/


































































































































































































































































































































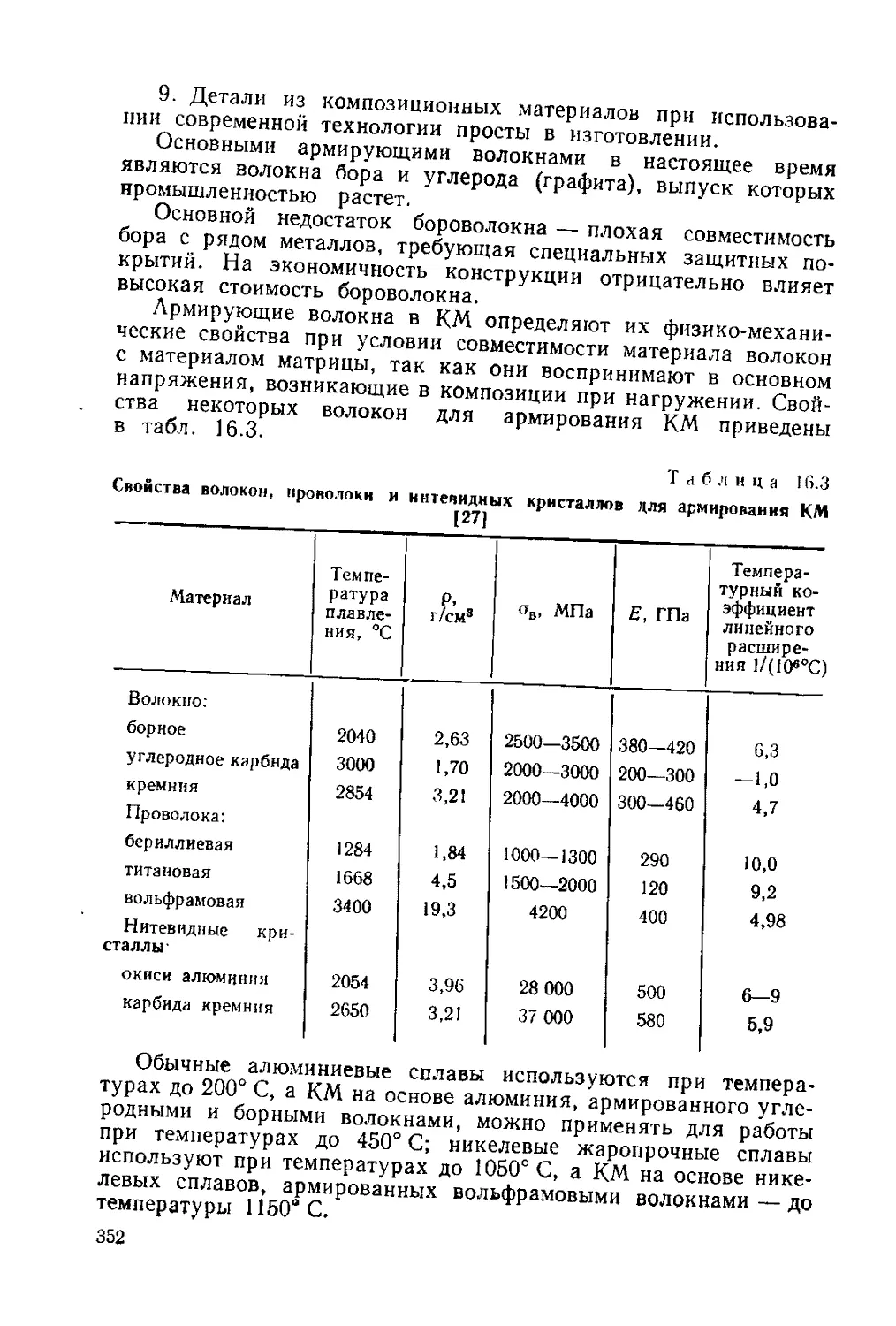

















Text
А.Л Гиммельфарб
основы
КОНСТРУИРОВАНИЯ
В САМОЛЕТОСТРОЕНИИ
Издание второе,
переработанное
и дополненное
Допущено
Министерством высшего и среднего специального образования СССР
в качестве учебного пособия
для высших авиационных учебных заведений
МОСКВА «МАШИНОСТРОЕНИЕ» 1980
ББК 39.53
Г48
' УДК 629.735 33.001.2(075.8)
Редактор А. В. Кожина
Рецензент кафедра Московского
авиационно-технологического института
Гиммельфарб А. Л.
Г48 Основы конструирования в самолетостроении:
Учеб, пособие для высших авиационных учебных
заведений/Ред. А. В. Кожина.—2-е изд., перераб.
и доп. — М.: Машиностроение, 1980 . 367 с.
В пер.: 1 р. 10 к.
г» 228-- 3^030000
ББК 39.53
6Т5.1
© Издательство «Машиностроение», 1980 г.
ПРЕДИСЛОВИЕ ко ВТОРОМУ ИЗДАНИЮ
Более 40 лет своей жизни посвятил педагогической и научной
работе в Московском ордена Ленина авиационном институте
им. С. Орджоникидзе автор настоящей книги профессор доктор
технических наук Аркадий Львович Гиммельфарб (1899—1977).
Замечательный педагог и методист с разносторонними науч-
ными интересами, А. Л. Гиммельфарб уделял много внимания и
времени проектированию элементов конструкции самолетов. Еще
в 1935 г. в книге «Конструкция и проектирование самолетов»
(авторы: И. А. Берлин, А. Л. Гиммельфарб, П. М. Крейсон) им на-
писан раздел «Особенности расчета на прочность элементов кон-
струкции самолета. Расчетные формулы. Расчетные графики».
Многолетняя работа по систематизации данных о конструкциях
самолетов, собственные исследования в области проектирования
элементов конструкции самолета, исследования, проведенные аспи-
рантами и студентами под его руководством, —все это позволило
А. Л. Гиммельфарбу накопить и осмыслить богатый материал и на
этой базе создать курс лекций «Проектирование конструкций само-
летов», который он читал в течение ряда лет студентам МАИ.
Обобщением научных и методических поисков А. Л. Гиммель-
фарба в области проектирования конструкций самолета явилось
издание учебного пособия для студентов авиационных вузов «Ос-
новы конструирования в самолетостроении», увидевшего свет
в 1971 г. Продолжая работу в этом направлении, А. Л. Гиммель-
фарб подготовил его второе, переработанное и дополненное
издание.
Содержание книги определяет ее место в ряду таких книг, как
«Основы конструирования» П. И. Орлова, «Конструкции само-
летов» M.fH. Шульженко, «Тонкостенные конструкции» Г. Хертеля.
Не повторяя их, книга А. Л. Гиммельфарба в систематическом
изложении дает количественное описание напряженного состоя-
ния элементов конструкции самолета и их соединений.
Разумеется, предлагаемая читателю книга, как и упомянутые,
не охватывает всех вопросов конструирования. В ней затронуты
лишь некоторые аспекты долговечности и технологичности кон-
1* 3
струкций (не анализируется влияние технологических усилий на
напряженное состояние и деформации конструкций из очень тон-
ких листов, не рассмотрены технологические способы местного
упрочнения).
Это следует отметить не для того, чтобы принизить ценность
предлагаемой читателю книги, но лишь для указания пути даль-
нейшего развития науки о проектировании элементов конструк-
ций самолетов. Книга содержит богатый материал, позволяющий
грамотно подходить к анализу и синтезу элементов конструкции
самолета. Несомненно, она принесет большую пользу студентам
и авиационным инженерам.
Герой Социалистического Труда доктор технических наук
С. М. Егер
ПРЕДИСЛОВИЕ АВТОРА КО ВТОРОМУ ИЗДАНИЮ
В настоящем издании книга переработана, дополнена и уточ-
нена. Написана новая глава «Панели», рассмотрены общие случаи
нагружения некоторых типов соединений, введен критерий удель-
ной прочности конструкции, уточнены коэффициенты ряда эмпи-
рических формул. Материал переработан в соответствии с требо-
ваниями Международной системы единиц (СИ). Формулы отли-
чаются от вариантов первого издания тем, что в книге разграни-
чены понятия массы и веса.
Как и в первом издании, анализ элементов конструкций и их
соединений дается независимо от их локализации, поскольку оди-
наковые конструкции могут использоваться в различных агрега-
тах.
Автор стремился не ограничиваться качественным анализом
конструкций, с достаточной полнотой проведенным в книге
М. Н. Шульженко «Конструкции самолетов» (М., «Машинострое-
ние», 1972 г.), и находить оптимальное количественное решение,
полагая главным критерием минимальную массу конструкции.
Для лучшего усвоения материала в конце каждой главы поме-
щены контрольные вопросы и задания.
ПРЕДИСЛОВИЕ К ПЕРВОМУ ИЗДАНИЮ
Учебное пособие написано на основе курса лекций по «Проек-
тированию конструкций самолетов», читаемого автором в Москов-
ском авиационном институте в течение ряда лет. В пособии обобщен
и систематизирован опыт расчета на прочность и конструирования
самолетных деталей, узлов и других конструктивных элементов,
накопленный конструкторскими бюро авиационной промышлен-
ности.
Методы проектирования излагаются на примерах типовых кон-
структивных элементов самолета.
Следует иметь в виду чрезвычайно быстрый процесс развития
авиационных конструкций в современном самолетостроении. Ре-
комендуемые в книге конструктивные решения и методы расчета
не следует рассматривать как единственно возможные. Совершен-
ствование и развитие авиационных конструкций немыслимо без
творческого развития методов проектной работы. Единообразие
методов расчета и конструктивных решений привело бы к едино-
образию самолетных конструкций, что препятствовало бы
развитию авиационной техники. Поэтому необходимо при под-
готовке авиационных конструкторов не просто изучать суще-
ствующие методы проектирования элементов самолетных кон-
струкций, а прививать студентам навыки творческого мыш-
ления и поиска наиболее рациональных конструктивных
решений.
В то же время нельзя не изучать прошлый опыт конструиро-
вания в самолетостроении и в других областях транспортного
машиностроения, накопленный несколькими поколениями инже-
неров. Поэтому методы конструирования излагаются с учетом их
исторического развития. В процессе изложения учебного мате-
риала даются обоснования причин смены одних конструкций дру-
гими, более совершенными.
При написании книги автор исходил из убеждения, что авиа-
ционный конструктор должен не только в совершенстве владеть
современными методами расчета и конструирования, но и глубоко
знать все разновидности самолетных конструкций, как суще-
ствующих, так и применявшихся ранее. Поэтому определен-
ное место в книге занимает исторический обзор развития кон-
струкций.
5
Хорошее знание истории развития самолетостроения, умение
критически оценивать прошлые авиационные конструкции несом-
ненно помогают формированию квалифицированных конструктор-
ских кадров. Известно немало примеров возвращения к применяв-
шимся ранее конструктивным решениям, разумеется, на новой
технической основе.
Умение правильно анализировать существовавшие в прошлом
самолетные конструкции поможет конструктору использовать
в проектной работе лучшие варианты и избежать ошибок.
Большое значение в работе авиационного конструктора имеют
теоретические исследования и опытная проверка конструкторских
разработок. Во многих случаях окончательное конструктивное
решение принимается после предварительных испытаний и изуче-
ния опытных образцов. Процесс доводки конструкции занимает
важное место в проектной работе.
Особенности конструирования и расчета на прочность отдель-
ных узлов и соединений самолета излагаются с учетом современ-
ного состояния технологии и материаловедения. В отличие от
других изданий, посвященных вопросам конструирования в само-
летостроении, в данном учебном пособии рассматриваются не об-
щие вопросы проектирования самолета и его агрегатов в целом,
а главным образом, вопросы конструкторской разработки отдель-
ных деталей, узлов и типовых соединений с подробным анализом
конструкции и методов расчета на прочность. Именно такая де-
тальная разработка конструкции особенно важна для начинаю-
щего инженера-конструктора. Это несомненно будет способство-
вать выработке необходимых навыков конструирования у студен-
тов и повышению интереса будущих инженеров к работе в подраз-
делениях конструкторских бюро.
Глава 1
ОСОБЕННОСТИ АВИАЦИОННЫХ КОНСТРУКЦИЙ
В самолетостроении, как и в общем машиностроении, процесс
конструирования завершается разработкой чертежей деталей, уз-
лов и частей самолета. Разработка ведется с учетом функциональ-
ного назначения каждого элемента конструкции и действующих
на него нагрузок, с учетом условий эксплуатации, необходимости
получения наименьшей массы, физико-механических свойств ма-
териалов и применяемой технологии. В необходимых случаях
конструирование может сопровождаться экспериментальными ра-
ботами.
Несмотря на разнообразие форм и размеров элементов, входя-
щих в конструкцию самолета, среди них можно выделить типовые,
т. е. повторяющиеся с несущественными изменениями в различных
узлах и частях конструкций.
Одним из основных требований при конструировании элемен-
тов авиационных конструкций является требование минимальной
массы, разумеется, при соблюдении необходимых прочности
и жесткости.
Уменьшение массы конструкции может быть достигнуто раз-
ными путями. Один из них — выбор высокопрочных конструк-
ционных материалов с малой плотностью и высоким значением
удельной прочности (см. гл. 16). Этот путь дает непосредственное
уменьшение массы «силовых» элементов конструкции, которые ис-
пытывают наибольшие нагрузки и сечения которых выбираются
в соответствии с этими нагрузками.
Однако выбора материала с высокими значениями удельной
прочности еще недостаточно для получения конструкции мини-
мальной массы. Важно, чтобы выбранная форма сечений сило-
вых элементов в сочетании с физико-механическими свойства-
ми выбранного для них материала позволила выдерживать
наиболее высокие разрушающие напряжения, что опреде-
ляется высоким значением коэффициента напряженности (см.
гл. 16).
Обеспечение высокой прочности конструкции при минималь-
ной массе является важной задачей проектирования силовых
элементов, общая масса которых в самолете не превышает 50%
Массы его конструкции. Остальную часть массы конструкции со-
7
ставляют несиловые, слабо нагруженные элементы. Способы умень-
шения массы этих элементов сводятся к выбору легких материа-
лов, хотя бы и с небольшими значениями удельной прочности.
Рассмотрим некоторые положения, которыми целесообразно руко-
водствоваться в процессе конструирования.
Любую сложную конструкцию можно представить состоящей
из отдельных, последовательно соединенных звеньев. В этом слу-
чае легко доказать, что масса такой конструкции будет умень-
шаться с уменьшением числа звеньев в ней. Пределом такого со-
кращения числа звеньев является монолитная конструкция,
в которой все отдельные звенья слиты воедино, составляя одно
целое. Современная практика самолетостроения дает немало при-
меров монолитных конструкций. •
Можно считать установленным также, что для уменьшения
массы конструкции выгодно стремиться к передаче действующих
усилий по кратчайшему пути, так как при этом меньшее число
элементов будет воспринимать и передавать нагрузку, а в некото-
рых случаях могут быть исключены деформации изгиба и кру-
чения. В тех же целях также выгодно объединение узлов, легко
осуществимое в случае, когда узлы расположены близко друг
к другу.
При проектировании балок, работающих на изгиб, например,
лонжеронов, выгодно максимальное разнесение поясов, т. е. наи-
большее их удаление от нейтральной оси. Это позволит обеспе-
чить работу поясов с более высокими средними напряжениями,
тем более близкими к максимальному, чем более разнесен материал
поясов.
Правило максимального разнесения материала справедливо
также для элементов частей конструкции, работающих на круче-
ние. Это же правило применимо и в тех случаях, когда необходимо
повысить не только прочность, но и жесткость конструкции. При-
мером такой конструкции является трехслойная обшивка с легким
заполнителем.
Бывают случаи, когда конструктору приходится уменьшать
расчетные напряжения. Например, при изменении направления
внешней нагрузки, действующей на летательный аппарат, знаки
усилий в элементах конструкции меняются на обратные. Это при-
водит к тому, что одни и те же элементы испытывают в разных
случаях полета не только растяжение, но и сжатие. А так как
разрушающие, или «критические», усилия при сжатии, как пра-
вило, ниже (особенно в тонкостенных конструкциях) разрушаю-
щих усилий при растяжении, то изменение знака нагрузки при-
водит к необходимости снижения расчетных напряжений и к уве-
личению массы.
Другим обстоятельством, приводящим к необходимости сни-
жения расчетных напряжений в элементах конструкции, являются
усталостные нагрузки. Это знакопеременные или пульсирующие
нагрузки широкого диапазона частот, которые испытывает кон-
8
стпукция летательного аппарата в полете, при взлете и на посадке.
Хотя эти нагрузки значительно меньше максимальных нагрузок
в полете, многократное их повторение приводит к образованию
усталостных трещин, которые, распространяясь, приводят к вне-
запному (иногда катастрофическому) разрушению конструкции.
Одним из эффективных средств повышения усталостной проч-
ности является снижение расчетных напряжений в элементах
конструкции.
Ряд проблем возникает в связи с кинетическим нагревом авиа-
ционных конструкций. Во-первых, это проблема прочности мате-
риала конструкции, так как с повышением температуры пони-
жается предел прочности и ухудшаются другие механические
свойства материалов. Это обстоятельство учитывают, принимая
при расчете на прочность значения характеристик материалов,
соответствующие температуре нагрева конструкции в полете.
Во-вторых, при неравномерном нагреве возникают темпера-
турные напряжения, тем большие, чем больше перепад темпера-
туры в сопряженных элементах. Это также должно быть учтено
при расчете на прочность путем уменьшения расчетных напряже-
ний от основных нагрузок или путем расчета возникающих терми-
ческих напряжений; либо должны быть приняты специальные
конструктивные меры в виде, например, различных способов тер-
мокомпенсации.
Наконец, в-третьих, нагрев приводит к развитию остаточных
деформаций вследствие ползучести. Величина этих деформаций
не должна превышать предельных значений по нормам прочности
летательных аппаратов во избежание ухудшения летных качеств.
Это обстоятельство также может потребовать снижения расчетных
напряжений.
Чрезвычайно важным требованием является технологичность
конструкции. Нужно учитывать, что рациональная технология
может способствовать повышению весового совершенства конструк-
ции. Технологичность заключается, как известно, в пригодности
конструкции для массового или крупносерийного производства
наиболее простыми, дешевыми и производительными способами.
Небезынтересно отметить, что именно вниманием к повышению
технологичности конструкции объясняется то, что к концу Вели-
кой Отечественной войны советские самолетостроительные заводы
выпускали до 40 тысяч самолетов в год.
Однако критерии технологичности конструкции являются
функцией времени: то, что вчера было нетехнологично, может
стать технологичным завтра. Конструкция и технология, разви-
ваясь и совершенствуясь, взаимно влияют друг на друга. В ре-
зультате этого взаимодействия в самолетостроении^применяются
прессованные профили, литые детали, монолитные панели, кон-
тактная электросварка, склейка металлов. На очереди, несом-
ненно, склейка силовых элементов (в том числе узлов), крупно-
габаритное силовое литье, диффузионная сварка и др.
9
Конструктор должен быть хорошо подготовлен в области тех-
нологии, уметь учитывать особенности и возможности производ-
ства и находить решения, которые приводили бы к уменьшению
трудоемкости производственных процессов.
Важные требования к конструкции самолета предъявляет
эксплуатация. К таким требованиям относятся: создание ком-
форта для пассажиров; удобство загрузки, крепления грузов и
разгрузки для транспортного (грузового) самолета; удобство
работы экипажа (в полете) и технического персонала, обслужи-
вающего самолет (на земле). Выполнение таких требований не-
редко приводит к увеличению массы конструкции.
Важной задачей современного самолетостроения является
повышение надежности конструкции. Конструктор, участвующий
в проектировании современного самолета, должен выбирать такие
конструктивные решения, которые могут обеспечить высокую
надежность конструкции при‘минимуме массы и стоимости.
Кроме перечисленных требований, в зависимости от конкрет-
ных задач, поставленных проектным заданием, к конструкции
самолета могут предъявляться также специальные требования,
например, обеспечение необходимой компоновки, установки и
крепления элементов вооружения (для военных самолетов), раз-
личных бортовых систем, систем связи и опознавания, систем
слепой посадки и ориентировки и т. п.
И, наконец, выполнение всех перечисленных выше требований
должно быть увязано с требованием экономичности, которая
служит (в особенности для гражданских самолетов) важным кри-
терием оценки принимаемых решений на всех этапах конструиро-
вания, производства и эксплуатации самолета.
КОНТРОЛЬНЫЕ ВОПРОСЫ
I. Каковы основные требования к конструкции самолета и его элементов?
2. Каким требованиям должен удовлетворять материал конструкции для
уменьшения массы «силовых» (сильно нагруженных) элементов конструкции?
3. Какие требования следует предъявлять к материалу слабо нагруженных
элементов конструкции?
4. Какие принципы конструирования позволяют облегчить сложную кон-
струкцию?
5. Почему выгодна передача сил по кратчайшему расстоянию?
6. Какую выгоду дает разнесение материала от центра тяжести сечения
и при каких деформациях?
7. В каких случаях следует уменьшать расчетные напряжения?
8. В каком случае возникает кинетический нагрев конструкции и на что
он влияет?
9. Как влияет на массу конструкции наличие кинетического нагрева?
10. Почему опасен равномерный нагрев конструкции?
11. Почему опасен неравномерный нагрев конструкции?
12. Что такое температурные напряжения?
13. Как предотвратить возникновение температурных напряжений?
14. Что такое технологичность конструкции и в чем ее достоинства?
15. В чем заключаются эксплуатационные требования кконструкции самолета?
16. Какие требования, кроме тех, о которых говорилось выше, предъяв-
ляются к самолету?
17. Что такое надежность?
Глава 2
ЭЛЕМЕНТЫ КОНСТРУКЦИИ САМОЛЕТА
Элементами конструкции самолета являются простейшие тех-
нологически законченные изделия. Элементами конструкции мо-
гут быть полуфабрикаты, поступающие на самолетостроительный
завод в готовом виде. Такими полуфабрикатами, например, яв-
ляются следующие элементы:
изготовленные из металла —листы, профили ката-
ные, тянутые и прессованные, трубы круглые и оваль-
ные, прутки, проволока, штампованные детали (фитинги,
панели);
изготовленные из дерева — бруски, планки, рейки, фанера,
переклейка, шпон;
изготовленные из пластических масс — листы, пла-
стины, трубки, литье, штампованные детали.
Кроме основных простейших элементов конструкции, входя-
щих в силовую схему и служащих для восприятия действующих
на конструкцию нагрузок, применяют соединительные эле-
менты, предназначенные для осуществления связи основных
элементов конструкции между собой. К ним относятся сле-
дующие:
для металлических конструкций — за-
клепки, болты, винты, припой, присадочный материал (при сварке),
клей и др.;
для деревянных конструкций — сухари и
бобышки (рис. 2.1), клей, шурупы, болты, гвозди, накладки (ко-
сынки) из фанеры или металла и др.;
для конструкций из пластических масс —
сухари, бобышки, клей.
Соединение металлических элементов может быть осуществлено
и без применения соединительных деталей, т. е. непосредственно,
например, при помощи контактной электросварки (точечной и ро-
ликовой) элементов из различных сталей (углеродистой, хромомо-
либденовой, хромансилевой, коррозионно-стойкой), а также из
алюминиевых и магниевых сплавов. К непосредственным соедине-
ниям следует отнести соединения, полученные методом диффузион-
ной сварки (давлением, трением).
11
Рис. 2.1. Соединение деревянных
деталей при помощи промежуточ-
ных элементов;
1 — сухари; 2 — бобышка
К элементам конструкции
предъявляются следующие основ-
ные требования:
1) необходимая прочность и
жесткость при минимальной массе;
2) технологичность, доступ-
ность контроля при изготовлении
и удобство выполнения производ-
ственных операций;
3) возможность ремонта и за-
мены, возможность возобновле-
ния защитных покрытий, взаимо-
заменяемость;
4) экономичность, т. е. наи-
меньшая стоимость производства
и эксплуатации, применение не-
дорогих и недефицитных мате-
риалов.
В конструкции высокоскоростных самолетов необходимо при-
менять термостойкие материалы, способные сохранять высокую
прочность при нагреве на больших скоростях полета. Температур-
ные напряжения в элементах конструкции таких самолетов долж-
ны быть наименьшими. Это достигается рациональным выбором
как конструктивных форм смежных элементов, так и материалов,
из которых они изготовлены.
ПРОФИЛИ. ОБРАЗОВАНИЕ ФОРМЫ СЕЧЕНИЯ
ТОНКОСТЕННОГО ПРОФИЛЯ
Известно, что тонкостенный стержень с выбранной должным
образом формой сечения способен воспринимать без разрушения
не только растягивающую, но и сжимающую силу. Методику опре-
деления формы сечения такого стержня можно пояснить на сле-
дующем примере. Рассмотрим стержень, подвергающийся растя-
жению. Сечение такого стержня может иметь любую форму, напри-
мер, форму ленты, вырезанной из листа (рис. 2.2, а). Из рис. 2.2, б
видно, что при нагружении силой сжатия такой стержень легко
теряет устойчивость. Теперь согнем ленту по линии 1— 1 (см.
рис. 2.2, а), придав поперечному сечению форму уголка
(рис. 2.3, а). В таком виде стержень, очевидно, может выдержать
некоторую сжимающую силу, не теряя устойчивости, так как его
ребра 2 и 3 взаимно поддерживают друг друга.
Как показывает опыт, при дальнейшем увеличении сжимающей
силы Р (см. рис. 2.3, б), начиная с некоторого ее значения, стер-
жень теряет устойчивость, причем потеря устойчивости начнется
с раскрытия уголка; в этом случае уголок, разгибаясь, из прямо-
угольного превращается в тупоугольный и его минимальный мо-
мент инерции (относительно оси у—у) уменьшается. Дальнейшее
12
Рис. 2.2. Неустойчивая при сжатии форма поперечного сечения
Рис. 2.3. Уголок:
а — до потери устойчивости; б — после потери устойчивости при сжатии; в — усиленный
отбортовками, 1 — отбортовка; 2, 3 — ребро
разрушение стержня неизбежно. Таким образом, происходит так
называемая местная потеря устойчивости уголкового профиля.
Если элементам уголкового сечения придать отбортовки 1 (см.
рис. 2.3, в), то критическое напряже-
ние местной потери устойчивости резко
повысится.
Профили, кроме уголкового сече-
ния / (рис. 2.4, а), могут иметь
и другие формы поперечного сечения,
например, швеллерное 11 или зетоб-
разное 111. Формы этих сечений после
потери устойчивости показаны на
рис. 2.4, б.
На рис. 2.4, в показаны профили
с отбортовками 1, повышающими кри-
тические напряжения местной потери
устойчивости стенок 2. Ширина с отбор-
товки гнутого профиля зависит от
толщины и не превышает (4 ... 5) б,
где 6 — толщина стенки профиля.
Аналогом отбортовки гнутого профиля
У прессованного профиля (рис. 2.5, а)
Ш
Рис. 2.4. Различные формы
поперечных сечений гнутых
профилей:
а — до потери устойчивости;
б — при сжатии с потерей устой-
чивости; в — усиленные отбор-
товками; 1 — отбортовки; 2 —
стенки
13
S)
Рис. 2.5. Формы поперечных сечений прессованных профилей:
а — уголковый профиль 1, швеллер 2, зетобразный профиль 3; б—профили с буль*
бовым утолщением 4
Рис. 2.6. К определению предельного значения &7б
является «бульбовое» утолщение 4 (рис. 2.5, в). Прессованный
профиль получается путем продавливания металла, нагретого до
пластического состояния, через отверстие заданной формы.
Ширину b (рис. 2.6) неотбортованной стороны профиля можно
определить следующим образом. Критическое напряжение мест-
ной потери устойчивости при сжатии элемента сечения со свобод-
ным краем
0,81£
0/6)3 ’
(2.1)
где Е — модуль упругости первого рода; 6 — толщина стенки
профиля.
Выбрав необходимое напряжение сжатия о, из формулы (2.1)
определяем потребное отношение Ь/6:
&/6 = 0,9 J/£/a. (2.2)
Различные формы поперечных сечений гнутых и прессованных
профилей приведены на рис. 2.7.
3
Рис. 2.7. Формы поперечных сечений элементарных профилей:
а — гнутых; б — прессованных
14
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Что такое элемент конструкции?
2. Что такое полуфабрикат?
3. Какие полуфабрикаты применяются в конструкции самолета?
4. Какие основные требования предъявляются к элементам конструкции
самолета?
5. Как соединяются друг с другом элементы конструкции самолета?
6. Какие известны способы непосредственного соединения?
7. Что такое связующие соединительные элементы конструкции?
8. Как образуется простейший уголковый профиль?
9. Какой цели служит отбортовка профиля?
10. Как определить ширину крайней отбортовки профиля?
11. Каким способом можно повысить устойчивость профиля при сжатии?
12. Чем отличаются гнутые и прессованные профили?
13. Приведите примеры гнутых профилей.
14. Приведите примеры прессованных профилей.
15. Что такое экономичность?
Задача 2.1. Определить акр профиля, изображенного на рис. 2.6, и отношение
о,{р/ств, если даны следующие характеристики материалов
Характеристика материала Материал
Сталь Алюминие- вый сплав Титановый сплав
Модуль упругости Е, ГПа 210 70 115
Предел прочности ов, МПа 900 420 500
Варианты
Параметры 1 2 3 4 5 6 7 8
Сталь Алюминиевый сплав
Ь, мм 12 12 15 18 18 15 15 20
6, мм 0,6 0,8 1,0 0,8 1,0 0,8 1,0 1,2
Ответы
(Ь/6)2 400 225 225 506 324 350 225 277
сткр, МПа 425 756 756 336 525 162 252 205
Ркр/ов 0,47 0,84 0,81 0,37 0,58 0,38 0,6 0,49
15
Параметры Варианты
9 10 II 12 13 14 15
Алюминиевый сплав Титановый сплав
Ь, мм 25 25 12 12 15 18 18
6, мм 1,0 1,5 0,6 0,8 1,0 1,0 1,2
Ответы
(b/d)2 625 277 400 225 225 324 225
<jKp, МПа 91 205 233 415 415 260 415
Окр/<ТВ 0,21 0,49 0,47 0,83 0,83 0,53 0,83
Задача 2.2. Определить размер b сжатого профиля, изображенною на рис. 2.6,
если даны значения модуля упругости Е, напряжение о и толщина 6.
Варианты
Пара- метры 1 2 3 4 5 6 7 8 9 10 И 12
Сталь Алюминиевый сплав Титановый сплав
Е, ГПа 210 205 200 215 70 65 71 68 115 НО 120 105
а, МПа 450 600 550 400 160 250 150 200 250 420 330 260
6, мм 0,6 0,8 1,0 1,2 0,8 1,0 1,0 1,5 0,6 0,8 0,6 1,0
Ответы
Е!с 467 342 364 538 438 260 473 340 460 262 364 403
ЫЬ 19,5 16,7 17,2 20,85 18,9 14,5 19,6 16,6 19,3 16,2 17,2 18,1
Ъ, мм 11,7 13,3 17,2 25 15 14,5 19,6 25 11,6 13 10,3 18,1
Глава 3
ПРОСТЕЙШИЕ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ
КОНСТРУКЦИИ САМОЛЕТА
Простейшие соединения элементов изготовляются в виде состав-
ных профилей (рис. 3.1). Более сложные виды соединений элемен-
тов (балки, фермы и др.) будут рассмотрены в следующих главах.
Составные профили представляют собой комбинацию двух или
нескольких элементарных профилей, соединенных между собой
по их длине. Это соединение может быть прерывным (с помощью
заклепок, болтов, точечной сварки) или непрерывным (с помощью
роликовой сварки, пайки, сварного шва, склейки). Как и элемен-
тарные профили, составные профили предназначены для восприя-
тия осевых сил растяжения пли сжатия. В практике, однако,
встречаются случаи, когда такие профили работают на изгиб и
реже на кручение.
Составные открытые профили, образованные соединением эле-
ментарных гнутых профилей, показаны на рис. 3.1, а, а состав-
ные замкнутые профили —на рис. 3.1, б. Такие профили приме-
нялись в качестве поясов балок или ферм (лонжеронов крыльев и
оперения, нервюр) до появления прессованных профилей.
Для повышения критического напряжения местной потери
устойчивости гнутых профилей с очень тонкими стенками приме-
няются криволинейные формы поперечных сечений с малыми ра-
диусами закруглений и малыми размерами плоских участков
у элементов сечения (см. рис. 3.1, в).
Плоские участки тонкостенных металлических конструкций
не должны быть слишком большими. На рис. 3.1, г показан лонже-
рон крыла, пояса которого имеют форму замкнутого контура,
составленного, как и стенка, из плоских участков. У большинства
таких сечений ширина плоских участков не превышает 30 толщин.
Увеличение осевых сил в поясах балок привело к замене со-
ставных профилей прессованными (рис. 3.2). Прессованные про-
фили имеют постоянное сечение по длине. Уменьшение сечения
по длине осуществляется дополнительным фрезерованием.
В конструкциях современных летательных аппаратов стали
Широко применять неметаллические материалы (стеклопластики,
соединенные при помощи клея), а также клеевые соединения ме-
таллических элементов. В связи с тем, что при применении этих
материалов и видов соединений возникают конструкции, сходные
17
Рис. 3.1. Формы поперечных сечений составных профилей:
а — гнутые открытые; б — i нутые замкнутые; в — тонколистовые криволинейные;
г — профиль из коррозиониостойкой стали с малыми плоскими участками
с деревянными, рассмотрим некоторые примеры деревянных кон-
струкций, опыт применения которых может быть полезным.
Деревянные составные профили (рис. 3.3) образуются путем
соединения отдельных элементов при помощи клея, иногда гвоз-
дей и шурупов. Подобным образом можно получить и металличе-
ские составные профили с помощью специальных клеев в сочета-
нии с редко поставленными заклепками.
Наиболее эффективной мерой борьбы с местной потерей устой-
чивости (раскрытием тонкостенных профилей) при сжатии яв-
ляется применение профилей замкнутого сечения. Идеальным об-
разцом профиля замкнутого сечения является труба.
Составные закрытые профили не раскрываются и не закручи-
ваются при потере устойчивости и имеют более высокие критиче-
ские напряжения при сжатии, чем профили открытые с той же
площадью поперечного сечения. Закрытые профили лучше от-
крытых работают также при поперечном изгибе и кручении. Вме-
сте с тем закрытые профили имеют некоторые специфические недо-
статки: постановка заклепок для некоторых типов (рис. 3,4, а)
не может бытьщыполнена без сложных приспособлений и сопро-
вождается значительным браком. Кроме того, такая клепка тре-
бует большей затраты труда и затрудняет контроль ее качества.
Стремясь сохранить преимущества закрытого профиля и избежать
закрытой клепки, конструктор может видоизменить профиль
Рис. 3.2. Прессованные пояса балок сплошного сечения
18
Рис. 3 3. Формы£поперечных сечений деревянных составных профилей
(см. рис. 3.4, б) и сделать его удобным для клепки (при этом про-
фили остаются закрытыми). Примеры составных профилей с от-
крытой клепкой приведены на рис. 3.4, в.
Заклепочное соединение труб (рис. 3.5) возможно только при
наличии отверстий 1. Клепка трубы с листом возможна и без от-
верстий /, но требует применения сложных приспособлений и не
гарантирует качества соединения.
Профили, приведенные на рис. 3.4, б, в, являются закрытыми
профилями с открытой клепкой. Однако следует иметь в виду, что
крепление к таким профилям других элементов конструкции мо-
жет потребовать закрытой клепки, если не принять специальных
мер. Избежать закрытой клепки в этом случае можно образова-
с)
б)
Рис. 3.4. Формы сечений составных замкнутых профилей:
— с закрытой клепкой, б — с открытой клепкой; в — примеры замкнутых составных
профилей с открытой клепкой
19
Рис. 3.5. Обеспечение доступности клепки труб:
1 — технологические отверстия
нием специальных технологических'отверстий 1 (рис. 3.6, а) или
выбором соответствующей очередности выполнения технологиче-
ских операций (см. рис. 3.6, б). Второй способ не требует наличия
технологических отверстий, ослабляющих конструкцию.
Другим весьма существенным недостатком закрытых профилей
является невозможность обнаружения начавшейся коррозии на
закрытой поверхности профиля и невозможность периодического
возобновления защитного покрытия.
По этим причинам, в частности, не следует применять в кон-
струкциях морских гидросамолетов закрытые профили из алюми-
Рис. 3.6. Обеспечение доступности
клепки замкнутых составных про-
филей:
а — через отверстие; б — выбором оче-
редности выполнения операций
Вторая операция
20
ниевого или магниевого сплавов, интенсивно корродирующих при
воздействии морской воды.
При применении профилей открытого сечения необходимо сни-
жать расчетные напряжения сжатия. Так, если для закрытых
профилей из материала Д16 с относительно небольшой площадью
поперечного сечения критические напряжения при сжатии состав-
ляют 0,29—0,34 ГПа, то для профилей открытого сечения с такой
же площадью сечения эти напряжения уменьшаются до 0,20 —
0,25 ГПа при пределе прочности на растяжение 0,39—0,41 ГПа.
ПРИМЕНЕНИЕ СОСТАВНЫХ ПО ДЛИНЕ ПРОФИЛЕЙ
При изменении продольной нагрузки может быть применен
составной по длине профиль (рис. 3.7), состоящий из двух или
нескольких отдельных профилей, отличающихся размерами и
площадями, а иногда и формами поперечных сечений. Стыки
профилей усложняют производство и могут уменьшить выигрыш
в массе вследствие наложения профилей в месте стыка.
Найдем условие, при котором замена более тяжелого профиля
на более легкий дает снижение массы конструкции.
Выигрыш в массе на участке длиной I (см. рис. 3.7) при замене
профиля на этом участке на более легкий
= (SjlPx — s2p,) /,
где sx и s2 — площади поперечных сечений более тяжелого и более
легкого профилей; р2 и р3 — плотности материалов профилей.
Увеличение массы вследствие наличия стыка
Дт2 = s2p2/CT,
где ZCT —длина стыка.
Таким образом, полный выигрыш в массе
Д/n = Amj — Дт2 = siPi^ — s2p2 (/ + 4т)-
Очевидно, условием выгодности перехода на облегченный про-
филь будет соблюдение неравенства Д/и > 0 или
si Ра / 1 I ^ст \ /о
Pi \ Г I Г Р 1
Если материал обоих профилей одинаков, как это обычно бы
вает, то условие (3.1) при-
нимает вид
si^sa ^>14- 4т//- (3.2)
. Покажем применение
Условия (3.1), если известен
закон изменения потребной
Рис, 3.7. Составной по длине профиль
21
Рис. 3.8. Условный закон изменения потреб-
ной площади поперечного сечения
площади поперечного се-
чения (рис. 3.8).
Подберем по сорта-
менту профилей профиль
с минимальной площадью
поперечного сечения
удовлетворяющий усло-
вию Згхопотр, и несколько
(два-три) профилей с
меньшими площадями се-
чений s3, s3, sit причем
$2 < ;S3 S2> S4 <s3-
Отложив' на оси ординат
значения s2, s3, s4 и про-
ведя горизонтали, находим в точках их пересечения с кривой
значения длин /3, /4, при которых профиль с площадью сече-
ния может быть заменен другими профилями.
Определим теперь длину участка стыка 1С1, исходя из условия
равнопрочности:
. лД2
™ “4“ тзк = ,
(.3.3)
где i — число заклепок; п — число плоскостей среза каждой
заклепки; тзк — расчетное напряжение среза заклепок; d — диа-
метр заклепок; — расчетное напряжение растяжения (или сжа-
тия) для материала профиля.
Из выражения (3.3) следует;
Задаваясь в соответствии с условием равнопрочности на срез
заклепок и смятие материала профиля отношением d/8, где 6 —
толщина стенки профиля, получим количество заклепок, а за-
давшись их шагом, — длину стыка /С1. Если при этом соблюдается
неравенство (3.1), то переход на облегченный профиль целесооб-
разен.
Может случиться, что выгодным окажется переход не на бли-
жайший профиль с площадью поперечного сечения s2, а на следу-
ющий за ним с площадью s3 или даже s4, в соответствии с выраже-
ниями
*1 '*3 > Рз/Р1 (1 • Нз t рА) ИЛИ Sl/^4 > р4( Ь ! - /4 с , //,).
По результатам расчетов устанавливают, на какой профиль
и на каком участке длины целесообразно осуществить переход.
В настоящее время вместо составных профилей иногда приме-
няют профили переменного сечения. Такие профили более выгодны
по массе, так как не имеют стыков, утяжеляющих конструкцию.
В этом случае размеры профиля, а вместе с ними прочность и масса
изменяются по длине профиля соответственно изменению нагрузки.
22
Рис. 3.9. Облегчение профилей путем спиливания:
° — труба; б — уюлковый профиль; в — тавр; г — П-образный профиль
Изготовлять такие профили сравнительно просто для доре-
занных конструкций. Для металлического профиля возможность
изменения по длине площади его сечения следует предусмотреть
;Ще при выборе формы сечения. Облегчение такого профиля осу-
ществляется спиливанием (фрезерованием металла) по одной пло-
скости (рис. 3.9, а, б) или по четырем плоскостям (см. рис. 3.9, в).
При этом должны обеспечиваться сохранение местной устойчиво-
сти, возможность размещения заклепок и т. п. Если нагрузка на
профиль уменьшается настолько, что его сечения могут быть
значительно уменьшены, то возможны случаи перехода от
сильных закрытых профилей к более слабым — уголкам (см.
Рис. 3.9, г).
23
Рис. 3.10. Профили переменного сечения:
а — рельсового типа, б — тавр
Современная технология позволяет изготовить профили пере-
менных сечений как по размерам, так и по форме, не имеющие
стыков по длине (рис. 3.10).
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
I. Какие Вы знаете простейшие соединения?
2. Что такое составной профиль? Приведите примеры.
3. Какие существуют способы соединения профилей при образовании состав-
ных профилей: а) прерывные; б) непрерывные?
4. Чем отличаются открытые составные профили от замкнутых? Где при-
меняются те и другие?
5. В чем заключается основной недостаток замкнутых профилей и как его
избегнуть5
6. Каким способом можно создать доступность заклепочных соединений
труб и замкнутых профилей?
7 Можно ли достичь открытой (доступной с двух сторон) клепки замкнутых
профилей путем выбора очередности выполнения производственных операций?
Приведите пример.
8. Когда выгодно применять профиль, составной по длине?
9. Чем можно заменить составной по длине профиль?
10. Что такое профиль переменного сечения?
11. Что выгоднее по массе: профиль составной по длине с заклепочным соеди-
нением составляющих профилей или профиль переменного по длине сечения?
12. Как изготовляется переменный по длине профиль?
Задача 3.1. Проверить целесообразность перехода от профиля / (^ис. 3.11)
на облегченный профиль 2 при следующих условиях. Л
Рис. 3 11.
Рис 3.12.
24
Действующая растягивающая сила меняется по длине согласно рис. 3.12.
!. Материал обоих профилей Д16 с характеристиками: ств = 0,39 ГПа,
L 0,51 ГПа; тв = 0,24 ГПа; тзк = 0,26 ГПа,
I. Форма сечения профилей — равнобочный уголок (см. рис. 3.11).
.. Шаг заклепок t — 2,43d; b/6 = 15.
Методические указания: 1) диаметр заклепок определять по формуле
qcM §.
Я Тзк
:) толщину округлять до 0,1 мм в большую сторону; 3) шаг округлять до
к мм; 4) диаметр заклепок округлять до 0,1 мм.
ант 1 2 3 4 5
:ие 0 I II III IV
узка, Р, Н 23 000 13 500 10 000 7000 3500
Глава 4
БАЛКИ В КОНСТРУКЦИИ САМОЛЕТОВ
Балки, применяемые в конструкции самолетов, должны удов-
летворять заданным требованиям прочности и жесткости при
наименьшей массе. В конструкции самолета балки работают на из-
гиб со сдвигом и сжатием (или растяжением) одновременно. По-
этому следует выбирать форму сечения балок так, чтобы наиболь-
шая часть массы материала располагалась возможно дальше от
нейтральной оси.
Балки могут быть сплошными (монолитными) или составными.
Сплошные балки изготовляют способом проката (рис. 4.1, а), если
сечение постоянно вдоль длины балки, или способом горячей
штамповки (см. рис. 4.1, б), если форма и размеры сечения изме-
няются. Составные балки собирают из отдельных элементов: поя-
сов, стенок и стоек, соединяемых друг с другом при помощи за-
клепок, болтов, сварки или клея. Различают балки с одной или
двумя стенками. Верхние и нижние пояса одностеночных балок
обычно имеют тавровое сечение, поэтому такие балки называют
двутавровыми (рис. 4.2) Пояса менее нагруженных балок могут
иметь форму уголков, образующих со стенкой балку в форме швел-
лера (рис. 4.3). Балки швеллерного сечения применяют иногда
по технологическим соображениям в качестве замыкающих стенок
крыла и оперения, когда нужно обеспечить возможность открытой
клепки.
Двустеночные балки образуют по форме сечения замкнутый
контур и называются коробчатыми (рис. 4.4). Обычно коробчатые
балки имеют швеллерные пояса (см. рис. 4.4, а), хотя известны
балки с поясами трубчатого сечения из круглых или овальных
труб (см. рис. 4.4, б). Применение овальных труб позволяет уда-
лить материал поясов на большее расстояние от нейтральной оси,
чем у круглых труб. Благодаря этому могут быть уменьшены тол-
щина и масса поясов при сохранении потребного значения момента
сопротивления. Это имеет значение в тех случаях, когда высота
балки ограничена, как, например, высота лонжерона крыла или
оперения скоростного самолета, ограниченная требованиями аэро-
динамики.
На рис. 4.4, г, д приведены формы сечений коробчатых балок
с поясами, изготовленными из гнутых профилей.
26
Рис. 4.1. Балки сплошного сечения:
а — катаная или прессованная; б~ штампованная
В практике самолетостроения встречались металлические лон-
жероны в виде коробчатых балок, однако можно отметить, что
более характерна эта форма поперечного сечения для деревянных
лонжеронов (см. рис. 4.4, в). Можно ожидать возвращения к ко-
робчатым сечениям балок при применении в самолетостроении
пластиков (например, стеклопластиков) и дельта-древесины.
При изгибе балки в поясах возникают преимущественно нор-
мальные напряжения сжатия и растяжения от действия изгибаю-
щего момента, в стенках — преимущественно касательные напря-
жения (сдвиг) от действия перерезывающей силы. Стойки нагру-
жаются при потере устойчивости стенки, повышая несущую спо-
собность стенки и поясов. Стойки делят пояса на короткие участки,
благодаря чему уменьшаются изгибные напряжения в поясах, воз-
никающие при потере устойчивости стенки; помимо этого стойки
делят стенку на клетки, повышая этим критические напряжения
стенки при сдвиге.
Из сказанного выше следует, что в зависимости от формы по-
перечного сечения можно различать следующие основные типы
Рис. 4.2. Составные двутавровые балки:
Ппп*С ПОЯсами 113 прессованных уголков; б — с поясами из прессованных тавровых
РОфилей; в — с поясами из гнутых уголков; г — деревянная балка с поясами из бру-
сков; 1 — стенка; 2 — пояс; 3 — стойка
27
а) б) в)
Рис. 4,3. Швеллерные
балки:
о — с поясами из прес-
сованных уголков, о —
с поясами из гнутых
уголков, в — деревянная
балок' двутавровые, швеллерные и короб-
чатые.
Швеллерные балки применяются для
малонагруженных конструкций, работа-
ющих на изгиб, как, например, нервюр
крыльев и оперений или лонжеронов опере-
ний небольших самолетов или планеров.
Балки двутаврового сечения применяются
более часто, так как вследствие симметрии
они лучше швеллерных сопротивляются
изгибу (при равной площади поперечного
сечения).
Коробчатые балки применяются для
сильно нагруженных конструкций, таких
как усиленные нервюры, лонжероны опере
ния и хвостовые балки бесфюзеляжных
самолетов Кроме того, обладая по сравнению со швеллерными
и двутавровыми балками большей жесткостью при кручении,
коробчатые балки могут применяться в конструкциях, работа-
ющих на кручение.
а — с поясами из швеллеров, б — с поясами из овальных труб, в — деревянная с поя-
сами из брусков, г — с поясами из гнутых составных замкнутых профилей, д — с поя-
сами из гнутых незамкнутых профилей
28
Однако следует иметь в виду, что коробчатые клепаные метал-
лические балки неудобны для производства; для их сборки и для
присоединения к ним других элементов конструкции (например,
стенок нервюр) необходимо предусматривать в стенках балки тех-
нологические отверстия для доступа к местам клепки. Сборка дере-
вянных или пластмассовых коробчатых балок значительно проще
металлических, так как соединение стенок с поясами и с внутрен-
ними стойками (диафрагмами) может быть осуществлено при по-
мощи клея.
УСТОЙЧИВОСТЬ тонких СТЕНОК
В современных конструкциях самолетов широко применяются
тонкостенные балки, у которых основная масса материала нахо-
дится на максимальном удалении от нейтральной оси. Из тонких
листов изготовляют также косынки, нервюры, перегородки. При-
менение тонких стенок вынуждает конструктора уделять необхо-
димое внимание повышению их устойчивости при сдвиге и при
сжатии. Для этой цели принимаются следующие конструктивные
и технологические меры
1) отбортовка 1 (рис. 4 5);
2) штамповка отбортованных отверстий 1 и 2 (рис. 4.6). Такие
отверстия уменьшают массу стенки, а отбортовка повышает жест-
кость;
3) повышение жесткости штампованной выдавкой 3 (см. рис. 4.6)
без образования отверстия. Для этой же цели служит рифтовка 4,
представляющая собой волнообразное (однократное) искривление
плоской стенки. Подобно подкрепляющему профилю рифтовка
увеличивает жесткость стенки в направлении образующей волны,
однако она слабее профиля, хотя и проще технологически. Риф-
товка применяется в конструкциях стенок легких лонжеронов,
нервюр, баков, сидений, косынок и т. п.;
4) гофрирование (рис. 7), придающее стенке волнообразную
форму. Такой гофр хорошо работает на сжатие или растяжение си-
лой Р вдоль образующей гофра и на изгиб моментом Л1, но не мо-
жет работать на сжатие силой Р' (или растяжение), направленной
а — стенка, б — косынка
Рис. 4.6. Применение штамповки для увеличения жесткости:
1, 2 — отбортованное отверстие: 3 — штампованная выдавка без образования отверстия;
4 - рнфт
нормально к образующей гофра, и на изгиб моментом М'. Гофр
применяется для подкрепления стенок лонжеронов и гладкой об-
шивки (крыла, оперения, фюзеляжа, пола пассажирских и гру-
зовых самолетов и т. д.).
В конструкциях некоторых старых дозвуковых самолетов на-
ружная обшивка крыльев, фюзеляжа и оперения была гофриро-
ванной. При этом образующие гофра были направлены по потоку.
Однако увеличение поверхности гофрированной обшивки (при-
мерно на 30% по сравнению с гладкой) влечет за собой заметное
увеличение сопротивления трения. Поэтому в современных кон-
струкциях самолетов гофрирование наружной обшивки не при-
меняется;
5) присоединение к тонкой стенке профилей, повышающих
прочность и устойчивость как в плоскости стенки, так и в направ-
лении, нормальном к ее поверхности.
На рис. 4.8 показана окантовка выреза в обшивке профилями.
Такая окантовка компенсирует ослабление, вызванное наличием
выреза. Так как толщина стенки
профиля может быть больше, чем
толщина листа, то прочность
и жесткость в этом случае'могут
быть значительно выше, чем
в случае отбортовки.
На рис. 4.9 показано подкре
пление несущей обшивки 1 крыла,
фюзеляжа или 'оперения прикле-
панными профилями 2. В этом
случае профили повышают крити-
ческие напряжения сдвига и сжа-
тия обшивки и сами вместе с об-
шивкой участвуют в восприятии
нагрузки.
30
Рис. 4 8. Усиление края большого отверстия приклепанным профилем
При изгибе тонкостенных балок их стенки вначале работают
на сдвиг без потери устойчивости, затем с ростом нагрузки проис-
ходит потеря устойчивости при сдвиге, и, как показывает опыт,
образуются диагональные волны (рис. 4.10), свидетельствующие
о возникновении поля диагональных напряжений в стенке. Гребни
волн направлены к продольной оси балки под углом, близким
к 45°. У тонкой стенки волны возникают до появления в ней на-
пряжения, соответствующего пределу упругости, и исчезают
после снятия нагрузки, не вызывая остаточных деформаций. По-
этому возникновение таких волн не представляет опасности для
конструкций тонкостенной балки. В современных высоконагру-
женных конструкциях летательных аппаратов тонкие стенки при-
меняются в нервюрах и вообще в таких балках, в которых потоки
касательных напряжений относительно малы.
Рис. 4.9. Подкрепление обшивки профилями:
1 — лист, 2 — профиль
Рис. 4.10. Искривление тонкой стенки при потере устойчивости на сдвиг
31
Методы расчета и исследование работы тонкостенных балок
опубликованы давно. Еще в 1929 г. Вагнер (Германия), а затем
А. Ю. Ромашевский и В. М. Стригунов (СССР) предложили фор-
мулы для расчета тонкостенной балки и входящих в нее элемен-
тов.
РАСЧЕТ И КОНСТРУИРОВАНИЕ ДВУТАВРОВЫХ
ТОНКОСТЕННЫХ ЛОНЖЕРОНОВ НА ИЗГИБ И СДВИГ ПРИ ИЗГИБЕ
Расчет на изгиб
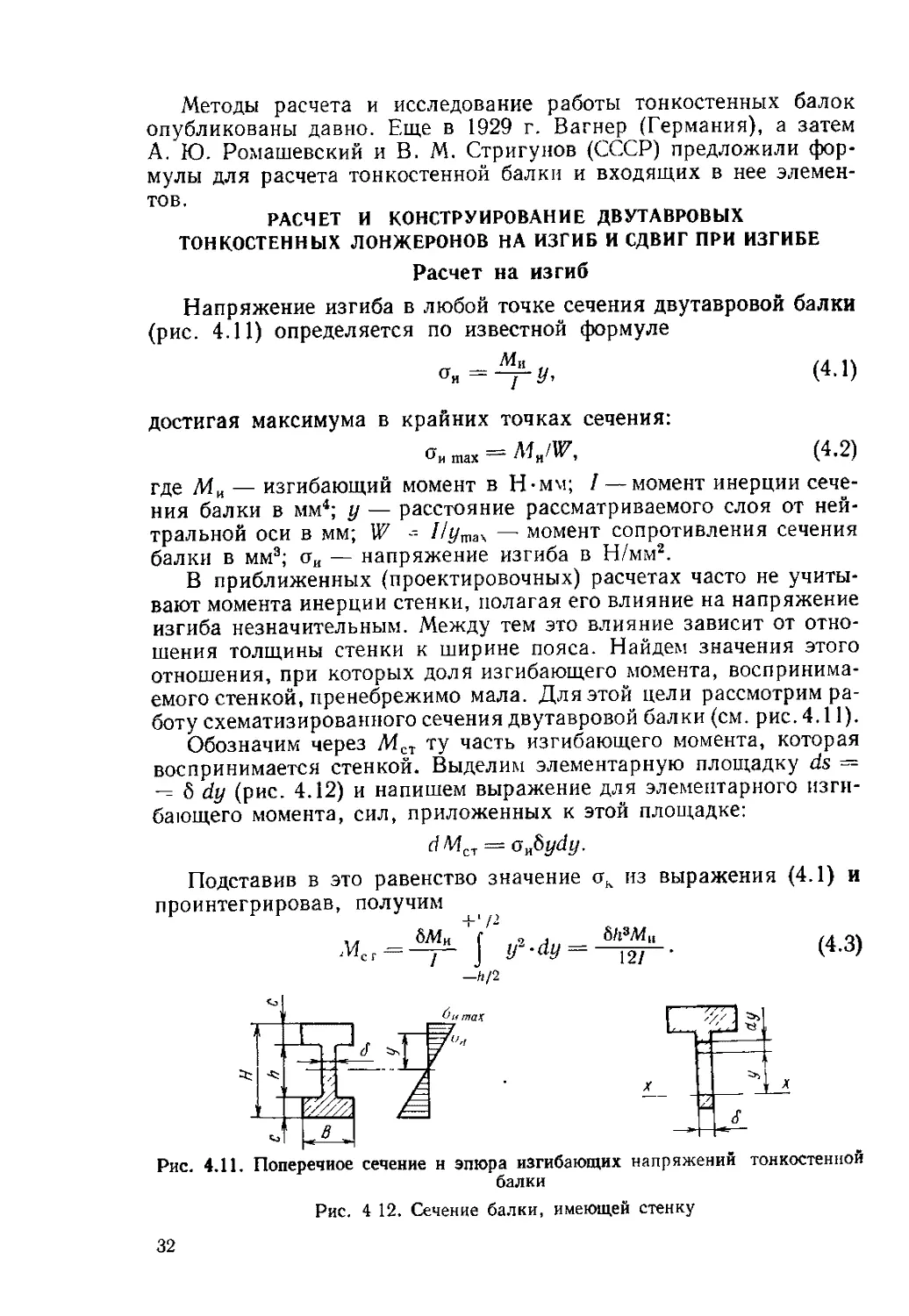
Напряжение изгиба в любой точке сечения двутавровой балки
(рис. 4.11) определяется по известной формуле
ои — ~~ у, (4.1)
достигая максимума в крайних точках сечения:
аи max = (4.2)
где Л4И — изгибающий момент в Н-мм; / — момент инерции сече-
ния балки в мм4; у — расстояние рассматриваемого слоя от ней-
тральной оси в мм; W -- /А/тах — момент сопротивления сечения
балки в мм3; ои — напряжение изгиба в Н/мм2.
В приближенных (проектировочных) расчетах часто не учиты-
вают момента инерции стенки, полагая его влияние на напряжение
изгиба незначительным. Между тем это влияние зависит от отно-
шения толщины стенки к ширине пояса. Найдем значения этого
отношения, при которых доля изгибающего момента, воспринима-
емого стенкой, пренебрежимо мала. Для этой цели рассмотрим ра-
боту схематизированного сечения двутавровой балки (см. рис. 4.11).
Обозначим через Л4СТ ту часть изгибающего момента, которая
воспринимается стенкой. Выделим элементарную площадку ds =
б dy (рис. 4.12) и напишем выражение для элементарного изги-
бающего момента, сил, приложенных к этой площадке:
Подставив в это равенство значение ок из выражения (4.1) и
проинтегрировав, получим
\ y’-dy^^T- (4-3)
—ft/2
Рис. 4.11. Поперечное сечение н эпюра изгибающих напряжений тонкостенной
балки
Рис. 4 12. Сечение балки, имеющей стенку
32
Учитывая, что момент инерции сечения
j = - ft3) + 6ft3], (4.4)
получим
М„ _ (6/В) (й//7)з
Ми “ 1 — (й/Я)8-<1 -S/B) *
Зависимость — f (hlH) представлена на рис. 4.13.
Легко видеть, что при ЫВ 0,1 и h!H 0,8 стенка воспринимает
значительную долю изгибающего момента. Однако в самолето-
строении обычно встречаются значения 6/В в пределах 0,01 ... 0,02
и ft/Я не более 0,8; в этом случае Л4СТ/Л4И не превышает 2,1%.
Следовательно, работой на изгиб стенки двутавровой балки с раз-
мерами, обычными для самолетостроения, можно пренебречь
и считать, что весь изгибающий момент воспринимается поясами
балки.
Для упрощения расчетов, особенно проектировочных, обычно
вместо формулы (4.2) пользуются приближенной формулой, полу-
ченной в предположении, что сечение пояса работает равномерно
(рис. 4.14), т. е. вместо эпюры напряжений (а) пользуются эпю-
рой (б) В этом случае момент внешних сил Мн уравновешивается
парой сил Р — oIipsn с плечом Яср, где sn — площадь поперечного
сечения пояса (sn = Вс), а Яср = И — с — расстояние между
центрами тяжести сечений поясов. Следовательно,
7Ии __ РЯср о^ВсНСр.
Отсюда
Опр
Мп
ВсН^р
(4-6)
Найдем величину погрешности при определении напряжения
по приближенной формуле (4.6) в виде отношения k = <ти/<тпр,
где ой определяется по формуле (4.2).
Рис. 4.13. Зависимости'Мст/А4и от hlH для стенки балки при действии изги-
бающего момента
Рис. 4 14. Аппроксимация картины нормальных напряжений в поясе балки
при изгибе
2 Гиммельфарб 33
Подставив значения опр и аи, получим
k = BcHJW = (Н — с) Bc/W. (4.7)
Учитывая, что момент сопротивления
w В(НЪ — №)_В(Н—Ь.)(Н* + ЬН + Ъ?)
6Н ~ н
и h = Н — 2с, получим
г = Вс (3№-6еЯ4-4^) . (4 8)
ЗЯ
Тогда погрешность
£ — 3<1~с/#) м m
К ““ 3 - Gel И + 4 (с/Я)а ’ ' ’
Таким образом, можно написать
Ои ^ар
или на основании выражения (4.6)
_ йМи ____________кМя______АМ& . ps
°и ~ Вс (Н — с) ~ ВсН (1 — с/Н) ~~ ВсН > ' •1и'
. _ k _______ 3
ГДе А ~ 1—с/’я' 3 — бс/Я Н- 4 (с/Н)2 *
Из выражения (4.10) находим площадь сечения пояса
s & = ^Л4и. (4.Ц)
п оиЯ 4 '
Критическое напряжение местной потери устойчивости
__ 0,81£ _ 3,24Е
- акр — /_В_\2 ~~ / В \2 *
\ 2с / \ с /
Найдем значение В!с, при котором окр — стн:
Bjc— 1,8(4.12)
Разделим обе части выражения (4.11) на с2:
В _ АМн АМи Л4цВ /д 1 п\
с ~ акНс2 <s«H*(clH)2 ~~ стиЯ» ’ ' '
ТАе ’ (с/Я)2‘ = 3 (с/Н)2 — 6 (с/Н)2 4- 4’(с/Я)‘ ‘ (4‘14)
На рис. 4.15 построен график L = f (с/Н).
Приравнивая правые части выражений (4.12) и (4.13), получим
L = -^/£S;. (4.15)
34
Вычислив по формуле (4.15) значе-
ние L, находим по графику, предста-
вленному на рис. 4.15, соответствующее
ему значение с/Н, а затем и значение с
(так как Н — величина известная,
определяемая толщиной крыла в месте
расположения лонжеронов). Зная с, по
формуле (4.12) или (4.13) находим В:
г, , О 1/ -Е . D MuL
В 1,8с I/ —— или В — с .
г Ои ОиЛ
Расчет на сдвиг при изгибе
Напряжение сдвига при изгибе, воз-
никающее при наличии перерезыва-
ющей силы, выражается, как из-
вестно, формулой
Ти^=_5_> (4.16)
Рис. 4.15. График для расчета
балки на изгиб по проектиро-
вочным формулам (4.14) и
(4.15)
W/2
где S = [ у dF — статический момент; / — момент инерции
Ут
сечения балки; b — ширина балки в рассматриваемом месте.
Эпюра напряжений, полученных по формуле (4.16), приведена
на рис. 4.16, а.
В том месте сечения, где пояс переходит в стенку, происходит
скачок напряжения ти. Поэтому в практических расчетах часто
допускают, что стенка воспринимает всю перерезывающую силу Q-
Положим при этом, что стенка нагружена равномерно в соответ-
ствии с эпюрой, показанной на рис. 4.16, б. При этом допущении
напряжение сдвига при изгибе определяется по приближенной
формуле
тпр = (?/(6Я), (4.17)
где для удобства дальнейших расчетов напряжение сдвига отне-
сено к полной высоте балки.
Найдем величину погрешности при определении напряжения
по приближенной формуле (4.17)
— Т'ф/ Т'пр
Рис. 4,16, Эпюра касательных на-
пряжений при изгибе балки
2*
35
Рис. 4.17. Значение попра-
вочного коэффициента при
расчете на сдвиг при изгибе
в зависимости от относитель-
ной толщины пояса
На основании выражений (4.16)
и (4.17) получим
где
- HS/I, (4.18)
в//3
12
(4.20)
Здесь / — момент инерции всего
сечения относительно нейтральной оси;
S — статический момент половины се-
чения.
С учетом (4.19) и (4.20) выраже-
ние (4.18) принимает вид
ь 6 I1 ~<0-5 ~с>'н^
«1— 1—8(1 — 6/5) (0,5 — с/Н)3
(4 21)
Зависимость (4.21) представлена
графически на рис. 4.17.
Если ограничиться реальными зна-
чениями б/В от 0,01 до 0,03 и с/Н
от 0,10 до 0,25, то полученные по формуле (4.21) значения /гг
хорошо согласуются с функцией
kt = 1 + 1,15с///,
которая может заменить более сложную зависимость (4.21).
Тогда формула (4.16) может быть заменена более простой и удоб-
ной для расчета формулой
т„= (1 + 1,15-^-)^-. (4.22)
В пределах значений 6ЛВ от 0,01 до 0,03 и значений с/Н от 0,1
до 0,4 формула (4.22) дает, по сравнению с формулой (4.16),
ошибку, не превышающую 1 %.
Формула (4.22), кроме поверочного, может быть использована
также для проектировочного расчета, например, для определения
потребной толщины стенки
Значение с/Н определено ранее из расчета балки на изгиб
с учетом устойчивости пояса при сжатии.
36
ОДНОСТЕНОЧНЫЕ,
ДВУСТЕНОЧНЫЕ
И МНОГОСТЕНОЧНЫЕ
КОНСТРУКЦИИ БАЛОК
Сравним балки, раз-
личающиеся количе-
ством стенок (рис. 4.18).
Обозначим толщину
каждой стенки через б„,
где индекс п обозна-
чает количество стенок.
Рис. 4.18. Балки:
а — одностеночн б — двустеночнця, в — мною-
стеночиая
Материал балок, высоту Н и перерезывающую силу Q при-
мем одинаковыми для всех балок.
Рассмотрим два случая работы стенок: работу на сдвиг без
потери устойчивости и работу при критических напряжениях
сдвига.
Работа стенок на сдвиг без потери устойчивости
Для одностеночной (двутавровой) балки согласно формуле
(4.22) перерезывающая сила
<4-23*
где тв — предел прочности при сдвиге материала стенки; —
толщина стенки одностеночной балки.
Нельзя считать, что у многостеночной балки все стенки нагру-
жаются одинаково. Очевидно, в общем случае только одна из сте-
нок работает при предельном значении тв, тогда как остальные
недогружены, причем в них возникают напряжения ти = тв — Art.
При этом предположении перерезывающая сила воспринимается
каждой стенкой п-стеночной балки в отдельности:
- 1 4- 1,15с/// ’
X) __ ^П,2^/ (Тв Ajg) _ | ATj \ в
~ 14- 1,15c/// “ 1 + l,15c/7f \1 ’
D — &'1' ( 1 _ \
~~ 1 + 1,15c/// V тв Г
Суммарная перерезывающая сила, воспринимаемая всеми
стенками:
Q = Qi + ‘
или
* = ~+&/Н (4.24)
где А — положительная величина, выражаемая следующей фор-
мулой:
Д = 6 4-----LA
г» J rr I fit I • Г» t fl
Тв Тв
37
Приравнивая выражения (4.23) и (4.24), получим
Следовательно, при неравномерной работе стенок на сдвиг
суммарная толщина стенок (а значит, и масса) я-стеночной балки
больше толщины (массы) одностеночной балки. Только при допу-
щении равномерной работы стенок на сдвиг А = 0 и
однако такое допущение нереально.
Работа стенок при напряжениях сдвига,
равных критическим
Критическое напряжение сдвига в стенках пропорционально
квадрату толщины, так как все остальные размеры балок одина-
ковы. В стенке одностеночной балки критическое напряжение
сдвига
ТКР1 = < (4-25)
Критическое напряжение сдвига в каждой стенке и-стеночной
балки
<кРп = ^2я. (4.26)
Согласно выражению (4.22) для одностеночной балки перерезы-
вающая сила
Tjz t) 1 St //
о-.+Т.Ья- <-°7>
а для n-стеночной балки при равных толщинах всех стенок
п — пТкр (4
1 + 1,15с/// ‘ (4‘28)
Приравнивая выражения (4.27) и (4.28), заменяя ткр согласно
выражениям (4.25) и (4.26) и полагая с!Н — const, получим
М„ = ? П. (4.29)
Площадь поперечного сечения стенки одностеночной балки
«1 = Vt
а суммарная площадь поперечного сечения всех стенок я-стеноч-
ной балки
2 sn = nbnH.
С учетом выражения (4.29) получим
Ls„'s1 = n6„/61=n2/3. (4.30)
Следовательно, с увеличением числа стенок суммарная пло-
щадь сечения всех стенок £sn и суммарная масса £тл превышают
соответственно площадь $г и массу /Пх стенки одностеночной балки
в п2/3 раз.
Величина отношения для различных значений числа
стенок п такова:
п 2 3 4 5
%тп!тг 1,585 2,08 2,52 2,92
38
Суммарная масса поясов и стенок
многостеночной балки
Из выражения (4.30) следует, что общая масса стенок растет
с увеличением их числа. Что же касается массы поясов, то их
масса с ростом числа стенок должна уменьшаться. Действительно,
при п стенках (см. рис. 4.18) вся балка разбивается на (л — 1) от-
дельных балок, и, следовательно, на каждую отдельную балку
действует не полный изгибающий момент, а Мп — Л4/(л — 1).
Поэтому, вычисляя L по выражению (4.15), получим
Ln = \,8Н3/Мп = 1,8 (л — 1) Н3/М,
т. е. получим Ln > L, где L соответствует случаю одностеночной
балки. По графику (см. рис. 4.15) получим значение сп/Н для мно-
гостеночной балки меньше, чем с/Н для одностеночной:
сп/Н < с/Н или сп < с.
Следовательно, материал пояса при л > 1 располагается дальше
от нейтральной оси, чем при п = 1, и при соблюдении суммарного
значения и Wn л равным соответственно In=i и tkrt=i, пло-
щадь сечения поясов sn „1 при л •> 1 может быть меньше площади
sn=i при л = 1.
Если обозначить £тст — масса стенок при л > 1 и
лгст (п=1) — масса стенки при л = 1, а масса поясов соответственно
£тп („>!) и £тп (Я=1), то суммарная масса поясов и стенки одно-
стеночной балки будет
Л11 - /Лс1. (п=1) —Л1п (я=1),
а суммарная масса поясов и стенок многостеночной балки
тп = S ^СТ , “h S I)’
Критерием выгодности по массе будет их отношение km =
= тп/тъ которое должно быть km < 1, чтобы было выгодно при-
менение многостеночной балки.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1- На какие виды деформации работает балка?
2. Какие существуют разновидности балочных конструкций?
3. Какие известны двутавровые балки?
4. Какими способами можно изготовить балки сплошного сечения?
5. Какие известны балки коробчатого сечения?
6. Какими способами можно повысить устойчивость стенок тонкостенных
балок?
7. Какие основания считать, что у тонкостенных балок нормальные напря-
жения воспринимаются, главным образом, поясами?
8- Как работает гофр?
9. Что такое окантовка и каково ее назначение?
10. Что дает подкрепление тонкой стенки профилями?
П. Расскажите о приближенном методе расчета тонкостенной балки на изгиб
и сдвиг при изгибе без применения момента сопротивления и момента инерции.
12. Как определить размеры поясов тонкостенной балки при проектиро-
39
13. Какой элемент тонкостенной балки и в каком месте воспринимает
максимальное напряжение сдвига?
14. Какой поправочный коэффициент позволяет рассчитывать стенку тонко-
стенной балки на сдвиг, пренебрегая работой поясов?
15. В какой конструкции балок масса стенок меньше: одностеночной или
многостеночной?
16. Как изменяется масса поясов балки при увеличении числа стенок? И по-
чему?
17. Как определить изменение суммарной массы поясов и стенок балки
в зависимости от числа стенок?
S
Задача 4.1. Конструирование балки.
Определить размеры В, с, 6, если заданы: раз-
мер Н, изгибающий момент М, перерезывающая си-
ла Q, модуль упругости материала (секущий) Е, пре-
дел прочности материала поясов балки при изгибе <гв
и предел прочности материала стенки при сдвиге тв
(рис. 4.19)
Рис. 4.19.
Парамет- ры Варианты
1 2 3 4 5 6 7 8 1 9 10 11 12
Сталь Алюминиевый сплав | Титановый сплав
-И, см 10 12 15 18 10 12 15 18 10 12 15 18
м, МН-см 6 10 20 30 2,5 4 8 13 3 5 10 20
Q, кН 22 44 61 99 15 24 38 60 20 31 49 76
Е, ГПа 100 НО 115 120 30 35 40 45 50 55 60 65
ие, МПа 800 850 900 950 400 410 420 430 450 460 470 480
тв, МПа 520 550 580 620 220 230 240 250 290 300 310 320
Решение по формулам (2.1), (4.15), (4.22)
Ответы
В/с 6,37 6,48 6,42 6,41 4,93 5,27 5,57 5,82 6,00 6,23 6,43 6,63
с, мм 12,4 13,7 16,8 18,5 12,8 13,8 16,8 19,4 12,0 13,3 16,5 20,9
В, мм 79,1 88,7 108 118,3 63,2 72,8 93,6 113 72 83 106 138,5
6, мм 0,49 0,59 0,79 0,99 0,79 0,99 1,19 1,5 0,79 0,97 1,19 1,5
40
Задача 4.2. Конструирование многостеночной балки и сравнение ее по
массе с одностеночной балкой
Параметры Вариант
1 2 3 4 5 6 7 8
Алюминиевый сплав Сталь
Н, см 10 12 15 18 10 12 15 18
М, МН-см 2,5 4 8 13 2,5 4 8 13
Q, кН 15 24 38 60 15 24 38 60
Е, ГПа 70 71 72 73 200 210 220 230
<^1 гояса> МПа 400 410 420 430 550 550 1000 1000
“^стенки, МПа 260 265 270 280 350 350 650 650
р, г/см3 2,8 2,82 2,85 2,9 7,8 7,82 7,85 7,9
Число стенок 2 3 4 5 2 3 4 5
Глава 5
ФЕРМЫ В КОНСТРУКЦИИ САМОЛЕТОВ
История самолетостроения богата примерами применения ферм
в конструкции самолетов. В зависимости от расположения стерж-
ней фермы делятся на плоские (рис. 5.1), все стержни которых
лежат в одной плоскости, и пространственные (рис. 5.2), стержни
которых расположены в разных плоскостях.
По роду составляющих ферму стержней различают фермы трех
видов:
1) жесткие (см. рис. 5.1 и 5.2), состоящие из жестких
стержней, воспринимающих как растягивающие, так и сжимающие
усилия;
2) расчалочные (рис. 5.3), у которых вместо каждого раскоса
жесткой фермы имеются две расчалки 1 (ленты, проволока), вос-
принимающие лишь растягивающие усилия;
3) смешанные (рис. 5.4), часть жестких раскосов которых заме-
нена расчалками.
Расчалочные фермы легче, чем жесткие. Разница в массе тем
больше, чем длиннее раскосы, так как в жесткой ферме раскосы
воспринимают и сжимающие усилия (вследствие знакоперемен-
ной нагрузки). При сжатии длинных стержней возникают явления
продольного изгиба, тогда как в расчалочной ферме расчалки
всегда работают на растяжение. Кроме того, заделка расчалок
подобна идеальному шарниру, в то время как заделка жесткого
раскоса (при сварном или заклепочном соединении стержней) при-
водит к появлению не только сжимающих или растягивающих на-
пряжений в стержнях, но и изгибающих моментов. Возникающие
при этом напряжения изгиба могут быть довольно значительными.
Суммарное действие изгибающих моментов и осевых сил в стержнях
приводит к продольно-поперечному изгибу и требует увеличения
площади сечения стержней.
При изготовлении сварных ферм в материале стержней под
влиянием нагрева при сварке и последующего охлаждения воз-
никают остаточные напряжения, вызывающие деформацию (уводку)
фермы, как только она будет вынута из стапеля. Поэтому сварка
ферм, требуя от сварщиков высокого искусства и правильной
технологии сварки, всегда связана с необходимостью последующей
правки фермы. Правка расчалочной фермы значительно проще,
42
Рис. 5.1. Плоские фермы:
а — цельноштампованная конструкция; б|— клепаная нервюра
чем жесткой, узлы которой вследствие наличия раскосов являются
более жесткими.
Главное достоинство жесткой фермы заключается в том, что
она сохраняет свою форму в процессе эксплуатации, в то время,
как расчалочная ферма нуждается и в первоначальной (при сборке
фермы) регулировке, и в наблюдении за ней и регулировке в про-
цессе эксплуатации, так как вытяжка расчалок под действием на-
грузки приводит к уменьшению жесткости фермы.
Для расчалок применяются высокопрочные ленты. Из формулы
s = Р/а (где s — площадь поперечного сечения расчалки, Р —
действующее в расчалке усилие, а — расчетное напряжение мате-
риала расчалки) следует, что это дает выигрыш в массе. С другой
стороны, увеличение о, как это следует и из формулы в — о/Е
(где е — относительное удлинение расчалки, Е — модуль упру-
гости 1-го рода), невыгодно из соображений деформации. Если же
из этих соображений уменьшать расчетное напряжение в расчалке,
Рис. 5.2. Пространственная жесткая ферма (каркас фюзеляжа)
43
Рис. 5.3. Пространственная расчалочная ферма каркаса крыла
увеличивая тем самым площадь ее сечения, то уменьшения массы
расчалочной фермы может не быть.
Жесткая ферма более живуча, чем расчалочная. Разрушение
даже одной расчалки означает разрушение всей расчалочной фермы.
Повреждение (разумеется, частичное, без полного разрушения)
жесткого стержня не нарушает целости фермы и не приводит к зна-
чительному падению прочности стержня, поскольку его площадь
сечения выбрана не по разрушающему напряжению материала
стержня, а по критическому напряжению при продольном изгибе,
имеющему более низкое значение.
Изложенные соображения позволяют понять, почему расча-
лочные фермы применялись в малонагруженных конструкциях
самолетов, летавших с небольшими скоростями. При малых,
с современной точки зрения, скоростях, а следовательно, и мощ-
ностях двигателей выигрыш в массе конструкции имел большое
Рис. 5.4. Пространственная смешанная конструкция фермы (жестко-расчалочная)
44
значение. Жесткие пространствен-
ные фермы, ^обладающие по срав-
нению с расчалочными фермами
повышенной живучестью, были
в свое время широко распростра-
нены, особенно в конструкциях
военных самолетов.
ОБЛАСТИ ПРИМЕНЕНИЯ ПЛОСКИХ
И ПРОСТРАНСТВЕННЫХ ФЕРМ
Ллоские фермы широко при-
менялись, а для самолетов с не-
большими скоростями могут при-
меняться и сейчас в конструкции
следующих частей самолета: не-
рвюр крыльев и оперения (см.
рис. 5.1), лонжеронов крыльев,
рулей высоты, рулей направления,
шпангоутов фюзеляжа. Кроме того,
боковые, верхняя и нижняя пан<
передняя, задняя, верхняя и нижх
Рис. 5.5. Жесткая простран-
ственная ферма коробки крыльев
биплана
плоскими фермами могут быть
ли фюзеляжей (см. рис. 5.2),
яя панели крыла (см. рис. 5.3)
И др.
Из плоских ферм могут быть образованы пространственные
фермы, как жесткие, так и расчалочные.
Если проследить за развитием конструкций самолетов, то
можно отметить следующие части самолета, конструкции которых
решены в виде пространственных ферм: коробка крыльев биплана
(рис. 5.5), силовая часть крыла (см. рис. 5.3) или оперения, кар-
кас фюзеляжа (см. рис. 5.2), ферма двигательной установки
(рис. 5.6) и ферма шасси (рис. 5.7).
В пространственные фермы, составленные из плоских ферм,
необходимо вводить элементы, препятствующие искажению сече-
ний при кручении и образующие так называемую поперечную
Рис. 5.6. Пространственная ферма двигательной установки
45
Рис. 5.7. Пространственные фермы
шасси
жесткость. Эти элементы рас-
полагаются в плоскостях, пере-
секающих (обычно нормально
к оси сооружения) плоскости
ферм, составляющих простран-
ственную ферму. Такими эле-
ментами являются раскосы (см.
рис. 5.2) и диагональ (см.
рис. 5.5).
Для пространственных ферм
рассмотренных типов доста-
точно иметь указанную жесткость в двух поперечных сечениях.
При этом система будет геометрически неизменяемой и статически
определимой.
ПРОСТРАНСТВЕННЫЕ ФЕРМЫ СИСТЕМЫ СТИГЕРА
Изучая конструктивные формы, применявшиеся в самолетных
конструкциях, нельзя не отметить пространственные фермы
Стигера, если и не получившие широкого распространения, то, во
всяком случае, привлекшие внимание конструкторов. Остано-
вимся несколько подробнее на этой конструкции, позволяющей
проследить некоторые особенности работы ферм.
Эти фермы (рис. 5.8 и 5.9) состоят из лонжерона I в виде балки
или плоской фермы, воспринимающей изгиб в своей плоскости и
Рис. 5.8. Жесткая ферма Стигера:
в — с выносом вперед; б — с выносом назад; 1 — лонжерон; 2 — жесткие стержни;
3 — стержень
46
z
Рис. 5.9. Расчалочная ферма Стигера:
а — с жесткими распорками (нервюрами); б — без распорок (нервюр); 1 — лонжерон;
2 — расчалки, 3 — нервюры
осевые силы (сжатия или растяжения) от нагрузок в плоскости,
нормальной к плоскости лонжерона, и системы жестких стерж-
ней 2 (см. рис. 5.8) или расчалок 2 (см. рис. 5.9), воспринимающих
осевые силы при действии на ферму крутящего момента. Жесткая
ферма Стигера с выносом вперед (см. рис. 5.8, а) позволяет сме-
стить вперед центр тяжести крыла по сравнению с фермой Стигера,
имеющей вынос назад (см. рис. 5.8, б). Смещение центра тяжести
вперед выгодно, так как повышает критическую скорость флаттера.
Вынос назад позволяет использовать стержень 3 для крепления
закрылка или элерона. В случае выноса вперед необходимо преду-
смотреть специальный силовой элемент для крепления закрылка
или элерона, что приводит к увеличению массы крыла.
В зависимости от того, воспринимается ли крутящий момент
жесткими стержнями или расчалками, различают жесткие фермы
Стигера и расчалочные. Расчалочная ферма Стигера (см. рис. 5.9, а)
для крепления расчалок требует применения жестких на изгиб
в вертикальной плоскости нервюр 3. Ферма, приведенная на
рис. 5.9, б, для работы на кручение не требует применения жест-
ких нервюр.
В весовом отношении фермы Стигера выгоднее других про-
странственных ферм. Облегчению конструкций способствует то,
что ферма Стигера является статически определимой и поэтому
усилия в элементах фермы могут быть точно определены путем
расчета и не зависят от неточностей производства, как в случае
статически неопределимых систем.
Следует отметить, что фермы Стигера, элементы которых рас-
считаны на прочность без учета деформаций, могут оказаться
47
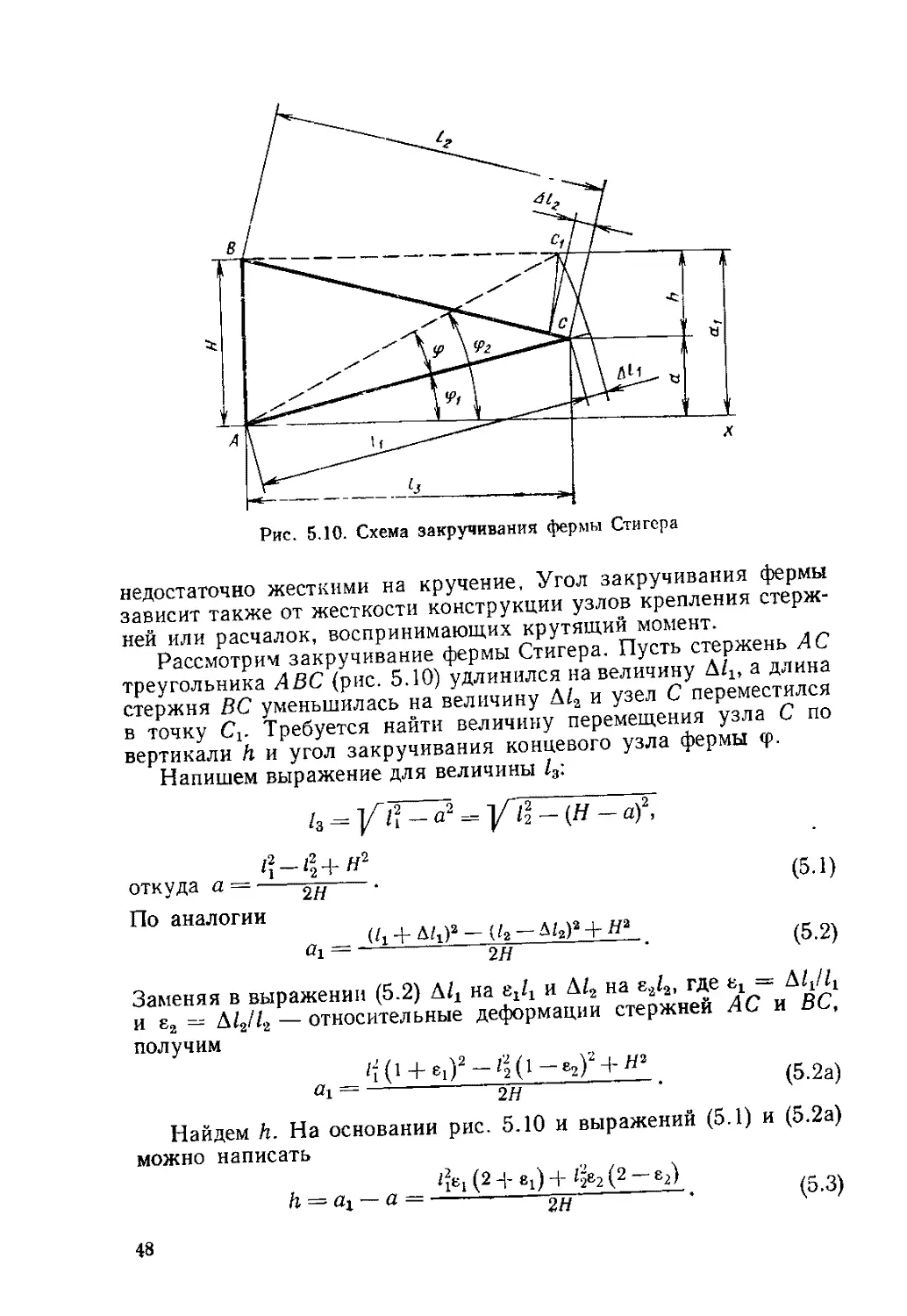
Рис. 5.10. Схема закручивания фермы Стигера
недостаточно жесткими на кручение, Угол закручивания фермы
зависит также от жесткости конструкции узлов крепления стерж-
ней или расчалок, воспринимающих крутящий момент.
Рассмотрим закручивание фермы Стигера. Пусть стержень АС
треугольника АВС (рис. 5.10) удлинился на величину AZV а длина
стержня ВС уменьшилась на величину Д/2 и узел С переместился
в точку Сх. Требуется найти величину перемещения узла С по
вертикали h и угол закручивания концевого узла фермы <р.
Напишем выражение для величины 13:
/з - я2 = ]Л2 - (# - а)2,
откуда а~------. (5.1)
По аналогии
Л + + /КОЧ
Заменяя в выражении (5.2) Д/х на ех1х и Д/2 на sa/2> где их = AlxUx
и 82 = А12И2— относительные деформации стержней АС и ВС,
получим
__(1 4- eq)2 — ^2 0 ^У 4'
01 ___
(5.2а)
Найдем h. На основании рис. 5.10 и выражений (5.1) и (5.2а)
можно написать
h = ах — а =
^1е1 (2 4’ 81) 4~ ^2е2 (2 ~~ ег)
2Н
(5.3)
48
Нетрудно найти угол закручивания концевого узла. Из рис. 5.10
следует, что
sin (pi = a//t; (5.4)
«1 a -i-h . -ч
sin<p2-/i(1+ei)-Mi+8i), (5.5)
Ф = Ф2 — <Pi
Пример. Найти величину перемещения по вертикали и угол закручивания
узла на конце крыла, имеющего п поперечных плоскостей раскосов и следующие
соотношения между геометрическими размерами стержней фермы:
1г = l2 = 2Н; а = 0,5Я при = в2 = е.
Пользуясь выражением (5.3), получаем h/H = 8е.
Так как перемещения h точек, подобных точке С, суммируются к концу
балки (крыла), то, очевидно, при числе п поперечных плоскостей раскосов полу-
чим следующее выражение для величины относительного перемещения по верти-
кали узла на конце крыла:
АкОНЦ^ =
В частном случае при 8 = 0,005 и п — 10 получим
Лконц/W -^ 8-10-0,005 = 0,4.
Таким образом, уже при 8 = 0,5% перемещение по вертикали узла на конце
крыла составит 40% от высоты балки Н.
Найдем угол закручивания. Пользуясь выражениями (5.4) и (5.5), имеем
sin (pi = 0,25; sin ф2 — 0,448, откуда ф, = 14° 30'; <р3 = 24° 10' и угол закру-
чивания ф — ф2 — ф! = 9° 40'.
Из нашего примера видно, что даже при сравнительно неболь-
шой относительной деформации стержней в 0,5% угол закручива-
ния получился весьма значительным. Следовательно, при разра-
ботке конструкции типа фермы Стигера необходимо исходить из
допустимой величины угла закручивания.
ПРИЧИНЫ ОТКАЗА ОТ ПРИМЕНЕНИЯ ФЕРМ
В КОНСТРУКЦИИ САМОЛЕТОВ И ЗАМЕНЫ
ФЕРМ БАЛКАМИ
Современное самолетостроение характеризуется преимущест-
венным применением балочных конструкций. Отказ от ферменных
конструкций, широко применявшихся в конструкциях самолетов
и планеров с полотняной обшивкой, объясняется, главным обра-
зом, преимуществами в массе балок перед фермами при малых
строительных высотах. Поэтому в качестве лонжеронов крыльев
современных скоростных самолетов, имеющих малые толщины,
выгоднее применять балки, чем фермы. Объясняется это тем, что
при малой строительной высоте фермы косынки, соединяющие
стержни, настолько близко подходят друг к другу (верхние к ниж-
ним), что суммарная масса косынок и раскосов оказывается больше
массы заменяющей их стенки балки.
Пространственная ферма (например, ферменный фюзеляж)
также невыгодна. Большая скорость полета современного самолета
49
требует применения жесткой обшивки, подкрепленной стринге-
рами и способной воспринимать действующие на фюзеляж на-
грузки: перерезывающую силу, изгибающий и крутящий моменты.
Наличие в этих условиях фермы, работающей совместно с жесткой
обшивкой и дублирующей ее, создавая тем самым статическую
неопределимость, приводит к увеличению массы конструкции,
по сравнению с той, которая получается без фермы, даже если при
этом несущую обшивку придется несколько усилить. Напомним,
что статически неопределимая конструкция всегда тяжелее ста-
тически определимой из-за невозможности точного учета распре-
деления внешних нагрузок между отдельными частями конструк-
ции, зависящего не только от жесткостей частей конструкции, но и
от других факторов (допусков, зазоров и т. п.).
Другая причина отказа от ферменных конструкций фюзеляжей
заключается в том, что внутри фюзеляжей с работающей обшивкой
имеются большие, чем в случае ферменных фюзеляжей, свободные
пространства, которые можно использовать для размещения ка-
бин экипажа и пассажиров, отсеков двигателей, топливных отсе-
ков, оборудования и т. д.
Пространственные фермы, по-видимому, еще будут приме-
няться для подвески двигателей к крылу на пилонах, хотя и для
этого целесообразно применять балочные конструкции с работаю-
щей обшивкой.
ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ ФЕРМ В КОНСТРУКЦИИ
ЛЕТАТЕЛЬНЫХ АППАРАТОВ
В последнее время в связи с применением монолитных кон-
струкций можно ожидать возврата к ферменным схемам, главным
образом, для тяжелых самолетов, у которых размеры и строительные
высоты достаточно велики. В особенности это можно отнести к
конструкции крыльев, имеющих большое сужение, в частности
к конструкции треугольных крыльев, строительные высоты
Рис. 5.11. Профиль, изготовленный заодно с косынкой
50
которых с уменьшением удлинения крыла возрастают, несмотря
на уменьшение относительных толщин.
Монолитные конструкции позволяют значительно уменьшить
массу косынок, являющихся частью монолита (рис. 5.11), благо-
даря чему ферменная конструкция может стать выгодной по массе.
Статически определимые фермы с шарнирными соединениями
стержней могут применяться для конструкций летательных аппа-
ратов, подверженных значительному и неравномерному аэродина-
мическому нагреву (ракеты, ракетопланы). В этом случае ничто не
препятствует независимой термической деформации отдельных
стержней, благодаря чему исключается возможность возникнове-
ния термических напряжений в соединениях. В то же время в
в балке с плоской стенкой при неодинаковом нагреве пояса и
стенки (или при разных коэффициентах теплового расширения
материалов пояса и стенки) неизбежно возникновение термических
напряжений.
Применение ферм целесообразно в конструкциях вертолетов,
ракет и космических летательных аппаратов, а также следует ожи-
дать применения ферм в конструкциях больших гражданских
самолетов на 500 и более пассажиров.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какие разновидности жестких плоских ферм Вы знаете? Нарисуйте.
2. Нарисуйте расчалочную плоскую ферму.
3. Почему при замене жесткой фермы расчалочной необходимо каждый
раскос жесткой фермы заменить двумя расчалками?
4. Можно ли в расчалочной ферме заменить стойку расчалкой? Если нет,
то почему?
5. Какие преимущества имеют жесткие и расчалочные фермы?
6. Какая ферма называется смешанной?
7. Что такое ферма Стигера? Какие разновидности ферм Стигера известны?
8. Какие достоинства и недостатки имеют фермы Стигера?
9. Почему в современном самолетостроении балочные конструкции при-
меняют чаще ферменных?
10. Каковы перспективы применения ферм в конструкции летательных
аппаратов? В каких летательных аппаратах? Почему?
11. Какими способами можно уменьшить массу ферм?
Глава 6
ОСНОВНЫЕ ВИДЫ СОЕДИНЕНИЙ ЭЛЕМЕНТОВ
КОНСТРУКЦИИ САМОЛЕТОВ
При выборе вида соединения элементов конструкции самолета
исходят из назначения соединения, действующих на него сил
и моментов, применяемых материалов, требований технологии,
эксплуатации и экономичности.
К соединениям предъявляются следующие основные требова-
ния.
1. Соединяющие (крепежные) детали должны в наименьшей
степени понижать прочность соединяемых элементов. Например,
заклепки в соединениях металлических труб или профилей следует
размещать в шахматном порядке, чтобы в каждом поперечном сече-
нии ослабление было наименьшим. В клепаных соединениях, осу-
ществляемых при помощи накладки (косьшки), заклепки можно
размещать в одном ряду лишь там, где накладка уже вступила
в работу и своим сечением подкрепляет соединяемые элементы.
В сварном соединении (узле) с косынками приставными 1
(рис. 6.1, а) или прорезной 2 (рис. 6.1, б) следует смещать концы
косынок таким образом, чтобы ослабление сваркой начиналось
лишь с одной стороны поперечного сечения (точка Д).
2. Соединение должно быть равнопрочно соединяемым эле-
ментам. Так, например, при растяжении соединение должно быть
равнопрочно элементам в сечении, ослабленном крепящими дета-
лями (болтами, заклепками); при сжатии прочность соединения
в целом должна быть не меньше прочности отдельных элементов
при потере устойчивости.
3. Жесткость соединения должна изменяться постепенно
(рис. 6.2) во избежание большого значения коэффициента концен-
трации напряжений.
Одним из наиболее распространенных видов соединений яв-
ляются заклепочные соединения.
Достоинство заклепочных соединений — широта применения,
заключающаяся в возможности соединения различных толщин и
разных металлов и неметаллических деталей.
Наряду с этим заклепочные соединения имеют существенные
недостатки, из которых главнейшими являются усталостные раз-
рушения, берущие начало с заклепочных отверстий, на краях ко-
торых возникает концентрация напряжений; в числе других недо-
52
Рис. 6.1. Смещение концов косынок:
а — приставных 1; б - прорезной 2
Рис. 6 2. Постепенное изменение же-
сткости:
1 — бобышка, 2 — сухарь
статков заклепочных соединений следует указать ухудшение внеш-
ней формы, вызываемое наличием головок заклепок на поверхно-
сти, и вмятин обшивки как следствия процесса клепки. Следует
ожидать вытеснения клепки в конструкции самолетов сваркой
или склейкой по мере улучшения технологии изготовления сварки
и клеевых соединений конструкций.
По своей конструкции соединения делятся на неразъемные и
разъемные.
КЛАССИФИКАЦИЯ НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ
Неразъемные соединения классифицируются по следующим
признакам:
1) технологическому (в зависимости от характера производ-
ственного процесса);
2) целевому назначению;
3) конструктивному (по характеру конструкции соединения).
По технологическому признаку различают следующие виды
неразъемных соединений:
для металла — болтовые, заклепочные, сварные, пая-
ные, клеевые, комбинированные (клеесварные, клееклепаные,
паяновинтовые и др.);
для дерева и пластиков — клеевые, болтовые
(а также соединения пистонами, шурупами, гвоздями), комбини-
рованные (например, при помощи клея и болтов).
В зависимости от целевого назначения различают следующие
виды неразъемных соединений: наращивание, переход, усиление,
узловое соединение.
Наращивание (рис. 6.3) осуществляется путем соеди-
нения на участке длины двух элементов (профилей, брусков),
когда исходная длина заготовки (полуфабриката) меньше потреб-
ной.
Переход — разновидность наращивания, при котором
соединение производится с целью изменения площади сечения
53
Рис. 6.3. Наращивание:
а — внахлестку, б — с накладкой
Рис. 6.4. Склейка по косой плоскости («на-ус»)
в связи с изменением действующей нагрузки (усилия, мо-
мента).
Усиление заключается в присоединении дополнительного
профиля (бруска) с целью увеличения площади сечения на огра-
ниченном участке длины в соответствии с действием увеличенной
нагрузки или сосредоточенной силы.
Узловые неразъемные соединения пред-
назначены для соединения в одном узле нескольких стержней (про-
филей, труб, брусков).
По характеру конструкции различают следующие виды не-
разъемных соединений: непосредственные, при помощи промежу-
точных элементов и смешанные.
Непосредственные соединения осуществляются с помощью бол-
тов, заклепок, клея, сварки без промежуточных элементов (пере-
ходных профилей, брусков, накладок, косынок и т. д.). Непосред-
ственные соединения являются наиболее легкими. Примерами
таких соединений могут служить соединения «на-ус» (рис. 6.4)
и соединения долевые (см. рис. 6.3, а). Разновидностями долевых
соединений являются соединения внахлестку и соединения по всей
длине (составные профили).
Соединения при помощи промежуточных элементов применяют
в тех случаях, когда непосредственным соединением невозможно
обеспечить достаточную прочность или когда конструктивные
формы элементов не позволяют применить непосредственное соеди-
нение. Такие соединения тяжелее непосредственных.
Смешанными являются соединения, у которых кроме непо-
средственной связи имеются также промежуточные соединяющие
элементы. Такие соединения тяжелее непосредственных, но легче
соединений при помощи промежуточных элементов.
Подвижные соединения рассматриваются далее в гл. 12
и 13.
си
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
I. Какие требования предъявляются к соединениям элементов конструкции
самолетов?
2. Как следует размещать заклепки в двух- и многорядных заклепочных
соединениях, чтобы ослабление поперечного сечения было наименьшим?
3. Как облегчить сварное соединение труб при помощи косынок?
4. Для чего и как следует смещать концы косынок сварного соединения?
5. По каким признакам можно классифицировать неразъемные соединения?
6. Что такое наращивание, переход, усиление, узловое соединение?
7. Дайте пример непосредственного соединения.
8. Приведите пример соединения при помощи промежуточного элемента.
9. Приведите пример смешанного соединения.
Глава 7
КОНСТРУИРОВАНИЕ СОЕДИНЕНИЙ
ПРОФИЛЕЙ И ТРУБ
Простейшей и наиболее легкой конструкцией соединения про-
филей является наращивание внахлестку (рис. 7.1, а), представ-
ляющее собой непосредственное соединение, при котором один
профиль входит в другой или один накладывается на другой
на участке стыка.
В случае наращивания с накладкой (рис. 7.1, б) в соединении
участвуют три элемента: два соединяемых и один промежуточный.
Недостатком наращивания внахлестку в случае соединения
одинаковых профилей является необходимость подсечки (обжа-
тия) одного из профилей (см. рис. 7.1, а) или изготовления спе-
циального профиля, имеющего размеры, позволяющие осуществ-
лять соединение без подсечки. В этом случае необходимо, чтобы
внешние размеры одного профиля были равны внутренним раз-
мерам другого.
Более удобным для производства является наращивание с на-
кладкой, так как оно не требует подсечки. Однако соединение
этого вида занимает участок вдвое больший, чем первое соедине-
ние, и поэтому менее выгодно по массе.
Соединение профилей неодинаковых сечений путем наращи-
вания (переход) применяется при переходе от более слабого про-
филя на мало нагруженном участке к более сильному на участке,
более нагруженном (или наоборот), или при необходимости из-
менения формы поперечного сечения.
Однако следует иметь в виду, что переход к ослабленному
сечению целесообразен только в том случае, когда экономия в массе
на участке от применения облегченного профиля больше, чем
проигрыш в массе на участке стыка. Поэтому соединение вна-
хлестку следует признать более выгодным по массе, чем соедине-
ние с накладкой.
Если известен закон изменения осевого усилия вдоль про-
филя, определяющий закон изменения потребной площади попе-
речного сечения профиля (см. рис. 3.8), то целесообразность пере-
хода в каждом конкретном случае можно определить по методу,
изложенному в гл. 3.
Усиление профиля применяется в тех случаях, когда про-
филь недостаточно прочен на некотором участке, как, например,
56
на участке сжатия длинного
или искривленного профиля
или в месте, действия местной
сосредоточенной нагрузки.
Различают следующие виды
усилений профиля:
а) накладка (рис. 7.2); б) при-
соединение профиля (рис. 7.3);
б)
Рис. 7.1. Наращивание профилей:
а — внахлестку; б — с накладкой
в) присоединение косынки
(рис. 7.4).
При работе на сжатие уси-
ливающий профиль нужно ста-
вить так, чтобы увеличивался
минимальный момент инерции.
Поэтому усиление, предста-
вленное на рис. 7.3, а, целесообразнее при сжатии, чем ука-
занное на рис. 7.3, б.
При работе на изгиб в вертикальной плоскости, наоборот, вы-
годнее ставить усиливающий профиль так, чтобы увеличивалась
не ширина сечения, а высота (см. рис. 7.3, б), так как в этом
случае возрастает момент сопротивления.
Присоединение косынки (см. рис. 7.4) также является эффек-
тивным способом усиления профиля. Оно выгодно для искривлен-
ных профилей, работающих на растяжение или на сжатие (см.
рис. 7.4, а), так как при таком усилении не только увеличивается
площадь поперечного сечения, но и уменьшается эксцентриситет
осевой линии (линии центров тяжести сечений), благодаря чему
уменьшается изгибающий момент в плоскости косынки. При
работе искривленного (я) или прямолинейного (б) профиля на
поперечный изгиб в плоскости косынки такое усиление позво-
ляет получить балку равного сопротивления изгибу или близкую
к ней.
Узловые заклепочные соединения профилей применяют в тех
случаях, когда их оси подходят друг к другу под углом.
Рис. 7.2. Усиление накладным профилем:
/ — профиль; 2 — накладка
57
Рис. 7.3. Присоединение про-
филя для усиления:
а — при сжатии или при изгибе
в горизонтальной плоскости;
б — при изгибе в вертикальной
плоскости; / — основной про-
филь; 2 — усиливающий про-
филь
К таким соединениям предъявляют-
ся следующие основные требования:
1) оси профилей, проходящие через
центры тяжести сечений, должны схо-
диться в одной точке, чем исклю-
чаются эксцентриситеты и возника-
ющие при этом изгибающие моменты.
Если оси профилей не лежат в одной
плоскости (рис. 7.5), то возникают
крутящие моменты;
2) косынки, при помощи которых
профили соединяются в узел, должны
быть как можно меньше по величине
(по весовым соображениям), что дости-
гается размещением заклепок с мини-
мальным расстоянием между ними (чем чаще стоят заклепки,
тем больше узел приближается к идеальному шарниру, изги-
бающий момент в котором равен нулю);
3) конструкция соединения должна обеспечивать удобство
процесса клепки;
4) основные геометрические размеры элементов соединения
должны быть выбраны из условия достижения минимальной
массы узла.
Рис. 7.4. Присоединение косынки:
а — к криволинейному профилю при сжатии или при изгибе в вертикальной плоскости;
б — к прямолинейному профилю при изгибе в вертикальной плоскости
58
При соединении профилей в основ-
ном применяются следующие конструк-
тивные и технологические приемы:
а) непосредственное соединение про-
филей;
б) соединение профилей при помощи
косынок;
в) комбинированное соединение;
г) разбортовка;
Рис. 7.5. Непосредственное
соединение профилей:
1, 2 - профиль
д) повышение жесткости косынок;
е) подсечка.
Непосредственное соединение про-
филей, т. е. соединение без проме-
жуточной накладки (косынки), наиболее выгодно в весовом
отношении. Однако осуществление его возможно лишь в тех слу-
чаях, когда размер профилей позволяет поставить необходимое
количество соединительных элементов (заклепок, пистонов, бол-
тов) или когда усилие, нагружающее профиль, невелико, а раз-
меры сечений достаточны, например, в случае длинных мало-
нагруженных стержней, работающих на сжатие.
Соединение профилей при помощи косынок (рис. 7.6) позво-
ляет разместить большее количество заклепок, чем непосредствен-
ное соединение, но оно приводит к увеличению массы за счет
косынки. Применение такого соединения неизбежно, когда на
профиль действует большое усилие, не позволяющее осуществ-
лять непосредственное соединение.
Комбинированное соединение (рис. 7.7) позволяет уменьшить
общее число заклепок в соединении и размер косынки по сравне-
нию с соединением, представленным на рис. 7.6.
Соединения, представленные на рис. 7.5 и 7.7, имеют тот
недостаток, что оси профилей не лежат в одной плоскости, вслед-
ствие чего усилие, нагружающее профиль /, скручивает про-
филь 2. Этого можно избежать, если расположить профили так,
чтобы их оси лежали в одной плоскости. Для этого нужно про-
филь 1 повернуть на 180° вокруг продольной оси. Мешающую
Рис. 7.6. Соединение профилей при помощи косынкн /
Рис. 7.7. Комбинированное соединение профилей:
1,2 — профиль; 3 — косынка
59
Рис. 7.8. Соединение профилей с применением разбортовки:
1 - отбортовка, 2 — дополнительная заклепка
Рис. 7.9. Подготовка профиля к соединению:
а — выпиловка отбортовки, б — разбортовка
этому повороту отбортовку / (рис. 7.8) либо выпиливают
(рис. 7.9, а), либо разгибают (см. рис. 7.9, б). Эта операция раз-
гибания отбортовки называется разбортовкой и применяется
для гнутых профилей довольно часто. Иногда разбортовка позво-
ляет поставить добавочную заклепку 2 (см. рис. 7.8), осуществ-
ляющую непосредственное соединение, благодаря чему несколько
уменьшается размер косынки.
При соединении прессованных профилей без утолщения (бульба)
также возможно комбинированное соединение (рис. 7.10). Однако
нужно иметь в виду, что подсечка профиля при больших толщи-
нах затруднительна. Если нет необходимости в выравнивании
поверхности, то соедине-
ние может быть осущест-
влено без подсечки про-
Рис. 7.10 Соединение профилей с подсечкой
Рис. 7.11. Соединение без подсечки:
1 — профиль; 2 — косынка
Рис. 7.’12. Способы уменьшения эксцентриситета при соединении без подсечки
60
Б А
Рис. 7.13. Вырез бульба для соединения профилей с подсечкой
Рис. 7.14. Соединение швеллеров при помощи косынки
Однако при этом происходит взаимное смещение центров
тяжести сечений профилей, вследствие чего возникает момент,
скручивающий профиль 1. Задача совмещения осей обоих профи-
лей может быть решена соответствующим подбором профилей
(рис. 7.12), например, заменой обоих профилей или одного из них
несимметричным профилем: бульб-уголком (рис. 7.12, а) или
неравнобоким уголком по толщине (рис. 7.12, б) или по ширине
(рис. 7.12, в).
Для бульбовых прессованных профилей непосредственное
соединение профилей применяется реже, так как требует опили-
вания профилей (рис. 7.13). Обычно применяют соединение при
помощи косынок (рис. 7.14), менее выгодное в весовом отноше-
нии, но более простое для производства.
Описанные узловые соединения профилей не являются, как
правило, идеальными шарнирами, и в них всегда возникают
изгибающие моменты. Поэтому косынки в этих узлах могут испы-
тывать сжатие от изгиба. Если возникающие при этом напряже-
ния складываются с напряжениями от сжимающей силы, переда-
Рис 7.15. Увеличение жесткости косынки (и облегчение) при помощи отборто-
ванного отверстия
61
Рис. 7.16. Соединение листов с подсечкой
Рис. 7.17. Соединение профилей с обшивкой с применением подсечки
ваемой через косынку профилем, то при значительной длине сво-
бодных краев косынки они могут оказаться неустойчивыми.
Жесткость краев косынки можно увеличить применением отбор-
товки (рис. 7.15). Отбортованные отверстия не только умень-
шают массу косынки, но и повышают ее жесткость.
В соединениях листов и профилей внахлестку наложенный
край образует выступ, равный толщине материала. В тех случаях,
когда этот выступ по тем или иным причинам нежелателен, прибе-
гают к операции, называемой подсечкой: один из листов (рис. 7.16)
или профиль (рис. 7.17) поднимается, или, как говорят, подсе-
кается, благодаря чему внешняя поверхность листа становится
гладкой. Подсечка применяется в соединениях профилей с обшив-
ками крыла или фюзеляжа для получения гладкой поверхности.
СОЕДИНЕНИЕ ГОФРА
О характере работы гофра и областях его применения мы
говорили выше (гл. 4). Рассмотрим соединения гофра.
Соединение листов гофра между собой (при наращивании)
может быть произведено либо по образующей (рис. 7.18, а),
либо по сечению, перпендикулярному к образующей (см.
рис. 7.18, б).
В соединениях гофра с профилем (рис. 7.19) заклепки распола-
гаются в точках касания волн гофра и профиля. Следовательно,
Рис. 7.18. Соединение листов гофра:
а — продольный шов; б — поперечный шов
62
Рис. 7.19. Соединение гофра с профилем:^
Д 2, 3, 4 — варианты профилей
Рис. 7.20. Расположение заклепок в шахматном порядке
шаг заклепок определяется в данном случае длиной волны гофра,
а расстояние между рядами а — размерами профиля (см.
рис. 7.19, варианты /, 2, 4). Можно, однако, в случае двухрядной
клепки гофра к профилю использовать не каждую точку касания
гофра с профилем, а ставить заклепки через одну точку касания,
если нет необходимости в более прочном соединении. При этом
необходимо располагать заклепки в шахматном порядке, чтобы
каждая волна гофра крепилась к профилю хотя бы одной заклеп-
кой (рис. 7.20).
Если при стыковке двух листов гофра на профиле (или на трубе)
по условиям прочности требуется применить двухрядный шов,
а разместить из-за недостаточных размеров профиля два ряда
заклепок невозможно, то располагают на профиле (трубе) один
ряд заклепок, а второй ставят в стороне от профиля (трубы)
«на весу», соединяя им только листы гофра (рис. 7.21).
В соединениях гофра с трубой (рис. 7.22) для более легкого
выполнения клепки приходится делать в трубе отверстия 1.
С
Эти отверстия ослабляют трубу.
Соединения двух листов гофра
перекрещивающимися образу-
2,5d\
А
Вид А
Рис. 7.21. Наращивание гофра иа профиле
Рис. 7.22. Соединение гофра с трубой
63
Рис. 7.23. Перекрестное соеди-
нение листов гофра
Рис. 7.24. Наращивание
труб одинакового диа-
метра внахлестку (с об-
жатием одной трубы)
Рис. 7.25. Наращивание
труб с муфтой
ющими (рис. 7.23) позволяет получить прочное на поперечный
изгиб соединение.
Для улучшения условий работы заклепки целесообразно
придавать гофру форму с плоским участком под заклепку, пока-
занную на рис. 7.23.
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ ТРУБ
Клепка труб применяется в тех случаях, когда металл труб
(алюминиевые и магниевые сплавы) не поддается сварке. Для
наращивания труб одинакового внешнего диаметра путем не-
посредственного телескопического соединения (внахлестку) конец
одной трубы обжимается (рис. 7.24). На практике значительно
проще соединять такие трубы при помощи патрубка, внутренний
диаметр которого равен внешнему диаметру соединяемых труб
(такой патрубок называется муфтой, рис. 7.25), или патрубка,
внешний диаметр которого равен внутреннему диаметру соединяе-
мых труб (такой патрубок называется бужом, рис. 7.26); в обоих
случаях получается телескопическое соединение труб с патруб-
ками. Соединение труб при помощи патрубка является более тя-
желым, чем непосредственное, вследствие увеличения массы
участка соединения.
Переход от одной площади сечения трубы к другой осуществ-
ляется легко, если наружный диаметр одной трубы меньше или
z-J
Рис. 7.26. Наращивание труб с бужом
Рис. 7.27. Наращивание труб различных диаметров:
а — с обжатием на квадрат; б — с обжатием на круг
64
равен внутреннему диа-
метру другой, т. е. если
одна труба свободно вхо-
дит в другую. При нали-
чии между трубами зазора
для осуществления клеп-
ки наружная труба об-
жимается до касания ее
с внутренней трубой по
линиям заклепочных швов
(рис. 7.27).
Узловые соединения
труб производят обычно
при помощи косынок —
либо плоских (рис. 7.28, а),
либо имеющих форму тру-
бы, обжатой на овал (см.
рис. 7.28, б). В последнем
случае можно поместить
необходимое число закле-
пок при меньшей пло-
Рис. 7.28. Узловое соединение труб:
а — одинаковых диаметров, б — разных диа-
метров с обжатием на овал
щади косынки по сравне-
нию с плоской. Кроме того, обжатая по форме трубы косынка
становится более жесткой при сжатии, что позволяет уменьшить
толщину косынки и ее массу.
НЕДОСТАТКИ КЛЕПАНЫХ СОЕДИНЕНИЙ ТРУБ
Клепаные соединения труб (см. рис. 7.28) требуют специаль-
ного порядка сборки, а именно: сначала собирают косынки 1
с трубами 2 и 3, образующими змейку фермы, а затем приклепы-
вают трубу 4. При другом порядке сборки соединение труб 2
А-А
Рис. 7.29. Способы облегчения замены раскосов при ремонте:
а — вырез; б — отверстия; 2 — труба; 3 — косынка
Рис. 7.30. Соединение труб с косынкой с помощью промежуточных профилей:
1, 2, 4 — труба; 3 —- косынка; 5 — профиль
3 Гиммельфарб 65
и 3 при помощи открытой клепки невозможно из-за отсутствия
доступа к отверстиям.
Поэтому ремонт таких соединений, если требуется заменить
трубу 2 или 3 вследствие прострела или коррозии, невозможен
без отделения трубы 4. Для обеспечения более легкого ремонта
(а также сборки) в трубе 2 выполняют специальные вырезы
(рис. 7.29, а) или сверлят отверстия на ее концах (рис. 7.29, б),
или же крепят трубы 1 и 2 (рис. 7.30) не непосредственно к косын-
кам 3, а.к промежуточным элементам в виде профилей 5, заранее
приклепанным к трубам 1 и 2. Последний вид соединения проще
для сборки и ремонта, но обладает большой массой.
обжатие концов труб
Для уменьшения размера косынок при размещении необхо-
димого числа заклепок применяются различные методы обжатия
концов труб. Обжатие представляет собою деформацию конца
трубы, при которой форма поперечного сечения из круглой пре-
вращается в иную, более удобную для сборки или клепки.
Наиболее простым является обжатие на квадратное или прямо-
угольное сечение (рис. 7.31, б, в). Такое обжатие позволяет при-
менить двух- или даже трехрядный заклепочный шов, благодаря
чему уменьшается размер косынки.
В конструкции некоторых самолетов применяли трубы квадрат-
ного или прямоугольного сечения, либо трубы с обжатыми на
квадратное сечение концами (рис. 7.32), удобные для размеще-
ния заклепок (или болтов).
Для крепления труб не двумя, а одной косынкой применяют
сплющивание концов труб (рис. 7.33). Однако такой конец трубы
Рис. 7.31. Способы обжатия концов труб
66
Рис. 7.32. Узловые соединения труб:
а — квадратного сечения; б — с обжатыми на квадратное сечение концами
Рис. 7.33. Простейшее обжатие трубы (сплющивание)
в месте перехода круглого сечения в плоское может оказаться
недостаточно устойчивым при сжатии и, следовательно, пригоден
лишь для соединения трубы, работающей при небольшом напря-
жении сжатия или при растяжении.
Для повышения устойчивости применяют сплющивание конца
трубы с образованием волны (см. рис. 7.31, а), плавно переходя-
щей в круглое сечение трубы. Соединение труб с обжатием кон-
цов представлено на рис. 7.34.
Для соединения труб в пространственные узлы (у которых
оси всех стержней не лежат в одной плоскости) бывают удобны
другие виды обжатия концов, как, например, обжатие на тавро-
вое сечение (см. рис. 7.31, г, е) и на крестообразное сечение (см.
рис. 7.31, д'). Узел с использованием обжатия на тавровое сече-
ние представлен на рис. 7.35. В этом случае обжатая труба кре-
пится с эксцентриситетом, вследствие чего возникает изгибающий
момент. Этот недостаток может быть исключен применением узло-
вых соединений, заимствованных из сварных конструкций. Ме-
тод заключается в том, что заранее сваривается узел из коротких
отрезков труб, в которые затем вставляются (или на которые на-
Рнс. 7.34. Узловое соединение труб
рис. 7.35. Соединение труб, концы которых обжаты на тавровое сечение
3* 67
Рис. 7.36. Соединение труб
при помощи сварного узла
деваются) и крепятся за-
клепками (или болтами)
трубы (рис. 7.36) из мате-
риала, не допускающего
сварки. Для удобства
сборки в патрубке 1
делается отверстие 2, по-
зволяющее приклепать
стойку 4 и раскос 5; тру-
ба 3 ставится в послед-
Рис. 7.37. Замкнутые про-
фили с открытой клепкой,
позволяющие присоединять
трубы или профили в двух
плоскостях
Рис. 7.38. Соединение труб без ослабле-
ния сваркой нагруженной трубы
нюю очередь.
Для создания открытой, легко доступной клепки труба 3
(см. рис. 7.36) может быть заменена составным профилем
(рис. 7.37). Такой профиль является замкнутым и в то же время
удобен для производства, так как допускает открытую клепку.
Соединение труб с такими профилями представлены на
рис. 7.34 и 7.35.
Если из всех соединяемых в узле труб нельзя ослаблять свар-
кой только одну, наиболее нагруженную, или если одна труба из-
готовлена из высококачественной стали, а остальные из мягкой
стали, то применяют соединение (рис. 7.38), в котором слабо на-
груженные трубы сварены между собой и приварены к косынке,
при помощи которой они крепятся к сильно нагруженной трубе
заклепками. Примером такого соединения может служить узел
стального ферменного лонжерона крыла с сильно нагруженными
поясами и слабо нагруженными стойками и раскосами.
СОЕДИНЕНИЕ ТРУБЫ СО СТАКАНОМ
Стаканом 2 (рис. 7.39) называется узловая деталь, имеющая
цилиндрическую часть, служащую для крепления детали к трубе 1.
Ушко (см. рис. 7.39) или вилка (рис. 7.40) служат для соединения
трубы с другими частями конструкции.
Соединение стакана с трубой осуществляется при помощи
болтов 3 (простых или конических (см. рис. 7.39)), или сквозных
пистонов 2 (см. рис. 7.40), или длинных сквозных заклепок 2
68
Рис. 7.39. Соединение трубы с узлом-стаканом:
/ — труба; 2 — стакан; 3 — болт
Рис. 7.40. Соединение пистоном:
1 — распорная втулка; 2 — пистон; 3 — труба; 4 — стакан
(рис. 7.41). В случае применения пистонов или сквозных за-
клепок необходимо ставить распорную втулку /. В противном
случае длинная заклепка при расклепывании деформируется
(рис. 7.42) и не притягивает стенку трубы 3 к стенке стакана 4.
Стаканы обычно бывают точено-фрезерованными (рис. 7.43)
и состоят из ушков 1 (одного или двух), диафрагмы 2 и хвосто-
вика <3; вместо стаканов могут применяться клепаные узловые
детали (рис. 7.44). В этом случае диафрагмы отсутствуют.
Преимущества открытой клепки как в весовом отношении
(благодаря коротким заклепкам), так и в производственном отно-
шении (благодаря доступности клепки) вынуждают конструкторов
изыскивать такие конструктивные решения, которые позволяют
применить открытую клепку. Характерные примеры таких ре-
шений:
1) сверление отверстий 1 (рис. 7.45, а) в хвостовике и трубе,
позволяющих упростить клепку за счет некоторого уменьшения
прочности хвостовика стакана и конца трубы;
2) сверление отверстий 2 (см. рис. 7.45, б) в диафрагме в слу-
чае, когда замыкающая часть выполнена в виде вилки;
3) косой срез 3 (см. рис. 7.45, в) диафрагмы и трубы в случае,
когда замыкающая часть выполнена в виде одного ушка.
Рис. 7.41. Соединение длинной заклепкой с распорной трубкой:
/ — распорная втулка; 2 — заклепка; 3 — труба; 4 — стакан
Рис. 7.42. Изгиб заклепки при отсутствии распорной трубки:
2 — заклепка; 3— тр>ба; 4 — стакан
69
Рис. 7.43 Элементы узла-ста-
кана:
1 — замыкающая часть (вилка); 2 —
переходник (диафра) ма), 3— хво-
стовик
Рис. 7.44. Клепаный узел
Во всех указанных случаях отверстия (при достаточной их
величине) позволяют осуществить открытую клепку путем вве-
дения через них поддержки.
Стакан с точеным по сферической поверхности ушком । 1
(рис. 7.46), имеющий отверстие 2 в диафрагме 3, помимо возмож-
ности открытой клепки, создает удобство для сборки, так как
шаровая поверхность допускает сверление отверстия 4 для замы-
Рис. 7 45. Способы облегчения выполне-
ния клепки:
а — отверстия против заклепок; б—отверстия
в диафрагме, а—косой срез диафрагмы и трубы
Рис. 7.46 Узел-стакан со сферической вилкой:
1 - ушко, 2 отверг гие; 3 — диафрагма, 4 — отверстие
Рис. 7.47. Способы облегчения хвостовика
70
Рис. 7.48. Узловые соединения профилей и труб:
а — соединение открытых профилей, б — соединение закрытых тонкостенных профилей
при помощи точечной электросварки; в — соединение при помощи муфты и ушковых
болтов
кающего болта под некоторым углом к направлению, заданному
чертежом, что позволяет исправить неточную сборку.
Для облегчения стакана в хвостовике делаются вырезы
(рис. 7.47).
Крепление труб при помощи болтов применяется в тех случаях,
когда постановку заклепок осуществить невозможно. Однако
следует иметь в виду, что болты утяжеляют узел по сравнению
с заклепками; поэтому болтовых соединений труб следует по
возможности избегать, когда это допускается требованиями проч-
ности и условиями технологии.
На рис. 7.48 представлены различные узловые соединения
профилей и труб, осуществленные при помощи косынок (а, б)
или муфты 1 (в).
СОЕДИНЕНИЕ ПРОФИЛЕЙ ПРИ ПЕРЕСЕЧЕНИИ
И ПЕРЕКРЕЩИВАНИИ
При подкреплении профилями несущей обшивки примыкаю-
щие к ней профили пересекаются (рис. 7.49). При этом возникает
необходимость один из пересекающихся профилей разрезать.
В этом случае следует разрезать стержень менее нагруженный.
Например, в случае пересечения стрингера крыла с полкой не-
71
Рис. 7.49. Некомпенсирован-
ный разрез одного из профи-
лей при их пересечении
силовой нервюры нужно разрезать полку нервюры, а стрингер
резать нельзя во избежание ослабления поперечного сечения
крыла. Разрез же полки нервюры, сравнительно мало нагружен-
ной и выполняющей, главным образом, функции элемента жест-
кости, легко компенсировать. Из тех же соображений при пере-
сечении стрингера фюзеляжа с яесиловым шпангоутом следует
вырез делать в шпангоуте.
При необходимости сохранения жесткости разрезаемого про-
филя следует разрез компенсировать. Это можно сделать при по-
мощи косынки (рис. 7.50), если высоты пересекающихся профи-
лей одинаковы. Решение упрощается при неодинаковой высоте
пересекающихся элементов, например, когда полки нервюры крыла
или шпангоута фюзеляжа имеют высоту большую, чем стрингер
(рис. 7.51), или когда конструкция нервюры или шпангоута яв-
ляется балочной. Такое сочетание возможно, если при сборке
базой является обшивка. Если же базой является каркас, то
между пересекающимися элементами (стрингером и нервюрой или
стрингером и шпангоутом, рис. 7.52) должна быть осуществлена
непосредственная связь. На рис. 7.52, а связь стрингера 1 со
шпангоутом 2 осуществляется отгибом лапки 3. На рис. 7.52, б
связь между стрингером 1 и шпангоутом 2 осуществлена уголком 4.
Первый способ (а) дает менее прочное соединение, чем второй (б),
так как позволяет ставить только одну заклепку, тогда как при
втором способе число заклепок может быть большим. Недостатком
первого способа является повышенная трудоемкость и трудности,
Рис. 7.50. Компенсированный разрез профиля (компенсация при помощи ко-
сынки)
72
Рис. 7.51. Пересечение профилей различной высоты, не требующее компенсации:
1 — обшивка; 2 — стрингер; 3 — полка нервюры
связанные с необходимостью расположения лапок 3 (см.
рис. 7.52, а) во всех соседних элементах 2 (шпангоутах, нервюрах)
на одной прямой. Первый способ дает выигрыш в массе по сравне-
нию со вторым.
Преимущество второго способа (б) заключается в том, что при
сборке после установки профиля 1 в нужное положение опреде-
ляется место установки соединяющего уголка 4 (см. рис. 7.52, б),
т. е. уголок 4 может быть использован в качестве технологического
компенсатора.
Использование при сборке обшивки в качестве базы пред-
почтительней, так как позволяет получить необходимую форму
поверхности с меньшим аэродинамическим сопротивлением. От-
сутствие прямой связи между элементами продольного и попереч-
ного наборов не уменьшает прочности конструкции, так как креп-
ление обшивки к продольному и поперечному наборам обеспечи-
вает достаточную взаимосвязь всех элементов конструкции.
Чтобы не резать пересекающиеся элементы поперечного на-
бора, пересечение в одной плоскости заменяют перекрещиванием
(рис. 7.53). В этом случае возможны три вида связи. На рис. 7.53
представлена прямая связь между продольным и поперечным
наборами, осуществляемая косынками 4. Этот способ связи
вследствие невозможности соблюдения постоянства зазоров между
Рис. 7.52 Компенсация выреза:
— отбортовкой профиля; б — уголком; 1 — стрингер; 2 — шпангоут; 3 — лапка;
4 — уголок
73
Рис. 7.53. Соединение попе-
речного и продольного набо-
ров при перекрещивании с по-
мощью косынки:
1 — обшивка, 2 — шпангоут;
3 — стрингер; 4 — косынка
профилями 2 и 3 требует применения
косынок разных толщин для осуще-
ствления технологической компенса-
ции. Кроме того, отрывающая на-
грузка Р нагружает косынку 4 на
изгиб, а заклепки на отрыв. По-
этому такой способ связи не рекомен-
дуется.
Второй способ прямой связи между
элементами продольного и попереч-
ного наборов представлен на рис. 7.54.
Здесь профили 2 и 3 соединены угол-
ком 4, являющимся технологическим
компенсатором изменений величины
зазора между профилями 2 и 3. Этот
способ может применяться, если ба-
зой при сборке является каркас.
Третий способ (рис. 7.55) исклю-
чает прямую связь между элемен-
тами продольного и поперечного на-
боров; связь осуществляется через обшивку. В этом случае про-
фили 2 продольного набора связаны с обшивкой 1 непосред-
ственно, а поперечный набор 3 соединен с обшивкой 1 через
уголок 4. Такой способ связи может применяться, если при
сборке базой является обшивка Уголок 4 служит технологиче-
ским компенсатором.
Рис. 7.54. Соединение поперечного набора с продольным с помощью угольника:
1 — обшивка; 2 — стрингер; 3 — шпангоут; 4 — угольник
Рис. 7.55. Связь продольного и поперечного наборов через обшивку и связую-
щий профиль:
/ — обшивка, 2 — стрингер, 3 — шпангоут; 4 — уголок
74
СОЕДИНЕНИЕ ПОЯСА ЛОНЖЕРОНА КРЫЛА
С ОБШИВКОЙ И НЕРВЮРОЙ
Непосредственное примыкание пояса лонжерона крыла к об-
шивке (рис. 7.56), хотя и позволяет в наибольшей степени удалить
материал пояса от нейтральной оси, неудобно для производства
из-за криволинейности и переменной малки контура сечения пояса.
Технология значительно упрощается, если контур сечения пояса
имеет прямолинейные очертания (рис. 7.57). В этом случае проме-
жуток между поясом лонжерона и обшивкой заполняется клино-
образной прокладкой 4. Способы соединения, представленные на
рис. 7.56 и 7.57, имеют общий недостаток—ослабление отвер-
стиями под заклепки 2 наиболее нагруженной части сечения лон-
жерона пояса, что приводит к значительному увеличению массы.
Очевидно, для крепления обшивки нет необходимости использо-
вать всю толщину пояса лонжерона. Для этого достаточно образо-
вать у пояса приливы лапки 1 (рис. 7.58) и осуществлять крепле-
ние при помощи промежуточных профилей 2. Несмотря на наличие
дополнительных лапок и профилей, такое решение дает более
легкую конструкцию, чем представленная на рис. 7.57, у которой
все сечение ослаблено отверстиями для крепления обшивки.
Рис. 7.56. Соединение пояса лонжерона с обшивкой при максимальном исполь
зовании высоты:
/ — обшивка; 2 — заклепка; 3 — пояс, 4 — стенка
Рис. 7.57. Удобная для производства форма поперечного сечения лонжерона:
1 — обшивка; 2 — заклепка, 3 — пояс, 4 — прокладка
Рис. 7.58. Пояс лонжерона с лапками 1 для крепления обшивки посредством
профилей 2
Рис. 7.59. Максимальное удаление пояса от нейтральной оси:
1 - обшивка, 2 — поле
75
Рис. 7.60. Пояса с постоянной малкой:
а — с горизонтальной верхней поверхностью, <5 — с наклонной верхней поверхностью;
/ — обшивка, 2 — пояс; 3 — прокладка
Рис. 7.61. Соединение нервюры с лонжероном с помощью стойки:
1 — стойка, 2 — стенка лонжерона, J — нервюра
На рис. 7.59 приведено наилучшее использование высоты для
максимального удаления материала пояса от нейтральной оси
лонжерона с наименьшим ослаблением пояса заклепочными от-
верстиями. Однако применение такого сечения пояса выгодно лишь
при постоянной малке, так как переменная малка повышает трудо-
емкость изготовления Это противоречие разрешается применением
пояса с постоянной малкой (рис. 7.60) и заполняющей прокладки 3,
имеющей переменную малку. Технология в этом случае упро-
щается, если для стального пояса применять клинообразную
прокладку из алюминиевого сплава или пластика.
Соединение лонжерона крыла с нервюрой лучше всего осуществ-
лять без нарушения целости основной работающей части сечения
пояса, если использовать для крепления нервюры стойки 1 лон-
жерона (рис. 7.61).
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Сколько способов наращивания профилей Вы знаете?
2. Какими способами можно осуществить местное усиление профилей:
при работе на сжатие; при работе на изгиб?
3. Как усилить гнутый профиль косынкой: при сжатии; при изгибе в верти-
кальной плоскости; при изгибе в горизонтальной плоскости?
4. Какими правилами следует руководствоваться при конструировании
узлового соединения профилей (или труб)’
5. Приведите пример соединения профилей под углом: непосредственного;
при помощи промежуточного элемента.
6. Нарисуйте угловое соединение трех профилей.
7. Что такое разбортовка и для чего она применяется?
8. Что такое подсечка и когда она применяется?
9. Какими способами можно увеличить жесткость и устойчивость краев
косынки, соединяющей профили?
76
10. Как Соединяют листы гофра между собой?
11. Как осуществить доступность клепки при соединении трубы с плоским
листом или гофром?
12. Нарисуйте соединение труб одинакового диаметра; внахлестку; с муф-
той; с бужом.
13. Как соединить трубы разных диаметров при совпадении осей?
14. Нарисуйте узловое заклепочное соединение трех труб.
15. Какие недостатки имеет клепаное соединение труб в узле фермы?
16. Какими способами можно облегчить процесс клепки трубчатого раскоса
с поясом фермы при ремонте (замене раскоса)?
17. Какие Вы знаете виды обжатия концов труб?
18. Для чего применяют обжатие концов труб?
19. В чем недостаток плоского обжатия (сплющивания) конца трубы и как
его устранить?
20. Как получить замкнутое сечение составного профиля с открытой клеп-
кой?
21. Нарисуйте соединение трубы со стаканом: болтовое; пистоном; за-
клепками.
22. Какими способами можно облегчить хвостовик стакана?
23. Как компенсировать вырез профиля при пересечении на одном уровне
с другим профилем?
24. В каком случае при пересечении на одном уровне не требуется компен-
сации выреза в профиле?
25. Нарисуйте варианты креплений профилей при перекрещивании (пересе-
чении на разных уровнях).
26. Нарисуйте варианты соединений пояса лонжерона крыла с обшивкой
и нервюрой и проанализируйте их.
27. Как избежать ослабления пояса лонжерона крыла в соединении с об-
шивкой?
28. Как можно использовать стойку лонжерона крыла для соединения с нер-
вюрой: балочной конструкции; ферменной конструкции?
Глава 8
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
В заклепочных соединениях листы соединяются между собой
или с профилями либо заклепками, либо пистонами (рис. 8.1).
Для улучшения внешней поверхности клепаных конструкций
применяют потайную клепку с коническими головками заклепок.
Если лист толстый (1 мм и более), то головка закладывается в уг-
лубление, полученное раззенковкой листа (см. рис. 8.1, в, д).
Если же лист тонкий (менее 1 мм) и выполнен из алюминиевого
сплава, то склепываемые листы подштамповываются (см.
рис. 8.1, г), образуя углубление для потайной головки заклепки.
Потайная клепка имеет следующие преимущества по сравне-
нию с обычной:
1) уменьшается аэродинамическое сопротивление трения при
наружном расположении заклепочного шва, обтекаемого со сто-
роны потайных головок заклепок;
2) увеличивается прочность на отрыв соединения обшивки
с профилем;
3) улучшается защита заклепочного шва от внешних механи-
ческих повреждений, что особенно важно для конструкций гидро-
самолетов и их поплавков;
4) улучшаются условия эксплуатации защитных покрытий ко-
нических головок заклепок;
5) улучшается герметичность шва благодаря возможности
нанесения герметика под конические головки заклепок;
6) увеличивается поверхность смятия листа и заклепки со
стороны конической головки;
7) при подштамповке тонкого листа под коническую головку
прочность соединения на срез увеличивается вследствие включе-
ния листа в работу на срез и достигает 125% прочности обычной
заклепки.
Если тонкие листы подходят друг к другу под углом, то для
соединения их между собой либо применяют промежуточные про-
фили, играющие роль переходной детали (рис. 8.2), либо отборто-
вывают (отгибают) один из листов (рис. 8.3). Если угол, образу-
емый листами, не равен прямому, то отбортовку листа следует
сделать так, чтобы угол был не острым, а тупым. Это облегчает
производство отбортовки и упрощает операцию клепки (легче
78
<—Рис. 8 1. Заклепочное соединение листов:
а — заклепкой с полукруглой головкой, б —
пистоном, в — заклепкой с потайной головкой;
г потайной заклепкой с нидштамповкой, д —
с профилем
Рис. 8.2. Заклепочное соединение листов
с помощью:
а — гнутых профилей, б— прессованных уголков
подвести поддержку или оправку). На рис. 8.3, в показано не-
правильное, а на рис. 8.3, г правильное с технологической точки
зрения соединение.
Если лист 1 крепится к двум другим листам (рис. 8.4), то
не следует отбортовывать его с обеих сторон (рис. 8.4, а), так
как это потребует точного соблюдения размера в пределах задан-
ного допуска. Целесообразнее применять конструкции, приведен-
ные на рис. 8.4, б, в, не требующие точного соблюдения размера h
и позволяющие облегчить сборку. В этих случаях промежуточный
лист 7 (или угольник 2) является технологическим компенсатором,
если заклепки 3 ставить при сборке в последнюю очередь.
Соединение пистонами (см. рис. 8.1, б) применяется в следую-
щих случаях:
1) при склепывании тонких листов, когда срезающие силы
невелики и вследствие малой площади смятия пришлось бы ста-
вить заклепки большого диаметра. Пистоны при той же площади
Рис. 8.3. Заклепочное соединение листов с использованием отбортовки:
° — открытая клепка; б — закрытая клепка; в — соединение, неудобное для производ-
ства; г — соединение, удобное для производства
Рис. 8.4. Нетехнологичное (о) и технологичное (б, в) соединения листов
79
смятия имеют меньшую площадь поперечного сечения, и, значит,
меньшую массу;
2) при склепывании листов, образующих закрытое простран-
ство, когда трудно или невозможно подвести инструмент (под-
держку, оправку) для клепки. В таких случаях пистоны, позво-
ляя производить развальцовку при подходе только с одной сто-
роны, делают операцию соединения возможной;
3) когда нужно сохранить равенство воздушного давления
по обе стороны стенки (обшивки), если герметичность соединения
приводит к возникновению нежелательного противодавления,
нагружающего конструкцию. Пистон, благодаря имеющемуся
в*нем отверстию, освобождает от необходимости специальных от-
верстий, создающих излишнюю концентрацию напряжений.
РАСЧЕТ И КОНСТРУИРОВАНИЕ ЗАКЛЕПОЧНЫХ
СОЕДИНЕНИЙ
Однорядный заклепочный шов
В заклепочном соединении материал заклепки работает на
срез и смятие, а материал соединяемых деталей — на срез, смя-
тие и растяжение (или сжатие). Для того чтобы соединение имело
наименьшую массу, необходимо соблюдение условия равнопроч-
ности соединения на все виды нагружений. Избыточная прочность
на какой-нибудь вид нагружения приводит лишь к перетяжеле-
нию конструкции без увеличения ее прочности, так как в этом
случае разрушение произойдет при другом виде нагружения, для
которого не обеспечена избыточная прочность.
Полагая заданной толщину б листа или склепываемой детали,
определяемую из общего расчета конструкции, найдем рацио-
нальное соотношение размеров: диаметра d заклепки, шага t
заклепок и расстояния е от края в зависимости от толщины скле-
пываемых деталей (рис. 8.5).
Рациональное отношение d/б. Сила, срезающая односрезную
заклепку:
Р = тзк, (8.1)
где тзк —расчетное напряжение среза заклепки.
Сила смятия листа или заклепки
(8.2)
где осм —расчетное напряжение смятия листа (или заклепки).
Так как в уравнение среза (8.1) входит лишь одно неизвест-
ное — диаметр заклепки d, то расчет на прочность следует на-
чинать с этого уравнения.
80
~ Рем)
(8.3)
смятия
Рис. 8.5. Заклепочное соединение внахлестку:
в _ сечение по заклепке; б — теоретическая картина среза листа, в — истинная картина
среза листа; г — растяжение поперек шва; д — срез вдоль шва
Из условия равнопрочности по срезу и смятию (Рср
для односрезной заклепки получим
6 л тчк
Для листа из сплава Д16 расчетное напряжение
<тсм = 520 МПа; принимая для заклепки тэк = 260 МПа, для
односрезной заклепки получим d/8 = 2,54.
Для двухсрезной заклепки (срез по двум плоскостям попереч-
ного сечения заклепки) сила среза заклепки
р ___ 2лсР
‘ц> ~~ £ Т’зк'
Из условия равнопрочности получим d/б = 1,27.
В конструкторской практике это оптимальное соотношение
не всегда выдерживается. Так, в соединениях тонких листов
диаметр заклепки обычно не бывает равным или близким к тол-
щине листа, а всегда больше. В соединениях толстых листов
диаметр заклепки может быть близок к толщине листа. При
этом нередко решающую роль играют технологические трудности
постановки заклепок большого диаметра.
Расстояние заклепки от края листа. Рассматривая срез листа
по двум плоскостям 1—1 и 2—2 (см. рис. 8.5, б), получим
Рср.л = 2(е-а/2)бтл, (8.4)
где тл —расчетное напряжение среза листа.
81
В формуле (8.4) длина линии среза листа принята не е, а е —
— d/2, так как в действительности срез происходит по линиям т,
п, k (см. рис. 8.5, в), а е —d/2 есть минимально возможная длина
линии среза.
Приравнивая выражения (8.1) и (8.4) из условия равнопроч-
ности среза листа и среза заклепки, получим
d , nd2 тзк
2 86 тл '
(8.5)
Из условия равнопрочности листа на срез и смятие, прирав-
нивая выражения (8.2) и (8.4), получим
е = (1 + —) • (8.6)
Для листа из материала Д16 (асн — 520 МПа; тл — 260 МПа)
согласно формулам (8.3), (8.5) и (8.6) получим e/d = 1,5.
Шаг заклепок. Рассмотрим три случая работы заклепочного
соединения:
1) силы действуют поперек линии шва, растягивая лист;
2) силы действуют вдоль заклепочного шва, срезая лист;
3) силы действуют поперек линии шва, сжимая лист.
1 случай. Сила, растягивающая лист на длине шва, рав-
ной шагу t (см. рис. 8.5, г)
Pn^(t-d)S, (8.7)
/V
где — предел прочности при растяжении; k — коэффициент
концентрации напряжений.
Из выражений (8.7) и (8.2) при условии равнопрочности листа
на смятие и на разрыв получаем
t/d = 1 + 7<осм/ов. (8.8)
Для материала Д16-Т, полагая <усм = 1,3ов и k = 1,1, получим
t/d = 2,43.
2 случай. Для разрушения листа достаточно среза его
по линии /— 1 или 2—2 (см. рис. 8.5, д). Поэтому сила, срезаю-
щая лист на длине шага:
PcP.n = (t-d)dxB. (8.9)
Здесь взята длина t —d, потому что в действительности разруше-
ние происходит не полиции 1—1, а подобно тому, как это пока-
зано на рис. 8.5, в.
Из условия равнопрочности листа на срез и смятие на осно-
вании выражений (8.2) и (8.9) получим
t/d = 1 +асм/тп. (8.Ю)
Для листа из материала Д16-Т (осм = 1,3ов и тв = 0,65пв)
выражение (8.10) примет вид t/d =3,0.
82
3 случай. В этом случае сила сжатия на длине одного
шага
= акро/,
где q — погонная сжимающая сила; окр — критическое напря-
жение сжатия листа.
Сила смятия одной заклепки Рсм = d6aCM.
Приравнивая qt и Рсм, получим
t . gCM qCM 1 /R I 1 \
d ~~ oKp ~ aB p ’ 1
где p = oKP/aB-
Значения tld в зависимости от p, вычисленные по формуле
(8.11) при асм/<тв = 1,3, приведены ниже
р 0,1 0,2 0,3 0,4 0,5
nd 1,3 6,5 4,34 3,25 2 6
Двухрядный заклепочный шов
При двухрядном или многорядном шве расположение каждой
пары заклепок в одном поперечном сечении (рис. 8.6, а) приводит
к уменьшению прочности склепываемых деталей на срез по срав-
нению с расположением заклепок в шахматном порядке
(рис. 8.6, б). Поэтому следует располагать заклепки в шахматном
порядке (см. рис. 8.6, б).
Расстояние между рядами заклепок должно удовлетворять
условию, чтобы прочность по линии АВС (рис. 8.7) была равна
прочности по сечению АС. Задача сводится к отысканию минимума
h — hit в зависимости от ~t = tld, где t — шаг заклепок в ряду;
d — диаметр заклепки.
Рассмотрим три случая нагружения листа:
1) растяжение поперек шва;
2) сжатие поперек шва;
3) сдвиг вдоль шва.
1 случай. Для разрушения листа достаточно разрыва по сече-
нию АС, поэтому сила, разрывающая лист на участке одного шага:
Рр.л =(/-d)6o0, (8.12)
где 6 —толщина листа; о0 —напряжение растяжения, переда-
ющееся через заклепочный шов, не превышающее cjk (k —
Рис. 8.6. Двухрядный шов:
а — нерекомендуемый; б — рекомендуемый
83
Рис. 8.7. Расчетная схема
минимального расстояния ме-
жду рядами при растяжении
поперек шва
коэффициент концентрации напря-
жений).
В то же время на срез и смятие
работают все заклепки. Поэтому можно
написать следующие уравнения проч-
ности на смятие и срез заклепок
(односрезных):
Рсм = 2d 6осм; (8.13)
= (8.14)
где Рсы и Рср. зк — соответственно сила
смятия листа (или заклепок) и сила
среза заклепок на длине одного
шага.
Из уравнений (8.13) и (8.14) можно получить известное усло-
вие (8.3) равнопрочности на смятие и срез заклепок.
Из условия равнопрочности на разрыв и смятие листа согласно
выражениям (8.12) и (8.13) получим
'=4 = '+2^*- ‘8-15’
Выражения (8.15) и (8.3) определяют параметры двухрядного
заклепочного шва при растяжении поперек шва. Найдем третий
параметр h = hit из условия равнопрочности по сечению АС и по
линии АВС. Нормальное напряжение о0 вызывает в сечениях АВ
и ВС нормальные напряжения ох и касательные тх. Вследствие
симметрии нагружение сечений АВ и ВС считаем одинаковым.
Разложим силу Р = (t — d) бо0 (где <т0 — напряжение растя-
жения в листе по сечению АС) на две параллельные силы Р/2,
приложенные в точках D и Е, делящих пополам отрезки АВ и
ВС (см. рис. 8.7). Силы Р/2 уравновесим нормальными силами N
и касательными Т, действующими в сечениях АВ и ВС. Очевидно,
что
N = 0,5Pcosa и Т = 0,5Psina.
Поскольку силы N и Т в точке D (или Е) уравновешивают
силу Р/2, получим, проектируя силы в точке D (или Е) на направ-
ление АС,
Л/ sin a = Т cos a
или, выразив N и Т через напряжения и ть действующие по
сечению АВ (или ВС),
N = (/ — d) 6о\ и Т = (I — d) 6т15
получим
tga — Tj/ffv
84
Согласно рис. 8.7 составим следующие зависимости!
tg а = 2h/t = 2/Г; (8.16)
I — 1/(2 cos а) — Л/sin а. (8.17)
Проектируя все силы на направление АС, получим
О! sin а = ту cos а,
откуда
Ti/Oj = tg а. (8.18)
Проектируя все силы на нормаль к АС, получим
ов (t — d) б = 26 (оу cos а + ту sin а) (/ — d).
Пользуясь отношением (8.18), исключим ту из последнего ра-
венства. Тогда получим
а_Lzz£ = 2 (/ - d). (8.19)
в k cos а ’ v
Равнопрочность по сечению АС и по линии АВС выразится
условием равенства напряжения оу = ов/Л в сечении АС и при-
веденного напряжения по линии АВС
сто = i -г 4tv
На основании выражения (8.18)
ст0 = ох ]/1 + 4tg2a. (8.20)
Введем обозначение tg р - 2 tg а. Тогда выражение (8.20)
примет вид
оу о0 cos р. (8.20а)
Решая это уравнение совместно с (8.19) и используя вторую
часть выражения (8.17), получим после некоторых преобразований
h sinacosa t . . /, cosax /й оллч
. — ——--------у—l sin ос I 1 — q-q ) 9 lO.ZUD)
d 2 cos Р d 1 \ 2 cos Р / v '
откуда следует, что h/d есть линейная функция t/d.
Решая уравнение (8.20а) совместно с (8.19) и используя пер-
вую часть выражения (8.17), получим
т-_ 2 cos P/cos a — 1 /я 9 П
cos p/cos2 a —Г '
Выражая косинусы угла через тангенсы, после некоторых
иреобразований получим
2 Ki + tg2 a — /1 у- tg2 Р
l + tg2a-Kl + tg2P
(8.21а)
85
пли, на том основании, что tg р = 2 tg й, и учитывая выраже-
ние (8.16), получим
? = ТНТГ' (8-22)
где С = ]Л1+4(Я)2; D = + 16(Л)>.
Вычислив по формуле (8.22) t = f (h) и hid = ср (/), построим
график (рис. 8.8) и составим табл. 8.1, на основании которых на-
писанные функции можно представить в следующем виде:
hid = 0,19 + 0,71 tld-,
hit =0,71 + 0,19d//.
(8.23)
(8.24)
Вводя в эти выражения t из (8.15), получим параметры двух-
рядного заклепочного шва, отвечающие условию равнопрочности:
hid =0,9 + 1,42осм/о0; (8.23а)
hit = 0,71 + 0,19/(1 + 2осм/<т0)- (8.24а)
Полагая, что при растяжении о0 = ojk (k — коэффициент
концентрации напряжений), из выражений (8.15), (8.23а) и (8.24а)
получим
tld = 1 + 2/госм/ов; (8.25)
hid =0,9 + 1,42£<тсм/сгь; (8.236)
hit = 0,71 + 0,19/(1 2йасм/оь). (8.246)
Для материала Д16-Т при о<м = 1,3<ть и k = 1,1 по форму-
лам (8.25), (8.236), (8.246) и (8.16) получим tld = 3,86; hid = 2,93;
hit = 0,76; tg а = 1,52 или а = 57° 10'.
2 случай. Сила сжатия на длине одного шага
^ = 0^- (8.26)
где сткр — критическое напряжение сжатия листа.
Сила смятия заклепок на
Рис. 8.8. Параметры двухрядного закле-
почного шва при растяжении поперек шва
протяжении одного шага вы-
ражается формулой (8.13).
Приравнивая выражения
(8.13) и (8.26), получим
tld =2осм/окр, (8.27)
где d — диаметр заклепки,
определяемый выражением
(8.3).
Проектируя все силы на
нормаль 'к АС и предпола-
гая, что при сжатии заклеп-
ки не ослабляют сечения,
получим
акр8/ =26 (Oi cos a фтх sin а) /-
86
Рис. 8.9. Расчетная схема минимального расстояния между рядами при сдвиге
вдоль шва
Заменяя согласно выражению (8.18) и I согласно (8.17),
получим
awi = 2а, (cos а + sin а tg а) = 3i0^~.
откуда h = -j- = sin а cos а.
Выразив sin а и cos а через tg а, на основании выраже-
ния (8.17) получим
— <Гкр 2Й
Н = 2ст, 1 + 4(Л)2’
или й = 0,5 Ио'кр/о! — 1- (8.28)
Следовательно, при ~ ов и сткр = расстояние между
рядами
h = 0. (8.29)
Иными словами, при сжатии поперек шва двухрядный шов не
нужен. В этом случае может быть применен однорядный шов.
3 случай. Для разрушения листа достаточно среза по ли-
нии АС (рис. 8.9). Поэтому сила, срезающая лист на участке шага:
РСр. л = (t — d) 6т0. (8.30)
В то же время все заклепки работают на срез и смятие. По-
этому уравнения среза заклепок (односрезных) и смятия на участке
шага будут
Лр.« = 2^т„; (8.31)
Р„ = 2dSaCM. (8.32)
Из выражений (8.31) и (8.32) получим известное условие равно-
прочности (8.3). Из выражений (8.30) и (8.32) получим
i/d = 1 2осм/т0. (8.33)
Уравновесим силы в точках А, В, С силами, приложенными
к сторонам АВ и ВС (см. рис. 8.9, а). Разложим силы Р, приложен-
87
ные к серединам сторон АВ и ВС, на нормальные и касательные
составляющие.
Очевидно, NАв = NBC=P dna;, ТАВ = Твс ~ Р cos а; от-
куда
tg а == NIT, (8.34)
а так как N = (I — d) боу, .g
Т = (/ — d) бтп
то tg а = Qy/т^ (8.34а)
Условие равнопрочности по линии АС и по ломаной АВС
(см. рис. 8.9, 6} представим в проекциях на направление АС
Рас + Рв = Рав + Рвс> (8.36)
где Рв = Рас = (t — d) 6т0; (8.36а)
Рав — Рве = (iT cos а oi sin а) (/ — d) 6. (8.366)
Приведенные напряжения будут:
по АС одс = 1/~Оо + 4т« = 2т0 (так как о0 = 0);
по АВ и ВС о?в - овс = ]Лт? + 4rf;
или, на основании (8.34а),
ав вс 2ах -|/Г~ tg2’a ,о о7\
Сделаем подстановку tg у = 0,5 tg а. Тогда выражение (8.37)
примет вид
(8.37а)
Из условия равнопрочности = of == о2 получим
di = 2т0 sin у. (8.38)
Исключив Oi и тх из выражения (8.366) на основании (8.34а) и
(8.38) и заменив I согласно второй части выражения (8.17), полу-
чим из выражения (8.36) после некоторых преобразований
h sin2a t . / , sin а \
:— —j—I- sin (X ( 1---------J ,
d 2 sin у d 1 \ 2 sin у)
(8.38a)
откуда видно, что hid — линейная функция ltd.
Решая уравнение (8.36), (8.36а) и (8.366) на основании выраже-
ний (8.34а) и (8.38) и заменив I согласно первой части выраже-
ния (8.17), получим после некоторых преобразований
t ___ 2 sin у — sin а
d sin y/cos а — sm а ’
(8.39)
S8
или, выразив sin а и cos а через tg а, учи-
тывая, что tg -у = tg а/2, a tg а = 2hlt =
= 21г, получим
(8-39а>
где А = /1 + 4(h)’-; В = /1 + (h)2.
По этим данным вычислим t = f (hit)
и hid — <р (Ud), построим график (рис. 8.10)
и составим табл. 8.1, на основании ко-
торых написанные функции можно пред-
ставить в следующем виде:
Рис. 8.10. Параметры
двухрядного заклепоч-
ного шва при сдвиге
вдоль шва
hid = 0,58//d -I- 0,23;
hit = 0,58 + 0,23d//;
tg a — 2h/t = 1,16 0,46d//.
(8.396)
(8.39b)
Таблица 8.1
Минимальные значения hid и h<t в зависимости от tjd для двухрядного
заклепочного шва при работе листа на растяжение и при работе на сдвиг
Па- ра- мет- ры Работа листа Значения t/d
2 2,5 3 3,5 4 4,5 5 5,5 6
h'd Растя- 1,61 1,96 2,32 2,67 3,03 3,38 3,74 4,09 4,45
hf t жепие 0,805 0,786 0,773 0,764 0,758 0,752 0,748 0,745 0,74
h/d Сдвиг 1,39 1,68 1,97 2,26 2,55 2,84 3,13 3,42 3,71
hit 0,695 0,672 0,656 0,647 0,637 0,631 0,626 0,622 0,619
Если принять согласно выражению (8.33) t/d = 1 + 2сгсм/т0, то
получим
hid = 0,81 + 1,16осм/т0; (8.39г)
hit = 0,58 + 0,23/(1 2<jcm/t0). (8.39д)
Для Д16-Т при т0 = тв = 0,65ов и осм = 1,3ов получим
ИЗ формул (8.33), (8.39г), (8.39д) и (8.16) t/d =5; hid = 3,13;
hit = 0,626; tg a = 1,252, a = 51° 25.
Многорядный заклепочный шов
Рассмотрим случай, когда число I рядов заклепок больше двух.
Допустим, что все заклепки работают равномерно. Тогда при рас-
тяжении поперек шва уравнения (8.13) и (8.14) примут вид
Рсм = id 6осм; (8.40)
(8.41)
89
В этом случае уравнения (8.12) и (8.3) остаются в силе.
Из уравнений (8.12) и (8.40) получим
t = t/d = 1 4- fcrCM/o0, (8.42а)
где о0 — напряжение растяжения по шву, не превышающее ojk.
Значение hit определится из выражения (8.24).
При сжатии поперек шва получим уравнение, подобное
уравнению (8.27):
7 = //d = /асм/окр, (8.426)
где окр — критическое напряжение сжатия в листе.
При сдвиге вдоль шва уравнение (8.33) примет вид
7 = tld = 1 + 1Осм/т0. (8.42в)
Из выражений (8.42а), (8.426) и (8.42в) следует, что для
многорядного шва шаг возрастает, благодаря чему повышается
прочность листа в крайнем ряду заклепок, что выгодно для умень-
шения массы конструкции.
Для количественной оценки степени повышения прочности
листа в сечении шва найдем значение относительной прочности
<р = Рш/Р0, где Рш— сила, разрушающая лист по сечению, про-
ходящему через шов; Ро — сила, разрушающая лист по сечению,
не ослабленному заклепочным швом.
При растяжении поперек шва
Ро = ов6/;
Отношение f <р = Рш/Р0
на основании выражения (8.42а) примет вид
(8.43)
(8.43а)
(8.436)
(8.43в)
откуда видно, что с увеличением числа i рядов заклепок прочность
по шву растет.
Для сплава Д16-Т, приняв стсн = 1,3<тв и k ~ 1,1, получим
(8ЛЗг)
Найдем, как изменяется относительная прочность <ре- закле-
почного i-рядного соединения по сравнению с прочностью фх
однорядного соединения. По выражению (8.43г) при i = 1 по-
лучим фх — 0,535. Отношение kv = $ /q>t примет вид
ь _ _Фц------------1______. _________!------ (8.43д)
Ф1 — 0,535(0,77/1 +1,1) 0,412/1 + 0,588 1 w
Зависимости (8.43г) и (8.43д) дают значения <р и при растя-
жении поперек шва, которые приведены в табл. 8.2.
90
Таблица 8.2
Параметры Число рядов i
1 2 3 4 5
Ф 0,535 0,673 0,738 0,779 0,797
&(р 1,00 1,26 1,38 1,46 1,49
Очевидно, при одинаковой прочности одно- и многорядного
швов можно толщину листа уменьшать по мере увеличения числа
рядов заклепок. Действительно, на основании выражения (8.43а)
погонная нагрузка по шву
z, ,__ Рш __ X
4i tt ~ k ti ’
где dif ti соответствуют числу i рядов заклепок.
' На основании выражений (8.42а) и (8.3) получим *
qf б(- . (8.43е)
k 1 1 4“ l«OCM/(TR v 7
Для однорядного шва (i 1)
?1=jb.81 Дх-Х- <8-43ж>
Приравнивая = qlt найдем отношение 64/6х:
_ 1 + ^Рсм/Рв _ | _ i — 1
i (1 Ч- £<W<rB)
Приняв k = 1,1; асм/ов = 1,3, получим
л- = 1—йг (8-43з>
Отношения 6Z/6X = f (i) вычислены в табл. 8.3.
Таблица 8.3
Параметры Число рядов i
1 2 3 4 5
2,43i 2,43 4,86 7,29 9,72 12,15
1—1 0 1 2 3 4
0—1)7(2,430 0 0,206 0,275 0,308 0,329
1 0,795 0,725 0,685 0,671
Как нетрудно убедиться, отношение б^/fij есть величина, обрат*
ная /гф = (pjtpj:
6А = Ф1/<р1 = 1/^.
При сдвиге вдоль шва сила
Ро - твб#; (8.43и)
Рш = Чб (t — d). (8.43к)
Отношение
Ф - Рш/Р0 = 1 - d/f, (8.44а)
на основании выражения (8.42в) получим
Ч> = -|-Г----- (8.446)
Л_1в_+ 1
t Ос.м
Для сплава Д16-Т, приняв осм = 1,3ов и тв = 0,65ов, по-
лучим
ф = 0.5Д + 1 ’ (8.44в)
откуда следует, что с увеличением числа i рядов заклепок проч-
ность по шву растет.
Найдем изменение относительной прочности <рд для t-рядного
заклепочного соединения при сдвиге по сравнению с относитель-
ной прочностью ф! однорядного соединения в зависимости от
числа i рядов заклепок. По выражению (8.44в) получим срх —
= 0,667; тогда
ь = Л =__________!_____ (8 44г)
Ч фх 0,333/1 + 0,667 v ’
Из формулы (8.44г) следует, что с увеличением числа рядов
заклепок относительная прочность растет. Очевидно, при сохра-
нении заданной прочности можно уменьшить толщину листа, т. е.
уменьшить массу конструкции. Найдем соотношение 6Х/6Х при за-
данной величине погонной нагрузки.
Погонную нагрузку сдвига при <рд >1 и при =. 1 выразим
подобно (8.43е) и (8.43ж), заменив он на т„ и приняв k = 1:
п _ - Я ЁОсм/Тп . _ т £ <Тсм/тв
8 1 1 йэсм/тв ’ н 1 1 + аСм/тв
Таблица 8-4
Параметры Число рядов 1
1 2 3 4 5
Ф 0,667 0,8 0,857 0,89 0,908
^ф 1 1,197 1,28 1,33 1,358
1 0,833 0,779 0,75 0,735
92
Приравнивая qt = qr и положив
<гсм/тв = 2, получим
6; 1 + 2i
6j - 3i
(8.44д)
Значения и отношения толщин
в зависимости от числа i рядов закле-
пок записаны в табл. 8.4 (рис. 8.11).
Таким образом, при работе листа
на растяжение поперек шва или на
срез вдоль шва наиболее слабым местом
является сечение листа по шву. Лишь
в случае работы листа на сжатие
с критическим напряжением акр < oIf
можно обеспечить равнопрочность
в сечениях по шву и вне шва. В этом
Рис. 8.11. Изменение коэф-
фициента относительной про-
чности и потребной толщины
листа в зависимости от числа
рядов заклепок:
случае в сечении вне шва на длине — растяжение;
<1 ГЧ
одного шага действует усилие Ро =
= aKP6t В сечении по шву действует усилие Рш — овб/. Отно-
шение
ср — — ав/Пкр 1
Зависимость расчетного напряжения по целому месту от зна-
чения ср. При растяжении поперек шва сила,
разрушающая лист по заклепкам на длине одного шага:
Ли = -р (/ — d) б»
откуда погонная нагрузка по шву
Рш __ „ __ СГв я
Погонная нагрузка по целому месту q^ — о0б, где о0 — рас-
четное напряжение растяжения по целому месту. Полагая дш =qv
получим
Относительная
пределу прочности
Поэтому ф = =
а так как ttd = 1 + то
ов ^псм/Ов
0 k 1 4-jAaCM/oB’
прочность ф = PJPW где Рц соответствует
ов, т. е. Рц = oB6t
1 t —d
' k t ‘
93
Следовательно, о0 = авф или
ро
РВ
tPcM/Рв ______ 1 ,3
1 -f- j^Ocm/Pb 1 4~ 1,43г ’
(8.44е)
где осм = 1,3ов; k = 1,1.
Аналогично при сдвиге вдоль шва сила, разру-
шающая лист по заклепкам на длине одного шага, и погонная
нагрузка по шву
Pni = TB(*-d)6; =
Погонная нагрузка по целому месту дц = тоб, где т0 — расчет-
ное напряжение сдвига по целому месту. Полагая дш = #ц, по-
лучим
__ t — d
Tq — Тв j ,
а так как tld — 1 + т0
т __ т ЁОсм/Тв
° В 1 4" Шсм/Тв
Относительная прочность ср = Рш/Рц, где Рц соответствует
пределу прочности при сдвиге, т. е. Рц = тв6/.
Поэтому <р = PJP* = (/ — d)H, откуда т0 = твф или
Ф = .., (8,44ж)
Тв 14" ^Рсм^Тв 1 2l
где осм = 2тв.
Следовательно, как при растяжении, так и при сдвиге расчет-
ное напряжение по целому месту в0 и т0 растет с ростом i, так как
возрастает значение ф. Значения о0/ов и т0/тв по выражениям
(8.44е) и (8.44ж) в зависимости от i записаны в табл. 8.5.
Таблица 8.5
Параметры Число рядов X
1 2 3 4 5
<VCTB 0,535 0,673 0,737 0,773 0,797
Т0/Тв 0,667 0,800 0,857 0,889 0,910
Неравношаговый заклепочный шов
Помимо рассмотренного выше равношагового заклепочного со-
единения, в котором при числе рядов заклепок i > 1 шаг закле-
пок во всех рядах одинаков (рис. 8.12, а), рассмотрим неравно-
94
шаговый заклепочный шов,
в крайних рядах которого
шаг заклепок в а раз боль-
ше, чем в средних рядах
(рис. 8.12, б). При этом при-
мем, как и прежде, что
склепанные листы должны
иметь равную прочность на
все виды деформации: как на
смятие, так и на основную
нагрузку, передаваемую лис-
том — растяжение поперек
шва или сдвиг вдоль шва,
а также, разумеется, на срез
заклепок.
-ф- ф- ф- -ф- -ф. _ф_ _ф_ _ф_
—-—ф------------ ф_._--------
S)
Рис. 8.12. Трехрядный заклепочный шов:
а — равношаговый; б — неравношаговый
При растяжении
поперек шва в слу-
чае неравношагового соединения сила, разрушающая лист по
крайнему ряду заклепок на длине шага at2 (см. рис. 8.12, б):
Рш. р =• (^2 — <0 6ств//г = ПгМ — 1) d6 ajk. (8.45)
Сила смятия на той же длине at2
РС1а = [2 dd Ч- (I - 2) a <усм = (2 + (i - 2)] осм d6. (8.46)
Из условия равнопрочности Рш. р=Рсм, приравнивая выра-
жения (8.45) и (8.46), получим
t2/d = (2/а i — 2) /г<тсм/ов 4- 1/о. (8.47)
Сила, разрывающая лист по целому месту на длине шага at2,
(8.48)
Следовательно, относительная прочность неравношагового за-
клепочного соединения по крайнему ряду заклепок на основании
выражений (8.45) и (8.48) будет
= J_ /1------------* \ (8.49)
* ц, р \ /
или на основании выражения (8.47)
1 1 <850>
2 4- а (I — 2) асм
В случае равношагового заклепочного соединения, как это
видно по выражению (8.43в):
95
На основании выражений (8.43в) и (8.50) получим соотноше-
ние
k = =------L...Стс-^- ---, (8.51)
р Фр 1 °в I
2 -J- а (г — 2) асм
откуда следует, что прочность неравношагового соединения
больше прочности равношагового при условии, что а > 1 и i > 2.
Для случая, когда k =1,1 и осм = 1,3сгв, выражения (8.43в)
и (8.50) примут следующий вид:
ф₽ = 0,77/» + 1,1 ’ (8'52}
Ф1р =-------, (8.53)
2,6+ 1,3ш—2,б4 + 1,1
а выражение (8.51) приведется к виду:
кю =-----p,77/f 4- 1.1---. (8.54)
2,6+ 1.3+ —2.6а + 1Д
Ограничения при растяжении. Рассмотрим ограничения, ко-
торые следует наложить на величины t2/d и а.
Прочность листа на разрыв по внутреннему ряду заклепок на
длине шага /2> учитывая, что на разрыв работает толщина 26:
Р; = 26-^-(^-а) = 2(4------1)1^-. (8.55)
Для того чтобы прочность по внутреннему ряду заклепок
была не меньше прочности по крайнему ряду, необходимо соблю-
дение условия пРр^Рш,р. При этом условии из выражений (8.45)
и (8.55) получим значение t2/d:
t2/d^2-l/a. (8.56)
В то же время уменьшение шага заклепок t2 является необхо-
димым условием для получения общего количества заклепок, до-
статочного для работы на смятие. Поэтому значение t2/d не должно
превышать величину, определяемую выражением (8.47), т. е.
/2/d < 4-1 — 2^ Аосм/ов + 1/а. (8.57)
Из выражений (8.56) и (8.57) следует
, 2(1 + ^gCM/gB)
2 — (t —2) toCM/<jB
(8.58)
Для принятых ранее значений k = 1,1 и осм = 1,3ав выра-
жение (8.58) примет вид
а < ++. (8.59)
96
Из этого выражения видно, что i не может быть более 3. Но
оно также не может быть менее 3, так как при этом шов становится
равношаговым.
При i --- 3 по выражению (8.59) получаем а < 8,5.
Из (8.57) найдем выражение для (/2^)тах при i = 3:
(?г/^)тах = ~ (2&<%м/ав + 0 + ^смМг (8.57 а)
Для значения j = 3 и различных значений а < 8,5 получим
(^/rf)mln из выражения (8.56), а приняв £=.-],] и асм = 1,3ов,
получим по выражению (8.57а)
(Ш)тах = 3,86/й 4 1,43. (8.60)
По выражениям (8.42а), (8.43г), (8.53) и (8.54) вычислим
(табл. 8.6) значения Фр) Ф1р и kvp при i 3.
Таблица 8.6
Параметры Коэффициент a
1 2 3 4 5 6 7 8 8,5
[tjd) min 1,0 1,5 1,667 1,75 1,8 1,83 1,86 1,875 1,88
(7/4)max 5,29 3,36 2,72 2,4 2,2 2,07 1,98 1,91 1,88
Ф1Р 0,738 0,774 0,797 0,815 0,827 0,836 0,844 0,85 0,853
1,0 1,05 1,082 1,105 1,122 1,134 1,143 1,153 1,156
Следовательно, для трехрядного неравношагового соединения
можно увеличить прочность при растяжении поперек шва до
Ф1Р = 0,853, что превышает прочность равношагового шва на
15,6% при условии, что шаг заклепок внутреннего ряда /2 =
= 1,88с?, а шаг заклепок крайнего ряда at % = 16d.
Равнопрочность заклепки на срез и листа на смятие обеспечи-
вается при соблюдении известного соотношения
d________4 <тсм
S ' ’ ЛП Так ’
(8.61)
где тзк — предел прочности материала заклепки на срез, п —
число плоскостей среза заклепки.
В случае сдвига вдоль шва при неравношаговом за-
клепочном соединении сила, срезающая лист по крайнему ряду
заклепок на длине шага at2, будет
Рш. с = — d) 6тв = (at2/d — 1) J6xB. (8.62)
4 Гнммельфарб 97
Сила смятия на той же длине о/2 определяется выраже-
нием (8.46). Из условия равнопрочности Рм. с == Рсм, приравни-
вая выражения (8.46) и (8.62), находим
t2/d — (2/а + i — 2) осм/ть + 1/а. (8.63)
Сила, срезающая лист по целому месту на длине шага at2:
= (8.64)
Относительная прочность листа на срез по крайнему ряду за-
клепок на основании выражений (8.62) и (8.64)
iplc 1 — dl(at2) (8.65)
или на основании выражения (8.63)
ф1с -----------------. (8.66)
____*_______I 1
2 + a (i — 2) аси 'г
Значение этого выражения для равношагового заклепочного
соединения (а — 1) такое же, как по выражению (8.446):
Фс 1т
1 Тв 1 1
i Осм 'г
Из выражений (8.446) и (8.66) получим отношение
1_Ь_+ i
L Ф1С I Чем ___
£z ~ । .. — •
Фс 1 | 1 ’
2-pa(i —2) асм
(8.67)
откуда следует, что применение неравношагового заклепочного
соединения при срезе листа вдоль шва позволяет, как и при растя-
жении поперек шва, получить большую прочность, чем при равно-
шаговом шве, при условии, что а > 1 и i > 2.
Для случая, когда осм = 1,3ав и тп = 0,65о1;и, следовательно,
оиМ = 2тв, выражения (8.446), (8.66) и (8.67) примут вид
Фс = 0,5/t + 1 ’ (8'68^
—гг: (869)
2 -р a (i — 2) + 1
= —• <8'го>
2-ра(1 —2) *
Ограничения при сдвиге. Рассмотрим ограничения, которые
следует наложить на величины tz/d при сдвиге вдоль шва. Проч-
ность на срез листа по внутреннему ряду заклепок на длине вну-
98
треннего шага /2, учитывая, что на срез работает двойная тол-
щина листа 26, выразится силой
Р'с ^2(t2/d~ l)6dTu. (8.71)
Чтобы прочность по внутреннему ряду заклепок была не
меньше прочности по крайнему ряду, необходимо соблюдение
условия аР’с 5s Рш, с. Из выражений (8.62) и (8.71) получим, как
и при растяжении поперек шва:
t2/d^2—Va. (8.72)
Необходимым условием для получения общего числа закле-
пок, достаточного для работы на смятие, является уменьшение
шага /2- Поэтому максимальное значение t2!d получим из выра-
жения (8.63)
t2/d < (2/а + i — 2) осм/т,. + 11а. (8.73)
Из выражений (8.72) и (8.73) следует
/V < Осм/Тв)
2 —- (j -— 2) Осм/Тв
Для случая осч = 2тв выражение (8.74) примет вид
а < 3/(3 — 0.
(8.74)
(8.75)
Очевидно, что и в случае сдвига вдоль шва число рядов i = 3,
но а может иметь любое сколь угодно большое значение.
Найдем при i = 3 выражения для (/,/d)mln по (8.72) и (tjd)max
по (8.73):
(t2/d)
max — (1/а) (2осм/тп + 1) + осч/тв. (8.76)
или при осм — 2тв
(/2/d)max - 5/п + 2. (8.77)
Вычисления по приведенным формулам даны в табл. 8.7.
Таблица 8.7
Пара- метры Коэффициент
1 2 3 4 5 6 7 8 9 10
(^Фпип 1 1,5 1,667 1,75 1,8 1,83 1,86 1,875 1,89 1,9
(^г/4)тах 7,0 4 3,67 3,25 3,0 2,83 2,72 2,625 2,555 2,5
Фк 0,858 0,89 0,908 0,923 0,932 0,941 0,947 0,952 0,955 0,96
^(рс 1,0 1,036 1,058 1,076 1,085 1,097 1,103 1,11 1,113 1,118
4*
99
Рис. 8.13. Относительная прочность
неравношагового заклепочного шва
в зависимости от числа а (а — отно-
шение внешнего шага к внутреннему):
-------- растяжение, — - — срез
Рассмотрим вариант разрушения
Следовательно, для трех-
рядного неравношагового за-
клепочного соединения можно
увеличить относительную проч-
ность при сдвиге вдоль шва
до <р1с = 0,96 при а = 10, что
превосходит прочность равно-
шагового соединения на 11,8%
при условии, что шаг заклепок
внутреннего ряда i2td — 2,5,
а шаг заклепок крайнего ряда
равен 25.
Значения £фпри растяжении
и при сдвиге и (tld}m^ в зави-
симости от а представлены на
рис. 8.13.
Определение расстояния ме-
жду рядами неравношагового
заклепочного соединения. Рас-
тяжение поперек шва.
по ломаной ABCD (рис. 8.14).
При растяжении поперек шва расстояние h между рядами должно
быть достаточно большим, чтобы прочность по одному из воз-
можных путей разрушения — по ломаной A BCD (см. рис. 8.14, а) —
была равна прочности по линии AD.
Проектируя все силы на направление AD, получим
Tj cos а — Oj sin а = 0,
откуда -=Oitga. (8.78)
Длина АВ, равная /, может быть выражена через расстояние ft
между рядами или через шаг /2 внутреннего ряда:
I = . ft/sin сс (8.79а)
или I — /2/(2cos а). (8.796)
Напишем условие равновесия в виде равенства нулю суммы
проекций всех сил на нормаль к AD
Bad — (Рав + Ввс + BCD) = 0, (8.80)
где, вследствие симметрии Рав — Pcd ~ (I — d) (xj sin а +
+ Oj cos а) 6, или на основании выражений (8.796) и (8.78)
Рав + Pcd = 26 ( 7 Д — d\ (Oi cos а -|- Oj. sin а tg а) =
= ----(8.81)
\ cos а / cos а '
Рве = (а — 1) (/2 — d) 6ст0; (8.82)
Pad — (at a — d) 6o(J. (8.83)
100
bo
Рис. 8.14. Расчетная схема расстояний между рядами заклепок неравношаго-
вого шва:
а — при растяжении поперек шва, б — при сдвиге вдоль шва
Приведенное напряжение по линиям АВ и CD не должно
превышать напряжение о0 по линии AD, т. е.
откуда на основании выражения (8.78)
о0 = О1 у~\ 4 tg2 а ~ Oj |/1 + tg3 р = oj/cos р, (8.84)
где tg р = 2 tg а. _ _ _ __
Подставляя значения РАВ, PCd, Рве и PAD, определяемые фор-
мулами (8.81), (8.82) и (8.83), в выражение (8.80) и учитывая усло-
вие (8.84), после преобразования получим
Г2 (« -2) + 2 К1 + tg3a
d 1 + tg2 а — К1 -Ь tg2 р
Заменив tg р 2 tg а и tg а — 2Л//г, как это видно из выра-
жений (8.79а) и (8.796), и вычислив таблицу значений hid =
= f а затем hid -- (/i//2) -= f (t2/d), убедимся, что функ-
ция h/d = f (h/d) линейная и может быть представлена зависи-
мостью
hid = 0,7U2/d + 1,4а — 1,21, (8.85)
откуда * =0)71 + (8.86)
Эти формулы при а = 1, т. е. для равношагового соедине-
ния, превращаются в ранее найденные выражения (8.23) и (8.24).
Рассмотрим вариант разрушения по ломаной A BCD (см.
Рис. 8.14, б) при сдвиге вдоль шва.
Прочность по ломаной A BCD должна быть не меньше проч-
ности по AD. Этому условию должно удовлетворять значение h.
Проектируя все силы на направление нормали к AD, получим
Ti sin а — er* cos а = 0, откуда
cjj = тх tg а. (8.87)
101
Длина АВ ~ CD ~ I определяется выражениями (8.79а) и
(8.796).
Условие равновесия всех сил в виде проекций на направле-
ние AD
Pad — (Рав + Рве -}- Pcd) — 0, (8.88)
где вследствие симметрии РАВ — РСо = (1 — «О (Ti cos а 4-
4- sin а) 6 или на основании выражений (8.796) и (8.87)
Длв 4~ Pcd = 26 [б> '(2 cos а) — d] t1('cos а; (8.89)
Рве = (а - 1) (4 - d) 6т0; (8.90)
Pad ~ (аС — d) 6т0. (8.91)
Введя выражения (8.89), (8.90) и (8.91) в выражение (8.88)
и учитывая, что приведенное напряжение по линиям АВ и CD
не должно превышать приведенного напряжения по AD, т. е.
<71 + 4Т1 — сто 4- 4тр -= 2то
(ибо о0 = 0), откуда на основании выражения (8.87)
2т0-т,]/tg2a + 4 - 2тх= 2тг/1 ¥tg2у
или Тх — т0 cos у, где tg у — 0,5 tg а, после преобразования по-
лучим
А. = (а " 2) + 2 /1 + tg2a _ (a —2)54-24
d ~ 1 + tg2a — /Г+TgA А2— В
где А — ]/) 4- tg2 а; В р 1 + tg2 у.
Заменив tg у - 0,5 tg а и tg a 2h/D по выражениям (8.79а)
и (8.796) и вычислив таблицу значений i2!d = f(h/t2), а затем
h/d (t2/d), убедимся, что функция h/d = f (t2/d)— линейная
и может быть представлена зависимостью
h/d -= 0,I8/2/d + 0,39a 4 0,26, (8.92)
а функция h/t2 — зависимостью
— = 0,18 4- . (8.93)
Определение кратчайшего пути возможного разрушения не-
равношагового заклепочного соединения. На рис. 8.14 представ-
Рис. 8.15. Расчетная схема кратчай-
шего пути разрушения по двум рядам
заклепок при нечетном значении числа a
лен случаи разрушения не-
равношагового заклепочного
соединения, происходящего по
заклепкам двух рядов одно-
временно, по трапеции ABCD.
Помимо такого случая, воз-
можно разрушение по АВС или
по АВ±С (рис. 8.15).
Соображение, что кратчай-
шим путем является путь АС,
102
можно не принимать во внимание, так как прочность но АС
ослаблена одной заклепкой (две половины заклепок А и С),
а прочность по АВС или по АВ£ ослаблена двумя заклепками;
двумя половинками Л и С и целой заклепкой В или
Из двух возможных путей — АВС или АВГС — кратчайшим
будет путь АВС, для которого нормаль из точки В на АС при-
ходит в точку ЛС/2. Это легко доказывается следующими сообра-
жениями: длина L ломаной АВ^С будет L = ABt -f- Bj^C, где
Уh2 ф-л’2 и В1С — V № + ~ *)а и производная
dL __ х at — х
dx Уh2 -И х2 h2 4- (at — х)2
Приравнивая dUdx — 0, получим
х = at 12. (8.94)
Следовательно, это условие определяет минимум длины ло-
маной: АВС ~ АВ + ВС. В этом легко убедиться, вычислив вто-
рую производную d2L!dx2.
Таким образом, прочность по АВС должна быть не меньше
прочности по АС. Из этого условия следует определить мини-
мальное значение h!(at).
Так как ломаная АВС должна проходить через заклепочные
отверстия, то, очевидно, условие (8.94) может быть соблюдено
лишь при нечетном значении числа а. В случае же четного его
значения величина х должна иметь значение, ближайшее к at/2,
т. е.
х — at/2 ± t!2 = (t/2)(a ± 1).
Следовательно, могут существовать следующие четыре случая.
1. Растяжение поперек шва; число а — нечетное; х = 6,5at.
2. Растяжение поперек шва; число а — четное; х = 0,5 (а ±
± 1) t.
3. Сдвиг вдоль шва; число а — нечетное; х = 0,5at.
4. Сдвиг вдоль шва; число а — четное; х — 0,5 (а ± I) t.
Рассмотрим эти случаи.
Случай 1. Растяжение поперек шва; число а — нечетное.
Очевидно, здесь мы имеем ту же картину, что и в случае рассмо-
тренного ранее равношагового соединения, но с шагом at, и, та-
ким образом, можно применить формулы (8.23) и (8.24), заменив t
на at:
hid = 0,71a//rf + 0,19 (8.95)
<8-96»
Случай 2. Растяжение поперек шва; число а — четное.
Найдем выражение для atld. На рис. 8.16 равнодействующая сил
по АС будет
Рдс = о06 (at — d), (8.97)
103
Рис. 8.16. Расчетная схема наименьшего
значения расстояния й между рядами за-
клепок при четном значении числа а
где ст0 — напряжение листа
по линии АС.
Равнодействующие сил
по АВ и ВС найдем в ре-
зультате разложения си-
лы РАС на две параллель-
ные силы:
Рав — Рас (-4 ~
(8.98)
РвС~ Р AC Cr3 4 Х^Хц.
(8.99)
Но так как xt — at/2 —
— //2 = (//2) {а - 1); х2 =
= (//2)(а +1) х3 - х,/2 -
= (//4)(а — 1); х4 = ха/2 =
— (t/4)(a + 1); х6 = //2; х8 =
= at!2t то (х4 — х6)/х8 = (а — 1)/(2а); (х3 4 х5)/хв = (а + 1)/(2а).
Поэтому выражения (8.98) и (8.99) можно представить в виде:
Рлв~Р,,с^А; (8100а)
Рвс = Рлс^-- (8.1006)
Силы Рав и PfiC разложим на компоненты и на основании
выражений (8.100а) и (8.1006) получим:
Nab = Pabcqs (Zi — Pac а —1 2а COS «i! (8.100b)
Tab = P4Ssin = РАС а — 1 2а зшоц; (8.100г)
Nbc — Peccosa2~ РАС а 1 2а cos a2; (8.101a)
Твс = Рвсз'\паг~ РАС 2а sin a2. (8.1016)
Нормальные и касательные напряжения по АВ и ВС:
Nab (8Л02)
®ab — (AB—d)b ’
T AB (8.103)
^AB — (AB—dj~b
C)Bc = NBC . (BC — d)d ’ (8.104)
T вс (8.105)
lBC (BC~d) b '
104
На основании выражений (8.100в) .. (8.105) получим
Тдв Gab tg at; *вс ° вс tg a2. (8.106) (8.107)
Спроецируем все силы на нормаль к АС:
gAb (АВ — d) 8 cos ax 4- (AB — d) 6 sin ax 4-
4" (ВС — d) 6 cos a2 4- tsc (BC — d) 6 sin a2 =
-= a0 (AC - d) 6, (8.108)
где AB hisinrii ’ (8.109)
или AR — X1 — UA—Л- • cos ax 2 cos at (8.110)
BC = /i/sin a2 (8.111)
или PC == %2 H«4- 1) . cosa2 2cosa2 ’ (8.112)
AC at. (8.113)
Введем выражения (8.106), (8.107) и (8.113) в уравнение (8.108).
После некоторых преобразований получим
+ = <8JI4>
ч 14^ Vvi> 1*2
Найдем приведенные напряжения по АВ и по ВС с учетом
выражений (8.106) и (8.107)
cm’s = ]/~Gab 4т лв =
= gabI 1 + 4 tg2 ах = олв V I +tg2 Pi = <r„B/cos рх; (8.115)
GbC ~ G2bc + 4тдс —
~= авс г 1 + 4 tg2 а2 = свс У 1+ tga’02 = сгдс/'cos £2, (8.116)
где tg Pi = 2tg cq; tg р2 = 2tg <z2.
Очевидно, каждое из обоих приведенных напряжений не
должно превышать напряжения в материале листа <т0 по сечению
АС. Иными словами, должно существовать неравенство < по и
и овс •< по или на основании выражения (8.115)
о4В < <т0 cos pv (8.117)
Аналогично, на основании выражения (8.116),
GBc « оъ COS р2. (8.118)
Введя неравенства (8.117) и (8.118) в выражение (8.114), полу-
чим следующее неравенство.
(АВ - d) + (ВС -d)x,„ (at ~d). (8.119)
105
Сократив на о(| и введя значения АВ = Л/sin а,г и ВС -=
= ft/sin а2 из выражений (8.109) и (8.111), получим после пре-
образований выражения (8.119)
/ -А') — at'd C0S P1'COS + COS Pz/COS — 1 /О j От
\ d /min ~ cos₽i/(sin ax cos aj + cosp2/(sin a2cosa2) » t • )
из чего следует, что hid есть линейная функция atld.
Преобразуем выражение (8.119), введя значение АВ по выра-
жению (8.110) и значение ВС по выражению (8.112). Получим
после преобразований
( / \ _____________(cos Pt) cos 4- (cos P2)/cosa> — t_____ g mn
\ d /ПШ1 0,5 (a — 1) (cos Pj)'cos2 aj + 0,5 (a J-В (tos p_>) cos2 — a"'’’
Нетрудно убедиться, что при равношаговом шве (при а — 1;
cq — а2 и pj — р.,) выражение (8.121) превращается в выраже-
ние (8.21).
Выразив косинусы через тангенсы, после некоторых преобра-
зований получим
/ __ __________-^1^3 -!- ~~~ ВгВ2________ zg 122)
\ d J mtn 0,5 (а — 1) + 0,5 (а 4- 1) А^Вг — аВ^'
где = | 1 —|- tg-1 А.г —— | 1 4- tg— ot.^;
Bi ~ !' 14- tg~ pij В, — |/ 1 tg2 р2;
, М . 4zv 4/г
1(а~ 1) ’ tg<Z'2
Ш ₽1 = 2 «1 = ’ tg ^2 tg а2 = у (у >
откуда tg a., tg ar = tg Mg = (a - 1) (a + 1).
Эти подстановки, введенные в выражение (8.122), позволят
облегчить вычисление значения ttd в функции hit, а затем и hid =
= {tld)(hJt}.
Случай 3. Сдвиг вдоль шва; число а — нечетное. В этом
случае (рис. 8.17) кратчайшим путем разрушения будет лома-
ная АВС. Для достаточной прочности по АВС необходима доста-
точная величина значения h. Здесь мы имеем ту же картину, что
и в случае равношагового соединения, рассмотренного ранее
(8.396, в), но с шагом равным at. Следовательно, по аналогии
2L^ 0,58 4--^ (8.123)
at ‘ at/d '
и А = 0,58-А ‘ 0,23. (8.124)
а а 4
Случай 4. Сдвиг вдоль шва, число а — четное.
Из двух возможных путей разрушения — АВС или АВ]С
(рис. 8.18) кратчайшим, как было показано ранее, будет путь
106
Рис. 8.17. Кратчайший путь двухрядного разрушения (по ломаной АВС) не-
равношагового заклепочного соединения при сдвиге вдоль шва при нечетном
значении числа а
Рис. 8.18. Расчетная схема кратчайшего пути разрушения неравношагового за-
клепочного соединения при сдвиге вдоль шва при четном значении числа а
АВС, когда вершина треугольника В расположена ближе к нор-
мали через середину АС. Рассмотрим именно этот вариант. В этом
случае, очевидно, расстояние h должно быть таким, при котором
прочность по АВС не меньше прочности по АС. Напряжения по
АС, АВ и ВС будут следующими.
По АС: т ТАС 0 8(at—d)' (8.125)
По АВ действуют два напряжения:
т = Гав (8.126)
11 ' д (4 - d) ’
п — Nab (8.127)
1 ~ б Hi ~ А)’
где Tab-- Равcos°4‘> (8.128)
Л^лв^^лв sin at; (8.129)
АВ = /х = At/srn 04, (8.130)
или 1 _ Xi __ t{a — 1) (8.131)
1 cos 2 cos 04
Напряжения по ВС:
т - Tsc • (8.132)
2 6(Z2-d) ’
п _ N«C (8.133)
1 ~ б (4 - d) ’
где ТВС ~ Рве COS а (8.134)
Лвс = Рве «2; (8.135)
ВС = /2 = Л/sin аг, (8.136)
или /2 == x2/cos а, = t (а + 1 )/(2 cos а2). (8.137)
107
Рис. 8 19. Расчетная схе.ма кратчайшего
расстояния между рядами неравношаго-
вого заклепочного соединения при сдвиге
вдоль шва в случае четного значения
числа а
Найдем зависимость ме-
жду ох и тх. Проецируя силы
на нормаль к АС, полу-
чим тх sin «л = Oi cos a1(
откуда
Oi^Tjtgai. (8.138a)
Аналогично
o2 = т2 tg a2. (8.1386)
Найдем приведенные на-
пряжения по АВ, по ВС
и по АС и приравняем их.
По АВ
О АВ — СЦ 4Т1
или на основании (8.138а)
°ЛРВ Т1 l/ tg2 ai + 4 = 2т1 1 г tg2 Yj = 2tl/C0S У], (8.139)
где tg Yi = 0,5tg at.
Аналогично
aSc 2t2/cos y2. (8.140)
Приведенное напряжение по AC
= 2т0. (8.141)
ибо о0 = 0.
Приравнивая о^р = и agp = о^р , получим
q = т0 cos ух; (8.142а)
та = т0 cos у2. (8.1426)
Условия равновесия сил по рис. 8.19 можно представить
в виде равенства нулю суммы проекций всех сил на направле-
ние АС:
Рас + Рв~ТАв cos at - N АВ sin ar -
— TBC cos a2 — NBC sin a2 = 0, (8.143)
где PAC = 4 (at — d) 8; PB = xea (t — d) 6; T AB = tx (lt — d) 8;
N AB = (4---^0 TBC ~ T2 (4 ------ NbC — (4 --------- a2^-
На этом основании и с учетом выражений (8.131), (8.137),
(8.138а), (8.1386), (8.142а) и (8.1426) выражение (8.143) преоб-
разуется к следующему виду:
t _ ______________1 + a + (cos Vi)/cos -f- (cos ,y2)/cos a2__
d ~ 2 — 0,5 ((a — 1) cos Yi + cos ?! tg2»!-)-(a-у 1) cos y2 + cos tg2 as]
(8.144)
108
Выразив косинусы углов через тангенсы их и учитывая, что
tg Y = 0,5tg а, получим
, + а + 2 (т/ + У
/ — \ 4 4~ tg «1 " 4 4~ ^g2 а2 /О 1ДКЧ
d 2а — а~~1 + tg2oti _ а+ 1 4~ tg2 «2 ’ f
К 4 4- tg2 ссх /44-' tg2 а2
Зависимость tg а2 = f (tg 04) получена из рассмотрения рис. 8.19,
откуда
tg «! = h/хй tg а2 -- А/хг и (tg a2)/tg ах = xx/x2,
а так как X! = 0,5/(а — 1) их2 = 0,5/ (а 4- 1), то tg а2 ^tgoCi^j.
Если обозначить tld = х; hid — у\ hit = hid-, tld — ylx, то
зависимость (8.145) примет вид
1 । ~l/ (а — 1)аха + 4у2 (а-НЕ-Му2
1+ + V (а-1)3+у2 +Г (а+!)2+у2
Х~~ 0,5 __ (a-n3x2+4j/2 (а4~ 1)3х2 + 4у2 ‘
й х га — 1)К(У;тТГ2Т2'4^2 ' (а Е 1)К(а4- 1)2*24-У2
(8.146)
Вывод. Из рассмотрения задач определения расстояний
между рядами неравношагового заклепочного соединения следует,
что кратчайший путь разрушения, как при растяжении поперек
шва, так и при сдвиге вдоль шва, имеет место в случае нечетного
значения а (см. рис. 8.15). При четном значении а путь разрушения
увеличивается, и, следовательно, расстояние h между рядами
заклепок будет меньше.
Таким образом, если, избегая сложных расчетов по формулам
(8.120), (8.121), (8.122), (8.146), воспользоваться и в случае чет-
ного значения а формулами (8.95), (8.96), (8.123) и (8.124), то зна-
чения h для четного значения а определятся с некоторыми допол-
нительными запасами прочности.
Сравнительный весовой анализ равношаговых
заклепочных соединений
Сравним массы клепаной конструкции с числом рядов i > 1
и с числом рядов i — 1. Очевидно, в зависимости от числа i рядов
заклепок число п листов для по-
крытия общей длины А (в случае
криволинейной поверхности длины
развертки на плоскость) потребуется
тем больше, чем больше /.
Действительно, если I — рас-
стояние между осями швов
8 20. Двухрядное равношаговое
заклепочное соединение
109
(рис. 8.20), то в зависимости от i число листов п
таково:
при I > 1 nt == А/li,
при i = 1 пх = Л//ъ
где li = L — 2е — h (i — lt — L — 2е.
Масса всех листов
при i > 1 = п(2Др;
при i = 1 mt =
а отношение масс
— _ л' = ~ L—2e 6,
zn± nl li 6X L—2e— h(i — 1)
или m = — . (8.147)
Как было показано в выражениях (8.43з) (8.44д), 6г < 6а и,
следовательно, т тем меньше, чем больше длина L листа. Найдем
минимальное (критическое) значение L, при котором т < 1. Ре-
шая неравенство
L — 2е______1_ ,
А — 2е — h(i — 1)
относительно £, получим
l>2<’+4^w- <8148>
Выразим е и h через толщину листа 6.
По выражению (8.6), приняв осм = 2тл, получим
e^0,5d(l Ч-осм/тл)^ l,5d.
По выражению (8.3), полагая асм = 2тзк, получим
4- = A = 2,54. (8.149)
6 Л Тзк ’ V
Следовательно,
в = 1,5-2,546 = 3,816. (8.150)
В случае растяжения поперек шва по выра-
жению (8.236) при асм — 1,3ов и k = 1,1 получаем hid 0,9 +
+ 1,42^осм/о8 = 2,93, а по выражению (8.149)
h = 2,93-2,546 = 7,456. (8.151)
Вводя значения е и h по (8.150) и (8.151) в выражение (8.148),
получим
4 > 7,62 + -745(-t,~1) . (8.152)
О * 1 — 1/Яф 4
НО
По найденным ранее значениям k,P = f (j) вычислим
мальные значения L/8 по условию (8.152), при котором
(табл. 8.8).
По выражению (8.150) е — 3,816 и по выражению
получим - > L/S-2C/S
,П ~ Аф L/S — 2c/S — (I - 1) Л/6
мини-
т < 1
(8.147)
(8.153)
— 1 1
или т -= k (i —1)й/й ’
£/6 — 2е/8
откуда следует, что т уменьшается с ростом числа рядов закле-
пок i. С учетом выражений (8.150) и (8.151) получим при растя-
жении поперек шва при длине листа L/8 = 1000 (обычно £/6
больше 1000):
- 1 1000 — 7,62 /о 1-2 \
т /гф 1000 —7,62 —7,45 (i — 1) ' (o.looa)
Вычислим значения т = f (t) при £/б = 1000 (табл. 8.8)
Таблица 8.8
Параметры Число рядов i
1 2 3 4 5
-йф 1,0 1,26 1,38 1,46 1,49
(£/6) mln 0 43,9 61,9 78,7 98,2
т 1,0 0,8 0,74 0,70 0,69
При этом обнаруживается, что по мере увеличения числа i
рядов заклепок равношагового заклепочного соединения листов
масса клепаной конструкции листов уменьшается.
В случае сдвига вдоль шва по выражению (8.39г)
при псм ~ 2тп получим hid — 0,81 + 1,16осч/т0 — 3,13, по (8.3)
б = 3,13-2,546 =- 7,956. По (8.150) по-прежнему е — 3,816 и по
(8.147) получим
— 1 £/6—7,62
т ~ £/6—7,62 — 7,95(1 — 1) '
Найдем минимальное значение £/6, при котором т < 1.
Из выражения (8.148), введя полученные выше значения е
й h, получим
, м . 7,95(1 — 1)
Z-/6 >7'62t
111
По последним двум выражениям вычислим значения (A/6)min
и т при L/8 = 1000 (табл. 8.9).
Таблица 89
Параметры Число рядов i
1 2 3 4 5
1.0 1,2 1,29 1,33 1,36
(Z>/6)tnin 0 55,3 78,4 103,6 127,6
1,0 0,84 0,79 0,77 0,76
При этом убеждаемся, что и при сдвиге по мере увеличения
числа i рядов заклепок равношагового заклепочного соединения
листов масса клепаной конструкции уменьшается.
Сравнительный весовой анализ равношаговых
заклепочных соединений
В этом случае число рядов i = 3, и расстояние между осями
швов (рис. 8.21) составляет
/н = L — 2 (е + Яя), (8.154)
где по (8.6) е = 0,5d(l Ц- асм/тл) — l,5d. (8.155)
По (8.3)
4- = — —-2,54 (8.156)
О Я Тзк
и « = 3,816.
Число листов пн = 4//н неравношагового заклепочного
соединения. Число листов равношагового заклепочного соеди-
нения при i = 1 щ = АИГ, где I
f 1 / |;/ 4- 1° с eU > 1 -Ф 1-1—г -’-о; & Ljf * / Рис. 8.21. Нерав- ношаговое закле- почное соединение 112 Общая масса всех листов при неравноша- говом заклепочном соединении тл = n„L6Hp, а при равношаговом и при t = 1 = «116^. Их отношение ~ пгя rtf, 6ц li 6ц L —2е 6ц " mi ~ П1 61 ' /н 61 “ 1 — 2е — 2ДН 61 ' (8.157)
По (8-95)
h/d 0,19 + 0,7 lat/d,
где по (8.57) atld — [2 + a (i — 2)] + 1.
При А<тсм/ов = 1,43 и i = 3 получим atld = 3,86 + 1,43а.
Следовательно, hid = 2,93 4- 1,015а, а на основании (8.156)
/г = (7,45 + 2,58а) 6;
/„ = £.-(22,56 +5,16а) 6;
ll==L — 7,62 6.
Отношение толщин: бнА —Фх/Фн-
Здесь <('! 0,535 и <р(1 о,77/(2+ й) + 1,1 ‘
Следовательно,
6^ 0,412/(2 Ь а) + 0,59.
При этом
т
0,412
« = £/6 —(22,56 + 5,16а) \ 2 + а
£/6—7,62
(8.158)
(8.158а)
Найдем (L/6)min при условии т
Из неравенства
£/6 — 7,62 /0,412
£'6 — (22,56 + 5,16а) \ 2 + а
получим
£ 18,06+5,16а —3,16/(2 +а)
6 > 0,41—0,412/(2 +а)
Значения (L/6)mm = f (а) по этому выражению записаны
в табл. 8.10. Значения т — f (а) при минимальных значениях
(L/5) = 1000, вычисленные по выражению (8.158а), также запи-
саны в табл. 8.10.
Таблица 8.10
Параметры Коэффициент а
1 2 3 4 5 6 7 8 8,5
(T/6)min 80,9 90,8 101,5 112,3 124 136,3 148,2 160 166
т 0,733 0,703 0,676 0,656 0,644 0,635 0,625 0,615 0,610
Из табл. 8.10 следует, что: 1) при реальных значениях L/6 )§>
166 неравношаговое заклепочное соединение при растяжении
поперек шва целесообразно; 2) масса клепаной конструкции при
неравношаговом заклепочном соединении листов уменьшается
с увеличением а.
ИЗ
При сдвиге шва по выражению (8.124)
hid --= Q,58atld + 0,23,
где по (8.73) при i = 3 и осм -= 2тв
atld = 5 + 2а (8.159)
и, следовательно,
hid - 3,13 1,16а (8.160)
или по (8.156)
+6 - 7,96 + 2,95а. (8.161)
По выражению (8.157) е = 3,816. Поэтому выражение (8.156)
примет вид - - ^/6-7,62 6Н . “ £/6 — 23,54—5,9a 6, ’ (8.162)
где = Ч^/фц; Ф1 = 0,667 при i = 1;
_ То (at —- d) at/d — I 4 + 2a
” roat ~~ at'd 5 2a
и, следовательно, ф- -= 0,667 по (8.162)
«и \ 4-р Za /
— £/6 — 7,62 0,667 (5+ 2a)
т ~ L/б - 23,54 — 5,9a 4 + 2a
(8.163)
Найдем выражение для (L/6)mln при условии тн < 1:
L 91,61+ 13,3ta — 11,8a2
6 > 0,66 + 0,666a
Значения (L/6)mln = / (а), найденные по этому выражению,
записаны в табл. 8.11. Значения = f (а), вычисленные по вы-
ражению (8.163) при £/6 1000, также записаны в табл. 8.11.
Из табл. 8.11 следует, что: 1) при реальных значениях (L/6) >
> 191 неравношаговое соединение рационально даже при сдвиге
вдоль шва; 2) масса клепаной конструкции уменьшается по мере
увеличения числа а.
Таблица 8.11
Пара- метры Коэффициент а
1 2 3 4 5 6 7 8 9 10
(£' б) П1!П 80 82,71 89,3 102 113 128 145 158 174 191
т 0,8 0,772 0,762 0,755 0,751 0,748 0,745 0,749 0,752 0,755
114
Заклепочное Соединение листа
с увеличенной толщиной по шву
при однорядном расположении заклепок
Для листа равной толщины в сечениях вне шва и по шву, ра-
ботающего на растяжение поперек шва или на срез вдоль шва,
как мы видели, наиболее слабым местом является сечение по шву.
Очевидно, при работе листа на растяжение или на сдвиг рав-
нопрочность сечений по шву и вне шва можно получить путем
увеличения толщины листа в месте шва (рис. 8.22, а). Рассмотрим
работу заклепочного соединения с утолщением по шву при работе
листа’ на растяжение и на сдвиг. В обоих случаях отношение
диаметра заклепки к толщине листа в месте шва определяется
на основании зависимости (8.3)
d = 4 осм
6Ш л
(8.164)
Соотношение (8.164), полученное из условия равнопрочности
на срез заклепки и на смятие, практически нередко нарушается.
Причиной этого являются два обстоятельства: 1) стандартные
толщины листов и диаметры заклепок меняются не непрерывно,
а через определенные промежутки — скачкообразно; 2) при до-
статочно больших толщинах листа (более 2 мм) диаметры заклепок
по выражению (8.164) приобретают большие значения, в связи
с чем постановка заклепок встречает технологические трудности.
При несоблюдении отношения (8.164) следует рассчитывать
заклепочный шов как неравнопрочный.
Работа листа на растяжение. Сила, действу-
ющая в сечении вне шва на длине шага, определяется выраже-
нием (8.43).
Рис. 8 22. Увеличение толщины листа по заклепочному шву:
а — однорядному; б многорядному
115
Сила, действующая в сечении по шву:
Рш = t (1 — d/t) 8,^,,/k. (8.165)
Равнопрочное гь сечений по шву и вне шва соблюдается при
Рш = Ро. Из выражений (8.43) и (8.165) при этом условии на-
ходим
При k = 1,1 получим 6ш/б = / (t/d);
t/d 2 3 4 5
6ш/6 2,2 1,65 1,47 1,37
Сила среза заклепок на длине шага заклепок
Р„. « = т,«. (8 167)
Сила смятия на той же длине
PCM = d6moCM. (8.168)
Приравнивая (8.165) и (8.168), получим
t/d — 1 -f- ka^/Gj,. (8.169)
На основании выражения (8.169) можно представить (8.166)
в следующем виде
бш/б = /г-!-о>см. (8.170)
Так, например, при k = 1,1; <тсм = 1,3ав и тзк/ов == 0,65 из
выражений (8.164), (8.170) и (8.169) для однорядного заклепочного
соединения с утолщением по шву при растяжении получим бш/б =
- 1,8; d/6tu = 2,54; t/d = 2,43.
Так как толщина б листа в сечении вне шва определяется, если
dp ,
известны погонная сила q — и напряжение сгр (при растяже-
нии ор = ов, при сжатии = ом,), то
6 = q/ov.
Поэтому целесообразно определять все параметры заклепоч-
ного шва как функции от толщины б листа в сечениях вне шва.
Отношение бИ1/б определяется из выражения (8.170); отношение
d/б найдем из выражений (8.164) и (8.170)
А — Al А (I ь (8 171)
6 6Ш 3 — л тзк \ * ав / ’
t/S найдем из выражений (8.169) и (8.170)
4- = — А- ( 1 4- k , (8.172)
О л тзк \ 1 сгв / 4
Для листа из Д16-Т при k = 1,1 и сгв = 2тзк согласно выра-
жениям (8.171) и (8.172) при работе листа на растяжение поперек
шва получим d/б = 6,2; //б ---- 15.
J16
Работа листа на сдвиг вдоль шва. Сила
среза листа в сечении вне шва на длине шага заклепок
= тл6/. (8.173)
Сила среза листа в сечении по шву
= (8.174)
Приравнивая (8.173) и (8.174), получим
Из выражений (8.49) и (8.174) получим
Ш = 1 + осм/тл. , (8.176)
Из выражений (8.175) и (8.176) получим \
6н1/6 = 1 + тл/асм (8.177)
Для листа из Д16-Т (осм = 1,3а ; тл = 0,65ог<) и заклепок
из В65 (тэк = 260 МПа; а = 2т,к) согласно выражениям (8.177),
(8.57) и (8.45) получим бш/6 = 1,4; tld = 3,5; = 2,39.
При работе листа на срез его толщина в сечении вне шва 6 =
, dP
= <?/Т1, где q =-= — погонная касательная сила.
Найдем зависимости t и d от 6.
Из выражений (8.45) и (8.58) имеем
d
6
(8.178)
Из (8.176) и (8.178) следует, что
4- 1 . (8.179)
б л тзк \ Тл / v
Для листа из Д16 и заклепок из В65 согласно выражениям
(8.178) и (8.179) при работе листа на срез вдоль шва получим
d/S - 3,82 и t/8 = 11,5.
Заклепочное соединение листов
с увеличенной толщиной по шву
при многорядном расположении заклепок
Рассмотрим многорядный шов (см. рис. 8.22, 6) с числом рядов,
Равным Л Обозначим через d диаметр заклепок, / — число закле-
пок на произвольной длине I; t — шаг заклепок в ряду; 61и =
толщина листа в месте шва.
Введем индексы: «1» — при i = 1; «» — при i -р- 1.
Примем допущение, что заклепки работают равномерно на срез
« смятие.
117
Сила среза заклепок на длине I при i = 1
Ру — — T3KU1, (8.180)
при i =г= 1 (8.181)
При одинаковой нагрузке (Д- = Р^ из уравнений (8.180)
и (8.181) получим id2i/ti = (8.182)
Из (8.180) имеем df ^7 __ Q G — лтзк (8.183)
где q — PH. Из формул (8.182) и (8.183) следует, что
id} ti = С. (8.184)
Сила смятия листа под действием заклепок при i q=- 1
РСМ ~ (8.185)
Приравнивая (8.181) и (8.185), получим известную зависимость
(8.164) для многорядного заклепочного шва, справедливую для
любого заклепочного шва.
Работа листа на растяжение поперек
шва. Сила, растягивающая лист на произвольной длине:
Рр-/(1 (8.186)
Приравнивая (8.185) и (8.186), имеем
tjdr -= 1 + Досм/о„. (8.187)
Для однорядного шва получим уже известное выражение
(8.169). Из выражения (8.182) с учетом (8.187) и (8.169) получим
dj _ ав + t zg I og\
dr i(CTB+ йстсм) ‘ '
Из условия равенства сил разрыва в сечениях вне шва и по
первому ряду заклепок получим
(1 — diHi) 6Ш1овД = 6/(ов,
отауда Y = T=b<7’ <8Л89)
или, на основании (8.187),
(, 1 _ - h — 1 - 1 » б (8.190)
Следовательно, с увеличением i потребная толщина 61П( умень-
шается.
Полагая величину 6 независимой, найдем djb и tjb.
118
Перемножив соответственно левые и правые части уравнении
(8.164) и (8.190), получим
4- = ± _£в_ / J_ + k Псм \ (8Д91)
5 ЗТ Т3 ц \ I 0g /
Перемножив соответственно левые и правые части уравнений
(8.187) и (8.191), получим
-4-'— — i (— +- k^-Y. (8.192)
О л Тзк \ I ац / 4 '
Легко убедиться, что при i =•- 1 уравнения (8.187) и (8.190)
превращаются соответственно в уравнения (8.169) и (8.170).
Определим число заклепок в зависимости от числа рядов. При
i - 1 число заклепок на участке длины I
it
ПрИ i = 1 число заклепок
h -
откуда отношение
(8.193)
Исключая /х/6 и из выражений (8.172), (8.192) и (8.193),
получим
h __ ( 1 + 6<Усм/<*в у
J1 ' \ 1/1 Й(УСМ/ОВ /
(8.194)
Полагая сгсм = 1,3о8 и k = 1,1, вычислим значения параме-
тров утолщенного заклепочного шва в зависимости от i при ра-
боте листа на растяжение поперек шва (табл. 8.12).
Т а б л и ц а 8.12
Параметры утолщенного заклепочного шва при растяжении поперек шва
Параметры Число рядов I Расчетная формула
1 2 3 4
W6 1,87 1,485 1,357 1,292 (8.190)
</6 4,76 3,78 3,453 3,29 (8.191)
ty'di 2,43 3,86 5,29 6,72 (8.187)
11,58 14,6 18,2 22,1 (8.192)
6,19 9,83 13,42 17,1 (8.190) и (8 192)
! i'll 1,0 1,59 1,71 1,88 | (8.194)
119
Из табл. 8.12 видно, что с увеличением числа рядов заклепок
диаметр их и толщина листа по шву уменьшаются, а количество
заклепок и, следовательно, трудоемкость клепальных работ воз-
растают.
Работа листа на сдвиг вдоль шва. Сила среза
листа по шву на участке произвольной длины
Рш = /(1 -ЧЖЛг
Приравнивая (8.185) и (8.195), получим
(8.195)
Л*
(8.196)
Сила среза в сечении вне шва
Ра = /6тл.
(8.197)
Из равенства Р1П = РГ) на основании (8.195) и (8.197) получим
или на основании (8.196)
8ш,/6= 1 Ч-т,'(шсм) (8.199)
Следовательно, с увеличением i потребная толщина 6)(И в месте
шва уменьшается.
Из равенства силы смятия листа под заклепкой и силы среза
заклепки следует, что
dt _ 4 Сем
6ш г Л Тдк
Пользуясь зависимостью (8.199), можно получить выражения
для параметров djb и tj^. Из выражений (8.200) и (8.199) имеем
dt_ _ 4 тп ( 1 Ос*
6 Л Тзк К i ' тл
Согласно (8.196) и (8.201) получим
С =±
& Л 1ТЗК
Число заклепок на участке
соответственно, при i = 1 число
ii
к ’ h
Выражение (8.202) при i = 1
4
й я Тзк \ 1л I
Подставив выражения (8.202) и (8.204) в (8.203), получим
_/£_=(' 1 + \8 (8.205)
/1 \ 1/4 4- СТсм/Тл /
(8.200)
Тг[
(8.201)
/ /т \ 2
/ t L ; \
i 1 t“ *- I
\ ' тл /
произвольной ДЛИНЫ / — iljti',
заклепок Д = 1НЪ откуда
= (8-203)
0/6
имеет вид
(8.202)
(8.204)
120
Полагая асм = 1,3<ть; тл = 0,65а„ (лист из Д16-Т) и xJK
_ 0,65о1}, вычислим значения параметров утолщенного заклепоч-
ного'шва в зависимости от i при работе листа на срез (табл. 8.13).
Из табл. 8.13 видно, что при сдвиге вдоль шва (так же как
и при работе листа на растяжение) с увеличением числа рядов
заклепок потребная толщина листов по шву и диаметр заклепок
уменьшаются, шаг заклепок возрастает, вследствие чего увеличи-
вается прочность листа по шву. Однако при этом увеличивается
число заклепок и растет трудоемкость клепальных работ.
Таблица 8.13
Параметры утолщенного заклепочного шва при
сдвиге вдоль шва
Параметры Число рядов i Расчетная формула
1 2 3 4
1,5 1,25 1,167 1,125 (8.199)
djb 3,81 3,175 2,963 2,858 (8.201)
tjdt 3 5 7 9 (8.196)
tjb 11,42 15,88 20,7 25,75 (8 202)
7,63 12,7 17,7 22,85 (8,198) (8 202)
iihi 1 1,44 1,66 1,77 (8.203)
Таким образом, увеличение толщины листа по заклепочному
шву позволяет компенсировать уменьшение прочности листа за
клепочными отверстиями, а при растяжении — компенсировать
также уменьшение прочности от концентрации напряжений.
Способы изготовления обшивки с увеличенной толщиной
в месте расположения заклепок. Обшивка с местным увеличением
толщины может быть изготовлена следующими способами.
1. Штамповка. В этом случае расположение утолщений может
бить произвольным (рис. 8.23, а).
2. Прессование. В этом случае утолщения должны быть рас-
положены параллельно направлению прессования (см.
Рис. 8.23, б).
Механическое фрезерование.
121
Рис. 8.23. Монолитные панели с увеличенной толщиной по шву:
а - штампованная; б — прессованная
4. Травление, или химическое «фрезерование». В этом случае
расположение утолщений произвольное.
5. Комбинированный метод (штамповка и последующее травле-
ние или прессование и последующее травление).
Расположение утолщений определяется основной операцией —
штамповкой или прессованием. Последующее травление приме-
няется для доведения толщины до требуемой малой величины,
недоступной основной операции.
Учет изгибных напряжений в работе соединений
Рассмотрим следующие виды соединений листов:
1) соединение листов внахлестку;
2) соединение с накладкой;
3) соединение листов на профиле.
Все высказанные ниже соображения относятся как к закле-
почным, так и к другим видам соединений: клеевым, сварным и
клеесварным.
Соединения листов внахлестку. При действии растягивающей
или сжимающей силы (рис. 8.24, а) листы деформируются и в них
возникают напряжения изгиба вследствие наличия эксцентри-
ситета
е (^ + б2)/2.
При 6, = б., — 6 эксцентриситет е — 6.
Растягивающая сила Р создает напряжение растяжения
о - Р/(6/), (8.206)
где I — ширина листа в направлении, нормальном к плоскости
чертежа.
Изгибающий момент М = Р6 вызывает в листе напряжение
изгиба
= Ж (8.207)
где W = /62/6 — момент сопротивления.
122
Из выражений (8.207) и (8.208) получаем
Р = /6а„/6. (8.209)
Сравнивая (8.206) и (8.209), видим, что
= 6а.
Следовательно, напряжение изгиба, воз-
никающее в соединениях внахлестку двух
листов равных толщин, в 6 раз превышает
нормальное напряжение растяжения или
сжатия. Суммарное напряжение изгиба
и растяжения (или сжатия)
ан + а = 7а.
Таким образом, становится равным
разрушающему напряжению, уже в том слу-
чае, когда о а„/7. Это явление тем
опаснее, чем более хрупким является мате-
риал соединяемых листов. Действительно,
при малой пластичности материала разру-
шение начнется при малых значениях отно-
сительных деформаций е и, следовательно,
при малых изгибных напряжениях аи. Если
же материал достаточно пластичен, то по мере роста деформации
изгиба эксцентриситет будет уменьшаться и вместе с тем будет
уменьшаться и момент, стремясь к нулю при е -+ 0. В этом слу-
чае (см. рис. 8.24, б) заклепочное соединение будет работать не
только на сдвиг от силы Т = Р cos гр, но и на отрыв силой
N - Р sin <р.
Найдем величину угла поворота <р места стыка листов при экс-
центриситете, равном нулю (см. рис. 8.24, б).
Очевидно,
6/2 6 /ОП1ЛЧ
. (8.210)
Согласно выражению (8.6), полагая b --= 2е, имеем
bld = 1 + асм/тд, (8.211)
Рис. 8.24. Изгиб ли-
стов, склепанных вна-
хлестку:
а — исходное положе-
ние; б — предельное со-
стояние при растяжении
поперек шва
где atM — напряжение смятия листа под заклепкой; тл — напря-
жение среза листа. Отношение d 4 стсм ,q г, 1 6 ” л тзк ’ (».212)
г^е тзк — напряжение среза материала заклепки.
Исключая d из выражений (8.211) и (8.212), получим
Отсюда
__ 4 Осм / | |
§ Л Тзк \ Тзк
sin ф = ИА.
(8.213)
(8.214)
123
Рис. 8.25. Изгиб листов, склепанных
с накладкой:
a — исходное положение; б — предель-
ное состояние при растяжении поперек
шва
О
Таким образом, для заклепочного
соединения листов внахлестку
величина А, а следовательно,
и sin ф зависят лишь от материала
листов и заклепки и не зависят от
толщины листов и параметров шва
(отношения шага к диаметру за-
клепки).
Так, для материала листа Д16-Т
и заклепки В95 при осм =
= 520 МПа; тл = 260 МПа' и
тзк = 260 МПа получим А = 8,35;
т v — т = 0,99 Сила среза заклепки Т ~
= 0,99Р//, сила отрыва заклепки М = 0,12Р//, где Р — сила, растя-
гивающая лист на длине Z; / — число заклепок на той же длине.
Для стального листа с характеристиками о„ = 1100 МПа;
осм 1650 МПа; т, = 700 МПа; тзк = 400 МПа получим А =
= 17,65; sin ф = 0,0566; ф = 3° 14'; cos <р = 0,998. Сила среза
заклепки Т = 0,998Р//, сила отрыва заклепки N = 0.0566Р//.
Как видим, сила отрыва заклепки значительно меньше силы
среза. Однако в рассматриваемом случае имеет место неравно-
мерный отрыв, так называемый подрыв. Кроме того, заклепка
работает на отрыв значительно хуже, чем на срез, а на подрыв
еще хуже. Поэтому при конструировании заклепочного соедине-
ния следует принимать конструктивное решение, исключающее
подрыв.
Соединения листов с накладкой. Соединение листов с наклад-
кой, изготовленной из полосы того же материала и той же тол-
щины, что и листы (рис. 8.25, а), имеет тот же недостаток, что
124
Рис. 8.27. Заклепочное соединение на профиле
Рис. 8.28. Телескопическое заклепочное соединение труб
и соединение внахлестку, так как и в этом случае имеется экс-
центриситет и возникает изгибающий момент, вызывающий де-
формацию изгиба (см. рис. 8.25, б).
Соединения листов на профиле. Соединения с накладкой могут
оказаться рациональными при условии, что накладка обладает
жесткостью при работе на изгиб (рис. 8.26). Такая накладка-
профиль 1 препятствует деформации изгиба, а следовательно,
в листе не возникают и напряжения изгиба. Весь изгибающий
момент, хотя он и больше, чем при накладке-полосе (вследствие
большего эксцентриситета), воспринимается накладкой профилем,
напряжения изгиба в котором тем меньше, чем больше размер а
(см. рис. 26, а).
При соединении листов обшивки (крыла, фюзеляжа, опере-
ния), подкрепленной силовым каркасом, стыковку осуществляют
на профилях продольного или поперечного набора каркаса. При-
мер такой стыковки показан на рис. 8.27.
Заклепочное соединение труб
Рассмотрим многорядное заклепочное телескопическое соеди-
нение труб (рис. 8.28) с числом i рядов заклепок и числом / закле-
пок в ряду. Независимо от характера внешних сил сила среза всех
заклепок
р __ . .
*ср. эк О Ък-
Сила смятия под действием заклепок
•^см О' ^Осм.
Из выражений (8.215) и (8.216) следует, что
__ 4 Оси q
6 л т3к
Рассмотрим следующие виды нагружения труб: растяжение,
сжатие и срез при кручении.
Растяжение труб. Сила, разрывающая трубу по первому ряду
заклепок:
Рр. ш = №₽ ~ id) 8oD/kt (8.218)
ГДе ^ср — средний диаметр внутренней трубы.
(8.215)
(8.216)
125
Так как шаг заклепок
t tcD Ср/ j, (8.219)
то выражение (8.218) можно написать в таком виде: Рр. ш /6ов/й. (8.220)
Из выражений (8.216) и (8.220) tld = 1 + 1Л(Тсм/сг(, (8 221)
или, на основании выражения (8.217), //6 = В (1 + ik<3zjG^. (8.222)
Из выражения (8.218) с учетом (8.217) можно найти массу
трубы, отнесенную к /р, где 1 — длина трубы, а р — плотность
материала трубы: т/(/р) = л£)срб =- Рр. шй/<ув + /562. (8.223)
Из выражения (8.216) с учетом (8.217) имеем /562 = PCM/((oLM). (8.224)
Исключая /562, согласно выражениям (8.223) и (8.224) получим
т =. Рр шШв l PCM/(iorC4), (8.225)
откуда следует, что масса трубы уменьшается с увеличением числа
i рядов заклепок.
Из выражений (8.222), (8.218) и (8.219) с учетом (8.217) получим
два выражения для шага заклепок
t = 56 (1 f- (8.226)
t = = Рр. ш^'(6/о,) 56. (8 227)
Приравнивая правые части выражений (8.226) и (8.227), по-
лучим
; — 111
В]&аси '
(8.228)
Следует иметь в виду, что условием равнопрочности является
равенство Рр. ш = Рзк = Рсм = Р, где Р — расчетная растяги-
вающая сила.
При конструировании заклепочного соединения труб, нагру-
женных растяжением, можно рекомендовать следующий порядок.
Задавшись минимальными значениями 6 и / (например, 6 = 1 мм
и / = 2), найдем число рядов i из выражения (8.228), которое
округляем до ближайшего целого числа. При этом следует стре-
миться получить i с 5 во избежание значительной неравномер-
ности нагружения заклепок. Если из выражения (8.219) полу-
чится i > 5, следует увеличить /. Далее с помощью выражения
(8.217) находим диаметр d заклепок, а с помощью выраже-
ния (8.218) — средний диаметр Dc„ трубы:
= (8.229)
126
Затем из выражений (8.219), (8.226) или (8.227) находим шаг
заклепок /.
Несущая способность заклепочного со-
единения труб, работающих на растяже-
ние. Представляет интерес определение степени ослабления
трубы в заклепочном соединении 1 — ср, где ср — коэффициент
несущей способности заклепочного соединения;
Ф -Л.и/Ро- (8.230)
Здесь Ро — сила, которую труба способна воспринять в сече-
нии, не ослабленном заклепочными отверстиями:
Л> — лРсрбоГ). (8.231)
Из выражений (8.218), (8.230) и (8.231) получим
ср - 4- (1 —= 4- (1 — -4)
' k \ TtDcp / k \ t /
или, на основании выражения (8.221),
Очевидно, что с увеличением числа i увеличивается и несущая
способность заклепочного соединения труб, что позволяет умень-
шить потребную толщину стенки трубы 6 при той же величине
внешней растягивающей силы.
Для трубы из Д16-Т при = 1,5аь и k - 1,1 получим
Ф - /7(0,667 + l,li).
Если исключить / из (8.215) и (8.218), с учетом (8.217)
получим
Следовательно, с увеличением числа рядов i уменьшаются сте-
пень ослабления 1 — ф и потребная площадь поперечного сечения,
а значит, и масса трубы.
Сжатие труб. Выражения (8.215), (8.216) и (8.217) справед-
ливы и для этого случая. Полагая, что при сжатии труб плотно
сидящие заклепки передают нагрузку и, следовательно, заклепоч
ные отверстия не ослабляют сечения и, приняв k --= 1, получим
вместо уравнения (8.218) выражение для силы сжатия трубы
Рс. ш = лОср6а|(, (8.233)
откУДа щ/р = nDcp6 = Рс< ш/оп. (8.234)
Из выражения (8.216) следует, что число заклепок
О’==^см/(<*Км), (8.235)
127
откуда согласно выражению (8.217)
7=т-^>4- <8-23G>
СМ
Так как при сжатии заклепочный шов не ослабляет сечения,
то число рядов может быть взято произвольно. Шаг заклепок
определяется по формуле (8.426).
Несущая способность заклепочного соединения
труб, работающих на сжатие. Сила сжатия, дей-
ствующая в сечении вне шва:
Л) •= л£)ср6(Укр, (8.237)
где акр — критическое напряжение сжатия трубы.
Из выражений (8.233) и (8.237) получаем формулу для коэффи-
циента несущей способности сжатой трубы
Ф = (8.238)
откуда следует, что <p 1, так как всегда <ткр с ст„.
Срез труб при кручении. Внешняя сила
Р - MhP/(0,5Dcp). (8.239)
Выражения (8.215), (8.216) и (8.217) справедливы и для этого
случая. Заменяя в выражениях (8.218), (8.220), (8.221), (8.222),
(8.223), (8.225), (8.227), (8.228), (8.229), (8.230) и (8.231) силу
разрыва по шву Рр. ш на силу среза по шву Рср. ш, ajk по шву
на т„, а ов в сечении вне шва на тв, где тв — расчетное напря-
жение сдвига материала трубы, соответственно получим:
Рср. Ш = (л£>ср - }(!} 6тв; (8.240)
= (8-241)
tid = 1 + io-cM/TB; (8.242)
66-B(l-hioCM/Te); (8.243)
m/v'p) = = -^cp. Л + (8- 244)
m;(/n) -= Рср. 1Ц/тв + Рсм. ш/(йтСм); (8- 245)
/-=/’ср. ш/(6/Ч) + вб; (8.246)
I = /’ср. ш/(^си); (8.247)
= 1г (-ST + ''О • <8-248’
Несущая способность заклепочного со-
единения труб, работающих на срез. Коэф-
фициент несущей способности
Ф =/’Ср.ш//’о, (8.249)
где сила среза трубы в сечении вне шва
P„ = nDcp6r,. (8.250)
128
С учетом выражений (8.240) и (8.250)
Ф = 1 -/d/(nDcp). (8.251)
Но так как шаг заклепок
/=«Dcp//, (8.252)
ю из (8.251) и (8.252) получим
Ф=1— dlt. (8.253)
Из (8.242) и (8.253) получим следующее выражение для коэф-
фициента несущей способности заклепочного шва при работе трубы
на срез:
ф = т (8-254)
тв -ф- юсм
Для трубы из материала Д16-Т при тв = 0,65ав и осм = 1,3ов
получим
i
0,5-Н ‘
Исключая / из выражений (8.215) и (8.247), с учетом выра-
жения (8.217) получим
пОср6 = /> (2- + ' ) . (8.255)
Следовательно, и в этом случае, как и при растяжении, с уве-
личением числа i рядов заклепок уменьшается потребная площадь
поперечного сечения, а следовательно, и масса трубы.
Нужно иметь в виду, что выражения для мпогорядных соеди-
нений справедливы при допущении равномерного распределения
нагрузки между всеми заклепками. Очевидно, с этой целью сле-
дует брать число рядов заклепок i < 5.
Узловое заклепочное соединение профилей
Пусть известно положение осей стержней, входящих в узел,
определяемое конструктивной схемой фермы (лонжерон крыла
или оперения, нервюра, боковая панель ферменного фюзеляжа
и т- Д.), и из общего расчета фермы известны усилия Ру, Р\, Рг, Ps
в стержнях фермы (рис. 8.29, а). Требуется сконструировать узел,
т- е. найти наилучшее расположение стержней в узле, размеры
косынки, связывающей стержни, диаметры и расположение за-
Полагая площади сечений стержней известными из силового
Расчета, наносим на схеме узла (см. рис. 8.29, б) контуры стерж-
Неи» совмещая оси стержней, проходящие через центры тяжести
сечений стержней, с направлением действия усилий в узле
<см. рис. 8.29, а).
Диаметр заклепок находим в зависимости от толщин стенок
еРжней, исходя из условия равнопрочности заклепки на срез
Гиммельфарб 129
Рис. 8.29. Конструирование узлового заклепочного соединения профилей:
а силовая схема; б — расположение профилей; в — разметка заклепок; г — нанесе-
ние контура косынки; д — определение сжимающей силы по краю косынки; е — нане-
сение отбортовок косынки; ж — окончательный вид узла
и стенки стержня на смятие по формуле (8.3). Если размер за-
клепки получился не стандартный, то берут ближайший больший
стандартный диаметр.
Находим количество заклепок по уравнениям прочности за-
клепок на срез и на смятие.
4р
На Ч>ез / =
р
па смятие / = .
J аоасм
Из двух полученных для каждого стержня значений прини-
маем большее.
По формуле (8.6) находим расстояние заклепок от края, а по
формулам (8.8) и (8.10) определяем значения шага заклепок и на
основании полученных значений наносим на схеме узла линии
расположения заклепок и положение центров заклепок на этих
линиях (см. рис. 8.29, а). При этом проверяем расстояния между
130
ближайшими заклепками соседних стержней, которые должны
быть не меньше шага: а t\ b :> t.
Для определения контура косынки проводим из центров край-
них заклепок в каждом ряду каждого стержня дуги окружностей
(см. рис. 8.29, г), радиус которых равен найденному выше рассто-
янию заклепки от края, и проводим касательные к дугам, так
чтобы нигде расстояние этих касательных от центров заклепок
не было меньше заданного расстояния от края. Контур
4—5—6—7—8—9—4, ограниченный касательными, является кон-
туром косынки.
Так как стержень 3 (см. рис. 8.29, б) нагружен сжимающей
силой (см. рис. 8.29, г), передающейся через косынку, вследствие
чего косынка может потерять устойчивость, то целесообразно
повысить жесткость косынки путем отбортовки ее края. Из двух
краев косынки, примыкающих к стержню 3, более нагружен край
7-—8, образующий с осью стержня меньший угол (см. рис. 8.29, г, д).
Его и следует отбортовать. Отбортовка не должна вызывать тре-
щин. Это можно обеспечить, если совместить линию сопряжения
плоской части косынки и цилиндрической поверхности отбортовки
с полученной ранее теоретической границей 7—8 плоской ко-
сынки.
Принимая во внимание, что при перемене знака нагрузки
стержень 2 (см. рис. 8.29, б) также будет нагружен сжимающей
силой, следует отбортовать и край 5—6 косынки (см. рис. 8.29, е).
Проецируя все силы на направление стержня 3
(см. рис. 8.29, б), получим
Р3 4- Р2 cos (2?3) = О,
откуда Р2 =------Рз^ ,
cos (2, 3)
где cos (2, 3) —косинус угла между стержнями 2 и 3. Следова-
тельно, диагональ 2 нагружена сильней, чем стойка 3, и для кре-
пления диагонали потребуется больше заклепок, чем для крепле-
ния стойки. С целью уменьшения размеров косынки в угле пере-
сечения стержней 2 и 3 часть стержня 3 отрезается. Иное решение
потребовало бы большего размера косынки. Окончательный вид
соединения представлен на рис. 8.29, ж.
Заклепочные соединения в клепаной балке
Рассмотрим работу заклепок / (рис. 8.30), соединяющих пояс 3
балки с накладкой 2 или с обшивкой (крыла, оперения и т. д.).
Касательные напряжения от перерезывающей силы при изгибе
определяются по формуле
т = QS/(/6), (8.256)
где s —статический момент; / —момент инерции; b —ширина
сечения; Q — перерезывающая сила.
5* 131
Рис. 8.30. Сечение и вид
сверху клепаной балки
В плоскости А — А сечения пояса
балки имеем
где h —высота балки, 6 —толщина на-
кладки 2.
Поэтому можем написать:
_ Qd(A — б>
Тл л------27 •
Погонная сила в плоскости А — А
%А_А = Ь^^^-. (8.257)
Сила, срезающая одну заклепку /:
, _^A-Abt
зк 2 ~ 4/
(8.258)
где t — шаг заклепок.
Для силы, срезающей одну заклепку, можно написать и другое
выражение:
е.« = тж, (8.259)
где d — диаметр заклепки.
Сила, срезающая накладку под одной заклепкой:
Дср. л = 2 (t - d) 6тл. (8.260)
Сила смятия заклепки (или листа)
Лм = ^(тсм. (8.261)
По условию равнопрочности дожно быть Рак — Рср. л = Рсм«
Тогда из уравнений (8.260) и (8.261) получим:
/ = (8.262)
\ 2ТЛ /
Из уравнений (8.258) и (8.259) следует, что диаметр заклепки
d = . (8.263)
г л/тзк
Заменив t согласно (8.262), получим
d = ; 4 = (Л - «) Ы1-, В = 1 + <тси/(2т„), (8.264)
31 ЬЗК
или, заменив I согласно выражению М. — ои//(0,5Л), получим
А = 2Q6 (h — 6) baJ(Mh).
Из уравнений (8.259) и (8.261) получается условие равнопроч-
ности (8.3).
132
Рис. 8.31. Соединение стенки с поясом балки:
а — однорядный заклепочный шов; б — двухрядный заклепочный шов
Рассмотренное сечение балки с накладкой на поясе приме-
няется для местного (на ограниченном участке) усиления пояса.
Однако при конструировании такой балки следует иметь в виду,
что сверления под заклепки ослабляют наиболее напряженную
часть сечения, а следовательно, и утяжеляют балку. Поэтому там,
где это возможно, следует избегать накладок и применять пояса
сплошного сечения. Площадь сечения такого пояса по мере умень-
шения осевой силы в кем следует уменьшать путем механической
обработки.
Расчет шага заклепок, соединяющих пояс и стенку тонкостен-
ной балки. Рассмотрим два случая работы стенки соответственно
для однорядного (рис. 8.31, а) и двухрядного (рис. 8.31, 6) швов:
стенка не теряет устойчивость на сдвиг и стенка теряет устойчи-
вость на сдвиг.
Случай 1: стенка не теряет устойчивость на сдвиг.
Однорядный шов. Для тонкой стенки (см. рис. 8.31, а) можно
считать напряжение сдвига в стенке постоянным и равным
т = Q/(6h). (8.265)
Сила, срезающая заклепку:
Р'зк = тб/ = Qt/h, (8.266)
где 6 и h — соответственно толщина и высота стенки; t — шаг
заклепок.
Уравнение прочности заклепки
Qi nnd2 ~
h — ~ ТЗК>
откуда
пл^Тзк , (8.267)
где п — число плоскостей среза заклепки.
Диаметр заклепки может быть найден из условия равнопроч-
ности заклепки на срез и стенки на смятие по формуле
d _ 4сгсм
б ~ ПЛТзк ’
133
Рис. 8.32. Диагональные волны при потере устойчивости стенки
Рис. 8.33. Действие диагонального поля нормальных напряжений при одно-
рядном шве
Двухрядный шов. Для этого варианта (см. рис. 8.31, 6) нужно
в формуле (8.267) вместо t подставить И2 или вместо nd2/4 под-
ставить 2nd2/4. Тогда формула (8.267) примет вид
t -= nnd2hx3J(2Q). (8.268)
Случай 2: стенка теряет устойчивость.
Однорядный шов. Потеря устойчивости тонкой стенкой при
сдвиге приводит, как известно, к образованию диагональных
волн (рис. 8.32), направленных под углом к вертикали.
При этом в стенке возникают нормальные напряжения
(рис. 8.33), величина которых
а = —9---------, (8.269)
ой sm a cos а ' '
а сила, срезающая заклепку:
== об/ cos а = •
h sm а
(8.270)
Уравнение прочности (при п плоскостях среза заклепки) Qt/(h sin а) = пл d^T3K/4f
откуда t == . (8.271)
Полагая а = 45°, из выражения (8.271) получим (8.272) 4/2Q
Так как то ками, то, прш нкие стенки обычно крепятся односрезными заклеп- 1имая п = 1, получим: (8.273)
а при а — 45 о / = -л d2/lT3K (8.274) 4 /2Q
134
6
Рис.
ПОЛЯ
8.34. Действие диагонального
нормальных напряжений при
двухрядном шве
рис. 8.34
(8.275)
После потери устойчивости
TOHKoftj стенкой при сдвиге
усилие в заклепке Р'зк будет
больше усилия Рзк, найден-
ного без учета образования
диагонального поля. Действи-
тельно, из выражений (8.266)
и (8.270) найдем Р'эЛРД =
= l/sin а или, полагая а =
~= 45°, получим Р'зЛР'ж = У2.
Поэтому расчетным для
зеклепки следует считать слу-
чай потери устойчивости стенки
на сдвиг.
Двухрядный шов. Как видно из
tg Р = //(2а),
где а — расстояние между рядами заклепок.
Расстояние между ближайшими заклепками соседних рядов
I = / а2 К /2/4 = ^2)/2. (8.276)
На участке АВ действует сила от диагонального поля
Р = обе, (8.277)
где о определяется по выражению (8.269), а
с — I sin а. (8.278)
Согласно рис. 8.34 у = р — а. Тогда sin у — sin р cos а —
— cos р sin а. Учитывая, что
sin Р =..т ....— и cosр = , 1 -
Kl-+-tg8P Kl + tg2p
и вводя значение tp р и I из выражений (8.275) и (8.276) в выра-
жение (8.278), получим
с = (t cos а —2а sin а)/2. (8,279)
Из выражений (8.269), (8.277) и (8.279) получим
р = 4- ( о 1 ------—} • («• 280)
h \ 2 sin a cos а / v ’
Ha участке ВС действует нормальная сила
Рве = — од (i cos а — с)
или, на основании выражений (8.269) и (8.279),
Рв„ = 4- ( ) (8.281)
h \ 2 sin а 1 cos а / v ’
135
Суммируя силы РАВ и Рдс и деля пополам, получим силу,
действующую на заклепку В:
р — + рвс __ Qt
в 2 2/isina
(8.282)
Сравнивая выражение (8.282) с выражениями (8.270), находим,
что сила на заклепку при двухрядном шве вдвое меньше, чем при
однорядном (при одинаковом шаге).
Из уравнений (8.282) и уравнения прочности Рзк = тзк
получим
. (8.283)
Полагая a = 45°, из выражения (8.164) получим
i = . (8.284)
2K2Q v 7
Из сравнения выражений (8.284) и (8.268) видно, что и при
двухрядном заклепочном шве следует производить расчет с учетом
потери устойчивости стенки при сдвиге.
Неравнопрочный заклепочный шов
Зависимость (8.3)
d __ 4 <тсм
6 JX тзк ’
обоснованная теоретически условием равнопрочности заклепоч-
ного соединения на срез заклепки и смятие, практически нередко
нарушается. Объясняется это тем, что стандартные толщины ли-
стов и диаметры заклепок изменяются не непрерывно, а через
определенные интервалы — скачкообразно; при достаточно боль-
ших толщинах (более 3—5 мм) диаметры заклепок, определяемые
по выражению (8.3), становятся большими и постановка заклепок
вызывает технологические затруднения. Поэтому при несоблюде-
нии зависимости (8.3) следует рассчитывать заклепочный шов как
неравнопрочный по формулам (8.1) и (8.2).
Кроме того, в конструкторской практике нередки случаи,
когда отношение t/d выбирают не из условия равнопрочности
(см. формулы (8.8), (8.10), (8.11)]. Например, по технологическим
требованиям (при прессовой клепке) для удобства постановки
заклепок может быть принято отношение t/d js 3 или другой
величины, не основанной на условии равнопрочности, тогда d и б
приобретают значения, зависящие от отношения t/d. Найдем эти
зависимости.
Уравнение прочности на срез заклепок в этом случае удобно
написать в таком виде
= Ч1, (8.285)
136
а уравнение прочности на смятие в виде
(8.286)
где <7 — погонная нагрузка.
Из (8.285) получим
ЛТзк и
а из (8.286)
°см
(8.287)
(8.288)
При растяжении уравнение прочности на разрыв имеет вид
1=^6огв = откуда
<8-289)
В случае сдвига уравнение прочности листа на срез будет
(t — d) 6т., = откуда
6 -= Я- . (8.290)
тв t/d — 1 ' '
Значение 6, полученное из выражения (8.288), отличается от
значений, полученных из выражений (8.289) или (8.290).
Так как t = dt/d, то на основании (8.287) можно написать
4?
ЛТзк
(8.291)
Зависимость параметров заклепочного соединения
листов от погонной нагрузки
Если через заклепочное соединение передается распределенная
погонная нагрузка q, действующая поперек заклепочного шва
(растяжение или сжатие) или вдоль шва (сдвиг), то потребные
толщина листа у шва 6Щ, диаметр заклепки d и шаг заклепок t
могут быть выражены как функции от q.
Рассмотрим некоторые случаи нагружения для однорядного
заклепочного шва.
Действие погонной нагрузки растяжения поперек
шв а. На длине одного шага t (рис. 8.35) нагрузка
Рш = qt. (8.292)
Сила разрыва листа на длине одного шага
Рр = М 6Ш (/ - d), (8.293)
где k — коэффициент концентрации напряжений.
137
Так как
q = сгрб, (8.294)
Рис. 8.35 Однорядное заклепочное со-
единение при действии погонной на-
грузки при растяжении поперек шва
где ар — напряжение растяже-
ния в сечении, не ослабленном
заклепочным швом, то сила
растяжения на длине одного
шага в этом сечении
= орб/. (8.295)
Если лист имеет постоянную толщину (6Ш = 6), то, приравни-
вая (8.293) и (8.295), получим
или, на основании выражения (8.8),
(8.296)
(8.297)
а =________.
р 1 4~ Аасм/оа
Из выражений (8.294) и (8.297) следует, что толщина
§ __ 4 / 1 I \
Пси \ °в /
(8.298)
Тогда на основании выражения (8.3) диаметр заклепок
(8.299)
Отсюда и из'(8.8) получим выражение для шага заклепок
4g
ЯТзк
\2
<ТВ /
(8.300)
Формулы (8.298), (8.299) и (8.300) выражают зависимости б,
d и t от величины разрывающей погонной нагрузки q, действующей
поперек заклепочного шва. Например, для листа из материала
Д16-Т и заклепок из материала В65 асм = 520 МПа; осм/ств =
= 1,3; tjk = 260 МПа) получим: б = q- 10~6/214; d = q-10-6/83,8;
t — q-10~в/34,4, где б — в м, q — в Н/м.
Для i-рядного соединения из выражений (8.187), (8.293) и
(8.295) получим:
а = _ ffc-M_____.
Р l/l -р ^^см/Ов
Из этого выражения, учитывая формулу (8.294), получим
д / 1 , feffcM \.
Чем X 1 Св /
138
из выражений (8.3) и (8.174)
J = 4 / 1 I fegCM \ .
лтзк \ i /
Для принятых выше условий при k — 1,1 получим
б = (д.10'®/520) (1,43 + 4-);
d = (7 10"6/205) (1,43 4- J-);
/1 \2
i = (q• 10‘8/205) i 4- 1,43) .
В зависимости от числа рядов заклепок получаем следующие
значения (табл. 8.14).
Таблица 8.14
Параметры Число рядов 1
1 2 3 4
6- 10“в, м <?/214 4/270 <?/296 4/310
d- IO'6, м <?/84,3 д/106 д/116 4/122
М0’в, м 4/34,7 4/27,5 4/22,0 4/18,2
Действие погонной нагрузки сдвига
полного шва. На длине одного шага
(рис. 8.36)
_ Лр. ш = ^).
Гак как
q = тлб,
вдоль закле-
i сила среза по шву
(8.301)
(8.302)
где тл — напряжение сдвига в сечении вне шва, имеющем тол-
щину б, то сила сдвига на длине одного шага в этом сечении
^ср. л = тв8/. (8.303)
Если лист имеет постоян- Г
ную толщину (бщ = б), то
приравнивая (8.301) и (8.303),
Учитывая выражение (8.10),
Получим
Рис. 8.36. Однорядное заклепочное
т = °см /о 3044 соединение при действии погонной на-
Л 1 + ОсмЛв ’ ' ’ грузки при сдвиге вдоль шва
139
Из выражений (8.302) и (8.304) следует, что толщина листа
6 = 1 + . (8.305)
Тогда на основании (8.3) диаметр заклепок
^ = -^-(1 (8-306)
лтэк х тв /
Из (8.306) и (8.10) получим выражение для шага заклепок
Z = + (8.307)
Формулы (8.305), (8.306) и (8.307) выражают зависимости 6, d
и i от величины погонной нагрузки q, действующей вдоль закле-
почного шва. Например, для листа из сплава Д16-Т и заклепок
из В65 получим
5 = ^.10-8/173; d = 7.10'e/67,9; / = q. 10^/22,6,
где б — в м, q — в Н/м.
Для i-рядного соединения при сдвиге вдоль шва из выраже-
ний (8.301), (8.303) и (8.42в) получим следующие соотношения:
к 4 / 1 I °см \ .
U ----- I ~ —г- --- t •
<*см X < 1 Тв /
на основании выражения (8.3)
и по выражению (8.42в)
/ д ~ / 1 1 ^см \а
Л Тзк X i ' Тв / *
В зависимости от числа i рядов заклепок при асм = 520 МПа,
тзк = 260 МПа и осм = 2та получим данные, приведенные
в табл. 8.15.
Таблица 8.15
Параметры Число рядов i
1 2 3 4
6 ЮЛ м g/173 <?/208 9/223 9/231
d-ЮЛ м 9/67,9 <?/81,4 9/87,2 9/90,5
мол м ^/22,6 9/32,4 9/32,7 9/40,1
140
Расчет шага заклепок,
соединяющих сжатую
обшивку со стрингером
Критическое напряжение
в обшивке (рис. 8.37)
(8-308)
где С—коэффициент задел-
ки; Е — модуль упругости,
I —радиус инерции; t —шаг
заклепок; 11 = EJE, где Ек~
касательный модуль упру-
Рис. 8.37. Заклепочное соединение об-
шивки со стрингерами
гости. __
Радиус инерции обшивки i = V l/s, где / — момент инерции
обшивки, 1 = d63/12; s—площадь сечения обшивки, s = &6,
где b — расстояние между стрингерами. Следовательно,
б
/12 *
(8.309)
Полагая обшивку защемленной, примем С = 4.
Найдем условия, при которых окр не превышает предела теку-
чести, т. е. положим
окР = «0.2- (8.310)
Вводя выражения (8.309), (8.310) и значение С — 4 в'выраже-
ние (8.308), получим ___
t (8-ЗП)
б г <т0,я
При равнопрочности на смятие и срез заклепки
d = 4 асм
б Л Тзх
Приняв асм/тзк = 2, получим d/б = 2,54, откуда
tld = //(2,546). (8.312)
Таблица 8.16
Материал т°, с Е/, МПа сг012, МПа f/б tld
Д16-Т 20 8 000 280 9,77 3,84
Д16-Т 175 4 600 230 8,2 3,22
ВТ14 400 14 000 700 8,2 3,22
СН-4 500 30 000 750 11,7 4,61
141
По выражениям (8.311) и (8.312) вычислим //б и Ud для алю-
миниевого сплава Д16-Т при температуре 20° и 175° С, для тита-
нового сплава ВТ14 при температуре 400° С и для стали СН-4
при температуре 500° С (табл. 8.16).
НЕДОСТАТКИ ЗАКЛЕПОЧНЫХ И БОЛТОВЫХ
СОЕДИНЕНИЙ
Заклепочным и болтовым соединениям, требующим образова-
ния отверстий для заклепок и болтов, свойственны следующие
недостатки:
1) повышенная трудоемкость операций сверления отверстий,
клепки или установки болтов;
2) ослабление сечений отверстиями;
3) пониженная статическая и усталостная прочность вслед-
ствие концентрации напряжений на краях отверстий;
4) нарушение гладкости поверхности при клепке;
5) образование при клепке анодно-оксидированных листов во-
круг каждой заклепки мелких радиальных трещин анодной
пленки, вследствие чего понижаются коррозионная стойкость и
усталостная прочность;
6) увеличение массы конструкции за счет массы головок за-
клепок;
7) сильный производственный шум, сопровождающий клепаль-
ные операции, и возникающие на этой почве массовые профессио-
нальные заболевания рабочих-клепальщиков (глухота, вибрацион-
ная болезнь).
Некоторые из \ казанных недостатков устранимы. Так, напри-
мер, для уменьшения трудоемкости операций сверления отвер-
стий и клепки заклепочный шов конструируют с учетом требова-
ния технологичности, т. е. возможности механизации процессов
сверления и клепки. Для этого заклепки располагают по прямо-
линейной образующей, выдерживают постоянный шаг заклепок,
выбирают расстояние между подкрепляющими элементами, крат-
ные шагу заклепок, и т. п.
Для компенсации ослабления сечений отверстиями увеличи-
вают толщину соединяемых элементов в местах расположения за-
клепок или болтов. Этот способ рассмотрен выше (см. рис. 8.22).
Путем увеличения толщины сечений соединяемых элементов в ме-
стах сверлений можно также успешно бороться и с понижением
усталостной прочности заклепочных и болтовых соединений вслед-
ствие концентрации напряжений на краях отверстий.
Вопрос влияния усталости на прочность и долговечность кон-
струкции заслуживает особого внимания. Под действием знако-
переменной циклической нагрузки в материале конструкции в ме-
стах концентрации напряжений (отверстия под заклепки и др.)
возникают невидимые вначале микроскопические трещины, кото-
рые развиваясь, растут по длине, ослабляют сечение и, наконец,
142
Рис. 8.38. Конструктивные методы повышения усталостной прочности:
а — панелирование; б — разделение стенки балки; в — применение ограничителей рас-
пространения трещин
приводят к разрушению конструкции. После образования трещины
концентрация напряжений резко возрастает, ускоряя процесс
разрушения, называемый усталостным.
Большое значение имеет скорость распространения усталост-
ных трещин, которая тем меньше, чем пластичнее материал.
Меньшая скорость позволяет своевременно обнаружить начав-
шееся разрушение и принять меры для ремонта и восстановления
прочности конструкции. По этой причине нередко более прочный
металл оказывается менее пригодным для конструкции, чем менее
прочный, но более пластичный. Так, например, алюминиевый
сплав В95-Т с пределом прочности 550 МПа отличается большей
скоростью распространения усталостной трещины, чем сплав
Д16-Т с пределом прочности 460 МПа.
Кроме применения металлов с малой скоростью распростра-
нения усталостных трещин можно указать ряд конструктивных
мер, приостанавливающих распространение усталостных трещин.
На рис. 8.38, а представлена конструкция, состоящая из ряда
пластин, соединяемых заклепочными швами в направлении дей-
ствующей растягивающей силы Р. Образовавшаяся усталостная
трещина 1 может распространиться в направлении стрелок А
лишь на ширину пластины, ограничиваясь ее краями. При этом
хотя и произойдет догружение уцелевших пластин, однако бы-
строе разрушение всей конструкции будет приостановлено, а мест-
ное разрушение обнаружится при очередном осмотре конструк-
ции.
В случае тонкостенной балки (см. рис. 8.38, б), когда после
потери устойчивости стенки на сдвиг трещина распространяется
в направлении стрелки А, может оказаться полезным разделение
стенки на две части 1 и 2, так как трещина ограничивается местом
Разделения стенки (в данном случае нижней границей верхней
143
I7
Рис. 8.39. Языковая накладка
части стенки). Уцелевшая часть
стенки при этом должна пол-
ностью воспринять силу сдвига.
Ограничение распростране-
ния трещин может быть также
осуществлено:
а) перекрытием возможного
пути распространения трещин
(по направлению стрелки А —
рис. 8.38, в) продольной связью
в виде полосы 1 или профиля 2,
приклепанных или приварен-
ных точечной сваркой. Эта
связь препятствует расширению трещины и тем самым замедляет
ее распространение;
б) применением накладки 1 (рис. 8.39) с волнообразным обре-
зом края в соединениях листов с накладкой (накладка с фесто-
нами, или «языковая» накладка) и неодинаковыми диаметрами
заклепок: dx <d,z, где dt —диаметр заклепок внешнего ряда,
a — диаметр заклепок внутреннего ряда. Этот способ позво-
ляет повысить прочность листа по крайнему ряду заклепок. Тем
самым улучшаются усталостные характеристики соединения.
Для обеспечения прочности по внутреннему ряду заклепок
толщина накладки должна быть больше толщины листа.
Из всех видов соединений наибольшей концентрацией напря-
жений отличается заклепочное (болтовое) соединение, в меньшей
степени —соединение при помощи точечной сварки, лучшими яв-
ляются клеевое и клеесварное соединения.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Нарисуйте соединение двух листов: заклепкой, пистоном, заклепкой с под-
штамповкой; соединение листа с профилем.
2. Какие преимущества имеет потайная клепка по сравнению с обычной
клепкой заклепками с полукруглой головкой?
3. Нарисуйте правильное и неправильное соединения листов под углом при
помощи профиля.
4. Почему „ тупоугольные уголки предпочтительнее остроугольных?
5. Нарисуйте правильное и неправильное заклепочные соединения при
помощи отбортовки.
6. Какое место заклепочного соединения листов является наименее прочным?
7. Из каких условий получается рациональное соотношение диаметра за-
клепки и толщины листа?
8. Из каких условий получается рациональное значение расстояния центра
заклепки от края листа?
9. Из каких условий получается значение шага заклепок: при однорядном
шве, при двухрядном шве, при многорядном шве?
10. 'Из каких условий определяется минимальное расстояние между рядами
заклепок: при растяжении поперек шва, при срезе вдоль шва?
11. Каковы основные недостатки заклепочного соединения и как с ними
бороться?
12. Какой основной недостаток заклепочного соединения внахлестку при
растяжении поперек шва? Как с ним бороться?
144
13. Из каких условий при утолщении по шву получается отношение толщины
по шву к толщине по целому месту в случае растяжения?
14. Из каких условий при утолщении по шву получается отношение тол-
щины по шву к толщине по целому месту в случае сдвига?
15. Как зависит величина необходимого утолщения по шву от числа рядов
заклепок?
16. Какими способами можно изготовить лист с утолщением под заклепоч-
ные швы?
17. Какой недостаток имеет соединение листов внахлестку без подкреп-
ления?
18. Как следует соединять листы с подкреплением?
19. В каком порядке следует конструировать узловое заклепочное соедине-
ние профилей?
20. Как работает заклепочное соединение пояса балки с накладкой?
21. Из каких соображений выводится уравнение для расчета заклепок,
соединяющих накладку с поясом балки?
22. Из каких условий определяются максимальная толщина накладки пояса
балки, диаметр и шаг крепящих заклепок?
23. В каком случае заклепки, соединяющие пояс балки со стенкой, нагру-
жены больше: когда стенка теряет устойчивость или когда она не теряет устой-
чивости при сдвиге?
24. Перечислите недостатки заклепочного соединения.
25. Какими методами можно повысить усталостную прочность клепаной
конструкции?
26. Что такое языковая накладка, какова ее конфигурация, для чего служит,
как должны быть расположены заклепки?
27. Что представляет собой неравношаговое заклепочное соединение?
28. По какому ряду заклепок наиболее нагружен лист в заклепочном соеди-
нении листов с числом рядов 1=3—по крайнему ряду или по внутреннему? Почему?
29. Какой шов прочнее: равношаговый или неравношаговый? Почему?
30. Какое минимальное число рядов заклепок должно иметь неравношаго-
вое заклепочное соединение? Почему?
31. Что такое относительная прочность заклепочного соединения?
32. Какой шов имеет более высокую относительную прочность: равношаго-
вый или неравношаговый? И почему?
33. Какие ограничения следует принять при проектировании неравно-
шагового заклепочного соединения?
34. Как определяется число рядов заклепок неравношагового заклепочного
соединения?
35. Из каких условий определяется минимальное расстояние между рядами
неравношагового заклепочного соединения?
36. От какого фактора зависит повышение прочности неравношагового за-
клепочного соединения?
37. Почему при увеличении числа рядов заклепок, несмотря на увеличение
площади нахлестки, масса клепаной конструкции уменьшается?
38. Для какого числа рядов заклепок целесообразно применение неравно-
шагового заклепочного соединения?
39. При каком значении а — четном или нечетном — величина относитель-
НОГо расстояния hi(at) между рядами будет больше? Почему?
40. Что выгоднее по массе при равношаговом соединении: однорядное, двух-
рядное или многорядное соединение листов при работе соединения на растя-
жение, на сжатие, на сдвиг?
Рядов^ за^ЗК 3ав?1СИТ масса склепанных труб при работе на растяжение от числа
вавм^’ Что выгоднее по массе при трехрядном заклепочном соединении листов:
н пошаговое илн неравношаговое соединение?
Глава 9
КОНСТРУКЦИИ СО СВАРНЫМИ СОЕДИНЕНИЯМИ
Сваркой называется технологический процесс получения не-
разъемного соединения путем местного нагрева свариваемых де-
талей или путем пластической деформации. С физической точки
зрения сварка — это процесс образования металлической связи.
Существует два метода получения металлических связей:
а) сплавление металла. После расплавления начинается про-
цесс кристаллизации (рис. 9.1);
б) использование пластической деформации, например: хо-
лодная сварка — два пуансона внедряются в детали из пластич-
ного металла на большую глубину (рис. 9.2); под этими пуансо-
нами металл сваривается, при этом происходит перемещение ме-
талла и сближение атомов вследствие большого давления.
По способу образования металлической связи при сварке
можно различать две группы, отличающиеся методами.
I. Методы сварки плавлением:
1) дуговая (ручная, полуавтоматическая и автоматическая под
флюсом; аргоно-дуговая; углекислым газом; атомно-водородная);
2) электрошлаковая;
3) газовая;
4) электронно-лучевая в вакууме;
5) оптическим кварцевым генератором.
П. Методы сварки давлением:
с применением нагрева:
1) контактная (точечная, роликовая, световая, конденсатор-
ная);
2) термодиффузионная;
3) трением;
без применения нагрева:
1) точечная;
2) ультразвуковая;
3) взрывом.
В самолетостроении широко применяются сварные соединения.
Хорошо поддаются сварке нержавеющие и конструкционные стали
Х18Н9Т, ЗОХГСА и др., алюминиевые сплавы (АМгб и др.), маг-
ниевые сплавы (МА2, МА8 и др.). Для титановых сплавов, кото-
рые плохо поддаются механической обработке (в частности, свер-
146
лению) сварка являет-
ся одним из основных
ВИДОВ соединений.
Основные преиму-
щества сварных соеди-
нений, по сравнению
с заклепочными:
1) облегчается кон-
струкция, так как свар-
ной шов вызывает зна-
чительно меньшее ее
Расплав
Рис. 9.1. Участок
кристаллизации
Рис. 9.2. Схема сварки
с использованием пла-
стической деформации;-*
1— перемещение металла
ослабление, а также
за счет меньшей
массы соединяющих элементов (косынок, накладок и пр.);
2) уменьшается трудоемкость благодаря отсутствию операций
разметки, сверления или пробивки отверстий, а также благодаря
тому, что процесс клепки значительно сложнее и менее производи-
телен, чем процесс сварки, особенно сварки автоматической;
3) обеспечивается возможность получения герметического со-
единения, которое в заклепочном соединении осуществляется при-
менением специальных герметиков, имеющих меньшую надеж-
ность и увеличивающих массу.
Преимущества применения сварки вместо литья:
1) создается возможность применения элементов конструкции
с меньшими толщинами стенок. Обясняется это тем, что литой
металл имеет меньшую прочность, чем применяемый для сварки
катаный или прессованный, а также тем, что толщина стенок ли-
тых деталей, определяемая технологией литья, обычно больше,
чем у сварных. Возможность наличия раковин также вынуждает
конструктора увеличивать толщину стенок литых деталей;
2) уменьшаются припуски на обработку;
3) удается более рациональное размещение элементов деталей,
не всегда возможное в литых деталях.
В современной технике наибольшее распространение получили
два вида сварки: химическая и электрическая.
При химических видах сварки тепло для нагрева зоны сварки
выделяется за счет экзотермических химических реакций горения.
Газовая сварка занимает важное место среди химических спо-
собов сварки. Нагрев производится пламенем газа. Горючими
газами служат водород, ацетилен, метан, пропан-бутановая смесь
и Др., а также предварительно испаряемые или распыляемые
жидкости: бензол, бензин, керосин и др. Практическое значение
имеет газовая сварка с расплавлением основного металла. Для ави-
ационной промышленности представляет интерес сварка деталей,
выполненных из стали и из легких сплавов толщиной от 0,5 до
о мм.
Электрическая сварка, при которой нагрев осуществляется
ектРическим током, наиболее распространена. Ее преимуще-
ва: легкая регулировка процесса, возможность получения весьма
1с°ких температур, сохранение химического состава материалов
147
свариваемых деталей. Кроме того, это один из наиболее дешевых
способов сварки.
Из всех видов электрической сварки наибольшим интерес пред-
ставляют дуговая и контактная (сварка сопротивлением). При
дуговой сварке источником тепла служит дуговой разряд. При
контактной сварке нагрев происходит под действием тепла, вы-
деляемого в местах контактов свариваемых поверхностей деталей
при прохождении электрического тока. В самолетостроении для
тонкостенных элементов наиболее применима контактная сварка.
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
Сварные соединения бывают различных видов: стыковые
(рис. 9.3, а, б, д, е), если свариваемые детали лежат в одной пло-
скости, угловые (рис. 9.3, е) и тавровые (рис. 9.3, г), если соединяе-
мые элементы расположены под углом; на рис. 9.4 представлены
сварные соединения внахлестку, которые подразделяются на ло-
бовые (а), если шов расположен нормально к направлению внеш-
ней силы, фланговые (б), когда направление шва параллельно
внешней силе, комбинированные (в), состоящие из лобовых и флан-
Рис. 9 3. Виды сварных швов:
а, б, д, е — стыковой в — угловой, г — тавровый
Рис. 9 4 Сварные соединения внахлестку:
а — лобовое, 6 — фланговое, в — комбинированное, г — косое
148
я)
Рис. 9 5. Сварка в отбортованном
виде (а), сварка до полного опла-
вления отбортовки (6) и кромоч-
ная сварка (в)
Рис 9 6 Виды сварных швов:-*
1 — нормальный, 2 — с механической
разделкой, 3 — с усилением
говых швов, а также косые (г), когда угол между направлениями
силы и сварочного шва не равен 0 и 90°.
Для тонких листов, применяемых в конструкции баков, обте-
кателей и других элементов, целесообразно применять' сварку ли-
стов в отбортованном виде (рис. 9.5, а) до полного оплавления от-
бортовок (рис. 9.5, б). При кромочной сварке без оплавления от-
бортовки (рис. 9.5, в) во избежание коррозии следует удалять
остатки флюса на сварном шве.
Различают следующие виды швов в зависимости от формы их
поперечных сечений (рис 9.6): нормальный 1, со специальной
механической разделкой 2 и с усилением 3. Из них наиболее
часто применяется нормальный шов. Шов с механической раздел-
кой лучше других работает на усталость. Усиленный шов при уста-
лостном нагружении работает хуже нормального и шва с механи-
ческой разделкой. Катет шва b при малых толщинах (до 2—3 мм)
можно принимать равным толщине 6.
При расчете сварного соединения на срез расчетным прини-
мают размер b0 = b sin 45° = 0,76.
РАСЧЕТ СВАРНЫХ ШВОВ НА ПРОЧНОСТЬ
Для стыковых соединений (см. рис. 9.3, а, д, е) усилие при ра-
боте на растяжение
Р =
а при работе на сжатие
Р = стсж/<5,
где сгр и асж — соответственно допускаемые напряжения в свар-
ных швах при растяжении и при сжатии; /—длина шва; 6 —тол-
щина соединяемых элементов.
L49
Для лобового соединения внахлестку (см. рис. 9.4)
Р = Q,7xbl,
где т —допускаемое напряжение наплавленного металла шва при
срезе; b — катет шва.
Для флангового соединения внахлестку (см. рис. 9.4)
Р = 2 0,7tW.
Для предварительных расчетов, когда неизвестна прочность
сварного шва, можно считать, что материал сварного шва при
сварке встык и внахлестку работает с коэффициентом прочности,
равным 0,7—0,8 от прочности основного материала на растя-
жение.
ОСОБЕННОСТИ СВАРКИ СТАЛЕЙ С ПРИМЕНЕНИЕМ
ПРИСАДОЧНОГО МАТЕРИАЛА
Основной задачей конструктора при конструировании свар-
ного соединения является обеспечение равнопрочности соединяе-
мых деталей и узла в целом.
На прочность сварных соединений влияют следующие факторы:
температурный режим при сварке и охлаждении после сварки,
скорость образования сварного шва, направление хода сварки и
чередование направления, род присадочного материала, состоя-
ние материала свариваемых деталей до сварки и термообработка
после сварки.
В стальных конструкциях, не требующих высокой прочности
сварного соединения, как, например, при сварке длинных тонких
труб, работающих на сжатие (продольный изгиб), когда доста-
точно, чтобы предел прочности сварного соединения был равен
критическому напряжению потери устойчивости трубы, следует
в качестве присадочного материала предпочитать малоуглероди-
стую стальную проволоку. Она облегчает процесс сварки, дает
меньший процент брака в производстве и отличается большей
вязкостью шва по сравнению с прутками из стали ЭХТМ. Это от-
носится к сварке стыковых соединений, не подвергающихся по-
следующей термической обработке.
В случае, когда сварной узел нагружен так, что соединение
работает на разрыв или на срез, явные преимущества дает приме-
нение присадочного материала из стали ЭХТМ с последующей
термической обработкой сварных соединений.
Влияние термообработки и материала присадки на прочность
сварных соединений характеризуется табл. 9.1. Эта таблица по-
казывает, что прочность сварки ниже прочности основного мате-
риала и что присадка 20ХМА хотя и повышает предел прочности
сварного шва, но уменьшает ударную вязкость, т. е. делает соеди-
нение менее пластичным.
При расчете и конструировании сварной конструкции боль-
шого размера (например, фюзеляжа или рамы двигателя), которая
150
и
ж
Механические свойства сварных швов листов из стали ЗОХГСА толщиной до 4 мм, выполненных встык
(исходный предел прочности при разрыве стали ЗОХГСА нормализованной 700—800 МПа, термообработанной-
1200—1600 МПа)
Присадка 20ХМА Угол загиба а ° СО-70 180 90—100 50—60 140—180 40—50 110—120 180 120—149
Ударная вязкость, кДж/м2 400-450 800—900 750—850 350—450 900—1050 900-1000 1 750—850 ! 1000—1100 800—850
Предел прочности, МПа 800—900 450-500 650—750 800—1000 500-550 700—750 700—900 500—550 650—750 !
Присадка сталь I0A Угол загиба о.° 70-80 170—180 140—150 09—OS 081-001 ог-09 I 110—130 180 120—140
Ударная вязкость, кДж/м2 600—650 1000-1100 1000—1100 400—450 800—900 650—750 800—850 1200—1250 1100—1150
Предел прочности, МПа 550—650 400—500 ; 600—700 1 600—700 450—550 650—700 500-600 450-500 600—700
Промежуточная термиче- ская обработка швов Высокий ОТПУСК Изотермический отжиг Нормализация+отпуск Высокий ОТПУСК Изотермический отжиг Нормализация-;- отпуск 1 Высокий ОТП)СК Изотермический отжиг Иормализация+отпуск
Вид сварки Газовая Дуговая Атомно- водородная
Поплавко М. В. Сварка в самолетостроении. —М" Оборонгиз, 1947.
151
Прочность сварного шва встык, термически не обработанного после сварки, МПа
сч
о
си
Й
s
п
ю
сз
Н
ле может быть термически
обработана, следует руко-
водствоваться данными
прочности сварных швов,
не подвергавшихся тер-
мической обработке после
сварки. Эти данные приве-
дены в табл. 9.2.
СВАРНЫЕ СОЕДИНЕНИЯ
ДЕТАЛЕЙ ИЗ
ВЫСОКОПРОЧНЫХ СТАЛЕЙ
В современных кон-
струкциях летательных
аппаратов, предназначен-
ных для больших скоро-
стей полета, применяются
специальные марки ста-
лей с большим содержа-
нием никеля и другими
присадками, повышающи-
ми качества сталей.
По данным Weldin?
Journal (1964, vol. 43,
No. 5) исследования в об-
ласти аргоно-дуговой свар-
ки сталей с 18% Ni пла-
вящимися электродами
с последующей закалкой
на воздухе и старением
при t — 482° С в течение
трех часов показали пре-
дел прочности 1470 МПа.
Механические свойства
зависят от состава при-
садочной проволоки. С уве-
личением толщины свари-
ваемых деталей все более
широко применяют сварку
под флюсом.
Прочность сварных
стыковых соединений из
нержавеющих и жаро-
прочных сталей зависит
как от сочетания свари-
ваемых материалов, так
и от способа сварки,
152
и уменьшается с повышением температуры испытаний. Эти дан-
ные приведены в табл. 9.3.
Таблица 9.3
Кратковременная прочность сварных стыков соединений из
нержавеющих и жаропрочных сплавов толщиной 0,8—2,0 мм
(по данным Е. М. Прониной. В. В. Дьяченко и А. В. Петрова) *
Марка стали Способ сварки ов, МПа при температуре, °C
20 300 400 600 700 800 900
Х18Н9Т — 600 470 460 390 — — —
Х18Н9Т4- Х18Н9Т Автоматическая арго- нодуговая плавящимся электродом Х18Н9Т 600 400 360 300 — —
ЭИ654 —, 1020 840 740 — -— — -—
ЭИ654+ ЭИ654 Ручная аргоно-дуго- вая вольфрамовым элек- тродом 910 — 590 —
ЭИ435 — 760 — 680 — 400 200 —,
ЭИ435+ ЭИ435 Автоматическая ар- гонодуговая вольфра- мовым электродом без присадки 650 — 560 — 370 240 —
ЭИ 602 — 800 “ — — 680 — 310 160
ЭИ602+ ЭИ602 Автоматическая ар- гонодуговая плавящим- ся электродом 680 -— 510 — 290 —
ЭИ703 — 650 — 500 470 290 150
ЭИ703 + ЭИ703 Автоматическая арго- но-дуговая плавящимся электродом 590 470 370 240 140
* Соколов Е. В. Справочник по сварке. — ГНТИ, 1960.
Хорошо свариваются и дают удовлетворительную прочность
после сварки различные стали: ЭИ703 4- ЭИ602; ЭИ703 -|-
+ 1Х18Н9Т; ЭИ703 + сталь 20; ЭИ696 + ЭИ652; ЭИ437Б +
+ ЭИ696.
Применение флюса при сварке позволяет защитить сварочный
Шов от окисления, что приводит к повышению прочности свароч-
ного шва. Так, например, прочность сварочного шва при сварке
под флюсом малоуглеродистых сталей близка к прочности металла.
Прочность сварочных швов сталей хромансиль и Х18Н9Т состав-
ляет около 90% прочности основного металла.
153
СВАРНЫЕ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ
Сварка применяется для соединения труб из мягкой и хромо-
молибденовой стали, а также для труб из стали хромансиль.
Непосредственная сварка труб (без промежуточных деталей)
может применяться при необходимости наращивания трубы или
перехода к другому сечению (рис. 9.7). Такая сварка позволяет
получить для мягкой стали прочность, близкую к прочности
целой трубы (около 90%).
При соединении высокопрочных сталей такая сварка может
привести к значительному падению прочности. Применяя вместо
прямой сварки (см. рис. 9.7, а) косую сварку (см. рис. 9.7, б),
можно повысить прочность сварного соединения. Увеличение проч-
ности достигается как увеличением длины шва, так и тем, что при
косой сварке в каждом поперечном сечении сваркой ослабляется
только часть материала.
Другой вид сварки, также дающей более высокую прочность,
представлен на рис. 9.8. Внутренняя трубка (буж) позволяет про-
извести более равномерный нагрев при сварке и более медленное
и равномерное охлаждение после сварки, вследствие чего проч-
ность такого соединения выше прочности непосредственного сое-
динения (см. рис. 9.7, а). Однако буж увеличивает также и массу
соединения.
Рис. 9.7. Сварные соединения груб:
а — шов перпендикулярен оси трубы;
б — шов под углом к оси трубы; 1 —
встык; 2 — телескопические
Рис. 9.8. Сварное соединение труб
с бужом
154
УЗЛОВЫЕ СВАРНЫЕ СОЕДИНЕНИЯ ТРУБ
Непосредственная газовая сварка труб, сходящихся под уг-
лом, представлена на рис. 9.9. При растяжении труб 1 и 2 свар-
ной шов работает в значительной части на отрыв. Ввиду того,
что такой шов может оказаться недостаточно прочным, применяют
различные конструктивные меры для увеличения прочности соеди-
нения. Эти меры сводятся либо к увеличению длины сварочного
шва, либо к улучшению теплового режима при сварке. Рассмотрим
некоторые из методов упрочнения сварного шва.
Приварка косынок. Этот метод заключается в том, что, помимо
непосредственной сварки, трубы соединяются дополнительно при-
варенными косынками 1, либо плоскими (рис. 9.10, а), либо более
жесткими двойными 2 (см. рис. 9.10, б). Иногда косынки врезают.
Врезание косынок 3 (см. рис. 9.10, в) заключается в том, что трубы
пропиливают для прохода косынки, которая вводится в пропилы
и сваривается с трубами в местах соприкосновения с ними. Такая
сварка обеспечивает большую прочность и жесткость, особенно
необходимые в стержнях, подверженных вибрации, например,
в стержнях рам крепления двигателей. Однако этот вид сварки
более трудоемок и дорог в производстве по сравнению с приваркой
неврезанных косынок, а также увеличивает массу соединения.
Накладки 4 (см. рис. 9.10, г) применяют с целью создания уси-
ленного сварного соединения. Для лучшего прилегания к поверх-
Рис. 9.9. Соединение труб под
углом
Рис. 9.10. Усиление соединения
косынками:
а — плоскими; б — двойными; в —
врезными;; г — накладными
155
Рис. 9.11. Сварка труб через отвер-
стия во внешней трубе
Рис. 9.12. Соединение труб при по-
мощи косынки с отверстиями ->
ности трубы и увеличения длины сварного шва накладки искрив-
ляют по форме трубы.
Сварочные отверстия так же, как и накладки, позволяют уве-
личить длину сварного шва. Этот метод заключается в том, что
в наружном элементе — трубе (рис. 9.11) или накладке (рис. 9.12)
сверлят отверстия, края которых приваривают к внутреннему
элементу.
Муфты. Усиление сварного шва при помощи муфт заключается
в том, что в местах сварки к трубам заранее привариваются корот-
кие отрезки труб — патрубки (рис. 9.13), надетые на них телеско-
пически, после чего трубы могут быть закалены и прочность сва-
ренных мест будет восстановлена. Ослабление при последующей
сварке труб компенсируется муфтами. Узловое соединение труб
при помощи приваренных муфт показано на рис. 9.14, а, б.
Рис. 9.13. Усиление соединения при помощи
муфты
Рис. 9.14. Узловое соединение труб при по-
мощи муфт:
а, б — приваренных; в — приклепанных
156
Однако такой метод требует дополнительной термической об-
работки мест сварки муфты с трубой. Поэтому можно вместо
сварки соединять муфты с трубами заклепками, пистонами или
болтами (см. рис. 9.14, в).
Если после сварки трубчатой конструкции труба должна быть
заварена с обеих сторон, то необходимо предусмотреть отверстие
для выхода газов.
МЕТОДЫ ПОВЫШЕНИЯ ПРОЧНОСТИ СВАРНЫХ
СОЕДИНЕНИЙ ТЕРМООБРАБОТАННЫХ
СТАЛЬНЫХ ТРУБ ИЗ ЛЕГИРОВАННОЙ СТАЛИ
Прочность сварного соединения может быть повышена различ-
ными способами, сводящимися, в основном, к следующим:
1) усиление места сварки путем увеличения сечения или длины
сварного шва;
2) создание при сварке благоприятных условий для отвода
тепла с целью уменьшения степени отжига (см. рис. 9.8); таким
путем можно прочность соединения сделать ие меньше прочности
соединяемых деталей;
3) термообработка после сварки.
Так, например, применением особых условий сварки, влияю-
щих на тепловой режим (обертывание зоны отжига мокрым асбе-
стом перед сваркой или последующий наГРев и опрыскивание
водой), можно получить у хромансилевых -груб повышенное зна-
чение предела прочности при разрыве (до 750 МПа при пределе
прочности исходного материала 850 МПа).
ЭЛЕКТРИЧЕСКАЯ КОНТАКТНАЯ СВАРКА
При этом виде сварки детали в местах соеДинения сжимают не-
которым определенным усилием и нагревает* Нагрев осуществ-
ляется под действием тепла, которое выдеДяется в местах кон-
тактов поверхностей деталей при прохождении электрического
тока.
Основные виды контактной электросварки: стыковая, точечная
и роликовая (шовная). Для контактной сваркИ характерны быстрота
процесса, высокая степень механизации и автоматизации. Стыко-
вая контактная электросварка, при которой две детали свари-
ваются между собой по плоскости стыка, нормальной к направле-
нию действующего при сварке усилия сжатия» почти не применя-
няется в самолетостроении.
Наиболее широко используются в самолетостроении два дру-
гих вида контактной электросварки: точечная, при которой сварка
происходит в отдельных точках, и роликовая, при которой сварка
происходит по линии соприкосновения сварИваемых листов. Чаще
всего эти два вида сварки применяют для соединения элементов
из нержавеющих сталей и титановых сплавов.
157
Прочность точечной электросварки определяется размером и
структурой точек, зависящих от форм и размеров контактных по-
верхностей электродов, величины сварочного тока, времени его
прохождения через свариваемые детали, усилия сжатия и состоя-
ния поверхностей свариваемых деталей. Для качественной сварки
характерно наличие общего для обеих свариваемых деталей ли-
того ядра определенных размеров.
Точечной сваркой можно сваривать листовые детали одинако-
вых или разных толщин, пересекающиеся стержни, листы со
стержнями (угловыми профилями, швеллерами и т. п.).
В самолетостроении точечная электросварка применяется для
соединения внахлестку листов и профилей из стали и цветных ме-
таллов, для соединения каркаса с обшивкой, носков крыла, узлов
нервюр, шпангоутов, панелей и перегородок баков.
Следует отметить, что для деталей с малыми толщинами сте-
нок (до 0,5 мм) этот способ сварки является единственно возмож-
ным, так как при малых толщинах стенок трудно обеспечить в за-
клепочном соединении необходимую прочность на смятие, а уве-
личение диаметра заклепок ослабляет соединяемые детали. Это
в особенности относится к различным видам высокопрочной стали.
С увеличением количества одновременно свариваемых деталей
снижается качество сварного соединения. Поэтому в ответствен-
ных конструкциях рекомендуется сваривать одновременно не бо-
лее двух деталей. Толщины свариваемых деталей из листового ма-
териала не должны различаться более чем в три раза.
Соотношение между диаметром точки dT и диаметром элек-
трода с1эл зависит от толщины свариваемых материалов: отноше-
ние djd^ составляет 0,8 при толщине стенки более тонкой детали
не более 2 мм и равно 1,0, если толщина более тонкой стенки пре-
вышает 2 мм. При этом диаметр электрода зависит от толщины б
листа: din =26 — 3, где dM и б — в мм.
Параметры точечного шва в зависимости от толщины свари-
ваемых деталей приведены в табл. 9.4.
В табл. 9.5 указаны технологические и прочностные характери-
стики точечной электросварки малоуглеродистых и нержавеющих
сталей в зависимости от толщины свариваемых материалов.
Прочность соединения, выполненного точечной сваркой,
сильно зависит от вида термообработки (табл. 9.6 и 9.7).
Как видно из табл. 9.6 и 9.7, последующая нормализация
(после сварки) в большинстве случаев дает заметное снижение
прочности на срез точечного соединения стали 30ХМА.
Точечная сварка на отрыв (рис. 9.16) работает значительно
хуже, чем на срез. Это легко видеть из табл. 9.8.
Из этой таблицы следует, что необходимо избегать нагружения
сварочной точки на отрыв.
Термическая обработка в виде закалки с отпуском дает значи-
тельное повышение прочности точечной электросварки стали
ЗОХМА (табл. 9.9).
158
Таблица 94
Рекомендуемые параметры точечной электросварки
(размеры в мм)
Толщи- на более тонкой детали Шаг точек Минимальное расстояние от центра точки
Кон- струк- цион- ная сталь Корро- зионно- стойкая сталь Легкие сплавы Медные сплавы до края детали в направлении, пер- пендикулярном к действующему усилию до ребер и отбор- товки
0,5 10 8 15 10 — —' —
0,8 12 10 15 12 — —
1,0 12 10 15 14 6 8
1,2 14 12 15 14 — —
1,5 14 12 20 16 — —
2,0 18 14 25 20 9 12
2,5 22 16 25 23 — —
3,0 25 18 30 26 12 18
3,5 30 20 30 28 — —
4,0 35 22 35 30 14 25
6,0 50 32 50 43 16 30
Примечания, 1. Минимальное расстояние от центра точки до края
детали в направлении действующего усилия при односрезных точках сварки
должно быть не меньше двух диаметров точки, а при двухсрезных точках — не
меньше трех диаметров точки.
2. При сварке легких сплавов минимальный шаг увеличивается на 15%,
а при сварке аустенитной стали и жаропрочных сплавов может быть уменьшен
на 15%.
3. При сварке пакета из трех деталей размер шага увеличивают приблизи-
тельно на 50%, При этом деталь большей толщины должна быть в середине
(рис. 9.15),
Данные прочности хромомолибденовой стали, сваренной точеч-
ной сваркой, близки к данным прочности точечного сварного шва
стали хромансиль.
Хорошо поддается точечной электросварке и дает^достаточно
прочное соединение сталь Х18Н9Т (табл. 9.10).
Пример конструкции панели, сваренной точечной электросвар-
кой, приведен на 'рис. 9.17.
Зависимость прочности точечной электросварки коррозионно-
стойкой стали от диаметра электродов и толщины сварива-
емых деталей представлена на рис. 9.18.
Рис. 9,15 Точечная электросварка
пакета
159
Таблица 9.5
Характеристики точечной сварки малоуглеродистых и
нержавеющих сталей (без подкладки)
Толщина сваривае- мых листов, мм Сварочный ток, А Время, с Полный ЦИКЛ сварки, с Диаметр ядра, мм Минималь- ное разру- шающее усилие среза, Н
Малоуглеродистые стали
0,54-0,5 50—70 0,5—1,0 2-3 3—4 1200
0,54-1,0 70—90 1,0—2,0 3-4 4—5 1500
1,04*1,0 90—130 1,0—2,5 4—5 5—7 2500
1,04-1,2 90—130 1,2—2,6 4—5 6—8 3000
1,54-1,5 90—110 4—7 6—9 7—9 5000
1.5+2.0 90—110 6—16 8—20 7—10 6000
Коррозионно-стойкие стали
0,44-0,4 50—90 0,2—0,3 2 3—3,5 1500
0,84-0,8 70—120 0,8—1,0 3 4—5 2500
0,84-1,0 80—130 1,2—2,5 4 5—6 4000
0,84-1,2 90—140 1,3—2,6 5 5—7 4000
1,04-1,0 90—140 1,3—2,6 5 5—7 4000
1,04-1,5 90—140 2,5—4 6-7 6,5—7,5 5000
1,54-1,5 90—140 3—6 8—10 7—8 7000
1,54*2,0 90—130 4—7 9—11 8—9,5 8000
1,54*2,5 90—130 6—12 10—15 8—10 9000
2,04-2,5 100—130 8—16 12—24 9—12 12000
Таблица 96
Разрушающее усилие среза (в Н) на одну точку сварного точечного
соединения листов стали ЗОХМА
(результаты испытаний)
Толщина листов, мм Нормализация
не проведена после сварки
14-1 •— 8 000
1,54-1,5 19 540 13 000
2+2 28 700 17 600
2,5+2,5 36 180 —
з+з -— 25 600
Примечание. Нормализация — вид термообработки стали, заклю-
чающийся в нагреве на 30—50° С выше верхней критической точки с последую-
щим охлаждением на воздухе.
160
Т а б л и ц я 9.7
Разрушающее усилие среза (в Н) на одну точку сварного
двухсрезного точечного соединения (см. рис. 9.15) листов стали ЗОХМА
(результаты испытаний)
Толщина листов, мм Нормализация Толщина листов, мм Нормализация
до сварки после сварки ДО сварки после сварки
1 + 1 + 1 16 600 13 800 2,0-1 2,0 | 2,0 27 200 24 600
1,5+1,5+1,5 19 000 20 000 1,54 3,0 | 1,5 31 200 27 200
1,5-1-2,0+1,5 22 700 23 600 2,0+4,04-2,0 36 400 29 200
Т а б л и ц а 9.8
Результаты испытаний точки на отрыв
для сварного точечного соединения
листов стали ЗОХМА
Толщина лис- тов, мм Разрушающее усилие, Н
1 2 570
2 4 730
3 11 140
Рис. 9.16. Схема нагружения
точечной электросварки
(ТЭС) на отрыв
Диаметр электрода.,нм
Рис. 9.17, Панель тонколистовой стали, сваренная точечной электросваркой
Рис. 9.18. Прочность соединения листов толщиной б из коррозионностойкой
стали, выполненного точечной сваркой
6 Гиммельфарб 161
Т а б л п ц а 9.9 Разрушающее усилие среза (в Н) на одну точку сварного точечного соединения образцов из стали ЗОХМА (результаты испытаний)
Толщина образцов, мм Без термической обработки После закалки с отпуском (500° С)
0,8+0,8 4 500 11 330
1,5+1,5 8 620 15 500
2,0+2,0 27 660
з,о+з.о 19 500 42 000
Таблица 9.10
Прочность на срез одной точки сварного точечного соединения образцов из стали Х18Н9Т
Толщина сваривае- мых листов, мм Минималь- I ное сопро- тивление срезу, Н 1 Толщина сваривае- мых листов, мм Минималь- ное сопро- тивление срезу, Н Толщина сваривае- мых листов, мм Минималь- ное сопро- тивление Дерезу, Н
0,13+0,13 640 0,6+0,6 3270 1,0+1,0 5200
0,25+0,25 1280 0,8+0,8 3900 1,3+1,3 6450
0,4+0,4 0,5+0,5 2000 2600 1 0,9+0,9 4540 1,5+1,5 7800
СВАРНЫЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ ЛЕГКИХ (АЛЮМИНИЕВЫХ И МАГНИЕВЫХ) СПЛАВОВ
При различных способах сварки легких сплавов получается
неодинаковая прочность сварного шва. В табл. 9. И приведены
сведения по свариваемости некоторых алюминиевых сплавов при
различных способах сварки. Для сравнения приведены также
данные по свариваемости некоторых сталей.
Таблица 9.11
Свариваемость некоторых металлов и сплавов при различных
способах сварки
Способы сварки АМц Д16-Т В95-Т 30ХГСА ЭИ654
Аргоно-дуговая ручная и автоматическая УД- неуд. неуд. хор. уд-
Дуговая автоматическая под слоем флюса неуд. неуд. неуд. хор. уд-
Ручная дуговая электро- дом с покрытием неуд. неуд. неуд. уд- неуд.
Электроконтактная точеч- ная и роликовая хор. уд. уд- уд- УД-
Электроконтактная стыко- вая неуд. неуд. неуд. УД- неуд.
Ручная кислородно-ацети- леновая хор. УД- неуд. хор. УД-
Обозначения: хор. — хорошая; уд. — удовлетворительная; неуд. — неудов-
летворительная.
* Богиня. С. Т. Сварка и пайка металлов.—Рига: РИИГА, 1968----136с.
162
Газовая сварка алюминиевого сплава типа Д16
Такая сварка осуществлялась еще в 1934 г. Сварка произво-
дится с применением флюса. Присадочным материалом служат по-
лоски того же материала и той же толщины шириной 3—4 мм.
После сварки необходима очистка от флюса (во избежание по-
явления коррозии), зачистка шероховатостей и проковка шва для
придания плотности материалу шва.
Проковку рекомендуется производить после отжига. При этих
условиях прочность сварного шва составляет 64—87% прочности
основного материала и зависит как от состояния металла до
сварки, так и от термообработки после сварки (табл. 9.12).
Таблица 9.12
Газовая сварка алюминиевого сплава (типа Д16)
Термообработка до сварки Термообработка после сварки Толщина материа- ла, мм Предел прочности при растяжении МПа
Отжиг Нет 1,5 250—260
Закалка Нет 1,5 270—290
1,0 230—310
Огжиг Закалка 1,5 250—320
1,0 290—320
Закалка Закалка 1,5 260—330
Примечания: 1. Прочность сварного материала (толщиной 1,5 мм)
после закалки — 390 МПа.
2. Разрушение во всех случаях происходило у шва.
3. Испытанию подзергались образцы как обработанные термически, так и не
обработанные после сварки, но прошедшие 100 ч старения.
При конструировании сварного соединения алюминиевых спла-
вов следует принимать во внимание следующие рекомендации.
1. Для более легкого удаления флюса необходимо детали
из алюминиевых сплавов варить исключительно встык (см.
рис. 9.3, а, б, д, е). Стыки внахлестку (см. рис. 9.4) и под углом
(см. рис. 9.3. в) или втавр (см. рис. 9.3, а) не допускаются, так как
в первом случае флюс остается между листами, а во втором —
в углах.
2. Материалы толщиной менее 0,8 мм следует варить в отбор-
тованном виде (см. рис. 9.5, а) при высоте отбортовки не более
3 мм, которая при сварке полностью оплавляется (см. рис. 9.5, б).
3. Кромочная сварка (см. рис. 9.5, в) уголковых соединений,
например, приварка днищ к обечайкам баков, может приме-
няться, но должна выполняться так, чтобы имелся внутренний
6* 163
Таблица 9.13
Предел прочности сварных соединений (в МПа) асв (числитель) и основного
металла <тосч (знаменатель) при дуговой сварке в среде защитных газов
(по данным «Справочника по сварке» под ред. Е. В. Соколова)
Металл Толщина, мм Температура испытаний, °C
20 200 250
АД1-М 1.5 85/88 — —,
ЛМц-М 1,5 121/121 — —
ЛМц-11 1,5 120/190 — —~~
AMrl-M 2,0 88/89 64/78 48/52
АМг1-Н 2,0 93/168 73/119 59/99
ЛМг2-М 2,0 195/200 140/145 116/118
AMi2-H 2,0 196/294 165/214 138/171
АМгЗ-М 2,0 225/235 135/140 —
АМг5В-М 2,0 315/310 208/ 183/
АМгб-М 2,0 368/375 205/210 148/178
АМгб-П 2,0 375/433 250/278 —
АМгб-Н 2,0 366/468 260/265 —
Д20-Т1 2,0 278/452 240/350 —
Д20-Т1 * 2,0 286/452 256/350 —
Д20-Т * 2,0 288/372 273/220 —
Д20-Т ** 2,0 418/372 275/220 —
Д16-М 1,5 200/225 — —
Д16-Т 1,5 271/414 — —
Д16-ТН 1,5 363/435 — —
Д19-Т 2,0 450/459 351/348 248/277
В92-Т 2,0 373/390 182/190 126/130
АД31-Т 2,0 178/235 — —
АДЗЗ-М 2,0 145/145 — —
АДЗЗ-Т * 2,0 290/240 —- —
АДЗЗ-Т1 2,0 260/302 —— —-
АВ-Т 2,0 167/210 —— ——
* Искусственно состаренный после сварки.
** Закаленный и искусственно состаренный
после сварки.
164
проплав, исключающий образование с внутренней стороны острых
углов, затрудняющих удаление флюсов.
Способом газовой сварки лучше других алюминиевых сплавов
сваривается сплав АМц.
Дуговая сварка алюминиевых сплавов
Для защиты от окисления во время сварки целесообразно ду-
говую сварку алюминиевых сплавов производить в среде защит-
ных газов. Характеристики прочности сварных соединений алю-
миниевых сплавов в зависимости от температуры испытаний при-
ведены в табл. 9.13.
Способом аргоно-дуговой сварки можно соединять и различ-
ные металлы и сплавы, например алюминиевые сплавы со сталью
(табл. 9.14).
Таблица 9.14
Предел прочности (в МПа) алюмостальных сварных соединений,
осуществленных аргоно-дуговой сваркой
Свариваемые материалы Растяжение Отрыв Срез
АД1+Х18Н10Т АМгЗ+Х18Н10Т 80 116 54
75—85 204 107—127 200 50—58 128
196—206 198—202 105—145
Примечание. В числителе дана средняя величина, в знаменателе —
крайние значения.
Контактная электросварка алюминиевых сплавов
Контактная сварка (точечная и роликовая) алюминиевых спла-
вов дает прочные сварные соединения. Такая сварка алюминиево-
магниевых сплавов (с содержанием магния от 6 до 14%) известна
довольно давно. Так, еще в литературе 1936 г. (Science et Indu-
strie. Numero hors serie L’Aviation francaise, 1936) есть указания
о применении точечной сварки алюминиевых сплавов на самоле-
тах «Ньюпор-Деляж 121 X 122» для обшивки крыльев и для ра-
диаторов из алюминиевого сплава «монель».
Контактная электросварка почти полностью вытеснила клепку
при изготовлении изделий из коррозионностойких сплавов АМц,
АМгЗ, АмгбВ, АМгб и др. Однако вследствие невысокой проч-
ности при усталостных нагружениях применение ее в силовых
конструкциях ограничено. Вследствие трудности противокорро-
зионной обработки сварных узлов точечная электросварка огра-
ничено применяется для соединений высокопрочных сплавов
165
Д16-Т и В95-Т преимущественно для несиловых, малоответствен-
ных узлов: люков, обтекателей, крышек и т. п. Следует, однако,
указать на применение некоторыми конструкторскими бюро клее-
сварных соединений, в которых точечная электросварка сочетается
с клеевой пленкой.
Существующее серийное сварочное оборудование позволяет
получить высокое и стабильное качество сварки деталей толщиной
от 0,8 до 7 мм. Разрушающая нагрузка сварных точек различных
сплавов на срез, полученных методом точечной электросварки
(см. [7]). приведена в табл. 9.15. Для сравнения в этой таблице
указаны силы среза заклепок.
Таблица 9.15
Си ты реза (в Н) сварных точек и заклепок, равнопрочных листу
Тол- щина листа 6, мм Средняя разрушающая сила среза сварной точки для листов из Сила среза закле- пок из сплава
алюми- ниево- го * магние- вого **
АМц АМгб Д16-Т В95-Т МА2-1
0,5 600 900 920 980 700 320 229
0,8 1 300 1 800 1 750 1 950 1 150 810 587
1,0 1 700 2 750 2 550 2 950 1 600 1 270 918
1,5 2 700 4 650 4 600 5 150 3 200 2 860 2 055
2,0 4 250 7 000 6 900 7 900 4 150 5 080 3 670
3,0 6 800 11 900 12 000 13 100 7 700 11 400 8 250
4,0 9 100 22 100 22 500 23 800 13 100 20 300 14 680
5,0 15 300 36 250 35 800 37 950 17 900 31 700 22 900
6,0 —. 47 0о0 48 500 52 250 — 45 700 33 000
7,0 — 57 750 56 300 59 500 — 62 100 44 900
* —- 2; тзк = 250 МПа; Рэк = (лсР/4) тзк - 127б2.
** с^см'Тзк ~ 2; тзк -= 180 МПа; Рзк = 127 (18/25) 62 = 91,8б2.
Эти соотношения получены для условия d'6 ~ — 2,55.
л тзк
При сварке внахлестку неизбежно возникновение изгибаю-
щего момента, подобно тому, как это было в случае заклепочного
соединения внахлестку (см. рис. 8.24). Так как деформация из-
гиба в таких соединениях приводят к возникновению помимо
срезающей силы также и силы отрыва, то ее следует учитывать
при*конструировании точечного сварного соединения внахлестку.
Данные по прочности на отрыв точечного соединения алюминие-
вых и магниевых сплавов приведены в табл. 9.16 (см. 17]).
Из сравнения табл. 9.15 и 9.16 видно, что сила отрыва сварных
точек значительно меньше, чем сила среза. Их отношение при-
ведено в табл. 9.17 (см. [7]).
166
Таблица 9.16
Средняя разрушающая нагрузка сварных точек на отрыв в Н
(схему нагружения см. на рис. 9.16)
Толщина сваривае- мых листов, мм АМгЗ АМгб Д16-Т В95-Т МА2
0,5 — — 230 200 —,
0,8 350 — 400 450 250
1,0 480 650 650 600 400
1,2 800 1 150 1 050 1 000 750
1,5 1000 I 700 1 450 1 400 1000
2,0 1700 2 550 2 400 2 300 2000
3,0 4500 5 350 5 200 4 850 3550
4,0 9 900 8 900 7 700 —
5,0 — 13 100 12 700 11 400 —
6,0 — 19 400 18 600 17 700 ——
7,0 — — 19 600 —
Таблица 9.17
Отношение силы отрыва к силе среза сварной точки, вычисленное
по табл. 9.15 и 9.16, в %
Толщина сваривае- мых листов. мм АМгб Д16-Т В95-Т Толщина сваривае- мых листов, мм АМгб Д16-Т В95-Т
0,5 — 25 20,4 3,0 45 43,3 37
0,8 — 22,9 23,1 4,0 44,8 39,6 32,4
1,0 23,7 25,5 20,4 5,0 36,1 35,5 30
1,5 26,6 31,5 27,2 6,0 41,3 38,4 33,9
2,0 36,4 34,8 29,1 7,0 — — 33
167
Испытания показали, что величина силы отрыва точки зависит
от температуры. Эта зависимость приведена в табл. 9.18.
Таблица 9.18
Средние разрушающие нагрузки (в Н) одной точки сварного
точечного соединения при статическом отрыве в зависимости от
температуры
Мате- риал Тол- щина, мм Температура испытания, °C
20 50 100 150 200 250 300 350
Д16А-ТВ 0,84-0,8 600 600 550 630 540 730 550 450
1+1 800 780 860 830 920 850 960 970
2+2 2730 2560 2520 2 780 2 600 2 850 2630 2230
ВД5А-ТВ 2+2 2300 2470 2650 2 800 2 980 3 420 2500 2100
з+з 4000 4100 4170 4 700 4 970 5 870 5420 3640
4+4 6170 6700 7030 7 170 8 320 9 600 8330 6600
АМгб 2+2 3100 3400 3220 3 250 3 400 ЗОЮ 2740 2220
3+3 5700 5350 5600 5 500 6 530 5 800 4700 3600
4+4 9100 8370 8370 9 080 10 260 10 920 7780 6000
4,5+4,5 9430 8800 9270 10 300 9 920 9 800 7700 5400
МА8 1,8+1,8 1150 1400 1400 1 600 1 600 1 550 1760 1800
з+з 2600 2500 2300 2 950 2 700 3 150 2600 2400
Увеличение прочности при температуре t — 200 — 250° С объ-
ясняется, по-видимому, повышением пластичности. Если при тем-
пературе 20—100° С разрушение наступает от «хрупкого» вырыва
ядра точки в околошовной зоне вблизи границы литого металла, то
при более высоких температурах большая пластическая деформа-
ция ядра металла вокруг сварной точки снижает влияние изгиба,
повышая прочность точки на отрыв.
Роликовая электросварка алюминиевых сплавов
При этом виде сварки детали свариваются непрерывным
прочно-плотным сварным швом, состоящим из ряда сварных то-
чек, в котором каждая последующая точка частично перекрывает
предыдущую. Толщины свариваемых деталей обычно не превы-
шают 2—3 мм.
Роликовая электросварка с успехом применяется для изготов-
ления баков и резервуаров, когда необходимо получить герметич-
ный шов.
В соединениях высокопрочных алюминиевых сплавов ролико-
вый шов (рис. 9.19) несколько уменьшает прочность металла.
Вследствие этого роликовый шов внахлестку разрушается
168
Рис. 9.19. Соединение, выполненное роликовой сваркой (РЭС)
Р
при разрыве материала вблизи шва. Расчетную г
прочность для образцов с накладкой при статичес-
ком растяжении можно принимать по табл. 9.19. —1
Сопротивление коррозии сварных швов рас'11
алюминиевых сплавов L
Коррозионная стойкость алюминиевых сплавов
зависит от их химического состава. Сварные изде- 11
лия из технического алюминия и сплава АМц со-
проявляются коррозии очень хорошо. Сварные
изделия из алюминиевого сплава типа Д16 сопро- U '
тивляются коррозии несколько хуже, но их кор- IР
розионную стойкость можно значительно повы-
сить с помощью термообработки (закалки). Кон-
струкции из плакированного алюминиевого сплава, изготовлен-
ные точечной и роликовой сваркой, обладают высоким сопротив-
лением коррозии.
Таблица 9.19
Предел прочности роликовых соединений с накладкой при
статическом растяжении
Материал <тв, МПа Толщина свариваемых листов, мм Предел проч- ности ов шва, МПа ов шва
ав материала л Х100%
Д16-ТН 435 1+1 250 57,5
1.5+1,5 270 62
2+2 280 64,5
Д16-ТН 465 3+3 300 64,5
Д16-ТВ 435 з+з 250 57,5
4+4 260 60
5+5 280 64,5
АМгб-Н 380 з+з 250 66
4+4 260 68,5
54 5 280 74
Коррозионная стойкость швов, выполненных точечной и роли-
ковой сваркой, по отношению к морской воде не отличается от
коррозионной стойкости основного материала.
Сварка магниевых сплавов
Сварке поддаются сплавы MAI, МА8, МА2-1, МЛ4, МЛ5 и др.
Из них наилучшей свариваемостью отличается сплав МА2-1.
169
Газовая сварка магниевых сплавов была испытана в Москов-
ском авиационном институте в 1932 г. для сварки магниевого
сплава типа «Электрон»; прочность при сварке встык составляла
от 45 до 85% прочности основного металла. Присадочным мате-
риалом служила полоска того же металла шириной 3 мм. Сварка
производилась под флюсом.
После сварки необходимо тщательное удаление остатков флюса
во избежание коррозии. Даже при выполнении этого условия в ме-
стах сварки может возникнуть ускоренная внутрикристалличе-
ская коррозия. Поэтому применение этого метода соединения мо-
жет быть допущено лишь для ненагруженных и легкозаменяемых
деталей, как, например, обтекателей сложной формы, которые
другими способами изготовить трудно, при условии доступности
их для контроля в процессе эксплуатации.
Магний и его сплавы поддаются электросварке металлическим
электродом. Применение проковки шва после сварки позволяет
повысить предел прочности (табл. 9.20),
Таблица 9.20
Предел прочности (в МПа) сварных соединений магния н его
сплавов при электросварке металлическим электродом
Сваривае- мый металл Шов Сваривае- мый металл Шов
не прокован прокован не прокован прокован
Магний 100—120 160—170 МА2 200—240 230—240
МА1 120-140 180-190 МА8 160—185 190-200
СВАРКА РАЗНОРОДНЫХ МЕТАЛЛОВ С ПРИМЕНЕНИЕМ
ПРОМЕЖУТОЧНЫХ ПРОСЛОЕК
Некоторые пары разнородных металлов, не поддающиеся не-
посредственной сварке, оказывается возможным сваривать при
помощи промежуточных прослоек. Такую сварку можно осуще-
ствлять для различных пар. Однако наибольший интерес для авиа-
ционного конструктора представляет сварка деталей из алюминие-
вых сплавов с деталями из высокопрочных сплавов, воспринимаю-
щими большие сосредоточенные силы. Исследования показали,
что применение промежуточных прослоек при сварке, равно как
и способ их применения, в значительной степени влияет на ка-
чество соединения. Так, например, сварные соединения стали,
покрытой оловом методом погружения, с технически чистым алю-
минием обладают низкой коррозионной стойкостью при эксплуа-
тации на море. Если же сталь до сварки покрыть оловом гальвани-
ческим способом, то коррозионная стойкость сварного соединения
повышается. Сварные соединения стали, покрытой алюминием,
и технического алюминия обладают хорошей коррозионной стой-
170
костью (British Welding Journal, 1962, vol 9, No. 12, pp. 650—
658).
Известен метод сварки алюминия и его сплавов со сталью.
Для осуществления такой сварки производится цинкование места
стальной детали, к которому требуется приварить алюминий.
При сварке стали, покрытой цинком гальваническим способом,
с алюминиемагниевым сплавом механические свойства сварных
соединений удовлетворительны: образцы разрушаются по основ-
ному металлу.
Сталь, покрытая оловом или цинком методом погружения,
плохо сваривается со сплавом Al—Mg (3,5%), а сталь, тем же ме-
тодом покрытая алюминием, сваривается хорошо, если исполь-
зовать проволоку из сплава А1—Mg (5%). Рассмотрим несколько
примеров.
При сварке встык листовой стащи толщиной 2 мм с равными
по толщине листами из сплава А1—Mg (3%) оцинкованная поверх-
ность стального листа располагалась на расстоянии 2 мм от листа
из легкого сплава. Сварка производилась аргоно-дуговым мето-
дом с присадочной проволокой диаметром 3 мм из сплава А1—Si
(5%). Сварочный шов имел ширину около 8 мм и высоту 1 мм.
После охлаждения алюминиевый лист был загнут вдоль свароч-
ного шва на 180°. При этом не образовалось ни трещин, ни каких-
либо других повреждений (Aluminium, 1964, III, р. 197).
Трубы и листы из технически чистого алюминия и из сплавов
Al—Mg, Al—Мп, Al—Mg—Si—Мп сваривали аргоно-дуговым спо-
собом неплавящимся электродом с .листами и трубами и трубами
из стали, кромки которых перед сваркой покрывали алюминием,
оловом или цинком. Для сварки применяли присадочную прово-
локу из сплава А1—Si (5%). Результаты были хорошими.
Сварка алюминия со сталью, покрытой серебром, не дала хо-
роших результатов, как и сварка со сталью, покрытой никелем.
При покрытии стали алюминием на границе А1—Fe всегда обра-
зуется прослойка, состоящая из интерметаллидов. Добавка в тех-
нически чистый алюминий небольших количеств меди, кремния
и бария позволяет получить прочное соединение, при этом тол-
щина интерметаллидной прослойки значительно уменьшается.
Эксперименты по сварке титановых сплавов с жаропрочными
сплавами на никелевой основе (ОТ4-1 + ЭИ894) толщиной 0,8—
2,0 мм показали удовлетворительные результаты при применении
промежуточных вставок из ниобия и бериллиевой бронзы при
аргоно-дуговой сварке и с применением ниобия или молибдена при
контактной сварке («Сварочное производство», 1964, № 12,
с. 25—28).
Ленинградским кораблестроительным институтом были прове-
дены исследования усталостной и взрывной стойкости сварных
соединений из стали и алюминиевых сплавов, выполненных ар-
оно-дуговой сваркой вольфрамовым электродом. Как показали
пыты, усталостная прочность сварных соединений из сплава АМгб
171
и стали ст. 40 на базе испытаний 2- 10б циклов находится на том же
уровне, что и для сплава АМгб (а_! --- 60 — 70 МПа), а взрывная
стойкость достаточно высокая и определяется (в опытах с чистым
алюминием) прочностью соединительного металла («Сварочное
производство», 1963, № 1, с. 3—5).
ДИФФУЗИОННАЯ СВАРИЛ РАЗНОРОДНЫХ МЕТАЛЛОВ
Диффузионною сварку производят следующим образом. Сопри-
касающиеся поверхности свариваемых деталей зачищают и обез-
жиривают. Затем детали помещают в вакуумную камеру, где они
подвергаются сжатию и нагреву. В камере происходит процесс
сварки. Вакуум защищает поверхности от окисления, препят-
ствующего диффузии, а нагревание и небольшое сжатие ускоряют
процесс сварки. В месте контакта между деталями происходит вза-
имный обмен атомами — диффузия. Детали как бы срастаются.
Возможности этого вида сварки безграничны. Она позволяет сое-
динять любые металлы, сплавы, все существующие материалы.
Этот метод позволяет сваривать также разнородные металлы, на-
пример титан с коррозионно-стойкой сталью.
Диффузионная сварка, осуществляемая без нагрева, назы-
вается холодной сваркой. Холодная сварка позволяет получить
высокопрочное соединение металлов благодаря высокой пласти-
ческой деформации (порядка 80%), создаваемой значительным
сжатием свариваемых деталей, в результате чего разрушается
и удаляется хрупкая пленка окислов, препятствующая соедине-
нию металлов, и создаются хорошие условия для взаимной диф-
фузии соединяемых металлов. В месте соприкосновения деталей
образуется прочное соединение.
Холодная сварка дает соединение, аналогичное соединениям
контактной сварки стыковому, точечному, шовному. .
Преимущества холодной сварки: малая стоимость, высокая
производительность, небольшое количество затрачиваемой энер-
гии, большие возможности автоматизации, возможность работы
во взрыво- и огнеопасной среде, возможность сварки деталей с на-
несенной изоляцией.
С помощью холодной сварки можно сваривать металлы, обла-
дающие высокими пластическими свойствами, как, например,
алюминий и его сплавы, медь и некоторые ее сплавы, кадмий, ни-
кель, свинец, олово, цинк, титан, серебро и др.
Метод применим также при сварке разнородных металлов. Так,
при помощи холодной сварки успешно свариваются и дают проч-
ное соединение без образования хрупкой интерметаллической про-
слойки такие пары разнородных металлов, как алюминий с медью,
титан с медью, титан с алюминиевыми сплавами, титан со сталью,
алюминий со сталью, медь со сталью («Автоматическая сварка»,
1964, № 5, с. 1-3).
172
Эксперименты, проведенные на холодносваренных образцах
(ВТ1 4 Х18Н9Т; ВТ1 + АМгб и др.), показали разрушение по
основному металлу, с высокой стабильностью и малым разбросом
прочностных показателей («Сварочное производство», 1963, № 2,
с. 32—33).
Диффузионная сварка металлов обеспечивает^ экономию
в массе, равномерное распределение напряжений (вследствие от-
сутствия присадки), возможность сварки материалов, трудно-
осуществимой иным способом. Диффузионная сварка исключает
необходимость дополнительного процесса термической обработки.
По сравнению с клепаным и болтовым соединениями метод диффу-
зионной сварки позволяет получить выигрыш в массе.
Однако нужно иметь в виду, что некоторые соединения раз-
личных металлов, как, например, стали с алюминиевым сплавом,
должны быть проверены на межкристаллическую коррозию.
Помимо экономии, получаемой вследствие экономичности этого
способа соединения, он позволяет получить значительное упроще-
ние производства сложных деталей. Так, вместо цельнокованого
пояса лонжерона можно получить лонжерон, в котором узел при-
варивается к поясу способом диффузионной сварки (рис. 9.20).
При этом металл узла может отличаться от металла лонжерона
(например, стальной узел на лонжероне из алюминиевого сплава).
Для самолетостроения, несомненно, представит интерес сварка
(рис. 9.21), которую можно назвать клиновой и при которой вы-
ступы на одной детали отвечают таким же углублениям на другой.
Сжимая детали по направлению стрелок А, можно получить диф-
фузионную сварку с прочностью основного металла (даже в том
случае, когда сварка ослабляет основной металл). Угол клиньев
в этом случае, обеспечивающий необходимую прочность, можно
определить по методу, изложенному в гл. 10, где такой вид соеди-
нений рассмотрен для клеевых соединений. Такая сварка позво-
лит получить прочное узло-
вое"соединение, способное вос-
принимать Абольшие сосредото-
ченные силы.
к. Рис. 9.20. Узел, полученный методом диффузионной сварки:
— стальной узловой наконечник, 2 — профиль из алюминиевого сплавз; J -- сварной
Рис. 9.21. Изготовление узла методом клиновой диффузионной сварки:
заготовка, б — вид узла после механической обработки, 1 - сталь, 2 -- алюминие-
вый сплав; 3 — сварной шов
173
СВАРКА ТРЕНИЕМ
Рис. 9.22. Образование узла методом
механической сварки (трением):
/ — профиль из алюминиевого сплава; 2—
цилиндрическая заготовка, 3 — сварной
шов; пунктиром показан вид узла после
механической обработки
Помимо рассмотренных вы-
ше методов сварки можно
указать еще один вид сварки—
механический, при которой
разогрев осуществляется тре-
нием между прижатыми одна
к другой деталями, из которых
одна 'вращается с большей ча-
стотой. Этот метод — советское
изобретение. Он применим в тех
случаях, когда соприкасающие-
ся участки деталей (или хотя бы
одной из них) имеют круглое
сечение (рис. 9.22). Этим спосо-
бом также можно сваривать не
только однородные, но и разно-
родные металлы.
Характеристика сварных соединений при сварке трением раз-
нородных металлов (предел прочности сгй и угол загиба а) при-
ведена в табл. 9.21.
Возможное применение сварки трением при конструировании
узла показано на рис. 9.22.
Таблица 9.21
Механические свойства сварных соединений при сварке трением
разнородных металлов
(по данным Л. А. Штерннна)1
Сплав Ст. 3 xismi: ВТ5
а, ° ов> МПа а, ° ов МПа а, ° ов, МПа
АД1 180 * * 90 ** 180 * 90** 180* 90 **
АМц — 180* 130 ** 180 * 130**
АМг Не сваривается Не сваривается 180* 200 **
АМгб Не сваривается Не сваривается —’ ——-
АВ — — 180 *•* 130 ** - ~~
АМг5В Не сваривается Не сваривается 900 *** 220 ***
Д16 Не сваривается Не сваривается
1 «Автоматическая сварка», 1965, № 3.
* Разрушения нет.
** Разрушение по основному металлу.
*** Разрушение по стыку.
174
СВАРКА ВЗРЫВОМ
Сварка методом взрыва листов металла толщиной от 0,13 до
12,7 мм успешно прошла экспериментальную проверку. Размер
свариваемой площади практически ограничивается количеством
применяемого взрывчатого вещества; при соединении листа из
коррозионностойкой стали толщиной 12,7 мм с обычной сталью
сварка была осуществлена на площади, составляющей 95% от
общей площади листа в 5,6 м2. Проводились эксперименты по
сварке листа из тантала толщиной 1,6 мм с листом из стали тол-
щиной 6,3 мм, листа из титанового сплава толщиной 1,6 мм со
стальным листом толщиной 19 мм и др. Эксперименты проводи-
лись также по применению метода взрыва для плакирования на-
ружной и внутренней поверхностей стальных труб (Metal Pro-
gress, 1963, vol. 83, No 3, p. 11).
Сварка взрывом весьма перспективна для изготовления кон-
струкций летательных аппаратов, испытывающих действие ин-
тенсивных тепловых потоков в полете.
В настоящее время последние два вида сварки — трением и
взрывом — носят пока еще экспериментальный характер. Для сва-
ривания конструкций сверхзвуковых летательных аппаратов осо-
бенно перспективной является сварка взрывом сталей с титано-
выми сплавами, сталей с алюминиевыми сплавами и титановых
сплавов с алюминиевыми сплавами.
СВАРКА СВЕТОВЫМ ЛУЧОМ
Сварка световым лучом — это сварка сфокусированной при
помощи оптических установок световой энергией. В их установ-
ках свет дуговой лампы, отраженный эллиптическим отражателем
и сведенный объективом в точку, обладает такой энергией в месте
нагрева, которая позволяет сваривать сталь, титановые сплавы
и другие металлы толщиной до нескольких миллиметров. Благо-
даря возможности сваривать через кварцевое стекло в вакууме или
в любой среде инертных газов можно получить очень высокую
степень чистоты сварного шва.
Следует, однако, отметить как перспективность этого метода,
так и то, что работы в этой области носят пока поисковый характер.
О ЦЕЛЕСООБРАЗНОСТИ ПРИМЕНЕНИЯ СВАРНЫХ
СОЕДИНЕНИЙ В КОНСТРУКЦИИ САМОЛЕТА
Рассмотрим сварное соединение (рис. 9.23) стыкового узла /
с профилем 2. Такое соединение при достаточной прочности может
оказаться более легким, чем накладной узел (рис. 9.24) с болто-
вым соединением.
Найдем условия применимости сварного соединения. Пусть на-
пряжение разрыва по сварному шву или вблизи него убудет осв <
175
Рис. 9.24. Накладной
стыковой узел
< аи, где ав — предел прочности материала профиля вдали от
шва.
В случае накладного узла (см. рис. 9.24) сила разрыва в сече-
нии профиля через крайние болты 3
Р = (s — risx) ов/&,
(9.1)
где s — площадь сечения профиля 2 (см. рис. 9.24) во целому
месту; п — число крепящих болтов в крайнем ряду; — пло-
щадь, равная dd, где d — диаметр крепящих болтов в крайнем
ряду; б — толщина полки (или стенки) профиля в месте положе-
ния болта; k — коэффициент концентрации напряжений.
По целому месту при этом будет действовать среднее напря-
жение ос„, зависящее от степени ослабления сечения профиля
болтами 3\
аср = P/s. (9.2)
Исключив силу Р из выражений (9.1) и (9.2), получим
acp = TV~~
(9-3)
Очевидно, прочность сварной конструкции будет не меньше
прочности болтового соединения, если разрушающее напряже-
ние оск по сварному шву или вблизи него будет не меньше сред-
него напряжения оср по выражению (9.3), т. е. если
п - °» /1 \
СВ==Ь k \ 8 /'
(9-4)
Если принять nsj = 0,2s и k = 1,1, то условие (9.4) примет
следующий вид
асв > 0,727ов. (9.5)
Если условие (9.5) соблюдается, то замена болтового соедине-
ния сварным позволит уменьшить массу конструкции.
176
ПАЯНЫЕ СОЕДИНЕНИЯ
Пайка — технологический процесс соединения металлов с по-
мощью расплавленного присадочного металла, называемого при-
поем. В отличие от сварки основной металл не расплавляется, так
как шов образуется благодаря заполнению припоем капилляр-
ного зазора между соединяемыми деталями и адгезии основного
металла и припоя.
При выборе припоев нужно руководствоваться следующими
требованиями к ним:
1) температура плавления припоя должна быть на 50—100° С
ниже температуры плавления паяемых металлов;
2) расплавленный припой должен хорошо смачивать паяемый
металл и легко растекаться по его поверхности, должен в расплав-
ленном состоянии обладать хорошей жидкотекучестью, обеспечи-
вающей хорошее заполнение шва;
3) припой должен образовывать с паяемыми металлами проч-
ные и коррозионностойкие соединения;
4) металлы, входящие в состав припоя, не должны быть де-
фицитными и дорогими.
Предел прочности на разрыв современных припоев от 28 до
60 МПа.
Итальянская самолетостроительная фирма «Капрони» приме-
няла паяные соединения труб (с пределом прочности на разрыв
1300—1400 МПа) в комбинации с металлическими винтами
(рис. 9.25).
Если спайка осуществлена на длине I и ширине &, то при проч-
ности припоя на сдвиг т([р сила сдвига по припою
•^пр = ^^пр-
Для детали, работающей на растяжение или сжатие с напря-
жением о0, сила, действующая на деталь:
Рд = Z?6oot
где 6—толщина детали.
При рд = Рнр получим
//6 = <т0/тпр.
Рис. 9.25. Паяно -винтовое
соединение труб
177
Для детали, работающей на сдвиг с напряжением т0, сила
сдвига в детали
Т = 66т0.
Из условия Т = Рпр получим //6 = т0/тпр.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какие конструкционные стали, алюминиевые и магниевые сплавы хорошо
свариваются?
2. Свариваются ли титановые сплавы?
3. Какие преимущества имеют сварные соединения по сравнению с закле-
почными?
4. Какие преимущества имеет сварка по сравнению с литьем?
5. Назовите виды сварных швов.
6. Какие разновидности имеют сварные швы внахлестку?
7. Какой размер принимается в расчет на срез сварного соединения вна-
хлестку?
8. Какие виды сварки получили наибольшее распространение в современ-
ной технике?
9. Какие горячие газы и жидкости применяются при газовой сварке?
10. Детали каких толщин сваривают в авиационных конструкциях?
Н. Какие достоинства имеет электрическая сварка?
12. Какой вид электрической сварки наиболее применим в самолетостроении?
13. Какие факторы влияют на прочность сварных соединений при элек-
трической сварке?
14. Почему при сварке длинных тонких труб, работающих на сжатие,
не требуется высокая прочность сварного соединения?
15. Зависит ли прочность сварного соединения в стальной конструкции
от рода присадочного материала и от термической обработки?
16. Для чего при сварке применяют флюс?
17. Нарисуйте виды сварных соединений труб: непосредственной; с бужом;
под углом.
18. Нарисуйте виды усилений сварных соединений труб при помощи косынок.
19. Нарисуйте сварное соединение труб со сваркой через отверстие.
20. Нарисуйте сварное узловое соединение труб при помощи: косынок; муфт.
21. Какие существуют методы повышения прочности сварных соединений
стальных труб?
22. Что такое электрическая контактная сварка? Как она осуществляется?
Какие виды электрической контактной сварки существуют? Какие ее виды наи-
более широко используются в самолетостроении?
23. От чего зависит прочность точечной электросварки?
24. Для каких соединений в самолетостроении применяется точечная элек-
тросварка?
25. В каком случае точечная электросварка является единственно возмож-
ным способом соединения?
26. Какая зависимость между диаметром электрода и толщиной листа?
27. Как производится газовая сварка алюминиевых сплавов типа Д16?
Какая опасность должна быть исключена и каким способом? Что служит при-
садочным материалом?
28. Зачем нужно сплав Д16 очищать от флюса после сварки?
29. Для какой цели служит проковка шва после сварки?
30. Какова минимальная прочность сварного шва при газовой сварке Д16
и от чего она зависит?
31. Какие виды сварки следует рекомендовать для конструирования сварного
соединения?
32. Каких видов сварки следует избегать?
178
33. В каком случае элементы конструкции следует варить в отбортованном
виде? Какую высоту отбортовки следует рекомендовать?
34. Что такое кромочная сварка, для чего применяется и как должна вы-
полняться?
35. Какой алюминиевый сплав лучше всего пригоден для газовой сварки?
36. Как осуществляется защита от коррозии при дуговой сварке?
37. Каким методом можно повысить прочность сварного соединения термо-
обработанных стальных труб из легированной стали?
38 Как осуществляется электрическая контактная сварка?
39. Какие известны основные виды контактной сварки и какие из них наи-
более широко используются в самолетостроении?
40. Для соединения каких металлов применяется контактная электросварка?
41. От чего зависит прочность точечной электросварки?
42. Для соединения каких элементов конструкции применяется в самолето-
строении точечная электросварка?
43. Почему для деталей с толщиной до 0,5 мм точечная электросварка яв-
ляется единственно возможным способом соединения?
44. Какой диаметр электрода позволяет получить максимальную прочность
точки при точечной электросварке коррозионно-стойкой стали толщиной от 0,1
до 0,5 мм.
45. Какая зависимость между диаметром электрода и толщиной листа?
46. Как зависит прочность точки от толщины детали?
47. Какие рекомендации следует учитывать при конструировании сварного
соединения?
48. Как зависит прочность сварного соединения алюминиевых сплавов от
температуры испытаний?
49. Можно ли аргоно-дуговой сваркой соединять различные металлы, на-
пример, алюминиевые сплавы со сталью?
50. Какой основной недостаток точечной сварки внахлестку?
51. Что такое роликовая сварка?
52. В каких случаях применяется роликовая сварка?
53. Какие преимущества имеет роликовая сварка по сравнению с точечной?
54. Почему не следует применять роликовую электросварку в соединениях
высокопрочных алюминиевых сплавов?
55. Для каких алюминиевых сплавов роликовый шов при статическом растя-
жении имеет прочность, близкую к прочности основного материала?
56. Какие алюминиевые сплавы имеют хорошую коррозионную стойкость
сварных швов, а какие — худшую?
57. Как повысить коррозионную стойкость сварных швов алюминиевых
сплавов типа Д16?
58. Что такое плакирование алюминиевого сплава и как оно влияет на кор-
розионную стойкость сварных швов?
59. Какие магниевые сплавы поддаются сварке?
60. Для каких деталей из магниевых сплавов можно применять газовую
сварку и почему?
61. Что такое сварка разнородных металлов с применением промежуточных
прослоек? Приведите примеры.
62. Что такое диффузионная сварка?
63. Можно ли способом диффузионной сварки соединять разнородные ме-
таллы?
64. Соединение каких металлов и для каких конструкций представляет
интерес для самолетостроения?
65. Что такое клиновая диффузионная сварка и в каких соединениях она
Может найти применение?
66. Дак осуществляется сварка трением?
67. Что такое сварка взрывом?
68. Что такое сварка светом?
69. Что такое паяное соединение?
70. Что такое припой и каким требованиям он должен удовлетворять?
71. Как рассчитать необходимую площадь контакта при пайке?
179
Задача 9.1, Для сварки стали (см. рис. 9.3, а), работающей иа расТяже-
ние, определить разрушающую нагрузку при следующих данных:
Пара- метры Вариант
1 2 3 4 5 6 7 8 9 10
6, мм 2 2,5 3 3,5 4 1 1,5 1,8 2,2 5
/, мм 60 70 80 90 100 50 65 75 85 120
стсв, МПа 700 600 500 450 О т 400 веты 550 600 650 700 800
Р, кН 84 102 120 141,5 160 27,5 58,5 88 130 480
При предел пре меча )ЧНОСТИ н и е. метал. б — то та по лщина :варке. листов 1 — Д лина с варногс шва; °C В
Задача 9.2. Для сварки стали (см. рис. 9.3, б), работающей на растяжение, определить угол наклона сварного шва при следующих данных:
Пара- метры Вариант
1 2 3 4 5 6 7 8 9 10
ов, МПа 800 900 1000 1100 1200 400 450 500 550 600
стсв, МПа 400 420 450 500 550 400 420 450 500 550
тсв, МПа Материал 200 210 Ста 220 ль 250 О т 280 веты 200 210 1л ЮМ и ь 220 иевый 250 сплав 280
sin 2<хг 0,5 0,467 0,44 0,454 0,465 1,0 0,932 0,88 0,91 0,932
«1 15° 13° 55' 13° 13° 30' 13° 50' 45° 34° 30' 30° 45' 32° 30' 34° 30'
sin2 а2 0,5 0,416 0,44 0,454 0,46 1,0 0,931 0,9 0,91 0,92
а2 45° 40° 04' 41° 03' 42° 02' 42° 04' 90° 75° 71° 20' 72° 20' 73° 30'
Примечание.: ов — предел прочности материала; осв — предел проч-
ности сварного шва при растяжении; тсв — то же при сдвиге.
Методические указания: воспользоваться формулами (10.18) и (10.19), за-
менив и ткл на Осв и тсв.
Задача 9.3. Для фланговой сварки внахлестку (см. рис. 9.4, г) определить
потребную длину I при следующих данных:
Пара- метры Варианты
1 2 3 4 5 6 i 8 9 ' 10
тсв, МПа 500 550 600 650 700 750 800 850 900 950
Ь, мм 1 1,2 1,5 1,8 2 2,2 2,5 3 3,5 4
Р, кН 8 ' 10,5 22 24 От 30 веты 40 50 57 60 100
1, мм 11,4 11,4 17,4 14,7 15,4 17,4 17,9 16 14,4 18,8
180
Задача 9.4, Определить для точечной сварки режим сварки: сварочный
ток, время действия тока, диаметр ядра, число точек при следующих условиях:
Пара- метры 6, мм Варианты
1 2 3 4 5 6 7 8 9 10
Малоуглеродистые стали Коррозионно-стойкие стали
ю о _| LO о + + гЛ ю сч + ю 0,44-0,4 оо о -1- <30 о + Ю Ю сч 4- О сч
Усилие, кН 6 15 21 50 72 6 12,5 28 35 48
Ответы
Свароч- ный ток, А 50-70 90— 130 90— 130 90— НО 90— 110 50—90 70— 120 90— 140 90— 140 100— 130
Время сварки, с 0,5— 1 1— 2,5 1,2— 2,6 4—7 6-16 0,2— 0,3 0,8— 1 1,3— 2,6 3—6 8—16
Диаметр ядра, мм 3—4 5—7 6—8 7—9 7—10 3— 3,5 4—5 5—7 7—8 9—12
Число точек 5 6 7 10 12 4 5 7 5 4
Задача 9.5. Определить максимальное значение угла а, если известны ов
металла, <тсв сварки, тсв сварки (рис. 9.26).
Рис. 9.26. f /
Вариант 1 2 3 4 5 6 7 8 9 10
«в, МПа 400 500 600 700 800 900 1000 1100 1200 1300
Сев, МПа 200 200 200 300 300 300 400 500 900 1000
тсв, МПа 150 150 150 200 200 200 250 300 500 600
Ответы
«1 24° 15' 18° 20' 15° 17° 25' 15° 13° 10' 15° 16° 30' 28° 14' 33° 30'
аа 45° 39° 35° 40° 8' 37° 40' 35° 39° 27° 59° 30' 60' 11'
Методические указания те же, что и к задаче 9.2
Глава 10
КЛЕЕВЫЕ И КЛЕЕСВАРНЫЕ СОЕДИНЕНИЯ
МЕТАЛЛА
Широко известны клеевые соединения деталей деревянных кон-
струкций. В клеевых соединениях нагрузки передаются более
равномерно, чем в болтовых, клепаных, а также соединениях на
гвоздях или шурупах, в которых неизбежна местная концентрация
напряжений.
Клеевые соединения металлических деталей до недавнего вре-
мени были неосуществимы вследствие недостаточной прочности
существовавших клеев. В настоящее время благодаря появлению
новых прочных синтетических клеев на базе эпоксидных и феноло-
формальдегидных смол и фенолокаучуковых композиций появи-
лась возможность осуществления клеевых металлических кон-
струкций взамен клепаных, болтовых, сварных. Разрабатывая
методику конструирования клеевых металлических конструк-
ций, следует использовать богатый опыт по клеевым соединениям
применявшихся ранее деревянных конструкций самолетов,
разумеется, на новой технической основе.
В самолетостроении клеи применяются главным образом для
соединения обшивки с элементами каркаса крыла, фюзеляжа,
хвостового оперения и пр. Одним из первых примеров примене-
ния клея для соединений силовых конструкций является крыло
истребителя «Хорнет» [фирмы «Де-Хэвиленд» (1944 г.)],‘в котором
фенольноформальдегидным клеем «Ридакс» были склеены эле-
менты крыла из алюминиевого сплава и древесины. В 1946 г.
та же фирма серийно выпускала самолет «Дав», в конструкции ко-
торого металлическая обшивка крыла и фюзеляжа соединялась
с металлическими стрингерами при помощи клея. Клеевые со-
единения (на клее «Ридакс») широко применялись в конструк-
циях первого пассажирского реактивного самолета «Комета»
фирмы «Де-Хэвиленд». Стрингеры в этой конструкции соединя-
лись с помощью клея с обшивкой крыла и фюзеляжа, имеющими
двойную кривизну.
ДОСТОИНСТВА КЛЕЕВЫХ СОЕДИНЕНИЙ
Клеевые соединения имеют ряд достоинств, выгодно отличаю-
щих их от заклепочных, а именно:
1) при условии непрерывной клеевой пленки клеевые соедине-
ния обеспечивают герметичность;
182
2) клеевые соединения позволяют получить экономию в массе
по сравнению с заклепочными соединениями из-за отсутствия ос-
лаблений, прокладок и пр.;
3) благодаря более равномерному, чем в заклепочном соеди-
нении, распределению напряжений клеевые соединения имеют
значительно более высокую усталостную прочность;
4) клеевые соединения придают конструкции из тонких эле-
ментов большую жесткость и работают при сжатии с более высо-
кими критическими напряжениями благодаря непрерывной (а не
точечной) связи;
5) большинство клеевых соединений обладает высокой кор-
розионной стойкостью, равной стойкости основного металла;
6) синтетические клеи позволяют склеивать различные мате-
риалы различных толщин, что невозможно для соединения свар-
кой или пайкой;
7) клеевые соединения металла значительно дешевле клепа-
ных. Применение клеевых конструкций панелей при производ-
стве самолетов «Дав» фирмы «Де-Хэвиленд» (1946 г.) позволило
снизить их стоимость до 35% стоимости клепаных панелей.
НЕДОСТАТКИ КЛЕЕВЫХ СОЕДИНЕНИЙ
У клеевых соединений имеются (по сравнению с другими ви-
дами соединений) следующие недостатки:
1) сравнительно низкая теплостойкость. Лучшие клеи имеют
достаточную прочность при температуре, не превышающей 250° С
(что пригодно только для алюминиевых сплавов). Более высокая
теплостойкость современных клеев является кратковременной;
2) малая прочность при неравномерном отрыве (отдире). При
достаточной прочности на сдвиг и равномерный отрыв (табл. 10.1)
клеевые соединения плохо работают на неравномерный отрыв,
(табл. 10.2) например, при совместном действии отрывающей силы
и изгибающего момента;
Таблица 10.1
Предел прочности клеев при равномерном отрыве <готр, МПа
Л1арка клея Температура при испытании, 0 С
—60 20 60 80 100 125 150 200
/ Бф-2 МПФ-1 ПУ-2 В К-5 * КЛН-1 (леи не 30 45 40 24 55 высокой 40 30 30 20 20 теп ю 16 15 16 5 12 стойко сти 5 4 6 2 3
В случаях, отмеченных звездочкой, поверхность образца перед склеива-
ием обработана шкуркой, в остальных случаях—анодирована с заполнением
•ленки раствором хромпика.
183
Продолжение табл. ЮЛ
Марка клея Температура при испытании, °C
—60 20 60 80 100 125 150 200
ВК-1 * ВК-9 * ВК-32-ЭМ * BK-IMC * в к-з В К-32-200 ВК-13 ВК-13М Предел прочности кле Клеи с 79 34 50 30 36 42 ;ев при редней 74 20 45 72 Тепло 20 20 19 21 нерав] теплое 58 40 37 стойки чомерн< •тойкос е клеи 12 12 >м отрь ти 40 25 19 jee (по 4 9 Т а С дрыве) 20 2 10 10 7 л и ц ®отр» 1 6 7 9 5,5 а 10 2 ИПа
Марка клея Температура при испытании, °C
-60 20 60 80 100 125 150 200
Клеи невысокой теплостойкости
БФ-2 2,5 3,2 2
МПФ-1 4 6,5 4
ПУ-2 2 3 2
ВК-5 * 2 1,5
КЛН-1 2,3 2,5 1,2 0,3
К-4С * 2 4 2,5
Клеи средней теплостойкости
ВК-1 * 2 2.2 1,9 1.7
ВК-9* 1,1 2,4 3 0,4
ВК-32-ЭМ * 1,5 2,0
ВК-1МС* 1.7 3,9 2,5 2,5
Теплостойкие клеи
в к-з 3 5,5 3,5 3 1,5
В К-32-200 2,5 3 1,3 1.2
ВК-13 3 4,5 1,6
ВК-13М 5,5 4,5 3,5 1.6 1
* В случаях, отмеченных звездочкой, поверхность образца перед склеива-
нием обработана шкуркой, в остальных случаях — анодирована с заполнением
пленки раствором хромпика.
184
Таблица 103
Снижение прочности клеев после 5-летнего выдерживания
Марка клея Температура испытаний, “С Снижение прочности, %
в складских условиях на открытом стенде
1{леи невысокой теплостойкости
БФ-2 * 20 12 0
60 55 42
МПФ-1 20 53 80
60 67 87
ПУ-21 20 30 18
60 25 13
20 35 30
60 15 0
Клеи средней теплостойкости
ВК-1 ♦ 20 55 45
150 60 60
ВК-9 • 20 40 50
125 77 77
Теплостойкие клеи
в к-з 20 80 5 25 5 25
ВК-13 *2 20 13 14
300 25 14
ВК-13М *2 20 12 7
200 30 15
В случаях, отмеченных звездочкой, поверхность образца перед склеива-
ииеч обработана шкуркой, в остальных случаях — анодирована.
Для клея ПУ-2 данные первой и второй строк соответствуют отверждению
°ез нагрева, данные третьей и четвертой — отверждению с нагревом.
Для клеев В К-13 и ВК-13М продолжительность экспозиции 3 года
185
3) сложность технологического процесса. При склеивании не-
обходимы общий или местный нагрев деталей и сжатие их под дав-
лением, равномерно распределенным по площади соединения. Это
требует сложного, громоздкого и дорогого оборудования. Клеи,
допускающие холодную склейку (без нагрева), имеют прочность
меньшую, чем клеи с нагревом;
4) трудность контроля. Контроль качества склеивания с целью
обнаружения дефектов (степени полимеризации, местных непро-
клеев) невозможно осуществить без разрушения конструкции
либо требуется специальная ультразвуковая аппаратура для кон-
троля;
5) клеевые пленки подвержены старению; их свойства изме-
няются со временем (табл. 10.3);
6) так как прочность склейки зависит от толщины клеевой
пленки, то для соблюдения оптимальной толщины необходима
точная пригонка склеиваемых поверхностей.
КОНСТРУИРОВАНИЕ КЛЕЕВОГО СОЕДИНЕНИЯ
МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
Рассмотрим соединение внахлестку (рис. 10.1) листов, нагру-
женных погонными силами q. Все выводы этого примера можно
применять и к соединению с накладкой.
Сила среза клея на длине Г.
^ср. к л = $ = ^1Ткл> (10.1)
где bt — ширина нахлестки; ткл — напряжение в клеевом слое
при сдвиге.
Рассмотрим два случая нагружения листа: растяжение (или
сжатие) и сдвиг.
Лист работает на растяжение (сжатие). Сила растяжения или
сжатия листа на длине I клеевого соединения (см. рис. 10.1, а)
Рл^ ql = 16^, (10.2)
где ор — напряжение растяжения (сжатия) в листе.
Из выражения (10.1) и (10.2) соответственно получаем
= <?/ткл; (10.3)
= <?/ор. (10.4)
Для того чтобы полоска клея шириной была способна пере-
давать погонную нагрузку q от одного листа к другому, необхо-
димо соблюдение условия Рср. кл = Рл; отсюда и из выраже-
ний (10.1) и (10.2) или из выражений (10.3) и (10.4) получим
Mi = <7р/ткл. (10.5)
При сжатии длинных деталей (листов) <тр заменяют напряже-
нием сжатия асж.
186
Рис. 10.1. Клеевое соединение:
а — н<н ружсниос растяжением листов поперек шва; б -напруженное сдвигом вдоль
шва
Лист работает на сдвиг. В этом случае (рис. 10.1, б) погонная
нагрузка q = T.n6lt откуда
= q/xn, (10.6)
где т । — напряжение сдвига в листе.
Из условия равнопрочности по клею и по листу, приравнивая
погонную нагрузку q из выражений (10.3) и (10.6), получим
М1 = тЛл- (10.7)
Выражения (10.3)—(10.7) позволяют определить размеры клее-
вого соединения и их соотношения.
СРАВНЕНИЕ МАСС КЛЕЕВОГО И ЗАКЛЕПОЧНОГО
СОЕДИНЕНИЙ МЕТАЛЛИЧЕСКИХ ЛИСТОВ
Сравнивая толщины листов 6Х для клеевого соединения [см.
формулу (10.4)] и 6 дня заклепочного [см. формулу (8.298) 1 в слу-
чае передачи одинаковой погонной нагрузки при растяжении,
получим
= 1 (10.8)
d k + Пр/СХсм у !
Для материала Д16 при асм — 1,3ов; ар = и k = 1,1 имеем
М = 0,535.
Таким образом, в случае растяжения получается уменьшение
толщины листа на 46,5% для клеевого соединения по сравнению
с заклепочным соединением листов без утолщений по шву.
При сдвиге листа отношение 6х/6 найдем из выражений (8.305)
187
Для Д16 при сгсм = 1,3ств и тл = 0,65ов имеем 6£/6 = 0,667.
Таким образом, в случае сдвига клееный лист получается на
33,3% тоньше клепаного листа постоянной толщины.
Сравним массы листов с заклепочным и клеевым соединениями.
Пусть расстояние между осями швов равно L. Тогда масса клепа-
ного листа
т = (L + Ь) б/р 4- тг. 3l/t. (10.9)
где I — произвольная длина шва; тг, 3 — масса выступающих го-
ловок одной заклепки; t — шаг заклепок.
Масса клееного листа
(10.10)
= (L + nJ о^р +
где ткл — масса 1 см2 площади клееной пленки.
Пренебрегая малой разностью тг, Jt — получим раз-
ность масс Am = т — тг = (L + Ь) — (L + bt) Ibtf.
Относительная величина разности масс
_ 1 но m
т ~ 1 (£Ц-6)6 ’ u и
На основании выражений (10.5), (8.3) и (8.6) представим выра-
жение (10.11) для случая растяжения в виде
__ 1 __ [/-/6 4~ (Ор/ТКл) (61/6)1 61/6 z f П f п\
т “ L’b + C^ * 1
где Sj/б находим из выражения (10.8);
4 Рем
Л Тзк
» 1 I Рем
2—1 , ——'
Для частного случая (лист из материала Д16; <тсм = 520 МПа;
<гр «= 400 МПа; тл = 260 МПа; заклепки из В65; тзк = 260 МПа;
k = 1,1; ткл = 15 МПа) получим
_____ ri jee ^‘66
т____Д/о-{-7,о5
или при L/б = 500 получим Am/m = 0,464.
Как видим, в данном случае клеевое соединение позволяет
получить экономию в массе (при растяжении)/ составляющую
46,4% по сравнению с массой клепаной конструкции.
Аналогично при сдвиге
„ 1 [/-/6-Ь (T4/Tkj,) (61/6)] 61/6 z 1 л |
т 1 Z./6 + СЛ ’ (Ю.13)
где 6г/6 находим из выражения (10.8,а).
188
Для частного случая (лист из Д16; заклепки из В65) получим
из выражения (10.13)
Ат п ооо 2,62
т ” U’<Wd L/б + 7,65
или при L/6 = 500 получим kmlm — 0,328.
В этом случае при сдвиге клееный лист на 32,8% легче клепа-
ного.
КЛЕЕВОЕ СОЕДИНЕНИЕ ПО КОСОЙ
ПЛОСКОСТИ («НА-УС»)
Клеевое соединение ио косой плоскости (рис. 10.2, а) широко
применялось в конструкциях деревянных самолетов. Достоин-
ство такой склейки состоит в том, что она позволяет получить
гладкие внешнюю и внутреннюю поверхности.
При надлежащем выборе угла а (см. рис. 10.2, б) можно полу-
чить достаточно прочное соединение даже в том случае, когда
прочность клея значительно ниже прочности материалов соеди-
няемых деталей. Для металлов до сих пор такая склейка не при-
менялась. Докажем целесообразность такой склейки для метал-
лических деталей при различном действии нагрузки.
Работа соединения на растяжение
На соединение действует растягивающая сила Р (см.
рис. 10.2, а). Разложив силу Р на силу Т, касательную к пло-
скости склейки, и силу А/, нормальную к пей (см. рис. 10.2, б),
получим Т = Р cos a; N = Р sin а.
Так как /0 = Л/sin а, то площадь склейки
$скл = 81в = б/i/sin а. (10.14)
Площадь поперечного сечения детали s — bh, где б — размер
Детали в направлении, нормальном к плоскости чертежа.
Нормальное напряжение в материале детали
а = Р/(6А). (10.15)
Нормальное напряжение клеевой пленки
<Ткл = Жкл - (Psin*a)/(6ft). (10.16)
Рис. 10.2. Косое соединение («на-ус»), нагруженное растяжением
189
Касательное напряжение клеевой пленки
ткЛ = T/s^ = (Р sin a cos a)/(6/i). (10.17)
Как видно из выражений (10.16) и (10.17), напряжения в клее
зависят от величины угла а. Выражения (10.15), (10.16) и (10.17)
позволяют найти условия равнопрочности соединения по клею
и по сечению детали. Для этого, исключив силу Р из выраже-
ний (10.15) и (10.16), а затем из выражений (10.14) и (10.17), по-
лучим
sin 2а = 2ткл/о; (10.18)
sin2 а = акл/а. (10.19)
Очевидно, если ткл и сткл —- напряжения, возникающие в клее,
а т₽л и о₽д — максимальные расчетные напряжения клея, то
должны быть соблюдены условия т < тр и <т < о₽ Тогда
на основании (10.18) и (10.19) имеем
sin 2а < 2тРд/о; (10.20)
sin2a < Окл/а. (10.21)
Выражения (10.20) и (10.21) могут служить для выбора углов
наклона плоскости склейки. Очевидно, из двух значений угла,
определяемых этими выражениями, следует выбрать меньший.
Покажем, что при соблюдении условий (10.20) и (10.21) проч-
ность склейки не ниже прочности по сечениям детали. Пользуясь
рис. 10.2, б, спроецируем силы Т и N на направление силы Р
и найдем сумму проекций
PKJl = Т cos a + N sin a. (10.22)
Выражения для предельных значений Ттах и А\пах соответ-
ствующих максимальным значениям т₽ и о₽ , на основании
(10.14) имеют вид
Ушах = 5склТХл — (6/l/Sin а) Ткл» (10.23)
Утах == 5склСГкл == (6ft/Sin а) О^л’ (10-24)
Тогда максимальное значение суммы проекций сил Т111ЭХ и
Угоах на ось Р по выражениям (10.22), (10.23) и (10.24)
max = 6bPn/tg а 6йо₽л. (10.25)
Уравнение прочности для сечений детали, не проходящих
через место склейки, имеет вид
Рр = бйо. (10.26)
Запас прочности клеевого слоя
Т) = РКл man/Рр = т£л/(о tg a) 4~ Окл/
190
Из неравенств (10.20) и (10.21)
получаем
Ткл/(о tg а) > cos2 а; oL/o > sin2 а,
откуда т) 1.
По выражениям (10.20) и (10.21)
вычислим потребные значения ТкЛ/о
и ОкЛ/сг в зависимости от угла а
и построим график (рис. 10.3).
Как следует из рис. 10.3, иско-
мые значения угла а должны рас-
полагаться левее участков кривых,
изображенных сплошной линией,
и тогда прочность клеевого соеди-
нения будет не меньше прочности
по сечению детали вне клеевого
шва.
Рис. 10.3. Графики для опре-
деления угла наклона пло-
скости склейки при растяже-
нии поперек шва
Пример 1. Материал склеиваемых деталей Д16-Т (о = 400 МПа) подвер-
жен растяжению. Требуется определить максимальный угол наклона плоскости
склейки и ширину нахлестки для клея БФ-2 (т£л = 20 МПа, о₽л = 40 МПа).
Решение- Находим = 20/400 = 0,05 и ст£л/о = 40/400 = 0,1.
По формулам (10.20) и (10.21) или по рис. 10.3 определяем а( ^2° 50';
< 18° 30\ Очевидно, следует принять а < 2° 30'. Тогда ctg а = Uh = ctg 2° 30'=
= 20,2. Отсюда ширина нахлестки I = 20,2й.
Как видим, в решении примера 1 определяющим оказалось вы-
ражение (10.20), где угол наклона плоскости склейки является
функцией тТл. По рис. 10.3 видно, что даже при одинаковых
значениях т и а, если т₽ не превышает 0,5qp положение
сохраняется.
Покажем, что для существующих клеев и металлов выраже-
ние (10.20) дает меньшее значение угла а, чем выражение (10.21)
и, следовательно, выражение (10.20) является определяющим.
Обозначим угол по выражению (10.20) через аь а угол по выраже-
нию (10.21) через а3 и докажем, что ах < а2;
sin 2ах = 2ткл/о — 2р,
sin2 а2 = акл/а = у.
(10.27)
Преобразуем выражение (10.27):
sin 2cq - 2 sin сех cos ах = 2 sin cq К1 — sin2 ct1(
откуда с учетом выражения (10.27)
sin аг J/1 — sin2 cq =- ткЛ/о = р.
191
Возводя полученное выражение в квадрат, получим биквад-
ратное уравнение, имеющее следующее решение:
sin3 = 0,5 щ /6,25 - (10.28)
Напишем неравенство
Р2<у(1-у) (Ю-29)
и покажем справедливость его для существующих клеев и метал-
лов. Примем для клея ткЛ — 20 МПа, окЛ — 40 МПа.
В случае склейки алюминиевого сплава Д16 (о — 400 МПа)
/ - (ткЛ/о)2 = (20/400)2 = 0,0025; у (1 — у) - 0,1 (1 — 0,1)
= 0,09.
Неравенство (10.29) соблюдается.
В случае склейки легированной стали (о = 1600 МПа) Р2 =
= (20/1600)2 = 0,00015625; у (I — у) = (40/1600) (1 — 40/1600) =
= 0,02435.
Как видим, и в этом случае неравенство (10.29) соблюдается.
Поменяем знаки в неравенстве (10.29) и прибавим 0,25 к каж-
дой части. Получим
0,25 — р2 > 0,25 — у (1 — у)
или
0,25 — р2 > 0,25 — у 4- у2.
Здесь правая часть является полным квадратом. Следова-
тельно,
0,25 — р2 > (0,5 — у)2.
Извлекая квадратный корень, получим
/0,25-р2 > 0,5 — у,
откуда
у >0,5 ± /0,25-Р2.
Здесь у = окЛ/о = sin2 а2, а 0,5 щ /0,25 — р2 = sin2 со-
гласно выражению (10.28).
Следовательно, sin2 а2 > sin2 04 и < а2.
Таким образом, для существующих клеев и металлов выраже-
ние (10.20) является определяющим, так как дает меньшее значе-
ние угла а, чем выражение (10.21).
Сложное разрушение. Исследуем, возможно ли сложное разру-
шение по ломаной ABCD (рис. 10.4), когда АВ и CD принадлежат
сечениям деталей вне клеевого шва, а ВС — линия соединения
деталей по клею.
Силы, способные разрушить материал по плоскости АВ и CD,
составят в сумме 2F\ — 2/^60, где о — нормальное разрушаю-
щее напряжение в материале детали; 6 — произвольный размер
(нормальный к плоскости чертежа), на котором действуют силы Р1(
и 7\.
192
Рис. 10.4. Схема нагружения клеевого соединения
Сумма проекций на направление силы Рг сил 7\ и Nt прило-
женных к поверхности склейки на участке ВС, будет
Р2 = Т\ cos а + sin а,
где Ti =
h — 2h\
sin а
A7i-
ft —2ftt
sin а
Мл-
б4’л;
Здесь т₽л и — предельные значения напряжений клея.
Отсюда
Pabcd = 2Л + Л = Мо 2 -Ь- + (1 -
кл I кл
о tg а ' о
Запас прочности при разрушении по сечению A BCD
Л = PabcdIP^ = ЯЧ/Н + (1 - 2hi/h) М, (10.30)
где Рр = Лба — прочность по сечениям детали вне клеевого шва;
М = т£л/(а tg а) + ОкЛ/(У. (10.31)
Легко показать, что при соблюдении условий (10.20) и (10.21)
значение М 1. Действительно, из (10.20) и (10.21) следует, что
T^/(otg а) > cos2 а;
сГкл/о > sin2 а.
Отсюда и из (10.31) получим М 1.
Представив выражение (10.30) в виде
n = 1 + (1 — Zhjh) (М — 1),
получим ц 1 или Pabcd > Рр, т- е. прочность по сечению
не ниже прочности по сечениям детали вне шва.
Минимальная ширина склейки при растяжении. Склейка по
косой плоскости («на-ус») теряет смысл, если ширина среза ста-
новится слишком большой. Как видно из формулы (10.20), угол а,
а вместе с ним и ширина нахлестки I (см. рис. 10.2, а) зависят от
прочности склеиваемого материала на растяжение или сжатие,
а также от прочности клея на срез. Пользуясь названной форму-
лой и имея в виду, что Uh = ctg а, построим графики
7 Гиммельфарб
193
h/fr
Рис. 10.5. Графики для опреде-
ления ширины нахлестки при
растяжении для сплава Д16 и
для стали в зависимости от проч-
ности клея на срез
зависимости Uh от прочности клея
на срез т?р для алюминиевого спла-
ва Д16 при ст = 400 МПа и для
стали с пределом прочности ст =
= 1000 МПа (рис. 10.5).
Работа соединения на сдвиг
Рассмотрим случай, когда от
одной детали к другой передается
сила сдвига. Здесь возможны два
варианта действия сил относительно
плоскости склейки: 1) силы сдвига
параллельны плоскости склейки;
2) силы сдвига направлены под
углом к плоскости склейки.
При работе соединения на сдвиг
в плоскости склейки (рис. 10.6)
сила сдвига, действующая на произ-
вольной ширине I, Рл = /6т, где т—
напряжение сдвига в материале
деталей.
Сила сдвига по клею РкЛ =
= Ч'кл-’скл ~ TKJ16//sin а.
Из условия равнопрочности РкЛ = РА. Тогда получим
sin а = ткЛ/т,
или, так как ткЛ < т£л, то
sin а < Ткл/т
(10.32)
(10.32а)
При работе соединения по второму варианту (рис. 10.7) сила
сдвига в детали также будет Рд — 81т.
Приложив в центре площади склейки силу РкЛ и разложив
ее на силы N и 7\ получим Т = Ркл sin а и М = Ркл cos а.
Рис. 10.6. Сдвиг в плоскости склеивания
Рис. 10.7. Сдвиг под углом к плоскости склеивания
194
Налагая условие равнопрочно-
сти Ркл = Рц и имея в виду, что
У = Т'кл^скл И N = ОКЛ5СКЛ, a SLKn =
= Z6/sin а, получим
sin 2а = 2акл/т; (10.33)
sin2 а = ткл/т, (10.33a)
или, так как должно быть ткл < т£л
И Окл < Окл, ТО
sin 2а < 2окл/т;
sin2 а < Ткл^т
(10.34)
(10.35)
Условия (10.34) и (10.35) похожи
на условия (10.20) и (10.21), но от-
личаются правыми частями. Эти
Рис 10.8. График для определе-
ния угла наклона плоскости
склеивания при сдвиге по схеме
условия служат для определения рис. 10 7
угла а, удовлетворяющего требова-
ниям равнопрочности при сдвиге под углом к плоскости склейки.
Предельные значения угла а, соответствующие условиям (10.34)
и (10.35), представлены на рис. 10.8.
Покажем, что для существующих клеев и металлов выраже-
ние (10.34) является определяющим, так как дает меньшее значе-
ние угла а, чем выражение (10.35). Обозначим угол по выраже-
нию (10.34) через аъ а угол по выражению (10.35) через а2. Дока-
жем, что cq меньше, чем а2:
sin 2ах = 2акЛ/т = 2w; (10.36)
sin2 а2 = тЕЛ/т — fp. (10.37)
Из выражения (10.36) найдем sin2aJ. Преобразуем выраже-
ние (10.36): __________
sin 2aj — 2 sin a, cos ax — 2 sin aj /1 — sin2 a!
или
/д’ \ 2
sin2 «j — sin4 cq = () = w2,
откуда
sin2 aj = 0,5 ± /0,25- w2. (10.38)
Напишем неравенство
^2<Сф(1—ф) (10.39)
и проверим его справедливость, приняв ткл = 20 МПа и окЛ =
= 40 МПа.
При склейке алюминиевого сплава Д16 (т =260 МПа) получим:
w окл/т — 40/260 = 0,154; ш2 = 0,0237;
Ф = ткЛ/т = 20/260 = 0,077;
Неравенство (10.39) соблюдается.
7*
«р (1 _ ф) = 0,071.
195
При склейке стали (х = 1120 МПа)
се/ — акЛ/т = 40/1120 =0,0357;
а>2 = 0,00128; ф = ткл/т = 20/1120 =0,01785;
Ф (1 — ф) = 0,0175.
Неравенство (10.39) также соблюдается.
Напишем неравенство (10.39) с обратным знаком и прибавим
к каждой части 0,25. Получим
0.25 — да2 > 0,25 — ф -г ф2.
Здесь правая часть есть полный квадрат. Следовательно,
0,25 —да2 >(0,5 —ф)2,
откуда ___________ __________________________________
25 — w2 > 0,5 — ф или 0,5 + lz0,25 — w2 -< ф.
Отсюда и из выражений (10.37) и (10.38) следует
sin2 аг < sin2 а2 и ctj < а2.
Следовательно, для существующих клеев и металлов (Д16 и
легированной стали) из двух выражений (10.34) и (10.35) опреде-
ляющим является выражение (10.34), так как дает меньший угол а.
Пример 2. Материал склеиваемых деталей Д16 (т = 260 МПа) подвержен
сдвигу по схеме, показанной на рис. 10.6. Определить максимальное значение
угла а и минимальную ширину нахлестки для клея БФ-2 (т£л = 20 МПа, ст£л =
= 45 МПа).
Решение. Пользуясь условием (10.32а). находим sin агоах = 20/260 =
= 0,077. Отсюда агаач ~ 4° 24' и -= ctg а = 13.
Пример. 3. Для тех же материалов детали и клея определить атах и (й/6)т)п
при действии силы сдвига по схеме, показанной на рис. 10.7.
Решение. Пользуясь формулой (10.33), находим sin 2агаах = 2-450/260 =
= 0.346; 2апт = 20° 20'; airwx'= 10° 8'.
По формуле (10.33а) находим sin2 anm = 20/260 = 0,077; отсюда sin amax ~
= 0,277; anm = 16° 6'.
Очевидно, следует принять а!Пах= 10 8'. Тогда /го = ctg а = 5,68.
Минимальная ширина нахлестки при сдвиге. При сдвиге в пло-
скости склейки (см. рис. 10.6) из выражения (10.32) получим
минимальную относительную ширину нахлестки
4 » VЬпЬ)2 - 1 • (10.40)
При сдвиге под углом к плоскости склейки (см. рис. 10.7)
минимальная ширина нахлестки получится из выражений (10.34)
и (10.35).
Согласно (10.34) имеем
Л 1 /~'0»5 + — &
& ~ V 0,5 — Ко,25 —Л2 ’
где
196
А = Окл/Т.
(10.41)
10. to
Рис. 10.9. График для определения ширины нахлестки при сдвиге в плоскости
склеивания для сплава Д16 и для стали в зависимости от прочности клея на срез
Рис. 10.10. График для определения ширины нахлестки при сдвиге под углом
к плоскости склеивания для сплава Д16 и для стали в зависимости от прочности
клея на отрыв
Рис. 10.11. График для определения ширины нахлестки при сдвиге под углом
к плоскости склеивания для сплава Д16 и для стали в зависимости от прочности
клея на срез
Соответственно согласно (10.35)
у > 'Г/Ткл — 1 •
(10.42)
По формулам (10.40), (10.41) и (10.42) построены графики
(рис. 10.9; 10.10; 10.11) для Д16 (т = 260 МПа) и для стали (т =
= 700 МПа).
Учет совместного действия касательного
и нормального напряжений в клеевой пленке
Приведенное напряжение Окл клеевой пленки должно быть не
больше расчетного напряжения ОкЛ — Окл = °кл ф- 4ткЛ . Из
этой формулы на основании выражений (10.15), (10.16) и (10.17)
при растяжении по схеме, показанной на рис. 10.2, получим
ор ___________________________ _______________________
= j/sin4 а4 sin2 a cos2 а = к 4 J-tg2a. (10.43)
197
При сдвиге по схеме, показанной на рис. 10.7, на основании
выражений (10.33) и (10.33а) получим
— = Ksin2acos2a -(-4 sin4a = ИТ+’4^а". (10.44)
По формулам (10.43) и (10.44) построен график (рис. 10.12).
Конструирование клеевого соединения
по косой плоскости при произвольном
направлении действующей силы
Пусть в соединении действует сила Р под произвольным
углом у к оси х—х (рис. 10.13). Определим максимальное допу-
стимое значение угла а наклона плоскости склейки к оси х—х.
Разложим силу Р (рис. 10.14) на силу РА, параллельную оси х—х,
и силу Р2, нормальную к ней. Очевидно, что
Pt = Р cos у;
Спроецируем силы Рг и Р2
касательную силу
Т — Pi cos a +
нормальную силу
# = Pi sin a +
Р2 = Р sin у.
на плоскость склейки. Получим
Р2 sin a, (10.45)
Р2 cos a. (10.46)
Рис. 10.12. График для определения угла наклона плоскости склеивания к пло-
скости листа при действии растяжения поперек шва (/) и при сдвиге под углом
к плоскости склейки (2) с учетом совместного нагружения клея со сдвигом и
растяжением
Рис. 10.13. Произвольное направление силы при склеивании
Рис. 10.14. Разложение произвольно направленной силы на главные направления
198
Силы Pt и Р2 вызывают в материале склеиваемых деталей
напряжения
а0 = PJs; (10.47)
т0 — PJs, (10.48)
где s — площадь поперечного сечения детали.
Силы Т и N создают на поверхности склейки напряжения
Tj = (Т sin a)/s, (10.49)
Oj = (N sin a)/s, (10.50)
так как поверхность склейки равна s/sin a.
Из выражений (10.45), (10.47), (10.48) и (10.49) получаем
Tj — о0 sin a cos a + т0 sin2 a. (10.51)
Из выражений (10.46), (10.47), (10.48) и (10.50) получаем
ох = о0 sin2 a — T0sinacosa. (10.52)
Угол а должен отвечать условию, чтобы возникающие в пло-
скости склейки напряжения не превышали пределов прочности
клея, т. е. должны соблюдаться следующие условия:
т, « (10.53)
°i < акл. (10.54)
Из условий (10.51) и (10.53) получим уравнение для опреде-
ления максимального угла
о0 sin a cos a Но sin2 a = ткл,
из которого ________________________________________
sin r, 1/(°о + 2г1ткл)2-4(0(Н^)т2кл
sin а с |/ --------------27й+а5) ( 1
Другое значение угла а определим из условий (10.52) и (10.54),
откуда
о0 sin2 a 4- т0 sin a cos a < окл.
Это уравнение имеет следующее решение
sin a « 1/+ т“± + т»)2 - + (10.56)
* 2(-C+aiP \
Из двух значений угла a — по формулам (10.55) и (10.56) —
следует принимать меньшее значение.
Нетрудно убедиться, что формулы (10.55) и (10.56) превра-
щаются в формулы (10.20) и (10.21) при у = 0 и в формулы (10.32)
и (10.33) при у = 90°.
Способ уменьшения ширины нахлестки
Для уменьшения ширины нахлестки (при склеивании толстых
листов или крупных деталей), сохраняя величину угла а, склейку
по линии 1—2 (рис. 10.15, а) можно заменить склейкой по линии
199
Рис. 10.15. Способ уменьшения ширины нахлестки:
а — исходный вид; б — уменьшение ширины нахлестки в 2 раза; в - уменьшение ши-
рины нахлестки в 4 раза
Рис. 10.16. Два способа образования зубчатой поверхности:
а — по толщине; б — по ширине
1—3—4 (рис. 10.15,6) или 1—5—6—7—4 (рис. 10.15, в) и т. д.
(зубчатые соединения). В этом случае сохраняется величина
площади склейки, но уменьшается ширина нахлестки соответ-
ственно в 2 или 4 и т. д. раза. Очевидно, пользуясь методом зуб-
чатой склейки, можно соединять листы или детали других форм
двумя способами (рис. 10.16). Таким же образом можно соеди-
нять при помощи клея крупноразмерные детали из разных мате-
риалов (например, из Д16 и стали) для образования стыковых
узлов или для других целей. Пример такого соединения приведен
на рис. 10.17.
ВЛИЯНИЕ ИЗГИБА ПРИ СКЛЕИВАНИИ ВНАХЛЕСТКУ
ТОНКИХ ЛИСТОВ БЕЗ ПОДКРЕПЛЕНИЙ
При действии растяжения или сжатия в направлении ширины
склейки (рис. 10.18) возникает изгибающий момент, подобно
тому, как это получается в случае заклепочных и сварных соеди-
нений листов. При этом напряжение изгиба сти = 6о0, а суммар-
ное напряжение ог — 7о0, где о0 — напряжение растяжения или
Рнс. 10.17. Клееный узел
Рис. 10.18. Влияние изгиба при склеивании внахлестку листов:
а — состояние до нагружения; б — предельное состояние после нагружения
200
сжатия. Изгиб вызывает деформацию, по мере увеличения которой
уменьшается плечо изгибающего момента, а следовательно, и
сам момент. Одновременно при этом в клее возникает, кроме
напряжения среза, также и напряжение отрыва, возрастающее
по мере роста деформации изгиба и достигающее максимума при
полной деформации (см. рис. 10.18, б).
Эта полная деформация изгиба определяется предельным уг-
лом наклона плоскости склейки, тангенс которого
tg ф = 6/6. (10.57)
Тангенциальная сила в плоскости склейки
Т = Р cos а. (10.58)
Нормальная сила
Л/ = Р sin а. (10.59)
Силы Т, N и Р выразим через соответствующие напряжения:
Т = ткЛМ;
N = aKJ)6Z; (10.60)
Р = о06/,
где / — произвольная длина клеевого соединения, на которой дей-
ствуют рассматриваемые силы Т, N и Р.
Исключая Т, А/, Р, cos ср и sin ср из выражений (10.57—10.60),
получим
Ь/& = Г (по/т^)2 - 1 (10.61)
6/6 = —0,5 -|- К 0,25 ф- (о0/сгкл)2 . (10.62)
Следует брать большее из значений 6/6, определяемых фор-
мулами (10.61) и (10.62).
Формулы (10.57)—(10.62) выведены в предположении, что
напряжение отрыва в слое клея распределяется равномерно.
В действительности имеет место неравномерный отрыв (отдир),
при котором напряжения по краям значительно возрастают. По
этой причине не следует рекомендовать клеевые соединения вна-
хлестку, предпочитая им соединения на жестком профиле (см.
гл. 8).
КОНСТРУИРОВАНИЕ КОСОЗУБОГО КЛЕЕВОГО
СОЕДИНЕНИЯ С УЧЕТОМ ЗАКРУГЛЕННЫХ
КОНЦОВ (ВЕРШИН) ЗУБЦОВ
При наличии закруглений радиусом г концов зубцов, неиз-
бежных при изготовлении (рис. 10.19) и (рис. 10.20), от общей
Длины I соприкосновения зубцов теряется часть 2 AZ у каждого
склона зубца. Как видно по рис. 10.20, участок
А/ = r/tg а. (10.63)
201
Рис. 10.19. Косозубое склеивание со скругленными остриями вершин зубцов
Рис. 10.20. Расчетная схема длины склеивания при скруглении вершин зубцов
Рис. 10 21. Разложение действующей силы на касательную и нормаль к плоско-
сти склеивания
Следовательно, на каждом склоне зубца работающая длина
с учетом выражения (10.63) будет
/0 = I — 2 М = 1 — 2r/tg а, (10.64)
а так как I = 6/(2/ sin а), где 6 — полная ширина, на которой
расположены соединяющиеся зубцы (см. рис. 10.19) и / — число
зубцов, то с учетом выражения (10.58) получим
Рассмотрим случай растяжения (или сжатия).
Сила Рв, действующая на один склон зубца (см. рис. 10.20):
(Ю.66)
где Р — полная сила растяжения (или сжатия), действующая
на все соединение (см. рис. 10.19).
Разложим силу Р (рис. 10.21) на касательную силу Т и нор-
мальную Л/; учитывая выражения (10.66), получим
T = P0coscc = -^^-; (10.67)
W = Posina = -^^-. (10.68)
Силы Т и N возбуждают на поверхности соприкосновения зуб-
цов напряжения тх и о15 равные
(10.69)
О, = , (10.70)
202
где 8 — Толщийа соединяемых элементов по нормали к плоскости
чертежа (см. рис. 10.19).
Полная сила Р может быть выражена через напряжение в ма-
териале деталей
Р = а66, (10.71)
откуда на основании выражений (10.65), (10.67), (10.69) и (10.71)
получим
о sin a cos а ,, „
*!= 1 со. а 00-72)
Аналогично из выражений (10.65), (10.68), (10.70) и (10.71)
получим
о sin2 а ,, „
Oi = ,..- Л/- ,1.x-• (10.73)
1 1 — 4(]r/b) cos а v '
Определим значение угла а, исходя из условия, что возбуж-
денные на поверхности склейки напряжения -q и не должны
превышать пределов прочности клея ткЛ и окЛ:
Ti < ткл, (10.74)
оу < акл. (10.75)
Из выражений (10.72) и (10.74) для предельного значения
ту = ткл получим
о sin a sin а _________________________ ..
1—4 (fr/fe) cos а Ткл’ '
откуда, заменив sin а на 1 — cos2 а, получим
х4 -J- схх2 — с2х + Р2 = 0, (10.77)
где р = ткЛ/а; с± = 16/2г2р2/Ь2 — 1; с2 = (8jr/b) р2; х = cos а.
При подстановке cos а = 1/1 —sin2 а в уравнение (10.76)
получим другое выражение
г4 + (Гг/Р) г3 + CjZ2 + с3 = 0, (10.78)
где z = sin а; с2 и р имеют прежние значения;
с3 = р2 (1 - 16/V/62).
Из уравнения (10.75) при предельном значении Oi = окл и
выражения (10.73) получим
ст sin2 а ________________________________
1 — 4 (jr[b) cos а СТкЛ’
откуда, заменив sin2 а на 1 — cos2 а, получим
х2 + с4х + ф — 1 =0, (10.79)
где ф = <ткл/сг; с4 =—bjrqlb-, х = cos а. Из уравнения (10.79)
X = —£4/2 + £4/4 —J— 1 — ср .
203
Рис. 10.22. Действие силы, нормальной к оси стержня
Рис. 10.23 Разложение силы, нормальной к оси стержня, на касательную и
нормаль к плоскости склейки
Рассмотрим случай, когда сила перпендикулярна направлению
оси. Сила Ро (рис. 10.22), действующая па одну сторону зубца,
по-прежнему составляет
Р. = Р/Щ), (10.80)
где Р — суммарная сила сдвига, действующая на все соединение.
Разложив силу Ро на нормальную силу N и касательную Т
(рис. 10.23), получим с учетом выражения
N = Ро cos а = Р cos а/(2/); (10.81)
Т = Р9 sin а = Р sin а/(2/). (10.82)
Напряжения в плоскости соприкосновения зубцов на основа-
нии выражений (10.81) и (10.82)
N Р cos а
__ __ - 2 /б ,
Т Р sin а
(10.83)
(10.84)
С учетом выражения (10.65) и выражения полной силы
Р = хЬЬ, (10.85)
где 6 — толщина в направлении, нормальном к плоскости чер-
тежа; т — напряжение, действующее в материале, а также при-
нимая, что Tj и Oj не должны превышать пределов прочности
клея ткЛ и окл, т. е. полагая, что т2 < ткл и Qi < окЛ, получим
из выражений (10.83) и (10.85)
____xb sin a cos а
кЛ “ b—4/rcosa
Выразив cos а через sin а, получим
+ c5z3 — cGz2 — сьг — — 0, (10.86)
204
где z = sin a; c5 = --------------;
_ j _ i6j2r2 . w _ °L .
C6 — 1 b2 T2 ’ X T2
D =
16jM
b*
Аналогичным образом из выражения (10.84) получим
-----Т.у/— (Ю.87)
1 —4 -у-cos a
о
Заменив sin2 а на 1 — cos2 а, получим
х1 — c7i]X + л — 1 — 0, (10.88)
где х - cos a; с7 _= $jr!b', г) — ткЛ/т.
Из уравнения (10.88)
х — г7т| /2 + i (с7тр2)2 —- 1 — т| •
Если в выражении (10.88) заменить cos а = |/1 — sin3 a,
получим биквадратное уравнение
zi -L- 4- с, = 0, (10.89)
где z = sin a; cs — 16/2г2ц2/Ь2 — 2iq; съ = i\2 (1 — 16/2г2/&2); л =
= ткл/т.
Из уравнения (10.89)
z = —св'2 у- -Св/4 — с9
Рассмотрим случай нагружения сдвигом вдоль плоскости
склейки. В плоскости соприкосновения поверхностей зуб-
цов (рис. 10.24) возникнут только напряжения сдвига
ткл 2ДО6 . (10.90)
Напряжения сдвш а в материале
г=^-. (10.91)
Исключив Р из выражений
(Ю.90) и (10.91) и определив /0 по
выражению (10.65), получим
=------------( (1 о.92)
Т 1—4 JJ— cos a
b
Рис 10.24. Действие силы вдоль
плоскости склейки при закруг-
лении вершин зубцов
205
а выразив синус черев косинус, получим из выражения (10.92)
с{0х2 — спх Ч- т)2 — 1 — 0, (10.93)
16/2Га1)2 . .
где т = cos a, cw — — ,у — + 1;
Из уравнения (10.93) получаем
с,, ± 4с10(1 — п2)
2cje
СКЛЕИВАНИЕ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ
СПЛАВОВ
Клеи для металла должны удовлетворять следующим требо-
ваниям.
1. Коррозионная неактявность по от ношению к алюминиевым
сплавам.
2. Хорошая адгезия с алюминиевыми сплавами.
3. Отвердевание при небольшом удельном давлении.
4. Незначительное влияние изменений величины удельного
давления при отвердевании на прочность клеевой прослойки.
5. Стойкость при сернокислотном анодном оксидировании.
6. Высокая грибковая и климатическая стойкость.
Таблица 10.4
Механические свойства клеевых соединений листов из Д-16 [10]
Режим Разрушающее напряжение сдвига, МПа Предел прочно- сти при отрыве, МПа ти во- уре е
Ch.‘ сивания о О F S ® о> sr - . я с фЕ
Марка клея Тем- пера Удельное Температура испытания, ’С i Предел проч
тура, °C давление, МПа О I + 20 09 + + 150 + 200 + 300 О 04 4 о ь 1 -1-20 i после < де при 20° С 30 сут
ПУ-2 105 0.1—0,3 14 13 16 1.5 .— — 35 20 2.5 10
БФ 2 140 0 5-2,0 10 20 9 — — 45 — 2.0 —
БФ-4
МПФ-1 155 0,1 —0,5 — 15 7.5 — •— — — 5,0 —
Ф >1-4С 140 0.05—0,2 15 12 1 5 —— — — 13 1,5 — —
В К 32-200 180 0,8- 3,0 30 20 15 10 8 4 50 — 3 20
ВС -ЮМ 180 0,06—1.0 14 18 15 12 9 5 6 — — 1 9
В К 32-ЭМ 150 0,05-0.3 14 15 18 1 — — 40 16 2 11
ВК-1 ’ 150 и, 05 —о,3 16,5 16 - о 5 1.2 — 25 2,2 14,5
* Прочность клея ВК-1 на неравномерный отрыв (на образцах из плакиро
ванных листов сплава Д-16) при температуре 150° С составляет 1.8 МПа.
206
7. Стойкость при старении.
8. Хорошая проникающая способность.
9. Достаточная вязкость, препятствующая вытеканию при
полимеризации.
10. Минимальная чувствительность к резким колебаниям тем-
пературы и влажности воздуха.
11. Отсутствие токсических летучих компонентов.
Кроме того, в зависимости от условий эксплуатации к клеям
предъявляются дополнительные требования: термостойкость при
заданной температуре, стойкость в топливных средах нт. д.
Прочность клеевых соединений металла зависит от режима
склеивания (температура, удельное давление) и от температуры
испытания.
В табл. 10.4 приведены данные прочности клеевых соедине-
ний листов из Д-16, осуществленных при помощи различных
клеев, в зависимости от температуры.
ТЕПЛОСТОЙКИЕ КЛЕИ
Развитие современной химии позволило создать ряд синтети-
ческих клеев для соединений, подвергающихся нагреву до 150—
250° С. Одним из таких клеев является ВК-1. Прочностные харак-
теристики некоторых клеев в клеевых соединениях приведены
в табл. 10.5.
Таблица 10.5
Прочность клеев (напряжение сдвига, МПа) при различных
температурах
Марка клея Температура, °C
-60 +20 +60 + 100 + 150 + 200
ВК-1 16,4 15,9 — 9 3,2 1,2
В К-32-ЭМ 11,5 15.4 17 3
ФЛ-4С 12,8 11,6 5,1 — —
При работе в условиях переменной и высокой влажности,
а также в условиях непосредственного воздействия воды (напри-
мер, в условиях работы днищ лодок и поплавков гидросамолетов)
имеет большое значение водостойкость клея, выражающаяся
в его прочности при воздействии на него воды. Характеристика
водостойкости клея ВК-1 в зависимости от продолжительности
пребывания в воде приведена в табл. 10.6.
Плотность клея ВК-1 равна 1,29 г/см3 до и после полимери-
зации. Расход клея в клеесвармых конструкциях не превышает
200—250 г на квадратный метр поверхности, покрытой клеем.
?07
Для склеивания узлов в конструкциях, эксплуатируемых при
температуре 200—250° С, применяют клей ВК-7. Прочностные по-
казатели клея ВК-7 несколько ниже, чем у клея ВК-1 (8,0-
9,0 МПа), но они остаются практически неизменными до темпера-
туры 230° С. Однако наличие большого количества неметалличе-
Таблица 10.6
Характеристика водостойкости
(напряжение сдвига, МПа) клея ВК-1
(Ю]
Время выдерж- ки образцов в воде, сут Температура, °C
20 150
0 15 10,8
3 14,8 13,7
5 15,3 И
ского наполнителя ограничи-
вает возможность сварки по
клею. Умеренная вязкость по-
зволяет наносить его капилляр-
ным методом после сварки.
удовлетворительными являются
рианты 1 и 8 — наихудшие
ВИДЫ КЛЕЕВЫХ СОЕДИНЕНИЙ
МЕТАЛЛИЧЕСКИХ ЛИСТОВ
Различные виды клеевых
соединений металлических лис-
тов представлены на рис. 10.25.
В качестве лучших можно счи-
тать варианты 3, 4, 7, 9, 11\
варианты 2, 5, 6, 10\ ва-
(см. ПО]).
КЛЕЕСВАРНЫЕ СОЕДИНЕНИЯ
Клеесварные соединения [9] представляют собою точечно-
сварные соединения (ТЭС), у которых в промежутках между точ-
ками находится клей, нанесенный до сварки (сварка по клеевой
пленке) или введенный после сварки (рис. 10.26).
Прочность клеесварного соединения зависит от площади на-
хлестки и равна сумме прочности точки и прочности клея из рас-
чета ткЛ = 5МПа (для клеев ФЛ-4С, МПФ-1, ВК-32-ЭМ и
ВК-32-200). Такая заниженная прочность клея объясняется тем,
что расстояние между листами является непостоянным, меняясь
от максимума на наибольшем удалении от точки до минимума
Рис. 10.25. Виды клеевых соединений
Рис. 10.26. Клеесварное соединение (клей -р точечная электросварка)
Ж
вблизи точки и до нуля в месте сварки. Указанная величина ткл
является осредненной, отнесенной ко всей площади нахле-
стки.
Таким образом, прочность клеесварного соединения на произ-
вольной длине I определяется силой
Ркл .св^Р1/''/+/Ьткл. (10.94)
Погонная сила, которую способно воспринимать клеесварное
соединение:
<7кЛ. -СВ " Р КП. св// “1“ ^ТКЛ ,
где Pi — прочность одной точки на срез; Н; t — шаг точек, м;
b — ширина нахлестки, м; ткл — прочность клея на срез, МПа.
Прочность сечений вне клеевого шва на длине / определяется
силой
P9^q.l, (10.95)
где q0 — погонная нагрузка, которую способно воспринимать
сечение вне шва.
При работе на растяжение q0 = ад, где 6 — толщина детали
в месте соединения; а — напряжение растяжения (или сжатия)
материала детали.
При работе на сдвиг q0 = тб, где т — напряжение сдвига ма-
териала детали.
Согласно выражениям (10.94) и (10.95), относительная проч-
ность клеесварного соединения
____ Ркл. - СВ Pf ft ~1* 6ткл
ф _ —- _ _ ,
откуда -g- — f ф — "ТбО * (10.96)
Пример. Найти зависимость Ь/8 -= / (ф) при следующих исходных данных:
материал Д16-Т; а = 400 МПа; т — 250 МПа; t =-= 2 см; 6 = 0,2 см; ткл =
= 5 МПа.
По табл. 9.15 находим усилие на точку Рх = 6900 И.
Подставим в (10.96) при растяжении (или сжатии) а вместо <?в/6, а при
сдвиге т вместо q0^8 и найдем зависимость Ы8 = f (ф):
при растяжении ft/б = 80ср—34,5; (10.97)
при сдвиге Ь/8 — 50ф—34,5. (10.98)
По формулам (10.97) и (10.98) вычислим данные табл. 10.7.
В клеесварных конструкциях силовую основу составляют
сварные точки, разгруженные в значительной степени клеевой
прослойкой. Таким образом, клеевая прослойка в клеесварном
соединении способствует повышению прочности соединения. Кроме
того, клеевая прослойка выполняет роль герметизирующего эле-
мента, тем самым позволяя осуществлять антикоррозионную за-
щиту клеесварных соединений методом анодного оксидирования,
в отличие от сварных (ТЭС) конструкций, не допускающих элек-
трохимических способов защиты вследствие попадания агрессив-
ных электролитов в зазоры нахлесточных соединений (см. 19J).
209
Таблица 107
Значения &/6 и b (6 = 2 мм) при растяжении и при сдвиге
Вид работы соединения 6/6 и Ь (мм) Относительная прочность <р
0,5 0,6 0,7 0,8 0,9 1,0
Растяжение 6/6 5,5 13,5 21,5 29,5 37,5 45,5
6 11 27 43 59 75 91
Сдвиг 6/6 — — — 5,5 10,5 15,5
6 — — — 11,0 21,0 31,0
Прочность клеесварных соединений при толщине листов 1,0—
1,5 мм на 50% и более выше прочности сварных и клепаных, а при
толщине 3—4 мм на 15—25% выше сварных. Таким образом, эф-
фект применения клея тем больше, чем меньше толщина соединяе-
мых листов. Двухрядное соединение прочнее однорядного. Эла-
стичные соединения (например, клеем МПФ-1) лучше упрочняют
клеесварное соединение, чем хрупкие.
Прочность при срезе клеесварных соединений сплава Д16-Т
приведена в табл, 10.8.
Таблица 10.8
Прочность клееварных соединений при срезе (сплав Д16-Т) [9]
Марка клея Толщина сваривае- мых дета- лей, мм Диаметр ядра свар- ной точки, мм Размер нахлестки, мм •Рразр> кН Г)**
ФЛ-4С 0,6+0,6 3,5 20X20 4,20/4,60 * 1,095
1,2+1,2 5,5 25X25 5,45/5,70 1,045
2,0 +-2,0 7,0 25X25 9,00/9,20 1,02
МПФ-1 0,6+0,6 3,5 20X20 4,00/4,05 1,01
1,2+1,2 5,5 25X25 5,10/5,45 1,07
2,0+2,0 7,0 25X25 7,00/7,10 1,015
ВК-32-ЭМ 0,6+0,6 3,5 20X20 5,60/5,85 1,045
1,2+1,2 5,5 25X25 6,30/6,45 1,025
2,0+2,0 7,0 25X25 9,60/9,80 1,02
ВК-1 0,6+0,6 3,5 20X20 6,00/6,20 1,035
1,2+1,2 5,5 25X25 7,00/7,20 1,03
2,0+2,0 7,0 25X25 9,00/10,15 1,025
Л-4 0,6+0,6 3,5 20X20 2,85/3,10 1,086
1,2+1,2 5,5 25X25 4,10/4,15 1,01
2,0+2,0 7,0 25X25 7,00/7,20 1,03
* В числителе указаны данные, полученные при испытании образцов, сва-
ренных по слою клея, в знаменателе — при нанесении клея после сварки.
** Отношение знаменателя к числителю.
210
Как видно из таблицы, внесение клея после сварки позволяет
получить прочность на 1—9,5% выше прочности, получаемой при
сварке по клею.
Клеесварные соединения обладают достаточно высокой проч-
ностью при отрыве (табл. 10.8).
Таблица 10.9
Средние значения разрушающей нагрузки клеесварных соединений
при отрыве
(соединение внахлестку, размер нахлестки 20X20 мм, материал
Д16А-Т, толщина свариваемых деталей 1,2 мм, диаметр ядра
точки 5,5 мм, диаметр высверленного отверстия б мм)
Марка клея Клеесварные образцы Образцы с высверленной точкой
Нагрузка, Н Напряжение, МПа Нагрузка, Н Напряжение, МПа
ФЛ-4 3050 7.6 1300 3,5
МПФ1 3050 7,6 1000 2,7
ВК-32-ЭМ 3100 7,7 1400 3,8
В К-32-200 2950 7,4 1250 3,4
Л-4 2000 7,5 550 1,5
Прочность ТЭС при толщине 1,2 мм для материала Д16-Т
составляет 1050 Н (см. табл. 9.16). Таким образом, как видно
из табл. 10.6, нагрузка, разрушающая клеесварное соединение,
больше, чем сумма нагрузок, разрушающих сварную точку и
клеевое соединение, взятых порознь. Следовательно, клеевая
прослойка значительно повышает прочность ТЭС.
РАБОТА КЛЕЕВЫХ И КЛЕЕСВАРНЫХ СОЕДИНЕНИЙ
ПРИ ЦИКЛИЧЕСКИХ НАГРУЗКАХ
Многочисленные данные испытаний заклепочных, сварных и
клеевых соединений алюминиевых сплавов свидетельствуют о зна-
чительных преимуществах клеевых и клеесварных соединений
при циклических нагружениях. На рис. 10.27 и 10.28 представ-
лены (см. [10]) сравнительные характеристики усталостной проч-
ности заклепочных и клеевых соединений листов из алюминиевого
сплава.
Усталостная прочность клеесварных соединений
Клеесварные соединения по усталостной прочности характе-
ризуются графиками, представленными на рис. 10.29—10.31
(см. 19]), где — число циклов нагружения. На рис. 10.29
варные соединения имеют более высокую усталостную прочность,
То> по-видимому, следует объяснять неравномерным отрывом
211
до разрушений
Рис, 10.27 Усталостные характеристики алюминиевого сплава ДТД646 (тол-
щина листа 0,8 мм; длина нахлестки 37 мм):
1 — заклепочное соединение, 2 - клеевое соединение, 3 — основной металл ДТД646
Рис. 10 28. Усталостные характеристики образцов при сдвиге соединений с дву-
сторонней нахлесткой из алюминиевого сплава ДТД646 (средняя нагрузка цикла
3 кН; ширина образца 24,5 мм; толщина средней полосы 1,65 мм; толщина каждой
из двух боковых полос 0,9 мм):
1 заклепочное соединение, 2 — клеевое соединение
Рис. 10 30 Усталостные характеристики двухрядных соединений внахлестку:
1 - клеесварное. 2 - клеевое. 3 - клепаное; 4 — сварное
Рис 10 31. Усталостные характеристики трехрядных соединений внахлестку.
/ — клеесварное; 2 — клеевое, 3 сварное
Рис. 10.29. Усталостные характеристики однорядных соединений внахлестку:
1 — сварное, 2 — клеесварное, 3 — клеевое
212
(отдиром) клея при клеевом
и при одноточечном клеесвар-
ном соединении.
При двух- и трехрядном
соединениях внахлестку [см.
рис. 10.30 и (10.31)] наиболее
выносливым является клеесвар-
ное соединение. На втором
месте по выносливости стоит
клеевое соединение, на
третьем — клепаное и на чет-
вертом — сварное.
На рис. 10.32 представлены
кривые усталостной прочности
соединений со связующими точ-
ками, подобных соединениям
Рис. 10.32. Усталостные характеристи-
ки связующих соединений:
/ — клсссварное, 2 — клеевое, .3 — свар,
пос, 4 - клепаное
целой обшивки с подкрепляющими элементами (см. [9]). В этом
случае наибольшими усталостной прочностью и пределом
усталости обладает клеесварное соединение, затем клеевое, свар-
ное и, наконец, клепаное.
Следовательно, для конструкции, подвергающейся цикличе-
скому нагружению, наиболее выгодными являются клеесварные и
клеевые соединения. Это относится как к стыковым, так и к свя-
зующим соединениям. Исключение составляют лишь одноточеч-
ные (однорядные) стыкующие соединения, которых следует из-
бегать.
РЕКОМЕНДАЦИИ ПО КОНСТРУИРОВАНИЮ КЛЕЕВЫХ
И КЛЕЕСВАРНЫХ СОЕДИНЕНИЙ
1. При конструировании клеесварных соединений, передаю-
щих значительные нагрузки, целесообразно применять многоряд-
ные швы. Прочность клеесварных соединений при двухрядном
расположении сварных точек в шахматном порядке равна проч-
ности основного материала.
2. При монтаже стыковых соединений, имеющих односторонний
или крайне затруднительный подход для точечной электросварки,
целесообразно применять клееклепаные соединения с использо-
ванием клея холодного отвердевания.
3. В конструкциях, где обшивка совместно с профилем рабо-
тает на сжатие, целесообразно применять клеевые соединения, так
как непрерывность клеевого соединения исключает опасность
местной потери устойчивости тонкой обшивки, соединенной с про-
филем, между сварными точками. Однако следует избегать кон-
струкций с резко выраженными неравномерным отрывом (отди-
ром), так как клей с высокой прочностью на чистый (равномерный)
отрыв плохо работает на отдир.
4. При конструировании клеесварного соединения каркаса с об-
шивкой необходимо обеспечить возможность подхода прямыми
213
а) б) в) г)
.. 1L.
д) е) ж)
Рис 10 33 Рекомендуемые соединения
для сварных и клеесварных конструкций
сварки. Что касается соединений
электродами на стацио-
нарных сварочных маши-
нах. Этому требованию
удовлетворяют профили
(рис. 10.33) (см. [9]).
Однако следует иметь
в виду, что только сое-
динения типов а, б, д
позволяют осуществить
двусторонний подход для
нанесения клея после
шов в, г, е, ж, то они
требуют сварки либо по клеевой пленке, либо по слою жидкою
клея.
5. Симметричные профили (см. рис. 10.33, в, г, е, ж) в наиболь-
шей степени устраняют неравномерный отрыв. Однако ввиду не-
возможности обеспечить анодирование после сварки конструкций,
имеющих замкнутые полости, с последующим удалением агрес-
сивных сернокислотных остатков такие соединения пригодны лишь
для коррозионно-стойких сплавов.
6. Нужно избегать конструкций со слишком тугой или слиш-
ком свободной посадкой, при которых зазор для клея может ока-
заться слишком малым или излишне большим. Так, например,
клеевое или клеесварное соединение может оказаться непригод-
ным для телескопического соединения цилиндрических деталей
(трубы с трубой, трубы со стаканом и т. п.), так как при нанесе-
нии клея до сварки он будет выдавлен при сопряжении деталей,
а при нанесении после сварки клей может не проникнуть в малый
зазор вследствие вязкости.
Не рекомендуется также слишком большой зазор протяжен-
ностью более 10—15 мм для клеев, отвердевающих с усад-
Рис. 10.34. Соединения обшивки с профилем:
а нерекомендуемое, б, в рекомендуемое
Рис. 10.35. Рекомендуемые клеевые соединения (см. [10]):
а — внахлестку и с накладкой, б — тавровые, в - цилиндрические (трубчатые)
214
Рис. 10 36 Виды клеевых соединений под углом (см. [10]):
а — плохие б — хорошее, в — очень хорошее
Рис. 10 37. Рекомендуемые размеры при склейке с обшивкой (см. [10])
кой * (рис. 10.34, а), во избежание образования в клеевой
прослойке местных непроклесв и усадочных трещин. Целесо-
образнее применять в таких случаях соединения с подсечкой (см.
рис. 10.34, б) или с уменьшением толщины одной из соединяемых
деталей «на-ус» (см. рис. 10.34, в).
7. Рекомендуемые конструкции клеевых соединений пред-
ставлены на рис. 10.35. На рис. 10.36 изображены варианты угло-
вых клеевых соединений.
В соединениях обшивки с подкрепляющим профилем (рис. 10.37)
рекомендуется ширина клеевой пленки, равная 25 толщинам
обшивок.
КЛЕЕВЫЕ КОНСТРУКЦИИ БАЛОК
Рассмотрим клеевую балку (рис. 10.38). Напряжение сдвига,
передаваемое материалом пояса в сечении А—А:
(10.99)
где Q — секущая сила; / — момент инерции сечения балки;
5 — статический момент,
S = Ьа Н~а-. (10.100)
Очевидно, что допустимая толщина а накладки пояса опре-
деляется условием
ткЛ<т, (10.101)
где ткл — предел прочности клея на срез.
Из выражений (10.99), (10.100) и (10.101) получим
* Исключение может быть допущено только для клеев, содержащих эпоксид-
ные смолы и способных отвердевать без усадки в относительно толстом слое
215
Рис. 10.38. Клееная балка
на границе пояса и ci
Заменив 1 согласно выражению
М откуда / = полу-
чим < 0,5 - V0,25 - .
/7 г QH Он
Этим выражением ограничи-
вается значение а/Н, определяемое
размерами балки и пределом проч-
ности клея на срез.
Рассмотрим теперь клеевое соеди-
нение пояса со стенкой по пло-
скости Б—Б. Напряжение сдвига
и скачкообразно увеличивается от
величины, выражаемой формулой (10.99), до величины
т=<, (10.102)
где
S = bc-^^~. (10.103)
Сила, срезающая стенку на произвольной длине I;
Qcr=x6Z. (10.104)
Сила, срезающая клей на той же длине I:
(10.105)
Из выражений (10.102), (10.103), (10.104) и (10.105) получим
. Qbc(H — с)
П 2/ткл '
Исключив J — получим
h ~Ри
МЯТкл
ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ КЛЕЕСВАРНЫХ
СОЕДИНЕНИЙ В САМОЛЕТОСТРОЕНИИ
Клеесварные соединения обеспечивают высокую прочность
(статическую и усталостную), герметичность, антикоррозионную
стойкость и наименьшую массу конструкции. Клеесварные соеди-
нения относительно просты в изготовлении и экономичны: трудо-
емкость изготовления крупногабаритной клеесварной панели со
стрингерным набором (см. [9]) в 3,7 раза меньше трудоемкости
изготовления клепаной панели с внутришовной герметизацией,
в 2,5 раза меньше трудоемкости клепки с поверхностной гермети-
зацией и на 20% меньше трудоемкости негерметичной клепки.
216
Себестоимость изготовления клеесварного шва в 2,5 раза
меньше, чем клепки с внутришовной герметизацией, и в 2,1 раза
меньше, чем клепки с поверхностной герметизацией.
Дополнительный привес на 1 м шва клеесварного соединения
на 33,5 г меньше, чем при клепке с поверхностной герметизацией
и на 13,5 г меньше, чем при клепке с внутришовной герметиза-
цией.
При рациональном применении клеесварного соединения можно
увеличить статическую и усталостную прочность конструкции
при одновременном уменьшении ее массы.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. В каких конструкциях самолета могут применяться клеевые соединения?
2. Какие достоинства у клеевых соединений?
3, Какие недостатки у клеевых соединений?
4. Нарисуйте клеевое соединение листов: внахлестку; с накладкой.
5. Из каких соображений выводятся формулы для расчета равнопрочного
соединения листов при помощи склейки: при растяжении (сжатии) поперек шва;
при сдвиге вдоль шва?
6. Как рассчитать ширину клеевой пленки при работе клея на срез, если
склеенные внахлестку листы нагружены на растяжение поперек шва?
7. Как рассчитать ширину клеевой пленки, если склеенные внахлестку
листы нагружены сдвигом вдоль шва?
8. При каких видах нагружения и почему клеевое соединение легче закле-
почного?
9. Какой лист может быть тоньше при заданной погонной нагрузке — при
клеевом соединении или при заклепочном, и почему?
10. Какими достоинствами отличается клеевое соединение по косой пло-
скости?
11. Как выводятся уравнения для расчета клеевого соединения по косой
плоскости?
12. Как зависит угол наклона косой плоскости склейки от прочности клея
и от прочности материала склеенных деталей?
13. Каким способом можно уменьшить ширину нахлестки при косой склейке?
14. Как можно применить косую склейку при конструировании стыко-
вого узла?
15. Каким требованиям должен удовлетворять клей для металла?
16. Что такое клеесварные соединения и какой вид они имеют?
17. Как определить ширину склейки для клеесварного соединения?
18. Как определить максимально допустимую толщину накладки пояса
клееной балки?
Задача 10.1. 1. Определить ширину b при склейке внахлестку листов металла
при условии равнопрочности по склейке и по целому месту, если даны погонная
нагрузка qp при растяжении поперек склейки (рис. 10.39) или qc при сдвиге
Рис. 10.41
217
вдоль склейки (рис. 10.40), пределы прочности металла а при растяжении и Т
при сдвиге, толщина 6 листов металла и предел прочности ткл клея при сдвиге.
2. Сравнить значения Ьр при растяжении и Ьс при сдвиге и найти их
отношение bp!bc.
Вариант
Пара- метры 1 2 3 4 5 6 7 8 9 10
Алюминиевый сплав Сталь
6, мм 0,8 1,0 1,5 2,0 3,0 0,3 0,35 0,4 0,45 0,5
ст, МПа 380 400 420 440 460 1100 1200 1300 1400 1600
т, МПа 200 220 240 250 260 700 780 850 900 1000
ткл, МПа 16 18 20 22 25 20 22 24 25 26
О т в е т ы
Ьр, мм 19,7 22,2 31,5 40 55,2 16,5 19,1 21,7 25,2 30,7
Ьс, мм 10 12,2 18 22,7 31,2 10,5 12,4 14,2 16,2 19,2
1,97 1,82 1,75 1,76 1,77 1,57 1,54 1,53 1,55 1,6
Задача 10.2. Определить максимально допустимый угол а и ширину h
нахлестки при сдвиге в плоскости склейки по нижеприведенной схеме (рис. 10.41),
если даны пределы прочности клея и склеиваемого металла и толщина 5 листа
при условии равнопрочности по склейке и по целому месту.
Вариант
Пара- 1 2 34 56789 10’
метры
Алюминиевый сплав Сталь
6, мм 0,8 1,0 1,5 2,0 3,0 0,3 0,35 0,4 0,45 0,5
т, МПа 200 220 240 250 260 700 780 850 900 1000
ткл, МПа 16 18 20 22 25 20 22 ^24 25 26
Ответы
а 4° 35' 4° 42' 4° 46' 5° 2' 5° 29' 1°35' 1°43' 1° 43' 1°35' 1° 29'
h, мм 10 12,2 18 22,7 36 10,5 12,4 14,1 16,2 19,2
Указание: при sin а < 0,1 считать tg а = sin а и ctg а = 1/sin а.
Задача 10.3. Определить максимально допустимое значение угла в клино-
видном клеевом соединении (см. рис. 10.42) при условии равнопрочности по
склейке и по целому месту, если даны: характер нагружения, прочность ме-
талла и прочность клея.
218
Рис. 10.42
Указание: принять прочность алюминиевого сплава Д16 ов ~ 400 МПа;
прочность стали ств = 1000 МПа; окл и ткл — различны
Варианты
Пара- метры 1 2 3 4 5 6 7 8 9 10
Алюминиевый сплав Сталь
окл, МПа 10 20 30 40 50 10 20 30 40 50
МПа 6 12 18 24 О т 30 веты 6 12 18 24 30
«1 0° 51' 1°43' 2° 34' 3°25' 4° 16' 0° 20' 0° 42' 0° 33' 1°22' 1° 45'
а2 9° 12°38' 15° 20' 17°36' 19° 30' 5° 47' 8° 4' 9° 9' 11° 19' 12° 38'
Задача 10.4. Определить максимально допустимую толщину накладки пояса
(рис. 10.43).
Варианты
Параметры 1 2 3 4 5 6 7 8 9
Алюминиевый сплав Сталь
М, кН-см 190 470 1000 2000 3000 1100 2600 5400 9400
Q, кН 120 150 200 250 280 200 250 300 350
Д, см 10 12 14 16 18 14 16 18 20
°в, МПа 400 420 430 440 450 1000 1100 1200 1300
ткл, МПа 24 23 22 21 20 24 23 22 21
О т веты
а!н 0,02 0,03 0,04 0,05 0,06 0,02 0,03 0,04 0,05
а, мм 2 3,6 5,6 8,0 10,8 2,8 4,8 7,2 10
219
Задача 10.5. Определить минимальную ширину h нахлестки клеевого со-
единения стенки с поясом лонжерона (рис. 10.44), если заданы изгибающий мо-
мент М. перерезывающая сила Q, высота Н лонжерона, напряжение изгиба о
в поясе лонжерона, предел прочности клея ткп, ширина b и толщина с пояса.
Вариант
Пара- метры 1 2 3 4 5 6 7 8
Алюминиевый сплав Сталь
Я, см 10 12 15 18 10 12 15 18
Ь, мм 63 73 94 113 79 89 108 118
с, мм 12 14 17 18 13 14 17 19
М, кН - см 2500 4000 8000 13 000 6000 10 000 20 000 30 000
Q, кН 15 24 38 60 22 44 61 99
о, МПа 400 410 420 430 800 850 900 950
16 18 20 26 16 18 20 26
Ответы
h, мм | 10 I 12,3 | 14,2 I 13,7 I 16,4 I 44,0 j 22,3 I 24,1
Глава И
КОНСТРУКЦИИ С ЗАПОЛНИТЕЛЯМИ
(СЛОЙЧАТЫЕ)
Повышение напряжения общей потери устойчивости легко
достигается путем разнесения материала (рассредоточения масс),
например, заменой листа толщиной 6 (рис. 11.1, а) двумя взаимно
удаленными листами с толщиной каждого 6/2 (рис. 11.1,6).
Однако с уменьшением толщины листа уменьшается критическое
напряжение местной потери устойчивости при сжатии. Этого
можно избежать, если заполнить пространство между разне-
сенными листами и связать их друг с другом, обеспечив по-
стоянство расстояния между ними. Тогда оба листа будут
работать совместно при изгибе и сжатии без местной потери
устойчивости.
Такая связь осуществляется в так называемых трехслойных
конструкциях, состоящих из двух внешних слоев, воспринимаю-
щих нагрузку и называемых несущими, п внутреннего связующего
слоя, называемого заполнителем.
Историческим прообразом трехслойной конструкции является
армированная переклейка (рис. 11.1, в), которая представляет
собой обычную деревянную переклейку, оклеенную с обеих
сторон тонкими металлическими листами. Армированная пере-
клейка благодаря металлическим листам хорошо работает на растя-
жение, внутренняя же прокладка, служащая заполнителем, зна-
чительно увеличивает устойчивость тонких металлических листов
при сжатии и сдвиге и прочность при изгибе.
Армированная переклейка с листами из коррозионно-стойкой
стали с успехом применялась в конструкциях деревянных лодок
и поплавков гидросамолетов.
Одним из первых заполнителей в трехслойных конструкциях
было дерево—бальза. В настоящее время применяются заполни-
тели из пенопластов, сотовые заполнители из стеклопластика,
гетинакса, текстолита или алюминиевой фольги. Соединение
внешних слоев с неметаллическими сотовыми заполнителями
осуществляется при помощи клея. Для соединения металлических
сотов с внешними металлическими листами применяются клей
И Припой.
Такие трехслойные конструкции позволяют получить зна-
чительный выигрыш в массе конструкции, оцениваемый в 15—
221
Рис. 11.1. Однослойная (а) и трехслойная (6)
конструкции, армированная переклейка (б)
20% массы каркасных
конструкций, состоящих
из обшивки с подкрепля-
ющими профилями.
Помимо высоких проч-
ности и жесткости можно
выделить следующие пре-
имущества сотовых трех-
слойных конструкций по
сравнению с каркасными
конструкциями.
1. Благодаря повышенной устойчивости трехслойных кон-
струкций при сжатии и сдвиге их можно конструировать без
подкрепляющих профилей силового набора (стрингеров крыла,
оперения, фюзеляжа) даже при значительных расстояниях между
нервюрами или шпангоутами.
2. Склеенные трехслойные панели обладают хорошей тепловой
и звуковой изоляцией, хорошей герметичностью, коррозионной
стойкостью и высоким сопротивлением акустическим нагрузкам.
3. Применение трехслойных конструкций позволяет получить
способствующую уменьшению аэродинамического сопротивления
гладкую поверхность обшивки (отсутствуют несовершенства по-
верхности, вызванные процессом клепки, и выступающие в поток
головки заклепок).
4. Из-за отсутствия заклепочных отверстий, являющихся кон-
центраторами напряжений и высокого сопротивления местной
потере устойчивости, усталостная прочность трехслойных, в том
числе сотовых конструкций выше, чем каркасных.
5. Технологические достоинства трехслойных 'конструкции
заключаются в том, что свойственное этим конструкциям умень-
шение количества деталей значительно снижает трудоемкость
сборки.
Недостатки клеевых сотовых конструкций.
1. Лишь некоторые клеи являются клеями холодного отверж-
дения. Большинство клеев требует нагрева при склейке, при этом
температура нагрева строго регламентирована. Случайное повы-
шение температуры нагрева может привести к так называемому
«пережогу» клея, приводящему к его хрупкости и понижению
прочности. В то же время уменьшение температуры нагрева ниже
необходимой приведет к непроклею и понижению прочности клея.
2, Утолщение клеевой пленки (более 0,15 мм) вследствие недо-
статочного давления или плохой подготовки склеиваемых поверх-
ностей ведет к снижению прочности склейки.
3. Некоторые клеи «стареют» с течением времени, что также
ведет к снижению прочности склейки, в особенности, когда дей-
ствующие нагрузки передаются через клеевую пленку.
4. При хорошей работе на равномерный отрыв клей плохо ра-
222
ботает на неравномерный отрыв (отдир).
5. При наличии в клее растворителя вследствие недостаточной
открытой выдержки или иных причин может образоваться пори-
стый клеевой шов, обладающий пониженной прочностью.
6. Отсутствие достаточно надежной аппаратуры для неразру-
шающего контроля качества клеевого соединения не дает гарантии
того, что конкретное полученное соединение имеет проектную
прочность.
Тем не менее, в связи с тем, что при хорошо налаженной тех-
нологии склеивания трудоемкость изготовления трехслойных и
в том числе сотовых конструкций значительно снижается, а также
благодаря весовой выгодности их, такие конструкции широко рас-
пространены в самолетостроении, в малонагруженных элементах
конструкции, требующих высокую жесткость.
Применяются для вида конструкций с заполнителем:
1) заполнитель занимает всю высоту сечения (рис. 11.2); при-
мером такой конструкции может служить руль высоты тонкого
профиля, руль направления или триммер;
2) конструкция имеет трехслойную обшивку, у которой сред-
ний слой является заполнителем (рис. 11.3).
Несущими слоями могут быть листы из различных конструк-
ционных материалов (алюминиевою или магниевого сплавов,
сталей, пластиков и др.); заполнителем могут служить (рис. 11.4)
пенопласт, бальза (плотность 0,05—0,1 г/см3) различным образом
ориентированная, гофр или соты из бумаги, пластиков, алюми-
ниевой или стальной фольги и др.
Эффект, получаемый от разнесения слоев в трехслойной кон-
струкции, легко проиллюстрировать сравнением моментов инер-
ции однослойной и трехслойной обшивок. Действительно, если
/j — осевой момент инерции листа толщиной 6, а /2 — общий
осевой момент инерции двух листов толщиной 6/2 каждый, разне-
сенных на расстояние между ними (см. рис. 11.1), то, пренебре-
гая собственным моментом инерции заполнителя, модуль упру-
гости которого, как правило, меньше модуля упруюсти материала
внешних слоев примерно в 102—103 раз, для произвольной ши-
рины I получим
Л = Т?-'- 4 = т(д(/И-8)’-Л’1 = -^-|'1 + з4-1 3(4)3]’
откуда /2//х --- 1 - ЗЛ/6 + 3 (й/6)2.
Заполнитель
Рис. 11.2. Трехслойная конструк-
ция со сплошным заполнителем
Рис. 11.3. Трехслойиая обшивка:
несущие слои. 2-- заполнитель
223
Рис 11.4 Виды заполнителей трехслойных панелей:
а — пенопласт б — бальза с продольным расположением волокон в — бальза с торце-
вым расположением вотокон г — бальза, облегченная пустотами, д — заполнитель
из бальзы в виде ребер, е — гофр ж, a — сотовый заполнитель
Отсюда следует, что уже при Л/6 =5 отношение /2//1 =91,
а при й/б =10 отношение I2/Ii — 331.
Вследствие увеличения момента инерции растет поперечная
жесткость и повышается критическое напряжение общей потери
устойчивости. Соединение несущих слоев с заполнителем повы-
шает критическое напряжение местной потери устойчивости, что
позволяет получить легкую конструкцию.
При работе на поперечный изгиб трехслойная обшивка выюд-
нее однослойной благодаря увеличению момента сопротивления.
Действительно, если — момент сопротивления листа тол-
224
щиной 6, а 1Г2 — момент сопротивления двух листов толщиной 6/2
каждый, разнесенных на расстояние h, то
w № . т l+3ft/6 + 3(W
«^1 *2— Л + § “ б l+ft/6 ’
откуда отношение моментов сопротивления
г2 1 4- 3/i/6 + 3 (Л/6>3
1ГХ “ 1 + Л/6
Из этого выражения видно, что при й/6 = 5 отношение
W^/Wt = 15,2, а при /i/б = 10 отношение Г-Ж =30,1.
Отличаясь высокой местной жесткостью, трехслойная обшивка
имеет и сохраняет гладкую поверхность, благодаря чему умень-
шается аэродинамическое сопротивление самолета. Эта особен-
ность выделяет трехслойную конструкцию по сравнению с дру-
гими конструкциями, в частности, с клепаной, имеющей неров-
ную поверхность из-за заклепок и из-за возможного волнообра-
зования при значительных нагрузках или при температурных
короблениях.
Статическая и усталостная прочность трехслойной конструк-
ции выше, чем клепаной, у которой отверстия под заклепки ослаб-
ляют сечение и приводят к понижению среднего напряжения вслед-
ствие возникновения концентрации напряжений на границах
отверстий.
Трехслойная обшивка является хорошей тепловой изоляцией
благодаря высоте заполнителя и низкой его теплопроводности.
Такая обшивка хорошо поглощает вибрации.
СОТОВЫЕ ЗАПОЛНИТЕЛИ
Сотовые заполнители представляют собой соединение профили-
рованных листов (рис. 11.5), образующих замкнутые ячейки квад-
ратной или шестигранной формы в виде пчелиных сотов, откуда
они и получили свое название.
Роль сотового заполнителя заключается в подкреплении и
связи несущих слоев; стенки сот, перпендикулярные к несущим
слоям, обеспечивают их устойчивость и жесткость конструкции;
при этом сотовый заполни-
тель практически не воспри-
нимает нагрузки к плоскости
Различают продольные соты, р ~\ . / \ / У р
расположенные по отношению _ /У^'У-
к действующей нагрузке таким -У-У^У^
образом, что часть граней УУУУ—/ \'У-
сотов параллельна действу- Р |
ющим силам, например силам г
(см. рис. 11.5), и попереч- рис< ц 5 Нагружение в продольном
ные соты, когда плоскости (Р,) И поперечном (Р2) направлениях
8 Г иммельфарб 225
a)
5)
Рис. 11.6. Склеивание стенок сотов с несущими слоями:
а — при смачивании клея с материалом сотов и несущих слоев; б — при нссмачивании
Рис. 11.7; Сотовый заполнитель, фрезерованный по копиру
части граней сотов перпендикулярны действующим силам, на-
пример силам Р2.
В сотовых конструкциях с несущими слоями из алюминиевого
сплава материалом заполнителя служит обычно алюминиевая
фольга (или гетинакс, текстолит и др.), соединяемая с несущими
слоями при помощи клея (рис. 11.6). Клей, равномерно нанесен-
ный на поверхность несущих слоев, после их прижатия к запол-
нителю смачивает несущие слои и стенки сот, притягиваясь к ним
(см. рис. 11.6, а). При отсутствии смачивания клей отталкивается
от места склейки (см. рис. 11.6,6), уменьшая площадь склейки.
Торцам сотов придают нужную форму (рис. 11.7) путем фре-
зерования, применяя при этом временный сплошной наполни-
тель сотов. В качестве временного наполнителя применяется вода,
охлаждаемая до состояния льда, гипс в стадии схватывания, от-
вердевающие синтетические материалы или парафин, застываю-
щий при комнатной температуре.
Условия хорошей обрабатываемости получаются при исполь-
зовании парафина в качестве временного наполнителя при
6000 об/мин и глубине резания 8 мм при скорости резания 1 м/мин,
Сотовые конструкции до-
пускают образование свода
(рис. 11.8), что делает их
удобными для использования
в оболочках криволинейных
конструкций (крыла, фюзе-
ляжа).
Выпучивание участков
несущих слоев,
ограниченных гранями сотов
Несущие слои делятся
гранями сотов на участ-
ки шестиугольной формы
Верхняя Плоскость Seat, твая
х к - - - момента
сторона \изги5ающего
А
Ячейка, ,
деформированная
моментом М
Рис. 11.8. Образование седловидного
свода
сторона
226
(рис. 11.9). При этом критическое напряжение
выпучивания обшивки толщиной
окр^3,6т]£(6//)2,
где t — диаметр вписанной окружности;
т] = EJE — коэффициент влияния пластичности;
Е — постоянный модуль упругости в упругой
области; Ew — эффективный модуль упругости
в пластической области, определяемый в зависи-
мости от его секущего модуля Es и касательного
модуля Et, взятых по диаграмме деформа-
ции: Ew = 0,5 (Et + Es).
Критические напряжения несущих слоев могут превышать
предел текучести материала. Принимая Z/6 < 25, получим воз-
можность использования материала несущих слоев в области
напряжений значительно выше предела упругости.
ОБЩАЯ ПОТЕРЯ УСТОЙЧИВОСТИ ТРЕХСЛОЙНОЙ
ПЛАСТИНОЙ ПРИ ЖЕСТКОМ НА СДВИГ
ЗАПОЛНИТЕЛЕ
Критическое напряжение выпучивания участка трехслойной
прямоугольной пластины со сторонами b и а (при b < а) можно
определить по следующим формулам:
критическое напряжение сжатия
<ткр = Х^ш(ОДг;
критическое напряжение сдвига
где % — коэффициент увеличения жесткости (рис. 11.10), рав-
ный 3 при одинаковой толщине несущих слоев. В общем случае
при неравных толщинах бх и б2
несущих слоев при 62 <
v - •
х (1 + 6г/б3)2’
Ew — эффективный модуль не-
сущих слоев; k — коэффи-
циент устойчивости, который
в зависимости от отношения
сторон пластинки (Ыа < 1),
условий нагружения и закре-
пления определяется по гра-
фикам на рис. 11.11, 11.12
и 11.13.
Рис. 11.10. Коэффициент увеличения
жесткости при выпучивании (см. [17])
8*
227
b/a b/a
Рис. 11.11 L iKHMicTb коэффициента k от b/a при сжатии (см. [31])
228
Рис. 11,12. Зависимость коэффициента k от b/а при изгибе и сжатии (см. [31])
229
Рис. 11 13. Зависимость коэффициента k
от b/а при сдвиге (см. ([31])
Ов
или
Определение размеров
трехслойной пластинки
Толщина несущего слоя
при равных толщинах слоев
х Р с <2
§ — — или б - —
2Ьств 2НВ
где b — ширина пластинки;
оь и тв — разрушающие на-
пряжения растяжения (или
сжатия) и сдвига; Р—сила
растяжения (или сжатия)
пластинки; Q — сила сдвига.
Для обеспечения устой-
чивости при напряжениях оп
и тв расстояние/г между несу-
щими слоями (см. рис. 11.10)
должно быть:
/l =6 1/
г lkl\E
ВЫПУЧИВАНИЕ ТРЕХСЛОЙНЫХ ЦИЛИНДРИЧЕСКИХ
ПАНЕЛЕЙ С РАВНЫМИ ТОЛЩИНАМИ НЕСУЩИХ СЛОЕВ
При продольном сжатии трехслойной цилиндрической оболочки
с жестким на сдвиг заполнителем (см. [31J) критическое напря-
Рис. 11.14. Зависимость коэффициента k# от I, г и Л при сжатии круглого
цилиндра (см. [31 ])
230
А критическое напряже-
ние сдвига при кручении
где г — радиус кривизны;
I — длина цилиндра.
Коэффициент kR зави-
сит от г, h и I и опреде-
ляется по графикам на
рис. 11.14 и 11.15.
Параметр 9 на рис. 11.14
вычисляется по формуле
Рис. 11.15. Зависимость коэффициента k#
от I, г и h при кручении кругового ци-
линдра (см. [311)
где — модуль сдвига заполнителя; 6 — толщина несущего
слоя; г — радиус кривизны цилиндра.
КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ СОТОВЫХ
ПАНЕЛЕЙ
Для защиты сотового заполнителя от внешних воздействий и
создания жестких кромок, способных воспринимать краевую на-
грузку, необходимо применять специальную конструктивную окан-
товку краев трехслойных панелей (рис. 11.16).
При передаче местных нагрузок в виде сосредоточенных сил
через трехслойную панель необходимо принять меры к подкреп-
лению сотового заполнителя, так как в противном случае при
s)
в)
Рис. 11.16. Простейшие виды соединения кромок трехслойных пластин:
Отбортовка несущих слоен; б — внешние накладки; в — внутренние бортовые про-
фили
231
Рис. 11 17. Передача сосредоточенных сил в трехслойной панели
затяжке болта или заклепки, проходящих через толщу панели,
неизбежно произойдет разрушение или деформация заполни'
теля.
Можно применять следующие способы подготовки сотовой
панели к присоединению деталей, передающих сосредоточенную
нагрузку.
а) обжатие сотового заполнителя (рис. 11.17, а). Этот способ
может применяться только для ненагружениых соединений;
б) заливку ячеек заполнителя смолой (см. рис И 17, б) Этот
способ позволяет усилить связь обшивок с сотами, создать жест-
кую связь между обшивками, избежать раздавливания сотов
болтом или заклепкой при затяжке, присоединять детали при
помощи винта к затвердевшей смоле;
в) использование втулок из синтетического материала или
металла (см. рис. 11.17, в). Применение жестких втулок предо-
храняет соты от раздавливания, однако соединение получается
более слабым, чем при заливке ячеек заполнителя смолой, так
как плотная затяжка болтом, винтом или заклепкой получается
лишь у ближайшей к детали обшивке. Удаленная же обшивка
не может быть затянута вследствие податливости заполни-
теля;
г) использование взрывных заклепок. Взрывные заклепки
совместно с заливкой смолой (см. рис. 11 17, а) позволяют полу-
чить хорошее соединение детали 1 с обеими обшивками. При этом
заклепка сама играет роль распорной втулки.
232
СОЕДИНЕНИЕ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ
МЕЖДУ СОБОЙ
При соединении трехслоиных панелей друг с другом возни-
кает необходимость следующих операций.
1. Склейка заполнителя сотов в продольном и поперечном
направлениях (рис. 11 18)
2. Перекрытие обшивок в местах стыка (рис 11.19). Здесь
возможны, простое перекрытие с плавным переходом на наружной
обшивке и с накладкой на внутренней обшивке (а); простое пере-
крытие с плавным переходом на обеих обшивках (6); двойное пере-
крытие с помощью внутренних накладок, параллельных внешним
обшивкам (Ь). Конструкция, показанная па рис II 19, в, повы-
шает прочность при передаче поперечных нагрузок благодаря
я) 6)
Рис 11.18 Стыки сотового заполнителя
а продольные itwj и б поперечные стыки
Рис. 11.19 Простое и двойное перекрытия стыков трехслойиых панелей
233
пониженной высоте сотов, но требует дополнительного пропила
сотового заполнителя и вклеивания накладок, усложняя этим
технологию изготовления соединения.
СТЫКОВЫЕ ВСТАВКИ СОТОВЫХ ПАНЕЛЕЙ
Стыковые вставки могут применяться (рис. 11.20) для: созда-
ния прочного стыка сотовых панелей, образования усиленных
опор, перехода к другим типам конструкций, соединения со съем-
ными крышками. Вставки подразделяются на простые, двойные
и тройные.
Двойные вставки могут служить для соединения панелей раз-
личных толщин или в качестве опор для крышек, люков, две-
рей и т. п.
Для соединения сотовых панелей с поперечными подкрепляю-
щими элементами типа поясов шпангоутов, нервюр и т. д. приме-
няются конструкции, приведенные на рис. 11.21.
Рис. 11.20. Вставки трехслойных панелей. Ступенчатые стыки:
а простая соединительная вставка, б — ступенчатая вставка, в — двойная вставка
(опора для крышки) а — тройная вставка (двухсторонняя опора)
Рис. 11.21. Стыки трехслойных панелей с поперечными подкреплениями
Рис. 11.22. Соединение панелей под углом, не предназначенное для передачи
момента
234
Рис. 11.23. Клеевые соединения трехслойных панелей для передачи момента
Рис. 11.24. Жесткие на изгиб угловые соединения трехслойных панелей
Рис. II. 25. Виды жестких кессонов
235
Соединения сотовых конструкций под углом применяююя
для передачи сил сдвига вдоль соединения (рис. 11.22), передачи
изгибающего момента (рис. 11.23 и 11.24), образования замкну-
того контура (кессона) с криволинейными обводами обшивки
(рис. 11.25).
СОТОВЫЕ ЗАПОЛНИТЕЛИ С ЯЧЕЙКАМИ
КРУГЛОЙ ФОРМЫ
Фирма «Гамбургер» в конструкции самолета «Ганза» приме-
нила новый вид заполнителя сотовой конструкции с ячейками
круглой формы, состоящей из трубок, выполненных из пластиче-
ского материала. Этот вид заполнителя (рис. 11.26—11.28) позво-
лил получить сотовые конструкции со следующими достоинствами:
1) плотность материала меньше плотности алюминиевой
фольги;
2) трубки допускают искривление, в том числе и по двойной
кривизне, стабилизирующейся по окончании процесса полимери-
зации клея (эпоксидная смола и др.);
3) трубки получают в готовом виде от завода-поставщика,
освобождая завод-изготовитель самолета от штамповки и склеи-
вания листов фольги для образования сотового заполнителя;
4) улучшается теплозвукоизоляция по сравнению с сотовым
заполнителем из алюминиевой фольги;
5) сотовый заполнитель из пластмассовых трубок хорошо
склеивается с несущими
обшивками из стеклопластика, позво-
ляя изготовлять легкие обтекатели;
6) такого типа заполнитель не под-
вержен коррозии, не боится кислот,
щелочей, масел, топлива.
Рис. 11.27. Возможные криволинейные формы трубчатых заполнителей, полу-
ченные до полимеризации
Рис. 11.28. Обшивка крыльевого профиля е заполнителем из пластмассовых
трубок
Рис. 11.26. Заполнитель из пластмассовых
трубок, склеенный эпоксидной смолой или
ацетилцеллюлозой
236
КОНТРО.ЧЬНЫГ- ^ОПРОСЫ ЗАДАНИЯ
I. Что такое трехслойная конструкция? Какова роль составляющих ее
слоев?
2. На чем основана весовая выгодность трехслойной конструкции при ра-
боте: на сжа1ие; на изгиб?
3. Что такое армированная переклейка?
4. Что такое сотовые заполнители? Какие еще известны заполнители?
5. Как работают несущие слои трехслойной конструкции?
6. Как работают соты (стенки сотов)?
7. Перечислите достоинства сотовых конструкций?
8. Как осуществляется соединение внешних металлических слоев с запол-
нителем: металлическим, неметаллическим’
9. Какие виды трехслойных конструкций с заполнителем Вы знаете?
10. Из каких материалов состоят несущие слои?
11. В чем заключается эффект разнесения несущих слоев?
12. При каких видах нагружения целесообразно применение трехслойных
конструкций, а при каких нецелесообразно?
13. Как из!отавливается сотовый заполнитель?
14. Как обрабатывается поверхность сотового заполннтеля^под склейку?
15. Как конструктивно оформляются кромки сотовых панелей?
16. Как конструктивно обеспечиваются восприятие и передача сосредото-
ченных сил в трехслопной панели?
17. Как соединяются между собой трехслойные панели с сотовым запол-
нителем?
18. Как соединять сотовые панели с поперечными подкреплениями?
19. Как соединять сотовые панели под углом: без передачи момента; с пе-
редачей момента’
20. Что представляют собой сотовые заполнители с ячейками круглой формы?
Из какого материала их изготавливают? В чем их достоинство?
21. В какой конструкции сотового заполнителя необходима полимеризация
и в чем она состоит?
22. Нарисуйте стыки сотовых панелей.
Глава 12
РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Разъемными называются соединения, позволяющие разъеди-
нять части самолетов или детали без нарушения целости соедини-
тельных элементов. Разъемные соединения применяются в само-
лете в тех случаях, когда этого требуют условия эксплуатации
(для замены частей или для транспортировки). Так, например,
для перевозки самолета по железной дороге ввиду ограниченности
железнодорожного габарита необходимо отделять крыло, а иногда
и оперение; для тяжелых самолетов, фюзеляжи которых не могут
поместиться на двух платформах, необходимо, чтобы фюзеляж
был разъемным. Некоторые конструкции требуют периодической
замены частей, подвергающихся износу (например, подошва
лыжи, пятка хвостовой опоры и т. п.).
Место разъема называют узлом разъема или стыковым узлом.
Замыкающим элементом таких узлов обычно бывают болты,
законтренные во избежание самоотвинчивания.
Узлы разъема могут быть шарнирными, когда соединение до-
пускает поворот около какой-нибудь оси, и жесткими, когда креп-
ление осуществляется двумя или несколькими болтами, исклю-
чающими поворот.
Различают два вида шарнирных соединений:
простые (или осевые) шарниры, допускающие поворот относительно
одной оси, и сферические (или шаровые, универсальные), позволяю-
щие осуществлять поворот относительно любой оси, проходящей
через точку, являющуюся центром вращения.
Если узел нагружен только силами, осевыми или попереч-
ными, проходящими через центр узла (без момента), то соедине-
ние должно быть шарнирным, ибо при жесткой заделке узла полу-
чающиеся вследствие упругих деформаций повороты стыкуемых
частей приводят к возникновению изгибающего момента, а следо-
вательно, и дополнительных напряжений изгиба, которые добав-
ляются к напряжениям от осевых или поперечных сил.
Отсюда ясна необходимость правильного выбора направления
оси шарнира для осевого шарнирного соединения. Это направле-
ние должно исключать возможность защемления узла при пово-
роте стыкуемых частей вследствие упругих деформаций. В каче-
стве примера рассмотрим узел крепления двигателя к фюзеляжу
238
(рис. 12.1). Пусть вследствие
деформации двигательной уста-
новки произойдет поворот кон-
ца стержня 1 в вертикальной
плоскости А—А. Чтобы избе-
жать защемления в шарнире,
а следовательно, и возникно-
вения момента от защемления,
необходимо ось х—х болта
шарнирного соединения распо-
ложить перпендикулярно к
плоскости А—А.
Рис. 12.1 Одноосный шарнир
Сферический, или шаровой шарнир, как и осевой, не передает
изгибающего момента. Кроме того, шаровой шарнир не может
передать также и крутящий момент.
В тех случаях, когда через узел должен передаваться изги-
бающий момент, необходимо применять неподвижное (жесткое)
соединение.
При конструировании узла сначала определяют сечение (ди-
аметр) замыкающего (стыкового) болта (болта разъема) из усло-
вия среза; затем из условия смятия определяют толщину ушков,
а из условия разрыва — их ширину. При таком порядке расчета
приходится все время иметь дело лишь с одним неизвестным. Если
толщина ушка получается слишком большой (больше 0,5 диа-
метра болта), то можно заменить сплошной болт пустотелым, уве-
личив его наружный диаметр. В этом случае потребуется меньшая
толщина ушков. Окончательным критерием для суждения о пра-
вильности выбора размеров узла служит масса всего соединения,
к минимальной величине которой следует стремиться.
ПОДВИЖНЫЕ ШАРНИРНЫЕ СОЕДИНЕНИЯ
Подвижными шарнирными называются соединения, отдельные
части которых в процессе эксплуатации подвержены вращению
или повороту вокруг одной или нескольких осей при действии
расчетных нагрузок.
Поворот относительно одной оси осуществляется путем замы-
кания соединения незатянутым болтом или пальцем. Такие соеди-
нения подобны узловым соединениям с осевым шарниром и отли-
чаются лишь тем, что болт не затянут. Подвижные соединения
применяют в тягах управления (в местах их соединения с качал-
ками и рычагами), в деталях шасси, в частности, в узлах хвосто-
вых и носовых стоек и в других механизмах, требующих свободы
поворота в одной плоскости.
Поворот относительно двух осей обеспечивается применением
Двухосных шарниров, допускающих поворот относительно двух
взаимно перпендикулярных осей. Такое соединение носит назва-
ние кардана или карданного соединения (рис. 12.2). Кардан до-
239
Рис. 12.2. Двухосный шарнир (кардан)
струкциях складывающегося
пускает поворот вокруг любой
оси, лежащей в плоскости, пер-
пендикулярной к оси соединя-
емых стержней, и применяется
в тех случаях, когда нужно
обеспечить такой поворот. Ра-
ботая на сжатие как простой
шарнир, кардан может быть
применен для соединения стерж-
ней, передающих сжимающую
нагрузку. Такие соединения
могут быть применены в кон-
крыла, убирающегося шасси
и т. п.
Карданное соединение может быть установлено вместо
простого шарнира, когда трудно теоретически определить или
строго выдержать в производстве положение оси враще-
ния. В этом случае кардан позволяет более грубый допуск
в производстве, являясь своего рода технологическим компен-
сатором.
Поворот относительно любой оси, проходящей через точку,
обеспечивается шарниром Гука (рис. 12.3) или шаровым шарни-
ром (рис. 12.4), позволяющим кроме возможности осуществления
поворота относительно любой поперечной оси также и поворот
вокруг оси соединяемых стержней.
Рис. 12.3. Шарнир Гука:
а — в сборе, б — посадка обоймы с последующей
развальцовкой, в — посадка обоймы на резьбе,
г — обойма с участком, опиленным ло цилиндру
для введения шарика, 1 — обойма, 2 — ушко, .3 —
кольцевая часть обоймы, 4 — шарик, 5, 6 — ча-
сти обоймы, 7 — керновка, & — спиленный уча-
сток обоймы, 9 — боковая плоскость
Рис. 12.4. Шаровой шарнир
240
ТРЕНИЕ В ПОДВИЖНЫХ СОЕДИНЕНИЯХ
Для уменьшения трения в подвижных соединениях приме-
няют подшипники качения: шариковые (рис. 12.5) или ролико-
вые (рие. 12.6). Такие подшипники уменьшают трение и износ
соединения и позволяют уменьшить усилие, преодолеваемое при
управлении. Шарикоподшипники могут быть п ориентирующимися
(рис. 12.7), уподобляясь в этом отношении шарниру Гука. Однако
шарикоподшипники более совершенны, чем шарнир Гука, так
как, в отличие от шарнира Гука, в котором при работе возникает
трение скольжения, в шарикоподшипнике действует лишь тре-
ние качения. Шариковые и роликовые подшипники применяются
в механизмах управления и оборудования, в узлах подвески рулей
и элеронов и т. п.
Ориентирующиеся шарикоподшипники заменяют кардан.
Если ось подшипника испытывает не только поперечные на-
грузки, но и значительные осевые (боковые) усилия, то либо,
кроме обычного шарикоподшипника, применяют специальный под-
пятник 1 (рис. 12.8), либо вместо обычного шарикового или ролико-
вого подшипника ставят конический роликовый подшипник
(рис. 12.9).
Ориентирующиеся (сферические) шариковые подшипники спо-
собны воспринимать и некоторые осевые усилия, величины
которых приведены в нормалях.
12 7
Рис. 12.5. Шарикоподшипник:
а — однорядный, б — двухрядный
12 8
1
Рис. 12 6. Роликовый подшипник
Рис. 12.7. Ориентирующийся шарикоподшипник
Рис 12.8 Подпятник
Рис. 12.9. Кони-
ческий - подшип-
ник
241
ЗАДЕЛКА ШАРИКОПОДШИПНИКОВ
Шарикоподшипники устанавливают и закрепляют одним из
следующих способов:
1) прессовая посадка шарикоподшипника в отверстие ушка
(рис. 12.10), обеспечиваемая соответствующим допуском отвер-
стия ушка;
2) посадка с раскерниванием (рис. 12.11), которое выполняется
следующим образом: после введения подшипника в отверстие
ушка ударом молотка по зенкеру, поставленному вблизи подшип-
ника, образуют в теле ушка углубление 2; часть материала ушка
при этом, деформируясь, выжимается в сторону, накрывая фаску
обоймы подшипника. Таких точек (углублений) по окружности
делается 4—6;
3) посадка с выдавливанием кольцевой канавки 2 (рис. 12.12).
В этом случае отличие от предыдущего способа заключается в том,
что углубления вокруг внешнего кольца подшипника делаются
не в отдельных точках, а по всей окружности, охватывая фаску
подшипника.
Лапка 1 (см. рис. 12.10, 12.11, 12.12) обоймы подшипника
служит для крепления обоймы к кронштейну (или к конструкции
самолета) заклепками (см. рис. 12.10).
Если число ушков стыкуемых частей узла неодинаково, то
подшипник ставят с той стороны (рис. 12.13), где число ушков
меньше. Это позволяет уменьшить число подшипников. В соеди-
нении «ухо—вилка» (см. рис. 12.13) установка подшипника в одном
ушке обеспечивает возможность сферической ориентации соедине-
Рис. 12.10. Прессовая посадка под-
шипника:
1 — лапка для крепления обоймы
Рис. 12.11. Посадка подшипника с раскерниванием:
I — лапке для крепления обоймы; 2 - углубление
Рис. 12.12. Посадка подшипника с кольцевой канавкой:
/ — лапка для крепления обоймы; 2 — кольцевая канавка
343
t
Рис. J 2.13. Ориентирующееся соединение:
1 — шайба
Рис. 12.14. Соединение, исключающее ориентирование
ния. Установка подшипника в двух ушках (рис. 12.14) исключает
эту возможность и потому нецелесообразна.
Угол поворота соединяемых деталей относительно любой оси,
перпендикулярной к оси вращения, определяется толщиной шайб 1
(см. рис. 12.13).
ЗАДЕЛКА ШАРНИРА ГУКА
Установка обоймы 1 (см. рис. 12.3, а) шарнира Гука в ушке 2
может быть произведена одним из следующих способов.
1. Обойма / изготавливается в виде тела вращения (см.
рис. 12.3, б). После установки обоймы в отверстии ушка ее коль-
цевая часть 3 отгибается, охватывая ушко и принимая необхо-
димую форму (см. рис. 12.3, а). Описанный способ установки
обоймы может привести к искажению сферической формы поверх-
ности обоймы, сопрягаемой с шариком 4 (см. рис. 12.3, а).
2. Указанного в п. 1 недостатка можно избежать, если обойма
будет состоять из двух частей (5 и 6), соединяемых при помощи
резьбы (см. рис. 12.3, в). Контровка их может быть осуществлена
керновкой 7 в 4—6 точках.
3. Простейшим способом заделки шарнира Гука является прес-
совая посадка, подобная прессовой посадке шарикоподшипника
(см. рис. 12.10). Для введения шарика 4 (см. рис. 12.3) в обойму
1 производится спиливание части сферической поверхности
обоймы (место 5) по круговому цилиндру на ширине h, равной
ширине шарика между боковыми плоскостями 9. После введения
в обойму шарик поворачивается на угол 90°. Во избежание уве-
личения давления шарика на обойму, она в ушке устанавливается
так, чтобы давление передавалось на неспиленную часть сфери-
ческой поверхности обоймы, т. е. по направлению силы Р.
ВЫБОР МЕСТОПОЛОЖЕНИЯ УШКА С ПОДШИПНИКОМ
Ушко с подшипником следует располагать таким образом,
чтобы более слабая конструкция нагружалась в наименьшей сте-
пени. Рассмотрим в качестве примера узел подвески элерона
243
к крылу (в равной степени это относится к узлам подвески за-
крылка к крылу, руля к стабилизатору или к килю, триммера или
сервокомпенсатора к рулю и т. д.). В этом случае ушко с подшип-
ником должно быть установлено на элероне, а вилка — на крыле,
так как при этом условии крутящий момент на лонжероне эле-
рона Afi = Prr (рис. 12.15), определяемый плечом г1( будет наи-
меньшим (rt < г2).
В случае же установки ушка с подшипником на крыле
(рис. 12.16) крутящий момент на лонжероне элерона М3 = Рг.2
определяется расстоянием г2.
Следовательно, подвеска по первому варианту даст меньший
крутящий момент лонжерона элерона, чем по второму:
Рис. 12.16. Установка подшип-
ника на кронштейне крыла (не-
правильно)
rjr2,
При заданном значении аэродина-
мической компенсации = Т?2-
РЕ качающиеся опоры
7^ При двухопорной или много-
опорной подвеске отклоняющегося
агрегата (элерона, закрылка, руля
и т. п.) к базе (крылу, стабили-
затору, !килю) расстояние Об)
(рис. 12.17) между опорами на
базе и между осями кронштей-
нов (Za) на отклоняющемся агрегате
244
Рис. 12.18. Качающийся кронштейн
Рис. 12.17. Схема подвески подвижного агрегата к базе
должны быть одинаковыми, т. е. должно с большой точностью
соблюдаться условие /б - Za. Это требование усложняет техно-
логию, обусловливая высокую точность производства, удорожает
стоимость изготовления, увеличивает процент брака, затрудняет
обеспечение взаимозаменяемости. Кроме того, изгибная дефор-
мация базы приводит к изменению расстояния между опорами,
в результате чего происходит защемление кронштейнов отклоняю-
щегося агрегата, затрудняющее управление.
Для устранения этих недостатков устанавливают качающиеся
кронштейны 1 (рис. 12.18), принципиально подобные кардану.
Поскольку в подвеске применено ориентирующееся соединение,
поворот кронштейна даже на значительный угол (до 7° и более)
не приводит к защемлению.
Для восприятия боковых сил, действующих вдоль оси пово-
рота агрегата, один из кронштейнов базы должен быть укреплен
жестко (см. рис. 12.15).
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какое соединение называется разъемным?
2. Для какой цели служит разъемное соединение?
3. Что служит замыкающим элементом разъемного соединения?
4. Какие бывают узлы разъема?
5. Какие бывают виды шарнирных соединений?
6. Какое шарнирное соединение называется простым (или осевым) и
какое сферическим?
7. В каких-случаях применяются различного вида шарнирные соединения?
8. Какие шарниры могут передавать крутящий момент?
9. Можно ли передавать изгибающий момент простым шарниром?
10. В каком порядке нужно конструировать узел разъема?
П. Что такое подвижные шарнирные соединения?
12. Что такое кардан и в каких случаях применяется?
13. Может ли кардан передавать сжимающую силу, изгибающий момент,
кРУтящий момент?
14. Что такое шарнир Гука и какие степени свободы он допускает?
15. Из каких элементов состоит шарнир Гука? Как обеспечивается воз-
можность его сборки?
245
16. Что такое шаровой шарнир и какие нагрузки он может воспринимать н
передавать?
17. Какой существует способ уменьшения трения в подвижных соединениях?
18. Какие применяются подшипники качения?
19. Что такое ориентирующиеся шарикоподшипники и в каких случаях
они применяются?
20. Чем отливаются ориентирующиеся подшипники от неориентирующихся?
21. Что такое конический подшипник?
22. Что такое подпятник?
23. Как осуществляется заделка шарикоподшипника?
24. Как можно прикрепить обойму подшипника к конструкции самолета?
25. В соединениях типа «ухо—вилка» где устанавливается шарикоподшип-
ник — в ушке или в вилке?
26. Как собирается и заделывается шарнир Гука?
27. Как правильно выбрать местоположение ушка с подшипником при кон-
струировании узла подвески руля, элерона, закрылка и почему?
28. Что такое качающиеся опоры и зачем они применяются?
29. Можно ли все опоры руля (элерона) сделать качающимися?
30. Нарисуйте карданное соединение.
31. Нарисуйте подшипник: ориентирующийся; неориентирующийся; кони-
ческий.
32. Нарисуйте подпятник.
33. Нарисуйте подшипник скольжения.
34. Нарисуйте шаровой стыковой шарнир. Как обеспечивается возможность
его сборки?
35. Нарисуйте подвеску руля с подшипником на руле и с подшипником
на стабилизаторе (киле) и сравните их по массе.
36. Нарисуйте качающуюся опору руля (элерона) и ответьте на вопросы:
какие выгоды дает такая опора для технологии сборки и обеспечения взаимо-
заменяемости; как с такой опорой связаны величины и виды нагрузок, возника-
ющих при полете с отклоненными рулями (элеронами); почему нельзя все опоры
сделать качающимися?
37. Зависит ли толщина ушка от материала болта? Если да, то как?
Глава 13
СТЫКОВЫЕ УЗЛЫ
Стыковыми узлами называют совокупность деталей, служа-
щих для соединения отдельных частей самолета между собой или
для соединения отдельных отсеков агрегата (части) самолета:
крыла, фюзеляжа и т. д.
Стыковые узлы осуществляют связь между частями конструк-
ции, передавая усилия от одной части к другой: этим определяется
потребная прочность стыковых узлов. При равных прочих усло-
виях предпочтительней узел с наименьшей массой.
Стыковые узлы позволяют производить сборку и раз-
борку частей или отсеков. Поэтому их называют также узлами
разъема.
Наиболее часто применяется стыковой узел типа «ухо—вилка»,
который состоит в общем случае из трех частей (рис. 13.1): замы-
кающей /, обычно представляющей собой ухо или вилку, хво-
стовой 2 (или хвостовика) и переходной части 3, иногда называе-
мой диафрагмой.
Переходная часть узла (диафрагма) 3 служит для соединения
замыкающей 1 и хвостовой 2 частей узла. Переходник крайне
необходим, когда направление равнодействующей сил, действую-
щих на ухо, не совпадает с направлением равнодействующей сил,
действующих на хвостовую часть. В этом случае при наличии
осевых сил переходник 1 (рис. 13.2) воспринимает местные изги-
бающие моменты.
В отдельных случаях переходник может отсутствовать и замы-
кающая часть непосредственно переходит в хвостовую (рис. 13.3).
Иногда переходник объединяется с хвостовой частью, образуя
пяту 1 (рис. 13.4), работающую на изгиб. В этом случае крепя-
щие болты 2 работают не на срез, как болты 6 в случае, представ-
ленном на рис. 13.1, а на отрыв (при наличии осевой растягиваю-
щей силы). Однако вследствие того, что пята работает на изгиб
в невыгодных условиях (как балка с малой высотой), целесооб-
разнее применять такой узел в том случае, когда он нагружен
сжатием (см. рис. 13.4) или когда сжимающая сила значительно
больше растягивающей и является расчетной. Примером такого
Узла может служить стыковой узел крыла (центроплана) с фюзеля-
жем (рис. 13.5). Отдельную часть узла, например часть 1, состоя-
247
6 5 5 i 5 5 6
2 1 2
Рис. 13.1. Стыковой узел:
I — замыкающая часть (ушко, вилка). 2 — хвостовая часть; 3 — переходная часть
(диафрагма), 4 — замыкающий^ (стыковой) болт, 5 — деталь самолета; 6 — крепящие
болты (заклепки)
тую из ушка (или вилки) с пятой или хвостовиком, будем назы-
вать узловой деталью, или просто узлом.
Современные скоростные самолеты имеют тенденцию к умень-
шению толщины крыльев. Вместе с этим уменьшается и высота Н
лонжеронов (рис. 13.6) и расстояние между осями узлов h, вслед-
ствие чего усилия в узлах возрастают, ибо Р = Mlh.
Одним из основных требований к конструкции узла является
уменьшение его массы. Решение этой задачи достигается в зна-
чительной степени увеличением расстояния h. В некоторых слу-
чаях, например, когда крыло стыкуется с бортом фюзеляжа, рас-
стояние h можно увеличить благодаря наличию зализа (обтека-
теля) крыла 1 (рис. 13.7). В этом случае можно получить вели-
чину h, превышающую высоту лонжерона, и усилия в замыкаю-
щих болтах будут меньше, чем в поясах лонжеронов.
Вторым способом уменьшения массы узла является осуще-
ствление принципа минимума звеньев. Этот принцип заключается
в следующем. Представим себе две цепи (рис. 13.8), работающие
на растяжение. Очевидно, единица длины цепи б будет весить
меньше единицы длины цепи а> так как диаметр сечений звеньев
обеих цепей одинаков (при одинаковой силе), а развернутая длина
звеньев погонного метра цепи б будет короче, чем у цепи а. Сле-
довательно, уменьшение количества звеньев приводит к облег-
чению конструкции. Этот принцип следует по возможности всегда
11.1
13-2 13 3 II
Рис. 13.2. Смещение ушков относительно хвостовика:
1 — переходник
Рис. 13.3. Узел без переходника
Рис. 13.4. Узел с пятой:
/ — пята, 2 — крепящие болты
248
Рис. 13.5. Применение узла с пятой:
I — узел, 2 — фюзеляж, 3 — крыло; 4 — обтекатель
Рис. 13.6. Типовой стыковой узел крыла (свободнонесущего)
Рис. 13.7. Возможность увеличения базы узла при наличии обтекателя:
1 — обтекатель, 2 — фкнеляж, 3 — крыло
соблюдать в конструкции всякого сооружения и в особенности
в конструкциях частей самолета. Рассмотрим под этим углом зре-
ния три конструктивные схемы стыковых узлов крыла с фюзе-
ляжем (рис. 13.9, 13.10, 13.11). Конструктивная схема, пред-
Й
t)
ставленная на рис. 13.9, состоит из
девяти звеньев: фюзеляж 1, болты 2,
узел 3, замыкающий болт 4, узел 5,
болты 6, стойка 7, заклепки 8, лон-
жерон крыла 9. Схема, представлен-
ная на рис. 13.10, содержит семь
звеньев: фюзеляж 1, болты 2, узел 3,
замыкающий болт 4, узел 5 (одновре-
менно служащий стойкой лонжерона),
Рис. 13.8. Цепи с различным числом звеньев
Рис. 13 9. Девятизвенная конструкция:
•“ фюзеляж; 2, 6 — болт; 3, 5 — узел; 4 — замыкающий болт, 7 — стойка, 8 —
заклепки, 9 — лонжерон крыла
249
Рис. 13.10. Семизвенная конструкция:
/ — фюзеляж, 2 - болт, 3,5 — узел, 4 — замыкающий болт, б — заклепки, 7 — лон-
жерон крыла
Рис. 13.11. Пятизвенная конструкция:
I — фюзеляж; 2 — болт; 3 — узел-стойка; 4 — заклепки; 5 — лонжерон крыла
Рис. 13.12. Трехзвенная конструкция:
1 — фюзеляж; 2 — замыкающий болт; 3 — лонжерон крыла
заклепки 6, лонжерон крыла 7. На рис. 13.11 количество
звеньев доведено до пяти: фюзеляж /, болты 2, узел-стойка 3,
заклепки 4, лонжерон 5. В соответствии с количеством звеньев
самой тяжелой из рассмотренных будет цепь, представленная на
рис. 13.9, самой легкой — на рис. 13.11.
Сравнивая конструкцию, представленную на рис. 13.11,
с конструкциями на рис. 13.9 и 13.10, можно увидеть, что умень-
шение числа звеньев приводит к затруднениям при разъеме узла.
Однако это не всегда так. Можно уменьшить число звеньев и
обеспечить легкоразъемность узла (при наличии замыкающего
болта). Такой узел представлен на рис. 13.12. Здесь вся цепь
состоит всего из трех звеньев: фюзеляжа 1, замыкающего болта 2
и лонжерона 3 крыла.
Трехзвенная часть (рис. 13.13, а) узла, показанного па
рис. 13.9, и пятизвенная часть (см. рис. 13.13, б) того же узла
тяжелее однозвенной (рис. 13.13, в, г), так как в первом случае
Рис. 13.13. Замена конструкций многозвенных цепей однозвенной конструк-
цией:
а — трехзвенная, б - пятиэненная; в, г — однозвенная
250
0)
Рис. 13.14. Пример уменьше-
ния числа звеньев в балочной
конструкции:
а — накладной узел, б - мо-
нолитные пояса с узловым окон-
чанием, в — монолитная балка;
1 ~ хвостовик, 2 — пояс; 3 —
стейка, 4 — стойка; 5 — болт
мы имеем замыкающий болт и двойную толщину (заштрихованно)
в местах совмещения ушков, а во втором случае этого нет. Другой
пример уменьшения числа звеньев в стыковом узле показан на
рис, 13.14. В случае (а) на протяжении всей длины хвостовика 1
узла мы имеем удвоенные сечения (сечение хвостовика сумми-
руется с сечением пояса). Так как усилие передается последова-
тельно от узла к поясу подобно тому, как оно передается от звена
к звену цепи, то из-за ослабления хвостовика и пояса (отверстиями
под крепящие болты 5) сечения
•вдоль всей длины хвостовика
становятся еще большими.
Кроме этого, f необходимость
компенсации отверстий (сохра-
нения потребной площади сече-
ния в местах сверлений) при-
водит либо к перетяжелению
тех [сечений пояса и хвосто-
вика, которые не имеют отвер-
стий, либо к усилению пояса Рис 13 15 Усиление пояса наклад-
накладками 1 (рис. 13.15). кой 1
251
2
Рис. 13.16. Сложная однозвенная
конструкция:
1 — шпангоут фюзеляжа; 2 — лон-
жерон центроплана крыла
стенка — стойка заменены
Утяжеления конструкции, вы-
званного наложением хвостовика на
пояс, можно избежать, отказавшись
от конструкции узла, показанного
на рис. 13.14, а, и заменив ее узло-
вым окончанием пояса лонжерона
(см. рис. 13.14, б). В этой конструк-
ции роль звена 1 (см. рис. 13.14, а)
выполняет кованый конец лонже-
рона. Разумеется, изготовление
такого пояса лонжерона требует не-
сколько более сложной технологии.
Подобный принцип конструиро-
вания можно применить и к местам
соединения пояса 2 (см. рис. 13.14, а)
со стенкой 3, стойки 4 с поясом 2
и стенкой 3 и т. д. На рис. 13.14, в
звенья цепи узел — болты — пояс —
одной монолитной конструкцией.
Пример полного слияния частей представлен на рис. 13.16.
В данном случае шпангоут 1 фюзеляжа и лонжерон 2 центроплана
крыла образуют монолитную конструкцию, позволяющую полу-
чить значительную экономию в массе за счет исключения стыко-
вых узлов.
При выборе места установки узлов целесообразно соблюдать
принцип минимума звеньев. Так, при стыковке отъемной части
крыла (ОЧК) 1 с центропланом 2 (рис. 13.17, а) следует стремиться
к тому, чтобы лонжероны 3 и 4 ОЧК крепились непосредственно
к лонжеронам 7 и 8 центроплана (соответственно в узлах 5 и б).
В особенности следует избегать применения промежуточных
звеньев, работающих на изгиб. На рис. 13.17, б лонжероны 3 и 4
ОЧК крепятся в узлах 5 и 6 к нервюре 9 центроплана, сама же
нервюра 9 узлами 10 и 11 крепится к лонжеронам 7 и 8 центро-
плана. Нервюра 9 является промежуточным звеном, работающим
Рис. 13.17. Примеры соединения лонжеронов ОЧК и центроплана:
а — непосредственное соединение; б — смещение обоих лонжеронов отъемной части
крыла по отношению к лонжеронам центроплана; в — смещение переднего лонжерона
центроплана для уборки шассн; 1 — ОЧК; 2 — центроплан; 3, 4 — лонжероны ОЧК;
5, f, 10, 11 — узлы; 7,8 — лонжероны центроплана; 9 — нервюра
252
на изгиб и утяжеляющим конструкцию. На рис. 13.17, в пред-
ставлена конструктивная схема крыла американского самолета
«Валти», у которого передний лонжерон 8 центроплана смещен
относительно переднего лонжерона 4 ОЧК с целью размещения
основной стойки шасси в убранном положении. При этом нер-
вюра 9 является промежуточным звеном между лонжеронами 4
и 8 и работает на изгиб от вертикальной и горизонтальной пере-
резывающих сил, текущих по лонжерону 4. Осевые силы, дей-
ствующие по поясам, нагружают нервюру 9 крутящим моментом.
РАСЧЕТ И КОНСТРУИРОВАНИЕ УЗЛОВ
Для расчета ответственных стыковых узлов усилия, получен-
ные из расчета балок (см. рис. 13.6), увеличивают на 25%, тем
самым учитывают возможную неточность в распределении перере-
зывающей силы между узлами. Принимают Р = ],25M/h и Q =
— 1,25Q0, где Р — расчетная горизонтальная сила в узле
(рис. 13.18); М — изгибающий момент в корневом сечении балки;
h — расстояние между осями узлов балки (см. рис. 13.6); Q —
расчетная перерезывающая сила в узле; Qo — перерезывающая
сила в корневом сечении балки.
Расчет узла следует начинать с расчета замыкающего болта,
так как в этом случае получается уравнение (13.1) с одним неиз-
вестным (диаметром d замыкающего болта). Если на узел дей-
ствуют одновременно две силы (Р и Q), то срез замыкающего болта
и смятие ушка происходят под действием равнодействующей
(см. рис. 13.18). Сила среза болта
Д = (nd2/4) птб, (13.1)
где d — диаметр болта; п — число плоскостей среза болта; тб —
расчетное напряжение среза болта.
Из выражения (13.1) получим
d = (|3-2)
Сила смятия материала болта или ушков
P = d6oCM, (13.3)
где 6 — суммарная толщина ушков одного узла (не считая от-
ветного).
Рис. 13.18. Расчетная схема стыкового узла
253
Отсюда потребная суммарная толщина ушков одного узла
6 = W(da„); (13.4)
на основании выражения (13.2)
6=Vx- <1J-5’
Из выражений (13.1) и (13.3) вытекает условие равнопрочности
болта на срез и смятие
d 4 (?см
6 пп тб
(13.6)
Определим высоту D ушка в сечении х—х (см. рис. 13.18, б)
ослабленном отверстием под болт. Для этого воспользуемся урав-
нением разрыва для сечения х—х:
Р = (£> — d) 6сгр/й,
где Ср — расчетное напряжение разрыва материала ушка; k —
коэффициент концентрации напряжений, k =1,1 в случае стати-
ческой нагрузки и k — 2,5 в случае переменной (циклической)
нагрузки при расчете по сечению нетто.
Из уравнения разрыва найдем потребную ширину перемычки
(см. рис. 13.18, б):
силы Р:
(13.9)
опасном
Высота в сечении х—х
я=-^-4-Л. <138>
Найдем потребную высоту h ушка (см. рис. 13.18, а) из рас-
чета на суммарное напряжение изгиба от момента Qb в
сечении у = у (конец ответного ушка) и растяжения от
Qb . Р 6Qb Р
откуда h
. Р+ /р2-^-249МкД
Л 24бав
где W = 6й2/6 — момент сопротивления сечения ушка в
сечении.
Рассмотрим срез ушка по плоскостям z~z (см. рис. 13.18, в).
Опишем из центра узла полуокружность радиусом D/2 и найдем
потребную величину ах (см. рис. 13.18, б). При этом учитывается,
что срез практически осуществляется не строго по плоскостям z— г
(как было показано на рис. 8.5, в). Сила среза Р = 2^6^,
откуда
= (13.10)
При определении величины аг следует иметь в виду, что под
действием силы Р в ушке возникает напряжение растяжения.
254
Рис. 13.19. Конфигурация стыкового узла
Рис. 13.20. Соединение типа «ухо—вилка»
стремящееся его раскрыть. Поэтому перемычку аг увеличивают.
С этой целью конфигурация ушка определяется полуокружностью
радиусом D/2, описанной из точки, лежащей впереди центра замы-
кающего болта на расстоянии d/4 (рис. 13.19). При этом пере-
мычка равна D/2-—d/4. Уменьшение высоты ушка за осью болта
(h вместо D на рис. 13.19) оправдано тем, что в уменьшенном сече-
нии не получается ослабления и концентрации напряжений.
ЗАВИСИМОСТЬ МАССЫ УШКО ВО ГО СОЕДИНЕНИЯ
ОТ ТОЛЩИНЫ УШКОВ
Рассмотрим ушковое соединение, нагруженное силой Р
(рис. 13.20), и найдем зависимость массы ушков и болта от тол-
щины ушков б. Для упрощения решения поставленной задачи при
расчете массы ограничим болт цилиндром, диаметр которого d
и высота 26, а ушки — той же высотой 26 и кольцом с внешним
диаметром D и внутренним d (см. рис. 13.20 — заштрихованная
часть).
Диаметр болта из условия среза (имея в виду, что болт двух-
срезный)
(13.11)
Г Л Тб
Минимальное значение толщины ушка определится, как из-
вестно, деформацией смятия
6rnm = W^cm)- (13.12)
Внешний диаметр ушка D определяется деформацией разрыва
ушка согласно зависимости
(D — d) 6 = Р/оя. (13.13)
Из выражения (13.13) следует, что с увеличением толщины 6
ушка может быть уменьшено значение внешнего диаметра D
Ушка при постоянстве диаметра болта, определяемого выраже-
нием (13.11).
255
Напишем выражение для массы болта и ушков с учетом ука-
занных выше ограничений
т - 28рб + i (О’ - d>) 26р„, (13.14)
где рб и ру — плотности материалов болта и ушков соответственно.
Так как в выражение (13.14) D входит в квадрате, а б — в пер-
вой степени, а в выражение (13.13) и D и б входят в первой сте-
пени, то можно ожидать, что увеличение б и соответственное умень-
шение D приведут к уменьшению массы соединения.
Полагая d постоянным по выражению (13.11), б и D — пере-
менными по выражению (13.13), получим
D = D (б) = Р/(оа5) + df (13.15)
где б > бго1п = P/(daCM); ав — предел прочности на разрыв мате-
риала ушков.
Вводя D по выражению (13.15) в формулу (13.14), после неко-
торых преобразований на основании выражения (13.13) получим
2/и » । / Р2 2Р \ м о 1
т° =1^ бРб + Ру^^2^- - <13Л6)
Дифференцируя по б и приравнивая нулю производную, получим
-^- = рб--Й^==0, (13.17)
откуда оптимальное значение борЬ при котором т имеет минимум
(так как вторая производная положительна), как видно из выра-
жения (13.17): ____
Введя 6opt из выражения (13.18) в выражение (13.16), получим
минимальную массу соединения при соблюдении условия (13.18)
'»mm-=-^-(i/PyP6 +РУ)- (13.19)
В случае, когда материал болта и ушков одинаков, выраже-
ния (13.18) и (13.19) преобразуются к виду
6ОР, = Л(М, т„,„=-^р. (13.20)
Из выражений (13.18) и (13.12) получим, что 6opt > ^min
при условии
Рб/Ру<(^см/^В)2-
При одинаковом материале болта и ушков это условие соб-
людается всегда.
256
Следовательно, при одинаковом материале болта и ушков на
основании выражений (13.12) и (13.20) получим
^opt
6 mtn
стсм —14 и Л — fi рсм Р
ств — и °°Р‘ °mln ав daB
Если принять <тсм = 1,3ов, то выгодность применения ушка
при различных материалах болта и ушков и при условии, что
6opt > 6mln, определится критерием рб/ру < 1,69. Характеристики
сочетания материалов болта и ушков даны в табл. 13.1.
Таблица 13.1
Материал Рб, г/см3 Ру, г/см3 Выгодно (+) * невыгодно ( J ** Рб/ру
болта ушка
Д16-Т Д16-Т 2,85 2,85 + 1,00
Д16-Т ОТ4 4,5 + 0,635
Д16-Т Х18Н9Т 7,85 + 0,364
ОТ4 Д16-Т 4,5 2,85 + 1,58
ОТ4 ОТ4 4,5 + 1,00
ОТ4 Х18Н9Т 7,85 + 0,573
Х18Н9Т Д16-Т 7,85 2,85 — 2,75
Х18Н9Т ОТ4 4,5 — 1,74
Х18Н9Т Х18Н9Т 7,85 4- 1,00
♦ Условие 6opt > 6mtn соблюдается.
♦* Условие 60pt > Smin не соблюдается.
Указанные в табл. 13.1 данные позволяют судить о возмож-
ности и выгодности применения 60pt ушка согласно выраже-
нию (13.20), если сочетания материалов болта и ушка соответ-
ствуют указанным в таблице. Однако выгодность самих сочетаний
из таблицы не следует. Для определения выгодности применения
различных сочетаний материала болта и ушка приведен нижесле-
дующий анализ.
ВЕСОВОЙ АНАЛИЗ УЗЛА ТИПА «УХО—ВИЛКА»
ПРИ ПРИМЕНЕНИИ РАЗЛИЧНЫХ МАТЕРИАЛОВ
БОЛТА И УШКОВ
Как известно, из условия прочности на срез n-срезного болта
диаметр болта
4 Р
ЛП Тб
(13.21)
Толщина ушка из условия смятия
6 = P/(doCM)
9 Гиммельфарб
(13.22)
25?
или на основании выражения (13.21)
s — 1 / лгеРтб
Г 2асм ’
Из уравнения прочности ушка на разрыв
Р _ (D — d) бов,
откуда с учетом выражения (13.22)
D = d(l 4-<7см/ав).
(13.23)
(13.24)
Масса ушка (заштрихованная часть, см. рис. 13.20) и внутри-
ушковой части болта
т == (я/4) (D2 - d2) бру - ~ ^6рб. (13.25)
Из выражения (13.24)
D2 — d2 = d2 [(1 + осм/0в)3 — 11 = d2 (<тсм/ов) (2 + осм/ов),
откуда выражение (13.25) можно представить в виде
т = ~ d26 [(осм/ав) (2 + осм/6в) ру + рб]
или на основании выражений (13.21) и (13.23), исключая d и 6,
получим
(13.26)
1 / л г л
т = I/-----------А,
г « 2осм К тб
(13.27)
где
Приведем
Д = (осм/ов) (2 + осм/ов) ру + рб. (13.28)
выражение (13.27) к виду, не зависимому от Р:
— 2т А
(13.29)
т показывает, какая масса соединения приходится
Величина
на единицу силы, передаваемой этим соединением. Величина зави-
сит только от характеристик используемых материалов и поэтому
позволяет проводить сравнение соединений между собой, абстра-
гируясь от конкретного случая нагружения, и дает возможность
выбрать такое сочетание материалов элементов, которое обеспе-
чивает минимальное значение массы соединения.
Вычислим значения т (табл. 13.2) для любых сочетаний двух
материалов из трех: Д16-Т; ОТ4 и стали Х18Н9Т. При вычисле-
нии будем иметь в виду, что тб соответствует материалу болта,
сгв — материалу ушков, а асм — меньшему из двух значений.
Из сравнения значений т для различных сочетаний материа-
лов ушка и болта соединения «ухо—вилка» видно, что самым лег-
ким является соединение, когда болт и ушки изготовлены из тита-
нового сплава ОТ-4, самым тяжелым — из Д16-Т.
258
Таблица 13.2
рб. I/CM3 Материал ?у’з г/см8 °см, МПа <*в- МПа тб. МПа А, г/см3 m-10-e, г/Н3/2
болта ушков
2,85 Д16-Т Д16-Т 2,85 520 400 260 15,08 1,8
Д16-Т ОТ4 4,5 520 800 260 10,59 1,26
Д16-Т XI8H9T 7,85 520 1000 260 13,14 1,56
4,5 ОТ4 Д16-Т 2,85 520 400 520 16,7 1,41
ОТ4 ОТ4 4,5 1040 800 520 23,7 1,002
ОТ4 Х18Н9Т 7,85 1040 1000 520 29,3 1,25
7,85 Х18Н9Т Д16-Т 2,85 520 400 650 20,05 1,54
XI8H9T ОТ4 4,5 1040 800 650 17,15 1,06
Х18Н9Т Х18Н9Т 7,85 1300 1000 650 41,55 1,56
РАСЧЕТ ХВОСТОВИКА УЗЛА ПРИ ДЕЙСТВИИ
ОСЕВОЙ СИЛЫ
Пусть на узел (рис. 13.21) действует только осевая сила Р.
Болты 1 хвостовой части назовем крепящими болтами.
Сила среза крепящих болтов
Р = /-ЛМТ, (13.30)
где / — число крепящих болтов; dx — их диаметр; т — расчетное
напряжение среза; п — число плоскостей среза болтов.
Отсюда
/4 =—. (13.31)
s tint '
Так как суммарная площадь сечения всех крепящих болтов
2 §б = /л4/4 = Р/(пт)
зависит от произведения /4, то, очевидно, и масса стержней болтов
(без головок и гаек)
/ист б — Cmdl, (13.32)
пропорциональности.
где С — коэффициент
Масса гаек и головок болтов
пропорциональна D? и hr, где
и hi соответственно диаметр и
высота гайки (головки), которые,
в свою очередь, пропорциональ-
ны диаметру болта dlt поэтому
суммарная масса головок и гаек
тг. г = C\tnD2hr
или mt r = C2mdl. (13.33)
9*
259
Следовательно, на основании выражений (13.32) и (13.33)
суммарная масса болтов с головками и гайками
Шб = Cmd2 Csmd] = tnd2 (С -f- Qdi),
или на основании выражения (13.31)
2 '«» = ~ (С (- СЛ). (13.34)
Из выражения (13.34) следует, что масса болтов уменьшается
с уменьшением их диаметра, несмотря на то, что при этом увели-
чивается число болтов т, так как это следует из выражения
(13.31).
С уменьшением диаметра болтов уменьшается также и толщина
хвостовика бчв, как это следует из условия равнопрочности (13.6):
На этом основании выражение (13.34) может быть заменено
выражением
(,3-36)
Так как хвостовик (рис. 13.21) работает на растяжение (или
сжатие), то его толщина 6ХВ определяется из уравнения
= (13.37)
где о — расчетное напряжение растяжения (или сжатия).
Исключая 6ХВ из выражений (13.36) и (13.37), получим
—(С-h—(13.38)
Следовательно, чем больше ширина хвостовика Ьм, тем меньше
масса крепящих болтов. Таким образом, чтобы уменьшить массу
болтов, нужно увеличивать \в, насколько это разрешают размеры
стыкуемого элемента (например, пояса лонжерона крыла).
Рассмотрим, как зависит масса хвостовика от его ширины, от
диаметра и числа крепящих болтов и от толщины хвостовика.
Очевидно, объем хвостовика без вычета материала, удаленного
сверлением отверстий под крепящие болты, равен произведению
/хв£\вбХ1!, а масса хвостовика
^хв Рхв (^хв^хв^^хв
где 4в—длина хвостовика (см. рис. 13.19, б); рхв— плотность
материала хвостовика; V — -^р-6хв— объем части хвостовика,
удаленной сверлением.
Размеры /хв и бхв должны быть пропорциональны шагу болтов,
который, в свою очередь, пропорционален диаметру болтов. Кроме
260
того, размеры /хв и 6ХВ должны как-то зависеть от числа болтов /.
Поэтому можно написать:
/хв = C3dJ (f); (13.39)
(/)•
(13.40)
В то же время площадь хвостовика sr = 1ХВ Ьхв должна быть
пропорциональна количеству болтов /, т. е. sx = Aj.
Следовательно,
*1 = IJ>>B = Aj = ICydJ (;)][ад<р (/) 1,
откуда А = С3СХ = C^i, f (/) <р (/) =/; /хв&хв = C5d?J.
Тогда
ЛТхв =- СэРхв^Х^хв/ УРхв ~ (^5 Рхв/ ^1^хв (13.41)
или с учетом выражения (13.35)
= (с5 - -=-) Px./d3-^- = Св/4- (13.42)
На основании выражения (13.31)
тх»=ад^- = ед. (13.43)
Следовательно, тхв уменьшается с уменьшением dv
Определим влияние числа крепящих болтов /, толщины хво-
стовика 6>в и ширины хвостовика на массу хвостовика тхв.
Исключая di из выражений (13.31) и (13.43), получим
2С^Р . с*
хв К «пт К/ К/
(13.44)
Следовательно, с увеличением числа болтов / масса хвостовика
тхв уменьшается.
Исключая dl из выражений (13.43) и (13.35), получим
сб (}345)
А£$ ТГ^Т *
(13.46)
Следовательно, с уменьшением 6ХВ уменьшается и тхв.
Исключая 6ХВ из выражений (13.37) и (13.45), получим
СвР С1о
тхв = —г— = •
°^хв ^хв
Следовательно, с увеличением ширины хвостовика Ьхв его
масса mxu уменьшается.
Таким образом, масса хвостовика и масса крепящих болтов
Уменьшаются с увеличением числа крепящих болтов / при соответ-
ствующем уменьшении диаметра крепящих болтов dlt толщины
хвостовика бхв и увеличении ширины хвостовика Ькв.
261
Коэффициенты С, С1Э ..., С10 не зависят от исследованных
аргументов /, dlf 6ХВ, bXD.
При конструировании хвостовика минимальной массы следует
выбрать максимально возможное значение Ьхп, определяемое
размерами сопрягаемой детали, а затем по выражениям (13.37),
(13.35) и (13.31) соответственно найти 6ХВ, и число бол-
тов j.
Определение размеров хвостовика. Ширина хвостовика 6Х1!
определяется размером сопряженной части (например, пояса
лонжерона крыла или оперения).
Толщина хвостовика бхв найдется из выражения (13.37).
Диаметр крепящих болтов — из выражения (13.35), а их
число / — из выражения (13.31).
Длина хвостовика /хв определяется размещением крепящих
болтов.
ХВОСТОВИК ПЕРЕМЕННОЙ ТОЛЩИНЫ
Дополнительным средством уменьшения массы хвостовика
является постепенное уменьшение толщины 6 начиная от замыкаю-
щего болта (рис. 13.22). Основанием для этого может служить
следующее соображение: по хвостовику к первому ряду крепящих
заклепок (или болтов) передается полная сила Р. Часть этой силы
воспринимается заклепками первого ряда, и сечения хвостовика,
расположенные между первым и вторым рядами заклепок, нагру-
жаются меньшей силой. Подобным образом можно рассуждать и
для последующих рядов.
Сечение 1—1 хвостовика испытывает полную разрывающую
силу
Рг = Р ^(b — nd,) 6^/k, (13.47)
где b — ширина хвостовика; п — число заклепок в ряду (на
рис. 13.22 п — 2); dt — диаметр заклепок первого ряда; — тол-
щина хвостовика в сечении 1~Р, о3 — предел прочности маге-
Рис. 13.22. Хвостовик переменной толщины
риала хвостовика при
растяжении; k — коэффи-
циент концентрации на-
пряжений.
На участок 1—2 пере-
дается сила
P-i = — пР зк 1’
(13.48)
где Рзк1— сила, воспри-
нимаемая каждой заклеп-
кой первого ряда.
Очевидно, сила nP^i
частично разгружает сече-
262-
йие хвостовика и уравнение разрыва хвостовика в сечении 2—2
будет иметь вид
Ра == Р, - пРзк J = (b - nd2) 62овЖ (13.49)
где 62 — толщина хвостовика в сечении 2—2; d? — диаметр закле-
пок второго ряда.
Сила, разрывающая хвостовик в сечении i—it
Pi = Р/-1 — nP3K = (& — nd,) &iGn/k.
Соответственно в последнем сечении /—j
Pj = Pj-i - nP3K= (& — ndj) 6}an/k.
Сила, срезающая заклепку t-го ряда:
Р . — 2L и?т
Г ЗК I - и1 ьэк»
(13.50)
(13.51)
(13.52)
где тзк — предел прочности заклепок на срез; dt — диаметр
заклепки.
Из уравнения (13.52) определяется диаметр заклепки в /-м ряду
4 Рзк i
Л Тзк
(13.53)
Так как полная сила Р воспринимается всеми заклепками, то
можно написать уравнение равновесия
£ Рзк ~ п (Рзк 1 “К Рзк 2 + • • • + Рзк /) = Р- (13.54)
Заклепки работают также на смятие, причем по условию равно*
прочности сила смятия каждой заклепки равна силе среза ее
(РСм = Р3к)- Таким образом, уравнение смятия для материала
заклепки (или хвостовика) в сечении i—i
Рзк i — dfiiQcM- (13.55)
Очевидно, из двух значений 6Z, определяемых уравнениями
(13.50) и (13.55), следует принять большее.
Примем допущение, что все заклепки работают на срез равно-
мерно, воспринимая одинаковую силу среза. Тогда
Р = Р = Р Р
г ЗК 1 2 ЗК 2 1 ЗК j 2 ЗК>
из уравнения (13.54) получим
Рзк = Р/(/п)- (13-56)
В этом случае согласно (13.53) диаметр заклепок
d1/-4---------— , (13.57)
г л/fl тзк ’ ' '
а толщина [согласно уравнению (13.47)1
= /h Р*----. (13.58)
1 (6— nd) ав '
263
Соответственно уравнения (13.49), (13.50) и (13.51) имеют вид
Р2 = Pt - пР№ = Р - P/j = P(j- 1)//; (13.59)
Л = P[j- (i - 1)]// = (b - nd)6taB/k; (13.60)
Рг = P [/ - (/ - 1)]// = РЦ = (d — nd) 6;<rB/£. (13.61)
Легко видеть, что для / — 1-го сечения Р^ = 2P!j\ для
/ — 2-го сечения = ЗР// и т. д.
Согласно уравнению (13.60) для x-го сечения толщина
на основании уравнения (13.58)
б, 1)]//. (13.63)
Определение шага заклепок
Когда заклепка вызывает напряжение среза хвостовика по
двум сечениям А—А и В—В (см. рис. 13.22), сила среза хвостовика
= 2 0, - d) (т„, (13.64)
откуда с учетом (13.56) шаг заклепок
ti = d 4- •: ,/ т з . (13.65)
‘ 1 /«тхв (Ь{ 4 df+i) v ’
Из (13.65) следует, что
(,3-66>
где А = Р/(/нтхв);
4 = d + Л/(б8 4 б3); (13.67)
/3 — d 4 Л/(б3 4- б4) и т. д. (13.68)
Но согласно уравнению (13.43)
8- + 8«= (ь-п$а; 2‘^-- (13.69)
Тогда из выражений (13.46) и (13.50) для шага между i-м. и (i 4
4 1)-м сечениями получим
+ (13.70)
' ‘ /щтхв(2/ — 2i 4 1) v 7
Следует иметь в виду, что уравнения (13.53), (13.55), (13.57),
(13.58), (13.62), (13.65), (13.66), (13.67), (13.68), (13.70) дают
минимальные значения d, б и I, которые могут быть увеличены по
требованиям технологии или нормалей.
Пример. Определить размеры хвостовика переменной толщины, диаметр
и шаг крепящих болтов (заклепок) при следующих данных; Р = 200 000 Н; п = 2;
j = 5; тзк = 70 МПа, тхв = 700 МПа; осм = 1300 МПа; ов = 1000 МПа; k
= 1,1; Ь = 6 см.
Решение. Пользуясь уравнением (13.57), определяем диаметр крепящих
болтов (заклепок) d = 0,595 см 6 мм, округляем его значение до ближай-
шего нормального размера.
По уравнению (13.58) находим = 0,46 см = 4,6 мм.
264
Из условия смятия по уравне-
ниям (13.55) и (13.56) находим
6min = P/(M doCM)—0,256 см=2,56 мм.
Пользуясь уравнением (13.63),
определяем — 0,368 см = 3,68 мм;
63 = 0,276 см = 2,76 мм; 64 =
= 0,184 см — 1,84 мм.
Так как 64 получилось меньше,
чем 6min, то из условия смятия следует
принять б4 = б5 = 2,56 мм.
Для определения величины шага
заклепок воспользуемся формулами
(13.66), (13.67), (13.68) и т. д.
Тогда получим: А = 0,286 см2;
Ц = 0,946 см ~ 10 мм; /2 = 1,045см ~
~ 10,5 мм; t3 = 1,137 мм» 11,5 мм;
/4 — 1,118 см ~ 11,5 мм.
Рис. 13.23. График изменения толщины
по длине хвостовика
Пользуясь полученными значениями толщин хвостовика и шага
заклепок, построим график (рис. 13.23). Изменение толщины по
ломаной линии абвгд создает трудности в производстве и на прак-
тике эту линию заменяют прямой ад, уравнение которой имеет вид
6 = 6! —
где 21 = -ф i2 ф-13 -|- /4, х — расстояние от первой заклепки.
РАСЧЕТ ЭКСЦЕНТРИЧНО НАГРУЖЕННЫХ СОЕДИНЕНИЙ
Эксцентрично нагруженным будем называть соединение, под-
верженное действию нагрузки, стремящейся вызвать не только
поступательное (вследствие деформации) перемещение всего соеди-
нения, но и поворот его относительно некоторой оси. При этом
крепящие болты подвержены действию не только параллельных
сил, но и момента. Такие соединения часто встречаются в авиацион-
ных конструкциях. Рассмотрим, например, стыковой узел лонже-
рона крыла (рис. 13.24, б).
Если сила Р вызывает только поступательное перемещение,
характеризуемое одинаковой по величине деформацией сдвига
или смятия всех крепящих болтов, то сила Q, кроме того, создает
момент М = Qe, стремящийся повернуть узел в плоскости чертежа
и, следовательно, нагружающий болты различными и притом
непараллельными силами.
Ось, относительно которой узел под действием момента стре-
мится повернуться, называется осью жесткости, а точка С (см.
рис. 13.24, а), представляющая собой проекцию оси жесткости на
плоскость, перпендикулярную к ней, называется центром жест-
кости.
265
Рис. 13.24. Расчетная схема усилий в болтах эксцентрично нагруженного хво-
стовика
Основное свойство центра жесткости заключается в том, что
сила, проходящая через него, не вызывает поворота узла, а вызы-
вает лишь поступательное перемещение. Тогда эта сила может
быть представлена в виде суммы параллельных сил, приложенных
к болтам. Следовательно, можно сказать, что центр жесткости
есть точка приложения равнодействующей параллельных сил,
приложенных к крепящим болтам.
В дальнейшем примем следующие допущения.
1. Хвостовик узла — абсолютно жесткий, т. е. может переме-
щаться и поворачиваться не меняя своей формы.
2. Материал всех крепящих болтов одинаков.
3. Силы, действующие на болты, приложены к их осям.
Положение центра жесткости определяется следующим обра-
зом: если материал болта менее прочен на срез, чем материал
хвостовика или детали (например, лонжерона крыла), работающей
на смятие, то центр жесткости находят из условия среза болтов,
т. е. как центр тяжести площадей сечения болтов л^а/4, если же
сминаемый материал менее прочен, чем материал болта на срез, то
центр жесткости находят из условия смятия как центр тяжести
площадей смятия d8, где 6 — толщина детали, подверженной
смятию.
При выводе формул воспользуемся законом независимости
действия сил и будем рассматривать вместо эксцентричной силы
== |/Q2 + Р2 (равнодействующей сил Р и Q) центральные силы
Р и Q, приложенные в центре жесткости С, и момент М = Qe,
266
где е — плечо эксцентрично приложенной силы Q относительно
центра жесткости.
Рассмотрим два случая эксцентрично нагруженных соединений:
1) материалы хвостовика и соединяемой детали изотропны,
т. е. имеют одинаковые свойства по всем направлениям (в част-
ности, равные модули упругости);
2) материал соединяемой детали ортотропен, т. е. имеет разные
свойства (в том числе и разные модули упругости) в двух основных
взаимно перпендикулярных направлениях, например, вдоль и
поперек волокон.
1 случай. Материал изотропен. Диаметры всех крепящих бол-
тов одинаковы. Толщина сминаемого материала постоянна.
Если сила Р проходит через центр жесткости, то она вызывает
в каждом болте усилие, параллельное силе Р и пропорциональное
площади сечения болта. При равных диаметрах усилие в каждом
болте (см. рис. 13.24, б):
Р - PI'b
где / — число болтов.
Заменим силу Q, приложенную к замыкающему болту, централь-
ной силой Q, приложенной к центру жесткости, и моментом М =
= Qe. Рассмотрим их действие отдельно.
Центральная сила Q вызовет в каждом болте реакцию (сила
среза болта или смятия материала лонжерона), параллельную
силе Q и пропорциональную жесткости болтов на сдвиг или
узла на смятие под болтами. Так как в рассматриваемом случае
материал изотропен, диаметры болтов одинаковы и толщина сми-
наемого материала постоянна, то в каждом болте действует сила
q = QJj.
От действия момента М = Qe каждый болт нагружен силой /,
нормальной к прямой СК (см. рис. 13.24, в), соединяющей ось
болта с центром жесткости.
Условие равенства моментов относительно центра жесткости
Л4 = Qe — t\Q\ Сер -f- ♦ * • -|-1
А=1
где ak — расстояние между центром соответствующего болта и
Центром жесткости.
Сила t вызовет в каждом болте пропорциональную ей деформа-
цию X, перпендикулярную к СК. Следовательно,
Xi/Zi = Х2//2 = ... = Xz/;- = const.
Угол поворота t-ro болта ф/ = Х4-/а(- относительно центра
жесткости, исходя из условий абсолютной жесткости хвостовика,
такой же, как и у всех остальных болтов и равен углу поворота
всего хвостовика:
Ф = Xj/fl! = Х2/а2 = ... = Xj/aj = const.
267
Деля последовательно члены последнего ряда на члены предьн
дущего, получим
ii/ai = ^/«2 = • • • = ijlaj = const.
Умножая каждый член последнего ряда на соответствующее равное
единице отношение a-Ja^ = а2/а% = ... = atlaj — 1 и используя
свойство ряда равных отношений (сумма всех предыдущих членов
так относится к сумме всех последующих, как любой из предыду-
щих к своему последующему), получим
G____ G ____ . . . __. 4~ • • • 4~ tjai
«2 °2 а/ al 4- «2 4-----------h
i
У, tkak
_ k^i M
i 4 £ 4
откуда усилие в i-м болте
4 — y- .
E-l
£=1
Проецируя силу tt на вертикаль и горизонталь, получим
Vi = ti Sin а =
Maj sin а
E
£=i
А,=((с<иа
St
Суммируя силы от момента и от центральных сил Р и Q, полу-
чим вертикальную и горизонтальную составляющие полной силы,
действующей на г-й болт.
Вертикальная составляющая полной силы
у. = у. + q.t =
Maj cos а
E 4
fe=l
Я
/
или
eat sin a 1
V 2 ~ Z
£=1
(13.71)
268
Соответственно горизонтальная составляющая полной силы
Я, = ft, + ft = ± Z.
fe=l
или
(13.72)
ц _ q / eat cos а | tg?
\ fe=l
Знак плюс или минус берут в зависимости от направлений сил
9, р и t. Очевидно, что максимальные значения получаются, если
брать знак плюс.
Полная сила на крепящий болт
Sf = Q/B, (13.73)
где В = А2 4- (2А//)(sin а 4- cos a tg у) 4- (1 + tg2 у)//2; А —
= eaJ^ al; tg у = P/Q.
I fe=i
2 случай. Материал пояса ортотропен, т. е. модули упругости
в различных направлениях различны, причем Ео = £гаах и Ег —
= £га1п соответствуют двум взаимно перпендикулярным направле-
ниям, которые будем называть главными 1,Е0 — модуль упругости
материала детали (например, лонжерона) по оси пояса, а —
то же, но по нормали к оси]; диаметры болтов различны; толщины,
работающие на смятие, различны.
Центр жесткости в этом случае определяется тем же методом,
что и в предыдущем случае.
Рассмотрим отдельно действие центральной силы Р и момента
М - Рег (см. рис. 13.24, г). Центральная сила вызовет усилия г
в болтах, причем деформация пояса под каждым болтом будет
пропорциональна силе г и обратно пропорциональна площади
s — и модулю упругости Ег в направлении действия силы г.
Kr = Cr/(Ers).
Вследствие предположения об абсолютной жесткости узла
= const для всех болтов. Так как усилия во всех болтах парал-
лельны центральной силе и Er — const для всех болтов, то r/s
— const ИЛИ r1/sl — r2/s2 — ... -- r^/Sf = const.
На основании свойства ряда равных отношений
4-=s
S1 fe==l / I k—1
откуда усилие в любом болте от действия центральной силы
(13.74)
269
а проекции ее на горизонталь и вертикаль соответственно будут
i / / \
rt-= rsin V = sz / sk l₽siny; (13.75)
\ I fc=i /
/ I i \
rv = rcosv = s, / 2 sk tfcos y. (13.76)
\ / *=i /
Рассмотрим действие момента M == Rev Подобно предыду-
щему
(13.77)
fe=l
h{ -=/jCosaf; (13.78)
Vi = sin a£. (13.79)
Из двух последних выражений получаем
tga^vA-. (13.80)
Пусть направления h и v — главные направления, причем
модуль упругости в направлении h имеет максимальное значение
£0 = £шах, а в направлении v — минимальное Ег = Ет\п-
Горизонтальная деформация пропорциональна силе h и обратно
пропорциональна модулю упругости £0 и площади s = d6. Таким
образом, деформация по горизонтали
ХЛ = Ch/(Eos). (13.81)
Аналогично деформация по вертикали
К = Cv!{Ers}, (13.82)
где С — коэффициент пропорциональности.
Полная деформация болта
X = I' = C/s+ (13.83)
Обозначая отношение EJE^ — р и учитывая соотношения
(13.78), (13.79) и (13.80), после некоторых преобразований полу-
чим __________
l-ppatgga
l + tgaa ’ (1384)
Тангенс угла наклона полной деформации согласно рис. 13.24, д
и выражениям (13.80), (13.81) и (13.82)
tgр = KIK = (f/M(£o^i) = М tga. (13.85)
Тангенс угла между направлениями X и t
tg^-P)°‘1g+(^4- (13'86>
Отсюда cos (a — р) — —^===1^^—=2===^ (13.87)
Г(1-Не*а)(1н-|лЧё*а)
270
где
Перемещение (деформация) болта Xz в направлении силы t'.
= X cos (ос — р)
или согласно уравнениям (13.84) и (13.87)
X; — Q,
Q = = cos2 а + р sin2 а.
14-tg2a ! г
Угловое перемещение болта относительно центра жесткости
Ф = \t/a = CtQ/(Eosa).
Полагая, как и прежде, что жесткость узла очень велика по
сравнению с жесткостью лонжерона, будем считать, что угловое
перемещение всех болтов относительно центра жесткости одина-
ково и равно углу поворота всего узла. Тогда ф = const и
— Q = const
sa
или = • • = “const’
где / — число болтов.
Умножая каждый член последнего ряда на соответствующее
равное единице отношение — а2/а2 = ... = a^lct; = 1 и ис-
пользуя свойство ряда равных отношений, получим
/
2 ^kdk
tj _ fe^i
S(a//Q( J
fe=i
или на основании выражения (13.77)
t _ Siai M
li of*7 •
S Skal/Qk
k=i
Проектируя силу Z, на вертикаль и горизонталь, получим
= tt sin а,- = ...— , (13.88)
k—i
hi = t( cos at = УИсоза^ . (13.89)
*=i
Суммируя полученные силы с силами р0 и pk, возникающими под
Действием центральной нагрузки, получим соответственно суммар-
271
ные горизонтальную и вертикальную силы, действующие на болт:
,с°5^- ±4Ц.\; (13.90)
I ' £»*
\ *=1 k=l J
I/ I у-ч f (S-iCLs Sin OCf COS V \ /1 о ni\
Vi = Vi + pVi — Rsz I ±(13.91)
I S skal/^k E Sk I
\ fe=l *=1 /
Складывая их геометрически, получим
силу, действующую на болт:
Si - /яТ+W
р авнодейству ющу ю
(13.92)
При одинаковых диаметрах болтов площади их сечений S —
= const. Тогда выражения (13.90) и (13.91) примут вид
~r°sai ± -TV с13-93)
I yj ai/^k /
\ fe=i /
sirlCT' ±_S°ni\ (13.94)
| QWf /.1 I
I S >№
\ *=I /
Знаки плюс или минус в выражениях (13.90), (13.91), (13.93)
и (13.94) берут в зависимости от направлений сил /, р и q. Этот
общий вид формул приводится к уже полученным заранее форму-
лам (13.71) и (13.72) в случае изотропного материала, если принять
£0 = £г (р == 1) и Q = cos2 а т ц sin2 а = 1.
Формулы (13.90), (13.91) и (13.92) могут служить для определе-
ния усилий в болтах или заклепках эксцентрично нагруженных
узлов при £0 Ei, d const; б #= const.
Как известно, ортотропными материалами являются дерево,
дельта-древесина, стеклопластики, т. е. все волокнистые мате-
риалы. Ортотропностью могут обладать и металлы (благодаря либо
своим свойствам, либо обработке). Для сосны £0 = 11 000 МПа
(вдоль волокон), Ei = 450 МПа (поперек волокон) и р — 24,45;
для ясеня соответственно £0 = 15 000 МПа; Ех = 1600 МПа и
р = 9,37. Для стеклопластика £q = 32 000 МПа; £г = 18 000 МПа;
р = 1,78.
Выведенные формулы могут применяться для расчета модуля
упругости композиционных материалов.
ВЫБОР ПОЛОЖЕНИЯ УШКОВ СТЫКОВОГО УЗЛА БАЛКИ,
ПОДВЕРЖЕННОЙ ДЕЙСТВИЮ ИЗГИБАЮЩЕГО
МОМЕНТА И ПЕРЕРЕЗЫВАЮЩЕЙ СИЛЫ
Ось замыкающего болта может быть расположена горизон-
тально (рис. 13.25, а) или вертикально (см. рис. 13.25, б). При
выборе положения оси болта следует иметь в виду, что в обоих
случаях осевое усилие в узлах Р = M!h.
272
Рис. 13.25. Положение ушков стыкового узла крыла:
а — вертикальное; б — горизонтальное
Рис. 13 26. Действие сил при различных положениях узлов
Следовательно, от действия изгибающего момента М замыкаю-
щий болт и ушки работают в одинаковых условиях (при одинако-
вом числе плоскостей среза болта).
Иное получим, если рассмотрим работу ушков на изгиб от дей-
ствия вертикальной перерезывающей силы Q. В этом случае ушко
узла, расположенного вертикально, работает в плоскости наиболь-
шей жесткости, а ушко, расположенное горизонтально — в пло-
скости наименьшей жесткости. Моменты от силы Q при равных
в обоих случаях плечах а будут одинаковы и равны Му — Qa.
В первом случае (рис. 13.26, а) потребный момент сопротивления
Во втором (см. рис. 13.25, б)
№2 = Му/вя = Ь2&/в,
где 6 и b — соответственно толщина и высота ушков в опасном
сечении.
При одинаковом в обоих случаях напряжении изгиба ушков
изгибающим моментом Л1„ должно быть соблюдено равенство
= Ц72 или = />26^.
Так как площади поперечных сечений соответственно равны
«1 = и sa = Ь262, то из условия равенства моментов сопротивле-
ний получим = $262, откуда Si/s2 = Ь^Ь^ а так как б2 < blt то,
следовательно, Sj < sa.
Из рассмотренного следует, что вертикальное положение ушков
позволяет получить узел с меньшей массой, если размеры сечения
Ушков определяются моментом изгиба ушка M{J = Qa без учета
Действия силы Р -= Mlh.
Однако возможны случаи, когда для определения размеров
Ушка решающее значение имеет не момент от силы Q, а сила Р.
При совместном действии силы Р и момента = Qa может
случиться, что переход от вертикального положения ушка к гори-
зонтальному не потребует увеличения его размеров и массы узла.
В этом случае следует располагать ушки горизонтально, так как
это упрощает технологию сверления отверстий в ушках (верхних
273
Рис. 13.27. Внешние на-
грузки, действующие
на 04 К:
М — изгибающий момент,
Q — равнодействующая по-
перечных сил
и нижних) и лучше обеспечивает взаимо-
заменяемость и термокомпенсацию (за
счет зазора между ушками верхнего или
нижнего узла), при этом в ряде случаев
может быть увеличено плечо моментной
пары (й2 > hi — см. рис. 13.25).
Рассмотрим работу ушков при совме-
стном действии изгибающего момента М
и перерезывающей силы Q. Для обоих
случаев расположения ушков между из-
гибающим моментом М и перерезыва-
ющей силой Q (равной равнодействующей
всех поперечных сил, приложенных
к 04 К) существует зависимость (рис. 13.27)
М = Qe = Qtol,
где <о = ell зависит от положения равнодействующей сил, прило-
женных к 04К, и от ее длины I.
В то же время (см. рис. 13.25)
М = Ph.
Следовательно,
Q/P = /i/(coZ) = а. (13.95)
Тогда равнодействующая сил Р и Q равна
Я = 4- Q2 = Р/ 1 _|_ а2 = Ру, (13.96)
где т = /1 +’а2.' (13.97)
Сформулируем следующую задачу: определить условия, при
которых можно вертикально расположенное ушко заменить
горизонтальным, не увеличивая его размеров, а следовательно, и
массы.
Определим размеры узла с вертикальным расположением ушка
(см. рис. 13.25, а и 13.26, а). Из условия работы болта на срез
с помощью выражений (13.2) и (13.96) определим диаметр болта
d — V 4/?/(лпт) = V 4уР/(лпх), (13.98)
где п — число плоскостей среза болта; т —- расчетное напряжение
среза материала болта.
Из условия работы болта и ушка на смятие с помощью выраже-
ний (13.5) и (13.96) найдем толщину ушка
б = Кйл^/(2(тсм). (13.99)
Из условия разрыва ушка в ослабленном отверстием сечении
получим (см. рис. 13.26)
b — d = Рй/(ба₽), (13.100)
274
где b — ширина ушка в ослабленном сечении; d— диаметр болта;
6 — толщина ушка; о„ — расчетное напряжение разрыва мате-
риала ушка; k — коэффициент концентрации напряжений.
Подставляя значения d и 6 из выражений (13.98) и (13.99)
в выражение (13.100), получим
(13.101)
И лоту
где В = *<тсм/сг„ -|у. (13.102)
Проверим ширину ушка b из условия работы на растяжение
силой Р и на изгиб моментом Qa (см. рис. 13.26, а).
Момент, изгибающий ушко в сечении у—у [полагая а = Ы2
и учитывая выражение (13.95)], определяется формулой
Му = Qb/2 = Ра&/2. (13.103)
Направление изгиба в сечении у — у с учетом выражения
(13.103)
ои = 6Л4^/(6&2) = ЗРа, (66). (13.104)
Напряжение растяжения в том же сечении
ор=Р/(6Ь). (13.105)
Следовательно, суммарное напряжение изгиба и растяжения
в сечении у—у (см. рис. 13.26)
(з 2 = сгн —J- Стр = (I За). (13.106)
На основании выражений (13.99) и (13.101)
Р/(8Ь) = осм/В. (13.107)
Достаточность ширины ушка b определится из неравенства
или [на основании выражений (13.106) и (13.107)]
-^-(1 ф За) < <тй. (13.108)
Заменив В согласно (13.102) и у согласно (13.97), после некото-
рых преобразований получим условие, при котором ширина Ь
определяется не растяжением и изгибом в сечении у—у, а растя-
жением в опасном сечении, ослабленном отверстием под болт:
г, ЗсГсм (А — I) -р V 9 (& — 1) 0см 4- (9<Tcm — Пв) [ав — (Тем (Л — 1) I
а<------------------------------—------- ----------------------------.
УПсм — ав
(13.109)
Если принять осм = 1,3ов и k = 1,1, то из условия (13.109)
Получим
а с 0,301. (13.110)
275
Условие (13.109) определяет значение а, при котором суммар-
ное напряжение изгиба и растяжения в сечении у—у (см.
рис. 13.26) не превышает сгв. При этом также соблюдается необхо-
димая прочность в сечении, ослабленном отверстием под болт.
Если принять k = 1,1, выражение (13.109) примет вид
а (13.109а)
г' Эсгсм — <Jb
а при асм — 1,3ок получим приближенное значение
а < 0,266. (13.110а)
Полагая, что условие (13.109) соблюдается, найдем условие,
при котором можно вертикальное положение ушка (см. рис. 13.25, а
и 13.26, а) с размерами d, 6 и 6, определяемыми формулами (13.98),
(13.99) и (13.101), заменить горизонтальным (см. рис. 13.25, б
и 13.26, б) без увеличения раз.меров ушка.
Значения d и 6 не потребуется увеличивать, так как действую-
щая сила будет Р, а не R, как при вертикальном положении ушка.
Величина разности (Ъ — d) не изменяется, так как она определя-
ется растяжениехМ ушка по опасному сечению силой Р, одинаковой
для обоих случаев. Остается определить напряжение растяжения
и изгиба в сечении у—у при горизонтальном положении ушка.
Напряжение растяжения, как и прежде, определяется выра-
жением (13.105), а напряжение изгиба определяется по формуле,
аналогичной формуле (13.104):
ои г = 6МД662) - ЗРа/62, (13.111)
так как и в данном случае Му определяется по формуле (13.103).
Тогда суммарное напряжение растяжения и изгиба при гори-
зонтальном положении ушка согласно выражениям (13.105) и
(13.111) будет
. Р I , . ЗаЬ \
г — Рр ~г аи- г — 1 Н )
или на основании выражений (13.107), (13.101) и (13.99)
=-^l/1 (13.112)
“ г В \ ! лпт у / v !
Чтобы размеры горизонтально расположенного ушка не пре-
вышали размеров вертикального, очевидно, должно быть соблю-
дено условие
о2г<ов. (13.113)
На основании выражения (13.112) условие (13,113) можно
выразить так:
о / 1 (13.114)
см \ В 1 JWVy / в v
В этом неравенстве В и у являются функциями а. Решая
выражение (13.114) графически, получим значение а, при котором
276
размеры и масса горизонтального ушка не превышают размеров и
массы вертикального.
Примем осч = 1,3а,,, а т = 0,6а„.
Тогда при числе плоскостей среза замыкающего болта п - 2
условие (13.114) примет вид
1,3/В + 5,38а/у < 1. (13.115)
Это выражение при k -=1,1 и с подстановкой значений у и В
по выражениям (13.97) и (13.102) может быть приведено к виду
а4 + 0,5а3 — 1,148а2 Н- 0,5а — 0,0352 < О,
откуда получаем граничное значение а, при котором замена верти-
кального ушка горизонтальным не влечет увеличения размеров
и массы:
а < 0,0868. (13.116)
Рассмотрим на частном примере трапециевидного крыла, какой
вид примет условие (13.116).
Площадь трапециевидного крыла
S = I (b0 + &к)/2 = lb. (1 + 1/г|)/2,
где I — размах крыла; Ь. — корневая хорда; Ьк — концевая
хорда; т) = b.tbK — сужение крыла.
Удлинение крыла
. I2 __ 21
S “ d(l-j-1/тр*
откуда I = О,5Х6о (1 + 1/т|)-
Длина балки (лонжерона)
l6 = 0,5Z = 0,25Мо (1 + 1/п).
Примем, что лонжерон расположен в месте максимальной
толщины крыла с. Тогда высота h — 0с = 0cbo, где 0 — коэффи-
циент, меньший 1; с — относительная толщина профиля крыла.
Теперь можно получить выражение для а:
____ h_________4рс
а со/б соХ (1 1 /т|)
Тогда максимальная относительная толщина крыла стах (в %)
может быть выражена так:
Стах = Ю0ап2ах(оХ(1 + 1/т])/4р.
Примем для трапециевидного крыла следующие значения:
Л = 3; w =0,45; 0 =0,8. Согласно выражению (13.116) атах —
= 0,0868.
Тогда
- _ 100-0,0868-0,45-4 . _ . R .
^тах — 3-4-08
277
Удлинение крыла
(или оперений)
Рис. 13.28. График
для определения до-
пустимости горизон-
тального положения
ушков:
/ — для трапециевид-
ного крыла; 2 — для тре-
угольного крыла
Рис. 13.29. Сты-
ковой узел, ста-
тически опре-
делимый относи-
тельно перере-
зывающих сил
в вертикальной
и горизонталь-
ной плоскостях
На рис. 13.28 представлено это соотно-
шение (линия /) с указанием областей при-
менения вертикального и горизонтального
расположений ушков. Если толщина кры-
ла Стах меньше значений, определяемых ли-
нией 1, то можно применять горизонталь-
ные ушки без потери в массе конструкции.
Если стах больше этих значений, примене-
ние горизонтальных ушков обязательно
приводит к увеличению массы.
Для крыльев треугольной формы в плане
полученные выше выражения также могут
быть использованы, если принять т] -- оо,
<о — 0,3. Полагая р — 0,8, получим (ли-
ния 2)
7 100 0,0868 0,3 »
^тах-------4 0 8 ~
Для больших значений относительной
толщины, чем те, которые получаются из
данного соотношения (а это для большинства
существующих конструкций имеет место), применение горизон-
тально расположенных ушков стыкового узла непременно влечет
за собой потерю в массе конструкции по сравнению с вертикальным
расположением.
Взаимозаменяемость должна быть предметом постоянной за-
боты конструктора. Известны случаи, когда взаимозаменяемость
отъемной части крыла достигается за счет разных положений
верхнего и нижнего узлов (рис. 13.29), т. е. когда один из них
(в данном случае верхний) имеет вертикально, а другой — гори-
зонтально расположенные ушки. В этом случае всю вертикальную
перерезывающую силу воспринимает верхний
узел, а всю горизонтальную перерезывающую
силу от лобового сопротивления — нижний.
Этим исключается статическая неопределимость
в распределении перерезывающих сил между
верхним и нижним узлами.
В отношении плеча h моментной пары этот узел
занимает промежуточное положение между узла-
ми, представленными на рис. 13.25, а и
13.25, б, уступая последнему. Поэтому такой
узел (см. рис. 13.29) может оказаться по массе
менее выгодным для тонких крыльев, чем узел,
показанный на рис. 13.25, б.
Зазор в нижнем узле (между плоскостями
ушков) обеспечивает взаимозаменяемость. Однако
непараллельность осей болтов верхнего и ниж-
него узлов усложняет производство.
278
ГРЕБЕНЧАТЫЙ {МНОГО УШКОВЫЙ)
УЗЕЛ
Будем так называть узел с чис-
лом ушков более двух (рис. 13.30).
Одна половина узла 1 имеет на ушко
меньше, чем другая 2. Однако для
уравнивания суммарной толщины
ушков на обеих частях узла край-
ние ушки имеют ширину, вдвое
меньшую, чем ширина каждого из
внутренних ушков Тогда суммарная
толщина всех ушков каждой части
составит /б, где / — меньшее число
ушков одной из частей узла. На
рис. 13.29 число ушков / = 3.
Рис. 13.30. Многоушковый
гребенчатый узел
Расчет гребенчатого узла на прочность
Расчет узла целесообразно начинать с расчета замыкающего
болта 3 (см. рис. 13.30) на срез. Уравнение среза
р = 2/-^т, (13.117)
где 2/ — число плоскостей среза болта; d — диаметр замыкающего
болта; т — расчетное напряжение среза.
Отсюда диаметр замыкающего болта
4 = (13.118)
г Л/Т
Уравнение смятия ушков
Р =/d6oCM, (13.119)
откуда толщина одного ушка (внутреннего)
6 = Р/(ЖМ) (13.120)
или на основании уравнения (13.118)
б = (13.121)
°см г 2 J
Из уравнений (13.118) и (13.121) видно, что с увеличением
числа ушков / размеры d и б уменьшаются.
Внешний диаметр ушков D получим из условия разрыва
Ушков при растяжении
Р = / (D — d) бов, (13.122)
откуда D = Р/(/бов) + d. (13.122а)
279
На основании уравнений (13.118)
и (13.121) уравнение (13.122а) можно
привести к виду
D = V 2Р/(л/т) (1 + ОсмМ)-
(13.123)
Отсюда следует, что D также
уменьшается с увеличением числа
ушков /.
Следует отметить, что для узла,
воспринимающего изгибающий мо-
„ 1ОО1 мент, как, например, стыкового узла
ча моментной пары с увели- крыла, -применение гребенчатого
чением числа ушков узла, позволяя уменьшить размер D
ушков, дает возможность при огра-
ниченной габаритной высоте балки увеличить h (рис. 13.31)
между ушками и тем самым уменьшить осевую силу моментной
пары, что, в свою очередь, ведет к уменьшению массы узла.
Решая попарно уравнения (13.117) и (13.121), затем (13.118)
и (13.123), получим, исключая Р, независимые от / условия равно-
прочности болта на срез и ушков на смятие и на разрыв:
d/б — (2/л)(осм/т);
(13.124)
откуда
D;d*= 1 +<тсм/сгв,
Р __ 2 ^см (qcM ~Ь °в)
б Л T(Tg
(13.125)
(13.126)
Формулы (13.118), (13.120) и (13.122) позволяют рассчитать
диаметр d замыкающего болта, толщину б ушка и диаметр ушка
D, если задано число ушков /, а ширина b не ограничена.
Расчет крепления хвостовой части узла следует также начи-
нать с расчета заклепок (или болтов) на срез. Уравнение среза
где /\ — число крепящих заклепок (или болтов); п — число
плоскостей среза каждой заклепки; dx — диаметр заклепки (или
крепящего болта); тзк — предел прочности заклепки (или болта)
на сдвиг.
Отсюда диаметр заклепки (или крепящего болта)
— р<4Р/(л/1птзк). (13.127)
Толщину пластины хвостовика бх определим из условия работы
пластины на разрыв (с напряжением ор)
Р = б^о-р = 2/бб1(Ур (так как b = 2/6).
Отсюда б: = Р/(2/бОр)
280
или на основании выражения (13.121)
61 = (ас м/ор) /Р/(2лт/). (13.128)
Так как здесь не учтены ослабление хвостовика отверстиями
под заклепки (крепящие болты) и концентрации напряжений, то
следует принимать <тр < ов, например ор 0,8ов.
Уравнение смятия хвостовика
Р = /1^161<УСМ>
откуда на основании выражения (13.127)
61 = (1 Мм) V лпхжР1(4 ii) (13.129)
Из выражений (13.128) и (13.129) получим число заклепок /lt
при котором соблюдается условие равнопрочности хвостовика на
растяжение и смятие, ушков на смятие и замыкающего болта на
срез:
Вводя это выражение в уравнение (13.127), получим выражение
для диаметра заклепки в зависимости от числа / ушков:
d1== А (13.131)
Формулы (13.127) и (13.129) позволяют рассчитать диаметр
заклепок и толщину 6, хвостовика, если задано число заклепок.
Формулы (13.128) и (13.131) позволяют сделать этот расчет, если
число /\ заклепок выбрано из условия равнопрочности (13.130).
Определение оптимального числа ушков
Уравнение (13.118) не может служить для определения мини-
мального значения диаметра замыкающего болта d, ибо при
неограниченном увеличении числа ушков / диаметр замыкающего
болта из условия его среза также неограниченно уменьшается,
чему предел ставит деформация смятия. Имея в виду, что ширина
узла b и число ушков / связаны зависимостью b ~ 2/6, получим
dmln из выражения (13.119)
dmln = 2Р/(6осм), (13.132)
откуда следует, что минимальное значение диаметра замыкающего
болта dmln зависит лишь от действующей силы Р, ширины узла b
и материала узла (осм). Увеличение ширины узла выгодно, так
как при этом уменьшаются диаметр замыкающего болта dmln и
Диаметр ушков D, а следовательно, и масса всего узла. Разумеется,
оказанное справедливо при наличии достаточного числа ушков,
Удовлетворяющих условию (13.118).
281
Исключая d из выражений (13.118) и (13.132), получим значе-
ние оптимального числа ушков /opt
/opt = &2о?м/(2лРт). (13.133)
Введя значение /opt в расчетные формулы (13.121), (13.123), (13.128), (13.130) и (13.131), получим проектировочные формулы* соответствующие /opt : 6opt = лРт/(Мм), (13.134) D°p‘ ^^0 (13.135)
6iopt == /’/(Ьав), . __ пл ^тэкав (13.136) (13.137)
~~ 4 Ра?» ’
diopt = 4Росм/(пл6ствтяк). (13.138)
Определение толщины хвостовика с учетом
ослабления его заклепочными
(или болтовыми) отверстиями
и концентрации напряжений
Выражение (13.120) позволяет определить толщину хвостовика
без учета концентрации напряжений и ослабления отверстиями.
С учетом же концентрации напряжений и ослабления отверстиями
разрыв хвостовика по крайнему (ближайшему к ушкам) ряду от-
верстий опишется следующим выражением
Р = б* (b - j'di) (13.139)
где j' — число отверстий в сечении хвостовика по крайнему ряду;
k — коэффициент концентрации напряжений.
Если шаг заклепок (или болтов), крепящих хвостовик, t, то
/' = bit, и выражение (13.139) примет вид
Р = 6^(ов/£)(1-dj/0. (13.140)
Увеличение толщины хвостовика вследствие влияния отверстий
и концентрации напряжений из выражений (13.139) и (13.120)
будет
6Г/61 = kb/(b - j'di), (1 з. 140а)
где 8* — толщина хвостовика с учетом ослабления; — толщина
хвостовика без учета ослабления.
Весовой анализ многоушкового узла
Для создания любого сооружения минимальной массы необхо*
димо соблюдение следующих условий.
1. Расчет необходимо производить на максимально допустимые
напряжения.
282
2. Равнопрочное!ь всех элементов должна быть соблюдена, так
как лишь в этом случае будет выдержано первое условие и все
сечения будут минимальными. При этом один из размеров или
параметров (независимое переменное) должен иметь оптимальное
значение.
Найдем массу узла в сборе в зависимости от числа ушков /.
Масса стержня замыкающего болта
, nd2 nd2
tn6 — & ~4~ Рб ~ 2/0 p6,
где p6 — плотность материала болта.
На основании уравнений (13.118) и (13.121) получим
тб=А/1/1 (13.141)
где ______
А = (Р^2/осм) рб V л/(2т). (13.142)
Масса головки и гайки замыкающего болта пропорциональна
кубу диаметра болта, так как диаметр Dr гайки или головки болта
пропорционален диаметру d болта, а высота также пропорцио-
нальна диаметру d. Следовательно, объем гайки или головки про-
порционален d3.
Таким образом, масса головки и гайки замыкающего болта
тг ~ С^3р6 (13.142а)
или на основании выражения (13.118)
7ггг = В/73/2, (13.143)
где
/ 9D\ 1 5
<13144)
Значение коэффициента Сг легко определить путем следующих
рассуждений. Примем Dr = l,8d и hr = 0,8d, где Dr и hr соответ-
ственно внешний диаметр и высота головки (или гайки) замыкаю-
щего болта. Тогда масса головки и гайки (вместе с участком болта
в ней) будет
лО? п
гпг = 2 -г- hrp6 = (1,8d)2 d20,8dp6 = С^р6,
откуда Q __ 4,07.
Суммируя выражения (13.141) и (13.143), получим массу болта
с головкой и гайкой:
/пб+г= Д/И7+В/(/р /). (13.145)
Массу всех ушков найдем как массу пустотелого цилиндра
Длиной Ь 2/6, наружным диаметром D и внутренним d. Тогда
масса ушков
= (л/4) (£>2 — d2) 6ряв = (л/4) (D2 — d2) 2/6рхв
283
или на основании выражений (13.118), (13.121) и (13.123)
= (13.146)
где Е = А (онм/ст£ + 2стсм/стр) рхв/рб.
Здесь А имеет значение, определяемое по выражению (13.142).
Найдем массу заклепок с учетом удаленного при сверлении
под заклепки материала хвостовика:
и.к=2/, Г^-61(р,к-р„)+С2р„а?], (13.147)
В выражении (13.147) в скобках первый член — разность между
массой тела заклепки и массой высверленного под заклепку мате-
риала хвостовика, а второй — масса головок заклепок; рзк —
плотность материала заклепок; рхв — плотность материала хво-
стовика.
Заменив fa согласно выражению (13.130) и dj и 6Х согласно
выражениям (13.128) и (13.131), получим уравнение (13.147)
в следующем виде
= (13.148)
где _
(13149)
При одинаковых материалах узла и заклепок (как это обычно
бывает) рзк — рхв — 0 и выражение (13.149) принимает вид
> 16 1/*2 ПсмРзкР^’^
2 „2,5 „ „2 1/"~ '
л ОрТзк V т
(13.150)
Если при этом заклепки имеют потайные головки, то Л = 0.
Вообще же влияние тзк невелико и его можно не учитывать.
Найдем массу хвостовика
mXB=2W6IpVB. (13.151)
Здесь bl = sXB. „ площадь пластины хвостовика, определяемая
величиной потребной площади для размещения заклепок.
Если положить b — C3t3K и I = C4t3K, где С3 и С4 — коэффи-
циенты пропорциональности, a t3K — шаг заклепок, причем
^зк ” Cjdj, то
SXB. п = Ы = С3С/ЗК - C3C£ldl = clCdidt
Произведение коэффициентов С3С4 должно быть пропорцио-
нально числу /! заклепок, так как от этого числа зависит площадь
^ХВ. П» Т. е. С3С4 ^в/1’
284
Вводя полученное выражение в формулу (13.151) и заменяя
51, di и Д согласно (13.128), (13.130) и (13.131), получим
W//, (13.152)
где
4 |/*2 2
л
Dl,5
Р асмР.хв
тзкгшв /т
(13.153)
За счет сверлений в хвостовике масса уменьшается, но это
учтено ранее при расчете массы заклепок (13.148).
Суммируя выражения (13.145), (13.146), (13.148) и (13.152),
получим массу всего узла в собранном виде
m = m6+r 4- /пуш|. + m3K +
4 4- £ + L + ЛГ . £
KF ‘/КГ’
Отсюда следует, что с увеличением числа ушков / уменьшается
масса всех частей узла в отдельности и всего узла в целом. Кроме
того, как уже указывалось, с ростом числа ушков увеличивается
плечо (см. рис. 13.31) и уменьшается усилие на узел.
Конструирование гребенчатого соединения
Рассмотрим методику конструирования гребенчатого соедине-
ния для вариантов условий, когда заданы:
а) ширина b хвостовика и осевая сила Р\
б) ширина b хвостовика и изгибающий момент Л4;
в) размеры и материал пояса балки и осевая сила Р.
Заданы ширина хвостовика и осевая сила. Ширина хвостовика
нередко ограничена размером скрепляемой детали (например,
шириной пояса лонжерона). Это накладывает ограничение на
число ушков. Действительно, b — 2/6.
Вводя сюда значение 6 из выражения (13.134) и решая отно-
сительно /, получим выражение (13.133). Так как / — целое число,
запишем выражение (13.133) так:
/ > Ос2мЬ2/(2лтР);
тогда выражение (13.115) следует записать следующим образом:
6 < (л/о?м) (Рх/Ь).
Оптимальный диаметр замыкающего болта определим из выра-
жения (13.132)
4Pt = 2Р/(&осм),
а оптимальный диаметр ушка — из выражения (13.135)
2Р qcM+gB
Ь Осм^в
По выражению (13.137) число заклепок для крепления хво-
стовика
/ t _ пп °рТзк м
hopt - 4 О2 р о ,
285
а по выражению (13.138) диаметр заклепок
J ____ 4 СТСМ -Р
1ОР* ~ ли стртзк Ь
Пользуясь уравнением (13.120), определим толщину хвостовика
с учетом ослабления заклепочными отверстиями и влияния кон-
центрации напряжений:
Pk
1 — jdj '
Длина хвостовика I определяется величиной площади sXB.n,
потребной для размещения заклепок (или крепящих болтов):
^ХВ. П^'
Полученные выше выражения позволяют определить все
размеры и величины, необходимые для конструирования гребен-
чатого соединения при заданных ширине хвостовика и осевой
силе Р.
Заданы ширина хвостовика и изгибающий момент. В этом слу-
чае (например, при действии изгибающего момента М на свобод-
нонесущее крыло, габаритная высота которого ограничена) сила
Р есть функция М и диаметра D ушков (см. рис. 13.31):
Р = МЦН — D), (13.154)
где Н — габаритная высота лонжерона.
Пусть известны М, b, Н и пределы прочности при разрыве ов
ушка, при смятии осм ушка и срезе т болта.
Рассмотрим уравнения (13.117), (13.119), (13.122), (13.154)
и уравнение
b = 2/6, (13.155)
представляющие собой систему из пяти уравнений с пятью неиз-
вестными.
Из уравнений (13.119), (13.154) и (13.155) получим
(Н —D)d = 2М/(Ьасм). (13.156)
Из уравнений (13.122), (13.154) и (13.155) получим
\Н — D) D — (Н — D) d = 2М/(Ьар). (13.157)
Исключая (Н — D) d из уравнений (13.156) и (13.157), получим
квадратное относительно D уравнение, решением которого будет
О = Я/2- У^-С, (13.158)
где
Рр + Осм . (13.159)
ь РрСТсм V
Пользуясь выражениями (13.119) и (13.155), определим диаметр
болта
d=2P/(6oCM). (13.160)
286
На основайии (13.118) и (13.121) получим условие равнопроЧ*
ности
4_______2_ (Тем
б ~ Я % ’
откуда и из (13.160) и (13.154) имеем
О __ л 1 I __ лтР ____ лт М
Из (13.155) и (13.162) находим число ушков
/ = А = g°w 62 <я —
' 26 2лт М
(13.161)
(13.162)
(13.163)
Заданы материал и толщина пояса балки (лонжерона). Для
обеспечения равнопрочности среза заклепок и смятия материала
скрепляемой детали (например, пояса лонжерона крыла) необхо-
димо определить диаметр заклепки из известного условия равно-
прочности
dj _ 4 <тсм
б пп. Тзк *
где <тсм и 6 относятся к скрепляемой детали, а п — число плоскостей
среза заклепки.
Решая уравнение (13.127) относительно Д, получим число
крепящих заклепок (болтов)
/1 = 4Р lintix^dij.
Число ушков найдем из уравнения (13.130)
j = 2/1О4см/(шЛ8КаЬ),
а затем по уравнениям (13.118), (13.121), (13.123) определим
диаметр замыкающего болта d, толщину ушка 6, диаметр ушка D,
после чего пользуясь выражением (13.155) проверим ширину b
хвостовой части.
Пример. Определить осевое усилие в многоушковом узле, диаметр ушка D,
диаметр замыкающего болта d, толщину ушков б и число ушков /, если из-
вестны: изгибающий момент М = 6-106 Н-см, Н = 20 см (см. рис. 13.31), b —
= 9 см, Стр = 1000 МПа, сгСм = 1300 МПа; т = 650 МПа.
Р е ш е н и е. Пользуясь выражением (13.159), определяем
. 2-6-10° (1000+ 1300) _23 6 сма
С 9 10001300100 ’ '
Согласно выражению (13.158) 0=10 — |/~100 — 23,6= 1,25 см.
Из выражения (13.154) следует, что
Р в м/(Я — D) = 6- 10е/(20 — 1,25) = 32 - ЮШ.
2-32103 Л(-.й
Согласно (13.160) d = - =0,546 см.
Э-гЗ-Ю2
Согласно (13.162) б = (0,5л6,5-102/1300) 0,546 = 0,429 см.
Согласно (13.163) / = 9/(2-0,429) = 10,5.
Так как полученное значение j — не целое число, а диаметр d — не стан-
дартный, то округляем полученные значения, приняв / = 10 и d = 0,6 см.
287
,а_
Тогда согласно уравнению (13.162) ширина ушка 6 = 0,45 см = 4,5 мм.
Далее из совместного решения уравнений (13.122а) и (13.154), исключая Р,
получим ________________________
D= — ' - х 2
где А = = 10-0,45-Ю3 = 4,5-103. Подставляя значения Н, d, М н А = 13,5 мм. Тогда согласно уравнению Результаты решения: в последнее выражение, получим D = (13.154) Р = 348 кН.
/ d, мм 6, мм Р, кН D, мм
точный расчет 10,5 округление 10 5,46 6 4,29 4.5 320 347 12,5 135
Определение минимальной массы
многоушкового узла
Минимальная масса узла обусловлена минимальными разме-
рами dmln, Dmln, mln, соответствующими значению /opt.
Иными словами, при достаточном числе ушков минимальная
масса узла определяется деформацией смятия замыкающего болта.
На основании уравнения (13.132) минимальная масса стержня
замыкающего болта
(13-164)
где
А = (лР7осм) Рб-
Масса головки и гайки замыкающего болта согласно выражению
(13.142а) и на основании выражения (13.132)
mrmln=B#, (13.165)
где А = (8CiP7acM) рб-
Масса ушков
^Иушк min == (л/4) (T^min ^inin) ^Руз
или на основании выражений (13.132) и (13.135)
^ушк mln * (13.166)
где = (лР7ов)(2/осм ф 1/ов) Руз-
Масса хвостовика на основании выражений (13.133), (13.152)
и (13.153)
тхя=М/&, (13.167)
Минимальная масса крепящих заклепок за вычетом удаленного
при сверлении материала хвостовика на основании выражений
(13.136), (13.137), (13.138) и (13.147) можно представить в виде
где m3K=R!b, (13.168) п / п о ] 15Сгдсм X К " ловТзк V3K РУ3 1 Рэк ) '
288
Суммируя выражения (13.164), (13.165), (13.166), (13.167)
и (13.168), получим минимальную массу оптимального узла
Wmln = т6 + тг + тушк + тхв + = (Л! 4- Lj + /И + Р)/Ь -j-Bj/b3.
Если вместо выражения (13.136) воспользоваться выражением
(13.140а), учитывающим увеличение толщины хвостовика вслед-
ствие ослабления заклепочными (или болтовыми) отверстиями и
концентрации напряжений, получим в формуле (13.168) другое
выражение для R, а именно
R* Г(р _ р ) + 16у™ р ]. (1з.168а)
/гОвТзк L' 3 с у / b — jdt 1 пл2тзк ’
Многоушковое соединение двух деталей
из разных материалов
Рассмотрим случай сопряжения в многоушковом соединении
двух деталей, материалы которых имеют различные механические
характеристики (рис. 13.32). Очевидно, для обеспечения равной
прочности при смятии должно соблюдаться условие = Ра = Р,
или, переходя к напряжениям
ем^$2/—?» (13.169)
где d — диаметр замыкающего болта; и 62 — толщины ушков
соответственно; о1см и о2см —пределы прочности при смятии
соответственно; j — число полноразмерных ушков каждой узловой
детали.
Пусть см> о2см. Очевидно, в этом случае должно существо-
вать неравенство 6j < 62, как это следует из выражения (13.169),
которое можно представить в следующем
виде:
62/61 = см/°2 СМ‘ (13-170)
Из рис. 13.32 следует
А + /62 =Ь. (13.171)
Из выражений (13.169) и (13.171) по-
лучим
А + /62 = b = (P/d) (1/Oi см ф I /ст2 см).
(13.172)
Из условия прочности при срезе за-
мыкающего болта получим
= (13.173)
Ю Гиммельфарб
Рис. 13.32 Многоушко-
вый узел из двух частей
с разными характеристи-
ками:
! — материал более прочный;
2 — материал менее проч-
ный
289
откуда
а = ]/2Р/(/лт), (13.174)
а исключив d из выражений (13.172) и (13.174), получим
2/>2
'° Рпг(/„..+ 1/<Д. (13.175)
Если по выражению (13.175) получилось нецелое число, его
следует округлить до ближайшего большего целого.
Легко убедиться, что для случая одинаковых материалов
обеих сопряженных деталей, когда о1см ~ о2см = осм, выражение
(13.175) приводится к виду выражения (13.133).
Из совместного решения уравнений (13.170) и (13.171) находим
значения б! и б2:
61 = / (<У1СМ + СТ2см)/<*2См ’ (13.176)
1 (Щсм + О^имЬ'СЦсм *
(13.177)
а исключив / из последних двух выражений и выражения (13.175),
получим 6i и б2, не зависящие от /:
g ЛТР (gj,cM °2См) .
Мсм^см
Р (О1см 4~ р2см)
Мсмст1см
(13.178)
(13.179)
Для случая ст1см = а2см выражения (13.178) и (13.179) станут
равными и примут вид выражения (13.134).
Вводя значение / из выражения (13.175) в выражение (13.174),
получим диаметр замыкающего болта независимо от /:
d = 4 (-£1^-±_ЕМ. (13.180)
О Щсм^гсм
Диаметр D ушков определится из условия разрыва ушков
- d) ^А/ = Л (13.181)
где о1в — предел прочности детали 1 при разрыве.
Вводя в уравнение (13.181) выражение 6Д из (13.176) и d
из выражения (13.180), получим
рх = А +_ч2см_ / j ДЛ (13.182)
Аналогичным образом, используя выражения (13.177) и (13.180)
и меняя индексы в выражении (13.181), получим диаметр ушков
второй детали
= ± glC,M_± °2СМ_ ( _L , (13.183)
Ь Щей °2в/
где о2в — предел прочности детали 2 при разрыве.
290
Легко убедиться, -что в случае, когда о1см = а2см и а1в = а2в,
выражения (13.180), (13.182) и (13.183) преобразуются соответ-
ственно в выражения (13.132) и (13.135).
Для случая, когда отношение <JCM/crB имеет одинаковое значение
для материалов обеих деталей, например осм = аав, что логично
допустить, то Dr = D2> ибо
__Р OjCM ~4~ 1 I а \ _________ Р ^1СМ 4~ М / | I
* °2СМ \ CFicm Ojcm / Ь СЧсмСГгсм
Поскольку а1в > азп (подобно осч), то необходимая площадь
сечения ушка при работе на разрыв (D — d) 6 может быть получена
за счет увеличения 63 при равенстве Dr = D2.
Формы хвостовиков
Форма хвостовика должна быть согласована с формой скрепля-
емой детали. Так, например, если скрепляемая деталь имеет Т-об-
разную форму сечения, то форма хвостовика должна быть такой,
как на рис. 13.33, а. Для этого случая пригодны все выведенные
ранее формулы для узла с упрощенной формой хвостовика (см.
рис. 13.29), если принять расчетную ширину хвостовика b = -Е &3
(см. рис. 13.33, а). Если скрепляемая деталь является трубой,
то и хвостовик должен иметь форму трубы (см. рис. 13.33, б),
а его расчетная ширина будет b = л (Охв — бХБ). В случае короб-
чатой балки хвостовик может иметь форму, приведенную на
рис. 13.33, в.
А-А
Рис. 13.33. Многоушковые узлы с различными формами хвостовиков:
— для таврового профиля; б — для трубчатого профиля, в — для швеллера (в случае
коробчатой балки)
10*
201
КОНТУРНЫЕ УЗЛОВЫЕ СОЕДИНЕНИЯ
Описанные ранее типы узлов, которые можно назвать сосредо-
точенными, так как они передают сосредоточенную нагрузку через
замыкающий болт, цетесообразно применять для соединения кон-
струкций, которые содержат силовые элементы в виде балок или
ферм (например, лонжероны крыла, оперения или фюзеляжа),
несущие основную часть нагрузки (лонжеронные конструкции
с неработающей или слабо работающей обшивкой).
Таким образом, сосредоточенным силовым элементам отвечают
сосредоточенные узловые соединения.
Иной подход необходим к конструкциям с работающей (под-
крепленной) обшивкой, со слабыми, мало нагруженными поясами
лонжеронов. В этом случае силы от общего изгиба конструкции
типа балки воспр 'нимаются обшивкой н ее подкреплениями
(стрингерами). Передача этих сил через сосредоточенные узлы 1
(рис. 13.34) потребует создания усиленных переходных участков 2,
при помощи которых распределенная нагрузка передавалась бы на
сосредоточенные узлы 1. Такое усиление повлечет за собой увели-
чение массы конструкции. Целесообразнее в таком случае отка-
заться от сосредоточенного узла и перейти к распределенному
по контуру узловому соединению. Назовем такое соединение кон-
турным.
Контурное соединение (рис. 13.35) позволяет более равномерно
загрузить все сечение конструкции с работающей обшивкой и
получить значительное облегчение по сравнению с конструкцией,
представленной схематически на рис. 13.34. Обычно контурное
соединение частей крыла осуществляется на участке между лонже-
ронами (рис. 13.36), а контурное соединение частей фюзеляжа —
по всему контуру сечения (см. рис. 13.35, б).
От обшивки на контурное соединение передается распределен-
ная нагрузка q (см. рис. 13.35, а, б), на которую и следует вести
расчет соединения. На рис 13.37—13.41 представлены различные
варианты контурных соединений.
На рис. 13.37 показана простейшая конструкция контурного
соединения, ранее применявшаяся в разъемах крыльев при
небольшой интенсивности погонной на-
грузки. Это соединение, удобное в тех-
нологическом и эксплуатационном отно-
шении, имеет значительную массу и ма-
лую жесткость пз-за деформаций стыко-
вых угольников и, кроме того, требует
постановки обтекателя для уменьшения
аэродинамического сопротивления. По
этим причинам подобные соединения не
могут быть рекомендованы для соединений
в разъемах крыльев и особенно фюзеля-
жей, у которых обтекатель окажется по-
перек потока. В современных конструк-
Рис. 13.34. Крепление
отъемной части крыла
с работающей обшивкой
к узлам, воспринимающим
сосредоточенную нагруз-
ку:
1 — узлы; 2 — переходный
292
Рис. 13 35. Контурное соединение:
а — крыла; б — фюзеляжа
соединений
циях с работающей обшивкой элементы контурных
скрыты внутри соединяемых частей.
В случае подкрепления обшивки гофром можно применить
соединение с помощью связующих деталей (фитингов) / (см.
рис. 13.38), расположенных в углублениях гофра. Для обеспечения
доступа к замыкающим болтам, закладываемым в отверстия 2,
часть гладкой обшивки 3 удаляется. Ослабление сечения компенси-
руется накладкой дополнительной полосы гофра 4 на некотором
участке, перекрывающем зону ослабления. После постановки
замыкающих болтов вырез обшивки закрывается гладкой лентой 5.
Недостатком этой конструкции является трудность обеспечения
равных расстояний между соседними фитингами вследствие суще-
ствования допуска на длину волны гофра (расстояние между
гребнями соседних волн). Это затрудняет сборку, а при индиви-
дуальной подгонке не обеспечивает взаимозаменяемости. Для
обеспечения взаимозаменяемости следует отверстия 2 сверлить
после постановки фитингов на место и крепления их к гофру.
В случае тонкой обшивки, подкрепленной стрингерами, приме-
няют соединение при помощи отдельных фитингов 1 (см. рис. 13.39),
поставленных на концах стрингеров. Однако подход к болтам
здесь возможен только изнутри, поэтому такой вид соединений'
может быть применен только в конструкции фюзеляжей. Для
работающей обшивки, площадь сечения которой сравнима с пло-
щадью сечения стрингеров, а также для обеспечения доступа к за-
мыкающим болтам применяют стыковой профиль, подобный
показанному на рис. 13.40, а, позволяющий утопить стык. Однако
такой профиль вследствие своей
малой жесткости пригоден лишь
при небольшой интенсивности
нагрузки,так как изгиб профиля
А
Рис. 13.36. Контурное соединение на ограниченном участке
Рис. 13.37. Внешнее контурное соединение
-в-*-*-
293
Рис. 13.38. Внутреннее контурное соединение в случае подкрепления обшивки
гофром:
1 — фитинг, 2 — отверстие для замыкающего болта; 3 — гладкая обшивка; 4 — усили-
вающая накладка на гофр; 5 — лента, закрывающая щель
Рис. 13.39. Соединение стрингеров
Рис. 13.40. Внутреннее контурное соединение в случае подкрепления гладкой
обшивки стрингерами:
а — без поперечных перегородок, б — с поперечными перегородками; 1 — лапка; 2 —
• 2 — перегородка
294
Рис. 13.41. Варианты контурных соединений:
а - с пропилами для введения замыкающих болтов с шайбами; б — с пропилом и заклад-
ной шайбой у одной узловой полосы, в — без пропилов
(особенно в зоне растяжения) приводит к значительному повороту
в стыковом сечении. При большой интенсивности нагрузки целе-
сообразно применять профиль с перегородками 2 (см. рис. 13.40, б),
подкрепляющими лапку 1.
Размер а (см. рис. 13.40, а) определяется длиной замыкающего
болта и конструкцией замыкающего профиля. Для уменьшения
длины а углубления прибегают к одному из следующих способов.
1. Закладка шайбы. При этом способе при помощи
угловой шарошки в ребре профиля (см. рис. 13.41, а) делаются
углубление под шайбу и пропил 1 шириной, равной диаметру
замыкающего болта. Закладка болта сверху (или снизу для нижней
панели) не требует увеличения размера а, который определяется
с одной стороны высотой головки болта и глубиной затопления
шайбы, а с другой стороны высотой гайки, глубиной затопления
шайбы и длиной выступающей части болта. В этом случае сечения
стыкующихся профилей могут быть одинаковыми.
При уменьшении размера а уменьшается и масса соединения.
Вариант рассмотренного способа соединения представлен на
рис. 13.41, б, где обработке шарошкой и пропилу подвержен только
один из стыкующихся профилей (со стороны головки). В этом
случае должен быть применен соответствующий порядок сборки.
2. Замена замыкающего болта шпилькой
(см. рис. 13.41, в). В этом случае шпилька, представляющая собой
нарезанный с двух сторон стержень, закладывается в отверстие
одного из профилей до общей сборки и закрепляется гайкой, после
чего происходит общая сборка. В этом случае пропил 1 (см.
рис. 13.41, а) и закладная шайба не нужны.
295
откуда
Определение размеров сечения контурного узла
Изгибающий момент в сечении х—х (рис. 13.42)
Мх = Р (D/2 г) = qt (D/2 4- г),
где Р — сила, приходящаяся на один болт, Р = qi\ q — погонная
нагрузка, передающаяся узлом; t — шаг болтов; D — диаметр
головки болта или шайбы под гайку; г — радиус галтели.
Определение размеров b и d. Уравнение прочности при изгибе
Мх Шн,
где ан — предел прочности материала узла при изгибе; W —
= 1Ь2/6 — момент сопротивления; b — толщина фланца.
Следовательно, qt (D/2 -Ь г) = (ЛЬ2/6) ои,
& 1 / 6<7 (0/2 ч- г) .
V Сти
Из условия разрыва болта
, nd2
qf.— ~ сгв,
определив диаметр болта _____
d = l/±JL
и приняв диаметр головки болта
D == l,8d = 2,04 |/qt/<Jb,
(13.184)
получим
&-/(69/аи)(1,02/
Определение размера с. Сечение х—х подвержено действию
изгиба моментом (см. рис. 13.42) М = qt (D/2 + г 4- с/2) и растя-
жения силой Р — qt.
тт , Л1 6Л1 За (D + 2г + с)
Напряжение изгиба <уи =-^г — ----—L
Напряжение растяжения ор — q/c.
с2
О.}
Рис. 13.42. Схема для расчета
а — конструктивная
Крепящие
Копты
б)
на прочность контурного соединения:
схема, б — эпюра моментов
296
Суммарное напряжение изгиба и растяжения не должно пре-
вышать предела прочности ов, т. е. должно быть
Ой 4“ <*в
или 3g (D + 2r + с)/с2 + q/c — ств,
откуда минимальное значение
c=iv-+/-^+v-(D+2r)'
Приняв диаметр головки болта по выражению (13.184), получим
= 2g 1 f 4ga । 3g (2,04
С «в ' |/ ' <*в
Из выражений для М, d, D, b видно, что все эти величины
уменьшаются с уменьшением t, а при этом уменьшается и площадь
поперечного сечения контурного узла. Следовательно, для умень-
шения массы контурного узла следует замыкающие болты распо-
лагать как можно чаще.
ШОМПОЛЬНОЕ СОЕДИНЕНИЕ
Контурное соединение типа многоушкового, распределенное по
всей длине стыка (рис, 13.43), называется шомпольным, если замы-
кающий болт заменен стержнем, называемым шомполом. Ушки
в этом случае называют петлями. Шомпол может быть сплошным
или пустотелым (трубчатым).
Шомпольное соединение применяют при относительно малой
интенсивности погонной нагрузки q, а также в случаях, когда
Рис. 13.43. Шомпольное соединение
297
нужно, чтобы подходящая к соединению панель могла при необхо-
димости открываться, поворачиваясь относительно оси шомпола.
Последнее условие требует, чтобы ось шомпола была прямолиней-
ной. Если это условие не обязательно (поворот нс нужен), то
шомпол должен быть достаточно гибким, чтобы его можно было
ввести во все петли соединения.
Если шомпол имеет сплошное сечение, то соединение в прин-
ципе не отличается от многоушкового. Действительно, выделяя
участок произвольной длины Ь, можно выразить действующую на
этой длине силу Р = qb, где q — погонная сила, нормальная к оси
шомпола. Обозначая шаг петель а, получим число петель на
длине Ъ, равное
j—Ыа. (13.185)
Уравнение среза шомпола согласно выражению (13.117) будет
где т — расчетное напряжение среза материала шомпола; 2/ —
число плоскостей среза шомпола; d — диаметр шомпола.
Диаметр шомпола из условия среза
d = 27п/(лт). (13.186)
Как видно из выражения (13.186), диаметр уменьшается с умень-
шением шага петли а. Однако диаметр не может быть меньше мини-
мального значения, определяемого смятием. Уравнение смятия
согласно выражению (13.119) будет
Р =qb = jd (а/2) оси,
откуда с учетом (13.185) минимальный диаметр шомпола
dmin = 2?/oCM, (13.187)
где осч — предел прочности материала петли или шомпола
на смятие.
Петля работает на разрыв. Уравнение разрыва петли имеет
вид
Р = qb = 2j (а/2) бпор = /а6пор,
откуда с учетом (13.185)
6П = <7/Ор, (13.188)
где 6П — толщина петли; стр — предел прочности материала петли
на разрыв.
Внешний диаметр петли Dn = d -j- 26п или на основании
(13.188)
Dn = d + 2^/Ор,
а площадь поперечного сечения петли
$п = 0,25л (D* - d2) = л6п (£>п + 6п)
298
или на основании (13.188)
5П -= (л?/Ор) (D„ - 7/ffp).
Отсюда видно, что с уменьшением диаметра Dn уменьшается пло-
щадь sn и, следовательно, масса петли.
Найдем минимальное значение диаметра:
mln = ^min Н~ mln
или на основании (13.187) и (13.188)
Pnmln = 2?(l/aCM+l/tfP). (13.189)
Конструирование шомпольного стыка
Приравняем выражение (13.186) и (13.187) для диаметров d
и dmln и найдем а:
а = (2лт/осм) <7- (13.190)
Минимальные диаметры шомпола и петли определяются из
выражений (13.187) и (13.189).
Шомпольное соединение с пустотелым
трубчатым шомполом
Согласно выражению (13.186) площадь поперечного сечения
шомпола
= ?а/(2т). (13.191)
Отсюда следует, что при сохранении минимального значения внеш-
него диаметра шомпола согласно условию (13.187) площадь его
поперечного сечения может быть уменьшена за счет уменьшения
шага петли. Это значит, что можно применить трубчатый шомпол.
Пусть внутренний диаметр трубчатого шомпола d0. Тогда
площадь сечения шомпола
8Ш = 0,25л (d2-dl).
Заменяя d0 через d — 26ш, где 6Ш — толщина стенки шом-
пола, получим
5ш = лбш(а-6ш). (13.192)
Приравнивая (13.191) и (13.192), с учетом выражения
(13.187) получим
а = (2лт/?) (2<?/асм — бш) 6Ш.
Задаваясь минимальной толщиной бш стенки шомпола, по
нормалям трубок найдем трубку минимального диаметра, удов-
летворяющего условию (13.187).
Толщину стенки петли получим из выражения (13.188).
299
РАСЧЕТНЫЕ ГРАФИКИ ДЛЯ ОПРЕДЕЛЕНИЯ
РАЗМЕРОВ ЭЛЕМЕНТОВ МНОГОУШКОВЫХ
И ШОМПОЛЬНЫХ СОЕДИНЕНИЙ
Приведем к единой форме расчетные формулы для многоушко-
вых и шомпольных соединений. Для этого оказывается достаточно
в формулы для многоушковых соединений ввести обозначение
q = Р/Ь, где Р — действующая сила; b — ширина узла; q — их
отношение, представляющее, как и в шомпольном соединении,
погонную нагрузку. В этом случае формулы (13.132), (13.133),
(13.134), (13.135), (13.136), (13.137) и (13.138) для многоушковых
соединений примут вид линейных зависимостей от погонной
нагрузки д:
dmin = 2?/асм; (13.193)
6opt = (лт/а2м) qi (1 з. 194)
£\nln (2/^см) 0 “l~ CTcmM)
opt =
A _ 4(TCM
1 °Р‘ ~~ JVIGBT3K
b 2nx
T— S2
‘ CM
b
/1 Я2гасмТзк q
(13.195)
(13.196)
(13.197)
(13.198)
(13.199)
Формулы (13.193)—(13.199) имеют вид или легко приводятся
к виду формул для шомпольных соединений. Следовательно, для
них можно построить общие расчетные графики. На рис. 13.44
и 13.45 приведены такие расчетные графики для алюминиевого
сплава Д16-Т и для стали Х18Н9Т, при следующих принятых
характеристиках материалов (в МПа):
°см Тб тзк
Д16-Т 400 520 250 250
Х18Н9Т 1000 1300 650 400
Подобные графики легко построить для любых материалов,
пользуясь приведенными выше расчетными формулами (13.193)—
(13.199).
СТЫКОВЫЕ СОЕДИНЕНИЯ БАЛКИ С РАСПОЛОЖЕНИЕМ
СТЫКОВЫХ БОЛТОВ ПО ЕЕ ОСИ
При малой высоте балки соединение с расположением замы-
кающих болтов по вертикали (см. рис. 13.6) может оказаться бо-
лее тяжелым при малом расстоянии h между осями болтов. Может
300
301
Рис. 13.46. Стыковой узел
с осевым расположением
болтов
также оказаться, что из-за этого возник-
нут значигельнье осевые усилия, при
которых погребаются очень большие раз-
меры ушюз, а их невозможно будет
разместит) по высоте балки. В этом слу-
чае может быть применено расположение
замыкающих болтов по оси балки
(рис. 13.46). При таком соединении
изгибающий момент М передается парой вертикальных сил,
срезающих стыковые болты.
ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ ФЮЗЕЛЯЖА КРУГЛОГО
СЕЧЕНИЯ
Такое соединение приведено на рис. 13.47. Пусть R
(рис. 13.47, а) — радиус окружности, на которой расположены
болты, соединяющие два круглых цилиндра, подверженные дей-
ствию изгибающего момента М. Очевидно, болты сжатой зоны
(здесь ниже нейтральной оси) не будут нагружены, так как на-
грузку сжатия при изгибе воспримут плоскости стыковочных
колец 1. В растянутой зоне будут нагружены болты 2.
Полагая кольцо / жестким, будем считать силы Plt Р2 и т. д.
пропорциональными расстояниям h2 и т. д. от нейтральной оси,
т. е.
PJhi = P2/h2 = ... = Pk/hk. (13.200)
Соединив центры сечений болтов с центром сечения цилиндра
радиусами, получим центральные углы а — 2л//; где / — число
Рис. 13.47. Фланцевое
соединение:
а — число болтов i кратно 4;
б — число болтов четное, ко
не кратное 4; 1 — стыковоч-
ное кольцо (шпангоут); 2 —
болт
302
болтов; соответственно углы, которые образуют с осью абсцисс
радиусы, будут а,- = (2л//)1, где i — порядковый номер болта.
Примем число болтов / кратным 4. Тогда уравнение равнове-
сия верхней половины сечения цилиндра будет иметь вид
Pkhk + 2 (РЛ + РЛ + * • + Л^Л-х) = W2, (13.201)
где k = /74; Pk Pmax; hk = R (угол ak = л/2).
Из условия пропорциональности (13.200) имеем
Л =-г-Л1 = -^Л1; Д.
«А К /х
Тогда уравнение (13.201) можно написать в следующем виде
или, так как h( = Psin (fa) = R sin (2nt7/), to
k-i
P^R 1 + 2 S slns (ia)
t=i
M
2 ’
Отсюда Pmax = M/(RB),
(13.202)
где
k-i
В — 2 1 + 2 S sln2 O'a) •
i=i
k-i
Выражение 2 sin2 (fa) и В являются
i=i
k = j/4. Результаты вычисления величины В
чений / таковы:
функциями /, ибо
для различных зна-
/ 8 12 16 20 24 28 3 6 40 72
Esin2 (la) 0,5 1 1,496 1,995 2,497 2,995 4,0012 4,451 8,301
В 4 6 7,984 9,98 11,988 13,98 18 19,802 35,204
Эти данные показывают, что зависимость В = f (/) с достаточ-
ной точностью выражается формулой В = j/2 (ошибка не превы-
шает 2,3%). Принимая В = j/2, на основании (13.202) получим
Ртах = 2М/(Р/).
(13.203)
Рассмотрим случай, когда / кратно 2, но не кратно 4 (см.
рис. 13.47, б). Очевидно, в этом случае Pk = Ртах, но hk =
= hmax < R- Центральный угол и в этом случае будет a = 2л//,
где / — число болтов. Условие пропорциональности (13.200)
справедливо, но k — (/ — 2)/4.
Уравнение равновесия дяя данного случая имеет вид
k
2 (Pi^i + Р Jh ф-. • . + Р= 2 Xi Pih( = M/2,
i=i
303
С учетом (13.200) получим
Так как h{ = R sin (ttx), то
k
2 - ..- V sifl2 (/а) =
sin (fta) Д)
i=i
ИЛИ
(13.204)
р _____р ____ м
1 max — 1 k —’ *
где
k
4^ sin2(ia)
t=i____________
sin (йа)
Здесь sin2 (ia) = sin2 (2nt7/); sin (k<x) — sin (2nA//).
Следовательно, В1 является функцией от /, ибо k = (/ — 2)/4.
Вычисленные значения Вг для различных значений / приведены
ниже:
} 6 10 14 18 22 26 30
5Х 3,46 5,28 7,2 9,13 11,05 13,08 15,08
51// 0,577 0,528 0,514 0,507 0,503 0,503 0,503
Как видно пз этих данных, с увеличением числа болтов умень-
шается отношение B^j. Если принять наименьшее значение BJj =
— 0,503, то с уменьшением числа болтов получим увеличение
запаса прочности. Поэтому можно принять Bt = 0,503/. Тогда
уравнение (14.204) примет вид
Ртах = М/(0,503/?/).
Это выражение мало отличается от выражения (13.203). Если
принять некоторый дополнительный запас прочности (на 0,6%)
то можно и в этом случае (/ кратно 2, то не кратно 4) пользоваться
формулой (13.203).
При действии крутящего момента Л1кр фланцевое соединение
работает на кручение, при этом каждый болт работает на срез.
Сила среза, действующая на болт:
Т = Мкр/(7?/).
ТЕРМОКОМПЕНСИРОВАННЫЕ КОНСТРУКЦИИ
При повышении температуры изменяются механические и фи-
зические свойства материалов: уменьшается предел прочности,
возникают явления ползучести. Различные материалы неодина-
ково реагируют на повышение температуры. Способность матери-
ала сохранять свои прочностные свойства при повышении темпе-
ратуры называется термостойкостью материала.
304
Alli
В
№-62
Lll
Л1Т2
В конструкции, сочле- _________________________.
ценной из различных де- * &tT1
талей, при повышении *
температуры наряду с па- _______д_______________ в __ [*•-
дением прочности мате- / г
риала возникают темпе- 1 2 * ..............
ратурные напряжения, г- --------------------
являющиеся следствием
либо неравномерного на- Рис, 13.48. Схема к расчету термических
грева, либо разницы зна- напряжений
чений коэффициентов ли-
нейного расширения сочлененных деталей, выполненных из раз-
личных материалов. Возникновения температурных напряже-
ний можно избежать, если одной из двух сочлененных деталей
обеспечить возможность свободной деформации. Такая конструк-
ция, свободно деформирующаяся при нагревании без напряже-
ний, является термокомпенсированной.
Рассмотрим сочленение двух деталей 1 и 2 (рис. 13.48), жестко
связанных в двух точках А и В при помощи болтов, заклепок или
точечной сварки. Пусть для каждой из этих деталей площади
сечений соответственно равны Sj и s2, модули упругости £х и Е2,
коэффициенты линейного теплового расширения и а2 и темпе-
ратуры нагрева и /2. Если предположить, что детали не соеди-
нены между собой в точке В, то свободное тепловое удлинение:
для первой детали А/п = /оа1А4‘>
для второй детали А1Г2 = 1ва2М2,
где А/х = /j — /0; А/2 = /а — t0 — температура до нагревания.
В этом случае расстояния 1Т2 и /Г1 между точками А и В для
каждой детали соответственно будут
1Т1 = Ц (1 + axAG); (13.205)
/Г2 = /0 (1 + а,А/2). (13.206)
Тогда разность расстояний
~ (®iA^i — о^А^). (13.207)
Так как в действительности детали 1 и 2 соединены между
собой в точках А и В, то для того, чтобы связь не была нарушена,
необходимо сжать первый стержень и растянуть второй (если
ajA^ > а2Д/2), чтобы точки сочленения деталей совместились.
При этом обе детали будут деформироваться; если эти деформации
происходят в упругой области, то они соответственно равны Д
А/<н = Р Jri/(£iSi);
A/<J2 = Р
(13.208)
(13.209)
305
Новое расстояние между точками А и В из условия неразрыв
ности сочленения будет
^Т1 A/q1 —- /у2 A/aj.
Отсюда
/?ч — /т-2=ДАн A/<i2- (13.210)
Кроме того,
(13.211)
где | Pi | и | Р2 | — абсолютные значения сил Pt и Р2.
Из уравнений (13.205)—(13.211) получим
Р __ «1 Ар. — «2 А/2
EiSi E2s3
Отсюда напряжения в деталях соответственно равны
__ Р __ а1А/1—а2 Д/3
1 ~~ «1 ~ 1 + «1 Ah 1 + «2 А/3 Si ’
El Е 2 s2
__ Р _ ctj Ah — а2 Л/2
2 $2 ~~ 1 4- gt Ah s2 , 14- Оз~А/г ‘
Ei $i Е2
При равных температурах нагрева (Д/j = Д/2 = Л/), но Раз-
ных значениях а, Е и s получим
_____________А/ (а, — а2)_____________.
1 1 1 h , / «1 t «2 h"\'
Et Е2 s2 \ Ej г Е2 s3 /
____________А/ (аг — а2)______________
J_ _h_ _J___L 1 д/ / _^1_ _h 4.
Е^ s2 E2 \ E^ Sj E2 /
Эти напряжения могут быть весьма значительными и приво-
дить к разрушению, пластической деформации и к потере устой-
чивости. Кроме того, силы Р будут нагружать болты в точках А
Рис. 13.49. Термокомпенсированная балка (лонжерон)
306
2
Рис. 13.50. Трехзвенный термокомпенсированный стыковой узел:
1 — звено-компенсатор, 2, 3, 4 — шарнир
Рис. 13.51. Термокомпенсированная ферма:
/, 2, 3, 4, S, 6 — стержень, 7,8 — шарниры
и В напряжениями среза и смятия. Поэтому весьма важно для
уменьшения или исключения этих усилий и напряжений применять
конструкции с термокомпенсацией.
Примеры термокомпенсированных конструкций сочленений,
в которых термические деформации не вызывают появления тер-
мических напряжений, приведены на рис. 13.49, 13.50, 13.51
и 13.52.
На рис. 13.49 представлена балка с гофрированной стенкой.
Неодинаковые тепловые деформации поясов и стенки компенси-
руются увеличением или уменьшением длины стенки с незначи-
тельными напряжениями.
На рис. 13.50 представлен трехшарнирный стыковой
узел с шарнирами 2, 3 и 4; звено 1 является компен-
сатором неравномерного нагрева конструкции, позволяющим
исключить дополнительные
На рис. 13.51 показано
соединение балки с фермой,
все стержни которой (/, 2, 3,
4, 5 и 6) являются компен-
саторами неравномерного на-
грева (при условии, что все
узлы 7, 8 являются шарни-
рами).
На рис. 13.52 приведены
стыковые узлы крыльев, в ко-
торых компенсация деформа-
ций, возникающих в ре-
зультате неравномерного на-
грева, происходит путем
скольжения узлов /, 2 и 3
вдоль осей замыкающих
болтов.
термические напряжения.
Рис. 13.52. Термокомпенсированный сты-
ковой узел:
а — двухточечный, б — трехточечный
307
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Что такое стыковой узел?
2. Из каких частей состоит стыковой узел в общем случае и какие известны
частные случаи?
3. Какая часть узла называется замыкающей? хвостовой? переходной?
4. Какие функции выполняют разные части стыкового узла?
5. В каких случаях стыковой узел может не иметь переходника?
6. В каких случаях и какими способами можно уменьшить усилия в сты-
ковых узлах свободнонесущего крыла?
7. Что такое многозвенный узел?
8. Какую выгоду дает уменьшение числа звеньев узла?
9. Каков рациональный порядок расчета стыкового узла?
10. На какие деформации рассчитывают замыкающий болт?
И. На какие деформации рассчитывают ушки стыкового узла?
12. Как определяют внешний диаметр ушков стыкового узла?
13. Как определяют толщину ушка?
14. Зависит ли масса ушкового соединения от толщины ушков и если да,
то как?
15. Целесообразно ли применение различных материалов для болта (замы-
кающего) и ушков?
16. Как подсчитать толщину хвостовой части стыкового узла?
17. Как зависит масса стыкового узла от ширины хвостовика?
18. Зависит ли масса крепящих болтов от ширины хвостовика? от тол-
щины хвостовика?
19. Что дает применение хвостовика переменной толщины?
20. Какое сечение хвостовика наиболее нагружено?
21. Как работает эксцентрично нагруженное соединение?
22. Как выбирать положение ушков стыкового узла балки, подверженной
действию изгибающего момента и перерезывающей силы? Какие выгоды дает
горизонтальное положение ушков стыкового узла балки?
23. Как должен быть сконструирован стыковой узел балки, статически
определимый относительно перерезывающей силы в вертикальной и горизон-
тальной плоскостях?
24. Как пользоваться графиком рис. 13.27 для выбора положений ушков
стыкового узла свободнонесущего крыла?
25. Что такое гребенчатый (многоушковый) узел?
26. От чего зависит диаметр замыкающего болта гребенчатого узла?
27. Как определяется диаметр замыкающего болта гребенчатого узла?
28. В чем заключаются преимущества гребенчатого узла перед узлом типа
«ухо—вилка»?
29. От чего зависит диаметр ушков гребенчатого узла?
30. Как определить диаметр ушков: из расчета на какую деформацию и
по какой формуле?
31. Зависит ли диаметр крепящих болтов от числа ушков гребенчатого
узла?
32. Каково соотношение между толщиной ушков, числом утков и шириной
хвостовика гребенчатого узла?
33. Зависит ли число’крепящих болтов от числа ушков гребенчатого узла
и если да, то как?
34. От чего зависит оптимальное количество ушков гребенчатого узла?
35. Как определить толщину хвостовика с учетом ослабления его концен-
трацией напряжений и отверстиями под крепящие болты или заклепки?
36. Каков порядок расчета при конструировании гребенчатого узла?
37. В каких случаях целесообразно применять многоушковое соединение
двух деталей из разных метериалов?
38. Как выбирают форму сечения хвостовика?
39. Что такое контурное узловое' соединение?
40. Когда применение контурного узлового соединения целесообразно?
41. Какие виды контурных соединений известны?
308
42. Что такое внешние и внутренние контурные соединения, какие они
имеют преимущества и недостатки при сравнении друг с другом?
43. Какими способами установки замыкающих болтов различаются внутрен-
ние непрерывные контурные соединения. Каковы их преимущества и недо-
статки?
44. Как рассчитать контурное соединение на прочность? Нарисуйте вид
эпюры моментов в контурном соединении при действии растягивающей
силы.
45. Что такое шомпольное соединение? Отличается ли оно и чем от контур-
ного соединения?
46. От какой деформации зависит диаметр шомпола?
47. Как рассчитать диаметр и ширину петли шомпольного соединения?
48. Как определить толщину петли шомпольного соединения?
49. Как привести к единообразию расчетные формулы для расчета много-
ушкового и шомпольного соединений? Какое это дает удобство?
50. Как рассчитать стыковое соединение балки (лонжерона) с расположе-
нием стыковых болтов по оси балки?
51. Как рассчитать фланцевое соединение фюзеляжа или гондолы круглого
сечения?
52. Что такое термокомпенсированные конструкции, каков принцип их
расчета? Как такие конструкции осуществляются? Приведите примеры.
Задача 13.1. Определить размеры узла типа «ухо—вилка»: диаметр замы-
кающего болта d; толщину ушка 6 и диаметр ушка D, если заданы: осевая
сила Р, нормальная сила Q (см. рис. 13.18); предел прочности материала
болта при срезе т; стр — расчетное напряжение материала ушка при разрыве;
<тсю— предел прочности при смятии; k = 1,1—коэффициент концентрации
напряжений.
Пара- метры Вариант
I 2 3 4 5 6 7 8 ( 9 . 10
Р, Н 16 000 18 000 20 000 22 000 25 000 27 000 .30 000 35 000 40 000 60 000
Q. Н 9 000 8 000 7 000 6 000 5 000 4 000 3 000 3 500 4 000 6 000
т, МПа 250 260 280 240 220 400 420^. 440 460 700
Ор, МПа 420 440 460 440 400 800 .8207 840 900 1300
^см» МПа 500 520 560 480 О т 440 ве т ы 800 840_ 880 92 1400
d, мм 6,95 7,1 7,1 7,93 8,8 6,75 6,9 5,22 7,62 7,53
6, мм 5,25 5,33 5,32 5,98 6,68 5,05 5,18 7,66 5,73 5,71
D, мм 10,3 15,6 16,7 17,2 19,1 14,0 14,7 П,2 12,7 16,4
Указание: d и
D увеличить до ближайшего целого.
Задача 13.2. Определить размеры хвостовика узла типа «ухо—вилка»: тол-
щину ёхв, диаметр крепящих болтов dit их число /j, если известны: ширина
хвостовика 5ХВ, осевая сила Р, предел прочности материала узла при раз-
рыве о, и при смятии осм и предел прочности крепящих болтов при срезе тб.
309
Пара- метры Вариант
1 2 3 4 5 6 7 8 9 10
мм 60 65 70 75 80 40 45 50 55 60
Р, Н 10& 105Х X 103 10s 105Х Х10« Ю5 105 105Х X 103 ИХ ХЮ4 12Х ХЮ4 15Х X 104
ст, МПа 600 650 700 750 800 400 420 450 500 550
<тсм, А1ГТа 750 850 900 950 1000 500 550 600 650 700
Тб, МПа 400 420 450 500 520 260 280 290 320 360
О т веты
бхв» ММ 2,8 2,5 2,1 1,8 1,6 6,3 5,6 4,9 4,4 4,6
dlt мм 6,7 6,5 5,2 4,4 4,0 15,3 13,9 12,8 11,3 П,2
/1 7,1 7,5 10,4 14 15,8 2,1 2,5 3,0 3,7 4,2
Указание:^ и увеличить до ближайшего целого.
Задача 13.3. Сконструировать многоушковын узел (рис. 13.29), если изве-
стны: осевая сила Р, ширина узла Ь, предел прочности материала болта при
сдвиге Tg, предел прочности материала узла о и расчетное напряжение смя-
тия <тсм.
Пара- метры Варианты
I 2 3 4 5 6 7 8 9 10
Ь, мм 40 45 50 55 60 70 80 90 100 120
Тб, МПа 500 550 600 650 700 750 800 850 900 1000
ст, МПа 600 650 700 750 800 850 900 950 1000 1200
стсм, МПа 800 850 900 980 1050 1100 1150 1250 1300 1500
Р, кН 100 120 140 160 180 200 220 240 260 300
О т веты
d*, мм 6,25 6,27 6,23 5,94 5,72 5,2 4,78 4,27 4,0 3,33
/opt 5 4 4 5 5 5 8 10 13 17
6, мм 4 5,63 6,25 5,5 6,0 7,0 5,0 4,5 3,83 3,65
D, мм 14,6 14,5 14,25 13,75 13,25 11,9 11,0 9,8 11,2 7,5
бр мм 4,16 4,Н 4,0 3,9 3,8 3,4 3,1 2,8 2,6 2,1
11 3,53 4,26 5,43 5,63 6,35 8,61 11,22 13,75 16,1 24,2
dlt мм 8,5 8,1 7,2 7,6 7,2 6,3 5,6 5,0 4,7 4,0
* Числа увеличить до ближайших целых.
310
Задача 13.4. Определить размеры шомпольного соединения: диаметр шом-
пола dinin, диаметр петли Dmin, шаг нетель а, если известны: погонная на-
грузка q (см. рис. 13.42), расчетное напряжение растяжения ор, напряжение
сдвига т.
Примечание: принять стсм = 1,3(ТВ
Пара- Варианты
метры 1 2 3 4 5 6 7 8 9 J10
q, н/см 5 200 8 180 7 300 16 200 23 400 18 200 25 900 46 800 39 000 78 000
ор, МПа 400 420 450 500 600 700 800 900 1000 1200
т, МПа 260 270 290 320 390 450 520 580 650 780
О т веты
^mln 2 3 4 5 6 4 5 8 6 10
Dmin, мм 4,6 6,9 9,2 11,5 15,8 9,2 11,5 18,4 15,8 23
а, мм 3,14 4,65 14,2 7,7 9,4 3,8 7,8 12,4 9,4 15,7
Глава 14
МОНОЛИТНЫЕ конструкции
Монолитными называются конструкции, изготовленные из
одного целого куска металла. Распространенным примером такой
конструкции является монолитная панель, имеющая обшивку,
продольный или поперечный набор или оба одновременно, а иногда
и узловые приливы или окончания, служащие для присоединения
других элементов или частей конструкции.
Благодаря достижениям современной технологии стало воз-
можным производить такие части конструкций, которые состоят
из ряда элементов, но при этом не имеют соединений, а изготовлены
целиком из одной заготовки. Примерами монолитных конструкций
могут быть пояса лонжеронов с узловыми окончаниями (см. рис. 13,
14, б), цельноштампованные балки (см. рис. 13.14, в), прессован-
ные или штампованные панели крыла, фюзеляжа и стабилизатора,
состоящие из обшивки, стрингеров, полок нервюр или шпангоу-
тов, окантовок, утолщений под заклепочные швы, а иногда и при-
ливов для стыковых узлов.
Достоинства монолитных панелей видны из следующего рас-
смотрения. Представим себе заклепочное соединение профиля
с листом (рис. 14.1), в котором силы от листа передаются на про-
филь и направлены вдоль его оси. Передача сил происходит через
заклепку, при этом и в листе и в профиле напряжения в сечении,
проведенном через ось заклепки, возрастают как из-за ослабле-
ния сечения заклепочным отверстием, так и из-за возникновения
концентрации напряжений у края отверстия. Это ведет к пони-
жению величины среднего напряжения и, как следствие, к увели-
чению толщин и площадей сечений по сравнению с конструкцией,
не ослабленной отверстием под заклепку.
Переходя к соединению профиля с листом при помощи клея
(рис. 14.2), мы получим выигрыш не только из-за отсутствия
сверления в материале листа и профиля, но и вследствие более
равномерной передачи распределенной нагрузки через всю пло-
щадь клеевой пленки. Очевидно, в этом случае для передачи за-
данных сил потребуется площадь сечения (толщина) листа и про-
филя меньшая, чем в случае заклепочного соединения. Если в пер-
вом случае величина усилия, передаваемого от листа к профилю,
зависит от прочности заклепки на срез н смятие, то в случае кле-
312
евого соединения величина передаваемого усилия зависит от проч-
ности клея на сдвиг. Наиболее выгодным клеевым соединением
было бы такое, в котором прочность клея близка к прочности
материала соединяемых деталей.
В монолитной конструкции (рис. 14.3, а) лист и профиль со-
ставляют одно целое, что дает равномерную передачу напряжений
от одних волокон к другим. Поэтому монолитная конструкция
при заданной прочности более выгодна по массе, чем конструкции,
полученные путем соединения различных деталей.
Утолщение 1 (см. рис. 14.3, а) неизбежно в случае заклепоч-
ного или клеевого соединения в виде суммы толщин профиля и
листа, а в случае монолитной конструкции является ненужным,
что позволяет еще больше облегчить монолитную конструкцию
(см. рис. 14.3, б) по сравнению с конструкциями, в которых про-
филь и лист являются отдельными деталями (см. рис. 14.1 и 14.2)
и соединяются при помощи заклепок или клея.
Другим примером монолитной конструкции может служить
приведенное выше уз повое окончание (см. рис. 13.14, б). Его
преимущества видны из следующего рассуждения. Рассмотрим
стыковой узел пояса лонжерона (рис. 14.4), на который действует
осевая сила Р. Очевидно, площадь сечения пояса лонжерона sir. л,
учитывая ослабления, вызванные отверстиями под крепящие
болты (заклепки), определяется из следующего равенства:
-5ц. л
2 Sqtb 1 — п.л»
где s0TB1 = d^; — толщина пояса лонжерона; dt — диаметр
крепящего болта (заклепки); SsoTBi — сумма всех площадей s0TB1,
попадающих в сечение; ав. л — предел прочности материала по-
яса лонжерона; k — коэффициент кон-
центрации напряжений.
Следовательно, потребная площадь се-
(хк чения пояса лонжерона
. А < - <Jn. __ п_ л —1~ Дэтв 1* (14.1)
Аналогично площадь поперечного сече-
ния хвостовика узла
^хв у+ 2^отв2> (14.2)
Рис. 14.1. Заклепочное соединение профиля с листом
Рис. 14.2. Клеевое соединение профиля с листом
Рис. 14.3. Монолитная панель профиль-лист:
а — с утолщением, б — без утолщения
313
Рис. 14.4. Накладной стыковой узел:
1 — расчетная схема
где ов. у— предел прочности материала узла; $отв 2 = 62 —
толщина хвостовика узла.
При болтовом соединении узла с поясом суммарная масса пояса
лонжерона и хвостовика узла
^26 ($п. лРп. л “h ^хвРу) ^хв> Q4.3)
где рп. л и ру — соответственно плотность материалов пояса
лонжерона и узла; /лВ — длина хвостовика.
На основании выражений (14.1), (14.2) и (14.3)
^26 (Рп. л/^В. II- л 4“ Ру/ав. у) “I- Рп. л2и ^ОТВ 1 ~Ь PyS SOTB гКхВ’
(14.4)
При переходе от болтового соединения к клеевому s0TB1 =
= s0TB 2 =0 и вместо выражений (14.1) и (14.2) получим
s„. л ^/^в. п. л>
$ХВ у
Суммарная масса пояса лонжерона и хвостовика узла на участке
их соединения в этом случае
КЛ == Р (рп. л/*в. п. л. + Ру-Ч. у) U (14.5)
Очевидно, что отношение
тХб _ £ I Рп- SjTD 1 4~ PyS sotb 2 < । (14 6)
т£кл Р (рп. л/ств. п. л + Ру/^в. у
При одинаковом материале узла и пояса лонжерона (ав. п. л —
— ов. у = ов) согласно выражениям (14.4), (14.5) и (14.6) получим:
для болтового соединения
т2* = 2р(Р£/ов+ SsOTB)ZXB, (14.7)
ГДе ®отв = ^отв 1 === ^отв 2>
314
для клеевого соединения
ткл = 2Рр1хв/о&, (14.8)
а отношение т2б/т2кл = k сгв £ sotJP 2> 1 •
(14.9)
В случае монолитной конструкции (рис. 14.5)
поперечное сечение пояса-узла sM = Р/ов,
а масса на участке длины, равном /чВ, будем
тм = Рр/хв/ов. (14.10)
Рис. 14.5. Мо-
нолитный про-
филь таврового
сечения с узло-
вым окончанием
Из выражений (14.7), (14.8) и (14.10) получим следующие от-
ношения (при одинаковом материале узла и пояса лонжерона):
тХб/тм = 2 (k + Wp) >2; ш2кл/тм = 2.
. Таким образом, на участке длины хвостовика узла конструк-
ция с клеевым соединением в два раза, а с болтовым или заклепоч-
ным соединением более чем в два раза тяжелее монолитной кон-
струкции. (На рис. 14.6 для сравнения показаны составная и
монолитная конструкции элемента продольного набора сложной
формы с узловым окончанием).
Еще больший выигрыш в массе можно получить при примене-
нии монолитных конструкций для компенсации больших вырезов
и для включения тонкостенных конструкций в работу по передаче
больших сосредоточенных усилий. Практика показывает, что при-
менение монолитных конструкций позволяет получить большую
экономию массы, упростить изготовление и сборку, увеличить
жесткость по сравнению с конструкциями многодетальными. Поэ-
тому монолитные конструкции в настоящее время широко при-
меняются.
Однако нужно иметь в виду, что изготовление монолитной кон-
струкции требует более совершенной технологии, чем изготовле-
ние простых элементов конструкции, таких как лист или про-
филь, которые могут быть изготовлены с толщинами более близкими
к требуемому номиналу, тогда как монолитная, в особенности
сложная конструкция из боязни брака нередко изготовляется
с излишними припусками на толщину стенок. Это может привести
к уменьшению весовой выгодности монолитной конструкции.
Рис. 14.6. Составная (а) и монолитная (б) конструкции
315
СПОСОБЫ ИЗГОТОВЛЕНИЯ монолитных
КОНСТРУКЦИЙ И ЗАВИСИМОСТЬ
ХАРАКТЕРА КОНСТРУКЦИИ ОТ ТЕХНОЛОГИИ
При изготовлении монолитных конструкций могут применяться
следующие технологические процессы: литье, механическая обра-
ботка, горячая штамповка, прессование, травление («химическое
фрезерование»).
Литье является наиболее дешевым способом изготовления.
Этот способ позволяет получить конструкцию практически лю-
бой конфигурации и формы. Однако сравнительно невысокая
прочность литого металла делает его невыгодным по массе для
сильно нагруженных деталей. Литье выгодно применять для слабо
нагруженных конструкций, когда минимальный размер (толщина
и др.), выбираемый из условий эксплуатации (коррозии, жест-
кости, случайных нагрузок и пр.), не определяется требованиями
прочности.
Механическая обработка (фрезерование, строгание) обходится
дороже, чем литье, но дает более прочные монолитные конструк-
ции. Кроме того, этот метод изготовления монолитных панелей
позволяет получить более точные размеры (толщины) элементов
сечений, чем другие методы.
Горячая штамповка. Этот способ изготовления монолитных
конструкции требует наличия штампов и прессов. Стоимость изго-
товления штампов окупается лишь при достаточно большой се-
рии. Горячая штамповка позволяет получить монолитную кон-
струкцию с произвольным расположением подкрепляющих ребер /,
имеющих штамповочные уклоны а (рис. 14.7). Путем горячей
штамповки можно получить обшивку со ступенчатой или плавно
изменяющейся толщиной 1 (рис. 14.8), панели с различной высотой
ребер 2 и узловые окончания 5, которые механической обработкой
можно превратить в стыковой узел 4. Этот способ изготовления
Рис. 14.7. Штампованная монолитная панель
Рис. 14.8. Сечения штампованной панели:
1 — утолщение обшивки; 2 — ребра с различной высотой; 3 — узловое окончание; 4 —
стыковой узел после механической обработки
316
Рис. 14.9. Перегородка 1 в штампованной панели для крепления косынки
Рис. 14.10. Вид волокон монолитной панели:
а — без механической обработки; б — механически фрезерованной
позволяет получать ребра 1 (рис. 14.9) и для крепления дополни-
тельных элементов конструкции, например косынок.
По сравнению с механически фрезерованной монолитной кон-
струкцией горячештампованная совершеннее, так как в ней не
перерезаются волокна (рис. 14.10, а), как это бывает в конструк-
ции, механически обработанной (см. рис. 14.10, б). Поэтому
горячештампованная конструкция прочнее. Однако следует от-
метить, что допуски на толщину и на радиусы при штамповке
больше, чем при фрезеровании, и это приводит к увеличению мас-
сы. Горячей штамповкой нельзя получить па ребрах отбортовку,
бульбы и уширения.
Прессование. Этот способ производства позволяет получить
монолитные конструкции только с параллельными ребрами, ко-
торые для повышения жесткости могут иметь или отбортовки /,
или бульбы 2, или уширения 3 (рис. 14.11). Параллельность реб?р
объясняется сутью метода прессования, заключающейся в то:,
что металл, нагретый до пластического состояния, продавливается
через отверстие (очко контейнера) нужной формы (рис. 14.12).
В отличие от фрезерования и горячей штамповки прессование поз-
воляет получить наклонные ребра (рис. 14.13).
С целью уменьшения требуемых мощности и размеров прессо-
вого оборудования иногда целесообразно прессовать замкнутый
Рис. 14.11. Прессо-
ванные панели:
/ — отбортовка; 2 —
бульб; 3 — уширение
317
Рис. 14.12. Контейнер для изготовления прессованного профиля
Рис. 14.13. Различные формы сечений прессованных профилей
Рис. 14.14. Сечение крупной прессованной панели
контур, который затем разрезается по образующей (см. а—а,
рис. 14.14) и разгибается до нужной кривизны. За счет вырезания
участка (заштрихован) создается возможность стыковки сосед-
них панелей (рис. 14.15, а).
Однако для того чтобы волокна в месте стыка не перерезались
(см. рис. 14.15, б), целесообразно его конструировать в контейнере
так, как показано на рис. 14.16, а, предполагая последующее
удаление заштрихованного участка k. Тогда в утолщении т
(см. рис. 14.16, б) волокна не перерезаются.
Прессованные монолитные панели имеют более высокие меха-
нические характеристики и могут быть изготовлены с более точ-
ными размерами, чем горячештампованные.
Травление («химическое фрезерование»). Этот способ заклю-
чается в том, что часть поверхности металла защищается покрытием,
недоступным для химического воздействия, которому подверга-
ется остальная часть поверхности. При этом происходит вытрав-
ление незащищенного металла. Этот способ сравнительно недорог
и позволяет получить различное расположение элементов, повы-
шающих жесткость конструкции, чем он отличается от прессова-
ния и приближается к горячей штамповке и механическому фре-
зерованию. Иногда травление применяется в сочетании с прессо-
Рис. 14.15. Стыки панелей:
а — стык с перерезанием волокон; б — вид перерезанных волокон
Рис. 14.16. Прессование:
а — место будущего стыка панелей; б — ВИД волокон в месте стыка
818
ванием или горячей штамповкой и служит для доведения толщин
до малых размеров, недоступных другим способам изготовления
монолитных конструкций.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какие конструкции называются монолитными?
2. Приведите примеры монолитных конструкций.
3. Из чего состоит прессованная или штампованная монолитная панель?
4. Какое преимущество отличает монолитную конструкцию от клепаной
или клееной?
5. Что такое узловое окончание и для чего оно служит?
6. Приведите примеры накладного стыкового узла и профиля с узловым
окончанием.
7. За счет чего монолитное узловое окончание дает экономию массы по
сравнению с клепаным узлом? по сравнению с клееным узлом?
8. Какими особенностями отличаются: литая панель; штампованная панель;
прессованная панель; механически обработанная панель?
9. Какими способами можно изготовить монолитную конструкцию, в част-
ности монолитную панель?
10. Сравните преимущества и недостатки различных видов панелей.
И. Как осуществить стыки прессованной панели без перерезания волокон?
12. Что такое химическое фрезерование (травление), для чего служит, как
осуществляется?
13. Почему сборка каркаса самолета из монолитных частей проще сборки
клепаных конструкций?
14. Какие требования следует предъявлять к технологии изготовления
монолитных конструкций для получения максимального выигрыша массы?
В каких случаях этот выигрыш снижается?
Глава 15
ПАНЕЛИ
Панелями в конструкции самолетов называют плоские или
криволинейные листы, подкрепленные ребрами или профилями.
В зависимости от конструкции и технологии различают панели
сборные или составные, полученные путем соединения листа с про-
филями при помощи заклепок (рис. 15.1, а, б, д), клея (см.
рис. 15.1, в) точечной электросварки (см. рис. 15.1, а) или
сварки другого типа, и монолитные, у которых лист, называемый
полотном, изготовлен как одно целое с ребрами или профилями
(рис. 15.2—15.5).
В зависимости от способа изготовления существуют различные
виды панелей.
Классификация панелей.
1. Сборные панели:
а) клепаные;
б) сварные, изготовленные методами точечной или роликовой
электросварки (ТЭС и РЭС), методом сквозного проплавления
(или методом «погруженной дуги»), методом «двойной дуги»;
в) клееные;
г) клеесварные;
д) клееклепаные.
2. Монолитные панели:
а) литые;
б) горячештампованные;
в) локальноштапованные;
г) механически фрезерованные;
д) химически травленные;
е) прессованные.
3. Панели с внутренними подкрепляющими элементами (внут-
ренней обшивкой).
4. Панели с гофровым подкреплением.
5. Слоистые панели:
а) металлические: со сплошным заполнителем; с сотовым запол-
нителем;
б) неметаллические: со сплошным заполнителем; с сотовым
заполнителем;
320
в)
Рис. 15.1. Сборные панели:
а — клепаная с открытыми профилями; б — клепаная с замкнутым профилем; в —
клеевая с открытыми профилями; г — сваренная точечной электросваркой (ТЭС) с откры-
тыми профилями; д — клепаная с бульбовым профилем; J — отбортовка; 2 — бульб
Кпеи.
Рис. 15.3. Клееная панель
Рис. 15.4. Сварная панель, изгото-
вленная методом сквозного пропла-
вления (или методом погруженной
дуги)
Рис. 15.2. Литая панель
Рис. 15.5. Сварная панель, изгото-
вленная методом двойной дуги
в) комбинированные.
6. Панели из композиционных материалов:
а) металлические;
б) неметаллические;
в) комбинированные.
Рассмотрим наиболее распространенные в настоящее время
разновидности панелей.
СБОРНЫЕ ПАНЕЛИ
Сборные панели различаются по способу изготовления. Наи-
более распространены в настоящее время клепаные панели,
несмотря на их существенные недостатки, из которых весьма
значительным является склонность к усталостным разрушениям
вследствие концентрации напряжений на краях заклепочных
отверстий. Заклепочные соединения, заимствованные из общего
И Гиммелы^арб
321
машиностроения, где запасы прочности значительно выше, чем
в авиации, стали в известной степени традицией, преодолеваемой
медленно и с осторожностью.
В последнее время все большее распространение получают
клеевые соединения при изготовлении панелей. Это несомненно
перспективный способ, который найдет широкое распространение
по мере появления новых прочных клеев.
Клеевое соединение ребер с полотном панели (см. рис. 15.3)
имеет несомненное преимущество перед заклепочным соединением,
в котором полотно или профиль может потерять устойчивость при
сжатии между заклепками, что для клеевого соединения значи-
тельно затруднено вследствие непрерывности соединения. По этой
причине клеевые панели могут оказаться меньшей массы, чем
клепаные — соображение весьма существенное в пользу клеевых
панелей. Кроме того, немаловажное значение имеет отсутствие кон-
центрации напряжений, свойственной заклепочным соединениям.
Сварные панели, позволяя получить более прочное соедине-
ние, чем клеевое и заклепочное, заслуживают, по нашему мнению,
самого серьезного изучения. Сварка в панелях может осуществ-
ляться различными способами: точечной электросваркой (ТЭС)-
газовой сваркой, дуговой электросваркой («сквозным проплавле-
нием» — см. рис. 15.4; методом «двойной дуги» — см. рис. 15.5),
диффузионной сваркой и др.
Некоторые конструкторы применяют комбинированные спо-
собы соединения, как, например, клеесварные, представляющие
собой сочетание ТЭС и клея и осуществляемые одним из двух спо-
собов: сварка по ктею’или проклейка после сварки; клееклепа-
ные, представляющие сочетание клеевого и заклепочного соеди-
нения, которое также может осуществляться двумя способами:
клепка по клею или проклейка после клепки. Предварительная
проклейка как для клеесварного соединения, так и для клееклепа-
ного позволяет получить более равномерную толщину клеевой
пленки, что повышает "усталостную прочность, особенно при клее
на резиновой основе.
Недостаток клеесварных (ТЭС) панелей по сравнению с кле-
еклепаными некоторые конструкторы усматривают в недостаточ-
ной прочности ТЭС на неравномерный отрыв (подрыв), менее
опасный для клееклепаных соединений, а также в понижении
прочности ТЭС вследствие «охрупчивания» металла в районе свар-
ной точки.
МОНОЛИТНЫЕ ПАНЕЛИ
В настоящее время преимущественно применяются монолит-
ные панели из алюминиевых сплавов, что объясняется значительно
меньшей трудоемкостью их изготовтения по сравнению с фрезе-
рованными панелями из титановых сплавов и сталей (в 3—4
раза меньше) и значительно более высокими механическими ха-
рактеристиками, чем у панелей из магниевых сплавов.
322
Преимущества монолитных панелей над сборными: сокращается
количество деталей, повышается надежность герметизации кес-
сонов вследствие уменьшения числа швов. По этой причине моно-
литные панели предпочтительны для конструкций крыльев,
заполненных топливом.
В то же время монолитные панели по сравнению со сборными
имеют немало недостатков.
Недостатки монолитных панелей
1. Трудоемкость изготовления монолитных панелей значи-
тельно превосходит трудоемкость изготовления клепаных, свар-
ных, клееных, клеесварных и клееклепаных панелей.
2. Высокая скорость распространения усталостных трещин
приводит к необходимости резать монолитную панель на несколько
частей (см. рис. 8.38, а) для обеспечения принципа «безопасного
разрушения» (позволяющего эксплуатировать конструкцию до
следующего регламентного осмотра), так как продольные (вдоль
растягивающих сил) стыки являются ограничителями распростра-
нения трещин. Это приводит к утяжелению конструкции.
3. В монолитной панели один и тот же материал находится
в сложно-напряженном состоянии (в обшивке) и подвергается од-
ноосному растяжению-сжатию (в стрингерах). Поэтому материал
монолитной панели является не оптимальным либо по массе, либо
по выносливости.
4. Монолитные панели не удовлетворяют требованиям техно-
логичности по ряду причин:
а) нельзя отфрезеровать механически элементы стрингера
меньше 1,5 мм;
б) трудно изготовить стрингер рациональной формы попереч-
ного сечения (например, двутавровой с различными размерами
полочек тавра);
в) фронт работ узок, а цикл изготовления велик;
г) наличие больших перепадов толщин — тонкие полотна
(обшивки) и толстые законцовки 1 (см. рис. 15.8) — увеличивают
жесткость панели и значительно затрудняют процесс правки и
формирования, а иногда и вовсе исключают эту возможность;
д) большие плюсовые отклонения толщин требуют большого
объема подгоночных работ и приводят к увеличению толщин па-
кетов, длин болтов и массы;
е) усложняется ремонт.
5. Большой отход материала в стружку приводит к низкому
значению коэффициента использования материала (КИМ).
6. Высокая стоимость монолитных панелей по сравнению с па-
нелями других типов.
7. По акустической прочности монолитные панели с ребрами
без бульбов уступают клееклепаным панелям с бульбовыми стрин-
герами (см. рис. 15.1, д).
11*
323
Рис. 15.6. Штампованная панель
Рассмотрим наиболее употребительные в настоящее время виды
монолитных панелей.
Литые панели отличаются удобством выбора расположения
подкрепляющих ребер и формы их поперечного сечения (см.
рис. 15.2), а также дешевизной сравнительно с панелями, изго-
товленными иными способами; однако пониженная прочность и
другие дефекты литых панелей (раковины и пр.) позволяют при-
менять их лишь для несиловых конструкций, толщины элементов
которых выбирают не по требованиям прочности, а по условиям
технологии изготовления и эксплуатации.
Штампованные панели (рис. 15 6) так же, как и литые, могут
иметь произвольное расположение подкрепляющих ребер, однако
форма поперечных сечений ребер должна удовлетворять требова-
ниям процесса штамповки (возможность выемки из штампа),
для чего ребра не должны иметь отбортовок 1 (см. рис. 15.1, а)
или бульбов 2 (см. рис. 15.1, д), а толщина ребер должна умень-
шаться к'свободному концу, образуя так называемый штамповоч-
ный уклон а (см. рис. 15.6).
Фрезерованные панели (рис. 15.7) изготовляются механиче-
ским фрезерованием из толстой плиты, толщина которой зависит
от высоты ребер-профилей. Эти панели отличаются значительной
трудоемкостью и большим расходом переводимого в стружку ма-
териала, или, как говорят, низким коэффициентом использования
материала (КИМ). Как и штампованные панели, фрезерованные
могут иметь произвольное расположение подкрепляющих ребер,
свободных от штамповочного уклона, однако трудно получить
любое изменение сечения по высоте ребер, например, отбортовку 1
(см. рис. 15.1, а), Т-образное окончание ребер (см. рис. 15.1, в)
или бульб 2 (см. рис. 15.1, д). Стоимость изготовления фрезеро-
ванных ребер весьма высока.
Химически травленные панели изготовляются путем хими-
ского растворения и удаления части материала панели, не защи-
щенного специальным защитным покрытием, для придания нуж-
ной формы и толщины. Химическое
травление (называемое также химиче-
ским фрезерованием) нередко сочетается
с другим способом изготовления панели,
например, механическим фрезерованием
Рис. 15.7. Фрезерованная
панель
324
Рис. 15.8. Прессованная панель
или штамповкой. При сочетании
с механическим фрезерованием
процесс травления либо предше-
ствует механической обработке,
либо следует за ним; при сочета-
нии со штамповкой процесс трав-
ления является последующим.
Химическое фрезерование (или
травление) хорошо изучено, из-
вестна скорость растворения ме-
талла и поэтому толщина при
травлении может быть довольно
точно доведена до необходимой.
По этой причине при сочетании химического травления с механи-
ческим фрезерованием травление является последующей опера-
цией.
Прессованные панели изготовляются путем продавливания
нагретого до пластического состояния металла сквозь отверстия
требуемой формы (подобно изготовлению прессованных профилей).
Такне панели обладают высокой прочностью, обеспечиваемой тех-
нологией прессования, могут иметь ребра различной формы (с от-
бортовками, бульбами, утолщениями, Т-образные и т. д.), однако
все ребра могут быть только параллельными и однонаправленными
(рис. 15.8). В том же время ребра могут отличаться по форме и
даже могут быть получены краевые утолщения 1 в направлении,
Рис. 15.9. Заделка панелей крыла (оперения, фюзеляжа) на поперечных эле-
ментах (нервюрах, шпангоутах):
® -- непосредственное соединение обшивки панели, подкрепленной однонаправленными
и«брами; б — заделка поперечных ребер панели, имеющей перекрестные ребра; в — за-
делка однонаправленных ребер с помощью фитингов; г, д — заделка однонаправленных
Ребер с помощью уголков; 1 — панели; 2 — поперечные элементы (нервюры, шпан-
гоуты); 3 — поперечные ребра панели; 4 — фитингн; 5 — уголки
325
параллельном ребрам. Такие утолщения служат для образова-
ния стыковых соединений.
На рис. 15.9 представлены некоторые способы соединения па-
нелей с поперечными по отношению к ребрам элементами (шпан-
гоутами фюзеляжа, нервюрами крыла или оперения). На рис.
15.9, а, в, г, д приведены крепления панелей с однонаправлен-
ными ребрами, на рис. 15.9, б — панелей с пересекающимися
ребрами (ребрами двух направлений).
РАБОТА ПАНЕЛИ ПРИ СЖАТИИ
При расстояниях между стрингерами b (рис. 15.10) количество
стрингеров j = Bib, где В — ширина панели.
Погонная нагрузка q = Р/В.
Уравнение прочности при сжатии
В8аоб + s/crc = Р = qB,
откуда суммарная площадь сечения всех стрингеров
js = В (<? — 6cjo6)/cjc, (15.1)
где ооб и вс — напряжения в обшивке и в стрингерах соответст-
венно.
Из выражения (15.1) следует, что суммарная площадь сече-
ния всех стрингеров не зависит от их числа, но зависит от материа-
лов обшивки и стрингеров, т. е. от <тоб и ос, при возрастании ко-
торых /$ убывает, причем ос зависит от материала и формы попереч-
ного сечения стрингеров, а ооб — как от материала обшивки,
так и от расстояний между стрингерами, ибо, как известно, о06
в обшивке меняется по ширине между стрингерами по закону,
представленному на рис. 15.11 (кривая АЕВ).
Однако можно заменить эту картину напряжений другой, так-
же представленной на рис. 15.11, полагая, что напряжение отах
(не превышающее предела пропорциональности <гп.п) распростра-
нено лишь на некотором участке Ьпр расстояния b между стрин-
герами, называемом приведенной шириной, т. е.
ь
^п. п^пр <М’
О А & max &mar &
Рис. 15.10. Сечение панели, подкрепленной стрингерами
Рис. 15.11. Схема напряжений на участке панели, подкрепленной стринге-
герами
326
Приняв в дальнейшем расстояние между стрингерами b =
~ 6пр, получим условие минимума значения суммарной площади
всех стрингеров /$, а следовательно, и минимума массы панели.
Условие (15.1) при b = Ьпр примет вид
(Мтш = В (q~ 6(Jn, П)/0С. (15.2)
Приведенная ширина 6пр и соответствующее ей значение оп. п
связаны известной зависимостью
b,!р = 1,96 J/ £s/crn. п, (15.3)
где Es — секущий модуль; 6 — толщина обшивки.
Следовательно, число стрингеров
. _ В ____ В П 5
^пр 1,96 KEs/an.n
Исключив / из выражений (15.2) и (15.4), получим
s = (1,9/ос) 6 (q /£s/on. „ — 6 V Е^оп, п). (15.5)
Напишем выражение для массы панели
В6роб /spc = m/L т, (15.6)
где роб и рс — плотности материалов обшивки и стрингеров,
соответственно; т — масса панели; L — длина панели, т — масса
единицы длины панели.
Выражение (15.6) на основании выражения (15.2) преобразу-
ется к виду
В6роб ( 1 - -gn--n/po6 ) 4- = т, (15.7)
' 6 \ ос 'рс / стс/рс v '
откуда следует-
1) если удельная прочность материала обшивки о„. п/р0&
больше удельной прочности материала стрингеров ос/рс, то для
облегчения конструкции панели выгодно увеличивать толщину
обшивки, так как выражение в скобках отрицательно;
2) если <тп. п/роб < ос/рс, то выражение в скобках положи-
тельно и поэтому выгодно уменьшать толщину обшивки;
3) если оп. п/роб = то выражение в скобках формулы
(15.7) равно нулю и масса панели определяется выражением
—т, т. е. не зависит от значении о и s при условии соблю-
дения условия связи их (15.2).
Определение толщины обшивки, площади сечения и числа
стрингеров при сжатии. Толщина обшивки выбирается из выра-
жения (15.7), но не меньше, чем допускают условия эксплуата-
327
ции (аэродинамика, деформация от поперечной нагрузки, корро-
зия) и технология изготовления, а число и сечения стрингеров
из выражений (15.3), (15.4) и (15.5).
РАБОТА ПАНЕЛИ ПРИ СДВИГЕ
Плоская панель. Уравнение прочности для плоской панели
(рис. 15.12)
Вбт = Т,
откуда потребная толщина обшивки
б = 77(Вт). ' (15.8)
Если напряжение сдвига не превышает критического ткр,
при котором обшивка теряет устойчивость при сдвиге, то панель
работает на чистый сдвиг и стрингеры не нагружены. Однако если
напряжение сдвига достигает критического значения, определя-
емого по выражению
___ kE
Тк₽ (В/6)2 ’
где В — меньшая сторона прямоугольника (см. рис. 15.12);
3 6
Z? = 4,85 +., то образуется поле диагональных напряже-
ний (см. рис. 8.33) с напряжением растяжения
Т 2Т
Q В6 sin a cos а В8 sm 2 а ’
а так как угол а близок к 45°, то значение sin 2а 1 и
о = 277(Вб). (15.9)
Необходимым условием прочности в этом случае будет о <
< ов. Следовательно, толщина обшивки в этом случае определи-
тся из выражения
б > 277(Вов).
Рассмотрим случай совместного действия сдвига и растяжения
(или сжатия). В этом случае, приняв б по выражению (15.8),
определим шаг стрингеров из выражения приведенной шири-
ны (15.3), а для нахождения площади
стрингера воспользуемся выражением (15.5)
--------------гт или условием прочности при растяжении
! (или сжатии) обшивки и стрингера
1 DK . В п (15.10)
—---------------1 Вбооб + sac == Bq,
------------►‘у
откуда площадь сечения стрингера
Рис. 15.12. Схема на-
гружения плоской па-
нели
s = Я—^21 сб
ас
328
Криволинейная па-
нель. Рассмотрим па-
нель, имеющую форму
цилиндрической по-
верхности (рис. 15.13),
подверженную дейст-
вию сдвига. Стрингеры
не несут нагрузки, если
напряжение сдвига т <
'-С ткр, где ткр на-
пряжение, при котором
обшивка теряет устой-
чивость при сдвиге. По
достижении критиче-
Рис. 15.13. Схема расчета криволинейной панели,
теряющей [устойчивость при сдвиге
ской величины напряжения сдвига ткр в обшивке, как известно,
образуются диагональные волны потери устойчивости при сдвиге
и возникает поле диагональных напряжений о (см. рис. 15.13),
определяемых выражением (15.9). Под влиянием этих напряже-
ний о кривая АВ превратится в ломаную с углом <р, опре-
деляемым выражением
cos ф = b/(2R),
(15.11)
где R — радиус кривизны панели.
Спроецировав напряжение о на направление стрингера и
на нормаль к нему, получим
О; = о cos tp; (15.12а)
= о sin ф. (15.126)
Из двух этих компонентов напряжения (T/t приложенные в од-
ной точке и противоположно направленные, взаимно уравновеши-
ваются, а напряжения ол, равные по величине, но направлен-
ные под углом 2ф между ними, складываются геометрически,
образуя
= 2on cos ф.
На основании выражений (15.9), (15.11) и (15.126), положив
а =- 45°, получим
Qv = 1,41477(/?6). (15.13)
На основании выражения (15.13) погонная нагрузка, направ-
ленная к оси кривизны О и изгибающая стрингер, будет
= 1,41 iT'R.
Следовательно, если напряжение сдвига в обшивке криво-
линейной панели достигает критического значения, при котором
обшивка теряет устойчивость при сдвиге, то в работу включа-
ются стрингеры, нагруженные изгибающим моментом
М =qza*lk = iAUTa^kR),
329
где значение коэффициента k зависит от характера опор стрингера:
при шарнирно опертом стрингере k = 8; при защемленном k =
— 12; а — расстояние между опорами (у фюзеляжа это шпанго-
уты, а у крыла или оперения — нервюры).
Потребный момент сопротивления стрингера для рассмотрен-
ной нагрузки сдвига обшивки в случае потери устойчивости при
сдвиге
Гс = М ои = 1,414 (Та2)/(/г₽<ти).
Если помимо сдвига действует также напряжение сжатия или
растяжения стрингера ос, то суммарное напряжение в стрингере
= M/Wc + ос.
ПУТИ ПОВЫШЕНИЯ ПРОЧНОСТИ или УМЕНЬШЕНИЯ
МАССЫ ПАНЕЛЕЙ
При сжатии панелей, подкрепленных открытыми профилями
(см. рис. 15.1, а, в, г), разрушение может начаться в виде кру-
тильной формы потери устойчивости профилей. Надежным спосо-
бом исключить такую форму потери устойчивости являются либо
применение профилей замкнутого сечения (см. рис. 15.1, б), либо
подкрепление панелей продольным гофром (рис. 15.14), либо
подкрепление внутренней обшивкой (рис. 15.15), значительно
повышающей устойчивость профилей.
Другим способом усиления или облегчения сборной конструк-
ции панелей служит применение стрингеров высокой прочности,
xZWW'- .15.14. Панель, подкрепленная гоф-
Рнс. 15.15. Панель с внутренним подкреплением (внутренней зашивкой)
330
<- Рис. 15.16. Подкрепление панели ком-
позиционным материалом
Ж ЛИ» ~ "КЛ1Ж жмказм
. . Л. -н
” < - ~ -Зь. -S^S3
Рис. 15.17. Зависимость^ = f (е) при
различных характеристиках обшивки
и подкрепляющих стрингеров
что, как видно из выражения (15.7), позволит уменьшить массу
конструкции панели. В этом случае полезным может оказаться
применение стрингеров, целиком изготовленных из композицион-
ных материалов или подкрепленный композиционными матери-
алами (рис. 15.16, поз. /).
Однако следует иметь в виду, что, применяя обшивку и стрин-
геры панели различной прочности, необходимо соблюдать осто-
рожность в выборе расчетных напряжений, соответствующих
равной деформации обшивки и стрингера (рис. 15.17).
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Что такое панель?
2. Какие бывают панели?
3. Какие панели называются сборными?
4. Какие виды сборных панелей Вы знаете?
5. Какие панели называются монолитными?
6. Какие виды монолитных панелей Вы знаете?
7. Назовите достоинства и недостатки панелей различных видов.
8. Какими особенностями отличаются панели литые, штампованные, фре-
зерованные, прессованные, химически травленные?
9. Что такое штамповочный уклон и для чего он нужен?
10. Какой основной недостаток клепаных панелей и как с ннм бороться:
конструктивными мерами; технологическими способами?
11. Какие достоинства и недостатки имеют клеевые панели?
12. Сравните сварные панели (ТЭС) с клепаными и клеесварные (ТЭС)
с клееклепаными.
13. Назовите виды сварных панелей.
14. Какими способами присоединяются панели к другим элементам кон-
струкции (например, обшивка крыла или оперения к нервюрам)?
15. Какой способ изготовления панелей требует параллельности ребер?
16. Какие способы изготовления допускают произвольное расположение
ребер?
17. Какие способы изготовления панелей допускают (и не допускают) стрин-
геров с отбортовками или бульбами?
18. Что такое приведенная ширина?
19. Каким выражением определяется приведенная ширина?
20. В чем заключается достоинство приведенной ширины?
21. Как определить толщину обшивки панели, нагруженной сдвигающими
напряжениями без потери устойчивости при сдвиге?
331
22. В каком случае панель, нагруженная напряжениями сдвига, испыты-
вает нормальные напряжения? Как они направлены?
23. Как определяется величина нормального напряжения при сдвиге с по-
терей устойчивости?
24. Как работает криволинейная панель при сдвиге до потери устойчивости?
25 Как работает криволинейная панель после потери устойчивости при
сдвиге?
26. Как работает стрингер криволинейной панели после потери обшивкой
устойчивости при сдвиге?
27. Каким критерием следует руководствоваться при определении толщины
обшивки панели, если механические характеристики обшивки и стрингеров
различны’
28. Какими мерами следует бороться с возникновением крутильной формы
потери устойчивости стрингеров?
29. Какими условиями следует руководствоваться при выборе расчетных
напряжений для обшивки и стрингеров панели при различных их механических
характеристиках?
30. Целесообразно ли применение композиционных материалов в конструк-
ции панелей’
31. Если композиционный материал использован в конструкции стрингеров,
то какую обшивку выгоднее (по массе) применять, тонкую или толстую? И по-
чему?
Глава 16
ВЫБОР МАТЕРИАЛА КОНСТРУКЦИИ
В конструкциях летательных аппаратов применяются различ-
ные материалы: алюминиевые и магниевые сплавы, легированные
стали, сплавы титана, пластические материалы, дерево и др. В на-
чальный период развития самолетостроения применялось преи-
мущественно дерево. Это легко объяснить сравнительной про-
стотой ручной обработки дерева (поскольку первые самолеты
строились полукустарным способом в небольших количествах),
а также дешевизной и доступностью дерева. Немаловажную ролы
при этом играла малая плотность дерева, позволяющая создавать
конструкции самолетов с небольшой полетной массой. В дальней-
шем, с увеличением внешних нагрузок дерево не могло обеспечить
высокую прочность и малую массу конструкции при условии огра-
ничения внешних размеров, а также технологичность конструк-
ции при крупносерийном и массовом производстве. Поэтому в са-
молетных конструкциях начали применять металлы, вначале
преимущественно алюминиевые сплавы, затем различные леги-
рованные стали (хромоникелевую, хромансиль, коррозионно-стой-
кую и др.), а позднее магниевые сплавы, титановые сплавы и др.
При таком обилии конструкционных материалов правильный
выбор материала является важной и сложной задачей. При вы-
боре материала следует стремиться к получению наименьшей мас-
сы конструкции при необходимой статической и усталостной проч-
ности, а также прочности при нагреве.
Конструкция самолета подвержена действию переменных по
величине и знаку нагрузок, изменяющихся циклически. Вслед-
ствие этого в ней возникают трещины, возрастающие с большей
или меньшей скоростью и приводящие к разрушению конструкции.
Это происходит после определенного для каждого материала числа
циклов даже в случае, когда нагружение не вызывает высокого
уровня напряжений в материале.
По условию усталостной прочности лучшим материалом будет
тот, который отличается малой скоростью распространения уста-
лостных трещин и выдерживает наибольшее число циклов при
данном уровне напряженного состояния.
Современные скоростные сверхзвуковые самолеты при скорости
полета, соответствующей М = 3 и выше, подвержены действию
333
высокой температуры, являющейся следствием кинетического
нагрева. Нагрев приводит к падению прочности материалов, а при
неравномерном нагреве возникают температурные напряжения.
Кроме того, нагрев вызывает явление ползучести, приводящее к
возникновению остаточных деформаций и ускоряющее разрушение.
Из условия прочности при воздействии кинетического нагрева
лучшим будет материал, сохраняющий высокие механические и
физические свойства при повышенной температуре.
При выборе материала необходимо учитывать предъявляемые
к нему технологические, эксплуатационные и экономические тре-
бования. Основные из них следующие: 1) возможность применения
технологии, допускающей крупносерийное и массовое производ-
ство наименее трудоемкими дешевыми способами; 2) дешевизна
материала и достаточные запасы его в стране; 3) стойкость против
атмосферных воздействий и коррозии, возможность защиты от нее.
Для обеспечения наименьшей массы конструкции приходится
выбирать материал, имеющий наименьшую плотность при наи-
большей прочности. Оба эти понятия объединяются в критерии
«удельная прочность». Рассмотрим, в чем заключается сущность
этого критерия для различных видов напряженного состояния.
УДЕЛЬНАЯ ПРОЧНОСТЬ МАТЕРИАЛА
Удельная прочность при растяжении и сжатии
Уравнение прочности при растяжении или сжатии
Р = os, (16.1)
где Р — действующая сила; о — предел прочности материала при
растяжении или сжатии; s — площадь поперечного сечения де-
тали.
Масса детали постоянного поперечного сечения, длина кото-
рой /, при плотности материала р
т = s Zp. (16.2)
Исключая s из выражений (16.1) и (16.2), получим
т = 4-р- (16-3)
Очевидно, чем больше отношение ст/р, тем меньше масса детали,
работающей на растяжение или на сжатие. Это отношение и назы-
вается коэффициентом удельной прочности (или просто удельной
прочностью) при растяжении или сжатии.
Удельная прочность при срезе
Уравнение прочности при срезе
Р = ts, (16.4)
где т — расчетное напряжение среза для рассматриваемого ма-
териала.
334
Исключая s из выражений (16.2) и (16.4), получим
т = ——. (16.5)
т/р ' '
Выражение т'р называется коэффициентом удельной прочности
(или просто удельной прочностью) при срезе. Очевидно, масса
детали, подверженной срезу, тем меньше, чем больше коэффициент
удельной прочности при срезе т/р.
Удельная прочность при изгибе
Уравнение прочности при изгибе
Ми = ств1Ря, (16.6)
где Л4И — изгибающий момент; ои — расчетное напряжение из-
гиба для данного материала; 1УИ — экваториальный момент со-
противления сечения.
Изгиб балок, имеющих сплошные прямоугольные геометри-
чески подобные сечения. Момент сопротивления при изгибе
Гя = №2/6,
где b — ширина сечения; h — высота сечения.
Площадь поперечного сечения
s — bh.
В силу подобия
h/b = с — const.
Тогда №и = Ь3с2/6 и s = Ь2с.
Исключая b из выражений для Ww и s, получим:
S = rF/сь (16.7)
где
<?! = Кс/36.
Исключая s и W из выражений (16.2), (16.6) и(16.7), получим
q
т = '— -----------=—
<Г 32и/з/р
(16.8)
Коэффициент удельной прочности в данном случае равен
^и/3/р* Очевидно, чем больше этот коэффициент, тем легче будет
деталь, подверженная изгибу.
Изгиб балок, имеющих сплошные прямоугольные сечения
одинаковой высоты. Такие балки встречаются в самолетостроении
довольно часто. Примером может служить лонжерон крыла.
В этом случае h = const.
Тогда 1ГИ'= М2/6 = s/г/б. (16.9)
Из выражений (16.2), (16.6) и (16.9) получим
335
а) Ф
Рис. 16.1. Двухпоясная балка:
в — дв>хтавровая; б — коробчатая
Коэффициент удельной проч-
ности равен ojp.
Изгиб балок, имеющих сплош-
ные круглые сечения. В этом
случае
WK = n:d3/32 и s = nd2/4,
где d — диаметр сечения. Исклю-
чая d, получим
S = (16n)!/W3. (16.11)
Из выражений (16.2), (16.6) и (16.11) получим
т =
(16л)1/3М2/3
«2и/3/Р
(16.12)
Коэффициент удельной прочности равен <Тя/3/р«
Изгиб двухпоясной балки. Рассмотрим изгиб двухпоясной ба-
лки (рис. 16.1), имеющей геометрически подобные двухтавровые
(а) и коробчатые (б) сечения. Толщиной стенок 6, не влияющих
сколько-нибудь значительно на величины и $, пренебрегаем.
В этом случае
Ц/и - b (Н3 — Л3)/6; s = b (И — h).
Согласно условиям подобия сечений
hlН — с ~ const; ЫН =е — const.
Исключая h и b из выражений для и s, получим
Ги = Н3е (1 — с)'6; s = Н2е (1 — с).
Исключая Н из полученных выражений, имеем
S = Ж2И/3 = Х;Л12/7о«/3,
. _ 3/ 36г (1—с)*
гяе ' V (1 + с + с2)2’
Согласно выражению (16.2) получим
т = £Ш2/7(о2и/3р). (16.13)
Коэффициент удельной прочности равен ви/3/р.
Изгиб круглых труб, имеющих геометрически подобные сече-
ния. В этом случае
= л (D4 — d4)/(32D); s = п (D2 — d2)/4,
где D — наружный диаметр трубы, a d — внутренний.
Из геометрического подобия сечений следует, что
d/D — с = const.
336
Тогда Ги = лР3 (I — с*)/32; s = л/)2 (1 — с2)!4.
Исключая D, на основании выражения (16.6) получим
s « Мй«/а = А1(К/о»)2/3.
где
kx - —
16л (1 — с«)
(1 + с3)2
Согласно выражению (16.2) получим
т н2/3 'о *
«и /Р
(16.14)
Коэффициент удельной прочности равен ав/3/р.
Изгиб тонкостенных труб, имеющих геометрически подобные
сечения. Для тонкостенной трубы момент сопротивления при
изгибе
Г„ -л£)26/4. (16.15)
Площадь сечения
х=лР6. (16.16)
Из условия подобия имеем 6/Z> = с. Тогда, заменив 6 в вы-
ражениях (16.15) и (16.16), получим
Р7И = ncD3/4 ns— ncD2. .
Исключая D, получим
s = (16лс)1/3Г2и/3.
На основании выражений (16.2), (16.6) и (16.15) получим
m ==
(16л€)^3Л4^3/
(16.17)
Коэффициент удельной прочности равен оиа/3/р.
Изгиб тонкостенных труб, имеющих постоянный внешний
диаметр сечения. Исключая 6 из выражений (16.15) и (16.16),
получим
s — (4/D) Гв, (16.18)
откуда на основании выражений (16.2), (16.6) и (16.18) имеем
Ши
т= —
I
ои/р ’
(16.19)
Коэффициент удельной прочности равен ои/р.
Из формул (16.8), (16.10), (16.12), (16.13), (16.14), (16.17)
и (16.18) следует, что коэффициент удельной прочности при из-
гибе балок, имеющих геометрически подобные сечения, выража-
ется отношением о^/3/р, а при изгибе балок, имеющих сечения
постоянной высоты, — отношением оп/р, независимо от формы
сечений.
12 Гвмыельфарб
337
Удельная прочность при кручений
сечения.
(16.21)
для ило-
(16.22)
(16.23)
Уравнение прочности при кручении
Мкр = Ткр^кр, (16.20)
где МкР — крутящий момент; ткр — расчетное напряжение кру-
чения; 1^кр — момент сопротивления при кручении.
Кручение круглых цилиндров, имеющих сплошные
Момент сопротивления кручению
Гкр = шР/16.
Исключая d из выражения (16.21) и из выражения
щади сечения s == nd2/4> получим
Из выражений (16.2), (16.20) и (16.22) получим
(4л)О3м2/3/
---—.....
7^0
Крг
Коэффициент удельной прочности равен ^р3/р.
Кручение круглых труб, имеющих геометрически подобные
сечения. В этом случае
Гкр = л (£)4 — d4)/(16D) и s = л (D2 — d2)/4.
Из условия подобия имеем d/D = с — const. Тогда, заменив
в выражениях для UZKp и s, получим
= nD3 (1 — с4)/16 и s = nD2 (1 — са)/4.
Исключив D, получим
«=^х;з=*!(Л1кр/твд)2'3,
Отсюда согласно выражению (16.2)
к .
^/0
Коэффициент удельной прочности равен т^р/р*
Кручение тонкостенных труб, имеющих геометрически подоб-
ные сечения. Момент сопротивления кручению в этом случае
№кр = лО26/2. (16.25)
Из условия подобия имеем 6/D == с. Рассуждая так же, как
и при изгибе тонкостенных труб, получим
_ (4лс)1/3Мкр/
f ft -
(16.24)
(16.26)
<3/Р
ззв
2/3 /
Коэффициент удельной прочности равен ткр/р.
Кручение тонкостенных труб, имеющих постоянный
диаметр. В данном случае
s = (2/D) Гкр,
откуда на основании (16.2), (16.20) и (16.27) получим
2Мкр/
m — „—5- ♦
£Т><р/р
внешний
(16.27)
(16.28)
Коэффициент удельной прочности равен ткр/р.
Из формул (16.23), (16.24), (16.26) и (16.28) следует, что при
кручении стержней или труб, имеющих геометрически подобные
сечения, коэффициент удельной прочности равен т^р/р, а при
кручепии труб, имеющих постоянный внешний диаметр сечений, —
ткр/р.
Удельная прочность при продольном изгибе
Критическая сила при продольном изгибе определяется по
формуле Эйлера:
(16.29)
Продольный изгиб прямоугольных стержней, имеющих сплош-
ные геометрически подобные сечения.
Минимальный момент инерции (в направлении наименьшей
жесткости) при условии, что b < Н (рис. 16.2):
I = W/12.
Из условия геометрического подобия имеем ЫН — с. Тогда
момент инерции
I =cW12. (16.30)
Площадь поперечного сечения
s = ЬН - с№. (16.31)
Исключая Н из выражений (16.30) и (16.31), получим
s = j/12//c. (16.32)
Исключая 5 и / из выражений
и (16.32), получим
nk Ыс К£7р
(16.2), (16.29)
(16.33)
Выражение ]/£7р для рассматриваемого слу-
чая является коэффициентом*удельной прочности.
Продольный изгиб стержней, имеющих сплош-
ные прямоугольные сечения постоянной вы-
соты.
Рис. 16.2. Стер-
жень сплошного
сечения
12*
339
Пусть Н > b (см. рис. 16.2) и соответственно /А > 1у. Тогда
момент инерции относительно оси у — у
/ = 4 = (16.34)
Так как s — Hb, то выражение (16.34) можно написать в таком
виде
I ^sb2l\2. (16.35)
Исключая b из выражений (16.34) и (16.35), получим
s = Y12IH\
или с учетом выражения (16.29)
где k3 - V\2PJW№k\
Тогда на основании выражения (16.2)
k*i
т = ^-=—.
7ё/р
Коэффициент удельной прочности равен V Е/р.
Продольный изгиб стержней, имеющих сплошные
сечения. В данном случае момент инерции и площадь
кого сечения соответственно равны
I = nd4/64; s = nd2/4-
Исключая d, получим s 2|^я/.
Тогда на основании выражений (16.2) и (16.29) имеем
(16.36)
круглые
попереч-
Кп/г К F/p
(16.37)
Коэффициент удельной прочности равен 4zE/p.
Продольный изгиб двухпоясных стержней, имеющих геометри-
чески подобные сечения. Рассмотрим сечение двухпоясного стержня
(пренебрегая его стенками) при условии, что
b < Н и соответственно 1У < !х (рис. 16.3).
Из условия подобия имеем h/H — с; ЫН ~d.
(с — const; d — const).
Момент инерции / — (Н —h) 63/12 = (1 —
— с) d?H4\2 и площадь поперечного сечения
s — (Я __ h) b - (1 — с) dH*.
Отсюда, исключая Н, получим
s = &4/7, (16.38)
где kt = |/12 (1 — c)/d.
Рис. 16.3. Сече- На основании выражений (16.2), (16.29) и
ние двухпояс- (16.38) имеем
него стержня , л —
(стенками его т = ~~ . (16.39)
пренебрегаем) nV k V Е/р
340
Коэффициент удельной проч-
ности равен И Е!р.
Продольный изгиб круглых
труб, имеющих геометрически
подобные сечения. Из условия
геометрического подобия имеем
d/D =.- с. Тогда момент инерции
Рис. 16.4. Пластина, работающая
на сжатие
/ = я (£)* _ d*)/64 _ nD4 (1 — ^)/64
и площадь поперечного сечения
s — л (D2 — d2)/4 — nD2 (1 — с2)/4.
Отсюда, исключая D, получим
s = 66/7, (16.40)
где = 2 ]/ л .
Исключая s и 1 из выражений (16.2), (16.29) и (16.40), получим
*5/2КЛф 2.
л К k КEjp
(16.41)
Коэффициент удельной прочности равен ]/Elp.
Местная потеря устойчивости тонкостенными плоскими пла-
стинами. Критическое напряжение при сжатии пластины
(рис. 16.4)
окр = kE (6/д)2, (16.42)
где k — коэффициент заделки, зависящий от условий на краях;
6 — толщина пластины; b — расстояние между краями; Е —
модуль упругости 1-го рода.
Погонная нагрузка
q = окр6. (16.43)
Из выражений (16.42) и (16.43) имеем
q — kE&lb2,
откуда 6 — Iх qb2t(kE). (16.44)
Тогда масса пластины
m = аббр = ab (16.45)
Следовательно, в рассматриваемом случае |/£/р является
коэффициентом удельной прочности.
341
ПРИЧИНЫ ОТКАЗА ОТ ПРИМЕНЕНИЯ ДЕРЕВА
В СОВРЕМЕННЫХ КОНСТРУКЦИЯХ САМОЛЕТОВ
Дерево как конструкционный материал в современных кон-
струкциях самолетов полностью вытеснено металлами. Объясня-
ется это недостатками, свойственными дереву по сравнению с ме-
таллами. Важнейшие из них следующие.
Пожароопасность. Воспламеняемость дерева общеизвестна.
Она возрастает во много раз в присутствии топлива (бензина,
керосина) и избытка кислорода. Поэтому пожар в полете чрез-
вычайно опасен для деревянной конструкции.
Нетехнологичность дерева. При изготовлении деревянных
самолетов применяется много ручного труда, трудоемкие про-
цессы плохо поддаются механизации. Когда самолеты строились
в единичных экземплярах, дерево было выгодно, так как изготов-
ление деревянных конструкций не требовало дорогостоящей ос-
настки. В настоящее время самолеты строятся крупными сериями,
при которых стоимость оснастки окупается. При этом трудо-
емкость технологических процессов снижается благодаря при-
менению литья, горячей и холодной штамповки, прессованных
профилей и т. д. Поэтому при достаточно больших сериях из тех-
нологических соображений выгоднее металлические конструкции.
Увеличение массы конструкции. Сравнение дерева с металлом
по удельной прочности приводит к результатам, указанным в
табл. 16.1.
Таблица 16.1
Материал Напряжение Плот- ность р, г/см3 Удельная прочность
растя- жения, ст, МПа изгиба он, МПа при рас- тяжении ст/р при из- гибе ^/3/Р
Дерево 60 60 0,6 100 25,6
Алюминиевый сплав Д16 420 420 2,9 145 19,4
Легированная сталь 1000 1000 7,85 128 12,8
Из таблицы видно, что удельная прочность дерева при изгибе
больше, чем Д16 и легированной стали, а при растяжении меньше.
Однако это получается при условии, что нет ограничения раз-
меров элемента конструкции. В случае же ограничения высоты,
как это бывает у тонких крыльев скоростных самолетов, дерево
при изгибе менее выгодно по массе, чем более прочные материалы.
Действительно, при изгибе балок
= b1 (Н3 - /г?)/(6Я) = М/а,;
U72 = b, (Н> - = М/а2,
342
где IF — момент сопротивления; Н — высота балки; hlt й2 —
расстояния между ближайшими границами верхнего и нижнего
иоясов (см. рис. 16.3); Ьг, Ь2 — ширина балки; <тх, о2 — расчет-
ное напряжение изгиба; М — изгибающий момент. Индексы
«1» и «2» относятся к двум разным материалам.
Решая совместно уравнения для и IF2, получим
&МН = bx (Л/3 — Л3) ох = Ь*1 (НА — о2.
Массы балок (пренебрегая массой стенок) соответственно будут
"h s^l =(Н ~ kJ b^l-,
т2 — S2p2/ = (// ^2) &2p2^>
где I — длина балок.
Исключая Ьг и Ь2 из выражений для ть т2 и 6МН, получим
Pil______.
QMH (Н2 + Hhx + h2) CTt ’
m2 __________p2l_____
6MH (H2 + Hh2 + Л|) q2 ’
Разделив первое выражение на второе, найдем отношение масс
балок:
/п2 О1/Р1 »
где
H2^Hh.z + h2
Я2 + Hhx + h2 •
Полагая, что индекс «1» относится к дереву (сосна) с характе-
ристиками (h = 60 МПа и Р1 = 0,6 г/см3, а индекс «2», к алюми-
ниевому сплаву Д16 с характеристиками ст2 — 420 МПа и р2 =
= 2,9 г/см8 или к стали с характеристиками а2 = 1000 МПа
и р2 = 7,86 г/см3, из сравнения дерева с алюминиевым сплавом
Д16 получим
-^£Р. = -^4 А = 1 -47Л-
шд1в 600/0,6
Соответственно из сравнения дерева со сталью получим
Л = 1,29Л.
тст 60/0,6
Если положить, что внутренняя высота балки постоянна,
т. е. = h2, то А — 1 и деревянная балка окажется тяжелее
балки из Д16 на 47% и тяжелее стальной на 29%. Если же, как
обычно бывает, < h2 (ибо слабый материал требует большей
толщины пояса для получения большего момента сопротивле-
ния), то А > 1 и рассматриваемые отношения масс еще более
возрастают. Следовательно, в случае постоянной высоты деревян-
ная балка оказывается тяжелее металлической. Это делает не
343
выгодным по массе применение дерева для конструкций тонких
крыльев скоростных самолетов.
В случае же необходимости применения дерева выход из по-
ложения может быть найден в применении дельта-древесины,
имеющей характеристики сг = 280 МПа и р — 1,5 г/см3. Тогда
по сравнению с алюминиевым сплавом Д16 и со сталью получим
ть
420,2,9
280/1,5
А --0,78Д;
ШД1в
1000/7,85
280/1,5
А - 0,68Л,
где ms — погонная масса поясов балки из дельта-древесины.
Отсюда следует, что пояса балки из дельта-древесины не тя-
желее, чем пояса балки из Д16, если А с 1,28, и не тяжелее,
чем пояса балки из стали, если А < 1,47.
Еще более эффективными могут оказаться современные вы-
сокопрочные пластики, имеющие плотность р = 1,7 ... 1,8 г/см3
и предел прочности 500 МПа и более. Для такого пластика с пре-
делом прочности 500 МПа и р= 1,75 г/см3 получим
420/2,9, ' 500/1.75 1000;7,85 А - А = 0,5()7Л; 0,446Л;
гаст ~ 500/1,75
га пл тд “ 280/1,5 500/1,75 А = 0,633Л;
гаПл га дер 60/0,6 500/1,75 А = 0,35Л.
УДЕЛЬНАЯ ПРОЧНОСТЬ КОНСТРУКЦИИ
Использование для выбора материала конструкции критерия
удельной прочности материалов теряет смысл для конструкции,
которая, как это нередко бывает, представляет собою сочетание
различных материалов, или для конструкции, отдельные части
которой даже при одинаковых материалах испытывают различ-
ные деформации.
Рассмотрим для примера следующие конструкции.
Болтовое соединение типа «ухо—вилка». По выражениям
(13.27) и (13.28) масса соединения (замыкающего болта и ушков)
в случае различных материалов болта и ушков
= 1/~ р3'2____________1
' 4 2 Осм/тёЛрб + Ср0
где С = (осч/°в) (2 + °с^ав)‘- Рб и Ру — плотности материалов
болта и ушков соответственно.
344
Таким образом, масса болта и ушков
/л Р™ 1
----2“ “К ’
где К = (16.46)
Рб + СРу
—удельная прочность конструкции для болтового соединения типа
«ухо—вилка» при разных материалах замыкающего болта и ушков.
Как видим, выражение удельной прочности конструкции от-
личается от всех видов ранее приведенных выражений удельной
прочности материалов.
Даже в случае одинаковых материалов болта и ушков (рб —
= ру = р) удельная прочность получит вид, отличный от вида
удельной прочности материала, а именно:
^=(ТТ^-- (16.47)
Приняв асм = 1,3о„, получим С = 4,29 и
= 5,29/С = асм / т“/6. (16.48)
Многоушковое и шомпольное соединения. Рассмотрим соеди-
нения, представленные на рис. 13.29 и 13.42 при различных ма-
териалах замыкающего болта (или шомпола) и ушков (или пе-
тель). По выражениям (13.193), (13.194) и (13.195) диаметр замы-
кающего болта (шомпола)
d = 2q/aCM,
ширина ушка (петли)
6 = (лт/6к)/<7,
диаметр ушков (петель)
D = (2(?/асм) (I осМ/аЕ),
где q — погонная нагрузка, равная в случае многоушкового
соединения q = P/b (здесь Р — действующая сила, b — полная
ширина узла).
Определим массу болта (шомпола) и ушков (петли) на ши-
рине б.
Масса болта
Масса ушка
СМ
Суммарная масса болта и ушка (или шомпола и петли) на ши-
рине б составит
т __т [ т _____ _____лу лу
zn — 0*и/1т(рб + Сру)] “ К ’
345
a*
гле К'-тетад <16-49’
представляет собой удельную прочность конструкции для много-
ушкового или шомпольного соединения при разных материалах
болта (или шомпола) и ушков (или петель).
При одинаковом материале всего узла получим (при рб =
= Ру — р)
о*
= т(1+С)р (16.50)
Приняв aCM = 1,3ав, получим удельную прочность конструк-
ции многоушкового или шомпольного соединения в виде
Ki -5,29К1 = ^м/(тр). (16.51)
По формулам (16.3), (16.48) и (16.51) вычислены (табл. 16.2)
значения удельной прочности для некоторых самолетостроитель-
ных материалов, для конструкции соединений типа «ухо—вилка»
и для конструкции типа шомпольного (или многоушкового) со-
единения. Из табл. 16.2 следует, что среди рассмотренных мате-
риалов максимальной удельной прочностью kM обладает сплав
В95-Т, максимальная удельная прочность конструкции соеди-
нения типа «ухо—-вилка» ky в обеспечивается также сплавом
В95-Т, а конструкции шомпольного соединения km сталью
Х18Н9Т. Таким образом, не всегда из материала с максимальной
удельной прочностью можно получить конструкцию минималь-
ной массы.
Таблица 16.2
Удельная прочность материалов и конструкций соединений типа
«ухо—вилка» и шомпольного
Мате- риал Характе- ристики Н-м г *у.в-т н Кн г Йщ-106, Н3
"в- МПа г/см" ^мД1б-Т йу-вД16-Т йшД16-Т
мй-г
Д16-Т 420 2,85 147,5 1,00 3,16 1,00 112,0 1,00
В95-Т 700 2,85 246,0 1,84 7,23 2,29 529,0 4,72
Х18Н9Т 1000 7,85 127,5 0,805 4,21 1,33 559,0 4,98
МА8 280 1,85 151,0 1,05 2,65 0,84 50,9 0,45
ВТ4 620 4,5 138,0 0,935 3,60 1,14 230,0 2,05
ОТ4 435 4,5 96,6 0,665 2,10 0,66 80,2 0,715
При меча н и е. При рг ючете для всех мате] >иалов приняты cooti кошения:
°см — 1, Зств; т -- О,б5<тв = = 0,5<тсм;
ов . = Осм Кт . о ь — 4 СМ
Р ’ у- Р тр
Мб
Рис. 16.5. Схема совместно работающих Деталей из различных
материалов
КОНСТРУКЦИИ, СОСТОЯЩИЕ ИЗ ДВУХ
ИЛИ НЕСКОЛЬКИХ СОВМЕСТНО РАБОТАЮЩИХ
ДЕТАЛЕЙ РАЗЛИЧНЫХ МАТЕРИАЛОВ
Рассмотрим стержень (рис. 16.5), состоящий из
нескольких частей 1, 2, 3, п, материалы которых
различны, нагруженный осевой растягивающей (или
сжимающей) силой Р. Как известно, в этом случае
силы Plf Р.2, Р3, ..., Рп и т. д., воспринимаемые
отдельными деталями, пропорциональны их жестко-
стям Е-^, E2s2, E3s3, ..., Ensn, как это следует
из равенства деформаций = Х2 - =- ... = Х??,
РЗ .
£\si ’
где
откуда
РЗ . . 1 Рп1 .
£*2*2 ’ ‘ ‘ ” £nS't ’
Р1 = = . . . Рп
£а £2*2 ’ ' Еп$п
или, что то же, о1/Е1 = с21Еъ = с3!Е3 = ... = ъп!Еп.
Последнее равенство представляет собою равенство отно-
сительных деформаци i
ej - е2 - е3 -= ... = с,(.
(16.52)
Выбор расчетных напряжений
Рис. 16.6. Диаграм-
ма Клапейрона
для разных (/, 2,
3) материалов
Исходя из условия (16.52) и ограничивая действующие во всех
частях конструкции напряжения пределом упругости, примем
для всех материалов конструкции напряжения, из которых
в общем случае только одно является пределом упругости, а
остальные — ниже. Выбор напряжений следует произвести по
совмещенной диаграмме Клапейрона (рис. 16.6).
Таким образом, для конструкции, в которой
применены только материалы 1 и 2 расчет-
ными напряжениями будут и а2, а для кон-
струкции из трех материалов /, 2, 3 — рас-
четные напряжения о'3. В общем слу-
чае при конструкции из п материалов равная
для всех относительная деформация е огра-
ничивается значением, при котором только
у одной детали напряжение равно пределу
пропорциональности; для остальных частей
конструкции материал используется не пол-
ностью. Это обстоятельство не может не
сказываться на массе конструкции, ведя
347
к перетяжелению. В этом случае может оказаться целесообраз-
ным рассмотреть вопрос о возможности исключения из кон-
струкции недогруженных материалов.
Работа конструкции, состоящей
из различных материалов
В этом случае уравнение прочности будет
Sitfi -Н 82<ч -|- ... snon =- Р, (16.53)
где Si, s2, ...» sti—площади поперечных сечений отдельных
частей конструкции, a Oj, о2, ..., ол — соответствующие им
расчетные напряжения, выбранные с соблюдением изложенных
выше ограничений равной деформации и непревышения пределов
пропорциональности.
Масса единицы длины конструкции
т — Sipi + s2p2 4~ • • • 4- 8лр„, (16.54)
где pi, р2, ..., рл — плотность соответствующих материалов.
Обозначим si = «i Е
Sa == a2 Е si > (16.55)
Со Й . а м СЛ
где Е si — Si 4~ s2 “Г • ’ • 5Л-
Из сложения уравнений (16.55) следует, что
«1 + »г + • • • + = Е = 1 (16.56
Из выражений (16.54) и (16.55) следует: масса единицы длины
конструкции
т = («1р1 а2р2 4-------h апр„) £ s,., (16.57)
а из выражений (16.53) и (16.55) получим уравнение прочности
в виде
Р = (ajOi J а2ст2 4----h anon) E sf. (16.58)
Из выражений (16.57) и (16.58) найдем массу единицы длины
конструкции, отнесенную к действующей силе:
ЯР == А = aiPi + «»P»+----= Е (16 59)
Р ajOi + a2a2 Н------F anan £ a.G{ ' \ >
Для случая, когда конструкция состоит из двух частей, пред-
ставленных разными материалами, получим вместо выраже-
ния (16.59)
„ alPl + ttjPz .
348
Но так как для этого случая выражение (16.56) примет вид
Ч- <х2 = 1,
то вместо выражения (16.59) получим
__ а1 (Р1 — Ра) + Ра
®i (ах — а2) + о2 '
(16.60)
Найдем зависимость т' от Производная
dm _ [ах (ог — ,ga) -Ь,ра] (Рх — Рз)" 1°Ч (Pi — Ра) d- pd (gi
dat (a, — o2) a2]a
или
dm' __ qaPi ~ giPa
(CTj — o2) 4- o2P ’
(16.61)
откуда следует, что с ростом <Zi величина т’ убывает, если числи-
тель выражения (16.61) меньше нуля, или, что то же, если
^i^Pi > ^а/Ра-
Так как с ростом «j растет и отношение ссг/а^ ~ sx/sz, то, следо-
вательно, конструкция тем легче, чем больше доля площади
сечения детали с более высоким значением удельной прочности
о/p, где о — расчетное напряжение, выбранное с соблюдением
условия равной деформации в.
В настоящее время для улучшения весовых характеристик
конструкций в авиации все шире применяют композиционные
материалы в дополнение к традиционным сплавам. Рассмотрим
случай подкрепления конструкции из алюминиевого сплава ком-
позиционным материалом. Примем для алюминиевого сплава
сгал = 400 МПа, рал = 2,8 г/см3 и для композиционного мате-
риала ок. м = 300 МПа, рк>м = 1,5 г/см8. Получим
<Wpa.n = 400/2,8 = 143;
ак. м/рк. м - 300/1,5 — 200.
В данном случае добавление композиционного материала
(рис. 16.7) выгодно. Найдем изменение иг' ^~т!Р в зависимости
от ак. м. По формуле (16.60) находим
___ (2,8 — 1,3ак. м)
400 — 1000ак.м ’
где ак. м — доля площади сечения композиционного материала
в суммарной площади сечения конструкции = а9Л -Ь sK. м.
Результаты расчета приведены на рис. 16.8 и ниже:
“к. м • - - ° 0J °’- °’3 °’4 °’5 0,6 °'7 °-8 °-9 КО
. 0,7 0,685 0,670 0.652 0,634 0,615 0,594 0,573 0.550 0,525 0,500
т'/то ... 1,0 0,980 0,956 0,933 0,905 0,877 0,850 0,820 0,786 0,750 0,715
349
Рис. 16 7 Подкрепление деталей 1 алюминиевого сплава деталями 2 из ком-
позиционных или иных материалов
Рис. 16 8 Весовые характеристики конструкций из алюминиевых сплавов,
подкрепленных композиционными материалами при т'= ак~м м й4-11) + Рал
«к.м («к.м «ал)-]- «ал
Перепишем выражение (16.59) в следующем виде:
—, _ 1
т atpt
1
аГ’
где
У ОЦОУ
У а«р»
(16.62)
представляет собою удельную прочность при растяжении или
сжатии стержня, состоящего из п элементов разных материалов.
Для случая п — 2 из выражения (16.60) получим удельную
прочность
К «1(01— Р2)+Р2
2 «1(Р1 —р2) + р2 ’
(16.63)
которая в случае одинакового материала («=1,0! = ст2, pj =
= р2) превращается в известное выражение удельной прочности
= ст/р.
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
В поисках высокопрочных материалов выявлена целесообраз-
ность применения элементов малых поперечных сечений: тонкой
стальной проволоки, волокон углерода (графита), волокон бора.
Известно, что с уменьшением диаметра сечения возрастает проч-
ность. Это можно объяснить, по-видимому, поверхностной проч-
ностью, т. е. прочностью волокон поверхности поперечного се-
чения. Действительно, обозначив погонную прочность по пери-
метру сечения проволоки через q, а предел прочности внутренних
волокон через ст, полу чим уравнение прочности в следующем
виде
Р = ndq + (л<Д/4) о.
350
Отнеся это выражение к площади поперечного сечения s = nd2/4,
получим полную величину предела прочности материала
__ Р ndq + (jirf2 '4) ст _ 4q ,
— ~___________________м/4 - т а-
Отсюда следует, что с уменьшением диаметра сечения предел
прочности возрастает и, следовательно, применение тонких во-
локон в конструкции целесообразно, так как позволит умень-
шить массу конструкции.
В практике самолетостроения нашло применение использо-
вание тонких волокон углерода (графита), волокон бора в виде
соединения с так называемой матрицей, представляющей собой
эпоксидную, полиамидную или иную искусственную смолу,
или алюминий, или магний, или их сплавы. В виде жгутов тон-
ких волокон, связанных матрицей, композиционные материалы
применяют для подкрепления элементов самолетных конструкций.
Достоинства композиционных материалов (КМ)
1. Применение КМ позволяет значительно уменьшить массу
конструкции.
2. Композиционные материалы имеют высокие значения мо-
дуля упругости, благодаря чему улучшаются флаттерные ха-
рактеристики, возможно применение крыльев и оперения малых
толщин и в связи с этим улучшение аэродинамических характе-
ристик самолета.
3. Применение ориентированных (однонаправленных) КМ
позволяет максимально использовать высокопрочные и высоко-
модульные характеристики материала волокон бора или гра-
фита для значительного повышения прочности и жесткости кон-
струкции в нужном направлении.
4. Применение различно ориентированных слоев волокон КМ
позволяет использовать их для восприятия различно направлен-
ного спектра нагрузок, например, для обшивок крыла, фюзеляжа,
оперения.
5. Сочетание КМ с металлом позволяет, благодаря послед-
нему, воспринимать сдвигающие нагрузки, которые матрица из
смолы или пластика воспринимать не может.
6. Применение накладок КМ в растянутой зоне в сочетании
с металлом (в виде накладок) позволяет не только повысить проч-
ность, но и улучшить усталостные характеристики вследствие
снижения уровня напряжений в металле.
7. Применение КМ в сжатой панели позволит существенно
повысить критические напряжения потери устойчивости.
8. Размещение подкрепляющих накладок на внутренней по-
верхности (см. рис. 15.16) конструктивных элементов обеспечит
защиту КМ от механических повреждений и иных воздействий
внешней среды.
351
9. Детали из композиционных материалов при использова-
нии современной технологии просты в изготовлении.
Основными армирующими волокнами в настоящее время
являются волокна бора и углерода (графита), выпуск которых
промышленностью растет.
Основной недостаток бороволокна — плохая совместимость
бора с рядом металлов, требующая специальных защитных по-
крытий. На экономичность конструкции отрицательно влияет
высокая стоимость бороволокна.
Армирующие волокна в КМ определяют их физико-механи-
ческие свойства при условии совместимости материала волокон
с материалом матрицы, так как они воспринимают в основном
напряжения, возникающие в композиции при нагружении. Свой-
ства некоторых волокон для армирования КМ приведены
в табл. 16.3.
Т а б .ч и ц а 16.3
Свойства волокон, проволоки и нитевидных кристаллов для армирования КМ
[27}
Материал Темпе- ратура плавле- ния, °C Р, г/см8 ов, МПа Е, ГПа Темпера- турный ко- эффициент линейного расшире- ния 1/(10в°С)
Волокно: борное 2040 2,63 2500—3500 380—420 6,3
углеродное карбида 3000 1,70 2000—3000 200—300 — 1,0
кремния 2854 3,21 2000—4000 300—460 4,7
Проволока: бериллиевая 1284 1,84 1000—1300 290 10,0
титановая 1668 4,5 1500—2000 120 9,2
вольфрамовая 3400 19,3 4200 400 4,98
Нитевидные кри- сталлы- окиси алюминия 2054 3,96 28 000 500 О--“9
карбида кремния 2650 3,21 37 000 580 5,9
Обычные алюминиевые сплавы используются при темпера-
турах до 200° С, а КМ на основе алюминия, армированного угле-
родными и борными волокнами, можно применять для работы
при температурах до 450° С; никелевые жаропрочные сплавы
используют при температурах до 1050° С, а КМ на основе нике-
левых сплавов, армированных вольфрамовыми волокнами — до
температуры 1150е С.
352
Для упрочнения алюминиевых, магниевых и титановых ма-
триц наиболее перспективными являются борные и углеродные
волокна, так как предел их прочности составляет —3500 МПа,
модуль упругости —400 ГПа при плотности 1,7—2,6 г/см8 (см.
табл. 16.3).
Химически инертными среди высокопрочных армирующих
материалов являются волокна монокристаллической окиси алю-
миния и нитевидные кристаллы карбида кремния (см. табл. 16.3).
Физико-механические характеристики некоторых компози-
ционных материалов приведены в табл. 16.4.
Таблица 16.4
Физико-механические характеристики КМ (27]
Материал Содержание волокна, % р, г/см3 ав, МПа Е, ГПа тсдв,МПа
Волокно Матрица
Бор Алюминиевый сплав 6061 50 2,66—2,7 1100— 1200 220—240 80-120
Бор Магний 25 . 1,96 880—920 195—223 —
В НС-9 Алюминий 40 4,8 450 * ПО 66
Молибден (проволока) Титановый сплав 30 6,25 1400 200 400
SiC Титановый сплав 25 4,3 910 210 —
Углерод Цинк 35 5,26 779 119
* Здесь ств для материала КАС-1 является пределом длительной прочности
при температуре 400° С, предел выносливости этого материала (на базе 10е цик-
лов) равен 300 МПа, коэффициент Пуассона 0,33.
Снижение массы конструкций, подкрепленных КМ, может
достигать 40% и более (рис. 16.9).
При применении КМ в конструкции самолета важной пробле-
мой является обеспечение прочности клея при действии сдвига-
ющих нагрузок, особенно на краях соединения. Для обеспече-
ния прочности клеевого соединения КМ с металлом можно при-
менять следующие меры.
1. Конструктивные мероприятия, снижающие уровень ка-
сательных напряжений.
2. Утолщение клеевого слоя, а также введение низкомодуль-
ного покрытия на границе пластика и металла.
3. Плавное уменьшение толщины накладки к торцам
(рис. 16.10).
4. Увеличение поверхности склейки.
353
Рис. 16.9. Эффективность подкрепления однонаправленным бороэпоксидным
пластиком элементов конструкции из алюминиевого сплава 7075-Т6:
1 — при растяжении; 2 — при продольном изгибе (как стойки), 3 — при сжатии
Рис. 16.10. Шарнирный узел поворота крыла самолета F-111, подкрепленный
накладкой из бороэпоксидного композиционного материала:
а — узел, б — углы ориентации слоев
Например, плавное уменьшение толщины накладки (масса
1,35 кг, 24 слоя) к торцам от 3,05 до 1,00 мм для шарнирного
узла поворота крыла самолета (см. рис. 16.10) дало снижение
напряжений в критической зоне и повышение долговечности.
Следует ожидать все более широкого применения компози-
ционных материалов в конструкциях самолетов.
КОЭФФИЦИЕНТ НАПРЯЖЕННОСТИ (ПО Ф. Р. ШЕНЛИ)
Коэффициент напряженности РЦаЬ) (где Р — действующая
сила, а и b — два размера конструкции) имеет размерность на-
пряжения (Па) и служит для выбора расчетного напряжения.
Для сжатой стойки коэффициент напряженности равен P/L2,
где L — длина стойки, для панели — P!(BL), где L — длина,
В — ширина панели; для круглой оболочки, работающей на из-
гиб, — MID3, где М — изгибающий момент, D — средний диа-
метр оболочки.
Рассмотрим следующие элементы конструкции: а) шарнирно
закрепленную стойку, работающую на сжатие; б) панель, ра-
ботающую на сжатие; в) цилиндрическую оболочку, работаю-
щую на изгиб.
Шарнирно-закрепленная стойка,
работающая на сжатие
Напряжение общей потери устойчивости по Энгессеру
о = л%/(£/»)2, (16.64)
где Et — тангенциальный модуль упругости; L — длина стойки;
i — I/ Us — радиус инерции; I — наименьший момент инерции
сечения; s—площадь сечения стойки,
354
Рис. 16 11. Диаграмма «напряжение—относительная деформация», тангенциаль-
ный модуль упругости Ef ~ tg ф
Рис. 16.12. Относительный тангенциальный модуль упругости:
/ — магниевый сплав (Е = 45,6 ГПа), 2 алюминиевый сплав типа Д16-Т (Е —
— 74 ГПа); J — алюминиевый сплав типа В95-Т (Е — 74 ГПа), 4 — коррозионно-стой-
кая сталь, термообработаиная до 0>~5о (Е = 200 1 Па)
Формула (16.64) Энгессера пригодна как для упругой области
(в которой она переходит, как известно, в формулу Эйлера), так
и для пластической области.
В уравнении (16.64) Et = f (а). Эта зависимость может быть
найдена по диаграмме (рис. 16.11) и представлена графически
(рис. 16.12).
Введя в формулу (16.64) площадь сечения s = Р/о, после
преобразований получим
о л /I; /Г И P/L? (16.65)
или
P/L2 = а2/(л2ВД, (16.66)
где k = i2/s — параметр формы сжатой стойки.
На практике удобней пользоваться отношением модулей
6 = Et!E. Тогда
о = |/Ё1/Г1/Ж* (16.65а)
или
Р/£2 _ о2/(яае£&). (16.66а)
В выражениях (16.65а) и (16.66а) отношение PILP есть коэф-
фициент напряженности для случая разрушения стойки при сжа-
тии от общей потери устойчивости. Вместе с Et ~ 8Е и пара-
метром формы k он определяет расчетное напряжение и, таким
образом, позволяет определить эффективность использования
материала в данном элементе конструкции. Так как Ег или 0
есть функция от о, удобно, задавая значения о, решать уравне-
ния (16.66) и (16.66а) относительно P!L2.
Пример. Рассмотрим тонкостенную трубу в качестве сжатой стойки.
Момент инерции тонкостенной трубы
/ = л£)3б/8,
где D — средний диаметр трубы; б — толщина стенки.
355
Площадь сечения трубы
s — лРб;
радиус инерции _
У[lS = D/(2 J/2).
Тогда коэффициент формы
k =i*!s. = D/(8«6).
Заменив k в уравнении (16.65), получим
о = л 1 Et | О/(8лб) У P/L* (16.67)
Р 8а2
или (1Ь‘Ь8)
Напряжение о общей потери устойчивости, как это видно из
выражения (16.67), растет по мере увеличения отношения D/6,
пока не возникнут явления местной потери устойчивости. Крити-
ческое напряжение местной потери устойчивости можно опреде-
лить по формуле Тимошенко:
о -- к,
икр К1 [)/§
(16.69)
где — 0,4.
Здесь окр уменьшается при увеличении отношения D/&.
Полагая о = окр, получим опти-
мальное значение D/6.
(W)opt
k\E
яР/L2
С учетом (16.70) зависимость (16.68)
приводится к виду
Р____8рЗ
L* ~ лАх£2е3/2
(16.71)
сплав
Рис. 16.13. Оптимальное соотношение
1 — сталь, 2 - алюминиевый сплав, 3 — магниевый
Рис. 16.14. Максимальные напряжения для стоек из круглых труб:
I — коррозионно-стойкая сталь, термообработанная до 0>~5авшах: % — алюминиевыи
сплав типа В95-Т, 3 — алюминиевый сплав типа Д16-Т, 4 — магниевый сплав
356
Рис. 16.15. Зависимость минимальной
массы круглых труб от PlL.*:
1—коррозионно-стойкая сталь; 2 — магниевый
сплав; 3 — алюминиевый сплав типа Д16-Т;
4 — алюминиевый сплав типа В95-Т, с — коэф-
фициент заделки
Исключая Р/Л2 из выражений (16.70) и (16.71), получим
откуда следует, что оптимальное значение D/& соответствует
максимуму выражения Лв^’/о.
Задаваясь различными значениями коэффициента напряжен-
ности P!L\ можно построить график (рис. 16.13) для определе-
ния (D/6)opt (значение Р/Л2 определяется по формуле (16.71),
где о и 0 находят по рис. 16.12).
В соответствии с уравнением (16.71) на рис. (16.14) построен
график а = / (Л PIL*).
Если значения Р/Л2 разделить йа соответствующие значения о
и умножить на плотность р, то получим общую массу стойки,
отнесенную к кубу ее длины. Действительно,
-р- = = ТУ = р- <16 72)
Это выражение Шенли называет теоретической, или мини-
мальной массой стойки. Эта масса легко вычисляется с помощью
рис. 16.14. Зависимость минимальной массы от коэффициента
напряженности приведена на рис. 16.15.
Панель, работающая на сжатие
Термин панель означает подкрепленную пластину с защемлен-
ными краями, устойчивость которой в значительной степени
обеспечивается жесткостью на поперечный изгиб, вызываемый
нормальным давлением. Эта жесткость обеспечивается сопротив-
лением поперечных элементов (для крыла — нервюр). Ширина
панели играет важную роль при определении ее сопротивления
потере устойчивости.
В упругой области критическое напряжение для плоской
пластины, работающей как панель:
ffKP = fea£(6/b)2, (16.73)
где б — толщина пластины; Ь — ширина.
Коэффициент зависит от характера опирания краев и от
отношения длины пластины к ее ширине. Для длинных панелей
I > b величина k2 = const и зависит только от характера опи-
рания на ненагруженных краях пластины.
357
Рнс 16.16 Деление панели на
части
Тогда выражение (16.74)
В случае пластических дефор-
маций в формулу (16.73) следует
подставлять эффективный мо-
дуль EEt. Тогда критическое
напряжение
огкр k2 (6 b)2> ЕЁ;. (16.74)
Для заданной нагрузки Р, дей-
ствующей на панель, при расчет-
ном напряжении <т необходимая
толщина
6 - sib PI(1<j).
можно представить в виде
или
aw = fc(E£,)'''6(P/^)2'3
(16.75)
р а3/2
b‘ ~~ k\ 2
(16.76)
Уравнения (16.75) и (16.76) позволяют вычислить <rD или
Р!Ь2.
Как следует из выражения (16.76), напряжение сткр тем меньше,
чем больше ширина кессона Ь. Для повышения сгкр нужно широ-
кую панель с помощью продольных дополнительных стенок или
лонжеронов (рис. 16.16) разделить на части. В этом случае, если
Р — общая нагрузка, то единичная погонная нагрузка q = P/В и
нагрузка на каждую отдельную панель будет qb. Подставляя qb
вместо Р в выражения (16.75) и (16.76), получим
GK^k;3(EEt)V6(q/bf>3 (1G.77)
или
аЗ/2
-т = ' <16 78)
Для длинной пластинки (Lib) > 1 коэффициент k2 =3,6 и
или окр = 1,532£V301/6 ^/6)2/з (16.77а) х (16.78а)
Уравнения (16.77а) и (16.78а) относятся к пластинке, рас-
сматриваемой как панель без нервюр, края которой свободно
опираются на стенки или лонжероны, находящиеся на расстоя-
нии b друг от друга.
Цилиндрическая оболочка, работающая на изгиб
Рассмотрим неподкрепленную оболочку круглого попереч-
ного сечения, имеющую постоянную толщину. Разрушение обо-
лочки при изгибе может произойти от местной потери устойчи-
358
Рис. 16 17. Расчетное напряжение для
круглых труб и оболочек при чистом
изгибе (материал — алюминиевый сплав
типа Д16-Т):
/ — экспериментальные данные, 2 — резуль-
f?
таты вычислений по формуле а = 0,00422
МПч
вости. Формула для критического напряжения оболочки имеет вид
<3 = k\/EEtD!b, (16.79)
где k — коэффициент, величина которого обычно определяется
по данным испытаний. Зависимость расчетных напряжений от
D/б для круглых труб и оболочек из материала типа Д16-Т пред-
ставлен на рис. 16.17.
Если учесть, что момент инерции сечения оболочки / =
— л£>3б/8, а момент сопротивления W — II(DI2) — лР2б/4, то
толщина оболочки, необходимая для восприятия изгибающего
момента:
6 = 4Л1/(л£)2ст). (16.80)
Разделив на D, получим
6/D = 4Л4/(лП3ст). (16.80а)
Этим уравнением можно пользоваться для определения зна-
чения D/6, если известно напряжение ст.
Коэффициент напряженности
М _ л а
_ ______
(16.81)
Для любого значения о можно по рис. 16.18 найти £>/6 и вы-
числить значение коэффициента напряженности по формуле
(16.81), а затем построить график зависимости напряжения от
коэффициента напряженности g = f (MID3). Эта зависимость
показана на рис. 16.18, а.
При конструировании известны диаметр D и изгибающий мо-
мент М. По этим данным находим коэффициент напряженности
MID3 и по рис. 16.18, а напряжение ст. Толщина б определяется
по уравнению (16.80), а площадь сечения по формуле
s = яПб = 4Л1/(О/ст). (16.82)
Из уравнения (16.82) видно, что минимум s соответствует мак-
симуму произведения Ьст.
Для получения smln построим (рис. 16.18, б) график ст =
= f (М'ЧВ), для чего можно воспользоваться графиком на
359
a) 5)
Рис, 16.18. Расчетное напряжение для круглых труб и оболочек при чистом
изгибе (материал — алюминиевый сплав типа Д16-Т);
а зависимости напряжения от коэффициента напряженности; б - определение опти-
мального диапазона расчетного напряжения
Рис. 16.19. График для определения площади поперечного сечения неусиленных
круговых цилиндров, работающих на изгиб (материал — алюминиевый сплав
типа Д16-Т)
рис. 16.18, а, извлекая кубический корень из значений абсциссы.
На графике рис. 16.18, б проведем касательную из начала коор-
динат к кривой. Так как tga = то точка касания даст
минимальное значение Л41/'/(£)о) или при известном значении
момента — максимальное значение произведения Do.
Разделим обе части уравнения (16.82) на М*!г. Тогда получим
4M1/2/(Da) (16.83)
или (s/rf/3)mln = 4 [Л/1/3/(Ост}]т1п =k3.
Таким образом, для оптимальной конструкции подкреплен-
ного цилиндра, работающего на изгиб, площадь поперечного се-
чения будет изменяться в соответствии со следующим уравнением:
sopt = /г,.’.!1'3.
где k3 — коэффициент, зависящий от применяемого материала.
Из графика на рис. 16.18, б видно, что для smln существует
оптимальное значение <т. Тогда из рис. 16.18 следует, что есть
только одно значение оптимума D/6.
Из оптимального значения M.il>/D можно получить оптимум
для заданного М. Пусть k± = Тогда
Oopi = Л41/3М«.
360
По уравнению (16.83), поль-
зуясь рис. 16.17, можно найти
зависимость
S/M2z3 = /(MI/3ZZ>),
по которой строится кривая на
рис. 16.19, позволяющая найти
оптимальный диапазон значений
(корня кубического из
коэффициента напряженности) и
минимальное значение s/Al2/3.
Пользуясь рис. 16.19, можно
построить сетку кривых s ==
= f (D) при разных значениях
изгибающего момента М и тол-
щины оболочки (рис. 16.20).
Ценность коэффициента на-
пряженности заключается в том,
что его применение позволяет
исключить влияние размеров кон-
струкции при выборе расчетных
напряжений. Как только кон-
структивный элемент опреде-
ленного размера рассчитан (или
испытан) на действие определен-
ной нагрузки то соотношения
Рис. 16.20. Расчетный график для
определения площади поперечного
сечения неусиленных круговых ци-
линдров, работающих на изгиб,в за-
висимости от D, М и 6 (материал —
алюминиевый сплав типа Д56-Т):
Л1 - изгибающий момент; 6 толщи-
на оболочки
его геометрических размеров могут оставаться неизменными для
любой другой комбинации нагрузки Р2 и размеров, при которых
сохраняется то же значение коэффициента напряженности. Для
этого только нужно умножить все размеры на ? P^Pi- При этом
сохраняется величина расчетного напряжения. Эти соображения
остаются правильными и в пластической области, так как для
заданного материала тангенциальный модуль и секущий модуль
являются функцией напряжения, которое не изменяется.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие материалы применяются в конструкции самолетов?
2. Почему вначале строились деревянные самолеты?
3. Какие металлы применяются в конструкции самолетов?
4. Какие требования предъявляются к самолетостроительным материалам?
5. Какие дополнительные требования предъявляются к материалам для
сверхзвуковых самолетов?
6. Какие технологические, эксплуатационные и экономические требования
предъявляются к самолетостроительным материалам?
7. Какие качества материалов позволяют получить конструкции наимень-
шей массы?
8. Что такое удельная прочность?
9. Связано ли выражение удельной прочности с видом деформации?
361
10. Какой вид имеют выражения удельной прочности при различных видах
деформации?
И. Зависят ли и как выражения удельной прочности при изгибе и при
кручении от ограничения внешних размеров?
12. Как выглядит выражение для удельной прочности: при продольном изгибе
сплошного бруса прямоугольной формы поперечного сечения? при продольном
изгибе сплошного бруса круглого сечения? при продольном изгибе двухпоясных
геометрически подобных стержней? при продольном изгибе круглых труб?
13. Как выглядит выражение для удельной прочности при потере устойчи-
вости тонкостенными плоскими пластинами?
14. В чем причины отказа от применения дерева в современных конструк-
циях самолетов?
15. Почему деревянное крыло скоростного современного самолета тяжелее
металлического?
16, Почему для конструкции, состоящей из различных материалов, удель-
ная прочность материала не является критерием для выбора сочетания мате-
риалов?
17. Что такое удельная прочность конструкции?
18. Какой вид имеет выражение удельной прочности: для соединения типа
«ухо—вилка»? для многоушкового и шомпольного соединений?
19. Как следует выбирать расчетные напряжения в случае совместно рабо-
тающих двух или нескольких деталей из разных материалов?
20. Как выглядит выражение удельной прочности для двух совместно ра-
ботающих деталей из разных материалов?
21. Что такое композиционный материал?
22. Почему выгодно в конструкции применять волокна малых поперечных
сечений?
23. В чем заключаются достоинства композиционных материалов?
24. Армирующими волокнами каких материалов в настоящее время поль-
зуются конструкторы, применяющие композиционные материалы?
25. Почему композиционные материалы позволяют получить выигрыш
в массе конструкции?
26. Какое облегчение в массе конструкции может дать применение КМ?
27. Какие проблемы возникают при соединении КМ на клею?
28. Как бороться с разрушением клея от касательных сил?
29. Какие известны самые высокопрочные армирующие материалы?
30. Как зависит экономия в массе конструкции от содержания композицион-
ного материала в конструкции?
31. Какой основной недостаток бороволокна и как с ним бороться?
32. Что такое коэффициент напряженности?
33. Как определить коэффициент напряженности для:
1) шарнирно-закрепленной стойки, работающей на сжатие; 2) панели,
работающей на сжатие; 3) цилиндрической оболочки, работающей иа изгиб?
СПИСОК ЛИТЕРАТУРЫ
1. Александров А. Я. Конструкции с заполнителями из пенопласта. — М:
Машиностроение, 1972,— 211 с.
2. Арсон Л. Д., Малашенко Л. А., Сапожников В. М. Оценка прочности
тонкостенных конструкций. М.: Машиностроение, 1974. — 152 с.
3. Беляков И. Т., Борисов Ю- Д. Технологические проблемы проектирова-
ния летательных аппаратов. — М.: Машиностроение, 1978. — 240 с.
4. Бирюк В. И., Липин Е. К., Фролов В, М. Методы проектирования
конструкций самолетов. — М.: Машиностроение, 1977. — 232 с.
5. Виль В. И. Сварка металлов трением. — 2-е изд., перераб. и доп. —
Л.: Машиностроение, 1970-—175 с.
6. Егер С. М. Проектирование пассажирских реактивных самолетов. —
М.: Машиностроение, 1964. — 452 с.
7. Зайчик Л. В., Орлов Б. Д., Чулошников П. Л. Контактная электро-
сварка легких сплавов. — М-, Машгиз, 1963. — 219 с.
8. Казаков Н. Ф. Диффузионная сварка материалов. — 2-е изд., пере-
раб. и доп. — М.: Машиностроение, 1976. — 312 с.
9. Клеесварные соединения в машиностроении (Г. Г. Кантер, В. Н. Шавы-
рин, Н. X. Андреев, Л. С. Фельдман. — Киев: Техника, 1964.
10. Кардашов Д. А. Синтетические клеи. — 3-е изд., перераб. и доп. —
М.: Химия, 1976. — 506 с.
11. Композиционные материалы. Т. 5. Разрушение и усталость./Ред. Л. Бра-
утман. — М.: Мир, 1978. — 484 с.
12. Композиционные материалы в конструкции летательных аппаратов.
Сборник статей. — М.: Машиностроение, 1975. — 272 с.
13. Конструкции летательных аппаратов/В. Л. Бельский, И. П. Власов,
В. Н. Зайцев и др., — хМ.: Оборонгяз, 1963. — 709 с.
14. Кудрявцев И. В., Наумченков Н. Е. Усталость сварных конструкций. —
АТ: Машиностроение, 1976.—-270 с.
15. Лизин В. Т., Пяткин В. А. Проектирование тонкостенных конструкций.
М.: Машиностроение, 1976. — 408 с.
16. Николаев Г. А.. Ольшанский Н. А. Специальные методы сварки. — 2-е
изд., перераб. и доп. — М.: Машиностроение, 1975. — 232 с.
17. Образцов И. Ф. Расчет оболочек типа кессона стреловидного крыла па
основе теории В. 3. Власова. — М.: Оборонгиз, 1956. — 47 с.
18. Образцов И. Ф., Васильев В. В., Бунаков В. А. Оптимальное армирова-
ние оболочек вращения из композиционных материалов. — М.: Машиностроение,
1977. — 144 с.
19. Образцов И. Ф., Онанов Г. Г. Строительная механика скошенных тон-
костенных систем. — М.: Машиностроение, 1973. — 659 с.
20. Орлов П. И. Основы конструирования. Справочно-методическое пособие
в 3-х книгах. — 2-е изд., перераб. и доп. — М.: Машиностроение, 1977.—
Кн. 1, 623 с. Кн. 2, 574 с. Кн. 3, 360 с.
21. Проектирование самолетов/А. А. Бадягин, С. М. Егер, В. Ф. Мишин
и др. — М.: Машиностроение, 1972. — 512.с.
22. Прочность и устойчивость тонкостенных авиационных конструкций/Под
ред. И. Ф. Образцова. — М.: Машиностроение, 1971. — 299 с.
363
23. Ромашевский А. Ю., Климов В. И. Строительная механика самолета.
Учеб, пособие. —М.: МАИ, 1965. —302 с., ил.
24. Сахаров Г. И., Андреевский В. В., Бекреев В. 3. Нагрев тел при дви-
жении с большими сверхзвуковыми скоростями.—М.: Оборонгиз, 1961.—
107 с.
25. Соломонов П. А. Надежность планера самолета. — М.: Машинострое-
ние, 1974. — 320 с.
26. Стригунов В. М. Расчет иа прочность фюзеляжей и герметических кабин
самолетов. — М.: Машиностроение, 1974.—288 с.
27. Структура и свойства композиционных материалов/К- И. Портной,
С. Е. Салибеков, И. Л. Светлов, В. М. Чубарев. — М.: Машиностроение, 1979. —
255 с.
28. Теория и практика проектирования пассажирских самолетов. — М.,
Наука, 1976. — 440 с
29. Технология самолегостроения/А. Л. Абнбов, Н. М. Бирюков, В. В. Бой-
цов и др. — М.: Машиностроение, 1970. — 600 с.
30. Хейвуд Р. Б. Проектирование с учетом усталости. — М.: Машинострое-
ние, 1969.
31. Хертель Г. Тонкостенные конструкции. — М.: Машиностроение, 1965. —
527 с.
32. Уманский А. А. Строительная механика самолета. — М.: Оборонгиз,
1961. — 529 с.
33. Шейнин В. М., Козловский В. И. Весовое проектирование и эффектив-
ность пассажирских самолетов. — М.: Машиностроение, 1977. — Т. 1. Весовой
расчет самолета и весовое планирование, 344 с. Т. 2. Расчет центровки и момен-
тов инерции самолета. Весовой анализ. 208 с.
34. Шейнин В. М., Козловский В. И. Проблемы проектирования пассажир-
ских самолетов. — М.: Машиностроение, 1972. — 308 с.
35. Шульженко М. Н. Конструкции самолетов.—М.: Машиностроение,
1971. — 413 с.
Стр-
ОГЛАВЛЕНИЕ
Предисловие ко второму изданию ..................................... 3
Предисловие автора ко второму изданию........................ . л
Предисловие к первому изданию....................................... б
Глава 1. Особенности авиационных конструкций........................ 7
Контрольные вопросы........................................... Ю
Глава 2. Элементы конструкции самолета.......................... 11
Профили- Образование формы сечения тонкостенного профиля 12
Контрольные вопросы и задания................................ 15
Глава 3. Простейшие соединения элементов конструкции самолета ... 17
Применение составных по длине профилен.......................... 21
Контрольные вопросы и задания ............................... 24
Глава 4. Балки в конструкции самолетов.............................. 26
Устойчивость тонких стенок...................................... 29
Расчет и конструирование двутавровых тонкостенных лонжеронов
на изгиб и сдвиг при изгибе..................................... 32
Одностеночные, двустеночные и многостеиочные конструкции балок 37
Контрольные вопросы и задания................................. 39
Глава 5. Фермы в конструкции самолетов............................. 42
Области применения плоских и пространственных ферм.............. 45
Пространственные фермы системы Стигера.......................... 46
Причины отказа от применения ферм в конструкции самолетов и за-
мены ферм балками............................................... 49
Перспективы применения ферм в конструкции летательных аппара-
тов ............................................................ 50
Контрольные вопросы и задания................................ 61
Глава 6. Основные виды соединений элементов конструкции самолетов 52
Классификация неразъемных соединений........................... 53
Контрольные вопросы и задания............................... 55
Глава 7. Конструирование соединений профилей и труб............... 56
Соединения гофра .............................................. 62
Заклепочные соединения труб.................................... 64
Недостатки клепаных соединений труб............................ 65
Обжатие концов труб............................................ 66
Соединение трубы со стаканом................................... 68
Соединение профилей при пересечении и перекрещивании........... 71
Соединение пояса лонжерона крыла с обшивкой и нервюрой .... 75
Контрольные вопросы и задания................................ 76
365
Стр-
Глава 8. Заклепочные соединения.................................. 78
Расчет и конструирование заклепочных соединений............... 80
Недостатки заклепочных и болтовых соединений................. 142
Контрольные вопросы и задания ............... 144
Глава 9. Конструкции со сварными соединениями.................... 146
Виды сварных соединений и швов............................... 148
Расчет сварных швов на прочность............................. 149
Особенности сварки сталей с применением присадочного материала 150
Сварные соединения деталей из высокопрочных сталей........... 152
Сварные соединений стальных труб............................. 154
Узловые сварные соединения труб.............................. 155
Методы повышения прочности сварных соединений термообработанных
стальных труб нз легированной стали.......................... 157
Электрическая контактная сварка ............................. 157
Сварные соединения деталей из легких (алюминиевых и магниевых)
сплавов ..................................................... 162
Сварка магниевых сплавов..................................... 169
Сварка разнородных металлов с применением промежуточных про-
слоек ....................................................... 170
Диффузионная сварка разнородных металлов..................... 172
Сварка трением .............................................. 174
Сварка взрывом............................................... 175
Сварка световым лучом........................................ 175
О целесообразности применения сварных соединений в конструкции
самолета..................................................... 175
Паяные соединения............................................ 177
Контрольные вопросы и задания.............................. 178
Глава 10. Клеевые и клеесварные соединения металла............... 182
Достоинства клеевых соединений............................... 182
Недостатки клеевых соединений................................ 183
Конструирование клеевого соединения металлических деталей ... 186
Сравнение масс клеевого и заклепочного соединений металлических
листов....................................................... 187
Клеевое соединение по косой плоскости («на-ус») 189
Влияние изгиба при склеивании внахлестку тонких листов без под-
крепления ................................................... 200
Конструирование косозубого клеевого соединения с учетом закруг-
леных концов (вершин) зубцов................................. 201
Склеивание деталей из алюминиевых сплавов.................... 206
Теплостойкие клеи............................................ 207
Виды клеевых соединений металлических листов................. 208
Клеесварные соединения....................................... 208
Работа клеевых и клеесварных соединений при циклических нагруз-
ках ....................................................... 211
Рекомендации по конструированию клеевых и клеесварных соединений 213
Клеевые конструкции балок ................................... 215
Перспективы применения клеесварных соединений в самолетострое-
нии ........................................................ 216
Контрольные вопросы и задания.............................. 217
Глава 11. Конструкции с заполнителями (слойчатые)................ 221
Сотовые заполнители.......................................... 225
Общая потеря устойчивости трехслойной пластиной при жестком на
сдвиг заполнителе.......................................... 227
Определение размеров трехслойной пластинки................... 227
Выпучивание трехслойных цилиндрических панелей с равными тол-
щинами несущих слоев......................................... 230
366
Стр.
Конструктивной оформление сотовых панелей............... . , , 231
Соединения трехслойных панелей между собой.................... 233
Стыковые вставки сотовых панелей.............................. 234
Сотовые заполнители с ячейками круглой формы.................. 236
Контрольные вопросы и задания............................... 237
Глава 12. Разъемные соединения.................................... 238
Подвижные шарнирные соединения................................ 239
Трения в подвижных соединениях................................ 241
Заделка шарикоподшипников..................................... 242
Заделка шарнира Гука.......................................... 243
Выбор местоположения ушка с подшипником ...................... 243
Качающиеся опоры ............................................. 244
Контрольные вопросы и задания............................... 245
Глава 13. Стыковые узлы .......................................... 247
Расчет и конструирование узлов................................ 253
Зависимость массы ушкового соединения от толщины ушков .... 255
Весовой анализ узла типа «ухо—вилка» при применении различных
материалов болта и ушков...................................... 257
Расчет хвостовика узла при действии осевой силы............... 259
Хвостовик переменной толщины ................................. 262
Расчет эксцентрично нагруженных соединений.................... 265
Выбор положения ушков стыкового узла балки, подверженной дей-
ствию изгибающего момента и перерезывающей силы............... 272
Гребенчатый (многоушковый) узел............................... 279
Контурные узловые соединения ................................. 292
Шомпольное соединение ........................................ 297
Расчетные графики для определения размеров элементов многоушко-
вых н шомпольных соединений................................... 300
Стыковые соединения балки с расположением стыковых болтов по ее
оси .......................................................... 300
Фланцевые соединения фюзеляжа круглого сечения................ 302
Термокомпенсированные конструкции............................. 304
Контрольные вопросы и задания............................... 308
Глава 14. Монолитные конструкции ................................. 312
Способы изготовления монолитных конструкций и зависимость ха-
рактера конструкции от технологии............................. 316
Контрольные вопросы и задания............................... 319
Глава 15. Панели ................................................ 320
Сборные панели.............................................. 321
Монолитные панели............................................ 322
Работа панели при сжатии..................................... 32g
Работа панели при сдвиге ............................ ..... 32g
Пути повышения прочности или уменьшения массы панелей .... 33q
Контрольные вопросы и задания............................. 331
Глава 16. Выбор материала конструкции............................ 33^
Удельная прочность материала................................. 334
Причины отказа от применения дерева в современных конструкциях
самолетов.................................................... 342
Удельная прочность конструкции............................... 344
Конструкции, состоящие из двух или нескольких совместно рабо-
тающих деталей различных материала........................... 347
Композиционные материалы .................................... 350
Коэффициент напряженности (по Ф.Р. Шенли)................’ . 354
Контрольные вопросы ...................................’ 361
Список литературы ............................................... 363