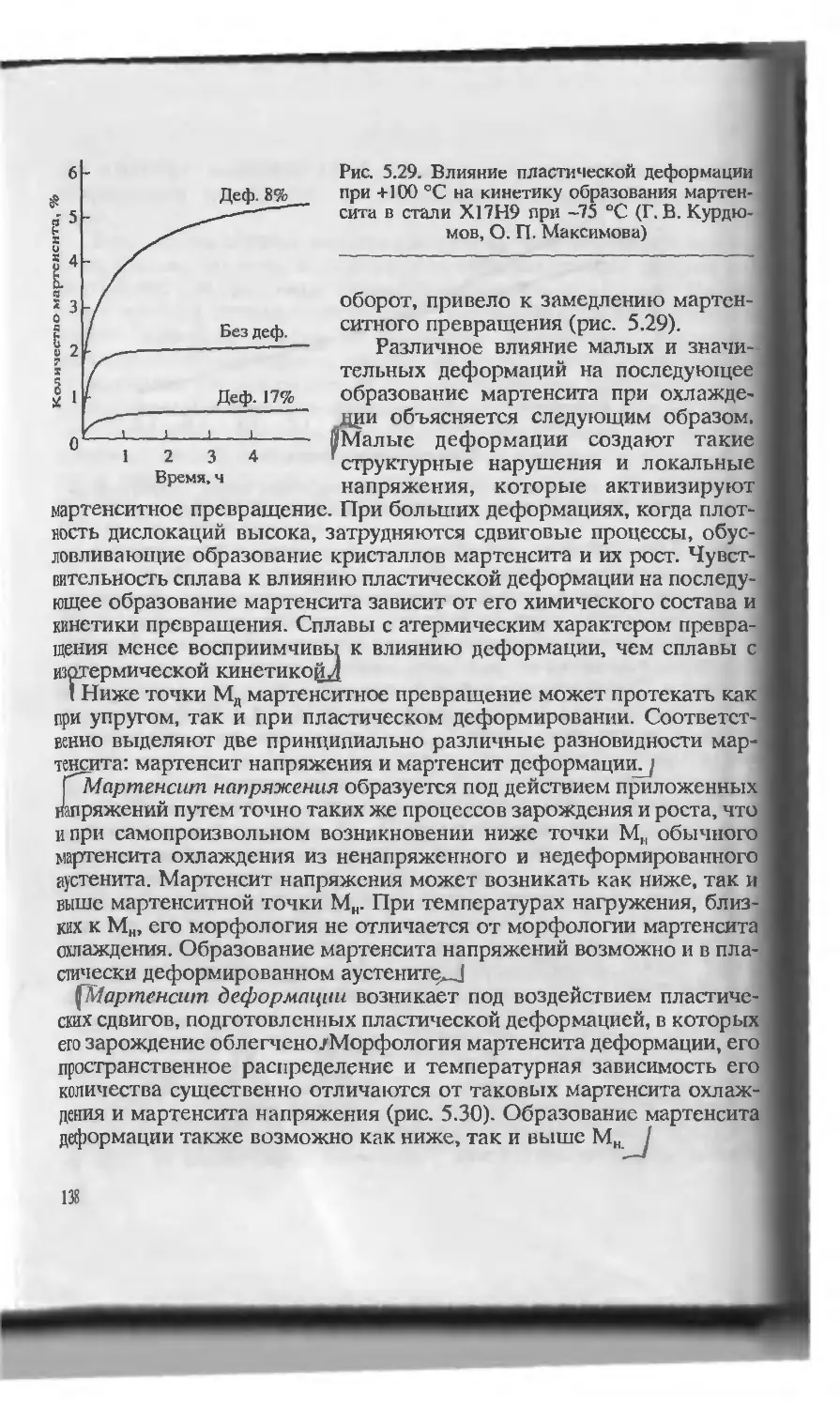
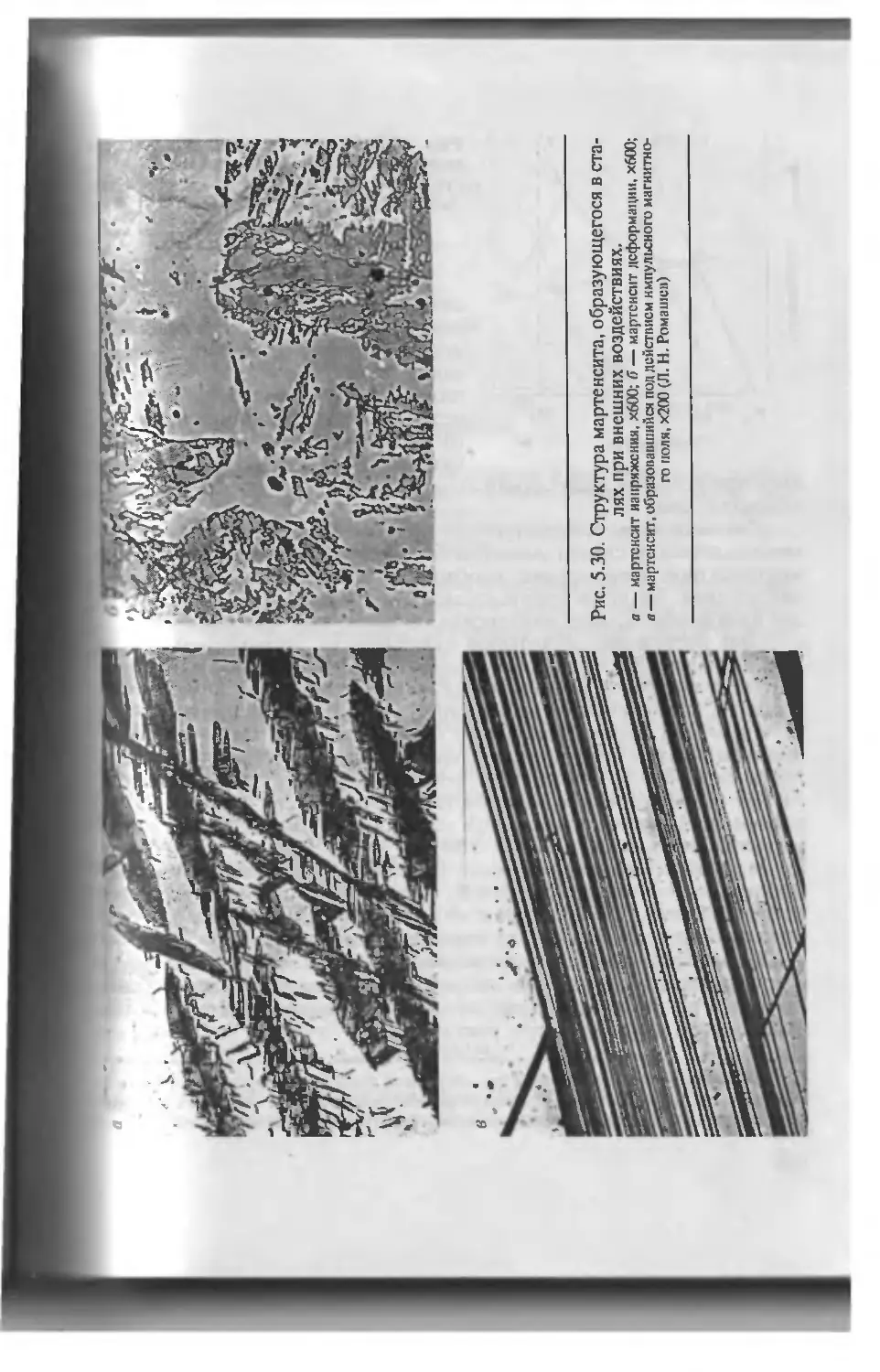
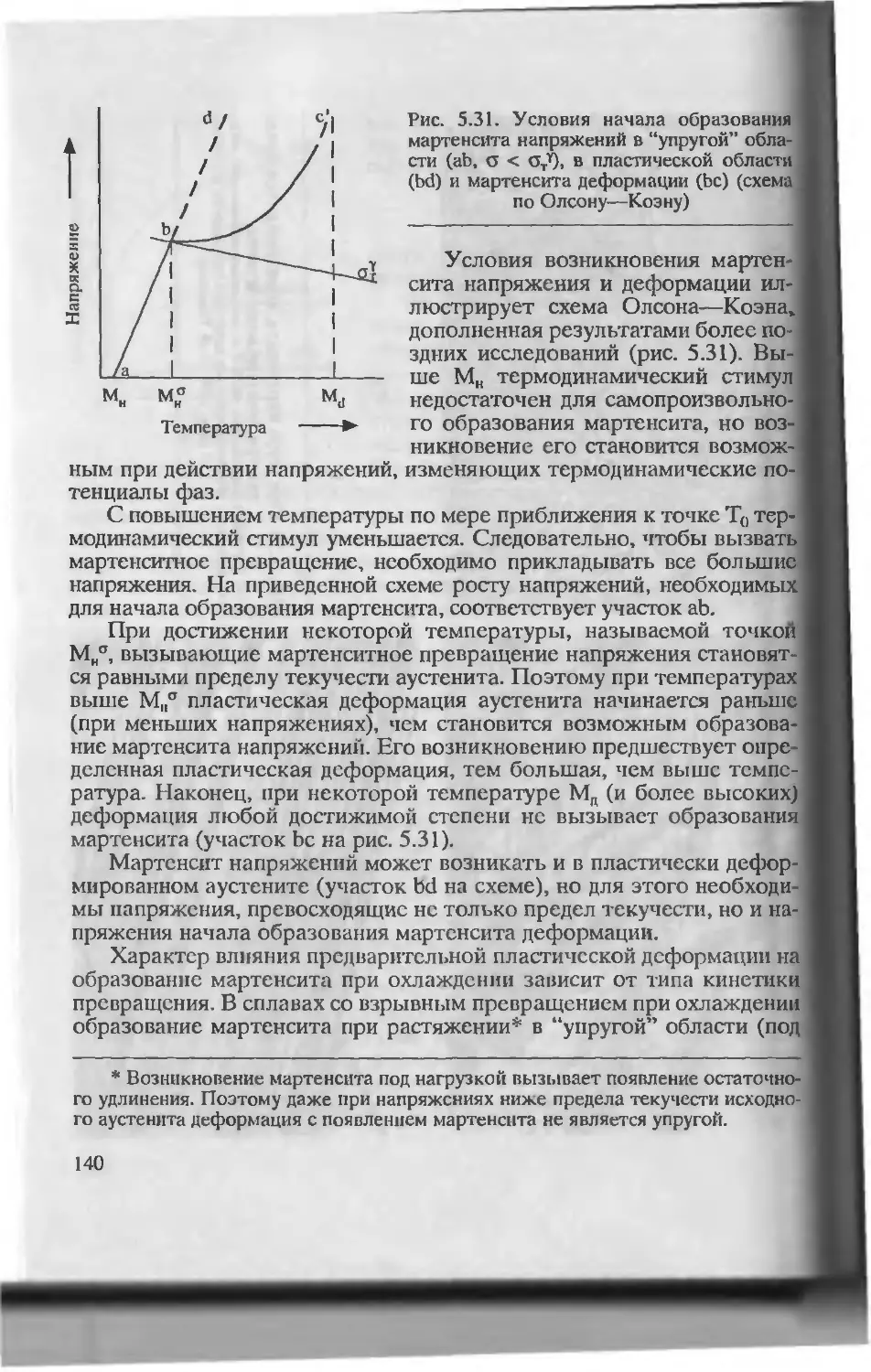
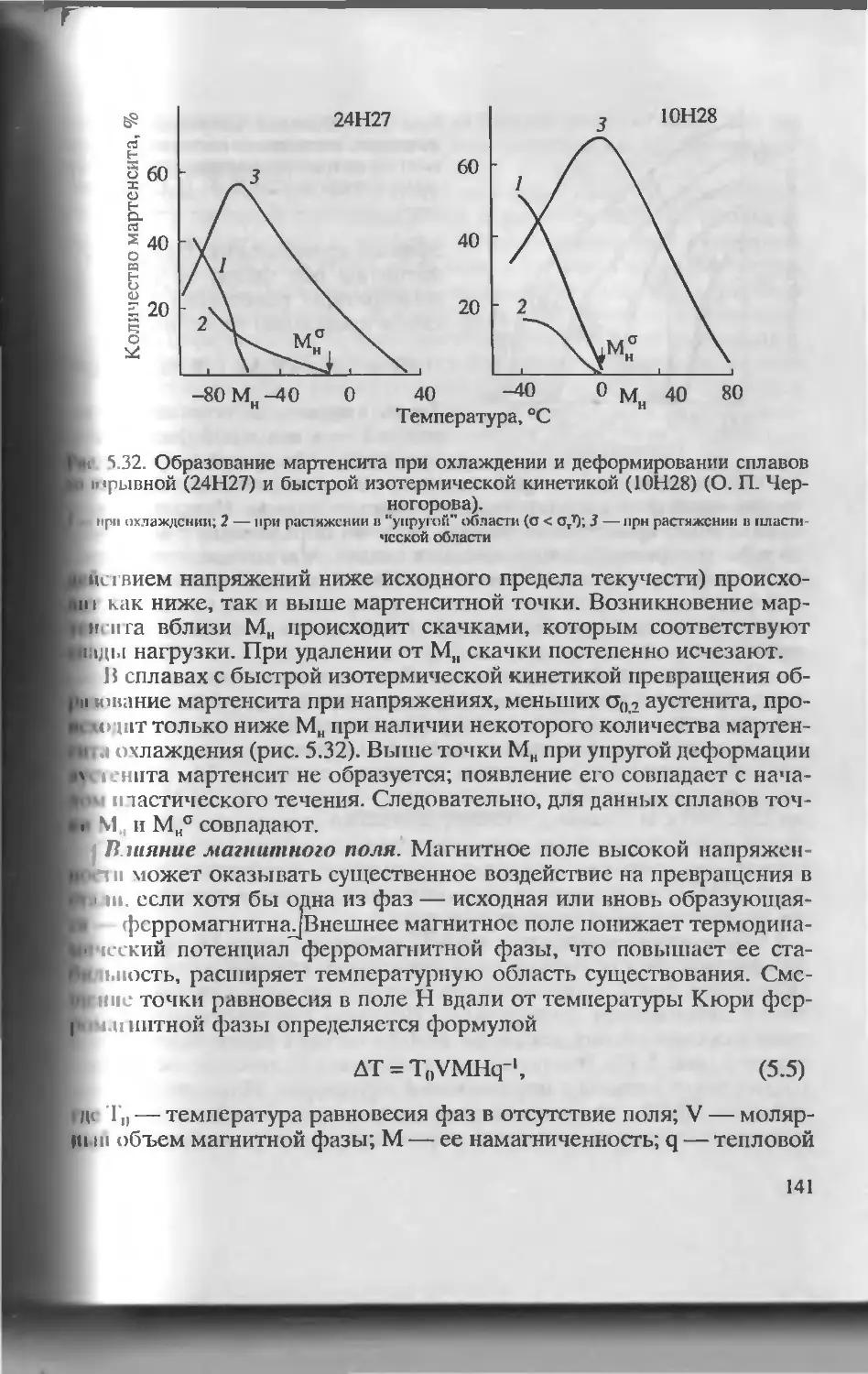
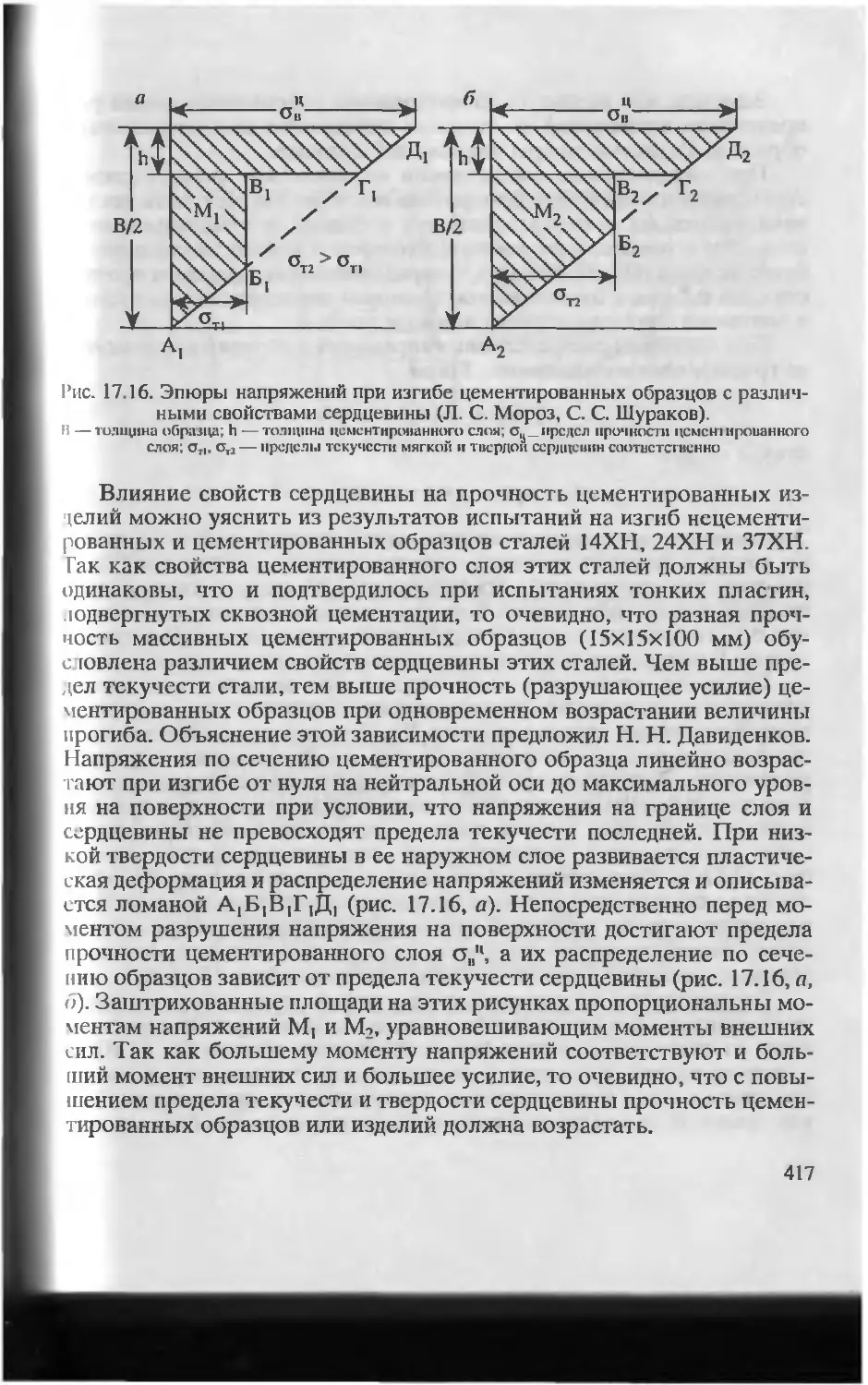
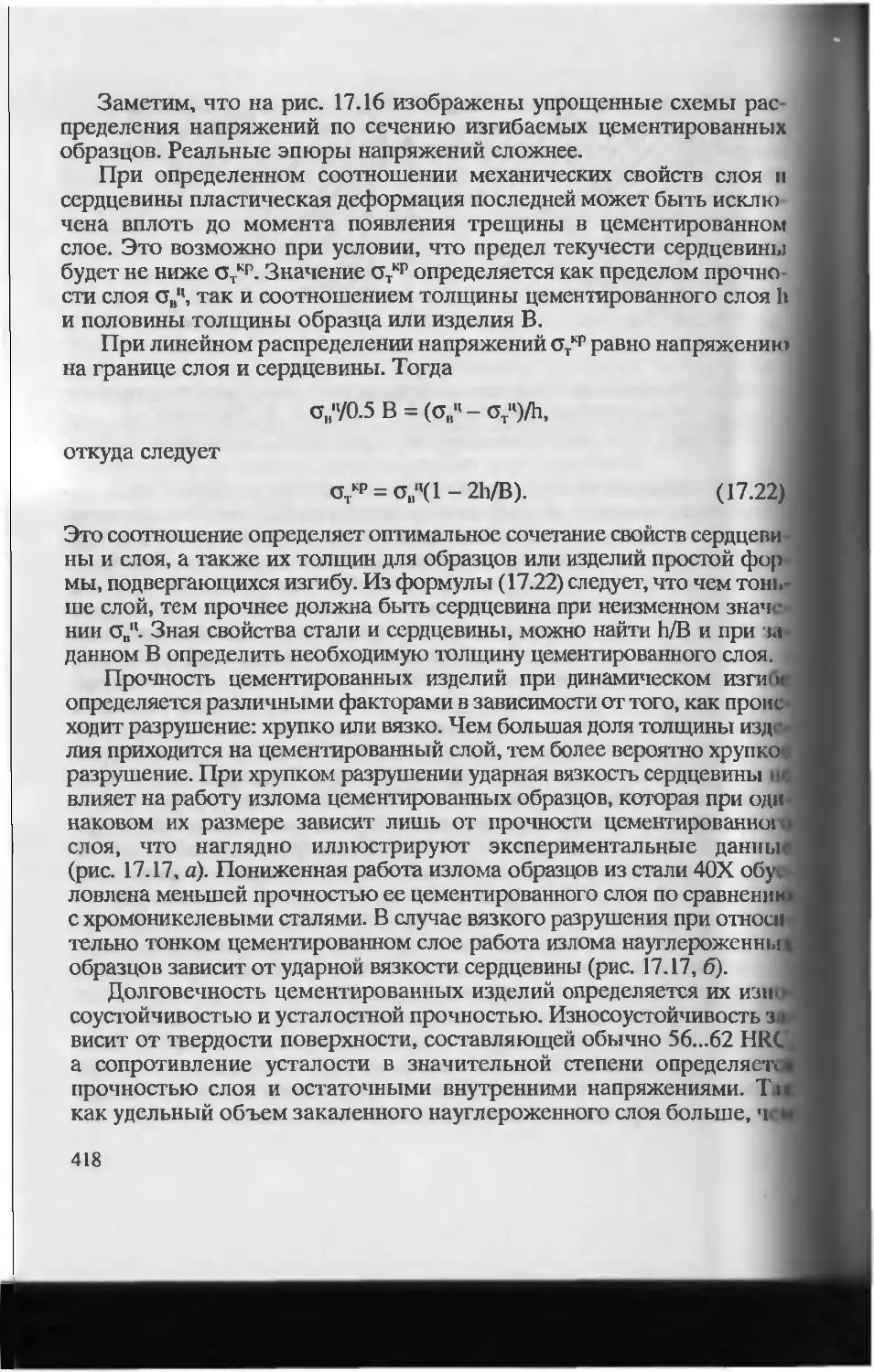
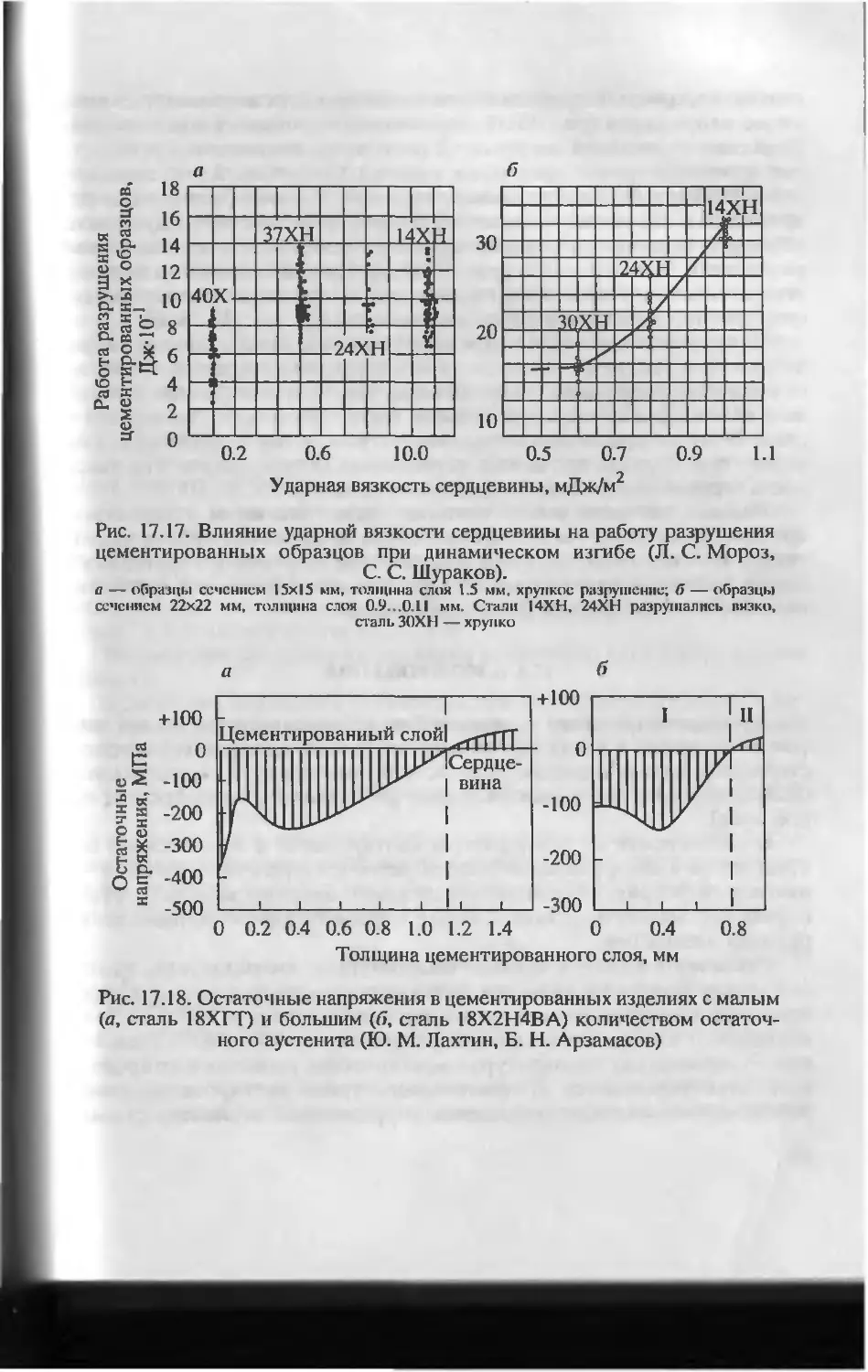
/

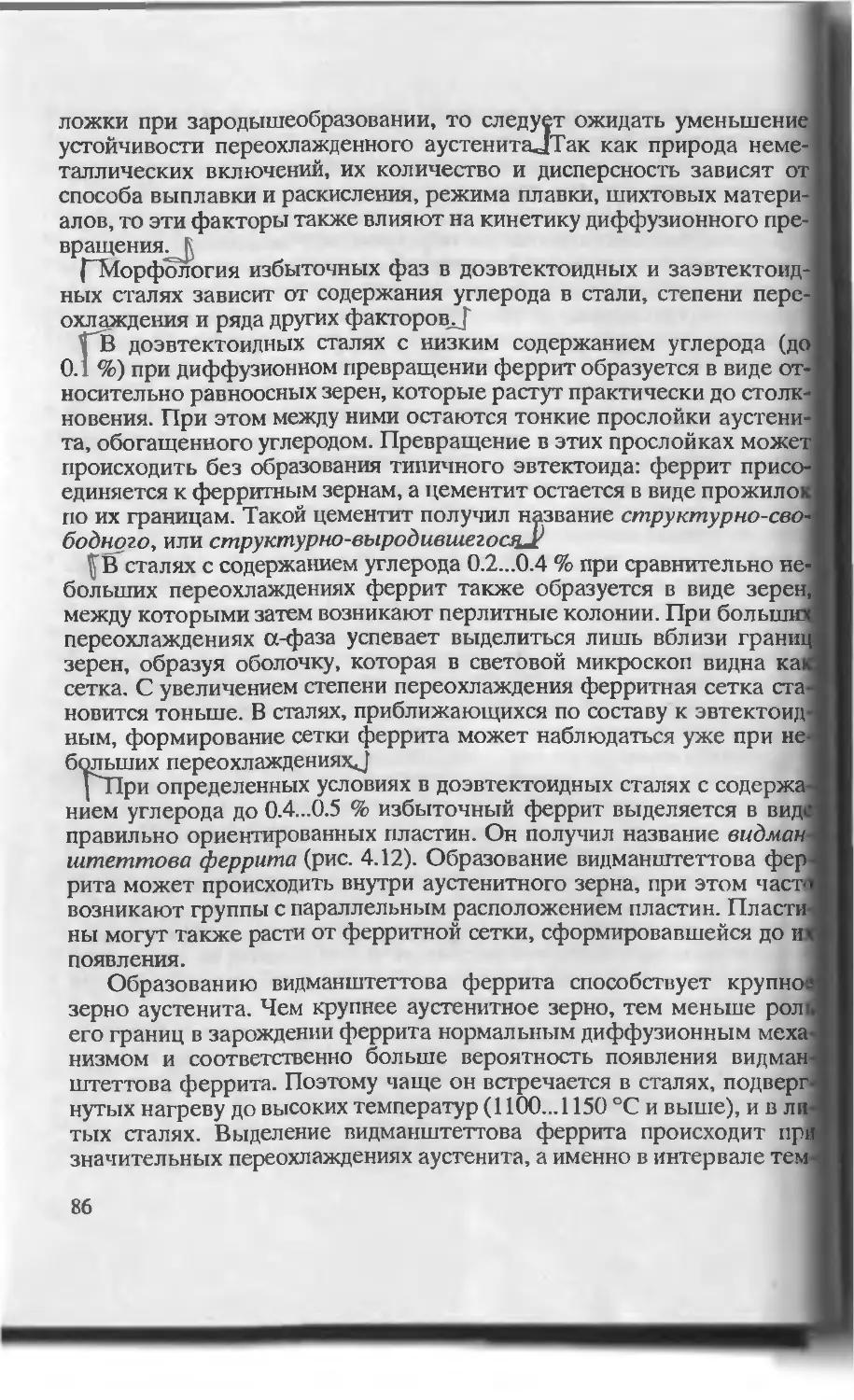
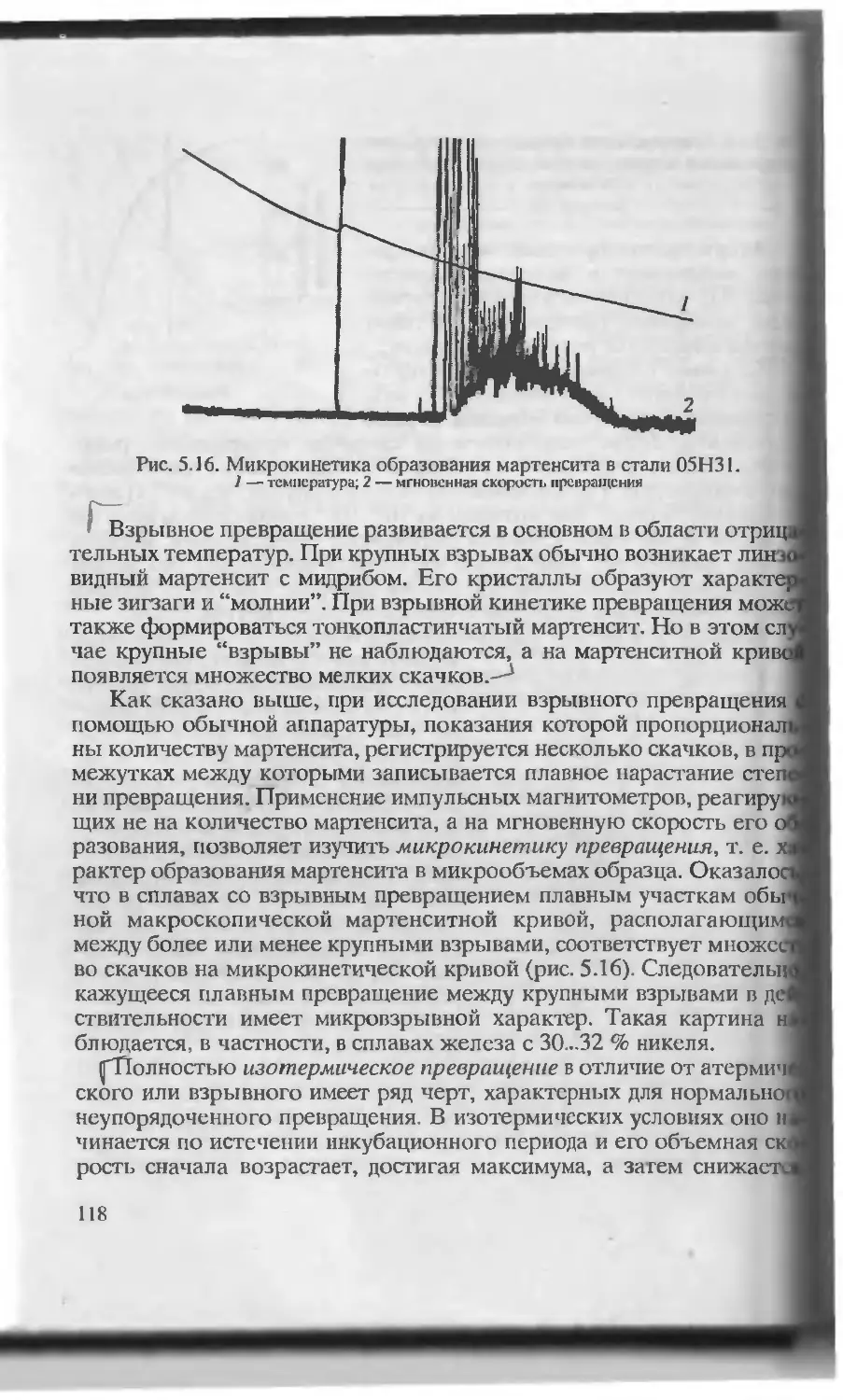



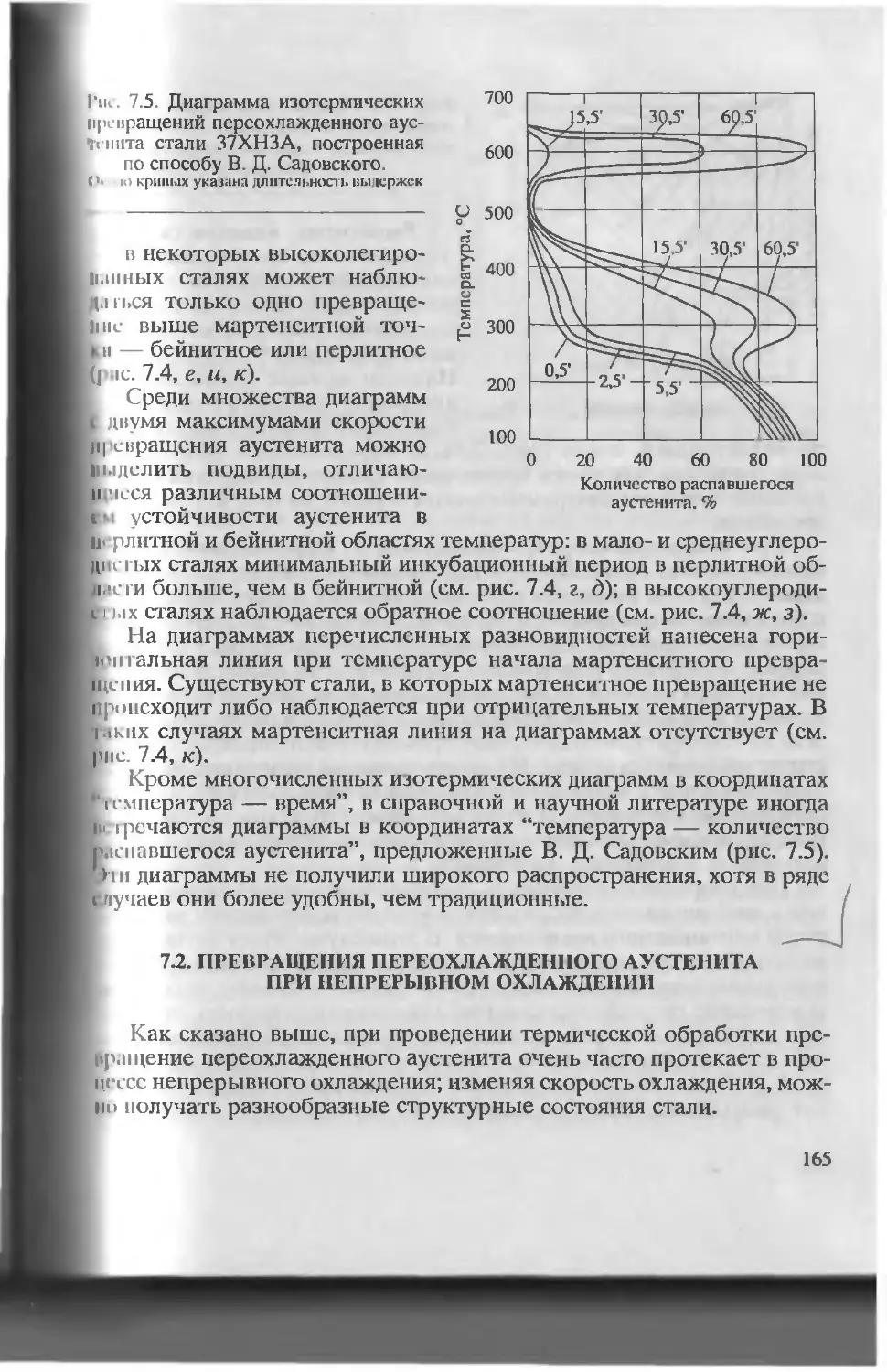
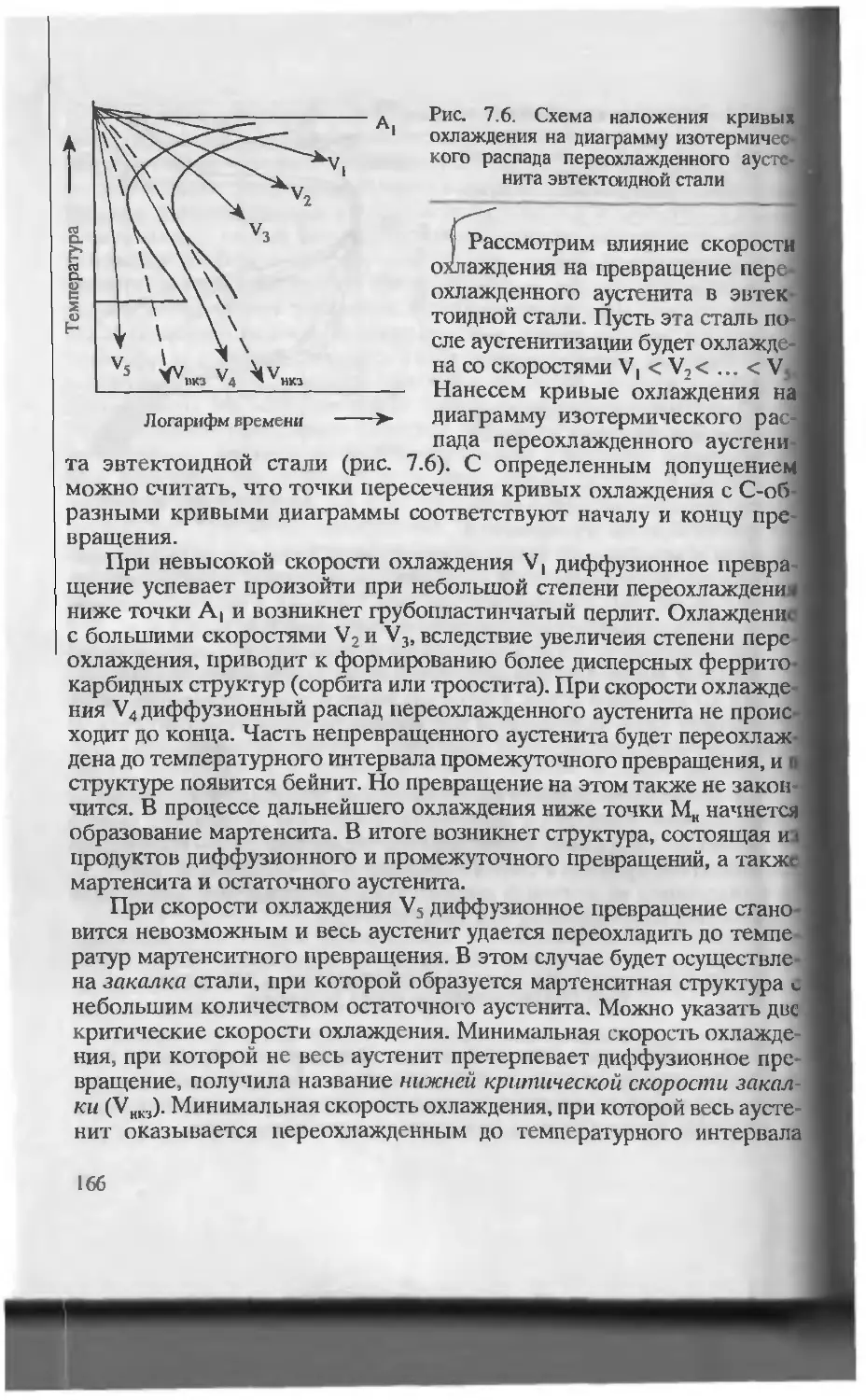
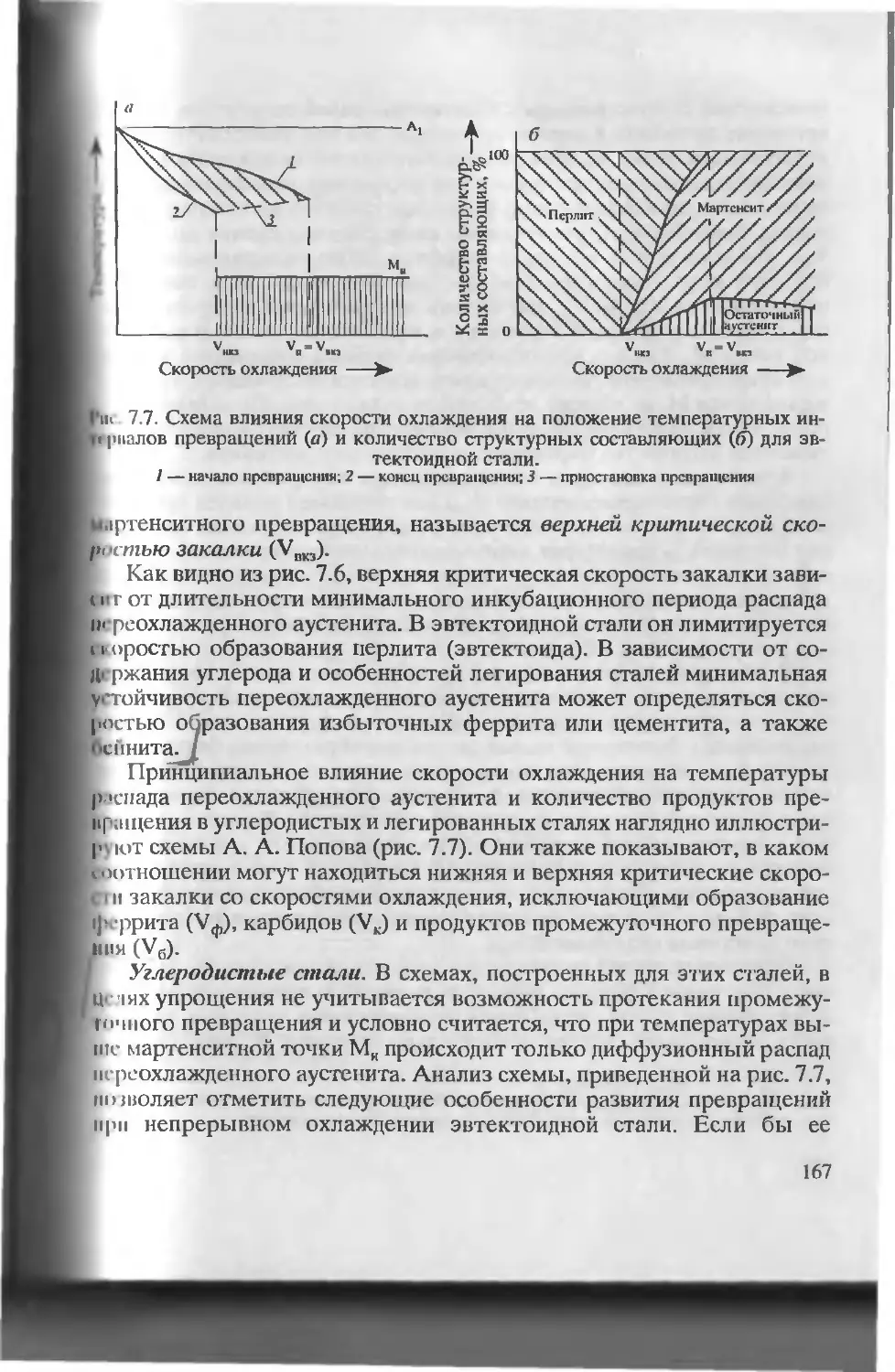
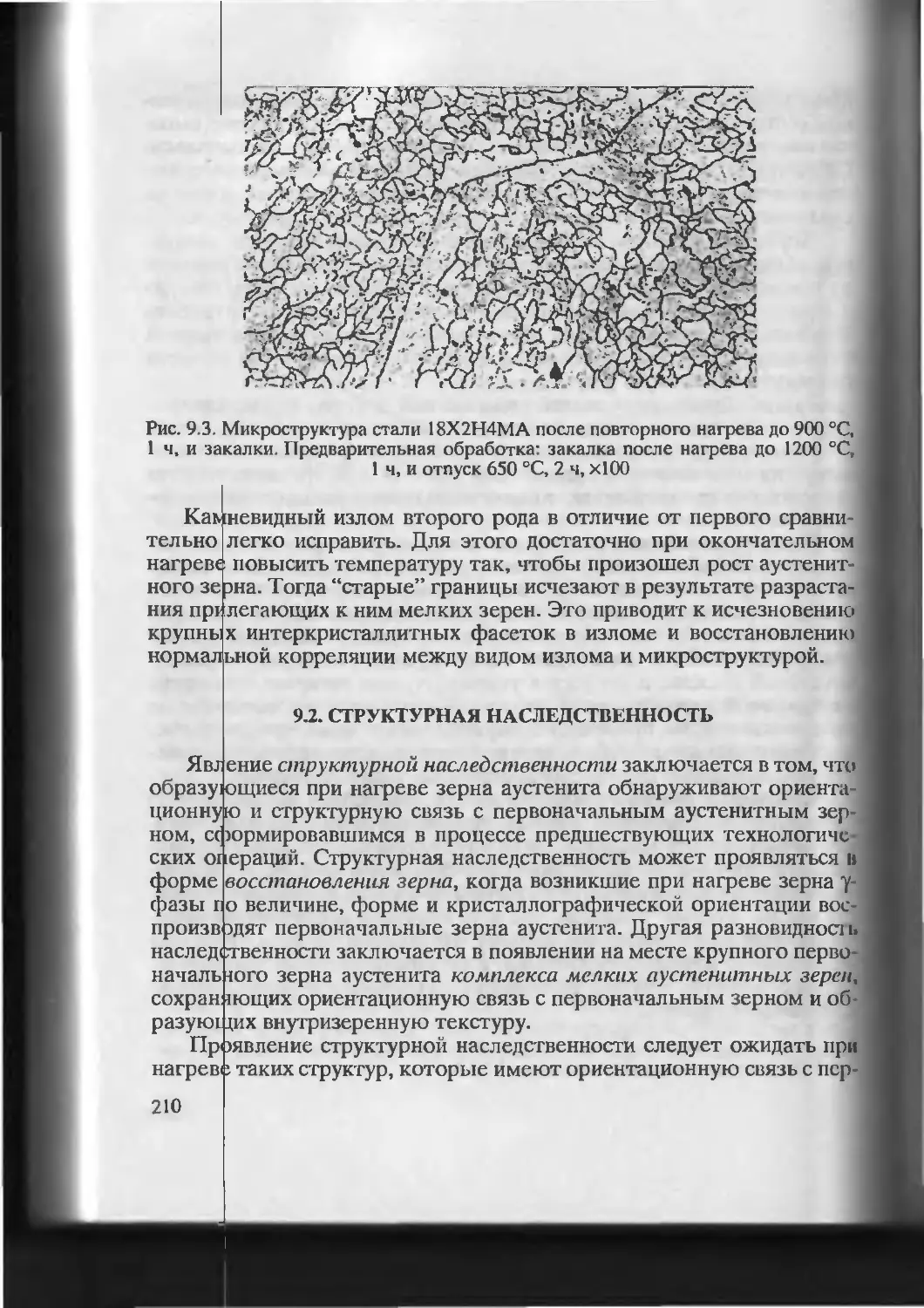
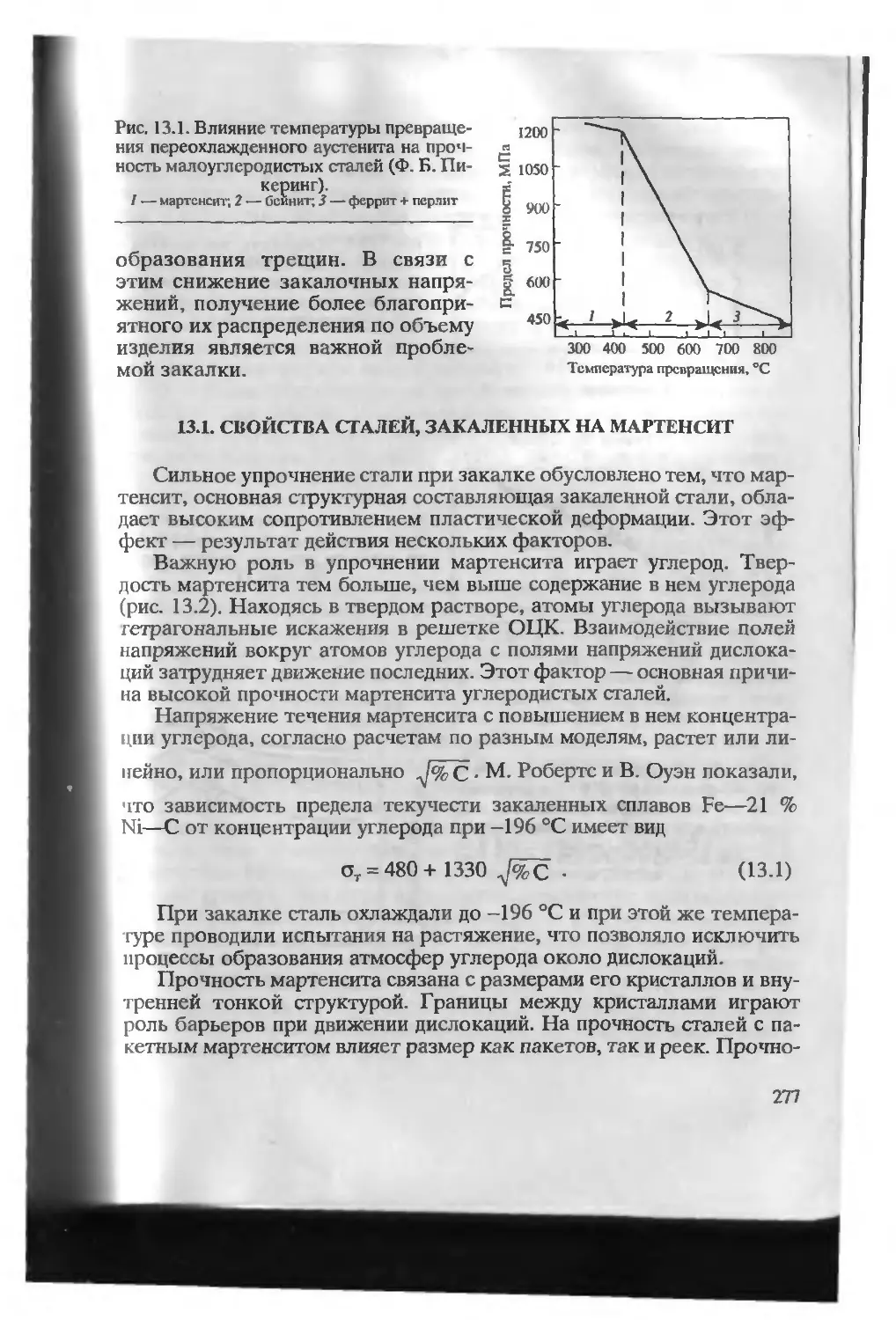
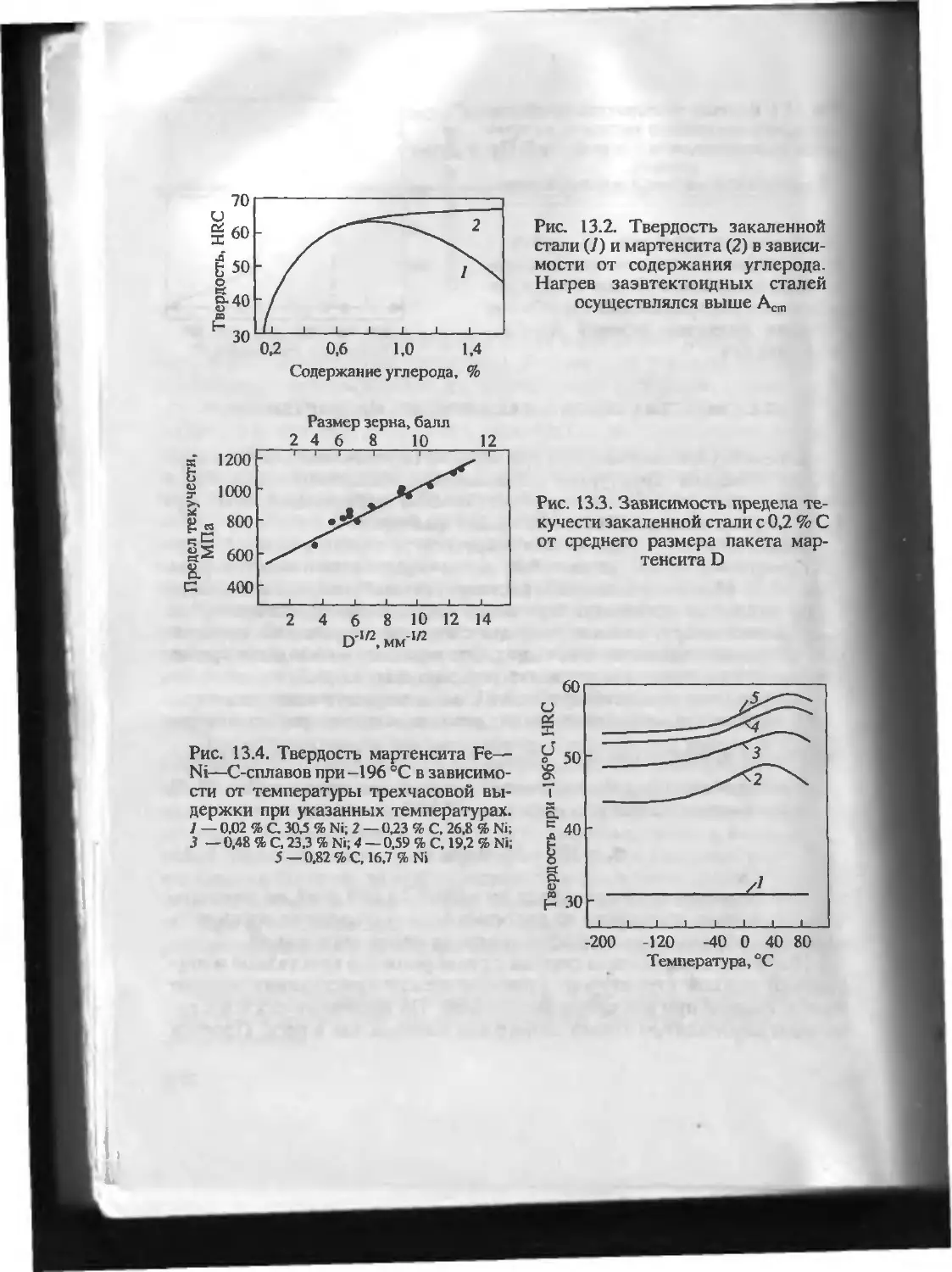

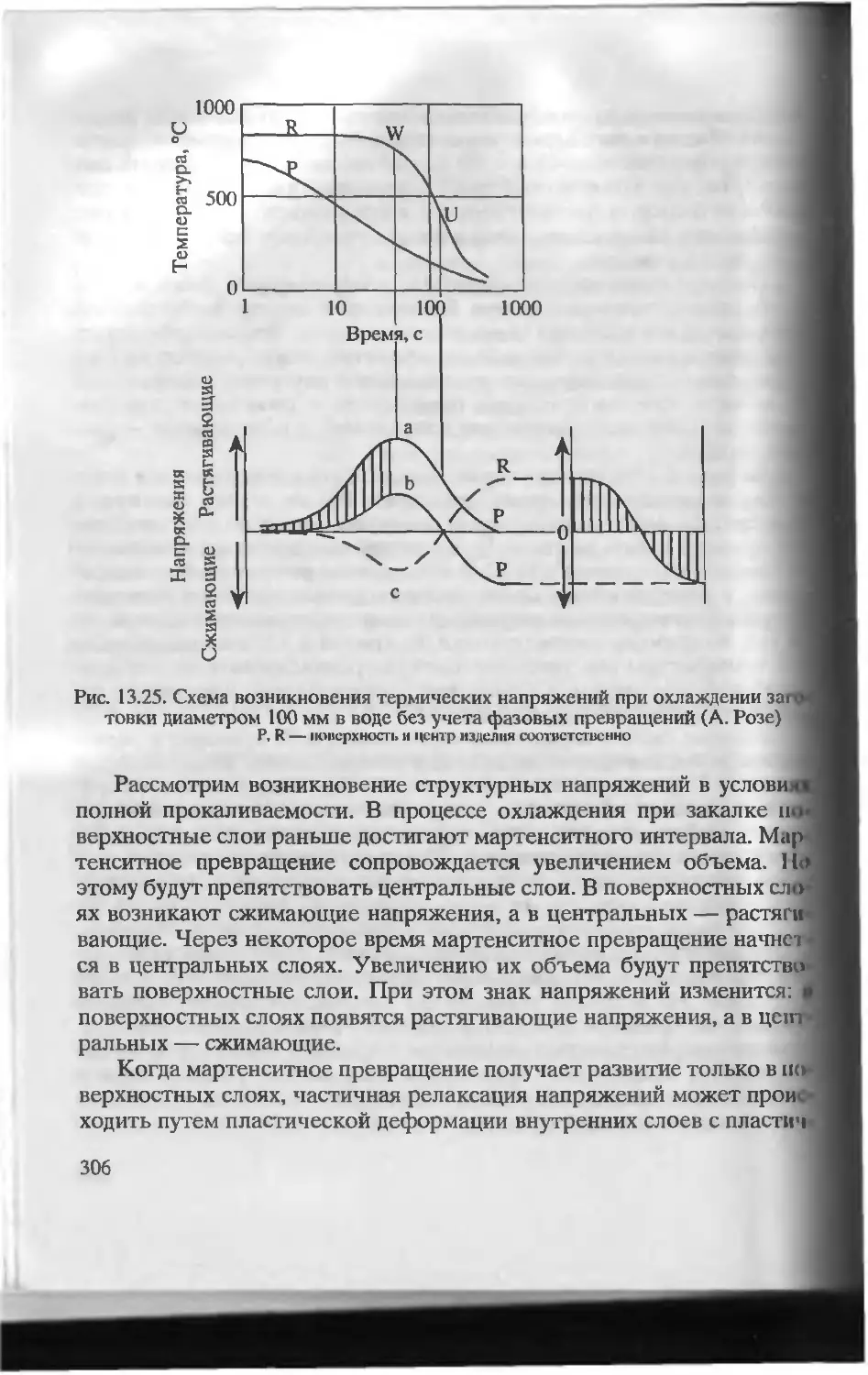

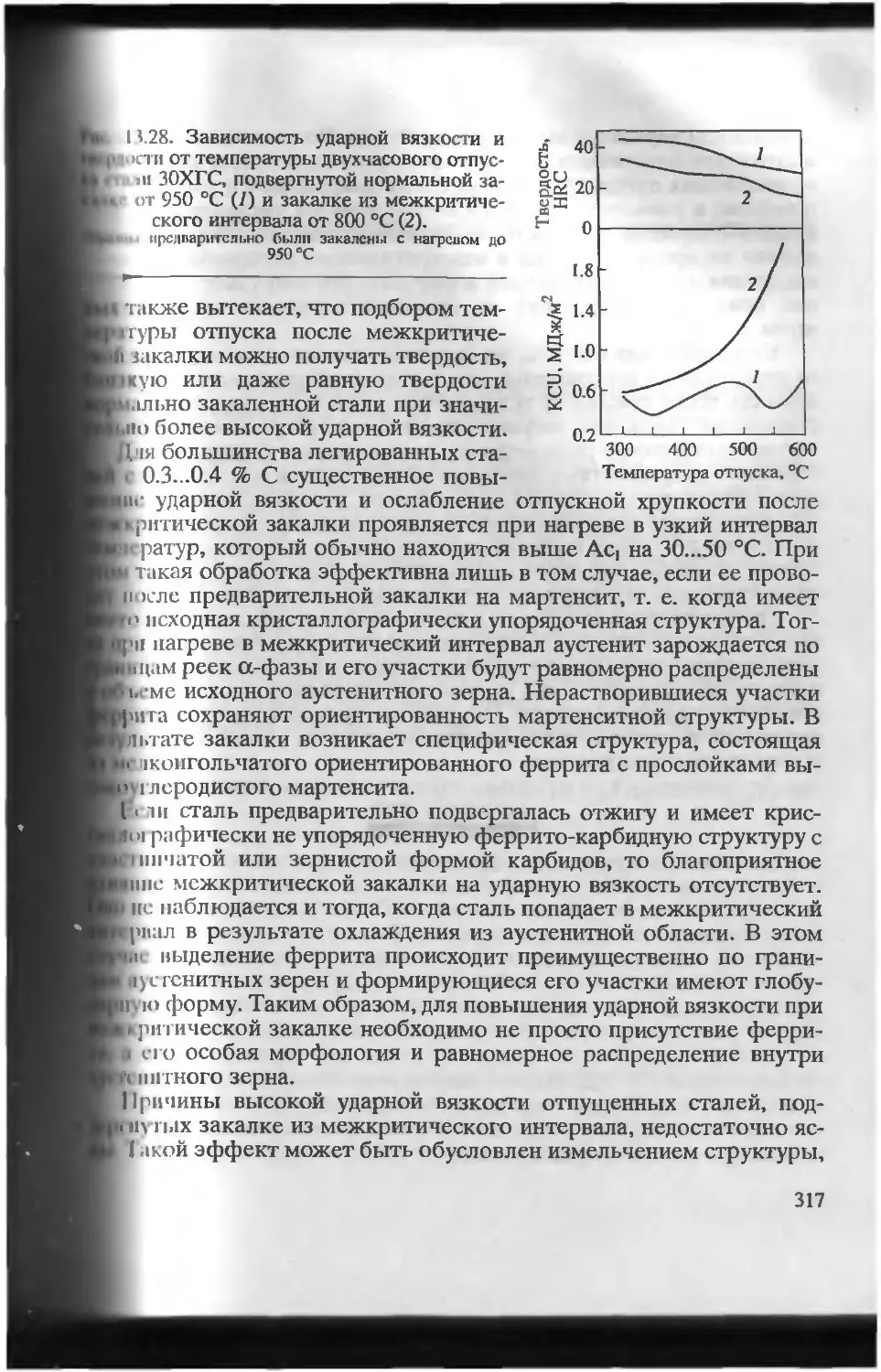
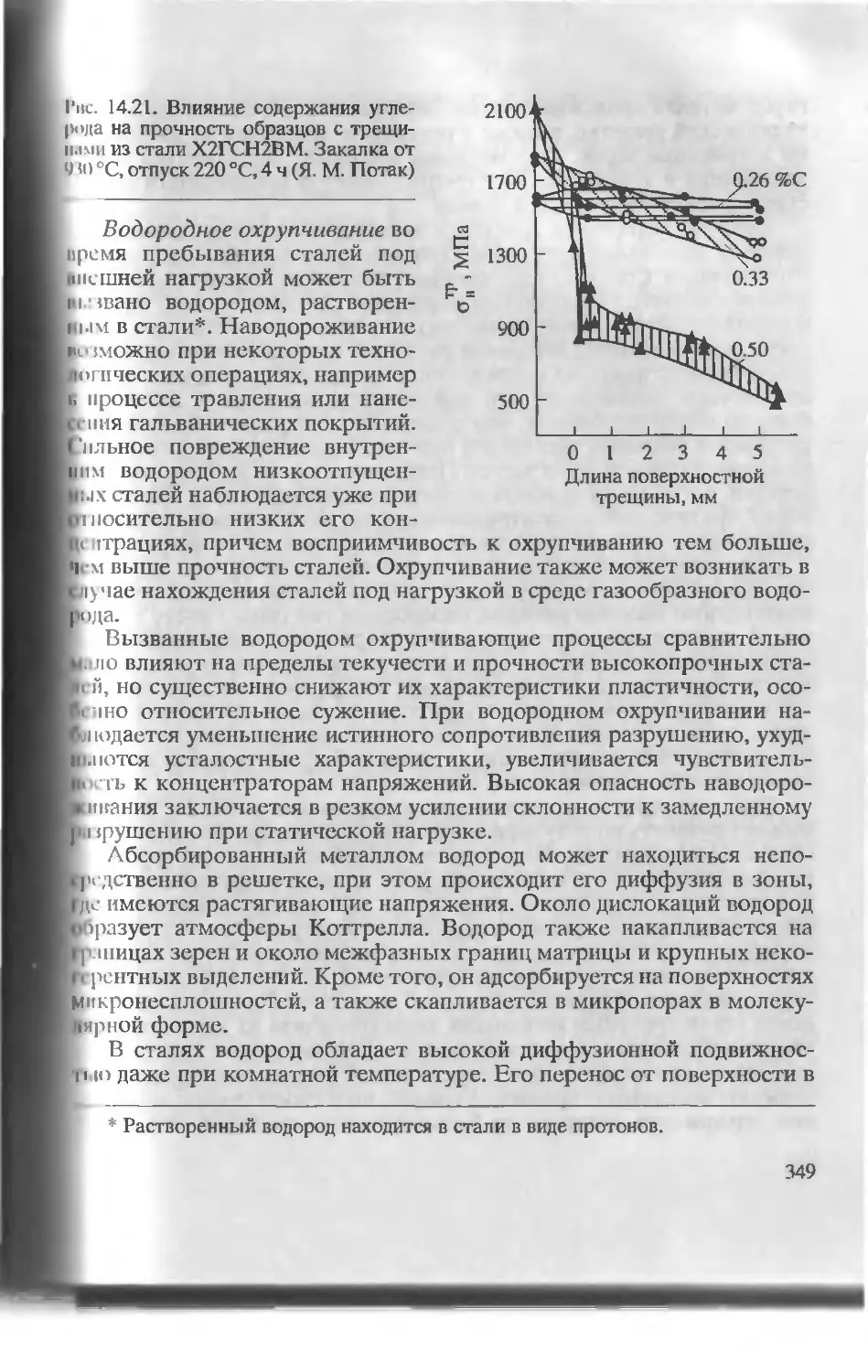






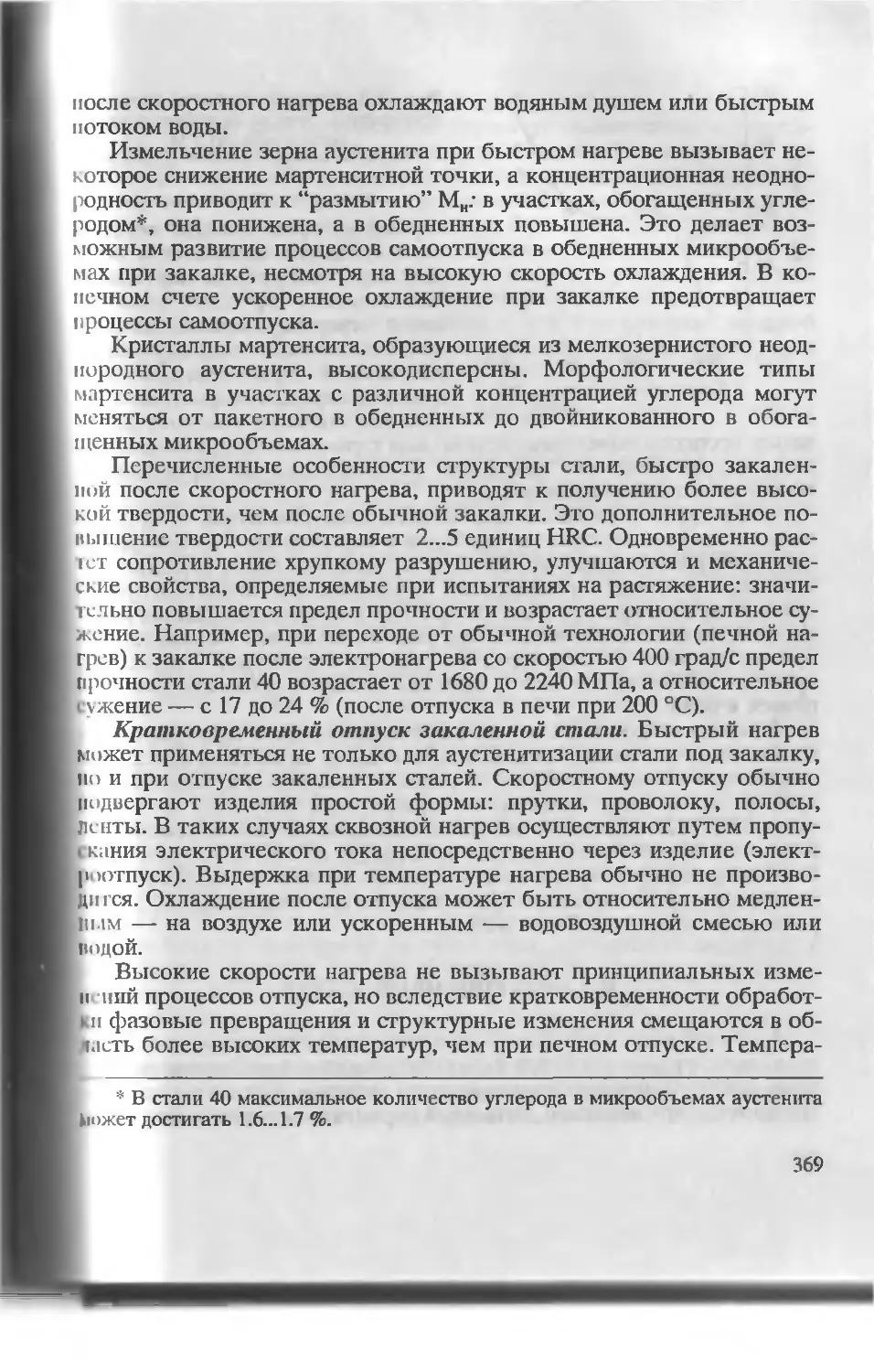
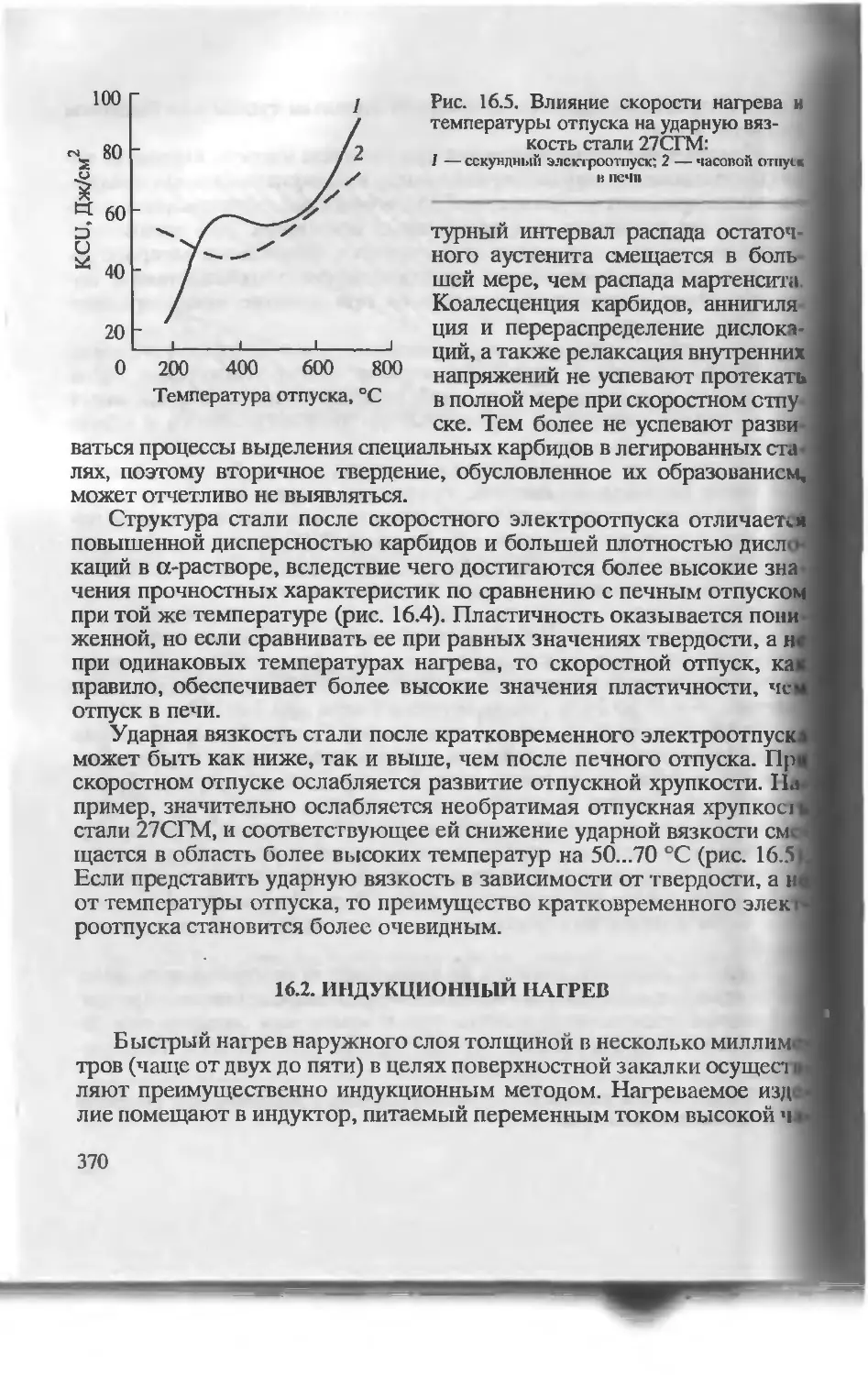
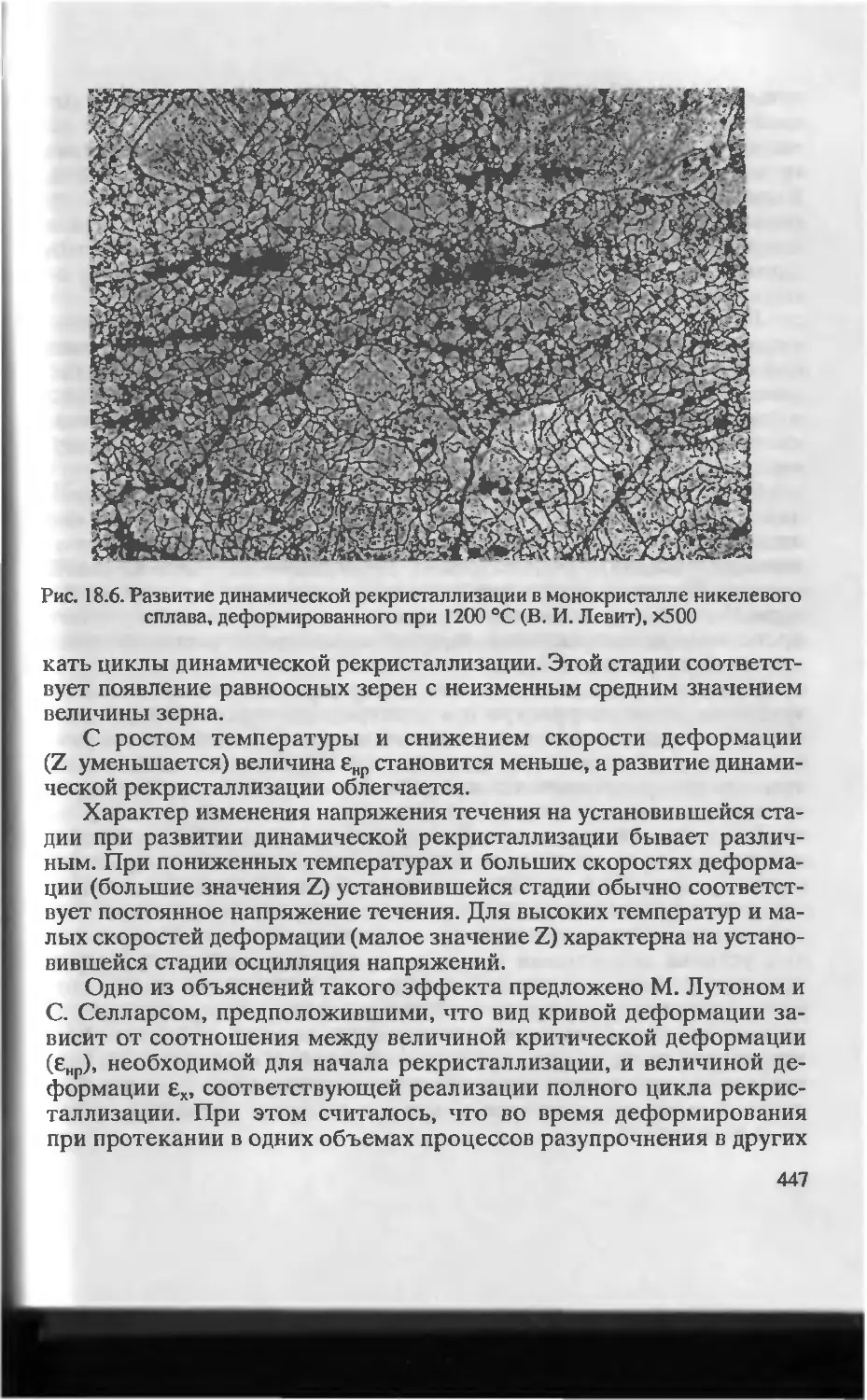
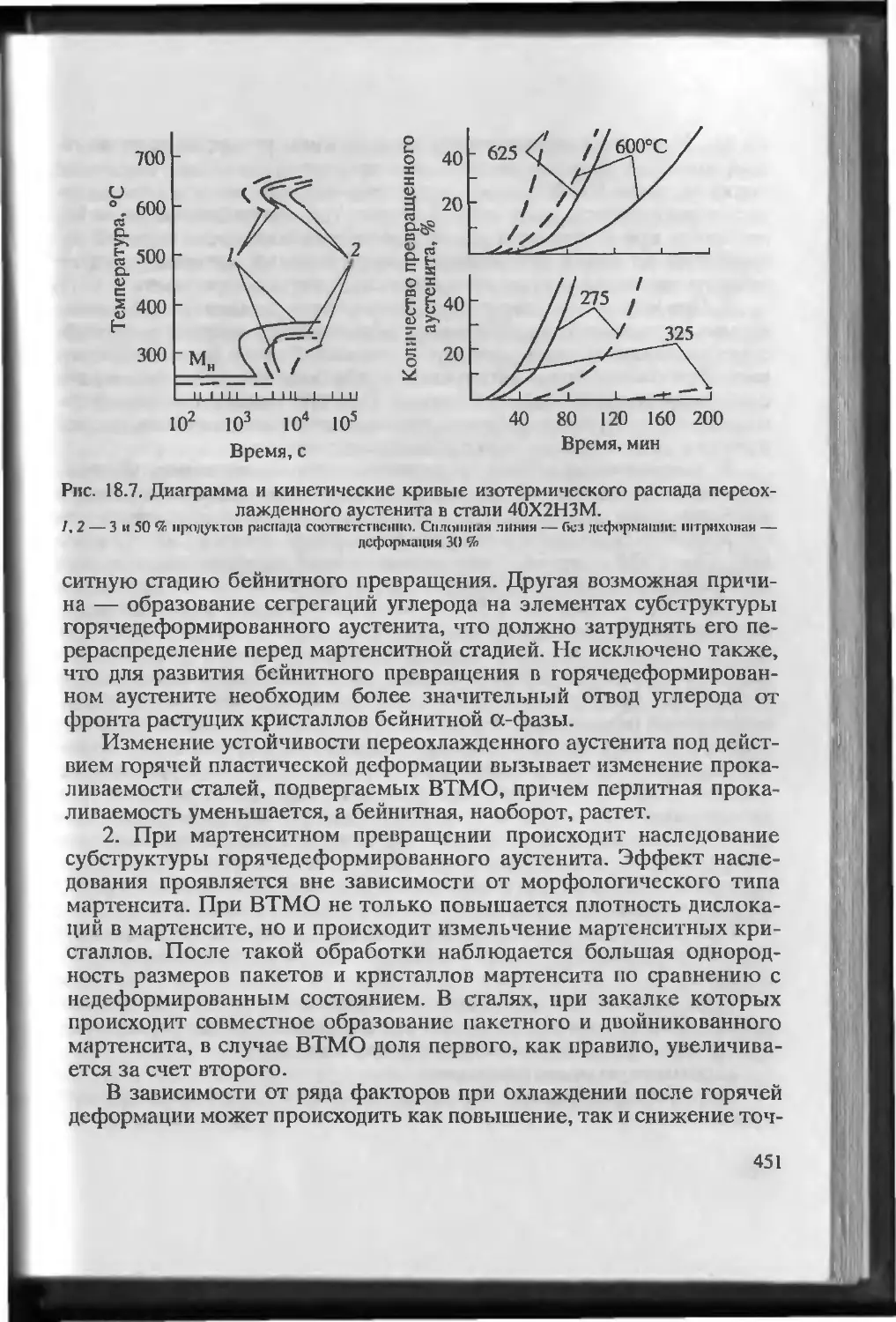

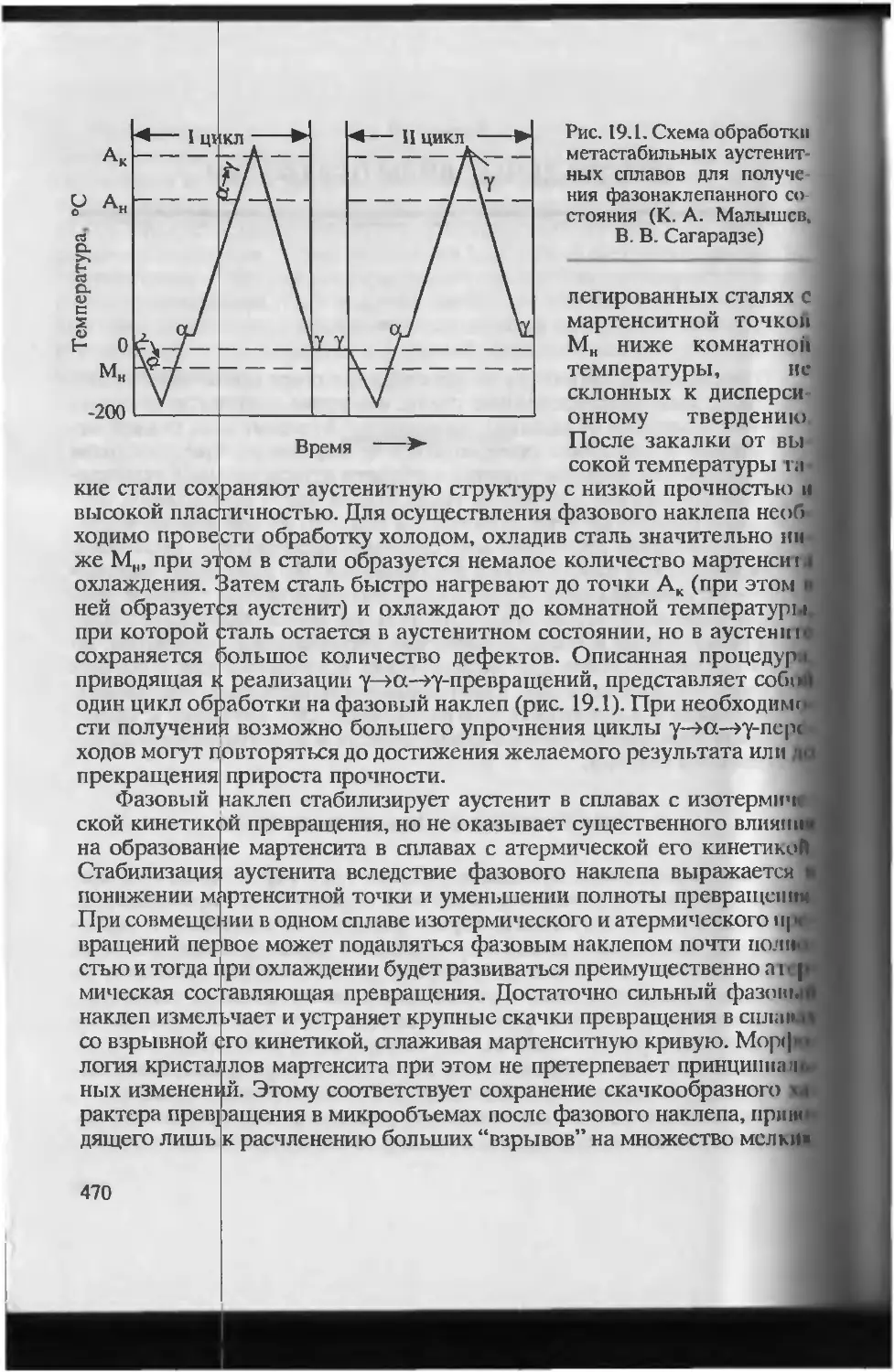




Text
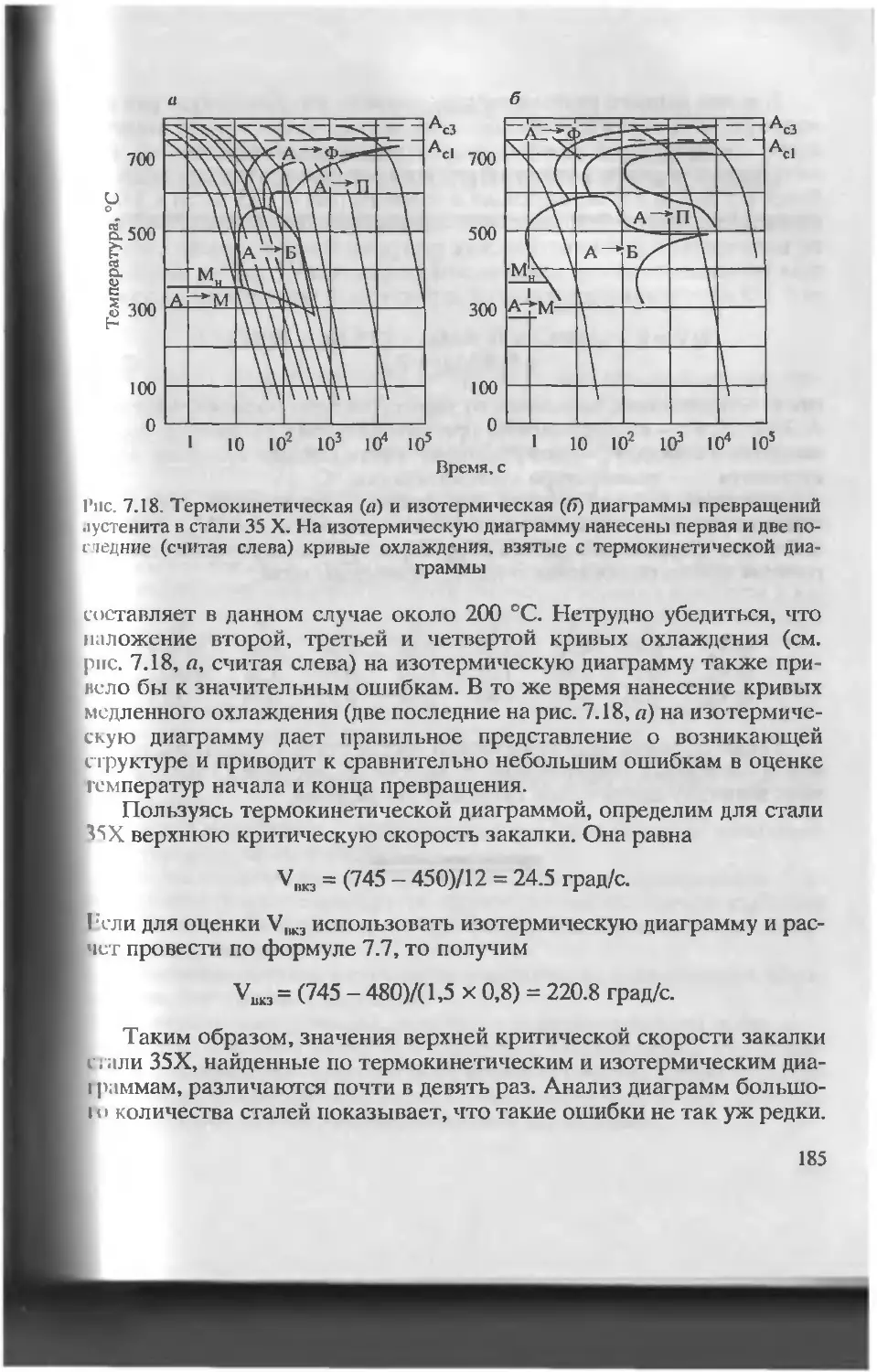
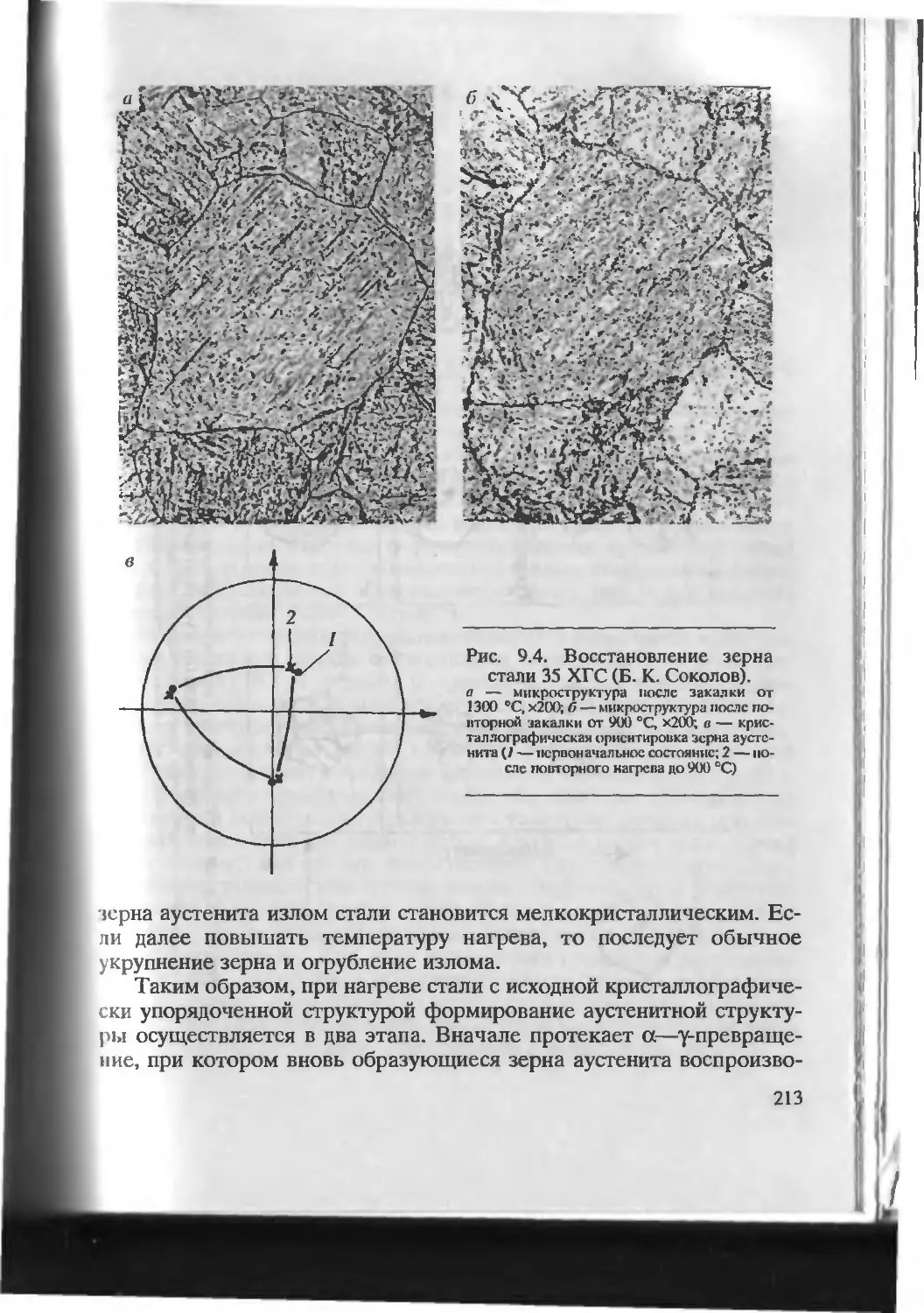
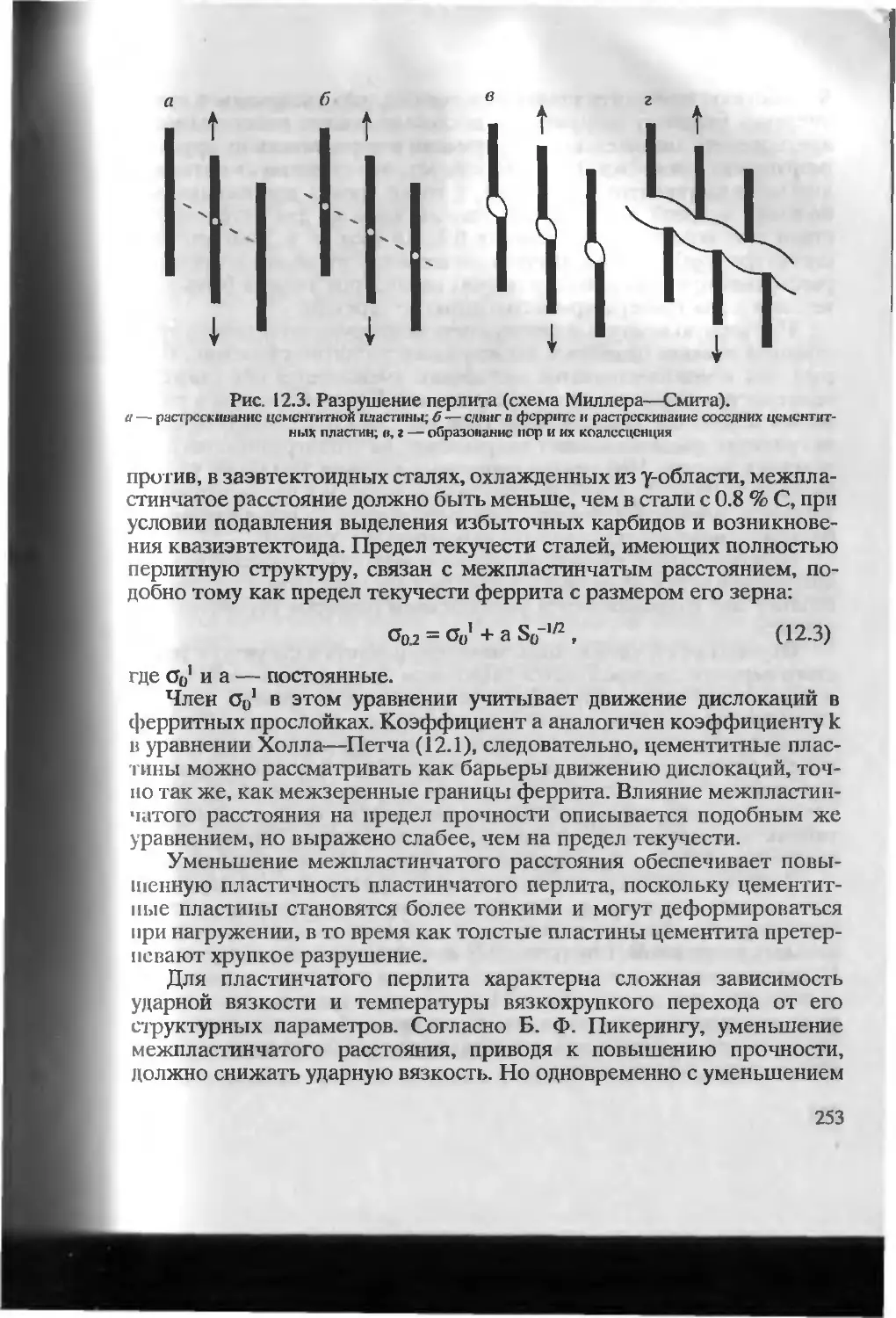
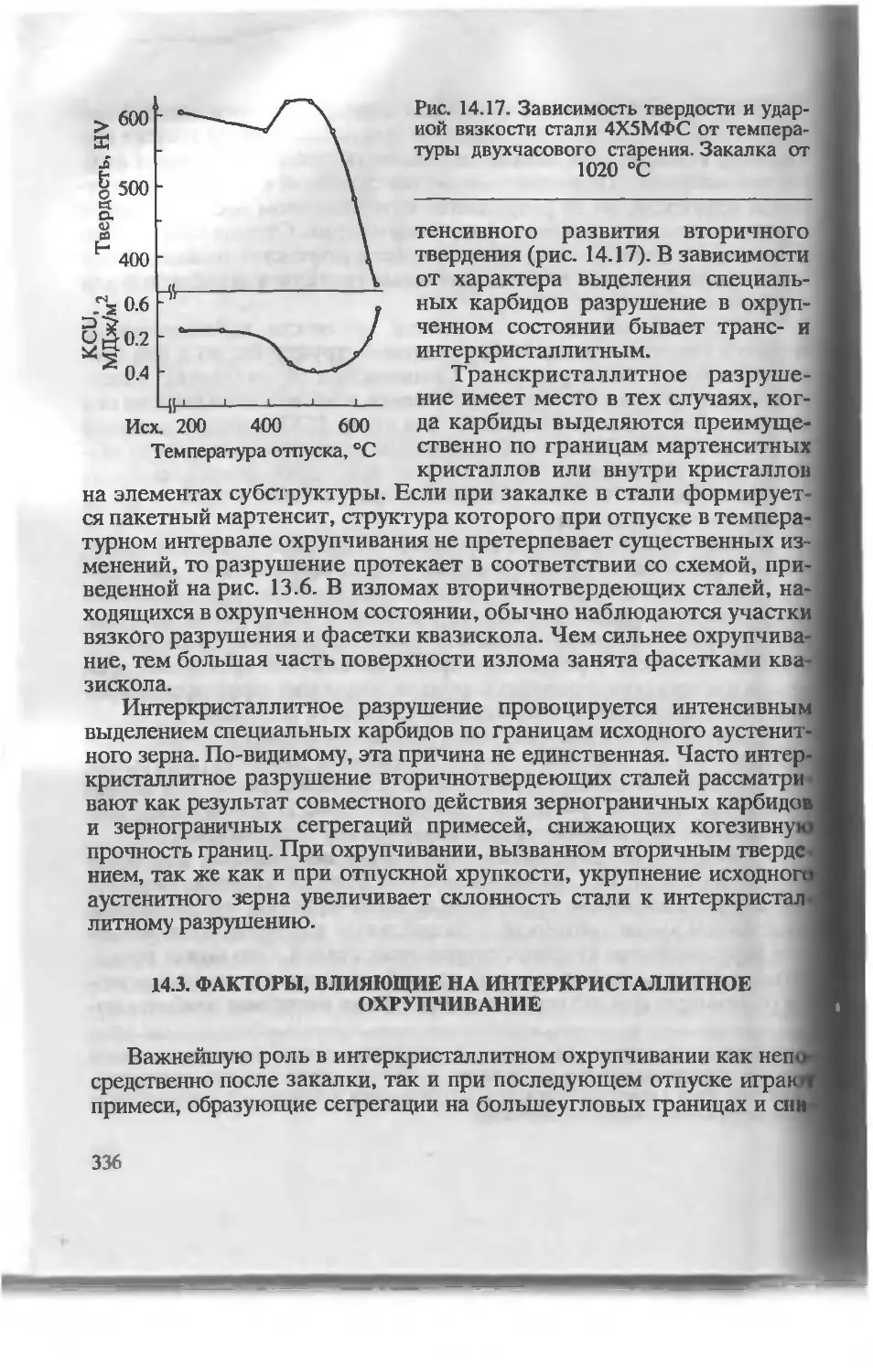
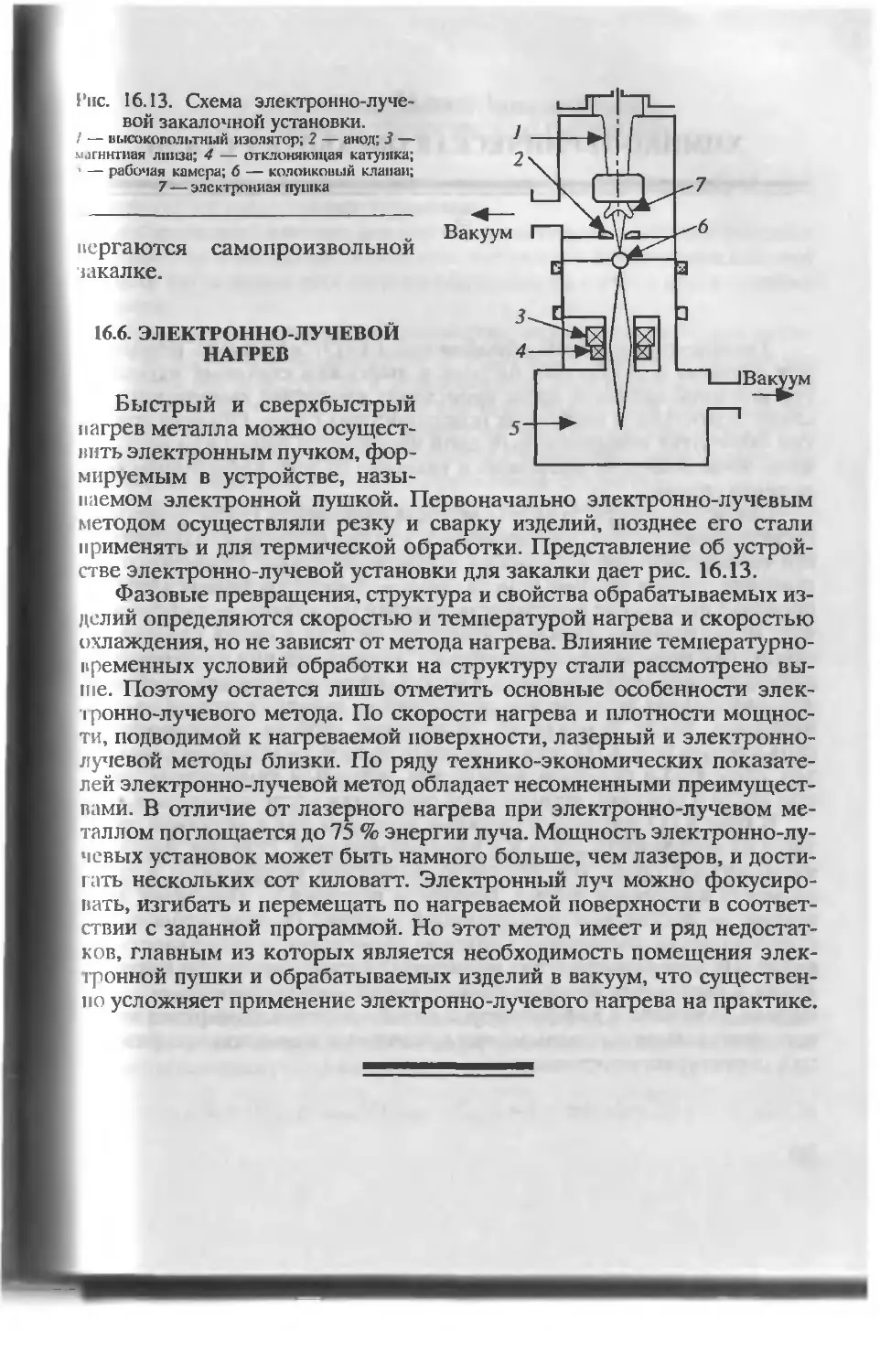
21 7 g (о?)
РОССИЙСКАЯ АКАДЕМИЯ НАУК • УРАЛЬСКОЕ ОТДЕЛЕНИЕ
ИНСТИТУТ ФИЗИКИ МЕТАЛЛОВ
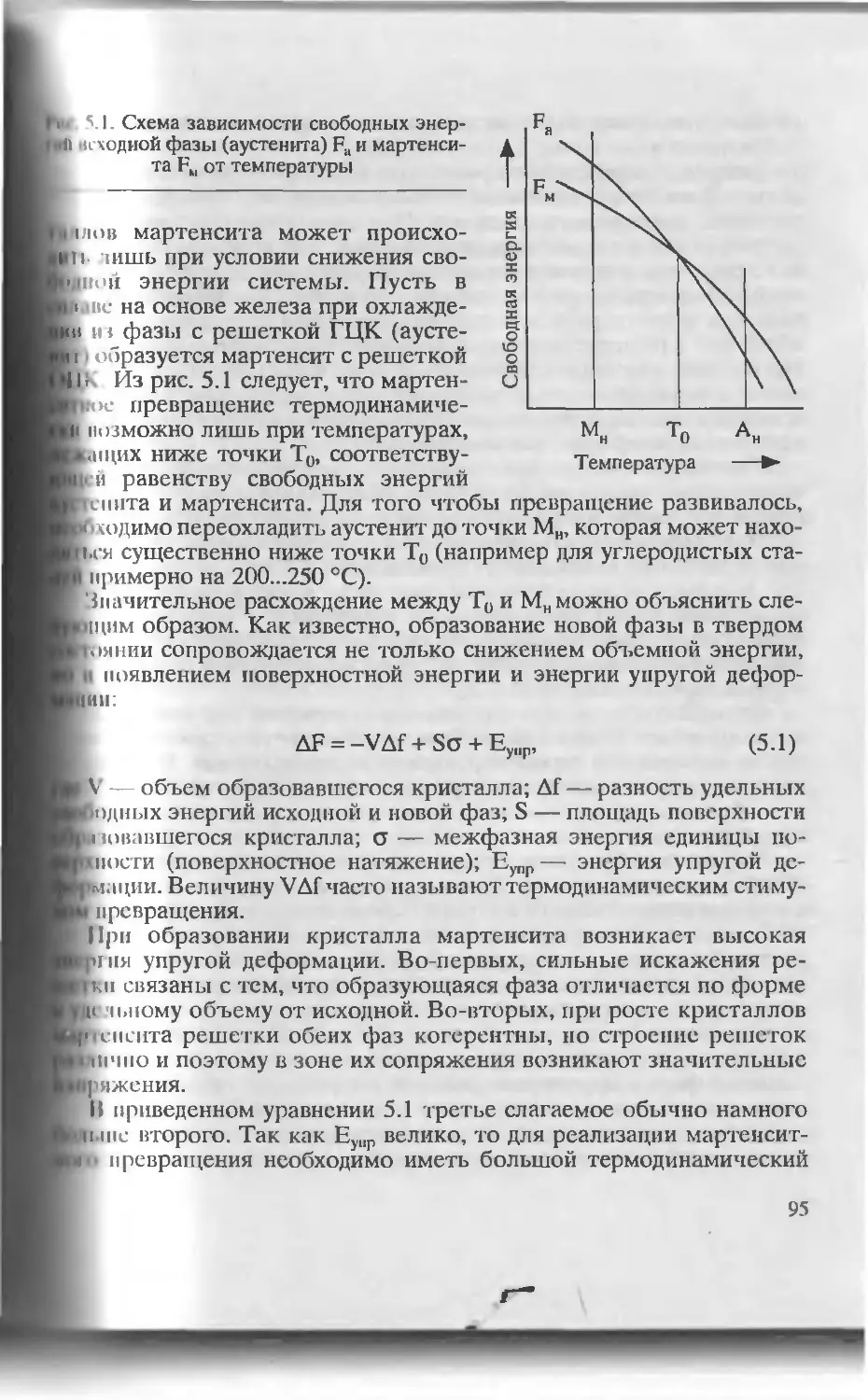
ЮЖНО-УРАЛЬСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
М. А. Смирнов, В. М. Счастливцев,
Л. Г. Журавлев
ОСНОВЫ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ СТАЛИ
УЧЕБНОЕ ПОСОБИЕ
безинв. учет Южно-Уральский гос. университет НАУЧНАЯ БИБЛИОТЕКА
ЕКАТЕРИНБУРГ
1999
УДК 621.785:669.1.017
Смирнов М. А., Счастливцев В. М., Журав-
лев Л. Г. Основы термической обработки стали: Учебное по-
собие. Екатеринбург: УрО РАН, 1999. ISBN 5—7691—0848—7.
Изложены теоретические основы термической обработки
стали. Рассмотрены фазовые и структурные превращения, проте-
кающие в сталях при нагреве и охлаждении. Проанализированы
изменения структуры и свойств сталей при отжиге, закалке, отпу-
ске, химико термической и термомеханической обработках.
Рекомендовано учебно-методическим объединением по об-
разованию в области металлургии Министерства общего и про-
фессионального образования Российской Федерации в качестве
учебного пособия для студентов вузов, обучающихся по специ-
альностям 110500 “Металловедение и термическая обработка ме-
таллов” и 070900 “Физика металов” (№ 35—0500 от 30.06.98 г.).
Книга может быть полезна студентам других металлургических
специальностей, а также инженерам металлургических и маши-
ностроительных предприятий, работающим в области производ-
ства, обработки и исследования сталей.
Ответственный редактор
доктор технических наук Б. К. Соколов
Рецензент
профессор М. А. Штремель
ISBN 5—7691—0848—7
ПРП—1998—79(98)—145
8П6(ОЗ)1998
ПВ—1999
© Институт физики
металлов
УрО РАН, 1999 г.
ПРЕДИСЛОВИЕ
Изучение курса “Теория термической обработки стали” является
•а <ной ступенью в подготовке металловедов и термистов. Ему пред-
шествуют такие курсы, как “Кристаллография”, “Дефекты кристал-
лического строения”, “Физическое металловедение” и “Механичес-
кие свойства металлов”, поэтому предполагается, что многие терми-
ны и понятия, употребляемые в нем, знакомы читателю. В свою оче-
редь, теория термической обработки — это база для изучения завер-
шающих дисциплин — “Специальные стали” и “Технология термиче-
ской обработки”.
Во многих вузах в курсе “Теория термической обработки” излага-
ются ее основы применительно как к сталям, так и к другим сплавам.
При таком подходе мы рекомендуем пользоваться учебником
II И. Новикова “Теория термической обработки металлов”, который
удовлетворит самого взыскательного читателя.
Но есть и иной подход, когда термическая обработка стали рас-
сматривается как отдельная дисциплина. Именно такой курс в 40-х
годах был прочитан в Уральском индустриальном институте членом-
корреспондентом АН СССР С. С. Штейнбергом, по праву считаю-
щимся основа гелем уральской школы металловедения. Эти лекции
of юбщены в монографии “Термическая обработка стали”. В дальней-
шем курс с таким названием читали известные ученые-металловеды
профессора А. А. Попов и М. М. Штейнберг. Они внесли серьезный
вклад в совершенствование методических основ его преподавания.
Пам представлялось важным сохранить методические разработ-
ки, сделанные уральскими учеными, что и явилось одной из причин
написания данной книги. Другая причина — желание более обстоя-
тельно изложить ряд положений теории термической обработки ста-
лей, которые не получили полного отражения в учебной литературе.
Гак, в предлагаемой книге значительное внимание уделено рассмот-
рению эффекта структурной наследственности при нагреве, причин
образования камневидного излома, особенностей формирования бей-
пнтпых структур и их поведения при отпуске. Мы считали, что в кур-
се, посвященном термической обработке, целесообразно особо оста-
новиться на анализе взаимосвязи структуры и механических свойств.
3
В книге широко использованы экспериментальные данные, получен-
ные уральскими учеными, и прежде всего академиком В. Д. Садов-
ским и его сотрудниками.
Учебник написан в результате совместных работ Института фи-
зики металлов УрО РАН и Южно-Уральского государственного уни-
верситета, г. Челябинск.
Авторы благодарны профессору Б. К. Соколову за критический
анализ рукописи, А. М. Поляковой — за помощь в подготовке книги,
Ю. В. Хлебниковой, И. Л. Солодовой и Л. Ю. Егоровой — за подго-
товку иллюстраций.
Все замечания и пожелания будут приняты с благодарностью.
Глава I
ОБЩИЕ ПОЛОЖЕНИЯ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ
Под термической обработкой понимают процессы, при кото-
рых путем теплового воздействия изменяют структуру металлов и
сплавов.
Между структурой и многими свойствами материала существует
ыкономерная связь. Использование термической обработки позволя-
ет в широких пределах изменять механические, физико-химические и
технологические свойства металлов и сплавов. В технологическом
процессе изготовления деталей машин термическая обработка может
быть как промежуточной операцией, которая подготавливает струк-
туру и улучшает технологические свойства для последующих опера-
ций, например обработки давлением или резанием, так и окончатель-
ной ступенью, когда формируются требуемые структура и комплекс
свойств.
Термическая обработка заключается в нагреве до определенной
температуры, регламентированной выдержке при этой температуре
и последующем охлаждении. Ее основными параметрами являются
Температура нагрева, длительность выдержки, скорости нагрева и
охлаждения. Термическая обработка может быть весьма сложной и
иключать несколько циклов нагрева и охлаждения, осуществление
нагрева и охлаждения по ступенчатому режиму, охлаждение в об-
ласть отрицательных температур. Она может выполняться в сочета-
нии с такими воздействиями, как пластическая деформация, насыще-
ние поверхностных слоев изделий некоторыми элементами и т. д.
1.1. КЛАССИФИКАЦИЯ ВИДОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Вид термической обработки определяется типом фазовых и
шруктурных превращений в металлах и сплавах, происходящих при
тепловом воздействии. В настоящее время наиболее распространен-
ной считается классификация видов термической обработки, схема
5
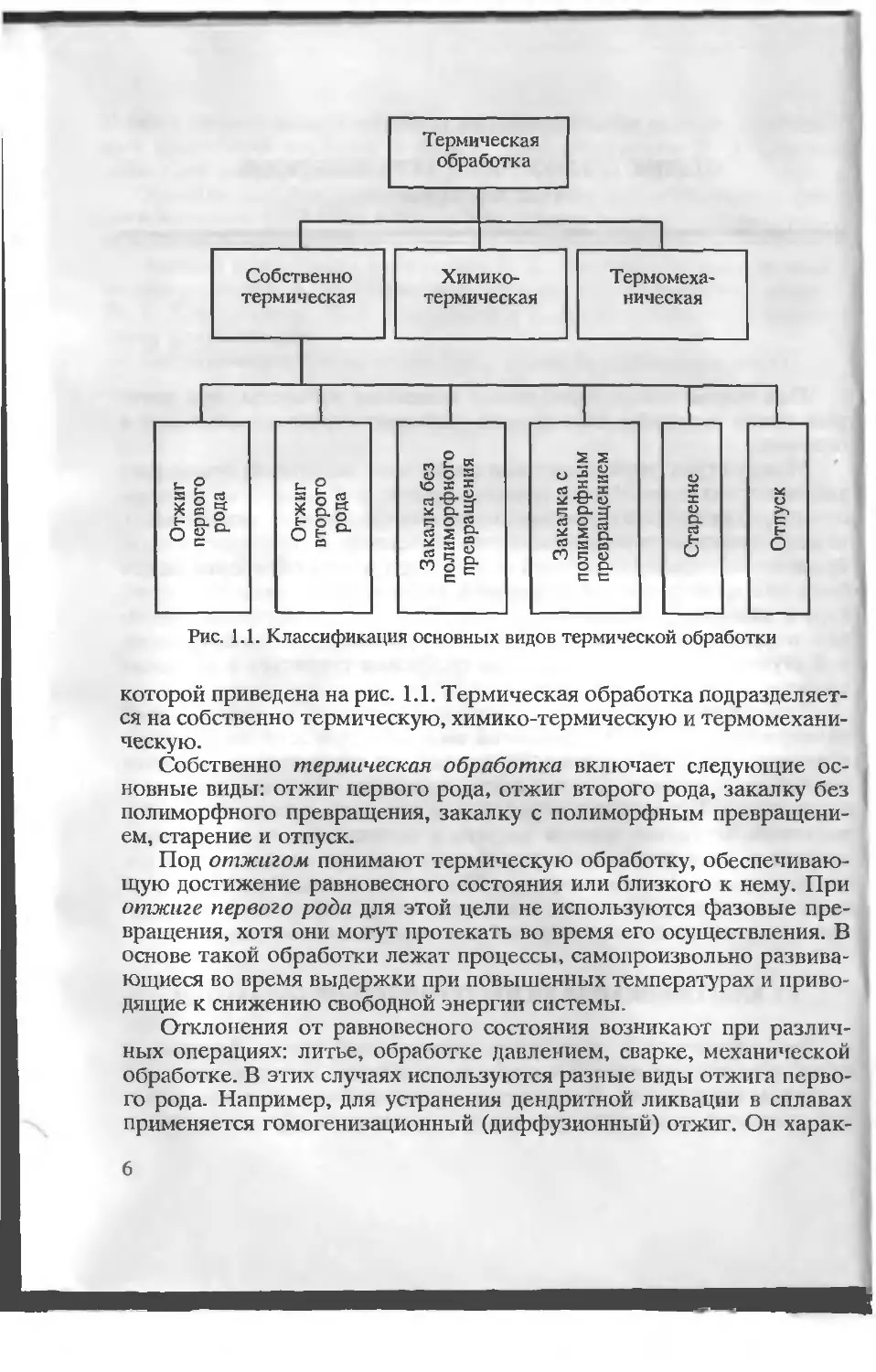
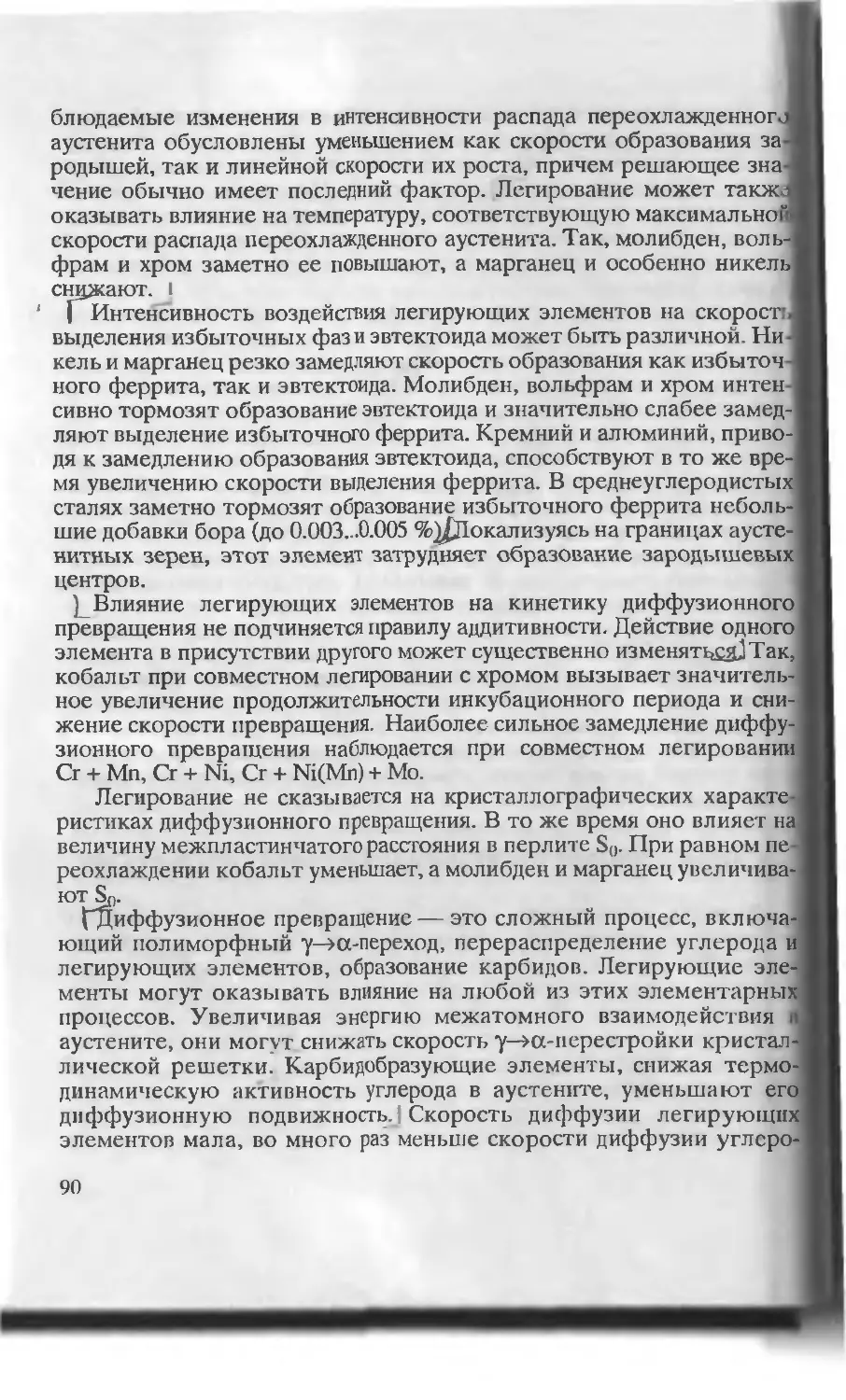
Рис. 1.1. Классификация основных видов термической обработки
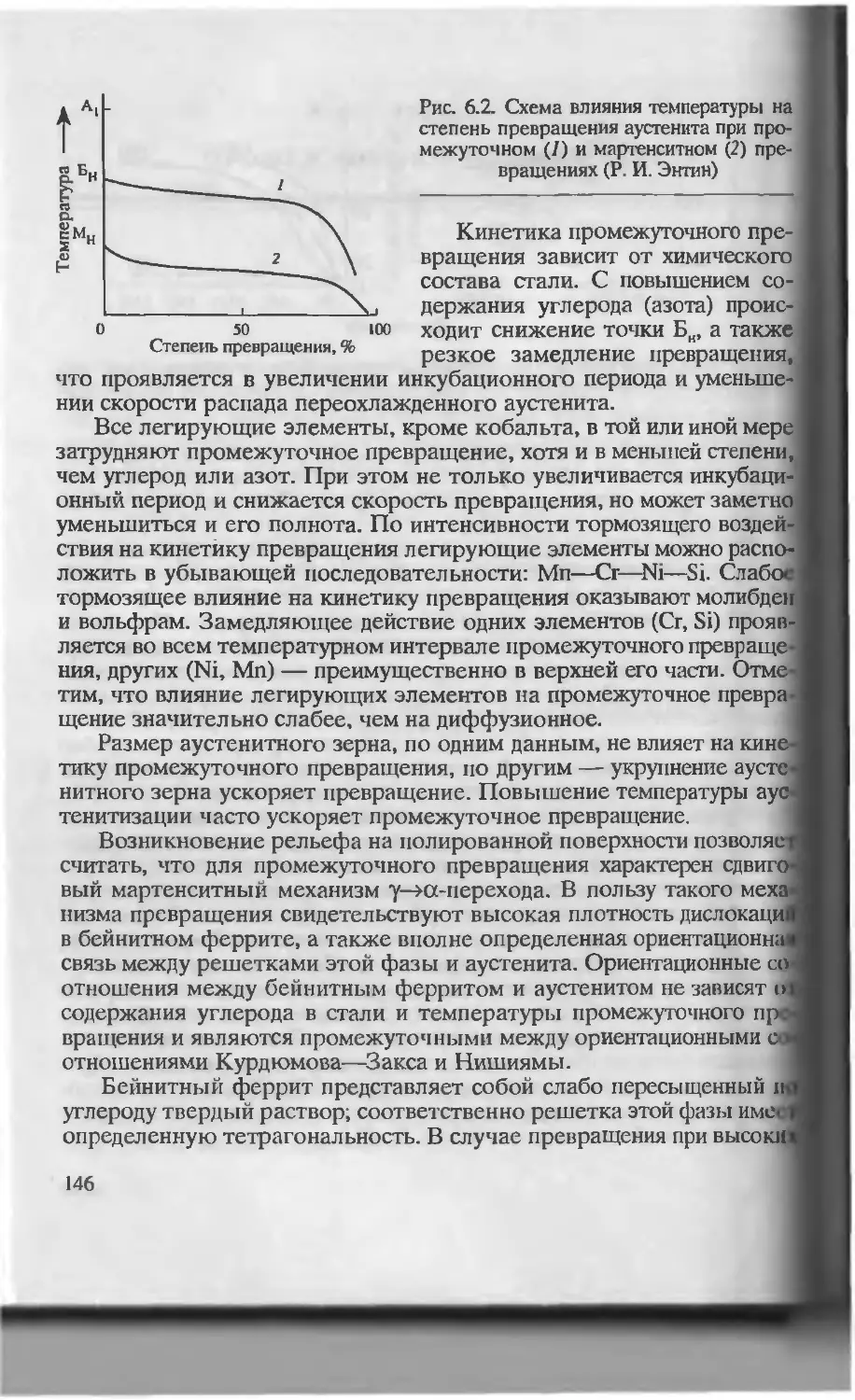
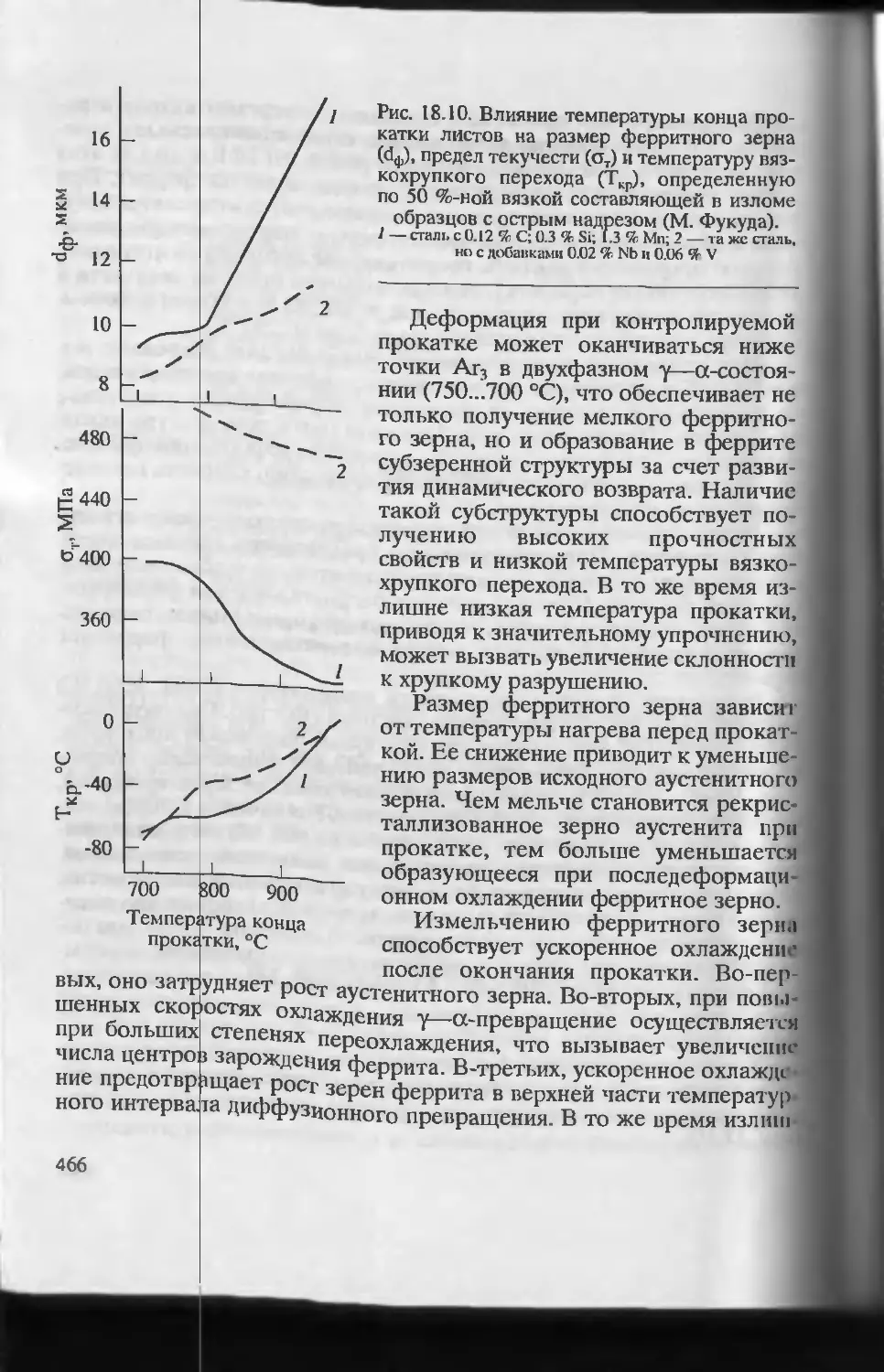
которой приведена на рис. 1.1. Термическая обработка подразделяет-
ся на собственно термическую, химико-термическую и термомехани-
ческую.
Собственно термическая обработка включает следующие ос-
новные виды: отжиг первого рода, отжиг второго рода, закалку без
полиморфного превращения, закалку с полиморфным превращени-
ем, старение и отпуск.
Под отжигом понимают термическую обработку, обеспечиваю-
щую достижение равновесного состояния или близкого к нему. При
отжиге первого рода для этой цели не используются фазовые пре-
вращения, хотя они могут протекать во время его осуществления. В
основе такой обработки лежат процессы, самопроизвольно развива-
ющиеся во время выдержки при повышенных температурах и приво-
дящие к снижению свободной энергии системы.
Отклонения от равновесного состояния возникают при различ-
ных операциях: литье, обработке давлением, сварке, механической
обработке. В этих случаях используются разные виды отжига перво-
го рода. Например, для устранения дендритной ликвации в сплавах
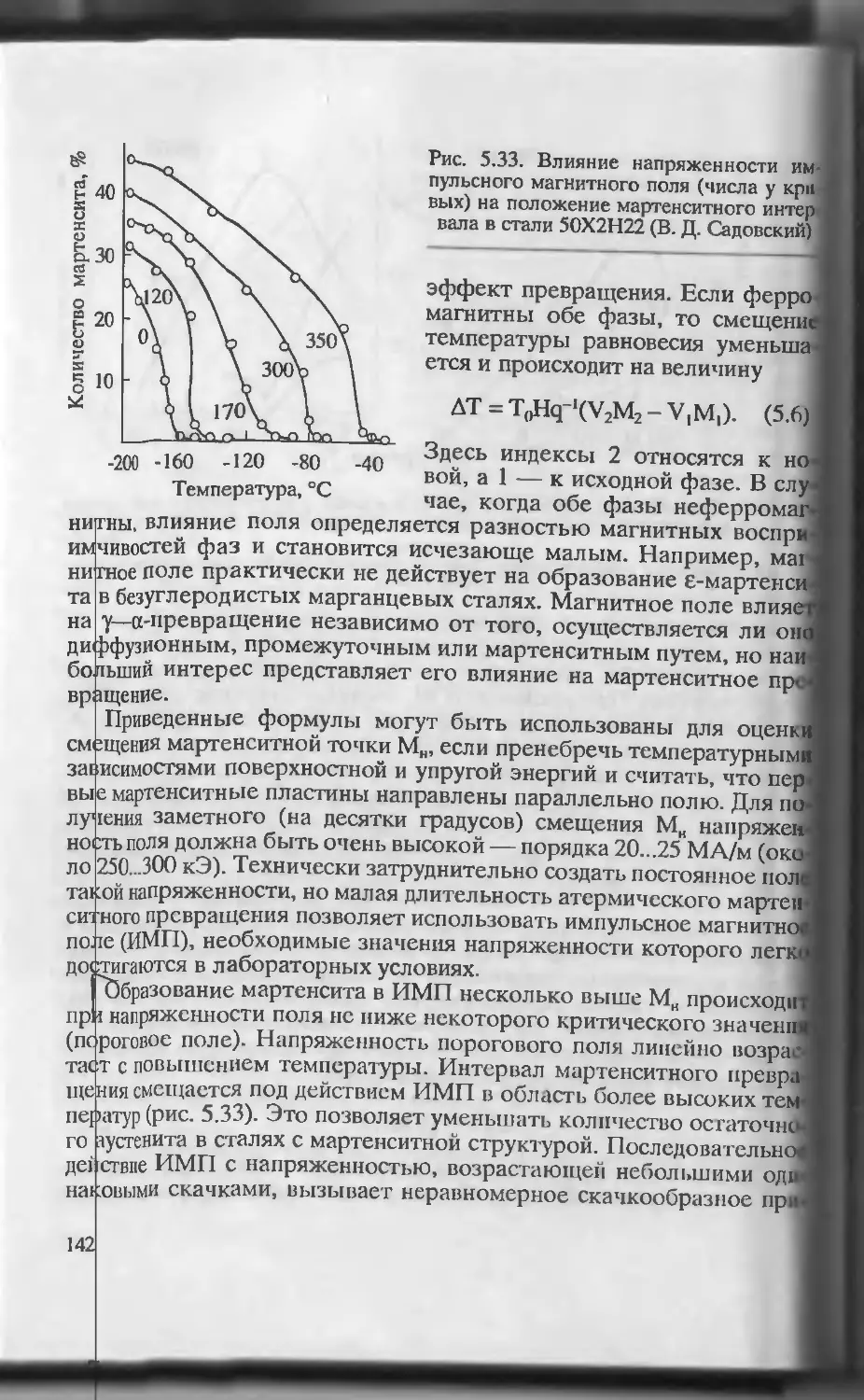
применяется гомогенизационный (диффузионный) отжиг. Он харак-
6
гсризуется нагревом до высоких температур, обеспечивающих интен-
сивное развитие диффузионных процессов, и длительными выдерж-
ками. Другим примером может служить рекристаллизационный от-
жиг, при котором деформированный металл или сплав нагревают вы-
ше температуры рекристаллизации. В результате рекристаллизаци-
онных процессов снимается наклеп, созданный пластической дефор-
мацией.
При отжиге второго рода используются фазовые превращения,
протекающие при нагреве и охлаждении по нормальному диффузи-
онному механизму, для достижения равновесного или близкого к не-
му состояния. Это могут быть полиморфные и эвтектоидные превра-
щения, а также превращения, связанные с изменением растворимос-
ти компонентов в твердом состоянии. При таком отжиге нагрев про-
водится выше температур фазового превращения. Охлаждение осу-
ществляется с небольшой скоростью, чтобы превращение высоко-
температурной фазы в структуры, устойчивые при низкой темпера-
туре, прошло в полной мере.
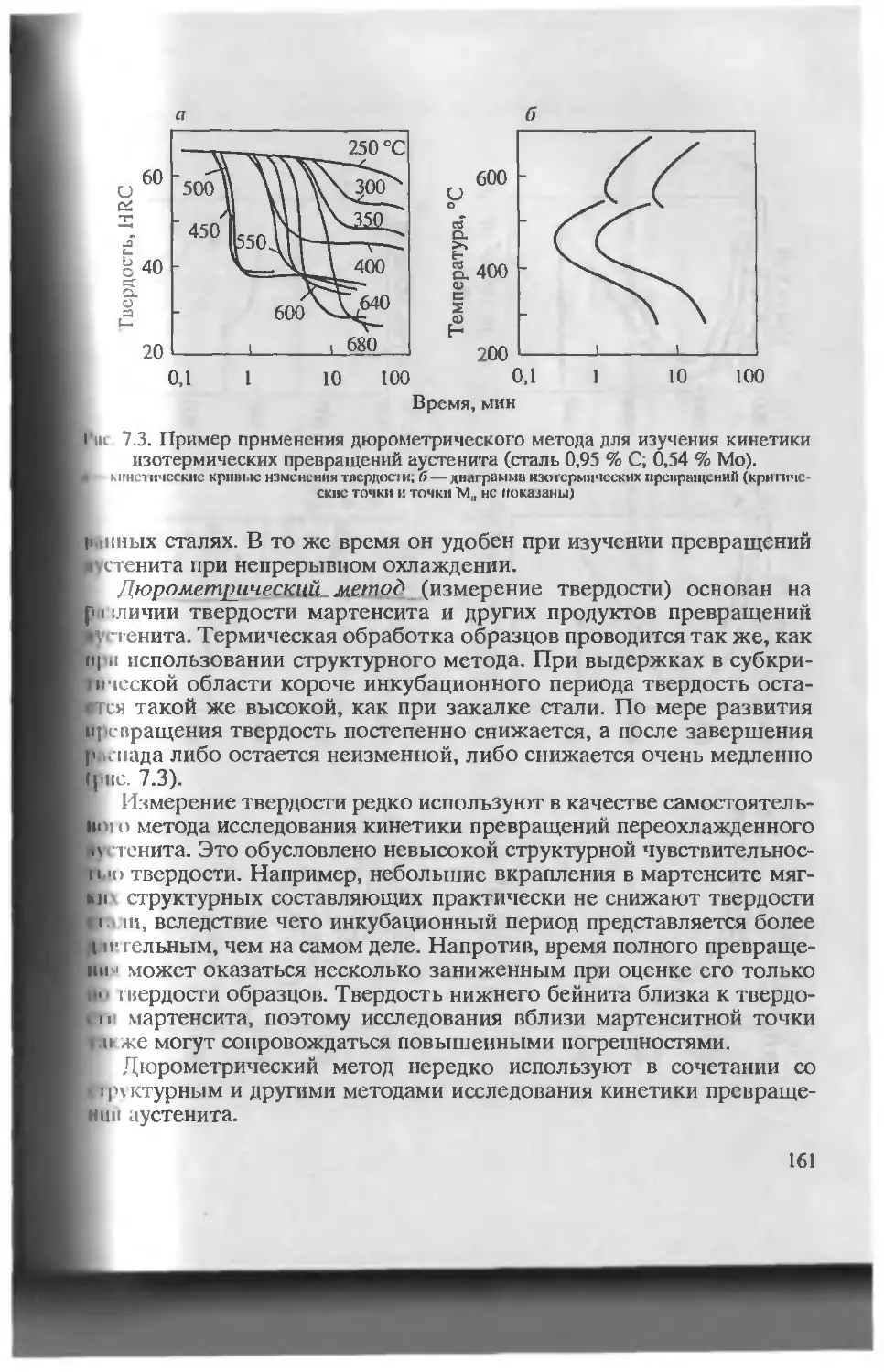
Закалка — это термическая обработка, при которой получают
неравновесные структуры. Такой обработке подвергают сплавы,
имеющие фазовые превращения в твердом состоянии. При закалке,
Кнк и при отжиге второго рода, нагрев проводят выше температур
фазового превращения. Охлаждение осуществляют с высокой скоро-
стью, чтобы подавить фазовые превращения, связанные с диффузи-
ей. Различают два вида закалки: без полиморфного превращения и с
полиморфным превращением.
Закалка без полиморфного превращения, или истинная закал-
, ка — это обработка, при которой быстрым охлаждением фиксируют
состояние сплава, характерное для высоких температур. Она приме-
нима к сплавам, отличающимся значительной температурной зависи-
! мостью растворимости компонентов в твердом состоянии. При такой
«калке возникает пересыщенный твердый раствор.
При закалке с полиморфным превращением в результате быстро-
го охлаждения высокотемпературной фазы возникает новая метаста-
^бильная структура, отличная от той, которая наблюдается в равно-
весном состоянии. Такая структура образуется в тех случаях, когда
фазовое превращение осуществляется сдвиговым упорядоченным ме-
ханизмом. Эту термическую обработку называют также закалкой на
промежуточную метастабилъную структуру.
Уже при комнатной температуре в закаленном сплаве могут про-
текать процессы, приближающие его к равновесному состоянию. На-
грев, увеличивая диффузионную подвижность атомов, приводит к ин-
тенсификации этих процессов. Термическая обработка, при которой
«каленный сплав подвергают дополнительному нагреву в целях пе-
7
рехода в более стабильное состояние, называется старением, или от-
пуском. Обычно термин “старение” применяется к сплавам, закалка
которых не сопровождается полиморфным превращением и приво-
дит к образованию пересыщенного твердого раствора, а термин “от-
пуск” — к сплавам, при закалке которых возникает промежуточная
метастабильная структура.
Химико-термическая обработка (ХТО) сочетает тепловое воз-
действие с изменением химического состава поверхностных слоев из-
делий. Обычно при ХТО происходит насыщение наружной зоны ме-
талла одним или несколькими химическими элементами, но сущест-
вуют и такие разновидности этой обработки, при которых из поверх- (
ностного слоя деталей удаляется тот или иной элемент. При ХТО из-
делия нагревают в активной среде, где реакции и диффузионные про-1
цессы в металле обеспечивают желаемое изменение химического со-'
става поверхностных слоев. Насыщающая ХТО возможна при усло-
вии растворимости химического элемента в основном металле. В ре- '
зультате ХТО присходит изменение структуры и свойств поверхност-1
ных слоев изделий.
Для сталей чаще всего используют насыщение поверхностных
слоев изделий углеродом — цементацию, азотом — азотирование или
совместно обоими элементами — нитроцементацию и цианирование.
Термомеханическая обработка (ТМО) — это совокупность опе-
раций пластической деформации и термической обработки, выполня-
емых в определенной последовательности. Известно, что дефекты
кристаллического строения оказывают значительное влияние на
формирование структуры при фазовых превращениях. Поэтому, со
здавая при пластической деформации повышенную плотность дефек-
тов и определенное их распределение, можно в существенной мере
воздействовать на структурообразование при термической обработке
и целенаправленно изменять свойства.
1.2. ТЕРМИЧЕСКАЯ ОБРАБОТКА И ДИАГРАММЫ СОСТОЯНИЙ
Анализ диаграмм состояний позволяет определить, каким видам
термической обработки может быть подвергнут сплав, и наметить
температурные интервалы ее проведения. Рассмотрим несколько
примеров.
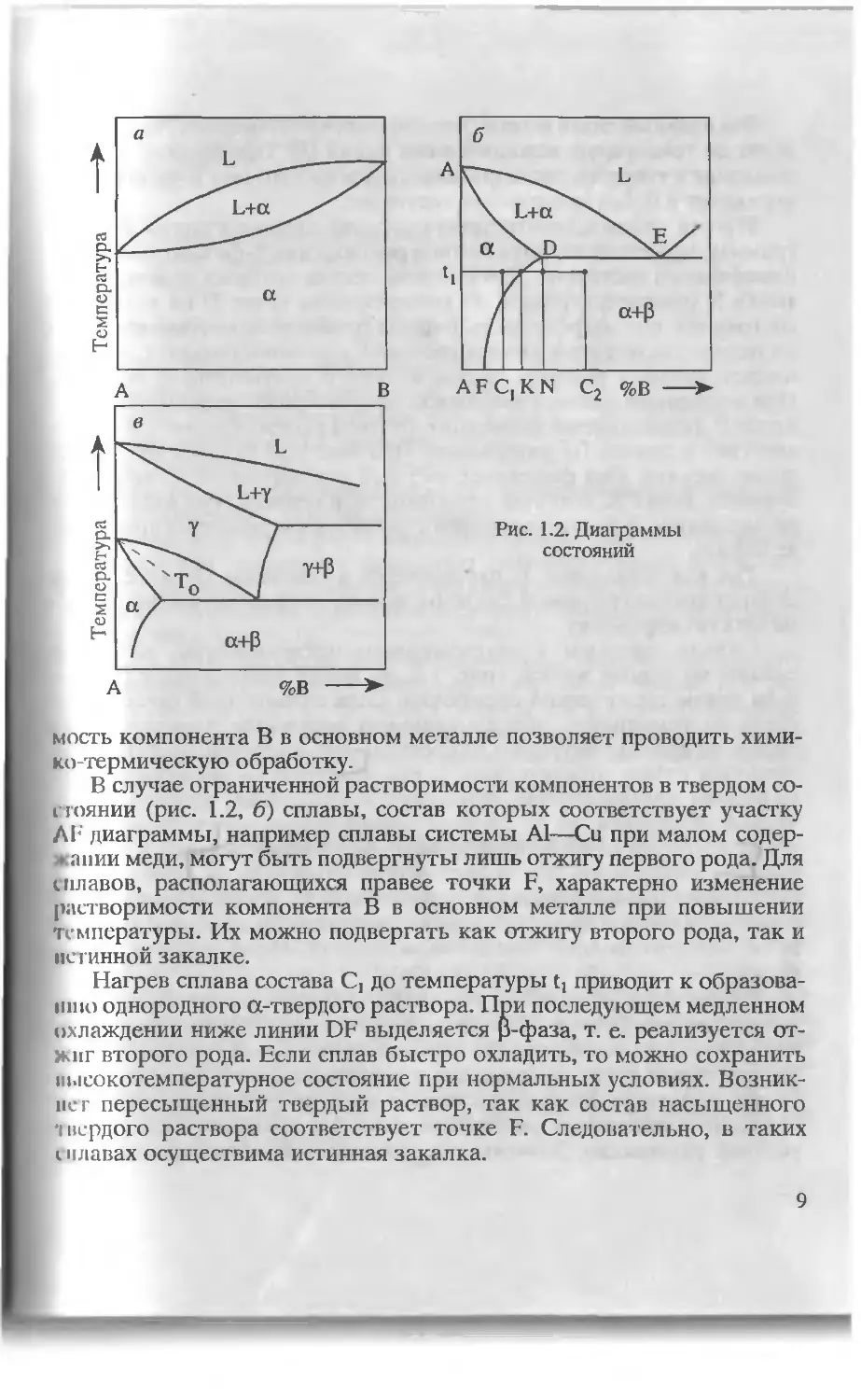
При неограниченной растворимости компонентов в твердом со-
стоянии, например сплавы системы Си—Ni (рис. 1.2, а), любые спла-
вы этой системы не претерпевают при нагреве фазовых превраще-
ний, поэтому кроме отжига первого рода никакие другие виды терми-
ческой обработки в них не осуществимы. Неограниченная раствори-
8
Рис. 1.2. Диаграммы
состояний
%в —>
мость компонента В в основном металле позволяет проводить хими-
ко-термическую обработку.
В случае ограниченной растворимости компонентов в твердом со-
i гоянии (рис. 1.2, б) сплавы, состав которых соответствует участку
AF диаграммы, например сплавы системы А1—Си при малом содер-
жапии меди, могут быть подвергнуты лишь отжигу первого рода. Для
сплавов, располагающихся правее точки F, характерно изменение
растворимости компонента В в основном металле при повышении
температуры. Их можно подвергать как отжигу второго рода, так и
истинной закалке.
Нагрев сплава состава С] до температуры t] приводит к образова-
нию однородного a-твердого раствора. При последующем медленном
охлаждении ниже линии DF выделяется p-фаза, т. е. реализуется от-
жиг второго рода. Если сплав быстро охладить, то можно сохранить
нысокотемпературное состояние при нормальных условиях. Возник-
нет пересыщенный твердый раствор, так как состав насыщенного
твердого раствора соответствует точке F. Следовательно, в таких
i плавах осуществима истинная закалка.
9
Закаленный сплав может быть подвергнут старению. Нагрев про-
водят до температур, лежащих ниже линии DF. При нагреве из пере-
сыщенного твердого раствора выделяется избыточная p-фаза и сплав
переходит в более равновесное состояние.
Нагрев сплавов, соответствующих по составу участку FN диа-
граммы, может обеспечить полное растворение p-фазы и получение
однофазного состояния. Для сплавов, состав которых лежит правее
точки N (соответствующей по концентрации точке D на диаграмме
состояний), при нагреве часть P-фазы остается нерастворенной. Ес-
ли осуществить нагрев сплава состава С2 до температуры tb то воз-
никнет твердый раствор, состав которого соответствует точке К.
При медленном охлаждении (отжиг второго рода) происходит выде-
ление p-фазы, а состав a-твердого раствора должен меняться в соот-
ветствии с линией DF диаграммы. При быстром охлаждении проис-
ходит закалка. Она фиксирует твердый раствор состава, соответст-
вующего точке К, который при комнатной температуре является пе-
ресыщенным, и некоторое количество не растворившейся при нагре-
ве р-фазы.
Так как компонент В растворяется в основном металле, то на
сплавах рассматриваемой системы можно осуществить химико-тер-
мическую обработку.
Сплавы системы с эвтектоидным превращением, например
сплавы на основе железа (рис. 1.2, в), могут подвергаться различ-
ным видам термической обработки. Если сплавы этой системы на-
греть до температур, обеспечивающих получение у-твердого рас-
твора, то при последующем медленном охлаждении может быть ре-
ализован отжиг второго рода, а при быстром — закалка с поли-
морфным превращением. Возможно и проведение химико-терми-
ческой обработки, но ее следует осуществлять при температурах,
когда основной компонент А находится в у-модификации и раство-
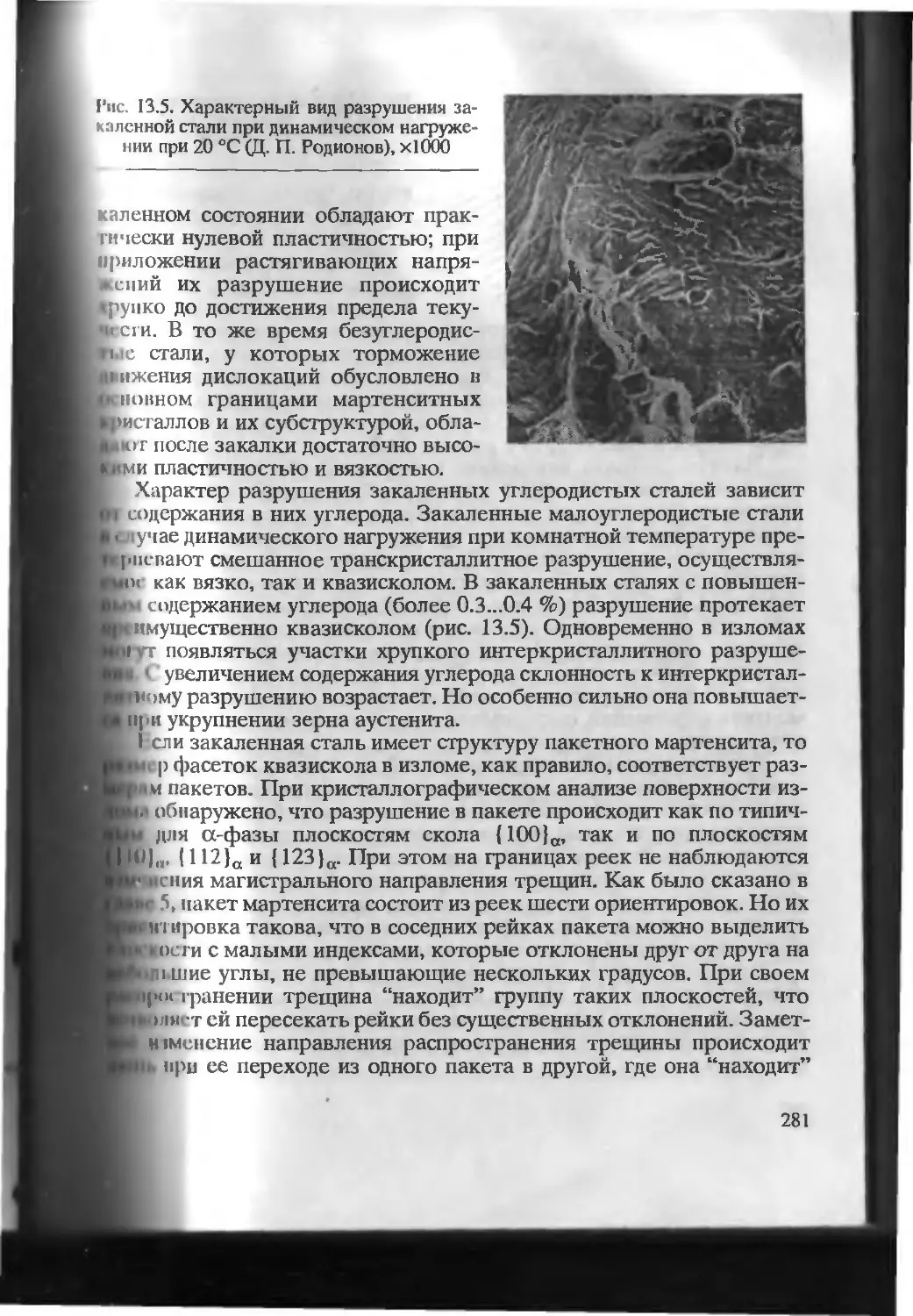
римость компонента В в А достаточно велика. Если компонент А
существует в «-модификации, растворимость в нем компонента В
мала и значительного насыщения поверхностных слоев изделий
этим элементом при химико-термической обработке не проис-
ходит.
Необходимо учитывать, что линии диаграмм состояний, ограни-
чивающие двухфазные области, соответствуют частицам фаз доста-
точно больших размеров, при которых межфазные границы имеют
значительные радиусы кривизны и в предельном случае могут счи-
таться плоскими. Мелкие частицы с малыми радиусами кривизны
обладают повышенной растворимостью, что приводит к изменению
условий равновесия. Зависимость равновесной концентрации твер-
10
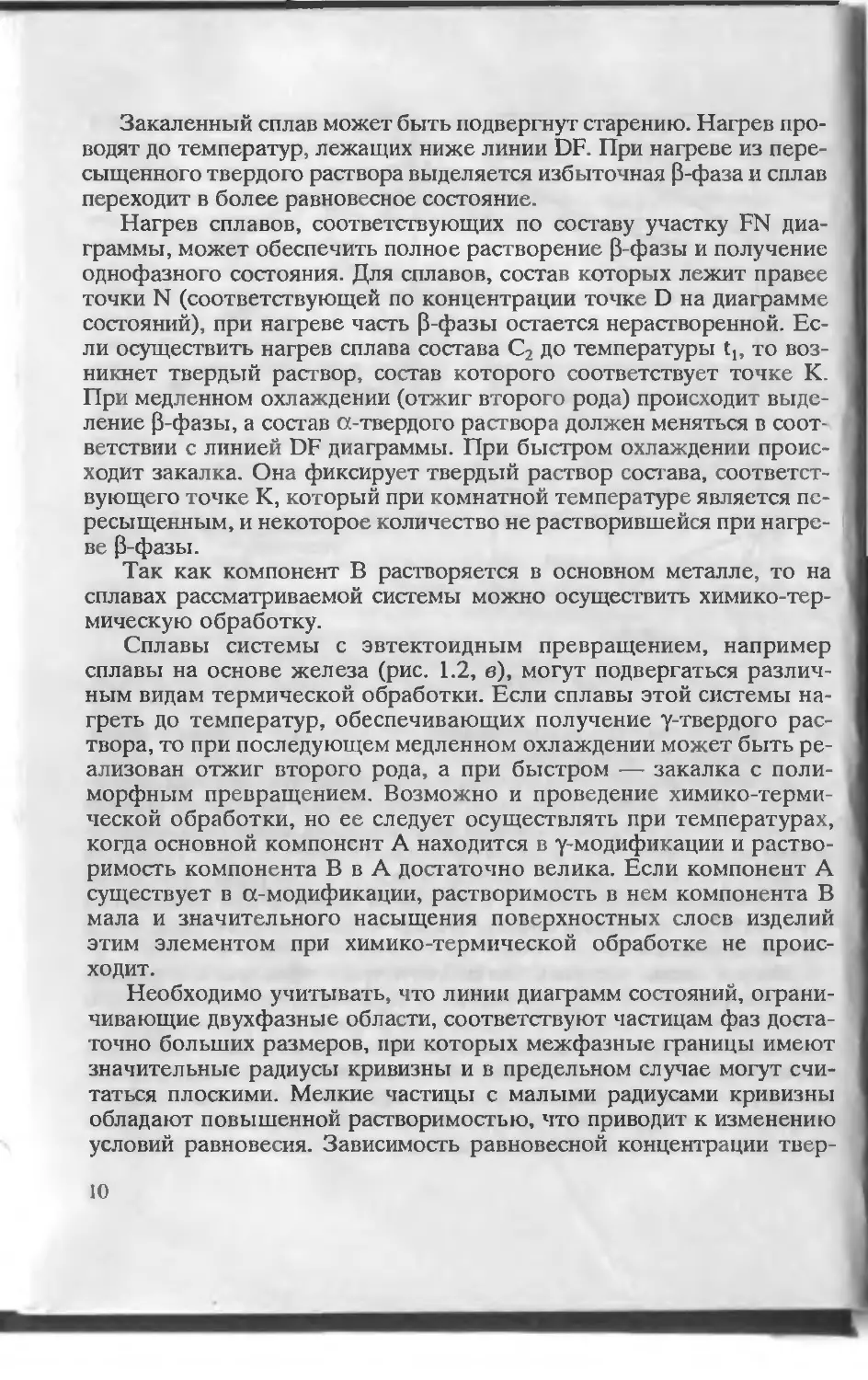
Гис. 1.3. Изменение растворимости ком-
понента В в зависимости от радиуса
частиц P-фазы (г„ > ц > г2> г3)
дого раствора от размера частиц
второй фазы выражается урав-
нением
In Cr/Coo = 2Mo/RTpr, (1.1)
где Сг, Соо — концентрация твер-
дого раствора, находящегося в
равновесии с частицами радиуса г
и частицами с “плоской” поверх-
ностью соответственно; Т — тем-
пература; М — молекулярная масса; о — поверхностное натяжение;
р — плотность; R— газовая постоянная.
Изменение условий растворимости в зависимости от степени дис-
персности фаз приводит к смещению соответствующих линий диа-
граммы состояний. Так, при увеличении дисперсности частиц Р-фазы
кривая растворимости сдвигается в сторону больших концентраций
компонента В (рис. 1.3).
Диаграммы состояний дают информацию о системах, находящих-
ся в равновесных условиях. Используя диаграммы, можно при раз-
личных температурах и для разных сплавов найти число фаз, опреде-
лить их химический состав и количественное соотношение. Но диа-
। раммы состояний не позволяют судить о механизме превращений и
их кинетике.
1.3. ОСНОВНЫЕ ПРЕВРАЩЕНИЯ В СТАЛИ
Сталями называют сплавы железа с углеродом, содержащие ме-
нее 2 % С и, возможно, некоторые специально вводимые так называ-
емые легирующие элементы. Поэтому основой для изучения терми-
ческой обработки сталей является диаграмма состояний железо — уг-
лерод (рис. 1.4). Напомним критические точки железа и сталей. Же-
лезо при атмосферном давлении существует в двух модификациях; а
с решеткой ОЦК (феррит) до температуры 911 °C и у с решеткой
1 1JK (аустенит) в интервале 911.. .1392 °C. При более высоких темпе-
ратурах железо вновь имеет решетку ОЦК (5-железо). Температуры
равновесия Fea <-» Fe? (911 °C) и Fe? Fe6 (1392 °C) обозначаются как
точки А3 и А4 соответственно.
11
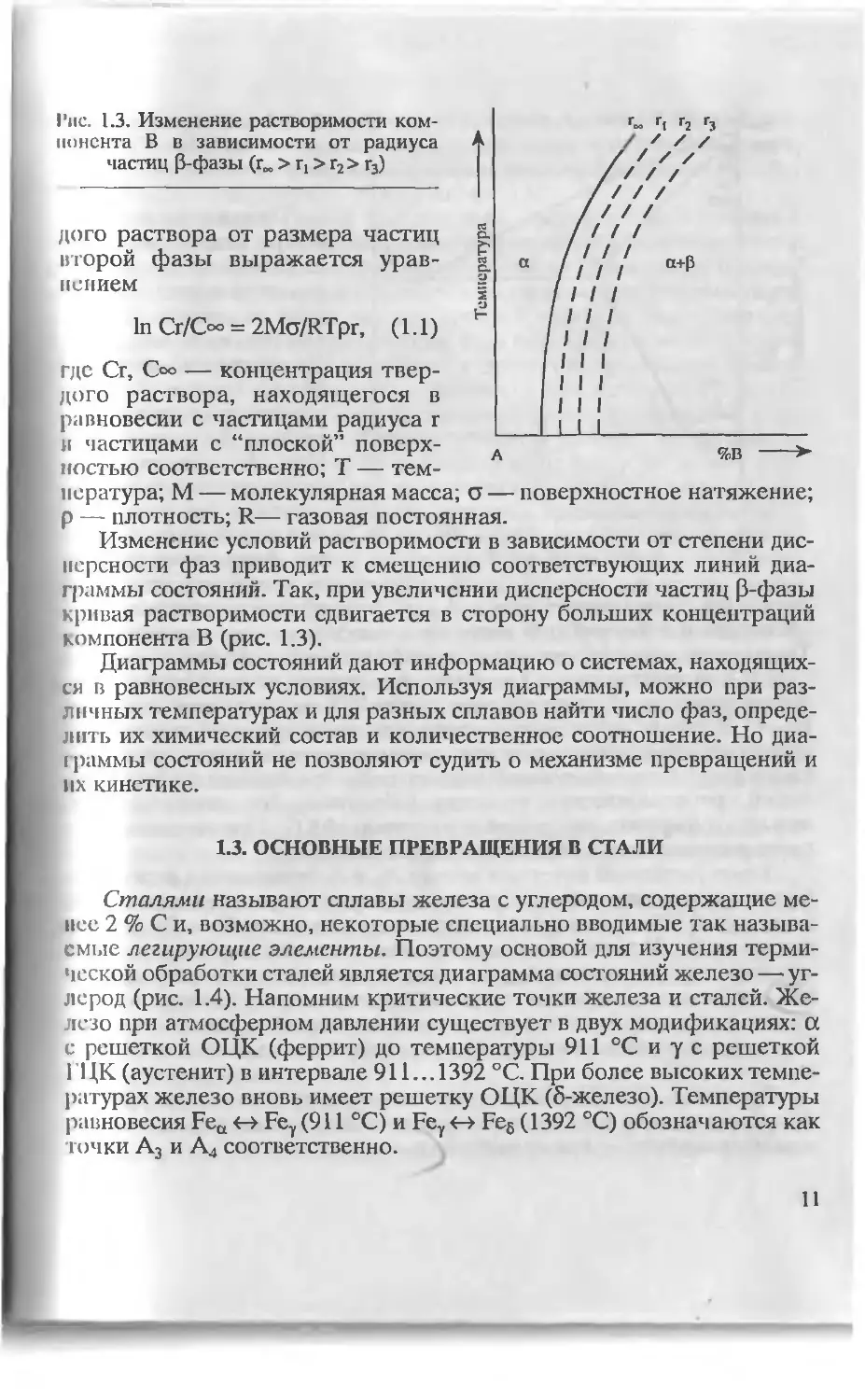
Рис. 1.4. Диаграмма состоя-
ний Fe—С
Положение точек А3
и Ад в сталях зависит от
содержания углерода,
который образует в фер-
рите и аустените твер-
дые растворы внедрения.
На диаграмме состояний
Fe—С точкам А3 соот-
ветствует линия GS, а
точкам А4 — линия NI.
При А3 заканчивается
превращение феррита в
аустенит при нагреве
или начинается выделе-
ние феррита из аустени-
та при охлаждении. Ана-
логичный смысл имеет точка А4 по отношению к превращениям,
аустенита в б-феррит при нагреве, и наоборот — при охлаждении.
Температура трехфазного равновесия аустенит — феррит — карбид
(727 °C) рассматривается как точка Аь которая не зависит от содер-
жания углерода, ей соответствует линия PSK на диаграмме состояний
Fe—С. В случае медленного охлаждения стали при этой температуре
протекает эвтектоидная реакция: аустенит состава точки S превраща-
ется в феррит состава точки Р и цементит — карбид железа Fe3C, име-
ющий орторомбическую решетку. Образующийся эвтектоид часто
называют феррито-карбидной структурой (ФКС). При медленном на-
греве реакция идет в обратном направлении.
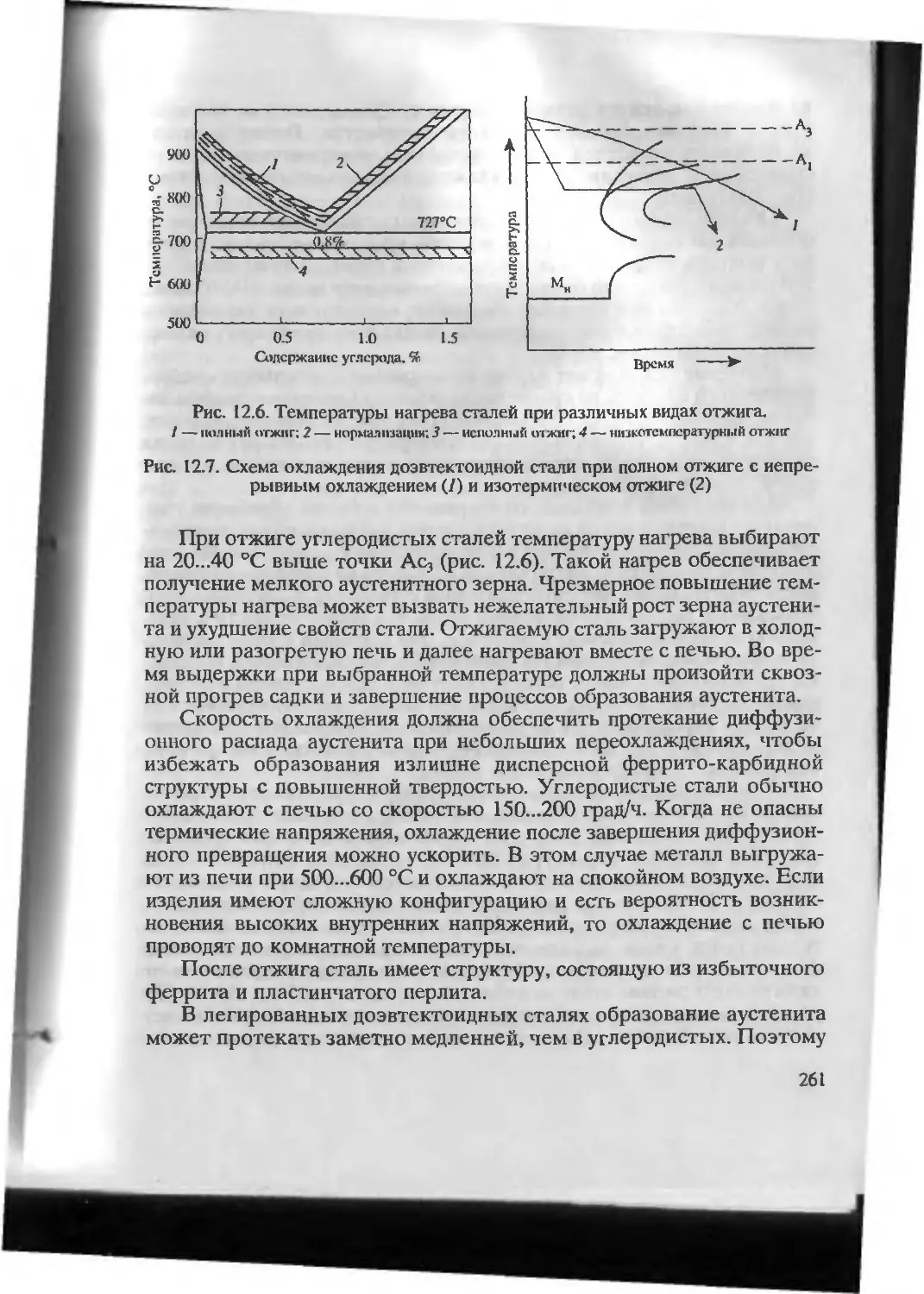
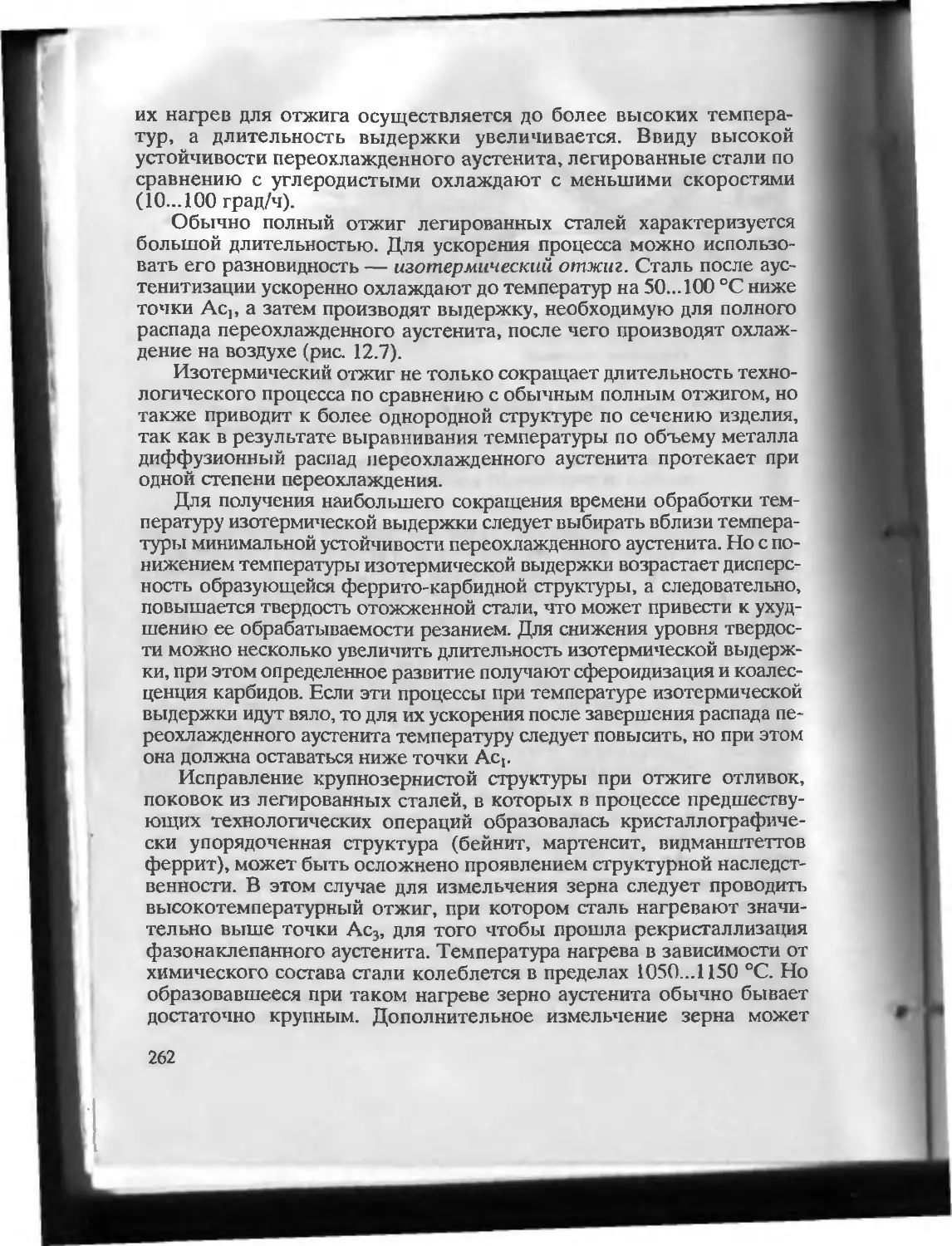
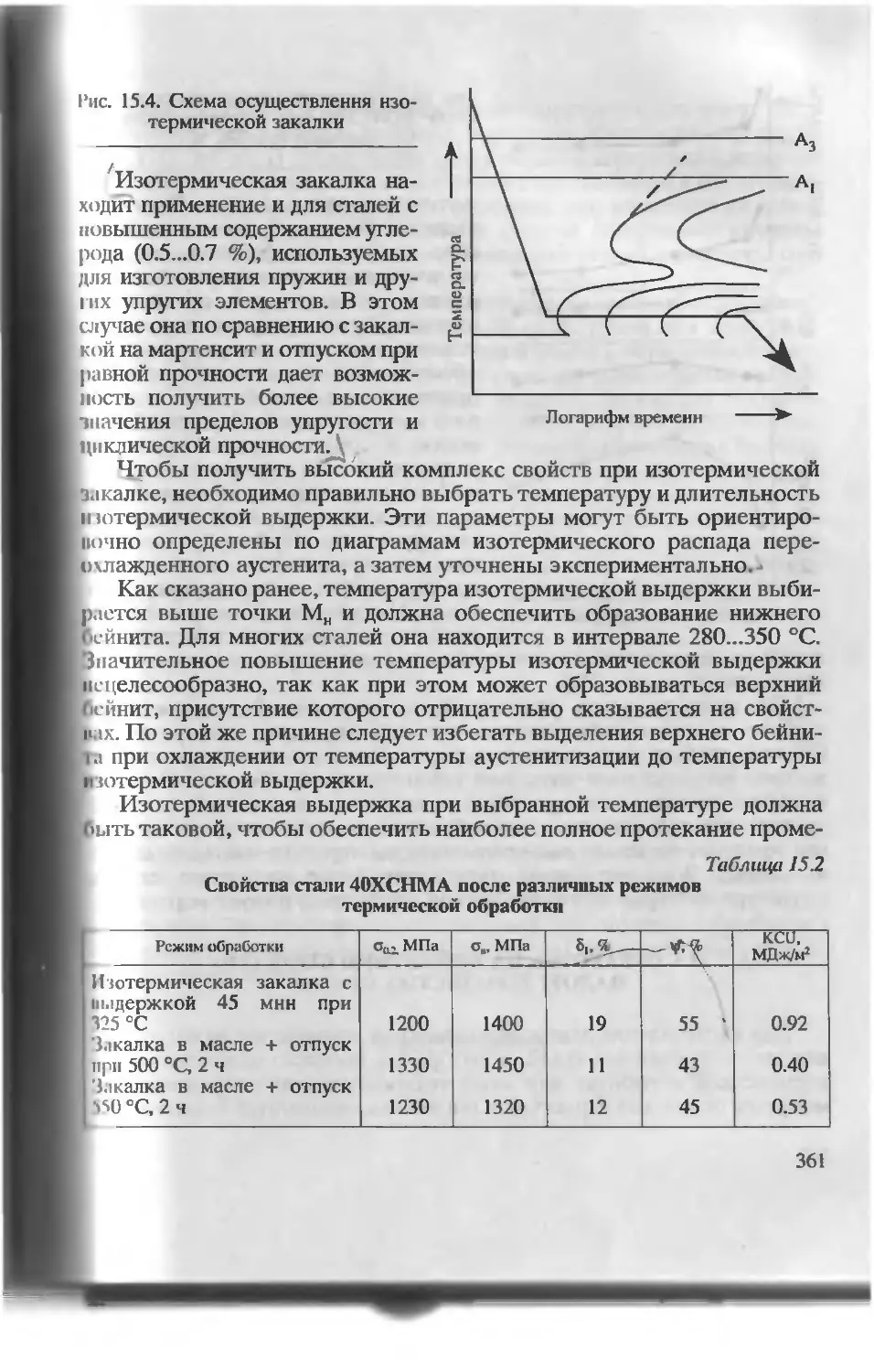
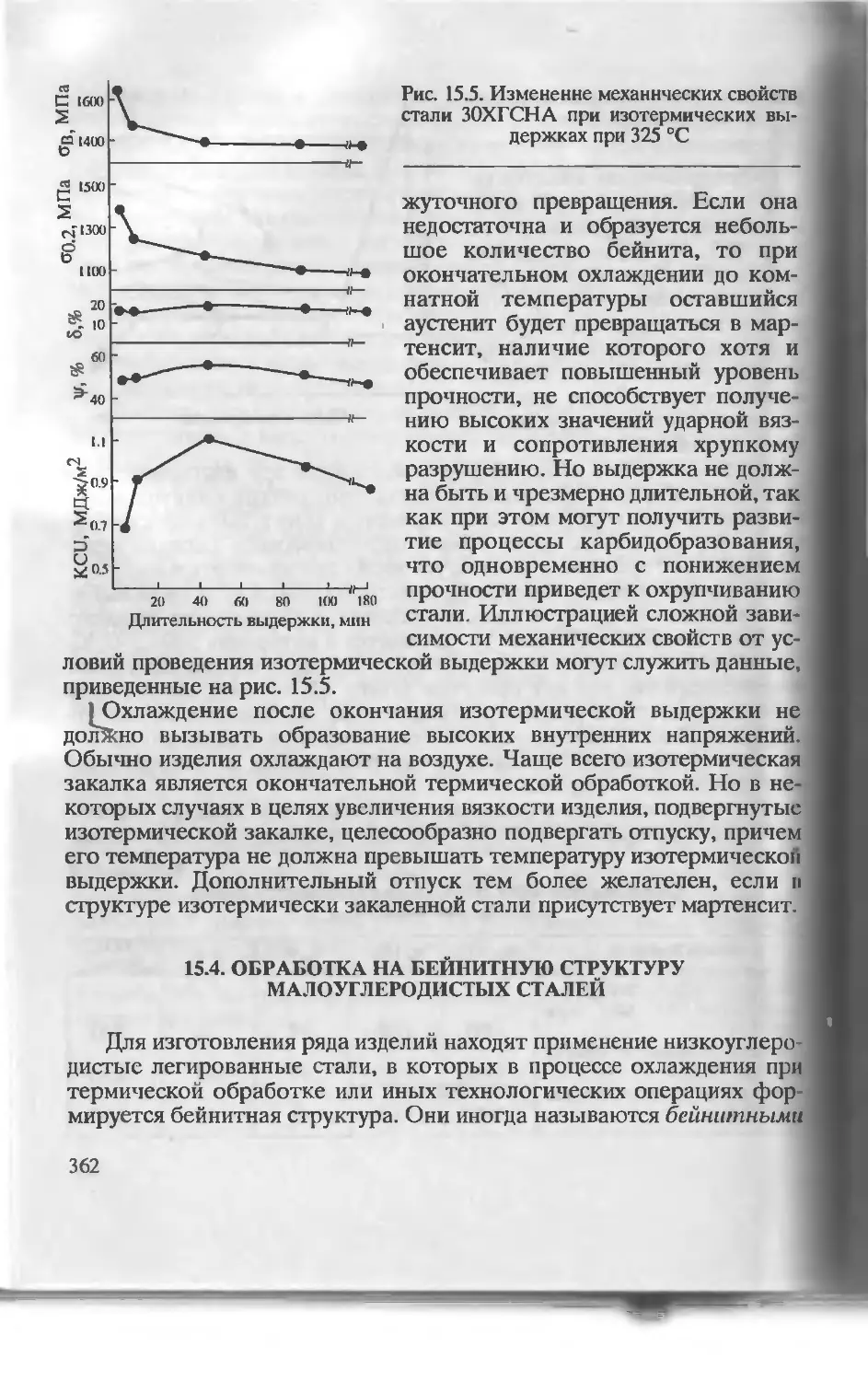
Температурный интервал между А( и А3 называется межкрити-
ческим. С увеличением содержания углерода А3 постепенно снижа-
ется; при 0.8 % С (в точке S диаграммы состояния Fe—С) она сов-
падает с А,. У заэвтектоидных сталей, лежащих правее точки S,
имеется еще одна точка Аст, которая соответствует началу выделе-
ния цементита из аустенита при медленном охлаждении или окон-
чанию растворения цементита в аустените при медленном нагреве.
На диаграмме состояний Fe—С совокупности этих точек соответст-
вует линия SE.
Точкой А2 (770 °C) обозначают температуру перехода феррита из
ферромагнитного состояния в парамагнитное при нагреве и в обрат-
ном направлении — при охлаждении.
12
Перечисленные критические точки, кроме А2, имеют разные зна-
чения при нагреве и охлаждении. Обозначения критических точек,
определенных при нагреве, имеют дополнительный индекс с (А,.,, А<.3
и т.д.), а при охлаждении — г (Агь Аг3 и т.д.).
Напомним, что фазовые превращения, протекающие в сплавах в
вердом состоянии, по концентрационному признаку подразделяются
на диффузионные и бездиффузионные. При диффузионном превра-
щении образование новой фазы сопровождается определенным пере-
распределением компонентов, что требует диффузионного переме-
щения атомов на дальние расстояния. При бездиффузионном превра-
щении концентрационные изменения в сплавах не происходят, возни-
кающие участки новой фазы не отличаются по составу от исходной.
В соответствии с этими представлениями, фазовое превращение в од-
покомпонентной системе, например в чистом железе, всегда может
рассматриваться как бездиффузионное. Таким же путем может про-
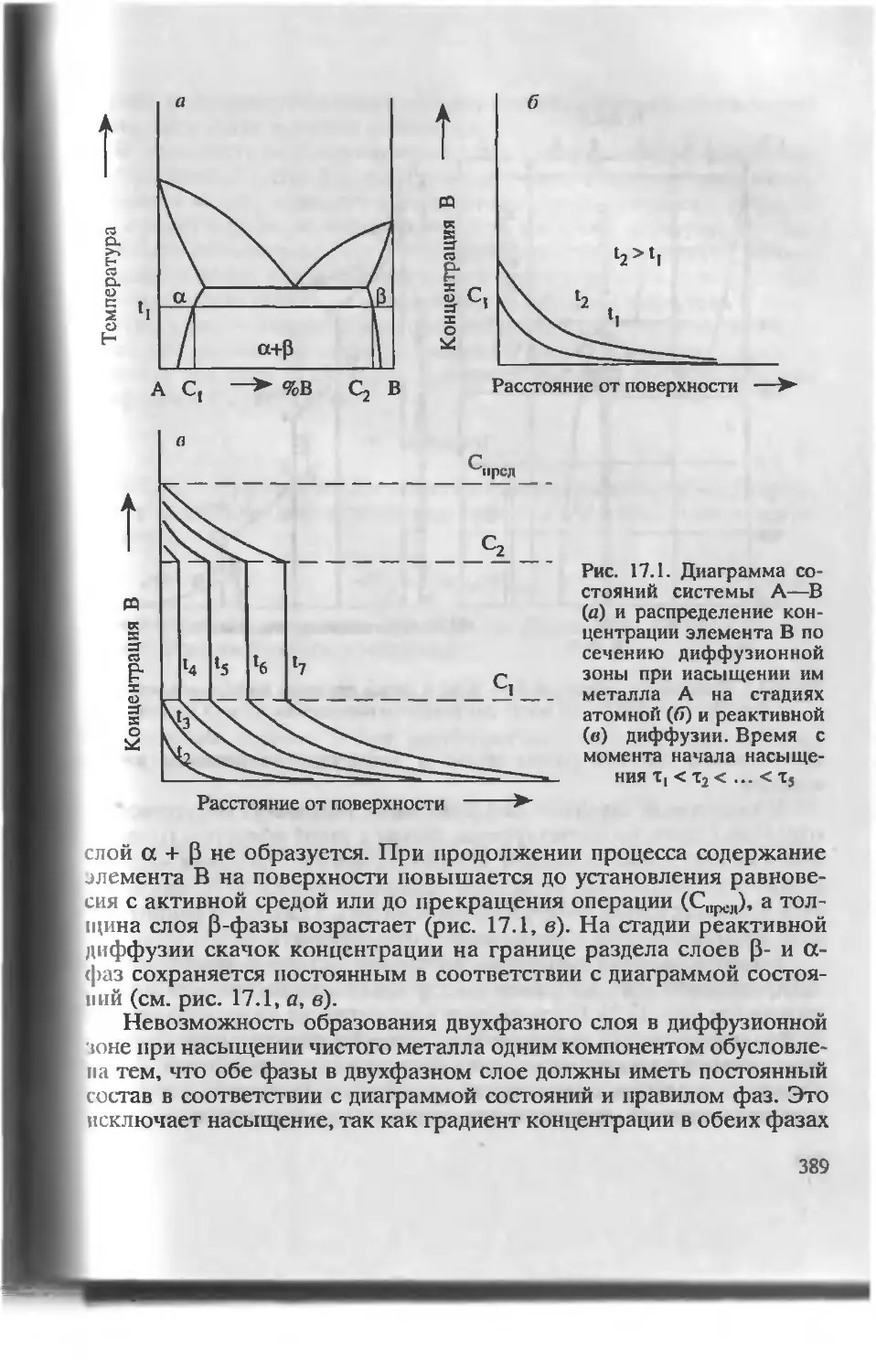
исходить превращение высокотемпературной фазы у в низкотемпе-
ратурную а, и наоборот, в сплавах системы, приведенной на рис. 1.2,
в Для любого сплава этой системы можно указать определенную
। емпературу То, при которой свободные энергии высоко- и низкотем-
пературной фаз равны между собой. Бездиффузионное превращение
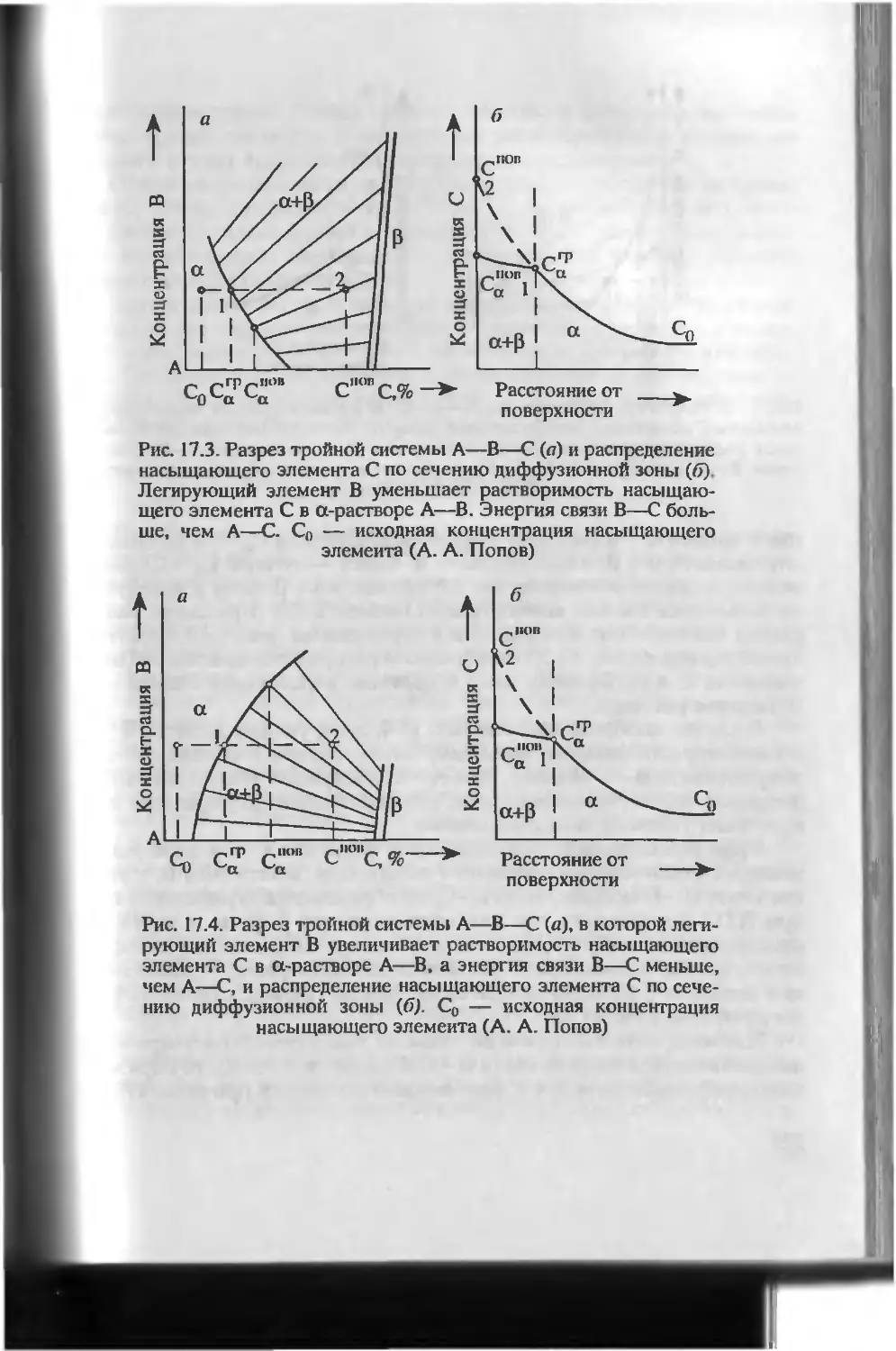
высокотемпературной фазы в низкотемпературную становится воз-
можным лишь при переохлаждении ниже То. При нагреве выше То
появляется возможность бездиффузионного превращения низкотем-
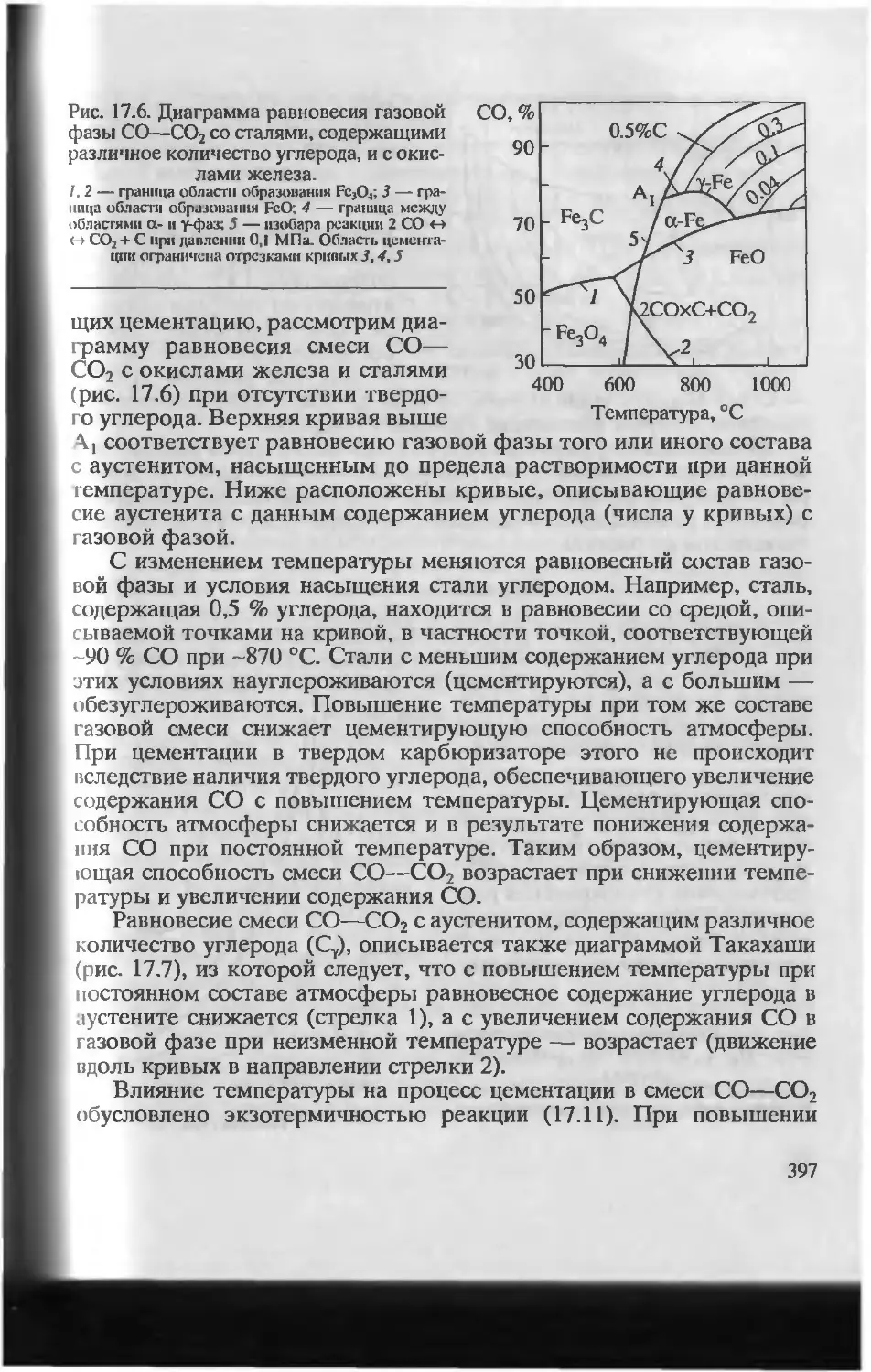
пературной фазы в высокотемпературную. Однако это далеко не все-
i да может быть реализовано из-за трудности подавления диффузион-
ных процессов при высоких температурах.
В некоторых сплавах возможно протекание бездиффузионных
превращений, связанных с образованием метастабильных фаз, не фи-
1 урирующих на диаграмме состояний.
В зависимости от характера перестройки кристаллической ре-
ши ки различают нормальное и сдвиговое мартенситное превраще-
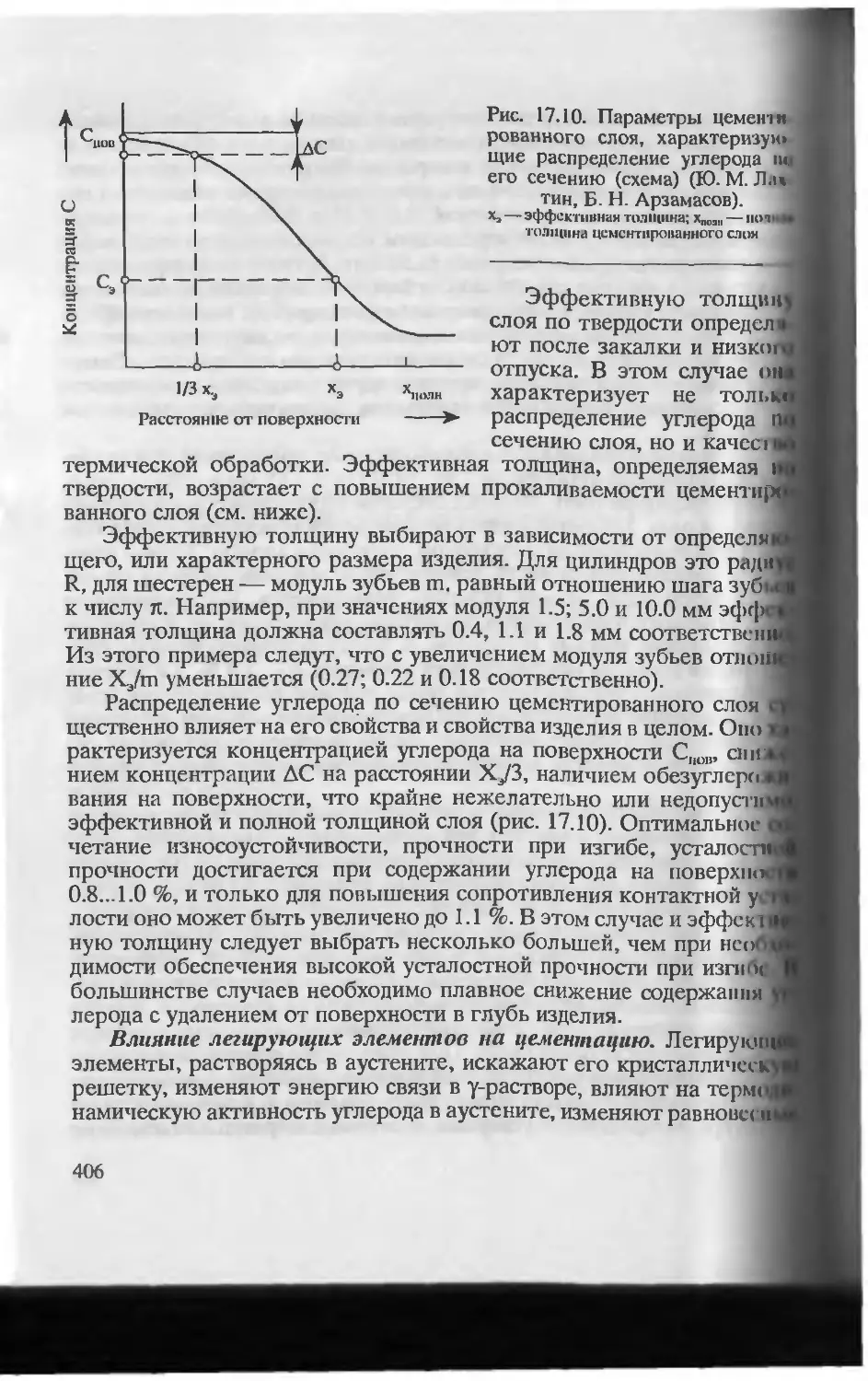
ния (Г. В. Курдюмов).
При нормальном (флуктуационном) механизме превращения сме-
щение атомов на границе раздела фаз не упорядочено. В результате
термической активации отдельные атомы или их небольшие группы
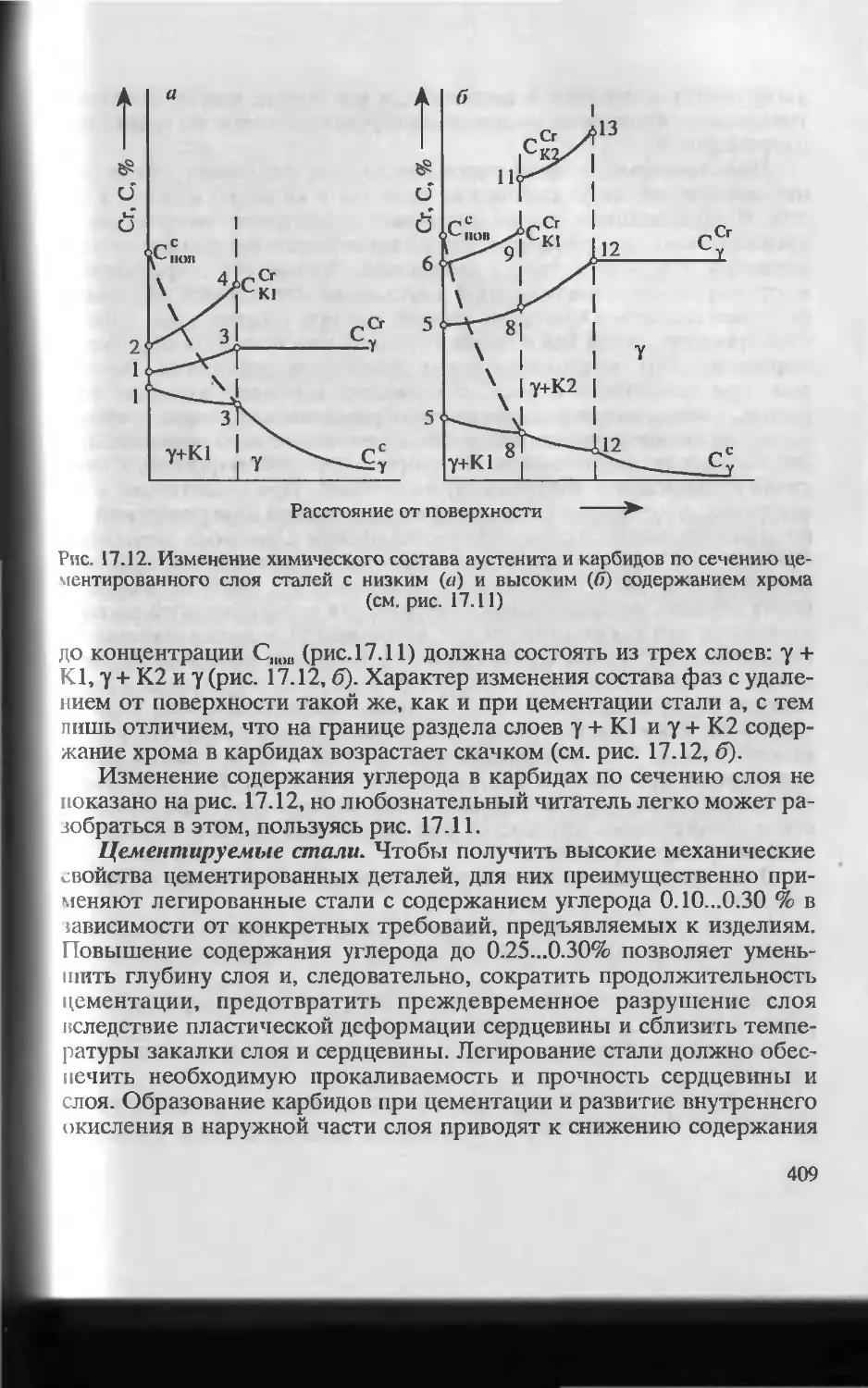
"о грываются” от решетки исходной фазы и присоединяются к решет-
К' повой фазы. Процесс требует значительной энергии активации, и
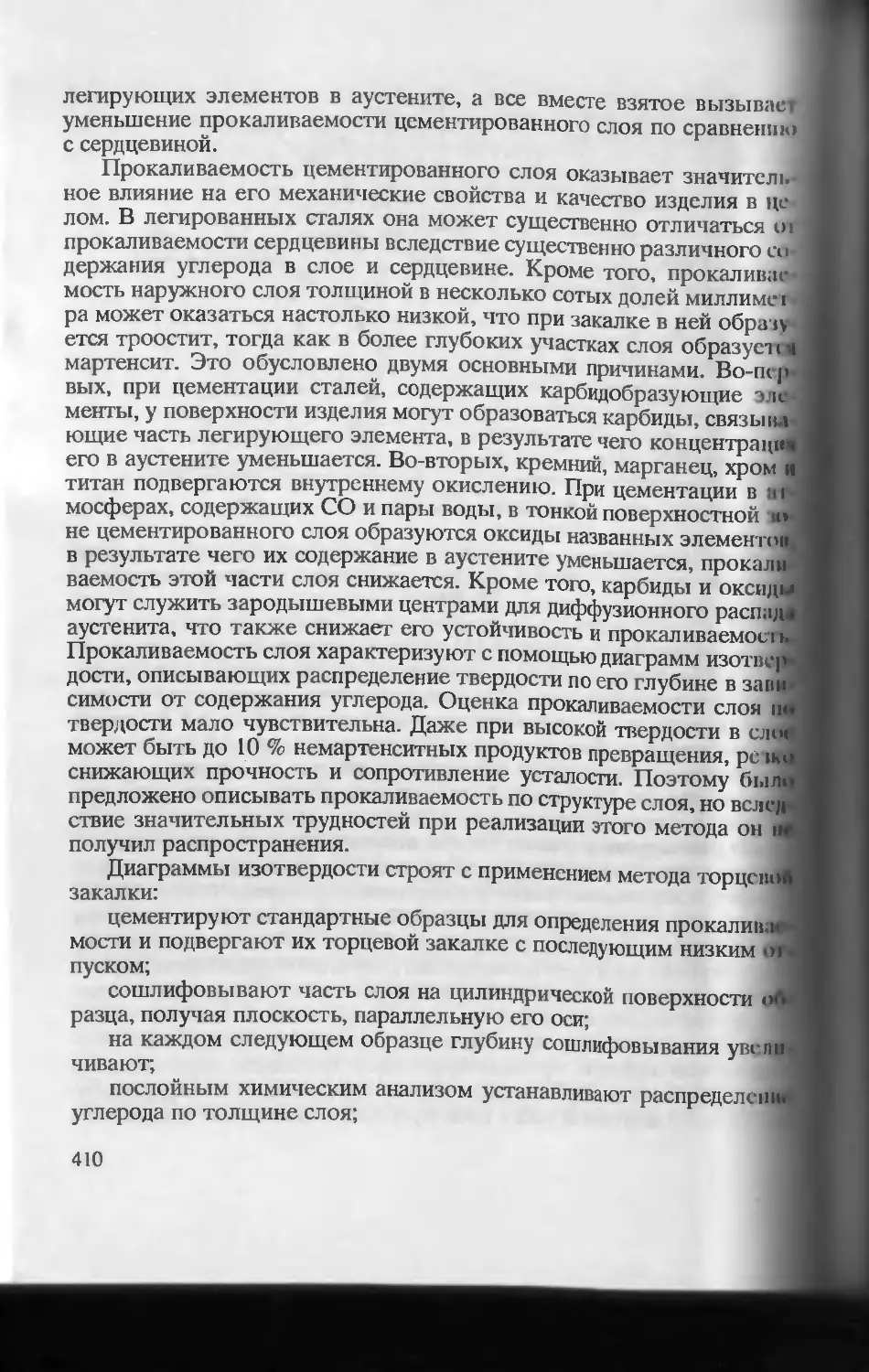
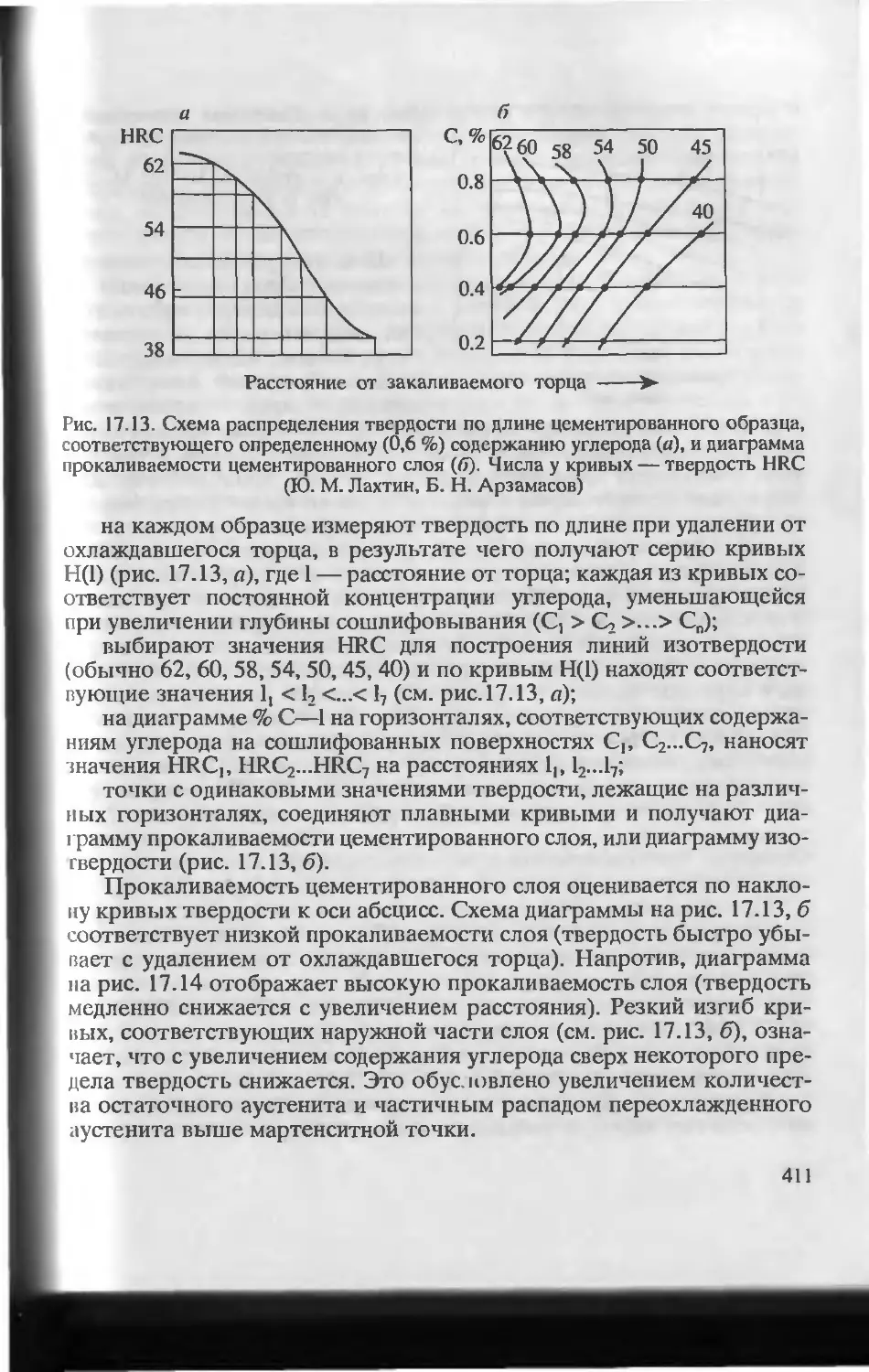
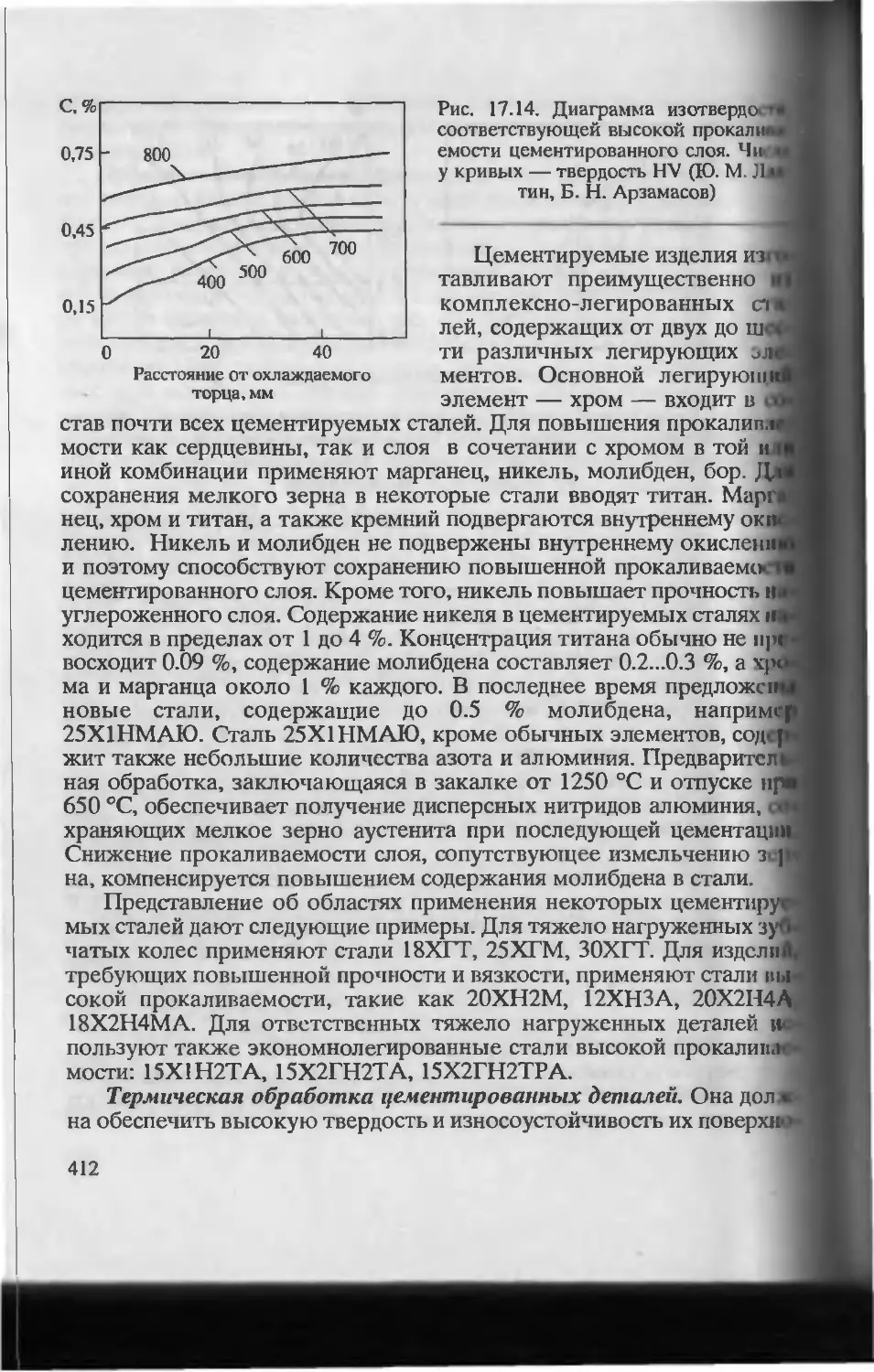
11 о скорость сильно зависит от температуры. Такой тип перестройки
решетки может быть как при диффузионном, так и при бездиффузи-
онпом превращении.
При сдвиговом мартенситном механизме превращения осуществ-
ляется упорядоченное кооперативное перемещение атомов на рассто-
яния, не превышающие межатомные. При этом обмен атомов места-
13
ми не происходит: атомы, бывшие соседями в исходной решетке,
остаются соседями и на границе растущего кристалла, а затем и в но-
вой решетке. На межфазной границе возникает упругое сопряжение
решеток (когерентность), что обусловливает возможность переме-
щения границы с большой скоростью. Так как в процессе перестрой-
ки решетки атомы могут перемещаться только в определенных на-
правлениях по отношению к своим соседям, то в результате такого
перемещения происходит сдвиг. Ввиду того, что при образовании но-
вой фазы нет обмена атомов местами, ее состав не отличается от со-
става исходной фазы, т. е. мартенситное превращение в сплавах без-
диффузионно.
При термической обработке сталей протекают следующие основ-
ные превращения.
Превращение феррито-карбидной структуры в аустенит при на-
греве выше АР
Превращение аустенита при охлаждении ниже А, в зависимости
от температуры переохлаждения осуществляется по различным ме-
ханизмам. Некоторое время ниже А( аустенит может оставаться не-
превращенным, и тогда его называют переохлажденным аустени-
том. При относительно небольших переохлаждениях ниже А, проис-
ходит диффузионное превращение переохлажденного аустенита в
феррито-карбидную структуру. Оно называется также перлитным
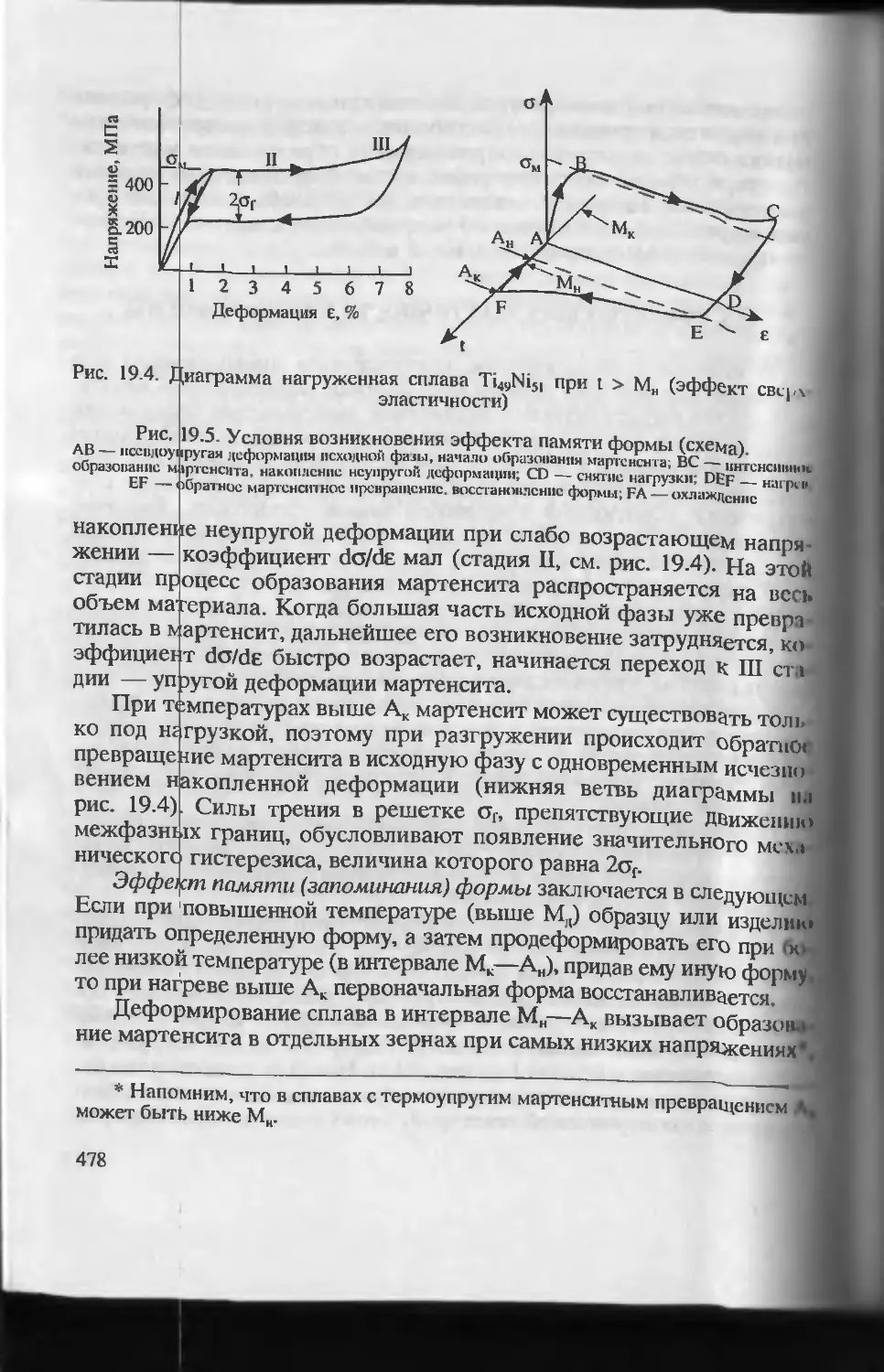
превращением (независимо от характера образующейся структуры).
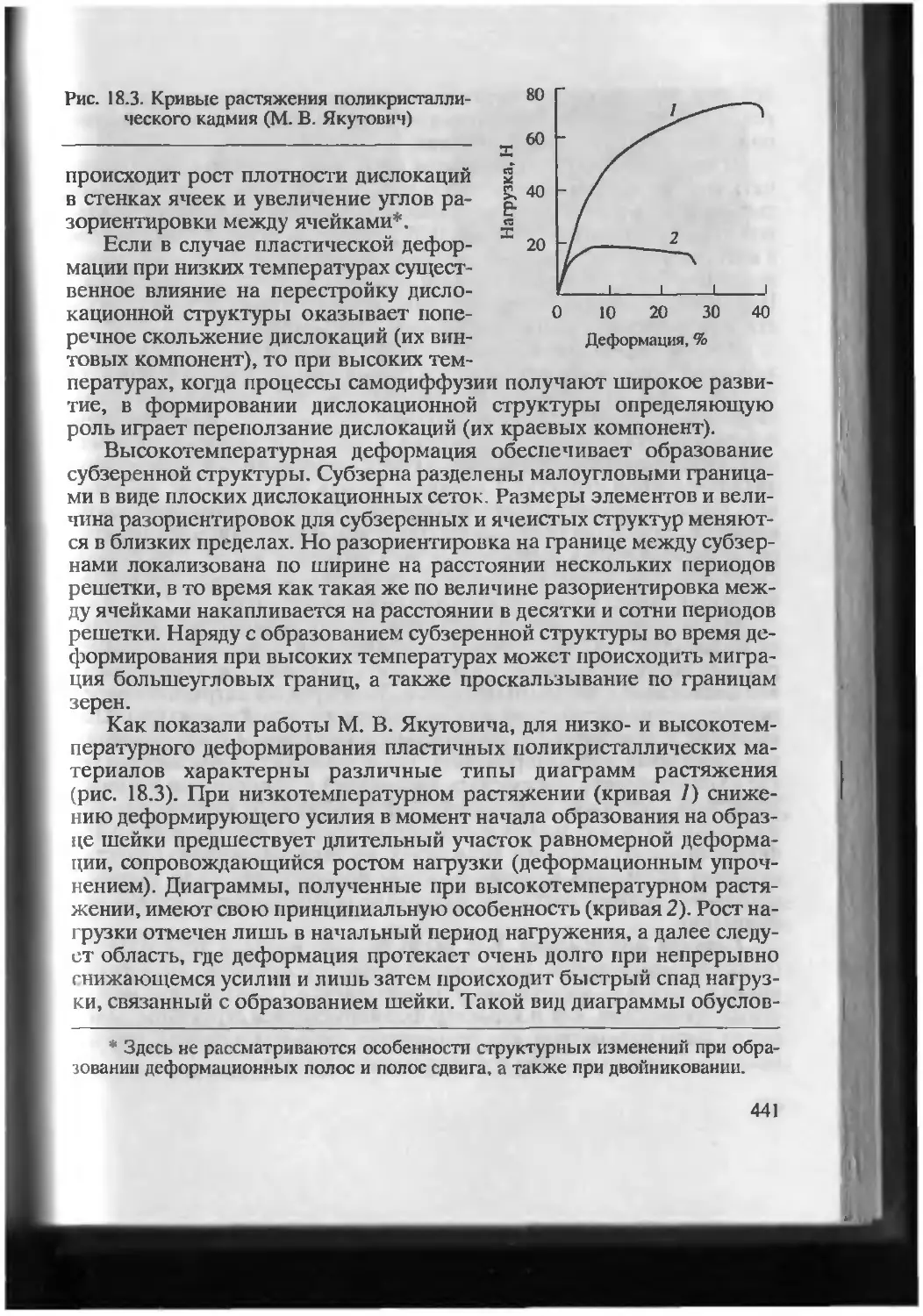
В случае больших переохлаждений ниже А(, когда диффузион-
ные процессы оказываются заторможенными, начиная с определен-
ной температуры, обозначаемой как точка Мн, происходит бездиф-
фузионное сдвиговое превращение переохлажденного аустенита в
мартенсит. В углеродистых сталях под мартенситом понимают пере-
сыщенный твердый раствор внедрения углерода в а-железе.
В температурной области, лежащей ниже интервала перлитного
превращения, но выше Мн, протекает промежуточное, или бейнит-
ное, превращение. Оно носит черты как диффузионного, так и без-
диффузионного сдвигового превращения.
Диффузионное и промежуточное превращения называют также
распадом переохлажденного аустенита по типу первой и второй сту-
пени соответственно.
Мартенсит — метастабильная фаза. При нагреве до температур,
лежащих ниже А,, он распадается с образованием феррито-карбид-
ной структуры.
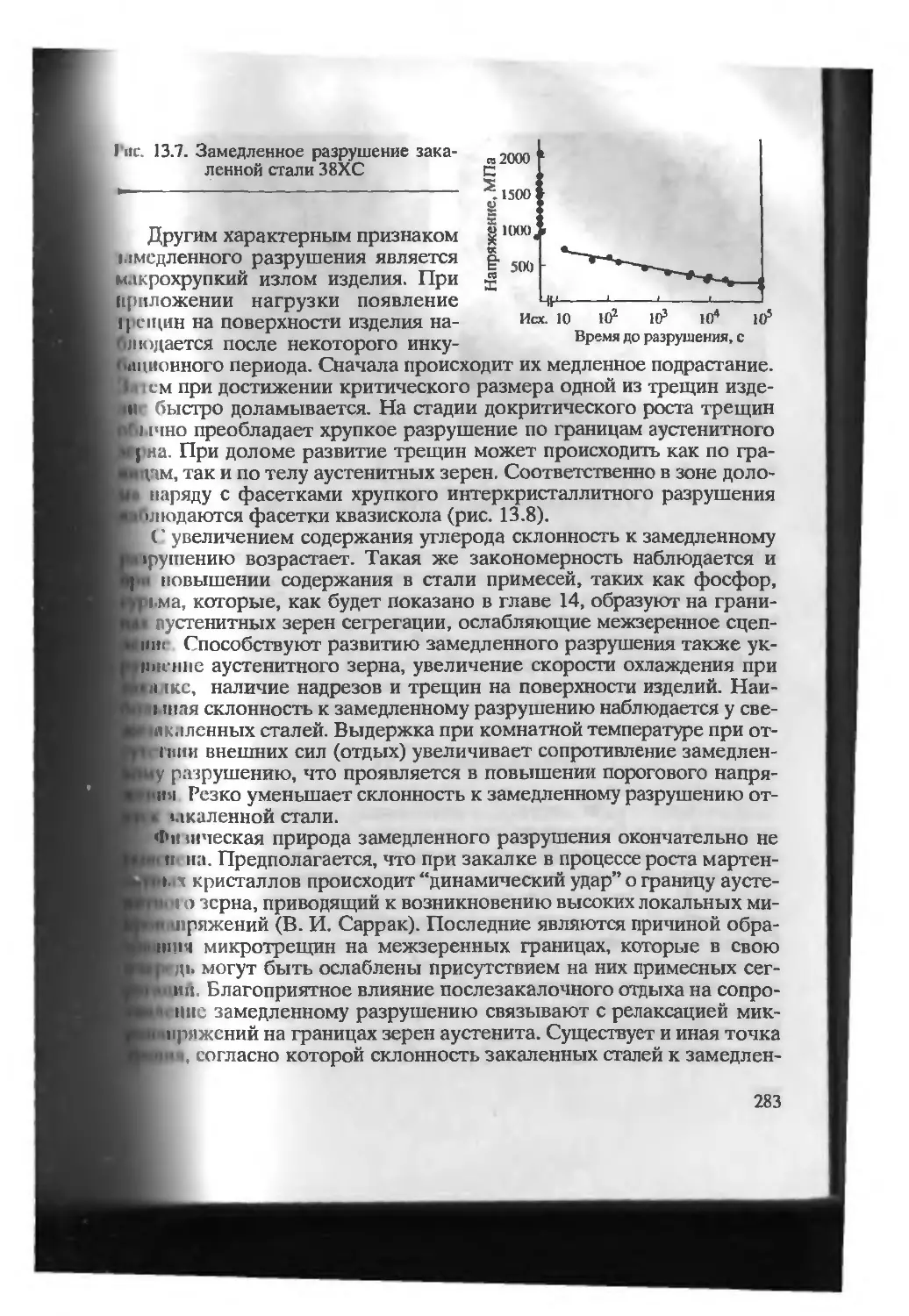
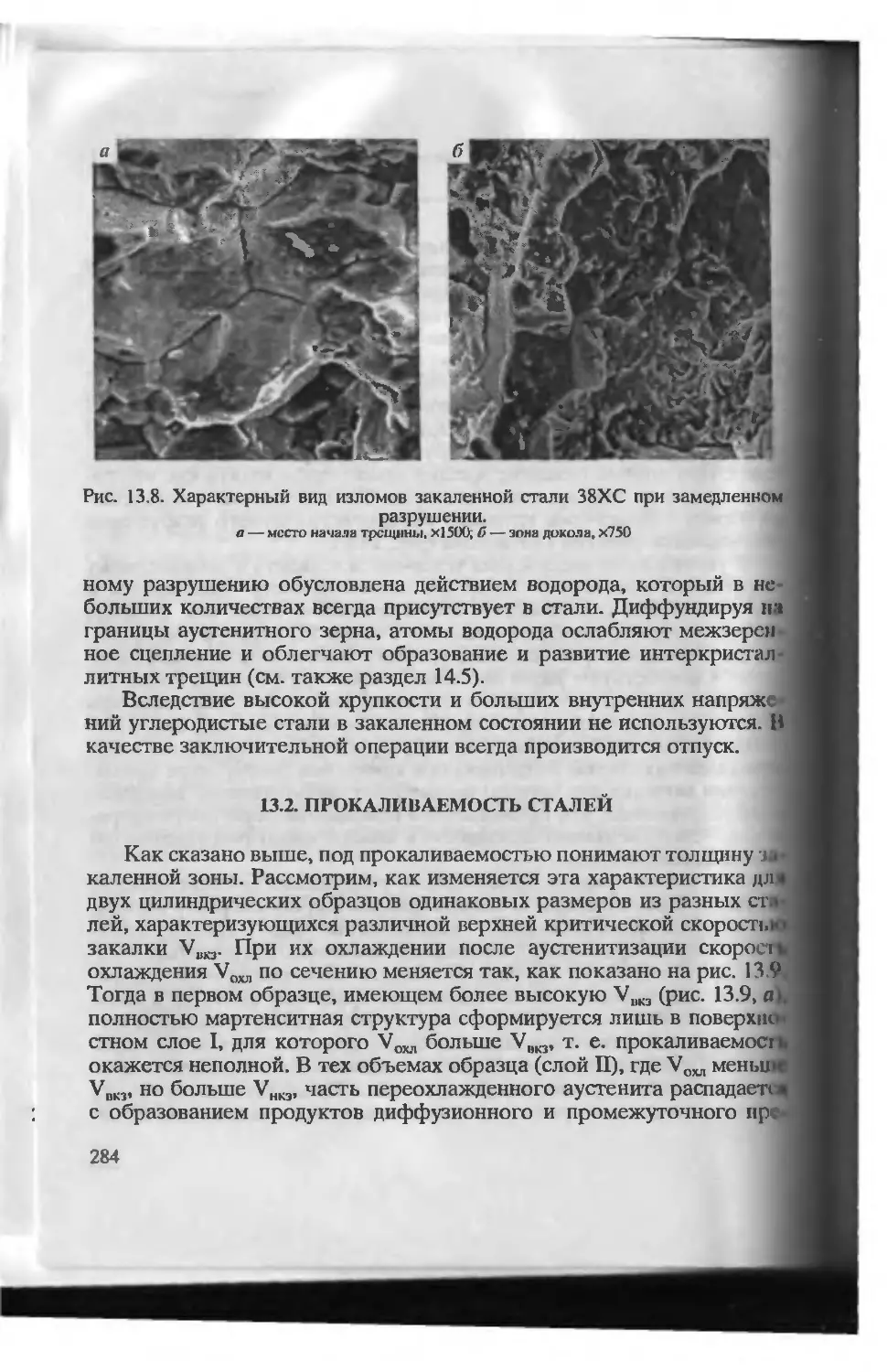
Глава 2
ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В СТАЛИ
Легирующими называют элементы, специально вводимые в сталь
для получения требующихся структур и свойств. Основными легиру-
ющими элементами в сталях являются алюминий, кремний, титан, ва-
надий, хром, марганец, кобальт, никель, ниобий, молибден, вольфрам
(» порядке их расположения в периодической системе Д. И. Менделе-
ева). Реже используют бор, азот, серу, кальций, селен, теллур, цирко-
ний, тантал, свинец и некоторые редкоземельные металлы. Легирую-
щие элементы в стали так или иначе взаимодействуют с железом, уг-
леродом и между собой.
2.1. ВЗАИМОДЕЙСТВИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
С ЖЕЛЕЗОМ И МЕЖДУ СОБОЙ
Легирующие элементы образуют с железом твердые растворы
1амещения, имеющие кристаллическую решетку растворителя, т. е.
jici прованный феррит с ОЦК-решсткой или легированный аустенит
с ГЦК-решеткой, а также множество различных фаз, обладающих
Собственной решеткой, отличной от решеток компонентов. Исклю-
чение составляют бор и азот, образующие, как и углерод, растворы
। псдрения*. Лишь некоторые элементы практически нерастворимы в
Железе (свинец, кальций).
При образовании твердых растворов замещения на основе желе-
>11 неограниченная растворимость наблюдается, если решетка раство-
ряющегося элемента изоморфна таковой для а- или y-Fe, атомные ди-
аметры железа и легирующего элемента различаются не более чем
па X %, оба элемента находятся в одной или близких группах псриоди-
[ысской системы и в одном периоде.
Элементы внедрения, растворяясь в a-Fe, располагаются в окта-
здрических порах (на середине ребер и в центрах граней элементар-
* Предполагается, что бор в a-Fe образует раствор замещения, а в y-Fe —
внедрения.
15
ных ячеек), меньших, чем тетраэдрические, но при этом смещаются
только два атома железа вдоль ребра куба, т. е. в направлении с ма-
лой плотностью упаковки атомов. Внедрение растворяющихся ато-
мов в большие тетраэдрические поры привело бы к смещению четы-
рех атомов железа в направлениях плотнейшей упаковки и к больше-
му возрастанию энергии искажений.
При образовании раствора внедрения решетка растворителя силь-
но деформируется, поэтому далеко не все поры могут быть заняты
атомами растворяющегося элемента. При достижении предельной рас-
творимости углерода в a-Fe один атом его приходится на 600 элемен- I
тарных ячеек, а при растворении в y-Fe — один атом на три ячейки.
Химические свойства элементов определяют их избирательное
соседство в твердом растворе. В зависимости от соотношения энер-
гий связи разнородных и одинаковых атомов может устанавливаться
статистически равномерное их распределение, ближний порядок или
будут возникать сегрегации одинаковых атомов.
Легирующие элементы и примеси неравномерно распределяются
по объему зерен твердого раствора. Границы зерен имеют иное стро-
ение, чем их внутренние объемы. В результате одни элементы, назы-
ваемые горофильными, концентрируются преимущетвенно на грани-
цах зерен, а другие — горофобные — скапливаются внутри зерен. В
разных сплавах один и тот же элемент может быть как горофиль-
ным, так и горофобным.
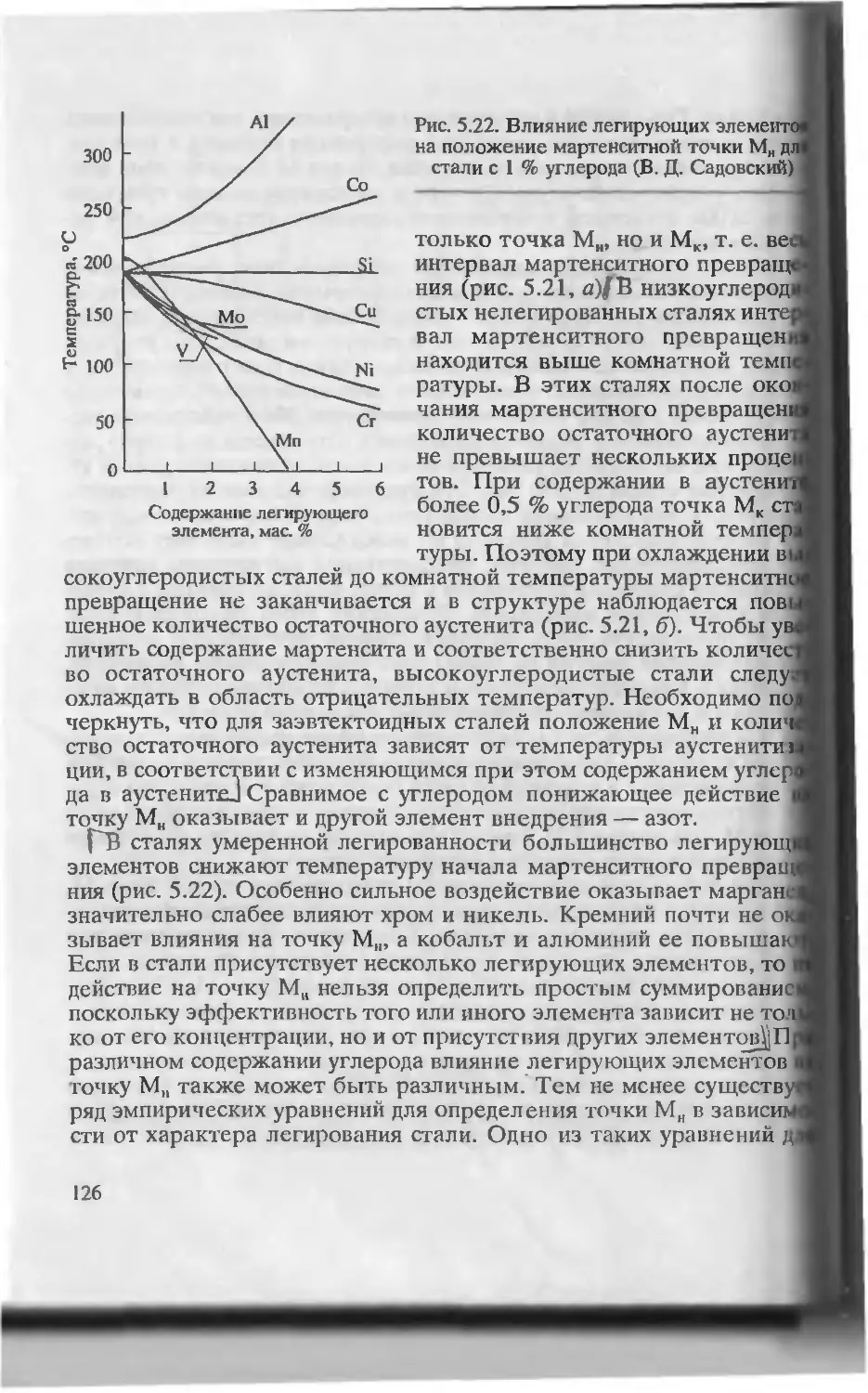
Легирующие элементы, растворяясь в железе, влияют на темпе-
ратуру его полиморфных превращений, т. е. на точки А3 и А4. По ха-
рактеру влияния их можно разделить на две группы.
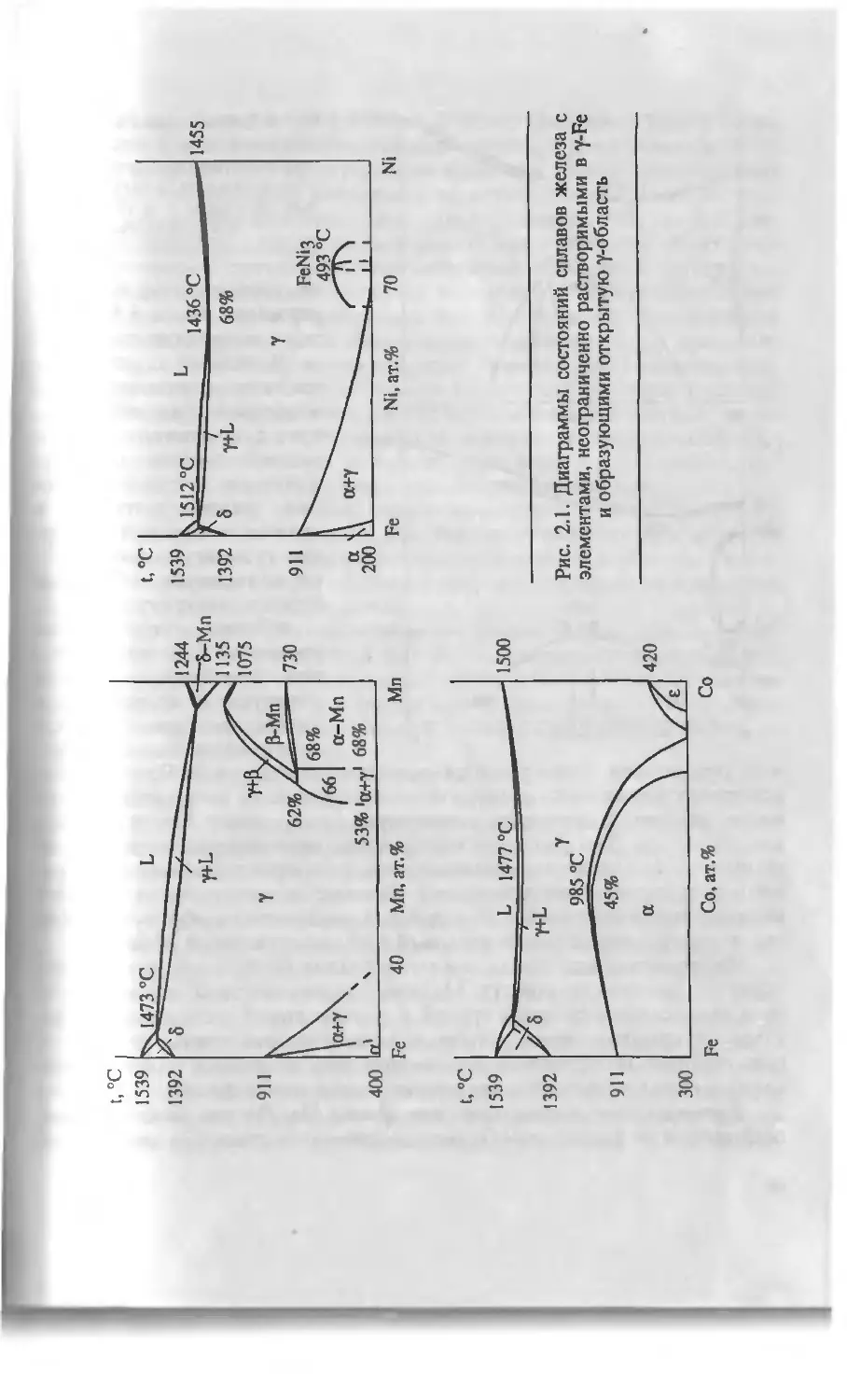
К первой группе относят элементы, расширяющие у-область, т.е.
снижающие точку А3 и повышающие точку А4: марганец, никель, ко-
бальт, медь, азот. Марганец, никель и кобальт неограниченно раство-1
ряются в у-железе и образуют открытую у-область на диаграммах со-
стояний (рис. 2.1). В системе железо — кобальт при увеличении со-
держания последнего до 45 % точка А3 слабо повышается и лишь при
больших содержаниях кобальта резко снижается.
Азот и медь, так же как и углерод, ограниченно растворимы в
у-железе. В таких случаях область существования гомогенного аусте-
нита ограничивается гетерогенной областью вследствие образования
той или иной новой фазы.
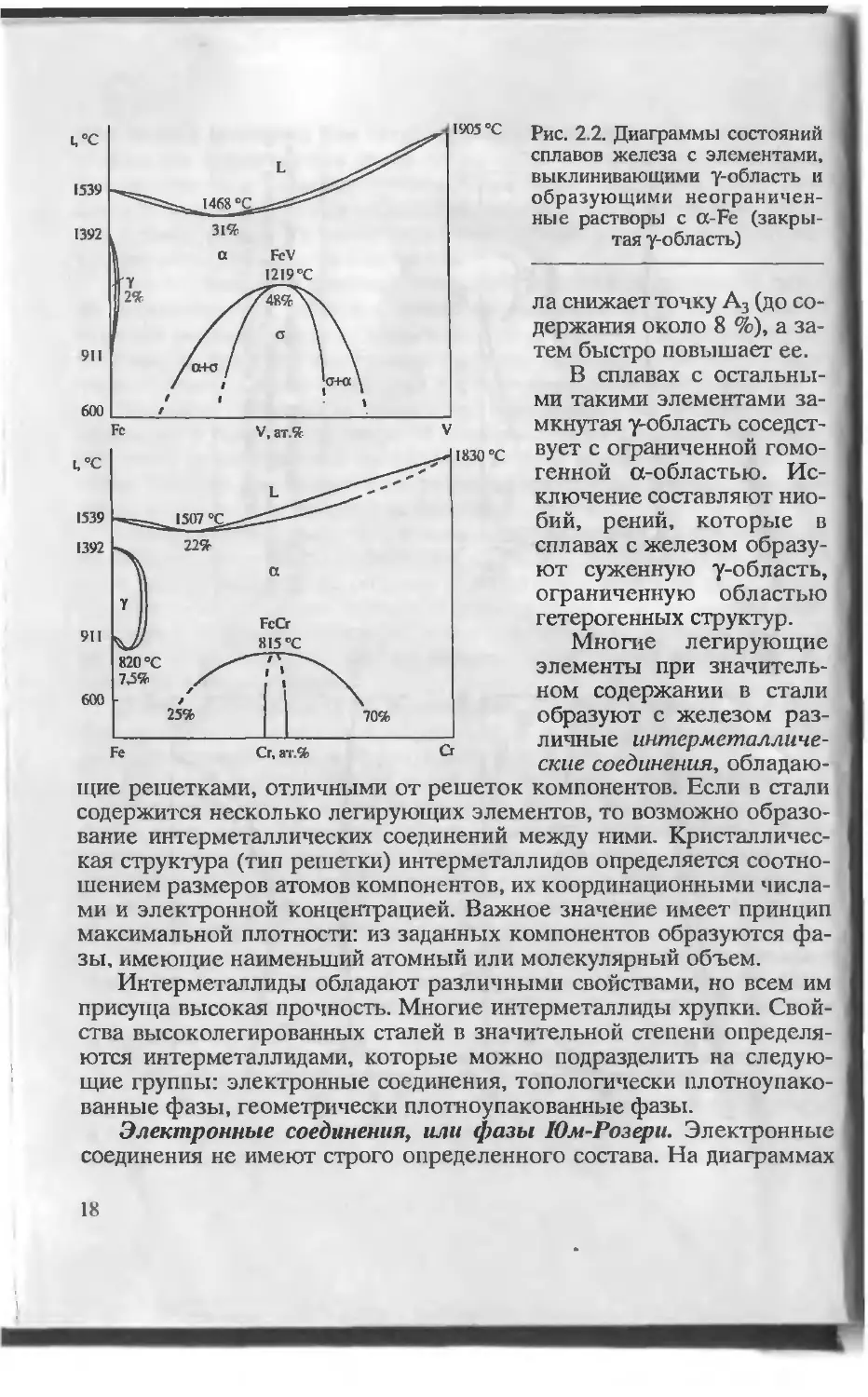
Ко второй группе относят элементы, суживающие у область, т. е.
повыщающие точку А3 и снижающие точку А4. Все эти элементы —
алюминий, кремний, хром, молибден, вольфрам, ванадий, ниобий, титан
и др. — полностью замыкают у-область. Из них только хром и ванадий
неограниченно растворимы в a-железе (рис. 2.2), причем хром снача-
16
Рис. 2.1. Диаграммы состояний сплавов железа с
элементами, неограниченно растворимыми в y-Fe
и образующими открытую у-область
Рис. 2.2. Диаграммы состояний
сплавов железа с элементами,
выклинивающими у-область и
образующими неограничен-
ные растворы с a-Fe (закры-
тая у-область)
ла снижает точку А3 (до со-
держания около 8 %), а за-
тем быстро повышает ее.
В сплавах с остальны-
ми такими элементами за-
мкнутая у-область соседст-
вует с ограниченной гомо-
генной a-областью. Ис-
ключение составляют нио-
бий, рений, которые в
сплавах с железом образу-
ют суженную у-область,
ограниченную областью
гетерогенных структур.
Многие легирующие
элементы при значитель-
ном содержании в стали
образуют с железом раз-
личные интерметалличе-
ские соединения, обладаю-
щие решетками, отличными от решеток компонентов. Если в стали
содержится несколько легирующих элементов, то возможно образо-
вание интерметаллических соединений между ними. Кристалличес-
кая структура (тип решетки) интерметаллидов определяется соотно-
шением размеров атомов компонентов, их координационными числа-
ми и электронной концентрацией. Важное значение имеет принцип
максимальной плотности: из заданных компонентов образуются фа-
зы, имеющие наименьший атомный или молекулярный объем.
Интер метал л иды обладают различными свойствами, но всем им
присуща высокая прочность. Многие интерметаллиды хрупки. Свой-
ства высоколегированных сталей в значительной степени определя-
ются интерметаллидами, которые можно подразделить на следую-
щие группы: электронные соединения, топологически плотноупако-
ванные фазы, геометрически плотноупакованные фазы.
Электронные соединения, или фазы Юм-Розери. Электронные
соединения не имеют строго определенного состава. На диаграммах
состояний им соответствуют более или менее широкие области гомо-
генности. Их атомно-кристаллическая структура определяется сред-
ним числом валентных электронов на атом, или электронной концен-
трацией. Концентрациям валентных электронов 21/14, 21/13 и 21/12
соответствуют определенные типы кристаллических структур. При-
веденные значения следует рассматривать как идеальные. Фактичес-
ки характерным структурам соответствуют некоторые интервалы
электронной концентрации, которые иногда могут перекрываться для
решеток разного типа. Образование фаз Юм-Розери с определенной
яшктронной концентрацией обусловлено заполнением зон Бриллюэ-
на при увеличении содержания компонента с большей валентностью.
При полном заполнении первой зоны Бриллюэна исходная решетка
становится неустойчивой и при дальнейшем изменении состава сплава
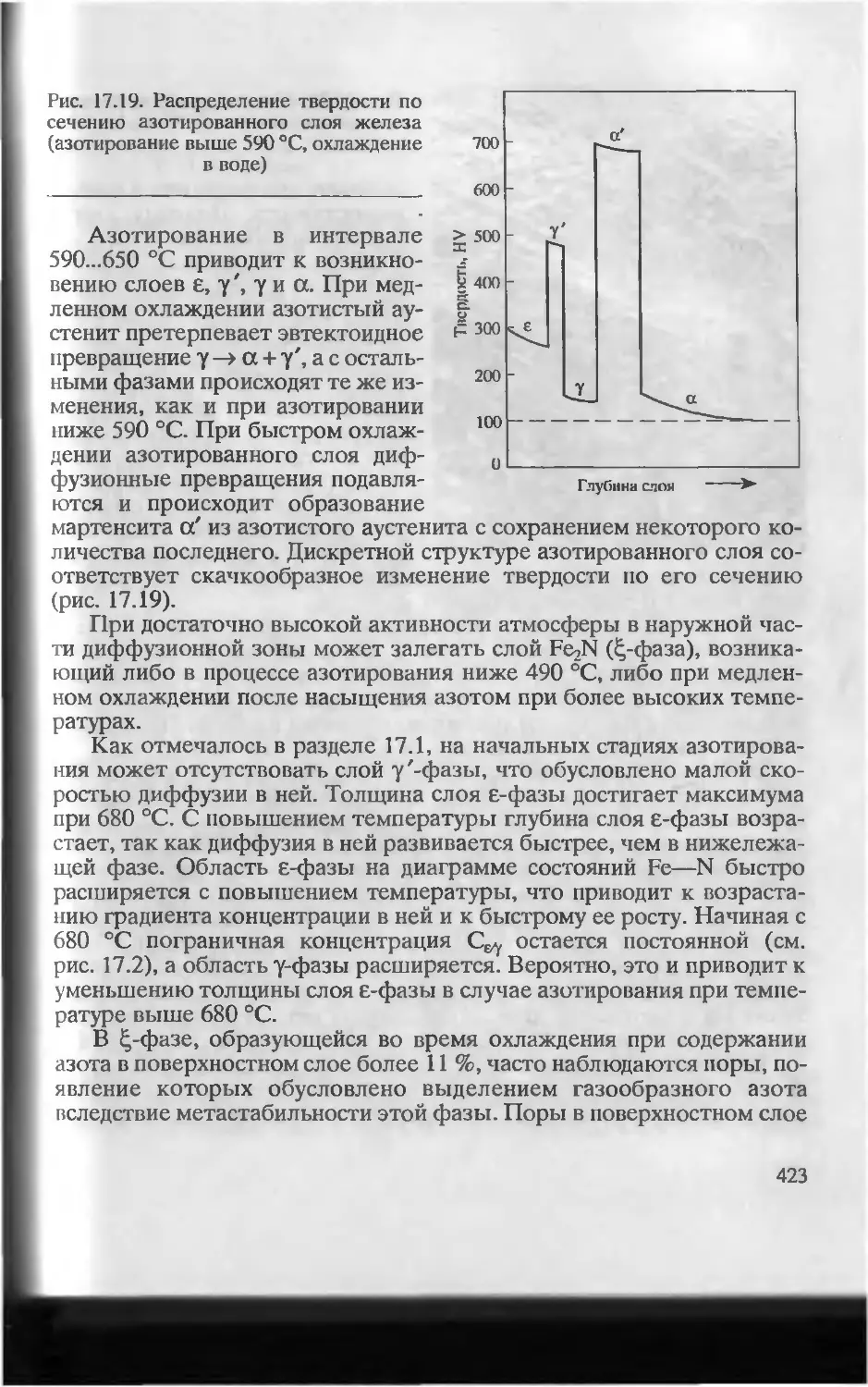
цо шикает новая фаза с более высокой предельной электронной кон-
центрацией. Строго говоря, исходная фаза теряет устойчивость не-
сколько раньше, чем завершается заполнение первой зоны.
Электронные соединения, встречающиеся в сталях, например
I сЛ1, NiAl и др., отличаются хрупкостью, имеют высокую прочность
при нормальных и повышенных температурах. Однотипные элек-
гронные соединения часто образуют твердые растворы между собой
С широкой областью гомогенности.
Гопологически плотноупакованные фазы. Атомно-кристалличе-
йкос строение большой группы фаз металлических сплавов характе-
ра >устся наличием отчетливо выраженных слоев с плотной упаков-
M'ii Такие фазы получили название топологически плотноупакован-
iii.iv В высоколегированных сталях и сплавах к ним относятся о- и р-
(|ih ни, а также фазы Лавеса.
Сигма-фазы переменного состава образуются в сплавах железа с
канадием, хромом и молибденом и в системах Сг — Мп, Сг — Со,
(Jo - - V и др. Атомные диаметры элементов, образующих о-фазы,
p.i отчаются не более чем на 8... 12 %. Считается, что определенную
рои. в образовании о-фаз играют электронная концентрация и поло-
»< нне элементов в периодической системе. Кристаллическая решет-
ка л с|таз — слоистая тетрагональная или сложная ромбоэдрическая.
В сплавах железа средний химический состав о-фаз близок к эк-
HH.I I омному (Fe — Сг, Fe — V, Fe — Мо), а в многокомпонентных си-
। к мах может быть сложным, например (Cr,Mo)x(Ni,Co)y, где х и у мо-
iyi принимать значения от единицы до семи. Высокая хрупкость
О <|>.н вызывает резкое падение вязкости сплавов, поэтому их соста-
пы и режимы обработки подбирают таким образом, чтобы свести к
минимуму или исключить вероятность появления этой вредной фазы.
Фазы Лавеса с общей формулой АВ2 составляют самую много-
численную группу интерметаллических соединений. Они имеют
19
сложные решетки: кубическую типа MgCu2 и гексагональную типа
MgZn2 или MgNi2. Атомно-кристаллическая структура фаз Лавеса об-
ладает высокой симметрией, характеризуется большими значениями
координационного числа и высокой плотностью упаковки.
Области гомогенности фаз Лавеса невелики. Их компонентами
могут быть почти все металлы. Возможность образования таких фаз
определяется прежде всего размерным фактором. Из модели жест-
ких плотноупакованных шаров вытекает идеальное соотношение
атомных диаметров dA/dB = 1.225. В действительности атомы, образуя
кристаллическую решетку, деформируются, в результате чего реаль-
ное соотношение dA/dB=l.O5...1.68. Не менее важное значение имеет
электронная концентрация (точнее, число электронов на элементар-
ную ячейку), определяющая, какая из возможных структур образует-
ся в данном случае. В высоколегированных сталях встречаются фазы
Fe2Al, Fe2Mo, Fe2W, Co2Ti, Ni2Ta, (Fe,Si)2Mo, Fe2(Ni,Nb) и др. Появле-
ние фаз Лавеса нередко вызывает охрупчивание сплавов при нор-
мальной температуре. С повышением температуры охрупчивающее
влияние фаз Лавеса уменьшается и они используются для упрочнения
ряда жаропрочных сталей.
Геометрически плотноупакованные фазы. В высоконикелевых
сталях и сплавах образуются соединения типа А3В с ГЦК (у')-. ОЦТ
(у")- или ГП (т|)-решетками. Конкретные составы основных фаз
определяются формулой А3В, где А — Fe, Со, Ni, а В — Al, Ti, Nb, на-
пример, Ni3Al, Fe3Nb. Однотипные решетки у'-фазы И у-матрицы мо-
гут быть когерентны.
В многокомпонентных сталях у'-фаза может иметь сложный со-
став, например (Ni,Co)3(Al,Ti). Подобные фазы следует рассматри-
вать как результат растворения легирующих элементов в соединении
Ni3Al. В интерметаллиде Ni3Al могут растворяться и другие элемен-
ты, например Fe, Сг, Mo, W, V, Nb. Метастабильная у'-фаза, богатая
титаном, может превращаться в стабильную Т|-фазу Ni3Ti с ГП-ре-
шеткой.
Интерметаллиды у'- Ni3Al, Ni3Ti обладают уникальными свойст-
вами: их прочность возрастает с повышением температуры, достигая
максимума около 800 °C, что используется при создании сталей и
сплавов, предназначенных для работы при высоких температурах.
2.2. ВЗАИМОДЕЙСТВИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ С УГЛЕРОДОМ
По отношению к углероду легирующие элементы делятся на две
группы: некарбидообразующие и карбидообразующие. Алюминий,
кремний, кобальт, никель, медь и свинец не образуют карбидов в ста-
20
ли*. Карбидные фазы возникают при взаимодействии углерода со
многими металлами IV—VIII групп периодической системы
Д И. Менделеева. К числу карбидообразующих элементов относятся
(и порядке их расположения в периодической системе): титан, вана-
дий, хром, марганец, цирконий, ниобий, молибден, гафний, тантал,
вольфрам. Многие карбиды являются фазами внедрения, в которых
.1 гомы углерода внедрены в металлическую решетку иного типа, чем
решетка чистого металла. Чаще всего это решетки ГЦК, ГП, ОЦК и
I Г. Атомы углерода располагаются в октаэдрических или тетраэдри-
ческих порах решетки, поэтому фазы внедрения, исходя из геомстри-
ческих факторов, образуются при соотношении атомных радиусов
I компонентов RHCM/RMeT= 0.41...0.59. При отношении RHCM/RMCT > 0.59 фа-
I н>1 внедрения не образуются, а возникают карбиды со сложной атом-
I по кристаллической структурой (карбиды железа, марганца, хрома).
Стойкость карбидов, характеризуемая температурой их диссоциа-
I дни, определяется прочностью межатомных связей, зависящей от
р < । роения электронных оболочек металлических атомов. Для метал-
I лов с недостроенной d-оболочкой характерна гибридизация d- и s-
элсктронов. При внедрении в металлическую решетку атомов угле-
I рода возможен переход их внешних электронов 2s—2р на незавср-
; шеппые гибридизированные оболочки 3d—4s (для титана, ванадия,
хрома), 5d—6s (для тантала, вольфрама) и 4d—5s (для циркония, нио-
<>ия, молибдена). В пределах каждого периода прочность связи в кар-
I видах тем выше, чем менее достроена d-оболочка. В целом элементы
I |;1сполагаются в следующий ряд по возрастанию стойкости карбидов:
I к Мп—Сг—Mo—W—V—Nb—Та—Ti—Zr.
Стойкость карбидов изменяется при изменении их состава вслед-
11 вне взаимного растворения друг в друге или растворения в них тех
пли иных элементов. Стойкость повышается, если в карбиде раство-
рен металл, образующий более устойчивые карбиды.
Хром, молибден и вольфрам — элементы, обладающие средней
| к.трбидообразующей способностью, при небольших концентрациях
растворяются в цементите, замещая атомы железа. В этом случае он
пл лапается легированным цементитом и обозначается (FeM)3C или
I М ,< . Концентрация карбидообразующих элементов в легированном
цементите выше, чем в аустените. Элементы, не образующие карби-
| доп, находятся преимущественно в аустените, а концентрация их в ле-
। приданном цементите ниже среднего содержания в стали.
•Условия существования карбидов в свободном состоянии в сталях или спла-
I пр существенно различны, поэтому некоторые элементы образуют свободные
' к л|>(>пды, не встречающиеся в сталях. Например, известен карбид кремния SiC
(«ирборунд), не существующий в сталях.
21
При достаточно высоких концентрациях в стали хрома, молибде-
на и вольфрама образуются специальные карбиды, имеющие отлич-
ную от цементита решетку. В специальных карбидах растворяются
атомы железа и других легирующих элементов. В формуле специаль-
ного карбида сумма металлических элементов может быть заменена
символом М. Например, формулу хромистого карбида (Cr,Fe)7C3 за-
писывают как М7С3
Сильные карбидообразующие элементы ванадий, ниобий, титан и
цирконий в цементите практически не растворяются и уже при малых
содержаниях в стали образуют собственные специальные карбиды.
Карбиды элементов IV и V групп периодической системы. Эле-
менты IV группы образуют карбиды TiC, ZrC, а V — VC, NbC, ТаС.
Эти карбиды имеют простую ГЦК-решетку типа NaCl. Углерод рас-
полагается в октаэдрических порах. Так как часть пор не занята ато-
мами углерода, то, строго говоря, общая формула карбидов назван-
ных элементов не МС, a МСХ , где х < 1. Например, известны карби-
ды V4C3, Nb4C3, что эквивалентно соотношению МС075.
Карбиды ряда элементов неограниченно растворимы друг в друге
при близких параметрах их решеток. Например, неограниченно рас-
творимы TiC—VC, TiC—NbC. Ограниченная растворимость наблю-
дается в системе VC—ZrC и др.
Карбиды элементов VI группы. Элементы VI группы образуют
карбиды Сг7С3, Сг23С6, МоС, Мо2С, WC, W2C. Карбид Сг7С3 имеет
сложную гексагональную, а Сг23С6— сложную ГЦК-решетку. Карби-
ды МоС и WC имеют гексагональную, Мо2С и W2C — ГП-решетку. В
названных карбидах, образующихся в сталях, всегда растворено то
или иное количество железа и других элементов.
В сложнолегированных сталях с высоким содержанием молибде-
на и вольфрама может образовываться карбид М6С, имеющий слож-
ную кубическую структуру. Его формула меняется от FejMo^ до
Fe4Mo2C и от Fc2W4C до Fe4W2C, причем атомы металлов могут заме-
щаться различными легирующими элементами. Следует отметить,
что если карбид М23С6 в процессе термической обработки обогащает-
ся молибденом и вольфрамом сверх определенного предела, то про-
исходит превращение М23С6 —» М6С.
Карбиды элементов VII и VIII групп. Марганец (VII группа) и
железо (VIII группа) образуют карбиды Мп3С и Fe3C, имеющие оди-
наковую орторомбическую решетку. Оба карбида неограниченно
растворимы друг в друге. Считается, что в сталях собственный кар-
бид марганца не образуется, а существует сложное соединение
(Fe,Mn)3C.
22
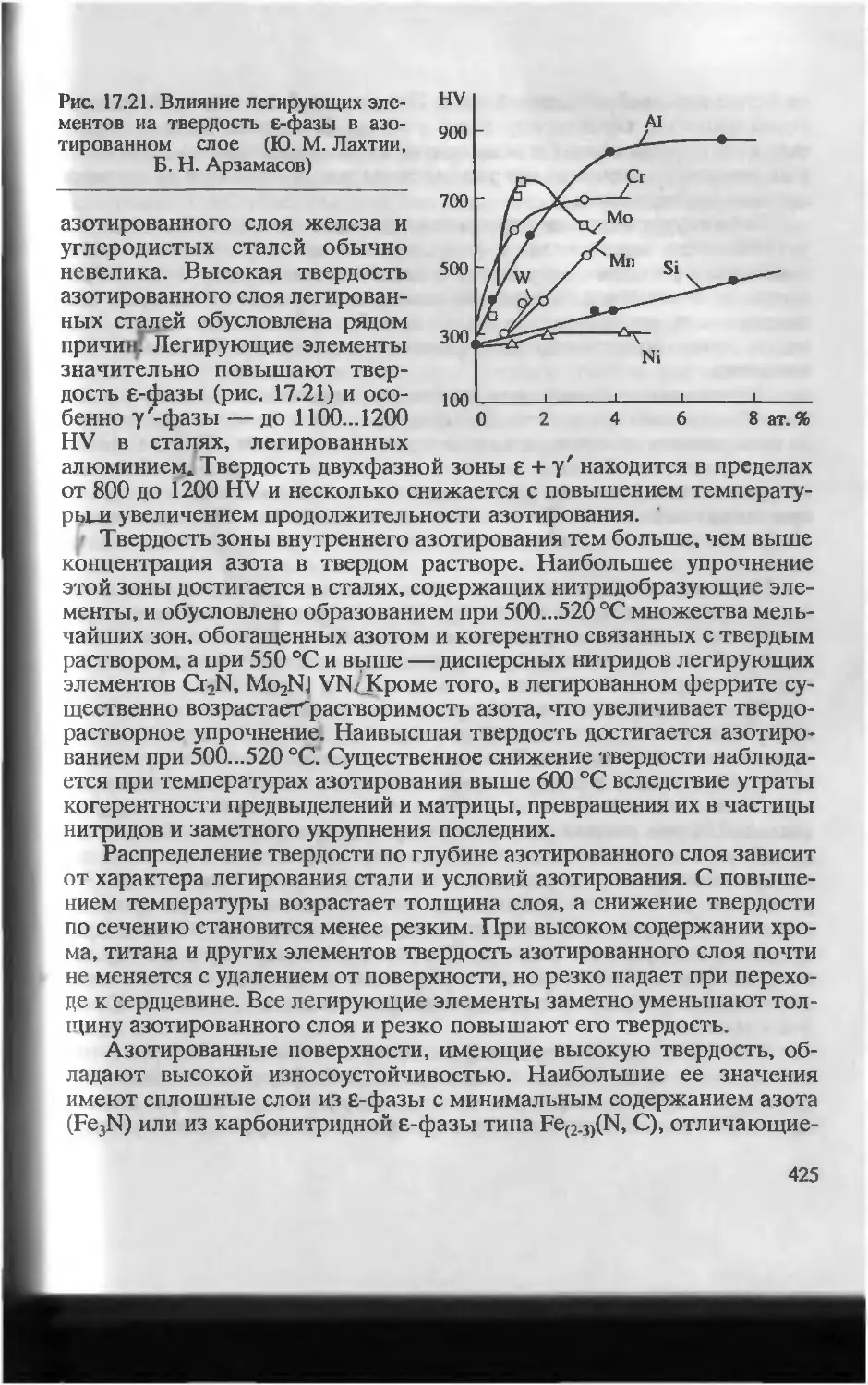
2.3. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
НА КРИТИЧЕСКИЕ ТОЧКИ СТАЛИ
Точка А3 при легировании сталей изменяется качественно так же,
как и при легировании железа (см. раздел 2.1). Исключение составля-
ет хром, повышающий А3 уже при небольших концентрациях..)
Если углеродистую сталь можно рассматривать как двойную сис-
тему Fe—С, то легированная сталь, содержащая элемент М, представ-
ляет собой тройную систему Fe—С—М, в которой образование аус-
I спита из перлита происходит не при постоянной температуре, а в ин-
тервале температур. Иначе говоря, линия PSK на диаграмме желе-
зо — углерод на вертикальном разрезе тройной системы Fe—С—М
превращается в интервал температур. Ширина этого интервала зави-
ги г от природы легирующего элемента и содержания его в стали. В
Технической литературе часто пренебрегают существованием эвтек-
тоидного интервала и указывают единственную температуру, назы-
ваемую точкой А,. Легирующие элементы, расширяющие у-область,
снижают А,, а элементы, суживающие у-область, повышают ее
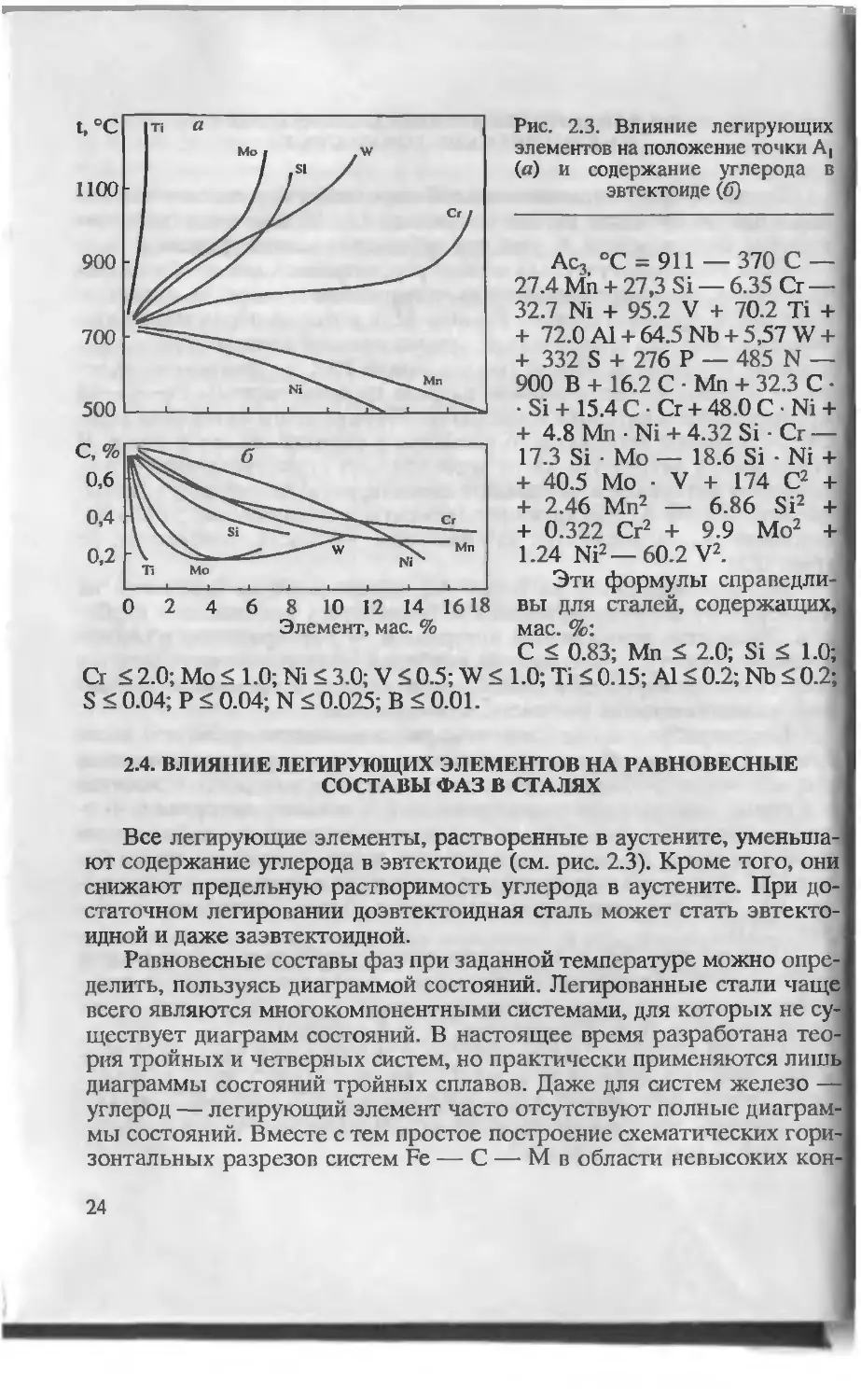
виг. 2.3).
Влияние элементов на точку Acj обусловлено их действием на
и мпсратуру а —>у-превращения и температуру диссоциации карби-
дов. Элементы, понижающие интервал а —> у-превращения и снижа-
ющие температуру диссоциации карбидов, должны снижать и точку
А<,. Поэтому марганец и никель снижают Ас(, а кремний и алюми-
нии, выклинивающие у-область, повышают ее.
Г I Карбидообразующие элементы, увеличивающие прочность меж-
• томной связи в карбидах, повышающие температуру их диссоциации
суживающие у-область, повышают температуру АС|. Это относится
и хрому, который при содержании до 8 % снижает интервал а —> у-
Нрс вращения (см. рис. 2.2), но вследствие затруднения диссоциации
Ьр1 >пдов точка Acj все же повышается, и при содержании хрома бо-
< 12 %, т. е. когда температура а —> у-превращения оказывается вы-
|||< 911 °C, это повышение становится более интенсивным (см.
pit» 2.3).
Температуры Ас, и Acj многих конструкционных сталей можно
Lei читать по эмпирическим формулам, полученным с учетом нели-
Ь* пости и неаддитивности влияния элементов на критические точки
С.. 11 Винокур, В. А. Пилющенко, О. Г. Касаткин):
Ас, , °C = 723 — 7.08 Мп + 37.7 Si + 18.1 Сг + 44.2 Мо — 8.95 Ni +
I» 50.1 V + 21.7 Al + 3.18 W +297 S — 830 N— 11.5 С-Si— 14.0 Мп •
Ь Si 3.1 Ci Si — 57.9 С • Mo — 15.5 Мп Mo — 5.28 С • Ni — 6.0 Мп-
К Ni + 6.77 Si Ni — 0.8 Сг Ni — 27.4 C • V + 30.8 Mo V — 0.84 Cr2 —
» 4(> Mo2 — 0.46 Ni2 — 28.0 V2;
23
Элемент, мае. %
Рис. 2.3. Влияние легирующих
элементов на положение точки А|
(а) и содержание углерода в
эвтектоиде (б)
Ас3 °C = 911 — 370 С —
27.4 Мп + 27,3 Si — 6.35 Сг —
32.7 Ni + 95.2 V + 70.2 Ti +
+ 72.0 Al + 64.5 Nb + 5,57 W +
+ 332 S + 276 P — 485 N —
900 В + 16.2 C Mn + 32.3 C •
• Si + 15.4 C Cr +48.0 C • Ni+
+ 4.8 Mn Ni + 4.32 Si Cr —
17.3 Si Mo — 18.6 Si • Ni +
+ 40.5 Mo V + 174 C2 +
+ 2.46 Mn2 — 6.86 Si2 +
+ 0.322 Cr2 + 9.9 Mo2 +
1.24 Ni2 — 60.2 V2.
Эти формулы справедли-
вы для сталей, содержащих,
мае. %:
С < 0.83; Мп 2.0; Si S 1.0?
Сг S 2.0; Мо < 1.0; Ni < 3.0; V 5 0.5; W < 1.0; Ti 5 0.15; Al < 0.2; Nb < 0.2j
S < 0.04; P < 0.04; N < 0.025; В < 0.01.
2.4. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА РАВНОВЕСНЫЕ
СОСТАВЫ ФАЗ В СТАЛЯХ
Все легирующие элементы, растворенные в аустените, уменьша-
ют содержание углерода в эвтектоиде (см. рис. 2.3). Кроме того, они
снижают предельную растворимость углерода в аустените. При до-
статочном легировании доэвтектоидная сталь может стать эвтекто-
идной и даже заэвтектоидной.
Равновесные составы фаз при заданной температуре можно опре-
делить, пользуясь диаграммой состояний. Легированные стали чаще
всего являются многокомпонентными системами, для которых не су-
ществует диаграмм состояний. В настоящее время разработана тео-
рия тройных и четверных систем, но практически применяются лишь
диаграммы состояний тройных сплавов. Даже для систем железо —
углерод — легирующий элемент часто отсутствуют полные диаграм-
мы состояний. Вместе с тем простое построение схематических гори-
зонтальных разрезов систем Fe — С — М в области невысоких кон-
24
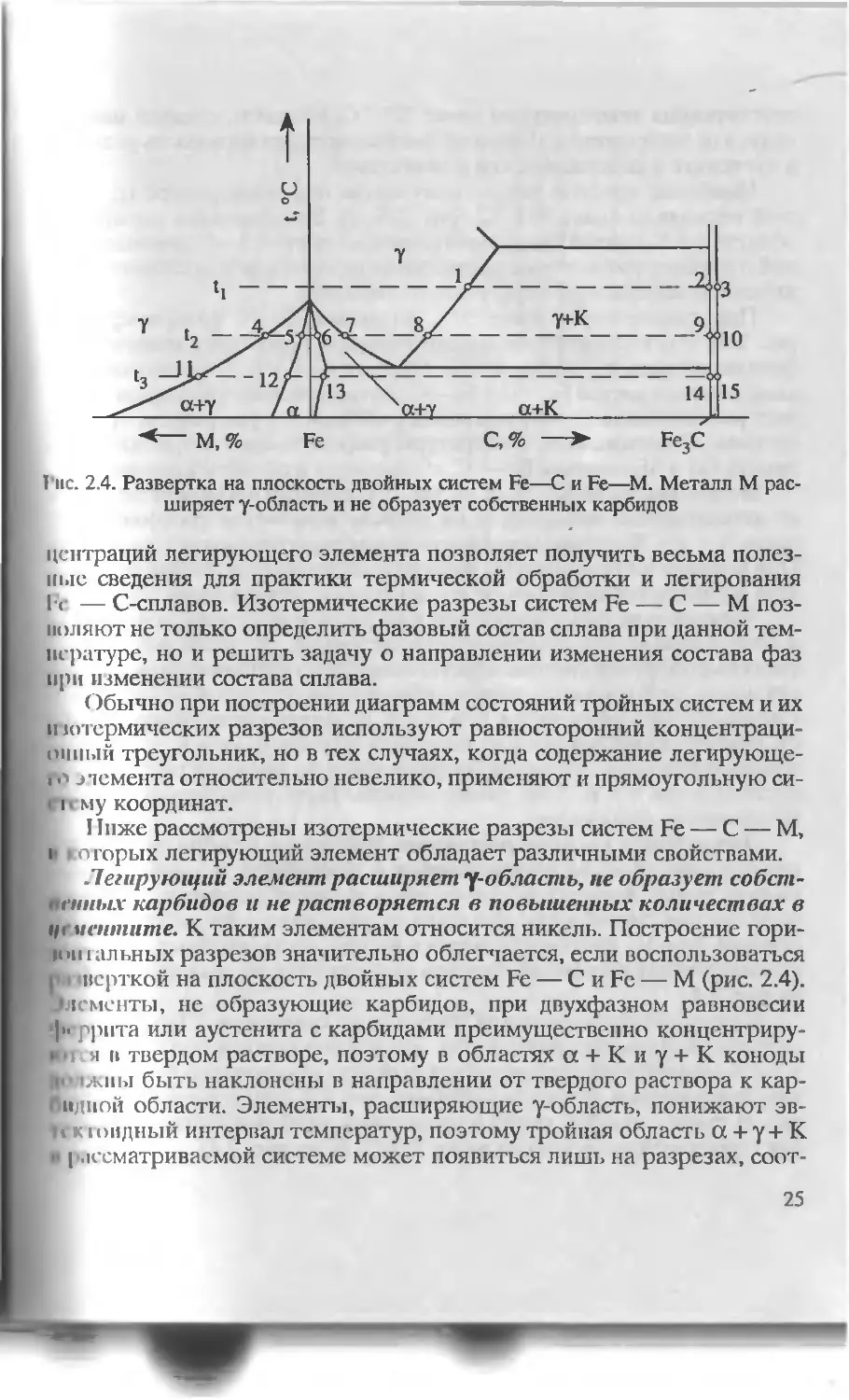
I нс. 2.4. Развертка на плоскость двойных систем Fe—С и Fe—М. Металл М рас-
ширяет у-область и не образует собственных карбидов
центраций легирующего элемента позволяет получить весьма полез-
ные сведения для практики термической обработки и легирования
1т — С-сплавов. Изотермические разрезы систем Fe — С — М поз-
воляют не только определить фазовый состав сплава при данной тем-
пературе, но и решить задачу о направлении изменения состава фаз
при изменении состава сплава.
Обычно при построении диаграмм состояний тройных систем и их
изотермических разрезов используют равносторонний концентраци-
онный треугольник, но в тех случаях, когда содержание легирующе-
iP'» элемента относительно невелико, применяют и прямоугольную ch-
i’ । < му координат.
11пже рассмотрены изотермические разрезы систем Fe — С — М,
। »о горых легирующий элемент обладает различными свойствами.
Легирующий элемент расширяет у-область, не образует собст-
венных карбидов и не растворяется в повышенных количествах в
цементите. К таким элементам относится никель. Построение гори-
Ьгнпальных разрезов значительно облегчается, если воспользоваться
ИМ шерткой на плоскость двойных систем Fe — С и Fe — М (рис. 2.4).
Элементы, не образующие карбидов, при двухфазном равновесии
Вкррпта или аустенита с карбидами преимущественно концентриру-
ич я в твердом растворе, поэтому в областях а + К и у + К коноды
Во 1АПЫ быть наклонены в направлении от твердого раствора к кар-
Ги пой области. Элементы, расширяющие у-область, понижают эв-
кз видный интервал температур, поэтому тройная область а + у + К
В 1.1ссматривасмой системе может появиться лишь на разрезах, соот-
25
ветствующих температурам ниже 727 °C. Наконец, следует иметь в
виду, что легирующие элементы уменьшают растворимость углерода
в аустените и содержание его в эвтектоиде.
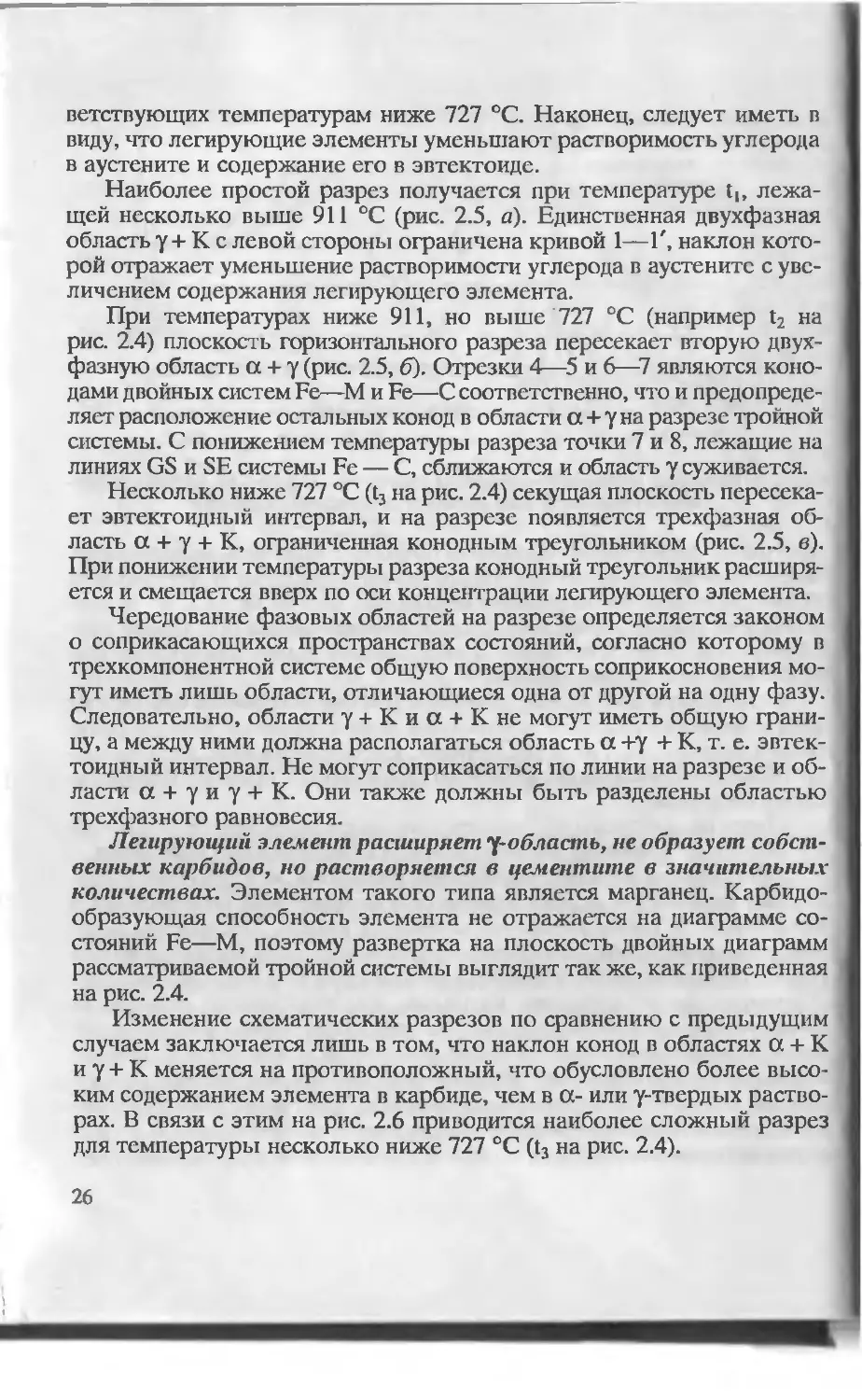
Наиболее простой разрез получается при температуре ц, лежа-
щей несколько выше 911 °C (рис. 2.5, а). Единственная двухфазная
область у + К с левой стороны ограничена кривой 1—Г, наклон кото-
рой отражает уменьшение растворимости углерода в аустените с уве-
личением содержания легирующего элемента.
При температурах ниже 911, но выше'727 °C (например t2 на
рис. 2.4) плоскость горизонтального разреза пересекает вторую двух-
фазную область а + у (рис. 2.5, б). Отрезки 4—5 и 6—7 являются коно-
дами двойных систем Fe—М и Fe—С соответственно, что и предопреде-
ляет расположение остальных конод в области а + у на разрезе тройной
системы. С понижением температуры разреза точки 7 и 8, лежащие на
линиях GS и SE системы Fe — С, сближаются и область у суживается.
Несколько ниже 727 °C (t3 на рис. 2.4) секущая плоскость пересека-
ет эвтектоидный интервал, и на разрезе появляется трехфазная об-
ласть а + у + К, ограниченная конодным треугольником (рис. 2.5, в).
При понижении температуры разреза конодный треугольник расширя-
ется и смещается вверх по оси концентрации легирующего элемента.
Чередование фазовых областей на разрезе определяется законом
о соприкасающихся пространствах состояний, согласно которому в
трехкомпонентной системе общую поверхность соприкосновения мо-
гут иметь лишь области, отличающиеся одна от другой на одну фазу.
Следовательно, области у + Киа + Кне могут иметь общую грани-
цу, а между ними должна располагаться область а +у + К, т. е. эвтек-
тоидный интервал. Не могут соприкасаться по линии на разрезе и об-
ласти а + у и у + К. Они также должны быть разделены областью
трехфазного равновесия.
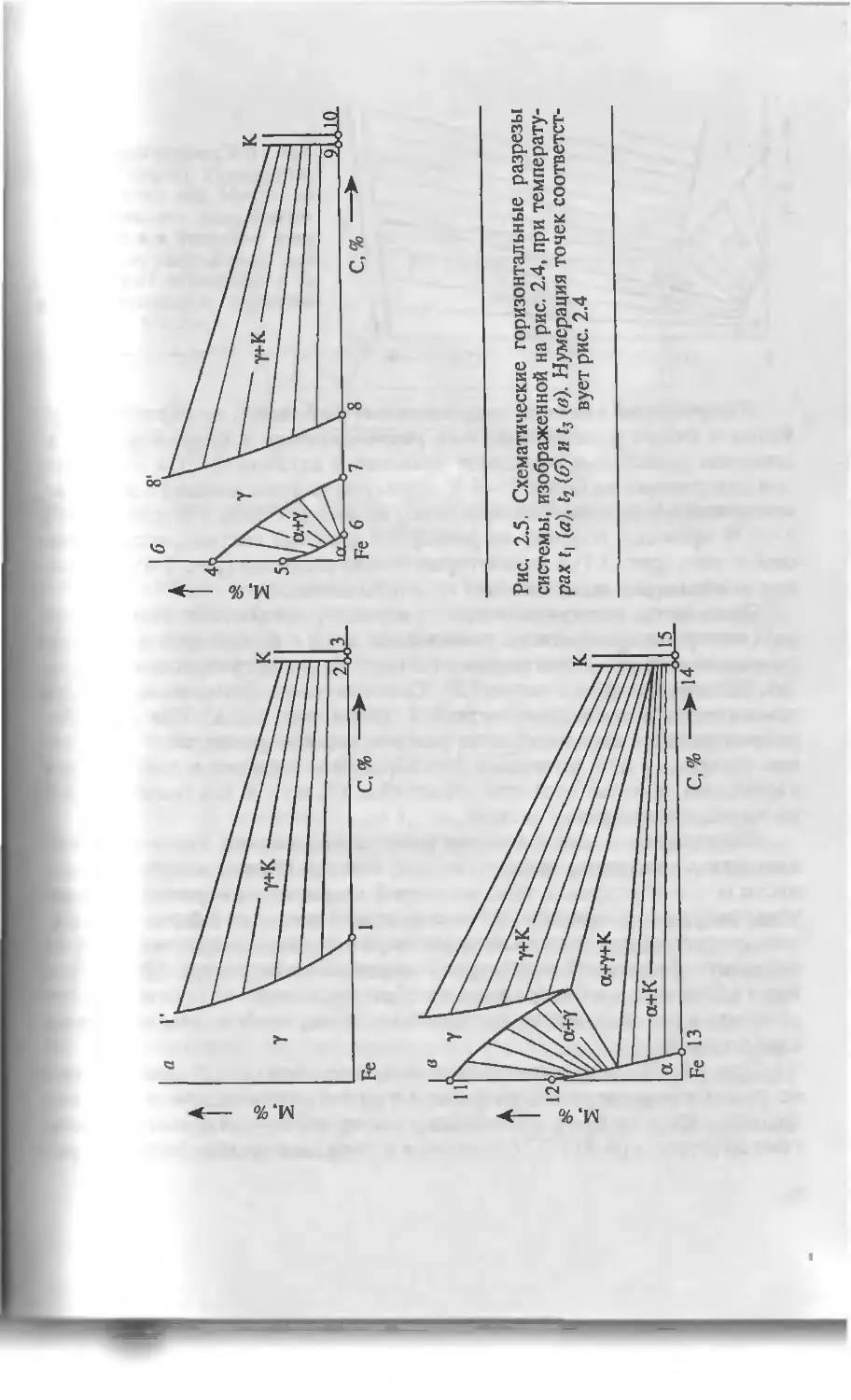
Легирующий элемент расширяет у-область, не образует собст-
венных карбидов, но растворяется в цементите в значительных
количествах. Элементом такого типа является марганец. Карбидо-
образующая способность элемента не отражается на диаграмме со-
стояний Fe—М, поэтому развертка на плоскость двойных диаграмм
рассматриваемой тройной системы выглядит так же, как приведенная
на рис. 2.4.
Изменение схематических разрезов по сравнению с предыдущим
случаем заключается лишь в том, что наклон конод в областях а + К
и у + К меняется на противоположный, что обусловлено более высо-
ким содержанием элемента в карбиде, чем в а- или у-твердых раство-
рах. В связи с этим на рис. 2.6 приводится наиболее сложный разрез
для температуры несколько ниже 727 °C (t3 на рис. 2.4).
26
Fe 13
Рис, 2.5, Схематические горизонтальные разрезы
системы, изображенной на рис. 2.4, при температу-
рах t| (a), t2 (б) и 13 (о). Нумерация точек соответст-
к вует рис. 2.4
ЦД5
Рис. 2.6. Схематический гори-
зонтальный разрез системы
Fe—С—М для случая, когда
легирующий элемент расши-
ряет у-область и в повышен-
ных количествах растворяет-
ся в цементите. Разрез соот-
ветствует температуре t3 на
рис. 2.4
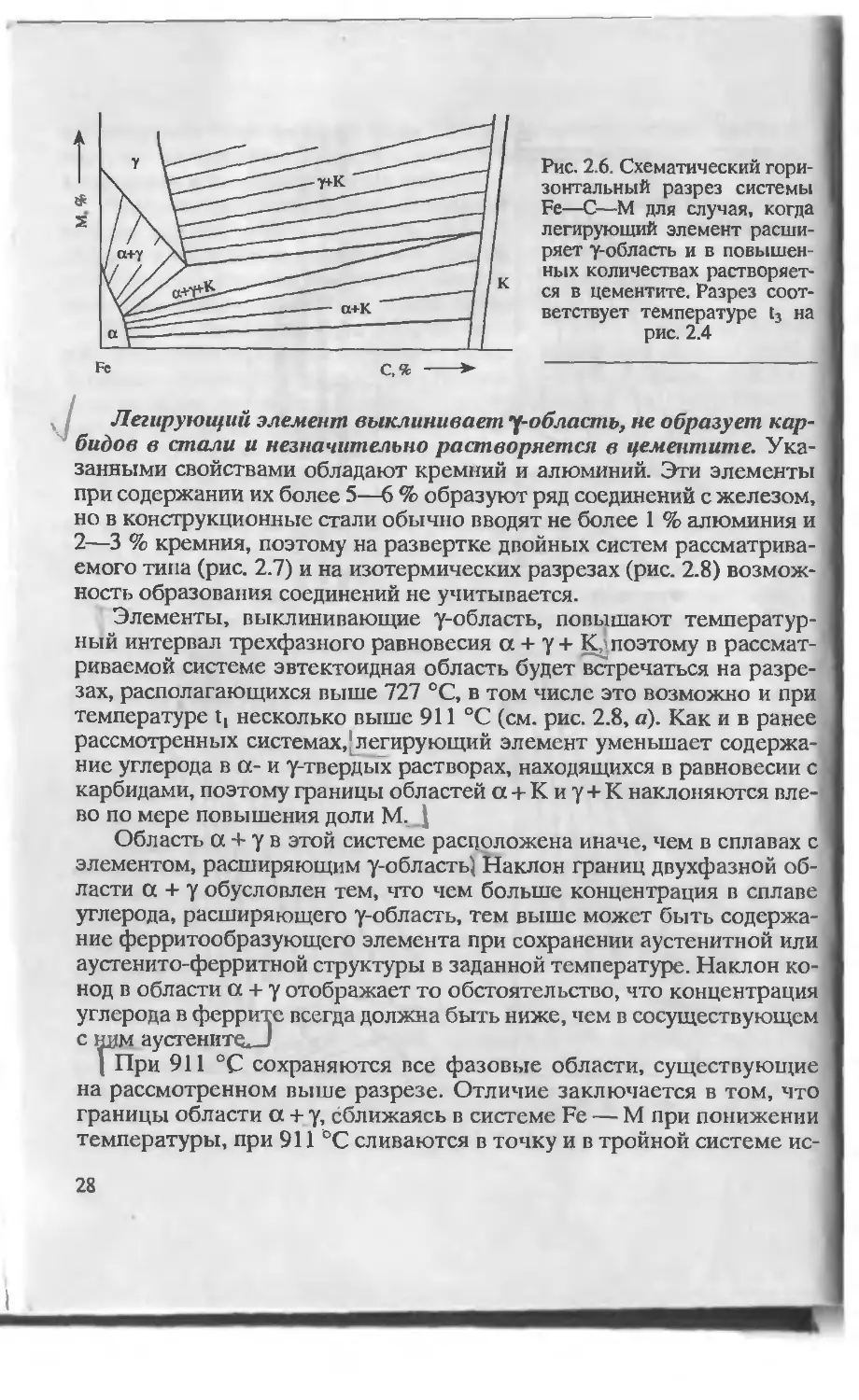
Легирующий элемент выклинивает f-область, не образует кар-
бидов в стали и незначительно растворяется в цементите. Ука-
занными свойствами обладают кремний и алюминий. Эти элементы
при содержании их более 5—6 % образуют ряд соединений с железом,
но в конструкционные стали обычно вводят не более 1 % алюминия и
2—3 % кремния, поэтому на развертке двойных систем рассматрива-
емого типа (рис. 2.7) и на изотермических разрезах (рис. 2.8) возмож-
ность образования соединений не учитывается.
Элементы, выклинивающие у-область, повышают температур-
ный интервал трехфазного равновесия а + у + К,'поэтому в рассмат-
риваемой системе эвтектоидная область будет встречаться на разре-
зах, располагающихся выше 727 °C, в том числе это возможно и при
температуре t, несколько выше 911 °C (см. рис. 2.8, а). Как и в ранее
рассмотренных системах,[легирующий элемент уменьшает содержа-
ние углерода в а- и у-твердых растворах, находящихся в равновесии с
карбидами, поэтому границы областей а + К и у + К наклоняются вле-
во по мере повышения доли М.__|
Область а + у в этой системе расположена иначе, чем в сплавах с
элементом, расширяющим у-область) Наклон границ двухфазной об-
ласти а + у обусловлен тем, что чем больше концентрация в сплаве
углерода, расширяющего у-область, тем выше может быть содержа-
ние ферритообразующего элемента при сохранении аустенитной или
аустенито-ферритной структуры в заданной температуре. Наклон ко-
нод в области а + у отображает то обстоятельство, что концентрация
углерода в феррите всегда должна быть ниже, чем в сосуществующем
с ним аустените^
( При 911 °C сохраняются все фазовые области, существующие
на рассмотренном выше разрезе. Отличие заключается в том, что
границы области а + у, сближаясь в системе Fe — М при понижении
температуры, при 911 °C сливаются в точку и в тройной системе ис-
28
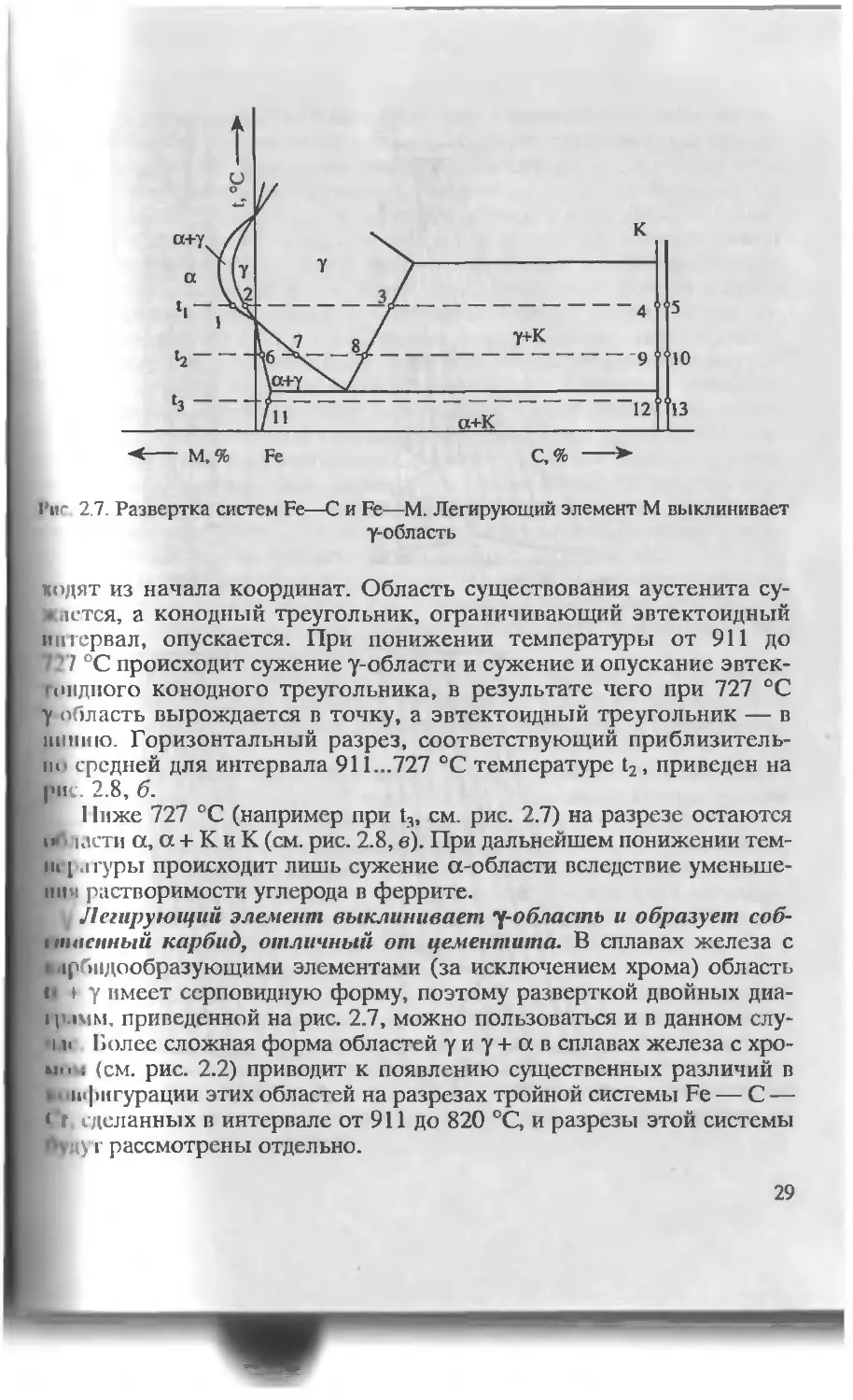
Риг 2.7. Развертка систем Fe—С и Fe—М. Легирующий элемент М выклинивает
у-область
ходят из начала координат. Область существования аустенита су-
жается, а конодный треугольник, ограничивающий эвтектоидный
интервал, опускается. При понижении температуры от 911 до
72 7 °C происходит сужение у-области и сужение и опускание эвтек-
тоидного конодного треугольника, в результате чего при 727 °C
уобласть вырождается в точку, а эвтектоидный треугольник — в
пинию. Горизонтальный разрез, соответствующий приблизитель-
но средней для интервала 911...727 °C температуре t2, приведен на
>ис. 2.8, б.
11иже 727 °C (например при t3, см. рис. 2.7) на разрезе остаются
и» 1 лети а, а + К и К (см. рис. 2.8, в). При дальнейшем понижении тем-
нгр.п'уры происходит лишь сужение а-области вследствие уменьше-
ния растворимости углерода в феррите.
Легирующий элемент выклинивает у-область и образует соб-
гшченный карбид, отличный от цементита. В сплавах железа с
Ьярбндообразующими элементами (за исключением хрома) область
Ю У имеет серповидную форму, поэтому разверткой двойных диа-
цммм. приведенной на рис. 2.7, можно пользоваться и в данном слу-
• i.i« Волее сложная форма областей у и у + а в сплавах железа с хро-
мчм (см. рис. 2.2) приводит к появлению существенных различий в
»<шфигурации этих областей на разрезах тройной системы Fe — С —
< ‘г сделанных в интервале от 911 до 820 °C, и разрезы этой системы
Ъду г рассмотрены отдельно.
29
Рис. 2.8. Схематические горизонтальные разрезы
системы Fe—С—М, развертка которой приведена
на рис. 2.7, при температурах t, (в), t2 (б) и г, (в).
Нумерация точек соответствует рис. 2.7
1 13
Пусть легирующий элемент замещает значительную часть желе-
за п карбиде К1 цементитного типа и образует единственный специ-
II и.ный карбид К2. При двухфазном равновесии а + К1, а + К2, у + К1
и у + К2 содержание легирующего элемента в карбидах оказывается
выше, чем в твердом растворе, поэтому коноды в этих областях долж-
ны быть наклонены в ту же сторону, что и на рис. 2.6. С увеличением
содержания элемента в сплаве сначала происходит изменение состава
цементитного карбида К1, а затем появляется специальный карбид
К2. В соответствии с законом о соприкасающихся пространствах со-
сюяпий, области у + К1 и у + К2 нс могут иметь общую поверхность в
11юппой системе и должны быть разделены областью равновесия трех
ф । у + К1+К2. Так как карбидообразующие элементы смещают
чнтектоидный интервал вверх по температурной шкале, то выше
727 °C (а при достаточной концентрации элемента и выше 911 °C, на-
пример при t,) на горизонтальных разрезах будет два конодных треу-
кп.ника, один из которых соответствует равновесию аустенита с дву-
MN карбидами, а другой — эвтектоидному интервалу (рис. 2.9). Высо-
Ьлсгированные сплавы в зависимости от содержания углерода состо-
и । феррита или из феррита и специальных карбидов К2.
Разрезы при температурах между 911 и 727 °C отличаются тем,
I го область а + у граничит не с вертикальной, как на рис. 2.9, а с го-
ря ion гальной осью; области, содержащие аустенит, сужаются, а ко-
нйцные треугольники смещаются вниз.
Ниже 727 °C аустенит в рассматриваемой системе не существует
и н.з разрезе исчезают области у, у + а, у + К1 + К2 и у + К2, сохраня-
вши я лишь области феррита, карбидов и их совместного существова-
•ич (рис. 2.10).
11 системе Fe — Сг — С области у и а + у имеют своеобразную
i|h'|imv (см. рис. 2.2 и 2.11), что вызывает усложнение конфигурации
п<|||'иштального разреза при температурах между 911 и 820 °C: об-
^п. а + у распадается на две подобласти (рис. 2.12). С понижением
Иц<ературы и приближением ее к 820 °C (температура низа петли у-
Ьпеги) точки 1 и 2 на рис. 2.12 опускаются, а точки 3 и 4 поднима-
Кк* и при 820 °C они сливаются, соединяя верхнюю и нижнюю по-
i.ici и двухфазного равновесия а + у. Ниже 820 °C область а + у
понимает обычную конфигурацию.
('уществование в системе Fe — С — Сг трех карбидов — цемен-
< ч l inn о и двух специальных — и О-фазы Fe — Сг также приводит к
^Ьжпению изотермических разрезов. Хром входит в состав карбида
!»< иипного типа, замещая в нем часть железа, и образует специ-
mi.iii.ic карбиды (Cr,Fe)7C3 и (Cr,Fe)23C6. Область высокохромистых
»и« «инн, в которых появляется о-фаза, на разрезах, изображенных на
к ’ 12 и 2.13, не приведена.
31
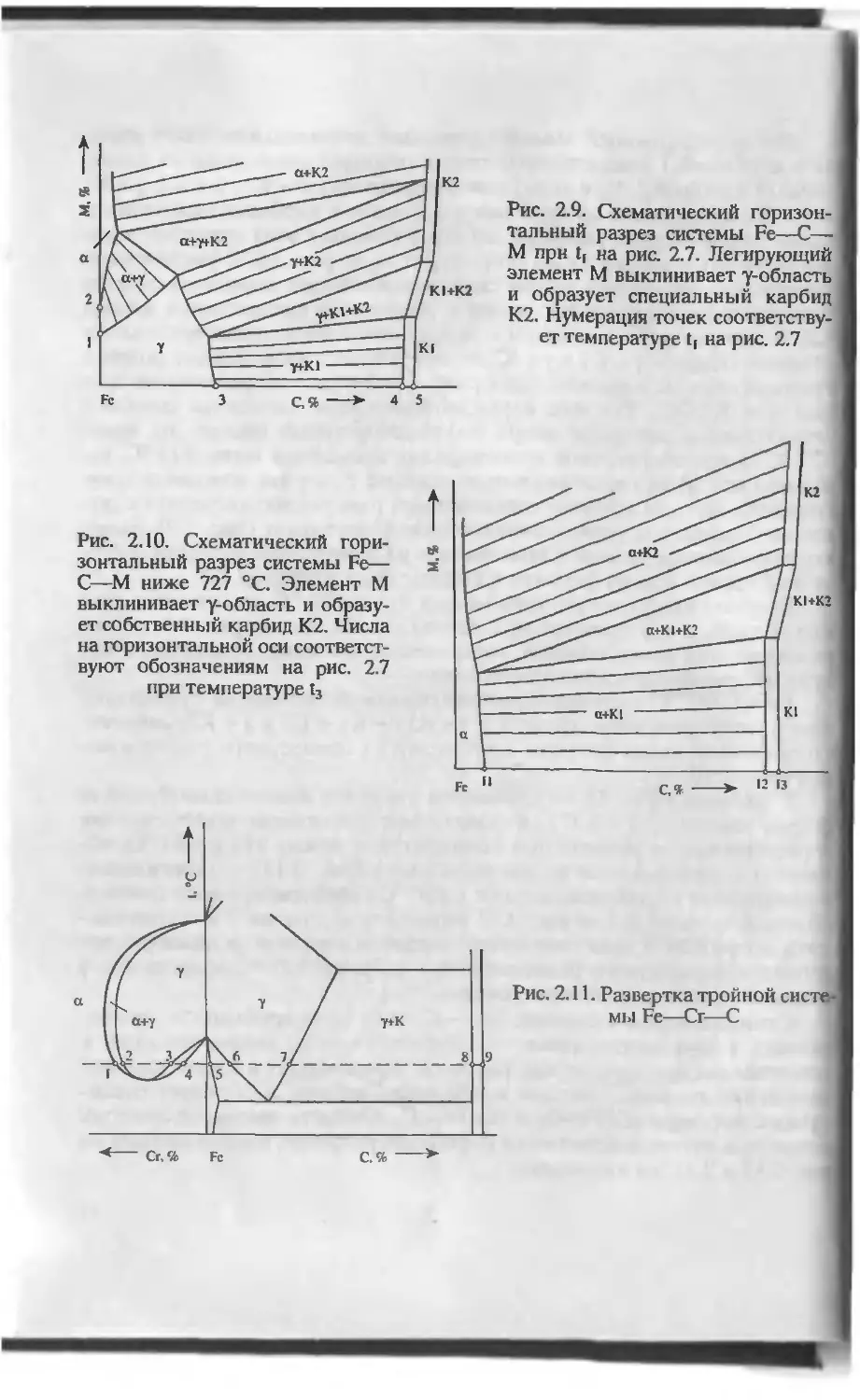
Рис. 2.9. Схематический горизон-
тальный разрез системы Fe—С—
М при t( на рис. 2.7. Легирующий
элемент М выклинивает у-область
и образует специальный карбид
К2. Нумерация точек соответству-
ет температуре t, на рис. 2,7
Рис. 2.10. Схематический гори-
зонтальный разрез системы Fe—
С—-М ниже 727 °C. Элемент М
выклинивает у-область и образу-
ет собственный карбид К2. Числа
на горизонтальной оси соответст-
вуют обозначениям на рис. 2.7
при температуре 13
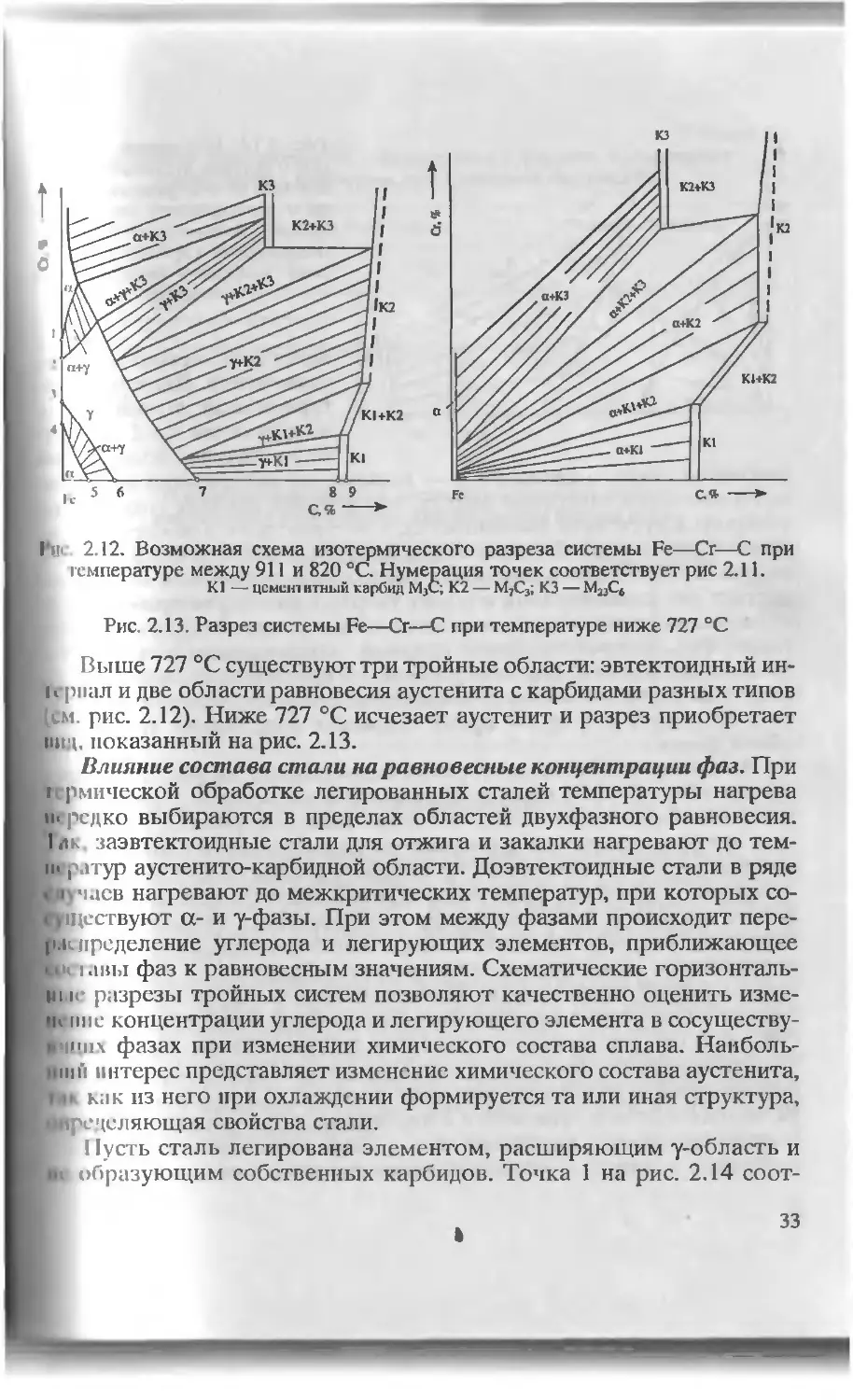
hji 2.12. Возможная схема изотермического разреза системы Fe—Сг—С при
гсмпературе между 911 и 820 °C. Нумерация точек соответствует рис 2.11.
К1 — цемент итный карбид М3С; К2 — М7С3; КЗ —
Рис. 2.13. Разрез системы Fe—Ст—С при температуре ниже 727 °C
Выше 727 °C существуют три тройные области: эвтектоидный ин-
1грпал и две области равновесия аустенита с карбидами разных типов
₽м. рис. 2.12). Ниже 727 °C исчезает аустенит и разрез приобретает
ниц. показанный на рис. 2.13.
Влияние состава стали на равновесные концентрации фаз. При
Термической обработке легированных сталей температуры нагрева
^редко выбираются в пределах областей двухфазного равновесия.
|Ьк. заэвтектоидные стали для отжига и закалки нагревают до тем-
ператур аустенито-карбидной области. Доэвтектоидные стали в ряде
Нручасв нагревают до межкритических температур, при которых со-
»ществуют а- и у-фазы. При этом между фазами происходит пере-
jpai пределение углерода и легирующих элементов, приближающее
К<:павы фаз к равновесным значениям. Схематические горизонталь-
ы< разрезы тройных систем позволяют качественно оценить изме-
рение концентрации углерода и легирующего элемента в сосуществу-
I дч!Ч1\ фазах при изменении химического состава сплава. Нанболь-
)|цн интерес представляет изменение химического состава аустенита,
как из него при охлаждении формируется та или иная структура,
Ифецсляющая свойства стали.
| 11усть сталь легирована элементом, расширяющим у-область и
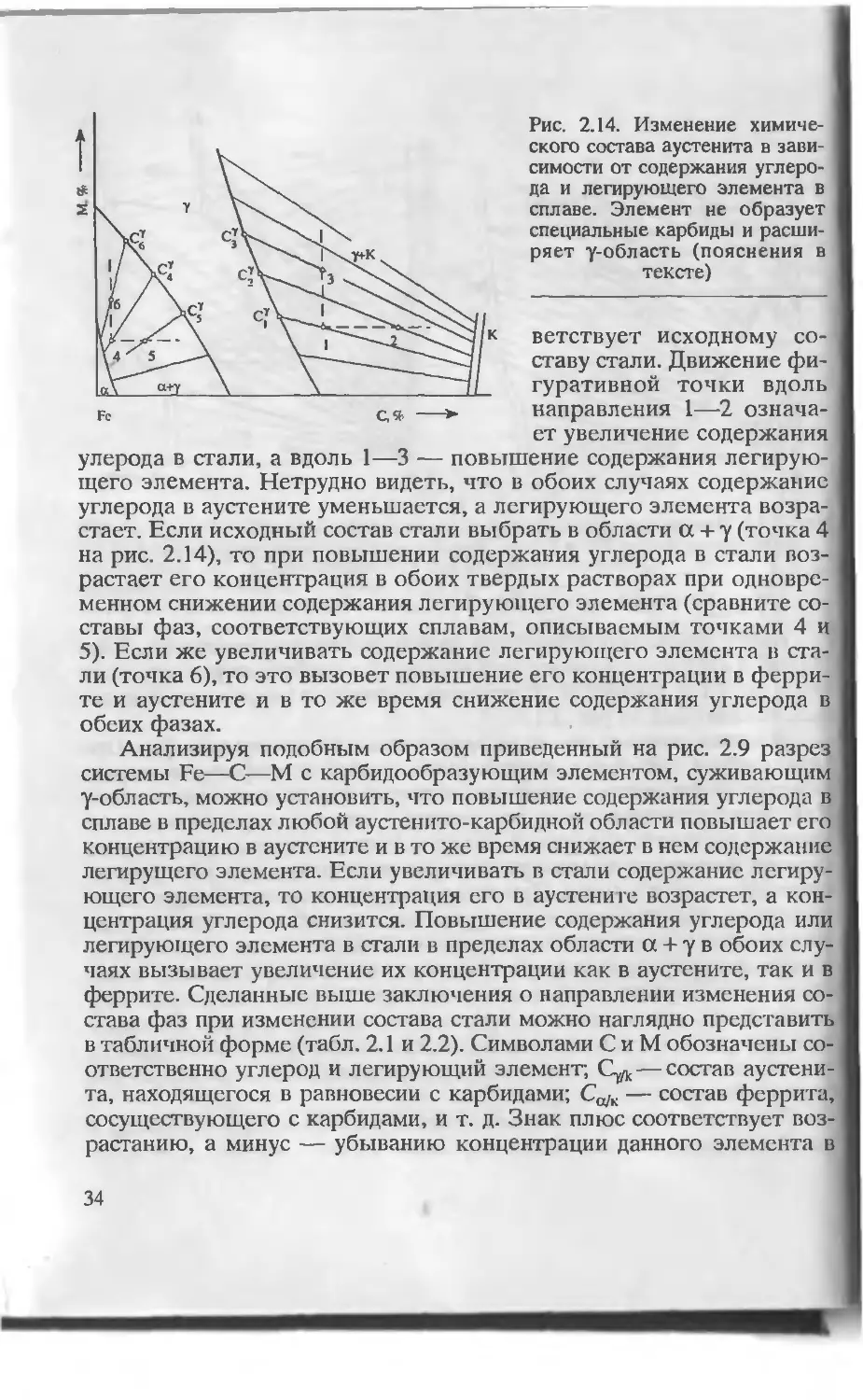
1< образующим собственных карбидов. Точка 1 на рис. 2.14 соот-
33
Рис. 2.14. Изменение химиче-
ского состава аустенита в зави-
симости от содержания углеро-
да и легирующего элемента в
сплаве. Элемент не образует
специальные карбиды и расши-
ряет у-область (пояснения в
тексте)
ветствует исходному со-
ставу стали. Движение фи-
гуративной точки вдоль
направления 1—1 означа-
ет увеличение содержания
улерода в стали, а вдоль 1—3 — повышение содержания легирую-
щего элемента. Нетрудно видеть, что в обоих случаях содержание
углерода в аустените уменьшается, а легирующего элемента возра-
стает. Если исходный состав стали выбрать в области а + у (точка 4
на рис. 2.14), то при повышении содержания углерода в стали воз-
растает его концентрация в обоих твердых растворах при одновре-
менном снижении содержания легирующего элемента (сравните со-
ставы фаз, соответствующих сплавам, описываемым точками 4 и
5). Если же увеличивать содержание легирующего элемента в ста-
ли (точка 6), то это вызовет повышение его концентрации в ферри-
те и аустените и в то же время снижение содержания углерода в
обеих фазах.
Анализируя подобным образом приведенный на рис. 2.9 разрез
системы Fe—С—М с карбидообразующим элементом, суживающим
у-область, можно установить, что повышение содержания углерода в
сплаве в пределах любой аустенито-карбидной области повышает его
концентрацию в аустените и в то же время снижает в нем содержание
легирущего элемента. Если увеличивать в стали содержание легиру-
ющего элемента, то концентрация его в аустените возрастет, а кон-
центрация углерода снизится. Повышение содержания углерода или
легирующего элемента в стали в пределах области а + у в обоих слу-
чаях вызывает увеличение их концентрации как в аустените, так и в
феррите. Сделанные выше заключения о направлении изменения со-
става фаз при изменении состава стали можно наглядно представить
в табличной форме (табл. 2.1 и 2.2). Символами С и М обозначены со-
ответственно углерод и легирующий элемент; С^ — состав аустени-
та, находящегося в равновесии с карбидами; С^к — состав феррита,
сосуществующего с карбидами, и т. д. Знак плюс соответствует воз-
растанию, а минус — убыванию концентрации данного элемента в
34
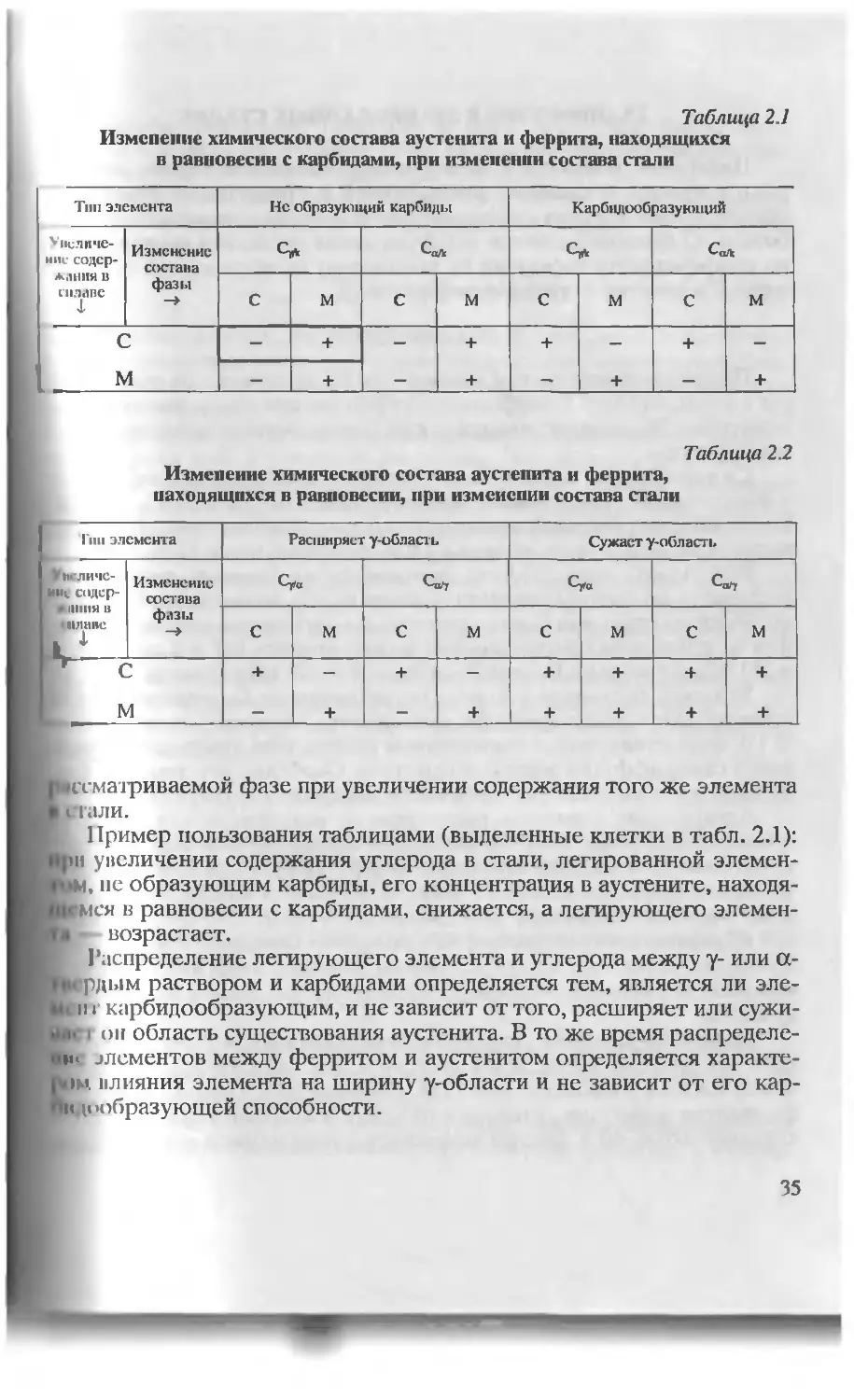
Таблица 2.1
Изменение химического состава аустенита и феррита, находящихся
в равновесии с карбидами, при изменении состава стали
Тип элемента Нс образующий карбиды Карбидообразующий
Увеличе- нии содер- жания в сплаве г Изменение состава фазы —> С* СдД Сщ. СаЛ.
с м с м С м С м
с м - + — + + + + + ф
— +
Таблица 2.2
Изменение химического состава аустенита и феррита,
находящихся в равновесии, при изменении состава стали
Гии элемента Расширяет у-область Сужает у-обласп.
личс- «к содср- • ЦНИЯ в »плане *1 Изменение состава фазы -> СуЩ Са/у СуЩ Силу
с м С м с м С м
и S + + + + + + + + + + +
осматриваемой фазе при увеличении содержания того же элемента
стали.
Пример пользования таблицами (выделенные клетки в табл. 2.1):
!»н увеличении содержания углерода в стали, легированной элемен-
ты, пе образующим карбиды, его концентрация в аустените, находя-
»мся в равновесии с карбидами, снижается, а легирующего элемен-
I - возрастает.
Распределение легирующего элемента и углерода между у- или а-
^Срдым раствором и карбидами определяется тем, является ли эле-
Вси । карбидообразующим, и не зависит от того, расширяет или сужи-
Ьс 1 он область существования аустенита. В то же время распределе-
>» элементов между ферритом и аустенитом определяется характе-
влияния элемента на ширину у-области и не зависит от его кар-
«образующей способности.
35
2.5. ДИФФУЗИЯ В ЛЕГИРОВАННЫХ СТАЛЯХ
Диффузия углерода и легирующих элементов играет важную
роль в процессах фазовых превращений и структурных изменений,
происходящих в сталях при термической и химико-термической обра-
ботках. О степени развития диффузионных процессов можно судить
по коэффициенту диффузии D, зависящему от абсолютной темпера-
туры Т и энергии активации диффузии Q:
D = Doexp(-Q/RT).
(2.1)
Предэкспоненциальный множитель Do не зависит от температу-
ры и характеризует коэффициент диффузии при очень высоких тем-
пературах. Энергию активации также можно считать не зависящей от
температуры.
Самодиффузии железа. Коэффициент самодиффузии железа в а-
и у-состояниях существенно различен. При 910 °C Da.Fc/D7.Fc > 200.
Возможно, что основная причина этого заключается в меньшей плот-
ности упаковки атомов железа в О ЦК-решетке, чем в ГЦК.
Результаты исследования самодиффузии железа существенно
расходятся по данным различных авторов, что, возможно, обусловле-
но значительным влиянием примесей на параметры самодиффузии.
Для а- и у-железа соответственно можно принять Dca = 2 см2/с, Qa =
= 251 кДж/(г-моль) и D07 = 0,18 см2/с, а Q7 = 270 кДж/(г-моль).
Углерод, растворяясь в железе, увеличивает Do и уменьшает Q.
Влияние последнего фактора оказывается сильнее (см. уравнение
(2.1)), вследствие чего с повышением содержания углерода коэффи-
циент самодиффузии железа возрастает. Особенно это заметно в ау-
стените из-за высокой растворимости углерода в ГЦК-решетке.
Легирующие элементы, растворенные в железе, могут влиять на
его самодиффузию. Энергия активации самодиффузии железа обыч-
но больше, чем энергия активации диффузии растворенного элемен-
та, но легирование железа кобальтом, хромом и вольфрамом повы-
шает энергию активации самодиффузии y-Fe от 270 до 377, 406 и
435 кДж/моль соответственно, что замедляет самодиффузию железа.
Предполагается, что это обусловлено большей энергией связи ато-
мов железа с атомами названных элементов, чем атомов железа меж-
ду собой.
Диффузия углерода. Диффузионная подвижность углерода в фер
рите значительно выше, чем в аустените, так как ОЦК-решстка a-Fe
менее плотно упакована, чем ГЦК-решетка y-Fe. Отношение коэф
фициентов диффузии углерода в феррите и аустените при 910 °C со
ставляет около 40 и быстро возрастает с понижением температуры
36
Параметры диффузии углерода в a-Fe: Do = 0,2 см2/с, Q =
103 кДж/(г-моль). В у-железс те же параметры соответственно рав-
ны 0,15 см2/с и 134 кДж/г • моль (при 0,52 % С).
Коэффициент диффузии углерода в аустените DcY.Fc определяется
не только температурой, но и содержанием углерода. Предложены
уравнения вида
DcY.Fc = (а + b • %C)exp(-Q/RT),
(2.2)
цошоляющие оценить эту зависимость. Постоянные а и b имеют не-
сколько различные значения по данным разных исследователей. Кон-
це и грационная зависимость DcY.Fc существенно усиливается с повыше-
нием температуры.
Легирующие элементы заметно изменяют коэффициент диффу-
|ии углерода в а- и у-твердых растворах. Это обусловлено тем, что
цементы искажают кристаллическую решетку железа, изменяют
•пергию межатомного взаимодействия в твердом растворе, влияют
кд 1срмодинамическую активность растворенного углерода.
1 Ьломним, что термодинамическая активность а некоторого ком-
итента i в совершенном растворе равна его мольной доле: а,= N,. В
1ЛЫЮМ растворе это равенство не выполняется. Степень отклоне-
м термодинамической активности компонента в реальном растворе
его мольной доли выражается коэффициентом активности у,: а, =
I). 11ри оценке влияния легирующего элемента на активность угле-
д.1 в аустените вводят коэффициент активности углерода f/ в сис-
мс железо—углерод—металл, обусловленный лишь влиянием ле-
рующего элемента:
V = ас7ас=усл/ус. (2.3)
ь у/ — экспериментально определенный коэффициент активно-
I углерода в легированном аустените. Коэффициент активности ус
си г только от концентрации углерода, a f/ — только от содержа-
« j| т ирующего элемента. Очевидно (см. уравнение (2.3)), что усл =
fl. . Для сложных сплавов коэффициент термодинамической ак-
не» ги углерода
усспл = Ус. f(M . f^2 . f-Д (2.4)
I,,|. I/2 и т. д. — коэффициенты активности углерода в растворе,
«•’пленные первым, вторым и т. д. легирующими элементами, не
«• мщис от содержания углерода.
Клк правило, элементы, не образующие карбиды, повышают тер-
|ш.1мическую активность углерода в твердом растворе, а карбид-
37
образующие снижают ее. Влияние элементов на активность углерода
в растворе обусловлено изменением энергии межатомной связи при
легировании. Энергия связи атомов углерода с атомами карбид-обра-
зующих элементов выше, чем с железом, что и проявляется как сни-
жение активности углерода. Наоборот, энергия связи углерода с эле-
ментами, не образующими карбиды в стали, меньше, чем с железом,
и этому соответствует увеличение термодинамической активности
углерода.
Элементы, повышающие активность углерода в растворе, увели-
чивают и его коэффициент диффузии, а снижающие активность —
уменьшают Dc. С формальной точки зрения, влияние легирующих
элементов на коэффициент диффузии углерода заключается в изме-
нении множителя Do и энергии активации Q в уравнении (2.1). Do и Q
возрастают при легировании стали карбидобразующими элементами
и уменьшаются при введении элементов, не образующих карбиды, но
решающее значение имеет изменение энергии активации.
Диффузия легирующих элементов. Легирующие элементы, об-
разующие твердые растворы замещения в железе, диффундируют не
сравненно медленнее, чем углерод. Коэффициенты диффузии метал-
лических атомов в аустените на три-пять порядков меньше, чем угле-
рода. При невысоких температурах (ниже 500...400 °C) диффузия ле-
гирующих элементов в аустените становится исчезающе малой и во
многих случаях можно считать, что она вообще не происходит. Ука-
занное различие обусловлено тем, что атомы углерода, образующего
раствор внедрения, диффундируют по междоузлиям, а легирующие
элементы — по вакансиям. Диффузионная подвижность элементов,
образующих растворы замещения, тем ниже, чем больше энергия
связи железо — элемент превосходит энергию связи атомов железа,
больше их атомный объем и атомная масса. Два последних фактора
имеют, по-видимому, решающее значение. Параметры диффузии не-
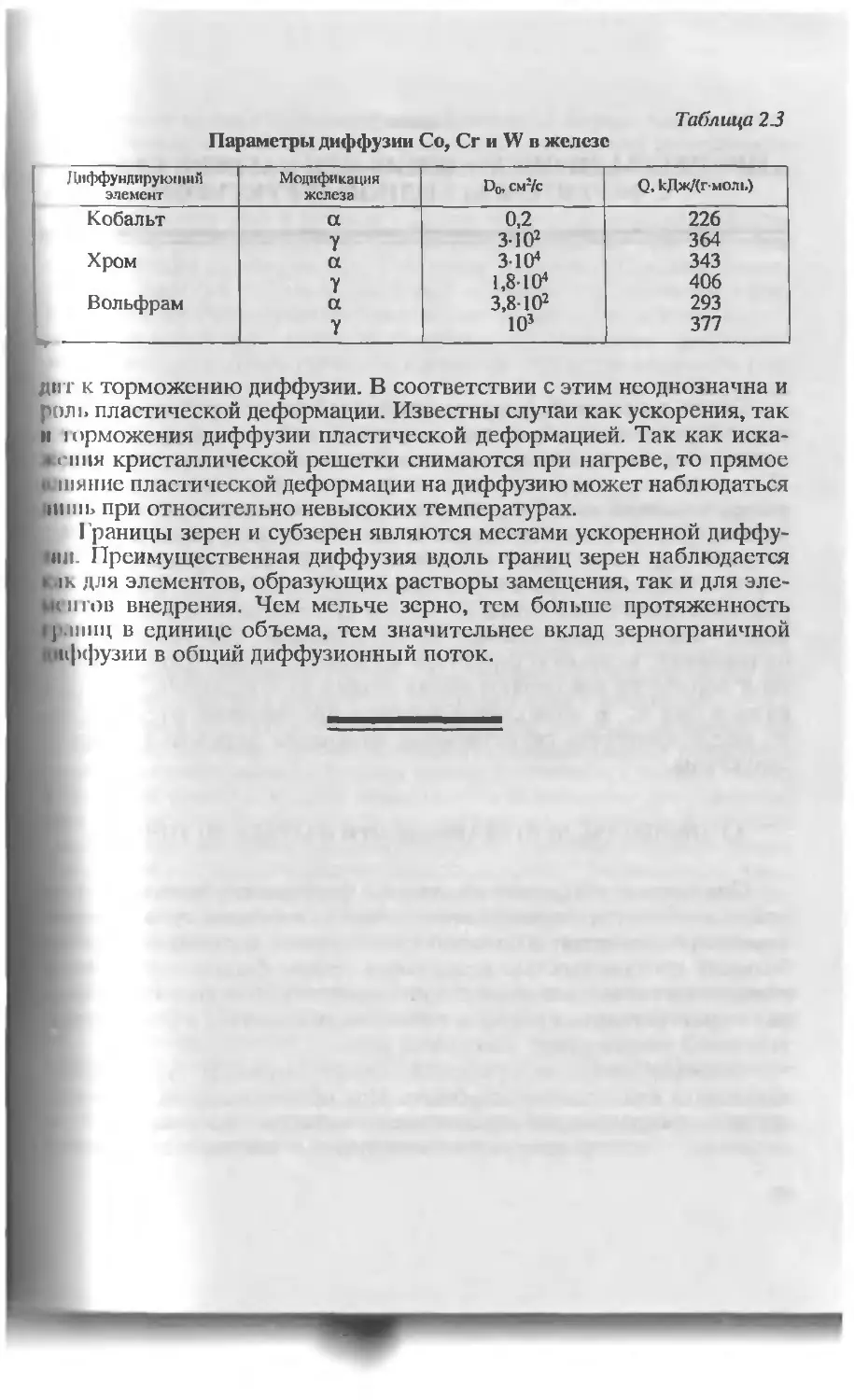
которых элементов в железе указаны в табл. 2.3.
Заметим, что значения параметров диффузии Dc и Q того или
иного элемента нередко существенно различаются по данным разных
исследователей, что приводит к еще большим различиям в оценке ко-
эффициентов диффузии.
Влияние дефектов кристаллического строения на диффузию.\
Влияние вакансий очевидно — они ускоряют диффузию. Роль дисло-1
каций двойственна и не всегда определенна. С одной стороны, диффу-
зия вдоль дислокаций (по “дислокационным трубкам”) протекает бы-
стрее, чем в идеальной решетке. Коэффициент диффузии вдоль дис-
локации может быть на несколько порядков больше, чем в неиска-
женной решетке. Но, с другой стороны, атомы диффундирующего
элемента могут образовывать атмосферы на дислокациях, что приво-
зе
Параметры диффузии Со, Сг и W в железе
Таблица 2.3
Диффундирующий элемент Модификация железа Do, см2/с Q, кДжДгмоль)
Кобальт а 0,2 226
У 3-102 364
Хром а 3-104 343
У 1.8-104 406
Вольфрам а 3,8-102 293
У 10’ 377
дит к торможению диффузии. В соответствии с этим неоднозначна и
роль пластической деформации. Известны случаи как ускорения, так
и юрможения диффузии пластической деформацией. Так как иска-
жения кристаллической решетки снимаются при нагреве, то прямое
мпяние пластической деформации на диффузию может наблюдаться
жить при относительно невысоких температурах.
Границы зерен и субзерен являются местами ускоренной диффу-
зии. Преимущественная диффузия вдоль границ зерен наблюдается
K.iK для элементов, образующих растворы замещения, так и для эле-
|ц*пгов внедрения. Чем мельче зерно, тем больше протяженность
Ь.шпц в единице объема, тем значительнее вклад зернограничной
^дффузии в общий диффузионный поток.
Глава 3
ПРОЦЕССЫ, ПРОИСХОДЯЩИЕ ПРИ НАГРЕВЕ СТАЛЕЙ
С ФЕРРИТО-КАРБИДНОЙ СТРУКТУРОЙ
Стали с исходной феррито-карбидной структурой при многих
видах термической обработки нагревают до температур существо-
вания аустенита. Такая операция называется аустенитизацией.
Нагрев доэвтектоидных сталей чаще всего осуществляют до темпе- I
ратур, лежащих выше А3, получая при этом полностью аустенит-
ную структуру. Заэвтектоидные стали обычно нагревают выше А,,
но ниже Аст. Тогда кроме аустенита в структуре сохраняется неко-
торое количество нерастворившейся карбидной фазы. Важной ха-
рактеристикой стали является размер аустенитного зерна. Он ока-
зывает значительное влияние на превращения, протекающие при
охлаждении, конечную структуру и свойства стали. При термиче-
ской обработке используют также нагрев до температур, лежащих
ниже точки А,. В этом случае фазовые превращения отсутствуют,
но могут протекать существенные изменения феррито-карбидной
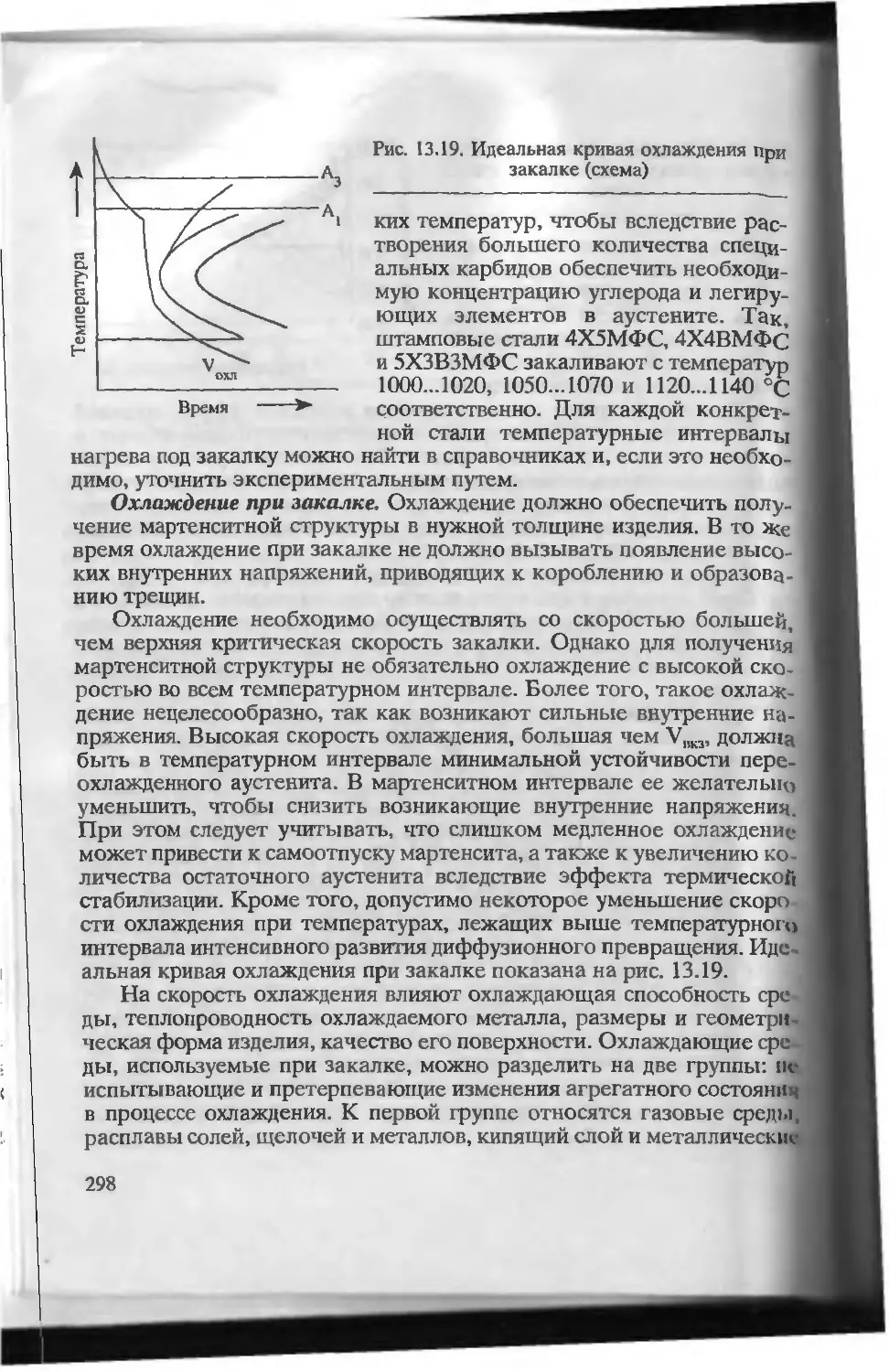
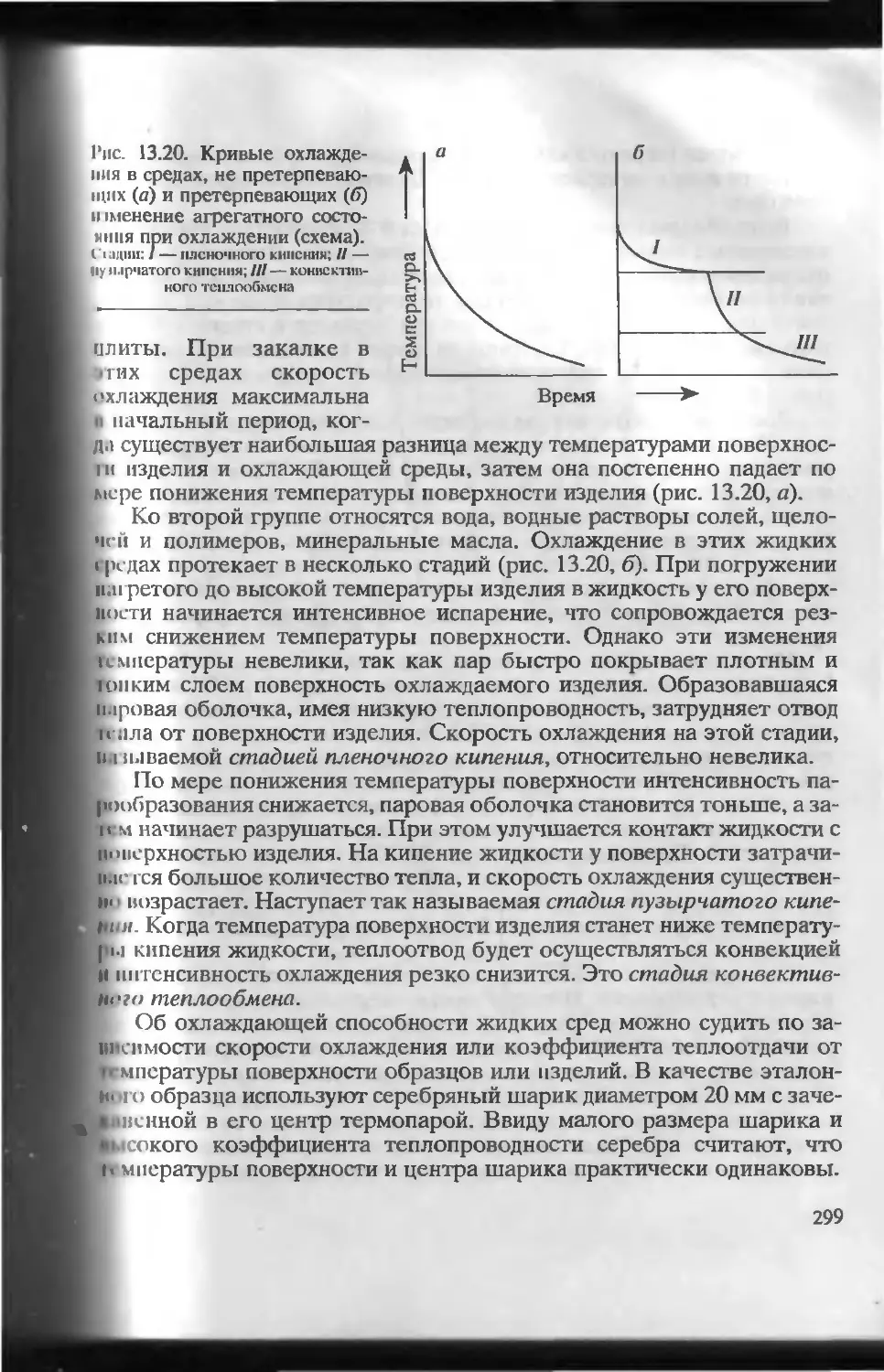
структуры.
3.1. ПРОЦЕССЫ, ПРОТЕКАЮЩИЕ ПРИ НАГРЕВЕ ДО ТОЧКИ А!
При нагреве углеродистых сталей с феррито-карбидной структу-
рой до температур, лежащих ниже точки А„ наиболее существенные
изменения происходят в пластинчатом перлите, характеризующемся
большой протяженностью межфазных границ феррит — цементит,
обладающих повышенной свободной энергией. На избыточный фер-
рит в доэвтектоидных сталях и избыточный цементит в заэвтектоид-
ных такой нагрев влияет в меньшей мере.
Основные процессы, происходящие при нагреве до А,, — сферо-
идизация и коалесценция карбидов. Под сфероидизацией понимают
процесс, превращающий пластинчатые частицы в глобулярные. Коа-
лесценция — это процесс роста более крупных частиц за счет раствс
40
рения более мелких*. Изменение пластинчатой формы частиц на бо-
'iee стабильную глобулярную (зернистую), уменьшение поверхности
межфазных границ при укрупнении частиц сопровождается снижени-
ем свободной энергии системы.
Как указывалось в разделе 1.2, чем меньше размер частиц, тем
больше их растворимость и тем выше равновесная приграничная
концентрация растворенного в матрице элемента. Следовательно,
наличие пластин с разной кривизной поверхности, различие в дие-
не рсности частиц обусловливают неоднородную концентрацию уг-
лерода в различных областях феррита, что вызывает диффузию
лого элемента. Диффузионные процессы стремятся нарушить рав-
новесные концентрации углерода вблизи границ раздела фаз и тем
Самым вызывают изменение формы частиц, рост одних частиц и
растворение других. Таким образом, скорость развития процессов
сфероидизации и коалесценции контролируется объемной диффу-
ucit.
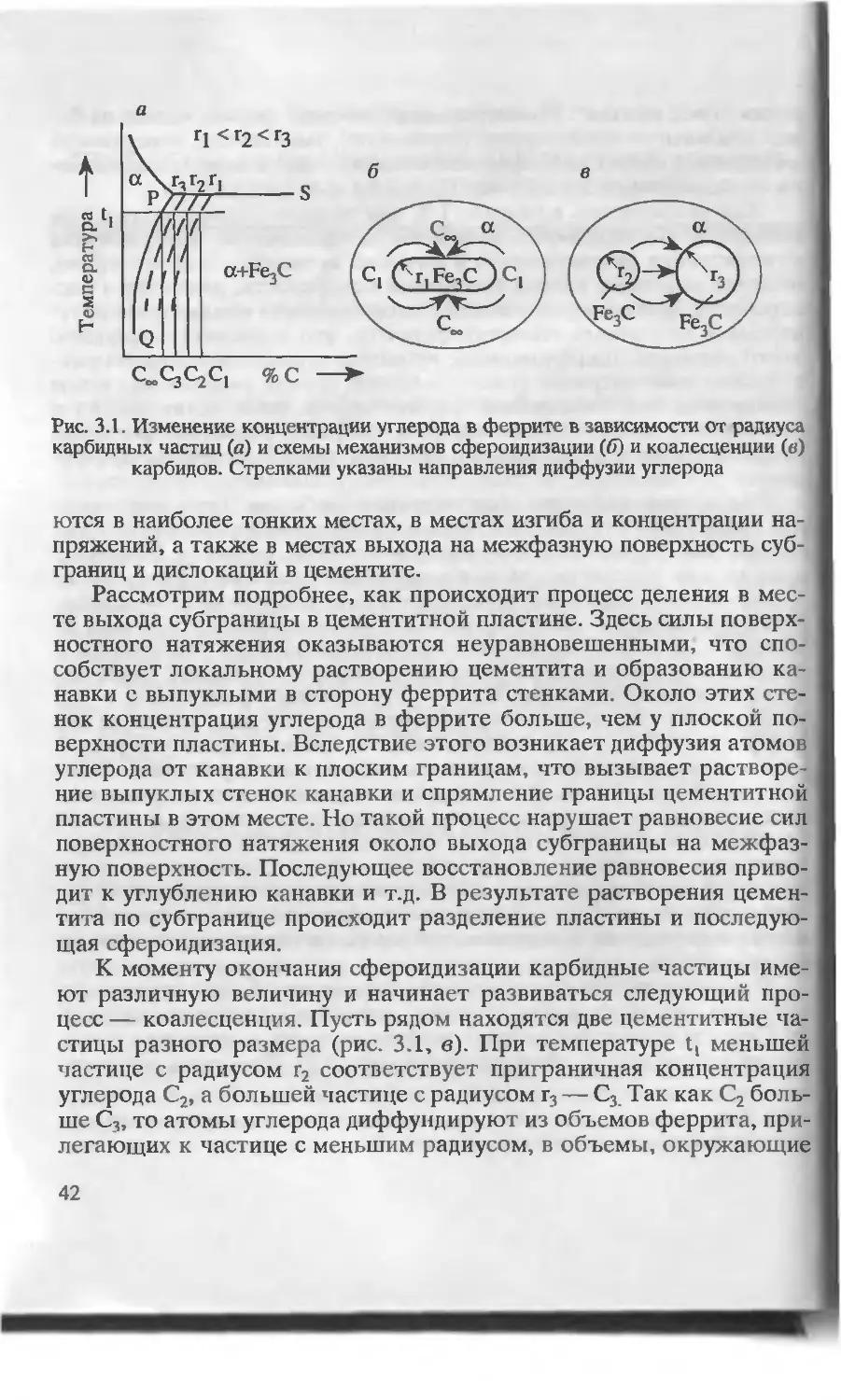
Рассмотрим механизм сфероидизации карбидов. Пусть эвтектоид-
m.is сталь со структурой пластинчатого перлита нагрета до темпера-
туры t] (рис. 3.1, а). Выделим одну цементитную пластину. Ее острые
Врая можно рассматривать как дисперсные частицы с радиусом г,.
У меиыпению радиуса частицы цементита на диаграмме Fe — С соот-
мтствует смещение линии предельной растворимости углерода в а-
с пезе PQ в сторону больших его концентраций. При температуре t1
Ъивповесная концентрация углерода в феррите у плоской грани це-
нпитной пластины равна С„, а у острого края с радиусом ij — СР
Возникший в феррите перепад концентрации углерода вызывает его
Ьффузию, которая стремится понизить концентрацию углерода в
част ках, прилегающих к острым краям, и повысить у боковых плос-
и I раней (рис. 3.1, б). Для поддержания равновесных пограничных
и । шов острые концы пластины должны растворяться, а плоские
липцы перемещаться в сторону феррита; пластина начинает укора-
ia.i вся и утолщаться и превращается в сферу. Очевидно, что наря-
i диффузией углерода при сфероидизации происходит самодиффу-
и железа. Атомы железа удаляются от фронта растущих граней це-
нтнтных пластин и заполняют объемы, где произошло растворе-
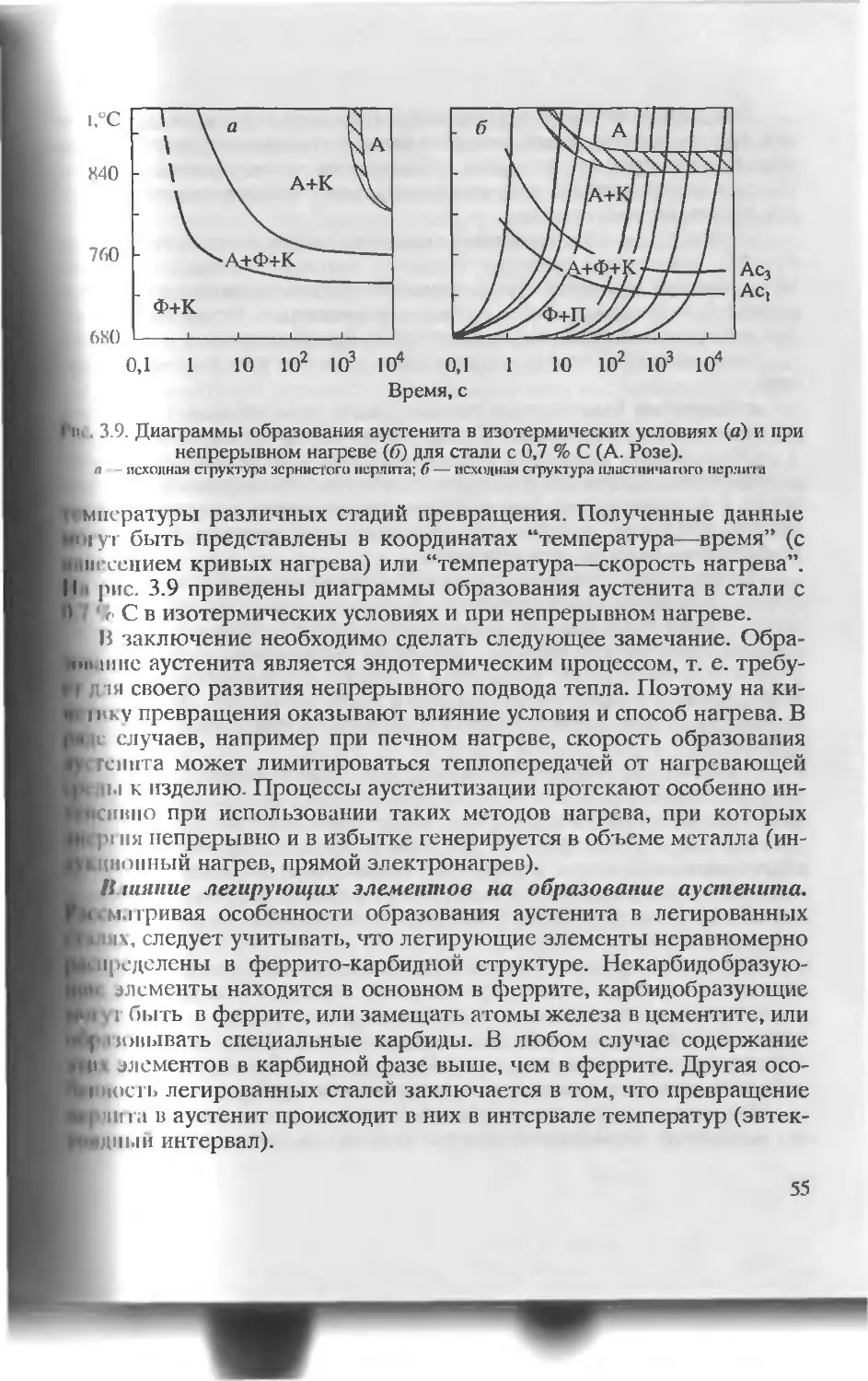
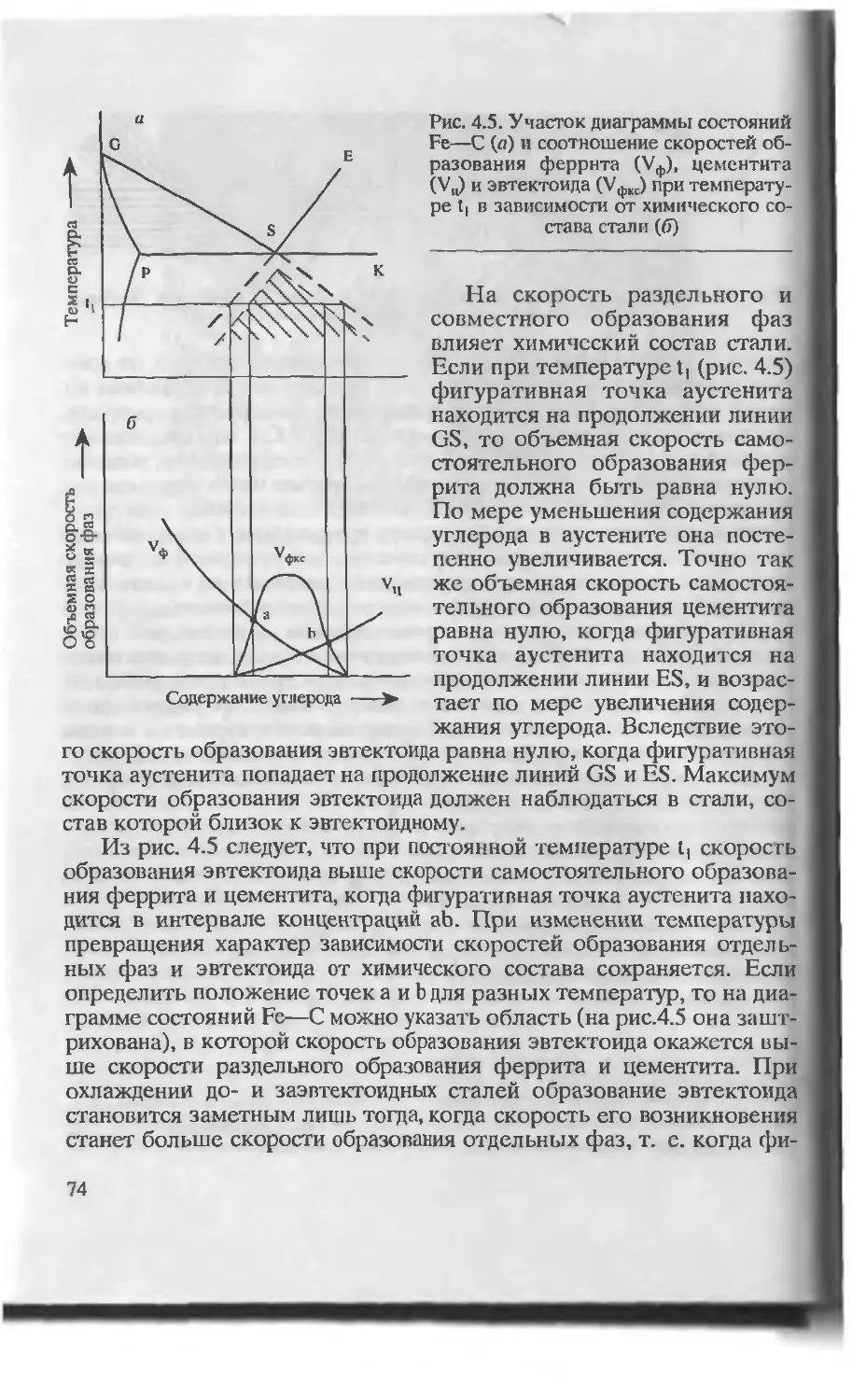
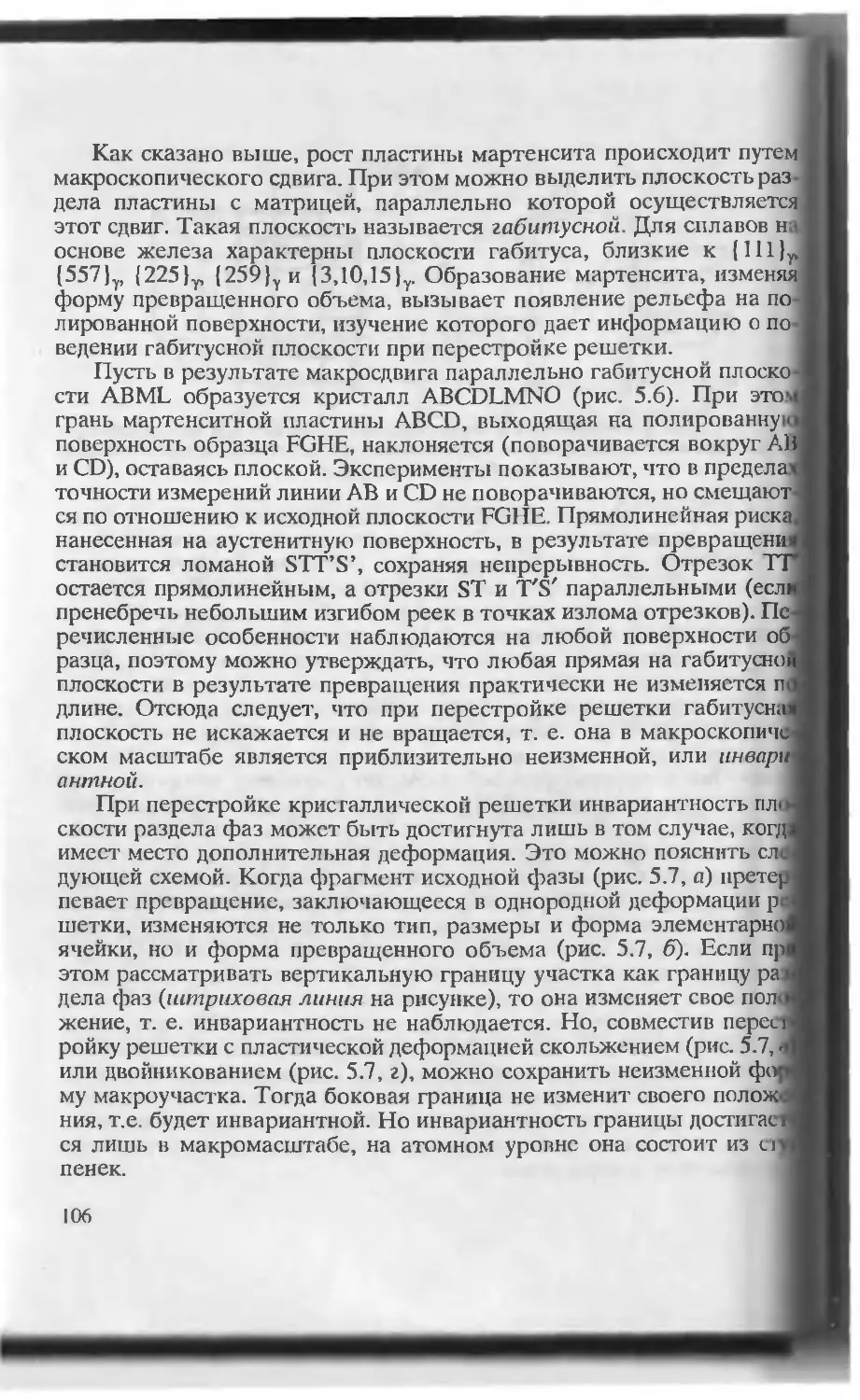
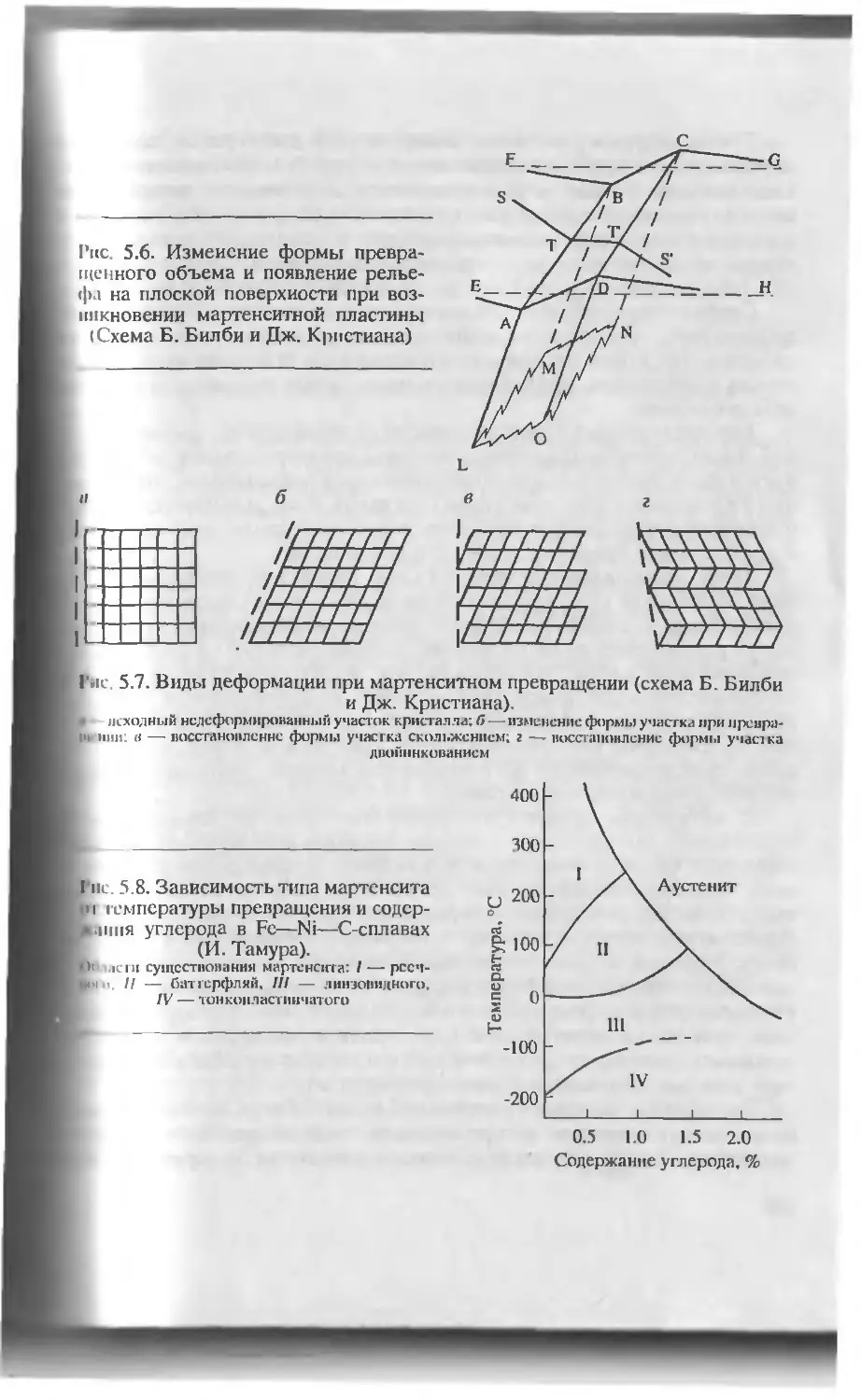
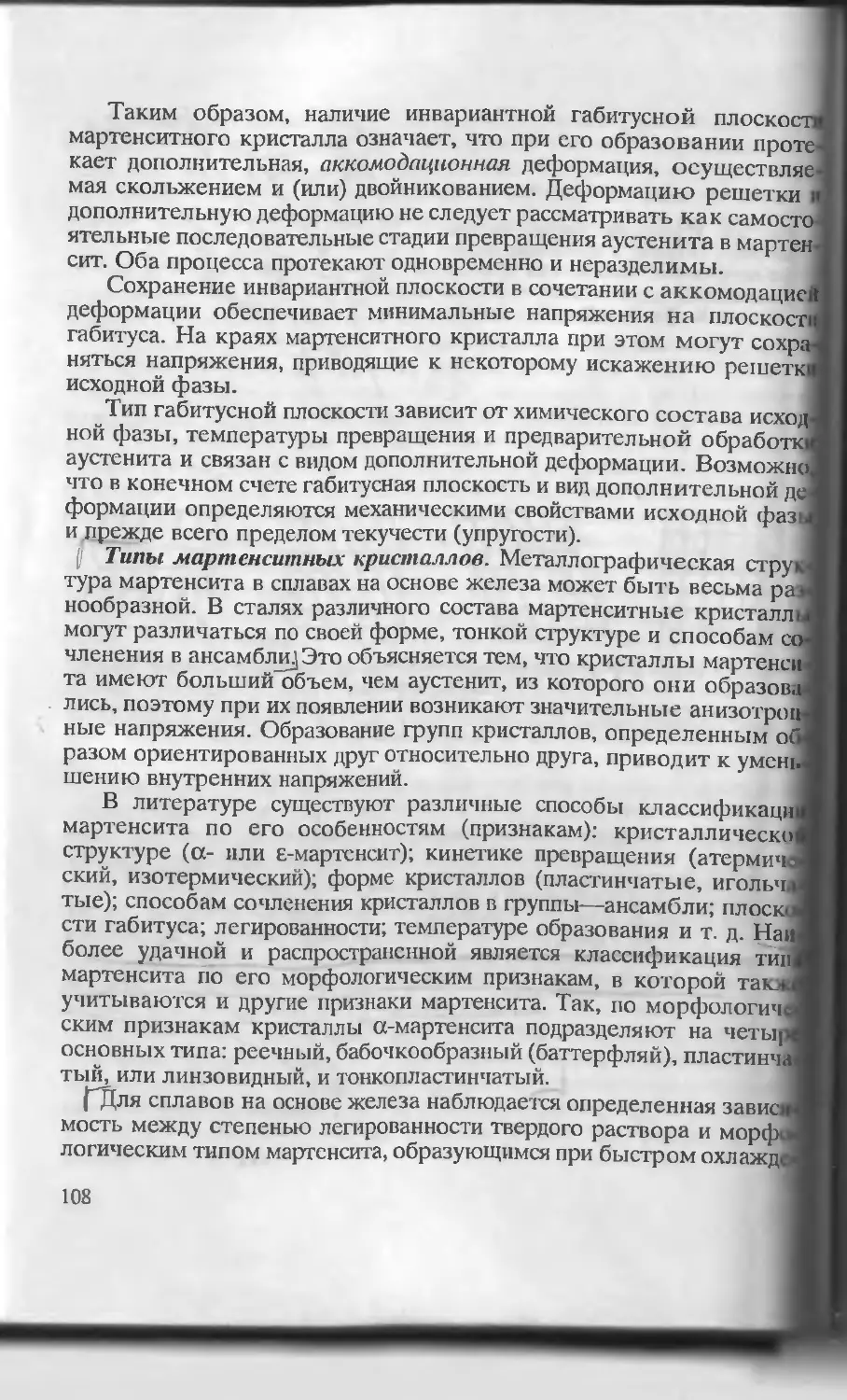
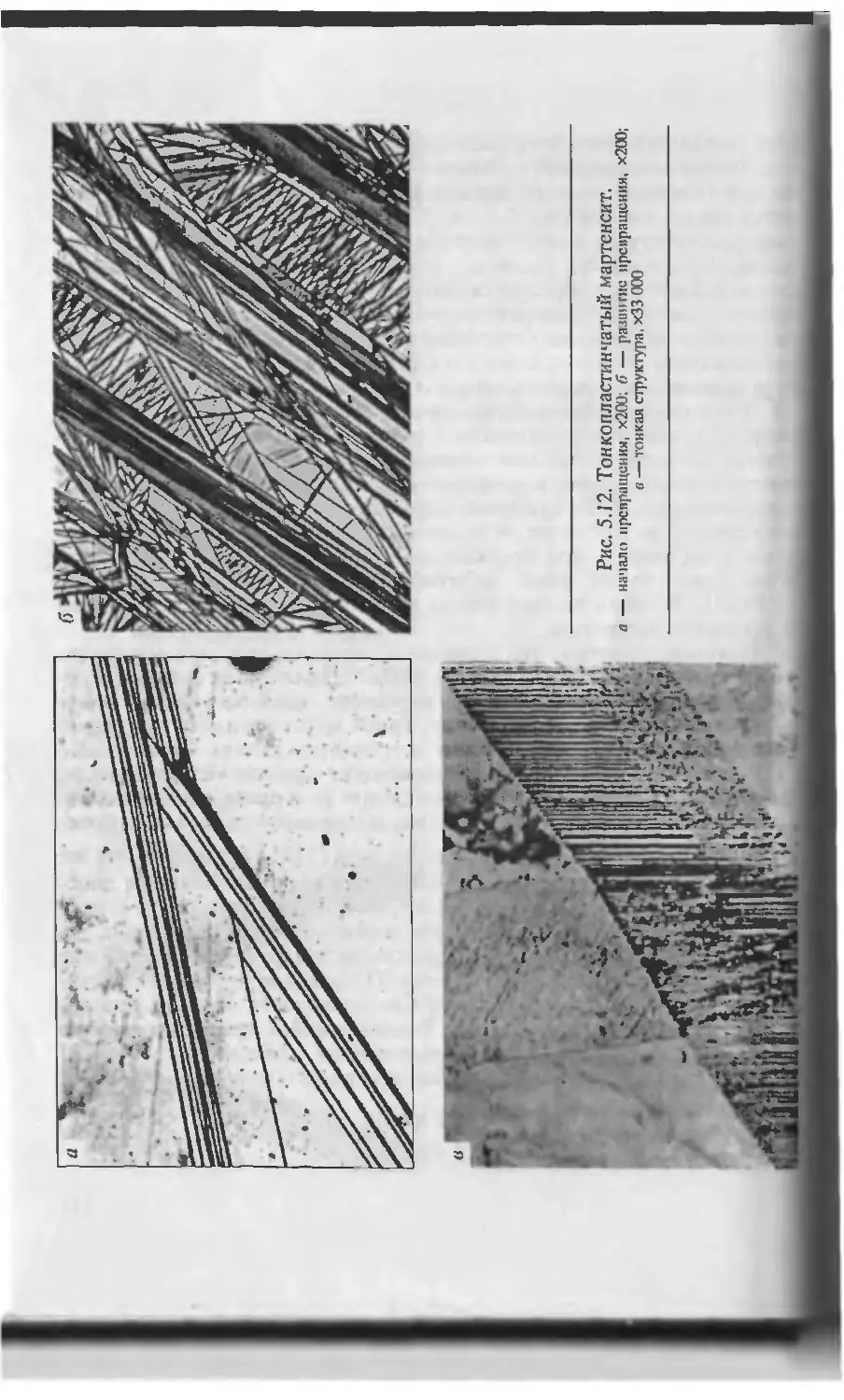
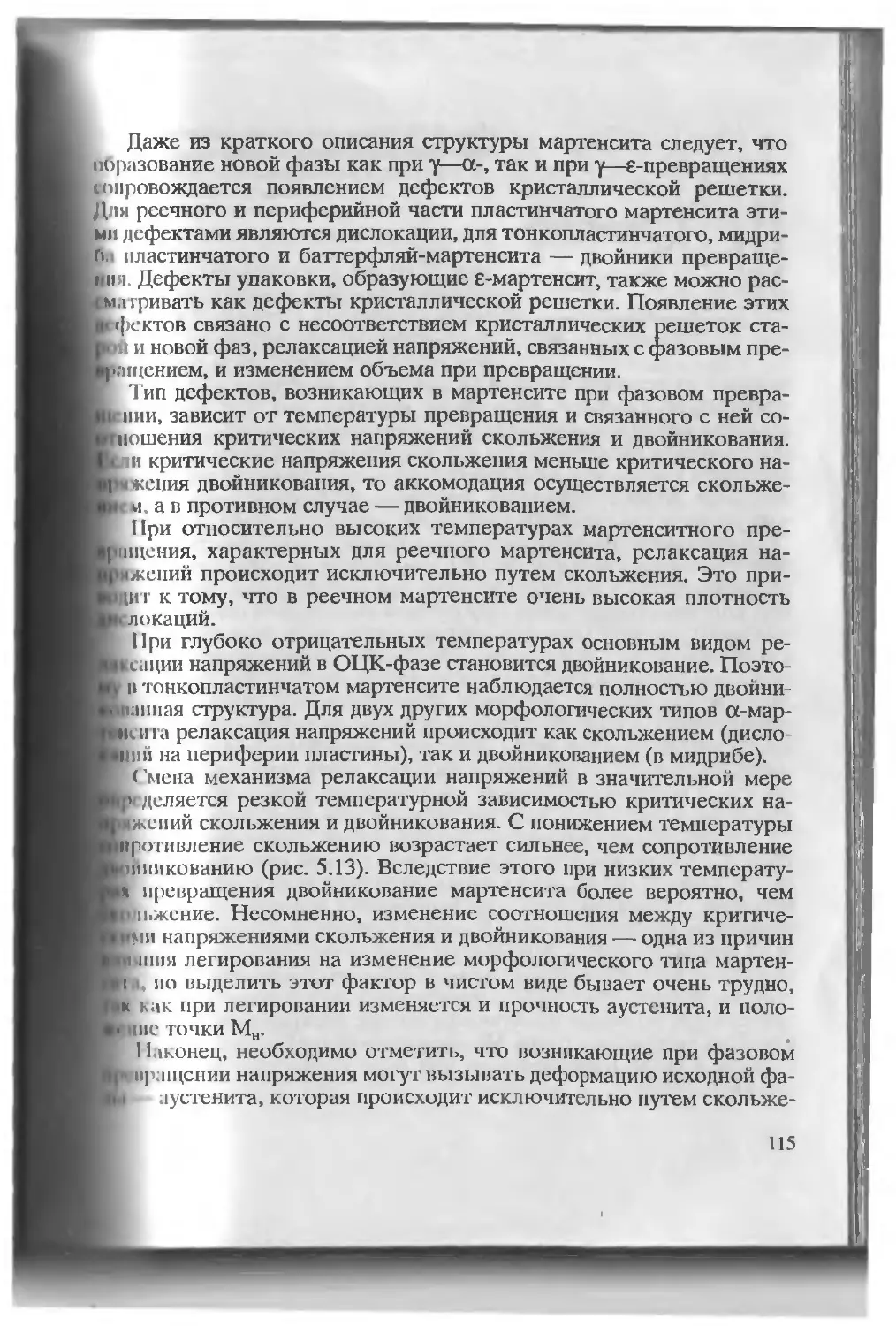
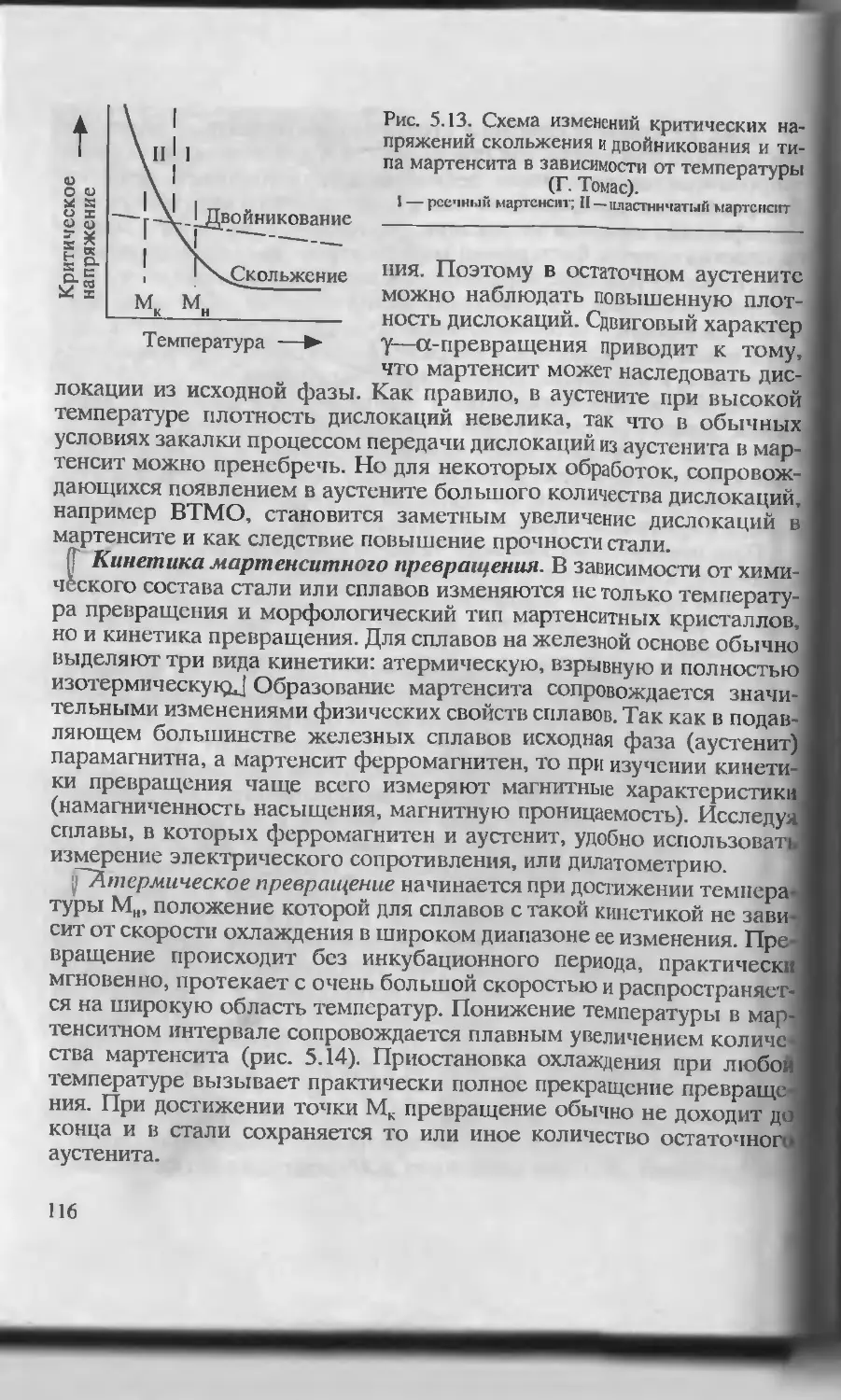
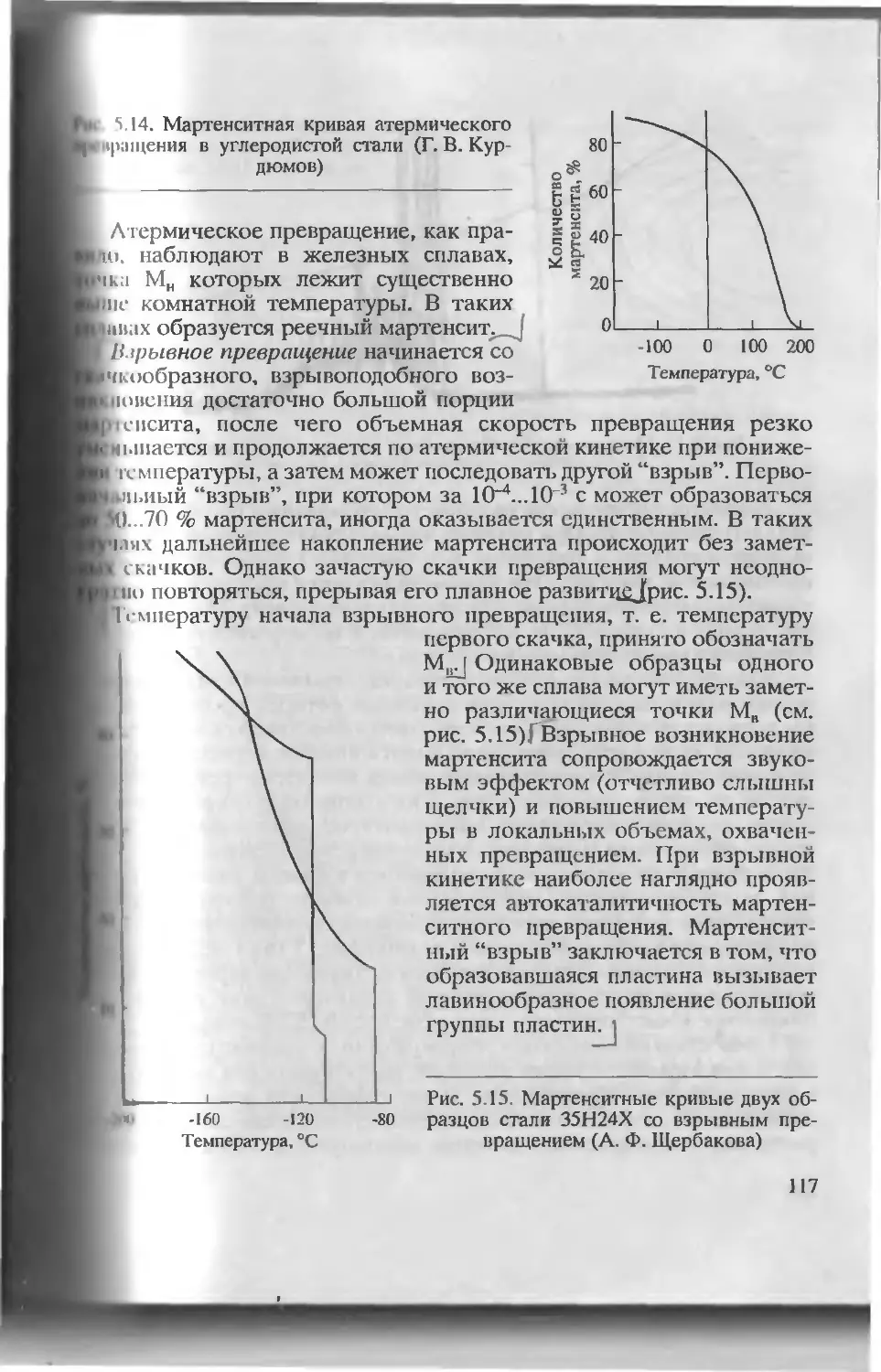
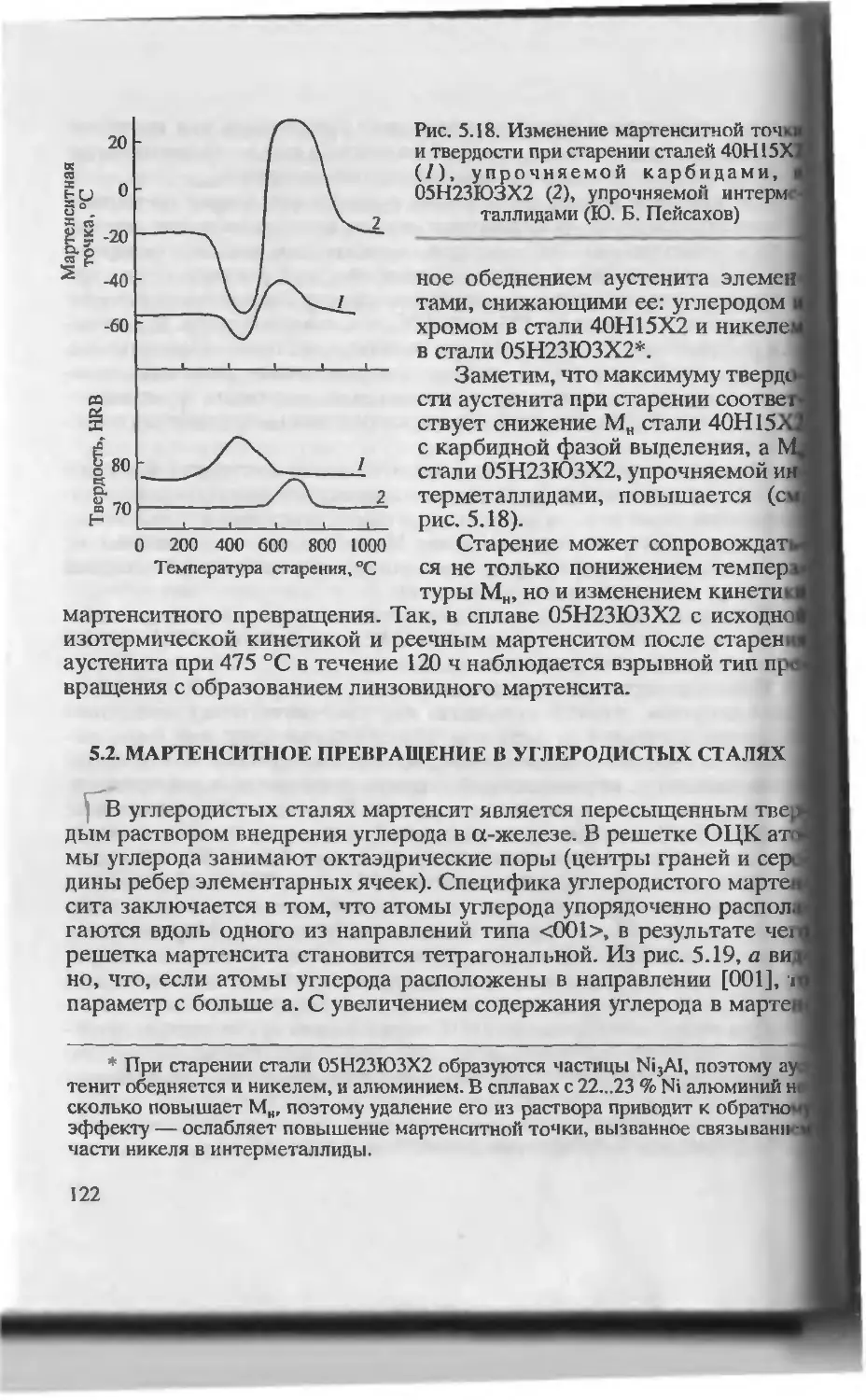
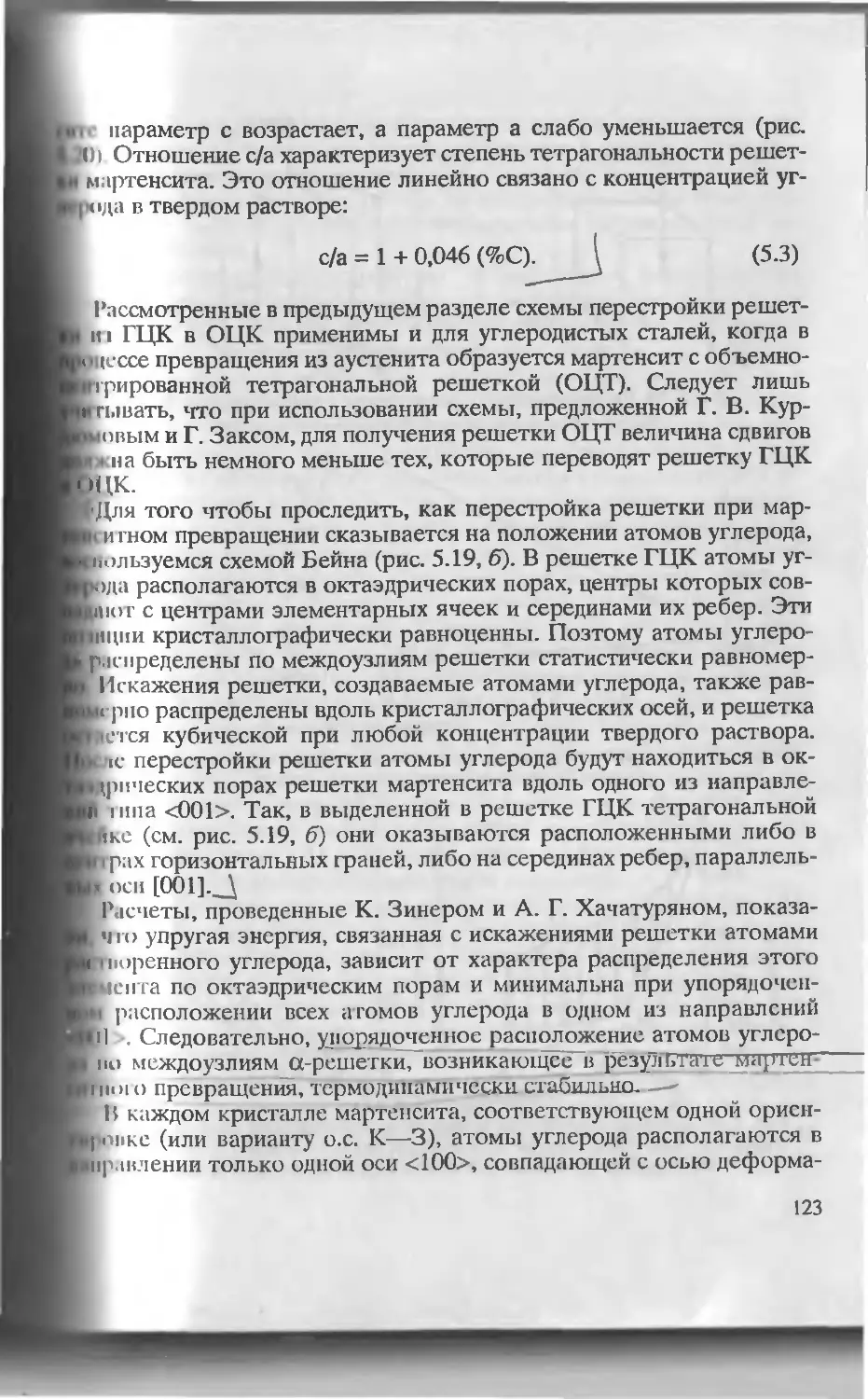
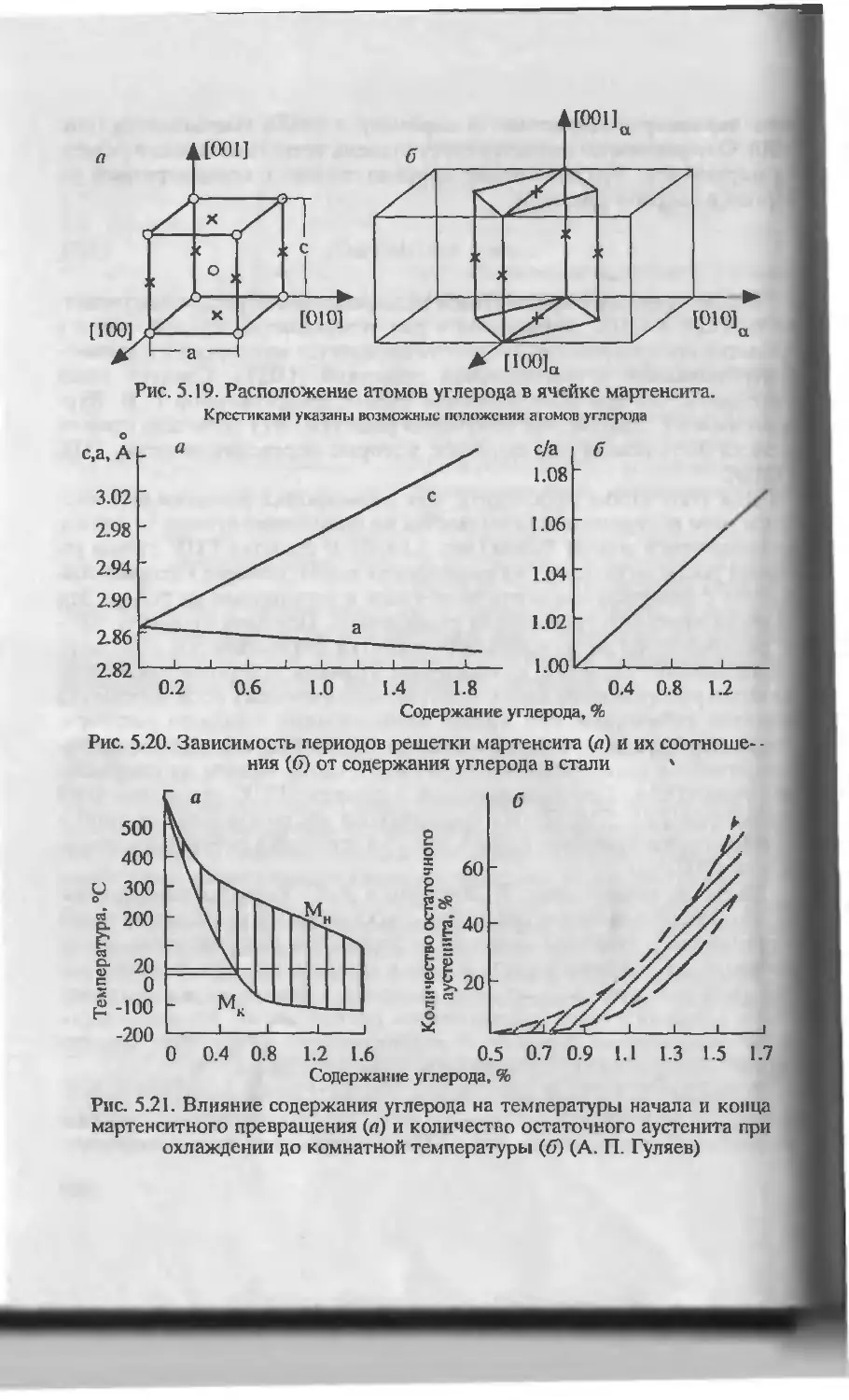
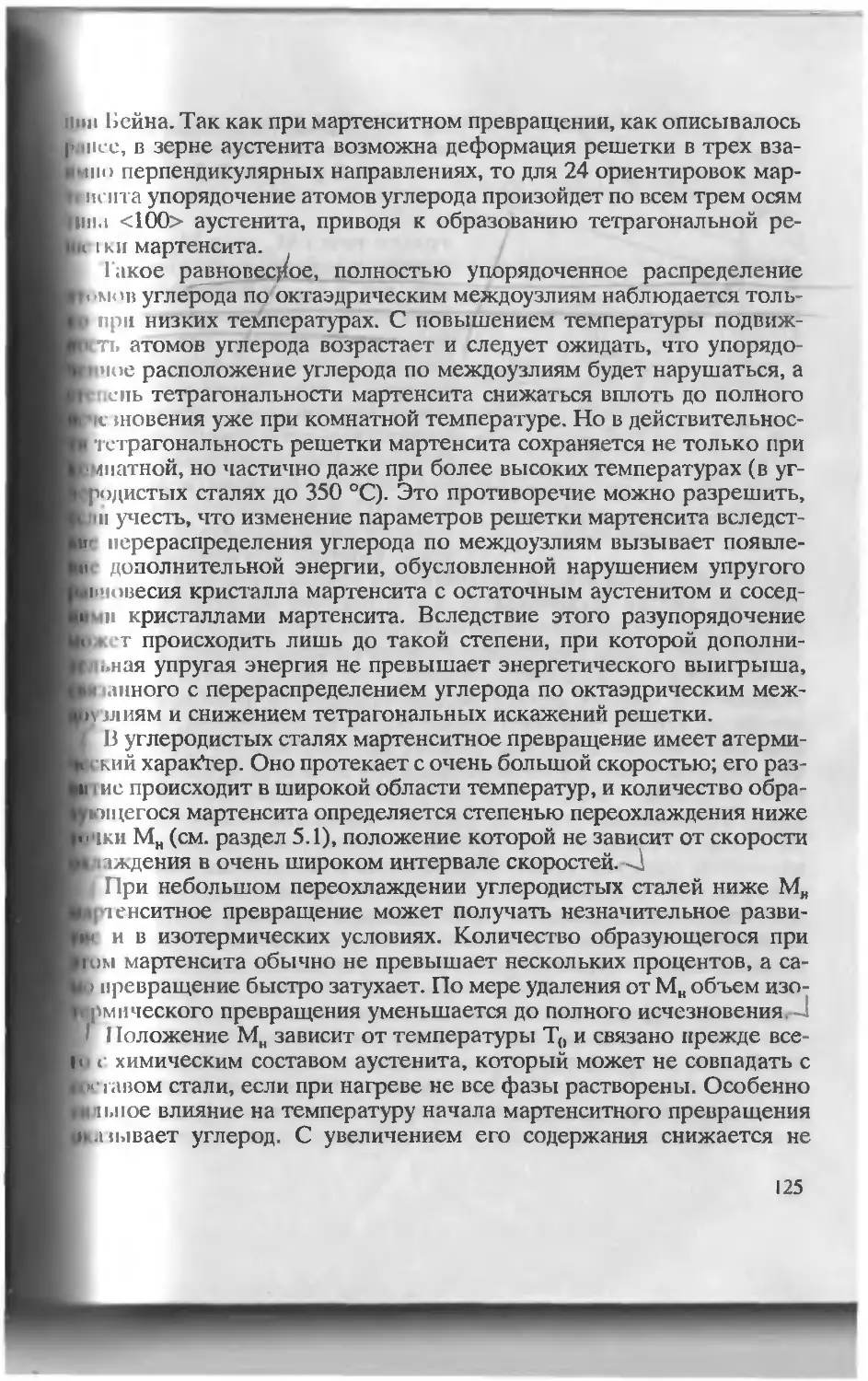
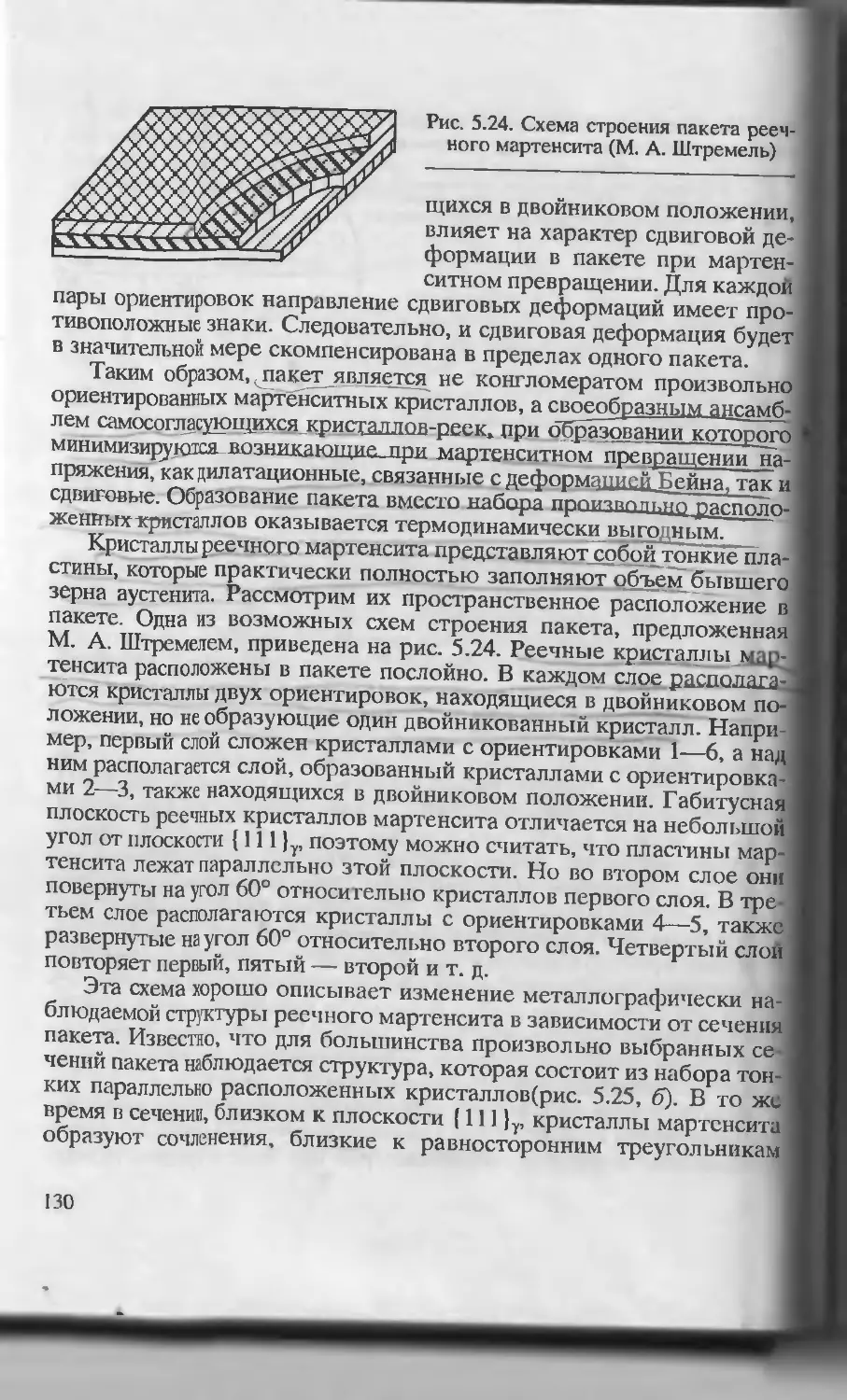
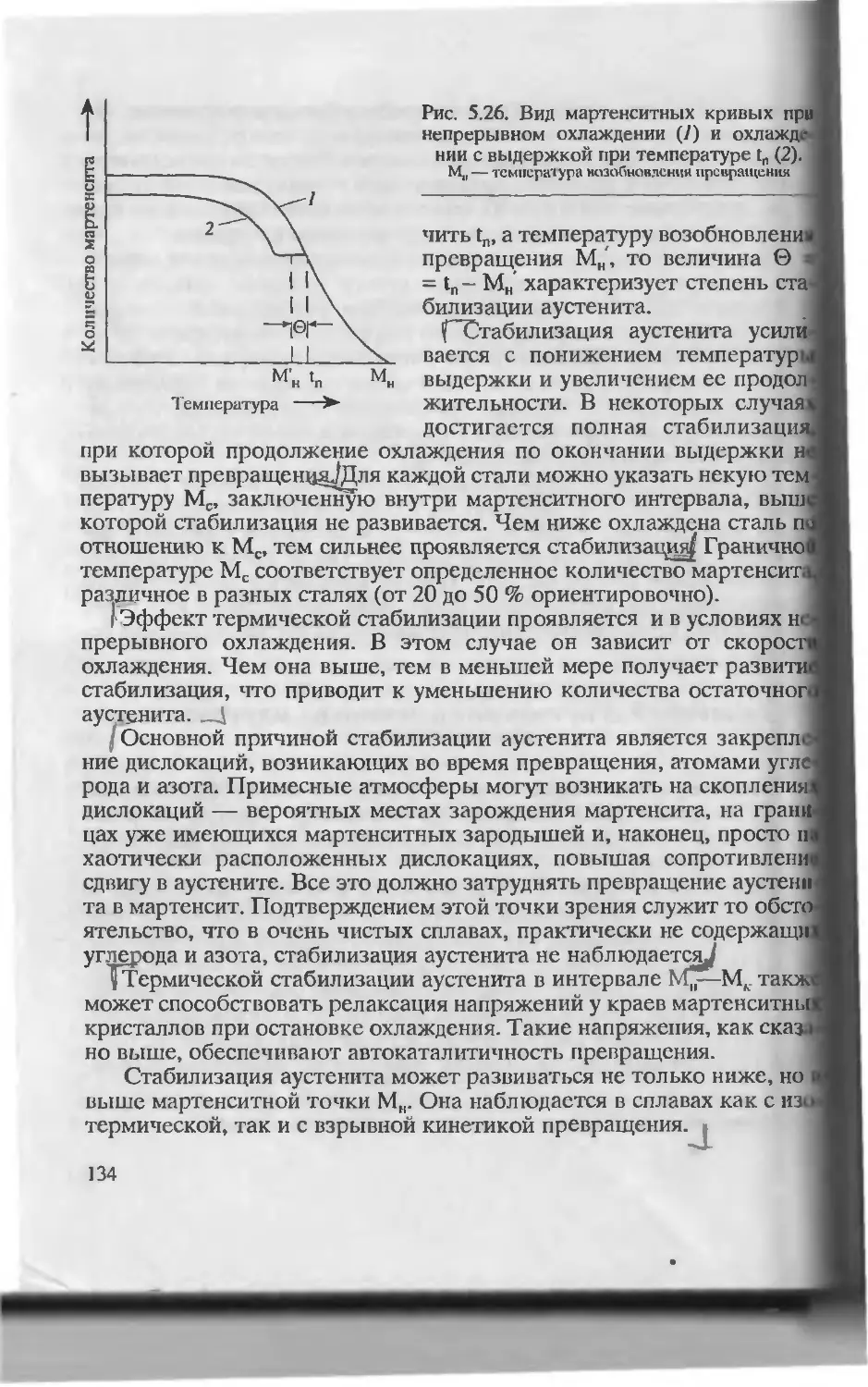
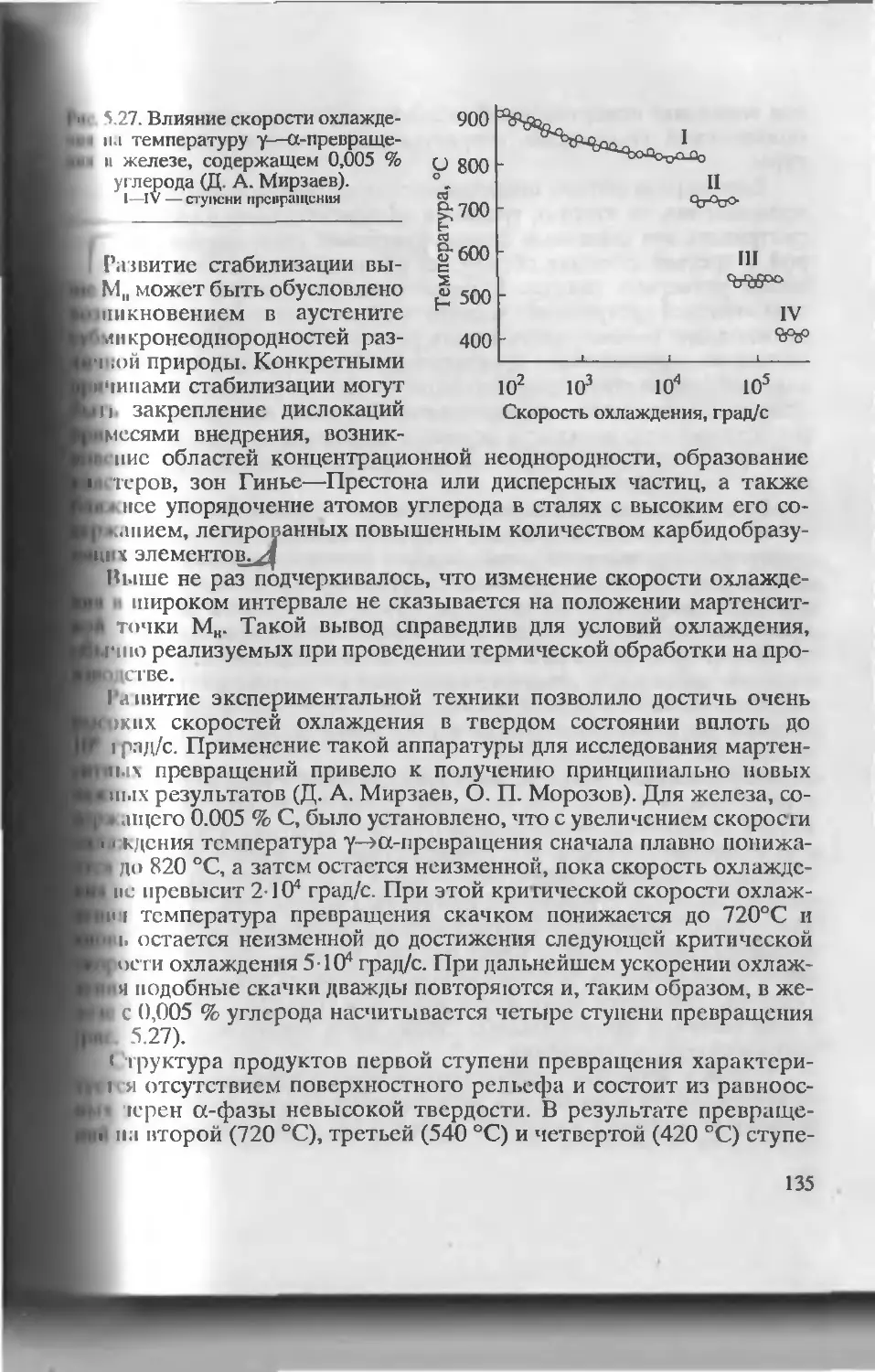
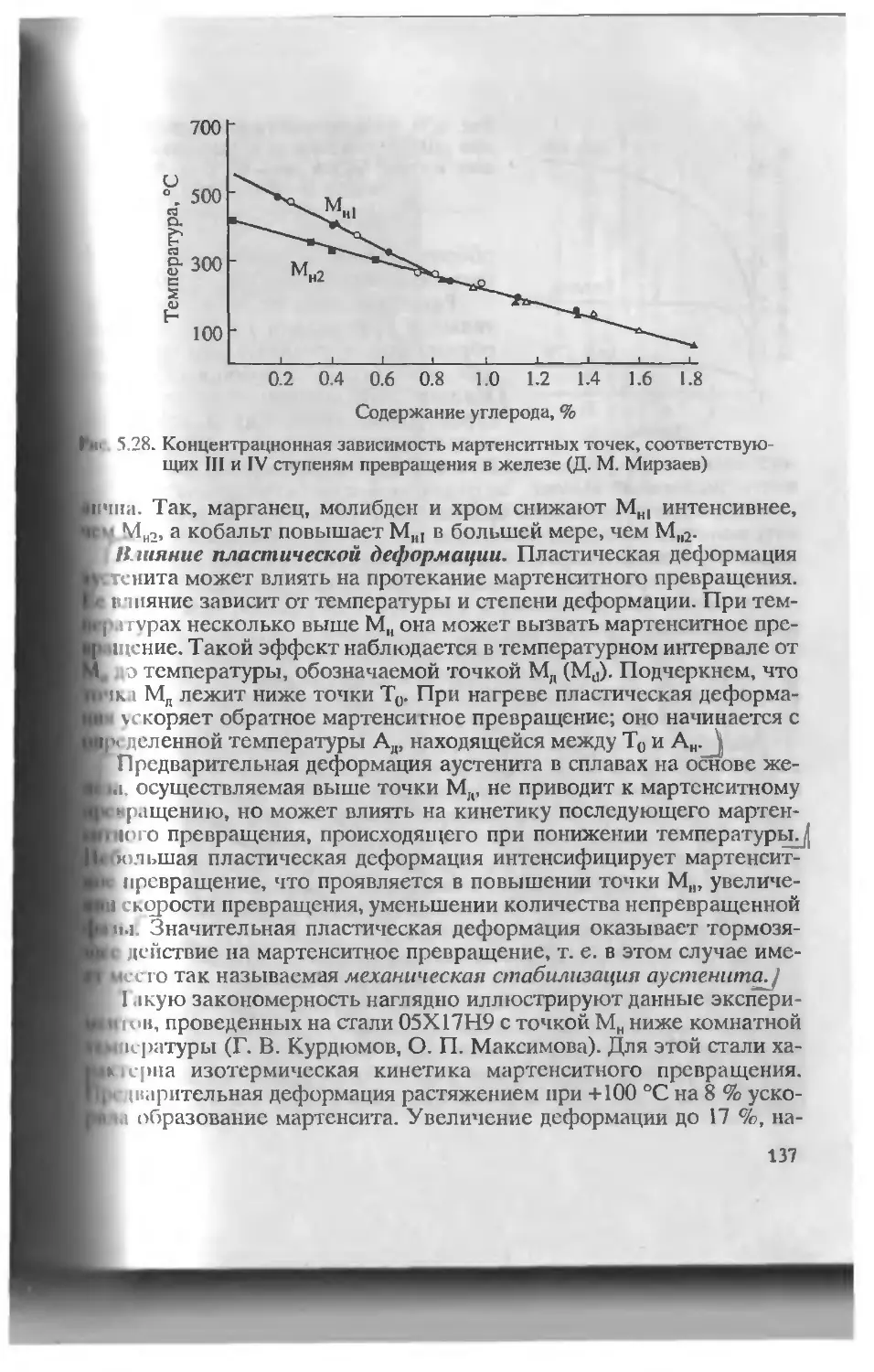
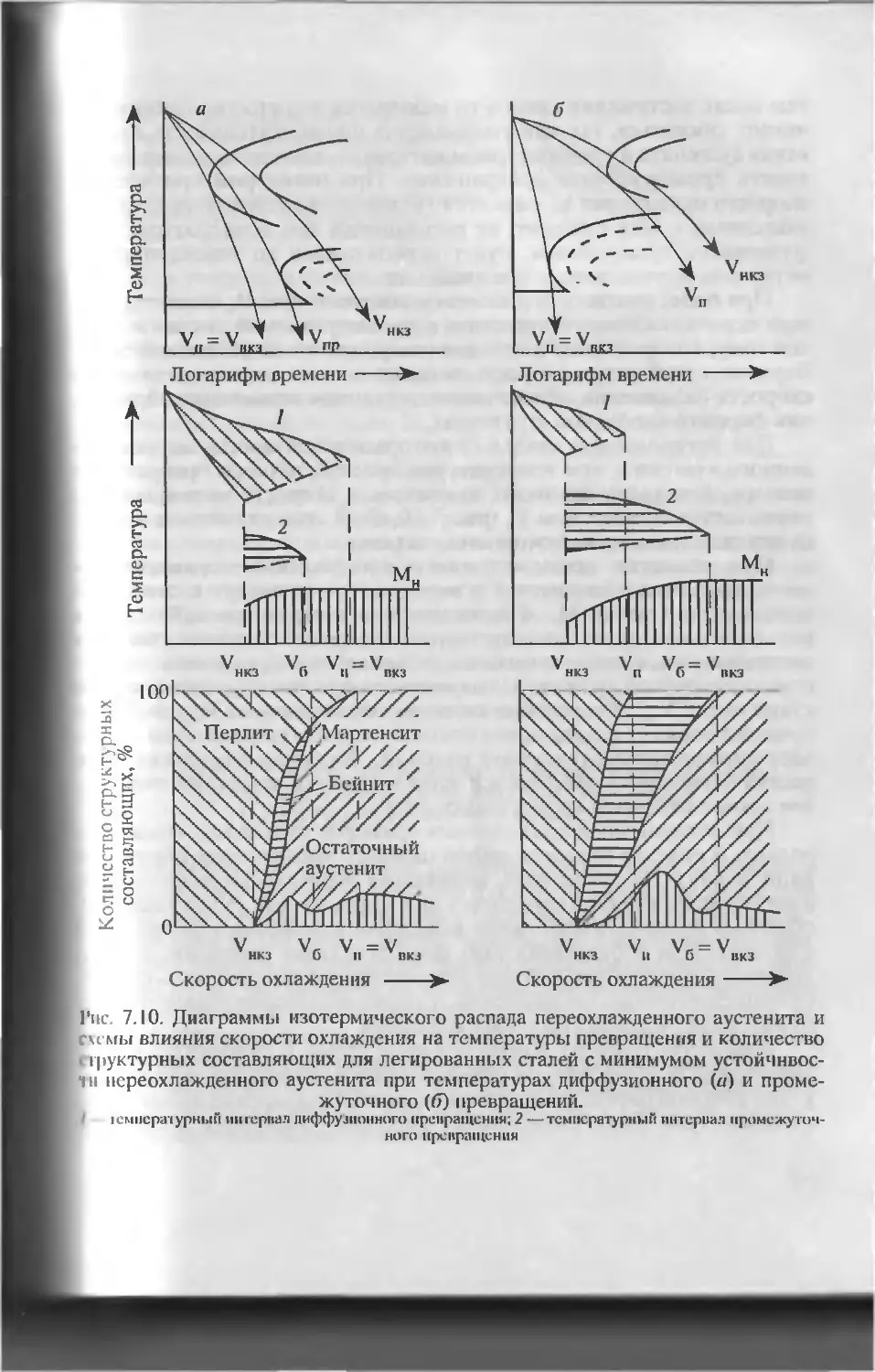
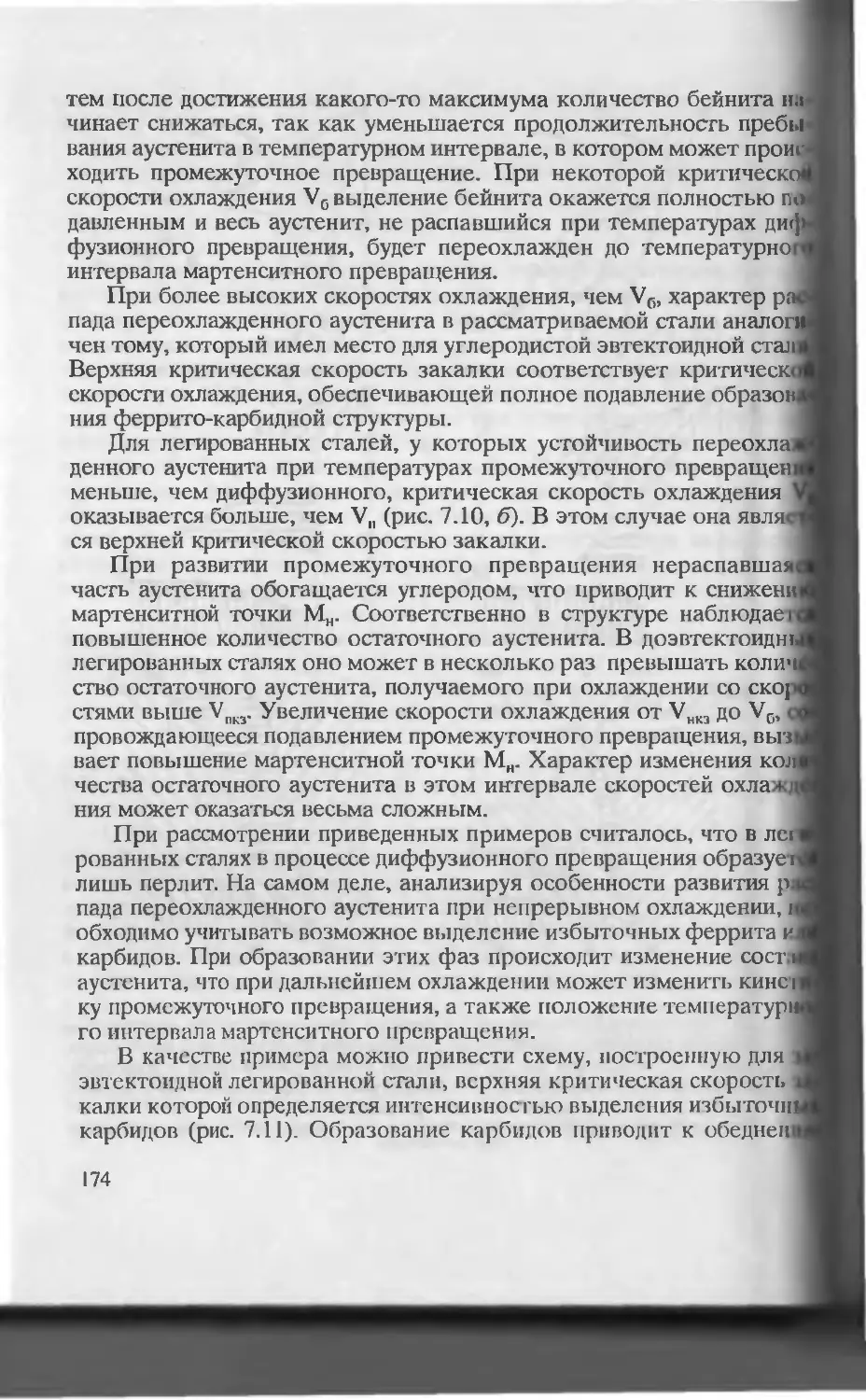
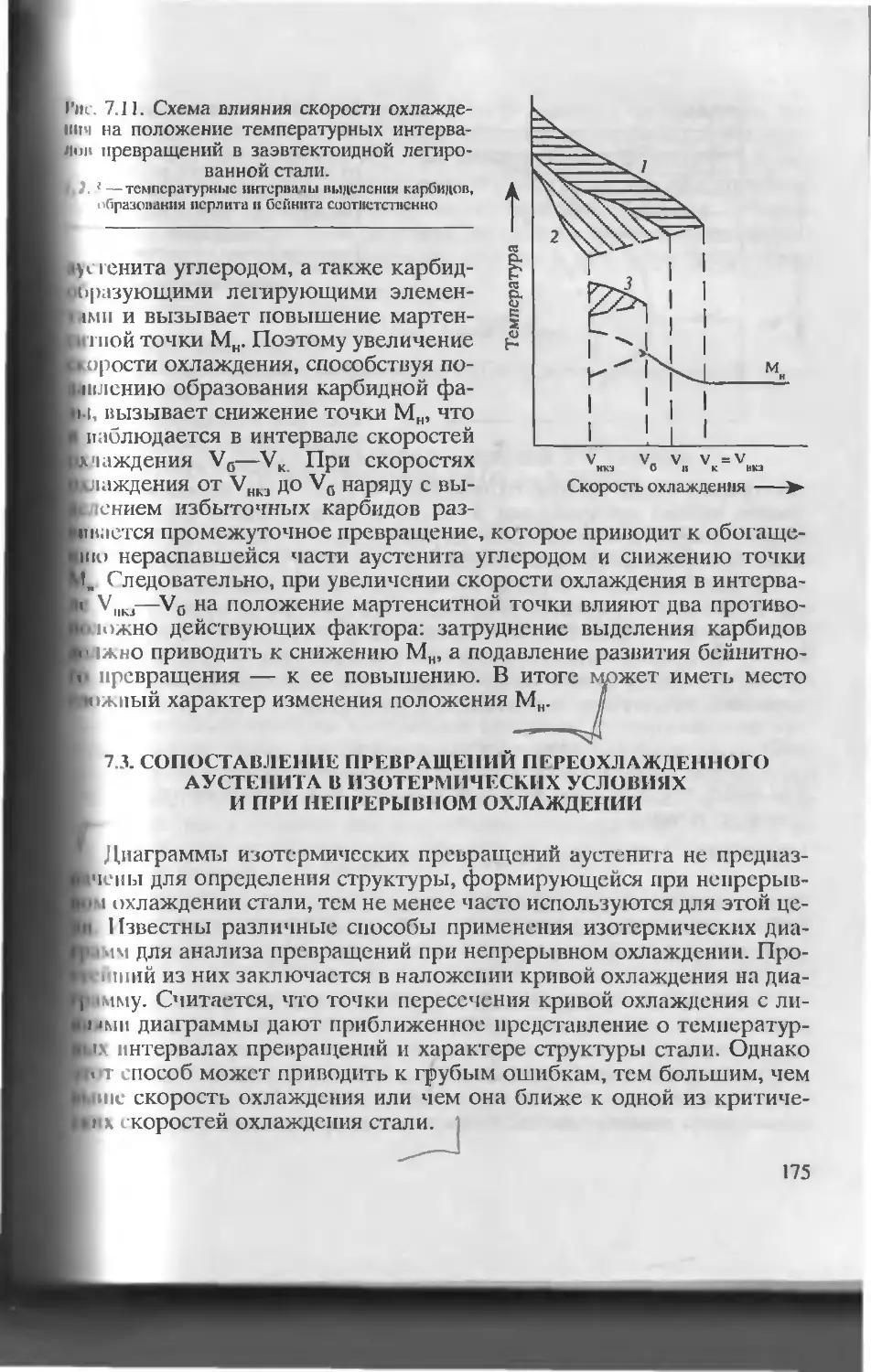
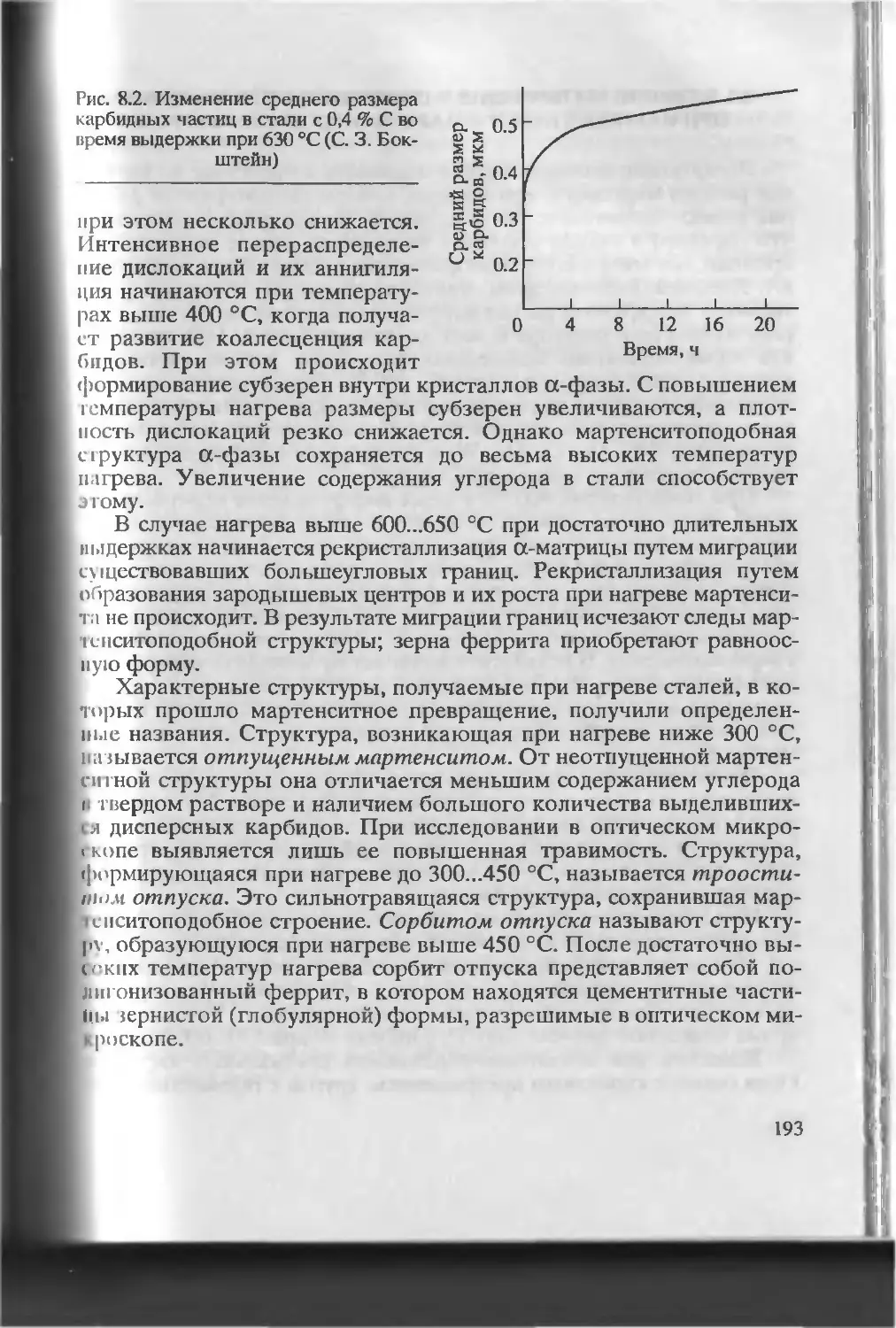
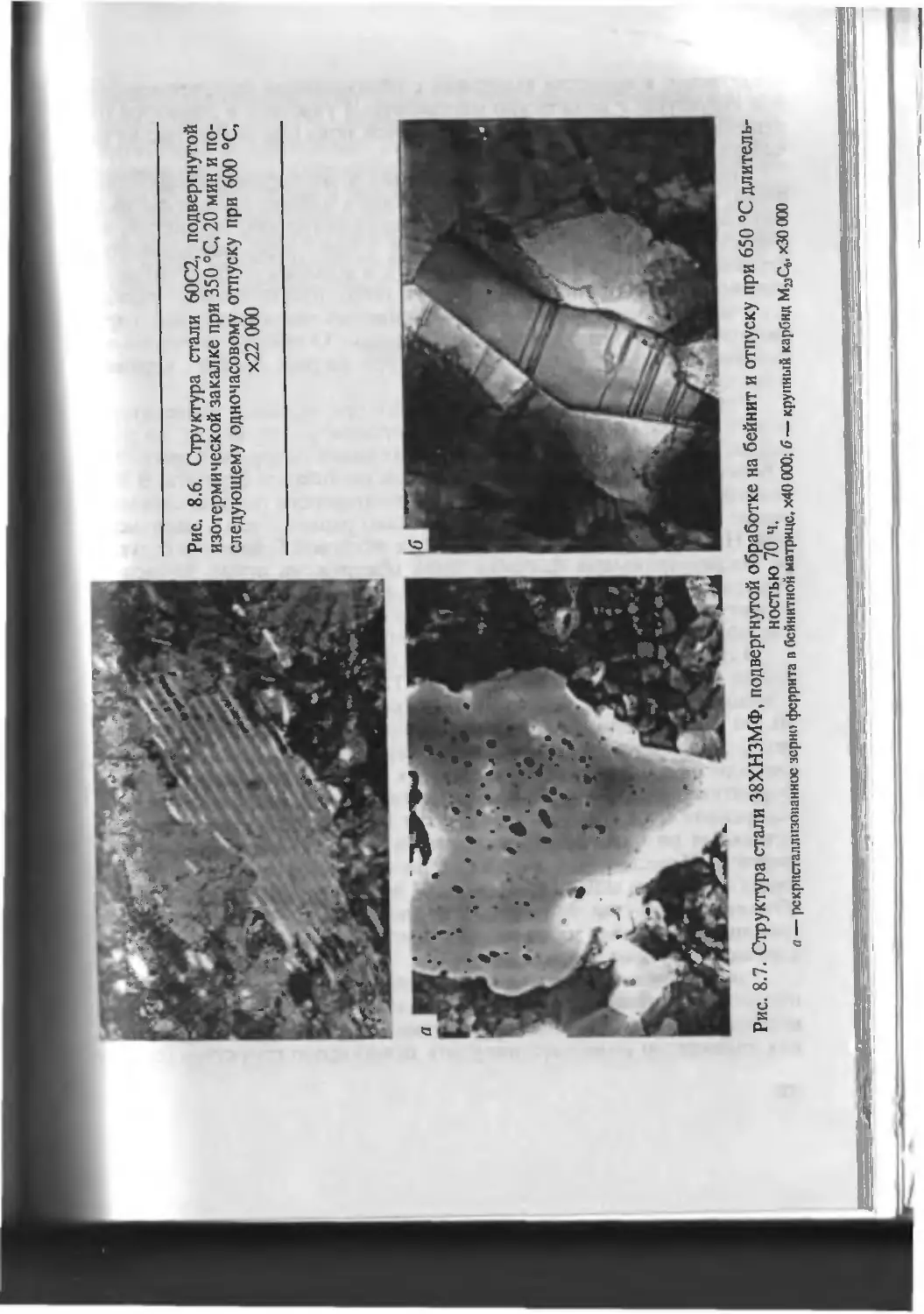
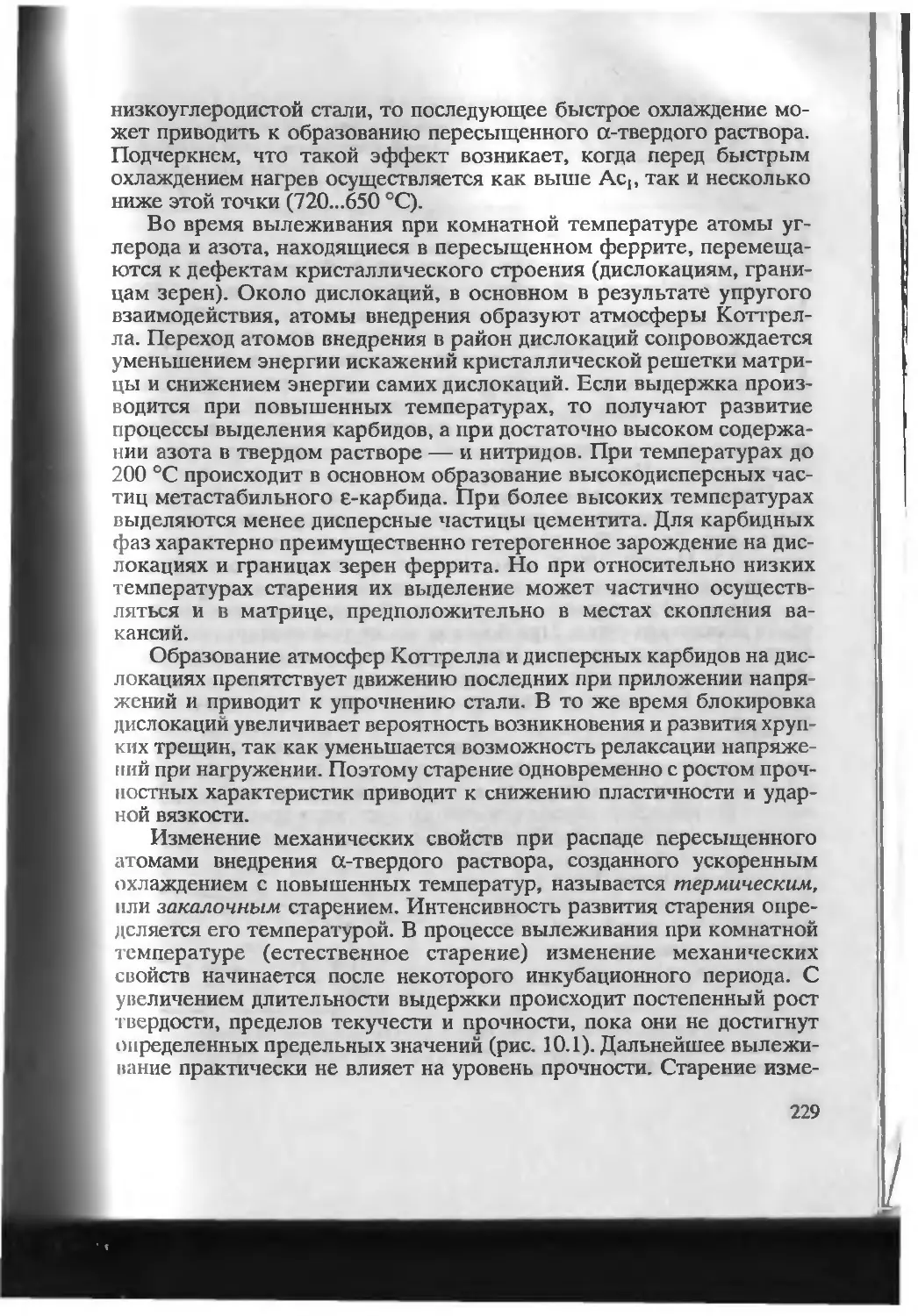
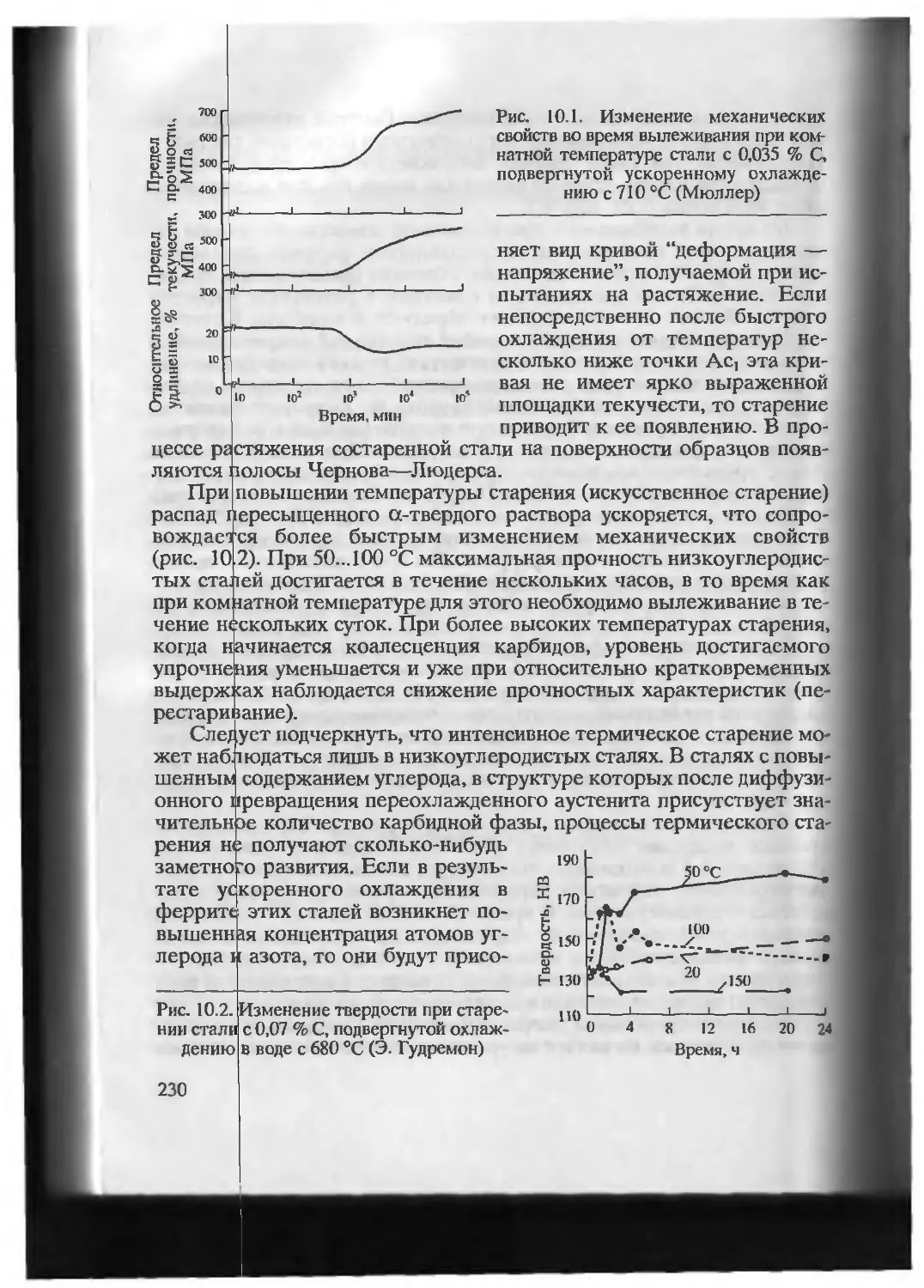
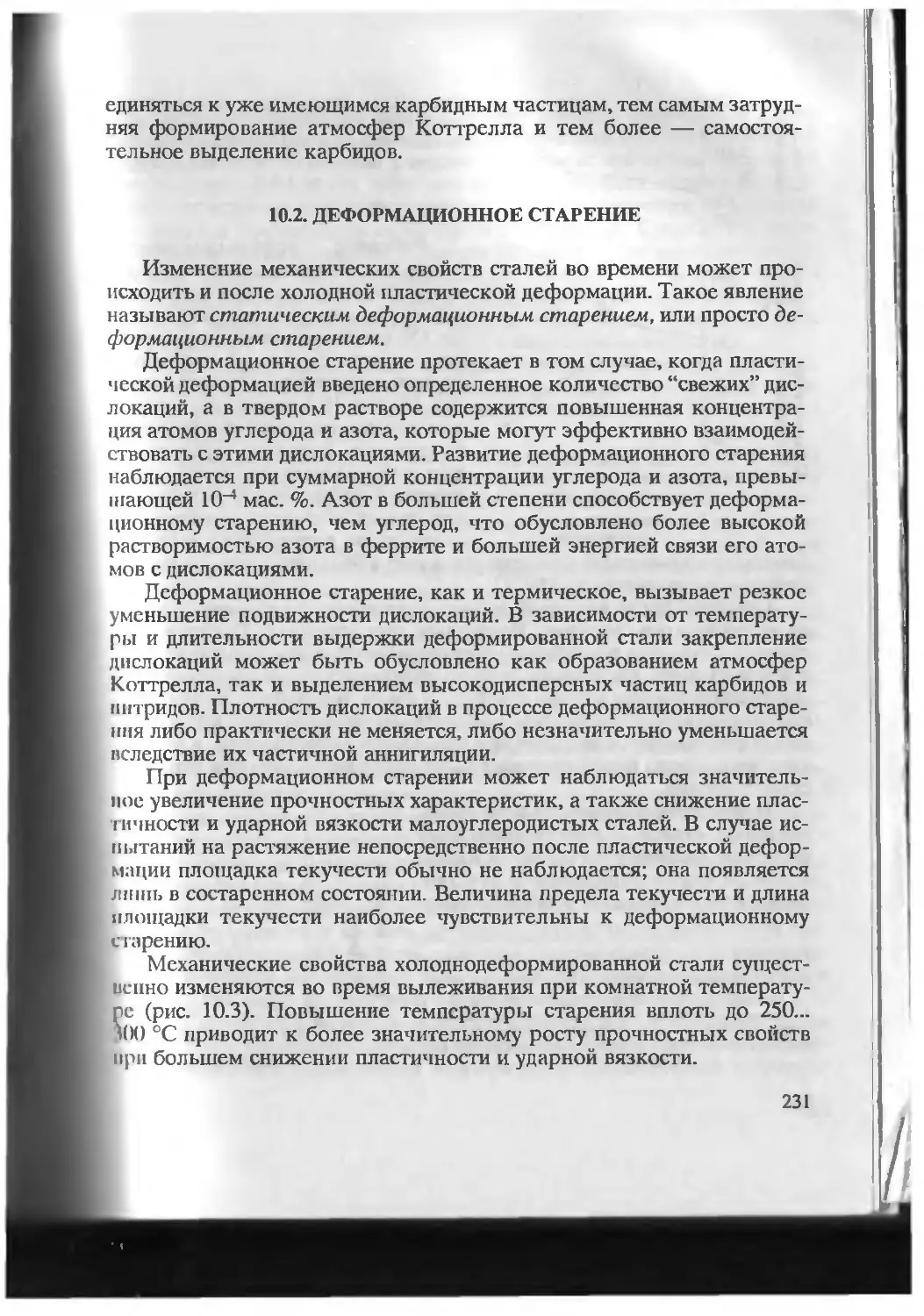
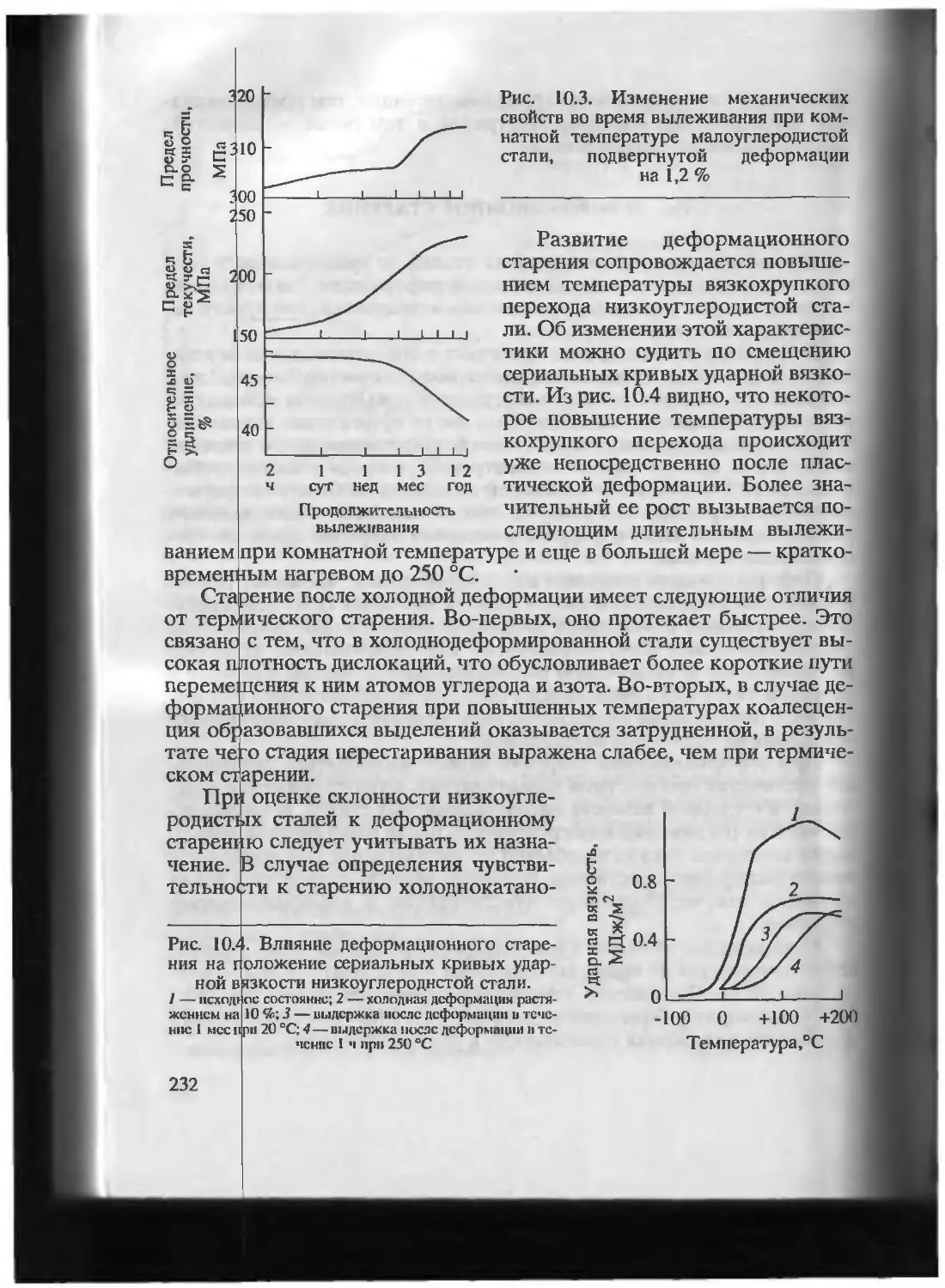
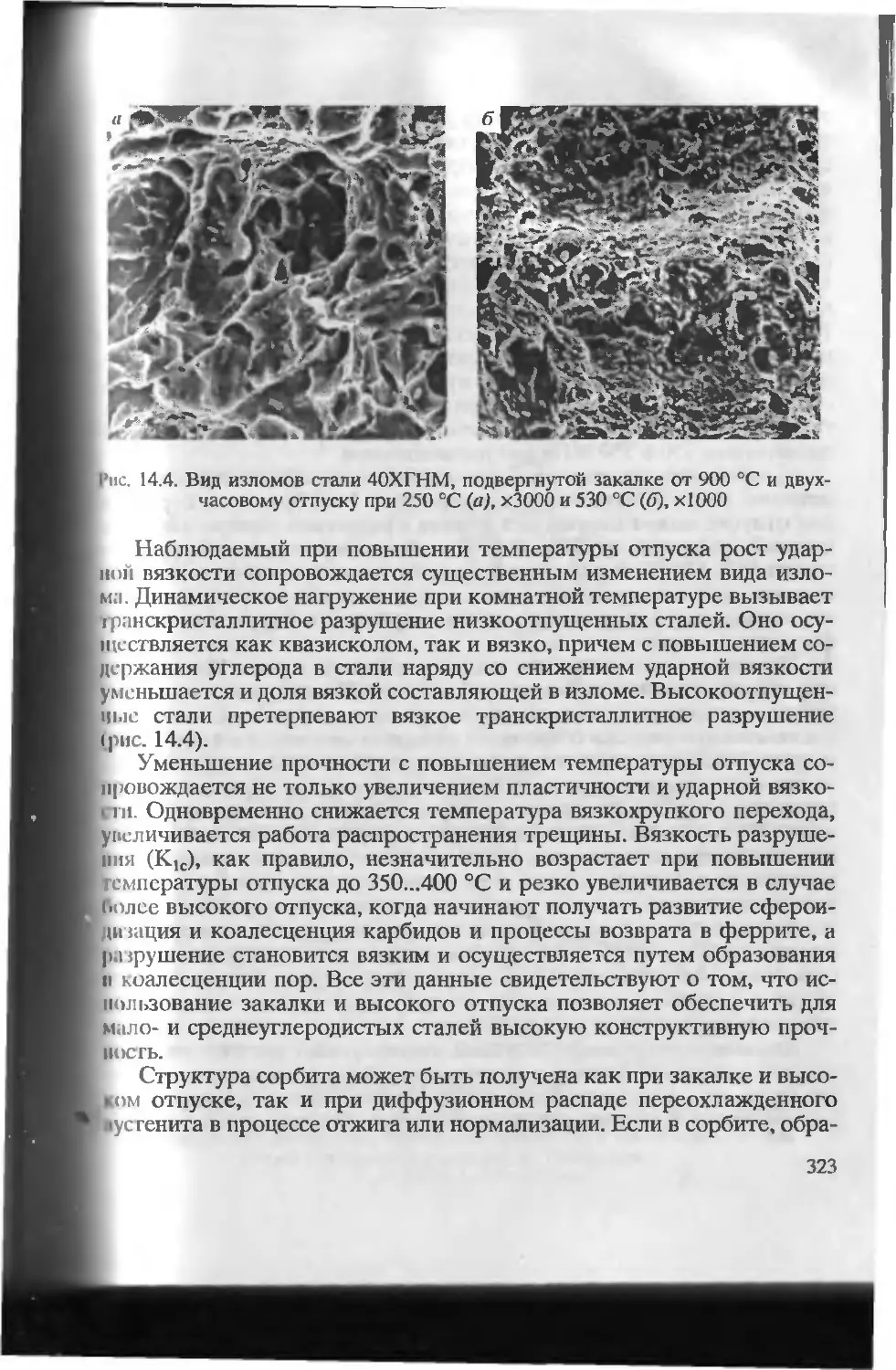
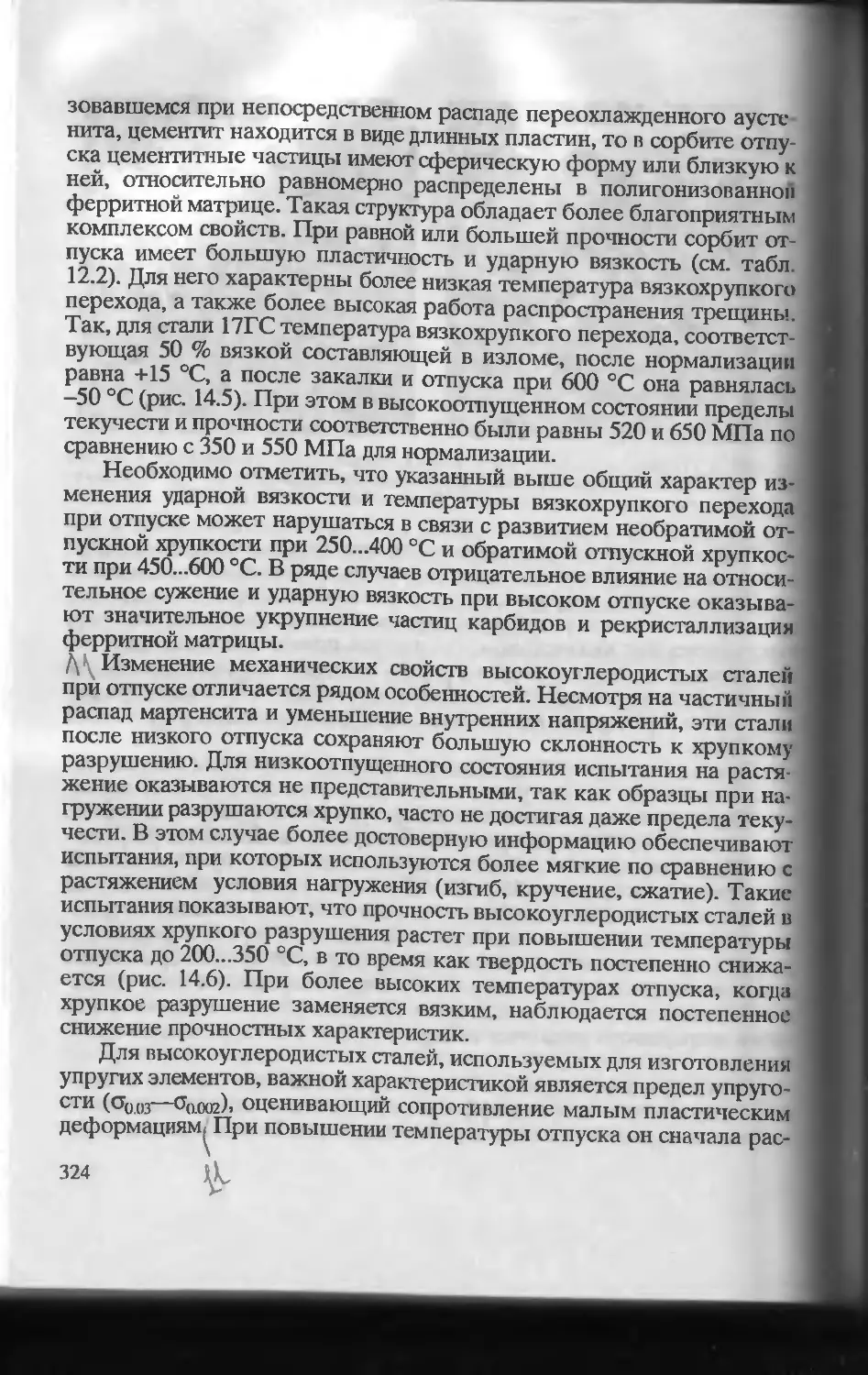
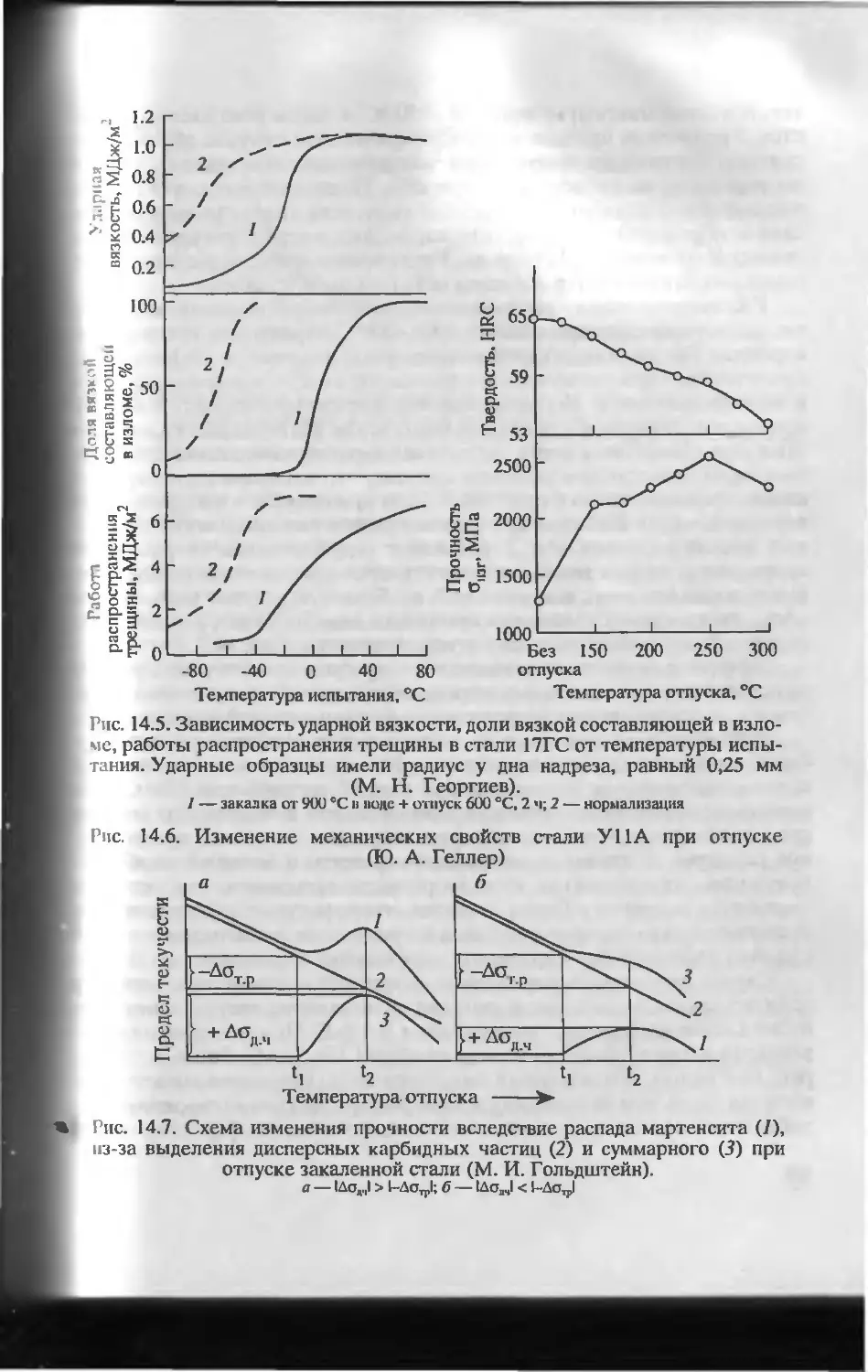
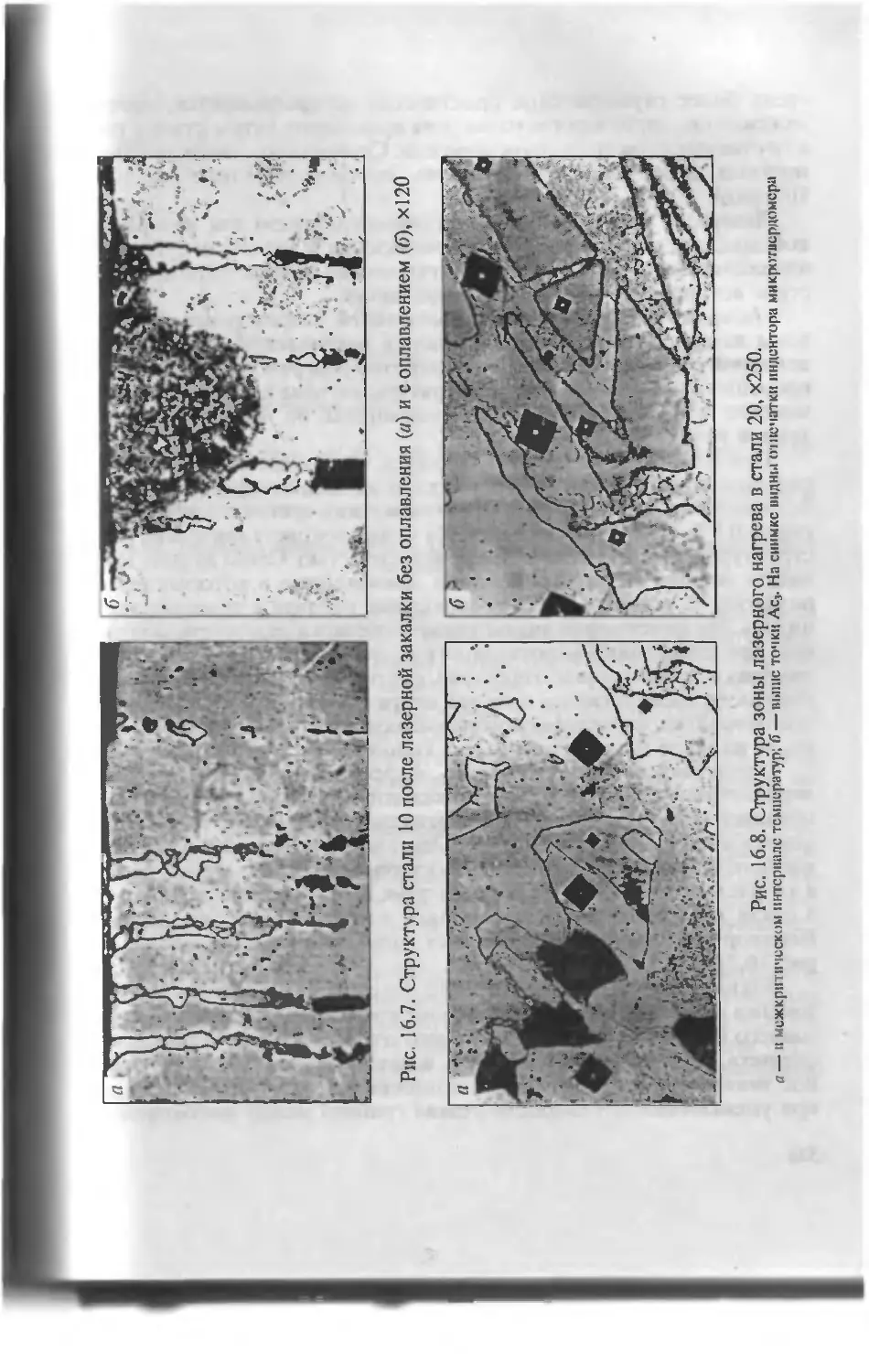
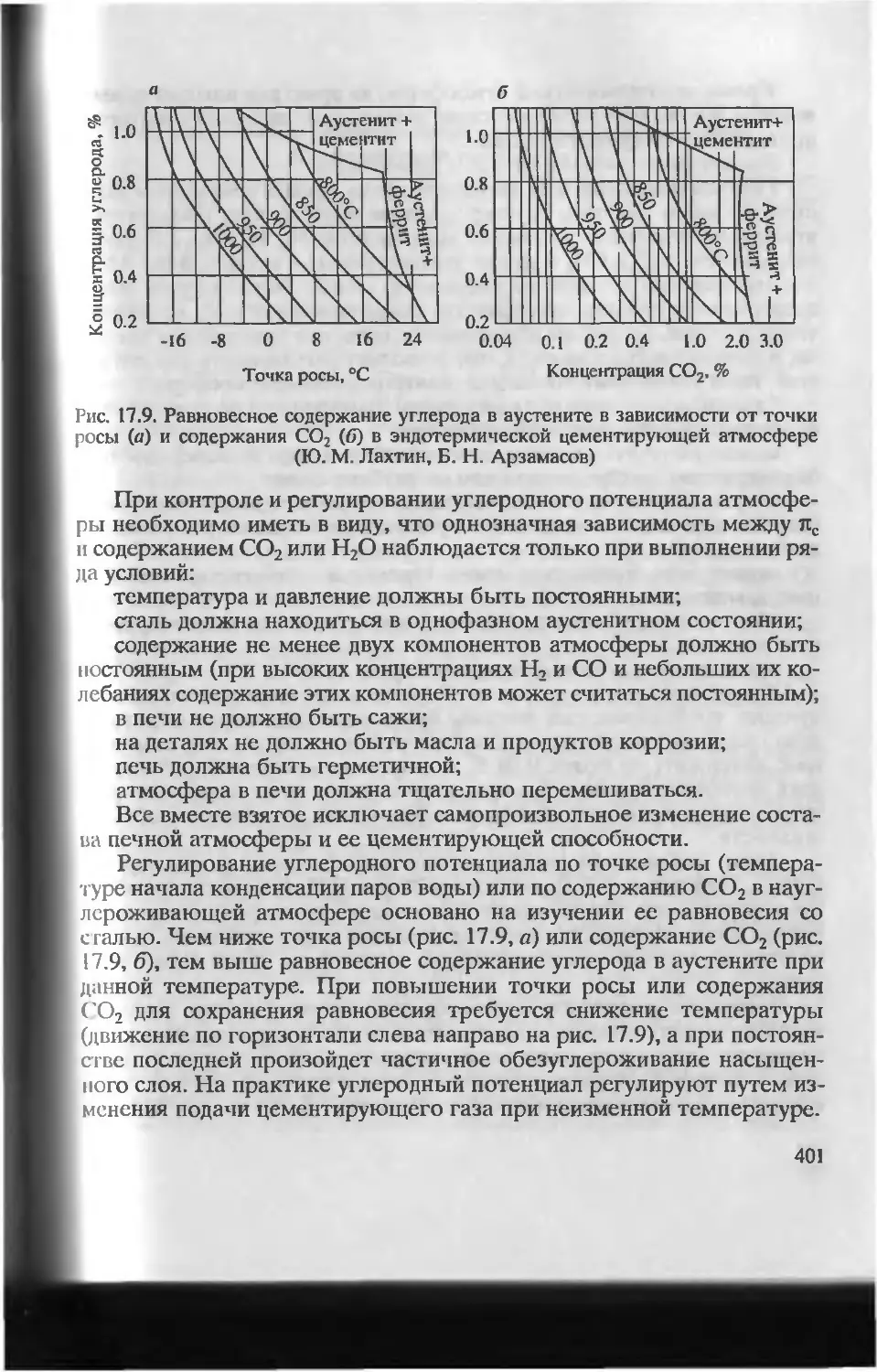
цементита.
В реальных условиях процесс сфероидизации обычно протекает в
j гаиа, что обусловлено наличием дефектов в пластинах цементи-
Сначала происходит деление пластин на части, а затем уже разви-
1ся собственно их сфероидизация (рис. 3.2). Пластины растворя-
• Данный процесс называют как коалесценцией, так и коагуляцией. На наш
« термин коалесценция более правильный.
41
Рис. 3.1. Изменение концентрации углерода в феррите в зависимости от радиуса
карбидных частиц (а) и схемы механизмов сфероидизации (б) и коалесценции (в)
карбидов. Стрелками указаны направления диффузии углерода
ются в наиболее тонких местах, в местах изгиба и концентрации на-
пряжений, а также в местах выхода на межфазную поверхность суб-
границ и дислокаций в цементите.
Рассмотрим подробнее, как происходит процесс деления в мес-
те выхода субграницы в цементитной пластине. Здесь силы поверх-
ностного натяжения оказываются неуравновешенными, что спо-
собствует локальному растворению цементита и образованию ка-
навки с выпуклыми в сторону феррита стенками. Около этих сте-
нок концентрация углерода в феррите больше, чем у плоской по-
верхности пластины. Вследствие этого возникает диффузия атомов
углерода от канавки к плоским границам, что вызывает растворе-
ние выпуклых стенок канавки и спрямление границы цементитной
пластины в этом месте. Но такой процесс нарушает равновесие сил
поверхностного натяжения около выхода субграницы на межфаз-
ную поверхность. Последующее восстановление равновесия приво-
дит к углублению канавки и т.д. В результате растворения цемен-
тита по субгранице происходит разделение пластины и последую-
щая сфероидизация.
К моменту окончания сфероидизации карбидные частицы име-
ют различную величину и начинает развиваться следующий про-
цесс — коалесценция. Пусть рядом находятся две цементитные ча-
стицы разного размера (рис. 3.1, в). При температуре t, меньшей
частице с радиусом г2 соответствует приграничная концентрация
углерода С2, а большей частице с радиусом г3 — С3 Так как С2 боль-
ше С3, то атомы углерода диффундируют из объемов феррита, при-
легающих к частице с меньшим радиусом, в объемы, окружающие
42
Рис. 3.2. Разбиение пластин цементита на частицы в стали 70.
а — исходная перлитная структура, х45 ООО; б — после дополнительного нагрева
до 650 °C, 30 мин, хЗО ООО
Рис. 3.3. Рекристаллизация феррита в стали 70 после патентирова-
ния и дополнительной выдержки 30 мин при 650 °C, х40 000.
А — рекристаллизованное зерно феррита
частицу с большим радиусом. Обеднение феррита углеродом около 1
меньшей частицы вызывает ее растворение. Наоборот, феррит
около большей частицы становится пересыщенным и частица на-
чинает расти.
Таким образом, в процессе изотермической выдержки наблюда-
ется постепенное растворение малых частиц карбидов, которые в ко-
нечном счете исчезают, в то время как более крупные частицы рас- I
тут. Средний радиус частиц со временем увеличивается. Скорость ко-
алесценции зависит от неоднородности в размерах исходных карби-
дов. Чем она больше, тем выше градиент концентрации углерода в
феррите и тем больше скорость роста частиц. Процесс коалесценции
протекает до тех пор, пока все частицы не станут достаточно крупны-
ми и близкими по размерам. Тогда различие в их растворимости бу-
дет незначительным и коалесценция затормозится, что хорошо со-
гласуется с уравнением (1.1).
Коалесценция оказывает влияние на характер распределения кар-
бидов. В результате сфероидизации на месте длинных цементитных
пластин формируются цепочки сферических частиц. При развитии
коалесценции эта ориентированность в расположении карбидов по-
степенно исчезает и возникает относительно равномерное их распре-
деление по объему феррита.
В углеродистых сталях с исходной структурой пластинчатого пер-
лита сфероидизация и коалесценция карбидной фазы заметно разви-
ваются при температурах выше 600...650 °C. Чем ближе температура
изотермической выдержки к Аь тем, при прочих равных условиях,
быстрее идут эти процессы. Но даже вблизи А! для полной сфероиди-
зации карбидов требуются выдержки длительностью в несколько де-
сятков часов.
Конечная структура стали после более или менее полного проте-
кания процессов сфероидизации и коалесценции карбидной фазы
представляет собой полиэдрические зерна феррита с зернистыми
(глобулярными) частицами цементита, так называемый зернистый
перлит, в отличие от первоначальной структуры пластинчатого пер-
лита.
Холодная пластическая деформация сталей с перлитной струк-
турой, создавая повышенную плотность дефектов кристаллическо-
го строения в феррите и цементите, интенсифицирует диффузион-
ные процессы при нагреве. При достаточно большой деформации
может также происходить существенное искривление цементитных
пластин и даже их дробление. Поэтому в предварительно деформи-
рованных сталях сфероидизация карбидов ускоряется: она развива-
ется при более низких температурах нагрева и завершается
быстрее.
44
В легированных сталях, содержащих карбидобразующие элемен-
п.1, процессы сфероидизации и коалесценции цементита существенно
тормозятся, что обусловлено замедлением диффузии углерода в фер-
рп ге и усилением межатомных связей в карбидах.
Выдержка стали при температурах ниже А, кроме сфероидиза-
ции и коалесценции карбидов может приводить к существенному
и <менению структуры феррита. Такой эффект обнаружен на ста-
жих. имеющих исходную структуру тонкопластинчатого перлита,
«формировавшегося в результате диффузионного распада аустени-
1. при больших переохлаждениях*. При нагреве сталей с такой
и руктурой одновременно с развитием сфероидизации карбидов на-
чищали появление дислокаций, располагающихся на месте быв-
1пх цементитных пластин. Их возникновение может быть связано
ра шичием в удельных объемах цементита (0.130 см3/г) и феррита
U 127
см3/г),
в результате чего растворение цементита сопровожда-
йся заметными объемными эффектами. Поэтому, чтобы обеспс-
|п п. сплошность сопряжения решеток “старого” феррита, окружа-
ющего растворяющийся кристалл Fe3C, и “нового” феррита, возни-
цпощего на месте растворенной цементитной пластины, на быв-
)си границе феррит — цементит должны возникать призматичес-
< дислокации (дислокации несоответствия) и значительные на-
|р«жения.
Когда коалесценция карбидов получает существенное развитие
В появляются достаточно большие объемы феррита, свободные от
ш персных частиц, становится возможным перераспределение дис-
Ьнк.щий, что приводит к формированию субзеренной структуры.
|1|ряду с полигонизационными процессами может происходить и
кристаллизация феррита (рис. 3.3). Рекристаллизационые про-
Ьч ы развиваются достаточно быстро. Так, в эвтектоидной стали с
Ьч копластинчатым перлитом, полученным при изотермическом
Ь< па,де переохлажденного аустенита при 500...550 °C, рекристал-
Ьыция при нагреве на 650...670 °C завершается за несколько
В>иов.
i I ще раз подчеркнем, что рекристаллизацию феррита следует
кидать лишь в сталях со структурой тонкопластинчатого перлита. В
Bu m случае имеется высокоразвитая поверхность феррит — цемен-
। и । и при сфероидизации и коалесценции возникает высокая плот-
«< ть дислокаций, так как уменьшение поверхностной свободной
кргни при трансформации карбидов может перекрыть расход энер-
па образование дефектов кристаллического строения.
•Об образовании перлита см. в разделе 4.1.
45
3.2. ОБРАЗОВАНИЕ АУСТЕНИТА ПРИ НАГРЕВЕ
Превращение феррито-карбидной структуры в аустенит происхо-
дит при нагреве сталей до температур, лежащих выше эвтектоидной
линии PSK. Особенности этого превращения зависят от ряда факто-
ров: исходной структуры, температуры и скорости нагрева, химиче-
ского состава стали. В большинстве случаев процесс образования ау-
стенита можно рассматривать исходя из представлений о нормальном
диффузионном механизме превращения, согласно которому для за-
рождения новой фазы требуются определенные флуктуации энергии |
и состава, а ее рост происходит путем неупорядоченного перехода
атомов через межфазную границу.
По химическому составу аустенит существенно отличается от
феррита и цементита. Поэтому для появления его зародышей необхо-
димы значительные флуктуации углерода в исходном твердом рас-
творе. Зародыши аустенита возникают преимущественно на различ-
ных поверхностях раздела (межфазных границах, границах зерен и
субзерен феррита), где повышена концентрация углерода. Наиболее
легко они образуются на межфазных границах феррит — цементит,
так как вероятность возникновения необходимых флуктуаций угле-
рода особенно высока вблизи карбидных частиц.
Рассмотрим сначала закономерности образования аустенита в
изотермических условиях в стали эвтектоидного состава с исходной
структурой зернистого перлита. При ее нагреве до температуры t, за-
родыши аустенита возникнут в местах контакта феррит — цементит
(рис. 3-4). На границах раздела фаз установятся соответствующие
рассматриваемой температуре равновесные концентрации углерода.
Их можно определить по диаграмме состояний Fe — С, причем для
простоты будем считать, что границы раздела плоские. Если предпо-|
ложить, что нагрев осуществлялся очень быстро и не сопровождался
никакими превращениями, то линию PQ на диаграмме можно продол-
жить выше PSK. Тогда при температуре Ц концентрация углерода в
феррите около границы с карбидом равна Clla.k, а около границы с
аустенитом — С „_г Состав цементита на границе раздела с аустени-
том практически соответствует 6.67 % С. Концентрации углерода в
аустените в местах его контакта с ферритом и цементитом равнь]
СУу-а и С11.^ соответственно.
Перепад концентрации углерода в аустените вызовет диффузию
этого элемента от границы раздела аустенит—цементит к границе
раздела аустенит—феррит. Вследствие этого концентрация углерода
в у-зародыше вблизи цементита ClIT.k начнет снижаться, а вблизи фер-
рита С'у-а повышаться. Это приведет к нарушению равновесия, так
46
Температура
L 3.4. Участок диаграммы состояния Fe—С (а) и схема распределения углеро-
1К> сечению аустенитного и ферритных участков в эвтектоидной стали при
Гтемпературе t, (б). Стрелками указаны направления диффузии углерода
М аустенит становится ненасыщенным по отношению к цементиту
[ пересыщенным по отношению к ферриту. В результате граница
щели аустенит — цементит перемещается в сторону цементита, а
генит — феррит — в сторону феррита. Эти процессы приводят к
становлению пограничных концентраций. Таким образом, диффу-
углерода в аустените обусловливает рост его зародыша за счет
феррита, так и цементита.
< иноставим скорости движения границ аустенитного участка в
ишу феррита и в сторону цементита. Скорость перемещения гра-
ki раздела фаз в общем случае определяется выражением
V = кЛ(Эс/Эх)/ДСгф, (3.1)
) к постоянная, зависящая от ряда факторов; D — коэффициент
|*|>у ши; Эс/Эх — градиент концентрации внутри фазы, в которой
мекает диффузия; ДСгф— перепад концентрации на границе раз-
фаз.
I h ре над концентрации углерода на границе раздела аустенит —
ррп I ДСгф)^“ можно рассчитать по положению линий GP и GS на
>1 раммс. Перепад концентрации углерода на границах раздела це-
пни аустенит ДСгфк<_уу определяется как разность между 6.67 % С
нпцеп грацией углерода, оцениваемой по положению линии SE. Бе-
нина АСгфк<~’у в несколько раз превышает величину ДСгфт<^“. Поэто-
47
му скорость роста аустенитного участка в сторону феррита оказыва-1
ется значительно больше, чем в сторону цементита.
Если считать, что градиент концентрации углерода в аустените
пропорционален разности его равновесных концентраций у границ
раздела с цементитом и ферритом, то линейная скорость роста аусте-
нитного участка с учетом перемещения границ в сторону обеих исход-
ных фаз равна
V = kDKC^ - CVJ/xK 1/ДСгф^“ + 1/ДСгфк^, (3.2) |
где х — протяженность аустенитного участка в направлении диффу-
зии.
В процессе превращения сначала исчезает феррит, а затем цемен-
тит. После растворения цементитных частиц концентрация углерода
в различных участках аустенита неодинакова: в местах, где раньше
располагался феррит, понижена, а в участках, где находился цемен-
тит, повышена. В дальнейшем при увеличении выдержки происходит
выравнивание концентрации углерода по объему аустенита (гомоге-
низация аустенита).
Таким образом, процесс образования аустенита в эвтектоидной
стали включает:
возникновение зародышей аустенита и их рост за счет феррита и
цементита;
исчезновение феррита;
растворение цементита;
гомогенизацию аустенита.
Из уравнения (3.2) следует, что при температуре, точно отвечаю-
щей эвтектоидной линии PSK, превращение феррито-карбидной
структуры в аустенит развиваться не может. Если даже предполо-
жить возможность образования при этой температуре зародышей
аустенита, то их рост исключен, так как состав аустенита у границ с
ферритом и цементитом одинаков. С повышением температуры вы-
ше эвтектоидной линии процесс образования аустенита резко ускоря-
ется, что связано с увеличением числа зародышей и линейной скоро-
сти роста образовавшихся аустенитных участков.
Рост числа зародышей происходит не только в результате умень-
шения их критического размера вследствие увеличения разности сво-
бодных энергий феррито-карбидной структуры и аустенита, но также
и потому, что с повышением температуры непрерывно уменьшается
необходимая для образования зародыша флуктуация углерода. Вбли-
зи эвтектоидной линии устойчивый участок аустенита должен содер-
жать около 0.8 % С. С повышением температуры оказываются устой-
чивыми аустенитные участки со все меньшим содержанием углерода
48
(пиния GS). Кроме того, экстраполяция линии PQ на диаграмме пока-
п.шаст, что чем выше температура, тем больше содержание углеро-
да в феррите, контактирующем с карбидами. Поэтому возрастает ве-
роягность возникновения необходимых флуктуаций углерода. Этому
способствует и увеличение диффузионной подвижности атомов с
Повышением температуры.
Увеличение линейной скорости роста аустенитных участков с по-
нышснием температуры обусловлено следующими причинами:
возрастанием коэффициента диффузии D;
увеличением разности —Су.а, так как с повышением темпера-
1\ры уменьшается концентрация углерода в аустените на границе с
|к ррнтом Су.а (линия GS) и возрастает концентрация углерода в аус-
VIIиге на границе с цементитом Су.к (линия SE);
уменьшением перепада концентрации углерода на границе разде-
и феррит — аустенит ДСГфт<_>“ (линии GP и GS сближаются);
уменьшением перепада концентрации углерода на границе разде-
lu цементит — аустенит ДСГфКму: с повышением температуры кон-
ец грация углерода в аустените у границы с цементитом возрастает
Соответствии с линией SE, а состав цементита практически не изме-
Г.ГСЯ.
Гак как с повышением температуры ДСГфТ<^“ уменьшается значи-
чыю существеннее, чем то, следовательно, скорость роста
11 слитного участка в сторону феррита возрастает в большей мере,
м в сторону цементита. Поэтому чем выше температура нагрева,
ы больше остается нерастворенных карбидов к моменту полного
шовения феррита и тем ниже оказывается среднее содержание
я» рода в получившемся аустените.
I I.i рост аустенитного участка оказывает влияние и диффузия уг-
гюда в феррите. Так, при температуре t] концентрация углерода в
I’pn ге на границе с цементитом С11а.к выше, чем на границе с аусте-
том С11а.у (см. рис. 3.4). Следовательно, в феррите возникает диф-
1пя этого элемента, которая стремится повысить С11а.у и понизить
„ Это приведет к перемещению границы раздела феррит — аус-
ш г в сторону феррита, а границы раздела феррит — цементит — в
•pony цементита. Таким образом, диффузия углерода в феррите
кпа способствовать более интенсивному росту аустенитного уча-
la, .1 также вызывать частичное растворение находящихся в ферри-
жарбидов, около которых еще не произошло образование аустени-
1 (овышение температуры нагрева интенсифицирует диффузион-
М процессы в феррите, что обусловлено не только увеличением ко-
)Г|1ициента диффузии углерода в твердом растворе, но и повышени-
। раднента его концентрации между границами раздела феррита с
»п гитом и аустенитом (продолжение линии QP и линия GP).
49
На процесс диффузионного образования аустенита оказывает
влияние характер исходной структуры. Повышение степени дисперс-
ности карбидной фазы в феррито-карбидной структуре при данном
содержании углерода в стали приводит к увеличению общей поверх-
ности раздела феррит — цементит, что вызывает рост числа аусте-
нитных зародышей. Чем больше дисперсность карбидов, тем выше
линейная скорость роста аустенитных участков. Это связано с увели-
чением разности Су.к—С^а, так как уменьшение размеров карбидных
частиц вызывает смещение линии SE в сторону больших концентра-
ций углерода. С увеличением степени дисперсности карбидов умень-
шаются также расстояния, на которые может распространяться рост
аустенитного участка до соприкосновения с другими участками, раз-
вивающимися из других центров. Следовательно, увеличение дис-
персности карбидной фазы в исходной структуре уменьшает время до
окончания исчезновения феррита при образовании аустенита. Кроме
того, сокращается длительность полного растворения карбидов, а
также гомогенизации аустенита.
Наибольшую скорость роста аустенитных участков следует
ожидать в районе соприкосновения трех фаз, так как здесь диффу-
зионные пути наименьшие. В связи с этим при образовании аусте-
нита на поверхности раздела феррит — цементит его рост происхо-
дит быстрее всего вдоль этой поверхности, и аустенит обволакива-
ет карбидные частицы. По мере утолщения аустенитной оболочки
увеличиваются пути диффузии углерода. Поэтому с течением вре-
мени линейная скорость роста аустенитного участка постепенно
уменьшается. При зернистой форме карбидов возникающее при на-
греве количество зерен аустенита определяется числом карбидных
частиц.
Выше были рассмотрены закономерности образования аустенита
из зернистого перлита. Образование аустенита из пластинчатого пер-
лита протекает быстрее, чем из зернистого. Это связано с высокой
линейной скоростью роста возникающих в перлитных колониях аус-
тенитных участков, что обусловлено короткими диффузионными пу-
тями для углерода в аустените, которые определяются толщиной
ферритных и цементитных пластин. Кроме того, в процессе поглоще-
ния перлитной колонии линейная скорость роста аустенита остается
постоянной, так как при движении границы раздела длина диффузи-
онных путей не изменяется. Это наглядно видно на рис. 3.5: фронт
аустенитного участка перемещается вдоль направления ферритных и
цементитных пластин.
При росте аустенитного участка цементитные пластины не всегда
успевают полностью раствориться; часть карбидной фазы остается за
фронтом передвижения границы. Далее происходит окончательное
50
1’и 3.5. Рост аустенитного участка в исходной структуре пластинчатого перлита
в стали 120Г4.
• микроструктура, х45 ООО; б — схема микроструктуры; стрелками показаны направления диффузии
углерода
в< растворение. При завершении превращения на месте одной коло-
min перлита образуется несколько аустенитных зерен.
Рассмотрим особенности изотермического образования аустенита
и доэвтектоидных и заэвтектоидных сталях, в структуре которых
кроме перлита имеется избыточный феррит или избыточный цемен-
1 и г соответственно.
11ри нагреве доэвтектоидной стали с низким содержанием углеро-
дц в межкритический интервал зародыши возникают как в перлите
Кя межфазных границах феррит — цементит, так и на границах зерен
феррита. Но быстрее образование аустенита происходит в перлит-
ям ч колониях, где легче изыскать концентрации углерода, необходи-
IftiM для зарождения и роста аустенита. Механизм роста возникших
Ь. н-пптных участков такой же, как и в перлите эвтектоидной стали.
Иклс исчезновения перлита аустенит, возникший на месте его коло-
Вй» начинает поглощать оставшиеся ферритные зерна. В объеме ау-
Ьг пн га содержание углерода выше, чем равновесная концентрация
границе раздела аустенит — феррит. Возникает диффузия углеро-
h и аустените, которая стремится повысить Су.а, а следовательно,
By ловливает перемещение границы раздела в сторону феррита
Кс 3.6, а). Через некоторое время концентрация углерода в объеме
^ш'енпта достигает равновесного значения и рост аустенита прскра-
ВЬтся. Количество аустенита и феррита соответствует диаграмме
I При нагреве доэвтектоидной стали выше А3 изотермическое об-
Ими нше аустенита протекает аналогичным образом до полного ис-
Ьновеиия феррита. Далее происходит окончательная гомогениза-
Вг аустенита. Необходимо учитывать, что частицы цементита рас-
51
Рис. З.б. Схемы распределения углерода на границе аустенит—фер-
рит в доэвтектоидной стали (л) и на границе аустенит—цементит в
заэвтектоидной стали (б). Стрелками указаны направления диффу-
зии углерода
Логарифм времени —>
Рис. 3.7. Влияние температу-
ры на кинетику образования
аустенита в эвтектоидной
стали (М. Е. Блантер)
Рис. 3.8. Схематическая диа-
грамма изотермического об-
разования аустенита в эв-
тектоидной стали.
1 — начало образования аустенита;
2 — исчезновение феррша; 3 — ко-
нец растворения карбидов; 4 —
окончание гомогенизации аустенита
гпоряются быстрее, чем исчезнет феррит, лишь в сталях с низким со-
ut ржанием углерода, в которых количество карбидной фазы невели-
I м> В сталях с повышенным содержанием углерода ферритные зерна
I цуг поглощены аустенитом раньше, чем полностью растворится
I iv мептит в местах, где находились колонии перлита.
Чем больше в доэвтектоидной стали углерода, тем, при прочих
। иных условиях, быстрее идет образование аустенита и тем меньше
|||чбуется времени для полного исчезновения феррита. Такой эф-
ф Ki обусловлен возрастанием количества карбидной фазы, приво-
ш< 1цнм к увеличению поверхности раздела феррит — цементит, где
Кп шикают зародыши аустенита.
Нагрев заэвтектоидных сталей чаще всего производят до темпе-
Ь<цр> лежащих выше Аь но ниже Atm. Если структура стали состоит
К । п ыстинчатого перлита и карбидной сетки, то при нагреве в интер-
। 1емператур А,—А<.т зародыши аустенита возникают в перлит-
Ки IX колониях. После исчезновения перлита содержание углерода в
ьеме аустенита будет ниже, чем на границе раздела аустенита с це-
Ki in и гом, образующим сетку. Возникающая в аустените диффузия
•’юрода, стремящаяся понизить равновесную концентрацию Су.к, вы-
лет частичное растворение карбидной сетки (рис. 3.6, б). Процесс
[!•,»> олжается до тех пор, пока не будет достигнуто равновесное со-
ч'Гпис, согласно диаграмме Fe — С.
В случае нагрева в интервале А,—Аст заэвтектоидных сталей с
пюй структурой зернистого перлита процесс образования аусте-
I tin । । протекает так же, как и в эвтектоидной стали, с тем лишь отли-
[ чл- и, что часть карбидной фазы остается нерастворенной. Полное
Вл 1 норение карбидов происходит при нагреве выше Аот.
Как указывалось в разделе 3.1, в сталях с феррито-карбидной
IИ р\ к гурой при нагреве до А । могут происходить сфероидизация и ко-
ih ц нция карбидов. Эти процессы получают развитие и при темпе-
|В t. vpax выше Аи но протекают они медленнее, чем образование аус-
Kniii.l В заэвтектоидных сталях при достаточно длительных вы-
держках в интервале А,—Аст в результате сфероидизации карбидов
। происходить разрушение карбидной сетки.
Кинетика превращения. Образование аустенита в изотермиче-
х условиях начинается после определенного инкубационного пе-
^Яода Зависимость количества аустенита от времени выдержки опи-
Вмын 1ся обычной кинетической кривой, характерной для кристалли-
Авциспных процессов в твердом состоянии. Сначала объемная ско-
Ки I ь образования аустенита возрастает, достигая максимума, а затем
I номере уменьшения непревращенного объема снижается. С повыше-
*|| м температуры продолжительность инкубационного периода рез-
К> сокращается, а скорость превращения быстро возрастает. На
53
рис. 3.7 приведены кривые изотермического образования аустенита
для эвтектоидной стали. При температуре 730 °C, лежащей вблизи
точки А,, превращение начинается через 65 с, а заканчивается через
90 мин. При 760 °C начало образования аустенита наблюдается через
2 с, а конец через 30 с. Для полного растворения карбидов требуются
значительно большие выдержки, чем для завершения превращения
феррита в аустенит.
Кинетику образования аустенита в изотермических условиях
удобно представить в виде обобщенной диаграммы, на которой в ко-
ординатах “температура — время” наносятся кривые, характеризую-
щие начало образования аустенита, момент исчезновения феррита,
конец растворения карбидов и окончание гомогенизации аустенита
(рис. 3.8). При построении таких диаграмм небольшие образцы нагре-
вают насколько возможно быстрее до требуемых температур, а за-
тем тем или иным методом (чаще всего дилатометрическим с допол-
нительным контролем микроструктуры) фиксируют развитие про-
цесса превращения. Следует отметить, что большая скорость образо-
вания аустенита может приводить к возникновению погрешностей
при построении изотермических диаграмм, так как часто трудно из-
бежать некоторое развитие превращения в процессе нагрева до за-
данной температуры.
При непрерывном нагреве превращение феррито-карбидной
структуры в аустенит протекает в некотором интервале температур.
Нанесем на диаграмму изотермического образования аустенита,
представленную на рис. 3.8, линии нагрева с различными скоростями.
При нагреве со скоростью V । начало образования аустенита, исчезно-
вение феррита, растворение цементита и окончание гомогенизации
аустенита произойдут в первом приближении в точках а,, Ь,, с,, ф, а
при более высокой скорости нагрева V2 — в точках а2, b2, c^, d2 соот-
ветственно. Следовательно, увеличение скорости нагрева приводит к
повышению температур начала и конца превращения и расширяет
его температурный интервал.
В действительности наложение кривых нагрева на диаграммы
изотермического образования аустенита не дает точных данных о
температурных интервалах тех или иных стадий превращения. В
условиях непрерывного нагрева все процессы сдвигаются в область
более высоких температур*. Более полная информация может быть
получена при использовании термокинетических диаграмм. При их
построении образцы нагревают с разными скоростями, фиксируя
* Этот эффект аналогичен сдвигу температур начала диффузионного распа-
да переохлажденного аустенита при переходе от изотермических выдержек к
условиям непрерывного охлаждения (см. раздел 7.3).
54
. 3.9. Диаграммы образования аустенита в изотермических условиях (а) и при
непрерывном нагреве (6) для стали с 0,7 % С (А. Розе).
I л исходная структура зернистого перлита; б — исходная структура пластинчатого перлит
рмпературы различных стадий превращения. Полученные данные
шут быть представлены в координатах “температура—время” (с
внесением кривых нагрева) или “температура—скорость нагрева”.
II рис. 3.9 приведены диаграммы образования аустенита в стали с
7 * г С в изотермических условиях и при непрерывном нагреве.
I В заключение необходимо сделать следующее замечание. Обра-
вапие аустенита является эндотермическим процессом, т. е. требу-
Идля своего развития непрерывного подвода тепла. Поэтому на ки-
Ь'|вку превращения оказывают влияние условия и способ нагрева. В
КW случаев, например при печном нагреве, скорость образования
Кгсппта может лимитироваться теплопередачей от нагревающей
к изделию. Процессы аустенитизации протекают особенно ин-
Мк'икио при использовании таких методов нагрева, при которых
^pi ия непрерывно и в избытке генерируется в объеме металла (ин-
^цноиный нагрев, прямой электронагрев).
[ Н питие легирующих элементов на образование аустенита.
Могм.1 гривая особенности образования аустенита в легированных
Нл>1\, следует учитывать, что легирующие элементы неравномерно
^иредслены в феррито-карбидной структуре. Нскарбидобразую-
элементы находятся в основном в феррите, карбидобразующие
К| $ г быть в феррите, или замещать атомы железа в цементите, или
pj -м>вывать специальные карбиды. В любом случае содержание
Кн элементов в карбидной фазе выше, чем в феррите. Другая осо-
Khioci ь легированных сталей заключается в том, что превращение
Кь'Итш в аустенит происходит в них в интервале температур (эвтек-
^дпый интервал).
55
Для диффузионного образования аустенита в легированных ста-
лях при их нагреве выше эвтектоидного интервала справедливы об-
щие закономерности, которые наблюдались в углеродистых сталях.
Однако легирование может оказывать существенное воздействие на
все стадии аустенитизации.
Скорость а—у-превращения при легировании изменяется по ряду
причин: искажается решетка твердого раствора, меняются энергия
межатомного взаимодействия, термодинамические потенциалы фаз и I
активность углерода в а- и у-твердых растворах. Вследствие этого
при легировании происходят следующие превращения:
уменьшается скорость перестройки решетки при а—у превраще-
нии;
изменяются равновесные концентрации на межфазных границах;
изменяется скорость диффузии углерода в феррите и аустените. I
Образование аустенита в легированных сталях сопровождается
перераспределением легирующих элементов между фазами. Это при-
водит к значительному торможению превращения, так как коэффи-
циенты диффузии легирующих элементов, как правило, на несколь-|
ко порядков меньше, чем углерода.
Легирующие элементы изменяют положение критических точек
стали. Элементы, расширяющие у-область, снижают критические
точки, увеличивая тем самым перегрев по отношению к А, при неиз-
менной температуре нагрева. Это может приводить к увеличению
разности концентраций углерода в аустените на границах с карбидом
и ферритом и к повышению скорости роста аустенита. Легирующие
элементы, суживающие у-область, действуют в противоположном на-
правлении.
Ускоряет образование аустенита при нагреве никель. Это связы-
вают со снижением критических точек стали и повышением термоки-
нетической активности углерода в аустените, что способствует ин-
тенсификации его диффузии. Марганец, по одним данным, ускоряет
образование аустенита, по другим — замедляет. Образование аусте-1
нита замедляют кремний и алюминий, а также карбидобразующие
элементы хром, молибден, вольфрам, ванадий, если они находятся в
твердом растворе.
Карбидобразующие элементы в существенной мере влияют на
поведение карбидной фазы при нагреве. Находясь в цементите, они
увеличивают энергию межатомных связей и затрудняют его раство-
рение. Специальные карбиды растворяются при более высоких тем-
пературах нагрева, чем цементит. Чем выше карбидобразующая спо-
собность элемента, тем труднее растворяется карбид.
Находясь в аустените, карбидобразующие элементы, как прави-
ло, понижают термодинамическую активность углерода, вследствие
56
•и го способствуют переходу карбидов в аустенит. В противополож-
ном направлении действует легирование стали некарбидобразующи-
мп элементами, увеличивающими активность углерода в аустените,
'км выше содержание углерода в у-растворе, тем больше его актив-
Uicib в аустените, тем труднее растворяются специальные карбиды
рп нагреве. Растворение нитридов при нагреве происходит труднее,
н м карбидов.
В легированных сталях гомогенизация аустенита протекает го-
|р. |до дольше, чем в углеродистых. Неравномерное распределение
Ьг тирующих элементов между ферритом и карбидами в исходном со-
иянии приводит к тому, что при нагреве после образования и рас-
творения карбидов аустенит будет неоднороден не только по углеро-
№, но и по легирующим элементам. Малая скорость диффузии леги-
Кующих элементов требует длительных выдержек для выравнивания
Ku концентрации по объему аустенита. Более того, пока не произой-
|и । । омогенизация аустенита по легирующим элементам, в твердом
plfTiiope сохранится градиент концентрации по углероду.
При нагреве в эвтектоидный интервал образование аустенита мо-
1 происходить так же, как и при более высоких температурах, т. е.
р. <ультате одновременной диффузии углерода и легирующих эле-
t- шов. Однако при температурах эвтектоидного интервала нельзя
и- ючать возможность образования аустенита на начальных стади-
х практически без участия диффузии легирующих элементов, путем
Ьнффузии только углерода (А. А. Попов).
11усть легированная сталь состава Со будет нагрета до температу-
pi.i I, (рис. 3.10). Если аустенитный участок возникнет на границе раз-
шпа фаз феррит — карбид, то аустенит должен иметь повышенное
держание углерода около феррита и пониженное около карбида. В
хеи пите возникает диффузия углерода от границы раздела с ферри-
ом к границе раздела с карбидом, что должно вызвать перемещение
|:« фазных границ в сторону аустенитного участка, т. е. его рост не-
^Ьможен. Иная картина наблюдается при образовании зародыша
। пита внутри ферритного участка. Тогда содержание углерода в
вройте около границы с аустенитом окажется более низким, чем
^Кло границы с карбидом. Возникает диффузия этого элемента, ко-
Ньрая приведет к росту аустенитного зерна и растворению карбидной
К» 1Ы.
I I >ким образом, в легированных сталях образование аустенита в
и - к гоидном интервале возможно и без участия диффузии легирую-
Кв' элементов, если его зарождение происходит не на границе разде-
В феррит—-карбид, а внутри феррита, причем рост аустенита может
ь искать лишь путем диффузии углерода в феррите, а не в аусгени-
I кинетически такой путь образования аустенита на начальной ста-
57
Содержание углерода ——>•
Рис. 3.10. Вертикальный разрез
тройной диаграммы состояний же-
лезо—углерод—легирующий эле-
мент при постоянном содержании
последнего
Рис. 3.11. Схематическая диаграмма
изотермического образования аусте-
нита в эвтектоидной стали, учитыва-
ющая возможность б ездиффуз ион не-
го превращения.
1 — начало диффузионного образования аусте-
нита; 2 — исчезновение ферри га; 3 — конец рас-
творения карбидов; 4 — окончание гомогениза-
ции аустенита; 5 — бездиффузиониос превраще-
ние феррита в аустенит
Рис. 3.12. Схематическая диаграм-
ма образования аустенита при на-
греве эвтектоидной стали с раз-
личными скоростями. Обозначе-
ния те же, что на рис. 3.11.
V11UI и Viikji — нижняя и верхняя критические
скорости нагрева соответственно
лип может оказаться выгодным по сравнению с более медленным
процессом формирования аустенита путем одновременной диффузии
yi лсрода и легирующих элементов.
Механизмы образования аустенита. До сих пор мы рассматри-
вав образование аустенита сточки зрения нормального диффузион-
ного механизма, согласно которому для возникновения аустенитных
л.цюдышей необходимы большие флуктуации углерода. Если не ка-
t .н вся особых условий нагрева, то можно считать, что в большинст-
ве случаев при исходных перлитной, феррито-перлитной и цементи-
перлитной структурах и умеренных скоростях нагрева реализует-
п именно этот механизм.Однако нельзя исключать существование и
ругих механизмов образования аустенита.
Как указывалось в главе 1, в системе с полиморфным превраще-
асм твердого раствора образование новой фазы может происходить
ик диффузионным, так и бездиффузионным путем. При этом под
с диффузионным понимают превращение, при котором возникаю-
щпе участки новой фазы не отличаются по составу от исходной. По-
кому для их образования не нужны флуктуации концентрации.
В сталях для исходного состава феррита можно указать темпера-
kpv Т'о, при нагреве выше которой принципиально возможен его пе-
В.ч1>д в аустенит того же состава, т. е. может реализоваться бездиф-
фушонное превращение (см. рис. 3.4). Такой характер превращения
। п дуст ожидать лишь при высоких скоростях нагрева, когда не успе-
|ыг| происходить диффузионное взаимодействие феррита и карби-
А<>11 Гак как бездиффузионный переход а—у не требует перемеще-
Ifini атомов на значительные расстояния, то он должен совершаться
i|t’n in. быстро и протекать в узком температурном интервале. Затем
кн че образования аустенита в нем будут растворяться карбиды.
Впервые на возможность бездиффузионного образования аусте-
»нп а указали В. Н. Гриднев и А. А. Попов. А. А. Попов предложил уз-
Ви и температурный интервал бездиффузионного а-у-превращения,
Ьходящийся выше Т'() обозначить как АСп. Соответственно этому на
раммах изотермического образования аустенита была проведена
k>|4i юнтальная линия, характеризующая исчезновение феррита (рис.
111). Выше этой линии сохраняются лишь кривые конца растворе-
карбидов и окончания гомогенизации аустенита.
Влияние скорости нагрева на механизм а-у-превращения можно
ВЬ> -иллюстрировать схематичной диаграммой, приведенной на рис.
В I (’ увеличением скорости нагрева повышение и расширение тем-
>]-парного интервала диффузионного образования аустенита про-
Ьи'дят до тех пор, пока не будет достигнута температура АСд. При
к > реве со скоростями более определенного значения (выше нижней
Мчинпческой скорости нагрева) часть феррига, сохранившегося до
59
АСд, может превращаться бездиффузионным путем, причем чем вы-
ше скорость нагрева, тем большее количество аустенита образуется
по этому механизму. И, наконец, может быть достигнута верхняя I
критическая скорость нагрева, при которой должно происходить
только бездиффузионное а-у-превращение. Во всех случаях в процес-
се нагрева выше Абп будет протекать диффузионное растворение
карбидов.
Реализация бездиффузионного механизма образования аустенита |
наиболее вероятна при высокоскоростном нагреве легированных ста-
лей. Наличие в сталях карбидобразующих элементов может приво-
дить к появлению специальных карбидов, взаимодействие которых с
ферритом затруднено. Элементы, расширяющие у-область, (такие
как Ni и Мп), способствуют снижению температуры То, что должно
облегчать осуществление перегрева до температур, при которых ста-
новится возможным бездиффузионное превращение.
Экспериментальные данные, полученные в основном на безугле-
родистых сплавах железа, свидетельствуют о том, что а-у-превраще-
ние может начинаться кристаллографически упорядоченным сдви-
гом. Так, при образовании аустенита в хромистом железе при быст-
ром нагреве на полированной поверхности был обнаружен микроре-
льеф (М. А. Штремель), что является внешним признаком сдвигового
превращения. Первые участки аустенита возникали в основном на
границах зерен феррита и имели игольчатую форму. Такая форма за-
родышей характерна для случая, когда существует типичная для сдви-
гового превращения взаимная ориентация решеток новой и исходной
фаз, а границы между ними когерентны. В последние годы при сверх-
скоростном лазерном нагреве наблюдали сдвиговое бездиффузион-
ное образование аустенита в перлитной колонии и в углеродистой
стали (В. М. Счастливцев).
Исследования, проведенные на доэвтектоидных сталях, показали,
что аустенитные участки, возникающие в избыточном феррите, мо-
гут содержать значительно меньшее количество углерода, чем это
следует из диаграммы Fe—С. О принципиальной возможности обра-
зования такого неравновесного аустенита свидетельствуют следую-
щие рассуждения. Рассмотрим изменение свободной энергии фаз при
нагреве углеродистой стали состава Со (рис. 3.13). При температуре t,
свободная энергия исходной феррито-карбидной структуры опреде-
ляется точкой, лежащей на линии а,к. При а-у-превращении в равно-
весии должны находиться феррит состава а и аустенит состава Ь. В
этом случае наблюдается максимальное снижение свободной энергии
системы (линия а,Ь|). Однако определенное уменьшение свободной
энергии системы достигается и при образовании аустенита состава.
60
Рис. 3.13. Схематическое изобра-
* пне изменения свободной энер-
। ни фаз при образовании аустенита
с<><ииетствующего точкам Ь2
пип Ь3 (линии ajb2 и а,Ь3). Хотя
Ььразование аустенита с пони-
• < иным содержанием углеро-
да п сопровождается меныпи-
мн изменениями свободной
|»шргии, чем при возникнове-
нии у-фазы равновесного со-
Бг .цы, с кинетической точки
рения этот процесс может
Слаться выгодным, так как
Ьребует менее значительного
I перераспределения углерода.
Приведенные данные, а
। |1кже результаты других экс-
периментов свидетельствуют
ip шнможности двухстадийно-
Г<| формирования зародышей
А юнита. На первой стадии в
’|крГите по сдвиговому меха-
in 1му возникают зародыши
Mi шетабильного малоуглеро-
д||( того аустенита, решетка
Ьморого когерентно связана
Б р-1 веткой феррита. На вто-
рив стадии в аустените происходит увеличение концентрации углсро-
К до равновесных значений. По мере развития аустенитных зароды-
Кси когерентность их границ нарушается и дальнейший рост проис-
> in по нормальному диффузионному механизму.
Особенности ориентированного образования аустенита будут
pi мотрены в главе 9, посвященной структурной наследственности.
3.3. РОСТ АУСТЕНИТНОГО ЗЕРНА
В начале настоящей главы указывалось, что размер аустенитного
К|'ва является важной характеристикой стали. При охлаждении после
Ну 11 нптизации продукты превращения формируются в пределах каж-
Бн о аустенитного зерна. Поэтому размер зерна в существенной мере
61
влияет на их дисперсность, а следовательно, и на свойства стали. Чем |
крупнее аустенитное зерно, тем грубее продукты превращения при ох-
лаждении и тем ниже уровень прочности стали. Укрупнение зерна аус-1
тенита отрицательно сказывается на пластичности, ударной вязкости и
особенно на сопротивлении хрупкому разрушению. В связи с этим при
проведении термической обработки (за очень немногочисленными ис-
ключениями) стремятся получить мелкозернистую структуру.
При нагреве к концу а-у-превращения формируется аустенитное
зерно определенного размера. Его принято называть начальным аус-
тенитным зерном. При исходной феррито-карбидной структуре раз-
мер начального аустенитного зерна определяется соотношением чис-
ла возникающих зародышей аустенита и линейной скоростью их рос-
та и зависит от многих факторов. Так, чем выше содержание углеро-
да в стали, тем больше в ней карбидной фазы, а значит, больше по-
верхность раздела феррит—цементит и число возникающих зароды-
шей аустенита. Поэтому, при прочих равных условиях, увеличение
содержания углерода в стали способствует уменьшению размера на-
чального аустенитного зерна. По той же причине аналогичный эф-
фект вызывает увеличение дисперсности карбидной фазы.
При нагреве стали со структурой зернистого перлита наличие
большого количества карбидных частиц обусловливает возникновение
многочисленных зародышей аустенита, которые, разрастаясь до
столкновения друг с другом, не могут достичь крупных размеров. По-
этому начальное аустенитное зерно оказывается мелким. При структу-
ре пластинчатого перлита ввиду специфики роста аустенитных участ-
ков нагрев приводит к образованию более крупного начального аусте-
нитного зерна (см. раздел 3.2).Тем не менее в случае исходной ферри-
то-карбидной структуры можно считать, что начальное аустенитное
зерно практически всегда достаточно мелкое (порядка 10—30 мкм).
Так как границы зерен обладают повышенной энергией, то после
завершения а-у-превращения увеличение длительности выдержки
или повышение температуры нагрева сопровождается самопроиз-
вольным ростом зерен, что приводит к уменьшению их числа и про-
тяженности их границ. Зерно, получаемое в тех или иных условиях
нагрева, называют действительным аустенитным зерном.
В изотермических условиях рост аустенитного зерна начинается
после определенного инкубационного периода, длительность которо-
го с повышением температуры уменьшается. Рост аустенитных зерен
происходит путем миграции границ. Его кинетика может быть раз-
личной. При изотермической выдержке может наблюдаться относи-
тельно равномерный рост одних зерен за счет других, при этом зерен-
ная структура остается сравнительно однородной. При оценке пло-
62
Гис. 3.14. Влияние температуры нагрева и пре-
до 1жительности выдержки на размер аустенит-
ного зерна стали с 0,8 % С (С. И. Гаев)
1Ц.|дей, занимаемых на шлифе зернами
различного размера, будет наблюдаться
рдпомодальное их распределение. По ис-
ечснии некоторого времени рост зерна
практически прекращается. Средний раз-
Lt р сформировавшегося зерна тем боль-
|п< чем выше температура изотермичес-
u:u выдержки (рис. 3.14).
Однако часто рост аустенитного зерна
гчнекает по-другому, неравномерно.
Тюг процесс в литературе иногда описы-
kioi как прерывистый рост зерен. Кине-
|ку такого роста можно условно разде-
Щгь на три стадии. На первой величина аустенитных зерен остается
|«|к гически неизменной, несмотря на увеличение продолжительности
кдержки. На второй стадии в мелкозернистой матрице начинают бы-
Гн> расти отдельные зерна. При этом в стали наблюдается бимодаль-
г распределение зерен по площадям. Рост крупных зерен продолжа-
ч.я до тех пор, пока не исчезнут все мелкие зерна. Далее наступает
ИГ11.Я стадия, на которой происходит медленное подрастание наибо-
« крупных образовавшихся зерен за счет более мелких, и вновь име-
мссто одномодальное распределение крупных зерен по площадям.
I кравномерный рост аустенитного зерна можно объяснить сле-
к>щим образом. Находящиеся в стали дисперсные частицы карби-
и, ни гридов и неметаллических включений задерживают при нагре-
'Мп грацию большеугловых границ и тормозят рост зерна. Такой ба-
м>пый эффект сохраняется до определенных температур. Он исче-
f I, когда частицы начинают растворяться или происходит их замет-
11 коалесценция. Оба процесса идут неравномерно по объему аусте-
П а, поэтому в одних участках рост зерна происходит быстрее, чем в
jrnix, и вследствие этого возникает разнозернистость.
Г Все стали по склонности к росту аустенитного зерна можно раз-
бить на две группы: наследственно крупнозернистые и наследст-
во мелкозернистые. В наследственно крупнозернистых сталях
ю начинает быстро и более или менее равномерно расти уже при
Волыпих нагревах выше Ас3 В наследственно мелкозернистых ста-
л мелкое зерно сохраняется до температур нагрева, значительно
кнышающих Ас3 (950...1100 °C). С переходом через некоторую
63
Рис. 3.15. Схема роста аустенитного зерна
в наследственно крупнозернистых (1) и на-
следственно мелкозернистых (2) сталях.
tn — тсмпсрач ура нагрева при технологической пробе
определенную температуру начина-
ется бурный рост отдельных зерен и
возникает разнозернистая структура.
При очень высоких температурах на-
грева зерно у наследственно мелко-
зернистой стали может оказаться да-
же более крупным, чем у наследст-
венно крупнозернистой (рис. 3.15).
Склонность зерна аустенита к росту определяют технологиче-
ской пробой, проводимой в нормированных условиях. Температура
нагрева должна быть одинаковой для всех сталей и такой, чтобы по-
лучить возможно большее различие размера зерна в наследственно
мелкозернистой и наследственно крупнозернистой сталях. Как следу-|
ет из схемы, приведенной на рис. 3.15, это достигается при нагреве до
возможно более высокой температуры, еще не вызывающей сущест-
венный рост зерна в наследственно мелкозернистой стали. В то же|
время температура технологической пробы должна превышать тем-
пературу при обычной термической обработке, чтобы при проведе-
нии последней гарантировать сохранение мелкозернистости наслед-
ственно мелкозернистой стали. С учетом сказанного выше темпера-
туру нагрева для проведения технологической пробы на склонность]
зерна аустенита к росту выбрали равной 930 °C. Доэвтектоидную
сталь цементируют при этой температуре в течение 8 ч, а заэвтекто-1
идную выдерживают 3 ч. В обоих случаях по окончании выдержки
сталь медленно охлаждают, что приводит к выделению вторичных
карбидов по границам аустенитного зерна и позволяет металлогра
фически легко определить его размер по карбидной сетке*.
Из изложенного следует, что стандартная технологическая проб<
характеризует склонность аустенитного зерна к росту лишь при стро
го определенных условиях. Зерно, выявленное стандартной пробоГ
называют наследственным.
Для всех сталей вне зависимости от их склонности к росту аустс
нитного зерна можно обеспечить при нагреве формирование мелке
зернистой структуры. С повышением температуры число зародыше
* Для оценки размеров зерна используется стандартная шкала (ГОСТ 5639
82). Стали с аустенитным зерном № 1...4 принято считать крупнозернистыми,
зерном № 5 и более — мелкозернистыми.
64
им юнита растет быстрее, чем линейная скорость их роста, в результа-
нт чего уменьшается размер начального аустенитного зерна. Следова-
। н.по, при быстром нагреве до высоких температур и кратковремен-
ных выдержках может быть получено мелкое аустенитное зерно. Та-
В< >и эффект используется при некоторых методах термической обра-
чкн, связанных с высокоскоростным нагревом (см. главу 16).
Нагрев до температур, значительно превышающих критические
b'lKn. сопровождающийся образованием крупного зерна аустенита,
1й|!няго называть перегревом. Сталь в состоянии перегрева имеет
рмнюкристаллический излом. Перегрев следует отличать от пере-
«г. к которому приводят выдержки при излишне высоких темпсра-
h1 i в окислительной атмосфере. Пережог стали может быть связан
в с оплавлением приграничных объемов зерна, обогащенных пони-
Ькнцпми температуру плавления примесями, так и с интенсивным
ь лсиием границ зерен и образованием различных оксидных соеди-
нит па них. Эти процессы катастрофически ослабляют межзерен-
Ъ сцепление, способствуя хрупким разрушениям и резкому сниже-
1и> н шстичности и даже прочности. Если перегрев во многих случа-
11к>'цается исправлению термической обработкой, то пережог —
р неисправимый брак.
рассмотрим влияние некоторых факторов на склонность аусте-
•Н‘чо зерна к росту. Увеличение содержания углерода в аустените
обствует росту зерна. Но если содержание углерода превысит его
ксльную концентрацию в аустените (линия SE на диаграмме со-
HIHI1 Fe—С) и в структуре появятся частицы цементита, то рост
ргпитного зерна затормозится.
(ионность аустенитного зерна к росту в существенной мере зави-
<> г способа выплавки и раскисления стали, состава используемой
и.| Эти факторы оказывают влияние на содержание примесей,
tony и количество неметаллических включений, играющих роль
Иров при росте аустенитного зерна. Стали, выплавленные в элек-
как правило, обладают более мелким зерном, чем выплав-
i.tc в мартеновской печи. При кислой футеровке мартеновской
выплавляемая сталь имеет большую склонность аустенитного
к росту, чем при основной футеровке. В спокойных сталях зер-
1|>и нагреве меньше склонно к росту, чем в кипящих. Вакуумноду-
b и электрошлаковый переплавы, обеспечивая получение сталей
Мои чистоты, облегчают рост аустенитного зерна при нагреве.
|1ц склонность к росту аустенитного зерна влияют пластическая
Ьм.щпя и высокотемпературные нагревы перед окончательной
ческой обработкой, которые изменяют дисперсность и харак-
вшределения частиц в металле.
65
Анализируя влияние легирующих элементов на рост аустенитно-
rb зерна, следует учитывать, находятся ли они в твердом растворе или
образуют вторые фазы. Если легирующие элементы присутствуют в
твердом растворе, то их воздействие на рост аустенита, как правило,
относительно невелико. Причины их влияния могут быть различны.
Во-первых, легирующие элементы изменяют энергию границ зерен,
что сказывается на движущей силе миграции границ. Во-вторых, они
смещают критические точки сталей. Чем выше точка Acj, тем выше
температура начала интенсивного роста аустенитного зерна. Кроме
того, легирование влияет на процессы диффузии в аустените.
Влияние легирующих элементов, находящихся в твердом раство-
ре, на склонность аустенитного зерна к росту носит сложный харак-
тер и зависит не только от их содержания, но и от состава основы ста-
ли и температуры нагрева. Существует определенная противоречи-
вость в экспериментальных данных и во мнениях о природе воздейст-
вия ряда элементов на рост аустенитного зерна. Тем не менее можно
указать на следующие закономерности^ Никель и медь незначитель-
но препятствуют росту аустенитного зерна. ^Алюминий, находясь в
твердом растворе, несколько увеличивает склонность зерна к росту,
но если он присутствует в виде дисперсных частиц нитрида алюминия
то способствует эффективному измельчению зерна (рис. 3.16). Ана-
Рис. 3.16. Микроструктура стали 10ХНМФ после ускоренного нагрева до 900 °C
4 ч, х250.
а — сталь с малым содержанием алюминия (0,005 %); б — Ста л!>. раскисленная алюминием (0,025 % Al
66
I'iic 3.17. Влияние ванадия на рост аусте-
нитного зерна в стали с 0,2 % С (И. Н. Го-
ликов).
V, %: I —0,012; 2 — 0,056; 3 — 0.142
Ьошчным образом влияет и крем-
нии. Хром, если он не связан в кар-
биды, слабо ускоряет рост аустенит-
ого зерна] Более заметно увеличи-
ваю г склонность аустенитного зерна
росту марганец, что обычно свя-
рыпают с понижением точки Ас3.
t пособствуют росту аустенитного зерна фосфор и особенно бор.
Существенное торможение роста зерна наблюдается в том слу-
pi. если в аустените присутствуют вторые фазы (карбиды, нитриды,
венды, сульфиды). Максимальный размер аустенитного зерна (D)
Ьнснт от размера частиц и их количества. Качественный характер
kill зависимости иллюстрирует формула Зинера
D = (4/3) (r/f).
(3.3)
де г — радиус частицы; f — объемная доля частиц.
। Уменьшению склонности к росту аустенитного зерна способству-
ет такие элементы, как Сг, Mo, V, Nb и Ti, образующие специальные
рппды и нитриды. Чем устойчивее эти фазы при нагреве, тем до бо-
с высоких температур сохраняется мелкое зерно (рис. 3.17). Хром,
рлзуя относительно легко растворимые карбиды, сравнительно
йпо препятствует росту зерна. Особенно эффективно уменьшает
шниюсть к росту зерна аустенита легирование элементами V, Nb и
, когда в стали формируются дисперсные труднорастворимые кар-
ды. Как уже отмечалось, ]существенно затрудняет рост зерна и
Х>мнний, если он образует дисперсные нитриды и оксиды. \
Глава 4
ДИФФУЗИОННОЕ ПРЕВРАЩЕНИЕ
Если нагретую до аустенитного состояния сталь охладить ниже
критических точек, то в зависимости от температуры переохлажде-
ния могут протекать диффузионное (перлитное), промежуточное
(бейнитное) и мартенситное превращения. Диффузионное превраще-
ние переохлажденного аустенита, заключающееся в образовании
феррита и карбидов, реализуется при относительно высоких темпе-
ратурах, когда диффузионная подвижность атомов железа и углерода
достаточно велика*.
^Диффузионное превращение переохлажденного аустенита разви-
вается как и любой нормальный диффузионный процесс формирова-
ния новых фаз в твердом состоянии: диффузионное перераспределе-
ние компонентов сочетается с неупорядоченным переходом атомов
через межфазную границу. В зависимости от химического состава
стали и условий охлаждения диффузионный распад переохлажденно-
го аустенита протекает либо полностью по эвтектоидной реакции с
образованием перлита (феррито-карбидной структуры), либо форми-
рованию эвтектоида может предшествовать выделение избыточного
феррита или избыточного цементита^
ГИз диаграммы состояний Fe—С следует, что образование фер-
рита становится принципиально возможным, когда при охлаждении
фигуративная точка аустенита оказывается ниже линии GS и ее
продолжения (рис.4.1, а). Если фигуративная точка аустенита будет
находиться ниже линии ES и ее продолжения, то появляется воз-
можность образования цементита. Одновременное возникновение
феррита и цементита и формирование эвтектоида можно ожидать
тогда, когда фигуративная точка аустенита будет ниже продолже-
ний линий GS и ES.^
* Распад переохлажденного аустенита по диффузионному механизму при
определенных условиях может сопровождаться образованием не карбидов, а гра-
фита — более стабильной фазы. В настоящей книге этот вопрос не рассматрива-
ется.
68
4.1. Участок диаграммы состояний Fe—С (зародыши феррита размерами
1>г,>г4) — а; зависимость объемных скоростей образования феррита Уф и це-
। ига Уц от температуры — би химического состава сталей — в; характер рас-
пределения углерода около зародыша феррита размером Г| — г
И. ОБРАЗОВАНИЕ ФАЗ ПРИ ДИФФУЗИОННОМ ПРЕВРАЩЕНИИ
Нарождение и рост феррита и цементита. Обе фазы, феррит
Ьмснтит, возникающие при диффузионном превращении, суще-
Ьпио отличаются по содержанию углерода от первоначального
Тени га, и поэтому для образования их зародышей требуются
кисельные флуктуации состава. Если феррит или цементит вы-
ело гея как избыточные фазы, то их зарождение происходит пре-
пцественно на границах аустенитных зерен. Они также возника-
ла нс растворившихся при нагреве карбидах и частицах неме-
|1Н1чсских включений. Местами предпочтительного зарождения
hi га и цементита могут быть и некоторые несовершенства кри-
тической решетки (малоугловые границы, полосы скольже-
I п г. д.). I
69
I Рассмотрим процесс образования феррита. При охлаждении до-
эвтектоидной стали состава Ct из аустенитной области до темпера-
туры Ц, находящейся ниже А3, когда свободная энергия феррита
станет меньше свободной энергии аустенита, начнут возникать за-
родыши новой фазы различного размера. Однако не все они будут
способны к росту. На диаграмме состояний Fe—С (см. рис. 4.1, а)
проведены дополнительные линии, отражающие условия метаста]
бильного равновесия для зародышей размером г,, г2, г3 и т.д. Зароды-
ши размерами г, и г2 могут расти. При их образовании равновесная
концентрация углерода у границы раздела фаз аустенит—феррит
Су.а оказывается выше концентрации углерода в объеме аустенита
Ср Следовательно, в аустените начнет развиваться диффузия угле]
рода от межфазной границы, что вызовет рост зародышей феррита]
На данной степени переохлаждения размер г3 для зародышей фер-
рита оказывается критическим; более мелкие зародыши расти не
могул]
(["Понижение температуры превращения приводит к уменьшению
критического размера зародышей, и количество их возрастает. Одна-
ко чем ниже температура, тем меньше диффузионная подвижностт
атомов. Поэтому кривая зависимости числа зародышей феррита о!
степени переохлаждения относительно точки А3 должна иметь мак
симум. Аналогичным образом от степени переохлаждения зависит
линейная скорость роста зародышей феррита: снижение температу
ры превращения увеличивает градиент концентрации углерода в аус
тените, пропорциональный Су.а—Си но одновременно возрастает пе
репад концентраций углерода на границе раздела фаз ADCr<j,7'a 1
уменьшается коэффициент диффузии этого элемента. Объемна
скорость образования феррита, которая определяется количество»
возникающих зародышевых центров и линейной скоростью их рост^
с повышением степени переохлаждения также будет сначала возрас
тать, достигая максимума при определенной температуре, а зате»
тать, достигая максимума при определенной температуре, а зате»
уменыпатызцрис. 4.1, б).
| (2о снижением содержания углерода в доэвтектоидной стали npi
одинаковой температуре переохлаждения критический размер заро
дышей уменьшается, а их число растет. Увеличивается и линейна
скорость роста зародышей, так как возрастает градиент концентра
ции углерода на границе аустенит—феррит. Следовательно, че>
меньше в доэвтектоидной стали углерода, тем при прочих равных ус
лоциях больше объемная скорость образования феррита! (рис. 4.1, в
^Подобные рассуждения справедливы и для образования цемент»
та при охлаждении заэвтектоидных сталейщз аустенитной области д
температур, лежащих ниже точки Аст. Ьтметим лишь следующи
особенности выделения цементита. "л
70
1. Для цементита характерна меньшая объемная скорость образо-
п.шпя, чем для феррита, так как возникновение зародышей цементи-
I л । ребует больших флуктуаций углерода, а рост зародышей проис-
ходит медленней, что в основном связано со значительно большим
кгрспадом концентрации углерода на границе раздела фаз.
2. Увеличение содержания углерода в заэвтектоидной стали при
Ьктоянной температуре превращения сопровождается ростом объ-
мпой скорости образования цементита! (см. рис. 4.1, в).
[ Зарождение и рост перлита (эвтектоида). Если при охлажде-
ип стали фигуративная точка аустенита оказывается между продол-
хнными линиями GS и ES, то становится принципиально возмож-
ен одновременное образование равновесных фаз — феррита и це-
гнгита. При этом могут наблюдаться два случая: зародыши обеих
цз развиваются в контакте между собой, в результате чего форми-
гся эвтектоид; зародыши феррита и цементита возникают и рас-
нсзависимо друг от друга.
'"цобно рассмотреть образование феррито-карбидной структуры
примере эвтектоидной стали. Структура эвтектоида с типичным
сшичатым строением возникает при степенях переохлаждения,
к заточных для того, чтобы состав аустенита вблизи образующихся
|» • нашей феррита и цементита претерпел существенные изменения
соответствии с положением продолжений линий GS и ES на диа-
ммс состояний Fe—С. Формирование эвтектоида может начаться
появлением зародыша как феррита, так и цементита. Зарождение
элитной колонии обычно начинается на границе аустенитного зер-
। ii'iii на границах ранее выделившихся избыточных фаз: феррита —
до и цементита — в заэвтектоидной стали. Если возник зародыш
Mi н гита, то при его росте аустенит в прилегающих к нему областях
Ьдпястся углеродом и создаются благоприятные условия для за-
ждепня феррита. Затем около зародыша цементита появятся два
ррн гных зародыша. Так как концентрация углерода в феррите ма-
, н> при росте его зародышей окружающий аустенит обогащается
«родом. Повышенная концентрация углерода в объемах аустени-
прилегающих к ферритным участкам, облегчает образование Ho-
ik ыродышей цементита. Ввиду того, что участки новой фазы огра-
Ь< пы с боков участками
другой фазы,
их рост в глубь аустенита
|инодпт к образованию пластин. В результате формируются коло-
н тстинчатого перлита (рис. 4.2).^-*
1‘сли вначале в аустенитной структуре возникнет зародыш фер-
I I. то при его росте прилегающий к нему аустенит начнет обога-
щая углеродом, что приведет к выделению с двух его сторон пла-
•<ц цементита. Далее превращение будет развиваться, как описано
1нк
71
Рис. 4.2. Колонии пластинчатого перлита в стали 120Г4, х20 ООО
Боковой рост перлитной колонии происходит путем многократно-
го чередования образования пластин феррита и цементита. В соответ-
ствии с диаграммой состояния Fe—С и правилом фаз, в эвтектоидной
стали при распаде аустенита должно образоваться 88 % феррита и
12 % цементита. Поэтому в ней ферритные пластины имеют толщину
в несколько раз большую, чем цементитные. Фронтальный рост пер-
литной колонии происходит путем кооперативного удлинения пластин
обеих фаз, перед торцами которых возникает градиент концентрации
углерода в аустените. Синхронизация скоростей роста ферритных и
цементитных пластин обусловлена минимализацией диффузионных
путей перераспределения углерода в аустените. Так как при удлине-
нии пластин эти пути не меняются, то скорость роста пластин остает-
ся постоянной при данной степени переохлаждения. Пластины в про-
цессе превращения могут изменять направление роста, например
вследствие дефектов структуры аустенита, в результате чего начина-
ется образование новой перлитной колонии. Возникновение новой ко-
лонии может происходить не только вследствие зарождения на грани-
цах зерна, но и в других местах, например на боковой поверхности
крайней пластины уже растущей колонии (рис. 4.3). Перлитные коло-
нии растут до столкновения друг с другом. Таким образом, в одном
аустенитном зерне возникает несколько перлитных колонийJ
I ем больше степень переохлаждения, тем больше разница в свобод-
ной энергии старой и новых фаз, тем больше возникает зародышевых
центров и тем тоньше пластины обеих фаз, образующих перлитные ко-
72
1'ис. 4.3. Схема зарождения и роста перлитных колоний (Р. Мэйл и У. Хагель).
а—д — последовательность роста перлитной колонии во времени
опии. С уменьшением толщины пластин укорачиваются пути, по кото-
рым развиваются процессы диффузии, и скорость роста перлитных ко-
лоний возрастает^Кроме того, с понижением температуры превраще-
ния увеличивается разность концентраций Суа - С^к, что способствует
т-корению процессов диффузии в аустените и, следовательно, повыша-
11 скорость роста перлитных колоний^Увеличение числа зародышевых
Ни п । ров и скорости роста перлитных колоний с понижением температу-
приводит к росту объемной скорости превращения. Однако начиная
Il определенной температуры ввиду снижения диффузионной подвижно-
Ci и а томов и связанного с ним затруднения возникновения и роста заро-
дышей, объемная скорость образования эвтектоида снижается. J
К При очень малой степени переохлаждения эвтектоидной стали
пи ке А, выделение феррита или цементита весьма незначительно
ВЬменяет состав аустенита вблизи межфазных границ, что уменьша-
» 11пмул развития фаз в контакте между собой с формированием
Кпичпых эвтектоидных колоний (пластинчатого перлита). В этом
bvuae преобладают раздельный рост феррита и цементита и обра-
piuniiic феррито-карбидных структур, не имеющих характерных
[•». |ч эвтектоида. Такие структу-
Вы принято называть анормаль-
Жмш j Характер изменения объ-
емных скоростей образования
Ьисшпчатого перлита, феррита
гментита в эвтектоидной стали
ипшсимости от степени пере-
ыждения можно представить в
г схемы (рис.4.4).
I 4. Соотношение объемных скоро-
I образования феррита (Уф), цемен-
II (VJ п эвтектоида (VJln) для эвтек-
liioii стали в зависимости от темпе-
ратуры превращения
Объемиая скорость
превращения
73
Рис. 4.5. Участок диаграммы состояний
Fe—С (л) и соотношение скоростей об-
разования феррита (Уф), цементита
(V„) и эвтектоида (Уфкс) при температу-
ре t, в зависимости от химического со-
става стали {б)
На скорость раздельного и
совместного образования фаз
влияет химический состав стали.
Если при температуре t| (рис. 4.5)
фигуративная точка аустенита
находится на продолжении линии
GS, то объемная скорость само-
стоятельного образования фер-
рита должна быть равна нулю.
По мере уменьшения содержания
углерода в аустените она посте-
пенно увеличивается. Точно так
же объемная скорость самостоя-
тельного образования цементита
равна нулю, когда фигуративная
точка аустенита находится на
продолжении линии ES, и возрас-
тает по мере увеличения содер-
жания углерода. Вследствие это-
го скорость образования эвтектоида равна нулю, когда фигуративная
точка аустенита попадает на продолжение линий GS и ES. Максимум
скорости образования эвтектоида должен наблюдаться в стали, со-
став которой близок к эвтектоидному.
Из рис. 4.5 следует, что при постоянной температуре t, скорость
образования эвтектоида выше скорости самостоятельного образова-
ния феррита и цементита, когда фигуративная точка аустенита нахо-
дится в интервале концентраций ab. При изменении температуры
превращения характер зависимости скоростей образования отдель-
ных фаз и эвтектоида от химического состава сохраняется. Если
определить положение точек а и b для разных температур, то на диа-
грамме состояний Fe—С можно указать область (на рис.4.5 она зашт-
рихована), в которой скорость образования эвтектоида окажется вы-
ше скорости раздельного образования феррита и цементита. При
охлаждении до- и заэвтектоидных сталей образование эвтектоида
становится заметным лишь тогда, когда скорость его возникновения
станет больше скорости образования отдельных фаз, т. е. когда фи-
74
Гнс. 4.6. Зависимость межпластинча-
|<1го расстояния So в перлите углеро-
дистых сталей от температуры пере-
охлаждения
So, см
10
iуративная точка аустенита ока-
стоя не только между продол-
жениями линий GS и ES, но и в
ышгрихованной области.
Важной характеристикой
перлитной структуры является
межпластинчатое расстояние
Si, — средняя сумма толщин
ферритных и цементитных пла-
тин. Как сказано выше, с уве-
600 500400 t,°C
пилением степени переохлаждения величина So уменьшаете^
(рис. 4.6)рЭдно из возможных объяснений такой закономерности
предложено Зинером: чем тоньше пластины феррита и цементита,
Нм короче диффузионные пути перераспределения углерода в ау-
<1 ните перед фронтом колонии и тем быстрее ее рост. Но с умень-
шгнием толщины пластин обеих фаз увеличивается суммарная по-
верхность их раздела, а следовательно, растет и величина поверх-
рик'гиой энергии, что снижает термодинамический стимул превра-
шгпия, который определяется разностью свободных энергий аусте-
нита и перлита. При данной степени переохлаждения устанавлива-
ть я такое межпластинчатое расстояние, при котором скорость
ос га пластин будет максимальной.|Величина So может уменьшать-
Ь лишь при увеличении степени переохлаждения, когда возрастает
выигрыш в свободной энергии, что позволяет покрыть затраты на
у Bi чичение поверхности раздела между ферритными и цементит-
|ыми пластинами.^
। Другой характеристикой эвтектоида служит размер перлитных
жлоний, который также уменьшается с увеличением степени пере-
ыждения. А
11а практике при оценке степени дисперсности эвтектоида часто
кпользуют термины сорбит и троостит. При этом под перлитом
ниимают лишь эвтектоид, формирующийся при распаде переохлаж-
кшюго аустенита стали при температурах 700...650 °C, имеющий So
порядка 0.5... 1.0 мкм и поэтому хорошо разрешаемый при средних
Ь«< ичениях светового микроскопа. Если диффузионное превраще-
II: протекает при 650...600°С, то величина So составляет 0.2...0.4 мкм
пластинчатое строение эвтектоида в световом микроскопе выявля-
йся при очень больших увеличениях. Такой эвтектоид получил на-
75
11001,
Рис. 4.7. Расположение атомов же-
леза в сопрягающихся плоскостях
(011)„ II {215}априо. с. П.
Черные кружки — атомы железа п плоско
стм (011)1(; светлые кружки — атомы железа
и плоскости (215|и: / — в первом и 2 — во
втором слое
звание сорбит. Эвтектоид,
формирующийся при боль-
ших переохлаждениях с So
около 0.1 мкм и разрешае-
мый только при исследова-
нии в электронном микро-
скопе, был назван троости-
том.
В пределах перлитной
колонии пластины одной фа-
зы имеют единую кристаллографическую ориентировку. Кроме то-
го, между ферритом и цементитом существуют вполне определен-
ные ориентационные соотношения, обеспечивающие минимум уп-
ругой и поверхностной энергии при превращении. Они могут быть
двух типов:
ориентационные соотношения Багаряцкого (о.с.Б.)
(100)ц II (011)а, (010)ц II (11 1)о, (001),, II (211)а
и ориентационные соотношения Питча (о.с.П.)
(100)ц — 2,6° от (ЗТ1)а, (010)ц — 2,6° от (131)а, (001)цП (2l5)a.
Габитусная плоскость цементитных пластин в перлите зависит от
типа ориентационных соотношений. При о.с.Б. плоскость (101)ц II
{112)а, а при о.с.П. плоскость (100)ц II {125}а, что объясняется хоро-
шим совпадением атомов железа в указанных плоскостях феррита и
цементита, обеспечивающим образование поверхности раздела фаз с
малой энергией. На рис. 4.7 показано взаимное расположение атомов
железа в феррите и цементите на поверхности сопряжения этих фаз
при о.с.П.
В перлитных колониях встречаются оба ориентационных cooi но-
шения. Но при этом прослеживается определенная тенденция: чем
выше температура образования перлита, тем вероятнее появление
колоний с о.с.П.; наоборот, при более низких температурах превра-
щения возрастает вероятность появления колоний перлита, в кото-
рых между ферритом и цементитом выполняются о.с.Б.
76
Кроме взаимной кристаллографической ориентировки феррита и
Ьм п гита в пределах одной перлитной колонии можно рассмотреть
».к и гационную связь между структурными составляющими перлита
и рионачальным аустенитом. Как правило, колонии перлита за-
.ы.д потея по границам аустенитного зерна, при этом ориентацион-
К» связь между кристаллической решеткой аустенита и образующи-
Kt< я на его месте ферритными и цементитными пластинами отсутст-
Ка*< 11о часто феррит и цементит имеют ориентационную связь с со-
мин м аустенитным зерном, которое играет роль подкладки для за-
> • ния перлитной колонии.
рождение перлитных колоний может происходить не только по
> цам, но и внутри аустенитного зерна. При этом возможна ори-
К । юнная связь феррита и цементита с аустенитом, на месте кото-
Кь они появились. Такая закономерность экспериментально на-
ются в крупнозернистых сталях, когда перлитные колонии за-
Кл югся на видманштеттовых выделениях феррита или цементи-
К. имеющих ориентационную связь с аустенитом. (О видманштетто-
и .1 делениях избыточных фаз см. в разделе 4.2.)
Рассмотренный механизм образования плоскопараллельных пла-
|н реррита и цементита есть некоторая идеализированная схема
I. юндного превращения, которая в реальных условиях часто на-
н гея. Металлографические исследования показывают, что плас-
I обеих фаз обычно искривлены. Иногда цсментитиыс пластины
ерчите имеют зигзагообразный вид. Такие “искажения” могут
и ь । вязаны с дефектами строения аустенита, наличием включений,
рможно, искривлению пластин способствуют напряжения, кото-
1< понижают в результате объемных изменений, сопровождающих
•вращение аустенита в перлит.
111личие в структуре криволинейных пластин может быть обу-
•вч чю и иным характером роста перлитных колоний. Экспсримен-
pi.no установлено, что формирование перлитных колоний пропсхо-
и с помощью еще одного механизма — ветвления пластин обеих
Исследования высокоуглеродистых сплавов показали, что в про-
h ‘ роста каждая пластина цементита в одних участках объединяет-
< соседними, в других дает ответвления, на базе которых выраста-
1 новые пластины. В конечном счете все цементитные пластины
I пнной колонии оказываются связанными в одну систему. Исходя
М'ой модели перлитную колонию можно рассматривать как бикри-
« тл состоящий из разветвленных пластинчатых кристаллов цемен-
II и п феррита (Ю. Н. Таран).
11 истины цементита в перлите бывают раздроблены на отдель-
части, между которыми существуют “ферритные мостики”. Не-
Йщко наблюдается разбиение перлитных колоний на отдельные объ-
77
емы, которые имеют между собой небольшую разориентировку, не
превышающую нескольких градусов. В связи с этим введено понятие
субколоний перлита по аналогии с тем, как зерна феррита или аусте-
нита могут разбиваться на отдельные субзерна.
В структуре сталей нередко встречаются перлитные образова-
ния в виде розеток (друз), в которых рост пластин происходит из
одной точки в разные стороны (рис. 4.8). Наиболее вероятно появ-
ление такого перлита при развитии распада аустенита при доста-
точно больших переохлаждениях, когда зарождение новых фаз мо-
жет происходить не только по границам аустенитных зерен, но и в
теле зерна.
В доэвтектоидных сталях наблюдали образование колоний пер-
лита с цементитом, имеющим форму разветвленных стержней, при-
чем между ферритом и цементитом реализовались те же ориентаци-
онные соотношения, что и в пластинчатом перлите. Стержни имели
форму цилиндров или многогранников. Расстояние между ними близ-
ко к межпластинчатому расстоянию в пластинчатом перлите, образо-
вавшемся при той же температуре превращения. Предполагается
(Г. Д. Сухомлин), что переход от пластинчатой морфологии перлита
к стержневой может быть обусловлен уменьшением суммарной пло-
щади межфазных границ и связанной с ней свободной энергией систе-
мы. Это условие может быть выполнено, в частности, если вместо
пластины шириной 1 и толщиной b образуется менее чем 1/тгЬ стерж-
ней диаметром более 2Ь.
При диффузионном превращении переохлажденного аустенита
встречаются и другие отклонения от типичной перлитной структуры.
Следует констатировать, что пока не существует четкой классифика-
ции различных морфологических типов перлита, причины и условия
их формирования тоже еще окончательно не ясны.
[Кинетика диффузионного превращения. В эвтектоидной стали
диффузионное превращение в изотермических условиях развивается
так же, как и любой кристаллизационный процесс, протекающий в
твердом состоянии. Появление перлита фиксируется после опреде-
ленного инкубационного периода, в течение которого происходят
процессы подготовки, заключающиеся в изменении взаимного распо-
ложения атомов различных элементов и, вероятно, образовании зон
(кластеров). Последние в дальнейшем могут стать центрами зарожде-
ния новых фаз. Сначала скорость образования перлита мала. Посте-
пенно увеличиваясь, она достигает максимума примерно при 50 %
продуктов распада. Затем превращение затухает, завершаясь при до-
статочной выдержке полным распадом переохлажденного аустенита
(рис. 4.9, а).
78
Рис. 4.8. Рост друз перлита (псевдоэвтектоида) в стали
У15.
о —х400;б —Х15 000
Рис. 4.9. Кинетические кривые (а) и диаграмма (б) изотермического распада пе-
реохлажденного аустенита эвтектоидной стали (схема) при температурах
tl>t2>t3>t4.
I — начало распада; 2 — конец распада
И. Л. Миркин установил следующую связь между количеством
превратившегося переохлажденного аустенита и скоростями образов
вания и роста зародышевых центров:
f(T) = 1 - expl-nNyGV/S], (4.1)
где f(t) — доля превратившегося аустенита; Nv — скорость образо-
вания зародышевых центров; G — скорость роста зародышей; t —
время.
Из этого соотношения следует, что изменение G значительно
сильнее, чем Nv, влияет на объемную скорость превращения.
С понижением температуры превращения, когда возрастают ckoj
рость образования зародышей и линейная скорость их роста, продол-
жительность инкубационного периода уменьшается, а скорость фор-
мирования перлитных колоний растет, приводя к уменьшению дли-
тельности всего процесса. Минимальная устойчивость переохлажден-
ного аустенита эвтектоидной стали наблюдается около 550 °C. Даль
нейшее снижение температуры вследствие значительного уменьше-
ния скорости диффузионных процессов сопровождается ростом дли-
тельности инкубационного периода и замедлением превращения/Ки
нетика диффузионного превращения в эвтектоидной стали может
быть представлена в виде С-образной диаграммы, на которой в коор
динатах “температура—логарифм времени” нанесены кривые начала^
и конца распада переохлажденного аустенита (рис. 4.9, б)*.
* В действительности при температурах ниже 500 °C картина распада пер,
охлажденного аустенита становится более сложной, так как кроме дпффузиок
ного получает развитие промежуточное превращение (см. раздел 6.1).
80
В приведенных выше рассуждениях предполагалось, что при
росте эвтектоидных колоний перераспределение углерода происхо-
ди г в основном за счет его объемной диффузии в аустените. Однако
пыполненные исходя из этих предположений теоретические расче-
п । дают скорости роста эвтектоида значительно меньшие, чем по-
цучаемые при эксперименте. Это дало основание считать, что суще-
i тепную роль в процессе роста играет диффузия вдоль межфазных
||'.|пиц аустенит—перлит. Во-первых, диффузия около таких границ
Ь'ч > 1сгчена; во-вторых, ориентация границ соответствует направлс-
ihiiio диффузионного потока, определяемого разностью концентра-
ции Су.а - Су.к. Какая диффузия, объемная или граничная, контроли-
Ь' в конкретных условиях кинетику процесса, зависит от темпера-
г\рпых условий превращения, а также от химического состава стали.
Весьма вероятно, что роль пограничной диффузии должна возрас-
II1ь ио мере понижения температуры превращения.
До сих пор при рассмотрении эвтектоидного превращения счита-
ло ь, что в процессе роста образуются фазы равновесного состава,
V, с концентрация углерода в феррите соответствует линии PQ диа-
кр..ммы состояний Fe—С, а содержание углерода в цементите состав-
№<>-1 6.67 %. Но такое предположение нс бесспорно, особенно если
Ьнспад переохлажденного аустенита протекает при достаточно низ-
ки- । емпературах.
Пусть эвтектоидная сталь после аустенитизации будет псре-
В ждена до относительно низкой температуры t, и в ней начнется
Ьюктоидное превращение (рис. 4.10). При росте перлитной колонии
Г> 4 10. Участок диаграммы состояний Fe—С («) и распределение равновесных
концентраций углерода у границ растущей перлитной колонии (б)
81
на межфазных границах установятся концентрации углерода, кото-
рые можно определить, продолжив линии ES, GS и GP на диаграмме
состояний Fe—С. При температуре t1 концентрация углерода в фер-
рите около границы с аустенитом Са.т оказывается заметно более вы-
сокой, чем на границе с карбидом Са.к. После продвижения границы
феррит—аустенит в феррите останется перепад концентрации угле-
рода поперек пластинок и, соответственно, возникнет диффузия это-
го элемента. Она будет снижать концентрацию углерода в феррите
от Са.у до Са.к, что в свою очередь должно приводить к подрастанию
пластин цементита.
В углеродистых сталях, близких по составу к эвтектоидному, пер-
литное превращение при 500...480 °C полностью заканчивается за не-
сколько десятков секунд. Расчеты, проведенные Д. А. Мирзаевым,
показывают, что такого относительно малого промежутка времени
недостаточно для достижения во всем объеме пластин феррита рав-
новесной концентрации углерода, которой на диаграмме состояний
Fe—С соответствует линия PQ.
Приведенные рассуждения подтверждаются экспериментальны-
ми данными, в частности измерениями внутреннего трения. Наличие
в феррите перлита избыточного углерода должно приводить к твер-
дорастворному упрочнению этой структурной составляющей. При
дополнительном нагреве до температур, заметно превышающих тем-
пературу изотермического распада переохлажденного аустенита,
вследствие интенсификации диффузионных процессов должны про-
изойти окончательное выделение избыточного углерода из феррита
и исчезновение эффекта твердорастворного упрочнения. И действи-
тельно, при кратковременном нагреве до 650 °C стали с 0,72 % С со
структурой тонкопластинчатого перлита, полученного в результате
выдержки при 480 °C, наблюдали резкое снижение прочностных ха-
рактеристик. При этом электронно-микроскопические исследования
не обнаружили каких-либо заметных изменений в строении перлита.
4.2. ДИФФУЗИОННОЕ ПРЕВРАЩЕНИЕ В ДОЭВТЕКТОИДНЫХ
И ЗАЭВТЕКТОИДПЫХ СТАЛЯХ
При анализе распада переохлажденного аустенита в до- и заэвтек-
тоидных сталях следует учитывать выделение избыточных фаз —
феррита и цементита. При переохлаждении доэвтектоидной стали со-
става С1 до температуры t1 (рис. 4.11, л) на границах аустенитных зе-
рен появляются зародыши феррита, около которых в аустените воз-
никает градиент концентрации углерода. Диффузия углерода в аусте-
ните вызывает рост зародышей. Когда концентрация углерода в объ-
82
Время
Рис. 4.11. Участок диаграммы со-
стояний Fe—С (в), кинетические
кривые (б) и диаграмма (е) изотер-
мического распада переохлажден-
ного аустенита доэвтектоидной
стали (схема).
1 — начало выделения феррита; 2 — начало
образования эвтектоида; 3 — конец распада
вме аустенита достигнет равновесного значения (в соответствии с ли-
нией GS на диаграмме состояний Fe—С), рост ферритных участков
прскратитсж^Зависимость количества феррита от длительности изо-
термической выдержки при температуре tj показана на рис. 4.11, б.
При переохлаждении стали ниже точки А, до температуры t2 пре-
вращение также начинается с возникновения и роста зародышей фер-
Ьита. Образование ферритных участков вызывает обогащение не
превращенной части аустенита углеродом, чему на диаграмме состо-
яний Fe—С соответствует смещение фигуративной точки аустенита
право. Повышение содержания углерода в аустените обеспечивает
о (можность образования эвтектоида. В определенный момент ско-
рость образования эвтектоида становится выше скорости самостоя-
тсявного образования феррита (на рис. 4.11, а фигуративная точка
аустенита попадает в заштрихованный треугольник), процесс форми-
рования перлитных колоний становится доминирующим и подавляет
ооразование избыточной фазы! На кинетической кривой появляется
перегиб (см. рис. 4.11, б).
Следует подчеркнуть, что в действительности полного подавле-
ния процесса образования избыточной фазы не происходит: наряду с
(формированием эвтектоида продолжается более медленный процесс
83
выделения избыточного феррит^Эксперименты показывают, что
количество этой структурной составляющей во время выдержки по-
сле начала образования эвтектоида может ощутимо подрастать.
р!ем ниже температура превращения, тем меньше возникает из-
быточного феррита, так как необходимы меньшие изменения соста-
ва аустенита, обусловливающие образование эвтектоида. При пере-
охлаждении до температуры t3 (фигуративная точка аустенита сразу
попадает в заштрихованный треугольник) феррит вообще нс выде-
ляется и превращение начинается с образования перлитных колошц^
При этом вид кинетической кривой распада переохлажденного аусте-
нита изменяется (см. рис. 4.11, б). Следовательно, и вйоэвгектоидных
сталях при определенных условиях охлаждения можно получить пол-
ностью перлитную структуру, но с содержанием углерода ниже эв-
тектоидного^
/Закономерности диффузионного превращения в заэвтектоидных
сталях те же, что и в доэвтектоидных, только избыточной фазой яв-
ляется цементит. При переохлаждении этих сталей ниже точки А,
процесс распада переохлажденного аустенита осуществляется в два
этапа. Сначала по границам аустенитных зерен выделяется избыточ-
ный цементит, затем в обедненном углеродом аустените начинается
образование эвтектоида. С понижением температуры превращения
количество образующегося цементита уменьшается, а количество эв-
тектоида возрастает. При достаточно больших переохлаждениях вы-
деление избыточного цементита полностью подавляется и образует-
ся лишь эвтектоид, содержащий весь углерод, находившийся в аусте-
ните)
{Выделение избыточных фаз отображается на диаграммах изотер-
мического распада переохлажденного аустенита до- и заэвтектоид-
ных сталей. На них появляются линии начала образования избыточ-
ного феррита или цементита (рис. 4.11, в)Л
Согласно диаграмме состояний Fe—С в условиях, близких к рав-
новесному состоянию, распад аустенита с образованием эвтектоида
должен проходить тогда, когда после выделения избыточных ферри-
та или цементита содержание углерода в аустените будет соответст-
вовать эвтектоидной точке S (0,8 % С). Из изложенного следует, что
в доэвтектоидных сталях эвтектоид может содержать углерода менее
0.8 % и в тем меныпей мере, чем ниже температура превращения.
При степенях переохлаждения, когда фигуративная точка сразу попа-
дает в заштрихованный треугольник (см. рис. 4.11, а), содержание уг-
лерода в эвтектоиде станет равным его содержанию в стали. В заэв-
тектоидных сталях содержание углерода в эвтектоиде может быть
более 0,8 % и в пределе, т. е. при достаточно больших переохлажде-
ниях, оно также будет равняться содержанию углерода в стали. Эв-
84
h к । < >нд с концентрацией углерода, отличной от 0.8 %, называется
fki ш-эвтектоидо-ль/
7 11ри оценке зависимости кинетики диффузионного превращения
(содержания углерода следует учитывать как характер его влияния
и образование избыточных фаз и эвтектоида, так и ряд других фак-
иров, изменяющих количество образующихся зародышей.
11ри температурах диффузионного превращения выше 550 °C на-
io ice устойчив переохлажденный аустенит сталей, близких по со-
•> i\ к эвтектоидному. В доэвтектоидных сталях с понижением со-
с*. ния углерода продолжительность инкубационного периода
шается, что обусловлено увеличением скорости образования
,чного феррита. В заэвтектоидных сталях, наоборот, устойчи-
ереохлажденного аустенита становится меньше с увеличением
ания углерода, но причины такого эффекта могут быть раз-
jh.i в зависимости от условий аустенитизации^/
1 in нагрев заэвтектоидной стали осуществлялся до температур,
их выше точки Асп„ и произошло полное растворение цемен-
-.1, ю чем выше содержание углерода в стали, тем больше его в ау-
nine, и инкубационный период диффузионного превращения
.г .шается вследствие увеличения скорости образования избыточ-
цементита. При нагреве в температурную область, лежащую
Hie \|5 но ниже АСП1, изменение содержания углерода в заэвтекто-
н । стали не влияет на его содержание в аустените (оно опрсделя-
ц 1 'ложением линии SE). В этом случае уменьшение усгойчивос-
|“ реохлажденного аустенита с повышением содержания углерода
iv ювлено увеличением количества нерастворившихся цементит-
\ частиц, играющих роль зародышевых центрощ]
Наряду с нерастиориишимися карбидами ускоряющее влияние на
шонное превращение оказывает концентрационная нсодио-
piocib аустенита, облегчающая образование зародышей. Измсль-
|И аустенитного зерна также ускоряет диффузионное превраще-
')ю обусловлено увеличением удельной поверхности границ зе-
I. которые являются местами предпочтительного зарождения но-
ч фаз^С уменьшением размеров аустенитного зерна образующие-
Ц. ршггные колонии становятся мельче, что, однако, не еказывает-
II величине межпластинчатого расстояния, которое определяется
И* пью переохлаждения при превращении.
Повышение температуры аустенитизации увеличивает устойчи-
11 переохлажденного аустенита, что может быть связано с укруп-
1 1 аустенитного зерна, более полным растворением карбидов и
ди 1снием степени гомогенизации аустенита. J
1 la кинетике диффузионного превращения сказывается наличие в
ini неметаллических включений. Если они могут играть роль под-
85
ложки при зародышеобразовании, то следует ожидать уменьшений
устойчивости переохлажденного аустенитаЛТак как природа неме-
таллических включений, их количество и дисперсность зависят от
способа выплавки и раскисления, режима плавки, шихтовых матери-
алов, то эти факторы также влияют на кинетику диффузионного пре-
вращеншьК
ГМорфология избыточных фаз в доэвтектоидных и заэвтектоид-
ных сталях зависит от содержания углерода в стали, степени пере-
охлаждения и ряда других факторов/f
ГВ доэвтектоидных сталях с низким содержанием углерода (до
%) при диффузионном превращении феррит образуется в виде от?
носительно равноосных зерен, которые растут практически до столк-
новения. При этом между ними остаются тонкие прослойки аустени-
та, обогащенного углеродом. Превращение в этих прослойках может
происходить без образования типичного эвтектоида: феррит присо-
единяется к ферритным зернам, а цементит остается в виде прожилок
по их границам. Такой цементит получил название структурно-сво-
бодного, или структурно-выродившегосц^
сталях с содержанием углерода 0.2...0.4 % при сравнительно не
больших переохлаждениях феррит также образуется в виде зерен
между которыми затем возникают перлитные колонии. При большиТ
переохлаждениях a-фаза успевает выделиться лишь вблизи грани!
зерен, образуя оболочку, которая в световой микроскоп видна ка|
сетка. С увеличением степени переохлаждения ферритная сетка ста!
новится тоньше. В сталях, приближающихся по составу к эвтектоид
ным, формирование сетки феррита может наблюдаться уже при не
больших переохлаждениях^]
|ТПри определенных условиях в доэвтектоидных сталях с содержа|
нием углерода до 0.4...0.5 % избыточный феррит выделяется в вид
правильно ориентированных пластин. Он получил название видман
штеттова феррита (рис. 4.12). Образование видманштеттова фер
рита может происходить внутри аустенитного зерна, при этом часп
возникают группы с параллельным расположением пластин. Пласти
ны могут также расти от ферритной сетки, сформировавшейся до и
появления.
Образованию видманштеттова феррита способствует крупно
зерно аустенита. Чем крупнее аустенитное зерно, тем меньше рол,
его границ в зарождении феррита нормальным диффузионным меха
низмом и соответственно больше вероятность появления видман
штеттова феррита. Поэтому чаще он встречается в сталях, подверг
нутых нагреву до высоких температур (1100... 1150 °C и выше), и в ли
тых сталях. Выделение видманштеттова феррита происходит npi
значительных переохлаждениях аустенита, а именно в интервале тем
86
Рис. 4,12. Феррито-перлитная структура доэвтектоидной ста-
ли 40 с видманштеттовым ферритом.
a — XI50; «7— Х1000
Рис. 4.13. Перлито-цементитная структура заэвтектоидной
стали У12 с видманштеттовым цементитом (см. также
рис. 4.3), х700
ператур от Ас3— (50... 100) °C до 700...600 °C. С увеличением содер
жания углерода в стали от 0.1 до 0.4 % доля видманштеттова ферри
та уменьшается.
Выделение видманштеттова феррита сопровождается появлени
ем рельефа на поверхности полированного шлифа, что характерш
для превращения по сдвиговому механизму. Образование его пласти
происходит кристаллографически упорядоченной Установлено, чл
ориентационное соотношение видманштеттова феррита и исходног
аустенита близко к ориентационному соотношению Курдюмова -
Закса {110)а II {111 которое реализуется в углеродистых сплава
при мартенситном превращении. Габитус пластин видманштеттов
феррита близок к {111 }т, отклонение составляет до 8°. Для видма#
штеттова феррита характерна повышенная плотность дислокаций,
результате чего его твердость выше твердости равноосных феррит
ных зерен.
Существуют две гипотезы о механизме образования видманштет
това феррита. Одна из них рассматривает его образование как Maj
тенситноподобное у-а-превращение. Так как оно протекает при вь
соких температурах, то это обусловливает интенсивное развитие р<
лаксационных процессов и изменение строения межфазных транш
что приводит к затруднению перемещения последних (Р. И. Энтин
Поэтому скорость роста пластин видманштеттова феррита намног
меньше, чем скорость роста кристаллов при мартенситном превращ<
нии. По-видимому, она лимитируется диффузионным отводом угл<
рода от границ растущего кристалла.
Согласно другой гипотезе, утолщение пластин видманштетто!
феррита происходит в результате движения ступенек вдоль границ ау,
тенит — феррит. Предполагается, что поверхность пластин состоит i
больших плоских участков, которые являются полностью или части*
но когерентными неподвижными границами, и высокоподвижных ся
пенек, через которые совершается диффузионный переход атомов ]
аустенита к ферриту. Пробег одной ступени вдоль ферритной пласц
ны означает утолщение этой пластины на высоту ступеньки.
ГВ заэвтектоидных сталях избыточная фаза — цементит — пре,
почтительно выделяется в виде сетки (оболочки) по границам ауст
нитных зерен. С увеличением степени переохлаждения сетка стаей
вится тоньше и ее сплошность нарушается. При наличии крупного а
стенитного зерна избыточный цементит часто выделяется в виде пл,
стин видманштеттова цементита, которые растут внутри зерна г
плоскостям {111 |Y (рис. 4.13). Между аустенитом и видманштеттовы
цементитом реализуется несколько типов ориентационных соотн
тений (более сложных, чем ориентационные соотношения Курдк>м
ва — Закса). |
88
При небольших переохлаждениях в заэвтектоидных сталях может
формироваться специфическая анормальная структура. В этом слу-
I чш после выделения избыточного цементита в близлежащих облас-
|,и\ не образуется пластинчатый перлит. Цементит, возникающий
I при эвтектоидном распаде, выделяется в основном на избыточном це-
I м гите, оставляя рядом участки феррита. При этом цементитная
III । ка может даже оказаться окруженной сеткой из структурно-сво-
йптого ферриту]
В доэвтектоидных и заэвтектоидных сталях при небольших пере-
|и (ждениях ниже А1 может формироваться структура зернистого
in ита, которую тоже следует отнести к анормальным структурам.
I эразованию способствует проведение аустенитизации при отно-
ii' зьно низких температурах, когда сохраняется высокая гетероген-
||' ь аустенита по углероду и не растворяются полностью частицы
жмснтита. Поэтому зарождение новых фаз происходит не только по
границам, но и в теле аустенитных зерен. В процессе превращения
|р обладает раздельный рост феррита и цементита без формирова-
ны типичного эвтектоида с пластинчатым строением. Постепенно
|шицы цементита обволакиваются ферритом, и последний изолиру-
। цементит от аустенита. В дальнейшем рост цементитных частиц
1р нисходит за счет диффузии углерода из аустенита к цементиту чс-
р । ферритную оболочку. Ферритные участки растут до столкнове-
н । между собой. В зависимости от длительности выдержки в той или
|п ой мере может получить развитие и процесс коалесценции цемен-
Ьиных частиц. В результате возникает структура, состоящая из зе-
it-и феррита и зернистых карбидов, равномерно расположенных в
пн ьсме металлдДОсновными параметрами зернистого перлита явля-
кся средний размер частиц, межкарбидное расстояние и размер зе-
(>i и феррита.
4.3. ДИФФУЗИОННОЕ ПРЕВРАЩЕНИЕ В ЛЕГИРОВАННЫХ СТАЛЯХ
Влияние легирующих элементов на кинетику диффузионного
1>|-иращения может быть весьма сложным. Характер и интенсив-
Ь < I ь действия определенного элемента зависят не только от его ко-
к г тва, но и от присутствия других элементов, температуры нагре-
Ь». и иных факторов.|Все легирующие элементы, находясь в аустени-
№. увеличивают длительность инкубационного периода и уменьшают
>орость превращения. Исключение составляет кобальт, который
| ||сгвует в противоположном направление /
Наиболее существенно замедляют диффузионное превращение
к» шбден и марганец, несколько слабее влияют никель и хром. На-
89
блюдаемые изменения в интенсивности распада переохлажденного
аустенита обусловлены уменьшением как скорости образования за-
родышей, так и линейной скорости их роста, причем решающее зна-
чение обычно имеет последний фактор. Легирование может также
оказывать влияние на температуру, соответствующую максимальног
скорости распада переохлажденного аустенита. Так, молибден, воль-
фрам и хром заметно ее повышают, а марганец и особенно никель
снцжают. I
| Интенсивность воздействия легирующих элементов на скорост
выделения избыточных фаз и эвтектоида может быть различной. Ни-
кель и марганец резко замедляют скорость образования как избыточ-
ного феррита, так и эвтектоида. Молибден, вольфрам и хром интен-
сивно тормозят образование эвтектоида и значительно слабее замед-
ляют выделение избыточного феррита. Кремний и алюминий, приво-
дя к замедлению образования эвтектоида, способствуют в то же вре-
мя увеличению скорости выделения феррита. В среднеуглеродистых!
сталях заметно тормозят образование избыточного феррита неболь-
шие добавки бора (до 0.003...0.005 %^/Докализуясь на границах аусте
нитных зерен, этот элемент затрудняет образование зародышевых
центров.
) Влияние легирующих элементов на кинетику диффузионного
превращения не подчиняется правилу аддитивности. Действие одного
элемента в присутствии другого может существенно изменять^ Так,
кобальт при совместном легировании с хромом вызывает значитель-
ное увеличение продолжительности инкубационного периода и сни-
жение скорости превращения. Наиболее сильное замедление диффу-
зионного превращения наблюдается при совместном легировании
Сг + Мп, Сг + Ni, Сг + Ni(Mn) + Мо.
Легирование не сказывается на кристаллографических характер
ристиках диффузионного превращения. В то же время оно влияет на
величину межпластинчатого расстояния в перлите So. При равном пе-
реохлаждении кобальт уменьшает, а молибден и марганец увеличива-
ют^-
(Диффузионное превращение — это сложный процесс, включа-
ющий полиморфный у-»а-переход, перераспределение углерода и
легирующих элементов, образование карбидов. Легирующие эле-
менты могут оказывать влияние на любой из этих элементарных
процессов. Увеличивая энергию межатомного взаимодействия rt
аустените, они могут снижать скорость у—»а-перестройки кристал-
лической решетки. Карбидобразующие элементы, снижая термо-
динамическую активность углерода в аустените, уменьшают его
диффузионную подвижность. Скорость диффузии легирующих
элементов мала, во много раз меньше скорости диффузии углсро-
90
ди Кроме того, легирование может существенно замедлять самодиф-
фу шю железаДПри легировании изменяется свободная энергия фаз,
huo приводит к изменению термодинамического движущего стимула
)||ч-пращения. Легирующие элементы влияют на равновесные кон-
и грации фаз, что влечет изменение перепада концентраций на
межфазных границах и градиента концентраций, обусловливающего
диффузию] В зависимости от состава стали, степени переохлаждения
при превращении превалирующим может оказаться тот или иной из
Ь шинных факторов.
На распад переохлажденного аустенита легирование также мо-
ре оказывать косвенное влияние, изменяя размер аустенитного зер-
.1 количество и дисперсность карбидных фаз и неметаллических
ж кочевий и т. д. Так, при небольших содержаниях алюминия вслед-
i«не измельчения аустенитного зерна, наличия частиц нитрида алю-
миния, способствующих зарождению новых фаз, образование ферри-
Ь карбидной структуры может резко ускоряться. Карбидобразую-
Ьн элементы замедляют диффузионное превращение, лишь нахо-
1» в аустените. Не растворившиеся при аустенитизации карбиды
Ь’х элементов обычно ускоряют диффузионное превращение, так
Ь играют.роль зародышевых центров и понижают легированность
енитЕь/
Как показано в разделе 2.4, легирующие элементы изменяют рав-
L тесные составы фаз и многие из них образуют специальные карби-
на Поэтому в зависимости от особенностей состава и степени леги-
Ьпапности стали процессы карбидобразования при диффузионном
ренращении могут носить различный характер.
Нели сталь легирована хромом, молибденом, вольфрамом, то в
Ивоцсссе диффузионного превращения они обогащают цементит.
||>>1 определенных содержаниях этих элементов может происходить
лн нование специальных карбидов. Так, в среднеуглсродистых ста-
« - при содержании 4...8 % хрома на’начальных стадиях распада перс-
шишжденного аустенита выделяется тригональный карбид (Cr,Fe)7C3,
а при 16 % хрома—кубический карбид (Cr,Fe)23C6. Когда в стали воз-
мшю образование специальных карбидов нескольких типов, то
Начала возникают карбиды с наименьшим содержанием легирую-
|пх элементов. Дальнейшее взаимодействие между карбидной фа-
*оп и твердым раствором приводит к появлению более легирован-
ных карбидов. В сталях, содержащих сильные карбидобразующие
цементы V, Nb, Ti, кроме цементита эвтектоида, выделяются кар-
(шды типа МС.
I Специальные карбиды обычно выделяются непосредственно из
пресыщенного твердого раствора. В хромистых сталях образование
91
Логарифм времени
Рис. 4.14. Последовательность процессор
распада переохлажденного аустенита в
доэвтектоидной стали, легированно!
карбидобразующими элементам]
(схема).
I — начало выделения карбидов из аустенита (ст|
рсние у-фазы); 2 — начало образования избыточна
го феррита; 3 —• выделение карбидов из избыточна
го феррита (старение а-фазы); 4 — начало образо
нация эвтектоида; 5 — выделение карбидов из фер
рита эвтектоида (старение а-фазы); 6 — конец npil
вращения
карбидов (Cr,Fe)7C3 может проис-
ходить путем перестройки решет-
ки легированного цементита. В сталях, содержащих карбидобразу-
ющие элементы, специальные карбиды могут выделяться непосред-
ственно из переохлажденного аустенита еще до начала у-а-превра-
щения. Это связано с уменьшением растворимости углерода и леги-
рующих элементов в аустените при понижении температуры (старе-
ние). Выделившиеся карбидные частицы, как правило, располага-
ются на границах зерен аустенита, а также на дислокациях, дефек-
тах упаковки и других дефектах кристаллического строения в теле
аустенитного зерна-J
( Если при последующем диффузионном превращении образуется
избыточный феррит, то он также может оказаться пересыщенным, и
тогда процессы карбидобразования начнут развиваться и в этой фазе.
Специальные карбиды обычно выделяются в теле ферритных зерен
в виде относительно равноосных частицлНо иногда, например в ста-
лях, легированных ванадием и молибденом, карбидобразованис в а-
фазе протекает по прерывистой реакции с образованием нитевидных
выделений. Рост нитевидных кристаллов начинается от границы фер-
ритного зерна, мигрирующей внутрь аустенита, и происходит перпен-
дикулярно этой границ^
Г После того как при диффузионном превращении появится эвтек-
тоид, выделение специальных карбидов может протекать в феррите
эвтектоида^ Возможная последовательность процессов распада пере-
охлажденного аустенита в доэвтектоидных сталях, легированных кар-
бидобразующими элементами, схематически показана на рис. 4.14.
В тех случаях, когда в доэвтектоидных сталях, легированных
сильными карбидобразующими элементами, рост избыточного фер-
рита происходит посредством бокового перемещения ступенек, в
этой фазе может наблюдаться появление чрезвычайно дисперсных
специальных карбидов, расположенных в виде цепочек, рассюяние
между которыми колеблется в пределах 10... 100 нм. Формирование
92
)•»> -1.15. Схема формирования
«м > фазных выделений карби-
i>n при росте участков феррита
in р ictbom бокового движения
ступенек.
I th- точки — частицы легированных
карбидов
(>)н структуры связывают с образованием карбидов на межфазной
нище феррит—аустенит по мере ее перемещения (Э. Хорнбоген).
итается, что карбиды зарождаются на плоских неподвижных фа-
тах границы, а на ступеньках вследствие высокой скорости их дви-
ния карбиды выделиться не успевают. При пробеге каждой новой
гненьки возникает дополнительная цепочка карбидных частиц
к. 4.15). Расстояние между строчками равно высоте ступенек. Вы-
ц-ния, возникающие на движущихся межфазных границах, принято
। i.i нать межфазными. |
Глава 5
МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ
у Превращение аустенита в мартенсит в сталях происходит п,
больших переохлаждениях ниже точки А,. Охлаждение из аустени
ной области при этом должно осуществляться со скоростью, обесп
чивающей подавление распада переохлажденного аустенита по ди>
фузионному и промежуточному механизмам. Мартенситное превр
щение начинается ниже определенной температуры, называемой ма
тенситной точкой Мн (или Мь в английской транскрипции). Образ
вание мартенсита происходит бездиффузионным путем: химическ)
состав его остается таким же, как и исходного аустенита. При комна
ной температуре растворимость углерода в a-железе чрезвычаш
мала. Поэтому мартенсит в углеродсодержащих сталях представляв
собой пересыщенный твердый раствор углерода в а-железе.
Мартенситное превращение происходит во многих металличесю
материалах. Оно наблюдается не только в сталях, но и в безуглерод|
стых сплавах на основе железа (например Fe—Ni, Fe—Мп). При это
возможна перестройка решетки как из ГЦК в ОЦК, так и из ГЦК
ГП. Образующийся мартенсит может быть раствором внедрения
раствором замещения. Мартенситное превращение наблюдается
цветных сплавах (медных, титановых и др.), а также в некоторых ч
стых металлах (Fe, Ti, Со). Хотя мартенситные превращения в разнь
металлических материалах различаются по кристаллогеометрии, к
нетике и строению образующихся мартенситных кристаллов, oi
имеют ряд общих закономерностей.
5.1. ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ МАРТЕНСИТНЫХ
ПРЕВРАЩЕНИЙ
Зарождение и рост кристаллов мартенсита.[Мартенситн
превращенис^несмотря на свою специфику, обусловленную-низки]
температурами и упругостью среды, подчиняется общим законам 4
зовых превращений в твердом состоянии. Х5но осуществляется пут
образования зародышевых центров и их роста. Возникновение кри
94
mr s-1 - Схема зависимости свободных энер-
М1 iic ходиой фазы (аустенита) Fa и мартенси-
та FM от температуры
млов
мартенсита может происхо-
[|. тишь при условии снижения сво-
|н<ч1 энергии системы. Пусть в
о inc на основе железа при охлажде-
и из фазы с решеткой ГЦК (аусте-
11 образуется мартенсит с решеткой
Ji Из рис. 5.1 следует, что мартен-
пюе превращение термодинамиче-
I) возможно лишь при температурах,
шнцих ниже точки То, соответству-
ц<и равенству свободных энергий
ренпта и мартенсита. Для того чтобы превращение развивалось,
бходимо переохладить аустенит до точки Мн, которая может нахо-
||.ся существенно ниже точки То (например для углеродистых ста-
fe примерно на 200...250 °C).
Значительное расхождение между То и Мн можно объяснить сле-
Ьщим образом. Как известно, образование новой фазы в твердом
паянии сопровождается не только снижением объемной энергии,
и появлением поверхностной энергии и энергии упругой дефор-
||ИИ
AF = -VAf + So + EyIip, (5.1)
| V — объем образовавшегося кристалла; Af — разность удельных
Водных энергий исходной и новой фаз; S — площадь поверхности
•ч ювавшегося кристалла; о — межфазная энергия единицы по-
пости (поверхностное натяжение); Еупр — энергия упругой де-
виации. Величину VAf часто называют термодинамическим стиму-
I превращения.
При образовании кристалла мартенсита возникает высокая
Ьгпя упругой деформации. Во-первых, сильные искажения ре-
пш связаны с тем, что образующаяся фаза отличается по форме
nt ।иному объему от исходной. Во-вторых, при росте кристаллов
Пснсита решетки обеих фаз когерентны, но строение решеток
йпчпо и поэтому в зоне их сопряжения возникают значительные
ряжения.
II приведенном уравнении 5.1 третье слагаемое обычно намного
Ныне второго. Так как Еу11р велико, то для реализации мартенсит-
превращения необходимо иметь большой термодинамический
95
стимул, что может быть достигнуто лишь при значительном пере
охлаждении ниже точки То (см. рис. 5.1)Л
Вопрос о зарождении кристаллов мартенсита окончательно н
решен. Большинство исследователей считают, что происхСТИТТеге
-ре>гетпюе~зарождение мартенсита. При этом кристаллы мартенсит
формируются в теле зерна исходной фазы, а не возникают на грани
цах зерен, как, например, зародыши феррита или цементита. М
ми предпочтительного зарождения мартенсита, по видимому, могу
являться дислокации и дефекты упаковки. Наличие таких дефекту
облегчает в решетке сдвиговую деформацию, что уменьшает рабо1
зарождения мартенсита. Кроме того, дислокации могут служить в
товой поверхностью раздела образующегося кристалла. Упругие н
пряжения, возникающие возле дислокаций, также могут способсти
вать зарождению кристаллов мартенсита. \
Считается, что группа из нескольких дислокаций в решетке ГН
может образовывать конфигурацию, облегчающую превращение н
большого участка в зародыш мартенсита с решеткой ОЦК.
Y Наиболее наглядно можно представить гетерогенное зарождеш
при образовании мартенсита с решеткой ГП в фазе с решеткой ГЦ
Так, в сплавах железа с большим содержанием марганца аустенит пр
охлаждении может превращаться в е-мартенсит с решеткой ГП. 1
этом случае дефект упаковки, имеющий укладку атомов гексагоналг
ной плотноупакованной решетки, представляет собой готовый дву
мерный зародыш мартенсита^Ц
{Определенную роль в зарождении кристаллов мартенсита игра
ют напряжения второго рода. Они могут облегчать сдвиговые пре
цессы, являющиеся сутью мартенситного превращения. В стально!
порошке, при охлаждении которого возникают небольшие напряже
ния, образование мартенсита сильно тормозится или вообще не пре
исходит^,
i Мартенсит образуется в результате упорядоченного кооператив
го перемещения атомов. Так как смещение атомов по отношенг
к соседям осуществляется в строго определенных направлениях, то I
итоге возникает макроскопический сдвиг, а на полированной поверх
ности образца появляется рельеф. В процессе сдвига формируете!
монокристальная пластина мартенсита. При перестройке решет
обмен атомов местами не происходит, а их взаимное перемещение от
мечено на расстояния, существенно меньшие, чем межатомные; эт
предопределяет существование когерентности решеток на грант
исходной фазы и мартенсита. Важная особенность такой границы з;
ключается в том, что она может перемещаться “скольжением”
очень большой скоростью. В высокоуглеродистых сталях скорост
роста мартенситного кристалла, по различным оценкам, близка
96
ишрости звука в среде, не зависит от температуры и достигает не-
» мпьких километров в секунду..^
Следует заметить, что полностью когерентные границы между
ходной фазой и мартенситом встречаются редко, обычно лишь на
нвч шьных стадиях образования мартенситного кристалла. Затем ко-
1< рептность на межфазной границе нарушается частично за счет по-
Ьппсния эпитаксиальных дислокаций, уменьшающих возникающие
спряжения. Но если эти дислокации могут скользить вместе с меж-
ф. июй границей, то кристалл мартенсита может расти быстро, как и
и |> <аличии когерентной границьц_Д
| 11ри росте кристалла мартенсита на межфазной когерентной гра-
и1цс накапливается упругая деформация. Когда напряжения достиг-
п । предела текучести мартенсита или исходной фазы, произойдет их
К и сация путем пластической деформации и когерентность на гра-
Ь раздела исходная фаза—мартенсит нарушится. На границе появ-
1_я неупорядоченное расположение атомов и ее “скользящее”
Ко кение становится невозможным. Вследствие этого дальнейшее
Кг личение объема мартенситной фазы при превращении будет про-
исходить путем возникновения новых кристаллов, а не за счет подра-
Кицпя старых. )
I Существенна~я особенность мартенситного превращения — его
Кпокаталитичность, которая в разных сплавах выражена в различ-
ав < гепени. Она заключается в том, что образование первых крис-
Кп юв влечет за собой появление новых, а те в свою очередь могут
К > обствовать появлению следующих кристаллов и т. д. Причина ав-
К> алитичности — возникновение направленных полей упругих на-
Кмж -ний у краев растущих пластин. Эти упругие напряжения спо-
|пуют зарождению новых пластин, при росте которых напряже-
Кн уменьшаются—!
Г Кинетика мартенситного превращения может быть различной
Кшт вопрос рассматривается ниже). Сейчас же отметим, что важней-
Цр чертой мартенситного превращения вне зависимости от'ёго’ки^
t’HuecKHX особенностей является распространение превращения на _
рокий интервал температур. Эту закономерность можно объяс-
Mt1. следующим образом. Каждой температуре, лежащей ниже Мн.
Кнвстствует определенное количество мест, которые могут слу-
^п> шродышами новой фазы. По исчерпании этих мест превраще-
прекращается. Чтобы “заработали” новые потенциальные места
Каждения, необходимо увеличить термодинамический стимул, т. е.
К и । ь температуру. Другой возможной причиной рассматриваемо-
ни 1ения, по-видимому, может быть изменение состояния исходной
Кмы Как будет показано несколько позже, образование мартенсита
Кв ч> нуждается упрочнением исходной фазы, что затрудняет разви-
97
тие сдвиговых процессов, а следовательно, и мартенситного превра-
щения. Кроме того, при образовании мартенсита непревращенные
участки исходной фазы оказываются зажатыми между мартенситны-
ми кристаллами. А так как мартенситное превращение происходит с
увеличением удельного объема, то возникающие напряжения сжатия
тормозят дальнейшее развитие превращения.
О Интервал мартенситного превращения характеризуется не толь-
ко температурой начала превращения Мн, но и точкой Мк (Мг) — тем-
пературой конца превращения. Но даже при достижении этой точки
мартенситное превращение обычно оказывается незавершенным. В
сталях аустенит, оставшийся непревращенным при образовании мар-
тедсита, называется остаточным. I
\Положение точки Мн зависит от химического состава сплавов.
Так, в сплавах на основе железа большинство легирующих элементов
так же, как углерод, снижают точку Мн. Основная причина влияния
легирования на точку Мн заключается в его действии на свободную
энергию фаз. Легирование снижает точку То, а следовательно, и по-
ложение точки Мн Пользуясь схемой на рис. 5.1, нетрудно убедиться,
что если элемент повышает FM, не влияя на Fa, или, напротив, снижа-
ет Fa, не изменяя FM, то имеет место снижение То и соответственно Мн.
Когда элемент одновременно изменяет свободную энергию обеих
фаз в указанных направлениях, то снижение То окажется более суще-
ственным, сильнее понизится и Мн. Снижение Мн возможно и в тех
случаях, когда элемент повышает и FM и Fa, но увеличение FM значи-
тельнее. Изменения свободных энергий фаз, противоположные рас-
смотренным, могут вызвать повышение То и Ми_—1
В сплавах железа элементы, расширяющие у-область, снижают Т()
и этому соответствует снижение М„. Но Мн снижают и некоторые
элементы, суживающие у-область, и следовательно, повышающие Ти
(например Mo, V). Это может быть связано с уменьшением наклона
кривых температурной зависимости свободной энергии. Необходи-
мость накопления определенного термодинамического стимула для
начала превращения приводит к снижению Мн, несмотря на повыше-
ние То.
Влияние легирующих элементов на Мн связано также с изменени-
ем механических свойств исходной фазы. Элементы, повышающие
модуль сдвига, увеличивают энергию упругой деформации Еуир и
должны снижать Мн. Легирование может ощутимо упрочнять исход-
ную фазу Повышение ее предела текучести затрудняет сдвиговые
процессы при превращении, и Мн должна снижаться.Совместное вли-
яние легирующих элементов на Мн не аддитивно.
Обратное мартенситное превращение..И! анализа температур-
ной зависимости свободных энергий исходной фазы и мартенсита (см.
98
I'uc. 5.2. Схематическая диаграмма пря-
мого и обратного мартенситных превра-
щений твердых растворов разных кон-
центраций (Г. В. Курдюмов)
рис. 5.1) следует, что мартенсит при
uai реве выше То может претерпе-
ли ь обратное бездиффузионное
превращение в исходную фазу. Та-
ое превращение возможно при
(Тягрсделенной степени перегрева
ш ипе То, обеспечивающей нужную
«личину термодинамического сти-
Lv.ia VAf. Обратное мартенситное
Превращение может быть реализо-
iiftiio лишь в тех случаях, когда при
к и греве будет подавлено диффузи-
онное перераспределение компо-
ш-п гов в мартенсите, поэтому оно наблюдается в сплавах с достаточ-
но низкими точками То. Проявлению обратного мартенситного пре-
вращения способствуют высокие скорости нагрева.
Следует подчеркнуть, что обратное мартенситное превращение
имеет все главные признаки прямого. Оно происходит без изменения
Ьн пентрации твердого раствора, растягивается на широкий интер-
температур (рис. 5.2). Температуру начала обратного мартенсит-
ши о превращения обозначают как Ан (As), а конца — как Ак (Аг). Об-
p.i ювание новой фазы при обратном мартенситном превращении
происходит с большой скоростью, и на полированной поверхности
рявляется рельеф.
Обратимость мартенситного превращения проявляется не только
в одинаковости его механизма при охлаждении и при нагреве, но и в
!"н>м, что обратное превращение может происходить по тем же путям,
'ни и прямое превращение при охлаждении. В этих случаях при на-
। репс рельеф возникает на тех же местах полированного шлифа, что
в при охлаждении. Если шлиф, на котором присутствует рельеф от
прямого превращения, сполировать и затем нагреть по режиму, обес-
|к швающему развитие обратного превращения, то можно обнару-
жн гь, что выступу, возникшему при прямом превращении, соответст-
вует впадина при обратном превращении.
Как будет показано ниже, мартенсит содержит большое количе-
IriBo дефектов кристаллического строения. При нагреве мартенсита
чи п |бежно в той илн-иной мере происходят перераспределение и ан-
’ ши иляция дислокаций,чтб~должно снижать упругую энергию и об-
легчать развитие обратного превращения. Склонность к релаксаци-
онным процессам при нагреве зависит от строения и механических ха-
рактеристик мартенсита. Поэтому величина температурного гистере-
зиса, т. е. различия между температурами начала прямого и обратно-
го превращений (Ан—MJ, в разных сплавах может быть существен-
но различной — от единиц до сотен градусов. Обратное мартенситное
превращение обычно наблюдается в сплавах, где мартенсит представ-
ляет собой твердые растворы замещения (Fe—Ni, Си—Al). В углеро-
дистых сталях, где мартенсит является твердым раствором внедрения,
обратное мартенситное превращение обнаружить нс удается. Ввиду
высокой подвижности углерода, распад мартенсита идет с очень вы-
сокой скоростью, и, прежде чем будет достигнута точка Ан, успевает
образоваться феррито-карбидная структура^
Термоупругое равновесие фаз. В ряде сплавов кристаллы мартен-
сита и исходная фаза могут находиться в термоупругом равновесии.
Впервые этот эффект обнаружен Г. В. Курдюмовым и Л. Г. Хандро-
сом на сплаве Си—А1. Его сущность заключается в следующем. В
процессе когерентного роста кристалла мартенсита упругая энергия
деформации Еу11р может расти быстрее, чем изменяется термодинами-
ческий стимул VAf (см. уравнение (5.1)). В этом случае при достиже-
нии определенного размера кристалла упругая энергия деформации
может скомпенсировать выигрыш в свободной энергии, связанной с
образованием новой фазы. Тогда рост кристалла мартенсита прекра-
тится и кристалл мартенсита будет находиться в упругом равновесии
с исходной фазой без нарушения когерентности межфазной границы.
Изменение температуры приводит к смещению гермоупругого
равновесия. Если температура понижается, то термодинамический
стимул увеличивается и кристалл растет до тех пор, пока увеличение
упругой энергии не приведет к новому равновесию. При повышении
температуры величина VAf уменьшается, избыточная упругая энер-
гия стремится сократить размеры кристалла. Процесс уменьшения
величины кристалла можно рассматривать как обратное мартенсит-
ное превращение. Тогда следует считать, что точка Ан находится ни-
же Т() и даже ниже Мн.
Реализация термоупругого равновесия происходит при следую-
щих основных условиях. Во-первых, в процессе роста мартенситного
кристалла должна возникать большая упругая энергия, способная
компенсировать изменение свободной энергии, приводящей к образо-
ванию мартенсита. Во-вторых, должны отсутствовать релаксацион-
ные процессы, которые нарушают когерентность на межфазной гра-
нице.
При полном сохранении когерентности обратимое изменение раз-
меров мартенситных кристаллов происходит практически без гисте-
100
1 нс. 5.3. Схема перестройки решетки
Г11,К в решетку ОЦК. Жирными ли-
ниями в решетке ГЦК выделена тст-
I ональная ячейка, которая при де-
формации Бейна превращается в ре-
tiii гку мартенсита. В решетке ГЦК
>к наны не все атомы. На рис. 5.3, а
М| введены две системы координат
Л1я решеток ГЦК и ОЦК. Ось де-
амации Бейна:
,б — [look в —10101,
jhiica. Но если когерентность постепенно нарушается в результате
Жлаксации напряжений путем пластических сдвигов, появляется тем-
1 а I урный гистерезис между точками остановки прямого и начала
Врапюго превращений; температура начала обратного перехода по-
жинается и при полной утрате когерентности становится выше Т(1. В
Ь> ic щем случае обратное превращение не может протекать путем
Мп п.жения межфазных границ существующего кристалла мартенси-
Оно будет развиваться внутри этого кристалла путем образования
I роста зародышевых центров новой фазы бездиффузионным или
эффузионным механизмами.
Г Кристаллогеометрия превращения. В процессе мартенситного
р< вращения происходит упорядоченная перестройка кристалличе-
Ь'11 решетки. Рассмотрим, как в сплавах па основе железа аустенит
ршпеткой ГЦК превращается в мартенсит с решеткой ОЦК или
шикой к ней ОЦТ-рсшеткой. Наиболее просто бездиффузионную
р.шеформацию решетки при этом превращении можно мысленно
ip> '(ставить, используя так называемую деформацию Бейна (рис. 5.3).
пп.мем две смежные элементарные ячейки аустенита и выделим в
ин объемно-центрированную тетрагональную ячейку, большая сто-
101
рона которой параллельна оси [001]г На рис. 5.3, а эта ячейка по
казана жирными линиями. Степень тетрагональности ее велика i
составляет л/2:1 = 1.43. Если эту тетрагональную ячейку сжимат
вдоль направления [001]Y и одновременно растягивать по направле
ниям <110>г то ее тетрагональность будет уменьшаться и в преде
ле получим ячейку ОЦК-решетки. Аналогичным образом можн,
выделить тетрагональные ячейки, большие стороны которых бу
дут параллельны осям [010]т и [100]у, и при помощи деформаци]
Бейна трансформировать их в ячейки решетки мартенсита (см. ри(
5.3). Следовательно, при мартенситном превращении в аустенит
можно указать три равноценных направления (оси) бейновской де
формации.
Экспериментально установлено (Г. В. Курдюмов), что кристалли
ческая решетка образующегося мартенсита закономерно ориентира
вана по отношению к решетке исходной фазы. Для сплавов на оснс
ве железа установлены следующие основные ориентационные cooi
ношения.
1. Ориентационные соотношения Курдюмова — Закса (о.с.К—3'
{011JJI {111}г
<111>а II <101>г
Такая взаимная ориентировка решеток наиболее полно удовле
творяет принципу структурного соответствия. Плоскости тип
{111)ти {011 }а являются плотнейшими по упаковке атомов в р<
шетках ГЦК и ОЦК соответственно и наиболее близки между а
бой по строению. Направления типа <101>Y в решетке ГЦК имен
плотнейшую упаковку атомов, как и направления типа <111>а в р<
шетке ОЦК.
В решетке ГЦК существуют четыре кристаллографически равн,
ценные плоскости {111 }Y и плоскость {011 )а может быть параллел
на любой из них. Кроме того, в решетке ГЦК можно указать шест
кристаллографически эквивалентных направлений <101>„ которы
в решетке мартенсита будут параллельны направления <111>а. Сл(
довательно, существует 24 способа (варианта) расположения решет
ки мартенсита относительно решетки аустенита.
2. Ориентационные соотношения Ншпиямы (о.с.Н):
{011}„П (111}т,
<011>e II <211>г
Ориентационные соотношения Нишиямы отличаются от о.с.К— 4
поворотом решетки мартенсита относительно направления <011>„ it
102
Гол около б в плоскости, параллельной {111 )г при этом число воз-
жиых эквивалентных ориентировок мартенсита уменьшается с 24
1 В. Курдюмов и Г. Закс экспериментально определили ориента-
жчшые связи между исходной фазой и мартенситом и предложили
in из возможных схем перестройки кристаллической решетки при
Ърснситном превращении. Формально переход решетки ГЦК в
ЩК, происходящий с соблюдением ориентационных соотношений
лр цомова—Закса, может быть достигнут с помощью двух сдвиго-
|h деформаций, одна из которых происходит в плоскости < 111>, ау-
ни га, входящей в ориентационное соотношение.
II Допустим для определенности, что при перестройке выполняют-
I». юдующие конкретные соотношения (конкретный вариант пере-
понки, см. рис. 5.3, а):
(011)а II (111), и [1Г1]а II [0Т1]г
Сравним расположение атомов в плоскости (111), решетки ГЦК и
ккости (011)а решетки ОЦК, которые сохраняют взаимную па-
1 к. шность при перестройке. В нижней части рис. 5.4 приведено
о южение атомов в указанных плоскостях для_у- и a-фаз, причем
дподена параллельность направлений [011], и [111]а. Как известно,
« кости {111}, в решетке ГЦК состоят из параллельных плотно-
кованных слоев атомов с укладкой их по схеме АВСАВС... Для
к готы выделим из плоскости (111), один ромб (средняя часть рис.
) и рассмотрим пространственное расположение атомов над этим
1йом (верхняя часть рис. 5.4, а). Аналогичное построение выпол-
1 п для решетки ОЦК, для которой характерно чередование плос-
t\ п {011 }а по схеме АВАВ... (верхняя часть рис. 5.4, в). Отмстим,
) ромб, выделенный в плоскости (111), аустенита, имеет тупой угол
г, а в плоскости (011)а мартенсита — 109,5°.
I (ервый сдвиг (сдвиг I на рис. 5.4, а) заключается в смещении пло-
тей (111), в направлении большой диагонали ромба [112]. Если
муи> плоскость (А) считать неподвижной, то вторая плоскость (В)
«и ас гея на расстояние, равное 1/6 диагонали ромба ab. Каждая сле-
мцая плоскость сдвигается в том же направлении на расстояние
ii.iiicc, чем предыдущая, на 1/6 ab. В результате такого сдвига по-
коем расположение атомов, изображенное на рис. 5.4, б. Второй
кии.шой сдвиг осуществляется в плоскости (121),, перпендикуляр-
I плоскости (111),, в направлении [101], (сдвиг II на рис. 5.4, б). В
|ультате этого сдвига угол между плотноупакованными направле-
нии (тупой угол ромба) изменяется от 120 до 109,5°. Если эти сдви-
дпполнить изменением расстояния между атомами (в проекции на
103
Рис. 5.4. Схема перестройки решетки ГЦК в решетку ОЦК, по В. Г. Курдюм<
и Г. Заксу.
/ — нижняя плоскость; 2 — средняя плоскость; 3 — верхняя плоское*! ь; а—в — с
t 5.5 Схема, показывающая возможный поворот ячейки при перестройке ре-
п ГЦК в ОЦК, при котором сохраняются кристаллографические соотноше-
ния Курдюмова—Закса
5.4, в это сводится к изменению длины сторон ромба), то будет
iivicho расположение атомов, соответствующее решетке ОЦК.
Рассмотрим, как ориентационные соотношения Курдюмова—
.1 согласуются с перестройкой решетки по схеме Бейна. Для это-
юльзуем пример, приведенный на рис. 5.5, а, когда диагональная
►•кость (011)а и направления [111]а тетрагональной ячейки совпа-
ч соответственно с плоскостью (111 )у и направлением [011]у. Если
п рагональной ячейке приложить деформацию Бейна со сжатием
(001 )у и растяжением по <110>г то параллельность_между плоско-
|мп (011)аи (111)у, а также между направлениями [ 111]а и [011]у на-
пнется. Чтобы выполнить ориентационные соотношения Курдю-
Закса, деформацию Бейна следует дополнить поворотом всей
ни* । ки, при котором ось [001]а отклонилась бы от оси [001]уна угол
•рядка 10°. При такой перестройке необходимо, чтобы диагональ-
fe плоскость (011)а тетрагональной ячейки не изменяла своего поло-
йия, а одна из ее диагоналей оставалась бы неподвижной. На рис.
,6 па плоскость (111)у аустенита наложена диагональная плоскость
йкп решетки ОЦК и показано, как при перестройке решетки мо-
г сохраниться параллельность направлений [111]а и [011]у. При
Ьм предполагается, что атом в центре приведенных участков плос-
ттй (см. рис. 5.5, а) остается несмещенным, тогда как остальные
Ьмы в той или иной мере изменяют свои положения. Поворот обра-
1ицепся ячейки решетки ОЦК по отношению к исходным ячейкам
►легки ГЦК показан на рис. 5.5, б. Даже с этим дополнением схема
|fen<i является лишь простой и наглядной иллюстрацией возможное-
in рис галлографически упорядоченной перестройки решетки, но нс
к I представления о действительных путях перемещения атомов при
ри-пситном превращении.
105
Как сказано выше, рост пластины мартенсита происходит путем
макроскопического сдвига. При этом можно выделить плоскость раз-
дела пластины с матрицей, параллельно которой осуществляете^
этот сдвиг. Такая плоскость называется габитусной. Для сплавов на
основе железа характерны плоскости габитуса, близкие к {111 }у,
{557}т, {225(259}у и {3,10,15}у. Образование мартенсита, изменяй
форму превращенного объема, вызывает появление рельефа на по-
лированной поверхности, изучение которого дает информацию о по-
ведении габитусной плоскости при перестройке решетки.
Пусть в результате макросдвига параллельно габитусной плоска
сти ABML образуется кристалл ABCDLMNO (рис. 5.6). При этом
грань мартенситной пластины ABCD, выходящая на полированную
поверхность образца FGHE, наклоняется (поворачивается вокруг А1
и CD), оставаясь плоской. Эксперименты показывают, что в предела]
точности измерений линии АВ и CD не поворачиваются, но смещают
ся по отношению к исходной плоскости FGHE. Прямолинейная риска
нанесенная на аустенитную поверхность, в результате превращена
становится ломаной STT’S’, сохраняя непрерывность. Отрезок П
остается прямолинейным, а отрезки ST и T'S' параллельными (есл1
пренебречь небольшим изгибом реек в точках излома отрезков). Пс
речисленные особенности наблюдаются на любой поверхности об
разца, поэтому можно утверждать, что любая прямая на габитусно!
плоскости в результате превращения практически не изменяется п<
длине. Отсюда следует, что при перестройке решетки габитусно
плоскость не искажается и не вращается, т. е. она в макроскопичв
ском масштабе является приблизительно неизменной, или инвар»
антной.
При перестройке кристаллической решетки инвариантность пл,
скости раздела фаз может быть достигнута лишь в том случае, ког/
имеет место дополнительная деформация. Это можно пояснить ел,
дующей схемой. Когда фрагмент исходной фазы (рис. 5.7, а) прете]
певает превращение, заключающееся в однородной деформации pi
шетки, изменяются не только тип, размеры и форма элемснтарнс
ячейки, но и форма превращенного объема (рис. 5.7, 6). Если п|
этом рассматривать вертикальную границу участка как границу ра
дела фаз (штриховая линия на рисунке), то она изменяет свое пол
жение, т. е. инвариантность не наблюдается. Но, совместив перес
ройку решетки с пластической деформацией скольжением (рис. 5.7,
или двойникованием (рис. 5.7, г), можно сохранить неизменной фо
му макроучастка. Тогда боковая граница не изменит своего полож
ния, т.е. будет инвариантной. Но инвариантность границы достигас
ся лишь в макромасштабе, на атомном уровне она состоит из сп
пенек.
106
I’itc. 5.6. Изменение формы превра-
щенного объема и появление релье-
фа на плоской поверхности при воз-
никновении мартенситной пластины
(Схема Б. Билби и Дж. Кристиана)
с
Гис 5.7. Виды деформации при мартенситном превращении (схема Б. Билби
и Дж. Кристиана).
исходный нсдсформированный участок кристалла; б — изменение формы участка при иренра-
1ч пин в — восстановление формы участка скольжением; г — восстановление формы у ыегка
двойникованием
Рис. 5.8. Зависимость типа мартенсита
и гемпературы превращения и содср-
Hina углерода в Fe—Ni—С-сплавах
(И. Тамура).
I in .iciii существования мартенсита: / — рссч-
||н<| 1 // — баттерфляй. III — линзопикного,
IV — тонконластннчатого
L ----------------------------------
Таким образом, наличие инвариантном габитусной плоское:
мартенситного кристалла означает, что при его образовании прот
кает дополнительная, аккомодационная деформация, осуществля'
мая скольжением и (или) двойникованием. Деформацию решетки
дополнительную деформацию не следует рассматривать как самосп
ятельные последовательные стадии превращения аустенита в марте!
сит. Оба процесса протекают одновременно и неразделимы.
Сохранение инвариантной плоскости в сочетании с аккомодацией
деформации обеспечивает минимальные напряжения на плоскост
габитуса. На краях мартенситного кристалла при этом могут сохр.'
няться напряжения, приводящие к некоторому искажению решетк
исходной фазы.
Тип габитусной плоскости зависит от химического состава hcxoj
ной фазы, температуры превращения и предварительной обработк
аустенита и связан с видом дополнительной деформации. Возможна
что в конечном счете габитусная плоскость и вид дополнительной д<
формации определяются механическими свойствами исходной фаз
и прежде всего пределом текучести (упругости).
[! Типы мартенситных кристаллов. Металлографическая стру»
тура мартенсита в сплавах на основе железа может быть весьма ра
нообразной. В сталях различного состава мартенситные кристалл!
могут различаться по своей форме, тонкой структуре и способам сс
членения в ансамбле Это объясняется тем, что кристаллы мартенси
та имеют больший объем, чем аустенит, из которого они образов;
лись, поэтому при их появлении возникают значительные анизотрш
ные напряжения. Образование групп кристаллов, определенным оС
разом ориентированных друг относительно друга, приводит к умеш
шению внутренних напряжений.
В литературе существуют различные способы классификацн
мартенсита по его особенностям (признакам): кристаллически
структуре (а- пли £-мартснсит); кинетике превращения (атермич
ский, изотермический); форме кристаллов (пластинчатые, игольч
тые); способам сочленения кристаллов в группы—ансамбли; плоек
сти габитуса; легированности; температуре образования и т. д. На
более удачной и распространенной является классификация тш
мартенсита по его морфологическим признакам, в которой таю*
учитываются и другие признаки мартенсита. Так, по морфологич,
ским признакам кристаллы а-мартенсита подразделяют на четыр
основных типа: реечный, бабочкообразный (баттерфляй), пластинча
тый, или линзовидный, и тонкопластинчатый.
РДля сплавов на основе железа наблюдается определенная зави«
мость между степенью легированности твердого раствора и морс)
логическим типом мартенсита, образующимся при быстром охлаж)
108
inn В чистом железе, малоуглеродистых и низколегированных ста-
ек при закалке образуется реечный мартенсит. При увеличении ле-
i<l пванности сплавов наблюдается переход от одного типа мартен-
11 .1 к другому и в высоколегированных сплавах образуется тонко-
। н пшчатый мартенсищ В качестве примера на рис. 5.8 показана
in пмость типа мартенсита от температуры превращения и содер-
иия углерода для хорошо изученных сплавов железо—никель—
и род (И. Тимура). Подобные зависимости характерны и для дру-
стем легирования, если легирующий элемент или комбинация
Jmciitob приводит к понижению температуры М1(. Коротко опи-
рл основные особенности различных морфологических типов мар-
[гпта.
Кристаллы реечного мартенсита образуются при закалке низко-
гпрованных (малоуглеродистых) сплавов железа и представляют
Ion тонкие пластины-рейки. Каждая рейка — результат гомоген-
ен сдвига. В пределах исходного аустенитного зерна при закалке
р. |уется несколько областей, в каждой из них рейки мартенсита
[полагаются почти параллельно друг другу, образуя так называе-
|г пакеты. Поэтому такой мартенсит часто называют пакетным. |
меры пакетов зависят от величины аустенитного зерна, но чаще
к> бывают близки 3...20 мкм (рис. 5.9).
В сплавах на основе железа рсики обычно имеют толщину от 0.2
L. } мкм. Типичное соотношение размеров реек 1:7:30, т. е. длина
к» превышает ее ширину в 4...5 раз. Внутри кристаллов наблюда-
। высокая плотность дислокаций (до 10|О...-10’-см-2), поэтому ино-
1.1кой мартенсит определяют как дпслокационньиЦРеечный мар-
। Hi имеет габитус, близкий к {111 }г чаще всего его характеризу-
K.ik 1557 }г Температура начала превращения — точка Мн — на-
го выше комнатной.
< оолее легированных сплавах железа или в углеродистых сталях
И ржанием 0.5... 1.0 % С появляется другая морфологическая раз-
(дность мартенсита. Характерной ее особенностью является со-
н пне двух отдельных пластин мартенсита, образующих тупой
I (рис. 5.10). Такое сочленение кристаллов определенных ориен-
|вок приводит к уменьшению внутренних напряжений. Часто та-
। ростки имеют характерный бабочкообразный вид, поэтому в ан-
тичной литературе этот тип мартенсита носит название “бат-
</ыяп (butterfly)-MapmeHCum”. Наиболее характерную форму кри-
|лы баттерфляй-мартенсита образуют в модельных сплавах (на-
111 р Гс—18 % Сг—0.7 % С) с низкой мартенситной точкой при ма-
i шпенях превращения, когда кристаллы мартенсита располага-
h о I дельными группами в аустенитной матрице^В углеродистых
109
Рис. 5.9. Структура реечного мартенсита.
д — вид пакета, хИХ); б — светло!юльное изображение, х 27(МХ); в — земнонольное
изображение в рефлексе остаточного аустсни та, х27000
Рис. 5.10. Микроструктура стали с баттсрфляй-мартенситом, Х150.
а — начало превращения; б — развит» прсвращ нив
цях, у которых точка Мн выше комнатной температуры, тупо-
вьпые сростки кристаллов обычно окружены большим количест-
Й кристаллов реечного мартенсита. При этом затушевывается их
мкюрная форма, поэтому часто более крупные кристаллы баттер-
Й мартенсита, расположенные среди мелких реек, называют пла-
инчатым мартенситом^ Как правило, отдельная пластина мар-
ки га не представляет собой монокристального образования, как в
VinoM мартенсите, а является сростком двух вариантов мартснсит-
i кристаллов, находящихся в двойниковой взаимной ориентации,
ит иичатому мартенситу приписывают габитус |225}г Тсмперату-
Мн для баттсрфляй-мартенсита в разных сплавах изменяется от
Ьдо-30°С.
В высоколегированных сплавах и высокоуглеродистых сталях
В, У15), закаленных от высокой температуры, образуется так на-
Ьемый линзовидный мартенсит, кристаллы которого образуют
мерные группы, состоящие из остроугольных сочленений: “зиг-
||>и , “ферм”, “молний” (рис. 5.11). По своей форме кристаллы лин-
Ьдиого мартенсита напоминают выпуклые линзы и являются Про-
ниным сростком двух мартенситных кристаллов, находящихся во
импо двойниковой ориентации. Граница между ними пролегает
вредине пластины и представляет собой полосу, состоящую из тон-
Н пчастин-двойниковЗИх толщина составляет десятки нанометров.
-1 ic гь кристалла, заполненная двойниками, называется мидрибом.
111
• —
Рис. 5.11. Структура линзовидного мартенсита.
— начало превращения, х200; б — развитие превращения, х200;
о — область мицрнба, х60 ООО
При металлографических наблюдениях на шлифе мидриб выглядит
к и >лоса повышенной травимости внутри мартенситной пластины,
в при электронно-микроскопических наблюдениях двойники стано-
bi . и видимыми (см. рис. 5.11, в). По обе стороны от мидриба на пе-
Ь|<рии пластины наблюдаются хаотически распределенные дисло-
ц in. Их плотность достигает порядка 109...10,й см-2. Для многих
Жл.ш >в, в которых образуется такой тип мартенсита, точка Мн лежит
Мл и ш комнатной температуры, поэтому в них после закалки осгает-
бииыпое количество остаточного аустенита. Эти кристаллы име-
vi п лоскость габитуса, близкую к {259 }у, причем за плоскость габи-
k.i принимают плоскость мидриба.
। В некоторых высоколегированных сплавах, для которых темпе-
Иг',ра Мн много ниже комнатной (обычно от -120 до -180°С), обра-
Рптея полностью двойпикованные тонкие кристаллы. Такой мар-
мисп г называется тонкопластинчатым, или двойникованным мар-
hi итом (рис. 5.12). Его кристаллы образуют также остроугольные
Вин нения, но в отличие от линзовидного кристаллы тонкопластин-
•1<но мартенсита при столкновении могут пересекать друг друггь_|
Вне галлы этого типа мартенсита имеют габитус, близкий
В10,15}г В таких сплавах всегда сохраняется большое количество
Кепочного аустенита.
I l.iконец, отметим, что в высоколегированных железомарганце-
Ки малоуглеродистых сплавах, а также в некоторых хромоникеле-
Крх сталях может образоваться мартенсит, имеющий гексагональ-
№1< плотноупакованную решетку. Такой мартенсит носит название
UuipnieHcumaJ На практике он встречается редко. Образование
111 фазы из аустенита также происходит сдвиговым механизмом.
Крс ройку из ГЦК в ГПУ-решетку при у—е-превращении можно
Всдс I авить сдвигом каждого плотноупакованного слоя (111)Y на рас-
Кияпие а/ л/б в одном из направлений типа {112}г лежащих в той же
и ости. При этом последовательность плотноупакованных плос-
^кгсй АВСАВС... изменяется на АВАВАВ... По существу у—е-пре-
щспие можно рассматривать как накопление упорядоченных де-
|стов упаковки в аустените. Кристаллы £-мартенсита имеют вид
цепных тонких пластин с габитусом (Ш)г Такое превращение так-
t приводит к появлению рельефа на поверхости образца, причем
|4<>га выступа тем больше, чем больше ширина кристалла £-фазы.
рорядоченный характер у—Е-превращения приводит к тому, что
Вреду и £-фазами имеются ориентационные соотношения:
(1П)Т II (0001)Е,
[101]т11 [2110]е.
113
’ юл
Рис. 5.12. Тонкопластинчатый мартенсит.
— начало нрспращення, х200; б — ра.ишгие превращения, х200;
в — тонкая структура, хЗЗ ООО
Даже из краткого описания структуры мартенсита следует, что
образование новой фазы как при у—а-, так и при у—е-превращениях
сопровождается появлением дефектов кристаллической решетки.
Для реечного и периферийной части пластинчатого мартенсита эти-
ми дефектами являются дислокации, для тонкопластинчатого, мидри-
f>.i пластинчатого и баттерфляй-мартенсита — двойники превраще-
ния. Дефекты упаковки, образующие £-мартенсит, также можно рае-
мл гривать как дефекты кристаллической решетки. Появление этих
|сфектов связано с несоответствием кристаллических решеток ста-
ей и новой фаз, релаксацией напряжений, связанных с фазовым пре-
пцением, и изменением объема при превращении.
[ Тип дефектов, возникающих в мартенсите при фазовом превра-
тили, зависит от температуры превращения и связанного с ней со-
|ношения критических напряжений скольжения и двойникования,
ки критические напряжения скольжения меньше критического на-
рм ксния двойникования, то аккомодация осуществляется скольже-
км. а в противном случае — двойникованием.
Г При относительно высоких температурах мартенситного пре-
рпщения, характерных для реечного мартенсита, релаксация на-
ряжений происходит исключительно путем скольжения. Это при-
шит к тому, что в реечном мартенсите очень высокая плотность
к локаций.
При глубоко отрицательных температурах основным видом ре-
цепции напряжений в ОЦК-фазе становится двойникование. Поэто-
п тонкопластинчатом мартенсите наблюдается полностью двойни-
пиппая структура. Для двух других морфологических типов а-мар-
кита релаксация напряжений происходит как скольжением (дисло-
Цп й на периферии пластины), так и двойникованием (в мидрибе).
< 'мена механизма релаксации напряжений в значительной мере
уделяется резкой температурной зависимостью критических на-
Ижепий скольжения и двойникования. С понижением температуры
противление скольжению возрастает сильнее, чем сопротивление
шинкованию (рис. 5.13). Вследствие этого при низких температу-
х превращения двойникование мартенсита более вероятно, чем
п.жение. Несомненно, изменение соотношения между критиче-
имп напряжениями скольжения и двойникования — одна из причин
кипя легирования на изменение морфологического типа мартен-
। , по выделить этот фактор в чистом виде бывает очень трудно,
к как при легировании изменяется и прочность аустенита, и поло-
тне точки Мн.
11аконец, необходимо отметить, что возникающие при фазовом
^вращении напряжения могут вызывать деформацию исходной фа-
11 аустенита, которая происходит исключительно путем скольже-
115
III
. I Двойникование
Скольжение
н
Рис. 5.13. Схема изменений критических на-
пряжений скольжения и двойникования и ти-
па мартенсита в зависимости от температуры
(Г. Томас).
I — реечный мартенсит; II—пластинчатый мартенсит
Температура -—►
ния. Поэтому в остаточном аустените
можно наблюдать повышенную плот-
ность дислокаций. Сдвиговый характер
у—a-превращения приводит к тому,
что мартенсит может наследовать дис-
локации из исходной фазы. Как правило, в аустените при высокой
температуре плотность дислокаций невелика, так что в обычных
условиях закалки процессом передачи дислокаций из аустенита в мар-
тенсит можно пренебречь. Но для некоторых обработок, сопровож-
дающихся появлением в аустените большого количества дислокаций,
например ВТМО, становится заметным увеличение дислокаций в
мартенсите и как следствие повышение прочности стали.
(р Кинетика мартенситного превращения. В зависимости от хими-
ческого состава стали или сплавов изменяются не только температу-
ра превращения и морфологический тип мартенситных кристаллов,
но и кинетика превращения. Для сплавов на железной основе обычно
выделяют три вида кинетики: атермическую, взрывную и полностью
изотермическую^] Образование мартенсита сопровождается значи-
тельными изменениями физических свойств сплавов. Так как в подав-
ляющем большинстве железных сплавов исходная фаза (аустенит)
парамагнитна, а мартенсит ферромагнитен, то при изучении кинети-
ки превращения чаще всего измеряют магнитные характеристики
(намагниченность насыщения, магнитную проницаемость). Исследуя
сплавы, в которых ферромагнитен и аустенит, удобно использовать
измерение электрического сопротивления, или дилатометрию.
^Атермическое превращение начинается при достижении темпера-
туры Мн, положение которой для сплавов с такой кинетикой нс зави-
сит от скорости охлаждения в широком диапазоне ее изменения. Пре-
вращение происходит без инкубационного периода, практически
мгновенно, протекает с очень большой скоростью и распространяет-
ся на широкую область температур. Понижение температуры в мар-
тенситном интервале сопровождается плавным увеличением количе-
ства мартенсита (рис. 5.14). Приостановка охлаждения при любо#
температуре вызывает практически полное прекращение превраще
ния. При достижении точки Мк превращение обычно не доходит до
конца и в стали сохраняется то или иное количество остаточного
аустенита.
116
*>.14. Мартенситная кривая атермического
прощения в углеродистой стали (Г. В. Кур-
дюмов)
Л термическое превращение, как пра-
до, наблюдают в железных сплавах,
ка Мн которых лежит существенно
Вне комнатной температуры. В таких
ивах образуется реечный мартенсит^. /
I Нарывное превращение начинается со
Ьчкообразного, взрывоподобного воз-
повения достаточно большой порции
bt сисита, после чего объемная скорость превращения резко
' щипается и продолжается по атермической кинетике при пониже-
) температуры, а затем может последовать другой “взрыв”. Перво-
киьиый “взрыв”, при котором за 10Л..10-3 с может образоваться
О 70 % мартенсита, иногда оказывается единственным. В таких
илях дальнейшее накопление мартенсита происходит без замет-
К скачков. Однако зачастую скачки превращения могут неодно-
|хш> повторяться, прерывая его плавное развитц^рис. 5.15).
[Температуру начала взрывного превращения, т. е. температуру
первого скачка, принято обозначать
Одинаковые образцы одного
и того же сплава могут иметь замет-
но различающиеся точки М„ (см.
рис. 5.15)ГВзрывное возникновение
мартенсита сопровождается звуко-
вым эффектом (отчетливо слышны
щелчки) и повышением температу-
ры в локальных объемах, охвачен-
ных превращением. При взрывной
кинетике наиболее наглядно прояв-
ляется автокаталитичность мартен-
ситного превращения. Мартенсит-
ный “взрыв” заключается в том, что
образовавшаяся пластина вызывает
лавинообразное появление большой
группы пластин, j
-160 -120
Температура, °C
Рис. 5.15. Мартенситные кривые двух об-
разцов стали 35Н24Х со взрывным пре-
вращением (А. Ф. Щербакова)
117
Рис. 5.16. Микрокинетика образования мартенсита в стали 05Н31.
7 — температура; 2 — мгновенная скорость превращения
^^Взрывное превращение развивается в основном в области отри
тельных температур. При крупных взрывах обычно возникает лив
видный мартенсит с мидрибом. Его кристаллы образуют характ<
ные зигзаги и “молнии”. При взрывной кинетике превращения мож
также формироваться тонкопластинчатый мартенсит. Но в этом сл
чае крупные “взрывы” не наблюдаются, а на мартенситной крив<
появляется множество мелких скачков.—-1
Как сказано выше, при исследовании взрывного превращения
помощью обычной аппаратуры, показания которой пропорционат
ны количеству мартенсита, регистрируется несколько скачков, в пр
межутках между которыми записывается плавное нарастание стен
ни превращения. Применение импульсных магнитометров, реагиру
щих не на количество мартенсита, а на мгновенную скорость его с
разевания, позволяет изучить микрокинетику превращения, т. е. д
рактер образования мартенсита в микрообъемах образца. Оказало!
что в сплавах со взрывным превращением плавным участкам обы
ной макроскопической мартенситной кривой, располагающим
между более или менее крупными взрывами, соответствует множес
во скачков на микрокинетической кривой (рис. 5.16). Следователь!!
кажущееся плавным превращение между крупными взрывами в де
ствительности имеет микровзрывной характер. Такая картина в
блюдается, в частности, в сплавах железа с 30...32 % никеля.
([Полностью изотермическое превращение в отличие от атермич
ского или взрывного имеет ряд черт, характерных для нормальна
неупорядоченного превращения. В изотермических условиях оно н
чинается по истечении инкубационного периода и его объемная ci
рость сначала возрастает, достигая максимума, а затем снижает
118
Г. 5.17. Изотермическое образование
«ри'нсита в сплаве Н23ГЗ (Г. В. Курдю-
мов, О. П. Максимова)
lg(T+l)
гмпературную зависимость инку-
>нного периода и объемной
>сти превращения в этом слу-
U> можно описать С-образными
bi1 .iMji|(pHC. 5.17). Наблюдаемое
i снижении температуры увели-
Ь||чс скорости превращения обу-
iiiti. оно ростом термодинамического стимула, а ее уменьшение —
йшжением энергии тепловых колебаний.
I При непрерывном охлаждении образование мартенсита в сплавах с
атермической кинетикой зависит от скорости понижения температу-
b чем выше последняя, тем при более низкой температуре начинает-
I превращение!! Вследствие этого понятие о мартенситной точке Мн
ыювится неопределенным. Иногда в качестве условной мартенсит-
№ ючки принимают температуру, ниже которой возможно образова-
1<- мартенсита (на рис. 5.17 она указана штриховой линией). Из рис.
следует, что при достаточно быстром охлаждении до низких тем-
ур образование мартенсита может быть полностью подавлено и
ца превращение происходит при последующем нагреве. Превраще-
нии нагреве возможно и после охлаждения, при котором образова-
». некоторое количество изотермического мартенсита.
Следует особо подчеркнуть, что при изотермической кинетике
। .шлются все основные черты мартенситного превращения. Рост
ильных кристаллов происходит с большой скоростью, не завися-
и ог температуры. Превращение распространяется на интервал
щератур и в изотермпчесих условиях до конца не идетлДИзотерми-
|.ос превращение характерно для высоколегированных железных
|инов с точкой Мн, лежащей ниже комнатной температуры.
< 1руктура мартенсита, возникающего в сплавах с изотермиче-
111 кинетикой, разнообразна и зависит от химического состава
Inna. Кристаллы изотермического мартенсита в сплавах Fe—Ni—
1 е—Ni—Мо могут быть частично двойникованы, с мидрибом
J))Y, не параллельны плоскости габитуса, близкой к {112}^. В спла-
11;с—Ni, Fe—Cr—Ni и других по быстрой изотермической кинети-
образуются пакеты тонких кристаллов с габитусом {111)у, пересе-
фмые общим мидрибом (259}у, или без него (реечный мартенсит).
। и ютермической кинетике может формироваться и “баттерфляи”-
ченсит.
119
В некоторых сплавах с точкой Мн выше комнатной температурь
мартенситное превращение в которых можно рассматривать ка|
атермическое, существуют две области температур—вблизи М„ и М,
в которых мартенсит образуется в изотермических условиях. По мс
ре удаления от концов мартенситного интервала и приближения к ег
середине объем изотермически образующегося мартенсита уменыш
ется вплоть до полного исчезновения. Это явление можно объяснит
допустив, что превращение в таких сплавах по своей природе изотер
мическое, но протекает настолько быстро, что скорость в средней ч;
сти мартенситного интервала не поддается измерению и изотерми1
ность может быть обнаружена лишь вблизи Мн и Мк, т. е. в облает»
температур с относительно низкой скоростью зарождения криста,
лов. Описанная разновидность кинетики образования мартенсита ш
лучила название быстрого изотермического превращения.
Причины существования различных кинетических типов марты
ситных превращений и связанных с ними морфологических разнови,
ностей мартенсита не вполне ясны. Вероятно, эти особенности пр<
вращения определяются механизмом релаксации структурных напри
жений. Механизм релаксации в свою очередь определяется термодп
намическим стимулом у-»а-перестройки, температурой превращу
ния, пределом текучести аустенита, критическими напряжениям
скольжения и двойникования в мартенсите.
’J'B некоторых сплавах удается наблюдать как изотермическое, та
и атермическое мартенситные превращения, протекающие в той иг
иной последовательности-J Так, в стали 05Н24М5 изотермическг
превращение при понижении температуры сменяется взрывным, а
стали 10Х17Н4 атермическое (не взрывное) превращение начинает
на несколько десятков градусов выше появления изотермическо
мартенсита. В сплавах с преимущественно взрывной кинетикой в
большое количество изотермического мартенсита может возника
как выше М„, так и после больших скачков превращения.
^Постепенный переход от одного типа превращения к другому м
жет наблюдаться при изменении состава сплава. [Такая законом®
ность характерна для железоникелевых сплавов. При изменении t
держания никеля приблизительно от 29 до 30 % обычная атерми*
ская кинетика заменяется взрывной, причем этому переходу соотвс
ствует изменение структуры. В сплавах, содержащих менее 29 % в
келя, образуется реечный мартенсит, а при содержании никеля око.
30 % и более возникает линзовидный мартенсит с мидрибом.
Изложенное выше позволяет считать, что различия между оснс
ными кинетическими типами превращении не принципиальн
Взрывное образование мартенсита можно рассматривать как пр
дельное выражение атермической кинетики превращения. В то .
120
цн’мя атермическое превращение можно представить как изотерми-
•»ц« кос, но идущее с очень высокой скоростью уже во время охлажде-
ип до любой из температур мартенситного интервала. |
| < остояние исходной фазы также существенно влияет на мартен-
11 пос превращение. В некоторых сталях, претерпевающих мартен-
превращение, аустенит при относительно низких температу-
ра представляет собой пересыщенный твердый раствор. Тогда при
Ьлснном охлаждении от высоких температур или при выдержке по-
* калки в области от 400 до 800 °C, т. е. намного выше М„, он мо-
спадаться. Образование при распаде зон Гинье—Престона, ча-
I метастабильных и стабильных фаз, изменение химического со-
Жи твердого раствора, его напряженного состояния и механиче-
х свойств неизбежно сказывается на развитии мартенситного пре-
щения.
। Начальные стадии распада пересыщенного аустенита снижают
La более глубокий распад, сопровождающийся значительными из-
шс пнями химического состава у-раствора, приводит к повышению
|>тенситной точки. Эти изменения Мн наблюдаются независимо от
lu.i выделяющейся фазы (карбиды или интерметаллиды) и исходной
Bic гики мартенситного превращения.
В качестве примера рассмотрим влияние старения на мартенсит-
м превращение в двух сталях: 40Н15Х2 с карбидной и 05Н23ЮЗХ2
in герметаллидной фазами выделения.
Низкотемпературное трехчасовое старение (при 425...475 °C), с
hunt стороны, должно повышать мартенситную точку вследствие
кдпения аустенита элементами, образующими зоны или фазы вы-
еппя, а с другой — понижать Мн вследствие термической стабили-
biriii аустенита, обусловленной закреплением дислокаций примеся-
п внедрения и дисперсными частицами*. Результирующее снижение
•„ (рис. 5.18) означает, что последний фактор действует сильнее.
Мличение продолжительности выдержки при 450 °C более 3 ч при-
мни сначала к уменьшению снижения Мн стали 40Н15Х2, а затем и
гс повышению. Это вызвано усилением обеднения аустенита угле-
вом при мало меняющейся степени стабилизации. Мартенситная
'I > । стали 05Н23ЮЗХ2 непрерывно снижается с увеличением про-
пжптельности выдержки; следовательно, стабилизация аустенита
ли стали усиливается, а действие химического фактора невелико.
При температурах выше 600 °C термическая стабилизация аусте-
j.i не развивается, поэтому в результате высокотемпературного
ipi пия (при 600...700 °C) наблюдается повышение Мн, обусловлсн-
• О термической стабилизации аустенита см. в разделе 5.3.
121
Температура старения,°C
Рис. 5.18. Изменение мартенситной точи
и твердости при старении сталей 40Н15Х
(/), упрочняемой карбидами,
05Н23ЮЗХ2 (2), упрочняемой интерм
таллидами (Ю. Б. Пейсахов)
ное обеднением аустенита элемен
тами, снижающими ее: углеродом
хромом в стали 40Н15Х2 и никеле
в стали 05Н23ЮЗХ2*.
Заметим, что максимуму твердо
сти аустенита при старении соотве
ствует снижение Мн стали 40Н15>
с карбидной фазой выделения, а Л
стали 05Н23ЮЗХ2, упрочняемой и|
терметаллидами, повышается (ci
рис. 5.18).
Старение может сопровождат
ся не только понижением темпер
туры Мн, но и изменением кинетш
мартенситного превращения. Так, в сплаве 05Н23ЮЗХ2 с исходи
изотермической кинетикой и реечным мартенситом после старею
аустенита при 475 °C в течение 120 ч наблюдается взрывной тип пр
вращения с образованием линзовидного мартенсита.
5.2. МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ В УГЛЕРОДИСТЫХ СТАЛЯХ
В углеродистых сталях мартенсит является пересыщенным тве
дым раствором внедрения углерода в а железе. В решетке ОЦК ат
мы углерода занимают октаэдрические поры (центры граней и сер
дины ребер элементарных ячеек). Специфика углеродистого марте
сита заключается в том, что атомы углерода упорядоченно распол
гаются вдоль одного из направлений типа <001>, в результате че1
решетка мартенсита становится тетрагональной. Из рис. 5.19, а ви
но, что, если атомы углерода расположены в направлении [001], i
параметр с больше а. С увеличением содержания углерода в марте
* При старении стали 05Н23ЮЗХ2 образуются частицы Ni3AI, поэтому ау
тенит обедняется и никелем, и алюминием. В сплавах с 22...23 % Ni алюминий н
сколько повышает М„, поэтому удаление его из раствора приводит к обратное
эффекту — ослабляет повышение мартенситной точки, вызванное связывани
части никеля в интерметаллиды.
122
в параметр с возрастает, а параметр а слабо уменьшается (рис.
13<)) Отношение с/а характеризует степень тетрагональности решет-
ки мартенсита. Это отношение линейно связано с концентрацией уг-
- ида в твердом растворе:
с/а = 1 + 0,046 (%С).
(5.3)
Рассмотренные в предыдущем разделе схемы перестройки решет-
| н । ГЦК в ОЦК применимы и для углеродистых сталей, когда в
Одессе превращения из аустенита образуется мартенсит с объемно-
игрированной тетрагональной решеткой (ОЦТ). Следует лишь
। гывать, что при использовании схемы, предложенной Г. В. Кур-
ковым и Г. Заксом, для получения решетки ОЦТ величина сдвигов
жна быть немного меньше тех, которые переводят решетку ГЦК
Г>ЦК.
Для того чтобы проследить, как перестройка решетки при мар-
И‘ и гном превращении сказывается на положении атомов углерода,
^пользуемся схемой Бейна (рис. 5.19, б). В решетке ГЦК атомы уг-
нала располагаются в октаэдрических порах, центры которых сов-
Ьнот с центрами элементарных ячеек и серединами их ребер. Эти
нищи кристаллографически равноценны. Поэтому атомы углеро-
распределены по междоузлиям решетки статистически равномер-
Искажения решетки, создаваемые атомами углерода, также рав-
рпо распределены вдоль кристаллографических осей, и решетка
Мстся кубической при любой концентрации твердого раствора.
с перестройки решетки атомы углерода будут находиться в ок-
(рических порах решетки мартенсита вдоль одного из направле-
иша <001>. Так, в выделенной в решетке ГЦК тетрагональной
йке (см. рис. 5.19, б) они оказываются расположенными либо в
। рах горизонтальных граней, либо на серединах ребер, параллель-
Расчеты, проведенные К. Зинером и А. Г. Хачатуряном, показа-
чп> упругая энергия, связанная с искажениями решетки атомами
творенного углерода, зависит от характера распределения этого
мента по октаэдрическим порам и минимальна при упорядочен-
। расположении всех атомов углерода в одном из направлений
И . Следовательно, упорядоченное расположение атомов углсро-
ио междоузлиям а-решетки, возникающее в результате мартен"
н» о превращения, термодинамически стабильно-
В каждом кристалле мартенсита, соответствующем одной орисн-
Ьпвке (или варианту о.с. К—3), атомы углерода располагаются в
правлении только одной оси <100>, совпадающей с осью деформа-
123
Рис. 5.19. Расположение атомов углерода в ячейке мартенсита.
Крестиками указаны возможные положения а гомон углерода
Рис. 5.20. Зависимость периодов решетки мартенсита (л) и их соотноше- -
ния (б) от содержания углерода в стали '
Содержание углерода, %
Рис. 5.21. Влияние содержания углерода на температуры начала и конца
мартенситного превращения (л) и количество остаточного аустенита при
охлаждении до комнатной температуры (6) (А. П. Гуляев)
(Jun Есина. Так как при мартенситном превращении, как описывалось
ишес, в зерне аустенита возможна деформация решетки в трех вза-
имно перпендикулярных направлениях, то для 24 ориентировок мар-
h и< in а упорядочение атомов углерода произойдет по всем трем осям
hinл <100> аустенита, приводя к образованию тетрагональной pe-
in ।ки мартенсита.
Такое равновесное, полностью упорядоченное распределение
h< 'М< >в углерода по октаэдрическим междоузлиям наблюдается толь-
Ъ при низких температурах. С повышением температуры подвиж-
ть атомов углерода возрастает и следует ожидать, что упорядо-
Ьоюе расположение углерода по междоузлиям будет нарушаться, а
Ьпспь тетрагональности мартенсита снижаться вплоть до полного
►ic пювения уже при комнатной температуре. Но в действительнос-
| тстрагональность решетки мартенсита сохраняется не только при
(мнатной, но частично даже при более высоких температурах (в уг-
Ьодистых сталях до 350 °C). Это противоречие можно разрешить,
рш учесть, что изменение параметров решетки мартенсита вследст-
k перераспределения углерода по междоузлиям вызывает появле-
к* дополнительной энергии, обусловленной нарушением упругого
|П!ювесия кристалла мартенсита с остаточным аустенитом и сосед-
ями кристаллами мартенсита. Вследствие этого разупорядочение
bж т происходить лишь до такой степени, при которой дополни-
рн»ная упругая энергия не превышает энергетического выигрыша,
щ энного с перераспределением углерода по октаэдрическим меж-
Кзлиям и снижением тетрагональных искажений решетки.
! В углеродистых сталях мартенситное превращение имеет атерми-
ккий характер. Оно протекает с очень большой скоростью; его раз-
и ис происходит в широкой области температур, и количество обра-
рпщегося мартенсита определяется степенью переохлаждения ниже
пки Мн (см. раздел 5.1), положение которой не зависит от скорости
^зждения в очень широком интервале скоростей. -Д
р При небольшом переохлаждении углеродистых сталей ниже Ми
||пенситное превращение может получать незначительное разви-
k и в изотермических условиях. Количество образующегося при
*i)M мартенсита обычно не превышает нескольких процентов, а са-
h превращение быстро затухает. По мере удаления от Мн объем из
Ьрмического превращения уменьшается до полного исчезновения. 1
I I I Толожение Мн зависит от температуры Т() и связано прежде все-
L с химическим составом аустенита, который может не совпадать с
нтавом стали, если при нагреве не все фазы растворены. Особенно
Ь иьпое влияние на температуру начала мартенситного превращения
Ь.иывает углерод. С увеличением его содержания снижается не
125
Содержание легирующего
элемента, мае. %
Рис. 5.22. Влияние легирующих элемент!
на положение мартенситной точки Мн д.
стали с 1 % углерода (В. Д. Садовский)
гствии <
?£j Сравнимое с углеродом понижающее действие
только точка Мн, но и Мк, т. е. вег
интервал мартенситного превращ
ния (рис. 5.21, а)/В низкоуглерод
стых нелегированных сталях инте
вал мартенситного превращен!
находится выше комнатной темп
ратуры. В этих сталях после око
чания мартенситного превращен!
количество остаточного аустени1
не превышает нескольких проце
тов. При содержании в аустенит
более 0,5 % углерода точка Мк ст
новится ниже комнатной темпер
туры. Поэтому при охлаждении вт
сокоуглеродистых сталей до комнатной температуры мартенситн!
превращение не заканчивается и в структуре наблюдается пов,
шенное количество остаточного аустенита (рис. 5.21, б). Чтобы уг
личить содержание мартенсита и соответственно снизить количес
во остаточного аустенита, высокоуглеродистые стали следу,
охлаждать в область отрицательных температур. Необходимо по
черкнуть, что для заэвтектоидных сталей положение Мн и колич
ство остаточного аустенита зависят от температуры аустенитиз
ции, в соответствии с изменяющимся при этом содержанием углер
да в аустенитз ~
точку Мн оказывает и другой элемент внедрения — азот.
Г~В сталях умеренной легированности большинство легирующ'
элементов снижают температуру начала мартенситного превраш
ния (рис. 5.22). Особенно сильное воздействие оказывает марганс
значительно слабее влияют хром и никель. Кремний почти не оЯ
зывает влияния на точку М,„ а кобальт и алюминий ее повышай
Если в стали присутствует несколько легирующих элементов, то 1
действие на точку М„ нельзя определить простым суммирование
поскольку эффективность того или иного элемента зависит не тол
ко от его концентрации, но и от присутствия других элементов^П
различном содержании углерода влияние легирующих элементов
точку М„ также может быть различным. Тем не менее существу
ряд эмпирических уравнений для определения точки Мн в зависим
сти от характера легирования стали. Одно из таких уравнений д
126
|ЛСН,
содержащих 0.2...0.8 % углерода, предложено А. А. Попо-
л
Мн = 520 - 320%С - 45%Мп - 30%Сг - 20(%Ni + %Мо) -
- 5(%Si + %Cu). (5.4)
I 'асчеты по этому уравнению неплохо согласуются с эксперимен-
1.НЫМИ данными.
< ложное воздействие на точку Мн могут оказывать сильные кар-
пбразующие элементы — ванадий, ниобий и титан. При малых со-
»аниях они повышают точку Мн, а при больших — понижают,
ышение Мн обусловлено связыванием углерода в труднораство-
ы е карбиды и снижением его содержания в аустените.
Характер влияния легирующих элементов на точки Мн и Мк мо-
быть неодинаков, что возможно связано с изменением состояния
ойств аустенита в ходе мартенситного превращения, происходя-
। в различной степени в сталях разного состава. Тем не менее все
прующие элементы, снижающие точку Мн, обычно способствуют
1ичснию количества остаточного аустенита.
II углеродистых сталях тип образующихся кристаллов мартен-
«ависит от содержания углерода. В мало- и среднеуглеродис-
пелегированных сталях формируется реечный мартенсит с га-
Ьсом {111 )г При содержании углерода около 0.6 %, когда точка
существенно снижается, в структуре наряду с реечным появля-
I сметное количество пластинчатого мартенсита. В интервале
. 1.0 % углерода сосуществуют два типа мартенсита, причем с
личснием содержания углерода происходит постепенный пере-
от реечного мартенсита к пластинчатому. Если при аустенити-
1HI осуществляется полный перевод углерода в аустенит, то в
ч и с содержанием углерода более 1.0 % при охлаждении образу-
। только пластинчатый мартенсит^ При содержании углерода,
|рсвышающем 1.4 %, этот мартенсит имеет габитус {225 )7, а при
Ыпих содержаниях углерода — {259)Г/Когда аустенитизация
водится при температурах, незначительно превышающих точку
. и часть цементита остается нерастворенной, то и в высокоуг-
идистых сталях наблюдается смесь реечного и пластинчатого
тспсита./
Происходящий с увеличением содержания углерода переход от
много к пластинчатому мартенситу, по-видимому, связан с измене-
м механизма аккомодационной деформации при превращении.
। обусловлено тем, что углерод вызывает значительное упрочне-
пустенита и повышает критические напряжения, от которых за-
И1 развитие скольжения. I
127
Ц Легирующие элементы, приводящие к снижению точки Мн, та^
же, как и углерод, способствуют переходу от реечного к пластинча
тому мартенситу/ В средне- и тем более высоколегированных сталя
образование заметного количества пластинчатого мартенсита (д
10...20 %) можно наблюдать уже при содержании углерода 0.3...0.4 Ч
В легированных сталях с 0.5...0.6 % углерода, по данным разных ш
следователей, количество пластинчатого мартенсита может достп
гать 25...50 %.
Из приведенных данных следует, что/в промышленных углероди
стых и малолегированных сталях наблюдаются в основном два тип
мартенсита: реечный и пластинчатыйДГаккак/основной структурно
составляющей большинства конструкционных сталей, подвергаемь
термической обработке на мартенситную структуру, является ped
ньщ мартенсит, рассмотрим подробно особенности его строения^
[ Одна из особенностей реечного мартенсита заключается в отсу
ствии в нем двойников превращения, другая—в способности его кр|
сталлов-реек группироваться в пакеты. При образовании реек bi
полняются вполне определенные ориентационные соотношения Maj
тенсит—аустенит/Как показали исследования, в углеродистых стала
они не совпадают с ориентационными соотношениями Курдюмова-
Закса или Нишиямы, а являются промежуточными между ними. Д:
большинства сталей плоскость (011)а отклоняется на угол 1° от (111
а направления [ 111 ]а — примерно на 2° от [101L и [011 ]а — на 3° <
[U2L. F—
Следовательно/в среднеуглеродистых сталях реально отсутстн
ет точная параллельность между плотноупакованными плоскости!
и направлениями в решетках двух фаз, участвующих в превращен!!
Предполагают, что такая особенность может быть обусловлена м
нимизацией энергии упругих искажений (напряжений) в системе мп
В пакете рейки, имеющие форму пластин, располагаются пол
параллельно друг другу, поэтому при металлографическом наблку
нии может создаться впечатление, что они имеют единую ориет
ровку. Нс/рёзультаты электронно-микроскопического и рентгенсх
руктурного анализов показывают, что в каждом пакете присутст!
ют рейки шести ориентировок. При этом доля каждой ориентиров!
практически одинаков^]
Набор ориентировок в пакете не случаен, так как они подчиняв:
ся определенным закономерностям, связанным с механизмом прев}
щения. Во-первых, для каждой из шести ориентировок мартенсш
образующих пакет, плоскость {110 )а почти точно совпадает с одн
и той же плоскостью аустенита (111}у, входящей в ориентационп
соотношение. По этой плоскости аустенита происходит так назыш
128
V23. Стандартная полюсная фигура
н нснтного пакета (lll)r сечение
(001 )г
положение осей бажовских деформаций,
положение осей сдвиговых деформаций;
шотвстсгвукицая им нумерации габитусных
треугольников
и первый сдвиг при мартенсит-
м превращении, следовательно,
п всех кристаллов мартенсита в
icic имеется одна и та же плос-
<1. первого сдвига, что, по-види-
)мх. связано с автокаталитичнос-
1- превращения. Эта плоскость
R 11, и определяет тип пакета. В аустенитном зерне существуют че-
•|u равноценные плоскости (И1 )г Отсюда следует, что в одном
“'itiniTHOM зерне могут существовать пакеты мартенсита только
। ырсх типов.
В< вторых, в пределах одного пакета присутствуют мартенсит-
г кристаллы, для набора которых реализуются все возможные для
на аустенита деформации Бейна, каждая из них при превращении
водит к тетрагональному искажению решетки мартенсита и к
I»-тропному изменению объема. Как уже отмечалось, перестрой-
ч । истки ГЦК аустенита в решетку ОЦК (ОЦТ) мартенсита может
1 описана двумя видами деформации: бейновской и сдвиговой,
fci бейновской деформации является ось <001>г Рассмотрим по-
лую фигуру мартенситного пакета для сечения (001)7 (рис. 5.23),
Второй обозначены нормали к плоскостям аустенита типа (001 }7
Ьмали к плоскостям типа (001 )аобразовавшихся кристаллов мар-
та. Можно видеть, что в одном квадранте полюсной фигуры
гыствуют шесть полюсов мартенсита (001)а, соответствующих
тп мартенситным ориентировкам. Они группируются попарно
3—4, 5—6) около каждого полюса типа {001 )7 аустенита (угол
иду полюсами мартенсита и аустенита составляет около 10°). Это
>дит при мартенситном превращении к одинаковому увеличе-
длины вдоль трех взаимно перпендикулярных осей решетки, по-
Л“ ’ при образовании пакета бейновская деформация реализуется в
направлениях. В результате в пределах пакета происходит ква-
»чн ропное изменение объема, что позволяет пакету расти без осо-
<н раничений и достигать значительных величин.
Наконец, отметим, что кристаллические решетки для ориентиро-
мар генсита 1—6, 2—3, 4—5 находятся друг относительно друга в
Ыппковом положении. Наличие трех пар ориентировок, находя-
129
Рис. 5.24. Схема строения пакета рееч-
ного мартенсита (М. А. Штремель)
щихся в двойниковом положении,
влияет на характер сдвиговой де-
формации в пакете при мартен-
ситном превращении. Для каждой
пары ориентировок направление сдвиговых деформаций имеет про-
тивоположные знаки. Следовательно, и сдвиговая деформация будет
в значительной мере скомпенсирована в пределах одного пакета.
Таким образом, пакет является не конгломератом произвольно
ориентированных мартенситных кристаллов, а своеобразным ансамб-
лем самосогласующихся кристашюв-реек, при образовании которого
минимизируются возникающие при мартенситном превращении на-
пряжения, как дилатационные, связанные с деформацией Бейна, так и
сдвиговые. Образование пакета вместо набора произвольно располо-
женгтых кристаллов оказывается термодинамически выго ним.
Кристаллы реечного мартенсита представляют собой тонкие пла-
стины, которые практически полностью заполняют объем бывшего
зерна аустенита. Рассмотрим их пространственное расположение в
пакете. Одна из возможных схем строения пакета, предложенная
М. А. Штремелсм, приведена на рис. 5.24. Реечные кристаллы мар-
тенсита расположены в пакете послойно. В каждом слое располага-
ются кристаллы двух ориентировок, находящиеся в двойниковом по-
ложении, но не образующие один двойникованный кристалл. Напри-
мер, первый слой сложен кристаллами с ориентировками 1—6, а над
ним располагается слой, образованный кристаллами с ориентировка-
ми 2—3, также находящихся в двойниковом положении. Габитусная
плоскость реечных кристаллов мартенсита отличается на небольшой
угол от плоскости {111 )у, поэтому можно считать, что пластины мар-
тенсита лежат параллельно этой плоскости. Но во втором слое они
повернуты на угол 60° относительно кристаллов первого слоя. В тре
тьем слое располагаются кристаллы с ориентировками 4—5, также
развернутые на угол 60° относительно второго слоя. Четвертый слои
повторяет первый, пятый — второй и т. д.
описывает изменение металлографически на-
реечного мартенсита в зависимости от сечения
пакета. Известно, что для большинства произвольно выбранных се-
чений пакета наблюдается структура, которая состоит из набора тон-
ких параллельно расположенных кристаллов(рис. 5.25, б). В то же
время в сечении, близком к плоскости {111 )г кристаллы мартенсита
образуют сочленения, близкие к равносторонним треугольникам
jTa схема хорошо
блюдаемой структуры
130
Рис. 5.25. Строение пакета мартенсита в различных сечениях.
и — сечение и плоскости (111)г х500 (Л. Дснченко): б — произвольное ссчскис, *500
Врае. 5.25, а). Легко убедиться, что при различных сечениях пакета,
^•(ставленного на рис. 5.24, можно получить картины, подобные на-
шодаемым структурам.
11ри мартенситном превращении на месте одного монокристаль-
Ld юрна аустенита, внутри которого отсутствовали границы, обра-
Ьтся большое количество мартенситных кристаллов, разделенных
tvi-рифазными границами различного типа. Строение границ между
Ксдпими рейками зависит от их ориентации. В пределах пакета
Ц- • по рассчитать и измерить величину угла разориентировки между
Ьвыми кристаллами мартенсита и описать тип границ между этими
шс галлами. Эти границы могут быть малоугловыми, близкими к
Ьй пиковым и большеугловыми,—Ь
I Методами рентгеноструктурного анализа и электронной мик-
•»копии в реечном мартенсите обнаружен остаточный аустенит,
,|рчрый располагается по границам реек и пакетов в виде тонких
Вослоск толщиной 10...50 нм..Обнаружить эти прослойки в опти-
Jh ом микроскопе не удается. Их расположение можно надежно
Иблюдать лишь при электронно-микроскопическом исследовании,
К>гд.1 съемка на просвет ведется в рефлексах остаточного аустени-
(см. рис. 5.9).||Его существование в мало- и среднеуглеродистых
тлях связано не с понижением точки Мк ниже комнатной темпе-
Вягуры, а с возникновением при мартенситном превращении боль-
ших сжимающих напряжений, стабилизирующих остаточный аус-
131
В сталях с содержанием углерода 0,6 % и более, как отмечалось
ранее, образуется пластинчатый мартенсит. Его кристаллы груп-
пируются в ансамбли иного типа и по иным закономерностям, чем па-
кеты реечного мартенсита. Как правило, объем аустенитного зерна
при этом лишь частично заполняется кристаллами мартенсита, по-
этому в структуре стали содержится значительное количество оста-
точного аустенита который можно наблюдать и металлографически
(см. рис. 5.11). 1—•
Поведение углерода в мартенсите.!В мартенсите, образующемся
в углеродистых сталях, заметное развитие получают процессы пере-
распределения атомов углерода, а также распад пересыщенного твер-
дого раствора.
/Перестройка решетки аустенита в мартенсит не приводит к тому,
что все атомы углерода располагаются упорядоченно, т. е. находятся
в октаэдрических порах вдоль направлений типа <001>а. Такое состо-
яние характеризуется повышенной энергией кристаллической решет-
ки, поэтому в свежеобразованном мартенсите начинает происходить
перераспределение атомов углерода по междоузлиям. Для этого ока-
зывается достаточным их перемещение в пределах элементарной
ячейки.) При завершении упорядочения степень тетрагональное™ ре-
шетки должна соответствовать выражению (5.3).
( При комнатной температуре перераспределение атомов углерода
по междоузлиям заканчивается практически за несколько минут.
Очевидно, что данный процесс замедляется при охлаждении в об-
ласть отрицательных температур. Об этом свидетельствуют экспери-
менты (Л. И. Лысак), проведенные на сталях с 0.6...0.7 %С и 6...7 %
Мп, у которых точка Мн находится ниже комнатной температуры. Ес-
ли такие стали после аустенитизации резко охладить до -180°С, то
образовавшийся мартенсит при этой температуре имеет существенно
меньшую степень тетрагональности решетки, чем это следует из
уравнения (5.3). Такой мартенсит был назван %'-мартенситом. Ото-
грев стали до комнатной температуры сопровождается перераспреде-
лением атомов по междоузлиям и ростом степени тетрагональности
решетки мартенсита, пока она не достигнет равновесной величины. |
‘ В свежеобразованном мартенсите, кроме процессов упорядоче-
ния, происходит диффузия атомов углрода к дислокациям и другим
дефектам кристаллического строения. В результате около дислока-
ций образуются атмосферы Коттрелла. Движущая сила процесса в
этом случае определяется уменьшением упругой энергии искажений
решетки, обусловленной размещением атомов углерода в междоузли-
ях.у Как показали эксперименты, дислокации в решетке мартенсита
могут связать до 0.1...0.2 % углерода^Для образования атмосфер Кот-
трелла необходима диффузия углерода на достаточно большие рас-
132
<1 пиния. Поэтому данный процесс требует большего времени, чем
упорядочение: при комнатной температуре он завершается за не-
вм > 1ько часов. Чем выше температура, тем быстрее перемещаются
томи углерода к дислокациям./Поэтому в сталях с высокой точкой
111, формирование атмосфер Коттрелла в значительной степени про-
чкаст уже во время охлаждения в мартенситном интервале.
11аряду с атмосферами Коттрелла в свежеобразованном мартен-
HII с возникают плоские скопления атомов углерода одноатомной
Ьщнцнны — кластеры. Их появление можно рассматривать как ран-
Ьш> стадию распада пересыщенного твердого раствора, каковым яв-
|и 1ся мартенсит. При достаточно длительных выдержках при ком-
тпой температуре распад мартенсита сопровождается образовани-
м нысокодисперсных карбидов, решетка которых когерентна с рс-
* । кой матрицы*. При выделении карбидов степень тетрагонально-
Ьрешетки мартенсита уменьшается.!/
। В углеродистых и легированных сталях с содержанием углерода
Внес 0.6 % ввиду того, что точка Мн находится при сравнительно вы-
Г»к чх температурах, распад мартенсита с выделением карбидной фа-
ll может получать существенное развитие уже во время охлаждения
мартенситном интервале. Это явление называется самоотпуском
тартенсита. При интенсивном протекании самоотпуска мартенсит
Ъиобретает существенную неоднородность по тетрагональности ре-
I Л. ВЛИЯНИЕ РАЗЛИЧНЫХ ВОЗДЕЙСТВИЙ НА МАРТЕНСИТНОЕ
ПРЕВРАЩЕНИЕ
/ Н тяние условий охлаждения. В сплавах на основе железа на ки-
Тмкч мартенситного превращения оказывают влияние скорость
Ьижцения и его приостановка как в интервале Мн—Мк, так и в аус-
нп ной области
Выдержки во время охлаждения ниже точки Мн могут заметно
кмочить мартенситное превращение. Это явление называется тер-
цегкой стабилизацией, или просто стабилизацией аустенита. Ес-
нри охлаждении стали сделать выдержку в пределах мартснситно-
йп гервала, то при возобновлении охлаждения образование мартен-
Г.1 начнется не сразу, а лишь после некоторого понижения темпера-
|'Ы, что в конечном счете приведет к увеличению количества оста-
чного аустенита] (рис. 5.26).Если температуру выдержки обозна-
* Колее подробно о процессах распада мартенсита см. в главе 8.
133
Рис. 5.26. Вид мартенситных кривых при
непрерывном охлаждении (7) и охлажда
нии с выдержкой при температуре t„ (2).
М,г— температура возобновления превращения
чить tn, а температуру возобновлени
превращения Мн', то величина 0
= tn - Мн характеризует степень стг
билизации аустенита.
^"Стабилизация аустенита усилц
вается с понижением температура
выдержки и увеличением ее продол
жительности. В некоторых случая
достигается полная стабилизация
при которой продолжение охлаждения по окончании выдержки н,
вызывает превращенцзц/Для каждой стали можно указать некую тем
пературу Мс, заключенную внутри мартенситного интервала, выш
которой стабилизация не развивается. Чем ниже охлаждена сталь п
отношению к Мс, тем сильнее проявляется стабилизация/ Граничнс
температуре Мс соответствует определенное количество мартенсит
различное в разных сталях (от 20 до 50 % ориентировочно).
(Эффект термической стабилизации проявляется и в условиях н
прерывного охлаждения. В этом случае он зависит от скорое!
охлаждения. Чем она выше, тем в меньшей мере получает развит]
стабилизация, что приводит к уменьшению количества остаточно!
аустенита.
[Основной причиной стабилизации аустенита является закрепл
ние дислокаций, возникающих во время превращения, атомами у™
рода и азота. Примесные атмосферы могут возникать на скопления
дислокаций — вероятных местах зарождения мартенсита, на гращ
цах уже имеющихся мартенситных зародышей и, наконец, просто п
хаотически расположенных дислокациях, повышая сопротивлени
сдвигу в аустените. Все это должно затруднять превращение аустенн
та в мартенсит. Подтверждением этой точки зрения служит то обстя
ятельство, что в очень чистых сплавах, практически не содержащц
углерода и азота, стабилизация аустенита не наблюдается^
^Термической стабилизации аустенита в интервале так»
может способствовать релаксация напряжений у краев мартенситнь
кристаллов при остановке охлаждения. Такие напряжения, как сказ1
но выше, обеспечивают автокаталитичность превращения.
Стабилизация аустенита может развиваться не только ниже, нс
выше мартенситной точки Мп. Она наблюдается в сплавах как с из
термической, так и с взрывной кинетикой превращения, j
134
Г 5.27. Влияние скорости охлажде-
на температуру у—а-превраще-
и железе, содержащем 0,005 %
углерода (Д. А. Мирзаев).
I—IV — ступени превращения
Скорость охлаждения, град/с
I Развитие стабилизации вы-
I Мн может быть обусловлено
пикновением в аустените
микронеоднородностей раз-
ной природы. Конкретными
чипами стабилизации могут
1 закрепление дислокаций
мссями внедрения, возник
гипс областей концентрационной неоднородности, образование
стеров, зон Гинье—Престона или дисперсных частиц, а также
> псе упорядочение атомов углерода в сталях с высоким его со-
гапием, легированных повышенным количеством карбидобразу-
1ич элементов.^
Выше не раз подчеркивалось, что изменение скорости охлажде-
и широком интервале не сказывается на положении мартенсит-
‘ точки Мн. Такой вывод справедлив для условий охлаждения,
мио реализуемых при проведении термической обработки на про-
исгве.
Ра житие экспериментальной техники позволило достичь очень
|>кпх скоростей охлаждения в твердом состоянии вплоть до
1 р.зд/с. Применение такой аппаратуры для исследования мартен-
ii.ix превращений привело к получению принципиально новых
пых результатов (Д. А. Мирзаев, О. П. Морозов). Для железа, со-
>ащего 0.005 % С, было установлено, что с увеличением скорости
> кдения температура у-эа-превращения сначала плавно понижа-
ло 820 °C, а затем остается неизменной, пока скорость охлажде-
но превысит 2104 град/с. При этой критической скорости охлаж-
< i температура превращения скачком понижается до 720°С и
I. остается неизменной до достижения следующей критической
•ости охлаждения 5-104 град/с. При дальнейшем ускорении охлаж-
|я подобные скачки дважды повторяются и, таким образом, в же-
с 0,005 % углерода насчитывается четыре ступени превращения
. 5.27).
фуктура продуктов первой ступени превращения характери-
гя отсутствием поверхностного рельефа и состоит из равноос-
icpen a-фазы невысокой твердости. В результате превраще-
на второй (720 °C), третьей (540 °C) и четвертой (420 °C) ступе-
135
нях возникает поверхностный рельеф и структура характеризуете;
повышенной твердостью, возрастающей с понижением темпера
туры.
Если первая ступень представляет собой обычное диффузионно
превращение, то вторую, третью и четвертую ступени следует рас
сматривать как сдвиговые бездиффузионные превращения. На вте
рой и третьей ступенях образуется реечный мартенсит, различаю
щийся размерами пакетов и плотностью дислокаций. Подавленш
этих ступеней превращения достаточным ускорением охлаждения да
ет основание рассматривать их как разновидности быстрого изотер
мического мартенситного превращения. На четвертой ступени возни
кает смешанная структура, состоящая из пакетов реечного и крупнья
кристаллов пластинчатого мартенсита. Характер изменения структ}
ры, а также невозможность подавить четвертую ступень превращ»
ния при достигнутых скоростях охлаждения позволяют рассматр]
вать ее как атермическую.
Существование трех мартенситных превращений в железе можн
объяснить тем, что кинетика у—ш-превращения и морфология ег
продуктов определяются механизмом и степенью развития релакс!
ционных процессов. На различных ступенях (второй—четвертой) р.
лаксация напряжений на границах фаз осуществляется по разном;
путем скольжения дислокаций в мартенсите и аустените двойников;
ния в мартенсите и их сочетания. Снижение напряжений уменьшав
упругую энергию, а поверхностная энергия возрастает вследствц
возникновения межфазных дислокаций. Увеличение поверхности!
энергии затрудняет зарождение и рост новой фазы, что отражает
на кинетике превращения.
Мартенситные точки Мн всех трех ступеней в железе снижают
с увеличением содержания углерода. Особенно резко снижается I
второй ступени и исчезает вблизи 0.02 % С. Поэтому в доэвтектои
ных углеродистых сталях при сверхбыстром охлаждении наблюдай
ся лишь две мартенистные точки — Мн1 и М1й, соответствующие ту
тьей и четвертой ступеням превращения в железе (рис. 5.28). Точ,
Мн1 — это обычная мартенситная точка, реализующаяся при закал
доэвтектоидных сталей, а точка Мн2 при обычных скоростях охлд
дения не выявляется. С повышением содержания углерода в стал
точка Мп1 снижается более интенсивно, чем точка Мн2, что привод
к сохранению в заэвтектоидных сталях лишь одного атермическо
мартенситного превращения.
Третья и четвертая ступени мартенситного превращения в же/
зе воплощаются и во многих легированных сталях. Интенсивное
влияния легирующих элементов на точки Мн1 и Мн2 может быть pi
136
bn 5.28. Концентрационная зависимость мартенситных точек, соответствую-
щих III и IV ступеням превращения в железе (Д. М. Мирзаев)
чиа. Так, марганец, молибден и хром снижают Мн, интенсивнее,
Ми2, а кобальт повышает Ми1 в большей мере, чем Мн2.
I влияние пластической деформации. Пластическая деформация
jt« нита может влиять на протекание мартенситного превращения,
г влияние зависит от температуры и степени деформации. При тем-
barvpax несколько выше М„ она может вызвать мартенситное пре-
щсние. Такой эффект наблюдается в температурном интервале от
L до температуры, обозначаемой точкой Мд (Md). Подчеркнем, что
Кк д Мл лежит ниже точки То. При нагреве пластическая деформа-
> чскоряет обратное мартенситное превращение; оно начинается с
п< деленной температуры Ад, находящейся между То и AH._J
* Предварительная деформация аустенита в сплавах на основе же-
>.i осуществляемая выше точки Мп, не приводит к мартенситному
вращению, но может влиять на кинетику последующего мартен-
Гвюго превращения, происходящего при понижении температуры. j
Во.чыпая пластическая деформация интенсифицирует мартенсит-
fe превращение, что проявляется в повышении точки М,„ увеличе-
Ы скорости превращения, уменьшении количества непревращенной
-fen.i Значительная пластическая деформация оказывает тормозя-
< действие на мартенситное превращение, т. е. в этом случае име-
Кмс< ю так называемая механическая стабилизация аустенита. ]
I 1 щую закономерность наглядно иллюстрируют данные экспери-
K|i он, проведенных на стали 05Х17Н9 с точкой Мн ниже комнатной
р кратуры (Г. В. Курдюмов, О. П. Максимова). Для этой стали ха-
Ьк icpna изотермическая кинетика мартенситного превращения.
Ъ (нарительная деформация растяжением при +100 °C на 8 % уско-
k i i образование мартенсита. Увеличение деформации до 17 %, на-
137
Рис. 5.29. Влияние пластической деформации
при +100 °C на кинетику образования мартен-
сита в стали Х17Н9 при -75 °C (Г. В. Курдю-
мов, О. П. Максимова)
оборот, привело к замедлению мартен-
ситного превращения (рис. 5.29).
Различное влияние малых и значи-
тельных деформаций на последующее
образование мартенсита при охлажде-
нии объясняется следующим образом.
ЙМалые деформации создают такие
'структурные нарушения и локальные
напряжения, которые активизируют
мартенситное превращение. При больших деформациях, когда плот-
ность дислокаций высока, затрудняются сдвиговые процессы, обус-i
ловливающие образование кристаллов мартенсита и их рост. Чувст-
вительность сплава к влиянию пластической деформации на последу-
ющее образование мартенсита зависит от его химического состава и
кинетики превращения. Сплавы с атермическим характером превра-
щения менее восприимчивы к влиянию деформации, чем сплавы с
изотермической кинетикой Л
I Ниже точки Мд мартенситное превращение может протекать как
при упругом, так и при пластическом деформировании. Соответст
венно выделяют две принципиально различные разновидности мар-
тенсита: мартенсит напряжения и мартенсит деформации^
^Мартенсит напряжения образуется под действием приложенных
напряжений путем точно таких же процессов зарождения и роста, что
и при самопроизвольном возникновении ниже точки Мп обычного
мартенсита охлаждения из ненапряженного и недеформированного
аустенита. Мартенсит напряжения может возникать как ниже, так и
выше мартенситной точки Мн. При температурах нагружения, близ-
ких к Мн, его морфология не отличается от морфологии мартенсита
охлаждения. Образование мартенсита напряжений возможно и в пла-
стически деформированном аустените^
[Мартенсит деформации возникает под воздействием пластиче-
ских сдвигов, подготовленных пластической деформацией, в которых
его зарождение облсгчсно/Морфология мартенсита деформации, его
пространственное распределение и температурная зависимость его
количества существенно отличаются от таковых мартенсита охлаж-
дения и мартенсита напряжения (рис. 5.30). Образование мартенсита
деформации также возможно как ниже, так и выше Мн^
138
Рис, 5,30 Струкуу
------------
Рис. 5.31. Условия начала образования
мартенсита напряжений в “упругой’ обла-
сти (ab, G < Gj), в пластической области
(bd) и мартенсита деформации (Ьс) (схема
по Олсону—Коэну)
Условия возникновения мартен-
сита напряжения и деформации ил-
люстрирует схема Олсона—Коэна»
дополненная результатами более по-
здних исследований (рис. 5.31). Вы-
ше Мн термодинамический стимул
недостаточен для самопроизвольно
го образования мартенсита, но воз
никновение его становится возмож-
ным при действии напряжений, изменяющих термодинамические по-
тенциалы фаз.
С повышением температуры по мере приближения к точке TG тер
модинамический стимул уменьшается. Следовательно, чтобы вызвать
мартенситное превращение, необходимо прикладывать все большие
напряжения. На приведенной схеме росту напряжений, необходимы^
для начала образования мартенсита, соответствует участок ab.
При достижении некоторой температуры, называемой точкой
Мн°, вызывающие мартенситное превращение напряжения становят-
ся равными пределу текучести аустенита. Поэтому при температурах
выше М„° пластическая деформация аустенита начинается раньше
(при меньших напряжениях), чем становится возможным образова-
ние мартенсита напряжений. Его возникновению предшествует опре-
деленная пластическая деформация, тем большая, чем выше темпе-
ратура. Наконец, при некоторой температуре М„ (и более высоких)
деформация любой достижимой степени не вызывает образования
мартенсита (участок Ьс на рис. 5.31).
Мартенсит напряжений может возникать и в пластически дефор-
мированном аустените (участок bd на схеме), но для этого необходи-
мы напряжения, превосходящие нс только предел текучести, но и на-
пряжения начала образования мартенсита деформации.
Характер влияния предварительной пластической деформации на
образование мартенсита при охлаждении зависит от типа кинетики
превращения. В сплавах со взрывным превращением при охлаждении
образование мартенсита при растяжении* в “упругой” области (под
* Возникновение мартенсита под нагрузкой вызывает появление остаточно-
го удлинения. Поэтому даже при напряжениях ниже предела текучести исходно
го аустенита деформация с появлением мартенсита не является упругой.
140
he 5.32. Образование мартенсита при охлаждении и деформировании сплавов
Ь»<рывной (24Н27) и быстрой изотермической кинетикой (10Н28) (О. П. Чер-
ногорова).
I при охлаждении; 2 — при растяжении в “упругой" области (с < а,.1); 3 — при растяжении в пласти
ческой области
Ьсгвием напряжений ниже исходного предела текучести) происхо-
ди । как ниже, так и выше мартенситной точки. Возникновение мар-
gihiira вблизи Мн происходит скачками, которым соответствуют
Ьады нагрузки. При удалении от М„ скачки постепенно исчезают.
К В сплавах с быстрой изотермической кинетикой превращения об-
ш ювание мартенсита при напряжениях, меньших о0_2 аустенита, про-
Ьн> 1 it только ниже Мн при наличии некоторого количества мартен-
Br.i । хлаждения (рис. 5.32). Выше точки Мн при упругой деформации
пта мартенсит не образуется; появление его совпадает с нача-
Вм пластического течения. Следовательно, для данных сплавов точ-
В М и Мна совпадают.
I В шяние магнитного поля. Магнитное поле высокой иапряжен-
Вп । может оказывать существенное воздействие на превращения в
ft ш. если хотя бы одна из фаз — исходная или вновь образующая-
ft фсрромагнитна^Внешнее магнитное поле понижает термодина-
Вчсский потенциал ферромагнитной фазы, что повышает ее ста-
В'1Ы ость, расширяет температурную область существования. Смс-
Вние точки равновесия в поле Н вдали от температуры Кюри фер-
Bm.i иитной фазы определяется формулой
AT = T()VMHq-', (5.5)
I д Т„ — температура равновесия фаз в отсутствие поля; V — моляр-
ni.ui объем магнитной фазы; М — ее намагниченность; q — тепловой
141
Рис. 5.33. Влияние напряженности им
пульсного магнитного поля (числа у крн
вых) на положение мартенситного интер
вала в стали 50Х2Н22 (В. Д. Садовский)
эффект превращения. Если ферро
магнитны обе фазы, то смещение
температуры равновесия уменьша
ется и происходит на величину
ДТ = T„Hq-'(V2M2 - V,M,). (5.6)
Здесь индексы 2 относятся к но
вой, al — к исходной фазе. В слу
чае, когда обе фазы неферромаг
нитны, влияние поля определяется разностью магнитных воспри
имчивостей фаз и становится исчезающе малым. Например, маг
нитное поле практически не действует на образование е-мартенси
та в безуглеродистых марганцевых сталях. Магнитное поле влияе-
на -у—«-превращение независимо от того, осуществляется ли она
диффузионным, промежуточным или мартенситным путем, но нам
больший интерес представляет его влияние на мартенситное пр
вращение.
Приведенные формулы могут быть использованы для оценки
смещения мартенситной точки Мн, если пренебречь температурными
зависимостями поверхностной и упругой энергий и считать, что пер •
вые мартенситные пластины направлены параллельно полю. Для по-
лучения заметного (на десятки градусов) смещения Мн напряжем
ностьполя должна быть очень высокой — порядка 20...25 МА/м (око
ло
Приведенные формулы могут быть использованы для оценк
250...300 кЭ). Технически затруднительно создать постоянное пол,
такой напряженности, но малая длительность атермического марте!
ситного превращения позволяет использовать импульсное магнитно^
не (ИМП), необходимые значения напряженности которого легк<
£гигаются в лабораторных условиях.
Образование мартенсита в ИМП несколько выше Мн происходи
[I напряженности поля нс ниже некоторого критического значени
•роговое поле). Напряженность порогового поля линейно возраа
по.
ДО’
прй
(пс;.__
тае т с повышением температуры. Интервал мартенситного превр,
щения смещается под действием ИМП в область более высоких тег
ператур(рис. 5.33). Это позволяет уменьшать количество остаточш
го
де>
на):
Ьустенита в сталях с мартенситной структурой. Послсдовательнс
!|сгвие ИМП с напряженностью, возрастающей небольшими од1
юными скачками, вызывает неравномерное скачкообразное пр.
Мщение количества мартенсита. Повторный импульс поля той же
Ьпиряженности не сопровождается дополнительным превращением
мс генита в мартенсит/J
Г • Образование мартенсита в ИМП несколько выше Ми происходит
| > плавах, в которых при охлаждении образуется пластинчатый или
binзовидный мартенсит и которые обладают взрывной кинетикой
^•вращения. Действие ИМП на сплавы с типичной изотермической
мистикой превращения обычно не вызывает появление мартенсита
|п при каких температурах. В некоторых “изотермических” сплавах
В (можно образование атермического мартенсита. В них возникнове-
№ мартенсита в ИМП наблюдается при низких температурах, ино-
11.1 шачительно ниже кинетического максимума. Во всех случаях в
ипитном поле возникает только атермический линзовидный мар-
Ьпсит с мидрибом, аналогичный мартенситу охлаждения в сплавах со
1".|пным превращением. Образование изотермического мартенсита
ИМП не происходит вследствие кратковременности действия им-
мльса (тысячные доли секунды). Таким образом, в “атермических”
Клавах со взрывной кинетикой морфология мартенсита поля и мар-
пепта охлаждения одинакова, а в сплавах с изотермическим типом
лпращения, в которых ИМП вызывает образование мартенсита,
4 тппчна./
Г Из изложенного следует, что образование мартенсита под дейст-
м-м ИМП в “изотермических” сплавах возможно лишь в случаях,
!<! да эти сплавы в действительности обладают сложной смешанной
Мистикой превращения: полностью изотермический или быстрый
о термический процесс маскирует типичное атермическое превра-
К'ппе, развивающееся при более низких температурах.
Глава 6
ПРОМЕЖУТОЧНОЕ ПРЕВРАЩЕНИЕ
Промежуточное (бейнитное) превращение аустенита протекает
интервале температур, ограниченном сверху областью диффузионв
го, а снизу — мартенситного превращения. Оно является промеж
точным не только по своему положению по температурной шкале, н
и по механизму превращения, обладая чертами как диффузионног
так и бездиффузионного превращений.
В результате промежуточного превращения в стали формируете
так называемая бейнитная структура. Это сложная структура. Е
особенности определяются температурно-временными условияк
охлаждения и характером легирования стали. В общем случае бейш
может состоять из следующих структурных составляющих: бейни
ного феррита, карбидов и остаточного аустенита.
6.1. ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ПРОМЕЖУТОЧНОГО
ПРЕВРАЩЕНИЯ
' Отметим ряд особенностей промежуточного превращения, кот
рые указывают на его аналогию, с одной стороны, с диффузионны
превращением, а с другой — с мартенситным.
1. Распад переохлажденного аустенита в области промежуточн
го превращения, так же, как и диффузионный распад, начинается п
еле инкубационного периода. При изотермической выдержке ci
рость превращения сначала возрастает, достигая максимума, а зат
уменьшается. Но в отличие от диффузионного превращения в и
термических условиях максимальная скорость распада приходится
начальные стадии процесса.
2. Промежуточное превращение, как и мартенситное, не идет
конца, т.е. оно самотормозится.
3. Развитие промежуточного превращения в отличие от март
ситного происходит за счет как образования новых, так и подрас
ния уже возникших кристаллов.
144
a
б
►ni. 6.1. Диаграмма (а) и изотермические кривые распада переохлажденного аус-
минн а в области промежуточного превращения (б) для стали с 0,5 % С и 3 % Сг
(Р. И. Энтин)
4. Промежуточное превращение, как и мартенситное, сопровож-
1 ся образованием рельефа на полированной поверхности, что сви-
Ьтельствует о сдвиговом характере перестройки кристаллической
и ТКИ—4
В углеродистых сталях интервалы диффузионного и промежуточ-
но превращений накладываются друг на друга по температурной
ы ic. Многие легирующие элементы смещают интервал промежу-
Жчпого превращения в сторону более низких температур. При доста-
Кчпом содержании легирующих элементов в стали интервалы диф-
В' люнного и промежуточного превращений разделяются по темпе-
влрной шкале. Более того, между ними может появиться зона вы-
жоп устойчивости переохлажденного аустенита (см. раздел 7.1).
[ Особенности кинетики промежуточного превращения удобно
Въ следить на легированной стали, у которой интервал промежуточ-
Кго превращения отделен от интервала диффузионного (рис. 6.1).
вкпериментальные данные показывают, что с понижением темпе-
и \ ры промежуточного превращения происходит сначала уменыпе-
Кг инкубационного периода и увеличение скорости распада пере-
выжденного аустенита. Затем, начиная с некоторой температуры,
М пподается противоположная закономерность —инкубационный
Криод растет, а скорость превращения уменьшается. Следовательно,
К межуточное превращение описывается С-образными кривыми.
[ По-иному с понижением температуры изотермической выдержки
меняется полнота распада переохлажденного аустенита. Она тем
Hp'ibinc, чем пиже температура превращения. Такая зависимость на-
мппает температурную зависимость количества мартенсита, обра-
иющегося по атермической кинетике (рис. 6.2). Поэтому по анало-
Бш с мартенситным превращением температуру начала бейнитного
Врспращения обозначают как точку Би (Bs).
145
Рис. 6.2. Схема влияния температуры на
степень превращения аустенита при про-
межуточном (7) и мартенситном (2) пре
вращениях (Р. И. Энтин)
Кинетика промежуточного пре-
вращения зависит от химического
состава стали. С повышением со-
держания углерода (азота) проис-
ходит снижение точки Бн, а также
резкое замедление превращения,
что проявляется в увеличении инкубационного периода и уменьше-
нии скорости распада переохлажденного аустенита.
Все легирующие элементы, кроме кобальта, в той или иной мере!
затрудняют промежуточное превращение, хотя и в меньшей степени,
чем углерод или азот. При этом не только увеличивается инкубации
онный период и снижается скорость превращения, но может заметно
уменьшиться и его полнота. По интенсивности тормозящего воздей-
ствия на кинетику превращения легирующие элементы можно распо-
ложить в убывающей последовательности: Мп—Сг—Ni—Si. Слабо
тормозящее влияние на кинетику превращения оказывают молибден
и вольфрам. Замедляющее действие одних элементов (Сг, Si) прояв-
ляется во всем температурном интервале промежуточного превращв'
ния, других (Ni, Мп) — преимущественно в верхней его части. Отме<
тим, что влияние легирующих элементов на промежуточное превра>
щение значительно слабее, чем на диффузионное.
Размер аустенитного зерна, по одним данным, не влияет на кине
тику промежуточного превращения, по другим — укрупнение ауст»
нитного зерна ускоряет превращение. Повышение температуры ауо
тенитизации часто ускоряет промежуточное превращение.
Возникновение рельефа на полированной поверхности позволяв
считать, что для промежуточного превращения характерен сдвиге
вый мартенситный механизм у—>а-перехода. В пользу такого меха
низма превращения свидетельствуют высокая плотность дислокаци|
в бейнитном феррите, а также вполне определенная ориентационнч
связь между решетками этой фазы и аустенита. Ориентационные со
отношения между бейнитным ферритом и аустенитом не зависят
содержания углерода в стали и температуры промежуточного про
вращения и являются промежуточными между ориентационными со
отношениями Курдюмова—Закса и Нишиямы.
Бейнитный феррит представляет собой слабо пересыщенный it
углероду твердый раствор; соответственно решетка этой фазы имев
определенную тетрагональность. В случае превращения при высоки
146
• 1 ®2 03
Рис. 5.4. Схема перестройки решетки ГЦК в решетку ОЦК, по В. Г. Курдюм,
и Г. Заксу.
/ — нижняя плоскость; 2 — средняя плоскость; 3 — верхняя плоское) ь; с—в — с
приводят к существенному изменению структуры легированных ста-
сн. Во-первых, может происходить выделение карбидной фазы как
и бсйнитном феррите, так и в непревращенной части аустенита. Bo-
аустенит может претерпевать диффузионный распад с обра-
ll юрых,
жанием перлита.
6.2. МЕХАНИЗМ ПРОМЕЖУТОЧНОГО ПРЕВРАЩЕНИЯ
I Из всех видов превращений переохлажденного аустенита проме-
у । очное наиболее сложно по своему механизму. Поэтому не удиви-
Л1 по, что отсутствует единый взгляд на взаимосвязь протекающих
ж атом превращении процессов.
Прежде чем перейти к рассмотрению механизма промежуточно-
I превращения, сделаем следующие замечания.
I Промежуточное превращение развивается при температурах,
да скорость диффузии железа и легирующих элементов чрезвы-
1но мала, а диффузионная подвижность углерода достаточно вели-
Малая подвижность атомов железа исключает возможность про-
апия у—a-превращения по нормальному диффузионному меха-
му.
2 Температурный интервал промежуточного превращения нахо-
VI ниже точки То, когда возможен бездиффузионный у-эа-пере-
И1 экспериментальных данных следует, что промежуточное пре-
,п ише включает в себя следующие основные процессы: перерас-
тание углерода в аустените, у—a-переход и образование карби-
Паиболее распространенным является представление о том, что
I образовании бейнитного феррита из аустенита имеет место сдви-
1 in мартенситный механизм у—a-перехода с сохранением коге-
тпой связи кристаллических решеток исходной и новой фаз. При
м образование бейнитного феррита связано с перераспределением
г рода в аустените. При пониженных температурах такой процесс
р1сгически более выгоден, чем карбидобразование, так как не
руст резкой дифференциации по углероду. Флуктуационное пере-
прсделение углерода приводит к возникновению участков аусте-
'II с низкой концентрацией этого элемента, которые и претерпева-
м.фтснситнос превращение. Чтобы возникшие участки а-фазы
г hi расти, необходим отвод атомов углерода от межфазной грани-
Ииутрь аустенита. Этот процесс идет с относительно невысокой
•рос гью. Предполагается, что именно он лимитирует скорость рос-
кристаллов бейнитного феррита.
151
При понижении температуры растет термодинамический стимул
превращения, поэтому для образования зародышей бейнитного фер
рита требуется меньшее перераспределение углерода в аустените. I
то же время снижается диффузионная подвижность атомов углерод
и затрудняется их перераспределение. Поэтому скорость превраш
ния замедляется и кривые ее зависимости от температуры имеют I
образный вид.
Промежуточное превращение не доходит до конца, что связыг
ют с обогащением непревращенной части аустенита углеродом. Bt
можно, это не единственная причина. Нельзя исключать, что во в[
мя изотермических выдержек или при непрерывном охлаждении пр
исходит термическая стабилизация аустенита, уменьшающая полно
у—а-перехода.
Замедление промежуточного превращения при легировании в d
новном обусловлено уменьшением скорости диффузии углерода
аустените и изменением градиентов концентрации этого элементу
межфазных границ. Более слабое влияние легирующих элементов
кинетику промежуточного превращения, чем диффузионного, обц
няется прежде всего тем, что промежуточное превращение не свя)
но с их диффузионным перераспределением.
С понижением температуры промежуточного превращения <
держание углерода в бейнитном феррите растет, а в непревраща
ной части аустенита снижается. Эту зависимость можно поясни
используя схему, представленную на рис. 6.6. Будем считать, чт(
аустените существует неоднородное распределение углеро
(флуктуации), тогда бейнитный феррит будет образовывать
лишь в тех участках аустенита, для которых точка Мн окажется а
ше температуры превращения. Пусть сталь состава Со после ау<?
нитизации будет охлаждена до температуры ц, соответствую^
интервалу промежуточного превращения. В этом случае в беип
ный феррит способны превращаться участки аустенита с содер)
нием углерода не более СР При охлаждении до более низкой п
пературы t2 образование бейнитного феррита происходит в уча
ках аустенита, более богатых углеродом (до С>). Соответствы
при температуре t2 в непревращенную часть аустенита доля
быть вытеснено меньше углерода, чем при ц, т.е. его содержали
аустените при понижении температуры превращения должно d
жаться.
До сих пор предполагалось, что при промежуточном превра
нии процессы перераспределения углерода происходят только в
тените. Однако нельзя исключать возможность перехода углерод
пересыщенного феррита в аустенит. Но если такой процесс и и»
место, то он вторичен.
152
Г1к 6.6. Схема, поясняющая увеличение концентрации углерода в бейнитном
феррите при снижении температуры превращения
К 6.7. Зависимость температур у—>а-превращения от концентрации углерода в
стали с 4,3 % Сг.
I—IV — ступени
Особенности развития карбидобразования зависят от температу-
В>.| промежуточного превращения. В температурном интервале обра-
“ щия верхнего бейнита, когда диффузионная подвижность углеро-
В достаточно высока и аустенит сильно обогащается этим элемен-
Вм, выделение карбидной фазы происходит непосредственно из аус-
Вппта вблизи границ кристаллов бейнитного феррита. Вероятность
разования карбидной фазы из аустенита возрастает по мере увели-
*ппя содержания углерода в стали. В высокоуглеродистых сталях
целение карбидов наблюдается уже во время инкубационного пе-
•»да.
11ри низких температурах превращения, когда формируется ниж-
А бейнит, заметное пересыщение углеродом будет характерно и
я бейнитного феррита, тогда выделение карбидов происходит и из
|ррита.
Экспериментальные данные о многоступенчатом характере у—ра-
звращения в углеродистых сталях, изложенные в главе 5, позволя-
। предложить несколько иную взаимосвязь между мартенситным и
Йпитным превращениями (Д. А. Мирзаев). Отметим, что многосту-
чагый характер у—a-превращения наблюдается и в легирован-
IK сплавах. В качестве примера на рис. 6.7 приведена зависимость
мисратур у—а-прсвращения от содержания углерода в сталях с
I ' ( Сг. Хорошо видно, что в этих сталях наряду с диффузионным
153
Рис. 6.8. Схема реализации промежуточного превращения в стали.
а — заинсимость температур у—мх-нреиращеиия от концентрации углерода в сталях; б — диаграмма изо-
термического распада аустенита с концентрацией углерода Q
превращением аустенита, начинающимся при температуре несколько
выше 700°С, могут происходить превращения по Ш и IV ступеням, а
в сплавах с малым содержанием углерода — и по П ступени. Как уже
отмечалось, три последние превращения осуществляются сдвиговым
механизмом.
На рис. 6.7 показано также положение температуры начала бей-
нитного превращения — точка Бн. Так как она приведена по литера-
турным данным, которые были получены на сплавах, отличающихся
количеством других примесей, то имеется полоса разброса точек Б,„
которая при экстраполяции температур Бн на нулевое содержание уг-
лерода совпадает с температурой начала II ступени в безуглеродис-
том сплаве Fe—4.3 % Сг. Это обстоятельство указывает на генетиче-
скую связь превращения по II ступени с образованием верхнего бей-
нита.
Подобные результаты получены и на других сплавах. Они обоб-|
щены на схеме реализации промежуточного превращения в сталяя
(рис. 6.8). На схеме видно, что температурный интервал бейнитного
превращения ограничен сверху температурой превращения по II сту-
пени безуглеродистой основы сталей, а снизу—мартенситной точкой
Мн) (рис. 6.8, б). Превращение по II ступени может развиваться толь-
ко в однофазной области диаграммы состояний (см. рис. 6.7), поэтому
для его реализации в углеродсодержащих сплавах требуется флуктун
ационное перераспределение углерода в аустените и появление в нем
малоуглеродистых участков, в которых и начинается бейнитное пре
вращение. Развитие у—a-превращения в этом случае будет контроли
роваться диффузией углерода. Из этой схемы видно, что должна су
154
шествовать критическая температура Бн2 соответствующая точке пе-
ресечения температур начала превращения по П и III ступеням, ниже
которой невозможно образование верхнего бейнита. При более низ-
ких температурах будет образовываться нижний бейнит, который
оказывается генетически связанным с Ш ступенью превращения. На
и ютермической диаграмме превращения переохлажденного аустени-
1 л должны существовать два максимума скорости образования бейни-
та (две С-образные кривые, относящиеся к бейнитному превраще-
нию), что действительно наблюдается в некоторых легированных
галях (А. А. Попов).
Предложенная схема позволяет также объяснить различие между
Гт руктурами верхнего и нижнего бейнита, а именно, неравномерное
распределение карбидов в структуре верхнего бейнита, где свобод-
Нин от карбидов участки феррита чередуются с перлитоподобными
щхфазными участками феррит—карбид. В нижнем бейните наблю-
шлюгся реечная структура феррита и более равномерное распределе-
на- карбидов внутри феррита. Кристаллы нижнего бейнита после за-
pi пения превращения имеют значительно более высокое содержа-
ние углерода, поэтому в процессе самоотпуска, сопутствующего пре-
1и| и цению, в них выделяются карбиды, расположенные равномерно
гк объему и закономерно ориентированные по отношению к решет-
ке феррита.
Глава 7
ПРЕВРАЩЕНИЯ ПЕРЕОХЛАЖДЕННОГО АУСТЕНИТА
В ИЗОТЕРМИЧЕСКИХ УСЛОВИЯХ
И ПРИ НЕПРЕРЫВНОМ ОХЛАЖДЕНИИ
Превращения аустенита в сталях могут происходить как при не-
прерывном охлаждении с различными скоростями, так и в изотерми-
ческих условиях. В практике термической обработки сталей превра-
щения аустенита в большинстве случаев протекают при непрерыв-
ном^рхлаждении.
^Полное представление об изотермических превращениях пере-
охлажденного аустенита дает семейство кинетических кривых в ко-
ординатах “степень превращения — время”, каждая из которых полу-
чена при той или иной постоянной температуре. Анализируя эти кри-
вые, можно получить следующие сведения: зависимость длительнос-
ти инкубационного периода и времени полного превращения аустени-
та от температуры; изменение объемной скорости превращения во
времени при различных температурах; степень полноты превраще-
ния аустенита в бейнитной области и ее температурную зависимость.
Кинетические кривые не всегда удобны для практического ис-
пользования. В связи с этим широкое применение нашли диаграммы
изотермического превращения переохлажденного аустенита, постро-
енные в координатах “температура — время”. Они наглядно иллюст-
рируют температурные интервалы превращений, температурную за
висимость инкубационного периода и времени полного превращена
аустенита или прекращения превращения.
Для описания превращений, протекающих при непрерывном
охлаждении, используют термокинетические диаграммы. На них в
координатах “температура — время” нанесены области развития пре
вращений при охлаждении с различными скоростями. В последнее
время находят все большее применение термокинетические диаграм
мы, построенные в координатах “температура — диаметр цилиндра”
Они позволяют оценить структуру стали в любой точке обрабатыва
емой цилиндрической заготовки при ее охлаждении в наиболее рас
пространенных средах: воде, масле или на воздухе. |
156
7.1. ДИАГРАММЫ ИЗОТЕРМИЧЕСКИХ ПРЕВРАЩЕНИЙ
$ ПЕРЕОХЛАЖДЕННОГО АУСТЕНИТА
Методика построений диаграмм изотермических превращений.
• >п.1 проста и легко осуществима. Тонкие образцы подвергают аусте-
ии । пзации, затем быстро охлаждают до той или иной температуры и
выдерживают при этой температуре до завершения превращения аус-
кппта или его остановки. Скорость охлаждения до заданной темпе-
нуры должна быть возможно более высокой, чтобы исключить
превращение в процессе охлаждения.
В ходе изотермической выдержки периодически или непрерывно
Ьикпм-либо способом регистрируют степень превращения аустенита,
)>< }ультате чего получают кинетическую кривую для данной темпе-
Ьгуры. Повторяя аналогичные опыты при других температурах,
>жно получить семейство кинетических кривых (рис. 7.1, а). По
Ь|пм кривым определяют моменты начала и конца превращений при
Ьждой температуре и наносят соответствующие точки на диаграмму
1 координатах “температура — время”. Для уменьшения размеров ди-
ац аммы время откладывают в логарифмическом масштабе. Соеди-
нив одноименные точки плавными кривыми, получают диаграмму
Кптермических превращений (рис.7.1, б). Иногда на диаграмму нано-
п не только линии начала и конца (или приостановки) превращений,
<> и кривые, соответствующие той или иной степени распада аусте-
йи । а. например 10, 25% и т. д. Кроме того, на диаграмму наносят го-
рн юнтальные прямые, соответствующие температурам А3 или Atm,
Al и мартенситной точке Мн для данной стали.
Степень превращения аустенита может быть измерена непосред-
CiiiciiHO — путем изучения микроструктуры образцов, выдержанных
iii'ii ыданной температуре в течение различного времени и затем бы-
К|><> мкаленных, или косвенно — по изменению той или иной физи-
Вккой характеристики, которую можно относительно легко изме-
Вм при температуре превращения.
I усмотрим подробнее микроструктурный метод. Образцы
<»..к правило, пластинки толщиной 1...2 мм со стбронагпгили диамет-
км 10... 15 мм), аустенитизированные в тщательно раскисленной со-
мпоп ванне, быстро переносят в другую ванну с заданной температу-
К>н и после различных выдержек закаливают в воде. Наименьшая
пр-нолжительность выдержки должна быть менее инкубационного
in рнода, а наибольшая — несколько превышать время, необходимое
V(« швершения распада аустенита или его прекращения. Образцы,
рриоотанные таким образом, собирают в пакет, зажимают в специ-
альную струбцину, шлифуют и полируют, как при изготовлении ме-
1и 1чографического шлифа. Полированные образцы извлекают из
157
Рис. 7.1. Кинетические кривые («) и диаграмма (б) изотермических превращен!
переохлажденного аустенита доэвтектоидной легированной стали (схема).
/, 5,5. 7,8.9 — начало превращения; 2,4,6 — конец превращения
струбцины, протравливают и изучают микроструктуру. Если продо.1
жительность выдержки во второй ванне была менее инкубационно!
периода, то при исследовании микроструктуры доэвтектоидных ст
лей будет обнаружен только мартенсит, в заэвтектоидных сталях •
мартенсит или мартенсит с карбидами и остаточным аустенитом, в J
висимости от температуры аустенитизации. При выдержках, и
сколько больших инкубационного периода, на мартенситном фо1
обнаруживается небольшое количество продуктов диффузионно]
или бейнитного превращения, доля которых все возрастает по ме|
увеличения продолжительности выдержки. Степень превращения а
стенита численно равна величине площади шлифа, занятой продукт
ми распада, и выражена в процентах. Это позволяет определить кол
чество продуктов превращения методами стереометрической мет*
лографии.
Несомненным достоинством структурного метода является и
большая информативность: одновременно с кинетикой превращен*
изучается микроструктура его продуктов. Это позволяет, в части?
ти, определить момент окончания выделения феррита и начала обр
зования перлита в доэвтектоидных сталях. Применение структурнц
метода ограничивается его высокой трудоемкостью^)
Магнитный метод позволяет осуществлять непрерывную запн
количества распавшегося аустенита. Метод основан на том, что а]
тенит в сталях парамагнитен, а феррит ферромагнитен. Ниже 21(1"
цементит также становится ферромагнитным. Выше точки Кк
158
карбидов намагниченность стального образца Jso0(t) определяется co-
in ношением
18Об(0 = (Рф/100)Д5ф(1), (7.1)
г -кф(О — намагниченность насыщения феррита при температуре t;
содержание феррита в образце, в процентах по объему.
Гак как показания а-магнитометров, применяемых для фазового
и питного анализа, пропорциональны намагниченности насыщения
(рлзцов, то уравнение (7.1) можно переписать в виде
«06(1) = [Рф/100] СХф(1).
(7.2)
го позволяет отказаться от градуировки магнитометра по намагни-
iiu< сти и производить непрерывную регистрацию количества про-
стое превращения, если магнитометр снабжен записывающим уст-
йгвом.
Из изложенного следует, что степень превращения аустенита в
лптной области
Рф = 100[аоб(1)/€хф(0], %. (7.3)
(ci> аф(1) — установившееся показание магнитометра, соответству-
цее полному распаду аустенита. Следовательно, при любой темпе-
Гуре в пределах перлитного интервала образец с завершившимся
г вращением является эталоном.
I В бейнитном интервале температур превращение может останав-
пься при сохранении некоторого количества нераспавшегося аус-
ш| га, тем большего, чем выше температура. Это затрудняет расчет
мч ства образовавшегося бейнита. Строго говоря, точное (в пре-
фах возможностей аппаратуры) определение количества бейнита
Ьько магнитным методом невозможно, так как не существует эта-
н содержащего 100 % продуктов распада аустенита при данной
Ивсратуре. Для более или менее точного расчета степени распада
bi спита необходимо в одном из образцов возможно точнее опреде-
П । ес другим методом, например структурным или рентгеновским.
Ьс гим, что в последнем случае экспериментально определяется ко-
ство нераспавшегося аустенита. В таком случае уравнение (7.3)
обретает вид
(7-4)
Ро(О = ao0(t)[100 - P/t)]/ao0 31.(t), %.
i. ai)0(t) — показание магнитометра для образца, в котором обра-
млось P0(t) процентов бейнита; Р-/1) — количество нераспавшегося
159
Рис. 7.2 Первичные кривые превращений аустенита в легированной стали, пол
ченные магнитным методом (я), и рассчитанные по ним кинетические кривь
“степень превращения — время” (6)
аустенита в образце, принятом за эталон, в процентах; О-оСэ1(0 — п»
казание магнитометра для образца, принятого за эталон.
На рис. 7.2 приведены экспериментальные кривые зависимое
намагниченности насыщения от длительности изотермической вы
держки при различных температурах, по которым были рассчитан |
кинетические кривые.
Из уравнений (7.1) и (7.2) следует, что обнаружить момент кони
выделения феррита и начала образования перлита в доэвтектоидне
стали магнитным методом в большинстве случаев нельзя. Теоретич»
ски это возможно лишь в тех случаях, когда объемные скорости о‘
разования феррита как избыточной фазы и феррита, входящего в с-
став перлита, различны настолько, что на кривой зависимости гок
заний магнитометра от времени выдержки при температуре превр
щения появляется излом.
Точность магнитного метода снижается вблизи точки Кюри, та
как в этой области намагниченность существенно изменяется дал
при небольших колебаниях температуры. Несмотря на недостагк
магнитный метод широко применяют при изучении превращений ау
тенита, так как он значительно менее трудоемок, чем структурнг
исследования.
Дилатометрический, метод, основанный на измерениях измен
ний объема и, следовательно, длины образцов при фазовых превр
щениях, пригоден для исследования изотермических процессов лип
в тех случаях, когда инкубационный период не слишком мал. Поэт
му дилатометрический метод обычно используют для изучения кин
тики изотермических превращений только в средне- и высоколегир
160
Гт 7.3. Пример применения дюрометрического метода для изучения кинетики
изотермических превращений аустенита (сталь 0,95 % С; 0,54 % Мо).
кинетические кривые изменения твердое!и; б — диаграмма изотермических превращений (критиче-
ские точки и точки М(| нс показаны)
1ИПНЫХ сталях. В то же время он удобен при изучении превращений
Ьустснита при непрерывном охлаждении.
Дюрометрический-метод (измерение твердости) основан на
р 1-пичии твердости мартенсита и других продуктов превращений
Г''"генита. Термическая обработка образцов проводится так же, как
щ-и использовании структурного метода. При выдержках в субкри-
|Г1еской области короче инкубационного периода твердость оста-
лся такой же высокой, как при закалке стали. По мере развития
рсиращения твердость постепенно снижается, а после завершения
Ьспада либо остается неизменной, либо снижается очень медленно
|1рпс. 7.3).
Измерение твердости редко используют в качестве самостоятель-
ней о метода исследования кинетики превращений переохлажденного
1 енита. Это обусловлено невысокой структурной чувствительнос-
||.'о твердости. Например, небольшие вкрапления в мартенсите мяг-
иг структурных составляющих практически не снижают твердости
< । in, вследствие чего инкубационный период представляется более
шинельным, чем на самом деле. Напротив, время полного превраще-
нм“ может оказаться несколько заниженным при оценке его только
М" твердости образцов. Твердость нижнего бейнита близка к твердо-
ги мартенсита, поэтому исследования вблизи мартенситной точки
Ш1 же могут сопровождаться повышенными погрешностями.
Дюрометрический метод нередко используют в сочетании со
ш р\ ктурным и другими методами исследования кинетики превраще-
нии аустенита.
161
a
б
Т, с
Т, с
т, с
к
Рис. 7.4. Основные разновидности изотермических диаграмм рас-
пада переохлажденного аустенита. Пояснения в тексте
Основные разновидности диаграмм изотермических превращ
ний аустенита. Они определяются прежде всего химическим соста-
вом аустенита, который совпадает с составом доэвтектоидной стали
нагретой выше Ас3, и существенно зависит от температуры аустени-
тизации заэвтектоидных сталей. В углеродистых и некоторых мало-
легированных сталях температурные интервалы образования перли-
та и бейнита частично перекрываются, кинетические кривые диффу-
зионного и промежуточного превращений объединяются в одну и об«
разуется один общий максимум, которому соответствует наименьший
инкубационный период. В легированных сталях карбидобразующие
элементы и кремний, находясь в аустените, не только повышают еп.
устойчивость, но и смещают максимум скорости перлитного превра-
щения вверх по температурной шкале, а промежуточного — вниз,
Это вызывает разделение областей образования перлита и бейнит,
на диаграмме изотермических превращений и приводит к появлении,
двух кинетических кривых и двух максимумов (см.рис.7.1, б). Проме-
жуточное превращение не идет до конца, и поэтому на диаграмма,
отсутствует кривая его завершения. Обычно в температурном интер-
вале развития промежуточного превращения на диаграммы нанося!
линии, соответствующие определенной степени распада переохлаж-
денного аустенита. Исключение составляют углеродистые и некото-
рые низколегированные стали, в которых при температурах ниже ми-
нимума устойчивости переохлажденного аустенита превращение на-
чинается по промежуточному механизму, а заканчивается по диффу-
зионному.
Кроме того, кинетика превращений и, следовательно, вид изотер
мических диаграмм зависят от ряда других факторов. Заметную рол(
могут играть размер зерна аустенита, степень негомогенности по
следнего и особенности производства (выплавки) стали, определяю
щие, в частности, количество и характер неметаллических включе-
ний, и некоторые другие характеристики стали.
Обычно выделяют следующие основные разновидности изотер
мических диаграмм (рис. 7.4):
для углеродистых и ряда малолегированных сталей характернь
диаграммы с одним минимумом устойчивости аустенита (чтс
обусловлено частичным перекрытием интервалов температур пер-
литного и бейнитного превращений) с выделением или без выделения
избыточной фазы (рис. 7.4, а, б, в); I
диаграммы для легированных сталей, содержащих карбидобразую
щие элементы, как правило, имеют два минимума устойчивости ауста
нита, соответствующие перлитному и бейнитному превращениям; зо
ны превращений могут быть разделены областью температур, в предо
лах которой распад аустенита не происходит (рис. 7.4, г, д, ж, з);
164
I'ni. 7.5. Диаграмма изотермических
превращений переохлажденного аус-
тенита стали 37XH3A, построенная
по способу В. Д. Садовского.
<’> iu кривых указана длительност ь выдержек
в некоторых высокойегиро-
н.шных сталях может наблю-
.нъея только одно превраще-
ние выше мартенситной точ-
ки — бейнитное или перлитное
Q ic. 7.4, е, и, к).
Среди множества диаграмм
i двумя максимумами скорости
|i| с вращения аустенита можно
.делить подвиды, отличаю-
щиеся различным соотношени-
ем устойчивости аустенита в
ик рлитной и бейнитной областях температур: в мало- и среднеуглеро-
диг! ых сталях минимальный инкубационный период в перлитной об-
ласти больше, чем в бейнитной (см. рис. 7.4, г, д); в высокоуглероди-
bi j.ix сталях наблюдается обратное соотношение (см. рис. 7.4, ж, з).
На диаграммах перечисленных разновидностей нанесена гори-
ш сальная линия при температуре начала мартенситного превра-
рцепия. Существуют стали, в которых мартенситное превращение не
!происходит либо наблюдается при отрицательных температурах. В
h .iMix случаях мартенситная линия на диаграммах отсутствует (см.
кис. 7.4, к).
Кроме многочисленных изотермических диаграмм в координатах
“|смпература — время”, в справочной и научной литературе иногда
и (рсчаются диаграммы в координатах “температура — количество
клепавшегося аустенита”, предложенные В. Д. Садовским (рис. 7.5).
г > 1 и диаграммы не получили широкого распространения, хотя в ряде
пучаев они более удобны, чем традиционные.
7.2. ПРЕВРАЩЕНИЯ ПЕРЕОХЛАЖДЕННОГО АУСТЕНИТА
ПРИ НЕПРЕРЫВНОМ ОХЛАЖДЕНИИ
Как сказано выше, при проведении термической обработки пре
Ьр.пцение переохлажденного аустенита очень часто протекает в про-
цессе непрерывного охлаждения; изменяя скорость охлаждения, мож-
но получать разнообразные структурные состояния стали.
Рис. 7.6. Схема наложения кривых
охлаждения на диаграмму изотермичен
кого распада переохлажденного аусте-
нита эвтектоидной стали
| Рассмотрим влияние скорости
охлаждения на превращение пере»
охлажденного аустенита в эвтек-
тоидной стали. Пусть эта сталь по-
сле аустенитизации будет охлажде-
на со скоростями V, < V2< ... < VJ
Нанесем кривые охлаждения на
диаграмму изотермического рас-|
пада переохлажденного аустени-
та эвтектоидной стали (рис. 7.6). С определенным допущением
можно считать, что точки пересечения кривых охлаждения с С-об-
разными кривыми диаграммы соответствуют началу и концу пре-
вращения.
При невысокой скорости охлаждения V( диффузионное превра-
щение успевает произойти при небольшой степени переохлажденю
ниже точки А| и возникнет грубопластинчатый перлит. Охлажденш
с большими скоростями V2h V3, вследствие увеличена степени перс
охлаждения, приводит к формированию более дисперсных феррито
карбидных структур (сорбита или троостита). При скорости охлажде
ния V4 диффузионный распад переохлажденного аустенита не проис
ходит до конца. Часть непревращенного аустенита будет переохлаж
дена до температурного интервала промежуточного превращения, и I
структуре появится бейнит. Но превращение на этом также не закон
чится. В процессе дальнейшего охлаждения ниже точки Мн начнете!
образование мартенсита. В итоге возникнет структура, состоящая и:
продуктов диффузионного и промежуточного превращений, а такж<
мартенсита и остаточного аустенита.
При скорости охлаждения V5 диффузионное превращение стано-
вится невозможным и весь аустенит удается переохладить до темпе-
ратур мартенситного превращения. В этом случае будет осуществле-
на закалка стали, при которой образуется мартенситная структура с
небольшим количеством остаточного аустенита. Можно указать две
критические скорости охлаждения. Минимальная скорость охлажде-
ния, при которой не весь аустенит претерпевает диффузионное пре-
вращение, получила название нижней критической скорости закал-
ки (VHK3). Минимальная скорость охлаждения, при которой весь аусте-
нит оказывается переохлажденным до температурного интервала
166
1‘ik 7.7. Схема влияния скорости охлаждения на положение температурных ин-
№ риалов превращений (в) и количество структурных составляющих (б) для эв-
тектоидной стали.
/ — начало превращения; 2 — конец превращения; 3 — приостановка превращения
мартенситного превращения, называется верхней критической ско-
1><л тью закалки (VnK3).
Как видно из рис. 7.6, верхняя критическая скорость закалки зави-
сит от длительности минимального инкубационного периода распада
переохлажденного аустенита. В эвтектоидной стали он лимитируется
ri-оростью образования перлита (эвтектоида). В зависимости от со-
держания углерода и особенностей легирования сталей минимальная
устойчивость переохлажденного аустенита может определяться ско
остью образования избыточных феррита или цементита, а также
бейнита.^
Принципиальное влияние скорости охлаждения на температуры
распада переохлажденного аустенита и количество продуктов пре-
вращения в углеродистых и легированных сталях наглядно иллюстри-
ру ют схемы А. А. Попова (рис. 7.7). Они также показывают, в каком
i (отношении могут находиться нижняя и верхняя критические скоро-
с । п закалки со скоростями охлаждения, исключающими образование
феррита (Уф), карбидов (VJ и продуктов промежуточного превраще-
ния (V6).
Углеродистые стали. В схемах, построенных для этих сталей, в
ц«-nix упрощения не учитывается возможность протекания промежу-
точного превращения и условно считается, что при температурах вы-
ше мартенситной точки Ми происходит только диффузионный распад
переохлажденного аустенита. Анализ схемы, приведенной на рис. 7.7,
шнволяет отметить следующие особенности развития превращений
при непрерывном охлаждении эвтектоидной стали. Если бы ее
167
охлаждение осуществлялось с бесконечно малой скоростью, то пре-
вращение аустенита в перлит произошло бы при температуре, соот-1
ветствующей точке АР При реальных скоростях охлаждения диффу-
зионное превращение протекает при определенном переохлаждении i
ниже этой критической точки и распространяется на некоторый ин-
тервал температур. С увеличением скорости охлаждения вплоть до|
VHia температурный интервал диффузионного превращения все в
большей мере смещается вниз и становится шире. При скоростям
охлаждения от VHli3 до VUK1 уже не весь аустенит успевает превратить-]
ся в феррито-карбидную структуру, и часть его достигает мартенсит-
ной точки Мн. Так как при образовании перлита содержание углеро-
да в непревращенной части аустенита остается постоянным, то nonoJ
жение точки Мн не зависит от скорости охлаждения. Повышение ско-
рости охлаждения в рассматриваемом интервале сопровождается уве-I
личением количества мартенсита и остаточного аустенита.
Критическая скорость охлаждения, при которой полностью по-
давляется образование перлита (V„), соответствует верхней критиче-
ской скорости закалки эвтектоидной стали. При скоростях охлажде-
ния больше VUK3 происходит лишь мартенситное превращение. В это!
случае увеличение скорости охлаждения может приводить только |
некоторому уменьшению количества остаточного аустенига вследсг
вие подавления термической стабилизации аустенита при охлажде-
нии в мартенситном интервале*.
Рассматривая превращения, происходящие при непрерывно»
охлаждении в доэвтектоидных сталях, наряду с образованием перли
та следует учитывать выделение избыточного феррита (рис.7.8). Пр,
охлаждении с бесконечно малой скоростью образование феррита на-
чалось бы с момента охлаждения ниже точки А3 и развивалось бы
вплоть до достижения точки А,. В реальных условиях охлаждений
температурный интервал выделения избыточного феррита, так Ж1
как и температурный интервал образования перлита, смещается ог
носительно равновесных критических точек вниз. Увеличение скорц
сти охлаждения сопровождается подавлением образования избыто^
ного феррита, чему соответствует уменьшение ширины температур
ного интервала его образования.
При определенной критической скорости охлаждения Уф выделе
ние избыточного феррита окажется полностью подавленным. В дс
эвтектоидных сталях с повышенным содержанием углерода, где сю
рость образования a-фазы относительно невелика, Уф меньше V1M
* На схемах не отображается многоступенчатость мартенситного превраш
ния, наблюдающаяся при очень больших скоростях охлаждения.
168
Рис. 7.8. Схемы влияния скорости охлаждения на положение температурных интервалов превращений и
количество структурных составляющих для доэвтектоидных углеродистых сталей с содержанием углеро-
да С| (о), Сг (б) и Cj (о) (Cj < С2 < Cj).
/ — начало образования феррита; 2 — начало образования перлита; 3 — конец образования перлита; 4 — приостановка превращения
Для этих сталей при охлаждении со скоростями более Уф характерны
такие же закономерности распада переохлажденного аустенита, что
и для эвтектоидной стали. Чем меньше содержание углерода в доэв-
тектоидной стали, тем больше скорость выделения избыточного
феррита и тем выше критическая скорость охлаждения, гарантирую-
щая подавление этого процесса. При этом Уф может оказаться боль-
ше VHK3. В малоуглеродистых сталях интенсивность образования из-
быточного феррита настолько высока, что критическая скорость
охлаждения, обеспечивающая подавление выделения этой фазы, ста-
новится выше критической скорости охлаждения, обеспечивающей
подавление образования перлита. Следовательно, в этом случае VllK1
определяется уже не интенсивностью образования перлита (эвтекто-
ида), а интенсивностью выделения избыточного феррита.
Если Уф больше VH1U, то в интервале между этими скоростями
охлаждения наблюдается изменение положения мартенситной точки
Мн (см. рис. 7.8, я,б). Это обусловлено тем, что при охлаждении со
скоростью, чуть большей VHK3, мартенсит образуется из аустенита,
обогащенного углеродом вследствие предшествовавшего выделения
избыточного феррита, сопровождающегося перераспределением уг-
лерода в стали. Поэтому мартенситная точка оказывается понижен-
ной. Увеличение скорости охлаждения от VHK3 до Уф приводит к по-
степенному уменьшению количества избыточного феррита вплоть до
полного подавления его образования. В результате этого обогащение
углеродом непревращенной части аустенита уменьшается и Мн повы-
шается, возвращаясь к ее нормальному значению, соответствующему
охлаждению со скоростями выше V„K3.
Изменение положения мартенситного интервала сказывается и;
количестве остаточного аустенита. Поэтому при увеличении скоро
сти охлаждения вместо роста количества остаточного аустенита npi
некоторых промежуточных скоростях охлаждения в интервале VHKJ
Уф может наблюдаться его снижение.
В заэвтектоидных сталях для подавления выделения избыточно!
фазы (цементита) требуется осуществить охлаждение со скоросты-
более Vk (рис. 7.9). С повышением содержания углерода критическа
скорость охлаждения VK возрастает. При этом она может превысит
критическую скорость охлаждения, гарантирующую подавление об
разования перлита, и тогда VK будет соответствовать VUKr
Таким образом, при достаточно высоком содержании углерода
заэвтектоидных сталях верхняя критическая скорость закалки долж
на определяться скоростью образования избыточного цементита. Hi
в заэвтектоидных сталях обычными методами исследования трудн
надежно обнаружить начало выделения карбидной фазы из перс
170
Рис. 7.9. Схемы влияния скорости охлаждения на положение температурных интервалов превраще-
ний и количество структурных составляющих для заэвтектоидных углеродистых сталей с содержа-
нием углерода Cj (а), С2 (.(>) и С3 (я) (С, < С2 < С3).
I — начало образования цементита; 2 •— начало образования перлита; 3 — конец образования перлита; 4 — приостановка пре-
вращения
охлажденного аустенита и поэтому определение VUK3 очень часто про-
водят по значениям V„.
Выделение избыточного цементита приводит к обеднению аус-
тенита углеродом, что вызывает повышение мартенситной точки,
Увеличение скорости охлаждения в интервале от Ункздо VK, способ,
ствуя подавлению выделения избыточного цементита, вызывав!
снижение Мн.
При анализе особенностей развития распада переохлажденного
аустенита при непрерывном охлаждении следует учитывать еще ря!
факторов. На характер протекания диффузионного превращения мо-
жет оказывать определенное воздействие теплота превращения, при
водящая к некоторому повышению температуры в процессе преврц
щения. Этот эффект сказывается наиболее сильно при малой устой-
чивости переохлажденного аустенита при температурах диффузион-
ного превращения и ослабляется по мере уменьшения скоросп
охлаждения. В приведенных выше схемах учитывалась возможное^
проявления эффекта термической стабилизации аустенита при мае
тенситном превращении, но не принималась во внимание возмоД
ноегь “изотермического” образования мартенсита при невысоки
скоростях охлаждения. Структуры, формирующиеся при медленно
охлаждении, могут иметь характерные особенности. При малых сю
ростях охлаждения возможно образование структурно-свободно»
цементита в малоуглеродистых сталях, зернистого перлита и ано,
мальных структур в заэвтектоидных сталях.
Легированные стали. В этих сталях в зависимости от содержат
углерода и характера легирования минимальная устойчивость пер
охлажденного аустенита может наблюдаться при температурах кг,
диффузионного, так и промежуточного превращений. Рассмотри
оба случая, пренебрегая в целях упрощения возможностью образов»
ния избыточных фаз — феррита и цементита.
Пусть устойчивость переохлажденного аустенита при темпера г
рах промежуточного превращения будет выше, чем при температ
рах диффузионного превращения, как это имеет место, например,
высокоуглсродистых сталях (рис. 7.10, а). При скоростях охлаждени
несколько больших VHK3, когда не весь аустенит успевает превратил
ся в феррито-карбидную структуру, непревращенная часть аустенш
достигнет температурного интервала промежуточного превращепи
и начнется образование бейнита. Как известно, промежуточное njs
вращение не протекает до конца, и при дальнейшем охлажден»
часть оставшегося аустенита претерпевает мартенситное преврап.
ние. Повышение скорости охлаждения приводит к увеличению об i
ма аустенита, переохлажденного до температур промежуточно
превращения, что сначала вызывает рост количества бейнита. Но j
172
Скорость охлаждения----->
Гис 7.10. Диаграммы изотермического распада переохлажденного аустенита и
[псмы влияния скорости охлаждения на температуры превращения и количество
. [руктурных составляющих для легированных сталей с минимумом устойчнвос-
III переохлажденного аустенита при температурах диффузионного («) и проме-
жуточного (б) превращений.
1 1см1Юр<пурный шперпал диффузионного превращения; 2 — температурный интервал промежуточ-
ного превращения
тем после достижения какого-то максимума количество бейнита нц
чинает снижаться, так как уменьшается продолжительность пребы
вания аустенита в температурном интервале, в котором может проий
ходить промежуточное превращение. При некоторой критическр
скорости охлаждения Vc выделение бейнита окажется полностью п<
давленным и весь аустенит, не распавшийся при температурах ди<}
фузионного превращения, будет переохлажден до температурное
интервала мартенситного превращения.
При более высоких скоростях охлаждения, чем Vc, характер ра
пада переохлажденного аустенита в рассматриваемой стали аналог
чен тому, который имел место для углеродистой эвтектоидной стал
Верхняя критическая скорость закалки соответствует критически
скорости охлаждения, обеспечивающей полное подавление образов
ния феррито-карбидной структуры.
Для легированных сталей, у которых устойчивость переохла;
денного аустенита при температурах промежуточного превращен:
меньше, чем диффузионного, критическая скорость охлаждения '
оказывается больше, чем V,, (рис. 7.10, б). В этом случае она явля<
ся верхней критической скоростью закалки.
При развитии промежуточного превращения нераспавша i
часть аустенита обогащается углеродом, что приводит к снижен^
мартенситной точки Мн. Соответственно в структуре наблюдает
повышенное количество остаточного аустенита. В доэвтектоидш
легированных сталях оно может в несколько раз превышать колич
ство остаточного аустенита, получаемого при охлаждении со скор
стями выше V„K3. Увеличение скорости охлаждения от VHK3 до Vc,
провождающееся подавлением промежуточного превращения, выл
вает повышение мартенситной точки Мн. Характер изменения кол
чества остаточного аустенита в этом интервале скоростей охлалп
ния может оказаться весьма сложным.
При рассмотрении приведенных примеров считалось, что в лш
рованных сталях в процессе диффузионного превращения образует
лишь перлит. На самом деле, анализируя особенности развития pi
пада переохлажденного аустенита при непрерывном охлаждении, i
обходимо учитывать возможное выделение избыточных феррита и
карбидов. При образовании этих фаз происходит изменение состл
аустенита, что при дальнейшем охлаждении может изменить кинет
ку промежуточного превращения, а также положение температуру
го интервала мартенситного превращения.
В качестве примера можно привести схему, построенную для :
эвтектоидной легированной стали, верхняя критическая скорость1
калки которой определяется интенсивностью выделения избыточн
карбидов (рис. 7.11). Образование карбидов приводит к обедней:
174
Рис. 7.11. Схема влияния скорости охлажде-
Liiti'i на положение температурных интерва-
лон превращений в заэвтектоидной легиро-
ванной стали.
? —температурные интернаты выделения карбидов,
бразования перлита и бейнита соответственно
Скорость охлаждения
V 1енита углеродом, а также карбид-
Ььразующими легирующими элемен-
тами и вызывает повышение мартен-
штиой точки Мн. Поэтому увеличение
орости охлаждения, способствуя по-
явлению образования карбидной фа-
м, вызывает снижение точки Мн, что
I наблюдается в интервале скоростей
хчаждения V6—VK. При скоростях
цлаждения от VHk3 до VG наряду с вы-
I |снием избыточных карбидов раз-
минется промежуточное превращение, которое приводит к обогаще-
Н) нераспавшейся части аустенита углеродом и снижению точки
1„ Следовательно, при увеличении скорости охлаждения в интерва-
VIIKJ—VG на положение мартенситной точки влияют два противо-
Ьюжно действующих фактора: затруднение выделения карбидов
Jt-IA о приводить к снижению Мн, а подавление развития беинитно-
> превращения — к ее повышению. В итоге жет иметь место
Ъожпый характер изменения положения Мн.
7.3. СОПОСТАВЛЕНИЕ ПРЕВРАЩЕНИЙ П1 РЕОХЛАЖДЕННОГО
АУСТЕНИТА В ИЗОТЕРМИЧЕСКИХ УСЛОВИЯХ
И ПРИ НЕПРЕРЫВНОМ ОХЛАЖДЕНИИ
I Диаграммы изотермических превращений аустенита не предназ-
чеиы для определения структуры, формирующейся при неирсрыв-
л охлаждении стали, тем не менее часто используются для этой це-
м I Тзвестны различные способы применения изотермических диа-
B<i для анализа превращений при непрерывном охлаждении. Про-
житий из них заключается в наложении кривой охлаждения на диа-
Ьмму. Считается, что точки пересечения кривой охлаждения с ли-
гами диаграммы дают приближенное представление о температур-
Ki.\ интервалах превращений и характере структуры стали. Однако
•пт < пособ может приводить к грубым ошибкам, тем большим, чем
Kfuic скорость охлаждения или чем она ближе к одной из критиче-
Ь'х скоростей охлаждения стали.
175
Рис. 7.12. Схема смещения кр
вой начала превращения в э
те кто ид ной стали при перехо,
от изотермического распада п
реохлажденного аустенита
распаду при непрерывном ох
лаждении.
/ — начало распада п изотермических
лониях; 2 — начало распада при нси|
рынком охлаждении
Объяснение происхол
дения таких ошибок пре,
пожил С. С. Штейнбер
Нанесем на диаграмму ий
термического распада пер
охлажденного аустенита э
тектоидной стали кривую охлаждения V, (рис. 7.12), пересекающ\
линию начала превращения в точке а. Непрерывное охлажден
можно заменить (с некоторой погрешностью) ступенчатым с коре
кими выдержками Дт при температурах t„ t2, t3 и т. д. Если счит -
что в инкубационном периоде происходят подготовительные проц<
сы, то степень их развития за промежутки времени Дт при темпера !
pax t], t2, t3 ... равна соответственно Дт/т,, Дт/т2, Дт/т3 ..., где т,,
Т3 ... — инкубационные периоды при температурах tb t2, t3. Видим!
распад аустенита может начаться лишь при выполнении всего нес
ходимого объема подготовительных процессов, т. е. при условии
Дт/т, + Дт/т2 + ... + Дт/тп =1. (7J
Так как т, > т2 > т3.то Дт/т, < Дт/т2 < ... < Дт/тп. Поэтому при охл|
дении до точки а
Дт/Т| + Дт/т2 + ... + Дт/тп < 1. (7.1
Это означает, что превращение аустенита не может начаться вточ
а. Для выполнения условия (7.5) необходимо переохладить аустеи
до некоторой точки б, и лишь в этом случае можно ожидать нача
превращения.
Аналогичные рассуждений для других скоростей охлаждения, <
личных от V,, приводят к заключению, что кривая начала превраи
ния при непрерывном охлаждении смещается в область более низе
температур и более длительного времени по сравнению с кривой
чала превращения в изотермических условиях. Чем ниже скоро
охлаждения, тем меньше смещение начала превращения при пере
176
де от изотермических выдержек к непрерывному охлаждению, на-
пример при V2 на рис. 7.12. Грэндж и Кифер экспериментально уста-
новили, что длительность периода минимальной устойчивости пере-
охлажденного аустенита при непрерывном охлаждении приближенно
и 1.5 раза больше, чем в условиях изотермических выдержек. Для рас-
чета верхней критической скорости закалки по диаграмме изотерми-
ческого распада переохлажденного аустенита ими была предложена
следующая формула:
Vkp = (AI-tmin)/1.5Tmin, (7.7)
11е tmin — темпераура, при которой наблюдается минимальный инку-
бационный период Tmin.
7.4. ДИАГРАММЫ ПРЕВРАЩЕНИЙ АУСТЕНИТА
ПРИ НЕПРЕРЫВНОМ ОХЛАЖДЕНИИ
Термокинетические диаграммы. На этих диаграммах нанесены
температурно-временные области развития превращений аустенита,
протекающих при охлаждении сталей с различными скоростями.
Методика построения этой разновидности диаграмм заключается
и охлаждении образцов, нагретых до аустенитной или аустенито-кар-
бндной области, с регистрацией моментов начала, конца или приоста-
новки выделения избыточных фаз, образования феррито-карбидных
с । руктур, бейнита и мартенсита.(С этой целью могут применяться ме-
юды, используемые для построения диаграмм изотермических пре-
вращений аустенита, рассмотренных в разделе 7.1.£Чаще применяют
магнитный и дилатометрический методы, позволяющие непрерывно
регистрировать превращения аустенита. Одновременное изменение
температуры и времени при непрерывном охлаждении образцов за-
1 рудняет количественную расшифровку дилатограмм и магнитомет-
рических кривых,_|
Применение структурного и дюрометрического методов для по-
строения термокинетических диаграмм также возможно при условии,
ч го все образцы будут иметь строго одинаковые размеры, что необ-
ходимо для получения равных скоростей охлаждения в одной и той
же среде. Температура образцов различной толщины, охлаждаемых,
например, на воздухе, снижается с различной скоростью, что затруд-
няет построение диаграмм. Как и в случае изучения изотермических
превращений, при построении термокинетических диаграмм струк-
турным методом после остывания образцов до некоторой температу-
ры (или в течение определенного времени) охлаждение прерывается
177
Рис. 7.13. Термокинетическая диаграм-
ма превращений переохлажденного аус-
тенита в стали 20Г
и образец закаливается в воде.
Каждый следующий образец в
данных условиях охлаждается до
более низкой температуры, затем
производится немедленная закал-
ка. Исследование микрострукту
ры и измерение твердости таких
образцов позволяет установить
моменты начала и конца образо
вания каждой структурной состав-
ляющей.
^Экспериментальные кривые
охлаждения наносят на диаграм-
мы тонкими линиями и отмечают
на них моменты начала, конца
или приостановки превращений.
Соединив одноименные точки плавными кривыми, получают термо-
кинетическую диаграмму (рис. 7.13). Вблизи пересечений кривых
охлаждения с линиями диаграмм могут быть нанесены числа, показы-
вающие количество структурных составляющих в процентах по объ-
ему. Значения твердости стали, получающейся в результате охлажде
ния до комнатной температуры, нанесены вблизи концов кривых
охлаждения. Применяются и другие системы обозначений, смысл ко
торых явствует из надписей, нанесенных на диаграммьь /
уТермокинетические диаграммы превращений аустеЙита позволяв
куг определять критические скорости охлаждения и прежде всего,
верхнюю критическую скорость закалки. Среднее значение ее пом
считывается по формуле
VUK3 = (А, - tMHH)/TMBH, (7.8) |
в которой tMHH и тМ|1Н — температура минимальной устойчивости аусте-1
нита и время, в течение которого достигается tM11H при охлаждении со
скоростью, равной верхней критической (считая от точки А^Напри-
мер, для стали 20Г (см.рис. 7.13) А| находится при 720 °C, tMI1I1 = 440 °C,
ты,.н = 0.5 с. Следовательно, VI1K3 = 560 град/с.
4Кроме расчета критических скоростей, можно непосредственно
по' диаграмме определить температурные интервалы превращений
при охлаждении с известной скоростыо |В частности, при охлаждении
178
той же стали 20Г со скоростью V3 (см. рис. 7.13) превращение аустени-
та начинается при 715 °C с выделения избыточного феррита, продол-
жающегося до 640 °C, после чего происходит образование перлита,
при 600 °C сменяющееся бейнитным превращением. Последнее приос-
танавливается при температуре около 480 °C, и до 380 °C структурных
изменений не происходит. Начиная с 380 °C оставшийся аустенит пре-
вращается в мартенсит. После охлаждения до комнатной температу-
ры со скоростью V3 сталь имеет твердость 212 ед. HV и состоит из
феррита, перлита, бейнита, мартенсита и остаточного аустенита.
Вид термокинетических диаграмм связан с формой диаграмм изо-
термических превращений аустенита для тех же сталей. Эта связь на-
иболее проста для эвтектоидной стали: одному минимуму устойчиво-
сти аустенита в изотермических условиях соответствует единственная
область превращений выше Мн на термокинетической диаграмме
(рис. 7.14, а). В малолегированных сталях области перлитного и бей-
нитного превращений при непрерывном охлаждении выделяются го-
раздо более отчетливо, чем в изотермических условиях. Если же на
изотермической диаграмме видны два минимума устойчивости, но
температурные интервалы перлитного и бейнитного превращений
частично налагаются, то при непрерывном охлаждении соответству-
ющие области термокинетической диаграммы могут быть полностью
разделены. Это наблюдается, например, на сталях 50ХФ (рис. 7.14, б),
ЮХ2Н2М и др. Полному разделению перлитного и бейнитного пре-
вращений на изотермической диаграмме соответствуют изолирован-
ные области их развития при непрерывном охлаждении (рис. 7.14, в).
Очевидно, что, если в изотермических условиях отсутствует пер-
литное превращение, то оно не будет наблюдаться и при непрерыв-
ном охлаждении. Аналогичное заключение, касающееся бейнитного
превращения, может оказаться ошибочным. Так, в стали 40X13 бей-
ннтное превращение не протекает в изотермических условиях (см.
рис. 7.4, и), но отчетливо наблюдается при непрерывном охлаждении
(рис. 7.14, г). Это обусловлено тем, что сталь 40X13 заэвтектоидная,
поэтому при непрерывном охлаждении при повышенных температу-
рах может происходить выделение карбидов, в результате чего со-
ма в аустенита изменяется и при дальнейшем понижении температу-
ры становится возможным бейнитное превращение. Напротив, в до-
эитектоидных сталях выделение феррита, приводящее к обогащению
аустенита углеродом, может затруднять последующее образование
бейнита. Такая картина наблюдается, в частности, на стали 18ХГ.
Приведенные примеры показывают, что вид средне- и низкотем-
пературных областей термокинетических диаграмм может в той или
иной мере зависеть от характера и степени развития превращений
аустенита в верхнем интервале температур.
179
a
6
Сталь 50ХФ
1 10 102 IO3 104 T, C
Рис. 7.14. Некоторые разновидности термокинетических диаграмм превращений
____ переохлажденного аустенита. Пояснения в тексте
| Диаграммы превращений аустенита при непрерывном охлажЛ
дении в координатах “температура — диаметр цилиндра”. Эти ди-
аграммы, получившие название ССТ-диаграмм (от английского
Continious Cooling Transformation — превращение при непрерывном
охлаждении), описывают виды и температурные интервалы превра^
щений аустенита на оси длинных цилиндров с различными диаметра!
ми, охлаждаемых на воздухе, в масле или в воде. Такие диаграммы
строят на основании как экспериментальных данных, так и результат
180
гов расчетов. Последнее снижает точность ССТ-диаграмм в области
больших диаметров вследствие того, что расчеты не учитывают из-
менения состава аустенита при выделении избыточных Фаз, /
Рассмотрим, как пользоваться ССТ-диаграммами на примере ста-
1И 35Г2М (рис. 7.15).
Любая вертикальная прямая линия на диаграмме соответствует
определенному диаметру цилиндра, значение которого определяется
по одной из трех горизонтальных шкал: “вода”, “масло”, “воздух”.
Пересечение вертикалью областей диаграммы определяет структуру
и. оси цилиндра, охлажденного в той или иной среде. Например, по-
лучение мартенсита по всему сечению цилиндра из стали 35Г2М при
охлаждении в воде достигается при диаметре не более 17... 18 мм, в
масле — не более 10... 11 мм, а на воздухе на мартенсит закаливается
всего лишь проволочка диаметром менее 0,35 мм. В то же время что-
бы гарантировать получение на оси цилиндра только феррито-пер-
литной структуры, его диаметр при охлаждении в воде должен быть
более 80 мм, в масле — более 60...70, а на воздухе — не менее 10 мм.
Определить структуру наружных слоев цилиндра, пользуясь ССТ-
диаграммами, можно, но гораздо труднее.
Так как структура стали, при прочих равных условиях, определя-
емся скоростью охлаждения, то ССТ-диаграммы позволяют опреде-
лять структуру не только на оси цилиндра после охлаждения в одной
из указанных сред, но и в любой точке изделия произвольной формы.
Для этого необходимо знать скорость охлаждения в данной точке во
всем интервале температур — от аустенитной области до температу-
ры охлаждающей среды, т. е. иметь кривую охлаждения. Экспери-
ментальную или расчетную кривую охлаждения перестраивают в ко=
I ординаты “относительная температура — время”. Пересчет действи-
Ьгльной температуры t в относительную tOT производят по формуле
tOT = (t-20)/(tH-20), (7.9)
Принимая за нуль относительной шкалы 20 °C, а за единицу — темпе-
p. уру нагрева tH Такую перестроенную, или унифицированную, кри-
Ь\1о сопоставляют с семейством унифицированных кривых охлажде-
।ня в заданной среде, построенных для различных диаметров
рис. 7.16), и оценивают диаметр эквивалентного цилиндра, центр ко-
торого охлаждается с той же скоростью, что и выбранная точка изде-
Кшя. Затем по ССТ-диаграмме данной стали определяют структуру,
[которая получилась бы на оси эквивалентного цилиндра, а в действи-
тельности образуется в выбранной точке детали^]
Пусть, например, в результате перестройкиэкспериментальной
кривой охлаждения в воде для заданной точки изделия из стали
181
Диаметр заготовки, мм
Рис. 7.15. ССТ-диаграмма для стали 35Г2М. Вертикальная штриховая линия соо(
ветствует центру цилиндра диаметром =28 мм, охлаждаемого в воде. Пояснена
в тексте
35Г2М получили унифицированную кривую, нанесенную на рис. 7.1
штриховой линией. Путем логарифмической интерполяции находи!
что эта кривая соответствует охлаждению центра цилиндра диаме
ром около 28 мм. По диаграмме, приведенной на рис. 7.15, находи
что на оси такого цилиндра должна получиться структура, состоят;
из приблизительно равных долей бейнита и мартенсита. Такая л
стщц^тура получится в рассматриваемой точке изделия.
(Таким образом, ССТ-диаграммы позволяют определить темпер
турные интервалы развития превращений при охлаждении в проп
вольной точке изделия, для которой известна скорость охлаждения.'
182
Рис. 7.16. Семейство унифициро-
панных кривых охлаждения цент-
ров цилиндрического диаметра
(числа у кривых), охлаждаемых в
поде. Штриховая кривая соответ-
ствует центру цилиндра диамет-
ром 28 мм. Пояснения в тексте
Время, с
частности, превращение в
центре цилиндра из стали
35Г2М диаметром 50 мм при
охлаждении в воде начнется
при 600...605 °C с выделения феррита (см. рис. 7.15, пунктирная вер-
тикальная линия); при температуре около 580...585 °C выделение из-
быточного феррита прекратится и начнется образование бейнита, за-
вершающееся около 300 °C. Такая же структура будет формировать-
ся в тех же температурных интервалах в точках массивных изделий из
i тали 35Г2М, охлаждающихся с той же скоростью, что и центр ци-
1 линдра диаметром 50 мм.
Диаметр цилиндра определяет скорость его охлаждения в данной
среде при прочих равных условиях. Это предопределяет сходство
< '< Т- и термокинетических диаграмм одной и той же стали и сталей,
Слизких по химическому составу, несмотря на то, что они построены
* различных координатах. Так как термокинетические диаграммы
I определенным образом связаны с изотермическими, то существует
закономерная связь всех трех типов диаграмм для каждой сталш/
В настоящее время ССТ-диаграммы имеются для сравнительно
, небольшого числа сталей. Характерные виды таких диаграмм пред-
кгавлены на рис. 7.17.
, При разработке технологии термической обработки используют
кик изотермические, так и термокинетические диаграммы распада
|псреохлажденного аустенита.^ Еще раз подчеркнем, что изотермиче-
ItKiie диаграммы в ряде случаев могут дать весьма искаженное пред-
ставление о превращениях, протекающих при непрерывном охлажде-
нии. Для наглядной иллюстрации сказанного приведем следующий
пример.
Из термокинетической диаграммы для стали 35Х (рис. 7.18, а)
Ьлсдует, что при быстром охлаждении стали (крайняя левая кривая)
произойдет закалка, т.е. будет получена мартенситная структура. Ес-
ли же нанести эту кривую охлаждения на изотермическую диаграмму
(рис. 7.18, б), то создается впечатление, что после охлаждения сталь
Wk дет содержать не только мартенсит, но и значительное количество
[ Йспиита. Ошибка в определении температуры начала превращения
183
a
б
Воздух
1______1___। । ..
„ „ Масло
5 50 200 500
Воздух
1------1---1---1 Масло
5 50 200 500
-J----1----1---1 Вода
10 50 200 500
-1-----1----1---1 Вода
10 50 200 500
Диаметр заготовки, мм
Диаметр заготовки, мм
, , , , Возд*х I , , Bo3Wx
5 50 200 500 Масло 5 50 200 500 Масло
10 50 200 500 ВОПа 10 50 200 500 В
Диаметр заготовки, мм Диаметр заготовки, мм
Рис. 7.17. Основные разновидности ССТ-диаграмм (я—г)
1’пс. 7.18. Термокинетическая (а) и изотермическая (б) диаграммы превращений
аустенита в стали 35 X. На изотермическую диаграмму нанесены первая и две по-
следние (считая слева) кривые охлаждения, взятые с термокинетической диа-
граммы
составляет в данном случае около 200 °C. Нетрудно убедиться, что
наложение второй, третьей и четвертой кривых охлаждения (см.
рис. 7.18, а, считая слева) на изотермическую диаграмму также при-
вело бы к значительным ошибкам. В то же время нанесение кривых
медленного охлаждения (две последние на рис. 7.18, а) на изотермиче-
скую диаграмму дает правильное представление о возникающей
с труктуре и приводит к сравнительно небольшим ошибкам в оценке
температур начала и конца превращения.
Пользуясь термокинетической диаграммой, определим для стали
^5Х верхнюю критическую скорость закалки. Она равна
VnK3 = (745 - 450)/12 = 24.5 град/с.
Рели для оценки VnK3 использовать изотермическую диаграмму и рас-
чет провести по формуле 7.7, то получим
VUK3 = (745 - 480)/(1,5 х 0,8) = 220.8 град/с.
Таким образом, значения верхней критической скорости закалки
г тали 35Х, найденные по термокинетическим и изотермическим диа-
1 раммам, различаются почти в девять раз. Анализ диаграмм большо-
। <> количества сталей показывает, что такие ошибки не так уж редки.
185
пл;
бо.
Сг
го
В конце данного раздела следует указать, что существует ряд ме-
тодов расчета критических скоростей охлаждения исходя из химиче-
ского состава сталей. Например, для конструкционных сталей, вы-
явленных и раскисленных обычными методами и содержащих не
лее 0.5 % С и 5 % легирующих элементов (Мп < 1.75 %; Ni < 3.0 %;
< 2.25 %; Мо <1.0 %), на основе статистического анализа болыпо-
количества термокинетических диаграмм была получена следую-
щая зависимость между критической скоростью V (град/ч), необходи-
мо й для получения определенной структуры, и химическим составом:
IgV = к - [А(%С) + В(%Мп) + D(%Ni) + Е(%Сг) +
+ F(%Mo) + Pat], (7.10)
где к — постоянная, зависящая от вида структуры после охлаждения;
А, В, D, Е, F — коэффициенты при концентрации элементов, содер-
жащихся в сталях; Ра — коэффициент, учитывающий величину зерна
аустенита; t — температура аустенитизации, °C.
Значения коэффициентов при расчете критических скоростей
охлаждения, обеспечивающих получение мартенситной (VM), бейнит-
>й (V6) и феррито-перлитной (V^,) структур в центральной зоне за-
>товок при их охлаждении в масле, приведены
но
ГО’
ниже:
к A в D E F P.
ig VM 9.81 4.62 1.10 0.54 0.50 0.60 0.0018
lgVc 10.17 3.80 1.07 0.70 0.57 1.58 0.0032
IgVon 6.36 0.43 0.46 0.78 0.26 0.26 0.0019
Таким образом, зная химический состав стали и используя значе-
ния приведенных коэффициентов, можно по формуле (7.10) опреде-
лить величину критической скорости охлаждения.
Глава 8
ПРЕВРАЩЕНИЯ ПРИ НАГРЕВЕ СТАЛЕЙ
С МАРТЕНСИТНОЙ И БЕЙНИТНОЙ СТРУКТУРАМИ
В сталях мартенситную структуру получают специально при тер-
мической обработке или она может возникнуть при проведении неко-
торых технологических операций. На практике стали с мартенситной
структурой, как правило, подвергают тем или иным нагревам ниже
точки Ас, (отпуску).
В мартенситной структуре, кроме основной структурной состав-
ляющей — мартенсита, обычно имеется некоторое количество оста-
точного аустенита, а также могут присутствовать не растворившиеся
при аустенитизации карбидные частицы. Мартенсит, представляю-
щий собой пересыщенный твердый раствор углерода в a-железе и ха-
рактеризующийся высокой плотностью дефектов кристаллического
строения, является метастабильной фазой. Метастабильным являет-
ся и остаточный аустенит. Поэтому при нагреве стали с мартенситной
структурой происходит ряд процессов, частично перекрывающихся
по температуре и по времени, которые приближают структуру к рав-
новесному состоянию. Основные из них следующие:
перераспределение атомов углерода по междоузлиям решетки
мартенсита, их перемещение к дислокациям и образование атмосфер
Коттрелла;
распад мартенсита с образованием зон, обогащенных углеродом
(кластеров), а затем и карбидов;
распад остаточного аустенита при нагреве с образованием бей-
питной или феррито-карбидной структуры или выделение карбидов
из аустенита при нагреве и его превращение в мартенсит при охлаж-
дении после нагрева;
изменение состава и сгруктуры карбидов, их коалесценция, обра-
ювание специальных карбидов;
релаксация напряжений, изменение тонкой структуры а-фазы.
Метастабильной является и структура, образующаяся при распа-
де переохлажденного аустенита по промежуточному механизму. При
се нагреве происходят процессы, во многом сходные с теми, которые
наблюдаются при нагреве мартенситной структуры.
187
8.1. ПРЕВРАЩЕНИЯ ПРИ НАГРЕВЕ УГЛЕРОДИСТОЙ СТАЛИ
С МАРТЕНСИТНОЙ СТРУКТУРОЙ
Как было сказано в разделе 5.2, один из процессов, происходя-
щих в свежеобразовавшемся мартенсите при комнатной температу-
ре, — перераспределение атомов углерода по междоузлиям. Оно
приводит к их упорядоченному расположению в решетке мартенси-
та и увеличению степени тетрагональности последней при неизмен-
ном содержании углерода в твердом растворе. Так как перераспре-
деление атомов углерода при упорядочении ограничивается преде-
лами элементарной решетки, то этот процесс протекает достаточно
быстро. Другой процесс, происходящий в мартенсите, — образова-
ние атмосфер Коттрелла на дислокациях. Он требует перемещения
атомов углерода уже на значительные расстояния и поэтому разви-
вается медленнее. Если перераспределение атомов углерода по
междоузлиям при комнатной температуре заканчивается за не-|
сколько минут, то для образования атмосфер Коттрелла необходи-
мо несколько часов.
При комнатной температуре получает развитее также начальная
стадия распада пересыщенного твердого раствора, заключающаяся в
формировании скоплений атомов углерода — кластеров. По мере по-
вышения температуры приблизительно до 100 °C происходит увели-
чение размеров кластеров и содержания в них углерода. Последнее
однозначно не установлено. Вероятно, состав кластеров может нахо-
диться в пределах от Fe4C до Fe2C.
Распад мартенсита с образованием карбидов в сталях с повы^
шенным содержанием углерода (более 0.20...0.25 %) протекает в две
стадии. Первая развивается при температурах ниже 150 °C, когда
диффузионная подвижность атомов углерода мала. На этой стадии
из мартенсита выделяются очень дисперсные карбиды, причем на их
образование используется углерод лишь из участков мартенсита, н
посредственно прилегающих к карбидам. В результате каждая ка
бидная частица оказывается окруженной зоной твердого раствора
пониженной концентрацией углерода, за пределами которой в тве
дом растворе сохраняется его исходная концентрация. Таким обр
зом, на первой стадии распада из-за низкой скорости диффузии угл
рода сосуществуют два мартенсита с исходной и более низкой ко
центрацией твердого раствора и соответственно разной тетрагонал
ностью решетки. Вследствие этой особенности распад получил н
звание двухфазного распада мартенсита.
Необходимо подчеркнуть, что твердый раствор, непосредствен!
окружающий дисперсные частицы, содержит углерода существен!
188
больше равновесного содержания его в феррите. Это может быть
связано с высокой дисперсностью карбидных частиц. Как следует из
уравнения (1.1), чем меньше размер частиц, тем выше равновесная
концентрация в твердом растворе.
При температурах двухфазного распада мартенсита образуется
метастабильный е-карбид (Fe2C) с гексагональной решеткой. Он вы-
(сляется в виде тонких пластин или стержней размерами 10... 100 нм.
Решетка карбида когерентно связана с решеткой мартенсита. Между
решетками фаз выполняются следующие ориентационные соотноше-
ния (соотношения X. Джека):
(0001)е II (011)а и [100]е II [1Т1]а. (8.1)
Разработан кристаллографический механизм образования Е-кар-
бида из углеродистых кластеров, заключающийся в изменении поряд-
ка чередования плотноупакованных плоскостей путем возникновения
дефектов упаковки плоскостей (001) через два слоя. Предполагается,
что при содержании углерода в кластерах, соответствующих соотно-
шению Fe2C, перестройка их решетки в £-карбид может осуществ-
иться бездиффузионным путем.
Возникновение метастабильного Е-карбида на ранних стадиях
распада мартенсита обусловлено тем, что его решетка лучше сопря-
гается с решеткой мартенсита, чем решетка цементита. Это в свою
очередь обусловливает снижение поверхностной энергии и общий
энергетический выигрыш, несмотря на то, что свободная энергия Е-
карбида выше, чем цементита.
Распад мартенсита в течение первой стадии происходит путем
увеличения числа карбидных частиц и объема мартенсита с понижен-
ным содержанием углерода. Выделившиеся частицы практически не
растут, что обусловлено малой скоростью диффузии углерода. Воз-
можны и другие причины. При росте частиц происходит дополни-
тельное увеличение упругой энергии. Чтобы рост мог продолжаться,
необходимо снижение упругой энергии за счет релаксации напряже-
ний. Но при температурах развития двухфазного распада мартенсита
релаксация напряжений затруднена.
С повышением температуры нагрева двухфазный распад резко
укоряется при одновременном некотором укрупнении частиц Е-кар-
1 бидов. Скорость протекания распада можно характеризовать време-
нем полураспада, т.е. временем достижения равных объемов твердо-
I о раствора в исходном и конечном состояниях. Для стали с 1. 0 % уг-
лерода время полураспада мартенсита составляет при 20°С — 6.4 го
да, 60 °C — 3 сут, 100 °C — 50 мин и 140 °C — 2.3 мин. При постоян-
189
нои температуре процесс двухфазного распада протекает вначале бы-
стро, а затем постепенно затухает и прекращается.
При нагреве до 150...300 °C получает развитие вторая стадия рас-
пада мартенсита. Она заключается в дальнейшем постепенном выде-
лении углерода из твердого раствора. Но так как диффузионная по-
движность атомов углерода при указанных температурах возрастает,
то происходит выравнивание концентрации этого элемента по всему
объему мартенсита. Наличие одного твердого раствора обусловило
название второй стадии распада — однофазный распад мартенсита.
Чем выше температура, тем существенней мартенсит обедняется уг-
леродом, тем меньше тетрагональность его решетки. При нагреве до
350...400 °C концентрация углерода в твердом растворе соответству-
ет равновесной и переход мартенсита в феррит заканчивается.
При 200...300 °C в структуре стали появляется цементит Fe3C, ко-j
торый является более стабильной фазой, чем Е-карбид*. Образование
цементита может осуществляться двумя путями. Во-первых, он воз4
никает в результате перестройки решетки £-карбида. Во-вторых, це-
ментит выделяется непосредственно из пересыщенного твердого рас-
твора, что сопровождается растворением Е-карбида. Переход от €«
карбида к цементиту осуществляется неравномерно по объему мар-
тенсита. В высокоуглеродистых сталях цементит появляется прежде^
всего в мидрибе мартенситных пластин, зарождаясь на границах двой<
ников. В то же время на периферии кристаллов сохраняется Е-карбид
В сталях, содержащих 0.20...0.25 % углерода и менее, стадия двухфаз
ного распада мартенсита отсутствует. При однофазном распаде I
этих сталях образование Е-карбида не наблюдается, а при нагрей
сразу выделяется цементит.
Между решетками образующегося цементита и мартенсита суща
ствует вполне определенная ориентационная связь. Она выражаетц
ориентационными соотношениями Ю. А. Багаряцкого
(100)ц II (110)а, [010J.JI [Ш]а, [001]ц II [П0]а (8.2J
или И. В. Исайчева
(103)„ II (011)а II [010]цН [1Т1]а II [Н0]г (8.1
На ранних стадиях образования цементита на межфазных грани
цах Fe3C—мартенсит существует когерентность.
* Ряд исследователей предполагают, что в высокоуглеродистых сталях, кр
ме е-карбида, может образовываться еще одна промежуточная карбидная <|
за — k-карбид, или карбид Хэгга (Fe5C2), переходящий затем в цементит.
190
Выделение цементитных частиц происходит внутри кристаллов
мартенсита, на их границах, а также на границах бывших аустенит-
ных зерен. Цементит, образующийся внутри мартенситных кристал-
юв, имеет форму тонких пластин. В кристаллах мартенсита наблю-
ается выделение цементитных пластин трех-четырех ориентировок
рис. 8.1, а). Частицы пластинчатой формы выделяются и на границах
реек. В пластинчатом мартенсите цементитные пластины образуют-
ся в мидрибе на границах двойников. По границам исходного аусте-
111тного зерна цементит сначала выделяется в виде тонких пленок, с
и >вышением температуры нагрева сменяющихся грубыми глобуляр-
ными выделениями. На границах кристаллов мартенсита при нагреве
также постепенно формируются более крупные карбидные частицы,
чем внутри кристаллов.
При нагреве до 350...400 °C вне зависимости от содержания угле-
рода в стали заканчивается образование цементита. В этом же темпе-
р ггурном интервале происходит нарушение когерентности и обособ-
ление решеток феррита и цементита.
В случае повышения температуры до 400 °C карбидные частицы
хотя и подрастают, остаются очень дисперсными. При нагреве выше
400 °C получают интенсивное развитие сфероидизация и коалесцен-
ция цементита (рис. 8.1, б). Пластины постепенно утолщаются, а дли-
на их уменьшается до тех пор, пока карбиды не приобретут глобуляр-
ную форму. Коалесценция карбидных частиц протекает по объему
металла неравномерно. Карбиды, расположенные на границах крис-
таллов и бывших аустенитных зерен, растут за счет карбидов, выде-
лившихся внутри кристаллов. Можно считать, что сфероидизация
карбидов заканчивается при 550...600 °C, а при более высоких темпе-
1 ратурах продолжается их коалесценция. Чем выше температура на-
1 рева, тем больше средний размер карбидных частиц. При постоян-
ной температуре коалесценция получает интенсивное развитие при
выдержках в течение нескольких часов, а затем постепенно затухает
[(рис. 8.2).
Распад остаточного аустенита в углеродистых сталях происхо-
дит при нагреве до 200...300 °C. Он протекает подобно превращению
I переохлажденного аустенита по промежуточному механизму. В ре-
зультате распада образуется бейнитная a-фаза. Содержание в ней уг-
I лере да и степень тетрагональности ее решетки такие же, как и у ос-
I ионной массы мартенсита, подвергнутого нагреву до температуры,
I при которой происходит распад остаточного аустенита.
Дислокационная структура мартенсита при невысоких темпе-
| p.i iypax нагрева не претерпевает существенных изменений, так как
[дислокации оказываются закрепленными атомами углерода или
дисперсными частицами карбидов. Но уровень микроискажений
191
Рис. 8.1. Структура углеродистых сталей после низкого (а)
и высокого (б) отпуска, х27 ООО
Рис. 8.2. Изменение среднего размера
карбидных частиц в стали с 0,4 % С во
время выдержки при 630 °C (С. 3. Бок-
штейн)
при этом несколько снижается.
Интенсивное перераспределе-
ние дислокаций и их аннигиля-
ция начинаются при температу-
рах выше 400 °C, когда получа-
ет развитие коалесценция кар-
бидов. При этом происходит
формирование субзерен внутри кристаллов a-фазы. С повышением
к'мпературы нагрева размеры субзерен увеличиваются, а плот-
ность дислокаций резко снижается. Однако мартенситоподобная
cipyKTypa a-фазы сохраняется до весьма высоких температур
нагрева. Увеличение содержания углерода в стали способствует
э тому.
В случае нагрева выше 600...650 °C при достаточно длительных
выдержках начинается рекристаллизация a-матрицы путем миграции
существовавших большеугловых границ. Рекристаллизация путем
о 1разования зародышевых центров и их роста при нагреве мартенси-
та не происходит. В результате миграции границ исчезают следы мар-
тенситоподобной структуры; зерна феррита приобретают равноос-
ную форму.
Характерные структуры, получаемые при нагреве сталей, в ко-
торых прошло мартенситное превращение, получили определен-
ные названия. Структура, возникающая при нагреве ниже 300 °C,
I называется отпущенным мартенситом. От неотпущенной мартен-
ги гной структуры она отличается меньшим содержанием углерода
। твердом растворе и наличием большого количества выделивших-
ся дисперсных карбидов. При исследовании в оптическом микро-
< копе выявляется лишь ее повышенная травимость. Структура,
формирующаяся при нагреве до 300...450 °C, называется троости-
п1чм отпуска. Это сильнотравящаяся структура, сохранившая мар-
те пситоподобное строение. Сорбитом отпуска называют структу-
ра, образующуюся при нагреве выше 450 °C. После достаточно вы-
соких температур нагрева сорбит отпуска представляет собой по-
Ьигонизованный феррит, в котором находятся цементитные части-
цы сернистой (глобулярной) формы, разрешимые в оптическом ми-
кроскопе.
193
8.2. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА ПРЕВРАЩЕНИЯ
ПРИ НАГРЕВЕ СТАЛЕЙ С МАРТЕНСИТНОЙ СТРУКТУРОЙ
Легирующие элементы могут оказывать воздействие на все ста- ”1
дии распада мартенсита при нагреве, причем на однофазный распад
они влияют значительно сильнее, чем на двухфазный "Установлено,
что марганец и никель ускоряют двухфазный распад мартенсита, а
кремний, алюминии и карбидобразующие элементы его задержива-
ют. Кремнии, кобальт, хром, молибден, вольфрам и ванадий резко
тормозят однофазный распад мартенсита, замедляя выделение угле- j
рода из твердого раствора и рост карбидных частиц. При легирова-
нии этими элементами повышенное содержание углерода в твердом
растворе может сохраняться до 400...500 °C. Тормозящее влияние ле-1
гирующих элементов на распад мартенсита может быть обусловлено
двумя причинами: повышением энергии межатомных связей в а-твер-1
дом растворе (Si, Со, Сг, Mo, W) и уменьшением диффузионной по-
движности углерода (например Сг, Mo, V).
При температурах 400 °C и ниже диффузионное перераспреде-1
ление легирующих элементов практически не происходит. Поэто-
му в легированных сталях при выдержках ниже этой температуры
сначала образуется е-карбид, а затем легированный цементит, кон-|
центрация элементов в котором равна их среднему содержанию н |
мартенсите. При температурах выше 400 °C становятся подвижны-
ми атомы железа и атомы элементов, образующих с железом рас
гворы замещения. В результате начинает происходить перераспре
деление элементов между карбидной фазой и твердым раствором*
элементы, не образующие карбиды, переходят из цементита в твер 1
дый раствор, а карбидобразующие элементы накапливаются в це-
ментите.
При высоких температурах нагрева легирующие элементы измс
няют скорость роста частиц легированного цементита. Никель уско
ряет коалесценцию карбидов и смещает ее в область более низких
температур по сравнению с нелегированной сталью. Карбидобразукь I
щие элементы замедляют коалесценцию и повышают интервал тем
ператур ее интенсивного развитая.
При достаточно высоких содержаниях в стали карбидобразуютци
элементов при нагреве выше 400 °C образуются специальные карби
ды. Чем выше карбид образующая способность элемента и ниже ci о
диффузионная подвижность, тем при более высокой температур* |
происходит образование его специальных карбидов. Так, карбиды
хрома возникают при 450...500 °C, а ниобия — при 550...600 °C. j
Известны два механизма образования специальных карбидов
Один связан с карбидным превращением, другой с зарождением чаш
194
тиц новой фазы. При реализации первого механизма цементит посте-
пенно обогащается легирующими элементами за счет их диффузии из
твердого раствора, пока не будет достигнут предел их растворимости
в цементите, после чего решетка цементита трансформируется в ре-
шетку специального карбида. По такому механизму в хромистых ста-
лях образуются карбиды хрома М7С3 или (Fe, Сг)7С3. В сталях, легиро-
ванных другими, более сильными карбидобразующими элементами,
также наблюдается некоторое увеличение легированности цементи-
та, но одновременно с этим в твердом растворе, обычно на дислока-
циях, зарождаются специальные карбиды. Так возникают карбиды
МС (VC, NbC, TiC) и М2С (Мо2С, W2C); так же могут образовываться
и карбиды хрома в сталях с высоким содержанием этого элемента.
Частицы цементита, возникшие при более низких температурах, рас-
творяются, и высвобождающийся углерод диффундирует к зароды-
шам специальных карбидов, что обеспечивает их рост.
Процессы карбидобразования в легированных сталях могут начи-
наться также с выделения промежуточных (метастабильных) карби-
дов. При повышении температуры нагрева или увеличении длитель-
ности выдержки эти карбиды заменяются более стабильными. В хро-
мистых сталях карбидобразование может протекать по схеме
(Fe, Сг)3С (Сг, Fe)7C3 (Сг, Fe)23C6. В сталях с молибденом и воль-
фрамом образование карбида М2С (Мо2С, W2C) часто предшествует
появлению карбида М6С. Карбиды сильных карбидобразующих эле-
ментов (TiC, NbC, VC) выделяются из твердого раствора без образо-
вания промежуточных фаз. В сложнолегированных сталях одновре-
менно могут существовать карбиды нескольких типов, содержащих
различное количество легирующих элементов.
Длительный диффузионный процесс карбидобразования от нача-
ла распада мартенсита до достижения равновесного состава фаз —
>го специфическая особенность поведения легированных сталей с
I мартенситной структурой при нагреве.
Специальные карбиды преимущественно зарождаются на дисло-
кациях, различных границах, унаследованных от мартенситной
i груктуры, а также на границах исходного аустенитного зерна
ирис. 8.3). Скорость роста карбидов определяется скоростью диффу-
зии карбидобразующих элементов. По склонности к росту (коалес-
ценции) частиц при нагреве мартенсита карбидные фазы можно рас-
положить в такой последовательности: М3С, М7С3, М23С6, М2С, VC,
INbC, TiC. Диффузионная подвижность карбидобразующих элемен-
тов по границам намного выше, чем в объеме зерна. Это обусловли-
вает опережающую коалесценцию частиц, выделившихся на Грани-
на к аустенитного зерна и субграницах, унаследованных от мартен-
i и гной структуры.
195
Рис. 8.3. Выделение специальных карбидов на дислокациях при
отпуске мартенсита в стали 15ХН2МФ.
а — выделение цементита (крупные частицы) и карбидов МС (мелкие частицы),
XI8 000: б — выделенке карбидов МС, х60 ООО
Важно отметить, что коалесценция специальных карбидов в леги-
рованных сталях происходит намного медленней, чем коалесценция
цементитных частиц. Так, карбиды ванадия и титана после нагрева до
600...650 °C с выдержками в несколько часов имеют размеры поряд-
ка 15...30 нм, в то время как размер цементитных частиц после анало-
гичного нагрева в углеродистых сталях в десятки раз больше.
Легирующие элементы тормозят процессы возврата и рекристал-
лизации a-матрицы при нагреве. Этому способствует замедление
диффузионных процессов переползания дислокаций при легирова-
нии. Но основная причина — закрепление дислокаций дисперсными
частицами специальных карбидов, причем наиболее эффективны
карбиды ванадия, ниобия и титана. Например, в стали 40 с мартенсит-
ной структурой полигонизация начинается при 550 °C, а в стали 40Ф,
дополнительно легированной 0.2 % ванадия, — при 680 °C. В стали
37ХНЗТ (0.2 % Ti) при нагреве до высоких температур (1300 °C) кар-
биды титана переходят в твердый раствор. При охлаждении они мо-
гут выделяться как в процессе выдержки в аустенитной области
(рис. 8.4, а), так и при отпуске (рис. 8.4, б, в); причем при распаде мар-
тенсита выделяются более высокодисперсные карбиды TiC. Харак-
терная для мартенсита реечная структура а-фазы в случае нагрева на
650 °C сохраняется при выдержках в течение нескольких сот часов
(рис. 8.4, в).
Количество остаточного аустенита в легированных сталях мо-
жет быть значительно большим, чем в углеродистых. Большинство
шгирующих элементов повышают устойчивость остаточного аус-
тенита при нагреве, что выражается в задержке и смещении его
превращений в область более высоких температур. В высоколеги-
рованных сталях остаточный аустенит может сохраняться при на-
। реве до 500...600 °C. Кинетика превращений остаточного аустени-
। а при нагреве в основных чертах повторяет кинетику изотермиче-
ского превращения переохлажденного аустенита. В сталях, для ко-
। орых характерно наличие двух разделенных областей распада пе-
реохлажденного аустенита (диффузионного и промежуточного),
наблюдаются две области превращения остаточного аустенита
(рис. 8.5). Но в последнем случае эти области смещены в сторону
более низких температур. Продуктами распада остаточного аусте-
нита в соответствующих температурных областях являются бейнит
или тонкопластинчатый перлит. Продолжительность инкубацион-
ного периода при распаде остаточного аустенита существенно
меньше, чем при распаде переохлажденного аустенита. Ускорен-
ный распад остаточного аустенита, возможно, связан с тем, что он,
располагаясь между мартенситными кристаллами, находится в на-
пряженном состоянии.
197
Рис. 8.4. Выделение карбидов в стали 37XH3T,
Х27 ООО.
а — из аустенита; б — отпуск 650 °C, 2 ч; в — отчуск 650 °C, 400 ч
Рис. 8.5. Диаграммы изо-
термического превраще-
ния аустенита в стали с
0,7 % С; 1 % Сг; 3 % Ni. У
кривых указана степень
распада (Р. И. Энтин).
/ — переохлажденный аустенит;
2 — остаточный аустенит
Секунды Минуты Часы
Время
Выдержка при
500...600 °C не всегда
приводит к полному
распаду остаточного
аустенита. В высоко-
углеродистых высоколегированных сталях остаточный аустенит при
S00...550 °C характеризуется такой высокой устойчивостью, что его
распад при выдержках длительностью в несколько часов вообще мо-
жет не происходить. Но во время выдержки при повышенных темпе-
ратурах из остаточного аустенита могут выделяться специальные
карбиды, при этом он обедняется углеродом и легирующими элемен-
1 ами, поэтому мартенситная точка Мн остаточного аустенита повы-
шается и становится выше комнатной температуры. Это приводит к
превращению остаточного аустенита в мартенсит во время охлажде-
ния с температур нагрева до комнатной температуры, т. е. остаточ-
ный аустенит претерпевает мартенситное превращение, что приво-
дит к повышению твердости стали. Такое явление получило название
вторичная закалка.
8.3. ПРЕВРАЩЕНИЯ ПРИ НАГРЕВЕ СТАЛЕЙ
С БЕЙНИТНОЙ СТРУКТУРОЙ
Из сказанного в главе 6 следует, что существует многообразие
ci руктурных форм бейнита, зависящих от химического состава стали
п температурно-временных условий развития промежуточного пре-
вращения. Это затрудняет описание процессов превращения при на-
। реве, так как разные бейнитные структуры имеют свои особенности
поведения при повышенных температурах. Проследим наиболее об-
щие закономерности изменения структуры бейнита при нагреве на
примере легированных конструкционных сталей с 0.3...0.4 %С. На-
помним, что в таких сталях при распаде переохлажденного аустенита
в интервале температур 300...400 °C формируется структура, состоя-
щая из кристаллов бейнитной a-фазы, карбидов и остаточного аусте-
199
йнитный феррит дополнительно превращается часть аустени
нита, количество которого может быть весьма большим (15...40 %).
Концентрация углерода в остаточном аустените, как правило, суще-
ственно превышает его среднее содержание в стали. В зависимости
от легирования стали при промежуточном превращении в бейнитной
a-фазе в той или иной мере получают развитие процессы выделения
карбидов. В сталях, содержащих кремний и алюминий, карбидобразо
вание может быть вообще подавлено, в них формируется структура
бескарридного бейнита. В этом случае практически весь углерод на-
ходится в остаточном аустените.
Нагрев до температур, находящихся ниже температурного интер-
вала промежуточного превращения, как правило, не приводит к су-]
щественным изменениям бейнитной структуры и лишь обеспечивает!
снижение внутренних напряжений. Если в стали присутствует мар-
тенсит! образовавшийся при охлаждении после окончания промежу-|
точного превращения, то при нагреве происходит его распад, степень
развития которого определяется температурой и длительностью на*
грева. В сталях со структурой бескарбидного бейнита при нагреве до
300...350 °C (но ниже температур промежуточного превращения) мо«
жет наблюдаться некоторый рост содержания углерода в остаточно^
аустените, сопровождающийся небольшим снижением количеств!
этой фазы. Такой эффект может быть объяснен тем, что при отпус
ке в бе
та без зыделения карбидной фазы.
Нагрев выше температур, при которых протекало бейнитное пре
вращение, сопровождается обеднением углеродом бейнитной а-фа<
зы, исчезновением тетрагональности ее решетки и образованием цй
ментита, причем интенсивность образования карбидов в феррите оп
ределяется количеством углерода, содержавшегося в бейнитной а
фазе д э нагрева. Одновременно с процессами, развивающимися в С
фазе, г ри нагреве до 400...500 °C происходит также интенсивный ра<
пад остаточного аустенита. Это может сопровождаться появление
двух новых структурных составляющих — пластинчатого перлита
реечнего мартенсита, в котором наблюдаются дисперсные частиц
цементита. Участки пластинчатого перлита (рис. 8.6) возникают в pi
зультаге превращения остаточного аустенита непосредственно и
время зыдержки при температуре нагрева. Если этот процесс не пр<
шел до конца, то одновременно в ряде участков непревращенной ч
сти остаточного аустенита может выделиться цементит. Происход!
щее при этом обеднение углеродом остаточного аустенита вызыв.к
подъем его мартенситной точки Мн выше комнатной температур!
поэтому охлаждение после окончания выдержки сопровождается ш
явлеш ем мартенсита. При повышении температуры нагрева от 4<
до 50С °C интенсифицируется распад остаточного аустенита нет
200
Рис. 8.6. Структура стали 60С2, подвергнутой
изотермической закалке при 350 °C, 20 мин и по-
следующему одночасовому отпуску при 600 °C,
х22 ООО
Рис. 8.7. Структура стали 38ХНЗМФ, подвергнутой обработке на бейнит и отпуску при 650 °C длитель-
ностью 70 ч.
д — рскристаллпзоиаиное зерно феррита в бейнитной матрице, х40 000; б — крупный карбид МцСб, х30 000
и количество мартенситных участков в структуре от-
грева в стали остается резко дифференцированная
идов невелико или они почти отсутствуют, существу-
ь структуры возникает при нагреве сталей с верхним,
изация феррита была обнаружена после 30-часовой
650 °C (рис. 8.7, а). В случае исходной мартенситной
средственно в процессе выдержки с образованием феррито-карбид-
ной структуры ------------ ----------•_------------——
пущенной стала постепенно уменьшается, пока они полностью не ис-
чезнут.
При нагреве выше 500 °C начинается коалесценция карбидной
фазы, уменьшается плотность дислокаций в a-фазе, происходит фор-
мирование в ней субзерен. Несмотря на развитие этих процессов, по-
сле такого на
структура. Наряду с участками феррита, в которых количество выде-
лившихся карб1
ют участки с высокой плотностью карбидных частиц или даже сохра-
няются участки с пластинчатым перлитом. Особенно значительная
неоднородност г —..........~ -------------“•........
а также с бескарбидным бейнитом.
Увеличение длительности выдержки при высоких температурах
может не только не устранить неоднородность структуры, но даже
усилить ее. Kai с сказано выше, при длительных выдержках при 650 °C
и более в стала может протекать рекристаллизация феррита. В бей-
нитной структуре в результате ее неоднородности рекристаллизаци-
онные процессы начинаются значительно раньше, чем в мартенсит-
ной. Например, в стали 38ХНЗМФ при исходной бейнитной структу-
ре рекристалл!
выдержки при
структуры признаки рекристаллизации отсутствовали даже при 100-
часовой выдержке при той же температуре (см. также рис. 8.4, в).
В свою очередь рекристаллизация феррита может оказать влия-
ние на характе ' ~
сбейнитнойст[
30...40 ч наблюдали появление на границах рекристаллизованных зе-1
рен феррита очень крупных частиц карбида М23С6 (рис. 8.7, б). Эти
карбиды имею' '
ферритных зерен. Предполагается, что их выделению способствует
ускоренная зе энограничная диффузия легирующих элементов, про-
исходящая по
феррита. Изве стно, что скорость зернограничной диффузии легируй
ющих элементов может на несколько порядков превышать скорости
объемной диф
границах ферр итных зерен сопровождается уменьшением количеств^
карбидов в объеме зерен.
Таким образом, имеются существенные различия в структурных
изменениях, возникающих при высоком нагреве сталей с исходными
мартенситной и бейнитной структурами. Нагрев мартенсита до высо-
ких температур позволяет получить однородную структуру (сорбит
р выделения карбидов. Так, в той же стали 38ХНЗМФ
руктурой после выдержки при 650 °C с длительностью
т неправильную форму и часто вытянуты вдоль границ
мигрирующим границам рекристаллизованных зерен
фузии. Формирование аномально крупных карбидов ня
202
отпуска), представляющую собой полигонизованную ферритную ма-
трицу с относительно равномерно распределенными в ней карбидами.
Структурная и химическая неоднородности бейнита, возникшие в
процессе фазового превращения, предопределяют формирование не-
однородной структуры и при высоком отпуске. Для них характерно
неравномерное распределение карбидных частиц в феррите, причем
сами частицы могут быть крайне неоднородны по размерам. В струк-
туре также могут присутствовать участки пластинчатого перлита и
рекристаллизованного феррита.
Глава 9
ПРЕВРАЩЕНИЯ В АУСТЕНИТНОМ СОСТОЯНИИ
из важнейших задач термической обработки стали — ис-
йных перегревах. Стали с крупным зерном аустенита харак-
Одна
правление крупнозернистой структуры. Такая структура возникает
при кристаллизации отливок, в сварном шве, при горячей обработке
давлением. Крупное зерно аустенита формируется также при некото-
рых видах термической обработки, например гомогенизации, а также
при случаГ "
теризуются низкой пластичностью, низкой ударной вязкостью и вы-
сокой температурой вязко-хрупкого перехода. Их разрушение проис-
ходит с образованием крупнозернистого излома.
Измельчение зерна аустенита сталей может быть достигнуто при
нагреве в ыше точки Ас3. Считается, что в этом случае фазовая пере-
кристаллизация в стали (превращение a-фазы с ОЦК-решеткой в у-
фазу с ГЦК-решеткой) сопровождается структурной перекристалли-
зацией (и шенением зеренной структуры). Под структурной перекри-
сталлизацией в твердом состоянии обычно понимается процесс или
совокупность процессов, в результате которых каждое зерно сплава
(кристаллит) заменяется на несколько случайно ориентированных зе-
рен. Условия формирования мелкого зерна при нагреве сталей с ис-
ходной феррито-карбидной структурой рассмотрены в главе 3. Но
иногда пр и термической обработке крупнозернистой стали, несмотря
на фазовую перекристаллизацию, не происходит ожидаемое измель-
чение зер
де случае
ется круг
рьерным
аустенитных зерен или структурной наследственностью, связанной с
кристалл
на аустенита и исправление крупнозернистого излома. В ря-
в, несмотря на измельчение аустенитного зерна, излом оста-
нозернистым. Такие эффекты могут быть обусловлены ба-
действием выделений и сегрегаций примесей на границах
(□графически обратимым характером а—у-превращения.
9. L ПРОЦЕССЫ, ОБУСЛОВЛИВАЮЩИЕ ОБРАЗОВАНИЕ
КАМНЕВИДНОГО ИЗЛОМА
При проведении ряда технологических операций сталь может
быть пог вергнута сильному перегреву, приводящему к формирова-
нию круп ного зерна аустенита, которое будем называть первоначаль
204
ным. Сталь с крупным зерном должна подвергаться дополнительной
термической обработке, которая бы сопровождалась измельчением
аустенитного зерна (структурной перекристаллизацией). Тем не ме-
нее в некоторых сталях и после такой термообработки при разруше-
нии выявляется крупнозернистый излом, соответствующий первона-
чальному аустенитному зерну, т.е. вид излома не соответствует мел-
козернистой структуре. Эффект сохранения ненормально крупнозер-
нистого излома после заключительной термической обработки при-
нято называть остаточным перегревом. Если наблюдаемый при
этом излом имеет явно выраженный грубый межкристаллитный ха-
рактер, то его называют камневидным изломом.
Камневидный излом вызывается следующими причинами. При
высокотемпературном нагреве, значительно превышающем точку
Ас3, происходит не только рост аустенитного зерна, но и частичное
растворение неметаллических включений (сульфидов, оксисульфи-
дов, нитридов). Последующее относительно медленное охлаждение в
аустенитной области приводит к выделению примесей из твердого
раствора вследствие понижения их растворимости. Часть примесей
успевает выделиться на границах крупных аустенитных зерен в виде
частиц, количество форма и дисперсность которых зависят от соста-
ва стали, температуры нагрева и длительности выдержки, а также
скорости последующего охлаждения. Сталь с крупным зерном аусте-
нита, границы которого ослаблены выделениями, имеет низкую
ударную вязкость и интеркристаллитный характер разруш ния.
Окончательная термическая обработка, например закалка с вы-
соким отпуском, может обеспечить существенное измельчение зерна
аустенита. Но так как нагрев под закалку осуществляется до темпе-
ратур, незначительно превышающих точку Ас3, растворение неме-
таллических включений не происходит и они остаются на границах
первоначальных, ранее существовавших аустенитных зерен. В высо-
коотпущенном состоянии разрушение стали при ударном нагружении
осуществляется по этим ослабленным местам, возникает крупнокрис-
таллический излом, соответствующий по величине первоначальному
аустенитному зерну.
Таким образом, особенность камневидного излома проявляется в
тем, что в нем выявляется первоначальное крупное зерно аустенита
перегретой стали, тогда как в микроструктуре наблюдается мелкое
зерно, сформировавшееся при окончательной термической обра-
ботке.
Наиболее часто камневидный излом связан с сульфидами марган-
ца MnS, которые всегда присутствуют в конструкционных сталях
обычной выплавки. При перегреве выше 1300 °C большая часть их
переходит в твердый раствор и при последующем охлаждении выде-
205
ляется на границах первоначальных зерен в виде глобулярных час-
тиц. Окончательная термическая обработка стали проводится при
более низких температурах, недостаточных для растворения сульфи-
дов, которые сохраняются по границам теперь уже бывших аустенит-
ных зерен. В процессе разрушения при ударном нагружении микропо-
ры возникают около этих частиц. Рост и коалесценция этих микро-
пор приводят к возникновению вязкого интеркристаллитного изло-
ма, который соответствует первоначальному крупному зерну аусте-
нита. Типичный вид такого излома приведен на рис. 9.1, а. Крупные
межзеренные фасетки имеют ямочное строение; внутри ямок наблю-
даются глобулярные частицы MnS (рис. 9.1, б). При нагреве до еще
более высоких температур может произойти оплавление границ —
так называемый пережог, при котором также наблюдается крупно-
зернистый излом (рис. 9.1, в, г). Пережог нельзя устранить никакой
термической обработкой.
Образование камневидного излома может быть связано также с
нитридами алюминия, обычно выделяющимися на границах зерен в
виде пленок.
Остаточный перегрев, сопровождающийся образованием камне
видного излома, чрезвычайно трудно поддается исправлению и очень
часто рассматривается как окончательный брак. Камневидный излом!
можно устранить повторным высокотемпературным нагревом, обес
печивающим растворение зернограничных частиц, с последующим до-
статочно быстрым охлаждением, которое должно исключить их выде-
ление. Другой путь — проведение длительной высокотемпературно!
гомогенизации при 1050...1100 °C, вызывающей коагуляцию частив
примесных фаз. Но эти методы связаны с сильным окислением стали
и возникновением крупного зерна аустенита. Наиболее надежно уст-
ранить камневидный излом можно используя интенсивную горячу-
пластическую деформацию, что не всегда приемлемо на практике.
В настоящее время все большее применение в промышленност!
получают стали повышенной чистоты. Эффективное снижение со
держания вредных примесей, в том числе серы, обеспечивается за
счет электрошлакового переплава (ЭШП). Если в сталях мартенов*
ского и конверторного производства содержание серы колеблется
пределах 0.02...0.05 %, а в стали, выплавленной в электропечах]
0.01...0.02
%, то
после ЭШП
оно может достигать
всего
0.002...0.0М
%. Уменьшение после ЭШП количества сульфидов наряду со сни:
нием загрязненности другими неметаллическими включениями сгк
собствует значительному повышению пластичности, ударной вязко
ти и изотропности свойств прокатанного металла.
В то же время стали повышенной чистоты оказались боле
склонны к остаточному перегреву. Так, в сталях электрошлаковог
206
Рис. 9.1. Камневидный излом в стали 18Х2Н4МА-Ш (А. Б. Кутьин) (а, б) и
пережог в стали ЗОХНМ (в, г).
а, в — общий вид излома, хбО; б, г — строение межзеренной фасетки; б — хЗООО; г — х2000
1200Г
1000
Рис. 9.2. Диаграмма изотермического обра-
зования MnS в стали 18Х2Н4МА-Ш. Ис-
ходный нагрев на 1250 °C (А. Б. Кутьин).
1 — выделение игольчатых сульфидов в теле зерна
аустенита; 2 — образование плоских скоплений глобу-
лярных сульфидов в теле зерна аустенита; 3 — выделе
нне глобулярных сульфидов по границам зерен
аустенита
переплава образование камневидного
излома может наблюдаться после пе-
регрева до более низких температур
(1150...1200 °C). Проведенные иссле-
дования показали, что в сталях Э1ИП
камневидный излом также связан г
выделением сульфидов марганца
При указанных температурах нагреы
переведенной в твердый раствор со
ры оказывается вполне достаточнц
при последующем замедленном охлаждении на границах аус
ений в стали предопределяют низкоэнергоемкий путь распре
границам зерен, но и в теле зерна в форме игл, пленок и ши
чтобы
тенитного зерна выделилось значительное количество сульфидо
марганца, которые при малой общей плотности неметаллически
вклкл I
стране ния трещин при разрушении. Преимущественному образов*
нию ч эстиц MnS на границах зерен способствует то, что при высок*
чисто--е по неметаллическим включениям в теле аустенитного зер1
уменьшается количество готовых “подкладок” для выделения эн
фазы.
В зталях электрошлакового переплава при задержке охлажден!
в аустенитной области сульфиды марганца могут выделяться не тол
ко по . 1 .
ких скоплений дисперсных глобулярных частиц. Сульфиды, сформи
ровавшиеся в теле зерна, не изменяют свою форму и расположен"'
при заключительной термической обработке, если температура а;
тенитлзации была существенно ниже температуры их растворен!
Особенности выделения MnS в стали 18Х2Н4МА-Ш иллюстриру
диаграмма на рис. 9.2, построенная по данным фрактографическс
анали за изломов.
В
дов в
венно
гельн
зован
шение носит по отношению к первичному зерну аустенита не ин-
присутствии игольчатых частиц или плоских скоплений сули)
геле зерна ударная вязкость может снижаться как непосред
> после охлаждения от высоких температур, так и после окон
[ эй термической обработки даже в большей мере, чем при об
in зернограничных глобулярных сульфидов. При этом раз
208
кристаллитный, а транскристаллитный характер. Но даже в охрупчен-
ном состоянии у ЭШП сталей, как правило, сохраняются более высо-
кая пластичность и ударная вязкость, чем у сталей обычной выплавки.
Подчеркнем, что выделение сульфидов различной морфологии, суще-
ственно изменяя пластичность и ударную вязкость, в то же время не
оказывает влияния на твердость, пределы текучести и прочности.
Хрупкость, связанная с выделением сульфидов, обладает свойст-
вом обратимости. Если сталь электрошлакового переплава нагреть
до температур выше 1200° С и растворить сульфиды, а затем быстро
охладить, так чтобы сера осталась в твердом растворе, то хрупкость
исчезнет. При осуществлении нового высокотемпературного нагрева
с последующим замедленным охлаждением в аустенитной области
она проявляется вновь и т. д.
Таким образом, для сталей повышенной чистоты важно контро-
лировать не только режим окончательной термической обработки,
но и температуру нагрева, скорость охлаждения, а также возможные
тадержки охлаждения в аустенитной области при предшествующих
технологических операциях, сопровождающихся высокотемператур-
ными нагревами.
Рассмотренный вид камневидного излома, который получил на-
твание камневидный излом первого рода, следует отличать от внеш-
не очень похожего камневидного излома второго рода. Образование
последнего не связано с зернограничным выделением каких-либо фаз
при перегреве. Он наблюдается на сталях, чувствительных к отпуск-
ной хрупкости. Если такую сталь после перегрева подвергнуть допол-
нительной закалке и отпуску в температурном интервале развития
необратимой или обратимой отпускной хрупкости, то, несмотря на
измельчение зерна, происшедшее при аустенитизации, при динамиче-
ском нагружении протекает хрупкое интеркристаллитное разруше-
ние по отношению к крупному первичному зерну аустенита*.
Некоторые режимы термообработки (подробнее см. раздел 9.2)
обеспечивают сохранение “старых” границ первичных зерен аустени-
та при нагреве под закалку. Микроструктурное исследование хорошо
выявляет их на фоне мелкозернистой структуры (рис. 9.3). Оконча-
। сльный отпуск способствует развитию процессов отпускной хрупко-
с ги как на “старых” границах, так и на границах мелких зерен, обра-
зовавшихся при нагреве под закалку. Но именно “старые” границы
оказываются наиболее ослаблены, и по ним происходит предпочти-
ic зьное развитие хрупких трещин при разрушении и формирование
к змневидного излома.
* Об отпускной хрупкости см. раздел 14.2.
209
Рис. 9.3. Микроструктура стали 18Х2Н4МА после повторного нагрева до 900 °C,
1 ч, и закалки. Предварительная обработка: закалка после нагрева до 1200 °C,
1 ч, и отпуск 650 °C, 2 ч, Х100
Камневидный излом второго рода в отличие от первого сравни-
легко исправить. Для этого достаточно при окончательном
тельно
нагревё повысить температуру так, чтобы произошел рост аустенит-
ного зеэна. Тогда “старые” границы исчезают в результате разраста-
ния npi легающих к ним мелких зерен. Это приводит к исчезновению
крупнь
нормал
х интеркристаллитных фасеток в изломе и восстановлению
ьной корреляции между видом излома и микроструктурой.
9.2. СТРУКТУРНАЯ НАСЛЕДСТВЕННОСТЬ
ение структурной наследственности заключается в том, чтЯ
Явт ।
образу! ощиеся при нагреве зерна аустенита обнаруживают ориента
ционну
ном, сг юрмировавшимся в процессе предшествующих технологиче-
ских операций. Структурная наследственность может проявляться в
форме
фазы г
произв
наследственности заключается в появлении на месте крупного перво-
началь
сохран
разуют щх внутризеренную текстуру.
Пр тявление структурной наследственности следует ожидать при
нагрев j таких структур, которые имеют ориентационную связь с пср-
210
ю и структурную связь с первоначальным аустенитным зер-
восстановления зерна, когда возникшие при нагреве зерна у-
о величине, форме и кристаллографической ориентации вос-
эдят первоначальные зерна аустенита. Другая разновидность
. юго зерна аустенита комплекса мелких аустенитных зерен,
1ющих ориентационную связь с первоначальным зерном и об-
воначальным аустенитом. Характер структуры в свою очередь опре-
деляется составом стали и условиями охлаждения. При медленном
охлаждении (со скоростью, меньшей VHK3) в эвтектоидной стали раз-
вивается диффузионное превращение переохлажденного аустенита, в
результате которого на месте одного аустенитного зерна появляется
несколько перлитных колоний. Внутри каждой перлитной колонии
имеется единообразная кристаллографическая ориентировка плас-
тин феррита. Решетка цементита у всех пластин в пределах колонии
перлита также имеет одну ориентацию. Между ферритом и цементи-
том в перлитной колонии существует ориентационная связь. В то же
время перлитные колонии не имеют определенной кристаллографи-
ческой ориентировки между собой и относительно решетки аустени-
та. Все вместе они не образуют один кристаллографически упорядо-
ченный комплекс. Каждую колонию перлита можно рассматривать
как отдельное зерно. Эти рассуждения справедливы и для до- и заэв-
тектоидных сталей, у которых при диффузионном превращении кро-
ме перлита выделяются избыточные фазы (феррит или цементит).
Если сталь подвергнуть закалке, то внутри аустенитного зерна
образуются мартенситные кристаллы, решетка которых связана с ре-
шеткой аустенита определенными ориентационными соотношения-
ми. Возникший кристаллографически упорядоченный комплекс мар-
тенситных кристаллов обладает некоторыми свойствами монокрис-
талла и может рассматриваться как “псевдозерно”. Трещина при раз-
рушении такого “псевдозерна” проходит по его объему почти так же,
как по единому зерну (монокристаллу). Ориентационная связь крис-
таллов a-фазы и аустенита характерна также и для промежуточного
превращения. Поэтому сказанное для мартенсита относится и к бей-
нитной структуре.
Следовательно, возникшие при превращении переохлажденного
аустенита структуры можно разделить на кристаллографически не
упорядоченные (феррито-карбидные) и кристаллографически упо-
рядоченные (мартенсит и бейнит). Такое деление не является абсо-
лютно строгим, так как избыточные фазы в феррито-карбидной
структуре (феррит или цементит) тоже могут быть кристаллографи-
чески упорядоченными, если они образовались в форме видманштет-
товых выделений.
При нагреве сталей с исходной феррито-карбидной (перлитной)
структурой образование и рост зерен аустенита происходят по меха-
низмам, описанным в главе 3. Еще раз подчеркнем, что наличие
большого количества зародышей аустенита, возникающих на меж-
фазных границах феррит—цементит, практически всегда обеспечи-
вает после завершения а—у-превращения формирование мелких зе-
рен аустенита, характеризующихся произвольными ориентировка-
211
ми. При наличии мелких аустенитных зерен в процессе охлаждения
образуются дисперсные продукты превращения переохлажденного
аустенита. Повышение темпера туры аустенитизации с той или иной
интенсивностью вызывает рост зерна, что влечет за собой огрубле-
ние продуктов превращения аустенита, формирующихся при охлаж-
дении. В данном случае наблюдается корреляция между величиной
зерна аустенита и видом излома стали: мелкому зерну соответству-
ет мелкокристаллический, а крупному — крупнокристаллический
излом.
Структурная наследственность наблюдается при нагреве до- и за-
эвтектоидных сталей, имеющих в исходном состоянии кристаллогра-
фически упорядоченную структуру. Как показали работы В. Д. Са-
довского, такая разновидность структурной наследственности, как
восстановление зерна, может проявляться при быстром нагреве зака-
ленных сталей. Эффект наиболее ярок, если сталь имеет крупное
первоначальное зерно аустенита.
Рассмотрим такой случай. Пусть при какой-то технологической
операции, сопровождающейся сильным перегревом, в стали воз-
никли крупные первоначальные зерна аустенита, а при охлаждении
образовалась мартенситная
структура. Разрушение такой
стали
происходит с образованием крупнокристаллического излома. При
новом нагреве несколько выше точки Ас3 не отмечается ожидае-
мое измельчение зерна, излом стали остается крупнокристалличе-
ским. При микроструктурном исследовании выявляются крупны
зерна, соответствующие по размеру и форме первоначальным зер-
нам аустенита. Характерная особенность вновь образующихся зе<
рен заключается в извилистости их границ или даже появлении на
них цепочек очень мелких зерен — так называемый зерногранич-
ный эффект. Сравнение кристаллографической ориентации круп-
ных зерен, сформировавшихся при нагреве, с ориентацией первона-
чальных зерен аустенита, существовавших на этом месте, показы-
вает их идентичность (рис. 9.4). Следовательно, в этом случае мож<
но говорить о восстановлении величины, формы и ориентации зер-
на аустенита и сопутствующем ему крупнокристаллическом из-
ломе.
Полученная структура нестабильна. При увеличении длительно!
ти изотермической выдержки или повышении температуры она пре
терпевает изменения. Но зерно аустенита не укрупняется, как следо
вало ожидать, а измельчается (рис. 9.5). Возникшие новые зерна ау
тенита имеют произвольную ориентировку без какой-либо связи (
ориентацией первоначального аустенитного зерна. Единственный
процесс, способный вызвать измельчение зерен в однофазной облас
ти, — это первичная рекристаллизация аустенита. При измельченш
212
Рис. 9.4. Восстановление зерна
стали 35 ХГС (Б. К. Соколов).
а — микроструктура после закалки от
1300 °C, х200; б — микроструктура после по
вторной закалки от 900 °C, х200; в — крис-
таллографическая ориентировка зерна аусте-
нита (/ — первоначальное состояние; 2 — по-
сле повторного нагрева до 900 °C)
черна аустенита излом стали становится мелкокристаллическим. Ес-
ли далее повышать температуру нагрева, то последует обычное
укрупнение зерна и огрубление излома.
Таким образом, при нагреве стали с исходной кристаллографиче-
ски упорядоченной структурой формирование аустенитной структу-
ры осуществляется в два этапа. Вначале протекает а—у-превраще-
ние, при котором вновь образующиеся зерна аустенита воспроизво-
213
Рис 9.5. Схема образования аустенитного зерна при нагреве сталей с кристаллографически
не упорядоченной (б) и упорядоченной (в, г) структурами.
а — псрнопачальнос аустенитное зерно; а — восстановление зерна аустенита; г — образопанне тскстурова иного ком-
плекса мелких зерен аустенита. Стрелками внутри зерен указана их ориентировка
Рис. 9.6. Схема влияния скорости
нагрева на эффект восстановле-
ния зерна.
/ — углеродистые стали; 2 — легированные
стали
дят размеры, форму и ориен-
тировку первоначальных аус-
тенитных зерен (фазовая пе-
рекристаллизация). Затем,
уже в аустенитном состоянии,
происходит изменение вели-
чины зерна в результате развития рекристаллизационных процессов
(структурная перекристаллизация).
Эффект восстановления зерна аустенита проявляется при опреде-
ленных условиях нагрева. В легированных сталях он может наблю-
даться как при высоких скоростях нагрева в сотни и тысячи градусов
в секунду, так и при очень медленном нагреве со скоростями несколь-
ко градусов в минуту и менее (0.1...0.01 град/с). При промежуточных
скоростях нагрева восстановление зерна аустенита не происходит и
при нагреве выше Ас3 сразу формируется мелкое аустенитное зерно
(рис. 9.6). В углеродистых и малолегированных сталях восстановле-
ние аустенитного зерна обнаруживается лишь при очень высоких
скоростях нагрева (более 104 град/с).
Второй тип структурной наследственности встречается в легиро-
ванных сталях при нагреве со скоростями порядка десятки-сотни гра-
дусов в минуту (0.1... 1.0 град/с). В этом случае сталь с крупным перво-
начальным зерном аустенита и мартенситной структурой после на-
грева до температур, несколько превышающих точку Ас3, имеет мел-
кое аустенитное зерно. Но для этого зерна характерна определенная
ориентационная связь с исходным аустенитом. Мелкие зерна, возник-
шие в пределах первоначального зерна, образуют своеобразный тек-
стурованный комплекс (внутризеренная текстура), который при раз-
рушении ведет себя как единое целое. Поэтому нагрев выше точки
Лс3 не изменяет вид излома, излом остается крупнокристаллическим.
Повышение температуры аустенитизации сопровождается развитием
первичной рекристаллизации, которая ликвидирует внутризеренную
текстуру и приводит к образованию мелких зерен аустенита произ-
вольной ориентации. При этом излом стали становится мелкокрис-
таллическим. Дальнейшее повышение температуры вызывает рост
терна аустенита, соответственно огрубляется излом стали. Таким об-
разом, и при этой разновидности структурной наследственности пере-
кристаллизация стали носит двухстадийный характер (см. рис. 9.5).
215
Механизм возникновения структурной наследственности. Что-
бы понять причины двухстадийного характера перекристаллизации
при нагреве сталей с исходной кристаллографически упорядоченной
структурой, необходимо ответить на следующие вопросы: как проис-
ходит зарождение аустенита в случае проявления структурной на-
следственности? с чем связана рекристаллизация восстановленной
или “текстурованной” аустенитной структуры?
Наиболее просто объяснить восстановление зерна аустенита при
быстром нагреве закаленной доэвтектоидной стали. В результате за-
калки в такой стали образуется реечный мартенсит. Кристалличе-
ская решетка каждой рейки закономерно связана с кристаллической
решеткой исходного аустенита ориентационными соотношениями
Курдюмова—Закса. Как было показано ранее (см. раздел 5.1), в пре-
делах одного пакета находятся рейки шести различных ориентаций,
располагающиеся практически параллельно друг другу. Внутри объ-
ема бывшего аустенитного зерна возникает большое количество
мартенситных кристаллов, а значит, будет велика протяженность
внутрифазных границ. При быстром нагреве эти внутрифазные гра-
ницы сохраняются к моменту образования аустенита.
Уже не раз подчеркивалось, что даже при очень больших скоро-
стях нагрева невозможно предотвратить хотя бы частичный распад
мартенсита. Поэтому следует считать, что перед началом а—у-пре-
вращения существует в той или иной мере отпущенный мартенсит.
Однако происходящее при распаде мартенсита выделение карбидной
фазы не изменяет ориентировку a-кристаллов по отношению к пер-
воначальному аустениту.
Экспериментально установлено, что зародыши аустенита возника-
ют на сохранившихся при нагреве границах между рейками мартенси-
та и имеют вид плоских линз или пластин. Между решеткой аустенит-,
ного зародыша и решеткой мартенситных кристаллов выполняются
ориентационные соотношения такого же типа, что и при прямом мар-
тенситном превращении. Если считать, что зародыши аустенита обрач
зуются по сдвиговому механизму и имеют когерентные (пол у когерент-
ные) границы с кристаллами мартенсита, то их появление на внутр!
фазных границах не кажется удивительным. Как показал М. А. 1Птр>
мель, энергия когерентных (полукогерентных) а/у-границ меньше, чем
энергия некогерентных a/у- и а/а-границ. Следовательно, ориентира
ванное образование зародышей аустенита с когерентными (полукогс
рентными) границами, которые располагаются на внутрифазных гра
ницах а/а, оказывается энергетически более выгодно, а следователи
но, и более вероятно, чем образование зародышей аустенита со случай
ной ориентацией, ограниченных большеугловыми границами.
Расчеты показали, что если аустенит зарождается в контакте
двумя или тремя рейками мартенсита, имеющими различную орие)
216
тировку, и ориентационно связан со всеми этими рейками (рис.9.7), то
его ориентация должна совпадать с ориентацией первоначального
аустенитного зерна. Это условие выполняется для соседних реек лю-
бой возможной ориентации независимо от того, принадлежат они од-
ному или различным пакетам. Отсюда вытекает, что все когерент-
ные зародыши аустенита, возникшие в пределах одного первоначаль-
ного аустенитного зерна, будут иметь одну и ту же ориентировку, вос-
производящую ориентировку первоначального аустенитного зерна.
Эксперименты полностью подтверждают этот вывод.
При изотермической выдержке или повышении температуры об-
разовавшиеся зародыши аустенита растут до тех пор, пока не столк-
нутся друг с другом. После их столкновения в пределах первоначаль-
ного зерна аустенита возникает новое зерно такой же величины и
формы, с той же самой ориентацией кристаллической решетки, что
первоначальное аустенитное зерно, т.е. будет наблюдаться восста-
новление зерна.
При анализе причин восстановления зерна следует учитывать на-
личие в закаленной стали остаточного аустенита. В закаленных ста-
лях со структурой пакетного мартенсита эта фаза располагается в ви-
де тонких прослоек между рейками мартенсита. При высоких скоро-
стях нагрева эти прослойки могут сохраняться до температур начала
а—у-превращения и играть определенную роль в формировании за-
родышей аустенита. В принципе превращение может идти путем раз-
растания прослоек остаточного аустенита, т.е. их можно рассматри-
вать как готовые зародышевые центры. Однако ряд экспериментов
показывает, что отсутствие в структуре закаленной стали остаточно-
го аустенита (например после дополнительного отпуска) не устраня-
ет эффект восстановления аустенитного зерна и не изменяет харак-
тер и место зарождения аустенита при нагреве. Вероятно, наличие
прослоек остаточного аустенита облегчает процесс появления заро-
дышей новых аустенитных зерен, но не определяет его.
До сих пор рассматривалось формирование зерна аустенита при
нагреве закаленной стали с высокими скоростями. При снижении
скорости нагрева процессы отпуска мартенситной структуры получа-
ют все большее развитие, интенсивнее присходит выделение карби-
дов и их укрупнение. В результате этого становится возможным воз-
никновение зародышей аустенита не только на внутрифазных грани-
цах а/а, но и на межфазных границах феррит—цементит. Соответст-
венно, образование аустенита частично начнет протекать по нор-
мальному диффузионному механизму с формированием зародышей
произвольной ориентации. Это приведет к тому, что степень восста-
новления зерна будет уменьшаться. При нагреве с такой скоростью,
при которой образование всех зародышей станет осуществляться
217
Рис. 9.7. Зарождение аустенита на границе между рейками
(В. М. Счастливцев).
о — спстлопольнос изображение, х56 ООО; б — тсмнопольнос изображение п ре-
флексе (200)г х56 ООО; п — схема зарождения аустенита при однонременной коге-
рентной сиязи с тремя рейками a-фазы. П — плоскость фольги
нормальным диффузионным механизмом, произойдет исчезновение
структурной наследственности.
Нагрев с относительно невысокой скоростью (подобно длитель-
ному отпуску при высоких температурах) может сопровождаться не
только укрупнением карбидов, но и существенной эволюцией струк-
туры а-фазы. Интенсивное развитие возврата и полигонизации при-
водит к укрупнению элементов субструктуры, изменению их взаим-
ной ориентировки и характера границ между ними. Кроме того, в ма-
лоуглеродистых сталях при медленном нагреве может получить раз-
витие рекристаллизация ферритной матрицы. Все эти процессы нару-
шают ориентационную связь а-фазы с первоначальным аустенитом и
способность стали к проявлению структурной наследственности про-
падает.
В некоторых легированных сталях, содержащих карбидобразую-
щие элементы, устойчивость дислокационной структуры а-фазы во
время отпуска оказывается очень высокой. Для этих сталей с исход-
ной мартенситной структурой восстановление аустенитного зерна
становится возможным не только при быстром, но и при очень мед-
ленном нагреве. При малых скоростях нагрева в них сохраняется ре-
ечная структура а-фазы, поэтому зародыши аустенита, как и при бы-
стром нагреве, возникают по границам между ферритными рейками,
имеют с ними определенную ориентационную связь и воспроизводят
ориентировку первоначального аустенитного зерна. Это можно объ-
яснить тем, что в условиях медленного нагрева превращение в стали
развивается при очень малых степенях перегрева относительно кри-
тических точек и поэтому связано с малым выигрышем свободной
энергии. Ориентированное образование зародышей аустенита с коге-
рентными (полукогерентными) границами, которые располагаются
на внутрифазных границах а/а, оказывается энергетически более
выгодно, чем образование зародышей аустенита со случайной ориен-
тацией, ограниченных большеугловыми границами.
Внутреннее строение восстановленных зерен оказывается менее
совершенно, чем первональных зерен аустенита, что может быть
обусловлено рядом причин. Во-первых, это связано с тем, что восста-
новленное зерно формируется не из одного, а из большого числа за-
родышей аустенита, кристаллическая решетка которых могла иметь
небольшую разориентировку относительно друг друга. При их слия-
нии эта разориентировка приводит к появлению несовершенств кри-
сталлической решетки восстановленного зерна (дислокаций, субгра-
ниц). Во-вторых, в восстановленном зерне повышенная плотность
дислокаций может быть обусловлена различием в удельных объемах
а- и у-фаз. Такое различие предполагает, что при росте аустенитных
участков возможно возникновение искажений кристаллической ре-
219
шетки у границ раздела фаз, релаксация которых вызовет образова-
ние дислокаций.
Рост плотности дислокаций вследствие разности удельных объе-
мов старой и новой фаз должен происходить при любом фазовом пре-
вращении. Если превращение носит мартенситный (сдвиговый) ха-
рактер, то повышение плотности дислокаций может быть также свя-
зано с наличием дополнительной аккомодационной деформации.
Образование повышенной плотности дислокаций в новой фазе в
результате фазового превращения принято называть фазовым накле-
пом. Следует также учитывать, что дислокации, находящиеся в ста-
рой фазе, могут наследоваться новой фазой.
В случае восстановления зерна увеличение прочностных свойств
аустенита из-за роста плотности дислокаций при фазовом превраще-
нии было подтверждено экспериментально. Именно фазовый наклеп
и является причиной первичной рекристаллизации восстановленной
аустенитной структуры, приводящей к измельчению зерна аустенита
и появлению мелкокристаллического излома.
Факторы, влияющие на склонность к структурной наследст-
венности. 1. Одним из основных факторов является химический со-
став стали. Во-первых, от него зависит, какая структура — кристал-
лографически упорядоченная или не упорядоченная — образуется
при проведении предварительных технологических операций (крис-
таллизация, ковка, сварка и т.д.). Легирование в целях увеличения
устойчивости переохлажденного аустенита при температурах диффу-
зионного превращения способствует образованию при охлаждении
кристаллографически упорядоченных структур и как следствие уве-
личивает вероятность проявления структурной наследственности при
последующем нагреве.
Во-вторых, химический состав стали определяет, в какой мере
при нагреве до температур а—у-превращения получают развитие
распад мартенсита (бейнита) и остаточного аустенита, сфероидиза-
ция и коалесценция карбидов, эволюция дислокационной структуры.
Легирование, тормозящее процессы отпуска, приводит к тому, что
структурная наследственность начинает проявляться не только при
быстром, но и при медленном нагреве. Особенно заметно усиливает
склонность к восстановлению зерна аустенита при медленном нагре-
ве кремний, а также карбидобразующие элементы Mo, V, Nb, Ti, да-
же если они находятся в стали в весьма небольших количествах
(0.1...0.2 %). Однако такое действие карбидобразующих элементов
проявляется лишь тогда, когда предшествующий нагрев осуществля-
ется до высоких температур, обеспечивающих растворение специаль-
ных карбидов (1150...1250 °C). Эти элементы, остающиеся после за-
калки в твердом растворе, обеспечивают при последующем медлен-
220
Логарифм времени
Рис. 9.8. Схема расположения температур начала (?) и конца (2) рекристаллиза-
ции аустенита для легированной (а) и углеродистой (б) сталей
ном нагреве выделение специальных высокодисперсных карбидов,
эффективно тормозящих процессы полигонизации и рекристаллиза-
ции a-фазы. Это способствует сохранению мартенситоподобной
структуры феррита до высоких температур, вплоть до начала образо-
вания аустенита, который зарождается на междуреечных границах
а/ос, что приводит к восстановлению зерна. При быстром нагреве за-
каленной стали рекристаллизация и полигонизация a-фазы не успе-
вают происходить и карбидобразующие элементы практически не
влияют на склонность к восстановлению зерна.
В-третьих, от химического состава стали зависят температурно-
временные условия развития рекристаллизации фазонаклепанного
аустенита. В средне- и высоколегированных сталях температурный
интервал рекристаллизации находится значительно выше критиче-
ских точек. Особенно существенно он смещается в сторону более вы-
соких температур при легировании стали Mo, W, V, Nb, Ti. Никель,
наоборот, понижает температуру рекристаллизации.
Положение температурного интервала рекристаллизации для ле-
гированной доэвтектоидной стали представлено схематически на
рис. 9.8, а. Если сталь нагреть до температуры th то в зависимости от
длительности выдержки можно получить различное состояние аусте
221
нита. При минимальной выдержке Т| происходит восстановление зер-
на, при т2 — частичная рекристаллизация. При выдержке т, рекрис-
таллизационные процессы протекают полностью. Повышение тем-
пературы нагрева до t2 приводит к тому, что уже при выдержке т1
формируется полностью рекристаллизованная структура.
Температурный интервал рекристаллизации углеродистых и низ-
колегированных сталей располагается вблизи Ас3 или даже наклады-
вается на межкритический интервал (рис. 9.8, б). В этом случае на-
грев до t] с выдержкой т, приводит к полной рекристаллизации аусте-
нита. Проявление структурной наследственности в таких сталях мож-
но наблюдать лишь при очень больших скоростях нагрева в сочета-
нии с достаточно быстрым охлаждением, исключающим длительные
выдержки в аустенитной области.
Легирование стали изменяет и диапазон скоростей нагрева, при
которых проявляется структурная наследственность. Если рассмат-
ривать высокоскоростной нагрев, то легирование уменьшает мини-
мальную скорость, при которой еще будет проявляться структурная
наследственность. Так, если для стали 40 она составляет десятки ты-
сяч градусов в секунду, то для стали 40Х — 600 град/с, 40ХТ — 200 и
40ХГС — 50 град/с. При медленном нагреве, наоборот, легирование
может увеличить максимальную скорость, при которой наблюдается
структурная наследственность. Например, для стали 40ХГ она равна
0.004, а для стали 40ХГС — 0.04 град/с, т.е. интервалы скоростей на-
грева, при которых проявляется структурная наследственность, сбли-
жаются.
Для некоторых высоколегированных сталей (например
38ХНЗМФ, Р18, 03Н18К9М5Т) структурная наследственность прояв-
ляется практически при всех скоростях нагрева. В значительной мере
теряет смысл разграничение по скорости нагрева.
2. Вне зависимости от скорости нагрева структурная наследствен-
ность наиболее заметно проявляется в стали с крупным первоначаль-
ным зерном аустенита. С уменьшением размера зерна склонность к
структурной наследственности снижается. Это обусловлено тем, что
образование аустенита осуществляется двумя конкурирующими ме-
ханизмами: сдвиговым (мартенситным) и нормальным (флуктуацион-
ным). Всякое отклонение от кристаллографически упорядоченной
структуры способствует протеканию нормального превращения. По-
этому около границ зерна, где имеются нарушения в строгой перио-
дичности кристаллической решетки, образование аустенита часто
происходит нормальным диффузионным механизмом, в результате
чего можно наблюдать возникновение зернограничного эффекта:
окаймление крупного восстановленного зерна аустенита очень мел-
кими произвольно ориентированными зернами (рис.9.9). При умень-
222
Рис. 9.9. Зернограничный эффект при восстановлении зерна аустенита в стали
37ХНЗМФ после закалки от 1300 °C в масле и повторного нагрева до 900 °C, х250
(В. Д. Садовский)
шении размера первоначального зерна аустенита, т. е. при увеличе-
нии протяженности их границ, развитие зернограничного эффекта
может существенно искажать или полностью исключать проявление
структурной наследственности.
Крупное первоначальное аустенитное зерно не является необхо-
димым условием для проявления структурной наследственности. Из-
меняя условия нагрева, можно уменьшить или полностью подавить
зернограничный эффект и тогда восстановление аустенитного зерна
при нагреве реализуется и при мелком первоначальном зерне.
3. Склонность к структурной наследственности возрастает, если
сталь перед нагревом подвергалась сильному перегреву (1250... 1300 °C).
Особенно чувствительна к температуре предварительного перегрева
структурная наследственность, проявляющаяся при медленном нагре-
ве. Это обусловлено тем, что от температуры нагрева зависит не
только размер аустенитного зерна, но и степень растворения карби-
дов, карбонитридов и других фаз. На проявление структурной наслед-
ственности при медленном нагреве оказывают влияние и условия ох-
лаждения от температуры перегрева. Замедление охлаждения в
аустенитной области может сопровождаться выделением карбидной
фазы, а следовательно, изменением состава твердого раствора.
4. На проявлении структурной наследственности сказывается ха-
рактер исходной кристаллографически упорядоченной структуры.
Имеющиеся данные свидетельствуют, что в условиях быстрого на-
223
грева в легированных сталях с бейнитной структурой эффект наслед-
ственности реализуется полнее, чем при нагреве мартенсита. По-ви-
димому, это связано с тем, что в структуре, полученной при промежу-
точном превращении, обычно имеется повышенное количество оста-
точного аустенита (до 15...40 %). При высоких скоростях нагрева ос
таточный аустенит может сохраняться до температур а—у-превра-
щения, способствуя проявлению структурной наследственности.
5. При исходной мартенситной (бейнитной) структуре на склон-
ность к структурной наследственности влияет промежуточный от-
пуск. Если отпуск проводить перед окончательным быстрым нагре-
вом, то он затрудняет или полностью исключает проявление струк-
турной наследственности. Однако такой эффект наблюдается после
отпуска при достаточно высоких температурах (не ниже 350...400 °C),
обеспечивающих распад мартенсита и остаточного аустенита. Чем
выше температура отпуска, тем сильнее он препятствует проявлению
структурной наследственности, требуется тем более высокая крити-
ческая скорость нагрева, при которой это явление наблюдается.
Объяснить такое влияние предварительного отпуска можно дву-
мя причинами. Во-первых, воздействием на механизм фазового пре-|
вращения. При быстром нагреве закаленной стали образование аус-
тенита происходит упорядоченным механизмом. Отпуск при доста-
точно высоких температурах, приводя к появлению крупных карби-
дов и изменению характера дислокационной структуры, создает пред-
посылки для реализации нормального (диффузионного) механизма
образования аустенита. Во-вторых, отпуск снижает температуру рек-1
ристаллизации фазонаклепанного аустенита и в тем большей мере,!
чем выше температура отпуска. Этот эффект связывают с тем, чго
аустенит, образующийся при нагреве отпущенной стали, содержит
меньшее количество углерода и легирующих элементов, чем аусте-
нит, полученный при нагреве закаленной неотпущенной стали.
Для сталей, склонных к восстановлению зерна при медленном на-
греве, предварительный отпуск практически не влияет на механизм
образования аустенита. Это понятно, так как при малых скоростях
нагрева процессы отпуска мартенситной (бейнитной) структуры
успевают произойти в достаточно полном объеме до начала а—у-
превращения вне зависимости от того, проводился отпуск как специ-J
альная операция или нет.
6. Пластическая деформация затрудняет проявление структурной
наследственности как при быстром, так и при медленном нагревах.
Это может быть обусловлено тем, что вносимые ею искажения кри^
сталлической решетки препятствуют кристаллографически упорядо-ч
ченному процессу образования зародышей аустенита. Кроме того, со-
здаваемая пластической деформацией повышенная плотность дисло-
224
каций наследуется при а—у-превращении и, суммируясь с фазовым
наклепом, активизирует рекристаллизацию аустенита. Ускорение
процессов рекристаллизации при быстром нагреве наблюдается уже
после относительно небольших степеней деформации закаленной
стали (2...5 %). Чем больше степень пластической деформации, тем
ниже температура начала рекристаллизации. Если малоуглеродис-
тую закаленную сталь подвергнуть достаточно интенсивной пласти-
ческой деформации (20...30 %), то при последующем медленном на-
греве развитие рекристаллизации может происходить не только в
аустенитной области, но и в межкритическом интервале или даже в
а-состоянии.
О точке b Чернова. Д. К. Чернов, исследования которого поло-
жили начало науке о термической обработке стали, установил су-
ществование при нагреве стали двух критических точек: а и Ь. При
этом он подчеркивал их различный физический смысл. Точку а
Д. К. Чернов связывал в современном понимании с фазовым пере-
ходом, а точку b — с изменением зеренной структуры, о которой су-
дил по изменению вида излома. В работе, опубликованной в 1868 г.
{Чернов Д. К. Записки Русского технического общества. 1868.
С. 339—440), он так определил их значение: “Значение точки а за-
ключается в следующем: сталь, как бы тверда она ни была, будучи
нагрета ниже точки а не принимает закалки, как бы быстро ее ни
охлаждали”*.
“Значение точки Ь. Сталь, будучи нагрета ниже точки Ь, не изме-
няет своей структуры — медленно или быстро после того она охлаж-
дается”. Иными словами, для того чтобы получить мелкозернистую
структуру, необходимо при термической обработке осуществить на-
грев выше некоторой определенной температуры (точки Ь).
Впоследствии, когда появились данные о фазовых превращениях,
протекающих в сталях при нагреве и охлаждении, точку b стали
отождествлять с температурой, при которой завершается процесс об-
разования аустенита, т. е. с точкой Ас3 Однако практика термиче-
ской обработки свидетельствовала о том, что точка b не всегда совпа-
дала с температурой завершения фазового превращения.
Исследования академика В. Д. Садовского по структурной наслед-
ственности позволили объяснить это противоречие. Из его работ сле-
дует, что точка b соответствует температуре структурной перекрис-
1 аллизации стали. В зависимости от состава стали, исходной структу-
ры и условий нагрева она может совпадать с точкой Ас3, а может ле-
* “Как бы тверда она ни была” — речь идет о сталях с различным содержа-
нием углерода.
225
жать выше этой точки. Когда формирование аустенитной структуры
осуществляется нормальным неупорядоченным механизмом, точки b
и Ас3 совпадают. Если процесс образования аустенита протекает в
условиях проявления структурной наследственности, то точка b соот-
ветствует температуре завершения рекристаллизации фазонаклепан-
ного аустенита.
Устранение структурной наследственности. Устранение круп-
нозернистой структуры углеродистых сталей, охлаждение которых
после кристаллизации, ковки, сварки и т.п. обычно сопровождается
полным превращением аустенита в перлитной области температур,
осуществляется без затруднений (кроме случая видманштеттовой
структуры). Поэтому для надежного исправления последствий пере-
грева достаточно провести отжиг или нормализацию с нагревом не-
сколько выше точки Ас, и последующим охлаждением, приводящим
к образованию феррито-карбидной структуры. В легированных ста-
лях возможно образование мартенсита или бейнита (т. е. кристалло-
графически упорядоченных структур) при обычных условиях охлаж-
дения отливок, поковок, проката и т. д. Получение мелкозернистой
структуры в таких сталях затруднено вследствие проявления струк-
турной наследственности. Когда измельчение зерна и исправление
вида излома легированной стали нельзя достигнуть дополнительным
нагревом непосредственно выше Ас3, тогда температуру нагрева сле-
дует повысить, для того чтобы произошла рекристаллизация фазо-
наклепанного аустенита (обычно до Ас3 + 100...3000 С). Но формиру-
ющееся при таком нагреве зерно может оказаться недостаточно мел-
ким. Для того чтобы осуществить дополнительное измельчение зер-
на в процессе аустенитизации при окончательной термической обра-
ботке, целесообразно иметь исходную феррито-карбидную структу-
ру. Если во время непрерывного охлаждения после первого нагрева
диффузионное превращение не получает существенного развития, то
для образования большего количества продуктов распада можно сде-
лать изотермическую выдержку при температуре минимальной ус-
тойчивости переохлажденного аустенита.
Надежное дополнительное измельчение зерна аустенита при
окончательной термической обработке наблюдается лишь тогда,
когда в исходном состоянии содержится не менее 60...80 % феррито-
карбидной структурной составляющей. Но некоторые легирован-
ные стали обладают очень высокой устойчивостью переохлажден-
ного аустенита при температурах диффузионного превращения, и
для достижения такой степени диффузионного распада требуются
выдержки во многие десятки часов, что не всегда достижимо на
практике. В этом случае сталь при промежуточной обработке
охлаждают до температур бейнитного превращения, а затем перед
226
окончательным нагревом обязательно подвергают высокому отпус-
ку для максимально возможного затруднения проявления структур-
ной наследственности.
Успех в исправлении перегрева зависит также от правильности
выбора скорости нагрева в температурном интервале образования
устенита. Как указывалось выше, в сталях, легированных Mo, V, Nb
и Ti, при медленном нагреве легко происходит восстановление аусте-
нитного зерна. В этом случае измельчению зерна может способство-
вать увеличение скорости нагрева.
Глава 10
ТЕРМИЧЕСКОЕ И ДЕФОРМАЦИОННОЕ СТАРЕНИЕ
После йекоторых технологических операций механические свой-
ства сталей могут претерпевать существенные изменения во время
выдержек при комнатной и повышенных температурах. Такое явле-
ние принят
ное) и дефс\
ния — эффекты упрочнения и охрупчивания. Особенно значитель-
ную роль Г[ '
углеродистых сталей, в которых основная структурная составляю-
щая — феррит. Поэтому настоящий раздел посвящен в основном
рассмотрен!----------;-----“ —-----------------“ --------
риалов.
Старен
так как он
строитель! 1
тажа подве ргаются пластической деформации и сварке, понижение
пластичности и повышение температуры вязкохрупкого перехода в
результате
рушения п
нию штамг уемости холоднокатаной листовой стали. В то же время в
ряде случаев старение можно использовать как упрочняющую обра-
ботку.
э называть старением. Различают термическое (закалоч-
рмационное старение. Наиболее важное следствие старе-
роцессы старения играют в формировании свойств мало-
ию закономерностей старения именно этой группы мате-
;ле чаще всего рассматривают как отрицательное явление,
to увеличивает склонность к хрупкому разрушению. Для
ых конструкций, которые в процессе изготовления и мон-
• старения может стать причиной преждевременного раз-
эи эксплуатации. Развитие старения приводит к ухудше-
10.1. ТЕРМИЧЕСКОЕ СТАРЕНИЕ
В углеродистых сталях при температуре эвтектоидного превра-
щения (727 °C) содержание углерода в феррите достигает 0.0218 %.
При умень
ветствии с
Максимальное содержание азота в феррите 0.11 % наблюдается при
590 °C и также резко уменьшается со снижением температуры. По-
этому если во время нагрева при осуществлении технологических
операций произошло растворение атомов углерода и азота в феррите
> пении температуры его растворимость снижается в соот
: линией PQ на диаграмме состояний Fe—С (см. рис. 1.4).
228
низкоуглеродистой стали, то последующее быстрое охлаждение мо-
жет приводить к образованию пересыщенного a-твердого раствора.
Подчеркнем, что такой эффект возникает, когда перед быстрым
охлаждением нагрев осуществляется как выше Ась так и несколько
ниже этой точки (720...650 °C).
Во время вылеживания при комнатной температуре атомы уг-
лерода и азота, находящиеся в пересыщенном феррите, перемеща-
ются к дефектам кристаллического строения (дислокациям, грани-
цам зерен). Около дислокаций, в основном в результате упругого
взаимодействия, атомы внедрения образуют атмосферы Коттрел-
ла. Переход атомов внедрения в район дислокаций сопровождается
уменьшением энергии искажений кристаллической решетки матри-
цы и снижением энергии самих дислокаций. Если выдержка произ-
водится при повышенных температурах, то получают развитие
процессы выделения карбидов, а при достаточно высоком содержа-
нии азота в твердом растворе — и нитридов. При температурах до
200 °C происходит в основном образование высокодисперсных час-
тиц метастабильного е-карбида. При более высоких температурах
выделяются менее дисперсные частицы цементита. Для карбидных
фаз характерно преимущественно гетерогенное зарождение на дис-
локациях и границах зерен феррита. Но при относительно низких
температурах старения их выделение может частично осуществ-
ляться и в матрице, предположительно в местах скопления ва-
кансий.
Образование атмосфер Коттрелла и дисперсных карбидов на дис-
локациях препятствует движению последних при приложении напря-
жений и приводит к упрочнению стали. В то же время блокировка
дислокаций увеличивает вероятность возникновения и развития хруп-
ких трещин, так как уменьшается возможность релаксации напряже-
ний при нагружении. Поэтому старение одновременно с ростом проч-
ностных характеристик приводит к снижению пластичности и удар-
ной вязкости.
Изменение механических свойств при распаде пересыщенного
атомами внедрения a-твердого раствора, созданного ускоренным
охлаждением с повышенных температур, называется термическим,
пли закалочным старением. Интенсивность развития старения опре-
деляется его температурой. В процессе вылеживания при комнатной
температуре (естественное старение) изменение механических
свойств начинается после некоторого инкубационного периода. С
увеличением длительности выдержки происходит постепенный рост
твердости, пределов текучести и прочности, пока они не достигнут
определенных предельных значений (рис. 10.1). Дальнейшее вылежи-
вание практически не влияет на уровень прочности. Старение изме-
229
Рис. 10.1. Изменение механических
свойств во время вылеживания при ком-
натной температуре стали с 0,035 % С,
подвергнутой ускоренному охлажде-
нию с 710 °C (Мюллер)
няет вид кривой “деформация —
напряжение”, получаемой при ис-
пытаниях на растяжение. Если
непосредственно после быстрого
охлаждения от температур не-
сколько ниже точки АС] эта кри-
вая не имеет ярко выраженной
площадки текучести, то старение
приводит к ее появлению. В про-
цессе растяжения состаренной стали на поверхности образцов появ-
ляются полосы Чернова—Людерса.
При повышении температуры старения (искусственное старение)
2). При 50... 100 °C максимальная прочность низкоуглеродис-
распад пересыщенного a-твердого раствора ускоряется, что сопро-
вождается более быстрым изменением механических свойств
(рис. 10
тых сталей достигается в течение нескольких часов, в то время как
при комнатной температуре для этого необходимо вылеживание в те-
чение нескольких суток. При более высоких температурах старения,
когда начинается коалесценция карбидов, уровень достигаемого
упрочнения уменьшается и уже при относительно кратковременных
выдержках наблюдается снижение прочностных характеристик (пе-
ует подчеркнуть, что интенсивное термическое старение мо-
рестаривание).
Cnejb
жет наблюдаться лишь в низкоуглеродистых сталях. В сталях с повы-
шенным
содержанием углерода, в структуре которых после диффузи-
онного превращения переохлажденного аустенита присутствует зна-
чительн эе количество карбидной фазы, процессы термического ста-
рения не получают сколько-нибудь
заметного развития. Если в резуль-
тате ускоренного охлаждения в
феррите этих сталей возникнет по-
вышенн 1я концентрация атомов уг-
лерода и азота, то они будут присо-
Рис. 10.2.1
нии стали
дению
Изменение твердости при старе-
с 0,07 % С, подвергнутой охлаж-
в воде с 680 °C (Э. Гудремон)
230
единиться к уже имеющимся карбидным частицам, тем самым затруд-
няя формирование атмосфер Коттрелла и тем более — самостоя-
тельное выделение карбидов.
10.2. ДЕФОРМАЦИОННОЕ СТАРЕНИЕ
Изменение механических свойств сталей во времени может про-
исходить и после холодной пластической деформации. Такое явление
называют статическим деформационным старением, или просто де-
формационным старением.
Деформационное старение протекает в том случае, когда пласти-
ческой деформацией введено определенное количество “свежих” дис-
локаций, а в твердом растворе содержится повышенная концентра-
ция атомов углерода и азота, которые могут эффективно взаимодей-
ствовать с этими дислокациями. Развитие деформационного старения
наблюдается при суммарной концентрации углерода и азота, превы-
шающей 10~* мае. %. Азот в большей степени способствует деформа-
ционному старению, чем углерод, что обусловлено более высокой
растворимостью азота в феррите и большей энергией связи его ато-
мов с дислокациями.
Деформационное старение, как и термическое, вызывает резкое
уменьшение подвижности дислокаций. В зависимости от температу-
ры и длительности выдержки деформированной стали закрепление
дислокаций может быть обусловлено как образованием атмосфер
Коттрелла, так и выделением высокодисперсных частиц карбидов и
нитридов. Плотность дислокаций в процессе деформационного старе-
ния либо практически не меняется, либо незначительно уменьшается
вследствие их частичной аннигиляции.
При деформационном старении может наблюдаться значитель-
ное увеличение прочностных характеристик, а также снижение плас-
тичности и ударной вязкости малоуглеродистых сталей. В случае ис-
пытаний на растяжение непосредственно после пластической дефор-
мации площадка текучести обычно не наблюдается; она появляется
лишь в состаренном состоянии. Величина предела текучести и длина
площадки текучести наиболее чувствительны к деформационному
с гарению.
Механические свойства холоднодеформированной стали сущест-
венно изменяются во время вылеживания при комнатной температу-
ре (рис. 10.3). Повышение температуры старения вплоть до 250...
300 °C приводит к более значительному росту прочностных свойств
ври большем снижении пластичности и ударной вязкости.
231
Продолжительность
вылеживания
Рис. 10.3. Изменение механических
свойств во время вылеживания при ком-
натной температуре малоуглеродистой
стали, подвергнутой деформации
на 1,2 %
Развитие деформационного
старения сопровождается повыше-
нием температуры вязкохрупкого
перехода низкоуглеродистой ста-
ли. Об изменении этой характерис-
тики можно судить по смещению
сериальных кривых ударной вязко-
сти. Из рис. 10.4 видно, что некото-
рое повышение температуры вяз-
кохрупкого перехода происходит
уже непосредственно после плас-
тической деформации. Более зна-
чительный ее рост вызывается по-
следующим длительным вылежи
ванием при комнатной температуре и еще в большей мере — кратко-
временным нагревом до 250 °C.
Старение после холодной деформации имеет следующие отличия
от термического старения. Во-первых, оно протекает быстрее. Это
связано с тем, что в холоднодеформированной стали существует вы-
сокая плотность дислокаций, что обусловливает более короткие пути
перемещения к ним атомов углерода и азота. Во-вторых, в случае де-
формационного старения при повышенных температурах коалесцен-
ция образовавшихся выделений оказывается затрудненной, в резуль-
тате чего стадия перестаривания выражена слабее, чем при термиче-
арении.
ском ст;
При оценке склонности низкоугле-
родистых сталей к деформационному
старению следует учитывать их назна-
чение. В случае определения чувстви-
тельности к старению холоднокатано-
1язкости низкоуглероднстой стали.
Рис. 10.4. Влияние деформационного старе-
ния на г сложение сериальных кривых удар-
ной вязкости низкоуглероднстой стали.
7 — исход» ос состояние; 2 — холодная деформация растя-
жением на
нпс 1 мое при 20 °C; 4 — выдержка после деформации и тс-
10 %; 3 — выдержка после деформации в тсчс-
чсннс I ч при 250 °C
232
го листа целесообразно знать величину предела текучести и длину
площадки текучести, так как эти характеристики хорошо коррелиру-
ют со способностью стали к глубокой вытяжке при штамповке. Если
сталь используется для строительных конструкций, особенно свар-
ных, то важно иметь информацию о влиянии старения на ударную
вязкость и температуру вязкохрупкого перехода. Существует стан-
дартная методика оценки склонности сталей к деформационному ста-
рению, согласно которой сравнивают температуры вязкохрупкого
перехода в исходном состоянии и после обработки, включающей хо-
лодную деформацию растяжением или сжатием на 10 % и часовое
старение при 250 °C.
После некоторых технологических операций возможно одновре-
менное протекание термического и деформационного старения мало-
углеродистых сталей. Этому способствует повышенное содержание в
стали примесей внедрения.
Уменьшить склонность малоуглеродистых сталей к термическому
и деформационному старению можно снижая концентрацию атомов
углерода и азота в феррите. Для этого охлаждение с высоких темпе-
ратур осуществляют с малой скоростью, обеспечивающей выделение
относительно крупных частиц цементита. С такой же целью при
охлаждении проводят кратковременные изотермические выдержки
при 300...400 °C. Если охлаждение до комнатной температуры проис-
ходило ускоренно, то для уменьшения чувствительности к старению
можно использовать дополнительный нагрев до 250...400 °C, также
приводящий к выделению крупных цементитных частиц.
Развитию процессов старения препятствует введение в сталь эле-
ментов, связывающих атомы углерода и азота в устойчивые соедине-
ния. К ним относятся карбид- и нитридобразующие элементы Сг, V,
Nb, Ti (расположены в порядке увеличения эффективности). Сущест-
венно уменьшает склонность к деформационному старению алюми-
ний, образующий с азотом труднорастворимые нитриды.
Если пластическую деформацию низкоуглеродистых сталей осу-
ществлять при повышенных температурах, то процессы старения мо-
гут развиваться непосредственно во время деформирования. Такое
старение называют динамическим деформационным старением. Из-
вестно, что с повышением температуры происходит постепенное сни-
жение прочностных свойств металлов. Для низколегированных ста-
лей в температурной области развития динамического деформацион-
ного старения наблюдается аномальный рост пределов текучести и
прочности, чему соответствует уменьшение пластичности (рис. 10.5).
Такой характер изменения свойств сохраняется и в том случае, когда
испытания проводятся при комнатной температуре уже после дефор-
мирования при повышенных температурах. Динамическое деформа-
233
Рис. 10.5. Зависимость механических
свойств стали с 0,11 %С от температуры
испытания
ционное старение обычно приводит
к получению более высоких значе-
ний пределов текучести и прочности,
чем холодная деформация, осуще-
ствляемая с той же степенью обжа-
тия, или старение при нагреве после
холодной деформации.
Причина упрочнения и охрупчи-
вания при динамическом деформа-
t! ционном старении заключается во
0 200 400 боо взаимодействии атомов углерода и
Температура, °C азота непосредственно во время де-
формирования с возникающими дис-
локациями и в блокировке последних. При достаточно высоких тем-
гружения может также происходить образование высо-
х карбидов н нитридов. В условиях, когда имеет место
иозникающих дислокаций, дальнейшее развитие пласти-
рмации осуществляется в основном за счет генерации
пературах нг 1
кодисперсны:
блокировка
ческой дефс
свежих дислокаций. Поэтому в процессе динамического деформаци-
онного старения наблюдается значительное увеличение плотности
дислокаций.
Положение температурного интервала интенсивного развития
динамического деформационного старения в существенной мере за-
висит от скорости нагружения. При скоростях деформирования по-
рядка 10"3... 10-4 с'1, которые близки к скорости деформации при стан-
дартных испытаниях на растяжение, наиболее сильное изменение
свойств низкэуглеродистых сталей происходит при 200...300 °C*. При
этих темпера’
ка синего цве
новится хруп
Температ урный интервал динамического деформационного ста-
рения смещается в сторону более высоких значений при увеличении
скорости нагружения. Этот эффект обусловлен тем, что постоянное
динамическо
дислокациям
iTypax на поверхности металла возникает окисная плен-
та (цвета побежалости). Так как в этом случае сталь ста-
кой, то такой эффект получил название синеломкости.
ie взаимодействие между генерируемыми деформацией
ш и атомами примесей реализуется лишь тогда, когда
* Здесь указана истинная скорость деформации е = 1/1 dl/dt, с ', где 1 — дли-
на образца, т — время деформирования.
234
скорость движения дислокаций соизмерима со скоростью диффузии
атомов внедрения. При увеличении скорости деформации скорость
движения дислокаций возрастает. Чтобы сохранить возможность ди-
намического деформационного старения, необходимо увеличить ско-
рость диффузии атомов внедрения, что может быть достигнуто лишь
при повышении температуры деформирования. Эти рассуждения
объясняют факт, почему при испытаниях на ударный изгиб, когда
скорость деформации составляет 10-2 с-1, динамическое деформаци-
онное старение, проявляющееся в резком снижении ударной вязкос-
ти, наблюдается в условиях значительно более высоких температур,
чем при стандартных испытаниях на растяжение (500...5500 С по срав-
нению с 200...300 °C).
Динамическому деформационному старению подвержены не
только низкоуглеродистые стали, но и стали с повышенным содержа-
нием углерода. При увеличении содержания углерода от 0.1 до 0.8 %
интервал температур интенсивного развития динамического дефор-
мационного старения незначительно повышается. Большинство ле-
гирующих элементов не оказывает существенного влияния на склон-
ность к такому старению. Но такие сильные карбидобразующие эле-
менты, как ванадий, ниобий и титан, резко ослабляют эффект дина-
мического деформационного старения.
Глава 11
ОТЖИГ ПЕРВОГО РОДА
работке давлением, сварке, механической
Целью отжига первого рода является устранение отклонений от
равновесного состояния, е озникающих при различных технологиче-
ских операциях: литье, oQ
обработке. При этом не используются фазовые превращения, хотя
они могут протекать в пре
1реве до определенной ' емпературы, выдержке и последуклцем,
обычно медленном, охлаждении.
цессе обработки. Отжиг заключается в на-
11.1 ДМ ФФУЗИОННЫЙ отжиг
генизационный) отжиг осуществляется в
элемента к ликвации можно также судить
Диффузионный (гомо.
целях устранения или уменьшения последствий дендритной ликвации.
Дендритная, или внутрикристаллическая, ликвация возникает при
ускоренном охлаждении сплавов в условиях недостатка времени для
диффузионного выравнивания химического состава между участками
формирующихся кристаллов, возникшими в начальный и последую-
щие периоды кристаллизации. В сталях наблюдается ликвация угле-
рода, примесей и легирующих элементов. Информацию о ликвирую-
щей способности элементов дают диаграммы состояний, а именно,
взаиморасположение линий ликвидуса и солидуса. Чем больше рас-
стояние между этими линиями, тем выше способность элемента к
ликвации. О склонности
по величине коэффициента распределения к, равного отношению
концентраций этого элемента в твердой и жидкой фазах в условиях
равновесия. Степень лик зации повышается с увеличением разности
(1-к).
Как видно из табл. 11.
ра, углерод и фосфор. Н
на степень развития ликв
висит от диффузионной г одвижности атомов ликвирующего элемен-
та. Например, судя по величине (1 - к), ликвирующая способность
хрома невелика, а химическая неоднородность по хрому в литой ста-
. 1, в стали в наибольшей мере ликвируют се-
ld при кристаллизации в реальных условиях
>ации влияют и другие факторы. Так, она за-
236
Таблица 11.1
Коэффициенты распределения элементов в стали
Элемент l-k
в S-Fc ву-Fc
Сера 0,98 0,98
Углерод 0,87 0,64
Фосфор 0,87 0,64
Кремний 0,34 0,50
Марганец 0,16 0,05
Хром 0,03 0,03
ли может быть значительной вследствие невысокой скорости диффу-
зии этого элемента.
На степень развития ликвации влияет и скорость охлаждения при
кристаллизации. В общем случае увеличение скорости охлаждения
приводит сначала к увеличению дендритной ликвации. Но начиная с
некоторой скорости охлаждения, когда становится возможным раз-
витие кристаллизации бездиффузионным путем, степень проявления
дендритной ликвации должна уменьшаться.
Дендритная ликвация может приводить к глубоким изменениям
структуры и фазового состава стали. При кристаллизации в равновес-
ных условиях состав твердой фазы в любой момент одинаков по все-
му объему. Во время ускоренного охлаждения не успевает происхо-
дить выравнивание химического состава внешних и внутренних объ-
емов дендритов, поэтому твердая фаза в среднем оказывается обед-
ненной, а жидкая — обогащенной легирующими элементами и при-
месями по сравнению с кристаллизацией в равновесных условиях. В
результате этого при определенной для каждой системы степени от-
клонения состава кристаллизующейся и жидкой фаз от равновесных
жачений становится возможным образование новых фаз, не возника-
ющих в равновесных условиях. В заэвтектоидных сталях, например
9X2, ХВГ и др., возможно появление ледебуритной эвтектики в при-
граничных объемах зерен. Вследствие этого распределение карбид-
ной фазы становится неоднородным, возникает карбидная ликвация.
Дендритная ликвация приводит к понижению пластичности, удар-
ной вязкости, а иногда и прочностных свойств литой стали. Особенно
значительное снижение пластичности и ударной вязкости наблюдает-
ся в тех случаях, когда в результате дендритной ликвации появляют-
ся хрупкие фазы.
При горячей обработке давлением, например прокатке, оси денд-
ритов исходного слитка ориентируются вдоль направления деформа-
ции, в результате чего формируется полосчатая волокнистая
структура. Горячекатаные стали наследуют химич скую неодно-
237
[ую полосчатость.
волокнистой структуры, а также строчечное расположе-
чекатаных и кованых сталей. Анизотропия может на-
вязкости. Особенно отчетливо анизотропность проявля-
:нке относительного сужения и ударной вязкости. При
окенной химической и структурной неоднородности ме-
ться специфический вид разрушения горячекатаной ста-
родность литого состояния. При крупном зерне и резко выраженной
дендритной ликвации возможно формирование при прокатке стро-
чечной структуры. В доэвтектоидных сталях она представлена в виде
чередующих :я полос (строчек) феррита и перлита, а в заэвтектоид-
ных — перлита и карбидов. Обычно ферритная полосчатость наибо-
лее ярко выражена в случае строчечного расположения неметалли-
ческих включений в горячекатаной стали. Обогащение матрицы
кремнием (вблизи силикатных включений) или обеднение марганцем
(вблизи его сульфидов) создает благоприятные условия для образова-
ния полос феррита. Прокатка сталей с карбидной ликвацией форми-
рует карбиды
Наличие
ние различных фаз приводит к появлению анизотропии механических
свойств горячекатаных и кованых сталей. Анизотропия может на-
блюдаться для пределов текучести и прочности, для предела цикличе-
ской прочности, относительного удлинения и относительного суже-
ния, ударной 1
ется при оце
сильно выра
жет наблюдя-
ли вдоль нап равления прокатки. Поверхность разрушения имеет сло-
истое строение. Такой излом получил название шиферного.
Нагрев п ри диффузионном отжиге должен быть настолько высо-
ким, чтобы обеспечить интенсивное протекание диффузионных про-
цессов. В то же время температура гомогенизации должна быть ниже
температурь плавления наиболее легкоплавких участков в межос-
ных объемах дендритов. Чаще всего температура диффузионного от-
жига выбирается в интервале 1100...1200 °C. Длительность выдержки
зависит от химического состава стали, степени дендритной ликвации
и других факторов и может достигать 10...15 ч. Следует учитывать,
что диффузы
когда градие
непрерывно
увеличение времени выдержки сверх некоторого предела нерацио-
нально. Скорость нагрева при диффузионном отжиге обычно не рег-
ламентируется. После выдержки проводят медленное охлаждение,
чаще всего с
При анализе процессов, протекающих во время диффузионного
отжига, след;
неравномерн(
неравномерна
новесии по углероду находятся участки не с одинаковой концентраци-
ей, а с одинаковой термодинамической активностью. Диффузионная
[я протекает особенно интенсивно в начале выдержки,
:нт концентраций наибольший. В процессе выдержки он
уменьшается и скорость диффузии снижается. Поэтому
печью.
ует учитывать, что в сложнолегированных сталях при
ом распределении легирующих элементов сохраняется
ое распределение углерода. Это связано с тем, что в рав-
238
подвижность легирующих элементов определяет скорость выравни-
вания состава стали по углероду.
Диффузионному отжигу подвергают отливки, слитки и иногда по-
ковки из легированных сталей. Как самостоятельная операция тер-
мической обработки диффузионный отжиг используется в основном
для крупных литых изделий. Выравнивание химического состава при-
водит к улучшению комплекса механических свойств.
Применение диффузионного отжига позволяет для литой стали
решить еще одну проблему. После окончания кристаллизации при за-
медленном охлаждении в области высоких температур формируется
крупное зерно аустенита, получившее название грануляционного.
Эти зерна по размерам не совпадают с дендритами и ориентированы
по отношению к ним произвольно. Границы грануляционного зерна
могут пересекать дендриты, объединять несколько дендритов. При-
чины возникновения грануляционной структуры до конца не ясны.
Предполагается, что ее образование связано с развитием рекристал-
лизационных процессов, что обусловлено повышенным количеством
дефектов кристаллического строения, возникающих в процессе за-
твердевания металла, а также релаксации усадочных напряжений. В
сталях, в которых протекает перитектическая реакция, основной
причиной образования грануляционной структуры является превра-
щение 5-феррита в аустенит.
Во время охлаждения в аустенитной области по границам грану-
ляционного зерна выделяются примесные фазы в форме глобуляр-
ных частиц или пленок, имеющие ограниченную растворимость в
аустените (сульфиды, нитриды и т.д.). При динамическом нагружении
разрушение литой стали происходит по границам грануляционного
зерна, ослабленным выделениями, и возникает типичный камневид-
ный излом (см. раздел 9.1). Диффузионный отжиг, приводя к коалес-
ценции примесных фаз, может полностью или частично устранить
образование камневидного излома.
Диффузионный отжиг слитков удобно совмещать с нагревом под
прокатку или жовку. В случае проведения диффузионного отжига
улучшается деформируемость стали при горячей обработке давлени-
ем. Предварительный отжиг уменьшает структурную полосчатость и
анизотропию механических свойств прокатанной стали. Для средне-
легированных заэвтектоидных сталей, у которых в результате нерав-
новесной кристаллизации образовались участки ледебуритной эвтек-
тики, диффузионный отжиг заметно уменьшает карбидную неодно-
родность.
Для интенсификации процесса гомогенизации слитков использу-
ют ступенчатую высокотемпературную обработку (СВТО). Ее
сущность заключается в следующем. Во время первоначальной вы-
239
держки в результате выравнивания химического состава повышает-
ся температура плавления наиболее легкоплавких межосных участ-
ков дендритов и температуру отжига можно повысить. При СВТО
осуществляют ступенчатый нагрев с интервалами 20...40 °C и вы-
держками длительностью несколько часов от 1120...1200 до
1230...1280 °C. СВТО чаще всего подвергают высокоуглеродистые
легированные стали, что позволяет повысить их технологическую
пластичность и снизить карбидную неоднородность в деформирован-
ном состоянии.
Гомогенизация деформированной структуры эффективней, чем
литой. Поэтому в ряде случаев может оказаться полезным в процес-
се горячей обработки давлением проведение диффузионного отжига
деформированной заготовки перед последним переделом. Необходи-
мо заметить, что слитки из углеродистых нелегированных сталей спе-
циально диффузионному отжигу не подвергают. Для устранения ден-
дритной ликвации по углероду достаточен обычный нагрев под горя-
чую деформацию, так как углерод обладает высокой диффузионной
подвижностью в нелегированном аустените.
Диффузионный отжиг сопровождается такими нежелательными
явлениями, как сильное окисление металла и рост зерна аустенита.
Для того чтобы уменьшить окисление, целесообразно отжиг прово-
дить в печах с защитной атмосферой. Если сталь используется в ли-
том состоянии и не подвергается в дальнейшем пластической дефор-
мации, то для измельчения зерна необходимо проводить дополни-
тельный отжиг второго рода.
11.2. РЕКРИСТАЛЛИЗАЦИОННЫЙ ОТЖИГ
Под рекристаллизационным отжигом понимают нагрев металла
для устранения наклепа, созданного холодной пластической дефор-
мацией. Нагрев осуществляют выше температурного порога рекрис-
таллизации с последующей выдержкой, которая в зависимости от це-
ли отжига может обеспечить не только завершение первичной рекри-
сталлизации, но и определенное развитие собирательной рекристал-
лизации.
Рекристаллизационный отжиг может использоваться перед хо-
лодной обработкой давлением как подготовительная операция, обес-
печивающая нужные пластичность, структуру и текстуру. Он прово-
дится между операциями холодного деформирования для снятия на-
клепа. В ряде случаев рекристаллизационный отжиг является окон-
чательной термической обработкой, при которой формируется необ-
ходимый комплекс свойств.
240
Положение температурного порога рекристаллизации железа
сильно зависит от его чистоты. После большой пластической де-
формации при комнатной температуре очень чистое карбонильное
железо рекристаллизуется при 350 °C; железо, полученное вакуум-
ным переплавом, — при 450 °C, а техническое железо — при
500 °C.
Большинство легирующих элементов тормозит рекристаллиза-
цию деформированного железа, приводя к смещению температурно-
го интервала развития рекристаллизации в сторону более высоких
температур. При этом температура конца рекристаллизации t* обыч-
но повышается в большей мере, чем температура начала рекристал-
лизации t^. Интенсивность влияния легирования на кинетику рекрис-
таллизации зависит от условий проведения пластической деформации
и может ослабляться с увеличением степени пластической дефор-
мации.
В случае нагрева после больших пластических деформаций, по
данным Р. И. Энтина, наиболее сильное тормозящее воздействие на
развитие рекристаллизации железа оказывают в порядке возраста-
ния Сг—>Со—>Мо—>W. Например, при нагреве технически чистого же-
леза, содержащего 0.03 % С и подвергнутого холодной прокатке с об-
жатием 60 %, t" равнялась 520 °C, а для сплавов Fe + 2 % Сг; Fe + 2 %
Mo; Fe + 1.5 % W — 630, 650 и 655 °C соответственно. Марганец сла-
бее замедляет кинетику рекристаллизации железа. По одним данным,
никель практически не препятствует рекристаллизации железа, по
другим, при малых количествах он повышает tp, а при больших, на-
оборот, ее снижает.
Характер влияния примесей и легирующих элементов в области
малых и больших концентраций на положение температурного по-
рога рекристаллизации может определяться преимущественным
действием различных факторов. Считается, что при очень малых до-
бавках примесей существенную роль играет взаимодействие атомов
с дислокациями. Атомы примесей могут ощутимо уменьшать упру-
гую энергию дислокаций и их подвижность и тем самым приводить к
затруднению формирования центров рекристаллизации. Поэтому
введение небольших добавок обычно вызывает резкое повышение
температурного порога рекристаллизации. В области достаточно
больших концентраций легирующих элементов основное влияние на
положение t£ оказывает изменение ими прочности межатомных свя-
зей и диффузионной подвижности. От вида легирования зависит и
величина зернограничной энергии. Если увеличение прочности ме-
жатомных связей и уменьшение диффузионной подвижности при ле-
гировании приводит к повышению tp, то увеличение зернограничной
энергии должно влиять в противоположном направлении. Действие
241
последнегЬ фактора может быть причиной того, что при увеличе-
нии содержания легирующего элемента рост t" сменяется ее сни-
жением.
Под действием легирования изменяются и другие характеристики,
существенно важные для скорости рекристаллизации, например дис-
локационная структура, возникающая при холодной деформации (ха-
рактер распределения и концентрация дислокаций, дефектов упаков-
ки, вакансий), подвижность дислокаций при нагреве и т. д.
В гетерогенных сплавах характер развития процессов рекристал-
лизации зависит от объемной доли, дисперсности и морфологии твер-
дых частиц второй фазы. В сплавах с крупными частицами и больши-
ми расстояниями между ними рекристаллизация происходит быстрее,
чем при отсутствии частиц. Крупные некогерентные частицы служат
барьерами, около которых в процессе деформации возникают скоп-
ления дислокаций, что облегчает образование зародышей рекристал-
лизации и,снижает температуру ее начала. Если частицы второй фа-
зы диспер|сны и расстояния между ними малы, то они способствуют
однородному распределению дислокаций при деформации, что тор-
мозит зарождение центров рекристаллизации. Кроме того, они за-
трудняют перераспределение дислокаций и миграцию границ при на-
греве. В результате наблюдается повышение t".
Эти закономерности справедливы в основном и для углеродис-
тых сталей. Так, Э. Хорнбоген при исследовании рекристаллизации
холоднод^формированной доэвтектоидной стали наиболее низкую
tHp наблюдал при исходной феррито-перлитной структуре с грубы-
ми карбидами. При мелких карбидах, образовавшихся в результате
закалки йа мартенсит и высокого отпуска, tHp была значительно
выше. I
Данные о влиянии содержания углерода на склонность стали к ре-
кристаллизации противоречивы. По-видимому, этот вопрос нельзя
рассматривать без учета дисперсности карбидной фазы. По крайней
мере при крупных карбидах увеличение содержания углерода в стали
приводит |к снижению t". В то же время в высокоуглеродистых ста-
лях, где имеется большое количество карбидных частиц, рост рекри-
сталлизованных зерен оказывается затрудненным.
Следует отметить, что в разных структурных составляющих рек-
ристаллиз1ация феррита может протекать с существенно различной
скорость^. Так, в доэвтектоидной стали с исходной феррито перлит-
ной структурой рекристаллизация после умеренной пластической де-
формаций начинается в избыточном феррите преимущественно око-
ло гранищ перлитных колоний. При этом она протекает при темпера-
турах, более низких, чем в случае безуглеродистого железа, деформи-
рованного на ту же степень, что и сталь. В колониях пластинчатого
242
Рис. 11.1. Диаграмма рекрис-
таллизации холоднокатаной
низкоуглеродистой стали 08
перлита температура на-
чала рекристаллизации
ферритной составляю-
щей значительно выше,
чем для избыточного
феррита.
Необходимо учиты-
вать, что при нагреве хо-
лоднодеформированных
сталей не только проис-
Деформация, %
ходит рекристаллизация феррита, но могут изменяться морфология
и дисперсность карбидной фазы. Если сталь имела в исходной струк-
туре пластинчатый перлит, то при проведении отжига не исключено
интенсивное развитие сфероидизации и коалесценции карбидов. Как
указывалось в разделе 3.1, эти процессы значительно ускоряются под
действием предварительной деформации. В результате рекристалли-
зационный отжиг может привести к формированию структуры с зер-
нистым цементитом.
Чаще всего рекристаллизационный отжиг холоднодеформиро-
ванных углеродистых и легированных сталей осуществляется ниже
критической точки Aq при температурах 600...720 °C. Значительно
реже нагрев производится в межкритическом интервале Aq—Ас3.*
При выборе режима рекристаллизационного отжига для оценки
размеров образующихся зерен можно использовать диаграммы рек-
ристаллизации (рис. 11.1), которые иллюстрируют зависимость раз-
мера зерна от степени предварительной деформации и температуры
отжига при определенной длительности выдержки. Но при примене-
нии диаграмм рекристаллизации следует учитывать условия, при ко-
торых они были построены (вид деформации, скорость нагрева при
отжиге, исходный размер зерна и т. д.).
Рекристаллизационный отжиг широко применяется на металлур-
гичеких заводах при производстве листов, лент, труб, прутков и про-
волоки с использованием методов холодной обработки давлением. В
качестве примера рассмотрим режимы рекристаллизационного от-
жига калиброванных прутков из конструкционных и инструменталь-
* Стали, прошедшие холодную деформацию с небольшими обжатиями (до
15...20 %), могут подвергаться отжигу второго рода, сопровождающемуся фазо-
вой перекристаллизацией.
243
ных сталей. При их производстве подкат со структурой зернистого
перлита пс двергается холодному волочению со сравнительно неболь-
шими обжатиями. Затем следует отжиг, основной целью которого яв-
ляется снижение твердости. Если для его проведения используют печ-
----------то температура нагрева обычно составляет 700...720 °C.
нагреве рекристаллизация феррита существенно не ска-
юалесценции карбидов может лишь улучшить обрабатыва-
ли резанием и давлением. Рекристаллизационный отжиг
760...780 °C. Температурно-временные параметры отжига
конкретном случае уточняются опытным путем, так как
екристаллизации зависит от химического состава стали и
юении широко применяется тонкий холоднокатаный лист
осле холодной прокатки, осуществляемой с большими об-
нои нагрег,
При таком
зывается на характере структуры зернистого перлита. Некоторое
развитие к
емость ста;
калиброванных прутков осуществляют также в индукционных уста-
новках. Та к как при скоростном нагреве температурный интервал ре-
кристаллизации смещается в сторону более высоких температур, то
температура отжига выбирается выше обычной. Для широкого кру-
га применяемых конструкционных и инструментальных сталей она
составляет]
в каждом
скорость га
степени обжатия при калибровке.
J Для изготовления холоднокатаного листа, предназначенного для
холодной штамповки, используют малоуглеродистые стали. В авто-
мобилестр
из кипящей стали 08кп. Рекристаллизационный отжиг такого листа
проводят г I
жатиями. После отжига листы должны обладать высокой пластично-
стью, чтоб;
нять при п роведении штамповки бездефектную поверхность.
Рекристаллизационный отжиг листа должен обеспечить форми-
рование определенного размера ферритного зерна (6—8 баллов).
Сталь со слишком мелким зерном феррита характеризуется повы-
шенным пределом текучести, что затрудняет проведение штамповки.
При налич!
возникает шероховатость, получившая название апельсиновой корки.
Это связан э с тем, что соседние крупные зерна, выходящие на свобод-
ную поверхность листа, из-за различия в ориентации деформируются
по-разному.
На кривой растяжения для малоуглеродистой отожженной стали
08кп характерно наличие зуба и площадки текучести. Неоднород-
ность деформации на площадке текучести вызывает появление при
штамповке полос Чернова—Людерса, что ухудшает качество поверх-
ности изделия. Чтобы избежать этого нежелательного эффекта, лист
после рекристаллизационного отжига подвергают дрессировке, кото-
рая представляет собой дополнительную прокатку с небольшим об-
жатием (до 2 %). Такая деформация устраняет площадку текучести, а
ы не разрушаться при глубокой вытяжке, а также сохра-
ни крупного зерна на поверхности листа при штамповке
244
следовательно, и возможность образования полос Чернова—Людер-
са. Однако после дрессировки сталь 08кп склонна к деформационно-
му старению. Этот процесс может получить развитие во время дли-
тельного вылеживания (транспортировка, складирование) перед
окончательной штамповкой. Деформационное старение не только
вызывает уменьшение способности стали к глубокой вытяжке, но и
приводит к возврату площадки текучести и образованию полос Чер-
нова—Людерса, портящих поверхность. Поэтому при проведении ре-
кристаллизационного отжига необходимо получить не только нуж-
ный размер ферритного зерна, но и по возможности уменьшить
склонность листа к деформационному старению*.
Режим рекристаллизационного отжига зависит от того, обрабаты-
вается холоднокатаный лист в рулонах в печах периодического дейст-
вия или в развернутом виде в печах непрерывного действия. Отжиг ли-
стов в камерных печах проводится при 640...710 °C. Нагрев выше точки
Aq в межкритический интервал не применяется, так как в листе возни-
кает разнозернистость, вызванная частичной перекристаллизацией.
Разнозернистость ухудшает способность стали к глубокой вытяжке при
штамповке. Кроме того, при охлаждении из межкритического интерва-
ла при диффузионном распаде переохлажденного аустенита может об-
разовываться структурно-свободный цементит, что также отрицатель-
но влияет на способность стали к глубокой вытяжке.
Нагрев рулонов при отжиге осуществляется со скоростью 10...
50 град/ч с последующей выдержкой, которая в зависимости от раз-
мера садки и типа печи может колебаться в широких пределах (от 4
до 20 ч). После окончания выдержки следует медленное охлаждение
со скоростью 5...15 град/ч до температур порядка 100...150 °C. В про-
цессе медленного нагрева и выдержки происходит не только рекрис-
таллизация феррита, но и сфероидизация и коалесценция карбидной
фазы, что положительно сказывается на пластичности стали. Во вре-
мя выдержки за счет частичного растворения карбидов, карбонитри-
дов и нитридов повышается содержание углерода и азота в феррите.
Но при последующем медленном охлаждении элементы внедрения
успевают достаточно полно выделиться из a-твердого раствора, при-
соединяясь к уже имеющимся карбидным частицам, в результате че-
го склонность к деформационному старению уменьшается.
Непрерывный отжиг листа в развернутом виде характеризуется
высокими скоростями нагрева и охлаждения. Нагрев осуществляется
до 700...720 °C с выдержками, не превышающими несколько десятков
* Одним из путей уменьшения склонности к деформационному старению яв-
ляется раскисление малоуглеродистой стали при выплавке алюминием.
245
секунд. При таком режиме обработки формируется мелкозернистая
структура феррита, что вызывает определенное повышение прочно-
сти и уменьшение способности к вытяжке.
Ускоренное охлаждение при непрерывном отжиге способствует
пересыщению a-твердого раствора элементами внедрения, что мо-
жет вызвать после дрессировки интенсивное развитие деформацион-
ного старения. Чтобы уменьшить этот отрицателный эффект, снижа-
ют по возможности скорость охлаждения в интервале 720...480 °C.
С этой же целью в процессе охлаждения осуществляют изотермиче-
скую выдержку при 350...450 °C, обеспечивающую выделение раство-
ренного углерода в виде карбидов с последующей их коалесценцией.
Для уменьшения склонности к деформационному старению может
быть использован и другой режим обработки, при котором после ус-
коренного охлаждения листа до комнатной температуры проводят
дополнительный перестаривающий нагрев до 300...400 °C.
11.3. ОТЖИГ ДЛЯ УМЕНЬШЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Под внутренними напряжениями понимают напряжения, уравнове-
шивающиеся в объеме тела при отсутствии внешних нагрузок*. Их по-
явление может быть связано с осуществлением различных технических
операций (литья, сварки, обработки давлением, термической обработки
и т. д.). Нагрев и охлаждение металла, фазовые превращения в твердом
состоянии сопровождаются изменением удельного объема сталей. Так
как в процессе технологических операций обычно возникает градиент
температур по сечению изделия, то изменение удельного объема в раз-
личных участках изделия происходит неодновременно и в неодинаковой
степени, что и приводит к появлению внутренних напряжений. Другой
причиной возникновения внутренних напряжений является неодинако-
вая пластическая деформация в различных объемах изделия, что, на-
пример, наблюдается при обработке давлением.
Внутренние напряжения в большей или меньшей мере сохраня-
ются после окончания технологических операций. В этом случае они
называются остаточными напряжениями. Последние не могут быть
выше предела текучести. Определение величины остаточных напря-
жений, их знака и распределения по объему изделия нередко сопря-
жено с большими трудностями. Всегда есть опасность, что остаточ-
* Различают макронапряження (зональные напряжения, напряжения перво-
го рода), которые уравновешиваются в объеме всего изделия, и микронапряже-
ния (напряжения второго рода), уравновешивающиеся в пределах отдельных кри-
сталлов (зерен) или их частей. В настоящем разделе рассматриваются только ма-
кронапряжения.
246
ные напряжения будут складываться с внешними рабочими напряже-
ниями. Большие суммарные напряжения могут вызвать нежелатель-
ные изменения формы (коробление) и размеров изделий. Если оста-
точные напряжения велики, то возможно разрушение изделия при не-
значительных внешних нагрузках. Особенно способствуют образова-
нию и развитию трещин растягивающие напряжения.
В процессе обработки и эсплуатации изделий равновесие остаточ-
ных напряжений может нарушаться, что часто является причиной из-
менения формы и размера изделий. Например, такой эффект неред-
ко наблюдается при обработке резанием, когда характер распределе-
ния остаточных напряжений изменяется в результате снятия поверх-
ностных слоев металла. Релаксация остаточных напряжений в той
или иной мере происходит и при хранении изделий. Если в разных
участках изделия этот процесс развивается с различной скоростью,
это приводит к перераспределению остаточных напряжений, что так-
же может явиться причиной изменения формы и размеров изделий.
Остаточные напряжения влияют не только на механические, но и
на физические и химические свойства изделий*. Они пропорциональ-
ны модулю упругости и величине упругой деформации. Эти напряже-
ния уменьшаются в тех случаях, когда они вызывают пластическую
деформацию в микрообъемах. С повышением температуры модуль
упругости, а следовательно, и остаточные напряжения снижаются ме-
нее интенсивно, чем предел текучести. При определенном нагреве,
когда предел текучести становится ниже остаточных напряжений,
оказывается возможным развитие пластической деформации, в ре-
зультате чего остаточные напряжения уменьшаются до значений
предела текучести при данной температуре.
Во время выдержек при повышенных температурах релаксация
остаточных напряжений за счет генерирования и скольжения дисло-
каций идет сравнительно быстро. В дальнейшем снижение остаточ-
ных напряжений может происходить путем развития ползучести.
Этот процесс протекает относительно медленно, так как контролиру-
ется термически активируемым перераспределением дислокаций. Ес-
ли предел текучести превышает уровень остаточных напряжений, то
уменьшение последних возможно только в результате развития про-
* В ряде случаев остаточные напряжения могут быть полезны. Например,
сжимающие напряжения в поверхностных слоях изделия повышают усталостную
прочность при изгибе, кручении с изгибом. Поверхностное упрочнение многих
стальных изделий (зубчатых колес, валов и др.) путем закалки с индукционным
нагревом, химико-термической обработки или наклепа стараются провести так,
чтобы одновременно с повышением прочности создать значительные сжимаю-
щие напряжения.
247
цессов ползучести. С течением времени релаксация остаточных на-
пряжений постепенно затухает. Поэтому слишком длительные вы-
держки могут оказаться практически бесполезными. Чтобы полнее
произошло снятие остаточных напряжений, следует повысить темпе-
ратуру нагрева.
Некоторые виды термической обработки одновременно с реше-
нием основной задачи обеспечивают уменьшение остаточных напря-
жений. Так, рассмотренный в предыдущем разделе рекристаллизаци-
онный отжиг наряду с формированием заданной структуры снижает
уровень внутренних напряжений, возникших при холодной обработке
давлением.
Для уменьшения остаточных напряжений может быть использо-
вана специальная термическая обработка — отжиг, при котором на-
грев осуществляют до температур, лежащих ниже точки Ас,. Как
правило, отжиг проводится в интервале 450...650 °C, так как при бо-
лее низких температурах предел текучести большинства сталей оста-
ется достаточно высоким. Длительность отжига обычно устанавлива-
ют экспериментально.
При выборе режима отжига для уменьшения внутренних напря-
жений необходимо учитывать характер предшествующей термиче-
ской обработки. Если изделие подвергалось улучшению (закалке и
высокому отпуску), то для того, чтобы сохранился полученный ком-
плекс механических свойств, температура последующего отжига
должна быть несколько ниже температуры высокого отпуска. При
этом выбранный режим отжига должен исключать возможность раз-
вития обратимой отпускной хрупкости. В ряде случаев, например по-
сле шлифовки, отжигу для уменьшения внутренних напряжений под-
вергают закаленные и низкоотпущенные изделия. Тогда нагрев осу-
ществляют до температур 100... 150 °C с длительными выдержками
(до 100 ч и более). Однако следует учитывать, что после такого отжи-
га сохраняется значительная доля остаточньгх напряжений.
Существенное влияние на результат отжига оказывают режимы
нагрева и охлаждения. Нагрев должен быть достаточно медленным,
чтобы предел текучести снижался по объему изделия одновременно
и равномерно. Охлаждение после окончания выдержки следует про-
водить с небольшой скоростью для исключения возможности возник-
новения новых внутренних напряжений. Изделия сложной формы ча-
сто охлаждают вместе с печью. Для изделий простой формы с равно-
мерным поперечным сечением (листы, трубы) можно использовать
охлаждение на воздухе.
Глава 12
ОТЖИГ ВТОРОГО РОДА
Для сталей отжиг второго рода заключается в нагреве до аусте-
нитного состояния и последующем охлаждении, обеспечивающем
распад переохлажденного аустенита по диффузионному механизму.
В большинстве случаев такой отжиг является подготовительной
термической обработкой. После литья, горячей деформации и других
операций, связанных с высокотемпературными нагревами, стальные
изделия обычно характеризуются крупнозернистостью, ярко выра-
женной неоднородностью структуры и повышенным уровнем внут-
ренних напряжений. Применение отжи а второго рода позволяет из-
мельчить зерно и уменьшить структурную неоднородность. Отжиг
может быть использован также для снижения твердости стали и улуч-
шения обрабатываемости резанием. После отжига получают струк-
туру и свойства, необходимые для качественного осуществления хо-
лодной обработки давлением. Он может быть операцией, подготав-
ливающей структуру изделий для проведения последующей термиче-
ской обработки, например закалки и отпуска. Применение отжига
позволяет уменьшить внутренние напряжения в отливках, поковках и
других изделиях. Отжиг используется и как окончательная термиче-
ская обработка стали, обеспечивающая получение нужного комплек-
са механических свойств.
12.1. СВОЙСТВА СТАЛЕЙ С ФЕРРИТО-КАРБИДНОЙ СТРУКТУРОЙ
Свойства феррита и цементита. Феррито-карбидная структура
состоит из фаз, существенно различающихся по механическим свой-
швам. Феррит — мягкая пластичная составляющая структуры. Дру-
гая составляющая — цементит — характеризуется высокой твердос-
тью и очень низкой пластичностью.
Свойства феррита в первую очередь зависят от содержания в нем
углерода, легирующих элементов и величины зерна. Наиболее значи-
тельный эффект упрочнения феррита обеспечивают углерод и азот,
образующие с железом твердые растворы внедрения, что обусловле-
249
но в основном их сильным взаимодействием с дислокациями и закреп-
лением последних. Если у чистого железа с суммарным содержанием
углерода и азота около 10“7 % предел текучести составляет
20...30 МПа, то при содержании (С + N) порядка 1О 3...1О'2 % он равен
120... 140 МПа.
Легирующие элементы, образующие с железом твердые раство-
ры замещения, упрочняют феррит в меньшей мере, чем углерод и
азот. Если выразить концентрацию растворенного в феррите элемен-
та в массовых долях процента, то упрочняющее действие усиливает-
ся в ряду V—Мо—Ni—Сг—Мп—Ti—Si. Однако более правильное
представление о степени твердорастворного упрочнения тем или
иным элементом получается при выражении концентрации легирую-
щих элементов в атомных процентах. В этом случае упрочняющий
эффект возрастает от начала к концу следующего ряда: Сг—V—Со—
Mo—-Ti—Si—W—Ni.
Одновременно с повышением прочности легирующие элементы
снижают пластичность феррита. Особенно заметное уменьшение ха-
рактеристик пластичности вызывают элементы внедрения — угле-
род и азот.
Элементы замещения и в еще большей мере элементы внедрения
повышают температуру вязкохрупкого перехода Ткр, характеризую-
щую склонность стали к хрупкому разрушению. Исключение состав-
ляет никель, который существенно снижает Ткр. Такое его влияние
связано с уменьшением энергии взаимодействия дислокаций с атома-
ми внедрения и, возможно, со снижением сопротивления кристалли-
ческой решетки движению дислокаций.
На прочность феррита сильно влияет размер его зерна. Зависи-
мость между пределом текучести и размером ферритного зерна
описывается соотношением Холла —Петча:
а0.2 = а0+к<1ф-1« (12.1)
где о() — напряжение трения при движении дислокаций внутри зерен;
к — коэффициент, характеризующий вклад границ зерен в упроч-
нение.
Величина а0 зависит от твердорастворного упрочнения, плотнос-
ти дислокаций, наличия дисперсных частиц. На величину к влияет со-
стояние границ зерен; этот коэффициент тем больше, чем выше со-
держание примесей, особенно на границах зерен. Из уравнения (12.1)
следует, что чем меньше размер зерна, тем выше прочность феррита.
При измельчении зерна феррита одновременно с дополнитель-
ным упрочнением наблюдается снижение температуры вязкохруп-
кого перехода. Эта характеристика связана с размером ферритного
250
Рис. 12.1. Влияние размера зерна
феррита на предел текучести (1)
и температуру вязкохрупкого
перехода (2) в стали, содержа-
щей, %: 0,1 С; 0,5 Мп; 0,2 Si;
0,006 N
перехода,
зерна следующей зависимо-
стью:
Ткр = А - В In d-I/2, (12.2)
где А и В — постоянные.
Линейная зависимость Оо,2
Ткр от величины d_|/2 подтверждает-
ся экспериментально (рис. 12.1). Таким образом, измельчение зерен
феррита является эффективным способом упрочнения, поскольку
одновременно уменьшается склонность к хрупкому разрушению.
Свойства перлита. Рассматривая перлитную структуру, следу-
ет учитывать не только свойства каждой из ее фаз в отдельности, но
и сложное влияние феррита и цементита друг на друга. В процессе
нагружения пластическая деформация начинается в ферритной со-
ставляющей перлита. Образующиеся дислокации скапливаются
около цементитных пластин. Из-за различия характеристик дефор-
мируемости цементита и феррита возникает сложное напряженное
состояние. Присутствие цементитных частиц в ферритной матрице
оказывает охрупчивающее влияние. Но пластины цементита в пер-
лите могут деформироваться, утоньшаться, изгибаться, прежде чем
произойдет их разрушение (рис. 12.2). Трещины в цементитных пла-
стинах будут являться зародышами хрупкого разрушения в стали.
Характер разрушения пластинчатого перлита при растяжении
поясняет модель Миллера—Смита (рис. 12.3). Высокие локальные
напряжения, возникающие в местах скопления дислокаций, вызыва-
ют растрескивание карбидов, причем в первую очередь происходит
разрушение пластин, ориентированных параллельно оси растяже-
ния. Если одна из пластин претерпела растрескивание, то это приво-
дит к интенсивному развитию сдвига в плоскости скольжения, про-
ходящей через очаг разрушения карбида, что вызывает растрески-
вание соседних цементитных пластин. При дальнейшем нагружении
в местах возникновения несплошностей развиваются поры, кото-
рые, объединяясь, приводят к образованию трещин и общему разру-
шению (см. рис. 12.3).
Несмотря на высокую твердость цементита, его пластины в пер-
лите способны претерпевать при нагружении определенную пласти-
251
Рис. 12.2. Структура пластинчатого перлита в стали У8 после холодной пластиче-
ской деформации (80 %), х12 ООО
ческую деформацию, прежде чем начнется их разрушение. Особенно
значительно деформируются пластины тонкопластинчатого перлита
(троостита), формирующегося при относительно низких температу-
рах диффузионного превращения; они могут изгибаться, утончаться и
вытягиваться.
При анализе свойств пластинчатого перлита необходимо учитывать
такие его параметры, как межпластинчатое расстояние, толщина це-
ментитных пластин и величина перлитных колоний. Основным струк-
турным параметром, влияющим на прочностные свойства пластинчато-
го перлита, является межпластинчатое расстояние (So). Высокое сопро-
тивление деформации тонкопластинчатой структуры обусловлено ма-
лым межпластинчатым расстоянием, значительно меньшим, чем типич-
ный размер зерна ферритной структуры. Снижение температуры диф
фузиоиного превращения, приводящее к уменьшению So, сопровожда-
ется повышением прочности перлита и стали в целом. В чистом виде
этот эффект наблюдается на эвтектоидной стали.
В доэвтектоидных сталях при снижении температуры превраще-
ния уменьшается количество избыточного феррита, увеличивается
количество перлита при одновременном снижении в нем содержания
углерода (квазиэвтектоид). Вследствие этого межпластинчатое рас
стояние уменьшается слабее, чем это происходит в эвтектоидной ста-
ли при одинаковой степени снижения температуры превращения. На-
252
Рис. 12.3. Разрушение перлита (схема Миллера—Смита).
и — растрескивание цементитной пластины; б — сдвиг в феррите и растрескивание соседних цементит-
ных пластин; «, г — образование пор и их коалесценция
против, в заэвтектоидных сталях, охлажденных из у-области, межпла-
стинчатое расстояние должно быть меньше, чем в стали с 0.8 % С, при
условии подавления выделения избыточных карбидов и возникнове-
ния квазиэвтектоида. Предел текучести сталей, имеющих полностью
перлитную структуру, связан с межпластинчатым расстоянием, по-
добно тому как предел текучести феррита с размером его зерна:
О0.2 = Со’+ a So-|/2, (12.3)
где Со1 и а — постоянные.
Член а0' в этом уравнении учитывает движение дислокаций в
ферритных прослойках. Коэффициент а аналогичен коэффициенту к
в уравнении Холла—Петча (12.1), следовательно, цементитные плас-
тины можно рассматривать как барьеры движению дислокаций, точ-
но так же, как межзеренные границы феррита. Влияние межпластин-
чатого расстояния на предел прочности описывается подобным же
уравнением, но выражено слабее, чем на предел текучести.
Уменьшение межпластинчатого расстояния обеспечивает повы-
шенную пластичность пластинчатого перлита, поскольку цементит-
ные пластины становятся более тонкими и могут деформироваться
при нагружении, в то время как толстые пластины цементита претер-
певают хрупкое разрушение.
Для пластинчатого перлита характерна сложная зависимость
ударной вязкости и температуры вязкохрупкого перехода от его
структурных параметров. Согласно Б. Ф. Пикерингу, уменьшение
межпластинчатого расстояния, приводя к повышению прочности,
должно снижать ударную вязкость. Но одновременно с уменьшением
253
So пластины цементита становятся тоньше, что увеличивает сопро-
тивление ударному нагружению, поскольку тонкие пластины могут
претерпевать значительные деформации и вероятность их хрупкого
разрушения снижается. Из этого следует, что существует оптималь-
ное межпластинчатое расстояние, с точки зрения достижения наи-
большей ударной вязкости. По разным данным, для эвтектоидной
стали оно колеблется в пределах 0.2...0.4 мкм, т. е. соответствует
структуре сорбита. Аналогичная зависимость от межпластинчатого
расстояния при неизменности прочих параметров должна быть спра-
ведлива и для температуры вязкохрупкого перехода.
На ударную вязкость и температуру вязкохрупкого перехода суще-
ственное влияние оказывает также размер перлитных колоний, кото-
рый, как и межпластинчатое расстояние, уменьшается при снижении
температуры диффузионного превращения. При деформации и разру-
шении перлитные колонии ведут себя как самостоятельные зерна; на
их границах трещины меняют направление, на что затрачивается опре-
деленная энергия. Чем мельче перлитные колонии, тем выше ударная
вязкость и ниже Ткр Этот фактор может оказаться превалирующим,
тогда при понижении температуры диффузионного превращения на-
блюдают снижение температуры вязкохрупкого перехода.
Положительное влияние на ударную вязкость и температуру вяз-
кохрупкого перехода оказывает измельчение аустенитного зерна, по-
скольку оно сопровождается уменьшением размеров перлитных ко-
лоний.
Переход от структуры пластинчатого перлита к структуре зерни-
стого перлита сопровождается снижением прочностных свойств. Ос-
новным структурным параметром, определяющим уровень прочнос-
ти зернистого перлита, является межкарбидное расстояние. Для опи-
сания упрочнения зернистого перлита при нагружении справедлива
модель Орована, согласно которой движущаяся дислокация будет за-
держиваться частицами до тех пор, пока напряжение не станет доста-
точным для того, чтобы дислокация изогнулась и прошла между час-
тицами, оставив вокруг них дислокационные петли. Поэтому предел
текучести обратно пропорционален расстоянию между карбидами.
Сопротивление разрушению возрастает при переходе от пластинча-
того перлита к зернистому. Это обусловлено тем, что структура зерни-
стого перлита обладает повышенной склонностью к релаксации ло-
кальных напряжений, ответственных за появление очагов разрушения.
Последнее связано с возможностью огибания глобулярных частиц пе-
редвигающимися дислокациями. Поэтому структура зернистого перли-
та по сравнению с пластинчатым обеспечивает более высокую плас-
тичность, трещиностойкость, ударную вязкость и более низкую темпе-
ратуру вязкохрупкого перехода.
254
Рис. 12.4. Влияние содержания
углерода на механические свой-
ства феррито-перлитных сталей
Разрушение зернистого
перлита имеет следующую
особенность. В отличие от
пластинчатого в зернистом
перлите при нагружении це-
ментитные частицы, как
правило, не растрескивают-
ся, а образование несплош-
ностей происходит в резуль-
тате нарушения связи на
границе раздела карбид —
ферритная матрица. В про-
0 0.2 0,4 0,6 0.8
Содержание углерода, %
цессе развития разрушения образовавшиеся около цементитных частиц
поры растут, объединяются, что приводит к возникновению вязкого из-
лома с ямочным строением.
Повышению вязкости стали со структурой зернистого перлита
способствуют уменьшение размеров частиц цементита, увеличение
межкарбидного расстояния, повышение однородности распределения
карбидов по объему феррита, а также уменьшение размеров феррит-
ных зерен. Заметим, что одновременная реализация двух первых
факторов в одной и той же стали невозможна.
Свойства феррито-перлитной структуры. Повышение содержа-
ния углерода в стали с 0.1 до 0.8 %, сопровождающееся ростом доли пла-
стинчатого перлита в структуре, приводит к увеличению пределов теку-
чести и прочности и снижению пластичности (рис. 12.4). Более интен-
сивный рост предела прочности с повышением количества перлита по
сравнению с изменением предела текучести означает, что перлит увели-
чивает коэффициент деформационного упрочнения при нагружении.
Для углеродистых сталей, которые всегда содержат марганец,
кремний и азот, Б. Ф. Пикеринг предложил следующее уравнение:
сг02(МПа) = 15.4(fa1/3{2.3 + 3.8[% Мп] + I.13d1/2J +
+ (1 - faI/3){ 11.6 + O.25[So]~l/2] + 4.1[ % Si] +
+27.6-4% N]), (12.4)
где fa — объемная доля феррита; d — размер зерна феррита, мм;
So — межплоскостное расстояние, мм; [% Мп], [% Si], [% N] — содер-
жание марганца, кремния и азота в феррите в мае. процентах.
255
Температура испытания, °C
Рис. 12.5. Сериальные кривые удар-
ной вязкости сталей с различным
содержанием углерода, %:
1 — 0,11; 2 — 0,20; 3 — 0,31; 4 — 0,42; 5 —
0,49; 6 — 0,60; 7 — 0,69; 8 — 0,80
В этом уравнении содержа-
ние углерода учтено через до-
лю феррита. Влияние марган-
ца, кремния и азота на предел
текучести связано с твердорас-
творным упрочнением феррита. Предел текучести зависит от разме-
ра ферритного зерна, но его влияние оказывается тем меньше, чем
больше в структуре перлита. Приведенное уравнение также показы-
вает, что при характерном для малоуглеродистых сталей низком со-
держании перлита последний мало сказывается на пределе текучести.
Однако если количество перлита увеличивается и приближается к
100 %, то его влияние на прочность становится определяющим.
Пластинчатый перлит в феррито-перлитной структуре оказывает
отрицательное влияние на ударную вязкость и температуру вязко-
хрупкого перехода. Увеличение содержания углерода от 0.1 до 0.8 %
сопровождается снижением ударной вязкости стали при комнатной
температуре испытания в шесть раз и повышением Ткр почти на
200 °C (см. рис. 12.4). Для малоуглеродистых сталей температура вяз-
ко-хрупкого перехода лежит ниже комнатной температуры, а при по-
вышенных содержаниях углерода она превышает последнюю.
На рис. 12.5 приведены сериальные кривые ударной вязкости ста-
лей с феррито-перлитной структурой. Увеличение содержания угле-
рода снижает работу разрушения стали в вязком состоянии и практи-
чески не влияет на уровень ударной вязкости при температурах, ле-
жащих ниже Ткр. В результате этого падение ударной вязкости в тем-
пературном интервале вязкохрупкого перехода, ярко выраженное
для малоуглеродистых сталей, с повышением содержания углерода
становится менее значительным.
С изменением количества перлита меняется и характер разрушения
стали при динамическом нагружении. Малоуглеродистые стали сТкрни •
же 0 °C разрушаются при комнатной температуре вязко путем зарож-
дения, роста и коалесценции микропор. Излом имеет ямочное строение.
Разрушение высокоуглеродистых сталей при комнатной температуре
осуществляется в основном хрупко квазисколом, хотя в изломе нередко
обнаруживается небольшая доля вязкой составляющей.
Вязкость сталей с феррито-карбидной структурой повышается
при измельчении перлитных колоний и зерен феррита. Эти структур-
256
ные параметры существенно зависят от размера аустенитного зерна.
Поэтому для получения высокого комплекса механических свойств
при проведении термической обработки стремятся получить мелкое
аустенитное зерно.
Для того чтобы повысить прочность малоуглеродистых сталей,
широко используется легирование небольшими добавками ванадия и
ниобия. Дисперсные карбиды этих элементов задерживают рост зер-
на аустенита при высоких температурах нагрева, горячей обработке
давлением. Поэтому при последующем охлаждении в стали формиру-
ются мелкие ферритные зерна. Измельчение зерен феррита является
основной причиной повышения прочности рассматриваемых сталей.
Дополнительный эффект упрочнения обеспечивает также дисперси-
онное твердение вследствие выделения карбидов ванадия и ниобия
при охлаждении, если предварительный нагрев приводил к достаточ-
но полному их растворению.
Механические свойства сталей с феррито-перлитной структурой
в существенной мере зависят от морфологии структурных составля-
ющих — феррита и цементита. Отметим особо неблагоприятные
структурные формы этих фаз.
1. В малоуглеродистых сталях наличие структурно выродившего-
ся цементита приводит к их охрупчиванию.
2. Видманштеттов феррит снижает пластичность и увеличивает
склонность к хрупкому разрушению доэвтектоидных сталей.
3. Карбидная сетка, видманштеттов цементит, а также грубая
анормальная структура вызывают охрупчивание заэвтектоидных ста-
лей.
Технологические свойства. Одна из целей отжига как предвари-
тельной технологической операции — формирование феррито-кар-
бидных структур, оптимальных для проведения обработки резанием
и холодной обработки давлением.
Обрабатываемость сталей резанием — это комплексное поня-
тие, включающее следующие основные показатели:
интенсивность износа режущего инструмента, определяющую
уровень оптимальных скоростей резания, а следовательно, и произво-
дительность обработки;
шероховатость обработанной поверхности;
величину сил резания, характеризующую механическое воздейст-
вие на станок и инструмент и определяющую долговечность частей
станка, степень деформации инструмента и т.д.;
вид образующейся стружки и легкость ее отвода из зоны резания.
Для большинства сталей при увеличении прочностных свойств
обрабатываемость резанием с точки зрения стойкости инструмента
ухудшается. Существует ряд эмпирических зависимостей между твер-
достью, пределами текучести и прочности обрабатываемого матери-
ала и стойкостью инструмента. Например, связь между скоростью ре-
зания при точении (V6Q), соответствующей 60-минутной стойкости
резца, и твердостью НВ обрабатываемой стали может быть пред-
ставлена уравнением типа
V60 = c/HB>1, (12.5)
где с — постоянный коэффициент; р — показатель степени, значения
которого обычно лежат в пределах 1...2.
На характер зависимости стойкости инструмента от прочностных
свойств влияет вид обработки резанием. Например, при зуборезных
операциях стойкость токарных резцов обычно тем больше, чем ниже
твердость обрабатываемой среднеуглеродистой стали. В то же время
при зубодолблении улучшение обрабатываемости происходит лишь
при снижении твердости до определенного предела. При меньших
значениях твердости обрабатываемого материала стойкость долбеж-
ного инструмента заметно падает.
Особенности структуры стали по-разному влияют на различные
показатели обрабатываемости резанием. Структура, обеспечиваю-
щая наибольшую стойкость инструмента, может быть неблагоприят-
ной с точки зрения получения малой шероховатости поверхности. Ха-
рактер влияния структуры на обрабатываемость резанием зависит
также и от содержания углерода в стали и ее легирования.
Обработка резанием малоуглеродистых сталей, в структуре кото-
рых преобладает мягкая ферритная составляющая, нередко оказыва-
ется затрудненной, что проявляется в низкой стойкости инструмента
и высокой шероховатости поверхности деталей. Такой эффект
обусловлен в основном налипанием обрабатываемого металла на по-
верхность инструмента. Обрабатываемость резанием малоуглеродис-
тых сталей улучшается при наличии в структуре относительно круп-
ных участков пластинчатого перлита. Считается, что присутствие
пластинок цементита предупреждает налипание металла на режущую
кромку. Некоторого улучшения обрабатываемости можно добиться
путем повышения прочностных свойств используя, например, уско-
ренное охлаждение с температуры аустенитизации или холодную
пластическую деформацию.
Повышенная обрабатываемость резанием среднеуглеродистых
сталей наблюдается в том случае, когда путем термообработки в ста-
ли создают структуру пластинчатого перлита с избыточным ферри-
том, выделившимся в виде тонкой сетки. Резко выраженная строчеч-
ность и крупные скопления феррита значительно ухудшают обраба-
тываемость стали резанием. Стойкость инструмента также уменыпа-
258
ется, если при термической обработке в стали формируется очень
дисперсная феррито-карбидная структура (сорбит) с повышенной
твердостью.
Хорошая стойкость инструмента имеет место и при резании
среднеуглеродистых сталей со структурой зернистого перлита и не-
большого количества избыточного феррита. Эффективность та-
кой структуры существенно возрастает при проведении резания с
высокими скоростями. Но если рассматривать проблему отвода
стружки из зоны резания, то более оптимальна структура пластин-
чатого перлита, так как в этом случае стружка легко ломается. Ча-
сто для скоростного резания на станках-автоматах используются
заготовки со структурой, состоящей из смеси зернистого и пластин-
чатого перлита.
При резании высокоуглеродистых сталей, как близких по составу
к эвтектоидным, так и заэвтектоидных, структура зернистого перли-
та обеспечивает меньшую интенсивность затупления инструмента,
чем структура пластинчатого перлита. Наиболее высокая обрабаты-
ваемость резанием достигается при вполне определенных размерах
глобулярных частиц. Наличие в структуре слишком мелких карбидов
приводит к росту твердости и затруднению обрабатываемости. Стой-
кость инструмента снижается, если структура обрабатываемой стали
содержит очень крупные карбиды.
Характер влияния структуры на шероховатость поверхности
обрабатываемых деталей из средне- и высоколегированных сталей
в существенной мере зависит от скорости резания. При структуре
пластинчатого перлита малая шероховатость поверхности достига-
ется при сравнительно небольших скоростях резания, а использова-
ние высоких скоростей сопровождается ухудшением качества обра-
ботки поверхности. Иная зависимость наблюдается при структуре
зернистого перлита: высокая шероховатость поверхности имеет
место при низких, а малая — при высоких скоростях резания. По-
этому одна и та же структура дает различные результаты по чисто-
те поверхности при разных видах обработки, что наглядно иллюст-
рирует табл. 12.1.
Шероховатость поверхности доэвтектоидных сталей со структу-
рой пластинчатого перлита с избыточным ферритом тем выше, чем
больше количество последнего и чем более грубые скопления он об-
разует.
Стали, подвергаемые холодной обработке давлением, должны
иметь низкую твердость и высокую пластичность. О пригодности ста-
ли к штамповке можно судить по результатам испытаний на растяже-
ние. Чем больше различие между пределами текучести и прочности
(а следовательно, чем выше равномерное удлинение), тем лучше
259
_ Таблица 12.1
Сравнительная оценка чистоты обрабатываемой поверхности
для сталей с различной структурой (Э. И. Фельдштенн)
1 Стали Структура — —.— Вид обработки
Протягивание, развертывание, -ЬН^ацис резьбы Нарезание зуба, фасонное точение Чистовое точение, чистовое фрезеро- вание
Среднеуглеро- дистые Высокоугле- родистые Пластинчатый перлит и феррит Зернистый перлит и феррит Пластинчатый перлит Зернистый перлит ^°Рошо или очень хорошо Очень плохо или Плохо Хорошо или очень хорошо Плохо или Удовлетвори- тельно Хорошо или удовлетвори- тельно Плохо или удовлетвори- тельно Удовлетвори- тельно Хорошо Удовлетвори- тельно или плохо Очень хорошо или хорошо Удовлетвори- тельно Хорошо или очень хорошо
штампуемость стали. Для сталей, предназначенных для холодного
выдавливания, рекомендуется иметь отношение не более
0.55...0.60, а относительное сужение должно быть выше 40 % (лучше
65...70 %).
При проведении холодной обработки давлением предъявляют
высокие требования к однородности микроструктуры. Крайне неже-
лательно присутствие в структуре малоуглеродистых сталей струк-
турно свободного цементита, а в заэвтектоидных — карбидной сетки.
Для сталей, подвергаемых холодному выдавливанию, высадке, чисто-
вой вырубке, наиболее предпочтительна структура зернистого пер-
лита, характеризующаяся меньщей твердостью и более высокой пла-
стичностью, чем пластинчатый перлит. Такая структура обеспечива-
ет большую изотропность и меньшее упрочнение при холодной плас-
тической деформации
12.2. ПОЛНый ОТЖИГ
Полному отжигу подвергают углеродистые и легированные доэв-
тектоидные стали. Его цель Получение более однородной структу-
ры, измельчение зерна, снижение твердости и улучшение обрабаты-
ваемости^ стали резанием, а также уменьшение уровня внутренних на-
пряжений. Чаще всего полный отжиг подготавливает структуру для
дальнейших технологических Операций и редко используется как
окончательная термическая o6pagOTKa
260
Рис. 12.6. Температуры нагрева сталей при различных видах отжига.
/ — полный отжиг. 2 — нормализации; 3 — неполный отжиг; 4 — низкотемпературный отжиг
Рис. 12.7. Схема охлаждения доэвтектоидной стали при полном отжиге с непре-
рывным охлаждением (/) и изотермическом отжиге (2)
При отжиге углеродистых сталей температуру нагрева выбирают
на 20...40 °C выше точки Ас3 (рис. 12.6). Такой нагрев обеспечивает
получение мелкого аустенитного зерна. Чрезмерное повышение тем-
пературы нагрева может вызвать нежелательный рост зерна аустени-
та и ухудшение свойств стали. Отжигаемую сталь загружают в холод-
ную или разогретую печь и далее нагревают вместе с печью. Во вре-
мя выдержки при выбранной температуре должны произойти сквоз-
ной прогрев садки и завершение процессов образования аустенита.
Скорость охлаждения должна обеспечить протекание диффузи-
онного распада аустенита при небольших переохлаждениях, чтобы
избежать образования излишне дисперсной феррито-карбидной
структуры с повышенной твердостью. Углеродистые стали обычно
охлаждают с печью со скоростью 150...200 град/ч. Когда не опасны
термические напряжения, охлаждение после завершения диффузион-
ного превращения можно ускорить. В этом случае металл выгружа-
ют из печи при 500...600 °C и охлаждают на спокойном воздухе. Если
изделия имеют сложную конфигурацию и есть вероятность возник-
новения высоких внутренних напряжений, то охлаждение с печью
проводят до комнатной температуры.
После отжига сталь имеет структуру, состоящую из избыточного
феррита и пластинчатого перлита.
В легированных доэвтектоидных сталях образование аустенита
может протекать заметно медленней, чем в углеродистых. Поэтому
261
их нагрев для отжига осуществляется до более высоких темпера-
тур, а длительность выдержки увеличивается. Ввиду высокой
устойчивости переохлажденного аустенита, легированные стали по
сравнению с углеродистыми охлаждают с меньшими скоростями
(10... 100 град/ч).
Обычно полный отжиг легированных сталей характеризуется
большой длительностью. Для ускорения процесса можно использо-
вать его разновидность — изотермический отжиг. Сталь после аус-
тенитизации ускоренно охлаждают до температур на 50... 100 °C ниже
точки Ас,, а затем производят выдержку, необходимую для полного
распада переохлажденного аустенита, после чего производят охлаж-
дение на воздухе (рис. 12.7).
Изотермический отжиг не только сокращает длительность техно-
логического процесса по сравнению с обычным полным отжигом, но
также приводит к более однородной структуре по сечению изделия,
так как в результате выравнивания температуры по объему металла
диффузионный распад переохлажденного аустенита протекает при
одной степени переохлаждения.
Для получения наибольшего сокращения времени обработки тем-
пературу изотермической выдержки следует выбирать вблизи темпера-
туры минимальной устойчивости переохлажденного аустенита. Но с по-
нижением температуры изотермической выдержки возрастает дисперс-
ность образующейся феррито-карбидной структуры, а следовательно,
повышается твердость отожженной стали, что может привести к ухуд-
шению ее обрабатываемости резанием. Для снижения уровня твердос-
ти можно несколько увеличить длительность изотермической выдерж-
ки, при этом определенное развитие получают сфероидизация и коалес-
ценция карбидов. Если эти процессы при температуре изотермической
выдержки идут вяло, то для их ускорения после завершения распада пе-
реохлажденного аустенита температуру следует повысить, но при этом
она должна оставаться ниже точки Ас,.
Исправление крупнозернистой структуры при отжиге отливок,
поковок из легированных сталей, в которых в процессе предшеству-
ющих технологических операций образовалась кристаллографиче-
ски упорядоченная структура (бейнит, мартенсит, видманштеттов
феррит), может быть осложнено проявлением структурной наследст-
венности. В этом случае для измельчения зерна следует проводить
высокотемпературный отжиг, при котором сталь нагревают значи-
тельно выше точки Ас3, для того чтобы прошла рекристаллизация
фазонаклепанного аустенита. Температура нагрева в зависимости от
химического состава стали колеблется в пределах 1050...1150 °C. Но
образовавшееся при таком нагреве зерно аустенита обычно бывает
достаточно крупным. Дополнительное измельчение зерна может
262
быть получено в процессе аустенитизации при окончательной терми-
ческой обработке. С этой же целью проводят дополнительный вто-
рой отжиг, но уже с нагревом до оптимальных температур. Как в том,
так и в другом случае после высокотемпературного отжига необходи-
мо получить кристаллографически неупорядоченную феррито-кар-
бидную структуру, чтобы исключить возможность проявления струк-
турной наследственности при последующих нагревах.
Если при высокотемпературном отжиге во время непрерывного
охлаждения диффузионное превращение аустенита затруднено, то
можно применить ступенчатый режим охлаждения с выдержкой
при температуре минимальной устойчивости переохлажденного
аустенита. Для некоторых сталей с очень высокой устойчивостью
переохлажденного аустенита такой режим охлаждения не всегда
обеспечивает значительную степень диффузионного распада при
приемлемых длительностях изотермической выдержки. Тогда ох-
лаждение при выскотемпературном отжиге осуществляют до тем-
ператур бейнитного превращения, но затем проводят дополнитель-
ный высокий отпуск для получения феррито-карбидной структуры
(см. раздел 9.2).
Если сталь подвергалась двойному отжигу и при охлаждении по-
сле второго отжига в структуре был получен бейнит (мартенсит), а
твердость оказалась высокой, то для ее снижения также осуществля-
ют высокий отпуск.
12.3. НЕПОЛНЫЙ ОТЖИГ
Неполный отжиг используется для снижения твердости доэвтек-
тоидных сталей и уменьшения внутренних напряжений. Он заключа-
ется в нагреве до температур, лежащих выше Аси но ниже Ас3, и по-
следующем охлаждении с такой же скоростью, что и при полном от-
жиге (см.рис. 12.6). При таком режиме нагрева полная перекристал-
лизация стали не реализуется: в аустенит полностью превращается
лишь перлит, а избыточный феррит претерпевает частичное превра-
щение. Поэтому неполный отжиг может быть использован только в
тех случаях, когда структура стали, сформировавшаяся при предше-
ствующих технологических операциях, имеет достаточно мелкое зер-
но и в ней нет грубых ферритных образований. Снижение твердости,
приводящее к улучшению обрабатываемости резанием, связано в ос-
новном с образованием при отжиге менее дисперсного перлита, чем
исходный.
Неполный отжиг по сравнению с полным менее продолжителен и
более экономичен.
263
12.4. НИЗКОТЕМПЕРАТУРНЫЙ ОТЖИГ
Низкотемпературный отжиг заключается в нагреве до темпера-1
тур, лежащих несколько ниже точки Ас/. После окончания вы-
держки охлаждение обычно производится на воздухе. Такой отжиг
применяется в основном для конструкционных легированных ста-
лей в целях снижения твердости, что позволяет улучшить обрабаты-
ваемость резанием. При осуществлении этой обработки нецелесо-
образно проводить нагрев очень близко к точке Ас1 из-за возмож-
ности случайного перегрева выше этой точки. Оптимальные темпе-
ратуры нагрева зависят от химического состава сталей и составля-
ют 650...700 °C.
Низкотемпературный отжиг позволяет смягчить любую сталь с
любой исходной структурой. Но при этом следует иметь в виду, что
при такой обработке измельчение зерна не происходит. При отжиге
сталей с исходной феррито-перлитной структурой отмечены в основ-
ном сфероидизация и коалесценция карбидной фазы и полигонизация
феррита.
Для высоколегированных сталей, у которых устойчивость пере-
охлажденного аустенита в температурном интервале диффузионного
превращения велика, низкотемпературный отжиг может оказаться
единственным способом снижения твердости и улучшения обрабаты-
ваемости резанием. Такие стали, как 18Х2Н4МА, 25Х2Н4МА, даже
при очень медленном охлаждении из аустенитной области имеют
мартенсито-бейнитную структуру. При их низкотемпературном от-
жиге происходят распад мартенсита, бейнита и остаточного аустени-
та и формирование структуры сорбита отпуска. В данном случае та-
кая обработка по существу является высоким отпуском.
12.S. НОРМАЛИЗАЦИЯ
При нормализации сталь нагревают до аустенитного состояния и
после непродолжительной выдержки охлаждают на спокойном воз-
духе. Температуру нагрева выбирают на 30...50 °C выше точки Ас3
для доэвтектоидных сталей и точки Ас^ для заэвтектоидных (см. рис.
12.6). Охлаждение на воздухе должно обеспечить формирование фер-
рито-карбидной структуры. По существу нормализация — это тот же
полный отжиг, но только осуществляемый с ускоренным охлаждени-
* Несмотря на то, что низкотемпературный отжиг по существу относится к
отжигу первого рода, его рассмотрение представлялось целесообразным в этой
главе в сопоставлении с различными видами отжига второго рода.
264
гм. Задачи нормализации в основном те же, что и у полного отжига.
()па широко используется для улучшения структуры и свойств угле-
родистых и низколегированных сталей с невысокой устойчивостью
переохлажденного аустенита. По сравнению с полным отжигом диф-
фузионное превращение при нормализации протекает при больших
переохлаждениях, что обусловливает формирование более дисперс-
ной феррито-карбидной структуры. Кроме того, уменьшается коли-
чество избыточного феррита или избыточного цементита, а также
и меняется содержание углерода в перлите, т.е. образуется квазиэв-
1СКТОИД.
В ряде случаев нормализация обеспечивает формирование более
благоприятной структуры, чем отжиг. В низкоуглеродистых сталях в
результате ускоренного охлаждения при нормализации уменьшается
вероятность образования структурно свободного цементита. В сред-
неуглеродистых сталях при такой обработке легче устраняются боль-
шие скопления ферритных зерен, что не всегда достигается при от-
жиге. Такой характер выделения избыточного феррита не только
ухудшает обрабатываемость резанием. В участках, где наблюдаются
скопления ферритных зерен, при нагреве под закалку аустенит мо-
жет иметь пониженное содержание углерода и в закаленной стали их
твердость окажется более низкой (возникают так называемые мяг-
кие пятна). Нормализация горячекатаной стали в большей степени
ослабляет проявление строчечное™ в структуре, связанной с предпо-
ч тигельным выделением избыточного феррита на неметаллических
включениях.
Твердость стали после нормализации выше, чем после обычно-
го отжига. С повышением содержания углерода в аустените растет
склонность аустенита к переохлаждению, а следовательно, и к об-
разованию при диффузионном превращении более дисперсной
феррито-карбидной структуры. Поэтому чем выше содержание уг-
лерода в стали, тем больше разница в твердости после отжига и
нормализации. Так, твердость сталей с 0.2; 0.4 и 0.8 % С после от-
жига равна 120, 160 и 180 НВ, а после нормализации 130, 190 и
240 НВ соответственно. Для сталей с относительно невысоким со-
держанием углерода (до 0.3 % С) некоторое повышение твердости
после нормализации заметно не сказывается на обрабатываемости
резанием.
В случае малоуглеродистых сталей нормализация часто исполь-
зуется вместо отжига. Она является более кратковременной обра-
боткой и часто обеспечивает формирование более оптимальной
структуры для проведения последующих технологических опера-
ций. Для ряда малоуглеродистых сталей нормализация позволяет
получить повышенный уровень прочности в сочетании с низким по-
265
Таблица 12.2
Механические свойства стали 40Х после различных
обработок (А. П. Гуляев)
Режим обработки МПа а„ МПа Б, % V, % KCU, МДЖ/м2
Отжиг 364 656 21.0 53.5 0.56
Нормализация 450 754 20.9 56.0 0.78
Закалка и высокий 765 876 22.5 67.5 1.68
отпуск
рогом хладноломкости и применяется как окончательная термичес-
кая обработка.
Среднелегированные стали после нормализации по сравнению с
отжигом имеют более высокие прочностные свойства при той же или
даже большей пластичности и ударной вязкости. В сравнении с закал-
кой и высоким отпуском (улучшением) комплекс свойств нормализо-
ванной стали хуже (табл. 12.2). Однако для многих изделий свойства
оказываются вполне приемлемы, и тогда нормализацию используют
как окончательную термическую обработку.
Применение нормализации для заэвтектоидных сталей связано в
основном с устранением грубой карбидной сетки. При нагреве выше
Асст происходит растворение избыточного цементита, а последую-
щее ускоренное охлаждение на воздухе подавляет его выделение по
границам зерен. Если скорость охлаждения на спокойном воздухе
оказывается недостаточной, чтобы предотвратить формирование
грубой карбидной сетки, то для интенсификации охлаждения приме-
няют обдувку металла воздухом с помощью вентиляторов.
Обработка, включающая нагрев выше критических точек и
охлаждение на воздухе, используется для исправления структуры
средне- и высоколегированных сталей. Ее также называют норма-
лизацией, хотя по существу она не является таковой, так как охлаж-
дение на воздухе этих сталей приводит к образованию бейнита и
мартенсита. Чтобы снизить твердость и получить феррито-карбид-
ную структуру после такой “нормализации”, сталь подвергают вы-
сокому отпуску.
Когда исходная структура стали кристаллографически упорядо-
чена, то в целях исключения проявлений структурной наследственно-
сти проводят высокотемпературную нормализацию с нагревом выше
температуры рекристаллизации фазонаклепанного аустенита. Литье
из углеродистых сталей нагревают до 950...980 °C, а изделия из леги-
рованных сталей до 1100... 1150 °C. Для более надежного измельчения
зерна может быть использована двойная обработка, включающая
высокотемпературную нормализацию и нормализацию с нагревом до
266
обычных температур. Если охлаждение на воздухе не позволяет по-
давить образование бейнита и мартенсита, то после каждой “норма-
лизации” осуществляют высокий отпуск.
12.6. ПАТЕНТИРОВАНИЕ
Патентирование является разновидностью изотермической об-
работки, при которой распад переохлажденного аустенита осуще-
ствляют в нижней части температурного интервала диффузионно-
го превращения. Патентирование применяют при изготовлении
проволоки в целях создания структуры, позволящей осуществлять
холодную пластическую деформацию с большими обжатиями и по-
лучать при этом высокий уровень прочностных свойств. Такой об-
работке подвергают в основном углеродистые стали, содержащие
0.4...0.9 % С.
Аустенитизацию проволоки при патентировании проводят при
температуре, превышающей принятую для обычных процессов тер-
мической обработки. Затем следует быстрое переохлаждение в соля-
ных или свинцовых ваннах до температур 450...550 °C. Последующая
изотермическая выдержка должна обеспечить образование структу-
ры пластинчатого перлита с очень малым межпластинчатым рассто-
янием. В доэвтектоидных и заэвтектоидных сталях, где в результате
быстрого охлаждения не успевают образовываться избыточные фа-
зы, такая структура является квазиэвтектоидной. Для того чтобы
изотермическая выдержка, необходимая для полного распада аусте-
нита, была минимальной, сталь не должна содержать по возможнос-
ти таких элементов, как никель, хром и молибден, значительно замед-
ляющих диффузионное превращение.
Как указывалось в разделе 12.1, тонкопластинчатый перлит мо-
жет претерпевать без разрушения значительные пластические де-
формации. Поэтому проволоку после патентирования подвергают
многократному холодному волочению с большими суммарными об-
жатиями. В процессе пластической деформации цементитные пласти-
ны вытягиваются вдоль оси волочения и утончаются; при этом меж-
пластинчатое расстояние заметно уменьшается. В ферритных про-
слойках возникает высокая плотность дислокаций и формируется
ячеистая структура. При волочении происходит интенсивное упроч-
нение патентированной проволоки, ее предел прочности может до-
стигать 1500...2000 МПа и более в сочетании с удовлетворительной
пластичностью.
Чтобы осуществить деформацию с большими обжатиями, необ-
ходимо иметь однородное строение перлитной структуры, что обу-
267
словливает повышенную пластичность и деформируемость. Для это-
го при нагреве следует получить однородный по углероду аустенит.
Именно поэтому аустенитизация при патентировании проводится при
высоких температурах*. Получаемая в стали при этом крупнозернис-
тая структура может деформироваться с большей степенью суммар-
ной деформации, чем мелкозернистая.
При выборе температуры диффузионного распада переохлажден-
ного аустенита учитывают химический состав стали и толщину про-
волоки. С ростом содержания углерода в стали температура изотер-
мической выдержки повышается. При увеличении диаметра проволо-
ки вследствие замедления охлаждения и увеличения теплового эф-
фекта перлитного превращения возникает опасность, что распад пе-
реохлажденного аустенита будет протекать при значительно более
высоких температурах, чем температура ванны, и в проволоке сфор-
мируется структура крупнопластинчатого перлита, неоптимальная
для осуществления интенсивной пластической деформации. Поэтому
чем больше диаметр проволоки, тем ниже выбирается температура
патентирования. При проведении патентирования не допускается об-
разование избыточных фаз, а также бейнита и мартенсита, снижаю-
щих пластичность стали.
Легированные стали значительно реже, чем углеродистые, под-
вергают упрочнению путем патентирования и холодной пластиче-
ской деформации. В легированных сталях диффузионное превраще-
ние переохлажденного аустенита происходит медленнее, чем в угле-
родистых. Это требует увеличения длительности выдержек в ваннах
и затрудняет проведение патентирования. Стали, предназначенные
для изготовления проволоки, иногда легируют кобальтом, так как
только он ускоряет диффузионное превращение аустенита.
12.7. СФЕРОИДИЗИРУЮЩИЙ ОТЖИГ
Целью такого отжига является получение структуры с глобуляр-
ной формой цементита. Зернистый перлит по сравнению с пластин-
чатым обладает меньшей твердостью, большей пластичностью и вяз-
костью, что обеспечивает во многих случаях лучшую обрабатывае-
мость резанием и хорошую штампуемость.
Для высокоуглеродистых инструментальных сталей структура
зернистого перлита наиболее благоприятна при проведении закалки.
При аустенитизации карбидные частицы глобулярной формы раство-
* Для получения более однородной структуры перед патентированием мо-
жет проводиться дополнительная высокотемпературная нормализация.
268
ряются медленней, чем пластинчатые, и в большей мере задержива-
ют рост зерна. Поэтому стали со структурой зернистого перлита име-
ют более широкий допустимый интервал закалочных температур,
чем при исходной структуре пластинчатого перлита. В процессе осу-
ществления закалки изделия со структурой зернистого перлита менее
склонны к образованию трещин. После закалки и низкого отпуска
они характеризуются более благоприятным сочетанием прочности и
вязкости, более высокой износостойкостью, что связано с равномер-
ным распределением в мартенсите глобулярных карбидов, не раство-
рившихся при аустенитизации.
Сфероидизирующему отжигу подвергают как доэвтектоидные,
так и заэвтектоидные углеродистые и легированные стали. Простей-
ший вид отжига заключается в нагреве стали со структурой пластин-
чатого перлита до температур несколько ниже А, (650...700 °C) и по-
следующей выдержке, обеспечивающей развитие сфероидизации и
коалесценции карбидов. Чем ближе температура нагрева к точке А,,
тем быстрее идут эти процессы. Однако даже вблизи критической
точки для интенсивного развития сфероидизации необходимы очень
большие выдержки (десятки и сотни часов). Но и после длительной
обработки в структуре могут встречаться участки со следами плас-
тинчатого перлита. При наличии в стали карбидобразующих элемен-
тов процессы трансформации пластинчатых карбидов в зернистые
еще более затрудняются. Поэтому данный вид отжига используется
редко.
Для получения структуры зернистого перлита обычно применя-
ется отжиг с фазовой перекристаллизацией. Заэвтектоидные углеро-
дистые стали при таком отжиге нагревают в интервале А,—Аст
(740...780 °C) и после выдержки проводят медленное охлаждение
(рис. 12.8). По существу для них этот режим обработки является раз-
новидностью неполного отжига.
При нагреве в интервал At—А^ растворяются не все карбиды;
нерастворившиеся пластины цементита претерпевают сфероидиза-
цию. Образовавшиеся глобулярные частицы играют роль готовых
зародышевых центров при выделении цементита в процессе распада
переохлажденного аустенита. Местами предпочтительного зарожде-
ния цементитных частиц являются также участки аустенита с повы-
шенным содержанием углерода. Считается, что в заэвтектоидных
сталях при малых скоростях охлаждения преобладает первый способ
образования цементитных частиц.
Интервал температур нагрева, который обеспечивает при соот-
ветствующем охлаждении получение структуры зернистого перлита,
называется интервалом отжигаемости. Нижняя граница интервала
269
Рис. 12.8. Схемы сфероидизирующего
отжига заэвтектоидной стали.
а — отжиг с непрерывным охлаждением; б — изо-
термический отжиг; в — маятниковый отжиг
отжигаемости близка к точке Ась
При нагреве ниже этой границы
скорость превращения феррито-
карбидной структуры в аустенит
очень мала, и после отжига в
структуре кроме зернистого пер-
лита будут присутствовать участ-
ки пластинчатого перлита. На-
грев выше верхней границы ин-
тервала отжигаемости способст-
вует гомогенизации аустенита и
существенному уменьшению ко-
личества нерастворившихся кар-
бидных частиц, что приводит к
образованию при охлаждении
пластинчатого перлита.
Интервал отжигаемости зави-
сит от содержания углерода в за-
эвтектоидной стали. Для сталей,
содержащих 1.1...1.3 % С, он составляет порядка 30 °C. При прибли-
жении состава стали к эвтектоидному, когда точки А, и А^, сближа-
ются, интервал отжигаемости сужается до 10...15 °C и получение
структуры зернистого перлита усложняется. Так как в заэвтектоид-
ных сталях, легированных карбидобразующими элементами, процесс
растворения карбидной фазы при нагреве затруднен, то их интервал
отжигаемости лежит при более высоких температурах и он шире, чем
для углеродистых сталей.
Отжиг с нагревом в интервал отжигаемости, приводя к образова-
нию зернистого перлита, обеспечивает минимальную твердость ста-
ли. При нагреве до температур, лежащих как ниже, так и выше этого
интервала, твердость отожженной стали возрастает в связи с присут-
ствием в структуре пластинчатого перлита.
Охлаждение заэвтектоидных углеродистых сталей при отжиге
проводят со скоростями 20...50 град/ч. При больших скоростях
охлаждения переохлаждение ниже критических точек оказывается
значительным и диффузионное превращение протекает с образова-
нием пластинчатого перлита. Чем меньше количество не растворив-
шихся при нагреве карбидов и чем более однороден аустенит, тем ни-
270
же предельная скорость охлаждения, обеспечивающая образование
зернистого перлита. Варьируя скорость охлаждения, можно в широ-
ких пределах изменять дисперсность карбидных частиц, а следова-
тельно, и твердость стали. На практике подбирают такую скорость
охлаждения, которая обеспечивает структуру и твердость, оговорен-
ные ГОСТами или техническими условиями. Охлаждение с регламен-
тированной скоростью обычно осуществляется до 600...500 °C , далее
металл охлаждают ускоренно на воздухе.
Заэвтектоидные стали в целях получения зернистого перлита часто
подвергают изотермическому отжигу. После нагрева в интервал А]—
Aon их ускоренно подстуживают до 650...680 °C и делают выдержку в
течение 2...4 ч, обеспечивающую завершение диффузионного превра-
щения. Дальнейшее охлаждение может осуществляться на воздухе. При
наличии достаточного количества не растворившихся при нагреве кар-
бидов такой режим охлаждения обеспечивает формирование зернисто-
го перлита. Изотермический отжиг имеет меньшую длительность, зер-
нистый перлит получается более однородным, а также уменьшается
опасность образования карбидной сетки. Следует лишь заметить, что
надежно выдержать температурный режим изотермического отжига
можно только при обработке изделий небольшого сечения.
Если однократного нагрева выше А, и последующего охлаждения
недостаточно для получения структуры зернистого перлита, то мож-
но применить маятниковый, или циклический отжиг, включающий
несколько циклов нагрева и охлаждения (см. рис. 12.8). При обработ-
ке заэвтектоидных углеродистых сталей нагрев осуществляют до
750..780 °C, а охлаждение до 670...690 °C. При каждом нагреве раство-
ряются в первую очередь пластинчатые карбиды, оставшиеся от пре-
дыдущего цикла обработки, и при последующем охлаждении все
большее количество цементита будет выделяться на глобулярных ча-
стицах. После завершения последнего цикла охлаждение начиная с
550..600 °C можно проводить на воздухе. Маятниковый отжиг дает
наилучшие результаты, но осуществить его в производственных
условиях трудно.
Для получения структуры зернистого перлита в доэвтектоидных
сталях чаще всего используют неполный отжиг с нагревом в интер-
вал АС|—Ас3. Охлаждение при отжиге может осуществляться как не-
прерывно со скоростями порядка 20...50 град/ч, так и с изотермиче-
ской выдержкой несколько ниже Ас,, обычно при 680...700 °C. На-
грев доэвтектоидной стали выше АС| сопровождается достаточно бы-
стрым растворением цементита. Поэтому необходим режим нагрева,
обеспечивающий высокую неоднородность аустенита. Тогда при рас-
паде переохлажденного аустенита местами предпочтительного за-
рождения цементита будут служить участки аустенита с повышен-
271
ным содержанием углерода и появятся условия для формирования
зернистого перлита.
При нагреве сталей со структурой пластинчатого перлита до тем-
ператур ниже Ас, процессы сфероидизации карбидов можно сущест-
венно интенсифицировать, проводя предварительную холодную плас-
тическую деформацию (см. раздел 3.1). В деформированных сталях
сфероидизация развивается при более низких температурах, заверша-
ется значительно быстрее и обеспечивает образование глобулярных
карбидов, более однородных по размерам. При отжиге деформирован-
ных сталей может заметно ускоряться не только сфероидизация, но и
коалесценция карбидов. В зависимости от режимов пластической де-
формации и последующего нагрева в деформированной ферритной ма-
трице получают также развитие процессы возврата и рекристаллиза-
ции. Холодная пластическая деформация как метод интенсификации
сфероидизации карбидов нашла применение при производстве калиб-
рованного подката и проволоки из доэвтектоидных сталей, которые
подвергают волочению и отжигу, обеспечивающему не только сниже-
ние прочности, но и формирование структуры зернистого перлита.
Перспективным направлением ускорения сфероидизации карбидов
является использование теплой пластической деформации. Режим об-
работки может включать аустенитизацию и последующую пластичес-
кую деформацию с умеренными обжатиями как выше Aq (730...
780 °C), так и несколько ниже ее (650...700 °C). Образовавшиеся при
пластической деформации аустенита дислокации способствуют гетеро-
генному зарождению карбидов и получению при диффузионном пре-
вращении структуры мелкозернистого перлита. Интенсификация сфе-
роидизации оказывается настолько существенной, что образование
карбидов преимущественно глобулярной формы можно наблюдать да-
же тогда, когда охлаждение после деформирования осуществляется на
воздухе без какой-либо дополнительной изотермической выдержки.
Теплой пластической деформации при температурах ниже Aq
(600...700 °C) можно подвергать и стали с исходной феррито-карбид-
ной структурой. Во время последующей выдержки при температурах
деформирования трансформация пластинчатого перлита в зернистый
резко ускоряется, и в тем большей мере, чем выше степень деформа-
ции. В случае больших степеней деформации (50 % и более) сферои-
дизация карбидов получает существенное развитие и даже может
полностью завершиться непосредственно во время деформирования.
Такой процесс получил название динамической сфероидизации. Эф-
фект преобразования пластинчатых частиц карбидов в зернистые
связывают с интенсификацией диффузионных процессов во время де-
формирования. Не исключено, что ускоренному делению цементитных
пластин способствуют образовавшиеся при деформировании субграни-
272
цы в феррите и цементите, выходящие на межфазную поверхность (см.
раздел 3.1). Если стали содержат карбидобразующие элементы, то при
прочих равных условиях в них наблюдается меньшая по сравнению с уг-
леродистыми сталями степень динамической сфероидизации.
При использовании теплой пластической деформации коалесцен-
ция карбидов не успевает получить существенное развитие и образу-
ющаяся структура характеризуется наличием более мелких карбид-
ных частиц, чем после обычных режимов отжига. Деформированная
сгаль имеет также повышенную твердость. Поэтому технологиче-
ский процесс, включающий теплую пластическую деформацию,
обычно рассматривается как предварительная обработка, за которой
следует сфероидизирующий отжиг, доводящий структуру и твердость
до уровня требований стандартов. Однако время отжига при этом мо-
жет быть радикально сокращено. В итоге длительность комбиниро-
ванной обработки, состоящей из теплой пластической деформации и
последующего отжига, может быть в несколько раз короче, чем тра-
диционные режимы сфероидизирующего отжига.
12.8. ОТЖИГ ДЛЯ ПРЕДУПРЕЖДЕНИЯ ФЛОКЕНООБРАЗОВАНИЯ
Флокенами называют хрупкие трещины, возникающие во внут-
ренних объемах крупных поковок или прокатных профилей большо-
го сечения. Появление флокенов обусловлено совместным действием
юдорода и растягивающих напряжений. Растворимость водорода в
шали, находящейся в аустенитном состоянии, плавно уменьшается
при понижении температуры и скачкообразно падает при у—>а-пре-
Ьращснии. Вследствие этого при охлаждении стали после горячей об-
р.чботки давлением происходит выделение водорода из твердого рас-
нюра. Водород, выделяющийся в поверхностных слоях заготовки,
млястся в атмосферу диффузионным путем. Времени для удаления
водорода из глубинных объемов оказывается, как правило, недоста-
точно, и происходит скопление его в дефектных местах кристалличе-
п>»| решетки. С понижением температуры давление водорода, выде-
ипшсгося внутри металла, быстро возрастает. Возникающие при
эь>м растягивающие напряжения, суммируясь с напряжениями того
Вт така любого другого происхождения (термическими, фазовыми,
игформационными), могут превысить сопротивление разрушению
Ьали и вызвать образование внутренних трещин — флокенов.
Для предотвращения образования флокенов необходимо возможно
•nice удалить водород из глубинных объемов стали и снизить внут-
топние напряжения. Достигается это путем проведения специальной
Ьрмпческой обработки. Так как основная масса водорода выделяется
Рис. 12.9. Схема диаграмм превращений переохлажденного аустенита (а) средне-
легированных сталей (35Х, 55Х, 45ХН и др.) и режим их противофлокенной
термической обработки (б)
в процессе превращения аустенита, а флокены образуются при низких
температурах (чаще всего ниже 300...200 °C), то противофлокенная
термическая обработка должна быть такой, чтобы обеспечить превра-
щение аустенита и гарантировать удаление выделившегося водорода
при температурах, исключающих образование флокенов.
Предотвратить образование флокенов в поковках из углеродис-
тых и низколегированных сталей сечением до 100... 150 мм можно пу-
тем непрерывного медленного охлаждения после окончания горячей
пластической деформации. В интервале температур (300... 100 °C),
опасном с точки зрения образования флокенов, скорость охлаждений
должна быть не выше 10 град/ч.
Поковки большего сечения (до 700 мм) из низко- и среднелегиро!
ванных сталей, обладающих относительно невысокой устойчивое! ыо
переохлажденного аустенита в перлитной области температур, под-
вергают двухступенчатой изотермической обработке (рис. 12.9). По
окончании горячей деформации поковки немедленно помещают в на
гретую печь, накапливая их до полной загрузки печи (первая сту<
пень). В течение этой первой выдержки, температура которой обыч
но близка к температуре максимальной скорости диффузионном!
превращения, происходит перлитное превращение аустенита и выдс
ление водорода из твердого раствора. Затем температуру повышают
и делают вторую изотермическую выдержку, достаточную для пол-
ного завершения превращения аустенита и удаления выделившегося
водорода в атмосферу. Температуры первой и второй ступеней обря
ботки назначают в
зависимости от химического
состава стали.
Стали,
мало различающиеся по кинетике превращений аустенита, подверг*
ют обработке по одному и тому же режиму.
274
Рис. 12.10. Схема диаграмм превращений сталей типа 18Х2Н4ВА (а) и режим их
противофлокенной термической обработки (б)
Рассмотренная выше противофлокенная термическая обработка
неприемлема для высоколегированных конструкционных сталей типа
I8X2H4BA, 38XH3MA и др., переохлажденный аустенит которых не
претерпевает перлитного превращения или последнее начинается после
очень длительного инкубационного периода и протекает крайне мед-
ленно. Такие стали подвергают трехступенчатой противофлокенной
обработке (рис. 12.10). В течение первой ступени — накапливания заго-
товок в печи — сталь сохраняет аустенитную структуру. Следующая
ступень обработки заключается в охлаждении до температур мартен-
ситного интервала. Так как устойчивость переохлажденного аустенита
згой группы сталей в температурном интервале промежуточного пре-
вращения относительно невелика, то во время охлаждения часть аусте-
нита успевает превратиться в бейнит. Образование бейнита и мартенси-
та приводит к выделению водорода из твердого раствора. Длительность
выдержки ниже Мн должна обеспечить выравнивание температуры по
сечению изделия. В то же время она должна быть заведомо меньше ин-
кубационного периода образования флокенов. Заключительная третья
ступень обработки при температурах, близких к нижней границе интер-
вала Аь обеспечивает удаление водорода в атмосферу. Температуру
। рстьей ступени назначают с учетом характера легирования стали. Чем
больше содержание в стали никеля, понижающего интервал А„ тем ни-
же температура последней стадии обработки.
Высоколегированные стали, содержащие свыше 10... 12 % легиру-
ющих элементов, подвергают более сложной многоступенчатой про-
тивофлокенной обаботке.
Глава 13
ЗАКАЛКА
Углеродистые и легированные стали подвергают закалке в целях
получения мартенситной структуры. Для закалки стали на мартенсит j
необходимо нагреть изделие до аустенитного состояния, а затем по-
сле некоторой выдержки охладить со скоростью, превышающей
верхнюю критическую скорость закалки VDK3, чтобы подавить распад I
переохлажденного аустенита при температурах диффузионного и
промежуточного превращений. Такая обработка является разновид-
ностью закалки на метастабильную структуру*. В структуре закален-
ной стали, кроме основной структурной составляющей—мартенситам
всегда имеется некоторое количество остаточного аустенита, а также,
могут присутствовать карбидные частицы, не растворившиеся при
аустенитизации или выделившиеся в процессе самоотпуска.
Важнейшая особенность закалки на мартенсит состоит в упрочне-
нии стали. Мартенситная структура обеспечивает существенно бол Л
ший уровень прочности, чем продукты промежуточного и тем более
диффузионного превращений. Для низколегированных сталей эту заа
висимость иллюстрирует рис. 13.1. Способность стали повышав
твердость в результате закалки называют закаливаемостью.
При осуществлении закалки скорость охлаждения уменьшается от
поверхностных слоев изделия к центральным. На некотором расстсЛ
нии от поверхности она может оказаться ниже VUK3 и даже VHK3, что npi J
водит к уменьшению количества мартенсита или к его полному исчем
новению. В этом случае закалка будет осуществлена лишь в поверхпоИ
стных слоях изделия, твердость которых выше, чем твердость сердцеви-
ны изделия. Поэтому другой характеристикой закаленной стали явля; М
ся прокаливаемость, под которой понимают толщину закаленной зоны.
При проведении закалки, как правило, возникают высокие внум
ренние напряжения. В них основная причина коробления изделий
* Если сталь высоко легирована и точка М„ лежит ниже комнатной темперЯ
туры, то при закалке будет сохранена аустенитная структура. Такая закалка яв-
ляется истинной.
276
Рис. 13.1. Влияние температуры превраще-
ния переохлажденного аустенита на проч-
ность малоуглеродистых сталей (Ф. Б. Пи-
керинг).
I — мартенсит; 2 — бсинит; 3 — феррит + перлит
образования трещин. В связи с
этим снижение закалочных напря-
жений, получение более благопри-
ятного их распределения по объему
изделия является важной пробле-
мой закалки.
Температура превращения, °C
13.1. СВОЙСТВА СТАЛЕЙ, ЗАКАЛЕННЫХ НА МАРТЕНСИТ
Сильное упрочнение стали при закалке обусловлено тем, что мар-
тенсит, основная структурная составляющая закаленной стали, обла-
дает высоким сопротивлением пластической деформации. Этот эф-
фект — результат действия нескольких факторов.
Важную роль в упрочнении мартенсита играет углерод. Твер-
дость мартенсита тем больше, чем выше содержание в нем углерода
(рис. 13.2). Находясь в твердом растворе, атомы углерода вызывают
тетрагональные искажения в решетке ОЦК. Взаимодействие полей
напряжений вокруг атомов углерода с полями напряжений дислока-
ций затрудняет движение последних. Этот фактор — основная причи-
на высокой прочности мартенсита углеродистых сталей.
Напряжение течения мартенсита с повышением в нем концентра-
ции углерода, согласно расчетам по разным моделям, растет или ли-
нейно, или пропорционально ^%С- М. Робертс и В. Оуэн показали,
что зависимость предела текучести закаленных сплавов Fe—21 %
Ni—С от концентрации углерода при -196 °C имеет вид
от = 480 + 1330 ^%С • (13.1)
При закалке сталь охлаждали до -196 °C и при этой же темпера-
туре проводили испытания на растяжение, что позволяло исключить
процессы образования атмосфер углерода около дислокаций.
Прочность мартенсита связана с размерами его кристаллов и вну-
тренней тонкой структурой. Границы между кристаллами играют
роль барьеров при движении дислокаций. На прочность сталей с па-
кетным мартенситом влияет размер как пакетов, так и реек. Прочно-
277
Содержание углерода, %
Рис. 13.4. Твердость мартенсита Fe—
Nt—С-сплавов при-196 °C в зависимо-
сти от температуры трехчасовой вы-
держки при указанных температурах.
J — 0.02 % С. 30,5 % Ni; 2 — 0,23 % С, 26,8 % Ni;
3 — 0,48 % С, 23,3 % Ni, 4 — 0,59 % С, 19,2 % Ni;
5—0.82 % С, 16,7 % Ni
Рис. 13.2. Твердость закаленной
стали (/) и мартенсита (2) в зависи-
мости от содержания углерода.
Нагрев заэвтектоидных сталей
осуществлялся выше Асп1
Рис. 13.3. Зависимость предела те-
кучести закаленной стали с 0,2 % С
от среднего размера пакета мар-
тенсита D
( i пые характеристики связаны с размером пакета соотношением, по-
добным соотношению Холла—Петча. Напомним, что размер пакета
коррелирует с размером зерна аустенита. Измельчение аустенитного
н-рна приводит к уменьшению размеров пакета и вызывает повыше-
ние прочностных свойств. Характер зависимости предела текучести
, тали с 0.2 % С от размеров аустенитного зерна и пакета мартенсита
показан на рис. 13.3. В высокоуглеродистых сталях с пластинчатым
к лртенситом прочность зависит от размеров его кристаллов.
Упрочнению мартенсита способствует высокая плотность дисло-
каций в его кристаллах, особенно в рейках пакетного мартенсита. В
кристаллах пластинчатого мартенсита препятствуют движению дис-
локаций также границы микродвойников.
О влиянии субструктуры на прочность мартенсита можно судить
по следующим данным. По сравнению со структурой, полученной при
отжиге, твердость чистого железа в результате мартенситного пре-
нращения возрастает с 50...60 HV до 200...250 HV, а предел прочности
( 200...300 до 900...1000 МПа. Для малоуглеродистых сталей упрочне-
ние, обеспечиваемое субструктурой, сопоставимо с твердораствор-
шам упрочнением за счет углерода. Для средне- и высокоуглеродис-
I ых сталей этот механизм упрочнения менее существен, чем упрочне-
ние атомами углерода.
Важным фактором, обеспечивающим высокое сопротивление
пластической деформации мартенсита, является закрепление дисло-
каций и элементов субструктуры в результате образования на них ат-
мосфер атомов углерода. О значительном вкладе этих процессов в
упрочнение Fe—Ni—-С-сталей свидетельствуют данные, полученные
11. Винчеллом и М. Коэном. Исследованные сплавы, имеющие точку
Мн около -35 °C, охлаждали при закалке до -196 °C, а затем отогре-
вали до разных температур. Интенсивное взаимодействие атомов уг-
лерода с дислокациями мартенсита при температурах выше -60° С
приводило к дополнительному росту твердости закаленных никеле-
пых сталей с содержанием углерода 0.23...0.82 % (рис. 13.4).
Охлаждение в мартенситном интервале при закалке может со-
провождаться самоотпуском мартенсита. Образующиеся при этом
дисперсные карбиды также вносят определенный вклад в упрочне-
ние мартенсита. При этом происходит уменьшение содержания уг-
лерода в твердом растворе (мартенсите), что действует в противопо-
ложном направлении. Благоприятные условия для частичного рас-
пада пересыщенного твердого раствора во время охлаждения созда-
ются в низкоуглеродистых сталях с пакетным мартенситом, имею-
щих высокую точку Мн (более 300 °C). В сталях с пластинчатым
мартенситом распад во время закалки из-за низкой точки Мн обыч-
но менее существен.
279
Таким образом, можно указать на следующие причины высокого
сопротивления пластической деформации мартенсита углеродистых
сталей:
наличие углерода в твердом растворе;
большое число различного рода границ и субграниц;
высокая плотность дислокаций;
образование на дислокациях и элементах субструктуры мартенси-
та атмосфер атомов углерода;
выделение дисперсных карбидов в результате самоотпуска мар-
тенсита.
Легирующие элементы оказывают слабое влияние на прочност-
ные свойства мартенсита. Наблюдаемое при легировании незначи-
тельное дополнительное повышение твердости (не более 1...2 HRC)
может быть вызвано твердорастворным упрочнением. Нельзя также
исключать и косвенное влияние легирующих элементов. Снижая точ-
ку Мн, они должны способствовать торможению процессов самоотпу-
ска, в результате чего упрочняющее действие углерода может реали-
зоваться полнее.
Прочность закаленных сталей зависит не только от прочности
мартенсита, но и от присутствия в структуре остаточного аустенита.
Повышенное количество этой мягкой структурной составляющей от-
рицательно сказывается на упрочнении при закалке. Для нелегиро
ванных сталей такой эффект становится заметным при содержании
углерода более 0.7 %. В случае аустенитизации, обеспечивающей
полное растворение карбидной фазы, вследствие снижения точки Мн
и увеличения количества остаточного аустенита, твердость высоко-
углеродистых сталей в закаленном состоянии оказывается тем ниже,
чем больше в них содержится углерода (см. рис. 13.2).
При закалке углеродистых сталей наряду с повышением сопро-
тивления пластической деформации происходит снижение пластич-
ности и сопротивления хрупкому разрушению. Основная причина
резкого охрупчивания — малая подвижность дислокаций мартенсита,
что в первую очередь связано со значительными искажениями крис-
таллической решетки, которые вызывают находящиеся в твердом
растворе атомы углерода. Кроме того, атомы углерода закрепляют
дислокации, образуя вокруг них атмосферы Коттрелла. Низкая по-
движность дислокаций не обеспечивает релаксации локальных на-
пряжений у вершины трещины, что и обусловливает низкое сопро-
тивление распространению хрупких трещин.
Чем выше содержание углерода в мартенсите, тем ниже пластич-
ность и сопротивление хрупкому разрушению. Испытания на растя-
жение закаленных сталей надежны только при сравнительно невысо-
ком содержании углерода (до 0.3 %). Высокоуглеродистые стали в за-
280
Рис. 13.5. Характерный вид разрушения за-
каленной стали при динамическом нагруже-
нии при 20 °C (Д. П. Родионов), Х1000
каленном состоянии обладают прак-
тически нулевой пластичностью; при
приложении растягивающих напря-
жений их разрушение происходит
рупко до достижения предела теку-
« ciH. В то же время безуглеродис-
Ь.1 с стали, у которых торможение
движения дислокаций обусловлено в
снонном границами мартенситных
»и галлов и их субструктурой, обла-
Кк1Г после закалки достаточно высо-
кими пластичностью и вязкостью.
Характер разрушения закаленных углеродистых сталей зависит
К। содержания в них углерода. Закаленные малоуглеродистые стали
Нслучае динамического нагружения при комнатной температуре пре-
Ккрневают смешанное транскристаллитное разрушение, осуществля-
Кпг как вязко, так и квазисколом. В закаленных сталях с повышен-
К>-‘' содержанием углерода (более 0.3...0.4 %) разрушение протекает
tn ущественно квазисколом (рис. 13.5). Одновременно в изломах
К» >т появляться участки хрупкого интеркристаллитного разруше-
Ьг 1 увеличением содержания углерода склонность к интеркристал-
Вричму разрушению возрастает. Но особенно сильно она повышает-
К при укрупнении зерна аустенита.
[ Рели закаленная сталь имеет структуру пакетного мартенсита, то
р фасеток квазискола в изломе, как правило, соответствует раз-
Кям пакетов. При кристаллографическом анализе поверхности из-
Кы обнаружено, что разрушение в пакете происходит как по типич-
м для a-фазы плоскостям скола {100}а, так и по плоскостям
НИи* 1112}а и {123}а. При этом на границах реек не наблюдаются
^Имения магистрального направления трещин. Как было сказано в
»<- 5, пакет мартенсита состоит из реек шести ориентировок. Но их
Китировка такова, что в соседних рейках пакета можно выделить
Ксиосги с малыми индексами, которые отклонены друг от друга на
Вмгп шие углы, не превышающие нескольких градусов. При своем
Ь<||чн гранении трещина “находит” группу таких плоскостей, что
»<> in -т ей пересекать рейки без существенных отклонений. Замет-
Н1менение направления распространения трещины происходит
hk при ее переходе из одного пакета в другой, где она “находит”
Рис. 13.6. Схема прохождения тре-
щины по пакетам мартенсита
(Э. Нейлор)
новую группу плоскостей, по
которым ее развитие облегче-
но (рис. 13.6).
Появление в изломах зака-
ленных сталей участков хруп-
кого интеркристаллитного раз
рушения, по-видимому, обусловлено наличием на границах аустенит- ]
ного зерна повышенной концентрации примесных атомов, ослабляю-
щих межзеренное сцепление. В условиях высокой прочности матри
цы образование даже небольших межзеренных сегрегаций примесей
может облегчить интеркристаллитное развитие трещин. Этот вопрос]
будет подробно рассмотрен в разделе 14.3.
Наличие высоких внутренних напряжений обусловливает высей
кую склонность закаленных сталей к образованию микротрещшм
Они могут возникать уже непосредственно в процессе осуществления
закалки. Вероятность появления трещин растет с увеличением содер».
жания углерода в мартенсите. Резко усиливается процесс образов*^
ния микротрещин при переходе от пакетного к пластинчатому MapJ
тенситу (А. Мадер). Тенденция к возникновению микротрещин возр J
стает при увеличении размеров мартенситных кристаллов. Микро-
трещины, появившиеся при закалке, преимущественно развиваюпя
на границах аустенитных зерен. Высказывалось мнение, что прими
ной межзеренного растрескивания закаленных сталей является акк«м
модация деформаций, связанных со столкновением на границах зсрЛ
крупных кристаллов мартенсита.
Для закаленных на мартенсит сталей характерно так называемо
замедленное разрушение, при котором развитие трещины может itffl
текать достаточно длительное время. Основная особенность этого
ления заключается в том, что оно происходит при комнатной темпер
туре под воздействием статических напряжений, значительно мои
ших величины кратковременной прочности. Развитие замедлений
разрушения вызывают не только внешние силы, но и остаточные *
тренние напряжения. Его результатом может явиться растрескипа»
закаленных изделий в процессе их вылеживания перед отпуском. {|
Типичная кривая замедленного разрушения закаленной ей
приведена на рис. 13.7. Можно видеть, что с понижением уровня I
пряжений время до разрушения возрастает; при этом существуем
роговое напряжение, ниже которого разрушение закаленной стал!
происходит.
282
283
Гис. 13.7. Замедленное разрушение зака-
ленной стали 38ХС
га2000 1
Е
5
. 1500
£
| 1000,
I 500
X
Исх. ю ю5
Время до разрушения, с
Другим характерным признаком
ымсдленного разрушения является
макрохрупкий излом изделия. При
приложении нагрузки появление
I рещин на поверхности изделия на-
блюдается после некоторого инку-
бационного периода. Сначала происходит их медленное подрастание.
Вл ; см при достижении критического размера одной из трещин изде-
ри быстро доламывается. На стадии докритического роста трещин
Мычно преобладает хрупкое разрушение по границам аустенитного
। на. При доломе развитие трещин может происходить как по гра-
виям, так и по телу аустенитных зерен. Соответственно в зоне доло-
• наряду с фасетками хрупкого интеркристаллитного разрушения
Нлюдаются фасетки квазискола (рис. 13.8).
(’ увеличением содержания углерода склонность к замедленному
1рушению возрастает. Такая же закономерность наблюдается и
повышении содержания в стали примесей, таких как фосфор,
|.ма, которые, как будет показано в главе 14, образуют на грани-
li аустенитных зерен сегрегации, ослабляющие межзеренное сцеп-
ит Способствуют развитию замедленного разрушения также ук-
ihiciine аустенитного зерна, увеличение скорости охлаждения при
нлкс, наличие надрезов и трещин на поверхности изделий. Наи-
ч шая склонность к замедленному разрушению наблюдается у све-
лкаленных сталей. Выдержка при комнатной температуре при от-
гний внешних сил (отдых) увеличивает сопротивление замедлен-
у разрушению, что проявляется в повышении порогового напря-
IBI Резко уменьшает склонность к замедленному разрушению от-
»л каленной стали.
Фн шческая природа замедленного разрушения окончательно не
«ц на. Предполагается, что при закалке в процессе роста мартен-
мк кристаллов происходит “динамический удар” о границу аусте-
пго зерна, приводящий к возникновению высоких локальных ми-
Элпряжений (В. И. Саррак). Последние являются причиной обра-
lini'-i микротрещин на межзеренных границах, которые в свою
'дь могут быть ослаблены присутствием на них примесных сег-
пии. Благоприятное влияние послезакалочного отдыха на сопро-
iiiic замедленному разрушению связывают с релаксацией мик-
нряжений на границах зерен аустенита. Существует и иная точка
I, согласно которой склонность закаленных сталей к замедлен-
Рис. 13.8. Характерный вид изломов закаленной стали 38ХС при замедленном
разрушении.
а — место начала трещины. Х1500; б — эона дохода, х750
ному разрушению обусловлена действием водорода, который в не-1
больших количествах всегда присутствует в стали. Диффундируя на
границы аустенитного зерна, атомы водорода ослабляют межзерен-
ное сцепление и облегчают образование и развитие интеркристал-
литных трещин (см. также раздел 14.5).
Вследствие высокой хрупкости и больших внутренних напряжев
ний углеродистые стали в закаленном состоянии не используются. В
качестве заключительной операции всегда производится отпуск.
13.2. ПРОКАЛИВАЕМОСТЬ СТАЛЕЙ
Как сказано выше, под прокаливаемостью понимают толщину з1I
каленной зоны. Рассмотрим, как изменяется эта характеристика для
двух цилиндрических образцов одинаковых размеров из разных ст»J
лей, характеризующихся различной верхней критической скоростыв
закалки NBX3. При их охлаждении после аустенитизации скоросш
охлаждения VOXJ) по сечению меняется так, как показано на рис. 13.Я
Тогда в первом образце, имеющем более высокую V1)K3 (рис. 13.9, о»,
полностью мартенситная структура сформируется лишь в поверхно*
стном слое I, для которого VOM больше Vl)ia, т. е. прокаливаемое™
окажется неполной. В тех объемах образца (слой П), где VOXJI меньше
VD1.3, но больше VHK3, часть переохлажденного аустенита распадается
с образованием продуктов диффузионного и промежуточного прм
284
119. Схема, показывающая прокаливаемость цилиндрических образцов из
Л, имеющих высокую (а) и низкую (б) верхние критические скорости
закалки
Нений. В центральной части образца (зона Ш), в которой VOJUI
«не VHK3, возникает только феррито-карбидная структура. Во
юм образце с малой VBK3 (рис. 13.9, б) достигается сквозная прока-
и-мость, так как VOJO1 превышает VI1K3 по всему сечению цилиндра,
пук» прокаливаемость можно получить и на первом образце, если
охлаждение интенсифицировать так, чтобы VOXJI в центре стала
iHic, чем VI1K3. Таким образом, величина прокаливаемости опреде-
гы скоростью охлаждения и верхней критической скоростью за-
№ зависящей от устойчивости переохлажденного аустенита.
При сквозной прокаливаемости свойства стали непосредственно
in закалки достаточно однородны по сечению изделия. Эта зако-
нность сохраняется и после окончательного отпуска. При непол-
нрокаливаемости в закаленном состоянии твердость снижается
иперхностных закаленных слоев к центру изделия. Наиболее низ-
гиердость центральные слои имеют тогда, когда при охлаждении
в образуются только продукты диффузионного превращения пе-
щпжденного аустенита. Высокий отпуск может значительно
285
уменьшить различия в твердости и пределе прочности по сечению из-
делия с неполной прокаливаемостью. Однако предел текучести, пла-
стичность и ударная вязкость в центральных слоях будут ниже, чем в
поверхностном закаленном слое. Это обусловлено разным характе-
ром феррито-карбидной структуры. Высокий отпуск приводит к фор-
мированию в поверхностном закаленном слое сорбита отпуска, со-
стоящего из феррита, имеющего субзеренное строение, и карбидных
частиц зернистой формы, относительно равномерно распределенных
в матрице. В сердцевине изделия, где в процессе охлаждения распад
переохлажденного аустенита прошел по диффузионному механизму,
высокий отпуск обычно не вызывает глубоких изменений структуры:
сохраняется пластинчатая форма карбидов и практически не изменя-
ется строение участков избыточного феррита, если они возникли при
охлаждении во время закалки.
В связи со сказанным, при закалке изделий ответственного назна-
чения, которые должны обладать высокими и однородными механи-
ческими свойствами по всему сечению, стремятся иметь полную про-
каливаемость.
Увеличение прокаливаемости изделия данных размеров может
быть достигнуто путем повышения скорости охлаждения. Однако
увеличение скорости охлаждения приводит к росту внутренних на-
пряжений, что в свою очередь может вызвать появление закалочных
дефектов (коробления, закалочных трещин и т. д.).
Наиболее эффективный путь увеличения прокаливаемости —
уменьшение верхней критической скорости закалки. Последняя опре-
деляется устойчивостью переохлажденного аустенита. Величина VI!K3
углеродистых сталей зависит от устойчивости переохлажденного
аустенита при температурах диффузионного превращения. У легиро-
ванных сталей наименьшая устойчивость переохлажденного аустени-
та зависит от химического состава и может наблюдаться в темпера-
турных областях как диффузионного, так и промежуточного превра-
щений (см. рис. 7.10). Если VBK3 определяется устойчивостью пере-
охлажденного аустенита при температурах диффузионного превра-
щения, то прокаливаемость называется перлитной, а если при темпе-
ратурах промежуточного превращения — бейнитной. Соответствен-
но различают стали с перлитной и бейнитной прокаливаемостью.
Все факторы, увеличивающие устойчивость переохлажденного
аустенита, повышают и прокаливаемость сталей. Особенно сильно на
прокаливаемость влияет химический состав аустенита. Углеродистые
стали характеризуются малой устойчивостью переохлажденного ауа
тенита и, следовательно, высокой Vllia и поэтому имеют небольшую
прокаливаемость, которая зависит от содержания в них углерода. На-
ибольшей устойчивостью переохлажденного аустенита и прокаливае-
286
мостью обладают стали, близкие к эвтектоидному составу. Прокали-
наемость доэвтектоидных сталей с уменьшением содержания углеро-
да снижается, что связано с ускорением диффузионного превращения.
I (рокаливаемость заэвтектоидных сталей тем меньше, чем больше в
них углерода. При закалке любых углеродистых сталей в воде сквоз-
ную прокаливаемость удается получить в сечениях не более 10... 15 мм.
Значительное увеличение устойчивости переохлажденного аусте-
нита и прокаливаемости достигается путем легирования стали. Об-
щие закономерности влияния легирующих элементов на диффузион-
ное и промежуточное превращения подробно рассмотрены в главах 4
п 6. Отметим лишь следующее. Все легирующие элементы, за исклю-
чением кобальта, повышают устойчивость переохлажденного аусте-
нита и соответственно прокаливаемость. Такое их влияние наблюда-
ется, когда они находятся в аустените. Если элементы образуют кар-
биды, не растворяющиеся при нагреве под закалку, то устойчивость
переохлажденного аустенита и прокаливаемость могут уменьшиться.
При оценке воздействия легирующих элементов на перлитную про-
качиваемость следует учитывать, что некоторые из них по-разному
пеняют на скорость образования эвтектоида и избыточных фаз.
Особенно эффективно увеличивает прокаливаемость комплекс-
ное легирование хромом, никелем, марганцем и молибденом. Прока-
лнваемость доэвтектоидных сталей, у которых минимальная устойчи-
посгь переохлажденного аустенита определяется скоростью выделе-
ния избыточного феррита, существенно возрастает при малых при-
слдках бора. Бейнитная прокаливаемость легированных сталей за-
метно растет при увеличении содержания углерода.
Измельчение аустенитного зерна приводит к ускорению диффу-
i поиного превращения и уменьшает перлитную прокаливаемость.
I лкос же влияние оказывают неметаллические включения, если они
i Являются зародышевыми центрами при диффузионном распаде пере-
охлажденного аустенита. Наоборот, повышение температуры аусте-
i и нивации может сопровождаться ростом устойчивости переохлаж-
денного аустенита и перлитной прокаливаемости. На бейнитном пре-
вращении, а значит, и бейнитной прокаливаемости изменение разме-
нов зерна и условий аустенитизации сказывается в меньшей мере, чем
щ> перлитной прокаливаемости.
Глубину закаленного слоя можно определить достаточно просто,
inn я и весьма приблизительно, по излому или макрошлифу. Образец
№н изделие ломают и визуально изучают поверхность излома. Зака-
III ппый слой разрушается хрупко и имеет фарфоровидный излом.
I'.i «рушение непрокаленной сердцевины происходит вязко с образо-
ванием волокнистого излома. На макрошлифе закаленная и непрока-
|ц иная зоны травятся по-разному.
287
Наиболее широко для оценки глубины прокаливаемости использу-
ется измерение твердости. Но таким способом трудно определить гра-
ницу чисто мартенситной зоны. Присутствие в структуре кроме мартен-
сита 5—10 % продуктов диффузионного превращения переохлажденно-
го аустенита почти не снижает твердости. Резкое изменение твердости
наблюдается при образовании более значительных количеств немар-
тенситных продуктов распада. В связи с этим М. Гроссманом было
предложено за глубину прокаливаемости условно принимать расстоя-
ние от поверхности до полумартенситной зоны, содержащей 50 % мар-
тенсита и 50 % троостита. Недостаток рассматриваемого способа оцен-
ки глубины прокаливаемости заключается в том, что допускается нали-
чие в закаленном слое немартенситных продуктов распада. А, как изве-
стно, даже относительно небольшое их количество может отрицатель-
но повлиять на свойства закаленной стали после высокого отпуска. В то
же время этот способ удобен для сравнения прокаливаемости сталей.
Чем выше содержание углерода в стали, тем больше твердость
полумартенситной зоны. Эту зависимость в сопоставлении с твердос-
тью закаленных сталей, содержащих более 50% мартенсита, иллюст-
рирует рис. 13.10.
Для характеристики прокаливаемости пользуются также поняти-
ем критического диаметра Dbp, под которым понимают максималь-
ный диаметр цилиндра, закаливающегося насквозь в данном охлади-
теле. Пусть цилиндры, изготовленные из одной стали и имеющие
различные диаметры, закалены в воде. Предположим, что цилиндры
1—3 закалились насквозь, а в цилиндре 4 сердцевина осталась непро-
каленной (рис. 13.11). В этом случае критический диаметр (DBKp) будет
больше, чем диаметр цилиндра 3, но меньше диаметра цилиндра 4.
* Очевидно, что если закалку осуществить в среде с меньшей охлажда-
ющей способностью, например в масле, то критический диаметр
уменьшится (D”^ < DnKp). Следовательно, при прочих равных услови-
ях каждой охлаждающей среде соответствует определенный крити-
ческий диаметр для данной стали.
Чтобы исключить влияние охлаждающей среды на прокаливае-
мость, используют понятие идеального критического диаметра
Под ним понимают максимальный диаметр цилиндра, который зака-
ливается насквозь в “идеальной” жидкости. Считается, что при погру-
жении образца в такую жидкость его поверхность мгновенно прини-
мает температуру жидкости и теплоотвод от поверхности происходит
с бесконечно большой скоростью.
Рассмотрим наиболее распространенные методы оценки прока-
ливаемости.
Метод пробной закалки образцов. Закалке подвергают цилиндр
рические образцы, длина которых не менее чем в четыре раза болыч
288
20 I----1------1----1-----1-----1----L_
0,1 0,2 0,3 0,4 0,5 0,6 0,7
Рис. 13.10. Влияние со-
держания углерода на
твердость закаленной
стали, имеющей в струк-
туре 99,9 (7), 95 (2), 90(3),
80 (4) и 50 % (5) мартен-
сита
Содержание углерода, %
1 2 3 4 5 6
Рис. 13.12. Изменение твердости по сечению цилиндрических об-
разцов стали с 0,4 % С после закалки в воде (а) и схема определе-
ния показателей прокаливаемости (б).
HRCllM — твердость иолу мартенситной зоны
Рис. 13.11. Схема влияния размеров цилиндрических образцов на
прокаливаемость. Заштрихованная зона — закаленный слой;
светлая зона — непрокаленный слой.
Диаметр образцов, мм: 1 — 25; 2 — 37,5; 3 — 50; 4 — 62,5; 5 — 75; 6 — 100
ше диаметра, что позволяет не учитывать их охлаждение со стороны
торцов. Затем из средней части цилиндра вырезают перпендикулярно
его оси пластину (темплет), на которой измеряют твердость вдоль
диаметра. По полученным данным строят кривые распределения
твердости по сечению образца (рис. 13.12). Нанеся на эти кривые го-
ризонтальную линию, соответствующую твердости полумартенсит-
ной зоны, определяют диаметр непрокалившейся сердцевины образ-
ца DH. О прокаливаемости можно судить по протяженности полумар-
тенситной зоны h или по отношению D./D, где D — диаметр образца
(см. рис. 13.12).
Данные, полученные на нескольких образцах, позволяют найти иде-
альный критический диаметр D„, критический диаметр DKp для кон-
кретной закалочной среды, а также оценить охлаждающую способ
ность последней. С этой целью можно воспользоваться способом, раз-
работанным М. Гроссманом. Для характеристики охлаждающей спо-
собности закалочных сред он предложил использовать коэффициент
интенсивности охлаждения Н, который определяют по номограмме,
приведенной на рис. 13.13. В исследуемой среде проводят закалку ци-
линдров, по крайней мере трех разных диаметров, причем выбранные
диаметры не должны обеспечить сквозную прокаливаемость. Далее из-
меряют твердость и определяют DH/D для всех исследованных цилинд-
ров. Полученные результаты наносят на кальку в координатах DJD—
D, при этом масштаб по осям должен быть такой же, как и на номограм-
ме. Калька с нанесенными экспериментальными точками прикладыва
ется к номограмме и перемещается в горизонтальном направлении до
тех пор, пока все точки не попадут на одну кривую. Затем отсчитывают
HD путем проецирования любой экспериментальной точки на ось абс
цисс. Разделив это произведение на D, определяют значение Н.
Если известна величина Н, то диаграмма, приведенная на
рис. 13.14, позволяет, зная DKp, определить Ь^для исследуемой стали
или наоборот.
Метод торцевой закалки образцов (метод Джомини). Цилинд-
рический образец определенных размеров подвергают аустенитиза-
ции и помещают в специальную установку, в которой он охлаждает-
ся с торца струей воды под определенным напором (рис. 13.15). После
охлаждения на цилиндрической поверхности образца сошлифовыва-
ют две диаметрально противоположные площадки вдоль оси. На од-
ной из площадок замеряют твердость на различном удалении от
j охлаждавшегося торца и строят кривую прокаливаемости в коорди-
5 натах “твердость—расстояние от охлаждаемого торца”.
ь По мере удаления от торца скорость охлаждения непрерывно сни-
жается. Там, где она становится ниже VBK3, образуются немартенсит-
2 ные продукты распада переохлажденного аустенита и твердость на-
290
Рис. 13.13. Номограмма для определения коэффициента интенсивности охлаждения Н
(М. А. Гроссман)
Рис. 13.14. Зависимость между идеальным (D„) и действительным
критическим (DKp) диаметрами при различных условиях охлаждения.
У кривых указаны значения коэффициентов интенсивности охлаждения Н
Рис. 13.15. Схема торцевой закалки (а) и изменение твердости по дли-
не образца (б) из стали с 0,5 % С и 3 % Ni
пинает резко уменьшаться. Чем меньше прокаливаемость стали, тем
ближе к торцу наблюдается снижение твердости. За меру прокалива-
с мости часто принимают расстояние от охлаждаемого торца до уча-
стка с твердостью, соответствующей полумартенситной зоне.
М. Е. Блантером предложена номограмма, связывающая резуль-
таты торцевой закалки с идеальным критическим диаметром или
критическим диаметром для наиболее распространенных закалочных
сред (рис. 13.16). Расчет прокаливаемости можно осуществить для
двух типов структур, содержащих 100 и 50 % мартенсита. Соответст-
венно в верхней части номограммы имеются шкалы I и П. Пусть при
торцевой пробе определено расстояние от торца образца до полумар-
тенситной зоны в зависимости от требующейся структуры сердцеви-
ны закаливаемого изделия. Откладывают это значение на шкале I
г ш П. Далее от полученной точки опускают перпендикуляр до линии,
( югветствующей охлаждению в идеальной жидкости, и через точку
। пересечения проводят горизонтальную линию. Точки пересечения
юризонтали с линиями, характеризующими охлаждение в воде, мас-
pie и на воздухе, определяют критические диаметры при охлаждении
м j гих средах. Номограмма позволяет оценить прокаливаемость не
лолько цилиндра, но и параллелепипеда и шара.
На прокаливаемость стали влияют колебания химического соста-
!• ।. величина зерна аустенита и другие факторы. Поэтому каждая
марка стали характеризуется полосой прокаливаемости, которую
гтроят на основании исследования большого количества плавок
(рис. 13.17). Величина прокаливаемости в технологической докумен-
I >щии может быть задана по максимальной и минимальной твердости
и определенном расстоянии от торца или по максимальному и мини-
। м.пьному расстоянию от торца до сечения с определенной твердос-
тью.
Необходимо отметить, что описанный метод торцевой закалки
неприменим для определения прокаливаемости высоколегированных
|сг.псй, устойчивость переохлажденного аустенита которых весьма
елика. Это становится очевидным в случае, когда стандартный обра-
|эсц способен закаливаться с образованием мартенсита даже при
I охлаждении на воздухе. Для определения прокаливаемости таких ста-
П1-Н применяют массивные образцы, утепленные экранами.
13.3. УСЛОВИЯ ПРОВЕДЕНИЯ ЗАКАЛКИ
Нагрев под закалку. В большинстве случаев нагрев под закалку
Ьхуществляется с максимально возможной скоростью. Чаще всего он
Г Производится посадкой изделий в печь, разогретую до заданной тем-
293
1
}
2
Торцевая проба
Расстояние от закаливаемого
25 30 34
14 16 18
0,1 J-----1---------1-------------ш-------1-1 I I--L-LU-----------1 1_Ш-1- I
5,56 7 8 9 10 11 1213 15 17192022 24 28 32 36 40 4448 5560 70
1,0 I I I I I I I I I I I I 1 I IJ I_L1-LJ_LI-L l_L I 1 l-L 1-l—l-1-1-JIA
1,4 2 3 4 5 6 7 8 9 10 12 14 16 I'
4,0 l_
2
3
4 5 6 7 8 9 10
2
10,0 -L
1
2
3
4
5 6 7 8 9 1011 1
Размер (диаметр шара и и
Рис. 13.16. Номограмма для опрел
на прокаливаемость
горца до полумартенситной зоны, мм Структура сердцевины закаливаемого тела
4 5 6 78 910 15 30 406070 1* *~ Мартенсит
II •*- 50% мартенсита + 50% троостита
ГТр^-
L5 2 2,5 3 3,5 4 5 6 7 8 91011121416 192126 30 36 45 55 7080 мм
l~z~q । - ~T~ 1 1 J -1 ГТТ
1 1 1 1^
—1— —4—г— — — 1 II 1
Чц : г 1 —
: 1 1 1 — | |
— Г" —,—L J 1 1 1
\ . 1— ZO_ _m_L X - _J
. 1 ПП 1 Xr 1 ’ —
. 1 : 1 I 1 ‘ 3
Г X Г ГГ " -Г
L11 i_ 1 . ” Г 1
X, ttkz _ 1 1 1
м*Х I “1 1 1 1 1 ( —
i I- x --Д-Sp, — zt ~~~Hf ~ 1 1
. i s, _j_ xi in. 1
L i it
1 x 1 1 I । i z ;
1 । II.ZZ- । —
X 1
[1.1 ss '. L II . 1 11
। । ‘1
1 x K 1 1 • i-
j, . 1- । -I > J 1 1 г ij i ।
X r 1 TJZ JZ Г” "
; , ц - ; x г г i IT’ - T I
• ---T-т---t-H-—H- L X? 1 X fT\J j
4 “ 1 1 1 1 XT X.I r~ V 1
. i _L .. 1
, . 1 . _ J 1 1 11
Г li 1 1 X\ ” — I1
1 1 1 s ^4 1 1
- 4 1 X 1
1 1
- -i--- 1
' xx — =1 1
I1 _L - । — — Z 1 Xk, 1
Bl 1 И Г J t 1 i_. J—£3M_ _ 21 1_ — _J_L_
100 120 140
•' 90 110 130150 190220 260 300 340400 480 550 70080090010001200
1111--------1----1—1—1---1—।—I . j I ।----1--1—l_i----1----i_j_ Шар
Ж 22 26 30 40 50 55 60 70 80 90 100 120 140160180200 240 280300
20 25 30 40 50 60 70 80 90100 120130150 180200 250
М 16 18 20 24 26 30 34 36 424650 60 70 80 90100 120 140 170 200
• it и сторона квадрата а), мм
ни прокаливаемости (М. Е. Блантер)
Рис. 13.17. Полоса прокаливаемости сталей 18ХГМ (в) и 40 (б)
пературы закалки, или путем индукционного нагрева. Изделия из вы-
соколегированных сталей, имеющих низкую теплопроводность и по-
вышенную склонность к трещинообразованию, в целях уменьшения
внутренних напряжений нагревают по ступенчатому режиму. Если
при закалке изделие полностью нагревают до заданной температуры,
то закалка называется объемной. В том случае, когда до температур,
превышающих Ас3, нагреваются только поверхностные слои изде-
лия, закалку называют поверхностной или, в зависимости от способа
нагрева, индукционной, лазерной и т. д.
Температура нагрева под закалку зависит от содержания углеро-
да и характера легирования стали. Доэвтектоидные углеродистые
стали нагревают до температур на 30...50 °C выше точки Acj
(рис. 13.18). Выдержка при температуре нагрева должна обеспечить
не только выравнивание температуры по сечению изделия, но и гомо-
генизацию аустенита. При этом чрезмерное увеличение длительнос-
ти выдержки нежелательно, так как это может привести к росту аус-
тенитного зерна. Более высокий нагрев тоже нецелесообразен, так
как может произойти существенный рост зерна аустенита. Тогда при
закалке будет образовываться структура крупноигольчатого мартен-
сита, характеризующаяся повышенной склонностью к хрупкому раз-
рушению. За исключением специфического случая, рассмотренного и
разделе 13.9, нагрев до температур, лежащих ниже Ас3, также нс
оптимален, так как при этом в структуре закаленной стали, кроме
мартенсита, будут присутствовать участки феррита, т.е. произойдет
неполная закалка. Так как феррит намного мягче мартенсита, то (н
снизит твердость закаленной стали и отрицательно повлияет на дру
гие механические свойства закаленной стали после окончательно! <
отпуска.
296
1’iic. 13.18. Интервал температур нагре-
(i.i под закалку углеродистых сталей
(схема)
Для заэвтектоидных углеро-
дистых сталей температура на-
грева под закалку превышает
точку АС[ на 30...50 °C. Так как
ври этом нагрев осуществляется
и интервале Aq—Ас^, то часть
ц< ментита остается нерастворен-
пой. В принципе такая закалка является неполной. Перед закалкой
fc.i эвтектоидные стали подвергаются сфероидизирующему отжигу и
Mt ют структуру зернистого перлита. Поэтому для не растворивших-
п при нагреве под закалку цементитных частиц характерна глобу-
ар пая форма. Такие карбиды в структуре закаленных заэвтектоид-
мих сталей,_используемых для изготовления инструмен а полезны,
как как повышают износостойкость."'"'"'-—_
I Для заэвтектоидных сталей при нагреве в интервал Aq—Accm со-
ржание углерода в аустените должно соответствовать линии SE на
Ъп грамме Fe—С. Но если при нагреве успевает раствориться меньше
рбидной фазы, чем это следует из равновесных условий, то концен-
к < ия углерода в аустените, а значит, и в мартенсите может заметно
PMI литься.
При повышении температуры нагрева заэвтектоидных сталей
mne оптимального уровня происходит более полное растворение
4рбидов, что сопровождается увеличением содержания углерода в
К тс ните, снижением точки Мн и увеличением количества остаточ-
но аустенита при закалке. Последнее может привести к значитель-
ных снижению твердости закаленной стали, несмотря на повышение
ирдости мартенсита. Уменьшение количества нерастворившихся
рои цов при повышении температуры аустенитизации способствует
к же росту зерна аустенита. Особенно интенсивно этот процесс раз-
дается при нагреве выше точки Аст. Кроме того, с повышением
ыпературы нагрева возрастают и внутренние напряжения, возника-
ете при закалке.
1 емпература нагрева под закалку легированных сталей заметно
lue, чем углеродистых. Наличие в стали карбидобразующих эле-
тпэв изменяет растворимость цементита при нагреве, а также за-
[ 1яет процессы гомогенизации аустенита. Для многих доэвтекто-
1ЫХ среднелегированных сталей температура нагрева превышает
ку Ас3 на 50... 100 °C. Высоколегированные стали с большим со-
эканием карбидобразующих элементов нагревают до более высо-
297
Рис. 13.19. Идеальная кривая охлаждения при
закалке (схема)
ких температур, чтобы вследствие рас-
творения большего количества специ-
альных карбидов обеспечить необходи-
мую концентрацию углерода и легиру-
ющих элементов в аустените. Так,
штамповые стали 4Х5МФС, 4Х4ВМФС
и 5ХЗВЗМФС закаливают с температур
1000...1020, 1050... 1070 и 1120...1140 °C
соответственно. Для каждой конкрет-
ной стали температурные интервалы
нагрева под закалку можно найти в справочниках и, если это необхо-
димо, уточнить экспериментальным путем.
Охлаждение при закалке. Охлаждение должно обеспечить полу-
чение мартенситной структуры в нужной толщине изделия. В то же
время охлаждение при закалке не должно вызывать появление высо- I
ких внутренних напряжений, приводящих к короблению и образова-
нию трещин.
Охлаждение необходимо осуществлять со скоростью большей,
чем верхняя критическая скорость закалки. Однако для получения
мартенситной структуры не обязательно охлаждение с высокой ско- ।
ростью во всем температурном интервале. Более того, такое охлаж-1
дение нецелесообразно, так как возникают сильные внутренние на-]
пряжения. Высокая скорость охлаждения, большая чем V1>K3, должна
быть в температурном интервале минимальной устойчивости пере-
охлажденного аустенита. В мартенситном интервале ее желательно
уменьшить, чтобы снизить возникающие внутренние напряжения.
При этом следует учитывать, что слишком медленное охлаждение
может привести к самоотпуску мартенсита, а также к увеличению ко-
личества остаточного аустенита вследствие эффекта термической
стабилизации. Кроме того, допустимо некоторое уменьшение скород
сти охлаждения при температурах, лежащих выше температурного
интервала интенсивного развития диффузионного превращения. Иде4
альная кривая охлаждения при закалке показана на рис. 13.19.
На скорость охлаждения влияют охлаждающая способность сре
ды, теплопроводность охлаждаемого металла, размеры и геометрий
ческая форма изделия, качество его поверхности. Охлаждающие сре
ды, используемые при закалке, можно разделить на две группы: не
испытывающие и претерпевающие изменения агрегатного состояния!
в процессе охлаждения. К первой группе относятся газовые среды,
расплавы солей, щелочей и металлов, кипящий слой и металлические
298
Рис. 13.20. Кривые охлажде-
ния в средах, не претерпеваю-
щих (а) и претерпевающих (б)
шменение агрегатного состо-
яния при охлаждении (схема).
Сищни: / — пленочного кипения; И —
Пу и.1рчатого кипения; /// — конпсктип-
ного теплообмена
цлиты. При закалке в
тих средах скорость
охлаждения максимальна
и начальный период, ког-
да существует наибольшая разница между температурами поверхнос-
ти изделия и охлаждающей среды, затем она постепенно падает по
мере понижения температуры поверхности изделия (рис. 13.20, а).
Ко второй группе относятся вода, водные растворы солей, щело-
чей и полимеров, минеральные масла. Охлаждение в этих жидких
средах протекает в несколько стадий (рис. 13.20, 6). При погружении
нагретого до высокой температуры изделия в жидкость у его поверх-
ности начинается интенсивное испарение, что сопровождается рез-
ким снижением температуры поверхности. Однако эти изменения
емпературы невелики, так как пар быстро покрывает плотным и
топким слоем поверхность охлаждаемого изделия. Образовавшаяся
паровая оболочка, имея низкую теплопроводность, затрудняет отвод
it ала от поверхности изделия. Скорость охлаждения на этой стадии,
пл паваемой стадией пленочного кипения, относительно невелика.
По мере понижения температуры поверхности интенсивность па-
j рробразования снижается, паровая оболочка становится тоньше, а за-
|см начинает разрушаться. При этом улучшается контакт жидкости с
поверхностью изделия. На кипение жидкости у поверхности затрачи-
i н.п । ся большое количество тепла, и скорость охлаждения существен-
IU возрастает. Наступает так называемая стадия пузырчатого кипе-
U щ. Когда температура поверхности изделия станет ниже температу-
ры кипения жидкости, теплоотвод будет осуществляться конвекцией
и интенсивность охлаждения резко снизится. Это стадия конвектив-
ного теплообмена.
Об охлаждающей способности жидких сред можно судить по за-
ипсвмости скорости охлаждения или коэффициента теплоотдачи от
гмпсратуры поверхности образцов или изделий. В качестве эталон-
К»го образца используют серебряный шарик диаметром 20 мм с заче-
Клвснной в его центр термопарой. Ввиду малого размера шарика и
высокого коэффициента теплопроводности серебра считают, что
ЦГмпсратуры поверхности и центра шарика практически одинаковы.
299
Наиболее широко в качестве охл ждающих сред при закалке ис-1
пользуют воду и минеральные масла. Дадим краткую характеристику I
этих сред.
Вода обладает высокой охлаждающей способностью, что связано!
в основном с большой теплотой парообразования. Высокая скорость
охлаждения наблюдается уже на стадии пленочного кипения, которая!
для спокойной воды находится при температурах выше 400 °C. Ско-
рость охлаждения резко возрастает при переходе к стадии пузырча-1
того кипения (400... 100 °C). Лишь на стадии конвективного теплооб-
мена (ниже 100 °C) охлаждение протекает относительно медленно I
(рис. 13.21).
Достоинство воды как закалочной среды, заключается в том, что
она обеспечивает высокую скорость охлаждения в температурном
интервале диффузионного превращения (650...400 °C). Это позволяет!
использовать воду для закалки углеродистых и малолегированных I
сталей, имеющих малую устойчивость переохлажденного аустенита.!
Большим недостатком воды является охлаждение с высокой скоро
стью при 300...200 °C, что для многих сталей совпадает с областью
мартенситного превращения. А именно в этом температурном интер-
вале необходимо охлаждать медленно, чтобы снизить внутренние на-
пряжения.
На охлаждающую способность воды влияют многие факторы.
Повышение температуры воды от комнатной до 30...40 °C снижает
скорость охлаждения поверхности изделий, причем в большей мере в
области высоких температур и в значительно меньшей — в темпера-
турном интервале мартенситного превращения (см. рис. 13.21). Сле-
довательно, небольшой нагрев воды уменьшает ее охлаждающую
способность при температурах диффузионного превращения, но не
устраняет опасность возникновения при закалке высоких внутренних!
напряжений. При температуре воды 60 °C и выше ее охлаждающая]
способность снижается в еще большей мере. При этом, ввиду смеще-1
ния стадии пузырчатого кипения к более низким температурам, высо-|
кая склонность к образованию больших внутренних напряжений со-
храняется.
Охлаждающая способность воды существенно зависит от содер-
жания в ней примесей. Нерастворимые твердые и жидкие вещества,
образуя взвеси и эмульсии, способствуют повышению стойкости па-
ровой оболочки у поверхности изделий и снижают температуру ее ис-
чезновения, что приводит к уменьшению интенсивности охлаждения..
Подобным образом, хотя и слабее, действуют растворенные в воде
газы. Соли и щелочи, растворяясь в воде, повышают ее охлаждаю-
щую способность. Такое их влияние обусловлено снижением устой-
чивости паровой оболочки; стадия пленочного кипения уменьшается
300
800
Рис. 13.21. Скорость охлаждения серебряного шарика диаметром
20 мм в воде. У кривых охлаждения указана температура воды
(Л. В. Петраш)
Рис. 13.22. Скорость охлаждения серебряного шарика диаметром
20 мм в водных растворах.
1—5% NaCl; 2 —15 % NaCl; 3 — 5% NaOH (Л. В. Петраш)
Рис. 13.23. Скорость
охлаждения серебря-
ного шарика диамет-
ром 20 мм в масле
(Л. В. Петраш)
или полностью исчезает. На практике для интенсификации охлажде-
ния обычно в воду добавляют поваренную соль (NaCl) или щелочь
(NaOH) в количестве 5...15 % (рис. 13.22).
Увеличению охлаждающей способности воды способствует ее
циркуляция. Она облегчает удаление пара от поверхности изделия и
делает паровую оболочку более тонкой. Еще в большей мере охлажи
дение ускоряется при использовании душевого способа подачи воды
В этом случае при разбрызгивании воды через спрейерные или души-
рующие устройства паровая рубашка легко разрушается и теплоот!
вод интенсифицируется.
В качестве закалочной среды иногда используют 40...50 %-ны|
водный раствор NaOH с температурой 80... 100 °C. Скорость охлажден
ния такой среды при высоких температурах примерно такая же, как у
воды, а в температурном интервале мартенситного превращения за*
метно меньше, что способствует уменьшению внутренних напряже
ний. Кроме того, данная среда способствует удалению окалины и по-
лучению светлой поверхности закаленных изделий {светлая закалка'я
Минеральное масло охлаждает медленней, чем вода, во всем тем^
пературном диапазоне охлаждения поверхности изделий при закалксз
что обусловлено меньшей теплотой парообразования и большей вял
костью масла (рис. 13.23). В зависимости от сорта масла переход от
пленочного к пузырчатому кипению наблюдается при температуря^
500...400 °C, а температура начала стадии конвективного теплообмв
на колеблется в пределах от 400 до 200 °C.
Достоинство масла заключается в том, что оно обеспечивает
сравнительно небольшую скорость охлаждения в мартенситном ин
тервале, уменьшая тем самым уровень внутренних напряжений и ве
роятность возникновения закалочных дефектов. Основной недост!
ток масла — невысокая охлаждающая способность в температурит
интервале диффузионного превращения. Поэтому подвергать закал
ке в масле можно лишь легированные стали с высокой устойчивое
тью переохлажденного аустенита. Охлаждающая способность масл(
мало зависит от его температуры. Обычно температуру масла под
держивают на уровне 40...80 °C, чтобы уменьшить его вязкость и об
легчить циркуляцию масла в закалочных устройствах. Перемешив»
ние масла эффективно повышает скорость и равномерность охлал
дения. В процессе работы масло окисляется, густеет и его охлаждад
щая способность уменьшается. Поэтому его периодически приходи1
ся заменять. Другие недостатки масла — легкая загораемость (теми
ратура вспышки 160...300 °C), необходимость дополнительной очис
ки поверхности закаленных в масле изделий.
Многие изделия при закалке целесообразно охлаждать со скор
стями, промежуточными между скоростями охлаждения в воде и мз
302
Таблица 13.1
Соли и щелочи, применяемые в качестве охлаждающих сред
Состав среды, мае. % i».°C Температурный интервал применения, °C
NaNO3 308 320—550
KNO3 334 350—550
45 % NaNOj + 55 % KNO3 137 155—550
50 % NaNO3 + 50 % KNO3 150 160—550
50 % NaNO2 + 50 % KNO3 225 280—550
NaOH 328 350—700
KOH 360 400—650
25 % NaOH + 75 % KOH 170 200—350
20 % NaOH + 80 % KOH
с добавкой 6 % H2O 130 150—250
• Кроме того, часто исходя из требований экономического и эколо-
ЦЧсского характера желательно не использовать масло при проведе-
iim закалки. В связи с этим были разработаны и нашли достаточно
Широкое применение новые закалочные среды — водные растворы
^димеров (поливиниловый спирт, полиакриламид, соли полиакрило-
mi кислоты и т. д.). Эти закалочные среды безвредны, непожаро-
Киспы и дешевы. Изменяя концентрацию полимеров в воде, можно
| широких пределах варьировать охлаждающую способность среды.
Ври малых концентрациях полимеров она близка к охлаждающей
юсобности воды, при больших — к охлаждающей способности
мт ла.
Водные растворы полимеров не являются универсальными зака-
зными средами. Каждая из них может быть использована для за-
вякп вполне определенных конкретных изделий. Для большинства
1ДПЫХ растворов полимеров характерна сильная зависимость охлаж-
Ьощей способности от их температуры. Нагрев таких сред выше
ч .60 °C приводит к резкому снижению интенсивности охлаждения.
11ри проведении некоторых видов закалки (ступенчатой, изотер-
ической) охлаждение изделий осуществляют в расплавах солей и
Влочей. Эти закалочные среды в температурном интервале охлаж-
и'пня изделий не изменяют агрегатного состояния. На практике наи-
Ьлес широко применяют смеси нитратов и нитритов натрия и калия
(> штр) или щелочей КОН и NaOH (табл. 13.1). Скорость охлажде-
»пг- в расплавах солей и щелочей максимальна в начальный период
Кл ждения. С уменьшением температуры поверхности она посте-
•мно уменьшается (рис. 13.24). В температурном интервале диффу-
Шшпого превращения скорость охлаждения относительно невысока
303
Скорость охлаждения,
град/с
Рис. 13.24. Скорость охлаждения серебряно!
шарика диаметром 20 мм в расплаве 50
KNO3 + 50 % NaNO3. У кривых охлажден!
указана температура расплава (В. Люег)
и поэтому закалке в расплавах мож»
подвергать лишь изделия малых сеч
ний. С повышением температуры ра
плавов интенсивность охлаждеш
уменьшается. Их охлаждающую сгй
собность можно увеличить, использу
интенсивную циркуляцию и небольши
добавки воды.
В качестве максимально допусп
мой для расплавленных селитр приняч
температура 550 °C. При более высс
ких температурах они быстро разлап
ются и возникает опасность взрыв!
Расплавленные щелочи по сравнению с селитрами более безопасны
Их использование позволяет получить чистую поверхность закалив»
емых изделий. К недостаткам щелочей относятся невысокая эксплу
атационная долговечность, малая стабильность свойств и повышен-
ная вредность.
13.4. ВНУТРЕННИЕ НАПРЯЖЕНИЯ, ВОЗНИКАЮЩИЕ ПРИ ЗАКАЛКЕ
Одна из особенностей закалки заключается в том, что ее провед1
ние, как правило, сопровождается возникновением высоких внутрен
них напряжений. Последние могут стать причиной коробления издс
лий и появления закалочных трещин. Напомним, что следует разли-
чать временные внутренние напряжения, возникающие непосредст-
венно в процессе охлаждения, и остаточные, сохраняющиеся в изд
лии после окончания охлаждения. И
К закалочным напряжениям относятся:
термические (тепловые) напряжения, причиной появления кото-
рых является неодновременность охлаждения поверхностных слоев и
сердцевины изделия;
структурные (фазовые) напряжения, появляющиеся вследствие
неодновременности протекания фазовых превращений по сечению
изделий.
Так как при закалке скорость охлаждения поверхностных и цен>
ральных слоев изделия различна, то они претерпевают неодинаковое
304
11 । левое сжатие, что и обусловливает появление термических напря-
Вний. В начальный период охлаждения быстрее изменяется темпе-
Bivpa поверхностных слоев. Но их сжатие не может протекать сво-
Вню, так как этому препятствует сердцевина изделия. Поверхност-
В*>• слои окажутся растянутыми, т.е. в них возникнут растягивающие
Втяжения. Центральные слои в этом случае будут испытывать сжи-
Вющие напряжения.
I По мере понижения температуры поверхностных слоев их ско-
В< । ь охлаждения уменьшается. В некоторый момент интенсивность
Вллждения центральных слоев окажется выше, чем поверхностных.
К' > предопределит их более быстрое сжатие, чему препятствуют по-
Внюстные слои. Характер распределения внутренних напряжений
сечению изделия изменится: поверхностные слои будут находить-
Впод воздействием сжимающих напряжений, а центральные — рас-
В икающих.
Г Па рис. 13.25 приведены кривые охлаждения поверхности и цент-
В цилиндрической заготовки диаметром 100 мм в воде. Различие в
Вин ратуре между поверхностью и центром растет по мере увеличе-
Вп времени вплоть до точки W, в которой оно достигает максималь-
*i>n величины — около 600 °C. В этот момент растягивающие напря-
Виия в поверхностных слоях достигают максимального значения.
Нс । । бы растягивающие напряжения не претерпевали релаксации, то
В ход во времени соответствовал бы кривой а. Однако ввиду высо-
>и температуры они успевают частично релаксировать за счет пла-
Ви ческой деформации. Остающиеся растягивающие напряжения из-
Вцяются в соответствии с кривой Ь.
Г Быстрое сжатие сердцевины после момента W приводит к умень-
В ни ю растягивающих напряжений в поверхностных слоях, которые
момент U достигают нулевого значения. Дальнейшее сжатие серд-
В»ш ы вызовет появление в поверхностных слоях сжимающих на-
Бряжсний. Характер изменения термических напряжений в сердцеви-
В изделия показывает кривая с. После окончания охлаждения рас-
щ деление остаточных внутренних напряжений по сечению заготов-
м в принципе соответствует эпюре в правой части рис. 13.25.
Чем выше температура нагрева и чем интенсивнее охлаждение,
В *1 выше уровень термических напряжений. Увеличение размеров
В41.ния изделия и усложнение его формы сопровождаются тем же
эф рсктом. На величину термических напряжений влияют свойства
i Рати. С увеличением ее теплопроводности и уменьшением темпера-
lypnoro коэффициента объемного расширения уровень термических
в |ряжений снижается. Термические напряжения уменьшаются и
|i| । снижении предела текучести, так как облегчается их релаксация
irj чем пластической деформации.
305
1000
Рис. 13.25. Схема возникновения термических напряжений при охлаждении зач
товки диаметром 100 мм в воде без учета фазовых превращений (А. Розе)
Р, R — поверхность и центр изделия соответст венно
Рассмотрим возникновение структурных напряжений в услови!
полной прокаливаемости. В процессе охлаждения при закалке iu
верхностные слои раньше достигают мартенситного интервала. Мжр«
тенситное превращение сопровождается увеличением объема. Но
этому будут препятствовать центральные слои. В поверхностных сло-
ях возникают сжимающие напряжения, а в центральных — растя и-
вающие. Через некоторое время мартенситное превращение начнет!
ся в центральных слоях. Увеличению их объема будут препятств^
вать поверхностные слои. При этом знак напряжений изменится: г
поверхностных слоях появятся растягивающие напряжения, а в цшг|
ральных — сжимающие.
Когда мартенситное превращение получает развитие только в пс
верхностных слоях, частичная релаксация напряжений может проис
ходить путем пластической деформации внутренних слоев с пластиЧ
306
аустенитной структурой. При образовании мартенсита в сердце-
lit изделия релаксация напряжений резко затрудняется. В условиях
• 1<>пластичной мартенситной структуры и наличия в поверхност-
ях слоях наиболее опасных растягивающих напряжений возрастает
|>ои гность образования закалочных трещин.
Величина структурных напряжений зависит от перепада темпера-
1р по сечению изделия и всех факторов, которые этот перепад опре-
>>пот. На уровень структурных напряжений влияет содержание в
1ЛИ углерода и легирующих элементов. Увеличение количества уг-
®да в мартенсите сопровождается более значительными измене-
|ми удельного объема при его образовании и появлением более
эких напряжений. В то же время следует учитывать, что измене-
| содержания углерода, как и характера легирования, сказывается
положении мартенситного интервала и количестве остаточного
ри нита в закаленной стали. Снижение температурного интервала
Ьспситного превращения при прочих равных условиях приводит к
Сличению структурных напряжений. Чем больше остаточного аус-
П1 га, тем в меньшей мере изменяется объем при закалке, а следо-
лыю, ниже уровень структурных напряжений.
1Три неполной прокаливаемости также возникают высокие струй-
ные напряжения. Это обусловлено тем, что удельные объемы
жита и феррито-карбидных структур больше, чем аустенита.
При закалке стали одновременно возникают термические и
^ктурные напряжения. В зависимости от действия различных фак-
они могут суммироваться или взаимно вычитаться. Поэтому
I окончания охлаждения часто имеет место сложный характер
прсделения остаточных напряжений по сечению изделия. В по-
IX постных слоях могут действовать как сжимающие, так и растя-
иющие напряжения.
13.5. СПОСОБЫ ОБЪЕМНОЙ ЗАКАЛКИ
В практике термической обработки используют различные спосо-
I шкалки на мартенсит, позволяющие снизить уровень внутренних
пряжений и предотвратить возникновение закалочных дефектов.
('амой простой и наиболее распространенной является непрерыв-
л .мкалка. Нагретое до температуры аустенитизации изделие поме-
пт в закалочную среду до полного охлаждения. Такой способ за-
рки применяют для изделий простой формы из углеродистых и ле-
ропанных сталей. Если охлаждение осуществляют в жидкости, то
Несообразно обеспечить ее циркуляцию в закалочном агрегате или
ущсствить непрерывное перемещение изделия.
307
Рис. 13.26. Схемы закалки в двух средах (/)
ступенчатой закалки (2)
Для уменьшения внутренних напря
жений применяют закалку с подсту
живанием. Нагретое изделие не орал
помещают в закалочную жидкую ср
ду, например в воду или масло, а ней
торое время подстуживают на воздух
При этом подстуживание должно и
ключать диффузионный распад пер
охлажденного аустенита. Температу]
подстуживания можно выбрать, используя изотермические и терм
кинетические диаграммы распада переохлажденного аустенита, а а
тем уточнить экспериментально.
Другим способом закалки, обеспечивающим уменьшение вну
ренних напряжений, является закалка в двух средах (рис. 13.26), П
еле аустенитизации изделие сначала охлаждают в среде с больш
охлаждающей способностью с тем, чтобы быстро пройти темпер
турный интервал минимальной устойчивости переохлажденного aj
тенита. Затем изделие переносят в среду с меньшей охлаждают,
способностью. Это позволяет уменьшить скорость охлаждения в ма^
тенситном интервале и снизить уровень внутренних напряжений. М(
мент переноса из одной закалочной среды в другую зависит от хим1
ческого состава стали, размеров изделия, охлаждающей способное!
первой среды и обычно определяется опытным путем.
Для небольших изделий из углеродистых и низколегированна
сталей часто используют так называемую закалку через воду в ма
ло. Сначала изделие погружают в воду и после короткой выдержу
переносят в масло. При осуществлении такого режима закалки нео!
ходимо точно выдержать время пребывания изделия в воде. Малл
выдержка в воде может привести к образованию немартенстньц
продуктов распада переохлажденного аустенита и снижению твердо
сти закаленной стали, а передержка — к росту внутренних напряж|
ний и повышению вероятности коробления изделий и образованш
трещин.
Снизить внутренние напряжения позволяет ступенчатая закаЛ
ка. Изделие с температуры аустенитизации переносят в ванну с рис
плавленными селитрой или щелочами и охлаждают его до темпера
туры на 20...40 °C выше точки Мн. Выдержка обеспечивает выравии
вание температуры по сечению изделия, но при этом не должна прб
вышать длительности инкубационного периода распада переохлаж
308
того аустенита при выбранной температуре (см. рис. 13.26). После
пинания выдержки изделие охлаждают замедленно (обычно на
духе и реже в масле).
Во время выдержки в горячей среде релаксируют термические
|иряжения. Так как при выдержке происходит выравнивание темпе-
пуры по сечению изделия, то при последующем медленном охлаж-
। ни мартенситное превращение начинается почти одновременно по
му объему изделия, что способствует уменьшению структурных
пряжений.
Ь 11ри температуре выдержки сталь, имея аустенитную структуру,
| вктеризуется высокой пластичностью. Это позволяет после из-
учения изделия из ванны подвергать его правке для устранения ко-
клсния. Правка может осуществляться и во время последующего
тждения ниже точки Мн. При этом используется эффект увеличе-
I пластичности в момент развития мартенситного превращения.
< тупенчатая закалка применима для сталей, имеющих высокую
ойчивость переохлажденного аустенита при температурах бейнит-
41 превращения. Часто ее используют для высокоуглеродистых
«мистых сталей (ХВГ, ШХ15, 9ХС). Охлаждение в расплавленных
шграх и щелочах происходит сравнительно медленно (см. раздел
J), и поэтому ступенчатой закалке можно подвергать лишь детали
нструмент небольшого сечения.
На практике используют также видоизмененный способ ступен-
пш закалки, при котором изотермическая выдержка в горячих сре-
L осуществляется при температурах, лежащих несколько ниже точ-
Мн. Снижение температуры горячей среды обеспечивает увеличе-
В скорости охлаждения в температурном интервале минимальной
|*>ичивости переохлажденного аустенита и тем самым увеличивает
Ьь алпваемость. В то же время при таком режиме обработки доста-
вив) заметно снижаются внутренние напряжения, хотя и в меньшей
ц) , чем в случае осуществления изотермической выдержки выше
11ри проведении ступенчатой закалки следует учитывать, что в
юцсссе замедленного охлаждения в мартенситном интервале может
Внчить развитие как термическая стабилизация аустенита, так и
этичный распад мартенсита.
Для некоторых изделий, не требующих полной прокаливаемости,
кет быть использована закалка с самоотпуском. Нагретое изде-
k выдерживают в закалочной среде не до полного охлаждения. Оно
врывается в условиях, когда сердцевина изделия сохраняет некото-
||- количество тепла. За счет этого тепла разогреваются поверхно-
!н.1с закаленные слои и происходит их отпуск. Так как при таком
>жиме обработки сердцевина изделия закалке не подвергается, то
к будет иметь более низкую твердость, чем поверхностные слои.
309
Закалка с самоотпуском часто применяется для инструмента, р
ботающего с ударными нагрузками, у которого высокая твердое
поверхностных слоев должна сочетаться с повышенной вязкость
сердцевины. Для инструмента может использоваться несколько изм
ненный вид закалки. После аустенитизации в жидкую закалочну
среду погружают только его рабочую часть. После определенной вт
держки инструмент вынимают из жидкости, и закаленная рабоч
часть отпускается за счет горячего хвостовика.
Для массивных изделий используется закалка с купанием. Из|
лие сначала полностью погружают в жидкую закалочную среду, а ч
тем периодически вынимают на воздух. Это способствует выравниг
нию температуры по сечению изделия и уменьшению внутренних и
пряжений. Когда изделие находится на воздухе, за счет внутренне,
тепла происходит самоотпуск закаленных поверхностных слоев; oi
становятся менее хрупкими, и вероятность образования закалочш,
трещин уменьшается. Время нахождения изделия в закалочной сре,
и на воздухе определяется экспериментально.
Если необходимо закалить только определенную часть нагрет^
изделия, то ее охлаждают струей воды, для чего используют спрейс
ные и душирующие устройства. Такая закалка называется струйч
той. Она может сопровождаться самоотпуском за счет тепла неза1
ленной части изделия. Прокаливаемость стали при таком способе
калки достаточно высокая, так как струя воды затрудняет образо
ние паровой оболочки около поверхности охлаждения.
Наконец, для некоторых сталей с высокой устойчивостью пе|
охлажденного аустенита может осуществляться закалка на возду
при которой изделие после нагрева до высоких температур охлаж
ется на спокойном воздухе. Скорость охлаждения при этом невелп
что снижает термические напряжения. Ранее такой закалке подвер
ли только небольшие изделия из высоколегированных сталей тц
быстрорежущей.
Такой же способностью закаливаться на воздухе обладают
разработанные в последние годы экономнолегированные констр]
ционные стали типа 12Х2Г2НМФ, предназначенные для высок
прочных сварных конструкций (Л. М. Клейнер). Главной особенв
стью этих сталей является высокая устойчивость аустенита в интв
вале температур диффузионного превращения и отсутствие бейни
ного превращения. Это обусловливает способность сталей закаД
ваться при охлаждении на воздухе с образованием низкоуглерод!
того мартенсита, который обладает хорошим комплексом мехам
ческих свойств.
310
13.6. ЗАКАЛКА С ОБРАБОТКОЙ ХОЛОДОМ
У многих сталей, например высокоуглеродистых, часть мартен-
pioro интервала находится в области отрицательных температур,
вюму после закалки с охлаждением до комнатной температуры в
в сохраняется повышенное количество остаточного аустенита,
испыпить количество остаточного аустенита можно, дополнитель-
охладив закаленную сталь ниже комнатной температуры. Такая
Ыкютка, впервые предложенная А. П. Гуляевым, получила назва-
обработки холодом.
При выборе температуры охлаждения для обработки холо-
11 лсдует учитывать положение мартенситной точки Мк. Охлаж-
И< стали ниже этой точки нецелесообразно, так как оно не при-
нт к дополнительному мартенситному превращению. Для мно-
промышленных сталей оптимальная температура охлаждения
пдится не ниже -70.. -80 °C. У некоторых сталей ощутимое
мление количества остаточного аустенита наблюдается уже
I охлаждении в проточной воде до 5... 10 °C. Во многих промыш-
*ых сталях полнота мартенситного превращения вследствие
имущественного атермического характера его не зависит от
Цельности выдержки при температуре охлаждения. Выдержка
>на обеспечить лишь выравнивание температуры по сечению
(ЛИЯ.
При осуществлении обработки холодом необходимо учитывать
ккт термической стабилизации аустенита, который проявляется
к' точки Мс. Напомним, что Мс находится вблизи точки Мн и ей со-
гсгвует образование примерно 25...30 % мартенсита. Если Мс ле-
' выше комнатной температуры, то во избежание эффекта терми-
к>й стабилизации обработку холодом необходимо проводить неза-
цмтелыю после закалки. В тех случаях, когда Мс находится ниже
щагной температуры, допустим определенный разрыв между
Знанием закалки и обработкой холодом.
Уменьшение количества остаточного аустенита при обработке
|идом сопровождается ростом твердости закаленной стали, что
К>ляет повысить износостойкость инструмента и цементирован-
I изделий. Обработка холодом используется также для стабилиза-
। размеров высокоточных изделий (мерительный инструмент,
и.ца подшипников и др.). Структура закаленной стали нестабиль-
1< процессе вылеживания и эксплуатации при комнатной темпера-
с остаточный аустенит превращается в мартенсит, что сопровож-
тся увеличением объема и изменением размеров изделия. После
>цботки холодом этот эффект резко уменьшается. При использо-
311
вании обработки холодом следует учитывать, что она вызывает увя
личение внутренних напряжений и иногда может привести к обрз iqi
ванию трещин.
13.7. БЕЗДЕФОРМАЦИОННАЯ ЗАКАЛКА
Закалка сталей сопровождается увеличением их удельного об
ма, а следовательно, изменением размеров закаливаемых изделпа
Этот эффект обусловлен природой самой закалки. Из рис. 13.27 вид
но, что основные структурные составляющие имеют различны!
удельные объемы. Образование аустенита при нагреве стали с феи
рито-карбидной структурой сопровождается уменьшением удельной
объема. Наоборот, при закалке стали (при превращении аустенита]
мартенсит) объем увеличивается, причем у мартенсита уделып i
объем становится больше, чем у феррито-карбидной структуры. Т|
как удельные объемы исходной феррито-карбидной структуры обра
зующегося при закалке мартенсита, а также остаточного аустени!
различны, то это предопределяет изменение размеров изделий пр
закалке.
Из рис. 13.27 следует, что чем больше содержание углерода в сП
ли, тем больше разница в удельных объемах мартенсита и аустенит
Приведенные данные относятся к случаю, когда весь углерод пере
ден при нагреве в аустенит, а при закалке — в мартенсит. При нагр
ве высокоуглеродистых сталей под закалку до оптимальных темпер!
тур (Ас, + 30...50 °C) часть карбидной фазы остается нерастворенноЙ
что обусловливает меньшее содержание углерода в мартенсите
меньшие изменения его удельного объема. Тем не менее изменение
размеров изделий из высокоуглеродистых сталей при закалке, ки|
правило, значительно больше, чем из среднеуглеродистых.
При термической обработке некоторых точных изделий желл
тельно свести изменение их размеров к минимуму. Принципиальны*
основы бездеформационной закалки заключаются в следующем. Тв1
как аустенит имеет значительно меньший удельный объем, чем марЧ
тенсит и феррито-карбидная структура, то, изменяя объемную доле
аустенита в структуре закаленной стали, можно подобрать такое к<Я
личественное соотношение между мартенситом и остаточным ауств!
нитом, при котором их средний удельный объем станет равный
удельному объему феррито-карбидной структуры. В этом случае эм
калка не приведет к изменению размеров изделия. Но, как показывай
ют расчеты, для осуществления такой закалки необходимо иметь
структуре закаленной стали очень большие количества остаточногя
аустенита. Например, чтобы избежать изменений размеров при зм
312
Р» 13.27. Изменение удельных объемов
К»11 ито-карбидной структуры (7), аустенита
№ и мартенсита (3) в зависимости от содер-
жания углерода
0.128
0.130 -
х
<о
0.126
0.122
0.124
0.120 —1—1—1—1—1—1—
0.2 0.6 1.0 1.4
Содержание углерода, %
мл ке стали с 0.8 % С, следует полу-
чки» в ней 35 % остаточного аустени-
bt< При обычной закалке этой стали
Бои хество остаточного аустенита не
Ъ» В1ышает нескольких процентов.
' Другой путь уменьшения измене-
размеров изделий при закалке —
^пользование замедленного охлажде-
рч в мартенситном интервале, чтобы
Ьлучить существенное развитие про-
весов самоотпуска мартенсита. Это
Ьиводит к снижению содержания углерода в мартенсите и уменьше-
его удельного объема.
А. П. Гуляев предложил следующий подход к выбору режимов
». 1лки, обеспечивающих уменьшение изменений размеров изде-
1й из высокоуглеродистых легированных сталей. Температуру за-
|яки необходимо повысить, чтобы более полно растворить карби-
ji-i )то приводит к увеличению содержания углерода и легирую-
Днх элементов в аустените и снижению температурного интервала
(^ртенситного превращения, что вызовет рост количества оста-
Ьчного аустенита. Но одновременно повышается содержание уг-
Ьроца в мартенсите, и удельный объем последнего становится
о и ше. Поэтому только повышение температуры аустенитизации
ржет не привести к уменьшению деформации изделия. Для полу-
гнил нужного эффекта следует дополнительно осуществить при
Вилке замедленное охлаждение в районе мартенситного интерва-
II чтобы произошел самоотпуск мартенсита и содержание углеро-
н в нем снизилось.
Если сталь, содержащую 1.22 % С, 0.59 % Сг и 1.44 % Мп, подверг-
|г н. обычной закалке с 800 °C в масле, то в ней будет получено 18 %
Бсшточного аустенита, а изменение линейных размеров AL составит
Бо..11 %. После закалки по режиму: аустенитизация при 890 °C, ох-
лаждение в селитре до 200 °C с последующей 30-минутной выдерж-
В- й количество остаточного аустенита увеличивается до 32 %, а ДЬ
уменьшается до +0,01 %.
При разработке режимов бездеформационной закалки следует
учитывать, что увеличение количества остаточного аустенита приво-
313
дит к снижению твердости закаленной стали. Кроме того, известно,
что остаточный аустенит может самопроизвольно разлагаться в про-
цессе эксплуатации. Поэтому в каждом конкретном случае следует
решать, целесообразно ли использование такой обработки.
Разница в объемах изделия до и после закалки максимальна при
полной прокаливаемости. Чем меньше толщина мартенситного слоя
т.е. меньше прокаливаемость, тем меньше эти различия. Отсюда сле-
дует, что там, где это допустимо, изменение размеров можно умень-
шить, используя методы поверхностной закалки.
13.8. ПОВЕРХНОСТНАЯ ЗАКАЛКА
При поверхностной закалке на некоторую глубину закаливаю*
лишь наружные слои изделия, а его сердцевина остается незакален*
ной. Для этого осуществляют быстрый нагрев поверхностного слов
в результате чего возникает температурный градиент по сечению ин
делия. При последующем охлаждении со скоростью, большей веря
ней критической скорости закалки, в том слое, который оказался ил*
гретым до аустенитного состояния, происходит образование мартын
ситной структуры.
Поверхностную закалку проводят в целях получения высокой
твердости поверхностных слоев изделий при сохранении вязкой серд-
цевины. В этом случае изделие будет иметь повышенную износостойч
кость и хорошо противостоять динамическим нагрузкам. Поверхи
стная закалка обеспечивает также увеличение усталостной прочно
ти. При такой закалке используют различные виды нагрева индукц
онный и лазерный, контактный электронагрев, нагрев пламенем Я
зовой горелки, нагрев в электролите.
13.9. ЗАКАЛКА ИЗ МЕЖКРИТИЧЕСКОГО ИНТЕРВАЛА
Эта разновидность закалки применяется при термической обр
ботке доэвтектоидных сталей. Ее отличие от обычной закалки 1
ключается в том, что сталь подвергают нагреву до температур, пр
вышающих точку Aq, но ниже точки Ас3 При таком нагреве форм
руется двухфазная структура, состоящая из феррита и аустенита. 11
последующем быстром охлаждении аустенит претерпевает прещ:
щение в мартенсит. Так как часть феррита при нагреве не испытьп
ет полиморфного превращения, то этот вид обработки можно oir
делить как неполную закалку. После закалки из межкритическ<
интервала прочность сталей меньше, чем после нормальной зак i
314
с нагревом выше Асз Тем не менее ее использование в ряде случаев
позволяет получить благоприятный комплекс механических свойств.
При выдержке доэвтектоидной стали в межкритическом интерва-
ле происходит перераспределение углерода между ферритом и аусте-
нитом. Из рис. 3.4 видно, что при температуре t, концентрация угле-
рода в аустените значительно превышает его среднее содержание в
Ьглпи. В феррите, оставшемся непревращенным при нагреве в меж-
внтический интервал, концентрация углерода оказывается меньше,
•км при температуре эвтектоидного превращения. С повышением
температуры нагрева в межкритическом интервале одновременно с
сличением количества аустенита уменьшается содержание в нем
pi е рода.
В процессе выдержки в межкритическом интервале протекает
Мкже перераспределение примесей и легирующих элементов между
ИЬчами. Экспериментально установлено, что феррит обогащается
Ьгмиием и фосфором, а аустенит — марганцем, никелем и хромом.
Кг пт перераспределение углерода между фазами осуществляется
Ьмнпительно быстро, то перераспределение легирующих элементов
Ьду их малой скорости диффузии протекает существенно медлен-
)си. Последнее приводит к тому, что распределение легирующих эле-
Ътов в образующемся аустените, как правило, оказывается неодно-
Вдпым.
I Обогащение аустенита углеродом в процессе выдержки в меж-
и пческом интервале приводит к увеличению его устойчивости при
Ьпаждении в температурном интервале диффузионного превраще-
и, что облегчает осуществление закалки. Мартенсит, образующий-
1 при закалке на месте обогащенного углеродом аустенита, характе-
рустся более высокой твердостью, чем мартенсит, возникающий
'и нормальной закалке с нагревом выше точки Ас,. В то же время
метка” феррита от атомов внедрения (углерода, азота) обеспечи-
гт высокую пластичность этой структурной составляющей.
I Закалка из межкритического интервала нашла применение для
)Лоуглеродистых сталей, которые используют для изготовления из-
лпй холодной штамповкой. Эти стали содержат 0.05...0.07 % С и мо-
быть легированы в небольших количествах (до 1.0...1.5 %) мар-
Ицсм, кремнием, хромом, а также некоторыми другими элемента-
| При их закалке из межкритического интервала формируется
кфазная (дуальная) структура, состоящая из мелкозернистого
гррпта и дисперсных участков мартенсита, расположенных преиму-
ГГ1 пенно по границам ферритных зерен. Количество структурных
каплющих можно регулировать, изменяя температурно-времен-
условия нагрева. Чаще всего они выбираются такими, чтобы по-
1 ь от 10 до 30 % мартенсита. Так как твердые мартенситные уча-
315
стки имеют обычно глобулярную форму и со всех сторон окружены
пластичным ферритом, то они не оказывают резко отрицательной®
влияния на пластичность. Поэтому после закалки из межкритическ<^
го интервала при достаточно высоком пределе прочности имеют мг
сто высокие пластичность и ударная вязкость. С увеличением коли’Ц
ства мартенсита прочностные характеристики растут, а пластичносп
и ударная вязкость снижаются.
Особенностью малоуглеродистых сталей с феррито-мартенси!
ной структурой является отсутствие площадки текучести и отноц
тельно невысокий предел текучести о02. Такой эффект объясняй
следующим образом. Так как мартенситное превращение идет с ув
личением объема, то около мартенситных участков возникают н
пряжения, релаксация которых путем пластической деформации с
провождается повышением плотности дислокаций в феррите. В«
никшие дислокации оказываются незакрепленными атомами внещ
ния, концентрация которых в феррите после нагрева в межкритш
ский интервал снижается. Повышенная плотность подвижных диа
каций в феррите предопределяет невысокое сопротивление мал!
пластическим деформациям, а значит и низкий предел текучести q
После закалки из межкритического интервала для малоуглеро;
стых сталей характерно низкое отношение Оц 2Ми и со° ветстве
большое равномерное удлинение, что является благоприятным ф
тором для повышения штампуемости. Другой особенностью фер|
то-мартенситной структуры является большой коэффициент деф
мационного упрочнения, что позволяет при штамповке получать I
сокий уровень прочности.
В настоящее время создан целый класс двухфазных ферриг
мартенситных сталей (ДФМС), предназначенных для холод!
штамповки, оптимальные свойства которых достигаются при зака!
из межкритического интервала.
Для среднеуглеродистых легированных сталей закалка из мс
критического интервала по сравнению с нормальной может обсс
чить при отпуске в широком интервале температур значительное |
вышение ударной вязкости при одновременном некотором снижи
твердости. Кроме того, закалка из межкритического интервала
фективно ослабляет развитие необратимой и обратимой отпуск!
хрупкости. Так, из рис. 13.28 видно, что после закалки из межкри
ческого интервала кривая зависимости ударной вязкости ст|
ЗОХГС от температуры отпуска смещается вверх по сравнению с к
вой, полученной после нормальной закалки, и на ней отсутствуют I
нимумы в интервалах развития отпускной хрупкости. В изломах
разцов, отпущенных в этих интервалах, нет признаков хрупкого
теркристаллитного разрушения. Из приведенных на рис. 13.28 Ji
316
11.28. Зависимость ударной вязкости и
. »сти от температуры двухчасового отпус-
II ЗОХГС, подвергнутой нормальной за-
от 950 °C (/) и закалке из межкритиче-
ского интервала от 800 °C (2).
предварительно были закалены с нагрсоом до
950 °C
также вытекает, что подбором тем-
пуры отпуска после межкритиче-
(I закалки можно получать твердость,
кую или даже равную твердости
йально закаленной стали при значи-
ыю более высокой ударной вязкости.
JL'im большинства легированных ста-
0 0.3...0.4 % С существенное повы-
ис ударной вязкости и ослабление отпускной хрупкости после
критической закалки проявляется при нагреве в узкий интервал
г ратур, который обычно находится выше Ас, на 30...50 °C. При
I такая обработка эффективна лишь в том случае, если ее прово-
п »сле предварительной закалки на мартенсит, т. е. когда имеет
Г»’ исходная кристаллографически упорядоченная структура. Тог-
|ч1 нагреве в межкритический интервал аустенит зарождается по
щам реек а-фазы и его участки будут равномерно распределены
I |<сме исходного аустенитного зерна. Нерастворившиеся участки
рига сохраняют ориентированность мартенситной структуры. В
иьтате закалки возникает специфическая структура, состоящая
^икоигольчатого ориентированного феррита с прослойками вы-
тлсродистого мартенсита.
I • in сталь предварительно подвергалась отжигу и имеет крис-
Ьи рлфически не упорядоченную феррито-карбидную структуру с
гпичатой или зернистой формой карбидов, то благоприятное
inc межкритической закалки на ударную вязкость отсутствует.
I пс наблюдается и тогда, когда сталь попадает в межкритический
шал в результате охлаждения из аустенитной области. В этом
i.r выделение феррита происходит преимущественно по грани-
«усгснитных зерен и формирующиеся его участки имеют глобу-
нук» форму. Таким образом, для повышения ударной вязкости при
критической закалке необходимо не просто присутствие ферри-
I его особая морфология и равномерное распределение внутри
в иитного зерна.
Причины высокой ударной вязкости отпущенных сталей, под-
шутых закалке из межкритического интервала, недостаточно яс-
I акой эффект может быть обусловлен измельчением структуры,
317
изменением характера выделения карбидов. Возможно, что налич
в структуре пластичных участков феррита способствует релаксац
возникающих при нагружении пиковых напряжений и тормозит]
рождение и развитие трещин. Основная причина уменьшения скя
ности к отпускной хрупкости, по-видимому, связана с nepepacnpq
лением во время выдержки в межкритическом интервале приме)
внедрения и их концентрацией в феррите, что затрудняет образа
ние примесных сегрегаций на границах исходного аустенипц
зерна.
Есть основания считать, что влияние закалки из межкритичеЯ
го интервала на чувствительность к отпускной хрупкости и удара
вязкость тесно связано со склонностью стали к структурной нася
ственности. Лишь при упорядоченном а—у-превращении наиб<1
вероятно получение равномерного распределения ферритных и 1
тенитных (мартенситных после закалки) участков по объему иса
ного аустенитного зерна. По крайней мере, имеется ряд экспериц
тальных данных, показывающих, что факторы, способствующие q
явлению структурной наследственности (малые скорости нагревая
гирование сильными карбидобразующими элементами), усилит)
эффективность закалки из межкритического интервала.
Среднеуглеродистые стали имеют узкий межкритический и нт
вал. Чтобы получить высокий комплекс их свойств при межкрити
ской закалке, необходимо точно выдерживать температурный рсЯ
нагрева, что не всегда легко осуществить, особенно при термичсЯ
обработке крупных изделий. Поэтому на практике закалка из м<
критического интервала для среднеуглеродистых сталей не получу
широкого распространения.
Глава 14
ОТПУСК ЗАКАЛЕННОЙ СТАЛИ
Юнтуск — это операция термической обработки, заключающая-
pni реве закаленной стали до температур, не превышающих точ-
ki
ркобходимость такой операции обусловлена тем, что при закал-
[ггали возникают высокие внутренние напряжения, которые мо-
риться причиной коробления изделий и образования трещин. Од-
Ь ыдач отпуска — снижение внутренних напряжений в закален-
|И Шелиях. Чем выше температура отпуска и длительней его вы-
па, тем полнее снимаются внутренние напряжения. Другая цель
йрка — получение нужного комплекса механических свойств. За-
»пая на мартенсит сталь в неотпущенном состоянии характеризу-
I нысокой твердостью, но имеет высокую склонность к хрупкому
пению. Варьируя температурно-временными условиями прове-
отпуска, можно существенно влиять на структуру закаленной
и в широких пределах изменять ее механические свойства.
I ИЗМЕНЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ ЗАКАЛЕННОЙ СТАЛИ
ПРИ ОТПУСКЕ
Углеродистые стали вне зависимости от содержания в них углеро-
Ь<гют практически одинаковый характер изменения твердости
отпуске (рис. 14.1). При низких температурах отпуска (до
L .’00 °C) твердость стали почти не меняется, а затем с повышени-
мпсратуры плавно снижается. У высокоуглеродистых сталей за-
»< с уменьшение твердости начинается при несколько более низ-
Бгмпературах отпуска, чем у низкоуглеродистых. Чем больше со-
ппие углерода в стали, тем выше ее твердость после отпуска при
Ьковой температуре.
Chпуск при низких температурах (до 200...250 °C) сопровождает-
Впрмированием структуры отпущенного мартенсита (см. раздел
I Высокая твердость сталей с такой структурой обусловлена теми
причинами, что и высокая твердость закаленных неотпущенных
319
Температура отпуска, °C
70
U 60
”50
-Д
в
£40
о.
о
и
2.17% Мп
1.35
30
0.25
Рис.
201----1---1----1---1---ь—
0 200 400
Температура отпуска, °C
14.1. Зависимость твердости стали с различным содержанием углсц
температуры отпуска (Г. В. Курдюмов)
Рис. 14.2. Влияние марганца на изменение твердости стали с 0,35 % С при (
(В. С. Меськин)
сталей: повышенным содержанием углерода в ос-твердом рас
наличием большого количества различного рода границ и субп
высокой плотностью дислокаций, взаимодействием между ат|
углерода и дислокациями, а также присутствием дисперсных и
ных частиц. Низкий отпуск сопровождается уменьшением сол
ния углерода в ос-твердом растворе, что должно приводить к
прочнению закаленной стали. Действие этого фактора части!!
полностью компенсируется упрочнением, обусловленным выд(
ем дисперсных карбидов. Более того, у высокоуглеродистых <
при отпуске около 100 °C, когда в результате двухфазного рг,
мартенсита возникает большое количество высокодисперсны!
бидных частиц, может даже наблюдаться некоторое повы
твердости (см. рис. 14.1).
Отпуск при 200...300 °C вызывает распад остаточного аус*г
В высокоуглеродистых сталях, где содержание этой фазы повь
ее распад может привести к задержке падения твердости или
небольшому ее росту (см. рис. 14.1).
Снижение твердости при повышении температуры отпу
400...450 °C связано с уменьшением концентрации углерода и с
дом растворе, нарушением когерентности на границах карбпдм:
делений и снятием микронапряжений, укрупнением карбидных •
При более высоких температурах отпуска разупрочнение угле
тых сталей определяется в основном процессами коалесценции
дов, аннигиляцией и перестройкой дислокаций в ферритной мн
320
1
Легирование в большинстве случаев слабо влияет на твердость
ленных сталей при низком отпуске. При повышенных температу-
В отпуска легирующие элементы, особенно карбидобразующие,
Ъобствуют замедлению разупрочнения стали, затрудняя распад
епсита, коалесценцию выделившихся карбидов и эволюцию дис-
рционной структуры матрицы. В качестве примера на рис. 14.2
tn едены данные по влиянию марганца на изменение твердости ста-
10.35 % С при отпуске.
11ри отпуске для изменения механических свойств, определяемых
i испытаниях на растяжение, характерна следующая общая зако-
Вгрность: с повышением температуры отпуска пределы текучести
Ьичности снижаются, а величины относительного сужения и удли-
м растут. Повышение температуры отпуска сопровождается так-
Чпеличением ударной вязкости.
О'.ч ановимся более подробно на изменении при отпуске механиче-
х характеристик мало- и среднеуглеродистых (до 0.40... 0.45 % С) ста-
I, которые широко используются как конструкционные материалы.
I пп жом отпуске таких сталей одновременно со снижением внутрен-
и.шряжений уменьшается или полностью устраняется склонность к
ленному разрушению, несколько подрастают пластичность и вяз-
I ь. В результате этого опасность хрупкого разрушения заметно сни-
ч я. Напомним, что в сталях с содержанием углерода до 0.40...0.45 %
Закалке образуется пакетный мартенсит. При отпуске до 200 °C его
ппе не претерпевает каких-либо существенных изменений. Поэто-
дпя низкоотпущенного состояния характерны те же особенности
’чтения, что и для закаленного. Развивающаяся трещина пересека-
йкн мартенсита без значительных отклонений; заметное измене-
К направления происходит лишь при переходе трещины из пакета
кт (см. схему на рис. 13.6). В этом случае существенное влияние на
m пвление разрушению оказывают размеры пакетов и реек, кото-
р свою очередь зависят от размера аустенитного зерна.
Согя все факторы, влияющие на прочность, учесть трудно, пред-
in гы многочисленные попытки количественно связать структур-
параметры с прочностными характеристиками низкоотпущен-
। галей. Одно из таких уравнений для среднеуглеродистой стали
ri следующий вид (МПа):
о0.2 = 550 + 1.23 lO-'d-1 + 4.1 Ю 2^1, (14.1)
|1 ширина пластин мартенсита, мм; X — расстояние между час-
ами выделившихся карбидов, мм.
11 бщем случае повышение содержания углерода (в пределах до
। .0.45 %) сопровождается увеличением прочностных характерис-
321
Рис. 14.3. Зависимость механических свойств стали 40 (а) и стали 40ХГСНЗВА (ifl
от температуры отпуска (Я. М. Потак)
тик и снижением пластичности и вязкости низкоотпущенных сталей,
При повышении предела прочности наблюдается рост предела вы
носливости. Экспериментально установлено, что хорошая корреля!
ционная зависимость между этими характеристиками сохраняется И
уровня предела прочности 2000...2100 МПа.
Благоприятное влияние на вязкость низкоотпущенной стали окг
зывает уменьшение ширины реек и диаметра пакетов мартенсит!
Так, зависимость температуры перехода из вязкого к хрупкому состс
янию (Т5ВД5О) можно выразить следующей формулой:
Т5О/5О = с, - С, ln(d„ Др)-'«, (14.21
где С, и Сг — константы; d„ — диаметр пакета; Др — ширина рейки!
Увеличению вязкости способствует также и повышение количв
ства остаточного аустенита, располагающегося в виде тонких проело)
ек между рейками мартенсита. Наоборот, переход от пакетного май
тенсита к двойникованному резко увеличивает охрупчивание стали.
При повышении температуры отпуска пределы текучести и проч
ности мало- и среднеуглеродистых нелегированных сталей ощутик
понижаются начиная с 250...300 °C. Пластичность и ударная вязкое
стали быстро растут при отпуске выше 300...400 °C (рис. 14.3, a). Koi
плексное легирование стали карбидобразующими элементами, а та
же кремнием обусловливает сохранение высоких значений предел<
текучести и прочности при отпуске до 400 °C (рис. 14.3,6). При пош
шении температуры отпуска наряду с уменьшением предела прочп
сти происходит снижение предела выносливости.
322
I’iic. 14.4. Вид изломов стали 40ХГНМ, подвергнутой закалке от 900 °C и двух-
часовому отпуску при 250 °C (а), хЗООО и 530 °C (б), Х1000
Наблюдаемый при повышении температуры отпуска рост удар-
ной вязкости сопровождается существенным изменением вида изло-
ма. Динамическое нагружение при комнатной температуре вызывает
ч ранскристаллитное разрушение низкоотпущенных сталей. Оно осу-
ществляется как квазисколом, так и вязко, причем с повышением со-
держания углерода в стали наряду со снижением ударной вязкости
уменьшается и доля вязкой составляющей в изломе. Высокоотпущен-
ыс стали претерпевают вязкое транскристаллитное разрушение
(рис. 14.4).
Уменьшение прочности с повышением температуры отпуска со-
провождается не только увеличением пластичности и ударной вязко-
rni. Одновременно снижается температура вязкохрупкого перехода,
(увеличивается работа распространения трещины. Вязкость разруше-
ния (К1с), как правило, незначительно возрастает при повышении
гемпературы отпуска до 350...400 °C и резко увеличивается в случае
.более высокого отпуска, когда начинают получать развитие сферои-
ди кщия и коалесценция карбидов и процессы возврата в феррите, а
разрушение становится вязким и осуществляется путем образования
и коалесценции пор. Все эти данные свидетельствуют о том, что ис-
пользование закалки и высокого отпуска позволяет обеспечить для
мало- и среднеуглеродистых сталей высокую конструктивную проч-
' ноегь.
Структура сорбита может быть получена как при закалке и высо-
ком отпуске, так и при диффузионном распаде переохлажденного
.«ус генита в процессе отжига или нормализации. Если в сорбите, обра-
323
зовавшемся при непосредственном распаде переохлажденного аусте
нита, цементит находится в виде длинных пластин, то в сорбите отпу-
ска цементитные частицы имеют сферическую форму или близкую к
ней, относительно равномерно распределены в полигонизованноп
ферритной матрице. Такая структура обладает более благоприятным
комплексом свойств. При равной или большей прочности сорбит от-
пуска имеет большую пластичность и ударную вязкость (см. табл.
12.2). Для него характерны более низкая температура вязкохрупкого
перехода, а также более высокая работа распространения трещины.
Так, для стали 17ГС температура вязкохрупкого перехода, соответст-
вующая 50 % вязкой составляющей в изломе, после нормализации
равна +15 °C, а после закалки и отпуска при 600 °C она равнялась
-50 °C (рис. 14.5). При этом в высокоотпущенном состоянии пределы
текучести и прочности соответственно были равны 520 и 650 МПа по
сравнению с 350 и 550 МПа для нормализации.
Необходимо отметить, что указанный выше общий характер из-
менения ударной вязкости и температуры вязкохрупкого перехода
при отпуске может нарушаться в связи с развитием необратимой от-
пускной хрупкости при 250...400 °C и обратимой отпускной хрупкос-
ти при 450...600 °C. В ряде случаев отрицательное влияние на относи-
тельное сужение и ударную вязкость при высоком отпуске оказыва-
ют значительное укрупнение частиц карбидов и рекристаллизация
ферритной матрицы.
Изменение механических свойств высокоуглеродистых сталей
при отпуске отличается рядом особенностей. Несмотря на частичный
распад мартенсита и уменьшение внутренних напряжений, эти стали
после низкого отпуска сохраняют большую склонность к хрупкому
разрушению. Для низкоотпущенного состояния испытания на растя-
жение оказываются не представительными, так как образцы при на-
гружении разрушаются хрупко, часто не достигая даже предела теку-
чести. В этом случае более достоверную информацию обеспечивают
испытания, при которых используются более мягкие по сравнению с
растяжением условия нагружения (изгиб, кручение, сжатие). Такие
испытания показывают, что прочность высокоуглеродистых сталей в
условиях хрупкого разрушения растет при повышении температуры
отпуска до 200...350 °C, в то время как твердость постепенно снижа-
ется (рис. 14.6). При более высоких температурах отпуска, когда
хрупкое разрушение заменяется вязким, наблюдается постепенное
снижение прочностных характеристик.
Для высокоуглеродистых сталей, используемых для изготовления
упругих элементов, важной характеристикой является предел упруго-
сти (о0()3—Ооосй), оценивающий сопротивление малым пластическим
деформациям При повышении температуры отпуска он сначала рас-
324
Рис. 14.5. Зависимость ударной вязкости, доли вязкой составляющей в изло-
ме, работы распространения трещины в стали 17ГС от температуры испы-
тания. Ударные образцы имели радиус у дна надреза, равный 0,25 мм
(М. Н. Георгиев).
/ — закалка от 900 °C в воде + отпуск 600 °C, 2 ч; 2 — нормализация
Рис. 14.6. Изменение механических свойств стали У11А при отпуске
Температура отпуска -------->
Рис. 14.7. Схема изменения прочности вследствие распада мартенсита (/),
из-за выделения дисперсных карбидных частиц (2) и суммарного (3) при
отпуске закаленной стали (М. И. Гольдштейн).
а — 1Да,.,1 > б — 1Дат1 < WoJ
тет, достигая максимума при 300...350 °C, а затем постепенно сниж
ется. Увеличение предела упругости при низком отпуске обусловлш
снятием остаточных напряжений, возникающих при закалке. Но эн
по-видимому, не единственная причина. Предполагается, что опред
ленный вклад в повышение предела упругости вносят распад март*,
сита и образование дисперсных карбидных частиц, когерентно спя
занных с a-твердым раствором. Увеличению предела упругости, п<
сомненно, способствует и распад остаточного аустенита.
Рассмотрим стали, легированные карбидобразующими элемент!
ми, при отпуске которых выше 400...450 °C образуются специальна
карбиды. Так как такие карбиды дисперсны и являются эффективны
препятствием для движущихся дислокаций, то их выделение привод]
к упрочнению стали. Но одновременно должно происходить и ее pal
прочнение, связанное с распадом мартенсита. Интенсивность дейт
этих двух процессов в итоге определяет характер изменения прочно,
ных характеристик при высоком отпуске, что наглядно иллюстрир]
схема, представленная на рис. 14.7. Если при отпуске в интервале т<
ператур q—t, повышение прочности в результате выделения диспе
ных частиц карбидов +Додч превышает разупрочнение твердого р
твора -До.гр, то на кривой зависимости прочности от температуры с
пуска появляется пик (см. рис. 14.7, а). Если +До„,, будет меньше, ч
-ДОтр, то на кривой изменения прочности пика не будет, а наблюди»
ся лишь замедление процесса разупрочнения (см. рис. 14.7, б).
Эффект повышения прочности и твердости при отпуске в резуц
тате выделения специальных карбидов называется вторичным тп^
дением, а стали с таким эффектом — вторичнотвердеющими.
Интенсивность действия на механические свойства разных ка
бидобразующих элементов различна. Можно считать, что она возр
стает с увеличением их карбидобразующей способности. Чем вып
карбидобразующая способность элемента, тем меньшее его колич
ство необходимо, чтобы вторичное твердение получило существе
ное развитие. В сталях, содержащих элементы с большей карбиде!
разующей способностью, пик вторичного твердения, как правил
смещается в сторону более высоких температур, а разупрочнеии
связанное с укрупнением карбидов и процессами аннигиляции и пе, •
стройки дислокаций в мартенсите, происходит медленнее.
пакую закономерность можно проследить, сравнивая характ»
влияния хрома, молибдена и ванадия на изменение твердости при о
пуске закаленной на мартенсит стали с 0.4 % С. При легировании ук
занными элементами образуются карбиды (Fe, Сг)7С31 Мо2С и VC. 1
рис. 14.8 видно, что заметный пик вторичного твердения может бы
получен лишь при содержании хрома более 6 %. При легировании м<
либденом и ванадием для достижения аналогичного эффекта втори«
326
400 500 600 700 400 500 600 700 400 500 600 700
Температура отпуска, °C
14.8. Влияние хрома (а), молибдена (б) и ванадия (в) на изменение твердости
среднеуглеродистой стали при отпуске (Ф. Б. Пикеринг).
• хрома; 2 — 2,0 % Сг; 3 — 4,0 % Сг; 4 — 6,0 % Сг, 5 — 10 % Сг; 6 — 0,48 % Мо; 7 — 0,98 % Мо;
— 2,92 % Мо; 9 — 4,60 % Мо; 10 — 0,15 % V; 11 — 0,51 % V; 12 — 0,98 % V; 13 — 1,98 % V
и твердения достаточно 3 и 1 % соответственно. При выделении
Гидов (Fe, Сг)7С3 максимум вторичного твердения наблюдался при
"С, при выделении Мо2С — при 575 °C и VC — при 600...625 °С.^Д
Вторичное твердение при отпуске сопровождается охрупчивани-
что проявляется в снижении пластичности, ударной вязкости и
Кости разрушения (К1с). Особенность сталей с сильным эффектом
рпчного твердения заключается в том, что они могут не иметь
жо выраженной температурной границы вязкохрупкого перехода.
) выявляется лишь при достаточно высоком отпуске (650 °C и бо-
I), когда происходит заметное разупрочнение стали.
У высоколегированных сталей, в которых при закалке образует-
швышенное количество остаточного аустенита, при отпуске выше
I "С может наблюдаться явление вторичной закалки, заключаю-
тся в превращении остаточного аустенита в мартенсит в процессе
Цждения после окончания выдержки при температуре отпуска.
Uie стали в целях полного разложения остаточного аустенита под-
гают двух-четырехкратному отпуску. Многократный отпуск обес-
инает повышение твердости и прочности стали. Наибольшее ко-
>гство мартенсита возникает при охлаждении после первого отпу-
Соответственно в этом случае происходит наиболее существен-
► и вменение свойств. При последующих отпусках количество обра-
Ицсгося мартенсита уменьшается. Окончательный отпуск нужен
Гиым образом для более полного снятия напряжений.
('лсдует отметить, что повышение твердости ряда высоколегиро-
|цых сталей при высоких температурах отпуска может быть обус-
клспо суммарным действием вторичного твердения и вторичной за-
ftiii.
327
14.2. ХРУПКОСТЬ ЗАКАЛЕННЫХ СТАЛЕЙ ПРИ ОТПУСКЕ
Стали с мартенситной структурой при отпуске в определенных
температурных интервалах могут претерпевать охрупчивание, прояв-
ляющееся в снижении ударной вязкости, повышении температуры
вязкохрупкого перехода и ухудшении ряда других механических ха-
рактеристик. Так, отпуск при 250...400 °C вызывает появление не-
обратимой отпускной хрупкости, а при 450...600 °C — обратимой
отпускной хрупкости. Соответственно на кривой зависимости удар-
ной вязкости от температуры отпуска можно наблюдать два провала,
несмотря на монотонное изменение прочности и твердости (рис. 14.9).
Если стали склонны к вторичному твердению, то этот эффект, на-
блюдаемый при отпуске выше 400 °C, также сопровождается охруп-
чиванием.
Дадим общую характеристику указанных видов хрупкости.
Необратимая отпускная хрупкость*. Она свойственна в той илш
иной мере всем углеродистым и легированным сталям, отпущенным
в интервале (250...400 °C). Необратимая отпускная хрупкость сопро-
вождается хрупким интеркристаллитным разрушением. Необрати
мость хрупкости заключается в том, что закаленная сталь, отпущен
ная выше температурного интервала ее проявления, не возвращаете!
в охрупченное состояние при последующем нагреве в этот интервал
При развитии необратимой отпускной хрупкости наряду со снижени
ем ударной вязкости, повышением температуры вязкохрупкого пере
хода наблюдается уменьшение сопротивления коррозионному рас
трескиванию под напряжением и водородному охрупчиванию**.
Склонность к необратимой отпускной хрупкости обычно оцени
вают следующим способом. На стандартных ударных образцах с над
резом при комнатной температуре определяют ударную вязкость Г
строят ее зависимость от температуры отпуска. Величина наибол!
шего уменьшения ударной вязкости на полученной кривой можи
быть использована как характеристика охрупчивания. Отметим, чт
иногда более показательны ударные испытания не при комнатной,
при отрицательных температурах (-20...-70 °C). В этом случае попы
шение температуры вязкохрупкого перехода в результате охрупчин
ния оказывает большее влияние на значения ударной вязкости.
Указанный метод определения склонности к необратимой отн
скной хрупкости наиболее удобен для мало- и среднеуглеродист!.
* В иностранной литературе этот вид хрупкости обычно называют хрупы
тью отпущенного мартенсита.
** О коррозионном растрескивании и водородной хрупкости см. в разде
14.5.
328
Рис. 14.9. Зависимость ударной
вязкости при комнатной тем-
пературе и прочности стали
ЗОХГСНА от температуры
двухчасового отпуска. Закал-
ка от 940 °C в воде. Охлажде-
ние после отпуска на воздухе
Температура отпуска, °C
Рис. 14.11. Зависи-
мость работы разруше-
ния и площади интер-
кристаллитной состав-
ляющей в изломе ста-
ли 30ХГСН2МА от
температуры одноча-
сового отпуска. Закал-
ка от 1160 °C в масле
(С. К. Бенерджи)
Рис. 14.10. Зависимость работы раз-
рушения при ударном кручении ста-
ли с 1,0 % С от температуры отпус-
ка. Закалка от 845 °C в масле
(Г. В. Ларссен)
сталей, которые при низком отпуске (до 200 °C) имеют относительно
высокий уровень ударной вязкости. Для заэвтектоидных сталей, вяз-
кость которых чрезвычайно низка, стандартные испытания на удар-
ную вязкость не обеспечивают надежное выявление необратимой от-
пускной хрупкости. Для этой цели пригодны более мягкие испытания,
например испытания на ударное кручение (рис. 14.10).
В сталях промышленной чистоты развитие необратимой отпуск-
ной хрупкости сопровождается появлением в изломах участков хруп-
кого разрушения, происходящего по границам исходных аустенитных
зерен. Наибольшая доля такого разрушения наблюдается после отпу-
ска, вызывающего максимальное снижение ударной вязкости
(рис. 14.11).
Большинство легирующих элементов не оказывает значительно-
го влияния на склонность стали к необратимой отпускной хрупкости.
Кремний, существенно тормозящий распад мартенсита, сдвигает тем-
пературный интервал проявления необратимой отпускной хрупкости
в сторону более высоких температур отпуска (до 450 °C). Подобным
образом ведет себя и алюминий.
В существенной мере склонность к необратимой отпускной хруп-
кости зависит от степени чистоты стали по примесям. Особенно зна-
чительно усиливает развитие охрупчивания повышение содержания в
стали фосфора. В сталях, чистых по примесным элементам и выплав-
ленных в вакууме, необратимая отпускная хрупкость отсутствует.
Степень развития необратимой отпускной хрупкости зависит от
размера исходного аустенитного зерна. Чем оно крупнее, тем сильнее
проявляется охрупчивание и тем больше в изломе хрупкой интеркри-
сталлитной составляющей.
При отпуске в интервале развития необратимой отпускной хрупко-
сти происходит однофазный распад мартенсита, причем началу охруп-
чивания соответствуют зарождение и рост частиц цементита. Они вы-j
деляются как внутри кристаллов мартенсита, так и по их границам, а
также по границам исходного аустенитного зерна. При этом зерногрм
ничные карбиды имеют пластинчатую форму. Присутствие таких кар4
бидов на границах исходного аустенитного зерна должно стимулирсн
вать образование интеркристаллитных трещин при динамическом на
гружении. Однако наличие только зернограничных карбидов оказыва-
ется еще недостаточным для того, чтобы вызвать интеркристаллитшх
разрушение. Важную роль в интеркристаллитном охрупчивании игра!
ют примеси, в частности фосфор, образующие на границах зерен сег-
регации, ослабляющие межзеренное сцепление. Именно совокупност!
действия зернограничных сегрегаций примесей и зернограничных каы
бидов обусловливает хрупкое интеркристаллитное разрушение с м <•
лой энергоемкостью и соответствующее снижение ударной вязкости.
330
Такой механизм необратимой отпускной хрупкости преобладает.
Но встречаются случаи, когда снижение ударной вязкости при отпус-
ке в интервале 250...400 °C является следствием транскристаллитного
разрушения. Тогда механизм, контролирующий охрупчивание, будет
иным.
Развитие необратимой отпускной хрупкости при отсутствии ин-
теркристаллитного разрушения наблюдается на высокочистых сред-
неуглеродистых легированных сталях, содержащих после закалки не
менее 3...5 % остаточного аустенита. Такое охрупчивание связано с
распадом остаточного аустенита, расположенного в виде прослоек
между рейками мартенсита, в результате чего образуются межрееч-
ные карбиды Fe3C пленочного типа. Возможно, что заметное паде-
ние ударной вязкости имеет место лишь тогда, когда межреечные
частицы цементита в процессе отпуска огрубляются и становятся су-
щественно крупнее цементитных частиц, выделившихся внутри реек
мартенсита. Грубые межреечные карбиды способствуют при нагру-
жении зарождению трещин, которые, как и в низкоотпущенной ста-
ли (до 200 °C), распространяются поперек реек мартенсита (см.
рис. 13.6).
Обратимая отпускная хрупкость. Этот вид хрупкости наблюда-
с гея в легированных сталях и проявляется как при отпуске в интерва-
I лс 450...600 °C, так и при замедленном охлаждении в этом темпера-
турном интервале после более высокого отпуска. Если охлаждение
после отпуска, осуществляемого при температурах выше 600 °C, про-
водить быстро, то охрупчивание не происходит. Данная хрупкость на-
пивается обратимой, так как хрупкое состояние может быть устране-
но повторным отпуском с нагревом выше 600 °C и последующим бы-
г грым охлаждением и вновь вызвано дополнительным отпуском при
I 450...600 °C. Обратимая отпускная хрупкость может получать разви-
I тис не только при осуществлении термической обработки, но и при
I Эксплуатации изделий в температурном интервале ее проявления.
У многих сталей развитие обратимой отпускной хрупкости сопро-
нуждается появлением провала ударной вязкости на кривой зависн-
ем >сги этой характеристики от температуры отпуска (см. рис. 14.9).
Р 11о ударные испытания при комнатной температуре не всегда дают
I па южную информацию о развитии обратимой отпускной хрупкости.
I 1Дия наиболее полной оценки склонности стали к этому виду охрупчи-
п пшя целесообразно строить сериальные кривые ударной вязкости и
11ппределять по ним температуру вязкохрупкого перехода. При разви-
ИП1 охрупчивания эта характеристика может смещаться на десятки и
даже сотни градусов. Обычно считают, что сталь восприимчива к об-
I pi гимой отпускной хрупкости, если повышение температуры вязко-
Руцкого перехода превышает 30 °C.
331
Рис. 14.12. Схема изменения положения сери-
альной кривой ударной вязкости при разви-
тии обратимой отпускной хрупкости.
/ — отпускная хрупкость тствует, 2, 3 — состояние
отпускной хрупкости
Схема, приведенная на рис. 14.12,
показывает, что испытания при ком-
натной температуре могут вообще не
давать возможности установить факт
развития отпускной хрупкости. Если
сериальная кривая ударной вязкости смещается в результате охруп-
чивания из положения 1 в положение 2, то изменение ударной вязко-
сти при комнатной температуре не происходит. Она уменьшается
лишь тогда, когда сериальная кривая переместится в положение 3.
Наиболее полную информацию о кинетике развития обратимой
отпускной хрупкости дают диаграммы, на которых в координатах
“температура — время выдержки” наносят линии, соответствующие
определенным температурам вязкохрупкого перехода (рис. 14.13).
Они показывают, что температурная зависимость охрупчивания име •
ет С-образный характер. При длительных выдержках нижняя грани-
ца температурного интервала проявления хрупкости снижается до
375 °C. С увеличением выдержки степень охрупчивания постепенно
возрастает, пока не достигнет определенного уровня, зависящего от
температуры. При понижении температуры изотермической вы-
держки достигается большая степень охрупчивания. Следует отме-
тить, что в верхней части температурного интервала проявления об
ратимой отпускной хрупкости иногда наблюдается сложная зависи-
мость интенсивности охрупчивания от длительности выдержки: опа
сначала возрастает, а затем уменьшается.
Для анализа развития обратимой отпускной хрупкости в условия!
непрерывного охлаждения после высокого отпуска (выше 600 °C)
удобны термокинетические диаграммы охрупчивания, которые стро-
ят на основе эксперимен-
Рис. 14.13. Изотермическая диа-
грамма охрупчивания роторной
стали (Ф. Л. Карр). На диаграм-
му нанесены кривые, соответст-
вующие определенным темпера-
турам вязкохрупкого перехода,
°C: -60 (/); -50 (2); -40 (3); -20
(4); -10 (5); 0 (6); +10 (7); +20 (.);
+30 (9) Длительность выдержки, ч
332
Рис. 14.14. Термокииетическая диаграмма
охрупчивания стали 15Х2НМФА при охлаж-
дении после отпуска 650 °C со скоростями,
град/ч: 2,5 (/); 5 (2); 10 (3); 40 (4); 100 (5) и
600 (6) (Г. С. Карк).
ЛТК — величина повышения температуры вязкохрупкого
перехода, °C
альных данных или расчетными ме-
тодами (рис. 14.14). Они дают возмож-
^600
га
г550
га
g 500
Н 450
10 2030 50 80 т. ч
.........
\\х.
|U \\^ДТк=ю°с
-I '/\\__\20
|Л /ГТ^зо
IV Ц О / \50
иость предсказать степень охрупчива-
ния при заданных скоростях охлажде-
ния, критические скорости охлажде-
ния, при которых охрупчивание пре-
0 2 4 6 8 10
Длительность
охлаждения т1/2, ч1/2
нышает допустимый уровень, и температурные интервалы, в кото-
рых замедленное охлаждение наиболее опасно.
Одним из признаков обратимой отпускной хрупкости является по-
явление хрупкого разрушения по границам исходного аустенитного
черна. По мере развития охрупчивания доля хрупкой интеркристал-
1дптной составляющей в изломе растет. В случае особо сильного про-
янчения хрупкости излом становится полностью интеркристаллит-
ным (рис. 14.15).
Отметим ряд закономерностей проявления обратимой отпускной
«рупкости.
1. К этому виду хрупкости склонны лишь легированные стали
промышленной чистоты. Интенсивность их охрупчивания зависит от
о чержания таких примесей, как фосфор, сурьма, олово, мышьяк.
1’ шяние примесей заключается в том, что, образуя сегрегации на гра-
ницах зерен, они снижают коге-
зивную прочность последних. Ле-
гированные стали, выплавленные
в вакууме из высокочистых ших-
товых материалов, не склонны к
обратимой отпускной хрупкости.
Интенсивность развития обра-
тимой отпускной хрупкости зави-
сит от характера легирования ста-
ли. Хром, никель, марганец и
Рис. 14.15. Характерный вид интеркрис-
таллитного разрушения стали 38ХС, на-
ходящейся в состоянии обратимой отпу-
скной хрупкости, хЗОО
0 100 300 500 700
Температура отпуска, °C
Рис. 14.16. Зависимость твердости и
(j ударной вязкости стали 37XH3A от тем-
ой пературы двухчасового отпуска. Образ-
Е цы монокристаллические (/) и поликрис-
g таллические (2) (Д. П. Родионов)
ъ
о __________________________________
ЕС
о.
а кремний увеличивают склонность
к охрупчиванию. Особенно она вы-
сока у хромоникелевых, хромомар-
ганцевых и хромомарганцево-
кремнистых сталей. Введение в
сталь 0.2...0.7 % молибдена эффек-
тивно тормозит развитие обрати-
мой отпускной хрупкости. При бо-
лее высоких содержаниях этого элемента его положительное влия-
ние исчезает. Ослабляющее воздействие на охрупчивание, хотя и в
меньшей мере, чем молибден, оказывает также вольфрам в коли-,
честве 0.6... 1.2 %.
С уменьшением содержания углерода в легированных сталях об!
ратимая отпускная хрупкость ослабевает, но не исчезает полностью.
Она наблюдается даже у безуглеродистых железных сплавов.
2. Интенсивность развития обратимой отпускной хрупкости зави-
сит от размеров исходного аустенитного зерна. Чем крупнее зерно!
тем при прочих равных условиях в большей мере охрупчивается
сталь.
Решающую роль большеугловых границ в развитии обратимо!
отпускной хрупкости наглядно иллюстрируют эксперименты, выпол
ненные на поли- и монокристаллах (Д. П. Родионов). Если выращен
ные из расплава монокристаллы после окончания кристаллизации за
калить непосредственно из аустенитной области, то в них не будс
большеугловых границ, которые в поликристаллах связаны с налич^
ем аустенитных зерен. Из рис. 14.16 видно, что у стали 37kH3A, на
ходящейся в поликрпсталлическом состоянии, на кривой “ударил
вязкость—температура отпуска” имеются два провала, связанные i
необратимой (250...400 °C) и обратимой (500...550 °C) отпускной хруп
костью. В охрупченном состоянии разрушение происходило с образе
ванием хрупкого интеркристаллитного излома. Монокристальны
образцы этой же стали вели себя по-иному: с увеличением темпер!
туры отпуска их ударная вязкость постепенно повышалась без каки'
либо аномалий. При этом макроизлом был волокнистым вне завиа
мости от температуры отпуска. Таким образом, “убирая” из матери;
ла большеугловые границы, можно резко уменьшить его восприи»!
чивость к обратимой отпускной хрупкости.
334
Если закаленные монокристаллы подвергнуть интенсивной хо-
лодной пластической деформации, то при последующем отпуске при
высоких температурах можно осуществить рекристаллизацию фер-
ритной матрицы. Тогда сталь окажется склонной к обратимой отпу-
скной хрупкости, но ее разрушение в охрупченном состоянии будет
осуществляться по границам ферритного зерна. Отсюда следует, что
развитие обратимой отпускной хрупкости протекает независимо от
того, сформировались ли большеугловые границы в аустенитной или
в ферритной областях.
3. Развитие обратимой отпускной хрупкости наблюдается не
только в сталях с исходной мартенситной структурой, но и при бей-
нитной и перлитной структурах. Склонность к охрупчиванию макси-
мальна для продуктов отпуска мартенсита, в наименьшей степени она
проявляется в перлите. Например, для стали 35XH3 охрупчивающий
нагрев на 500 °C с 32-часовой выдержкой повышал температуру вяз-
кохрупкого перехода на 195 °C в случае предварительной закалки на
мартенсит, на 110 °C после бейнитного превращения и на 50 °C после
перлитного превращения.
4. Само по себе развитие обратимой отпускной хрупкости не вы-
зывает изменения твердости и характеристик прочности и пластично-
с ги, определяемых при испытаниях на растяжение при комнатной
•емпературе*. Однако необходимо учитывать, что в течение длитель-
ных выдержек в температурном интервале проявления обратимой от-
[нускной хрупкости в результате продолжающегося протекания про-
> цсссов отпуска (коалесценция карбидов, эволюция структуры ферри-
ira и т. д.) определенное изменение этих свойств возможно.
Развитие обратимой отпускной хрупкости наряду с повышением
u-мпературы вязкохрупкого перехода снижает вязкость разрушения
(1Чс), ускоряет появление и развитие усталостных трещин при цикли-
рсском нагружении, уменьшает сопротивление коррозионному рас-
трескиванию под напряжением и водородному охрупчиванию.
Хрупкость, обусловленная вторичным твердением. Как было
сказано в разделе 14.1, наблюдаемое при отпуске вторичнотвердею-
1Иих сталей повышение прочностных характеристик, обусловленное
иыделением высокодисперсных специальных карбидов, сопровожда-
ется охрупчиванием вторичнотвердеющих сталей. Оно может прояв-
ля । вся в образовании провала на кривой зависимости ударной вязко-
11 п от температуры отпуска в температурном интервале наиболее ин-
К развитию обратимой отпускной хрупкости чувствительно относительное
Ьжение, определяемое при растяжении в области отрицательных температур.
< ппжение этой характеристики при охрупчивании коррелирует с повышением
Ьмпературы вязкохрупкого перехода.
335
Рис. 14.17. Зависимость твердости и удар-
ной вязкости стали 4Х5МФС от темпера-
туры двухчасового старения. Закалка от
1020 °C
тенсивного развития вторичного
твердения (рис. 14.17). В зависимости
от характера выделения специаль-
ных карбидов разрушение в охруп-
ченном состоянии бывает транс- и
интеркристаллитным.
Транскристаллитное разруше-
ние имеет место в тех случаях, ког-
да карбиды выделяются преимуще-
Температура отпуска, °C ственно по границам мартенситных
кристаллов или внутри кристаллов)
на элементах субструктуры. Если при закалке в стали формирует-
ся пакетный мартенсит, структура которого при отпуске в темпера-
турном интервале охрупчивания не претерпевает существенных из-
менений, то разрушение протекает в соответствии со схемой, при-|
веденной на рис. 13.6. В изломах вторичнотвердеющих сталей, на-1
ходящихся в охрупченном состоянии, обычно наблюдаются участки
вязкого разрушения и фасетки квазискола. Чем сильнее охрупчиваЛ
ние, тем большая часть поверхности излома занята фасетками ква-|
зискола.
Интеркристаллитное разрушение провоцируется интенсивным!
выделением специальных карбидов по границам исходного аустенит-
ного зерна. По-видимому, эта причина не единственная. Часто интер-1
кристаллитное разрушение вторичнотвердеющих сталей рассматриЛ
вают как результат совместного действия зернограничных карбидом
и зернограничных сегрегаций примесей, снижающих когезивную!
прочность границ. При охрупчивании, вызванном вторичным тверде-
нием, так же как и при отпускной хрупкости, укрупнение исходного
аустенитного зерна увеличивает склонность стали к интеркристаJ
литному разрушению.
14.3. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ИНТЕРКРИСТАЛЛИТНОЕ
ОХРУПЧИВАНИЕ
Важнейшую роль в интеркристаллитном охрупчивании как непем
средственно после закалки, так и при последующем отпуске играюи
примеси, образующие сегрегации на большеугловых границах и спи
336
жаютцие их когезивную прочность. Зернограничные сегрегации при-
месей оказывают существенное воздействие на развитие интеркрис-
галлитного охрупчивания не только при термической обработке, но
и в процессе эксплуатации при совместном действии напряжений и
повышенной температуры (высокотемпературная ползучесть), при
воздействии агрессивных сред, а также радиации. Кроме примесей, на
склонность к интеркристаллитному охрупчиванию оказывают влия-
ние и другие факторы: особенности легирования стали, ее микрост-
руктура, уровень прочности и т.д.
Влияние примесей. Интеркристаллитное охрупчивание сплавов же-
юза вызывают примесные элементы, входящие в четвертую—шестую
। руппы периодической системы Д. И. Менделеева, и прежде всего фо-
сфор, сурьма, олово и мышьяк. Атомы этих элементов могут диффун-
дировать в матрице к большеугловым границам и образовывать на них
сегрегации. Различают равновесные и неравновесные сегрегации при-
месей. Сегрегация равновесна, если при достаточно длительной вы-
держке концентрация сегрегированного элемента на большеугловой
границе достигает некоторого значения и в дальнейшем не изменяется.
Образование равновесных сегрегаций примесей сопровождается
уменьшением свободной энергии всей системы. Неравновесная сегре-
I .щия, напротив, может существовать лишь в течение некоторого вре-
, мсни, а при достаточно больших выдержках исчезает.
Образование равновесных сегрегаций обусловлено упругим вза-
имодействием атомов примеси с большеугловой границей. Вокруг
примесного атома решетка матрицы искажена. В то же время на
большеугловых границах существуют участки сгущения и разреже-
ния атомов. Поэтому, если атомы примеси имеют больший атомный
диаметр, чем атомы матрицы, то они будут мигрировать в участки
। раниц с меньшей объемной плотностью, что приведет к уменьше-
нию энергии упругих искажений решетки. Кроме упругого, сущест-
вует и химическое взаимодействие атомов примеси с границей, ко-
юрое также может способствовать образованию равновесной сег-
р гации.
Равновесные зернограничные сегрегации примесей имеют тол-
щину в несколько атомных слоев. Концентрация примесей в сегреги-
ронанном слое может быть очень большой и превышать ее объемное
инержание на два-три порядка. Если обычное среднее содержание
[примесей в промышленной стали составляет сотые (Р) или тысячные
Sb, Sn) доли процента, то на границе исходного аустенитного зерна
оно может достигать нескольких процентов.
Для равновесной сегрегации на стадии насыщения связь между
концентрацией примеси на границе Сгр и ее концентрацией в объе-
337
ме Со и температурой качественно описывается уравнением Мак
Лина:
Сгр = [Со exp(E/RT)]/[l + Со exp(E/RT)], (14.3)
где Е — энергия связи атома примеси с границей.
Формула показывает, что с ростом содержания примеси в объеме
и при снижении температуры равновесная концентрация примесных
атомов на большеугловых границах возрастает.
В сталях образование равновесных зернограничных сегрегаций
примесей может происходить как в a-фазе при отпуске, так и в у-фа-
зе при аустенитизации. Наиболее значительные сегрегации приме-
сей возникают в процессе выдержки в области существования ос-фа-
зы. При этом вне зависимости от температуры нагрева наблюдает-
ся один и тот же характер изменения концентрации примесей на гра-
ницах: с увеличением длительности выдержки она постепенно воз-
растает, пока не достигнет насыщения, причем этот процесс кон-
тролируется объемной диффузией примесей. В ос-состоянии наблю-
дается С-образная кривая формирования зернограничных примес-
ных сегрегаций.
При высоких температурах происходит рассасывание зерногра-
ничных сегрегаций примесей, а при низких их образование оказыва
ется затрудненным ввиду малой диффузионной подвижности атомов.
Фосфор образует сегрегации в a-фазе значительно быстрее, чем
сурьма или олово. С-образные кривые образования сегрегаций фос
фора и развитие обратимой отпускной хрупкости обычно качествен
но совпадают.
В аустенитной области экспериментально обнаружено лишь воз
никновение зернограничных сегрегаций фосфора. Его равновесна!
концентрация на границах аустенитного зерна в у-области значитель
но ниже, чем в a-области, и растет с понижением тепературы мене
резко (рис. 14.18).
Экспериментально показано, что склонность стали к охрупчива
нию возрастает с увеличением содержания примесей на границах ис
ходного аустенитного зерна, причем сурьма и олово влияют в значи
тельно большей степени, чем фосфор. При проявлении обратимо!
отпускной хрупкости температура вязкохрупкого перехода хромонн
келевой стали прямо пропорциональна зернограничной концентре
ции примесей (рис. 14.19).
Причины снижения когезивной прочности границ под действие^
сегрегаций примесей окончательно не ясны. Согласно одной из гнив
тез, когезивная прочность границ зерен зависит от размеров сегреги
рующих атомов. У таких примесей, как фосфор, сурьма, олово, mi.
338
Рис. 14.18. Влияние температуры
на равновесную концентрацию
фосфора на границах аустенитных
зерен в стали 30X2H3 с 0,07 % Р
(Д. МакЛин)
о..........—1—|—*-
1400 800 600 400
Температура, °C
Рис. 14.20. Влияние температуры
испытания на механические свой-
ства стали с 0,2 % С при растяже-
нии (М. П. Си).
/ — предел текучести; 2 — напряжение
хрупкого разрушении; 3 — напряжение хруп-
кого разрушения по границам зерен после
образования зернограннчных сегрегаций
примеси
Рис. 14.19. Зависимость темпера-
туры вязкохрупкого перехода
от зернограничной концентра-
ции примесей в стали 40Х2НЗ
(С. Мак Магон)
шьяк, атомный диаметр больше, чем у железа. Поэтому, находясь на
границе, они увеличивают среднее расстояние между атомами по раз-
ные стороны границы, уменьшая при этом силы сцепления. Отсюда
следует, что чем больше атомный диаметр примеси, тем сильнее
должно быть ее охрупчивающее действие. Такой вывод согласуется с
экспериментальными данными. Сурьма, имеющая больше атомный
диаметр, чем фосфор, охрупчивает сталь в большей степени.
Ряд теоретических исследований показывает, что интеркристал-
литное охрупчивание может быть связано с изменением химической
связи на границе зерна. Специфика электронного строения атома
охрупчивающей примеси такова, что он, взаимодействуя с окружаю
щими его атомами металла, образует с ними прочные ковалентные
связи. Это в свою очередь приводит к ослаблению связей между ме
таллическими атомами, расположенными в окрестностях примесного
атома. В результате разрушение в атомном масштабе идет по кова-
лентным связям и по ослабленным связям металл—металл.
Объяснить повышение температуры вязкохрупкого перехода при
охрупчивании можно, используя диаграмму, построенную М. П. Си
для углеродистой стали (рис. 14.20). При повышенных температурах]
нагружения, когда предел текучести низок, происходит значительная
пластическая деформация и разрушение будет вязким. С понижением
температуры испытания предел текучести стали растет (кривая 7)1
пока не достигнет напряжения хрупкого разрушения (кривая 2). В
этом случае разрушение происходит хрупко, так как сопротивлений
хрупкому разрушению достигается при нагружении раньше, чем бу|
дет достигнут предел текучести. Точка пересечения кривых 7 и 2 col
ответствует температуре вязкохрупкого перехода (Т]). Если происхЛ
дит образование зернограничных сегрегаций примесей и соответст!
венно снижается когезивная прочность границ зерен (кривая 3), rd
при том же пределе текучести температура вязкохрупкого переходя
окажется выше (Т2).
При температурах проявления обратимой отпускной хрупкости
сегрегации примесей образуются на всех большеугловых границах,
существующих в ос-фазе. В сталях, имевших мартенситную структуру^]
примесями обогащаются наряду с границами исходного аустенитная
го зерна и границы пакетов реек. Но местами преимущественное
распространения трещин являются все же границы исходного аусгв
нитного зерна. Меньшая энергоемкость разрушения по таким грапЯ
цам обусловлена прежде всего тем, что они имеют большие плоекJ
и гладкие участки, и трещина при распространении меняет свое нм
правление реже, чем если бы она развивалась по границам пакетов!
Влияние легирующих элементов. Склонность к обратимой отпм
скной хрупкости зависит не только от содержания охрупчивающИ
340
примесеи, но и от характера легирования стали. В зависимости от его
особенностей может наблюдаться как усиление, так и ослабление
охрупчивания. На процессы, определяющие степень охрупчивания а-
фазы, легирующие элементы влияют следующим образом. Во-пер-
вых, они могут оказывать воздействие на формирование зерногра-
ь 1чных сегрегаций примесей, от которых зависит когезивная проч-
исть границ. Во-вторых, присутствуя на границах, легирующие эле-
менты могут сами непосредственно влиять на когезивную прочность
последних. В-третьих, легирование определяет особенности форми-
рования структуры при термической обработке, что также сказыва-
с гея на интенсивности охрупчивания.
Легирующие элементы, как и примеси, склонны к образованию
сегрегаций на границах зерен. Их зернограничная концентрация
I может превышать концентрацию в объеме в несколько раз. В ста-
лях высокой чистоты по охрупчивающим примесям сегрегации ле-
। нрующих элементов не возникают. В то же время в углеродистых
с । алях, где легирующие элементы практически отсутствуют, сегре-
гации примесей чрезвычайно малы, и такие стали оказываются не-
чувствительны к обратимой отпускной хрупкости. Это позволяет
^•.нтать,что в сталях при нагреве в температурный интервал прояв-
ке ния обратимой отпускной хрупкости имеют место взаимодейст-
вие между легирующими элементами и примесями и их совместная
ко регация.
Зернограничные сегрегации примесей и легирующих элементов
mi ч ут взаимно усиливаться. Такой эффект объясняют наличием вза-
<
«много притяжения между атомами сегрегирующих элементов, кото-
I ; олжно быть сильнее, чем притяжение между атомами каждого
н'* лих элементов и атомами железа (М. Гуттман).
। Экспериментальные данные показывают, что такие широко ис-
Ьпьзуемые легирующие добавки, как никель, хром и марганец (каЖ-
сама по себе и все вместе), повышают равновесные зерногранич-
н i сегрегации фосфора и сурьмы, в результате чего охрупчивание
^иливается. При этом никель более эффективно содействует сегре-
|п пи сурьмы, чем хром, в то время как для фосфора справедлива об-
Ьная зависимость. Значительно увеличивает сегрегации фосфора и
ин.1шает склонность к охрупчиванию кремний.
В отличие от перечисленных легирующих элементов молибден и
и .шалот вольфрам существенно тормозят развитие обратимой от-
спой хрупкости. Для молибдена такая закономерность наблюдает-
если его содержание в стали не превышает 0,7 %. Тогда он оказы-
Г । ся не связанным в карбиды, а в основном находится в твердом
пюре. Причины благоприятного влияния молибдена до конца не
Цы Существует несколько объяснений такого эффекта.
341
Для атомов молибдена характерно сильное взаимодействие с ато
мами фосфора. В результате такого взаимодействия в твердом рас-
творе происходит замедление диффузии фосфора к границам зерна,
что затрудняет образование зернограничных сегрегаций этой приме-
си и тормозит охрупчивание. По-видимому, молибден не только влия-
ет на формирование зернограничных сегрегаций примесей. При на-
греве до температур развития обратимой отпускной хрупкости этот
элемент частично сегрегирует на границы зерен. Предполагается,
что, обогащая границы, он сам по себе повышает когезивную проч-
ность границ, нейтрализуя тем самым отрицательное действие сегре-
гаций примесей. Не исключается также, что в низкоуглеродистых
сталях может наблюдаться иной механизм действия молибдена. Он
подавляет сегрегацию фосфора к границам, связывая его внутри зер
на в химическое соединение — фосфид.
Следует еще раз подчеркнуть, что молибден при содержании в
сталях менее 0.7 % лишь замедляет, а не устраняет развитие обрати-
мой отпускной хрупкости. При достаточно длительных выдержках в
температурном интервале проявления этого вида хрупкости он пере-]
ходит в карбидную фазу. Уменьшение его содержания в твердом со-
стоянии приводит к тому, что полезное действие присадок этого эле-1
мента постепенно исчезает.
При содержании молибдена более 0.7 % его ослабляющее влияч
ние на охрупчивание не наблюдается, что обусловлено резким увели!
чением скорости образования богатых этим элементом карбидов (на]
пример М2С). При этом очень быстро молибден уходит из твердого
раствора и зернограничные сегрегации фосфора и степень охрупчи]
вания становятся такими же, как в сталях, не содержащих молибден!
Аналогично молибдену на охрупчивающие процессы действует
титан. Его добавки около 0.1% уменьшают охрупчивание, вызываем
мое сурьмой. Но такой эффект наблюдается лишь в сталях с низким
содержанием углерода, когда не весь титан связывается в карбиды,
часть его остается в твердом растворе. Ослабить развитие обратимо
отпускной хрупкости позволяет также введение в сталь добавок pej
поземельных элементов, в частности лантана и церия, которые CBi
зывают фосфор в химические соединения.
Влияние карбидов. Склонность к интеркристаллитному охрупчи
ванию может возрастать при выделении на границах зерен карбидно-
фазы. В процессе нагружения зернограничные карбиды действую1
как барьеры, блокирующие скольжение дислокаций. Скопления дис
локаций перед карбидами, создавая высокие локальные напряжения
способствуют зарождению трещины на границах раздела карбид-
матрица, которые в дальнейшем могут развиваться по границ
зерен.
342
Зарождение трещины может облегчить низкая когезивная проч-
ность межфазной границы карбид—матрица из-за наличия на ней по-
вышенной концентрации охрупчивающих примесей. Последнее обу-
стовлено тем, что такие примеси, как фосфор, сурьма и олово, мало
растворяются в карбидах и поэтому по мере роста карбидов вытесня-
ются в приграничные объемы. Если скорость роста карбидов доста-
точно велика, то примеси не успевают диффундировать в глубь зерна
и около карбидов возникает их неравновесная сегрегация. Кроме то-
го, между карбидами и матрицей при отпуске происходит перераспре-
деление легирующих элементов. Если сталь содержит никель, то этот
элемент уходит из растущего карбида, в результате чего его концен-
трация около границы карбид—матрица возрастает. В свою очередь
и объемы, богатые никелем, из матрицы начинают диффундировать
а гомы примесей.
Влияние прочности. С увеличением уровня прочности склон-
ность к интеркристаллитному охрупчиванию возрастает. В случае
развития обратимой отпускной хрупкости это проявляется в повыше-
нии температуры вязкохрупкого перехода. Из диаграммы, приведен-
ной на рис. 14.20, следует, что если увеличивается предел текучести
(кривая 1 смещается вверх), то при неизменной прочности границ зе-
рсн (кривая 3) температура вязкохрупкого перехода должна смес-
ггпться в сторону более высоких температур. На практике важно учи-
тывать, что при повышении прочности необходимо все меньшее со-
держание охрупчивающих примесей, чтобы в данных условиях нагру-
жения произошло интеркристаллитное разрушение.
Если увеличение времени предварительного высокого отпуска,
проводимого выше 600 °C, вызывает значительное снижение прочно-
стных характеристик, то при последующем нагреве до 600...450 °C
склонность к охрупчиванию может уменьшиться. Как сказано выше,
i при выдержке в верхней части температурного интервала проявления
|<>братимой отпускной хрупкости усиление охрупчивания может сме-
I Пяться его ослаблением. Этот эффект также имеет место тогда, когда
по время выдержки происходит существенное разупрочнение стали.
Изложенное позволяет представить следующую общую картину
|интеркристаллитного охрупчивания промышленных сталей при за-
калке и отпуске. При нагреве под закалку происходит относительно
| небольшое обогащение границ аустенитного зерна охрупчивающими
I примесями, прежде всего фосфором. Хотя образовавшиеся зерногра-
I ппчные примесные сегрегации малы, но в закаленном состоянии, ког-
да сталь характеризуется высокой твердостью, они могут способство-
вать образованию хрупких интеркристаллитных трещин. Например,
| такой эффект наблюдается при замедленном разрушении закаленной
[пали.
343
При отпуске в температурном интервале проявления необратимой
отпускной хрупкости (250...400 °C) ввиду низкой диффузионной по- I
движности не происходит усиление зафиксированных закалкой зерно-
граничных сегрегаций за счет перераспределения примесных атомов
между телом и границами зерна. Но в процессе такого отпуска на гра-
ницах исходного аустенитного зерна образуются частицы цементита
пластинчатой формы. При отпуске в интервале 250...400 °C прочность I
стали остается достаточно высокой. Для высокопрочного состояния 1
наличие небольших зернограничных сегрегаций охрупчивающих при-1
месей и сравнительно небольшого количества зернограничных карби-
дов оказывается достаточным, чтобы при динамическом нагружении
происходило хрупкое интеркристаллитное разрушение.
Отпуск выше 400 °C приводит к укрупнению карбидных частиц и
понижению прочности стали, что сопровождается исчезновением ин- I
теркристаллитного охрупчивания и ростом ударной вязкости. В тем-]
пературном интервале развития обратимой отпускной хрупкости
(450...600 °C) становится возможной относительно быстрая диффузия
атомов примесей из матрицы к большеугловым границам. На грани- I
цах исходного аустенитного зерна концентрация охрупчивающих при-
месей существенно возрастает, что вызывает значительное ослабле-1
ние межзеренного сцепления, и при динамическом нагружении стано-J
вится преобладающим хрупкое интеркристаллитное разрушение.
С повышением температуры отпуска начинает проявляться и дру-
гая закономерность — уменьшение величины равновесных cerperaJ
ций примесей на границах зерен, что приводит к снижению склонное!
ти к интеркристаллитному охрупчиванию. При отпуске выше 600 °C
величина зернограничных сегрегаций примесей становится малой и|
сегрегации уже неспособны спровоцировать интеркристаллитное раз-
витие трещин в условиях относительно низкой прочности стали. Если I
после окончания отпуска быстро охладить сталь в интервале 600...
400 °C, то концентрация примесей на границах не успевает увеличить!
ся и появление обратимой отпускной хрупкости не наблюдается.
Методы предотвращения отпускной хрупкости. Надежных ме-
тодов устранения необратимой отпускной хрупкости не существует!
поэтому обычно отпуск в температурном интервале ее проявления не
производят.
Ослабление развития обратимой отпускной хрупкости можно до-J
биться путем оптимизации химического состава стали и ее термиче-J
ской обработки, а также при использовании специальных видов обра-1
ботки.
1. Эффективный способ ослабления обратимой отпускной хруп-
кости — снижение допустимых пределов содержания охрупчиванм
щих примесей. В промышленных конструкционных сталях фосфор
344
содержится в значительно больших количествах, чем другие примеси,
меньшающие межзеренное сцепление. Поэтому фосфор вносит ос-
новной вклад в охрупчивание стали и его содержание следует сни-
жать в первую очередь. Для изготовления особо ответственных изде-
лий (крупных сосудов, роторов паровых турбин и т. д.) перспективно
использование сталей, выплавляемых из чистых по примесям шихто-
вых материалов. Наиболее низкое содержание фосфора обеспечива-
с 1 первородная шихта.
Ослабления обратимой отпускной хрупкости можно добиться не
। олько снижением содержания охрупчивающих примесей, но и изме-
нением характера легирования стали. На практике для снижения
i клонности к обратимой отпускной хрупкости широко используется
легирование 0.2...0.4 % молибдена. Уменьшить развитие обратимой
отпускной хрупкости можно путем ограничения содержания в стали
легирующих элементов, усиливающих охрупчивание, например нике-
ля или кремния. Но в этом случае необходимо учитывать влияние хи-
мического состава стали на ее структуру и механические свойства.
Положительный эффект обеспечивает легирование карбидобразую-
щими элементами, способствующими получению мелкого зерна аус-
•I снита. Важно подчеркнуть, что измельчение аустенитного зерна це-
лесообразно не только для снижения склонности к обратимой отпу-
скной хрупкости, но и для получения более высокого уровня прочно-
cm и пластичности.
2. В значительной мере ослабить развитие обратимой отпускной
хрупкости можно, используя ускоренное охлаждение после высокого
о । пуска (выше 600 °C). Подчеркнем, что быстрое охлаждение необ-
ходимо лишь в температурном интервале интенсивного проявления
охрупчивания. Минимальная скорость охлаждения, обеспечивающая
надежное подавление развития обратимой отпускной хрупкости, за-
висит от химического состава стали. Ее определение облегчается, ес-
ли имеются изотермические или термокинстические диаграммы
<>\рупчивания, подобные приведенным на рис. 14.13 и рис. 14.14.
При выборе режима охлаждения после высокого отпуска следует
I учитывать также возможность возникновения при ускоренном
ох шждении высоких термических напряжений. Эта проблема осо-
бенно актуальна для крупногабаритных деталей, в которых при
охчаждении возникает значительный перепад температур по объему
мс галла. Поэтому при их термической обработке могут вводиться
определенные ограничения на скорость охлаждения после отпуска.
В тех случаях, когда это допустимо, некоторое ослабление прояв-
лс ния обратимой отпускной хрупкости может быть достигнуто путем
рюличения длительности высокого отпуска, что обеспечивает сни-
жение уровня прочности и стабилизации структуры.
345
3. Для уменьшения склонности к обратимой отпускной хрупкости
можно использовать такие виды обработки, как закалка из межкри-
тического интервала или высокотемпературная термомеханическая
обработка (см. разделы 13.9 и 18.2).
14.4. ОСНОВНЫЕ ВИДЫ ОТПУСКА
В зависимости от температуры нагрева различают низкий, сред»
ний и высокий отпуск.
Низкий отпуск (120...250 °C) используется при термической обра-
ботке высокопрочных конструкционных сталей, инструментальны)
сталей, изделий после цементации, нитроцементации и поверхност
ной закалки. При таком отпуске формируется структура отпущенно
го мартенсита. Низкий отпуск позволяет снизить уровень остаточны
напряжений, возникающих при закалке, и одновременно сохранит
высокую твердость. При низком отпуске происходит некоторое п<
вышение пластичности и ударной вязкости. Но, как правило, низке
отпущенные изделия не выдерживают значительных динамически
нагрузок.
Средний отпуск (350...450 °C), при котором образуется струкг
ра троостита, применяется в основном для рессорно-пружинных си
лей, так как обеспечивает высокие значения пределов упругости
выносливости. При этом на достаточно высоком уровне сохранят-
ся твердость, пределы текучести и прочности при умеренных пла
тичности и вязкости. Выбирая режим среднего отпуска, следует и
бегать температурного интервала развития необратимой отпускщ
хрупкости.
Высокий отпуск (500...670 °C) широко используется для разлц
ных изделий из конструкционных сталей, которые должны сочеттг
повышенный уровень прочности с высокой пластичностью и вязко
тью. Высокоотпущенные стали хорошо противостоят динамически
нагрузкам. Термическая обработка, включающая закалку и высоки
отпуск, называется улучшением. После улучшения сталь имеет стру
туру сорбита отпуска.
Отметим, что важным условием достижения оптималып
свойств улучшаемых сталей является их полная прокаливаемого
получением мартенситной структуры. При неполной прокаливаем»
ти образование во время охлаждения при закалке немартенситн)
продуктов распада переохлажденного аустенита (за исключен»
нижнего бейнита) вызывает в высокоотпущенном состоянии ухуди
ние комплекса механических свойств внутренних слоев изделий (
раздел 13.2).
346
Высокий отпуск наиболее полно снимает остаточные закалочные
напряжения. Но окончательный уровень внутренних напряжений за-
висит от условий охлаждения после отпуска. Чем медленнее охлажде-
ние, тем меньше остаточные напряжения. Изделия несложной фор-
мы обычно охлаждают на воздухе. Но если сталь склонна к обрати-
мой отпускной хрупкости, то охлаждение после окончания отпуска
должно быть ускоренным. Относительно небольшие изделия после
высокого отпуска часто охлаждают в воде. Охлаждение крупных из-
делий может проводиться по сложному режиму: после ускоренного
охлаждения до 350...400 °C следуют выдержка для релаксации терми-
ческих напряжений и последующее замедленное охлаждение. После
высокого отпуска с ускоренным охлаждением в целях уменьшения
внутренних напряжений иногда осуществляют еще один дополни-
тельный отпуск с нагревом до 400 °C, т. е. ниже температурного ин-
тервала развития обратимой отпускной хрупкости.
Высокий отпуск вторичнотвердеющих сталей обычно проводится
при температурах, превышающих температурный интервал, в кото-
ром наблюдается пик вторичного твердения. Прочность при этом
снижается, но увеличиваются пластичность и ударная вязкость. Если
высоколегированная сталь в закаленном состоянии имеет повышен-
ное количество остаточного аустенита, а при ее отпуске наблюдает-
К1 явление вторичной закалки, то сталь подвергают многократному
ртпуску. Число отпусков колеблется в пределах 2...4 и должно быть
рем большим, чем больше остаточного аустенита было получено при
шкалке и чем выше его устойчивость.
Для назначения температуры и длительности отпуска следует ис-
пользовать справочные данные. Окончательно параметры отпуска
могут уточняться экспериментально.
14.5. ВЫСОКОПРОЧНЫЕ СТАЛИ СО СТРУКТУРОЙ
ОТПУЩЕННОГО МАРТЕНСИТА
Высокопрочные материалы имеют свою специфику поведения в
условиях эксплуатации, ввиду чего заслуживают отдельного рассмот-
рения. Они используются для изготовления ответственных деталей и
конструкций, работающих в условиях нагружения при больших
[удельных нагрузках, и должны обладать высокими значениями пре-
делов текучести и прочности, повышенной циклической выносливос-
тью, достаточной пластичностью и вязкостью. В качестве таких ма-
териалов нашли применение закаленные на мартенсит стали после
пн ткого отпуска, хотя они и имеют повышенную склонность к хруп-
ким разрушениям. Как показали многочисленные исследования, оп-
347
тимальное сочетание их механических свойств достигается при следу»
ющей структуре.
1. Мартенсит должен иметь реечное строение. Наличие в закален-
ной стали двойникованного мартенсита приводит к значительному
снижению вязкости разрушения. Напомним, что структура реечноги
мартенсита формируется в сталях, в которых точка Мн лежит при
температурах порядка 350 °C, чему соответствует содержание угле-
рода не более 0.4 %.
2.Остаточный аустенит должен находиться в виде тонких просло-
ек между рейками мартенсита. В этом случае, являясь вязкой состав
ляющей, он эффективно тормозит хрупкое распространение трещин
3. Желательно, чтобы в процессе отпуска или самоотпуска не при
исходила сильная локализация выделений на границах зерен и мар-
тенситных кристаллов, что вызывает охрупчивание стали*.
Указанные особенности структуры можно реализовать на средне
легированных сталях с 0.3...0.4 % С, которые чаще всего и использу
ются как высокопрочный материал. Применение сталей с 0.3 % 1
(30ХГСА, 30ХГСНМА и др.) позволяет получить предел прочное! 1
порядка 1600... 1800 МПа. При содержании углерода около 0.4 1
(38ХС, 40ХГСНЗВА) достигается предел прочности, равныЦ
1900...2100 МПа. Регулировать прочность указанных сталей путем из-
менения режима отпуска можно лишь в весьма узких пределах, та
как температура отпуска не должна превышать 250 °C из-за опасное
ти развития необратимой отпускной хрупкости. Повышение прочна
сти низкоотпущенных сталей путем увеличения в них содержания уг
лерода более 0.4 % неприемлемо, так как при этом резко возрастас
склонность к хрупким разрушениям. Стали становятся чувствитеда
ны к концентраторам напряжений — острым надрезам и трещина*
Последние могут возникать при изготовлении деталей и в процессе i«
эксплуатации. Данные, приведенные на рис. 14.21, наглядно показт.|
вают, что при наличии трещины прочность низкоотпущенной стали I
высоким содержанием углерода катастрофически падает.
При использовании высокопрочных сталей со структурой отпущен
ного мартенсита необходимо учитывать следующие их особенности, по
вышающис вероятность преждевременных разрушений. Как сказан!
выше, стали непосредственно после закалки склонны к замедленном}
разрушению. Хотя низкий отпуск и ослабляет этот эффект, полностьк
его не устраняет. Кроме того, высокопрочные стали чувствительны |
водородному охрупчиванию и коррозионному растрескиванию.
* Благоприятное влияние на циклическую прочность, пластичность и вяз
кость низкоотпущенных сталей оказывает снижение количества неметалличе-
ских включений.
348
1’нс. 14.21. Влияние содержания угле-
рода на прочность образцов с трещи-
нами из стали Х2ГСН2ВМ. Закалка от
9 «) °C, отпуск 220 °C, 4 ч (Я. М. Потак)
Водородное охрупчивание во
время пребывания сталей под
инсшней нагрузкой может быть
Ki «вано водородом, растворен-
ным в стали*. Наводороживание
11КЧМОЖНО при некоторых техно-
огпческих операциях, например
процессе травления или нане-
Гсиия гальванических покрытий.
Сильное повреждение внутрен-
ним водородом низкоотпущен-
ых сталей наблюдается уже при
ппосительно низких его кон-
Длина поверхностной
трещины, мм
Н< грациях, причем восприимчивость к охрупчиванию тем больше,
«1-м выше прочность сталей. Охрупчивание также может возникать в
к ну чае нахождения сталей под нагрузкой в среде газообразного водо-
рода.
Вызванные водородом охрупчивающие процессы сравнительно
.по влияют на пределы текучести и прочности высокопрочных ста-
рей, но существенно снижают их характеристики пластичности, осо-
< 1но относительное сужение. При водородном охрупчивании на-
ян юдается уменьшение истинного сопротивления разрушению, ухуд-
1.1ЮТСЯ усталостные характеристики, увеличивается чувствитель-
Ь>сть к концентраторам напряжений. Высокая опасность наводоро-
вивания заключается в резком усилении склонности к замедленному
и «рушению при статической нагрузке.
Абсорбированный металлом водород может находиться нспо-
|ндственно в решетке, при этом происходит его диффузия в зоны,
Вде имеются растягивающие напряжения. Около дислокаций водород
Ьбразует атмосферы Коттрелла. Водород также накапливается на
Криницах зерен и около межфазных границ матрицы и крупных нско-
Кгрентных выделений. Кроме того, он адсорбируется на поверхностях
Ьликронесплошностей, а также скапливается в микропорах в молеку-
лярной форме.
В сталях водород обладает высокой диффузионной подвижнос-
111 io даже при комнатной температуре. Его перенос от поверхности в
* Растворенный водород находится в стали в виде протонов.
349
глубь металла происходит путем диффузии непосредственно в крис-1
таллической решетке, а также в результате диффузии по дислокаци-1
ям и границам зерен. Перемещение водорода, находящегося около!
дислокаций в атмосферах Коттрелла, может осуществляться совме-
стно с движущимися дислокациями.
Обычно водородная хрупкость является следствием совместного!
действия нескольких процессов. Отметим лишь основные механизмы |
охрупчивания. Согласно декогезивному механизму, охрупчивание в ocJ
новном связано с растворенным водородом. Это обусловлено тем, чп»
водород ослабляет межатомные связи и уменьшает когезивную проч!
ность решетки. Перед вершиной растущей трещины существует зона
высоких растягивающих напряжений. Водород диффундирует в эту з
ну. Расчеты показывают, что концентрация водорода в ней мож
быть во много раз больше, чем среднее его содержание в металле. В
результате снижения когезивной прочности решетки перед трещите
развитие последней облегчается. Предложена также модель, согласие
которой в зоне максимальных растягивающих напряжений при накопи
лении критической концентрации водорода может зарождаться вз\»1
ричная микротрещина, которая затем объединяется с магистральной I
Адсорбционный механизм охрупчивания предполагает, что водой
род, адсорбируясь на поверхности трещины, снижает удельную им
верхностную энергию металла, способствуя тем самым росту трещи!
ны. В высокопрочных сталях может встречаться следующий меха!
низм охрупчивания. Водород, проникая в микропоры и другие микро!
несплошности, расположенные вблизи поверхности металла, nepexji
дит в молекулярное состояние. При этом создается повышенное дам
ление, которое в совокупности с приложенными внешними напряже!
ниями способствует образованию трещин. В процессе роста эти трв
щины выходят на поверхность изделия.
Вне зависимости от механизма охрупчивания развитие трещи!
может протекать по телу зерна; при этом разрушение обычно осущм
ствляется квазисколом. Но очень часто при водородном охрупчипм
нии высокопрочных сталей преобладает хрупкое разрушение по грв
ницам исходных аустенитных зерен, что обусловлено снижением к!
гезивной прочности границ вследствие концентрации на них водорЛ
да. Развитию интеркристаллитного разрушения способствует присум
ствие на границах зерен тех же примесей (Р, Sb, Sn), которые вызм
вают появление обратимой отпускной хрупкости. При высокой пром
ности стали требуется небольшая зернограничная их концентрацим
чтобы инициировать появление трещин. Есть основание считать, чти
указанные примеси, образуя сегрегации, не только непосредственна
снижают когезивную прочность границ, но и способствуют повыше*
нию содержания водорода на большеугловых границах, что в спи
350
Польшей мере увеличивает склонность к интеркристаллитному раз-
рушению.
Под коррозионным растрескиванием понимают разрушение,
происходящее при совместном действии агрессивной среды и растяги-
вающих напряжений (внешних или остаточных внутренних) и имею-
щее макрохрупкий характер. Коррозионное растрескивание высоко-
прочных сталей наблюдается в кислотах, щелочах и растворах солей.
Обычно разрушение начинается от локализованных коррозионных
поражений на поверхности металла. Возникающая трещина начина-
с г медленно расти в глубь металла, пока не достигнет определенного
критического размера. Далее наступает стадия быстрого разрушения.
1зависимости от свойств агрессивной среды, величины напряжений
и ряда других факторов разрушение на стадии докритического роста
грещин может быть как транс-, так и интеркристаллитным.
Механизм коррозионного растрескивания имеет различный ха-
р.жтер в зависимости от природы системы металл—среда, а также
ровня напряжений. Можно выделить две основные теории, объясня-
шицие общие принципы коррозионного растрескивания. Одна из них
(। юктрохимическая) связывает коррозионное растрескивание с
иодным растворением металла в устье трещины. Согласно другой
(адсорбционной), растрескивание обусловлено понижением поверх-
Ьостной энергии металла в результате адсорбции атомов и ионов из
окружающей агрессивной среды.
На склонность высокопрочных сталей к водородной хрупкости и
м ррозионному растрескиванию влияет режим отпуска. Повышение
и мпературы отпуска и уменьшение предела прочности сопровожда-
»1ся увеличением сопротивления этим видам охрупчивания. В то же
время следует учитывать, что отпуск в температурном интервале раз-
ив гия необратимой отпускной хрупкости оказывает противополож-
ное воздействие.
Эффективным способом снижения склонности к рассматривае-
мым видам хрупкости является уменьшение размеров аустенитного
«ерна и, следовательно, размеров пакетов и реек мартенсита. Сопро-
тивление водородному охрупчиванию и коррозионному растрескива-
нию можно увеличить, используя методы поверхностного наклепа
(например пескоструйную обработку), обеспечивающие создание в
поверхностном слое изделия сжимающих остаточных напряжений.
Из сказанного следует, что при выборе высокопрочных сталей
I за изготовления тех или иных деталей и конструкций нельзя ограни-
чиваться оценкой только обычных свойств. Необходим комплексный
«П.1ЛИЗ, включающий определение трещиностойкости, склонности к
•медленному разрушению, водородной хрупкости и коррозионному
he । рескиванию.
351
Один из способов улучшения комплекса механических свойств
сталей со структурой отпущенного мартенсита — отпуск под напрпя
жением. Склонность к хрупкому разрушению сталей, находящихся п
высокопрочном состоянии, в значительной мере зависит от уровня
внутренних микронапряжений и характера их распределения в метал*
ле. В структуре отпущенного мартенсита существуют или возникангп
при приложении внешней нагрузки локальные, “пиковые” напряжен
ния, значительно превышающие средний уровень. Эти напряжения
могут приводить к зарождению и развитию трещин. Уменьшения мм
кронапряжений можно добиться путем повышения температуры ом
пуска, но в этом случае снижается прочность. Использование отпуска
под напряжением позволяет добиться того же эффекта при сохранJ
нии высокопрочного состояния.
Известно, что релаксация напряжений может развиваться во В| J
мя выдержки пол нагрузкой при напряжениях ниже макроскопическая
го предела текучести. При этом она происходит прежде всего в месим
действия локальных, “пиковых” напряжений и осуществляется путм
микроскопических сдвигов. В результате возникают более однорсм
ное распределение напряжений в стали под нагрузкой и более од)мЯ
родная дислокационная структура, что приводит к повышению сои Л
тивления малым пластическим деформациям и хрупкому разрупм
нию. Процесс сглаживания локальных, “пиковых” напряжений путем
микропластических сдвигов облегчается в случае нагружения при Д
вишенных температурах, когда возрастает подвижность дислокаци и
Этот эффект и используется при отпуске под напряжением. Гм
кую обработку можно проводить как непосредственно после закалкя
так и после предварительного отпуска. Сталь нагревают на задание
температуру отпуска и медленно со скоростями порядка 10~3...10~^И
нагружают до напряжений, равных 0.5...0.7 с02; затем следуют снят J
нагрузки и охлаждение металла.
В результате отпуска под напряжением предел пропорционально!
сти 0ОО2 и предел текучести о02 увеличиваются на 200...400 МПа, про
чем предел прочности и характеристики пластичности остаюД
практически неизменны. Кроме того, после такой обработки наблм
дается рост сопротивления хрупкому разрушению, что, в частностя
проявляется в снижении температуры вязкохрупкого перехода гм
динамическом нагружении. Отпуск под напряжением приводит такм
к снижению склонности низкоотпущснных сталей к коррозионном
растрескиванию.
Рис. 15.4. Схема осуществления изо-
термической закалки
Изотермическая закалка на-
ходит применение и для сталей с
повышенным содержанием угле-
рода (0.5...0.7 %), используемых
для изготовления пружин и дру-
। их упругих элементов. В этом
случае она по сравнению с закал-
кой на мартенсит и отпуском при
равной прочности дает возмож-
ность получить более высокие
значения пределов упругости и
циклической прочности^
Чтобы получить высокий комплекс свойств при изотермической
закалке, необходимо правильно выбрать температуру и длительность
тотермической выдержки. Эти параметры могут быть ориентиро-
вочно определены по диаграммам изотермического распада пере-
охлажденного аустенита, а затем уточнены экспериментально. -
Как сказано ранее, температура изотермической выдержки выби-
рается выше точки Мн и должна обеспечить образование нижнего
бейнита. Для многих сталей она находится в интервале 280...350 °C.
Вначительное повышение температуры изотермической выдержки
нецелесообразно, так как при этом может образовываться верхний
бейнит, присутствие которого отрицательно сказывается на свойст-
вах. По этой же причине следует избегать выделения верхнего бейни-
1 а при охлаждении от температуры аустенитизации до температуры
изотермической выдержки.
Изотермическая выдержка при выбранной температуре должна
быть таковой, чтобы обеспечить наиболее полное протекание проме-
Таблица 152
Свойства стали 40ХСНМА после различных режимов
термической обработки
Режим обработ ки оа2, МПа о„ МПа 8„ кси, МДж/м2
Изотермическая закалка с выдержкой 45 мни при 325 °C 1200 1400 19 55 ' 0.92
Закалка в масле + отпуск при 500 °C, 2 ч 1330 1450 11 43 0.40
Закалка в масле + отпуск XSQ °C, 2 ч 1230 1320 12 45 0.53
361
Рис. 15.5. Изменение механических свойств
стали ЗОХГСНА при изотермических вы-
держках при 325 °C
жуточного превращения. Если она
недостаточна и образуется неболь-
шое количество бейнита, то при
окончательном охлаждении до ком-
натной температуры оставшийся
аустенит будет превращаться в мар-
тенсит, наличие которого хотя и
обеспечивает повышенный уровень
прочности, не способствует получе-
нию высоких значений ударной вяз-
кости и сопротивления хрупкому
разрушению. Но выдержка не долж-
на быть и чрезмерно длительной, так
как при этом могут получить разви-
тие процессы карбидобразования,
что одновременно с понижением
прочности приведет к охрупчиванию
стали. Иллюстрацией сложной зави-
симости механических свойств от ус-
ловий проведения изотермической выдержки могут служить данные,
приведенные на рис. 15.5.
{Охлаждение после окончания изотермической выдержки не
должно вызывать образование высоких внутренних напряжений.
Обычно изделия охлаждают на воздухе. Чаще всего изотермическая
закалка является окончательной термической обработкой. Но в не-
которых случаях в целях увеличения вязкости изделия, подвергнутые
изотермической закалке, целесообразно подвергать отпуску, причем
его температура не должна превышать температуру изотермической
выдержки. Дополнительный отпуск тем более желателен, если и
структуре изотермически закаленной стали присутствует мартенсит.
15.4. ОБРАБОТКА НА БЕЙНИТНУЮ СТРУКТУРУ
МАЛОУГЛЕРОДИСТЫХ СТАЛЕЙ
Для изготовления ряда изделий находят применение низкоуглеро-
дистые легированные стали, в которых в процессе охлаждения при
термической обработке или иных технологических операциях фор-
мируется бейнитная структура. Они иногда называются бешштными
362
сталями. За счет получения бейнитной структуры в них могут быть
достигнуты достаточно высокие значения прочности (о„ равно
500... 1200 МПа). В то же время ввиду низкого содержания углерода
(0.10...0.15 %) в процессе промежуточного превращения в них выделя-
ется лишь небольшое количество карбидов, что позволяет получить
высокие значения ударной вязкости. Низкое содержание углерода
обеспечивает также хорошую свариваемость сталей и высокую спо-
собность к формоизменению.
Бейнитные стали имеют небольшой инкубационный период в об-
ласти промежуточного превращения. В то же время при температу-
рах диффузионного превращения устойчивость переохлажденного
аустенита достаточно велика, что достигается комплексным легиро-
ванием стали молибденом, хромом, никелем, марганцем и бором.
Особенно эффективно замедляет выделение феррита бор в количе-
стве 0.002 %, слабо влияя при этом на скорость образования бейнита.
Высокая устойчивость переохлажденного аустенита в темпера-
1урном интервале диффузионного превращения позволяет получить
бейнитную структуру в весьма больших сечениях изделий при охлаж-
дении на воздухе. Получение нужных свойств может быть достигну-
то непосредственно при охлаждении после окончания горячей про-
катки. Заготовки из бейнитных сталей подвергаются также специ-
альной термической обработке, заключающейся в аустенитизации
при 900...950 °C и последующем охлаждении на воздухе.
Прочностные свойства бейнитных сталей повышаются с пониже-
нием температуры промежуточного превращения. Их предел прочно-
сти линейно зависит от положения точки Бн, которое в свою очередь
определяется содержанием легирующих элементов в стали.
В результате непрерывного охлаждения из аустенитной области в
сгруктуре сталей присутствуют как верхний, так и нижний бейнит.
Верхний бейнит отрицательно влияет на ударную вязкость. Чтобы
при его присутствии получить высокие значения ударной вязкости,
необходимо иметь мелкое аустенитное зерно. Последнее может быть
достигнуто снижением температуры прокатки, если охлаждение по-
сле ее завершения является окончательной операцией термической
обработки. При проведении специальной термической обработки в
целях получения мелкого аустенитного зерна целесообразна ускорен-
ная аустенитизация.
Глава 16
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
С ПРИМЕНЕНИЕМ СКОРОСТНЫХ МЕТОДОВ НАГРЕВА
Нагрев изделий для термической обработки может производить-
ся разными способами, с использованием различных методов подвода
энергии: лучеиспускания, конвекции, теплопроводности. Нагрев в пе-
чах с температурой выше 700...750 °C, в пламени горелки, индукцион-
ным методом и лазерным излучением имеет общую природу. Разли-
чие этих способов нагрева заключается в методах генерации излуче-
ния, его частотах или длинах волн и в механизмах его взаимодействия
с веществом. Электромагнитное излучение, обусловленное тепловой
энергией тела, называют тепловым излучением. Поэтому нередко
нагрев в печах и в пламени горелок рассматривают как нагрев внеш-
ним источником тепла, а индукционный и лазерный — внутренним
источником тепла. Такое подразделение методов нагрева в известной
мере условно и базируется на особенностях восприятия человеком
электромагнитного излучения различной частоты.
При нагреве изделий в расплавленных солях передача тепла на-
греваемому телу осуществляется в основном конвекцией и теплопро-
водностью. Применяются также способы нагрева, основанные н i
пропускании электрического тока непосредственно через нагревае-
мое изделие. В последнее время находит применение нагрев элек-
тронным пучком.
Важной технической характеристикой того или иного метода на-
грева является скорость повышения температуры изделий. Скорост
нагрева в печах обычно невелика и редко превышает 0.1...1.0 град/с.
При нагреве в печах стремятся получить сквозной равномерный про-
грев изделий.
Детали машин, работающие в условиях контактного нагружения,
подвергающиеся изнашиванию и действию динамических нагрузок,
должны иметь твердую прочную износоустойчивую поверхность и
одновременно относительно вязкую сердцевину, обеспечивающую
повышенные значения работы разрушения. Кроме того, нередко тре-
буется и высокое сопротивление усталостному разрушению. Такое
364
сочетание
механических свойств
кои
с низким отпуском.
достигается поверхностной
закал-
Поверхностная закалка может быть осуществлена двумя принци-
пиально различными путями. Один путь заключается в быстром на-
I реве наружного слоя до температур аустенитного состояния и немед-
ленной
закалке.
Глубинные слои изделия
не претерпевают структурных изменений.
при этом не нагреваются и
Другой путь состоит в том,
что сталь с пониженной прокаливаемостью подвергается сквозному
или глубокому нагреву с последующим интенсивным охлаждением.
Толщина закаленного слоя в первом случае определяется глубиной
прогрева до температур выше критических точек, а во втором — про-
каливаемостью стали. Последний путь не рассматривается в настоя-
щем разделе.
Необходимым условием поверхностного нагрева является высо-
скорость подвода
энергии к нагреваемому слою, значительно
превышающая скорость связанного с теплопроводностью стали отво-
да тепла в глубину изделия. Вследствие этого нагрев под поверхност-
ную закалку производят очень быстро: от 200...300 до 10\..106 град/с
л зависимости от метода нагрева и мощности источника энергии.
[С толь быстрый нагрев невозможно осуществить в печи, для этого не-
обходим более интенсивный приток энергии к поверхности нагревае-
мого тела. Широкое применение для быстрого поверхностного нагре-
на находит индукционный нагрев токами высокой частоты (ТВЧ), а в
(последнее время и лазерный нагрев. Другие названные выше методы
быстрого нагрева применяются значительно реже.
Нагрев со скоростью до 10 град/с называют медленным, от 10 до
103 град/с — скоростным, или быстрым, а нагрев с более высокими
скоростями предложено называть сверхбыстрым. В дальнейшем бу-
дем придерживаться этой классификации.
16.1. ОСОБЕННОСТИ ФОРМИРОВАНИЯ СТРУКТУРЫ
ПРИ СКОРОСТНЫХ НАГРЕВАХ
При термической обработке с применением скоростного или
гнерхбыстрого нагрева действуют ранее рассмотренные общие зако-
п< ‘мерности формирования структуры и свойств сталей, но при этом
pi паруживается и ряд существенных особенностей.
Процессы образования аустенита при ускорении нагрева смеща-
ются в область более высоких температур, что обусловлено их диф-
фузионным механизмом (см. рис. 3.12). Вследствие ряда значитель-
ных экспериментальных трудностей сведения о степени этого смеще-
ния существенно различны. Например, для повышения температуры
365
начала образования аустенита в эвтектоидной стали до 910 °C, по
различным данным, необходим нагрев со скоростью от 450 д<т
ЗО-1О3 град/с. При нагреве со скоростями, достаточными для смеще-
ния температуры начала образования аустенита выше 910 °C, не ис-
ключена возможность бездиффузионного превращения феррита н
безуглеродистый аустенит с последующим растворением в нем кар-
бидов.
Если вслед за быстрым нагревом следует закалка без выдержки
или с кратковременной выдержкой в у-области, то гомогенизации
аустенита не успевает происходить и образующийся мартенсит ока,
зывается существенно неоднородным по химическому составу d
структуре. Особенно велика неоднородность аустенита после ско^
росгного нагрева сталей, легированных карбидобразующими эле,
ментами. Так как коэффициент диффузии легирующих элементе!
на 3...4 порядка меньше, чем углерода, то при быстром нагреве д<м
эвтектоидных сталей до температур у-области в них могут coxpJ
няться нерасгворенные карбиды. Вследствие этого содержание л!
гирующих элементов в аустените окажется пониженным, и их влия,
ние на свойства стали используется неполностью. Поэтому приме
нение скоростного нагрева для многих легированных сталей непрн<
емлемо.
Степень неоднородности аустенита, образующегося при быстрое
и сверхбыстром нагреве, увеличивается с ускорением нагрева и сущ!
ственно зависит от исходной структуры. Участки структурно свобод)
ных феррита или карбида, грубопластинчатый перлит, зернистЛ
крупные карбиды усиливают концентрационную и структурную на
однородность аустенита.
Скоростной нагрев позволяет получить очень мелкое зерно ае
стенита (№ 10... 11 и мельче). Это обусловлено тем, что с повыше
нием температуры число зародышевых центров увеличивается 6iJ
стрее, чем линейная скорость их роста. Поэтому при быстром на
греве до повышенных температур образуется очень мелкое начал!
ное зерно аустенита, не успевающее вырасти при кратковременно
выдержке или ее отсутствии. Но при излишне высоких температе
рах нагрева скорость роста зародышей может оказаться так вела
ка, что произойдет укрупнение зерна и возникнет опасность пер!
грева.
Скоростной нагрев создает благоприятные условия для проявлю
ния структурной наследственности в легированных сталях с исходно
мартенситной или бейнитной структурой. Очевидно, что в этом сх|
чае ожидаемое измельчение зерна аустенита не произойдет.
Из всего сказанного следует, что изделия, закаливаемые пос!
быстрого нагрева, должны подвергаться предварительной термичв
366
ской обработке для
получения дисперс-
ной однородной
структуры. Наиболее
Гис. 16.1. Изменение
in рдости (/) и концент-
рации углерода в макси-
м. чьно насыщенных объ-
емах мартенсита (2) после
ыкалки при быстром на-
греве со скоростью 50 (а)
и 130 (б) град/с
Температура закалки,°C
благоприятная струк-
тура — сорбит отпуска. В некоторых случаях допустима нормализа-
ция, если она приводит к получению дисперсной тонкопластинчатой
структуры — сорбита или троостита без избыточных фаз или с мел-
кими их включениями.
Запаздывание процессов образования аустенита при быстром
нагреве вынуждает повышать его температуру по сравнению с
[обычным печным нагревом. Чем выше скорость нагрева, тем более
высокой должна быть его температура для получения мелкозернис-
того аустенита с приемлемой степенью неоднородности. Интервал
Допустимых температур расширяется с ускорением нагрева. Этот
интервал ограничивается снизу температурой исчезновения ферри-
|та и достижением заданной твердости, а сверху — температурой,
при которой еще сохраняется мелкое зерно. Максимальная твер-
дость стали, закаленной после быстрого нагрева, достигается при
Определенной неоднородности аустенита, и обе эти характеристики
«висят от температурно-временных параметров нагрева (рис. 16.1).
Шля некоторых сталей построены диаграммы преимущественных
режимов нагрева под закалку, на которых в зависимости от дли-
тельности нагрева или его скорости (в температурной области выше
равновесных значений критических точек) нанесены зоны недогре-
|ы, нормальной закалки и перегрева (рис. 16.2). Пользуясь такими
Диаграммами, нетрудно выбрать режим скоростного нагрева данной
Г1.1ЛИ.
Закалка стали после быстрого нагрева. Мелкое зерно, значи-
тельная концентрационная неоднородность, остатки нерастворенных
Карбидов снижают устойчивость переохлажденного аустенита быст-
ро нагретой стали (рис. 16.3) и ее прокаливаемость. Поэтому для по-
ручения мартенситной структуры скорость охлаждения при закалке
должна быть высокой. Как углеродистые, так и легированные стали
367
Рис. 16.2. Диаграммы преимущественных режимов для закалки.
сталь 38ХА, отожженная (7 —зона закалки при медленном нагреве; 2,3,4 — соответствен-
зоны подогрева, за кал к н н перегрева при быстром нагреве); б — сталь с 0,36 % С (7 н 3 — зо-
ны допустимых режимов нагрева, 2 — зона оптимальных режимов)
Температура, °C § “ Температура,
Рис. 16.3. Диаграмма изотермических превращений переохлажденного аус-
тенита стали 40ХН2М после медленного печного (штриховые линии) и
быстрого индукционного (сплошные линии) нагрева до 845 °C
Рис. 16.4. Механические свойства стали 27СГМ при растяжении.
7 — секундный электроотпуск; 2 — часовой отпуск в печи
после скоростного нагрева охлаждают водяным душем или быстрым
потоком воды.
Измельчение зерна аустенита при быстром нагреве вызывает не-
оторое снижение мартенситной точки, а концентрационная неодно-
родность приводит к “размытию” Мн: в участках, обогащенных угле-
родом*, она понижена, а в обедненных повышена. Это делает воз-
можным развитие процессов самоотпуска в обедненных микрообъе-
мах при закалке, несмотря на высокую скорость охлаждения. В ко-
нечном счете ускоренное охлаждение при закалке предотвращает
процессы самоотпуска.
Кристаллы мартенсита, образующиеся из мелкозернистого неод-
нородного аустенита, высокодисперсны. Морфологические типы
мартенсита в участках с различной концентрацией углерода могут
меняться от пакетного в обедненных до двойникованного в обога-
щенных микрообъемах.
Перечисленные особенности структуры стали, быстро закален-
ной после скоростного нагрева, приводят к получению более высо-
кой твердости, чем после обычной закалки. Это дополнительное по-
вышение твердости составляет 2...5 единиц HRC. Одновременно рас-
|ст сопротивление хрупкому разрушению, улучшаются и механиче-
ские свойства, определяемые при испытаниях на растяжение: значи-
тельно повышается предел прочности и возрастает относительное су-
жение. Например, при переходе от обычной технологии (печной на-
грев) к закалке после электронагрева со скоростью 400 град/с предел
прочности стали 40 возрастает от 1680 до 2240 МПа, а относительное
i ужение — с 17 до 24 % (после отпуска в печи при 200 °C).
Кратковременный отпуск закаленной стали. Быстрый нагрев
может применяться не только для аустенитизации стали под закалку,
| по и при отпуске закаленных сталей. Скоростному отпуску обычно
подвергают изделия простой формы: прутки, проволоку, полосы,
ренты. В таких случаях сквозной нагрев осуществляют путем пропу-
i кания электрического тока непосредственно через изделие (элект-
р ютпуск). Выдержка при температуре нагрева обычно не произво-
ди гея. Охлаждение после отпуска может быть относительно медлен-
I,цым — на воздухе или ускоренным — водовоздушной смесью или
I водой.
Высокие скорости нагрева не вызывают принципиальных изме-
I п нпй процессов отпуска, но вследствие кратковременности обработ-
I кп фазовые превращения и структурные изменения смещаются в об-
I часть более высоких температур, чем при печном отпуске. Темпера-
* В стали 40 максимальное количество углерода в микрообъемах аустенита
гМ»жет достигать 1.6... 1.7 %.
369
Температура отпуска, °C
Рис. 16.5. Влияние скорости нагрева и
температуры отпуска на ударную вяз-
кость стали 27СГМ:
1 — секундный элсктроотпуск; 2 — часовой отпу<.«
в печи
турный интервал распада остаточ-
ного аустенита смещается в боль-|
шей мере, чем распада мартенси
Коалесценция карбидов, аннигиля
ция и перераспределение дислокз
ций, а также релаксация внутренних
напряжений не успевают протекать
в полной мере при скоростном отпу-1
ске. Тем более не успевают разви-
ваться процессы выделения специальных карбидов в легированных ста*
лях, поэтому вторичное твердение, обусловленное их образованием^
может отчетливо не выявляться.
Структура стали после скоростного электроотпуска отличается
повышенной дисперсностью карбидов и большей плотностью дисля
каций в а- растворе, вследствие чего достигаются более высокие знач
чения прочностных характеристик по сравнению с печным отпуском
при той же температуре (рис. 16.4). Пластичность оказывается пони*
женной, но если сравнивать ее при равных значениях твердости, а н<
при одинаковых температурах нагрева, то скоростной отпуск, кд
правило, обеспечивает более высокие значения пластичности, чс|
отпуск в печи.
Ударная вязкость стали после кратковременного электроотпуск!
может быть как ниже, так и выше, чем после печного отпуска. Пре
скоростном отпуске ослабляется развитие отпускной хрупкости. Ни.
пример, значительно ослабляется необратимая отпускная хрупкой i
стали 27СГМ, и соответствующее ей снижение ударной вязкости емс
щается в область более высоких температур на 50...70 °C (рис. 16.5|
Если представить ударную вязкость в зависимости от твердости, а >ц
от температуры отпуска, то преимущество кратковременного элект
роотпуска становится более очевидным.
16.2. ИНДУКЦИОННЫЙ НАГРЕВ
Быстрый нагрев наружного слоя толщиной в несколько миллиме
тров (чаще от двух до пяти) в целях поверхностной закалки осущесте
ляют преимущественно индукционным методом. Нагреваемое изд
лие помещают в индуктор, питаемый переменным током высокой ч|
370
стоты. Индуктор представляет собой один или несколько витков мед-
ной трубки круглого, овального или прямоугольного сечения, охлаж-
даемой водой. Ток высокой частоты, протекающий по индуктору, со-
здает переменное электромагнитное поле, проникающее в нагревае-
мое изделие. В последнем, вследствие закона электромагнитной ин-
д’ кции, возникают вихревые токи (токи Фуко) с частотой, равной ча-
с готе тока в индукторе. Плотность вихревых токов максимальна на
поверхности и быстро убывает с удалением в глубь изделия (из-за
скин-эффекта). Это делает необходимым введение понятия об услов-
ной глубине проникновения вихревых токов 8, в качестве которой
принимают расстояние от поверхности до слоя с плотностью тока в
с раз (2.7 раза) меньшей, чем на поверхности:
8 = (7ifop(,pr)-°-5 = 503 Vp/gf. (16.1)
Здесь f—частота, Гц; о — удельная проводимость стали, (Ом-м)-1; р —
ее удельное электрическое сопротивление, Ом-м; = 4 - 10-7 Гн/м —
магнитная постоянная; Цг — относительная магнитная проницаемость
стали; р = Ро Рг
Вихревые токи вызывают нагрев наружной зоны изделия вслед-
ствие выделения джоулевой теплоты, а также теплоты, обусловлен-
ной циклическим перемагничиванием материала. Толщина нагрева-
емого слоя определяется глубиной проникновения токов Фуко и мо-
жет быть несколько больше ее вследствие влияния теплопроводно-
сти. С повышением температуры нагреваемого слоя ферромагнит-
ного стального изделия удельное сопротивление постепенно возра-
стает, а магнитная проницаемость уменьшается и при достижении
। дочки Кюри феррита становится равной единице. Вследствие этого
но мере нагрева глубина проникновения вихревых токов (а следова-
тельно, и толщина нагреваемого слоя) также возрастает, резко уве-
личиваясь выше температуры Кюри феррита. Это приводит к за-
медлению нагрева, так как одна и та же мощность распределяется в
слое большей толщины. При нагреве немагнитных сплавов глубина
нагреваемого слоя изменяется незначительно (рис. 16.6). Из соотно-
I шения (16.1) следует, что толщину нагреваемого слоя можно регу-
лировать путем изменения частоты тока, питающего индуктор: с
[увеличением частоты глубина проникновения индуктированного в
[изделии тока уменьшается. При 850 °C для среднеуглеродистой ста-
рт 8 составляет около 80...90 мм при частоте 50 Гц и всего около
I мм при частоте 300 кГц.
Поверхностная закалка с нагревом ТВЧ. В результате скорост-
ного нагрева поверхностного слоя изделия с немедленным быстрым
его охлаждением происходит поверхностная закалка. Глубина закал-
371
Рис. 16.6. Глубина проникновения тока в
различные материалы в зависимости от
температуры.
/ — сталь с 0,9 % С; 2 — сталь с 0,4 % С, ! % Сг; 3
высоколегированная нсмагнт пая сталь
ки определяется толщиной слоя, на-
гретого выше критических точек.
Под закаленным слоем сохраняется
исходная структура стали.
Важной особенностью закалки с на-
гревом ТВЧ является получение высокой поверхностной твердости
на массивных изделиях из нелегированных или низколегированных
сталей, обладающих малой прокаливаемостью.
Продолжительность высокочастотного индукционного нагрев;
стали под закалку составляет несколько секунд, а скорость нагрева
сотни градусов в секунду. При таких условиях процессы образована
аустенита не успевают завершиться к моменту достижения обычны:
закалочных температур, характерных для медленного нагрева в печи
Поэтому при закалке с нагревом ТВЧ его температура должна быт;
повышена в тем большей мере, чем быстрее происходит нагрев выш
точки Кюри. Выбор температурно-временных условий аустенитиза
ции облегчают диаграммы преимущественных режимов на; рева, ана
логичные приведенным на рис. 16.2.
Повышение температуры аустенитизации вызывает увеличени
глубины закаленного слоя при неизменных частоте и скорости нагрев;
что обусловлено влиянием теплопроводности. Чтобы обеспечить и
только качественную структуру, но и заданную толщину закаленное;
слоя, необходимо суживать область допустимых температур нагрева in
сравнению с указанной на диаграммах преимущественного нагрева.
Закалке с индукционным нагревом подвергают углеродистые ил1
низколегированные стали, содержащие от 0.15...0.20 до 1.1.„1.2 % уг
лерода, но преимущественно используют стали с 0.4...0.7 % С.
Структура стали, подвергаемой поверхностной закалке, должн
быть дисперсной и возможно более однородной. В доэвтектоидны
сталях не должно быть крупных участков структурно-свободноп
феррита, а в заэвтектоидных — карбидной сетки и грубопластинча
того перлита. Поэтому изделия из доэвтектоидных сталей, закалина
емые после индукционного нагрева, предварительно подвергают нор
мализации или улучшению. Заэвтектоидные стали могут закаливать
ся после отжига, если зернистые карбиды не слишком крупны, и
малое время нагрева аустенит будет достаточно насыщен углерод»»
для достижения заданной твердости после закалки. В противном слу
372
чае перед поверхностной закалкой следует провести улучшение. При-
I одность структуры стали для поверхностной закалки с тем или иным
режимом нагрева устанавливается опытным путем.
Охлаждение при поверхностной закалке может осуществляться
как путем погружения нагретого изделия в воду или масло, так и во-
дным душем или потоком воды. Первый способ применим в тех слу-
чаях, когда вся закаливаемая поверхность нагревается сразу, едино-
временно. Второй способ применяют для изделий, протяженность за-
каливаемой поверхности которых больше размера зоны единовре-
менного нагрева в индукторе. В таких случаях изделие непрерывно
перемещается относительно индуктора и по выходе из него нагретая
юна немедленно охлаждается (непрерывно-последовательная закал-
ка). Крупные зубчатые колеса с большим модулем закаливают спосо-
бом “зуб за зубом”. Нагревают один зуб и сразу его закаливают, за-
тем следующий зуб и так далее.
Микроструктура закаленного слоя отличается повышенной мел-
козернистостью (зерно не ниже № 11...12) и, следовательно, высокой
дисперсностью мартенсита.
Отпуск поверхностно-закаленных изделий либо проводят в печи
при 150...250 °C, либо применяют самоотпуск. В последнем случае за-
калочное охлаждение прерывают в такой момент, когда в наружной
части нагретой зоны уже произошло мартенситное превращение, а
более глубокие ее слои еще сохраняют достаточно теплоты для про-
I рева и отпуска поверхностных слоев. Иногда проводят двухкратное
о лаждение: после некоторой паузы, необходимой для самоотпуска,
изделие охлаждают окончательно. Самоотпуск может быть осуще-
с । влен на более или менее крупных изделиях со значительной толщи-
ной закаливаемого слоя. Режим закалки с самоотпуском для каждого
п аделия подбирают экспериментально.
Поверхностная закалка с низким отпуском обеспечивает благо-
приятное сочетание механических свойств изделий. Твердость после
ыкалки с индукционным нагревом на 2...3 единицы HRC (а иногда и
более) выше, чем после объемной закалки с печным нагревом (см.
раздел 16.1). Это обеспечивает повышенную износоустойчивость и
высокую контактную прочность. В закаленном слое создаются зна-
чительные сжимающие напряжения, достигающие на массивных из-
делиях 500...700 МПа, в результате чего существенно снижается чув-
ствительность к концентраторам напряжений и повышается устало-
стная прочность.
Другие виды термической обработки с нагревом ТВЧ. Индукци-
онный нагрев используют для различных видов термической обра-
ботки, таких как закалка, отпуск, отжиг, химико-термическая обра-
ботка. Например, поверхностный слой головки рельса после индук-
373
ционного нагрева охлаждают так, чтобы получить структуру тонко-
пластинчатого сорбита. Индукционный нагрев нередко применяют
для снижения прочности и повышения пластичности длинных изде-
лий или полуфабрикатов простой формы — прутков, труб, полос,
упрочняющихся в процессе холодной пластической деформации. Час-
тота тока в таких случаях выбирается исходя из необходимости сквоз-
ного прогрева изделий.
Рекристаллизационный отжиг при быстром индукционном нагре-
ве имеет некоторые особенности. Процессы возврата смещаются в
область более высоких температур и могут не завершиться к момен-
ту начала первичной рекристаллизации. Вследствие этого число за-
родышевых центров оказывается большим, чем при печном нагреве, |
а рекристаллизованное зерно более мелким. Так как скорость рекри-
сталлизации очень велика, то и при быстром нагреве последняя успе-
вает полностью происходить в процессе повышения температуры н,1
200...300 °C выше порога рекристаллизации. Собирательная рекрис-
таллизация протекает медленнее, и для укрупнения зерна приходится
значительно повышать температуру индукционного нагрева по срав-
нению с отжигом в печи.
Если в исходном состоянии (до деформации и рекристаллизацион-
ного отжига) карбиды имели зернистую форму и ее необходимо со-
хранить после отжига, то температура нагрева должна быть не выше1
точки Ас,. Нагрев выше этой температуры приведет при охлаждении
к появлению пластинчатых структур (сорбита или троостита) и, сле-
довательно, к повышению твердости и некоторому снижению плас-
тичности. Охлаждение после рекристаллизационного отжига с индук-
ционным нагревом проводят на воздухе.
Индукционный нагрев может применяться и при химико-термиче-
ской обработке. Использование нагрева ТВЧ при цементации (насыще-
нии поверхностного слоя стали углеродом) позволяет значительно coJ
кратить длительность процесса вследствие как снижения времени на-
грева, так и ускорения собственно насыщения при более высоких тем-
пературах. По ряду технических и экономических причин, этот процесс!
распространения не получил. Нагрев ТВЧ может применяться при за-]
калке цементированного слоя. Поскольку структура глубинных слоен
при этом не изменяется, может потребоваться предварительная обра-
ботка для получения необходимой структуры и заданных свойств серд-
цевины. Обычно термическая обработка сердцевины заключается в зач
калке с низким отпуском. При окончательной закалке поверхностного!
слоя с индукционным нагревом между закаленным слоем и сердцевиной
появятся зоны неполной закалки и отпуска. Вследствие этого обстоя-
тельства и других причин закалка цементированных изделий с нагревом)
ТВЧ также не находит широкого применения.
374
16.3. КОНТАКТНЫЙ ЭЛЕКТРОНАГРЕВ
Нагрев длинных изделий или заготовок постоянного поперечного
сечения может производиться электрическим током промышленной
частоты, подводимым к изделию от вторичной обмотки понижающе-
го трансформатора посредством контактов. Контактный электрона-
грев применяют для скоростной закалки, скоростного отпуска, а так-
же для нормализации или рекристаллизационного отжига.
При изготовлении высокопрочной проволоки находит примене-
ние скоростная электротермическая обработка (СЭТО), заклю-
чающаяся в закалке и отпуске. Обычно СЭТО является предвари-
тельной операцией, подготавливающей структуру для холодного во-
лочения. СЭТО канатной проволоки из сталей с 0.25...0.40 % угле-
рода заключается в нагреве под закалку до 1040... 1080 °C со скоро-
стью около 1500 град/с, охлаждении водой при помощи спрейерного
устройства и отпуске, проводимом при нагреве со скоростью
800 град/с до 530 °C. Применение такого режима обработки позво-
ляет получить прочность холоднодеформированной проволоки на
уровне, достигаемом при патентировании и волочении сталей с
0.5...0.6 % углерода.
При нагреве изделий ограниченной длины (труб, прутков, полос)
их концы, закрепленные в контактах, не нагреваются до заданной
температуры и должны быть удалены.
16.4. НАГРЕВ ПЛАМЕНЕМ ГОРЕЛКИ
Поверхностный нагрев под закалку единичных крупных изделий
можно осуществить высокотемпературным пламенем газовой горел-
ки. Для этой цели чаще применяют ацетилено-кислородное пламя с
температурой 2400...3200 °C. Факел горелки направляют на обраба-
тываемую поверхность и перемещают вдоль нее с таким расчетом,
чтобы получить глубину прогрева выше критических точек в преде-
лах от 5 до 10 мм. Вслед за горелкой перемещается закалочное уст-
, ройство, охлаждающее нагретый слой струей воды.
Глубина нагретого слоя и распределение температуры в нем за-
висят от режима работы горелки, расстояния от горелки до зака-
। личного устройства. Обилие факторов, влияющих на результат на-
грева, затрудняет его регулирование. Как правило, при нагреве
пламенем поверхностный слой закаливаемой зоны оказывается пе-
регретым. Вероятность и степень перегрева возрастают при умень-
шении глубины закалки, так как это требует интенсификации на-
грева.
375
Недостатки метода нагрева пламенем ограничивают его примене-
ние. Он используется в условиях ремонтных мастерских, а также в тех
случаях, когда применение индукционного или лазерного нагрева за-
труднено или экономически нецелесообразно.
16.5. ЛАЗЕРНЫЙ НАГРЕВ
Лазеры, или оптические квантовые генераторы, — это устрой«]
ства, генерирующие когерентное электромагнитное излучение в диа-
пазоне от ультрафиолетовой до дальней инфракрасной области спек-
тра (длина волны от 0.1 до 300 мкм). Источником излучения является
активная среда, которая может быть твердой, жидкой или газовой. И
промышленности для технологических целей широко применяются
лазеры, в которых основной компонент активной среды — углекис!
лый газ (СО2-лазеры). Мощность излучения промышленных лазеров
непрерывного действия обычно составляет от 1 до 5 кВт. Излучение
СО2-лазера невидимо (длина волны 10.6 мкм). Лазерное излучение
подчиняется законам геометрической оптики, но для невидимого нм
лучения оптические элементы из стекла непрозрачны, поэтому лин-
зы и призмы для СО2-лазеров изготавливают из щелочно-галоидныв
или полупроводниковых кристаллов. В зависимости от технологичм
ских потребностей размер фокального пятна лазерного луча на по-
верхности изделия может быть существенно различным. При терми-
ческой обработке диаметр фокального пятна составляет от 1 и
20...30 мм и увеличивается с повышением мощности излучения.
Значительная часть потока лазерного излучения, падающего нА
поверхность металла, отражается (при чистой и гладкой поверхности
более 90 %). Для уменьшения коэффициента отражения обрабатывав
емую поверхность подготавливают, нанося различного рода покры!
тия и оксидные пленки. Поглощенная часть излучения проникает 1
металл на глубину 0.1...1.0 мкм и вызывает увеличение энергии элск»
тронов, а затем — решетки, т.е. повышение температуры металла. I
Высокая плотность мощности излучения (103...10б Вт/см2) обеспо!
чивает чрезвычайно быстрый нагрев поверхностного слоя со скоро!
стями до 105...10б град/с. Перенос теплоты в более глубокие слои мм
талла происходит путем теплопроводности со значительно меньше!
скоростью. При плотности мощности излучения порядка 105.1
107 Вт/см2 происходит расплавление тонкого поверхностного слое
поэтому лазерная термическая обработка может проводиться как б<я
оплавления поверхности, так и с ним (рис. 16.7).
Глубина лазерного нагрева обычно составляет несколько десятый
и не превосходит 2...2.5 мм. Вследствие очень малой длительности на>
376
Рис. 16.8. Структура зоны лазерного нагрева в стали 20, х250.
о-li межкрптпческом интервале температур; б — выше точки Ас3. На снимке видны отпечатки индентора микротасрдомсра
Рис. 16.7. Структура стали 10 после лазерной закалки без оплавления (а) и с оплавлением (б), Х120
грева более глубокие слои практически не прогреваются, поэтому
охлаждение после лазерного нагрева происходит путем отвода тепла
в глубинные слои теплопроводностью. Скорость охлаждения поверх-
ностных слоев оказывается очень высокой и может достигать
106 град/с.
Лазерный нагрев применяют главным образом для поверхност-
ной закалки, но он может быть использован и для отжига. При рас-
плавлении поверхностного слоя легко можно осуществить поверхно-
стное легирование или лазерную наплавку.
Лазерная закалка отожженных сталей. Рассматривая структуру
зоны лазерного воздействия на сталь в направлении от оставшейся I
холодной сердцевины к наиболее нагретой поверхности, можно одно-
временно выяснить влияние температуры нагрева на структурные из-
менения и последовательность превращений во времени в каждой]
данной точке.
При нагреве доэвтектоидных сталей чуть выше Ас, аустенит об-
разуется только в пределах перлитных колоний, а феррит остается^
без изменений (рис. 16.8, а). При охлаждении аустенит, содержащий
около 0.8 % углерода, превращается в скрытокристаллический (“беоч
структурный”) мартенсит с высокой твердостью. Слева на рис. 16.8, а
видны темные перлитные колонии, превращение в которых еще не
началось. В центре рисунка превращение перлита в аустенит закон-
чилось. На фотографии видны также отпечатки индентора, получен-
ные при измерении микротвердости отдельных структурных состав-
ляющих стали. Крупные отпечатки, соответствующие низкой микро-J
твердости, располагаются в зернах непревращенного феррита, а мел-
кие отпечатки, характеризующие высокую микротвердость материа-
ла, — на месте бывших перлитных колоний.
В участках, нагретых выше Aq, феррит переходит в почти безуг-
леродистый аустенит. Во время охлаждения из этого аустенита вновь
образуется феррит, тогда как высокоуглеродистый аустенит превра-j
щается в мартенсит (рис. 16.8, б). Описанная структурная неоднород-
ность сохраняется до самых высоких температур лазерного нагрева
в твердом состоянии, так как вследствие кратковременности нагрева
в стали не происходит диффузионное перераспределение углерода.
Неоднородность структуры исчезает только в зоне расплавления (см.
рис. 16.7).
Таким образом, после лазерного нагрева и охлаждения доэвтек-
тоидная сталь в нерасплавленной зоне состоит из мартенсита, содер-
жащего 0.8 % углерода, обладающего очень высокой твердостью, и
феррита, твердость которого лишь незначительно превышает исход-
ное значение (рис. 16.9). При повышении температуры нагрева или
при уменьшении его скорости резкая граница между высокоуглероЛ
378
Рис. 16.9. Распределение микротвердости в зоне воздействия лазерного излуче-
ния в стали 20.
1 — твердость структуры на месте исходного перлита; 2 — то же феррита; М+Ф — зона мартснсито-
ферритной струкзуры, соотпстсгпующсй пнтерпалу Ас,—П+Ф — зона исходной структуры
Рис. 16.10. Твердость предварительно закаленной стали 40 после поверхностной
лазерной закалки
дистыми и низкоуглеродистыми участками аустенита размывается
вследствие диффузии углерода. После закалки области светлого вы-
сокоуглеродистого мартенсита оказываются окаймлены темнотравя-
щимся низкоуглеродистым мартенситом. При сверхбыстром лазер-
ном нагреве выравнивание содержания углерода в аустените далеко
не завершается, а происходит только в расплавленной зоне. В рас-
плавлявшихся участках твердость после закалки оказывается такой
же, как при медленном нагреве до высоких температур и резкой за-
калке.
В случае закалки с оплавлением поверхности прежде всего рас-
плавляются участки высокоуглеродистого аустенита с пониженной
температурой плавления. Локальное оплавление около частиц це-
ментита может наблюдаться при лазерном нагреве любых сталей не-
зависимо от содержания углерода в них, но чаще всего обнаруживает-
ся вокруг крупных карбидов.
Лазерный сверхбыстрый нагрев без оплавления отожженных ста-
лей с резко дифференцированными структурными составляющими
не позволяет получить однородную структуру после закалки. Для по-
лучения таковой необходима подготовительная термическая обра-
ботка, создающая однородную дисперсную структуру, например
предварительная закалка.
379
Лазерная обработка закаленных сталей. Предварительная за-
калка стали создает однородное распределение углерода в ней. По-
следующий отпуск обычно не вызывает макроскопически заметное
перераспределение углерода. Поэтому после лазерной закалки пред-
варительно закаленных или закаленных и отпущенных сталей в зоне
нагрева получается гораздо более однородная структура, чем при ла-
зерной обработке отожженных сталей. Это подтверждается измене-
нием микротвердости по сечению нагретой лазерным лучом зоны,
например для закаленной стали 40 (рис. 16.10). По мере приближения
к оплавленной зоне (ее граница отмечена штриховой линией) твер-
дость сначала снижается, что связано с отпуском исходного мартенси-
та, затем резко возрастает в результате лазерной закалки. Мартен*
сит, образующийся при закалке с лазерным нагревом среднеуглер<
дистых сталей, не отличается от реечного мартенсита, получающего-
ся при обычной закалке. В переплавленной зоне, где происходит за-,
калка из жидкого состояния, твердость несколько снижается, что мо-
жет быть связано с уменьшением скорости охлаждения большего
объема металла. Такое изменение твердости ипично для многих craJ
лей. Твердость углеродистых сталей после лазерной закалки зависит!
от содержания углерода и несколько выше, чем после обычной за-!
калки в воде.
Важной особенностью закалки с лазерным нагревом предвари-,
тельно закаленных сталей является непременное проявление струк]
турной наследственности при нагреве. Рассмотрим это на примере
конструкционной среднелегированной стали 38XH3. Сталь была
предварительно нагрета до 1200 °C для получения крупного зерна
аустенита и закалена в масле. Изменения структуры в зоне воздейст-
вия лазерного излучения представляют типичную картину структур!
ной наследственности (рис. 16.11). Темнотравящаяся зона отпуска
мартенсита, полученного при предварительной закалке, располагает-
ся на удалении 0.8...2.0 мм от облученной поверхности и обладает по-
ниженной твердостью. С приближением к поверхности (при повыше-
нии температуры стали) твердость повышается, а травимость струк-
туры резко ухудшается (светлотравящаяся зона). В этой зоне при ла
зерном нагреве происходит образование аустенита с восстановление^
крупного зерна, полученного при предварительном нагреве до
1200 °C, а при охлаждении — повторная закалка.
Значительное измельчение зерна наблюдается лишь при темпе-
ратурах, существенно превышающих температуру фазового превра-
щения. Это измельчение обусловлено рекристаллизацией аустенита
вследствие фазового наклепа. При высоких температурах в условиях
непрерывного подведения энергии скорость рекристаллизации, а так-
же скорость перемещения границ рекристаллизованных зерен может
380
Рис. 16.11. Структура зоны воздействия лазерного излуче-
ния в стали 38ХНЗМФ, предварительно закаленной от
1200 °C, х200
быть очень большой. Время пребывания аустенита при температуре,
выше температуры рекристаллизации, составляет всего десятые или I
сотые доли секунды, но этого оказывается достаточно для рекриста л-1
лизации. При дальнейшем повышении температуры (с приближением
к поверхности) величина аустенитного зерна несколько возрастает и,
наконец, происходит плавление стали.
При охлаждении образца или изделия в расплавленной зоне виа
чале происходит кристаллизация с образованием ячеистой структур
ры, а затем в ней и в зоне, нагретой выше критических точек, обра-
зуется мартенсит с высокой твердостью.
Развитию рекристаллизации аустенита при лазерном нагреве сну
собствуют отпуск и пластическая деформация предварительно зака -
ленной стали. С повышением температуры отпуска и увеличением
степени пластической деформации снижается температура рекрис-
таллизации и уменьшается размер рекристаллизованного зерна. Сов
местным действием отпуска и пластической деформации при лазер-
ной закалке можно предотвратить проявление структурной наследств
венности и получить сверхмелкозернистую структуру с размером зер
на 1...5 мкм (№ 12... 14 по стандартной шкале).
Иногда, вследствие высоких скоростей нагрева и охлаждения,
уменьшающих продолжительность выдержки стали при высоких тем-
пературах, а также особенностей химического состава и исходной
структуры стали, рекристаллизация восстановленного зерна аустенита
не успевает произойти вплоть до температуры плавления. В этом слу-
чае с переплавленной зоной граничит восстановленное зерно аустенн
та. Отсутствие рекристаллизации аустенита в сталях чаще наблюдает
ся при воздействии импульсного лазера, так как скорость нагрева в
этом случае выше, чем при воздействии непрерывного излучения.
Особенности структуры переплавленного слоя. Малая толщин j
расплавленного слоя и всей нагретой зоны позволяет получать в ин-
тервале температур кристаллизации очень высокие скорости охлаж!
дения — до 1Сг...1О7 град/с, в результате чего происходит закалка и i
жидкого состояния. В таких условиях затвердевание протекает с об-
разованием метастабильных структур. С повышением скорости
охлаждения наблюдаются различные изменения стру туры перс^
плавленного слоя.
Дендритная структура изменяется в направлении уменьшения
размеров дендритов, усиления их разветвления и утончения ветвей.
При самых высоких скоростях охлаждения возможно подавление
дендритной кристаллизации — образуется множество мелких нераз-
ветвленных зерен. Сверхбыстрое охлаждение из жидкого остояння
может приводить к значительным изменениям фазового состава я
структуры сплавов.
382
Рис. 16.12. Структура зоны воздействия лазерного излучения в стали ШХ15 (а)
ив стали 37XH3A (б), х250
При лазерной обработке с оплавлением поверхности возможна кри-
сталлизация на подкладке: вновь образующиеся при охлаждении в пере-
плавленной зоне зерна аустенита по величине соответствуют зернам на
границе расплава (рис. 16.12). Рекристаллизация аустенита, происходя-
щая при нагреве, может влиять на величину зерна, кристаллизующего-
ся из жидкого состояния. Когда рекристаллизация аустенита происхо-
дит в процессе нагрева, до начала затвердевания, подкладкой для крис-
таллизации расплава является рекристаллизованный мелкозернистый
аустенит, поэтому после кристаллизации на месте расплава образуется
мелкозернистая структура. Если рекристаллизация восстановленного
зерна подавляется быстрым нагревом, то подкладкой служит перекрис-
таллизовавшийся, в частности крупнозернистый, аустенит.
Иногда в закаленной зоне вблизи границы оплавления наблюда-
ется полоса мелкозернистой структуры, не являющаяся подкладкой
для переплавленной зоны. Это обусловлено тем, что мелкозернистая
полоса возникла в результате рекристаллизации не при нагреве, а при
охлаждении.
383
Свойства поверхностных слоев, подвергнутых лазерной закалу
ке. Распределение твердости по сечению зоны, подвергнутой лазер-
ному нагреву с плавлением поверхности, характерное для многих ста
лей, приведено на рис. 16.10. Разность значений твердости после ла-
зерной и обычной (объемной) закалок называют сверхтвердостъкм
Сверхтвердость обусловлена главным образом подавлением самоотч
пуска при закалке после лазерного нагрева вследствие очень быстрое
го охлаждения. Достижение сверхтвердости — одно из существенш ix
преимуществ лазерной закалки, так как обеспечивает заметное по.
вышение износоустойчивости (при отсутствии разогрева в процессе
испытаний или при эксплуатации).
Высокая износоустойчивость стали после лазерной закалки при
адгезионном, абразивном и усталостном изнашивании обусловлена
присутствием тетрагонального неотпущенного мартенсита и метаста
бильным остаточным аустенитом. Тетрагональный мартенсит обля
дает не только высокой твердостью, но и способностью к интенсш
ному деформационному упрочнению в процессе изнашивания. Эп
связано с деформационным динамическим старением, при которс
часть углерода из а-решетки переходит в примесные атмосферы дис
локаций, возникающих при нагружении. Деформационное упрочив
ние тетрагонального мартенсита значительно усиливается при увели
чении содержания углерода в нем выше 0.5 %.
Переплавленная зона также характеризуется сверхтвердостьц,
но несколько меньшей, чем нижележащий слой, не подвергавший
плавлению.
Особенностью
переплавленной
зоны является повыше!
ная однородность структуры. В частности, в заэвтектоидных стал|
плавление с последующим быстрым охлаждением позволяет изб<
виться от крупных карбидов, что приводит к некоторому повышен»!
вязкости. Последнее вместе с повышением твердости обеспечив.-»
дополнительное повышение износоустойчивости.
Локальная лазерная обработка поверхности листов перпендик
лярно направлению развития усталостной трещины может затру
нить ее распространение. Усталостная трещина временно задержи*
ется на периферии зон термического воздействия, структура котори
состоит из феррита и участков дисперсного мартенсита.
Лазерная обработка используется также для улучшения физич
ских свойств. Локальный лазерный нагрев анизотропных электрета
нических сталей позволяет заметно снизить потери на перемагнич
вание.
На практике иногда применяют лазерную резку листового мат
риала, которая позволяет автоматизировать процесс приготовлен!
заготовок, повысить качество поверхности реза, существенно сок|
тить отходы и улучшить условия труда. В этом случае края реза п<
384
Рис. 16.13. Схема электронно-луче-
вой закалочной установки.
/ — иысокопон.тный изол ор; 2 — анол; 3 —
магнитная линза; 4 — отклоняющая катушка;
— рабочая камера; 6 — колонкоаый клапан;
7—электронная пушка
иергаются самопроизвольной
ыкалке.
16.6. ЭЛЕКТРОННО-ЛУЧЕВОЙ
НАГРЕВ
Быстрый и сверхбыстрый
нагрев металла можно осущест-
вить электронным пучком, фор- _____________
мируемым в устройстве, назы-
ваемом электронной пушкой. Первоначально электронно-лучевым
методом осуществляли резку и сварку изделий, позднее его стали
применять и для термической обработки. Представление об устрой-
стве электронно-лучевой установки для закалки дает рис. 16.13.
Фазовые превращения, структура и свойства обрабатываемых из-
делий определяются скоростью и температурой нагрева и скоростью
охлаждения, но не зависят от метода нагрева. Влияние температурно-
временных условий обработки на структуру стали рассмотрено вы-
ше. Поэтому остается лишь отметить основные особенности элек-
। ронно-лучевого метода. По скорости нагрева и плотности мощнос-
ти, подводимой к нагреваемой поверхности, лазерный и электронно-
лучевой методы близки. По ряду технико-экономических показате-
лей электронно-лучевой метод обладает несомненными преимущест-
вами. В отличие от лазерного нагрева при электронно-лучевом ме-
таллом поглощается до 75 % энергии луча. Мощность электронно-лу-
чевых установок может быть намного больше, чем лазеров, и дости-
гать нескольких сот киловатт. Электронный луч можно фокусиро-
вать, изгибать и перемещать по нагреваемой поверхности в соответ-
ствии с заданной программой. Но этот метод имеет и ряд недостат-
ков, главным из которых является необходимость помещения элек-
тронной пушки и обрабатываемых изделий в вакуум, что существен-
но усложняет применение электронно-лучевого нагрева на практике.
Глава 17
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Химико-термической, обработкой (ХТО] называют операции,
при которых в результате нагрева и выдержки стальных изделии я*
той или иной активной среде происходит изменение химического с<н
става, структуры и свойств их поверхностных слоев. Обычно при та-
кой обработке поверхностный слой насыщается одним или несколь-
кими элементами, но возможно и удаление из него какого-либо ком
понента сплава.
Наиболее распространены методы насыщения стали углеродом
(цементация), азотом (азотирование), а также различные разновидно-
сти одновременного насыщения этими элементами. Применяют h.iJ
сыщение стали и другими неметаллами — бором, кремнием. Нередко
проводят насыщение поверхности изделий металлами — диффузион*
ную металлизацию. Нужный комплекс свойств в одних случаях д«
стигается в результате собственно ХТО (например при азотирования
диффузионной металлизации), в других, кроме насыщения, требует |
дополнительная термическая обработка — закалка с отпуском, ка*
например, после цементации. Изменение свойств поверхностной
слоя в результате ХТО определяется природой насыщающих элемен
тов, степенью и глубиной насыщения, исходным химическим состя
вом стали и режимом термической обработки после насыщения.
В ходе ХТО протекают сложные процессы как в активной срсд<
так и на поверхности стали и в насыщаемом слое. Реакции, идущие I
насыщающей среде, обеспечивают получение внедряемого в стал
элемента в активной форме. Процессы переноса — диффузия, кол
векция — доставляют насыщающий элемент (в виде атомов и а
ионов, молекул, соединений с другими элементами) к поверхности Щ
делий. На поверхности стали происходит адсорбция и протекают |И
акции, в результате которых насыщающий элемент переходит в ати
марное состояние и диффундирует в глубь изделия. Диффузия наем
щающего элемента в сталь может приводить к изменению ее фазою»
го и структурного состояния.
386
17.1. СТРОЕНИЕ ДИФФУЗИОННОЙ ЗОНЫ
ПРИ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Возможность осуществления химико-термической обработки
определяется следующими условиями:
насыщающий элемент должен быть растворим в металле изделия;
скорость подвода насыщающего элемента к поверхности изделий
должна быть выше скорости диффузионного оттока его в глубину
металла.
При химико-термической обработке может протекать как атом-
ная, так и реактивная диффузия. В процессе атомной диффузии но-
вые фазы не образуются и концентрация насыщающего элемента
плавно убывает от поверхности в глубь диффузионной зоны. При ре-
активной, или реакционной, диффузии возникают новые фазы. В
диффузионной зоне может образоваться несколько слоев новых фаз,
в которых диффузия протекает с различной скоростью.
В процессе атомной диффузии скорость изменения концентрации
насыщающего элемента Эс/Эт в произвольной точке диффузионной
зоны, находящейся на расстоянии х от поверхности, определяется
вторым законом Фика
Л/Эт = П(Э2с/Эх2), (17.1)
справедливым при условии, что коэффициент диффузии D не зависит
от концентрации, чего обычно не наблюдается при значительном ее
изменении. Общего решения уравнения (17.1) не существует. Извест-
ны частные решения для определенных граничных условий на по-
верхности раздела “насыщающая среда — металл”. В простейшем
случае считается, что концентрация насыщающего элемента на по-
верхности С(о,т) практически мгновенно достигает равновесного зна-
чения С11рсд для данных условий. Это значение концентрации называ-
ют потенциалом насыщающей атмосферы. Приведенное выше гра-
ничное условие первого рода записывают следующим образом:
С(о,т) = С11ред(т). (17.2)
Если исходное значение концентрации насыщающего элемента
С11сх, а диффузия его происходит в полубесконечное пространство, т.е.
I насыщающий элемент находится на поверхности детали, толщина ко-
торой намного больше глубины диффузионной зоны, то частное ре-
шение уравнения (17.1) имеет вид:
© = [С(хт)- С|1СХ]/[Спрсд - С11сх] = 1 - erf(x/2 ). (17.3)
387
Здесь 0
относительная концентрация
насыщающего
элемен
С(хд) — концентрация в точке, удаленной от поверхности
расстояние х, в момент времени и; erf (х/2-TDt) = erf (Z)
II <1
= 2/ -7л J exp (~x2) dx
о
— гауссова функция ошибок, значения
которой
в зависимости от х даются в специальных таблицах,
чистого металла одним элементом С,|сх = 0.
При
насыщение
Приняв С(х т) = const при согласованно меняющихся значениях х
т, из уравнения (17.3) получаем, что х/2 -\/Dt = const и, следовательно.
x = kVdt ,
(17.4]
где К — постоянная. Уравнение (17.4) означает, что толщина насу
щающего слоя при постоянной температуре возрастает пропорци
онально квадратному корню из продолжительности выдержки.
В действительности граничное условие первого рода (17.2) вы
полняется не всегда, что приводит к нарушению соотношения (17.4) I
значительно затрудняет решение уравнения (17.1).
С повышением температуры толщина насыщающего слоя возш
стает по экспоненциальному закону или близкому к нему, что ощм
деляется экспоненциальной зависимостью коэффициента диффуэи
от температуры:
D = Doe-Q/RT.
Здесь предэкспоненциальный множитель DG практически не зависи
от температуры; Q — энергия активации диффузии; R — газовая п<
стоянная; Т — температура.
Реактивная диффузия может быть осложнена существованием
диффузионной зоне слоев различной природы с резкими скачкам
концентрации между ними, а также двухфазных и более сложи,!.1
слоев в многокомпонентных системах.
Рассмотрим процесс насыщения металла А элементом В, ж
пользуя диаграмму состояний, приведенную на рис. 17.1, а. В и.
чальный период насыщения при температуре t| развивается ат<:
ная диффузия, приводящая к повышению концентрации а-тверщм
раствора. Концентрация насыщающего элемента на поверхносчт
этот период устанавливается равной предельной растворимое
при данной температуре С, (рис. 17.1, б). Если активность насыщ
ющей среды достаточно велика, то концентрация на поверхнос
скачком повышается до С2, т. е. возникает p-фаза. Двухфазш.
388
Рис. 17.1. Диаграмма со-
стояний системы А—В
(а) и распределение кон-
центрации элемента В по
сечению диффузионной
зоны при насыщении им
металла А на стадиях
атомной (б) и реактивной
(в) диффузии. Время с
момента начала насыще-
ния т, < т2 < ... < т5
слой а + р не образуется. При продолжении процесса содержание
элемента В на поверхности повышается до установления равнове-
сия с активной средой или до прекращения операции (С11рсл), а тол-
щина слоя p-фазы возрастает (рис. 17.1, в). На стадии реактивной
диффузии скачок концентрации на границе раздела слоев р- и (X-
фаз сохраняется постоянным в соответствии с диаграммой состоя-
ний (см. рис. 17.1, а, в).
Невозможность образования двухфазного слоя в диффузионной
зоне при насыщении чистого металла одним компонентом обусловле-
на тем, что обе фазы в двухфазном слое должны иметь постоянный
состав в соответствии с диаграммой состояний и правилом фаз. Это
исключает насыщение, так как градиент концентрации в обеих фазах
389
Рис. 17.2. Диаграмма состояний Fe—N (а) и схема строения диффузионной зо,
при 590 < t < 650 °C (б) после длительного насыщения железа азотом
постоянного состава равен нулю и диффузия становится нево,
можной.
В некоторых случаях в диффузионной зоне могут отсутствоват
отдельные слои, соответствующие фазам с узкой областью гомоге,
ности на диаграмме состояний. Например, при азотировании железа
результате длительных выдержек несколько ниже 650 °C формир’
ется четырехслойная диффузионная зона (рис. 17.2), но на ранних си
днях насыщения слой у'-фазы может отсутствовать.
Рассмотрим рост одного из внутренних слоев в многослойно
диффузионной зоне, например рост у'-фазы при насыщении желез
азотом (см. рис. 17.2). Пограничные концентрации на границах разд,
ла фаз определяются диаграммой состояний и должны оставаться н<
изменными в процессе насыщения. Внутрифазовая диффузия, разы
вающаяся в каждом слое, должна приводить к изменению пограни1
ных концентраций, условие постоянства которых может выполнят.
390
ся лишь в случае протекания и междуфазовой диффузии, при которой
атомы переходят из одной фазы в другую.
В соответствии с закономерностями диффузионного перемеще-
ния границы раздела фаз диффузия в е-фазе в направлении от по-
верхности вглубь приводит к смещению границы в сторону у'-фазы,
т. е. к росту е-фазы за счет у'-фазы. В то же время диффузия в у'-фа-
зе должна вызывать ее рост в сторону е-фазы. Следовательно, грани-
ца раздела между е- и у'-фазами может перемещаться в ту или другую
сторону, в зависимости от интенсивности развития диффузии в них.
Пусть dm, — количество вещества (азота в рассматриваемом при-
мере), подводимого в единицу времени в е-фазе к границе раздела с
у'-фазой (см. рис. 17.2), dL,— смещение границы е/у' в результате
иффузии в е-слое. Тогда
dL, = dm,/AC^., (17.6)
где ДСе/у— перепад концентрации на границе раздела слоев. Диффу-
»ия в у'-фазе приводит к смещению границы е/у' в противоположную
сторону:
-dL2 = -чйть/ДС^-. (17.7)
Действительное смещение границы определяется алгебраической
суммой этих частных перемещений:
dL^- = dL, - dL2 = (dm, - dm2)/AC£/Y'. (17.8)
На основании первого закона диффузии получаем скорость переме-
щения границы раздела:
= dL^ -/dx = [DE(3c/3x)E - Dy <Эс/Эх)у <]/ДС^ . (17.9)
Аналогично для границы раздела у - и у-фаз
VT-/y = [D0c/9x)y- - П(Эс/Эх)у]/ДСу-/у. (17.10)
Таким образом, диффузия, протекающая в некоторой фазе, спо-
собствует ее росту за счет слоев соседних фаз, а диффузия в прилега-
ющих фазах вызывает их рост за счет слоя фазы, находящейся меж-
ду ними.
Из изложенного следует, что в диффузионной зоне могут отсутст-
вовать слои тех фаз, диффузия в которых протекает медленнее, чем
в соседних. Это могут быть фазы, имеющие узкую область гомоген-
ности на диаграмме состояний и, следовательно, малые значения
391
dc/Эх. В диффузионной зоне могут отсутствовать и слои фаз, облада
ющих низким коэффициентом диффузии. Повышение температуры
насыщения может изменить соотношение толщин слоев соседних
фаз, если при этом коэффициенты диффузии или разности пограиич
ных концентраций в них изменяются в различной степени.
При насыщении сплавов каким-либо компонентом действуют i е
же закономерности, что и при насыщении чистых металлов, но появ-
ляются особенности, связанные с присутствием третьего компоисп
та — легирующего элемента. Легирующие элементы могут изме-
нять коэффициенты диффузии в фазах, соотношение коэффициен-
тов диффузии в объеме зерна и вдоль границ, а также пограничные
концентрации.
Образование двухфазных слоев в случае насыщения сплаве^
принципиально возможно, если этому не препятствует знак градиен-
та химического потенциала диффундирующего элемента в основной
твердом растворе двухфазного слоя. В большинстве случаев можщ
рассматривать знак градиента концентрации: образование двухфи
ного слоя возможно, если при возникновении второй фазы концепт
рация насыщающего элемента в твердом растворе возрастает, и в-
возможно, если образование новой фазы приводит к снижению кон
центрации насыщающего элемента в твердом растворе двухфазис
слоя. Возможность возникновения двухфазного слоя при насыщена
сплава каким либо элементом может быть установлена путем анал!1
за изотермических разрезов тройных систем, образованных оспо
ным, легирующим и насыщающим элементами.
Пусть сплав А—В, где А — основной металл, В — легирующн
элемент, насыщается элементом С. Небольшая концентрация наа
щающего элемента Q, часто содержится в сплаве до начала химик
термической обработки. Соотношение A/В в сплаве при насыщен!
остается неизменным. Разрез тройной системы А—В—С (рис. 17.3.
соответствует случаю, когда легирующий элемент В уменьшает р«
творимость насыщающего элемента С в а твердом растворе, а эпс
гия связи элементов В и С больше, чем А и С, что следует из напра
ления наклона конод в двухфазной области а + р.
Изменение концентрации элемента С в процессе насыщения ст
ва описывается фигуративной точкой, движущейся вдоль горич<
тальной штриховой линии на рис. 17.3, а. Пока концентрация элемс
та С не достигнет точки 1, диффузионная зона состоит только из
фазы. С момента достижения концентрации Сагр, соответствую
точке 1, становится возможным возникновение p-фазы в поверхшн
ном слое. Будем считать, что образование двухфазного слоя а »
произошло и в некоторый момент средний состав сплава на понс[
ности описывается точкой 2. В таком случае содержание насышд
392
Рис. 17.3. Разрез тройной системы А—В—С (я) и распределение
насыщающего элемента С по сечению диффузионной зоны (б)
Легирующий элемент В уменьшает растворимость насыщаю-
щего элемента С в а-растворе А—В. Энергия связи В—С боль-
ше, чем А—С. Сп — исходная концентрация насыщающего
элемента (А. А. Попов)
Рис. 17.4. Разрез тройной системы А—В—С (а), в которой леги-
рующий элемент В увеличивает растворимость насыщающего
элемента С в а-растворе А—В, а энергия связи В—С меньше,
чем А—С, и распределение насыщающего элемента С по сече-
нию диффузионной зоны (б). Со — исходная концентрация
насыщающего элемента (А. А. Попов)
Рис. 17.5. Разрез тройной системы А—В—С (а) и распределение насыщающее!
элемента С по сечению диффузионной зоны (б). Легирующий элемент В умень-
шает растворимость насыщающего элемента С в а-растворе А—В. Энергц
связи В—С меньше, чем А—С. С() — исходная концентрация насыщающем
элемента (А. А. Попов)
щего элемента в а-растворе определяется точкой Са"оп, а на границ!
двухфазного а + р- и однофазного а- слоев — точкой Сагр. Следоия
тельно, в сплаве возникновение двухфазного а + р- слоя действители
но возможно, так как концентрация элемента С в а-растворе непро
рывно снижается от поверхности в глубь сплава (рис. 17.3, б). Штрмь
ховой линией на рис. 17.3, б изображено распределение концентрации
элемента С в двухфазном слое в среднем, а сплошной линией —|Г
a-твердом растворе.
В случае, изображенном на рис. 17.4, легирующий элемент В уьс
личивает растворимость насыщающего элемента в сплаве А—В,
энергия связи В—С меньше, чем А—С. Рассуждая так же, как в пре
дыдущем случае, легко доказать, что образование двухфазного слЦ
при таких условиях также возможно.
Если растворимость насыщающего элемента С в a-фазе умснв
шается с увеличением содержания легирующего элемента В, а эп р
гия связи В—С меньше, чем А—С, то образование двухфазного ели
при ХТО невозможно, так как возникновение p-фазы в наружно
слое привело бы к распределению элемента С по сечению слоя, ц
ключающему возможность дальнейшего насыщения — концентр
ция элемента С на поверхности ниже, чем на границе слоев в дифф
зиониой зоне (рис. 17.5).
Наконец, если легирующий элемент увеличивает растворимое
насыщающего, а энергия связи В—С больше, чем А—С, то образец
ние двухфазного слоя а + р невозможно по той же причине, что и
394
предыдущем случае. Разрез тройной системы и схему распределения
концентрации элемента С по сечению диффузионной зоны для по-
следнего случая предлагается построить самостоятельно.
Образование сплошного слоя второй фазы — оболочки по грани-
цам зерен или поверхностной “корочки” — возможно, если его участ-
ки, расположенные ближе к поверхности, будут иметь более высо-
кую концентрацию насыщающего элемента, чем участки, располо-
женные дальше от поверхности.
Если в сплаве имеется элемент, диффундирующий быстрее насы-
щающего, то образование двухфазного слоя не происходит, а возни-
кает сплошной слой новой фазы на поверхности образцов или изде-
лий. Такая картина наблюдается, в частности, при диффузионном на-
сыщении хромом углеродистой стали, что обусловлено встречной
шффузией углерода.
17.2. ЦЕМЕНТАЦИЯ
Цементация — это диффузионное насыщение углеродом поверх-
ностного слоя стали при 900...950 °C. Цементацию проводят в аусте-
нитном состоянии, так как в a-железе углерод практически нераство-
рим. В результате цементации и последующей термической обработ-
ки, заключающейся в закалке и низком отпуске, повышаются значе-
ния твердости, износоустойчивости, предела усталости, сопротивле-
ния контактной усталости поверхностного слоя при сохранении низ-
коуглеродистой вязкой сердцевины. Цементации подвергают многие
детали машин: зубчатые колеса, трущиеся элементы валов и других
деталей. Как правило, детали поступают на цементацию с небольшим
припуском для последующей шлифовки. Участки, не подлежащие це-
ментации, защищают слоем электролитически осажденной меди или
специальными обмазками. Для повышения сопротивления изгибаю-
щим и контактным напряжениям цементированные детали после за-
калки и низкого отпуска иногда подвергают дробенаклепу. Обычно
толщина цементированного слоя находится в пределах от 0.5 до
2.0 мм.
Содержание углерода на поверхности цементированных изделий,
изготавливаемых из малоуглеродистых сталей, определяется рядом
факторов. Во-первых, концентрация углерода должна быть доста-
точной для получения высокой твердости после закалки и низкого от-
пуска (58...62 HRC), но при избыточно высокой концентрации будет
сохраняться большое количество остаточного аустенита, снижающе-
го твердость. Во-вторых, при замедленном охлаждении после цемен-
тации может выделиться повышенное количество избыточных кар-
395
бидов, снижающих прочность слоя. Особенно опасны образование
цементитной сетки и выделение пластинчатых видманштеттовых
карбидов, приводящих к охрупчиванию цементированного слоя. 11о-
этому содержание углерода на поверхности цементируемых изделий
стремятся получить в пределах от 0.7 до 1.1 %. С удалением от по-
верхности в глубь изделия оно постепенно уменьшается до исходного
значения (0.1...0.3 %).
При температуре цементации содержание углерода в аустените*
как правило, не выходит за пределы растворимости, составляющей
при 930 °C около 1.36 %. В процессе медленного охлаждения после
цементации в результате диффузионного превращения аустениы •
цементированном слое образуются различные структуры. В боль
шинстве случаев непосредственно на поверхности залегает заэптей
тоидная зона, состоящая из перлита и карбидной сетки. Глубже нах
дится узкая эвтектоидная зона со структурой пластинчатого перли i
а под ней — доэвтектоидная перлито-ферритная зона, количеа
перлита в которой уменьшается с удалением от поверхности до qi
ницы цементированного слоя.
В цементированном слое после закалки обычно не удается ч<л
выделить три названные выше зоны. Однако по уменьшению кол(п
ства остаточного аустенита, изменению морфологии мартенснтя,|
личию бейнита можно судить о степени снижения содержания Л
рода в направлении от поверхности к сердцевине (подробнее об »
см. ниже в разделе “Структура цементированного слоя”).
В настоящее время цементацию чаще всего проводят в га н •
среде (газовая цементация). Изредка применяется цементация в т
дом карбюризаторе, обычно в древесном угле с активизирую^
добавками. Но и в этом случае при нагреве образуется активна» г
и
вая фаза, обеспечивающая насыщение стали углеродом, a imikm
ственные контакты твердых частиц карбюризатора с поверджи
стали не имеют практического значения.
Рассмотрим основные закономерности цементации в газопы<1
дах простого и сложного состава.
Цементация оксидом углерода. В восстановительной сред*
держащей избыток оксида углерода (угарного газа) СО, на поим
сти изделий происходит реакция
2СО СО2 + С + Q,
где Q — тепловой эффект реакции.
Атомарный углерод, образующийся по этой реакции, дпф
дирует в металл. Как следует из уравнения (17.11), газовая ф.« i
держит как СО, так и СО2. Для выяснения условий, обеси чи
396
Рис. 17.6. Диаграмма равновесия газовой
фазы СО—СО2 со сталями, содержащими
различное количество углерода, и с окис-
лами железа.
1.2 — граница области образования Fc3O4; 3 — гра-
ница области образования FcO; 4 — граница между
областями а- и у-фаз; 5 — изобара реакции 2 СО <->
<-> СО2 + С при давлении 0,1 МПа. Область цемента-
ции ограничена отрезками кривых 3, < 5
щих цементацию, рассмотрим диа-
грамму равновесия смеси СО—
СО2 с окислами железа и сталями
(рис. 17.6) при отсутствии твердо-
го углерода. Верхняя кривая выше
X] соответствует равновесию газовой фазы того или иного состава
с аустенитом, насыщенным до предела растворимости при данной
температуре. Ниже расположены кривые, описывающие равнове-
сие аустенита с данным содержанием углерода (числа у кривых) с
газовой фазой.
С изменением температуры меняются равновесный состав газо-
вой фазы и условия насыщения стали углеродом. Например, сталь,
содержащая 0,5 % углерода, находится в равновесии со средой, опи-
сываемой точками на кривой, в частности точкой, соответствующей
90 % СО при -870 °C. Стали с меньшим содержанием углерода при
этих условиях науглероживаются (цементируются), а с большим —
обезуглероживаются. Повышение температуры при том же составе
газовой смеси снижает цементирующую способность атмосферы.
При цементации в твердом карбюризаторе этого не происходит
вследствие наличия твердого углерода, обеспечивающего увеличение
содержания СО с повышением температуры. Цементирующая спо-
собность атмосферы снижается и в результате понижения содержа-
ния СО при постоянной температуре. Таким образом, цементиру-
ющая способность смеси СО—СО2 возрастает при снижении темпе-
ратуры и увеличении содержания СО.
Равновесие смеси СО—СО2 с аустенитом, содержащим различное
количество углерода (С^), описывается также диаграммой Такахаши
(рис. 17.7), из которой следует, что с повышением температуры при
постоянном составе атмосферы равновесное содержание углерода в
аустените снижается (стрелка 1), а с увеличением содержания СО в
газовой фазе при неизменной температуре — возрастает (движение
вдоль кривых в направлении стрелки 2).
Влияние температуры на процесс цементации в смеси СО—СО2
обусловлено экзотермичностью реакции (17.11). При повышении
397
Рис. 17.7. Диаграмма Такахаши,
описывающая условия равновесие
смеси СО—-С02 с аустенитом раз-
личного состава
температуры равновесие емг-
щается в сторону увеличении
содержания СО, количеств!
атомарного углерода снижаем
ся, цементирующая способ
ность смеси уменьшается.
Так как реакция 2СО *
—> СО2 + С идет с уменьшением объема, то повышение абсолютно!
давления ускоряет насыщение аустенита углеродом.
Цементация в углеводородах. Газовую цементацию обычно пр<
водят в смеси углеводородов и нейтральных газов. В качестве прим'
ра рассмотрим цементацию метаном. При повышенных темпера?
рах метан разлагается на водород и атомарный углерод с поглощен
ем теплоты по реакции:
СН4 о 2Н, + С - Q.
(17.1
сн4, %
В присутствии железа или стали условия равновесия изменяют
а образовавшийся при разложении метана углерод диффундируем
сталь. Диаграмма равновесия газовой фазы с аустенитом различно!
состава приведена на рис. 17.8.
Левее кривой, соответствующей
стали с данным содержанием уг-
лерода, простирается область
обезуглероживания этой стали,
правее — область науглерожива-
ния. С повышением температуры
уменьшается содержание СН4,
необходимое для сохранения рав-
новесия (движение вдоль кри-
вых). Реакция СН4 -» 2Н2 + С
протекает с увеличением объема,
Рис. 17.8. Диаграмма равновесия смеси
СН4—Н2 с аустенитом различного
состава.
Содержание С, %: 1 — 0,92; 2 — 0,5; 3 — 0,16.
UI'ipiixoiiaH линия — аустенит, насыщенный угле-
родом
5
CI-L = С+2Н2
700 800 900 1000
Температура, °C
398
поэтому понижение давления способствует ее ускорению и, следова-
тельно, облегчает науглероживание.
Сопоставление условий равновесия в системах СО—СО2—Су и
СН4—Н2—Су и факторов, влияющих на него, показывает, что темпе-
ратура и давление противоположно действуют на цементирующую
способность атмосфер СО—СО2 и СН4—Н2.
Цементация в сложных карбюризаторах. Науглероживающие
атмосферы, как правило, многокомпонентны, их основными состав-
ляющими являются СО, СН4, Н2, СО2, Н2О (пары), N2, О2. Для полу-
чения цементированного слоя с заданными характеристиками (содер-
жание углерода на поверхности, его распределение по сечению слоя,
глубина науглероживания), обеспечивающими достижение требуе-
мых механических свойств и конструктивной прочности, состав газо-
вой фазы, ее температура и давление должны быть вполне опреде-
ленны. Отклонение параметров газовой фазы от заданных значений
приводит к нарушению нормального течения процесса цементации.
Например, применение смесей, излишне богатых углеводородами,
вызывает перенасыщение слоя углеродом, способствует образова-
нию сажи, оседающей на цементируемых изделиях, стенках и элемен-
тах конструкции печи, что тормозит насыщение и вызывает порчу
< борудования (местные перегревы, прогорание муфеля).
Контролируемую атмосферу в печи получают, смешивая углево-
дороды с эндотермическим газом, который образуется при сжигании
природного газа с недостатком воздуха в присутствии катализатора.
Эндогаз содержит 19...23 % СО, 34...44 % Н2, 33...37 % N2, < 1 % СН4,
* 0.2 % СО2, < 0.2 % О2, он нейтрален по отношению к стали и служит
। пом-разбавителем. Полученную таким образом цементирующую
а гмосферу называют эндотермической.
Цементирующая способность атмосферы характеризуется ее уг-
исродным потенциалом и интенсивностью науглероживания, ме-
рой которой является коэффициент массопереноса р. Углеродный
(потенциал атмосферы численно равен равновесному содержанию
[углерода, устанавливающемуся в аустените, который находится в
I контакте с данной средой при заданных значениях температуры и
[давления. Например, из рис. 17.7 следует, что углеродный потенци-
ал атмосферы, состоящей из 90 % СО и 10 % СО2, при 800 °C и нор-
иальном давлении равен 0,8 %С. Углеродный потенциал атмосферы
I зависит от ее химического состава, температуры и давления. Коэф-
фициент массопереноса Р (м/с) входит в качестве кинетического ко-
кффициента в граничное условие третьего рода, означающее, что
поток диффундирующего элемента из насыщающей атмосферы в
(Металл пропорционален разности концентраций на поверхности в
399
условиях равновесия С,|рсд(т) и в текущий момент до наступления рав-
новесия С(о,т)
-D9c (о,т)/Эх = Р [С11рсд(т) - С(о,т)].
(17.13)
Значение Р определяет скорость насыщения стали диффундирующим
элементом и лимитирующую (наиболее медленную) стадию ХТО. Если
Р » D, то лимитирующей стадией является диффузия в металле. При
Р « D определяющая стадия—доставка насыщающего элемента к по-
верхности изделия. В этом случае насыщение протекает очень медли J
но. Знак минус в левой части уравнения (17.13) означает, что поток дифЯ
фундирующего вещества направлен в сторону уменьшения концентрат
ции. Коэффициент массопереноса определяется прежде всего составе
атмосферы и мало зависит от температуры. Углеродный потенциал ат»,
мосферы может определяться различными способами: по точке рос J
зависящей от количества паров воды; по содержанию СО2 или О2; а]
электросопротивлению тонкой железной проволочки.
В сложных атмосферах протекают различные реакции взаим<
действия компонентов. Науглероживание стали обусловлено следу!
щими реакциями:
СО + Н2 о Н2О + С; (17.141
2СО <-> СО2 + С; (17.151
СН4«->2Н2 + С. (17.1м
Кроме того, необходимо учитывать реакции
СН4 + Н2О «-> СО + ЗН2; (17.1Я
СН4 + СО2 2СО + 2Н2. (17.1Я
О степени значимости этих реакций нет единого мнепж
Ю. М. Лахтин и Б. Н. Арзамасов основной считают реакцию (17.15
По оценке Л. А. Михайлова, главную роль играет реакция (17.14).
реакции (17.15) и (17.16) вносят в общий поток углерода к изделия
всего 0.9 и 1.4 % соответственно. Считается, что при малом содер I
нии СН4 в эндотермической атмосфере метан не участвует в насып»
нии непосредственно, но увеличивает содержание СО по реакци
(17.17) и (17.18). Реакция (17.12) протекает при содержании метана
атмосфере более 10...12 %, но при такой его концентрации в печи а
разуется сажа и автоматическое регулирование углеродного потери
ала становится невозможным.
400
Рис. 17.9. Равновесное содержание углерода в аустените в зависимости от точки
росы (я) и содержания СО2 (б) в эндотермической цементирующей атмосфере
(Ю. М. Лахтин, Б. Н. Арзамасов)
При контроле и регулировании углеродного потенциала атмосфе-
ры необходимо иметь в виду, что однозначная зависимость между лс
и содержанием СО2 или Н2О наблюдается только при выполнении ря-
да условий:
температура и давление должны быть постоянными;
сталь должна находиться в однофазном аустенитном состоянии;
содержание не менее двух компонентов атмосферы должно быть
постоянным (при высоких концентрациях Н2 и СО и небольших их ко-
лебаниях содержание этих компонентов может считаться постоянным);
в печи не должно быть сажи;
на деталях не должно быть масла и продуктов коррозии;
печь должна быть герметичной;
атмосфера в печи должна тщательно перемешиваться.
Все вместе взятое исключает самопроизвольное изменение соста-
ва печной атмосферы и ее цементирующей способности.
Регулирование углеродного потенциала по точке росы (темпера-
туре начала конденсации паров воды) или по содержанию СО2 в науг-
лероживающей атмосфере основано на изучении ее равновесия со
сгалью. Чем ниже точка росы (рис. 17.9, а) или содержание СО2 (рис.
17.9, б), тем выше равновесное содержание углерода в аустените при
данной температуре. При повышении точки росы или содержания
('О2 для сохранения равновесия требуется снижение температуры
(движение по горизонтали слева направо на рис. 17.9), а при постоян-
стве последней произойдет частичное обезуглероживание насыщен-
ного слоя. На практике углеродный потенциал регулируют путем из-
менения подачи цементирующего газа при неизменной температуре.
401
Кроме эндотермической атмосферы, на практике находят приме-
нение и другие науглероживающие атмосферы, сведения о которых
приведены в следующем разделе.
Рассмотрим основные способы цементации.
Газовая цементация. В настоящее время газовая цементация явля-
ется основным способом науглероживания изделий. Она проводится в
атмосфере, состоящей из многих компонентов: N2, Н2, СО2 образуют
газ-носитель, а СО, СН4 и другие углеводороды — активный газ. Мно-
гокомпонентный газовый карбюризатор может быть получен непо-
средственно в рабочем пространстве цементационной печи из жидких
углеводородов, по каплям подаваемых в печь, или приготовлен вне пе-
чи, в специальных установках, что позволяет регулировать как его со
став, так и углеродный потенциал (контролируемые атмосферы).
Газовая цементация обладает рядом преимуществ по сравнению (
цементацией в твердом карбюризаторе:
можно получить заданное содержание углерода на поверхности I
благоприятное распределение его по глубине слоя;
сокращается продолжительность процесса вследствие ускоренш
нагрева изделий и активного поступления карбюризатора к поверя
ности деталей;
может быть полностью механизирован и автоматизирован при
цесс цементации;
облегчается проведение термической обработки цементирован
ных изделий;
значительно улучшаются условия труда.
К карбюризаторам для газовой цементации предъявляются сл|
дующие требования: они должны быть мало склонны к образощ
нию сажи, что необходимо для быстрой и качественной цемент
ции; содержать не более 0.04 % сернистых соединений, разъедш
щих поверхность изделий и арматуру печи и тормозящих цемеш
цию; давать возможно больший объем газа из единицы объе|
жидкости.
Этим требованиям удовлетворяют парафиновые углеводоро|
С„Н2п+2. Нафтеновые СпН2п и ароматические СПНП углеводороды обр
зуют много сажи, что тормозит цементацию, приводит к появлспи
мягких пятен на изделиях в местах повышенного ее оседания, трс<
ет очистки изделий и периодической чистки печи путем выжигап
сажи.
В качестве жидких карбюризаторов применяют синтин, получ!
мый из твердого топлива и содержащий до 90 % парафиновых уп
водородов (дает очень мало сажи); керосин; спирты, например 6yi
ловый. Бензол С6Н6 дает очень много сажи, и применять его не рек|
мендуется. Цементированный слой толщиной 1.0...1.3 мм при 930 "<*
402
Таблица 17.1
Средние значения скорости газовой цементации V<p в зависимости
от темвературы и толщины слоя h
h, мм VlT, мм/ч, при (, °C
850 900 950 1000
До 0.5 0.35 0.45 0.75 —
0.5—1.0 0.16 0.30 0.55 0.96
0.1—1.5 0.10 0.20 0.40 0.75
1.5—2.0 0.06 0.15 0.25 0.55
2.0—2.5 0.04 0.12 0.20 0.40
2.5—3.0 — 0.10 0.18 0.35
использованием бензола, керосина и синтина можно получить за
8... 10, 7...9 и 3...4 часа соответственно.
Контролируемые атмосферы позволяют осуществлять непре-
рывное автоматическое регулирование цементации. Наиболее широ-
кое распространение получили эндотермические атмосферы (см. раз-
дел 17.2), но они сравнительно дороги, токсичны, взрывоопасны и вы-
зывают внутреннее окисление, снижающее качество изделий. От
этих недостатков практически свободна атмосфера, газом-носителем
которой является азот; она содержит метан или пропан и СО2. Атмо-
сферу получают смешиванием компонентов. В печи протекает реак-
ция: СН4 + СО2 <-> 2СО + 2Н>. Окончательный состав атмосферы:
85 % N2, 10... 12 % Н2, 2...4 % СО, 3...5 % (Н2О + СН4). Применяют и
другие цементирующие атмосферы.
Скорость цементации тем больше, чем выше температура и мень-
ше глубина насыщенного слоя, и при температурах от 850 до 1000 °C
может изменяться от 0.05 до 0.95 мм/ч. Для получения слоя заданной
юлщины необходимо в зависимости от температуры поддерживать
определенную скорость цементации (табл. 17.1).
Газовую цементацию обычно проводят при 930...950 °C. Повыше-
ние температуры ускоряет ее, но вызывает рост зерна аустенита, что
ухудшает механические свойства и требует усложнения термической
обработки цементированных изделий. Применение сталей, мало
склонных к росту зерна, позволяет повысить температуру цемента-
ции до 1000... 1050 °C, что приводит к сокращению ее длительности в
I.5...2.O раза. Но при высокой температуре сокращается срок службы
печного оборудования.
Для сокращения длительности процесса применяют двухступен-
чатую цементацию, подразделяющуюся на два периода. Сначала в ак-
тивном периоде устанавливают максимально возможный без сажеоб-
403
разования углеродный потенциал (не выше 1.3... 1.4 %). Скорость роси
та слоя в этот период велика, но на поверхности могут появиться кар-
биды, что исключает возможность автоматического регулирования
процесса. Затем во время диффузионного периода при понижении yi
леродного потенциала до 0.6...0.9 % происходит перераспределение
углерода по сечению слоя: снижается его концентрация на поверхно-
сти и увеличивается эффективная глубина слоя, т.е. расстояние от по-
верхности до прослойки с 0.4 % С.
Цементация в твердом карбюризаторе. Изделия помещают 1
стальной закрытый.ящик, заполненный твердым карбюризатором, |
качестве которого чаще всего применяют древесный уголь, актинщ
рованный карбонатами. Углерод взаимодействует с кислородом воя
духа, находящимся в ящике между частицами карбюризатора:
С™ + О, -> СО2 + CTU -» 2СО (17.1 gj
(возможно, сразу протекает реакция 2Сти + О -» 2СО). Оксид углем
да адсорбируется поверхностью стали и разлагается:
2СО —> CdT + СО2. (17JM
Образующийся атомарный углерод диффундирует в сталь. Аки
вирующие добавки увеличивают количество СО:
ВаСО3 + Сп, -> ВаО + 2СО (17.2|
(считается, что реакция ВаСО3-> ВаО + СО, невозможна).
Таким образом, цементация в твердом карбюризаторе факти*
ски является цементацией в смеси СО—СО2, а твердая фаза слуя
источником углерода.
Цементацию проводят при температуре около 930 °C. После п|
грева ящика с изделиями цементация протекает со средней ско]
стью около 0.1 мм/ч. По окончании насыщения ящики охлаждают
воздухе до 400...500 °C, вскрывают и извлекают изделия.
Низкая производительность, трудоемкость, невозможность ре
лирования насыщения и тяжелые условия труда все более сокращ
применение этого вида цементации. Сохраняется применение цем
тации в твердом карбюризаторе для получения слоев толщиной
лее 1.8...2.0 мм, так как при этом не образуется “темная составл!
щая” — результат внутреннего окисления (см. раздел “Прокалин
мость цементированного слоя”).
Методы ускоренной цементации. Для сокращения длительно
процесса науглероживания разработаны и находят ограниченное п
менение новые разновидности цементации.
404
Высокотемпературная вакуумная цементация с повышенным
углеродным потенциалом атмосферы отличается значительным
ускорением насыщения стали углеродом. Нагрев деталей происходит
в вакууме. В активном периоде в печь подают метан или другой це-
ментирующий газ под давлением 13...39 кПа (100...300 мм ртутного
столба). При 1000... 1100 °C предельное насыщение аустенита углеро-
(ом достигается приблизительно за 30 мин. В течение диффузионно-
го периода в вакууме содержание углерода на поверхности снижается
Ю заданного уровня, а глубина слоя возрастает. Так как в атмосфере
печи отсутствуют газы, содержащие кислород, то внутреннее окисле-
ние не развивается и детали сохраняют светлую поверхность. Высо-
кая стоимость оборудования, крупное зерно в изделиях и склонность
к пересыщению поверхности углеродом ограничивают применение
фоцесса.
Ионная цементация в тлеющем разряде, проводимая при давле-
нии насыщающей атмосферы 130...1950 Па (1...15 мм ртутного стол-
ба) и температуре 1000... 1050 °C, сокращает длительность насыщения
в два-три раза. Тлеющий разряд возбуждается между изделием-като-
дом и вспомогательным электродом, служащим анодом. Атомы угле-
рода в прикатодной области появляются вследствие разрыва связей
II—С, затем часть атомов углерода ионизируется. Положительные
ионы бомбардируют поверхность катода, разогревают ее, и происхо-
дит насыщение изделий углеродом. К концу активного периода кон-
центрация углерода на поверхности достигает 1.3...1.4 %, а в течение
диффузионного устанавливается более плавное распределение угле-
рода по сечению слоя. При ионной цементации не образуется сажа, не
развивается внутреннее окисление, резко снижается расход газа, но
стоимость и сложность оборудования сдерживают распространение
процесса.
Эффективная толщина и распределение углерода по сечению
цементированного слоя. Полная толщина цементированного слоя,
определяемая расстоянием от поверхности изделия до точки, в кото-
рой содержание углерода снижается до исходного значения, а твер-
дость становится равной твердости сердцевины, определяется редко.
Обычно контролируют эффективную толщину Хд, соответствую-
щую содержанию углерода 0.4 % или твердости HRC 50. Эффектив-
ную толщину слоя часто определяют иначе — по расстоянию до по-
ловины толщины доэвтектоидной зоны или по расстоянию до первых
участков феррита. При этом необходимо использовать образцы,
о гожженные после цементации. При одинаковом содержании углеро-
да на поверхности и равной полной толщине цементированного слоя
его эффективная толщина может быть различной в зависимости от
характера распределения углерода по сечению образца или изделия.
405
Рис. 17.10. Параметры цементи-
рованного слоя, характеризуй^
щие распределение углерода нц
его сечению (схема) (Ю. М. Ля»,
тин, Б. Н. Арзамасов).
х,— эффективная толщина; — почив
толщина цементированного слои
Эффективную толщищ
слоя по твердости определи
ют после закалки и низкой
отпуска. В этом случае <>Ц
характеризует не толы>
распределение углерода г
сечению слоя, но и качеф i
термической обработки. Эффективная толщина, определяемая I
твердости, возрастает с повышением прокаливаемости цемент пр
ванного слоя (см. ниже).
Эффективную толщину выбирают в зависимости от определи!
щего, или характерного размера изделия. Для цилиндров это ради
R, для шестерен — модуль зубьев га. равный отношению шага зубе
к числу л. Например, при значениях модуля 1.5; 5.0 и 10.0 мм эффс
тивная толщина должна составлять 0.4, 1.1 и 1.8 мм соответствен!!
Из этого примера следут, что с увеличением модуля зубьев отшил
ние X.Jm уменьшается (0.27- 0.22 и 0.18 соответственно).
Распределение углерода по сечению цементированного слоя I
щественно влияет на его свойства и свойства изделия в целом. Оно;
рактеризуется концентрацией углерода на поверхности С1|ОВ, си ИТ
нием концентрации ДС на расстоянии Хэ/3, наличием обезуглсроД
вания на поверхности, что крайне нежелательно или недопуетж,
эффективной и полной толщиной слоя (рис. 17.10). Оптимальное i
четание износоустойчивости, прочности при изгибе, усталост!
прочности достигается при содержании углерода на поверх! ня
0.8... 1.0 %, и только для повышения сопротивления контактной ytf
лости оно может быть увеличено до 1.1 %. В этом случае и эффект
ную толщину следует выбрать несколько большей, чем при нсоб
димости обеспечения высокой усталостной прочности при изгибе
большинстве случаев необходимо плавное снижение содержания
лерода с удалением от поверхности в глубь изделия.
Влияние легирующих элементов на цементацию. Легируюп
элементы, растворяясь в аустените, искажают его кристалличесИ
решетку, изменяют энергию связи в у-растворе, влияют на термо
намическую активность углерода в аустените, изменяют равновся
406
концентрации фаз, температуры фазовых превращений и в силу это-
го неизбежно влияют на процесс цементации, структуру и свойства
цементированного слоя. Влияние легирующих элементов на коэффи-
циент диффузии углерода в аустените рассмотрено в разделе 2.5.
Легирующие элементы, изменяя активность углерода в аустени-
те, влияют на его содержание в наружном слое цементированной зо-
ны. При равновесии газовой фазы с цементируемой сталью актив-
ность углерода в аустените аст и активность насыщающей атмосферы
ас° равны. Если сталь легирована элементами, повышающими аст (ни-
кель, кремний), то равновесное содержание углерода в слое Сл будет
ниже, чем для нелегированной стали Со. Если же сталь легирована
элементами, снижающими активность углерода в аустените (карбид-
образующие), то содержание его Сл возрастает. Для достижения оди-
накового содержания углерода в наружном слое активность насыща-
ющей среды должна быть выше при цементации стали, содержащей
повышающий аст элемент, и ниже, если легирующий элемент снижа-
ет активность углерода в аустените. Карбидобразующие элементы,
особенно хром, повышают общее содержание углерода в поверхност-
ном слое вследствие образования карбидов.
Влияние легирования на глубину цементированного слоя в случае
однофазного у-состояния определяется действием элементов на ко-
эффициент диффузии углерода в аустените DCT и его содержание на
поверхности. Например, никель, увеличивающий DJ, должен умень-
шать глубину слоя, так как снижает концентрацию углерода на по-
верхности. Напротив, хром уменьшает DJ, но, повышая содержание
углерода на поверхности, может несколько увеличивать и глубину
слоя. До момента возникновения карбидов в стали, содержащей кар-
бидобразующие элементы, последние обычно не оказывают сущест-
венное влияния на результат цементации. При длительной цемента-
ции, сопровождающейся образованием аустенито-карбидного слоя на
поверхности, карбидобразующие элементы резко уменьшают глуби-
ну цементированного слоя. Это обусловлено уменьшением объемной
доли аустенита, в котором происходит диффузия (диффузионная про-
ницаемость карбидов мала), снижением градиента концентрации уг-
лерода в аустените двухфазной зоны и расходованием углерода на об-
разование карбидов.
Рассмотрим, как легирование влияет на состав фаз на поверхнос-
ти и в глубине цементированной зоны.
В разделе 17.1 показано, что возникновение карбидов в процессе
цементации возможно, если сталь легирована карбидообразующим
элементом, и невозможно, если легирующий элемент не образует
карбидов в стали. Однако в последнем случае карбиды могут выде-
литься из аустенита при медленном охлаждении вследствие уменьше-
407
Рис. 17.11. Фрагмент изотермич».
ского разреза системы Fe—-Сг—в
при 950 °C (схема).
KI — (Fc, Cr)3C; К2 — (Сг, Fc),C3; а, 6— ».
ходим й химический состав сталей с hhjmim
и высоким содержанием хрома соотпт!
ствснно
ния растворимости углероде
в аустените при понижение
температуры.
Проследим изменение им
става фаз, образующихся f
период цементации хром»
тых сталей, по сечению m
сыщенного слоя. Так кд
хром — карбидобразуюищ
элемент, то возникновен*
карбидов при цементац®
возможно, если активное
карбюризатора достаточно велика. Пусть СПО1, — средний состав in
ружного слоя стали а с невысоким (1.5...2.0 %) содержанием xpoj
(рис. 17.11). При содержании углерода С„„и на поверхности изделий
аустените состава точки 1 залегают карбиды состава точки 2. По м
ре удаления от поверхности в глубь цементированного слоя содерзда
ние углерода снижается, и на границе раздела двухфазного и оди
фазного слоев состав аустенита описывается точкой 3, а карбидов^
точкой 4. В однофазном аустенитном слое содержание углерода си
жается от концентрации, соответствующей точке 3, до исходного зц
чения (точка а). По тем же точкам 1, 3 и а можно судить об измен
нии содержания хрома в аустените с удалением от поверхнос*
вглубь. Таким образом, содержание углерода в аустените Су снижас
ся с удалением от поверхности, а концентрация хрома С7Сг возраст^
в пределах двухфазной области у + К1, оставаясь постоянной в оди
фазном аустенитном слое (рис. 17.12, а). Нетрудно видеть, что соси
карбидов также меняется по сечению аустенито-карбидного слоя: 1
поверхности залегают карбиды с меньшим (точка 2), а в глубин®
большим содержанием хрома (точка4, см. рис. 17.11 и 17.12, а).
Подобным образом можно проследить за изменением по глубф
слоя состава фаз, образующихся при цементации стали б с более ш
соким содержанием хрома (6...7 %). При этом необходимо иметь в и
ду, что в трехкомпонентной системе возникновение трехфазш-^
слоя — в данном случае у + KI + К2 — в процессе насыщения нем
можно. Цементированная зона стали б при насыщении поверхнод
408
Рис. 17.12. Изменение химического состава аустенита и карбидов по сечению це-
ментированного слоя сталей с низким («) и высоким (б) содержанием хрома
(см. рис. 17.11)
до концентрации С11ОИ (рис.17.11) должна состоять из трех слоев: у +
К1, у + К2 и у (рис. 17.12, б). Характер изменения состава фаз с удале-
нием от поверхности такой же, как и при цементации стали а, с тем
лишь отличием, что на границе раздела слоев у + К1 и у + К2 содер-
жание хрома в карбидах возрастает скачком (см. рис. 17.12, б).
Изменение содержания углерода в карбидах по сечению слоя не
показано на рис. 17.12, но любознательный читатель легко может ра-
зобраться в этом, пользуясь рис. 17.11.
Цементируемые стали. Чтобы получить высокие механические
войства цементированных деталей, для них преимущественно при-
меняют легированные стали с содержанием углерода 0.10...0.30 % в
<ависимости от конкретных требоваий, предъявляемых к изделиям.
Повышение содержания углерода до 0.25...0.30% позволяет умень-
шить глубину слоя и, следовательно, сократить продолжительность
цементации, предотвратить преждевременное разрушение слоя
вследствие пластической деформации сердцевины и сблизить темпе-
ратуры закалки слоя и сердцевины. Легирование стали должно обес-
печить необходимую прокаливаемость и прочность сердцевины и
слоя. Образование карбидов при цементации и развитие внутреннего
окисления в наружной части слоя приводят к снижению содержания
409
легирующих элементов в аустените, а все вместе взятое вызывает
уменьшение прокаливаемости цементированного слоя по сравнению
с сердцевиной.
Прокаливаемость цементированного слоя оказывает значитель-
ное влияние на его механические свойства и качество изделия в це
лом. В легированных сталях она может существенно отличаться ш
прокаливаемости сердцевины вследствие существенно различного си-
держания углерода в слое и сердцевине. Кроме того, прокаливас
мость наружного слоя толщиной в несколько сотых долей миллиме!
ра может оказаться настолько низкой, что при закалке в ней образу
ется троостит, тогда как в более глубоких участках слоя образуете^
мартенсит. Это обусловлено двумя основными причинами. Во-псрЗ
ВЫХ, при ЦеМеНТЗЦИИ СТЗЛСИ, СОДержЗЩИХ КЗрбйДОбрЗЗуЮЩИС Э'1с
менты, у поверхности изделия могут обрззовзться кзрбиды, связьпм
ющие чзсть легирующего элементз, в результзте чего концентрзциш
его в зустените уменыизется. Во-вторых, кремний, мзргзнец, хром и
титзн подвергзются внутреннему окислению. При цементзции в 11
мосферзх, содержзщих СО и пэры воды, в тонкой поверхностной и»
не цементированного слоя образуются оксиды названных элементов.
в результате чего их содержание в аустените уменьшается, прокали!
ваемость этой части слоя снижается. Кроме того, карбиды и оксиды
могут служить зародышевыми центрами для диффузионного распаде
аустенита, что также снижает его устойчивость и прокаливаемое! ь
Прокаливаемость слоя характеризуют с помощью диаграмм изотвеи
дости, описывающих распределение твердости по его глубине в запи
симости от содержания углерода. Оценка прокаливаемости слоя ш
твердости мало чувствительна. Даже при высокой твердости в ели
может быть до 10 % немартенситных продуктов превращения, резк
снижающих прочность и сопротивление усталости. Поэтому был
предложено описывать прокаливаемость по структуре слоя, но всле/
ствие значительных трудностей при реализации этого метода он и
получил распространения.
Диаграммы изотвердости строят с применением метода торцсио
закалки: 1
цементируют стандартные образцы для определения прокалив^
мости и подвергают их торцевой закалке с последующим низким «и
пуском;
сошлифовывают часть слоя на цилиндрической поверхности of
разца, получая плоскость, параллельную его оси;
на каждом следующем образце глубину сошлифовывания увели-
чивают;
послойным химическим анализом устанавливают распределен!»,
углерода по толщине слоя;
410
Расстояние от закаливаемого торца ---->
Рис. 17.13. Схема распределения твердости по длине цементированного образца,
оответствукмцего определенному (0,6 %) содержанию углерода (д), и диаграмма
прокаливаемости цементированного слоя (б). Числа у кривых — твердость HRC
(Ю. М. Лахтин, Б. Н. Арзамасов)
на каждом образце измеряют твердость по длине при удалении от
охлаждавшегося торца, в результате чего получают серию кривых
Н(1) (рис. 17.13, я), где 1 — расстояние от торца; каждая из кривых со-
ответствует постоянной концентрации углерода, уменьшающейся
при увеличении глубины сошлифовывания (Q > С, >...> Сп);
выбирают значения HRC для построения линий изотвердости
(обычно 62, 60, 58, 54, 50,45, 40) и по кривым Н(1) находят соответст-
вующие значения 1, < 12 <...< 17 (см. рис. 17.13, я);
на диаграмме % С—1 на горизонталях, соответствующих содержа-
ниям углерода на сошлифованных поверхностях С,, С2...С7, наносят
значения HRC,, HRQ—HRCj на расстояниях 1|, 12...17;
точки с одинаковыми значениями твердости, лежащие на различ-
ных горизонталях, соединяют плавными кривыми и получают диа-
рамму прокаливаемости цементированного слоя, или диаграмму изо-
гвердости (рис. 17.13, б).
Прокаливаемость цементированного слоя оценивается по накло-
ну кривых твердости к оси абсцисс. Схема диаграммы на рис. 17.13, б
соответствует низкой прокаливаемости слоя (твердость быстро убы-
вает с удалением от охлаждавшегося торца). Напротив, диаграмма
на рис. 17.14 отображает высокую прокаливаемость слоя (твердость
медленно снижается с увеличением расстояния). Резкий изгиб кри-
вых, соответствующих наружной части слоя (см. рис. 17.13, б), озна-
чает, что с увеличением содержания углерода сверх некоторого пре-
дела твердость снижается. Это обусловлено увеличением количест-
ва остаточного аустенита и частичным распадом переохлажденного
аустенита выше мартенситной точки.
411
Расстояние от охлаждаемого
торца, мм
Рис. 17.14. Диаграмма изотвердос
соответствующей высокой прокали!
емости цементированного слоя. Чл
у кривых — твердость HV (Ю. М. JL
тин, Б. Н. Арзамасов)
Цементируемые изделия из<
тавливают преимущественно |
комплексно-легированных сг
лей, содержащих от двух до ш<
ти различных легирующих эд
ментов. Основной легируют i
элемент — хром — входит в г
став почти всех цементируемых сталей. Для повышения прокаливя
мости как сердцевины, так и слоя в сочетании с хромом в той и
иной комбинации применяют марганец, никель, молибден, бор. Д,
сохранения мелкого зерна в некоторые стали вводят титан. Март
нец, хром и титан, а также кремний подвергаются внутреннему окц
лению. Никель и молибден не подвержены внутреннему окислени
и поэтому способствуют сохранению повышенной прокаливаемое
цементированного слоя. Кроме того, никель повышает про шость I
углероженного слоя. Содержание никеля в цементируемых сталях и
ходится в пределах от 1 до 4 %. Концентрация титана обычно не npi
восходит 0.09 %, содержание молибдена составляет 0.2...0.3 %, а хре
ма и марганца около 1 % каждого. В последнее время предложен,
новые стали, содержащие до 0.5 % молибдена, напримс
25Х1НМАЮ. Сталь 25Х1НМАЮ, кроме обычных элементов, соде,
жит также небольшие количества азота и алюминия. Предваритст
ная обработка, заключающаяся в закалке от 1250 °C и отпуске пр
650 °C, обеспечивает получение дисперсных нитридов алюминия, cL
храняющих мелкое зерно аустенита при последующей цементации
Снижение прокаливаемости слоя, сопутствующее измельчению зс|г
на, компенсируется повышением содержания молибдена в стали.
Представление об областях применения некоторых цементируй
мых сталей дают следующие примеры. Для тяжело нагруженных зу
чатых колес применяют стали 18ХГТ 25ХГМ, 30ХГТ. Для изделий
требующих повышенной прочности и вязкости, применяют стали вы
сокой прокаливаемости, такие как 20ХН2М, 12ХНЗА, 20Х2Н4А
18Х2Н4МА. Для ответственных тяжело нагруженных деталей >м
пользуют также экономнолегированные стали высокой прокаливав
мости: 15Х1Н2ТА, 15Х2ГН2ТА, 15Х2ГН2ТРА.
Термическая обработка цементированных деталей. Она дол*а
на обеспечить высокую твердость и износоустойчивость их поверхно-
412
етного слоя, а также высокую прочность и долговечность детали в
целом. В зависимости от степени ответственности изделий, размера
(ерна после цементации и устойчивости переохлажденного аустенита
в сердцевине и в цем нтируемом слое применяют ту или иную обра-
отку, непременными элементами которой являются закалка с низ-
ким отпуском. Ниже рассмотрены наиболее распространенные мето-
ды термической обработки цементированных деталей.
Закалка с цементационного нагрева — наиболее простая терми-
ческая обработка цементированных деталей. Этот способ обработки
применяется редко, так как в результате непосредственной закалки
не происходит измельчение зерна, выросшего в процессе цементации
при высокой температуре, в легированных сталях сохраняется боль-
шое количество остаточного аустенита в цементировнном слое, а из-
делия подвергаются значительному короблению. После закалки про-
изводится низкий отпуск при 160...180 °C для снижения внутренних
напряжений.
Непосредственная закалка с подстуживанием. Подстужива-
ние — медленное охлаждение изделий от температуры цементации
до 850...770 °C — проводят перед закалкой для уменьшения коробле-
ния и снижения количества остаточного аустенита в цементирован-
ном слое. Последнее достигается в результате выделения карбидов в
наружной части слоя во время подстуживания. Температуру конца
подстуживания выбирают с таким расчетом, чтобы обеспечить выде-
ление такого количества карбидов, при котором после закалки сохра-
яется допустимое количество остаточного аустенита, и предотвра-
тить выделение феррита в сердцевине. Такая обработка широко при-
меняется в авто- и тракторостроении для деталей (прежде всего зуб-
чатых колес) изготовленных из сталей, мало склонных к росту зерна
аустенита — 18ХГТ, 25ХГТ и др.
Осуществление описанных выше режимов возможно только по-
сле газовой цементации.
Однократная закалка с дополнительного нагрева. В случае не-
обходимости измельчения зерна изделия после цементации охлажда-
ют так, чтобы произошло диффузионное превращение аустенита, а
затем вновь нагревают их под закалку. Температура нагрева под за-
калку должна быть различной для малоуглеродистой сердцевины и
цементированного слоя. Поэтому при однократной закалке невоз-
можно измельчить зерно по всему сечению изделия. При однократ-
ной закалке температуру нагрева выбирают, руководствуясь требо-
ваниями, предъявляемыми к изделию. Если необходимо высокое ка-
чество цементированного слоя, а свойства сердцевины менее важны,
закалку производят от температуры, оптимальной для высокоуглеро-
дистого слоя (760...780 °C). При необходимости получения мелкого
413
зерна в сердцевине закалку проводят от более высокой температуре
лежащей выше точки Ас3 для сердцевины. Поверхностный слой
этом случае закаливается с перегревом.
При назначении однократной закалки необходимо учитывать но и
можность образования карбидной сетки в слое при охлаждении поем
цементации. Для предотвращения ее появления скорость охлаждений
деталей после цементации должна быть достаточно высокой. УсаЛ
ренное охлаждение после цементации может привести к закалке сл Л
и сохранению в нем повышенного количества остаточного аустеит^
Высокий отпуск перед закалкой при 600...650 °C, вызывающий выд|
ление карбидов из аустенита, уменьшает его количество в цеменп
рованном слое после окончательной закалки.
Двойная закалка. Первая закалка от повышенной температур
проводится для измельчения зерна в сердцевине и устранения цем.л
титной сетки, если таковая образовалась в цементированном сл.
при охлаждении после цементации. Температура аустенитизации ui
бирается выше точки Ас3 сердцевины и чаще всего составив
850...900 °C. Исправление структуры перегретого слоя происходи
при второй закалке, проводимой от 760...780 °C. Сердцевина при эт <м
закаливается с недогревом, но это не опасно, так как измельчена
зерна в сердцевине обеспечено первой закалкой.
Двоиная закалка с промежуточным высоким отпуском отлич:
ется от предыдущего варианта только высоким отпуском, пропоя
мым между первой и второй закалками для снижения количества <м
таточного аустенита в цементированном слое после второй закалхи
Во время высокого отпуска остаточный аустенит, залегающий в за ••
тектоидной зоне цементированного слоя, распадается с образование^
феррито-карбидной структуры. При нагреве для второй закалки кари
биды растворяются не полностью, так как температура нагрева зим
чительно ниже точки А^, содержание углерода в аустените стаичй
вится меньше, чем после окончания цементации, и количество остм
точного аустенита после закалки снижается по сравнению с перпв
закалкой.
Оба варианта обработки с двумя закалками применяются относзЛ
тельно редко, только для ответственных деталей, цементированных •
твердом карбюризаторе. Двукратная закалка сопряжена с опасном
тью повышенного коробления деталей.
Раздельная закалка сердцевины и слоя при однократной аустя
типизации. Этот режим разработан для ответственных деталей и«
стали 18Х2Н4ВА. После цементации изделия охлаждают до комнмя
ной температуры, а затем подвергают ступенчатой закалке сердцсим
ны. Температура нагрева под закалку назначается выше точки А<|
сердцевины. Изделия закаливают в среде с температурой ниже точке
414
Рис. 17.15. Микроструктура це-
ментированного слоя стали
12ХНЗА, Х120
Мн сердцевины, но выше Мн
цементированного слоя. При
jtom происходит закалка
сердцевины, а цементирован-
ный слой остается в аусте-
нитном состоянии. После
окончания изотермической
выдержки изделия не охлаж-
дают до комнатой темпера-
туры, а сразу подвергают от-
пуску с нагревом до 560 °C.
При таком отпуске в сердце-
вине образуется структура
сорбита отпуска, обладаю-
щая высокой ударной вязкос-
тью, а в цементированном
слое из аустенита выделяют-
ся карбиды. При охлаждении
после окончания высокого
отпуска в цементированном
слое происходит мартенсит-
ное превращение. Далее следует окончательный низкий отпуск. Пе-
ред этим отпуском можно проводить обработку холодом, но целесо-
образность ее применения к цементированным деталям не бесспорна,
так как некоторое количество остаточного аустенита может быть по-
лезным.
После окончательной термической обработки структура наруж-
ной части науглероженного слоя состоит из отпущенного мартенсита
и остаточного аустенита. У самой поверхности при значительной
концентрации углерода могут залегать карбиды.
При внутреннем окислении в поверхностном слое толщиной в не-
сколько сотых долей миллиметра обнаруживаются окислы легирую-
щих элементов и трооститные участки, появляющиеся вследствие
снижения прокаливаемости слоя и недостаточной скорости охлажде-
ния при закалке. С удалением от поверхности в глубь слоя содержа-
ние углерода снижается, устойчивость аустенита в среднем интервале
субкритических температур уменьшается, появляются участки бей-
нита (рис. 17.15).
415
Структура цементированного слоя оказывает существенное влив
ние на его свойства и свойства изделия в целом. Наибольшая прочности
слоя достигается при структуре отпущенного мартенсита с некоторым
количеством остаточного аустенита. Дисперсные зернистые равном» р>|
но распределенные карбиды в наружной части слоя повышают его ин
носоустойчивость, но могут снижать прочность при изгибе и сопроппа
ление усталости. Свойства слоя резко ухудшаются при появлении npfll
дуктов внутреннего окисления и частичного превращения аустенит
выше мартенситной точки. В этом случае сопротивление контакт
усталости может уменьшиться в несколько раз. Роль остаточного ауВ
тенита неоднозначна. Значительное количество его снижает твердое^
и прочность слоя, уменьшает сопротивление усталости, но умеренно
количество остаточного аустенита может быть полезным. Несом i '
но, что остаточный аустенит улучшает прирабатываемость цемен!
рованных деталей. Допустимое количество остаточного аустенита I
щественно различно по данным разных исследователей.
Длительное время считалось, что прочность цементирован»
изделий с твердым и хрупким поверхностным слоем, в особенно,
при динамическом нагружении, обеспечивается высокой вязкого
сердцевины за счет низкого содержания углерода в стали. Л. С. N
роз и С. С. Шураков установили, что более важное значение имеет
вязкость, а прочность сердцевины, для повышения которой неоц
димо увеличивать содержание углерода.
Разрушение цементированных образцов или изделий при изш
начинается с образования трещины в науглероженном слое. Даже I
ли это не влечет за собой немедленной поломки, возникшая трещи
приведет к быстрому разрушению от усталости в случае дейск
циклических нагрузок. Из этого следует, что свойства цементирс
ного слоя в значительной мере определяют прочность изделия И I
лом. Например, стали 40Х и 37ХН без цементации обладают блиц
прочностью, поэтому значительно большая прочность цементш
ванных образцов из стали 37ХН может быть объяснена только Go ь
высокими свойствами цементированного слоя этой стали.
Прочность цементированного слоя зависит от ряда факторов. F
шающее значение имеет его структура. После закалки и низкого (
пуска она должна состоять из мелкоигольчатого отпущенного м
тенсита с остаточным аустенитом и карбидов зернистой формы. I
лишне большое количество карбидов и крупные обособленные fl
стки остаточного аустенита снижают прочность слоя. Заметное
яние на прочность слоя оказывают легирующие элементы. В час и
сти, очевидно благотворное влияние никеля. Увеличение содержу
хрома при одиночном легировании более чем на 1 % резко спи»
прочность цементированного слоя.
416
Рис. 17.16. Эпюры напряжений при изгибе цементированных образцов с различ-
ными свойствами сердцевины (Л. С. Мороз, С. С. Шураков).
В —толщина образца; h •— толщина цсмснтнронаиного слоя; предел прочности цсмстироваиного
слоя; ат!, от2 — пределы текучести мягкой и твердой сердцевин соответственно
Влияние свойств сердцевины на прочность цементированных из-
(елий можно уяснить из результатов испытаний на изгиб нсцементи-
рованных и цементированных образцов сталей 14ХН, 24ХН и 37ХН.
Гак как свойства цементированного слоя этих сталей должны быть
одинаковы, что и подтвердилось при испытаниях тонких пластин,
юдвергнутых сквозной цементации, то очевидно, что разная проч-
ность массивных цементированных образцов (15x15x100 мм) обу-
с (овлена различием свойств сердцевины этих сталей. Чем выше пре-
1ел текучести стали, тем выше прочность (разрушающее усилие) це-
ментированных образцов при одновременном возрастании величины
прогиба. Объяснение этой зависимости предложил Н. Н. Давиденков.
Напряжения по сечению цементированного образца линейно возрас-
тают при изгибе от нуля на нейтральной оси до максимального уров-
ня на поверхности при условии, что напряжения на границе слоя и
сердцевины не превосходят предела текучести последней. При низ-
кой твердости сердцевины в ее наружном слое развивается пластиче-
ская деформация и распределение напряжений изменяется и описыва-
ется ломаной (рис. 17.16, а). Непосредственно перед мо-
ментом разрушения напряжения на поверхности достигают предела
прочности цементированного слоя о,,'1, а их распределение по сече-
пню образцов зависит от предела текучести сердцевины (рис. 17.16, а,
о). Заштрихованные площади на этих рисунках пропорциональны мо-
ментам напряжений М| и М2, уравновешивающим моменты внешних
сил. Так как большему моменту напряжений соответствуют и боль-
ший момент внешних сил и большее усилие, то очевидно, что с повы-
шением предела текучести и твердости сердцевины прочность цемен-
тированных образцов или изделий должна возрастать.
417
Заметим, что на рис. 17.16 изображены упрощенные схемы рас-
пределения напряжений по сечению изгибаемых цементированных
образцов. Реальные эпюры напряжений сложнее.
При определенном соотношении механических свойств слоя и
сердцевины пластическая деформация последней может быть исклю-
чена вплоть до момента появления трещины в цементированном
слое. Это возможно при условии, что предел текучести сердцевины
будет не ниже откр. Значение <Уткр определяется как пределом прочно-
сти слоя о,,1', так и соотношением толщины цементированного слоя h
и половины толщины образца или изделия В.
При линейном распределении напряжений GTKp равно напряжении»
на границе слоя и сердцевины. Тогда
сг„,'/0.5 В = (oBu - oTll)/h,
откуда следует
Очкр = о„ц(1 - 2h/B). (17.22)
Это соотношение определяет оптимальное сочетание свойств сердцев»*
ны и слоя, а также их толщин для образцов или изделий простой фо|
мы, подвергающихся изгибу. Из формулы (17.22) следует, что чем топь
ше слой, тем прочнее должна быть сердцевина при неизменном значе
нии о,,". Зная свойства стали и сердцевины, можно найти h/B и при зл
данном В определить необходимую толщину цементированного слоя.
Прочность цементированных изделий при динамическом изгиб
определяется различными факторами в зависимости от того, как прош
ходит разрушение: хрупко или вязко. Чем большая доля толщины изд<
лия приходится на цементированный слой, тем более вероятно хрупкс
разрушение. При хрупком разрушении ударная вязкость сердцевины и
влияет на работу излома цементированных образцов, которая при оди
наковом их размере зависит лишь от прочности цементированног
слоя, что наглядно иллюстрируют экспериментальные дани
(рис. 17.17, а). Пониженная работа излома образцов из стали 40Х обу,
ловлена меньшей прочностью ее цементированного слоя по сравненш
с хромоникелевыми сталями. В случае вязкого разрушения при относ^
тельно тонком цементированном слое работа излома науглероженны
образцов зависит от ударной вязкости сердцевины (рис. 17.17, б).
Долговечность цементированных изделий определяется их изна
соустойчивостыо и усталостной прочностью. Износоустойчивость 34
висит от твердости поверхности, составляющей обычно 56...62 HRC
а сопротивление усталости в значительной степени определяет
прочностью слоя и остаточными внутренними напряжениями. Ti
как удельный объем закаленного науглероженного слоя больше, ч<
418
Рис. 17.17. Влияние ударной вязкости сердцевины на работу разрушения
цементированных образцов при динамическом изгибе (Л. С. Мороз,
С. С. Шураков).
а — образцы сечением 15x15 мм, толщина слоя 1.5 мм. хрупкое разрушение; б — образцы
сечением 22x22 мм, толщина слоя 0.9...0.11 мм. Стали I4XH. 24ХН разрушались вязко,
сталь 30ХН — хрупко
Толщина цементированного слоя, мм
Рис. 17.18. Остаточные напряжения в цементированных изделиях с малым
(а, сталь 18ХГТ) и большим (б, сталь 18Х2Н4ВА) количеством остаточ-
ного аустенита (Ю. М. Лахтин, Б. Н. Арзамасов)
низкоуглероднстой сердцевины, то на поверхности возникают сжима-
ющие напряжения (рис. 17.18, а), уменьшающие растягивающие ни
пряжения от внешней нагрузки. В результате повышается усталости
ная прочность цементированных изделий. Остаточный аустенит, <х>
ладающий наименьшим удельным объемом, снижает сжимающие пи-
пряжения в наружной части слоя. Наличием остаточного аустени >
объясняется минимум сжимающих напряжений в слое на некоторое
расстоянии от поверхности (рис. 17.18, а). При значительном количв
стве остаточного аустенита сжимающие напряжения уменьшаются
существенно изменяется эпюра напряжений (см. рис. 17.18, 6).
Величина сжимающих напряжений на поверхности зависит такие
от разности удельных объемов слоя и сердцевины и, следователь!!»
от разности содержаний углерода в них. Поэтому содержание углерв
да в цементированной стали должно быть существенно ниже, чем
слое. В то же время сопротивление усталостному разрушению «
выше, чем больше прочность сердцевины. Установлено, что твс!
дость сердцевины должна находиться в пределах 35...45 HRC.
Важное значение имеет толщина слоя. Максимум усталости!
прочности наблюдается при сравнительно небольшой глубине цема
тации, что связывают с малым количеством остаточного аустенит^
слое и высокими сжимающими напряжениями. Прочность сердцем
ны в этом случае должна быть повышенной.
17.3. АЗОТИРОВАНИЕ
Азотирование стали — насыщение ее поверхностного слоя *
том — проводят в целях повышения твердости, износоустойчивая
стойкости против задиров, усталостной прочности и коррозион!
стойкости в слабоагрессивных средах (во влажной атмосфере и пр
ной воде).
В зависимости от температуры азотирования и химического |
става стали в диффузионной зоне образуются различные фазы: а
азотистый феррит, у— азотистый аустенит, нитриды железа (у'-1ч
е-фаза переменного состава, ^-Fe^), карбонитриды и нитриды ле!
рующих элементов.
Различают низко- и высокотемпературное азотирование, rn*i
цей между которыми является точка эвтектоидного у -> а + у -ц
вращения в системе железо—азот, протекающего при 590 °C. Си
подвергают азотированию главным образом при 500...540 °C, так |
при более высоких температурах механические свойства азотирс!
ного слоя ухудшаются. Высокотемпературное азотирование вы
590 °C используют для повышения коррозионной стойкости ст«
420
а также их твердости и других механических характеристик высоко-
легированных сталей и специальных сплавов.
Так как низкотемпературное азотирование протекает ниже кри-
тических точек стали, то структура сердцевины не изменяется и по-
этому заранее формируется термической обработкой — улучшени-
ем, проводимым до азотирования. Высокая твердость слоя создается
в процессе насыщения азотом, следовательно, термическая обработ-
ка после азотирования не требуется.
Азотирование может проводиться в газовой, жидкой или твердой
редах. Наиболее распространены разновидности газового азотиро-
зания, из которых на практике чаще применяют азотирование в час-
тично диссоциированном аммиаке.
При азотировании легированных сталей может достигаться более
высокая твердость, чем при цементации (на 100...200 HV или
1000...2000 МПа), что обеспечивает и значительно более высокую из-
носоустойчивость. Высокая твердость азотированного слоя, достига-
ющая 9000... 11 000 МПа, сохраняется при нагреве до 400...450 °C.
Скорость низкотемпературного азотирования значительно ниже,
чем скорость цементации. Поэтому толщина азотированного слоя
сравнительно невелика — от 0.3 до 0.6 мм, а длительность азотирова-
ния при 500...520 °C составляет 20...60 ч. Содержание азота в насы-
щенном слое легированных сталей при образовании сплошной “ко-
рочки” Е + у' может достигать 7...8 %.
Рассмотрим процесс азотирования в частично диссоциированном
аммиаке.
Вследствие невысокой растворимости молекулярного азота в же-
лезе для насыщения используют атомарный азот, образующийся при
диссоциации аммиака:
NH3<-»N + 3H.
(17.23)
Атомарные азот и водород быстро переходят в молекулярное состо-
яние, поэтому азотирование возможно при условии диссоциации ам-
миака непосредственно у поверхности азотируемых деталей.
Представив реакцию (17.23) в виде
NH3 <-> N + 3/2Н2,
получаем константу равновесия
К - ЭмРн23/2/Ркн3-
(17.24)
(17.25)
Здесь — термодинамическая активность азота в металле, РН2 и
1\н3 — парциальные давления водорода и аммиака в газовой фазе.
421
При равновесии активность азота в металле и активность насыща»
ющей атмосферы a°N равны, поэтому из уравнения (17.23) получаем
a°N = KPNH3/PH24 (17.2Я
Следовательно, при постоянной температуре, когда константа равно-
весия неизменна, активность насыщающей среды полностью опрсж •
ляется величиной PNh3/Ph23/2» называемой азотным потенциалом ат*
мосферы nN, или ее насыщающей способностью. Азотный потенциал
атмосферы зависит от ее состава, давления? и степени диссоциации
аммиака а:
Лк=[%NH3(1 -аХ100+а%Ш3У)-7(%Н2+ 15а%МН^Р05. (17.2Л
Степень диссоциации аммиака зависит от температуры, давления
скорости протекания газа через рабочее пространство печи, площади
азотируемой поверхности. Чем выше степень диссоциации, тем болы
ше образуется атомарного азота, необходимого для насыщения ст*
ли, но в то же время при высокой степени диссоциации образуете^
много водорода, затрудняющего доступ атомарного азота к поверх-
ности изделий. Поэтому каждой температуре соответствует спреде
ленная степень диссоциации, при которой количество поглощении! 1
сталью азота максимально. Степень диссоциации аммиака регулпру
ют, изменяя подачу его в печь: при недостаточной степени диссоцп*
ции подачу аммиака необходимо уменьшить, при излишне болцц
шой —увеличить.
Строение азотированного слоя. При азотировании железа об| >>
зуются только однофазные слои, скачки концентрации азота на j p.i
ницах раздела которых определяются диаграммой состояний систему
железо—азот (см. рис. 17.2). При охлаждении после азотировапш
происходят изменения структуры, обусловленные температурной и
висимостью растворимости азота в Е- и у-фазах, эвтектоидным П|чг
вращением у-фазы или ее превращением в мартенсит в случае азо t и
рования выше 590 °C, а также эвтектоидным распадом Е-фазы посд
азотирования выше 650 °C.
При азотировании ниже эвтектоидной температуры, т. е. ниж1
590 °C, диффузионная зона состоит из слоев Е-, у'- и a-фаз. В резуж
тате медленного охлаждения до нормальной температуры во внут-
ренней части Е-слоя выделяется у'-фаза, слой у'изменений не пре Sep
певает, а в слое a-твердого раствора также выделяется у'-фаза. Слов
a + у', образовавшийся при распаде пересыщенного a-раствора, нМ
зывают зоной внутреннего азотирования.
422
Рис. 17.19. Распределение твердости по
сечению азотированного слоя железа
(азотирование выше 590 °C, охлаждение
в воде)
Азотирование в интервале
590...650 °C приводит к возникно-
вению слоев е, у', у и а. При мед-
ленном охлаждении азотистый ау-
стенит претерпевает эвтектоидное
превращение у —> а + у', а с осталь-
ными фазами происходят те же из-
менения, как и при азотировании
ниже 590 °C. При быстром охлаж-
дении азотированного слоя диф-
фузионные превращения подавля-
ются и происходит образование
мартенсита а' из азотистого аустенита с сохранением некоторого ко-
личества последнего. Дискретной структуре азотированного слоя со-
ответствует скачкообразное изменение твердости по его сечению
(рис. 17.19).
При достаточно высокой активности атмосферы в наружной час-
ти диффузионной зоны может залегать слой Fe2N (£-фаза), возника-
ющий либо в процессе азотирования ниже 490 °C, либо при медлен-
ном охлаждении после насыщения азотом при более высоких темпе-
ратурах.
Как отмечалось в разделе 17.1, на начальных стадиях азотирова-
ния может отсутствовать слой у'-фазы, что обусловлено малой ско-
ростью диффузии в ней. Толщина слоя е-фазы достигает максимума
при 680 °C. С повышением температуры глубина слоя е-фазы возра-
стает, так как диффузия в ней развивается быстрее, чем в нижележа-
щей фазе. Область е-фазы на диаграмме состояний Fe—N быстро
расширяется с повышением температуры, что приводит к возраста-
нию градиента концентрации в ней и к быстрому ее росту. Начиная с
680 °C пограничная концентрация остается постоянной (см.
рис. 17.2), а область у-фазы расширяется. Вероятно, это и приводит к
уменьшению толщины слоя е-фазы в случае азотирования при темпе-
ратуре выше 680 °C.
В £-фазе, образующейся во время охлаждения при содержании
азота в поверхностном слое более 11 %, часто наблюдаются поры, по-
явление которых обусловлено выделением газообразного азота
вследствие метастабильности этой фазы. Поры в поверхностном слое
423
Рис. 17.20. Микроструктура азотирсы
ванного слоя стали 38ХМЮА, х75<>
снижают его твердость и предо 1
выносливости. Поэтому азоти-
рование проводят так, чтобы ис
ключить образование £-фазы
Для этого содержание азота г
поверхностном слое должн<
быть менее 10 %.
При азотировании легир4
ванных сталей на поверхносп
также может возникать сплош
ная нитридная корочка, состег
щая из легированных Е- и у'-еН*
а в глубине залегает слой
сложной многофазной струк1
рой, образованной исходны!
карбидами и дисперсными ш
ридами легирующих элементов типа MeN, Me2N, равномерно paciif
делегщыми в a-твердом растворе (рис. 17.20).
1егирующие элементы, растворенные в феррите, влияют на 'к
модинамическую активность азота и изменяют его растворимое.
Вольфрам, молибден, хром, титан и ванадий повышают растворимо^*
азота в феррите, алюминий и кремнии не изменяют ее. Все легиру!
щие элементы уменьшают растворимость азота в Е-фазе. Предел ьн
растворимость азота в Е-фазе стали 38ХМЮА составляет 7.7 %_д ]
"В сталях, содержащих хром, молибден, вольфрам и другие эл
менты, часть которых растворена в феррите, образование нитрид*
происходит путем диффузии азота и легирующих элементов^В ст
лях с титаном и цирконием, практически полностью находящими
карбидах, нитриды образуются путем насыщения карбидов азотом
последующим изменением кристаллической решетки или путем рГ
творения карбидов в феррите и возникновения нитридов. Алюмин
входит в состав у'-фазы (Fe, A1)4N, но не образует собственных и
ридов в азотированном слое. Вследствие этого в сталях с алюмин»
у'-фаза при азотировании может возникать в виде сплошного ело,
также в форме пластин, залегающих внутри зерна, и в виде полос i
обрывков нитридной сетки, вытянутых вдоль поверхности изделий
Свойства азотированного слон. Нитриды железа имеют сращ
телыю невысокую твердость (см. рис. 17.19). Поскольку азотигп
мартенсит образуется лишь при быстром охлаждении, то твердое
424
Рис. 17.21. Влияние легирующих эле-
ментов иа твердость е-фазы в азо-
тированном слое (Ю. М. Лахтии,
Б. Н. Арзамасов)
азотированного слоя железа и
углеродистых сталей обычно
невелика. Высокая твердость
азотированного слоя легирован-
ных сталей обусловлена рядом
причиц? Легирующие элементы
значительно повышают твер-
дость е-фазы (рис. 17.21) и осо-
бенно у'-фазы — до 1100...1200
HV в сталях, легированных
алюминием^ Твердость двухфазной зоны е + у' находится в пределах
от 800 до 1200 HV и несколько снижается с повышением температу-
рыл увеличением продолжительности азотирования.
Твердость зоны внутреннего азотирования тем больше, чем выше
концентрация азота в твердом растворе. Наибольшее упрочнение
этой зоны достигается в сталях, содержащих нитридобразующие эле-
менты, и обусловлено образованием при 500...520 °C множества мель-
чайших зон, обогащенных азотом и когерентно связанных с твердым
раствором, а при 550 °C и выше — дисперсных нитридов легирующих
элементов Cr2N, Mo2N| VN<KpoMe того, в легированном феррите су-
щественно возрастает"растворимость азота, что увеличивает твердо-
растворное упрочнение. Наивысшая твердость достигается азотиро-
ванием при 500...520 °C. Существенное снижение твердости наблюда-
ется при температурах азотирования выше 600 °C вследствие утраты
когерентности предвыделений и матрицы, превращения их в частицы
нитридов и заметного укрупнения последних.
Распределение твердости по глубине азотированного слоя зависит
от характера легирования стали и условий азотирования. С повыше-
нием температуры возрастает толщина слоя, а снижение твердости
по сечению становится менее резким. При высоком содержании хро-
ма, титана и других элементов твердость азотированного слоя почти
не меняется с удалением от поверхности, но резко падает при перехо-
де к сердцевине. Все легирующие элементы заметно уменьшают тол-
щину азотированного слоя и резко повышают его твердость.
Азотированные поверхности, имеющие высокую твердость, об-
ладают высокой износоустойчивостью. Наибольшие ее значения
имеют сплошные слои из Е-фазы с минимальным содержанием азота
(Fe3N) или из карбонитридной Е-фазы типа Fe(2.3)(N, С), отличающие-
425
ся более высокой пластичностью. Почти такой же высокой износо-
устойчивостью характеризуется и у'-фаза. Высокоазотистые порис-
тые е- и £-фазы имеют пониженную износоустойчивость. Наиболь-
шая износоустойчивость нитридной зоны достигается при кратковре-
менном азотировании.
Зона внутреннего азотирования легированных сталей по износо-
устойчивости превосходит е-фазу, причем ее сопротивление изна«<
шиванию несколько возрастает с повышением температуры обра*
ботки, а максимум износоустойчивости не совпадает с максимумов
твердости и располагается на большей глубине. Износоустойчив
вость зоны внутреннего азотирования низколегированных сталей
невелика.
Значительное повышение усталостной прочности при азотирова
нии обусловлено прежде всего высокими сжимающими напряжениями
на поверхности, достигающими в сталях с алюминием 900... 1000 МПа,
что существенно больше, чем при цементации. Однако наиболыш
сопротивление усталости достигается в сталях без алюминия при усл»
вии достаточно высокой прочности их сердцевины. Это происходи
несмотря на то, что сжимающие напряжения выше в сталях с алм
минием.
Наибольшие сжимающие напряжения возникают в нитридной ч
не, но пределы выносливости образцов с нитридной зоной на повср)
ности или с зоной внутреннего азотирования различаются незнач1
тельно. Как и при цементации, предел выносливости азотирований
изделий возрастает с повышением прочности сердцевины.
Предел выносливости азотированного слоя интенсивно возраст
ет с увеличением его толщины примерно до 0.15...0.20 мм, после чв
практически не меняется. Более общим критерием является отнош
ние толщины слоя к радиусу детали, которое может существенно н
меняться в зависимости от конструктивных особенностей из де л п
(около 0.01 при наличии концентраторов напряжений и до 0.2 для и
делий без концентраторов). Азотирование эффективно повышает
противление усталости деталей с концентраторами напряжений. !
рождение усталостной трещины на азотированных деталях проис.
дит не на поверхности, а под упрочненным слоем, при условии гц
вильного выбора его толщины. Повышение температуры азотирсД
ния, вызывая разупрочнение сердцевины и снижение остаточш
сжимающих напряжений, уменьшает усталостную прочность обр1
цов и изделий.
Азотирование повышает коррозионную стойкость конструкции
ных сталей в пресной воде и во влажной атмосфере, но высокая к<
розионная стойкость присуща только однофазному беспористому
слою. Поэтому для повышения сопротивления коррозионно-устц
426
сотому разрушению азотированный слой должен иметь на поверхно-
сти сплошную зону беспористой е-фазы.
Азотируемые стали. Азотированию в целях повышения поверх-
ностной твердости, износоустойчивости, стойкости против задиров и
усталостной прочности можно подвергать самые разнообразные ста-
ли. Наиболее широко применяют азотирование для упрочнения ма-
шиностроительных улучшаемых сталей. Стали 38Х2МЮА,
38ХМФЮА, содержащие 0.7... 1.1 % алюминия, обладают максималь-
ной твердостью азотированного слоя — до 1100... 1200 HV. Стали с со-
держанием алюминия около 1 % и более обладают рядом недостат-
ков: повышенным количеством неметаллических включений, склон-
ностью к образованию волосовин и мелких трещин при прокатке.
Азотированный слой таких сталей хрупок. Уменьшение содержания
алюминия до 0.4...0.7 % позволяет избавиться от этих недостатков
(стали 38Х2Ю, 38ХВФЮА), но при этом твердость слоя снижается до
900...950 HV.
На сталях без алюминия твердость слоя ниже и в зависимости от
легированности может достигать 650...900 HV. Для повышения твер-
дости слоя стали легируют хромом, молибденом, ванадием и титаном,
а для повышения прокаливаемости дополнительно вводят марганец и
никель. Изделия небольшого сечения изготавливают из низколегиро-
ванных сталей, например 40Х, 40ХА, 18ХГТ и др. Для массивных де-
талей или тяжелонагруженных ответственных изделий используют
стали повышенной или высокой легированности — 18Х2Н4ВА,
30XH3MA, 38ХГНМ и др.
Специально для азотирования разработаны новые сложнолегиро-
ванные стали, содержащие около 0.5 % алюминия, — 25ХНМФБЮ,
25ХНМЦЮ. Ниобий и цирконий, измельчая зерно, уменьшают хруп-
кость азотированного слоя, несмотря на одновременное повышение
твердости.
Способы азотирования. Газовое азотирование. Изделия из ма-
шиностроительных сталей азотируют после механической обработки
и улучшения. Температура отпуска при улучшении должна превы-
шать температуру азотирования на 40...70 °C, что обеспечивает ста-
бильность структуры и повышает качество слоя. Изделия сложной
формы после механической обработки перед шлифованием подвер-
гают стабилизирующему отжигу при 550...600 °C в течение 3...10 ч в
целях предотвращения коробления при азотировании от напряжений,
возникающих при резании.
Участки изделий, не подлежащие азотированию, защищают сло-
ем олова толщиной 6...8 мкм, наносимого гальваническим методом.
Чтобы не допустить растекания олова при температуре азотирова-
ния, детали предварительно фосфатируют. Хорошие результаты да-
427
ет защита слоем жидкого стекла, просушенного при 90... 120 °C в те-
чение 1,5 ч.
Азотируемые поверхности должны быть тщательно обезжирены,
а с поверхности коррозионностойких сталей необходимо удалить ок-
сидные пленки травлением в разбавленных кислотах или введением в
печь хлористого аммония или четыреххлористого углерода. Эти ме
ры предотвращают появление мягких пятен на азотируемых поверх-
ностях.
Азотирование конструкционных сталей в частично диссоцииро-
ванном аммиаке для повышения твердости обычно проводят при
500...540 °C. Применение двухступенчатой обработки позволяет со-
кратить длительность насыщения. Азотирование при 490...510 °d
обеспечивает получение высокой твердости, а последующая вы
держка при 540...550 °C необходима для ускорения наращивапи»
толщины слоя. Степень диссоциации аммиака должна быть том
больше, чем выше температура. Толщина азотированного слои
значительно меньше, чем получаемого при цементации. Например,
на стали 38Х2МЮА в результате двухступенчатой обработки (121
при 510 °C и 42 ч при 540 °C) получается слой толщиной 0.5...0.8 ми
с поверхностной твердостью около 104МПа (-1000 HV). Для улуч-
шения качества слоя, исходя из экономических соображений, в псч«
ную атмосферу нередко вводят различные добавки: азот, аргон,
азотный газ (N2+ 4Н2) или предварительно диссоциированный ам1
миак до 80 об. % в целях предотвращения хрупкости слоя. Добан*<
кислорода, воздуха или паров воды ускоряют диффузию азота (со
держание кислорода — около 2.5 % — должно быть таким, что
не вызывать окисления железа). Введение веществ, содержащих <4
ру (сероводорода двуокиси серы, серных паров 0.1...2.0 %), сниза
ет коэффициент сухого трения и повышает противозадирную cioi
кость слоя (сульфоазотирование).
Охлаждение после азотирования чаще всего проводят в печи. Дл
ослабления хрупкости слоя иногда после насыщения азотом проводе
деазотирование в атмосфере полностью диссоциированного аммиак
при 520...560 °C. При этом удаляется избыточный азот, не связанны
в нитриды легирующих элементов. В некоторых случаях азотироп.ц
ные изделия подвергают чистовому шлифованию для удаления сл<ц
Е-фазы и ликвидации коробления. В таких случаях детали до: ш
иметь припуск.
Азотирование в целях повышения коррозионной стойкости пр|
водят при 580...600 °C в течение 0.5...2 ч.
Азотирование в тлеющем разряде, или ионное азотировс I
Ионное азотирование осуществляют в тлеющем разряде, происходи
щем между деталью — катодом и анодом в аммиаке, азоте или смЛ
428
азота с водородом. Тлеющий разряд протекает при пониженном дав-
лении (от 1до 10 мм ртутного столба, или 133—1330 Па), при разно-
сти потенциалов 400... 1100 В. Температура при этом находится в пре-
делах 470...580 °C. В прикатодной области образуются положитель-
ные ионы азота, бомбардирующие поверхность детали, в результате
чего она нагревается, а ионы азота проникают в металл.
Азотирование в тлеющем разряде обладает рядом преимуществ,
наиболее важные из которых — большая скорость насыщения, ма-
лые деформации деталей, сохранение высокой чистоты азотируемых
поверхностей, отсутствие вредных выделений.
Защита от насыщения при ионном азотировании осуществляется
путем установки экранов с таким расчетом, чтобы толщина зазора
между экраном и деталью по границе области экранирования не пре-
вышала 1 мм. На экранированных участках изделий тлеющий разряд
не развивается и не происходит их насыщение.
17.4. НИТРОЦЕМЕНТАЦИЯ И ЦИАНИРОВАНИЕ
Нитроцементация и цианирование — это процессы совместного
насыщения стали азотом и углеродом, находящие широкое примене-
ние и в ряде случаев вытесняющие цементацию. Изменяя температу-
ру и химический состав насыщающей среды, можно в широких преде-
лах регулировать соотношение концентраций углерода и азота в диф-
фузионной зоне и, следовательно, влиять на свойства поверхностного
слоя изделий.
Коэффициент диффузии углерода значительно увеличивается
при одновременном насыщении стали азотом. В то же время азот
уменьшает степень насыщения стали углеродом при высоких темпе-
ратурах. Температура наибольшего насыщения углеродом зависит от
состава активной среды (рис. 17.22). В общем, чем выше температура,
тем больше доля углерода и меньше азота в диффузионной зоне.
В зависимости от температуры и состава насыщающей среды раз-
новидности совместного насыщения стали азотом и углеродом полу-
чили следующие названия:
нитроцементация — насыщение углеродом (преимущественно)
и азотом в газовой фазе при 700...950 °C;
цианирование — насыщение азотом и углеродом в расплавах сме-
си солей, содержащих цианистые соединения (NaCN). Различают вы-
сокотемпературное цианирование при 930...950 °C, среднетемпера-
турное при 820...860 °C и низкотемпературное при 560...580 °C. Низ-
котемпературное цианирование нередко называют жидкостным, или
мягким азотированием;
429
Температура, °C
Рис. 17.22. Особенности совы*
стного насыщения стали азотом
и углеродом (А. Н. Минкевич)
а — нитроцементация в смеси 50 % СО 4
+ 50 % NH3; б — цианирование в h.hi-
23...27 % NaCN
карбонитрация — на-
сыщение азотом и углеро-
дом при 540...580 °C в [чи
плавах солей, содержащие
нетоксичные соединения
цианаты (KCNO).
Нитроцементация
Структура и свойства ния
роцементированного еле
существенно зависят от температуры его получения. При 700...750' <
на поверхности изделий образуется тонкая сплошная карбонитриднв
“корочка” с высокой твердостью и износоустойчивостью. При темпе
ратуре выше Ас( под ней залегает слой азотоуглеродистого аустснн
та. Суммарная толщина насыщенного слоя достигает 0.10...0.15 мм
Чаще всего нитроцементацию проводят при 85О...87О°С. При ti
ких температурах карбонитридная “корочка” не образуется, а проф
ходит насыщение аустенита углеродом и азотом. Продолжительное?!
процесса составляет от 4 до 10 ч, при этом толщина упрочненное
слоя находится в пределах 0.2...1.0 мм.
С повышением температуры нитроцементации насыщение ан
том уменьшается (см. рис. 17.22) и при 930...950 °C структура и cn.il
ства слоя получаются почти такими же, как при цементации.
После нитроцементации требуется такая же термическая обр.
ботка, как и после цементации. Обычно проводят непосредствен ну
закалку с подстуживанием, реже — закалку с повторного нагрева,
обоих случаях обработка завершается низким отпуском.
Структура нитроцементированного слоя после закалки и низко!
отпуска состоит из отпущенного мартенсита, карбонитридов в нару|
ной части слоя и остаточного аустенита. Кроме того, при нитрощ
ментации нередко образуется так называемая “темная состава>4'
щая” в наружной части слоя толщиной до -0.1 мм. Высказывал!.,
различные предположения о природе темной составляющей. В нагл
ящее время наиболее вероятным считается, что она представляет о
бой скопление графита и оксидов хрома, марганца и кремния. Пром
хождение ее обусловлено диссоциацией нитридов при замещении и
карбидами, окислением и графитизацией карбидов. Темная составлю
ющая снижает усталостную прочность на 45...75 %, и особенно сич
430
но (в несколько раз) снижается контактная выносливость. Вероят-
ность возникновения темной составляющей возрастает с увеличени-
ем толщины слоя, поэтому для ответственных изделий глубину насы-
щения ограничивают до 1 мм. При необходимости получения более
толстых слоев применяют цементацию.
Нитроцементация позволяет получить более высокое качество
упрочненного слоя по сравнению с цементацией, а именно:
повышенные значения прочности при изгибе и усталостной проч-
ности;
более высокое сопротивление контактной усталости;
повышенную износоустойчивость.
Вместе с тем нитроцементация обладает рядом технологических
преимуществ:
ускорение диффузии углерода под влиянием азота и снижение
температуры а—>у-превратцения позволяют понизить температуру
насыщения в среднем на 80°;
уменьшаются деформации и коробление изделий;
возрастает срок службы печного оборудования.
Цианирование проводят в расплаве солей, например 25...50 %
Na2CO3,25...50 % NaCI, 20...25 % NaCN. При взаимодействии с кисло-
родом воздуха протекают реакции:
2NaCN + О2 —> 2NaCNO; (17.28)
2NaCNO + О2 -> Na2CO3 + СО + 2N; (17.29)
2СО + Fey -> Fe/C) + СО2. (17.30)
В результате этих процессов ванна теряет активность, и для ее
восстановления необходима периодическая добавка NaCN. Широко
применяют более дешевые ванны с цианплавом. Нейтральная часть
ванны состоит из 60 % СаС12 и 40 % NaCI. К этой основе добавляют
10 % цианплава, содержащего 43...49 % Ca(CN)2, 2...3 % CaCN2,
30...35 % NaCI, 14...16 % CaO, 4...5 % С. В ванне с цианплавом проте-
кают следующие реакции:
Ca(CN)2-> CaCN2 + С; (17.31)
CaCN, + О2 -> CaO + СО + 2N; (17.32)
2Ca(CN), + ЗО2 -> 2СаО + 4СО + 4N. (17.33)
Планированный слой, образующийся при 820...860 °C, содержит
около 0.7 % углерода и 0.4...0.5 % азота. В течение 0.5... 1.5 ч получа-
ют слой толщиной 0.15...0.35 мм. Твердость слоя после непосредст-
венной закалки и отпуска при 180...200 °C достигает 58...62 HRC.
431
Глубокое, или высокотемпературное, цианирование при
930...950 °C позволяет получить в течение 1.5...6.0 ч слой толщиной до
0.5...2.0 мм, содержащий 0.8...1.2 % углерода и около 0.2 % азота. 1 Iq
еле закалки с повторного нагрева (для измельчения зерна) и низко! <|
отпуска твердость слоя находится в пределах 58...62 HRC, a crpyKiyp
состоит из отпущенного мартенсита и остаточного аустенита.
Низкотемпературное цианирование, называемое также жидкогг
ным азотированием, или углеродоазотированием, проводят пр
560...580 °C. Слой, насыщенный преимущественно азотом, толщипи
0.2...0.6 мм получается при выдержке в ванне от 1 до 3 ч. На повс|4
ности образуется е-карбонитрид толщиной от 1 до 25 мкм в зависим!
сти от состава стали и ванны. После низкотемпературного цианир
вания термическая обработка не требуется.
Карбонитрация — разновидность низкотемпературного циан
рования. Процесс заключается в насыщении поверхности стали п|
имущественно азотом и углеродом при 540...580 °C в ваннах, содср
щих нетоксичные соединения цианаты KCNO, NaCNO. Ванну, со*
жащую 75...85 % KCNO и 15...25 % К2СО3, получают, загрузив п
гель либо смесь солей, либо чистый цианат KCNO. В последнем (
чае для получения необходимого состава ванну прогревают 1
560 °C. При этом происходит окисление цианата по реакции:
2KCNO + О, -> К2СО3 + 2N + СО. (17.
Сравнив уравнения (17.29) и (17.34), нетрудно увидеть, что хими im
анирования и карбонитрации одинаков.
Структура насыщенного при карбонитрации слоя получастЛ
кой же, как при низкотемпературном цианировании. Поверхиосп
слой е-фазы обладает высокой твердостью (до 1000... 1050 HV) и
носоустойчивостью. Имеются данные, что карбонитрация привод
большему повышению износоустойчивости, чем азотирование.
17.5. ДИФФУЗИОННОЕ НАСЫЩЕНИЕ СТАЛИ МЕТАЛЛАМИ
Насыщение поверхностных слоев стальных изделий некспо|
металлами — диффузионная металлизация — позволяет пол]
либо более высокую твердость, чем при цементации и азотирон
либо специальные свойства — высокую кратковременную жара
кость (сопротивление окислению), коррозионную или эроию
стойкость, либо то и другое одновременно.
Металлы образуют растворы замещения и диффундируюг
леннее, чем углерод и азот. Поэтому диффузионную металли »
432
проводят при более высоких температурах, чаще всего при
900... 1000 °C. В зависимости от необходимой толщины слоя (обычно
несколько десятых миллиметра) и насыщающего элемента продол-
жительность выдержки колеблется от нескольких до 10...20 ч.
Наибольшее применение получило диффузионное легирование по-
верхностных слоев изделий хромом (диффузионное хромирование),
алюминием (алитирование) и цинком (диффузионное цинкование).
Кроме того, для поверхностного насыщения используют и неметалли-
ческие элементы — кремний (силицирование) и бор (борирование).
Диффузионное насыщение сталей осуществляют следующими
способами.
Насыщение изделий из порошковых смесей производится в кон-
тейнерах (ящиках), содержащих смесь порошков активных составля-
ющих и инертных добавок. Смесь активируют соляной кислотой или
хлористым аммонием. При нагревании контейнера в засыпке проте-
кают реакции, в результате которых образуются летучие соединения
(галогениды), адсорбируемые поверхностью изделий. На поверхнос-
ти деталей происходят диссоциация адсорбированных молекул с об-
разованием насыщающего элемента в атомной форме и диффузия
его в металл.
Прямоточный метод отличается тем, что получение галогени-
дов производится в специальной реторте, а изделия располагаются в
другом месте печи. Известна разновидность метода, при которой в
рабочее пространство печи с деталями подаются готовые галогениды
или гидриды. Метод не получил широкого распространения вследст-
вие расслоения газовой среды (малая скорость движения газа, лами-
нарные потоки), приводящего к неравномерности насыщения изде-
лий.
Циркуляционный метод основан на принудительном перемеще-
нии газовой фазы, содержащей соединения насыщающего элемента с
газом-переносчиком, и использовании обратимых химических реак-
ций. В герметичном муфеле располагают детали и емкости с порош-
ком, содержащим насыщающий элемент. Муфель откачивают и по-
дают в него пары галоидов или галогенидов, необходимых для обра-
зования активных соединений насыщающего элемента.
Насыщение из суспензий и паст (шликерный метод). Источник
насыщающего элемента (шликер) представляет собой суспензию из
дисперсных порошков в органическом жидком связующем. Шликер
наносят на поверхность изделия, сушат, затем нагревают в вакууме,
аргоне или воздухе. Диффузия развивается в местах контакта частиц
насыщающего элемента с поверхностью изделия.
Насыщение из расплавов металлов и солей. Слой толщиной в не-
сколько десятков микрометров можно быстро получить путем погру-
433
жения изделия в расплав, если температура плавления металла, обра-
зующего покрытие, значительно ниже, чем металла изделия (цинко-
вание, алитирование стали).
Метод электролиза является основным при диффузионном бо-
рировании. Процесс проводят в ваннах с расплавленной бурой. Для
экономии буры в ванну можно добавлять хлористый натрий. Насы«
щаемое изделие служит катодом, а анодом — графитовый стержень,
цилиндр, пропитанный бурой, или сам тигель. Электролизный метод
применяют также при алитировании и силицировании.
Вакуумный метод насыщения возможен в тех случаях, когда ун
ругость пара насыщающего элемента при высоких температурах до
статочно велика (хром, алюминий). Изделия размещают в обогрев.к
мой вакуумной камере вблизи контейнера с насыщающим элемен
том. Остаточное давление должно быть настолько малым, что и
обеспечить длину свободного пробега сублимированных атомов н|
сыщающего элемента, достаточную для достижения ими поверхнп|
ти изделия. Адсорбированные поверхностью атомы затем диффупдц
руют в глубь изделия.
Металлотермический метод можно рассматривать как разя
видность порошкового. Рабочая смесь состоит из порошков оксид!
насыщающего элемента, алюминия, балластной добавки и активам
ра. В качестве балласта используют А12О3 , поглощающий избыт<
ную теплоту алюмотермической реакции. Атомы насыщающего э,
мента, образовавшиеся в результате восстановления его оксида п :
де алюмотермической реакции, диффундируют в металл. Возмох
насыщение поверхности изделий избытком алюминия совместно с
новным насыщающим элементом.
В качестве примера диффузионной металлизации paccMorj
формирование структуры при диффузионном хромировании. II i
щение хромом поверхностных слоев стали применяют для повьи
ния твердости, износоустойчивости, усталостной прочности, коррб
онной стойкости и жаростойкости (последнее — при кратковрс
ной эксплуатации).
Структура хромированного слоя зависит при прочих равных у
виях от содержания углерода в стали. Если допустить, что дифф
углерода на значительные расстояния при хромировании не прог
ет, то насыщение хромом малоуглеродистых сталей при 950... 1Ю
может приводить к образованию в диффузионной зоне хромис|,
феррита, двухфазного а + у-слоя и хромистого аустенита. Процесв
чинается с повышения содержания хрома в аустените. Эта стт
продолжается до достижения предела растворимости. Начиная с
го момента на поверхности происходит образование хромистого г*
434
Содержание углерода, %
Рис. 17.24. Разрез диаграммы состояний системы железо—углерод—
хром при 950 °C
рита и возникает двухфазный а+у-слой. По мере дальнейшего насы-
щения хромом количество феррита возрастает, а аустенита уменьша-
ется. Наконец, аустенит исчезает и на поверхности возникает сплош-
ной слой феррита, столбчатые кристаллы которого растут в глубь
металла.
В действительности при насыщении стали хромом происходит
встречная диффузия углерода, причем углерод диффундирует значи-
тельно быстрее хрома. В двухфазном а + у-слое углерод диффундиру-
ет в у-фазе от участков, расположенных ближе к поверхности, в глу-
бину слоя. Эта диффузия приводит к смещению границ двухфазного
слоя навстречу друг другу, в результате чего двухфазный слой исче-
зает или совсем не образуется.
При хромировании сталей со средним и высоким содержанием уг-
лерода на поверхности образуется сплошная карбидная корочка
(рис. 17.23). Слой у + к не возникает вследствие интенсивной встреч-
ной диффузии углерода, одновременно приводящей к возникновению
под слоем карбидов области, обедненной углеродом. Анализ изотер-
мического разреза системы Fe—Сг—С показывает, что возникнове-
ние карбидного слоя будет происходить в сталях с содержанием угле-
рода, превосходящим таковое в точке а (рис. 17.24). Нетрудно видегь,
что при содержании углерода меньше соответствующего точке б не
поверхности стали будет возникать слой карбида (Сг, Fe)7C3, а при бо-
лее высокой его концентрации сначала должен возникать слой це-
ментитного карбида (Fe, Сг)3С, превращающийся затем в карбид
(Сг, Fe)7C3.
Глава 18
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Повышение прочности конструкционных металлических матери-
алов — одна из актуальных проблем современной техники. Примене-
ние высокопрочных материалов позволяет повысить надежность и
долговечность конструкций и изделий, уменьшить их металлоем-
кость. Важно подчеркнуть, что во многих случаях недостаточно полу-
чить тем или иным методом высокие значения прочностных характе-
ристик; необходимо, чтобы высокопрочный материал не был хруп-
ким, обладал достаточным уровнем пластичности и вязкости. Про-
блема создания высокопрочных материалов всегда была и проблемой
уменьшения их склонности к хрупким разрушениям.
Одним из методов упрочнения сталей является термомеханиче-
ская обработка (ТМО). Она представляет собой совокупность опера-
ций пластической деформации и термической обработки, при кото-
рых структурные изменения, происходящие при фазовых превраще-
ниях, протекают в условиях повышенной плотности дефектов крис-
таллического строения, созданной пластической деформацией.
Ряд режимов термомеханической обработки могут обеспечить
наряду с высокими прочностными свойствами повышенную пластич-
ность и вязкость. Нередко использование ТМО позволяет получить
комплекс механических свойств, который не может быть достигнут
способами обычной термической обработки и традиционного легиро-
вания. В качестве примера на рис. 18.1 приведена диаграмма зависи-
мости между одной из характеристик трещиностойкости — критиче-
ским коэффициентом интенсивности напряжений К|Си пределом те-
кучести о02, построенная О. Н. Романивом для конструкционных ста-
лей. Центральная вытянутая полоса 1 характеризует достигаемые со-
четания К1с и <т0 2 для сталей со средним и повышенным содержанием
углерода, подвергнутых закалке на мартенсит и отпуску. Область 2
на диаграмме отражает возможность низкоуглеродистых сталей.
Применение одной из разновидностей ТМО — высокотемпературной
термомеханической обработки (область 5) — позволяет для ряда ста-
лей получить наиболее благоприятное сочетание К1с и <т02.
437
s
И
s
о
X
<D
<D
S
=T
s
125 Г
ci
"s
« 100
k—»
S
X
X
О
*
Рис. 18.1. Обобщенная диаграмма запи
симости вязкости разрушения от пределе
текучести для конструкционных сталси
Испытания при комнатной температур
(О. Н. Ромаиив).
1 — стали со средним и повышенным содсржаи.шЛ
углерода; 2 — малоуглеродистые стали; 3 — с i им
подвергнутые ТМО
50
500 1500 2500
Предел текучести, МПа
СП
О
s
К ТМО нельзя относить любе
совмещения пластической дсфпв
мации и термической обработи
Так, если пластическая дефо|и
ция не оказала влияния на фор>
рование структуры при фазог
превращении, протекающем в процессе термической обработ ки,
такое сочетание последней с пластической деформацией не являе
термомеханической обработкой.
Варьируя условия деформирования при ТМО, можно измеч
плотность и характер распределения дефектов кристалличсси
строения, что позволяет управлять структурой и свойствами стад
широких пределах.
Дефекты кристаллического строения существенно влияют на
рактер протекания фазовых превращений. Пластическая деформа
может значительно ускорять образование новых фаз при нормали
диффузионном превращении. Если дефекты кристаллического Л
ния (дислокации, дефекты упаковки и т. д.) служат местами орф
чтительного образования зародышей (гетерогенное зарождение),
стали, подвергнутой пластической деформации, при превращении
растает число зародышевых центров. Пластическая дсфориЖ
обычно интенсифицирует диффузионные процессы. Во-псрныя,
обусловлено увеличением концентрации вакансий в деформщ
ном сплаве. Во-вторых, может облегчаться диффузия вдоль в
вавшихся при пластической деформации дислокаций и других ,
тов. Увеличение подвижности атомов способствует увеличении
зародышевых центров при их гомогенном зарождении.
Ввиду интенсификации диффузионных процессов в дефо
ванном сплаве может не только ускоряться формирование 1
шей, но и увеличиваться скорость их роста. В то же время .
учитывать, что на диффузионную подвижность углерода ни
ская деформация оказывает сложное влияние. Она не только
ускорять диффузию этого элемента, но в ряде случаев и та
ее, что обусловлено взаимодействием атомов углерода с Дм
кристаллического строения.
438
Рис. 18.2. Схемы термомеханической обработки.
/ —иысикогсмпсратурная; 2 — низкотемпературная; 3 — с деформацией в перлитной области; 4— с де-
формацией в бейнитной области
На сдвиговое мартенситное превращение пластическая деформа-
ция оказывает двойственное влияние: ускоряет его при малых степе-
нях обжатия и замедляет при больших (см. раздел 5.3).
Существует большое количество разновидностей термомехани-
ческой обработки сталей. Их можно разделить на следующие группы
(рис. 18.2).
1. Режимы термомеханической обработки, при которых дефор-
мация осуществляется в аустенитном состоянии. К этой группе отно-
сятся наиболее известные и изученные методы упрочнения: высоко-
I емпературная термомеханическая обработка (ВТМО) и низкотемпе-
ратурная термомеханическая обрабтка (НТМО).
2. Термомеханическая обработка с деформацией в ходе превра-
щения переохлажденного аустенита.
3. Режимы термомеханической обработки, связанные с деформа-
цией, осуществляемой после превращения аустенита в мартенсит или
бейнит. Примером такой обработки является метод упрочнения, свя-
занный с деформационным старением мартенсита.
Для упрочнения сталей могут применяться различные комбина-
ции режимов термомеханической обработки, например ВТМО с
ИТМО, ВТМО с деформационным старением мартенсита и др. Тер-
момеханическая обработка чаще всего является окончательной
операцией при изготовлении деталей. Но она может использовать-
ся и как предварительная операция, которая обеспечивает форми-
рование благоприятной структуры при проведении окончательной
термической обработки, включающей закалку на мартенсит и
отпуск.
439
I Прежде чем рассмотреть сущность основных видов термомехаии
ческой обработки, остановимся на некоторых закономерности»
структурообразования при пластической деформации.
18.1. ФОРМИРОВАНИЕ СТРУКТУРЫ ПРИ ПОВЫШЕННЫХ
ТЕМПЕРАТУРАХ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
к
о
п
н
Пластическая деформация сопровождается увеличением плоти*»
сти дислокаций. Если в отожженных металлах плотность дислокаций
н; превышает КА.ЛО8 см-2, то после интенсивной холодной деформ»
ции она возрастает до Ю'^.Ю12 см~2. Одним из факторов, от которш
зависит характер возникающей при пластической деформации дислш
:ационной структуры, является температура деформирования. Ощ
•пределяет особенности перестройки дислокаций в ходе пластыре
с сой деформации.
Напомним, как осуществляется низкотемпературная (холодна^
пластическая деформация. В поликристаллах обычно уже при м
больших степенях деформации (1...5 %) в каждом зерне действуй
есколько систем скольжения. Дислокации, перемещаясь в своя
плоскостях скольжения, скапливаются у препятствий. Такими пр!
цятствиями могут служить включения, частицы другой фазы, pd
цицы зерен, места пересечения дислокаций разных систем скольЛ
ния. Дальнейшее движение дислокации могут осуществлять, л ниц
покидая плоскости скольжения путем поперечного скольжсшц
Выходя из своих плоскостей скольжения, дислокации взаимодсйв
уют между собой, образуя дислокационные сплетения (клубки). I
величением степени деформации и ростом плотности дисло пц«1
и х сплетения постепенно трансформируются в стенки ячеек и nil
г икает ячеистая структура. У многих металлов и сплавов такая Д
груктура начинает формироваться при относительно небольши
тепенях деформации (5...10 %). Чем ниже энергия дефектов \Л
ковки, тем при больших обжатиях появляется ячеистая структуИ
В зависимости от многих факторов (температуры и степени дс(|дВ
мации, состава сплава и т. д.) средний размер ячеек колеблет * I
пределах 0.2...3.0 мкм, а угол разориентировки между соседим
ячейками изменяется от нескольких угловых минут до неско !>>»
градусов.
Особенность ячеистой структуры заключается в том, что с угим
чением степени деформации ячейки уменьшаются до некоторого н||
дела. Значительное изменение их размеров наблюдается при отп<Ж
тельно небольших степенях деформации. При средних или больЛ
деформациях размеры ячеек изменяются несущественно, в основ»
в
У
с
с:
Рис. 18.3. Кривые растяжения поликристалли-
ческого кадмия (М. В. Якутович)
80
J__________2
L____।_____।. 1_______।
0 10 20 30 40
Деформация, %
происходит рост плотности дислокаций S
в стенках ячеек и увеличение углов ра- 40
зориентировки между ячейками*. я
Если в случае пластической дефор- 20
мации при низких температурах сущест-
венное влияние на перестройку дисло-
кационной структуры оказывает попе-
речное скольжение дислокаций (их вин-
товых компонент), то при высоких тем-
пературах, когда процессы самодиффузии получают широкое разви-
тие, в формировании дислокационной структуры определяющую
роль играет переползание дислокаций (их краевых компонент).
Высокотемпературная деформация обеспечивает образование
субзеренной структуры. Субзерна разделены малоугловыми граница-
ми в виде плоских дислокационных сеток. Размеры элементов и вели-
чина разориентировок для субзеренных и ячеистых структур меняют-
ся в близких пределах. Но разориентировка на границе между субзер-
нами локализована по ширине на расстоянии нескольких периодов
решетки, в то время как такая же по величине разориентировка меж-
ду ячейками накапливается на расстоянии в десятки и сотни периодов
решетки. Наряду с образованием субзеренной структуры во время де-
формирования при высоких температурах может происходить мигра-
ция большеугловых границ, а также проскальзывание по границам
зерен.
Как показали работы М. В. Якутовича, для низко- и высокотем-
пературного деформирования пластичных поликристаллических ма-
териалов характерны различные типы диаграмм растяжения
(рис. 18.3). При низкотемпературном растяжении (кривая /) сниже-
нию деформирующего усилия в момент начала образования на образ-
це шейки предшествует длительный участок равномерной деформа-
ции, сопровождающийся ростом нагрузки (деформационным упроч-
нением). Диаграммы, полученные при высокотемпературном растя-
жении, имеют свою принципиальную особенность (кривая 2). Рост на-
грузки отмечен лишь в начальный период нагружения, а далее следу-
ет область, где деформация протекает очень долго при непрерывно
снижающемся усилии и лишь затем происходит быстрый спад нагруз-
ки, связанный с образованием шейки. Такой вид диаграммы обуслов-
* Здесь не рассматриваются особенности структурных изменений при обра-
зовании деформационных полос и полос сдвига, а также при двойниковании.
441
о происходит упрочнение материала, но и интенсивное развитие
зависимости от температуры деформирования принято разли
лен тем, что во время высокотемпературного деформирования не
ТОЛЬК!
получ ают процессы разупрочнения.
В
чать холодную, теплую и горячую деформации. Для технически чис-
тых металлов и сплавов пластическая деформация считается холод-
ной п;------ ----------------------------“ ---------Г-------
в интервале 0.3...0.6 Т11Л. Пластическая деформация при температурах
выше
Наиб
стали
i эи ее осуществлении ниже 0,ЗТ11Л и теплой, если она проводится
0.6...0.7 Т|1Л является горячей деформацией (М. Л. Бернштейн).
Ьлее часто при осуществлении термомеханической обрабо1ки
подвергают теплой или горячей деформации.
Ттлая деформацияПри теплой деформации так же, как и при
холодной, чаще всего наблюдается формирование ячеистой структу-
ры (рис. 18.4, а). Повышение температуры деформирования ввиду
увеличения энергии дефектов упаковки сопровождается облегчением
поперечного скольжения дислокаций. Кроме того, во время деформя-<
ции при повышенных температурах все большую роль в перестройке!
дислокационной структуры начинает играть переползание дислокя
ций. Все это приводит к тому, что при такой деформации образование!
ячеистой структуры облегчается, причем с повышением темпера гуи
ры деформирования наблюдается рост размеров ячеек, а их стенке
становятся уже. Наряду с ячеистой структурой в процессе теплой де-
формации может начать формироваться и субзеренная.
Fa образование субструктуры при теплой деформации оказына»
здействие ряд факторов. Во-первых, при повышенных темпер
ислокаций с атомами примесей. Этот процесс затрудняет пер<
заимодействие движущихся дислокаций с примесными атомами
сходит особенно интенсивно, деформирующее напряжение м<1
зозрастать, т.е. может наблюдаться эффект динамического ii
ет вс:
ратурах деформации может происходить интенсивное взаимодейст,
вие д 1 “ __
распре деление дислокаций и образование ячеистой структуры. По»
вышение температуры сопровождается снижением сопротивления
пластическому деформированию. Но в температурном интервалу
где в:
ПрОИ!
жет
формационного старения. Во-вторых, на дислокационную струну
ру могут оказывать влияние фазовые превращения, если такоии
протекают в температурном интервале осуществления теплой д
формации.
Горячая деформация. Как было сказано выше, в ходе горяML
(высокотемпературной) деформации осуществляются два конкурнру
ющт:
этим
сит от таких параметров, как температура, скорость и степень дсф<.
мацш
lx процесса — упрочнение и разупрочнение. Соотношение меж/
[и процессами, как и характер формирующейся структуры, зав
1И, а также от состава деформируемого сплава.
442
Рис. 18.4. Ячеистая и субзеренная структуры аустенитной стали, деформирован-
ной на 30 % при 600 (а) и 1000 °C (б) соответственно, х15 000, и зубчатая граница
зерна (в), х800
Для анализа особенностей поведения материала при горячей де-
формации широко используют диаграммы деформации, построенные
в координатах “истинное напряжение—истинная деформация”. Фор-
ма кривых деформации бывает весьма различна в зависимости от ха-
рактера развития процессов разупрочнения. Напряжение течения с
увеличением степени деформации сначала может расти, достигая
определенного значения, и далее сохраняется постоянным. Стадия де-
формации, на которой напряжение практически не изменяется, назы-
вается установившейся стадией. Ей соответствует динамическое
443
Рис. 18.5. Влияние скорости (а) и температуры (б) деформации на вид диаграмм
деформации стали с 0,68 % С.
а — деформации при 915 °C; б — со скоростью I.31CH сг1
равновесие между количеством возникающих и аннигилирующих
дислокаций. Существует и другой вид кривых деформаций. Как и в пер-
вом случае, напряжения растут с увеличением степени деформации ди
определенного уровня, но затем происходит их спад, и лишь после это-
го наступает установившаяся стадия. На этой стадии деформации на
пряжения могут оставаться практически неизменны, а могут и осцил!
лировать около некоторого среднего значения. Из рис. 18.5 следус i,
что чем выше температура и меньше скорость деформации, тем ниже
напряжения течения на установившейся стадии. Одновременно умеым
шается и степень деформации, при которой наступает эта стадия.
В процессе обычной горячей обработки давлением стали чащ*
всего деформируются в интервале 1250... 1000 °C. При специальны»
видах обработки (ТМО, контролируемая прокатка) деформация мо4
жет осуществляться и на более низких температурах. Истинная ска!
рость деформации зависит от способа деформирования (прокаткш
штамповки и т. д.) и вида применяемого оборудования и меняется 1
широких пределах от 0.01 до 1000 с-1.
Для характеристики взаимосвязи основных параметров горячей
деформации предложены различные зависимости. Связь между тел
пературой и скоростью деформации удобно описывается с помощыя
параметра Холломена—Зинера Z, который также называют темисч
ратурно-скомпенсированной скоростью деформации:
Z = Ё exp(AH/RT),
(18.1|
где Ё— истинная скорость деформации; ДН — энергия активации го
рячей деформации.
444
Между напряжениями и скоростью горячей деформации сущест-
вует два вида зависимости: степенная
Z = AIo” (18.2)
и экспоненциальная
Z = A2expPo, (18.3)
где А|, А2, п и Р — константы, не зависящие от напряжений. Степен-
ная зависимость обычно наблюдается при низких напряжениях. При
высоких напряжениях чаще реализуется экспоненциальная зависи-
мость.
Разупрочнение во время горячей деформации происходит за счет
возврата и рекристаллизации. Они получили название динамического
возврата и динамической рекристаллизации в отличие от статиче-
ского возврата и статической рекристаллизации, протекающих при
отжиге после холодной деформации. Динамический возврат включа-
ет в себя движение, взаимодействие, перераспределение и аннигиля-
цию точечных дефектов, дислокаций и малоугловых границ в услови-
ях непрерывно происходящей деформации. Динамическая рекристал-
лизация заключается в формировании и движении в процессе дефор-
мации большеугловых границ зерен.
Особенности формирования субструктуры при горячей деформа-
ции с учетом динамического возврата можно представить следую-
щим образом. На начальных стадиях деформации, когда наблюдает-
ся интенсивное деформационное упрочнение, плотность дислокаций
растет; они образуют сплетения, а также ячейки. Такую структуру
обычно называют структурой горячего наклепа. При дальнейшем
деформировании, когда еще происходит рост напряжений, но уже
получают определенное развитие процессы разупрочнения, связан-
ные с перераспределением дислокаций, в структуре начинают появ-
ляться субзерна. По мере развития деформации структура горячего
наклепа постепенно заменяется субзеренной. Сначала преобладают
сильно вытянутые субзерна, границы которых параллельны плоско-
стям скольжения (см. рис. 18.4, 6). Увеличение степени деформации
приводит к появлению равноосных субзерен, которые не имеют чет-
кой направленности границ. На установившейся стадии горячего де-
формирования субструктура полностью состоит из равноосных суб-
зерен. При этом зерна, в которых сформировалась такая субструкту-
ра, могут быть сильно вытянуты вдоль направления деформации.
Отметим, что переход от стадии деформационного упрочнения к
установившейся стадии в случае развития динамического возврата
445
может осуществляться при отсутствии снижения или при малом
уменьшении напряжений.
Средний размер субзерен, их разориентировка при деформации
на установившейся стадии остаются неизменны. Такой эффект мо
жет быть объяснен протеканием процессов реполигонизации, koi
рая заключается в рассыпании субграниц и новом их формировании
С повышением температуры и снижением скорости деформации увм
личиваются размеры субзерен и растет степень их совершенства.
висимость среднего размера субзерен (dc), образовавшихся на усташи
вившейся стадии, от условий деформации хорошо описывается чсро<
параметр Холломена—Зинера:
dc-1 = В + k In Z, (18 Л
где В и к — константы.
При определенных условиях деформирования (высокие темпе™
туры, небольшие скорости деформации) наряду с динамическим шй
вратом получает развитие динамическая рекристаллизация. Ее ос,
бенность заключается в том, что она не приводит к полному устрап,
нию субструктуры, как это имеет место в случае статической рск|я
сталлизации, происходящей при отжиге холоднодеформировашю,
металла. Возникшие при динамической рекристаллизации новые зе,
на во время своего роста подвергаются деформации, и в них форм|
руется субструктура. Плотность дислокаций увеличивается до криц
ческой величины, после чего происходит новый цикл рекристалл и |
ции, за которой опять следует образование субструктуры. Особспя
наглядно динамическую рекристаллизацию можно наблюдать на м<
нокристальных образцах (рис. 18.6).
Образование динамически рекристаллизованных зерен моя
протекать по двум механизмам. Наиболее часто их зарождение о«:
ществляется на большеугловых границах путем их выгибания (мс^
низм Бейли—Хирша). При высоких скоростях деформации формнр
вание зародышей может происходить в результате коалесценции lv
зерен.
Появление рекристаллизованных зерен наблюдается после
стижения критической деформации Енр на стадии деформациошнд
упрочнения. Пока динамическая рекристаллизация не получила с и
существенного развития, напряжения течения при деформиров ни
могут продолжать расти. Но когда возникает значительный об"М
рекристаллизованных участков с низкой прочностью, то напряя
ние течения падает, причем происходит более резкое разупрочг
ние, чем в случае динамического возврата. Далее следует устапош
шаяся стадия деформации, на которой могут многократно npoi
446
Рис. 18.6. Развитие динамической рекристаллизации в монокристалле никелевого
сплава, деформированного при 1200 °C (В. И. Левит), х500
кать циклы динамической рекристаллизации. Этой стадии соответст-
вует появление равноосных зерен с неизменным средним значением
величины зерна.
С ростом температуры и снижением скорости деформации
(Z уменьшается) величина Енр становится меньше, а развитие динами-
ческой рекристаллизации облегчается.
Характер изменения напряжения течения на установившейся ста-
дии при развитии динамической рекристаллизации бывает различ-
ным. При пониженных температурах и больших скоростях деформа-
ции (большие значения Z) установившейся стадии обычно соответст-
вует постоянное напряжение течения. Для высоких температур и ма-
лых скоростей деформации (малое значение Z) характерна на устано-
вившейся стадии осцилляция напряжений.
Одно из объяснений такого эффекта предложено М. Лутоном и
С. Селларсом, предположившими, что вид кривой деформации за-
висит от соотношения между величиной критической деформации
(Енр), необходимой для начала рекристаллизации, и величиной де-
формации Ех, соответствующей реализации полного цикла рекрис-
таллизации. При этом считалось, что во время деформирования
при протекании в одних объемах процессов разупрочнения в других
447
объемах могут происходить процессы упрочнения. При Енр> ex hoaJ
ный цикл рекристаллизации успевает закончиться раньше, чем ня»
чинается новый цикл. Тогда процессы упрочнения и разупрочпспн*
проявляются на кривой деформации: она имеет волнистый пир
Когда Еир< Ех, то последующий цикл рекристаллизации начинаема
раньше, чем заканчивается предыдущий. При таком наложений
циклов, когда процессы упрочнения и разупрочнения совершают
одновременно, напряжение течения на установившейся стадии
осциллирует.
Важно подчеркнуть, что в результате динамической рекриствл.
зации в горячедеформированном металле возникает неоднор( i
субструктура. В тех участках, где рекристаллизация прошла раны
успевает возникнуть высокая плотность дислокаций и сформиро^
ся развитая субзеренная структура. В других участках, где рекрие
лизация прошла позже, плотность дислокаций может быть нет
кой, а субзерна еще не успевают образоваться.
На протекание процессов разупрочнения в ходе горячей деф<
ции в существенной мере влияет энергия дефектов упаковки. 4ei
выше, тем легче осуществляются поперечное скольжение и ncpi
зание дислокаций, а следовательно, интенсивнее идет динамп’Ч
возврат. При этом образуется более совершенная субзеренная е
тура. И наоборот, снижение энергии дефектов упаковки затр)|
протекание динамического возврата и способствует развитию]
мической рекристаллизации.
Процессы разупрочнения при деформировании могут 6i it
труднены, если в структуре присутствуют дисперсные выдели
Особенно существенно динамический возврат й динамическая
ристаллизация тормозятся тогда, когда образование диспе|
выделений происходит непосредственно в процессе дефор<
вания.
Важной особенностью структуры, формирующейся при>
чей деформации, является искаженность (зубчатость) на гра(
зерен (см. рис. 18.4, в). Образование зубчатости можно свя1
развитием начальных стадий динамической рекристаллизации
провождающейся миграцией большеугловых границ. Неодм
вые условия деформации в приграничных объемах разных
приводят к тому, что локальная плотность дислокаций по <ю
роны большеугловой границы будет различна. Миграция i|
осуществляется в сторону повышенной плотности дефектов
пределение структурных несовершенств вдоль мигрирующее
ницы неоднородно, что предопределяет неравномерное се и<
щение и появление выступов в местах с наиболее высокой п,
стью дислокаций.
448
Большинство процессов горячей деформации осуществляется за
несколько операций; пластическая деформация может чередоваться с
паузами от нескольких секунд до нескольких минут. Во время после-
деформационных пауз или при охлаждении после окончания дефор-
мации может происходить разупрочнение деформированной стали.
Оно осуществляется за счет статического возврата, статической и ме-
тадинамической рекристаллизации.
Первые два процесса развиваются так же, как и при отжиге хо-
лоднодеформированного металла. Метадинамическая рекристалли-
зация присуща только горячей деформации причем наблюдается
лишь в том случае, если во время горячей деформации получает раз-
витие динамическая рекристаллизация. Если деформация прервана в
тот момент, когда не завершилась стадия динамической рекристалли-
зации, то в металле имеется много зародышей рекристаллизации, ко-
торые не успели подвергнуться значительной деформации. Они ока-
зываются способны к росту сразу же после окончания деформации.
Поэтому в отличие от статической м тадинамическая рекристаллиза-
ция не имеет инкубационного периода.
Характер протекания процессов разупрочнения при последе-
формационных паузах зависит от того, на какой стадии была пре-
рвана горячая деформация. Если деформация была осуществлена с
небольшими обжатиями и в деформированном металле возникла
сравнительно невысокая плотность дислокаций, то при паузах полу-
чает развитие только статический возврат. Рост плотности дислока-
ций при увеличении степени деформации на стадии деформационно-
го упрочнения приводит к тому, что во время последеформацион-
ных пауз наряду со статическим возвратом протекает статическая
рекристаллизация. После больших деформаций, сопровождающих-
ся развитием динамической рекристаллизации, при паузах могут
развиваться как статические возврат и рекристаллизация, так и ме-
тадинамическая рекристаллизация. Так как метадинамическая рек-
ристаллизация протекает с высокой скоростью, то не исключены
случаи, когда статическая рекристаллизация вообще не успевает
развиться и разупрочнение во время последеформационных пауз в
основном происходит за счет статического возврата и метадинами-
ческой рекристаллизации.
Чем выше температура деформации, тем больше скорость разу-
прочнения при последеформационных выдержках или охлаждении.
Интенсивность протекания процессов разупрочнения после оконча-
ния деформации в существенной мере зависит от характера легирова-
ния стали. Их развитие резко тормозят дисперсные выделения (кар-
биды, нитриды).
449
18.2. ВЫСОКОТЕМПЕРАТУРНАЯ ТЕРМОМЕХАНИЧЕСКАЯ
ОБРАБОТКА
Высокотемпературная термомеханическая обработка (ВТМО)
заключается в совмещении горячей пластической деформации аусте-
нита с последующей закалкой на мартенсит (см. рис. 18.2). Цель за
калки заключается не только в получении мартенситной структуры,
но и в исключении развития рекристаллизации горячедеформировап
ного аустенита. Окончательной операцией при ВТМО является oi
пуск. Использование ВТМО обеспечивает повышение прочностных
свойств многих сталей, и, что особенно важно, при применении такой
обработки одновременно удается сохранить на высоком уровне ха
рактеристики пластичности, вязкости и сопротивления хрупкому pa I
рушению или даже увеличить их.
При разработке режимов ВТМО необходимо учитывать, что i о
рячая деформация оказывает следующие воздействия на фазовые
превращения и структурные изменения при закалке и отпуске.
1- Под действием горячей пластической деформации изменяет
I устойчивость переохлажденного аустенита. Горячая деформация ин
тенсифицирует диффузионное превращение, что проявляется и
уменьшении инкубационного периода и увеличении скорости распаи
(рис. 18.7). При этом часто наблюдается смещение минимума устой-
чивости переохлажденного аустенита в область более высоких тем
ператур.
Интенсифицирующее влияние горячей деформации на диффузи
онное превращение связано в основном с ускорением диффузии угле
рода и легирующих элементов и облегчением перестройки решетки
В результате происходит более быстрое зарождение и рост образую
щихся фаз. Кроме того, повышенная плотность дислокаций и нал и
чие субграниц в горячедеформированном аустените приводят к уК
личению мест предпочтительного образования зародышей феррита и
цементита.
На промежуточное превращение горячая деформация оказывав
противоположное действие: инкубационный период возрастает, I
скорость и полнота распада уменьшаются. На сталях, у которых тем
пературные интервалы диффузионного и бейнитного распада ра W
лены зоной повышенной устойчивости переохлажденного аустснп i .1
после горячей деформации часто наблюдается снижение верхней гр i
ницы бейнитного превращения (точки Вн).
Причины замедления бейнитного превращения под действием > л
рячей деформации окончательно не выяснены. Одна из основных, но
видимому, заключается в том, что субструктура, формирующаяся i
горячедеформированном аустените, эффективно тормозит мартен
450
Рис. 18.7. Диаграмма и кинетические кривые изотермического распада переох-
лажденного аустенита в стали 40Х2НЗМ.
/, 2 — 3 и 50 % продуктов распада соответственно. Сплошная линия — без деформации: штриховая —
деформация 30 %
ситную стадию бейнитного превращения. Другая возможная причи-
на — образование сегрегаций углерода на элементах субструктуры
горячедеформированного аустенита, что должно затруднять его пе-
рераспределение перед мартенситной стадией. Нс исключено также,
что для развития бейнитного превращения в горячедеформирован-
ном аустените необходим более значительный отвод углерода от
фронта растущих кристаллов бейнитной а-фазы.
Изменение устойчивости переохлажденного аустенита под дейст-
вием горячей пластической деформации вызывает изменение прока-
ливаемости сталей, подвергаемых ВТМО, причем перлитная прока-
ливаемость уменьшается, а бейнитная, наоборот, растет.
2. При мартенситном превращении происходит наследование
субструктуры горячедеформированного аустенита. Эффект насле-
дования проявляется вне зависимости от морфологического типа
мартенсита. При ВТМО не только повышается плотность дислока-
ций в мартенсите, но и происходит измельчение мартенситных кри-
сталлов. После такой обработки наблюдается большая однород-
ность размеров пакетов и кристаллов мартенсита по сравнению с
недеформированным состоянием. В сталях, при закалке которых
происходит совместное образование пакетного и двойникованного
мартенсита, в случае ВТМО доля первого, как правило, увеличива-
ется за счет второго.
В зависимости от ряда факторов при охлаждении после горячей
деформации может происходить как повышение, так и снижение точ-
451
ки Мн. У сталей с повышенным содержанием углерода, мартене» г
ныи интервал которых расположен относительно низко, снижение
точки Мнпосле ВТМО сопровождается заметным увеличением коли
чества остаточного аустенита. В сталях, где мартенситная точка Мн
находится при достаточно выСОких температурах, после горячей де-
формации во время охлаждения в мартенситный интервал следует
ожидать интенсификацию процессор самоотпуска мартенсита.
3. При низком отпуске повышенная плотность дислокаций, наел'
дуемая мартенситом из горячедеформированного аустенита, спосо 6
ствуя увеличению числа мест зарождения карбидной фазы, обеспсчп
вает образование более Дисперсных карбидных частиц по сравнению
с обычной термической обработкой. Под действием горячей дефор
мации температурный интервал распада остаточного аустенита сме-
щается в сторону более низкцх температур отпуска
В легированных сталях, упрочненных термомеханической обРл.
боткои, более высокая плотность дислокаций и большая дисперсное и
карбидных частиц в сравнении с недеформированным состоянием мс»
гут сохраняться до весьма высоких температур отпуска (500 °C и бо
лее). При ВТМО вторичнотвердеющих сталей во время высокого <>,
пуска происходит интенсификация выделения специальных карбидов
Наиболее удобны для ВТМО среднелегированные стали. На непс
тированных или малолегированных сталях осуществление ВТМО m
многих случаях затруднено и3.за сложности подавления процессов |м
зупрочнения как при деформировании, так и при последующем охл ,41
дении. При проведении ВТМО высоколегированных сталей так кл
встречаются осложнения. Аустенизацию таких сталей в целях бо-ия
полного растворения карбидов осуществляют при значительно бо 1
высоких температурах, чем те, при которых проводят деформирован»,
в случае ВТМО. Во время Подслуживания изделий от темпера™
аустенитизации до температур деформации, при деформировании, по
следеформационных паузах МОГут происходить наделение малодш
персных карбидов и ощутимое обеднение аустенита углеродом и лет и
рующими элементами, что отрицательно влияет на комплекс свойси»
формирующихся при закалке и окончательном отпуске.
При анализе состава сталей, предназначенных для термомехапн
ческого упрочнения, следует учитывать, что их легирование должно
обеспечить: г
затруднение развития рекристаллизационных процессов при к.
рячеи деформации и последующих вынужденных по^ледеформациоч
ных паузах и в процессе охлаждения при закалке-
необходимую прокаливаемость;
устойчивость эффекта термомеханического упрочнения при от
пуске. r г
452
Особенно существенное влияние ВТМО на механические свойст-
ва следует ожидать, когда упрочняемые стали подвергают оконча-
тельному низкому отпуску. В низкоотпущенном состоянии при ис-
пользовании ВТМО часто реализуется одновременное повышение
прочности и сопротивления хрупкому разрушению.
Дополнительное упрочнение низкоотпущенных сталей при
ВТМО обусловлено в первую очередь наследованием мартенситом
возникающей при горячей деформации аустенита дислокационной
структуры. Определенный вклад в упрочнение вносят измельчение
кристаллов и пакетов мартенсита, а также выделение при отпуске бо-
лее дисперсной карбидной фазы.
Характер влияния ВТМО на сопротивление хрупкому разруше-
нию низкоотпущенных сталей в основном зависит от двух противопо-
ложно действующих факторов. С одной стороны, рост плотности дис-
локаций, измельчение частиц карбидов могут снижать сопротивление
хрупкому разрушению. С другой, получение после ВТМО более од-
нородной структуры отпущенного мартенсита должно положительно
сказываться на сопротивлении хрупкому разрушению, так как при
этом уменьшается число мест, в которьгх при нагружении преждевре-
менно возникают высокие пиковые напряжения, приводящие к за-
рождению микротрещин.
Наилучшее сочетание механических свойств низкоотпущенных
сталей при ВТМО обеспечивают режимы деформации, при которых
формируется однородная субзеренная структура. Но в ряде случаев
нельзя исключать возможность использования при термомеханичес-
ком упрочнении субструктур, не имеющих совершенного субзеренно-
го строения. Структуры, возникающие при динамической рекристал-
лизации, наименее благоприятны для ВТМО из-за своей значитель-
ной неоднородности, но иногда и они позволяют получить достаточ-
но высокий комплекс свойств. В конечном итоге целесообразность
создания при горячей деформации тех или иных структур должна
определяться особенностями эксплуатации упрочняемых изделий.
При выборе режима деформации при ВТМО в целях получения
благоприятного сочетания прочности, пластичности и сопротивления
хрупкому разрушению необходимо учитывать следующее.
Деформацию желательно проводить при температурах, которые
облегчают образование субзеренной структуры. Но излишне высо-
кая температура деформирования нецелесообразна из-за возможнос-
ти развития рекристаллизации как во время деформации, так и при
последующем охлаждении, что приводит к уменьшению или почти
полному исчезновению эффекта термомеханического упрочнения.
При низких температурах деформации динамический возврат оказы-
вается затрудненным.
453
Деформирование Целесообразно
жатиями, которые соответствую исУ
лые степени деформации це ,.™К^
нического ji------— к
витию динамической рекрИсг,
Для получения ^Инои
мации с относительно небольшими'УКТуРЬ1 преДпочтительны дефор
СКОрОСТЯХ д р/^ллг",оттт,т-г *т»^. СКОПслг-'Т'п» <»г Т_Тл
ко превалирующими, что не бу
ТРТТКТ1ПА unrnUUPUUP Ппп> JMCi
шенной субзеренной струхТурь1 KJdTpy]
мации, осуществляемой с высок °Ме
процессы разупрочнения Лри ПП„ИМИ скоростями, tj
| н ,1ислеДеформационных
Для многих среднелегИро
ры деформирования при [цМо «г ................ ~.....
пень деформации равна 2o...4q % жат в интервале 950...800 °C,
При проведении ВТМО мОгуТ бы? СКоРость деформации — 1...11
деформирования (прокат^- - ь Hcnoirt-m»»™ -—......._
т. д.). Паузь] между окончим
предельно сокращены, чтобы затп рма^-“ “ ДШ1ЛПш
ВТМО по сравнению с обычн-Нить процессы разупрочнения,
коотпущенном состоянии наибол °И Тепмы""''^"" ~
тивление малым пластическим
ругости и тегшнг —- - -
ки возрасте<
рост циклической и контаКТН(^й
ной стойкое— 1"г—— т>'*—
ных харакк
статическом нагружении достигает?™"
дела циклической прочности _ • - ди-
Одновременно с дополни
нии ВТМО ---------"
работы pact
пература вя:
дении.
ирование Целесообраз
А-глпиг/» Р но осуществлять с умеренными об
— - Даютоптима"3 крив°й Деформации. Ма
прочнения; бОльщие " ИМального эффекта термомех л
..."'";':ГкРисгаллизшшиЬ1 Тем’ чт0 способствуют раз
субзеренной
' д ____________
^формации npo^™» “оростями До при X
L.------ ? разУпРочнения становятся настоль«]
тельное упрючнение. Повышение Дос'ГигнУто ощутимое дополни
росту плотности дислокацищ а скорости деформации способствует
но при этом становится вее более ?°ВаТельно> и уровня упрочнения
шенной субзеренной струдТуРЬ1 ^^РУДНительным получение север
пк*“ того, после окончания дефор
скоростями, труднее подави<ъ
: паузах и охлаш
сталей оптимальные темперам
, С К
1...10с‘|
:а, штамтюп^ ЛЬЗ°ванЫ различные спос^" ‘
, ковка, накатка валиком и
- -Щии и закалкой должны бы и
• ТеРмической обработкой в ним
«лж»1*1 <1л«^дтеским пегЬ ^^сетвенно увеличивает сопро
кучести; в неСкопькл ФОрмациям, а именно, пределы ум
ет предел прОчностимсньшей мере после такой o6pai>oi
[еской и контдКТНой ’ Кр°Ме того, ВТМО обеспечивав
:ти. После BTj^q с ыносливости, а также релаксацноЩ
еристик среднеуглеп ИЗКИМ отпУск°м прирост прочное
< warnviKCHuu — Р°Дистых легированных сталей при
____________________________Ю 25^'200 МПа, а повышение п|в
может наблюдайсяЛЬНЬ1М Упрочнением при использонМ
пространения треццш СТ Пластичности, ударной вязкое
зкохрупкого ПерехопаЫ’ ВЯЗКости разрушения (К1с); г> U
~ может заметно смещаться в сп>|н>
i легче всего получать
«д и д iv1(j Плас сталях с пониженным содержу
изменяются, либо несколько ичность и вязкость обычно либо ш
г—ч-ч— •‘'Рмомеханиче/-ил
может сохраняться пп ССКого упрочнения в легировав
ри среднем и высоком отпуске. В нм
ну более ни зких значений. Таки м?Жет за»
сталях, соде ржащих более 0 3 ~ Эффекты
нием углерода после BTKjQ________° ’ На стан™
ИЗМеНЯЮТСЯ , Jinw дк-длдддлько *"
нь,хЗЙ ЭФФеКТ --
сокоотпущенном состоянии одновременное повышение прочности и
ударной вязкости при ВТМО реализуется на сталях с высокой чувст-
вительностью к обратимой отпускной хрупкости. На вторичнотвер-
деющих сталях, склонных при высоком отпуске к охрупчиванию за
счет выделения специальных карбидов, после ВТМО одновременно с
ударной вязкостью может возрастать также и пластичность. В обоих
случаях такое действие ВТМО связано с ослаблением охрупчиваю-
щих процессов.
Если сталь слабо восприимчива к отпускной хрупкости и не
склонна к сильному охрупчиванию при вторичном твердении, то по-
сле ВТМО с высоким отпуском одновременно с дополнительным
упрочнением обычно наблюдается некоторое снижение пластичнос-
ти и ударной вязкости (рис. 18.8). Лишь для некоторых высокоотпу-
щенных сталей благоприятное влияние ВТМО на ударную вязкость
по сравнению с обычной термической обработкой может быть до-
стигнуто при отпуске на одинаковую прочность.
Увеличение эффекта упрочнения в низко- и высокооотпущенном
состояниях достигается путем снижения температуры деформирова-
ния. Доэвтектоидные среднелегированные стали можно подвергать
деформации даже в межкритическом интервале температур
(750...730 °C), если переохлажденный аустенит обладает достаточно
высокой устойчивостью. Снижение температуры затрудняет разви-
тие процессов разупрочнения во время деформирования, что позво-
ляет для большего повышения прочностных характеристик исполь-
зовать большие обжатия (до 50...60 %) и высокую скорость деформа-
ции (до 102... 103 с_|). Но при таких режимах ВТМО значительный рост
прочности, как правило, сопровождается ощутимым снижением пла-
стичности и вязкости. Очевидно, что такое упрочнение допустимо
лишь тогда, когда определяющую роль в эксплуатационной стойкос-
ти изделий играет уровень прочностных характеристик, а некоторое
снижение сопротивления хрупкому разрушению допустимо.
Одно из важных преимуществ ВТМО перед другими вариантами
термомеханического упрочнения заключается в эффективном ослаб-
лении многих видов интеркристаллитного охрупчивания. Так, после
ВТМО наблюдается затруднение хрупкого развития трещин по гра-
ницам исходного аустенитного зерна при испытаниях на замедленное
разрушение в закаленном состоянии. Этот эффект сопровождатся
резким увеличением порогового напряжения, при котором не проис-
ходит разрушение закаленной стали.
При отпуске ВТМО существенно ослабляет развитие необрати-
мой и обратимой отпускной хрупкости (рис. 18.9). При этом имеют
место рост ударной вязкости, снижение температуры вязкохрупкого
перехода и смена интеркристаллитного разрушения транскристал-
455
I
2200
2000
1800
1200
1000
800
20
10
£
CO
0.8 -
0.6 -
S
2000
1800
1600
1400
1200
40
s
0.4
400
600
200
Те^пературз отпуска, °C
и
0.2
З 1600
l—l
s
1400
Рис. 18.8. Механические свойств*
стали 5ХНМ в зависимости
от температуры двухчасового
отпуска.
I — без деформации; 2 — деформации
40 % при 800 °C со скоростью 1 С'1 ।
t 40
H 30
1.2
2 0.8
У 50
Сь
Температура отпуска. "(
Рис. 18.9. 3 висимость твердости и ударной вязкости стали 37XH3A от тем,
ратуры одн часового отпуска (охлаждение в воде). Аустенитизация при ИХЮ
(В. Д. Садовский, Л. В. Смирнов).
' — без деформации; 2 — ВТМО с деформацией 20 % при 900 °C
литным. В случае высокого отпуска ВТМО также затрудняет интер-
кристаллитное разрушение при охрупчивании, вызванном вторич-
ным твердением. Использование ВТМО позволяет предотвратить об-
разование камневидного излома второго рода. Это свидетельствует о
том, что такая обработка подавляет хрупкое распространение тре-
щин не только по границам зерен, формирующихся при окончатель-
ной аустенитизации, но и по границам аустенитного зерна, наследуе-
мого от предшествующих операций термической обработки. После
ВТМО наблюдается уменьшение склонности низкоотпущенных ста-
лей к водородному охрупчиванию, чему соответствует замена интер-
кристаллитного разрушения транскристаллитным.
Одной из причин, обусловливающих торможение развития интер-
кристаллитных трещин после ВТМО, является зубчатое строение гра-
ниц зерен. Микротрещина, возникающая в пределах одного элемента
зубчатости, оказывается отделенной от соседней, их слияние в общую
трещину сопряжено с пластической деформацией приграничных объе-
мов. Не исключено также, что ВТМО уменьшает сегрегацию вредных
примесей по границам зерен и тем самым увеличивает их когезивную
прочность. Очищение границ зерен от примесей может происходить во
время горячей пластической деформации. Возможно, при перемеще-
нии границ, связанном с образованием зубчатости, происходит их от-
рыв от примесных сегрегаций, возникших при аустенитизации. При
этом примесные атомы из-за кратковременности деформации не успе-
вают диффундировать к границам; более того, они захватываются и
удерживаются субграницами в приграничных объемах.
18.3. НИЗКОТЕМПЕРАТУРНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
Низкотемпературная термо механическая обработка (НТМО)
заключается в интенсивной пластической деформации переохлаж-
денного аустенита в температурном интервале его высокой устойчи-
вости с последующей закалкой на мартенсит и отпуском*.
Основная цель НТМО — получение высокого уровня прочност-
ных свойств. После оптимальных режимов такой обработки может
быть достигнут предел прочности, равный 26ОО...ЗЗОО МПа. Для срав-
нения укажем, что обычная закалка с низким отпуском обеспечивает
предел прочности не более 1900...2100 МПа. НТМО подвергают в ос-
новном высоколегированные стали, в том числе и вторичнотвердею-
щие (табл. 18.1).
* В иностранной литературе данный процесс упрочнения называется аусфор-
мингом.
457
влияние НТМО на свойства конструкционных « Табли1<а 181
Марка стали Режим обработки I °о,2» МПа 8, % 5.0 6.0 11.0 10.0 6.0 8.0
37XH3A 37ХНЗМФА 40ХН5С । Прокатка при 550 °C на 75 %, отпуск 220 °C Прокатка при 600 °C на 93 %, отпуск 200 °C Прокатка при 525 °C на 70 %, отпуск 220 °C ~~2600 1300 2600 1500 2600 1300 МПа 2800 1900 2700 1800 3000 1900
числителе — данные после НТМО. в знаменателе — п0
слс обычной тсрмичсскии
обрабткп.
НТМО Осуществляется по следующей схеме (см
товки подвергают аустенитизации по режимам при' рИС’ 1
ной термической обработке. Затем их быст’пг> ятым
600...450 °C, г"" — -----— _______™ '
дится деформация с большими обжатиями 70*.
осуществляться прокаткой, штамповкой, экструзии °
Обычно высокая степень обжатия достигается пут
деформирования. Деформацию следует проводить с М многокРа™ог<
ростями. В атом случае меньше разогрев стали во
вания, а следовательно, меньше вероятность поя*рСМЯ д
диффузионного превращения переохлажденного Дления
деформации ---------------- —
операцией Я1
ющие стали
Температурный интервал Деформирования при
же температуры начала рекристаллизации аустенит 1MU
тенсивного деформирования в переохлажденном ®
высокая плотность j--------'
которая при последующем охлаждении
НТМО не только очень значительно повышает
ций в мартенсите, но и существенно измельчает ег7
Повышенная плотность дислокаций способств-
ции процессов карбидобразования при отпуске в ’
структуре деформированной стали карбидные ч’аст^35
тельно ббльшую дисперсность, чем в случае сбыт Ь'
обработки. Имеются основания предполагать что '
дисперсных карбидов происходит в аустените еще°
формирован ия. Затем эти карбиды наследуются ма*
охлаждения
рис. 18.2). Заго-
__г___________ил ----1 при обыч
для чего используют расплавленные с2ОДСТ^ЖИВают до
" - ^ли. Далее проно
%, которая можс i
или волочением.
с Небольшими ск<>
время деформиро- ]
”---...1 продуктов
следует закалка, чаще всего в масле у^енита- Посл<-
вляется низкий отпуск при 100 250 °C ’ Окончател1,||П11
при НТМО подвергают отпуску при 5П?Т?Рл ™Отвердс
гуоный интепвал песЬопмып^о^______U...35U С.
.J лежит ип
( процессе ин
дислокаций и формируется'ямСТСНИте созДае,св
пуюшем охлаждении наследуе!ИСТаЯ стрУктУР‘1
м..,Яа”п^ся мартенситом
^четность дислокл
3кристаллы,
ов карбидобразования при отпуске ^ет интенсифика-
*-’----------я.---- - > ’ в результате чего в
,ы имеют значн
1ной термической
карбидов происходит в аустените “~°бРазование очень
L— о------------«— в процессе его д<-
дисперсные карбиды могут ”выделРТенСИТОМ’ Нс
деформированной стали в мартенситн^ТЬСЯ И во 1!рсмя
н интервалс
458
Высокая прочность сталей после НТМО обусловлена в основном
наличием в мартенсите очень высокой плотности дислокаций и высо-
кодисперсных карбидов, которые закрепляют дислокации. Сильное
измельчение кристаллов мартенсита также способствует получению
высокой прочности, кроме того, оно положительно сказывается на
пластичности и сопротивлении хрупкому разрушению.
Уровень прочности, получаемый при НТМО, определяется в
первую очередь условиями деформирования. Он возрастает с пони-
жением температуры и увеличением степени деформации. Одно-
временно со значительным ростом пределов текучести и прочнос-
ти НТМО обеспечивает существенное увеличение предела цикли-
ческой прочности (на 20...30 %). Несмотря на высокопрочное со-
стояние для сталей, подвергнутых НТМО, характерны удовлетво-
рительные пластичность и вязкость. Так как деформация при
НТМО проводится с большими обжатиями, то возникает сильная
текстура и появляется ярко выраженная анизотропия механических
свойств.
Деформация в интервале 600...450 °C ускоряет распад переохлаж-
денного аустенита. В то же время такой распад при проведении
НТМО недопустим: появление продуктов диффузионного и бейнит-
ного превращения ухудшает комплекс свойств упрочняемых сталей.
В связи с этим НТМО удается реализовать лишь на сталях, легирова-
ние которых обеспечивает высокую устойчивость переохлажденного
аустенита. Обычно упрочняемые стали содержат 1...7 % Сг, 1...5 % Ni,
до 2,5 % Мо и Si и до 0,5% V. В сталях, подвергнутых НТМО, содер-
жание углерода составляет 0.3...0.5 %. Чем больше в стали углерода,
тем выше достигаемый при НТМО уровень прочности, но ниже пла-
стичность. Выплавка сталей в вакууме из чистых шихтовых материа-
лов способствует получению более высоких свойств при НТМО и в
первую очередь пластичности.
При относительно низких температурах (600...450 °C) сопротив-
ление деформированию переохлажденного аустенита весьма велико.
Поэтому при НТМО необходимо применять мощное деформирую-
щее оборудование, что затрудняет реализацию этой обработки в про-
изводстве.
18.4. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА С ДЕФОРМАЦИЕЙ
ВО ВРЕМЯ ПРЕВРАЩЕНИЯ
Существует разновидность ТМО, при которой деформация
осуществляется во время превращения переохлажденного аусте-
нита. Если деформация производится в перлитной или бейнитной
459
областях, то такая обработка часто называется низкотемт ра
турной те: момеханической изотермической обработкой
(НТМИЗО).
Один из режимов НТМИЗО, называемый также изоформингом,
заключается в следующем: сталь подвергают аустенитизации, затем
ускоренно охлаждают до температур диффузионного превращения
и далее деформируют в ходе этого превращения (см. рис. 18.2). При
такой обработке в феррите возникает субзеренная структура, а
вместо цементитных пластин формируются мелкие сферически.-
равномерно распределенные частицы. Для мало- и среднелегиро-
ванных сталей с 0.3...0.5 % углерода эти особенности структуры
обусловливают резкое повышение ударной вязкости и особенно р.»
боты распространения трещины, а также снижение температуры |
вязкохрупког. перехода по сравнению с феррито-карбидной струк-
турой, которая возникает при охлаждении после обычной горячей,
обработки давлением. Прочностные характеристики после изофор
минга хотя и возрастают, остаются на относительно невысоком
уровне (табл. 18.2).
Температура, при которой проводят деформацию и происходи!
диффузионное превращение, должна быть достаточно высокой (пы
ше 600 °C), чтобы могли получить интенсивное развитие процессы
формирования субзеренной структуры феррита. В то же время и i
лишне высокий нагрев нецелесообразен, так как вызывает укрупне -
ние карбидных частиц, что отрицательно влияет на механические
свойства. Деф рмирование осуществляется прокаткой или волоченп
ем за несколько проходов с большим суммарным обжатием (не менее
60...70 %). У величение дробности деформации при изоформинге ока
зывает благоприятное влияние на уровень механических свойств
Пластическая [деформация при температурах диффузионного превр.1 •
щения существенно ускоряет распад переохлажденного аустепптЯ
Поэтому он обычно успевает полностью протекать во время осуще-
ствления деформирования. После окончания деформации следуси
охлаждение н * воздухе.
Субзерен кая структура феррита возникает как непосредственно
при деформировании, так и в паузах между обжатиями. Замена плас-
тинчатых карбидов глобулярными происходит в результате сферои-
дизации, которая резко интенсифицируется при деформировании (см
раздел 12.7). Дисперсные карбиды сферической формы возникают
также и в результате их гетерогенного зарождения на дислокациях.
Для улучшения свойств среднелегированных сталей может
быть использован режим НТМИЗО, при котором пластическая де-
формация совмещается с бейнитным превращением. Такая обра-
ботка наряду с дополнительным упрочнением позволяет реализо-
460
Таблица 18.2
Механические свойства стали 38ХВА после термомеханической
обработки (В. И. Сидоренко)
Режим обработки ао:, МПа а„, МПа 8. % ч*,% KCU, МДж/м3 КСГ, МДж/м’
Аустенитизация при 900 °C, переохлаждение до 650 °C, выдержка до полного распада пере- охлажденного аустенита 590 920 21.0 55.5 0.56 0.13
Изоформинг: аустени- тизация при 900 °C, пе- реохлаждение до 650 °C, деформация прокаткой за 9 проходов с суммар- ным обжатием 70 % 840 1040 23.5 65.5 1.20 0.84
Таблица 183
Механические свойства стали 35ХГС после термомсхапической
обработки
Режим обработки а02, МПа он. МПа 8, % ч*.% KCU, МДж/м3 КСТ, МДж/м2
Изотермическая закал- ка: аустенитизация при 900 °C, переохлаждение до 350 °C, выдержка 20 мин 1200 1450 17.0 54.0 1.12 0.15
НТМИЗО: аустенитиза- ция при 900 °C, пере- охлаждение до 350 °C, деформация прокаткой на 30 %, выдержка 20 мин 1450 1650 15.0 49.0 1.00 0.28
вать достоинства бейнитной структуры — ее высокие пластичность
и вязкость.
При НТМИЗО с бейнитным превращением, как и при изотерми-
ческой закалке, заготовки после аустенитизации переохлаждают со
скоростью, исключающей развитие диффузионного превращения, до
температур, изотермическая выдержка при которых обеспечивает
образование нижнего бейнита (см. рис. 18.2). Затем в инкубационном
периоде или на начальных стадиях распада переохлажденного аусте-
нита осуществляют деформацию с обжатиями 30...50 %. После де-
формации и последующей изотермической выдержки следует окон-
чательное охлаждение на воздухе.
461
'мированной стали выделившиеся карбиды, как правил»
• эсны, чем в недеформированной.
ание дисперсной и однородной структуры бейнита обо
лучение при НТМИЗО высокого комплекса механич.
a 200...300 МПа (табл. 18.3). При этом сохраняется прис
ы распространения трещин. Более того, в ряде случв
овании НТМИЗО удается получить ощутимое повып
При данной схеме обработки интенсивный распад переохлажд и
ного аустенита происходит во время деформирования. Он тем боль
ше, чем ниже скорость деформации. При последующей изотермичС'
ской выдержке интенсифицирующее воздействие деформации пи
бейнитное превращение постепенно ослабевает и на полноту распад!
она сильного влияния не оказывает. После НТМИЗО обычно наблю-
дается небольшое уменьшение количества остаточного аустенита. ]
Пластическая деформация приводит к существенному измельчг
нию кристаллов бейнитной a-фазы. Одновременно ускоряется выдс
ление из сс-твердого раствора углерода и образование карбидной <|w
зы. В дефор!
более диспе
Образов;
печивает по.
ских свойств. Оптимальные режимы НТМИЗО по сравнению с ни
термической закалкой позволяют повысить пределы текучести
прочности н; ' —
щий нижнему бейниту высокий уровень пластичности, ударной вячк'
сти и работ
При ИСПОЛЬЬ
ние этих характеристик.
Свойства сталей, подвергнутых НТМИЗО с бейнитным прсвр
щением, в существенной мере зависят от характера поведения oct
точного аустенита в процессе испытаний. При определенных услоц
ях нагружения остаточный аустенит, претерпевая превращение
мартенсит, может способствовать росту пластичности, т. е. возни«
трип-эффект (В. А. Займовский).
При проведении НТМИЗО с бейнитным превращением расп
переохлажд
вала промо суточного превращения недопустим. Наличие в струю» у
даже небольшого количества верхнего бейнита резко ослабляет и
ложительнсе влияние НТМИЗО на свойства. В качестве охлажд.и
щих сред НТМИЗО, как и при изотермической закалке, использу!
расплавы се лей и щелочей с невысокой охлаждающей способное^!
Поэтому осуществлять эту обработку можно лишь на изделиях I
большого сечения.
Следует
бейнитным
зотропия механических свойств. Реализацию этих режимов упроч»
ния затрудняет необходимость использования мощного деформиру
щего оборудования.
[енного аустенита в верхней части температурного инт<
учитывать, что при НТМИЗО как с перлитным, так i
превращением возникают значительные текстура и .и
462
18.5. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
С ДЕФОРМАЦИЕЙ МАРТЕНСИТА
Стали, закаленные на мартенсит, подвержены деформационному
старению. Этот процесс можно использовать для дополнительного
упрочнения среднеуглеродистых конструкционных сталей. С этой це-
лью после закалки и низкого отпуска сталь подвергают небольшой
пластической деформации при комнатной температуре и заключи-
тельному низкому отпуску. Пластическая деформация может осуще-
ствляться различными способами (растяжением, прокаткой, волоче-
нием, экструзией). При этом целесообразно деформировать со степе-
нями, не превышающими 3...6 %. Окончательный отпуск (старение)
желательно проводить при температурах не выше температуры ис-
ходного отпуска.
Для легированных сталей с 0.3...0.4 % С применение деформаци-
онного старения позволяет повысить пределы текучести на 20...30 %,
а пределы прочности на 10...20 % (табл. 18.4). После такой обработ-
ки наблюдается также уменьшение чувствительности к замедленно-
му разрушению и склонности к коррозионному растрескиванию. Де-
формационное старение может сопровождаться снижением пластич-
ности и увеличением склонности к хрупкому разрушению. Но при
правильном подборе режима упрочнения этот нежелательный эф-
фект можно существенно снизить. Более того, в ряде случаев наряду
с существенным повышением прочностных свойств удается увели-
чить пластичность и сопротивление хрупкому разрушению.
Упрочнение сталей при деформационном старении связано с тем,
что пластическая деформация обеспечивает заметное увеличение
плотности дислокаций в мартенсите, а последующий нагрев приводит
к их закреплению атомами углерода. Ряд экспериментальных данных
позволяет считать, что малая пластическая деформация вызывает ре-
лаксацию напряжений в мартенсите. Кроме того, при пластической
деформации наблюдается уменьшение тетрагональное™ мартенсита,
что должно способствовать увеличению подвижности дислокаций и
также облегчить релаксацию напряжений в местах их локализации.
Эти эффекты могут скомпенсировать охрупчивание, обусловленное
наклепом и закреплением дислокаций, и способствовать повышению
пластичности и сопротивления хрупкому разрушению. Преобладаю-
щее влияние того или иного фактора зависит от химического состава
стали, условий проведения деформации и режима окончательного от-
пуска.
Значительное влияние на формирование свойств при упрочняю-
щей обработке оказывает вид пластической деформации. Эффектив-
ным методом деформирования является гидроэкструзия, при которой
463
Механические свойства сталей, подвергнутых
деформационному старению
Таблица 184
Сталь Режим обработки
%
Закалка от 900 °C, отпуск 250 °C, 2 ч 1850 12.8
зохген Закалка от 900 °C, отпуск 250 °C, 2 ч, деформация растяжением на 2 %, отпуск 150 °C, 1 ч 2150 7.0
Закалка от 900 °C, отпуск 250 °C, 2 ч 1980 ио
40ХГСНЗА Закалка от 900 °C, отпуск 250 °C, 2 ч, деформация । растяжением на 2 %, отпуск 150 °C, 1 ч 2260 —
Закалка от 1000 °C, отпуск 200 °C, 4 ч 1800 5.6
40ХНЗМС Закалка от 1000 °C, отпуск 200 °C, 4 ч, деформация экструзией на 4.5 %, отпуск 150 °C, 1ч 2080 5.1
V
50 8
46.7
45.4
33.0
34.0
48.0
схема всестороннего сжатия. Применение гидро^кст|
реализуется'схема всестороннего сжатия. Применение гидрометр
зии позволяет получить наиболее благоприятный комплекс мехам
ческих свойств, так как она обеспечивает равномерное распреде/
ние дислокаций и микронапряжений в объеме металла.
Следует отметить, что деформационное старение мартенсита I
метод упрочнения не получил широкого распространения не толк
вследствие технических трудностей его осуществления, но и вн«
ограничений размеров и форм изделий, которые могут быть упро’н
ны этим способом.
18.6. КОНТРОЛИРУЕМАЯ ПРОКАТКА
При контролируемой прокатке горячую пластическую дефор|
цию и последующее охлаждение осуществляют по регламентиро«
ным режимам, что позволяет целенаправленно воздействовать На ф
мирование продуктов диффузионного превращения переохлажден н
аустенита, а следовательно, и на комплекс механических свойств.
464
Контролируемой прокатке в основном подвергают низкоуглеро-
дистые (до 0.15 % С) низколегированные стали, применяемые в каче-
стве сортового проката, листов и труб (09Г2, 09Г2ФБ и др.). В этих
сталях основной структурной составляющей является феррит. При
помощи контролируемой прокатки в первую очередь стремятся полу-
чить мелкозернистую ферритную структуру, определяющую повы-
шенную прочность и высокое сопротивление хрупкому разрушению.
Используя такую обработку, удается повысить пределы текучести и
прочности низкоуглеродистых сталей на 10...30 % и более, а их тем-
пературу вязкохрупкого перехода снизить на 30...50 °C.
При проведении контролируемой прокатки сталь нагревают вы-
ше 1000 °C и ведут прокатку в несколько проходов при снижающей-
ся температуре, а после ее окончания осуществляют ускоренное
охлаждение. Параметрами обработки являются температура исход-
ного нагрева, температура, степень и скорость деформации при каж-
дом проходе, длительность пауз между проходами, скорость последе-
формационного охлаждения.
Важный процесс при контролируемой прокатке — рекристалли-
зация аустенита. При диффузионном превращении границы аусте-
нитного зерна являются местами предпочтительного образования за-
родышей феррита. Поэтому, если при рекристаллизации формирует-
ся мелкое аустенитное зерно, то при последеформационном охлажде-
нии из аустенитной области можно получить мелкое ферритное
зерно.
В процессе прокатки при высоких температурах (1260... 1000 °C)
рекристаллизация аустенита протекает очень быстро. Она развивает-
ся как при самой деформации, так и во время пауз между проходами.
При этом рекристаллизованное зерно успевает существенно подрас-
тать. Чтобы получить мелкое рекристаллизованное зерно аустенита,
снижают температуру окончания прокатки. Но начиная с определен-
ной температуры окончания прокатки (ниже 900 °C) рекристаллиза-
ция аустенита оказывается частично или полностью подавленной.
Используя при последних проходах относительно большие обжатия,
можно создать в нерекристаллизованном аустените достаточно высо-
кую плотность дефектов кристаллического строения. Тогда при по-
следеформационном охлаждении интенсивное образование зароды-
шей феррита происходит не только на границах, но и в теле аустенит-
ного зерна, что будет способствовать получению мелкозернистой
ферритной структуры.
Уменьшение размеров ферритных зерен с понижением темпера-
туры конца прокатки сопровождается увеличением пределов текуче-
сти и прочности и снижением температуры вязкохрупкого перехода
(рис. 18.10).
465
16
14
12
10
8
480
360
2
2
1=440
s
C~400
ex *40
-80
900
700 300
Температура конца
прокгтки, °C
Рис. 18.10. Влияние температуры конца про-
катки листов на размер ферритного зерна
(йф), предел текучести (от) и температуру вяз-
кохрупкого перехода (Ткр), определенную
по 50 %-ной вязкой составляющей в изломе
образцов с острым надрезом (М. Фукуда).
1 — сталь с 0.12 % С; 0.3 % Si; I 3 % Мп; 2 — та же сталь,
но с добаиками 0.02 % Nb и 0.06 % V
вых, оно затр]
шенных скоФ
при больших
числа центроз зарождения феррита. В-третьих, ускоренное охлажде
ние предотвр --------- -
ного интерва.
Деформация при контролируемой
прокатке может оканчиваться ниже
точки Аг3 в двухфазном у—«-состоя-
нии (750...700 °C), что обеспечивает не
только получение мелкого ферритно-
го зерна, но и образование в феррите
субзеренной структуры за счет разви
тия динамического возврата. Наличие
такой субструктуры способствует по-
лучению высоких прочностных
свойств и низкой температуры вязко-
хрупкого перехода. В то же время из-
лишне низкая температура прокатки,
приводя к значительному упрочнению,
может вызвать увеличение склонности
к хрупкому разрушению.
Размер ферритного зерна зависит
от температуры нагрева перед прокат-
кой. Ее снижение приводит к уменьше
нию размеров исходного аустенитного
зерна. Чем мельче становится рекрис-
таллизованное зерно аустенита при
прокатке, тем больше уменьшается
образующееся при последеформаци-
онном охлаждении ферритное зерно.
Измельчению ферритного зерна
способствует ускоренное охлаждение
после окончания прокатки. Во-пер
удняет рост аустенитного зерна. Во-вторых, при повы-
остях охлаждения у—«-превращение осуществляется
степенях переохлаждения, что вызывает увеличение
пцает рост зерен феррита в верхней части температур
ia диффузионного превращения. В то же время излит
466
не высокие скорости охлаждения могут привести к образованию бей-
нита, что отрицательно сказывается на сопротивлении хрупкому раз-
рушению.
Эффект контролируемой прокатки наиболее полно проявляется
в низкоуглеродистых сталях, микролегированных карбидобразующи-
ми элементами (до 0.1 %). Эти элементы, находясь в твердом раство-
ре или образуя карбиды (карбонитриды), тормозят рекристаллиза-
цию аустенита. Выделившиеся карбидные (карбонитридные) части-
цы также затрудняют рост рекристаллизованных зерен. Все это об-
легчает получение при контролируемой прокатке мелкого зерна
аустенита, а значит, и феррита. Отметим, что выделившиеся при про-
катке в аустенитной области карбидные частицы могут способство-
вать измельчению ферритного зерна и по другой причине, являясь
центрами образования ферритных зародышей. Микролегирование не
только вызывает измельчение зерна, но и обеспечивает дисперсион-
ное твердение малоуглеродистых сталей.
Наиболее часто низколегированные стали легируют малыми до-
бавками ниобия и ванадия. Ниобий эффективно сдерживает как раз-
витие динамической и статической рекристаллизации, так и рост ре-
кристаллизованных зерен. Ванадий влияет на эти процессы слабее,
чем ниобий. Вместе с тем микродобавки ванадия обеспечивают
большую склонность низкоуглеродистых сталей к дисперсионному
твердению, чем микродобавки ниобия. Это обусловливает целесооб-
разность совместного легирования стали ниобием и ванадием.
При использовании сталей с микролегированием температуру на-
грева под прокатку обычно выбирают таким образом, чтобы обеспе-
чить наиболее полное растворение карбидов (карбонитридов). Полу-
чают достаточно крупное зерно аустенита, которое измельчают пу-
тем рекристаллизации при прокатке. Чтобы сохранить мелкое аусте-
нитное зерно, выделение карбидов должно протекать во время осу-
ществления прокатки. Пластическая деформация значительно интен-
сифицирует образование карбидов. Наиболее быстрое выделение
NbC в процессе деформации аустенита наблюдается при 925—875 °C,
a VC — при 900...850 °C. Частицы выделяющихся в аустените карби-
дов имеют невысокую степень дисперсности и не обеспечивают зна-
чительное упрочнение за счет дисперсионного твердения.
Начавшееся в аустените образование NbC и VC заканчивается в
феррите. При этом интенсивное их выделение наблюдается при
охлаждении вплоть до 550 °C. Если в аустените или феррите при про-
катке возникла субзеренная структура, то карбидная фаза будет пре-
имущественно выделяться на границах субзерен. Карбиды, образую-
щиеся в феррите, более дисперсны, чем выделившиеся в аустените;
они в основном и определяют эффект дисперсионного твердения.
467
высокий уровень прочностных характеристик при сохра-
Интенсивное измельчение ферритного зерна в совокупности с
дисперсионным твердением позволяет получать на сталях с микроле-
гированием--------------- --------— ---------------
нении высокого сопротивления хрупкому разрушению (см. рис.
18.10). Следует, однако, отметить, что значительное развитие диспер-
сионного твердения за счет выделения карбидных фаз может вызвать
охрупчиван ie. Эффект дисперсионного твердения регулируется ско-
ростью охл
карбидов подавляется и уровень упрочнения и положение температу-
ры вязкохрупкого перехода в большей мере связаны с измельченим
ферритног. зерна.
ердения за счет выделения карбидных фаз может вызвать
[ аждения. При высоких скоростях охлаждения выделение
Глава 19
СПЕЦИАЛЬНЫЕ ВИДЫ ОБРАБОТКИ
В последние десятилетия на практике все шире применяются спе-
циальные высоколегированные стали, имеющие аустенитную струк-
туру после закалки от высоких температур. Аустенит этих сталей ме-
Тастабилен и способен превращаться в мартенсит при глубоком
охлаждении или деформировании в области отрицательных темпера-
тур. Для повышения прочности таких сталей часто необходимы осо-
бые виды обработки. Они отличаются тем, что на той или иной ста-
ции их проведения протекает мартенситное превращение, вызванное
охлаждением или пластической деформацией. Но получение мартен-
сита — не конечная цель обработки, и микроструктура готовой про-
дукции чаще всего его не содержит. В то же время образование мар-
тенсита возможно и после завершения упрочняющей обработки, во
Бремя деформирования при механических испытаниях или в особых
условиях эксплуатации (при кавитационном воздействии, абразивном
Изнашивании и в некоторых других случаях). Это приводит к значи-
тельному повышению механических свойств и эксплуатационных ха-
рактеристик изделий.
19.1. УПРОЧНЕНИЕ ФАЗОВЫМ НАКЛЕПОМ
Фазовым наклепом аустенита называют его упрочнение, возника
Клцее в результате прямого и обратного мартенситных превращений,
При этом состояни аустенита характеризуется повышенными значе-
ниями плотности дислокаций и прочностных характеристик. Фазовый
Наклеп изменяет в той или иной мере и другие свойства аустенита по
сравнению с их значениями в отожженном или закаленном состоянии.
Эти внешние проявления фазового наклепа могут быть существенно
Неодинаковы в разных сплавах, что определяется кинетикой и полно-
той прямого и температурой конца обратного превращения, исходны-
ми свойствами аустенита, зависящими от его химического состава.
Фазовый наклеп, не осложненный действием сопутствующих яв-
лений, может легко наблюдаться только на безуглеродистых высоко-
469
Рис. 19.1. Схема обработки
метастабильных аустенит-
ных сплавов для получ
ния фазонаклепанного со-
стояния (К. А. Малышев,
В. В. Сагарадзе)
легированных сталях с
мартенситной точкой
Мн ниже комнатной,
температуры, но
склонных к дисперси-1
онному твердению,
После закалки от вы*|
сокой температуры та J
кие стали сохраняют аустенитную структуру с низкой прочностью и
высокой пластичностью. Для осуществления фазового наклепа необ-
ходимо провести обработку холодом, охладив сталь значительно ни*
же Мн, при этом в стали образуется немалое количество мартенсит*
охлаждения. Затем сталь быстро нагревают до точки Ак (при этом и
ней образуется аустенит) и охлаждают до комнатной температурыи
при которой сталь остается в аустенитном состоянии, но в аустенпч>
сохраняется большое количество дефектов. Описанная процедура,
приводящая к реализации у—>у-превращсний, представляет собпб
один цикл обработки на фазовый наклеп (рис. 19.1). При необходима*
сти получения возможно большего упрочнения циклы у—>а-»у-пср<>*
ходов могут повторяться до достижения желаемого результата или да
прекращения прироста прочности.
Фазовый наклеп стабилизирует аустенит в сплавах с изотермим
ской кинетикой превращения, но не оказывает существенного влияние
на образование мартенсита в сплавах с атермической его кинетикой
Стабилизацш
понижении мартенситной точки и уменьшении полноты превращен мЛ
При совмещении в одном сплаве изотермического и атермического нрЛ
вращений первое может подавляться фазовым наклепом почти по иь<
стью и тогда при охлаждении будет развиваться преимущественно а i > |м
мическая составляющая превращения. Достаточно сильный фазошЛ
наклеп измельчает и устраняет крупные скачки превращения в спланЛ
со взрывной его кинетикой, сглаживая мартенситную кривую. Мор(|«и|
логия кристаллов мартенсита при этом не претерпевает принциппаиы
ных изменений. Этому соответствует сохранение скачкообразного «м
рактера превращения в микрообъемах после фазового наклепа, пр л но*
дящего лишь
аустенита вследствие фазового наклепа выражается]
к расчленению больших “взрывов” на множество мелки»
470
Таблица 19.1
Изменение механических свойств стали 05Н29 при прямом
у-МХ- и обратном (X—уу-мартенситиых превращениях
(К. А. Малышев, В. В. Сагарадзе)
Структура Обработка О()_2» МПа оВ1 МПа г, % у. % KCU, Дж/см2
Исходный аустенит Закалка от 1100 °C 167 392 50 75 343
Мартенсит (90 %) Охлаждение в жидком азоте (Y-»ot) 834 882 20 70 98
Фазонаклепан- ный аустенит Нагрев до 600 °C (а-»у) 410 539 25 70 196
Рекристалли- зованный аустенит Нагрев до 850 °C (а—>у) 196 441 45 75 294
Механические свойства метастабильных аустенитных сталей су-
щественно изменяются фазовым наклепом. Предел текучести увели-
чивается в два-три раза, но не превышает 550...600 МПа. В сплавах с
атермической кинетикой образования мартенсита основное упрочне-
ние происходит уже при первом цикле у-ш-уу-превращений. После-
дующие циклы обработки вызывают лишь небольшое увеличение
предела текучести. Это обусловлено высокой степенью обратимости
превращения в сплавах атермического типа, сохраняющейся при по-
вторении циклов у—>у-переходов. В сплавах с изотермической ки-
нетикой полнота превращения даже в первом цикле обработки значи-
тельно меньше и вследствие сильной стабилизации аустенита фазо-
вым наклепом уменьшается с каждым следующим циклом. При по-
вторных обработках образование мартенсита при охлаждении проис-
ходит главным образом в объемах остаточного аустенита, не претер-
певших превращения в предшествующих циклах. Поэтому предельно
возможное упрочнение достигается не сразу, а после нескольких цик-
лов обработки.
Снижение пластичности и вязкости вследствие фазового наклепа
происходит в меньшей степени, чем повышение прочностных харак-
теристик. В табл. 19.1 в качестве примера приведены механические
свойства нестареющей стали 05Н29 (с атермическим типом мартен-
ситного превращения) в различных структурных состояниях.
Фазовый наклеп дисперсионно-твердеющих сталей. Максималь-
ные значения предела текучести 550...600 МПа, достигаемые фазо-
вым наклепом на нестареющих метастабильных аустенитных сталях,
часто оказываются недостаточными для практических целей. Значи-
471
дить к повышению Мн от 20...30 до 150...200 °C, а иногд.1
тение полноты превращения аустенита в мартенсит, ела
тельно больше упрочняются дисперсионно-твердеющие стали в рс
зультате комбинированной обработки, сочетающей фазовый наклон
со старением или со старением и пластической деформацией.
Фазовый наклеп вызывает существенное и необычное изменение
основных рсарактеристик мартенситного превращения в дисперсион-
но-твердеющих сталях. Влияние фазового наклепа в них осложнена
побочными процессами, инициируемыми им. Нагрев для осуществлен
ния обратного сх—>у-превращения сопровождается интенсивным ра
падом neri
возникают
няется химический состав вновь образующегося аустенита. Обеднг
ние у-расЬвора элементами, связанными в выделяющихся фаза:
должно повышать мартенситную точку Мн. Это повышение Мн обьп
но оказывается более существенным, чем ее снижение под влияние
собственн ) фазового наклепа, и мартенситная точка в конечном сч,
те повышается после у—>сх—>у-превращении. В зависимости от xhmi
ческого состава стали один цикл обработки на фазовый наклеп mi
жет приво
более.
Увели
ветепп ют лее повышению Мн, происходит только в сплавах с карбид
ной фазой выделения. В сплавах, где выделяются интерметаллпд
(независим
щения в
шение мартенситной точки М„. Снижение полноты образования ми
тенсита при одновременном повышении Мн означает, что роль стру
турного фактора в развитии превращения весьма велика.
Изменение кинетики образования мартенсита в дисперсиопи
твердеющих сплавах в результате циклических у—>а—>у-псрехрд
осуществляется под воздействием как фазового наклепа, так и обе
нения аустенита теми или иными элементами вследствие развит^
процессов выделения. По-видимому, влияние первого фактора в ря
случаев оказывается превалирующим, так как в некоторых сплава^
исходным
особенности кинетики, свойственные атермическому процессу у-
nepeerpoi
превраще яия. I
Безуглеродистые метастабильные аустенитные диспсрсиопк
твердеющие стали системы Fe—Ni—Ti применяются в качестве I
сокопрочйых немагнитных материалов (05Н25Х2Т2, 05Н24Х2ТЗ
др.). При совмещении фазового наклепа и старения в одной опсращ
невозможно получить высокий предел текучести в сочетании с iijj
магнитностью. Для достижения этой цели необходимо раздели 11.1
есыщенных a-и у-твердых растворов, в результате чего
’ частицы новых фаз (карбидов, интерметаллидов) и измен
ио от возможности выделения карбидов), полнота преир
азонаклепанном состоянии понижается, несмотря на плц
изотермическим типом превращения становятся замсЦ
:ки, и появляется мартенсит, характерный для взрыви
472
Рис. 19.2. Схема комплексного упрочне-
ния сплавов Fe-—Ni—Ti фазовым накле-
пом (/) и старением (2) (К. А. Малышев,
В- В. Сагарадзе)
работку на фазовый наклеп и ста •
рение (рис. 19.2). После такой об-
работки сталей типа 05Н25Х2Т2,
05Н24Х2ТЗ, дисперсионное твер-
дение которых обусловлено выде-
лением у'-фазы (Ni3Ti), предел те-
кучести достигает 835...880 МПа при сохранении высокой пластич-
ности (5 = 20...25 %, у = 50...60 %). Такое сочетание прочности и пла-
стичности дисперсионно-твердеющих аустенитных сталей не может
быть получено путем только старения, без фазового наклепа. Это
обусловлено тем, что при старении закаленного аустенита происхо-
дит охрупчивание границ зерен продуктами распада пересыщенного
раствора. В процессе старения после фазового наклепа, повышающе-
го плотность дислокаций во всем объеме аустенита, частицы упроч-
няющей [эазы выделяются на дислокациях и равномерно распределя-
ются в объеме зерна.
Прямое у->а-мартенситное превращение при обработке сплавов
Fe—Ni—Ti на фазовый наклеп обычно вызывается глубоким охлаж-
дением с использованием жидкого азота. Можно отказаться от обра-
ботки холодом, проведя предварительное высокотемпературное ста-
рение при 65Q...750 °C. Вследствие интенсивного выделения у'-фазы
(Ni3Ti) содержание легирующих элементов в аустените уменьшается,
а мартенситная точка повышается и оказывается существенно выше
комнатной температуры (рис. 19.3).
В Fe—Ni—Ti-сталях при высокотемпературном старении, кроме
непрерывного распада с образованием у' — Ni3Ti с ГЦК-решеткой,
возможно выделение стабильной т]-фазы Ni3Ti с ГП-решеткой по
границам зерен, что приводит к падению пластичности и вязкости.
Обработка по схеме аустенитизация—^старение без промежуточного
охлаждения позволяет предотвратить образование сплошной сетки
Т]-фазы. При такой обработке по границам протекает прерывистый
(ячеистый) распад, быстро прекращающийся вследствие интенсивно-
го непрерывного распада с выделением у'-фазы. При охлаждении по-
сле высокотемпературного старения до комнатной температуры про-
исходит мартенситное превращение.
Нагрев для реализации обратного а—>у превращения проводят за-
метно выше точки Ак, что необходимо для растворения выделений. В
результате содержание никеля и титана в фазонаклепанном аустени-
473
Рис. 19.3. Cxcn а упрочнения сплавов Fe—Ni—Ti фазовым наклепом с использо-
ванием предварительного комбинированного старения (К. А. Малышев,
В. В. Сагарадзе)
те несколько увеличится. Обогащение аустенита никелем вместе со
стабилизиру ощим действием фазового наклепа обеспечивает сниже-
ние мартенситной точки в область отрицательных температур и не-
магнитность
при 500...60С
вызванное п
щения выше
что и при использовании обработки холодом: а,
5 = 20...25 %
стали. Заключительное низкотемпературное старение
°C компенсирует некоторое разупрочнение аустенита,
। эвышением температуры нагрева для обратного превра-
Ак, и позволяет получить практически те же свойства.
г02 = 835...880 МПа,
V = 50...60 %.
1S
.2. УПРОЧНЕНИЕ СТАЛЕЙ С ОБРАЗОВАНИЕМ
МАРТЕНСИТА ДЕФОРМАЦИИ
Некотор
ной темпера
натной или
МН...МП, при
ые стали, имеющие аустенитную структуру при комнат-
г гуре, метастабильны: пластическая деформация при ком-
близкой к ней температуре, находящейся в интервал^
зодит к образованию мартенсита. Мартенсит деформа
ции, образующийся из деформированного аустенита, имеет большую
прочность, ч <
кой плотностью дислокаций. Поэтому вклад мартенсита деформации
в общее упрочнение стали больше, чем мартенсита охлаждения.
При упрочнении стали мартенситом, образующимся при дефор-
мировании,
ние. Чтобы,
получить зн
ем мартенсит охлаждения, так как обладает более высо.
одновременно происходит и деформационное упрочпс*
достичь существенного прироста прочности, необходимо
учительное количество мартенсита. В свою очередь для
474
этого необходима высокая степень пластической деформации. По-
этому сталь, упрочняемая мартенситом, образующимся при деформа-
ции, должна иметь высокую пластичность, сохраняющуюся на необ-
ходимом уровне и после образования некоторого количества мартен-
сита. Следовательно, содержание углерода в таких сталях должно
быть невысоким — не более 0.25...0.30 %.
Температура деформирования должна находиться в интервале
МН...МД. При деформировании ниже Мн° образуется преимуществен-
но мартенсит напряжений, кристаллы которого значительно круп-
нее, чем мартенсита деформации. Это может вызвать снижение пла-
стичности при интенсивном образовании мартенсита напряжений,
особенно в сталях, содержащих более 0.10...0.15 % углерода. С повы-
шением температуры деформирования выше Мн° доля мартенсита
напряжений уменьшается, и с приближением к Мд образуется почти
исключительно мартенсит деформации. Высокая дисперсность его
кристаллов способствует сохранению приемлемого уровня пластич-
ности, однако количество мартенсита быстро уменьшается. Поэтому
температуру деформирования следует выбирать в интервале МН°...МД
и она может быть тем ближе к Мн°, чем меньше содержание углеро-
да в стали.
Механические характеристики метастабильных аустенитных
сталей могут существенно изменяться, если в процессе механических
испытаний происходит образование мартенсита. Наибольшее значе-
ние имеют изменения предела текучести и пластичности, определяю-
щие механическое поведение стали.
Образование мартенсита напряжений при испытаниях в интерва-
ле МН...МН° инициирует пластическое течение образца при напряже-
ниях, меньших предела текучести стабильного аустенита. Это приво-
дит к снижению величины предела текучести стали, а его темпера-
турная зависимость приобретает провал вблизи Мн. Снижение преде-
ла текучести вследствие возникновения мартенсита напряжений наи-
более резко выражено в сталях со взрывной кинетикой превращения
при охлаждении, в которых образуется линзовидный мартенсит с га-
битусом {259}г В таких сталях предел текучести при температуре,
близкой к Мн, падает почти до нуля.
Причины снижения предела текучести метастабильных аустенит-
ных сталей вблизи Мн недостаточно ясны. Считается, что это явление
в той или иной мере обусловлено сдвиговым механизмом мартенсит-
ного превращения и ориентированным образованием мартенсита под
нагрузкой, т. е. возникновением кристаллов a-фазы с ориентацией,
обеспечивающей наибольший вклад в остаточную деформацию
вдоль оси образца. Важную роль может играть генерирование дисло-
каций в процессе образования мартенсита. Дислокации превращения
475
движутся пбд действием приложенных напряжений, обусловливая
часть “избыточной” деформации. Возможно, существуют и другие
причины.
Образование мартенсита при деформировании низкоуглеродис-
тых сталей йожет приводить к существенному повышению пластич-
ности. Наибольшая пластичность достигается в условиях определен-
ной интенсивности образования мартенсита при деформировании —
около 0.5... 1.0 % мартенсита на 1 % относительного удлинения. Тем-
пература, соответствующая оптимальной интенсивности образования
мартенсита,| для многих метастабильных аустенитных сталей лежит
на 30...50° выше Мн°. В то же время способность к глубокой вытяжке
уменьшается при образовании мартенсита деформации.
Упрочнение стали при холодной пластической деформации, со-
провождающейся образованием мартенсита, может быть весьма зна-
чительным.! Например, хромоникелевые аустенитные стали, содер-
жащие около 0.08 % углерода, 18 % хрома и 10 % никеля, после закал-
ки от 1000 °C имеют аустенитную структуру и следующие механиче-
ские свойства: о0 2® 240 МПа, а„ = 540 МПа, 5 = 50 %. После холодной
прокатки с юбжатием 90...95 %, приводящей к появлению 55—60 %
мартенсита, |их свойства существенно изменяются. Так о02 = 1730 МПа,
а„ = 1840 МПа, 5 = 5 %. Эффект повышения пластичности в момент
образования мартенсита деформации (трип-эффект) использован при
разработке [нового класса сталей, обладающих уникальным сочсга-
нием прочности и пластичности (о02 = 1000...2000 МПа при 5 от 70 до
20 %). Такие стали получили название ПНП — пластичность, наве-
денная превращением*.
Необычгое сочетание свойств ПНП-сталей обеспечено надлежа-
щим выбором химического состава и режима обработки. Состав ста-
ли должен быть таким, чтобы точка Мн находилась ниже комнатной
температур]
я, а точка Мд может быть как ниже, так и выше нее. 11о
еле закалки такие стали имеют аустенитную структуру Упрочнепп
стали достигается значительной пластической деформацией (обж»
тие до 80 %) выше точки М„ при температуре от 250 до 550 °C. В про
цессе деформирования сталей, содержащих около 0.3 % углерода и
легированных карбидобразующими элементами, происходит выдел
ние карбидов. Обусловленное этим изменение состава аустенита вы
зывает повышение точек Мн и Мд. Таким образом, в результате д
формирования сталь приобретает высокую прочность, точки М„ и М
повышают^, но в любом случае Мн должна оставаться ниже, а М
* В зарубежной литературе они именуются TRIP-сталями (transfonnaiw
induced plastisity).
476
выше комнатной температуры. Поэтому последующая деформация
при комнатной температуре (технологическое деформирование или
механические испытания) сопровождается образованием мартенси-
та, что и обеспечивает сочетание высокой прочности и высокой
пластичности. Например, сталь типа 30Г2С2Х9Н8, 5М4 после про-
катки при 425 °C с обжатием 80 % приобретает следующие свойст-
ва: о02 = 1430 МПа, о„ = 1500 МПа, 5 = 50 %.
19.3. ЭФФЕКТЫ СВЕРХЭЛАСТИЧНОСТИ И ПАМЯТИ ФОРМЫ
В сплавах с термоупругим мартенситным превращением при
определенных условиях развиваются явления мартенситной неупру-
гости. Они характеризуются нелинейной зависимостью деформации
от напряжения, наличием механического гистерезиса, полной обрати-
мостью деформации и обусловлены тем, что прямое и обратное мар-
тенситные превращения в таких сплавах одновременно являются гео-
метрически обратимыми деформационными процессами. Внешние
проявления мартенситной неупругости могут быть различны и под-
разделяются на деформационные, силовые и температурные эффек-
ты. Каждое из этих явлений неупругости представляет собой реакцию
одной из трех характеристик состояния сплава — деформации е, на-
пряжения о или температуры t — на изменение двух других: Е, = fj(o, t);
о = f,(E, t); t = f3(o, e). Ниже кратко рассмотрены наиболее важные де-
формационные эффекты: сверхэластичность и память формы.
Сверхэластичностью называют обратимые деформации, прояв-
ляющиеся при нагружении и разгружении материала в определенном
интервале температур, во много раз превосходящие деформации, со-
ответствующие условному пределу упругости структурно стабильных
металлов и сплавов.
Сверхэластичность нередко называют сверхупругостью, но по-
следний термин не отображает физическую сущность явления: меха-
ническое поведение сплава в сверхэластичном состоянии не подчиня-
ется законам упругой деформации.
Сверхэластичность, не осложненная другими эффектами, наблю-
дается при нагружении в интервале Ак—Мн°. Зарождение и рост мар-
тенсита в отдельных зернах начинаются при очень низких напряже-
ниях. Движение возникающих межфазных границ обусловливает по-
явление неупругой деформации: зависимость о(е) в “упругой” облас-
ти становится нелинейной, появляется гистерезис между нагружени-
ем и разгружением (стадия I на рис. 19.4). Начиная с некоторого на-
пряжения ом происходит интенсивное образование мартенсита, обла-
дающего ярко выраженной текстурой. Этому соответствует быстрое
477
19.5. Условия возникновения эффекта памяти формы (схема).
Рис. 19.5. Условия возникновения эффекта памяти формы (схема).
АВ — исевдоуиругая деформация исходной фазы, начало образования мартенсита; ВС — интенсивное
образование М|ртснсита, накопление нсунругой деформации; CD — снятие нагрузки; DEF — нагрев.
EF —обратное мартенситное превращение, воссганонлснис формы; FA — охлаждение
:артенсит, дальнейшее его возникновение затрудняется, ко
it do/dE быстро возрастает, начинается переход к ПТ ст.»
ругой деформации мартенсита.
ыие мартенсита в исходную фазу с одновременным исчезнет
акопленной деформации (нижняя ветвь диаграммы пл
Силы трения в решетке ог, препятствующие движению
накопление неупругой деформации при слабо возрастающем напря
жении — коэффициент do/dE мал (стадия И, см. рис. 19.4). На этой
стадии процесс образования мартенсита распространяется на весь
объем материала. Когда большая часть исходной фазы уже превра
тилась в n;
эффициег’
дии —уп
При температурах выше Ак мартенсит может существовать толь
ко под нагрузкой, поэтому при разгружении происходит обратно»
превраще
вением н
рис. 19.4)1
межфазных границ, обусловливают появление значительного мех.»
ническогс гистерезиса, величина которого равна 2of.
Эффект памяти (запоминания) формы заключается в следующем
Если при повышенной температуре (выше Мд) образцу или изделию
придать определенную форму, а затем продеформировать его при (х*
лее низкой температуре (в интервале Мк—Ан), придав ему иную форму,
то при нагреве выше Ак первоначальная форма восстанавливается.
Деформирование сплава в интервале М„—Ак вызывает образов»^
ние мартенсита в отдельных зернах при самых низких напряжениях *,
* Напомним, что в сплавах с термоупругим мартенситным превращением А,
может быть ниже Мн.
478
Рис. 19.6. Температурные ин-
тервалы развития эффектов
памяти формы (ПФ) и сверх-
эластичности (СЭ)
ПФ
Г*
ПФ+СЭ
поэтому область строго Мн Мн Ч
упругой деформации не существует. Участок диаграммы нагружения
АВ (рис. 19.5) является псевдоупругим. Интенсивное образование мар-
тенсита при напряжениях выше см сопровождается накоплением зна-
чительной неупругой деформации (участок ВС). При снятии нагрузки
исчезает лишь небольшая упругая составляющая деформации, а боль-
шая ее часть, обусловленная образ, нанием мартенсита, сохраняется.
Восстановление исходной формы происходит в основном при нагреве
до Ак одновременно с обратным превращением мартенсита (участок
EF). Восстановленная форма сохраняется и после охлаждения до нор-
мальной температуры (участок FA).
Наложение эффектов сверхэластичности и памяти формы воз-
можно при температурах деформирования, заключенных в интервале
Ан—Ак (рис. 19.6). Степень проявления этих эффектов зависит от ко-
личества накопленного мартенсита и, следовательно, от температуры
и величины деформации. Однако последняя должна быть ограниче-
на. Появление остаточной пластической деформации ослабляет оба
эффекта, обусловленных обратимостью макроскопически значи-
тельной деформации, связанной с мартенситным превращением, но
проявляющейся в различных условиях. В свою очередь обратимость
макродеформации обусловлена легким перемещением скользящих
межкристаллитных границ. Движущаяся скользящая граница не ос-
тавляет за собой “следов” (вакансий и дислоцированных атомов), ко-
торые могли бы затруднить ее перемещение.
Важную роль играет текстурованность мартенсита, возникающе-
го под нагрузкой. В исходной фазе зарождаются и растут такие крис-
таллы мартенсита, изменение формы превращенного объема кото-
рых согласуется с макроскопическим изменением формы образца,
происходящим под действием внешних сил. В соответствии с тем же
принципом происходит переориентация уже имевшихся кристаллов
мартенсита: области с наиболее благоприятной ориентировкой (соот-
ветствие изменения формы превращенного объема изменению фор-
мы образца) растут за счет соседних, ориентированных менее благо-
приятно. При обратном превращении, вызванном снятием нагрузки
или нагревом, процессы протекают в противоположном направлении.
Описанные явления наблюдаются на сравнительно небольшом
числе сплавов систем Ni—Ti, Си—Al и некоторых других. Недавно
эффект памяти формы обнаружен на высоколегированной стали.
479
Наиболее ярко эффект памяти формы выражен в сплавах Ni—Ti,
близких к! эквиатомному составу (нитинол). Эти сплавы находят при-
менение для крупногабаритных саморазвертывающихся конструк-
ций. После придания им необходимой формы при повышенной тем-
пературе изделия складывают или свертывают при нормальной тем-
пературе. Для развертывания их достаточно нагреть выше Ак. Спл»
вы с эффектом памяти формы применяют и для многих других целей,
например в восстановительной хирургии.
РЕКОМЕНДАТЕЛЬНЫЙ СПИСОК ЛИТЕРАТУРЫ
К главе 1
1. Штейнберг С. С. Металловедение. Свердловск: Металлургиздат,
1961. 598 с.
2. Гуляев А. П. Металловедение. М.: Металлургия, 1977. 647 с.
3. Новиков И. И. Теория термической обработки металлов. М.: Ме-
таллургия, 1986.480 с.
К главе 2
1. П о п о в А . А . Фазовые превращения в металлических сплавах. М.:
Металлургиздат, 1963. 311 с.
2. Интерметаллические соединения / Под ред. И. И. Корнилова. М.: Метал-
лургия, 1970.440 с.
3. Криштал М. А. Механизм диффузии в железных сплавах. М.: Ме-
таллургия, 1972. 400 с.
4. Т о т Л . Карбиды и нитриды переходных металлов / Под ред. П. В. Гель-
да. М.: Мир, 1974. 294 с.
5. Бокштейн Б. С. Диффузия в металлах. М.: Металлургия, 1978.
248 с.
6 Гольдштейн М. И., Грачев С. В., Векслер Ю. Г.
Специальные стали. М.: Металлургия, 1985. 408 с.
7. Диаграммы состояния двойных и многокомпонентных систем на основе
железа. Справочник / Под ред. О. А. Банных и М. Е. Дрица. М.: Металлургия,
1986. 439 с.
8. Физическое металловедение. Т. I / Под ред. Р. У. Кана и П. Хаазена. М.:
Металлургия, 1987. 639 с.
К главе 3
1. Попов А. А. Фазовые превращения в металлических сплавах. М.:
Металлургиздат, 1963. 311 с.
2. Натапов Б. С. Термическая обработка металлов. Киев: Вища шко-
ла, 1980. 288 с.
3. Металловедение и термическая обработка стали: Справочник. Т. 2 / Под
ред. М. Л. Бернштейна и А. Г. Рахштадта. М.: Металлургия, 1983. 368 с.
481
4. Винокур Б. Б., Пилющенко В Л., * * сА216 с
Структура конструкционной легированной стали. М.: Металлургия, 1У •
5. До л ж? « “ - - ” ~
бидов в стали.
6. Нови
таллургия, 1986. 48Q с.
7. Г о л ь t
Пилющенко В. Л., Касаткин О. Г.
ад *х° в • Ё ., Долженков Й. И. Сфероидизация кар-
м Металлургия, 1984. 143 с.
Теория термической обработки металлов. М.: Ме-
ш Т н М. И., Попов В. В. Растворимость фаз внедре-
ния при термической обработке стали. М.: Металлургия, 1989. 200 с.
8. Счастливцев в М., Мирзаев Д. А., Я к о вл е
Структура тер1мичеСки обработанной - - - -
.Яковлева И. Л.
стали. М.: Металлургия, 1994. 288 с.
К главе 4
1. Попо „ . газовые превращения в металлических сплавах, м.:
Металлургизд 1т, 19бЗ. 311 с
2. Курдюмов г. В. Утевский Л. М., Энтин Р. И. Пре-
вращения в железе и стали. м’ . Наука, 1977. 236 с.
3. Го л ьд " - *' -- - - _ -- -
ние стали. М/.
4. Металл
ред. М. Л. Бер
5. Д о л ж
бидов в стали.
|в А • А . Фазовые превращения в металлических сплавах. М.:
„..u.-.jpi ИИ, IX
6. Гольдштейн м. И.,
Специальные стали. М.: Металлург
7. Н о в hj< о в И . И . Теоон
таллургия, 198i
8.Т у ш и г
Структура nepi
1993. 280 с.
9. С ч а с т
Структура тер]
Hi т с й н М. Й ., Фарбер В. М. Дисперсионное упрочне-
Метдллургия, 1979. 208 с.
введение и термическая обработка стали: Справочник. Т. 2 / Под
>нштейНа и А. г. Рахштадта. М.: Металлургия, 1983. 368 с.
ей Ков И. Е., Долженков И. И. Сфероидизация кар-
М.: Металлургия, 1984. 143 с.
“ , Грачев С. В., Векслер Ю. Г.
у1>гия, 1985. 408 с.
48Q-*. И. Теория термической обработки металлов. М.: Ме-
нскцй Л. И., Батаев А. А., Тихомирова Л. Б.
лита и конструктивная прочность стали. Новосибирск: ВО “Наука”,
ливцев В, м., Мирзаев Д. А., Яковлева И. Л
мичеСКи обработанной стали. М.: Металлургия, 1994. 288 с.
К главе 5
Гштейна и А, г. Рахштадта. М : Металлургия, 1983. 368 с.
‘ ’ Теория термической обработки металлов. М.: Ме-
1 oqt *'1еталл()ведение. Т. II / Под ред. Р. У. Кана и П. Хаазена. М .
1987. 639 с
'. М., Мирзаев Д. А., Яковлева И. Л.
1. Курд^омов г. В., Утевский Л. М., Энтин Р. И. Пре-
вращения в железе и стали, м.: Наука, 1977. 238 с.
2. Металловедение и термическая обработка стали: Справочник. Т. 2 / Под
ред. М. Л. Бернштейна и А. г. Рахштадта. М.: Металлургия, 1983. 368 с.
3. Новиков и. И. Теория термической обработки металлов. М.: Ме-
таллургия, 198 6. 48() с.
4. Физическое
Металлургия, 1
5. Счастливцев В, М., Мирзаев Д. А., Яковлева Г
Структура термичеСки обработанной стали. М.: Металлургия, 1994. 288 с.
482
К главе 6
1. Э н т и н Р. И . Превращения аустенита в стали. М.: Металлургия, I960.
252 с.
2. Курдюмов Г. В., Утевский Л. М., Энтин Р. И. Пре-
вращения в железе и стали. М.: Наука, 1977. 236 с.
3. Металловедение и термическая обработка стали. Справочное издание. Т.2.
М.: Металлургия, 1983. 368 с.
4. Новиков И. И. Теория термической обработки металлов. М.: Ме-
таллургия, 1986.480 с.
5. Садовский В. Д., Фокина Е. А. Остаточный аустенит в за-
каленной стали. М.: Наука, 1986. 113 с.
6. Счастливцев В. М., Мирзаев Д. А., Яковлева И. Л.
Структура термически обработанной стали. М.: Металлургия, 1994. 288 с.
К главе 7
1. Металловедение и термическая обработка стали: Справочник. Т. 2 / Под
ред. М. Л. Бернштейна и А. Г. Рахштадта. М.: Металлургия, 1983. 368 с.
2. Новиков И. И. Теория термической обработки металлов. М.: Ме-
таллургия, 1986. 480 с.
3. Попова Л. Е., Попов А. А. Диаграммы превращений аусте-
нита в сталях и бета-раствора в сплавах титана. Справочник термиста. М.: Метал-
лургия, 1991. 288 с.
4. Счастливцев В. М., Мирзаев Д. А., Яковлева И. Л.
Структура термически обработанной стали. М.: Металлургия, 1994. 288 с.
К главе 8
ГЛысак Л. И., Николин Б. И . Физические основы термичес-
кой обработки стали. Киев: Техника, 1975. 304 с.
2. Апаев Б. А. Фазовый магнитный анализ сплавов. М.: Металлургия,
1976. 280 с.
3. Курдюмов Г. В., Утевский М. Л., Энтин Р. И. Пре-
вращения в железе и стали. М.: Наука, 1977. 238 с.
4. Белоус М. В., Черепин В. Т., Васильев М. А. Пре-
вращения при отпуске стали. М.: Металлургия, 1979. 232 с.
5. Металловедение и термическая обработка стали: Справочник. Т. 2 / Под
ред. М. Л. Бернштейна и А. Г. Рахштадта. М.: Металлургия, 1983. 368 с.
6. Гольдштейн М. И., Грачев С. В., Векслер Ю. Г.
Специальные стали. М.: Металлургия, 1985. 408 с.
7. Новиков И. И. Теория термической обработки металлов. М.: Ме-
таллургия, 1986. 480 с.
483
К главе 9
1. Садовский В.
таллургия, 1913. 208 с.
Д. Структурная наследственность в стали. М.- Ме-
2. Дьяченко С. С. Образование аустенита в железоуглеродистых
сплавах. М.: Металлургия, 1982. 128 с.
3. Счастливцев В. М., Мирзаев Д. А., Яковлева И. Л.
Структура термически обработанной стали. М.: Металлургия, 1994. 288 с.
К главе 10
1. Гуд ре мои Э. Специальные стали. Т. 1. М: Металлургиздат, 1959.
952 с.
2. Бабич В. К., Гуль Ю. П., Долженков И. Е. Деформа-
ционное старание стали. М.: Металлургия, 1972. 320 с.
3. Металловедение и термическая обработка стали: Справочник. Т. 2 / Под
ред. М. Л. Бернштейна и А. Г. Рахштадта. М.: Металлургия, 1983. 320 с.
К главе II
1. Гол и 1со в И. Н., Масленков С. В. Дендритная ликвация в
сталях и сплагах. М.: Металлургия, 1977. 224 с.
2. Горе лик С. С. Рекристаллизация металлов и сплавов. М.: Метал-
лургия, 1978. 568 с.
3. Г у с е е ~ “
Непрерывная
1979. 224 с.
4. П и к е
М.: Металлургия, 1982. 184 с.
5. Металл,
ред. М Л Бер:
6. Н о в и ।
таллургия, 1916.480 с.
а С. С., Гуренко В. Д., Зварковский Ю. Д.
термическая обработка автолистовой стали. М.: Металлургия,
ринг Ф . Б Физическое металловедение и разработка сталей
оведенне и термическая обработка стали: Справочник Т 3 / Иод
нштейна и А Г. Рахштадта. М.: Металлургия, 1983. 216 с.
ков И . И . Теория термической обработки металлов. М.: Мс-
К главе 12
1. Гу л яе
2. П и к е ।
М.: Металлургия, 1982. 184 с.
в А. П. Термическая обработка стали. М.: Машгиз, 1960.496 с.
ринг Ф . Б . Физическое металловедение и разработка сталей
3. Д о л ж
бидов в стали.
4. Т у ш и
Структура пер
1993. 280 с.
енков И. Е., Долженков И. И . Сфероид,i иция кар
М.: Металлургия, 1984. 143 с.
некий Л. И., Батаев А. А., Тихомирова Л. Б
лита и конструктивная прочность стали. Новосибирск: ВО “Наука",
484
К главе 13
1. Гуляев А. П . Термическая обработка стали. М.: Машгиз, 1960. 496 с.
2. Потак Я. М. Высокопрочные стали. М.: Металлургия, 1972. 208 с.
3. Курдюмов Г. В., Утевский Л. М., Эитии Р. И. Пре-
вращения в железе и стали. М.: Наука, 1977. 236 с.
4. Пикеринг Ф. Б. Физическое металловедение и разработка сталей.
М.: Металлургия, 1982. 184 с.
5. Металловедение и термическая обработка стали: Справочник. Т. 2 / Под
ред. М. Л. Бернштейна и А. Г. Рахштадта. М.: Металлургия, 1983. 368 с.
6. Блантер М. Е. Теория термической обработки. М.: Металлургия,
1984. 328 с.
7. Башнин Ю. А., Ушаков Б. К., Секей А. Г. Техноло-
гия термической обработки стали. М.: Металлургия, 1986. 424 с.
8. Голованенко С. Л., Фоиштейн Н. М. Двухфазные низко-
легированные стали. М.: Металлургия, 1986. 206 с.
9. Новиков И. И. Теория термической обработки металлов. М.: Ме-
таллургия, 1986. 480 с.
10. Л ю т ы В . Закалочные среды: Справочник. Челябинск: Металлургия,
1990. 192 с.
К главе 14
1. П о т а к Я . М . Высокопрочные стали. М.: Металлургия, 1972. 208 с.
2. Курдюмов Г. В., Утевский Л. М., Энтин Р. И. Пре-
вращения в железе и стали. М.: Наука, 1977. 236 с.
3. Пикеринг Ф. Б. Физическое металловедение и разработка сталей.
М.: Металлургия, 1982. 184 с.
4. Металловедение и термическая обработка стали: Справочник. Т. 2 / Под
ред. М. Л. Бернштейна и А. Г. Рахштадта. М.: Металлургия, 1983. 368 с.
5. Устииовщиков Ю. И. Природа отпускной хрупкости сталей. М.:
Наука, 1984. 240 с.
б. Гольдштейн М. И., Грачев С. В., Векслер Ю. Г.
Специальные стали. М.: Металлургия, 1985. 408 с.
7. Садовский В. Д., Фокииа Е. А. Остаточный аустенит в за-
каленной стали. М.: Наука, 1986. 113 с.
8. Физическое металловедение. Т. 1 / Под ред Р. У. Кана и П. Хаазена. М.: Ме-
таллургия, 1987. 640 с.
9. Утевский Л. М., Гликман Е. Э., Карк Г. С. Обра-
тимая отпускная хрупкость стали и сплавов железа. М.: Металлургия, 1987. 222 с.
10. Охрупчивание конструкционных сталей и сплавов / Под ред. К. Л. Брай-
ента и С. К. Бенерджи. М.: Металлургия, 1988. 552 с.
485
1- Кур
K M<|ee 15
дюмов Г. В., Утев. „ . .. „ „ л
.... кий А. М., ЭнтииР. И . Пре-
вращения в железе и стали. М.: Наука, и ’
2. Пикгринг Ф. Б. Физичес?'7’ 2ib с’
____ . , „„л . ‘Ое. метя пт
ргия, 1982. 184 с.
М.: Металлу[
3. Садовский В. Д., Фоки
каленной стали. М.: Металлургия, 1986,
4. С ч а ~
Структура т зрмически обработанной с»!
[ое металловедение и разработка сталей.
на Е . А . Остаточный аустенит в за-
:тливцев В. М., Мцк1ЛС‘ „
г Рзаев Д.
А., Яковлева И. Л.
(4ли. М.: Металлургия, 1994. 288 с.
К ^ве 16
I н И . Н . Физические ос, „ _ ,
авов. М.: Металлургия, 19>вы электротермической обработки ме-
д н е в В. Н., Мешц' я гг
в В. И. Физические оРв в-> Ошкадеров С. .,
: Наук, думка 1973 335 с Сновы электротермического упрочнения
3. Поверхностная закалка посреди, ..
странной техники // Металловедение ч8ом лазеРа и электронного луча: Из ина-
№12 Q g___12 термическая обработка металлов. 1980.
1. К и д 1
таллов и сиг;
2. Г р и
Т р е ф и л о
стали. Киев:
4. Лазерная и электронно-лучеваь .
М. Рь калин, А А. обработка материалов: Справочник /
Машиностроение, 1985.496 с. 8> и- В' 3Уев’ А- н Кокора.
Н.
М.: Машинс1<
5. Нов:
таллургия, 1986. 480 с.
6. Л е о
поверхности;
7. Сад
ва Т. И
и ков И. И. Теория тек „ _ , .. ..
— — Рмическои обработки металлов. М.: Ме-
1 т ь е в П. А., Хан К, „ .. .. _ „______
ая обработка металлов и ch ' Г”»^к1:аНОва Hi’oZ.’iaa3P "
1 я г к и й п п Гия члавов. М.: Металлургия, 1986. 144 с.
.Г, Яковлева И. Л . J?T л и вц е в В’ М” Табатчико-
_______ _ _ 1 глогч 1 м
микроструктур. Свердловск, 1989. 100 {^Рный нагрев и структура стали: Атлас
8. Го л
ская обрабс
1990. 239 с.
эвин Г. Ф., Замять' ,, .. „
тка. Вопросы металловед^ ин М' М. Высокочастотная термине
'-ния и технологии. Л.: Машиностроение.
КглавеГ7
1. Прогрессивные методы химике _ /т-r т- и
Дубинина и Я. Д. Когана М.: Машинос^"46*;™* обработки / Под ред. Г. Н.
2. Термическая обработка в ма Роение> I979- с- I
Ю.М. Лахтина и А. Г. Рахштадта. М.:ЙиностР°ении: С?Раво;,вик ' Под реЧ
3. Химико-термическая обработку ашиностРоение’ I9 с. I
ред. Л. С. Лчховича М.: Металлургия, i“FTa™OB и сплавов: СпРавочник ' 1,0«
4. Прокошкин Д. А. Хи^ ° •4Z4c‘
карбонитрация. М.: Металлургия; Мац^
UCLCHUHblt MCI иды ЛИ МИ КО м _ ~ , т-г Г* If
Я. Д. Когана М.: Машинос^"46*;™* обработки / Под ред. Г. Н
«ическяя обпябпТкЯ Я ма РОеНИС’ 1979. 184 С.
Au и но ст роении: Справочник / Под ред
Ико-термическая обработка металлов -
Шностроение, 1984. 240 с.
486
5. Лахтин Ю. М., Арза масов Б. Н. Химико-термическая об-
работка металлов. М.: Металлургия, 1985. 256 с.
6. Теория и технология азотирования / Ю. М. Лахтин, Я. Д. Ко-
ган, 3. Бёмер. М.: Металлургия, 1991. 320 с.
К главе 18
1. Контролируемая прокатка/В. И. Погоржельский, Д. А. Лит-
виненко, Ю. И. Матросов, А. В. Иваницкий. М.: Металлургия,
1979. 184 с.
2. Бернштейн М. Л., Займовский В. А., Капуткина Л. М.
Термомеханическая обработка стали. М.: Металлургия, 1983. 480 с.
3. Н о в и к о в И . И . Теория термической обработки металлов. М.: Ме-
таллургия, 1986. 480 с.
4. Диаграммы горячей деформации, структура и свойства сталей: Справоч-
ник / Под ред. М. Л. Бернштейна. М.: Металлургия, 1989. 544 с.
5. Смирнов М. А., Петрова С. Н., Смирнов Л. В. Вы-
сокотемпературная термомеханическая обработка и хрупкость сталей и сплавов.
М.: Наука, 1991. 167 с.
6. Проблемы совмещения горячей деформации и термической обработки
стали / А. А. Баранов, А. А. Минаев, А. Л. Геллер,
В. П. Горбатенко. М.: Металлургия, 1985. 128 с.
К главе 19
1. Новиков И. И. Теория термической обработки металлов. Изд. 4.
М.: Металлургия, 1986. 480 с.
2. Фазовый наклеп аустенитных сплавов на железоиикелевой основе /
К. А. Малышев, В. В. Сагарадзе, И. П. Сорокин,
Н. Д. Земцова, В. А. Теплов, А. И. Уваров. М.: Наука,
1982. 260 с.
3. Ха чин В. Н., Пушин В. Г., Кондратьев В. В. Нике-
лид титана. Структура и свойства. М.: Наука, 1992. 160 с.
4. Эффект памяти формы в сплавах: Пер. с англ. / Под ред. В. А. Займовско-
го. М.: Металлургия, 1979. 468 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Азотирование: 420
з частично диссоциированном
аммиаке 421
в тлеющем разряде 428
Алитирование 433
Атмосфера контролируемая 399
Аустенит переохлажденный 14
остаточный 98
Аустенитизация 40
Б
Бейна деформация 101
Бейнит: 144
верхний 149
иижний 149
бескарбидиый 149
Борирование 433
В
Возврат при отпуске
динамический 445
Восстановление зерна 210
Г
Газ эндотермический 399
Глубина прокаливаемости 287
Гомогенизация 236
Д
Деформация:
аккомодационная 108
горячая 442
теплая 272,442
Диаграмма:
изотермического образования
аустенита 54
изотермических превращений
аустенита 157
преимущественных режимов нагрева 368
ССТ (температура—диаметр) 180
термокинетическая 177
Диаграмма состояний: 8
железо—ванадий 18
железо—кобальт 17
железо—марганец 17
железо—никель 17
железо—углерод 11
железо—хром 18
Диаметр идеальный критический 288
критический 288
3
Закаливаемость 276
Закалка: 7, 276
бездеформационная 312
без полиморфного превращения 7
в двух средах 308
из межкритического интервала 314
изотермическая 360
истинная 7
купанием 310
на метастабильную структуру 7
объемная 296, 307
поверхностная 296, 314
светлая 302
с подстуживанием 308
с полиморфным превращением 7
с самоотпуском 309
ступенчатая 308
Зерно аустенита:
грануляционное 239
действительное 62
наследственное 64
начальное 62
Зона внутреннего азотирования 422
И
Излом:
камневидный второго рода 209
камневидный первого рода 209
шиферный 238
488
Интервал:
мартенситный 98
отжигаем ости 269
К
Карбиды специальные 22, 194
Карбонитрация 432
Карбюризатор 404
Квазиэвтектоид 85
Кластеры 78, 133
Коагуляция карбидов 41
Коалесценция карбидов 40
Коэффициент распределения 236
Колония перлитная 71
Л
Ликвация дендритная 236
карбидная 237
М
Мартенсит: 14
двойникованный 113
деформации 138
напряжений 138
отпущенный 193
пакетный 109
пластинчатый 111
реечный 109, 128
Мартенситное превращение: 94
атермическое 116
взрывное 117
изотермическое 118
обратное 98
Метод пробных закалок 288
торцовой закалки 290
Мидриб 111
Н
Нагрев:
индукционный 370
контактный электрический 375
лазерный 376
пламенем горелки 375
сверхбыстрый 365
скоростной 365
электроннолучевой 385
Наклеп фазовый 220,469
Напряжения:
остаточные 246
структурные 304
термические 304
Наследственность структурная 210
Нитроцементация 429
Нормализация 264
О
Обрабатываемость резанием 257
Обработка:
ступенчатая высокотемпературная
(СВТО) 239
термическая 5
термомеханическая (ТМО) 8, 437
высокотемпературная (ВТМО) 439, 450
низкотемпературная (НТМО) 439,457
изотермическая (НТМИЗО) 460
химико-термическая 8, 368
холодом 311
Ориентационные соотношения:
Багаряцкого 76, 190
Исайчева 190
Курдюмова—Закса 102
Нишиямы 102
Питча 76
Отжиг: 6
второго рода 7, 249
диффузионный 236
для предупреждения образования
флокенов 273
для уменьшения остаточных
напряжений 246
изотермический 262
маятниковый 271
неполный 263
низкотемпературный 264
первого рода 6
полный 260
рекристаллизационный 7, 240
сфероидизирующий 268
циклический 271
Отпуск: 8, 319
высокий 323, 346
кратковременный 369
низкий 319, 346
под напряжением 354
средний 346
489
п
Патентирование 267
Перегрев 65
остаточный 205
Пережог 65, 206
Перекристаллизация структурная 204,215
фазовая 204, 215
Перлит: 71
зернистый 44
пластинчатый 71
ветвление пластин 77
розетки 78
субколонии 78
Плоскость габитусная 106
Полоса прокаливаемости 293
Полосчатость карбидная 238
Потенциал азотный 422
углеродный 399
Превращение:
бейнитное 14, 144
бездиффузионное 13
диффузионное 13, 68 ’
нормальное 13
промежуточное 14, 144
сдвиговое мартенситное 13
Прокаливаемость: 277, 284
бейнитная 286
перлитная 286
цементованного слоя 410
Прокатка контролируемая 464
Р
Равновесие термоупругое 100
Разрезы изотермических систем
Fe—С—М 25
Разрушение замедленное 282
Распад мартенсита двухфазный 188
однофазный 190
Растрескивание коррозионное 351
Рекристаллизация динамическая 445
метадинамическая 449
С
Самоотпуск 133
Сверхэластичность 477
Сегрегации зернограничные 16
Сетка цементитная 88
Синеломкость 234
Скорость нагрева:
верхняя критическая 60
нижняя критическая 59
Скорость закалки:
верхняя критическая 167
нижняя критическая 166
Соединения интерметаллические 18
электронные 18
Сорбит 75
отпуска 193
Среды закалочные 298
Стабилизация аустенита
термическая 133
Стали: 11
азотируемые 427
бейнитные 362
вторичнотвердеющие 326
высокопрочные 347
двухфазные феррито-
мартенситные 316
наследственно крупно-
зернистые 63
наследственно мелкозернистые 63
цементуемые 409
Старение: 8, 228
деформационное 231
динамическое 233
термическое 228
Структура:
азотированного слоя 422
анормальная 73
видманштеттова 86
кристаллографически
не упорядоченная 211
упорядоченная 211
полосчатая волокнистая 237
цементированного слоя 415
Сфероидизация карбидов 40
динамическая 272
Т
Твердение вторичное 326
Текстура внутризеренная 215
Толщина цементованного слоя:
полная 405
эффективная 405
490
Точки критические 11, 23
мартенситные 94
Троостит 75, 193
У
Улучшение 346
Ф
Фазы:
внедрения 21
геометрически плотноупакованные 20
Лавеса 19
сигма 19
топологически плотноупакованные 19
Юм-Розери 18
Феррит: 11
бейнитный 146
видманштеттовый 86
Флокены 273
X
Хромирование диффузионное 433
Хрупкость водородная 349
Хрупкость при отпуске: 328
бейнитная 357
необратимая 328
обратимая 331
обусловленная вторичным
твердением 335
ц
Цементация: 395
в твердом карбюризаторе 404
в тлеющем разряде 405
высокотемпературная вакуумная 405
газовая 402
оксидом углерода 396
углеводородами 398
Цементит;
видманштеттовый 88
стержневидный 78
структурно выродившийся 86
структурно свободный 86
Цианирование 429
Э
Элементы легирующие: Ц. 15
карбидобразующие 20
расширяющие у-область 16
суживающие у-область 16
не образующие карбидов 20
Эффект памяти формы 478
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ
3
ГЛАВА I. ОБЩИЕ ПОЛОЖЕНИЯ ТЕРМИЧЕСКОЙ ОБРА-
БОТКИ .............................................. 5
1.1. Классификация видов термической обработки . 5
1.2. Термическая обработка и диаграммы состояний 8
1.3. Основные превращения в стали........ 11
ГЛАВА 2. ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В СТАЛИ.............. 15
7.1. Взаимодействие легирующих элементов с желе-
: ом и между собой....................... 15
7.2. Взаимодействие легирующих элементов с угле-
родом ................................... 20
7.3. Влияние легирующих элементов на критичес-
кие точки стали.......................... 23
7.4. 'Влияние легирующих элементов на равновес-
ные составы фаз в сталях................. 24
7.5. Диффузия в легированных сталях ..... 36
ГЛАВА 3.
ПРОЦЕССЫ, ПРОИСХОДЯЩИЕ ПРИ НАГРЕВЕ
СТАЛИ С ФЕРРИТО-КАРБИДНОЙ СТРУКТУРОЙ
40
3.1. Процессы, протекающие при нагреве до точки А! 40
3.2. Образование аустенита при нагреве...... 46
3.3. Рост аустенитного зерна ................. 61
ГЛАВА 4. ДИФФУЗИОННОЕ ПРЕВРАЩЕНИЕ ...
68
Е.1. Образование фаз при диффузионном превраще-
нии ........................................ 69
‘'2. Диффузионное превращение в доэвтектоидных
и заэвтектоидных сталях..................... 82
4.3. Диффузионное превращение в легированных
(талях ..................................... 89
ГЛАВА 5.
МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ
94
94
5.1. Основные закономерности мартенситных пре-
вращений ...................................
492
5.2. Мартенситное превращение в углеродистых
сталях............................... 122
5.3. Влияние различных воздействий на мартенсит-
ное превращен!*6............................. 133
ГЛАВА 6. ПРОМЕЖУТОЧНОЕ ПРЕВРАЩЕНИЕ............. 144
6.1. Основные закономерности промежуточного
превращения ................................. 144
6.2. Механизм пРом6жУточного превращения .... 151
ГЛАВА 7. ПРЕВРАЩЕНИЯ ПЕРЕОХЛАЖДЕННОГО АУС-
ТЕНИТА В ИЗОТЕРМИЧЕСКИХ УСЛОВИЯХ И
ПРИ НЕПРЕРЕ1ВНОМ ОХЛАЖДЕНИИ........... 156
7.1. Диаграмма изотермических превращений пере-
охлажденного а/стенита....................... 157
7.2. Превращения переохлажденного аустенита при
непрерывном о^лажДении ...................... 165
7.3. Сопоставление превращений переохлажденного
аустенита в изотермических условиях и при непре-
рывном охлаждении ........................... 175
7.4. Диаграммы превращений аустенита при непре-
рывном охлаждении ........................... 177
ГЛАВА 8. ПРЕВРАЩЕНИЯ ПРИ НАГРЕВЕ СТАЛЕЙ С
МАРТЕНСИТНОЙ И БЕЙНИТНОЙ СТРУКТУ-
РАМИ ......,................................. 187
8.1. Превращения ПРИ нагреве углеродистых сталей с
мартенситной стРУктУР°й...................... 188
Ц8.2. Влияние легирующих элементов на превраще-
ния при нагреве сталей с мартенситной структурой 194
8.3. Превращения ПРИ нагреве сталей с бейнитной
структурой ............................ 199
ГЛАВА 9. ПРЕВРАЩЕНИЙ В АУСТЕНИТНОМ СОСТОЯ-
НИИ ........................................... 204
9.1. Процессы, обусловливающие образование кам-
невидного излом^............................. 204
9.2. Структурная наследственность............ 210
ГЛАВА 10. ТЕРМИЧЕСКОЙ И ДЕФОРМАЦИОННОЕ СТА-
РЕНИЕ ......................................... 228
10.1. Термическо 6 старение ................. 228
10.2. Деформационное старение ............... 231
493
ГЛАВА 11
ОТЖИГ ПЕРВОГО РОДА ...................... 236
11.1. Диффузионный отжиг ................ 236
11.2. Рекристаллизационный отжиг......... 240
11.3. Отжиг для уменьшения остаточных напряжений 246
ГЛАВА 12. ОТЖИГ ВТОРОГО РОДА............. 249
12.1. Свойства сталей с феррито-карбидной структу-
рой 249
12.2. Полный отжиг ........................ 260
12.3. Неполный отжиг...................... 263
12.4. Низкотемпературный отжиг............. 264
12.5. Нормализация......................... 264
12.6. Патентирование ...................... 267
12.7. Сфероидизирующий отжиг .............. 268
12.8. Отжиг для предупреждения флокенообразования 273
ГЛАВА 13J ЗАКАЛКА ..............'..... 276
13.1. Свойства сталей, закаленных на мартенсит .. 277
13.2. Прокаливаемость сталей .................. 284
13.3. Условия проведения закалки............... 293
13.4. Внутренние напряжения, возникающие при за-
калке ......................................... 304
13.5. Способы объемной закалки................. 307
13.6. Закалка с обработкой холодом............. 311
13.7. Бездеформационная закалка................ 312
13.8. Поверхностная закалка ................... 314
13.9. Закалка из межкритического интервала .... 314
ГЛАВА 14 ОТПУСК ЗАКАЛЕННОЙ СТАЛИ..... 319
14.1. Изменение механических свойств закаленной
стали при отпуске .......................... 319
14.2. Хрупкость закаленных сталей при отпуске . 328
14.3. Факторы, влияющие на интеркристаллитное
охрупчивание ............................... 336
14.4. Основные виды отпуска................. 346
14.5. Высокопрочные стали со структурой отпущен-
ного мартенсита............................. 347
ГЛАВА 15. ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ С ПОЛУ-
ЧЕНИЕМ БЕЙНИТНЫХ СТРУКТУР ............... 353
15.1. Свойства сталей с бейнитной структурой .... 353
15.2. Изменение свойств сталей с бейнитной струк-
турой при отпуске....................... 356
15.3. Изотермическая закалка ........... 360
494
15.4. Обработка на бейнитную структуру малоугле-
родистых сталей......................... 362
ГЛАВА 16. ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ С ПРИМЕ-
НЕНИЕМ СКОРОСТНЫХ МЕТОДОВ НАГРЕВА 364
16.(.Особенности формирования структуры при
скоростных нагревах............................... 365
16.2. Индукционный нагрев .............. 370
16.3. Контактный электронагрев.......... 375
16.4. Нагрев пламенем горелки........... 375
16.5. Лазерный нагрев................... 376
16.6. Электронно-лучевой нагрев......... 385
ГЛАВА 17. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА............ 386
17.1. Строение диффузионной зоны при химико-
термической обработке .................. 387
17.2. Цементация........................ 395
17.3. Азотирование ................. 420
17.4. Нитроцементация и цианирование.... 429
17.5. Диффузионное насыщение стали металлами 432
ГЛАВА 18. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ 437
18.1. Формирование структуры при повышенных
температурах пластической деформации.... 440
18.2. Высокотемпературная термомеханическая об-
работка ................................ 450
18.3. Низкотемпературная термомеханическая обра-
ботка .................................. 457
18.4. Термомеханическая обработка с деформацией
во время превращения.................... 459
18.5. Термомеханическая обработка с деформацией
мартенсита.............................. 463
18.6. Контролируемая прокатка........... 464
ГЛАВА 19. СПЕЦИАЛЬНЫЕ ВИДЫ ОБРАБОТКИ.............. 469
19.1. Упрочнение фазовым наклепом....... 469
19.2. Упрочнение сталей с образованием мартенсита
деформации ............................. 474
19.3. Эффекты сверхэластичности и памяти формы 477
РЕКОМЕНДАТЕЛЬНЫЙ СПИСОК ЛИТЕРАТУРЫ................ 481
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ ............................. 488
Михаил Анатольевич Смирнов
Вадим Михайлович Счастливцев
Лев Григорьевич Журавлев
ОСНОВЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Учебное пособие
Рекомендовано к изданию ученым советом
Института физики металлов и НИСО УрО РАН
по плану выпуска 1998 г.
Редактор А. И. Пономарева
Технический редактор Е. М. Бородулина
Корректоры Н. В. Каткова, Г. Н. Старкова
Компьютерная верст ка Г. П. Чащиной
ЛР № 020764 от 24.04.98
НИСО УрО РАН № 79(98)—145. Сдано и набор 23.11.98. Подписано и пе-
чать 22.04.99. Формат 60x84 1/16. Бумага пшографская. Печать офсетная.
Гарнитура Таймс. Уел. нем. л. 31. Уч.-пзл. л. 34. Тираж 300 экз. Заказ 49.
620219 Екатеринбург. ГСП-169» ул. Первомайская. 91. УрО РАН.
620219 Екатеринбург, ГСП-169, ул. С. Ковалевской, 18. Типография УрО РАН.