удалении от трубы
кольцевой буртик, который служит защитой от проникновения
воды в подпалубные помещения. Такой бортик можно отфор-
мовать как часть палубной конструкции или в виде отдельной
детали.
Недопустимо прокладывать горячие трубы так, чтобы они
касались формованной конструкции или проходили вблизи от
нее. Это правило следует соблюдать и на деревянных судах.
119
Рис. 38. Камбузная
труба.
/ — тонкая металлическая
оболочка; 2 — асбестовая
теплоизоляция; 3 — слой
стеклоткани или ровницы;
4 — кольцо с фланцем для
крепления трубы.
Дерево до воспламенения обугливается только с поверхности.
К тому же деревянные конструкции обычно имеют такой запас
по толщине, что даже значительное ее уменьшение не окажет
пагубного влияния на прочность. В отличие от дерева поли-
эфирная смола при нагревании размягчается. Следовательно,
в случае несоблюдения упомянутого выше правила размягче-
ние высоконагруженной части конструкции из-за чрезмерного
нагрева может привести к аварии судна задолго до того, как
на нем вспыхнет пожар.
К счастью, значительно раньше, чем возникнет серьезная
угроза пожара, перегретая смола начнет издавать резкий за-
пах, что послужит хорошим сигналом
о надвигающейся опасности. Следует,
однако, помнить: смола издает запах и
размягчается примерно при одной и той
же температуре. Если же нагретая часть
конструкции подвергается воздействию
небольших нагрузок, то размягчение не
причинит большого вреда. Конструкция
не расплавится и не потеряет всей своей
несущей способности внезапно, как это
случилось бы с деталью из полиэтилена.
Полиэфирная смола размягчается посте-
пенно, и к моменту воспламенения проч-
ность конструкции снижается примерно
лишь на 50%. Воспламенившись, смола
сгорает. Привести точное значение тем-
пературы, при которой происходит раз-
мягчение, невозможно. В зависимости от
сорта полиэфирной смолы оно колеб-
лется от 50 до 200° С. Смолы с темпе-
ратурой размягчения у нижнего предела
непригодны для создания судовых конструкций. Вместе с тем
судовые конструкции высокого качества можно получить
только на основе смол, температура размягчения которых на-
ходится вблизи нижнего предела указанного диапазона. В тех
случаях, когда теплостойкость очень важна, следует исполь-
зовать смолы с более высокой температурой размягчения.
Один из возможных вариантов — вывод наружу через па-
лубу выхлопной или камбузной трубы — показан на рис. 38.
Тонкостенная металлическая или асбоцементная труба покры-
вается асбестом и затем обертывается тканью или ровницей
из стекловолокна. Поскольку асбест мягок и легко впитывает
смолу, необходимо поверх него наложить очень тонкий слой
пропитанной смолой стеклоткани (обернуть трубу один раз)
и дать ей отвердеть, чтобы стеклоткань превратилась в жест-
кую оболочку, препятствующую поглощению асбестом смолы
из последующих слоев пропитанной стеклоткани.
120
Наружная оболочка трубы может быть как топкой, выпол-
няющей лишь защитные функции, так п толстой, являющейся
несущей частью конструкции. Внутренняя оболочка изготовля-
ется из очень легкой металлической трубы или гибкого шланга;
при этом все нагрузки воспринимаются внешней формованной
оболочкой. Следует иметь в виду, что пропускать крепежные
детали через асбест не рекомендуется, поскольку они будут иг-
рать роль проводников тепла и могут стать причиной повреж-
дения наружной оболочки и ослабления креплений. Это при-
ведет к проникновению воды внутрь узла вывода трубы, что
вызовет нежелательные последствия, в частности, ухудшится
изоляция. Толщину внешней оболочки рекомендуется увеличи-
вать, придавая утолщению форму кольца, которое обладало бы
достаточной прочностью для установки на него деталей креп-
ления. Очень важно правильно выбрать место крепления от-
тяжек. Можно достаточно просто смонтировать трубу, если на
внешней оболочке предусмотреть фланец для непосредствен-
ного крепления к палубе. Применяя в качестве внутренней
оболочки гибкие металлические шланги, легко получить жест-
кие изолированные трубы любой формы. Такой способ обеспе-
чивает значительную экономию времени по сравнению с обыч-
ным способом, при котором требуется большой объем обра-
ботки и используются многочисленные соединения.
Работы у торца трубы или на том ее участке, где конча-
ется изоляция, необходимо выполнять очень аккуратно, чтобы
не допустить соприкосновения наружной формованной обо-
лочки с горячей трубой. Впрочем, обычно этот участок распо-
лагается в холодной части трубы. В ряде случаев между внут-
ренней трубой и наружной оболочкой удается создать воздуш-
ный зазор или проложить влагонепроницаемую кольцевую
прокладку из материала с низкой теплопроводностью.
Для экономии времени и средств рекомендуется проконсуль-
тироваться со специалистами на ранней стадии разработки
конструкции рассматриваемых труб, лучше всего, когда судно
еще только воплощается в чертежи, и, в крайнем случае, не
позже, чем оно будет наполовину построено.
§6.13. Наружный привальный брус
Стеклопластиковые суда, как правило, оборудуются наруж-
ным привальным брусом. Он в значительной степени предохра-
няет от износа борта судна и крайне необходим, если в со-
единениях палубы с корпусом используется выступающая ото-
гнутая полка, очень подверженная повреждениям. Обычно
привальный брус изготовляется из дерева и крепится теми же
болтами, которые соединяют корпус с палубой. Если брус вы-
полнен из тикового дерева, то лакировки его не требуется. Он
может быть также изготовлен из поливинилхлорида, резины и
121
металла. Разрезанная вдоль недорогая полиэтиленовая трубка
прочно охватывает отогнутую наружу полку.
Рабочие суда и суда, систематически пользующиеся шлюзо-
выми камерами, необходимо оборудовать в кормовой части до-
полнительными привальными брусами, чтобы защитить уязви-
мые для повреждений углы транцев. Борта рыболовных судов
нуждаются в дополнительной защите от повреждения орудиями
лова.
Хотя привальный брус обычно изготовляется из прочной дре-
весины, он должен быть тщательно заделан и надежно закреп-
лен, чтобы между ним и корпусом судна не могла просочиться
вода. Защищая суда от износа, привальные брусы сами из-
нашиваются и, следовательно, подлежат периодической замене.
Поэтому устанавливать их следует так, чтобы при замене не
потребовалось разрезать на части все судно. Наружные на-
кладные детали привального бруса легче заменить, чем весь
брус, причем можно заменять лишь некоторые их участки.
Глава 7. ВАНТ-ПУТЕНСЫ И ТАКЕЛАЖ
Такелаж на стеклопластиковом судне в основном такой же,
как на любом другом судне небольших размеров. Чтобы уход
за такелажем был минимальным, стоячий такелаж следует из-
готавливать из нержавеющей стали, а для бегучего использо-
вать тросы из синтетических материалов (терилена, дакрона,
найлона и т. п.). Тросы из оцинкованной стали и натуральных
волокон приходится часто заменять, поэтому их редко приме-
няют даже на дешевых судах.
В данной главе в основном описываются способы крепления
такелажа к формованному корпусу. Конструкция элементов
крепления должна быть разработана грамотно с учетом приня-
тия необходимых мер, обеспечивающих равномерное распре-
деление действующих на такелаж нагрузок. Такелаж передает
на корпус судна значительные сосредоточенные нагрузки, т. е.
такие, для восприятия которых формованый корпус менее всего
пригоден. Эти нагрузки необходимо распределить на значи-
тельные площади.
Эмпирическое правило гласит, что основной такелаж должен
быть настолько прочным, чтобы выдерживать массу судна. Но
соблюдение этого правила теряет смысл, если вант-путенсы и
их крепление к корпусу судна не способны нести такую же
нагрузку. Если корпус не выдерживает нагрузки, то повреж-
дения, как правило, бывают весьма значительными и приводят
к необходимости выполнения при ремонте судна большого объ-
ема работ по формованию.
122
Согласно правилу для обеспечения повышенной надежно-
сти корпус в любом месте крепления такелажа должен выдер-
жать нагрузки, значительно превышающие усилия, при которых
рвется любая прикрепленная к нему снасть. Гораздо легче
заменить трос, чем нарастить толщину борта, и, кроме того,
трос может быть заменен на более толстый или более прочный,
например, изготовленный из нержавеющей стали вместо обыч-
ной оцинкованной. Очень часто, увеличивая толщину троса, не
учитывают прочности крепления его к борту. Человек, который
крепит или заказывает трос, может не знать, нужно ли усили-
вать место крепления. Такие места следует проектировать
с большим запасом прочности, чтобы увеличение диаметра
троса в два и даже в три раза против номинального было
вполне допустимо. Это условие несложно выполнить и на ста-
дии оснащения судна, а стоимость возрастет при этом весьма не-
значительно.
Стеклопластик не всегда разрушается сразу же по дости-
жении определенного уровня напряжений. Если напряжения
превышают допускаемые всего лишь на 20%, то происходит
прогрессирующее уменьшение его прочности. Однако даже при
еще меньших напряжениях и общей длительности циклического
воздействия, соответствующей всего нескольким годам, обыч-
ного плавания, прочность стеклопластика резко уменьшают
усталостные нагрузки. Характерный пример — высокая концен-
трация напряжений в местах крепления вант-путенсов. Перво-
начально прочность может оказаться достаточной, но если не
предусмотрен значительный ее запас, который достигается
только при равномерном распределении напряжений, стекло-
пластик способен впоследствии неожиданно разрушиться. По-
стоянно действующее усилие, передаваемое на корпус такела-
жем, может вызвать достаточно большие деформации вследст-
вие ползучести (см. § 23.15), что согласно классификационным
правилам служит основанием для дисквалификации судна. На
судах легкой конструкции, когда они не эксплуатируются, та-
келаж нельзя оставлять в туго обтянутом состоянии, особенно,
если для обтяжки используются гидравлические натяжные уст-
ройства или если судно недавно отформовано, скажем, не бо-
лее года тому назад.
§ 7.1. Вант-путенсы
Обычные вант-путенсы с длинным прямым хвостовиком, кото-
рые на деревянных судах крепятся к борту пропущенными на-
сквозь болтами, никогда не следует крепить подобным же об-
разом к борту формованного судна, не приняв предварительно
тщательно продуманных мер для распределения нагрузки.
Крепление вант-путенса болтами прямо к формованной обшивке
приводит к возникновению чрезмерной местной нагрузки,
123
а вследствие разных значений модуля упругости вся нагрузка
будет, скорее всего, приходиться на один борт.
Применение вант-путенсов в виде широких планок (рис. 39)
позволит распределить нагрузки на значительную площадь,
а крепление нескольких вант к одной планке с увеличенной по-
верхностью будет значительно надежнее, чем при использова-
нии отдельных вант-путенсов. Для уменьшения массы такие
планки сваривают из нескольких полос или вырезают в пла-
стинах большие отверстия, т. е. делают облегченными.
В качестве материала для вант-путенсов чаще всего исполь-
зуют нержавеющую сталь. Применять стеклопластик не сле-
дует, даже если форма вант-путенса слишком сложна, чтобы
ее можно было получить простыми методами обработки ме-
Рис. 39. Конструкции вант-путенсов, обеспечивающие равномерное распреде-
ление действующих нагрузок.
талла. Стеклопластик теряет прочность вследствие усталости
и перенапряжения, а также выкрашивается из-за высокого
опорного давления.
Обычно в местах крепления вант-путенсов в формованную
конструкцию заделываются деревянные бруски или металли-
ческие закладные детали, к которым вант-путенсы крепятся
болтами изнутри или снаружи. Такие закладные детали рав-
номерно распределяют действующие нагрузки, в результате
чего опорное давление воспринимается не только одними бол-
тами. Кроме того, применение этих деталей позволяет сместить
хвостовики вант-путенсов от борта к середине судна, чтобы
они не соприкасались с предохранительным буртиком.
В местах расположения вант-путенсов обшивка корпуса дол-
жна иметь увеличенную толщину, поскольку такие места яв-
ляются высоконагруженными. Согласно Правилам Регистра
Ллойда требуется общее увеличение толщины борта в этих
местах на длине, эквивалентной ширине бимса судна. Разуме-
ется, утолщение должно распространяться достаточно далеко
за пределы площади, занимаемой вант-путенсом.
Если вант-путенс крепится к крыше каюты, то она должна
иметь увеличенную толщину и дополнительные упрочняющие
элементы в виде шпангоутов или переборок, которые переда-
вали бы нагрузки на корпус. Это тем более важно, что из-за
конструктивных особенностей узла соединения крыши каюты
с корпусом такая передача обычно осуществляется по траек-
124
тории, являющейся ломаной линией. Нередкое появление
в этих местах трещин, вызванных напряжениями, показывает,
что необходимость усиления обычно недооценивается. Крыша
каюты всегда ослабляется из-за наличия иллюминаторов, кото-
рые нередко имеют большие размеры. Кроме того, ее конст-
рукция бывает обычно более легкой, чем конструкция корпуса.
Поэтому, по возможности, крепить вант-путенсы следует к пе-
реборке пропущенными насквозь болтами.
Простым и надежным является крепление болтами с про-
ушиной или резьбовыми скобами U-образной формы, пропу-
Рис. 40. Различные конструкции и способы установки вант-путенсов: а — на-
дежное крепление обуха к палубе проходящим насквозь болтом с установ-
кой снизу подкладной пластины; б — неудачная конструкция; направленное
вверх тянущее усилие воспринимается крепежными болтами, которые могут
изогнуться или «разработать» отверстия; в — рекомендуемая конструкция,
основные элементы которой — уголок и подкладка из металла — просты
в изготовлении и обеспечивают равномерное распределение действующих на-
грузок.
щенными сквозь палубу, подкрепленную снизу подкладкой.
В этом случае нагрузка передается формованной конструкции
через направленное вверх тянущее усилие, воздействующее на
расположенную под палубой подкладку, а не через крепежные
детали, пропущенные сквозь корпус. Такая схема позволяет
уменьшить опорное давление, добиться благоприятного распре-
деления действующих усилий (рис. 40) и отвечает теории
прочности стеклопластиков. Кроме того, ветви пропущенной че-
рез палубу U-образной скобы испытывают чистое растяжение,
а формованная конструкция в месте установки скобы нахо-
дится под действием умеренного сжатия; эти состояния явля-
ются для рассматриваемых элементов наиболее благоприят-
ными. Крепление вант-путенса к борту неизбежно вызывает
появление срезывающего или изгибающего усилия, воздейст-
вующего на болты, и значительное увеличение опорного дав-
ления на формованную конструкцию. Изгиб болтов приведет
к выкрашиванию формованной конструкции, «разработке» ими
отверстий и, следовательно, к возникновению течи.
На деревянном судне крепление ван-путенсов к бортам
оправдано, поскольку палуба здесь изготавливается в виде
125
отдельной конструкции и менее способна противостоять направ-
ленным вверх тянущим усилиям, чем борта. Другое дело —
стеклопластиковое судно,-на котором палуба прочно присоеди-
нена к корпусу путем приформовки, так что эти две части
фактически составляют единое целое. Более того, если на судне
из стеклопластика вант-путенсы крепятся к палубе, то помимо
увеличения толщины палубы в местах их установки можно
увеличивать толщину бортов, продолжая утолщение вниз на
значительное расстояние, в результате чего приобретаются те
же преимущества, которые получаются при расположении вант-
путенсов на борту.
Резьбовые U-образные скобы обычно пропускают сквозь
палубу в наиболее прочных местах, где толщина уже значи-
тельно увеличена за счет приформовки угольников, соединяю-
щих палубу с корпусом, а кроме того, благодаря угловой
форме сечения предохранительный буртик имеет высокую проч-
ность и жесткость. Очевидно, экономичнее использовать для
крепления те места, где толщина конструкции уже увеличена,
чем специально увеличивать ее для установки вант-путенсов.
К палубе могут быть также надежно прикреплены болтами
планки с обухами; при этом будет обеспечена значительно
большая водонепроницаемость соединения, чем в случае про-
хода сквозь палубу хвостовика вант-путенса.
Для достижения дополнительной прочности и более равно-
мерного распределения усилий вместо нескольких вант-путен-
сов целесообразно устанавливать одну специально изготовлен-
ную пластину с обухами. Наиболее простым решением будет
применение отрезка уголка, как показано на рис. 40, в. Еще
одно достоинство данного способа — возможность вынесения
вант-путенсов ближе к борту, чем при использовании U-образ-
ных скоб. Направление действия усилия будет в данном слу-
чае, правда, не совсем оптимальным, но простота монтажа,
дешевизна и допустимость установки любого количества кре-
пежных болтов (для которых достаточно свободного места)
являются вполне приемлемой компенсацией этого небольшого
недостатка.
Часто используемый способ монтажа вант-путенсов, когда
хвостовик проходит сквозь палубу и крепится к борту, обла-
дает всеми основными недостатками рассмотренных способов,
поскольку нагрузка передается на конструкцию через болты,
а не через опорную планку, и обеспечение герметичности в ме-
сте прохода хвостовика сквозь палубу весьма затруднено.
Установленная под палубой планка позволяет преодолеть
осложнения, вызванные различием в значениях модуля упру-
гости, и добиться равномерного распределения действующих
усилий по всей формованной конструкции.
Способ крепления вант-путенсов, наиболее подходящий в тех
случаях, когда палуба судна не отформовывается и, следов а-
126
осуществляется с по-
тельно, является самостоятельной конструкцией (например при
установке на формованный корпус деревянной палубы), пока-
зан на рис. 41. Согласно этому способу к борту судна прифор-
мовывается планка значительных размеров, к которой бол-
тами крепится вант-путенс. Установка планки позволяет рав-
номерно распределить нагрузки и использовать недорогие
стандартные вант-путенсы. В планке целесообразно просверлить
несколько больших отверстий, чтобы уменьшить ее массу и
обеспечить более надежную приформовку. Можно также взять
облегченную ажурную штампованную пластину. Крепление
к борту судна стандартных вант-путенсов
мощью обычных болтов. В этом случае
нагрузки распределяются планкой, а не
болтами.
Устанавливая вант-путенсы на не-
большом судне, применяют также заде-
ланную или открыто закрепленную де-
ревянную подкладку. В процессе разра-
ботки гоночной шлюпки со сверхлегким
корпусом и тонкой обшивкой при проек-
тировании юферсов требуется не мень-
шая предусмотрительность и аккурат-
ность, чем при создании несущего боль-
шие нагрузки такелажа для морской
парусной яхты. Небольшая рабочая
шлюпка с более прочным и жестким корпусом и несложным та-
Рис. 41. Крепление вант-
путенса болтами к за-
формованной планке.
келажем почти не нуждается в дополнительных подкреплениях.
При установке на ней вант-путенсов достаточно подложить
снизу простую деревянную планку. Вместе с тем, даже на су-
дах такого типа необходим какой-либо конструктивный эле-
мент, который способствовал бы более равномерному распре-
делению действующих усилий.
Существующая тенденция крепить вант-путенсы с хвосто-
виками, проходящими через палубу, болтами к борту с внут-
ренней стороны объясняется распространенным мнением о том,
что расположенные снаружи вант-путенсы портят внешний вид
судна. Однако на деревянных судах их применяют на протя-
жении многих поколений, а часто владельцы предпочитают
иметь стеклопластиковые суда, сохраняющие традиционный об-
лик. Иногда формованное судно с наружным расположением
вант-путенсов можно даже принять за деревянное.
На любом судне, превосходящем по размерам шлюпку,
в районе расположения вант-путенса должны находиться шпан-
гоуты или переборка. Эти конструктивные элементы необхо-
димы здесь для того, чтобы оказывать сопротивление направ-
ленному внутрь сдавливающему усилию и тянущему усилию,
направленному вверх. То же относится и к мачте. Ее степс,
согласно современным правилам, часто устанавливается на
127
палубе и опирается на расположенную под ней переборку. Та-
кие переборки образуют естественные конструктивные узлы,
в которых происходит перераспределение нагрузок и на которые
удобно устанавливать вант-путенсы. Последние можно крепить
болтами либо непосредственно к переборке, либо к наружной
стороне корпуса с использованием приформовочного угольника.
На рис. 42, а показано крепление расположенного снаружи
вант-путенса 1 к приформовочному угольнику переборки 2, а на
рис. 42, б — крепление вант-путенса 1, пропущенного сквозь
палубу.
В некоторых случаях между корпусом и палубой устанав-
ливают кницу, к которой вант-путенс крепится болтами. При
таком способе также достигается необходимое распределение
Рис. 42. Крепление вант-путенса к переборке.
действующих усилий. Однако нужно следить за тем, чтобы
углы не стали участками концентрации напряжений. На круп-
ных судах кницы должны быть достаточных размеров и, по
возможности, иметь дополнительную опору в виде планки, за-
формованной в корпус.
Если вант-путенсы приходится крепить болтами, проходя-
щими сквозь борта, то чтобы улучшить распределение нагрузок,
следует пропустить болты через приформованные к борту ме-
таллические вкладыши или втулки. В процессе формования
корпуса их можно зафиксировать в нужных местах формы
с помощью штифтов. Углубление или буртик позволяет обес-
печить более надежное крепление вкладыша, который к тому
же, если в нем нарезана резьба, должен иметь плоские боковые
поверхности во избежание проворачивания. Однако примене-
ние данного способа вызывает затруднение, которое заключа-
ется в том, что, хотя вкладыши можно установить в определен-
ные места с большой точностью, сверление отверстий во мно-
гих деталях судовой арматуры поручают неопытным ученикам,
выполняющим работу как попало. Поэтому положение уста-
новочных отверстий. в арматуре иногда меняется в довольно
широких пределах. Применение найлоновых вкладышей позво-
ляет крепить арматуру обычными шурупами, благодаря чему
изменение положения отверстий перестает играть такую важ-
128
ную роль. Вкладыши этого типа весьма удобны для распреде-
ления опорного давления болтов, которое в сильно нагружен-
ных деталях арматуры бывает очень велико, особенно, когда
детали крепятся к тонкостенной формованной конструкции
лишь несколькими болтами.
Вант-путенсы подвержены повреждениям. Заформованный
вант-путенс невозможно отремонтировать, не взломав и не уда-
лив покрывающий его стеклопластик. Следовательно, его ни-
когда не следует заформовывать в несущие слои конструкции.
Крепление обычного прямого хвостовика нередко ослабевает.
Сцепление смолы с металлом, особенно с нержавеющей сталью,
бывает, как правило, недостаточным и нарушается из-за неоди-
наковых значений модуля упругости и коэффициента теплового
расширения. Поэтому хвостовик должен удерживаться еще и
механически, например, с помощью сделанных на нем выступов
или лопаток, иначе он может быть выдернут из своего гнезда.
Проходящие сквозь палубу хвостовики лучше оставлять под
ней незаделанными и крепить болтами к заформованной
планке. Дело в том, что уплотнения часто дают течь. Поскольку
вант-путенсы почти невозможно заделать без зазоров и без
полостей и каналов для просачивания воды, вода будет скапли-
ваться внутри заформовки. Застой воды приведет к началу
загнивания в этих полостях, где формованная конструкция
наиболее уязвима и где недопустимо ее ослабление. Загнивание
можно будет обнаружить лишь после того, как оно разовьется
достаточно сильно и станет заметным снаружи. Практика пока-
зывает, что на многих судах загнивание появляется именно в та-
ких местах. Кроме того, без доступа воздуха нержавеющая
сталь будет ржаветь. Часто первым признаком загнивания слу-
жит появление ржавых пятен.
Наиболее сложные проблемы возникают при установке вант-
путенсов, если в процессе оснащения судна применяют только
„сухие” способы монтажа. Наращивание толщины конструкций
наформовкой в этом случае будет, вероятно, затруднительно. По
возможности, следует предусматривать данную операцию зара-
нее и осуществлять ее на стадии формования. Очень неплохо,
когда при формовании утолщенные места помечаются (напри-
мер, краской), поскольку впоследствии обнаружить их гораздо
труднее. Если местные утолщения конструкции на стадии
формования не были сделаны, то необходимо принять меры
к распределению действующих нагрузок иными способами. До-
статочно удовлетворительное решение — применение широкой
пластины из металла или многослойной фанеры, к которой
вант-путенс можно крепить болтами, особенно если он сделан
так, как показано на рис. 39. Крепление будет более надежным,
если пластину установить на клею или соединить ее со шпан-
гоутами и переборками. Для уменьшения напряжений и растя-
жения под нагрузкой габаритные размеры или площадь сечения
129
вант-путенсов должны быть увеличены. На деревянных судах
вант-путенсы часто крепят болтами к шпангоутам, но на формо-
ванном судне это следует делать с большей осторожностью.
Прежде всего необходимо выяснить, какой материал использо-
ван в качестве заполнителя. Если он легкий, то при затяжке
болтов шпангоут может быть проломлен. Такой способ крепле-
ния пригоден только в тех случаях, когда заполнитель изготов-
лен из дерева или иного достаточно жесткого материала. Этот
вопрос нужно решить со строителями корпуса заблаговременно.
В пустотелый заполнитель можно ввести шпаклевку на основе
смолы или синтактный пенопласт.
Неграмотно спроектированные вант-путенсы, в частности,
такие, которые крепят болтами, проходящими сквозь корпус, не
имеющий утолщения, в процессе эксплуатации судна будут, ско-
рее всего, оторваны вместе с частями конструкции. И произой-
дет это, вероятно, задолго до того, как мачта и такелаж под-
вергнутся максимально возможной нагрузке, а ведь в таких
случаях при повреждениях должны выходить из строя такелаж
или вант-путенсы, но ни в коем случае не судно. Для обеспече-
ния этого требования необходимо принимать специальные меры
и грамотно оценивать все действующие факторы.
§ 7.2. Уплотнение вант-путенсов,
проходящих через палубу
Если вант-путенсы все же проходят через палубу, их следует,
по возможности, пропускать сквозь приподнятый над уровнем
палубы выступ или обойму (рис. 43), поскольку в этом случае
упрощается обеспечение герметичности соединения.
Уплотнение 1 вант-путенса, находящегося на уров-не палубы,
всегда покрывается водой, появляющейся на палубе при дожде
или забрызгивании, а если вода течет по палубе сплошным по-
током или судно идет с таким большим креном на подветрен-
ный борт, что предохранительный буртик оказывается в воде, то
уплотнение будет испытывать еще и некоторое давление. Сле-
довательно, если уплотнение негерметично и через него возможна
течь, то вода будет проникать вниз всякий раз, когда палуба
станет мокрой, даже при легком дожде или просто обильной
росе. А в случае большого скопления воды на палубе, например,
при крепком ветре, течь, по всей вероятности, окажется значи-
тельной.
Если уровень, на котором вант-путенс проходит через палубу
и уплотняется, поднять, например, отформовав выступ или
обойму, то уплотнение расположится выше уровня воды, собира-
ющейся на палубе при дожде или забрызгивании, а упомянутые
отформованные конструктивные элементы будут играть роль
естественных .ограждений. И в данном случае уплотнение может
очутиться в воде при погружении буртика с подветренного
130
борта, но обычно это случается довольно редко. Кроме того,
выступ или обойма позволяют создать надежное уплотнение на
большей длине.
В некоторых случаях вместо выступов и обойм можно ис-
пользовать формованный предохранительный буртик или ото-
гнутую вверх полку палубы в месте соединения ее с корпусом.
Применяя в процессе оснащения „сухие” способы крепления, не-
обходимо тщательно заделывать предохранительный буртик или
подкладную планку.
Уплотнительный материал должен неизменно сохранять свою
эластичность и не стареть. Ни шпаклевка, ни смола не облада-
Рис. 43. Уплотнение вант-путенсов, проходящих сквозь палубу: а — неудач-
ная конструкция; при негерметичности уплотнения вода будет проникать вниз;
б — отформованная вокруг вант-путенса обойма позволяет поднять уплотне-
ние выше уровня находящейся на палубе воды; способ пригоден лишь в тех
случаях, когда положение вант-путенса определено до начала формования;
в — вант-путенс проходит через формованный предохранительный буртик,
что позволяет поднять узел уплотнения над уровнем палубы; г — вант-путенс
пропущен сквозь надежно заделанный предохранительный буртик из дерева.
ют достаточной эластичностью (см. § 1.23), поэтому примене-
ние обычной шпаклевки или приформовка вант-путенсов к па-
лубе приведет к бесконечным заботам и неприятностям. За
вант-путенсами, проходящими сквозь палубу, требуется постоян-
ный уход. Идеальное решение — использование для уплотнения
эластомерного материала: трубки из полисульфидной, силико-
новой, полибутадиеновой или неопреновой резины.
Растяжение и направленный внутрь прогиб вант-путенса
на судне, идущем под парусом при свежем ветре, не говоря уже
о случайных ударах, вызывают перемещения, достаточные для
растрескивания любого хрупкого уплотнительного материала.
Правда, наибольшие напряжения испытывает такелаж, распо-
ложенный с наветренного борта и не омываемый водой. Таке-
лаж подветренного борта всегда несколько ослаблен. Это зна-
чит, что когда вант-путенс наиболее интенсивно смачивается
водой, перемещения отсутствуют и усилия не воздействуют на
него. И все же если уплотнительный материал не обладает до-
статочной эластичностью, вода найдет любые неплотности, вы-
званные действием нагрузок и перемещениями во время преды-
дущего галса.
131
§ 7.3. Носовой штаг
Носовые штаги устроены проще, чем ванты, поскольку они
крепятся к такой части судна, которая обладает естественной
прочностью. Хорошо отформованный форштевень вряд ли нужно
дополнительно усиливать, а присоединительным элементом для
штага чаще всего служит массивная планка, которая присоеди-
няется к форштевню крепежными деталями, расположенными
на значительном расстоянии одна от другой. Форштевень, явля-
ющийся основным конструктивным элементом судна, обычно
имеет настолько развитое поперечное сечение, что его прочности
оказывается вполне достаточно для надежного крепления носо-
вого штага.
Главный, или внутренний, носовой штаг иногда смещают от
верхней оконечности форштевня внутрь судна, и он проходит
сквозь палубу. Обычно так бывает на судах с удлиненной, нави-
сающей носовой частью. Носовой штаг, проходящий сквозь па-
лубу, крепится к форштевню в его нижней части, поскольку
маловероятно, чтобы палуба обладала достаточной прочностью
и могла бы сама выдержать такое крепление. Иногда штаг
крепится к специально устанавливаемой на палубе арматуре.
При этом внутренняя сторона арматуры соединяется с форштев-
нем отдельным тросом или стяжкой из металлического прутка.
Указанный способ позволяет избежать забот, связанных с не-
обходимостью уплотнения штага, проходящего сквозь палубу.
Крепить штаг к нижней части форштевня под палубой сле-
дует пропущенными насквозь болтами, в противном случае
возникает опасность расслоения. Правда, это не относится
к форштевню острой клиновидной формы, если нагрузка в точке
крепления достаточно рассредоточена, а крепежное устройство
надежно заделано внутри форштевня.
§ 7.4. Фордуны
Стоячие фордуны можно рассматривать как ванты. Обычно их
крепят на кормовом подзоре или на транце судна, используя
боканцы. Если же фордуны выполняют разветвленными или
сдвоенными, то их крепят на кормовых скулах. Места крепле-
ния фордунов на кормовых скулах можно сделать очень проч-
ными, поскольку этому способствует сама форма скул, и, кроме
того, нетрудно при необходимости увеличить их толщину. Осно-
ванию боканца нужна надежная опора. Соединение будет проч-
нее, если опереть боканец в транце на уровне палубы, а не кре-
пить к палубе болтами. В случае же крепления его болтами для
повышения надежности соединения к основанию боканца
нужно приформовать или прикрепить специальный выступ.
Яхты с высокими скоростными и маневренными характери-
стиками часто снабжают механическими или гидравлическими
132
устройствами для обтяжки фордунов. Такие устройства позво-
ляют получить очень большие усилия натяжения при условии,
что крепительные планки установлены весьма надежно, а кор-
пус снабжен надлежащими подкреплениями. Следует иметь
в виду, что нередко системы различных сложных устройств,
применяемые для обтяжки такелажа, превращаются лишь
в дорогостоящие средства сгибания корпуса судна и придания
ему контуров банана. Если корпус не обладает достаточной
жесткостью, то усиленная обтяжка такелажа будет бессмыслен-
ной. Не устанавливайте мощных устройств для обтяжки таке-
лажа на судно, спроектированное без учета их установки, если
вы предварительно не усилили места крепления такелажа,
стеклопластиковую конструкцию вокруг этих мест, степс мачты
и вообще весь корпус судна. В противном случае могут возник-
нуть серьезные повреждения.
Результирующее тянущее усилие, действующее на бегучую
часть фордуна, прикладывается между неподвижным его участ-
ком и прикрепленным к палубе. Хвостовики крепительных пла-
нок отгибаются на соответствующий угол. Тянущее усилие,
действующее на направляющую, сосредоточено в точке обтяжки
и может быть очень большим. Здесь необходимо более значи-
тельное подкрепление. Усилие, прикладываемое к рычагу, тео-
ретически действует вдоль палубы, но может быть направлено
и вверх, если обтяжка происходит под нагрузкой. Рычаги и
направляющие являются частью такелажа и должны быть на-
дежно прикреплены к палубе, имеющей усиления.
§ 7.5. Степс мачты
На современных яхтах степс мачты в большинстве случаев рас-
полагается на палубе или на крыше каюты. При этом каюта
становится более свободной и устраняется один из источников
течи. Степс мачты либо отформовывают в палубе, что исклю-
чает возможность регулировки его положения или замены, либо
изготовляют отдельно из металла или в виде формованной
конструкции.
При установке степса мачты на палубе внизу должна быть
обеспечена надежная опора. Ею может служить главная пере-
борка или стальной пиллерс, идущий вниз до киля. При двух-
килевой схеме необходим поперечный флор. На яхтах меньших
размеров, где нет переборок, в качестве опоры используют фор-
мованные палубные бимсы или стальную балку, которые пере-
дают нагрузки на борта или полупереборки. Обратите внимание
на то, что палубный бимс должен быть продолжен вниз по бор-
там каюты до прочной части конструкции; при этом по углам не-
обходимо устанавливать ребра жесткости, а вблизи не должно
быть проемов для иллюминаторов, ослабляющих конструкцию.
133
Переборки с большими вырезами следует подкреплять в верх-
ней части палубным бимсом или стальным уголком.
Крышу каюты в районе установки степса мачты необходимо
подкрепить снизу, чтобы она могла воспринимать значительную
сосредоточенную нагрузку. Подкреплением часто служит спе-
циально отформованная выпуклость в палубной конструкции,
заполнения деревянным вкладышем или стальной пластиной.
В трехслойную конструкцию в этом случае нужно устанавли-
вать сплошной вкладыш.
Традиционным способом является установка мачты в степс,
находящийся на киле; при этом мачта проходит сквозь палубу.
Для распределения весьма значительной сосредоточенной на-
грузки в киль следует установить деревянный вкладыш или
стальную опорную плиту. Хотя киль представляет собой самую
прочную и жесткую часть формованного судна, по жесткости он
все же уступает толстым массивным брусьям, из которых
обычно изготовляют кили деревянных судов. Направленная
вниз сила давления мачты при современном бермудском парус-
ном вооружении велика, и очень важно распределить эту сосре-
доточенную нагрузку на значительную часть киля. Степс мачты
нужно устанавливать на нечто массивное, лучше всего на бал-
ластину. Он не должен опираться на пустотелую конструкцию,
например, на тонкую оболочку трюмного настила.
Для образования нижней части треугольника мачта — таке-
лаж— корпус и противодействия сдавливающему воздействию
мачты и такелажа на корпус необходимы прочные шпангоуты
или переборки.
Палубу можно отформовать с приподнятым кверху бурти-
ком вокруг отверстия для прохода мачты. Это позволит облег-
чить уплотнение и создать естественное ограждение, защищаю-
щее отверстие от попадания в него находящейся на палубе
воды.
Буртик служит хорошим основанием для юбки и дает воз-
можность отказаться от применения мачтовых клиньев, чтобы
не допустить попадания воды внутрь узла крепления мачты.
Кромки такого буртика необходимо уплотнять. Поскольку фор-
мованная палуба имеет меньшую толщину, чем деревянная, и
не столь массивна, то в случае применения мачтовых клиньев
благодаря наличию защитного буртика для них создается до-
статочно развитая опорная поверхность. Следует избегать при-
менения жестких мачтовых клиньев, которые при усердном за-
колачивании могут повредить формованную палубу. Для пре-
дотвращения подобной неприятности палубу вокруг отверстия
необходимо надежно укрепить, например, путем увеличения ее
толщины и установки толстой деревянной планки. Однако целе-
сообразнее применять эластичные клинья или резиновое уплот-
нение. В палубный настил трехслойной конструкции следует
установить вкладыш.
134
Если выступ вокруг мачты отформован за одно целое с па-
лубой, то при смене рангоута или изменении положения мачты
возникают затруднения. Буртик или обойму лучше отформо-
вывать отдельно, тогда их можно крепить болтами или при-
формовывать в любом нужном положении.
§ 7.6. Кофель-планка
Если степс мачты находится на палубе, то установка кофель-
планки рядом с мачтой не приводит к осложнениям. Направ-
ленное вверх тянущее усилие, создаваемое фалами, уравнове-
шивается направленной вниз силой давления мачты. Сама же
планка, как и вант-путенсы, испытывает усилие, направленное
вверх.
Если степс мачты расположен на килевой балке, то кофель-
планка явно тянет палубу кверху. Поэтому в месте установки
кофель-планки под палубой должен проходить массивный бимс,
а еще лучше — стяжка из стального прутка или троса, связыва-
ющая крепящие планку болты со степсом мачты. То же отно-
сится и к блокам, если фалы протянуты к лебедкам.
§ 7.7. Бегучий такелаж
Бегучий такелаж обычно создает нагрузки в тех местах, где
тросы закрепляются на крепительных утках или проходят через
киповые планки (см. гл. 6). В этих случаях очень важно обес-
печить равномерное распределение нагрузки под арматурой.
Погон или направляющую блока грота-штока следует наде-
жно укреплять, а поскольку рабочее усилие направлено глав-
ным образом вверх, крепление должно производиться пропущен-
ными сквозь палубу болтами к палубному бимсу или переборке.
Некоторые паруса могут быть притянуты прямо к палубе.
Соединение с палубой проушин для крепления таких парусов
должно быть надежным, а палубу в месте их установки необхо-
димо усилить. Таким способом часто крепят передние паруса,
при этом создается значительное тянущее усилие, направленное
вверх. Для правильной постановки передние паруса необходимо
хорошо натянуть с помощью лебедки или талей. Следовательно,
значительное начальное усилие возникает еще до того, как па-
руса наполнятся ветром. Передняя шкаторина не должна иметь
слабины, поэтому податливость палубы в месте крепления
к ней парусов совершенно недопустима. Принимая это во вни-
мание, при легкой конструкции палубы может понадобиться
стяжка из троса или прутка, идущая вниз к форштевню. Впро-
чем, такой парус обычно поднимается на леере, для которого
все равно необходима подобная стяжка. Поскольку усилие на-
тяжения при генуэзском стакселе может быть приложено в лю-
бой точке погона, последний должен быть прикреплен пропу-
135
щенными насквозь болтами по всей длине и снизу установлен
на подкладной планке. Крепление винтами, ввернутыми во вкла-
дыши или буртики, приводит к неприятностям. В случае креп-
ления к деревянному буртику нужно для надежности использо-
вать болты. Обычно в течение срока службы судна его таке-
лаж заменяется. Поэтому следует предусмотреть возможность
свободного доступа ко всем креплениям; они не должны нахо-
диться за несъемной обшивкой или облицовкой.
Глава 8. КОКПИТ И КОМИНГСЫ
§ 8.1. Кокпит
На судне, которое строится в промышленных условиях, кокпит
часто отформовывают за одно целое с палубой и, как пра-
вило, с крышей каюты (рис. 44). Такой способ является,
несомненно, наилучшим. Он позволяет избежать выполнения мно-
гих соединений и связанных с ними затрат труда, а также воз-
никновения течи. Вместе с тем при небольшом объеме произ-
водства или постройке судна в „домашних” условиях он приво-
дит к неоправданным осложнениям. Поэтому нужно хорошенько
взвесить целесообразность установки отдельно отформован-
ного кокпита в сочетании с деревянной или формованной палу-
бой, изготавливаемой один единственный раз, в особенности,
если кокпит будет самоосушающимся.
К преимуществам такого вставного кокпита следует отнести
его полную водонепроницаемость, гладкую, легко очищающуюся
от загрязнений и не нуждающуюся в большом объеме обслужи-
вания поверхность, которую можно сделать нескользящей, и
большее свободное пространство внизу, образующееся благо-
даря установке минимального количества шпангоутов и элемен-
тов жесткости. Подобный кокпит получается и более легким.
В простейшем случае он просто подвешивается на палубных
бимсах. Однако такой кокпит должен выдерживать значитель-
ную массу находящихся на борту людей, а возможно, и значи-
тельную массу воды (небольшой по размерам кокпит вмещает
при затоплении до полутонны воды). С наружной стороны кок-
пит необходимо подкрепить ребрами жесткости коробчатого се-
чения с фланцами, а его массу лучше всего будут воспринимать
деревянные или формованные опоры. Этот способ является и
самым экономичным. Пол кокпита чаще всего делают из много-
слойной фанеры с подкреплениями или из трехслойной панели.
Кокпит получается более дешевым, если его стенки изгото-
вить не слишком толстыми, а необходимую прочность и жест-
кость обеспечить за счет коробчатых ребер и дополнительных
136
опор. Толстостенная несущая конструкция будет дорогой и тя-
желой. Но стенки не должны быть и очень тонкими, поскольку
в отличие от корпуса, нагрузки на который распределяются до-
статочно равномерно, кокпит воспринимает сосредоточенные на-
грузки. Чтобы решить, какой кокпит проще изготовить — формо-
ванный или фанерный, необходимо принять во внимание его
конфигурацию. Для кокпита в форме простого ящика подходя-
щей конструкцией будет фанерная, а для кокпита более слож-
ных очертаний — формованная. На рис. 44 показан сравни-
Рис. 44. Конструкции формованного кокпита: а — кокпит с сиденьями и ко-
мингсом, отформованный за одно целое с палубой и опирающийся на ребра
жесткости 1 — коробчатого сечения с фланцами; б — формованный кокпит
с деревянным комингсом 2, вставляемый в вырез деревянной палубы и опи-
рающийся на массивный деревянный брус 3; на пол кокпита положена фор-
мованная решетка 4.
тельно простой вставной кокпит, который легче отформовать,
чем изготовить из фанеры, в том числе и для единичного судна.
Даже если не принимать во внимание сложность изготовления,
нужно учесть, что применение фанеры вызывает появление
в конструкции кокпита всех недостатков, связанных с использо-
ванием древесины. При этом трудно обойтись без соединений,
которые необходимо уплотнять.
Сиденья можно отформовать в виде выступов в стенках кок-
пита. Такой метод не всегда приводит к усложнению формован-
ной конструкции или формы для ее изготовления. В то же время
он позволяет обойтись без затрат труда на изготовление отдель-
ных сидений и получить больше свободного места внизу. В си-
денья нетрудно встроить рундуки, как это описано в § 19.5.
Несомненно, сиденья будут подвержены интенсивному из-
носу, покроются царапинами и выбоинами. Целесообразно с са-
мого начала признать износ неизбежным и обшить их пласти-
нами из фанеры, рейками или покрыть обивкой. Если сиденья
137
отформовывают, то при нанесении на их поверхность выпуклого
рельефа они нередко остаются более сухими, чем при ровной
и гладкой поверхности.
К кокпитам относится все то, что говорилось о нескользящих
палубах. Определенные участки кокпита изнашиваются интен-
сивнее палубы. При формованном рельефе скольжение снижа-
ется в меньшей степени и поверхность хуже поддается восста-
новлению в случае износа или повреждения, чем при наклеивае-
мом покрытии „Тракмарк”, использовании нескользящей краски
или нескользящем покрытии на основе смолы. Деревянная ре-
шетка позволяет лучше распределить сосредоточенные нагрузки
и не так холодит босые ноги, но в то же время нередко является
причиной заноз. Решетки могут
|Ф--'51 [?- П быть съемными, что упрощает уда-
11 J___ ? __О II ление накапливающегося мусора,
\\ |l /\ || I засоряющего сточные отверстия,
’A // либо представлять собой деревян-
// ные планки, неподвижно прикреп-
хк ленные к отформованным вместе
с полом кокпита ребрам.
Когда судно идет со значитель-
" ным креном, устоять на полу стано-
вится невозможно. В таком случае
Рис. 45. Самоосушающийся опорой для ног вместо пола служат
КОКПИТ. г\
стенки кокпита. Они воспринимают
нагрузки, создаваемые теряющими
равновесие членами экипажа, и подвергаются износу. При этом
приходящиеся на них нагрузки оказываются гораздо больше
тех, которые испытывает пол кокпита при штилевой погоде.
В критических ситуациях члены экипажа опираются на ко-
мингсы или хватаются за них, например, пытаясь взобраться на
судно после падения за борт. Ограждение кокпита с подветрен-
ного борта может испытать на себе всю тяжесть свалившегося
в воду неудачника.
Следовательно, при плавании в бурных водах конструкция
кокпита должна выдерживать нагрузки, которые создают
люди, наваливаясь и падая на различные его части, а также
хватаясь за них. Такие воздействия не равнозначны вертикаль-
ным статическим нагрузкам, действующим на пол или сидения
кокпита, а представляют собой ударные нагрузки, которые мо-
гут быть приложены к любой его части.
Отформованные желобки 1 и сточные каналы 2 в самоосу-
шающемся кокпите (рис. 45) позволяют облегчить сток воды
при самых различных углах крена. Сливные трубы должны
пересекаться, в противном случае кокпит будет не только са-
моосушивающимся (рис. 45), но и самозаполняющимся, когда
при крене судна выходные отверстия труб окажутся под водой.
Очень важно, чтобы качество монтажа этих труб было высоким.
138
На трубы необходимо установить забортные клапаны и обеспе-
чить к ним свободный доступ. Трубы следует делать короткими
и надежно защищать их от повреждений. Обычно эти трубы про-
ходят через рундуки и помещения, используемые для хранения
громоздких и тяжелых предметов — резиновой лодки, весел,
подвесного двигателя и т. п. Часто сливные трубы проклады-
вают вблизи двигателей или нагретых выхлопных труб.
Решетчатый настил легче отформовать, чем сколотить из де-
ревянных реек, поскольку в последнем случае все детали
должны быть соединены в шпунт. Форму изготовить несложно.
Прибейте гвоздями к листу картона гладкие деревянные планки,
чтобы получить ребра, и небольшие брусочки, позволяющие от-
формовать выемки. Если формованный настил положить так,
что ребра, расположенные между выемками, будут опираться
о днище кокпита и нести всю нагрузку (см. рис. 44, б), то кон-
струкция настила окажется легкой. В настил можно заформо-
вать и деревянные ребра жесткости. Во всех вертикальных
стенках настила необходимо прорезать пазы достаточных раз-
меров для стока воды.
§ 8.2. Комингсы
Комингсы кокпитов нередко отформовывают как часть палубы
или кокпита, что придает всей конструкции аккуратный и прив-
лекательный вид. Однако на любом судне комингс неизбежно
подвергается повреждениям, поэтому очень важно защищать
его верх от износа. Поврежденный комингс, отформованный за
одно целое с палубой, нельзя заменить. Разумеется, его можно
отремонтировать, но для этого потребуются значительные за-
траты времени и труда, что не отвечает общей тенденции мак-
симально возможного уменьшения объема технического обслу-
живания. Кроме того, очень редко удается выполнить такой ре-
монт, не оставив никаких следов.
Может показаться странным, что конструкция, находящаяся
в средней части судна, считается подверженной значительным
повреждениям. Без сомнения, комингс хорошо защищен от та-
ких сильных ударов, какие приходятся на долю привального
бруса и даже надводного борта, но зато он часто получает мел-
кие, постоянно возникающие повреждения, которые объеди-
няются общим понятием «износ». Ведь комингс очень удобно
использовать в качестве временной опоры для тяжелых пред-
метов (ящика с провизией, аккумуляторной батареи и т. п.);
на него наступают ногами, он получает пинки и удары, об него
трутся различные тросы. Даже на моторном прогулочном судне
по комингсу приходится перетаскивать швартовы, а на яхте по
нему постоянно скользят натягиваемые шкоты. Когда шкоты
тянут в гавани, они могут ни за что не задевать, но в море,
при крене судна, их положение часто оказывается совершенно
139
непредусмотренным. Разумное проектирование должно способ-
ствовать уменьшению износа комингса, но полностью устранить
износ практически невозможно.
Каждый раз результатом упомянутых выше воздействий бы-
вает небольшая царапина, потертость или выбоинка, и в итоге
после одного-двух сезонов эксплуатации верхняя часть ко-
мингса сплошь покрывается грязными царапинами и выбои-
нами, резко контрастируя с остальными участками судна, свер-
кающими еще хорошо сохранившейся полировкой. Поскольку
комингс кокпита находится на самом видном месте, эти по-
вреждения всегда бросаются в глаза и очень портят общий
внешний вид.
Таким образом, формованный комингс необходимо защитить
накладкой из дерева или металла. Деревянная накладка недо-
рога, ее нетрудно ютремонтировать и заменить, но зато необ-
ходимо регулярно подкрашивать. Неплохо выглядят алюминие-
вые прессованные профили, но они должны быть изготовлены
из коррозионно-стойкого сплава, иначе накладка из таких про-
филей вскоре приобретает ужасный вид, даже на речном судне.
Кроме того, поскольку алюминиевые сплавы не обладают до-
статочной твердостью, эти профили легко царапаются. Для
первоклассного судна лучше всего использовать накладки из
хромированного металла или нержавеющей стали. Накладка из
прессованной пластмассы имеет достаточно приятный вид и
может быть окрашена так, чтобы гармонировать с общей цве-
товой гаммой судна. Она должна быть стойкой к атмосферным
воздействиям и, в частности, к солнечным лучам. Во всех слу-
чаях, однако, не следует забывать, что накладка устанавлива-
ется для того, чтобы воспринять износ комингса, и, следова-
тельно, она должна быть легко заменяемой.
По мнению автора, деревянный комингс лучше формован-
ного, даже хорошо защищенного. Его гораздо легче подновить,
с помощью небольшого количества краски и шпаклевки. Объем
такой работы настолько невелик, что ее нетрудно выполнить
во время морской прогулки в выходной день. Комингс из дерева
тиковых пород можно оставить неокрашенным. При этом от-
падает надобность в выполнении работ по сохранению его пер-
воначального внешнего вида, а судно приобретает традицион-
ный колорит, который так ценится стойкими приверженцами
применения дерева на судах. Изготовление комингса, имеющего
сравнительно небольшие размеры, из дорогого дерева, каким
является тик, не следует считать неоправданной роскошью. Де-
ревянные комингсы должны быть надежно закреплены. Неко-
торые из рекомендуемых способов крепления таких комингсов
к формованной палубе показаны на рис. 46.
В случае установки деревянного комингса упрощается фор-
мование палубы, что немаловажно для судостроителя-люби-
теля. Формование глубокого желоба — а именно такие очерта-
140
ния в большинстве случаев придаются формованному ко-
мингсу— представляет собой нелегкую задачу. Оно-почти не-
избежно сопровождается появлением различного рода внутрен-
них дефектов, пустот и обогащением смолой кромок, что обус-
Рис. 46. Крепление деревянного комингса: а — ступенчатое соединение, при-
годное в случае формованного кокпита; б — крепление к отогнутой вверх
полке, обеспечивающее водонепроницаемость соединения; в — крепление к ото-
гнутой вниз полке, удобное в случае соединения деревянного кокпита с фор-
мованной палубой.
Рис. 47. Конфигурации формованного комингса: а — комингс с глубоким
и узким профилем, который трудно отформовать без дефектов и извлечь из
формы; б — широкий комингс, более удобный для формования с обеспече-
нием высокого качества; в — комингс с наклонными стенками; еще более
удобный для формования и извлечения из формы, но несколько хуже защи-
щающий кокпит от попадания воды.
ловливает хрупкость последних. Все эти пороки могут оста-
ваться незаметными до тех пор, пока сильный удар по ко-
мингсу не разрушит хрупкую оболочку и не вскроет их.
Формованный комингс или формованное основание для де-
ревянного комингса (деревянной накладки) гораздо легче
141
изготовить, если ширина его будет достаточно большой (рис. 47).
И, собственно, почему не сделать его широким? Ведь узкий ко-
мингс— это лишь результат слепого подражения тому стилю,
который утвердился в деревянном судостроении. Уж если гово-
рить о традиции, то ею определяется только назначение ко-
мингса— преграждать доступ воде в кокпит, а не то, чтобы он
был предельно узким. Очень часто комингсы формуют в виде
достаточно широких выступов, которые используют как пло-
щадки для установки шкотовых лебедок. Внутреннее простран-
ство такого выступа образует углубление, которое можно удобно
приспособить для различных надобностей.
Никогда не следует устанавливать формованные комингсы
на рабочих судах. Тяжелые условия эксплуатации скоро при-
ведут к износу и разрушению таких комингсов. На рабочих
судах они должны быть деревянными и иметь достаточную тол-
щину, чтобы интенсивное истирание, царапины и иные повреж-
дения не стали причиной их быстрого выхода из строя. И, ес-
тественно, замена этих комингсов должна быть несложной.
§ 8.3. Кокпиты моторных прогулочных судов
Кокпиты таких судов обычно делаются просторными и широ-
кими. Для их изготовления больше подходит фанера, а не стек-
лопластик. Опорой кокпиту должен служить надежный каркас,
как правило, деревянный, соединяющийся с продольными проч-
ными связями корпуса или фундаментами двигателей.
Для доступа к находящимся под полом кокпита двигателям
и бакам нужны люки или съемные панели. Доступ к бакам
требуется нечасто, поэтому их можно закрыть съемными пане-
лями, установленными на винтах и заделанными. Люки для
спуска в машинное отделение должны открываться быстро и
легко, поэтому герметично уплотнить их закрытия очень трудно.
Обычно течь бывает небольшой, но независимо от этого кокпит
следует делать самоосушающимся. Очень важно обеспечить на-
дежное уплотнение двери, ведущей из кокпита в каюту. Об этом
часто забывают, и тогда при мало-мальски серьезном ливне вся
вода, собирающаяся в кокпите, постепенно просачивается в ка-
юту.
Глава 9. КРЫША КАЮТЫ
§ 9.1. Конструкция и монтаж крыши каюты
В идеальном случае крыша каюты формуется за одно целое
с палубой. Такое решение имеет ряд преимуществ: вследствие
отсутствия соединений исключается возможность течи, устра-
няется опасность появления в конструкции слабых мест, отпа-
142
дает необходимость в применении соединительных элементов;
благодаря единству конструкции обеспечивается значительное
сокращение стоимости ее изготовления, массы и габаритов, не
требуется затрат квалифицированного труда на изготовление и
установку отдельной крыши каюты.
Для судостроителя-любителя объем работ будет практиче-
ски одинаковым как при дополнительной установке выступаю-
щей детали в форме или матрице палубы, так и в случае изго-
товления крыши каюты в виде обособленной деревянной кон-
струкции. Но формирование крыши каюты за одно целое
с палубой явится, несомненно, лучшим решением, к тому же по
сложности оно почти не отличается от формования отдельной
палубы.
Палубные бимсы также отформовываются вместе с палубой
в виде непрерывных балок, огибающих крышу каюты, что поз-
воляет получить монолитность, недостижимую в конструкциях
других типов.
В некоторых случаях палубу отформовывают, а крышу ка-
юты изготовляют из дерева либо по соображениям удобства,
либо для придания судну традиционного облика. Действи-
тельно, изготовленная из дерева и покрытая лаком крыша ка-
юты имеет весьма привлекательный вид, что, возможно, окупает
неизбежные затраты времени на поддержание ее в надлежа-
щем состоянии и оправдывает неудобства, связанные с возмож-
ностью появления в жаркую погоду течи в местах соединений.
Однако тот же облик без ухудшения конструктивных свойств
можно придать и формованной конструкции, обладающей проч-
ностью, легкостью и цельностью, отфанеровав ее шпоном,
а также наклеив или наформовав на нее тонкую фанеру. Такой
метод обеспечивает целый ряд преимуществ и заслуживает са-
мого широкого применения.
Можно наложить на отформованную крышу каюты бумагу
или ткань с рисунком, имитирующим срез дерева, и покрыть
ее прозрачным смоляным декоративным слоем. Такая отделка
выглядит очень хорошо, но, к сожалению, весьма подвержена
разрушающему воздействию атмосферных условий.
Может возникнуть и обратная ситуация: к деревянной па-
лубе нужно присоединить формованную крышу каюты. Для се-
рийно строящихся судов, безусловно, проще отформовать
крышу каюты, чем изготовлять ее из дерева. На некоторых су-
достроительных предприятиях этот метод использовали даже
при постройке судов с деревянными корпусами. Формованная
крыша каюты водонепроницаема, не имеет соединений, что яв-
ляется существенным достоинством в условиях жаркого кли-
мата, и может быть светопроницаемой, в результате чего в на-
ходящихся внизу помещениях сохраняется естественное осве-
щение. Она легче и прочнее деревянной. При постройке судна
в «домашних» условиях затраты труда на изготовление как
143
формованной, так и деревянной крыши каюты примерно оди-
наковы. Правда, стоимость формованной крыши может быть
несколько выше, но это с лихвой окупается целым рядом ее
преимуществ по сравнению с деревянной.
При светопроницаемой крыше отпадает необходимость в уст-
ройстве световых люков, которые всегда ослабляют конструк-
цию и легко повреждаются при неаккуратном обращении или
во время шторма. Поверхность, пропускающую свет, не сле-
дует делать слишком большой. Лучше всего, если в крыше
лишь небольшие участки хорошо пропускают свет, а остальная
часть ее поверхности светонепроницаема. Можно сделать всю
поверхность крыши каюты умеренно пропускающей свет. Рас-
сеянное освещение днем защитит от чрезмерной жары, а ночью
предохранит несущих вахту членов экипажа от интенсивного
воздействия проникающего сквозь крышу света. К сожалению,
умеренно пропускающая свет поверхность формованной конст-
рукции часто имеет грязноватый оттенок. Поверхность можно
подкрасить, но при длительном пребывании в условиях цвет-
ного освещения возникает опасность привыкнуть к нему. Кроме
того, такое освещение способно свести на нет предполагаемый
эффект от старательно наложенной на лицо косметики.
Светопроницаемая крыша создает удивительное ощущение
простора в каюте и совершенно уничтожает чувство придавлен-
ности, зачастую возникающее в помещении с низкорасположен-
ной, не пропускающей света крышей. В такой каюте чувствуешь
себя почти как на открытом воздухе. Это ощущение настолько
необычно, что к нему не сразу привыкаешь.
Крыша каюты, отформованная вместе с палубой, обычно не
пропускает света. Однако в нее нетрудно вставить просвечи-
вающие участки. Если конструкция уже отформована, в ней
следует сделать вырезы, а затем наложить на них и прикре-
пить болтами предварительно отформованные пропускающие
свет пластины или листы органического стекла. Такие светопро-
ницаемые накладки нужно тщательно заделать и установить
так же, как стекла в иллюминаторы. Внешний вид и надеж-
ность соединения улучшатся, если пластины светопроницаемого
материала прикрепить с помощью стыковых накладок, нафор-
мованных одновременно на края выреза в крыше и просвечи-
вающей вставки. Можно закрыть вырез куском твердого кар-
тона с гладкой поверхностью и отформовать пропускающую
свет вставку на месте. Чтобы вставка не выглядела грязной,
нужно использовать сорта стекловолокна и смолы, обладающие
светопроницаемостью, а не прозрачностью.
Еще проще вделать пропускающие свет вставки в процессе
формования крыши. Закройте участок формы, соответствующий
месту предполагаемой установки вставки, куском фанеры, кар-
тона или специально отформованным шаблоном и прикрепите
его к форме маскировочной лентой. Иногда достаточно просто
144
заклеить эти участки маскировочной лентой. Когда формова-
ние всей остальной части конструкции будет закончено, уда-
лите временно установленные накладки, подрежьте кромки и
заформуйте выемки светопроницаемым материалом. Чтобы
избежать неприятных случайностей, перед заформовкой нане-
сите на поверхность формы разделительное вещество. В толсто-
стенной формованной конструкции часто окрашиваются и бы-
вают непрозрачными только наружный декоративный и после-
дующие один-два слоя, остальные слои не окрашиваются. В таком
случае закрывать места расположения будущих светопро-
ницаемых участков нужно при наложении только этих окра-
шенных слоев, а в остальном процесс наслоения может проте-
кать без всяких помех.
Поскольку на вделывание вставок может потребоваться
больше времени, чем на прорезку окон после окончания фор-
мования, описанный выше способ нельзя считать приемлемым
для ускоренной постройки судна. Однако он гарантирует более
прочное и совершенно водонепроницаемое соединение. Про-
пускающая свет вставка становится неотъемлемой частью кон-
струкции, конструктивным элементом судна. Такая вставка не
может, разумеется, служить окном, через которое можно уви-
деть, что делается снаружи, она лишь позволяет обеспечить
естественное освещение кают и других помещений. Еще один
способ установки светопроницаемых вставок состоит в пред-
варительном их отформовывании и закладке в матрицу перед
началом формования крыши каюты. Правда, в этом случае
при формовании смола может попадать на внутреннюю поверх-
ность вставки.
Несмотря на частое упоминание нами о возможности течи
через палубу, не следует думать, что всякая деревянная палуба
обязательно пропускает воду. Существует немало совершенно
водонепроницаемых судов, большинство судов близко к этой
категории, но все же есть и такие, жизнь членов экипажа на
которых может превратиться в сущий ад. Сохранить водонепро-
ницаемость палубы гораздо сложнее, чем корпуса. Палуба
в процессе эксплуатации судна бывает попеременно то мокрой,
то сухой, то нагретой, то холодной; в ней имеется масса раз-
личных отверстий и сквозных креплений. Существенно и то, что
самое незначительное просачивание воды сквозь палубу может
вызвать ощущение дискомфортности.
Как показывает опыт, любое отверстие в палубе и каждое
проходящее через нее крепление являются потенциальными ис-
точниками течи. При высоком мастерстве постройки и добро-
совестном уходе в процессе эксплуатации обеспечивается их
водонепроницаемость, но все же сокращение числа этих отвер-
стий и соединений может уменьшить вероятность появления
течи и снизить объем работ по профилактическому обслужива-
нию.
145
Крыша каюты должна быть закреплена очень надежно. Ее
площадь достаточно велика, и любая волна, захлестнувшая
палубу, может обрушиться на нее с большой силой. А ведь
яростные волны подстерегают любителей морских прогулок не
только на океанских просторах или в открытом море вдали от
берега, но и в прибрежных водах с сильными Приливами.
Правда, здесь волны меньше океанских, но так же коварны и
многочисленны, как и в открытом море, а чем ближе к берегу,
тем больше шансов встретиться с одной из них. Много неприят-
Рис. 48. Присоединение формованной крыши каюты к деревянной палубе: а —
соединение 1 с использованием отогнутой кромки должно быть хорошо заде-
лано, иначе оно даст течь; толщину конструкции в области отгиба кромки
нужно увеличить; б — усовершенствованный вариант предыдущего способа;
деревянная накладка 2 обеспечивает водонепроницаемость, если в резуль-
тате смещения крыши каюты нарушится созданное заделкой уплотнение и
откроются пути для просачивания воды; в — способ, использующийся для
крупных судов и обеспечивающий повышенную надежность соединения; после
затяжкн крепежных болтов кромка крыши каюты закрывается планкой 3;
кромка выреза палубы входит внутрь каюты, где образует полку или пору-
чень; г — крышка каюты не имеет отогнутой кромки и крепится болтами к де-
ревянному комингсу; соединение пригодно для достройки «сухими» спосо-
бами, и в отличие от предыдущих случаев торцы стенок крыши можно под-
резать по месту в соответствии с кривизной каюты.
ностей в этом смысле может доставить и устье реки, впадаю-
щей в море с сильным течением, и прибрежная отмель.
Хотя повреждение крыши каюты не столь опасно, как, ска-
жем, появление большой пробоины в днище, но если море раз-
бушевалось, то каюту будет заливать так быстро, что насосы
не успеют откачать воду. В таких условиях способны выручить
лишь хладнокровие и железная выдержка. Известно, что по-
теря присутствия духа чаще являлась причиной катастроф, чем
встреча с ураганом или столкновение с подводными рифами.
Различные методы присоединения формованной крыши ка-
юты к деревянной палубе показаны на рис. 48, а деревянной
крыши каюты к формованной палубе — на рис. 49.
Проще всего присоединить формованную крышу каюты к де-
ревянной палубе, используя отогнутую кромку формованной
конструкции. Она должна быть тщательно заделана и надежно
146
прикреплена болтами, в противном случае естественная «раз-
работка» отверстий и относительные перемещения палубы и
крыши каюты приведут к появлению путей для просачивания
воды. Если они появятся, их уже невозможно будет ликвидиро-
вать. В качестве уплотнительного элемента, препятствующего
проникновению в каюту просочившейся через соединение воды,
может служить приложенная с внутренней стороны деревянная
накладка. Еще более надежное уплотнение обеспечит формо-
ванный валик (так же, как и усиление всего соединения).
Осложнение, связанное с подобными соединениями, возни-
кает вследствие того, что отогнутая кромка обычно плохо при-
Рис. 49. Присоединение деревянной крыши каюты к формованной палубе: а —
простое и достаточно надежное соединение пропущенными насквозь бол-
тами; б — соединение болтами с приформованным уголком 1 и деревянной
накладкой 2; в — развитое соединение с применением соединительных дета-
лей при отсутствии отогнутой кромки на формованной палубе; г — соедине-
ние с палубой, кромка которой имеет двойной отгиб, более удобное в случае
установки заранее изготовленной крыши каюты.
легает к палубе. Палуба может иметь ощутимое отклонение от
заданной формы, так как для деревянных конструкций трудно
в точности воспроизвести заданные контуры. Если кривизна ее
поверхности несколько отличается от запроектированной, за-
зоры между отогнутой кромкой крыши каюты и палубой при-
дется чем-то заполнять, чтобы подогнать одну конструкцию
к другой. Проведение такой операции связано со значитель-
ными дополнительными затратами труда и повышением вероят-
ности возникновения течи. В этом отношении преимуществами
обладает конструкция,в которой кромка не отгибается (рис.48).
В этом случае можно точно подогнать кромку крыши каюты
к контуру палубы. По этой причине такому соединению следует
отдавать предпочтение, хотя для него требуются дополнитель-
ные деревянные детали и оно получается несколько более сла-
бым.
Аналогичные соображения, касающиеся обеспечения водоне-
проницаемости, справедливы и для случая установки деревян-
ной крыши каюты на формованную палубу. Отогнутая кверху
кромка палубы играет роль естественной водонепроницаемой
147
преграды и является удобной, достаточно надежной присоеди-
нительной деталью. Дополнить конструкцию отогнутой верти-
кально вверх кромкой целесообразно даже в тех случаях, когда
проем в палубе для установки крыши каюты вырезан позднее,
а не отформован в процессе изготовления палубы. В качестве
такой кромки может служить накладка, установленная для
обеспечения водонепроницаемости после монтажа крыши ка-
юты. При использовании «сухих» методов крепления накладку
можно изготовить из дерева. Не забудьте, что участок на
кромке формованной палубы или крыши каюты в местах рас-
положения элементов крепления должен иметь увеличенную
Рис. 50. Соединение бимсов: а — палубных бимсов коробчатого сечения
с фланцами 2, совпадающих с бимсами 1 крыши каюты, с помощью прифор-
мованного швеллера 3; такое соединение обеспечивает непрерывность прочной
связи; б — не совпадающих бимсов палубы и крыши каюты с помощью кар-
ленгса 4; к карленгсу бимсы присоединяются приформованными швеллерами.
толщину и прочность. Этот участок следует продолжить за пре-
делы кромки или линии ее отгиба.
Бимсы крыши каюты можно связать с палубными бимсами
путем формования переходного элемента, присоединяемого
внакрой к обоим упомянутым элементам набора (рис. 50).
Если положение бимсов не совпадает, требуется использовать
формованный карленгс коробчатого сечения с фланцами. Бимсы
не должны обрываться внезапно, поскольку в таких местах воз-
никнет интенсивная концентрация напряжений. Бессмысленно
укреплять верх крыши каюты и оставлять йеподкрепленными
ее стенки, которые к тому же очень сильно ослабляются боль-
шими вырезами для иллюминаторов. Бимсы должны продол-
жаться и по стенкам. В месте углового изгиба бимс крыши ка-
юты может быть подкреплен кницей. Иногда достаточно уста-
новки одних только книц, без бимсов.
§ 9.2. Конструкция и монтаж иллюминаторов
Наиболее просто сделать иллюминатор, вырезав ножовкой от-
верстие и присоединив к кромке выреза болтами пластину ор-
ганического стекла, кромки которой перекрывают отверстие
148
примерно на 25 мм. Органическое стекло необходимо тща-
тельно заделать. Для заделки проще всего использовать уплот-
нительную ленту, но такая конструкция имеет неаккуратный
вид, так как уплотнительный материал виден через стекло. Во
избежание этого уплотнительный материал необходимо заклю-
чить в металлическую или деревянную раму (рис. 51). Кроме
того, под действием солнечного света, проходящего через стекло,
Рис. 51. Установка иллюминаторов: а — простейший способ (пластина из орг-
стекла 1 крепится болтами прямо к формованной оболочке, соединение уп-
лотняется лентой 2 или обычным компаундом 3); б — применение деревянной
или металлической окантовки 4 позволяет сделать соединение более акку-
ратным и препятствует проникновению воды к кромке уплотнителя, что сни-
жает вероятность появления течи.
уплотнительный материал стареет и теряет свои уплотняющие
свойства, а если его закрыть деревом или иным светонепрони-
цаемым материалом, он сохранит свои свойства значительно
дольше.
Если положение иллюминатора определено еще при изготов-
лении формы, то можно предусмотреть формование отогнутой
кромки. Кромка, отогнутая наружу, может затруднить извлече-
ние отформованной конструкции, что приведет к необходимости
изготовления разъемной формы. Кромку, отогнутую внутрь,
можно получить, используя слегка прикрепляемую к форме на-
кладку, с тем чтобы она извлекалась вместе с отформованной
крышей каюты и затем отделялась от нее. Такой метод описан
в § 2.10. Проем иллюминатора с формованной отогнутой кром-
149
кой выглядит гораздо аккуратнее простого выреза. Кроме того,
подобная кромка играет роль упрочняющего элемента. При
отогнутой кромке органическое стекло устанавливают описан-
ным выше способом, а поскольку уплотнительный материал и
в этом случае будет виден через него, рекомендуется оканто-
вывать иллюминатор рамой. Разумно также компенсировать
ослабление конструкции из-за наличия вырезов увеличением
толщины кромки по их периметру или наформовкой на нее
утолщения в виде валика.
Даже холодное органическое стекло небольшой толщины
можно несколько изогнуть в одном направлении, а нагретому
в воде, немного не доведенной до кипения, органическому
стеклу значительной толщины можно придавать сложные кри-
волинейные очертания, которые после остывания сохранятся не-
изменными.
Органическое стекло, или плексиглас,— это техническое на-
звание прозрачных пластмасс, изготовляемых, в частности, на
основе полиметилметакрилата и выпускаемых промышлен-
ностью, как правило, в форме листов различной толщины. Орга-
ническое стекло легче оцарапать, чем неорганическое. Поверх-
ность его может покрываться волосяными трещинами.
Толщина органического стекла для иллюминаторов речного
прогулочного судна может не превышать 3 мм, в квадратном
иллюминаторе (на морском прогулочном судне) небольших
размеров (230X230 мм) должна составлять не менее 5 мм,
а в иллюминаторе размерами 460X460 мм — не менее 6 мм. По
мере возрастания размеров иллюминаторов толщину стекла
следует увеличивать, но очень большие иллюминаторы делать
не рекомендуется по соображениям безопасности. Приведенные
выше значения толщины органического стекла для иллюминато-
ров, расположенных в легко уязвимых местах, например впе-
реди мачты или в бортах, нужно удвоить. Это же относится
и к любым иллюминаторам судов (например, современных оке-
анских гоночных яхт), эксплуатирующихся в тяжелых условиях.
На морской яхте иллюминаторы должны быть прочными и
предпочтительно неоткрывающимися. Приток свежего воздуха
лучше создавать через непропускающие воду вентиляционные
устройства. Тщательно заделанный неоткрывающийся иллюми-
натор редко дает течь, а открывающийся иллюминатор или
светлый люк редко не пропускает воду. Большие иллюмина-
торы в надстройке или каюте дают обилие света и позволяют
обозревать широкую панораму, но в открытом море они весьма
ненадежны. Выбитое стекло в штормовую погоду может стать
причиной неприятных и опасных событий.
Иллюминаторы, а также их рамы и прилегающие участки
формованных конструкций следует рассчитывать на восприятие
таких же по интенсивности воздействий внешних факторов, ка-
кие выдерживает вся крыша каюты. Если это- требование не
150
удовлетворяется, иллюминаторы на случай плохой погоды не-
обходимо оборудовать ставнями. В рулевой рубке гораздо
безопаснее иметь иллюминаторы небольших размеров, хотя об-
зорность пространства при этом несколько уменьшится. Боль-
шие иллюминаторы ослабляют крышу каюты. В районе распо-
ложения степса мачты, вант и в тех местах, на которые обычно
наступают, следует предусмотреть достаточное количество мас-
сивных формованных частей, утолщений и других упрочняющих
элементов. Металлические стойки должны быть прочными, на-
дежно заделанными и иметь крестообразное основание, чтобы
одинаково хорошо противостоять растягивающим и изгибаю-
щим нагрузкам.
Глава 10. ЛЮКОВЫЕ ЗАКРЫТИЯ
§ 10.1. Откидные крышки люков
Отформованная как одно целое крышка люка не пропускает
воду по крайней мере через верхнюю часть. Ее можно сделать
светопроницаемой, и тогда отпадает надобность в устройстве
специального глухого светового люка.
В большинстве конструкций крышек место установки петель
бывает ослабленным. Вокруг каждой петли необходимо увели-
чить толщину как крышки, так и комингса люка примерно до
75 мм. Еще лучше заформовать в местах крепления петель
вкладыши. Толщину следует увеличить также в местах разме-
щения деталей защелки. Для обеспечения возможности ме-
стного увеличения толщины или заформовки вкладышей без
уменьшения размеров в свету можно отформовать части люка
с утолщениями по наружной поверхности. Петли должны быть
прочными, надежно закрепленными (по возможности пропу-
щенными насквозь болтами) и заменяемыми. Утопленные
крышки люков, расположенных в носовой части палубы, очень
часто выходят из строя в результате повреждения петель, ко-
торое возникает при попытке закрыть крышку люка ногами
при переполненном трюме.
Крышку люка нельзя откидывать на больший угол, чем до-
пускает раскрытие петель. В идеальном случае петли должны
позволять откидывать крышку до ее соприкосновения с палу-
бой. Если это невозможно, то необходимо, чтобы упор ограни-
чивал открытие крышки до безопасной величины. В противном
случае петли будут неизбежно повреждены. Ограничитель дол-
жен быть постоянным. Не следует в качестве упора использо-
вать, например, мачту.. При постановке судна на прикол зимой
мачта может быть снята, а упор будет по-прежнему* необходим.
151
Если на крышке со стороны петель сделать скос, люк можно
будет открывать шире.
Крышка люка должна откидываться вперед в сторону носа,
т. е. петли должны находиться спереди. Тогда накатывающиеся
на палубу волны могут захлопнуть крышку, а не открыть или
оторвать ее. Открывающаяся вперед крышка образует навес.
При наличии по бокам треугольных щитков, укрепленных на
шарнирах, люк можно оставлять открытым для проветривания
при нахождении судна в открытом море, даже если воздух на-
сыщен брызгами или идет дождь.
Часто крышки люков делают подъемными без петель. Такие
крышки удерживаются резиновым шнуром или расположен-
ными внизу зажимами. Незакрепленная крышка может упасть
Рис. 52. Комингсы люков.
за борт, что чревато серьезной
опасностью для судна. Сво-
бодно устанавливаемая крыш-
ка должна иметь привязь,
удерживающую ее в закрытом
положении, не в виде отстеги-
вающегося резинового шнура,
а длинного прочно прикреп-
ленного тросика. Тогда слу-
чайно оказавшаяся за бортом
крышка не будет потеряна. Во
всяком случае необходимо,
чтобы свободно устанавливаемые крышки обладали положи-
тельной плавучестью. Большая часть из них теряется в гавани.
Комингсы люков должны быть основательно укреплены. Они
часто отформовываются в виде профилей, имеющих в сечении
форму глубоких желобов, полости которых заполняются шпак-
левкой на основе смолы. На рис. 52, а показан простой и проч-
ный формованный комингс, заполненный шпаклевкой на основе
смолы или вкладышем, а на рис. 52, б — формованный комингс,
образованный отогнутыми кверху кромками палубы и зашивки
подволока. Зазор между ними заполнен шпаклевкой на основе
эпоксидной смолы. Для обеспечения необходимой прочности
такого комингса рекомендуется стянуть образующие его стенки
механическими креплениями.
Иногда комингсы конструктивно объединяются с отдельно
отформовываемыми частями или элементами внутренней от-
делки. Однако в глубоких желобах часто возникают внутрен-
ние дефекты. Добиться высокого качества изготовления таких
желобов можно только при использовании высококвалифици-
рованной рабочей силы и значительных затратах времени.
Много сил и выдумки было затрачено на разработку водо-
непроницаемых уплотнений и комингсов для люков, и все же
люки многих небольших прогулочных судов спроектированы
плохо и постоянно текут. Обеспечить защиту от попадания
152
дождевой воды несложно. Все неприятности причиняет сильная
волна. Ударившись о комингс, она гонит воду вдоль него вверх,
иногда вода выплескивается через простой фланец и стекает
на расположенные внизу койки. Вода, текущая с напором, спо-
собна приподнять крышку люка и просочиться через такие сое-
динения, которые обычно сохраняют водонепроницаемость,
если поток направлен сверху вниз. Для уплотнения крышек
люков речных судов достаточно использовать простой выступ
с плоской прокладкой 1 (рис. 53, а), поскольку самое серьез-
ное испытание, выпадающее на их долю,— это проливной
дождь. На морском судне при волнении вода легко проникнет
через такое уплотнение люкового закрытия и экипаж будет
чувствовать себя очень неуютно.
Хорошо спроектированное закрытие люка имеет снаружи
высокое ограждение, которое отбрасывает воду и уменьшает
силу ее воздействия, а также расположенные внутри два
выступа с желобом между ними, преграждающие путь просочив-
шейся через внешнее уплотнительное устройство воде. В же-
лобе предусматриваются дренажные отверстия для стока соби-
рающейся в нем воды. Желобы можно отформовать либо ис-
пользовать для их изготовления стандартные пластмассовые
или металлические прессованные профили, соединенные друг
с другом в углах. Внутренний выступ должен быть значительно
выше наружного; в противном случае вода, собирающаяся
в желобе, сможет выливаться внутрь.
Высокое ограждение с прокладкой 1, показанное на рис.
53, б, обеспечивает более надежную водонепроницаемость, но
пригодно лишь для подъемных крышек, установленных на
петлях.
Сзади и с боков крышек утопленных люков, расположенных
в сиденьях кокпита, нужно сделать глубокие желобки с накло-
ном вниз для стока воды в кокпит, чтобы вода стекала по ним
153
и при крене судна. Желобки должны быть достаточно широ-
кими во избежание засорения их мусором. На крышках утоп-
ленных люков, находящихся на палубе или крыше каюты, не-
обходимо предусмотреть такие же желобки, но обеспечить слив
воды с их помощью может оказаться довольно непросто.
Зачастую для уплотнения крышек люка используют простые
прокладки. Уплотнение будет надежным при достаточно тол-
стой, упругой и сохраняющей неизменными свои свойства про-
кладке. Пенопласты на основе полиуретановых или полиэфир-
ных смол для изготовления таких прокладок непригодны, так
как они быстро стареют, выкрашиваются или деформируются,
вследствие чего их требуется часто заменять. А выполнить та-
кую замену на месте с обеспечением надлежащего качества
может оказаться затруднительным. Неопреновая резина или
вспененный поливинилхлорид имеют достаточно длительный
срок службы и обеспечивают более высокую водонепроницае-
мость. Необходимо, чтобы соединение прокладки с конструк-
цией было надежным и долговечным. Прокладка всегда должна
оставаться прочно прикрепленной. Для создания надлежащей
герметичности необходимо приложить к крышке определенное
усилие. Замки крышки люка должны быть резьбовыми или
типа рычажной защелки. Желательно, чтобы вся система креп-
ления крышки была регулируемой. Последнее условие легко
выполнить на передней стороне крышки. На задней стороне ее,
где установлены шарнирные петли, регулировка практически
невозможна. При слишком малом усилии закрытия обжатие
прокладки на задней стороне крышки будет недостаточным,
что повлечет за собой течь, а при чрезмерном усилии петли де-
формируются или ослабнут, в результате чего опять-таки воз-
никнет течь.
Накладка с острой кромкой или отформованный выступ
клиновидной формы при вдавливании в мягкую прокладку
обеспечит более надежное уплотнение, чем две плоские кромки.
Положение такой уплотняющей детали с острой кромкой сле-
дует должным образом отрегулировать, чтобы она вдавлива-
лась в прокладку при закрытом люке и чтобы герметичность
не нарушалась, даже если крышка люка будет слегка припод-
нята волной. Для обеспечения герметичности накладки с ост-
рой уплотняющей кромкой за счет давления прижатия требу-
ется гораздо меныпее усилие, чем для создания надежного и
непрерывного контакта двух плоских поверхностей.
На рис. 53, в показано двойное уплотнение, образованное
формованными накладками 2 и 3 Z-образного профиля, с двумя
прокладками, создающее надежную преграду для проникнове-
ния воды. Слив воды из углубления между накладкой 3 к ко-
мингсом осуществляется через дренажные отверстия 4. На
рис. 53, г представлено двойное уплотнение, образованное ме-
таллическими или найлоновыми накладками 5 и 6-, а на рис.
154
53, д — уплотнение, создаваемое отформованным в комингсе
желобом и уступом в крышке. Уплотняющими кромками слу-
жат полоса 7 из найлона или металла, заделанная в крышку,
и формованный выступ 8 комингса.
§ 10.2. Задвижные крышки люков
Задвижную крышку люка легче отформовать, чем изготовить
из дерева. Трудности состоят в устройстве направляющих и
обеспечении водонепроницаемости. На первый взгляд представ-
ляется несложным отформовать на крышке буртик, который
и будет служить направляющей. Но такая направляющая дол-
жна быть защищена от износа так же надежно, как и кромка
Рис. 54. Задвижные крышки люков с наружными направляющими.
крыши каюты, по которой она скользит. Необходимо помнить,
что эти элементы конструкции можно заменить, только выпол-
нив заново формование. Если для крышки люка такая опера-
ция не является особенно сложной, то применительно к крыше
каюты она явно нежелательна.
На рис. 54, а показана неудачная конструкция. При сколь-
жении по прикрепленной снизу опоре крышка будет интенсивно
изнашиваться и в зазор 1 станет попадать вода.
Грамотное решение дано на рис. 54, б. Отогнутая кверху
кромка препятствует проникновению воды, а направляющие 2
из дерева или найлона предотвращают износ крышки люка.
Верхняя накладка служит для удержания крышки.
Еще более совершенная конструкция представлена на рис.
54, в. За счет установки подвижной найлоновой направляющей
еще и на крышку люка 5 обеспечивается скольжение найлона
по найлону. Мягкая прокладка 4 и отогнутая вверх наружная
кромка крышки 3 препятствуют попаданию песка на скользя-
щие поверхности. Отформованный желобок 6 позволяет уда-
лить просочившуюся воду.
Деревянные или металлические направляющие долговечнее.
В случае износа их можно заменять. Такие направляющие
можно усовершенствовать, укрепив на них с помощью винтов
полоски найлона или фторопласта, почти не создающего трения,
155
но дорогостоящего. Можно сделать направляющие на шари-
коподшипниках, как для выдвижных мебельных ящиков, но
здесь опасно перестараться, ибо в море крышка люка, способ-
ная свободно скользить сама по себе, будет уже чем-то вроде
гильотины.
Неподвижными направляющими могут служить формован-
ные Z-образные профили или заформованные металлические
полосы, а также выступы в формованной конструкции, внутри
которых снизу крепятся собственно неподвижные направляю-
щие. Вокруг горловины люка необходимо предусмотреть бур-
тик или комингс, который преграждал бы воде доступ в люк.
Такой буртик нужен даже на речном судне, чтобы в люк не по-
падала дождевая вода. Он делается формованным или наклад-
ным (из дерева).
крышки люков с внутренними направляющими.
Направляющие могут быть расположены как на наружной
(рис. 54), так и на внутренней (рис. 55) сторонах крышки
люка. Внутренние направляющие более предпочтительны, по-
скольку в них труднее проникает песок и, следовательно, они
меньше изнашиваются. Песок, попавший в хорошо подогнан-
ные направляющие, часто вызывает заклинивание и приводит
к интенсивному износу.
На рис. 55, а показана конструкция с заменяемыми подвиж-
ными и неподвижными направляющими 2 из дерева, металла
или найлона. Накладка 1 служит для удержания крышки. На-
правляющая в виде накладки таврового профиля 3 из алюми-
ния, латуни или найлона, скользящей по найлоновому же-
лобу 4, представлена на рис. 55, б, а направляющая в виде
латунной полосы 6, скользящей в пазу деревянного бруска 5,—
на рис. 55, в.
Сложнее всего обеспечить водонепроницаемость передней
части люкового закрытия с задвижной крышкой. В этом случае
нетрудно защитить люк от попадания в него дождевой воды,
однако волна легко проложит себе дорогу вокруг обычного вы-
ступа S-образной формы под крышкой и через комингс (рис.
56, а), а затем выплеснется через горловину вниз. К сожале-
нию, большинство строителей малых судов не учитывают этого
156
обстоятельства, считая его неизбежным при выходе в открытое
море либо наивно полагая, что оно вообще не может возник-
нуть.
Сделать задвижную крышку люка водонепроницаемой при
сохранении легкости ее перемещения почти невозможно. Но
преградить путь волне в люк довольно просто. Для этого
нужно лишь закрыть кожухом переднюю часть неподвижных
направляющих, чтобы крышка, перемещаясь в направлении
Рис. 56. Повышение водонепроницаемости задвижной крышки люка:
а — обычная конструкция задвижной крышки люка.
Неизбежный зазор / в передней части трудно уплотнить, поэтому вода 3, принесенная
волной 2 на палубу, легко проникает и под крышку.
б — усовершенствованная конструкция.
Крышка сдвигается вперед под кожух 5. В этом случае попавшая на палубу вода 6 мо-
жет проникнуть в зазор между крышкой и комингсом люка лишь в очень незначитель-
ном количестве. Для удаления этой воды предусмотрены дренажные отверстия 4.
к носу, оказывалась под этим кожухом, защищающим ее от
ударов волн (рис. 56, б). Такой кожух можно отформовать от-
дельно или вместе с палубой в виде выступа. При' этом важно
продумать способы установки и извлечения крышки люка, по-
скольку выполнить такие операции можно только, сделав ко-
жух съемным.
Рекомендуется оставлять значительный зазор между за-
движной крышкой люка и формованной крышей каюты. Тесно
прилегающая крышка способствует повышению водонепроница-
емости. Однако при небольшом зазоре между передней частью
крышки и неподвижными направляющими попадающий в него
песок будет истирать и царапать крышу каюты. Полоска мяг-
кой резины, которую иногда прикрепляют к крышке в надежде
защитить люк от попадания воды, очень хорошо захватывает
песок и царапает поверхность.
157
Горловина люка должна иметь массивные подкрепления для
обеспечения достаточной прочности и жесткости. Судно легкой
постройки деформируется при плавании на неспокойной воде,
если на крыше каюты находится шлюпка или стоит человек.
Этой деформации может оказаться достаточно, чтобы задвиж'
ную крышку заклинило. (На некоторых добротно построенных
крепких деревянных судах тоже случается, что при движении
одним галсом дверь кладовки самопроизвольно открывается,
а при движении другим галсом ее заклинивает.) Естественная
деформация судов бывает гораздо значительнее, чем обычно
принято считать.
§ 10.3. Сходный люк
На сходных люках некоторых судов вместо задвижной крышки
делают неподвижный выступающий кверху навес, который обе-
спечивает достаточно свободного места для спуска вниз и входа
Рис. 57. Замена задвижной
крышки люка сходного трапа
выступом 1 в крышке 2 каюты.
в каюту. Такое решение следует
признать весьма здравым. При за-
мене задвижной крышки навесом
устраняется возможность течи, за-
клинивания или ослабления конст-
рукции. Да и стоит навес дешевле.
Установить его можно и после по-
стройки судна, заменив им неудачно
сконструированную крышку люка.
Пригоден такой навес как для стек-
лопластиковых, так и для деревян-
ных судов (рис. 57). Кормовая
часть крыши каюты часто имеет не-
который наклон относительно ка-
юты. Соответственно люк также
делается с наклоном. Если навес
или задвижная крышка люка .не
образуют козырька над входом в каюту, то невозможно обеспе-
чить защиту от дождя.
Сужающийся книзу люк обеспечивает больше свободного
места на высоте плеч и пояса и занимает меньше дефицитного
пространства каюты. На крейсерских яхтах наиболее распро-
странены задвижные деревянные, а иногда и формованные
двери. Направляющие дверей, обычно изготовляемые из де-
рева, часто являются слабым ’ местом. Они должны быть на-
дежно прикреплены к деревянным подкладкам или вкладышам,
расположенным по другую сторону стенки, и хорошо заделаны.
Края формованной конструкции необходимо упрочнить отогну-
той кромкой, ребром жесткости или одним из способов, реко-
мендуемых для упрочнения горловин люков. Во многих случаях
двери обладают достаточной прочностью. Однако захлестнув-
158
шая корму волна может выломать направляющие. Поскольку
формованные направляющие изнашиваются, все их части
должны быть заменяемыми.
На моторных судах обычно применяют навесные двери. На
дверях должны быть установлены надежные, не издающие дре-
безжания фиксаторы, которые удерживали бы их либо в за-
крытом, либо в открытом положении. При этом дверь, находя-
щаяся в открытом положении, должна быть защищена от по-
вреждения, если кто-нибудь случайно навалится на нее во
время качки.
Глава 11. ФОРШТЕВЕНЬ
§ 11.1. Форма форштевня
Форштевень формованных судов часто делают с острой пе-
редней кромкой. Придавать ему такую форму не рекоменду-
ется. Поверхность заостренного форштевня, как и любой фор-
мованной детали с острой кромкой, неизбежно будет обогащена
смолой и, следовательно, окажется хрупкой. А ведь форште-
вень должен противостоять и удару выброшенной и подхвачен-
ной приливом бутылки, и удару при столкновении, вызванном
просчетом в управлении судном. Хрупкий форштевень скоро
обобьется.
Закругленный форштевень более удобен для формования.
Он не переобогащается смолой и не приобретает повышенной
хрупкости, а следовательно, более стоек к повреждениям. При
этом основная форма судна остается неизменной, только острая
кромка форштевня заменяется плавным закруглением.
§ 11.2. Защита форштевня
Заделка выбоин — дело трудоемкое. Кроме того, заплатки
имеют неприглядный вид. Гораздо разумнее обеспечить защиту
форштевня, установив, например, на него воспринимающую
все удары деталь, которую нетрудно отремонтировать или за-
менить. Формованный форштевень не обладает массивностью
и толщиной форштевня деревянного судна, которому свой-
ственна высокая стойкость против повреждений. Если формо-
ванное судно будет биться форштевнем о причальную стенку,
то форштевень окажется полностью разрушенным.
Защитой для форштевня может послужить обычная полоса
из латуни или любого плакированного металла, а также дере-
вянный фалстем (рис. 58). Внешняя поверхность форштевня
должна быть плоской, иначе надежная установка защитных
159
деталей будет затруднена или им придется придавать сложную
форму. Наличие плоскости на форштевне следует предусматри-
вать на стадии проектирования. Если же кромка форштевня
скругляется или делается плоской в ходе реконструкции, то
важно обеспечить компенсацию уменьшения ее толщины путем
наформовки дополнительного количества материала изнутри.
В противном случае форштевень окажется ослабленным.
Рис. 58. Конструкции форштевней: а — неудачная конструкция; обогащенная
смолой острая кромка является хрупкой и защитить ее практически невоз-
можно; б — в закругленном форштевне нет острой н хрупкой кромки; распо-
ложение волокон стекла соответствует контуру закругления; в — форштевень,
оканчивающийся плоскостью, на которую устанавливается деревянный фалс-
тем; фалстем легко заменить в случае значительного повреждения или из-
носа; г — форштевень с защитной накладкой в виде металлической полосы;
д — защита деревянного фалстема металлической накладкой, рекомендуемая
для судов, эксплуатирующихся в тяжелых условиях; е — защита форштевня
полым резиновым бампером, рекомендуемая для судов, эксплуатирующихся
на реках с интенсивным движением.
Если требуется, чтобы форштевень имел острую кромку и
резал волны (относительно преимуществ и целесообразности
такой формы форштевня мнения расходятся), то лучше всего
придать необходимые очертания деревянному фалстему (рис.
58, в). Впоследствии, когда восстанавливать форму кромки
с помощью шпаклевки станет невозможно, такой фалстем бу-
дет легко заменить. Целесообразно деревянный фалстем защи-
тить полукруглой латунной полосой (рис. 58, д).
Фалстем следует крепить таким образом, чтобы его можно
было при необходимости заменить. Этому условию полностью
удовлетворяет крепление болтами или винтами. Установка на
160
клею совершенно неприемлема; производить крепление ско-
бами не рекомендуется. Разумеется, крепления должны быть
водонепроницаемыми и уплотненными изнутри. Удовлетвори-
тельные результаты дает использование заделанных гаек.
Опыт показывает, что исключительно высокими достоин-
ствами обладают упругие резиновые накладки — бамперы.
Ведь повреждение судна, причиненное форштевнем неумело
управляемой шлюпки, может быть очень серьезным и нахо-
диться в полной диспропорции по отношению к размерам двух
столкнувшихся судов. Более того, если при столкновении борт
20-тонного судна может быть проломлен, то шлюпка лишь ри-
скует ободрать немного краски со своего и так уже облупив-
шегося форштевня. По мнению автора, следовало бы ввести
требование об обязательной установке бамперов на форштевни
всех судов, особенно мелких.
Мягкий бампер, установленный на форштевне, не обяза-
тельно должен быть дорогим или выглядеть неприглядно. По-
лая предохранительная накладка полукруглого сечения, уста-
навливаемая обычно на наружный привальный брус шлюпки,
будет вполне подходящей.
Не следует пренебрегать установкой бампера на прогулоч-
ном судне, хотя в этом случае он будет служить в основном
для защиты самого судна.
§ 11.3. Конструкция форштевня
Форштевень деревянного судна является основным конструк-
тивным элементом и обычно бывает весьма массивным. Он слу-
жит продолжением киля и представляет собой звено основной
продольной связи судна.
На формованном судне форштевень — это, как правило, со-
ставная часть обшивки. Однако поскольку форштевень имеет
жесткий угловой профиль, целесообразно превратить его, уве-
личив толщину, в прочную балку, имеющую конструктивную
ценность. Возможно, это более существенно для парусной яхты,
чем для моторного судна, так как ее форштевень должен вы-
держивать усилия, передаваемые носовым штагом. Кроме того,
форштевень моторного прогулочного судна часто бывает более
выпуклым и увеличить его толщину для повышения конструк-
тивной значимости не так-то просто.
Обычно толщина форштевня оказывается больше, чем ос-
тальной обшивки, поскольку он является местом, где армиру-
ющие компоненты из стекловолокна соединяются внахлестку.
Можно заранее наметить такое расположение этих соединений,
которое будет наиболее целесообразным для повышения проч-
ности конструкции. При использовании заполнителя форште-
вень легко изготовить в виде балки коробчатого сечения
161
с фланцами, только в этом случае сечение по форме окажется
ближе к остроконечному.
Форштевень не прогнется при первом же незначительном
столкновении, если укрепить его и превратить в рамную кон-
струкцию. Значительно дешевле увеличить прочность форш-
тевня в процессе формования, чем выполнять большой объем
работ по дополнительному формованию после повреждения
в результате даже среднего по силе удара.
Еще одно преимущество защиты форштевня накладкой со-
стоит в том, что закрывается линия формовочного стыка. Лю-
бая разъемная форма будет, конечно, раскрываться по линии
форштевня, и при этом на линии разъема остается весьма за-
метный, портящий внешний вид судна след, который не удается
устранить даже на судах самого высокого качества.
§ 11.4. Киповые планки
Направляющие для якорной цепи и швартовов следует разме-
щать на судне таким образом, чтобы защитить формованную
конструкцию и предотвратить соприкосновения цепей и тросов
с другими частями судна. Однако нередко снасти при опреде-
ленных их положениях (а в некоторых особенно неудачных
конструкциях при любых положениях) трутся не о металличе-
ские направляющие, а о планширь. На деревянном судне
с этим еще как-то можно мириться, поскольку оно, как пра-
вило, имеет вдоль планширя гораздо большую толщину кон-
струкции, чем требуется для обеспечения прочности. Если
снасть «пропилит» какую-то часть планширя, пока не ляжет,
как ей и положено, на направляющую, то это не создаст опас-
ности для судна. Такое место на судне легко заметить по сле-
дам повторной окраски или характерным углублениям.
Формованное судно является всего лишь оболочкой, доста-
точно тонкой, даже если она имеет подкрепления или увеличен-
ную толщину. Поэтому любое истирание или значительный из-
нос из-за непродуманного расположения направляющей может
привести к серьезным последствиям. Не следует недооценивать
опасности повреждений, которые может причинить трущаяся
о корпус судна якорная цепь или даже любая снасть. Неудачно
направленная цепь или снасть изуродуют кромку палубы и
легко протрут ее насквозь. Даже на крепких деревянных судах
якорная цепь, болтающаяся в клюзе при плохой погоде, может
«перепилить» планширь насквозь.
Швартовные киповые планки (носовые и кормовые) требу-
ется располагать так, чтобы устранить возможность соприкос-
новения пени или троса с формованной конструкцией. Для
этого можно использовать киповые планки с закраинами
(рис. 59). При отсутствии таких киповых планок необходимо
установить закраину в виде отдельной детали. Сделать это го-
162
раздо легче, чем отремонтировать поврежденную формованную
конструкцию, а внешний вид судна совершенно не обязательно
станет от этого хуже. Киповые планки должны надежно удер-
живать цепи и особенно тросы, чтобы они не выскочили и не
повредили формованную конструкцию. Только якорные цепи
направлены вниз. Швартовы могут идти вверх или назад,
Якорная цепь не всегда направлена вперед по отношению
к судну. Ветер, дующий против прилива, заставит судно дви-
гаться вперед, пройти над якорем и продолжать движение до
тех пор, пока якорная цепь не начнет тереться о корпус. Такая
Рис. 59. Устройство киповых планок: а — неудачная конструкция; при опре-
деленных углах трос соприкасается с корпусом и вызывает его износ; б —
киповая планка с закраиной, предотвращающей трение троса о корпус.
ситуация возникает очень часто, поскольку судно движется так,
как его гонит ветер, а не прилив. Если они направлены в про-
тивоположные стороны, то судно не стоит на якоре спокойно,
а рыскает в стороны и даже движется кругами. В таких усло-
виях якорная цепь может оказаться крепко зажатой под форш-
тевнем.
Киповая планка, установленная на верхней оконечности
форштевня, обеспечивает более свободное движение якорной
цепи, чем обычная носовая киповая планка (рис. 60). Неплохо
иметь киповую планку с роульсом, но стоит она дорого.- Для
небольшого прогулочного судна вполне приемлема грамотно
спроектированная киповая планка без роульса, которая проще
в изготовлении и дешевле. Кроме того, можно значительно со-
кратить расходы, если конструкция устанавливаемой на форш-
тевне киповой планки будет определена уже на стадии разра-
ботки. Это позволит спроектировать носовую часть так, чтобы
на нее можно было установить одну из стандартных киповых
планок, а не приобретать или заказывать специальную в соот-
ветствии с изготовленным форштевнем.
163
При проектировании судна следует предусматривать воз-
можность установки и остальных киповых планок в стандарт-
ном исполнении. Защитные накладки или киповые планки с за-
краинами повышают стоимость постройки (видимо, поэтому их
редко устанавливают даже при необходимости). Однако по-
требность в защите может быть в значительной степени сокра-
щена, если правильно определить размещение киповых планок
еще на стадии разработки судна.
Киповую планку следует крепить пропущенными насквозь
болтами. Действующие усилия должны быть направлены вниз,
но на практике они часто оказываются направленными вбок,
Рис. 60. Защита от износа, вызванного трением якорной цепи: а — стандарт-
ная носовая киповая планка, не защищающая корпус судна от трения якор-
ной цепью; б — киповая планка, установленная на вершине форштевня, прак-
тически исключает возможность соприкосновения якорной цепи с корпусом.
а иногда и вверх. Так, шпринг* всегда направлен назад, ио при
отливе или в случае стоянки у высокой стенки идет вверх под
довольно большим углом. Значительные по величине динамиче-
ские нагрузки могут возникнуть в киповой планке при прохож-
дении через нее сростеня троса, а также во время плохой по-
годы или речных паводков.
В киповой планке высокого качества трос соприкасается
с гладкой закругленной рабочей поверхностью при любом его
расположении. Очень немногие киповые планки отвечают этому
требованию, кроме больших тяжелых киповых планок с роуль-
сами. Большинство киповых планок устроено так, что измене-
ние направления любого троса (например, шпринга), проходя-
щего через них, происходит очень резко. При этом трос огибает
острую кромку, которая способна его перерезать. Преимуще-
ством такой конструкции можно считать лишь безусловную
гарантию того, что трос, проходящий через киповую планку,
лопнет раньше, чем она будет оторвана от судна.
* Носовой задний или кормовой передний швартов.— Прим, перед.
164
Палубу под киповой планкой нужно укрепить, чтобы она
всегда была прочнее киповой планки. В идеальном случае
трос или цепь должны лопнуть прежде, чем разрушится кипо-
вая планка. Однако такое условие выполнить трудно. Кроме
того, намного целесоообразнее иметь киповую планку таких
размеров, при которых через нее можно было бы пропустить
трос достаточно большого диаметра, например самый толстый
швартов. От киповой планки, которую теоретически невоз-
можно выломать, на практике мало проку, если она пригодна
лишь для троса небольшого диаметра.
§ 11.5. Клюз и цепная труба
Скольжение цепи, стального троса и даже троса из раститель-
ных или синтетических волокон по незащищенному клюзу вы-
зовет интенсивный износ клюза, вследствие чего формованная
конструкция в этом месте вскоре будет «распилена». Необхо-
димо- предусматривать в клюзе металлический вкладыш с за-
краиной достаточных размеров, поскольку цепь редко движется
ровно и прямо (см. рис. 60). Для того чтобы металлический
вкладыш не был вскоре протерт насквозь, он должен иметь
достаточную толщину и прочность.
В месте расположения клюза толщину конструкций корпуса
следует увеличить и дополнительно их укрепить, поскольку
действующие нагрузки могут быть здесь весьма значительными.
Тяжелый якорь и якорная цепь своей массой создают немалую
нагрузку. Кроме того, при широко практикуемой остановке
судна путем отдачи якоря с вытравливанием небольшой части
якорной цепи, а также заедании цепи при ее выбирании на
клюз действуют ударные нагрузки. К сожалению, стандартные
клюзы, предназначенные для судов, из стеклопластика, имеют
такие размеры, при которых увеличить в достаточной мере
толщину формованной конструкции в месте их установки или
использовать укрепляющую подкладку не представляется воз-
можным. А при установке на стеклопластиковые суда клюзов,
предназначенных для деревянных судов, требуется, наоборот,
чрезмерно увеличивать толщину.
Даже на самом небольшом прогулочном судне необходима
цепная труба, проходящая сквозь палубу. Существует много
стандартных типов подобной арматуры неплохого качества,
кроме того, цепную трубу следует прочно и надежно устано-
вить на судне. Заклинивание цепи в трубе чаще случается на
небольшом судне, поскольку наличие на крупных судах якор-
ных лебедок способствует выравниванию и выпрямлению пере-
гибов и перекручиваний цепи, а на небольших судах, где нет
лебедок, перекошенные участки якорной цепи перемещаются
при отдаче якоря вниз и образуют узлы. Внезапное заклинива-
ние в момент быстрого вытравливания якоря с цепью приводит
165
к возникновению ударной нагрузки на цепную трубу и приле-
гающий к ней участок палубы. Запутавшаяся узлом цепь легко
может вырвать цепную трубу, прикрепленную пропущенными
сквозь палубу болтами, вместе с куском палубы (рис. 61, а).
Цепную трубу необходимо крепить болтами, пропущенными не
только сквозь палубу, но и сквозь расположенный под ней мас-
сивный деревянный брусок, который целесообразно связать
конструктивно с палубными бимсами (рис. 61, б).
Износу от трения якорной цепи подвергаются не только
клюз или киповые планки и цепная труба, но и участок палубы
между клюзом (киповой планкой) и цепной трубой, а также
любые детали и предметы, о которые из-за неудовлетворитель-
ной конструкции судна или просто по недосмотру будет те-
реться якорная цепь. Если цепь будет тереться о поверхность
с предохраняющим от скольжения формованным рельефом, то
этот рельеф быстро выкрошится и сгладится. Такого износа
можно избежать, защитив соприкасающиеся с цепью части
судна деревянными накладками или металлическими пласти-
нами.
В настоящее время вместо якорной цепи предпочитают ис-
пользовать найлоновый трос. Однако, чем бы не заменяли
якорную цепь на судне, всегда следует предусматривать нали-
чие цепной трубы и цепного ящика.
§ 11.6. Буксирный рым
Усилия, действующие на фалинь шлюпки, привязанной у берега
реки с тихим течением, совсем не схожи с испытываемыми фа-
линем буксируемой шлюпки, полузатопленной и швыряемой из
стороны в сторону попутной волной. При постройке шлюпок
следует принимать во внимание оба эти случая.
Мелкие суда необходимо строить с буксирным рымом над-
лежащей прочности. Рост стоимости судна, связанный с уста-
новкой рыма повышенного качества, пренебрежимо мал по
166
сравнению с затратами на заделки повреждения в случае от-
рыва рыма или на спасение поврежденного судна. Американ-
ское общество по эксплуатации маломерных судов рекомендует,
чтобы буксирный рым небольшого прогулочного суднй выдер-
живал нагрузку, вдвое превышающую массу груженого судна.
Хотя такой подход может показаться излишне осторожным,
пренебрегать этой рекомендацией не следует.
Найти элемент арматуры, который отвечал бы приведенным
выше условиям, нетрудно. Но иногда забывают о том, что и
Рис. 62. Установка буксирного рыма на судне с однослойной обшивкой: а —
неудачная конструкция; рым крепится болтом прямо к обшивке без под-
кладки и не имеет буртика, гайка н& застопорена; б — рым-болт пропущен
через прокладку и обшивку увеличенной толщины, гайка зашплинтована для
предотвращения проворачивания болта; в — рым-болт пропущен сквозь фор-
мованную конструкцию с заделанным внутрь вкладышем и закреплен само-
стопорящейся гайкой; г — массивный буксирный рым, пригодный для боль-
ших судов, вытаскиваемых на берег; крепится через вкладыш, заделанный
в формованную конструкцию с развитым подкреплением.
сама конструкция судна должна обладать достаточной проч-
ностью, и в месте установки буксирного рыма ее необходимо
усилить (рис. 62). С целью обеспечения равномерного распре-
деления действующей нагрузки буксирный рым следует крепить
через массивную подкладку, а толщину формованной кон-
струкции в районе установки рыма увеличить не менее чем
в два раза. Рым должен быть высококачественным и абсо-
лютно пригодным к эксплуатации в морской среде. На уси-
ленно рекламируемых судах встречаются еще, к сожалению,
ярко блестящие буксирные рымы из плакированной стали, ко-
торые к концу первого же сезона эксплуатации покрываются
толстым слоем ржавчины.
Буксирный рым в виде болта с проушиной следует крепить
с помощью стопорной гайки или надежно фиксировать от
167
проворачивания под нагрузкой, например с помощью шплинта.
При натяжении трос скручивается. Повторяющееся скручива-
ние может ослабить крепление болта. Даже если такое ослаб-
ление не приведет к потере буксируемого судна,,оно вызовет
появление течи и увеличение отверстия. Целесообразнее ис-
пользовать в качестве буксирного рыма прикрепленную бол-
тами планку с обухом, а не болт с проушиной, поскольку
планка не проворачивается. Однако трудно подобрать стан-
дартную планку, которая подошла бы по форме для установки
на форштевень. Скорее всего, ее придется заказывать специ-
ально.
Рис. 63. Установка буксирного рыма на судне с двухслойной обшивкой: а —
неудачная конструкция; рым крепится только к одной оболочке; для под-
тяжки гайки или замены рыма потребуется вырезать часть обшивки; б —
крепление рыма к обеим оболочкам, пространство между которыми заполнено
несжимаемым вкладышем, втулкой или синтактным пенопластом; в — в месте
установки буксирного рыма внутренний слой обшивки притянут к наруж-
ному; рым пропущен сквозь оба слоя обшивки и крепится гайкой; г — планка
с обухом крепится болтами, пропущенными сквозь внешний слой обшивки
с увеличенной толщиной и ввернутыми в заделанные гайки.
На судне с двухслойной обшивкой буксирный рым нужно
крепить болтами, проходящими через оба ее слоя (рис. 63).
Для этого необходимо обеспечить соприкосновение слоев об-
шивки в месте установки рыма либо проложить между ними
вкладыш так, чтобы крепление не могло проломить оболочек,
образующих слои. Крепление буксирного рыма болтами, про-
пущенными только через один слой обшивки, следует признать
неудовлетворительным, поскольку для доступа к такому креп-
лению приходится вырезать часть одного из слоев обшивки.
А доступ время от времени бывает нужен, например для под-
тяжки крепления или замены рыма, и при упомянутом способе
крепления обойдется слишком дорого. Установка рыма с при-
менением заделанной гайки может дать положительный ре-
зультат только при надлежащей ее фиксации и герметизации
крепления. Лучше всего использовать самостопорящуюся гайку
надежной конструкции. Проникновение воды в пространство
168
между двумя слоями обшивки вследствие плохого уплотнения
соединения крайне нежелательно. В этом смысле планка с обу-
хом имеет преимущество: ее можно надежно прикрепить бол-
тами, вворачиваемыми в заделанные гайки, и она не будет
проворачиваться. В подобных случаях может оказаться оправ-
данной установка планки с обухом, изготовленной по специаль-
ному заказу в соответствии с формой форштевня.
Аналогичные вопросы приходится решать при наличии на
судне носового отсека плавучести, поскольку и здесь гайка бук-
сирного рыма не должна быть заделана внутри воздушного
ящика так, чтобы доступ к ней был невозможен.
Положение буксирного рыма нужно выбирать с учетом обес-
печения удобства буксировки. Обычно его размещают доста-
точно низко на форштевне, так что при буксировке нос судна
поднимается. Даже если судно никогда ие будет выходить
в море или идти на буксире, наличие расположенного снаружи
буксирного рыма позволит избежать истирания планширя при
нахождении судна у причала. Это утверждение справедливо
для самых малых судов, не имеющих палубы и надлежащего
ассортимента киповых планок.
Для более крупного судна или рабочего катера, используе-
мого вблизи открытого берега, необходим очень прочный бук-
сирный рым, поскольку такие суда со всем их грузом иногда
приходится втаскивать на берег лебедкой. Если море штормит,
то выполнить такую операцию аккуратно невозможно. Каждый
раз, когда откатывающаяся волна подхватывает судно, вся его
носовая часть испытывает очень высокую нагрузку. Вследствие
этого носовую часть необходимо сильно укрепить, при этом
укрепленный участок должен иметь значительную протяжен-
ность по направлению к корме и соединяться с другими проч-
ными элементами конструкции, в частности с килем. Киль де-
ревянных судов, приспособленных для вытаскивания на берег,
делают крепким и развитым. Буксирный трос на таких судах
крепится к рыму, установленному в носовой части киля. Фор-
мованное судно, приспособленное для вытаскивания на берег,
состоит из цельной оболочки. Киль такого судна (если он во-
обще предусмотрен) скорее всего представляет собой подкреп-
ленный полый выступ прямоугольного сечения. Следовательно,
в данном случае еще более необходимо рассредоточить усилие,
приложенное к буксирному рыму, на возможно большую пло-
щадь.
Буксирный рым рекомендуется устанавливать на всех мел-
ких катерах и небольших прогулочных судах, как моторных,
так и парусных, которые приспособлены для транспортировки
на автомобильных прицепах. Судно, имеющее прочный буксир-
ный рым, можно втащить на прицеп с твердого грунта с по-
мощью лебедки или даже вручную. Буксирный рым представ-
ляет собой прочную и удобную проушину, за которую можно
169
надежно принайтовать судно к прицепу, не опасаясь, что най-
тов может оставить потертости на планшире или палубе. Для
закрепления на прицепе кормовой части судна разумно уста-
навливать два рыма меньших размеров с каждой стороны
транца. Рымы можно объединить с ручками для подъема и пе-
реноса судна, поскольку часто бывает очень трудно схватиться
за гладкую и к тому же обычно мокрую блестящую поверх-
ность формованного корпуса. Американское общество по эксплу-
атации маломерных судов рекомендует устанавливать буксир-
ные кормовые рымы на всех мелких катерах и прогулочных
судах в качестве стандартного оборудования. Такими рымами
целесообразно оснащать и парусные суда.
Глава 12. БАЛЛАСТНЫЕ КИЛИ
§ 12.1. Наружный балластный киль
Балластный киль является одной из основных частей парус-
ного прогулочного судна. Судно оборудуют обычно наружным
килем, но используют также и внутренние кили, которые дают
иногда лучшие результаты.
Самый распространенный метод крепления киля — установка
его на болтах с наружной стороны. Этот традиционный метод
можно считать вполне разумным: он позволяет в большей сте-
пени сосредоточить массу в нижней части судна, чем любой
внутренний киль. Однако при таком методе установки киля на
формованное судно возникает ряд серьезных проблем, которые
не возникали при постройке деревянных судов.
Основная проблема •—пригонка. Обычное деревянное судно
строится, начиная с киля, поэтому киль всегда точно сопряга-
ется со всеми прилегающими к нему элементами, даже если его
форма или размеры не соответствуют заданным, поскольку вся
постройка ведется «вокруг киля». На судне, постройка которого
начинается не с закладки киля (такой метод получает распро-
странение), вследствие значительной толщины сопрягаемых
с ним частей корпуса легко добиться точного прилегания киля,
практически без ослабления корпуса судна, удалив некоторое
количество древесины.
Корпус стеклопластикового судна повторяет очертания
формы, в которой он был изготовлен. Следовательно, в этом
случае конфигурация киля должна соответствовать обводам
корпуса, а не наоборот, как в случае деревянного судна. При
этом киль необходимо изготовлять в таких же жестких допус-
ках, как и корпус. Киль к корпусу следует присоединять сразу-
после формования, чтобы корпус отверждался, опираясь на
170
киль. Если это невозможно, нужно закрепить корпус для пред-
отвращения деформаций, которые исказят размеры, получен-
ные с соблюдением жестких допусков.
Обычно при подгонке киля толщину деревянного корпуса
вполне допустимо уменьшить на 5—6 мм. Такое же уменьшение
толщины корпуса формованного судна небольших размеров
резко ослабит его конструкцию и даже в случае более крупного
судна ощутимо скажется на прочности. При удалении мате-
риала необходимо с избытком компенсировать уменьшение
прочности наформовкой дополнительных слоев изнутри.
Попытка с силой подогнать киль завышенных размеров при-
ведет лишь к разрушению корпуса. Изменить форму стального
киля в условиях обычной верфи для постройки мелких судов
невозможно, поэтому не следует приобретать киль больших, чем
нужно, размеров. Правда, киль из свинца можно подогнать за
счет некоторого уменьшения его массы. Следует иметь в виду,
что свинец, обладающий большей объемной массой, лучше под-
ходит для изготовления наружного киля, поскольку при этом
уменьшается масса балласта и улучшаются характеристики
судна. В тех случаях, когда вопрос стоимости имеет важное зна-
чение, следует предпочесть более простой и дешевый внутрен-
ний киль.
Точное расположение отверстий под болты в киле обеспе-
чить, пожалуй, еще труднее, чем изготовить точную отливку.
Однако на предприятии, выполняющем заказ по изготовлению
киля, должны стремиться разместить отверстия так, чтобы они
совпадали со шпангоутами. Отверстия в корпусе судна следует
сверлить на месте по отверстиям в киле. Если же отверстия про-
делать заранее, на стадии формования, то впоследствии, воз-
можно, придется заниматься сложной и трудоемкой работой по
изменению их положения.
Можно избежать необходимости выдерживать жесткие до-
пуски и облегчить и удешевить процесс изготовления киля, если
его конструкцию с самого начала разрабатывать с учетом осо-
бенностей формованного судна. Необходимо стараться делать
конструкцию максимально упрощенной, без углублений, высту-
пов или утолщений. Киль должен с одного конца устанавли-
ваться свободно во избежание заклинивания даже при завыше-
нии его размеров. При необходимости можно установить на
корпус вплотную к свободному концу киля деревянную или
формованную накладку. После установки накладке придается
требуемая форма в соответствии с фактической формой и раз-
мерами киля. Обработать изготовленную из дерева или отфор-
мованную в виде тонкостенной детали накладку до нужных раз-
меров не составит большого труда. Дерево вполне пригодно для
плавания в северных морях, но в тропических водах нужна на-
кладка, отформованная из стеклопластика или изготовленная
из другого материала, устойчивого против древоточцев.
171
В идеальном случае Литой киль должен прилегать настолько
плотно, чтобы между ним и сопрягаемой поверхностью корпуса
остался зазор не более 2 мм, заполняемый уплотнительным ма-
териалом. Если размеры киля меньше номинальных (это счи-
тается нормальным явлением), при его установке требуется за-
делывать зазоры. Однако при слишком толстом слое эластич-
ного уплотнительного материала киль может колебаться отно-
сительно корпуса. Для предотвращения этого слой эластичного
уплотнительного материала нужно делать тонким, а остальную
часть зазора заполнять жестким материалом (рис. 64). Размеры
Рис. 64. Установка подкладки и заделка киля: а — киль 1 заделан в кор-
пусе 4 путем наслоения стекломата 2 до получения нужной формы устано-
вочного места; после отверждения стекломат опиливается напильником и на
него устанавливается киль с применением уплотняющего состава 3; б — за-
зор больших размеров заполняется мокрым стекломатом 5 для получения
предварительной конфигурации посадочного места; после отверждения стекло-
мата на него снова наслаивают мокрый стекломат 6 для получения оконча-
тельной формы; в — если посадочные места киля и корпуса точно соответ-
ствуют один другому, киль можно установить на толстом слое уплотняющего
состава 7; г — прн необходимости выполнить заделку значительной толщины
используют деревянную плашку 8 и подкладку из мокрого стекломата или
уплотняющего состава 9, оставляя по краям выемки глубиной 10—15 мм, ко-
торые впоследствии заполняют шпаклевкой 10 на основе смолы.
киля можно предварительно увеличить почти до требуемых зна-
чений путем наформовки на него стекломата. После отвержде-
ния поверхность мата сглаживают опиловкой. Затем киль при-
тягивают к корпусу судна болтами, заполнив оставшийся зазор
уплотнительным материалом. Если зазор окажется слишком
большим, для его заполнения могут понадобиться куски де-
рева. Дерево необходимо защитить от возможного повреждения
древоточцами.
Можно получить некоторую экономию времени, если предва-
рительно стянуть корпус и киль через прослойку из мокрого
стекломата, чтобы придать стекломату форму, обеспечивающую
плотное прилегание. После схватывания стекломата киль нужно
снять, стекломат подрезать и опилить, проверить состояние
и форму его поверхности и в случае необходимости увеличить
толщину дальнейшей наформовкой материала. Следует обра-
щать особое внимание на те сопрягаемые поверхности, по ко-
торым происходит скольжение при установке и снятии киля,
172
например, на вертикальные кромки. На таких поверхностях
стекломат может собираться в складки и образовывать бугры.
Широко распространенный метод заделки киля с использо-
ванием в качестве уплотнительного материала мокрого стекло-
мата применять не рекомендуется. Под действием высокого дав-
ления, создаваемого затяжкой болтов, крепящих киль, и мас-
сой судна, смола выдавится из зазоров и в местах выступов ос-
танется почти сухое несжимаемое стекловолокно. Кроме того,
мокрое стекловолокно обладает плохой текучестью и при не-
ровной поверхности на ней останутся незаполненные проме-
жутки. Сухое, не пропитанное смолой стекловолокно легко под-
вергается разрушающему воздействию воды, приводящему
к загниванию и постепенному ослаблению соединений или по-
явлению течи.
Если по каким-либо причинам желательно выполнить за-
делку на смоляной основе, лучше использовать шпаклевку на
основе смолы или высокотиксотропную мастику. Они хорошо
растекаются, поскольку в отличие от стекломата не содержат
ограничивающих движение волокон стекла, и не образуют скла-
док или твердых выступов. Любой использованный для заделки
материал на основе смолы (например, мокрый стекломат, шпак-
левка или тиксотропная мастика), отверждаясь, становится
жестким и не обладает никакой податливостью. Некоторые спе-
циалисты утверждают, что киль следует крепить жестко, но
с этим трудно согласиться. При таком креплении самое незна-
чительное смещение киля впоследствии приведет к растрески-
ванию соединения. Помимо динамических нагрузок, действую-
щих при движении судна, возникают и термические напряже-
ния: температурное расширение стеклопластика в два раза
больше, чем стали. В холодную зиму уже одно это обстоя-
тельство приведет к растрескиванию жесткого соединения. Но
не должно быть и соединения стали со стеклопластиком вовсе
без заделки. Под действием высокого давления защитный деко-
ративный слой в таком соединении будет разрушен, в особен-
ности в местах неровностей на поверхности стальной детали,
или в стеклопластике возникнут предварительные напряжения.
Существенным с практической точки зрения недостатком,
связанным с заделкой киля при помощи мокрого стекломата,
шпаклевки или мастики на основе смолы, является ограничен-
ность времени их пригодности к использованию после приготов-
ления. Очевидно, что при заделке болты, крепящие киль, дол-
жны быть затянуты еще до отверждения смолы. Однако время,
необходимое на устранение непредвиденных мелких осложне-
ний, часто возникающих в процессе присоединения киля к кор-
пусу судна, выверки и регулировки их взаимного положения,
а также затяжки крепящих киль болтов, может превысить
время пригодности смолы к использованию. Если ее отвержде-
ние произойдет преждевременно, киль останется незаделанным
173
эластомеры, обладающие высокой
Рис. 65. Рекомендуемая минимальная
толщина корпуса в месте установки на-
ружного (а) и внутреннего (б) киля.
t — нормальная толщина оболочки киля.
и, скорее всего, не будет точно пригнан к корпусу. Вынужденная
поспешность при выполнении подобных работ высокой сложно-
сти бывает губительна. Поэтому необходимо, чтобы время при-
годности уплотнительных материалов было длительным.
Упругий уплотнительный материал не должен терять своей
эластичности с течением времени. Подверженные старению
шпаклевки в данном случае непригодны. Но и чрезмерно теку-
чие уплотнительные составы будут легко выжаты из зазоров.
Здесь нужны вещества с умеренной твердостью, скажем, по-
рядка 50 по Шору (шкала А). Практически это должны быть
способностью к упругой де-
формации и сжимаемостью.
Подходящими являются
эластомеры на основе по-
лисульфидов, силиконов и
полибутадиенов. Следует,
однако, иметь в виду, что
не все эластомеры на ос-
нове указанных соединений
будут пригодны и что мож-
но с успехом использовать
некоторые эластомеры на
основе других соединений.
Вместо упругих уплотняю-
щих составов иногда при-
меняют прокладки из не-
опреновой резины, но при
этом необходимо, чтобы за-
зор между килем и корпусом был везде строго одинаковым.
Все упомянутые уплотнительные материалы являются дорого-
стоящими, но зато гарантируют высокое качество и надежность
уплотнения.
Снаружи соединения можно отделать шпаклевкой на основе
смолы. Это позволит скрыть погрешности отливки киля и под-
гонки его к корпусу. На быстроходном судне следует загладить
любые неровности не только в месте соединения киля с корпу-
сом, но и в самом киле и во всех соединительных деталях. Это
необходимо для обеспечения плавного обтекания подводной ча-
сти судна. Поверхность балластного киля можно покрыть шпак-
левкой для устранения шероховатости отливки. Разумеется,
стальной киль и все стальные детали должны быть оцинко-
ваны или подвергнуты иной антикоррозионной обработке. Не-
обходимость очистки ржавых килей не способствует сокраще-
нию объема профилактического обслуживания.
Сквозные отверстия в киле из стеклопластика толщиной
25 мм и более просверлить обычным сверлом нелегко. Для этой
цели можно использовать специальные сверла с наконечниками
из твердых сплавов. Если положение болтов точно определено
174
заранее, то надобность в сверлении отпадает. В этом случае
достаточно установить в форму деревянные пробки, которые
после формования корпуса извлекаются вместе с ним и затем
легко выбиваются или высверливаются, после чего остаются чи-
стые, не требующие дополнительной обработки отверстия.
Необходимо, чтобы корпус в месте установки балластного
киля был достаточно прочным. Толщина обшивки корпуса дол-
жна не менее чем вдвое превышать толщину обшивки днища.
Такую же повышенную толщину следует сохранить на днище
и бортах на расстоянии не менее половины ширины киля от ме-
Рис. 66. Крепление киля болтами: а — болты, крепящие киль, пропущены че-
рез шпангоуты, которые можно отформовать с местным увеличением ширины;
б — аналогичное крепление плавникового киля.
ста его установки, только затем толщину обшивки можно
плавно уменьшить до номинальной (рис. 65). Под болты, кре-
пящие киль, нужно подложить шайбы достаточно большого диа-
метра или, что лучше, широкие планки. Болты необходимо рас-
полагать вблизи шпангоутов или пропускать через отформован-
ные на них уширения (рис. 66). Заполнитель в шпангоутах
должен быть в этих местах несжимаемым.
§ 12.2. Болты для крепления киля
Следует предусмотреть возможность замены болтов, крепящих
балластный киль. Если позволяют средства, лучше всего ис-
пользовать болты из нержавеющей стали или монеля *. Но
* Коррозионно-стойкий сплав меди (до 34%) и никеля (до 63%) с добав-
ками железа, алюминия, кобальта, кремния и углерода. Один из отечествен-
ных аналогов — сплав НМ70-29.— Прим, перев.
175
даже нержавеющая сталь может подвергаться коррозии,
а кроме того, детали судового оборудования зачастую изготов-
ляют из нержавеющей стали низкого качества, предрасполо-
женной к щелевой коррозии. Находящиеся внутри формованные
конструкции не должны препятствовать доступу к болтам
с целью замены, периодического осмотра их состояния и под-
тяжки. Если выполнить эти операции невозможно без демон-
тажа двигателя или топливных баков, то в этом случае, разу-
меется, осмотр болтов становится весьма трудоемким и дорого-
стоящим и будет производиться гораздо реже, чем требуется.
Болты можно слегка заформовать так, чтобы при необходи-
мости пластик с них можно было легко срезать. Такую зафор-
мовку не следует рассматривать как надежное уплотнение, по-
скольку после удаления она вряд ли будет восстановлена.
Лучше всего, если болты, крепящие киль, будут хорошо видны.
Наформовка стеклопластика затрудняет обследование состоя-
ния болтов, являющихся весьма ответственными деталями.
§ 12.3. Внутренний балластный киль
На формованном судне внутренний балластный киль установить
гораздо проще, чем наружный. Однако никакой внутренний
киль не может иметь такую компактную конструкцию или быть
настолько опущен вниз, как наружный. Но меньшая стоимость,
простота устройства и ряд других преимуществ являются вес-
кими доводами в пользу установки внутреннего киля, а в слу-
чае удачно разработанной конструкции можно свести его недо-
статки к минимуму. Кроме того, конструкцию этого киля не-
сложно усовершенствовать в процессе производства.
Внутренний балластный киль не следует путать с располо-
женным внутри балластом. На судах, построенных в традици-
онном стиле, имеется деревянный киль для сопротивления
дрейфу, а в трюме — балласт в виде нескольких стальных или
свинцовых болванок, старых колосниковых решеток, камней или
цемента. Такой балласт, как правило, плохо закреплен и рас-
положен слишком высоко. Но он используется только на тяже-
лых судах (например, рыболовных) с низким отношением массы
балласта к общей массе судна, для которых ходовые качества
не являются самыми важными, в то время как основное досто-
инство яхт заключается в легкости их хода и высокой манев-
ренности.
В отличие от балласта внутренний балластный киль на фор-
мованных судах представляет собой в основном полое ребро,
заполненное балластным материалом, опущенным гораздо ниже
«классического» балласта в трюме, т. е. находящимся примерно
на том же уровне, на котором должен располагаться наружный
балластный киль. Внутренний балластный киль обеспечивает
такое же высокое значение отношения массы балласта к общей
176
массе судна, как и наружный. Вместе с тем он оказывает со-
противление дрейфу, так как имеет форму опущенного вниз
ребра. Очень важно, что балласт в киле прочно и надежно за-
креплен, поскольку известны случаи, когда на застигнутом
шквалом судне образующие балласт болванки пробивали па-
лубу и вылетали за борт.
Общее устройство внутреннего балластного киля показано
на рис. 67. Внутренняя полость формованной обшивки 1 запол-
нена кусками свинца или металлолома, залитыми бетоном или
смолой 2, и заделана сверху путем заформовки 3. Формованная
обшивка заканчивается не над килем, а у его конца, образуя
полый выступ. По форме этот выступ
обычно схож с наружным килем. Прост-
ранство внутри него заполняется балла-
стом. Таким образом, киль образует еди-
ное целое с формованной конструкцией
корпуса. Балласт, которым заполняется
киль, стоит значительно дешевле изго-
товляемой с жесткими допусками отлив-
ки для наружного киля. Этот балласт
может быть цельной деталью, но чаще
всего он состоит из металлолома, отхо-
дов штамповочного производства, дро-
би, соединений бария и других компакт-
ных и тяжелых предметов. Изготовлять
металлическую отливку по месту нельзя,
Рис. 67. Устройство
внутреннего кнля.
так как тепло разрушит стеклопластико-
вую оболочку. Обычно отдельные куски металла скрепляются
вместе цементным раствором или смолой. Такую смесь можно
приготовить предварительно и потом заполнить ею полость киля
или же заложить куски балласта в киль и затем залить связую-
щим веществом. Первый способ предпочтительнее, поскольку
вязкое связующее может не проникнуть до дна или не про-
питать весь балласт.
Если связующим служит смола, то при отверждении вслед-
ствие значительного выделения тепла стеклопластик может
быть поврежден или залитая масса потрескается. Такое свя-
зующее нужно вводить небольшими порциями. Связующее сле-
дует приготовлять с использованием не обычно применяемых
при формовании смол, а смол низкореактивных. Для снижения
тепловыделения количество вводимого в смолы отвердителя не-
обходимо сокращать до, минимума. Поскольку в данном случае
характер протекания процесса отверждения не столь важен,
можно менять соотношение компонентов связующего в более
широких пределах; чем при формовании конструкций из стек-
лопластика. Одним из веществ, которые замедляют процесс от-
верждения и уменьшают тепловыделение, является вода. Су-
ществуют смолы, растворяющиеся в воде.
177
В качестве балласта мог бы послужить только один бетон,
но он слишком легок по сравнению с металлом (впрочем, и ме-
талл в виде отдельных кусков также гораздо легче металличе-
ского монолита). Оптимальные результаты дает использование
бетона с добавками, повышающими объемную массу всей ком-
позиции. Добавлять в бетон лучше металлы или соединения
бария, а не камень или песок. Бетон должен быть водостой-ким
и густым, с высоким содержанием цемента, тщательно уплот-
ненным, так как воздушные полости в нем являются «отрица-
тельным» балластом.
Использовать в качестве балласта свободно уложенные не-
связанные элементы не рекомендуется. Мелкие частицы в этом
случае просто выпадут, если киль будет слегка поврежден.
(Одно судно потеряло половину содержимого балластного киля,
а владелец это даже не сразу заметил.) Свободно расположен-
ные части балласта утрясаются, и образуются пустоты. Если
внутрь киля проникнет вода, сталь начнет ржаветь, и хотя тео-
ретически масса при этом не уменьшится, ржавая вода, выте-
кающая из киля, постепенно будет уносить с собой балласт.
Ржавеющий металл увеличивается в объеме, что может вызвать
возникновение значительного давления. Точные значения его
пока неизвестны.
Кроме того, незакрепленные части балласта при движении
судна будут перемещаться и производить шум. Более крупные
из них станут ударяться о стенки киля, что повлечет за собой
износ стеклопластиковой оболочки. Поскольку заполненная бал-
ластом внутренняя полость киля обычно заделывается, произ-
вести осмотр ее не представляется возможным. Даже когда эта
полость не заделана, проникнуть в нее очень трудно. Если же
балласт скреплен связующим в единый монолит, то перемеще-
ние его частей исключается. Ржавчина может образовываться
только на поверхности металла, и балласт не будет вымыт из
полости киля и не выпадет из нее.
Цемент вызывает некоторую коррозию стали, особенно мел-
ких кусков. Но более существенно то, что в присутствии влаги
цемент разрушающе воздействует на стекловолокно. А влага
в полость киля может попасть вследствие течи или при заливке
бетона. Цемент с высоким содержанием глинозема не оказы-
вает вредного влияния на стекловолокно. Недостатком бетона
на основе этого цемента является быстрое схватывание.
Бетон содержит много воды. Если балласт после заливки
бетона сверху заформовать (как обычно и делается), особенно
вскоре после заливки бетона, то в полости киля задержится
большое количество избыточной влаги. Поскольку эта влага
обладает щелочными свойствами, при длительном Контакте со
стеклопластиком она окажет на него вредное воздействие.
Лучше оставить залитый бетоном балласт открытым сверху,
чтобы бетон мог постепенно высыхать в течение многих лет.
178
Если поверхность бетона загладить и окрасить, он вообще не
будет заметен, но может впоследствии потрескаться вдоль кро-
мок. Трещины следует заделать мастикой. Необходимо при-
нять меры по предотвращению выпадения забетонированного
балласта (из-за нарушения сцепления его со стенками киля),
возможного, например, в той исключительной ситуации, когда
судно перевернется кверху килем.
После установки в полость киля крупногабаритных отливок,
выполненных за одно целое или расчлененных на отдельные
блоки, необходимо заделать все зазоры. Точная пригонка при
этом невозможна и нежелательна. Части балласта ни в коем
случае не должны устанавливаться на место с силой или закли-
ниваться под действием собственной тяжести. Для заделки за-
зоров может послужить цемент или смола. Лучше использовать
не полиэфирную, а эпоксидную смолу, обладающую более вы-
сокими адгезионными свойствами.
Очень важно, чтобы балласт был прочно скреплен со стек-
лопластиковой оболочкой. В таком случае балласт укрепляет
киль и устраняется опасность перемещений балласта, внутрен-
него износа оболочки и нанесения по ней ударов. Между обо-
лочкой и балластом не будет пустот, которые могли бы запол-
ниться водой и стать источником скрытых очагов загнивания,
а также причиной повреждений, возникающих при замерзании
воды в этих пустотах зимой.
Наружный балластный киль из стали почти невозможно по-
вредить, он является превосходным тараном. С таким килем
судно может сесть на грунт, при этом киль будет разбивать
камни, как тяжелый молот. Более слабая стеклопластиковая
оболочка внутреннего балластного киля с ее легко уязвимым
наружным декоративным слоем подвергается таким же ударам,
дробящим и истирающим воздействиям. В отличие от стали
стеклопластик легко разбивается от ударов, растрескивается
при задевании о камни, изнашивается вследствие истирания.
Внутренний балластный киль является основной частью судна,
и замена его невозможна. Поэтому стеклопластиковую оболочку
в передней и нижней частях внутреннего киля нужно защитить
легко заменяемыми металлическими или деревянными наклад-
ками. Необходимо, чтобы соединения в диаметральной пло-
скости также были достаточно прочными и надежными. Следует
помнить, что после укладки балласта доступ к ним становится
невозможным. Известны случаи, когда из-за недостаточной
прочности этих соединений суда раскалывались вдоль, обычно
после сильных ударов волн. Выполнить удовлетворительный по
качеству ремонт такого повреждения очень трудно.
Помимо экономии денежных средств за счет меньшей стои-
мости материалов и выполнения работ по укладке и заливке
балласта на месте (вместо изготовления точной отливки) при-
менение внутреннего киля сулит и иные выгоды. Исключаются
179
затраты на приобретение болтов для крепления киля и устра-
няются сложности, связанные с необходимостью их установки,
затяжки, контроля и поддержания в должном состоянии соеди-
нения киля с корпусом, что обычно является источником забот
в течение всего срока службы судна. Устранение этих забот —
важный вклад в дело достижения минимального объема профи-
лактического технического обслуживания. При наличии внут-
реннего балластного киля не требуется обеспечивать ни допол-
нительную толщину, ни опорную поверхность, необходимые для
прочного и надежного соединения с корпусом наружного киля.
Эти преимущества с лихвой перекрывают затраты на формова-
ние дополнительной части поверхности, образующей полость,
в которой размещается балласт. При этом масса балласта рас-
пределяется равномерно, а не передается сосредоточенно через
крепящие киль болты. Вместе с тем формование глубокого вы-
ступа — дело непростое: может потребоваться изготовление кор-
пуса из двух половин.
Формование внутреннего балластного киля осуществляется
по месту, поэтому нет необходимости в изготовлении отдельных
шаблонов высокой точности с тщательно рассчитанными при-
пусками на усадку. Металлолом и цемент недороги, при их ис-
пользовании не требуется нагревания. Практически такой киль
несложно изготовить в «домашних» условиях, что очень важно
для судостроителя-любителя. В качестве балласта можно ис-
пользовать находящиеся под рукой материалы.
Для изготовления внутреннего балластного киля требуется
менее сложное оборудование. Подъем и опускание судна на на-
ружный киль или подъем и установка такого киля на место
с использованием домкратов требуется производить с большой
точностью и аккуратностью. Это очень трудные операции, в ходе
которых приходится внимательно и с большими предосторож-
ностями манипулировать тяжелыми предметами. С любой же
частью закладываемого в киль балласта может легко упра-
виться один человек.
Однако если отформованный корпус еще предстоит извле-
кать из формы или перемещать с места на место, то, разуме-
ется, лучше отложить окончание изготовления киля на более
позднюю стадию оснащения.
Согласно Правилам Регистра Ллойда, толщина обшивки кор-
пуса в месте расположения внутреннего балластного киля дол-
жна вдвое превышать толщину оболочки этого киля. Такое же
увеличение толщины обшивки требуется обеспечивать на бортах
на расстоянии от киля не менее половины его ширины. Затем
толщина обшивки должна плавно уменьшаться до номиналь-
ного значения (см. рис. 65). Эти правила предписывают также,
чтобы минимальная ширина киля (складывающаяся из ширины
полости и толщины стенок выступа) была не менее 380 и 830 мм
при наибольшей длине судна соответственно 6 и 24 м. Для про-
180
межуточных размеров соотношения будут пропорциональными.
Практика показывает, что для высоких и узких килей целесо-
образно выдержать увеличенную толщину бортов на большем,
чем рекомендуют Правила Регистра Ллойда, расстоянии.
Шпангоуты должны доходить до самого низа киля и служить
ему опорой (рис. 68). Для придания корпусу 4 прочности, до-
статочной для восприятия нагрузки, передаваемой килем 1,
шпангоуты 2 следует продолжить до нижней части киля, а по-
верх них наформовать уплотнительную накладку 3. Перемычки
в виде флоров 5, которые легко отформовать, подложив плос-
кую опору, будут весьма полезными конструктивными элемен-
тами, связывающими боковые части килевого выступа. Эти
флоры должны иметь широкие вырезы 6. Это позволит сделать
киль сплошным и тем самым уменьшить количество легкого
стеклопластика в нижней части судна. Заполнитель балок шпан-
гоутов в зоне киля должен быть изготовлен из сплошного ме-
талла. Почему же, собственно, следует так заботиться о том,
чтобы внутри киля не было частей малой объемной массы? Дело
в том, что при этом попусту теряется пространство, необходи-
мое для размещения балласта. Заполнители шпангоутов очень
удобно изготовлять из свинцовых полос: они легко изгибаются
и их можно собирать в пакеты нужной толщины.
Пространство внутри киля, не занятое балластом, целесооб-
разно использовать для хранения и установки тяжелого обору-
дования, например цепей, баков для топлива, масла и воды.
Двигатели, хотя они и обладают большой массой, здесь уста-
навливать не следует, поскольку вокруг необходимо оставлять
много свободного места для доступа к ним. Часто пустые прост-
ранства закрывают перегородками с целью образования удоб-
181
ных гладких трюмов и предотвращения попадания воды в по-
лости, откуда ее невозможно выкачать. Достаточно прочные пе-
регородки позволяют получить добротную коробчатую балку.
Но легкая облицовка придает немного прочности, кроме того,
трюмная вода часто просачивается через нее, скапливается
в нижней части выступа и загнивает там.
§ 12.4. Сдвоенные кили
Принципы устройства килей остаются неизменными независимо
от их числа. Но недостатком многих двухкилевых судов явля-
ется низкая прочность корпуса. Корпус должен быть хорошо
подкреплен поперечными связями, соединяющими кили. Мест-
ного подкрепления вокруг килей недостаточно, следует подкре-
пить все днище целиком. Большая часть перемещений киля
бывает вызвана гибкостью корпуса, а не самих килей. Даже не-
значительная гибкость здесь крайне опасна и ведет к разруше-
нию, вызываемому воздействием усталостных нагрузок. Опас-
ные участки с резкой концентрацией напряжений возникают от
самых незначительных, казалось бы, причин. В результате проч-
ность этих участков быстро падает, происходит растрескивание
обшивки и корпус буквально разваливается на части. Все это,
разумеется, совершается под водбй. Подобные случаи проис-
ходят в течение каждого сезона.
§ 12.5. Плавниковые кили
Плавниковый киль легче устанавливать, при этом исчезает не-
обходимость в жестких допусках. Фланец плавникового киля
проще просверлить, поэтому положение болтов, крепящих киль,
становится несущественным (см. рис. 66). Корпус в районе рас-
положения киля необходимо укрепить, толщину обшивки сле-
дует увеличить как минимум вдвое по сравнению с остальной
частью днища. Обеспечивающие жесткость поперечные связи
должны иметь достаточную ширину. Обычно в днище заформо-
вываются массивные вкладыши или металлические плиты, ко-
торые служат опорой для фланца киля. Если киль делается лег-
косъемным (на случай транспортировки), то болты не следует
пропускать через корпус насквозь, чтобы избежать необходи-
мости каждый раз заново выполнять уплотнение. Наиболее ра-
ционально в этом случае сделать резьбовые отверстия в зафор-
мованной металлической пластине.
Плавниковые кили устанавливаются на последних этапах
оснащения судна. Корпус необходимо при этом обеспечить на-
дежной опорой. Попытка с силой подогнать деформированный
корпус к жесткому, лишенному податливости килю приведет
к появлению в корпусе предварительных напряжений и ослаб-
лению его. Перед установкой плавникового киля необходимо
проверить правильность его формы.
182
Глава 13. НЕБАЛЛАСТНЫЕ КИЛИ
§ 13.1. Скуловые кили
Кили как скуловые, так и центральный обеспечивают защиту
корпуса от интенсивного износа под действием массы судна
и его груза. Проблема защиты от износа не является новой, от-
носящейся лишь к формованным судам. Она существует и для
деревянных судов, но даже на шлюпке можно допустить сна-
шивание деревянного киля на 25—50 мм, прежде чем под угро-
зой окажется какая-либо важная деталь. Кроме того, такой киль
почти всегда бывает защищен латунной полосой. Что же каса-
ется стеклопластиковой шлюпки, то для нее допустимый износ
составляет лишь около 3 мм. Даже на большом судне он не
превышает 12 мм. Более того, изнашиваться будет сама об-
шивка корпуса. При этом уменьшение ее прочности достигнет
опасного уровня задолго до того, как она протрется насквозь.
Защита скуловых килей металлическими накладками применя-
ется даже на очень прочно построенных деревянных судах. Та-
кая мера еще более необходима для формованного судна, так
как любая потеря материала вследствие износа скажется на
его прочности весьма ощутимо.
Шлюпку следует оборудовать хорошими скуловыми килями,
центральным деревянным килем или скегом в кормовой части,
поскольку для перемещения шлюпки чаще всего поднимают нос
и тянут ее, волоча корму.
Дерево стоит недорого и обеспечивает надежную защиту по
толщине, но его следует считать расходуемым материалом, так
как оно непременно будет изнашиваться. Крепить деревянные
части необходимо так, чтобы в случае износа можно было легко
заменить их новыми. Защиту деревянного центрального киля
и скуловых килей латунной полосой (как это делается обычно
на деревянных судах) нужно признать вполне разумным меро-
приятием. Для этой цели используют также литые накладки
и прессованные полосы из алюминиевых сплавов, но они обла-
дают недостаточной твердостью в условиях интенсивного исти-
рания. Накладки должны обладать стойкостью в морских ус-
ловиях. Для них пригодны также жесткий поливинилхлорид,
найлон и другие пластические материалы.
Часто скуловые кили отформовывают в виде выпуклостей
в корпусе (рис. 69). В принципе, подобное решение можно счи-
тать приемлемым, если выпуклости сделать значительно толще
остальной части обшивки, обеспечив достаточный запас на из-
нос, и окантовать латунной полосой для сведения этого износа
к минимуму. Конструкция скулового киля в виде незащищен-
ного выступа такой же толщины, как и остальная обшивка, яв-
ляется совершенно неудовлетворительной. Такой киль очень
быстро износится, в некоторы-х местах протрется насквозь,
183
а в остальных приведет к значительному ослаблению кон-
струкции.
Вместо латунной полосы для защиты киля можно исполь-
зовать накладку из очень твердой пластмассы. На некоторых
катерах, разработанных и построенных под руководством ав-
тора, скуловые кили снабжались очень твердыми износостой-
кими накладками, изготовленными путем укладки слоя специ-
альной шпаклевки на основе стекловолокна и смолы внутрь
килей в процессе их формования перед нанесением защитного
декоративного слоя. Эта шпаклевка содержит в большом коли-
честве добавки очень твердых наполнителей, например кварца,
Рис. 69. Варианты конструкции формованных скуловых килей: а — скуловой
киль без увеличения толщины оболочки, защищенный латунной полосой; та-
кая конструкция допустима лишь для самых дешевых шлюпок; б — формо-
ванный скуловой киль с достаточным утолщением оболочки, защищенный ла-
тунной полосой; в — твердая, устойчивая против истирания накладка из шпа-
клевки на основе смолы и стекла, заформованная в выступ скулового киля
с утолщенной оболочкой.
молотого шифера или карборунда. Покрытая такой шпаклевкой
поверхность похожа на шлифовальный круг. В этом случае кили
также отформовывались со значительным утолщением, которое
служило еще и для повышения продольной жесткости корпуса.
На головном образце после нескольких лет эксплуатации в тя-
желых условиях изготовленные подобным образом кили почти
не износились. Одним из достоинств описанного метода защиты
килей является отсутствие опасности появления электролитиче-
ской коррозии, которая может возникнуть при установке на
кили металлических накладок.
§ 13.2. Крепление скуловых килей
Неудовлетворительное крепление скуловых килей является од-
ной из наиболее распространенных причин появления течи, до-
ставляющей немало неприятностей. Но их можно легко избе-
жать. Течь возникает из-за того, что кили не заделываются
должным образом и вода начинает просачиваться вдоль шуру-
пов, когда дерево снашивается и крепление ослабевает. Это
184
случается особенно часто, если кили крепятся шурупами или
заклепками, проходящими прямо через обшивку корпуса (рис.
70). Зачастую течь в таких местах возникает и на совершенно
новых судах с незаделанными скуловыми килями из дерева за-
долго до того, как они износятся или их крепление ослабнет.
Правильный метод крепления предусматривает заделку ки-
лей с использованием эластичного уплотнительного материала,
более упругого, чем мокрый стекломат. Со стороны внутренней
поверхности обшивки детали крепления следует либо покрывать
уплотнительным материалом, либо пропускать через находя-
щуюся с внутренней стороны обшивки надежно заделанную де-
ревянную или металлическую планку. Шурупы или заклепки,
крепящие скуловой киль и проходящие насквозь через обшивку
Рис. 70. Крепление скуловых килей: а — неудачная конструкция; крепление
скулового киля шурупами изнутри часто бывает причиной течи; б — скуловой
киль заделан и крепится болтами через проложенную изнутри подкладку, ко-
торая может быть заделана или оставлена открытой; в — скуловой киль кре-
пится болтами, гайки заделаны с внутренней стороны.
корпуса, не только ослабнут с износом киля, но и «разрабо-
тают» отверстие в обшивке, что приведет к увеличению течи
и дальнейшему ослаблению крепления. Шуруп должен обяза-
тельно проходить через подложенную с внутренней стороны
планку^ это предотвратит разработку отверстия в обшивке кор-
пуса и возможность выдергивания из нее винта. Установки од-
них только шайб будет недостаточно, поскольку они не препят-
ствуют боковым перемещениям, вызывающим увеличение диа-
метра отверстия.
На более крупных судах (катерах, рыболовных ботах и др.)
болты, крепящие скуловые кили, должны проходить сквозь
стрингеры, фундаменты двигателей или длинные массивные про-
дольные прокладки, а не только сквозь обшивку корпуса, даже
утолщенную. Если тяжелое судно ударится о грунт скуловым
килем, то неподкрепленный изнутри корпус может деформиро-
ваться. Удары о грунт могут привести даже к тому, что скуло-
вой киль проломит днище и провалится внутрь корпуса. Кре-
пежные детали, стрингеры и подкладки должны быть прифор-
мованы к внутренней стороне обшивки, чтобы судно с большей
вероятностью осталось бы на плаву, даже если при резком
ударе о грунт скуловой киль оторвется.
Силы, действующие на скуловые кили, не следует недооце-
нивать, так как кили подвергаются большому количеству
185
неблагоприятных воздействий. Нагрузки, приходящиеся на кре-
пежные детали, бывают особенно интенсивными, когда скуло-
вые кили делаются высокими и используются в качестве захва-
тов при переноске шлюпки по палубе. За высокий скуловой
киль с прорезями для захвата рукой очень удобно держать
шлюпку на палубе испытывающего качку судна. Но если один
из переносящих шлюпку людей оступится, то крепления киля
смогут испытать рывок, сила которого в два раза превысит
массу оступившегося человека. Нагрузки, действующие в этот
момент на крепежные детали и формованную обшивку, будут
чрезвычайно высокими, вполне достаточными, чтобы оторвать
любую непрочно присоединенную часть или повредить легкий,
лишенный подкреплений корпус. При наличии высоких скуло-
вых килей подобного типа необходимо усилить прочность кор-
пуса путем увеличения толщины оболочки. Скуловые кили при
установке следует крепить проходящими насквозь болтами,
подложив с внутренней стороны обшивки достаточно толстую
и широкую рейку.
§ 13.3. Защита от древоточцев
В тропических водах древоточцы могут очень быстро распра-
виться с деревянными килями. Срок службы формованных ки-
лей в этих условиях может быть значительно большим. При
этом еще более важно, чтобы они не являлись простыми высту-
пами в корпусе, отформованными без увеличения толщины об-
шивки.
Деревянные кили, облицованные слоем стеклоткани или стек-
ломата, станут недоступными для древоточцев, до тех пор пока
в облицовке не появится сквозной дефект. Применять облицовку
наиболее целесообразно в тех случаях, когда деревянные ску-
ловые кили уже установлены на судне. Такие суда либо экс-
плуатировались прежде в умеренных широтах, либо экспор-
теры не учли местных условий. Облицованный киль следует
защитить металлической накладкой, которая позволит увели-
чить срок его службы. Это особенно важно для более крупных
судов, так как при касании грунта килем происходит интенсив-
ный износ, а подчас и разрушение незащищенной облицовки.
Кили можно отформовать в виде отдельных деталей и затем
приформовать или прикрепить болтами к корпусу. Полые кили
могут быть раздавлены, поэтому лучше делать их сплошными.
Как уже упоминалось, внутренняя часть килей может быть де-
ревянной, но их можно заполнить и шпаклевкой на основе стек-
ловолокна и смолы, синтактным пенопластом, цементом, метал-
лической трубой или каким-либо другим материалом. Увели-
чение массы подводной части корпуса более крупных судов не
вызывает ухудшения эксплуатационных характеристик и может
186
быть даже благоприятным. Повреждение киля при посадке на
грунт легкого или небольшого судна менее вероятно.
При отсутствии технических возможностей для формования
или облицовки установленных ранее на судне деревянных ску-
ловых килей их придется заменять на новые через непродолжи-
тельные промежутки времени. В этом случае необходимо обра-
тить особое внимание на метод крепления. Крепление должно
легко разбираться и собираться, замена килей не должна вызы-
вать затруднений; крепления изнутри необходимо заделывать,
поскольку как только древоточцы принимаются за работу, креп-
ление ослабевает. Если дерево пропитать креозотом или иными
консервирующими веществами, аппетит древоточцев будет ис-
порчен, но пропитку следует производить лишь в том случае,
когда поверхность дерева ничем не защищена. Дерево, имею-
щее контакт со связующим, нельзя пропитывать консервирую-
щими составами (см. гл. 2).
Размеры планок для килей невелики, поэтому целесообразно
использовать для их изготовления дорогие сорта древесины, об-
ладающие достаточно высокой стойкостью против древоточцев.
Большинство таких сортов древесины в общем судостроении не
используется, поскольку они трудно обрабатываются, не дер-
жат крепежных деталей или обладают повышенной хрупкостью.
Но для таких простых конструктивных элементов, как скуловые
кили и фальшкили со сквозными отверстиями для креплений,
эти недостатки имеют второстепенное значение.
Глава 14. ШВЕРТЫ, РУЛИ И ИХ АРМАТУРА
§ 14.1. Швертовый колодец
В идеале швертовый колодец должен быть выполнен за одно
целое с корпусом, но это возможно далеко не всегда. Сложно
изготовить основную форму так, чтобы с ее помощью можно
было отформовать не только сам корпус судна, но и глубокий
и узкий полый выступ с параллельными стенками в нижней
части корпуса. Обычно швертовый колодец формуют отдельно
и затем присоединяют к корпусу. Следует учитывать, что чем
сложнее форма, тем труднее извлечь из нее готовую конструк-
цию. А корпус судна с отформованным за одно целое шверто-
вым колодцем извлечь из формы весьма нелегко. Кроме того,
такая форма скорее изнашивается, увеличивается риск ее по-
вреждения и возрастает объем работ по ремонту формы после
изготовления и извлечения каждой конструкции. Простые
формы лучше во всех отношениях и именно их следует при-
менять судостроителям-любителям.
187
Швертовый колодец должен представлять собой глубокую
и настолько узкую конструкцию, что внутрь ее невозможно
проникнуть; поэтому в данном случае форма в виде матрицы
не подходит. Но и форма в виде пуансона тоже не годится:
швертовый колодец слишком глубок и прямолинеен, чтобы его
можно было достаточно легко снять с пуансона. Наиболее
просто отформовать швертовый колодец из двух половин.
Если стенки колодца параллельны, следует изготовить шаб-
лон требуемой конфигурации толщиной I, равной половине
Рис. 71. Формование швертового колодца с использованием пуансона: а —
шаблон из древесно-стружечной плиты; б — отформованные по шаблону по-
ловины швертового колодца; в — соединение обеих половин болтами с ук-
ладкой между ними слоя мокрого стекломата 1; г — соединение двух отфор-
мованных половин швертового колодца с заделкой кромки стыка накладкой
из стеклопластика; д— присоединение готового швертового колодца к кор-
пусу судна с применением угловой стыковой накладки, охватывающей шпан-
гоуты 2, и дополнительной наформовки ребер жесткости 3 в виде угольников
коробчатого сечения с фланцами.
ширины зазора в готовом колодце (рис. 71). Лучший материал
для шаблона — древесно-стружечная плита; она имеет доста-
точные размеры и стоит недорого. Уложите шаблон на ровный
верстак или на пол и накройте полиэтиленовой пленкой, кото-
рая обеспечит разделение шаблона и детали после формова-
ния. Отформуйте на шаблоне первую половину колодца,
предусмотрев с трех сторон отбортовки. Со стороны дна от-
бортовки быть не должно. Снимите с шаблона готовую поло-
вину, переверните шаблон и отформуйте вторую половину ко-
лодца с такими же отбортовками.
188
Для соединения обеих половин швертового колодца проще
всего стянуть болтами отбортовки, проложив между ними уп-
лотнительный материал, но такое соединение выступает на-
ружу и на нем неудобно сидеть. Более аккуратное соединение
можно получить, если подрезать отбортованные кромки до
6 мм (что обеспечит вполне достаточную площадь контактной
поверхности), сжать обе половины вместе и наформовать на-
кладку поверх наружной кромки стыка. Уплотнять стык мок-
рым стекломатом не рекомендуется: он будет выдавлен из стыка
и налипнет на стенки колодца. Подрезать его изнутри невоз-
можно из-за большой глубины колодца, в то время как из-
лишки уплотнительного материала можно удалить, например,
палкой.
Для установки швертового колодца на судно необходимо
прорезать в корпусе паз и обработать кромку колодца в со-
ответствии с профилем днищевой части так, чтобы колодец
устанавливался поверх шпангоутов. Обработанные кромки
швертового колодца и паза в корпусе нужно покрыть смолой,
поскольку они будут смачиваться водой.
Присоедините швертовый колодец к днищу на прокладке
из мокрого стекломата и плотно прижгите его. Наформуйте
по периметру кромки угловую накладку, чтобы прочно скре-
пить швертовый колодец с судном. Эта накладка должна быть
хорошо приформована и не иметь внутренних дефектов, иначе
она явится постоянной причиной возникновения течи, создаю-
щей немало хлопот. Это соединение при эксплуатации подвер-
гается значительным нагрузкам, в особенности на гоночных
швертботах легкой постройки, корпус которых обладает гиб-
костью. Если в каком-либо месте соединения связь окажется
недостаточно прочной, кромка оторвется от днища из-за изгиба
корпуса во время движения судна. Угловая накладка должна
иметь достаточно большую поверхность контакта. Необходимо
обратить внимание на то, чтобы внутри швертового колодца не
осталось не пропитанных смолой волокон стекла.
Очень полезно создать усиление конструкции вокруг болта,
являющегося осью, на которой подвешен шверт, поскольку он
несет большую сосредоточенную нагрузку и подвержен износу
(рис. 72). Дополнительным усовершенствованием конструкции
явится заформовка в опору болта втулки из металла или туф-
нола. Для уплотнения болта и предотвращения течи нужны
прокладки больших размеров из мягкого материала. Аккурат-
ный вид могли бы придать креплению резьбовые водонепро-
ницаемые колпачки, навернутые на головку болта и гайку
и тщательно заделанные. Однако при всей внешней привлека-
тельности такая конструкция весьма непрактична. Важно,
чтобы болт можно было легко извлечь с целью проверки его
состояния. Шверт и шверттали также должны отсоединяться
без всяких затруднений.
189
Обычно швертовый колодец нуждается в дополнительной
опоре (рис. 73), поскольку он подвергается значительным на-
грузкам. Боковое давление воды необходимо каким-то образом
уравновесить. Лучше всего сделать это, использовав в каче-
стве опоры верхней части швертового колодца банку или пе-
реборку. Если есть возможность, приформуйте к стенкам швер-
тового колодца подкрепляющие угловые опоры коробчатого
сечения с фланцами. Это позволит значительно повысить жест-
кость и прочность всего узла. Опоры должны соединяться
с какими-либо поперечными прочными связями и служить их
Рис. 72. Установка болта для навески шверта.
/ — болт из пушечной бронзы или оцинкованной стали; 2 — металлическая шайба; 3 —
прокладка из резины или кожи; 4 — втулка из туфнола или металла, заформованная
в стенки швертового колодца; 5 — увеличение толщины стенки в месте установки опор-
ной втулки.
продолжением. При креплении угловых опор только к об-
шивке корпус будет поврежден. На прогулочных судах швер-
товый колодец необходимо связывать конструктивно с пере-
борками, палубой или прочными частями жилых помещений.
Укрепленный в верхней части швертового колодца подъ-
емный блок должен быть стандартной конструкции. Верхнюю
часть следует сделать съемной или по крайней мере снабдйть
ее съемной панелью. Это позволит очищать и освобождать
шверт в случае его заклинивания в колодце из-за попадания
в зазоры грязи или камней. Чем крупнее судно, тем важнее,
чтобы застрявший шверт можно было очистить и освободить
при нахождении судна на плаву. Слегка расширяющийся книзу
зазор в швертовом колодце в значительной мере обеспечит са-
моочищаемость шверта, в том числе имеющего обтекаемый
профиль переменного сечения.
Съемная верхняя часть швертового колодца должна распо-
лагаться значительно выше уровня ватерлинии, чтобы обеспе-
чить доступ внутрь колодца при нахождении судна на плаву.
190
Рис. 73. Характерная конструкция
швертового колодца, изготавли-
ваемого «сухим» способом из кле-
еной фанеры.
В этом случае одним потенциальным источником течи будет
меньше. Некоторые суда трудно спасать, когда они тонут при
захлестывании волной или опрокидывании, потому что вода
прибывает через верхнюю часть швертового колодца быстрее,
чем ее успевают откачивать. Однако сказанное лишь в редких
случаях относится к гоночным шлюпкам, поскольку они про-
ектируются с учетом допустимости опрокидывания.
Швертовый колодец в значительной степени загромождает
жилое пространство прогулочного судна. Уменьшить это не-
удобство можно за счет применения узкого шверта и разме-
щения колодца ниже уровня пола
каюты или объединения его с пе-
редней частью койки. Но по-
скольку в такой конструкции
верхняя часть колодца неизбежно
будет находиться ниже уровня
ватерлинии, она должна быть со-
вершенно водонепроницаемой.
При защемлении шверта про-
чистка колодца на плаву практи-
чески невозможна, а на берегу
серьезно затруднена. В связи
с этим зазор в колодце должен
расширяться книзу, а сам коло-
дец рекомендуется отформовы-
вать за одно целое с корпусом
судна. Шверттали следует про-
пускать наверх через герметично
заделанную трубу до уровня па-
лубы, и уж во всяком случае зна-
чительно выше ватерлинии (с уче-
том дифферента, килевой качки и
ной). Можно также вывести наружу валик привода подъемного
механизма шверта, пропустив его через сальник.
опасного захлестывания вол-
§ 14.2. Шверт
Относительно швертов существуют две крайних точки зрения.
Одни говорят, что шверт должен быть тяжелым, чтобы увели-
чивать остойчивость судна. Другие считают, что шверт дол-
жен быть легким, так как единственное его назначение —
предотвращать боковой снос судна. Однако в любом случае
важную роль играет конструкция судна, и в зависимости от
нее справедливой может оказаться любая из этих точек зрения.
Шверт значительной массы отформовать нелегко. Гораздо
проще сделать его из толстого металлического листа. Однако
191
можно воспользоваться методом, который применяется при из-
готовлении внутренних балластных килей (см. гл. 12).
Вместе с тем тяжелый шверт оказывает значительное влия-
ние на конструкцию судна. Болт, вокруг которого он развора-
чивается, шверттали и способ их присоединения, крепление
и опора швертового колодца, а также все части формованного
корпуса в районе расположения упомянутых элементов дол-
жны быть гораздо прочнее, чем при использовании легкого
шверта.
Возникновение неисправности в подвеске или устройстве
подъема—опускания тяжелого металлического шверта отнюдь
не будет способствовать повышению безопасности плавания.
Если болт или трос лопнет, шверт повиснет вертикально в ниж-
нем положении. В тщательно продуманной конструкции дол-
жно быть предусмотрено предохранительное устройство, пред-
отвращающее опускание шверта в подобных случаях. Однако
мало кто из конструкторов правильно оценивает опасность та-
кого опускания, и предохранительные устройства устанавли-
вают редко. Свободно болтающийся шверт неуправляем и,
кроме того, он ненадежно закреплен. Если судно коснется грунта,
то, вероятнее всего, шверт согнется или будет поврежден швер-
товый колодец. И швертовый колодец, и корпус судна должны
быть достаточно прочными, чтобы выдерживать возникающие
в таких случаях значительные дополнительные нагрузки. Если
это условие не будет соблюдено, любая мелкая неисправность
может вызвать ряд крупных повреждений. Но выполнить ука-
занное условие возможно только при увеличении массы судна,
а следовательно, и его стоимости.
Большинство неприятностей, связанных с применением ме-
таллических швертов, обусловлено, электролитическими про-
цессами. Очень важно, чтобы шверт и болт, являющийся осью
его вращения, были изготовлены из одного и того же мате-
риала. Втулка для болта, заформованная в стенку швертового
колодца, должна быть изготовлена из того же металла, что
и болт, или неметаллического материала, например туфнола
или найлона. Необходимо правильно выбирать материалы и
других металлических частей, находящихся под водой: латун-
ных накладок на киле, деталей крепления руля, дейдвудной
трубы, закрепленной на обшивке корпуса арматуры, и др.
Правда, латунная арматура в сочетании со стальным швертом
останется невредимой, корродировать будет стальной лист. Од-
нако арматура из легких сплавов в присутствии стали будет
разрушаться вследствие коррозии.
Шверт, предназначенный исключительно для создания бо-
кового сопротивления, можно отформовать. Такой шверт легок,
обращение с ним не вызывает затруднений. Это, в свою оче-
редь, означает, что шверттали, детали его крепления и формо-
ванный корпус судна будут более легкими и, следовательно,
192
более дешевыми. Формованному шверту несложно придать по-
ложительную или, в крайнем случае, нулевую плавучесть, так
что в случае выхода из строя какой-либо детали его крепления
безопасность судна не будет нарушена. Шверт просто всплы-
вет внутри колодца. Хорошее судно можно удерживать на
заданном курсе и с поднятым швертом. Для стеклопластико-
вого судна более подходящим следует, по-видимому, считать
легкий шверт, поскольку и само судно обычно является
легким.
Шверт можно изготовить из двух половин, соединенных
между собой на клею, механическими креплениями или нафор-
мовкой поверх кромок стыковой накладки. В соответствии с но-
вейшей технологией обе половины шверта сжимают и запол-
няют пенопластом, вспениваемым в изделии. При таком методе
обеспечивается надежное соединение частей, устраняется воз-
можность попадания воды внутрь шверта и придается ему
прочность трехслойной конструкции. Однако не следует пола-
гаться только на адгезионную связь двух половин шверта. По-
скольку напряжения в его конструкции бывают высокими, ад-
гезионную связь следует дополнить механическим креплением
или наформовкой поверх кромки стыковой накладки. Слабо
скрепленные или заделанные кромки расходятся, внутрь шверта
попадает вода и начинается загнивание. Заделка на мокром
стекломате не обеспечит необходимой прочности.
Шаблон для формования обеих половин шверта лучше из-
готовлять как единую деталь. Можно затем распилить его по-
средине. Проще выполнить шаблон из двух деревянных пла-
шек, временно скрепленных друг с другом (например, шуру-
пами), так, чтобы впоследствии их было легко разъединить.
Если из этих плашек изготовить один шаблон, состоящий из
двух частей, то отформованные по ним половины шверта бу-
дут точно совпадать друг с другом (рис. 74).
Можно воспользоваться полным циклом формования: шаб-
лон— форма — формованная деталь. В этом случае шаблон
должен иметь те же размеры, что и готовый шверт. Однако
можно использовать части единого шаблона непосредственно
в качестве пуансонов, тогда их размеры следует уменьшить
на толщину отформованного шверта. При изготовлении полно-
размерных шаблонов и применении сделанных по ним матриц
обеспечивается высокое качество наружной поверхности и точ-
ное соблюдение заданных размеров. Пуансон значительно де-
шевле матрицы, но при формовании с его использованием
наружная поверхность конструкции получается грубой, требую-
щей дополнительной отделочной обработки. Кроме того, при
формовании обычно не удается точно выдержать толщину сте-
нок, особенно там, где шверт плавно сужается по направлению
к задней кромке, поэтому наружные размеры обычно имеют
значительные отклонения.
193
При изготовлении шверта высокого качества, с жесткими
допусками, например, для гоночной шлюпки, а также в усло-
виях крупносерийного производства, технически и экономиче-
ски оправдано применение полного цикла: шаблон—матрица—
Рис. 74. Изготовление шверта: а — заготовка для шаблона из соединенных
временными креплениями 1 двух досок; б — готовый шаблон; в — шаблон,
разъединенный на две половины; отверстия 2 для временных креплений за-
деланы; г — две половины оболочки шверта, отформованные по двум частям
шаблона; д — обе половины оболочки шверта скреплены с укладкой между
ними слоя мокрого стекломата и заделкой кромки стыка несколькими сло-
ями полосы 3 из стеклоткани; е — шверт, изготавливаемый за одно целое
с использованием шаблона в качестве пуансона и заполнителя; в этом слу-
чае шаблон делается неразъемным.
формованная конструкция. Для судостроителей-любителей или
при мелкосерийном производстве более целесообразно исполь-
зовать пуансон.
Для любителя, которому нужен единственный шверт, наи-
более простым решением будет изготовление внутреннего шаб-
лона и формование на нем цельного шверта, как на запол-
194
нителе. И в этом случае размеры заполнителя должны быть
меньше размеров окончательно изготовленного шверта на тол-
щину формованной оболочки, а для получения гладкой и соот-
ветствующей заданным размерам наружной поверхности по-
требуется дополнительная отделочная обработка. Такой метод
успешно использовали некоторые первоклассные спортсмены-
гонщики при постройке своих шлюпок. Одно из его преиму-
ществ заключается в возможности сделать заполнитель частью
конструкции. Заполнителем может служить, например, фанера,
которая будет способствовать повышению прочности конструк-
ции. Это позволит уменьшить толщину и стоимость формован-
ной оболочки. Тонкая формованная оболочка, в свою очередь,
значительно увеличит прочность фанеры именно в том месте,
где подобное качество может быть использовано с наибольшей
эффективностью.
Заполнитель из пенопласта легче, его проще обрабатывать,
но он менее прочен, чем фанера, поэтому толщина формован-
ной оболочки здесь должна быть больше. Практически в этом
случае вся прочность обеспечивается за счет оболочек, но все
же конструкцию можно считать трехслойной, в которой обо-
лочки взаимно поддерживают друг друга. Однако пенополисти-
рол не обладает минимально необходимой прочностью для ис-
пользования в подобных конструкциях, поэтому пенопласт дол-
жен быть изготовлен на основе жесткого поливинилхлорида
или полиуретана плотностью около 0,1 г/см3.
Формовать шверт для маленькой шлюпки обычно бывает
нецелесообразно. Гораздо проще сделать его из фанеры. Если
высокая прочность и чистота отделки наружной поверхности
формованного шверта высокого качества имеют ценность для
гоночной шлюпки, а прочность и легкость — для прогулочного
судна, то признать эти качества совершенно необходимыми
для небольшого парусного суденышка трудно.
Та часть формованного шверта, через которую проходит
болт, служащий осью вращения, должна иметь значительно
увеличенную толщину. Осуществить это в полой конструкции
достаточно просто. Необходимо удалить часть деревянного за-
полнителя с каждой стороны, чтобы образовались углубления,
размеры которых позволили бы увеличить толщину оболочки
примерно вдвое. На небольших шлюпках, вероятно, сам дере-
вянный заполнитель обеспечит требуемую прочность.
Рекомендуется, чтобы в полых швертах болт, служащий
осью вращения, проходил через втулку, заделанную в формо-
ванную конструкцию. При этом будет обеспечена достаточная
опорная поверхность. В противном случае возникает интенсив-
ный износ кромок тонкой формованной оболочки. Метод за-
делки такой втулки описан в § 1.26 и показан на рис. 13.
Деревянный заполнитель необходимо тщательно заделать,
чтобы изолировать его от контакта с водой. Полый шверт
195
можно сделать затопляемым с целью уменьшения его плавуче-
сти, как это делается со шлюзовыми воротами. Качество фор-
мования на внутренней поверхности и чистота ее отделки дол-
жны быть достаточно высокими, чтобы постоянный контакт
с водой не привел к повреждениям этой поверхности шверта.
§ 14.3. Рули
Отформовать руль нелегко, гораздо проще изготовить его из
дерева. Вследствие этого рули чаще делают деревянными или
металлическими. Вокруг дерева снаружи можно отформовать
оболочку из стеклопластика для защиты или придания ему до-
полнительной прочности. Стекломат для этой цели непригоден,
следует использовать стеклоткань или тканую ровницу.
Если по каким-либо причинам необходим формованный
руль, то его следует формовать так же, как и шверт.
Изготовленное из металла рулевое устройство обычного
типа, установленное на судне общепринятым способом, явля-
ется, пожалуй, непревзойденным по прочности и надежности
в эксплуатации. Втулки и подшипники из туфнола и найлона
представляют собой, конечно, значительное усовершенствова-
ние. Однако следует учитывать, что нагрузки на опоры от
массы деревянного или формованного руля будут гораздо
меньше, чем от стального при нахождении судна на плаву.
Для поворота руля необходимо иметь на судне то или иное
устройство. Это не такое простое дело, как может показаться
на первый взгляд, потому что при перемещении руля прихо-
дится преодолевать воздействие значительных сил, а крепится
руль лишь одной своей кромкой. Более того, при определенных
условиях, в частности при движении кормой вперед парусного
судна, лежащего в дрейфе при неблагоприятной погоде, или
при посадке судна на мель, могут возникнуть исключительно вы-
сокие нагрузки не только на руль, но и на детали его крепле-
ния, румпель, рулевой привод и корпус судна. В связи с этим
на моторных судах, эксплуатируемых в еще более тяжелых ус-
ловиях, чаще устанавливают балансирные рули.
Заделывать баллер в формованный руль не следует, даже
если придать баллеру квадратное сечение (рис. 75). Заделан-
ная часть неизбежно начнет проворачиваться в отформованном
отверстии под действием возникших однажды чрезмерных на-
грузок. Начавшись, процесс будет развиваться до тех пор, пока
отверстие не превратится в круглое и судном станет совершенно
невозможно управлять. Для того чтобы появившийся незначи-
тельный люфт превратился в полностью разработанное отвер-
стие, иногда бывает достаточно нескольких часов хода, а тем
более одного перехода в штормовую погоду.
Если находящийся внутри руля конец баллера сделать
в форме лопатки или загнуть его, а затем заформовать в руль,
196
то соединение получится гораздо более прочным и надежным.
Однако руль будет трудно ремонтировать. Кроме того, необ-
ходимо очень точно выдержать положение баллера при формо-
вании. Такой метод больше подходит при изготовлении руля
из двух формованных половин.
Наилучшим методом является установка на баллер двух
боковых кронштейнов, которые либо привариваются к нему,
либо штампуются за одно целое. Кронштейны можно с доста-
точной надежностью прикрепить к баллеру и по-другому,
Рис. 75. Присоединение руля к баллеру: а — неудачная конструкция; квадрат-
ный хвостовик 1, заформованный в перо руля, под действием внешних усилий
может «разработать» отверстие и руль будет свободно проворачиваться на
баллере; б — конец баллера, загнутый или расплющенный лопаткой 2 обес-
печивает надежное соединение, но затрудняет выполнение ремонта; требуется
точная фиксация его положения при формовании; в — рекомендуемый способ;
боковые кронштейны 3 привариваются или припаиваются к баллеру 4; для
крепления кронштейнов можно использовать соединение с гнездом квадрат-
ного сечения или устанавливаемым на болтах фланцем.
например с помощью квадратного штыря и металлической
втулки с квадратным отверстием, а также шпоночного или
фланцевого соединения.
В тех случаях, когда допустимо использовать баллер боль-
шого диаметра (например, на судне с транцевой кормой), его
можно отформовать за одно целое с пером либо как цельное
изделие, наформовав стеклопластиковую оболочку на заполни-
тель, либо из двух половин, скрепленных затем друг с другом.
Поскольку на баллер будут воздействовать значительные скру-
чивающие нагрузки, его лучше формовать с применением стек-
лоткани или тканой ровницы. Особое внимание нужно обратить
на слабое место, находящееся в районе перехода баллера в перо
руля. Толщину руля следует также значительно увеличить
вблизи рулевых штырей.
Еще на ранней стадии разработки судна необходимо преду-
смотреть, чтобы замена всей арматуры рулевого устройства не
вызывала затруднений. Нужно также, чтобы руль можно было
197
снимать для ремонта. Чем проще устройство всех этих частей,
тем лучше. Сложную, изготовленную по специальному заказу
отливку трудно заменить через 10 лет даже в той стране, где
она была изготовлена, не говоря уж о каком-либо удаленном
географическом районе. В то же время простые по конструкции
детали, не требующие пригонки с высокой точностью, можно
приобрести или изготовить и заменить где угодно, что крайне
важно для судов, строящихся на экспорт. Что касается литой
арматуры рулевого устройства, то к ней относятся все те со-
ображения, которые высказывались применительно к отливкам
для балластных килей. Каждую отливку необходимо изготов-
лять точно, чтобы она подходила к предназначенному для нее
месту на судне, поскольку судно невозможно дорабатывать и
подгонять к деталям арматуры.
Если формованное судно имеет кормовой подзор и формо-
ванный кокпит, а баллер его руля работает в гельмпортовой
трубе обычного типа, то благодаря гибкости корпуса такого
судна может возникнуть следующая любопытная проблема. На
крепко построенном деревянном судне опора баллера состоит
из трех подшипников и при надлежащей центровке вызывает
немного хлопот. Однако если та же система установлена на
формованном корпусе, то при плавании в непогоду корпус мо-
жет изогнуться настолько, что один из подшипников заклинит.
Этим подшипником скорее всего будет верхний, расположенный
на палубе или в кокпите, поскольку обычно конструкции этой
части судна имеют меньшую толщину и, кроме того, на них
воздействуют сосредоточенные и переменные по величине и
точкам приложения местные нагрузки от массы экипажа и та-
келажа.
Выходом из подобного положения может стать установка
дополнительных шпангоутов для уменьшения относительных
перемещений (как это делается при установке судовых двига-
телей для предотвращения возможности мгновенного перекоса
валов). Более простое и легкое решение заключается в том,что-
бы не препятствовать перемещениям, но один из подшипников
смонтировать на упругом основании. Вообще говоря, перемеще-
ния будут весьма малыми и, возможно, недостаточными, чтобы
вызвать заклинивание или хотя бы заедание. Однако даже
незначительных перемещений может хватить, чтобы началось
заедание или наступило заклинивание оси, вращающейся в трех
подшипниках. Такие перемещения являются вполне возмож-
ными в легкой и податливой конструкции. Вероятно, будет
достаточно, если фланец опоры на одном конце закрепить
с прокладкой из резинового кольца.
На моторных судах принято монтировать руль без нижнего
подшипника, пропустив баллер через днище (рис. 76). Важно
укрепить корпус вблизи места такого монтажа руля не только
путем установки массивной подкладки и увеличения толщины
198
для создания достаточной опорной поверхности, но и с по-
мощью добавочных шпангоутов, обеспечивающих повышение
жесткости этой части корпуса.
В нормальных условиях эти дополнительные шпангоуты не
обязательно должны устанавливаться, но обычно рули такого
типа бывают совершенно незащищенными и могут получить
повреждения. Руль может погнуться, но нельзя допустить,
чтобы он проломал днище и попал внутрь корпуса, даже если
судно сядет на мель своим рулем и при этом его будет бить
о камни.
Рис. 76. Монтаж рулевого устройства на моторном прогулочном судне: а —
неудачная конструкция; гельмпортовая труба крепится пропущенными на-
сквозь болтами непосредственно к обшивке корпуса 1. Все соединение может
быть вдавлено внутрь корпуса, если при посадке судна на мель руль 2 будет
прижат к грунту; б — гельмпортовая труба закреплена болтами, проходя-
щими через массивную подкладку 3, а корпус усилен дополнительными шпан-
гоутами 4.
Таким образом, крайне важно, чтобы место установки руля
было не просто сквозным отверстием в корпусе судна, а до-
статочно прочной конструкцией, способной выдерживать массу
судна с коэффициентом запаса, достаточным для учета возмож-
ных ударов рулем о грунт.
§ 14.4. Арматура рулевого устройства
Даже на маленькой шлюпке руль может подвергаться воздей-
ствию больших нагрузок, в особенности при посадке на грунт.
Вследствие этого очень важно, чтобы вся арматура рулевого
устройства была прочно закреплена. Постоянные перемещения
и давление ослабят недостаточно затянутые винты. Необхо-
димо также, чтобы крепеж был легко заменяем, поскольку
арматура рулевого устройства ломается или изнашивается
гораздо чаще любой другой.
Под каждой деталью рулевого устройства необходимо
увеличить толщину корпуса или установить подкладку. По
возможности крепить детали следует пропущенными насквозь
болтами, а не приворачивать винтами (рис. 77). Арматура,
расположенная на самом руле, также должна быть надежно
закреплена.
199
Полноценных заменителей для высококачественной стан-
дартной судовой арматуры не существует. Рулевой штырь—
деталь небольшая, но очень важная: поломка ее сделает судно
неуправляемым. Нижний штырь, как правило, находится под
водой, поэтому он должен быть коррозионно-стойким.
Шлюпочную арматуру из легких сплавов необходимо кре-
пить болтами из нержавеющей стали, несмотря на то, что ино-
гда она изготовляется в расчете на деревянные суда и постав-
ляется в комплекте с шурупами, а не болтами. Латунные болты
Рис. 77. Крепление рулевых штырей: а — неудачная конструкция; штырь кре-
пится к неподкрепленной обшивке; б — толщина обшивки в месте установки
рулевого штыря увеличена; в — рулевой штырь крепится винтом к деревян-
ной подкладке, которая может быть либо заделана, либо оставлена откры-
той; г — рулевой штырь крепится болтом или винтом к деревянному запол-
нителю трехслойной панели транца.
применять не следует. Электролитическая коррозия разрушит
деталь в течение нескольких дней. Автор однажды видел та-
кую деталь через неделю после извлечения ее из воды. Она
все еще с шипением выделяла пузырьки газа.
Глава 15. ГРЕБНЫЕ ЛОДКИ, ШЛЮПКИ И КАТЕРА
Ниже рассмотрены специфические проблемы, возникающие
при изготовлении корпусов шлюпок, байдарок, катеров, имею-
щих длину до 6 м, а также корпусов моторных лодок и кате-
ров, получаемых формованием не только из стеклопластика, но
и из других пластмасс.
§ 15.1. Планшири
Пожалуй, у большинства пластмассовых шлюпок планшири
формованные. Это объясняется стремлением избавиться от не-
обходимости ухода за ними и их ремонта, но, к сожалению,
200
на практике это себя не оправдывает. Если планширь полно-
стью не закрыт буртиком как сверху, так и с боков, на нем
появится так много царапин и вмятин, что потребуется прове-
дение определенного ремонта.
Буртик на пластмассовом судне, особенно на малом, не сле-
дует считать излишеством. Он является неотъемлемой частью
судна.
Деревянный планширь, правда, требуется ежегодно окра-
шивать или лакировать, а также эпизодически подновлять его
окраску, однако площадь его поверхности невелика и объем
работы небольшой. Значительно проще аккуратно заделать ца-
рапину на деревянном планшире с помощью небольшого коли-
чества шпаклевки или лака, чем качественно исправить де-
фекты формованного планширя.
Планширь может быть отформован как одно целое с кор-
пусом. Этот способ кажется проще, но на самом деле услож-
няется конструкция матрицы. Кроме того, внутреннюю кромку
планширя иногда приходится формовать вслепую, а место, ко-
торое трудно формовать, чаще всего получается с изъянами.
Для планширя это тем более нежелательно, что на судне нет
другой детали, более уязвимой для ударов и от возникающих
нагрузок.
Проще формовать планшири заодно с корпусом, когда мат-
рица поворотная и ее можно расположить вверх днищем или
хотя бы на боку. В противном случае планшири приходится
формовать снизу вверх или в потолочном положении, а это
еще больше усложняет процесс и увеличивает вероятность по-
явления дефектов. Конструкция планширя должна быть как
можно проще, без вычурных элементов, усложняющих его из-
готовление.
При цельноформованном планшире успешно решается проб-
лема присоединения его к корпусу и отпадает необходимость
маскировать линию стыка. Некоторый объем дополнительных
отделочных работ связан с заполнением и полировкой линии
разъема матрицы, если потребуется матрица, состоящая из не-
скольких частей.
Применение швеллерного сечения способствует эффектив-
ному использованию избыточной толщины планширя. На бо-
лее крупных судах планширь может иметь коробчатое сечение
(рис. 78).
Обычно планширь формуют отдельно в собственной мат-
рице с последующим присоединением его к корпусу (рис. 79).
Это не лучший вариант, но вполне приемлемый для заурядной
шлюпки: планширь устанавливают на место с заполнением
стыка стеклосмоляной шпаклевкой (см. § 5.1).
Более надежным способом является использование кре-
пежа наряду со шпаклевкой, которую применяют только
в качестве заполнителя. Элементы крепления можно аккуратно
201
ного планширя, поэтому его не
Рис. 78. Цельноформованный планширь
увеличенной жесткости.
по мере износа планширя могут
замаскировать, совместив их с крепежом, используемым для
установки буртика.
Планширь, отформованный в цвете, контрастирующем
с корпусом, выглядит привлекательно. Кроме того, при необ-
ходимости окраски планширя вследствие его повреждения кор-
пус красить не обязательно. Если планширь имеет тот же
цвет, что и корпус, возможно, придется красить все судно для
сохранения выбранного цветового оттенка.
При сильном износе может потребоваться замена деревян-
следует приклеивать. Чтобы
планширь часто не менять,
в качестве элементов креп-
ления можно использовать
винты, болты или заклепки.
Для исключения прямого
контакта элементов кре-
пежа с корпусом планширь
следует изготовлять из двух
частей — внутренней и нару-
жной (рис. 80), иначе воз-
можны концентрация напря-
жений в материале корпуса,
а также ослабление крепле-
ний. Винты следует устана-
вливать изнутри, поскольку
наружная сторона план-
ширя подвержена наиболь-
шему износу; головки вин-
тов, размещенных снаружи,
вскоре начнут выступать и
царапать поверхности других
судов. Кроме того, планширь начнет болтаться. Разумеется,
конец винта, установленного изнутри, также может выступать
сквозь изношенный планширь. На первый взгляд это может по-
казаться еще более нежелательным. Однако острие винта вый-
дет на поверхность при более значительном износе. Кроме того,
острие вскоре затупится, тогда как выступающая головка будет
оставаться зазубренной и потому опасной в течение значитель-
ного времени.
Облегченный деревянный брус легко гнется без предвари-
тельного пропаривания даже в тех случаях, когда его сложные
участки (в районе форштевня и угловых стыков) вырезают от-
дельно из более тонкого монолитного материала или наслаи-
вают. Для получения более крутых изгибов проще всего сделать
поперечные пропилы до середины сечения бруса.
Можно также использовать экструдированный комбиниро-
ванный профиль, сочетающий привальный брус и накладку
(рис. 81). Однако ни один из поливинилхлоридных профилей
202
не обеспечивает достаточного подкрепления кромки формован-
ного корпуса, поэтому она должна быть утолщена или арми-
рована полосой из металла или древесины.
Рис. 79. Планширь, отформованный отдельно: а — приклеенный посредством
стеклосмоляной шпаклевки; б — крепление D-образного привального бруса;
в — охватывающий привальный брус, покрывающий верхнюю кромку план-
ширя и боковые кромки; г —загнутый наружу фланец, пригодный только
для переноса судна (не рекомендуется для использования).
Р — стеклосмоляная шпаклевка.
Рис. 80. Деревянный планширь: а — полукруглая формованная конструкция,
закрепляемая винтами непосредственно к корпусу (не рекомендуется для ис-
пользования); б—внутренний деревянный планширь; в — усиленный дере-
вянный планширь, рекомендуемый для рыболовного судна или рабочего ка-
тера; г — планширь, образованный вытянутым алюминиевым профилем.
Экструдированной швеллер из поливинилхлорида приме-
ним в качестве облицовки для внутренней отторцованной
кромки формованного планширя, поскольку эта кромка часто
выглядит неровной и неопрятной. К тому же она слишком
203
тонка, а потому неудобна и ненадежна для захвата при пере-
носе судна на некоторое расстояние.
Наилучшее качество привальных брусьев достигается при-
менением на них сплошной металлической полосы, ограничи-
вающей степень изгиба или скольжения их вверх и вниз на
участках, расположенных между элементами крепежа. При-
вальные
грузки,
лиями в
брусьев
брусья способны воспринимать большие ударные на-
и отрыв их обычно вызывается срезывающими уси-
вертикальной плоскости, возникающими при сцеплении
пришвартованных рядом судов (у плавучего пирса
или пристани). При отсутствии латунной
полосы появляются резкие перегибы при-
вального бруса между элементами кре-
пежа, которые затем западают, что при-
водит к провисанию свободных участков
бруса. Латунная полоса распределяет
нагрузку на большее количество креп-
лений и предотвращает изгиб бруса в
вертикальной плоскости.
Рис. 81. Идеальная фор-
ма экструдированного
из поливинилхлорида
привального бруса в со-
четании с планширем.
§ 15.2. Гнезда для уключин
Гнезда для уключин испытывают чрез-
вычайно большие нагрузки. Толстые де-
ревянные бруски в районе уключин, осо-
бенно в сочетании с глубоким гнездом,
помогают равномерно распределять на-
грузку. В случае, когда планширь имеет
форму глубокого швеллера, простран-
ство, образованное профилем, можно за-
полнять стеклосмоляной шпаклевкой или
синтактной пеной. Тогда не нужно применять древесину. Можно
также вмонтировать металлическую втулку в отформованную
конструкцию (рис. 82).
Гнездо уключины на деревянном планшире образуют по-
добно тому, как это делается на деревянном судне. При тон-
ком планшире для его утолщения требуется накладка, а де-
ревянный брусок должен обеспечить достаточную глубину для
создания надежной опорной поверхности.
Втулки, которые заформовываются в конструкцию или уста-
навливаются внутри брусков, могут иметь глухие отверстия.
Такие отверстия наполняются водой. В результате при уста-
новке уключин вода забрызгивается в рукав гребца, что до-
вольно неприятно. Во избежание этого следует предусматри-
вать дренажные отверстия, выходящие внутрь корпуса или на-
ружу-
На лодках с двухслойной формованной обшивкой полости
гнезд для уключин ни в коем случае не должны сообщаться
204
с пространством между обшивками, иначе возникнут неприят-
ности, связанные с протечками. Возможно, здесь не избежать
глухих отверстий, но весь крепеж должен быть хорошо утоплен
для исключения просачивания воды вдоль винтов. Очень важно
Рис. 82. Распределение нагрузки, действующей на уключину: а — установкой
деревянного бруса, прикрепляемого шурупами, или приформовкой под план-
ширем; б — заделкой гнезда уключины.
иметь хорошо заделанные глубокие втулки или металлические
трубки, покольку доступ в пространство между обшивками при
необходимости ремонта любой изношенной детали сильно за-
труднен.
§ 15.3. Банки
Наиболее простой способ крепления банки — установка ее на
винтах к приформованному кронштейну. Кронштейном может
служить простой заделанный в корпус брус из древесины, пред-
варительно отформованный угольник или стрингер (рис. 83).
Иногда корпус судна снабжается формованным уступом, но
это нарушает плавность его обводов. Кронштейны, формируе-
мые по месту, должны иметь развитую по вертикали поверх-
ность приформовки для восприятия отрывающих напряжений,
появляющихся при изгибах корпуса.
При любом методе установка кронштейнов должна быть
точной. В производственных условиях для приформовки крон-
штейна рекомендуется применять зажимные приспособления.
На рис. 12 показан простейший тип распорки, очень удобной
применительно к шлюпке. Кронштейн того или иного типа не-
обходим, поскольку банка должна нести большую массовую
нагрузку. Подвешивание банки к планширям редко дает хо-
рошие результаты: винты не держатся, корпус не получает
подкрепления. Более надежны металлические кронштейны
с болтовым креплением (рис. 83).
205
Если нет условий для формования, кронштейн или стрин-
гер можно установить на клею или закрепить винтами либо
поддерживать банку подпоркой. Можно использовать для под-
держания банки встроенный ящик, образующий один из отсе-
ков плавучести.
Посредине легкой деревянной банки необходимо устанав-
ливать подпорки. Боковые сидения, идущие от носа до кормы,
Рис. 83. Установка банок: а — банка присоединена винтами к стрингеру, ко-
торый приформован или приклеен к корпусу; б — крепление винтами к зафор-
мованному внутрь или приклеенному бруску; в — крепление болтами к фор-
мованному кронштейну; г — крепление банки с помощью книц; д — использо-
вание поддерживающих снизу металлических или отформованных кронштей-
нов; е — банка, отформованная заодно с планширем.
можно подкреплять отформованными переборками или метал-
лическими угловыми кронштейнами.
Все кронштейны, стрингеры, стойки должны иметь доста-
точную поверхность контакта с обшивкой корпуса для рав-
номерного распределения массовой нагрузки.
Неплохие результаты получаются при использовании метода
формования банки заодно с планширем, однако для этого
требуется матрица сложной конструкции, а она применима
только в промышленных условиях.
Носовые и кормовые банки часто совмещают с формован-
ными отсеками плавучести (рис. 84). В конструкции лодок
с двухслойной обшивкой, в шутку именуемых мыльницами, все
206
банки формуются как часть внутренней обшивки. При этом
требуется матрица, пожалуй, слишком сложная для использо-
вания в любительских целях.
Банки можно формовать отдельно как вспомогательные
конструкции (рис. 85) или изготовлять из древесины. Формо-
ванная банка выглядит опрятной и изящной, хорошо сочета-
ется с формованным корпусом, а матрица достаточно проста,
Рис. 84. Носовые и кормовые банки с отсеками плаву-
чести.
Рис. 85. Отдельно отформованные простая банка (а)
и банка в сочетании с воздушным ящиком (б).
чтобы оправдать разовое формование. Деревянную банку, од-
нако, легче подновить и вид у нее более привычный. Способ
крепления в обоих случаях примерно одинаков.
Гладкая поверхность легко увлажняется, рифленая создает
рельеф, удобный для сидения, с углублениями для стекания
росы. Довольно просто формовать банки с рельефной поверх-
ностью, наклеивая соответствующую накладку на пуансон или
матрицу. Для этой цели можно использовать покрытие типа
«Тракмарк» или рельефную накладку из поливинилхлорида,
имитирующую кожаную обивку или‘ другие модные матери-
алы. На тех крупных лодках или катерах, где безопасно вста-
вать на сидения, подобный рельеф желателен еще и тем, что
выполняет роль нескользящего покрытия.
207
§ 15.4. Фирменные знаки
Большинство изделий маркируют порядковым номером и но-
мером модели, но лишь немногие яхты имеют такие номера.
На них нет даже имени изготовителя. В случае повреждения
только изготовитель может обеспечить поставку заменяемой
секции. Но конструкции непрерывно совершенствуются, а мат-
рицы изнашиваются. Изготовителю должно быть известно, ко-
гда судно было отформовано и в каких матрицах. При обна-
ружении дефектов записи формовщика могут содержать един-
ственный ключ к разгадке причин их появления.
Большую практическую ценность для владельца представ-
ляет контроль за изготовлением матриц в соответствии с дей-
ствующими стандартами. В настоящее время каждая страна
устанавливает собственные стандарты и при этом часто одоб-
ряет то, что запрещают соседи. С 1976 г. Правила Европейского
Экономического Сообщества общесогласованы, однако строи-
тели склонны принимать эти Правила в качестве типовых, одо-
бренных лишь для судов, имеющих конкретные порядковые
номера. Большую пользу принесло бы проставление на кор-
пусе несмываемого номера. Неглубокой метки на матрице
достаточно для переноса ее на поверхность любой формован-
ной конструкции. Бумага, выдавленная почтовым штемпелем,
может быть наклеена на поверхность пуансона. Сведения, на-
писанные на стеклоткани, отчетливо различимы под слоем
прозрачного гелевого покрытия после окончания формования.
Такую стеклоткань можно наложить на внутреннюю сторону
матрицы. Стеклоткань после пропитки становится просвечи-
вающей и сквозь нее ясно видно написанное, однако смола
способна вытравить чернила или краску.
§ 15.5. Рукоятки для подъема
Рукоятки для подъема, установленные на носу и корме, обес-
печивают удобный прочный захват и уменьшают опасность па-
дения и поломки судна. Дешевым и практичным средством
захвата служит тонкий трос, обнесенный вокруг корпуса, как
на спасательной шлюпке, и выполняющий заодно спасатель-
ную функцию. Рукоятки для подъема должны быть надежно
закреплены и достаточно прочны. Очень важно подкрепить
палубу вокруг них, увеличив ее толщину и использовав со-
лидные подкладки. Рукоятки должны иметь сквозное болтовое
крепление, а не крепиться винтами. Следует удостовериться
в надежности крепления палубы к корпусу. Известны случаи,
когда палуба при подъеме свободно отделялась от корпуса.
Закрепление палубы путем заполнения стыков стеклосмоляной
шпаклевкой не может считаться достаточно надежным. Про-
ушины для тросов должны быть также тщательно закреп-
лены.
208
Любая пара рукояток для подъема должна удерживать
массу судна вместе с его содержимым. Если рукоятка вдруг
не выдержит, сорвавшийся корпус может получить повреж-
дение; возможно, оно не будет серьезным, поскольку формо-
ванные суда достаточно прочны, однако под корпусом может
оказаться острый предмет. Обеспечивая надежный захват при
подъеме, рукоятки одновременно служат точками застройки.
Рукоятки для подъема могут быть заформованы внутрь
палубы. На рис. 86 показан один из таких способов: в палубе
отформована выемка, а внутри проходит планка; для этой цели
можно использовать также деревянный привальный брус, если
Рис. 86. Утопленная в нишу руко-
ятка для подъема.
1 — планширь; 2 — отформованное углуб-
ление; 3 — рукоятка для подъема.
Рис. 87. Использование носового
буртика в качестве рукоятки.
1 — форштевень; 2 — отформованное
углубление; 3 — жесткий буртик, об-
разующий бампер и подъемную руко-
ятку.
он достаточно прочен. Этот способ особенно удобен примени-
тельно к парусным шлюпкам, поскольку исключает возмож-
ность запутывания тросов и шкотов.
Носовая рукоятка может быть совмещена с носовым бам-
пером и изготовлена из плотной резины, поливинилхлорида или
найлона, либо обрезиненного или покрытого пластмассой ме-
талла (рис. 87).
Отогнутая вниз кромка с внутренней стороны формован-
ного планширя хотя и обеспечивает надежный захват, но очень
неудобна и режет руки. Швеллеры из поливинилхлорида или
алюминия аккуратно закрывают верхнюю кромку и создают
значительно более удобный упор для рук.
Большинство лодок с двухслойной обшивкой устроено так,
что за них трудно ухватиться, поэтому их следует снабжать
приспособлениями для подъема. Если внутренняя обшивка не
сплошная, а включает, например, только планширь и банки,
в ней можно вырезать отверстия для рук. Однако эти отвер-
стия обязательно должны быть округлыми, а их кромки за-
крытыми для удобства захвата.
209
§ 15.6. Рыбины
Формованная шлюпка не должна протекать, но в ней будет
накапливаться вода от дождя и брызг. Без рыбин трудно под-
держивать лодку чистой и нарядной. Кроме того, всегда есть
опасность уронить в лодке какой-нибудь тяжелый и острый
предмет и пробить днище. Аккуратный на вид цельноформо-
ванный пол лодки с двойной обшивкой представляет собой
одно из ее слабых мест. Он не защищен от повреждения и
в нем скапливается вода. Древесина продолжает оставаться
наилучшим материалом для изготовления рыбин. Они не тре-
буют большого ухода, но их нужно красить и лакировать
раз в год. Впрочем, все рыбины подвержены царапинам и из-
носу и поэтому в любом случае нуждаются в уходе. Убрать
царапины на древесине значительно проще, чем на формован-
ной детали. Деревянные рыбины можно снять и работать
с ними на берегу. Рыбины из многослойной фанеры обычно де-
шевы в изготовлении и достаточно износостойки.
Отформованные рыбины должны иметь рельефную поверх-
ность, иначе они будут скользкими. Некоторые лодки с двух-
слойной обшивкой имеют рисунок, образуемый покрытием
типа «Тракмарк», однако нескользящая краска на основе смолы
обеспечивает значительно лучшее сцепление и ее легче подно-
вить.
Настоящее покрытие «Тракмарк» обходится недешево, но
оно обеспечивает более эффективную нескользящую поверх-
ность, нежели его имитация, полученная формованием. Это
также хороший способ сократить потребность в уходе за ры-
бинами, изготовленными из многослойной фанеры, и обеспе-
чить защиту формованных рыбин от износа. «Тракмарк» часто
применяют на моторных лодках для придания им красивого
внешнего вида.
Рыбины должны быть съемными, что облегчит процесс уда-
ления с них грязи. Для удержания их на месте применяют
неподвижный легко забиваемый костыль или закрепляют вин-
тами к блоку, отформованному или прикрепленному к днищу
судна. Шурупы обеспечивают более стабильное крепление ры-
бин, снимаемых не чаще чем раз в год при профилактическом
осмотре. Рыбины должны быть надежно закреплены и не
иметь люфта, иначе они будут потеряны при опрокидывании
или затоплении лодки.
§ 15.7. Гоночные лодки
По нашему мнению, в целях уменьшения массы легкую гоноч-
ную лодку следует изготовлять из многослойной фанеры, а не
из стеклопластика, который вдвое тяжелее древесины. Толщина
материала должна быть сведена к минимуму.
210
Минимальная толщина обшивки достигается при соотно-
шении смолы к стеклу, например, 1 : 1 вместо обычного 2,5: 1
или 3:1. Это становится возможным не столько благодаря ис-
пользованию тканых ровниц и тканей вместо стекломата,
сколько в результате тщательного уплотнения значительно
более интенсивной прикаткой и строгого контроля за качест-
вом применяемой смолы.
Декоративные слои составляют значительную долю от об-
щей массы тонкостенной формуемой конструкции, хотя проч-
ность ее увеличивают несущественно. Конструкции должны
быть тонкими и однородными. Но поскольку тонкостенные гиб-
кие конструкции склонны к растрескиванию, целесообразнее
вместо декоративного слоя применять окраску. Тонкий и лег-
кий слой краски меньше подвержен повреждениям на гибких
поверхностях.
Глава 16. ПЛАВУЧЕСТЬ
Плотность стеклопластика больше чем воды, а потому лодка
может потонуть. Противники применения стеклопластика счи-
тают это основным недостатком. Когда-то многие утверждали,
что и стальные суда плавать явно не смогут. Но ведь и любая
деревянная лодка крупнее шлюпки потонет, оказавшись за-
хлестнутой волной, поскольку плавучесть древесины совершенно
недостаточна для поддержания балластного киля или двига-
телей. Даже обладающая плавучестью деревянная лодка вряд
ли удержит при этом одного человека.
Все суда нуждаются в запасе плавучести независимо от
того, из какого материала они изготовлены. Правило безопас-
ности гласит: «Оставайся при судне, не стремись плыть к бе-
регу». Но оно справедливо, если судно, захлестнутое волной,
продолжает оставаться на плаву (и команда тоже).
Плавучесть обеспечивается во имя спасения людей, а не
судна.
§ 16.1. Воздушные ящики
Пустотелые воздушные ящики имеют небольшую стоимость, но
наименее надежны. Вследствие этого применять их не рекомен-
дуется. Заполнение пространств плавучести пенопластом обхо-
дится дороже, но обеспечивает максимальную надежность.
В случае серьезной аварии пустотелые ящики могут полу-
чить столь значительную пробоину, что большая часть воздуха
окажется вытесненной, особенно при опрокидывании, которое
211
в таких ситуациях наиболее вероятно. Шлюпки, имеющие двух-
слойную обшивку, особенно уязвимы в подобных случаях, по-
скольку весь их запас плавучести заключен в едином прост-
ранстве между наружной и внутренней оболочками. Достаточно
одной значительной пробоины, и вся плавучесть будет утра-
чена. В то же время маловероятно, чтобы три или более изо-
лированных ящика получили пробоины одновременно.
Однако определенный объем воздуха обычно остается
внутри поврежденного отсека (особенно у шлюпки с двойной
обшивкой), сохраняя его некоторую плавучесть, но в силу оче-
видных причин на это не следует полагаться. Воздушные ящики
должны обеспечивать оптимальный коэффициент безопасности,
т. е. сохранение плавучести при затоплении более чем одного
из них. Не лишне напомнить, что величественный «Титаник»
считался непотопляемым.
Пространства, заполненные пенопластом, всегда остаются
на плаву. В случае большой теоретической плавучести может
оказаться достаточным частичное заполнение. При незначи-
тельном увеличении массы объем заполняемого пенопластом
пространства меньше объема воздушной полости, требуемой
для обеспечения плавучести.
Использование пустотелых элементов плавучести оправдано
лишь в случае применения мешков из поливинилхлорида или
резины. Они имеют самые различные размеры и формы и на-
столько эластичны, что их можно размещать внутри гоночных
шлюпок, заполняя, таким образом, пространство любой прием-
лемой формы.
Общим недостатком воздушных ящиков является просачи-
вание в них воды, способное привести к потере большей части
плавучести. В этом отношении заполнение пространств пено-
материалами обеспечивает еще одно преимущество. Просачи-
вание воды в момент захлестывания судна волной происходит
медленно. Ее количество обычно пополняется за счет воды,
скапливающейся в трюме, и дождевой воды. Однако трещина
в верхней части ящика приводит к утечке воздуха, результа-
том чего является ускоренная и, возможно, чреватая послед-
ствиями потеря плавучести, особенно в сочетании с поврежде-
нием или иными дефектами, позволяющими воде проникнуть
внутрь ящика при одновременном вытеснении воздуха наружу.
Часто повреждение происходит не в днищевой части,
а где-то посредине борта. В подобном случае бывает трудно
удалить попавшую внутрь воду. Для полного удаления воды,
попавшей внутрь воздушных ящиков, а также в пространство
между оболочками шлюпок с двойной обшивкой, требуется
устанавливать сливные резьбовые пробки или заглушки. Это
особенно необходимо для шлюпок, поскольку течь может обра-
зоваться в результате малейшего повреждения или наличия
внутренних дефектов.
212
Основными дефектами являются трещины в приформовоч-
ных угольниках в местах соединения воздушного ящика с кор-
пусом или отрыв приформовок от корпуса вследствие изгибов
последнего в процессе эскплуатации. Приформовочные уголь-
ники должны быть тщательно отформованы. Очень важно обес-
печить качественное соединение. Дефекты в соединениях воз-
никают обычно вследствие плохой подготовки поверхности (см.
гл. 1 и 2). Следует браковать приформовочные угольники, ко-
торые выглядят покоробленными и ворсистыми. Они могут
привести к появлению множества течей, каждую из которых
в отдельности невозможно обнаружить и устранить. К тому
Рис. 88. Отсеки плавучести с пенозагюлнителями: а — плиты пенополистирола
или «Оназота» (не обеспечивают заполнения всего пространства); б — вспе-
нивание на месте, обеспечивающее заполнение всего пространства.
же при этом нелегко обеспечить отверждение стеклопластика
при заформовке дефектов.
Заполнение пеноматериалами не может предотвратить про-
сачивания, если материал не занимает всего пространства пла-
вучести и не исключает водопоглощения.
При использовании для заполнения обычных плит или бло-
ков остаются значительные воздушные пространства по кром-
кам и между блоками. Тем не менее при этом обеспечивается
достаточно надежная плавучесть (рис. 88), поскольку пенома-
териал заполняет большую часть пространства и в случае по-
явления течи при повреждении для воды остается не слишком
много места. К тому же ни один из пеноматериалов не под-
вержен быстрому разрушению водой. Однако впитывание воды
пенозаполнителем в течение длительного промежутка времени
приведет к набуханию стеклопластика. Вода при этом не бу-
дет высыхать и может проникать сквозь пеноматериал или по
внутренним каналам, что приведет к его разрушению. Ячейки
у пенопластов либо открытые, внутри связанные как у губки,
либо замкнутые как у мыльной пены, при этом тот или иной
213
тип ячеек составляет не более 90% общего их числа. Обычно
используемые на практике пеноматериалы с открытыми ячей-
ками жестки, а не эластичны подобно губке и, таким образом,
не способны быстро впитывать воду. В результате этого обес-
печивается сохранение необходимого запаса плавучести. Теоре-
тически возможно сквозное заполнение ячеек водой, но на это
потребуется длительное время, поскольку в промежутках между
ячейками содержится значительный объем воздуха. Пенополи-
стирол, получаемый посредством вспенивания отдельных гра-
нул, имеет большое количество замкнутых ячеек.
Из пенопластов применяют: обычный полистирол, легкий
изоляционный материал белого цвета; полиуретан, эластичный
обивочный или в виде жестких листов; вспененный полихлорви-
нил как жесткий, так и эластичный и «Оназот», представляю-
щий собой губчатую резину, похожую на пенопласт. Исполь-
зуют также пробку и бальзовую древесину.
С целью получения прочного соединения материала со стен-
ками смесь двух компонентов заливают или напыляют в жид-
ком состоянии, после чего происходит быстрое вспенивание и
заполнение пространства. Для напыления или инжекции не-
которых из таких смесей требуется применять дорогостоящее
оборудование.
Наиболее широкое распространение получили полиуретано-
вые пенопласты плотностью от 30 до 160 кг/м3. Они создают
значительное усилие при вспенивании, достаточное, чтобы под-
нять человека. Во избежание коробления, особенно корпуса
со сложными обводами, необходимо предпринимать меры пред-
осторожности.
Воздушные ящики плавучести зачастую можно изготовить
непосредственной обформовкой поверхностей пеноблоков с обе-
спечением формы, соответствующей заполняемому пространству.
Это позволяет избежать трудностей, связанных с изготовлением
отдельной матрицы. Грубая отделка внутри корпуса — неболь-
шой недостаток.
Непосредственную обформовку полистирола осуществить не-
возможно, так как полиэфирная смола быстро растворяет его.
Полистирол должен быть защищен. Один из удовлетворитель-
ных методов защиты — это покрытие его полиэтиленовой плен-
кой или битумной краской. Преимуществом полистирола яв-
ляется его дешевизна и доступность.
Другие пенопласты в значительно меньшей степени подвер-
жены воздействию смолы при условии достаточно быстрой ее
полимеризации. Однако пористость приводит к повышенному
расходу смолы, что исключается при нанесении любого покры-
тия. Пористость наиболее вероятна на срезах кромок, однако
автору пришлось однажды испытать неудачу при использо-
вании пробки вместо пенопласта. Крупные полости впитали
так много смолы, воспрепятствовав при этом равномерной про-
214
питке, что в итоге ящик получился с явно выраженными по-
рами.
Подобный метод применим для изготовления ящиков, имею-
щих основу из фанеры или досок, с последующей их оконча-
тельной наружной обформовкой (рис. 89). Фанерная основа
обладает небольшой прочностью, достаточной лишь для под-
держания слоев поверх нее в процессе наформовки. Она ис-
пользуется только как оформитель, поэтому целесообразно
применять дешевые сорта ее. При этом нет необходимости ус-
ложнять конструкцию, выполняя тщательную пригонку и обес-
печивая жесткое ее соединение с корпусом. Совместное соеди-
Рис. 89. Обформованный снаружи ящик плавучести: а — крепление по месту
посредством липкой ленты предварительно подготовленных панелей из много-
слойной фанеры или твердого картона; б—ящик плавучести, созданный об-
формовкой панелей-оформителей.
нение основы с корпусом посредством липкой ленты вполне
приемлемо, оно в конечном счете обеспечивает присоединение
к формованной конструкции. Формование лучше всего выпол-
нять в два этапа, отверждая первый слой перед наложением
второго. Это позволит избежать возможных неприятностей,
обусловленных гибкостью неровной и тонкой основы.
Таким образом получают ящик достаточно прочной формо-
ванной конструкции. При необходимости фанерную основу
можно изготовить прочной, а затем покрыть снаружи тонким
слоем стеклопластика в целях обеспечения износостойкости.
Ящики плавучести можно сделать целиком из фанеры (рис. 90).
Рекомендуется заполнить полость пенопластом. Можно исполь-
зовать также пробку, вермикулит или другие легковесные за-
полнители. Материал, предназначенный в качестве заполни-
теля, не должен быть слишком плотным или способным к водо-
поглощению.
Создающие плавучесть материалы требуется надежно за-
креплять. Пространства плавучести должны иметь достаточную
215
прочность, чтобы противостоять выталкивающим нагрузкам.
Например, отсек, имеющий габариты 0,65X0,65X0,65 м и нор-
мальный для обеспечения плавучести объем 0,23 м3, создает
запас плавучести 228 кг. При затоплении судна подъемная сила
такого отсека равна четверти тонны. Необходимо предотвра-
тить ослабление или поломку судна от действия этого усилия,
так как судно должно оставаться на плаву. Легкие найтовы и
винты могут оторваться. Подобное усилие может возникнуть,
естественно, в том исключительном случае, когда судно за-
топлено до полного погружения ящика. Обычно усилие не
превышает значения, необходимого
для поддержания судна на плаву,
т. е. равно массе вытесненной суд-
ном воды; при этом ящик распола-
гается выше уровня затопления.
Рис. 90. Ящик плавучести «су-
хой» конструкции.
/ — рейка, приклеенная к кор-
пусу; 2 —панели из фанеры, уста-
новленные с креплением к рейкам
иа клею и шурупах.
§ 16.2. Расчет плавучести
Один кубический метр объема воз-
душного ящика создает положи-
тельную плавучесть, равную 1000 кгс
в пресной воде и 1040 кгс в соленой.
При расчетах следует руководство-
ваться первым значением.
Пенополистирол обладает поло-
жительной плавучестью в пресной
воде около 900—950 кгс на 1 м3
объема, что не составляет сущест-
венной разницы по сравнению с плавучестью, создаваемой объ-
емом воздушного ящика. Ниже приведены значения удельной
плавучести материалов в пресной воде.
Плавучесть,
кгс/м3
Пенополистирол...................... 960—990
Пенопласт полихлорвиниловый .... 800—930
Пенополиуретан...................... 830—970
Пеноизоцианат........................ 800—900
«Оназот»............................ 800—930
Пробка............................... 730—790
Бальзовая древесина................. 640—960
Воздушное заполнение:
в пресной воде......................... 1000
в соленой воде...................... 1040
Согласно Международной конвенции 1960 г. по спасению на
море положительная плавучесть, необходимая для поддержа-
ния человека на воде, составляет 65 кгс.
216
Таблица 3
Характеристики различных материалов, используемые
для расчета плавучести
Материал Плотность Коэффи- циент плавуче- сти 1 В VB X ю», м3 VB/VX
Стеклопластик Тело человека Алюминий Сталь Свинец Дуб Красное дерево Пенополистирол , _ Масса в погруя 1 — Масса в Условные обози димого для поддержания воду (знак минус означает 40 кг. Примечание. Объ плавучести, можно получит 1,5 1,1 2,6 7,9 Н,4 0,85 0,6 0,01 <енном состоял атмосфере а ч е н и я: VB главучести бол добавляемую п ем других мате ь методом пере 0,33 0,1 0,63 0,88 0,92 —0,39 —0,9 —61,5 ИИ — объем воздух ванки массой лавучесть); Vx риалов, необхо счета. 1,48 0,45 2,83 3,92 4,23 -1,75 —4,05 —275 иного простран 40 кг при пог — объем матер димый для соз 0,5 0,1 1,6 7,0 10,4 ства, необхо- ружении ее в нала массой даиия той же
Таблица 4
Плавучесть шлюпки длиной 2,5 м
Составляющие нагрузки массы Материал Масса W, кг Коэффи- циент плавуче- сти В Требуемая плавучесть WB, кгс
Цельноформованный корпус Подвесной двигатель Оборудование и грузы Пассажировместимость 4 чел. (расчетная мас- са каждого 80 кг) Стекло- пластик Сталь Смешанный 24 16 16 320 0,33 0,88 0,5 (средний) 0,1 8,0 14,0 8,0 32,0
Итого 62,0
Примечания. 1. Пр плавучесть, эквивалентную блокам пенополистирола гаС ной оснастки дополнительна 2. С 1975 г. различными плавучести на судах (возду! требование, согласно которс чета иа одного пассажира. и удельной пла усилию 62 кг аритами 0,9x0 я плавучесть с государственн иные ящики, к му запас плав} вучести 960 кгД с. Это в свою 15X0,2 м кажд оставляет окол ыми органами лассифицируем ^чести должен I3 объем 0,065 м очередь эквив ый. При нали о 6—8 кгс. для обеспечеии ые как постоя} доставлять 17— обеспечивает алентно трем 4ии деревян- я постоянной 1иые) введено 20 кгс из рас-
217
Как уже отмечалось, плотность стеклопластика ниже, чем
стали, а следовательно, для обеспечения безопасности судна
из стеклопластика требуется меньший запас плавучести. Плот-
ность стеклопластика составляет около 1,5, так что его масса
в погруженном состоянии равна лишь одной трети его массы
вне погружения, т. е. суда из стеклопластика являются легко-
весными. Например, для поддержания небольшой формованной
шлюпки массой 20 кг требуется усилие, равное 5,7 кгс, что со-
ответствует объему около 0,01 м3. Благодаря значительному ко-
личеству деревянных деталей внутренней отделки объем может
быть еще меньше.
В противоположность этому для поддержания энергетиче-
ской установки и оборудования или балластного киля, имеющих
значительную массу, требуется плавучесть, равная 90% массы
этих конструкций. В то же время объем, равный 0,01 м3, кото-
рый поддерживает шлюпку массой 20 кг, достаточен лишь для
поддержания массы 7,5 кг, что составляет примерно половину
массы небольшого подвесного мотора.
Трехслойная конструкция имеет обычно легкий заполнитель
и обладает соответствующей плавучестью, значение которой за-
висит от толщины и материала заполнителя. Она гарантирует
Таблица 5
Плавучесть моторной лодки длиной 3,6 м
Составляющие нагрузки массы Материал Масса W, кг Коэффи- циент плавуче- сти В Требуемая плавучесть WB, кгс
Формованный корпус, Стекло- 120 0,33 40
палуба, сидения и др. Подвесной двигатель пластик Сталь 96 0,88 85
и оборудование Снаряжение Смешан- 40 0,5 20
Пассажировместимость ный 480 (средний) 0,1 48
6 чел. (расчетная мас- са каждого 80 кг)1 Деревянная оснастка Древесина 20 —0,9 —18
Итого Примечание. При удельной пла зучестн 960 кг/ь I3 объем 0,182 м 175 3 обеспечивает
плавучесть, эквивалентную усилию 175 кгс. Это в свою очередь эквивалентно суммар-
ному объему носового отсека плавучести абаритом 1,15X0,3x0,3 м и кормового отсе-
ка габаритом 1,2X0,3x0,3 м. 1 См. примечание 2 к табл. 4.
218
Таблица 6
Плавучесть парусной яхты длиной 6 м
Составляющие Материал Масса Коэффи- циент Требуемая
нагрузки массы W, кг плавуче- сти В плавучесть WB, кгс
Формованный корпус, Стекло- 480 0,33 160
палуба и др. пластик
Киль Свинец 400 0,92 370
Двигатель Сталь 80 0,88 70
Оснастка Смешанный 160 320 0,5 (средний) 80
Пассажировместимость 4 чел. (расчетная мас- са каждого 80 кг)1 •—- 0,1 32
Припасы, вода и др. Смешанный 40 0,5 (средний) 20
Итого 732
Примечание. При удельной плав учестн 960 кгс/л г3 объем 0,764 м3 обеспечивает
плавучесть, эквивалентную усилию 732 кгс. Такой объем составляет значительную
часть пространства небольшого судна, равную, например, пространству, занимаемому
одним спальным местом. В то же время плавучесть, необходимая для поддержания
команды, не превышает 5%
1 См. примечание 2 к табл. 4.
поддержание по крайней мере самого корпуса и тем самым
обеспечивает непотопляемость (табл. 3).
Для правильной оценки данных, представленных в табл. 3.
следует помнить, что свинец массой 40 кг представляет собой
небольшой кусок, но 40 кг стеклопластика — это уже масса,
вполне достаточная для изготовления судна. Для поддержания
свинца требуется в десять раз больший объем плавучести по
сравнению с собственным объемом, для поддержания стекло-
пластика— только половина от собственного объема, а чело-
века— одна десятая.
Из табл. 4—6 видно, как пользоваться данными, приведен-
ными в табл. 3, при определении плавучести судна любого типа.
Представленные в табл. 4—6 значения являются приближен-
ными, хотя и типичными. Следует рассматривать каждый от-
дельный случай в соответствии с действительными массовыми
нагрузками.
Необходимо исходить всегда из наихудших условий при мак-
симальной нагрузке, поскольку именно при таких обстоятель-
ствах авария наиболее вероятна. Разумно рассматривать такое
решение как едва достаточный минимум и ориентироваться на
219
обеспечение максимально возможного запаса плавучести. Это
особенно важно применительно к судну, оснащенному пустоте-
лыми ящиками, плавучесть которых может быть утрачена в ре-
зультате течи при повреждении. Следует исходить при расчетах
из предположения, что по меньшей мере один воздушный ящик
может быть выведен из строя. В случае использования ящиков
с пенозаполнителем необходимости в таком допущении не воз-
никает.
§ 16.3. Плавучесть малых прогулочных судов
Отсеки плавучести небольших прогулочных катеров занимают
значительную часть полезного пространства. А чем меньше
судно, тем большую ценность приобретает каждый клочок жи-
лого или складского места. На судне можно оборудовать че-
тыре спальных места, но при этом трудно в самом благоприят-
ном случае обеспечить оптимальные удобства для четырех чело-
век и разместить принадлежащее им личное имущество, а также
судовое оборудование. Так же обстоит дело даже на судах бо-
лее крупных.
Для небольшого судна требуется существенный запас пла-
вучести, и оно не может в достаточной мере считаться пригод-
ным для морских плаваний. Это может положить начало но-
вому направлению, и однажды яхты начнут оснащать запасом
плавучести. Ведь большие суда строят с водонепроницаемыми
переборками, так почему же это неприемлемо для яхт? Однако
решение этой проблемы осложняется в связи с ограниченностью
их водоизмещения.
В настоящее время плавучесть малых катеров обеспечива-
ется обычно за счет изолированного пространства под стацио-
нарными рундуками, являющегося наиболее подходящим склад-
ским помещением. Если установить водонепроницаемые крышки,
то это полезное пространство можно будет использовать в ка-
честве кладовой. Разумеется, теоретически содержимое этого
пространства уменьшит запас плавучести. На практике же кла-
довая никогда не будет заполнена более чем на 50% объема.
К тому же большая часть хранимых в ней предметов (одежда,
канат и др.) имеет почти нейтральную плавучесть. Потребность
в дополнительной плавучести диктуется, главным образом, на-
личием на борту тяжелых предметов, в частности судового обо-
рудования. Намного целесообразнее создать значительный из-
быток полезного объема плавучести, чем пожертвовать ценным
складским помещением, подвергнув его герметизации и сделав
тем самым заведомо бесполезным. Бесполезные объемы на
судне необходимо сводить к минимуму.
Восполнить преимущества, теряемые в результате отказа
от пенозаполнения, можно, разделив рундуки на множество
отдельных пространств. Это уменьшит опасность их затопления
при случайном открытии или утере крышек.
220
Глава 17. ПОДВЕСНЫЕ МОТОРЫ
В настоящей главе автор многократно ссылается на положения
«Технического руководства по эксплуатации маломерных су-
дов», выпущенного Американской ассоциацией малотоннажных
судов (BIA — Boating Industry of America), или, сокращенно,
ААМС.
Ассоциация добилась общеотраслевого согласования многих
общих параметров подвесных моторов, судовой арматуры и раз-
меров транца. Это пример разумного сотрудничества промыш-
ленников в пределах всей отрасли, без которого было бы невоз-
можно завоевать такую популярность катеров с подвесными
моторами или обеспечить столь эффективное развитие произ-
водства этих моторов.
§ 17.1. Стандартные размеры транцев
На рис. 91 приведены стандартные размеры транцев, рекомен-
дованные ААМС.
Моторный колодец должен обеспечивать:
1) подъем конструктивной ватерлинии над вырезом в транце;
2) направление водяного удара на передний комингс ко-
лодца.
Конструктивные размеры моторного колодца представлены
в табл. 7.
Таблица 7
Размерения, зависящие от мощности мотора
Мощность мотора, л. с. (кВт) Толщина стенки транца Л, мм Клиренс мотора В, мм Высота крышки С, мм Высота транца по вертикали D, мм Длина выреза Е, мм
До 5,5 (до 4,1) 5,5—16 (4,1—12) 16—61 (12—46) 61—91 (46—68) 91 и более (68 и более) Пр и меч а кой сидения, в с сидением и мото] чивать на 75 мм. 32—44 35—44 35—50 41—57 41—57 н и е. Если вн вязи с чем соз/ ом при внезап 356 432 534 712 712 утреннее сеч (ается опаси< юм откидыв 458 572 737 826 826 ение выреза эсть защемле 1нии последи 381 + 12 или 508+12 381 + 12 или 508+12 381 + 12 или 508± 12 508 + 12 508+12 под мотор образу ния руки пассажи sro, размер Е след} 547 547 547 610 762 ;тся спин- ра между гет увели-
221
Моторы различных марок отличаются друг от друга отдель-
ными конструктивными элементами и характеристиками (веро-
ятно, в меньшей степени, чем указано в рекламных описаниях),
однако все они соответствуют стандартизированным транцам.
Это относится почти к каждому крупному подвесному мотору,
Рис. 91. Практические рекомендации ААМС по выбору размеров моторного
колодца (см. табл. 7).
Размеры, не зависящие от мощности мотора: птах =12 мм; dmjn=150 мм; ст{п =228 мм;
d=l,5 мм; гГПах"76 мм; хтах=18°; i/=10o; z=124s16o.
Примечание. Если окантовка транца выступает за корму более чем на 1,5 мм (раз-
мер d), кормовую поверхность транца нужно нарастить. Чтобы привести в соответствие
с допуском, можно обрезать выступ окантовки заподлицо.
изготовляемому в любой части света, а также к большинству
шлюпочных моторов, за исключением двигателей типа «Бритиш
Сигал». Коренные изменения размеров подвесных моторов
в настоящее время маловероятны.
§ 17.2. Мощность двигателя
За счет незначительных изменений обводов корпуса можно сде-
лать судно способным иметь двигатель большей или меньшей
мощности. Изготовители посредством натурных испытаний дол-
жны подтверждать соответствие судна двигателю рекомендуе-
мой мощности.
222
Более мощный двигатель может сообщить глиссирующему
судну высокую скорость, однако он способен сделать его неуп-
равляемым и опасным. У каждого водоизмещающего судна,
сконструированного не для глиссирования, нормальная ско-
рость определяется обводами корпуса и нагрузкой, а не мощ-
ностью двигателя. Установка более мощного двигателя ведет
лишь к напрасной трате средств, поскольку значительное воз-
растание мощности дает несущественный выигрыш в скорости.
Излишние брызги, шум и нервное возбуждение будут создавать
впечатление скорости, однако судно в действительности может
идти даже медленнее.
§ 17.3. Защита судна
Некоторые мощные подвесные моторы имеют зубцы на устано-
вочном кронштейне со стороны, примыкающей к наружному
борту. Они создают надежное сцепление с деревянным транцем,
Рис. 92. Обеспечение жесткости транца для установки подвесных моторов
малой мощности: а — деревянные накладки с внутренней 1 и наружной 2
сторон, создающие защиту поверхности стенки формованной конструкции
и увеличивающие толщину и прочность; б — заполнитель 6 из древесины
между наружной 5 и внутренней 8 обшивками; деревянные накладки 7 слу-
жат для защиты поверхности; в — формованный швеллерный планширь 4
с деревянной вставкой 3, установленной внутри.
однако стирают слой краски. Отформованный корпус будет по-
врежден этими зубцами, поэтому на внешней поверхности
транца судна, спроектированного под установку мощного под-
весного мотора, необходима постоянная защитная накладка.
Накладки могут быть деревянными, металлическими или поли-
винилхлоридными (рис. 92).
Толщину любых наружных или внутренних защитных накла-
док следует определять при выборе толщины транца. В против-
ном случае суммарная общая толщина получится слишком
большой и от защиты, возможно, придется отказаться.
223
§ 17.4. Меры ло предотвращению потери мотора
Если у мощного подвесного мотора разболталось крепление, он
может легко сорваться.
При наличии в транце надежного рыма-болта или кормовой
киповой планки можно привязать мотор посредством надеж-
ного фалиня или цепочки на случай, если мотор все-таки сор-
вется. Фалинь должен быть закреплен перед установкой мо-
тора в рабочее положение.
Наибольшая опасность потери мотора возникает при его
установке или снятии. Следует крепить фалинь непосредственно
к мотору. Монтажный кронштейн может сломаться.
§ 17.5. Рулевое устройство
На судах, проектируемых под установку подвесных моторов
мощностью 30 л. с. (22,5 кВт) и более, следует обеспечить воз-
можность дистанционного управления. На судах, монтаж руле-
вого устройства которых не выполняется заводом-изготовите-
лем, необходимо предусмотреть кронштейны для установки
блоков, роульсов и концевых элементов с использованием штур-
троса или механических тяг.
Рулевое устройство должно иметь надежное крепление. При
рулевом управлении не должно требоваться больших усилий,
но тем не менее поворачивающие силы здесь действуют значи-
тельные. При заедании (например, если мотор увяз в иле) ру-
левое устройство будет нести дополнительную нагрузку.
Оно должно выдерживать также динамические нагрузки при
ударе мотора о препятствие. Согласно требованиям ААМС ро-
ульсы, тросы и все крепления должны выдерживать натяжение
не менее 340 кгс. Для этого нужны прочные опорные конструк-
ции и равномерное распределение нагрузок. При сквозном креп-
лении головки винтов неизбежно окажутся снаружи. Их можно
закрыть привальным брусом или декоративными накладками.
Плакированные головки выглядят достаточно привлекательно
даже не будучи закрытыми. Можно применить крепление в за-
деланные деревянные накладки или механические анкеры. Они
должны быть установлены таким образом, чтобы возникающая
нагрузка была бы срезывающей, либо их следует заформовы-
вать на достаточной ширине для обеспечения противостояния
значительным тяговым усилиям, вызывающим отслаивание.
Предпочтительно крепить элементы конструкции к стрингерам
или поперечному набору в целях уменьшения износа троса.
Минимальный расчетный диаметр блоков роульсов должен со-
ставлять 50 мм. Они не должны иметь шарнирного соедине-
ния с мотором или в местах, где угол охвата троса превы-
шает 135°.
224
Рулевое устройство с роульсами и тросами следует собирать
по схеме, представленной на рис. 93, с трехрядной остропкой,
обеспечивающей ход троса 1140 мм для двигательного ком-
плекса мощностью более 50 л. с. (38 кВт), и с двухрядной ост-
ропкой, обеспечивающей ход троса 760 мм для двигательного
Рис. 93. Практические рекомендации ААМС по монтажу рулевого устрой-
ства: а — рулевое устройство с тросами и шкивами, одностороннее; б — руле-
вое устройство с тросами и шкивами, двустороннее; в — трехходовая ост-
ропка, обеспечивающая перемещение троса на 1140 мм для моторов мощно-
стью свыше 50 л. с., одинарных или спаренных; г — двухходовая остропка,
обеспечивающая перемещение троса на 760 мм для моторов мощностью до
50 л с., одинарных или спаренных; д — механическая рулевая передача;
номинальное перемещение троса 216 мм; е — возможные стандартные положе-
ния кронштейна для крепления рулевого троса.
/ — осевая линия мотора или спаренных моторов; 2—верхняя часть транца; 3 —крон-
штейн для крепления рулевого троса.
Конструктивные размеры элементов рулевого устройства: атах — 25 мм; —25 мм;
cmoY =38 MM;^m<5v=38 мм; <?m„v=610 =559 мм; g=13 мм; h=70 мм;
ШаЛ llldX llldX 111111
1 = 169 мм; /=438 мм; =203 мм.
комплеска мощностью до 50 л. с. Это в равной мере относится
и к одинарным, и к спаренным моторам. Блоки и концы тросов
должны располагаться как можно ближе к бортам в пределах
указанных значений, чтобы исключить чрезмерный натяг при
поворотах и наклонах мотора.
Тросы не должны тереться о переборки, сидения, боковые
стенки колодца или другие препятствия при любых углах пово-
225
рота или наклона мотора во избежание деформации в прядях
троса и прорезов в стеклопластике, а также заедания в рулевом
устройстве. Тросовые зажимы, соединения, талрепы не должны
проходить через отверстия для проводки тросов. Мотор всегда
наклоняется в диаметральной плоскости. При ударе о препят-
Рис. 94. Практические рекомендации по установке штурвала.
/ — лицевая сторона приборного щитка; 2— комингс кокпита; 3 — ось штурвала.
Размеры рулевого колеса: =430 мм — расстояние от оси рулевого колеса .до
комингса кокпита; b— ширина буртика шкива; е=190 мм — расстояние по оси от руле-
вого колеса до щнтка; 0=0 & 20° — угол установки колеса. Предельные размеры шкива:
= мм; с=63,54-95,3 мм —наружный диаметр шкива; dmax = 177 мм —расстоя-
ние по оси от шкива до щитка. Размеры свободного пространства, необходимого при ис-
пользовании шкивов со штуртросом: /=203 мм; g»177 мм;йтах=125 мм; /=127 мм.
То же в случае применения механической передачи: /=203 мм; £=222 мм; /=127 мм;
/п=95 мм; я=280 мм.
ствие полностью закрепленный мотор поднимается над килевой
линией (при спаренных двигателях — параллельно этой линии).
Натяжные пружины обеспечивают нагрузку прядей в тросе.
При использовании слабых пружин может возникать проскаль-
зывание или биение. Для предотвращения биения они должны
иметь растяжение 50 мм и удельную нагрузку 0,9 кгс/мм. Спа-
ренные моторы необходимо соединять посредством жесткой
стяжки.
226
На рис. 94 и 95 показаны размеры пространства, требуемого
для установки штурвала. Согласно рекомендациям установоч-
ные кронштейны должны ориентировать плоскость штурвала
параллельно приборному щитку или с наклоном до 20° на рас-
стоянии 190 мм от щитка, измеряемом по оси колонки.
Барабаны штуртроса устанавливают так, чтобы возможное
передаточное число рулевого устройства составляло 53/4 оборо-
та барабана при повороте мотора на угол ±45°. Это переда-
точное число достигается, если радиус дистанционного управле-
Рис. 95. Практические рекомендации ААМС по относительному расположению
сидения и штурвала.
а=584 ч- 635 мм — расстояние от центра обода штурвала до спинкн сидения; 6 = 177•£*
ч-280 мм — расстояние от нижней кромки обода до верха подушки сидения (при неза-
груженном сидении); с=762ч-863 мм — средняя высота уровня глаз над поверхностью
сидения; d — максимально допустимое ограничение видимости, м.
ния мотором и установка тросов соответствуют практическим
рекомендациям (см. рис. 91). Роульсы должны быть располо-
жены так, чтобы тросы шли под прямым углом к рулевой ко-
лонке. Таким образом, два роульса не могут располагаться на
одном уровне. За штуртросом должно быть свободное от пре-
пятствий пространство. Тросовые барабаны должны выбирать
требуемую длину троса.
На судах, штурвалы которых не устанавливаются заводом-
изготовителем, сидения и лицевые панели требуется размещать
таким образом, чтобы штурвал (рис. 94) крепился к лицевой
панели в соответствии с условием обеспечения комфорта для
водителя.
Средняя высота уровня глаз сидящего за штурвалом руле-
вого колеблется между 760 и 860 мм над сидением. Обод штур-
вала, окантовка ветрового стекла или иной элемент конструкции
227
не должны ограничивать обзорности при любых возможных
углах дифферента в дополнение к неизбежному ограничению
минимальной дальности видимости, зависящей от длины судна
(см. рис. 95).
§ 17.6. Топливные баки
Баки небольших моторов обычно располагают на самом моторе.
Более крупные моторы или присоединяют к встроенному баку,
или оснащают переносным баком. Строитель судна должен
обеспечить пространство для размещения переносного бака,
а также предусмотреть достаточный зазор сверху и вокруг него,
чтобы можно было легко снять его для заполнения.
Перемещение тяжелого полного бака представляет значи-
тельные трудности. Широкий планширь, например, может за-
труднять подъем бака на борт одним движением, что вынуж-
дает всякий раз на мгновение опускать на него бак и царапать
поверхность в этом месте. Если формованный планширь или по-
ручни при этом подвергнутся случайным ударам, края их обло-
маются.
Переносные баки не должны дребезжать. Нужно использо-
вать, как минимум, клинья для крепления их в определенном
положении. Необходимо применять найтовы, чтобы при сильной
качке бак не сорвался с места.
§ 17.7. Сиденья моторной лодки
Лучшим материалом для рамы сиденья является армированный
пластик. Поскольку конфигурация сиденья проста, пуансон
легко изготовить из древесины или гипса. Это целесообразно
даже при единичном производстве. Сиденье должно иметь тща-
тельно выполненную обивку. Поскольку отделка поверхности
рамы при этом не видна, матрица может быть упрощенной кон-
струкции.
В равной степени важно, чтобы крепления, опорная кон-
струкция, а также, конечно, и само судно в месте креплений
были прочными. Сиденье должно крепиться винтами или бол-
тами к мощным опорам или кронштейнам, приформованным
к корпусу. В местах установки кронштейнов следует предусмат-
ривать утолщения. На судах с двухслойной обшивкой или
с днищем в виде двойной формованной конструкции опоры для
крепления сидений могут быть образованы в промежутке между
обшивками. Съемные и складные сиденья требуется надежно
закреплять. При отсутствии возможностей для формования си-
денья можно изготовить из многослойной фанеры. Их следует
крепить к шпангоутам или стрингерам, а не к обшивке корпуса,
если только нагрузка не может быть равномерно распределена
посредством установки крупной накладки.
228
§ 17.8. Ветровые стекла
Ветровое стекло на мотолодке или гоночном катере служит ско-
рее для защиты от брызг, чем от ветра, поскольку скорость дви-
жения не столь уж велика.
Очень немногие ветровые стекла закрепляются соответствую-
щим образом. Ветровое стекло должно иметь минимальную
толщину 6 мм, чтобы выдерживать местные удары и толчки от
твердых предметов, равно как и удары волн.
Стеклянный экран следует устанавливать в раме и изго-
товлять из небьющегося стекла. Многие владельцы используют
стандартные автомобильные ветровые стекла. Это простой и не-
Рис. 96. Установка ветрового стекла: а — подкрепление посредством крон-
штейнов с тщательной герметизацией стыка внизу для предотвращения по-
падания воды внутрь (не рекомендуется); б — установка ветрового стекла
спереди отформованного козырька или комингса; обеспечивается надежное
крепление без установки кронштейна; е— «сухая» конструкция; крепление
ветрового стекла спереди к деревянному комингсу.
дорогой способ получения изогнутого экрана. Маловероятно,
однако, что стандартная рама способна выстоять в морских
условиях. В этом случае можно рекомендовать наносить спе-
циальные покрытия или приобрести раму из некорродирующего
материала. Она легко может быть получена и формованием.
Конструкцию экрана требуется определять на проектной ста-
дии, чтобы палуба могла быть спроектирована с учетом уста-
новки экрана. Для обеспечения возможности замены экрана
следует выбирать наиболее популярную модель автомобиля.
Ветровое стекло должно быть тщательно герметизировано
по нижней кромке. В противном случае просачивающаяся или
подтекающая под него вода создает определенные неудобства
для команды. Установка его вплотную к передней стороне фор-
мованного комингса исключает просачивание. Хороший козы-
рек или комингс также может служить в качестве жесткой
опоры для установки.
При изогнутом экране дополнительных поддерживающих
элементов может не потребоваться, но лучше все же для стра-
ховки установить два или три кронштейна (рис. 96).
229
Широкий формованный комингс часто можно сконструиро-
вать в виде удобной полки для различных предметов. Для этого
требуется только простой фланец, но он не должен образовы-
вать водоотделитель и в то же время предназначен обеспечи-
вать сток воды за борт, а не на колени водителю.
Безрамные экраны из органического стекла лучше всего
устанавливать с использованием мягких прокладок, избегая же-
сткого болтового крепления. В противном случае удар, рывок
или даже температурное расширение могут вызвать образова-
ние трещин в материале. Если трещина начнет распростра-
няться, в конце ее следует просверлить небольшое отверстие.
Это предотвратит дальнейшее развитие трещинообразования.
§ 17.9. Огнетушители
В море пожарную команду не вызовешь. Огонь должен быть
ликвидирован силами экипажа и притом немедленно.
Каждое судно с механическим двигателем, особенно бензи-
новым, должно быть оснащено огнетушителями соответствую-
щего размера, пригодными для тушения пожаров класса В (за-
горание топлива). Мелкие суда открытого типа могут иметь
один огнетушитель, судно длиной свыше 5 м и все суда с каю-
той — два, суда длиной, превышающей 8 м,— три или более.
Утверждены судовые огнетушители следующих типов:
— с двуокисью углерода (массой 2 кг);
— с сухим порошком (массой 1 кг);
— пенные (объемом 4,2 л).
Использование жидкостных огнетушителей, выделяющих
токсичные вещества, например хлорбромэтан или тетрахлорид
углерода, недопустимо. Но бромохлородифлуорометан нетокси-
чен и обычно применяется в Европе. Вместимость огнетушителя
составляет 1,5 кг.
Огнетушители ежегодно следует подвергать проверке. Нахо-
дящиеся под давлением огнетушители должны иметь индика-
торы давления. Необходимо проверять механизм, равно как и
содержимое. Огнетушители должны находиться под рукой и в
работоспособном состоянии, но не внутри опасных зон (напри-
мер, машинного отделения и камбуза). Один из них следует
располагать в кокпите. В местах, где выход членов команды
может быть отрезан огнем, необходимо устанавливать ручные,
а не автоматические огнетушители.
Наиболее удобным и дешевым огнетушителем на лодке счи-
тается ведро, привязанное к тросу. Водой можно ликвидиро-
вать даже небольшой пожар от возгорания бензина, но главным
образом опа помогает предотвратить охват огнем самого судна.
Опасность исходит от загорания судна, а не горючего, находя-
щегося внутри него. Судовые материалы являются пожаробезо-
230
паевыми класса А, а такие пожары могут быть потушены водой.
Вода имеется в изобилии, в непосредственной близости. Это
неисчерпаемое и дешевое средство, к тому же чистое, что облег-
чает последующую уборку.
Стеклопластик не более пожароопасен, чем древесина, а при
использовании самозатухающих смол и огнестойких покрытий
может оказаться значительно безопаснее древесины (см.
§20.6).
Рассказываемые ужасные истории о судах, материал кото-
рых растворялся под действием огнегасящих жидкостей,— не что
иное, как досужий вымысел. Ни один из одобренных к эксплуа-
тации огнетушителей не причинит вреда стеклопластику даже
при больших объемах жидкости. Неодобренные огнетушители
разве что вызовут очень медленное размягчение поверхност-
ного слоя.
При использовании неодобренных огнетушителей опасность
кроется в некачественном пористом формованном материале,
сквозь который проникает жидкость и разъедает его изнутри.
Повреждение вызывается, таким образом, не жидкостью, а не-
качественно изготовленной формованной конструкцией.
Глава 18. РАНГОУТ
Формование рангоута из стеклопластика — дело непростое. Од-
нако при правильном подходе любитель может изготовить рабо-
тоспособный рангоут, достаточно прочный, легкий, имеющий лю-
бую приемлемую форму, конусность, изменяющуюся толщину
стенки и гибкость, хотя при этом, вероятно, допустит большое
число существенных погрешностей, прежде чем достигнет харак-
теристик, приближающихся к научно обоснованным.
Трудности, связанные с изготовлением рангоута, непомерно
возрастают с увеличением его размеров.
§ 18.1. Материалы
Стекломат, используемый для изготовления корпуса судна, не-
достаточно прочен для рангоута. Для этой цели требуется тка-
ный материал наподобие полотна или тканых ровниц, обладаю-
щий большим сопротивлением растяжению.
В целях обеспечения максимальной прочности деталей, рабо-
тающих в условиях критических нагрузок, следует применять не
полиэфирные, а эпоксидные смолы.
231
Основные нагрузки на рангоут (в частности, на мачту) дей-
ствуют обычно вертикально, вдоль осей. При использовании
однонаправленной ткани (т. е. имеющей большую прочность ос-
новы, чем утка, или наоборот) для придания прочности в го-
ризонтальной плоскости рангоута удается достигнуть эконом-
ного расходования материала и тем самым избежать увеличе-
ния массы. Следует отметить, что однонаправленная ткань
(иногда называемая направленной тканью) обеспечивает боль-
шую прочность только в том случае, если волокна располага-
ются вдоль рангоута. Достоинства ткани, уложенной по спи-
рали (что часто требуется для ее удержания), снижаются.
В этом случае обычное квадратное плетение обеспечивает та-
кую же прочность.
Хорошие результаты дает намотка волокна, т. е. наматыва-
ние единичной пряди наподобие того, как это делают при обма-
тывании конца каната.
Ткань иногда удобнее скручивать по длине детали отдель-
ными длинными отрезками, чем наматывать спиралеобразно.
Лучшим методом формования является тот, который наиболее
прост.
§ 18.2. Использование сердечника
При изготовлении рангоута формование можно производить по-
верх сердечника или секциями с последующим их соединением.
Сердечник может оставаться внутри детали или извлекаться.
Сердечник, оставляемый внутри, наиболее прост, но поскольку
он предназначен для одноразового использования, то должен
быть легким и недорогим. Жесткость его должна быть доста-
точной, чтобы сохранять форму, пока смола не заполимеризу-
ется, при этом требуется поддержание его снаружи.
Применяемый в качестве заполнителя пенополиуретан или
полихлорвиниловый пенопласт является непрочным, но очень
легким. Бальзовая древесина прочнее, но имеет большую плот-
ность. Крупные поры пробки поглощают смолу. Пенополисти-
рол требуется тщательно изолировать, поскольку полиэфирная
смола быстро его растворяет. Он более надежен в сочетании
с эпоксидной смолой. Его необходимо заворачивать в полиэти-
леновую пленку или изолировать эпоксидным составом, краской
или битумом и обязательно подвергать образец натурным испы-
таниям.
Самый легкий заполнитель — это воздух. Тонкостенная
трубка из бумаги вполне подходит для этого случая, а участки
небольшой длины можно соединять друг с другом. Диаметрам
судовых мачт соответствуют дренажные трубы, сточные и спуск-
ные трубы. Простые композитные детали рангоута изготовляют
также формованием поверх бамбука.
232
В идеальном случае сердечник должен быть в конце концов
удален, но формованная конструкция при отверждении сжи-
мает его. Более практичны сердечники, которые могут сплющи-
ваться при удалении воздуха или опорожняться от воды или
песка.
Надуваемую трубку из полиэтилена или резины, плоскую
в свободном состоянии, легко извлечь. Но если она и остается
внутри, проигрыш в материале и массе получается незначитель-
ный. Как видно на примере надувной лодки, низкое давление
создает достаточно плотную поверхность трубы. Армированная
труба высокого давления может быть даже более жесткой.
Труба, наполненная легко удаляемыми водой и песком, жестче,
но сложнее в использовании.
Сердечники, которые могут выплавляться или растворяться,
вследствие низкой теплостойкости смолы неприемлемы. Даже
температура кипящей воды превышает порог повреждения боль-
шинства смол. Можно использовать воск, но для цельного сер-
дечника он дорог. Тонкий слой воска поверх твердого сердеч-
ника можно выплавлять без нагрева, способного вызвать серь-
езное повреждение стеклопластика, освободив сердечник
настолько, что его легко вытянуть. Полиэтиленовое покрытие,
обладающее достаточно низким трением, позволяет удалить
дорн целиком, но, вероятно, для этого необходимо приложить
значительное усилие и использовать съемные приспособления
для передачи этого усилия без повреждения мачты. Это, пожа-
луй, лучше выглядит в теории, чем на практике. Авария может
обойтись очень дорого.
Пеноматериалы довольно легко разломать. Однако они на-
столько легки и безвредны, что целесообразнее оставлять их
внутри.
Композитные сердечники увеличивают жесткость и проч-
ность конструкции, в частности элемент жесткости крестообраз-
ного сечения из тонкой многослойной фанеры в сочетании с пе-
нопластом для получения требуемой формы или с поддержи-
вающей оболочкой из клейкой бумаги, плотно обернутой поверх
него.
Пеноматериал несложно обработать. Жесткая пена или еще
более доступная и легко принимающая форму эластичная пена
может быть отверждена после пропитки смолой.
Раскатанный тонколистовой металл и сварная сетка «Велд-
меш» образуют жесткие и легкие сердечники, но их трудно
извлекать. Сварная сетка, т. е. такая, пересекающиеся прово-
лочки которой свариваются, очень жестка для своей массы. Это
довольно неподатливый материал, но придав ему определенную
форму и сварив стыки, либо соединив их болтами или прошив-
кой, можно образовать конструкцию, не требующую дополни-
тельных подкреплений. Проволочную плетеную сетку чаще при-
меняют для заполнения.
233
§ 18.3. Секционное формование
Простейшим методом является формование деталей рангоута
из двух или более продольных секций с последующим их соеди-
нением. Однако способ соединения секций следует тщательно
продумать. Предпочтительнее продольное соединение внахлест
с проклеиванием или клепкой (рис. 97). Стыковое соединение
по длине ненадежно в силу малой поверхности контакта и труд-
ности осуществления надлежащей обформовки. Оптимальным
способом является образование наружного фланца, который
может быть отформован строго по линии и затем либо срезан’,
Рис. 97. Детали рангоута, собранные из отдельных секций: а — два швел-
лера, соединенные или склепанные для образования полого коробчатого сече-
ния; б — деталь из двух секций; большая секция образует основную часть де-
тали, а меньшая — проходной канал; в — две максимально облегченные сек-
ции, соединенные по стыкам и обформованные снаружи для получения ос-
новной прочности детали.
либо использован для создания дополнительной прочности
в одном направлении или в качестве направляющей для ниж-
ней кромки паруса.
Достаточная прочность обеспечивается при изготовлении
двух формуемых деталей, образующих сердечник, склеивании
их и наформовке поверх обеих частей ткани или ровинга для
сращивания их вместе. Формуемый сердечник должен быть
прост в изготовлении и обеспечивать минимально необходимую
жесткость. Этот способ можно использовать применительно
к сердечнику из таких материалов, как легкая многослойная
фанера, плотный картон или бумага. Стыки должны быть обвя-
заны тесьмой. Известен способ, при котором две половины мат-
рицы соединялись шарнирно. Материал формуемой детали укла-
дывался в раскрытую матрицу и после пропитки обе половины
смыкались. При этом неизбежны потери смолы и, следова--
тельно, снижение прочности вдоль оси шарнирного соединения.
Резкий поворот в шарнире может нарушить положение пропи-
танной стеклоткани. Более совершенным является способ ук-
ладки материала на гибкий металлический или пластмассовый
234
лист, который затем изгибают, формуя таким образом деталь
с круглым или овальным сечением. После отверждения мате-
риала формуемый лист удаляют и обе кромки отформованной
заготовки связывают вместе или соединяют заклепками. Этот
способ также обеспечивает получение гладкой наружной по-
верхности.
§ 18.4. Скатанные детали рангоута
Детали рангоута можно скатать наподобие рулета. Пропитан-
ную ткань укладывают на плоские листы металла или стекло-
пластика и скатывают. Однако этот способ неопрятен, контроль
размеров затруднен до тех пор, пока заготовка не будет надета
на шаблон. При скатывании ткань необходимо как можно силь-
нее натягивать. Этот принцип не новый. Предварительно были
тщательно изучены полые деревянные детали рангоута, подоб-
ные скатанным.
Большей опрятности можно достигнуть при использовании
современных препрегов или предварительно пропитанных стек-
лоармирующих материалов, но их полное отверждение невоз-
можно без нагрева. Отвердитель между слоями может оказы-
вать склеивающее действие, однако добиться удовлетворитель-
ного сочетания смолы с отвердителем пока не удается, хотя
в принципе считается возможным при использовании катализи-
рованной смолы с индивидуальным ускорителем.
Детали рангоута можно изготовлять трехслойными. Тонкий
пенополивинилхлорид (ПВХ), в особенности материал «Эй-
рекс», очень эластичен для скатывания и становится еще более
эластичным при нагревании. Пропитанный стеклопластик укла-
дывают на пенозаполнитель и вместе с ним скатывают для по-
лучения требуемой формы. Второй слой стеклопластика добав-
ляется снаружи для создания трехслойной структуры.
§ 18.5. Более сложные формы сечения
Детали рангоута можно изготовить не только наподобие соот-
ветствующих полых деревянных деталей коробчатого сечения
из плоских заготовок, вырезанных из листового материала или
заранее отформованных, но и получить из криволинейных или
достаточно сложных отформованных заготовок. Таким путем
можно выполнить мачтовые погоны.
Пока формуемая деталь находится в начальной стадии по-
лимеризации и остается достаточно гибкой в течение несколь-
ких часов, ее можно в значительной мере изогнуть и в этом
состоянии подвергнуть окончательному отверждению.
Общепринятой формой сечения рангоута является сечение
полой трубы, но наиболее сложным для формования следует
235
считать полый профиль. Технологические приемы и принципы
формования основаны на более простом сечении открытой
коробки, типичным примером которой является судовой корпус.
Но рангоут может и не быть пустотелым. По общему мнению,
круглая форма сечения обладает прочностью во всех направле-
ниях и при разумном превращении круглого сечения в овальную
или грушевидную форму может оказаться в определенных пло-
скостях даже прочнее. Из множества форм сечений, применяе-
мых в технике, простое сечение ПСБ * или двутавровое, более
Рис. 98. Усовершенствование простого коробчатого сечения: а — образован-
ное швеллерами коробчатое сечение, обладающее прочностью в обоих на-
правлениях по осям х и у (представляет трудность при взаимном соединении
или креплении частей); б — сечение, образованное швеллерами, соединен-
ными задними стенками (обеспечивает прочность по оси у, но ослаблено по
оси х); в — коробчатое сечение, образованное вытягиванием середины и
уменьшением фланцев; г — превращение одного из фланцев в направляющую
для нижней кромки паруса; снижается прочность по оси у; д — уменьшение
ненужной толщины стенки в целях экономии массы и снижения стоимости
детали с одновременным увеличением ее в наиболее нагруженных районах
сечения.
приемлемо там, где нагрузка действует в одном направлении.
Этот случай часто встречается на судне, например, в конструк-
ции гика или весла. Два швеллера могут полностью сформиро-
вать балку коробчатого сечения или двутаврового профиля, при-
чем последняя значительно проще для соединения обеих частей.
При этом могут быть образованы фланцы любой требуемой ши-
рины или толщины для обеспечения прочности, которая подска-
зана расчетом, интуицией или опытом. Тот же результат можно
* ПСБ — прямоугольная стальная балка.— Прим, перев.
236
получить за счет изменения формы сечения; в отличие от покуп-
ного профиля, имеющего постоянное сечение ПСБ, ширину
фланца легко сделать переменной в соответствии с предъявляе-
мыми требованиями. На рис. 98 показаны пути совершенствова-
ния конструкции простого коробчатого сечения.
§ 18.6. Поддержание в процессе формования
Детали рангоута чрезвычайно чувствительны к искривлению
в процессе формования и их необходимо поддерживать, по-
скольку они остаются эластичными до полимеризации. Любое
небольшое искривление детали может оказаться необратимым.
Даже на легкой детали, лежащей на верстаке, под действием
ее собственной массы могут образоваться впадины или выпукло-
сти либо однобокая конусность. Подобные явления менее веро-
ятны, если деталь во время полимеризации подвешена верти-
кально. Деталь следует подвешивать, например, к дереву или
высокому строению. Для поддержания приемлемой температуры
деталь можно поместить в просторную полиэтиленовую трубу,
установив электронагреватель в ее нижней части. Доступ к вер-
тикально подвешенной детали затруднен. Значительно удобнее
изготовлять длинную деталь из коротких секций, соединяемых
затем с помощью прочного отформованного бандажа или стыко-
вой накладки. В конструкции следует предусматривать соответ-
ствующую канавку, чтобы поверхности участков могли быть за-
деланы заподлицо с обеспечением избыточной толщины в местах
крепления приспособлений.
Сохранить прямолинейность и избежать впадин и искривле-
ний можно, пропустив через середину детали туго натянутую
проволоку наподобие рояльной струны или пруток. Установлен-
ные с действительным натягом посредством стяжек они обеспе-
чат неподвижность участков поверхности и поддержат деталь
одинаково с обоих концов. Однако под действием собственной
массы она может прогибаться. Если промежуточная опора неиз-
бежна при использовании сердечника, рангоут следует формо-
вать из секций, поддерживая его на неформуемом участке или
в местах, где отверждение закончилось. Это позволит избежать
отметок, а возможно, и впадин; причем в случае мягкого сер-
дечника эти впадины и искривления могут быть глубокими.
Предпочтительнее формовать один или два слоя за один прием
и при этом часто перемещать подпорки, чтобы конструкция
оставалась сбалансированной.
По общепринятому мнению, начинать формование нужно
с одного конца. Максимальная массовая нагрузка и провисание
будут всегда посредине. Очевидное преимущество такого приема
состоит в возможности поддержания середины сразу после
ее отверждения. Подпорки можно передвигать от центра к пе-
237
риферии для поддержания каждого участка по мере от-
верждения.
Деталь должна быть отформована за один прием за исклю-
чением тех случаев, когда она изготовляется из секций. Благо-
даря применению медленно твердеющих смол деталь отвержда-
ется полностью практически одновременно. Если отверждение
нижних слоев закончится раньше, чем наружных, любое пере-
мещение или плохое поддержание могут стать причиной отвер-
ждения внутренних слоев в искривленном состоянии детали,
а это уже будет неисправимо. Начатую работу следует продол-
жать до полного отверждения детали или части ее. Допустимо
изготовлять несколько слоев за один раз и отверждать их, на
при этом необходимо обеспечить правильное поддержание каж-
дого слоя при отверждении. Эта операция может оказаться до-
вольно сложной.
§ 18.7. Углеродные волокна
Гибкость стеклопластика в пять-десять раз больше по сравне-
нию с алюминием. Эта гибкость должна преодолеваться уста-
новкой усиленного такелажа или увеличением сечения, причем
то и другое создают дополнительное сопротивление ветровой
нагрузке, хотя масса может оставаться почти такой же.
Углеродные волокна используются для придания мачтам по-
вышенной жесткости. Низкомодульное графитовое волокно не
может служить в качестве армирующего материала, так как не
обладает достоинствами даже стеклопластика среднего каче-
ства. Только высокомодульные углеродные волокна значительно
превосходят их, но и их прочность при растяжении лишь соизме-
рима с прочностью качественного стеклопластика (базой для
сравнения большинства характеристик являются формованные
конструкции с эпоксидной матрицей). Преимущество их заклю-
чается в высокой жесткости, приближающейся к жесткости
стали. Однако высокое значение модуля упругости и прочность
не сочетаются в материале. Необходимо тщательно исследовать
свойства применяемых волокон. Крупным недостатком углерод-
ных волокон является высокая их стоимость, составляющая от
20 до 100 фунтов стерлингов за 1 кг.
Углеродные волокна следует укладывать в тех местах, где
это обеспечит наибольший эффект. Поскольку при изгибе только
наружная поверхность мачты испытывает максимальные напря-
жения (в отличие от внутренней), она и должна явиться райо-
ном укладки высокомодульных углеродных волокон на всем
протяжении до вершины мачты.
Все описанные здесь принципы следует опробовать примени-
тельно к собственным нуждам, отчетливо сознавая, что прием-
лемое для одного может оказаться непригодным для другого.
238
Глава 19. ЖИЛЫЕ ПОМЕЩЕНИЯ
§ 19.1. Стеклопластик или древесина!
Обычно затраты на изготовление внутренних помещений судна
формованием не окупаются, если количество их невелико. Пу-
ансоны и матрицы для этих целей значительно сложнее, чем
для корпуса, и, соответственно, очень дороги.
Стеклопластиковые детали интерьера можно осваивать по-
степенно, насколько это оправдано объемом производства. Тем
временем номенклатура изделий, а также производственная
база самого предприятия должным образом укрепятся, будет
найден наилучший вариант внутренней отделки и появится до-
статочная уверенность в целесообразности производства дорого-
стоящих матриц для изготовления интерьера.
Крайний случай — это вообще исключить деревянные части
под палубой. Судно полностью собирается из небольшого коли-
чества крупных и сложных формованных конструкций. Вся ар-
матура, которая не может быть частью этих конструкций, кре-
пится перед сборкой судна. Таким образом, собственно «по-
стройка» судна занимает несколько часов. Такова тенденция
на перспективу.
Требуется, однако, нечто большее для производства хоро-
ших судов, чем одно лишь качественное формование. Речь идет
о создании технического и производственного участков для из-
готовления деревянной оснастки и наличии соответствующего
высококвалифицированного персонала. Это потребует, в свою
очередь, дополнительных капиталовложений и значительного
расширения производственных площадей. Ограниченные сред-
ства целесообразнее сосредоточить на формовании, предоставив
верфям возможность производить оснащение. Чем крупнее
и комфортабельнее судно, тем больше возникает трудностей.
Качественно отформованная конструкция — это наиболее суще-
ственная основа, хотя на нее часто не обращают внимания,
даже применительно к дорогостоящим судам. Требуются об-
ширные знания в области судостроения и опыт, чтобы превра-
тить эту конструкцию в высококачественное судно. Совершен-
ствование стеклопластиковых судов — задача как специали-
стов-формовщиков, так и строителей, причем уровень производ-
ства должен обеспечивать выпуск больших партий судов.
Многие, кто вполне готов признать достоинства стеклопла-
стикового судна, склоняются все же к использованию древе-
сины. При любительской достройке или для судна с различаю-
щимися жилыми помещениями, изготавливаемого в промышлен-
ных условиях, древесина является, пожалуй, единственно
подходящим материалом.
Детали усложненной формы необходимо, очевидно, в пер-
вую очередь изготовлять формованием, поскольку этот процесс
239
менее трудоемок и более экономичен, чем обработка древесины.
В некоторых случаях древесина вообще неприемлема, напри-
мер, в качестве материала для встроенного блока раковины
с водосливом. Подобные части могут быть отформованы с са-
мого начала. Кожух двигателя, корпус швертового колодца, цис-
терны, рундуки тоже могут быть изготовлены формованием
в комбинации с деталями помещения. Пол каюты часто соче-
тают со стационарными койками и внутренней обшивкой для
получения единой крупной формованной конструкции от одного
борта до другого. Туалетные помещения могут быть отформо-
ваны полностью вместе с умывальной раковиной, а камбузный
блок — совместно с мойкой, холодильным шкафом, кладовой
для посуды и др.
При рассмотрении вопроса о формовании жилого помеще-
ния необходимо удостовериться в том, что такое помещение аб-
солютно соответствует нормам, удобно, комфортабельно и ли-
шено мелких, но досадных дефектов. Внесение изменений в из-
готовленные однажды матрицы обойдется очень дорого.
Интерьеры из стеклопластика, производимые в количествах,
достаточных для покрытия расходов на изготовление матриц,
становятся более дешевыми и, таким образом, более приемле-
мыми для массового производства. На формование детали
сложной конфигурации требуются несколько большие затраты
времени, чем на изготовление деревянной детали простой
формы.
Если высокие ходовые характеристики не являются опреде-
ляющими, то убедительным достоинством прогулочных судов
может быть лишь отделка интерьеров, но не корпус. Как только
производство переключилось на цельнопластмассовые интерь-
еры, каждая новая внедряемая конструкция должна быть раз-
работана применительно к изготовлению ее из стеклопластика,
поскольку производство будет поставлено в определенную за-
висимость от ряда обстоятельств, одним из которых явится От-
сутствие в штате специалистов по обработке древесины.
Известно множество пластмасс, используемых для изготов-
ления помещений, но неприемлемых в качестве материала для
деталей конструкции самого судна. Листовой термопласт, ко-
торый достаточно просто формуется в условиях вакуума, при-
годен для изготовления рундуков, умывальных раковин и за-
шивок. Эти детали обладают некоторой гибкостью, вследствие
чего количество всевозможных повреждений и вмятин при уда-
рах о них во время качки существенно уменьшается.
§ 19.2. Внутренняя зашивка
К внутренней зашивке относятся:
1) приклеиваемая облицовка внутренней поверхности;
2) тонкая внутренняя формованная конструкция, не являю-
240
щаяся конструктивным элементом судна и часто включающая
в свой состав большую часть жилого помещения;
3) конструктивная внутренняя формованная деталь, жестко
прикрепляемая к наружной и образующая трехслойную панель;
4) панели из многослойной фанеры или стеклопластика, при-
крепляемого к рейкам;
5) натягиваемая материя.
Внутренняя зашивка обеспечивает за счет всесторонней изо-
ляции поддержание постоянных температурных условий, умень-
шение конденсации влаги и снижение уровня шума. В условиях
тропиков требуется, пожалуй, только изоляция палубы, но для
сохранения тепла в холодное зимнее время в ней также нужда-
ется и корпус. Все суда, независимо от их конструкции, в сущ-
ности представляют собой шумные резонирующие коробки. Про-
никающий шум можно уменьшить с помощью звукопоглощаю-
щей изоляции, однако в ней нуждаются также внутренние
пространства рундуков и трюмов.
Трехслойные формованные конструкции, применяемые для
палуб, обычно имеют грубую изнанку, подобную внутренней по-
верхности любой формованной конструкции (см. гл. 1). При-
клеиваемая внутренняя зашивка (обычно гибкая), отделывае-
мая виниловой или поливинилхлоридной пленкой и снабжае-
мая зачастую изнутри слоем поролона или подбиваемая ватой,
скрывает дефекты на поверхности формованной конструкции.
В качестве внутренней зашивки используют также декоратив-
ные ткани, кожеподобные покрытия, однослойную фанеру или
меламиновый лист. К материалу для изготовления внутренней
зашивки предъявляются следующие требования.
1. Он должен иметь приятный внешний вид, обладать вы-
соким качеством и стойкостью в условиях морской атмосферы,
а также тропического и субтропического климата (без призна-
ков распада или появления запаха при парниковом эффекте от
солнечного тепла, проникающего сквозь большие остекленные
окна).
2. Внутренняя зашивка должна быть тщательно пригнана,
без морщин. Если она имеет декоративную отделку, то узор
не должен смещаться. Обшивка имеет неправильную форму,
поэтому лучше избегать рельефных узоров правильной геомет-
рической формы. Более приемлем материал с асимметричным
рисунком.
3. Кромки необходимо тщательно приклеить и правильно
подогнать. Отдельно наклеиваемая контрастирующая кромоч-
ная полоска маскирует неточности пригонки и одновременно
удерживает кромки.
4. Следует использовать рекомендованные высококачествен-
ные адгезивы, неподверженные влиянию температуры и влаги
и неразрушающие внутреннюю зашивку. Они должны иметь хо-
рошую адгезию как к зашивке, так и к основной формованной
241
конструкции. Сначала необходимо обработать поверхность аб-
разивом, чтобы сгладить выступающие неровности и сделать по-
верхность достаточно ровной. Зашивка приклеивается гораздо
лучше к такой поверхности, так как большинство листовых пла-
стиков имеют склонность отставать в местах, имеющих впадины.
Материал с матерчатой обратной стороной менее всего подвер-
жен скольжению.
5. Материал не должен источать неприятного запаха и вы-
зывать тем самым неблагоприятные ощущения у человека. По-
скольку некоторые облицовочные пластики и обивочные мате-
риалы пахнут довольно сильно, можно посоветовать поддержи-
вать на борту более резкие морские запахи, такие как запцх
смоляных канатов или свежей рыбы.
6. Как сама внутренняя зашивка, так и адгезивы должны
быть стойкими к поражению плесенью и грибком, причем не
только в условиях тропиков, но и в районах с умеренным кли-
матом.
Внутренняя зашивка формуется с высококачественной глад-
кой поверхностью, обращенной внутрь. Зашивка может иметь
полностью независимое крепление или закрепляться по кром-
кам либо крепиться к планке. Внутренние зашивки корпуса
обычно представляют собой часть сложных формованных кон-
струкций, образующих интерьер помещения. Зашивки больших
размеров крепятся внутри корпуса до сборки его с палубой, по-
скольку иначе их невозможно протащить внутрь. Их нельзя за-
менить или закрепить после сборки, а любые изменения впо-
следствии практически невыполнимы. Зашивки не должны за-
крывать элементов крепежа или каких-либо иных элементов,
которые, возможно, придется периодически подтягивать или за-
менять.
Панели из многослойной фанеры, листовой меламин или
стеклопластик для деталей неправильной формы обычно крепят
к планкам, присоединяемым или приформовываемым к корпусу
или палубе. В местах стыков и по кромкам нужно устанавли-
вать деревянные или пластмассовые накладные рейки. Если па-
нели съемные, допускается закрывать ими элементы крепежа
и арматуры, но этого следует по возможности избегать, чтобы
предотвратить возникновение неудобств и поломок.
В условиях жаркого климата для создания комфорта необ-
ходима изоляция подволока. Дешевым и эффективным сред-
ством является алюминиевая фольга, наклеиваемая на внутрен-
нюю поверхность зашивки. Однако, как и в салоне автомобиля,
высокая температура от солнечных лучей, проходящих через
остекление окон, вызывает парниковый эффект. По этой при-
чине скорее могут потребоваться шторки для защиты от солнца,
чем изоляция.
В сущности, внутреннюю поверхность можно оставить неот-
деланной или окрасить ее в соответствии с отделкой деталей
242
помещения. Глянцевая рябая поверхность качественно отфор-
мованной внутренней стороны имеет достаточно приятный внеш-
ний вид, особенно в сравнении с загроможденным и зачастую
сырым внутренним помещением деревянного катера. Однако
при некачественном формовании она может задерживать грязь.
Пятнистая окраска обладает большой маскирующей способ-
ностью и придает гладкий вид неровной поверхности. Это поз-
воляет достигнуть желаемого эффекта от внутренней отделки
при незначительных денежных затратах.
§ 19.3. Конденсация
Хотя конденсация не является настолько острой проблемой, как
на металлических судах, все же она создает неудобства и более
заметна в силу меньшего количества утечек влаги.
Стеклопластик не поддерживает развития плесени, однако
плесень на подволоках — явление обычное. Она развивается
при застоявшейся духоте и кухонной копоти в присутствии
влаги, порождаемой конденсацией. За счет вентиляции корпуса
ее можно уменьшить, но не исключить полностью. Рундуки и су-
шильные шкафы также должны иметь вентиляцию. Мокрые ка-
наты вызывают гниение древесины. Плесень разовьется даже
на териленовых парусах, если оставить их мокрыми. Конден-
сация уменьшается за счет внутренней зашивки или окраски
поверхностей поглощающими или изолирующими покрытиями,
например, типа «Коркон». Часто используется также эмульси-
онная краска, но она трескается и ее совместимость со стекло-
пластиком вызывает сомнения.
Внутренняя сторона как основной конструкции, так и за-
шивки должна быть тщательно отформована. Стоячая вода осо-
бенно разрушительно действует на некачественно изготовлен-
ный стеклопластик. Здесь-то и начинается распад. В районах
с холодным климатом конденсат, накапливающийся в полостях,
замерзает, что вызывает серьезные разрушения, например, на
внутренней стороне подволоков, за внутренними зашивками или
внутри килей. Вследствие этого необходимо избегать закрытых
полостей. Подобные места нуждаются в раздельных дренажных
отверстиях. Поскольку конденсат стекает, полости должны
быть не в районах его образования, а там, где он собирается.
§ 19.4. Пол каюты
Пол каюты должен иметь прочную основу, изготовленную из
многослойной фанеры или отформованную за одно целое. Он
должен выдерживать динамические нагрузки массы пассажиров
и экипажа во время плавания, которые в несколько раз превы-
шают их собственную массу.
243
Деревянные несущие опоры или формованные флоры на-
дежно предотвращают возможность разрушения в нагружен-
ных точках. Все части трюма (особенно килевые крепления)
должны быть доступны для осмотра, ремонта в случае поломки
или поиска потерянных деталей. Настилы и спускные клинкеты
следует закреплять так, чтобы при необходимости их можно
было без особого труда поднять.
§ 19.5. Рундуки
Рундуки в отформованных элементах конструкций должны
иметь утопленные или приподнятые фланцы (рис. 99). Припод-
нятый фланец удобнее в намокаемых местах (т. е. фактически
Рис. 99. Формование отверстия для рундука с утопленным (а) или припод-
нятым (б) фланцем.
1 — приподнятый буртик; 2 — горизонтальная кромка фланца.
в любом районе выше палубы), поскольку он обеспечивает от-
вод воды от крышки. Вода, находясь на уровне крышки люка,
может проникнуть внутрь. Однако приподнятый выступ вокруг
горизонтальной крышки люка способен удержать образовав-
шуюся лужу.
Если впадина или выпуклость, образуемая фланцами рун-
дука, может вызвать заедание в матрице, их следует выпол-
нять как отделяемые от матрицы панели с установкой и вре-
менным креплением посредством шпилек или шурупов. При
этом необходимо предусмотреть возможность удаления их вме-
сте с формуемой деталью и отделения от нее впоследствии.
Внутренние поверхности рундука или полостей редко можно
получить в основной матрице в отличие от матриц с «отламы-
вающимися» выступами.
Они могут быть образованы как вспомогательные формован-
ные конструкции или выполнены из многослойной фанеры.
Крышки имеют приятный внешний вид, если они изготовлены
как вспомогательные детали с контрастирующей окраской.
Для установки крышки закрывающегося рундука нужен
фланец. Он может быть изготовлен из деревянных реек, при-
244
Рис. 100. Рундук «сухой»
конструкции, т. е. с флан-
цем, изготовляемым из
многослойной фанеры, при-
клеиваемой к формованной
конструкции.
Рис. 101. Изготовление рундука и крышки: а — вырезанное лобзиком отвер-
стие в рундуке (вырезанная часть будет служить крышкой рундука); б —
установка крышки на место, закрепление ее липкой лентой 1 и обработка
разделительным составом (затемненная часть) во избежание соединения ее
с фланцем; в — обформовка фланца вокруг с перекроем как крышки, так
и основной конструкции; г — отделение крышки после удаления липкой ленты;
д — размещение формованного фланца спереди, когда задняя стенка недо-
ступна; разделительный состав 2 нанесен на поверхность конструкции для
предотвращения соединения с ней формованного фланца; е — образование
канавки для установки (в случае необходимости) водонепроницаемого уплот-
нения внутри формованного фланца; для получения канавки перед формова-
нием фланца по контуру кромки слегка наклеивается полоска 3 из резины
или древесины; для обеспечения надежного уплотнения размеры сечения ка-
навки должны быть меньше, чем уплотнительного кольца, устанавливаемого
впоследствии.
245
клеенных или привинченных к внутренней стороне, имеющей
вырез (рис. 100), с тщательной пригонкой к поверхности. Фор-
мование фланца, являющееся довольно сложным процессом,
требуется выполнять в следующей последовательности. Крышку
устанавливают на место и закрепляют с помощью склеиваю-
щей ленты (рис. 101). Разделительный состав наносят на
крышку, а не на основную конструкцию, либо оборачивают
крышку полиэтиленовой пленкой, чтобы фланец был связан
только с основной деталью, а не с крышкой. Фланец наформо-
вывают с перекроем по обе стороны разъема изнутри. Крышку
удаляют, и снимают заусенцы с кромки отверстия.
Рис. 102. Добавление выступающего комингса к вырезанному отверстию
с использованием деревянных реек 1 и многослойной фанеры или металли-
ческой пластины 2 в качестве опалубки: а — установка опалубки и форма за-
конченного фланца 3 Z-образной формы; б — то же для U-образного фланца;
в — окантовка крышки фланцем для обеспечения водонепроницаемости.
Вырезанную часть можно использовать для закрывания от-
верстия в формованной конструкции сложной формы. Крышка
в этом случае прилегает более плотно, что совершенно исклю-
чается при использовании для ее изготовления фанеры.
Доступ для формования фланца со стороны задней стенки
часто затруднен или невозможен, в особенности при выполне-
нии отверстия после оснащения судна и установки всех встро-
енных элементов. В этом случае фланец можно сделать сна-
ружи, обеспечив его соединение с крышкой рундука, а не с ос-
новной конструкцией. Однако это может выглядеть несколько
неэстетично, поскольку грубая кромка фланца будет неприятно
контрастировать с гладкой поверхностью крышки и формован-
ной конструкции. Более приемлемо использовать многослойную-
фанеру, придав ей подходящую форму, или отформовать
крышку, удалив матрицу с этой части судна перед вырезанием
отверстия.
В намокаемых местах целесообразно создавать приподнятый
комингс (рис. 102), в особенности для простых вырезов без
крышек или для часто используемых люков, крышки которых
не устанавливаются на прокладки. В противном случае вода
будет попадать внутрь.
246
Способ закрытия зависит от назначения рундука. Смотровой
люк, который используется довольно редко, может закрываться
крышкой, устанавливаемой на болтах. Если гайки заделыва-
ются внутрь, отдачу болтов в любое время просто осуществлять
с одной стороны (рис. ЮЗ). Поворотные фиксаторы могут быть
закреплены аналогичным образом для люков, доступ в которые
требуется более часто. Шарнирные петли крепятся болтами, но
О)
Рис. 103. Способы крепления крышки рундука: а — крепление обычными вин-
тами и гайками с тщательной пригонкой крышки; б — крепление винтами и
наформованными гайками 1; в — поворотная планка 2, закрепленная винтом
с заформованной гайкой; г — удержание крышки гибкой тягой 3, крепящейся
к проушине 4 внутри рундука.
при этом и основная конструкция, и крышки должны иметь уве-
личенную толщину. Часто открываемые крышки обычно окан-
товываются эластичной лентой изнутри так, что крышка уста-
навливается с натягом. Это предотвращает ее потерю.
§ 19.6. Ледники
На любом прогулочном судне следует предусмотреть возмож-
ность создания ледника. Для этого требуется закрываемый рун-
дук, который можно тщательно изолировать, а также гладкая,
легко очищаемая внутренняя обшивка с небольшим водосто-
ком. Рундук часто объединяется с цельноформованным интерь-
ером как часть камбузного комплекса. Крышка может быть
подобной крышкам рундука, но должна снабжаться надежной
теплоизоляцией, как в холодильниках для хранения пищевых
продуктов. Обычно в целях теплоизоляции используют блоки
пенополистирола. Для ограниченного пространства и при ус-
ловии сложной конфигурации проще применять эластичный по-
лиуретан.
Для образования формы ледника сначала создается пено-
пластовая изоляция и к ней приформовывается внутренняя об-
шивка. Пенополистирол в данном случае неприемлем, поскольку
растворяется жидкой полиэфирной смолой. Можно использо-
вать жесткий полиуретан, полихлорвинил, а в случае сложной
конфигурации — гибкий полиуретан, отверждаемый с нанесе-
247
нием смолы в несколько слоев. При этом способе не требуется
отдельной матрицы. Ледник может быть ограничен непосред-
ственно бортом судна или переборкой, в результате чего обес-
печивается максимальное использование пространства. Сущест-
венное значение имеет обеспечение твердой глянцевой поверх-
ности формованной конструкции.
Если позволяет форма, внутреннюю обшивку можно изго-
товить на позитивной матрице как отдельную формованную
конструкцию, соединяемую на месте и изолируемую вспенива-
емым материалом. Это обеспечивает гладкую формованную по-
верхность вместо внутренней отделки, получаемой при формо-
вании на штатном месте.
Таким же образом можно изготовить встроенный холодиль-
ник; на более крупных яхтах он служит кладовой льда. Бу-
дучи встроенным, он может занимать любые свободные участки
пространства, которые в другом случае были бы бесполезными.
Кроме того, для него приемлемо пространство любой формы,
даже очень сложной, при размещении его, например, над
и между ребрами жесткости и шпангоутами. На размеры холо-
дильника также нет ограничений. В соответствии с потребно-
стями можно оборудовать на судне надежно изолированные,
легко очищаемые холодильную кладовую, трюм или рыбный
садок.
Для обеспечения водостока тающего льда нужно вставить
внутрь тонкую трубку и полностью вывести ее вниз, обеспечив
тем самым стекание воды в трюм. Металлическая трубка слиш-
ком легко проводит тепло, полиэтиленовая трубка является изо-
лирующей. Соединение стеклопластика с полиэтиленовой труб-
кой обеспечить нелегко. При этом должно быть достигнуто иде-
альное соединение труб с конструкцией, однако довольно
сложно осуществить их монтаж после изготовления внутренней
обшивки. Следовало бы вначале установить эти трубки внутри
и закрепить.
Удовлетворительный результат дает заформовка трубки из
стеклопластика, которая также является теплоизолирующей.
Можно связать полиэтиленовую трубку пропитанной стеклолен-
той или тонким стекломатом, если тканый материал отсут-
ствует. Смола не обеспечит удовлетворительного соединения
с полиэтиленом, но создаст достаточно надежное сцепление за
счет трения, и наружный стеклопластиковый рукав будет жестко
связан с внутренней обшивкой ледника.
Во избежание передачи тепла можно надеть на конец трубки
толстую пористую втулку, изготовленную, например, из куска
мягкого эластичного пенопласта, или фильтрующую пробку,.но
она должна быть губчатого типа, т. е. с ячейками, имеющими
внутренние перемычки, а не с изолированными ячейками, по-
скольку образующаяся при таянии вода должна просачиваться
через них.
248
§ 19.7. Гаки и проушины
Крюки на стеклопластиковом судне можно привинчивать только
к деревянным деталям. Если для балок набора коробчатого се-
чения используются деревянные заполнители, то появляется
значительно больше точек для размещения крюков и проушин.
Самонарезающий винт также достаточно надежно удерживает
ушко или скобу на шпангоуте коробчатого сечения, имеющем
легкий заполнитель (рис. 104). Любую деталь, прикрепляемую
к балке коробчатого сечения, следует устанавливать на соот-
ветствующую прокладку, в противном случае появится опас-
Рис. 104. Крепление мелких деталей: а — проушина /, используемая при на-
личии деревянного сердечника (в сочетании с другими материалами запол-
нителя можно применять мелкие кронштейны с установкой на самонарезаю-
щих винтах); б — крупное припаиваемое ушко, приклеиваемое в требуемом
месте посредством пропитанного стекломата 4; в — рекомендуемые для ис-
пользования проушины, подобные изображенным на рис. 104, б (тяжело
нагружаемые проушины с отгибаемым ушком, алюминиевая полоска 2; изо-
гнутая проволока 3); г — приклеиваемая ленточная петля.
ность проникновения внутрь влаги и, как следствие этого, —
возможность аварии. Это, вероятно, более важно при наличии
заполнителя в виде деревянного бруса и в значительной мере
зависит от района его расположения. Когда потребность в лю-
бом подобном приспособлении исчезнет, после его удаления от-
верстие необходимо немедленно заглушить пробкой. Нельзя
производить крепления к балкам набора коробчатого сечения,
если балки отформованы с использованием однонаправленного
материала.
На стеклопластиковом судне достаточно выполнять крепле-
ние ушка или скобы к тонкой обшивке корпуса с использова-
нием пропитанного стекломата. Готовить связующее ради ус-
тановки одного небольшого ушка слишком расточительно, но
при необходимости создания одновременно значительного числа
таких точек крепления экономически вполне оправдано.
Крупные припаиваемые петли образуют удобные элементы
крепления. При большой нагрузке длинная и широкая петля
с боковыми проушинами, которые можно отогнуть, обеспечи-
249
вает более надежное соединение и имеет удобную форму для
заделки. Петли можно изготовить из алюминиевой полосы или
изогнутой проволоки. Для более нагруженных креплений можно
применять заделываемые деревянные вставки и крепить про-
ушину в них.
§ 19.8. Сырость в рундуках
Конденсация представляет проблему, особенно в холодную по-
году.
На бестрюмных судах, в особенности двухкилевых, подходя-
щие места для скопления трюмной воды, попадающей внутрь
при крене, отсутствуют, кроме рундуков, заполненных необхо-
димым имуществом. Обычно койки и пол каюты представляют
собой единую крупную формованную конструкцию. Рундуки
и трюмы занимают часть пространства, находящегося под ними.
Рундуки должны быть герметизированы посредством прифор-
мовочного угольника.
§ 19.9. Очаги гниения
Опыт подтверждает, что на судах из стеклопластика создаются
неблагоприятные условия при наличии некачественной древе-
сины. Вентиляция пространств за внутренними зашивками,
а также рундуков, трюмов и других скрытых или замкнутых
пространств столь же важна, как и на деревянном судне.
Само гниение не поражает корпус или палубу, как на дере-
вянном судне, хотя гниющая древесина создает условия, обус-
ловливающие местный распад стеклопластика (см. § 23.14).
Побочные продукты распада также могут быть вредоносными.
Жилое помещение в результате этого распада может лишиться
связывающих его с корпусом элементом или подвергнуться раз-
рушению.
Глава 20. УСТАНОВКА
СТАЦИОНАРНЫХ ДВИГАТЕЛЕЙ
В настоящей главе рассматривается влияние, которое может
оказывать установка двигателя на конструкцию и постройку
стеклопластикового судна.
§ 20.1. Балки машинного фундамента
Для всех стационарных двигателей необходимы фундаментные
балки, однако рекомендуемый способ крепления этих балок
к корпусу весьма отличается от применяемых на деревянном
250
судне. Балки должны сохранять свою прочность и массивность,
поскольку передают толкающее усилие от винта судну и вос-
принимают массу двигателя. Они распределяют массу двига-
теля и поглощают вибрацию. Балки фундамента могут быть
такими же, как крупные шпангоуты коробчатого сечения с де-
ревянным сердечником или легким заполнителем, имеющим
твердые вставки, в которые можно устанавливать болты. Они
могут представлять собой также свободные деревянные или
стальные опоры, крепящиеся к корпусу посредством прифор-
мовочных угольников на основе стекломата.
Крепление опор болтами через корпус, если даже он имеет
значительную толщину обшивки, является неудачным. Это соз-
Рис. 105. Балки машинного фундамента: а — стальной уголок, прикрепляемый
болтами к формованному фланцу; б — стальной уголок, прикрепляемый бол-
тами, проходящими сквозь балку коробчатого сечения; в — деревянная опора,
прикрепляемая болтами, проходящими сквозь балку коробчатого сечения.
дает значительные местные напряжения вокруг болтов вместо
распределения нагрузки на обширной зоне.
При оснащении корпуса после его отверждения для изгото-
вителя является важным встроить балки фундамента в корпус
при формовании или, по крайней мере, заформовать внутрь те
конструктивные элементы, к которым фундаментные балки бу-
дут крепиться болтами.
Формовать балки коробчатого сечения с соблюдением точ-
ности, необходимой для фундаментных балок, непросто даже
при использовании заполнителя, специально подготовленного по
форме. Удобнее, когда балки коробчатого сечения формуются
более низкими, чем собственно фундаментные балки, и пред-
ставляют собой жесткие продольные связи, к которым крепятся
деревянные или стальные фундаментные балки (рис. 105). Это
создает возможность регулирования и более жесткой установки,
так как балки фундамента в этом случае могут крепиться бол-
тами через формованные продольные связи. При непосредствен-
ном креплении двигателя болтами к формованным балкам фун-
дамента достаточно шурупов, вворачиваемых в сердечник, но
при этом число их заворачиваний (или вытаскиваний) весьма
ограничено (рис. 106). Можно применять металлические
251
вставки, но при этом требуется обеспечивать очень точное их
расположение.
Поскольку можно ожидать, что срок службы стеклопласти-
кового судна будет весьма продолжительным, необходимо обес-
печить возможность замены менее долговечных частей, в част-
ности двигателя, без значительных трудностей.
Стеклопластиковые балки следует устанавливать в корпус,
пока он еще не отвержден и находится в стадии желатениза-
ции. При этом можно обеспечить более качественное соедине-
ние, чем при последующей их установке. Наиболее подходящим
является период времени, когда
Рис. 106. Балки машинного фунда-
мента.
Установка шурупа в коробчатое сечение
(не рекомендуется).
корпус еще остается в матрице
или формуется. Тогда балки
могут быть заформованы
между слоями материала фор-
муемого корпуса.
Кроме того, при установке
балок внутрь корпуса в период
его нахождения в матрице
фиксируются его правильные
геометрические обводы и не
возникает дополнительных про-
блем, связанных с искривле-
ниями.
При установке длинных
жестких фундаментных балок
очень важно избегать жестких
точёк. Если массивные эле-
менты изготовлены недоста-
точно правильно, могут возникать высокие местные концентра-
ции напряжений, равно как и избыточные напряжения, статиче-
ские и динамические, от массы двигателя и толкающего усилия
винтов. Установленные балки фундамента двигателя или фор-
мованные балки не должны резко обрываться. Они должны
быть скошены заподлицо и сливаться с корпусом или заканчи-
ваться на поперечном элементе конструкции. Особенно важно
иметь это в виду при внесении любых изменений или удлине-
нии опор.
Формованный корпус легче и гибче, чем большинство дере-
вянных корпусов. В связи с этим продление опор до района
дейдвудной трубы представляется логически обоснованным.
В противном случае в силу естественного изгиба корпуса может
произойти смещение, способное исказить линию вала. Поскольку
смещение происходит под настилом и вызывает нарушение со-
осности, его невозможно мгновенно исправить. Для двигателя,
имеющего гибкое соединение с валом, необходимо установить
упругую муфту, иначе дейдвудная труба окажется вырванной.
Металлические установочные лапы двигателя или стальные
балки фундамента не должны крепиться болтами непосред-
252
ственно к поверхности любой формованной конструкции. На по-
верхности формованной детали неизбежно создается значитель-
ное давление от тяжелого двигателя и туго затянутых болтов.
Поскольку поверхность формованной детали при обычной внут-
ренней отделке неровная, все давление будет приходиться на
выступы (рис. 107). Гладкая формованная поверхность, обра-
зованная декоративным слоем вспомогательной формованной
конструкции, обогащена смолой и, следовательно, становится
ломкой.
Твердая металлическая поверхность, создающая высокое
давление при непосредственном контакте с формованной конст-
рукцией, вызывает разрушение ее поверхности. Вибрация усу-
Рис. 107. Защита формованной конструкции от разрушения: а — укрупненная
схема наложения металлической детали на поверхность формованной кон-
струкции; б — неопреновая прокладка между металлической балкой машин-
ного фундамента и формованной балкой коробчатого сечения.
/ — тяжелая нагруженная металлическая фундаментная балкй нлн установочная пята;
2 —тонкая прокладка из неопрена нлн подобного материала; 3 — грубая сторона фор-
мованной конструкции; 4 — прокладка илн мягкая шайба, устанавливаемая под головку
болта; 5 — неопреновая прокладка.
губляет это положение, и чем больше разрушается формован-
ная конструкция, тем сильнее ослабляются крепления и значи-
тельнее нарастает вибрация. Необходимо помнить, что смола
невязкий материал, она не деформируется под действием боль-
шого поверхностного давления, а разрушается подобно камню
или бетону.
Разрушения можно избежать, установив тонкую мягкую
прокладку между металлической поверхностью и поверхностью
формованной детали. Тогда поверхностный слой смолы будет
защищен от грубой металлической поверхности и разрушаю-
щего действия затянутой гайки. Эффективную защиту обеспе-
чивает тонкий слой неопрена толщиной 1,5 или 3 мм. Можно
использовать также резину, ткань и другие материалы. При не-
большом двигателе пригодна каучукоподобная краска. Можно
применять деревянную прокладку.
На поверхности с неровной внутренней отделкой, которая
может оказаться под металлической поверхностью, сильно при-
жатой болтами, следует снять напильником выступающие не-
ровности, а также установить мягкую защитную прокладку.
С этой целью необходимо увеличить толщину стенки, исполь-
зовав при этом смоляную шпаклевку.
253
§ 20.2. Дейдвудная труба
Большинство дейдвудных труб имеют большую длину, поскольку
предполагается, что они должны проходить через слой древе-
сины значительной толщины. Однако на формованном судне они
короткие (длиной до 25 мм), за исключением устанавливаемых
на крупных судах, и их следует заказывать индивидуально. Для
достижения необходимой длины с целью использования боль-
шей стандартной опоры не возбраняется производить зафор-
мовку внутрь корпуса деревянного бруска, создающего доста-
точную толщину, а также увеличивающего жесткость.
Вероятно, в целях обеспечения толщины, необходимой для
монтажа дейдвудной трубы, потребуется устанавливать вкла-
дыш внутрь корпуса. Однако при узкой формованной конструк-
ции допускается также заполнение соответствующего района
стеклосмоляной шпаклевкой или смесью опилок со смолой. Сле-
дует предусмотреть возможность увеличения диаметра полости
на строящемся судне при формовании, чтобы установить в слу-
чае необходимости более крупный винт для большего по срав-
нению со стандартным двигателя. Размеры полости могут быть
стандартизированы путем использования особых вставок, уста-
навливаемых внутрь матрицы для получения большого от-
верстия.
Укрупнение полости впоследствии потребует значительных
усилий; любая срезаемая часть должна быть тщательно изго-
товлена дополнительной наформовкой изнутри, чтобы ее можно
было заменить. Срезание может потребов)аться для доступа
внутрь наформовки, после чего часть кормит придется восста-
навливать формованием. Следует иметь в виду, что мощность
вспомогательных двигателей, устанавливаемых на парусных
яхтах, возросла и сейчас вдвое превышает предвоенный уро-
вень. Поскольку увеличение размеров винта представляет труд-
ности, связанные с увеличением размеров полости, имеются
основания для стандартизации крупного двигателя, а не мел-
кого.
Высокоэффективное гоночное судно часто оснащается двига-
телем установленного размера, но большинство гоночных судов
довольно быстро заменяются более совершенными по мере уста-
ревания судна, если только конструкция тех и других не соответ-
ствует в точности одному классу. В этом случае двигатель мо-
жет быть заменен одним из подходящих по мощности. Устано-
вив деревянную или формованную заполняющую вставку, легко
удаляемую при последующем переоборудовании, можно ограни-
чить размер отверстия на период всего срока службы.
Район дейдвудной трубы должен быть армирован и иметь
увеличенную толщину для обеспечения жесткой посадки.
Сверление в толще формованной конструкции крупными
сверлами создает большую нагрузку. Прикрепив к матрице де-
254
ревянную пробку (как съемную выступающую часть), можно
избавиться от многих хлопот. Ее можно установить временно
с использованием шпильки или винтов. Отделение пробки не
представляет сложности. При вывернутой шпильке или снятых
винтах она удаляется последующим выколачиванием или вы-
рубкой. В случае установки ее по линии разъема она автомати-
чески отделяется при раскрытии матрицы.
Вибрация вала способствует увеличению диаметра отверстия
в корпусе. Под действием вибрации смола вокруг трубы может
истираться и крошиться. Важными факторами являются каче-
ственное крепление, а также дополнительное армирование и из-
быточная толщина. Необходимо учитывать не только нормаль-
ные условия эксплуатации, но и возможность возникновения
неожиданных поломок, например погиби лопасти винта. Дейд-
вудная труба не должна разбалтываться внутри корпуса, по
крайней мере до завершения плавания. Нам кажется предпо-
чтительнее применять толстый деревянный вкладыш для обес-
печения сквозного прохода дейдвудной трубы. При возникнове-
нии любой резкой вибрации будут поглощаться и сдерживаться
колебания за счет увеличенной толщины и упругости древесины.
§ 20.3. Выносные кронштейны гребного вала
Выносные кронштейны являются элементом центровки двига-
теля и должны быть установлены жестко. Следует применять
сквозное крепление их болтами через формованную конструк-
цию увеличенной толщины с накладками.
Гибкость корпуса может нарушить центровку; балки машин-
ного фундамента и соответствующие элементы жесткости, равно
как и дейдвудную трубу, следует продлевать в корму, в район
выносных кронштейнов. При посадке на мель выносные крон-
штейны могут воспринимать значительную часть массы судна,
а также возникающие удары, в связи с чем район их установки
должен быть тщательно подкреплен. Разумеется, обстоятельства
могут сложиться так, что вал и гребной винт получат поврежде-
ния и выйдут из строя, но при этом важнее сохранить целост-
ность корпуса. Судно с погнутым валом может быть отбукси-
ровано к месту стоянки, если оно остается на плаву; но если вы-
носной кронштейн, взломав днище, проникнет насквозь
(а подобное случалось наблюдать), может возникнуть необхо-
димость в спасении экипажа.
§ 20.4. Истирание и кавитация
Истирание на мелководье поверхности песком и обломками по-
роды, перемешиваемыми винтами, происходит постепенно, но
им нельзя пренебрегать. При повреждении декоративного слоя
255
обнажаются стеклянные волокна, что ведет к их распаду. Для
предотвращения этого в одних случаях окажется достаточным
регулярное подновление антиобрастающего покрытия, в других
потребуется наносить износостойкий декоративный слой с целью
обеспечения восстановления защиты или даже предусмотреть
наружные защитные накладки.
Более сложная проблема обусловлена кавитацией, возни-
кающей от вращения высокооборотного винта. Поскольку тол-
стый слой смолы хрупок, он может отламываться и разрушаться
под влиянием кавитационных ударов. Кавитация оказывает
расслаивающее действие, выдергивая или засасывая частицы,
чему слоистая стеклопластиковая структура недостаточно про-
тивостоит.
Уменьшить или устранить кавитацию можно при оптималь-
ной конструкции винта. Возникновение кавитации на днище
корпуса высокоскоростного судна приносит большие трудности,
поскольку такая кавитация является функцией геометрических
обводов корпуса и изменяется в зависимости от условий, ско-
рости и дифферентовки.
§ 20.5. Выпускная труба
Горячие выпускные трубы должны находиться в отдалении от
стеклопластика, так же как и от деревянных частей. Выпуск-
ная труба обычно охлаждается водой и бывает совершенно хо-
лодной, однако следует учитывать возможность уменьшения
охлаждения. Опасность какого бы то ни было разрушения стек-
лопластика должна быть исключена даже в наиболее тяжелых
условиях перегрева.
Существенно важно обеспечить, чтобы выпускная труба не
являлась источником повреждений как при нормальных усло-
виях эксплуатации, так и при перегреве. Она должна иметь
свободный проход, а не проходить сквозь рундуки или простран-
ства, где ее могут касаться расположенные вблизи оборудова-
ние, проводка, изоляция и др. Она должна быть в достаточной
степени удалена от пластмассовых водопроводных труб, так как
они способны плавиться, а также от топливных трубопроводов
любого типа. Водостоки кокпита, изготовляемые, как правило,
из пластмассы, обычно проходят сквозь моторный отсек и, ко-
нечно, в подводной части корпуса.
Декоративные слои вокруг выпускного отверстия иногда по-
крываются трещинами, что вызывается чрезмерным нагревом
воды. Термостойкость стандартных декоративных слоев значи-
тельно ниже температуры кипения воды. Решение вопроса со-
стоит в снижении температуры воды сменой терморегулятора
или перестановкой выпускного отверстия для обеспечения- сво-
бодного выброса воды.
256
§ 20.6. Меры пожарной безопасности
Стеклопластик не создает опасности воспламенения, однако по-
добно древесине может сильно гореть. Большинство пожаров
возникает из-за некачественного оборудования. Мерами, направ-
ленными на предотвращение возможности возникновения по-
жара, являются:
1) поддержание оборудования в исправном состоянии; зна-
ние командой соответствующих практических правил по обес-
печению пожаробезопасности;
2) установка одобренных к эксплуатации огнетушителей и
поддержание их в работоспособном состоянии (см. § 17.9);
3) использование стеклопластика на основе огнестойких
смол;
4) покрытие поверхности вспенивающимися смолами или
красителями;
5) уменьшение количества других воспламеняющихся мате-
риалов.
Самозатухающие смолы применяются давно, однако они не
получили общего признания, так как обычно подвержены вы-
ветриванию, сложнее в эксплуатации и более дороги. Приемле-
мое компромиссное решение заключается в использовании сна-
ружи обычных декоративных слоев для создания стойкости
к Выветриванию (опасность возникновения пожара извне мала),
а также самозатухающих смол для формования конструкций и
особенно для получения внутренних отделочных декоративных
слоев. Самозатухающие смолы перестают гореть при устранении
источника горения.
Стеклопластик труднее зажечь, чем древесину, но это не иг-
рает существенной роли, поскольку опасность пожара на судне
возникает при возгорании, например, бензина, газа или оби-
вочного материала. Следует подчеркнуть, что надежное обору-
дование и строгое соблюдение правил пожаробезопасности яв-
ляются единственными факторами, предотвращающими угрозу
возникновения пожара. При этих условиях можно ничего не ме-
нять в составе смолы. Даже несмотря на использование огне-
стойких материалов в случае пожара судну, двигателю и обо-
рудованию может быть причинен значительный ущерб и жизнь
членов команды будет в опасности. Более того, это не предот-
вратит конструктивных повреждений от вспышки газа или бен-
зина. Ведь горят не стальные конструкции судна, а краска, де-
тали меблировки и грузы, то же относится и к конструкциям
из стеклопластика. На большинстве прогулочных судов имеется
значительное количество воспламеняющейся древесины и оби-
вочных материалов. Пенополиуретановые прокладки пожаро-
опасны и при горении образуют токсичные продукты.
Самозатухающие смолы не являются источником токсичных
продуктов, но выделяют большое количество дыма (то же про-
267
исходит с обычными стеклопластиками), что само по себе пред-
ставляет опасность. Правда, большое количество дыма помогает
привлечь внимание спасательных служб.
Стеклопластик, особенно содержащий ровничную ткань, спо-
собен расслаиваться под действием тепла. Такое расслоение
может быть вызвано также при воздействии внешнего огня,
например, от расположенного по соседству судна, здания или
костра. Даже когда приносимый им вред мал или незаметен,
он может оказаться непоправимым. После любого пожара судно
следует подвергнуть обследованию.
Глава 21. ЦИСТЕРНЫ, ТРУБОПРОВОДЫ
И ЭЛЕКТРООБОРУДОВАНИЕ
Цистерны из металла или пластмассы могут быть установлены
обычным путем или встроены, как на стальном судне. Встроен-
ные цистерны занимают меньше полезного пространства внутри
судна. Экономия пространства может достигать 50%. При этом
обеспечивается большая экономия массы, а двойное дно соз-
дает дополнительную прочность. Цистерны из прорезиненной
ткани к тому же способны раздуваться, заполняя свободное
пространство. Пластмассовая цистерна может служить в тече-
ние неограниченного времени, т. е. фактически столько же,
сколько и само судно. Срок службы стальных цистерн с гальва-
ническим покрытием составляет в среднем только около де-
сяти лет.
Обычные смолы для формования судовых деталей незначи-
тельно подвержены воздействию бензина (особенно с высоким
октановым числом), дизельного топлива, парафинового масла
или керосина. Стойкость можно улучшить за счет применения
пластмассовой цистерны или, по крайней мере, отделки внут-
ренней поверхности покрытиями на основе более дорогостоя-
щих полиэфирных смол, имеющих максимальную химическую
стойкость.
Уровень топлива в цистернах, отформованных прозрачными
или полупрозрачными, можно наблюдать визуально без при-
менения специального указателя, что удобно применительно
к простейшим судам. Прозрачные топливные цистерны не дол-
жны оставаться на свету продолжительное время, иначе содер-
жимое может окисляться, особенно во время стоянки на при-
коле.
§ 21.1. Встроенные цистерны
Встроенные цистерны формуются на своем штатном месте, по-
этому матрицу необходимо оборудовать на самом судне. Одна
сторона цистерны образуется конструкцией самого судна (воз-
258
можно, даже две стороны) либо совмещается с переборкой или
ребром настила. Для образования остальных сторон целесооб-
разно собрать опалубку из древесины или твердого картона,
слегка скрепив их вместе гвоздями или винтами, чтобы ее
можно было легко демонтировать. Следует обеспечить доступ
к винтам снаружи, т. е. они не должны быть закрыты формуе-
мой конструкцией. С целью экономии материалов при формова-
нии опалубку можно изготовить из фанеры и обформовать сна-
ружи с обеих сторон так, чтобы она превратилась в заполни-
тель либо являлась внутри только оформителем. В этом случае
прочность цистерны будет определяться прочностью фанеры.
Боковые стенки цистерны следует формовать вплотную к опа-
лубке с образованием солидных галтелей в местах, где боко-
вины соединяются с бортом или днищем формованного кор-
пуса. Может потребоваться увеличение толщины корпуса,
а также установка дополнительных балок. Тщательно отфор-
мованные балки проходят насквозь, а боковины цистерны фор-
муются с охватом их стеклопластиковыми приформовочными
угольниками. При пористости (что часто случается) заполнитель
может пропитывать содержимое цистерны, проникая на большое
расстояние в те места, где это нежелательно. Дизельное топ-
ливо, попадающее в салон через пропитанный заполнитель, ос-
тавляет несмываемые пятна. В глубоких цистернах заполнители
балок должны быть плотными, иначе они могут разрушаться
под действием содержимого.
Разделительно-отражательные перегородки необходимо кре-
пить к цистерне посредством тщательно отформованных галте-
лей. Толщина перегородок должна быть равна толщине боковин.
Разделительно-отражательные перегородки увеличивают жест-
кость цистерны, равно как и предотвращают возникновение
опасных всплесков, и связывают боковины вместе. Они явля-
ются существенным элементом для любой цистерны емкостью
более 25 л.
Крышку изготовляют отдельно формованием ее на плоской
поверхности. Затем вырезают отверстия для рук: по одному для
каждого промежутка между перегородками или одно большое
над каждой разделительно-отражательной перегородкой для об-
легчения доступа в два разделенных пространства. Закрытие
этих отверстий подготавливают аналогично крышкам рундука.
Крышка может быть закреплена наформовкой вокруг кро-
мок поверх соединения (рис. 108). Это соединение выдержи-
вает полное давление содержимого, а наформованная покры-
вающая полоса должна иметь толщину боковины и крышки или
превышать ее. Обрезанные кромки окажутся внутри этой по-
лосы и потому будут подвергаться воздействию воды, находя-
щейся в цистерне. Они должны быть замазаны смолой или, по
меньшей мере, окрашены перед сборкой. Если отверстия для
рук обеспечивают достаточный доступ, для соединения сере-
259
дины крышки с перегородками формуют угольник внутри. Это
приходится делать на ощупь. Крышка испытывает почти такое
же давление, как боковины, но при этом перекрывает непод-
крепленный участок большей длины. Необходимо также уве-
личить жесткость боковых угольников там, где они находятся
в пределах досягаемости.
Другой способ закрепления середины крышки состоит в на-
резании внутренней резьбы во вставках, заформованных в раз-
Рис. 108. Крепление верхней части цистерны: а — крепление несъемной крышки
с помощью приформовочного угольника /; внутренний угольник 2, дополни-
тельно приформовываемый для получения более прочного соединения; кром-
ки 3 нуждаются в защите с помощью смолы или краски; б — съемная крышка,
опирающаяся на внутренний фланец через прокладку 4 с креплением посред-
ством резьбового соединения через полосу 5 из металла или туфнола, заформо-
ванную под фланцем 6; в — заформовка гаек 7 вместо полосы; г — наружный
фланец 8, упрощающий крепление крышки и обеспечивающий доступ к гай-
кам; д — образование углубления 9 для экономии пространства, необходи-
мого для наружного фланца (как на рис. 108, г); е —выемка с уклоном 10,
упрощающая формование; ж — приклеивание полосы 13 к поверхности мат-
рицы 11 для последующего отделения ее вместе с формуемой деталью 12 и их
взаимного разделения.
делительные перегородки. Для этого проще заделать внутрь ку-
сок древесины и использовать шуруп.
Как подсказывает опыт, можно избежать бесполезной ра-
боты по изготовлению отверстий для рук и их закрытий, вы-
полнив полностью отделяемую крышку. Необходимый для этого
круговой фланец довольно просто получить при формовании ци-
стерны. Если позволяет пространство вокруг цистерны, можно
использовать отогнутый наружу фланец. Это упрощает конст-
рукцию за счет возможности применения обыкновенных гаек
и болтов. При отогнутом внутрь фланце возникают трудности,
260
связанные с заделкой полос из металла или туфнола и нареза-
нием резьбы в отверстиях либо с заделкой гаек или винтов,
если это практически выполнимо. Наилучший результат в обоих
случаях дает использование фланца с поднутрением. Встроен-
ная цистерна должна иметь по меньшей мере одну сторону
с отогнутым внутрь фланцем, однако может оказаться возмож-
ным использовать вертикальный фланец, особенно если слож-
ный участок крышки длиной в несколько десятков миллимет-
ров вдоль корпуса представляет собой постоянно закреплен-
ную часть.
Это избавит от неудобств, создаваемых любыми балками, на-
много упростит конструкцию и облегчит установку крышки,
а также, вероятно, уменьшит возможность протекания. Можно
заделать вдоль кромки фланца деревянную рейку и закрепить
крышку шурупами. Ее не придется снимать слишком часто.
Середина крышки должна быть прикреплена к разделительно-
отражательным перегородкам. При использовании прозрачной
крышки из материала «Перспекс» отпадает необходимость в спе-
циальном формовании ее. Уровень и состояние содержимого
можно легко наблюдать визуально.
Крышка должна быть тщательно пригнана с помощью при-
тирочного компаунда, что, разумеется, приемлемо для цистерны,
изготовленной из любого материала.
Избыточного давления от переполнения или хотя бы от
всплесков вполне достаточно, чтобы вызвать выпучивание сте-
нок цистерны и деформировать ее в достаточно угрожающей
степени. Правилами Регистра Ллойда предусматривается вы-
сота расчетного напора 1,8 м над наполняющей трубой или
верхней частью цистерны в зависимости от того, что из них
выше. Кроме того, формовать минимальную толщину стенки
рекомендуется в пять слоев удельной массой 2,0 кг/м2. Примени-
тельно к мелкому судну эта толщина может быть уменьшена,
если цистерна оборудована разделительно-отражательными пе-
регородками, разделяющими ее на емкости по 25 л, такого типа,
которые устанавливаются обычно по одной или в паре на не-
большом прогулочном катере длиной 8—10 м.
Внутреннюю поверхность любой цистерны следует тщательно
отформовать с избыточным количеством смолы. Она должна об-
ладать такой же устойчивостью к воде, как и наружная по-
верхность корпуса, и не иметь торчащих волокон, мельчайших
отверстий и впадин. Для отделки внутренней стороны целесооб-
разно использовать качественную смолу, применяемую для де-
коративных слоев, предпочтительно химически стойкую. Марля,
покрывающая поверхность, будет удерживать толстый слой
смолы и обеспечивать обогащение поверхности смолой. Смол
с наполнителями следует избегать.
Все рекомендации, касающиеся фитингов, закрепляемых на
обшивке (см. § 21.6), распространяются также на фитинги
261
цистерн. Следует избегать сквозного присоединения фитингов
или труб, они должны быть надежно стянуты болтами или вин-
тами и тщательно пригнаны (рис. 109).
Довольно часто оказывается невозможным разместить фи-
тинг внутри после окончания формования цистерны. В этом слу-
чае его нужно установить на место до окончания формования,
а цистерну формовать вокруг
а) 5)
Рис. 109. Фитинговые соединения тру-
бопроводов: а — заделанная труба I,
закрепляемая в цистерне заформов-
кой 2 (с трудом обеспечивает водо-
непроницаемость н делает ее невоз-
можной при использовании полиэти-
леновой трубы). Не рекомендуется:
б — непосредственно ввинчиваемые
фитинги, закрепляемые гайками 4
и установленные на прокладки 3 для
обеспечения полной непроницаемо-
сти и надежности (могут быть изго-
товлены из металла или полиэти-
лена).
ное соединение цистерн.
него. Впоследствии его следует
закрепить болтами. Резьбу ре-
комендуется заполнять шпак-
левкой или мылом, а после
формования удалить. Проще
установить фланец с болтовым
креплением, чем с винтовым.
Встроенные цистерны для
воды и топлива не должны на-
ходиться в непосредственном
контакте. При разделении их
единичной панелью любое про-
сачивание, трещина или мик-
роотверстие приведет к смеши-
ванию топлива и воды. Двой-
ная перегородка предотвра-
щает возможность смешива-
ния, поскольку одновременное
просачивание через обе пере-
городки наименее вероятно.
Шпангоуты не следует исполь-
зовать в качестве связей ме-
жду цистернами. Большинство из них
могут оказаться достаточно пористыми
имеет каналы, которые
и образовывать взаим-
§ 21.2. Отдельные цистерны
Матрица из твердого картона или фанеры, предназначенная
для изготовления отдельной формованной цистерны, может быть
негативной или позитивной. На судне можно выполнить любую
сложную стенку, которая была бы не только точно пригнана
к криволинейной поверхности корпуса, но и охватывала все
шпангоуты и стрингеры. Борт судна необходимо подготовить
для отделения стенки после формования от его поверхности.
Отделенная от конструкции судна стенка присоединяется к дру-
гим сторонам цистерны или используется для образования од-
ной стенки матрицы. Это позволяет использовать пространство
столь же эффективно, как и при встроенной цистерне, и в то
же время обеспечивает возможность снимать ее подобно авто-
номной цистерне.
262
§ 21.3. Топливные цистерны
Топливные цистерны из стеклопластика одобрены Правилами
Регистра Ллойда при условии их приемлемой конструкции.
В американских стандартах по безопасности возможность
применения стеклопластиков не исключается, но требования к их
огнестойкости и целостности столь высоки, что современные
стеклопластики с трудом им соответствуют. Бензобаки, состав-
ляющие одно целое с корпусом, не одобрены.
Топливные цистерны должны быть массивнее водяных (ми-
нимальная толщина стенки по Правилам, установленным Ре-
гистром Ллойда, составляет семь слоев, т. е. 3 кг/м2) в целях
предосторожности против возникновения протечек. Съемную
крышку применять не рекомендуется, она должна быть закреп-
лена наформовкой поверх соединения. Количество крышек смот-
ровых люков должно быть сведено к минимуму. В американ-
ской практике вообще не допускается делать крышки смотровых
люков. Это требование реализуемо при наличии стеклопласти-
ковых цистерн; при необходимости доступа внутрь цистерна мо-
жет быть срезана и отформована заново.
Не следует допускать, чтобы топливо и грязь застревали
в верхней части или вокруг цистерны, а также пропитывали гра-
ничащие с ней материалы и деревянные балки. Верхняя часть
цистерны должна быть куполообразной. Если же она плоская,
то не должна иметь обратного фланца или выступа, задержи-
вающего топливо.
Для наружной стороны топливных цистерн, в особенности
формованных, рекомендуется применять вспенивающиеся краски
или смолы. Они при нагревании вспухают, образуя изолирую-
щую преграду. Наружная сторона стеклопластиковых цистерн
должна быть отформована с использованием самозатухающих
смол. Некоторые авторитетные специалисты советуют формовать
на основе этих смол все находящиеся поблизости детали, не-
смотря на то. что при воспламенении они горят достаточно
сильно. Вспенивающееся покрытие деревянных или стеклопла-
стиковых деталей обеспечивает гораздо лучшую защиту. Ци-
стерны должны быть оборудованы вентиляционными трубами,
отводимыми за борт, и снабжены пламегасителями. Простран-
ства, в которых установлены топливные цистерны, необходимо
проветривать.
Внутренние полости топливных цистерн должны быть тща-
тельно отформованы с обилием смолы на поверхности и акку-
ратно уложенным слоем поверхностной сетки для получения
обогащенного смолой покрытия. Смола должна обладать высо-
ким качеством и химической стойкостью.
Качественно отформованная цистерна с достаточной толщи-
ной стенки непроницаема для паров, т. е. топливо не испаря-
ется, как это происходит в полиэтиленовой топливной канистре.
263
Кроме того, не считая крышки, эта конструкция является преи-
мущественно цельноформованной без сочленений, которые могут
быть потенциально аварийными местами. Фактически ци-
стерну можно изготовить полностью цельноформованной с раз-
дельными корпусом и крышкой до половины окончательной тол-
щины стенки или даже меньше, если это выполнимо. Крышка
затем приформовывается в месте соединения, а цистерна до-
страивается до полной толщины окончательной обформовкой
всей конструкции вместе с крышкой. Разумеется, разделитель-
но-отражательные перегородки должны быть установлены
внутри до того, как крышка приформована; при этом они помо-
гут обеспечить жесткость, необходимую в эксплуатации.
Цистерны необходимо очень жестко закрепить предпочти-
тельно скобами. Опыт показывает, что случайный отрыв стек-
лопластиковых зажимов или вставок в штормовых условиях и
во время гонок является причиной возникновения пожара. Такую
возможность необходимо исключить.
§ 21.4. Система заземления
Металлические части, связанные с двигателем, и в особенности
все части топливной системы должны быть электрически соеди-
нены вместе и заземлены. Соединение подразумевает связь этих
частей проводами или проводящей трубой для установления
между ними одного и того же электрического потенциала. При
пластмассовой изоляции трубы в сочетании со стеклопластико-
вым корпусом или цистерной могут возникать статические за-
ряды и вызывать искрение.
Металлические трубки и трубы с металлической оплеткой
связывают фитинги автоматически. Для обеспечения гаранти-
рованного соединения посредством проводящей трубы с пласт-
массовой изоляцией важно проверить знаки маркировки.
Иногда упускают из вида необходимость тщательного зазем-
ления заполняющей трубы на топливном баке и палубной плиты
заполняющей горловины, поскольку они отделены от основной
трубопроводной магистрали. Ежегодно суда с бензиновыми дви-
гателями сгорают от пожаров, вызываемых искрением между
заполняющим мундштуком или канистрой и подающей трубой
при заливке топлива. Необходимая мера предосторожности за-
ключается в том, чтобы коснуться заполняющим мундштуком
или носиком канистры металлической заполняющей трубы для
нейтрализации статических зарядов перед началом заполнения
и поддерживать контакт между ними в процессе заполнения.
Всю систему следует заземлять посредством соединения ее
с металлической пластиной, прикрепленной к внешней стороне
корпуса значительно ниже ватерлинии. Площадь этой пластины
или полосы должна составлять примерно 235 см2; при большом
количестве радиоаппаратуры на борту — около 1,1 м2. Зазем-
264
ление не на пластину, а на фитинги, закрепляемые на обшивке,
вал винта или болты крепления киля может привести к уско-
ренной коррозии этих деталей вследствие блуждающих токов,
вызывающих электролитическое действие. Однако можно с ус-
пехом использовать такую второстепенную металлическую де-
таль, как килевая накладка.
§ 21.5. Фитинги, закрепляемые на обшивке
Заформовав в корпус фитинги, закрепляемые на обшивке,
можно избавиться от необходимости применять болты, а за-
формовав простые трубки,— вообще избежать расходов по ус-
Рис. 110. Фитинги, закрепляемые на обшивке: а — вставленная трубка, не
обеспечивающая надежной водонепроницаемости (не может быть извлечена
или заменена); б — собственно фитинг, закрепляемый посредством крупной
гайки, имеющий большую и равномерно распределяющую поверхность кон-
такта; в — способ установки, подобный предыдущему, с использованием
фланца со сквозными болтами.
тановке фитингов. Но, к сожалению, трудно создать надежное
соединение с латунью и почти невозможно с полиэтиленом. Сое-
динение вначале может казаться хорошим, но впоследствии
будет ломаться из-за вибрации или скручивания трубки при
монтаже.
Если латунные фитинги все же должны быть встроены
в корпус, то необходимо покрыть латунь эпоксидной смолой
с целью предохранения полиэфирной смолы от порчи латунью.
Эпоксидная смола обеспечивает также более надежное сцеп-
ление. Специальные полиэфирные смолы для соединения с по-
ливинилхлоридом следует первоначально опробовать. Они дей-
ствуют только в сочетании с определенными видами поливинил-
хлорида, обычно хорошо пластифицируемыми. Короткие отрезки
стеклопластиковой трубки могут быть надежно заделаны и их
просто изготовить. Трубки и арматура должны иметь приливы
или соответствующую форму, чтобы предотвратить вращение.
Целесообразнее крепить фитинги посредством резьбы и бол-
тов (рис. ПО). При тщательном закреплении они не будут про-
текать и соединение может быть осмотрено в любое время. Их
можно легко заменить на увеличенный или более совершенный
образец. Стеклопластиковые суда могут служить очень долго,
если они содержатся на уровне современных требований, при
условии замены изношенных и устаревших деталей, а также и
двигателя.
265
Фитинги с резьбовым стержнем, закрепляемые к обшивке
одной большой гайкой, надежнее, чем с фланцем и болтовым
креплением. В ряде случаев требуется устанавливать резьбовой
фитинг, так как болты могут корродировать (что обычно и про-
исходит), и появляется вероятность разбалтывания. Для неко-
торых фитингов, приспособленных для тонкостенных стеклопла-
стиковых оболочек, требуется устанавливать дополнительные
накладки.
Толщину обшивки корпуса следует увеличивать в местах
установки любого фитинга, либо необходимо предусматривать
надежно закрепляемую деревянную накладку большой тол-
щины. Фитинги, закрепленные на обшивке, а также трубы, мо-
гут подвергаться пинкам ногами и испытывать давление от
хождения по ним, в особенности когда судно стоит на приколе
с поднятыми настилами. По этой причине представляется целе-
сообразным устанавливать фитинги на плиту с целью распре-
деления возникающих напряжений.
Отверстия, расположенные ниже уровня воды, должны иметь
забортные клапаны независимо от того, насколько незначи-
тельными они могут казаться. В этом заключается очень важное
возражение против заформовки труб непосредственно в корпус.
Трубы могут быть легко повреждены, в особенности совре-
менные пластмассовые трубопроводы. Многие из них монтиру-
ются чрезвычайно небрежно. Следует иметь в виду, что отвер-
стие, обычно расположенное в надводной части, может в дей-
ствительности оказаться под водой в течение продолжительного
времени, например при крене или возникновении волны на
большой скорости, а также (что не менее важно) при попада-
нии значительного количества воды в трюм. Фитинги необхо-
димо устанавливать с учетом возможности возникновения элек-
тролитического действия. Пластмассовые фитинги должны быть
высокого качества и годными для использования в соленой мор-
ской воде (даже речное судно может достигать морского по-
бережья).
Фитинги, закрепляемые на обшивке, часто устанавливают
с помощью заформованных гаек под влиянием ошибочного пред-
ставления, что это предотвратит протечки.
Наформовываемый стеклопластик часто оказывается неплот-
ным и пористым, а соединение с латунью редко бывает качест-
венным или достаточно стойким, чтобы предотвратить проса-
чивание. Забортные клапаны следует устанавливать в отвер-
стие на тщательно пригнанные деревянные накладки или
формованные утолщения конструкции. Гайки должны быть до-
ступны для осмотра, подкручивания или замены. Заделка
внутрь лишь скрывает дефекты, а не предотвращает их.
К забортным клапанам следует обеспечивать максимальный
доступ. Каждый забортный клапан должен содержаться.в ра-
ботоспособном состоянии и в исправности.
266
На яхтах с высокими эксплуатационными качествами фи-
тинги, закрепленные на обшивке, могут быть утоплены; таким
образом днище остается насколько возможно гладким и без
выступов. Это значит, что места расположения фитингов дол-
жны быть определены до формования. Для получения углубле-
ний можно установить на поверхность матрицы в требуемом
месте деревянные диски. Фитинги, закрепляемые на обшивке,
могут быть углублены на более поздней стадии, но тогда в кон-
струкции придется делать вырезы (возможно, на всю глубину)
и в значительной степени компенсировать их наформовкой из-
нутри.
Углубление фитингов, закрепляемых на обшивке, при осна-
щении корпуса сопряжено с рядом сложностей: доступ к ним
ограничен, внутреннее помещение будет загрязнено, а надле-
жащая подготовка и собственно формование затруднены или
невыполнимы.
§ 21.6. Монтаж трубопроводов
Больше судов тонет из-за некачественных трубопроводов, чем
вследствие кораблекрушения или шторма. Высококачественные
трубопроводы изготовляют из высокосортной бронзы или не-
ржавеющей стали с установкой надлежащих фитингов. Это, од-
нако, выполняется редко даже для участков, расположенных
ниже ватерлинии, и обычно почти вся система состоит из пласт-
массовых труб, закрепленных хомутами. Трубы должны быть
высокого качества, предпочтительно из поливинилхлорида боль-
шой толщины или тканого армированного рукава. Дешевого
садового шланга и тонкостенной полиэтиленовой трубы следует
избегать. Важно, чтобы обычные быстросъемные соединения кре-
пились посредством некорродирующих зажимов из нержавею-
щей стали с затяжкой винтами.
Трубы необходимо защищать от механических повреждений.
Они не должны проходить сквозь рундуки или пространства,
где может произойти их повреждение. В частности, не должно
возникать опасности «сползания» фитингов. Участки труб боль-
шой длины требуется закреплять хомутами. Для предотвраще-
ния вероятности перегрева и случайного появления пламени
трубопроводы не следует размещать вблизи выпускных труб,
двигателей, камбузных плит.
Пластмассовые трубы размягчаются под воздействием тепла.
Труба, обладающая достаточной жесткостью и даже соответ-
ствующим образом подкрепленная, становится эластичной и
провисает при рабочей температуре моторного отсека, особенно
в географических районах с жарким климатом. В случае сопри-
косновения с движущимися частями или нагретыми металличе-
скими деталями труба под давлением воды разорвется. Перио-
267
дически повторяющийся нагрев может вызывать ползучесть.
В холодную погоду пластмассовые трубы становятся твердыми,
хрупкими и склонными к повреждениям от вибрации и изгиба.
§ 21.7. Санузел
Мнения о целесообразности оборудования судна данным атри-
бутом чрезвычайно разнообразны. Однако в наши дни лишь
наиболее привыкшие к спартанскому образу жизни судовла-
дельцы находят в себе смелость отказаться от него.
Оборудование санузла порождает несколько особых проб-
лем. Необходимо обеспечить жесткое крепление, поскольку уси-
лие, возникающее при действии насоса (особенно, когда он
тугой) или при его заклинивании, вызывает большое напряже-
ние в расположенных поблизости крепежных винтах. К тому
же санузел размещают часто в таких районах судна, где в штор-
мовых условиях можно сохранить устойчивое положение, только
ухватившись за что-нибудь.
Санузел следует монтировать на прочной опоре, заделанной
или надежно закрепленной посредством армирования стеклома-
том с угловыми валиками, подобно тому как устанавливают
балки машинного фундамента. Рекомендуется использовать ме-
таллическую раму или приформовочные угольники, к которым
установка может крепиться болтами.
Водопроводная система мало чем отличается от предусмат-
риваемой на любом другом судне. Все трубы должны быть
снабжены забортными клапанами. Опытные шкиперы предпо-
читают, чтобы эти клапаны были закрыты, когда они не исполь-
зуются. К ним следует обеспечить легкий доступ предпочти-
тельно через вырезы, а не заключать их внутрь ящиков или
скрывать под непроницаемыми настилами. Следует отметить,
что шаровой клапан, который осуществляет выброс прямо че-
рез борт, не может быть перекрыт. Пластмассовые канализаци-
онные трубы очень распространены. Свинец несовместим с ма-
лой массой стеклопластика.
Местоположение установки требуется выбирать с осторож-
ностью. Размещение санузлов в районе миделя удовлетвори-
тельно на более крупном судне.
Власти в настоящее время справедливо озабочены загрязне-
нием водоемов и налагают законные ограничения на большин-
стве пользующихся спросом внутренних водных путей. Согласно
этим ограничениям запрещается производить стоки из туале-
тов, требуется использовать химические туалеты, рециркуля-
ционные системы или накопительные цистерны, подобранные
в соответствии с характеристиками откачивающих станций. Бе-
реговые власти озадачены непомерным ростом урбанизирован-
ного яхтенного флота и требуют, чтобы системы, которыми обо-
рудованы яхты, опоражнивались только в открытом море или
268
в береговые канализационные стоки (которые, кстати сказать,
зачастую впадают непосредственно в прибрежную морскую
зону). Типовые британские правила предусматривают необхо-
димость герметичного закрытия стоков на яхтах. Все яхты тре-
буется конструировать с учетом оснащения их готовыми сред-
ствами для выполнения этого условия.
§ 21.8. Электрическая проводка
Крепление проводки может представлять трудности, поскольку
зажимные хомуты нельзя прибивать гвоздями где угодно внутри
корпуса. Провода следует проводить вдоль деревянных деталей
Рис. 111. Крепление электрических кабелей: а — крепление посредством хому-
тиков (скоб) и самонарезающих винтов к любой части формованной кон-
струкции, не образующей наружную обшивку (например, к переборкам, ко-
робчатым шпангоутам); б — крепление с помощью небольшого кусочка про-
питанного стекломата, удерживающее кабель в любом месте, даже на тон-
кой наружной обшивке; в — заформовка кабельного жгута внутрь при фор-
мовании корпусов серийно строящихся судов; г — применение заделанной
изоляционной трубки (может служить сердечником для коробчатых ребер
жесткости).
или балок и крепить шурупами и соответствующими хомутами
в местах, где обшивка имеет достаточно большую толщину или
полость для крепления хомутов. Можно использовать самона-
резающие винты, например вдоль толстостенных угольников,
перекрывающих балки или переборки, либо в ребре жесткости
коробчатого сечения (рис. 111). Самонарезающие винты с ус-
тановкой их на обшивку корпуса применять не рекомендуется
даже при достаточно большой толщине обшивки, поскольку
направляющее отверстие будет, вероятно, проходить насквозь,
несмотря на то, что сам винт насквозь не проходит (это, разу-
меется, распространяется на любое судно с тонкой обшивкой).
269
Провода могут быть приклеены, прикреплены посредством
накладок с двусторонним покрытием, прихвачены с помощью
небольших кусочков пропитанного стекломата или временно
удерживаться липкой лентой из поливинилхлорида. Обформов-
кой стекломатом при формовании корпуса или позже можно
обеспечить заделку всей проводки внутрь, так как стеклопла-
стик является хорошим изоляционным материалом.
Замена проводки представляет сложную проблему. В случае
повреждения единственным приемлемым решением может быть
заделка наращиваемой проводки, но при использовании много-
жильного провода достаточной проводимости и при надежной
монтажной изоляции никогда не должна возникать необходи-
мость в замене. Однако механическое повреждение формован-
ной конструкции не исключено. Важно, чтобы электрические
контуры были бы должным образом защищены плавкими
вставками и соответствовали расчетным параметрам. Перегрев
может вызвать пожар.
Проводка не должна проходить через районы трюма (даже
если он является единственным свободным местом для ее про-
хождения) по причине пожароопасности от газа или бензина,
а также во избежание повреждения проводов или короткого за-
мыкания от сырости. С учетом прогнозируемого роста электрон-
ного и электрического оборудования на строящихся судах сле-
дует предусматривать вспомогательные каналы, что позволит
упростить первоначальную сборку и обеспечить внесение воз-
можных в будущем дополнений.
Выбор проводки ограничен. На яхте требуются провода
большого сечения для уменьшения падения напряжения, однако
электропроводка нуждается в незначительной изоляции, по-
скольку уровень напряжения низкий по сравнению с магистраль-
ной проводкой. Следует принимать во внимание номинальные
характеристики при повышенной окружающей температуре.
Значения температуры машинных отделений и подволока под
тропическим солнцем могут легко превысить нижний и даже
верхний температурные пределы.
Обычно проще устанавливать элементы осветительной арма-
туры на деревянные части или переборки. К внутренней по-
верхности стеклопластика их следует приклеивать либо заделы-
вать накладки и крепить к ним винтами. К внутренним формо-
ванным деталям они могут крепиться болтами насквозь.
Допустимо применять самонарезающие винты. В небольших ко-
личествах приемлемо использовать аккуратные закрепляемые
на поверхности выключатели судового типа, устанавливаемые
на панелях.
Провода, проходящие сквозь формованную конструкцию или
переборки, должны быть герметизированы с помощью пропи-
танного мата или компаунда. В идеальном случае все кабель-
ные выводы через палубу или корпус (например, для навига-
270
ционных огней или прожектора) следует выполнять с использо-
ванием водонепроницаемых пробок и муфт. Настоящие водоне-
проницаемые муфты дороги. На небольшом судне удовлетвори-
тельный вывод проводки может быть получен сверлением сквоз-
ных отверстий в боковых стенках каюты. Отверстия должны
выходить наружу сверху вниз.
На очень мелком судне, где не требуется использования ог-
ней на продолжительный промежуток времени, можно приме-
нять сухие батареи. «Изношенная» батарея автомобиля, т. е.
батарея, которая не в состоянии более обеспечивать работу
стартера, будет питать осветительное оборудование в течение
ряда лет.
§ 21,9 . Размещение батареи
Стеклопластик стоек к действию кислоты аккумулятора и не
может пропитываться ею. Тем не менее следует содержать кис-
лоту под контролем, потому что другие материалы, деревянные
изделия, одежда и т. п. могут быть ею повреждены.
Лучшим местом для размещения аккумуляторной батареи
является формованный водонепроницаемый ящик, внутри кото-
рого будут скапливаться все утечки. Вокруг батареи следует
предусмотреть достаточное пространство, чтобы облегчить уста-
новку ее внутрь и вытаскивание наружу. Крышка — несущест-
венная деталь, но она предотвращает падение любого металли-
ческого предмета на клеммы, в результате которого может воз-
никнуть пожар. Ящик может быть отформован внутри как не-
отъемлемая часть судна или изготовлен наподобие встроенных
цистерн. Он нуждается в надежном креплении к конструкции
судна, поскольку тяжелая батарея может способствовать его
отрыву. Сама батарея должна быть всегда жестко зажата хо-
мутом. Крепление ее в трюмах небезопасно.
§ 21.10. Система запуска двигателя
Раздельное энергоснабжение осветительной сети и энергетиче-
ской установки настоятельно рекомендуется даже на мелких
судах. Это обеспечивает предельное использование осветитель-
ного, радио- и электрического вспомогательного оборудования
во время стоянки в гавани, причем можно не беспокоиться
о том, что пусковой аккумулятор разрядится. Если двигатель
не имеет ручного запуска, раздельное электроснабжение стано-
вится жизненно важным. Большинство бензиновых двигателей,
не превышающих среднего габарита и применяемых на яхтах,
при необходимости можно провернуть вручную. При этом тре-
буется соблюдать меры предосторожности, а также иметь про-
странство, достаточное для вращения рукоятки. Однако лишь
при очень небольшом дизельном двигателе возможен проворот
271
вала усилием одного человека, работающего в достаточно тес-
ном помещении.
Имеющиеся в распоряжении различные способы толчкового
запуска, пожалуй, слишком дорого стоят для использования их
только в качестве резервных. Кому приходилось обертывать ко-
нец главного шкота вокруг пускового шкива и поворотом тяже-
лой яхты через фордевинд проворачивать весь неподвижный
привод, тот знает, что для этого требуется не только достаточ-
ное пространство для маневрирования при отходе судна от при-
чала, но и владение большими практическими навыками.
§21.11. Доступ к оборудованию
Для осмотра или ремонта двигателя, цистерн, трассы топливных
трубопроводов, систем выпускных трубопроводов и охлажде-
ния необходим заранее подготовленный доступ. Линия подачи
сжиженного газа также должна иметь доступ на всем протяже-
нии, а все трубы должны заканчиваться под водой. Следует
обеспечить удобный доступ к каждому забортному клапану.
Любая деталь оборудования может нуждаться в ремонте,
демонтаже или замене. В интересах производства монтаж обо-
рудования производится до того, как главные узлы собраны
вместе, в результате чего замена становится невозможной. Од-
нако не целесообразнее ли заботиться о нуждах заказчиков на
годы вперед? Хотя новые суда не должны грешить недостат-
ками, однако, как правило, они их имеют и иногда очень гру-
бые. При этом неисправности случаются главным образом с обо-
рудованием и арматурой.
§ 21.12. Грозовые разряды
Удар молнии на судне — явление редкое, но все же представ-
ляет собой определенную опасность. Способы молниезащиты
различаются по принципу действия защитного устройства, ко-
торое обеспечивает либо отклонение удара в другом направле-
нии, либо отвод его путем безопасного провождения.
Металлические мачты, такелаж, направляющие устройства
и арматура во время шторма должны быть надежно соединены
и заземлены. Хомутики на заземляющем проводе должны быть
зашунтированы. Древесина достаточно проводима, чтобы обес-
печить электростатическое заземление для отклонения удара,
однако не может действовать как проводник. Экранирующие
пластины на деревянных судах обычно устанавливаются сна-
ружи и заканчиваются вблизи поверхности воды, тем самым
обеспечивается короткий путь утечки тока. Однако стеклопла-
стик является хорошим изолирующим материалом, и экрани-
рующие пластины обычно устанавливаются внутри судна. За-
земление может быть обеспечено с помощью постоянно уста-
272
новленной толстой металлической полосы или провода, выбра-
сываемого за борт во время грозы. Полоса, отводимая от фок-
штага, малозаметна и удобно обходит кокпит, не задев его.
Следует помнить, что опасность поражения молнией сущест-
вует и в зимний период, когда судно находится на приколе
у берега или на самом берегу.
По нашему мнению, заземление всегда должно быть наруж-
ным, а не проходить (что часто рекомендуют) через каюту
к килевой части или заземляющей пластине, поскольку опас-
ность уменьшается, так как мокрый корпус выполняет роль
клетки Фарадея. Суждение, что вероятность поражения мол-
нией незаземленных металлических мачт мала, представляется
необоснованным. Как только начинается дождь, они так или
иначе оказываются в действительности заземленными, однако
не могут служить безопасными громоотводами, если не будут
надлежащим образом связаны с системой заземления.
§ 21.13. Приборы
Для обнаружения пожара в любом районе корпуса (иногда
внутри) предусматриваются датчики. Важно обеспечить надеж-
ное соединение и тесный контакт между поверхностью датчика
и корпусом, исключающий возникновение воздушных пузырь-
ков. Датчик следует устанавливать на тиксотропной пасте или
шпаклевке перед заформовкой внутрь, а поверхность его зачи-
стить, удалив предохранительную смазку. Даже при наличии
качественного стеклопластика может произойти значительное
ослабление сигнала, которое будет заметно снижать характе-
ристики.
Датчик удовлетворительно работает на качественно отфор-
мованном тонкостенном корпусе, но не рекомендуется для при-
менения на корпусе большой толщины или для установки на
утолщенных частях тонкостенного корпуса, например в диа-
метральной плоскости. Следует иметь в виду, что корпус в кон-
структивном отношении может полностью отвечать необходи-
мым требованиям, но в то же время давать плохую проходи-
мость сигналов вследствие наличия пустот.
Приборы, связанные с двигателем, устанавливают на па-
нелях или консолях, а такие существенно важные навигацион-
ные приборы, как компас и эхолот, размещают там, где их
можно закрепить, в местах зачастую совсем неподходящих.
В предвидении будущего на всех парусных яхтах, гоночных
и обычных, следует предусматривать при конструировании па-
нель для установки приборов, поскольку кажущееся сегодня
роскошью завтра станет необходимостью. Панель должна на-
ходиться в йоле зрения рулевого. Следует обеспечить доступ
для обслуживания размещенных на ней приборов и большой
273
кабельный канал, подводимый к имеющему свободный доступ
пространству для монтажа электронного оборудования, рас-
положенного внизу. Необходимо предусмотреть обоснованные
меры по безопасной эксплуатации приборов, которые через 10—
20 лет займут свое место на судне.
Глава 22. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СУДОВ
ИЗ СТЕКЛОПЛАСТИКА
§ 22.1. Потребность в обслуживании
Потребности в обслуживании стеклопластикового судна незна-
чительны, но это не значит, что от обслуживания его можно
полностью отказаться. Долговечность судна зависит от надле-
жащего ухода за корпусом, двигателями, парусами, снаряже-
нием, такелажем, вспомогательными механизмами. Суда, пла-
вающие в прибрежных водах, нуждаются в регулярных мерах
по противообрастанию. Расходы на обслуживание стеклопла-
стикового судна невелики, к тому же они окупаются тем, что
улучшенная отделка судна сохраняется достаточно длительное
время. Внешний вид менее важен для рабочих судов, но они
нуждаются в ремонте и защите от атмосферных влияний. Стек-
лопластик не подвержен гниению подобно древесине, однако
со.временем он изнашивается.
§ 22.2. Временная шкала
Первоначальный глянец сохраняется без профилактического
обслуживания на протяжении двух-трех лет. По прошествии
пяти лет поверхностная отделка судна потускнеет, а цвет его
окраски поблекнет, хотя, возможно, это будет заметным лишь
при сравнении с новым, рядом стоящим судном. По истече-
нии семи лет без обслуживания внешний вид судна не будет
приемлемым даже для владельца со средними запросами,
а через десять лет судно будет выглядеть потрепанным и ста-
рым.
Приведенная временная шкала приблизительна. Качест-
венно построенное судно может не потерять внешнюю импо-
зантность, проплавав десяток лет и больше, а плохой деко-
ративный слой будет выглядеть поблекшим и тусклым уже
после двух лет. Потертости и износ поверхности, накопленная
годами коллекция царапин сказываются на внешнем виде суд-
на в большей степени, чем атмосферные влияния.
274
§ 22.3. Выветривание
Выветривание, которое разрушает даже горы, очень скоро при-
водит к потускнению глянца на поверхности стеклопластика.
Этот медленный процесс «гравирует» и разъедает поверхность,
делая ее грубой, рябой и чувствительной к ускоренному
разрушению. В конечном счете, декоративный слой становится
пористым и не защищает должным образом находящийся под
ним конструкционный стеклопластик. Обычно весь этот процесс
занимает много лет, но может произойти и в течение более
короткого промежутка времени, если качество декоративного
слоя невысокое. Так как выветривание — это основная причина,
обусловливающая порчу поверхности, то техническое обслужи-
вание должно обеспечивать защиту от него декоративного
слоя.
Потускнение наиболее заметно на судах с окрашенным де-
коративным слоем, особенно в темно-голубые и зеленые оттен-
ки, и в меньшей степени сказывается на желтых или белых
тонах. Имеются сотни оттенков белого цвета. На каком этапе
можно назвать его желтым или серым, определяется, главным
образом, индивидуальным мнением, складывающимся при
сравнении с более белым судном, стоящим борт к борту. Дей-
ствительно беспристрастно сравнить оттенки можно, лишь со-
поставив два совсем новых судна.
§ 22.4. Постановка судна на консервацию
При открытом хранении лучшим средством защиты является
тщательно закрепленный чехол. Он должен охватывать борта
до низа. Для этой цели можно использовать, например, тканый
материал. Пластмассовая пленка склонна к запотеванию. Края
должны быть приоткрыты для вентиляции, но не настолько,
чтобы внутрь попадала дождевая вода. Края не должны хло-
пать на ветру, так как хлопающий чехол оставляет на поверх-
ности массу царапин. Легкие и даже килевые суда могут от-
рываться от земли во время шторма, когда сорвавшийся чехол
тянет судно подобно спинакеру, вследствие чего оно разру-
шается.
В то же время, тщательно завязанные веревки — это на-
стоящее бедствие, они отбивают охоту проводить наблюдение
и необходимую работу. При отсутствии подходящего чехла
можно обеспечить защиту стеклопластика посредством густой
полировочной пасты. Можно применять также пленочные смы-
ваемые покрытия, но предварительно следует убедиться в том,
что они отделяются от стеклопластика: некоторые из них снять
не удаетс^.
Перед полировкой необходимо тщательно промыть поверх-
ность и очистить от масляных пятен. Следует обнаружить и за-
275
делать трещины и повреждения, в особенности те, которые спо-
собны задерживать воду или частицу льда или позволяют воде
просочиться в трюм.
Суда, хранимые на берегу, необходимо должным образом
подкреплять. Подпорки не должны быть твердыми, иначе спол-
зание .судна может привести к необратимому искривлению.
Киль судна, покоящегося на мягком основании, может намо-
кать, увеличивая давление на подпорки. Подпорки должны
приходиться на места расположения переборок или шпангоу-
тов. Систематический контроль осуществляется простукива-
нием.
Обычно принято считать, что стеклопластиковое судно мож-
но без ущерба оставить на приколе. Это неверно. Стеклопла-
стик, правда, очень медленно, но все же впитывает воду, что
ведет к появлению осмотических водяных пузырей на днище.
Такие пузыри образуются после 10 лет постоянного нахожде-
ния судна на плаву, особенно в пресной воде. Однако это мед-
ленный процесс. Незначительный ущерб может быть причинен
даже качественному судну, если продержать его на плаву в те-
чение нескольких лет; поэтому рекомендуется через определен-
ные интервалы, например после каждых пяти лет, устанавли-
вать судно на берегу для просушки. Это снизит средний уро-
вень поглощения, который может достигать вредных пропор-
ций. Однако общего правила установить нельзя. Многое зави-
сит от качественных характеристик судна, от того, находится
ли оно в соленой или пресной воде, а также от состава крася-
щих пигментов. Такое мнение основывается на опыте наблюде-
ний, однако оно оспариваемо.
Суда, остающиеся на плаву, должны быть защищены ото
льда. Обшивка стеклопластикового корпуса тонка. Никто не
знает, какие неожиданности может преподнести зима. Попытки
вытащить вмерзшее судно бывают подчас слишком запозда-
лыми. Лед может образовываться и внутри корпуса, в местах,
где вода скапливается, заполняя пустоты. Это представляет
опасность в районах с холодным климатом. Возможные места
заполнения находятся внутри килей, под внутренней зашивкой
и внутри заформованных деталей. Необходимо обеспечить хо-
рошую вентиляцию помещений. Обычно в трюме достаточно
много деревянных деталей, но при этом мало внимания уде-
ляется необходимости избегать закрытых пространств или пу-
стот, в которых застаивается воздух. Оставлять на борту та-
келаж и снасти считается допустимым, поскольку стеклопла-
стиковое судно представляет собой более сухое помещение, чем
большинство складов. Однако плесень может образоваться даже
на териленовых парусах и стеклопластиковых подволоках, при-
чем не на самом материале, а на скоплениях грязи, кухонных
налетов или пятен, оставленных руками. Вентиляция уменьшает
конденсацию.
276
§ 22.5. Обработка корпуса
Подготовка бортов стеклопластикового корпуса состоит в очи-
стке, заделке повреждений и устранении царапин, которые ос-
тались незамеченными при постановке судна на прикол, а так-
же в последующей полировке. На днище следует нанести про-
тивообрастающее покрытие, а деревянные детали отлакировать
или промаслить. Остальные мероприятия являются общими
при обработке корпуса любого другого судна.
§ 22.6. Очистка
Гладкий полированный декоративный слой отталкивает грязь
и легко очищается, а грубый, пористый, выветрившийся легко
пачкается, покрывается пятнами, и его невозможно поддержи-
вать чистым.
Некоторые декоративные слои выглядят гладкими и блес-
тящими, но сохранять их чистоту трудно. Это может быть след-
ствием множества микроцарапин, мельчайших рисок, невидимых
невооруженным глазом, которые, будучи загрязненными, в со-
вокупности создают впечатление грязного пятна. Такие жест-
кие средства очистки как грубые мочалки, включая найлоно-
вые, и даже крупнозернистый песок на губке, сами вызывают
появление новых микроцарапин.
Грязь можно смыть пресной или соленой водой с помощью
мягкой ткани или губки. Моющие средства должны быть одоб-
ренных к применению типов. Неодобренные или неправильно
используемые моющие средства могут повредить декоративный
слой и вызвать растрескивание, шероховатость или ускоренное
выветривание.
Некоторые очищающие растворы, безопасные для стекло-
пластика, способны разъедать или вызывать образование тре-
щин на других пластмассах, особенно акриловых («Перспекс»).
По этой причине никогда не следует применять очищающих
средств в следующих случаях:
1) если нет уверенности в том, что они предназначены спе-
циально для очистки стеклопластика;
2) в местах, где они могут образовать лужи или проник-
нуть в закрытые пространства;
3) для пористого либо имеющего трещины или поврежде-
ния стеклопластика;
4) не устранив остающиеся после их использования следы
с помощью очищающих средств, смываемых водой.
Не следует оставлять моющие или другие очищающие сред-
ства длительное время в замасленных трюмах. Требуется от-
качать их в течение часа и разбавить осадок водой. При необ-
ходимости процедуру следует повторить.
277
§ 22.7. Стойкие пятна
Поскольку поверхность акваторий вблизи крупных населенных
центров как правило загрязнена нефтью, на большинстве яхт
не удается избежать нефтяных пятен, появляющихся вдоль ва-
терлинии и надводного борта. Состав декоративных слоев имеет
определенное сродство с нефтепродуктами, и они впитывают их
не как обычную грязь. Пленка лака или краска должна пред-
отвратить впитывание нефтепродуктов. При полировании по-
верхности корпуса с целью удаления пятен декоративный слой
будет сошлифовываться, в результате чего образуются потер-
тости и царапины, удерживающие грязь. Легкие нефтепродукты
оставляют такие же стойкие пятна, как и мазут, плавающий
толстым слоем. Толстые сгустки дегтя можно соскоблить мяг-
ким скребком из пластмассы, древесины или алюминия, что
позволит избежать появления царапин на поверхности. Сталь-
ной скребок следует применять с особой осторожностью.
Хорошо снимает нефтяную пену состав из двух частей мою-
щего средства и одной части парафина или керосина.
§ 22.8. Соль
Несмотря на весьма низкую теплостойкость, обычные судовые
декоративные слои способны реагировать лишь на действие тро-
пического солнца. Однако кристаллы соли активизируют воз-
действие солнечных лучей, в результате чего на местных на-
гретых участках могут появиться различные дефекты, в част-
ности пузырьки. Некачественный декоративный слой с низкой
теплостойкостью может оказаться поврежденным даже в кли-
матических условиях Англии. В случае нахождения судна на
незащищенных от солнца якорных стоянках при достаточно
сильной зыби на поверхности корпуса образуется постоянный
интенсивный солевой осадок. При частом смывании можно уст-
ранить затвердевающую соль, однако нельзя предотвратить
нарастание солевого слоя на освещенных солнцем стоянках или
во время длительного плавания.
§ 22.9. Лак
Полировка — это основная мера предохранения стеклопластика.
Глянец создает обновленный слой, который защищает от вы-
ветривания невосстанавливаемую поверхность находящегося
за ним декоративного слоя и сглаживает некоторое количество
мелких царапин, способствующих при попадании в них грязи
разъеданию стеклопластика. Он не только сохраняет видимый
сквозь него настоящий декоративный слой, но и улучшает его,
придавая ему дополнительный блеск. Лак выполняет ответст-
венную функцию. Он должен быть высокого качества и стой-
ким к выветриванию. Важным свойством является простота
278
его удаления. Судно периодически нуждается в ремонте, а смола
не сцепляется с полированной поверхностью. При окраске судна
первостепенной задачей становится удаление лака.
Очень важно правильно выбрать лак. Силиконовые сорта
лака создают хороший блеск при небольшом втирании и обла-
дают высокой водостойкостью, однако их очень трудно удалять.
Большинство автомобильных и судовых лаков силиконовые.
Восковые лаки обеспечивают большую толщину покрытия, об-
ладающего более высокой износостойкостью и сравнительно
легко удаляемого, однако при их нанесении требуется более
интенсивное втирание. Наилучшим воском является «Карнауба»,
который составляет основу большинства износостойких покры-
тий полов (например, типа «Трэффик вэкс») в общественных
зданиях, где они подвергаются значительному износу.
Воск удаляется довольно легко при помощи уайт-спирита
или других подходящих растворителей. Иное дело силикон.
Предложенный метод его удаления состоит в использовании не-
ограниченного запаса бумажной ткани по принципу: «Один раз
вытри и отбрось». Это предотвращает размазывание и распро-
странение лака, но даже такой способ ненадежен. Поверхность
должна быть тщательно очищена наждаком для удаления по-
следних следов силикона и снова протерта растворителем.
Полированная поверхность стеклопластика скользкая, в осо-
бенности, когда она мокрая. Поверхности, предназначаемые для
хождения, должны быть нескользкими, но на практике это пра-
вило зачастую не выполняется.
Тусклые потертые поверхности могут быть восстановлены
с помощью лака, предназначенного для покрытия металличе-
ских поверхностей, поскольку он обладает абразивными свой-
ствами и действует как прекрасная полирующая паста. Лак
снимает поверхностный слой, обнажая расположенный под ним
яркий, свежий материал. Рекомендуется использовать такие
традиционные абразивные лаки, как «Брассо», «Блубелл», юве-
лирные пасты, а не новейшие, легко снимаемые лаки на раство-
ряющей основе, способные повредить стеклопластик. В качестве
замены могут послужить лучшие сорта отделочных полирую-
щих автомобильных паст. Низкосортные лаки можно применять
только для удаления царапин.
Абразивные лаки удаляют поверхностный материал и по-
этому не могут использоваться неограниченно. Декоративный
слой под их действием становится тоньше и тускнеет либо об-
нажает находящийся под ним стекломатериал. Эти лаки реко-
мендуются для редкого нерегулярного использования.
§ 22.10. Песок
Песок, прилипающий к подошвам, вызывает износ и царапины,
особенно микроскопические. На нескользящих поверхностях
они менее заметны, но места, на которые наступают или
279
используют как опору для ног, а также многие поверхности, по
которым ходят, обычно гладкие и на них легко оставить след.
Палубы следует часто чистить и мыть. Песок значительно
легче удалить, чем масляное пятно, но царапины нельзя лик-
видировать чисткой.
§ 22.11. Прозрачные декоративные слои
Имитирующая древесину штриховка и металлизирующие че-
шуйчатые пигменты вскоре будут выглядеть помутневшими, по-
тому что просвечивающий декоративный слой или покрывающий
их формовочный материал становится тусклым. Покрытия сле-
дует поддерживать чистыми и подвергать тщательной полировке,
чтобы они всегда оставались светлыми и прозрачными. Лакиро-
вание отчасти восстанавливает прозрачность и блеск, но оно
должно быть качественным.
Декоративный слой без добавок склонен к растрескиванию.
Все трещины и глубокие царапины должны быть заделаны не-
медленно, иначе они будут пропускать воду. Она разрушит
узор, и появятся пустоты и обесцвеченные пятна, которые почти
невозможно будет устранить.
§ 22.12. Металлические части
Очищающие средства и лаки для металла, особенно растворяю-
щие, следует применять с осторожностью. Попав на поверхность
стеклопластика, они могут вызвать образование пятен, тусклых
полос или растрескивание. Следует особенно избегать попада-
ния их под соединительные фитинги, а также задержания или
хотя бы просачивания под элементы крепления с целью пред-
отвращения разрушения стеклопластика изнутри.
Рекомендуется испробовать сначала действие очищающих
составов на небольшом участке поверхности. Можно ограничить
распространение пятен, использовав защитную ленту.
Следует регулярно проверять крепления и заново крепить
все ослабленные фитинги, в особенности при наличии признаков
просачивания или пятен ржавчины. При их установке жела-
тельно применять смазочные или другие защитные покрытия.
§ 22.13. Деревянные части
Царапины на примыкающих поверхностях стеклопластика по-
являются в результате неаккуратного скобления или чистки
песком деревянных деталей. Необходимо покрывать эти места
защитной лентой. Никогда не следует пользоваться паяльной
лампой. Большинство растворов для удаления краски портят
стеклопластик. Подтеки могут оставлять следы на декоратив-
ном слое, а также задерживаться под деревянной деталью, мед-
280
ленно и незаметно разъедая поверхность, или даже просачи-
ваться под элементы крепления, разрушая стеклопластик из-
нутри.
Для сокращения объема технического обслуживания обычно
используют древесину тиковых пород, которая не получит по-
вреждений или сохранит первоначальный вид, будучи незащи-
щенной или только промасленной.
§ 22.14. Царапины
Царапины весьма разнообразны: от глубоких выемок в стекло-
ткани до тончайших трещин, видимых под микроскопом, и от
единичных изолированных царапин до обширных пятен, состоя-
щих из тысяч микротрещин, покрывающих большую поверх-
ность. Часто царапину ошибочно принимают за трещину, и на-
оборот. Различие легко увидеть при хорошем увеличении.
Царапины заметны потому, что они обычно бывают грубыми
и грязными. Сделать царапины почти незаметными можно, под-
вергнув их обычной очистке и полировке без заполнения, по-
скольку чистая блестящая канавка не бросается в глаза. При-
менительно к единичной царапине этого можно добиться с по-
мощью ацетона и хорошей щетки. Могут потребоваться также
лак, прозрачная смола или политура. Пролитую жидкость сле-
дует вытереть, а участок заполировать, чтобы не оставить пятна
и ограничить ремонт только устранением царапины.
Как возможный вариант, можно окрасить места царапины
подходящим оттенком гелевого покрытия, смолы или краски,
предварительно отполировав участок после удаления пролитых
излишков. Окраска необходима, если царапина проникает в не-
окрашенную смолу, находящуюся за декоративным слоем. Глу-
бокие царапины, за которыми обнажается стекломатериал, дол-
жны быть заделаны смоляной шпаклевкой с отделкой подходя-
щим по цвету гелевым покрытием или краской и затем заполи-
рованы. Сочетающаяся текстура более важна, чем оттенок. Если
оба покрытия блестящие, небольшая разница в оттенках не
особенно заметна, но тусклое или грубое пятно выделяется даже
при удачно подобранном цветовом сочетании. Если при ремонте
использовать материалы с разной степенью подверженности
атмосферным влияниям, цвет блекнет, поверхность грубеет и
прозрачные лаки становятся коричневыми и светонепрони-
цаемыми.
Неправильным, но часто наблюдаемым способом устране-
ния царапины является грубое заполнение, в результате кото-
рого образуется большое пятно, часто по цвету и текстуре зна-
чительно отличающееся от оригинала. Даже при подходящем
цветовом сочетании такое пятно более заметно, чем исходная
царапина.
281
§ 22.15. Трещины
Обычно принято считать, что трещины в декоративном слое
поверхностные и несущественные, а следовательно, особого
вреда не приносят. Это неправильно. Они проходят сквозь за-
щитный декоративный слой, пока не встречают на пути слой
стекломатериала. Эти трещины (особенно на подводной части
корпуса) более опасны, чем неглубокое растрескивание поверх-
ностного слоя. Глубокие и узкие трещины трудно заполнить
шпаклевкой. Смола проникает в них лучше. Один из способов
их устранения — это нанесение тонкого слоя смолы, втирание
ее внутрь с последующей зачисткой и полировкой.
Произвольное растрескивание декоративного слоя — явление
редкое. Трещина может образоваться только в результате по-
вреждения, удара, смещения, скрытых напряжений, концентра-
ции напряжений, перекосов, перегрузок, усталостных явлений,
некачественного декоративного слоя и др. В каждом конкрет-
ном случае следует разобраться, отчего возникла трещина, на
какое повреждение или ослабление она может указывать и не
требуется ли упрочнения или видоизменения материала. Толко-
вание причин появления трещин требует творческой фантазии.
Очень немногие судостроители или инспекторы способны читать
и даже видеть признаки растрескивания.
Первыми признаками некоторых из наиболее тяжелых де-
фектов были трещины с виду безвредные и незначительные.
§ 22.16. Пустоты
Мелкие пустоты (полости) под ломкой тонкой как яичная скор-
лупа коркой декоративного слоя встречаются весьма часто.
Полностью избежать их даже на качественно отформованном
судне не удается. Они в основном образуются на таких кон-
структивных элементах, как угольники или канавки. Хорошие
формовщики заранее допускают возможность появления не-
скольких пустот, затем находят их и заполняют.
Пустоты легко заполняются, но редко должным образом.
Смоляную шпаклевку можно использовать, когда пустоты ока-
зывают важное влияние на конструкцию. Как и при устранении
царапин, ремонт должен ограничиваться устранением самой по-
лости, а все излишки материала необходимо собрать и поверх-
ность заполировать. Так как эти полости достаточно широки и.
заметны, зашпаклеванную поверхность следует отделать геле-
вым покрытием подходящего цветового сочетания и полировать
до состояния, близкого к оригиналу по блеску и текстуре.
Часто приходится встречать пустоты с ободком в местах, где
поврежденная зона исходного материала восстановлена запол-
нением, однако никто не обеспокоен стремлением понять, на-
сколько далеко в действительности эта полость распространи-
282
лась. Перед ремонтом необходимо вскрывать полости до конца
на всем занимаемом ими пространстве. Они таят в себе скры-
тую опасность. Там, где появилась одна, обычно обнаружатся
при обследовании по соседству и другие.
Правда, неразрушенные пустоты не приносят немедленного
ущерба, если находятся не в подводной части, где в любом слу-
чае их следует вскрывать и заполнять. Ничтожный пузырь в зна-
чительно меньшей степени сказывается на внешнем виде, чем
грубо сделанный ремонт. Пожалуй, лучше оставить эти пузыри
нетронутыми и производить ремонт лишь после их разрушения.
Они могут оставаться без изменений примерно в течение 10 лет.
Пустоты обычно находятся непосредственно под поверхност-
ным слоем, легко обнаруживаются простукиванием и быстро
вскрываются. Следует остерегаться пустот размером более
10 мм в поперечнике. Значительно более крупные пустоты не-
обходимо отыскать еще и потому, что они состоят из многочис-
ленных мелких пузырьков и тем самым представляют опасность.
Полость, которая не разрушается легко, является более глубо-
кой. Ее нужно вырезать и заформовать либо ввести внутрь ее
смолу.
§ 22.17. Окраска
Отделка декоративного слоя невечна. Рано или поздно каждое
стеклопластиковое судно должйо быть окрашено, а большин-
ство прогулочных судов с самого начала покрывают противо-
обрастающими составами.
Представляется обоснованным ожидать, чтобы продолжи-
тельность срока службы стеклопластикового судна была соиз-
мерима, по крайней мере, со сроком службы деревянного судна
(скажем, пятьдесят лет) с учетом старения как основного фак-
тора. Отделка декоративного слоя не может сохраняться дольше
десяти лет, а если так, то в противоположность обычному пред-
ставлению большую часть срока службы стеклопластиковое
судно должно оставаться окрашенным. Подобно другим вещам,
которые должны выглядеть нарядными и иметь защиту с неог-
раниченным сроком действия, нормальное состояние стеклопла-
стика,— когда он окрашен.
Первичная окраска — это переходный момент в жизни судна,
заметно влияющий на его стоимость вследствие появления пер-
спективы повторного окрашивания. Если ее еще можно оправ-
дать, когда она преждевременна, то принимать как должное на
новом судне неразумно. Прошли времена, когда окрашивание
производилось ежегодно. Гладкий бесшовный стеклопластик
является превосходной основой для краски. Современные краски
могут сохраняться почти так же долго, как и отделка декора-
тивного слоя, т. е. примерно пять лет. Определяющим фактором,
диктующим необходимость окраски, являются потертости и из-
нос покрытия.
283
§ 22.18. Подготовка поверхности
Это наиболее важная операция, в результате которой подготав-
ливается база для последующей окраски, неизбежной при экс-
плуатации судна.
На новом стеклопластиковом судне тщательно промывают
поверхность для удаления следов разделительного состава и
обезжиривают ее, а затем слегка обрабатывают тонким абра-
зивом, пока не сойдет весь лак.
На поверхности стеклопластика, впервые подвергающегося
окраске лишь спустя годы, скапливаются эксплуатационные де-
фекты, грязь и лак. Необходимо тщательно очистить поверх-
ность и удалить лак. Ранее говорилось о трудностях, связанных
с полным удалением силиконового лака. Очистку требуется про-
должать до тех пор, пока поверхность не «увлажнится» равно-
мерно. Обезжиривание производится с использованием уайт-
спирита, толуола, ксилола, полиуретана или разбавителей цел-
люлозы либо иных рекомендованных растворителей.
В обоих случаях используется специальная грунтовка, пред-
назначенная для стеклопластиков. Сцепление с поверхностью
обеспечивается за счет ее состава, химически сочетающегося
с полиэфиром. Некоторые краски заключают в себе и грун-
товку, но вообще грунтовка считается основным компонентом.
Необходимо соблюдать последовательность действий, рекомен-
дованную для применяемой краски. Грунтовка должна иметь
оттенок, отличный от декоративного слоя, во избежание повреж-
дения последнего при обработке поверхности абразивом.
Процесс подготовки поверхности под окраску должен быть
выполнен аккуратно, а грунтовка нанесена при наиболее бла-
гоприятных атмосферных условиях (при теплой и сухой погоде)
и только на сухие поверхности.
§ 22.19. Краски
Судно должно нуждаться в окраске не более часто, чем дом,
стоящий на берегу, и, разумеется, не каждый год. Только это
окупит затраты на приобретение современных красок, в особен-
ности полиуретановых.
Полиуретан обладает сродством со стеклопластиком и хи-
мически связан с ним (он представляет собой разновидность
полиэфира). Полиуретан долговечнее и прочнее, чем более про-
стые одинарные типы полиэфира (хотя это и оспаривается).
Эпоксидные краски обладают хорошей сцепляемостью, но
обычно менее долговечны. Обычные масляные краски сохраня-
ются на поверхности стеклопластика не дольше, чем на дере-
вянной. Краска на основе целлюлозы применялась на новых
судах, и качественная напыляемая отделка была очень похожа
на декоративный слой. Светлый полиуретан был предложен
284
в качестве постоянной поверхностной защиты декоративного
слоя, но поскольку светлые лаки не сохраняются так же хорошо,
как декоративный слой, реализация этого принципа представля-
ется нецелесообразной.
Декоративный слой очень гладкий. Краска должна соче-
таться с ним и не обнаруживать следов кисти. Ее предпочти-
тельно наносить напылением, но это обычно невыполнимо.
Следы от кисти могут придать стеклопластику внешний вид, на-
поминающий древесину, что будет оценено как достоинство
теми, кто в вопросах отделки стремится следовать традициям.
§ 22.20. Противообрастающие покрытия
Водоросли, моллюски, трубчатые черви, создающие обрастание,
хорошо развиваются на поверхности стеклопластика. Моллюски
сами по себе не приносят вреда, но когда их сдирают, вместе
с ними может откалываться материал декоративного слоя. На
окрашенном судне они могут захватить лишь краску.
Стеклопластиковые суда, плавающие в прибрежных водах,
нуждаются в противообрастающих покрытиях. Мутные, насы-
щенные стоками воды популярных центров яхтенного спорта
особенно вредоносны, потому что ищущие света споры сорня-
ков сосредоточиваются вблизи поверхности воды, где стоят суда.
Большинство видов противообрастающих покрытий требуют
ежегодного обновления.
Время от времени возникают слухи о появлении ранее неиз-
вестного представителя морской фауны, с аппетитом «пожи-
рающего» стеклопластик. Подобные россказни, вероятно, при-
званы служить оправданием тому, что на некачественно изго-
товленном судне появляются дыры в тех местах, где их быть
не должно. Значительно больше бед проистекает от некаче-
ственного стеклопластика, чем от голодных «чудовищ».
§ 22.21. Удаление краски
Растворы для снятия краски, содержащие каустическую соду,
фенолы или сильный растворитель (обычно метилхлорид), гу-
бительно воздействуют на стеклопластик. Соответственно, уда-
ление краски с поверхности стеклопластика представляет зна-
чительные трудности. Применять растворы для снятия краски
в тех местах, где иное средство не эффективно, следует в ми-
нимальных количествах и в течение кратчайшего промежутка
времени, повторяя операции до момента достижения требуемого
результата. Предпочтительнее использовать сорта, смываемые
водой, и нейтрализовать их действие тотчас с помощью боль-
шого количества воды. Не следует применять растворы в ме-
стах, где они могут просачиваться и образовывать недоступные
для удаления лужи, или для поверхностей, где стеклопластик
285
может оказаться пористым или поврежденным. Образовавшиеся
лужи необходимо разбавить чистой водой. Поскольку пары
многих растворов токсичны в тесном пространстве, их не сле-
дует хранить на борту судна. Выплескивающаяся, протекаю-
щая или вытекающая из насквозь проржавевшей банки
жидкость может принести серьезный вред.
Не следует применять паяльную лампу во избежание взду-
тия декоративного слоя, а также расслаивания стеклопластика.
Для гладкой поверхности рекомендуется пескоструйная очи-
стка и скобление. Однако при неаккуратном скоблении на по-
верхности появятся грубые рубцы, а при работе мощного песко-
струйного аппарата глубокое разъедание поверхности произой-
дет прежде, чем оператор обнаружит это. При пескоструйной
обработке стеклопластик приобретает беловатый или серова-
тый оттенок. Подчас бывает трудно определить, в какой мо-
мент он появился. Рубцы видны через слой краски и поэтому
должны быть заполнены. В рубцы на подводной части корпуса
будет попадать вода.
Внутренняя поверхность стеклопластиковой конструкции
должна быть очищена от краски при проведении ремонта или
перед установкой креплений.
В достаточной степени результативной является зачистка
проволочной щеткой, особенно с использованием в незначитель-
ном количестве растворяющих составов или ацетона. Очистка
всей поверхности на 90 или даже 75% обеспечивает эффектив-
ное сцепление при удовлетворительной вязкости краски.
Неровные поверхности интерьера следует покрывать смо-
лой, которую не требуется счищать, либо применять легко сни-
мающиеся материалы. Лишь заметные детали необходимо ок-
рашивать в обязательном порядке.
§ 22.22. Сохранение водонепроницаемости
Восстановление поврежденного декоративного слоя—проце-
дура трудоемкая, радикальная и связанная со значительными
денежными затратами. Наиболее целесообразной и наименее
дорогостоящей первой мерой по предотвращению проникнове-
ния воды и выветривания, а также дальнейшего разрушения
пористого декоративного слоя является его изоляция. Большин-
ство красок слишком проницаемы. К наименее проницаемым и
легко доступным красителям относятся целлюлоза и двухком-
понентный полиуретан. Целлюлоза обычно наносится напыле-
нием, что неприемлемо в условиях шлюпочной мастерской.
Не менее четырех слоев полиуретана наносят на подготовлен-
ную поверхность сверху соответствующих грунтов. Работу про-
изводят в теплом и сухом помещении.
Пористый или немонолитный декоративный слой создает
некачественную основу для окраски. Окраска временно умень-
286
шит его уязвимость, однако перекрашивание потребуется про-
изводить раньше, чем при качественном декоративном слое.
Тогда можно будет применить улучшенные методы и более ка-
чественные краски.
§ 22.23. Водопоглощение
Водяные пузыри, обусловленные водопоглощением, обычно по-
являются на днищевой части судов после фактически непре-
рывного нахождения их на плаву в течение 10 лет (часто даже
меньше), особенно в пресной воде. Пузыри имеют характерный
благовонный запах и при разрушении образуют трещины
в форме полукруга. Обычное противообрастающее покрытие
проницаемо, поэтому пузыри как правило образуются позади
качественного покрытия, а единственным их поверхностным
признаком являются крошечные мокрые крапинки. За счет при-
менения улучшенных материалов удастся, возможно, предот-
вратить их возникновение.
Изоляционное покрытие препятствует проникновению воды
как внутрь, так и наружу. Однако достаточное количество воды
может впитываться, продолжая разрушать и разъедать любую
изоляцию изнутри; поэтому следует удалять противообрастаю-
щее покрытие и перед изоляцией обеспечивать просушку днища
в течение возможно большего времени. Исходя из накопленного
практического опыта, можно рекомендовать выполнять формо-
вание подводной части судов с использованием неокрашенных
смол. Это заметно уменьшает водопоглощение. Поскольку пу-
стоты в первом слое также вызывают появление водяных пу-
зырей, дефект может быть не только в декоративном слое, но
и в самой формованной конструкции.
Глава 23. РЕМОНТ СУДОВ ИЗ СТЕКЛОПЛАСТИКА
Ремонт стеклопластиковых судов производится быстро и срав-
нительно просто. Мелкое повреждение, которое могло бы вы-
вести из строя деревянное судно на дни или даже недели,
часто устранимо на судне из стеклопластика в течение одного-
двух дней.
Более крупное повреждение исправить труднее, но все же
дешевле, чем на деревянном судне. Способный любитель в со-
стоянии сам энергично взяться за дело, хотя в сущности эта
работа для специалиста.
Единственная практическая трудность в случае серьезного
повреждения состоит в необходимости заново формовать
287
большие участки поверхности, а матриц для формования заме-
няемой части нет.
Царапины и мелкие трещины в формованной конструкции
устраняют при текущем ремонте. В общем случае мелким по-
вреждением считается такое, при котором форма остается по
существу неизменной. К мелким повреждениям относятся тре-
щины любой длины, небольшие отверстия от 0,3 до 0,6 мм
в районах, не имеющих сложной формы, ссадины, случайные
повреждения и др. При более крупном повреждении требуется
восстановление первоначальной формы сложного участка, имею-
щего значительную площадь. Качественные стеклопластиковые
суда, несмотря на их тонкую обшивку, не склонны к повреж-
дению из-за их упругости и малой массы. Наиболее общей
причиной повреждения является столкновение с острыми объ-
ектами, но любой тонкостенный корпус не только из стеклопла-
стика, но и из древесины или металла чувствителен к повреж-
дению такого рода. При этом даже в тяжелых случаях стек-
лопластиковое судно все же не распадется на части на
обширной зоне и не разлетится на куски. Автору пришлось
наблюдать одно из судов после столкновения с каботажным
судном, почти разрубившим его пополам. Имелось большое
расхождение швов и проломленное отверстие на обширной
части поверхности одного борта. Обычное деревянное судно
могло бы в подобной ситуации оказаться расколотым на части.
Удачным оказалось то, что матрицы остались пригодными для
использования, и секция, заключавшая большую часть одного
борта, была заново отформована и сращена с остальной частью
корпуса на месте.
Любая портовая мастерская должна иметь возможности для
проведения мелких ремонтных работ, связанных с заделкой
небольших отверстий или трещин. Более серьезный ремонт це-
лесообразно выполнять изготовителям судна. Это в особенности
экономически оправдано в случае, когда сложная секция нуж-
дается в повторном формовании, поскольку затраты на изго-
товление новой секции с использованием имеющихся матриц
составят всего одну десятую стоимости первоначального фор-
мования. При отсутствии такой возможности ремонт может
быть произведен на ближайшей верфи, имеющей опыт формо-
вания судовых конструкций. При этом необязательно наличие
специализированного производства, связанного непосредственно
с формованием или постройкой судов. Достаточно условий
обычной шлюпочной мастерской.
§ 23.1. Мелкий ремонт
Ниже приведена технология выполнения мелкого ремонта
(рис. 112).
1. Зачищают подлежащие ремонту места, подрезают свобод-
288
ные разорванные и раздробленные кромки до твердого мате-
риала.
2. Скашивают острые кромки по контуру с образованием
заостренного V-образного профиля так, чтобы ремонтируемое
место удерживало бы заплату по принципу заклепки.
Рис. 112. Мелкий ремонт: а — типичное мелкое повреждение; б — образование
V-образного заострения после вырезания поврежденной части и скашивания
кромок с зачисткой скосов шириной 25 мм по контуру; в — подкрепление вы-
резов с обратной стороны с использованием фанеры или картона; полиэтиле-
новая пленка обеспечивает отделение; г — крепление подложки; д — добавле-
ние катализатора к смоле; е — укладка на поверхность некоторого коли-
чества стекломата, перенесение кистью (набивкой) смолы до полного пропи-
тывания стекломата, закрепление его с задней стороны V-образной кромки
так, чтобы он удерживался по принципу заклепочного соединения; ж — посте-
пенное наращивание материала до избыточной толщины (чертеж утрирован)
и отверждение; з — удаление подложки, шлифовка напильником или зачистка
наждаком поверхности с обеспечением гладкости, покрытие поверхности смо-
лой для получения отделки.
/ — формованная конструкция; 2 — полиэтилен; 3 — картой; 4 — липкая лента; 5 — струб-
цина; 6 — клин.
3. Зачищают поверхности абразивом до получения скоса
шириной не менее 25 мм по контуру с обеих сторон. Перед
зачисткой наждаком протирают поверхность уайт-спиритом,
ацетоном и т. п. для удаления лака.
289
4. Подкладывают под вырезанную часть фанеру йлй кар*
тон, изогнув в соответствии с кривизной поверхности, и закреп-
ляют в этом положении с помощью липкой ленты (предпочти-
тельно защитной) либо прижимают или закрепляют клином.
Оборачивают подложку полиэтиленом, так как в противном
случае она прилипнет. При сложной кривизне поверхности
можно формовать подложку из папье-маше с приближением
к форме поверхности или к форме деревянной детали либо ис-
пользовать гибкий пенополиуретан. Трещина может быть по-
крыта лентой из целлюлозы.
5. Укладывают во впадину слой стекломата (см. в Приложе-
ниях краткое описание технологических приемов формования)
до тех пор, пока впадина не заполнится и не сравняется с по-
верхностью. Если впадина глубокая, через каждые 6—9 мм
толщины делают паузу в работе, чтобы обеспечить полимериза-
цию смолы. Верхние слои должны перекрывать боковые кромки
впадины по меньшей мере на 12 мм, за исключением очень
небольших впадин.
6. После отверждения отделяют подложки, сошлифовывают
неровности и зачищают абразивом для получения гладкой по-
верхности; Затем покрывают поверхность смолой или окраши-
вают, подбирая оттенок, соответствующий окраске корпуса.
Поверхность покрывают лаком и полируют.
Подложка может быть как снаружи, так и внутри формо-
ванной конструкции. При гладкой полированной и точно при-
гнанной подложке заплата будет иметь плавные переходы и по-
требует незначительной обработки в дальнейшем. Но это слу-
чается редко, поскольку основным требованием в этом случае
обычно является обеспечение свободного доступа к- рабочей
зоне. Для создания гладкой неровной поверхности рекомендуют
укладывать поверх восстановленного участка лист полиэтилена,
находящегося в неотвержденном состоянии, а также прика-
танную или приглаженную деревянным скребком плоскую на-
кладку. Однако операция эта трудновыполнимая. Полиэтилен
склонен к образованию складок, поскольку он сжимается после
растягивания с целью устранения воздушных пузырьков. Эти
складки образуют канавки, от которых избавиться значительно
сложнее, чем исправить исходную грубую поверхность. Целесо-
образнее использовать для удержания выпучившегося или про-
висающего наполнителя полиэтилен большой плотности или
материал толщиной не менее 0,013 см, например брезент, смо-
леную парусину, мешковину, целлофан.
В аварийной ситуации ремонт такого рода должен быть
произведен, по существу, в считанные минуты. Дополнительная
порция катализатора обеспечит сокращение времени поли-
меризации смолы, а нанесение отделочного слоя смолы и по-
лировку можно отложить до наступления более подходящего
момента.
290
§ 23.2. Шпаклевки
Мелкие ремонтные работы (герметизацию, заполнение царапин,
раковин и др.) можно произвести быстро и достаточно эффек-
тивно с использованием полиэфирных шпаклевок. Они содер-
жат наполнитель в больших количествах. Шпаклевки для ре-
монта автомобилей на судах непригодны. Эпоксидные шпак-
левки более дорогостоящие, но имеют большую прочность и
применимы для выполнения особого рода судоремонтных ра-
бот. Шпаклевки не следует применять при наличии смещения,
например, в разъемах. Некоторые сорта шпаклевок содержат
стеклянные волокна, что обеспечивает им большую прочность.
Для ремонта подводной части судов (в особенности для
заделки пробоин) необходимо использовать специальные шпак-
левки, наполнители которых выдерживают длительное пребыва-
ние в воде. Многие сорта их сильно подвержены выветриванию.
По прошествии нескольких лет шпаклевки обесцвечиваются,
грубеют и загрязняются. Маловероятно, чтобы даже окра-
шенные шпаклевки сохраняли сочетание оттенков. Покрывать
шпаклевки следует сортами смолы, краски или лака, предна-
значенными для непосредственного сочетания со шпаклевками.
После отверждения поверхность необходимо обработать наж-
даком в пределах зоны, ограниченной поврежденным прост-
ранством, и отполировать так, чтобы не осталось широкого
пятна, которое будет еще более заметным при выветривании.
§ 23.3. Смещение кромок
Две боковые кромки трещины, часто оказывающиеся смещен-
ными, должны жестко удерживаться в правильном положении
при ремонте (рис. 113).
Прямые струбцины легко изготовить из двух деревянных
полос шириной 25 мм и шурупа либо из двух полос металла
(или твердого картона) и болта с гайкой.
Разумеется, эти струбцины могут быть только выравниваю-
щими, поэтому для соединения кромок следует использовать
достаточное количество смолы и стеклонаполнителя.
§ 23.4. Восстановление мелких участков
Ремонт небольших участков довольно замысловатой формы
(например, углового участка транца или планширя шлюпки),
доступ с внутренней стороны которых зачастую затруднен, про-
изводят с использованием простой заплаты путем приближен-
ного восстановления формы с последующим образованием точ-
ного профиля напильником или стеклянной шкуркой (рис. 114).
Как всегда, первым требованием является наличие твердой
подложки. Уложенный во впадину и отвержденный кусок
291
Рис. 113. Обжатие кромок в случае их смещения при ремонте: а — поврежден-
ные кромки со смещением, подлежащие обжатию до нормального положения;
б — простая прямая струбцина из деревянных брусков с болтами или шуру-
пами; в — совместное обжатие кромок после наращивания стекломата со смо-
лой для связывания кромок; г — обеспечение отверждения, удаление струб-
цины и завершение ремонта (пространство между установленными струбци-
нами около 150 мм).
/ — вариант с использованием шурупа; 2 — вариант с болтом и гайкой; 3 — соединение
кромок.
Рис. 114. Восстановление формы мелких деталей: а — типичный пример не-
большого повреждения участка сложной конфигурации, например планширя;
б — зачистка кромок и подготовка V-образной разделки с обработкой внут-
ренней поверхности абразивом для обеспечения скоса; в — укладка предвари-
тельно пропитанного куска стекломата или ткани, приформовка его по кром-
кам к внутренней поверхности стенок для образования жесткой подложки;
г — последовательное наращивание слоев до образования выступа при от-
верждении слоев через каждые 6 мм (в целях экономии материала при глу-
боких впадинах середину заполняют скомканной бумагой с образованием
сердечника); д — обработка контура напильником и зачистка абразивом с по-
следующим покрытием двумя слоями смолы для отделки (абразивная обра-
ботка намного упрощается при добавлении к смоле 10% талька).
1 — исходная форма; 2 — участки абразивной зачистки; 3 — приформовка подложки
к внутренней поверхности стенок; 4 — скомканная бумага.
292
предварительно пропитанного стекломата, смоченного на удоб-
ной находящейся поблизости поверхности, обеспечит грубо от-
формованную пористую основу, но будет достаточно жестким
для укладки последующих слоев. Следует наращивать толщину
несколькими слоями стекломата до получения выпуклой поверх-
ности. Для предотвращения выделения тепла, которое может
привести к искривлению и образованию трещин, необходимо
обеспечивать последовательную полимеризацию смолы после
наращивания слоя на каждые 6—9 мм. К тому же это позволит
предотвратить соскальзывание стекломата по краям. Во избе-
жание потерь материала целесообразно смешивать смолу не-
большими порциями по 40—60 г. Для частичного отверждения
и устранения липкости после наращивания материалу следует
дать зажелатинизироваться в течение примерно недели. Непо-
средственно после полимеризации, когда материал в течение
короткого промежутка времени находится в резиноподобном
состоянии, можно произвести грубую обработку его острым
ножом.
Последующую обработку материала можно производить
грубым напильником, приводным шлифовальным кругом (если
позволяют размеры помещения) либо вращающимся напильни-
ком или небольшой фрезой в электрической дрели, хотя обыч-
ная электрическая дрель редко бывает достаточно высокообо-
ротной.
Все инструменты сильно засоряются. Добавкой в смолу
10—20% французского мела (талька) можно значительно об-
легчить обрабатываемость материала и практически исключить
засоряемость. Напильники и абразивные диски очищают
в ацетоне.
§ 23.5. Недоступность одной из сторон
Ремонт более затруднителен, когда одна сторона недоступна,
например в случае повреждения под зашивкой жилого поме-
щения, под двигателем, положение которого не может быть
нарушено, в отсеке плавучести, пустотелом герметизированном
киле или глубоких районах трюма (рис. 115). Крупные, слож-
ной формы внутренние формованные конструкции, соединен-
ные внутри, слишком велики, чтобы их можно было вытащить
без разрезания на части. Деревянные же детали приклеиваются
внутри и не могут быть демонтированы.
Выполнить мелкий ремонт довольно просто. Основная труд-
ность заключается в создании первоначальной твердой основы.
Не следует пытаться отделять ее, иначе впоследствии она бу-
дет постоянно дребезжать.
Для получения простой грубой основы предварительно про-
питанный на отдельной поверхности стекломат переносят во
впадину и уплотняют в необходимом положении с последующим
293
отверждением. С целью обеспечения удерживающего действия
по принципу заклепки основу необходимо тщательно закрепить
позади V-образной кромки. С точки зрения безупречного фор-
мования такое соединение не будет идеальным из-за неизбеж-
ной пористости, но это не имеет большого значения, поскольку
Рис. 115. Проведение ремонта при недоступности одной из сторон: а — вве-
дение закладной планки между двумя кромками с удержанием ее посредством
ввернутого ушка или гвоздя; б — удержание планки с помощью кольца; в —
то же посредством временных прямых струбцин; г — заполнение мелких тре-
щин стеклосмоляной шпаклевкой; <5 — укладка во впадииу предварительно
пропитанного стекломата с тщательной обформовкой V-образиых кромок
с обратной стороны А и с последующим отверждением; в — заполнение про-
странства между обшивками скомканной бумагой для поддержания первого
предварительно пропитанного слоя; ж — предварительно формуемое сечение
приближенной формы (пластмасса или папье-маше могут быть введены
внутрь с временным поддержанием посредством нитки или прочной прово-
локи); з — вскрытие участка внутренней обшивки (с последующим восста-
новлением) для обеспечения доступа при выполнении сложного или крупного
ремонта.
/ — бумага; 2 — внутренняя обшивка,
в данном случае единственной целью является получение твер-
дой основы, на которой производится последующее формова-
ние, составляющее основную часть ремонта.
Пропитанный стекломат, проседающий под действием соб-
ственной массы, можно подтягивать с помощью изогнутой
проволоки. Стекломат на большой ширине пролета будет вытя-
гиваться, поэтому вместо него следует использовать тонкую сте-
клоткань. Толстую ткань или ровинги трудно прикрепить к внут-
294
ренней поверхности V-образной кромки. Внутренняя оболочка
обшивки иногда расположена настолько близко, что простран-
ство между ними можно заполнить эластичным пеноматериа-
лом либо вспениваемым на месте материалом.
В стеклопластике при повреждении обычно образуются тре-
щины продолговатой формы. Материал основы можно уклады-
вать по извилистому контуру кромок трещины. Поддерживать
их можно с помощью резьбовых проушин и бечевки. Более
сложным приспособлением является струбцина и шуруп, од-
нако кромки в любом случае потребуется зажимать для их вы-
равнивания.
При сильном повреждении внутреннюю оболочку обшивки
следует вырезать, чтобы обеспечить доступ внутрь. Аккуратно
вырезанный участок с образованной скошенной кромкой можно
установить обратно и надлежащим образом прикрепить, избе-
жав образования заметных следов. Вырезы требуется сделать
по естественным характерным линиям или в тех местах, где
они будут чем-ли>бо покрыты. Попытки разделить приформо-
ванные конструкции принудительно приведут к их поврежде-
нию.
§ 23.6. Вода в замкнутом пространстве
Вода просачивается через любое сколь угодно малое отверстие
в днище и сквозь самую незначительную трещину в палубе.
Внутри судна имеются водотоки и каналы проницаемости под
балками и соединениями, в заполнителях трехслойных конст-
рукций и внутри заплат некачественно отформованной конст-
рукции. Вода проникает по ним и скапливается в полостях или
заполняет закрытые недоступные пространства: внутренние по-
лости килей, пространства позади формованных деталей ин-
терьера, пространства плавучести и др. Явные наружные по-
вреждения можно устранить, но в замкнутом пространстве
вода, возможно, где-то останется. Местонахождение воды необ-
ходимо обнаружить, а пространства осушить.
Застой воды ведет к распаду материала (см. § 23.14). Внут-
ренняя полость имеет обнаженные волокна и часто некачест-
венно отформована. Она может быть заполнена древесиной.
Воду, проникающую внутрь, удалить невозможно. Каналы про-
ницаемости, обнаруженные при ремонте, должны указывать,
куда направлялась вода. Она не меняет пути, по которому по-
падает внутрь, особенно при протечках через палубу. В таких
местах необходимо просверлить дренажные отверстия, впо-
следствии закрываемые пробками.
Влага может и впитываться. Впитывают и задерживают
влагу пенозаполнители. Дренажные отверстия не более эффек-
тивны, чем просверленная сырая древесина. Соединение редко
бывает без зазоров, и повреждение может вызвать разрыв или
295
срез внутри ломкого пенопласта. Если не будет найден способ
осушения пенопласта, заключенного внутри стеклопластика,
сырой пенопласт придется удалять. В этом отрицательная сто-
рона пенозаполнения. Намокший пенопласт со временем будет
выделять вредные вещества, а также разбухать или сжи-
маться.
§ 23.7. Капитальный ремонт
Капитальный ремонт, как и исходное формование, необходимо
производить при соответствующих температуре и влажности
окружающей среды.
Небольшие ремонтные работы можно проводить на откры-
том воздухе лишь при идеально устойчивой как днем, так и
ночью теплой и сухой погоде. Можно использовать импровизи-
рованное убежище, например полиэтиленовый или надувной
тент, но оно должно быть закрывающимся, недоступным для
сквозняков, с сухим настилом и обогреваемым в дневное и ноч-
ное время без опасности возникновения пожара. Пользоваться
им на открытом воздухе следует при благоприятной погоде
(исключая разгар зимы). Его можно разместить также в лю-
бом помещении.
Существенное значение имеет подготовка поверхностей и
соединение (см. § 1.4). Ремонт конструкции, выполненный при
отсутствии надлежащих условий, следует рассматривать только
как временную меру.
Деталь плоской формы или с простой кривизной можно
переформовать на месте с использованием гладкой опалубки
из тонкой древесины, металла, твердого картона и др., обрабо-
танных разделительным составом или обернутых полиэтилено-
вой пленкой (см. приложение II.6).
Деталь сложной формы (рис. 116) формуется изготовите-
лями в их матрицах. При отсутствии такой возможности сле-
дует просить их о поставке заменяющей секции. Заказывать
секцию нужно с заведомо увеличенными припусками, а затем
подрезать кромки с пригонкой к требуемой форме. Прежде
всего требуется подрезать кромки на конструкции судна. Необ-
ходимо принимать во внимание, что одна деталь надводного
борта может быть очень сходна с другой, соседней. Следует
выявить различие в их форме, чтобы отчетливо установить
границу соединения. Во избежание деформации при транспор-
тировке (см. § 2.18) новая секция должна быть надежно от-
верждена перед отправкой, тщательно подкреплена в пра-
вильном положении и жестко упакована. Следует помнить, од-
нако, что обводы судна не могут в точности соответствовать
форме, которая соблюдалась при формовании.
Если матрица уничтожена либо предприятие-изготовитель
находится слишком далеко, можно использовать матрицу от
296
Рис. 116. Капитальный ремонт: а — типичный случай крупного повреждения
с потерей исходной формы; б — грубая подложка из дерюги, уложенная на
проволочную сетку; в — восстановление формы поврежденного участка нара-
щиванием его из гипса; г — уплотнение и полировка поверхности гипса с по-
крытием ее разделительным составом и иаформовка негативной пластмассо-
вой матрицы поверх гипса; д — использование негативной матрицы для фор-
мования новой секции корпуса; е — вырезание участка для придания формы
с косой прорезью с целью точной пригонки; ж — проще сделать более корот-
кую прорезь, оставить зазор и образовать V-образные кромки; кромки сое-
диняемых деталей зачищаются наждаком для получения надежного соедине-
ния; з — совместный обжим кромок с помощью простейших прямых струб-
цин; и — заполнение зазора стекломатом и смолой; большие стыковые на-
кладки служат для упрочнения соедииеиия; к — наружная поверхность для
обеспечения гладкости обрабатывается напильником и наждаком (в капи-
тальный ремонт должно обычно входить полное перекрашивание поверх-
ности) .
1 — дерюга; 2 — проволочная сетка; 3 — исходный контур; 4 — гипс, наращенный до ис-
ходной формы; 5 — негативная матрица; 6 — новая формуемая секция; 7 — наформован-
ные стыковые накладки.
297
однотипного судна или заделать поврежденный корпус так,
чтобы по нему изготовить матрицу.
Не следует безжалостно срезать поврежденную часть. Ре-
монт значительно упростится, если ее удастся сохранить. Такая
часть не будет обладать конструкционной прочностью, но по-
скольку стеклопластик скорее расщепляется, чем дробится, она
почти не потеряет исходной формы. Ее можно отремонтировать,
использовав подкрепления, подтягивание, поджатие кромок И
установив на место крупные выпавшие куски (которые следует
сохранить). Нужно тщательно проверять форму обводов. При
необходимости укрепляют временные шаблоны и производят
наформовку внутри наращиванием материала до полной тол-
щины стенки корпуса со значительным выходом за пределы
поврежденной зоны и последующим постепенным скашиванием
по краям.
Во избежание нарушения непрерывности формование дол-
жно быть выполнено до замены поврежденных переборок и
шпангоутов. Может потребоваться установка временных пере-
борок. Для обеспечения надежного соединения следует тща-
тельно подготовить поверхности. Необходимо часто повторять
контроль обводов. Целесообразно наращивать один-два слоя
одновременно, чтобы уменьшить опасность искривления при
отверждении. Ремонт завершается очисткой наружной поверх-
ности и внесением косметических исправлений. Следует обес-
печивать большую нахлестку или использовать стыковую
планку: перекрой шириной 300 мм с постепенным утонением
не будет слишком велик. Толщина корпуса должна соответ-
ствовать требуемым значениям. Наружная нахлестка прием-
лема в’ подводной части, но слишком заметна в надводной
части борта или на палубе. Доступ внутрь необходим для при-
формовки стыковых планок. Отформованную конструкцию
жилого помещения следует отделять аккуратно с учетом тща-
тельной предварительной проработки, предусматривающей не-
заметную пригонку стыков и заформовку соединений. Разруше-
ние конструкции для обеспечения доступа неизбежно, поскольку
затрудненное формование не будет качественным. Продолжи-
тельность срока службы судов зависит от тщательности про-
ведения капитальных ремонтов. Даже рабочий высокой квали-
фикации не сможет обеспечить надлежащего качества формо-
вания, работая в плохо проветриваемом, стесненном помещении
и выполняя операции на ощупь.
§ 23.8. Предупреждение дальнейший повреждений
Множество поломок является следствием неудачной конструк-
ции или некачественной сборки, включая последующие креп-
ления, производимые самим владельцем или в шлюпочной ма-
298
стерской, например фитингов, работающих в ослабленном со-
стоянии и пропускающих воду из-за отсутствия прокладок.
При выполнении ремонта следует вскрыть причину появле-
ния того или иного дефекта и устранить ее. Если повреждение
обусловлено концентрацией напряжений, при ремонте необхо-
димо предусмотреть модернизацию конструкции для исправле-
ния этих и других подобных мест. Такое повреждение часто
возникает в стороне от действительного места удара, который
сам по себе может оставить незначительную царапину.
§ 23.9. Цвет и текстура
Точного подбора цвета добиться очень трудно, даже исполь-
зовав первоначальное гелевое покрытие, поскольку окраска
судна выцветает.
Текстура или отделка поверхности так же важна, как и ее
цвет. Несмотря на хороший подбор цвета, восстановленные
места часто выглядят наподобие заплат из стекломата на бле-
стящей поверхности или отполированных заплат. К тому же
такие места сильно выветриваются и по прошествии нескольких
лет превращаются в заметные грубые пятна.
Если полная окраска неприемлема, на восстановленный
участок требуется нанести гелевый слой нужного оттенка,
а затем отлакировать и отполировать под существующую от-
делку. Гелевое покрытие сохраняет цвет и текстуру лучше, чем
краска.
§ 23.10. Прочие ремонтные работы
Стеклопластиковые угольники обычно отрываются от древе-
сины. Повторное их присоединение не дает удовлетворитель-
ных результатов, поскольку задняя кромка угольников загряз-
няется. Их следует повторно крепить с помощью винтов или
болтов. Угольники редко отрываются от поверхности стекло-
пластика. Отрыв угольника свидетельствует о плохом качестве
поверхности. В этом случае нужно срезать угольник, очистить
и подготовить поверхность стеклопластика, а затем приформо-
вать угольник повторно.
Пульсирующий часто в виде хлопков прогиб обшивки опа-
сен, поскольку приводит к быстрому ослаблению в силу уста-
лостных явлений и чрезмерных напряжений, в особенности
вблизи жестких точек. Для восстановления утраченной проч-
ности нужно наформовать дополнительную толщину и сокра-
тить неподкрепленную площадь за счет установки дополнитель-
ных шпангоутов и стрингеров. До 90% трехслойных формован-
ных конструкций расслаиваются, причем зачастую на обширной
площади и на очень ранних стадиях. Это расслаивание опасно
и трудно обнаружимо. Оно вызывает ослабление конструкции,
299
а также способствует быстрому проникновению воды внутрь,
что приводит к распаду стеклопластика и порче заполнителя.
Обнаружив расслаивание на ранней стадии, можно попытаться
прикрепить наружную обшивку введением эпоксидного (но не
полиэфирного) связующего. Однако при этом следует учиты-
вать, что соединение ослаблено на всем участке, а расслаива-
ние может быть более обширным, чем удалось установить.
Восстановление соединения становится невозможным, как
только заполнитель окажется мокрым.
Происхождение некоторых дефектов непонятно. Всегда сле-
дует искать основную причину. В условиях обыкновенной шлю-
почной мастерской можно выполнить поверхностный ремонт,
но нельзя устранить последствия аварии.
§ 23.11. Практические советы
Продолжительный ремонт лучше, конечно, производить в отап-
ливаемой мастерской. Но катер невозможно катать повсюду
наподобие тачки. Тем не менее при необходимости серьезного
ремонта следует организовать его перевозку несмотря на до-
полнительные затраты. Небольшие ремонтные работы можно
выполнять на открытом воздухе при благоприятной погоде. До-
садно не использовать ясный сухой день для проведения ра-
боты, связанной с непосредственным формованием. Отверж-
даемую смолу нельзя держать на сильном ветру. Поверхность
можно покрыть полиэтиленом.
Полиэфирную смолу можно подготовить для отверждения
в холодных условиях, увеличив количество катализатора. Ре-
монт, производимый в холодных и сырых условиях, следует рас-
сматривать как неокончательный и подлежащий переделке при
более благоприятных условиях.
Для сохранения тепла можно сделать навес, а для обогре-
вания использовать тепловые излучатели. При,этом требуется
проявить изобретательность. Можно, например, направить па-
яльную лампу на металлический лист, уложенный на отремон-
тированный участок, или накрыть его предварительно нагретым
листом. Никогда не следует направлять пламя непосредственно
на отремонтированный участок, а также нагревать его у источ-
ника огня. Полиэфир воспламеняем. Ни одну деталь не следует
подвергать нагреву выше 50° С. Для обогрева участка можно
использовать грелки с горячей водой и полиэтиленовую пленку,
предотвращающую прилипание или нагревание другой стороны.
Охлажденные смолы густые и их трудно использовать для фор-
мования. Перед использованием их необходимо разогреть, уста-
новив жестяную банку со смолой в горячую воду (нельзя ста-
вить ее непосредственно на плиту) или выдержав в теплом по-
мещении.
300
§ 23.12. Аварийные ремонты
При угрозе затопления судна призовите на помощь всю свою
изобретательность. Если вода быстро поступает внутрь, зат-
кните пробоину любым подходящим тряпьем, оказавшимся под
руками. При достаточно большом корпусе среднего стеклопла-
стикового судна и отсутствии доступа изнутри советуем вос-
пользоваться способом, применявшимся на старинных парус-
никах: натянуть паруса на наружную сторону борта и остано-
вить тем самым поступление воды внутрь корпуса. Хорошо
прилегает к гладкой влажной поверхности лист полиэтилена.
При ремонте подводной части можно использовать эпоксидные
шпаклевки, но обычные полиэфирные смолы со стеклонапол-
нителями не годятся. Наилучшим методом является осушение
залитого пространства и использование комплекта для ремонта
стеклопластика (см. § 23.13). Полиэтилен, наклеиваемый по-
верх наружной стороны корпуса, удержит большую часть воды
от соприкосновения с отверждаемой смолой.
При отсутствии набора для ремонта можно прибегнуть
к традиционному брезенту и дегтю или к более чистым совре-
менным красителям и клеям. Краска эффективно защитит бре-
зент или тряпье от водопроницаемости. Полиэтилен водонепро-
ницаем, однако трудно обеспечить его прочное прилипание.
Заплату из фанеры или металла, тщательно установленную на
краску или герметик, можно закрепить шурупами к располо-
женным позади деталям конструкции или самонарезающими
винтами, хотя последние ненадежны. Прочная лента из поли-
винилхлорида хорошо прилипает к стеклопластику, если поверх-
ность вытерта насухо. Ленту не следует применять там, где име-
ется относительное перемещение и не обеспечено обжатие кро-
мок. В качестве временной меры необходимо сразу заделать
повреждение в надводной части с помощью ленты, чтобы пре-
кратить поступление воды внутрь, и поддерживать поврежден-
ную часть в сухом состоянии для проведения ремонта. Это
важно для палуб трехслойной конструкции.
Аварийные ремонты обеспечивают поддержание судна на
плаву, но не восстанавливают его прочность. Требуется орга-
низовать уход за временно отремонтированным местом. Чем
более импровизированным является ремонт, тем большую осто-
рожность следует проявить при эксплуатации судна. Надлежа-
щий полный ремонт необходимо произвести насколько воз-
можно быстрее.
§ 23.13. Ремонтный комплект
При судоремонте следует применять только материалы наи-
высшего качества.
Наборы для ремонта автомашин редко оказываются доста-
301
точно подходящими. Ремонтный комплект должен содержать
следующие компоненты:
Полиэфирная смола с предварительно введенным ускорителем, кг 1,5
Смола для гелевых покрытий с предварительно введенным уско-
рителем, окрашенная для надводного борта*, кг............... 0,25
Смола для гелевых покрытий с ускорителем, окрашенная для па-
лубы*, кг..................................................... 0,25
Тубы с катализатором в виде пасты (в холодную погоду доза уве-
личивается вдвое), г.......................................... 3x25
Бутыль с капельницей, содержащая ускоритель для работы
в холодную погоду, мл........................................ 25
Стеклоткань удельной массой 250 г/м2, м2...................... 0,1
Стекломат удельной массой 300 или 450 г/м2, м2................ 1
Смоляная шпаклевка с отвердителем, кг......................... 0,25
Ацетон, мл............................................... 250
• Можно использовать неокрашенную смолу и окрашенную мастику.
Кроме того, в комплект должны входить банка политуры,
банка качественной полировочной пасты, наждачная бумага
для мокрой и сухой поверхности (один кусок средней и один
мелкой зернистости), 12 дешевых кисточек для краски (10—
12 мм), 12 бумажных чашечек (не пластмассовых) и мешалок,
мерные емкости для смолы, три полиэтиленовых мешка сред-
них размеров, небольшая бухта адгезионной ленты, картон для
подложки, банка порошкового талька, ножницы, нож для об-
резки, напильник типа «Сюрформ», лобзик, стамеска. Кроме
того, на судне должны находиться инструкции по приготов-
лению смоляных смесей и шпаклевок.
Для аварийных случаев на борту судна следует содержать:
— эпоксидную смолу с отвердителем, отверждаемую в вод-
ной среде;
— две тубы герметика;
— одну бухту прочной адгезионной поливинилхлоридной
ленты шириной около 50 мм.
Вдвое уменьшенная дозировка предназначается для мелких
прогулочных судов. На крупных судах следует иметь два на-
бора.
В банках, но только не в пластмассовых, смолу можно хра-
нить от года до двух-трех лет и более в районах с умеренным
климатом и менее длительное время в условиях повышенных
температур. В идеальном случае смолу следует обновлять каж-
дый год с целью гарантии пригодности ее для использования
в аварийной обстановке. Остальные компоненты могут сохра-
няться неограниченное время. Стекломатериалы требуется со-
держать в герметично закрытом мешке, чтобы они оставались
сухими.
Смолы должны быть ускоренного отверждения по сравне-
нию с обычными, применяемыми для формования (это обеспе-
302
чивается увеличением количества ускорителя). Ремонты обычг
но бывают мелкими и непродолжительными, поскольку они
зачастую протекают в неблагоприятных температурных усло-
виях.
§ 23.14. Гниение
Разговор о гниении стеклопластикового судна может пока-
заться противоестественным. Есть много специалистов, не ве-
рящих в это, а также несметное число владельцев, блаженно
не подозревающих о том, что суда разваливаются у них под
ногами.
Тем не менее факт гниения подтверждается результатами
многочисленных обследований стеклопластиковых судов раз-
личных типов, марок и возрастов.
Что же имеется в виду под гниением? Существует различие
между нормальной степенью износа и ненормальной, ускорен-
ной степенью распада. Именно последнее как раз и является
тем, что в данном случае именуется гниением. Гниение всегда
вызывается какой-нибудь аномалией, обусловленной некачест-
венным формованием конструкции. Качественно отформован-
ные и тщательно обслуживаемые суда на подвержены гние-
нию.
Наиболее разрушительно гниение протекает при воздейст-
вии воды, которая накапливается и задерживается в полостях.
Она растворяет соли, содержащиеся в стекломатериалах и
смоле. Процесс является самоускоряющимся. По мере нараста-
ния концентрации солей в застойной воде степень разрушения
увеличивается. При благоприятных для этого условиях как
стекловолокно, так и смола разрушаются водой. Требования
неразрушаемости на практике невыполнимы.
Скорость проникновения воды в цельную монолитную фор-
мованную конструкцию очень мала, хотя процесс происходит
непрерывно. Но в некачественно отформованной конструкции
имеются пустоты, пузыри, раковины, обедненные смолой зоны,
торчащие волокна, водотоки, каналы проницаемости, которые
способствуют проникновению воды в сердцевину конструкции
и ее разрушению изнутри. Кроме того, в результате сочетания
таких дефектов, как трещины, повреждение декоративного слоя,
неплотность креплений, негерметизированные кромки и отвер-
стия, некачественное уплотнение соединений, протечки под фи-
тингами, пористость (особенно на тонкостенной конструкции
сложной формы), недостаточное количество смолы, некачест-
венное соединение угольников, водотоки в угольниках и эле-
ментах набора, расслаивание трехслойных панелей, образуются
блуждающие, неуловимые протоки, проходящие от одного
конца к другому.
303
Вода в равной степени может появиться в результате атмо-
сферных осадков или конденсации в трюме. Каждая наружная
царапина, трещина, поврежденная зона и тем более глубокие
борозды, обнажающие стекловолокна, должны быть незамед-
лительно герметизированы во избежание просачивания воды.
Распад в стеклопластике всегда носит местный характер. Он
постепенно разъедает материал в глубину и не распространя-
ется в том направлении, куда вода не проникает. К местному
распаду приведет просачивание воды в любом направлении,
включая капиллярное течение или подъем ее по обнаженным
волокнам. Единственный случай заметного на глаз распада
в результате разъедания, когда внутренний путь начинается на
месте явного входа. Путь наружу из внутренней полости не за-
метен до тех пор, пока распад не распространится далеко,
а к тому моменту формованная конструкция окажется серьезно
ослабленной.
Не существует «лечения» от распада. Единственная возмож-
ность избегнуть распада — это качественно отформовать конст-
рукцию и обеспечить тщательное обслуживание судна. Если
конструкция отформована качественно, распад будет носить
определенно местный характер и его можно устранить тем же
способом, что и мелкое повреждение. Требуются годы, чтобы
распад стал заметным. Только в опасных случаях он прояв-
ляется до истечения десятилетнего срока. Однако известны
случаи, когда корпуса судов были разъедены насквозь или зна-
чительно ослаблены в течение четырехлетнего срока службы
в результате, например, повреждения соединения корпуса с па-
лубой вследствие протечек через расслоившуюся трехслойную
палубную конструкцию.
§ 23.15. Невидимое повреждение
Стеклопластик разрушается постепенно. Сначала ослабевает
соединение смолы со стекломатериалом, затем сама смола или
стекловолокна в определенном месте. На каждой стадии стек-
лопластик медленно, но необратимо теряет прочность, стано-
вится эластичнее и, таким образом, более склонным к дальней-
шему разрушению. Причем все разрушения необратимы. Спо-
собов восстановления первоначальных свойств материала не
существует. На ранних ступенях разрушение незаметно.
Первопричинами разрушения являются чрезмерное напря-
жение, усталость и ползучесть.
Усталость зависит от конструктивных особенностей, уровня
напряжений, количества циклов нагружения, условий эксплуа-
тации и др. При совокупном их действии причину повреждения
трудно определить. Все факторы должны учитываться в каж-
дом отдельном случае. Лабораторные испытания показали па-
дение прочности до 70% первоначальной после 1000 циклов на-
304
гружения и до 50% после 10 000 циклов в пределах нормаль-
ных рабочих напряжений, а также полное разрушение после
100 циклов при значении, равном 50% теоретической проч-
ности. Усталостная долговечность уменьшается в условиях
влажности и тепла. Приведенные значения не распространя-
ются на каждый конкретный случай. Существует множество
факторов, в результате воздействия которых предельный объем
циклических нагружений может быть легко достигнут в тече-
ние нескольких сезонов эксплуатации или даже за один тя-
желый рейс. Усталостными явлениями пренебрегать нельзя.
Признаки внутреннего повреждения обычно незначительны
(например, искривление, необычная гибкость или трещины, воз-
никающие под действием напряжений) и не проявляются, пока
в значительной степени не перейдут порога невидимого повре-
ждения. Согласно публикуемым данным, уровень напряжений
при этом составляет 50% теоретической прочности, поэтому
при возникновении явных признаков повреждения следует пред-
полагать, что формованная конструкция уже ослаблена и зона
повреждения простирается за пределы, ограниченные видимыми
признаками. Без использования сложного оборудования невоз-
можно установить невидимые повреждения и тем более дать
их количественную оценку.
Слабые признаки скрытого повреждения могут обнаружи-
ваться не вблизи явного повреждения, если подобное имеется.
Большая вмятина, искривление, например от удара, вызовет
отчетливый прогиб и чрезмерное напряжение на близлежащих
жестких элементах, особенно в однокорпусной конструкции.
Следует обращать внимание на эти места. Некоторые элементы
могут оказаться в контакте только при достаточно большом
внутреннем перемещении.
Обстукивание (см. § 3.11) позволит выявить лишь глубокие
трещины, если плотность материала значительна. При ультра-
звуковых обследованиях обнаруживаются даже глубоко рас-
положенные скопления раздельных мелких трещин, нарушение
соединения между смолой и стекломатериалом, разрушение
смолы или стекломатериала, расслаивание и утонение. Этот
метод контроля неразрушающий, однако дорогой и сложный.
Приборы, как правило, предназначаются для исследования ме-
таллических конструкций, а в стеклопластике затухание коле-
баний резкое, а рассеяние чрезмерное. Нужно иметь опыт ра-
боты со стеклопластиками, чтобы расшифровывать полученные
данные. Рентгеновское просвечивание не годится для обнару-
жения пластинчатых трещин в стеклопластике. Остальные ме-
тоды обследования могут быть приемлемыми после их усовер-
шенствования.
Важно понимать, что постепенное разрушение съедает за-
пас прочности и в конечном счете стеклопластик будет разру-
шаться при таком уровне напряжения, который он много раз
305
выдерживал ранее. Стеклопластиковые суда нельзя конструи-
ровать на пределе их теоретической прочности, если непродол-
жительный срок их службы не является приемлемым, как, напри-
мер, для высокоскоростных гоночных судов. Скрытая опасность
жестких точек заключается в высоких местных напряжениях от
искривления, которое вызывает лишь умеренные напряжения
в зоне, расположенной между ними. Маловероятно, чтобы не-
видимое разрушение приводило к внезапным последствиям.
Авария происходит от снижения запаса прочности и, вероятно,
не без появления усиливающихся очевидных признаков, но эти
признаки могут быть кое-где неотчетливо заметными, например
в подводной части корпуса. Во всяком случае, немногие вла-
дельцы способны читать их правильно, а многие не замечают
их вовсе. Практический подход состоит в том, чтобы выждать,
когда признаки станут более явными, но тем не менее необхо-
димо осуществлять внимательное наблюдение за ними и из
предосторожности усилить конструкцию.
Высокие значения превышающих напряжений, усталостные
явления, распад и другие невидимые повреждения проявляются
скрыто, подобно гниению древесины и коррозии стали.
Автор приносит свои извинения читателю за то, что остав-
ляет его наедине с удручающими мыслями, принуждающими
всякий раз просыпаться, когда его судно скрипит и испытывает
глухие удары волн, пробивая себе путь сквозь ненастную бур-
ную ночь.
«997 ... Удар ... 998... Удар ... 999...» Подъем, шкипер! Пре-
красное утро! Вам пора на вахту!
ПРИЛОЖЕНИЯ
В приложениях кратко освещены вопросы, касающиеся свойств и качества
применяемых материалов и технологических приемов формования. Они пред-
назначены для читателя, не имеющего технических знаний или не обладаю-
щего большим опытом в области оснащения или ремонта корпуса, изготов-
ленного методом формования.
Приводимые здесь рекомендации даются не с целью заменить инструк-
ции поставщиков. Наша задача — разъяснить, что представляет собой фор-
мование на этапах разработки и подготовки производства.
Кроме того, инструкции поставщиков противоречат одна другой и ни
в одной из них формование не рассматривается как единый процесс. Многие
инструкции написаны из расчета выполнения работы в хорошо оборудован-
ной лаборатории илн, по крайней мере, в первоклассном цехе и адресо-
ваны персоналу, имеющему научную подготовку. Практические же условия
работы в большинстве шлюпочных мастерских и на задворках сильно отли-
чаются от таковых и весьма далеки от идеальных. По мнению многих по-
ставщиков смол, не может быть и речи о выполнении работ вне хорошо
оборудованной лаборатории или без специальной подготовки персонала.
Однако это определенно не так. Проведение работ в условиях мастер-
ской вполне возможно, н, как свидетельствует опыт, не является помехой
для получения качественных формованных конструкций.
I. МАТЕРИАЛЫ
1.1. Стекловолокно
Стекловолокно получают из высококачественных стеклянных нитей, сложен-
ных в пряди примерно по 200 шт. Диаметр нити равен */io толщины волоса.
Стекловолокно обычно используют в виде стекломата на основе рубленых
прядей либо тканей или ровниц.
Стекломат представляет собой беспорядочно разбросанные пряди дли-
ной около 50 мм, скатанные в рулон. Связующее вещество, впоследствии
растворяемое смолой, удерживает пряди вместе до начала использования
материала.
Стеклоткань, являющуюся наиболее прочной разновидностью стеклово-
локна, в силу ее дороговизны применяют эпизодически для изготовления
особо прочных конструкций. Стекловолокно в виде ленты удобно использо-
вать на участках небольшой ширины.
307
Ровинги — пучки прядей (примерно по 60 шт. прядей в каждом пучке)
толщиной с леску для ловли трески — образуют толстую неплотную ткань.
В ней сочетаются объемность и низкая стоимость стекломата с более вы-
сокой прочностью тканого материала. Эта ткань в комбинации со слоем
стекломата придает конструкции более высокую прочность. Отдельные пучки
ровницы часто используют для обмотки труб или заполнения труднодоступ-
ных угловых участков.
1.2. Полиэфирная смола
Обычно применяют полиэфирную смолу холодного отверждения. Она по-
ставляется в виде сиропообразной жидкости и остается неизменной в этом
состоянии один-два года. При добавлении отвердителя смола твердеет в те-
чение короткого промежутка времени. Это необратимая реакция: отвержден-
ная смола не вернется к жидкому состоянию даже при нагревании. Тем
самым эта термореактивная смола отличается от смол термопластичных, ко-
торые можно плавить и отверждать сколько угодно раз.
Холодное отверждение — это относительное понятие, означающее, что
смола отверждается при комнатной температуре и не требует нагрева до
150—205° С в отличие от большинства остальных пластмасс.
Полиэфирные смолы не остаются жидкими неопределенно долго, с го-
дами они твердеют (сроки их хранения см. в Приложении IV).
1.3. Отвердители
Полиэфирные смеси в основном трехкомпонентные (составляемые из трех
небольших доз). Два дополнительных компонента, известные как ускори-
тель и катализатор, обеспечивают отверждение смолы. Катализатор вызы-
вает полимеризацию смолы, ускоритель же делает ее возможной при ком-
натной температуре.
Намного проще, а также безопаснее использовать смолы с введенным
заранее ускорителем. Предварительно следует удостовериться, присутствует
ускоритель в составе смолы или нет. Опробовав ее действие в небольшом
количестве, можно увидеть, не происходит ли загустения.
1.4. Катализатор
Все катализаторы для полиэфирных смол представляют собой перекиси, и
прн обращении с ними необходимо соблюдать осторожность. Не допускайте
попадания их в глаза, а также длительного контакта их с кожей (см. При-
ложение VI).
Катализатор является существенно важным компонентом. Если вы за-
будете его ввести, то это обернется потерей материалов и времени. Причем
одна небольшая порция смолы, оказавшаяся без катализатора и вовремя
не обнаруженная, способна погубить все судно. В сомнительных случаях бе-
зопаснее добавить излишек катализатора, чем допустить возможность по-
добного исхода.
Наиболее известным катализатором является перекись метилэтилкетона.
Поскольку она представляет собой жидкость, ее легко измерить в незна-
чительных дозах с большой точностью. Установить точно объем перекисных
катализаторов в виде пасты или порошка труднее.
Все перекиси при нагревании выделяют кислород и, таким образом,
поддерживают горение. Существуют, однако, перекиси в виде порошков,
невоспламеняемые и безопасные в любых условиях.
Перекиси со временем могут утрачивать свою силу. При необходимо-
сти можно применять их в больших пропорциях, предварительно опробовав
в малом количестве. Если запах двух жидких катализаторов, поставляе-
308
мых различными изготовителями, одинаков, это свидетельствует о возмож-
ности их взаимозаменяемости. Поскольку крепость их может быть различ-
ной, нужно сначала проверить их действие на незначительном количестве
смолы.
1.5. Эпоксидные смолы
Эпоксидные смолы можно применять не только в качестве обыкновенного
клея, но и для формования при необходимости обеспечения высокой проч-
ности или для участков, особенно напряженных по условиям работы. Ис-
пользовать их в сочетании со стекломатом, как правило, не экономично. Они
более употребимы в тех редких случаях, когда требуется применять ткань.
Жидкую эпоксидную смолу следует наносить на сухую поверхность,
образованную полиэфирной смолой, и наоборот. Онн не должны находиться
одновременно в жидкой фазе, одна из них должна всегда отверждаться
полностью. Используется только один отвердитель и в неизменных пропор-
циях. При этом время полимеризации не регулируется, но это обстоятель-
ство не влияет на свойства материала. Специальные отвердители можно при-
менять при низкой температуре и даже для полимеризации в водной среде.
Некоторые из отвердителей вызывают более сильное воспаление кож-
ных покровов, чем отвердители, применяемые с полиэфирами. Однако боль-
шинство отвердителей не оказывают вредного воздействия на кожу.
1.6. Тиксотропные смолы
Тиксотропная смола хотя и легко наносится кистью, но не склонна к расте-
канию. При формовании тиксотропную смолу следует использовать на вер-
тикальной или наклонной поверхности. Обычная смола может стекать со
стекломатериала прежде чем произойдет полимеризация, в результате чего
образуется тонкая, обедненная смолой зона с воздушными пузырьками и
обнаженными волокнами в верхней ее части и утолщенным подтеком смолы
в основании. Тиксотропная смола не предотвратит этого явления полностью,
но существенно его уменьшит.
1.7. Применение красителя
Смолы, поставляемые неокрашенными, можно окрасить путем смешивания их
с цветными пастами. Цветные пасты — это приготовленные на фабрике ко-
деры, рассеянные в носителе (обычно в полиэфирной смоле, которая легко
смешивается с основной смолой).
Следует использовать только красители, специально приготовленные для
этой цели. Порошки значительно труднее смешивать со смолами, а многие
пигменты подвержены опасному воздействию отдельных компонентов смолы,
особенно катализаторов. Кроме того, некоторые пигменты портят смолу и
отрицательно влияют на ее прочность.
i.8. Наполнители
Наполнители, т. е. порошки, добавляемые в смолу в соответствующих коли-
чествах, придают ей стойкость к истиранию, улучшенную обрабатываемость,
более густую окраску, пониженную усадку и другие полезные качества.
Избыток наполнителя снижает стойкость смолы к выветриванию и ее проч-
ность, приводит к поверхностному растрескиванию и ухудшению качества от-
делки (см. Приложение IV).
Обычными наполнителями являются:
— шиферная пудра, кварц, кремнезем, придающие твердость и вы-
сокую стойкость к истиранию;
309
— Китайская глииа, мел, способствующие уменьшению усадки;
— тальк для улучшения обрабатываемости;
— крупный песок, кварц для уменьшения скольжения.
Следует заметить, однако, что такие, например, свойства, как высо-
кая стойкость к истиранию и улучшенная обрабатываемость, не могут со-
четаться одновременно.
1.9. Отверждение
Затвердевание как полиэфирных, так и эпоксидных составов протекает в две
стадии и в сущности не отличается от процесса затвердевания бетона: после
полимеризации следует медленное постепенное отверждение. Полимеризация
происходит достаточно быстро после добавления катализатора (для эпок-
сидной смолы — отвердителя). На этой стадии смолы становятся резино-
подобными. Интенсивное нарастание твердости по прошествии первых не-
скольких дней все более замедляется, затормаживая приближение к
теоретическому состоянию. Типовая схема распределения на стадии представ-
ляется следующей: состояние размягчения — 5 мии, резиноподобное состоя-
ние — 1 ч, первоначальная стадия отверждения — 1 неделя, основное от-
верждение — 3 мес, полное отверждение — 1 год. Теоретическое отверждение
недостижимо.
Некоторые полагают, что нельзя достигнуть состояния полного от-
верждения стеклопластика, возможного в теории или получаемого в лабо-
раторных условиях. Но поскольку испытания являются разрушающими и
трудоемкими, доказать это тяжело. На практике проблема упрощается:
стеклопластик достигает состояния, предусмотренного исследованиями и по-
тому ожидаемого, и этого вполне достаточно. Любое расхождение оказы-
вается в допустимых пределах.
Если стеклопластик правильно отформован, он отверждается в требуе-
мые сроки как правило независимо от условий, в которых происходит от-
верждение. Однако неблагоприятные условия при формовании могут когда-
либо впоследствии сказаться на степени отверждения стеклопластика. Слиш-
ком высокая окружающая температура может быть так же вредна, как
и чрезмерное охлаждение.
Стеклопластики при отверждении дают небольшую усадку, которая
может сказываться на качестве отделки, а также вызывать концентрацию
напряжений. Результаты замеров недостоверны вследствие отсутствия учета
влияния формы и упругости на раииих стадиях отверждения и использо-
вания различных материалов и квалификационных нормативов.
1.10. Толщина стеклопластика
На практике единственным способом быстрого контроля массы материала
является измерение его толщины. Поскольку содержание смолы должно
находиться в точно определенных границах, этот принцип является хоро-
шим мерилом. Внутренняя поверхность стеклопластика получается грубой,
однако погрешность не должна превышать 1 мм.
Для стекломата можно принять, что при толщине его 2,3 мм, декора-
тивного слоя не более 0,5 мм и незначительной толщине внутренних покры-
тий в 1 м2 стекломата содержится 1 кг стеклонаполнителя. Для более при-
ближенных расчетов принимают, что иа каждые 25 мм толщины приходится
10,1 кг/м2 стеклонаполнителя.
Ровничные ткани должны быть несколько тоньше. Само числовое зна-
чение ненадежно, поскольку в большой степени зависит от качества ма-
териала и уровня квалификации исполнителя, однако для обычной формо-
ванной конструкции вышеприведенное значение ненамного расходится с дей-
ствительным. Формованные с использованием как стекломата, так и
ровингов конструкции, имеющие высокую прочность при низком содержании
смолы, будут заметно тоньше.
310
Обычный способ Измерения толщины заключается в сверлении отверстия.
Однако даже в качественно отформованной конструкции номинально равные
толщины могут различаться на 10%, а в некачественной формованной кон-
струкции— на 100%. Эта цифра может оспариваться, но при некоторых про-
веденных автором замерах была обнаружена даже большая разница —
десять к одному(!). Разрушающее испытание, в частности сверление от-
верстий, следует производить только с согласия заказчика и выполнять так,
чтобы не осталось заметных следов и не был нанесен ущерб качеству из-
делия.
Электронный контроль толщины является неразрушающим, и замеры
можно проводить на обширном пространстве (фактически по всему судну).
Стоимость приборов для ультразвукового контроля очень высока. Испыта-
тельный прибор конструкции X. дю Плесси более прост и менее дорог.
II. МЕТОДИКА ПЕРЕРАБОТКИ
МАТЕРИАЛОВ
Пропитанное смолой стекловолокно напоминает мокрое одеяло. Для удер-
жания его в определенном положении при полимеризации необходима мат-
рица соответствующей формы. После полимеризации смолы материал со-
хранит не только форму матрицы, но и качество ее отделки. При высоком
качестве поверхности матрицы потребуется очень незначительная обработка
формованной конструкции, отпадет необходимость в окраске и подготовке
поверхности, что обеспечит значительную экономию времени по сравнению
с постройкой судна из традиционных материалов и компенсирует более высо-
кую стоимость стеклопластика. Другое преимущество состоит в том, что
после изготовления матрицы для придания материалу необходимой формы
требуется очень мало времени и усилий. Деталь формуется непосредственно
с требуемыми обводами. Никакой иной материал не обладает этим достоин-
ством, кроме, пожалуй, бетона, который едва ли можно считать общеприз-
нанным судостроительным материалом *. Древесина может оказаться де-
шевле, однако нельзя забывать о затратах времени на ее распиловку,
последующую сборку и обработку рубанком, а также на уборку опилок, об-
резков и груды стружки. То же относится к стали и алюминию.
При выполнении достроечных операций деталь часто формуется на своем
штатном месте и сразу приобретает форму соответствующей части судна.
При этом даже не возникает необходимости в изготовлении матрицы. Это
создает огромную экономию времени и обеспечивает большое удобство.
Отделение формуемой детали от матрицы не представляет трудностей
при условии соблюдения правильной технологии. При формовании кон-
струкции на штатном месте зачастую вообще не требуется ее отделения, и
деталь преднамеренно соединяется с корпусом. Если заведомо не предпри-
нять мер по обеспечению отделения, связь детали с корпусом возникнет есте-
ственным путем.
11.1 . Гладкая и грубая стороны поверхности
Формованные конструкции, получаемые методом ручного контактного фор-
мования, имеют одну гладкую, обогащенную смолой, плотную, блестящую по-
верхность высокого качества, воспроизводящую характер отделки матрицы
за счет контакта с ее поверхностью. Другая сторона более грубая и неров-
ная, поскольку она не определяется гладкостью поверхности матрицы. Ее
можно рассматривать как поверхность, получаемую естественным путем.
* Это написано в 1963 г., когда древесина еще оставалась традиционным
материалом, стеклопластик был материалом новым, а железобетон еще не
получил распространения.— Прим, автора.
311
При качественном формовании оиа бывает волнистой, но все же твердой
н блестящей. Некоторые из волокон могут быть заметными, однако на-
дежно заформованными в толщу материала.
По этой причине корпус всегда изготовляют в негативной матрице,
чтобы качественная поверхность, получаемая от непосредственного контакта
с тщательно подготовленной поверхностью матрицы, была бы снаружи.
Внутренняя сторона, называемая «грубой» ради сопоставления, не явля-
ется настолько уж непривлекательной. Оиа не должна быть ворсистой как
коврик. При таком некачественном формовании поверхность будет задержи-
вать грязь и вскоре начнет разрушаться; то же, вероятно, будет происхо-
дить и со всей отформованной конструкцией. Очевидно, эта поверхность,
несмотря на ее волнистость, должна быть такой же плотной, как и качест-
венная поверхность.
11.2 . Смачивание
Впитывание смолы стекловолокннстым материалом представляется доста-
точно простым процессом. Однако формование будет качественным лишь
при должной тщательности н соответствующей квалификации исполнителя.
В начальной стадии стекловолокнистый материал представляет собой не-
плотное собрание высококачественных волокон, окруженных воздушной про-
слойкой. Весь воздух должен быть вытеснен и заменен смолой так, чтобы
она обволакивала и связывала каждое волокно в каждой пряди.
Воздушные пузырьки и пустоты являются дефектами, предвещающими
ослабление конструкции. Степень их потенциальной опасности зависит от их
размеров, местоположения н количества.
Обычный способ пропитки заключается в торцевании кистью, применяе-
мой для окраски. Торцовка — это движение короткими толчками (как по
трафарету), в отличие от широких взмахов, производимых при окраске. Тор-
цовка заставляет стекловолокна погружаться в смолу и уплотняет их.
Стекломатериал укладывают на поверхность матрицы и внутрь его
кистью «вбивают» смолу. Смолы должно быть по меньшей мере в два
с половиной раза больше, чем стекломатериала (возможно даже в три раза
и более), особенно на труднодоступных участках. Количество смолы опре-
деляют взвешиванием. Необходимо отбросить привычные представления об
окрашивании. Даже если стекловолокно получило уже большее количество
смолы по сравнению с теоретической дозировкой, но выглядит сухим, про-
питку следует продолжить. Формуемая конструкция является по существу
«смоляной», т. е. пластмассовой, а не стекловолокнистой.
Стекловолокно способно выполнять свои функции только прн условии
полной заформовки его в смолу. Снаружи отформованная конструкция вы-
глядит по существу одинаково, независимо от того, содержит она стекло-
волокно или нет. Вполне осуществимо изготовить красивый, достаточно же-
сткий предмет, имеющий форму судового корпуса, с использованием одной
лишь смолы, и этот предмет сможет плавать, однако без стекловолокна он
вскоре разрушится. Корпус судна, изготовленный из одного только стекло-
волокна, не обладал бы ни жесткостью, ни соответствующей формой, ни
плавучестью. Кроме того, отсутствие смолы, необходимой для связи мель-
чайших волокон в общее композитное целое, сказалось бы на его твер-
дости.
Но стоит лишь ввести стекловолокно в смоляную массу, как полученное
сочетание образует очень прочную, жесткую и монолитную конструкцию.
Аналогичную роль играет сталь в армированном бетоне нли ткань в со-
ставе качественного резинового шланга, нлн армирующий корд в автомо-
бильной покрышке.
Следовательно, смола должна проникать непосредственно сквозь стекло-
материал. При этом важно избегать расслоения смоляных оболочек с нахо-
дящимся между ними непропнтанным стекломатериалом или скудного про-
питывания смолой, прн котором отформованная конструкция внешне по-
312
хожа на коврик. Внутрь стекломата должно быть введено достаточное
количество смолы, чтобы обеспечить его полную сквозную пропитку и при-
дать поверхности такой вид, будто она влажная.
Обилие смолы при распределении по обширной зоне нежелательно, од-
нако не представляет опасности. При очень малом количестве ее не обес-
печивается полной заделкн стекловолокон, так что использовать их проч-
ность становится невозможно. Не следует забывать о том, что волокна
порознь слишком тонки, чтобы способствовать значительному увеличению
полезной прочности. Они могут работать только в совокупности, но для этого
должны быть надежно заформованы внутрь смолы.
Смачивание стекловолокна ускоряется, если изрядный слой смолы (при-
близительно около половины требуемого количества) сначала быстро н
равномерно нанести на поверхность матрицы с помощью кисти, а поверх
него распределить стекломатериал н оставить на минуту-другую для впиты-
вания смолы.
Основное мастерство требуется не при пропитывании, технику которого
можно освоить быстро, а при обращении со стекловолокнистыми материа-
лами. Детали плоской и правильной формы получить довольно просто в от-
личие от корпуса судна. Все канавки, угольники, выступы и кромки тре-
буют особой аккуратности, и мастерство выражается в действительном обес-
печении попадания стекломатериала внутрь каждого угла.
Очевидно, любой тканый материал сохраняет некоторую способность
к сцеплению и склонен сопротивляться при «вталкивании» его в контуры де-
тали сложной конфигурации. Это относится и к стекломату, хотя и в мень-
шей степени. Таким образом, армирующий наполнитель имеет склонность
образовывать перемычки внутри каиавок и уголков. И все же материал
должен попадать непосредственно внутрь этих элементов, в противном
случае в основании могут образоваться раковины и трещины, которые в силу
своего расположения, вероятно, будут уязвимы и заметны.
11.3 . Декоративный слой
Поверхность с качественной отделкой не подвержена случайному повреж-
дению. Отделка наружной поверхности формованного корпуса будет каче-
ственной, если смолу нанести на поверхность матрицы толстым слоем и за-
полимеризовать до начала основной укладкн.
Этот слой чистой смолы, именуемый декоративным, обеспечивает пере-
нос поверхностной отделки матрицы на поверхность корпуса, защиту тон-
чайших волокон н предупреждение нх появления на поверхности. Необхо-
димо создать «пластмассовый» или смоляной отделочный слой, но не волок-
нистый; это обеспечивается только качественным декоративным слоем, тол-
щина которого намного превосходит толщину слоя краски.
11.4 . Обращение со стекломатериалами
Перед началом формования производят раскрой всего стекломатериала. Ку-
сочки могут быть затем пригнаны к форме поверхности матрицы; это невы-
полнимо прн липкой поверхности матрицы. Вырезав из бумаги шаблоны,
можно облегчить выкройку материала для участков неудобной формы. Во
избежание путаницы необходимо помечать каждую часть.
Все соединения должны быть выполнены внахлест (с перекроем). Сты-
ковые соединения в любом случае не обеспечивают непрерывной прочности.
Места соединений следует располагать в шахматном порядке во избежание
наращивания ощутимой избыточной толщины. Обычно перекрой в 5 см бы-
вает достаточным.
Нет необходимости производить точный раскрой. Стекломатериал под-
вижен, пока остается увлажненным, и потому искажает форму вырезанных
участков. Это способно нарушить весь тщательно выполненный раскрой.
313
Увеличенная ширина нахлестки не приносит вреда. При этом расходуется
несколько больше материала, но в противном случае он, вероятно, все равно
пошел бы в отходы.
Стекломат может разрушаться при подгонке по сложному контуру,
ткани же следует более тщательно раскраивать. Необходимо, однако, пом-
нить, что если стекломат распадается, слой его получается тонким вдоль
образующей угла и потому создает ослабленную грань. Для компенсации
этого ослабления требуются дополнительные кусочки материала в виде за-
плат. Небольшие заплаты необходимы для покрытия зазоров, образовавшихся
при раскрое.
Все кусочкй соединяются вместе и образуют участок формуемой кон-
струкции. Если они тщательно пригнаны, а следовательно, совершенно не-
разделимы, то формуемая конструкция представляется изготовленной из
целого куска материала. Кстати, эта «цельная» конструкция не должна
иметь на всем протяжении одинаковую толщину. Она образуется послойным
наращиванием до требуемой толщины в любом месте. В местах, где сле-
дует придать прочность, толщину увеличивают. Если в этом нет необхо-
димости, конструкция может оставаться тонкой. Таким образом, дорогой
материал расходуется очень экономно при наименьшем количестве отходов
и с обеспечением минимальной массы.
Любой из других материалов Создает значительно бблыпую толщину,
чем необходимо, причем повсеместно и лишь для обеспечения достаточной
толщины в тех немногих местах, где это действительно требуется. А это
приводит к лишним расходам и увеличению массы.
11.5 . Прикаточные валики
Для пропитки с целью «вдавливания» стекломатериала в смолу часто ис-
пользуют специальные валики. Разнообразные хитроумные профили при-
меняют, чтобы уменьшить захватывание стеклянных прядей и усилить
утрамбовывающее действие. Наиболее распространенными и самыми деше-
выми являются валики дисковые, многодисковые для плоских поверхностей
и с одним диском для уголков. Для начала полезно иметь один валик с еди-
ничным диском и другой с набором дисков диаметром 100 мм. Валик перед
использованием следует смочить смолой, которая. оказывает смазываюшее
действие. Рекомендуется начинать с небольшого участка, перемещая валик
на незначительное расстояние и постепенно расширяя рабочую зону по
мере ее увлажнения. Если делать длинные взмахи по сухому стекломату,
можно получить такое «птичье гнездо», что самой птице-ткачу останется
лишь уподобиться подручному каменщика.
11.6 . Отделение от матрицы
Матрица важна для придания формы и внешнего вида формуемой конструк-
ции. Однако мы используем липкое вещество наподобие обычного клея и
при этом желательно, чтобы впоследствии оно отделялось от поверхности
матрицы. Разрушение отформованной конструкции — сравнительно неболь-
шая беда, но разрушение матрицы может обернуться очень большими не-
приятностями и расходами. Более того, отформованная конструкция не мо-
жет быть заменена новой до тех пор, пока не будет изготовлена новая
матрица, а это может отнять много времени.
Первым делом необходимо тщательно отполировать поверхность мат-
рицы, используя качественную восковую политуру. Это облегчит отделение
формуемой конструкции от поверхности матрицы, а также обеспечит качест-
венную отделку поверхности каждой формуемой конструкции. Пористая
поверхность нуждается в предварительной грунтовке, прежде чем ее можно
будет отполировать. Для этого следует использовать шеллак или подхо-
дящие изоляционные лаки.
314
Непосредственно перед формованием на поверхность матрицы наносят
основной разделительный состав. Наиболее употребительна эмульсия ПВА *,
которая наносится очень тонким слоем с помощью кисти или тампона. Вы-
сыхая, она образует на всей поверхности тонкую защитную пленку, тол-
щина которой достаточна для обеспечения защиты, но не настолько велика,
чтобы сгладить какую-нибудь мелкую подробность отделки или нарушить
ее характер. Пленка должна быть сухой к началу формования. Очень
важно подвергнуть ее тщательному обследованию с целью удостовериться
в том, что ни один мельчайший участок поверхности не упущен из виду.
Этот метод обеспечивает наличие двух разделительных слоев.
ПВС является основным слоем, а восковая политура — подстраховочным.
11.7 . Соединение
Способы соединения рассмотрены в гл. 1. В общем случае неотвержденная
(«мокрая») конструкция соединяется с другим материалом, если он спе-
циально не обработан, с целью обеспечения их разделения.
Прочность соединения зависит от многих факторов, но само собой
разумеется, что любая неотвержденная конструкция приклеится к поверх-
ности, если не принять соответствующих мер предосторожности. Это важно
учитывать при наличии примыкающих деталей, с которыми конструкция не
должна быть связана. Формование может захватывать большую зону, чем
предполагается (это обычно и происходит на практике), поскольку смола
стекает и капает на другую поверхность. Эти капли прилипают к поверх-
ности.
11.8 . Обрезка кромок
Формованные конструкции после отверждения можно подрезать ножовкой.
Эту операцию лучше всего выполнять после разделения с матрицей во избе-
жание ее повреждения.
Тонкостенную формованную конструкцию значительно проще подрезать
острым ножом в период нахождения ее в резиноподобном состоянии, т. е.
сразу после полимеризации смолы.' Но резиноподобное состояние продол-
жается недолго (примерно от 15 до 30 мин), и не всегда легко уловить
подходящий момент. Если начать обрезку слишком рано, смола не успеет
в достаточной степени загустеть, и это может привести к смещению мате-
риала, способному вызвать необратимое искривление конструкции. Если же
упустить момент, материал станет слишком твердым, чтобы его можно
было обрезать ножом.
При отсутствии надлежащего опыта лучше дождаться отверждения,
а потом обрезать материал ножовкой. Хотя это и более утомительно, зато
уменьшается вероятность случайного искривления.
Формование кромок с обеспечением их твердости до самого края пред-
ставляет трудность для начинающих. Краевые участки шириной 20—30 мм
склонны к образованию пористости, оин насыщены воздушными пузырь-
ками и получаются некачественными. При конструировании и изготовлении
матрицы советуем предусмотреть избыточный припуск 30—50 мм, чтобы
впоследствии можно было отрезать этот излишек до требуемой границы
плотного материала. Если конструктивную кромку обозначить линией раз-
метки на поверхности матрицы, то она послужит направляющей линией для
обрезки кромки формованной конструкции.
11.9 . Последовательность формования
Ниже представлена последовательность операций при формовании:
1) подготовка матрицы, изоляционного покрытия и восковой политуры;
2) раскрой стекломатериала и подгонка материала по форме обводов;
* ПВС (PVA —poly-vinil-alcohol) —поливиниловый спирт.— Прим, перев.
815
3) нанесение на поверхность тонкого покрытия разделительным со-
ставом ПВС;
4) проверка разделительного слоя (прикоснитесь к нему, если тре-
буется);
5) нанесение на поверхность гелевого покрытия и его полимеризация;
6) нанесение илн напыление на поверхность толстого слоя смолы *
(сразу же наложите стекломатериал и прижимайте его рукой примерно в те-
чение минуты для впитывания);
7) нанесение смолы на стекломатериал н уплотнение ее до нижележа-
щего слоя смолы, чтобы полностью пропитать материал (продолжайте нане-
сение смолы до тех пор, пока вся поверхность не станет мокрой; добавьте
смолу в места, которые выглядят сухими);
8) продолжение формования оболочки конструкции с обеспечением пе-
рекроя всех соединений по меньшей мере на 50 мм;
9) полимеризация полученного таким путем первого слоя (хотя это и
не столь существенно);
10) повторение приемов 7 и 8 для второго слоя (не следует при этом
допускать образования соединений в тех местах, где они расположены
в предыдущем слое);
11) проведение тех же операций, с третьим и последующими слоями (их
можно наращивать мокрыми на мокрые, ие ожидая отверждения нижеле-
жащего слоя);
12) отверждение отформованной конструкции и очистка кистей и ин-
струментов;
13) зачистка наждаком выступов, комьев и торчащих «усов»;
14) нанесение одного-двух тонких слоев смолы для выравнивания по-
верхности;
15) отделение готовой конструкции от матрицы;
16) подрезание кромок (это можно сделать также, когда конструкция
находится в резиноподобной стадии, т. е. между этапами 12 и 13, непо-
средственно сразу после полимеризации смолы); этапы 15, 16 н 13, 14
взаимозаменяемы попарно.
11.10 . Напыление
При формовании напылением пряди стеклоровницы рубятся и в виде факела
наносятся вместе с распыленной смолой на поверхность матрицы. Разуме-
ется, этот ускоренный по сравнению с ручным контактным формованием про-
цесс не выполним силами одного человека. Для осуществления прикатки
пока еще требуется участие целой бригады.
Ошибочно предполагать, что этим методом получают конструкции по-
вышенного качества. В большинстве случаев это не так. Здесь многое за-
висит не от коллективного мастерства и добросовестности бригады, а от
одного, играющего ключевую роль человека, т. е. оператора. Если он не
является квалифицированным специалистом или не относится честно к своим
обязанностям, то страдает качество всей конструкции, являющейся резуль-
татом коллективного труда, а не только небольшая часть ее. Если опера-
тору нездоровится, формование либо приостанавливается, либо кто-нибудь
другой, обладающий, может быть, меньшим опытом, принимает на себя функ-
ции оператора. Производство в полной мере зависит также от оборудования:
когда оно отказывает, прекращается формование. Простои часто оказы-
ваются чрезмерно длительными.
Опытным путем найдено, что конструкции, формованные методом напы-
ления, отличаются склонностью к образованию неравномерных толщин. Этн
толщины могут достигать средних значений на всей поверхности в целом,-
но в отдельных местах поверхность обычно имеет волнистость, обусловли-
* Здесь и далее предполагается, что смола предварительно надлежащим
образом активирована добавлением катализатора,— Прим, автора,
316
вающую отклонения по толщине в среднем на 25%, а иногда до 50%. Рас-
пределение неровностей по толщине может колебаться в более широких пре-
делах. Например, автору пришлось однажды производить обмер корпуса
судна с бортами, различающимися по толщине в среднем на 5О°/о. Формо-
ванные конструкции часто содержат большое количество воздушных пу-
зырьков.
Ручное контактное формование обеспечивает более высокое качество
конструкции, чем напыление, и предпочтительнее при использовании ровнич-
ных тканей. Напыление приемлемо для быстрого изготовления толстостен-
ных, довольно грубых формованных конструкций, прочность которых яв-
ляется менее важной характеристикой, чем скорость формования.
11.11 . Обеспечение высокого качества формования
Наивысшая прочность при наименьшей массе достигается за счет примене-
ния ровничных тканей (изредка полотна) при условии тщательного конт-
роля за сохранением низкого уровня содержания смолы. Низкое содержа-
ние смолы обеспечивается не столько путем сокращения количества пода-
ваемой смолы (при нехватке ее конструкция будет некачественной), сколько
в результате равномерного распределения ее и тщательного уплотнения при-
каткой. Стекломатернал пропитывается полностью благодаря плотному
проталкиванию его внутрь смоляного слоя. Эта операция требует сноровки,
терпения и отнимает много времени. Важно вести тщательный контроль ве-
совых соотношений компонентов на всех этапах, чтобы гарантировать соот-
ветствие формуемой конструкции заданным параметрам.
III. МАТРИЦА
Матрица придает форму изготавливаемой конструкции, а также определяет
качество отделки ее поверхности.
111. 1. Позитивная или негативная матрица
Матрицы могут быть позитивного или негативного типа. Выбор матрицы за-
висит от того, какой из сторон требуется придать наилучший внешний вид
н наиболее точные обводы. Сторона формуемой конструкции, соприкасаю-
щаяся с поверхностью матрицы, точно воспроизводит эту поверхность как
по обводам, так и по качеству отделки. Другая сторона получается неровной,
с отделкой, образуемой естественным образом. Следовательно, наиболее ка-
чественной и точной является та поверхность отформованной конструкции,
которая контактирует с рабочей поверхностью матрицы.
Выполнить как позитивную, так и негативную матрицу нелегко. Трудно
отчетливо представить себе объект вывернутым наизнанку, поэтому матрицу
изготовляют обычно с исходного пуансона по цепочке: позитивный пуан-
сон — негативная матрица — позитивная формованная конструкция. В этом
случае пуансон можно сделать из легко обрабатываемого, но недостаточно
прочного для использования в качестве матрицы материала. Матрицу же
можно отформовать из стеклопластика, обеспечивающего необходимые твер-
дость и отделку поверхности, но неспособного принимать требуемую форму
без помощи пуансона, поверх которого он укладывается.
111. 2. Конструкция
Матрицы должны быть сконструированы так, чтобы формованная конструк-
ция отделялась полностью. При соответствующем уклоне или конусности
матрицы простой конструкции обеспечивают более простое отделение и слу-
жат наиболее продолжительное время.
317
Матрица усложненной формы, т. е. склонная к заеданию формованной
конструкции, должна быть разъемной, состоящей из двух или более частей.
Важно также обеспечить свободное отсоединение каждой отдельной части.
Разъемная матрица допускает изготовление значительно более сложных фор-
мованных конструкций, а также не ограничивает конструкцию детали до
такой степени, при которой ее можно получить только в цельной (неразъем-
ной) матрице. В разъемной матрице производится обычно более простое от-
деление, чем в цельной матрице, при непосредственном вытягивании отфор-
мованного изделия.
Для обеспечения болтового соединения частей следует предусмотреть
монтажные приспособления, например отформованные фланцы на соединяе-
мых частях для непосредственного стягивания нх вместе болтами или струб-
цинами.
С боков необходимо обеспечить уклон на 10° при большой высоте в на-
правлении вытягивания. При малой высоте уклона практически не требуется,
Боковые стороны отделяются легко, но угловые участки могут прилипать,
в особенности заостренные участки с прямыми углами. Углы должны быть
тщательно скруглены. Весьма просто выполнять скругление углов простой
коробчатой матрицы посредством заполнения их гипсом или иным наполни-
телем либо образованием специальной галтели из воска.
Часто оказывается достаточным * просто заформовать внутрь матрицы
какую-нибудь деталь, создающую выпуклость или впадину. Это следует вы-
полнять с осторожностью, поскольку положение заформованной детали не
может быть нарушено, а монтаж изменен. Усложненные матрицы лучше
оставить для последующих этапов развития технологии, когда все недо-
статки уже устранены н обеспечена гарантия, что каждая деталь соответ-
ствует требуемому типу, действительно необходима и находится на правиль-
ном месте.
П1.3. Пуансон
Для изготовления более одной-двух формованных конструкций предвари-
тельно получают исходный пуансон из древесины нли гнпса и формуют на
нем стеклопластиковую матрицу. Материал для пуансона выбирает изгото-
витель матрицы. Шлюпочный мастер, естественно, отдаст предпочтение дре-
весине, а не гипсу. Древесину и в еще большей степени гипс необходимо
подвергнуть точной н тщательной обработке, что требует от исполнителя
работ значительного мастерства. Форма и размеры должны быть абсолютно
точно выдержаны. Если пуансон изготовлен неточно, неправильными будут
все отформованные изделия, независимо от качества их формования. Плав-
ные обводы корпуса обеспечивает только пуансон, изготовленный из дре-
весины. Матрицы, снятые с гипсового пуансона, обнаруживают склонность
к волнистости.
111. 4. Отделка пуансона
От отделки исходного пуансона зависит качество отделки каждой формуемой
конструкции. Ради получения первоклассной отделки стоит хорошенько по-
трудиться, поскольку эта отделка полностью переходит на поверхность
матрицы. Для отформованной конструкции, имеющей качественную отделку,
никакой дополнительной обработки не требуется. Это обеспечивает значи-
тельное сокращение трудоемкости, так как затраты времени на абразивную
зачистку и окраску деревянного судна весьма существенны.
На первом этапе подготовки пуансона к использованию производят
шпаклевание впадин и зачистку поверхности шкуркой. Затем поверхность
покрывают грунтующим составом и тщательно втирают его. Для обеспечения
качественной отделки при окрашивании наносят множество слоев и тщательно
шлифуют каждый слой в промежутках между покрытиями. Не следует при-
318
менять обычные краски, поскольку они растворяются смолами. Двухкомпо-
нентный полиуретан или краски на эпоксидной основе не подвержены дей-
ствию смол. Завершается процесс отделки полировкой и нанесением лака для
получения высокого качества глянца.
Чем с большей тщательностью выполняются работы на этом этапе, тем
качественнее будет формованная конструкция.
111. 5- Матрица
Матрица обычно представляет собой стеклопластиковую формованную кон-
струкцию, поскольку стеклопластик не только обладает умеренной стоимо-
стью и достаточной стойкостью применительно к средним объемам произ-
водства, но и обеспечивает первоклассную отделку, а также легко принимает
требуемую форму (при этом допускается наличие шаблона, на котором
матрица образуется).
Гипс, древесина, картон, цемент и ряд других материалов более под-
ходят для единичного или мелкосерийного формования матриц, поскольку
являются недостаточно стойкими и нуждаются в иепрерывиом подновлении.
Гипс особенно удобен для матриц усложненной формы, подлежащих разру-
шению при извлечении формованной конструкции. При упрощенной формуе-
мой конструкции в качестве материала для изготовления матрицы можно
использовать древесину или твердый картон.
111. 6. Простые матрицы
Качественной отделки поверхности единичной простой матрицы, предназна-
ченной для изготовления, например, переборки или фланца, производить не
требуется. Подобные детали обычно располагаются в малозаметных местах,
со стороны, имеющей грубую отделку, поэтому резкого контраста не воз-
никает.
Можно использовать простейшую опалубку, подобную применяемой для
заливки бетона. Ее легко вырезать из многослойной фанеры или твердого
картона. Матрица из твердого картона имеет гладкую поверхность, что обес-
печивает легкое отделение и приемлемый внешний вид детали. Однако такую
матрицу можно получить, завернув любой подходящий материал в полиэти-
леновую пленку. В большинстве случаев деталь изготовляют на своем штат-
ном месте с использованием в качестве части матрицы участка судна. Это
гарантирует точную, плотную пригонку.
Бесполезно тратнть время иа изготовление матрицы для единичного фор-
мования. Такая матрица часто обходится в десять раз дороже, чем изготов-
ление самой детали из древесины или металла. Обработка поверхности мо-
жет быть с успехом выполнена непосредственно на самой отформованной
конструкции.
Однако зачастую целесообразно изготовлять дешевую матрицу из много-
слойной фанеры или твердого картона и тем самым обеспечить преимущества
формованной детали при умеренной стоимости. Позитивную матрицу, как
правило, проще изготовить, но впоследствии при отделке потребуется значи-
тельная обработка грубой наружной поверхности формованной конструкции.
Гипс и древесину можно использовать в сочетании: из древесины изго-
товлять простые матрицы, а из гипса — сложные. Имеется возможность для
применения композитной судовой конструкции: формованных деталей, изго-
товляемых с помощью гипсовых матриц и используемых для образования
небольших участков сложной формы, в сочетании с панелями из судовой
многослойной фанеры.
Такие легкоформуемые материалы, как папье-маше, картон, пластелин,
лепную глину и даже песок, можно использовать для изготовления деталей,
не нуждающихся в качественной отделке поверхности. Песок следует связы-
вать, нанося смоляное покрытие напылением или кистью.
319
Некачественную отделку при оснащении легко замаскировать. Большин-
ство деталей, размещенных под палубами, можно спрятать или окрасить.
Расположенные выше палубы детали привлекают внимание и поэтому должны
гармонировать с тщательно отделанными корпусом и надводными частями.
В этом случае грубую отделку формованной конструкции можно улучшить,
покрыв поверхность смолой соответствующего оттенка. Это, разумеется, свя-
зано с дополнительными трудностями, однако на изготовление детали из
древесины нли металла также требуются затраты времени н труда, равно
как и на преодоление всевозможных трудностей в процессе эксплуатации.
Формование — это технологический процесс, приемлемый преимуще-
ственно для средних объемов производства, однако при творческом разум-
ном подходе и строгом соблюдении правил даже индивидуальное формова-
ние может оказаться в достаточной степени экономичным для изготовления
деталей из древесины. Сравнительно большой объем работ компенсируется
обеспечением исключительных свойств формованной конструкции и низкой
потребностью в обслуживании.
111. 7. Отделение детали от матрицы
Надлежащая подготовка поверхности, а также оптимальная конструкция
матрицы гарантируют правильное отделение детали от нее. Однако ни одна
отформованная конструкция не «выпадет» из матрицы сама по себе. Она
должна быть освобождена, поскольку под ней образуется значительный ва-
куум и очень плотный контакт с поверхностью матрицы.
В случае неподатливости при отделении нужно слегка постучать по об-
ратной стороне матрицы кулаком или мягкой деревянной киянкой либо за-
гнать между поверхностями матрицы и формованной конструкции тонкие
полоски картона. Картон не повредит ни поверхности отформованной кон-
струкции, нн, что более важно, самой матрицы; металл или древесина, на-
против, оставят на ннх следы. Не следует отчаиваться, если поверхности
трудно отделить. Продолжайте упорно добиваться результата теми же спо-
собами. Необратимое прилипание формованной детали к поверхности ма-
трицы случается редко, даже если разделительный состав нанесен небрежно;
настоящие трудности возникают обычно только в том случае, когда ста-
раются произвести разделение при наличии вакуума. Иногда внутрь матрицы
по магистралям подают сжатый воздух для отделения формованной кон-
струкции продувкой, но при этом следует соблюдать осторожность, иначе
формованная конструкция может деформироваться и треснуть, прежде чем
произойдет отделение неудобного углового участка.
В ряде случаев целесообразно видоизменить матрицу, в частности пре-
вратить ее конструкцию из цельной в разборную.
111. 8. Формование конструкций по месту
и соединение их с корпусом
Формование на штатном месте может применяться в широком диапазоне:
от получения простой стыковой накладки, представляющей собой плоскую
полосу, до изготовления встроенной цистерны причудливой формы.
В основе технологии формования по принципу «привязки» к матрице,
образуемой в этом случае конструкцией самого судна, и формования детали,
отделяемой впоследствии от матрицы, нет никакого различия. Правда, в пер-
вом случае не используется разделительный состав.; поскольку при этом не
образуется стороны с качественной отделкой поверхности (ввиду ее соеди-
нения с конструкцией матрицы), не возникает потребности в декоративном
«лое, разве что в отдельных случаях требуется применять грунтовку.
320
111. 9. Изготовление конструкции без матрицы
По существу, матрица имеется и в этом случае, но она оказывается встроен-
ной в законченную отформованную конструкцию. Прн этом подразумевается,
что матрица используется только один раз. Без матрицы изготовляют, напри-
мер, трехслойную конструкцию из листов пенопласта, укладываемых на кар-
кас. Наружную сторону покрывают стеклопластиком до требуемой толщины,
конструкцию переворачивают, каркас извлекают и внутреннюю сторону по-
крывают стеклопластиком. Таким образом образуется формованная деталь
трехслойной конструкции. Обе стороны получаются грубыми, но поскольку
это индивидуальное изготовление, некоторый объем работы по отделке
можно считать оправданным. Качество отделки такой поверхности, образуе-
мой естественным путем, можно улучшить наложением марли или тонкой
ткани и последующей абразивной обработкой.
Описанный метод был с успехом применен при изготовлении крупных
единичных образцов стеклопластнковых судов, для которых наиболее подхо-
дящим материалом оказался образующийся при нагревании пенополивинил-
хлорид (ПВХ) «Эйрекс». В качестве заполнителя в зависимости от его назна-
чения могут служить многослойная фанера, бальзовая древесина, прессован-
ная стружка, пенополиуретан (жесткий, гибкий или эластичный, отверждае-
мый смолой), но только не полистирол, если не обеспечена защита полиэфир-
ной смолы. Другой метод получения конструкции без матрицы заключается
в использовании предварительно отформованных стеклопластиковых планок
наподобие реек, применяемых при постройке деревянного судна.
IV. КРАТКИЕ СОВЕТЫ ПО ФОРМОВАНИЮ
IV. 1. Продолжительность полимеризации
Сразу после добавления катализатора смола начинает густеть, и практически
ничто не может остановить этот процесс. Основными факторами, влияющими
на продолжительность полимеризации, являются: рабочая температура, ко-
личество катализатора, наличие ускорителя и тип применяемой смолы.
Два последних фактора обычно неизменны. Если даже ускоритель до-
бавляется непосредственно перед использованием, а не самими изготовите-
лями (неудачная практика, но, к сожалению, общепринятая), то вводится
он сразу в полном объеме и регулирование его количества становится невоз-
можным. Ускорителя требуется меньше в теплое время года или при исполь-
зовании предварительного подогрева.
Температура оказывает значительное влияние на время полимеризации.
Однако она может быть и не регулируемой. Повышение температуры вызы-
вает ускорение полимеризации.
Изменение содержания катализатора в смоле является основным сред-
ством регулирования времени полимеризации и применяется, в частности,
для сглаживания температурных колебаний или компенсации ненормальных
рабочих условий. С увеличением количества катализатора процесс ускоряется.
При работе под нагретой солнцем крышей требуется уменьшить количество
катализатора, чтобы удлинить процесс полимеризации н тем самым создать
условия для спокойной работы.
При слишком холодной температуре необходимо вводить избыточное
количество катализатора, а возможно, и ускорителя, поскольку при значи-
тельном замедлении полимеризации под воздействием таких второстепенных-
факторов, как поглощение продуктов конденсации, возникает опасность по-
терн прочности и других важных свойств.
Во избежание ошибок вследствие недостаточного опыта новичкам сове-
туем работать при умеренной рабочей температуре.
В обогреваемом рабочем помещении тепло следует поддерживать на
протяжении всей ночи или достаточно длительного промежутка времени,
321
чтобы гарантировать полимеризацию отформованной за день конструкции
в течение определенного времени. В противном случае на следующее утро
она еще останется сырой.
Регулирование длительности полимеризации не представляет трудности.
При слишком быстром ее протекании нужно сократить количество катали-
затора, при слишком медленном — увеличить. При использовании малых
количеств катализатора можно свести потери к минимуму. В параграфе
IV.10 даются краткие советы по работе с малыми количествами катали-
затора.
IV.2. Рабочее время
Медленная полимеризация, если только она не слишком затянута, не прине-
сет большого вреда; быстрая полимеризация может нарушить весь заранее
разработанный план.
При непомерно коротком времени полимеризации, например 15 мии, воз-
никает реальная опасность, что смола загустеет раньше, чем будет закончено
формование изделия.
При продолжительности полимеризации, равной одному или двум часам,
несложно обеспечить, чтобы стекломатериал пропитался полностью и проник
в каждый угол или канавку. Если полимеризация займет целый день, это,
несомненно, меньшее зло, чем некачественная укладка материала с образо-
ванием внутри раковин и пузырей, неизбежных при поспешной работе.
Для новичка продолжительность полимеризации, равная полутора ча-
сам, является, безусловно, минимальной. Изготовители смол обычно со-
средотачивают свое внимание большей частью на крайних факторах, обеспе-
чивающих сохранение оптимальных эксплуатационных качеств смолы, и при
этом не придают большого значения практическим проблемам, связанным
с технологией пропитки. Смола, обладающая наиболее совершенными свой-
ствами, бесполезна, если она должным образом не сочетается со стеклово-
локиистым наполнителем.
Чем крупнее формуемая секция, тем длительнее должна быть полимери-
зация. Не следует стремиться формовать корпус полностью цельным и при-
том сразу. Участок площадью в 1 м2 представляется удобным при формо-
вании; для него требуется около 1 кг смолы, что в виде двух порций по
0,5 кг является как раз тем количеством, которое необходимо для расходо-
вания за один прием. При формовании можно частично перекрывать участок
и сразу продолжать работу со следующим, так что трудоемкость формования
двух участков по 1 м2 получается практически такой же, как и при изготов-
лении одного более крупного площадью 2 м2.
Сразу после добавления катализатора смола уподобляется дистанцион-
ному взрывателю. Отложите чаепития, обед, дружескую болтовню или теле-
фонные разговоры на то время, когда пропитка будет полностью завершена.
Тот, кто привык бросать инструмент по свистку, не подходит для этого дела.
Начав работу, необходимо продолжать ее до тех пор, пока на поверхности
матрицы остается подлежащий пропитке стекломатериал, а в банке — ката-
лизованиая смола.
IV.3. Устойчивость при хранении
Полиэфирная смола, даже если в нее не добавлен отвердитель, не может
оставаться жидкой в течение неопределенного времени. Жидкое состоя-
ние— это лишь промежуточная стадия химической реакции. С течением вре-
мени смола непременно становится твердой.
При хранении в банках смола остается жидкой и готовой к употребле-
нию по меньшей мере в течение года (обычно даже двух или трех лет), хотя
часто имеет склонность при этом густеть, в связи с чем к концу срока
хранения ее становится трудно использовать. Не следует хранить смолу
в тепле, например вблизи радиаторов. При хранении ее на складе или в по-
322
мещении с кондиционированным воздухом при температуре ниже 21° С
обеспечивается длительная стойкость смолы даже в условиях тропиков. Срок
хранения смолы в полиэтиленовых банках намного сокращается.
Следует отметить, что ограниченный срок хранения не означает какого-
либо ограничения срока службы формованной конструкции. Смола в изго-
товленной конструкции отверждается целенаправленно и в таком состоянии
существует неопределенное время. То же происходит со смолой, которая
затвердевает в банке, поскольку твердое состояние является окончательным
и устойчивым. Под устойчивостью в хранении подразумевается, что в течение
определенного периода времени смола остается в жидком состоянии и, сле-
довательно, пригодна для формования.
Добавление изготовителем или потребителем обычного ускорителя на
основе пурпурного кобальта оказывает незначительное влияние иа срок хра-
нения смолы. Исключение представляет диметиланилин, но он не является
общеприменимым.
IV.4. Готовые к употреблению смолы
В настоящее время предпочитают покупать готовые к употреблению смолы,
содержащие в полном объеме красители, наполнители и ускорители. Потре-
бителю непосредственно перед использованием остается добавить лишь ка-
тализатор.
Это создает значительные удобства и, кроме того, смола при этом имеет
улучшенные свойства. Составляющие компоненты невозможно полностью
перемешать с помощью палочки или даже механического миксера при под-
готовке смеси в ведре. В фабричных условиях они перемешиваются с исполь-
зованием соответствующего оборудования и шаровых мельниц.
Сейчас в распоряжении изготовителя имеется большой выбор отвечаю-
щих нормальным требованиям смесей и сортов смол различных цветовых
оттенков. Это определяет необходимость придерживаться стандартной цвето-
вой гаммы, но позволяет повторить оттеиок, что невыполнимо в случае само-
стоятельного добавления красящего пигмента.
Смешивание вручную большого количества отдельных компонентов тру-
доемко и чревато непоправимыми ошибками. Кроме того, у потребителя
создается впечатление, что секрет технологии заключается в смешивании.
Одиако это не так. Если смолы качественные и отвечают своему назначению,
состав композиции не имеет большого значения. Действительно существен-
ным является способ применения смолы. Что важнее применительно к де-
ревянному судну: качество древесины или способ постройки судна? Разу-
меется, способ постройки. Ведь множество выносливых старых рыболовных
судов были построены еще для дедушек современных судовладельцев из
дешевого строевого лесоматериала и отходов, остающихся иа судоверфях
от постройки дорогих яхт. Искусное мастерство способно обеспечить по-
стройку прочного судна буквально из старых ящиков для апельсинов. Точно
так же обстоит дело со смолами: настоящее мастерство важнее совершен-
ства материалов.
IV.5. Ускоритель
Иногда ускоритель для смолы поставляется отдельно и добавляется, как и ка-
тализатор, до начала полимеризации. Нам не внушает доверия такая прак-
тика, поскольку при контакте ускорителя с катализатором в чистом виде,
а не в смеси со смолой, может произойти бурная реакция.
Советуем покупать смолы, уже смешанные с ускорителем. Рассеянный
в составе смолы катализатор не может войти в контакт с неразбавленным
ускорителем и вызвать реакцию настолько сильную, чтобы снести крышу.
При использовании таких предварительно ускоренных смол создаются
возможности для снижения уровня рабочих температур. Однако для нович-
323
ков он продолжает оставаться достаточно высоким; ни одному из них не
следует пытаться выполнять работу далеко за пределами нормальных темпе-
ратурных условий, во всяком случае до тех пор, пока он не накопит доста-
точного опыта.
Если в силу какой-либо неудачи появится необходимость в отдельном
добавлении ускорителя, рекомендуем обратить внимание на следующие
моменты.
1. Смешивать ускоритель необходимо весь целиком в бочках или ведрах
перед началом работы. Если возможно, смешайте его сразу во всех бочках,
а затем изолируйте ускоритель и все компоненты, подлежащие смешиванию,
предварительно пометив их, чтобы не допустить ошибки. При одновременном
смешивании больших количеств намного упрощаются замеры.
2. Необходимо иметь отдельные мерные емкости и смесительные контей-
неры как для катализатора, так и для ускорителя. Их нужно пометить и
держать на значительном расстоянии друг от друга (например, в различных
зданиях). Никогда не следует пользоваться одной мерной емкостью для ка-
тализатора и ускорителя.
Если вы держите бутыли с ускорителем и катализатором бок о бок, ис-
пользуете одни и те же мерные емкости для каждого из них и добавляете
несколько капель ускорителя и катализатора к каждой мелкой порции смолы,
подготовьте себя к тому, что однажды двери и окна будут сорваны с петель.
К сожалению, очень немногие поставщики смол предостерегают потреби-
телей от опасности, грозящей им вследствие неправильного обращения с от-
дельными ускорителями.
IV.6. Красители
Любая часть, присоединяемая после формования (например, сборочный узел,
приформованная деталь арматуры или просто восстановленный участок),
должна быть выполнена из такой же смолы, которая послужила для изго-
товления исходной формованной конструкции. Это не представляет больших
трудностей при использовании окрашенных смол, приготовленных в фабрич-
ных условиях. Но когда краситель добавляется самим формовщиком (воз-
можно, сразу в объеме целого ведра), становится почти невозможным в точ-
ности воспроизвести требуемый оттенок. В этом случае следует окрасить
всю партию требуемой для формования смолы. Соответствующее количество
приготовленной смеси необходимо оставить для устанавливаемого позже сбо-
рочного узла. В противном случае формованная конструкция будет разли-
чаться по цвету. Разумеется, это наиболее заметно на декоративном слое,
в связи с чем весьма существенно, чтобы применяемая для этой цели смола
была бы окрашена в объеме всей партии.
С течением времени краски слегка выцветают, а подобрать оттенок, со-
впадающий с окраской старой формованной конструкции, почти невозможно.
Вследствие этого при ремонте или установке дополнительных частей на судно,
находящееся в эксплуатации в течение ряда лет, может потребоваться по-
вторное окрашивание всего судна.
IV.7. Наполнители
О наполнителях, т. е. дешевых порошках, добавляемых в смолу, пишут массу
всякого вздора.
Наполнитель безвреден при условии, если он правильно выбран и исполь-
зуется в умеренных дозах. По существу наполнители способны улучшить
качество смолы за счет придания ей таких дополнительных свойств, как
повышенная твердость, износоустойчивость, уменьшенная усадка, улучшен-
ная обрабатываемость, более густая окраска (см. также Приложение I).
Однако перегрузка смолы наполнителем с целью разбавления и удешев-
ления может существенно ослабить ее и ухудшить стойкость к выветриванию.
324
К тому же, использование плотной смолы приводит к дополнительной труд-
ности обработки, что становится совершенно очевидным в законченной от-
формованной конструкции. Именно это явилось причиной дискредитации
идеи использования наполнителей. Но опасения по поводу целесообразности
применения наполнителей сильно преувеличены.
Трудно установить жесткие н строгие правила, регламентирующие коли-
чество наполнителя. Здесь многое зависит от типа наполнителя, свойств
смолы и назначения наполнителя. В общем случае использование 15—20%
мягкого наполнителя (китайской глины, мела, талька и др.) и 20—30% жест-
кого твердого наполнителя (кварца, сланца) представляется скорее полез-
ным, чем вредным.
, Окраска и тиксотропия обычно достигаются с помощью наполнителей.
В составе шпаклевок содержится от 70 до 90% наполнителя, что опреде-
ленно делается в угоду дешевизне. Но в таком случае правильнее рассмат-
ривать их, как дешевые порошковые наполнители с небольшим количеством
смолы для образования шпаклевки, нежели как смолы, насыщенные напол-
нителем с целью их удешевления. Подобные смеси в полной мере приемлемы
в качестве шпаклевок, а не конструкционных смол. Они служат для исправ-
ления неудобных мест или при выполнении простейших ремонтных работ.
IV.8. Самозатухающие смолы
В настоящее время изготовлять огнестойкие полиэфирные смолы не пред-
ставляется возможным, хотя этому вопросу посвящается множество исследо-
ваний. Однако большинство полиэфирных смол являются самозатухающими
либо их можно приготовить такими с помощью простых добавок.
Самозатухание означает, что горение смолы прекращается, как только
пламя устранено.
Многие самозатухающие смолы создают густой дым, а в некоторых слу-
чаях выделяют и испарения.
IV.9. Об обязательном добавлении катализатора
перед началом использования
Необходимо постоянно помнить о необходимости добавления катализатора
к каждой порции смолы перед ее использованием. В разгар работы довольно
просто забыть о нем или усомниться в его отсутствии.
В сомнительных случаях можно добавить половину требуемого количе-
ства катализатора, но при этом быть готовым к выполнению работы ускорен-
ными темпами. Избыток катализатора не причинит вреда, разве что вызовет
ускоренную полимеризацию, но при отсутствии его полимеризации смолы не
произойдет и вся работа будет погублена.
Если вы все же совершили ошибку, то соскоблите нанесенный слой не-
смотря на то, что над ним имеются слои, уложенные позже и уже заполиме-
ризовавшиеся. Не существует определенного способа дополнительного введе-
ния катализатора в рассеянном состоянии сквозь пропитанный стекломат,
после того как он уложен, а значит, он никогда уже не будет отвержден
должным образом. Нанесение кистью или напыление катализатора на поверх-
ность не обеспечит полимеризации, разве что создаст наружную корку.
Некоторые потери материала — факт досадный, но лучше с ним сми-
риться, чем испортить судно.
IV. 10. Выполнение замеров
Поставщики смол необдуманно упускают из вида трудности, возникающие
при проведении замеров соотношения смолы и катализатора, полагаясь, оче-
видно, на то, что их потребители работают в хорошо оснащенных лаборато-
325
риях и привыкли иметь дело с измерением малых количеств с высокой точ-
ностью.
В условиях шлюпочной мастерской или приусадебного дворика замеры
катализатора в пределах 1—2% общего количества смолы могут оказаться
довольно сложной операцией. Тем не менее обеспечить точность замеров не-
обходимо, поскольку их результаты должны быть устойчивыми и надежными.
Измерить количество смолы можно с помощью кухонных весов, обеспе-
чивающих взвешивание от 0,1 кг и более с достаточной точностью. Однако
рекомендуем приобрести отдельные весы. Как выход, можно позаимствовать
на время кухонные весы и при тщательном соблюдении мер предосторож-
ности и чистоплотности оттарировать мерную емкость или стандартный спе-
циальный контейнер на волюметрической основе (подходящим для этой цели
является дешевый кухонный кувшин из полиэтилена).
Для непрерывного формования целесообразно использовать полиэтилено-
вые емкости, поскольку их можно очищать. Удары по наружной поверхности
обеспечат разрушение наростов смолы.
IV.11. Чистка и поддержание чистоты
Некоторых обескураживает и озадачивает невозможность сохранить чистоту
рук во время работы. Однако существуют следующие простые приемы под-
держания чистоты.
1. Перед началом работы требуется втереть защитный крем. При работе
в тесном пространстве желательно применять крем также для кожи лица,
шеи и рук выше кисти. Эту процедуру следует повторять через каждые не-
сколько часов, например после перерывов на еду. Необходимо тщательно по-
крывать кремом и ногти, поскольку смола прилипает к ним лучше, чем к по-
верхности кожи.
2. Целесообразно иметь под руками в изобилии чистую ветошь и часто
вытирать руки.
3. Следует присыпать руки порошком талька через короткие интервалы
времени, например после каждого их обтирания. Это препятствует нараста-
нию слоя смолы и уменьшает липкость.
4. При работе в тесном помещении нужно надеть шляпу или повязать
платок. Удобно использовать в качестве головной повязки кусок поли-
этилена.
5. По окончании работы очистить руки от смолы можно эмульсионным
очищающим составом. Он действует как смазка и хорошо удаляет грязь,
которая снимается вместе с составом. Составы абразивного типа эффективно
очищают кожу, но делают ее грубой. Нельзя использовать для очистки рук
растворитель. Он удаляет находящиеся в кожных покровах жировые веще-
ства, делая кожу жесткой и грубой, в силу чего в дальнейшем смола будет
прилипать к ней интенсивнее. Кроме того, он способствует нарушению есте-
ственной защиты кожи от дерматитов. Любой растворитель, достаточно креп-
кий, чтобы размягчить отвердевшую полиэфирную смолу, обычно частично
разрушает кожные покровы, а некоторые из этих растворителей особенно
сильны.
Не следует огорчаться, если не удалось до конца удалить смолу. Благо-
даря естественным смазочным свойствам и шелушению кожи смола пол-
ностью отстанет в течение нескольких дней.
Кожа очищается сама собой при условии, что ее естественные смазочные
свойства сохранены, однако это не относится к ногтям. Смола связана с ними
до тех пор, пока они не отрастают. Лучшим способом их защиты является
предварительное обильное наложение крема.
Резиновые или полиэтиленовые перчатки после недолгого их использо-
вания становятся жесткими и твердыми от отвержденной смолы, поэтому
их можно рекомендовать только в случае возникновения опасности появле-
ния дерматитов.
326
IV. 12. Чистка кистей
Как подсказывает практический опыт, целесообразно иметь не меньше двух
кистей; всякий раз, когда подготовляется новая порция смолы с добавками,
нужно опустить в нее одну кисть, чтобы освободить и очистить другую. Как
только смола затвердеет на кисти, никаким образом избавиться от иее не
удастся, и кисть окажется загубленной.
Ацетон наиболее дешевый и эффективный очищающий растворитель,
однако он воспламеняем и опасен в пожарном отношении. Можно использо-
вать сильное моющее средство не на горючей основе. Оно не является пожа-
роопасным, но при этом кисть должна быть очень тщательно просушена,
в противном случае она может внести воду в формуемую конструкцию, а это
нежелательно. При отсутствии выбора можно применять толуоловые или
эфироцеллюлозные разбавители.
Компромиссное решение при минимальной пожароопасности заключается
в использовании малого количества ацетона для начальной очистки, а также
для немедленного обезвоживания перед употреблением н в хранении кистей
в вертикальном положении в моющем средстве. Кисти не должны касаться
дна банки, поскольку смоляной отстой накапливается на дне и медленно за-
твердевает.
IV.13. Об использовании материалов
судостроительного назначения
1. Следует применять стекловолокно «Е» улучшенного качества (бесщелоч-
ное), а не более дешевое стекловолокно «А» (щелочное).
2. Необходимо использовать смолы, одобренные для применения в судо-
строении.
3. Содержание наполнителя должно быть умеренным, а тип его дол-
жен быть одобренным для использования в судостроительных целях. Ши-
роко известный рекомендованный изготовителем состав смолы достаточно
надежен, однако необходимо требовать от поставщика ее рецептуру.
4. Желательно остановить выбор на светлых стойких оттенках, пред-
почтя их желтым прозрачным смолам.
5. Если изготовитель неизвестен, нужно требовать гарантий применимо-
сти материалов для судовых конструкций.
IV. 14. Контроль качества
Суда из стеклопластика редко обнаруживают появление дефектов. Они уже
изготовляются с ними. Дефекты могут быть устранены легко и без ощутимых
затрат только в период формования, но впоследствии это' обходится очень
дорого и ценой преодоления больших трудностей. Контроль качества формо-
вания следует возлагать на квалифицированного мастера. Только мастер
способен обнаружить и своевременно исправить изъяны. Однако заметить
пороки может не только мастер, но и сам рабочий. В функции контролера
входит тщательная и всесторонняя проверка формованной конструкции и
объективная оценка ее качества.
На практике целесообразно пользоваться неокрашенными смолами для
изготовления всей конструкции, кроме декоративного слоя. Не следует окра-
шивать стеклопластик изнутри за исключением особо заметных мест. Мар-
кировка различным цветом на слоях стеклонаполнителя обеспечивает уско-
ренный контроль толщины. Необходимо сохранять и помечать обрезки,
а также образцы используемых материалов, вести аккуратные записи, отра-
жающие .сведения о типах и марках применяемых материалов, о рабочих н
погодных условиях и пр. Все это существенно для выполнения проверки.
В противном случае дефекты останутся скрытыми.
327
Каждое судно должно пройти тщательное обследование. Непростительно
пропустить мелкие, легко обнаруживаемые дефекты. Это создаст дурную ре-
путацию изготовителю и вызовет сомнения в том, что не осталось незаме-
ченных дефектов.
Каждая формованная конструкция должна пройти проверку до начала
оснащения судна независимо от того, изготовлена она самой фирмой или
по передоверенному контракту. Никакой объем работ по достройке или
оснащению яхты дорогостоящим оборудованием не способны компенсиро-
вать ущерб от некачественной формованной конструкции. Согласно требова-
ниям Европейского Экономического Сообщества (пока еще не утвержден-
ным) выпуску судов намеченного типа должны предшествовать всесторонние
испытания.
V. РАБОТА В УСЛОВИЯХ ВЕРФИ
Не лишне знать, что в практических условиях рабочая температура, равная
16—18° С, которая так часто считается минимальной, это только идеал. Ра-
зумеется, при значительно более низкой температуре требуется больше вре-
мени для полимеризации и отверждения смолы, но при добавлении избыточ-
ного количества катализатора для уравнивания времени они полимеризуются
в нормальные сроки и надежно отверждаются. Отверждение представляет
собой в значительной степени кумулятивный процесс и продолжается меся-
цами. При температуре ниже идеальной 100%-ное отверждение теоретиче-
ски недостижимо, однако применительно к судовой конструкции оно может
в достаточной степени приближаться к этому пределу. Во всяком случае
точно определить степень отверждения трудно, и еще более трудно устано-
вить ее методами иеразрушающего контроля. Вероятно, не существует судо-
вой конструкции, когда-либо полностью отвержденной в соответствии с нор-
мами, установленными в лабораторных условиях, даже среди тех, которые
формовались в условиях, близких к идеальным. Одиако ни одно качественно
изготовленное стеклопластиковое судно еще не развалилось на куски.
Любое снижение прочности или ухудшение свойств вследствие понижен-
ных температур происходит постепенно. Нельзя утверждать, что судовая
конструкция оказалась совершенной лишь в результате формования ее при
16° С или что разрушение конструкции явилось следствием понижения рабо-
чей температуры формования до 15,9° С. Только действительно неприемле-
мые условия, характеризуемые высокой влажностью в сочетании с низкой
температурой, способны обусловить сколько-нибудь заметное различие.
Сырость более опасна, чем низкая температура. При проектировании и
постройке мы не стремимся к обеспечению предельных условий работы
конструкций, как это делается в авиастроении. При строительстве судов
в любом случае следует предусматривать большой коэффициент запаса, до-
статочный, чтобы допустить снижение прочности, скажем, до 90% первона-
чальной вследствие неблагоприятных условий. Это дает возможность в значи-
тельной степени сгладить различия, возникающие вследствие неблагоприятных
температурных и погодных условий, хотя условия, считающиеся неблагопри-
ятными или крайними на Британских островах, например, являются не та-
кими, как зимние условия на континенте.
Есть факторы, способные оказывать значительно большее влияние, чем
температура. К ним в первую очередь относится недостаточно высокая ква-
лификация изготовителя; даже опытный формовщик должен предусматри-
вать больший допуск, чем требуется для компенсации ошибок и среднего
производственного брака.
Суда из металла и древесины обладают тем преимуществом перед пласт-
массовыми, что они использовались в течение нескольких десятилетий, прежде
чем кому-то пришло в голову провести исследование свойств материалов,
из которых они изготовлялись. Производство стеклопластиковых судов было
сбито с толку именно потому, что материалы для них были разработаны
328
в лабораторных условиях. Онн оставались окруженными ореолом таинствен-
ности, к разгадке которой, как считалось, имеют прямое отношение только
химики. Однако это совершенно неправильно. Химик незаменим при разра-
ботке состава смол, но для изготовления судов требуется участие рабочих-
судостроителей и инженеров с практическим опытом. Роль химика в строи-
тельстве малотоннажного судна не значительнее той, которую выполняет
металлург-исследователь в постройке корабля.
Согласно требованиям современной технологии материалы должны раз-
рабатываться в лабораториях, ио чтобы сделать их работоспособными, нужны
люди с богатым практическим опытом и широким кругозором. Смола и стек-
ловолокно — это материалы, не требующие большего искусства при нх ис-
пользовании (пожалуй, даже значительно меньшее), чем традиционные ма-
териалы.
V .I. Работа в условиях пониженных температур
Обычные отвердители, используемые в увеличенных пропорциях, удовлетво-
рительно действуют при температуре 7° С.
Если работа выполняется при значительно более низкой температуре, то
целесообразно воспользоваться мультипликатором или специальными соче-
таниями катализатора и ускорителя, предназначенными для работы в таких
условиях.
Наиболее важным при работе в холодных условиях является обеспече-
ние гарантий полимеризации смолы в течение обычного времени.
Начинающим любителям не следует выполнять работу при пониженных
температурах. Слишком многое может при этом происходить неправильно и
приносить отрицательные результаты, которые будут нарушать нормальный
ход процесса. Если вам раньше не приходилось иметь дело с такими мате-
риалами, дождитесь, когда температура повысится по крайней мере до 10° С.
Охлажденная смола густая и представляет трудности для использова-
ния. Воздушные пузырьки не могут исчезнуть, пока смола не заполимери-
зуется. Следует нагревать охлажденную смолу перед употреблением, поме-
стив ее в банку с горячей водой. Делать это надо перед добавлением
катализатора, в противном случае при нагревании будет происходить полиме-
ризация. Именно температура самой смолы, а ие окружающей среды оказы-
вает решающее действие. Нельзя использовать смолу, взятую непосредственно
из холодной, находящейся снаружи кладовой. Необходимо выдержать ее до-
статочное время, чтобы она нагрелась до температуры, поддерживаемой
в мастерской.
Нет сомнения в том, что выполнить формование при более теплой по-
годе намного проще и, вероятно, оно будет качественное. Приводимые ре-
комендации относятся только к тем случаям, когда работа ие может быть
отложена до установления температуры выше 10° С.
Так как на отверждение отформованной при низкой температуре кон-
струкции требуется дополнительное время, она дольше остается в резинопо-
добном состоянии. Необходимы особые меры предосторожности, чтобы кон-
струкция не искривилась вследствие недостаточных подкреплений и плохого
поддержания. Становясь более гибкой, она может искажаться при отвержде-
нии. Конструкция, подкрепленная в искривленном положении продолжитель-
ное время, получит необратимое искривление.
V .2. Недопустимость повышенной влажности
Значительно более важно выполнять работу в условиях сухой атмосферы,
чем в тепле. Большинство сараев, в которых размещены шлюпочные мастер-
ские, открытые. Оии подвержены воздействию испарений, поднимающихся
с поверхности реки. Зачастую работа проводится на открытом воздухе (на
берегу или на плаву).
329
Однако любая водонепроницаемая кровля способна уберечь судно от
дождя. Лучше избегать туманов и росы, а также отказаться от работы во
влажные душные дин.
Для работы на открытом воздухе можно соорудить укрытие в виде
тента. Полиэтиленовая пленка обеспечивает большую освещенность. В дожд-
ливую погоду следует быть подготовленным к тому, чтобы быстро устано-
вить укрытие.
Погода, благоприятная для проведения качественной полировки, явля-
ется наиболее подходящей и для формования. Если условия неприемлемы
для выполнения полировки или окраски, они предвещают трудности при
формовании.
Смола восприимчива к влажности, пока она находится в жидкой стадии
после пропитки. На ранних этапах отверждения существует период продол-
жительностью 1—2 дня, в течение которого в результате длительного кон-
такта с водой, например при погружении или образовании лужи, может воз-
никнуть опасность того, что поверхность станет липкой и на ней появятся
следы пли пятна. Метки в виде пятен можно впоследствии заполировать,
однако продолжительного контакта с водой следует избегать до полного
отверждения материала. Кстати, оно будет зависеть от температуры окру-
жающей среды. После полимеризации смола становится стойкой к воздей-
ствию воды за исключением, пожалуй, поверхностного слоя.
V .3. Конденсация на стекловолокне
Испарения конденсируются на поверхности стекловолокон так же, как на
оконном стекле. Образующаяся на волокнах пленка влаги препятствует
взаимному соединению смолы и стекломатериала.
В сырую или морозную погоду стекловолокно необходимо просушивать
перед использованием. Для этого его достаточно обогреть у плиты или с по-
мощью нагревателя. Высокая влажность в тропиках также способна вызы-
вать конденсацию на поверхности стекломатериалов. Неиспользуемые стекло-
волокна следует хранить в герметичном полиэтиленовом мешке.
Конденсация может произойти в результате переноса стекловолокна из
кладовой с низкой температурой в отапливаемую мастерскую. Перед нача-
лом использования его необходимо подвергнуть нагреву до комнатной тем-
пературы в течение нескольких часов. При этом следует учесть, что на про-
гревание внутренних слоев материала, изолированных наружными, потре-
буется больше времени.
V.4. Обогрев рабочей зоны
Обогрев открытого сарая, очевидно, невозможен, да и не является необхо-
димостью. Тепло от электрического излучателя, паяльной лампы либо от
пламени баллонного газа или излучающего керосинового обогревателя подни-
мет температуру рабочей поверхности любого предмета, на который направ-
лены лучи теплового источника, до нужного уровня. Такой вид нагревания
чрезвычайно гибок, поскольку обеспечивает непосредственный обогрев в тре-
буемых местах. Температура регулируется изменением расстояния до источ-
ника тепла, потери тепла незначительные. Небольшой электрический нагре-
ватель может обогреть поверхность судового корпуса площадью в несколько
десятков квадратных сантиметров.
Нагреватель можно расположить с любой стороны поверхности судна,
например снаружи, когда работа ведется внутри.
Автору приходилось даже слышать о применении грелок с горячей во-
дой, а также одеял с электрообогревом.
При обогреве следует соблюдать осторожность. Если нагреватель распо-
ложить слишком близко к поверхности, то ее можно «поджарить». Прн чрез-
мерной близости нагревателя поверхность становится слишком горячей для
прикосновения либо начинает источать запах.
330
V.5. Освещение
При формовании требуется хорошее освещение. Помещения, расположенные
под палубами, необходимо оборудовать переносным источником света. Боль-
шая часть работ, связанных с оснащением судна, производится в местах и
районах с затрудненным доступом. Неудобные рабочие положения затруд-
няют выполнение формования, и недостаточная освещенность не должна быть
дополнительной помехой.
V.6. Вентиляция
В тесном помещении запах смолы может оказаться слишком резким. Неко-
торым это доставляет неприятные ощущения, вызывает головную боль и тош-
ноту. Но если даже запах смолы и не оказывает такого воздействия, разум-
нее все же обеспечить максимально возможную вентиляцию помещения. Все
люки следует держать открытыми. В слишком тесном помещении целесооб-
разно использовать вентилятор или воздуходувку.
V.7. Работа в тесном помещении
Работать в тесном помещении да еще с липкими материалами очень изнури-
тельно.
Смола склонна распространяться повсюду. Тщательную опрятность со-
блюдать трудно, но весьма важно. Капли следует вытирать по возможности
быстрее, в противном случае можно случайно сесть на них и таким образом
перенести смолу в другие места, где она нежелательна.
При работе нужно надеть шляпу или иной головной убор. При выпол-
нении работы в местах, расположенных над головой, требуется надевать за-
щитные очки, чтобы избежать попадания смолы в глаза. При работе лежа
подложенный полиэтиленовый лист обеспечит защиту свежеотформованной
части и предотвратит прилипание одежды к поверхности. Это обеспечит
также поддержание чистоты поверхности, что необходимо для последую-
щего формования.
Комбинезоны не должны быть ворсистыми, поскольку тонкий слой ворса
будет оставаться на поверхности всякий раз при соприкосновении с чем-либо
липким. Это может затруднить дальнейшее формование.
Грязные отпечатки от обуви могут помешать надлежащему соединению
последующих слоев. Подошвы, липкие от смолы, будут захватывать всю
грязь, и вскоре внутренние поверхности формованной конструкции станут
загрязненными. Во избежание этого следует использовать покрытие из поли-
этилена. Значительная часть работ по оснащению должна быть завершена до
того, как формуемая конструкция будет полностью отверждена. Для маски-
ровки оставшихся на поверхности следов можно применить отделочные по-
крытия. Загрязненные, замасленные отпечатки подошв будут препятствовать
надлежащему соединению слоев и просматриваться сквозь слои. Для защиты
поверхности палуб следует использовать газету или картон.
V.8. Соблюдение чистоты
Перед выполнением мелкой отделочной работы в первую очередь необходимо
снять и накрыть любые, находящиеся по соседству предметы меблировки
интерьера. Следует остерегаться прикосновения загрязненными или липкими
руками к предметам и поверхности. След от липкого пальца на полирован-
ной поверхности верхней части каюты трудно удалить, а при неумелых по-
пытках сделать это след станет только более заметным.
331
V.9. Резюме
Соблюдение перечисленных ниже рекомендаций позволит упростить работу
и получить лучшие результаты.
1. Для поддержания судна сухим работу необходимо выполнять под
крышей либо с использованием тента или шлюпочного чехла.
2. Следует избегать работы в очень холодных условиях.
3. Необходимо увеличивать или уменьшать количество катализатора для
поддержания длительности полимеризации в пределах от 1 до 3 ч незави-
симо от окружающей температуры. Количество ускорителя также можно ре-
гулировать.
4. Местный обогрев с использованием электрических или газовых нагре-
вателей и даже грелок с горячей водой позволит поднять температуру по-
верхности той фактической зоны, на которой выполняется работа. Этими
средствами следует поддерживать тепло на поверхности до тех пор, пока не
наступит полимеризация смолы.
5. При разработке конструкции нельзя Допускать предельного ее ис-
пользования. Следует обеспечивать значительный коэффициент запаса с уче-
том рабочих условий, нормальных допусков формованной конструкции,
а также недостаточного опыта формовщика. Обычно предусмотренный при
конструировании судна коэффициент запаса обеспечивает нормальные рабо-
чие характеристики при воздействии большей части этих факторов за исклю-
чением, пожалуй, экстремальных условий.
6. В холодную погоду требуется более длительное время для достаточ-
ного отверждения. Нельзя забывать, что не до конца отвержденная формо-
ванная конструкция продолжает оставаться в стадии желатинизации и со-
храняет увеличенную гибкость в продолжение более длительного времени.
Не следует использовать такую конструкцию, иначе максимальные напряже-
ния возникнут слишком быстро. Любое длительно поддерживаемое искрив-
ление может стать необратимым.
7. Необходимо соблюдать аккуратность при работе: смола липкая, а по-
мещения мастерской загрязнены. Следует принимать дополнительные меры
предосторожности, особенно от загрязнения подошвами обуви.
8. Для соблюдения мер пожаробезопасности хранить смолу и раствори-
тель следует вдали от стружки и лесоматериалов, предпочтительно вне рабо-.
чего помещения.
9. В сырую погоду нужно просушивать стекломатериалы перед исполь-
зованием, чтобы устранить влагу от конденсации. Это особенно важно в хо-
лодную, морозную илн туманную погоду, а также в условиях высокой тро-
пической влажности.
Всякий раз, когда отформованное судно оснащается не той верфью, на
которой оно формовалось, или самим судостроителем, а также при ремонте
либо текущем техническом обслуживании обычно встает вопрос: выполнять
работу в условиях теоретически недопустимых или нет?
Мы не утверждаем, что руководствуясь приводимыми рекомендациями,
можно достигнуть столь же эффективных результатов, что и в первоклассной
мастерской при наличии тщательно регулируемых условий. Но здесь вскрыты
возможности для выполнения работ в условиях, которые некоторые авторы
решительно формулируют как совершенно неприемлемые. При этом проведе-
ние работ в таких условиях гарантирует обеспечение равной прочности при
наличии разумного коэффициента запаса, который следует закладывать
в конструкцию каждого судна.
Суть в том, что благодаря современным разработкам и внедрению новых
методов, а также росту в будущем числа различных усовершенствований
теоретические идеальные и реальные условия будут сближаться. Уже име-
ются отвердители и смолы с улучшенными свойствами.
Приводимые рекомендации основаны на личном практическом опыте ав-
тора этих строк и руководимого им производственного персонала, накоп-
ленном в процессе работы в различных шлюпочных мастерских за много-
летний период.
332
Есть хорошие формовщики, работающие в примитивных, но привычных
для них условиях, есть также множество формовщиков, производящих в пер-
воклассных мастерских формованные конструкции весьма низкого качества.
Благоприятные условия работы способствуют качественному ее выполнению,
однако в основном все определяется трудолюбием, мастерством и опытом
исполнителя.
V. 10. Влажность воздуха
Относительную влажность при возможности ее регулирования следует под-
держивать на уровне не выше 80%. При отапливании цеха значение ее бы-
стро уменьшается, но это зачастую обусловливает необходимость некоторого
избыточного обогрева помещения, даже в теплое летнее время. Кстати, не
следует забывать, что охлаждение ведет к возрастанию влажности.
В формовочном цехе более полезным прибором является гигрометр, не-
жели термометр.
VI. ТЕХНИКА БЕЗОПАСНОСТИ
Как правило, применяемые материалы достаточно безопасны, но при обра-
щении с ними не следует забывать о мерах предосторожности.
VI. 1. Пожароопасность
Смолы. Полиэфирные смолы воспламеняемы. Даже смолы, относящиеся
к разряду самозатухающих, горят в жидком состоянии.
Несмотря на то, что точка их воспламенения равна 31° С, сами по себе
они не представляют опасности. Опасность кроется в количествах, подлежа-
щих использованию и хранению. В кладовых предприятия-изготовителя могут
храниться тонны смолы и даже изготовление мелкого любительского заказа
может требовать расхода ее в количестве порядка 45 кг. При этом может
потребляться также значительное количество краски, которая еще более
опасна.
Катализатор. Перекисные катализаторы при интенсивном нагревании, на-
пример в пламени, взрываются. При возникновении пожара необходимо не-
медленно изолировать катализатор.
До наступления взрывоопасной стадии кислород, выделяемый катализа-
тором, уже поддерживает горение. Пожар, при котором большое количество
перекиси охвачено огнем, невозможно потушить. При тушении его водой по-
нижается температура пламени и уменьшается концентрация перекиси. Пере-
кись, находящуюся вблизи очага пожара, также следует охлаждать водой.
Пропитанную катализатором ветошь необходимо поместить в ведро с во-
дой или содержать в мокром виде. Сухая ветошь может тлеть и самопроиз-
вольно воспламеняться.
Никогда не следует хранить перекисный катализатор в металлическом
контейнере. При длительном контакте с металлом может произойти само-
произвольный взрыв. По той же причине нельзя оставлять металлические
предметы (например, металлический мерительный инструмент, мешалки,
ложки) в банках, предназначенных для хранения катализатора. Банку сле-
дует закрывать пластмассовой крышкой. Возникновение взрыва в подобных
случаях более вероятно при повышенной температуре, но едва ли возможно
при температуре ниже 18° С. В летнее время необходимо предусматривать
дополнительные меры предосторожности.
Существуют новые перекисные катализаторы с высокой температурой
вспышки, в значительно меньшей степени воспламеняемые или взрывоопас-
ные, а также порошковые катализаторы, которые совершенно безопасны.
333
С пастообразными перекисями требуется соблюдение той же осторожности,
что и с жидкими.
Растворители. Огонь от воспламенения растворителя следует сбивать пе-
ной. Ацетон является в высшей степени воспламеняемым продуктом. Его тя-
желые пары, распространяясь, могут достигнуть пламени от горящей кон-
форки кухонной плиты или сигареты. При использовании ацетона внутри
судна к его испарениям следует относиться с такой же осторожностью, как
и к парам бензина. Откажитесь от курения при формовании.
VI.2. Хранение
Целесообразно, чтобы в мастерской содержалось смолы, катализатора и рас-
творителя в количествах, не превышающих потребности в них для выполне-
ния однодневного объема работы.
В идеале следовало бы использовать для каждого материала отдельные
жаростойкие хранилища, располагаемые вдали от построек. Однако при вы-
полнении работы в небольшом объеме приемлемой альтернативой является
наличие простейшего хранилища открытого типа.
VI. 3. Катализатор
Перекисный катализатор, попав в глаза, может повредить их. Необходимо
соблюдать осторожность при работе с катализатором, особенно при перели-
вании его из крупных тяжелых контейнеров. Защитные очки предохранят
глаза от повреждения, но пользоваться ими не всегда удобно.
В случае попадания брызг следует тотчас обратиться к врачу, предва-
рительно промыв глаза обильным количеством воды или, что лучше, раство-
ром, содержащим слабый нейтрализующий состав. Катализатор с поверхности
кожи необходимо немедленно смыть или удалить тампоном.
ОГЛАВЛЕНИЕ
Предисловие научного редактора ............. 5
Глава 1. Крепление арматуры и соединение отформованных
конструкций : ...............7
§ 1.1. Способы крепления......................... —
§ 1.2. Подготовка соединяемых поверхностей .... 8
§ 1.3. Явление расслоения и конструирование соединений 9
§ 1.4. Соединение двух элементов..................10
§ 1.5. Недопустимость подгонки с приложением значи-
тельных усилий....................................14
§ 1.6. Изгибы.....................................16
§ 1.7. Соединение с деревянными деталями..........17
§ 1.8. Соединение с металлическими деталями ... 18
§ 1.9. Соединение с деталями из других материалов
§ 1.10. «Сухие» соединения.........................19
§ 1.11. Недопустимость установки арматуры на иепод- 20
крепленную конструкцию.............................21
§ 1.12. Приформовочные угольники...................22
§ 1.13. Заделка подкладок..........................24
§ 1.14. Рейки......................................26
§ 1.15. Болтовые соединения.........................—
§ 1.16. Размещение креплений.......................27
§ 1.17. Заклепки....................................—
§ 1.18. Трубчатые заклепки (пистоны) ..............28
§ 1.19. Самонарезающие винты.......................29
§ 1.20. Нарезание резьбы и резьбовые вкладыши ... —
§ 1.21. Закладная арматура.........................31
§ 1.22. Зенкование..................;..............32
§ 1.23. Заделка арматуры............................—
§ 1.24. Склеивание.................................33
§ 1.25. Крепление арматуры к трехслойным формованным
конструкциям.......................................35
335
§ 1.26. Вкладыши в трехслойных конструкциях . . . .37
§ 1.27. Соединение трехслойных формованных конструк-
ций 38
§ 1.28. Заделка...................................40
§ 1.29. Пути и последствия проникновения воды в за-
полнитель —
§ 1.30. Целесообразность применения трехслойных кон-
струкций ..........................................42
§ 1.31. Термические напряжения....................44
Глава 2. Увеличение жесткости ..........................45
§ 2.1. Способы подкрепления.......................—
§ 2.2. Кривизна...................................46
§ 2.3. Увеличение толщины.........................47
§ 2.4. Недопустимость резких изменений толщины . . —
§ 2.5. Ребра жесткости коробчатого сечения .... 49
§ 2.6. Уголки.....................................52
§ 2.7. Z-образные профили.........................54
§ 2.8. Углобульб..................................—
§ 2.9. Ребра......................................—
§ 2.10. Подкрепление кромок и отбортовка '......55
§ 2.11. Переборки.................................57
§ 2.12. Деревянные шпангоуты......................59
§ 2.13. Сточные отверстия............................ 60
§ 2.14. Трехслойная конструкция...................61
§ 2.15. Синтактный пенопласт......................—
§ 2.16. Заформовка деревянных деталей.............62
§ 2Л7. Электрохимическая коррозия................65
§ 2.18. Подкрепления..............................66
§ 2.19. Внутренние напряжения.....................67
§ 2.20. Места концентрации напряжений.............68
Глава 3. Механическая обработка стеклопластика . . 70
§ 3.1. Сверление......................................71
§ 3.2. Распиливание . : : :.....................—
§ 3.3. Обработка напильником..........................72
§ 3.4. Работы с применением молотка....................—
§ 3.5. Обработка шлифовальной шкуркой.................73
§ 3.6. Очистка........................................74
§ 3.7. Влияние наполнителей............................—
§ 3.8. Обрезка кромок.................................75
§ 3.9. Заделка кромок..................................—
§ 3.10. Обработка трехслойных формованных конструк-
ций 76
§ 3.11. Контроль.......................................—
336
Глава 4. Создание защищенных от износа конструкций,
для которых требуется минимальный объем об-
служивания ................................................77
§ 4.1. Необходимость защиты............................—
§ 4.2. Уязвимые места.................................79
§ 4.3. Износ, вызываемый обычными перемещениями 81
§ 4.4. Причины износа и истирания.....................82
§ 4.5. Методы защиты...................................—
§ 4.6. Проектирование с учетом снижения объема тех-
нического обслуживания............................83
§ 4.7. Влияние цвета на объем обслуживания .... 84
§ 4.8. Влияние вида и качества отделки поверхности на
объем обслуживания................................85
§ 4.9. Влияние защиты на уменьшение объема обслужи-
вания ............................................86
§ 4.10. Выветривание....................................—
§ 4.11. Обеспечение высокого качества наружного деко-
ративного слоя....................................87
§ 4.12. Долговечность стеклопластиковых судов . . . .88
Глава 5. Палуба........................................88
§ 5.1. Соединение корпуса с палубой....................—
§ 5.2. Как сделать палубу нескользящей................96
§ 5.3. Тепловые деформации............................99
§ 5.4. Палубы трехслойной конструкции................100
§ 5.5. Обнаружение расслоения........................101
§ 5.6. Ремонт расслоившихся трехслойных конструк-
ций 102
§ 5.7. Доступ к креплениям палубы....................103
Глава 6. Палубная арматура........................—
§ 6.1. Предохранительный буртик, планширная на-
кладка и фальшборт —
§ 6.2. Шпигаты.......................................105
§ 6.3. Якорная лебедка...............................109
§ 6.4. Якорные подушки..................................—
§ 6.5. Шкотовые лебедки.............................. ПО
§ 6.6. Крепительные утки................................—
§ 6.7. Киповые планки для шкотов...............112
§ 6.8. Швартовное устройство....................—
§ 6.9. Стойки леерного ограждения и бортик кокпита 113
§ 6.10. Кнехты . .....................................117
§ 6.11. Вентиляционные устройства..............118
§ 6.12. Камбузные, дымовые, выхлопные и прочие трубы. 119
§ 6.13. Наружный привальный брус...............121
337
Глава 7. Ваит-путенсы и такелаж..................122
§ 7.1. Вант-путенсы................................123
§ 7.2. Уплотнение вант-путенсов, проходящих через па-
лубу 130
§ 7.3. Носовой штаг................................132
§ 7.4. Фордуны.......................................—
§ 7.5. Степс мачты.................................133
§ 7.6. Кофель-планка...............................135
§ 7.7. Бегучий такелаж...............................—
Глава 8. Кокпит и комингсы............................136
§ 8.1. Кокпит.................................. —
§ 8.2. Комингсы....................................139
§ 8.3. Кокпиты моторных прогулочных судов . . . .142
Глава 9. Крыша каюты....................................—
§ 9.1. Конструкция и монтаж крыши каюты .... —
§ 9.2. Конструкция и монтаж иллюминаторов . . . .148
Глава 10. Люковые закрытия............................151
§ 10.1. Откидные крышки люков........................—
§ 10.2. Задвижные крышки люков.....................155
§ 10.3. Сходный люк................................158
Глава И. Форштевень...................................159
§ 11.1. Форма форштевня........................... . —
§ 11.2. Защита форштевня.............................—
§ 11.3. Конструкция форштевня......................161
§ 11.4. Киповые планки.............................’62
§ 11.5. Клюз и цепная труба........................165
§ 11.6. Буксирный рым..............................166
Глава 12. Балластные кили.............................170
§ 12.1. Наружный балластный киль.....................—
§ 12.2. Болты для крепления киля...................175
§ 12.3. Внутренний балластный киль.................176
§ 12.4. Сдвоенные кили.............................182
§ 12.5. Плавниковые кили.............................—
Глава 13. Небалластные кили . :.........................183
§ 13.1. Скуловые кили................................—
§ 13.2. Крепление скуловых килей...................184
§ 13.3. Защита от древоточцев......................186
Глава 14. Шверты, рули и их арматура..................187
§ 14.1. Швертовый колодец............................—
§ 14.2. Шверт......................................191
338
§ 14.3. Рули......................................196
§ 14.4. Арматура рулевого устройства..............199
Глава 15. Гребные лодкн, шлюпки и катера.............200
§ 15.1. Планшири....................................—
§ 15.2. Гнезда для уключин........................204
§ 15.3. Банки................................... 205
§ 15.4. Фирменные знаки...........................208
§ 15.5. Рукоятки для подъема........................—
§ 15.6. Рыбины................................... 210
§ 15.7. Гоночные лодки..............................—
Глава 16. Плавучесть.................................211
§ 16.1. Воздушные ящики.............................—
§ 16.2. Расчет плавучести.........................216
§ 16.3. Плавучесть малых прогулочных судов . . . .220
Глава 17. Подвесные моторы......................... 221
§ 17.1. Стандартные размеры транцев.................—
§ 17.2. Мощность двигателя........................222
§ 17.3. Защита судна............................ .223
§ 17.4. Меры по предотвращению потери мотора . . ,224
§ 17.5. Рулевое устройство.........................г—
§ 17.6. Топливные баки........................... 228
§ 17.7. Сиденья моторной лодки......................—
§ 17.8. Ветровые стекла...........................229
§ 17.9. Огнетушители..............................230
Глава 18. Рангоут....................................231
§ 18.1. Материалы..................................—
§ 18.2. Использование сердечника.................232
§ 18.3. Секционное формование....................234
§ 18.4. Скатанные детали рангоута................235
§ 18.5. Более сложные формы сечения................—
§ 18.6. Поддержание в процессе формования . . . .237
§ 18.7. Углеродные волокна.......................238
Глава 19. Жилые помещения............................239
§ 19.1. Стеклопластик или древесина?...............—
§ 19.2. Внутренняя зашивка.......................240
§ 19.3. Конденсация..............................243
§ 19.4. Пол каюты..................................—
§ 19.5. Рундуки..................................244
§ 19.6. Ледники..................................247
§ 19.7. Гаки и проушины..........................249
§ 19.8. Сырость в рундуках.......................250
§ 19.9. Очаги гниения................................
339
Глава 20, Установка стационарных двигателей..........250
§ 20,1 . Балки машинного фундамента..................—
§ 20.2. Дейдвудная труба...........................254
§ 20,3. Выносные кронштейны гребного вала..........255
§ 20.4. Истирание и кавитация........................—
§ 20.5. Выпускная труба............................256
§ 20.6. Меры пожарной безопасности ................257
Глава 21. Цистерны, трубопроводы и электрооборудование258
§ 21.1. Встроенные цистерны..........................—
§ 21.2. Отдельные цистерны.........................262
§ 21.3. Топливные цистерны.........................263
§ 21.4. Система заземления.........................264
§ 21.5. Фитинги, закрепляемые на обшивке...........265
§ 21.6. Монтаж трубопроводов.......................267
§ 21.7. Санузел....................................268
§ 21.8. Электрическая проводка.....................269
§ 21.9. Размещение батареи.........................271
§ 21.10. Система запуска двигателя....................—
§ 21.11. Доступ к оборудованию......................272
§ 21.12. Грозовые разряды.............................—
§ 21.13. Приборы....................................273
Глава 22. Техническое обслуживание судов из стеклопла-
стика ...............................................274
§ 22.1. Потребность в обслуживании...................—
§ 22.2. Временная шкала..............................—
§ 22.3. Выветривание...............................275
§ 22.4. Постановка судна на консервацию..............—
§ 22.5. Обработка корпуса..........................277
§ 22.6, Очистка......................................—
§ 22.7. Стойкие пятна..............................278
§ 22.8. Соль.........................................—
§ 22.9. Лак......................................... —
§ 22.10. Песок......................................279
§ 22.11. Прозрачные декоративные слои...............280
§ 22.12. Металлические части..........................—
§ 22.13. Деревянные части.............................—
§ 22.14. Царапины...................................281
§ 22.15. Трещины....................................282
§ 22.16. Пустоты......................................—
§ 22.17. Окраска....................................283
§ 22.18. Подготовка поверхности.....................284
§ 22.19. Краски.......................................—
§ 22.20. Противообрастающие покрытия................285
§ 22.21. Удаление краски.......................... . —
§ 22.22. Сохранение водонепроницаемости.............286
§ 22.23. Водоггоглощеиие......................... .287
340
Глава 23. Ремонт судов из стеклопластика.............287
§ 23.1. Мелкий ремонт.............................288
§ 23.2. Шпаклевки.................................291
§ 23.3. Смещение кромок............................ —
§ 23.4. Восстановление мелких участков............. —
§ 23.5. Недоступность одной из сторон.............293
§ 23.6. Вода в замкнутом пространстве ...... 295
§ 23.7. Капитальный ремонт........................296
§ 23.8. Предупреждение дальнейших повреждений 298
§ 23.9. Цвет и текстура...........................299
§ 23.10. Прочие ремонтные работы.................... —
§ 23.11. Практические советы.......................300
§ 23.12. Аварийные ремонты.........................301
§ 23.13. Ремонтный комплект......................... —
§ 23.14. Гниение................................. 303
§ 23.15. Невидимое повреждение.....................304
ПРИЛОЖЕНИЯ.................................307
J. Материалы..................................—
1.1. Стекловолокно............................ —
1.2. Полиэфирная смола........................308
1.3. Отвердители.................................—
1.4. Катализатор.............................. —
1.5. Эпоксидные смолы..........................309
1.6. Тиксотропные смолы....................... —
1.7. Применение красителя..................... —
1.8. Наполнители.............................. —
1.9. Отверждение...............................310
1.10. Толщина стеклопластика..................... —
11. Методика переработки материалов 311
II.1 . Гладкая и грубая стороны поверхности ... —
П.2. Смачивание.................................312
II.3 . Декоративный слой........................313
II.4 . Обращение со стекломатериаламн............ —
II.5 . Прикаточные валики.......................314
II.6 . Отделение от матрицы...................... —
II.7 . Соединение..............................315
П.8. Обрезка кромок.............................. —
П.9. Последовательность формования............... —
11.10 . Напыление...............................316
II.11 . Обеспечение высокого качества формования . 317
III. Матрица.................................. —‘
III. 1. Позитивная или негативная матрица .... —
II 1.2. Конструкция.............................. —
III.3. Пуансои..................................318
III.4. Отделка пуансона......................... —
Ш.5. Матрица............................. 319
341
Ш.6. Простые матрицы.............................319
III.7. Отделение детали от матрицы...............320
III.8. Формование конструкций по месту и соединение их
с корпусом ...................................... —
III.9. Изготовление конструкции без матрицы . . . .321
IV. Краткие советы по формованию.................—
IV. 1. Продолжительность полимеризации.............—
IV.2. Рабочее время..............................322
IV.3. Устойчивость при хранении....................—
IV.4. Готовые к употреблению смолы...............323
IV.5. Ускоритель...................................—
IV.6. Красители..................................324
IV.7. Наполнители..................................—
IV.8. Самозатухающие смолы.......................325
IV.9. Об обязательном добавлении катализатора перед
началом использования ........................ —
IV. 10. Выполнение замеров.........................—
IV.11. Чистка и поддержание чистоты..............326
IV.12. Чистка кистей.............................327
IV. 13. Об использовании материалов судостроитель-
ного назначения .................................. —
IV.14. Контроль качества....................... . —
V. Работа в условиях верфи....................328
V .I. Работа в условиях пониженных температур . .329
V .2. Недопустимость повышенной влажности ... —
V .3. Конденсация на стекловолокне............330
V .4. Обогрев рабочей зоны......................—
V .5. Освещение..............................331
V .6. Вентиляция................................—
V .7. Работа в тесном помещении.................—
V .8. Соблюдение чистоты........................—
V .9. Резюме..................................332
V .10. Влажность воздуха......................333
VI . Техника безопасности......................—
VI. 1. Пожароопасность............................—
VI.2 . Хранение................................334
VI .3. Катализатор..............................—
Плесси дю X.
П38 Малотоннажные суда из стеклопластика. Пер.
с англ.— Л.: Судостроение, 1979 (Пер. с изд. Фрогмо,
1976).— 343 с., ил.
Подробно рассмотрены процессы сборки корпусов малотоннажных судов
из стеклопластиковых заготовок, полученных методами формования. Отме-
чены особенности достройки и оснащения таких судов и даиы рекомендации
по их эксплуатации, техническому обслуживанию и ремонту.
В приложении к книге приведены сведения о материалах и основных
технологических процессах производства, даиы рекомендации по достройке
судов этого типа в условиях верфей.
Книга предназначена для инженеров и техников, занимающихся проек-
тированием и постройкой стеклопластиковых судов и может представить
интерес для спортсменов-любителей, эксплуатирующих такие суда или со-
здающих их своими силами.
п 31805—062
048(01)—79
75—79
39.428
X. дю ПЛЕССИ
МАЛОТОННАЖНЫЕ
СУДА
ИЗ СТЕКЛОПЛАСТИКА
Редакторы А. И. Кускова, В. И. Важенко
Художественные редакторы О. П. Андреев
и В. А. Пурицкий
Технический редактор А. И. Казаков
Корректоры Е. М. Борисова, С. X. Кумачева,
И. П. Острогорова
Художник В. И. Коломейцев
ИБ № 456
Сдано в набор 23.07.79.. Подписано в печать 05.10.79.
Формат 60X90‘/is. Бумага типографская № 2. Гарнитура
литературная. Печать высокая. Усл. печ; л. 21,5. Уч.-изд. л.
23,5. Издательский № 3441—78. Тираж 10 500 экз. Заказ
№ 1651. Цена 1 р. 80 к.
Издательство «Судостроение», 191065, Ленинград, ул. Го-
голя, 8.
Ленинградская типография № 4 Ленинградского производ-
ственного объединения «Техническая книга» Союзполи-
графпрома при Государственном комитете СССР по делам
издательств, полиграфии и книжной торговли. Ленинград,
Д-126, Социалистическая, 14.