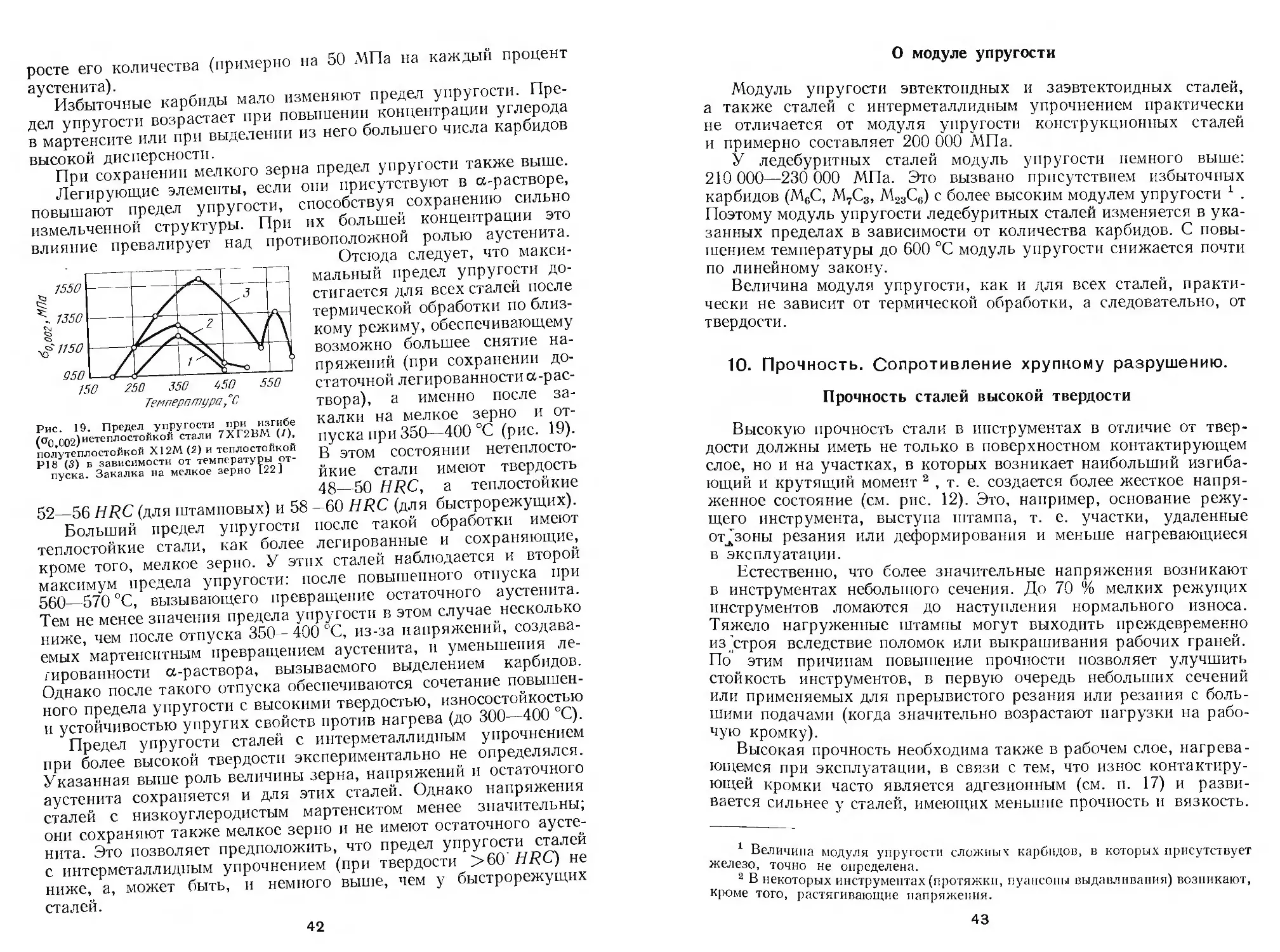
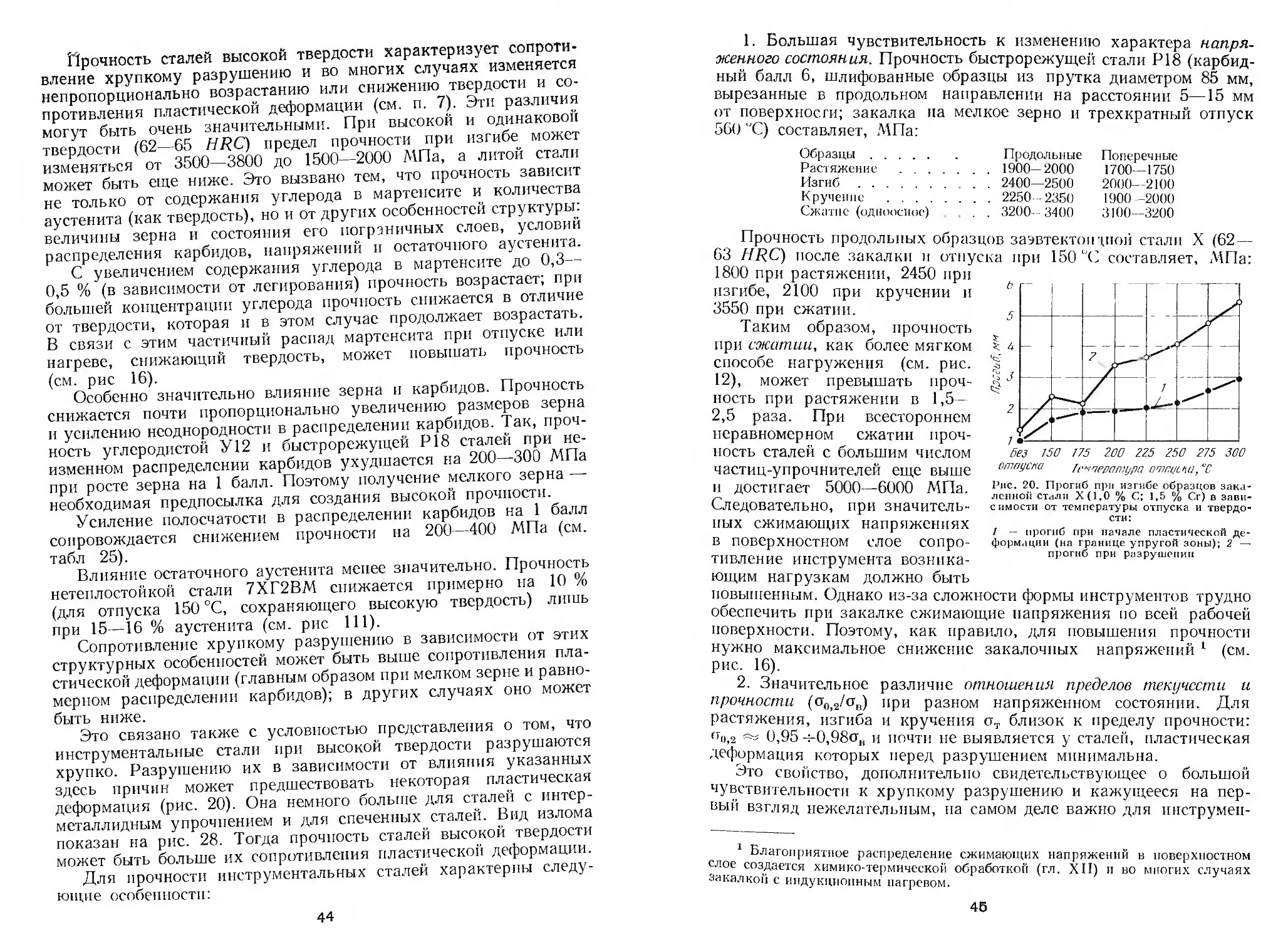
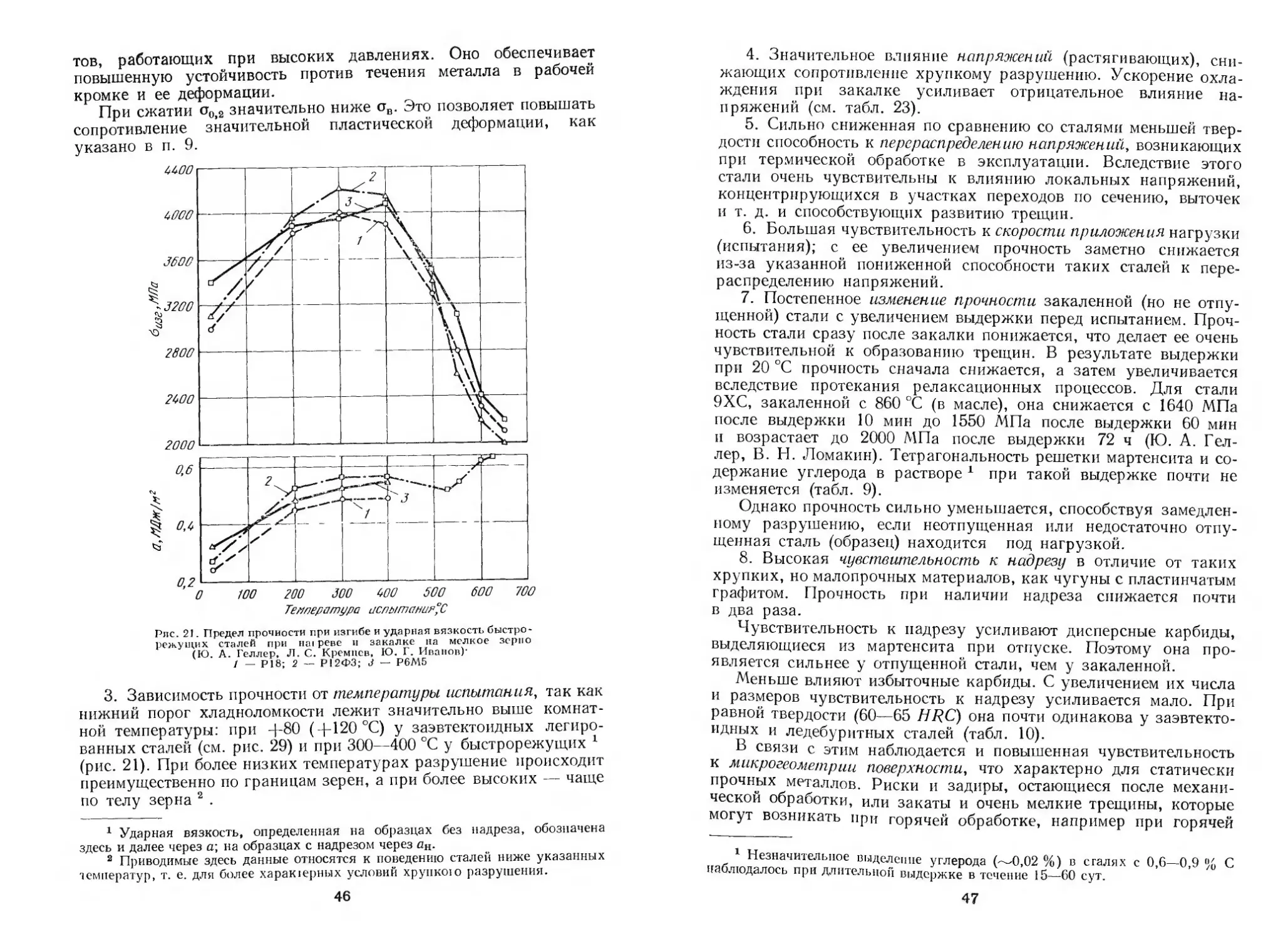
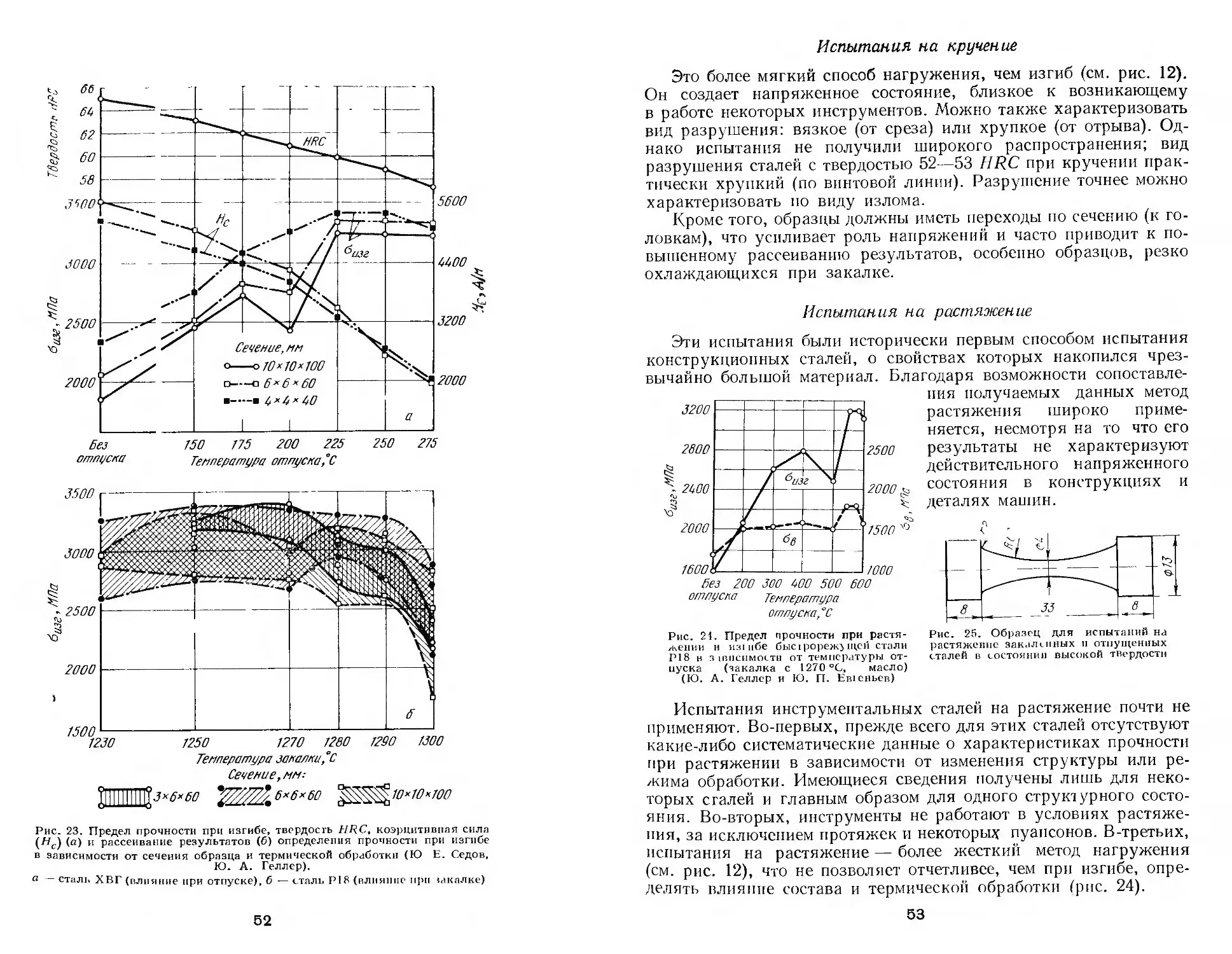
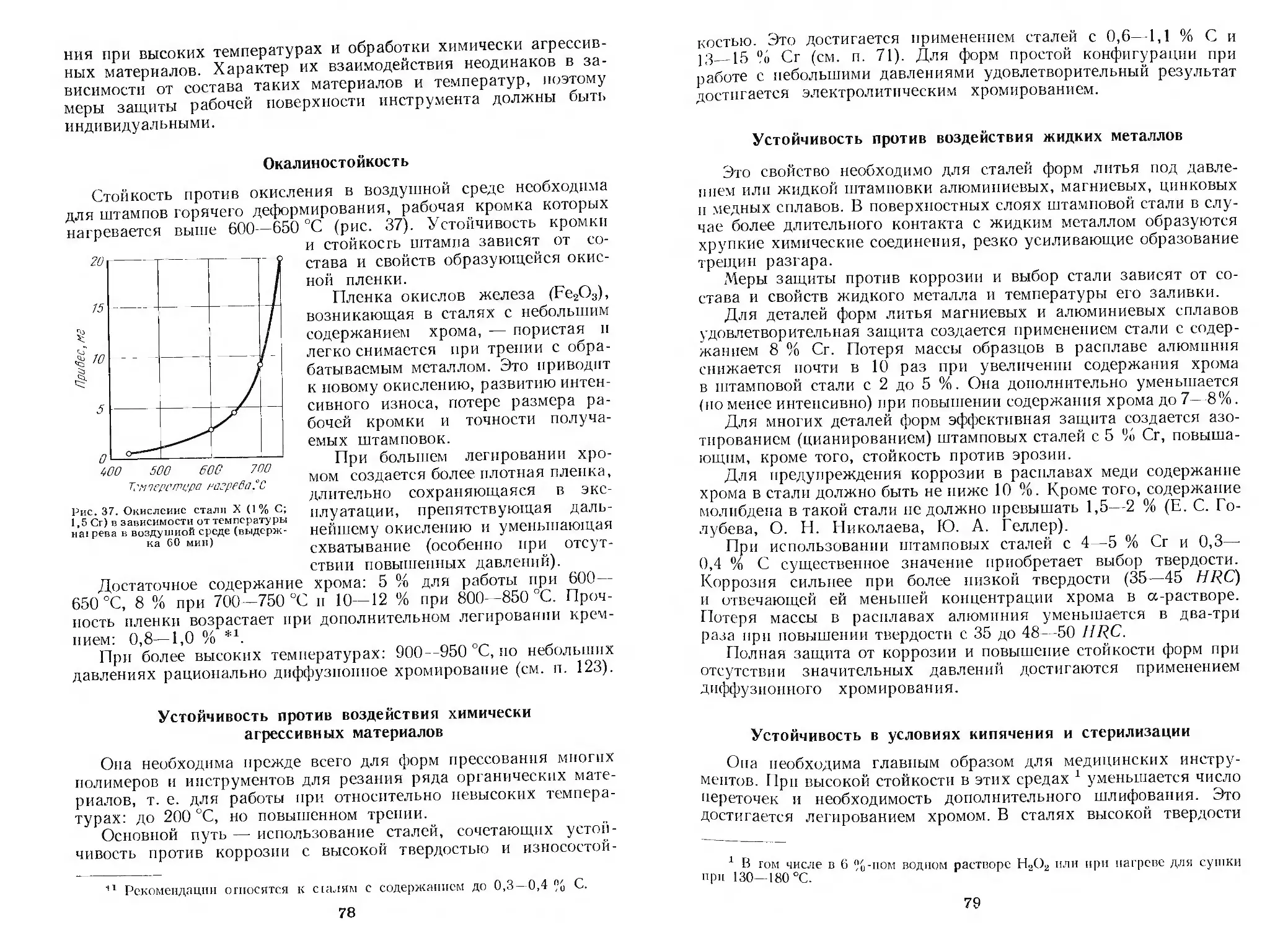
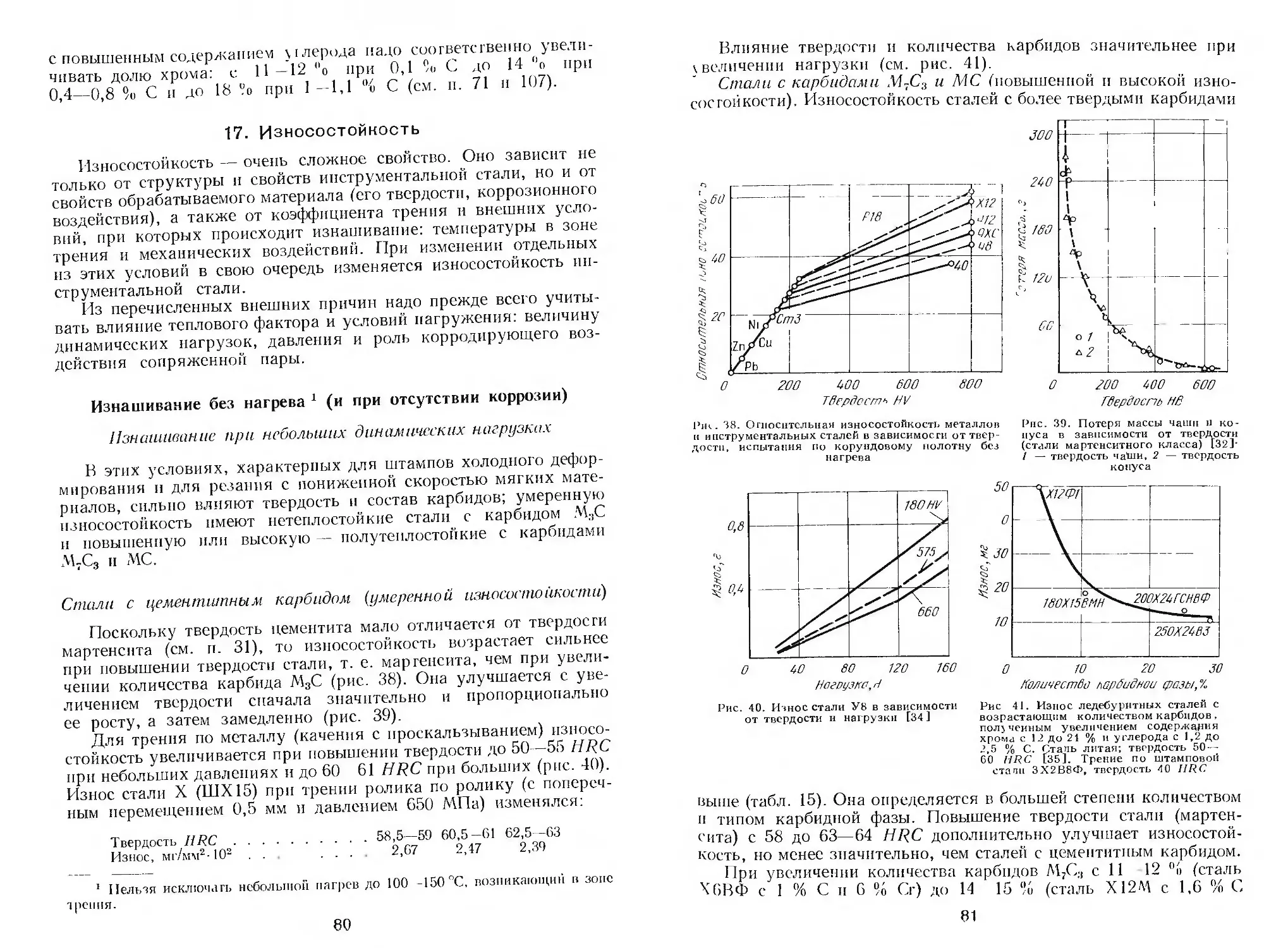
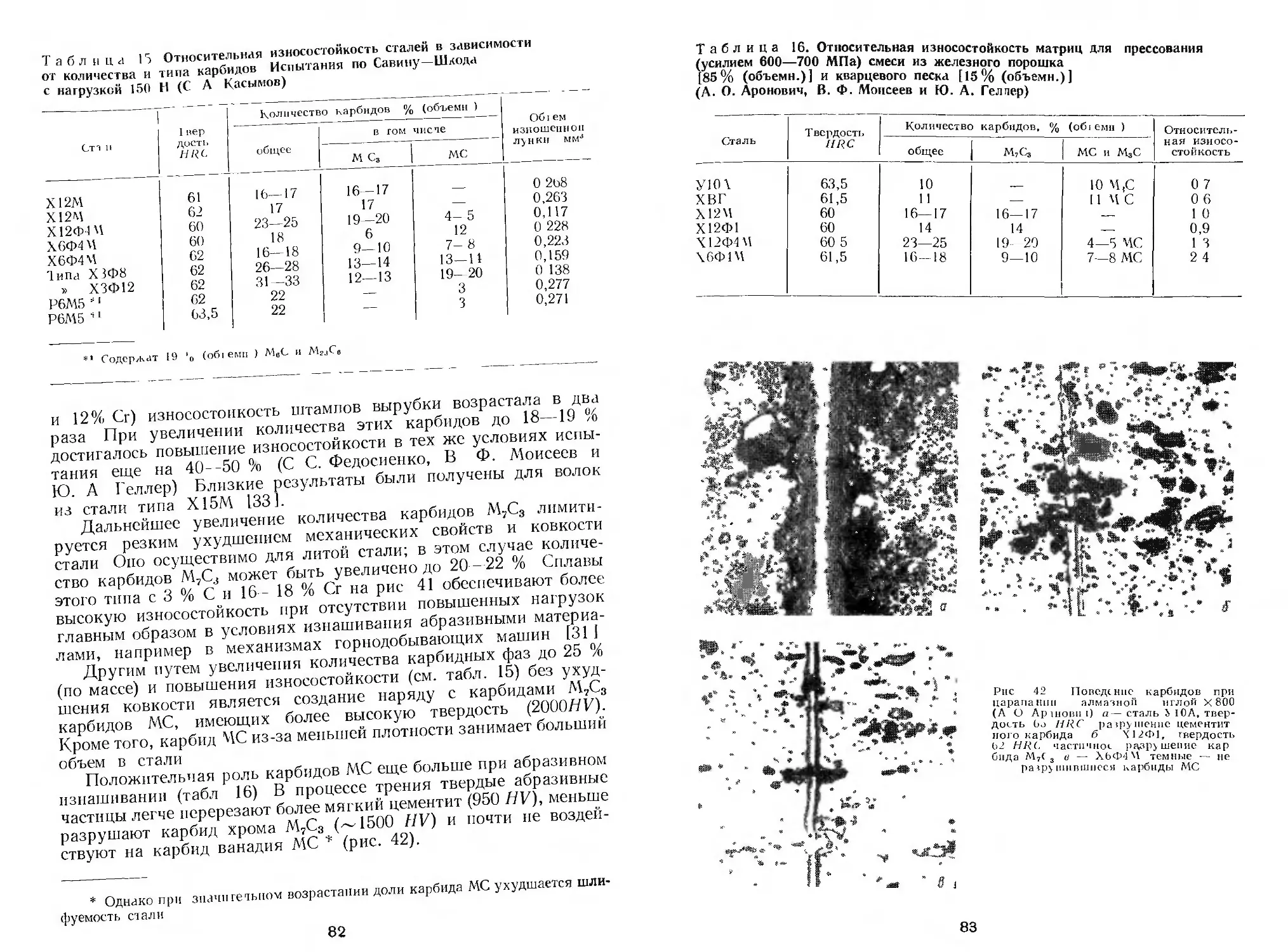
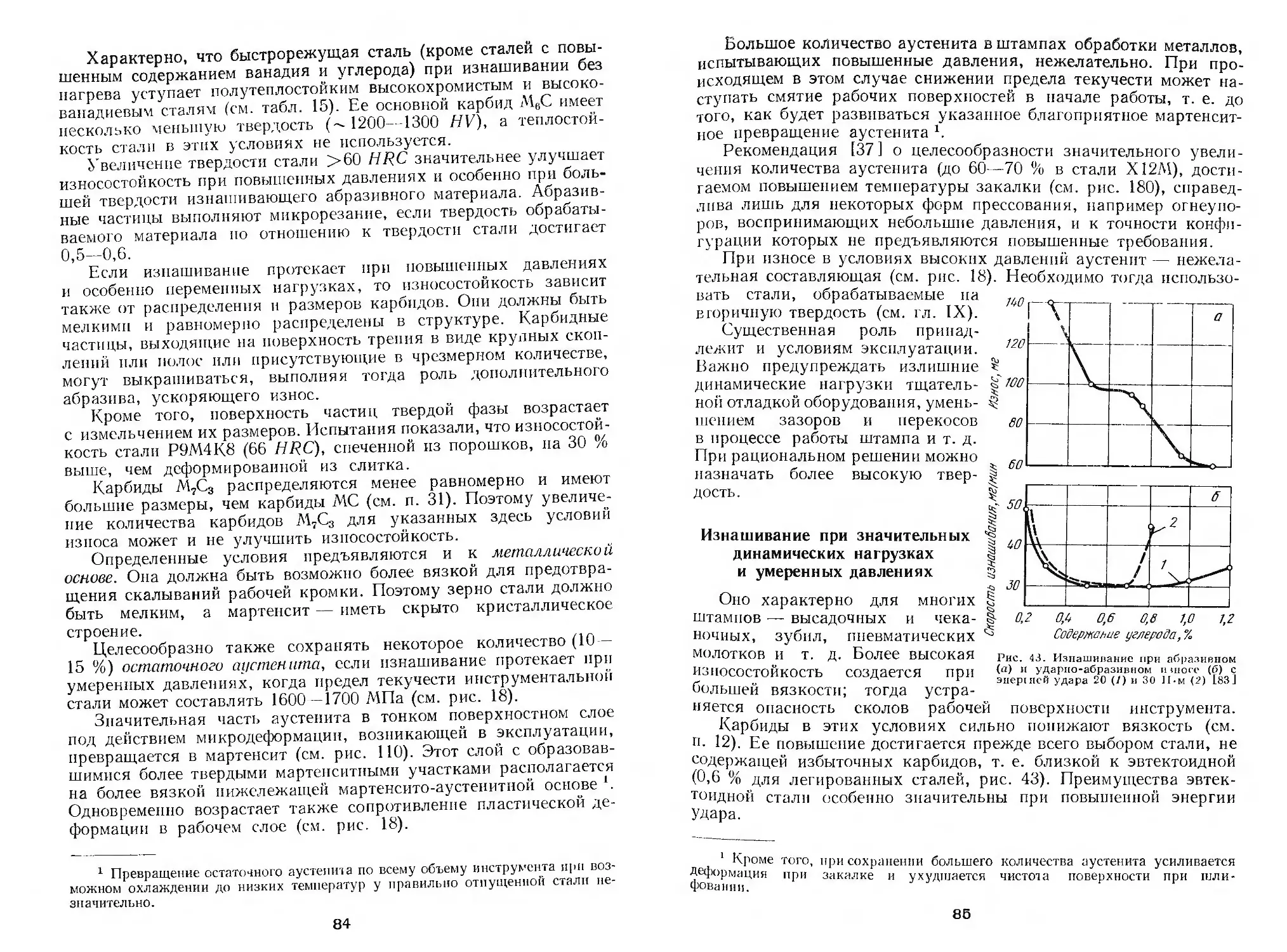
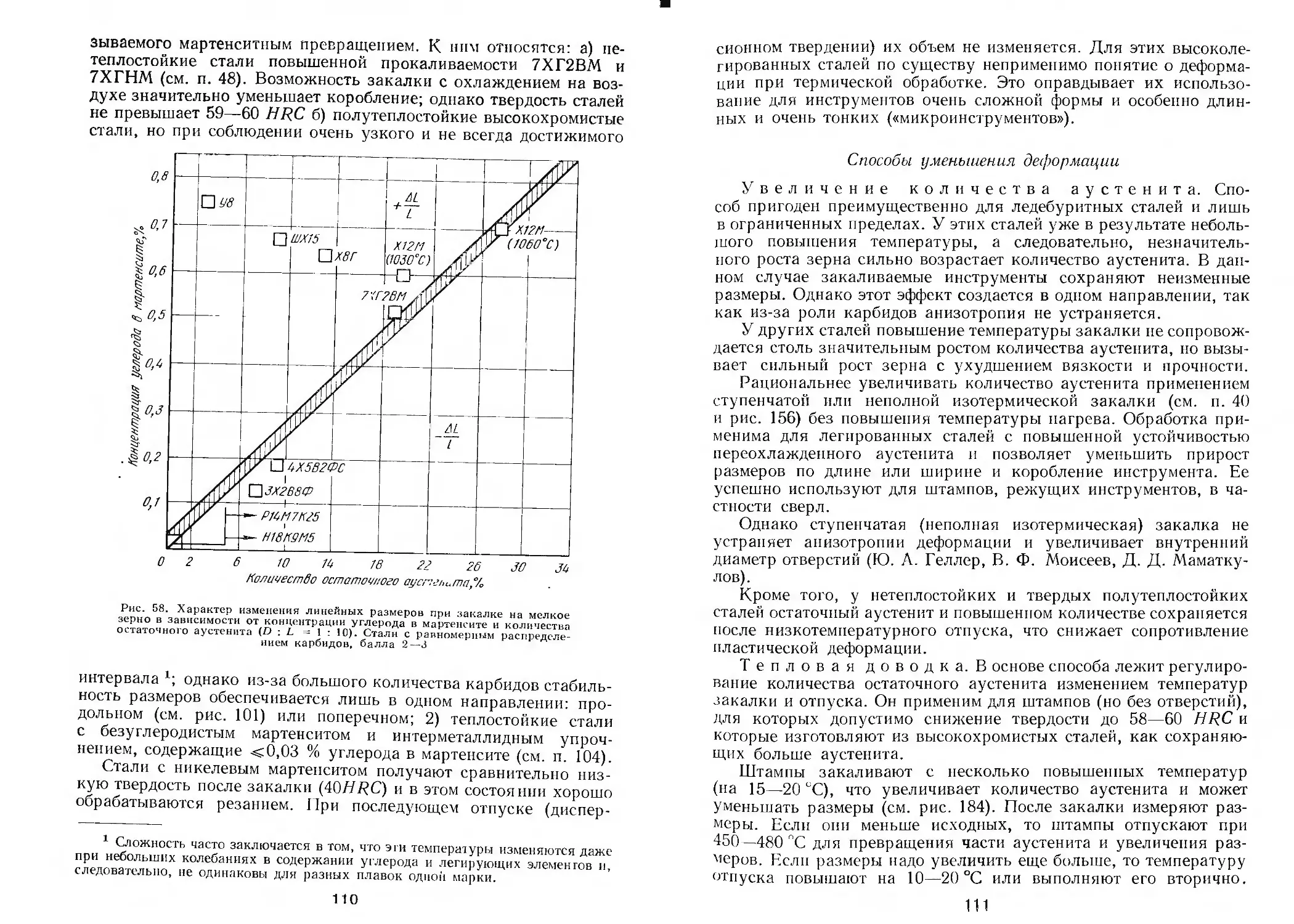
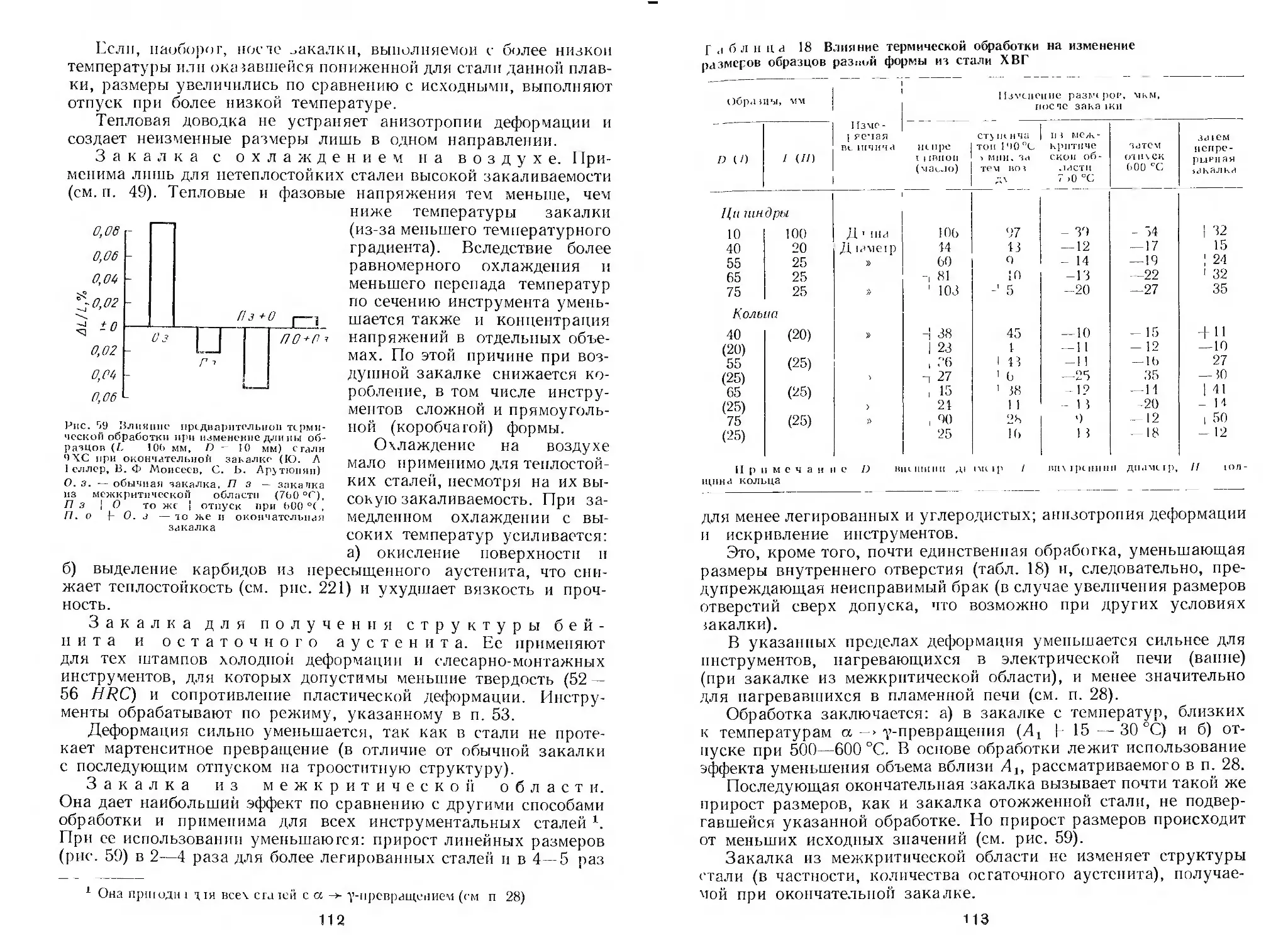
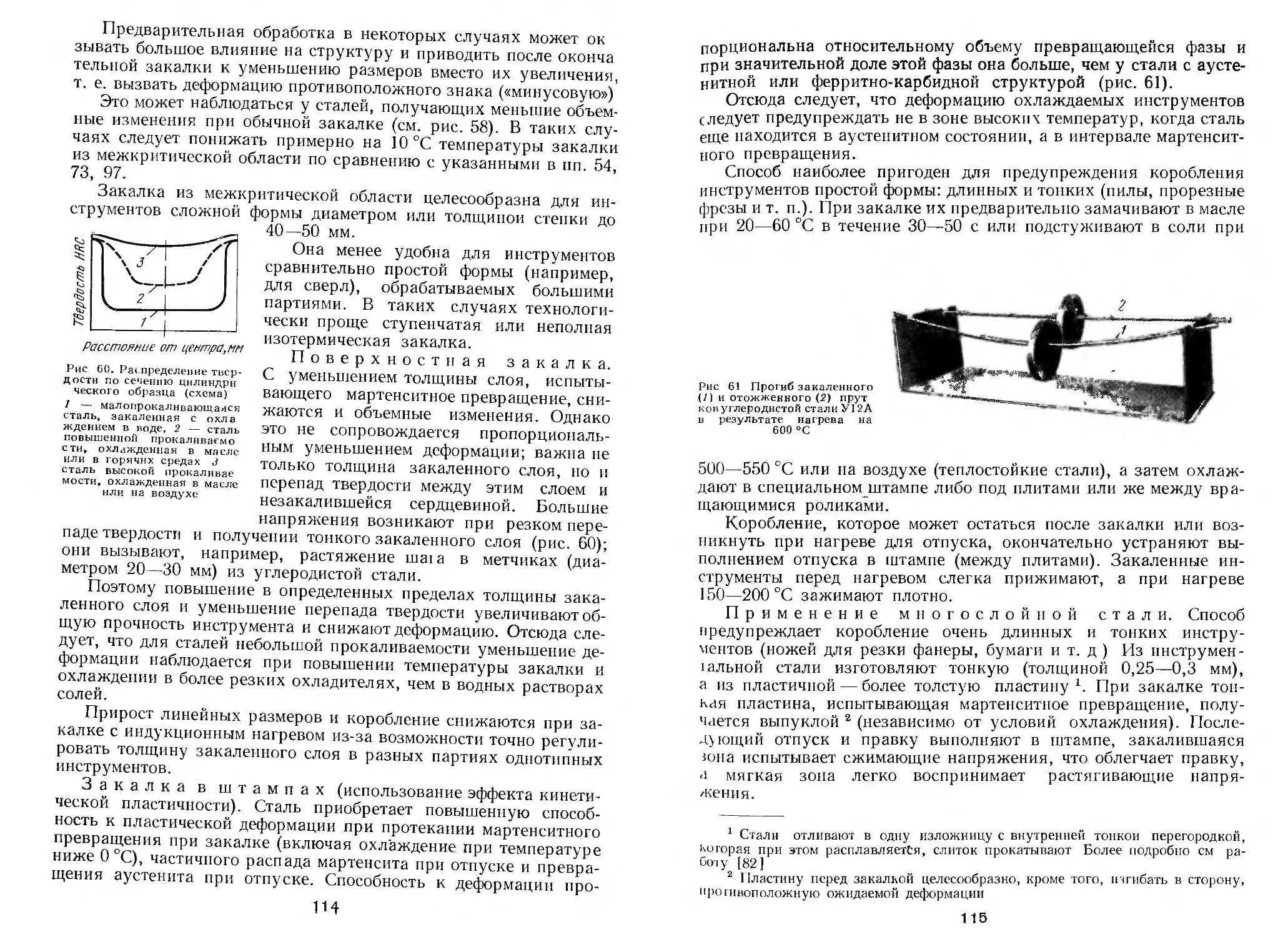
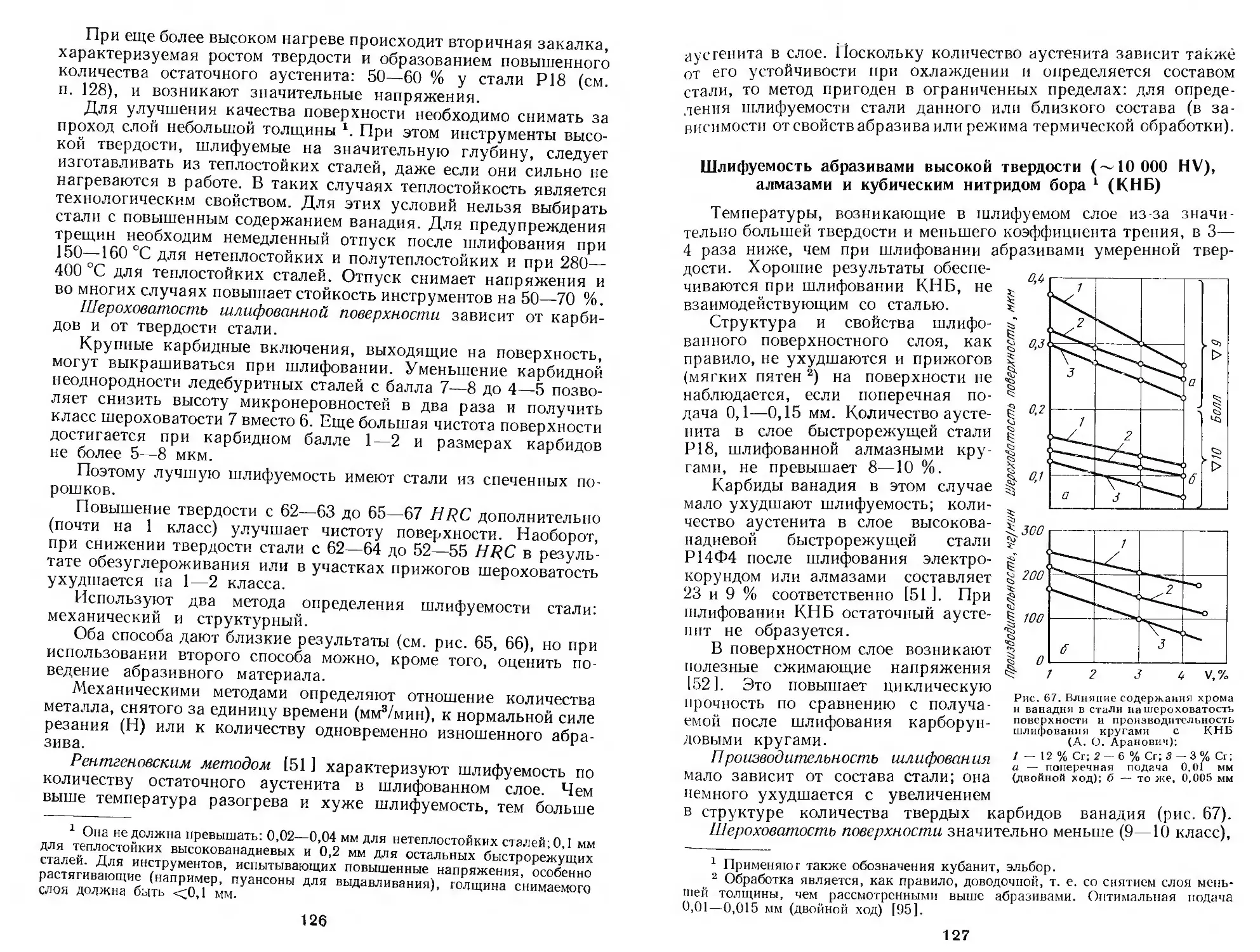
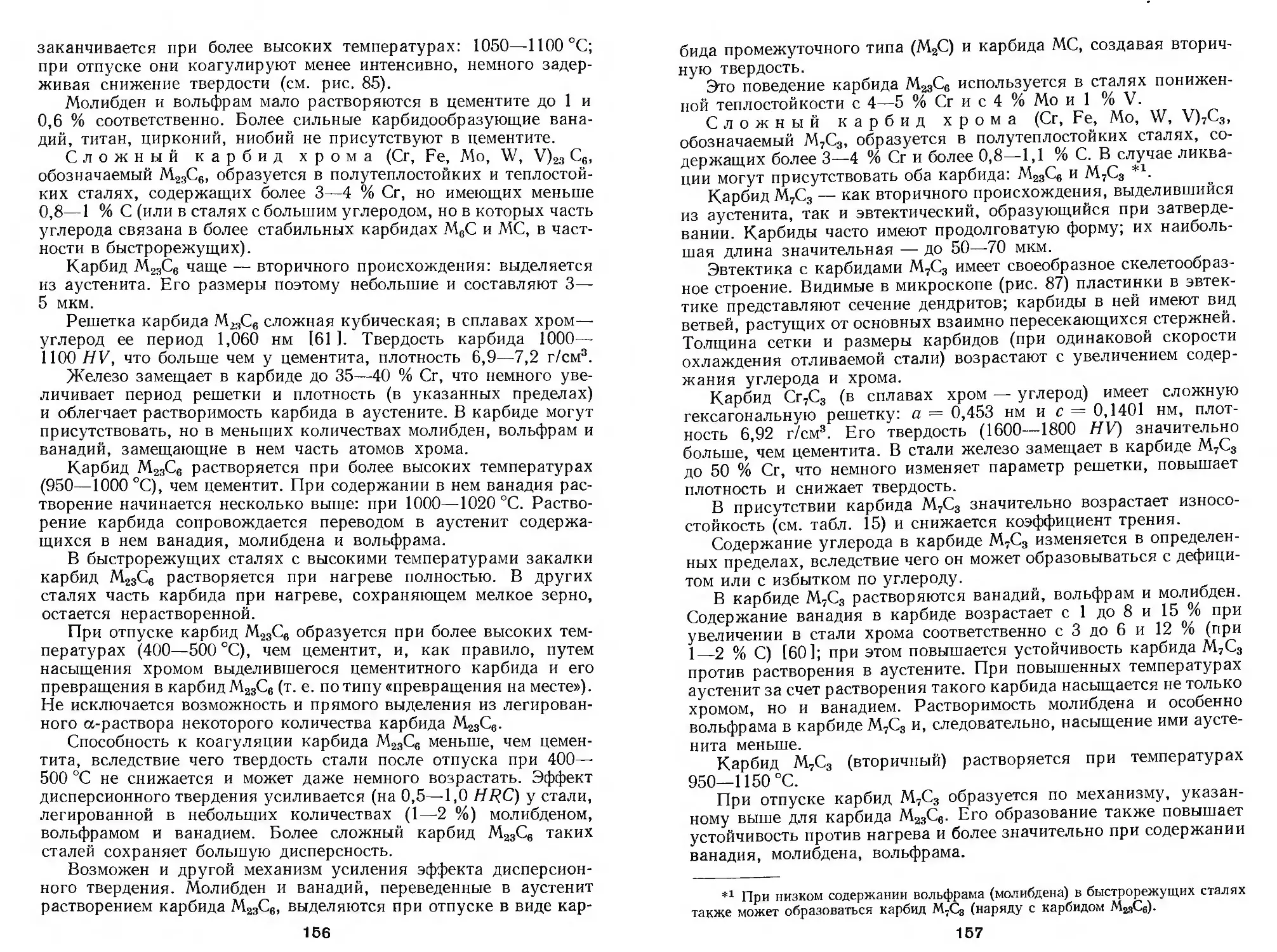
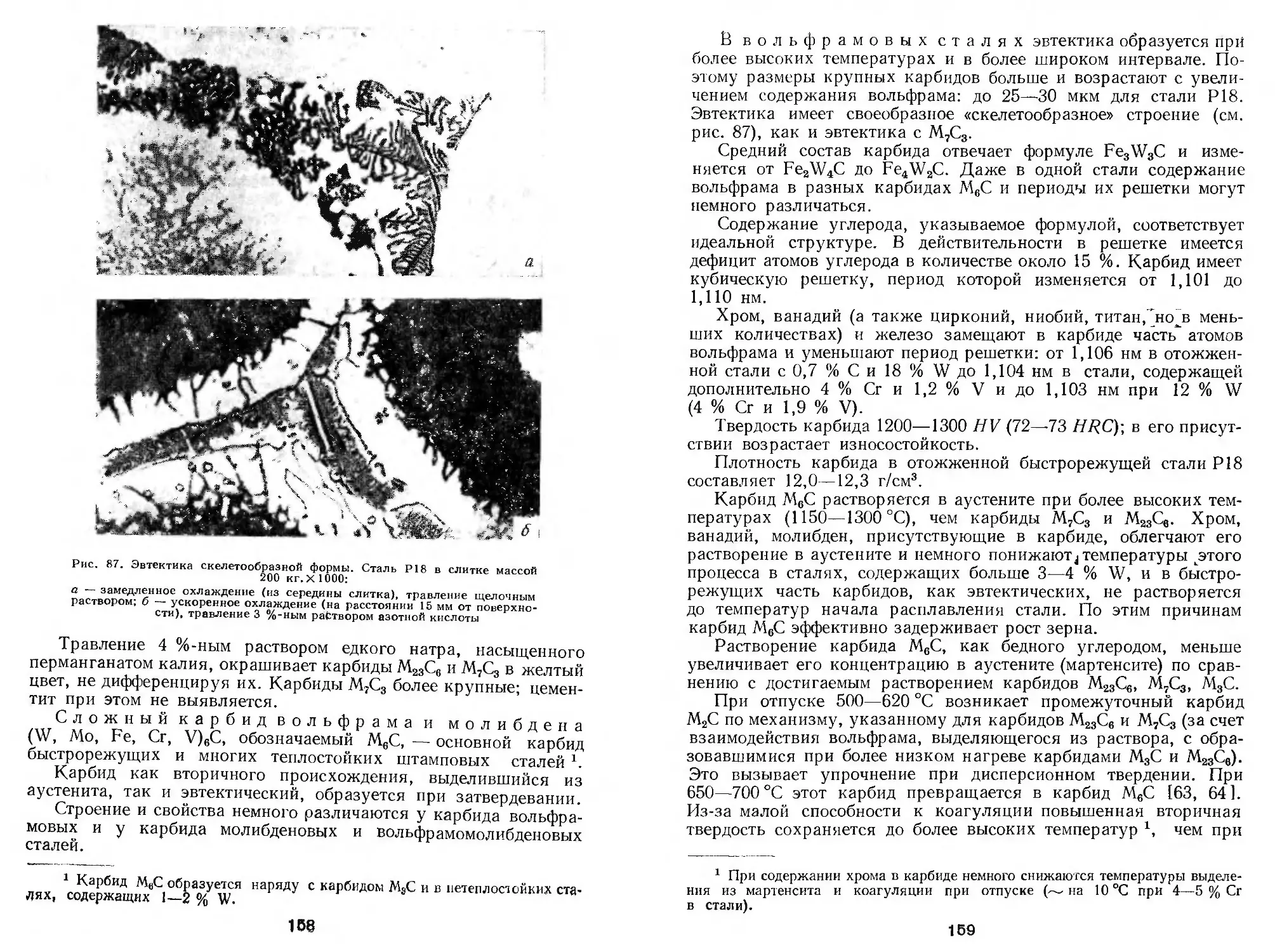
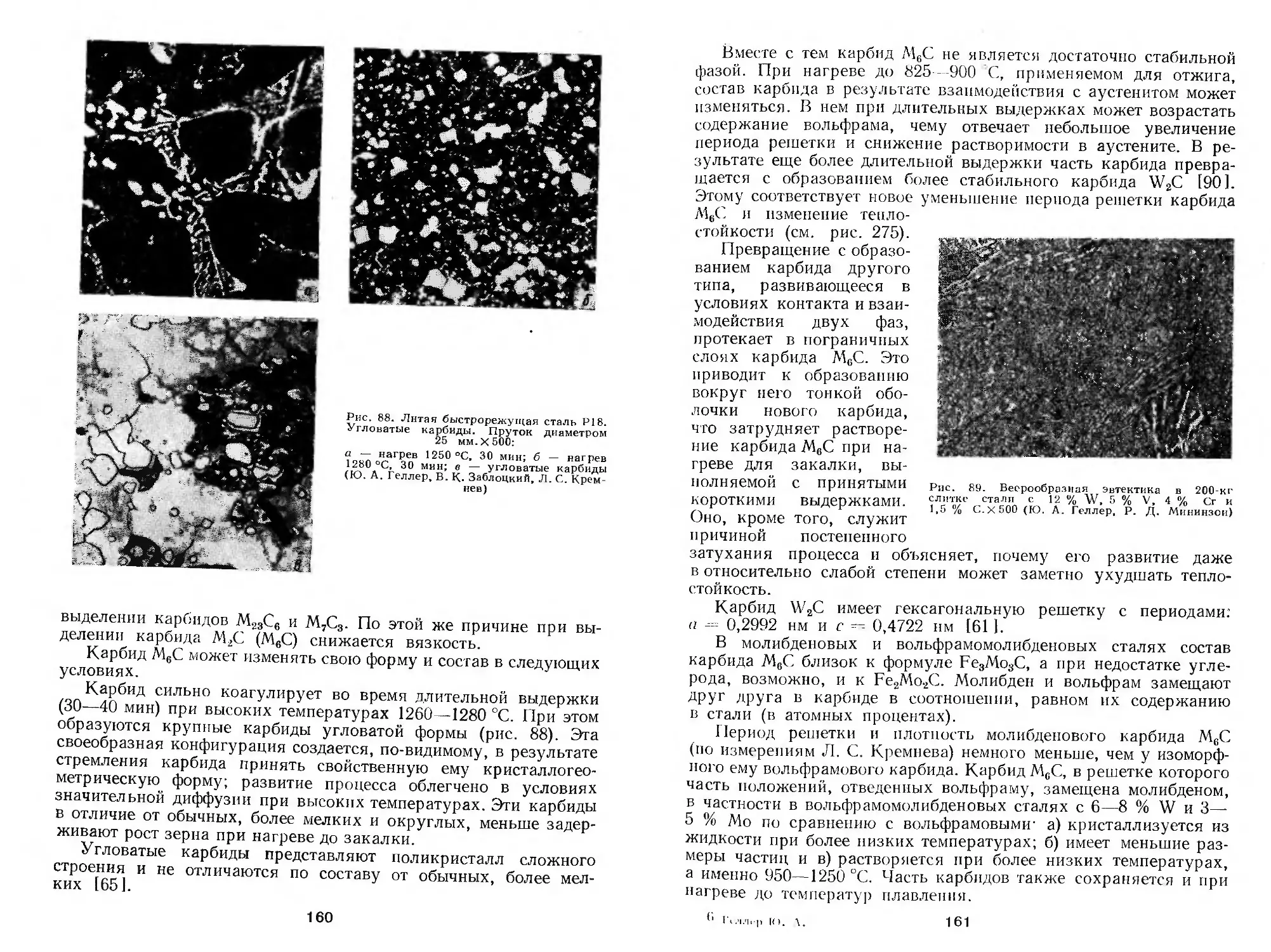
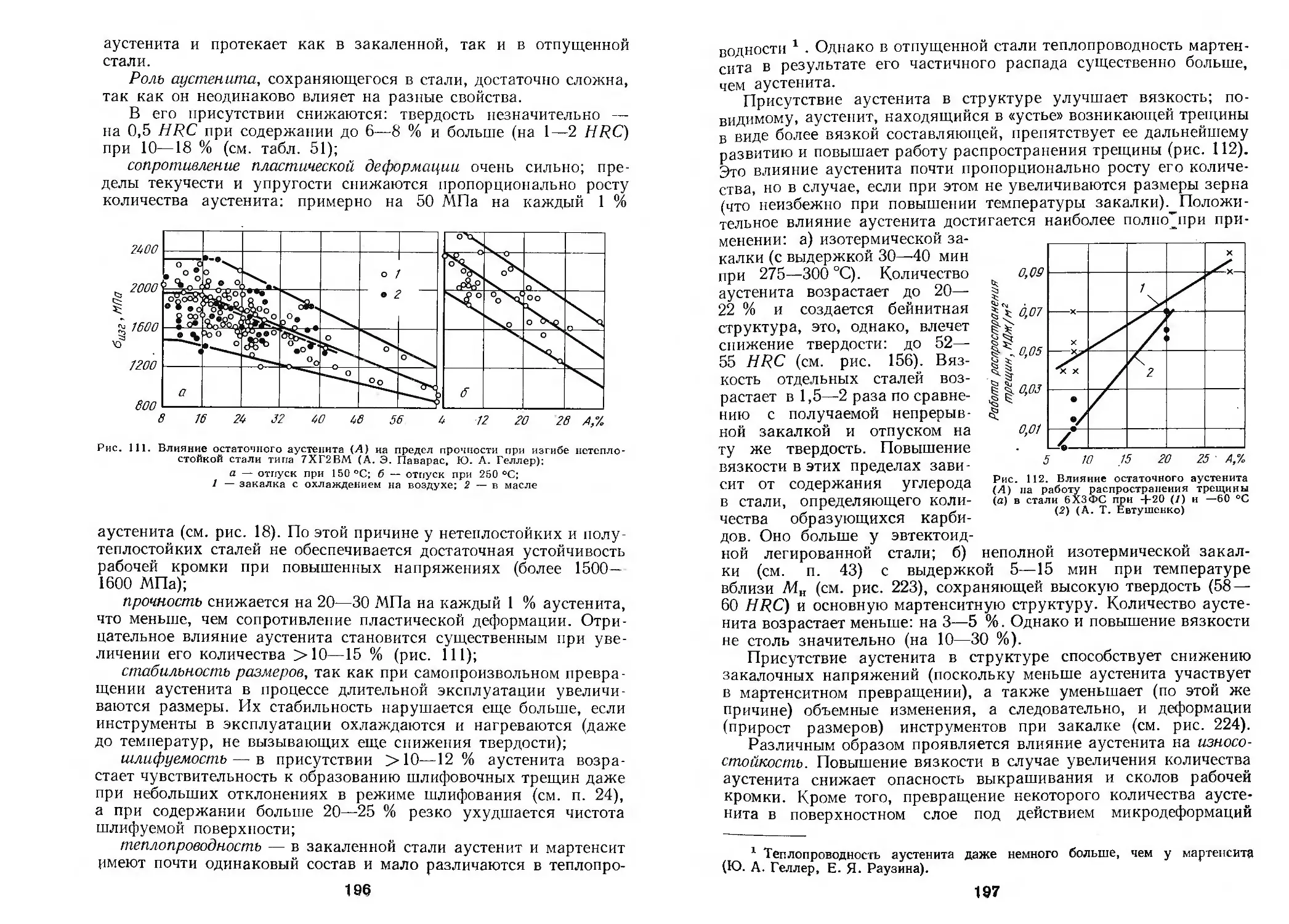
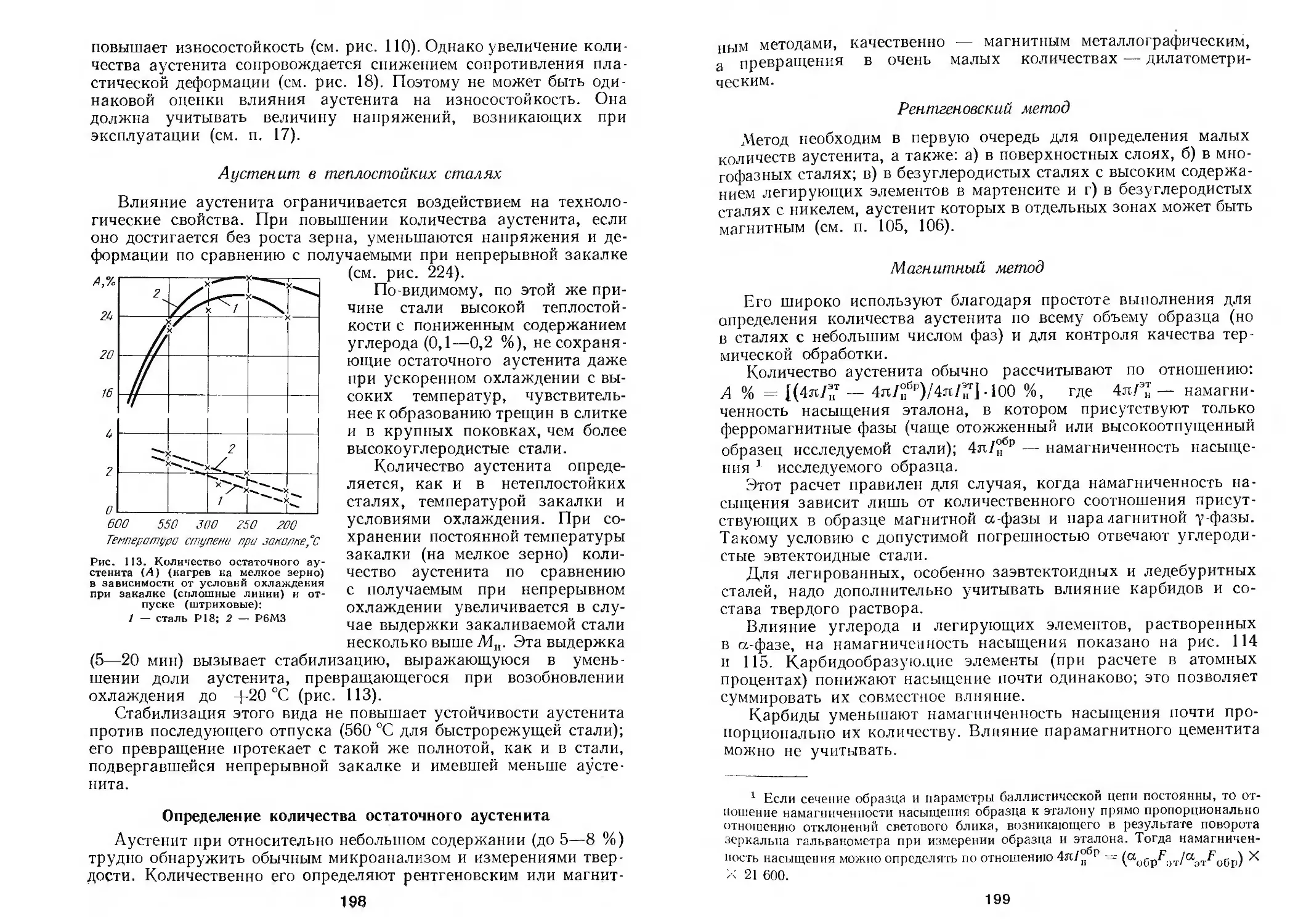
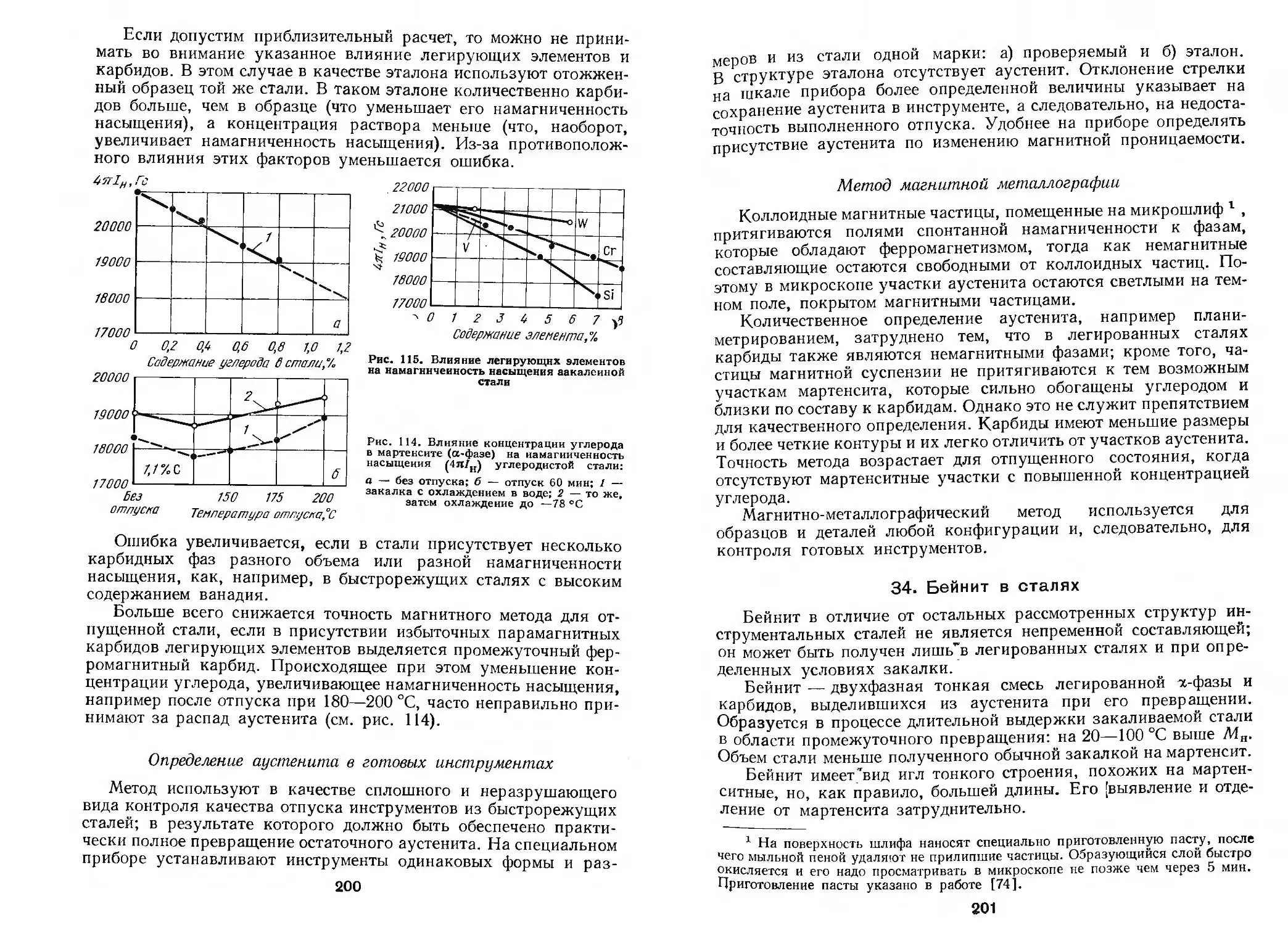
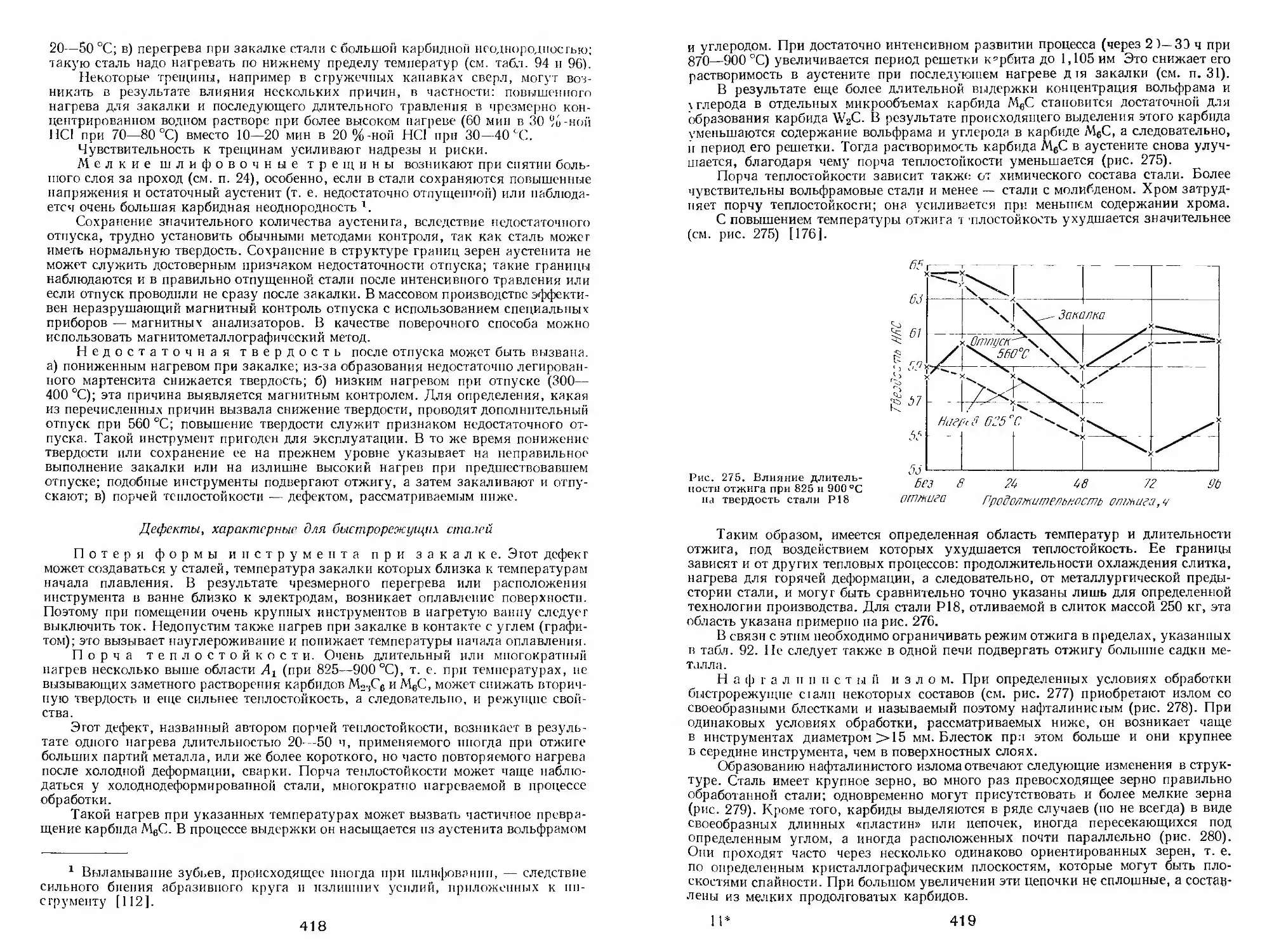
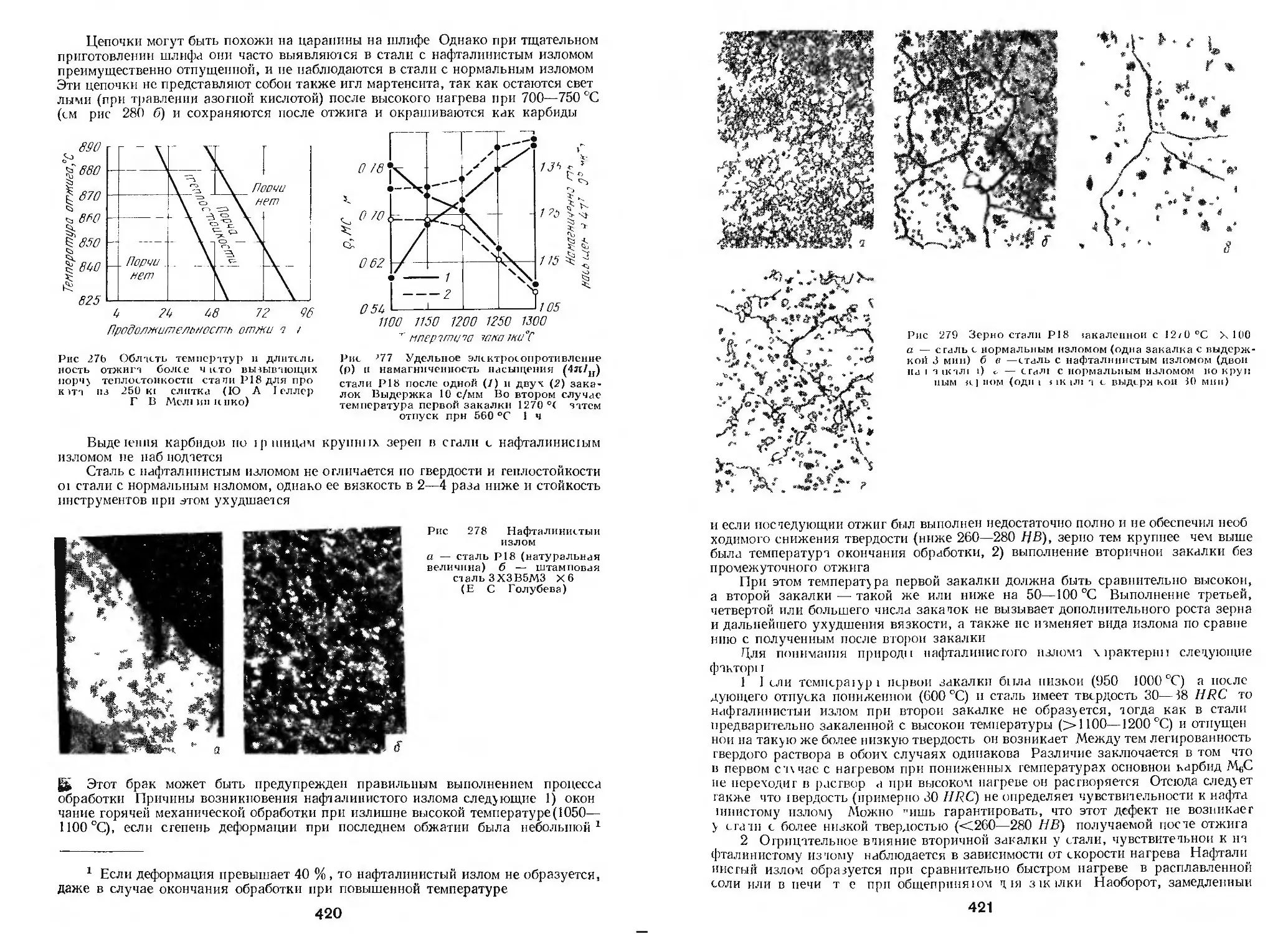
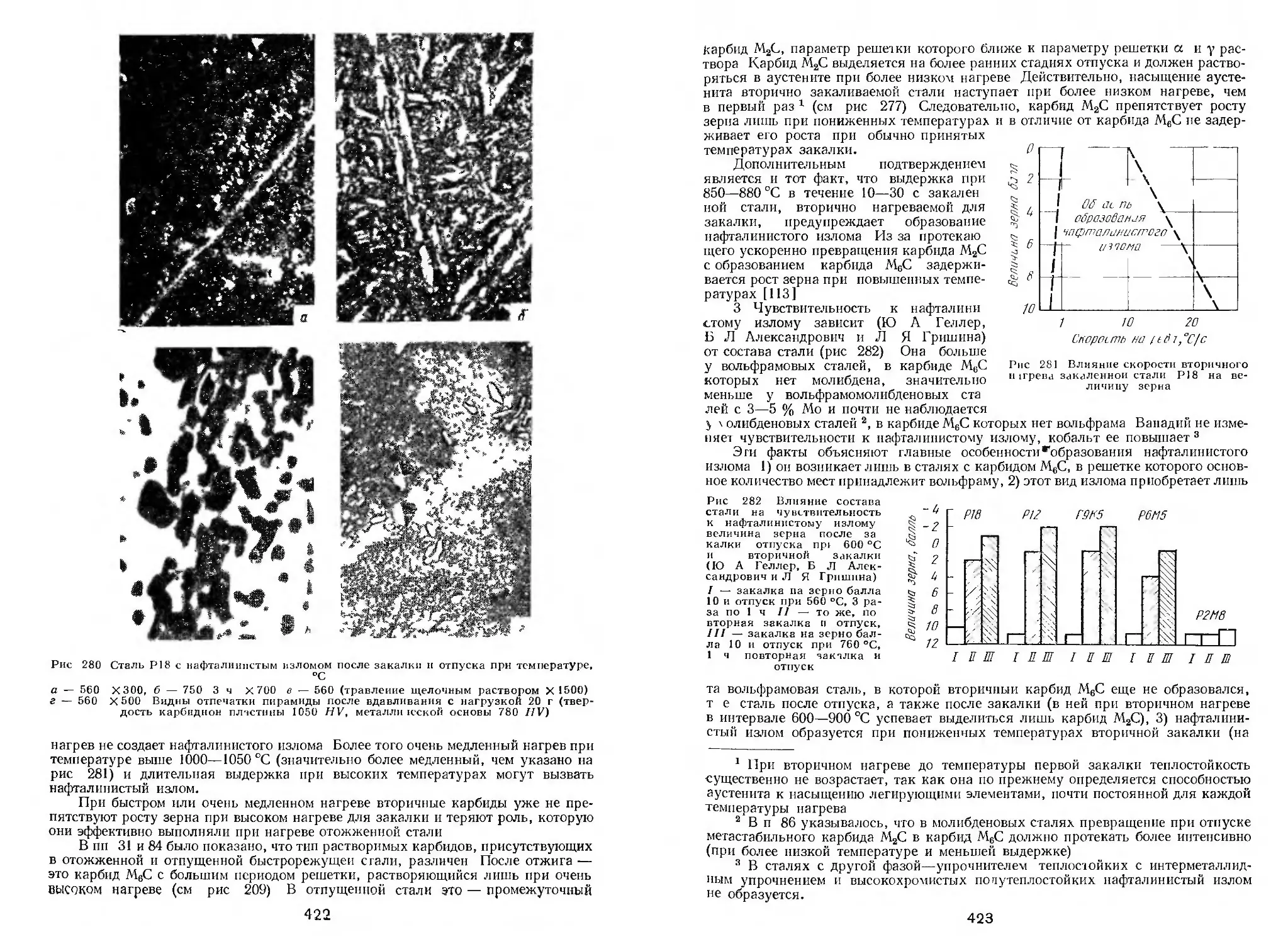
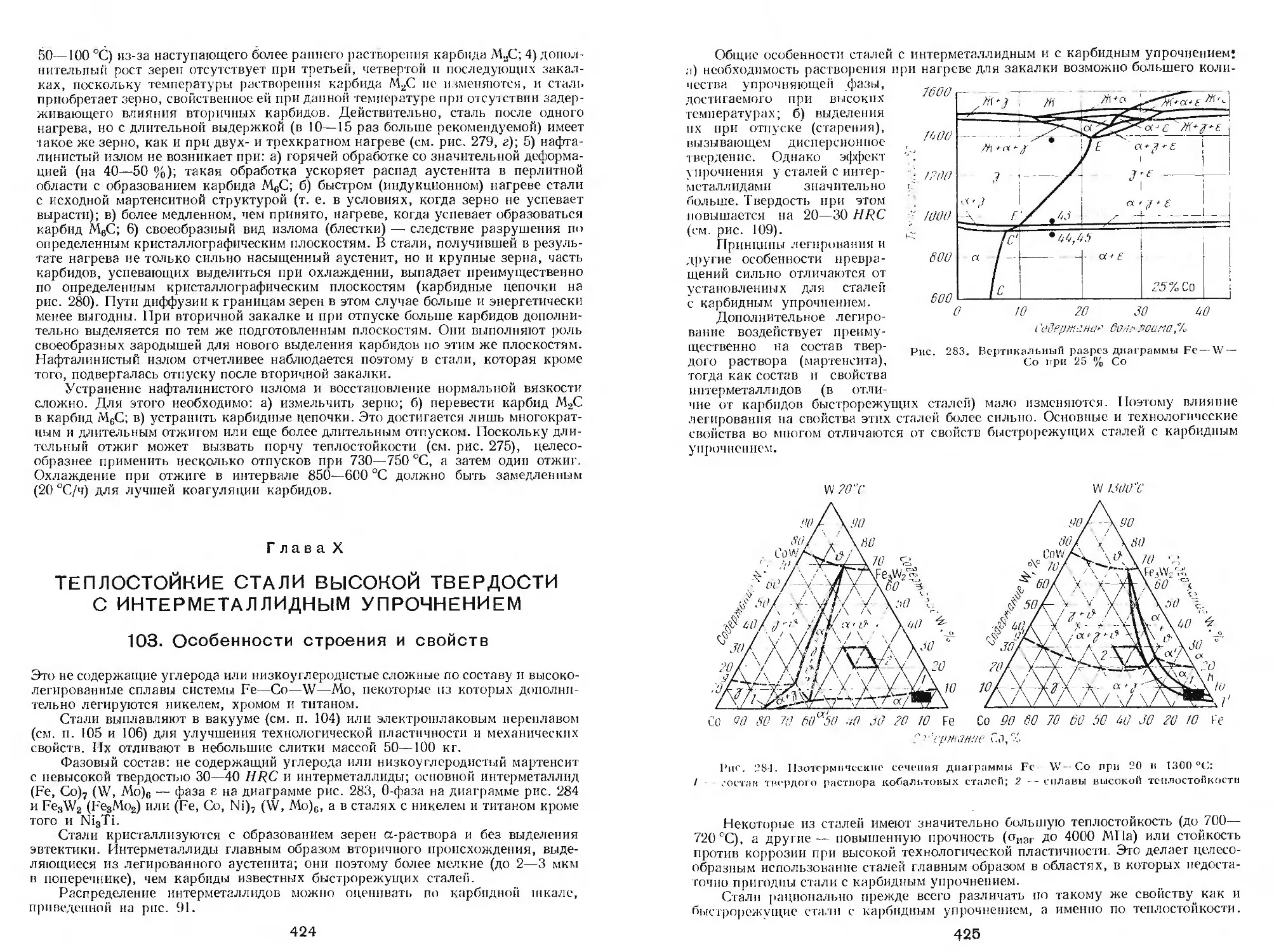
/

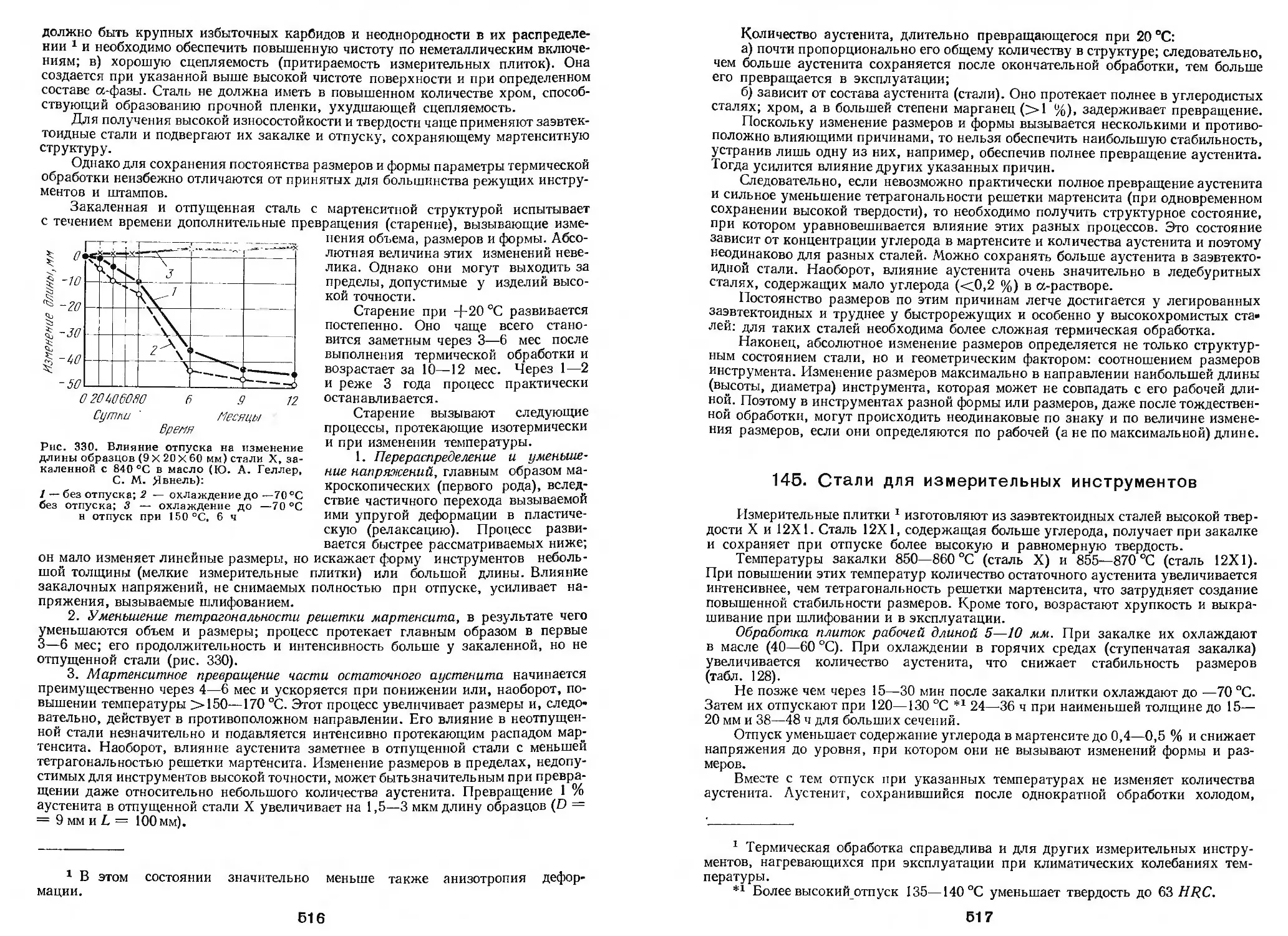
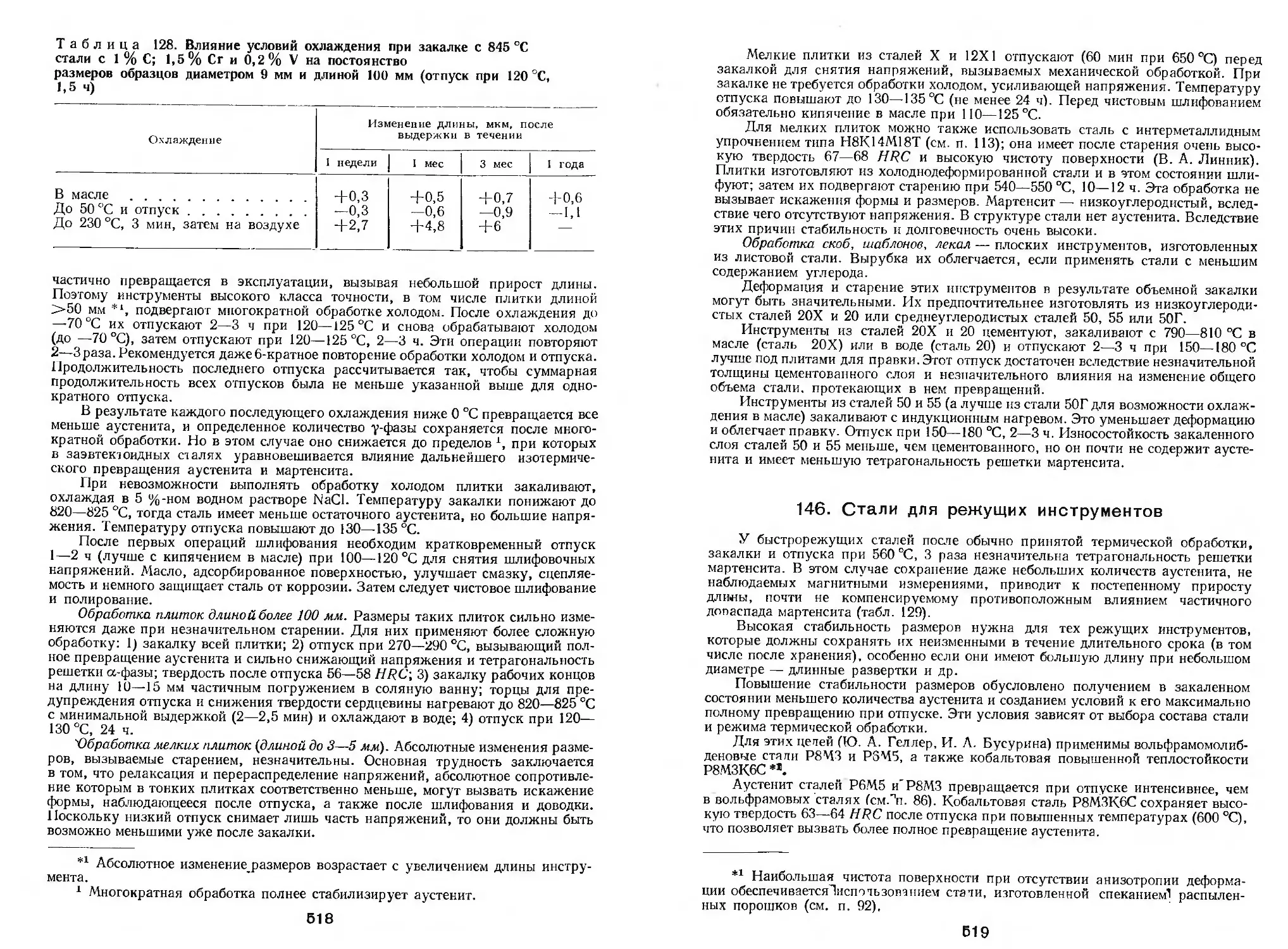
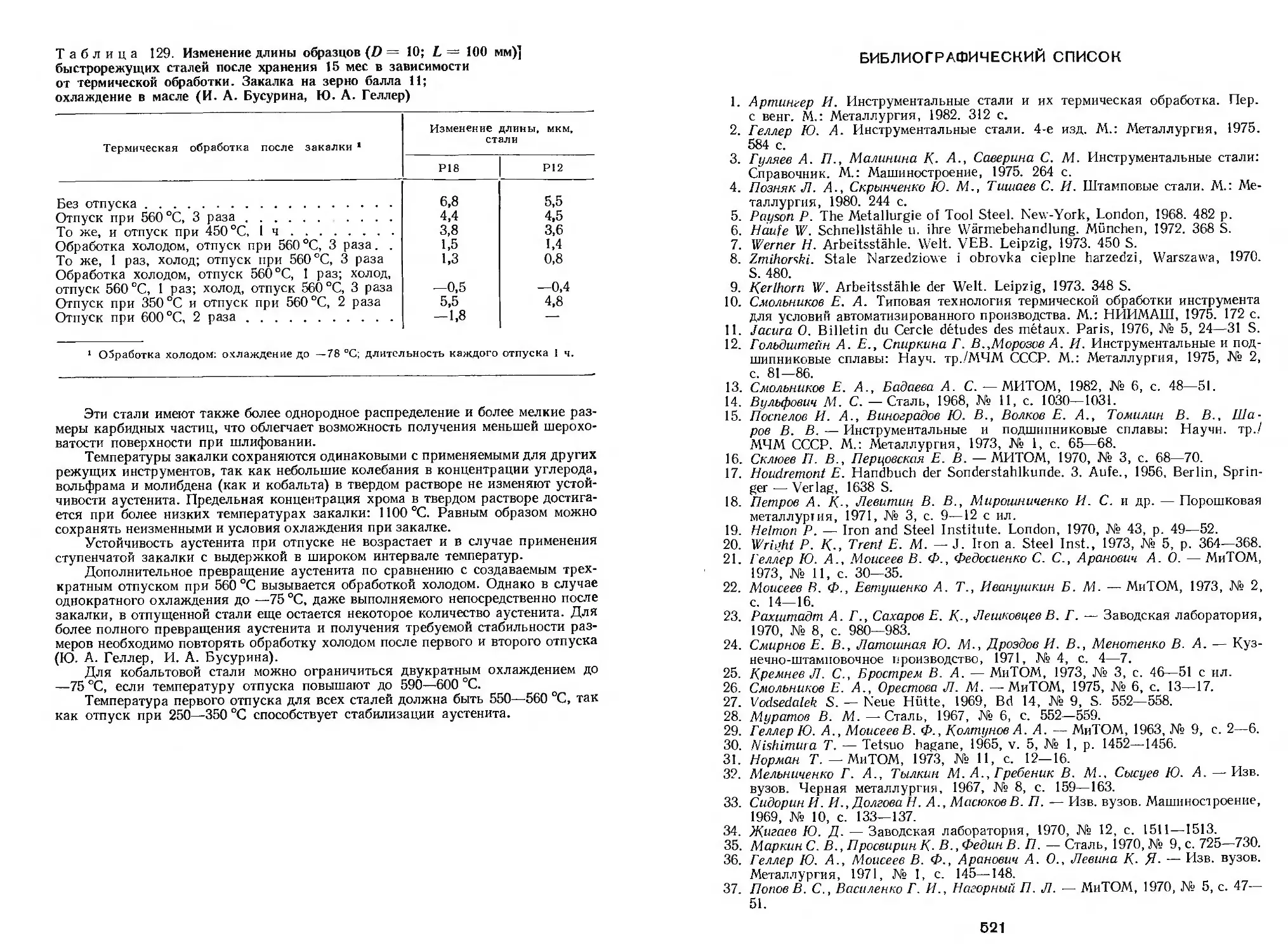





Text
УДК 669.14.018.252.5
Рецензент: докт. техн, наук Л1. А. Тылкин
Рукопись подготовлена к изданию докт. техн, наук В. Ф. Моисеевым
УДК 669.14.018.252.5
Инструментальные стали. 5-е изд. Геллер Ю. А. М.: Металлургия, 1983. 527 с.
В книге рассмотрены составы современных отечественных и зарубежных ин-
струментальных сталей, дана их классификация, изложены основы легирования,
свойства и рекомендуемая термическая обработка. Представлены необходимые
данные для выбора марок сталей и режимов горячей механической и термической
обработки инструментов.
В 5-е издание внесены изменения в связи с разработкой сталей новых клас-
сов и принципиально новых способов термической обработки.
Рассчитана на инженерно-технических и научных работников научно-иссле-
довательских институтов и предприятий металлургической и машиностроительной
промышленности. Может быть полезна студентам и аспирантам соответствующих
вузов.
Ил. 330. Табл. 129. Библиогр. список: 348 назв.
г 2605000000-055
040(01)783 71 -83
© Издательство «Металлургия», 1983
ОГЛАВЛЕНИЕ
Предисловие
Часть первая. СТРУКТУРА И СВОЙСТВА
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
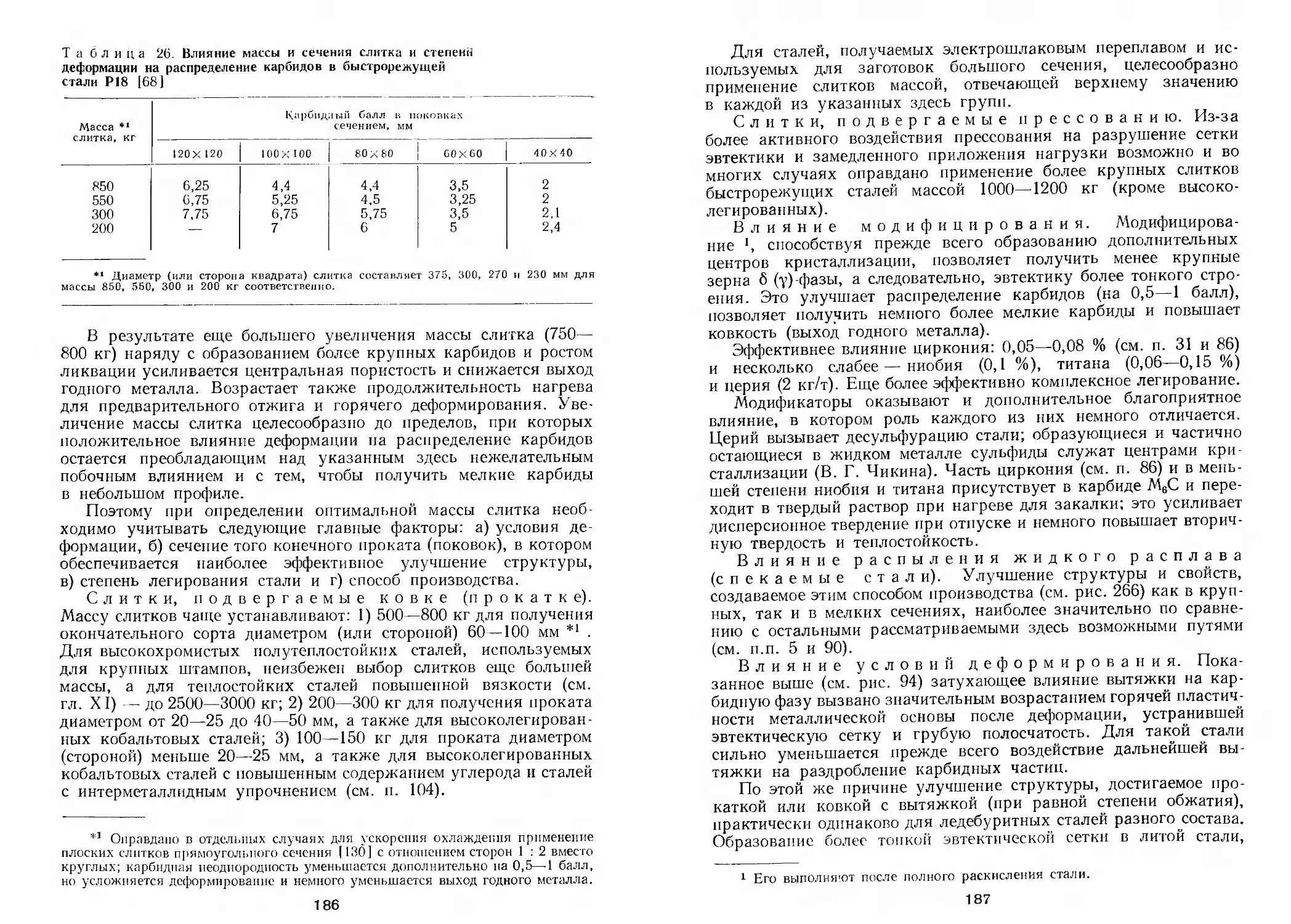
Глава I. Характеристика, классификация и составы инструменталь-
ных сталей .........................................................
1. Общая характеристика инструментальных сталей.................
2. Классификация по свойствам .................................
3. Классификация по назначению ................................
4. Химический состав инструментальных сталей ..................
5. Влияние особенностей металлургического передела на свойства ин-
струментальных сталей ..........................................
Глава II. Свойства инструментальных сталей........................
6. Стойкостные свойства..........................................
А. Основные свойства инструментальных сталей ................
7. Требования к свойствам инструментальных сталей. Поведение стали
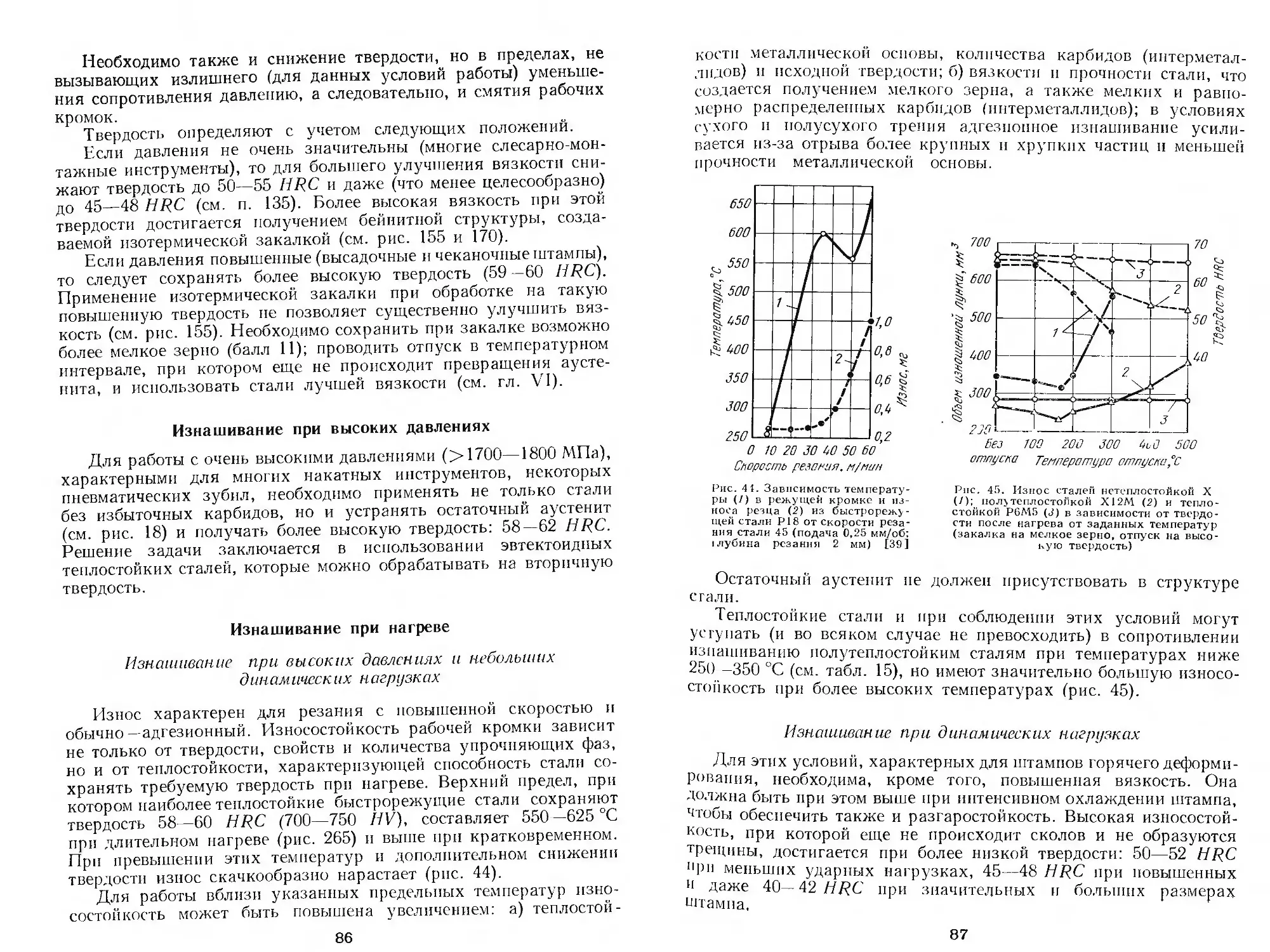
при резании и деформировании......................................
8. Твердость ....................................................
9. Сопротивление пластической деформации. О модуле упругости . . .
10. Прочность. Сопротивление хрупкому разрушению .................
11. Сопротивление усталостному разрушению .......................
12. Пластичность и вязкость .....................................
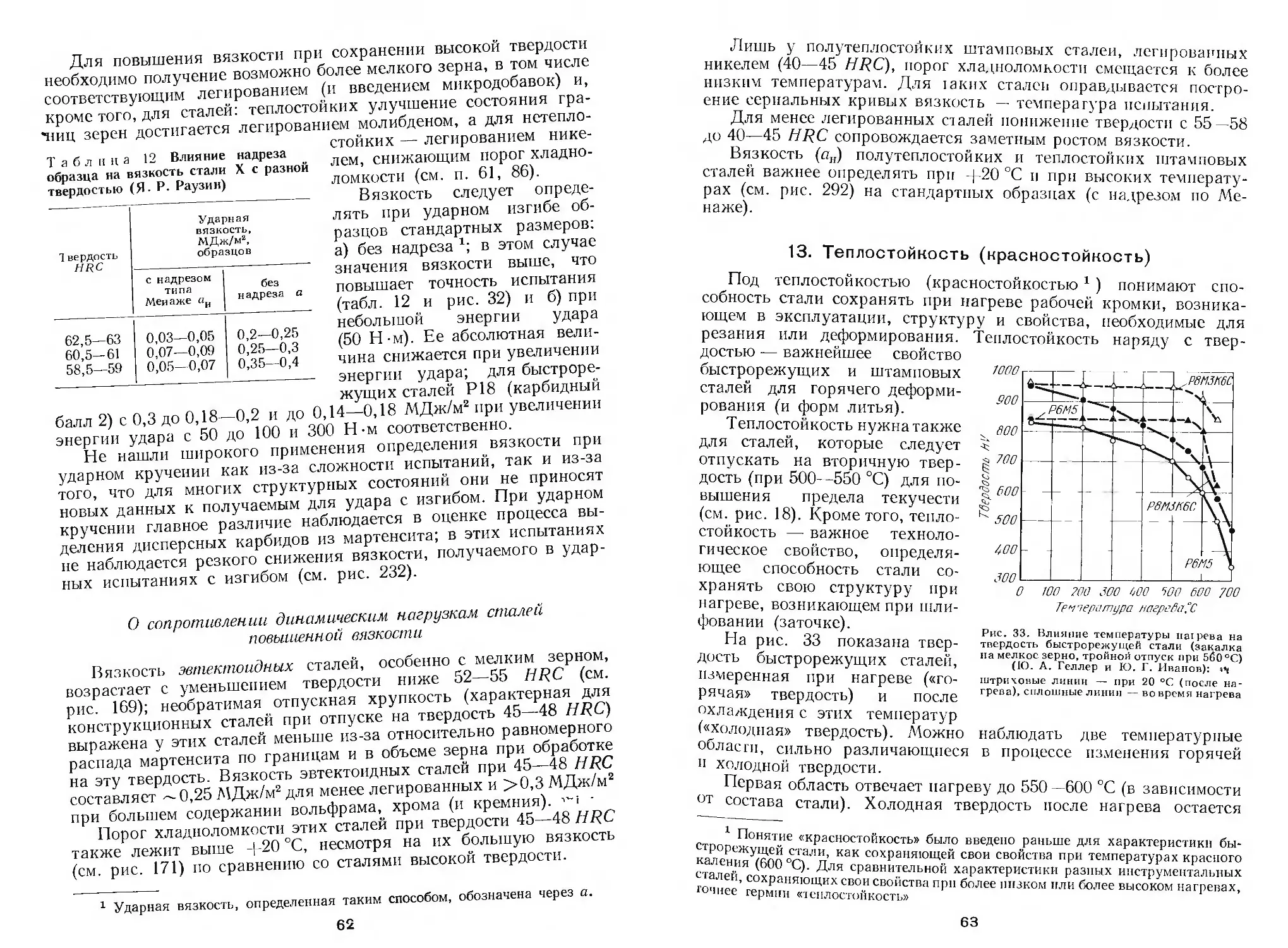
13. Теплостойкость (красностойкость)..............................
14. Разгаростойкость..............................................
15. Физические свойства ..........................................
16. Химические свойства. Взаимодействие с обрабатываемым материалом
17. Износостойкость ..............................................
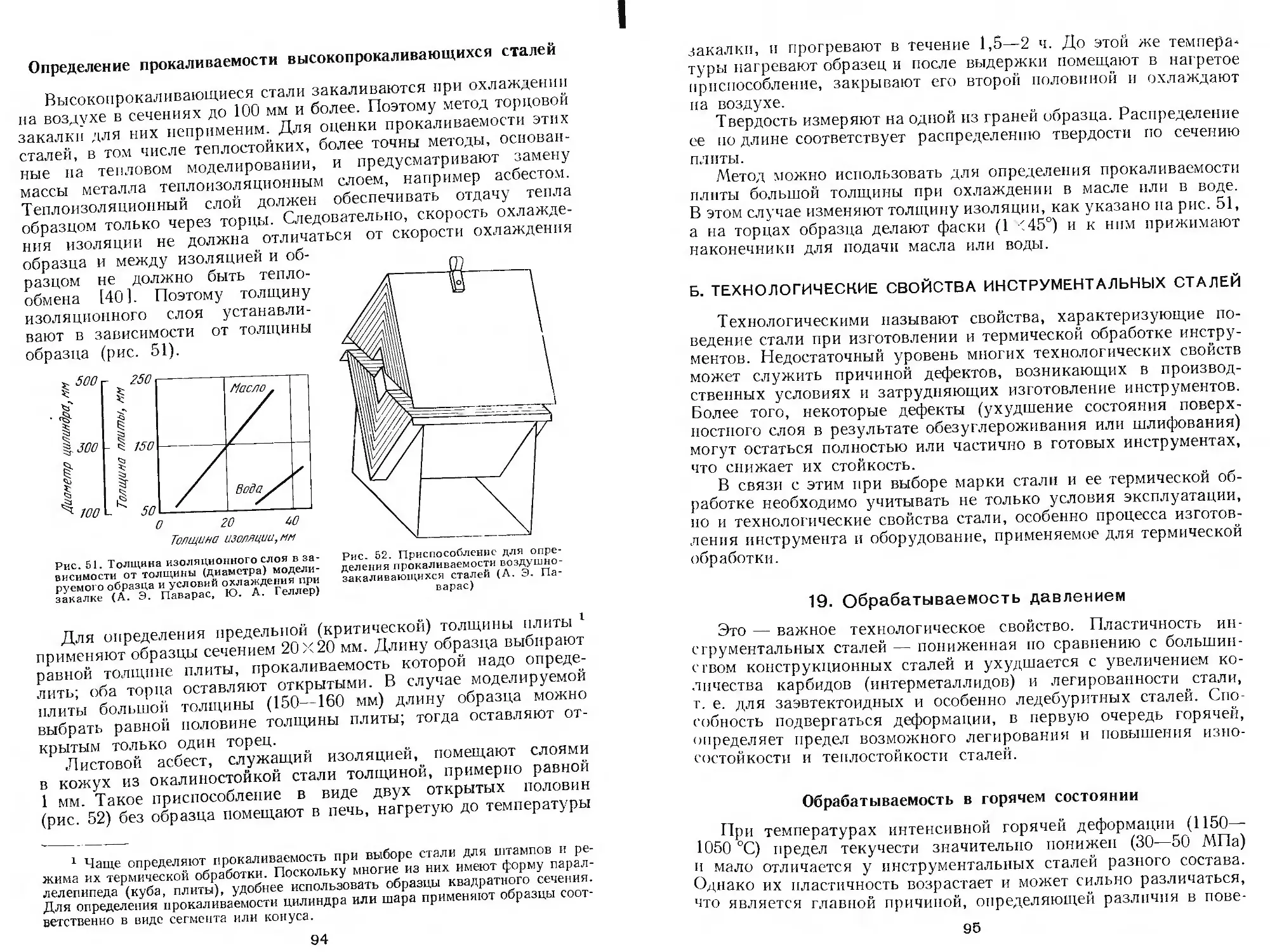
18. Прокаливаемость...............................................
Б. Технологические свойства инструментальных сталей .........
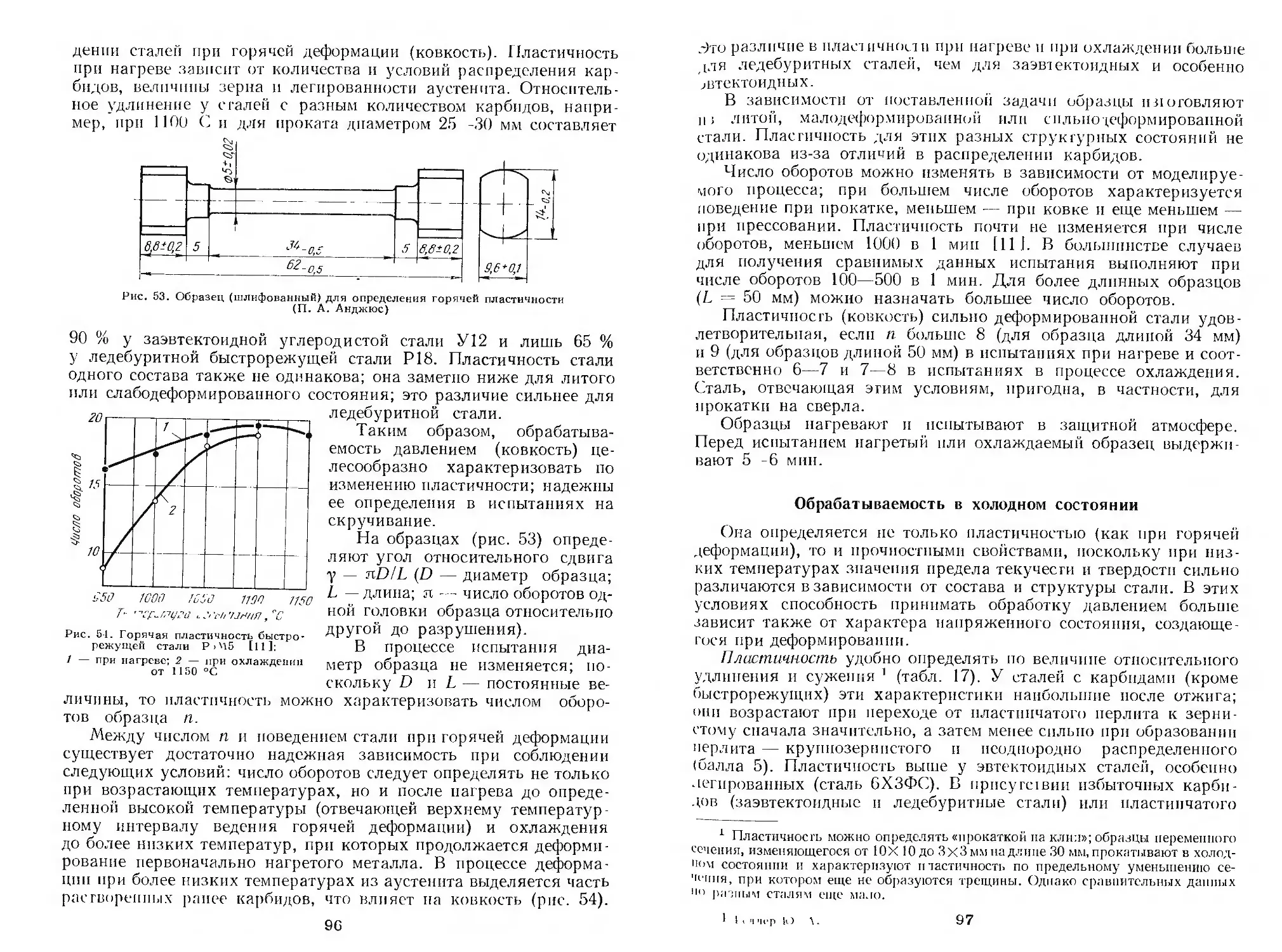
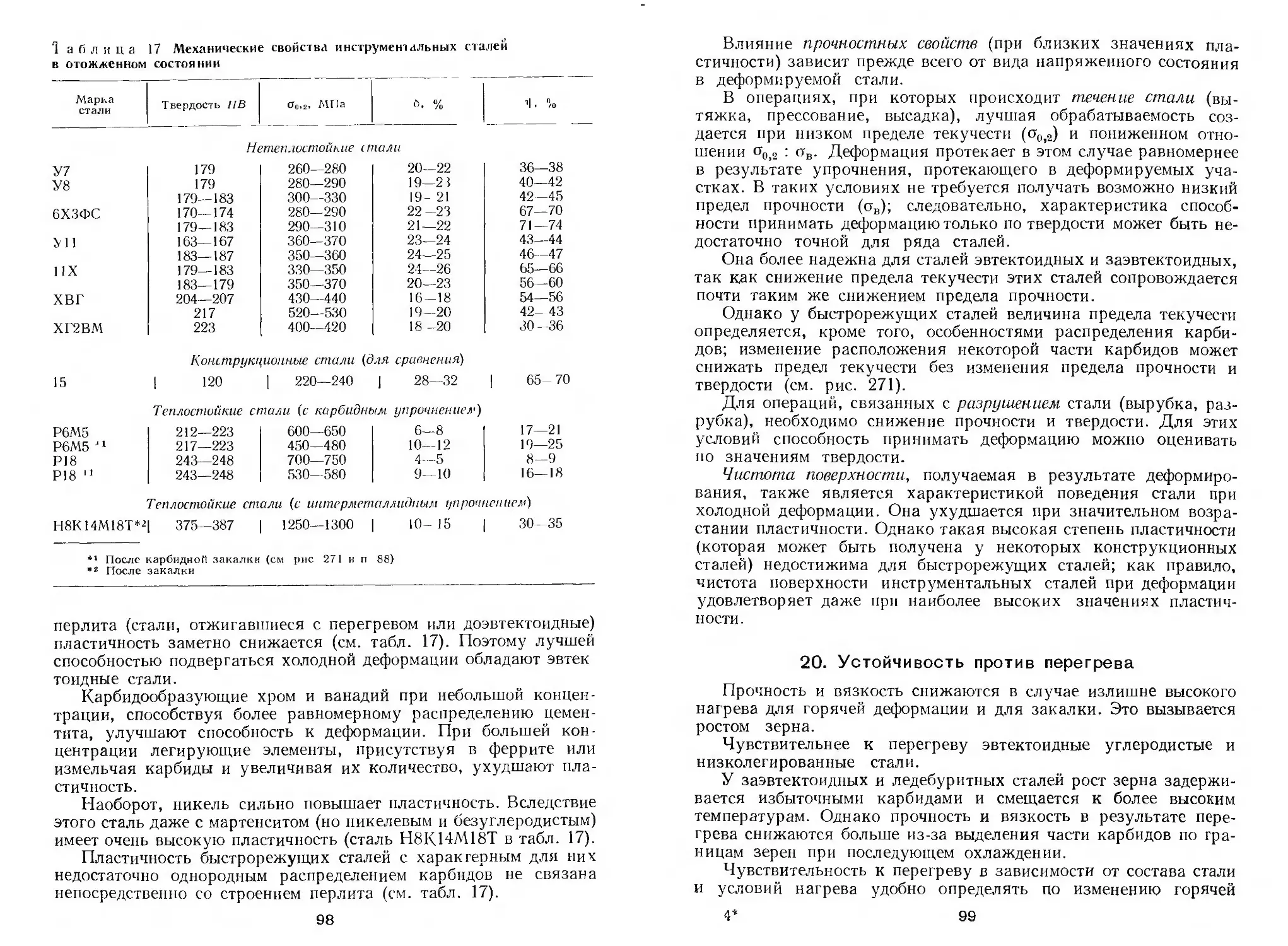
19. Обрабатываемость давлением ...................................
20. Устойчивость против перегрева ...............................
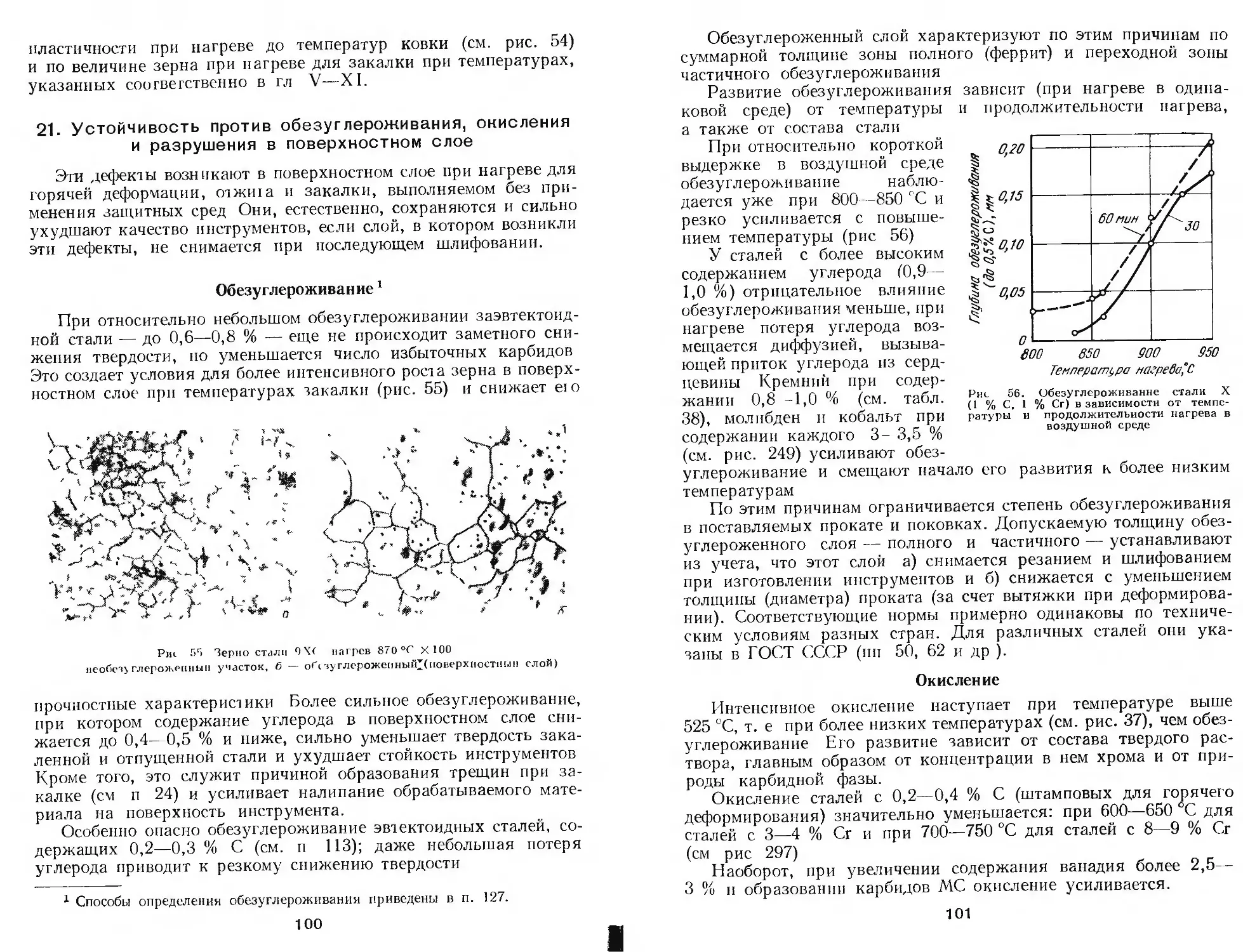
21. Устойчивость против обезуглероживания, окисления и разрушения
в поверхностном слое .............................................
22. Закаливаемость...............................................
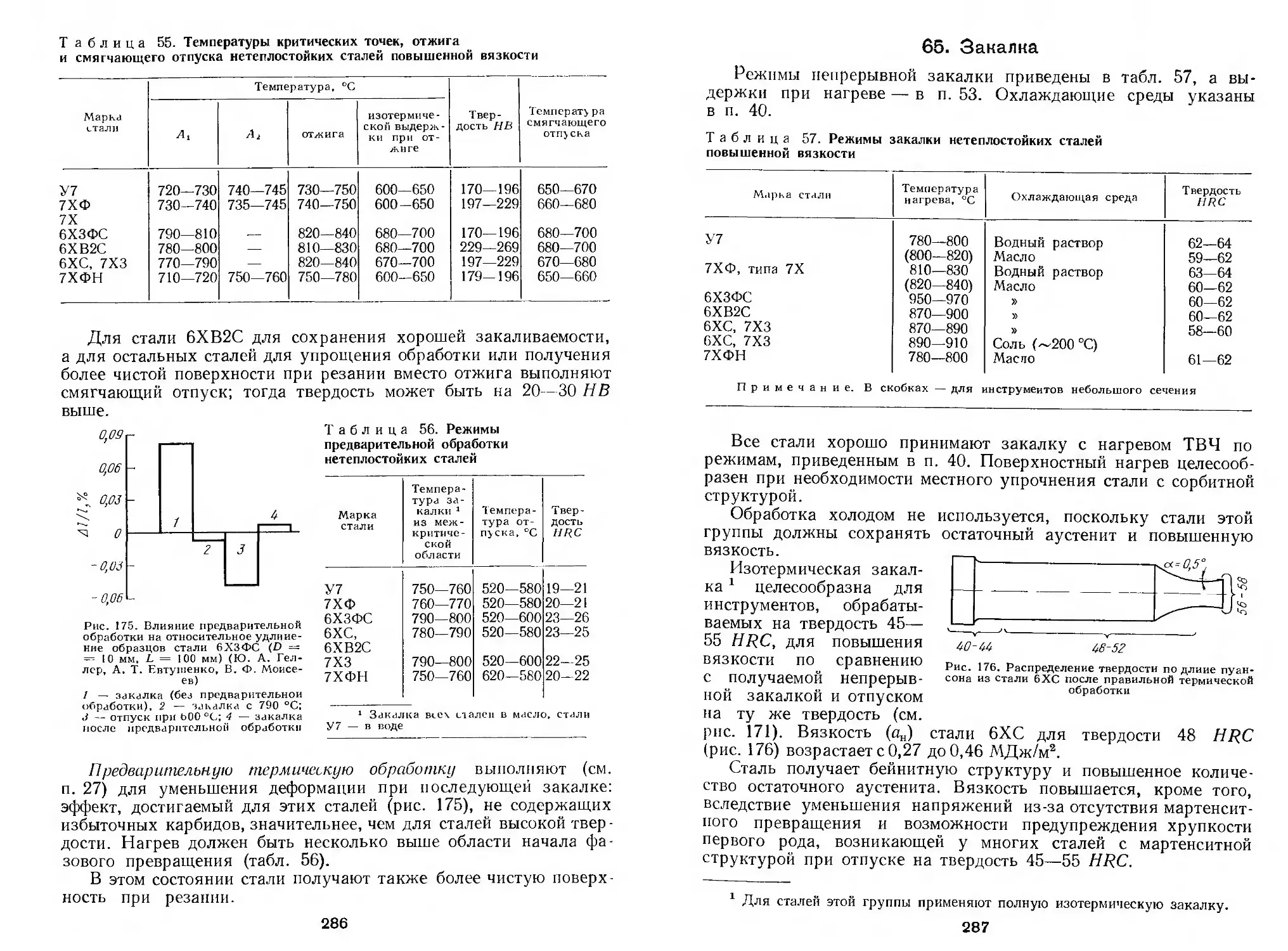
23. Деформация инструментов......................................
24. Устойчивость против образования трещин.......................
25. Обрабатываемость резанием. Шлифуемость.......................
Глава III. Структура инструментальных сталей. Методы определения
26. Структурные классы инструментальных сталей.................
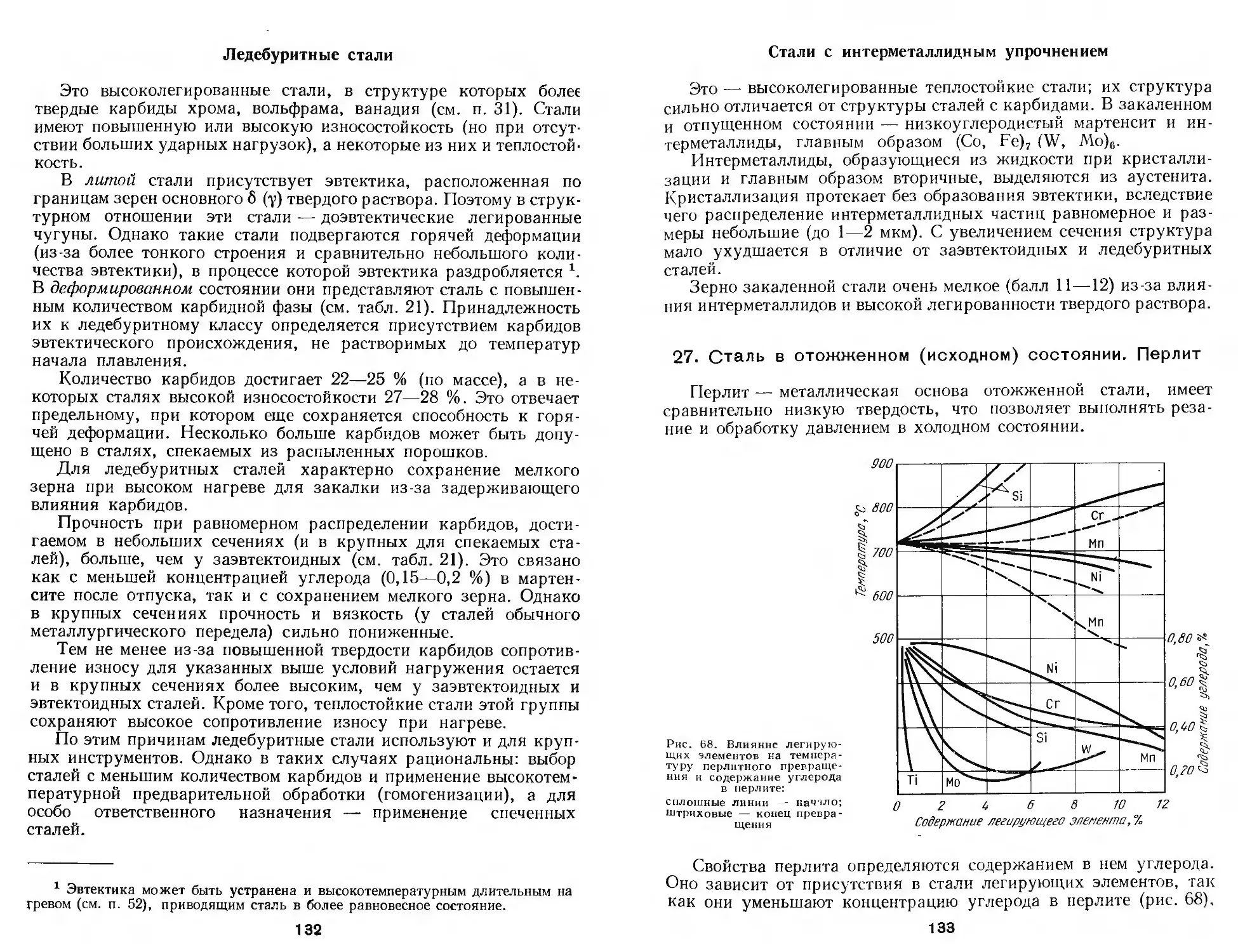
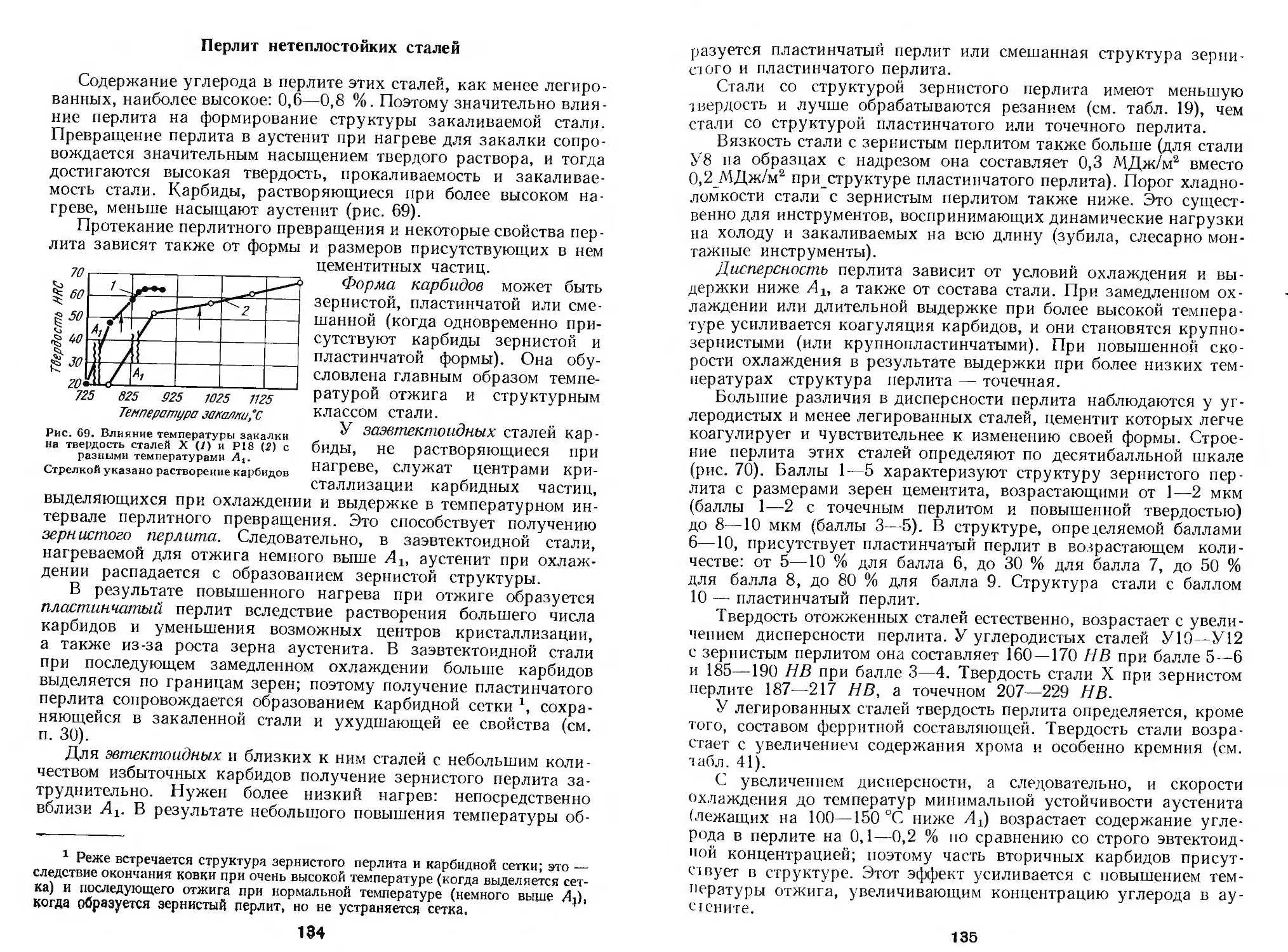
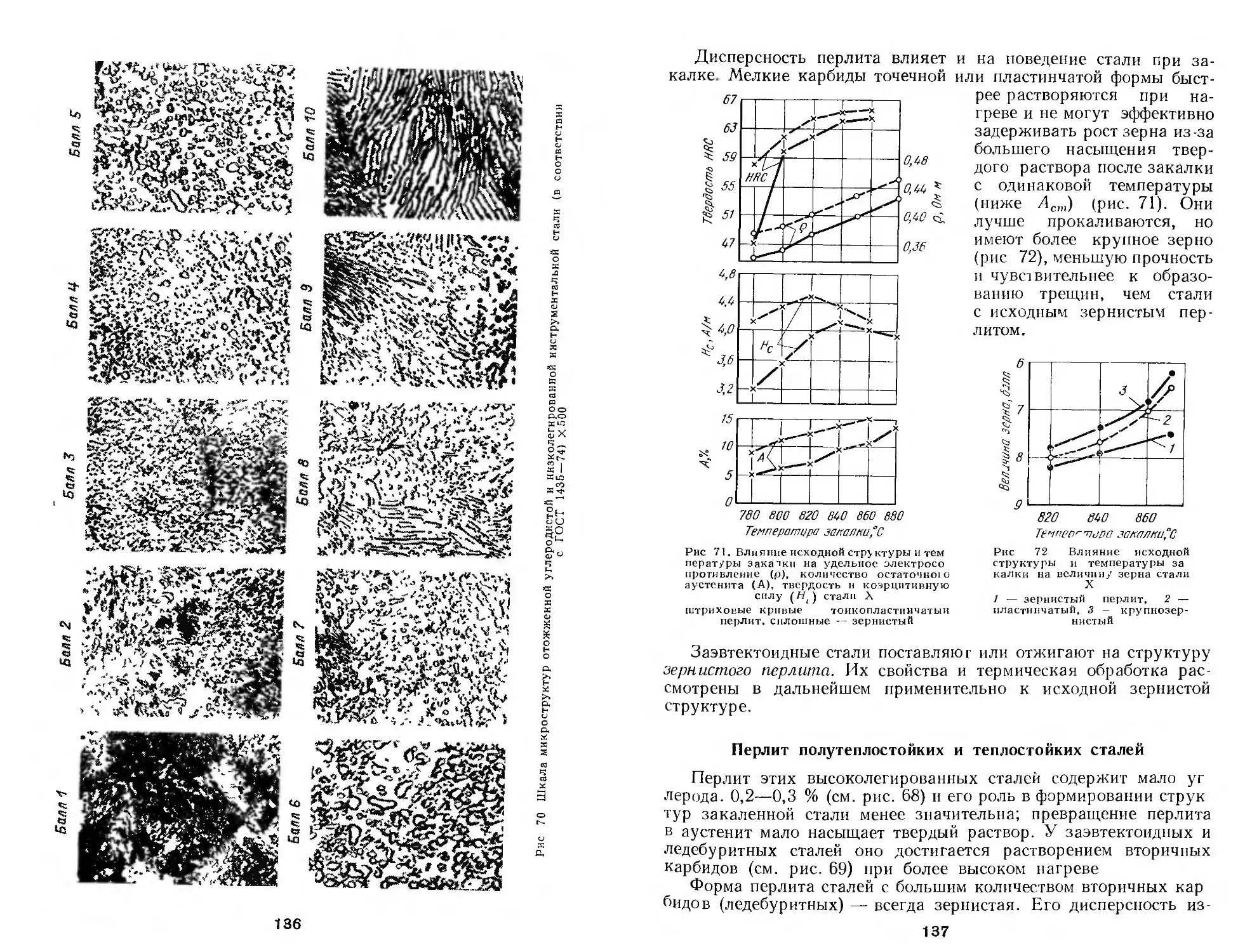
27. Сталь в отожженном (исходном) состоянии. Перлит ...........
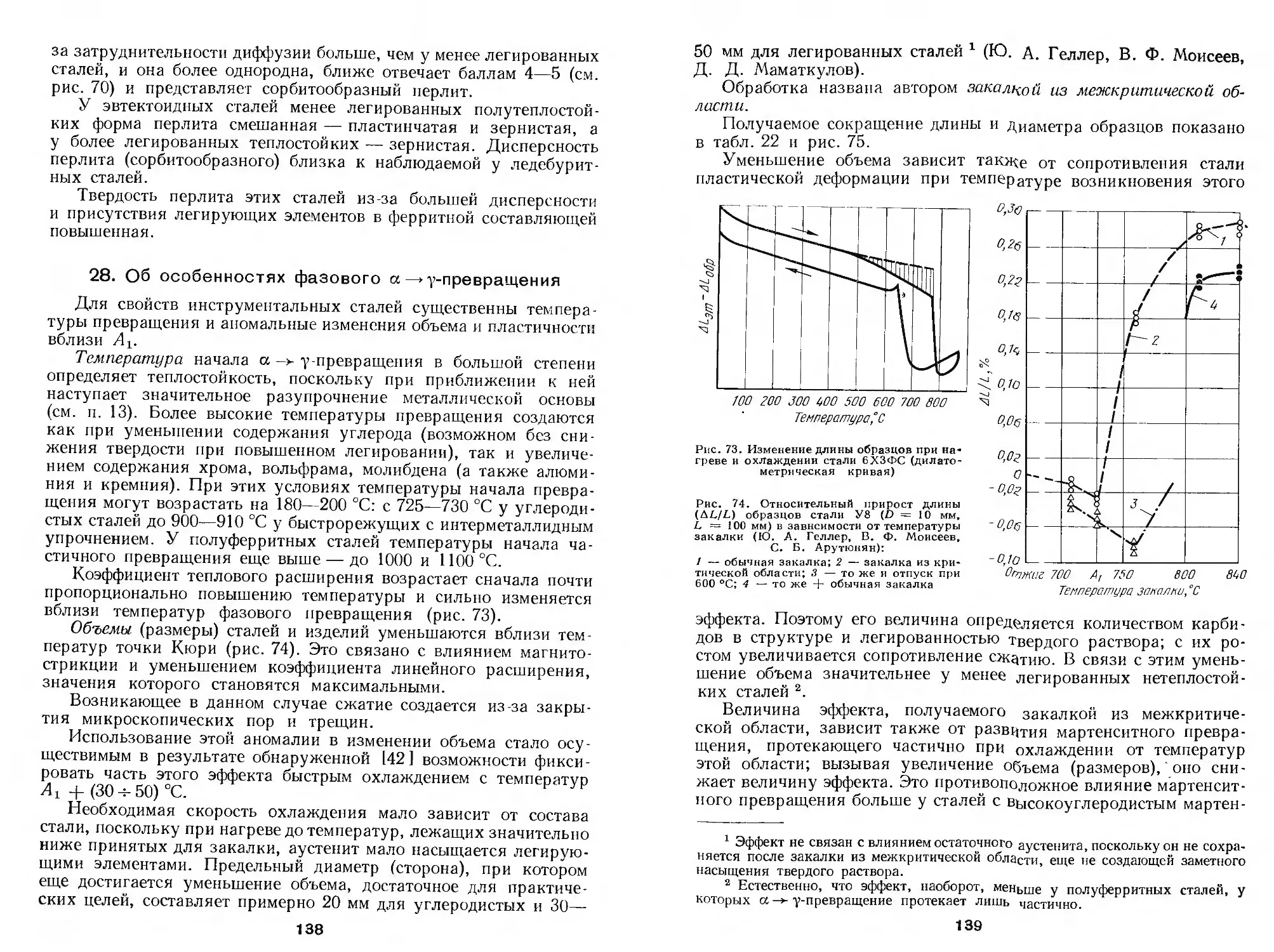
28. Об особенностях фазового ос—>у -превращения................
29. Влияние мартенсита на свойства стали ......................
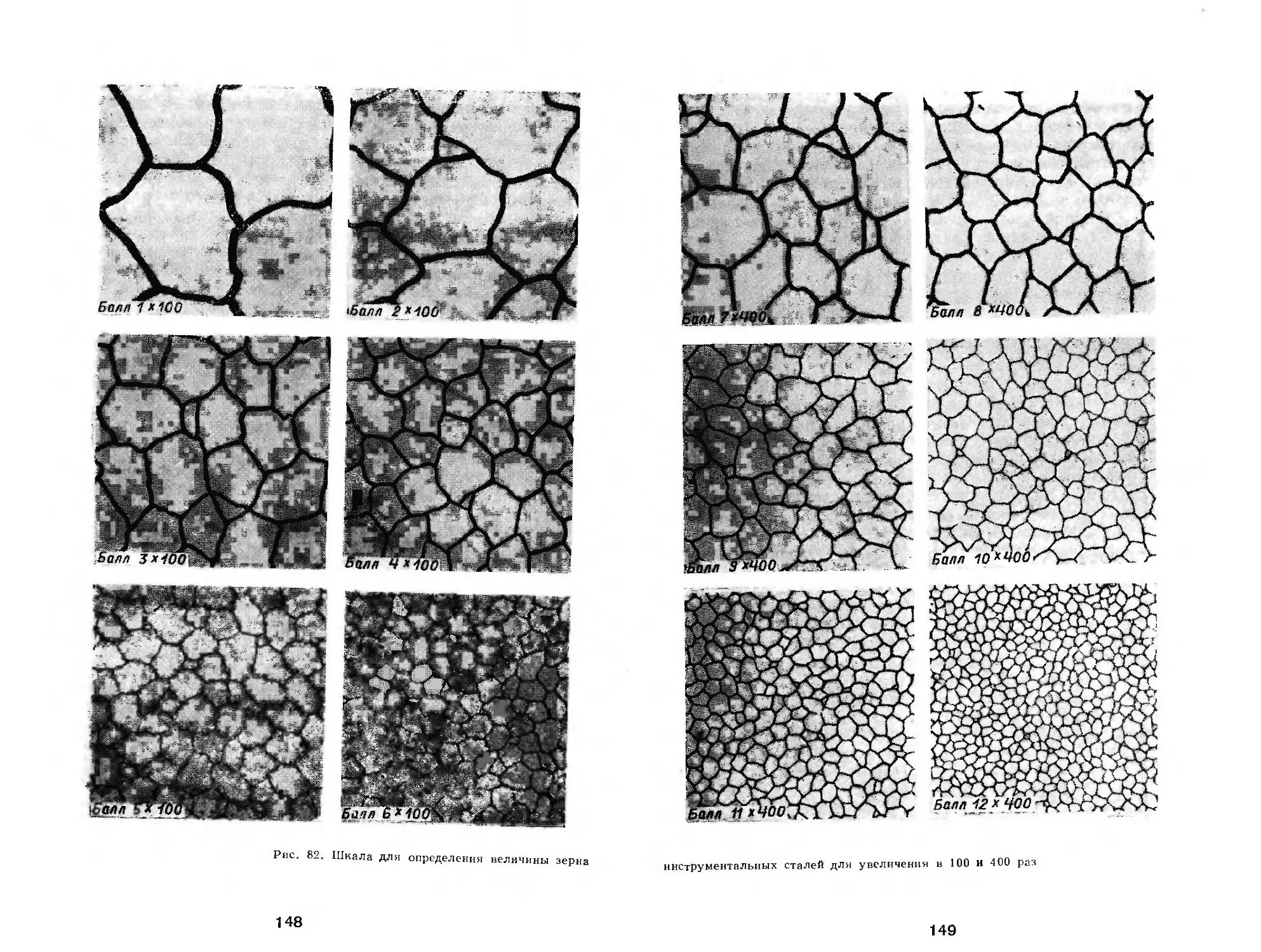
30. Зерно сталей ..............................................
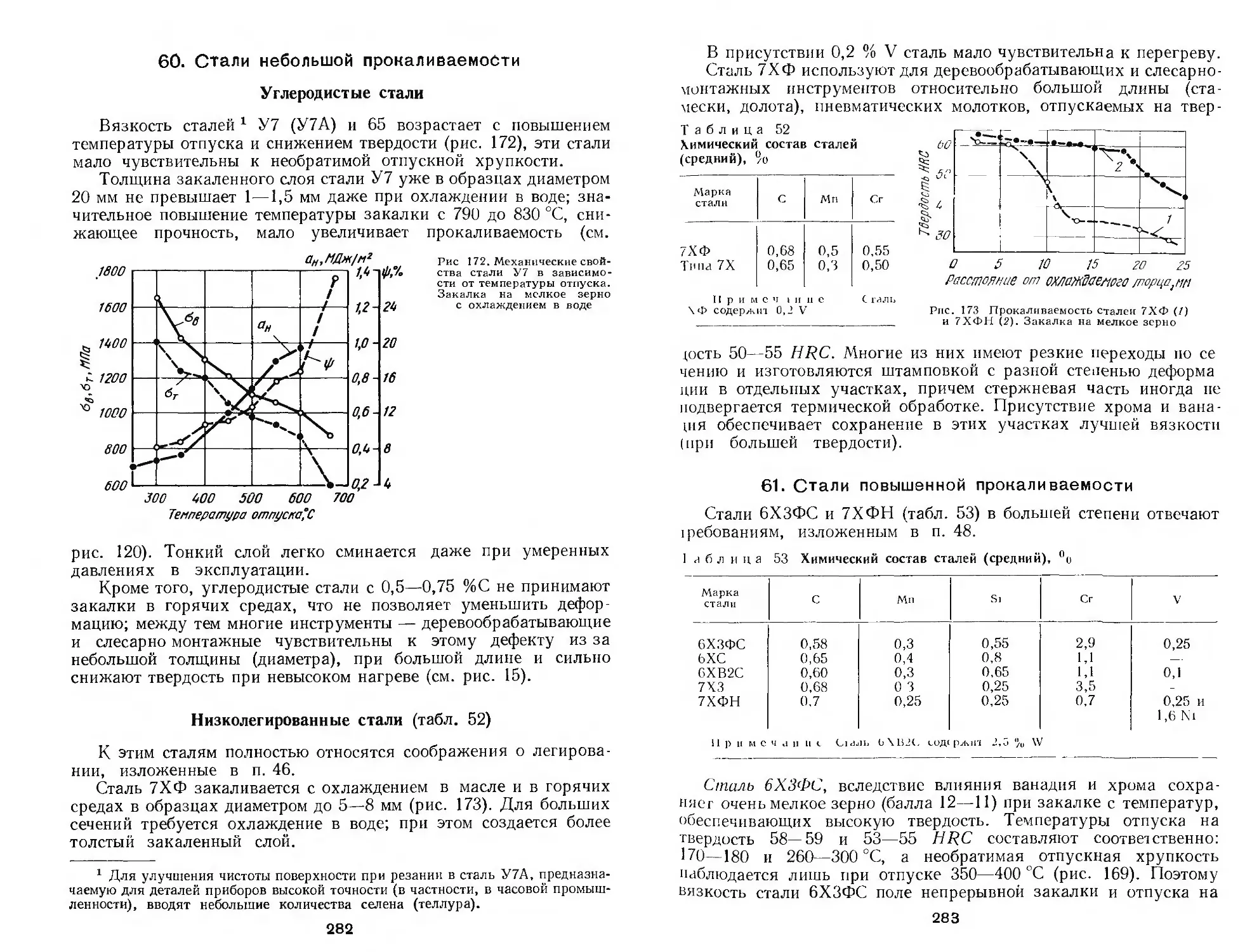
31. Карбидные фазы.............................................
32. Интерметаллидные фазы................ .....................
33. Остаточный аустенит........................................
34. Бейнит в сталях............................................
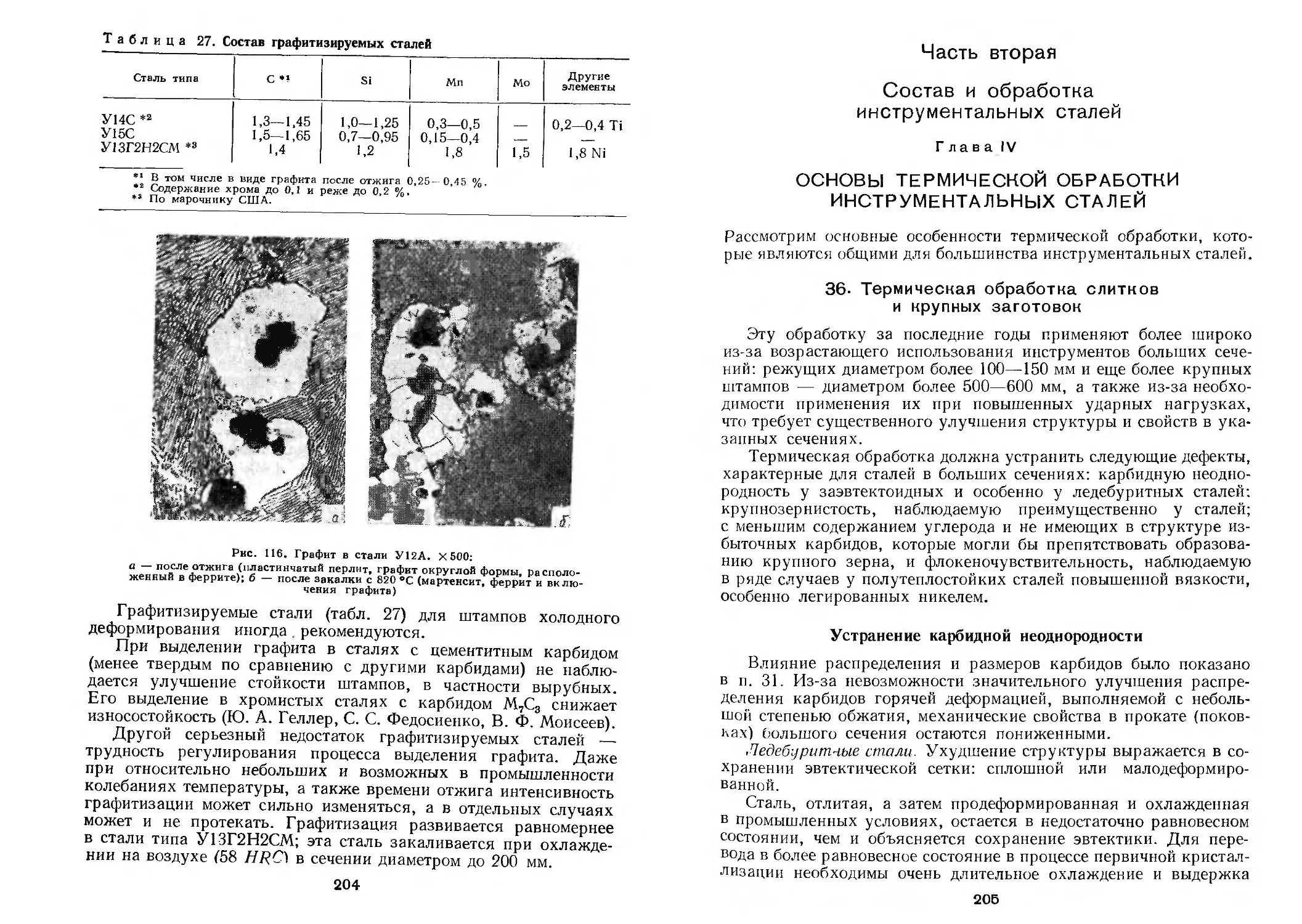
35. Графит в инструментальных сталях...........................
1*
3
Часть вторая. СОСТАВ И ОБРАБОТКА
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Глава IV. Основы термической обработки инструментальных сталей 205
36. Термическая обработка слитков и крупных заготовок ............. 205
37. Технология отжига ............................................. 207
38. Предварительные закалка и отпуск сталей ....................... 208
39. Термомеханическая обработка (ТМО) ............................. 209
40. Технология закалки ............................................ 210
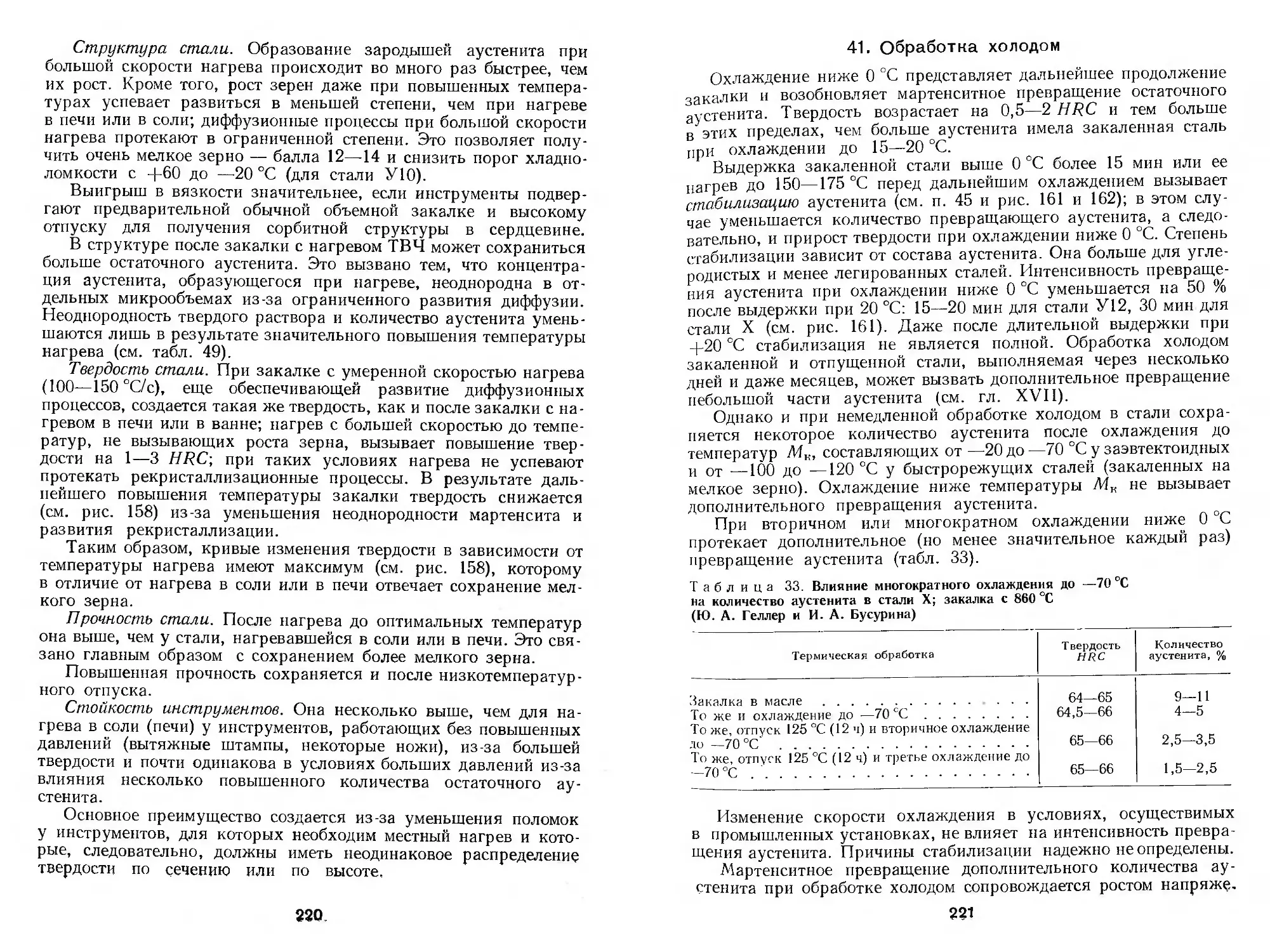
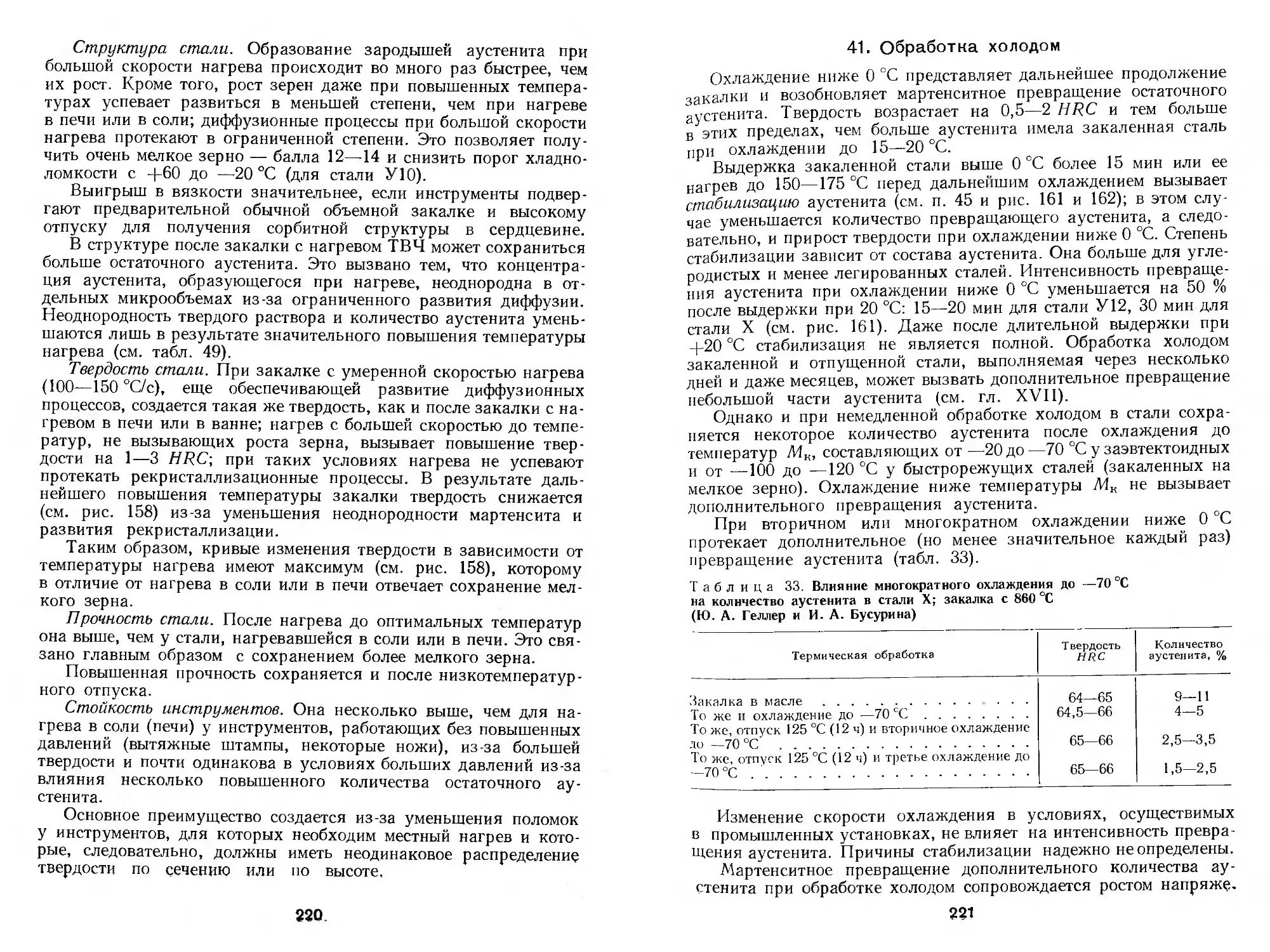
41. Обработка холодом.............................................. 221
42. Технология отпуска ........................................... 223
43. Термическая обработка инструментов сложной формы .............. 225
44. Применение и термическая обработка литых инструментов.......... 227
Глава V. Нетеплостойкие стали высокой твердости..................... 228
А. Состав и свойства сталей.................................. 228
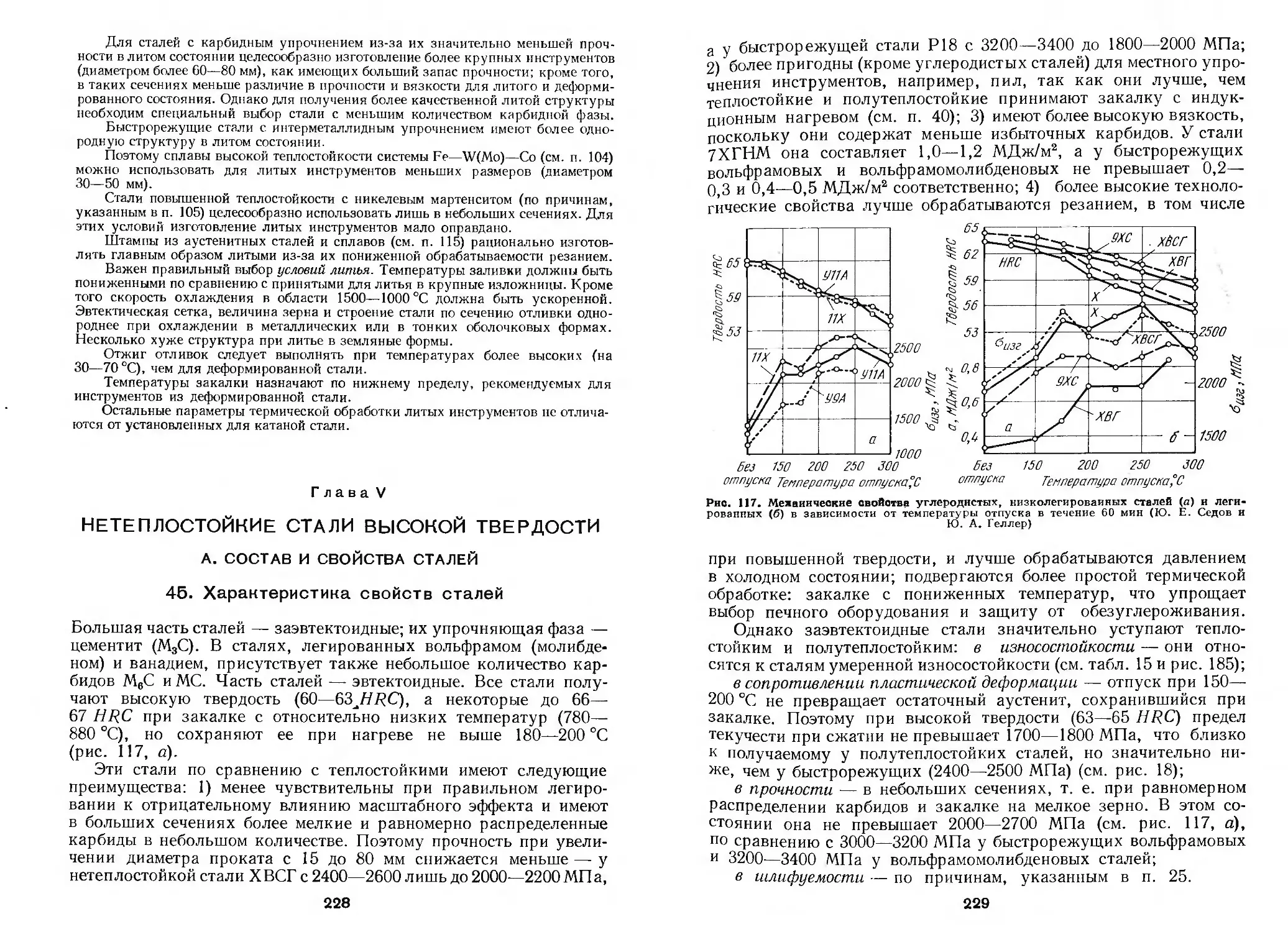
45. Характеристика свойств сталей ................................. 228
46. Особенности легирования ....................................... 230
47. Стали небольшой прокаливаемости................................ 233
48. Стали повышенной прокаливаемости............................... 241
49. Стали высокой прокаливаемости. Воздушно-закаливающпеся . . . 249
Б. Горячая механическая и термическая обработка................ 252
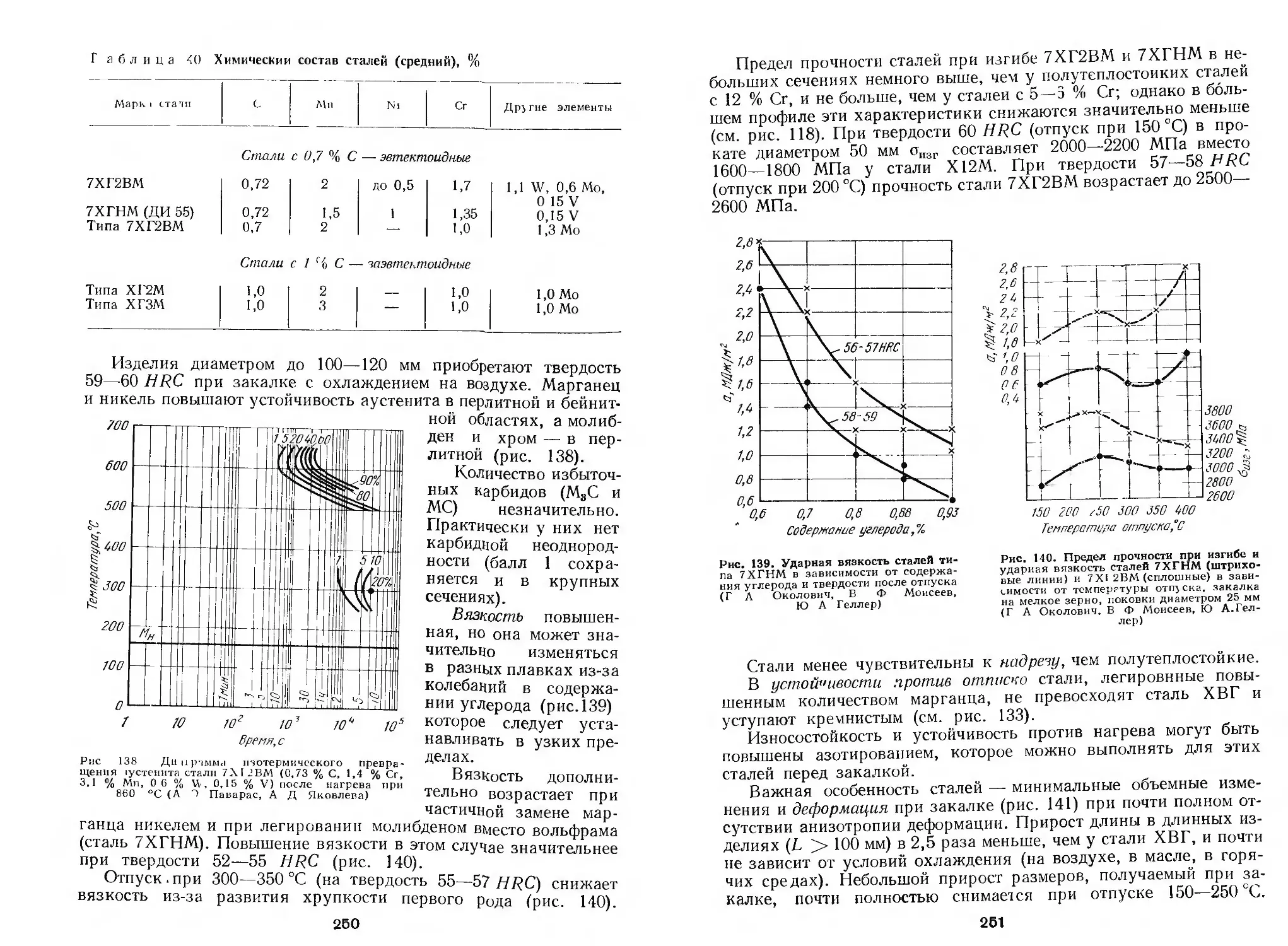
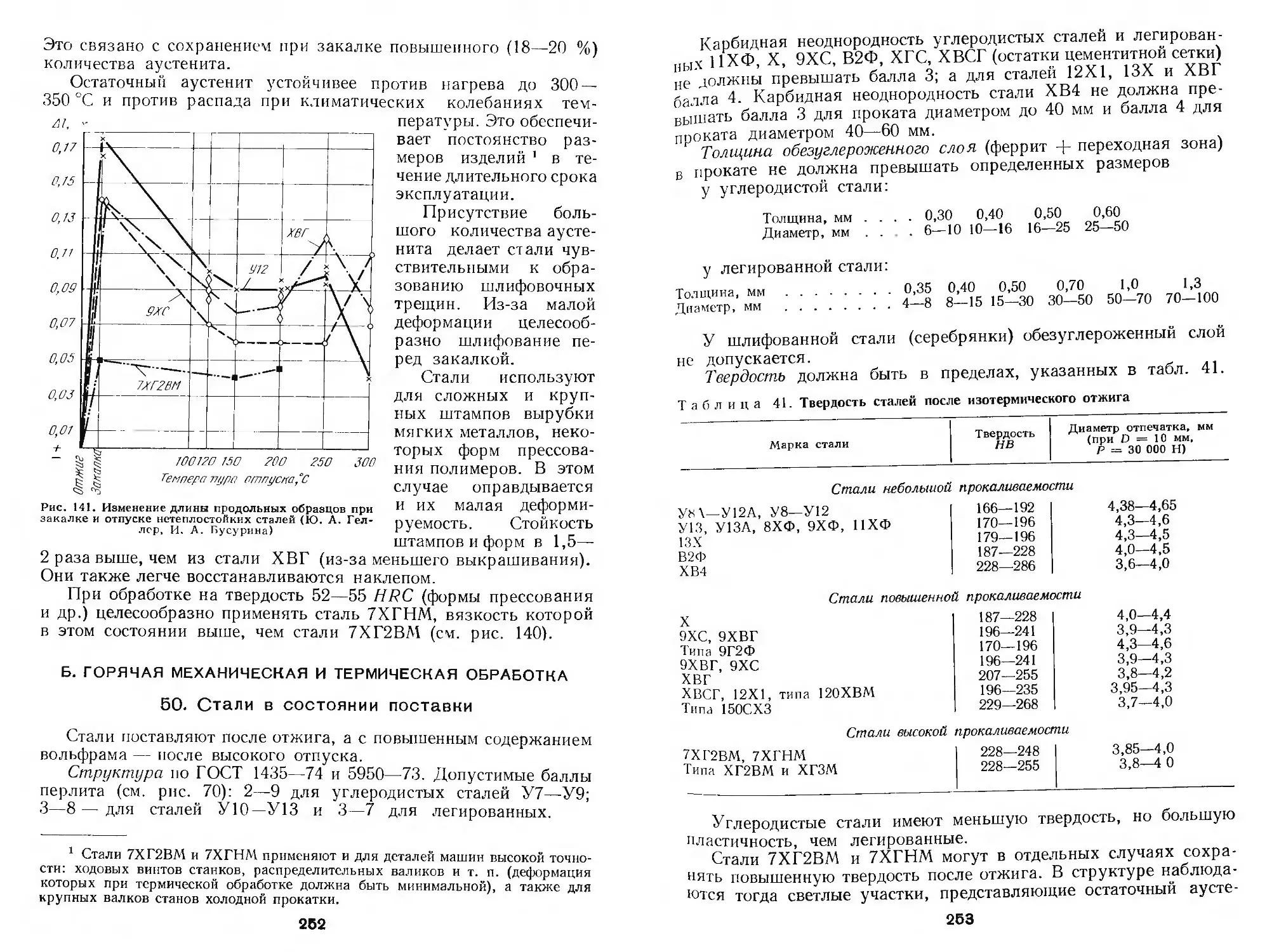
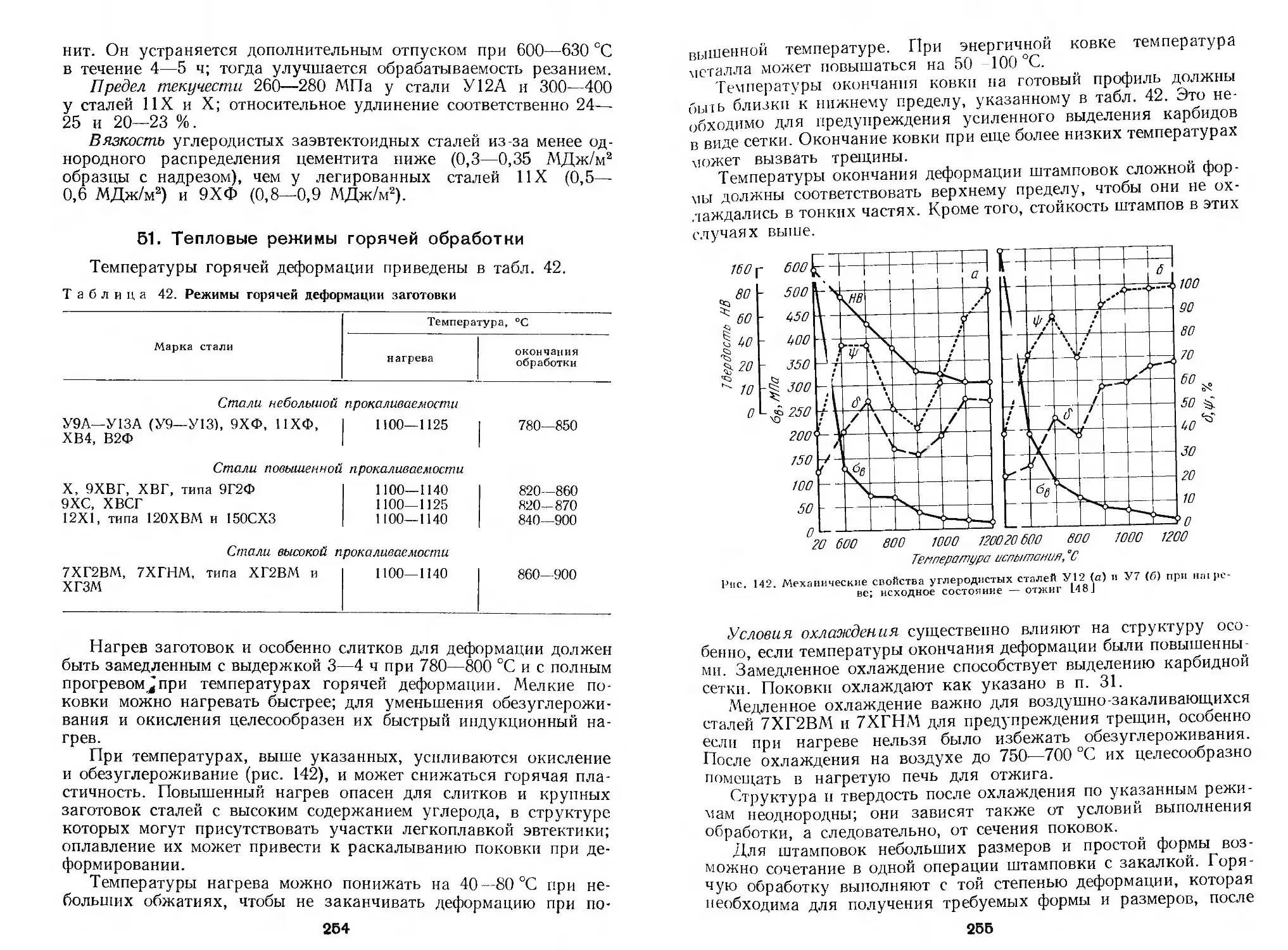
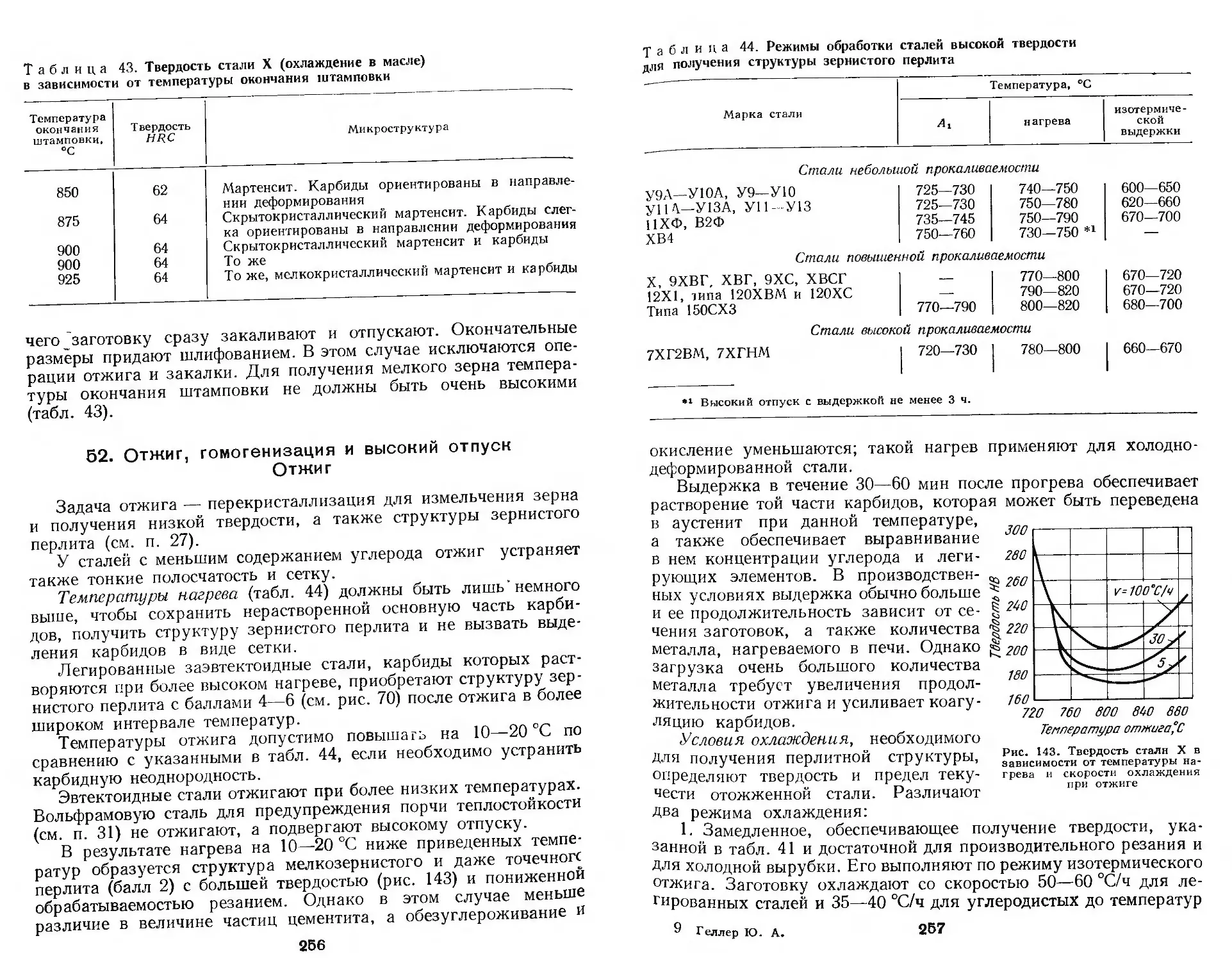
50. Стали в состоянии поставки .................................... 252
51. Тепловые режимы горячей обработки ............................. 254
52. Отжиг, гомогенизация и высокий отпуск.......................... 256
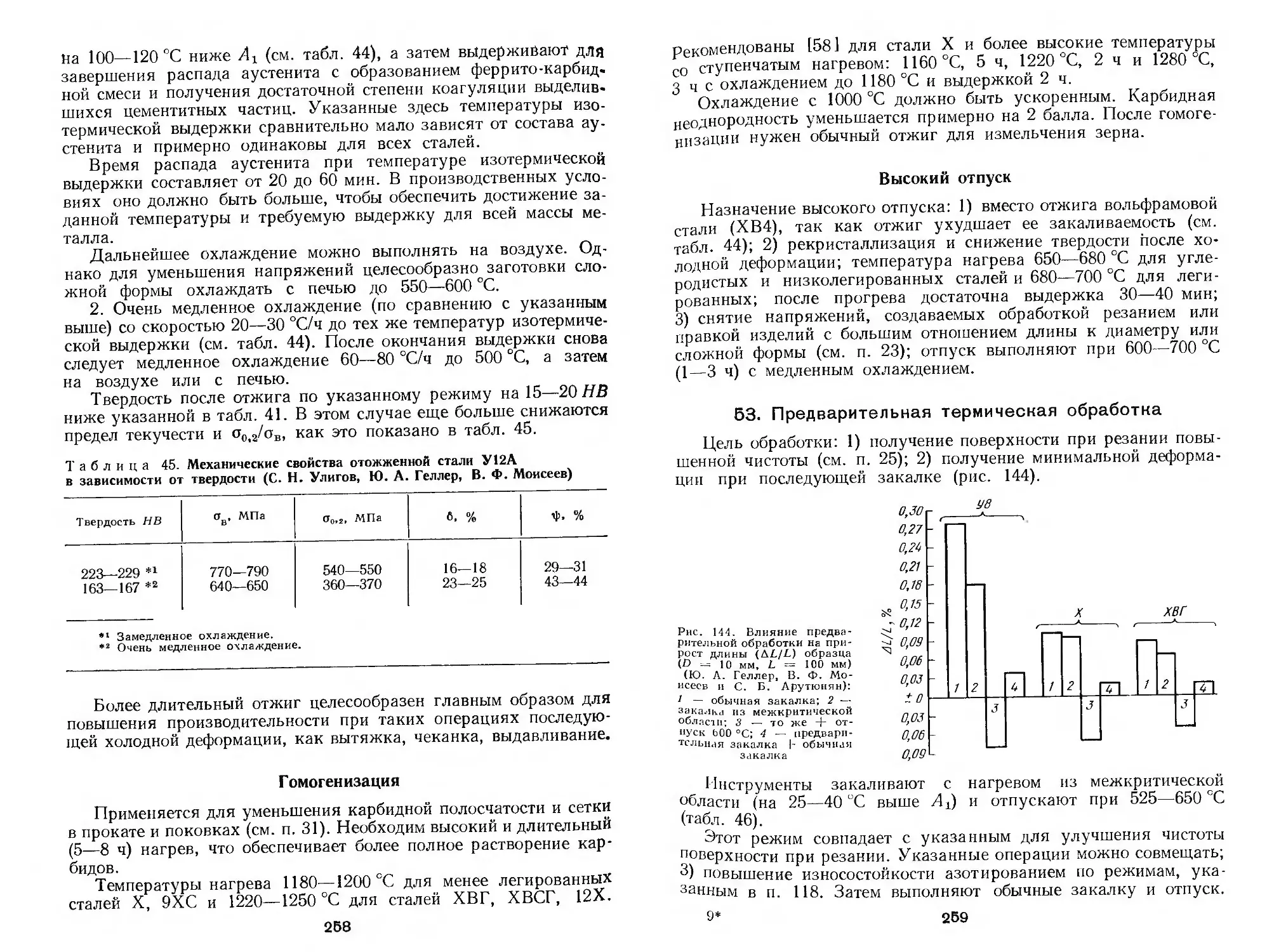
53. Предварительная термическая обработка.......................... 259
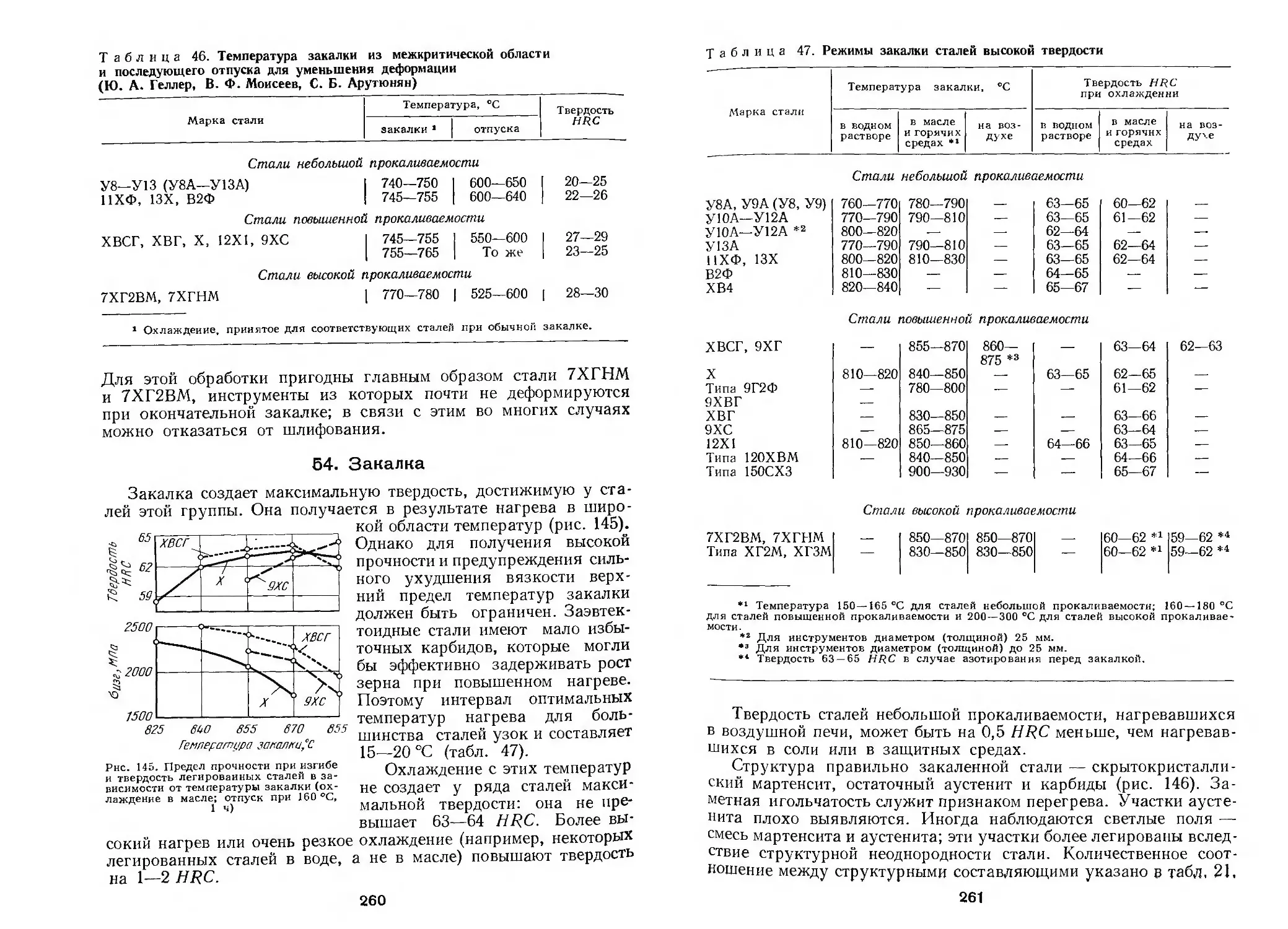
54. Закалка........................................................ 260
55. Закалка с индукционным нагревом ............................... 267
56. Охлаждение ниже 0°С (обработка холодом)........................ 271
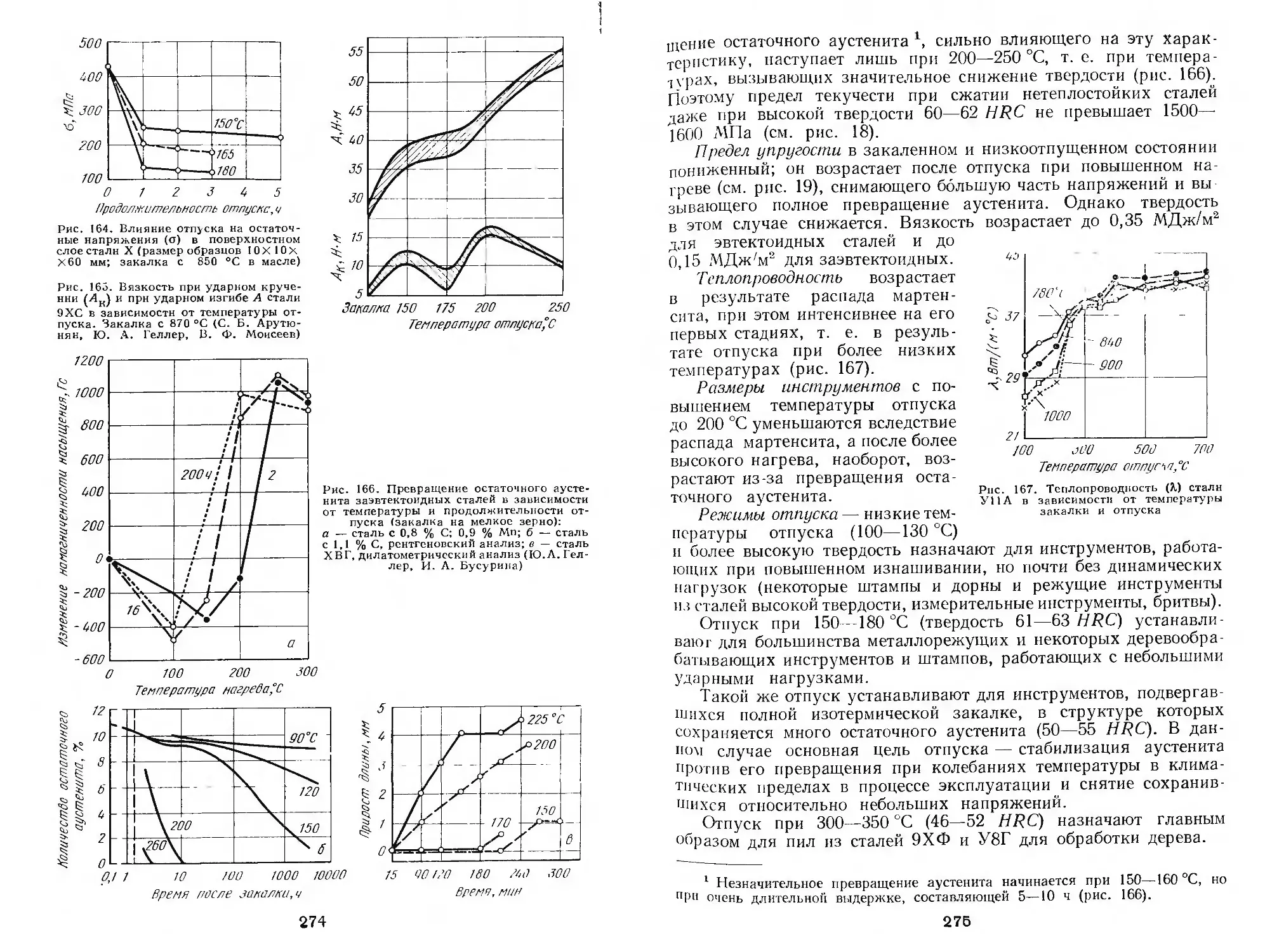
57. Отпуск стали................................................... 272
58. Дефекты термической обработки. Способы предупреждения.......... 276
Глава VI. Нетеплостойкие стали повышенной вязкости.................. 277
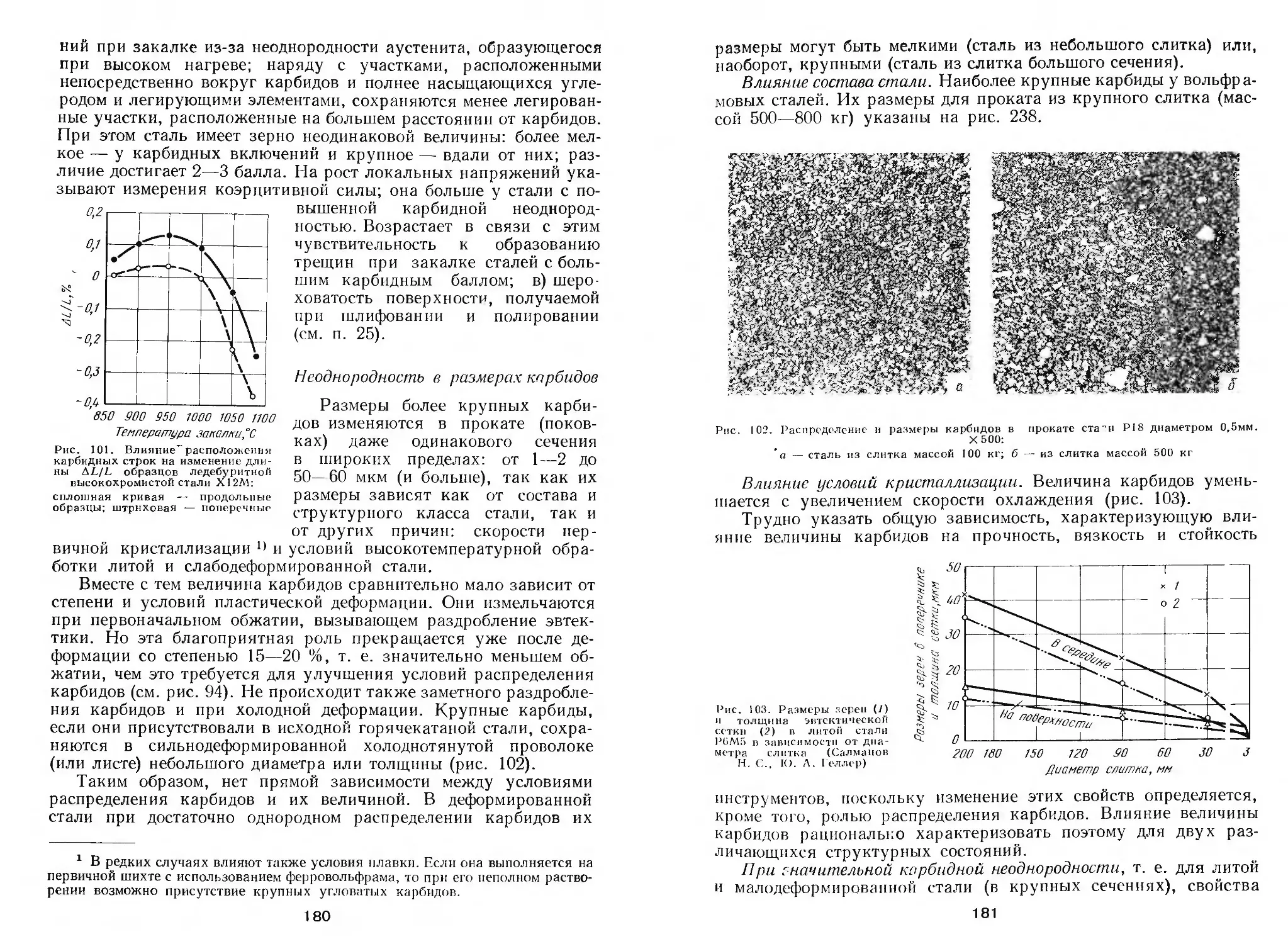
59. Характеристика состава и свойств. Особенности легирования . . . 277
60. Стали небольшой прокаливаемости................................ 282
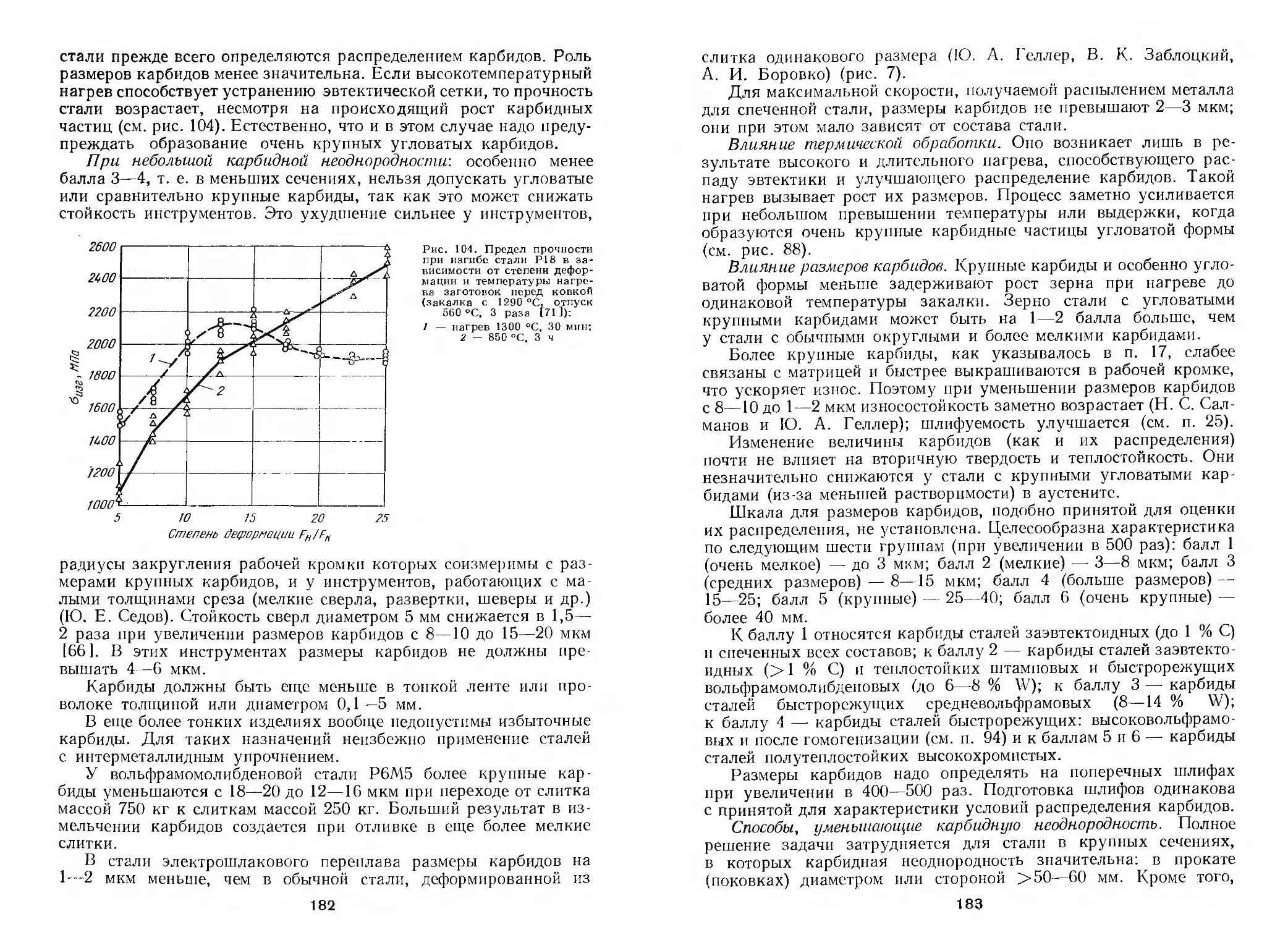
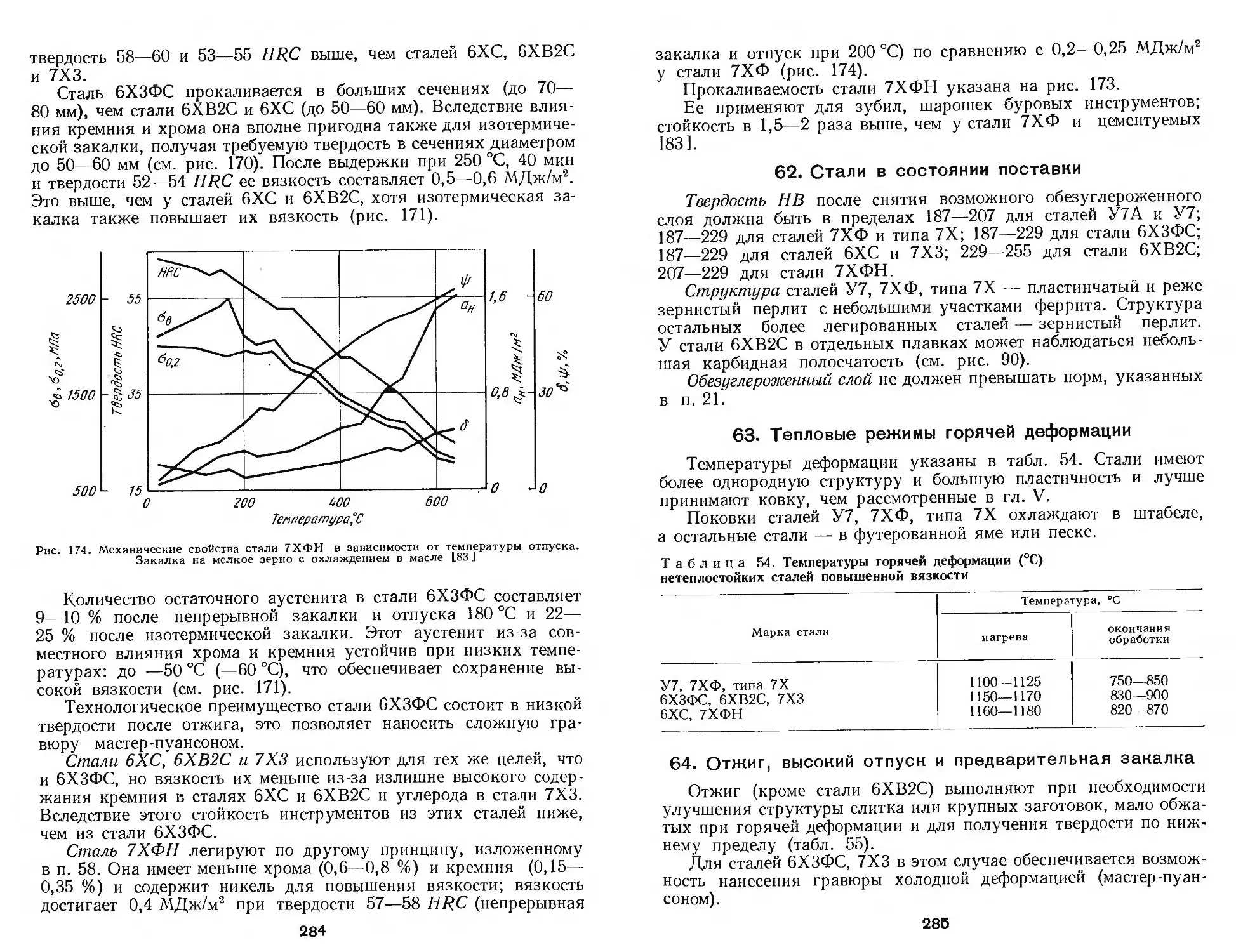
61. Стали повышенной прокаливаемости .............................. 283
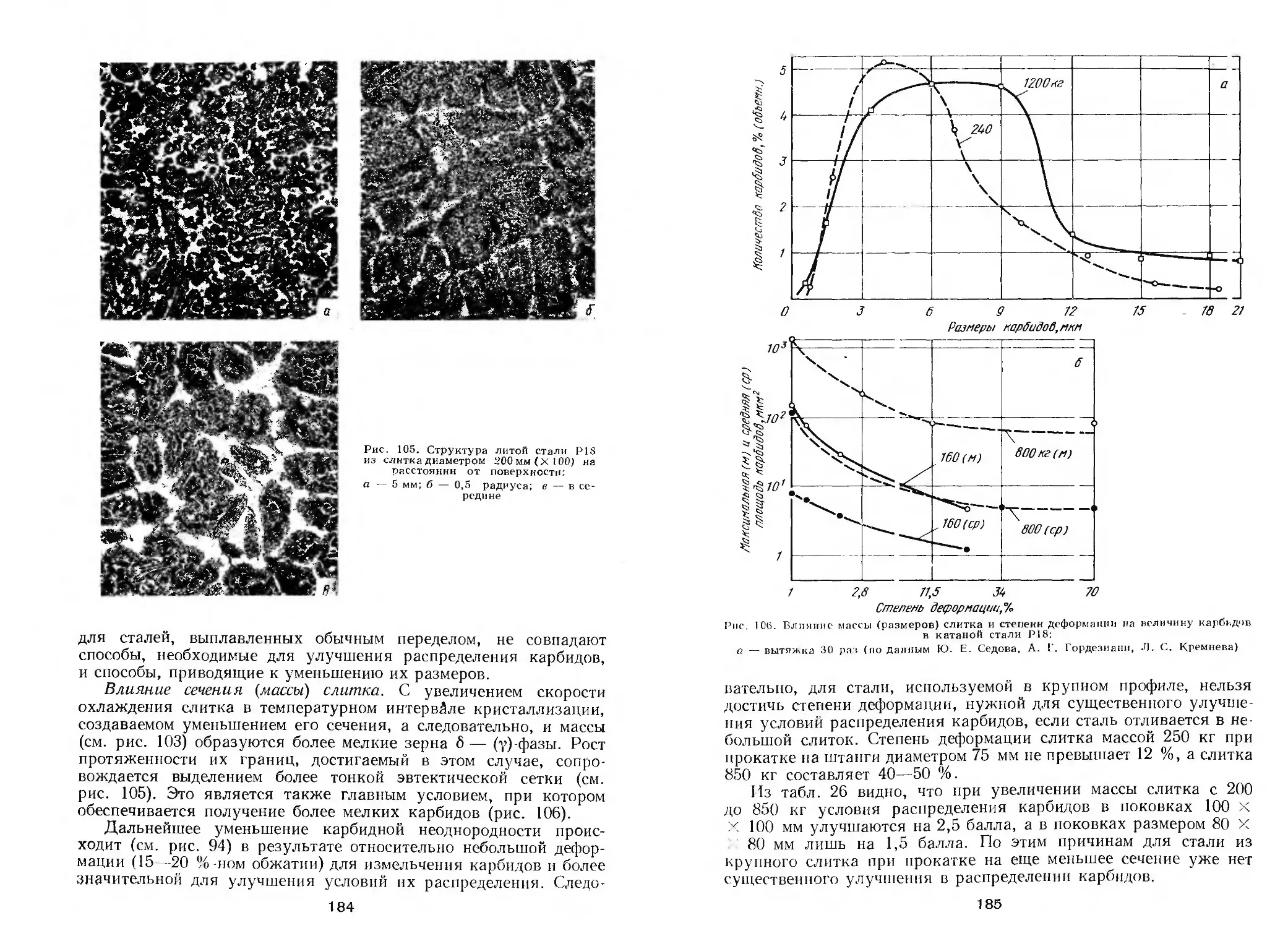
62. Стали в состоянии поставки..................................... 285
63. Тепловые режимы горячей деформации ................... 285
64. Отжиг, высокий отпуск и предварительная закалка ............... 285
65. Закалка........................................................ 287
66. Термомеханическая обработка ................................... 288
67. Отпуск......................................................... 289
68. Термическая обработка инструментов с крепежной частью . . . 289
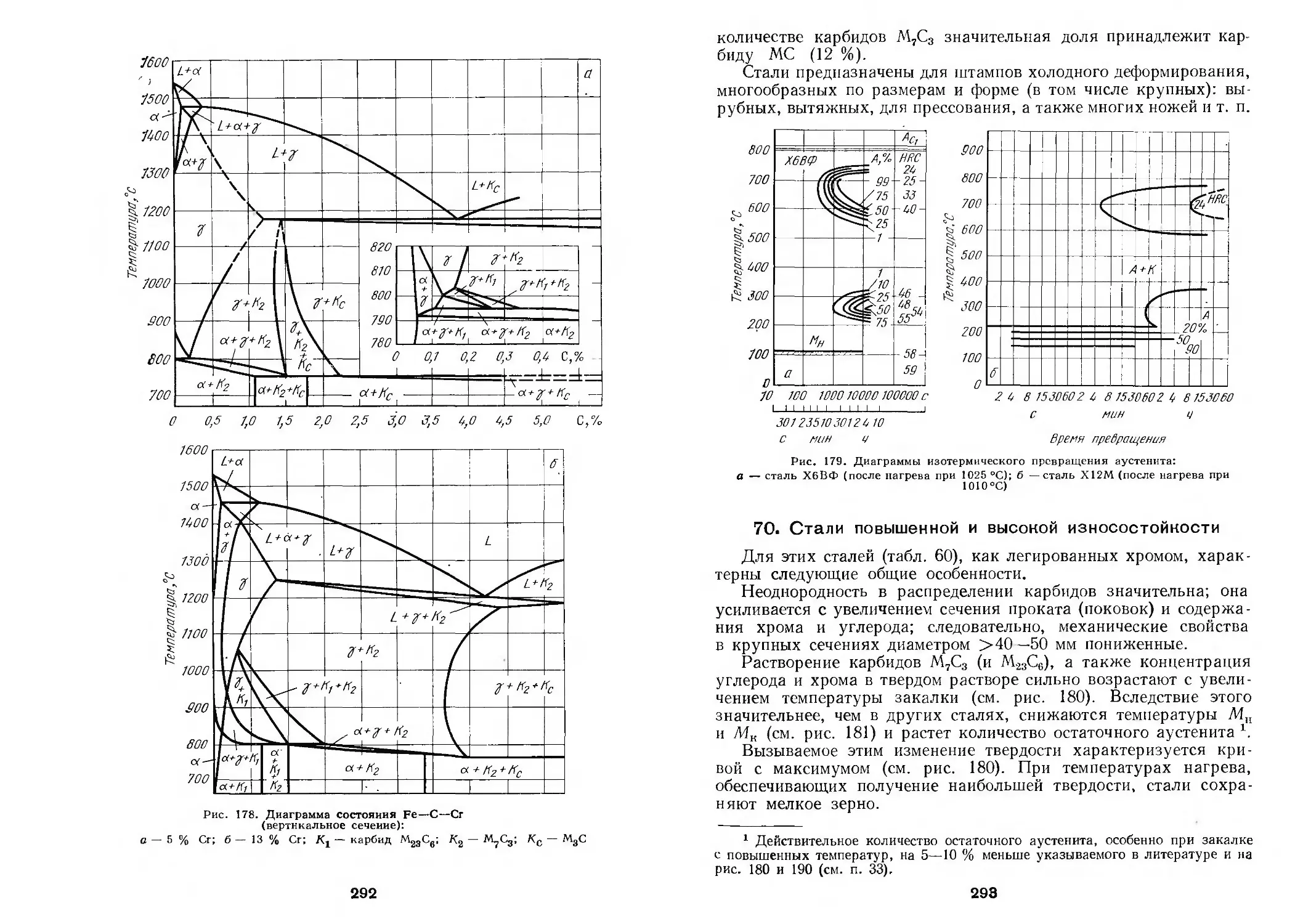
Глава VII. Полутеплостойкие стали высокой твердости................. 290
69. Характеристика состава и свойств. Основы легирования........... 290
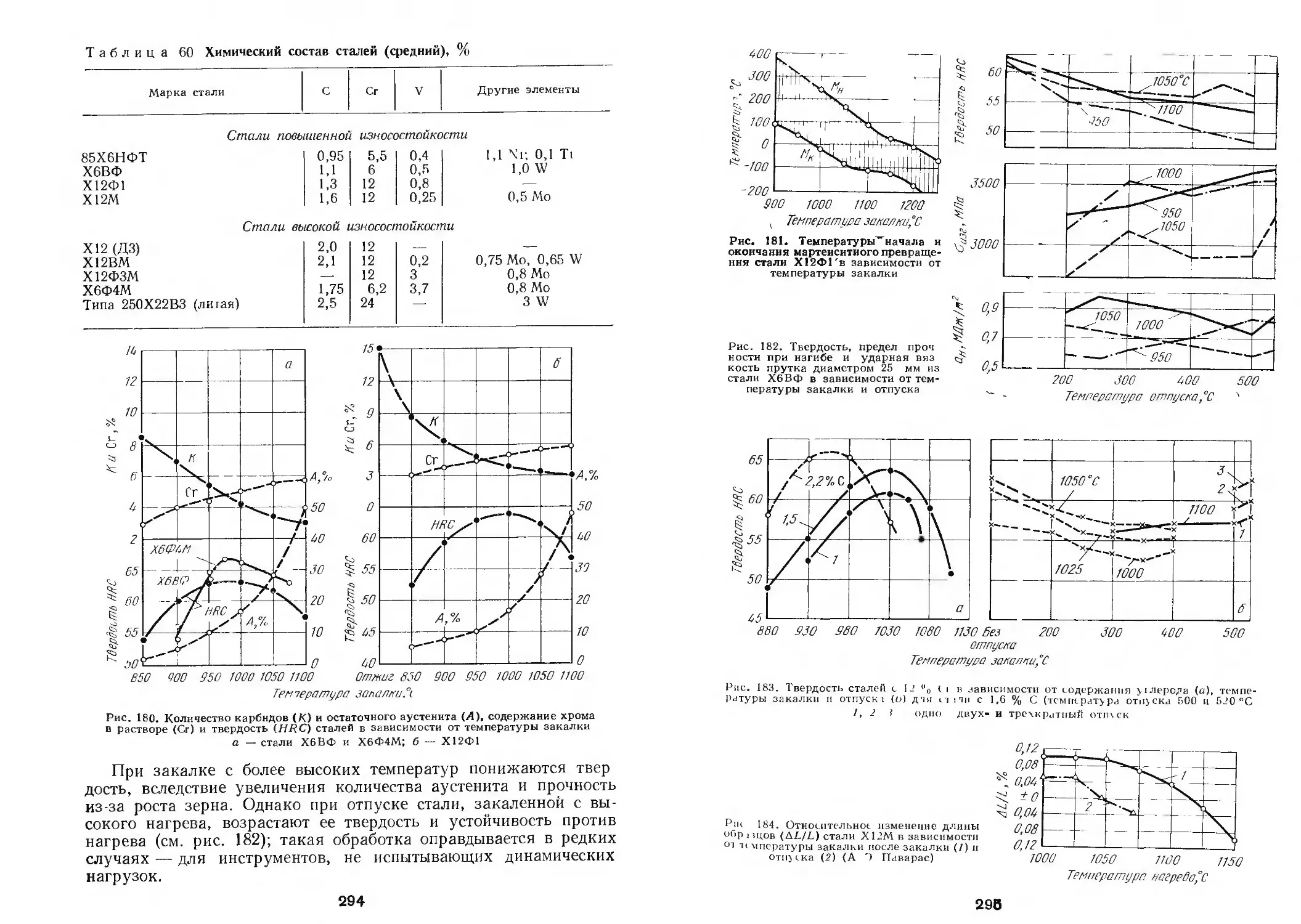
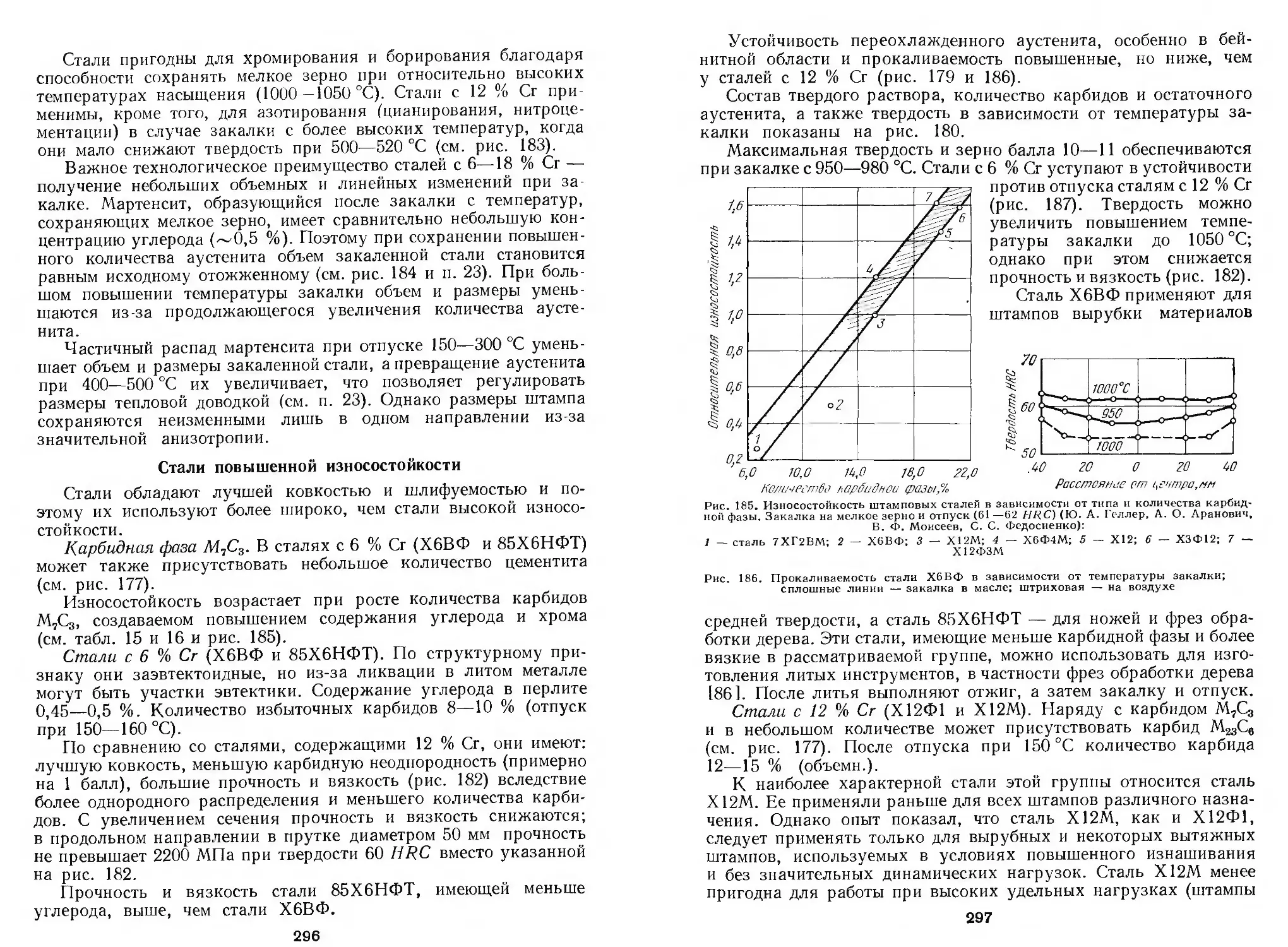
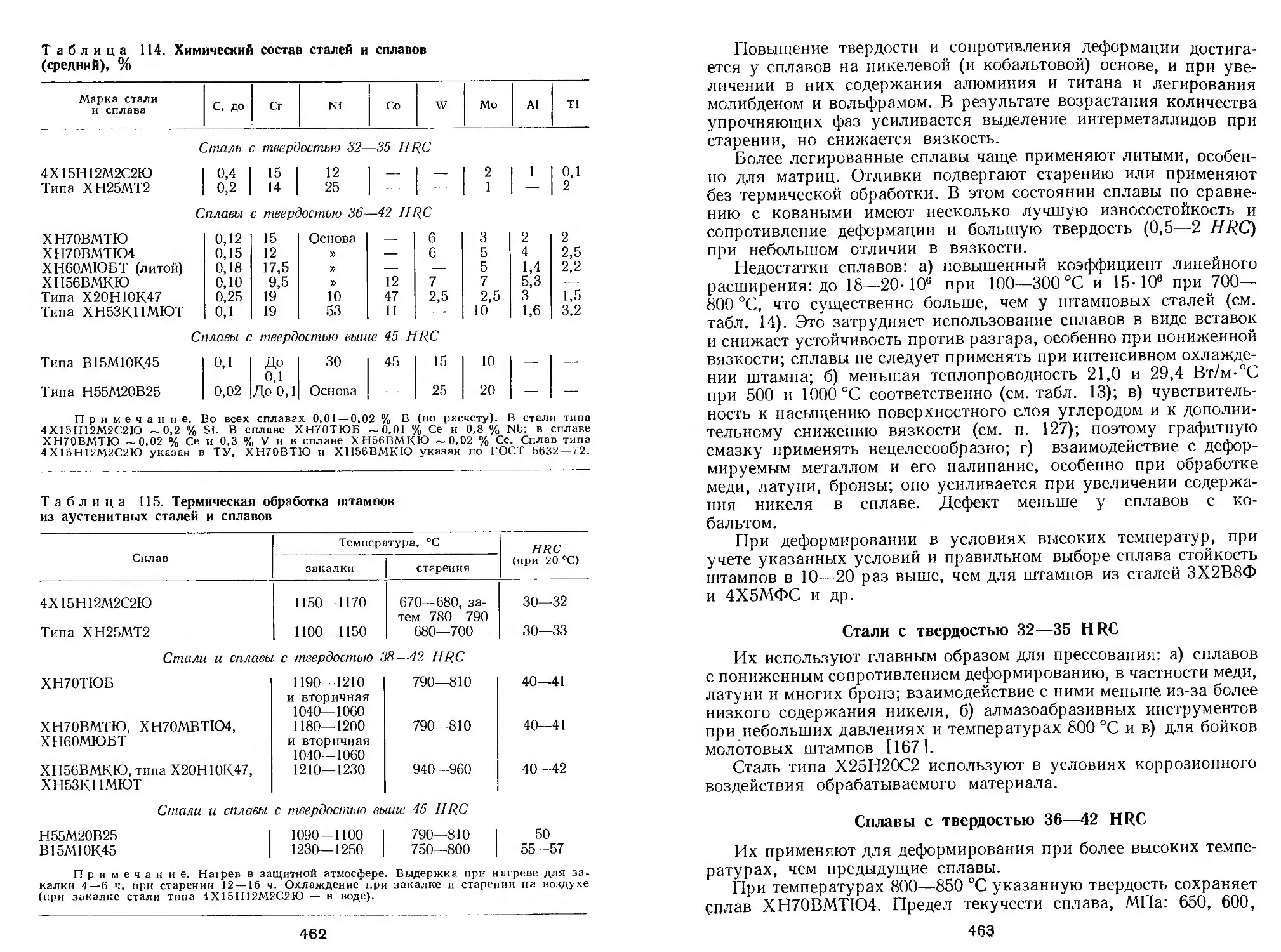
70. Стали повышенной и высокой износостойкости..................... 293
71. Коррозионностойкие стали ...................................... 304
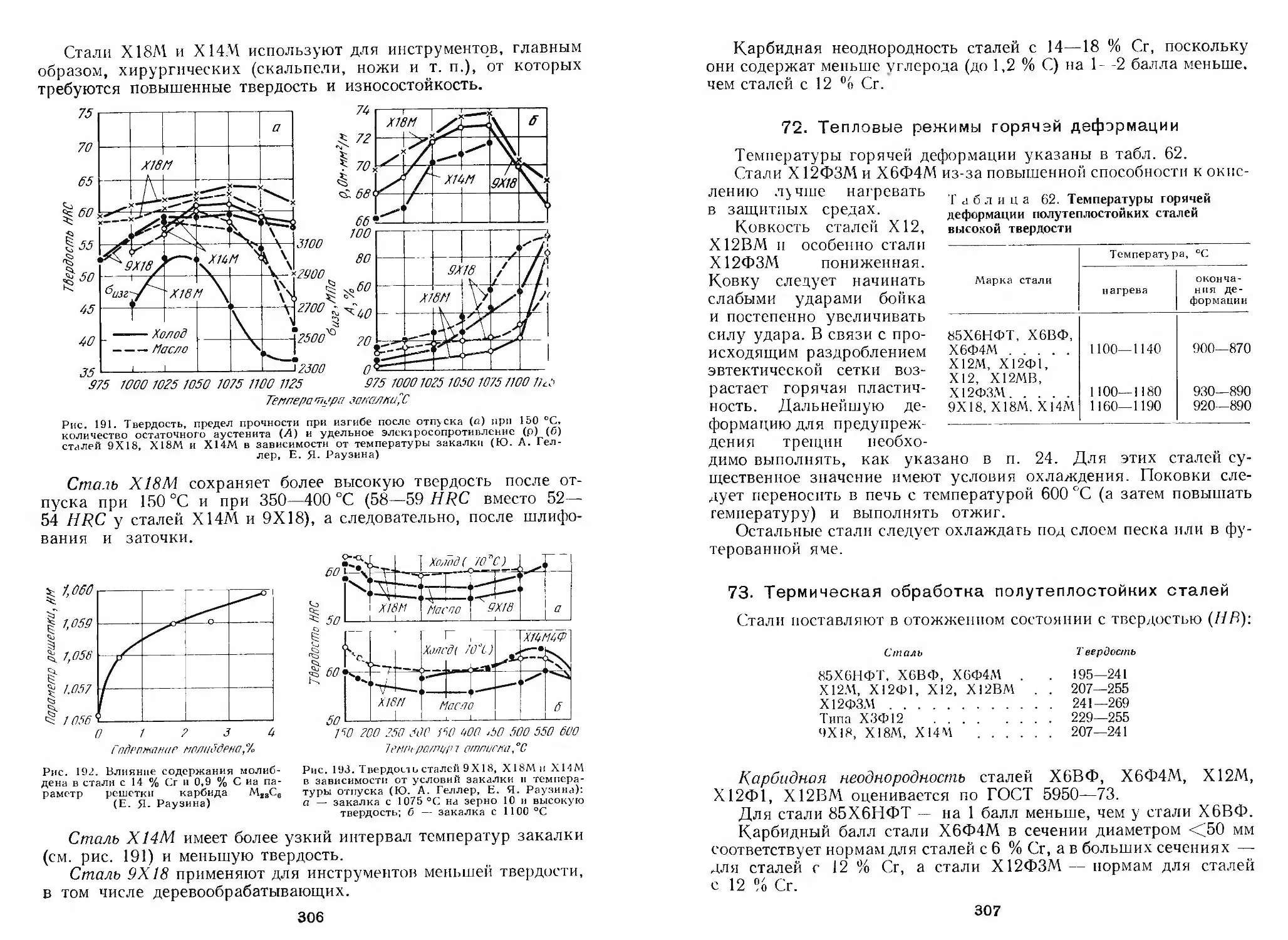
72. Тепловые режимы горячей деформации ............................ 307
73. Термическая обработка полутеплостойких сталей.................. 307
Глава VIII. Полутеплостойкие стали повышенной вязкости .... 312
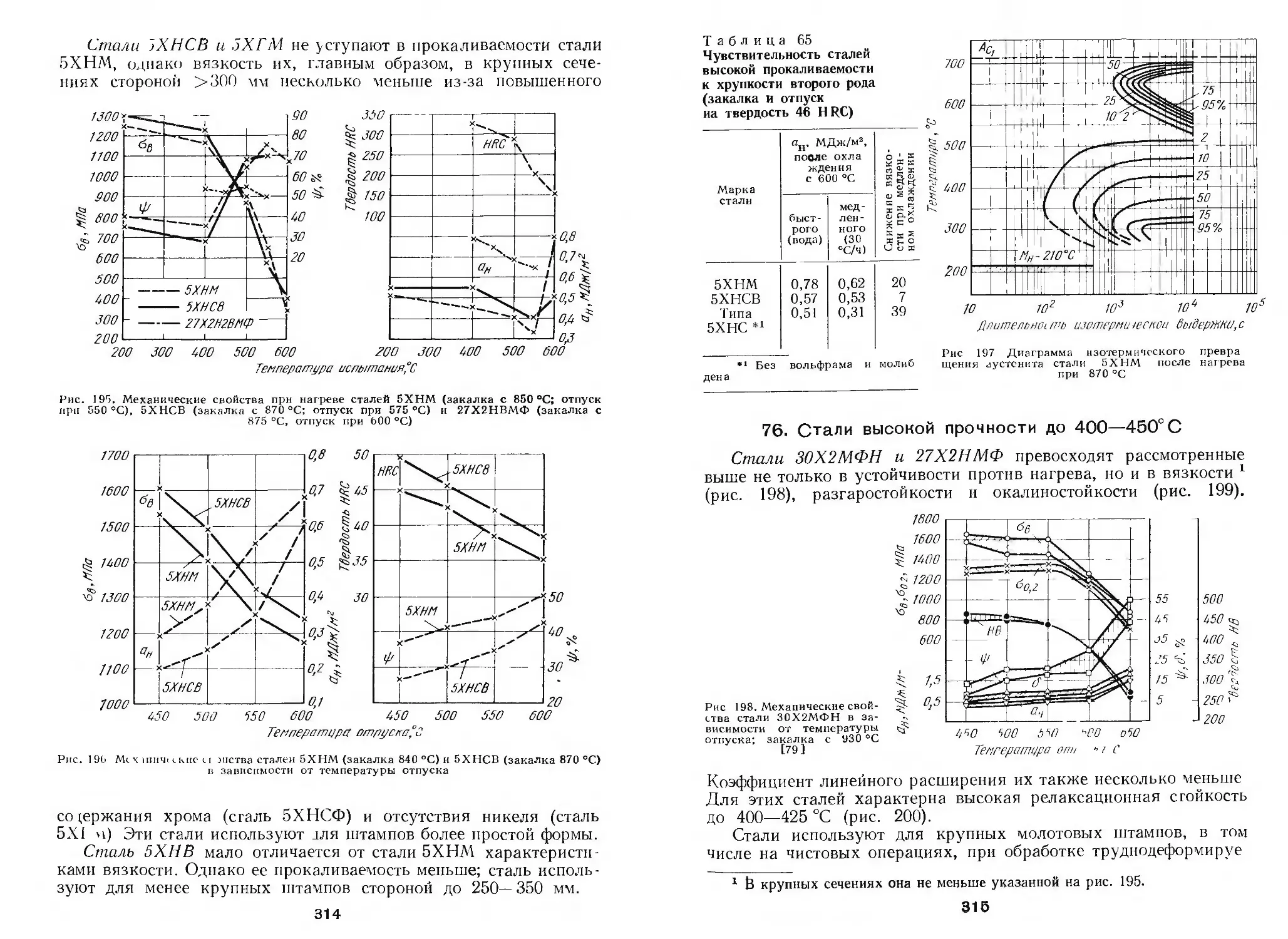
74. Характеристика состава и свойств. Особенности легирования . . . 312
75. Стали высокой прочности до 350—375 °C.......................... 313
76. Стали высокой прочности до 400—450 °C.......................... 315
7о‘ °Рячая механическая обработка .................................. 317
Ъ- ТеРмическая обработка.......................................... 317
4
Глава IX. Теплостойкие стали высокой твердости с карбидным упроч-
нением. Быстрорежущие стали .....................................
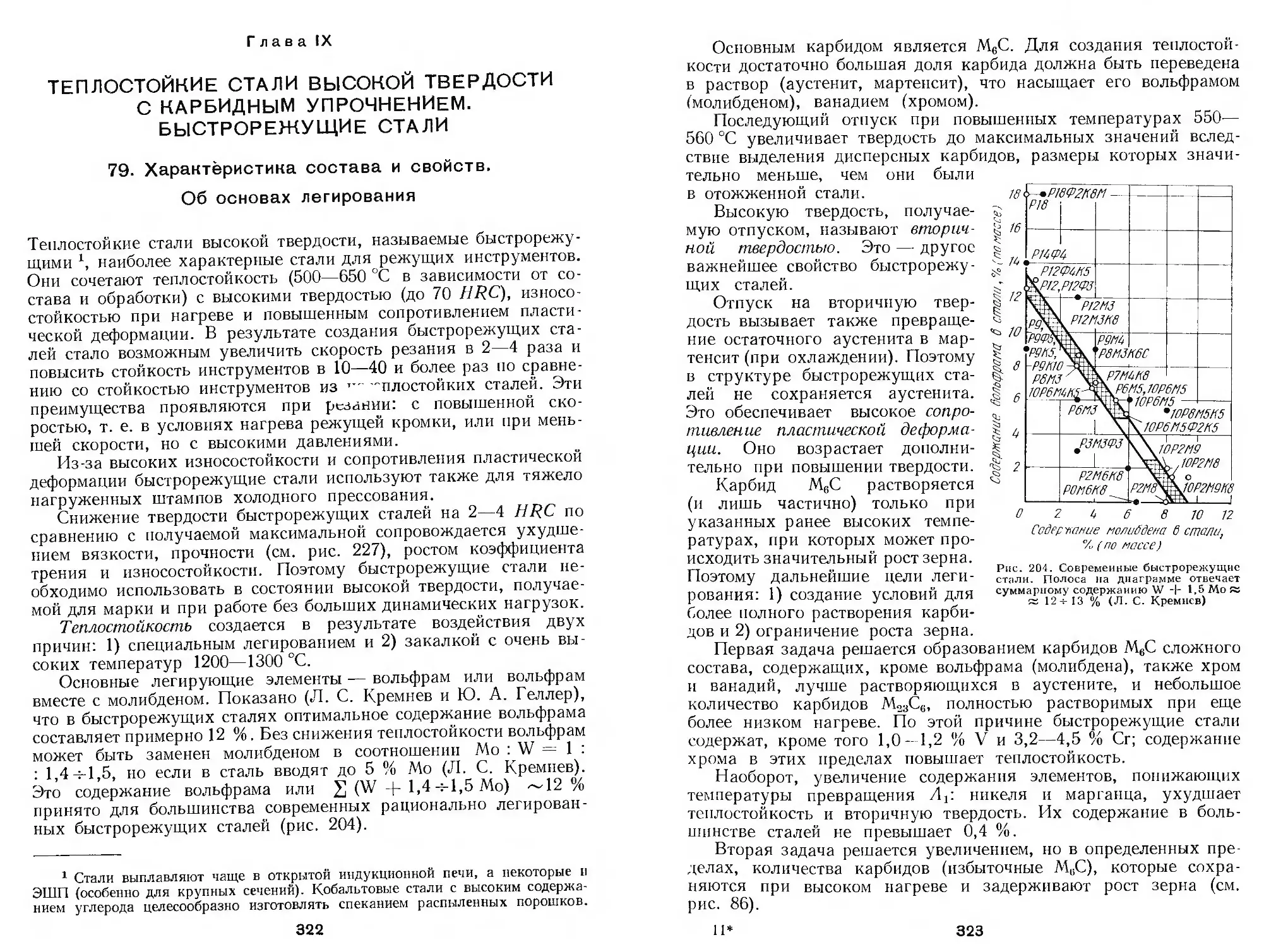
79. Характеристика состава и свойств. Об основах легирования . . .
А. Фазовый состав, структура и превращения быстрорежущих сталей
80. Фазовый состав..............................................
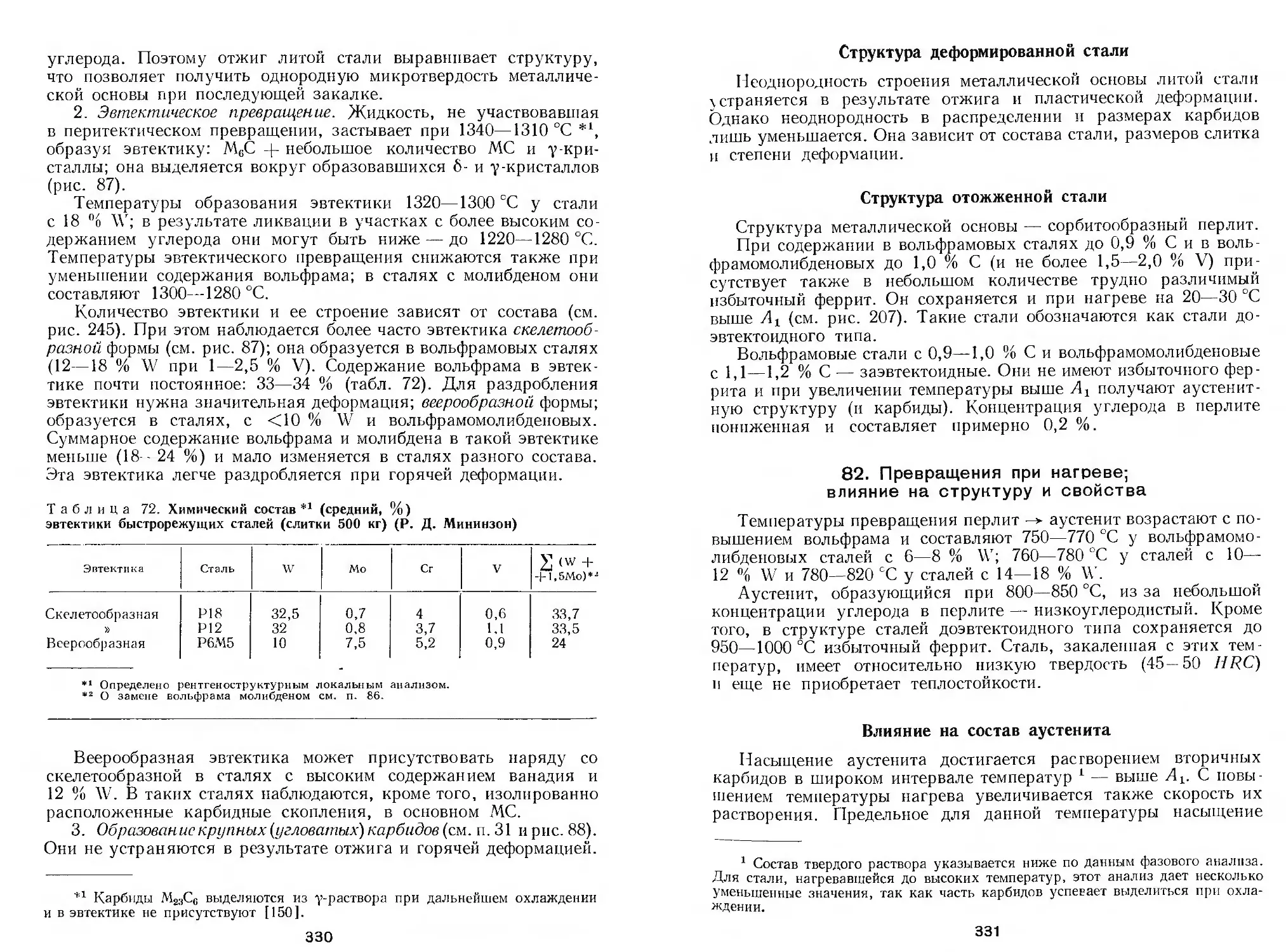
81. Структура литой, деформированной и отожженной стали.........
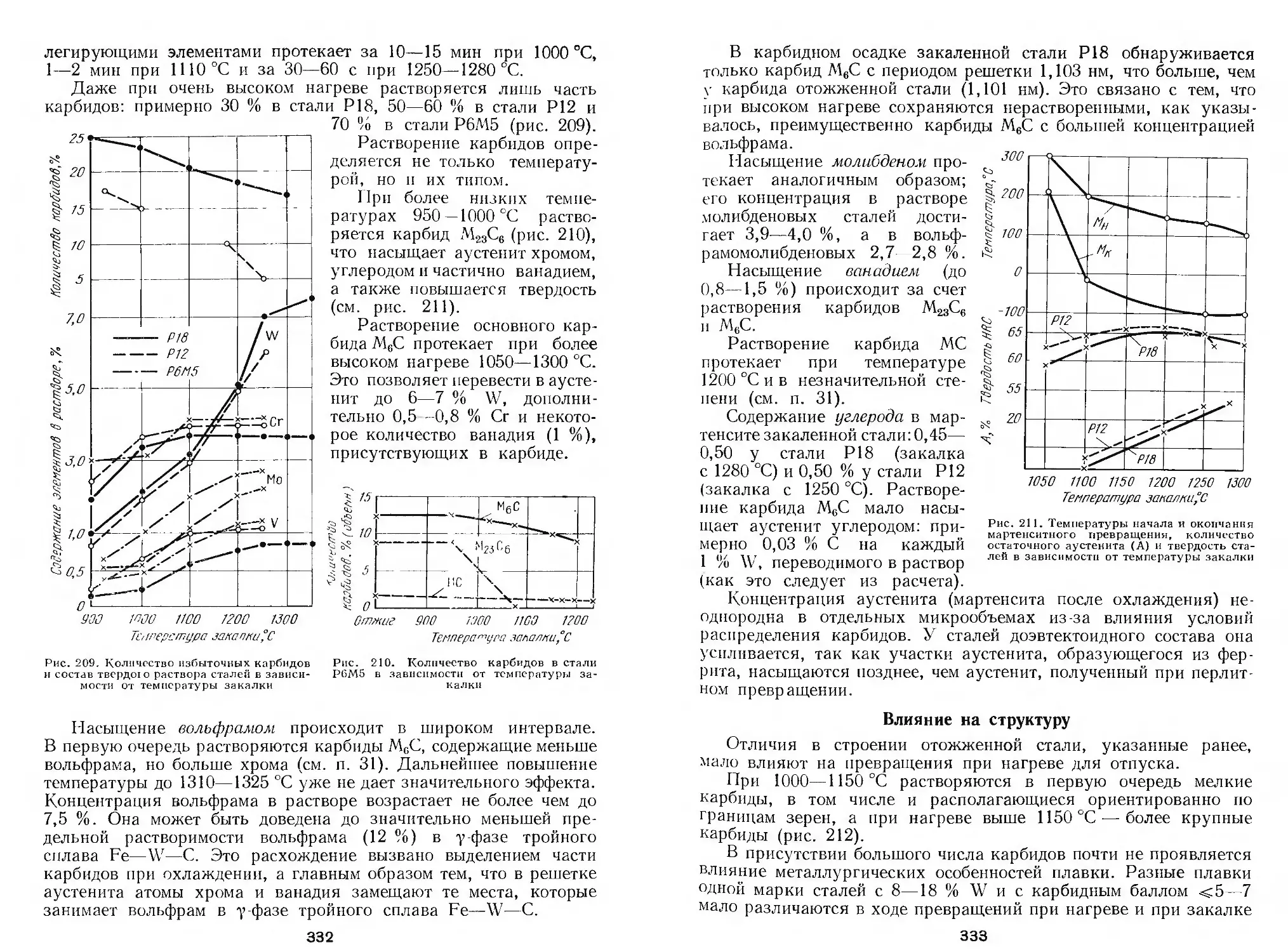
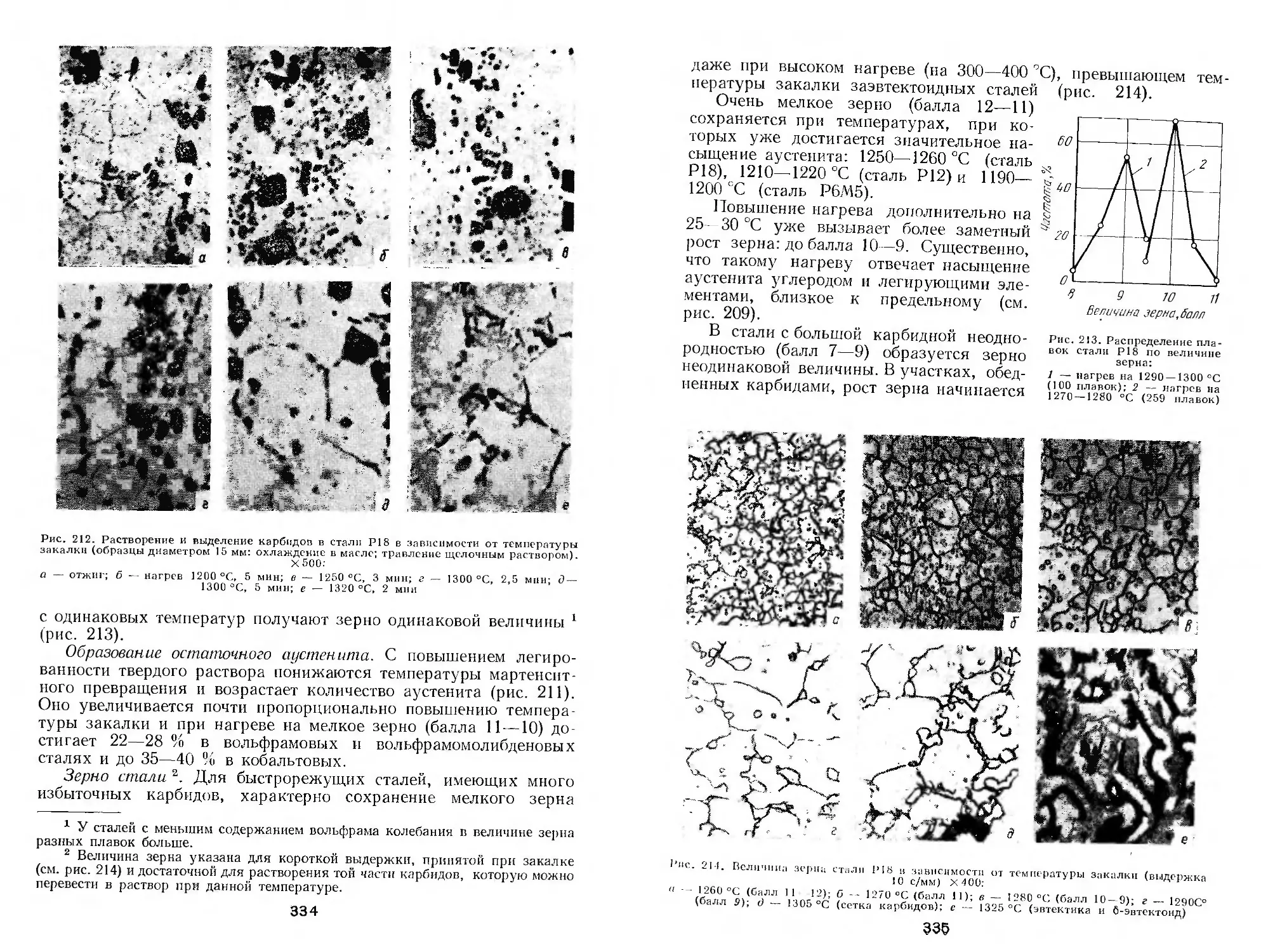
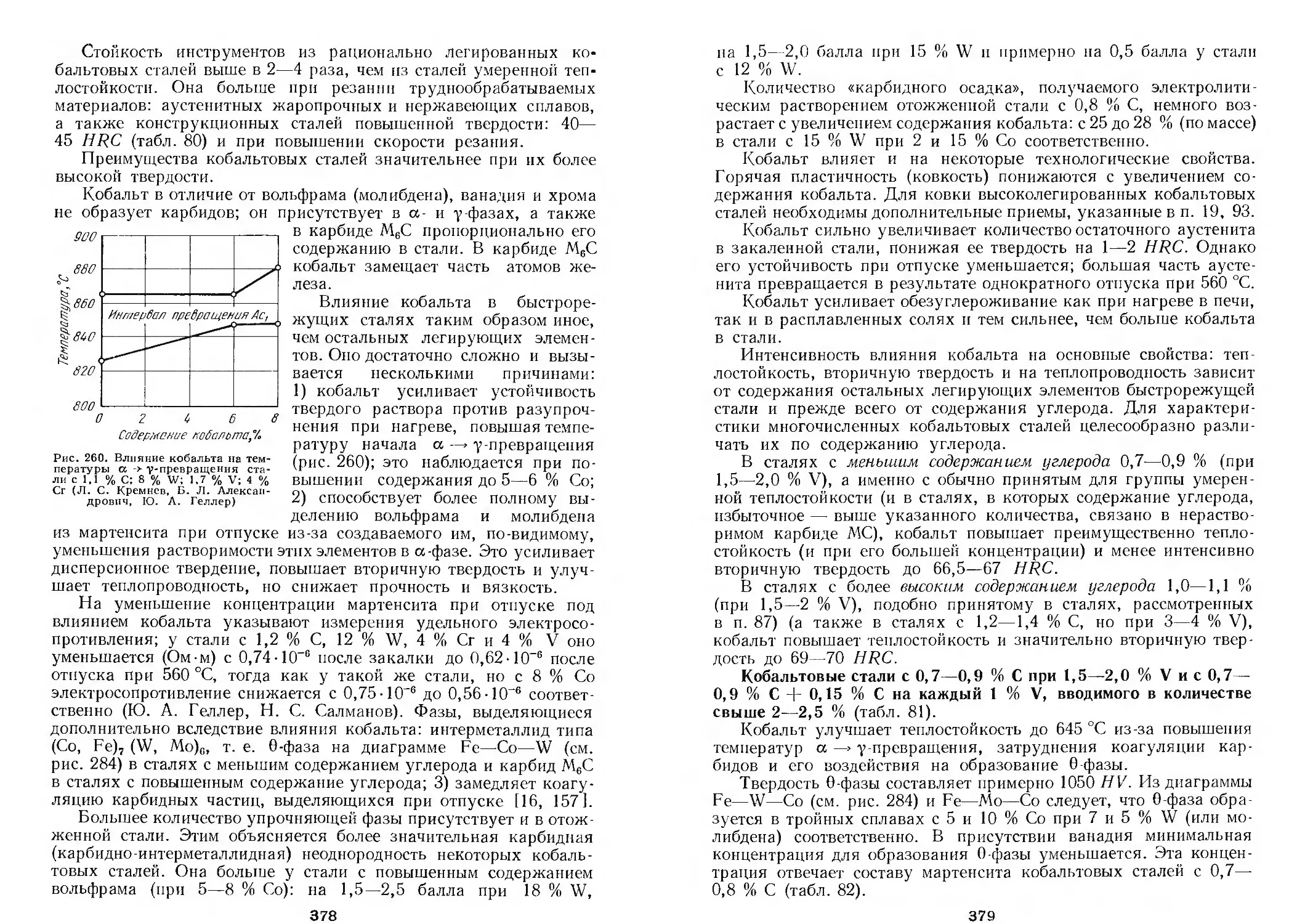
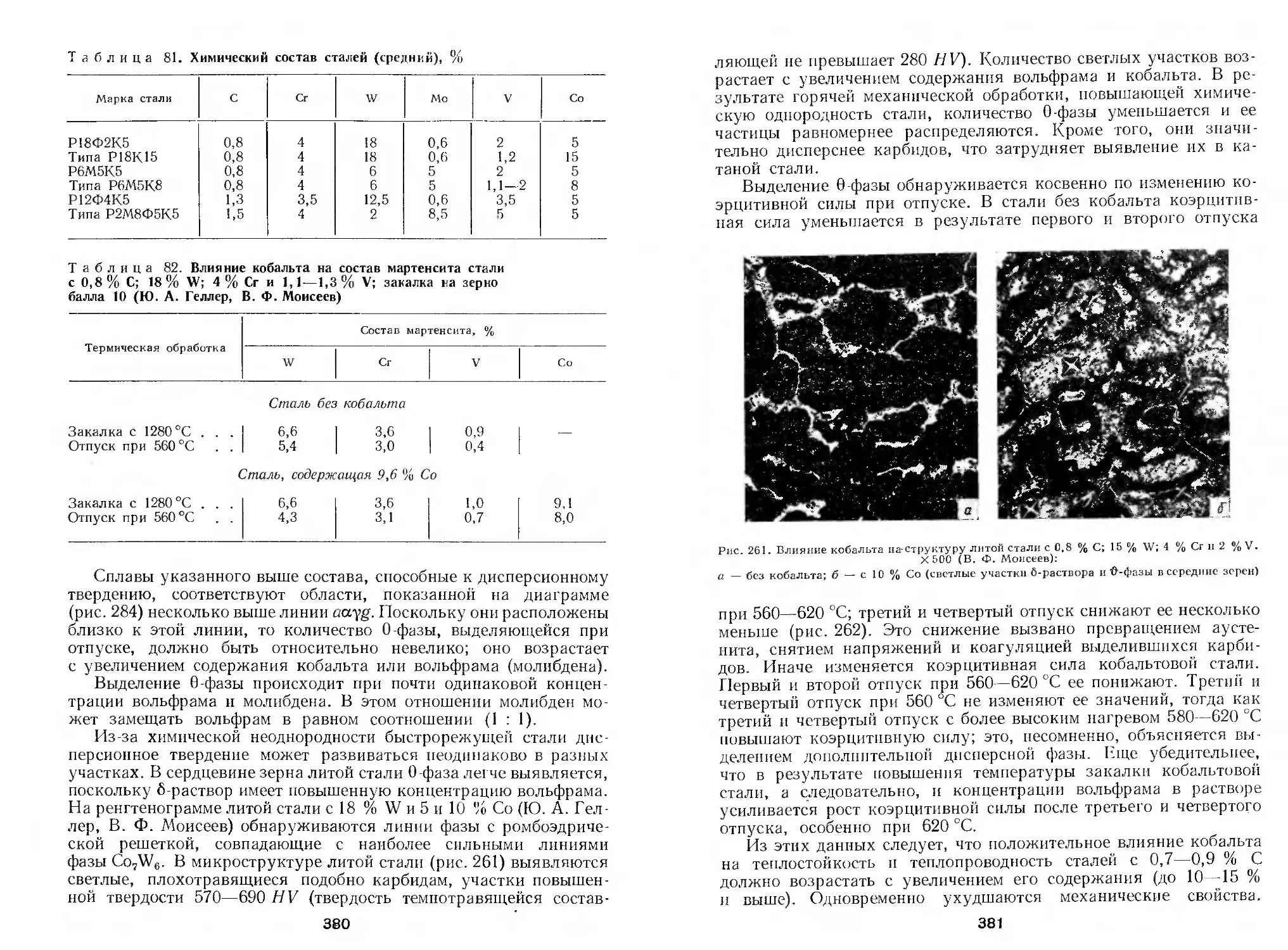
82. Превращения при нагреве; влияние на структуру и свойства . . .
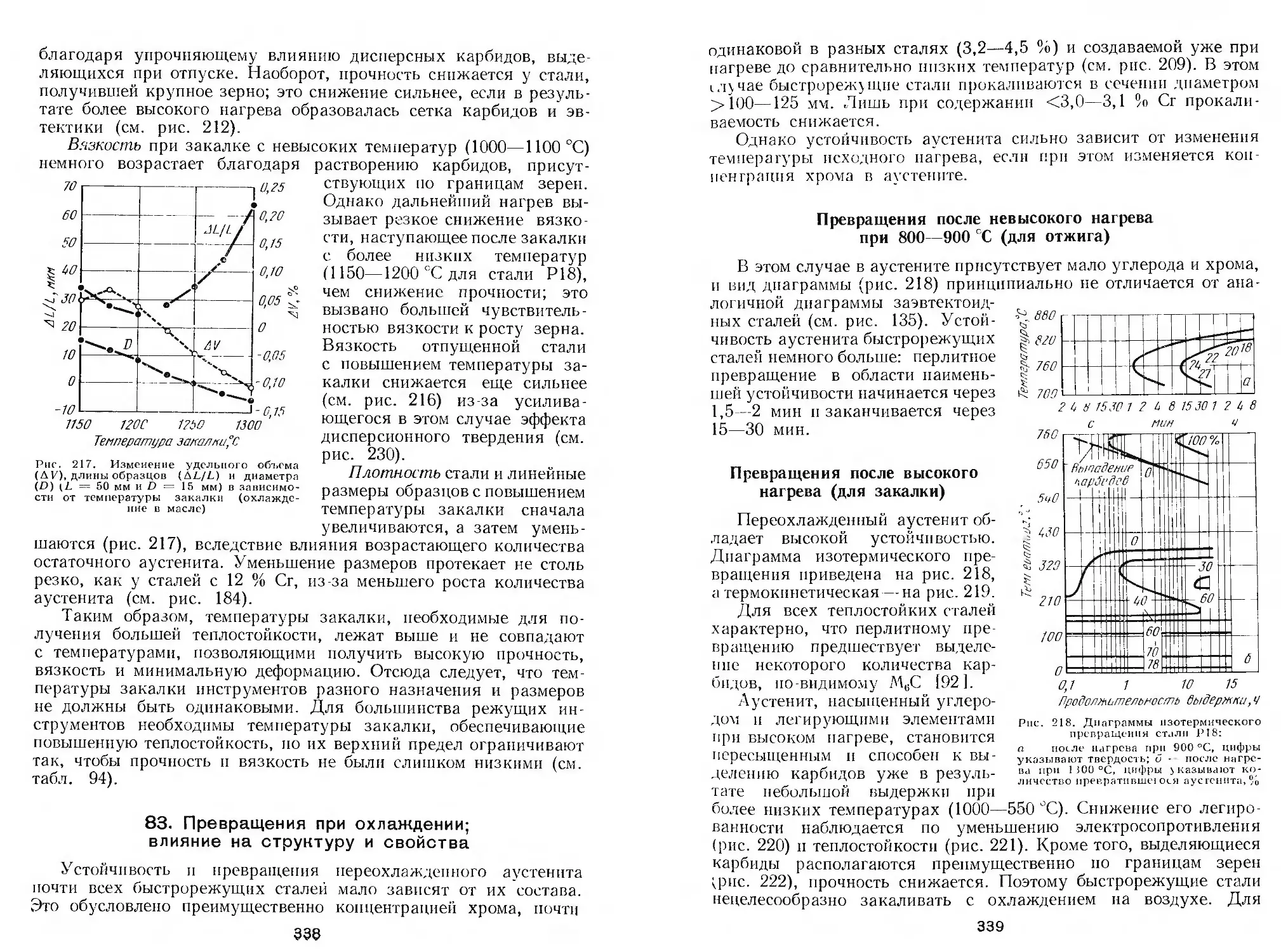
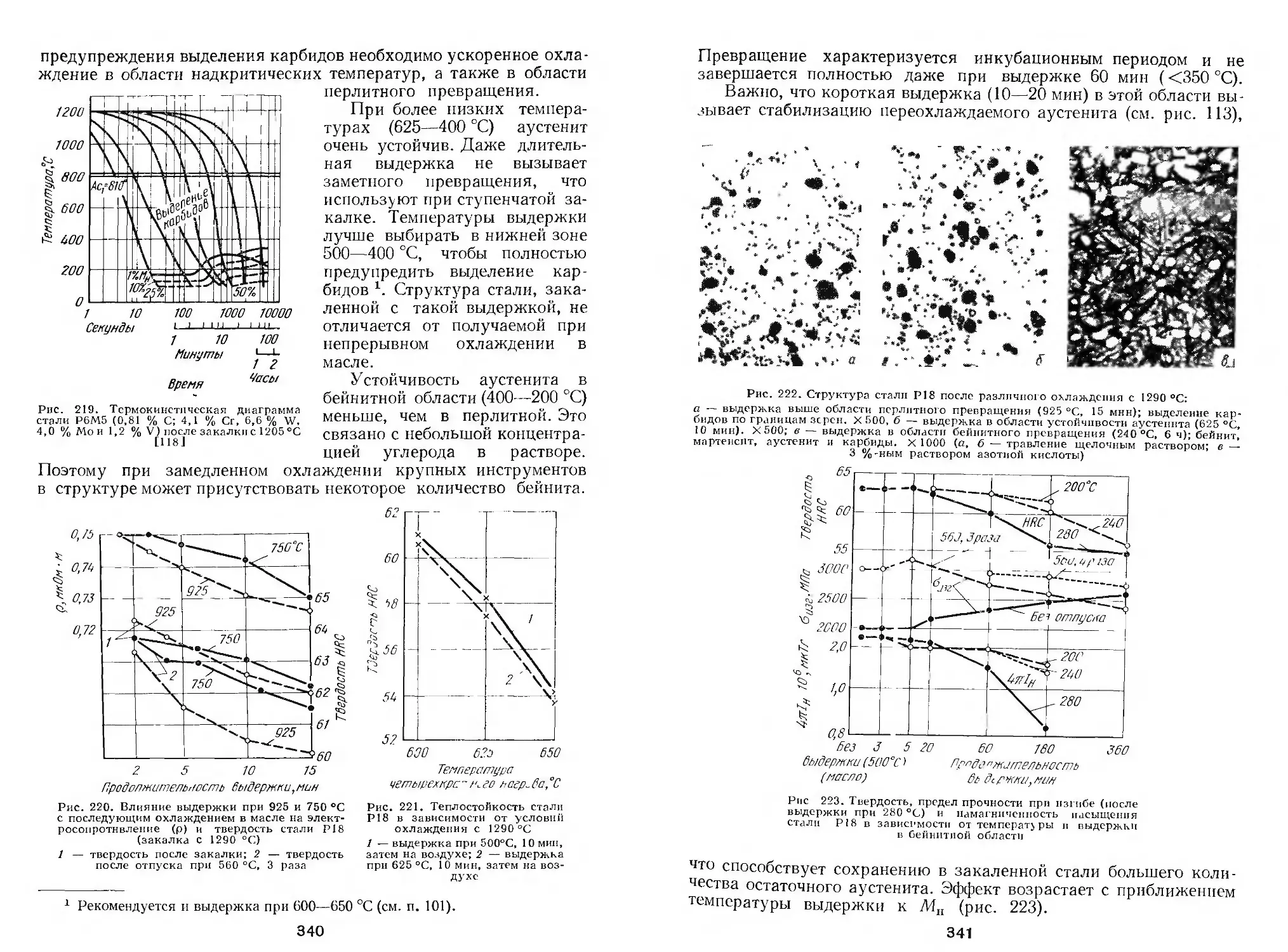
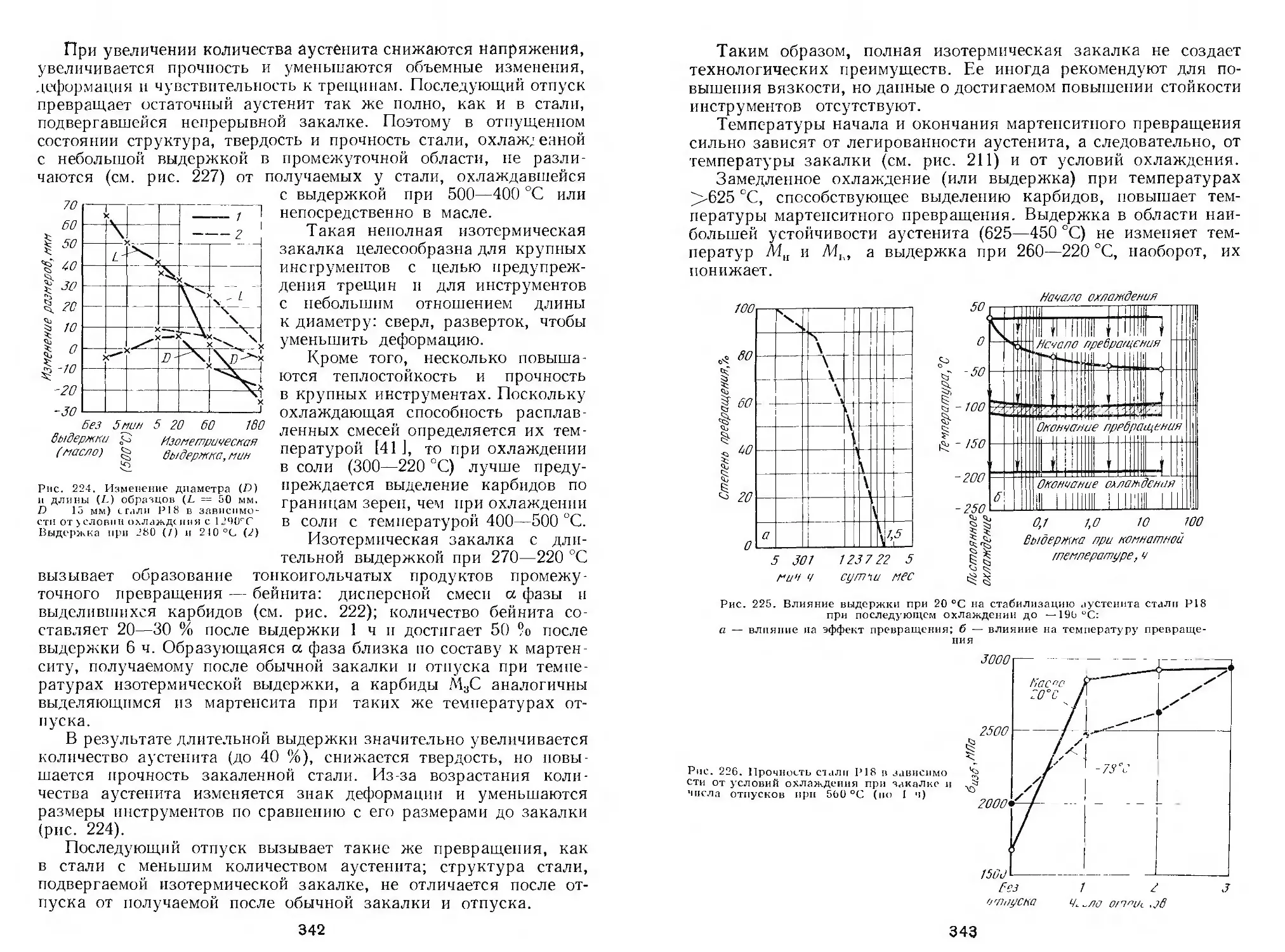
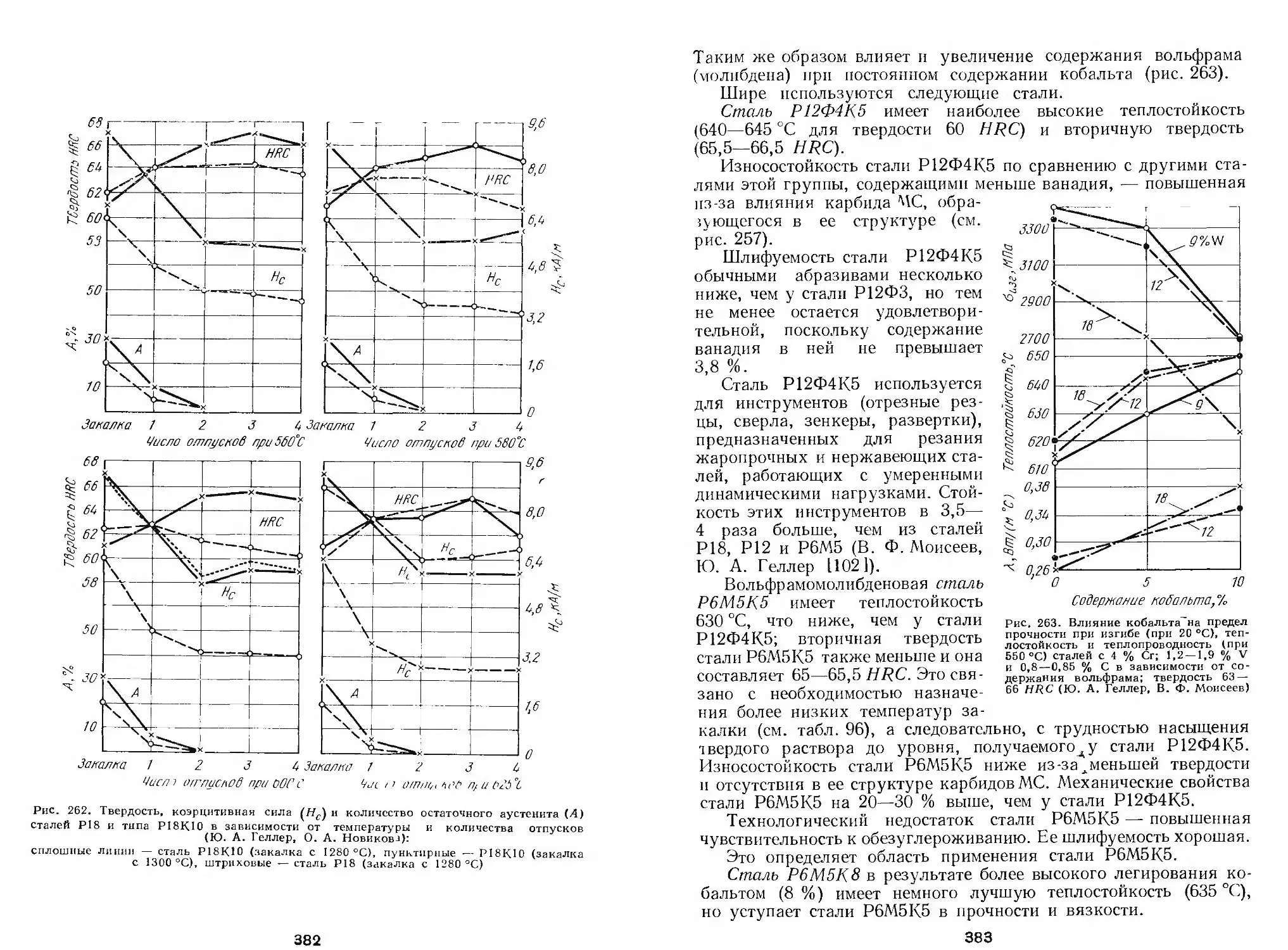
83. Превращения при охлаждении; влияние на структуру и свойства
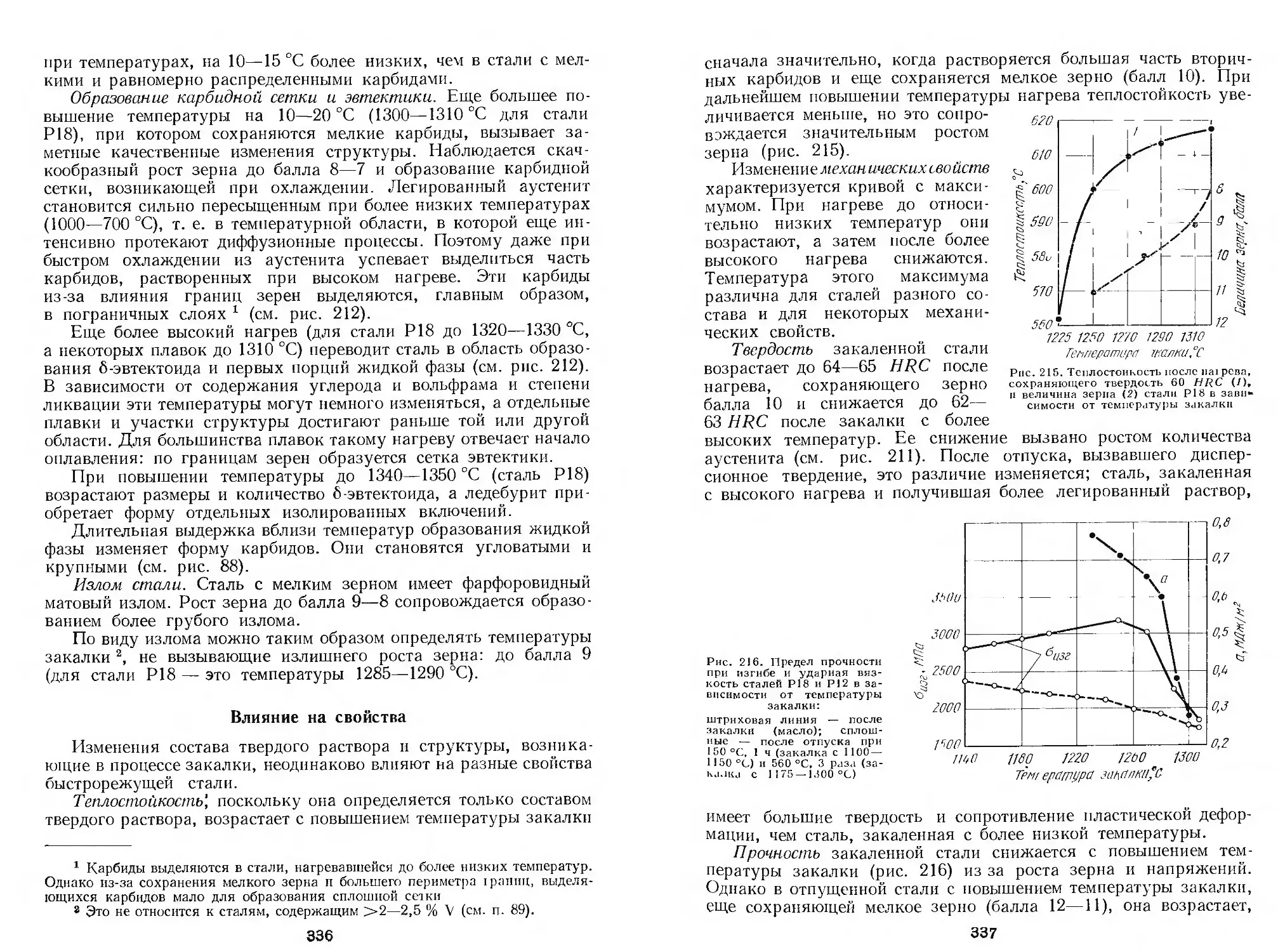
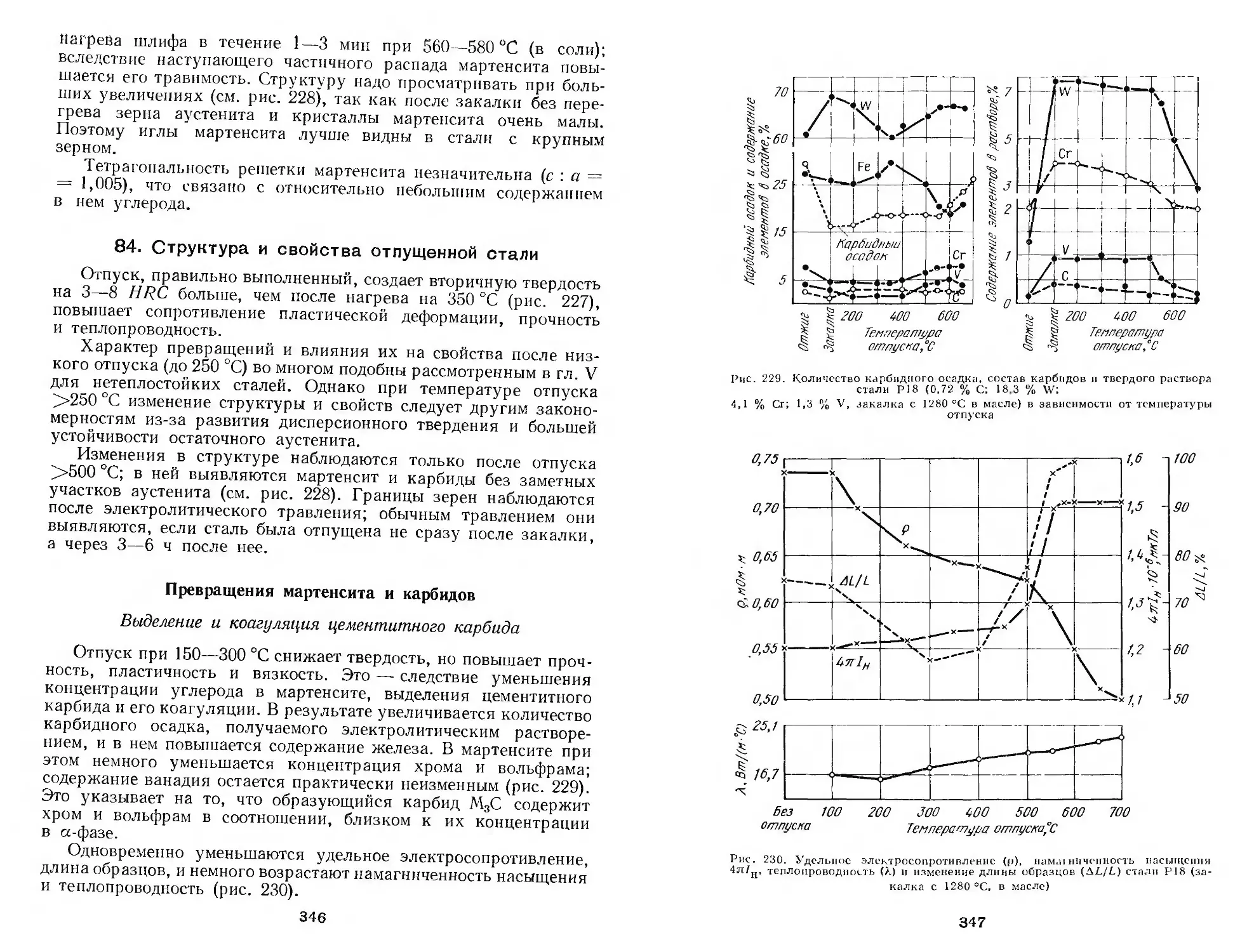
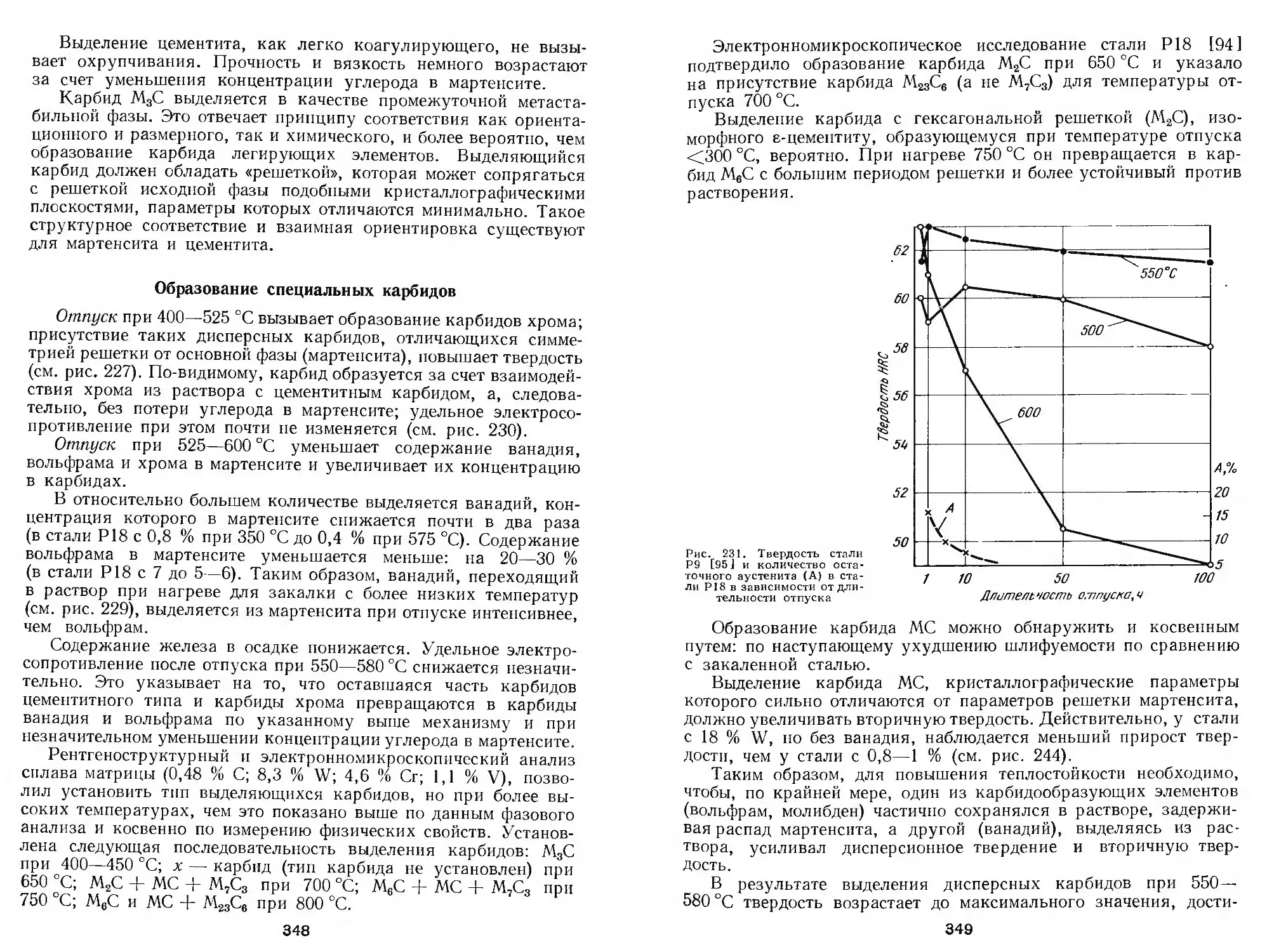
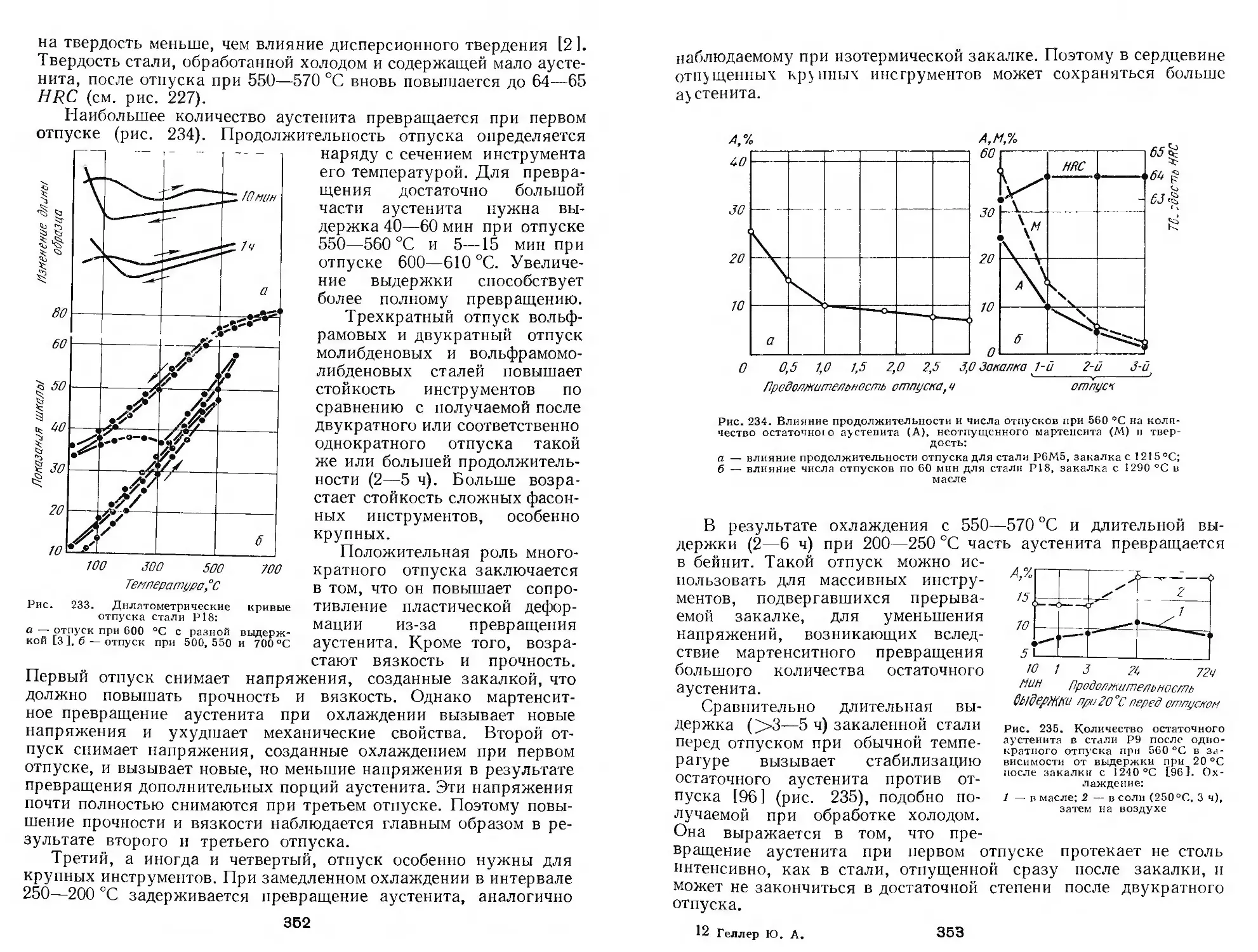
84. Структура и свойства отпущенной стали.......................
Б. Быстрорежущие стали умеренной теплостойкости.............
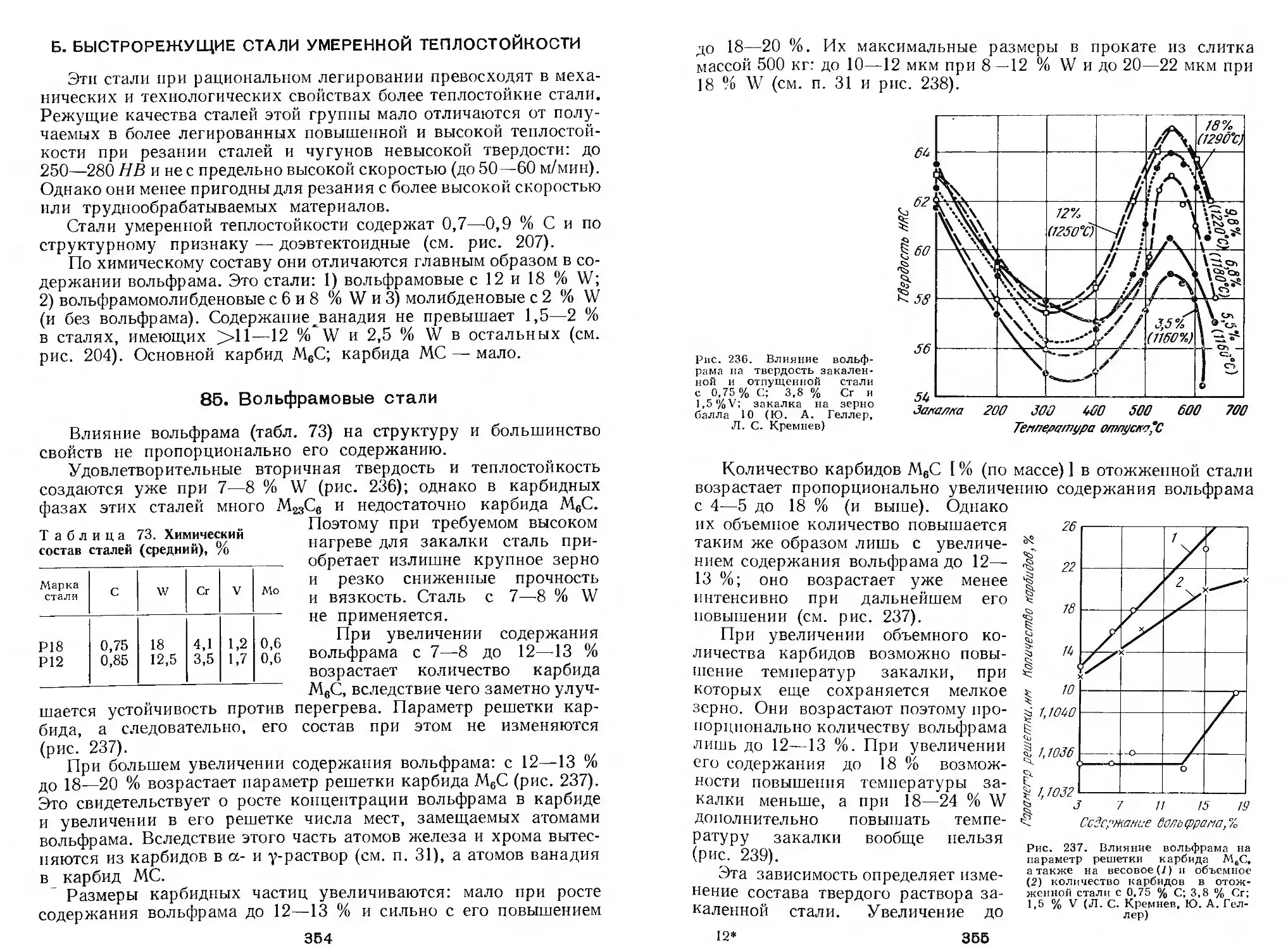
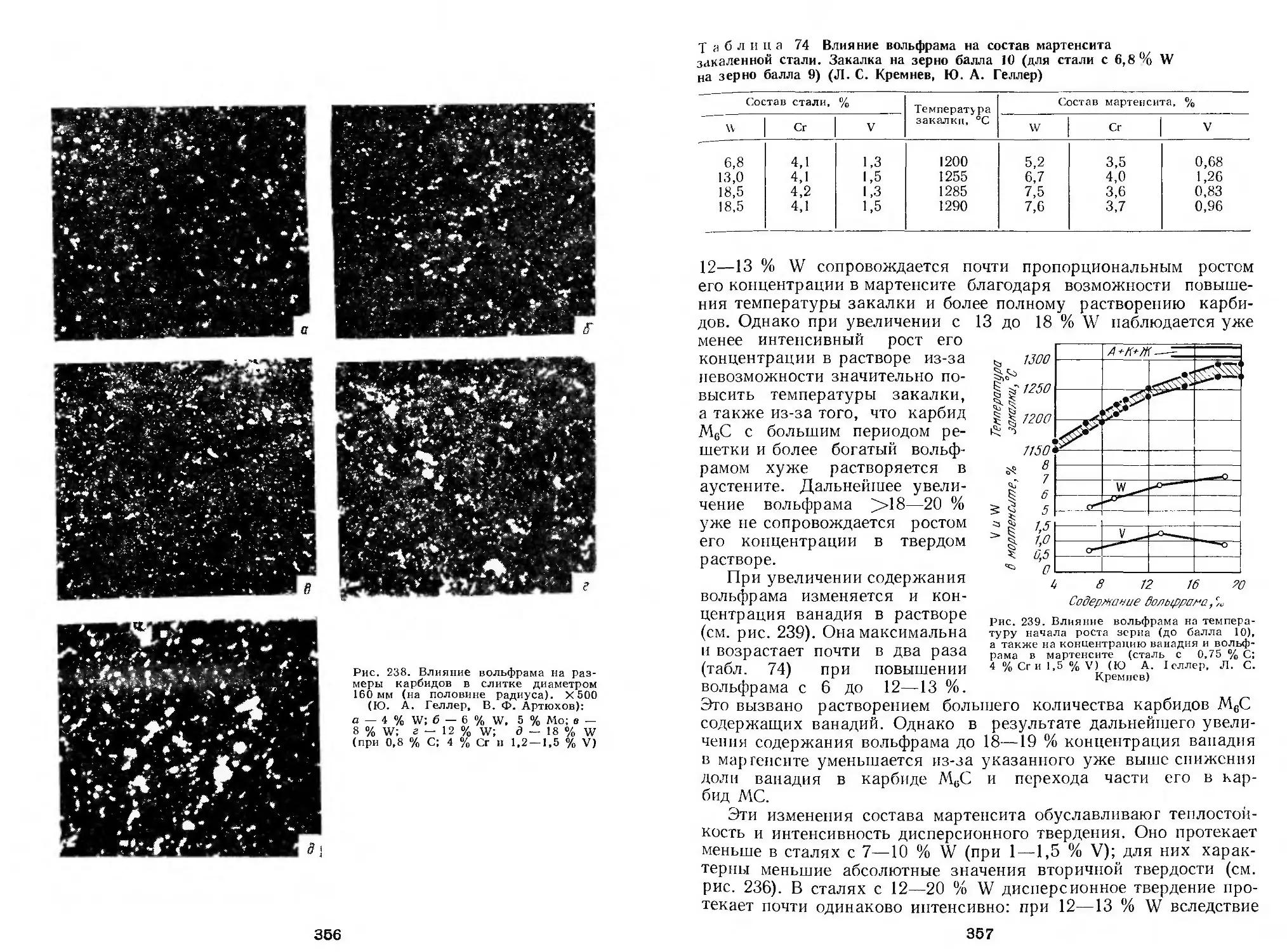
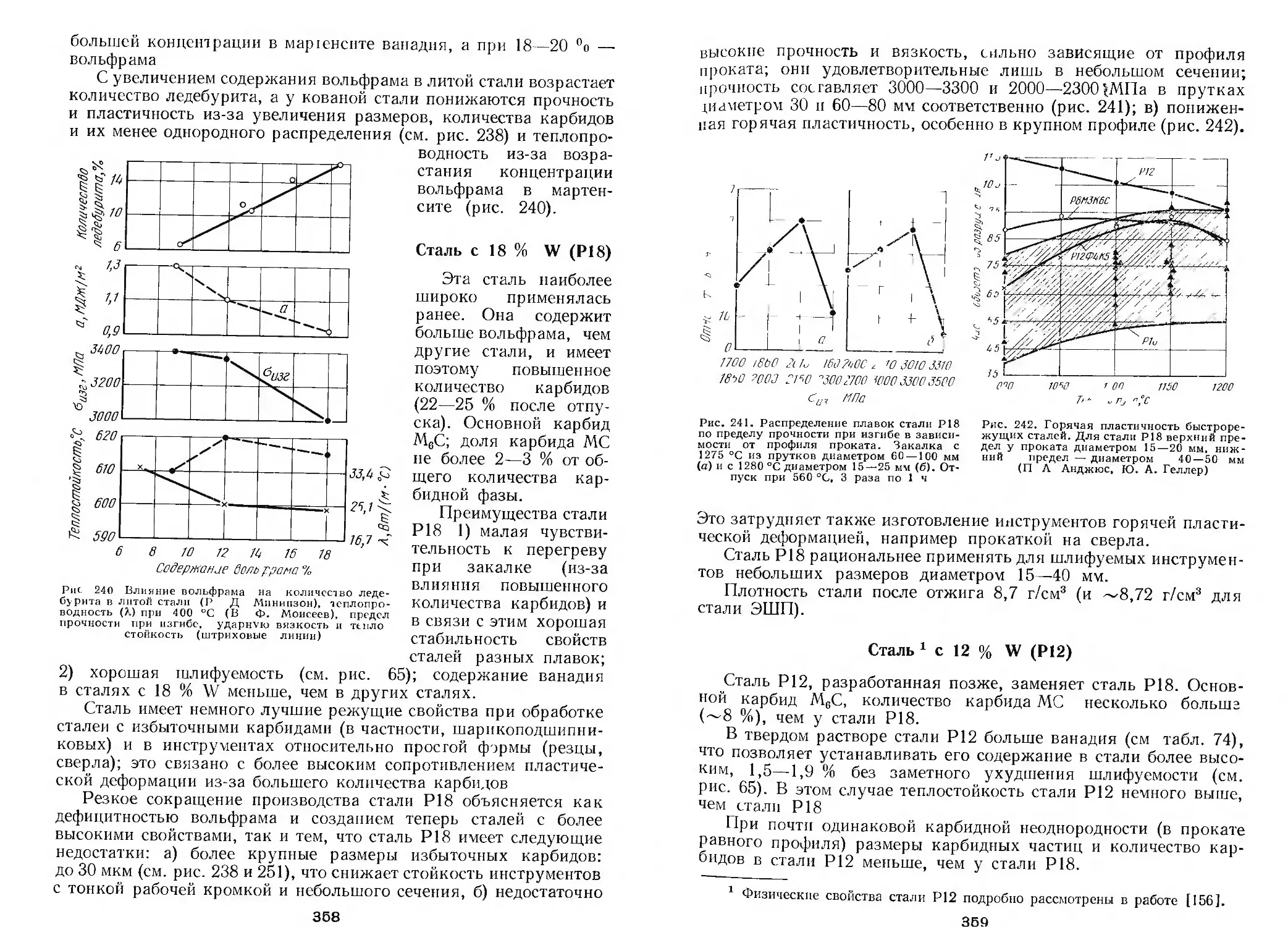
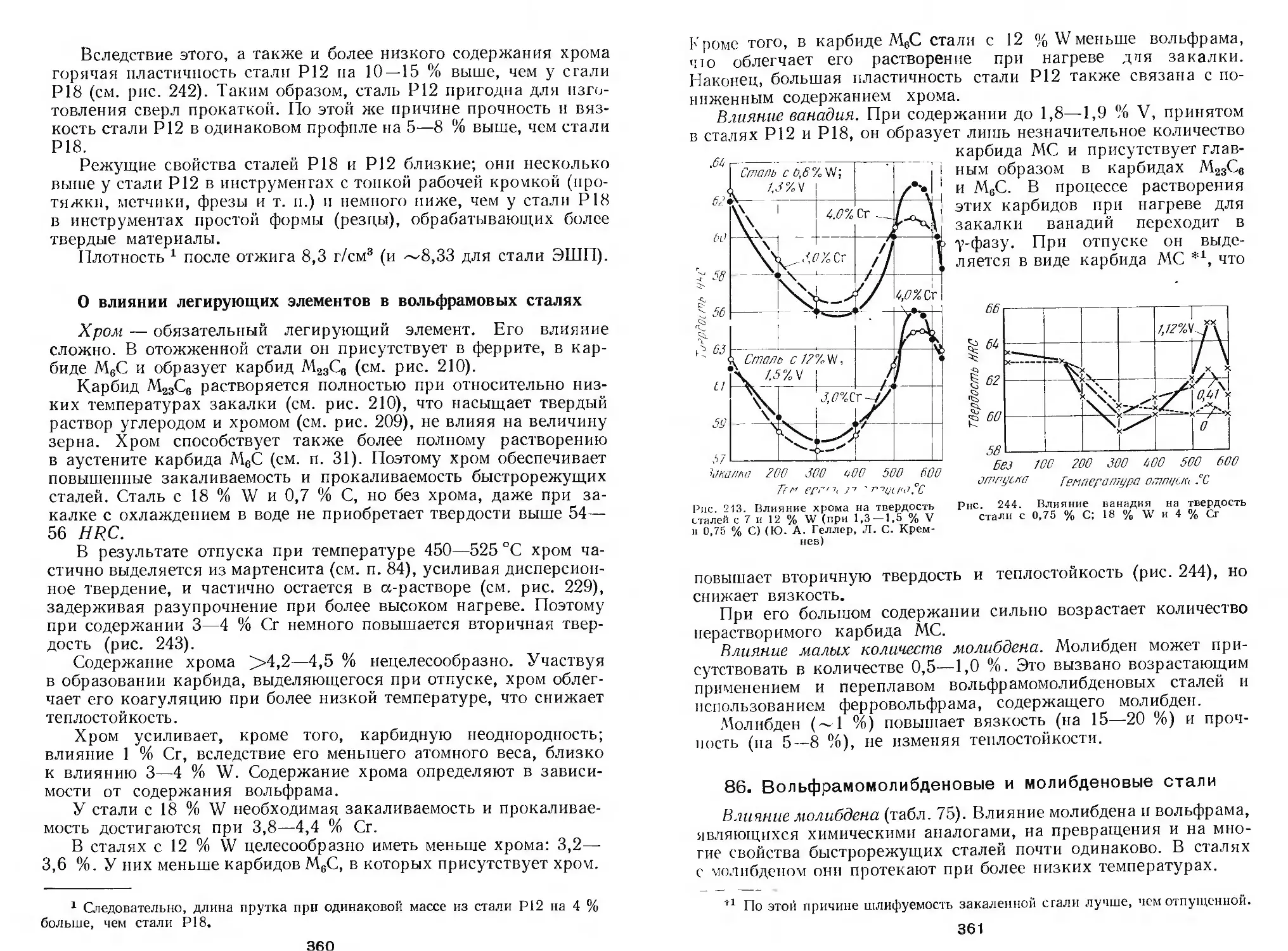
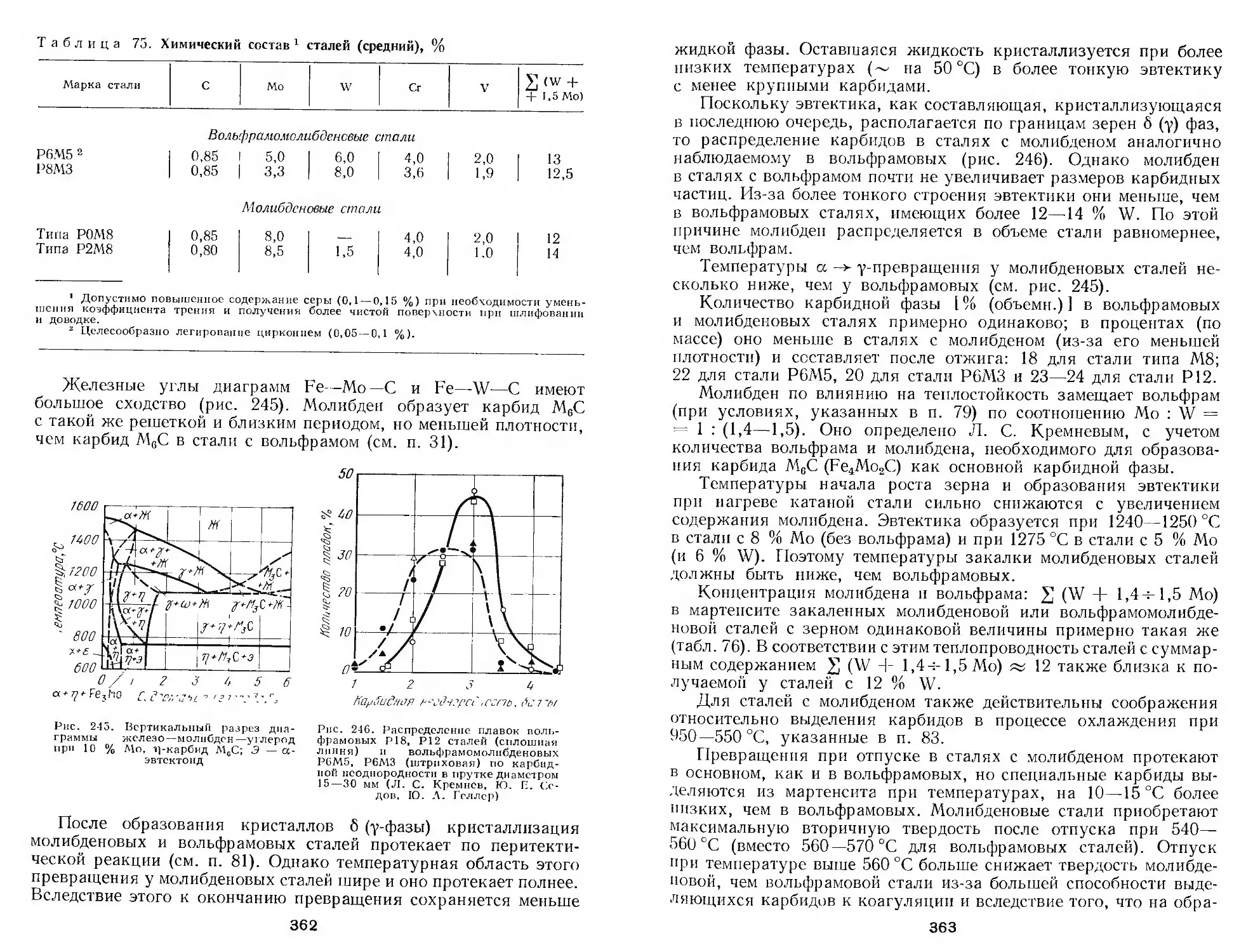
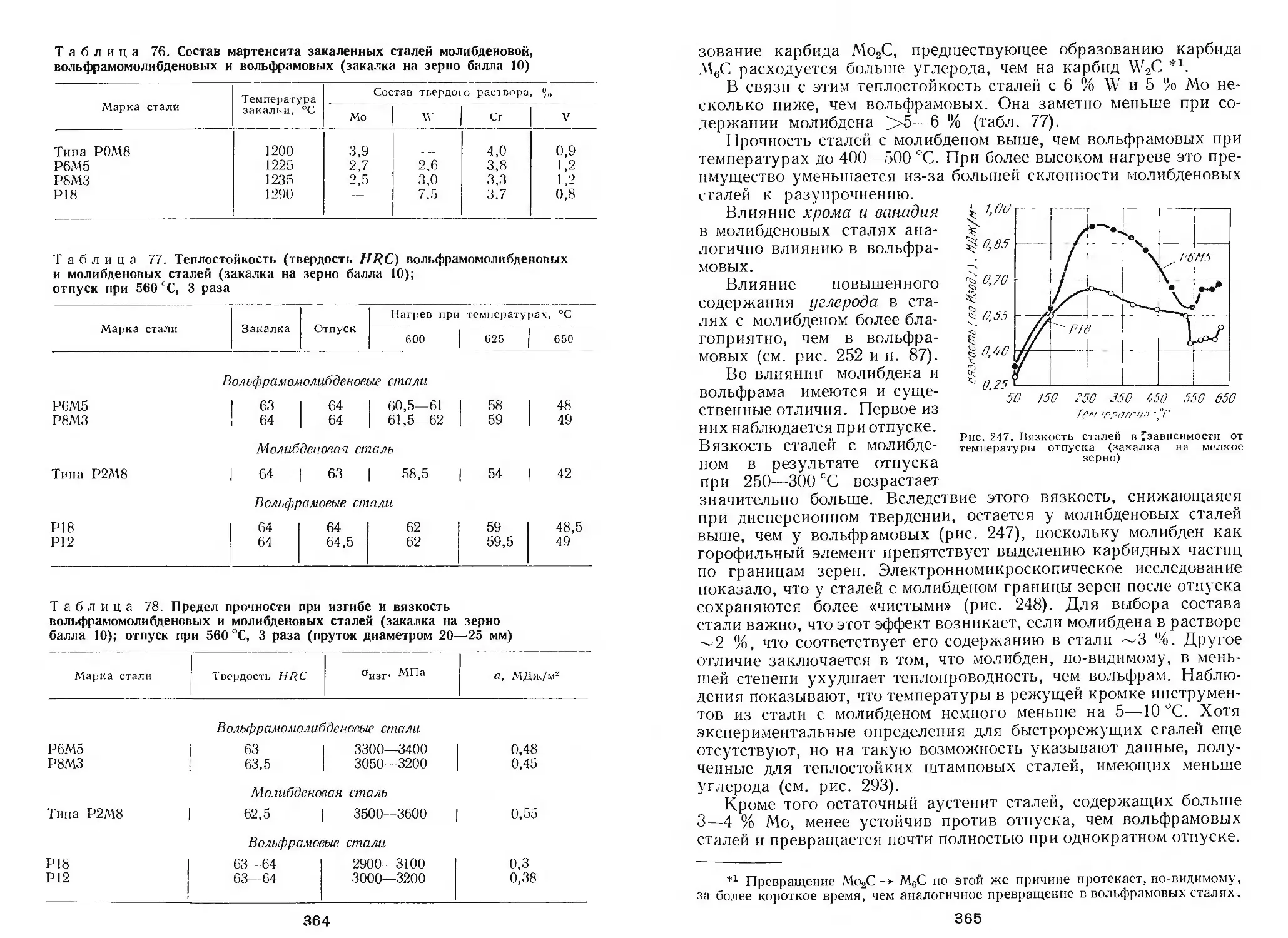
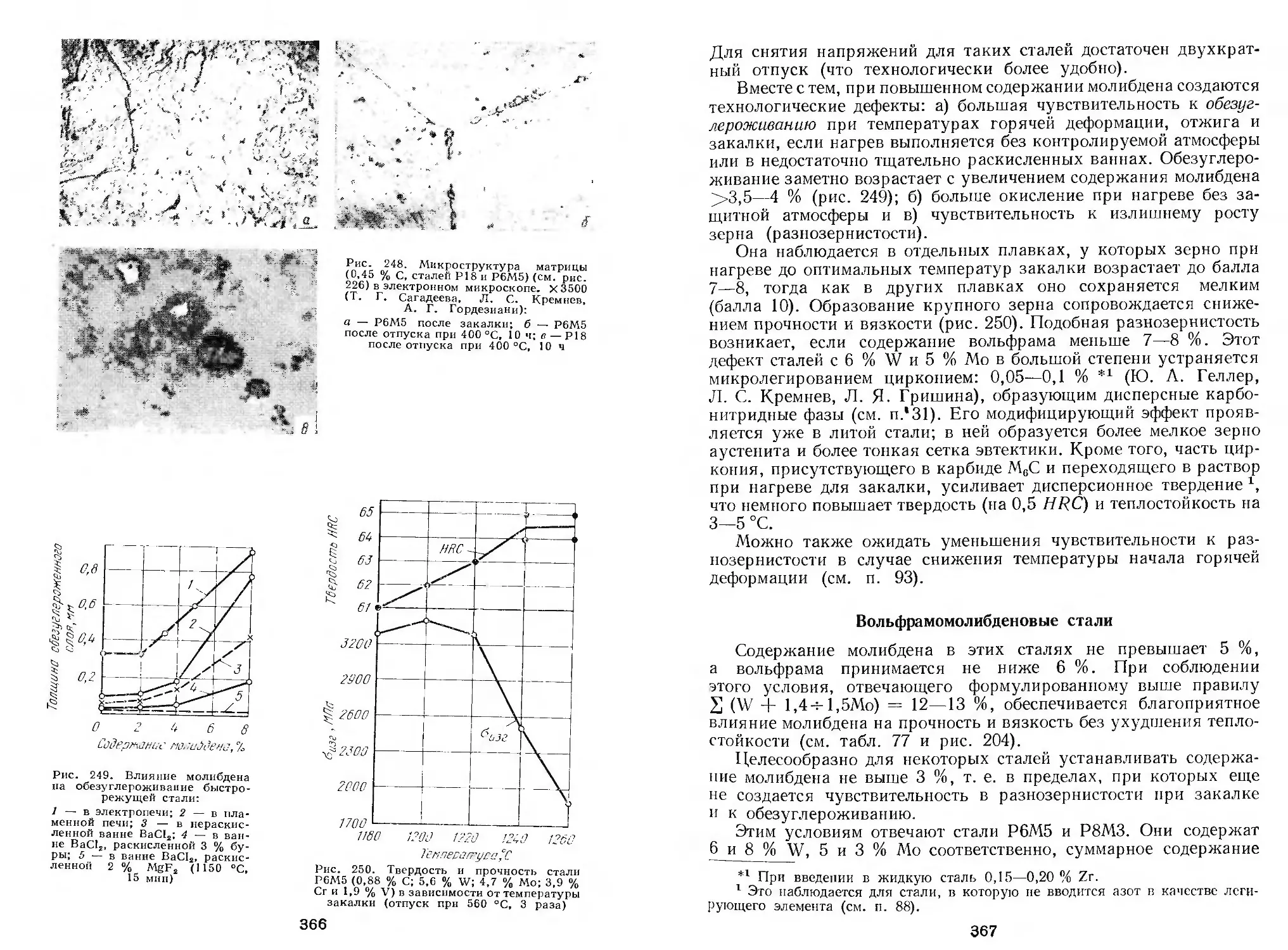
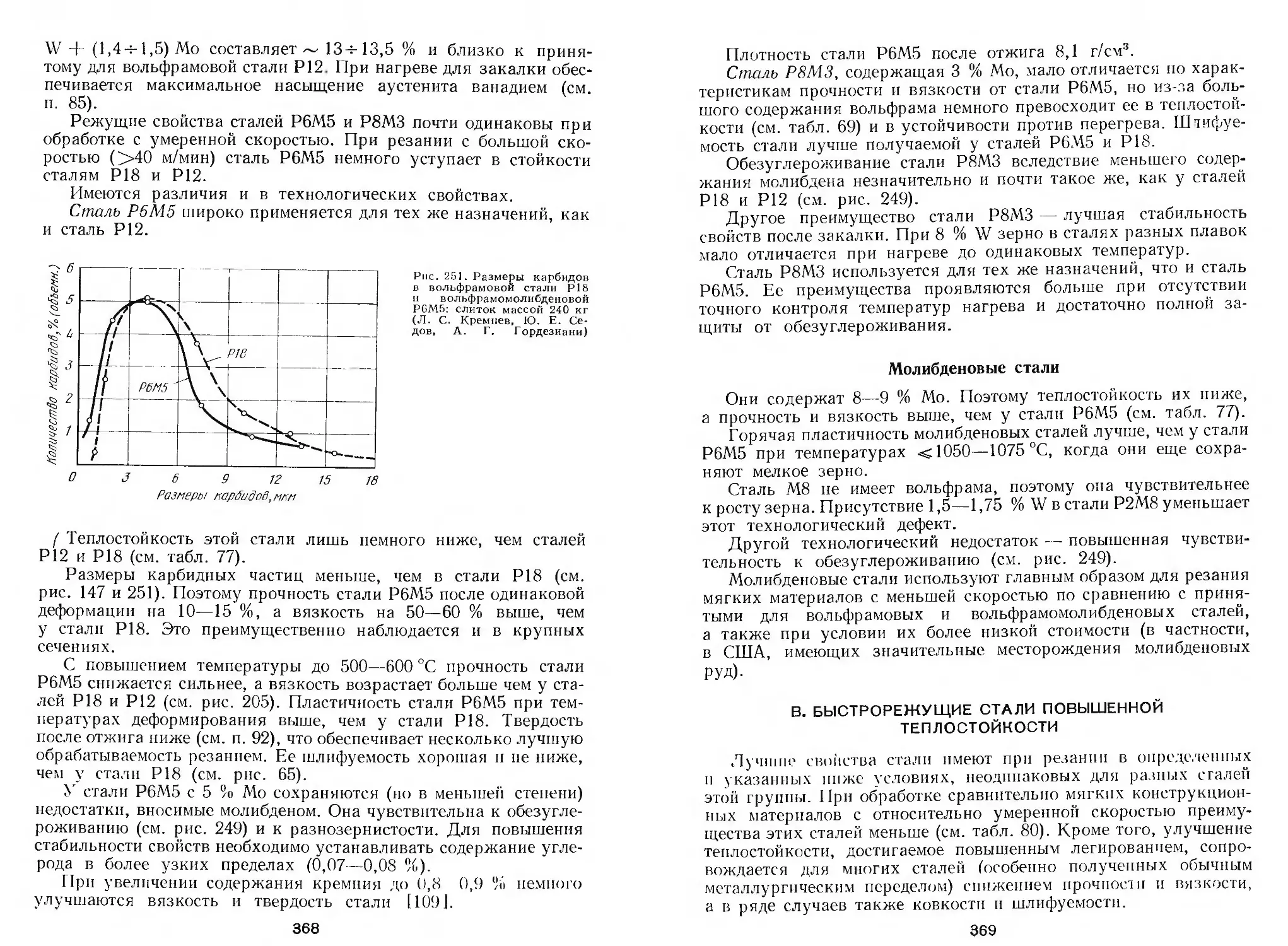
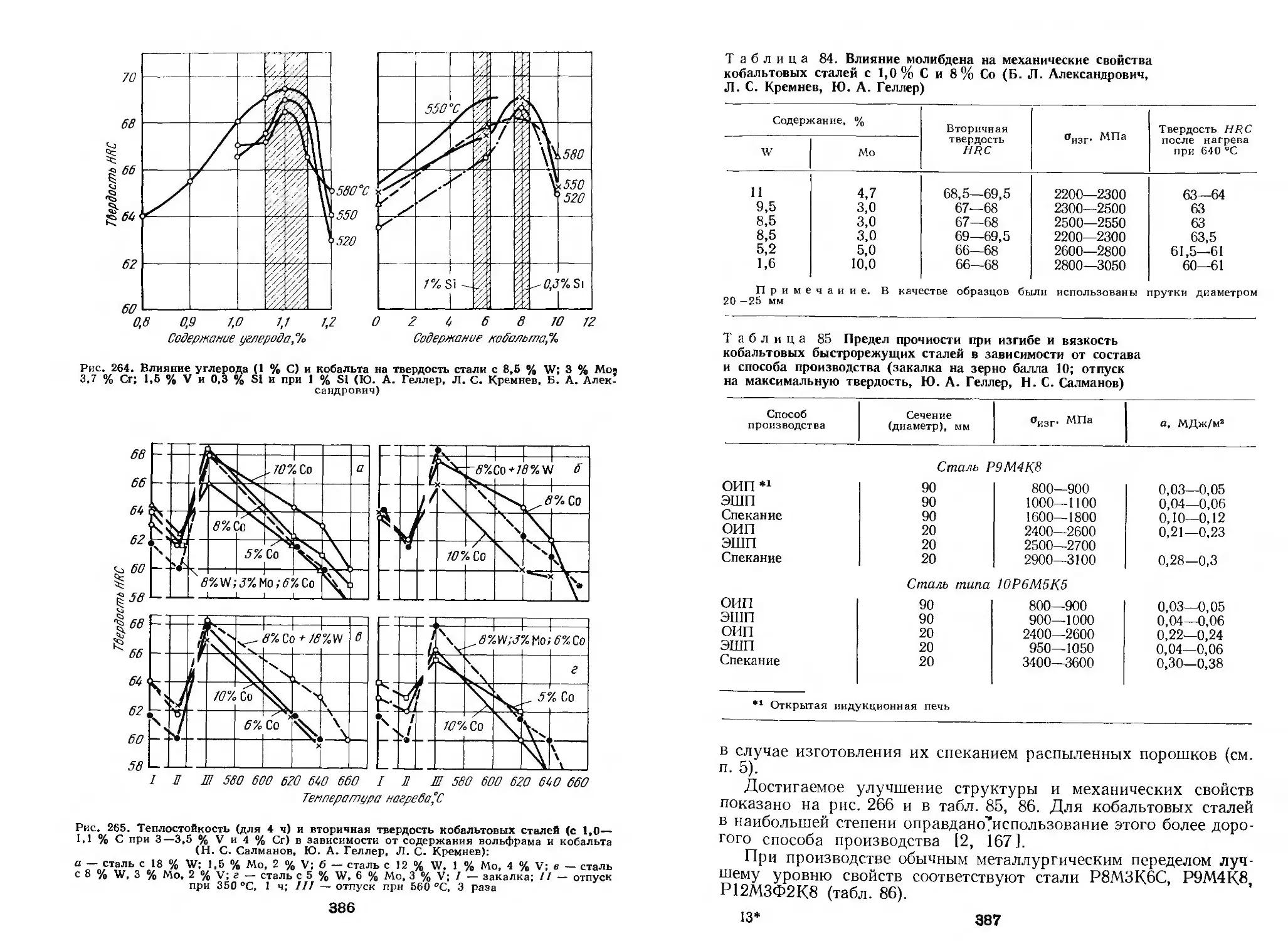
85. Вольфрамовые стали..........................................
86. Вольфрамомолибдеиовые и молибденовые стали..................
В. Быстрорежущие стали повышенной теплостойкости...........
87. Стали с высоким содержанием углерода........................
88. Стали, легированные азотом..................................
89. Стали с высоким содержанием ванадия ........................
90. Кобальтовые стали...........................................
Г. Быстрорежущие стали пониженной теплостойкости............
Д. Стали в литых инструментах...............................
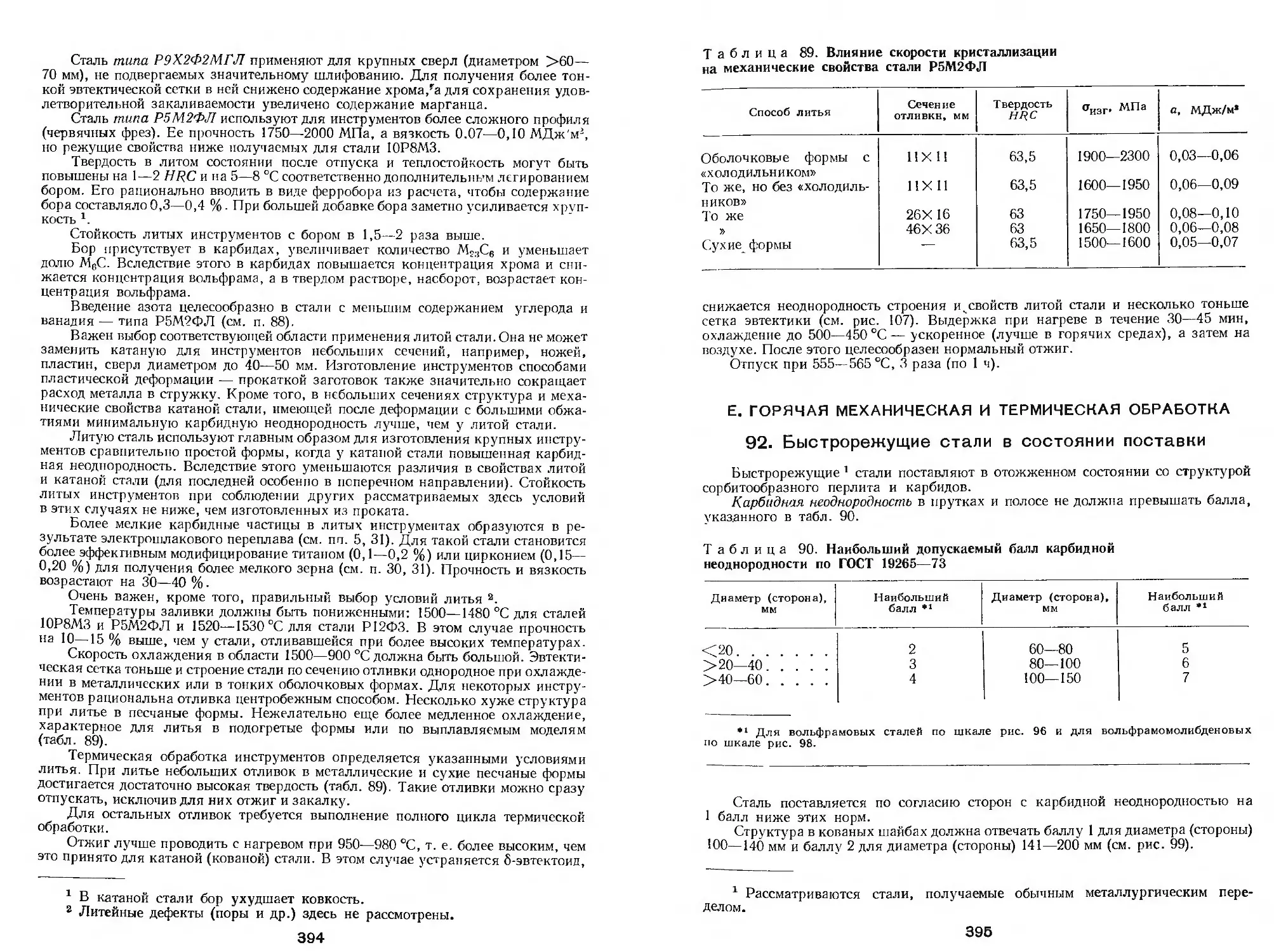
91. Особенности состава и применения ...........................
Е. Горячая механическая и термическая обработка............
92. Быстрорежущие стали в состоянии поставки ..................
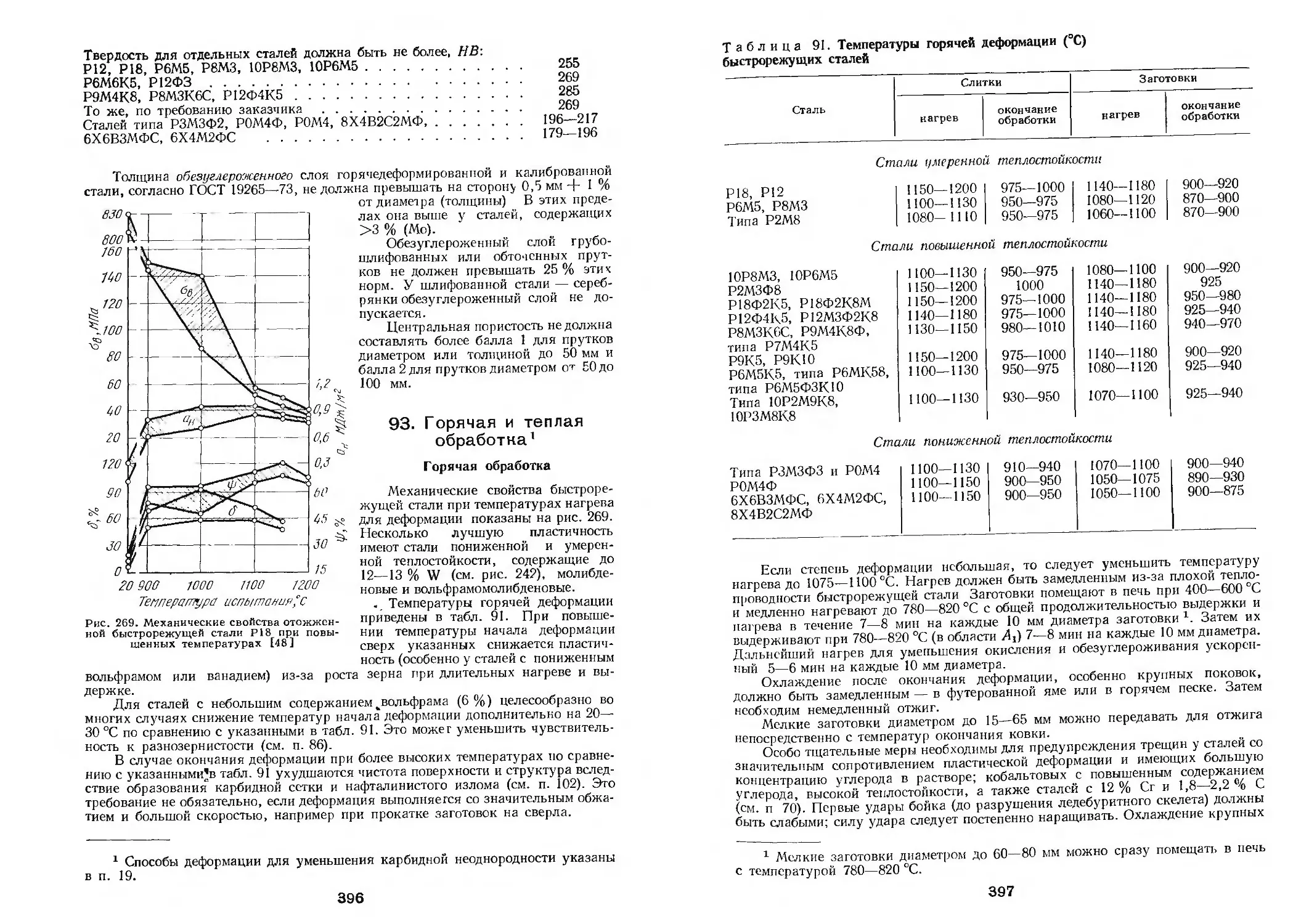
93. Горячая и теплая обработка ................................
94. Гомогенизирующая обработка ................................
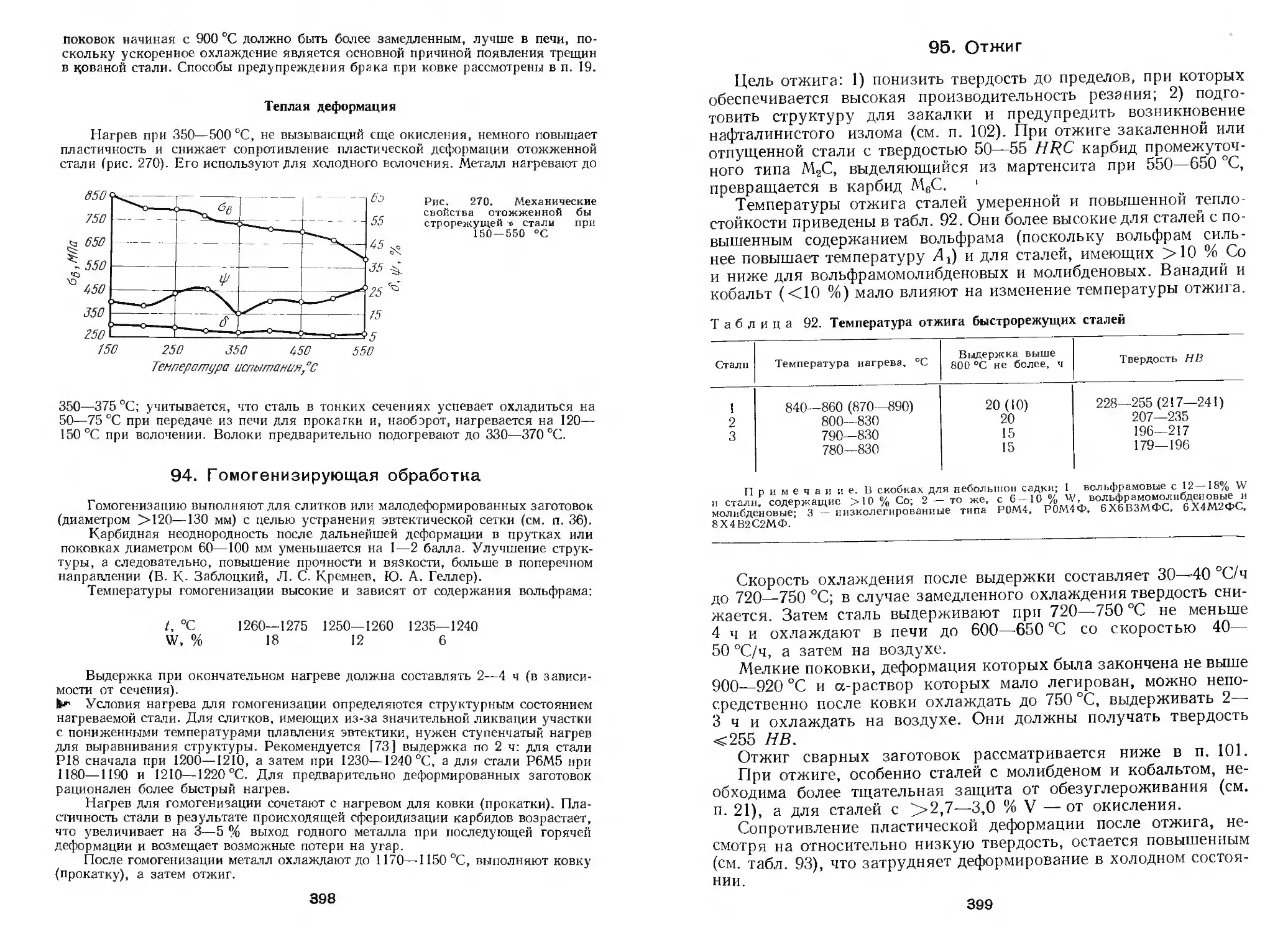
95. Отжиг .....................................................
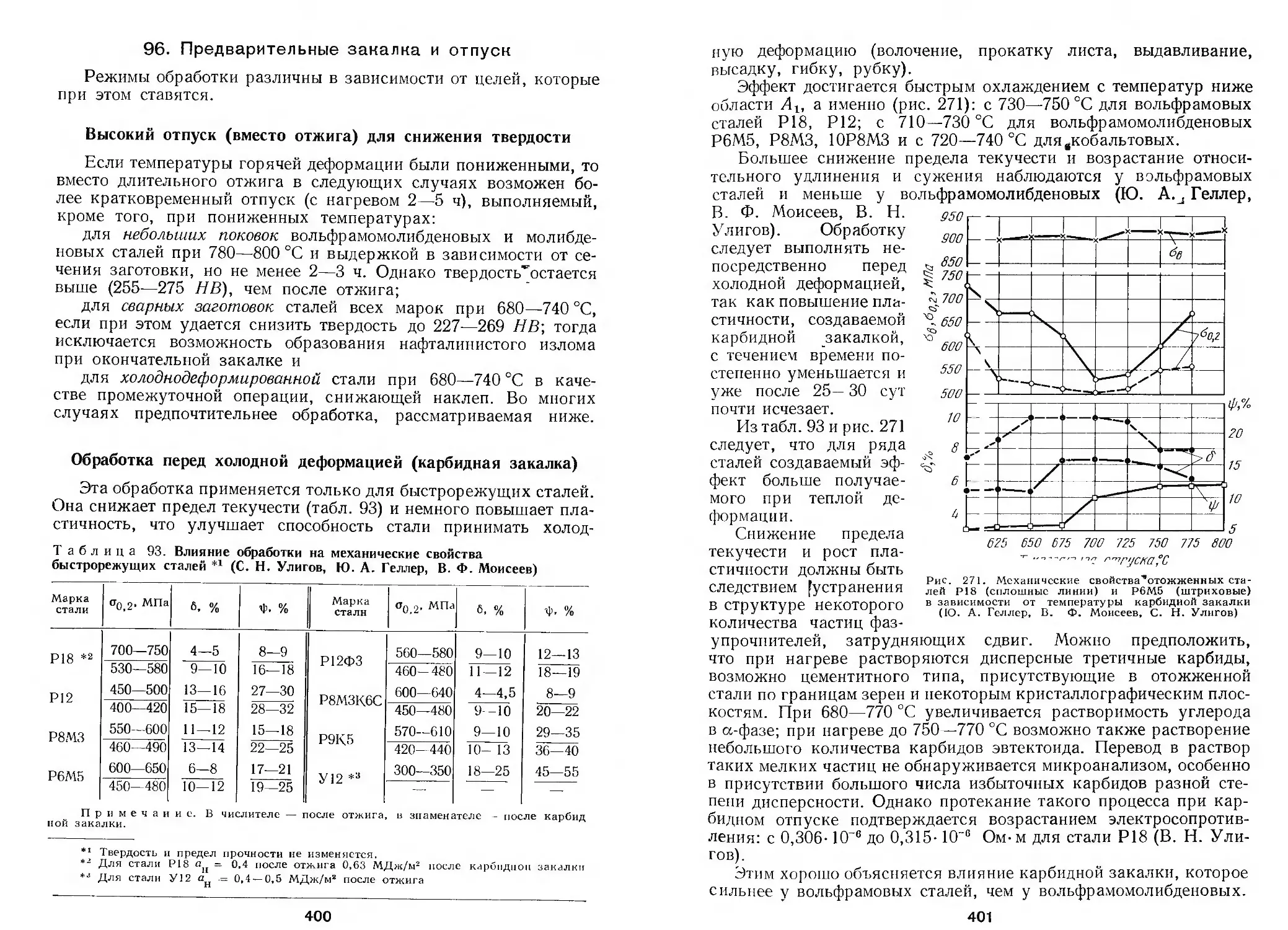
96. Предварительные закалка и отпуск ..........................
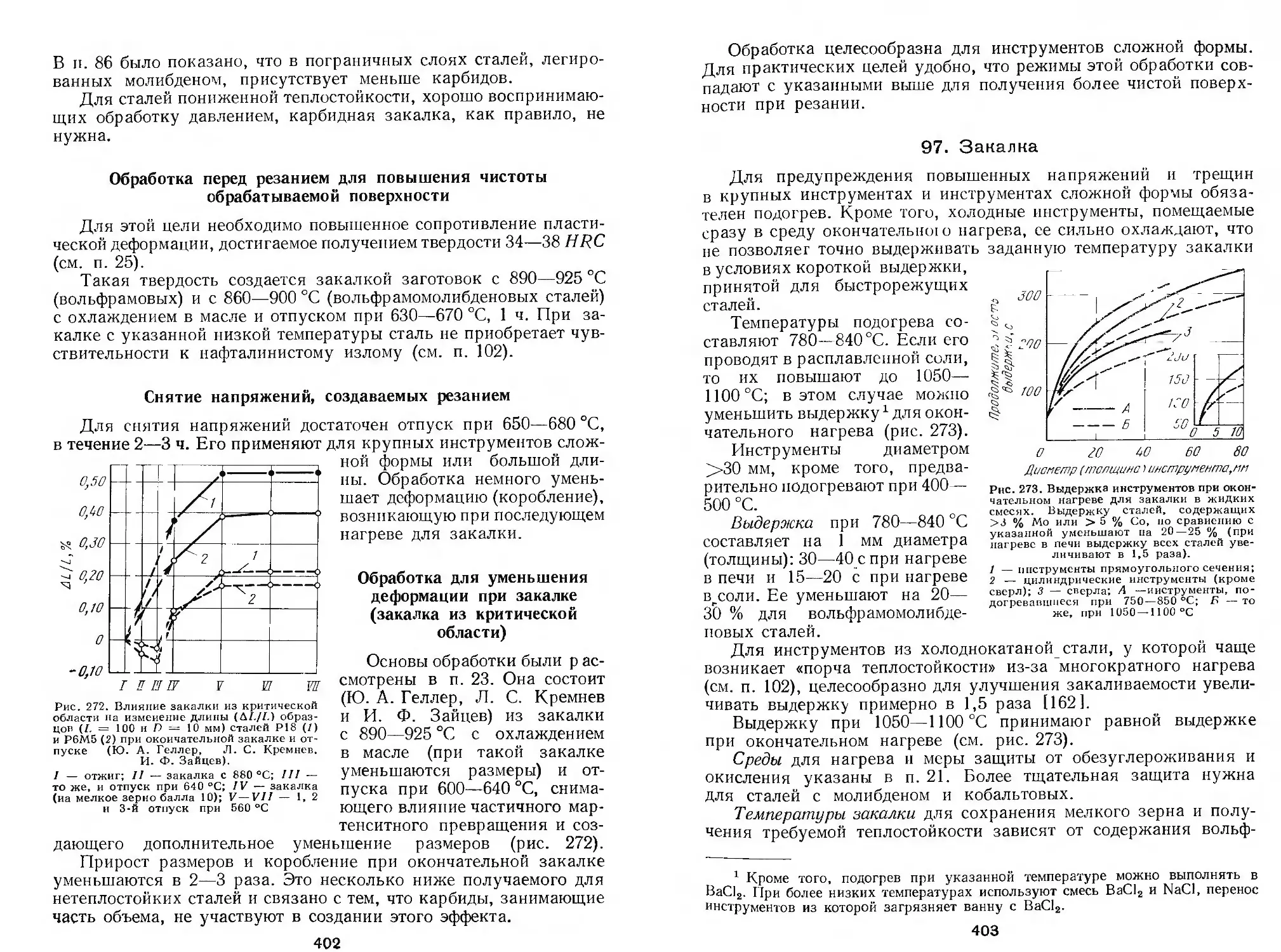
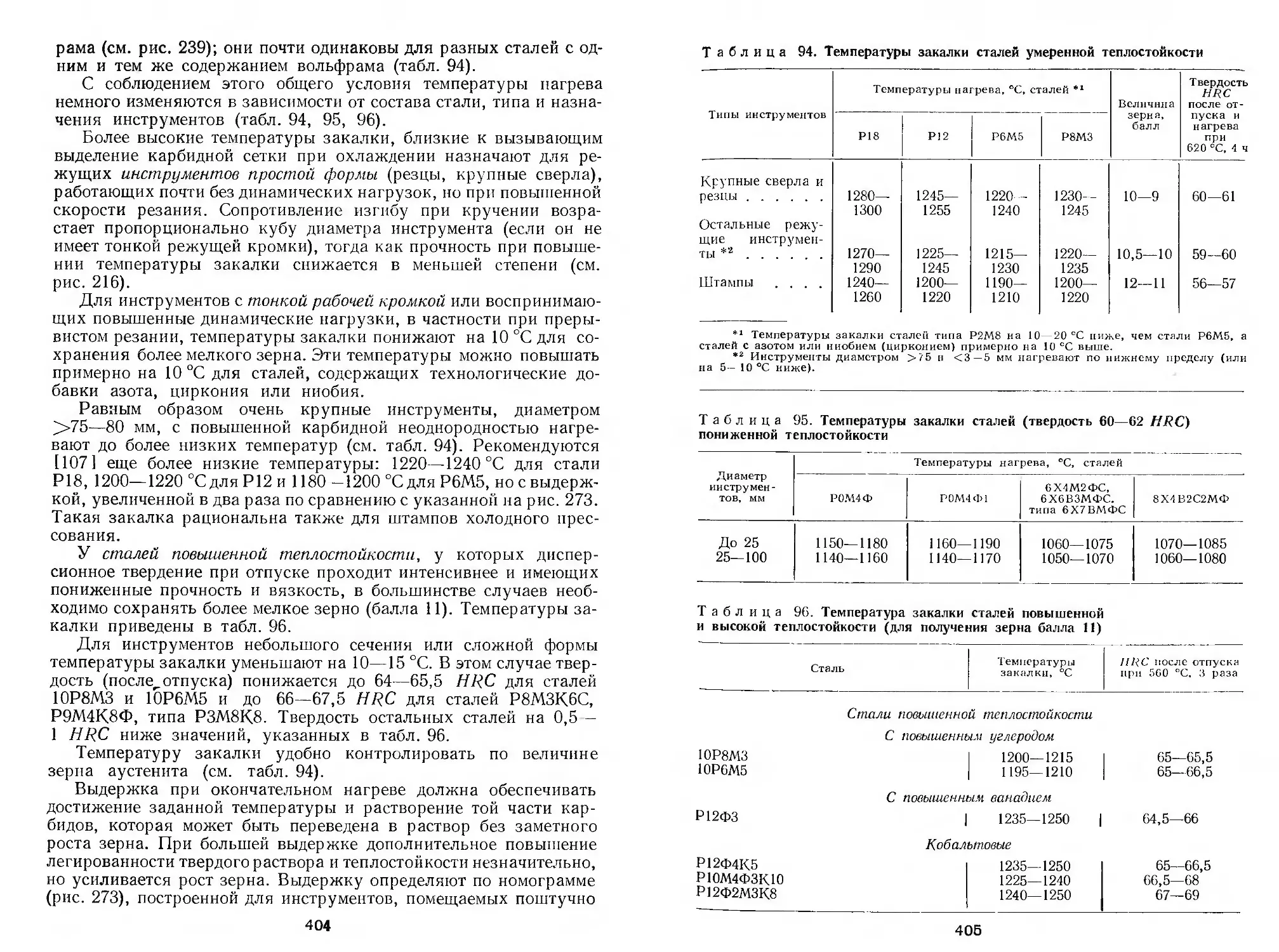
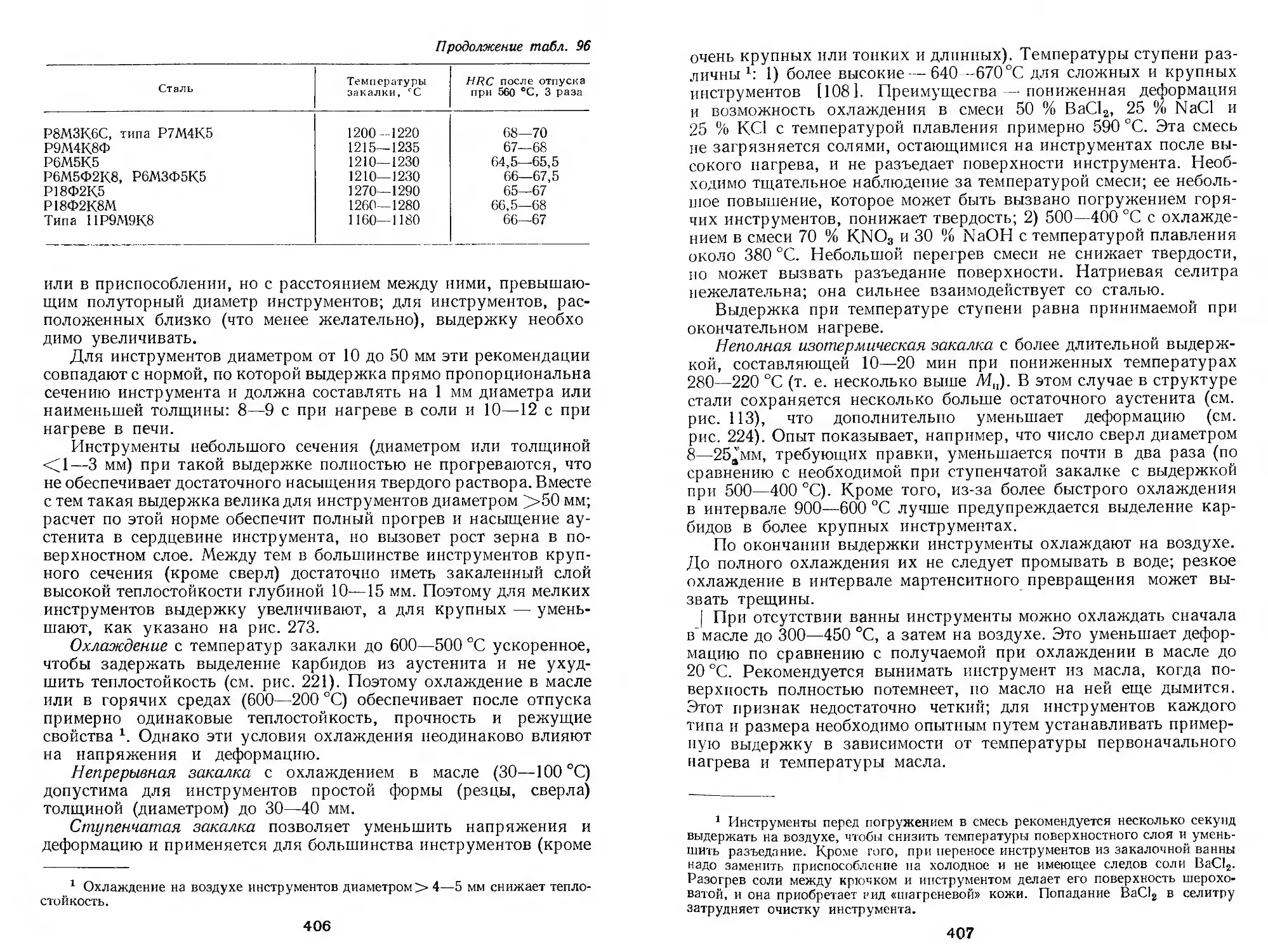
97. Закалка....................................................
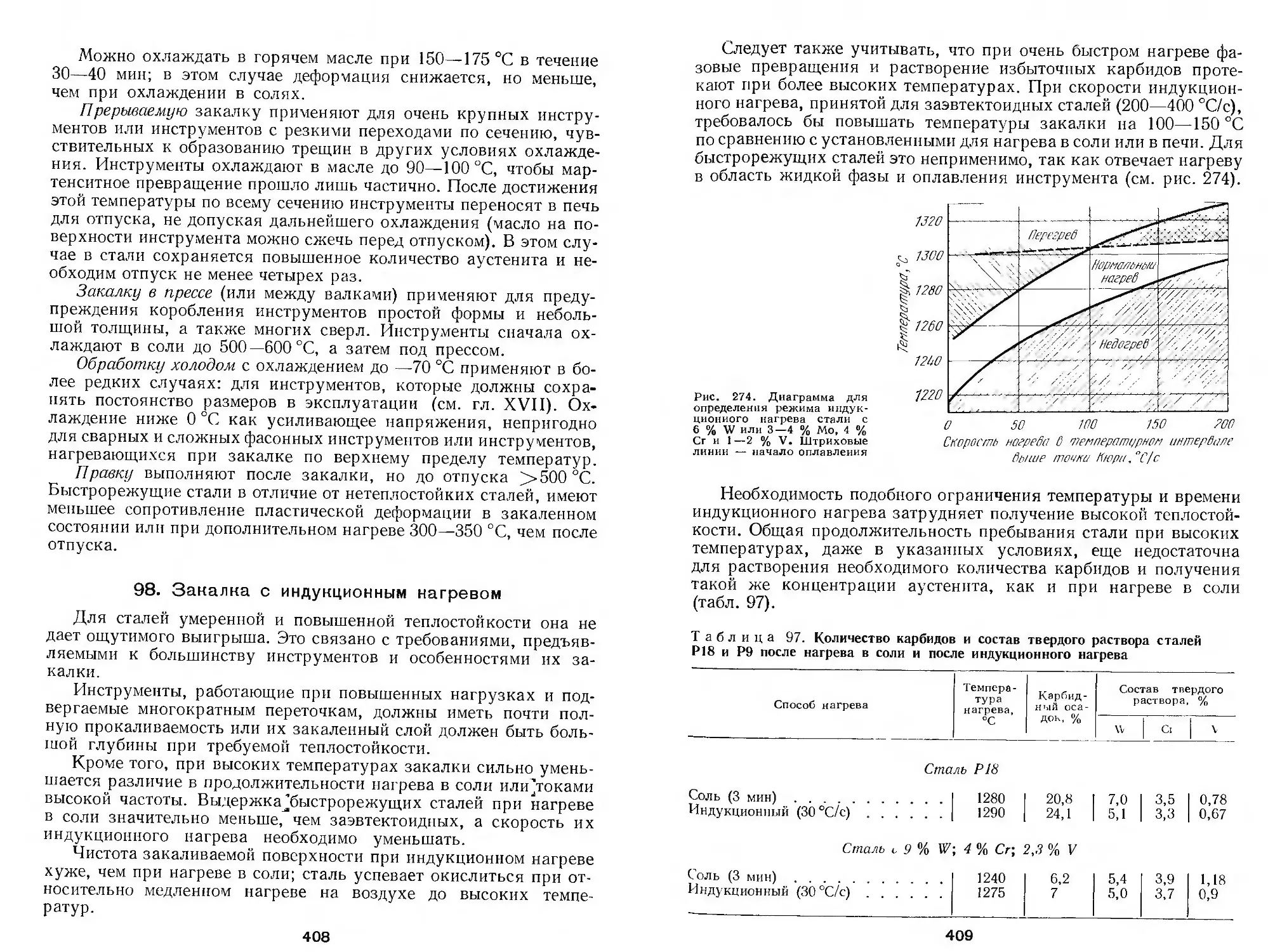
98. Закалка с индукционным нагревом............................
99. Отпуск ....................................................
100. Термомеханическая обработка ...............................
101. Обработка сварных и наварных инструментов..................
102. Дефекты термической обработки. Способы предупреждения . . . .
Глава X. Теплостойкие стали высокой твердости с интерметаллидным
упрочнением ....................................................
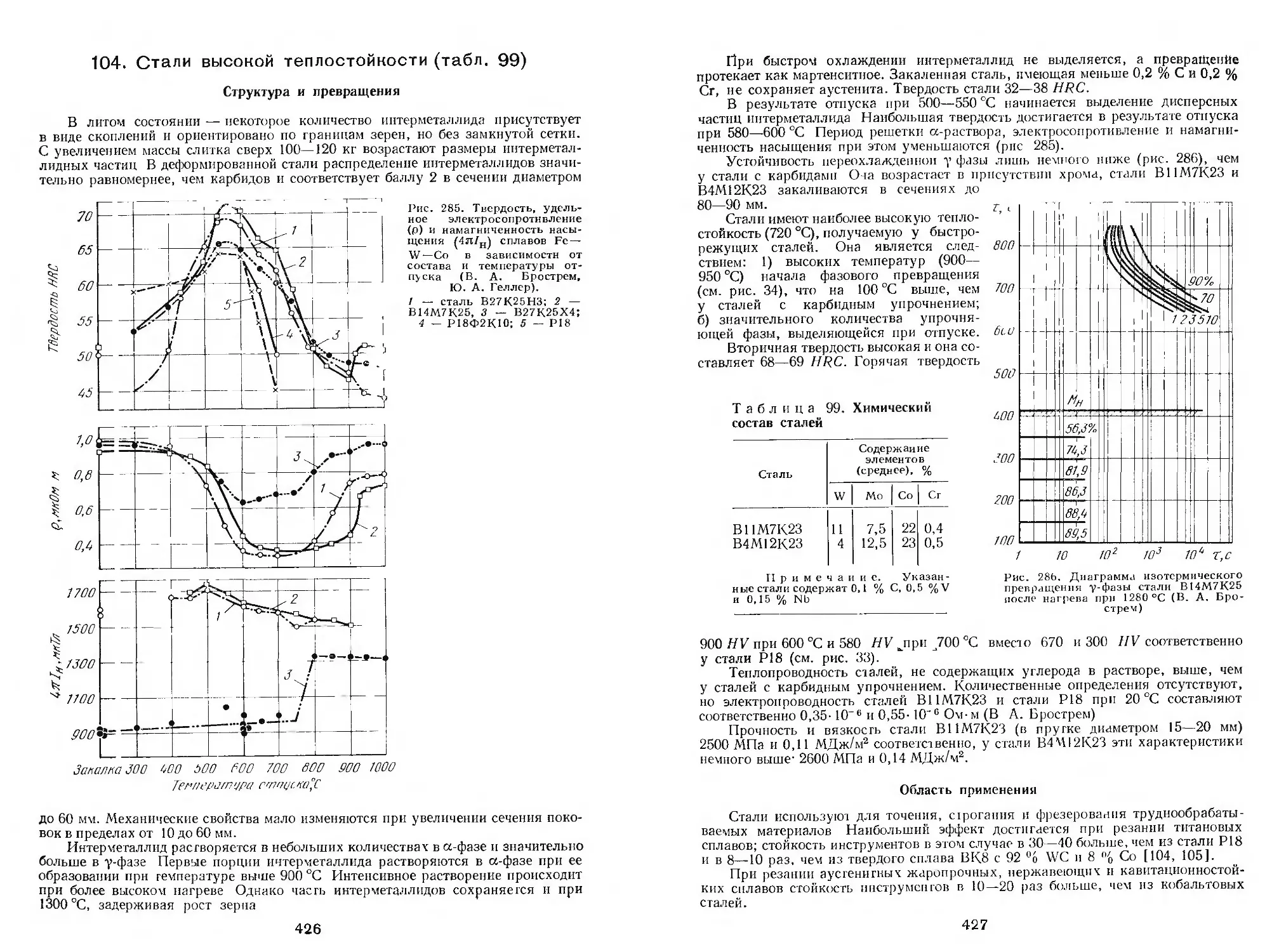
103. Особенности строения и свойств ............................
104. Стали высокой теплостойкости...............................
105. Стали повышенной теплостойкости ............................
106. Стали пониженной теплостойкости............................
107. Горячая механическая и термическая обработка...............
Глава XI. Теплостойкие стали повышенной вязкости. Штамповые
стали ...........................................................
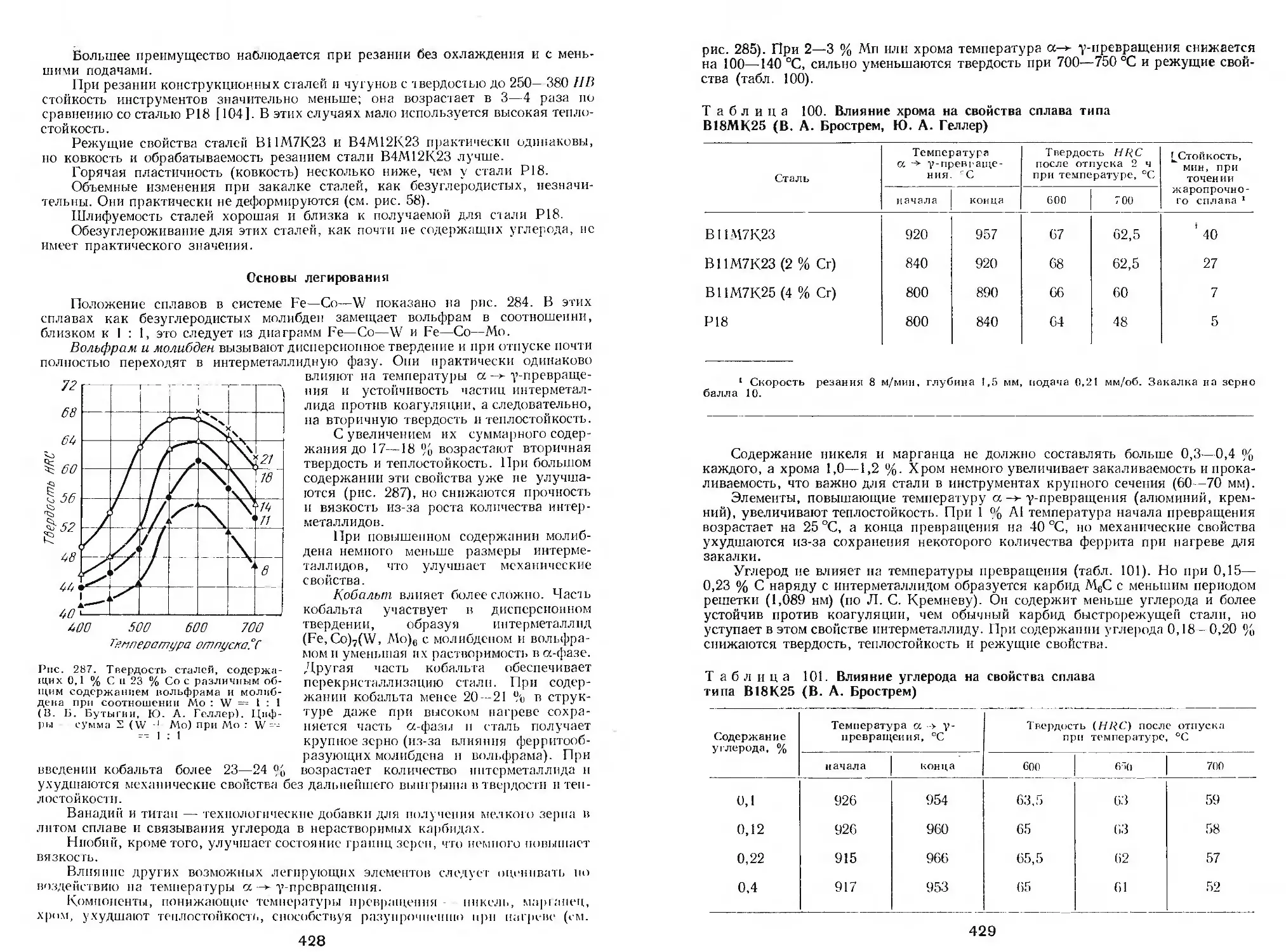
108. Характеристика состава и свойств. Особенности легирования . .
А. Штамповые стали умеренной теплостойкости.................
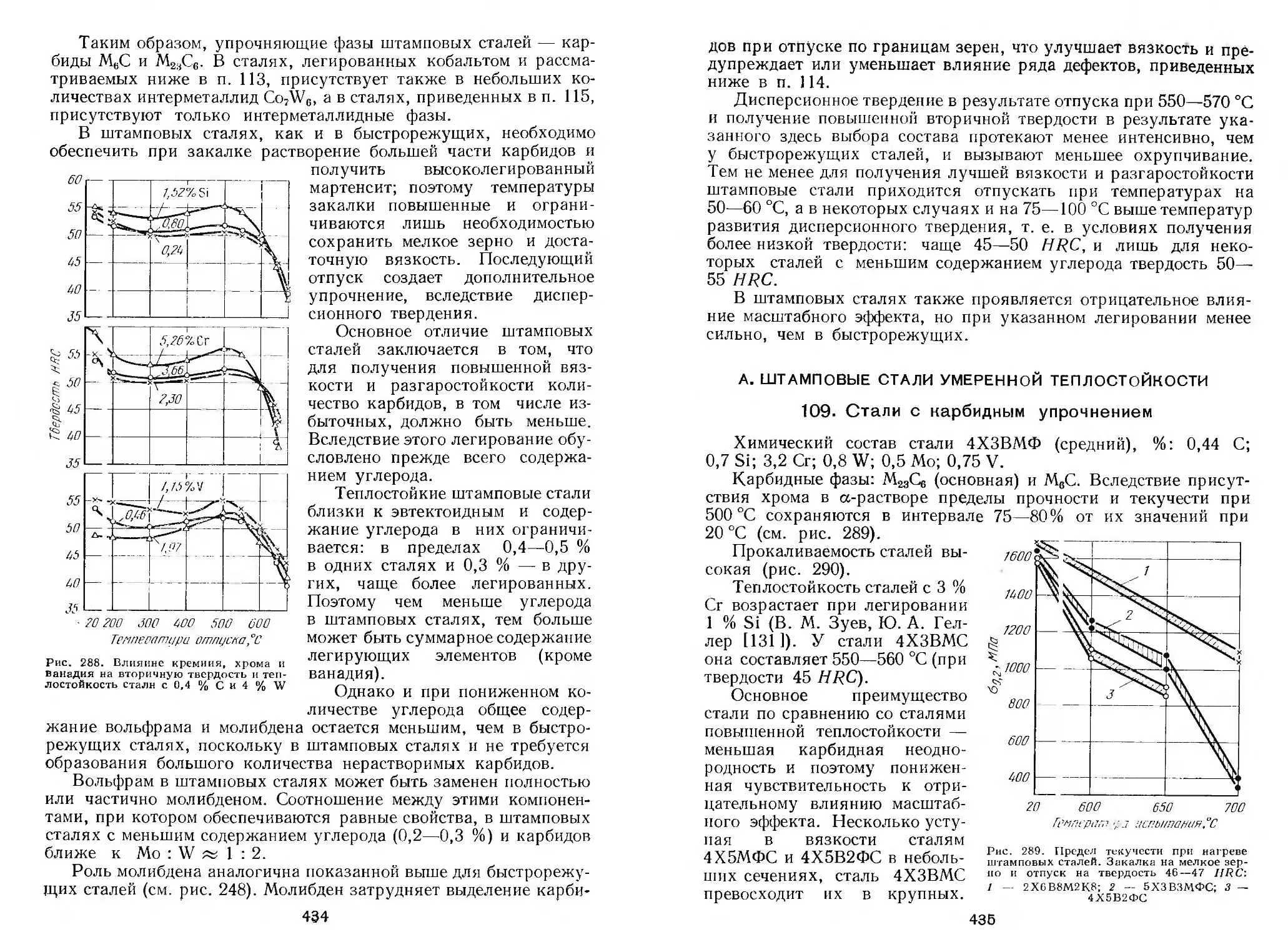
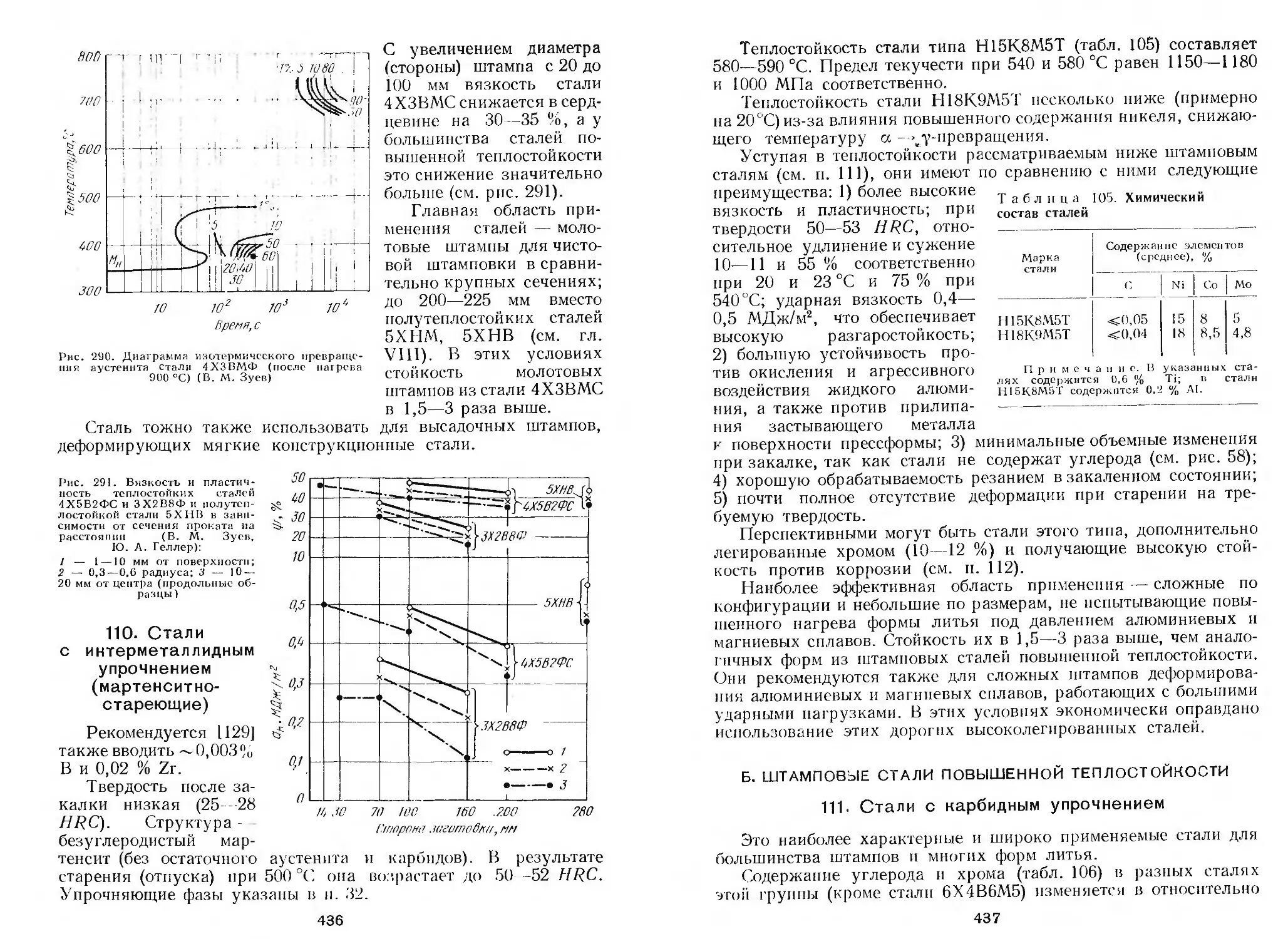
109. Стали с карбидным упрочнением..............................
110. Стали с интерметаллидным упрочнением (мартенситно-стареющие)
Б. Штамповые стали повышенной теплостойкости.....................
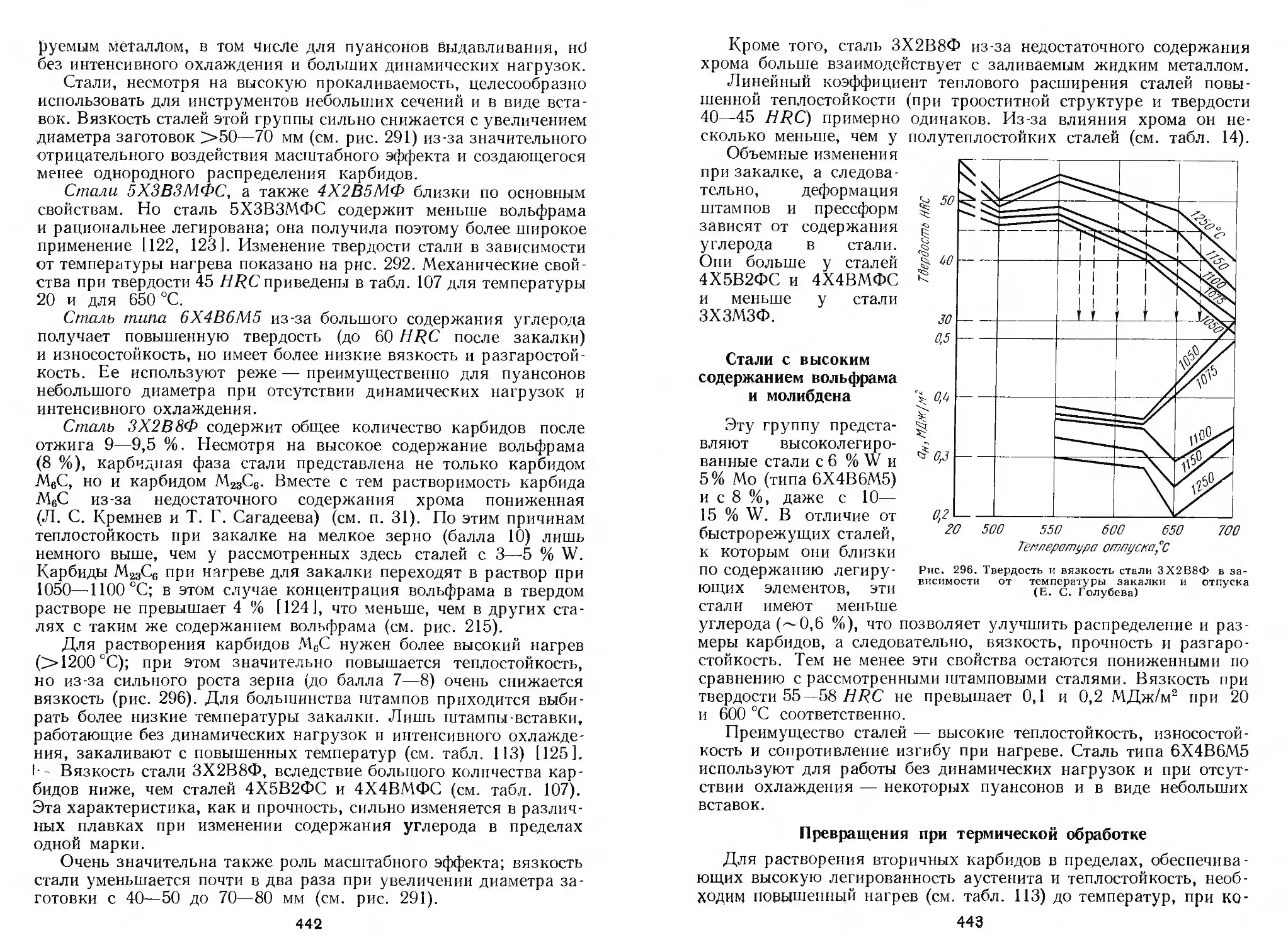
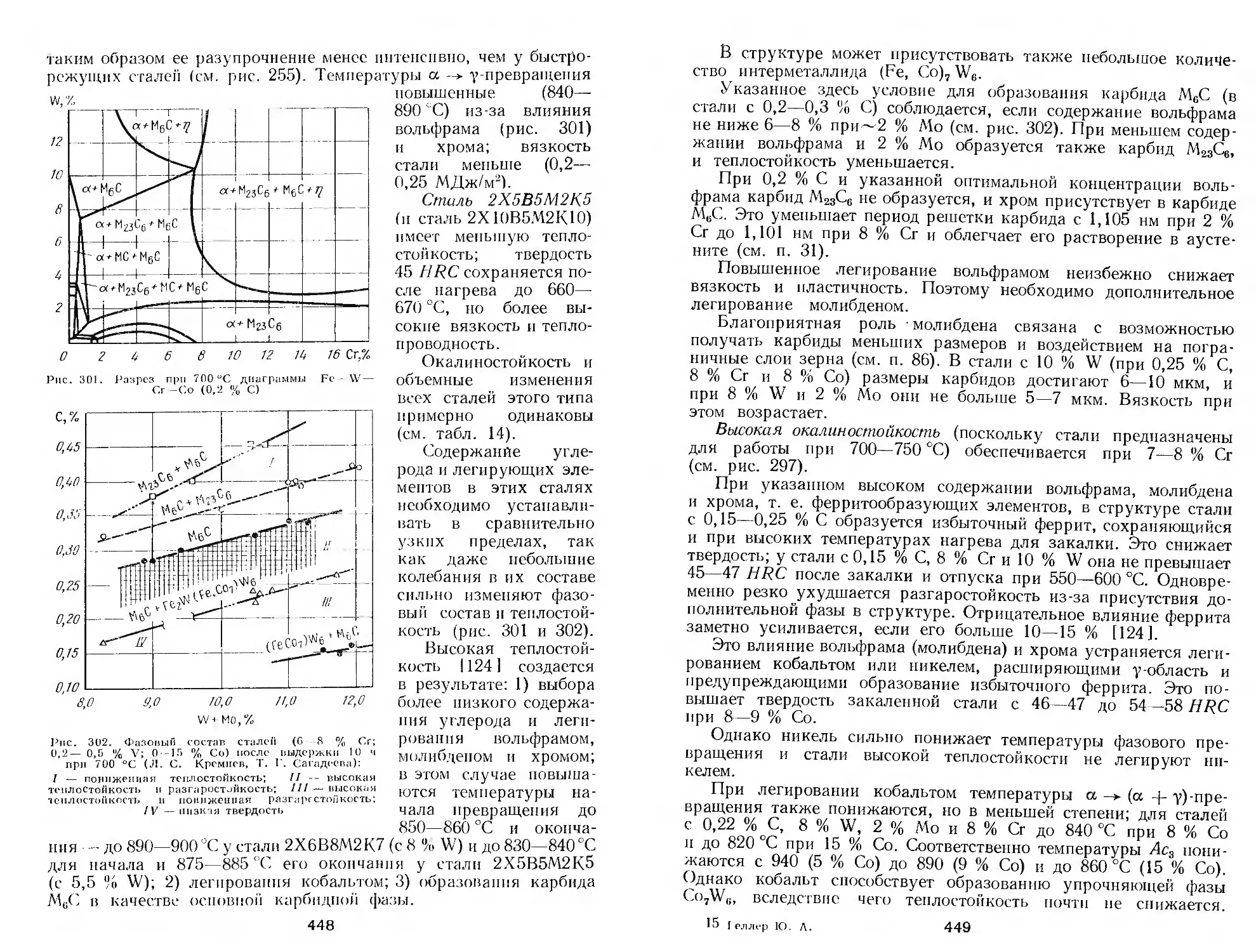
111. Стали с карбидным упрочнением...............................
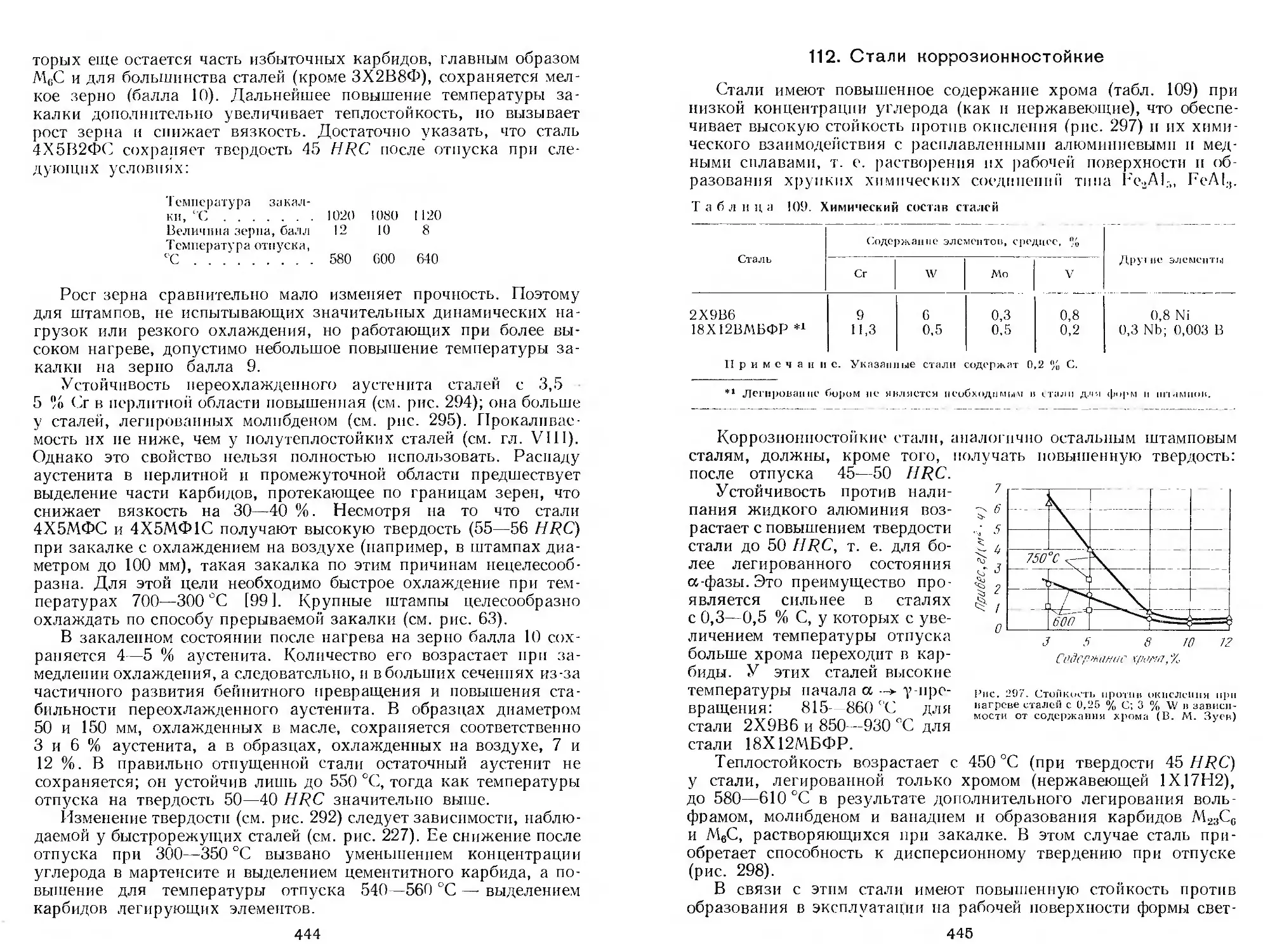
112. Стали коррозионностойкие....................................
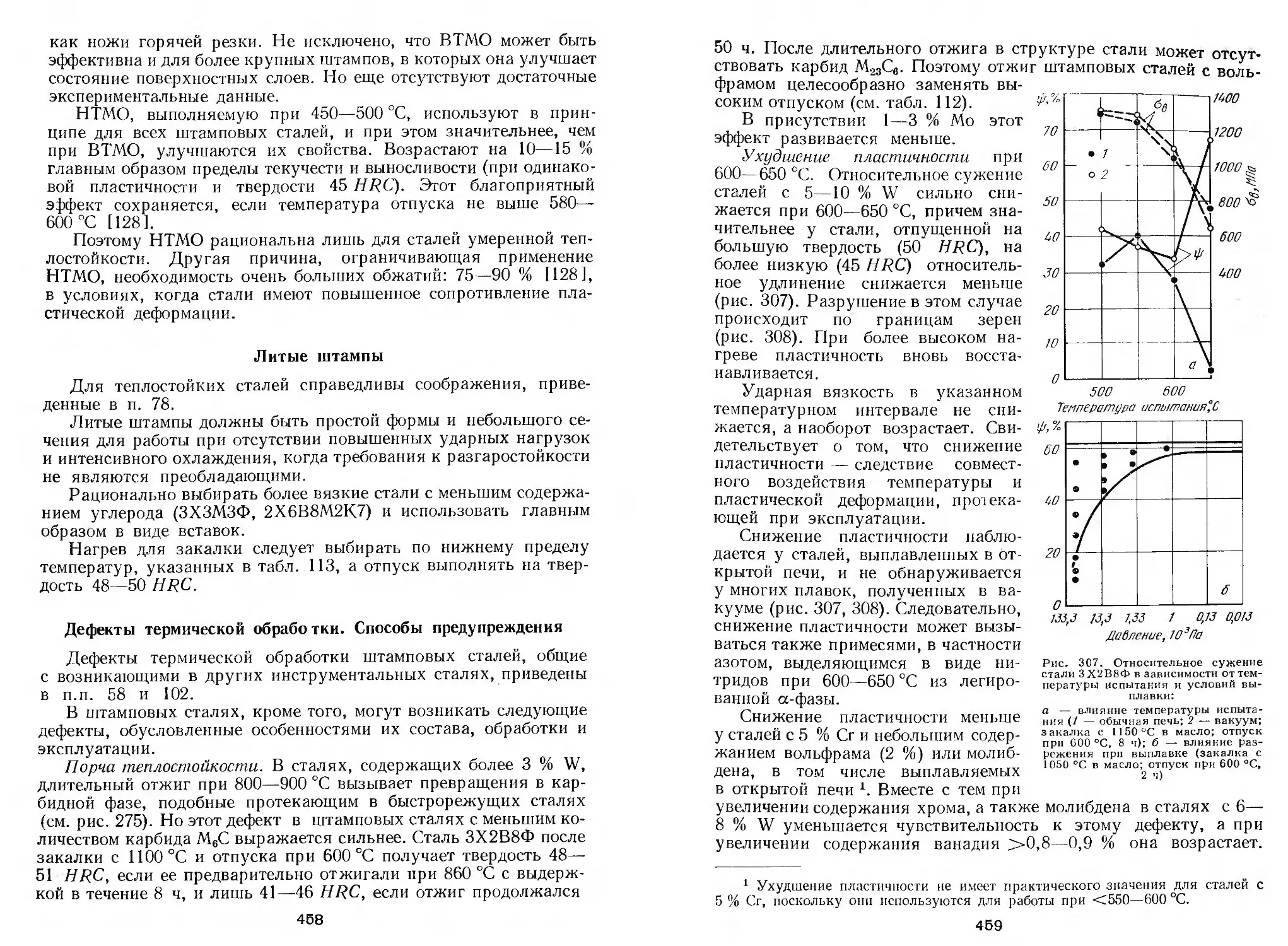
В. Штамповые стали высокой теплостойкости..................
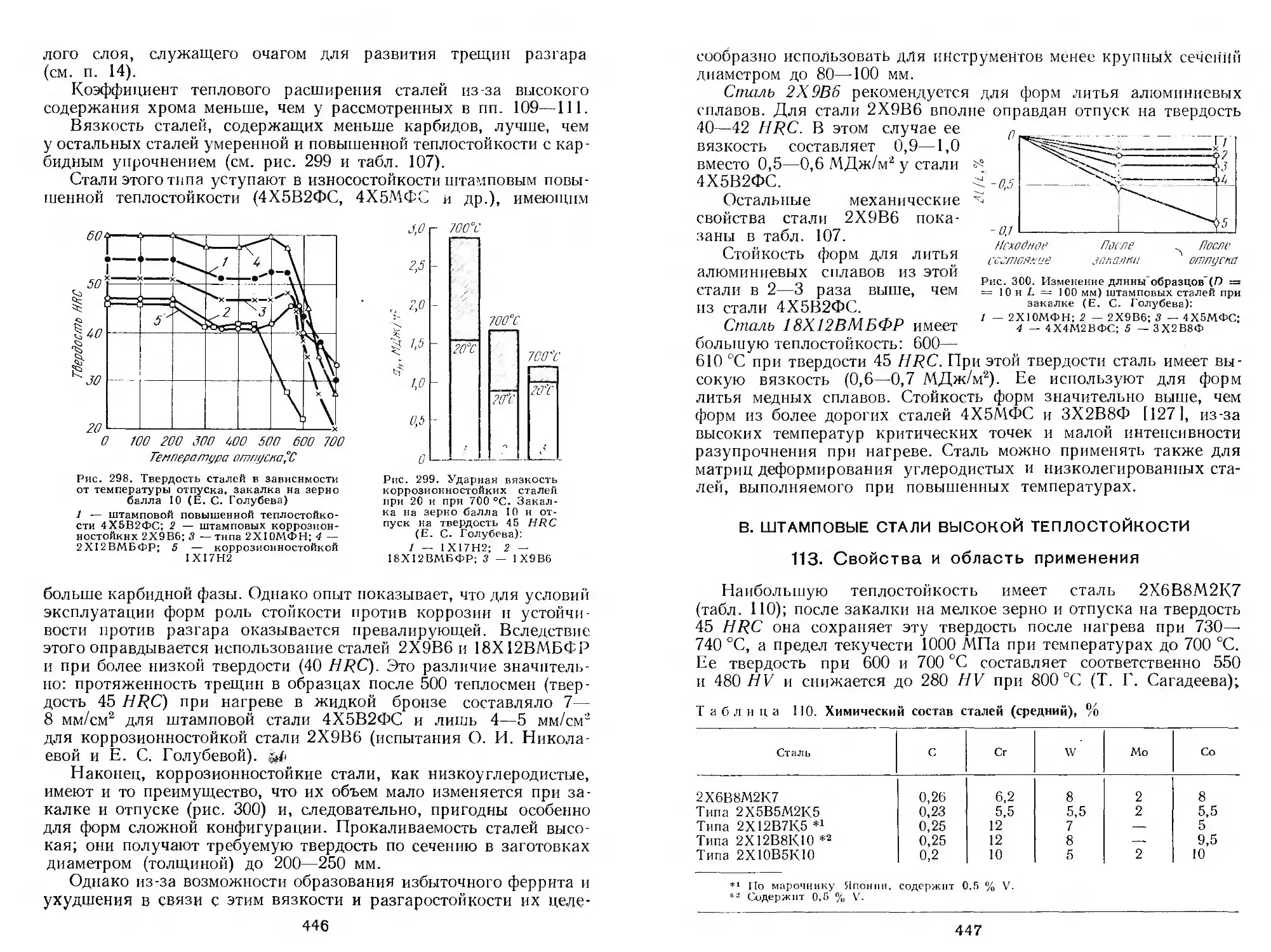
ИЗ. Свойства и область применения ...............................
Г. Горячая механическая и термическая обработка. Литые штампы
114. Стали в состоянии поставки; режимы горячей и термической обра-
ботки. Литые штампы. Дефекты обработки ..........................
Д. Стали и сплавы для работы при высоких температурах.......
115. Аустенитные стали и сплавы с интерметаллидным упрочнением. .
116. Сплавы тугоплавких и других металлов ......................
б
Глава XII. Поверхностный слой инструментов. Способы улучшения
и дефекты ........................................................ 467
А. Способы улучшения поверхностного слоя .................... 467
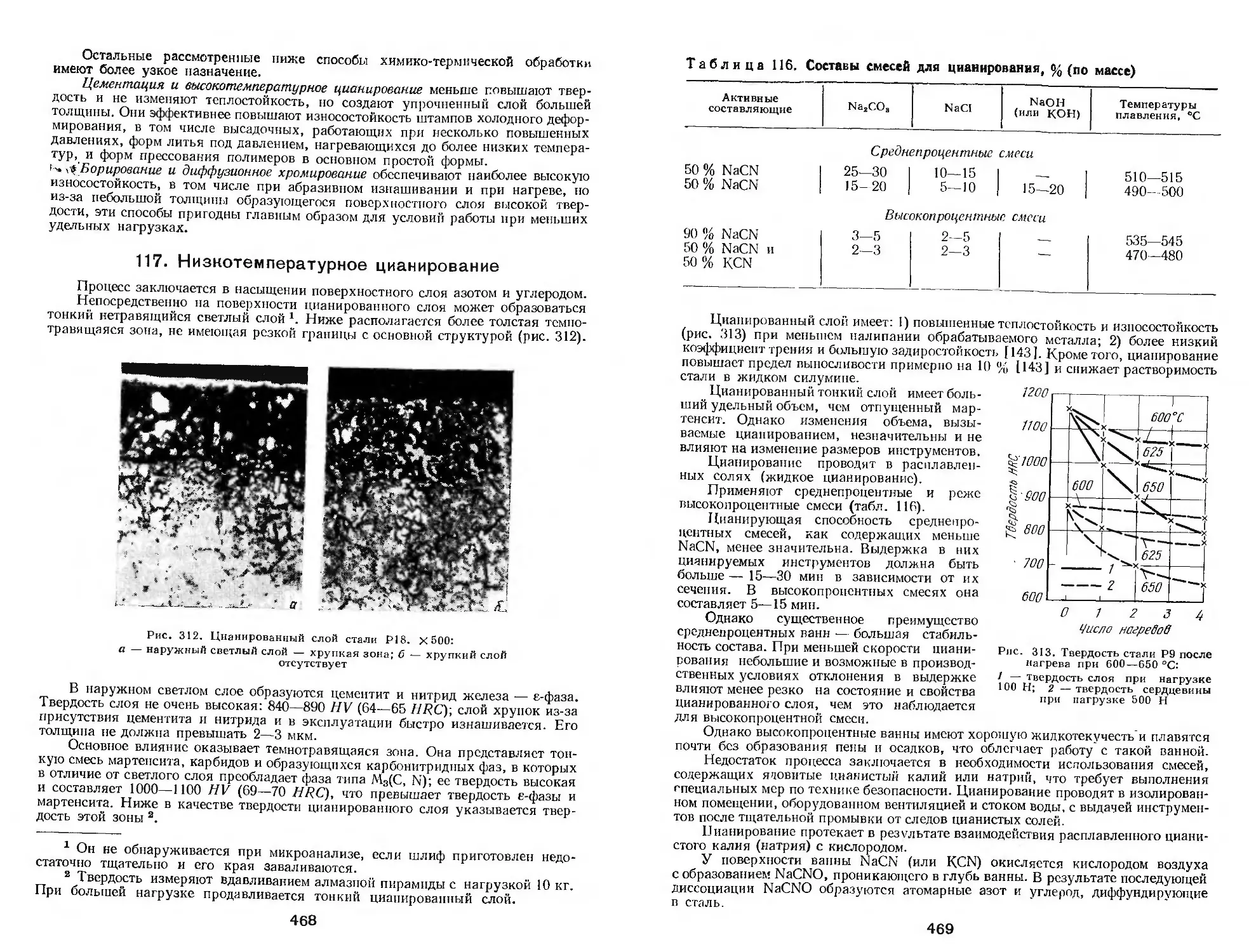
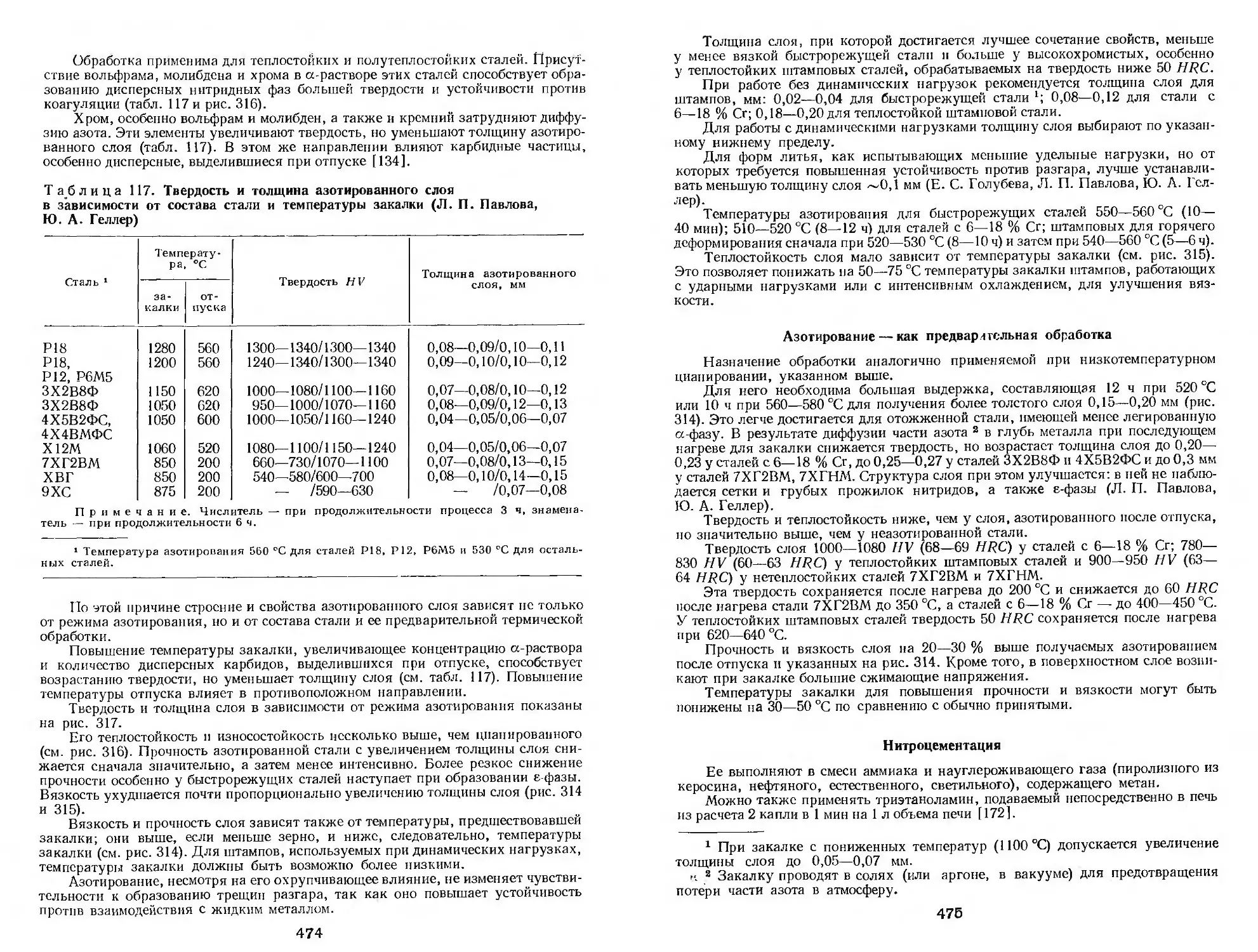
117. Низкотемпературное цианирование.............................. 468
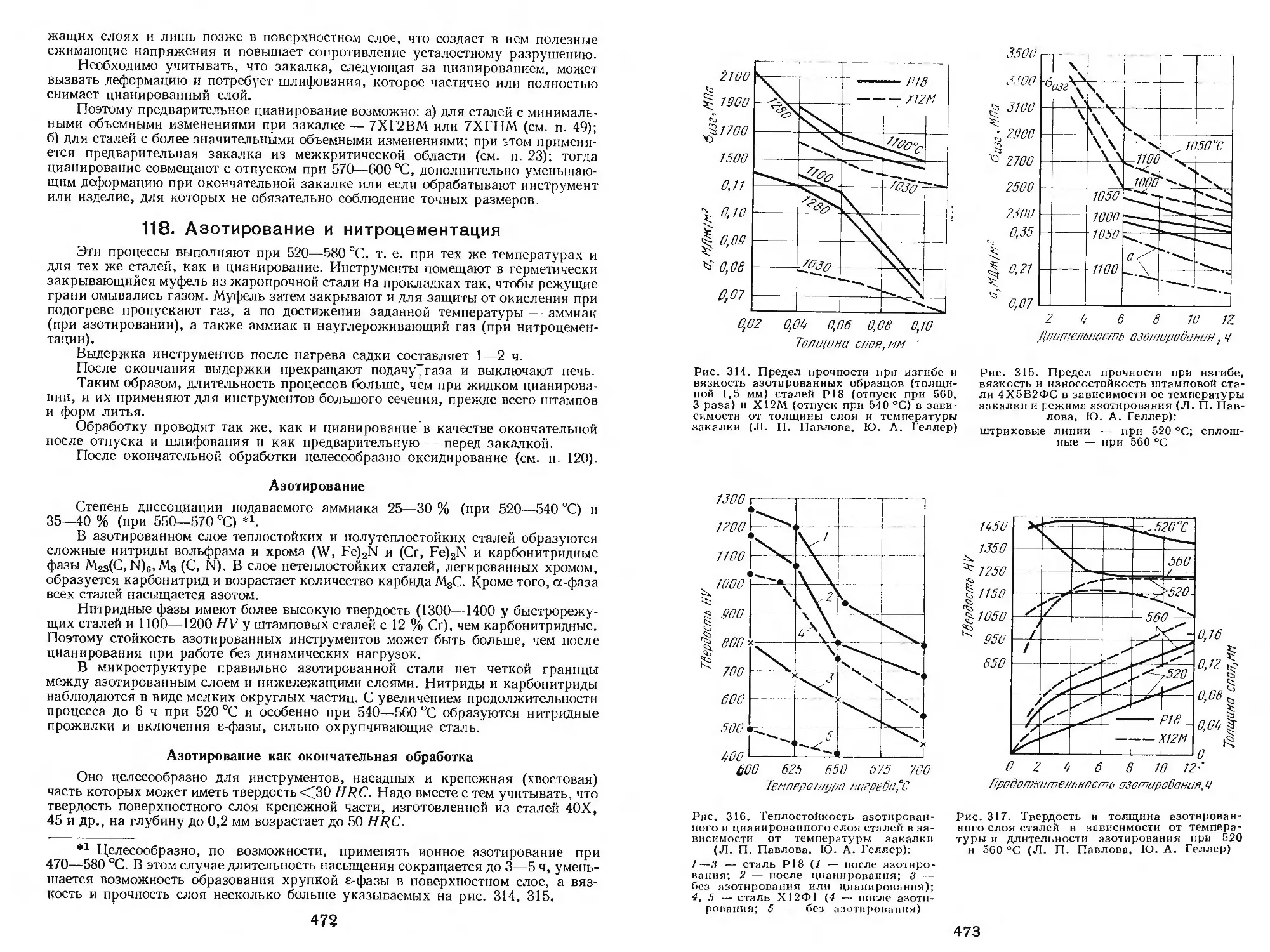
118. Азотирование и нитроцементация............................... 472
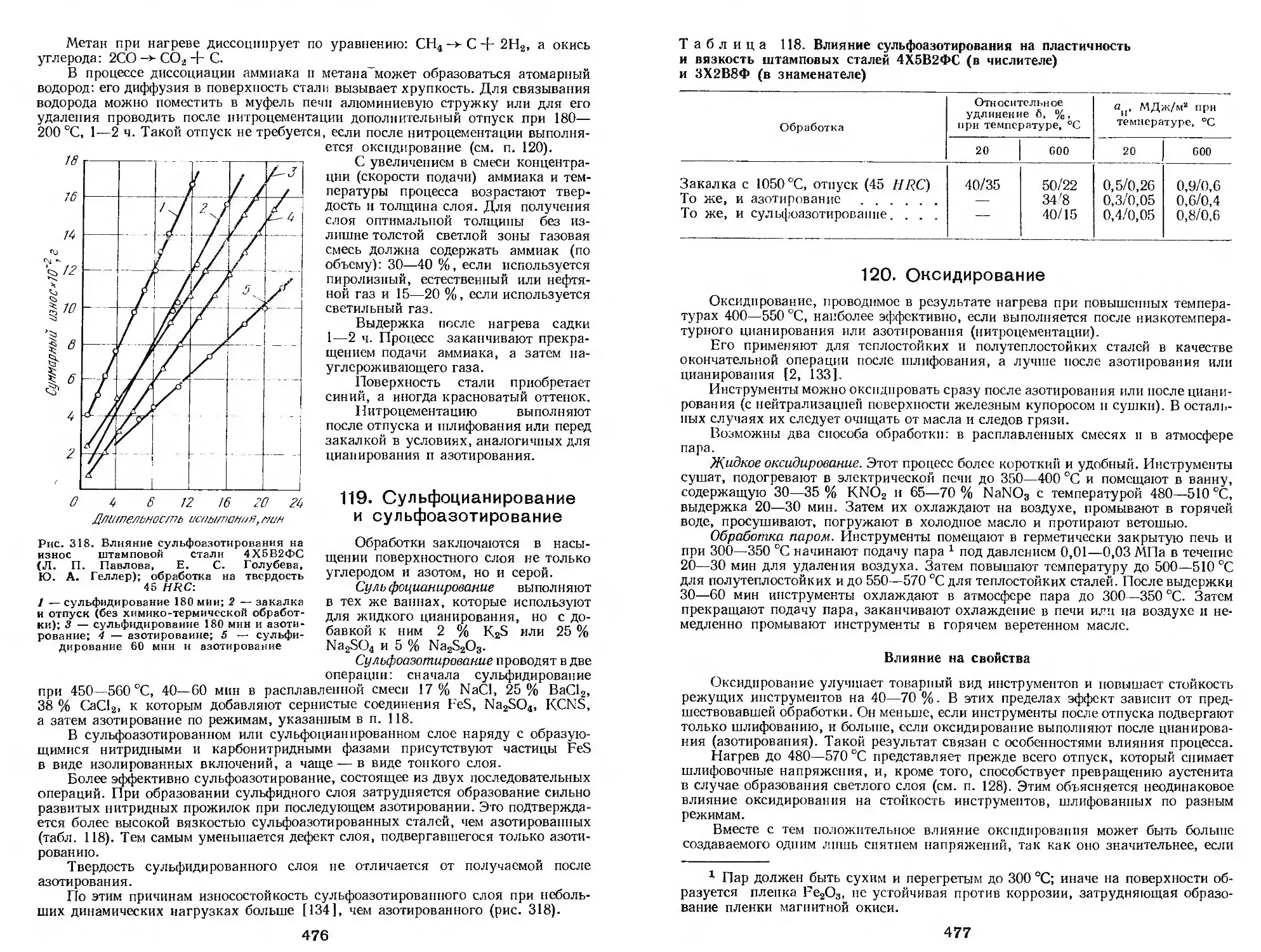
119. Сульфоцианированпе и сульфоазотирование...................... 476
120. Оксидирование ............................................... 477
121. Цементация и высокотемпературное цианирование................ 478
122. Борирование ................................................. 479
123. Диффузионное хромирование.................................... 480
124. Электролитическое (гальваническое) хромирование.............. 481
125. Осаждение карбидов титана ................................... 482
126. Наплавка инструментов........................................ 483
Б. Дефекты поверхностного слоя............................... 484
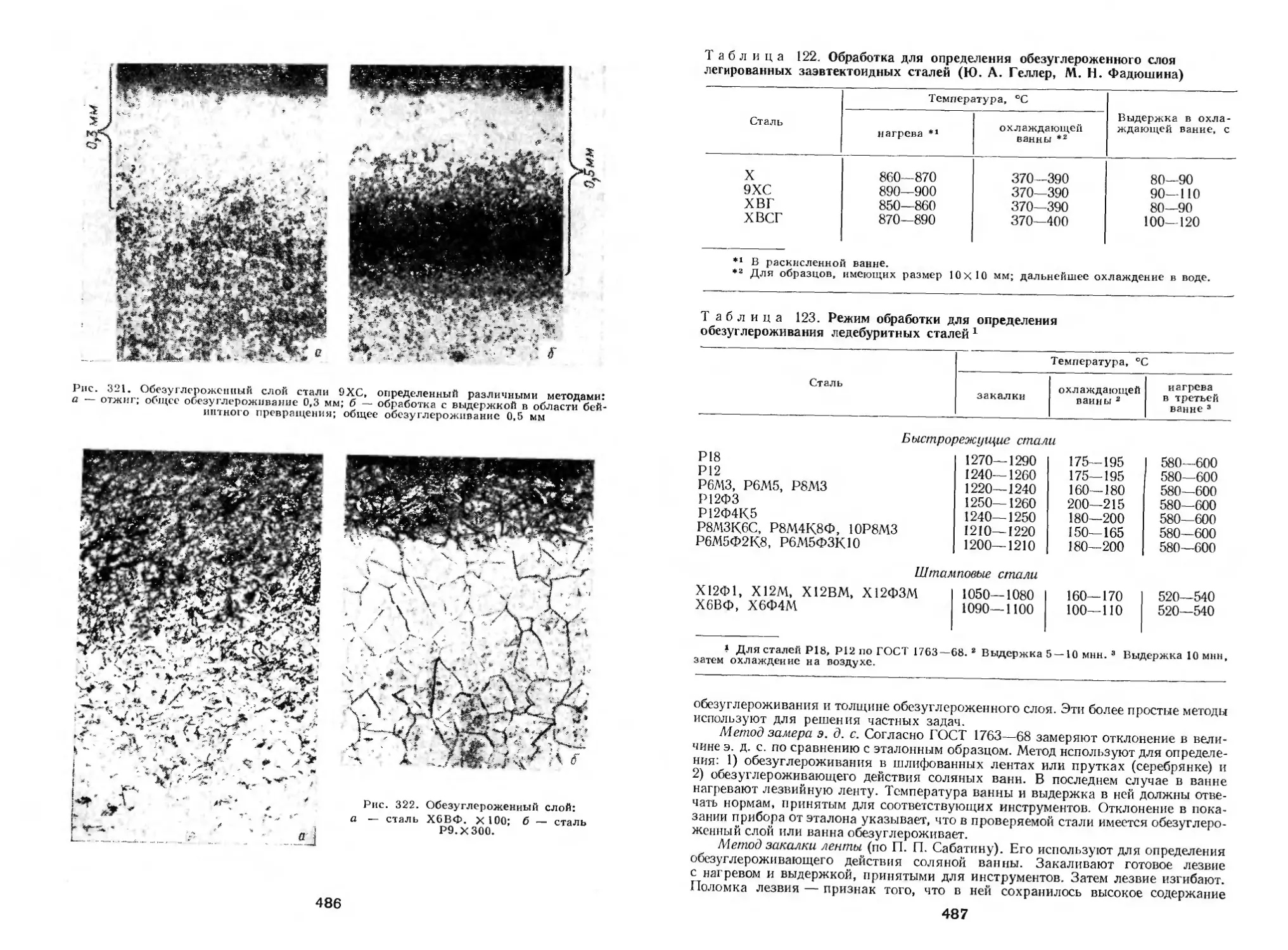
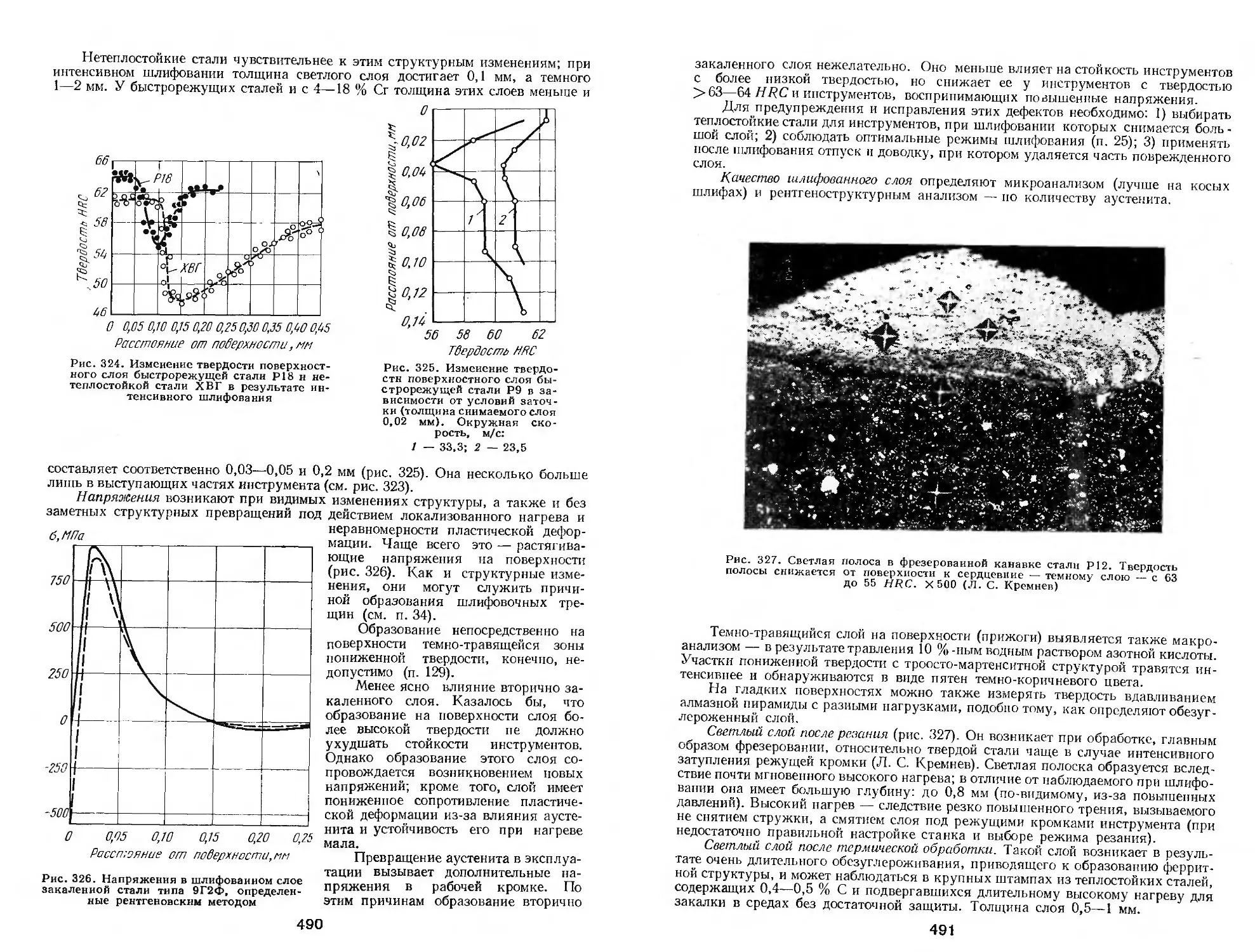
127. Обезуглероженный слой........................................ 484
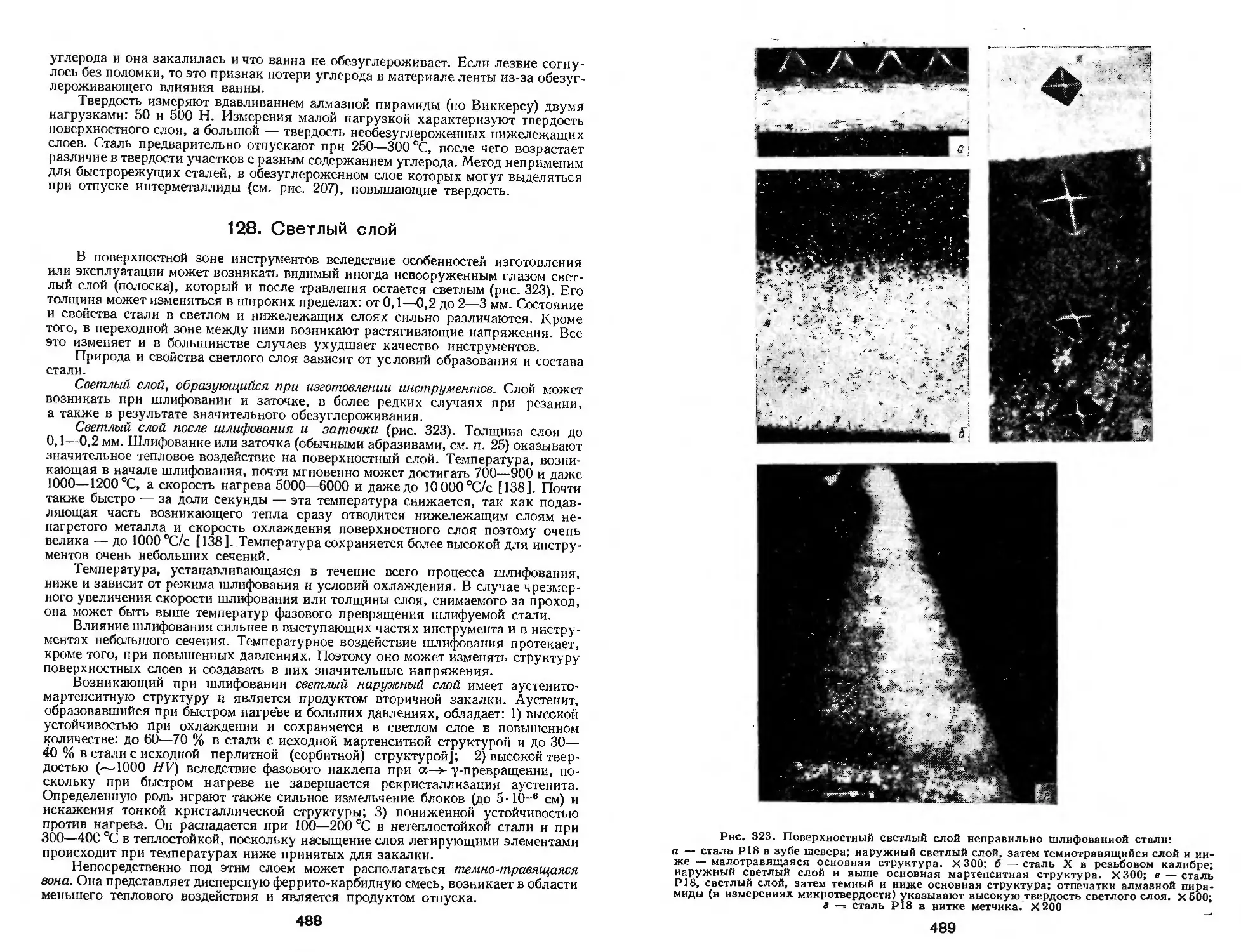
128. Светлый слой................................................. 488
129. Темный слой (прижоги)........................................ 492
Часть третья. ВЫБОР ИНСТРУМЕНТАЛЬНОЙ СТАЛИ
И ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Глава XIII. Выбор обработки и состава сталей для режущих инстру-
ментов ........................................... 494
130. Стали для металлорежущих инструментов...................... 494
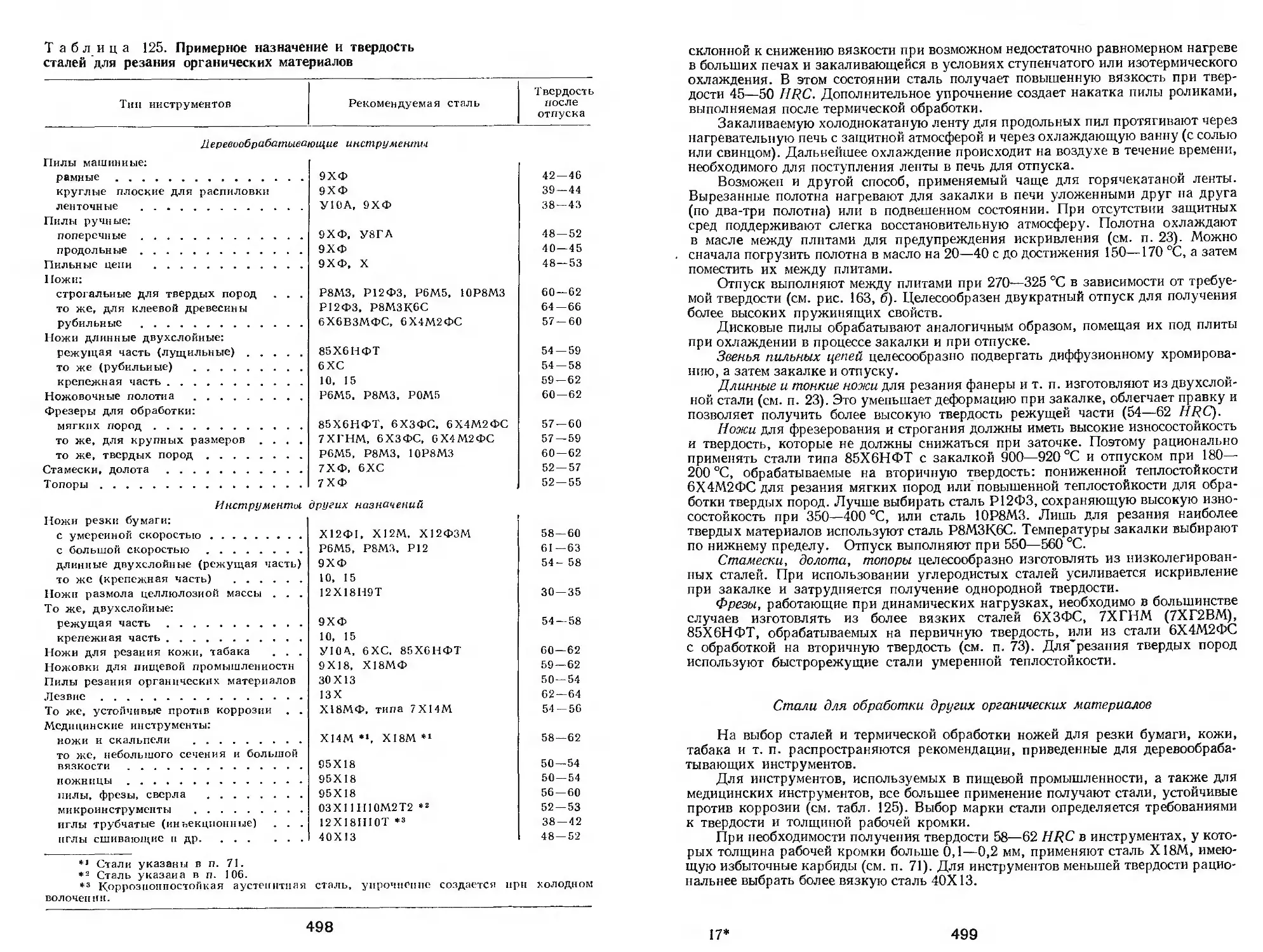
131. Стали для резания органических материалов ................. 497
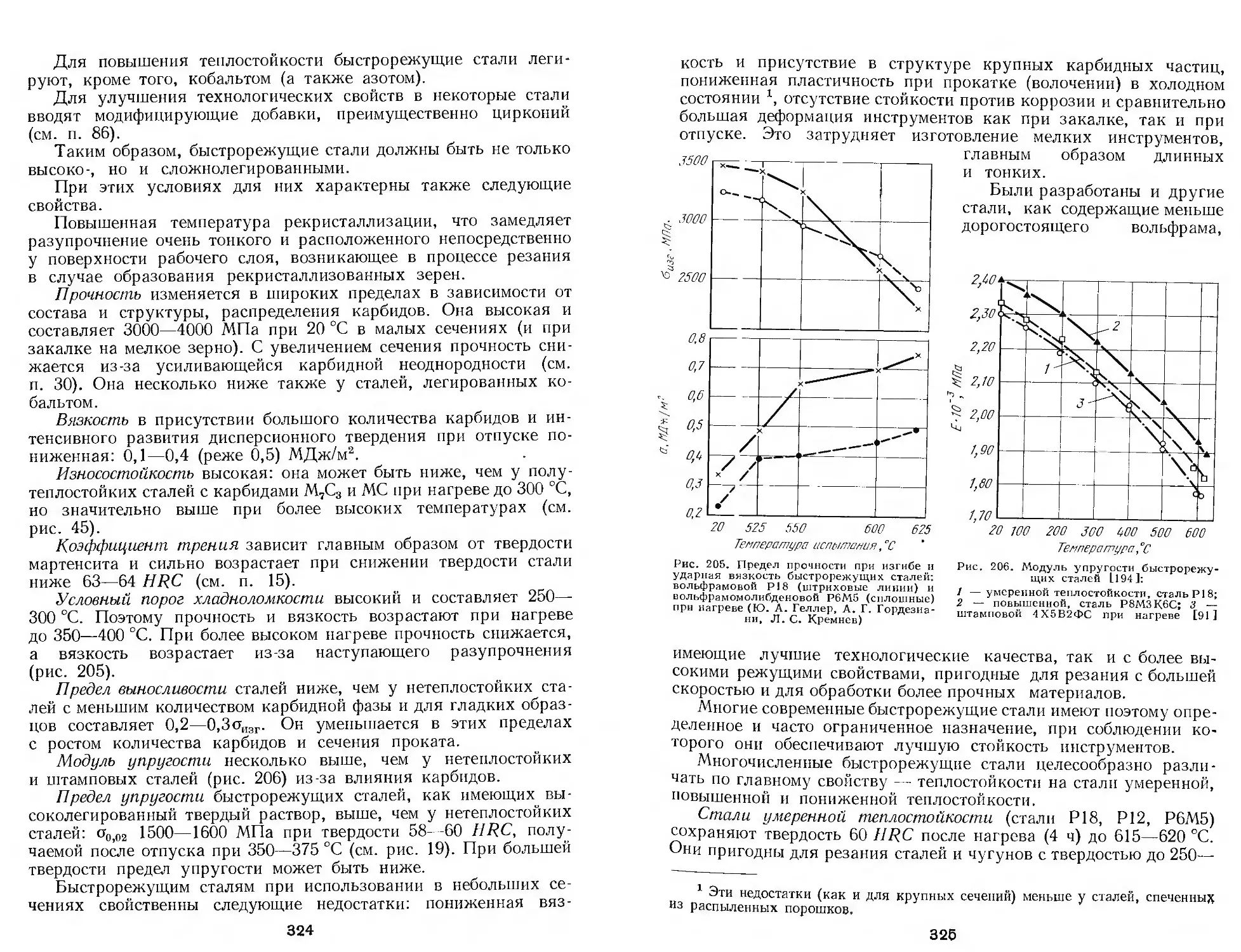
Глава XIV. Выбор состава и обработки сталей для инструментов хо-
лодного деформирования............................ 500
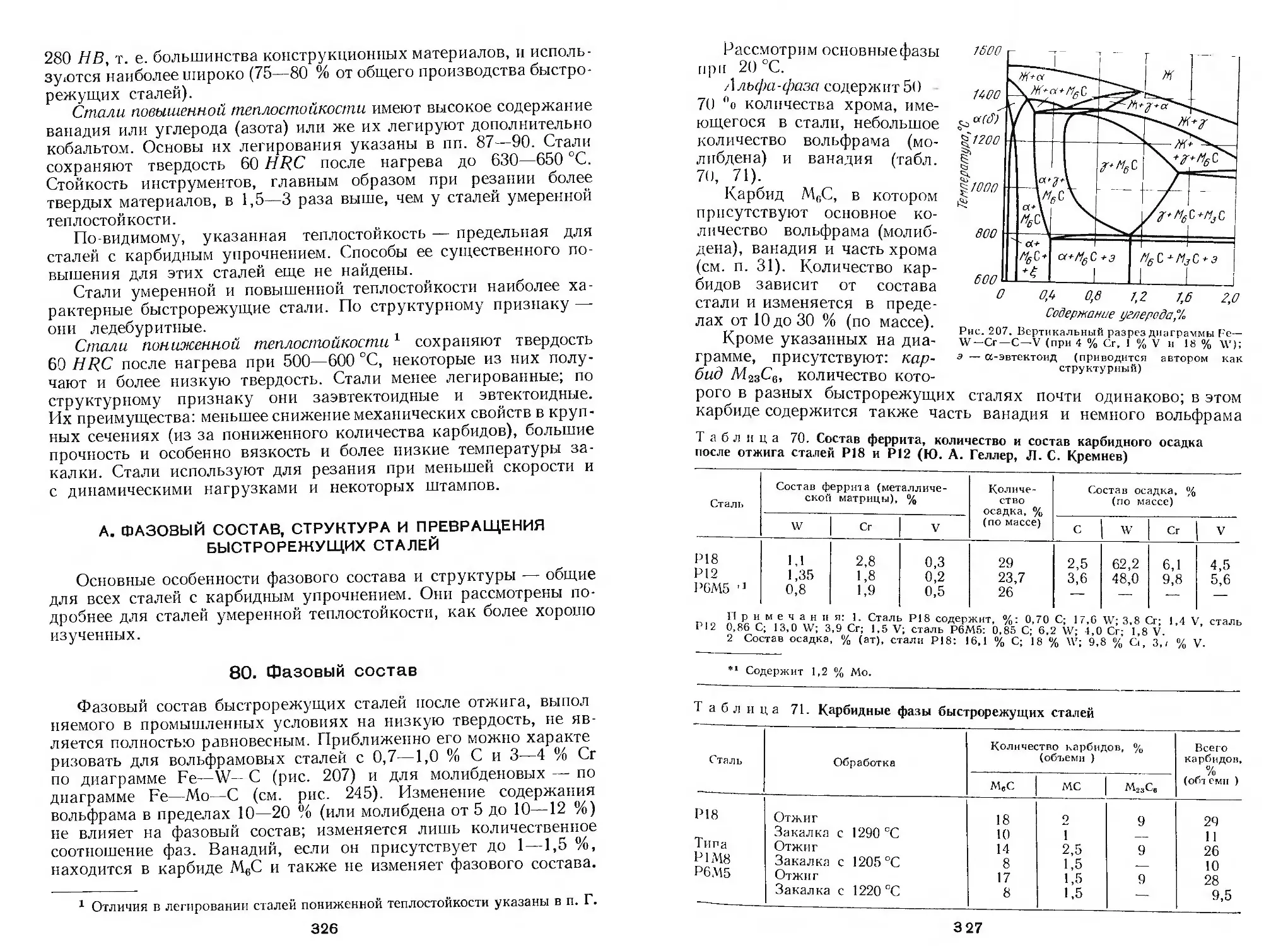
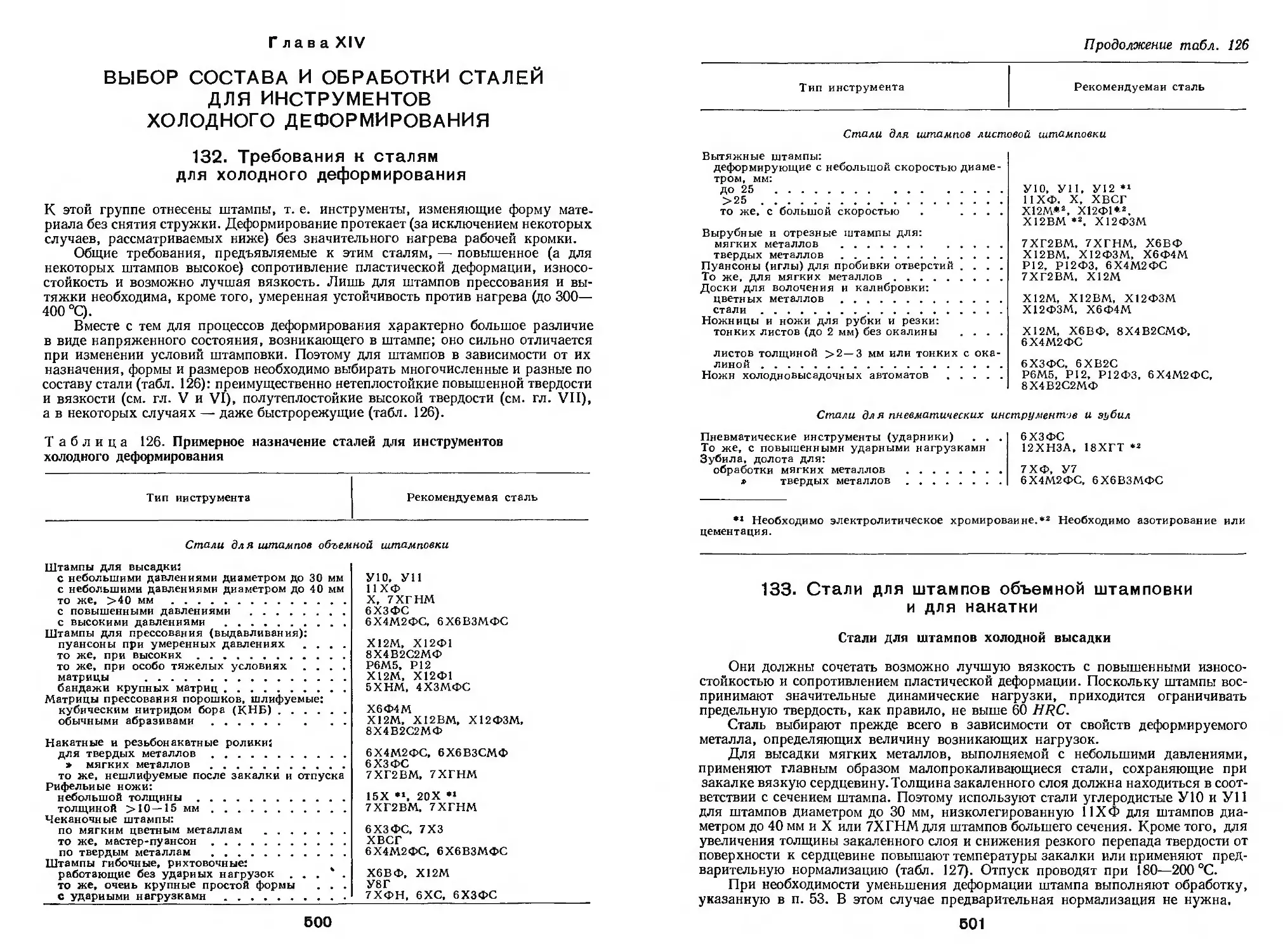
132. Требования к сталям для холодного деформирования ............ 500
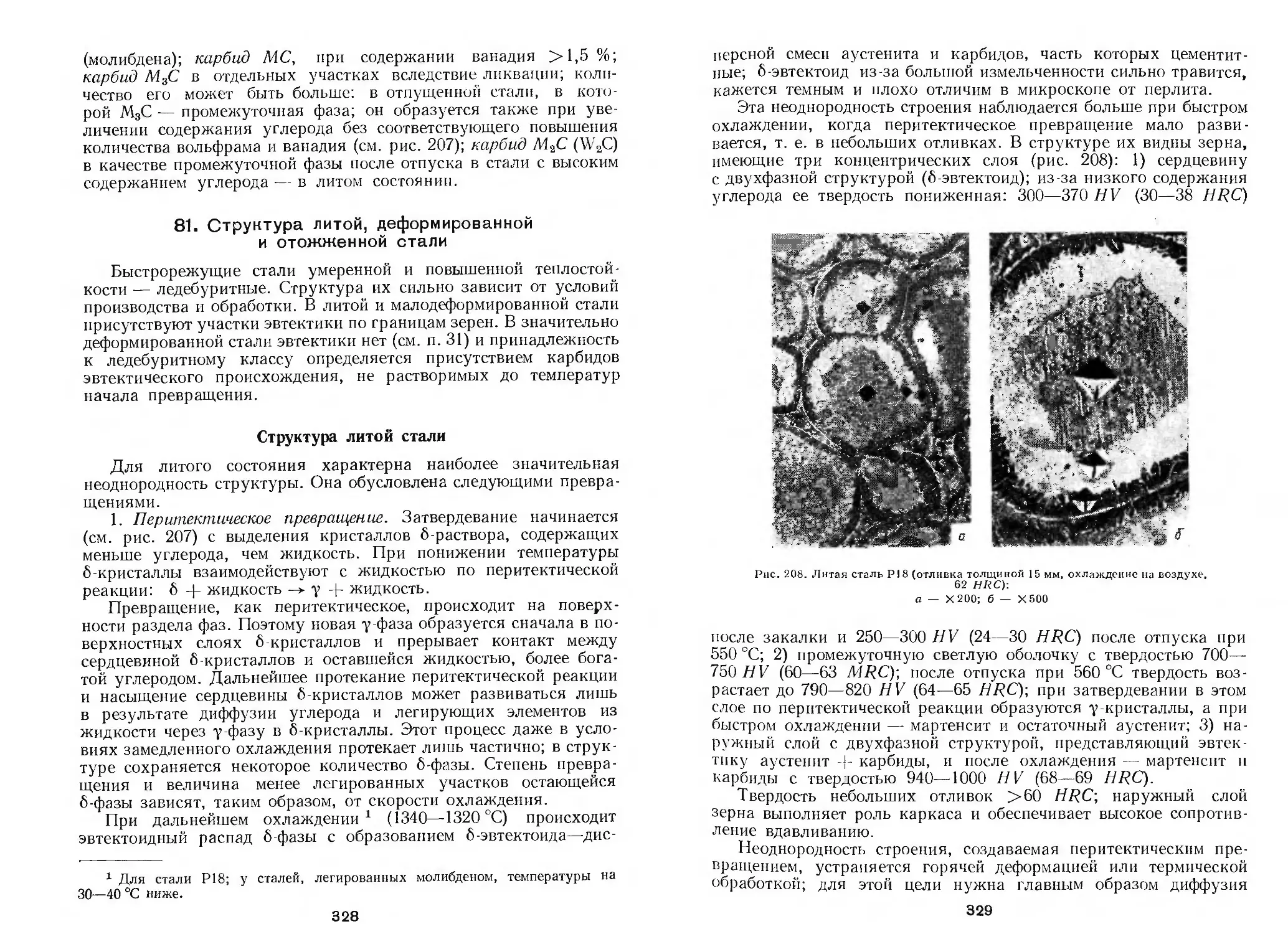
133. Стали для штампов объемной штамповки и для накатки.......... 501
134. Стали для штампов листовой штамповки ....................... 504
135. Стали для пневматических инструментов и зубил............... 505
Глава XV. Выбор состава и обработки сталей для штампов горячего
деформирования ................................................... 506
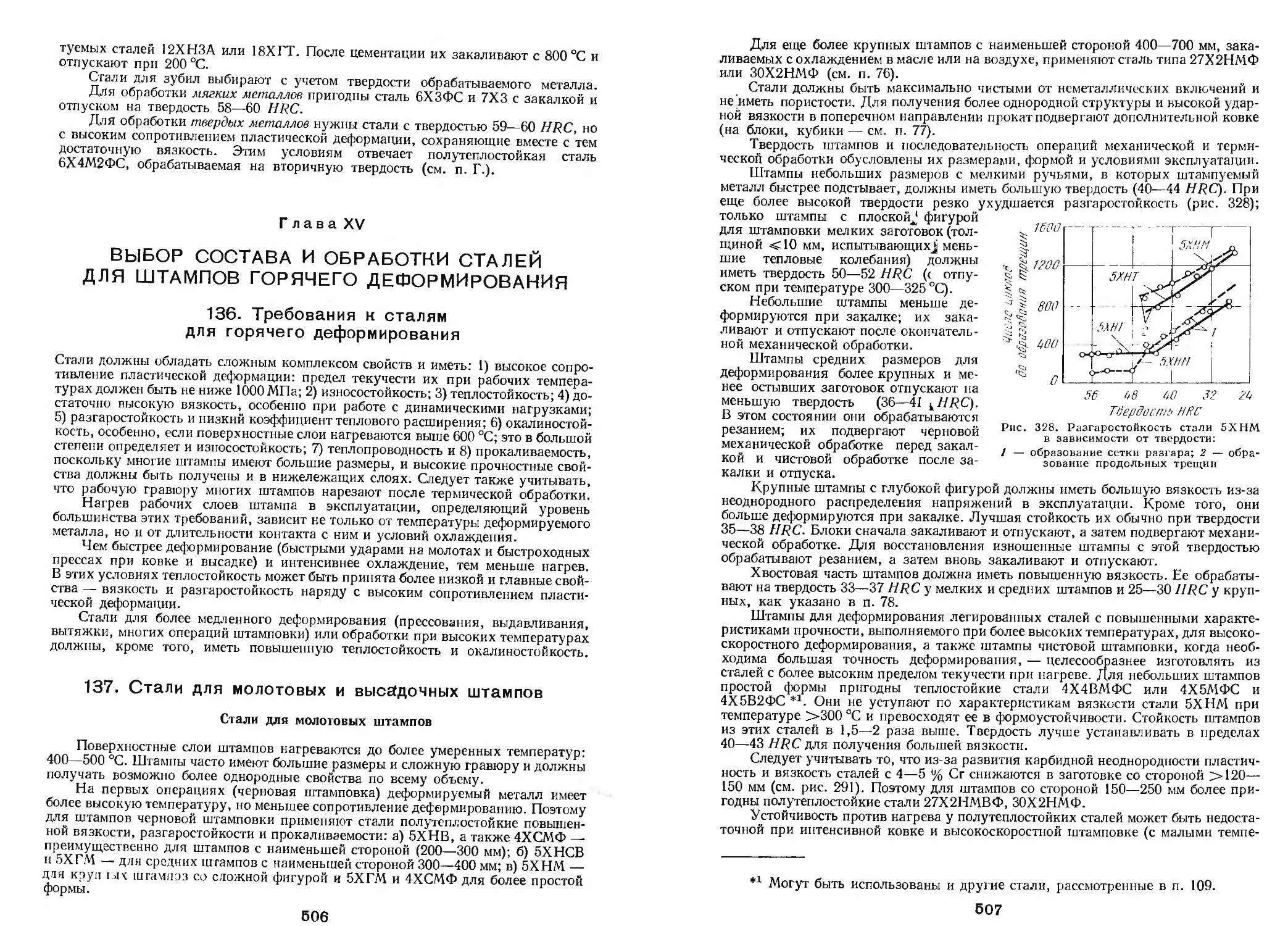
136. Требования к сталям для горячего деформирования.............. 506
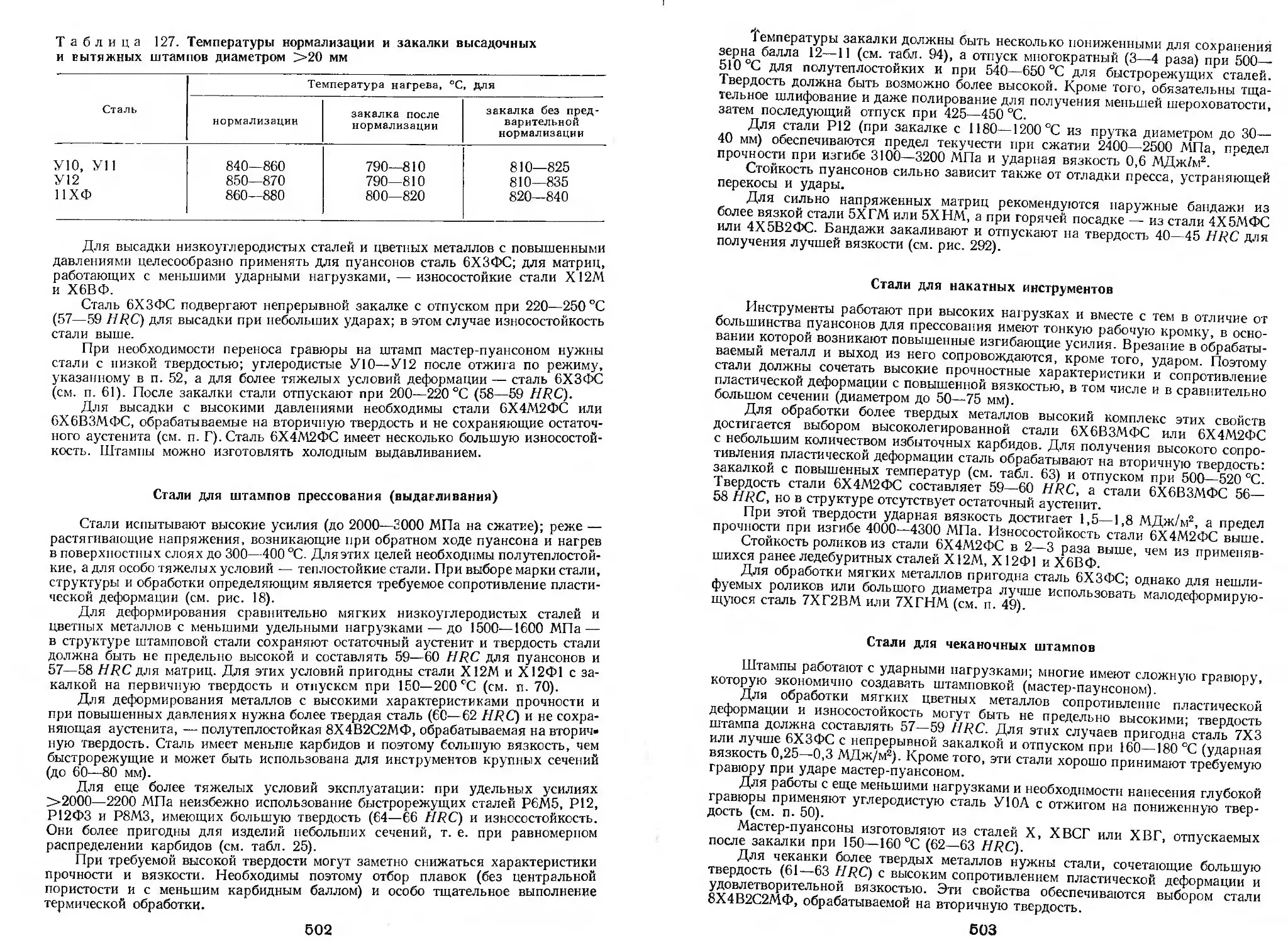
137. Стали для молотовых и высадочных штампов..................... 506
138. Стали для штампов прессования, прошивки и вытяжки............ 509
139. Стали для накатки ........................................... 510
140. Стали для ножей, пил горячей резки и рубки .................. 511
Глава XVI. Выбор состава и обработки сталей для форм литья под
давлением, жидкой штамповки и прессования......................... 511
141. Стали для форм литья и жидкой штамповки металлов под давлением 511
142. Стали для форм литья неорганических материалов............... 514
143. Стали для форм прессования полимерных материалов............. 514
Глава XVII. Выбор состава и обработки сталей для инструментов вы-
сокой точности.................................................... 515
144. Требования к сталям. Особенности обработки................... 515
145. Стали для измерительных инструментов........................ 517
146. Стали для режущих инструментов.............................. 519
Библиографический список ......................................... 521
Предисловие
Повышение качества материалов, увеличение выпуска эффектив-
ных видов металлопродукции — одна из задач, поставленных
XXVI съездом КПСС перед научно-техническими работниками
нашей страны.
Развитие и совершенствование состава и обработки инструмен-
тальных сталей происходят очень, интенсивно. Это — следствие
необходимости деформирования и’ резания создаваемых новых
материалов с повышенным комплексом свойств и использования
более производительных способов их обработки.
За время, прошедшее после выхода четвертого издания книги,
достигнуты большие успехи в создании теории легирования ин-
струментальных сталей. На ее основе разработаны многие новые
составы инструментальных сталей с более высокими свойствами.
Созданы новые быстрорежущие стали с интерметаллидным упроч-
нением и с высокими механическими свойствами, получают более
широкое применение инструментальные стали, сочетающие высо-
кие твердость и устойчивость против нагрева с повышенной стой-
костью против коррозии, аустенитные стали и сплавы для штампов
с высокой устойчивостью против нагрева, а также стали с высоким
сопротивлением пластической деформации, необходимые для тя-
желонагруженных штампов.
За последние годы получили применение способы производства
высоколегированных сталей спеканием порошков, распыленных
из жидкой фазы.
Создана и используется для улучшения механических и многих
технологических свойств новая термическая обработка, основан-
ная на эффектах, возникающих при нагреве в температурной
области фазовых превращений [1—2].
Автор стремился изложить в книге главные положения теории
легирования и обработки инструментальных сталей и на этой
основе рассмотреть многочисленные и разнообразные стали для
режущих инструментов, штампов и форм литья под давлением
и жидкой штамповки. Полнее, чем в прежних изданиях, излагаются
вопросы использования литых инструментов, особенно штампов,
и их наплавки, при которых обеспечивается во многих случаях
достижение лучшего комплекса свойств и значительная экономия
легированных инструментальных сталей.
При написании книги использованы многочисленные литера-
турные материалы, опыт промышленности и многолетние исследо-
вания автора, его сотрудников и учеников (фамилии их указаны
в тексте книги).
Часть первая
СТРУКТУРА И СВОЙСТВА
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Глава I
ХАРАКТЕРИСТИКА, КЛАССИФИКАЦИЯ И СОСТАВЫ
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
I. Общая характеристика инструментальных сталей
Инструментальные стали — это большая группа сталей, которые
в результате термической обработки получают высокую твердость,
прочность и износостойкость, необходимые для обработки мате-
риалов резанием или давлением. Многие инструментальные стали,
кроме того, обладают теплостойкостью, т. е. способностью сохра-
нять эти свойства при нагреве, возникающем в рабочей кромке
инструментов, при резании с повышенной скоростью, при дефор-
мировании в горячем состоянии и т. д.
Инструментальные стали из-за их высокой износостойкости
и прочности используют и для подшипников качения, пружин
многих типов [9], деталей топливной аппаратуры, а также для
ряда деталей станков и машин, например некоторых шестерен,
ходовых винтов, червяков и т. и.
Наиболее характерной и многочисленной группой по струк-
турному признаку являются заэвтектоидные и ледебуритные
стали. Они имеют после закалки твердую металлическую основу
(мартенсит) и распределенные в пей еще более твердые карбиды.
Эти стали чаще подвергают отпуску таким образом, чтобы они
сохраняли для эксплуатации мартенситную структуру (с дис-
персными карбидами, выделившимися из мартенсита) и высокую
твердость: 58—60 HRC, а чаще 60—-65 HRC и выше.
Другую группу составляют эвтектоидные стали, приобрета-
ющие после закалки мартенситную структуру без избыточных
карбидов. Многие из этих сталей отпускают так, чтобы получить
структуру троостита и более низкую твердость (45—55 НRC),
но большую вязкость.
Новые группы представляют высоколегированные сплавы
с низким содержанием углерода (в том числе стойкие против кор-
розии):
а) получающие после закалки безуглеродистый или низко-
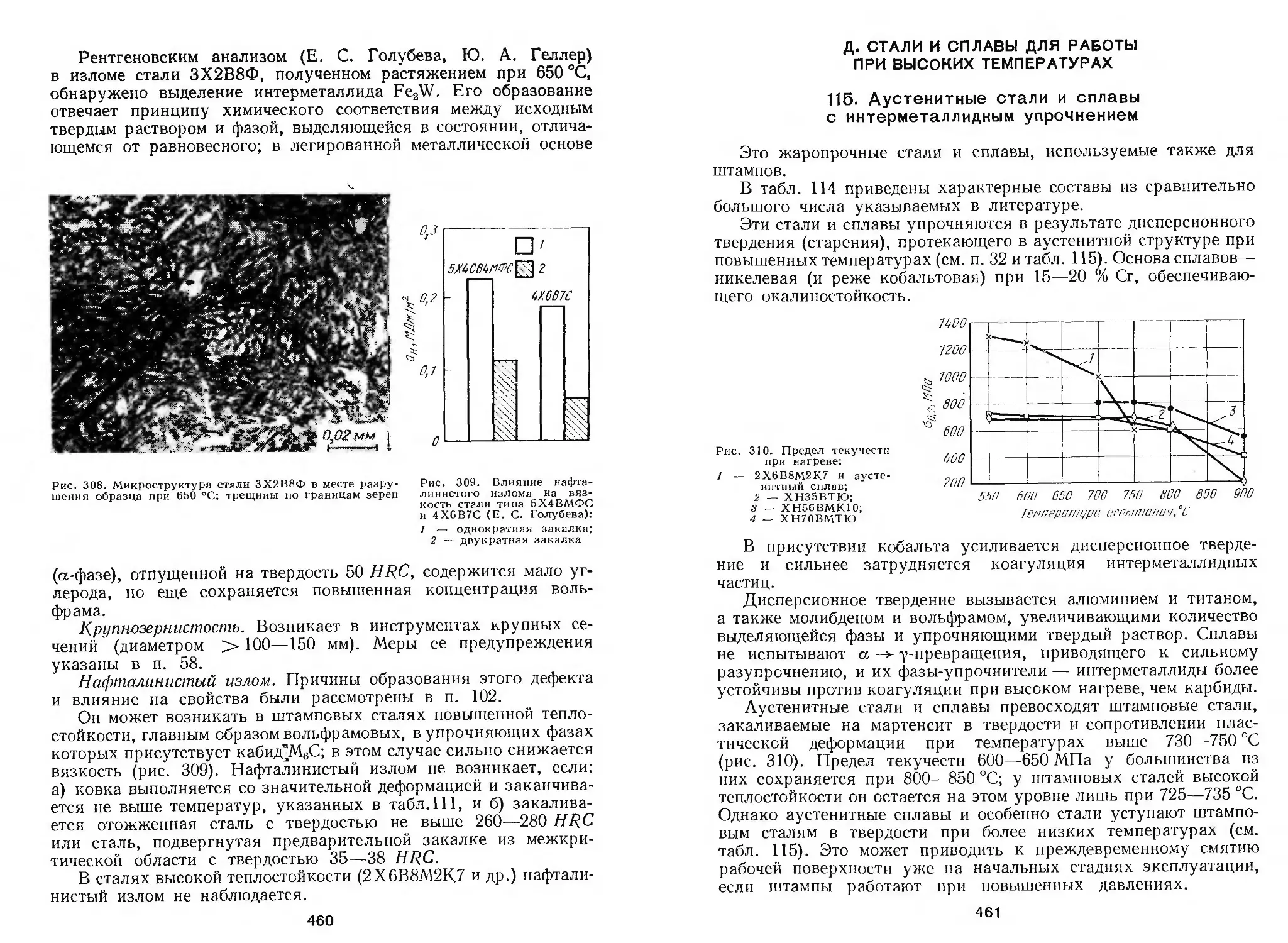
углеродистый мартенсит (30—50 HRC); твердость возрастает при
отпуске (старении) в результате выделения дисперсных интер-
металлидных соединений и
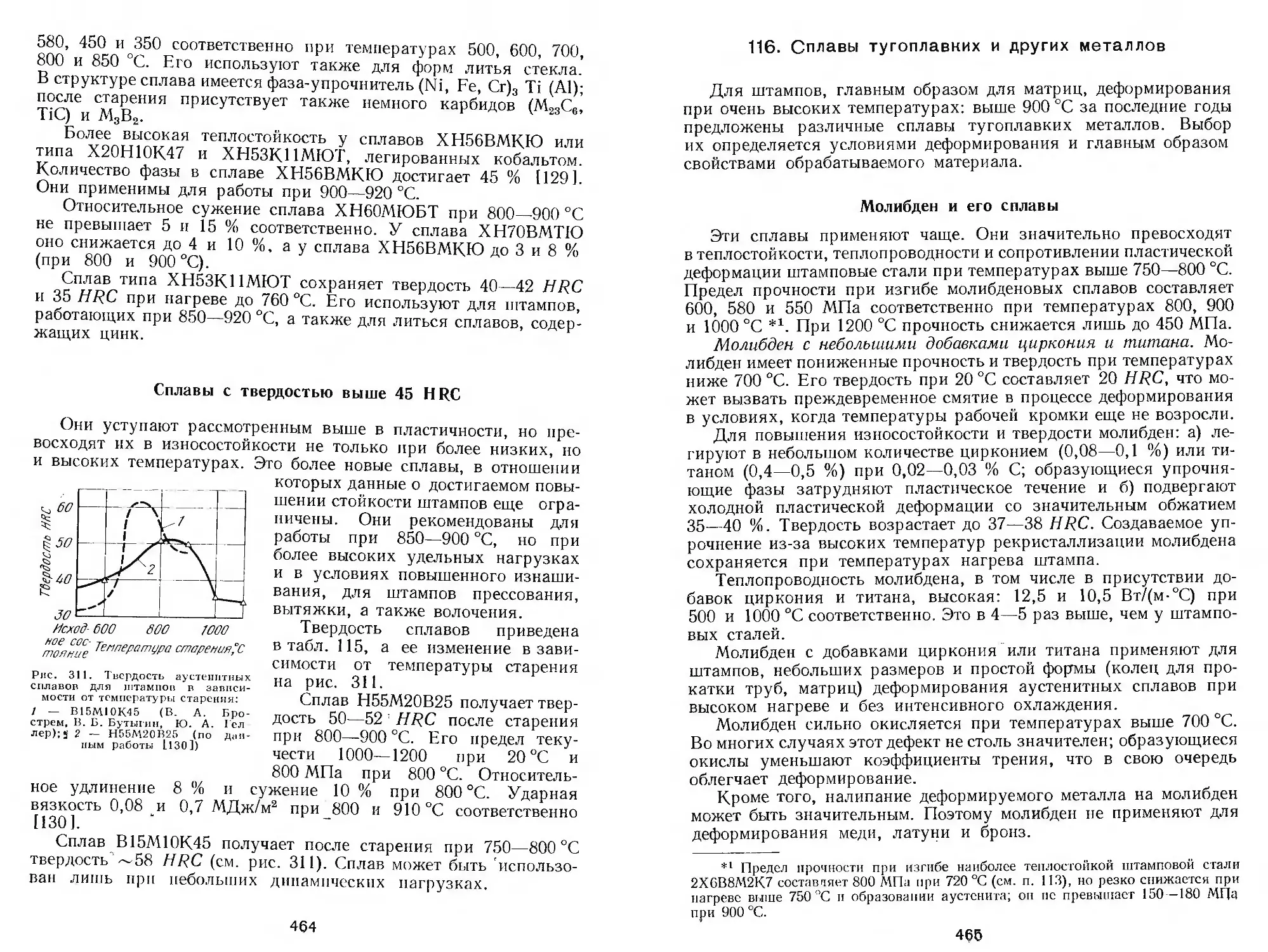
б) аустенитные стали, отличающиеся от многих жаропрочных
«лее высокой твердостью (45—60 HRC), получаемой в результате
выделения интерметаллидных соединений при отпуске.
8
Наконец, для штампов деформирования в очень тяжелых
условиях: при высоком нагреве и повышенном истирающем воздей-
ствии обрабатываемого материала стало неизбежным использо-
вание тугоплавких металлов (см. п. 116) и специальных покрытий
(см. п. 125).
По химическому составу большая часть инструментальных
сталей — высоко- и сложнолегированные; некоторые из них со-
держат до 30—45 % легирующих элементов. Эти стали можно
распределить на две группы: 1) углеродистые и менее легирован-
ные, содержащие до 4—5 % легирующих элементов; это нетепло-
стойкие стали; 2) высоколегированные, содержащие >5 % леги-
рующих элементов; это, как правило, теплостойкие и полутепло-
стойкие стали.
Подробная классификация по химическому составу затрудни-
тельна; многие стали даже при разном содержании легирующих
элементов имеют близкие свойства. Целесообразнее классифици-
ровать их по свойствам и по назначению.
2. Классификация по свойствам
Наиболее важна классификация по теплостойкости. Она одно-
временно характеризует природу упрочнения, вызываемого тер-
мической обработкой и определяющего условия использования
сталей.
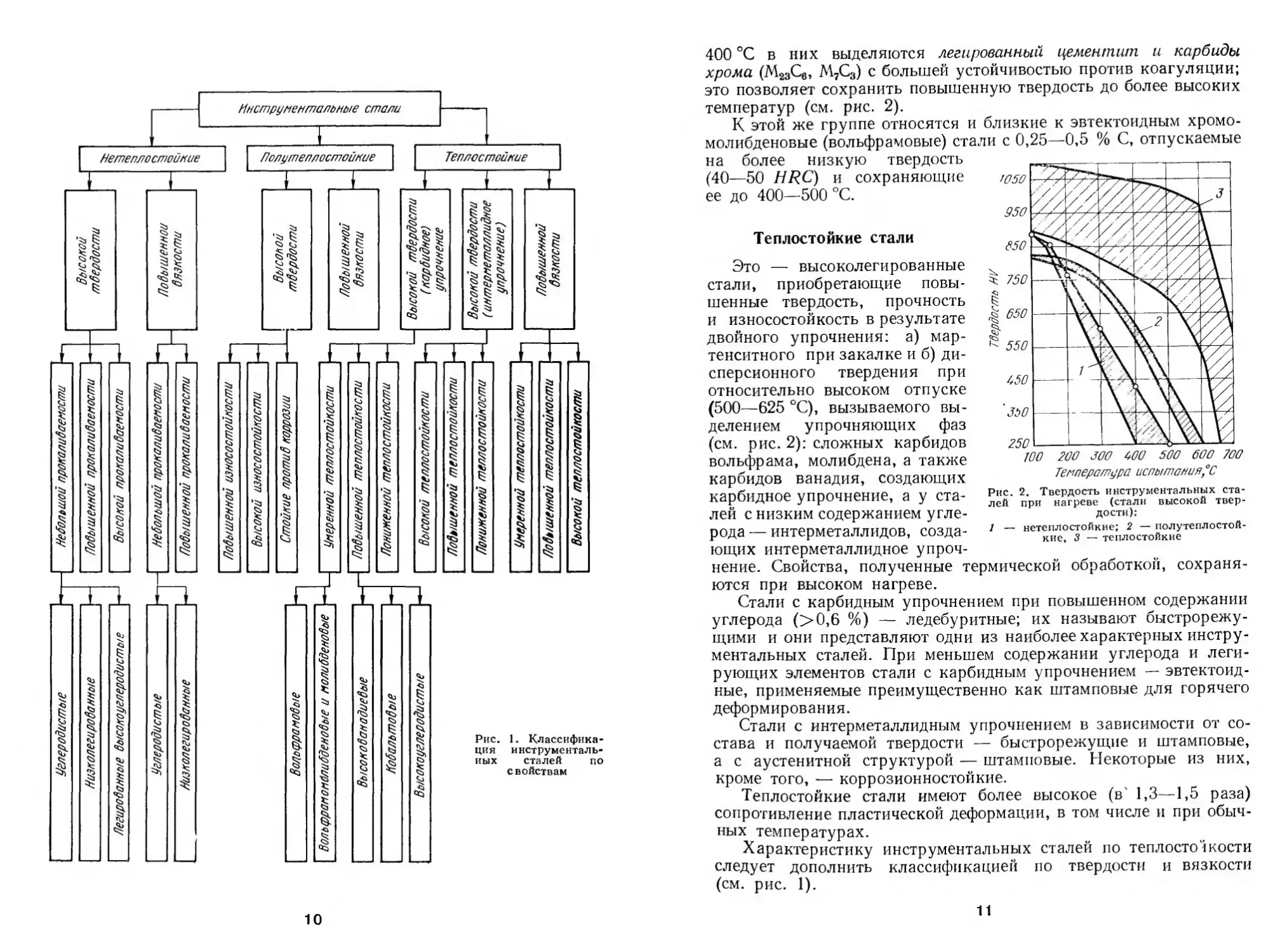
Инструментальные стали следует подразделять на: 1) нетепло-
стойкие-, 2) полу теплостойкие и 3) теплостойкие (рис. 1).
Нетеплостойкие стали
Стали приобретают высокую твердость, износостойкость и проч-
ность в результате мартенситного превращения при закалке,
но сохраняют их лишь при невысоком нагреве. Отпуск выше
200—300 °C вызывает почти полный распад мартенсита и значи-
тельную коагуляцию выделяющихся карбидов, представляющих
карбиды цемснтитного типа; это снижает твердость, износостой-
кость и прочность (рис. 2). По химическому составу нетеплостой-
кие стали — углеродистые или со сравнительно небольшим
содержанием легирующих элементов (до 3—5 %), по структур-
ному признаку — заэвтектоидные и эвтектоидные.
Полутеплостойкие стали
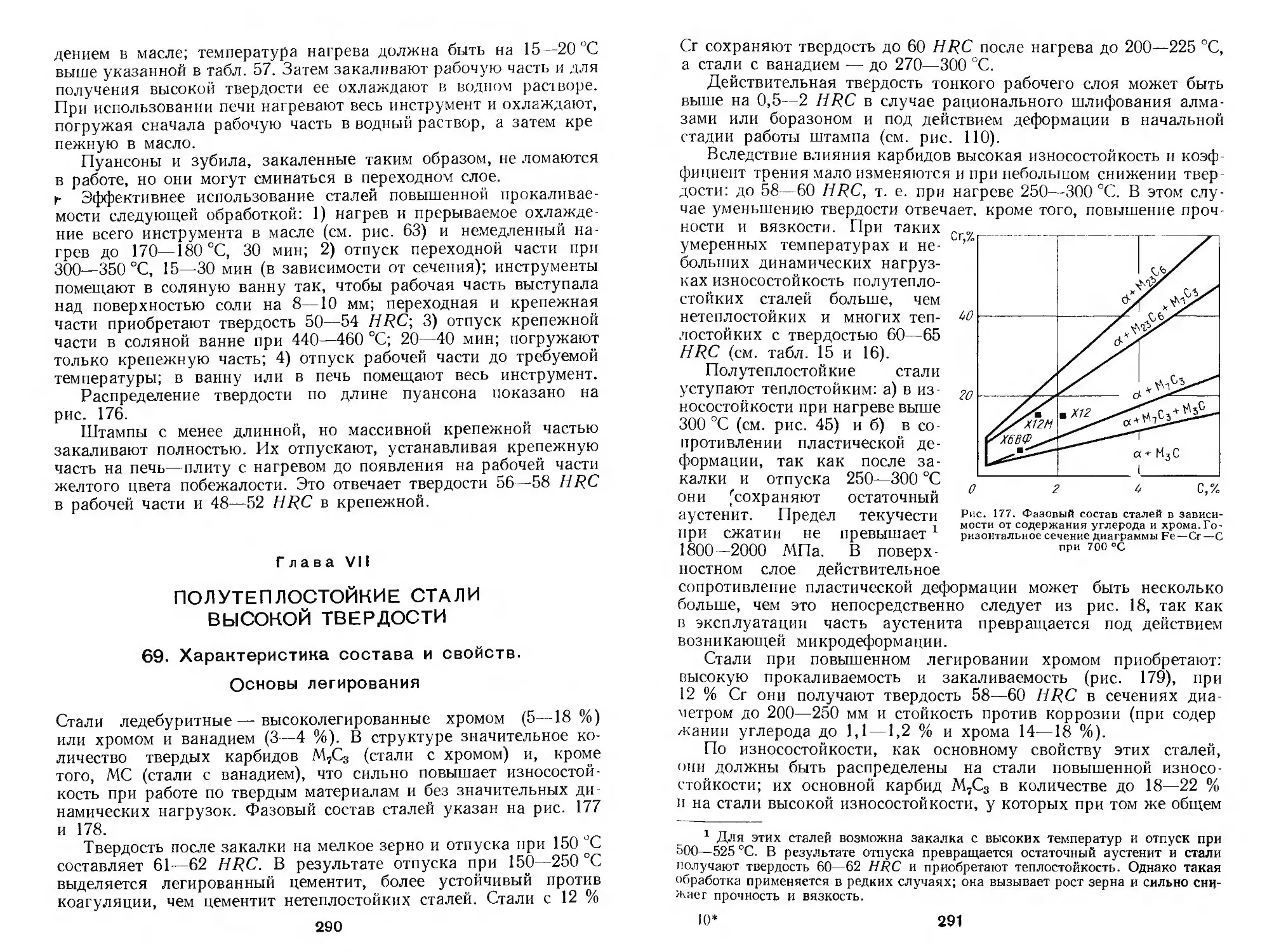
Характерные стали — высокохром истые (3—18 % Сг) и одно-
временно высокоуглеродистые (1—2,2 % С), главным образом
ледебуритные. Часть из них имеет, кроме того, повышенное со-
держание ванадия. Они, подобно сталям предыдущей группы,
приобретают высокие твердость и прочность в результате мартен-
ситного превращения при закалке. Однако при отпуске 250—
9
Инструментальные стали
10
400 °C в них выделяются легированный цементит и карбиды
хрома (М23С6, М7С3) с большей устойчивостью против коагуляции;
это позволяет сохранить повышенную твердость до более высоких
температур (см. рис. 2).
К этой же группе относятся и близкие к эвтектоидным хромо-
молибденовые (вольфрамовые) стали с 0,25—0,5 % С, отпускаемые
на более низкую твердость
(40—50 HRC) и сохраняющие
ее до 400—500 °C.
Теплостойкие стали
Это — высоколегированные
стали, приобретающие повы-
шенные твердость, прочность
и износостойкость в результате
двойного упрочнения: а) мар-
тенситного при закалке и б) ди-
сперсионного твердения при
относительно высоком отпуске
(500—625 °C), вызываемого вы-
делением упрочняющих фаз
(см. рис. 2): сложных карбидов
вольфрама, молибдена, а также
карбидов ванадия, создающих
карбидное упрочнение, а у ста-
лей с низким содержанием угле-
рода — интерметаллидов, созда-
ющих интерметаллидное упроч-
Рис. 2. Твердость инструментальных ста-
лей при нагреве (стали высокой твер-
дости):
1 — нетеплостойкие; 2 — полутеплостой-
кие, 3 — теплостойкие
нение. Свойства, полученные термической обработкой, сохраня-
ются при высоком нагреве.
Стали с карбидным упрочнением при повышенном содержании
углерода (>0,6 %) — ледебуритные; их называют быстрорежу-
щими и они представляют одни из наиболее характерных инстру-
ментальных сталей. При меньшем содержании углерода и леги-
рующих элементов стали с карбидным упрочнением — эвтектоид-
ные, применяемые преимущественно как штамповые для горячего
деформирования.
Стали с интерметаллидным упрочнением в зависимости от со-
става и получаемой твердости — быстрорежущие и штамповые,
а с аустенитной структурой — штамповые. Некоторые из них,
кроме того, — коррозионностойкие.
Теплостойкие стали имеют более высокое (в' 1,3—1,5 раза)
сопротивление пластической деформации, в том числе и при обыч-
ных температурах.
Характеристику инструментальных сталей по теплостойкости
следует дополнить классификацией по твердости и вязкости
(см. рис. 1).
11
Стали, имеющие высокую твердость и прочность, как правило,
не обладают достаточной вязкостью (<0,1 МДж/м2 для надрезан-
ных образцов) и их нельзя использовать при значительных дина-
мических нагрузках. Вязкость повышается при снижении содер-
жания углерода и твердости.
В связи с этим теплостойкие, полутеплостойкие и нетепло-
стойкие стали распределяют на:
стали высокой твердости (и износостойкости), но пониженной
вязкости. Эти стали: а) ледебуритные и заэвтектоидные; они
содержат 0,7—1,5 % С (и даже до 2 %); б) безуглеродистые и
низкоуглеродистые с интерметаллидным упрочнением;
стали повышенной вязкости, но более низкой твердости и изно-
состойкости. Они содержат 0,4—0,7 % С (и даже 0,2—0,3 % С,
но при высоком легировании). Эти стали — эвтектоидные и близ-
кие к ним; повышенным отпуском им придают трооститную или
троосто-мартенситную структуру и твердость в пределах 40—-
55 HRC (чаще 45—50 HRC). Ударная вязкость (для надрезанных
образцов) в зависимости от состава и получаемой твердости со-
ставляет 0,2—0,8 МДж/м2.
В пределах каждой из этих групп инструментальные стали
характеризуют еще по одному важному свойству, более точно
определяющему их качество и основное назначение в промышлен-
ности (см. рис. 1).
Нетеплостойкие стали, как менее легированные, следует раз-
личать и по прокаливаемости \ так как легирование значительно
влияет на это свойство и определяет их область применения.
Поэтому различают дополнительно:
нетеплостойкие стали (высокой твердости и повышенной вяз-
кости): а) небольшой прокаливаемости — углеродистые, низко-
легированные (и некоторые легированные -— см. п. 18,47), про-
каливающиеся полностью в образцах диаметром до 10—15 мм;
б) повышенной прокаливаемости — более легированные, про-
каливающиеся в образцах диаметром до 50- -80 мм; в) высокой
прокаливаемости (с еще большим содержанием легирующих эле-
ментов), прокаливающиеся в образцах диаметром 80—-100 мм.
Теплостойкие и полутеплостойкие стали как высоколегирован-
ные являются одновременно высокопрокаливающимися.
Полутеплостойкие стали, чаще всего используемые для штам-
пов, работающих при разных условиях износа, следует различать
по износостойкости.
Наконец, теплостойкие стали — быстрорежущие и штампо-
вые -— различают на стали умеренной, повышенной и высокой
теплостойкости. Теперь получают применение и стали понижен-
ной теплостойкости.
' Эта классификация в большей степени характеризует также закаливаемость
сталей этой группы (см. п. 22).
12
3. Классификация по назначению
В зависимости от условий эксплуатации и требуемых свойств
стали различают по назначению.
Стали для режущих инструментов. Для этой цели исполь-
зуют преимущественно быстрорежущие стали, т. е. теплостойкие
стали высокой твердости с карбидным упрочнением; они при-
годны для инструментов, выполняющих резание с большой ско-
ростью, рабочая кромка которых нагревается до повышенных
температур (550—650 °C). Сплавы с интерметаллидным упрочне-
нием применяют: а) для резания труднообрабатываемых матери-
алов, когда кромка инструментов может нагреваться до более
высоких температур; б) для инструментов небольших сечений
(микроинструментов).
Нетеплостойкие стали высокой твердости используют в огра-
ниченных пределах: для резания сравнительно мягких материалов
с небольшой скоростью (т. е. в условиях, не вызывающих значи-
тельного нагрева режущей кромки). Заэвтектоидные стали этой
группы применяют для металлорежущих и некоторых дерево-
обрабатывающих инструментов, а эвтектоидные и близкие к ним,
имеющие большую вязкость, — главным образом для дерево-
обрабатывающих и других инструментов, испытывающих ударные
нагрузки.
Для некоторых специальных условий (некоторые хирургиче-
ские инструменты, бритвы и т. д.) применяют также полутепло-
стойкие стали, устойчивые против коррозии.
Штамповые стали для холодного деформирования. Используют
главным образом нетенлостойкие и полутеплостойкие стали вы-
сокой твердости, а для инструментов, работающих со значитель-
ными динамическими нагрузками, — нетеплостойкие стали по-
вышенной вязкости.
С усложнением условий деформирования, в частности в связи
с более широким применением выдавливания, накатки и вырубки
более твердых металлов, а также вытяжки с большой скоростью,
протекающих в условиях повышенных давлений и нагрева, зна-
чительно возросли требования, предъявляемые к штамповым
сталям. Для штампов, работающих при очень высоких давлениях
(главным образом при прессовании), применяют в некоторых
случаях и быстрорежущие стали (из-за их высокого сопротивления
пластической деформации).
Штамповые стали для горячего деформирования. Для этой
цели используют теплостойкие стали повышенной вязкости,
как сочетающие высокие прочность и сопротивление дефор-
мации рабочих поверхностей штампа при нагреве со стойкостью
при динамических нагрузках и необходимой разгаростой-
костью.
Для многих штампов, поверхность которых нагревается до
более низких температур (молотовые штампы), используют также
13
Полутеплостойкие стали, имеющие, как правило, большие вяз-
кость и прокаливаемость.
Стали для инструментов высокой точности. В зависимости
от температуры эксплуатации используют стали высокой твердо-
сти (нетеплостойкие и теплостойкие). Они должны обладать
способностью приобретать очень чистую поверхность при доводке
и сохранять неизменными размеры и форму инструмента при
длительной эксплуатации. Это обеспечивается сложной обра-
боткой (см. гл. XVII).
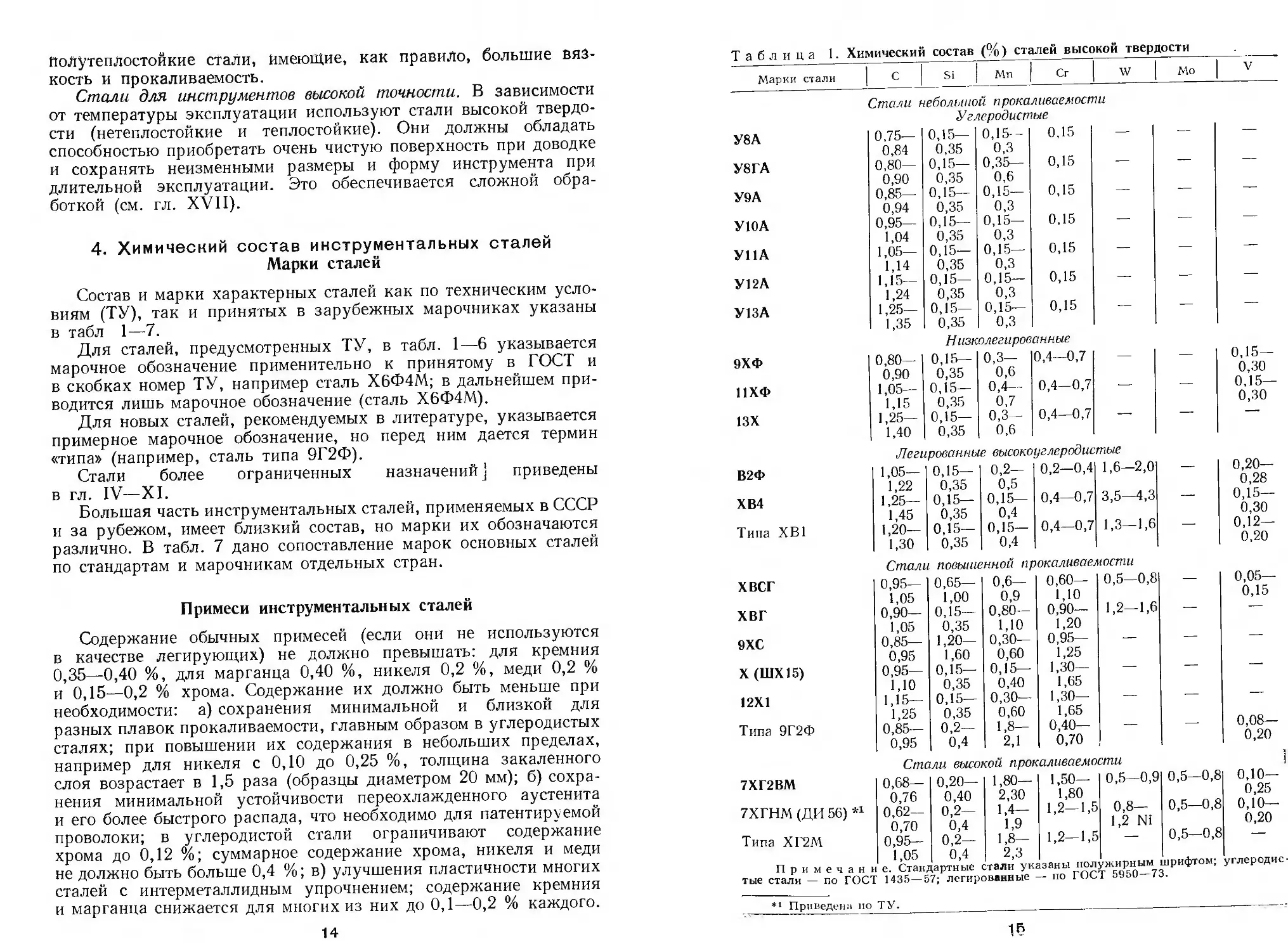
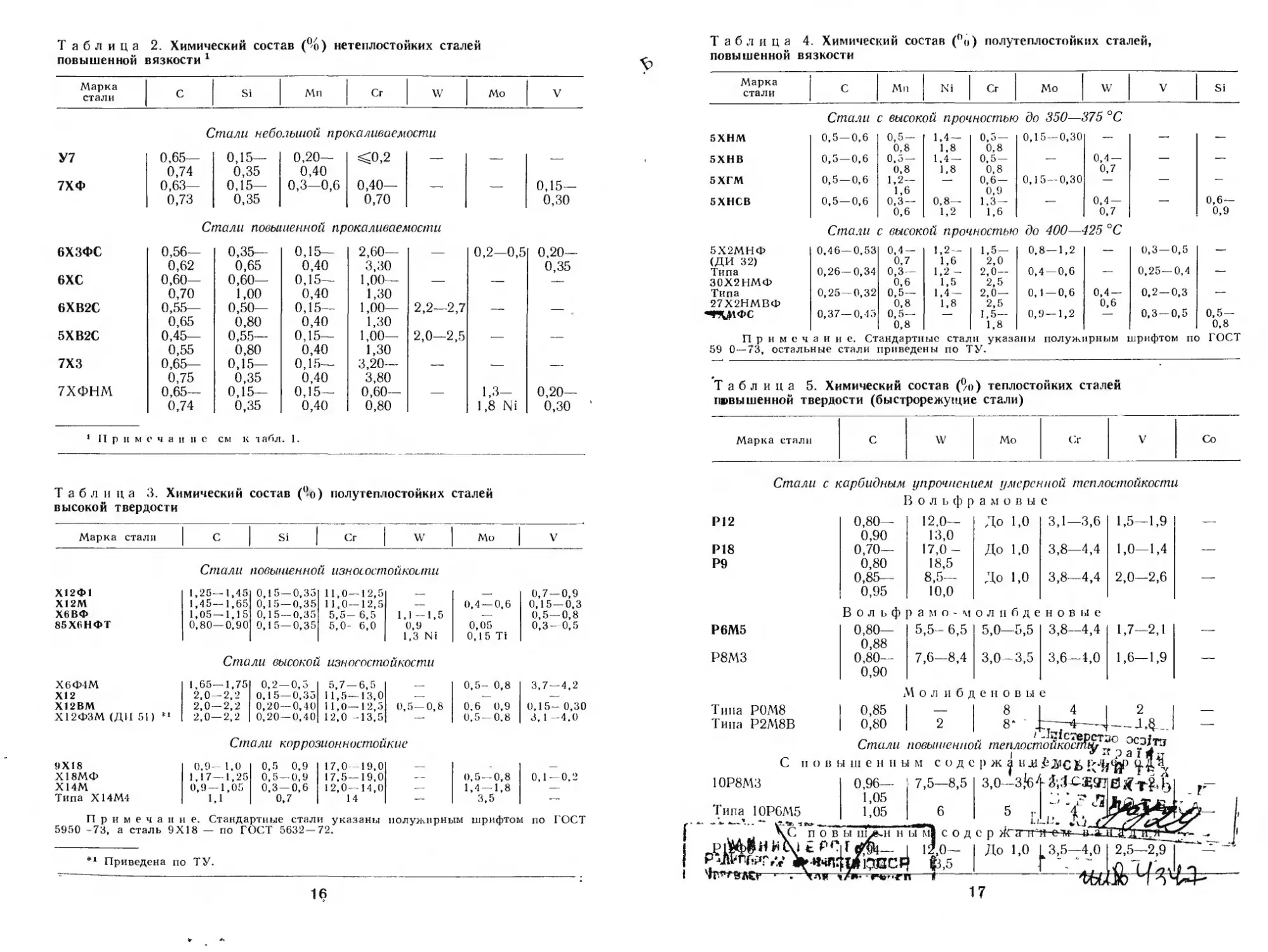
4. Химический состав инструментальных сталей
Марки сталей
Состав и марки характерных сталей как по техническим усло-
виям (ТУ), так и принятых в зарубежных марочниках указаны
в табл 1—7.
Для сталей, предусмотренных ТУ, в табл. 1—6 указывается
марочное обозначение применительно к принятому в ГОСТ и
в скобках номер ТУ, например сталь Х6Ф4М; в дальнейшем при-
водится лишь марочное обозначение (сталь Х6Ф4М).
Для новых сталей, рекомендуемых в литературе, указывается
примерное марочное обозначение, но перед ним дается термин
«типа» (например, сталь типа 9Г2Ф).
Стали более ограниченных назначений] приведены
в гл. IV—XI.
Большая часть инструментальных сталей, применяемых в СССР
и за рубежом, имеет близкий состав, но марки их обозначаются
различно. В табл. 7 дано сопоставление марок основных сталей
по стандартам и марочникам отдельных стран.
Примеси инструментальных сталей
Содержание обычных примесей (если они не используются
в качестве легирующих) не должно превышать: для кремния
0,35—0,40 %, для марганца 0,40 %, никеля 0,2 %, меди 0,2 %
и 0,15—0,2 % хрома. Содержание их должно быть меньше при
необходимости: а) сохранения минимальной и близкой для
разных плавок прокаливаемости, главным образом в углеродистых
сталях; при повышении их содержания в небольших пределах,
например для никеля с 0,10 до 0,25 %, толщина закаленного
слоя возрастает в 1,5 раза (образцы диаметром 20 мм); б) сохра-
нения минимальной устойчивости переохлажденного аустенита
и его более быстрого распада, что необходимо для патентируемой
проволоки; в углеродистой стали ограничивают содержание
хрома до 0,12 %; суммарное содержание хрома, никеля и меди
не должно быть больше 0,4 %; в) улучшения пластичности многих
сталей с интерметаллидным упрочнением; содержание кремния
и марганца снижается для многих из них до 0,1—0,2 % каждого.
14
Таблица 1. Химический состав (%) сталей высокой твердости
Марки стали С 1 Si Мп 1 Сг | W | Мо 1 v
У8А Стали 0,75— чеболыш Уг 0,15— эй прока леродисп 0,15— ливаемос! 1ые 0,15 Till
У8ГА 0,84 0,80— 0,35 0,15— 0,3 0,35— 0,15 — — —
У9А 0,90 0,85— 0,35 0,15— 0,6 0,15— 0,15 — — —
УМА 0,94 0,95— 0,35 0,15— 0,3 0,15— 0,15 — — —
У11А 1,04 1,05— 0,35 0,15— 0,3 0,15— 0,15 — — —
У12А 1,14 1,15— 0,35 0,15— 0,3 0,15— 0,15 — — —
У13А 1,24 1,25— 0,35 0,15— 0,3 0,15— 0,15 — — —
9ХФ 1,35 0,80— 0,35 IhisK 0,15— 0,3 олегиров 0,3— анные 0,4—0,7 0,15—
11ХФ 0,90 1,05— 0,35 0,15— 0,6 0,4— 0,4—0,7 — — 0,30 0,15—
13Х 1,15 1,25— 0,35 0,15— 0,7 0,3— 0,4—0,7 — — 0,30
В2Ф 1,40 Леги 1,05— 0,35 рованны 0,15— 0,6 е высоко 0,2— углеродис 0,2—0,4 тые 1,6—2,0 0,20—
ХВ4 1,22 1,25— 0,35 0,15— 0,5 0,15— 0,4—0,7 3,5—4,3 — 0,28 0,15—
Типа ХВ1 1,45 1,20— 0,35 0,15— 0,4 0,15— 0,4—0,7 1,3—1,6 — 0,30 0,12—
хвсг 1,30 Crnaxi 0,95— 0,35 повыше 0,65— 0,4 нной пр 0,6— окаливав} 0,60— юсти 0,5—0,8 0,20 0,05—
хвг 1,05 0,90— 1,00 0,15— 0,9 0,80— 1,10 0,90— 1,2—1,6 — 0,15
9ХС 1,05 0,85— 0,35 1,20— 1,10 0,30— 1,20 0,95— — — —
X (ШХ15) 0,95 0,95— 1,60 0,15— 0,60 0,15— 1,25 1,30— — — —
12X1 1,10 1,15— 0,35 0,15— 0,40 0,30— 1,65 1,30— — — —
Типа 9Г2Ф 1,25 0,85— 0,35 0,2— 0,60 1,8— 1,65 0,40— — — 0,08—
7ХГ2ВМ 0,95 Ста 0,68— 0,4 ли высое 0,20— 2,1 сой прок 1,80— 0,70 вливаемо/. 1,50— ;ти 0,5—0,9 0,5—0,8 0,20 1 0,10—
7ХГНМ (ДИ 56) 41 0,76 0,62— 0,40 0,2— 2,30 1,4— 1,80 1,2—1,5 0,8— 0,5—0,8 0,25 0,10—
Типа ХГ2М 0,70 0,95- 0,4 0,2— 1,9 1,8— 1,2—1,5 1,2 Ni 0,5—0,8 0,20
Примечай и 1,05 е. Станд 0,4 артные с 2,3 тали ука заны пол} гжирным 1 црифтом; углеродис-
тые стали — по ГОСТ 1435 — 57; легированные - - по ГОСТ 5950—73
*’ Приведен:! по ТУ.
Таблица 2. Химический состав (%) нетеплостойких сталей
повышенной вязкости 1
Марка стали С Si Мп Сг W Мо V
У7 7ХФ С 0,65— 0,74 0,63— 0,73 'тали небе 0,15— 0,35 0,15— 0,35 иыиой пре 0,20— 0,40 0,3—0,6 жаливаем ^0,2 ОДО- ОДО ости — 0,15— 0,30
Стали повышенной прокаливаемости
6ХЗФС 0,56— 0,35— 0,15— 2,60— — 0,2—0,5 0,20—
0,62 0,65 0,40 3,30 0,35
6ХС 0,60— 0,60— 0,15— 1,00— — — —
0,70 1,00 0,40 1,30
6ХВ2С 0,55— 0,50— 0,15— 1,00— 2,2—2,7 — —.
0,65 0,80 0,40 1,30
5ХВ2С 0,45— 0,55— 0,15— 1,00— 2,0—2,5 .— —
0,55 0,80 0,40 1,30
7X3 0,65— 0,15— 0,15— 3,20— — — —
0,75 0,35 0,40 3,80
7ХФНМ 0,65— 0,15— 0,15— 0,60— — 1,3- 0,20—
0,74 0,35 0,40 0,80 1,8 Ni 0,30
1 Прим о ч а и нс см к табл . 1.
Таблица 3. Химический состав (%) полутеплостойких сталей
высокой твердости
Марка стали С Si Cr W Mo V
Стали повышенной износостойкости
Х12Ф1
Х12М
Х6ВФ
85Х6НФТ
1,25—1,45
1,45—1,65
1,05—1,15
0,80—0,90
0,15 — 0,35
0,15 — 0,35
0,15 — 0,35
0,15—0,35
11,0—12,5
11,0—12,5
5,5- 6,5
5,0- 6,0
1,1 —1,5
0,9
1,3 Ni
0,4 —0,6
0,05
0,15 Ti
0,7 —0,9
0,15 — 0,3
0,5—0,8
0,3- 0,5
Стали высокой износостойкости
Х6Ф4М 1,65—1,75 0,2 —0,5 5,7 —6,5 — 0,5- 0,8 3,7 —4,2
Х12 2,0—2,2 0,15—0,35 11,5— 13,0 — — —
Х12ВМ 2,0 —2,2 0,20 — 0,40 11,0—12,5 0,5—0,8 0,6 0,9 0,15- 0,30
Х12ФЗМ (ДП 51) 1,1 2,0—2,2 0,20 — 0,40 12,0 -13,5 — 0,5 —0,8 3,1 -4.0
Стали коррозионностойкие
9X18 0,9 — 1,0 0,5 0,9 17,0 -19,0 — —
Х18МФ 1,17 — 1,25 0,5 —0,9 17.5—19,0 — 0,5 —0,8 0,1 —0,2
Х14М 0,9 — 1 ,05 0,3 —0,6 12,0—14,0 — 1,4 —1,8 —
Типа Х14М4 1,1 0,7 14 — 3,5 —
Примечание. Стандартные стали указаны полужирным шрифтом по ГОСТ
5950 -73, а сталь 9X18 — по ГОСТ 5632—72.
** Приведена по ТУ.
16
Таблица 4. Химический состав (%) полутеплостойких сталей,
повышенной вязкости
Марка стали С Мп Ni Сг Мо W V Si
Стали с высокой прочностью до 350— 375 °C
5ХНМ 0,5 —0,6 0,5- 0,8 1,4 — 1.8 0,5 — 0,8 0,15 — 0,30 — — —
5ХНВ 0,5 —0,6 0,5 — 0,8 1,4 — 1,8 0,5 — 0,8 — 0,4 — 0,7 — —
5ХГМ 0,5 —0,6 1,2 — 1,6 — 0,6 — 0,9 0,15—0,30 — — —
5ХНСВ 0,5—0,6 Стали 0,3 — 0,6 с высок 0,8— 1,2 ой про1 1,3 — 1,6 ностьк до 400— 0,4 — 0,7 125 °C 0,6 — 0,9
5Х2МНФ (ДИ 32) 0,46—0,53 од- од 1,2 — 1,6 1,5 — 2,0 0,8—1,2 — 0,3 —0,5 —
Типа 30Х2НМФ 0,26 — 0,34 0,3 — 0,6 1,2 - 1,5 2,0 — 2,5 0,4 —0,6 — 0,25 — 0,4 —
Типа 27Х2НМВФ 0,25 — 0,32 0,5 — 0,8 1,4 — 1,8 2,0 — 2,5 0,1 — 0,6 0,4 — 0,6 0,2 —0,3 —
""ЩИФС 0,37—0,45 0,5— 0,8 — 1,5— 1,8 0,9—1,2 — 0,3 —0,5 0,5 — 0,8
Примечание. Стандартные стали указаны полужирным 59 0—73, остальные стали приведены по ТУ. шрифтом ПС ГОСТ
Таблица 5. Химический состав (%) теплостойких сталей
левы шейной твердости (быстрорежущие стали)
Марка стали С W Мо Сг V Со
Стали с карбидным упрочнением умеренной теплостойкости
Вольфрамовые
Р12 ОДО- ОДО 12,0— 13,0 До 1,0 3,1—3,6 1,5—1,9
Р18 Р9 ОДО- ОДО 17,0 - 18,5 До 1,0 3,8—4,4 1,0—1,4
0,85— 0,95 Вольф 8,5— 10,0 ) а м о - м До 1,0 о л н б д е 3,8—4,4 новые 2,0—2,6
Р6М5 ОДО— 0,88 5,5- 6,5 5,0—5,5 3,8—4,4 1,7—2,1
Р8МЗ 0,80— 0,90 7,6—8,4 3,0—3,5 3,6—4,0 1,6—1,9
М о л и б д
е и о в ы е
Типа Р0М8 1 °-85 1 — 1 8 1 4 1 2 1
Типа Р2М8В 1 0,80 1 2 1 8“ ’ —4 -1Д-1
Стали повышенной теплостойкатРы??.0 0с_3Атз । . 2 а 1 rf и
10Р8МЗ
С повышенным с о д с р ж | нд
0,96— ' 7,5—8,5 3,0—
1,05 ‘
1,05
Типа 10Р6М5
| До 1,0
J3
5
ьГм! с о д с р ЯГ
L 1<о—
3,5—4,0 2,5—2,9
6
Т
17
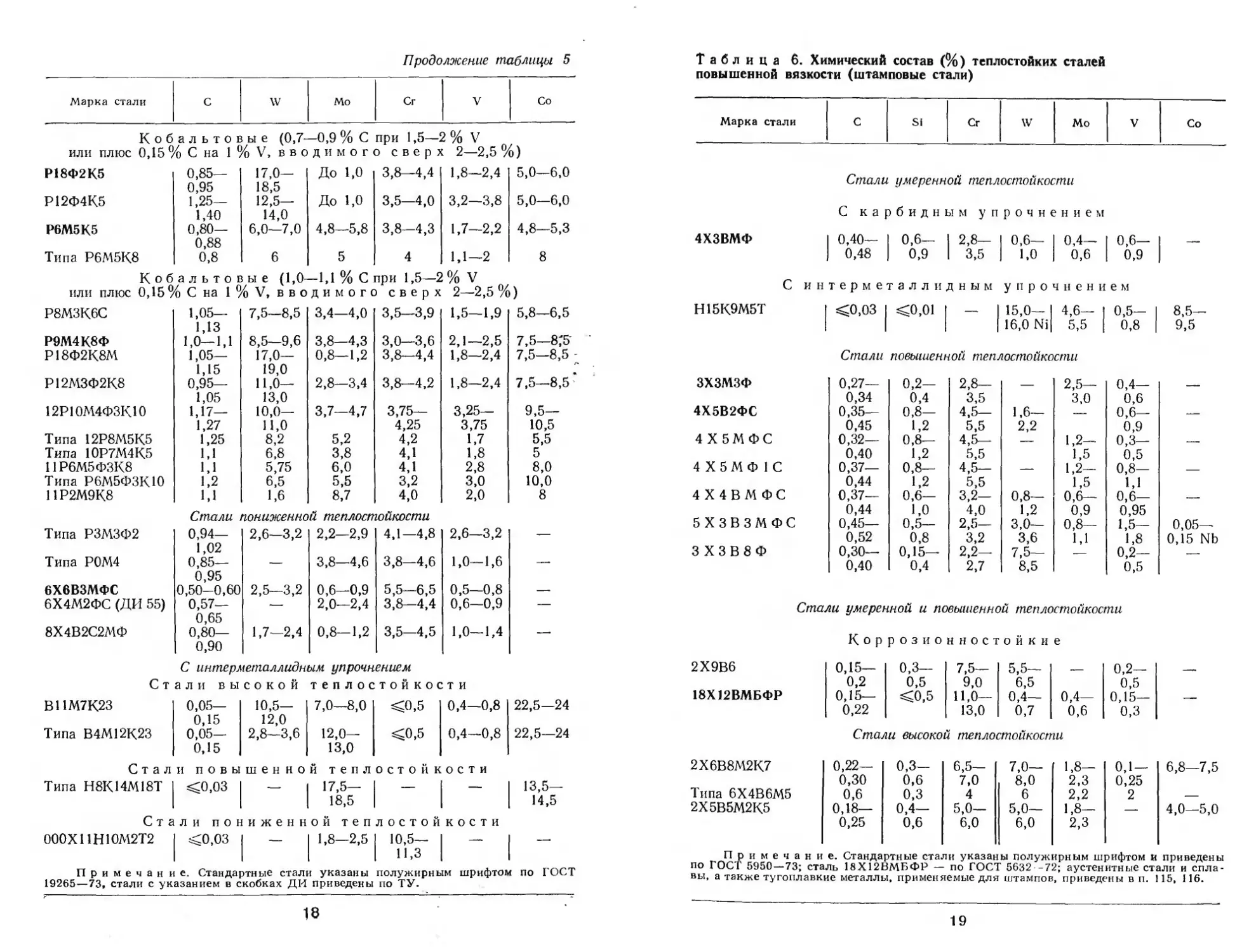
Продолжение таблицы 5
Марка стали С W Мо Сг V Со
Коб или плюс 0,15 ° Р18Ф2К5 Р12Ф4К5 Р6М5К5 Типа Р6М5К8 альтов /0 С на 1 с 0,85— 0,95 1,25— 1,40 0,80— 0,88 0,8 ы е (0,7- /о V, в в о 17,0— 18,5 12,5— 14,0 6,0—7,0 6 -0,9 % С Д И М О г До 1,0 До 1,0 4,8—5,8 5 при 1,5— о свер > 3,8—4,4 3,5—4,0 3,8—4,3 4 2% V 2—2,5°/ 1,8—2,4 3,2—3,8 1,7—2,2 1,1—2 о) 5,0—6,0 5,0—6,0 4,8—5,3 8
Кобальтовые (1,0—1,1 % С при 1,5—2 % V
или плюс 0,15% С на 1 % V, вводимого сверх 2—2,5 %)
Р8МЗК6С 1,05— 1,13 7,5—8,5 3,4—4,0 3,5—3,9 1,5—1,9 5,8—6,5
Р9М4К8Ф 1,0—1,1 8,5—9,6 3,8—4,3 3,0—3,6 2,1—2,5 7,5—8'5’
Р18Ф2К8М 1,05— 1,15 17,0— 19,0 0,8—1,2 3,8—4,4 1,8—2,4 7,5—8,5 :
Р12МЗФ2К8 0,95— 1,05 11,0— 13,0 2,8—3,4 3,8—4,2 1,8—2,4 7,5—8,5*
12Р10М4ФЗК10 1,17— 1,27 10,0— 11,0 3,7—4,7 3,75— 4,25 3,25— 3,75 9,5— 10,5
Типа 12Р8М5К5 1,25 8,2 5,2 4,2 1,7 5,5
Типа 10Р7М4К5 1,1 6,8 3,8 4,1 1,8 5
11Р6М5ФЗК8 1,1 5,75 6,0 4,1 2,8 8,0
Типа Р6М5ФЗКЮ 1,2 6,5 5,5 3,2 3,0 10,0
11Р2М9К8 1,1 1,6 8,7 4,0 2,0 8
Стали пониженной теплостойкости
Типа РЗМЗФ2 0,94— 1,02 2,6—3,2 2,2—2,9 4,1—4,8 2,6—3,2 —
Типа Р0М4 0,85— 0,95 — 3,8—4,6 3,8—4,6 1,0—1,6 —
6Х6ВЗМФС 0,50-0,60 2,5—3,2 0,6—0,9 5,5—6,5 0,5—0,8 —
6Х4М2ФС (ДИ 55) 0,57— 0,65 — 2,0—2,4 3,8—4,4 0,6—0,9 —
8Х4В2С2МФ 0,80— 0,90 1,7—2,4 0,8—1,2 3,5—4,5 1,0—1,4 —
С интерметаллидным упрочнением
Ст а л и вы с о к о й теплостойкости
ВПМ7К23 Типа В4М12К23 0,05— 0,15 0,05— 0,15 10,5— 12,0 2,8—3,6 7,0—8,0 12,0— 13,0 <0,5 <0,5 0,4—0,8 0,4—0,8 22,5—24 22,5—24
Стал Типа Н8К14М18Т и п о в ы <0,03 ш е н н о й тепл 17,5— 18,5 остойкости 13,5— 14,5
Стали пониженной теплостойкости
। 10,5- I - 1 -
000X11Н10М2Т2 | <0,03 | — | 1,8—2,5 1 и.з | 1
Примечание. Стандартные стали указаны полужирным шрифтом по ГОСТ
19265—73, стали с указанием в скобках ДИ приведены по ТУ.
18
Таблица 6. Химический состав (%) теплостойких сталей
повышенной вязкости (штамповые стали)
Марка стали С Si Сг W Мо V Со
Стали умеренной теплостойкости
4ХЗВМФ С к а | I 0,40— 1 0,48 ) б И Д H 1 1 0,6— 1 0,9 Ы 1 м у п 2,8— 3,5 р о ч н < I 0,6— 1 1,0 гнием | 0,4— 1 0,6 I 0,6— 1 0,9
Н15К9М5Т Син терметаллид <0,03 | <0,01 | н ы м у П р О 15,0— I 16,0 Ni| ч и е н и 4,6— 1 5,5 | е м 0,5— I 0,8 | 8,5— 9,5
Стали повышенной теплостойкости
ЗХЗМЗФ 4Х5В2ФС 0,27— 0,34 0,35— 0,45 0,2— 0,4 0,8— 1,2 2,8— 3,5 4,5— 5,5 1,6— 2,2 2,5— 3,0 0,4— 0,6 0,6— 0,9 —
4Х5МФС 0,32— 0,40 0,8— 1,2 4,5— 5,5 — 1,2— 1,5 0,3— 0,5 —
4 Х5МФ 1 С 0,37— 0,44 0,8— 1,2 4,5— 5,5 — 1,2— 1,5 0,8— 1,1 —
4Х4ВМФС 0,37— 0,44 0,6— 1,0 3,2— 4,0 0,8— 1,2 0,6— 0,9 0,6— 0,95 —
5ХЗВЗМФС 0,45— 0,5— 2,5— 3,0— 0,8— 1,5— 0,05—
0,52 0,8 3,2 3,6 1,1 1,8 0,15 Nb
ЗХЗВ8Ф 0,30— 0,40 0,15— 0,4 2,2— 2,7 7,5— 8,5 — 0,2— 0,5 —
Стали умеренной и повышенной теплостойкости
Коррозионностойкие
2Х9В6 0,15— 0,2 0,3— 0,5 7,5— 9,0 5,5— 6,5 — 0,2— 0,5
18Х12ВМБФР 0,15— 0,22 <0,5 11,0— 13,0 0,4— 0,7 0,4— 0,6 0,15— 0,3
Стали высокой теплостойкости
2Х6В8М2К7 0,22— 0,30 0,3— 0,6 6,5— 7,0 7,0— 8,0 1,8— 2,3 0,1— 0,25 6,8—7,5
Типа 6Х4В6М5 0,6 0,3 4 6 2,2 2 —
2Х5В5М2К5 0,18— 0,25 0,4— 0,6 5,0— 6,0 5,0— 6,0 1,8— 2,3 4,0—5,0
Примечание. Стандартные стали указаны полужирным шрифтом и приведены
по ГОСТ 5950—73; сталь 18Х12ВМБФР — по ГОСТ 5632 -72; аустенитные стали и спла-
вы, а также тугоплавкие металлы, применяемые для штампов, приведены в п. 115, 116.
19
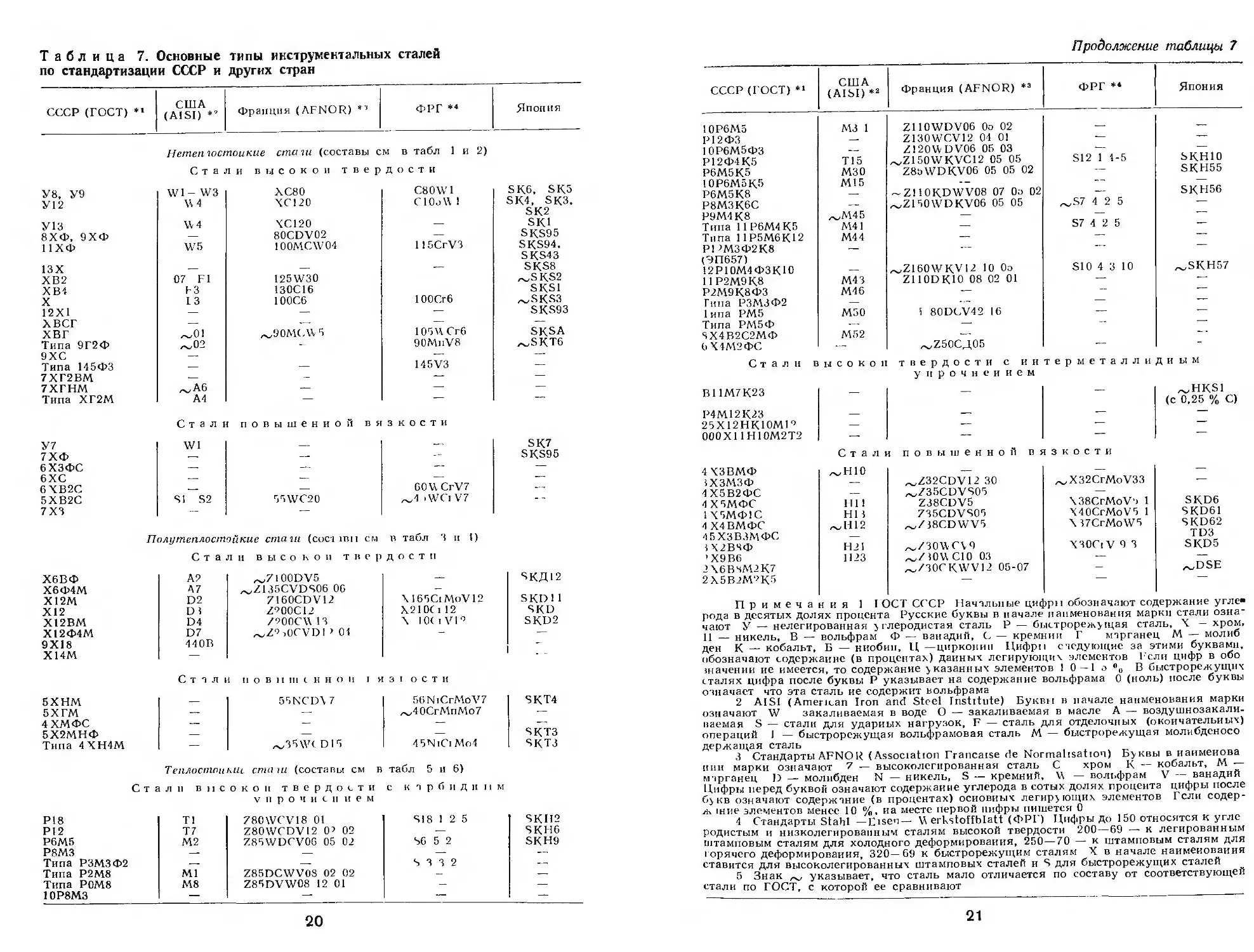
Таблица 7. Основные типы инструментальных сталей
по стандартизации СССР и других стран
СССР (ГОСТ) ** США (AISI) *’ Франция (AFNOR) ФРГ *4 Япония
Нетепгостоикие ста iu (составы см в табл 1 и 2)
Ста ли высокой т в е р д о с т и
У8, У9 W1 - W3 ХС80 C80W1 SK6, SR5
У12 U4 ХС120 С10о\\ 1 SK4, SK3.
SK2
У13 V.4 ХС120 — ski
8ХФ, 9ХФ — 80CDV02 — SKS95
11ХФ W5 1 ООМС W 04 115CrV3 SKS94,
SKS43
13Х — — — SKS8
ХВ2 07 F1 125W30 ~S KS2
ХВ4 03 130С16 SKS1
X 13 100С6 ЮОСгб ~SKS3
12X1 — — — SKS93
ХВСГ —— -—. — —
ХВГ ~01 ~90МСМ 5 1054Сгб SKSA
Типа 9Г2Ф ~02 - 90MnV8 ~SKT6
9ХС — «— —
Типа 145ФЗ — — 145V3 —
7ХГ2ВМ — — -— —
7ХГНМ ~А6 — — —
Типа ХГ2М А4 — — —
Ст а л f повышенной вя 3 К О с т и
У7 W1 — SK7
7ХФ —. — — SKS95
6ХЗФС ——. — — —
6ХС — — — —-
6ХВ2С .— — G0UCrV7 —
5ХВ2С SI S2 55WC20 ^4 .WCi V7 —
7X3 — —
Полутеплостойкие стат (cociibii см в табл 3 и I)
Стали в ы с о к о и твердости
Х6ВФ A2 ~7l00DV5 — SKfll2
Х6Ф4М A7 ~Z135CVDS06 06 —
X12M D2 7160CDV12 X165CiMoV12 SKD1 1
X12 D) Z‘>00C12 X210C112 SKD
X12BM D4 /900CV\ 13 X 10( i V1 ° SKD2
Х12Ф4М D7 ^Z’ >OCV1)1 ’ 01 — .—
9X18 440B —
X14M —
Стали и о в и in <. н H о и i я 3 ! о С T И
5XHM — 55NCD\ 7 56NiCrMoV7 SKT4
5ХГМ — —. /х/40СгМпМо7 —
4ХМФС —. — — —
5Х2МНФ — — — SKT3
Типа 4XH4M — ~35W< Dl5 4 5NiCi Mo4 SKT3
Теплостойкие стиш (составы см в табл 5 и 6)
Ста 1 л 11 Вис окон твердости с к а р б и Д п и м
v и р о ч и с и и е м
P18 Т1 780WCV18 01 S18 1 2 5 SKH2
P12 Т7 Z80WCDV12 0’ 02 — SKH6
P6M5 М2 Z85WDCV0G 05 02 S6 5 2 SKH9
P8M3 —. — —
Типа РЗМЗФ2 — - S 3 3 2
Типа P2M8 Ml Z85DCWV08 02 02
Типа Р0М8 М8 Z85DVW08 12 01 — —
10Р8МЗ — — — —
20
Продолжение таблицы 7
СССР (ГОСТ) ** США (AISI) *2 Франция (AFNOR) *3 ФРГ *« ЯпонИЯ
10Р6М5 Р12ФЗ М3 1 Z110WDV06 0о 02 Z130WCV12 04 01 — —
10Р6М5ФЗ — Z120WDV06 05 03 — —
Р12Ф4К5 Т15 ~Z150WKVC12 05 05 S12 1 4-5 SKH10
Р6М5К5 МЗО Z8BWDKV06 05 05 02 — SKH55
10Р6М5К5 М15 — — —
Р6М5К8 — -Z110KDWV08 07 Оэ 02 — SKH56
Р8МЗК6С — ~Z150\VDKV06 05 05 ~S7 4 2 5 —
Р9М4К8 ~М45 — — —
Типа 1 1 Р6М4К5 М41 — S7 4 2 5 —
Типа 11Р5М6К12 М44 — — —
Р! >МЗФ2К8 (ЭП657) — — — —
12Р10М4ФЗКЮ — ^Z160\VKV12 10 0а S10 4310 ^SKH57
1 1 Р2М9К8 М43 Z110DK10 08 02 01 — — -
Р2М9К8ФЗ М46 — — —
Типа РЗМЗФ2 — — -—
1ипа РМ5 МЗО 1 80DCV42 16 — —
Типа РМ5Ф -—. — — —
8Х4В2С2МФ М52 .—
6Х4М2ФС — ~750СД05 —
Стали в Ы С О К О 11 твердости с ии упрочнением терметалли Д И Ы M
Bl 1М7К23 — — — ~HKS1 (c 0.25 % C)
Р4М12К23 — — — —
25Х12НК10М19 — — — —
000X1 1Н10М2Т2 Сталг повышенной в 1 з к о с т и —
4 ХЗВМФ ^Н10 — — —
(ХЗМЗФ — ~Z32CDV12 30 z^X32CrMoV33 —
4Х5В2ФС — ~Z35CDVS05 —
4Х5МФС ни Z38CDV5 \38CrMoV^ 1 SKD6
1 Х5МФ1С Hl i 735CDVS05 X40CrMoV5 1 SKD61
4Х4ВМФС 45ХЗВЗМФС z^U12 ^,/J8CDWV5 \ 37CrMoW5 SKD62 TD3
1Х2ВЧФ H2I z^/30\VC\9 X30Ci V 9 3 SKD5
1 Х9В6 1123 ^,/lOUClO 03 — —
2Х6В8М2К7 ~/30CKWV12 05-07 — z^DSE
2Х5В2М‘>К5 — — —
Примечания 1 I ОСТ СССР Начальные цифры обозначают содержание угле"
рода в десятых долях процента Русские буквы в начале наименования марки стали озиа-
чают У — нелегированная углеродистая сталь Р — быстрорежущая сталь, X — хром,
11 — никель, В — вольфрам Ф — ванадий, С — кремнии Г марганец М — молиб
ден К — кобальт, Б — ниобии, Ц —цирконии Цифры следующие за этими буквами,
обозначают содержание (в процентах) данных легирующих элементов Рели цифр в обо
«начении ие имеется, то содержание указанных элементов 1 0 — 1 о % В быстрорежущих
сталях цифра после буквы Р указывает на содержание вольфрама 0 (ноль) после буквы
означает что эта сталь ие содержит вольфрама
2 A1SI (American Iron and Steel Institute) Буквы в начале наименования марки
означают W закаливаемая в воде О — закаливаемая в масле А — воздушнозакали-
ваемая S — стали для ударных нагрузок, F — сталь для отделочных (окончательных)
операций I — быстрорежущая вольфрамовая сталь М — быстрорежущая молибденосо
держащая сталь
3 Стандарты AFNOR (Association Trancaise de Normalisation) Буквы в иаимеиова
пин марки означают 7 — высоколегированная сталь С хром К — кобальт, М —
мзрганец D — молибден N — никель, S — кремний, \\ — вольфрам V — ванадий
Цифры перед буквой означают содержание углерода в сотых долях процента цифры после
букв означают содержание (в процентах) основных легирующих элементов Гели содер-
ж 1ние элементов менее 10 %, на месте первой цифры пишется 0
4 Стандарты Stahl —Eisen— \\ erkstollblatt (ФРГ) Цифры до 150 относятся к угле
родистым и низколегированным сталям высокой твердости 200—69 — к легированным
штамповым сталям для холодного деформирования, 250—70 — к штамповым сталям для
горячего деформирования, 320—69 к быстрорежущим сталям X в начале наименования
ставится для высоколегированных штамповых сталей и S для быстрорежущих сталей
5 Знак указывает, что сталь мало отличается по составу от соответствующей
стали по ГОСТ, с которой ее сравнивают
21
Большее содержание хрома — до 0,40 % — допускается в угле-
родистой стали для уменьшения чувствительности к графитизации
(см. п. 35).
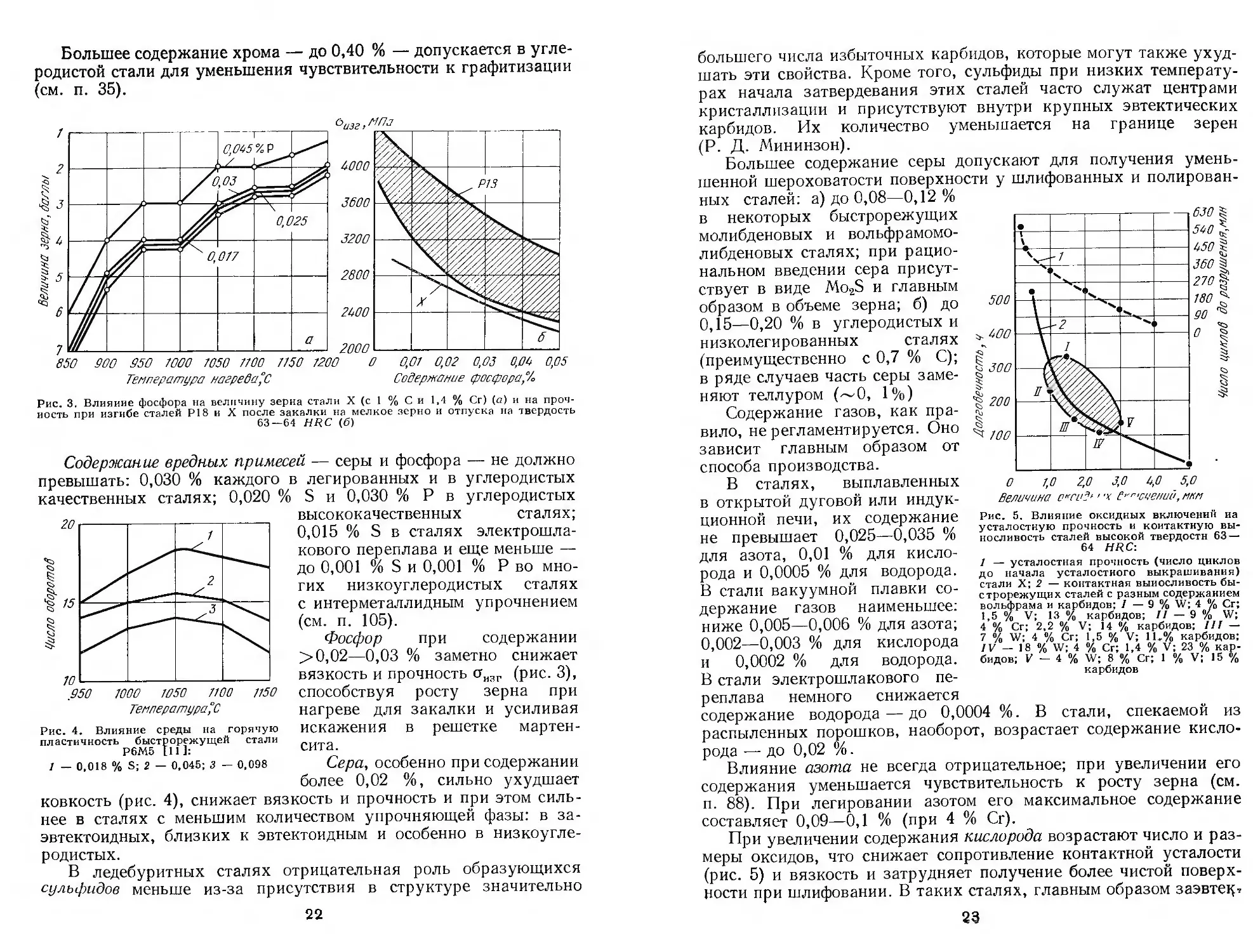
Рис. 3. Влияние фосфора на величину зерна стали X (с 1 % С и 1,4 % Сг) (а) и на проч-
ность при изгибе сталей Р18 и X после закалки на мелкое зерно и отпуска на твердость
63—64 HRC (б)
Содержание вредных примесей — серы и фосфора — не должно
превышать: 0,030 % каждого в легированных и в углеродистых
качественных сталях; 0,020 % S и 0,030 % Р в углеродистых
Рис. 4. Влияние среды на горячую
пластичность быстрорежущей стали
Р6М5 [111:
1 — 0,018 % S; 2 — 0,045; 3 — 0,098
высококачественных сталях;
0,015 % S в сталях электрошла-
кового переплава и еще меньше —
до 0,001 % S и 0,001 % Р во мно-
гих низкоуглеродистых сталях
с интерметаллидным упрочнением
(см. п. 105).
Фосфор при содержании
>0,02—0,03 % заметно снижает
вязкость и прочность аизг (рис. 3),
способствуя росту зерна при
нагреве для закалки и усиливая
искажения в решетке мартен-
сита.
Сера, особенно при содержании
более 0,02 %, сильно ухудшает
ковкость (рис. 4), снижает вязкость и прочность и при этом силь-
нее в сталях с меньшим количеством упрочняющей фазы: в за-
эвтектоидных, близких к эвтектоидным и особенно в низкоугле-
родистых.
В ледебуритных сталях отрицательная роль образующихся
сульфидов меньше из-за присутствия в структуре значительно
22
большего числа избыточных карбидов, которые могут также ухуд-
шать эти свойства. Кроме того, сульфиды при низких температу-
рах начала затвердевания этих сталей часто служат центрами
кристаллизации и присутствуют внутри крупных эвтектических
карбидов. Их количество уменьшается на границе зерен
(Р. Д. Мининзон).
Большее содержание серы допускают для получения умень-
шенной шероховатости поверхности у шлифованных и полирован-
ных сталей: а) до 0,08—0,12 %
в некоторых быстрорежущих
молибденовых и вольфрамомо-
либденовых сталях; при рацио-
нальном введении сера присут-
ствует в виде Mo2S и главным
образом в объеме зерна; б) до
0,15—0,20 % в углеродистых и
низколегированных сталях
(преимущественно с 0,7 % С);
в ряде случаев часть серы заме-
няют теллуром (~0, 1%)
Содержание газов, как пра-
вило, не регламентируется. Оно
зависит главным образом от
способа производства.
В сталях, выплавленных
в открытой дуговой или индук-
ционной печи, их содержание
не превышает 0,025—0,035 %
для азота, 0,01 % для кисло-
рода и 0,0005 % для водорода.
В стали вакуумной плавки со-
держание газов наименьшее:
ниже 0,005—0,006 % для азота;
0,002—0,003 % для кислорода
и 0,0002 % для водорода.
В стали электрошлакового пе-
63 о |
Рис. 5. Влияние оксидных включений на
усталостную прочность и контактную вы-
носливость сталей высокой твердости 63 —
64 НДС:
1 — усталостная прочность (число циклов
до начала усталостного выкрашивания)
стали X; 2 — контактная выносливость бы-
строрежущих сталей с разным содержанием
вольфрама и карбидов; / — 9 % W; 4 % Сг;
1.5 % V; 13 % карбидов; II — 9 % W;
4 % Сг; 2,2 % V; 14 % карбидов; III —
7 % W; 4 % Сг; 1,5 % V; 1 Ь% карбидов;
IV — 18 % W; 4 % Сг; 1,4 % V; 23 % кар-
бидов; V - 4 % W; 8 % Сг; 1 % V; 15 %
карбидов
реплава немного снижается
содержание водорода — до 0,0004 %. В стали, спекаемой из
распыленных порошков, наоборот, возрастает содержание кисло-
рода — до 0,02 %.
Влияние азота не всегда отрицательное; при увеличении его
содержания уменьшается чувствительность к росту зерна (см.
п. 88). При легировании азотом его максимальное содержание
составляет 0,09—0,1 % (при 4 % Сг).
При увеличении содержания кислорода возрастают число и раз-
меры оксидов, что снижает сопротивление контактной усталости
(рис. 5) и вязкость и затрудняет получение более чистой поверх-
ности при шлифовании. В таких сталях, главным образом заэвте^
23
Несколько больше повышается предел выносливости в случае
двойного переплава в вакууме. У вакуумированной стали ниже
порог хладноломкости. Повышается также пластичность, осо-
бенно в поперечном направлении, что улучшает способность
принимать горячую деформацию.
У эвтектоидных сталей — штамповых полутеплостойких
и теплостойких — возрастает, кроме того, и разгаростойкость.
У ледебуритных сталей в результате вакуумирования немного
повышается прочность (на 5—10 %) и несколько больше вяз-
кость — преимущественно в поперечном направлении.
Вакуумирование целесообразно для: а) штампов горячего
деформирования, работающих при повышенных нагрузках,
особенно динамических, и интенсивном охлаждении; б) штампов
холодного деформирования, которые должны сочетать высокое
сопротивление пластической деформации с устойчивостью против
динамических нагрузок и усталостного разрушения; в) режущих
инструментов из менее пластичных быстрорежущих сталей высо-
кой твердости (см. п. 90) и с интерметаллидным упрочнением
(см. п. 104).
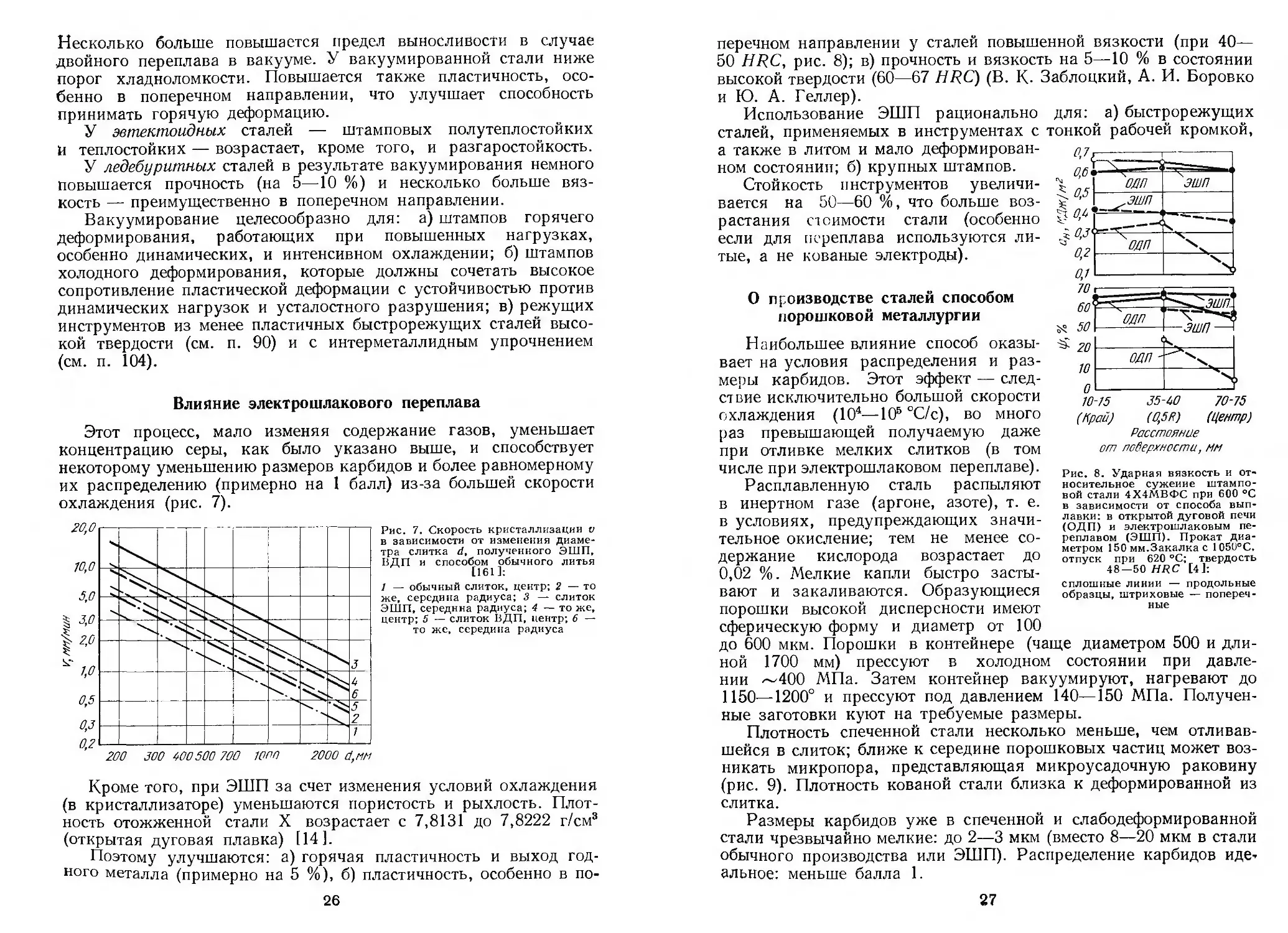
Влияние электрошлакового переплава
Этот процесс, мало изменяя содержание газов, уменьшает
концентрацию серы, как было указано выше, и способствует
некоторому уменьшению размеров карбидов и более равномерному
их распределению (примерно на 1 балл) из-за большей скорости
охлаждения (рис. 7).
Рис. 7. Скорость кристаллизации v
в зависимости от изменения диаме-
тра слитка d, полученного ЭШП,
ВДП и способом обычного литья
[161]:
1 — обычный слиток, центр; 2 — то
же, середина радиуса; 3 — слиток
ЭШП, середина радиуса; 4 — то же,
центр; 5 — слиток ВДП, центр; 6 —
то же, середина радиуса
Кроме того, при ЭШП за счет изменения условий охлаждения
(в кристаллизаторе) уменьшаются пористость и рыхлость. Плот-
ность отожженной стали X возрастает с 7,8131 до 7,8222 г/см3
(открытая дуговая плавка) [14].
Поэтому улучшаются: а) горячая пластичность и выход год-
ного металла (примерно на 5 %), б) пластичность, особенно в по-
26
перечном направлении у сталей повышенной вязкости (при 40—
50 HRC, рис. 8); в) прочность и вязкость на 5—10 % в состоянии
высокой твердости (60—67 HRC) (В. К- Заблоцкий, А. И. Боровко
и Ю. А. Геллер).
Использование ЭШП рационально для: а) быстрорежущих
сталей, применяемых в инструментах с тонкой рабочей кромкой,
а также в литом и мало деформирован-
ном состоянии; б) крупных штампов.
Стойкость инструментов увеличи-
вается на 50—60 %, что больше воз-
растания стоимости стали (особенно
если для переплава используются ли-
тые, а не кованые электроды).
О производстве сталей способом
порошковой металлургии
Наибольшее влияние способ оказы-
вает на условия распределения и раз-
меры карбидов. Этот эффект — след-
ствие исключительно большой скорости
охлаждения (104—105 °С/с), во много
раз превышающей получаемую даже
при отливке мелких слитков (в том
числе при электрошлаковом переплаве).
Расплавленную сталь распыляют
в инертном газе (аргоне, азоте), т. е.
в условиях, предупреждающих значи-
тельное окисление; тем не менее со-
держание кислорода возрастает до
0,02 %. Мелкие капли быстро засты-
вают и закаливаются. Образующиеся
порошки высокой дисперсности имеют
сферическую форму и диаметр от 100
10-15 35-СО 70-75
(Край) (0,50) (Центр)
Расстояние
от поверхности, мм
Рис. 8. Ударная вязкость и от-
носительное сужение штампо-
вой стали 4Х4МВФС при 600 °C
в зависимости от способа вып-
лавки: в открытой дуговой печи
(ОДП) и электрошлаковым пе-
реплавом (ЭШП). Прокат Диа-
метром 150 мм.Закалка с Ю50°С,
отпуск при 620 °C; твердость
48-50 HRC [4 J:
сплошные линии — продольные
образцы, штриховые — попереч-
ные
до 600 мкм. Порошки в контейнере (чаще диаметром 500 и дли-
ной 1700 мм) прессуют в холодном состоянии при давле-
нии ~400 МПа. Затем контейнер вакуумируют, нагревают до
1150—1200° и прессуют под давлением 140—150 МПа. Получен-
ные заготовки куют на требуемые размеры.
Плотность спеченной стали несколько меньше, чем отливав-
шейся в слиток; ближе к середине порошковых частиц может воз-
никать микропора, представляющая микроусадочную раковину
(рис. 9). Плотность кованой стали близка к деформированной из
слитка.
Размеры карбидов уже в спеченной и слабодеформированной
стали чрезвычайно мелкие: до 2—3 мкм (вместо 8—20 мкм в стали
обычного производства или ЭШП). Распределение карбидов иде^
альное: меньше балла 1.
27
В результате дальнейшей ковки распределение и размеры кар-
бидов не изменяются; в сильно деформированной стали может
возникать слабая полосчатость вдоль направления вытяжки.
Улучшение строения карбидной фазы вызвано тем, что в метал-
лической основе порошковых частиц — мартенсите и остаточном
аустените — присутствует больше углерода и легирующих эле-
ментов, чем в закаленной стали обычного производства. Поэтому
остается меньше «материала» для эвтектики и она образуется
в меньших количествах. Кроме того, зерно аустенита наиболее
мелкое — до 1—2 мкм. Вследствие увеличения периметра границ
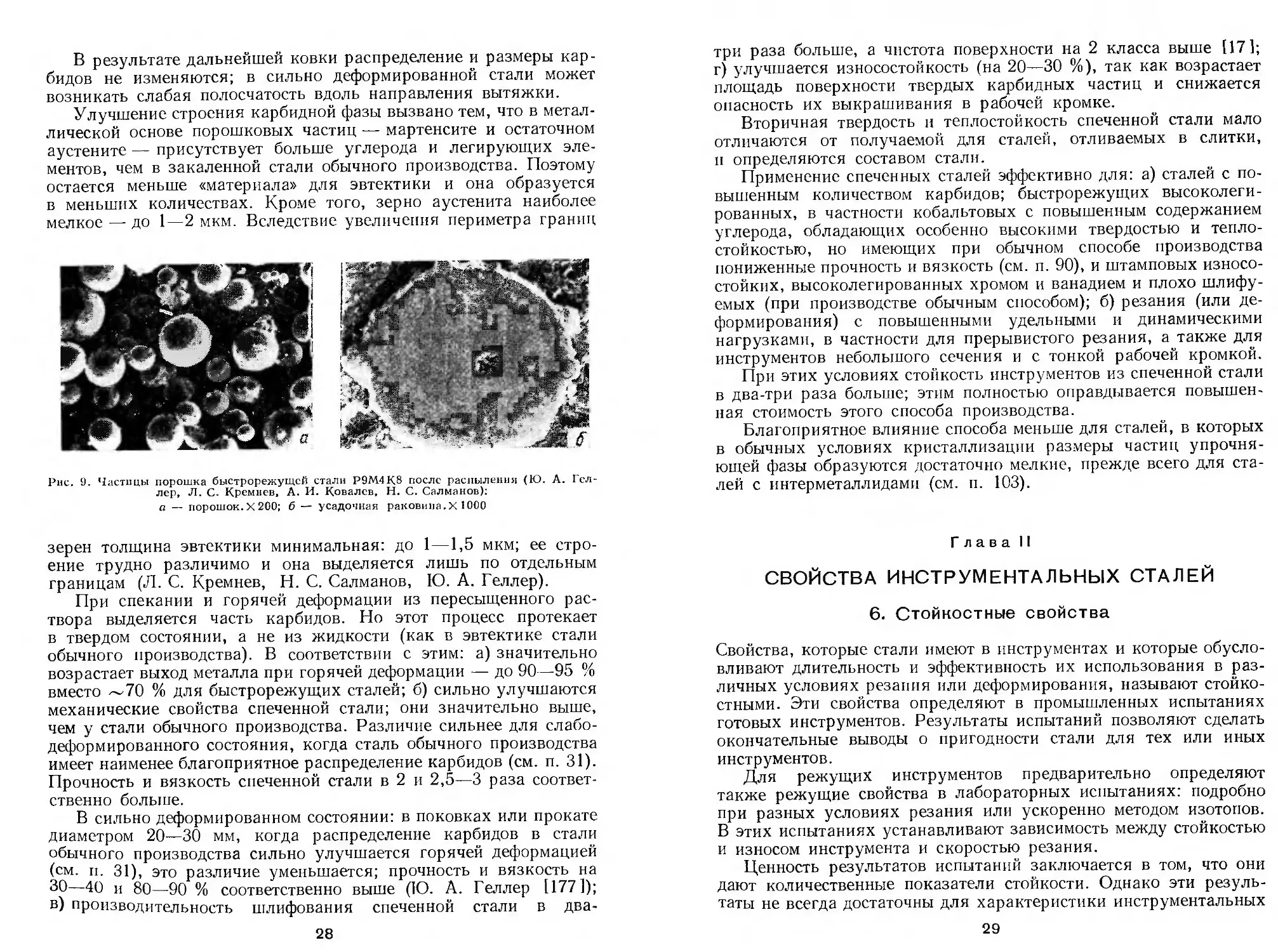
Рис. 9. Частицы порошка быстрорежущей стали Р9М4К8 после распыления (Ю. А. Гел-
лер, Л. С. Кремнев, А. И. Ковалев, Н. С. Салманов);
а — порошок. X 200; б — усадочная раковина.X 1000
зерен толщина эвтектики минимальная: до 1—1,5 мкм; ее стро-
ение трудно различимо и она выделяется лишь по отдельным
границам (Л. С. Кремнев, Н. С. Салманов, Ю. А. Геллер).
При спекании и горячей деформации из пересыщенного рас-
твора выделяется часть карбидов. Но этот процесс протекает
в твердом состоянии, а не из жидкости (как в эвтектике стали
обычного производства). В соответствии с этим: а) значительно
возрастает выход металла при горячей деформации — до 90—95 %
вместо ~70 % для быстрорежущих сталей; б) сильно улучшаются
механические свойства спеченной стали; они значительно выше,
чем у стали обычного производства. Различие сильнее для слабо-
деформированного состояния, когда сталь обычного производства
имеет наименее благоприятное распределение карбидов (см. п. 31).
Прочность и вязкость спеченной стали в 2 и 2,5—3 раза соответ-
ственно больше.
В сильно деформированном состоянии: в поковках или прокате
диаметром 20—30 мм, когда распределение карбидов в стали
обычного производства сильно улучшается горячей деформацией
(см. п. 31), это различие уменьшается; прочность и вязкость на
30—40 и 80—-90 % соответственно выше (Ю. А. Геллер [177]);
в) производительность шлифования спеченной стали в два-
28
три раза больше, а чистота поверхности на 2 класса выше [17];
г) улучшается износостойкость (на 20—30 %), так как возрастает
площадь поверхности твердых карбидных частиц и снижается
опасность их выкрашивания в рабочей кромке.
Вторичная твердость и теплостойкость спеченной стали мало
отличаются от получаемой для сталей, отливаемых в слитки,
и определяются составом стали.
Применение спеченных сталей эффективно для: а) сталей с по-
вышенным количеством карбидов; быстрорежущих высоколеги-
рованных, в частности кобальтовых с повышенным содержанием
углерода, обладающих особенно высокими твердостью и тепло-
стойкостью, но имеющих при обычном способе производства
пониженные прочность и вязкость (см. п. 90), и штамповых износо-
стойких, высоколегированных хромом и ванадием и плохо шлифу-
емых (при производстве обычным способом); б) резания (или де-
формирования) с повышенными удельными и динамическими
нагрузками, в частности для прерывистого резания, а также для
инструментов небольшого сечения и с тонкой рабочей кромкой.
При этих условиях стойкость инструментов из спеченной стали
в два-три раза больше; этим полностью оправдывается повышен-
ная стоимость этого способа производства.
Благоприятное влияние способа меньше для сталей, в которых
в обычных условиях кристаллизации размеры частиц упрочня-
ющей фазы образуются достаточно мелкие, прежде всего для ста-
лей с интерметаллидамп (см. и. 103).
Г лава II
СВОЙСТВА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
6. Стойкостные свойства
Свойства, которые стали имеют в инструментах и которые обусло-
вливают длительность и эффективность их использования в раз-
личных условиях резания или деформирования, называют стойко-
стными. Эти свойства определяют в промышленных испытаниях
готовых инструментов. Результаты испытаний позволяют сделать
окончательные выводы о пригодности стали для тех или иных
инструментов.
Для режущих инструментов предварительно определяют
также режущие свойства в лабораторных испытаниях: подробно
при разных условиях резания или ускоренно методом изотопов.
В этих испытаниях устанавливают зависимость между стойкостью
и износом инструмента и скоростью резания.
Ценность результатов испытаний заключается в том, что они
дают количественные показатели стойкости. Однако эти резуль-
таты не всегда достаточны для характеристики инструментальных
29
сталей и обоснованного выбора их оптимального состава или
способа термической обработки.
Стойкостные свойства — это свойства инструмента в целом,
а не самой стали. Они представляют комплексную характеристику,
зависящую, например, при резании от нескольких различно
действующих факторов: 1) свойств инструментальной стали и
условий ее термической обработки; 2) режима резания (скорости
резания, сечения снимаемой стружки), при изменении которого
в свою очередь изменяются условия аккумуляции тепла в режущей
кромке; 3) характера процесса резания (точения, фрезерования,
сверления и т. д ), изменяющего напряженное состояние в инстру-
менте; 4) свойств обрабатываемого материала. Повышение
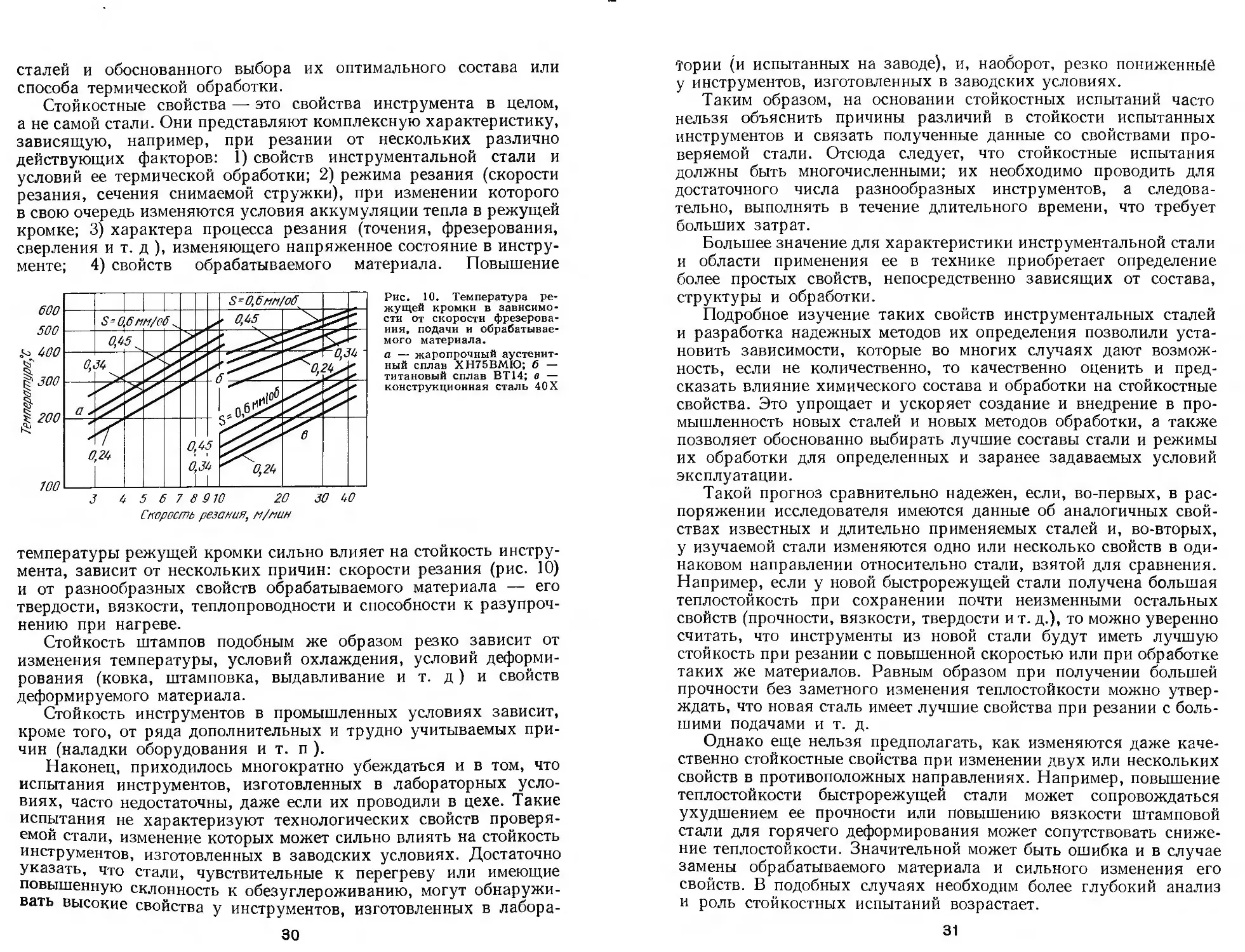
Рис. 10. Температура Ре-
жущей кромки в зависимо-
сти от скорости фрезерова-
ния, подачи и обрабатывае-
мого материала.
а — жаропрочный аустенит-
ный сплав ХН75ВМЮ; б —
титановый сплав ВТ14; в —
конструкционная сталь 40X
температуры режущей кромки сильно влияет на стойкость инстру-
мента, зависит от нескольких причин: скорости резания (рис. 10)
и от разнообразных свойств обрабатываемого материала — его
твердости, вязкости, теплопроводности и способности к разупроч-
нению при нагреве.
Стойкость штампов подобным же образом резко зависит от
изменения температуры, условий охлаждения, условий деформи-
рования (ковка, штамповка, выдавливание и т. д) и свойств
деформируемого материала.
Стойкость инструментов в промышленных условиях зависит,
кроме того, от ряда дополнительных и трудно учитываемых при-
чин (наладки оборудования и т. п ).
Наконец, приходилось многократно убеждаться и в том, что
испытания инструментов, изготовленных в лабораторных усло-
виях, часто недостаточны, даже если их проводили в цехе. Такие
испытания не характеризуют технологических свойств проверя-
емой стали, изменение которых может сильно влиять на стойкость
инструментов, изготовленных в заводских условиях. Достаточно
указать, что стали, чувствительные к перегреву или имеющие
повышенную склонность к обезуглероживанию, могут обнаружи-
ать высокие свойства у инструментов, изготовленных в лабора-
30
•Тории (и испытанных на заводе), и, наоборот, резко пониженные
у инструментов, изготовленных в заводских условиях.
Таким образом, на основании стойкостных испытаний часто
нельзя объяснить причины различий в стойкости испытанных
инструментов и связать полученные данные со свойствами про-
веряемой стали. Отсюда следует, что стойкостные испытания
должны быть многочисленными; их необходимо проводить для
достаточного числа разнообразных инструментов, а следова-
тельно, выполнять в течение длительного времени, что требует
больших затрат.
Большее значение для характеристики инструментальной стали
и области применения ее в технике приобретает определение
более простых свойств, непосредственно зависящих от состава,
структуры и обработки.
Подробное изучение таких свойств инструментальных сталей
и разработка надежных методов их определения позволили уста-
новить зависимости, которые во многих случаях дают возмож-
ность, если не количественно, то качественно оценить и пред-
сказать влияние химического состава и обработки на стойкостные
свойства. Это упрощает и ускоряет создание и внедрение в про-
мышленность новых сталей и новых методов обработки, а также
позволяет обоснованно выбирать лучшие составы стали и режимы
их обработки для определенных и заранее задаваемых условий
эксплуатации.
Такой прогноз сравнительно надежен, если, во-первых, в рас-
поряжении исследователя имеются данные об аналогичных свой-
ствах известных и длительно применяемых сталей и, во-вторых,
у изучаемой стали изменяются одно или несколько свойств в оди-
наковом направлении относительно стали, взятой для сравнения.
Например, если у новой быстрорежущей стали получена большая
теплостойкость при сохранении почти неизменными остальных
свойств (прочности, вязкости, твердости и т. д.), то можно уверенно
считать, что инструменты из новой стали будут иметь лучшую
стойкость при резании с повышенной скоростью или при обработке
таких же материалов. Равным образом при получении большей
прочности без заметного изменения теплостойкости можно утвер-
ждать, что новая сталь имеет лучшие свойства при резании с боль-
шими подачами и т. д.
Однако еще нельзя предполагать, как изменяются даже каче-
ственно стойкостные свойства при изменении двух или нескольких
свойств в противоположных направлениях. Например, повышение
теплостойкости быстрорежущей стали может сопровождаться
ухудшением ее прочности или повышению вязкости штамповой
стали для горячего деформирования может сопутствовать сниже-
ние теплостойкости. Значительной может быть ошибка и в случае
замены обрабатываемого материала и сильного изменения его
свойств. В подобных случаях необходим более глубокий анализ
и роль стойкостных испытаний возрастает.
31
Поэтому результаты лабораторных исследований и рассматри-
ваемых ниже свойств проверяют затем в промышленных испыта-
ниях, выполняемых в таких случаях в значительно меньшем
объеме.
А. ОСНОВНЫЕ СВОЙСТВА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Основными (или рабочими, эксплуатационными) называют
механические, тепловые, некоторые физические и химические
свойства, которые сталь должна иметь после окончательной обра-
ботки, т. е. в готовом инструменте.
Уровень различных основных свойств неодинаково зависит от
химического состава и структурного состояния инструментальных
сталей. Улучшение одного или нескольких свойств часто неиз-
бежно сопровождается ухудшением других. Не удается поэтому
получить в ряде случаев у одной стали максимальные значения
всех основных свойств. Задача состоит в правильном выборе опти-
мальных значений для той группы свойств, которые в данных
условиях эксплуатации более важны при возможно меньшем
снижении остальных свойств.
7. Требования к свойствам инструментальных сталей.
Поведение стали при резании и деформировании
Инструменты находятся в эксплуатации в сложнонапряжен-
ном состоянии.
Прежде всего они испытывают очень высокие контактные на-
пряжения (4000 МПа и более) и давления на рабочую кромку,
необходимые для деформирования или разрушения (резания)
обрабатываемого материала. Рабочая кромка находится при этом
в условиях, близких к неравномерному всестороннему сжатию
и переводящих металл в более пластичное состояние вследствие
возрастания доли касательных напряжений. При очень больших
напряжениях, особенно если они сопровождаются нагревом,
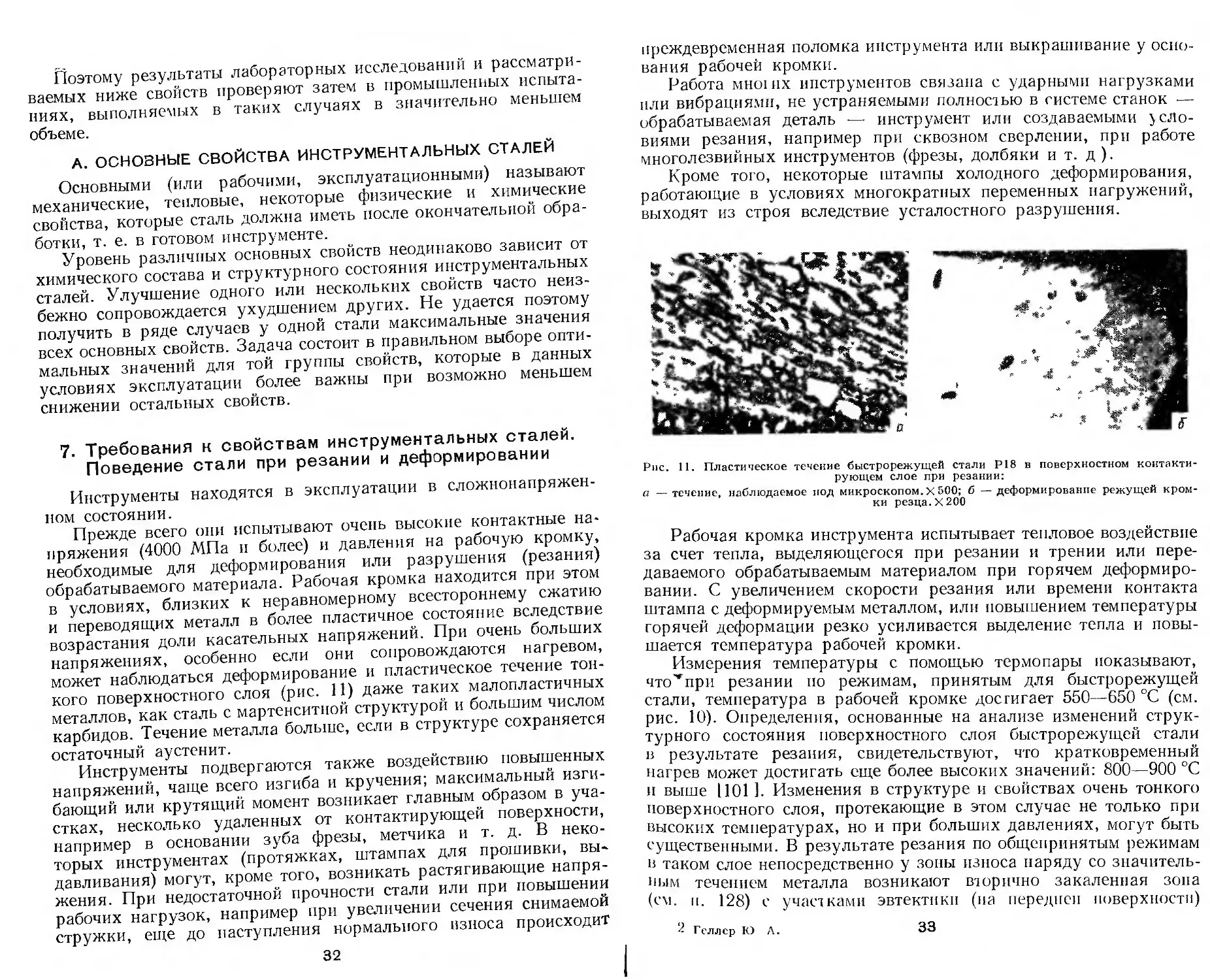
может наблюдаться деформирование и пластическое течение тон-
кого поверхностного слоя (рис. 11) даже таких малопластичных
металлов, как сталь с мартенситной структурой и большим числом
карбидов. Течение металла больше, если в структуре сохраняется
остаточный аустенит.
Инструменты подвергаются также воздействию повышенных
напряжений, чаще всего изгиба и кручения; максимальный изги-
бающий или крутящий момент возникает главным образом в уча-
стках, несколько удаленных от контактирующей поверхности,
например в основании зуба фрезы, метчика и т. д. В неко-
торых инструментах (протяжках, штампах для прошивки, вы-
давливания) могут, кроме того, возникать растягивающие напря-
жения. При недостаточной прочности стали или при повышении
рабочих нагрузок, например при увеличении сечения снимаемой
стружки, еще до наступления нормального износа происходит
32
преждевременная поломка инструмента или выкрашивание у осно-
вания рабочей кромки.
Работа МН01ИХ инструментов связана с ударными нагрузками
или вибрациями, не устраняемыми полностью в системе станок -—
обрабатываемая деталь — инструмент или создаваемыми усло-
виями резания, например при сквозном сверлении, при работе
многолезвийных инструментов (фрезы, долбяки и т. д).
Кроме того, некоторые штампы холодного деформирования,
работающие в условиях многократных переменных нагружений,
выходят из строя вследствие усталостного разрушения.
Рис. 11. Пластическое течение быстрорежущей стали Р18 в поверхностном контакти-
рующем слое при резании:
а — течение, наблюдаемое под микроскопом. X 500; б — деформирование режущей кром-
ки резца. X 200
Рабочая кромка инструмента испытывает тепловое воздействие
за счет тепла, выделяющегося при резании и трении или пере-
даваемого обрабатываемым материалом при горячем деформиро-
вании. С увеличением скорости резания или времени контакта
штампа с деформируемым металлом, или повышением температуры
горячей деформации резко усиливается выделение тепла и повы-
шается температура рабочей кромки.
Измерения температуры с помощью термопары показывают,
что'* пр и резании по режимам, принятым для быстрорежущей
стали, температура в рабочей кромке достигает 550—650 °C (см.
рис. 10). Определения, основанные на анализе изменений струк-
турного состояния поверхностного слоя быстрорежущей стали
в результате резания, свидетельствуют, что кратковременный
нагрев может достигать еще более высоких значений: 800—900 °C
и выше 1101 ]. Изменения в структуре и свойствах очень тонкого
поверхностного слоя, протекающие в этом случае не только при
высоких температурах, но и при больших давлениях, могут быть
существенными. В результате резания по общепринятым режимам
н таком слое непосредственно у зоны износа наряду со значитель-
ным течением металла возникают вторично закаленная зона
(см. и. 128) с участками эвтектики (на передней поверхности)
2
Геллер К) А.
33
Поэтому результаты лабораторных исследований и рассматри-
ваемых ниже свойств проверяют затем в промышленных испыта-
ниях, выполняемых в таких случаях в значительно меньшем
объеме.
А. ОСНОВНЫЕ СВОЙСТВА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Основными (или рабочими, эксплуатационными) называют
механические, тепловые, некоторые физические и химические
свойства, которые сталь должна иметь после окончательной обра-
ботки, т. е. в готовом инструменте.
Уровень различных основных свойств неодинаково зависит от
химического состава и структурного состояния инструментальных
сталей. Улучшение одного или нескольких свойств часто неиз-
бежно сопровождается ухудшением других. Не удается поэтому
получить в ряде случаев у одной стали максимальные значения
всех основных свойств. Задача состоит в правильном выборе опти-
мальных значений для той группы свойств, которые в данных
условиях эксплуатации более важны при возможно меньшем
снижении остальных свойств.
7. Требования к свойствам инструментальных сталей.
Поведение стали при резании и деформировании
Инструменты находятся в эксплуатации в сложнонапряжен-
ном состоянии.
Прежде всего они испытывают очень высокие контактные на-
пряжения (4000 МПа и более) и давления на рабочую кромку,
необходимые для деформирования или разрушения (резания)
обрабатываемого материала. Рабочая кромка находится при этом
в условиях, близких к неравномерному всестороннему сжатию
и переводящих металл в более пластичное состояние вследствие
возрастания доли касательных напряжений. При очень больших
напряжениях, особенно если они сопровождаются нагревом,
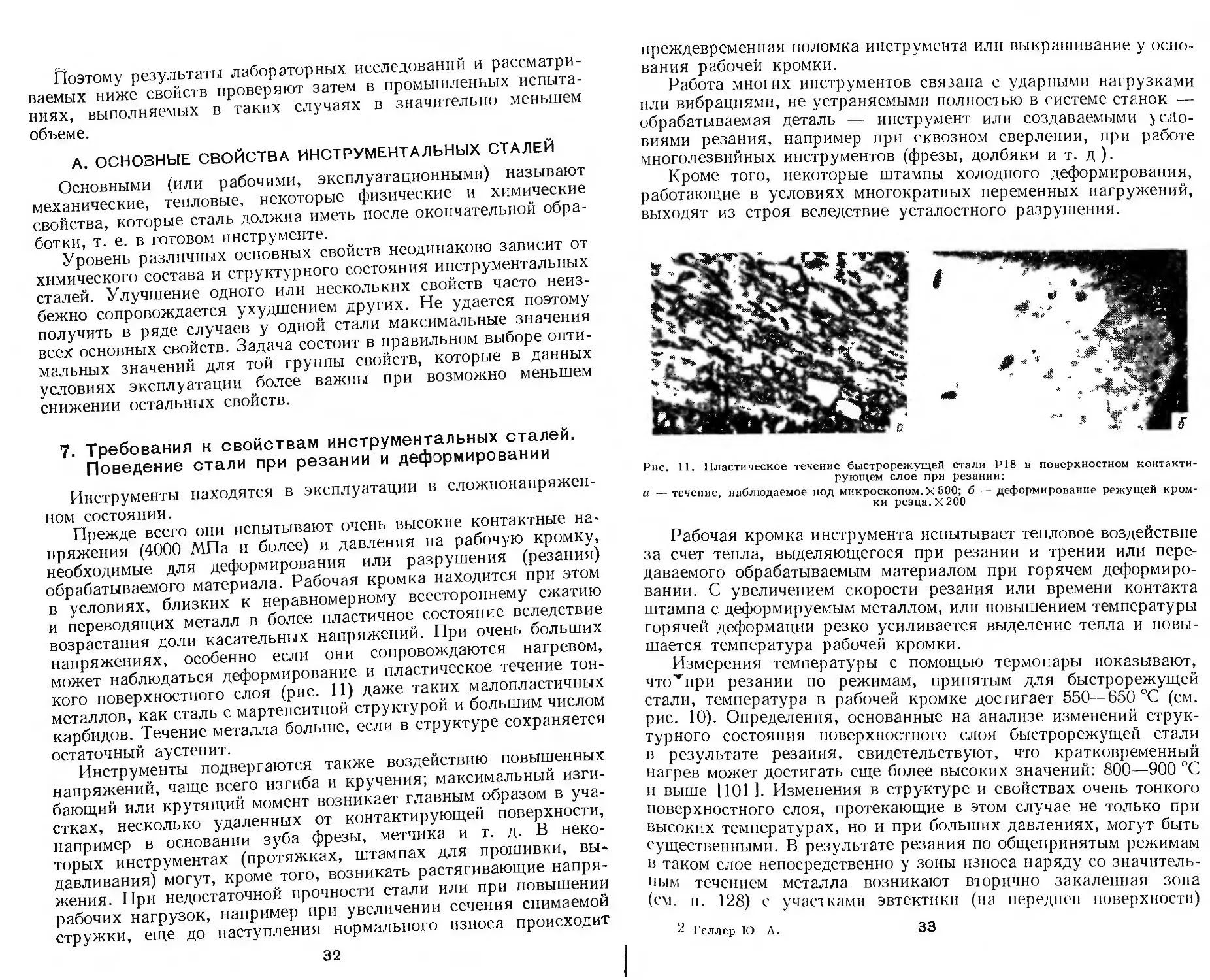
может наблюдаться деформирование и пластическое течение тон-
кого поверхностного слоя (рис. 11) даже таких малопластичных
металлов, как сталь с мартенситной структурой и большим числом
карбидов. Течение металла больше, если в структуре сохраняется
остаточный аустенит.
Инструменты подвергаются также воздействию повышенных
напряжений, чаще всего изгиба и кручения; максимальный изги-
бающий или крутящий момент возникает главным образом в уча-
стках, несколько удаленных от контактирующей поверхности,
например в основании зуба фрезы, метчика и т. д. В неко-
торых инструментах (протяжках, штампах для прошивки, вы-
давливания) могут, кроме того, возникать растягивающие напря-
жения. При недостаточной прочности стали или при повышении
рабочих нагрузок, например при увеличении сечения снимаемой
стружки, еще до наступления нормального износа происходит
32
преждевременная поломка инструмента или выкрашивание у осно-
вания рабочей кромки.
Работа МН01ИХ инструментов связана с ударными нагрузками
или вибрациями, не устраняемыми полностью в системе станок —
обрабатываемая деталь — инструмент или создаваемыми усло-
виями резания, например при сквозном сверлении, при работе
многолезвийных инструментов (фрезы, долбяки и т. д).
Кроме того, некоторые штампы холодного деформирования,
работающие в условиях многократных переменных нагружений,
выходят из строя вследствие усталостного разрушения.
Рис. 11. Пластическое течение быстрорежущей стали Р18 в поверхностном контакти-
рующем слое при резании:
а — течение, наблюдаемое под микроскопом. X 500; б — деформирование режущей кром-
ки резца. X 200
Рабочая кромка инструмента испытывает тепловое воздействие
за счет тепла, выделяющегося при резании и трении или пере-
даваемого обрабатываемым материалом при горячем деформиро-
вании. С увеличением скорости резания или времени контакта
штампа с деформируемым металлом, или повышением температуры
горячей деформации резко усиливается выделение тепла и повы-
шается температура рабочей кромки.
Измерения температуры с помощью термопары показывают,
что* пр и резании ио режимам, принятым для быстрорежущей
стали, температура в рабочей кромке достигает 550—650 °C (см.
рис. 10). Определения, основанные на анализе изменений струк-
турного состояния поверхностного слоя быстрорежущей стали
в результате резания, свидетельствуют, что кратковременный
нагрев может достигать еще более высоких значений: 800—900 °C
и выше 1101 ]. Изменения в структуре и свойствах очень тонкого
поверхностного слоя, протекающие в этом случае не только при
высоких температурах, но и при больших давлениях, могут быть
существенными. В результате резания по общепринятым режимам
в таком слое непосредственно у зоны износа наряду со значитель-
ным течением металла возникают вторично закаленная зона
(см. п. 128) с участками эвтектики (на передней поверхности)
2
Геллер Ю Л.
33
и рекристаллизованные зерна (вдоль задней поверхности). Твер-
дость рекристаллизованной зоны на стадии катастрофического
износа заметно снижается до 60 HRC. Столь же значительными
могут быть температуры в рабочем слое штампов (см. п. 19).
Тепловой фактор влияет па свойства и поведение инструмен-
тальных сталей сильнее, чем на свойства многих конструкцион-
ных. Инструментальные стали, имеющие мартенситную или троо-
ститную структуру и высокую твердость, находятся в состоянии,
более далеком от равновесного и, следовательно, менее устойчи-
вом, чем стали с феррито-перлитной структурой. Распад мартен-
сита протекает с большей скоростью, и свойства стали изменяются
более резко, чем в результате коагуляции карбидов в феррито-
цементитной смеси. Кроме того, многие инструменты работают
без смазки, следовательно, при повышенном трении.
Штампы при горячей деформации находятся также под воздей-
ствием многократного, попеременного нагрева и охлаждения, что
создает повышенные напряжения и может приводить к образова-
нию трещин разгара.
Влияние теплового фактора наблюдается в условиях, которые,
казалось бы, не должны вызывать значительного выделения
тепла. Тонкий поверхностный слой может сильно нагреваться при
холодном выдавливании (до 300—350 °C), резании ручными но-
жовками или при холодной вытяжке, выполняемой с повышенной
скоростью. При обработке древесины с большой скоростью (3000—•
6000 м/мин, что превышает в несколько раз скорость резания
металла) и ее быстром перемещении большое количество тепла
аккумулируется инструментом; па его поверхности можно наблю-
дать цвета побежалости, указывающие, что нагрев достигает
300—400 °C.
При высоких напряжениях в рабочем слое могут развиваться
пластическая деформация с искажением формы и размеров слоя
и усиливаться износ с потерей массы. При нагреве эти процессы
протекают интенсивнее. К инструментальным сталям предъяв-
ляются поэтому повышенные требования в отношении износо-
стойкости и сопротивления пластической деформации при обычных
и повышенных температурах.
Если рабочая кромка нагревается до очень высоких температур
(выше 600—650 °C), то необходимо учитывать, кроме того, про-
текание адгезии, вызывающей сваривание обрабатываемого мате-
риала с рабочей поверхностью инструмента и, следовательно,
ускоренное выкрашивание рабочей кромки и окисление рабочей
поверхности, в результате чего снижается ее твердость и износо-
стойкость, а для форм литья и взаимодействие с жидким металлом.
8. Твердость
Твердость — важнейшее свойство инструментальных сталей.
Это — более мягкий способ нагружения, чем изгиб, кручение
и особенно растяжение (рис. 12), выполняемый в условиях не-
34
равномерного всестороннего сжатия. Следовательно, твердость
близко определяет сопротивление контактным напряжениям, воз-
никающим в рабочей кромке инструмента.
; । Инструменты с недостаточной твердостью не могут резать или
деформировать; под действием возникающих напряжений они
слишком быстро теряют форму и размеры. Между твердостью
и пределом текучести при сжатии существует прямолинейная
зависимость (см. рис. 18); поэтому небольшое снижение твердости,
даже в области ее высоких значений, сопровождается развитием
пластической деформации при меньших напряжениях (рис. 13).
Рис. 12. Схема механического состояния
инструментальных сталей:
1 — твердость; 2 — сжатие; 3 — круче-
ние; 4 — изгиб; 5 — растяжение
Рис. 13. Деформация при нагружении образ-
цов в зависимости от твердости (сталь 9ХС;
закалка с 870 °C, масло). Изменение твердости
достигнуто повышением температуры отпуска
со 150 до 250 °C (Ю. Л. Геллер, Е. А. Лебедева)
С увеличением твердости: а) возрастает предел выносливости и
износостойкость, но не по линейному закону (рис. 14), так как
они зависят также от других свойств стали, поведения карбидных
фаз (см. табл. 8) и изменения прочности и вязкости; б) улучшается
чистота поверхности, получаемая при шлифовании и доводке
(см. табл 21); в) уменьшаются налипание обрабатываемого ме-
талла на его поверхность и химическое взаимодействие с обраба-
тываемым материалом, в том числе с жидким металлом (при литье
под давлением) (см. п. 16); г) уменьшается коэффициент трения.
При повышении твердости улучшается также чистота поверх-
ности обрабатываемого металла; шероховатость поверхности
уменьшается при повышении твердости режущего инструмента
с 62—63 HRC до 67—68 HRC.
Твердость инструментальных сталей в зависимости от их
состава и обработки можно изменять в широких пределах и полу-
чать максимальную величину, получаемую у сталей: 62—65 HRC
у большинства заэвтектоидных и ледебуритных и даже 68—
2* 36
70 HRC у некоторых быстрорежущих (см. п. 47 и 90). Соответ-
ственно большая твердость сохраняется и при кратковременном
нагреве в эксплуатации, так как разупрочнение стали, вызываемое
Рис. 14. Удельный весовой износ
(по массе) быстрорежущих ста-
лей Р18 и Р9 в зависимости от
твердости (резание стали 45 со
скоростью 20—25 м/мин; сече-
ние стружки 0,22X2 мм)
Рис. 15. Твердость углеродистых за-
каленных сталей с 0.72 (пунктир) и
1,15 % С (сплошная) в зависимости
от температуры нагрева при отпуске
распадом мартенсита и коагуляцией карбидов, протекает на пер-
вых стадиях нагрева почти одинаково интенсивно в сталях с более
высокой и с более низкой твердостью (рис. 15).
Таблица 8. Влияние твердости быстрорежущей стали
на стойкость резцов при обдирочной и чистовой обработках
хромоникелевой стали с пределом прочности 1000 МПа
(И. Н. Голиков)
Химический состав, % Твердость HRC Стойкость, мин, при обработке
С Ст W V обдирочной 1 чистовой 2
U 4,2 12,3 4,2 64—65 57 63
1,3 4,1 13,2 4,3 66 56 97
1 Сечение стружки 5X1,4 мм; скорость резания 14 м/мин.
2 Сечение стру/кки 1x0,23 мм; скорость резания 45 м/мии.
Однако высокая твердость — не единственный критерий каче-
ства инструмента. Повышение твердости может сопровождаться
улучшением стойкости инструментов в одних условиях эксплуата-
ции и, наоборот, ее ухудшением в других. Из табл 8 и рис. 16
36
видно, что при значительном повышении твердости снижаются
характеристики прочности. Соответственно этому уменьшается
стойкость резцов при снятии стружки большого сечения (когда
становится значительнее роль прочности) и, наоборот, возрастает
их стойкость при чистовой обработке.
Это вызвано тем, что изменение твердости следует во многих
случаях другим закономерностям, чем изменение остальных
механических свойств.
Твердость нетеплостойких и полутеплостойких сталей опре-
деляется главным образом содержанием углерода в мартенсите;
Рис. 16. Предел прочности при изгибе, предел выносливости и твердость HRC стали
9XC в зависимости от температуры закалки и отпуска
она возрастает с повышением его концентрации до 0,6 %. Твер-
дость теплостойких сталей обусловлена, кроме того, дисперсно-
стью и количеством карбидов (или интерметаллидов), выделив-
шихся при отпуске 1 .
Еще одним фактором, влияющим на твердость, является оста-
точный аустенит. Он, как более мягкая составляющая, снижает
твердость (см. рис. 180), особенно если его количество больше
10—12 %.
Существенно, что твердость не зависит от других структурных
факторов (величины зерна, распределения карбидов и напряже-
ний), которые сильно влияют на такие механические свойства, как
прочность и вязкость.
Зависимость между твердостью и прочностью
Прямолинейная зависимость ав 0,34 НВ, установленная для
конструкционных сталей, сохраняется лишь для инструменталь-
ных сталей с ферритно-карбидной структурой (в том числе троо-
ститной или сорбитной), т. е. с твердостью не выше 45—48 HRC
1 В этом случае твердость мартенсита и содержание в нем углерода значи-
тельно меньше: —0,15 % для сталей с карбидным упрочнением и <20,1 % при
интерметаллидиом упрочнении.
37
(430—460 НВ). Для сталей с твердостью 48—52 HRC она воз-
растает до ов ж 0,38 НВ. Стали в этом состоянии еще разру-
шаются вязко.
Для сталей с мартенситной структурой и твердостью выше
52—54 HRC уже не наблюдается прямой зависимости между твер-
достью и прочностью. Увеличение твердости, достигаемое повы-
шением температуры закалки,
если
рост зерна,
наоборот, снижением прочности
(см. рис. 16). Неодинаково из-
меняются твердость и прочность
в зависимости от температуры
отпуска. Отпуск при понижен-
ных температурах (150—175 °C)
повышает прочность в резуль-
тате снятия части напряжений,
но уменьшает твердость вслед-
ствие снижения содержания
углерода в мартенсите. Наобо-
рот, более высокий отпуск
(300—350 °C) уменьшает не
только прочность, но и твер-
дость нетеплостойких сталей
(см. рис. 16).
Возможен, следовательно,
выбор стали и термической обра-
благоприятное сочетание доста-
Рис. 17. Предел прочности при изгибе ин-
струментальных сталей в зависимости от
твердости. Прочность определена при рас-
тяжении (для HRC <52—53) и при изгибе
(>54—55 HRC). Штриховые линии указы-
вают прочность и твердость, полученные
в результате перегрева при закалке:
1 — сталь с 0,5 % С; 1,5 % Сг и 2,5%W;
2 — сталь с 1,2 % С; 1,7 % W: 0,7 %Сг
и 1,0 % Si; 3 — быстрорежущая сталь типа
Р6М5
это вызывает заметный
сопровождается,
ботки, при которых достигается
точно высокой твердости и высокой прочности. Вместе с тем эта
возможность ограничена; при максимальной твердости, которую
можно получить у данной стали, не обеспечивается наибольшая
прочность. Для большинства сталей зависимость между проч-
ностью и твердостью выражается кривой с максимумом, располо-
женным ближе к верхним значениям твердости, достигаемым для
данной стали (рис. 17). Наибольшая твердость создается закалкой
с повышенных температур, при которых происходит более полное
насыщение мартенсита углеродом, но одновременно заметно уве-
личиваются размеры зерна. Оба этих процесса снижают проч-
ность.
Зависимость между твердостью и вязкостью
Твердость и вязкость изменяются чаще всего противополож-
ным образом. Высокой твердости, получаемой в результате за-
калки, отвечает резкое снижение вязкости (см. рис. 216). Неболь-
шому снижению твердости (до 60 HRC) после отпуска при низких
температурах (150—200 СС) отвечает увеличение вязкости; однако
она и в этом случае, т. е. при высокой твердости, остается сильно
пониженной.
38
Более значительное повышение вязкости возможно при умень-
шении содержания углерода в стали (см. табл. 2, 4, 6) и в резуль-
тате снижения твердости. Однако и при этих условиях улучшение
вязкости ряда сталей может быть не очень большим.
Необходимо в связи с этим учитывать для некоторых инстру-
ментов следующее важное различие в требованиях, предъявляемых
к твердости и к вязкости. Высокое сопротивление пластическому
течению металла и, следовательно, высокую твердость во многих
случаях достаточно создать лишь в поверхностном контактиру-
ющем слое, т. е. в рабочей кромке, тогда как высокая вязкость
необходима в нижележащих слоях и в сердцевине, поскольку
ударные нагрузки воспринимаются всем сечением инструмента.
О выборе оптимальных значений твердости
Таким образом, основной причиной, не позволяющей назначать
одинаковую высокую твердость для всех инструментов, является
вязкость. Твердость может быть максимальной лишь для инстру-
ментов, работающих при отсутствии динамических нагрузок,
и должна быть пониженной при наличии динамических нагрузок.
При выборе конкретных значений твердости надо учитывать,
что вязкость инструментальных сталей с большим количеством
карбидов, в том числе выделяющихся из мартенсита при отпуске,
возрастает сравнительно мало при умеренном снижении твердости;
с высоких значений (60—68 HRC) до 52—55 HRC из-за происходя-
щего при этом дополнительного выделения карбидов и их еще ма-
лой коагуляции.
Сильнее возрастание вязкости при большем снижении твер-
дости: до 45—48 HRC из-за развивающейся коагуляции карбидов.
Однако абсолютный рост вязкости зависит от состава стали; он
значительнее для сталей с меныним количеством карбидов и их
большей способностью к коагуляции (карбиды Л43С, Л423С6) и
меньше для более легированных сталей с карбидами Л46С.
По этим причинам чаще всего используют следующие интер-
валы значений твердости: высокий (выше 59—66 HRC) — для ме-
таллорежущих инструментов и штампов холодного деформирова-
ния; твердость, близкую к верхнему пределу, устанавливают для
инструментов непрерывного чистового резания и для штампов:
прессования и вытяжки и при повышенной жесткости системы
станок (пресс) — деталь — инструмент; умеренный-, в пределах
42—50 HRC для штампов горячего деформирования, в первую
очередь для создания высокой разгаростойкости (см. п. 14), штам-
пов холодного деформирования (высадочных и др.), работающих
с ударными нагрузками, некоторых деревообрабатывающих и сле-
сарно-монтажных инструментов.
Менее часты в практике случаи выбора промежуточных зна-
чений твердости, в частности для некоторых сталей с интерметал-
лидным упрочнением, для которых нельзя получить большую
39
твердость (см. п. 106), и для сталей, закаливаемых по способу
изотермической закалки (такие случаи рассмотрены в дальнейших
разделах книги).
Дополнительное повышение твердости и износостойкости эф-
фективно: а) для сталей, выплавляемых с электрошлаковым пере-
плавом и особенно спеченных; тогда для аналогичных условий
использования и без потери вязкости возможно увеличивать твер-
дость на 0,5—1,5 HRC\ б) при применении химико-термической
обработки; повышение твердости может достигать 2—4 HRC
при сохранении большей вязкости сердцевины. Но если твердость
нижележащих слоев меньше 55—60 HRC, то улучшение стойкости
инструментов возможно лишь при отсутствии повышенных да-
влений.
9. Сопротивление пластической деформации.
О модуле упругости
Сопротивление значительной деформации
Это свойство определяет устойчивость рабочих поверхностей
инструментов против смятия в условиях высоких давлений, воз-
никающих в эксплуатации. Его можно характеризовать величиной
предела текучести при сжатии.
Сопротивление значительной деформации зависит от тех же
факторов, как и твердость: концентрации углерода в мартенсите,
количества и дисперсности фаз-упрочнителей (карбидов и интер-
металлидов) и количества более мягкой составляющей — остаточ-
ного аустенита. Поэтому предел текучести возрастает пропорци-
онально увеличению твердости. Однако отрицательное влияние
аустенита больше, чем для твердости. Предел текучести при сжа-
тии стали, имеющей высокую твердость (64—65 HRC), составляет
2300—2600 МПа при количестве аустенита 3—5 % и лишь 1700—
1900, т. е. на 20—25 % меньше, чем при 15 % аустенита (рис. 18).
Отсюда следует, что нетеплостойкие и полутеплостойкие стали,
сохраняющие высокую твердость лишь после отпуска не выше
150—180 °C, при котором еще не превращается аустенит, имеют
меньшее сопротивление пластической деформации, чем тепло-
стойкие стали, которые подвергают отпуску при более высоком
нагреве (560—580 °C).
Высокое сопротивление пластической деформации у тепло-
стойких сталей сохраняется и при нагреве, еще не вызывающем
снижения твердости.
Вместе с тем действительное сопротивление пластической де-
формации в рабочем слое инструментов из нетеплостойких и полу-
теплостойких сталей может быть выше, чем это непосредственно
следует из данных, приведенных на рис. 18. Предел текучести
в поверхностном слое может возрастать в результате превращения
части остаточного аустенита под действием напряжений и микро-
деформации, возникающих при эксплуатации.
40
Возможно, кроме того, повышение сопротивления пластической
деформации предварительным нагружением при неравномерном
всестороннем сжатии, выполняемом после термической обработки.
Эффективность такой обработки основана на том, что величина а0)2
при сжатии значительно ниже ов при растяжении. Однако кон-
кретные режимы нагружения (преимущественно для штампов
простой формы) и степень достигаемого улучшения стойкости
еще мало изучены.
Предел текучести при сжатии (о0)2), т. е. напряжение, при
котором остаточная деформация составляет 0,2 %, целесообразно
определять на образцах диаметром 10 и длиной 15 мм путем после-
довательного нагружения и разгружения с замером остаточной
деформации.
Сопротивление малым пластическим деформациям
Оно характеризуется пределом упругости — напряжением,
при котором остаточная деформация не превышает достаточно
малой величины 1 , чаще 0,002 %.
Между величиной о01002, структурой и твердостью нет прямо-
линейной зависимости, характерной для предела текучести. Это
связано с тем, что предел упругости определяется влиянием боль-
шего числа факторов.
Для предела упругости сталей с карбидным упрочнением сохра-
няются основные закономерности, установленные для пружинных
сталей. Предел упругости снижается при: а) сохранении напря-
жений, вызываемых прежде всего мартенситным превращением;
влияние напряжений больше, чем для других механических
свойств; б) в присутствии остаточного аустенита, особенно при
1 Методика определения приведена в работе [23].
41
росте его количества (примерно на 50 МПа на каждый процент
аустенита).
Избыточные карбиды мало изменяют предел упругости. Пре-
дел упругости возрастает при повышении концентрации углерода
в мартенсите или при выделении из него большего числа карбидов
высокой дисперсности.
При сохранении мелкого зерна предел упругости также выше.
Легирующие элементы, если они присутствуют в сс-растворе,
повышают предел упругости, способствуя сохранению сильно
измельченной структуры. При их большей концентрации это
влияние превалирует над противоположной ролью аустенита.
Отсюда следует, что макси-
мальный предел упругости до-
стигается для всех сталей после
термической обработки по близ-
кому режиму, обеспечивающему
возможно большее снятие на-
пряжений (при сохранении до-
статочной легированности а-рас-
твора), а именно после за-
калки на мелкое зерно и от-
пуска при 350—400 °C (рис. 19).
В этом состоянии нетеплосто-
йкие стали имеют твердость
48—50 HRC, а теплостойкие
Рис. 19. Предел упругости при изгибе
(ст0 002)иетеплос'го^ко® стали 7ХГ2ВМ (/),
полутеплостойкой Х12М (2) и теплостойкой
Р18 (3) в зависимости от температуры от-
пуска. Закалка на мелкое зерно [22]
52—56 HRC (для штамповых) и 58 —60 HRC (для быстрорежущих).
Больший предел упругости после такой обработки имеют
теплостойкие стали, как более легированные и сохраняющие,
кроме того, мелкое зерно. У этих сталей наблюдается и второй
максимум предела упругости: после повышенного отпуска при
560—570 °C, вызывающего превращение остаточного аустенита.
Тем не менее значения предела упругости в этом случае несколько
ниже, чем после отпуска 350—400 °C, из-за напряжений, создава-
емых мартенситным превращением аустенита, и уменьшения ле-
/ированности сс-раствора, вызываемого выделением карбидов.
Однако после такого отпуска обеспечиваются сочетание повышен-
ного предела упругости с высокими твердостью, износостойкостью
и устойчивостью упругих свойств против нагрева (до 300—400 °C).
Предел упругости сталей с интерметаллидным упрочнением
при более высокой твердости экспериментально не определялся.
Указанная выше роль величины зерна, напряжений и остаточного
аустенита сохраняется и для этих сталей. Однако напряжения
сталей с низкоуглеродистым мартенситом менее значительны;
они сохраняют также мелкое зерно и не имеют остаточного аусте-
нита. Это позволяет предположить, что предел упругости сталей
с интерметаллидным упрочнением (при твердости >60’ HRC) не
ниже, а, может быть, и немного выше, чем у быстрорежущих
сталей.
42
О модуле упругости
Модуль упругости эвтектоидных и заэвтектоидных сталей,
а также сталей с интерметаллидным упрочнением практически
не отличается от модуля упругости конструкционных сталей
и примерно составляет 200 000 МПа.
У ледебуритных сталей модуль упругости немного выше:
210 000—230 000 МПа. Это вызвано присутствием избыточных
карбидов (М6С, М7С3, М23С6) с более высоким модулем упругости 1 .
Поэтому модуль упругости ледебуритных сталей изменяется в ука-
занных пределах в зависимости от количества карбидов. С повы-
шением температуры до 600 °C модуль упругости снижается почти
по линейному закону.
Величина модуля упругости, как и для всех сталей, практи-
чески не зависит от термической обработки, а следовательно, от
твердости.
10. Прочность. Сопротивление хрупкому разрушению.
Прочность сталей высокой твердости
Высокую прочность стали в инструментах в отличие от твер-
дости должны иметь не только в поверхностном контактирующем
слое, но и на участках, в которых возникает наибольший изгиба-
ющий и крутящий момент 1 2 , т. е. создается более жесткое напря-
женное состояние (см. рис. 12). Это, например, основание режу-
щего инструмента, выступа штампа, т. е. участки, удаленные
от^зоны резания или деформирования и меньше нагревающиеся
в эксплуатации.
Естественно, что более значительные напряжения возникают
в инструментах небольшого сечения. До 70 % мелких режущих
инструментов ломаются до наступления нормального износа.
Тяжело нагруженные штампы могут выходить преждевременно
из строя вследствие поломок или выкрашивания рабочих граней.
По этим причинам повышение прочности позволяет улучшить
стойкость инструментов, в первую очередь небольших сечений
или применяемых для прерывистого резания или резания с боль-
шими подачами (когда значительно возрастают нагрузки на рабо-
чую кромку).
Высокая прочность необходима также в рабочем слое, нагрева-
ющемся при эксплуатации, в связи с тем, что износ контактиру-
ющей кромки часто является адгезионным (см. п. 17) и разви-
вается сильнее у сталей, имеющих меньшие прочность и вязкость.
1 Величина модуля упругости сложных карбидов, в которых присутствует
железо, точно не определена.
2 В некоторых инструментах (протяжки, пуансоны выдавливания) возникают,
кроме того, растягивающие напряжения.
43
Прочность сталей высокой твердости характеризует сопроти-
вление хрупкому разрушению и во многих случаях изменяется
непропорционально возрастанию или снижению твердости и со-
противления пластической деформации (см. п. 7). Эти различия
могут быть очень значительными. При высокой и одинаковой
твердости (62—65 HRC) предел прочности при изгибе может
изменяться от 3500—3800 до 1500—2000 МПа, а литой стали
может быть еще ниже. Это вызвано тем, что прочность зависит
не только от содержания углерода в мартенсите и количества
аустенита (как твердость), но и от других особенностей структуры:
величины зерна и состояния его пограничных слоев, условий
распределения карбидов, напряжений и остаточного аустенита.
С увеличением содержания углерода в мартенсите до 0,3—
0,5 % (в зависимости от легирования) прочность возрастает; при
большей концентрации углерода прочность снижается в отличие
от твердости, которая и в этом случае продолжает возрастать.
В связи с этим частичный распад мартенсита при отпуске или
нагреве, снижающий твердость, может повышать прочность
(см. рис 16).
Особенно значительно влияние зерна и карбидов. Прочность
снижается почти пропорционально увеличению размеров зерна
и усилению неоднородности в распределении карбидов. Так, проч-
ность углеродистой У12 и быстрорежущей Р18 сталей при не-
изменном распределении карбидов ухудшается на 200—300 МПа
при росте зерна на 1 балл. Поэтому получение мелкого зерна —
необходимая предпосылка для создания высокой прочности.
Усиление полосчатости в распределении карбидов на 1 балл
сопровождается снижением прочности на 200—400 МПа (см.
табл 25).
Влияние остаточного аустенита менее значительно. Прочность
нетеплостойкой стали 7ХГ2ВМ снижается примерно на 10 %
(для отпуска 150 °C, сохраняющего высокую твердость) лишь
при 15—16 % аустенита (см. рис 111).
Сопротивление хрупкому разрушению в зависимости от этих
структурных особенностей может быть выше сопротивления пла-
стической деформации (главным образом при мелком зерне и равно-
мерном распределении карбидов); в других случаях оно может
быть ниже.
Это связано также с условностью представления о том, что
инструментальные стали при высокой твердости разрушаются
хрупко. Разрушению их в зависимости от влияния указанных
здесь причин может предшествовать некоторая пластическая
деформация (рис. 20). Она немного больше для сталей с интер-
металлидным упрочнением и для спеченных сталей. Вид излома
показан на рис. 28. Тогда прочность сталей высокой твердости
может быть больше их сопротивления пластической деформации.
Для прочности инструментальных сталей характерны следу-
ющие особенности:
44
1. Большая чувствительность к изменению характера напря-
женного состояния. Прочность быстрорежущей стали Р18 (карбид-
ный балл 6, шлифованные образцы из прутка диаметром 85 мм,
вырезанные в продольном направлении на расстоянии 5—15 мм
от поверхности; закалка на мелкое зерно и трехкратный отпуск
560 °C) составляет, МПа:
Образцы................... Продольные
Растяжение ..............1900—2000
Изгиб.................... 2400—2500
Кручение ................ 2250—2350
Сжатие (одноосное) . . 3200— 3400
Поперечные
1700—1750
2000—2100
1900-2000
3100—3200
отпуска Тс'-пература onnijenu, °C
Рис. 20. Прогиб при изгибе образцов зака-
ленной стали Х(1,0 % С; 1,5 % Сг) в зави-
симости от температуры отпуска и твердо-
сти:
1 — прогиб при начале пластической де-
формации (на границе упругой зоны); 2 —
прогиб при разрушении
Прочность продольных образцов заэвтектон дпой стали X (62—
63 HRC) после закалки и отпуска при 150 °C составляет, МПа:
1800 при растяжении, 2450 при
изгибе, 2100 при кручении и
3550 при сжатии.
Таким образом, прочность
при сжатии, как более мягком
способе нагружения (см. рис.
12), может превышать проч-
ность при растяжении в 1,5—
2,5 раза. При всестороннем
неравномерном сжатии проч-
ность сталей с большим числом
частиц-упрочнителей еще выше
и достигает 5000—6000 МПа.
Следовательно, при значитель-
ных сжимающих напряжениях
в поверхностном слое сопро-
тивление инструмента возника-
ющим нагрузкам должно быть
повышенным. Однако из-за сложности формы инструментов трудно
обеспечить при закалке сжимающие напряжения по всей рабочей
поверхности. Поэтому, как правило, для повышения прочности
нужно максимальное снижение закалочных напряжений 1 (см.
рис. 16).
2. Значительное различие отношения пределов текучести и
прочности (Оо,2/Ов) при разном напряженном состоянии. Для
растяжения, изгиба и кручения пт близок к пределу прочности:
°»,2 6,95 4-0,98о1( и почти не выявляется у сталей, пластическая
деформация которых перед разрушением минимальна.
Это свойство, дополнительно свидетельствующее о большой
чувствительности к хрупкому разрушению и кажущееся на пер-
вый взгляд нежелательным, на самом деле важно для ииструмеи-
Благоприятное распределение сжимающих напряжений в поверхностном
слое создается химико-термической обработкой (гл. ХП) и во многих случаях
закалкон с индукционным нагревом.
45
тов, работающих при высоких давлениях. Оно обеспечивает
повышенную устойчивость против течения металла в рабочей
кромке и ее деформации.
При сжатии о0,2 значительно ниже ов. Это позволяет повышать
сопротивление значительной пластической деформации, как
указано в п. 9.
44/7/7
4/7/7/7
3600
^J2Z7/7
2800
2600
2000
0,6
Л
о,б
0,2
О 100 200 300 600 500 000 700
Температура аспытание°С
Рис. 21. Предел прочности при изгибе и ударная вязкость быстро-
режущих сталей при naiреве и закалке на мелкое зерно
(Ю. А. Геллер, Л. С. Кремнев, Ю. Г. Иванов)"
1 — Р18; 2 — Р12ФЗ; 3 — Р6М5
3. Зависимость прочности от температуры испытания, так как
нижний порог хладноломкости лежит значительно выше комнат-
ной температуры: при 4-80 (-ф120°С) у заэвтектоидных легиро-
ванных сталей (см. рис. 29) и при 300—400 °C у быстрорежущих 1
(рис. 21). При более низких температурах разрушение происходит
преимущественно по границам зерен, а при более высоких — чаще
по телу зерна 1 2 .
1 Ударная вязкость, определенная на образцах без надреза, обозначена
здесь и далее через а\ на образцах с надрезом через он.
2 Приводимые здесь данные относятся к поведению сталей ниже указанных
температур, т. е. для более харак1ерных условий хрупкою разрушения.
46
4. Значительное влияние напряжений (растягивающих), сни-
жающих сопротивление хрупкому разрушению. Ускорение охла-
ждения при закалке усиливает отрицательное влияние на-
пряжений (см. табл. 23).
5. Сильно сниженная по сравнению со сталями меньшей твер-
дости способность к перераспределению напряжений, возникающих
при термической обработке в эксплуатации. Вследствие этого
стали очень чувствительны к влиянию локальных напряжений,
концентрирующихся в участках переходов по сечению, выточек
и т. д. и способствующих развитию трещин.
6. Большая чувствительность к скорости приложения нагрузки
(испытания); с ее увеличением прочность заметно снижается
из-за указанной пониженной способности таких сталей к пере-
распределению напряжений.
7. Постепенное изменение прочности закаленной (но не отпу-
щенной) стали с увеличением выдержки перед испытанием. Проч-
ность стали сразу после закалки понижается, что делает ее очень
чувствительной к образованию трещин. В результате выдержки
при 20 °C прочность сначала снижается, а затем увеличивается
вследствие протекания релаксационных процессов. Для стали
9ХС, закаленной с 860 °C (в масле), она снижается с 1640 МПа
после выдержки 10 мин до 1550 МПа после выдержки 60 мин
и возрастает до 2000 МПа после выдержки 72 ч (Ю. А. Гел-
лер, В. И. Ломакин). Тетрагональность решетки мартенсита и со-
держание углерода в растворе 1 при такой выдержке почти не
изменяется (табл. 9).
Однако прочность сильно уменьшается, способствуя замедлен-
ному разрушению, если неотпущенная или недостаточно отпу-
щенная сталь (образец) находится под нагрузкой.
8. Высокая чувствительность к надрезу в отличие от таких
хрупких, но малопрочных материалов, как чугуны с пластинчатым
графитом. Прочность при наличии надреза снижается почти
в два раза.
Чувствительность к надрезу усиливают дисперсные карбиды,
выделяющиеся из мартенсита при отпуске. Поэтому она про-
является сильнее у отпущенной стали, чем у закаленной.
Меньше влияют избыточные карбиды. С увеличением их числа
и размеров чувствительность к надрезу усиливается мало. При
равной твердости (60—65 HRC) она почти одинакова у заэвтекто-
идных и ледебуритных сталей (табл. 10).
В связи с этим наблюдается и повышенная чувствительность
к микрогеометрии поверхности, что характерно для статически
прочных металлов. Риски и задиры, остающиеся после механи-
ческой обработки, или закаты и очень мелкие трещины, которые
могут возникать при горячей обработке, например при горячей
1 Незначительное выделение углерода (—0,02 %) в сталях с 0,6—0,9 % С
наблюдалось при длительной выдержке в течение 15—60 сут.
47
кручение (см. рис. 12), и имеют следующие преимущества: 1) бо-
лее точно по сравнению с испытаниями на растяжение или сжатие
характеризуют влияние структурных факторов, а следовательно,
химического состава и термической обработки; 2) создают напря-
женное состояние, близкое к возникающему в работе многих
инструментов; 3) позволяют использовать гладкие образцы
без переходов по сечению, что уменьшает трудно учитываемое
влияние концентрации напряжений, неизбежной в образцах
сложной формы, и получить меньший разброс результатов испы-
таний 1 .
Испытания можно выполнять нагрузкой, приложенной: по-
середине длины образца (сосредоточенный изгиб); наибольший
Рис. 22. Распределение напряжений
в изгибаемом образце (при достиже-
нии предела прочности на растяже-
ние)
изгибающий момент: Л4ПЗГ •-= PII4 или двумя равными нагруз-
ками Р/2, приложенными на равных расстояниях от опор, чаще
на одной трети (чистый изгиб); наибольший изгибающий момент
Мизг = Ра!8.
Значения прочности, получаемые при чистом и при сосредото-
ченном изгибе, почти одинаковы. Однако пластическая деформа-
ция образца при чистом изгибе несколько больше, а рассеяние
результатов значительнее.
Предел прочности при изгибе определяют по формуле стизг =
= M/W, где W — момент сопротивления.
При изгибе в области упругих деформаций распределение на-
пряжений отвечает показанному на рис. 22, а; тогда W составляет
ЫйЧЪ для образцов прямоугольного сечения. Расчет предела
прочности по этому значению W сравнительно точен для сталей,
разрушающихся почти без пластической деформации. К ним отно-
сятся стали: очень высокой твердости ф>65—66 HRC), сохраня-
ющие значительные напряжения, закаленные с охлаждением
в воде или обработанные холодом без отпуска, перегретые при за-
калке, а также с большой карбидной неоднородностью (карбидным
баллом 6—10 для ледебуритной стали и 4—5 для заэвтектоид-
ной 2 ).
1 Вместе с тем напряженное состояние, создаваемое при изгибе, неоднородно
по сечению, что усложняет более глубокое изучение механических свойств.
При указании прочности закаленной и неотпущенной стали необходимо
проводить выдержку после закалки (см. табл. 9).
60
Для сталей, разрушающихся с небольшой пластической де-
формацией 1 , т. е. для большинства случаев, W больше Ь№/Ь,
но меньше Ь№1^. Прогиб при разрушении таких сталей * 2 в 2—
5 раз больше прогиба, определяемого расчетным путем для упру-
гой области (см. рис. 20). В таком случае W правильнее принять
с коэффициентом 1,2, т. е. l(b/i2)/6] X 1,2 или 0,12с?3.
Можно рассчитать прочность закаленных и отпущенных сталей
с твердостью до 65 HRC с учетом этого коэффициента, а сталей,
имеющих большую твердость, — без его учета.
Предел прочности при изгибе больше его значения, определя-
емого при растяжении. Это объясняется тем, что модуль нор-
мальной упругости при сжатии больше, чем при растяже-
нии 3 .
Величина прочности зависит от сечения образца. Она меньше
при испытаниях более крупных образцов (рис. 23). Это связано
главным образом с воздействием напряжений, создаваемых за-
калкой и частично^сохраняющихся в отпущенной стали высокой
твердости. Величина и влияние их, как свидетельствуют измене-
ния коэрцитивной силы (см. рис 23, а), возрастают с увеличением
сечения образца. Для более крупных образцов значительнее раз-
брос результатов испытаний (рис. 23, б). Он возрастает также
при значительном увеличении длины образцов из-за деформации,
возникающей при закалке.
Целесообразно применять образцы: квадратного сечения 6 X
X 6 мм с расчетной длиной 60 мм для определения прочности
в продольном направлении; прямоугольного сечения 3x4 дли-
ной 40 мм для определения прочности в поперечном направлении
и прямоугольного сечения 2 X 6 мм и длиной 25 мм для опре-
деления влияния химико-термической обработки.
Прогиб этих образцов при нагружении значительнее, чем
у образцов большего сечения; это облегчает определение предела
текучести при изгибе.
Скорость нагружения может быть принята 80—120 Н/с.
Для каждой стали и каждого режима обработки следует испы-
тывать по три-пять образцов. Рассеивание результатов для образ-
цов рекомендуемых размеров не превышает +5 %.
При изгибе в области значительных деформаций и при разрушении пластич-
ных материалов, распределение напряжений отвечает показанному на рис. 22, б
и W равен bh2!^.
2 Отпущенная сталь высокой твердости имеет большую прочность и больший
модуль нормальной упругости на сжатие, чем на растяжение. Поэтому распределе-
ние напряжений непосредственно перед разрушением различно в сжатой и
растянутой зонах, и нейтральная ось несколько смещается в зону сжатия;
распределение напряжений показано на рис. 22, в. В книге предел прочности при
изгибе указывается с коэффициентом 1,2.
3 Модуль нормальной упругости для быстрорежущей стали Р18 состав-
ляет 247000 МПа при сжатии и 221 000 МПа при растяжении 140 ].
61
Температура закалка °C
Сечение, мм:
fill Hill ^^10*10*100
Рис. 23. Предел прочности при изгибе, твердость HRC, коэрцитивная сила
(Нс) (а) и рассеивание результатов (б) определения прочности при изгибе
в зависимости от сечения образца и термической обработки (Ю Е. Седов,
Ю. А. Геллер).
а сталь ХВГ (влияние при отпуске), б — сталь PI8 (влияние при 4акалке)
52
Испытания на кручение
Это более мягкий способ нагружения, чем изгиб (см. рис. 12).
Он создает напряженное состояние, близкое к возникающему
в работе некоторых инструментов. Можно также характеризовать
вид разрушения: вязкое (от среза) или хрупкое (от отрыва). Од-
нако испытания не получили широкого распространения; вид
разрушения сталей с твердостью 52-—53 HRC при кручении прак-
тически хрупкий (по винтовой линии). Разрушение точнее можно
характеризовать по виду излома.
Кроме того, образцы должны иметь переходы по сечению (к го-
ловкам), что усиливает роль напряжений и часто приводит к по-
вышенному рассеиванию результатов, особенно образцов, резко
охлаждающихся при закалке.
Испытания на растяжение
Эти испытания были исторически первым способом испытания
конструкционных сталей, о свойствах которых накопился чрез-
вычайно большой материал. Благодаря возможности сопоставле-
без 200 300 МО 500 600
отпуска Температура
отпуска,°С
Рис. 21. Предел прочности при растя-
жении и из1 пбе быорорежу щей стали
Р18 в з 1В11симости от температуры от-
пуска (закалка с 1270 °C, масло)
(Ю. А. Геллер и Ю. П. Евюньев)
иия получаемых данных метод
растяжения широко приме-
няется, несмотря на то что его
результаты не характеризуют
действительного напряженного
состояния в конструкциях и
деталях машин.
Рис. 25. Образец для испытаний на
растяжение закаленных II отпущенных
сталей в состоянии высокой твердости
Испытания инструментальных сталей на растяжение почти не
применяют. Во-первых, прежде всего для этих сталей отсутствуют
какие-либо систематические данные о характеристиках прочности
при растяжении в зависимости от изменения структуры или ре-
жима обработки. Имеющиеся сведения получены лишь для неко-
торых сгалей и главным образом для одного структурного состо-
яния. Во-вторых, инструменты не работают в условиях растяже-
ния, за исключением протяжек и некоторых пуансонов. В-третьих,
испытания на растяжение — более жесткий метод нагружения
(см. рис. 12), что не позволяет отчетливее, чем при изгибе, опре-
делять влияние состава и термической обработки (рис. 24).
53
Наконец, испытания на растяжение малопластичных сталей
сложны. Небольшой и малозаметный эксцентриситет образца
в испытательной машине часто вызывает преждевременное раз-
рушение в головках даже при приложении небольшой нагрузки,
из-за чего возникает значительное рассеивание результатов и тре-
буются испытания большого числа образцов (15—20).
При использовании более совершенных способов крепления
этот недостаток уменьшается, но не устраняется полностью. Он
связан с отмеченной ранее малой способностью сталей высокой
твердости к перераспределению возникающих локальных напря-
жений; набольшие риски и изменения формы образцов сильно
влияют на результаты. Меньшее рассеивание обеспечивается при
использовании образцов с более плавным переходом по сечению
(рис. 25) и наибольшей чистотой поверхности.
Преимущество испытаний на растяжение заключается главным
образом в возможности непосредственного сравнения механиче-
ских свойств инструментальных и конструкционных сталей в усло-
виях однородного напряженного состояния.
Испытание на сжатие
Это излишне мягкий способ нагружения, подобно измерениям
твердости не позволяет оценить влияния многих особенностей
структуры, в частности распределения карбидов и зерна.
Вместе с тем значения предела прочности при сжатии характе-
ризуют несколько идеализированный случай. Они по абсолютной
величине, как указывалось, больше определяемых в других спо-
собах испытаний. Между тем в реальных условиях разрушение
инструментов происходит главным образом от изгиба или круче-
ния, т. е. при меньших напряжениях.
Испытания на сжатие используют для определения предела
текучести (см. рис. 18).
Испытания прочности целых инструментов
и непосредственно в рабочей кромке
Испытания целых инструментов получили применение для
сверл; для них определяют крутящий момент при разрушении.
Прочность сталей повышенной вязкости при их более низкой
твердости (40—52 HRC) зависит в основном от тех же факторов,
как и твердость.
У сталей с твердостью 45—52 HRC предел прочности (ов)
связан прямой зависимостью с твердостью. Предел прочности
составляет примерно 0,38 НВ. Поэтому определения предела
прочности не вносят существенных дополнений к характеристике
механических свойств, как это было показано для сталей высокой
твердости.
54
Важнее определения предела текучести; его отношение о0)2/<тв
высокое (0,90—0,95) для сталей с твердостью 45—52 HRC и ниже
для сталей с меньшей твердостью.
Прочностные свойства определяют при растяжении по мето-
дике, принятой для конструкционных сталей. Предел текучести
теплостойких (штамповых) сталей определяют, кроме того, при
нагреве; эти испытания характеризуют также теплостойкость
(см. п. 13).
11. Сопротивление усталостному разрушению
Усталостное разрушение при многократном нагружении может
возникать у некоторых штампов холодного, а также горячего
деформирования, воспринимающих умеренные динамические
нагрузки, но при длительном сроке эксплуатации х.
У режущих инструментов усталостное разрушение наблю-
дается реже, так как их долговечность в эксплуатации незначи-
тельна. Оно может возникать в относительно редких случаях
при длительном прерывистом резании.
Особенности усталостного разрушения инструментальных ста-
лей еще мало изучены. Больше данных имеется для заэвтектоид-
ной стали X (ШХ15), используемой для подшипников каче-
ния [1711.
Предел выносливости сталей высокой твердости (55—65 HRC)
(определяемый в стандартных испытаниях при кручении с изги-
бом на базе 107 циклов) зависит во многом подобно прочности
от различных причин: а) карбидов, их количества, размеров и рас-
положения. Карбидные частицы у поверхности быстрее выкраши-
ваются в участках контакта, а также создают очаги усталостного
разрушения (рис. 26). В середине таких очагов могут наблю-
даться относительно крупные частицы карбидов. У сталей с боль-
шим количеством карбидов сопротивление усталостному разруше-
нию в поперечном направлении меньше в два-три раза, чем в про-
дольном и чем для статической прочности; б) неметаллических
включений, особенно у сталей с небольшим количеством карби-
дов. Улучшение чистоты таких сталей выплавкой в вакууме или
электрошлаковым переплавом сильнее повышает предел выносли-
вости (на 10 %), чем прочность (см. п. 5); в) величины зерна;
предел выносливости снижается при росте зерна (подобно сниже-
нию прочности); г) остаточного аустенита. Обработка холодом,
уменьшающая количество аустенита, улучшает предел выносли-
вости (рис. 27), но при условии, что последующий отпуск снижает
возникающие дополнительные напряжения; д) состояния по-
верхности инструмента; при рисках и большой шероховатости
поверхности (без ее шлифования) предел выносливости снижается
1 При больших напряжениях основная причина выхода из строя — хрупкое
разрушение или смятие рабочей кромки.
бб
очень сильно- на 30 50 "о (и больше); е) напряжений, создава-
емых закалкой или шлифованием; они больше снижают предел
выносливости, чем прочность. Отпуск после шлифования повышает
сопротивление усталостному разрушению на 10—15 %.
Таким образом, основными условиями являются создание
однородной стр> ктуры при отсутствии напряжений и при полу-
чении ровной поверхности. Тогда предел выносливости возра-
стает с повышением твер-
дости (см. рис. 27). При кру-
чении с изгибом на базе
10 млн. циклов он состав-
ляет 600—620 МПа для
стали Р18 (с карбидным бал-
лом 3)2 и 900—940 МПа для
стали 6Х4М2ФС. Однако
при одинаковой твердости и
соблюдении перечисленных
условий зависимость между
пределом выносливости и
Рис. 26. Предел выносливости (o_j) тепло-
стойкой штамповой стали 4Х5В2ФС в за-
висимости от степени укова. Закалка на
мелкое зерно; отпуск на твердость 45 HRC
121].
1 — уков G, 1, 2 — уков 4,3
Рис. 27. Предел выносливости (С-Д тепло-
стойкой Р12 (а), полутеплостойкой Х12М
(б) и нетеплостойкой стали 7ХГ2ВМ (а) в
зависимости от твердости и обработки хо-
лодом при —60 °C (штриховые) и без холода
(сплошные) (Г. А. Околович и В. Ф. Моисе-
ев)
прочностью не одинакова для сталей с разным количеством и
строением карбидной фазы. Предел выносливости заэвтектоидных
сталей с твердостью 62—64 HRC и с равномерно распределенными
карбидами составляет для гладких образцов 30—40 % crnjI, * ** .
У быстрорежущих сталей они ниже и не превышают: 20 %
сгизг при большом количестве (—25 %) и размерах избыточных
карбидов (сталь Р18) и 30 % у стали с более мелкими карбидами.
Кроме того, предел выносливости снижается под действием
коррозии. Его снижение зависит от структурного состояния стали;
* Соотношение возрастает у стали, выплавленной в вакууме или получен-
ной электрошлаковым переплавом.
66
оно меньше при сохранении мартенситной структуры и высокой
твердости: более 50—55 HRC. Для этих сталей рационально ис-
пользование новых инструментальных сталей с повышенным
содержанием хрома (см. и. 105 и 112).
12. Пластичность и вязкость
Пластичность
Стали высокой твердости. Пластичность таких сталей сильно
пониженная; относительное удлинение и сужение (при растяже-
нии) не превышают 2 и 3—4 % соответственно. Эти свойства лишь
немного больше у спеченных сталей и сталей с безуглеродистым
никелевым мартенситом (с интерметаллидным упрочнением).
По этой причине способность инструментальных сталей к пере-
распределению локальных повышенных напряжений, которые
могут возникать при перегрузках в эксплуатации или при опре-
делении механических свойств на образцах (при растяжении),
незначительна, что может в таких случаях приводить к прежде-
временному разрушению.
В этих пределах и при одинаковой величине зерна пластич-
ность выше у эвтектоидных сталей, не содержащих карбидов
Это облегчает восстановление и правку инструментов из таких
сталей при их высокой твердости.
Пластичность сталей высокой твердости определяют редко
как из-за трудностей самих испытаний, так и из-за относительно
небольших колебаний в указанных низких значениях этих харак-
теристик при изменении состава или структурного состояния
(величины зерна, количества и состава карбидных фаз).
Более пригодны испытания на изгиб. Пластичность характери-
зуют величиной прогиба образца, измеряемого после начала пла-
стической деформации и до разрушения, или (что проще) по раз-
ности прогиба при разрушении и прогиба, вычисляемого для
деформации в упругой области: f = (//48)(Р/3/£7), где Е — мо-
дуль упругости и I — момент инерции.
Прогиб, определяемый лишь при разрушении, не характери-
зует пластичности; он указывает суммарную деформацию (упругую
и пластическую), в которой основная роль принацлежит доли
упругой деформации.
Стали с твердостью <52—50 HRC (т. е. в состоянии, когда
сильно преобладает доля вязкого разрушения). Пластичность
определяют в испытаниях на растяжение по методике, принятой
для конструкционных сталей
Вязкость. Сопротивление динамическим нагрузкам
Вязкость, характеризующая сопротивление образованию
трещин и разрушению под действием ударных нагруз» к, — важ-
ное свойство инструментальных сталей; оно определяет возмож-
57
Кость выбора величины твердости, а для полутеплостойкиХ (сМ
п 74) и теплостойких штамповых сталей, кроме того, их разгаро-
стойкость (см п 15)
Вязкость сталей высокой твердости
Вязкость, определяемая при +20 °C на образцах с надрезом,
незначительна Даже при закалке на сравнительно мелкое зерно
(балла 9—10) она не выше 0,05—0,08 МДж/м2 (см табл 12), что
не превышает рассеивания результатов, получаемых при испыта
ниях на копре
Разрушение при 4-20 °C и излом — хрупкие Более вязкий
излом лишь у сталей с безуглеродистым никелевым мартенситом
и интерметаллидным упрочнением (см и НО) и спеченных из
порошков (рис 28)
Нижний порог хладноломкости1 нелегированных сталей
с 0,6 % С лежит выше 20 °C Дальнейшее увеличение содержания
углерода на каждые 0,1 % повышает порог хладноломкости на
20 °C У легированной заэвтектоидной стали X (1 % С и 1,5 % Сг)
он составляет 4 80 °C (рис 29, а) Порог хладноломкости более
легированных ледебуритных сталей смещается еще значитель
нее до 4-300 °C (рис 29)
В связи с этим вязкость инструментальных сталей высокой
твердости при понижении температуры от 50—80 до (—40) —
—(—60) °C уменьшается постепенно для некоторых сталей на
каждые 40 °C примерно на 0,05—0,07 МДж/м2 (рис 29, б) Это
позволяет характеризовать сопротивление динамическим на-
грузкам сталей, содержащих 0,7—0,9 % С, по значениям вязкости
при +20 °C и, следовательно, без ее определения при низких
температурах и построения сериальных^кривых, показывающих
изменение вязкости с температурой
Вязкость инструментальных сталей характеризует главным
образом работу, затрачиваемую на зарождение трещины
Другая часть работы разрушения, расходуемая на распростра-
нение трещины и более или менее значительная у конструкцион-
ных сталей, как правило, очень мала у инструментальных ста
лей “ ]
По этим причинам стали высокой твердости при обычных
температурах очень чувствительны к выкрашиванию рабочей
кромки и поломке инструментов, в частности при врезании инстру-
мента в обрабатываемый материал, сквозном сверлении и при
недостаточной жесткости (наладке) станка или пресса
1 Температурный порог хладноломкое!и зависит от величины зерна, здесь он
указан для сталей с мелким зерном балла 10
Методы определения вязкости с созданием на образце дополнительных кон
центраторов напряжении и позволяющие определять работу распространения тре
Щины у сталей содержащих 0 4—0 5 % С мало применимы дтя сталей с твер
достью 50 —55 HRC Получаемые в этих случаях значения вязкости очень низки
и не превышают рассеивания результатов эксперимента
58
Рис 28 Излом быстрорежущей стали при 20 °C Х3000 (сканиру
•ощии электронный микроскоп А И Ковалев В А Линник)
а — сталь Н8К14М18Т с интерметаллидным упрочнением закален
ная с 1200 °C твердость 40 HRC а <2 5 МДж/м2 чашечный излом
б — то же после старения твердость 68 HRC а < 0 3 МДж/м2
в — сталь Р9М4К8 с карбидным упрочнением изготовленная методом
ЭШП и прокатанная из слитков в прутки диаметром 25 мм (закален
иые с 1220 °C отпущенные при 560 °C три раза, твердость 66 HRC,
« < 0 2 МДж/м2) хрупкий интеркристалли 1еский излом
Вязкость качественно зависит от большинства факторов, влия-
ющих на прочность. Она снижается с увеличением размеров
зерна, ростом количества карбидов, ухудшением условий их
распределения, состояния границ зерен и с повышением твердо-
сти. Однако вязкость более структурно чувствительное свойство
и в количественном отношении влияние этих причин на вязкость
проявляется сильнее. Особенно значительно это различие при:
Рис. 29. Ударная вязкость
стали X (а) н инструменталь-
ной стали с твердостью
60 HRC (б) в зависимости от
температуры испытания (дан-
ные А. Т. Евтушенко,
В. Ф. Моисеева, Ю. А. Гел-
лера);
1 — сталь 7ХГ2ВМ; 2 —
5ХНВ; 3 — Х12М
Рис. 30. Ударная вязкость
(пн) нетеплостойкой стали
6ХЗФС в зависимости от ко-
личества остаточного аусте-
нита (А) (А. Т. Евтушенко
и Ю. А. Геллер)
а) образовании первых порций вторичных карбидов, т. е. при пере-
ходе от эвтектоидных к заэвтектоидным сталям и б) развитии
дисперсионного твердения, протекающего при отпуске и опреде-
ляющего состояние границ зерен. При одинаковой величине
зерна вязкость вольфрамо-молибденовых быстрорежущих сталей,
у которых при отпуске выделяется меньше карбидов по границам
зерен, на 60—80 % больше, чем у вольфрамовой стали Р12 (см.
рис. 252). Прочность этих же сталей снижается меньше (см. рис. 205).
Рост зерна, а также увеличение концентрации углерода в мар-
тенсите также сильнее снижают вязкость, чем прочность. Уже
при >0,3—0,4 % С наблюдается заметное ухудшение вязкости,
тогда как прочность продолжает еще возрастать (рис. 30).
60
Имеется, однако, и отличие в изменении вязкости и прочности.
Остаточный аустенит (если он не превращается на холоду) повы-
шает вязкость (рис. 31), но, как показано на рис. 111, снижает
прочность. Это другая причина, по которой отпуск, вызывающий
дисперсионное твердение и почти полностью превращающий аусте-
нит, резко снижает вязкость и мало изменяет прочность (см.
рис. 227).
Рис. 32. Влияние глубины (L) и радиуса (R)
надреза образцов иа ударную вязкость ста-
ли ХВГ (пруток диаметром 20 мм, закалка
с 850 °C, в масло) в зависимости от темпера-
туры отпуска (Ю. Е. Седов и Ю. А. Геллер):
Рис. 31. Ударная вязкость (си) образцов
стали с 1,2 % Сг и 0,2 % V при изгибе в за-
висимости от содержания углерода; закалка
на мелкое зерно и отпуск при 150— 200 °C
(58—59 HRC) (/) и при 300 °C (52 — 54 HRC)
[2] (А. Т. Евтушенко)
В п. 8 указывалось, что у ста-
лей при высокой твердости не
наблюдается зависимости между
вязкостью и твердостью. Это со-
храняется и при понижении их
твердости (рис. 32). Улучшение
вязкости, которое можно было
Номер кри- вой L, мм R, мм Н адрез
1 2 0,5 Мснаже
2 0,5 1.0 >
3 1.0 1.0 »
4 2,0 1.0 »
5 2,0 0,05 V-образный
бы ожидать, выражено менее
сильно у заэвтектоидных и ледебуритных сталей, а также у вы-
соколегированных эвтектоидных. Снижение твердости с 63—65
до 50—52 HRC (и несколько ниже), происходящее в результате
значительного уменьшения концентрации углерода в сс-фазе,
сопровождается ростом количества выделяющихся карбидов,
охрупчивающее влияние которых, как правило, остается пре-
обладающим.
61
Для повышения вязкости при сохранении высокой твердости
необходимо получение возможно более мелкого зерна, в том числе
соответствующим легированием (и введением микродобавок) и,
кроме того, для сталей: теплостойких улучшение состояния гра-
ниц зерен достигается легированием молибденом, а для нетепло-
Таблица 12 Влияние надреза
образца на вязкость стали X с разной
твердостью (Я. Р. Раузин)
7 вердость HRC Ударная вязкость, МДж/м2, образцов
с надрезом типа Меиаже аИ без надреза а
62,5—63 0,03—0,05 0,2—0,25
60,5—61 0,07—0,09 0,25—0,3
58,5—59 0,05—0,07 0,35—0,4
балл 2) с 0,3 до 0,18—0,2 и до 0,
стойких — легированием нике-
лем, снижающим порог хладно-
ломкости (см. п. 61, 86).
Вязкость следует опреде-
лять при ударном изгибе об-
разцов стандартных размеров:
а) без надреза г; в этом случае
значения вязкости выше, что
повышает точность испытания
(табл. 12 и рис. 32) и б) при
небольшой энергии удара
(50 Н -м). Ее абсолютная вели-
чина снижается при увеличении
энергии удара; для быстроре-
жущих сталей Р18 (карбидный
14—0,18 МДж/м2 при увеличении
энергии удара с 50 до 100 и 300 Н-м соответственно.
Не нашли широкого применения определения вязкости при
ударном кручении как из-за сложности испытаний, так и из-за
того, что для многих структурных состояний они не приносят
новых данных к получаемым для удара с изгибом. При ударном
кручении главное различие наблюдается в оценке процесса вы-
деления дисперсных карбидов из мартенсита; в этих испытаниях
не наблюдается резкого снижения вязкости, получаемого в удар-
ных испытаниях с изгибом (см. рис. 232).
О сопротивлении динамическим нагрузкам сталей
повышенной вязкости
Вязкость эвтектоидных сталей, особенно с мелким зерном,
возрастает с уменьшением твердости ниже 52—55 HRC (см.
рис. 169); необратимая отпускная хрупкость (характерная для
конструкционных сталей при отпуске на твердость 45—48 HRC)
выражена у этих сталей меньше из-за относительно равномерного
распада мартенсита по границам и в объеме зерна при обработке
на эту твердость. Вязкость эвтектоидных сталей при 45—48 HRC
составляет —0,25 МДж/м2 для менее легированных и >0,3 МДж/м2
при большем содержании вольфрама, хрома (и кремния), ''ч -
Порог хладноломкости этих сталей при твердости 45—48 HRC
также лежит выше >20 °C, несмотря на их большую вязкость
(см. рис. 171) по сравнению со сталями высокой твердости.
1 Ударная вязкость, определенная таким способом, обозначена через а.
62
Лишь у полутеплостойких штамповых сталей, легированных
никелем (40—45 HRC), порог хладноломкости смещается к более
низким температурам. Для таких сталей оправдывается постро-
ение сериальных кривых вязкость — температура испытания.
Для менее легированных сталей понижение твердости с 55—58
до 40—45 HRC сопровождается заметным ростом вязкости.
Вязкость («„) полутеплостойких и теплостойких штамповых
сталей важнее определять при -|20 °C и при высоких температу-
рах (см. рис. 292) на стандартных образцах (с надрезом по Ме-
наже).
13. Теплостойкость (красностойкость)
Под теплостойкостью (красностойкостью 1 ) понимают спо-
собность стали сохранять при нагреве рабочей кромки, возника-
ющем в эксплуатации, структуру и свойства, необходимые для
резания или деформирования,
достью — важнейшее свойство
быстрорежущих и штамповых
сталей для горячего деформи-
рования (и форм литья).
Теплостойкость нужна также
для сталей, которые следует
отпускать на вторичную твер-
дость (при 500—550 °C) для по-
вышения предела текучести
(см. рис. 18). Кроме того, тепло-
стойкость — важное техноло-
гическое свойство, определя-
ющее способность стали со-
хранять свою структуру при
нагреве, возникающем при шли-
фовании (заточке).
На рис. 33 показана твер-
дость быстрорежущих сталей,
измеренная при нагреве («го-
рячая» твердость) и после
Теплостойкость наряду с твер-
Рис. 33. Влияние температуры нагрева на
твердость быстрорежущей стали (закалка
на мелкое зерно, тройной отпуск при 5бО°С)
(IO. А. Геллер и Ю. Г. Иванов):
штриховые линии — при 20 °C (после на-
грева), сплошные линии — вовремя нагрева
охлаждения с этих температур
(«холодная» твердость). Можно наблюдать две температурные
области, сильно различающиеся в процессе изменения горячей
и холодной твердости.
Первая область отвечает нагреву до 550 —600 °C (в зависимости
от состава стали). Холодная твердость после нагрева остается
Понятие «красностойкость» было введено раньше для характеристики бы-
строрежущей стали, как сохраняющей свои свойства при температурах красного
каления (600 °C). Для сравнительной характеристики разных инструментальных
сталей, сохраняющих свои свойства при более низком пли более высоком нагревах,
точнее термин «теплостойкость»
63
Неизменной по сравнению с ее исходными значениями; это сви-
детельствует о том, что структура стали при указанных темпера-
турах не изменялась.
Горячая твердость при таком нагреве уменьшается, но еще
незначительно и почти пропорционально повышению темпера-
туры. Снижение твердости при нагреве до 550 °C составляет 30—
40 HV на каждые 100 °C. В связи с этим твердость, которую бы-
строрежущая сталь сохраняет при 500 °C, достаточно высокая:
750 HV (60 HRC) для стали Р18. Поэтому и износостойкость стали
почти не уменьшается.
Снижение горячей твердости при 200—550 °C вызвано раз-
упрочнением при нагреве, являющимся обратимым процессом.
Интенсивность разупрочнения почти не различается для быстро-
режущих и штамповых сталей; она мало зависит от изменения
состава твердого раствора и фаз — упрочнителей при условии
закалки с температур, обеспечивающих необходимое насыщение
твердого раствора легирующими элементами и теплостойкость
стали. Горячая твердость в небольших пределах зависит от:
а) исходной твердости; поскольку разупрочнение развивается
почти в прямолинейной зависимости от температуры, то сталь
с большей исходной твердостью сохраняет и более высокую твер-
дость при нагреве до 500—550 °C; б) количества, размеров и рас-
пределения карбидов (интерметаллидов), так как их частицы
немного задерживают обратимое снижение твердости. Сталь с боль-
шим количеством карбидов, особенно мелких и равномерно рас-
пределенных, сохраняет немного более высокую твердость (на 30—
50 HV при 500 °C) и имеет несколько лучше режущие свойства
при таком нагреве, т. е. при резании с умеренной ско-
ростью.
Вторая температурная область отвечает нагреву выше 550—
600 °C. Она характерна резким снижением горячей (на 300—-
400 HV на каждые 100 °C) и холодной твердости, происходящим
пропорционально с повышением температуры. При снижении
твердости до 59—60 HRC происходит скачкообразное нарастание
износа режущей кромки и почти полная потеря режущих свойств
(так называемая «тепловая посадка»). Снижение твердости вызвано
прежде всего развитием необратимых процессов, изменяющих
структуру стали: распада твердого раствора -— мартенсита и коа-
гуляции дисперсных фаз-упрочнителей, выделившихся при пред-
шествовавшем отпуске. При большем приближении к температу-
рам фазового превращения наступает значительное разупрочнение
металлической основы.
Теплостойкость сталей с карбидным упрочнением определяется
главным образом свойствами основы, так как количество и тип
выделяющихся карбидных частиц сравнительно мало различаются
при изменении состава стали.
Отсюда справедлив важный вывод 125] о том, что температура
начала необратимого разупрочнения определяется составом
64
меньшей способности к коагуля-
Рис 34. Зависимость горячей твердости от
отношения температуры испытания к сред-
ней температуре а > у преир нцення [25 J
1вердою раствора и связана следующей зависимостью с темпера-
турой начала превращения: Т|11П. р13упроч » 0,7 0,8Т)1(Ч. превр (К).
Таким образом, чем выше температуры фазовою превращения
данной стали, тем больше ее теплостойкость (рис. 34).
У сталей с интерметаллидным упрочнением сильнее влияние
выделяющихся частиц фаз-упрочнителей. Эти частицы могут
эффективнее задерживать общее разупрочнение стали из-за их
больших дисперсности, отличия в кристаллогеометрическом строе-
нии от металлической основы и
цпи при нагреве (см. и. 104).
Поэтому теплостойкость таких
сталей может быть выше или
равной теплостойкости сталей
с карбидным упрочнением и
при более низкой температуре
превращения а-раствора. Есте-
ственно, что при повышении
температуры превращения теп-
лостойкость дополнительно воз-
растает.
Теплостойкость и прочность
(а также вязкость) изменяются,
как правило, неодинаково.
Увеличение теплостойкости до-
стигается значительным леги-
рованием стали, созданием до-
статочного количества фаз —
упрочннтелей и сильным повы-
шением температур закалки,
что позволяет создать более на-
сыщенный твердый раствор. Эго
понижает прочность и вязкость.
Естественно, что зависимость между теплостойкостью стали
нее стойкостными свойствами должна быть весьма значительной.
Однако она не может быть однозначной для всех условий обра-
ботки. Эта зависимость справедлива для сравнительно одинаковых
условий эксплуатации, в первую очередь для резания (или дефор-
мирования), близких по свойствам материалов. В таких случаях
возрастанию теплостойкости отвечает повышение стойкости ин-
струментов, если одновременно заметно не снижаются характе-
ристики прочности, вязкости и теплопроводность. Например,
увеличение теплостойкости с 610—615 до 640—650 °C, достигае-
мое легированием кобальтом, позоляет повысить стойкость режу-
щих инструментов при обработке аустенитных сплавов в два-
три раза. Эта зависимость не соблюдается столь же надежно при
относительно небольшом снижении механических свойств, при
замене обрабатываемого материала и значительном изменении
ею свойств.
3 1 с i к р ю.
65
Равным образом, эта зависимость может быть недостаточно
надежной для штампов и форм при изменении условий охлажде-
ния; их стойкость при ускорении охлаждения определяется кроме
того разгаростойкостью.
On ределен ие теплосто йкост и
Теплостойкость как тепловое свойство определяют по темпе-
ратуре нагрева, при которой начинает интенсивно развиваться
необратимое изменение структуры и свойств, приводящее к замет-
ному ухудшению стойкости инструментов.
Теплостойкость быстрорежущих сталей целесообразно опре-
делять измерениями холодной твердости. Они просты в выполне-
нии и в то же время (как и из-
Рис. 35. Диаграмма теплостойкости быстро-
режущей стали Р18 (закалка с 1280 °C, в
масло и отпуск при 560 °C 3 раза; балл кар-
бидной неоднородности 3)
мерения горячей твердости)
выявляют влияние состава
стали и ее термической обра-
ботки. Теплостойкость характе-
ризуют температурой, до кото-
рой сталь после нагрева сохра-
няет твердость 60 HRC (рис. 35).
При меньшей твердости бы-
строрежущие стали не исполь-
зуют из-за резкого снижения
износостойкости.
Для определения теплостой-
кости образцы после закалки и
отпуска по нормальному режиму
или но режиму, влияние кото-
рого надо изучить, дополнительно нагревают 4 ч до температур,
при которых ожидается развитие необратимого разупрочнения:
при 600, 625 и 650 °C (стали с карбидными фазами) и при 625, 650,
675, 700 и 725 °C (стали с интерметаллидным упрочнением).
В заводских условиях для контроля качества поставляемой
стали или выполненной термической обработки ограничиваются
сокращенным испытанием. Образцы (или проверяемые инстру-
менты) нагревают 4 ч при одной температуре (625 °C); при этом
твердость не должна быть ниже указанной в табл. 94.
Для повышения точности испытания и возможности сравнения
с другими литературными данными одновременно нагревают
образцы-эталоны из стали Р18 (закалка с 1290 °C в масло, отпуск
при 560 °C, 3 раза по 1 ч).
Предложен 126] еще более краткий способ определения тепло-
стойкости: нагревом закаленной и неотпущенной стали при 675 °C
в течение 30 мин. Получаемые значения твердости не отличаются
от определяемой нагревом при 625 °C, 4 ч для закаленной и отпу-
щенной стали.
Горячую твердость определяют реже; дги данные нужны
преимущественно для характеристики поведения в условиях обра-
66
тпмого разупрочнения ниже 500—550 °C, возникающего при реза-
нии с меньшей скоростью. Значения горячей твердости, указывае-
мые разными авторами, не совпадают из-за недостаточной точности
различных методов измерения (вдавливанием алмазного конуса
или стального шарика). Более надежны измерения вдавливанием
алмазной пирамиды при нагреве образцов в вакууме с выдержкой
после нагрева 10 мин под нагрузкой в течение 30 с. В книге при-
водятся эти уточненные данные.
Теплостойкость штамповых сталей определяют также по изме-
нению холодной твердости. Теплостойкость характеризуют по
температуре, при которой может наступить заметное снижение
сопротивления пластической деформации и смятие рабочих гра-
ней штампов. Этот процесс развивается с уменьшением предела
текучести при нагреве ниже 950—1000 МПа. Такому состоянию
соответствует холодная твердость 48—50 HRC. Поэтому тепло-
стойкость определяют по предельной температуре, после нагрева
до которой в течение 4 ч сталь сохраняет твердость 45 или
50 HRC *\
Температуры нагрева принимают: 575, 600, 625 °C (стали
умеренной и повышенной теплостойкости), 650 675, 700 °C (стали
высокой теплостойкости) и 400, 450 и 500 °C (для полутеплостой-
ких сталей),
Для более полной характеристики штамповых сталей целесооб-
разно также определять теплостойкость в горячем состоянии при
испытаниях на растяжение по температуре нагрева с выдержкой
4 ч, после которой сталь сохраняет предел текучести 1000 МПа.
Одновременно измеряют относительное удлинение и сужение
и определяют ударную вязкость (на образцах с надрезом). Эти
данные позволяют характеризовать и раз га ростой кость.
Значения теплостойкости инструментальных сталей
Теплостойкость, определяемая этим методом, в зависимости
от состава у различных сталей неодинакова.
У быстрорежущих сталей (для твердости 60 HRC) она состав-
ляет 580—650 °C при карбидном упрочнении и 625—725 °C при
пнтерметаллидпом; у штамповых сталей (для твердости 45 HRC)
580—720 СС при карбидном упрочнении и 550—600 °C при интер-
металлидном упрочнении с мартенситной основной и до 800—
825 гС с аустенитной.
14. Разгаростойкость
Разгаростойкость (сопротивление термической усталости) ха-
рактеризует устойчивость стали против образования поверхност-
ных трещин при многократном нагреве и охлаждении. Это — важ-
*1 Для полутеплостойких сталей принимают более низкую твердость 45 HRCt
3
67
ное свойство штамповых сталей —- теплостойких и полутепло-
стойких.
Рабочие слои штампов и форм при каждом нагреве и охлажде-
нии испытывают объемные изменения, вызывающие напряжения
в поверхностном слое и в зоне перехода к нижележащим слоям.
Под действием накапливающихся напряжений образуются сна-
чала не наблюдаемые глазом микроскопические трещины. Разгаро-
стойкость зависит от скорости дальнейшего развития трещины.
У более пластичных и одновременно прочных сталей (сохраня-
ющих ее при нагреве, т. е. теплостойких) они распространяются
медленно и переходят в мелкие, отчетливо видимые неориенти-
рованные трещины разгара и затем в сетку трещин, постепенно
увеличивающуюся в глубину и ширину. У более хрупких сталей
(хотя бы и сохраняющих повышенную прочность при нагреве)
скорость развития трещины больше; в них быстро возникают про-
дольные глубокие трещины, могущие вызывать поломку штампа.
Деформируемый металл затекает, кроме того, в трещины, что
способствует их расширению и ускоряет разрушение штампа.
Значительно влияние условий охлаждения. Образование тре-
щин резко усиливается при интенсивном охлаждении; особенно
для менее вязкой стали. Применение внутреннего охлаждения
штампа улучшает разгаростойкость.
На образование трещин разгара влияют и дополнительные
причины: а) взаимодействие поверхностного слоя с обрабатывае-
мым материалом. Роль этого фактора меньше в работе штампов,
т. е. при деформировании нагретого, но твердого металла, и зна-
чительна при литье или штамповке жидких металлов. В резуль-
тате взаимодействия изменяется состояние поверхностных слоев
формы и в них могут возникать хрупкие химические соединения,
которые становятся дополнительными очагами возникновения
трещин; б) величина коэффициента теплового расширения штам-
повой стали, изменяющегося в зависимости от состава стали
(см. п. 15); чем ниже коэффициент теплового расширения, тем
выше разгаростойкость; в) теплопроводность стали; улучшение
условий отвода тепла немного улучшает устойчивость против
разгара; г) форма штампов; растягивающие напряжения и более
значительные по величине возникают на выпуклой и меньше —
на плоской и особенно на вогнутой поверхности штампа; д) по-
верхность штампа. Разгаростойкость улучшается при повышении
чистоты поверхности (особенно от класса 4—5 к классу 7—8).
Методы определения разгаростойкости
Чаще используют цилиндрические образцы, как более чувстви-
тельные к образованию трещин; их многократно нагревают и
охлаждают. Температуры нагрева выбирают близкими к возни-
кающим в рабочем слое штампа (но не выше AcJ.
Используют один из следующих способов испытаний.
68
По первому способу воспроизводят тепловой режим, который
испытывают поверхностные слои штампа. Образцы сравнительно
большого диаметра (20 мм) и длиной 50—60 мм нагревают на
высокочастотной установке на глубину 1,2—1,5 мм. Нагрев
и охлаждение (спрейером) — автоматические и регулируются
реле времени.
Через каждые 15—25 циклов образец снимают для наблюде-
ния образовавшихся трещин. Разгаростойкость определяют либо
но числу циклов до образования первой трещины в случае испыта-
ния сталей повышенной теплостойкости, либо по их суммарной
длине за такое же число циклов при испытании сталей разной
теплостойкости, в том числе и полутеплостойких. Правильнее
оценивать разгаростойкость по протяженности трещин; это лучше
характеризует сопротивление стали их развитию.
Рекомендуется (Ю. А. Геллер и Е. С. Голубева) кратковремен-
ное (4 с) охлаждение в воде, при котором нижележащие слои
образца охлаждаются неполностью, а поверхностные немного разо-
греваются до 150—180 °C за счет тепла, притекающего изнутри.
В этом случае напряжения при последующем нагреве оказываются
большими, стойкость против разгара уменьшается и число циклов
испытания (нагрева и охлаждения) может быть меньше, чем при
полном охлаждении образца.
По второму способу 1271 многократный нагрев совмещают
с приложением растягивающей нагрузки 150 МПа. В этом случае
нужны образцы небольшого диаметра: 2,5 — 3 мм и длиной
80 мм; их нагревают по всему сечению контактным способом.
В испытаниях ие воспроизводится полностью тепловой режим,
указанный для первого способа.
Разгаростойкость характеризуется числом циклов нагрева до
образования первой трещины. Она обычно поперечная и легко
обнаруживается по резкому возрастанию напряжений и светлой
полоске около трещины, возникающей в результате значитель-
ного перегрева.
Для характеристики разгаростойкости стали в формах литья
под давлением (или жидкой штамповки) следует учитывать влия-
ние коррозии в поверхностных слоях, зависящую от свойств
жидкого металла.
Образцы диаметром 20 мм и длиной 50 мм многократно нагре-
вают в жидком металле того состава, для которого предназна-
чаются данные формы; охлаждение выполняют, как было ука-
зано выше (Ю. А. Геллер, Е. С. Голубева, О. И. Николаева).
Зависимость между разгаростойкостью, структурой
и механическими свойствами
Определения разгаростойкости трудоемки и сложны. Важно
поэтому определение зависимости между разгаростойкостью, струк-
турой и другими свойствами стали. Она может быть также уста-
69
новлена для работы штампов, т. е. при отсутствии существенного
химического взаимодействия с нагретым металлом.
Для более частого случая — нагрева рабочего слоя штампа
ниже Л1 — главные структурные факторы, определяющие разга-
ростойкость, следующие: а) однородность строения металличе-
ской основы. Поскольку твердость стали в готовом штампе должна
быть чаще в пределах 45—5() HRC (см. п. 111), то такой структу-
рой является троостит; в присутствии избыточных фаз; участков
феррита (в некоторых сталях с пониженным содержанием’угле-
рода) или карбидов разгаростойкость снижается из-за возник-
новения при нагреве и охлаждении дополнительных напряжений
на границах раздела этих фаз.
Отрицательное влияние феррита, снижающего также и проч-
ность, резко усиливается, если его более 10—15 % (Т. Г. Сага-
деева).
Равным образом карбидные (или интерметаллидные) фазы,
в присутствии которых повышаются теплостойкость и сопротив-
ление пластической деформации, сильно снижают разгаростой-
кость, если количество их значительно (более 5—8 %) и они
крупные и неравномерно распределены в структуре. Лучшая
разгаростойкость по этим причинам у эвтектоидных сталей;
б) величина зерна. Снижение пластичности и вязкости при полу-
чении крупного зерна уменьшает способность к перераспределе-
нию возникающих напряжений. Естественно в связи с этим, что
устойчивость против возникновения и особенно распространения
трещин разгара возрастает с увеличением вязкости и пластич-
ности; в) сопротивление пластической деформации (предел те-
кучести). С его ростом (но при равной вязкости) разгаростой-
кость выше.
Несмотря на то что число этих факторов значительно, можно
при соблюдении указанных ниже условий характеризовать раз-
гаростойкость качественно по изменению одного свойства —
вязкости. Это справедливо для основной группы штамповых
сталей — теплостойких и полутеплостойких. Можно обосновано
считать, что чем выше вязкость этих сталей, тем лучше и разга-
ростойкость. В каждой из этих групп стали имеют одинаковую
структуру и близкую теплостойкость, а следовательно, и почти
одинаковое сопротивление пластической деформации при нагреве.
Различия в коэффициенте теплового расширения этих сталей
также незначительны (см. табл. 14).
Вязкость этих сталей возрастает почти прямолинейно с повы-
шением температуры (см. п. 108, 110). Это позволяет сравни-
вать разгаростойкость по значениям вязкости: при 600 и 650 °C
для сталей повышенной теплостойкости и при 400—500 °C для
полутеплостойких или для всех этих сталей несколько менее
точно при 20 °C.
Поскольку вязкость очень чувствительна к изменению струк-
туры (росту зерна, количества фаз—упрочпителей), то изменение
70
структуры при указанных выше условиях в одинаковой степени
влияет на вязкость и на разгаростойкость \
Разгаростойкость ухудшается при повышении твердости, осо-
бенно выше 48—50 HRC, если это сопровождается существенным
снижением вязкости.
Имеется и другое мнение 151, 1881, согласно которому раз-
гаростойкость зависит не от вязкости, а главным образом от проч-
ности при нагреве (теплостойкости) и чувствительности к окис-
лению.
Между разгаростойкостыо и теплостойкостью нет однозначной
зависимости. Рост теплостойкости, если он создается увеличением
количества фаз-упрочнителей, сопровождается ухудшением раз-
гаростойкости. Вместе с тем при рациональном легировании (см.
и. НО) разгаростойкость может быть выше у более теплостойкой
стали, сохраняющей при нагреве большие прочностные свойства
при удовлетворительной вязкости. Кроме того, при повышенном
легировании металлической основы снижается коэффициент тепло-
вого расширения (см. табл. 14).
Зависимость между разгаростойкостыо и состоянием стали при
нагреве выше определяется прежде всего величиной объемного
эффекта, возникающего при фазовом превращении. Разгаростой-
кость лучше у сталей с более высокими температурами а у-
превращения и, следовательно, с меньшим содержанием углерода;
в присутствии феррита, как не участвующего в фазовом превра-
щении, разгаростойкость может возрастать.
Для сталей, используемых в прессформах и для жидкой штам-
повки, нет такой же надежной зависимости между разгаростой-
костью и вязкостью. Возникновение трещин может определяться
развитием эрозии и коррозии и «расклинивающим эффектом»,
создаваемым жидким металлом, затекающим в образующиеся
трещины. Устойчивость против разгара возрастает для стали,
сочетающей стойкость против коррозии с теплостойкостью.
15. Физические свойства
Из физических свойств главное значение для инструменталь-
ных сталей имеют теплопроводность, тепловое расширение, коэф-
фициент трения, а также адгезия.
Физические свойства, не влияющие на поведение инструментов
в эксплуатации, но изменения которых используются для харак-
теристики многих превращений и свойств, а также для контроля
качества термической обработки, приводятся в гл. III—XI.
Повышенная намагниченность насыщения может быть техно-
логическим свойством; опа нужна в инструментах, шлифуемых
на магнитных столах.
1 Отсюда следует, чго улучшение вязкоши, достшаемое электрошлаковым
переплавом или вакуумированием (или же спеканием) и особенно, при меньшей
карбидной неоднородности, увеличивает устойчивость против раз,ара.
71
Теплопроводность
Температуры в рабочей кромке в одинаковых условиях реза-
ния или деформирования, естественно, меньше при повышенной
теплопроводности из-за более интенсивного отвода тепла в ниже-
лежащие слои. Это повышает стойкость инструментов, уменьшает
схватывание и позволяет форсировать режимы эксплуатации \
Различие в теплопроводности инструментальных сталей в за-
висимости от состава может достигать 30—50 % (табл. 13).
Таблица 13. Теплопроводность инструментальных сталей
(закалка с температур, сохраняющих мелкое зерно балла 10)
Сталь Термическая обработка Теплопроводность, Вт/(м-°С) при температурах, °C
100 200 300 400 500
Углеродистая Отжш 44,0 — — —
У12 Закалка с 800 °C 34,2 — — — —
Отпуск 150 °C 35,2 — — — —
Быстрорежущая ОтЖИ! 26,8 — — — —
Р18 |55, 56] Закалка с 1280 °C 18,5 19,3 20,6 — —
Отпуск 560 °C 20,2 22,4 23,7 25,0 —
То же Закалка с 1240сС и отпуск 560 °C 23,7 24,6 25,9 26,4 28,5
То же, кобальтовая типа Закалка с 1260 ПС 17,2 19,3 22,4 25,9 —
Р15ХЗК5 (56] Отпуск 560 °C 25,5 22,8 32,5 32,5 37,0
Штамповая типа ЗХ2В8Ф [57| Закалка и отпуск 650 °C ’— — — 30,8 27,7
У большинства сталей, сохраняющих после отпуска легиро-
ванный а-раствор, теплопроводность при 300—700 °C ниже, чем
у углеродистых сталей. Она определяется главным образом со-
ставом металлической основы; упрочняющие фазы, распределен-
ные в виде включений, т. е. в катаной (кованой) стали, мало изме-
няют теплопроводность.
Изменение состава а-раствора сильнее влияет на температур-
ный коэффициент теплопроводности; поэтому теплопроводность
разных сталей заметно различается при более высоких, чем при
более низких температурах (см. табл. 13).
Для теплостойких сталей (в отличие от углеродистых и менее
легированных) характерно возрастание теплопроводности с по-
вышением температуры в пределах, не вызывающих значитель-
ного снижения легированности а-раствора. В связи с этим не
наблюдается количественной зависимости между теплопровод-
ностью и электропроводностью при изменении температуры.
1 Улучшаются и некоторые технологические свойства: снижается чувстви-
тельность к трещинам при быстром нагреве и охлаждении при закалке, а также
при шлифовании.
72
С ростом теплопроводности может наблюдаться снижение элек-
тропроводности, что не позволяет оценивать теплопроводность
этих сталей более простыми измерениями электропроводности.
Тепловое расширение при нагреве и охлаждении
Коэффициент линейного расширения инструментальных ста-
лей изменяется в зависимости от их состава в достаточно больших
пределах: от (9,5—10,2)106 у многих теплостойких до (14—
14,2)1 О'5 при 250—350 °C у углеродистых и менее легированных
(табл. 14). Это вызвано тем, что хром, вольфрам, молибден и осо-
бенно никель и кобальт \ если они присутствуют в a-фазе, умень-
шают коэффициент линейного расширения. Однако и у углеро-
дистых сталей коэффициент линейного расширения значительно
ниже, чем у аустенитных сплавов, у которых он достигает (18—
25)106.
Таблица 14. Коэффициент линейного расширения инструментальных
сталей
Сталь Коэффициент линейною расшире- ния (х 10е) в интервале температур, °C
100- 250 250-350 350—600 | 600-700
П олутеплостойкие повышенной вязкости
5ХНМ 12,5 14,1 14,2 15
5ХНСВ 12,5 14,1 14.6 16,5
30Х2МФ11 12,7 14,2 15,6 15,8
Полу теплостойкие высокой твердости
Х6ВФ 10,3 11,0 12,8
Теплостойкие повышенной вязкости
Повышенной теплостойкости
ЗХ2В8Ф ЗХ2В8Ф ф 3 % Со 10,3 1 9,7 1 13,0 13,2 13,3
Высокой тепл о с тонкое т и
Типа 2Х12В7К5 1 I 9,7 I Ю,1 1 10,7 1 | И,2
2Х8В6М2К7 9,5 1 Ю,2 11,5 | 11,8
Теплостойкие высокой твердости
Р18 1 — I и,з 1 12’6 1 12,7
Р9К10 10,3 10,6 11,7 11,8
Примечание. Коэффициент расширения (X 10") в интервале 20—250 °C со-
ставляет: 14,3 —14,5 для феррита; 12,8 для феррита с 3,5 % Сг; 12,5 для цементита; 11.8
Для углеродистых сталей с 0,3 % С н 11,7 с 0,55 % С; 11,5 с 0,8 % С; 11,12 с 1,08 % С
и 11,05 с 1,25 % С.
1 Для никеля и кобальта эго связано также с создаваемым ими магнито-
стрикционным эффектом.
75
Тепловое расширение и сжатие при нагреве и охлаждении
рабочей кромки инструмента, возникающее в эксплуатации, уси-
ливает напряжения и влияет на разгаростойкость, а происходя-
щее при термической обработке способствует росту деформации.
Объемные изменения и возникающие напряжения у сталей
с небольшим количеством карбидов определяются коэффициентом
линейного расширения металлической основы (см. табл. 14).
У сталей с большим количеством карбидов они зависят, кроме
того, от различий коэффициента теплового расширения металли-
ческой основы и карбидных фаз. Объемные изменения больше
Рис. 36. Коэффициент ли-
нейного расширения ферри-
та, аустенита и карбида МсС
быстрорежущей стали Р18
в зависимости от температу-
ры нагрева [5]
в температурной области а -> у-превращения. Для карбида
хрома они достигают 30 %; для карбида вольфрама (М6С) это
показано на рис. 36. Эти различия усиливают анизотропию де-
формации (см. п. 23), создаваемую закалкой.
Таким образом, теплопроводность и коэффициент линейного
расширения изменяются различным образом в зависимости от соз-
даваемой структуры. Повышению концентрации легирующих
элементов в сс-фазе отвечает уменьшение теплопроводности и,
наоборот, рост теплового расширения.
Коэффициент линейного расширения является также и техно-
логическим свойством: его величину следует учитывать при выборе
стали для инструментов: двухслойных (см. и. 23) и некоторых
составных.
О коэффициенте трения (при скольжении)
При уменьшении коэффициента трения при скольжении (виде
трения, наиболее характерного для работы большинства инстру-
ментов) возрастает их стойкость за счет происходящего менее
интенсивного выделения тепла в процессе резания п деформирова-
ния и снижения интенсивности адгезии и налипания обрабатывае-
мого материала, особенно мягкого, на рабочую поверхность.
Величина коэффициента трения зависит при прочих одинаковых
условиях 1 от структурного состояния инструментальной стали
и от свойств обрабатываемого материала.
1 Рассмотрение этих важных условий (скорости перемещения, проскальзыва-
ния, роли смазки, состояния поверхности и др.) не входит в задачи данной книги.
74
Воздействие структурного состояния, как показывают испыта-
ния (Ю. А. Геллер), определяется теми процессами, которые влияют
на твердость стали, и ролью частиц фаз-упрочнителей.
С повышением твердости рабочего слоя инструмента (если
твердость обрабатываемого материала сохраняется почти не-
изменной) коэффициент трения уменьшается. Его снижение про-
текает непрерывно при возрастании твердости почти до предель-
ных значений. Коэффициент при трении ролика из быстрорежу-
щей стали Р6М5 по достаточно твердой стали (40 HRC) умень-
шается значительно: с 0,6 до 0,45 в случае повышения твердости
с 48 до 65 HRC и до 0,40 при повышении твердости до 68 HRC.
Он продолжает уменьшаться до 0,35 при дальнейшем повышении
твердости, создаваемом цианированием (азотированием), т. е. при
создании в структуре новых количеств фаз-упрочнителей.
Увеличение количества и твердости карбидных фаз сопровож-
дается более значительным уменьшением коэффициента трения.
При повышенных количестве и твердости роль этих фаз стано-
вится преобладающей. Коэффициент трения полутеплостойкой
стали Х12М (—17 % карбидов Л47С3 с твердостью 1500 HV) при
понижении твердости с 62 до 47 HRC возрастает лишь с 0,42
до 0,5 и остается при этом меньше, чем у быстрорежущей стали
(Ю. А. Геллер, А. К. Онегина).
Еще мало изучена роль обрабатываемого материала (некоторые
данные приведены в п. 123). Коэффициент трения уменьшается
при снижении твердости обрабатываемого металла, особенно если
он мало пластичен.
Адгезия (устойчивость против схватывания)
Схватывание, вызываемое образованием металлических свя-
зей в результате диффузии атомов одного металла в другой, при-
водит к свариванию отдельных участков контактирующих по-
верхностей инструмента и обрабатываемого металла. Оно разви-
вается при нагреве выше 650—700 °C, давлениях более 800—
1000 МПа и резко усиливается при контакте с пластичными ме-
таллами.
Схватывание возникает преимущественно у штампов 1. На
их"рабочей поверхности сначала образуются наросты, под дей-
ствием усилий деформирования они вырываются; возникают за-
диры и усиливается трение.
Адгезия (схватывание) может сопровождаться и налипанием
обрабатываемого металла па поверхности штампа.
При деформировании менее пластичных металлов и главным
образом при более низких температурах схватывание уменьшается
1 У режущих ннструменюв схватывание не наблюдается, так как температу-
ры в рабочей кромке при скорое in резания, допустимой для быстрорежущих
счален, не превышают 650—700 °C.
75
в результате: а) повышения прочности и твердости штампа (формы
литья), в частности, с 45—48 до 52—55 HRC (если это не вызывает
снижения разгаростойкости); б) создания в поверхностном слое
большего количества твердых частиц с меньшим коэффициентом
трения — путем азотирования (цианирования) или диффузион-
ного хромирования; это оправдано, если обработка выполняется
при небольших или умеренных давлениях; в) образования за-
щитной пленки (с Сг2О3), более прочной и плотной по сравнению
с окислами железа, а следовательно, при использовании корро-
зпонностойкой стали; больший эффект достигается при работе
с меньшими давлениями, преимущественно в формах литья;
г) усиления отвода тепла, в частности применением внутреннего
водяного охлаждения; д) использования смазок; действие сма-
зок (особенно графитовых) лучше у штампов с двухфазной струк-
турой; схватывание уменьшается, в частности, у штампов из вы-
сокопрочного магниевого чугуна; такое решение возможно при
деформировании с небольшими ударными нагрузками [46].
При деформировании более пластичных металлов, в частности
медных сплавов, и при повышенных температурах возможности
защиты ограничены из-за интенсивного развития схватывания.
Кроме того, слой, создаваемый химико-термической обработкой,
мало устойчив в условиях высокого нагрева.
Схватывание затрудняется (как в случае, рассмотренном
выше) для штампов из стали с двухфазной структурой, когда
в металлической ферритной основе присутствуют, но в повышен-
ном количестве твердые частицы (в частности, для литых штам-
пов). Однако это сопровождается охрупчиванием и применимо
при небольших ударных нагрузках. Лучше поэтому использова-
ние наплавки, в результате которой наплавленный слой имеет
структуру мартенсит и карбиды (см. п. 126).
В присутствии аустенита схватывание (особенно если обраба-
тываются медные сплавы) усиливается из-за большей раствори-
мости в нем меди.
Эффективно также применение штампов с внутренним охлаж-
дением и применение смазок.
Снижение твердости в процессе эксплуатации усиливает схва-
тывание. Необходимо поэтому применение более теплостойких
сталей 1 и покрытий.
Для штампов (форм), используемых при небольших давлениях,
удовлетворительная защита создается образованием защитной
пленки, более прочно связанной со сталью, чем пленка из окислов
железа. В этих случаях оправдано использование коррозионно-
стойких сталей с 10—12 % Сг (см. п. ПО и 112).
Для определения схватывания шлифованные образцы сталей—
инструментальной и обрабатываемой — нагревают в вакууме (для
1 К налипанию менее чувствительны вольфрамовые стали, чем стали, содер-
жащие более 2 % Мо.
76
предотвращения окисления) при температуре 600—700 °C и дав-
лении 1000 МПа, затем после снятия нагрузки и охлаждения
испытывают на сдвиг. За температуру схватывания принимают
naipeB, при котором уже необходимо некоторое усилие для сдвига
образцов. Если схватывания не произошло, то повышают тем-
пературу испытания. Чувствительность к схватыванию характе-
ризуют по величине усилия, необходимого для сдвига данной
пары после нагрева до определенной температуры.
Устойчивость против налипания
Налипание обрабатываемого металла возникает в отличие от
схватывания не только при высоких, но и при более низких тем-
пературах: деформировании в холодном состоянии и резании,
особенно пластичных металлов — низкоуглеродистой стали (же-
сти), многих цветных металлов и металлических порошков.
Налипание при холодной деформации и резании предупреж-
дается увеличением различия в строении, свойствах инструмен-
тальной стали и обрабатываемого металла. Для этой цели рацио-
нально: повышение твердости инструментов, в частности до 65—
66 HRC для режущих, применение цианирования или азотирова-
ния, а ири меньших давлениях — электролитического или диф-
фузионного хромирования.
Кроме того, налипание уменьшается при хорошо шлифованной
поверхности инструмента и, наоборот, резко усиливается при на-
личии прижогов — участков пониженной твердости, возника-
ющих в результате неправильного шлифования (см. и. 129).
Налипание при литье цинковых, магниевых и алюминиевых
сплавов, т. е. металлов с сравнительно низкими температурами
плавления и в условиях небольших давлений, также предупреж-
дается химико-термической обработкой.
Налипание при литье и жидкой штамповке медных сплавов
значительно уменьшается в случаях использования коррозионно-
стойких штамповых сталей и в результате диффузионного хроми-
рования (см. ц. 123).
Предупреждение налипания при горячей деформации, особенно
медных сплавов, более сложно. Необходимы меры, аналогичные
\ казанным выше для устранения схватывания, и использование
жалей с более высокими температурами критических точек.
16. Химические свойства. Взаимодействие
с обрабатываемым материалом
Основным химическим свойством, которое необходимо обес-
печить в рабочей поверхности многих инструментов, является
стойкость против коррозии. Требования, предъявляемые к соз-
данию этого свойства у ряда инструментальных сталей, возра-
жают за последние i оды в свят с необходимостью деформирова-
77
ния при высоких температурах и обработки химически агрессив-
ных материалов. Характер их взаимодействия неодинаков в за-
висимости от состава таких материалов и температур, поэтому
меры защиты рабочей поверхности инструмента должны быть
индивидуальными.
Окалиностойкость
Рис. 37. Окисление стали X (1% С;
1,5 Сг) в зависимости от температуры
nai рева в воздушной среде (выдерж-
ка 60 мин)
Стойкость против окисления в воздушной среде необходима
для штампов горячего деформирования, рабочая кромка которых
нагревается выше 600—650 °C (рис. 37). Устойчивость кромки
и стойкость штампа зависят от со-
става и свойств образующейся окис-
ной пленки.
Пленка окислов железа (Fe2O3),
возникающая в сталях с небольшим
содержанием хрома, — пористая и
легко снимается при трении с обра-
батываемым металлом. Это приводит
к новому окислению, развитию интен-
сивного износа, потере размера ра-
бочей кромки и точности получа-
емых штамповок.
При большем легировании хро-
мом создается более плотная пленка,
длительно сохраняющаяся в экс-
плуатации, препятствующая даль-
нейшему окислению и уменьшающая
схватывание (особенно при отсут-
ствии повышенных давлений).
Достаточное содержание хрома: 5 % для работы при 600—
650 °C, 8 % при 700 -750 °C н 10—12 % при 800—850 °C. Проч-
ность пленки возрастает при дополнительном легировании крем-
нием: 0,8—1,0 % *1.
При более высоких температурах: 900—950 °C, но небольших
давлениях рационально диффузионное хромирование (см. п. 123).
Устойчивость против воздействия химически
агрессивных материалов
Она необходима прежде всего для форм прессования многих
полимеров и инструментов для резания ряда органических мате-
риалов, т. е. для работы при относительно невысоких темпера-
турах: до 200 °C, но повышенном трении.
Основной путь — использование сталей, сочетающих устой-
чивость против коррозии с высокой твердостью и износостой- 11
11 Рекомендации относятся к сылям с содержанием до 0,3—0,4 % С.
78
костью. Это достигается применением сталей с 0,6—1,1 % С и
13—15 96 Ст (см. п. 71). Для форм простой конфигурации при
работе с небольшими давлениями удовлетворительный результат
достигается электролитическим хромированием.
Устойчивость против воздействия жидких металлов
Это свойство необходимо для сталей форм литья под давле-
нием или жидкой штамповки алюминиевых, магниевых, цинковых
и медных сплавов. В поверхностных слоях штамповой стали в слу-
чае более длительного контакта с жидким металлом образуются
хрупкие химические соединения, резко усиливающие образование
трещин разгара.
Меры защиты против коррозии и выбор стали зависят от со-
става и свойств жидкого металла и температуры его заливки.
Для деталей форм литья магниевых и алюминиевых сплавов
удовлетворительная защита создается применением стали с содер-
жанием 8 % Сг. Потеря массы образцов в расплаве алюминия
снижается почти в 10 раз при увеличении содержания хрома
в штамповой стали с 2 до 5 %. Она дополнительно уменьшается
(ио менее интенсивно) при повышении содержания хрома до 7 8%.
Для многих деталей форм эффективная защита создается азо-
тированием (цианированием) штамповых сталей с 5 96 Сг, повыша-
ющим, кроме того, стойкость против эрозии.
Для предупреждения коррозии в расплавах меди содержание
хрома в стали должно быть не ниже 10 96. Кроме того, содержание
молибдена в такой стали не должно превышать 1,5—2 % (Е. С. Го-
лубева, О. Н. Николаева, Ю. А. Геллер).
При использовании штамповых сталей с 4-5 % Сг и 0,3—-
0,4 % С существенное значение приобретает выбор твердости.
Коррозия сильнее при более низкой твердости (35—45 HRC)
и отвечающей ей меньшей концентрации хрома в ос-растворе.
Потеря массы в расплавах алюминия уменьшается в два-три
раза при повышении твердости с 35 до 48—50 HRC.
Полная защита от коррозии и повышение стойкости форм при
отсутствии значительных давлений достигаются применением
диффузионного хромирования.
Устойчивость в условиях кипячения и стерилизации
Она необходима главным образом для медицинских инстру-
ментов. При высокой стойкости в этих средах 1 уменьшается число
переточек и необходимость дополнительного шлифования. Это
достигается легированием хромом. В сталях высокой твердости
1 В гом числе в 6 %-пом водном растворе Но()2 или при нагреве для сушки
при 130—180 °C.
79
с повышенным содержанием vлерода надо соответственно увели-
чивать долю хрома: с 11 —12 "о при 0,1 % С до 14 % при
0,4—0,8 % С и до 18 ?о при 1—1,1 % С (см. п. 71 и 107).
17. Износостойкость
Износостойкость — очень сложное свойство. Оно зависит не
только от структуры и свойств инструментальной стали, но и от
свойств обрабатываемого материала (его твердости, коррозионного
воздействия), а также от коэффициента трения и внешних усло-
вий, при которых происходит изнашивание: температуры в зоне
трения и механических воздействий. При изменении отдельных
из этих условий в свою очередь изменяется износостойкость ин-
струментальной стали.
Из перечисленных внешних причин надо прежде всего учиты-
вать влияние теплового фактора и условий нагружения: величину
динамических нагрузок, давления и роль корродирующего воз-
действия сопряженной пары.
Изнашивание без нагрева 1 (и при отсутствии коррозии)
Изнашивание при небольших динамических нагрузках
В этих условиях, характерных для штампов холодного дефор-
мирования и для резания с пониженной скоростью мягких мате-
риалов, сильно влияют твердость и состав карбидов; умеренную
износостойкость имеют нетеплостойкие стали с карбидом М;1С
и повышенную или высокую — полутеплостойкие с карбидами
М7С3 и МС.
Стали с цементшпным карбидом (умеренной износостойкости)
Поскольку твердость цементита мало отличается от твердости
мартенсита (см. и. 31), то износостойкость возрастает сильнее
при повышении твердости стали, т. е. мартенсита, чем при увели-
чении количества карбида М3С (рис. 38). Она улучшается с уве-
личением твердости сначала значительно и пропорционально
ее росту, а затем замедленно (рис. 39).
Для трения по металлу (качения с проскальзыванием) износо-
стойкость увеличивается при повышении твердости до 50—55 HRC
при небольших давлениях и до 60 61 HRC при больших (рис. 40).
Износ стали X (ШХ15) при трении ролика по ролику (с попереч-
ным перемещением 0,5 мм и давлением 650 МПа) изменялся:
Твердость IIRC..............58,5—59 60,5 -61 62,5—63
Износ, мг/ммг-102 . . ... 2,67 2,47 2,39
1 Нельзя исключать небольшой нагрев до 100 -150 °C, возникающий в зоне
трепня.
80
Влияние твердости и количества карбидов значительнее при
хвеличении нагрузки (см. рис. 41).
Стали с карбидами М7С3 и МС (повышенной и высокой изно-
состойкости). Износостойкость сталей с более твердыми карбидами
Pm. 38. Относительная износостойкость металлов Рис. 39. Потеря массы чаши и ко-
н инструментальных сталей в зависимости от твер- нуса в зависимости от твердости
достп, испытания по корундовому полотну без (стали мартенситного класса) [32]'
нагрева 1 — твердость чаТии, 2 — твердость
конуса
Рис. 40. Износ стали У8 в зависимости
от твердости и нагрузки [34]
Рис 41. Износ ледебуритных сталей с
возрастающим количеством карбидов,
полеченным увеличением содержания
хрома с 12 до 21 % и углерода с 1,2 до
2,5 % С. Стапь литая; твердость 50 —
GO HRC [35]. Трение по штамповой
стали ЗХ2В8Ф, твердость 40 HRC
выше (табл. 15). Она определяется в большей степени количеством
и типом карбидной фазы. Повышение твердости стали (мартен-
сита) с 58 до 63—64 HRC дополнительно улучшает износостой-
кость, но менее значительно, чем сталей с цементитным карбидом.
При увеличении количества карбидов М7С3 с 11 12 % (сталь
Х6ВФ с 1 % С и 6 % Ст) до 14 15 % (сталь Х12М с 1,6 % С
81
Таблица 15 Относительная износостойкость сталей в зависимости
от количества и типа карбидов Испытания по Савину—Шкода
с нагрузкой 150 Н (С А Касымов)
Ста п I вер дость HRC Количество карбидов % (объемы ) Об I ем изношенной лунки мм3
общее в гом числе —
м с3 МС
XI2M 61 16—17 16—17 0 2ь8
Х12М 62 17 17 — 0,263
Х12Ф4М 60 23—25 19—20 4—5 0,117
Х6Ф4 И 60 18 6 12 0 228
Х6Ф4М 62 16—18 9—10 7- 8 0,223
Типа ХЗФ8 62 26—28 13—14 13—11 0,159
» ХЗФ12 62 31—33 12—13 19—20 0 138
Р6М5 =“1 62 22 — 3 0,277
Р6М5 *1 63,5 22 — 3 0,271
** Содср/кат 19 ‘0 (об1емп ) МвС и
и 12% Сг) износостойкость штампов вырубки возрастала в два
раза При увеличении количества этих карбидов до 18—19 %
достигалось повышение износостойкости в тех же условиях испы-
тания еще на 40—50 % (С С. Федосиенко, В Ф. Моисеев и
Ю. А Геллер) Близкие результаты были получены для волок
из стали типа Х15М 1331.
Дальнейшее увеличение количества карбидов М7С3 лимити-
руется резким ухудшением механических свойств и ковкости
стали Оно осуществимо для литой стали; в этом случае количе-
ство карбидов М7С3 может быть увеличено до 20—22 % Сплавы
этого типа с 3 % С и 16- 18 % Сг на рис 41 обеспечивают более
высокую износостойкость при отсутствии повышенных нагрузок
главным образом в условиях изнашивания абразивными материа-
лами, например в механизмах горнодобывающих машин [31 ]
Другим путем увеличения количества карбидных фаз до 25 %
(по массе) и повышения износостойкости (см. табл. 15) без ухуд-
шения ковкости является создание наряду с карбидами М7С3
карбидов МС, имеющих более высокую твердость (2000//V).
Кроме того, карбид МС из-за меньшей плотности занимает больший
объем в стали
Положительная роль карбидов МС еще больше при абразивном
изнашивании (табл 16) В процессе трения твердые абразивные
частицы легче перерезают более мягкий цементит (950 HV), меньше
разрушают карбид хрома М7С3 (~1500 HV) и почти не воздей-
ствуют на карбид ванадия МС * (рис. 42).
* Однако при значительном возрастании доли карбида МС ухудшается шли-
фуемость стали
82
Таблица 16. Относительная износостойкость матриц для прессования
(усилием 600—700 МПа) смеси из железного порошка
[85 % (объемн.)] и кварцевого песка [15% (объемн.)]
(А. О. Аронович, В. Ф. Моисеев и Ю. А. Гелпер)
Сталь Твердость HRC Количество карбидов, % (об>емн ) Относитель- ная износо- стойкость
общее М,Сз | МС и М3С
УЮ\ 63,5 10 10 м,с 0 7
хвг 61,5 11 — 11 м с 0 6
Х12М 60 16—17 16—17 — 1 0
Х12Ф1 60 14 14 —. 0,9
Х12Ф4М 60 5 23—25 19—20 4—5 МС 1 3
Х6Ф4М 61,5 16—18 9—10 7—8 МС 2 4
Рис 42 Поведение карбидов при
царапании алмазной иглой X800
(А О ApuioBiii) а—сталь Jr ЮА, твер-
дость 0о НИС разрушение цементит
иого карбида б Х12Ф1, твердость
02 ИКС частичное разрушение кар
бида М7С 3 в — ХЬФ4М темные — не
разрушившиеся карбиды МС
83
Характерно, что быстрорежущая сталь (кроме сталей с повы-
шенным содержанием ванадия и углерода) при изнашивании без
нагрева уступает полутеплостойким высокохромистым и высоко-
ванадиевым сталям (см. табл. 15). Ее основной карбид М6С имеет
несколько меныпую твердость 1200—1300 HV), а теплостой-
кость стали в этих условиях не используется.
Увеличение твердости стали >60 HRC значительнее улучшает
износостойкость при повышенных давлениях и особенно при боль-
шей твердости изнашивающего абразивного материала. Абразив-
ные частицы выполняют микрорезание, если твердость обрабаты-
ваемого материала по отношению к твердости стали достигает
0,5—0,6.
Если изнашивание протекает при повышенных давлениях
и особенно переменных нагрузках, то износостойкость зависит
также от распределения и размеров карбидов. Они должны быть
мелкими и равномерно распределены в структуре. Карбидные
частицы, выходящие на поверхность трения в виде крупных скоп-
лений пли полос или присутствующие в чрезмерном количестве,
могут выкрашиваться, выполняя тогда роль дополнительного
абразива, ускоряющего износ.
Кроме того, поверхность частиц твердой фазы возрастает
с измельчением их размеров. Испытания показали, что износостой-
кость стали Р9М4К8 (66 HRC), спеченной из порошков, на 30 %
выше, чем деформированной из слитка.
Карбиды М?С3 распределяются менее равномерно и имеют
большие размеры, чем карбиды МС (см. п. 31). Поэтому увеличе-
ние количества карбидов М7С3 для указанных здесь условий
износа может и не улучшить износостойкость.
Определенные условия предъявляются и к металлической
основе. Она должна быть возможно более вязкой для предотвра-
щения скалываний рабочей кромки. Поэтому зерно стали должно
быть мелким, а мартенсит — иметь скрыто кристаллическое
строение.
Целесообразно также сохранять некоторое количество (10—
15 %) остаточного аустенита, если изнашивание протекает при
умеренных давлениях, когда предел текучести инструментальной
стали может составлять 1600—1700 МПа (см. рис. 18).
Значительная часть аустенита в тонком поверхностном слое
под действием микродеформации, возникающей в эксплуатации,
превращается в мартенсит (см. рис. ПО). Этот слой с образовав-
шимися более твердыми мартенситными участками располагается
на более вязкой нижележащей мартенсито-аустенитной основе *.
Одновременно возрастает также сопротивление пластической де-
формации в рабочем слое (см. рис. 18).
1 Превращение остаточного аустенита по всему объему инструмента при воз-
можном охлаждении до низких температур у правильно отпущенной стали не-
значительно.
84
Большое количество аустенита в штампах обработки металлов,
испытывающих повышенные давления, нежелательно. При про-
исходящем в этом случае снижении предела текучести может на-
ступать смятие рабочих поверхностей в начале работы, т. е. до
того, как будет развиваться указанное благоприятное мартенсит-
ное превращение аустенита *.
Рекомендация [37 ] о целесообразности значительного увели-
чения количества аустенита (до 60—70 % в стали Х12А1), дости-
гаемом повышением температуры закалки (см. рис. 180), справед-
лива лишь для некоторых форм прессования, например огнеупо-
ров, воспринимающих небольшие давления, и к точности конфи-
гурации которых не предъявляются повышенные требования.
При износе в условиях высоких давлений аустенит — нежела-
тельная составляющая (см. рис. 18). Необходимо тогда использо-
вать стали, обрабатываемые па
вторичную твердость (см. гл. IX).
Существенная роль принад-
лежит и условиям эксплуатации.
Важно предупреждать излишние
динамические нагрузки тщатель-
ной отладкой оборудования, умень-
шением зазоров и перекосов
в процессе работы штампа и т. д.
При рациональном решении можно
назначать более высокую твер-
дость.
Изнашивание при значительных
динамических нагрузках
и умеренных давлениях
Оно характерно для многих
0,2 О,Ь 0,6 0,8 1,0 1,2
Содержание углерода, 7°
Рис. 43. Изнашивание при абразивном
(я) и ударпо-абразивном и «носе (б) с
энерпюй удара 20 (/) и 30 И-м (2) [83]
штампов — высадочных и чека- |
ночных, зубил, пневматических
молотков и т. д. Более высокая
износостойкость создается при
большей вязкости; тогда устра-
няется опасность сколов рабочей
поверхности инструмента.
Карбиды в этих условиях сильно понижают вязкость (см.
п. 12). Ее повышение достигается прежде всего выбором стали, не
содержащей избыточных карбидов, т. е. близкой к эвтектоидной
(0,6 % для легированных сталей, рис. 43). Преимущества эвтек-
тоидной стали особенно значительны при повышенной энергии
Удара.
1 Кроме того, при сохранении большего количества аустенита усиливается
Деформация при закалке и ухудшается чистота поверхности при шли-
фовании.
86
Необходимо также и снижение твердости, но в пределах, не
вызывающих излишнего (для данных условий работы) уменьше-
ния сопротивления давлению, а следовательно, и смятия рабочих
кромок.
Твердость определяют с учетом следующих положений.
Если давления не очень значительны (многие слесарно-мон-
тажные инструменты), то для большего улучшения вязкости сни-
жают твердость до 50—55 HRC и даже (что менее целесообразно)
до 45—48 HRC (см. п. 135). Более высокая вязкость при это?!
твердости достигается получением бейиитной структуры, созда-
ваемой изотермической закалкой (см. рис. 155 и 170).
Если давления повышенные (высадочные и чеканочные штампы),
то следует сохранять более высокую твердость (59—60 HRC).
Применение изотермической: закалки при обработке на такую
повышенную твердость не позволяет существенно улучшить вяз-
кость (см. рис. 155). Необходимо сохранить при закалке возможно
более мелкое зерно (балл И); проводить отпуск в температурном
интервале, при котором еще не происходит превращения аусте-
нита, и использовать стали лучшей вязкости (см. гл. VI).
Изнашивание при высоких давлениях
Для работы с очень высокими давлениями (>1700—1800 МПа),
характерными для многих накатных инструментов, некоторых
пневматических зубил, необходимо применять не только стали
без избыточных карбидов, но и устранять остаточный аустенит
(см. рис. 18) и получать более высокую твердость: 58—62 HRC.
Решение задачи заключается в использовании эвтектоидных
теплостойких сталей, которые можно обрабатывать на вторичную
твердость.
Изнашивание при нагреве
Изнашивание при высоких давлениях и небольших
динам ичсск их н агрузк ах
Износ характерен для резания с повышенной скоростью и
обычно—адгезионный. Износостойкость рабочей кромки зависит
не только от твердости, свойств и количества упрочняющих фаз,
но и от теплостойкости, характеризующей способность стали со-
хранять требуемую твердость при нагреве. Верхний предел, при
котором наиболее теплостойкие быстрорежущие стали сохраняют
твердость 58—60 HRC (700—750 HV), составляет 550—625 °C
при длительном нагреве (рис. 265) и выше при кратковременном.
При превышении этих температур и дополнительном снижении
твердости износ скачкообразно нарастает (рис. 44).
Для работы вблизи указанных предельных температур изно-
состойкость может быть повышена увеличением: а) теплостой-
86
кости металлической основы, количества карбидов (интерметал-
лпдов) и исходной твердости; б)вязкости и прочности стали, что
создается получением мелкого зерна, а также мелких и равно-
мерно распределенных карбидов (интерметаллидов); в условиях
сухого и полусухого трения адгезионное изнашивание усили-
вается из-за отрыва более крупных и хрупких частиц и меньшей
прочности металлической основы.
Рис. 41. Зависимость температу-
ры (/) в режущей кромке и из-
носа резца (2) из быстрорежу -
щей стали Р18 от скорости реза-
ния стали 45 (подача 0,25 мм/об;
лубина резания 2 мм) [39]
Рис. 45. Износ сталей нетеплостойкой X
(/); полу теплостойкой Х12М (2) и тепло-
стойкой Р6М5 (J) в зависимости от твердо-
сти после нагрева от заданных температур
(закалка на мелкое зерно, отпуск на высо-
кую твердость)
Остаточный аустенит не должен присутствовать в структуре
стали.
Теплостойкие стали и при соблюдении этих условий могут
уступать (и во всяком случае не превосходить) в сопротивлении
изнашиванию полутеплостойким сталям при температурах ниже
250—350 °C (см. табл. 15), но имеют значительно большую износо-
стойкость при более высоких температурах (рис. 45).
Изнашивание при динамических нагрузках
Для этих условий, характерных для штампов горячего деформи-
рования, необходима, кроме того, повышенная вязкость. Она
должна быть при этом выше при интенсивном охлаждении штампа,
чтобы обеспечить также и разгаростойкость. Высокая износостой-
кость, при которой еще не происходит сколов и не образуются
трещины, достигается при более низкой твердости: 50—52 HRC
чри меньших ударных нагрузках, 45—48 HRC при повышенных
и даже 40 42 ИRC при значительных и больших размерах
штампа.
87
Роль аустенита зависит от температуры работы. Для сталей
с легированной сс-фазой (штамповых повышенной вязкости),
сохраняющих достаточную твердость при нагреве до 650—700 °C,
присутствие остаточного аустенита нежелательно; его превраще-
ние при нагреве снижает вязкость.
При повышенных температурах (выше 750 °C) высокую проч-
ность имеют аустенитные сплавы (см. рис. 310). Для этих темпе-
ратур иначе следует также оценивать роль структурного фактора.
В ряде случаев, особенно для работы при меньших ударных
нагрузках, литые стали, т. е. стали с более грубой структурой —
сеткой или крупными скоплениями упрочняющей фазы, сохра-
няют лучшую износостойкость и, кроме того, более устойчивы
против налипания.
Влияние коррозии. Развитие коррозии происходит главным
образом при работе форм литья под давлением и жидкой штам-
повки. Развитие коррозии — фактор, дополнительно ухудша-
ющий износостойкость из-за изменения состава поверхностного
слоя и образования хрупких химических соединений. Для этих
условий необходим выбор стали, сочетающей с требуемыми твер-
достью и теплостойкостью достаточную устойчивость против
коррозии (см. и. 16).
18. Прокаливаемость
Прокаливаемость определяет распределение твердости по се-
чению инструмента, а следовательно, его сопротивление высоким
давлениям (при получении закаленного слоя достаточной тол-
щины) и динамическим нагрузкам (при сохранении вязкой серд-
цевины).
Прокаливаемость в одинаковых условиях охлаждения зависит
от состава переохлажденного аустенита, а следовательно, от его
устойчивости в областях перлитного (бейнитного) превращения.
Она значительная у полутеплостойкнх и теплостойких сталей,
как высоколегированных; инструменты, изготовленные из них,
получают высокую твердость по всему сечению или на значитель-
ную глубину. Колебания в прокаливаемости разных плавок одной
марки не очень значительны.
Прокаливаемость нетеплостойких сталей, особенно углероди-
стых и менее легированных, — очень чувствительное свойство.
Она может заметно изменяться у разных плавок одной марки,
имеющих одинаковые твердость и видимую в микроскоп структуру
в исходном состоянии и закаленных в одних и тех же условиях,
т. е. при небольших колебаниях состава аустенита.
Изменения в составе аустенита зависят от многих причин, ко-
торые трудно учесть заранее: небольших изменений формы, раз-
мера и состава карбидов (а следовательно, условий выполнения
предшествовавших горячей механической обработки и отжига),
незначительных колебаний температуры и условий охлаждения
88
при закалке и ряда металлургических особенностей плавки. Марга-
нец и кремний, присутствующие в стали, могут неодинаково рас-
творяться в аустените в зависимости от того, в каком количестве
они связаны в сульфидах и оксидах. В связи с этим больше раз-
личий в прокаливаемости сталей одной марки наблюдается в слу-
чаях, когда они выплавлены разными металлургическими заво-
дами. Поэтому экспериментально определяют прокаливаемость
нетеплостойких сталей, если в инструментах необходимо иметь
заданное распределение твердости по сечению.
Колебания в прокаливаемости отдельных плавок в профилях,
в которых они поставляются, меньше, если на металлургических
заводах определяется прокаливаемость стали каждой плавки,
на основании чего более глубоко прокаливающуюся сталь назна-
чают для прокатки на крупный профиль, а менее глубоко прока-
ливающуюся — на мелкий.
Определение прокаливаемости малопрокаливающихся сталей
(углеродистых и низколегированных)
Эти стали прокаливаются в сечении до 8 — 15 мм и лишь при
резком охлаждении (в воде).
В плавочном контроле при разливке стали отливают небольшой
контрольный слиток и проковывают на пробу квадратного сече-
ния (20x20 мм). Из средней части вырубают три образца длиной
по 60—100 мм и посредине делают надрез глубиной 3 мм. Их
отжигают при 750 —760 °C, 2 ч и охлаждают с печью до 600 °C *1,
а затем на воздухе. После этого образцы нагревают в печи до
760, 800 и 840 °C с выдержкой после нагрева 20 мин при 760—
800 °C и 15 мин при 840 °C, затем охлаждают в воде до 25 —10 °C.
По излому образцов, наличию перегрева и трещин определяют
толщину закаленного слоя и вид излома. Прокаливаемость ха-
рактеризуют по шестибальной шкале (рис. 46); получаемый балл
указывают в сертификате плавки. Это характеризует прокаливае-
мость поставляемой стали, так как в дальнейшем она подвергается
горячей обработке и отжигу по иному режиму, чем образцы.
На машиностроительном заводе прокаливаемость определяют
в случаях, если сталь подвергали дополнительной ковке и отжигу
или если она предназначена для крупных инструментов диаметром
или стороной более 25 мм. Диаметр (сторона) образцов должен
быть близким к диаметру соответствующих инструментов* 2,
а отношение длины к диаметру должно составлять не менее 3:1,
*1 Лучше отжигать по режиму, установленному на заводе для проката стали
данной марки.
2 Прокаливаемость указана для гладких цилиндрических образцов. Инстру-
менты с выточками прокаливают в большем сечении. Можно характеризовать
прокаливаемость инструментов, если их наружный диаметр сравнивать с диаме-
тром гладких цилиндрических образцов, по увеличенным на коэффициент 1,75
Для сверл, 1,4 для разверток и 1,9 для метчиков [72].
89
при изюювленпи образцов следует снимать поверхностный окис-
ленный слои. Углеродистую сталь нагревают до 800 и 820 °C,
низколегированную — до 820 и 840 °C. Плавки с толщиной за-
Рис 46. Определение про
каливаемости углеродистых
сталей на образцах со сто-
роной квадрата 20 мм (по
ГОСТ 1435 74)
Обозночения:
Незакаленныи
и перегреб
Сквозная про
каливаеность
каленного слоя 1,5 мм
диаметром более 20 мм.
не следует применять для инструментов
Кроме того, определяют твердость сердцевины для характе-
ристики чувствительности к трещиным (см п. 24).
Определение прокаливаемости среднепрокаливающихся сталей
Это — легированные стали (см табл 1, 2), прокаливающиеся
в сечении диаметром до 50—80 мм при охлаждении в масле или
в горячих средах. Из-за сложности поломки и разрезки больших
Образец для опрс-
прокалив 1емости
образцов прокаливаемость определяют способом торцовой за-
калки
Образцы (рис 47) нагревают в расплавленной соли до темпе-
ратур закалки проверяемой стали, затем быстро устанавливают
вертикально в специальном приспособлении и немедленно охлаж-
90
дают с нижнего торца струей воды (10—25 °C). Высота струи должна
составлять 65 мм и быть постоянной, а расстояние от сопла до
нижнего торца 12,5 мм Это обеспечивает постоянный напор воды.
Образец выдерживают до полного охлаждения.
По длине образца (без разогрева поверхности) сошлифовывают
с двух противоположных сторон слои толщиной по 0,2—0,5 мм
и по полученным плоскостям измеряют твердость через каждые
1,5—2 мм. По ее средним значениям для каждой пары точек,
одинаково удаленных от торца, сгроят кривую твердости в ко-
ординатах твердость—расстояние от торца.
Прокаливаемость определяют по расстоянию от торца до зоны,
в которой твердость сохранилась равной 60 HRC. Это расстояние
называется характеристическим
Рис 48 Полумартенситная зона (50 % мартенсита |- 50 % троостпта) Х600
(В H Ломакин)
а — углеродистая сталь 50 б — легированная инструментальная сталь ХВСГ
Определение прокаливаемости заэвтектоидных и эвтектоидных
сталей отличается ог принятого для конструкционных сталей,
для которых характеристическое расстояние принимается от торца
до зоны со структурой 50 % мартенсита -j- 50 % троостита.
легированных сталей с повышенным содержанием углерода эта
зона плохо выявляется микроанализом, так как эти стали имеют
очень дисперсную структуру (рис 48). Кроме того, полумартен-
ситная зона имеет более низкую твердость (не выше 50—55 HRC)-,
она дополнительно снижена из-за присутствия остаточного аусте-
нита, сохраняющегося в эвтектоидных и заэвтектоидных сталях.
Эта твердость не характеризует большинство свойств инструмен-
тальных сталей.
По значению характеристического расстояния и по диаграмме
(рис 49) определяют прокаливаемость в зависимости от диаметра
цилиндрического образца, охлаждаемого при закалке в масле
или в юрячих средах 1 (150—200 °C) с небольшими добавками
коды
1 Охлаждающая способность горячих сред не зависит от состава солей и ще-
лочей.
91
Точность определения прокаливаемости уменьшается для слу-
чаев:
а) очень высокого нагрева (более 50 °C) при закалке по сравне-
нию с обычно принятым для сохранения мелкого зерна из-за
Расстояние от охлаждаемого
торца, мм
Рис. 49. Диаграмма для определения
прокаливаемости цилиндрических об-
разцов легированных нетеплостойких
сталей при закалке с охлаждением в
масле (метод торцовой закалки)
значительного роста количества
остаточного аустенита и допол-
нительного увеличения прокали-
ваемости и б) охлаждения в го-
рячих средах без добавки воды
из-за создаваемого более медлен-
ного охлаждения по сравнению
с охлаждением в масле.
Определение прокаливаемости
этим способом позволяет решать
следующие задачи (по В. Н. Ло-
макину):
1. Определить твердость в
центре цилиндрического образца
Пример 1. Определить твер-
дость в центре образца диаметром
40 мм из стали 9ХС после закалки с 875 °C в масле.
Решение. На диаграмме (рис. 50, а) из точки ординаты 40 мм
восстанавливают перпендикуляр по пересечению с линией центра
в точке М. Проекция этой точки па абсциссу показывает расстоя-
ние. 50. Определение прокаливаемости по экспериментальным данным
торцовой пробы
92
пне от охлаждаемого торца, т. е. 12 мм. Затем на эксперимен-
тально полученной кривой твердости торцового образца той же
плавки, закаленного с той же температуры в масле, из точки
абсциссы, отвечающей 12 мм, восстанавливают перпендикуляр
to пересечения с кривой твердости в точке А. Проекция точки А
на ординату указывает значение 60 HRC, соответствующее иско-
мой твердости.
2. Определять твердость в любой точке сечения
цилиндрического образца
Пример 2. Определить твердость на расстоянии 10 мм от по-
верхности образца диаметром 40 мм из стали 9ХС после закалки
с 875 °C в масле.
Решение. Поскольку образец имеет диаметр 40 мм, то расстоя-
ние 10 мм от поверхности соответствует удалению на 0,5 радиуса
от центра.
Решение аналогично приведенному в примере 1, но первый
перпендикуляр, восстанавливаемый из точки ординаты 40 мм,
проводят до линии, отвечающей 0,757? (см. рис. 50), а не до линии
центра.
3. Определить толщину мартенситной зоны или в общем слу-
чае толщину зоны с любой другой твердостью.
Пример 3. Определить толщину мартенситной зоны с гвер-
щетью не ниже 62 HRC в образце диаметром 50 мм из стали
9ХС после закалки с 875 °C в масле.
Решение. Находят характеристическое расстояние от охлаж-
даемого торца до точки, отвечающей твердости 62 HRC. Оно
составляет 10 мм (штриховые линии на рис. 50, б). Затем на диа-
грамме (рис. 50, в) восстанавливают два перпендикуляра: один
и; точки 10 мм па абсциссе и другой из точки 50 мм (диаметр за-
данного образца) на ординате. Точка пересечения К указывает
толщину мартенситной зоны. В выбранном примере она лежит
между прямыми 0,757? и 0,97? и отвечает расстоянию 0,8 радиуса
от центра. Для образца диаметром 50 мм это составляет 20 мм от
центра (или 5 мм от поверхности).
1. Определять критический диаметр стали данной плавки,
т. е. полностью прокаливающегося образца.
Пример 4. Определить критический диаметр образца стали
9ХС, закаленного с 875 °C в масле (полагаем, что твердость в серд-
цевине должна быть 58 HRC).
Решение. Определяют характеристическое расстояние от торца
До точки, отвечающей твердости 58 HRC (в данном примере 12,5 мм,
как показывают пунктирные линии на рис. 50, г). Затем на диа-
грамме рис. 50, в из точки абсциссы 12,5 мм восстанавливают
перпендикуляр до линии центра и из точки пересечения Р опу-
скают перпендикуляр на ординату. Критический диаметр равен
43 мм (рис. 50, в).
93
Определение прокаливаемости высокопрокаливающихся сталей
Высокопрокаливающиеся стали закаливаются при охлаждении
на воздухе в сечениях до 100 мм и более. Поэтому метод торцовой
закалки для них неприменим. Для оценки прокаливаемости этих
сталей, в том числе теплостойких, более точны методы, основан-
ные на тепловом моделировании, и предусматривают замену
массы металла теплоизоляционным слоем, например асбестом.
Теплоизоляционный слой должен обеспечивать отдачу тепла
образцом только через торцы. Следовательно, скорость охлажде-
ния изоляции не должна отличаться от скорости охлаждения
образца и между изоляцией и об-
разцом не должно быть тепло-
обмена [40]. Поэтому толщину
изоляционного слоя устанавли-
вают в зависимости от толщины
образца (рис. 51).
Рис. 52. Приспособление для опре
деления прокаливаемости воздушно
закаливающихся сталей (А. Э. Па-
варас)
Рис. 51. Толщина изоляционного слоя в за-
висимости от толщины (диаметра) модели-
руемого образца и условий охлаждения при
закалке (А. Э. Паварас, Ю. А. Геллер)
Для определения предельной (критической) толщины плиты 1
применяют образцы сечением 20X20 мм. Длину образца выбирают
равной толщине плиты, прокаливаемость которой надо опреде-
лить; оба торца оставляют открытыми. В случае моделируемой
плиты большой толщины (150—160 мм) длину образца можно
выбрать равной половине толщины плиты; тогда оставляют от-
крытым только один торец.
Листовой асбест, служащий изоляцией, помещают слоями
в кожух из окалиностойкой стали толщиной, примерно равной
1 мм. Такое приспособление в виде двух открытых половин
(рис. 52) без образца помещают в печь, нагретую до температуры
1 Чаще определяют прокаливаемость при выборе стали для штампов и ре-
жима их термической обработки. Поскольку многие из них имеют форму парал-
лелепипеда (куба, плиты), удобнее использовать образцы квадратного сечения.
Для определения прокаливаемости цилиндра или шара применяют образцы соот-
ветственно в виде сегмента или конуса.
94
закалки, и прогревают в течение 1,5—2 ч. До этой же темпера-
туры нагревают образец и после выдержки помещают в нагретое
приспособление, закрывают его второй половиной и охлаждают
на воздухе.
Твердость измеряют на одной из граней образца. Распределение
ее но длине соответствует распределению твердости по сечению
плиты.
Метод можно использовать для определения прокаливаемости
плиты большой толщины при охлаждении в масле или в воде.
В этом случае изменяют толщину изоляции, как указано на рис. 51,
а на торцах образца делают фаски (1 <45°) и к ним прижимают
наконечники для подачи масла или воды.
Б. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Технологическими называют свойства, характеризующие по-
ведение стали при изготовлении и термической обработке инстру-
ментов. Недостаточный уровень многих технологических свойств
может служить причиной дефектов, возникающих в производ-
ственных условиях и затрудняющих изготовление инструментов.
Более того, некоторые дефекты (ухудшение состояния поверх-
ностного слоя в результате обезуглероживания или шлифования)
могут остаться полностью или частично в готовых инструментах,
что снижает их стойкость.
В связи с этим при выборе марки стали и ее термической об-
работке необходимо учитывать не только условия эксплуатации,
по и технологические свойства стали, особенно процесса изготов-
ления инструмента и оборудование, применяемое для термической
обработки.
19. Обрабатываемость давлением
Это — важное технологическое свойство. Пластичность ин-
струментальных сталей — пониженная по сравнению с большин-
ством конструкционных сталей и ухудшается с увеличением ко-
личества карбидов (интерметаллидов) и легированности стали,
т. е. для заэвтектоидных и особенно ледебуритных сталей. Спо-
собность подвергаться деформации, в первую очередь горячей,
определяет предел возможного легирования и повышения изно-
состойкости и теплостойкости сталей.
Обрабатываемость в горячем состоянии
При температурах интенсивной горячей деформации (1150—
1050 °C) предел текучести значительно понижен (30—50 МПа)
и мало отличается у инструментальных сталей разного состава.
Однако их пластичность возрастает и может сильно различаться,
что является главной причиной, определяющей различия в пове-
95
дении сталей при горячей деформации (ковкость). Пластичность
при нагреве зависит от количества и условий распределения кар-
бидов, величины зерна и легированности аустенита. Относитель-
ное удлинение у сталей с разным количеством карбидов, напри-
Рис. 54. Горячая пластичность быстро-
режущей стали Р>М5 [11];
1 — при нагреве; 2 — при охлаждении
от 1150 °C
90 % у заэвтектоидной углеродистой стали У12 и лишь 65 %
у ледебуритной быстрорежущей стали Р18. Пластичность стали
одного состава также не одинакова; она заметно ниже для литого
или слабодеформированного состояния; это различие сильнее для
ледебуритной стали.
Таким образом, обрабатыва-
емость давлением (ковкость) це-
лесообразно характеризовать по
изменению пластичности; надежны
ее определения в испытаниях на
скручивание.
На образцах (рис. 53) опреде-
ляют угол относительного сдвига
у = nD/L (D — диаметр образца;
L — длина; л — число оборотов од-
ной головки образца относительно
другой до разрушения).
В процессе испытания диа-
метр образца не изменяется; по-
скольку D и L — постоянные ве-
личины, то пластичность можно характеризовать числом оборо-
тов образца п.
Между числом п и поведением стали при горячей деформации
существует достаточно надежная зависимость при соблюдении
следующих условий: число оборотов следует определять не только
при возрастающих температурах, но и после нагрева до опреде-
ленной высокой температуры (отвечающей верхнему температур-
ному интервалу ведения горячей деформации) и охлаждения
до более низких температур, при которых продолжается деформи-
рование первоначально нагретого металла. В процессе деформа-
ции при более низких температурах из аустенита выделяется часть
растворенных ранее карбидов, что влияет на ковкость (рис. 54).
9G
Это различие в пластичности при нагреве и при охлаждении больше
1ля ледебуритных сталей, чем для заэвтектоидных и особенно
щтектоидных.
В зависимости от поставленной задачи образцы изюговляют
П5 литой, малодеформированной или сплыют,еформированной
стали. Пластичность для этих разных структурных состояний не
одинакова из-за отличий в распределении карбидов.
Число оборотов можно изменять в зависимости от моделируе-
мого процесса; при большем числе оборотов характеризуется
поведение при прокатке, меньшем — при ковке и еще меньшем —-
при прессовании. Пластичность почти не изменяется при числе
оборотов, меньшем 1000 в 1 мин [11 1. В большинстве случаев
для получения сравнимых данных испытания выполняют при
числе оборотов 100—500 в 1 мин. Для более длинных образцов
(L = 50 мм) можно назначать большее число оборотов.
Пластичность (ковкость) сильно деформированной стали удов-
летворительная, если и больше 8 (для образца длиной 34 мм)
и 9 (для образцов длиной 50 мм) в испытаниях при нагреве и соот-
ветственно 6—7 и 7—8 в испытаниях в процессе охлаждения.
Сталь, отвечающая этим условиям, пригодна, в частности, для
прокатки на сверла.
Образцы нагревают и испытывают в защитной атмосфере.
Перед испытанием нагретый или охлаждаемый образец выдержи-
вают 5 -6 мин.
Обрабатываемость в холодном состоянии
Она определяется не только пластичностью (как при горячей
деформации), то и прочностными свойствами, поскольку при низ-
ких температурах значения предела текучести и твердости сильно
различаются в зависимости от состава и структуры стали. В этих
условиях способность принимать обработку давлением больше
зависит также от характера напряженного состояния, создающе-
гося при деформировании.
Пластичность удобно определять по величине относительного
удлинения и сужения 1 (табл. 17). У сталей с карбидами (кроме
быстрорежущих) эти характеристики наибольшие после отжига;
они возрастают при переходе от пластинчатого перлита к зерни-
стому сначала значительно, а затем менее сильно при образовании
перлита — крупнозернистого и неоднородно распределенного
(балла 5). Пластичность выше у эвтектоидных сталей, особенно
легированных (сталь 6ХЗФС). В ирисугшвии избыточных карби-
дов (заэвтектоидные и ледебуритные стали) или пластинчатого
1 Пластичность можно определять «прокаткой па клип»; образцы переменного
сечения, изменяющегося от 10Х 10 до 3x3 мм надлипе 30 мм, прокатывают в холод-
ном состоянии и характеризуют пластичность по предельному уменьшению се-
чения, при котором еще не образуются трещины. Однако сравнительных данных
"о разным сталям еще мало.
1 114 чер |< ) \ .
97
Таблица 17 Механические свойства инструментальных сталей
в отожженном состоянии
Марка стали Твердость НВ (То,2, МПа л. % 11 0 Ч > /о
Нетеплостойкие (тали
У7 179 260—280 20—22 36—38
У8 179 280—290 19—21 40—42
179—183 300—330 19- 21 42—45
6ХЗФС 170—174 280—290 22 -23 67—70
179—183 290—310 21—22 71—74
Ml 163—167 360—370 23—24 43—44
183—187 350—360 24—25 46—47
их 179—183 330—350 24—26 65—66
183—179 350—370 20—23 56—60
хвг 204—207 430—440 16-18 54—56
217 520—530 19—20 42—43
ХГ2ВМ 223 400—420 18 -20 30 -36
Конструкционные стали (для сравнения)
15 | 120 | 220—240 | 28—32 | 65- 70
Теплостойкие стали (с карбидным упрочнением)
Р6М5 212—223 600—650 6—8 17—21
Р6М5 J1 217—223 450—480 10—12 19—25
Р18 243—248 700—750 4—5 8—9
Р18 11 243—248 530—580 9—10 16—18
Теплостойкие стали (с интерметаллидным упрочнением)
Н8К14М18Т*2| 375—387 | 1250—1300 | 10-15 | 30-35
** После карбидной закалки (см рис 271 и п 88)
*2 После закалки
перлита (стали, отжигавшиеся с перегревом или доэвтектоидные)
пластичность заметно снижается (см. табл. 17). Поэтому лучшей
способностью подвергаться холодной деформации обладают эвтек
тоидные стали.
Карбидообразующие хром и ванадий при небольшой концен-
трации, способствуя более равномерному распределению цемен-
тита, улучшают способность к деформации. При большей кон-
центрации легирующие элементы, присутствуя в феррите или
измельчая карбиды и увеличивая их количество, ухудшают пла-
стичность.
Наоборот, никель сильно повышает пластичность. Вследствие
этого сталь даже с мартенситом (но никелевым и безуглеродистым)
имеет очень высокую пластичность (сталь Н8К14М18Т в табл. 17).
Пластичность быстрорежущих сталей с характерным для них
недостаточно однородным распределением карбидов не связана
непосредственно со строением перлита (см. табл. 17).
98
Влияние прочностных свойств (при близких значениях пла-
стичности) зависит прежде всего от вида напряженного состояния
в деформируемой стали.
В операциях, при которых происходит течение стали (вы-
тяжка, прессование, высадка), лучшая обрабатываемость соз-
дается при низком пределе текучести (ст0>2) и пониженном отно-
шении о0>2 : св. Деформация протекает в этом случае равномернее
в результате упрочнения, протекающего в деформируемых уча-
стках. В таких условиях не требуется получать возможно низкий
предел прочности (ов); следовательно, характеристика способ-
ности принимать деформацию только по твердости может быть не-
достаточно точной для ряда сталей.
Она более надежна для сталей эвтектоидных и заэвтектоидпых,
так как снижение предела текучести этих сталей сопровождается
почти таким же снижением предела прочности.
Однако у быстрорежущих сталей величина предела текучести
определяется, кроме того, особенностями распределения карби-
дов; изменение расположения некоторой части карбидов может
снижать предел текучести без изменения предела прочности и
твердости (см. рис. 271).
Для операций, связанных с разрушением стали (вырубка, раз-
рубка), необходимо снижение прочности и твердости. Для этих
условий способность принимать деформацию можно оценивать
по значениям твердости.
Чистота поверхности, получаемая в результате деформиро-
вания, также является характеристикой поведения стали при
холодной деформации. Она ухудшается при значительном возра-
стании пластичности. Однако такая высокая степень пластичности
(которая может быть получена у некоторых конструкционных
сталей) недостижима для быстрорежущих сталей; как правило,
чистота поверхности инструментальных сталей при деформации
удовлетворяет даже при наиболее высоких значениях пластич-
ности.
20. Устойчивость против перегрева
Прочность и вязкость снижаются в случае излишне высокого
нагрева для горячей деформации и для закалки. Это вызывается
ростом зерна.
Чувствительнее к перегреву эвтектоидные углеродистые и
низколегированные стали.
У заэвтектоидпых и ледебуритных сталей рост зерна задержи-
вается избыточными карбидами и смещается к более высоким
температурам. Однако прочность и вязкость в результате пере-
грева снижаются больше из-за выделения части карбидов по гра-
ницам зерен при последующем охлаждении.
Чувствительность к перегреву в зависимости от состава стали
и условий нагрева удобно определять по изменению горячей
4
99
пластичности при нагреве до температур ковки (см. рис. 54)
и по величине зерна при нагреве для закалки при температурах,
указанных соогвегственно в гл V—XI.
21. Устойчивость против обезуглероживания, окисления
и разрушения в поверхностном слое
Эти дефекты возникают в поверхностном слое при нагреве для
горячей деформации, отжша и закалки, выполняемом без при-
менения защитных сред Они, естественно, сохраняются и сильно
ухудшают качество инструментов, если слой, в котором возникли
эти дефекты, не снимается при последующем шлифовании.
Обезуглероживание1
При относительно небольшом обезуглероживании заэвтектоид-
ной стали — до 0,6—0,8 % — еще не происходит заметного сни-
жения твердости, но уменьшается число избыточных карбидов
Это создает условия для более интенсивного роста зерна в поверх-
ностном слое при температурах закалки (рис. 55) и снижает ei о
Рш 55 Зерно стали 9Х( нагрев 870 °C X 100
необезу глерожепнып участок, б — оОзуглерожеиный’Пюиерхиостнып слой)
прочностные характеристики Более сильное обезуглероживание,
при котором содержание углерода в поверхностном слое сни-
жается до 0,4—0,5 % и ниже, сильно уменьшает твердость зака-
ленной и отпущенной стали и ухудшает стойкость инструментов
Кроме того, это служит причиной образования трещин при за-
калке (см п 24) и усиливает налипание обрабатываемого мате-
риала на поверхность инструмента.
Особенно опасно обезуглероживание эвтектоидных сталей, со-
держащих 0,2—0,3 % С (см. и 113); даже небольшая потеря
углерода приводит к резкому снижению твердости
* Способы определения обезуглероживания приведены в п. 127.
100
Обезуглероженный слой характеризуют по этим причинам по
суммарной толщине зоны полного (феррит) и переходной зоны
частичного обезуглероживания
Развитие обезуглероживания
новой среде) от температуры
а также от состава стали
При относительно короткой
выдержке в воздушной среде
обезуглероживание наблю-
дается уже при 800—850 с С и
резко усиливается с повыше-
нием температуры (рис 56)
У сталей с более высоким
содержанием углерода (0,9—
1,0 %) отрицательное влияние
обезуглероживания меньше, при
нагреве потеря углерода воз-
мещается диффузией, вызыва-
ющей приток углерода из серд-
цевины Кремний при содер-
жании 0,8 -1,0 % (см. табл.
38), молибден и кобальт при
содержании каждого 3 — 3,5 %
(см. рис. 249) усиливают обез-
углероживание и смещают нач;
зависит (при нагреве в одина-
и продолжительности нагрева,
Рис 56. Обезуглероживание стали X
(1 % С, 1 % Сг) в зависимости от темпе-
ратуры и продолжительности нагрева в
воздушной среде
его развития к более низким
температурам
По этим причинам ограничивается степень обезуглероживания
в поставляемых прокате и поковках. Допускаемую толщину обез-
углероженного слоя — полного и частичного — устанавливают
из учета, что этот слой а) снимается резанием и шлифованием
при изготовлении инструментов и б) снижается с уменьшением
толщины (диаметра) проката (за счет вытяжки при деформирова-
нии). Соответствующие нормы примерно одинаковы по техниче-
ским условиям разных стран. Для различных сталей они ука-
заны в ГОСТ СССР (пн 50, 62 и др ).
Окисление
Интенсивное окисление наступает при температуре выше
525 °C, т. е при более низких температурах (см. рис. 37), чем обез-
углероживание Его развитие зависит от состава твердого рас-
твора, главным образом от концентрации в нем хрома и от при-
роды карбидной фазы.
Окисление сталей с 0,2—0,4 % С (штамповых для горячего
деформирования) значительно уменьшается: при 600—650 °C для
сталей с 3—4 % Сг и при 700—750 °C для сталей с 8—9 % Сг
(см рис 297)
Наоборот, при увеличении содержания ванадия более 2,5—
3 % и образовании карбидов МС окисление усиливается.
101
Своеобразный вид окисления по границам зерен, называемый
иногда разрушением в поверхностном слое, наблюдается и в вы-
сокохромистых сталях с 1—2 % С. Микроанализ показывает
интенсивную травпмость пограничных слоев и появление в них
надрывов. Как следствие —- снижаются износостойкость и усили-
вается выкрашивание рабочей кромки. Дефект возникает при
нагреве в расплавленных солях при температурах выше 1000 °C.
Способы предупрежден ня обезуглероживания и окисления прак-
тически одинаковы.
Выбор защитной среды
При нагреве для ковки или отжига обезуглероживание и окис-
ление наиболее полно предупреждают применением тех же кон-
тролируемых атмосфер, которые используют для конструкционных
сталей.
Для отжига тонкой ленты и проволоки, особенно из быстро-
режущей стали, рекомендуются продукты пиролиза керосина
с осушкой газа, например, алюмогелем и с удалением СО2 (про-
пусканием через 35 %-ный водный раствор NaOH). Газ должен
содержать не более 0,1—0,5 % СО2 при 10—15 % СО и 6—15 Н2
с температурой точки росы —30 (—40 °C). Для нагрева ленты
из углеродистой стали пригоден газ состава, %: до 0,5 СО2; 2—
4 СО; 1—2 Н2 и остальное азот.
При отсутствии контролируемых атмосфер отжиг выполняют
в закрытых ящиках: с чугунной стружкой 1 при нагреве 825 °C
и с отработанным карбюризатором, применявшимся два-три раза
для цементации 1 2, при нагреве 825 °C.
При нагреве для закалки используют контролируемые атмо-
сферы, расплавленные смеси и вакуум. Кроме того, у сталей,
закаленных с не очень высоких температур (900—950 °C), обез-
углероживание и окисление меньше при высокочастотном нагреве.
Контролируемые атмосферы и вакуум 3 целесообразны глав-
ным образом при длительном нагреве, т. е. для крупных инстру-
ментов. Штампы горячего деформирования нагревают в атмосфе-
рах, используемых и для конструкционных сталей. Для быстро-
режущих сталей рекомендуются составы I и II:
Состав.......................... I II
Соотношение воздух : газ . . . 6:1 2,4 : 1
Состав атмосферы, %:
СО ............................ 10,5 20
1 Свежую стружку без ржавчины просеивают для удаления частичек графита
и смешивают с равным количеством стружки, уже применявшейся для отжига.
Нельзя использовать ржавую стружку во избежание обезуглероживания.
2 Можно применять смесь из 50 % отработанного и 50 % свежего карбюриза-
тора. Ее можно использовать неоднократно, добавляя каждый раз 10 % свежего
карбюризатора.
3 Защита достигается в вакууме 13,3 Па.
102
Н2........................... 15.5 38
СНд............................ 1,0 0,5
N2 ............................ 73 41,5
Температура точки росы, °C . . 40 - 23
При отсутствии контролируемых атмосфер применяют смеси,
указанные выше для нагрева при отжиге. В этих случаях для
улучшения стойкости многих штампов предпочтительно неболь-
шое науглероживание. При нагреве до 850—900 °C рабочую по-
верхность штампа засыпают на 15—20 мм отработанным карбю-
ризатором (или смесью сухой чугунной стружки и 5 % отрабо-
танного карбюризатора), закрывают асбестом и смазывают слоем
шамотной глины и асбестом. Вместо этого можно устанавливать
штамп рабочей поверхностью на слой отработанного карбюриза-
тора, тогда облегчается немедленное охлаждение для закалки.
Сложнее защита при нагреве до 1000—1100 °C; рабочую по-
верхность покрывают тонким слоем отработанного карбюризатора
и закрывают защитным колпаком из листового железа. Мелкие
штампы, нагреваемые в течение 20—30 мин, накрывают только
железным (и даже картонным) колпаком. Для защиты крупных
штампов применяют защитные обмазки из 50 % стеклянного
порошка, 10 % талька и 40 % огнеупорной глины. Их наносят
слоем толщиной 3 мм и просушивают при 150 °C. Такие обмазки
сохраняются до 1000—1050 °C.
Из-за трудности надежной защиты при нагреве до 1050—1100 °C
крупных штампов сложной конфигурации иногда выбирают ме-
нее износостойкую сталь, но с более низкими закалочными тем-
пературами. Например, вместо стали Х12М (Х12Ф1) применяют
сталь Х6ВФ с температурами закалки 950 °C или вместо сталей
с 5 % Сг (4Х5В2ФС и др.) стали с 3 % Сг (4ХЗВ4ФС (см. гл. VII
и XI).
Для нагрева тонкой ленты, например из высокоуглеродистой
стали, рекомендуется [28] атмосфера азота, 2—4 % СО, 1—2 %
Н2 при допустимом содержании СО3 до 0,5 %.
Для менее крупных инструментов целесообразен нагрев в рас-
плавленных солях. При правильном выборе состава и тщательном
раскислении соли обеспечивается вполне удовлетворительная
защита. Рекомендуется использовать хлористые1 соли. Состав
их выбирают в зависимости от температуры нагрева. При на-
греве до 750—950 °C хорошими защитными свойствами обладает
смесь, состоящая из 70% ВаС12 и 30 % NaCl; температура плав-
ления 640 °C. Менее эффективна, особенно для сталей, легиро-
ванных кремнием, более дешевая смесь из 56 % КО и 44 % NaCl.
При нагреве до 1000—1300 °C применяют ВаС12 (температура
плавления 962 °C). Загрязнение ванны небольшими количествами
NaCl усиливает испарение соли при 1200—1300 °C и затрудняет
1 Лучшую защиту обеспечивают при этом смеси, в коюрых главный компо-
нент ВаС12.
103
контроль за температурой. Испарение происходит, когда инстру-
менты подогревают при 800—900 °C в смесях ВаС12 j-NaCI.
Поэтому для сталей, закаленных с высоких температур, целесо-
образно понижать температуру первого подогрева до 550—600 °C,
выполняя его в воздушной печи, и, наоборот, повышать темпе-
ратуру второго подогрева до 1050 °C в соли ВаС12.
Лучшая защита достигается при нагреве в свежеприготовлен-
ной ванне. Расплавленные соли постоянно взаимодействуют
с окружающей атмосферой и с окисной пленкой, имеющейся на
поверхности инструментов, и насыщаются окпслами (Fe2O3),
вызывающими обезуглероживание.
Через каждые 6—8 ч работы ванну необходимо раскислять
веществами, связывающими окислы и способствующими их выпа-
дению на дно Ванны с ВаС12 (78 %) и NaCl (22 %) раскисляют
добавкой буры: 4—5 % от массы соли 1 2.
Ванну с ВаС12 рекомендуется раскислять MgF2 [431 в коли-
честве 5—6 % от массы соли. В этом случае обеспечивается почти
полная защита даже чувствительных к обезуглероживанию мо-
либденовых и кобальтовых быстрорежущих и штамповых сталей 3.
При отсутствии MgF2 ванну раскисляют бурой (0,5—1 %) или
ферросилицием (1—2 %). Однако бура усиливает выделение па-
ров, а ферросилиций разрушает шамотную футеровку; поэтому
лучше раскислять ванну одновременно ферросилицием и бурой,
соответственно уменьшая долю каждой добавки.
Кроме того, в электродной ванне следует применять электроды
из малоокисляющейся стали с 25—28 % Сг [43].
Рекомендован также нагрев в расплавленных синтетических
шлаках, получаемых сплавлением буры, борного ангидрида и дру-
гих компонентов. Для этой цели используют шлаки, АН-ШТ2
(до 780- 880 °C) и АН-ШТ1 (до 860—1100 °C), %:
Марка шлака . . АН-ШТ2 АН-ШТ1
Na2O 16—18 25,5—27,5
К2О ..........13—14 1,0—2,8
Zr2O2.........1,5—2,5 1,2—2,8
Иеобщ..........0,1—3 0,8-2,8
Указанные шлаки содержат до 0,3 SiO2, FeaO3, Сг2О3, осталь-
ное В2О3.
Из-за активного взаимодействия шлаков с огнеупорами необ-
ходимо применять тигли и чехлы для термопар из жаростойких
1 Дно ванны после раскисления очищают о г выпадающих окислов.
2 Целесообразно раскисление кровяной солью при нагреве 850 °C. Она дис-
социирует, усиливая обезуглероживание, и, кроме того, способствует разруше-
нию поверхностного слоя сталей с 12 % Сг.
3 Для получения жидкой смеси без пленки на поверхности ванны, работаю-
щей при 1100—1300 °C, первоначально наполнять на 3,4 объема одним хлори-
стым барием, а затем заполнять заранее составленной смесью из 95 % ВаС12
и 5 % A\gI-2- По мере уменьшения уровня ванны се регулярно пополняют только
этой смесью.
104
сплавов (например, из стали Х24Н12С). Поэтому большее приме-
нение получил шлак АН-ШТ2 для нагрева углеродистых и леги-
рованных сталей.
Нагрев инструментов в шлаках полностью предотвращает
окисление и обезуглероживание, так как он^не реагируют с кис-
лородом [44]. Жидкотекучесть шлаков меньше, чем солей, и на-
грев в них медленнее, в связи с этим выдержка в шлаках должна
быть больше в два раза, чем в солях.
Поверхность инструментов, извлекаемых из ванны, равно-
мерно покрывается тонкой (~1 мм) пленкой шлака г. При охлаж-
дении в воде или в масле пленка осыпается при 400—150 °C [45],
а при охлаждении в расплаве щелочи растворяется [44]. При
охлаждении в селитре пленка частично сохраняется. При ее
удалении возрастает скорость охлаждения в температурном интер-
вале мартенситного превращения; однако из-за отсутствия даже
частичного обезуглероживания это не усиливает опасности обра-
зования трещин [45].
Окислы железа, имеющиеся на поверхности инструментов,
растворяются в шлаковом расплаве, что уменьшает его жидко-
текучесть и требует его частой смены.
22. Закаливаемость
Закаливаемость - способность получать мартенситную струк-
туру и высокую твердость при закалке — для заэвтектоидпых и
ледебуритных сталей зависит от большего числа причин, чем
у доэвтектоидных 1 2. Она определяется: а) содержанием углерода
в аустените (оно меньше его содержания в стали, см. рис. 77)
и изменяющимся в зависимости от температуры закалки; б) ко-
личеством остаточного аустенита, которое также может изменяться
и влиять на твердость в зависимости от легирования и темпера-
туры закалки (это, в частности, показано на рис. 211), и в) ско-
ростью охлаждения, определяемой в свою очередь составом охлаж-
дающей среды и сечением инструмента.
Таким образом, увеличение содержания углерода для инстру-
ментальных сталей неоднозначно повышению закаливаемости.
Она действительно возрастает с повышением его содержания
у углеродистых и низколегированных сталей. Закаливаемость
более легированных сталей в большой степени определяется
условиями легирования; она может быть высокой и при меньшем
содержании углерода.
Поскольку назначаемые температуры закалки, как правило,
должны обеспечить сохранение мелкого зерна и для каждой стали
почти постоянные, то закаливаемость целесообразно характери-
1 Это увеличивает потерю шлака из ванны.
2 У доэвтектоидных сталей она зависит от содержания углерода, что опре-
деляет твердость, получаемую при закалке.
106
зовать по среде охлаждения, при использовании которой обеспе-
чивается получение максимальной твердости для инструмента,
имеющего предельный диаметр или сторону (для этих условий
охлаждения) х.
Закаливаемость, определяемая по этому признаку, зависит от
устойчивости переохлажденного аустенита, что позволяет одно-
временно характеризовать и прокаливаемость. Кроме того, при
использовании такой оценки закаливаемости возможно оценить
другие важные технологические свойства: деформацию и чувстви-
тельность к образованию трещин, вызываемые закалкой. Чем
выше закаливаемость, как способность получать высокую твер-
дость в менее энергично охлаждающих средах, тем соответственно
меньше деформация и опасность образования трещин.
Целесообразно различать стали: небольшой закаливаемости,
получающие высокую твердость (60 HRC) только при большой
скорости охлаждения в воде (или в водных растворах); она до-
стигается при этом в образцах диаметром не более 30—35 мм
(а в масле — до 5—10 мм). Таким же образом прокаливаются
полностью в значительно меньших сечениях: 10—15 мм (при
охлаждении в воде). К этой группе относятся углеродистые стали;
повышенной закаливаемости, получающие указанную твердость
при охлаждении в масле (20-—50 °C) или в горячих средах (см.
табл. 47) в образцах диаметром 40—80 мм. Предельный диаметр
образца, прокаливающегося полностью, отличается уже меньше
и составляет соответственно 25—70 мм. Меньшая закаливаемость
(до 40—50 мм) у нетеплостойких низколегированных и большая
у более легированных; высокой закаливаемости, получающие
твердость >60 HRC при охлаждении как на воздухе, так и в го-
рячих средах в образцах диаметром более 80—90 мм. Твердость
в поверхностном слое мало отличается от получаемой в сердце-
вине. В этом случае прокаливаемость и закаливаемость практи-
чески совпадает. К этой группе относятся стали с высокой устой-
чивостью аустенита в перлитной и бейнитной областях: нетепло-
стойкие высоколегированные, закаливающиеся в образцах диаме-
тром до 100—120 мм (см. п. 49), и более легированные полутепло-
стойкие и теплостойкие стали, закаливающиеся в еще больших
сечениях 1 2.
Однако выбор воздуха, как закалочной среды, определяется не
только возможностью получения высокой твердости и устойчи-
востью переохлажденного аустенита, но и поведением карбидов.
У сталей, легированных хромом, молибденом и вольфрамом, они
частично выделяются из переохлажденного и пересыщенного
аустенита уже на первых стадиях выдержки (см. рис. 218 и 294),
1 Условно принято при этом, что высокая твердость должна быть получена
не только непосредственно на поверхности, но и на небольшую глубину 1—1,5 мм.
2 Для инструментов стороной (диаметром) более 300—400 мм необходимо ох-
лаждение водовоздушной смесью (см. рис. 202).
106
что снижает вязкость у штамповых сталей и теплостойкость у бы-
строрежущих. Для предупреждения выделения карбидов необ-
ходимо более быстрое охлаждение в перлитной и бейнитной об-
ластях. Эти стали охлаждают в горячих средах (и даже в масле),
а не на воздухе.
23. Деформация инструментов
Деформация, вызывающая изменение линейных и угловых
размеров, возникает: наибольшая при термической обработке,
главным образом при закалке, и наименьшая по величине при не-
которых условиях резания или холодной деформации.
Изменения линейных размеров, вызванные закалкой, в свою
очередь могут изменяться при последующем отпуске.
Они уменьшаются при низкотемпературном отпуске (100—
200 °C), вызывающем частичный распад мартенсита, но еще без
превращения остаточного аустенита, т. е. у инструментов из
нетеплостойких и полутеплостойких сталей высокой твердости;
в этом случае изменения, возникающие при закалке, в некоторой
степени обратимы.
Линейные размеры возрастают при высокотемпературном от-
пуске (500—600 °C) за счет превращения остаточного аустенита,
т. е. у теплостойких сталей с карбидным упрочнением, и не изме-
няются при выделении упрочняющих фаз, т. е. при дисперсион-
ном твердении, особенно сталей с интерметаллидным упрочнением
(у которых нет превращения остаточного аустенита).
Изменение размеров — следствие пластической деформации,
вызываемой напряжениями х, возникающими неоднородно по
времени в различных участках охлаждаемого или обрабатывае-
мого изделия.
Величина и распределение напряжений, а следовательно, ве-
личина и направление деформации зависят как от строения и со-
става обрабатываемой стали, формы и размеров инструмента, так
и от технических приемов выполнения термической обработки 1 2.
Влияние технических приемов обработки разнообразно.
Оно значительнее для длинных и тонких инструментов. Рас-
пределение напряжений зависит от условий размещения инстру-
ментов в печи и особенно от условий охлаждения. При полном
погружении в закалочный бак полого цилиндра увеличивается его
наружный диаметр. Внутренний диаметр чаще также увеличи-
1 Здесь и далее рассматривается роль зональных напряжений (первого рода),
наиболее сильно влияющих на деформацию и имеющих определенный знак.
Роль напряжений второго рода, которые могут быть ориентированы, менее зна-
чительна и еще мало изучена.
2 Для однотипных инструментов простой формы, обрабатываемых в одинако-
вых условиях, определение величины и характера деформации и установления
соответствующей зависимости математической обработкой могут быть сделаны на
основании большого числа измерений. Метод был, например, использован для
уменьшения деформации и припуска колец шарикоподшипников [77].
107
вается, но он может уменьшаться при охлаждении изнутри струей
воды.
Значительное коробление могут вызывать случайные удары
при падении в закалочный бак, разгрузке или сборке еще не
остывших инструментов и т. п. В этом состоянии сталь имеет по-
ниженное сопротивление пластической деформации. Кроме того,
чувствительность к короблению длинных и тонких инструментов
сохраняется в течение 10—30 дней и после низкого отпуска (при
100—130 °C), т. е. в условиях, когда еще не закончились релак-
сационные процессы. Многообразие этих факторов, различно
влияющих на величину и знак напряжений, затрудняет установ-
ление зависимостей, которые позволили бы заранее указать ве-
личину деформации тел сложной формы.
Важны механизация и автоматизация процессов обработки
инструментов. Соблюдение одинаковых условий нагрева и охлаж-
дения позволяет обеспечить одинаковую деформацию однотипных
инструментов, а следовательно, определить ее величину и особен-
ности и на основе этих данных установить величину припуска
и проводить мероприятия, уменьшающие деформацию.
Рассматриваемые ниже закономерности справедливы главным
образом для этих условий выполнения термической обработки.
Деформация при термической обработке
Наиболее значительна деформация при закалке. Она возникает
преимущественно в результате объемных изменений в стали во
время охлаждения в температурном интервале мартенситного пре-
вращения и в меньшей степени температурным градиентом.
Влияние исходной структуры
Различия в исходной структуре металлической основы (перлит,
сорбит, мартенсит) меньше других причин влияют на деформацию.
Она уменьшается, если структура перлита более однородная
(см. п. 27).
Большее влияние оказывает карбидная фаза; у сталей с боль-
шим количеством карбидов, в первую очередь, у ледебуритных,
наблюдается анизотропия деформации, выражающаяся в неоди-
наковом изменении линейных размеров в продольном и в попереч-
ном направлениях (см рис. 101). Это обусловлено тем, что коэф-
фициент термического расширения карбидов легирующих элемен-
тов отличается от коэффициента расширения i\ еталлической
основы (см. рис. 36). Карбиды, расположенные в виде строк вдоль
направления прокатки, усиливают удлинение вдоль этих строк
и способствуют сжатию или меньшему удлинению в перпендику-
лярном направлении.
Анизотропия деформации усиливается с увеличением коли-
чества карбидов и их полосчатости в структуре. Она, наоборот,
уменьшается при однородном распределении карбидов (или при
108
расположении в виде сетки в литой стали). Анизотропия выражена
сильнее в условиях мартенситного превращения, т. е. при увели-
чении объема и возникновении растягивающих напряжений, и
меньше при сжимающих напряжениях (см. п. 28).
Анизотропия под действием интерметаллидных фаз, как равно-
мерно распределенных, значительно меньше.
Влияние структуры, создаваемой закалкой
Наибольшее влияние (при близком количестве карбидов)
оказывают соотношение между мартенситом, как составляющей
с наибольшим удельным объемом (особенно при повышенной кон-
центрации в нем углерода) и оста-
точным аустенитом, как состав-
ляющей с наименьшим объемом.
У углеродистых и менее леги-
рованных сталей сильнее влия-
ние мартенсита. Поэтому деформа-
ция для них больше. Изменения
размеров возрастают с повы-
шением температуры закалки
(рис. 57). В этом случае за счет
более полного растворения карби-
дов увеличивается тетрагональ-
ность решетки мартенсита, тогда
как количество аустенита возра-
стает менее интенсивно.
У более легированных теп-
лостойких и полутеплосгойких
сталей сильнее роль ошаточиого
аустенита. Во-первых, за счет
Рис 57. Изменение линейны* разме-
ров в зависимости от температуры та-
калки оирпцш из и тепл ,стойких
сталей при отношении D L от 1 5 до
1 10
ВЛИЯНИЯ ЛеГИруЮЩИХ элементов сплошные кривые — сталь X, штрн-
уменьшается концентрация угле- хо"ы’ -ыальэхе
рода в исходном перлите (см.
рис. 68), а следовательно, и в образующемся мартенсите. Во-вто-
рых, в сталях сохраняется повышенное количество аустенита.
Увеличение объема (но меныпее чем у малолегированных ста-
лей) создается у сталей с высоким содержанием углерода. На-
оборот, при низком содержании углерода наблюдается уменьшение
размеров при закалке по сравнению с исходным состоянием
(рис. 58).
Влияние состава стали
Имеется лишь небольшое число сталей, которые сохраняют
при термической обработке почти неизменный объем и мало чув-
ствительны к анизотропии деформации. К ним относятся: 1) стали,
сохраняющие в закаленном состоянии повышенное количество
аустенита (18 -22 %), компенсирующего увеличение объема, вы-
109
зываемого мартенситным превращением. К ним относятся: а) пе-
теплостойкие стали повышенной прокаливаемости 7ХГ2ВМ и
7ХГНМ (см. п. 48). Возможность закалки с охлаждением на воз-
духе значительно уменьшает коробление; однако твердость сталей
не превышает 59—60 HRC б) полутеплостойкие высокохромистые
стали, но при соблюдении очень узкого и не всегда достижимого
Рис. 58. Характер изменения линейных размеров при закалке на мелкое
зерно в зависимости от концентрации углерода в мартенсите и количества
остаточного аустенита (D : L = 1 : 10). Стали с равномерным распределе-
нием карбидов, балла 2—3
интервала х; однако из-за большого количества карбидов стабиль-
ность размеров обеспечивается лишь в одном направлении: про-
дольном (см. рис. 101) или поперечном; 2) теплостойкие стали
с безуглеродистым мартенситом и интерметаллидным упроч-
нением, содержащие <0,03 % углерода в мартенсите (см. п. 104).
Стали с никелевым мартенситом получают сравнительно низ-
кую твердость после закалки (40//RC) и в этом состоянии хорошо
обрабатываются резанием. При последующем отпуске (диспер-
1 Сложность часто заключается в том, что эги температуры изменяются даже
при небольших колебаниях в содержании углерода и легирующих элементов и,
следовательно, не одинаковы для разных плавок одной марки.
110
сионном твердении) их объем не изменяется. Для этих высоколе-
гированных сталей по существу неприменимо понятие о деформа-
ции при термической обработке. Это оправдывает их использо-
вание для инструментов очень сложной формы и особенно длин-
ных и очень тонких («микроинструментов»).
Способы уменьшения деформации
Увеличение количества аустенита. Спо-
соб пригоден преимущественно для ледебуритных сталей и лишь
в ограниченных пределах. У этих сталей уже в результате неболь-
шого повышения температуры, а следовательно, незначитель-
ного роста зерна сильно возрастает количество аустенита. В дан-
ном случае закаливаемые инструменты сохраняют неизменные
размеры. Однако этот эффект создается в одном направлении, так
как из-за роли карбидов анизотропия не устраняется.
У других сталей повышение температуры закалки не сопровож-
дается столь значительным ростом количества аустенита, но вызы-
вает сильный рост зерна с ухудшением вязкости и прочности.
Рациональнее увеличивать количество аустенита применением
ступенчатой пли неполной изотермической закалки (см. п. 40
и рис. 156) без повышения температуры нагрева. Обработка при-
менима для легированных сталей с повышенной устойчивостью
переохлажденного аустенита и позволяет уменьшить прирост
размеров по длине или ширине и коробление инструмента. Ее
успешно используют для штампов, режущих инструментов, в ча-
стности сверл.
Однако ступенчатая (неполная изотермическая) закалка не
устраняет анизотропии деформации и увеличивает внутренний
диаметр отверстий (Ю. А. Геллер, В. Ф. Моисеев, Д. Д. Маматку-
лов).
Кроме того, у нетеплостойких и твердых полутеплостойких
сталей остаточный аустенит и повышенном количестве сохраняется
после низкотемпературного отпуска, что снижает сопротивление
пластической деформации.
Тепловая доводка. В основе способа лежит регулиро-
вание количества остаточного аустенита изменением температур
закалки и отпуска. Он применим для штампов (но без отверстий),
для которых допустимо снижение твердости до 58—60 HRC и
которые изготовляют из высокохромистых сталей, как сохраняю-
щих больше аустенита.
Штампы закаливают с несколько повышенных температур
(на 15—20 °C), что увеличивает количество аустенита и может
уменьшать размеры (см. рис. 184). После закалки измеряют раз-
меры. Если они меньше исходных, то штампы отпускают при
450—480 ПС для превращения части аустенита и увеличения раз-
меров. Если размеры надо увеличить еще больше, то температуру
отпуска повышают на 10—20 °C или выполняют его вторично.
111
Если, наоборот, после ^акалки, выполняемой с более низком
температуры нлп оказавшейся пониженной для стали данной плав-
ки, размеры увеличились по сравнению с исходными, выполняют
отпуск при более низкой температуре.
Тепловая доводка не устраняет анизотропии деформации и
создает неизменные размеры лишь в одном направлении.
Закалка с охлаждением на воздухе. 11ри-
менима лишь для нетеплостойких сталей высокой закаливаемости
(см. п. 49). Тепловые и фазовые напряжения тем меньше, чем
ниже температуры закалки
Рнс. 59 Влияние предварительно!! терми-
ческой обработки при изменение дли иы об-
разцов (L 106 мм, D — 10 мм) стали
9ХС при окончательной закалке (JO. А
I еллер, В. Ф Моисеев, С. Ь. Арутюнян)
О. з. — обычная закалка, П з — закачка
из межкритической области (760 °C),
П з | О то же | отпуск при 600°(,
Г1. о Г О. з — ю же и окончательная
(из-за меньшего температурного
градиента). Вследствие более
равномерного охлаждения и
меньшего перепада температур
по сечению инструмента умень-
шается также и концентрация
напряжений в отдельных объе-
мах. По этой причине при воз-
душной закалке снижается ко-
робление, в том числе инстру-
ментов сложной и прямоуголь-
закалка
ной (коробчатой) формы.
Охлаждение на воздухе
мало применимо для теплостой-
ких сталей, несмотря на их вы-
сокую закаливаемость. При за-
медленном охлаждении с вы-
соких температур усиливается:
а) окисление поверхности и
б) выделение карбидов из пересыщенного аустенита, что сни-
жает теплостойкость (см. рис. 221) и ухудшает вязкость и проч-
ность.
Закалка для получения структуры бей-
нита и остаточного аустенита. Ее применяют
для тех штампов холодной деформации и слесарно-монтажных
инструментов, для которых допустимы меньшие твердость (52 -
56 HRC) и сопротивление пластической деформации. Инстру-
менты обрабатывают по режиму, указанному в п. 53.
Деформация сильно уменьшается, так как в стали не проте-
кает мартенситное превращение (в отличие от обычной закалки
с последующим отпуском на трооститную структуру).
Закалка из меж критической области.
Она дает наибольший эффект по сравнению с другими способами
обработки и применима для всех инструментальных сталей Е
При ее использовании уменьшаются: прирост линейных размеров
(рис. 59) в 2—4 раза для более легированных сталей и в 4—5 раз
1 Она пршодн 1 т in всех era 1ей с а -> у-превращен нем (см п 28)
112
Г .1 б л и на 18 Влияние термической обработки на изменение
размеров образцов разной формы из стали ХВГ
Изменение размеров. мкм,
посче зака ikh
О (/) i (in 11змс - 1 речая во шчнча нс пре 1 11ВПОП (масло) ст> нс нча топ 140 °C -> МНИ. 3d тем воз IU меж- крптпче скоп об- ласти 7 >0 °C затем О111\ СК 600 °C злем непре- рывная закалка
Ци шндры
10 100 Д 1 та 106 97 - 30 - 54 1 32
40 20 Д unieip 14 13 — 12 — 17 15
55 25 » 60 о - 14 — 19 | 24
65 25 81 Ю -13 —22 1 32
75 25 ' ЮЗ 5 -20 —27 35
Кольиа
40 (20) » 38 45 — 10 - 15 + Н
(20) I 23 1 — 11 - 12 — 10
55 (25) . 26 1 13 -11 — 16 27
(25) -1 27 1 6 —25 35 — 30
65 (25) । 15 1 38 -1? — И 1 41
(25) > 21 1 1 - 1 3 20 - И
75 (25) , оо 28 9 — 12 I 50
(25) 25 16 1 3 -18 - 12
Примечание I)
ВИС ШИНН Д| IMCIp
Bin Гре Hiliill ДП<1МС1р,
I о л -
щпна кольца
для менее легированных и углеродистых; анизотропия деформации
и искривление инструментов.
Это, кроме того, почти единственная обработка, уменьшающая
размеры внутреннего отверстия (табл. 18) и, следовательно, пре-
дупреждающая неисправимый брак (в случае увеличения размеров
отверстий сверх допуска, что возможно при других условиях
закалки).
В указанных пределах деформация уменьшается сильнее для
инструментов, нагревающихся в электрической печи (ванне)
(при закалке из межкритической области), и менее значительно
для нагревавшихся в пламенной печи (см. п. 28).
Обработка заключается: а) в закалке с температур, близких
к температурам ос-> у-превращения (/Ij В 15—30 °C) и б) от-
пуске при 500—600 °C. В основе обработки лежит использование
эффекта уменьшения объема вблизи Alt рассматриваемого в п. 28.
Последующая окончательная закалка вызывает почти такой же
прирост размеров, как и закалка отожженной стали, не подвер-
гавшейся указанной обработке. Но прирост размеров происходит
от меньших исходных значений (см. рис. 59).
Закалка из межкритической области не изменяет структуры
стали (в частности, количества остаточного аустенита), получае-
мой при окончательной закалке.
ИЗ
Предварительная обработка в некоторых случаях может ок
зывать большое влияние на структуру и приводить после оконча
тельной закалки к уменьшению размеров вместо их увеличения,
т. е. вызвать деформацию противоположного знака («минусовую»)
Это может наблюдаться у сталей, получающих меньшие объем-
ные изменения при обычной закалке (см. рис. 58). В таких слу-
чаях следует понижать примерно на 10 °C температуры закалки
из межкритической области по сравнению с указанными в пп. 54,
73, 97.
Закалка из межкритической области целесообразна для ин-
струментов сложной формы диаметром или толщиной стенки до
Расстояние от центра, мм
Рис 60. Распределение твер-
дости по сечению цилиндрн
ческого образца (схема)
1 — малопрокалнвающаяся
сталь, закаленная с охла
ждением в воде, 2 — сталь
повышенной прокаливаемо
сти, охлажденная в масле
или в горячих средах 3
сталь высокой прокаливав
мости, охлажденная в масле
или на воздухе
40—50 ММ.
Она менее удобна для инструментов
сравнительно простой формы (например,
для сверл), обрабатываемых большими
партиями. В таких случаях технологи-
чески проще ступенчатая или неполная
изотермическая закалка.
Поверхностная закалка.
С уменьшением толщины слоя, испыты-
вающего мартенситное превращение, сни-
жаются и объемные изменения. Однако
это не сопровождается пропорциональ-
ным уменьшением деформации; важна не
только толщина закаленного слоя, но и
перепад твердости между этим слоем и
незакалившейся сердцевиной. Большие
напряжения возникают при резком пере-
паде твердости и получении тонкого закаленного слоя (рис. 60);
они вызывают, например, растяжение inaia в метчиках (диа-
метром 20—30 мм) из углеродистой стали.
Поэтому повышение в определенных пределах толщины зака-
ленного слоя и уменьшение перепада твердости увеличивают об-
щую прочность инструмента и снижают деформацию. Отсюда сле-
дует, что для сталей небольшой прокаливаемости уменьшение де-
формации наблюдается при повышении температуры закалки и
охлаждении в более резких охладителях, чем в водных растворах
солей.
Прирост линейных размеров и коробление снижаются при за-
калке с индукционным нагревом из-за возможности точно регули-
ровать толщину закаленного слоя в разных партиях однотипных
инструментов.
Закалка в штампах (использование эффекта кинети-
ческой пластичности). Сталь приобретает повышенную способ-
ность к пластической деформации при протекании мартенситного
превращения при закалке (включая охлаждение при температуре
ниже 0 °C), частичного распада мартенсита при отпуске и превра-
щения аустенита при отпуске. Способность к деформации про-
14
порциональна относительному объему превращающейся фазы и
при значительной доле этой фазы она больше, чем у стали с аусте-
нитной или ферритно-карбидной структурой (рис. 61).
Отсюда следует, что деформацию охлаждаемых инструментов
следует предупреждать не в зоне высоких температур, когда сталь
еще находится в аустенитном состоянии, а в интервале мартенсит-
ного превращения.
Способ наиболее пригоден для предупреждения коробления
инструментов простой формы: длинных и тонких (пилы, прорезные
фрезы и т. п.). При закалке их предварительно замачивают в масле
при 20—60 °C в течение 30—50 с или подстуживают в соли при
Рис 61 Прогиб закаленного
(/) и отожженного (2) прут
ков углеродистой стали У12А
в результате нагрева на
600 °C
500—550 °C или на воздухе (теплостойкие стали), а затем охлаж-
дают в специальном штампе либо под плитами или же между вра-
щающимися роликами.
Коробление, которое может остаться после закалки или воз-
никнуть при нагреве для отпуска, окончательно устраняют вы-
полнением отпуска в штампе (между плитами). Закаленные ин-
струменты перед нагревом слегка прижимают, а при нагреве
150—200 °C зажимают плотно.
Применение многослойной стали. Способ
предупреждает коробление очень длинных и тонких инстру-
ментов (ножей для резки фанеры, бумаги и т. д ) Из инструмен-
Iальной стали изготовляют тонкую (толщиной 0,25—0,3 мм),
а из пластичной — более толстую пластину х. При закалке тон-
кая пластина, испытывающая мартенситное превращение, полу-
чается выпуклой 1 2 (независимо от условий охлаждения). После-
дующий отпуск и правку выполняют в штампе, закалившаяся
юна испытывает сжимающие напряжения, что облегчает правку,
а мягкая зона легко воспринимает растягивающие напря-
жения.
1 Стали отливают в одну изложницу с внутренней тонкой перегородкой,
которая при этом расплавляется, слиток прокатывают Более подробно см ра-
боту [82]
2 Пластину перед закалкой целесообразно, кроме того, изгибать в сторону,
противоположную ожидаемой деформации
115
Коэффициенты теплового расширения инструментальной стали
в рабочей части и в крепежной должны мало различаться (см.
п. 15). Кроме того, надо, чтобы сталь крепежной части: а) имела
меньшие объемные изменения при закалке (или лучше не прини-
мала закалки) и б) не получала крупного зерна Hjie охрупчива-
лась сильно при возможных высоких температурах закалки, при-
нятых для инструментальной стали.
Этим условиям отвечают при использовании для рабочей части:
нетеплостойкие стали высокой твердости (X, В2Ф и др.) — низко-
углеродистая конструкционная сталь с 0,1—0,2 % С; полутепло-
стойкие и теплостойкие стали — более легированные стали
с пониженным содержанием углерода: 30Х2НМФ (см. гл. VIII)
или ЗОХЗМЗФ (см. гл. XI).
Для рабочей части лучше выбирать стали с более низкими
температурами закалки, в частности сталь Х6ВФ из числа полу-
теплостойких высокой твердости (см. п. 70), низколегированные
быстрорежущие (см. п. Г.) и, наконец, типа 4ХЗМФ из числа штам-
повых (см. п. 109).
Правку выполняют: для петеплостойкой стали при 140—175 °C,
а для теплостойких сталей сначала при 250—280 °C (до развития
дисперсионного твердения), а затем вторично при более высоких
температурах отпуска.
Деформация при резании и холодной штамповке
В этих случаях могут возникать напряжения на глубину
до 0,05—0,1 мм Средняя величина их не очень значительна
(300—600 МПа), но они распределяются неоднородно и сильно
отличаются локальными отклонениями от этих величин Т
У инструментов небольшого сечения и большой длины (диа-
метра) напряжения могут вызвать искривление. Такие инстру-
менты после черновой обработки необходимо отпустить при 600—
400 °C и в зависимости от полученной деформации осторожно
править, подвергнуть дополнительной чистовой обработке и лишь
затем закаливать.
У инструмента большего сечения (диаметром или толщиной
4—5 мм) и не очень длинных напряжения не вызывают деформации.
Они практически полностью снимаются при нагреве для закалки.
У крупных инструментов (например, штампов сложной конфи-
гурации) напряжения могут вызывать деформацию при высоком
нагреве для закалки в условиях неизбежного для таких изделий
значительного температурного градиента по сечению. Такие ин-
струменты также падо отпускать (при 600—700 °C, 2—4 ч) перед
закалкой.
Деформация при шлифовании. Шлифование длинных и тонких
инструментов также вызывает деформацию; после первых опера-
Деформацня меньше при снятии стружки небольшой толщины.
116
ций шлифования необходимы правка и отпуск при температурах
на 30—50 °C, а для теплостойких сталей на 100—125 °C ниже при-
нятых при предшествовавшем отпуске. После этого инструменты
окончательно шлифуют.
О правке инструментов
Правку для устранения коробления, вызванного закалкой,
лучше выполнять во время нагрева при отпуске (до 120—200 °C).
В этом случае используется указанный выше эффект кинетической
пластичности. Он создается частичным распадом мартенсита и
превращением остаточного аустенита.
Если необходима правка в холодном состоянии, то ее проводят
для инструментов из теплостойких сталей после закалки (до раз-
вития дисперсионного твердения), а из остальных сталей — после
отпуска, т. е. при большей пластичности.
Правка после изотермической закалки, т. е. сталей с аустенит-
ной и бейпитпой структурой, затруднена.
Определение влияния состава стали
и термической обработки на деформацию
Для предварительного определения влияния состава стали
и условий термической обработки на деформацию целесообразно
использовать образцы диаметром 10 и длиной 60—100 мм, т. е.
с соотношением D : L = 1 : 6 до 10 с торцами, затачиваемыми на
конце, или с закруглением в вершине радиусом 0,25 мм.
24. Устойчивость против образования трещин
Инструментальные стали, как мало пластичные, чувствительны
к образованию трещин. Они могут возникать при пластической
деформации, закалке, последующей правке (или даже очистке)
п при шлифовании.
Трещины при горячей деформации
Они имеют разную форму и возникают по разным причинам.
Глубокие трещины, приводящие к раскалыванию заготовки,
возникают в результате: а) чрезмерного перегрева стали для де-
формации, вызвавшего оплавление границ зерен и ликвационных
участков, обогащенных углеродом, и окисление по границам в по-
верхностных слоях. Излом по месту разрушения имеет темный
(сероватый) цвет или б) излишне быстрого нагрева для дефор-
мации.
К браку чувствительнее ледебуритные стали (особенно при
Деформации слитков), поскольку у этих сталей пониженные тем-
пературы начала плавления и более развита ликвация.
117
Поперечные трещины (ковочный крест) в сердцевине поковки
вызываются растягивающими напряжениями, возникающими в ра-
диальных направлениях. При повороте заготовки на 90° и даль-
нейшем обжатии может возникнуть вторая трещина в перпенди-
кулярном направлении. Брак может возникать вследствие: а) не-
полного прогрева заготовки, когда сердцевина остается недоста-
точно пластичной; б) центральной пористости (см. рис. 6); в) не-
соответствия между шириной бойка и диаметром (стороной) по-
ковки. Если ширина бойка больше диаметра поковки, то возра-
стает свободное уширение при обжатии. Ширина бойка не должна
быть больше 3/4 диаметра поковкиД2 1;'при использовании широ-
ких бойков ковку надо осуществлять поперек бойка, чтобы не вся
его поверхность выполняла обжатие; г) ковки больших заготовок
на плоских бойках; необходимо использование вырезных бойков
для уменьшения радиальных напряжений.
Применение вырезных бойков уменьшает опасность образо-
вания трещин и в остальных случаях, указанных выше.
Поверхностные трещины, обычно небольшие в углах, образую-
щиеся из-за чрезмерного остывания металла во время деформации.
Необходимо: а) при обработке небольших заготовок — диаметром
менее 40—50 мм — подогревать бойки, особенно нижние; холод-
ный боек может излишне охладить металл; б) ковать быстрыми
ударами молота с кантовкой после одного-двух ударов; в) не до-
пускать промежуточных переходов с острыми, быстро подсты-
вающими углами; образующиеся углы надо немедленно забивать,
а возникшие мелкие трещины вырубать немедленно.
Продольные длинные трещины как на поверхности поковок,
гак и в нижележащих слоях. Это — частый вид трещин и, как-
правило, результат излишне быстрого охлаждения поковок после
окончания деформации.
Значительно влияние охлаждения поковок.
К трещинам чувствительнее воздушнозакаливающиеся стали
и особенно более легированные Стали меньшей легированности
достаточно охлаждать в песке или в футерованной яме, а большей,
особенно стали, указанные в п. 104, лишь до 600 °C и, не допуская
дальнейшего охлаждения, помещать в печь для отжига.
Другие условия охлаждения должны быть для заэвтектоидных
сталей; после последних операций прокатки (ковки) их надо ох-
лаждать ускоренно для предупреждения выделения сетки карби-
дов.
Закалочные трещины
Они вызываются структурными и фазовыми напряжениями —
растягивающими и неравномерно распределенными по объему
инструмента. Трещины возникают при охлаждении в температур-
ном интервале мартенситного превращения, но могут появляться
не только в момент охлаждения, но и после закалки вследствие
перераспределения напряжений: через 5—7 с, чаще через 10—
118
60 мин, а в крупных инструментах даже после продолжительного
вылеживания после закалки. В результате релаксационных про-
цессов в неотпущенной стали, протекающих при 20 °C и при-
водящих к повышению прочности, чувствительность к трещинам
постепенно уменьшается. Наоборот, она может возрастать, если
инструмент находится под нагрузкой.
У инструментов, прокаливающихся
полностью или на значительную глубину,
трещины образуются в поверхностных
слоях. Это чаще глубокие продольные
трещины, начинающиеся от поверхности
и направленные вдоль изделия (рис. 62, а).
В инструментах из сталей небольшой
прокаливаемости, прогреваемых пол-
ностью и получающих при резком охлаж-
дении мартенситную структуру в поверх-
ностном слое и трооститную с твердостью
40—50 HRC в сердцевине, возникают
внутренние дугообразные трещины (рис.
62, б). Они начинаются главным образом вблизи концентраторов
напряжений: острых и прямых углов или отверстий и в отдель-
ных случаях распространяются по поверхности В
Для предупреждения трещин надо учитывать, что они часто
вызываются комплексом причин, а не каждой отдельной причи-
ной, рассматриваемой ниже.
Влияние формы и состояния поверхности инструмента
Резкие переходы по сечению, прямые углы, надрезы усиливают
опасность образования продольных и внутренних трещин. Таким
же образом влияют риски и подрезы, остающиеся после механи-
ческой обработки.
Если инструменты из сталей небольшой закаливаемости, ох-
лаждаемых в воде или в водных растворах, имеют прямые или ост-
рые углы, в которых не требуется высокая твердость, то такие
участки перед закалкой покрывают слоем глины с асбестом или
защитными железными колпачками. Сталь в этих участках не
нагревается до температур закалки и не испытывает мартенсит-
ного превращения.
Влияние исходной структуры
При одинаковых условиях нагрева и охлаждения менее чув-
ствительны к трещинам: а) из заэвтектоидных — стали с зерни-
стым перлитом, а не с пластинчатым или точечным или с мартен-
1 Эти трещины не образуются при закалке с индукционным нагревом, когда
в сердцевине сохраняется пластичная перлитная или сорбитная структура, а
в поверхностном слое возникают «полезные» сжимающие напряжения.
119
ситной структурой, получающие более насыщенный аустенит при
нагреве (см. рис. 74) и большие объемные изменения при охлаж-
дении и б) из ледебуритных — стали с более равномерным распре-
делением карбидов с баллом <5.
Влияние температур закалки
С повышением температур закалки сверх минимально необхо-
димой и обеспечивающей требуемые твердость и теплостойкость,
чувствительность к трещинам: а) усиливается у сталей, прокали-
вающихся полностью или на значительную глубину 1 из-за сни-
жения прочности. Признаком перегрева является рост зерна
сверх балла 10—9 (см. п. 31); б) уменьшается у сталей, прока-
ливающихся на небольшую глубину; при повышении температур
закалки на 15—20 °C возрастает толщина закаленного слоя, соз-
дается более плавный переход твердости к мягкой сердцевине и
уменьшаются растягивающие напряжения в переходном слое.
Влияние обезуглероживания
Обезуглероживание способствует возникновению поверхност-
ных трещин глубиной до 1,5—2 мм и даже больше. Они — следст-
вие растягивающих напряжений, вызванных тем, что в обезугле-
роженном слое образуется при закалке низкоуглеродистый мар-
тенсит (феррит) с меньшим объемом, чем в сердцевине. Чувстви-
тельность к трещинам больше
у сталей с повышенным содер-
жанием углерода (7>0,5 %), мар-
тенситное превращение кото-
рых в сердцевине протекает
с большим изменением объема.
Рис. 63. Схема прерываемой закалки:
1 — закалка и отпуск для получения мар-
тенситной структуры у нетеплостойких и
полутеплостойких сталей; 2 — отпуск для
получения трооститной (или сорбитной)
структуры у штамповых сталей (теплостой-
ких н нетеплостойких)
формацию изменением условий
Влияние условий охлаждения
Основное мероприятие, ко-
торое необходимо выполнять
при правильном выборе ста-
ли, — это замедление охлаж-
дения в температурном интер-
вале мартенситного превраще-
ния. Меры, уменьшающие де-
охлаждения, одновременно сни-
жают чувствительность к трещинам. Наиболее эффективна воз-
душная закалка. При невозможности ее выполнения (см. п. 30)
применяют ступенчатую или изотермическую закалку. По окон-
1 Исключение — стали, у которых в результате повышения температуры за-
калки резко возрастает количество остаточного аустенита и увеличивается вяз-
кость (например, стали с 4—12 % Ст, см. рис. 188).
120
чании выдержки вблизи температуры Л4Н инструменты охлаж-
дают на воздухе; недопустимо ускорять охлаждение, напри-
мер, погружением в горячую воду для промывки. Это служит
I лавкой причиной образования продольных и поперечных тре-
щин.
Для некоторых инструментов, чаще очень крупных, применяют
прерываемую закалку; сталь охлаждают так, чтобы сначала про-
изошло лишь частичное мартенситное превращение (рис. 63).
Влияние отпуска
Отпуск, предназначенный для получения окончательных
свойств, следует выполнять немедленно после закалки для сня-
тия напряжений. Было указано, что трещины возникают не только
в момент охлаждения, но и через некоторое время после него.
Шлифовочные трещины
Они не имеют определенной ориентации или расположены
в виде сетки (см. рис. 52, в). Большей частью трещины мелкие.
Одпако в стали, сильно перегретой при закалке, они могут быть
более глубокими: 3—4 мм. Причины возникновения трещин:
а) растягивающие напряжения; они создаются вследствие из-
лишнего нагрева при шлифовании и вызываемого им дальнейшего
отпуска мартенсита с образованием в тонком поверхностном слое
чроосто-мартенсита или даже аустенита, т. е. структур, имеющих
меньший объем, чем мартенсит, сохраняющийся в нижележащих
слоях; б) превращение остаточного аустенита в поверхностном
слое и образование более хрупких продуктов его превращения;
более чувствительны поэтому к трещинам стали, имеющие повы-
шенное количество аустенита; в) чрезмерные давления на шлифуе-
мую поверхность, в результате которых возможно скалывание
выступающих тонких частей кромок; г) повышенные напряжения,
сохранившиеся в стали, недостаточно отпущенной перед шлифо-
ванием.
Шлифовать надо хорошо отпущенную сталь и без повышенного
нагрева, т. е. со снятием за каждый проход слоя небольшой тол-
щины и без больших давлений. Кроме того, немедленно после
шлифования необходим отпуск (см. п. 57).
Трещины при травлении и промывке
Трещины редко вызываются непосредственным влиянием трав-
пения или промывки. Они — результат суммарного воздействия
напряжений, полученных при отдельных нарушениях предшество-
вавшей обработки, и меньших по величине напряжений, возникаю-
щих при травлении или промывке.
Трещины при травлении могут возникать в стали с неоднород-
ным распределением карбидов (баллом ~>5), если она была за-
121
калена с перегревом, недостаточно отпущена, имела глубокие
риски на поверхности и был нарушен режим травления. Трещины
в канавках сверл возникали для этих условии при травлении
30 %-ным водным раствором НС1 при 70—80 °C, 50 мин и не наблю-
дались при травлении в 20 %-ном растворе НО при 30—40 °C,
10—-20 мин.
Трещины при промывке, выполненной перед отпуском, как
правило, следствие того, что закаливавшаяся сталь не была до-
статочно замедленно и до конца охлаждена в интервале мартенсит-
ного превращения и была промыта в слишком горячем состоянии.
Выявление трещин
Мелкие трещины трудно обнаружить внешним просмотром
без предварительной подготовки поверхности. Чувствителен лю-
минесцентный метод.
На обезжиренную поверхность наносят флюоресцирующую
жидкость (250 мг на 1 л зелено-золотистого дефектоля, 250 мл
трансформаторного масла, 250 мл химического банзина и 500 мл
керосина). Жидкость легко проникает в трещины. Затем поверх-
ность промывают струей холодной воды, просушивают теплым воз-
духом и покрывают тонким слоем силикогеля — порошка с высо-
кой поглощающей способностью. После этого инструмент про-
сматривают в ультрафиолетовом свете. Силикогель способствует
переходу на поверхность жидкости, оставшейся в трещинах;
опа воспроизводит их очертание. Это видно по свечению жидкости
в ультрафиолетовом свете.
25. Обрабатываемость резанием. Шлифуемость
Обрабатываемость резанием
Структура и свойства стали, при которых обеспечивается наи-
большая производительность резания, не совпадают с необхо-
димыми для получения поверхности инструмента с минимальной
шероховатостью.
Производительность резания зависит как от сопротивления
отрыву (срезу) деформируемой стали, так и от роли карбидов.
Для сталей эвтектоидных и заэвтектоидныл с небольшим
количеством карбидов производительность резания увеличи-
вается с понижением твердости (прочности), т. е. для отожжен-
ного состояния. Она определяется преимущественно структурой
перлита и твердостью его ферритной основы. Производительность
резания возрастает при зернистой форме (табл. 19) и большей коа-
гуляции карбидной составляющей перлита. Она больше для угле-
родистых сталей, перлит которых коагулирует в наибольшей сте-
пени, а сс-фаза не содержит легирующих элементов. Твердость
эвтектоидных сталей может быть снижена до 143—150 НВ (см.
п. 52).
1 22
Легирующие элементы, затрудняя коагуляцию карбидов при
отжиге и увеличивая твердость феррита, понижают производи-
тельность резания. Особенно сильно влияние кремния.
Присутствие остаточного аустенита, возможное в структуре
некоторых легированных сталей, ухудшает производительность
резания, даже если при этом мало возрастает твердость.
В улучшенном состоянии стали с цементитным карбидом (и
в небольшом количестве) обрабатываются резанием: при твердости
до 45 HRC быстрорежущей кобальтовой сталью (см. п. 90) и при
твердости до 54—55 IIRC
твердым сплавом.
У ледебуритных сталей нет
прямой зависимости между
твердостью и производитель-
ностью резанием. Даже при
структуре зернистого перлита
избыточные карбиды ухудшают
производительность резания.
Вследствие высокой твердости
они выполняют роль абразива,
ускоряя износ режущей кромки
обрабатывающего инструмента.
Особенно сильно влияют кар-
биды ванадия (МС).
В улучшенном состоянии
ледебуритные стали обрабаты-
ваются резанием при твердости
Табл и ц а 19 Влияние структуры
и твердости отожженной
углеродистой стали У12 на скорость
резания (для стойкости 60 мин)
резцами из быстрорежущей стали
Структура перлита Балл (по рис. 70) Т вердость НВ Относитель- ная скорость резания, %
Зернистый . . Смесь зернисто- го и пластинча- 5 179 100
того .... 8 192 91
Пластинчатый 10 223 71
до 40—42 HRC быстрорежущей
сталью и до 50 HRC твердыми сплавами.
Интерметаллидные фазы (имеющие более низкую твердость:
~950 HV и равномерно распределенные) при небольшом содер-
жании меньше снижают производительность резания, чем кар-
биды. Поэтому стали с интерметаллидным упрочнением легче
обрабатываются резанием при повышенной твердости 35—40 НRC,
особенно, если их основа -— никелевый мартенсит, менее способ-
ный к упрочнению.
Шероховатость поверхности значительна при резании мягкой
отожженной стали; высота микронеровностей достигает 55—
80 мкм (3—4-й класс) (рис. 64).
Значительное улучшение чистоты поверхности углеродистых
и низколегированных сталей достигается введением малых коли-
честв теллура или свинца (см. п. 5).
Наименьшая шероховатость поверхности — при резании ста-
лей с сорбитной структурой и повышенным сопротивлением пла-
*г Обработка создает повышенные напряжения в поверхностном слое, спо-
собствует образованию в нем остаточного аустенита (см. п 128) и может привести
к образованию микротрещин. Поэтому после резания в этом состоянии необхо-
дим немедленный отпуск при 180—200 °C, 1 ч.
123
стической деформации, характеризуемым твердостью 34—36 HRC
(см. рис. 64). Достигаемая чистота поверхности мало зависит
(И. Ф. Зайцев и Ю. А. Геллер) от количества, размеров и распре-
деления карбидов и поэтому практически одинакова для всех
инструментальных сталей.
Рис 61 Высота микроиг-
ровностей у нетеплостойкой
стали ХВГ и быстрорежу-
щих сталей разного состава
в зависимости от твердости
(резание резцами из стали
Р18; 63—64 I/RC) (Ю. А. Гел-
лер, И. Ф. Зайцев,
Л. С. Кремнев)
Некоторое влияние оказывает твердость обрабатывающего
инструмента. При резании инструментами с твердостью 62—
65 HRC шероховатость поверхности отвечает 6-му классу (высота
микронеровностей до 20—40 мкм). При резании более твердыми
инструментами (67—69 HRC) высота микронеровностей снижается
до 10—15 мкм.
Шлифуемость1 стали
Шлифуемость является тем важнейшим технологическим свой-
ством, которое во многом определяет качество готового инстру-
мента. Вместе с тем стоимость шлифования значительна и дости-
гает 50—60 % от стоимости инструмента, тогда как стоимость
стали ее термической обработки может не превышать 10—20 %.
Между шлифуемостью стали и ее обрабатываемостью резанием
нет прямой аналогии. Шероховатость шлифуемой поверхности
снижается при значительном повышении твердости: до 60—62 ЯRC
(и выше). В то же время шлифуемость, как и производительность
резания, сильно зависят от свойств и количества карбидных
фаз. Однако и в этом случае различие в поведении стали значи-
1 Приведенные данные огносягся также к поведению стали при заточке.
124
тельно и вызвано тем, что твердость шлифующих материалов
(абразивов) изменяется в существенно больших пределах: от 2500
до 10 000 HV, чем режущих материалов (не выше 1500 HV). По-
этому главное влияние оказывают свойства абразивного матери-
ала.
Шлифуемость абразивами умеренной твердости (2500 —
1000 HV).
Тонкий поверхностный слой стали при шлифовании (абразивы
из корунда, электрокорунда и др.) может нагреваться до очень
высоких температур.
Рис. 65. Влияние состава быстрорежу-
щих сталей на производительность шли-
фования электрокорундом [491: стали
PI8, Р12, Р6М5 с 1,2 —1,8 % V; сталь
Р6МЗ с 2,1 % V; сталь Р9 с 2,4 % V.
Шлифование кругом Э295СМ2К8 со
скоростью 21 м/мин; продольная пода-
ча 1,5 и/мпп
Рш. 66. Относительная шлифу с-
мость стали в зависимости от содер-
жания ванадия и хрома:
/ — влияние хрома в стали с 1 % С;
2 — влияние ванадия в быстрорежу-
щей стали
Состояние шлифованной поверхности и производительность
шлифования сильно зависят от структуры стали.
В присутствии очень твердых карбидов: хрома ('-1500 HV)
н главным образом ванадия ( -2000IIV) стойкость абразивных кру-
юв (особенно при профильном шлифовании) сильно снижается
(рис. 65, 66). Они быстрее затупляются (засаливаются), что вызы-
вает дополнительное повышение температуры в зоне шлифования.
В отдельных сильно нагревающихся участках происходит распад
мартенсита с образованием трооститной структуры (так называе-
мых участков прижога) с более низкой твердостью: 55—57 HRC
(см. п. 129) и превращение остаточного аустенита.
Превращение аустенита в зоне шлифования создает дополни-
тельные напряжения и может привести к образованию шлифовоч-
ных трещин (см. п. 24). Чувствительнее к трещинам стали, содер-
жащие >10—12 % аустенита или недостаточно отпущенные.
У теплостойких сталей, в которых после отпуска меньше углерода
в мартенсите и не имеется аустенита, трещины наблюдаются
реже.
125
При еще более высоком нагреве происходит вторичная закалка,
характеризуемая ростом твердости и образованием повышенного
количества остаточного аустенита: 50—60 % у стали Р18 (см.
п. 128), и возникают значительные напряжения.
Для улучшения качества поверхности необходимо снимать за
проход слой небольшой толщины х. При этом инструменты высо-
кой твердости, шлифуемые на значительную глубину, следует
изготавливать из теплостойких сталей, даже если они сильно не
нагреваются в работе. В таких случаях теплостойкость является
технологическим свойством. Для этих условий нельзя выбирать
стали с повышенным содержанием ванадия. Для предупреждения
трещин необходим немедленный отпуск после шлифования при
150—160 °C для нетеплостойких и полутеплостойких и при 280—
400 °C для теплостойких сталей. Отпуск снимает напряжения и
во многих случаях повышает стойкость инструментов на 50—70 %.
Шероховатость шлифованной поверхности зависит от карби-
дов и от твердости стали.
Крупные карбидные включения, выходящие на поверхность,
могут выкрашиваться при шлифовании. Уменьшение карбидной
неоднородности ледебуритных сталей с балла 7—-8 до 4—5 позво-
ляет снизить высоту микронеровностей в два раза и получить
класс шероховатости 7 вместо 6. Еще большая чистота поверхности
достигается при карбидном балле 1—2 и размерах карбидов
не более 5—8 мкм.
Поэтому лучшую шлифуемость имеют стали из спеченных по-
рошков.
Повышение твердости с 62—63 до 65—67 HRC дополнительно
(почти на 1 класс) улучшает чистоту поверхности. Наоборот,
при снижении твердости стали с 62—64 до 52—55 HRC в резуль-
тате обезуглероживания или в участках прижогов шероховатость
ухудшается на 1—2 класса.
Используют два метода определения шлифуемости стали:
механический и структурный.
Оба способа дают близкие результаты (см. рис. 65, 66), но при
использовании второго способа можно, кроме того, оценить по-
ведение абразивного материала.
Механическими методами определяют отношение количества
металла, снятого за единицу времени (мм3/мин), к нормальной силе
резания (Н) или к количеству одновременно изношенного абра-
зива.
Рентгеновским методом [511 характеризуют шлифуемость по
количеству остаточного аустенита в шлифованном слое. Чем
выше температура разогрева и хуже шлифуемость, тем больше
1 Она не должна превышать: 0,02—0,04 мм для нетеплостойких сталей; 0,1 мм
для теплостойких высокованадиевых и 0,2 мм для остальных быстрорежущих
сталей. Для инструментов, испытывающих повышенные напряжения, особенно
растягивающие (например, пуансоны для выдавливания), толщина снимаемого
слоя должна быть <0,1 мм.
126
аустенита в слое. Поскольку количество аустенита зависит также
от его устойчивости при охлаждении и определяется составом
стали, то метод пригоден в ограниченных пределах: для опреде-
ления шлифуемости стали данного или близкого состава (в за-
висимости от свойств абразива или режима термической обработки).
Шлифуемость абразивами высокой твердости (—10 000 HV),
алмазами и кубическим нитридом бора 1 (КНБ)
Рис. 67. Влияние содержания хрома
и ванадия в стали на шероховатость
поверхности и производительность
шлифования кругами с КНБ
(А. О. Аранович):
1 — 12 % Сг; 2 — 6 % Сг; 3 - 3 % Сг;
а — поперечная подача 0,01 мм
(двойной ход); б — то же, 0,005 мм
Температуры, возникающие в шлифуемом слое из-за значи-
тельно большей твердости и меньшего коэффициента трения, в 3—
4 раза ниже, чем при шлифовании абразивами умеренной твер-
дости. Хорошие результаты обеспе-
чиваются при шлифовании КНБ, не
взаимодействующим со сталью.
Структура и свойства шлифо-
ванного поверхностного слоя, как
правило, не ухудшаются и прижогов
(мягких пятен 1 2) на поверхности не
наблюдается, если поперечная по-
дача 0,1—0,15 мм. Количество аусте-
нита в слое быстрорежущей стали
Р18, шлифованной алмазными кру-
гами, не превышает 8-—10 %.
Карбиды ванадия в этом случае
мало ухудшают шлифуемость; коли-
чество аустенита в слое высокова-
надиевой быстрорежущей стали
Р14Ф4 после шлифования электро-
корундом или алмазами составляет
23 и 9 % соответственно [511. При
шлифовании КНБ остаточный аусте-
нит не образуется.
В поверхностном слое возникают
полезные сжимающие напряжения
152]. Это повышает циклическую
прочность по сравнению с получа-
емой после шлифования карборун-
довыми кругами.
Производительность шлифован ия
мало зависит от состава стали; она
немного ухудшается с увеличением
в структуре количества твердых карбидов ванадия (рис. 67).
Шероховатость поверхности значительно меньше (9—К) класс),
1 Применяют также обозначения кубанит, эльбор.
2 Обработка является, как правило, доводочной, т. е. со снятием слоя мень-
шей толщины, чем рассмотренными выше абразивами. Оптимальная подача
0,01—0,015 мм (двойной ход) [95].
127
чем при шлифовании абразивами умеренной твердости. Она при
этом немного лучше при использовании алмазов.
Высота микронеровностеи, кроме того, меньше у стали с более
мелкими и равномерно распределенными карбидами. В связи с этим
стойкость некоторых инструментов, шлифованных КНБ, на 25 —
40 % выше, чем шлифованных
абразивами умеренной твер-
дости 150].
Таблица 20. Шероховатое! ь
полированной поверхности стали X
в зависимости от твердости
(ГО. А. Геллер и И. А. Бусурина)
v Способность стали принимать Количество г образцов, %, ДОВОДКУ С ВЫСОКОЙ неровностей, мкм ПоВСрХНОСТЬ С МИНИМЭЛЬНОЙ
Твердость ДО 0,1 (класс 13а) до 0,08 , (класс 136) „ высотой микронеровностей по- еле доводки (полирования) по- og лучаегся при высокой твер- ич дости (табл. 20), равномерном распределении карбидов (с бал-
58—60 60,5—62,5 63-65 65,5-67 44,5 37,1 23,5 45,6 32,8 34 0 34,4 41,2 лом 1—2 для заэвтектоидных и 2—3 для ледебуритных ста- 42’1 лей), минимальном количестве 13’2 неметаллических включений (не более балла 2) и остаточного
аустенита (<10%).
С улучшением чистоты поверхности возрастает сцепляемость
доведенных поверхностей (что требуется, например, для измери-
тельных плиток). В необходимых случаях сцепляемость можно
устранить нагревом до 200 300 °C в течение 30 мин; ври этом соз-
дается окисная пленка голщнной 5-10-7 см, не ухудшающая ка-
чества поверхности.
Г лава 111
СТРУКТУРА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ.
МЕТОДЫ ОПРЕДЕЛЕНИЯ
26. Структурные классы инструментальных сталей
Структурное состояние инструментальных сталей сильно раз-
личается в зависимости ог условий легирования и термической
обработки. Высоколегированные и особенно сложнолегированные
стали, в частности быстрорежущие и теплостойкие штамповые,
являются многофазными и даже отжигом, выполняемым в обычных
условиях (при сравнительно медленном охлаждении) и обеспечи-
вающим требуемое снижение твердости, еще не приводятся к пол-
ностью равновесному состоянию. Структура таких сталей доста-
точно сложна, особенно в лпгом н слабодеформированпом состоя-
128
нии. В металлической основе даже при высоком содержании угле-
рода в стали могут существовать участки феррита наряду с пер-
литом и присутствовать как изолированные карбиды разных
типов: вторичные, первичные и третичные, так и эвтектические
образования (с разным распределением и неодинаковых размеров)
и продукты перитектического превращения.
Значительно различается структура новых сталей с низким со-
держанием углерода и с различными интерметаллидными фазами.
Здесь рассматриваются лишь главные структурные особенности
более характерных и чаще применяемых инструментальных сталей
после значительной деформации, т. е. в более однородном состоя-
нии. Дополнительные отличия указаны соответственно в пп. 80,
81 и др.
Структурное состояние и прочность основных сталей в со-
стоянии, в котором их используют в готовых инструментах, ука-
заны в табл. 21, а их износостойкость — в табл. 15.
Заэвтектоидные стали
Это — углеродистые и менее легированные стали; их макси-
мальная твердость 63—64 HRC и лишь у некоторых — до 66 HRC.
Стали нетеплостойкие и имеют умеренную износостойкость. Кар-
биды сталей, главным образом цементит, твердость которого лишь
немного больше, чем мартенсита (см. п. 31).
Карбиды выделяются из аустенита (вторичные карбиды) и
присутствуют в перлите (эвтектоидные). Размеры карбидов меньше
(до 5—6 мкм) и они распределяются в металлической основе
равномернее, чем у ледебуритных сталей.
Количество карбидов не превышает 10—12 %. При большем
количестве, достигаемом увеличением легирования или содер-
жания углерода, возникают, особенно в условиях ликвации, сетка
эвтектики в отдельных зонах литой стали и возрастают размеры
карбидов. Это снижает прочность и вязкость, не улучшает износо-
стойкость и резко ухудшает ковкость.
Стали сохраняют мелкое зерно при нагреве для закалки
вследствие задерживающего влияния карбидов; это позволяет
получить высокую твердость (при удовлетворительной прочности).
Структура и свойства сталей сильно зависят от сечения. В про-
кате (поковках) большого сечения, диаметром более 50—70 мм,
чаще образуется карбидная сетка, что неизбежно влечет сущест-
венное снижение прочности (табл. 21), вязкости и сопротивления
усталостному разрушению. Из-за усиливающегося выкрашива-
ния рабочей кромки и даже преждевременной поломки инструмен-
тов трудно реализовать сравнительно умеренное повышение из-
носостойкости, создаваемое карбидами.
Справедливо поэтому правило, по которому чем больше сече-
ние инструментов (особенно диаметром сверх 50 мм), тем меньше
должно быть количество карбидов в выбираемой стали и тем боль-
ше она должна быть ближе к эвтектоидной.
5 Геллер Ю. А. 129
Таблица 21. Структурные составляющие инструментальных сталей,
имеющих твердость 62—64 HRC (прокат из слитков массой 500—750 кг)
Сталь Структурные составляющие % (по массе) аизг, МПа, из про- ката диаметром, мм *4
после закалки *2 | после отпуска *3
К | Ло I К Ло 20 | 75
Нетеплостойкие стали
Доэвтектоидная углеро- дистая (0,7 % С) ... 2—3 3 2—3 2000
Эвтектоидная углероди- стая (0,8 % С) .... Эвтектоидная легирован- — 4—5 4—5 4—5 1800
пая 7ХГ2ВМ 1 16—18 5—6 16—18 2700 2500
Заэвтектоидная углеро- дистая (1,2 % С) . . . 3—5 5—8 10—12 5—8 2200
Заэвтектоидная легиро- ванная ХВГ 4—6 16—18 12—14 16—18 2600 2100
Полутеплостойкие стали
Ледебуритная высоко- хромистая Х12М . . . Ледебуритная высоко- 8—9 18—20 15—16 18—20 2400 1500
хромистая и высокована- диевая Х12Ф4М .... 15—17 18—20 24—27 18—20 2150 1400
Теплостойкие стали
Ледебуритная быстроре- жущая Р18 То же, Р6М5 16—19 14—16 22—25 20—22 22—24 20—22 До 1 1 3000 3300 2400 2700
С интерметаллидным уп- рочнением *5 — — — До 1 4400 —
** Основная структура — мартенсит.
*2 Закалка на мелкое зерно (балл 9 для углеродистых и 10 для остальных сталей).
*3 Отпуск 160 °, 1 ч, а для быстрорежущих 560 °C. 1 ч, 3 раза.
*4 На расстоянии, близком к 0,5 радиуса.
*“ Упрочняющая фаза (Со, Ni, Fe)7Moe.
Примечание. К — карбиды; AQ — аустенит остаточный.
Эвтектоидные стали
К ним относятся как нетеплостойкие, так и более легированные
полутеплостойкие и теплостойкие стали.
Их несомненное преимущество — однородность структуры как
после отжига (перлит), так и после закалки и отпуска (мартенсит,
троостит), а вследствие этого и более высокие вязкость и проч-
ность, а также и разгаростойкость. Это наблюдается главным
образом при рациональном легировании и сохранении мелкого
зерна. Образование в структуре даже первых количеств карби-
дов (т. е. при переходе к заэвтектоидным сталям) резко снижает
вязкость (см. рис. 31) и несколько меньше прочность.
130
Эвтектоидные стали уступают заэвтектоидным в износостой
кости, но главным образом при работе без динамических на-
грузок.
С увеличением легирования снижается содержание углерода
в перлите (см. рис. 68). Поскольку у эвтектоидных сталей насы-
щение твердого раствора углеродом происходит лишь в результате
превращения перлит—»аустенит, то при повышенном содержании
легирующих элементов твердость закаленной стали становится
ниже. Она максимальная (62—63 HRC) у углеродистых и менее
легированных сталей и не превышает 57—60 HRC у высоколеги-
рованных.
Меньшая износостойкость связана также с отсутствием избы-
точных карбидов.
Однако различие в износостойкости этих сталей для указан-
ных условий эксплуатации больше в небольших сечениях и зна-
чительно меньше в крупных, когда заэвтектоидные стали получают
более низкую твердость, а менее однородно распределенные кар-
биды могут выкрашиваться в рабочем слое.
При износе с ударными нагрузками эвтектоидные стали, как
правило, превосходят заэвтектоидные.
Эвтектоидные легированные стали, имеющие мелкое зерно,
менее чувствительны также к развитию необратимой хрупкости
и к ухудшению вязкости при отпуске на твердость 45—50 HRC
(что должно быть связано с большей однородностью структуры).
У эвтектоидных сталей имеются и технологические преимуще-
ства: более низкая твердость после отжига и хорошие обрабаты-
ваемость резанием и давлением в холодном состоянии.
Применение эвтектоидных сталей в прежние годы было сравни-
тельно ограниченным. Это было связано с представлением, спра-
ведливым теперь лишь частично, об их повышенной чувствитель-
ности к росту зерна, а следовательно, к снижению прочности и
вязкости даже при небольшом перегреве при закалке, возможном
в заводских условиях.
Наблюдалось, кроме того, что прочность и особенно вязкость
эвтектоидных сталей может быть сильно сниженной в отдельных
плавках, так как при небольшом повышении содержания угле-
рода или легирующих элементов сверх необходимых для создания
эвтектоидной концентрации могут образовываться вторичные
карбиды, заметно ухудшающие механические свойства.
Однако чувствительность к росту зерна характерна для угле-
родистых эвтектоидных сталей. Она уменьшается при сравнительно
небольшом легировании (см. п. 58), и, как теперь установлено,
устраняется почти полностью у сталей, твердый раствор которых
имеет повышенную концентрацию хрома, кремния, вольфрама.
Для получения более однородных свойств в разных плавках
одной марки для эвтектоидных сталей необходимо устанавливать
более узкие пределы содержания углерода (0,06—0,07 %) и леги»
рующих элементов (0,5—0,6 % для каждого).
5* 131
Таблица 21. Структурные составляющие инструментальных сталей,
имеющих твердость 62—64 HRC (прокат из слитков массой 500—750 кг)
Сталь Структурные составляющие **, % (по массе) аизг, МПа, из про- ката диаметром, мм *4
после закалки *2 | после отпуска *3
К | До I К До 20 | 75
Нетеплостойкие стали
Доэвтектоидная 5 глеро- дистая (0,7 % С) ... 2—3 3 2—3 2000
Эвтектоидная углероди- стая (0,8 % С) .... Эвтектоидная легирован- — 4—5 4—5 4—5 1800
пая 7ХГ2ВМ 1 16—18 5—6 16—18 2700 2500
Заэвтектоидная углеро- дистая (1,2 % С) . . . 3—5 5—8 10—12 5—8 2200
Заэвтектоидная легиро- ванная ХВГ 4—6 16—18 12—14 16—18 2600 2100
Полутеплостойкие стали
Ледебуритная высоко- хромистая Х12М . . . Ледебуритная высоко- 8—9 18—20 15—16 18—20 2400 1500
хромистая и высокована- диевая Х12Ф4М .... 15—17 18—20 24—27 18—20 2150 1400
Теплостойкие стали
Ледебуритная быстроре- жущая Р18 16—19 22—25 22—24 До 1 3000 2400
То же, Р6М5 С интерметаллидным уп- 14—16 20—22 20—22 1 3300 4400 2700
рочнением *5 — — — До 1 —
** Основная структура - мартенсит.
*2 Закалка на мелкое зерно (балл 9 для углеродистых и 10 для остальных сталей).
*3 Отпуск 160 °, 1 ч, а для быстрорежущих 560 °C. 1 ч, 3 раза.
*4 На расстоянии, близком к 0,5 радиуса.
*“ Упрочняющая фаза (Со, Ni, Fe)7Moe.
Примечание К — карбиды; AQ — аустенит остаточный.
Эвтектоидные стали
К ним относятся как нетеплостойкие, так и более легированные
полутеплостойкие и теплостойкие стали.
Их несомненное преимущество — однородность структуры как
после отжига (перлит), так и после закалки и отпуска (мартенсит,
троостит), а вследствие этого и более высокие вязкость и проч-
ность, а также и разгаростойкость. Это наблюдается главным
образом при рациональном легировании и сохранении мелкого
зерна. Образование в структуре даже первых количеств карби-
дов (т. е. при переходе к заэвтектоидным сталям) резко снижает
вязкость (см. рис. 31) и несколько меньше прочность.
130
Эвтектоидные стали уступают заэвтектоидным в износостой
кости, но главным образом при работе без динамических на-
грузок.
С увеличением легирования снижается содержание углерода
в перлите (см. рис. 68). Поскольку у эвтектоидных сталей насы-
щение твердого раствора углеродом происходит лишь в результате
превращения перлит—»аустенит, то при повышенном содержании
легирующих элементов твердость закаленной стали становится
ниже. Она максимальная (62—63 HRC) у углеродистых и менее
легированных сталей и не превышает 57—60 HRC у высоколеги-
рованных.
Меньшая износостойкость связана также с отсутствием избы-
точных карбидов.
Однако различие в износостойкости этих сталей для указан-
ных условий эксплуатации больше в небольших сечениях и зна-
чительно меньше в крупных, когда заэвтектоидные стали получают
более низкую твердость, а менее однородно распределенные кар-
биды могут выкрашиваться в рабочем слое.
При износе с ударными нагрузками эвтектоидные стали, как
правило, превосходят заэвтектоидные.
Эвтектоидные легированные стали, имеющие мелкое зерно,
менее чувствительны также к развитию необратимой хрупкости
и к ухудшению вязкости при отпуске на твердость 45—50 HRC
(что должно быть связано с большей однородностью структуры).
У эвтектоидных сталей имеются и технологические преимуще-
ства: более низкая твердость после отжига и хорошие обрабаты-
ваемость резанием и давлением в холодном состоянии.
Применение эвтектоидных сталей в прежние годы было сравни-
тельно ограниченным. Это было связано с представлением, спра-
ведливым теперь лишь частично, об их повышенной чувствитель-
ности к росту зерна, а следовательно, к снижению прочности и
вязкости даже при небольшом перегреве при закалке, возможном
в заводских условиях.
Наблюдалось, кроме того, что прочность и особенно вязкость
эвтектоидных сталей может быть сильно сниженной в отдельных
плавках, так как при небольшом повышении содержания угле-
рода или легирующих элементов сверх необходимых для создания
эвтектоидной концентрации могут образовываться вторичные
карбиды, заметно ухудшающие механические свойства.
Однако чувствительность к росту зерна характерна для угле-
родистых эвтектоидных сталей. Она уменьшается при сравнительно
небольшом легировании (см. п. 58), и, как теперь установлено,
устраняется почти полностью у сталей, твердый раствор которых
имеет повышенную концентрацию хрома, кремния, вольфрама.
Для получения более однородных свойств в разных плавках
одной марки для эвтектоидных сталей необходимо устанавливать
более узкие пределы содержания углерода (0,06—0,07 %) и леги»
рующих элементов (0,5—0,6 % для каждого).
5* 131
Ледебуритные стали
Это высоколегированные стали, в структуре которых более
твердые карбиды хрома, вольфрама, ванадия (см. п. 31). Стали
имеют повышенную или высокую износостойкость (но при отсут-
ствии больших ударных нагрузок), а некоторые из них и теплостой-
кость.
В литой стали присутствует эвтектика, расположенная по
границам зерен основного 6 (у) твердого раствора. Поэтому в струк-
турном отношении эти стали — доэвтектические легированные
чугуны. Однако такие стали подвергаются горячей деформации
(из-за более тонкого строения и сравнительно небольшого коли-
чества эвтектики), в процессе которой эвтектика раздробляется 1.
В деформированном состоянии они представляют сталь с повышен-
ным количеством карбидной фазы (см. табл. 21). Принадлежность
их к ледебуритному классу определяется присутствием карбидов
эвтектического происхождения, не растворимых до температур
начала плавления.
Количество карбидов достигает 22—25 % (по массе), а в не-
которых сталях высокой износостойкости 27—28 %. Это отвечает
предельному, при котором еще сохраняется способность к горя-
чей деформации. Несколько больше карбидов может быть допу-
щено в сталях, спекаемых из распыленных порошков.
Для ледебуритных сталей характерно сохранение мелкого
зерна при высоком нагреве для закалки из-за задерживающего
влияния карбидов.
Прочность при равномерном распределении карбидов, дости-
гаемом в небольших сечениях (и в крупных для спекаемых ста-
лей), больше, чем у заэвтектоидных (см. табл. 21). Это связано
как с меньшей концентрацией углерода (0,15—0,2 %) в мартен-
сите после отпуска, так и с сохранением мелкого зерна. Однако
в крупных сечениях прочность и вязкость (у сталей обычного
металлургического передела) сильно пониженные.
Тем не менее из-за повышенной твердости карбидов сопротив-
ление износу для указанных выше условий нагружения остается
и в крупных сечениях более высоким, чем у заэвтектоидных и
эвтектоидных сталей. Кроме того, теплостойкие стали этой группы
сохраняют высокое сопротивление износу при нагреве.
По этим причинам ледебуритные стали используют и для круп-
ных инструментов. Однако в таких случаях рациональны: выбор
сталей с меньшим количеством карбидов и применение высокотем-
пературной предварительной обработки (гомогенизации), а для
особо ответственного назначения — применение спеченных
сталей.
1 Эвтектика может быть устранена и высокотемпературным длительным на
гревом (см. п. 52), приводящим сталь в более равновесное состояние.
132
Стали с интерметаллидным упрочнением
Это — высоколегированные теплостойкие стали; их структура
сильно отличается от структуры сталей с карбидами. В закаленном
и отпущенном состоянии — низкоуглеродистый мартенсит и ин-
терметаллиды, главным образом (Со, Fe)7 (W, Мо)6.
Интерметаллиды, образующиеся из жидкости при кристалли-
зации и главным образом вторичные, выделяются из аустенита.
Кристаллизация протекает без образования эвтектики, вследствие
чего распределение интерметаллидных частиц равномерное и раз-
меры небольшие (до 1—2 мкм). С увеличением сечения структура
мало ухудшается в отличие от заэвтектоидных и ледебуритных
сталей.
Зерно закаленной стали очень мелкое (балл 11—12) из-за влия-
ния интерметаллидов и высокой легированности твердого раствора.
27. Сталь в отожженном (исходном) состоянии. Перлит
Перлит —- металлическая основа отожженной стали, имеет
сравнительно низкую твердость, что позволяет выполнять реза-
ние и обработку давлением в холодном состоянии.
Рис. 68. Влияние легирую-
щих элементов на темпера-
туру перлитного превраще-
ния и содержание углерода
в перлите:
сплошные линии — начэло;
штриховые — конец превра-
щения
Свойства перлита определяются содержанием в нем углерода.
Оно зависит от присутствия в стали легирующих элементов, так
как они уменьшают концентрацию углерода в перлите (рис. 68).
133
Перлит нетеплостойких сталей
Содержание углерода в перлите этих сталей, как менее легиро-
ванных, наиболее высокое: 0,6—0,8 %. Поэтому значительно влия-
ние перлита на формирование структуры закаливаемой стали.
Превращение перлита в аустенит при нагреве для закалки сопро-
вождается значительным насыщением твердого раствора, и тогда
достигаются высокая твердость, прокаливаемость и закаливае-
мость стали. Карбиды, растворяющиеся при более высоком на-
греве, меньше насыщают аустенит (рис. 69).
Протекание перлитного превращения и некоторые свойства пер-
лита зависят также от формы и размеров присутствующих в нем
цементитных частиц.
Форма карбидов может быть
зернистой, пластинчатой или сме-
шанной (когда одновременно при-
сутствуют карбиды зернистой и
пластинчатой формы). Она обу-
словлена главным образом темпе-
ратурой отжига и структурным
классом стали.
У заэвтектоидных сталей кар-
биды, не растворяющиеся при
нагреве, служат центрами кри-
сталлизации карбидных частиц,
Рис. 69. Влияние температуры закалки
на твердость сталей X (/) и Р18 (2) с
разными температурами Л,.
Стрелкой указано растворение карбидов
выделяющихся при охлаждении и выдержке в температурном ин-
тервале перлитного превращения. Это способствует получению
зернистого перлита. Следовательно, в заэвтектоидной стали,
нагреваемой для отжига немного выше Аг, аустенит при охлаж-
дении распадается с образованием зернистой структуры.
В результате повышенного нагрева при отжиге образуется
пластинчатый перлит вследствие растворения большего числа
карбидов и уменьшения возможных центров кристаллизации,
а также из-за роста зерна аустенита. В заэвтектоидной стали
при последующем замедленном охлаждении больше карбидов
выделяется по границам зерен; поэтому получение пластинчатого
перлита сопровождается образованием карбидной сетки \ сохра-
няющейся в закаленной стали и ухудшающей ее свойства (см.
п. 30).
Для эвтектоидных и близких к ним сталей с небольшим коли-
чеством избыточных карбидов получение зернистого перлита за-
труднительно. Нужен более низкий нагрев: непосредственно
вблизи Ах. В результате небольшого повышения температуры об-
1 Реже встречается структура зернистого перлита и карбидной сетки; это —
следствие окончания ковки при очень высокой температуре (когда выделяется сет-
ка) и последующего отжига при нормальной температуре (немного выше Д*),
когда образуется зернистый перлит, но не устраняется сетка,
184
разуется пластинчатый перлит или смешанная структура зерни-
стого и пластинчатого перлита.
Стали со структурой зернистого перлита имеют меньшую
твердость и лучше обрабатываются резанием (см. табл. 19), чем
стали со структурой пластинчатого или точечного перлита.
Вязкость стали с зернистым перлитом также больше (для стали
У8 на образцах с надрезом она составляет 0,3 МДж/м2 вместо
0,2 МДж/м2 приструктуре пластинчатого перлита). Порог хладно-
ломкости стали с зернистым перлитом также ниже. Это сущест-
венно для инструментов, воспринимающих динамические нагрузки
на холоду и закаливаемых на всю длину (зубила, слесарно мон-
тажные инструменты).
Дисперсность перлита зависит от условий охлаждения и вы-
держки ниже Alt а также от состава стали. При замедленном ох-
лаждении или длительной выдержке при более высокой темпера-
туре усиливается коагуляция карбидов, и они становятся крупно-
зернистыми (или крупнопластинчатыми). При повышенной ско-
рости охлаждения в результате выдержки при более низких тем-
пературах структура перлита — точечная.
Большие различия в дисперсности перлита наблюдаются у уг-
леродистых и менее легированных сталей, цементит которых легче
коагулирует и чувствительнее к изменению своей формы. Строе-
ние перлита этих сталей определяют по десятибалльной шкале
(рис. 70). Баллы 1—5 характеризуют структуру зернистого пер-
лита с размерами зерен цементита, возрастающими от 1—2 мкм
(баллы 1—2 с точечным перлитом и повышенной твердостью)
до 8—-10 мкм (баллы 3—5). В структуре, определяемой баллами
6—10, присутствует пластинчатый перлит в возрастающем коли-
честве: от 5—10 % для балла 6, до 30 % для балла 7, до 50 %
для балла 8, до 80 % для балла 9. Структура стали с баллом
10 — пластинчатый перлит.
Твердость отожженных сталей естественно, возрастает с увели-
чением дисперсности перлита. У углеродистых сталей У10—У12
с зернистым перлитом она составляет 160—170 НВ при балле 5—6
и 185—190 НВ при балле 3—4. Твердость стали X при зернистом
перлите 187—217 НВ, а точечном 207—229 НВ.
У легированных сталей твердость перлита определяется, кроме
того, составом ферритной составляющей. Твердость стали возра-
стает с увеличением содержания хрома и особенно кремния (см.
табл. 41).
С увеличением дисперсности, а следовательно, и скорости
охлаждения до температур минимальной устойчивости аустенита
(лежащих на 100—150 °C ниже Aj) возрастает содержание угле-
рода в перлите на 0,1—0,2 % но сравнению со строго эвтектоид-
ной концентрацией; поэтому часть вторичных карбидов присут-
ствует в структуре. Этот эффект усиливается с повышением тем-
пературы отжига, увеличивающим концентрацию углерода в ау-
счените.
135
Рне 70 Шкала «ккроатруктур отожжеккоО Углеррдкслой и «каколегкррааккой икегрумекгалькой с,.л„ (. сорвете™.
136
Дисперсность перлита влияет
калке. Мелкие карбиды точечной
Рис 71. Влияние исходной структуры и тем
пературы закатки на удельное электросо
противление (р), количество остаточною
аустенита (А), твердость и коэрцитивную
силу стали А
штриховые кривые тоикопластиичатыи
перлит, сплошные — зернистый
и на поведение стали при за-
или пластинчатой формы быст-
рее растворяются при на-
греве и не могут эффективно
задерживать рост зерна из-за
большего насыщения твер-
дого раствора после закалки
с одинаковой температуры
(ниже Дс,„) (рис. 71). Они
лучше прокаливаются, но
имеют более крупное зерно
(рис 72), меньшую прочность
и чувствительнее к образо-
ванию трещин, чем стали
с исходным зернистым пер-
литом.
Рис 72 Влияние исходной
структуры и температуры за
калки на величину зерна стали
X
1 — зернистый перлит, 2 —
пластинчатый, 3 - крупнозер-
нистый
Заэвтектоидные стали поставляют или отжигают на структуру
зернистого перлита. Их свойства и термическая обработка рас-
смотрены в дальнейшем применительно к исходной зернистой
структуре.
Перлит полутеплостойких и теплостойких сталей
Перлит этих высоколегированных сталей содержит мало уг
лерода. 0,2—0,3 % (см. рис. 68) и его роль в формировании струк
тур закаленной стали менее значительна; превращение перлита
в аустенит мало насыщает твердый раствор. У заэвтектоидпых и
ледебуритных сталей оно достигается растворением вторичных
карбидов (см. рис. 69) при более высоком нагреве
Форма перлита сталей с большим количеством вторичных кар
бидов (ледебуритных) — всегда зернистая. Его дисперсность из-
137
за затруднительности диффузии больше, чем у менее легированных
сталей, и она более однородна, ближе отвечает баллам 4—5 (см.
рис. 70) и представляет сорбитообразный перлит.
У эвтектоидных сталей менее легированных полутеплостой-
ких форма перлита смешанная — пластинчатая и зернистая, а
у более легированных теплостойких — зернистая. Дисперсность
перлита (сорбитообразного) близка к наблюдаемой у ледебурит-
ных сталей.
Твердость перлита этих сталей из-за большей дисперсности
и присутствия легирующих элементов в ферритной составляющей
повышенная.
28. Об особенностях фазового а —>у-превращения
Для свойств инструментальных сталей существенны темпера-
туры превращения и аномальные изменения объема и пластичности
вблизи Аг.
Температура начала а -> у-превращения в большой степени
определяет теплостойкость, поскольку при приближении к ней
наступает значительное разупрочнение металлической основы
(см. п. 13). Более высокие температуры превращения создаются
как при уменьшении содержания углерода (возможном без сни-
жения твердости при повышенном легировании), так и увеличе-
нием содержания хрома, вольфрама, молибдена (а также алюми-
ния и кремния). При этих условиях температуры начала превра-
щения могут возрастать на 180—200 °C: с 725—730 °C у углероди-
стых сталей до 900—910 °C у быстрорежущих с интерметаллидным
упрочнением. У полуферритных сталей температуры начала ча-
стичного превращения еще выше — до 1000 и 1100 °C.
Коэффициент теплового расширения возрастает сначала почти
пропорционально повышению температуры и сильно изменяется
вблизи температур фазового превращения (рис. 73).
Объемы (размеры) сталей и изделий уменьшаются вблизи тем-
ператур точки Кюри (рис. 74). Это связано с влиянием магнито-
стрикции и уменьшением коэффициента линейного расширения,
значения которого становятся максимальными.
Возникающее в данном случае сжатие создается из-за закры-
тия микроскопических пор и трещин.
Использование этой аномалии в изменении объема стало осу-
ществимым в результате обнаруженной [42] возможности фикси-
ровать часть этого эффекта быстрым охлаждением с температур
А]_ + (30-ь 50) °C.
Необходимая скорость охлаждения мало зависит от состава
стали, поскольку при нагреве до температур, лежащих значительно
ниже принятых для закалки, аустенит мало насыщается легирую-
щими элементами. Предельный диаметр (сторона), при котором
еще достигается уменьшение объема, достаточное для практиче-
ских целей, составляет примерно 20 мм для углеродистых и 30—
138
50 мм для легированных сталей 1 (Ю. Д. Геллер, В. Ф. Моисеев,
Д. Д. Маматкулов).
Обработка названа автором закалкой из межкритической об-
ласти.
Получаемое сокращение длины и Диаметра образцов показано
в табл. 22 и рис. 75.
Уменьшение объема зависит также от сопротивления стали
пластической деформации при температуре возникновения этого
Температура? С
Рис. 73. Изменение длины образцов при на-
греве и охлаждении стали 6ХЗФС (дилато-
метрическая кривая)
Рис. 74. Относительный прирост длины
(AZ./L) образцов стали У8 (£> = 10 мм,
L = 100 мм) в зависимости от температуры
закалки (Ю. А. Геллер, В. Ф. Моисеев,
С. Б. Арутюнян):
1 — обычная закалка; 2 — закалка из кри-
тической области; 3 — то же и отпуск при
600 °C; 4 — то же + обычная закалка
эффекта. Поэтому его величина определяется количеством карби-
дов в структуре и легированностью твердого раствора; с их ро-
стом увеличивается сопротивление сжатию. В связи с этим умень-
шение объема значительнее у менее легированных нетеплостой-
ких сталей 1 2.
Величина эффекта, получаемого закалкой из межкритиче-
ской области, зависит также от развития мартенситного превра-
щения, протекающего частично при охлаждении от температур
этой области; вызывая увеличение объема (размеров),' оно сни-
жает величину эффекта. Это противоположное влияние мартенсит-
ного превращения больше у сталей с высокоуглеродистым мартен-
1 Эффект не связан с влиянием остаточного аустенита, поскольку он не сохра-
няется после закалки из межкритической области, еще не создающей заметного
насыщения твердого раствора.
2 Естественно, что эффект, наоборот, меньше у полуферритных сталей, у
которых а -> у-превращение протекает лишь частично.
139
Рис. 75. Влияние температуры отпуска на
твердость и относительное изменение длины
образцов (Д£/£) стали У 8 (D = 10; L =
= 100 мм), закаленных с ф + 30 °C; (за-
калка из критической области с 770 °C —
сплошная кривая) и А, + 100 °C (обычная
закалка с 835 °C на мелкое зерно - пунк-
тирная кривая) (Ю. А. Геллер, В. Ф. Мои-
сеев, С. Б. Арутюнян)
У таких сталей мартенситное
-ф- (30 4-50) °C протекает
Таблица 22. Влияние закалки
из межкритической области
на изменение длины (L = 60 мм)
и диаметра (D = 20 мм) образцов
стали Х12М
Обработка Изменение размеров образцов, %
&L/L AD//7
Закалка из меж- критическоп области с 850— 860 °C в масло —0,02 —0,008
То же + отпуск при 600 °C . . —0,06 —0,014
ситом, особенно у эвтектоид-
ных, у которых температуры
закалки из межкритической
области и температуры обычной
закалки различаются меньше,
превращение при закалке от
почти полностью.
По этой причине создается до-
полнительное уменьшение объема
при последующем отпуске 500—
600 °C (рис. 75); вызывая полное
превращение мартенсита х, отпуск
в то же время сохраняет влия-
ние эффекта.
Характерно для этого эффекта,
кроме того, следующее: а) умень-
шается анизотропия деформации
(п. 23), поскольку уменьшение
размеров вызывается сжимающими
напряжениями; б) не наблю-
дается влияние рассматриваемой
предварительной обработки на
особенности превращения и изме-
нения объема, возникающих при
последующей окончательной за-
калке. Однако изменение объ-
ема, создаваемое окончательной
закалкой, происходит в этом
1 Таким образом, закалочные напря-
жения не участвуют в создании эффекта;
они снимаются отпуском при 600 °C.
Рис. 76. Влияние закалки из критиче-
ской области на изменение относитель-
ной длийы (AL/L) продольных (/) и по-
перечных (2) образцов из стали Х12М
(0 = 10 мм, L — 60 мм) при оконча-
тельной закалке (Ю. А. Геллер,
В. Ф. Моисеев, С. Б. Арутюнян):
О. з. — обычная закалка; 77. з. — за-
калка из межкритической области
(760 °C); 77. з. + О — закалка из
межкритической области (760 °C) +
отпуск при 600 °C; 77. з. + О. з. — за-
калка из межкритической области
(760 °C) р обычная закалка
140
случае от достигнутого в результате предварительной обработки
меньшего объема (и размеров). Это приводит к менее значитель-
ному приросту размеров при окончательной закалке по сравнению
с исходным (отожженным) состоянием и, следовательно, к сущест-
венному снижению деформации (рис. 76); в) уменьшается искрив-
ление (коробление); поэтому обработка целесообразна также
для инструментов с большим отношением длины к диаметру или
стороне (Ю. А. Геллер, В. Ф. Моисеев, Д. Д. Маматкулов); г) ве-
личина объемных изменений зависит от магнитного поля, поскольку
эффект вызывается магнитострикционным процессом. Поэтому
уменьшение размеров значительнее для нагрева в электрической
печи (ванне) и меньше для нагрева в пламенной печи; д) эффект
сохраняется не только после высокого отпуска, но и после отжига
и е) не остается после закалки, как вызывающей увеличение объема
и раскрытие микропор и трещин.
29. Влияние мартенсита на свойства стали
Л^артенсит — металлическая основа сталей высокой твердости,
обеспечивающая наряду с карбидами (интерметаллидами) высокие
твердость, износостойкость и сопротивление пластической де-
формации.
О составе мартенсита
Концентрация углерода в мартенсите заэвтектоидных и леде
буритных сталей ниже его общего содержания в стали (рис. 77)
Она зависит как от содержа-
ния углерода в стали, так и
от типа присутствующих упроч-
няющих фаз после закалки и
после отпуска, при котором
инструментальные стали имеют
высокую твердость. Л^ожно
выделить три характерных кон-
центрации 1 углерода в мартен-
сите: высокую, составляющую
0,6—0,8 % после закалки и
~0,4 % после отпуска в нетеп-
лостойких сталях с цементит-
ным карбидом. Она создается
Температура нагрева °C
Рис. 77. Пластичность быстроре?кущей ста-
ли Р18 при нагреве L53 ]
сравнительно полным растворе-
нием карбида при нагреве для
закалки; пониженную — 0,2—
0,5 % после закалки у полутеплостойких и теплостойких сталей,
у которых больше углерода удерживается в нерастворимых
1 Концентрацию углерода рационально определять методом, указанным в ра-
боте [107].
141
(избыточных) карбидах. После отпуска, сохраняющего высокую
твердость, концентрация углерода снижается до 0,3—0,4 %
в полутеплостойких и до 0,15—0,2 % в теплостойких сталях,
в которых протекает дисперсионное твердение и низкую (менее
0,05—0,1 %) в сталях с интерметаллидным упрочнением как после
закалки, так и после отпуска.
О свойствах мартенсита
Твердость мартенсита закаленной стали определяется концен-
трацией углерода и снижается с 60—62 HRC до 45—50 и до 30—40
при уменьшении этой концентрации с 0,6—0,7 до 0,2—0,5 и
<0,1 % соответственно. Твердость стали может быть несколько
Рис. 78. Содержание углерода и
хрома в мартенсите закаленной ста-
ли X (1,02 % С; 1,4 % Ci; 0,43 % Мп)
в зависимости оттемперагурызакал-
ки:
1 — в стали; 2 — в растворе
больше из-за влияния присутству-
ющих упрочняющих фаз.
В отпущенном состоянии твер-
дость мартенсита и твердость стали
могут различаться в большей сте-
пени из-за упрочняющего влияния
выделившихся из него карбидов ле-
гирующих элементов (рис. 78) и
интермета л лидов (см. рис. 109).
Прочность и вязкость мартенсита
большинства сталей трудно опреде-
лить достаточно точно, так как они
зависят как от его состава, так и от
строения (прежде всего размеров
кристаллов), величины и знака на-
пряжений, создаваемых закалкой,
и частиц упрочняющей фазы — из-
быточных и выделяющихся при от-
пуске.
Влияние состава мартенсита, если
остальные указанные здесь особен-
ности примерно одинаковы, можно
характеризовать следующим об-
разом.
Прочность мартенсита возрастает при увеличении в нем кон-
центрации углерода до 0,4—0,5 % и снижается при большей кон-
центрации.
Вязкость мартенсита улучшается с понижением концентрации
углерода. Из легирующих элементов, растворенных в мартенсите,
повышают вязкость: хром при увеличении его концентрации до
2,5—3,0 % в сталях с 0,5—1,0 % Си никель (5—15 %) в сталях
с интерметаллидным упрочнением (<0,03 % С).
Пластичность мартенсита и способность принимать холодную
деформацию значительны у никелевого мартенсита (см. п. 106)
из-за его небольшой способности к упрочнению.
142
Устойчивость мартенсита против распада при нагреве (тепло-
стойкость) значительно больше, чем механические свойства, за-
висит от концентрации легирующих элементов в мартенсите и
определяется его составом. Она возрастает с увеличением в мар-
тенсите концентрации вольфрама, молибдена, кобальта и в мень-
шей степени хрома. При их повышенном содержании концентра-
ция углерода 0,1—0,15 % сохраняется при нагреве 500—600 °C.
Теплопроводность стали, наоборот, улучшается с уменьшением
концентрации углерода и легирующих элементов в мартенсите:
она выше в отпущенной, чем в закаленной стали (см. рис. 167
и 230).
Влияние напряжений
Напряжения, вызываемые мартенситным превращением при
закалке, особенно растягивающие \ сильно снижают прочность,
предел упругости и вязкость закаленной стали. Поэтому умень-
шение скорости охлаждения в температурном интервале мартен-
ситного превращения, снижая
величину напряжений, допол-
нительно повышает прочность
и вязкость.
У стали, охлажденной в во-
де, прочность меньше, чем
у охлажденной в масле (табл.
23). Влияние напряжений в этом
случае является превалиру-
ющим, хотя концентрация угле-
рода в мартенсите стали, охлаж-
денной в масле, несколько
меньше, чем у охлажденной
в воде. На это указывает и тот
факт, что прочность стали с бо-
лее низким содержанием угле-
рода (0,68 % С), охлажденной
в воде, меньше, чем у стали
с'0,84 % С, охлажденной в мас-
ле,^несмотря на то что концен-
трация углерода в мартенсите
этих сталей одинакова для этих
Таблица 23. Предел прочности
на изгиб углеродистой стали
в зависимости от условий охлаждения
при закалке
Термическая обработка Твер- дость HRC ®изг’ МПа
Сталь с 0,84 % С
Закалка *2 . . 64 1020
Отпуск . . . 63 I960
Закалка *3 . . 62,5 1940
Отпуск . . . 62 1960
Сталь с 0,68 % С
Закалка *2 . . 63 1180
Отпуск . . . 62 2020
♦* Образцы сечением 4 мм. Закалка
на мелкое зерно; отпуск 150 °C, 1 ч.
*2 В воде.
*3 В масле.
условий охлаждения.
Поэтому снятие напряжений при отпуске (см. рис. 163, а)
повышает прочность и вязкость значительнее у сталей, имевших
повышенные напряжения в закаленном состоянии, а именно
охлажденных в воде (см. рис. 163, а, б). Таким образом, положи-
1 Здесь рассматривается влияние напряжений, возникающих во всем объеме
1ела. Определение знака напряжений в инструментах из-за сложност их формы
весьма трудно.
143
тельное влияние отпуска на механические свойства вызывается
не только уменьшением концентрации углерода в мартенсите,
но и снятием большей части напряжений.
Влияние величины кристаллов мартенсита
Кристаллы мартенсита в инструментальных сталях с углеро-
дом имеют игольчатую форму, а безуглеродистого мартенсита
в сталях с интерметаллидами — реечную.
Величина кристаллов почти не влияет на твердость и сопротив-
ление пластической деформации, но сильно изменяет прочность
и вязкость. Они резко понижаются при росте кристаллов мартен-
сита.
Размеры кристаллов целесообразно характеризовать вели-
чиной зерна аустенита, в пределах которого они образуются.
Непосредственное определение величины кристаллов мартен-
сита затруднительно.
В сталях, сохранивших при нагреве мелкое зерно аустенита,
кристаллы мартенсита мелкие; они представлены в виде трудно
различимых в микроскопе игл 1 (пластин).
В стали с крупным зерном образуются иглы мартенсита боль-
шей длины; в микроскопе наблюдается строение мелко- и даже
крупноигольчатого мартенсита. Но и в этом случае определение
величины кристаллов сложно, особенно в сталях, сохранивших
избыточные карбиды внутри зерна, так как карбиды служат меха-
ническим препятствием для возникновения крупных кристаллов
мартенсита; через все зерно проходят только первые возникающие
пластины мартенсита, тогда как остальные пересекают лишь часть
зерна; иглы мартенсита в шлифе легированных сталей трудно
отличить от пластинок бейнита, образующихся в случае длитель-
ной выдержки закаливаемой стали при 250—350 °C. Пластинки
бейнита из-за их способности к диффузионному росту в отличие
от пластин мартенсита, рост которых невозможен при нарушении
когерентности с исходным аустенитом, имеют большую длину и
своим присутствием создают ложное представление о значитель-
ной величине мартенситных игл, а следовательно, и о перегреве
стали (см. рис. 228, в).
Даже у стали без избыточных карбидов длина мартенситных
кристаллов изменяется значительно меньше, чем диаметр зерна;
увеличение диаметра в 4 раза приводит к изменению длины мар-
тенситных кристаллов лишь в 1,5 раза.
30. Зерно сталей
Влияние зерна на свойства сталей высокой твердости
Зерно аустенита, полученное при нагреве и называемое действи-
тельным зерном, сильно влияет на прочность и вязкость, в том
числе и на температурный порог хладноломкости.
1 Такой мартенсит называется скрытокристаллическим.
144
Границы зерна сохраняются как в закаленной, так и в отпу-
щенной стали,^'имеющей мартенситную структуру. Это вызвано
тем, что в процессе охлаждения при закалке: а) кристаллы мар-
тенсита образуются в пределах’ зерна аустенита и б) карбиды
(интермета л л иды) частично выделяются по границам этих зерен,
Кроме того, некоторое количество частиц упрочняющих фаз
выделяется по этим границам при дисперсионном твердении в про-
цессе отпуска.
Задерживающее влияние границы зерна, кроме того, ослаб-
ляется, если в его пограничных слоях присутствуют хрупкие
частицы, особенно в виде сетки. Такое ухудшение состояния в по-
граничных слоях возникает
преимущественно в случае вы-
деления частиц упрочняющей
фазы при охлаждении с очень
Рис. 79. Твердость стали (7) и мартенсита
(2) после закалки и отпуска (схема):
а — заэвтектоидная сталь; б — быстроре-
жущая сталь
-60 -20 +20 +60 +100 +160
Ternepsmupa испытания^
Рис. 80. Влияние величины зерна и темпера"
туры закалки на ударную вязкость (ан)
стали 6ХЗФС при пониженных температу-
рах (А. Т. Евтушенко):
1 — закалка с 980 °C (11-й балл); 2 — за-
калка с 1180 °C (7-й балл)
высоких температур закалки (см. рис. 80 и 212) и в процессе
дисперсионного твердения при отпуске (см. рис. 24 и 247). При
более мелком зерне (и соответственно большом периметре границ)
таких частиц меньше в пограничных слоях, а следовательно, больше
сопротивление распространению трещины и ниже температурный
порог хладноломкости (рис. 79).
Влияние зерна становится менее значительным при распаде
мартенсита и снижении твердости ниже 50—52 HRC.
Рост зерна у сталей с мартенситной структурой снижает проч-
ность и вязкость сильнее, чем увеличение концентрации углерода
в мартенсите.
Рост зерна задерживается: а) карбидами (интерметаллидами
и нитридами), вследствие чего заэвтектоидные и особенно ледебу-
ритные стали сохраняют мелкое зерно при высоких температурах,
если еще не наступает растворения большой части карбидов;
б) при повышенной концентрации легирующих элементов в аусте-
ните; наиболее сильно влияют вольфрам и никель (при содер-
жании более 4—5 % каждого); легированные ими стали с интер-
металлидным упрочнением сохраняют мелкое зерно при высоком
нагреве. Хром и молибден влияют менее сильно и задерживают
рост зерна при нагреве на 50—100 ’С выше Аг.
145
Влияние величины зерна на прочность и вязкость сталей раз-
ных структурных классов в количественном отношении неодина-
ково, поскольку оно зависит не только от размеров зерна, но и
от состояния поверхностных слоев.
В эвтектоидных сталях почти' нет карбидных выделений по
границам зерна. Их прочность и вязкость обусловлены преиму-
щественно величиной зерна 1 и ухудшаются почти пропорцио-
нально повышению температуры закалки (см. рис. 80).
Заэвтектоидные и ледебуритные стали, закаленные с относи-
тельно низких температур, т. е. в условиях, когда большая часть
избыточных карбидов остается нерастворенной, сохраняют более
мелкое зерно и имеют большую прочность. Однако значительное
повышение температуры закалки вызывает более резкое, чем у
эвтектоидных сталей, и почти скачкообразное снижение прочности
(рис. 80) и вязкости.
Это вызвано тем, что при очень высоком нагреве за счет раство-
рения большего количества карбидов аустенит сильнее насыщается
углеродом. При последующем охлаждении вблизи Аг из пересы-
щенного аустенита выделяется часть карбидов преимущественно
по границам зерен. Они образуют карбидную сетку, сплошность
и толщина которой зависят от состава стали и температуры нагрева.
Ухудшение прочности и вязкости у теплостойких сталей, полу-
чивших крупное зерно, еще значительнее для отпущенного состоя-
ния. Выделение карбидов (и интерметаллидов) в процессе диспер-
сионного твердения (500—600 °C) происходит частично и по гра-
ницам зерен, что дополнительно охрупчивает сталь и снижает вяз-
кость 1 2. Поскольку дисперсионное твердение усиливается с по-
вышением легированности твердого раствора, то вязкость тепло-
стойких сталей снижается при отпуске и при сохранении более
мелкого зерна (в отличие от заэвтектоидных и доэвтектоидных ста-
лей).
Прокаливаемость возрастает с увеличением зерна — значи-
тельнее для мало прокаливающихся сталей (см. рис. 120) и меньше
для сталей повышенной и особенно высокой прокаливаемости.
Между величиной зерна и теплостойкостью, естественно, нет
прямой связи. Однако при температурах нагрева, вызывающих
относительно небольшой рост зерна, достигаются значительное
растворение карбидов и насыщение аустенита, а следовательно,
и достаточная теплостойкость. Еще большее повышение темпера-
туры закалки уже меньше увеличивает легированность твердого
раствора и теплостойкость, но сопровождается ростом зерна, рез-
ким снижением прочности (см. рис. 216) и вязкости. Поэтому
относительно небольшой выигрыш в теплостойкости, обуслов-
ленный перегревом стали, не возмещает для большинства инстру-
ментов значительного ухудшения механических свойств.
1 Немного влияют и металлургические особенности плавки.
2 При сохранении мелкого зерна и не очень значительном выделении карби-
дов прочность возрастает.
146
Качество стали и термической обработки удобно контролиро-
вать по величине зерна. Можно руководствоваться правилом, что
чем больше карбидов (интерметаллидов) в структуре и чем больше
их выделяется при отпуске, особенно при дисперсионном тверде-
нии, тем меньше должна быть величина зерна. Лучший комплекс
свойств в инструментах создается при величине зерна: более
крупном — балла 9 в сталях без карбидов (эвтектоидных) или
в штамповых полутеплостойких сталях с небольшим количеством
карбидов, имеющих некоторый запас в вязкости; более мелком —
балла 10—9,5 у быстрорежущих и штамповых сталей умеренной
теплостойкости, в которых дисперсионное твердение при отпуске
развивается достаточно интенсивно и наиболее мелком —
балла 11—10,5 у более легированных быстрорежущих и штампо-
вых сталей, характеризующихся выделением еще большего коли-
чества упрочняющих фаз при отпуске.
Целесообразны небольшие отклонения в сторону немного более
крупного зерна (меньшего балла) для получения большей тепло-
стойкости сталей, предназначенных для работы без динамических
нагрузок, или меньшего зерна (с баллом >>12) при работе с по-
вышенными нагрузками.
Определение величины зерна
Зерно инструментальных сталей имеет, как правило, равно-
осную форму. Его величину поэтому удобно оценивать баллом,
который определяют сопоставлением зерна, наблюдаемого в ми-
кроскопе, с зерном стандартной шкалы.
Таблица 24. Пересчет баллов
зерна, определяемых при разных
увеличениях и размеры зерна
Балл зерна, набл юдаемый при увеличении Число зерен Площадь зерна,
на 1 мм2 мм2
100 200 300 400 500
— 1 4 0,25
0 — — — — 8 0,125
1 — — — — 16 0,062
2 — — — — 32 0,031
3 1 — — — 64 0,0156
4 2 1 — — 128 0,0078
5 3 2 1 — 256 0,0039
6 4 3 2 1 512 0,00195
7 5 4 3 2 1 024 0,00098
8 6 5 4 3 2 048 0,00049
9 7 6 5 4 4 096 0,000244
10 8 7 6 5 8 192 0,000122
11 9 8 7 6 16 284 0,000061
12 10 9 8 7 32 368 0,000030
Температура заполни °C
Рис. 81. Влияние величины зерна и темпе-
ратуры закалки на предел прочности при
изгибе доэвтектоидной стали У7 и заэвтек-
тоидной У12 (отпуск при 150 °C, 1 ч), а так-
же предел прочности при изгибе и тепло-
стойкость быстрорежущей стали Р18 (от-
пуск приж560 °C, 3 раза)
147
Рис. 82. Шкала для определения величины зерна
148
инструментальных сталей для увеличения в 100 и 400 раз
149
Мелкое зерно баллов 7—12 наблюдают при больших увеличе-
ниях (400), а более крупное — при увеличении 100 (рис. 81).
Пересчет для других увеличений указан в табл. 24
Метод надежен для практических целей: выбора температур за-
калки и контроля качества ее выполнения \
Зерно быстрорежущих сталей (и сталей с 6—12 % Сг после
повышенного нагрева) выявляется: а) в закаленном состоянии
обычным травлением в течение 2—3 мин 2—4 %-ным спиртовым
раствором азотной кислоты; б) в отпущенной стали электролити-
ческим травлением в 15—20 %-ном водном растворе щавелевой
кислоты, 10—20 с при плотности тока 4—6 А/см2 и напряжении
12—24 В. Катодом служит нержавеющая сталь [56].
Зерно сталей с 6—12 % Сг после закалки без перегрева "^вы-
является травлением 5 %-ным спиртовым раствором пикриновой
кислоты с добавкой 5 %-ной соляной кислоты.
Зерно эвтектоидных и заэвтектоидпых, сталей выявляется труд-
нее. Необходимы различные реактивы и специальные способы об-
работки шлифа. Общий недостаток реактивов: нечеткость выявляе-
мых границ из-за одновременного частичного вытравливания ос-
новной структуры и непостоянство их действия; часто вытравли-
ваются границы зерна в сталях одних плавок и не выявляются
в других плавках той же стали. Тогда приходится повторять трав-
ление, подполировывать шлиф, изменять длительность травления
(от 5—10 с до 2—10 мин) или менять состав травителя. Применяют
следующие реактивы для обработки шлифов:
1. Пересыщенный водный раствор пикриновой кислоты. Он
сильнее воздействует на участки, обогащенные фосфором и распо-
лагающиеся по границам. Избирательное действие пикриновой
кислоты усиливают добавками 0,5—1 % алкилсульфата натрия
(порошок «Новость»), а также травлением с той же добавкой при
80—85 % в течение 40—50 мин. После травления шлиф промы-
вают холодной водой. Этим способом пользуются чаще.
2. Сильно окисляющие реактивы: 55—60 мл азотной (пл. 1,48)
и 10 мл соляной (пл. 1,96) кислоты на 100 мл спирта или 26 мл
азотной кислоты, 12 г двухромовокислого калия и 25 мл воды
(рис. 82). Шлиф погружают в реактив на 1—2 с или протирают
ватой, смоченной в нем, затем немедленно промывают холодной
водой и просушивают фильтровальной бумагой. Второй реактив
после приготовления выдерживают в течение 24—48 ч и применяют
после того, как он примет желто-зеленый оттенок вместо светло-
желтого (Ю. А. Геллер и Н. Н. Фомина).
1 В отдельных участках могут также присутствовать (до 15—20 %) более
мелкие зерна- на 0,5 балла меньше (Ю Е. Седов), отчетливо не наблюдаемые этим
методом. Если зерна при просмотре в микроскопе, сильно различаются или необ-
ходимы более точные определения, то подсчитывают число зерен, приходящихся
на определенную площадь Для этой цели проводят 10—15 секущих длиной 100—
127 мм (для увеличения 1000) и определяют число пересечений с границами зерен,
отношение длины секущей к среднему числу пересечений указывает средний услов-
ный диаметр зерен (методы Ю. Е Седова, Шнейдар—Граффе).
150
3 5г CuCl2, 40 мл НС1, 25 мл воды и 25 мл этилового спирта,
травление в течение 10—30 с Выявляются границы зерен в штам-
повых сталях для горячего деформирования [57].
2 Электролитическое травление (по способу Т. Г. Сагадеевой)
в 25 %-ном водном растворе винной кислоты, травление при 20 °C
в течение 30—50 с при напряжении 3—5 В и плотности тока
4—6 А/см2, затем травление в растворе этилового спирта (на 100 мл
10 мл НО) 6 мл СН3СООН и 1—2 г пикриновой кислоты Выяв-
ляются границы зерен в теплостойких штамповых сталях, легиро-
Рис 83 Зерно закаленной стали У10, выявленное окисляющим реактивом X300
(Ю А Геллер, Н Н Фомина)
а — без полирования, б — после полирования
ванных кобальтом. Для менее легированных штамповых сталей
применяют электролитическое травление в 15—20 %-ном водном
растворе сернокислого аммония.
Кроме тою, пользуются специальными методами нагрева,
удобными для образцов, а не для готовых инструментов. К ним
ОТНОСЯТСЯ'
1. Окисление шлифа при нагреве в воздушной электрической
печи до заданных температур и выдержке. Шлиф охлаждают в
воде, полируют и промывают 15 %-иым раствором азотной кис-
лоты. Под микроскопом видна образовавшаяся при нагреве сетка
окислов по границам зерен аустенита (рис. 83). Недостаток ме-
тода: сетка окислов образуется в начале нагрева и задерживает
дальнейший рост зерна, поэтому зерно, выявляемое в окисленном
слое, может быть меньше получаемого в неокисляемых участках.
Этим методом лучше определять зерно, выявляемое при коротких
выдержках (до 15 мин) и нагреве 820—900 °C;
2 Выделение карбидной сетки при медленном охлаждении
образца вместе с печью от заданной температуры. Образующаяся
карбидная сетка показывает величину зерна (см рис. 83). Метод
1Б1
позволяет определять влияние выдержки на размеры зерна и
поэтому точнее, чем метод окис пения Он пригоден для заэвтекто
идных сталей и главным образом для определения их чувствитель-
ности к росту зерна при повышенных температурах (900—1100 °C)
31. Карбидные фазы
Количество карбидов определяется содержанием в стали угле
рода и легирующих элементов и типом образующихся карбид
ных фаз
Рис 84 Зерно заэвтектоидной сттли 9ХС (нагрев на 1000 °C) выявленноеразли1
ным । методами X 400 (Ю А Геллер Ц Л Олесова)
а б метод окисления (а выдержка 10 мин б выдержка 30 мин) с
метод цементитнои сетки (в — выдержка 10 мин — выдержка 30 мин)
162
В состоянии высокой твердости количество карбидов в заэв-
тектоидных сталях 5—12 °о, а в лецебуритных до 25—30 %
(см табл 21) Их объемное количество в ледебуритных сталях с
карбидами ванадия может достигать 32—35 %
В отожженной стали количество карбидов [% (по массе)!
несколько больше Оно при этом значительнее, если карбиды бо
лее бедны углеродом М3С, М-С3, М tC6, и меньше, есчи это карбид
МС (рис 84)
По влиянию на структуру и свойства следует различать кар-
биды растворимые в аустените и нерастворимые (или избыточные)
Влияние растворимых карбидов
К ним относятся карбиды а) эвтектоидные, присутст
вующие в перлите и переходящие в раствор при превращении
П—А, б) вторичные, выделяющиеся при кристаллизации
(охлаждении с высоких температур) из аустенита и присутствую
щие вне перлита, т е в виде самостоятельной составляющей
Они растворяются при нагреве выше температур перлитного пре-
вращения Однако к числу растворимых будем относить лишь ту
часть вторичных карбидов, которые переходят в раствор при на
греве до температур, еще не вызывающих значительного роста зер
на, в большинстве случаев не больше балла 11—9 Остальную
часть карбидов, сохраняющуюся в структуре закаленной стали,
следует по этому признаку рассматривать в числе избыточных и
в) третичные, выделяющиеся при замедленном охлаждении
(отжиге) ниже температур перлитного превращения О природе
и присутствии третичных карбидов в структуре высокоуглероди-
стых сталей нет достаточных сведении Они не обнаруживаются
микроанализом Некоторые косвенные данные указывают на воз
можность их выделения из феррита в высоколегированных сталях
(см п 96) в виде очень дисперсных частиц
Вторичные карбиды задерживают рост зерна аустенита при на
греве для горячей деформации и для закалки Влияние их значи
тельнее, чем избыточных, поскольку частицы вторичных карби
дов более мелкие и число их бопьше Интенсивный рост зерна на
ступает при окончании перехода в аустенит основной массы
растворимых карбидов
Роль эвтектоидных и вторичных карби
job, переходящих в раствор при нагреве At и выше, ясна Рас
творение их насыщает аустенит углеродом и легирующими эле
ментами Вклад эвтектсищ ых и вторичных карбидов при этом
различен У углеродистых и низколегированных сталей больше
роль перлитного превращения, а у высоколегированных, содер
жащих мало углерода в перлите, - роль вторичных карбидов
(см п 27)
Насыщение аустенита обеспечивает прокаливаемость и закали
ваемость, а при значительном насыщении сильными карбидооб
разующими хромом, вольфрамом, молибденом, ванадием соз
163
дает, кроме того, условия для развития дисперсионного твердения
при отпуске и получения теплостойкости. Дисперсионное тверде-
Рис 85 Количество карбидов в стали в за-
висимости от содержания углерода и типа
карбида (В. Ф. Моисеев)
ние вызывается выделением из
мартенсита мелких специаль-
ных карбидов легирующих эле-
ментов; их размеры на началь-
ной стадии процесса составляют
40—50 нм. Оно сопровождается
повышением твердости на 3—
10 HRC (рис. 85). Вязкость при
этом снижается. Степень охруп-
чивания зависит от условий вы-
деления карбидов: по границам
и по объему зерна’(см. рис. 248).
Дисперсионное твердение за
счет вольфрама и молибдена соз-
дается преимущественно выделением промежуточных карбидов
(см. рис. 85). Они превращаются в стабильный карбид при повы-
шении температуры нагрева при одновременном снижении твер-
дости (см. п. 84).
Влияние избыточных карбидов
Размеры карбидов значительно больше (часто на несколько
порядков), чем растворимых, особенно выделившихся из мартен-
сита при, отпуске. Поскольку
избыточные карбиды не раство-
ряются при нагреве для закал-
ки, то их размеры, форма и
распределение в объеме металла
сохраняются после обычной
термической обработки такими
же, какими они были получены
после затвердевания и деформа-
ции \ Так как избыточные кар-
биды не изменяют состава твер-
дого раствора, то их роль в
стали меньше, и иная, чем рас-
творимых карбидов.
Положительное влияние из-
быточных карбидов состоит
в том, что они препятствуют
росту зерна при нагреве, но
слабее, чем растворимые (рис.
86); повышают износостойкость;
чением твердости карбидов и
Рис. 86. Влияние типа карбида, выделяю-
щегося при отпуске, на твердость сталей:
1 — Р18; 2 — Х12Ф1; 3 — ХВСГ;
4 — У12
эта роль возрастает с увелн-
упрочняют сталь, препятствуя
1 Термическая обработка воздействует лишь в случае очень высокого и дли-
тельного нагрева (гомогенизации), выполненного'в отдельных случаях для улуч-
шения строения литой или малодсформированной стали.
154
пластическому течению металла под действием напряжений,
в том числе при нагреве; эта роль карбидов возрастает, если они
мелкие. По этой же причине их влияние также меньше, чем вы-
делившихся из мартенсита при отпуске.
Вторичные карбиды задерживают рост зерна аустенита при
нагреве для горячей деформации и для закалки. Влияние их зна-
чительнее, чем избыточных, поскольку частицы вторичных кар-
бидов более мелкие и число их больше. Рост зерна наступает при
переходе в аустенит основной массы растворимых карбидов.
Строение и свойства карбидных фаз и эвтектик
Карбидные со сложной решеткой, растворимые в аустените
Цемент и тный карбид (Fe3C) (он обозначается М3С) —
основная фаза нетеплостойких сталей *. Он присутствует в пер-
лите в виде вторичных карбидов, а возможно и третичных. У це-
ментита размеры более крупных вторичных частиц 2 не превышают
3—5 мкм. Его решетка ромбическая: а — 0,4507 нм; а = 0,5066 нм;
с = 0,6724 нм и плотность 7,62 г/см3.
При отпуске образованию карбида М3С предшествует выделе-
ние е-карбида в качестве промежуточной фазы. Он выделяется при
200—300 °C и имеет гексагональную решетку, большее ориентаци-
онное соответствие с мартенситом и более высокое содержание угле-
рода; его состав отвечает Fe2C; карбид парамагнитен. Вследствие
повышенной дисперсности g-карбид обнаруживается только рент-
геноструктурным анализом, в электронном микроскопе или маг-
нитным анализом. Выше 250 °C е-карбид превращается в цементит.
Цементитный карбид, как образующийся при относительно
низких температурах, более равномерно распределяется в объеме
зерна. Это можно использовать для более благоприятного распре-
деления образующихся при отпуске карбидов специальных эле-
ментов, в частности М2С (см. п. 99).
Цементит и е-карбид имеют по сравнению с другими карбидами
повышенную способность к коагуляции. Поэтому выделение их
из мартенсита при температурах ниже 125—130 °C почти не повы-
шает твердости и прочности, а коагуляция при более высоких тем-
пературах сильно снижает твердость (см. рис. 85).
В цементите растворяются марганец и хром. Марганец заме-
щает железо неограниченно — от (Fe, Мп)3С до Мп3С, а также об-
легчает растворение и коагуляцию карбида.
Хром замещает железо в количестве до 18 %. В этом случае
частицы цементита (при одинаковом содержании углерода в стали)
немного мельче и распределены равномернее. Растворение их
1 Карбид может также образовываться в качестве сопутствующей фазы
в теплостойких и полутеплостойких сталях в результате ликвации или на про’
межуточных стадиях отпуска (см. п. 84).
? Размеры карбидов указываются для деформированной стали,
1W
заканчивается при более высоких температурах: 1050—1100 °C;
при отпуске они коагулируют менее интенсивно, немного задер-
живая снижение твердости (см. рис. 85).
Молибден и вольфрам мало растворяются в цементите до 1 и
0,6 % соответственно. Более сильные карбидообразующие вана-
дий, титан, цирконии, ниобий не присутствуют в цементите.
Сложный карбид хрома (Сг, Fe, Mo, W, V)23 С6,
обозначаемый М23С6, образуется в полутеплостойких и теплостой-
ких сталях, содержащих более 3—4 % Сг, но имеющих меньше
0,8—1 % С (или в сталях с большим углеродом, но в которых часть
углерода связана в более стабильных карбидах М6С и МС, в част-
ности в быстрорежущих).
Карбид М23С6 чаще — вторичного происхождения: выделяется
из аустенита. Его размеры поэтому небольшие и составляют 3—
5 мкм.
Решетка карбида М,3С6 сложная кубическая; в сплавах хром-
углерод ее период 1,060 нм [61 ]. Твердость карбида 1000—
1100 HV, что больше чем у цементита, плотность 6,9—7,2 г/см3.
Железо замещает в карбиде до 35—40 % Сг, что немного уве-
личивает период решетки и плотность (в указанных пределах)
и облегчает растворимость карбида в аустените. В карбиде могут
присутствовать, но в меньших количествах молибден, вольфрам и
ванадий, замещающие в нем часть атомов хрома.
Карбид М23С6 растворяется при более высоких температурах
(950—1000 °C), чем цементит. При содержании в нем ванадия рас-
творение начинается несколько выше: при 1000—1020 °C. Раство-
рение карбида сопровождается переводом в аустенит содержа-
щихся в нем ванадия, молибдена и вольфрама.
В быстрорежущих сталях с высокими температурами закалки
карбид М23С6 растворяется при нагреве полностью. В других
сталях часть карбида при нагреве, сохраняющем мелкое зерно,
остается нерастворенной.
При отпуске карбид М23Се образуется при более высоких тем-
пературах (400—500 °C), чем цементит, и, как правило, путем
насыщения хромом выделившегося цементитного карбида и его
превращения в карбид М23С6 (т. е. по типу «превращения на месте»).
Не исключается возможность и прямого выделения из легирован-
ного а-раствора некоторого количества карбида М23С6.
Способность к коагуляции карбида М23С6 меньше, чем цемен-
тита, вследствие чего твердость стали после отпуска при 400—
500 °C не снижается и может даже немного возрастать. Эффект
дисперсионного твердения усиливается (на 0,5—1,0 HRC) у стали,
легированной в небольших количествах (1—2 %) молибденом,
вольфрамом и ванадием. Более сложный карбид М23С6 таких
сталей сохраняет большую дисперсность.
Возможен и другой механизм усиления эффекта дисперсион-
ного твердения. Молибден и ванадий, переведенные в аустенит
растворением карбида М23С6, выделяются при отпуске в виде кар-
166
бида промежуточного типа (М2С) и карбида МС, создавая вторич-
ную твердость.
Это поведение карбида М23С6 используется в сталях понижен-
ной теплостойкости с 4—5 % Сг и с 4 % Мо и 1 % V.
Сложный карбид хрома (Сг, Fe, Mo, W, V)7C3,
обозначаемый М7С3, образуется в полутеплостойких сталях, со-
держащих более 3—4 % Сг и более 0,8—1,1 % С. В случае ликва-
ции могут присутствовать оба карбида: М23С6 и М7С3 *1.
Карбид М7С3 — как вторичного происхождения, выделившийся
из аустенита, так и эвтектический, образующийся при затверде-
вании. Карбиды часто имеют продолговатую форму; их наиболь-
шая длина значительная — до 50—70 мкм.
Эвтектика с карбидами М7С3 имеет своеобразное скелетообраз-
ное строение. Видимые в микроскопе (рис. 87) пластинки в эвтек-
тике представляют сечение дендритов; карбиды в ней имеют вид
ветвей, растущих от основных взаимно пересекающихся стержней.
Толщина сетки и размеры карбидов (при одинаковой скорости
охлаждения отливаемой стали) возрастают с увеличением содер-
жания углерода и хрома.
Карбид Сг7С3 (в сплавах хром — углерод) имеет сложную
гексагональную решетку: а — 0,453 нм и с = 0,1401 нм, плот-
ность 6,92 г/см3. Его твердость (1600—1800 HV) значительно
больше, чем цементита. В стали железо замещает в карбиде М7С3
до 50 % Сг, что немного изменяет параметр решетки, повышает
плотность и снижает твердость.
В присутствии карбида М7С3 значительно возрастает износо-
стойкость (см. табл. 15) и снижается коэффициент трения.
Содержание углерода в карбиде М7С3 изменяется в определен-
ных пределах, вследствие чего он может образовываться с дефици-
том или с избытком по углероду.
В карбиде М7С3 растворяются ванадий, вольфрам и молибден.
Содержание ванадия в карбиде возрастает с 1 до 8 и 15 % при
увеличении в стали хрома соответственно с 3 до 6 и 12 % (при
1—2 % С) [60]; при этом повышается устойчивость карбида М7С3
против растворения в аустените. При повышенных температурах
аустенит за счет растворения такого карбида насыщается не только
хромом, но и ванадием. Растворимость молибдена и особенно
вольфрама в карбиде М7С3 и, следовательно, насыщение ими аусте-
нита меньше.
Карбид М7С3 (вторичный) растворяется при температурах
950—1150 °C.
При отпуске карбид М7С3 образуется по механизму, указан-
ному выше для карбида М23С6. Его образование также повышает
устойчивость против нагрева и более значительно при содержании
ванадия, молибдена, вольфрама. **
** При низком содержании вольфрама (молибдена) в быстрорежущих сталях
также может образоваться карбид М7Сз (наряду с карбидом М23Св).
157
Рис. 87. Эвтектика скелетообразной формы. Сталь Р18 в слитке массой
200 кг. X 1000:
а — замедленное охлаждение (из середины слитка), травление щелочным
раствором; б — ускоренное охлаждение (на расстоянии 15 мм от поверхно-
сти), травление 3 %-ным рабтвором азотной кислоты
Травление 4 %-ным раствором едкого натра, насыщенного
перманганатом калия, окрашивает карбиды М23С6 и М7С3 в желтый
цвет, не дифференцируя их. Карбиды М7С3 более крупные; цемен-
тит при этом не выявляется.
Сложный карбид вольфрама и молибдена
(W, Мо, Fe, Сг, V)6C, обозначаемый М6С, — основной карбид
быстрорежущих и многих теплостойких штамповых сталей \
Карбид как вторичного происхождения, выделившийся из
аустенита, так и эвтектический, образуется при затвердевании.
Строение и свойства немного различаются у карбида вольфра-
мовых и у карбида молибденовых и вольфрамомолибденовых
сталей.
1 Карбид МЙС образуется наряду с карбидом MSC и в нетеплостойких ста-
лях, содержащих 1—2 % W.
168
13 вольфрамовых сталях эвтектика образуется при
более высоких температурах и в более широком интервале. По-
этому размеры крупных карбидов больше и возрастают с увели-
чением содержания вольфрама: до 25—30 мкм для стали Р18.
Эвтектика имеет своеобразное «скелетообразное» строение (см.
рис. 87), как и эвтектика с М7С3.
Средний состав карбида отвечает формуле Fe3W3C и изме-
няется от Fe2W4C до Fe4W2C. Даже в одной стали содержание
вольфрама в разных карбидах М6С и периоды их решетки могут
немного различаться.
Содержание углерода, указываемое формулой, соответствует
идеальной структуре. В действительности в решетке имеется
дефицит атомов углерода в количестве около 15 %. Карбид имеет
кубическую решетку, период которой изменяется от 1,101 до
1,110 нм.
Хром, ванадий (а также цирконий, ниобий, титан, До в мень-
ших количествах) и железо замещают в карбиде часть атомов
вольфрама и уменьшают период решетки: от 1,106 нм в отожжен-
ной стали с 0,7 % С и 18 % W до 1,104 нм в стали, содержащей
дополнительно 4 % Сг и 1,2 % V и до 1,103 нм при 12 % W
(4 % Сг и 1,9 % V).
Твердость карбида 1200—1300 HV (72—73 HRC)\ в его присут-
ствии возрастает износостойкость.
Плотность карбида в отожженной быстрорежущей стали Р18
составляет 12,0—12,3 г/см3.
Карбид М6С растворяется в аустените при более высоких тем-
пературах (1150—1300 °C), чем карбиды М7С3 и М23Св. Хром,
ванадий, молибден, присутствующие в карбиде, облегчают его
растворение в аустените и немного понижают^ температуры этого
процесса в сталях, содержащих больше 3—4 % W, и в быстро-
режущих часть карбидов, как эвтектических, не растворяется
до температур начала расплавления стали. По этим причинам
карбид М6С эффективно задерживает рост зерна.
Растворение карбида М6С, как бедного углеродом, меньше
увеличивает его концентрацию в аустените (мартенсите) по срав-
нению с достигаемым растворением карбидов М23С6, М7С3, М3С.
При отпуске 500—620 °C возникает промежуточный карбид
М2С по механизму, указанному для карбидов М23С6 и М7С3 (за счет
взаимодействия вольфрама, выделяющегося из раствора, с обра-
зовавшимися при более низком нагреве карбидами М3С и М23Св).
Это вызывает упрочнение при дисперсионном твердении. При
650—700 °C этот карбид превращается в карбид М6С 163, 641.
Из-за малой способности к коагуляции повышенная вторичная
твердость сохраняется до более высоких температур \ чем при
1 При содержании хрома в карбиде немного снижаются температуры выделе-
ния из мартенсита и коагуляции при отпуске (.— на 10 °C при 4—5 % Сг
в стали).
159
Рис. 88. Литая быстрорежущая сталь Р18.
Угловатые карбиды. Пруток диаметром
25 мм. X 500:
а — нагрев 1250 °C, 30 мин; б — нагрев
1280 °C, 30 мин; в — угловатые карбиды
(Ю. А. Геллер, В. К- Заблоцкий, Л. С. Крем
нев)
выделении карбидов М23С6 и М7С3. По этой же причине при вы-
делении карбида М2С (М6С) снижается вязкость.
Карбид М6С может изменять свою форму и состав в следующих
условиях.
Карбид сильно коагулирует во время длительной выдержки
(30—40 мин) при высоких температурах 1260—1280 °C. При этом
образуются крупные карбиды угловатой формы (рис. 88). Эта
своеобразная конфигурация создается, по-видимому, в результате
стремления карбида принять свойственную ему кристаллогео-
метрическую форму; развитие процесса облегчено в условиях
значительной диффузии при высоких температурах. Эти карбиды
в отличие от обычных, более мелких и округлых, меньше задер-
живают рост зерна при нагреве до закалки.
Угловатые карбиды представляют поликристалл сложного
строения и не отличаются по составу от обычных, более мел-
ких [651.
160
Рис. 89. Веерообразная эвтектика в 200-кг
слитке стали с 12 % W, 5 % V, 4 % Сг и
1,5 % С.Х 500 (Ю. А. Геллер, Р. Д. Мининзои)
Вместе с тем карбид М6С не является достаточно стабильной
фазой. При нагреве до 825 -900 С, применяемом для отжига,
состав карбида в результате взаимодействия с аустенитом может
изменяться. В нем при длительных выдержках может возрастать
содержание вольфрама, чему отвечает небольшое увеличение
периода решетки и снижение растворимости в аустените. В ре-
зультате еще более длительной выдержки часть карбида превра-
щается с образованием более стабильного карбида W2C [90].
Этому соответствует новое уменьшение периода решетки карбида
М6С и изменение тепло-
стойкости (см. рис. 275).
Превращение с образо-
ванием карбида другого
типа, развивающееся в
условиях контакта и взаи-
модействия двух фаз,
протекает в пограничных
слоях карбида М6С. Это
приводит к образованию
вокруг пего тонкой обо-
лочки нового карбида,
что затрудняет растворе-
ние карбида М6С при на-
греве для закалки, вы-
полняемой с принятыми
короткими выдержками.
Оно, кроме того, служит
причиной постепенного
затухания процесса и объясняет, почему его развитие даже
в относительно слабой степени может заметно ухудшать тепло-
стойкость.
Карбид W2C имеет гексагональную решетку с периодами:
а 0,2992 нм и с - 0,4722 нм [61 ].
В молибденовых и вольфрамомолибденовых сталях состав
карбида М6С близок к формуле Fe3Mo3C, а при недостатке угле-
рода, возможно, и к Fe2Mo2C. Молибден и вольфрам замещают
друг друга в карбиде в соотношении, равном их содержанию
в стали (в атомных процентах).
Период решетки и плотность молибденового карбида М6С
(по измерениям Л. С. Кремнева) немного меньше, чем у изоморф-
ного ему вольфрамового карбида. Карбид М6С, в решетке которого
часть положений, отведенных вольфраму, замещена молибденом,
в частности в вольфрамомолибденовых сталях с 6—8 % W и 3—
5 % Мо по сравнению с вольфрамовыми- а) кристаллизуется из
жидкости при более низких температурах; б) имеет меньшие раз-
меры частиц и в) растворяется при более низких температурах,
а именно 950—1250 °C. Часть карбидов также сохраняется и при
нагреве до температур плавления.
Ь I t.i.'i. р [О.
161
Эвтектика в сталях с молибденом более тонкого строения
и в отличие от образующейся в вольфрамовых сталях имеет вееро-
образное строение (см. рис. 89).
Способность этого карбида к образованию угловатой формы
меньше, чем карбида М6С вольфрамовых сталей. Поэтому они
редко наблюдаются в молибденовых и вольфрамомолибденовых
сталях.
При длительном отжиге возможно превращение части молиб-
денового карбида М6С с образованием карбида Мо2С; оно про-
текает менее интенсивно, чем в вольфрамовых сталях.
Карбид М6С (как и карбиды М23С6 и М7С3) плохо травится
и остается светлым при травлении растворами азотной кислоты.
Для отделения его от других карбидов необходимо травление
раствором 10 г КОН и 10 г K3Fe(CN)6 на 100 мл воды в течение
5—10 мин при 50—60 °C или 15 20 мин при 20 °C; карбиды М6С
окрашиваются в темный цвет.
Карбиды типа МС (фазы внедрения)
Карбиды ванадия образуются в нетеплостойких
сталях, содержащих карбиды М3С даже при низкой концентрации
ванадия, так как он не растворим в цементите. Количество кар-
бидов увеличивается с возрастанием содержания ванадия. В те-
плостойких сталях с карбидами М6С и полутеплостойких сталях
с карбидами М7С3 и М23С6 карбид ванадия может образоваться при
содержании ванадия более 1—1,5 %.
Карбид МС может быть вторичным (выделившимся из аусте-
нита), эвтектическим или даже первичным (при очень высоком
содержании углерода и ванадия в стали). Эвтектика в сталях,
содержащих более 4—5 % ванадия и до 6 % хрома (или 12 %
вольфрама), имеет тонкую структуру веерообразного строения
(см. рис. 89). Карбиды МС могут образовывать отдельные колонии,
поэтому размеры частиц эвтектических карбидов меньше (до 5—
8 мкм), чем размеры карбидов М7С3 и М6С, и они распределены
более равномерно в структуре. Это позволяет увеличивать коли-
чество карбидной фазы без значительного ухудшения ковкости
стали. Первичные карбиды значительно крупнее, размеры их
частиц существенно зависят от содержания углерода и ванадия
в расплаве и условий кристаллизации.
Карбиды МС имеют высокую твердость (2000 HV) и поэтому
могут существенно повысить износостойкость (см. табл. 15 и 16).
По тем же причинам это ухудшает шлифуемость (см. рис. 66),
а когда они присутствуют в количестве более 8—10 %, ухудшается
обрабатываемость стали.
Карбиды МС активно взаимодействуют с кислородом. В сталях,
содержащих более 3 % карбидов МС, может образоваться окисная
пленка значительной толщины при нагревании в воздушной атмо-
сфере при 900 1200 °C.
162
Формула МС соответствует идеальному строению решетки
и содержанию углерода 19 %. Карбиды с недостатком по углероду
более точно описываются формулой V4C3. Период решетки 0,415 нм
в ванадиевых сталях [61] и 0,4175—0,4178 нм в быстрорежущих
сталях.
Карбид МС может содержать молибден, вольфрам и хром до
12,17 и 3 % (по массе) 4,7; 3,7 и 2,6 % (объемн.); в нем также
может содержаться азот.
Растворимость карбидов МС в аустените зависит от присут-
ствия других карбидов. В сталях, содержащих один ванадий,
карбиды МС растворяются при высоких температурах (1100—
1150 °C) и насыщают твердый раствор до 1,5—2 %; их растворение
сопровождается сильным ростом зерна. Они практически не рас-
творимы в сталях, содержащих сложные карбиды М7С3, М23С6
и М6С. Эти карбиды растворяются при более низких температурах,
как указано выше, и поэтому насыщают аустенит ванадием, не
оставляя свободных мест в решетке твердого раствора для даль-
нейшего обогащения новыми порциями ванадия из карбидов МС.
Карбид МС выделяется при отпуске 500—600 °C, усиливая
дисперсионное твердение и повышая твердость (см. рис. 244).
Вязкость и шлифуемость при этом ухудшаются; прочность~может
возрастать.
Карбид МС выявляется микроанализом: 1) в виде темноокра-
шенных частиц после электролитического травления 1 %-ным
раствором хромовой кислоты в течение 15—20 с при напряжении
3 В. Анодом служит шлиф, а катодом — нержавеющая сталь;
плотность тока 0,025 А/см2; 2) рельефным полированием, основан-
ном на различии в твердости карбида МС и других карбидов.
После выведения рисок и царапин металлическая основа и кар-
биды М6С, М7С3, М23С6 выполировываются, а карбиды МС вы-
ступают, образуя микрорельеф; они светлые в нетравленом шлифе.
Для дифференциации карбидов применимо цветное травление.
Шлиф протравливают смесью азотной и соляной кислот и хромово-
кислого калия и погружают в расплавленную соль (350—400 °C),
оставляя протравленную поверхность на воздухе, и выдерживают
до появления па ней синего цвета побежалости. На разных кар-
бидных фазах образуется пленка окислов, окрашенная в различ-
ные цвета: цементит в красный или розовый; карбид М6С в желто-
зеленый, карбид МС в коричневый; карбид М7С3 остается светлым.
Это позволяет измерять их микротвердость. Окрашивание под
микроскопом видно отчетливее, чем на фотографиях.
Карбиды ниобия и циркония (NbC, ZrC).
Чаще -— это карбонитриды.
Карбон итридные (нитридные) фазы
Карбонитридные фазы образуются чаще всего в результате
введения азота в большем количестве, чем он обычно присут-
ствует в стали. При введении в жидкую сталь, т. е. в присутствии
6* 163
азота во всем объеме металла, его содержание достигает 0,07—
0,09 % (при 4—6 % Сг) и до 0,1—0,12 % (при 8—18 % Сг). При
этом образуются карбонитридные фазы типа М23 (С, N)6, М6(С, N),
М(С, N) и нитриды типа M(N, С). Азот заменяет в карбидах часть
углерода. Эти фазы, подобно карбидным, могут быть раствори-
мыми н не растворимыми в аустените.
Растворимые фазы
Это — карбонитриды М23(С, N)6 и М6(С, N). Их твердость
немного больше, чем карбидов. Влияние азота на структуру и
свойства стали проявляется в меньшей степени, чем углерода
(карбидов). Немного возрастает количество упрочняющей фазы
без заметного роста размеров их частиц. Это дополнительно за-
держивает рост зерна при высоком нагреве: на 0,5—1 балл при
одинаковой температуре или позволяет получить зерно одинако-
вой величины при более высоком нагреве стали с азотом — выше
на 10—15 °C. Вследствие этого немного улучшаются ковкость
и устойчивость против перегрева при закалке.
В закаленной стали за счет растворения карбонитридных фаз
часть азота присутствует в мартенсите, что усиливает эффект дис-
персионного твердения при отпуске и дополнительно повышает
вторичную твердость на 0,5—1 HRC. Поэтому легирование азотом
целесообразнее для теплостойких сталей (см. п. 88).
Нерастворимые фазы
Это фазы М(С, N) и M(N, С), образующиеся в сталях, легиру-
емых алюминием и особенно цирконием (а также ниобием и ти-
таном).
Нитрид Zr(N, С) и карбонитрид Zr(C, N) имеют высокую тем-
пературу плавления (~ 3000 °C) и в качестве эффективного моди-
фикатора измельчают зерно литой стали, способствуя образованию
эвтектики более тонкого строения и некоторому уменьшению
размеров ее карбидной составляющей.
При содержании циркония 0,05—0,08 % частицы Zr(N, С)
мельче (1—2 мкм), чем карбиды, неэффективно задерживают рост
зерна при нагреве для закалки. Это позволяет повышать темпе-
ратуры закалки на 10—15 °C. В вольфрамомолибденовых сталях
нитриды циркония предупреждают разнозернистость (п. 85 и
см. п. 86).
Влияние ниобия и титана, по-видимому, также образующих
нитриды, менее сильно.
Карбидная неоднородность заключается в не-
однородном распределении и неодинаковой форме расположения
избыточных карбитов в структуре и в различии по их величине.
Карбиды в эвтектоидных, сталях являются вторичными (глав-
ным образом М3С и в меньшей степени небольшие количества
164
M.?3Q> M6C и МС) и их частицы сравнительно малы — до 3—
5 мкм 1 .
Карбидная неоднородность в этих сталях вызывается: а) обра-
зованием карбидной сетки по границам зерен; б) карбидной по-
лосчатостью.
Зерна аустенита, образовавшиеся при затвердевании стали,
имеют повышенное содержание углерода и легирующих элементов.
Они бывают довольно крупными в стальных слитках среднего
размера (800—1000 кг и более). При охлаждении в интервале тем-
ператур Аст — Аг карбиды выделяются из пересыщенного аусте-
нита как внутри, так и по границам зерен. При последующей
деформации стали зерна измельчаются и карбидная сетка может
устраняться при значительном обжатии. Однако карбидная сетка
может образоваться вновь из-за вторичного выделения карбидов
при медленном охлаждении.
При деформации карбидные частицы вытягиваются в направле-
нии деформации и образуют так называемую полосчатость
(рис. 90). В крупных сечениях, т. е. после деформации с неболь-
шими обжатиями, полосчатость грубая, ясно различимая и изме-
няющаяся в поперечном сечении катаной (или кованой) заготовки,
причем в середине полосчатость больше. При больших обжатиях
полосчатость уменьшается. В малых сечениях, размером (диа-
метром) 10—20 мм, карбиды обычно распределяются равномерно.
Хотя эти два дефекта зависят от разных причин, они могут
иногда появляться вместе в стальных изделиях. В других слу-
чаях присутствует только один из них — полосчатость или (чаще
в крупных сечениях) карбидная сетка.
Карбидная неоднородность зависит также от состава стали
и бывает больше при высоком содержании углерода (1—1,1 %),
а также в присутствии вольфрама (больше 1—1,5 %). Заметная
полосчатость и следы сетки могут оставаться даже после сильной
деформации.
Стали, имеющие высокое содержание углерода, более пригодны
поэтому для использования в тонких сечениях и для холодного
деформирования.
Распределение карбидов удобно характеризовать карбидным
баллом. Балл определяется при сравнении изображения микро-
шлифа, при увеличении в 100 раз, со стандартной шкалой. Кар-
бидный балл определяется в зоне половины радиуса сечения про-
ката, хотя карбиды могут распределяться неравномерно по всему
сечению.
Микрошлифы закаливают с 875—900 °C и отпускают при 200—
350 °C для того, чтобы образовалась трооститная структура, а за-
тем травят в 2—3 %-ном растворе азотной кислоты. Карбиды
1 Кроме того, большие эвтектические карбиды могут образовываться отдель-
ными скоплениями из-за ликвации, особенно в глубинных слоях стального слитка
с повышенным содержанием углерода, более 1—1,1 % (см. рис. 90, а).
165
Рис. 90. Карбидная неоднородность заэвтектоидной стали:
а — эвтектические карбиды в середине прутка (1,1 % С; 1,7 % Сг) диаметром
60 ММ.Х400; б — карбидная сетка в стали ХВГ (пруток диаметром 60 мм).Х 100;
в — карбидная полосчатость в стали X (пруток диаметром 40 мм). X 100; г — као«
видная полосчатость стали 6ХВ2С (пруток диаметром 60 мм).X 100
травятся менее сильно, чем металлическая матрица, и выглядят
светлыми на темном фоне.
Карбидная полосчатость определяется на продольных мик-
рошлифах по 6-балльной шкале (рис. 91); баллы 1 и 2'указывают
на сравнительно однородное распределение карбидов, в то время
как баллы 3—5 указывают на значительную неоднородность.
166
Рис. 91. Шкала карбидной неоднородности для заэвтектоидных сталей:
а — соответствует баллу 1; б — 2; в — 3; г — 4; д — 5; е — 6
Карбидная сетка характеризуется с помощью другой 6-балль-
ной шкалы (рис. 92), в которой баллы 3—6 указывают на значи-
тельную неоднородность структуры.
Карбидная неоднородность может неблагоприятно влиять:
а) на прочность и вязкость стали, особенно в поперечном напра-
влении; изменение балла 1 и 2 на балл 3 вызывает снижение проч-
167
Рис. 92. Шкала распределения карбидов в заэвтсктоидной стали. X 100:
а соответствует баллу 1; б - 2; в - 3; г - 4; д 5; е 0
168
пости на 15—20 % и снижение вязкости на 30—50 %; поэтому для
режущего и штампового инструментов нужно использовать стали
с карбидным баллом не выше 2 или 3; б) на сопротивление уста-
лости и контактную выносливость-, эти свойства могут снижаться
еще сильнее. Ответственные детали должны поэтому иметь мини-
мальную карбидную неоднородность (балл 1); в) на способность
стали к полировке до высокого класса чистоты поверхности.
Карбидная полосчатость измерительной плитки должна быть
не хуже балла 2.
Карбидная неоднородность деформированной стали может
быть устранена за счет термической обработки (гомогенизации)
с длительной выдержкой (5—6 ч при высокой температуре 1150—
1250 °C), при которой избыточные (вторичные) карбиды раство-
ряются в аустените. В этом случае они выделяются при последу-
ющем охлаждении (без пластической деформации) более однородно
в объеме зерна. Температура гомогенизации зависит от уровня
легирования стали (см. п. 52). Главная трудность при гомогени-
зации заключается в фиксации улучшенного состояния металла
в процессе охлаждения.
Высоколегированный аустенит в процессе охлаждения в ин-
тервале температур Аст — /Ц становится пересыщенным и способ-
ным к выделению части карбидов, главным образом по границам
зерен с образованием повой карбидной сетки. Это требует уско-
ренного охлаждения до 600—700 °C. Для малых и средних сечений
может быть рекомендована закалка в воде или под водяной
струей.
Эффективность такого более быстрого охлаждения менее за-
метна при больших сечениях. Из этого следует, что гомогенизация
более эффективна для заготовок диаметром не более 50—60 мм
для легированных сталей (ХВГ, X) и 35—50 мм для углеродистых
сталей.
Если эти требования соблюдаются, то карбидная полосчатость
может быть понижена на 1—-2 балла, а карбидная сетка устра-
няется полностью (что соответствует баллу 1).
Сравнительно тонкая карбидная сетка, образованная в тонких
сечениях, может быть устранена более простыми способами. Для
углеродистых и низколегированных сталей достаточно нагреть
заготовку до 870—890 °C и охладить ее сжатым воздухом (для
заготовок диаметром до 20 мм) или закалить в масле (для загото-
вок диаметром 25—40 мм). Очень тонкую полосчатость можно
устранить продолжительным отжигом при 780—800 °C с выдерж-
кой 3—6 ч.
Во многих случаях более радикальным решением проблемы
является выбор рационального состава стали, наиболее пригод-
ного для данного сечения. Например, крупные по размерам ин-
струменты должны изготавливаться по возможности из сталей
с минимальным содержанием углерода и карбидообразующих
элементов (таких как ХВСГ, но не ХВГ), как отмечено в п. 48.
169
Карбидная неоднородность легированных
сталей с 5—6 % Сг (или 4 % Сг и 3 % W). Эти стали могут иметь
значительные размеры карбидных частиц и большую карбидную
неоднородность, которая измеряется по 10-балльной шкале. Балл 1
соответствует совершенно однородному распределению карбидов;
балл 2 — слабой полосчатости; балл 3 -— более выраженной
полосчатости; балл 4 — сильной полосчатости; балл 5 — то же,
что балл 4, но со скоплениями карбидных частиц; балл 6 — то же,
что балл 5, но с деформированной сеткой карбидов; балл 7 —
разорванная местами карбидная сетка; балл 8—сплошная карбид-
ная сетка; балл 9 — сплошная сетка со скоплениями карбидов;
балл 10 — структура литой стали.
Карбиды (М7С3, М6С и МС) в ледебуритных сталях бывают
вторичными или эвтектическими и, кроме неоднородного распре-
деления в металле, могут также значительно различаться по раз-
мерам и форме. Широкий температурный интервал затвердевания
и различие в плотности кристаллизующихся фаз в этих сталях
дополнительно способствуют росту карбидных частиц.
После выпадения зерен 6-раствора (в быстрорежущих сталях)
и у-раствора эвтектика (карбиды и аустенит) начинает кристал-
лизоваться, окаймляя границы зерен твердого раствора сеткой
разной толщины. Выпадение эвтектики невозможно предотвратить
даже при очень высокой скорости охлаждения (см. п. 5).
При последующем охлаждении из пересыщенного аустенита
выпадают вторичные карбиды в объеме зерен и на эвтектические
карбиды.
Литая сталь очень хрупка и имеет низкую прочность из-за
наличия эвтектической сетки (см. табл. 25). Эта сетка постоянно
разрушается в процессе горячей деформации. Карбидные частицы
вначале перемещаются в направлении деформации и образуют
карбидную полосчатость. При дальнейшей деформации они ста-
новятся более равномерно распределенными в структуре (рис. 93).
Относительно равномерное распределение карбидов (без
сильно выраженной полосчатости) достигается лишь в результате
значительной деформации, но не пропорционально ее
степени (рис. 94). Сетка эвтектики устраняется почти полностью1
при уменьшении поперечного сечения (FH/FK) в 12—15 раз, что
отвечает степени деформации (FH — FK)/FH « 90 %. Однако
и в этом случае еще сохраняются крупные скопления карбидов,
иногда с остатками сетки, и резко выраженная полосчатость
(см. рис. 93). Остается, кроме того, значительное различие в струк-
туре по сечению; в сердцевине карбидная неоднородность больше
(рис. 95). Это -— следствие неоднородности структуры в слитке
и неодинаково интенсивного воздействия деформации на поверх-
ностные и серединные слои.
1 Приведенные здесь значения деформации более характерны для вольфрамо-
вой стали Р18, прокатанной с промежуточными переходами через квадратное се-
чение из круглого слигка 250 кг и наибольшим диаметром 200 мм.
170
Рис. 93. Карбидная неоднородность быстрорежущей стали"Р18.Х 100:
а — литая структура (сетка эвтектики скелетообразной формы); б — малодсфор-
мнрованная сталь (разорванная сетка); в — сильно деформированная сталь
(резко выраженная полосчатость); г — значительно деформированная сталь
(полосчатость)
Лишь после 30—40-кратного уменьшения сечения (степень
деформации 97—98 %) структура существенно улучшается: устра-
няются остатки сетки, скопления карбидов и наблюдается только
полосчатое, но менее резко выраженное расположение карбидов
(см. рис. 93). Но и после такой деформации сохраняется некоторое
различие в распределении карбидов по сечению пругка.
Еще большая вытяжка уже мало изменяет распределение кар-
бидов.
171
Таблица 25. Распределение карбидов и прочность
быстрорежущей стали Р18 *1
Карбид- ный балл (по рис. 98. 99) Характеристика распределения карбидов по шкале Диаметр прутка, мм аизг* МПа, в продольном направлении
1 Тонкая полосчатая структура 10—15 3300—3400
2 Полосчатость (с большим числом полос) 15—25 3000—3200
ЗА Полосчатость, более сильно выраженная 25—40 2800—3000
ЗБ Остатки разорванной карбидной сетки — 2400—2700
4А Полосчатость, резко выраженная .— —
4Б Сетка, слабо выраженная, разорванная 40—60 2400—2700
5А Грубая полосчатость — —
5Б Сетка, разорванная и явно выраженная 60—75 2300—2500 *2
6А I рубая полосчатость, резко выраженная и скопления карбидов — —
6Б Сетка разорванная, резко выраженная и крупные скопления карбидов 70—90 1800—1900 *3
7 То же, но в отдельных участках, и скопле- ния карбидов 80—100 1600—1700
8 Сетка, малодеформированная и скопления карбидов 90—110 1200—1400
** Закалка на зерно балла 10 и отпуск при 560 °C, 3 раза.
»! В поперечном направлении стцзг = 1800 2000 МПа.
*3 В поперечном направлении <т113Г = 1-500 1600 МПа.
Рис. 91. Влияние степени
деформации (Ю. Г. Седов)
на:
1 распределение карби-
дов (средний балл); 2 — раз-
меры карбидов в стали Р18
(850-кг слиток)
Распределение карбидов характеризуют (как и для заэвтекто-
идных сталей) карбидным баллом, определяемым при увеличении
в 100 раз, по сравнению с эталонами стандартной шкалы. Его
определяют на половине радиуса для профиля диаметром или сто-
роной до 100 мм, а для более крупных на расстоянии 30 мм от
поверхности (если высота зуба инструмента не превышает этой
величины).
Распределение карбидов устанавливают в продольном напра-
влении. На поперечных шлифах карбидная полосчатость не вы-
является (рис. 96). Шлифы закаливают с температур, принятых
172
Рис. 95. Распределение карбидов в прутке
диаметром 60 мм из стали PI8 (Х100) на
расстоянии от поверхности 5 (а), 15 (б),
25 мм (в)
Рис. 96. Распределение карбидов в быстрорежущей стали с 9 % W; -1 % Сг; 2,3 % V.
X 500:
и продольный шлиф; б поперечный шлиф
Pirc. 97. Шкала распределения карбидов в вольфрамовых
174
быстрорежущих сталях по ГОСТ 19265—73. X 100
175
Рие. 98. Шкала распределения карбидов в вольфрамомолибденовых
176
быстрорежущих сталях но ГОСТ 19265—73. X 100 (см. табл. 27)
177
для закалки данной стали, отпускают при 680 700 °C (60 мин)
на трооститную структуру и травят 2 3 %-ным раствором азот-
ной кислоты.
Рис. 99. Вид структуры (распределение карбидов) в шайбах вольфрамомолибдено-
вых быстрорежущих сталей. X 100:
а — балл 1, разорванная сетка карбидов; б — балл 2, сетка карбидов, разорван-
ная в отдельных участках, и скопления карбидов
Для быстрорежущих сталей принята 8-балльная шкала. Она
несколько отличается для вольфрамовых и вольфрамомолибдено-
Продолжительность
работы, мин
Рис. 100. Влияние распределения
карбидов на износ резцов из стали
Р18:
1 — сталь со значительной неодно-
родностыо в распределении карби-
дов; 2 — сталь с равномерным рас-
пределением
вых сталей (рис. 97, 98). Для кру-
пных поковок (шайб) пользуются
шкалой, приведенной на рис. 99.
Для ледебуритных (полутепло-
стойких) высокохромистых сталей
установлена (ГОСТ 5950—73)
10-балльная шкала. Характеристика
распределения карбидов для баллов
2—9 близка к принятой для вольф-
рамовых быстрорежущих сталей.
Балл 1 указывает на равномерное
распределение карбидов; балл 2 —
на слабо выраженную полосчатость;
балл 3 — на строчечное расположение
карбидов; балл 4 — на резко выра-
женную полосчатость; балл 5 — на
значительно деформированную, а
в отдельных участках и разрушенную
сетку карбидов; балл 6 — на дефор-
мированную сетку; балл 7 — на
сплошную деформированную сетку с участками эвтектики; балл
8 — на слабо деформированную сетку с участками эвтектики; балл
9 — на такую же сетку, но с грубой эвтектикой и балл 10 — на
структуру литой стали.
178
Карбидная неоднородность наиболее сильно влияет на меха-
нические свойства (рис. 100).
Прочность снижается особенно значительно при наличии
сетки (хотя бы и разорванной) или крупных карбидных скопле-
ний, т. е. при переходе от балла 3—4 к баллу 5 и еще больше
при наличии участков эвтектики (см. табл. 25).
Вязкость еще больше, чем прочность, зависит от распределения
карбидов. У ненадрезанных образцов стали Р18 она снижается
с 0,25—0,4 МДж/м2 для балла 2—3 до 0,1—0,15 МДж/м2 для балла
5 (при твердости 63—64 HRC).
При резко выраженной полосчатости (баллы 4—6) возникает
анизотропия механических свойств (прочности и вязкости); они
значительно ниже в поперечном направлении (см. табл. 25). Но
у малодеформированной стали (баллы 7—8) анизотропия меньше
главным образом из-за наступающего перехода от полосчатого
распределения к сетчатому.
Предел выносливости и сопротивление контактной усталости
быстрорежущей стали с ухудшением распределения карбидов
(с балла 2 до балла 5) снижаются почти в два раза и еще больше
для поперечного направления.
Микротвердость отдельных участков, более удаленных от
карбидов в стали с их неравномерным распределением, немного
(на 30—40 HV) ниже.
Теплостойкость мало зависит от распределения карбидов,
поскольку при нагреве для закалки почти предельное насыщение
аустенита достигается растворением лишь части вторичных кар-
бидов.
Износостойкость ухудшается при увеличении полосчатости
и особенно в результате образования карбидных скоплений
(рис. 100).
Стойкость инструментов многих типов ухудшается, особенно
при переходе от балла 4—5 к баллу 7, когда в рабочей кромке —-
крупные включения карбидов и сильно выраженные полосчатость
и особенно сетка. Это вызывает преждевременное выкрашивание
(рис. 100) и даже поломки. Выкрашивающиеся карбиды могут
также выполнять роль абразивов, ускоряющих износ.
Вместе с тем не может быть прямой зависимости между стой-
костью инструментов и карбидной неоднородностью, поскольку
ухудшение структуры, сильно воздействуя на прочность и вяз-
кость, почти не влияет на твердость и теплостойкость. Значи-
тельно — в 2—4 раза — может уменьшаться стойкость инстру-
ментов с тонкой рабочей кромкой, работающих при повышенных
давлениях или с динамическими нагрузками. Стойкость инстру-
ментов простой формы, воспринимающих меньшие удельные
нагрузки, снижается не столь значительно —• на 30—50 %.
При ухудшении распределения карбидов снижаются техно-
логические свойства. Усиливаются: а) анизотропия деформации
при термической обработке (рис. 101); б) концентрация напряже-
179
ний при закалке из-за неоднородности аустенита, образующегося
при высоком нагреве; наряду с участками, расположенными
непосредственно вокруг карбидов и полнее насыщающихся угле-
родом и легирующими элементами, сохраняются менее легирован-
ные участки, расположенные на большем расстоянии от карбидов.
При этом сталь имеет зерно неодинаковой величины: более мел-
кое — у карбидных включений и крупное — вдали от них; раз-
личие достигает 2—3 балла. На рост локальных напряжений ука-
зывают измерения коэрцитивной силы; она больше у стали с по-
Рис. 101. Влияние расположения
карбидных строк на изменение дли-
ны AL/L образцов ледебуритной
высокохромистойстали Х12М:
сплошная кривая — продольные
образцы; штриховая — поперечные
вышенной карбидной неоднород-
ностью. Возрастает в связи с этим
чувствительность к образованию
трещин при закалке сталей с боль-
шим карбидным баллом; в) шеро-
ховатость поверхности, получаемой
при шлифовании и полировании
(см. п. 25).
Неоднородность в размерах карбидов
Размеры более крупных карби-
дов изменяются в прокате (поков-
ках) даже одинакового сечения
в широких пределах: от 1—2 до
50— 60 мкм (и больше), так как их
размеры зависят как от состава и
структурного класса стали, так и
от других причин: скорости пер-
вичной кристаллизации и условий высокотемпературной обра-
ботки литой и слабодеформированной стали.
Вместе с тем величина карбидов сравнительно мало зависит от
степени и условий пластической деформации. Они измельчаются
при первоначальном обжатии, вызывающем раздробление эвтек-
тики. Но эта благоприятная роль прекращается уже после де-
формации со степенью 15—20 %, т. е. значительно меньшем об-
жатии, чем это требуется для улучшения условий распределения
карбидов (см. рис. 94). Не происходит также заметного раздробле-
ния карбидов и при холодной деформации. Крупные карбиды,
если они присутствовали в исходной горячекатаной стали, сохра-
няются в сильнодеформированной холоднотянутой проволоке
(или листе) небольшого диаметра или толщины (рис. 102).
Таким образом, нет прямой зависимости между условиями
распределения карбидов и их величиной. В деформированной
стали при достаточно однородном распределении карбидов их
1 В редких случаях влияют также условия плавки. Если она выполняется на
первичной шихте с использованием ферровольфрама, то при его неполном раство-
рении возможно присутствие крупных угловатых карбидов.
180
размеры могут быть мелкими (сталь из небольшого слитка) или,
наоборот, крупными (сталь из слитка большого сечения).
Влияние состава стали. Наиболее крупные карбиды у вольфра-
мовых сталей. Их размеры для проката из крупного слитка (мас-
сой 500—800 кг) указаны на рис. 238.
Рис. 102. Распределение н размеры карбидов в прокате ста-u Р18 диаметром 0,5мм.
Х500:
'а — сталь из слитка массой 100 кг; б — из слитка массой 500 кг
Влияние условий кристаллизации. Величина карбидов умень-
шается с увеличением скорости охлаждения (рис. 103).
Трудно указать общую зависимость, характеризующую вли-
яние величины карбидов на прочность, вязкость и стойкость
Рис. 103. Размеры зерен (/)
и толщина эвтектической
сетки (2) в литой стали
Р6М5 в зависимости от диа-
метра слитка (Салманов
Н. С., Ю. А. Геллер)
инструментов, поскольку изменение этих свойств определяется,
кроме того, ролью распределения карбидов. Влияние величины
карбидов рационально характеризовать поэтому для двух раз-
личающихся структурных состояний.
При значительной карбидной неоднородности, т. е. для литой
и малодеформированной стали (в крупных сечениях), свойства
181
стали прежде всего определяются распределением карбидов. Роль
размеров карбидов менее значительна. Если высокотемпературный
нагрев способствует устранению эвтектической сетки, то прочность
стали возрастает, несмотря на происходящий рост карбидных
частиц (см. рис. 104). Естественно, что и в этом случае надо преду-
преждать образование очень крупных угловатых карбидов.
При небольшой карбидной неоднородности: особенно менее
балла 3—4, т. е. в меньших сечениях, нельзя допускать угловатые
или сравнительно крупные карбиды, так как это может снижать
стойкость инструментов. Это ухудшение сильнее у инструментов,
Рис. 104. Предел прочности
при изгибе стали Р18 в за-
висимости от степени дефор-
мации и температуры нагре-
ва заготовок перед ковкой
(закалка с 1290 °C, отпуск
560 °C, 3 раза [71 ]):
1 — нагрев 1300 °C, 30 мин;
2 — 850 °C, 3 ч
радиусы закругления рабочей кромки которых соизмеримы с раз-
мерами крупных карбидов, и у инструментов, работающих с ма-
лыми толщинами среза (мелкие сверла, развертки, шеверы и др.)
(Ю. Е. Седов). Стойкость сверл диаметром 5 мм снижается в 1,5—
2 раза при увеличении размеров карбидов с 8—10 до 15—20 мкм
1661. В этих инструментах размеры карбидов не должны пре
вышать 4—6 мкм.
Карбиды должны быть еще меньше в тонкой ленте или про-
волоке толщиной или диаметром 0,1—5 мм.
В еще более тонких изделиях вообще недопустимы избыточные
карбиды. Для таких назначений неизбежно применение сталей
с интерметаллидным упрочнением.
У вольфрамомолибденовой стали Р6М5 более крупные кар-
биды уменьшаются с 18—20 до 12—16 мкм при переходе от слитка
массой 750 кг к слиткам массой 250 кг. Больший результат в из-
мельчении карбидов создается при отливке в еще более мелкие
слитки.
В стали электрошлакового переплава размеры карбидов на
1—2 мкм меньше, чем в обычной стали, деформированной из
182
слитка одинакового размера (IO. А. Геллер, В. К. Заблоцкий,
А. И. Боровко) (рис. 7).
Для максимальной скорости, получаемой распылением металла
для спеченной стали, размеры карбидов не превышают 2—3 мкм;
они при этом мало зависят от состава стали.
Влияние термической обработки. Оно возникает лишь в ре-
зультате высокого и длительного нагрева, способствующего рас-
паду эвтектики и улучшающего распределение карбидов. Такой
нагрев вызывает рост их размеров. Процесс заметно усиливается
при небольшом превышении температуры или выдержки, когда
образуются очень крупные карбидные частицы угловатой формы
(см. рис. 88).
Влияние размеров карбидов. Крупные карбиды и особенно угло-
ватой формы меньше задерживают рост зерна при нагреве до
одинаковой температуры закалки. Зерно стали с угловатыми
крупными карбидами может быть на 1—2 балла больше, чем
у стали с обычными округлыми и более мелкими карбидами.
Более крупные карбиды, как указывалось в п. 17, слабее
связаны с матрицей и быстрее выкрашиваются в рабочей кромке,
что ускоряет износ. Поэтому при уменьшении размеров карбидов
с 8—10 до 1—2 мкм износостойкость заметно возрастает (Н. С. Сал-
манов и Ю. А. Геллер); шлифуемость улучшается (см. п. 25).
Изменение величины карбидов (как и их распределения)
почти не влияет на вторичную твердость и теплостойкость. Они
незначительно снижаются у стали с крупными угловатыми кар-
бидами (из-за меньшей растворимости) в аустените.
Шкала для размеров карбидов, подобно принятой для оценки
их распределения, не установлена. Целесообразна характеристика
по следующим шести группам (при увеличении в 500 раз): балл 1
(очень мелкое) — до 3 мкм; балл 2 (мелкие) —- 3—8 мкм; балл 3
(средних размеров) — 8—15 мкм; балл 4 (больше размеров) —
15—25; балл 5 (крупные) — 25—40; балл 6 (очень крупные) —
более 40 мм.
К баллу 1 относятся карбиды сталей заэвтектоидных (до 1 % С)
и спеченных всех составов; к баллу 2 — карбиды сталей заэвтекто-
идных (> 1 % С) и теплостойких штамповых и быстрорежущих
вольфрамомолибдеиовых (до 6—8 % W); к баллу 3 — карбиды
сталей быстрорежущих средневольфрамовых (8—14 % W);
к баллу 4 — карбиды сталей быстрорежущих: высоковольфрамо-
вых и после гомогенизации (см. п. 94) и к баллам 5 и 6 — карбиды
сталей полутеплостойких высокохромистых.
Размеры карбидов надо определять на поперечных шлифах
при увеличении в 400—500 раз. Подготовка шлифов одинакова
с принятой для характеристики условий распределения карбидов.
Способы, уменьшающие карбидную неоднородность. Полное
решение задачи затрудняется для стали в крупных сечениях,
в которых карбидная неоднородность значительна: в прокате
(поковках) диаметром или стороной >50—G0 мм. Кроме того,
183
Рис. 105. Структура литой стали Р18
из слитка диаметром 200 мм (X 100) на
расстоянии от поверхности:
а — 5 мм; б — 0,5 радиуса; в — в се-
редине
для сталей, выплавленных обычным переделом, не совпадают
способы, необходимые для улучшения распределения карбидов,
и способы, приводящие к уменьшению их размеров.
Влияние сечения (массы) слитка. С увеличением скорости
охлаждения слитка в температурном интервале кристаллизации,
создаваемом уменьшением его сечения, а следовательно, и массы
(см. рис. 103) образуются более мелкие зерна 6 — (у)-фазы. Рост
протяженности их границ, достигаемый в этом случае, сопро-
вождается выделением более тонкой эвтектической сетки (см.
рис. 105). Это является также главным условием, при котором
обеспечивается получение более мелких карбидов (рис. 106).
Дальнейшее уменьшение карбидной неоднородности проис-
ходит (см. рис. 94) в результате относительно небольшой дефор-
мации (15—20 %-ном обжатии) для измельчения карбидов и более
значительной для улучшения условий их распределения. Следо-
184
0 J б д 72 75 - 78 21
Степень дефор нации, 7о
Рис. 106. Влияние массы (размеров) слитка и степени деформации на величину карбидов
в катаной стали Р18:
а — вытяжка 30 раз (по данным Ю. Е. Седова, А. Г. Гордезиани, Л. С. Кремнева)
вателыю, для стали, используемой в крупном профиле, нельзя
достичь степени деформации, нужной для существенного улучше-
ния условий распределения карбидов, если сталь отливается в не-
большой слиток. Степень деформации слитка массой 250 кг при
прокатке на штанги диаметром 75 мм не превышает 12 %, а слитка
850 кг составляет 40—50 %.
Из табл. 26 видно, что при увеличении массы слитка с 200
до 850 кг условия распределения карбидов в поковках 100 X
X 100 мм улучшаются на 2,5 балла, а в поковках размером 80 X
80 мм лишь на 1,5 балла. По этим причинам для стали из
крупного слитка при прокатке на еще меньшее сечение уже нет
существенного улучшения в распределении карбидов.
185
Таблица 26. Влияние массы и сечения слитка и степени
деформации на распределение карбидов в быстрорежущей
стали Р18 [68]
Масса *х слитка, кг Карбидный балл в поковках сечением, мм
120Х 120 100Х 100 80 X 80 G0X60 40X40
850 6,25 4,4 4,4 3,5 2
550 6,75 5,25 4,5 3,25 2
300 7,75 6,75 5,75 3,5 2,1
200 — 7 6 5 2,4
** Диаметр (или сторона квадрата) слитка составляет 375, 300, 270 и 230 мм для
массы 850, 550, 300 и 200 кг соответственно.
В результате еще большего увеличения массы слитка (750—
800 кг) наряду с образованием более крупных карбидов и ростом
ликвации усиливается центральная пористость и снижается выход
годного металла. Возрастает также продолжительность нагрева
для предварительного отжига и горячего деформирования. Уве-
личение массы слитка целесообразно до пределов, при которых
положительное влияние деформации на распределение карбидов
остается преобладающим над указанным здесь нежелательным
побочным влиянием и с тем, чтобы получить мелкие карбиды
в небольшом профиле.
Поэтому при определении оптимальной массы слитка необ-
ходимо учитывать следующие главные факторы: а) условия де-
формации, б) сечение того конечного проката (поковок), в котором
обеспечивается наиболее эффективное улучшение структуры,
в) степень легирования стали и г) способ производства.
Слитки, подвергаемые ковке (прокатке).
Массу слитков чаще устанавливают: 1) 500—800 кг для получения
окончательного сорта диаметром (или стороной) 60—100 мм *’ .
Для высокохромистых полутеплостойких сталей, используемых
для крупных штампов, неизбежен выбор слитков еще большей
массы, а для теплостойких сталей повышенной вязкости (см.
гл. XI) — до 2500—3000 кг; 2) 200—300 кг для получения проката
диаметром от 20—25 до 40—50 мм, а также для высоколегирован-
ных кобальтовых сталей; 3) 100—150 кг для проката диаметром
(стороной) меньше 20—25 мм, а также для высоколегированных
кобальтовых сталей с повышенным содержанием углерода и сталей
с интерметаллидным упрочнением (см. п. 104).
Оправдано в отдельных случаях для ускорения охлаждения применение
плоских слитков прямоугольного сечения 1130] с отношением сторон 1 : 2 вместо
круглых; карбидная неоднородность уменьшается дополнительно на 0,5—1 балл,
но усложняется деформирование и немного уменьшается выход годного металла.
186
Для сталей, получаемых электрошлаковым переплавом и ис-
пользуемых для заготовок большого сечения, целесообразно
применение слитков массой, отвечающей верхнему значению
в каждой из указанных здесь групп.
Слитки, подвергаемые прессованию. Из-за
более активного воздействия прессования на разрушение сетки
эвтектики и замедленного приложения нагрузки возможно и во
многих случаях оправдано применение более крупных слитков
быстрорежущих сталей массой 1000—1200 кг (кроме высоко-
легированных).
Влияние модифицирования. Модифицирова-
ние *, способствуя прежде всего образованию дополнительных
центров кристаллизации, позволяет получить менее крупные
зерна 6 (у)-фазы, а следовательно, эвтектику более тонкого стро-
ения. Это улучшает распределение карбидов (на 0,5—1 балл),
позволяет получить немного более мелкие карбиды и повышает
ковкость (выход годного металла).
Эффективнее влияние циркония: 0,05—0,08 % (см. п. 31 и 86)
и несколько слабее—ниобия (0,1 %), титана (0,06—0,15 %)
и церия (2 кг/т). Еще более эффективно комплексное легирование.
Модификаторы оказывают и дополнительное благоприятное
влияние, в котором роль каждого из них немного отличается.
Церий вызывает десульфурацию стали; образующиеся и частично
остающиеся в жидком металле сульфиды служат центрами кри-
сталлизации (В. Г. Чикина). Часть циркония (см. п. 86) и в мень-
шей степени ниобия и титана присутствует в карбиде М6С и пере-
ходит в твердый раствор при нагреве для закалки; это усиливает
дисперсионное твердение при отпуске и немного повышает вторич-
ную твердость и теплостойкость.
Влияние распыления жидкого расплава
(спекаемые стали). Улучшение структуры и свойств,
создаваемое этим способом производства (см. рис. 266) как в круп-
ных, так и в мелких сечениях, наиболее значительно по сравне-
нию с остальными рассматриваемыми здесь возможными путями
(см. п.п. 5 и 90).
Влияние условий деформирования. Пока-
занное выше (см. рис. 94) затухающее влияние вытяжки на кар-
бидную фазу вызвано значительным возрастанием горячей пластич-
ности металлической основы после деформации, устранившей
эвтектическую сетку и грубую полосчатость. Для такой стали
сильно уменьшается прежде всего воздействие дальнейшей вы-
тяжки на раздробление карбидных частиц.
По этой же причине улучшение структуры, достигаемое про-
каткой или ковкой с вытяжкой (при равной степени обжатия),
практически одинаково для ледебуритных сталей разного состава.
Образование более тонкой эвтектической сетки в литой стали,
1 Его выполняют после полного раскисления стали.
187
в частности в стали с меньшим содержанием вольфрама, казалось
бы, должно способствовать получению лучшего распределения
карбидов после горячей вытяжки. Но для такой стали быстрее
достигается та степень пластичности, при которой уже прекра-
щается заметное улучшающее влияние вытяжки.
Дополнительное улучшение структуры может быть достигнуто
преимущественно в случаях: 1) изменения характера деформи-
рования: применения осадки, прессования, т. е. при более интен-
сивном развитии сдвиговых процессов в металле и, следовательно,
и их большего воздействия и на нижележащие слои; 2) деформи-
рования стали, находящейся в менее пластичном состоянии, т. е.
главным образом при холодной вытяжке или выдавливании.
Основными способами являются следующие. Прессование
слитка и крупных заготовок (с последующей прокаткой). При этом
распределение карбидов улучшается значительно — на 1—2 балла
после небольших обжатий (до 40—50 %). Способ применим и для
крупных слитков, так как при выполнении обжатия замедленно
улучшается способность стали принимать деформацию.
Изотермическое деформирование заготовок со степенями об-
жатия 75—90 % позволяет уменьшить карбидную неоднородность
на 2—3 балла [180].
Прокатка «через полосуу>. На промежуточных переходах ме-
талл прокатывают не только через квадратное сечение, но и через
прямоугольное с отношением сторон 1 : 2. Карбидная неоднород-
ность дополнительно уменьшается на 0,5—-1 балл в сечениях
60—100 мм. Способ целесообразен при использовании стали для
инструментов с большим отношением длины к диаметру (напри-
мер, для протяжек).
Ковка с многократной осадкой и вытяжкой. Улучшается рас-
пределение карбидов в крупных заготовках (шайбах) диаметром
>80 мм. Способ пригоден для инструментов с небольшим отноше-
нием длины к диаметру (фрезы, долбяки, шеверы). Ковке подвер-
гают заготовки меньшего диаметра (следовательно, с лучшей
структурой) на большее сечение. Исходное сечение ограничи-
вается лишь тем, что длина заготовки не должна превышать
диаметр более чем в 2,5—3 раза. Более длинные заготовки осажи-
вают в специальных оправках.
Распределение карбидов после такой обработки меньше на
1,5—2 балла, чем в прокате того же профиля, но главным образом
в слоях заготовки на расстоянии 20—30 мм от поверхности. Это
достигается 1 : а) если последней операцией является вытяжка;
при одной осадке структура часто не улучшается, а ухудшается —
полосчатое расположение карбидов становится сетчатым; б) при
повторении осадки и вытяжки 3—4 раза с большой степенью де-
формации (как указано ниже).
1 Ковку надо выполнять в вырезных бойках; лучше с углом выреза 155°
и глубиной выреза 0,25 от стороны квадрата.
188
Целесообразна следующая последовательность операций:
1) осадка круглой заготовки на половину высоты; 2) вытяжка
на квадратное сечение до высоты, при которой вторичной осадкой
обеспечивается осадка на половину высоты (при вытяжке на ква-
дратное сечение лучше измельчаются карбиды); 3) круглые за-
готовки; 4) вторичная осадка; 5) вторичная вытяжка; 6) новый
нагрев и повторение этих операций (2—4 раза).
Для большего улучшения структуры (на 3—4 балла) осадку
и вытяжку приходится повторять 6—8 раз.
Поскольку улучшение, достигаемое осадкой и вытяжкой, рас-
пространяется лишь на небольшую глубину, то целесообразно
совмещение ковки и осадки с дальнейшей штамповкой, придающей
заготовке требуемую форму, в частности зубья. В этом случае
создается более желательное распределение улучшенного слоя;
в результате течения металла в штампе этот слой располагается
не только по всей высоте зуба, но и по впадинам.
Обкатка в специальных станах для получения зубьев. Кар-
бидная неоднородность в поверхностных слоях уменьшается на
1—1,5 балла.
Прессование проката на окончательный профиль, например
на сверла. Сталь испытывает всестороннее сжатие и может вос-
принимать повышенную деформацию при относительно более
низких температурах (1050—1100 °C). Карбидная неоднородность
уменьшается на 1,5—2 балла.
Экструзия (гидропрессование) заготовок в холодном состо-
янии; поскольку при этом значительнее доля сжимающих напря-
жений, то возможны большие обжатия, что позволяет улучшить
распределение карбидов на 2—3 балла по сравнению с исходным
и немного измельчить карбиды 141, 701. Для улучшения поведе-
ния стали при деформировании необходимо перед каждым про-
ходом выполнять карбидную закалку (см. рис. 271), повышающую
пластичность.
Прокатка полых заготовок-, способ эффективен и применим
длякрупных инструментов с внутренним отверстием.
Влияние термической обработки. Равно-
мерное распределение карбидов может быть обеспечено специаль-
ной обработкой, применяемой для инструментов и отличающейся
от обычной (отжиг, закалка) более высоким и длительным на-
гревом.
Отжиг. Обычный отжиг при 820—880 °C, естественно, мало
влияет на распределение эвтектических карбидов. Повышение
его температуры до 950—980 °C способствует небольшому утонь-
шению сетки (рис. 107); это повышает прочность литой стали,
но мало изменяет структуру и свойства деформированной
стали.
Гомогенизация. Устранение эвтектической сетки возможно
при переводе стали в более равновесное состояние, при котором
происходит обособление составляющих эвтектики (аустенита и
189
Рис. 107. Влияние температуры отжига при 850 (а) и 950 °C (6) (выдержка 60 мин)
иа структуру (X 100) литой стали Р18 (отливка диаметром 20 мм) (Ю. А. Геллер,
Ю. И. Караванов)
карбидов). Процесс может протекать в условиях значительной
диффузии, т. е. при высоком нагреве, близком к температурам
плавления 1 , и длительной вы-
Рис. 108. Влияние температуры отжига ли-
той стали Р18 (отливка диаметром 100 мы)
иа предел прочности при изгибе кованой
стали (закалка с 1280 °C, отпуск 560 °C,
3 раза [71]);
/ — 850 °C, 3 ч; 2 — 1200 °C, 1 ч; 3 —
1300 °C, 30 мин
и выход годного металла (на 4
(прокатке); это компенсирует зг
держке.
При этом уменьшается ани-
зотропия деформации. Однако
при высоких температурах про-
текает дополнительный про-
цесс коагуляции карбидов,
в результате которого они могут
сильно увеличиться в разме-
рах и принять угловатую форму
(рис. 88). Поэтому необходимо
ограничивать температуры го-
могенизации, приближая их
к температурам закалки соот-
ветствующей стали. И в этом
случае размеры карбидов уве-
личиваются.
В результате выполнения
гомогенизации по оптималь-
ному режиму возрастают пла-
стичность в горячем состоянии
5 %) при последующей ковке
раты на выполнение гомогени-
1 Поскольку слитки и крупные поковки имеют неоднородную структуру и
отдельные ликвационные зоны с пониженными температурами плавления, реко-
мендована ступенчатая гомогенизация с предварительными подогревами при
более низких температурах по 2—3 ч для выравнивания структуры. Режимы об-
работки приведены в п. 94. Для измельчения зерна аустенита после гомогениза-
ции проводят обычный отжиг.
190
зации (в том числе и потери на угар, вызываемый высоким на-
гревом в печах без защитной атмосферы).
Более крупные размеры и форма карбидов сохраняются и после
деформации.
Влияние таких карбидов на величину зерна и на свойства
показано на рис. 104 и 108. Эта обработка целесообразна для
литой (слитка) и малодеформированной стали (в которой при
обычной обработке частично сохраняется эвтектическая сетка).
В результате гомогенизации возрастает стойкость инструментов:
литых в 1,5—2 раза, а для крупных кованых — на 50—60 % 171 1.
32. Интерметаллидные фазы
Они образуются и выполняют роль упрочняющей фазы в вы-
соколегированных сталях с низким содержанием углерода
(<0,3 %): быстрорежущих (см. п. 103) и штамповых (см. п. 115)
с мартенситным превращением, аустенитных (см. п. 115) 1 .
Интерметаллидные фазы, подобно карбидам, являются раство-
римыми в аустените и избыточными.
Основные типы интерметаллидных фаз:
(Fe, Co)7(W, Мо)6 в сталях высокой теплостойкости, легирован-
ных кобальтом, вольфрамом и молибденом (см. п. 104). Решетка —-
гексагональная (или ромбическая) с параметрами а ~ 0,474 нм
и с = 2,548—2,563 нм, их твердость 1100 //V (по В. А. Брострему),
что ниже твердости карбида М6С. Часть железа может замещаться
никелем, если он дополнительно вводится в сталь. Хром, никель,
ванадий не растворяются в интерметаллиде (в отличие от карбида
М6С).
Fe3W2(Fe3Mo2) присутствует в тех же сталях, но в меньшем
количестве; имеет ромбоэдрическую решетку.
(Ni, Fe)3Ti или (Ni, Fe, Cr)3(Ti, Al) как в указанных сталях
в случае дополнительного легирования никелем и титаном, так
и в аустенитных сталях и сплавах (см. п. 115). В сталях
системы Fe — Со — Мо с никелем и титаном, это — дополнитель-
ная фаза, образующаяся наряду с интерметаллидом (Fe, Ni,
Со)7(Мо, W)6. В аустенитных сталях и сплавах с повышенным
содержанием никеля и хрома — это основная упрочняющая фаза;
решетка гексагональная: а = 0,255 нм и с = 0,420 нм.
В мартенситно стареющих сталях с повышенным содержанием
молибдена может, кроме того, образоваться в небольшом коли-
честве интерметаллид (Fe, Ni, Со)2Мо — фаза Лавеса с параме-
трами решетки а = 0,474 и с = 0,773 нм.
Интерметаллиды выявляются травлением в реактиве 20 г
K3Fe(CN)6 4- 5 г КОН ф- 8 мл воды (при 20—25 °C); они остаются
светлыми, тогда как карбиды, если они также присутствуют
в структуре, травятся и окрашиваются в темно коричневый цвет.
1 Фазы, образующиеся н сплавах тугоплавких металлов, указаны в п. 116.
191
Йнтерметаллидные фазы имеют много общих свойств, отлича-
ющих их от карбидов: 1) они образуются при первичной кристал-
лизации без эвтектического превращения и распределяются по-
этому в литой (а следовательно, и в деформированной) стали по
объему зерна и значительно равномернее, чем карбиды; размеры
их также меньше: до 2—3 мкм в поперечном сечении. В связи
с этим меньше их отрицательное влияние на прочность и вязкость
и различие в этих свойствах в зависимости от степени деформа-
ции. Охрупчивающая роль интерметаллидов (как и карбидов)
усиливается при увеличении их количества; 2) в повышенном
количестве растворяются в аустените при высоких температурах
закалки: 1200—1300 °C для интерметаллида (Fe, Co)7(W, Мо)6;
при замене молибденом большей части вольфрама эти температуры
немного снижаются — на 10—20 °C. Интерметаллид (Ni, Fe,
Cr)3(Ti, Al) растворяется при 1050—1150 °C.
Интерметаллиды, подобно карбидам, задерживают рост зерна
при высоком нагреве; 3) выделяются из пересыщенного раствора
при отпуске (старении), вызывая дисперсионное твердение. Состав
выделяющихся фаз не отличается от присутствующих в отожжен-
ной стали. У интерметаллидных фаз не наблюдается образования
промежуточных фаз и последующего превращения их в более
стабильную форму на разных стадиях отпуска, характерных
для многих карбидов.
Для выделения интерметаллидных фаз существенны следующие
особенности.
Дисперсность образующихся частиц значительна; их размеры
при достижении максимальной твердости стали меньше 5—20 нм
при расстоянии между частицами 100 нм (122). Это меньше, чем
для карбидов.
Распределение выделяющихся частиц однородное, что связано
с их образованием в низко- или безуглеродистом мартенсите
(аустените), особенно в присутствии никеля в растворе. По этой
причине охрупчивающее влияние процесса дисперсионного твер-
дения даже при малой величине частиц выражено слабее, чем для
карбидов.
Упрочняющее влияние при выделении интерметаллидов очень
значительно и сильнее, чем для карбидов. Оно зависит от струк-
туры матрицы и больше для мартенситной основы, меньше для
аустенитной. Твердость закаленной стали в результате диспер-
сионного твердения возрастает на 20—40 HRC (вместо 3—10 HRC
для карбидов) при безуглеродистом мартенсите и на 30 HRC при
аустените (рис. 109). Это вызвано уже отмеченной большей дис-
персностью выделяющихся частиц и более значительным отличием
их кристаллогеометрического строения от строения металличе-
ской основы. Кроме того, количество выделяющейся интерметал-
лидной фазы больше, чем карбидной; на это указывают изменения
удельного электросопротивления; при отпуске на максимальную
твердость оно снижается за счет обеднения твердого раствора
192
на 0,42-IO-6—0,44-10'6 Ом-м для стали В11М7К23 (по В. Б. Бу-
тыгину) вместо 0,25—0,30-10-6 Ом-м, т. е. больше, чем для быстро-
режущих сталей с карбидным упрочнением (см. рис. 230).
Вследствие суммарной роли перечисленных причин, различно
влияющих на прочность и вязкость, эти характеристики могут
быть выше, или, наоборот, несколько ниже, чем у быстрорежущих
сталей с карбидным упрочнением. Более высокие прочность и
вязкость получают стали, дополнительно легированные никелем
и имеющие меньшее содержание углерода (0,01—0,03 %).
Рис. 109. Температура (а) и время (б) упрочнения, обусловленного карбидной н интер-
металлидной фазами для мартенсита (сталь марки Bl 1М7К23 и Н8К14М18Т) и аустенита
(сплав В15М15К45) (поданным В. А. Линника, В. А. Брострема, Ю. А. Геллера):
1 — В11М7К23; 2 — Р18; 3 — Н8К14М18Т; 4 — В15М15К45
4. Температуры дисперсионного твердения, вызывающего
максимальный рост твердости, зависят от состава металлической
основы и типа выделяющихся интерметаллидов. Для сталей
с мартенситной основой они ниже — 500—550 °C, если выделяется
интерметаллид (Fe, Ni, Со)7(Мо, W)6 и (Ni, Fe, Cr)3(Ti, Al) и
выше — 580—650 °C для интерметаллида (Fe, Co)7<W, Мо)6.
У аустенитных сплавов эти процессы смещаются к еще более
высоким температурам — 750—800 °C и выше (см. п. 115).
Вследствие этого стали с безуглеродистым мартенситом могут
получать очень высокие твердость (до 68—69 HRC) и повышенную
теплостойкость: 600—720 °C в зависимости от типа интерметал-
лидной фазы. У аустенитных сплавов теплостойкость еще выше,
но при более низкой твердости (см. п. 115).
5. Интенсивный прирост твердости при дисперсионном тверде-
нии сталей, содержащих никель, протекает быстро — в течение
10—15 мин; для ее дальнейшего повышения до максимального
значения необходима длительная выдержка, составляющая 5—
7 Геллер Ю. А.
193
10 ч вместо 30—40 мин, необходимых при карбидном упрочнении
(см. рис. 227).
6. Коагуляция выделившихся фаз, а следовательно, снижение
твердости протекают при соответственно более высоких темпера-
турах отпуска.
33. Остаточный аустенит1
Остаточный аустенит сохраняется в структуре закаленных
сталей, имеющих более 0,4—0,5 % С, так как мартенситное пре-
вращение не заканчивается в них при охлаждении до ф-20 °C.
Количество аустенита зависит от состава, получаемого при
высоком нагреве, т. е. от температуры закалки, условий охлажде-
ния и в меньшей степени от величины зерна. В сталях с мелким
зерном, охлажденных в обычно принятых условиях, оно изме-
няется от 3 до 25—35 %. При росте зерна на 2—-3 балла количе-
ство аустенита увеличивается на 2—-4 %.
Устойчивость аустенита при отпуске зависит от его состава.
Он почти полностью превращается у нетеплостойких и полутепло-
стойких 1 2 сталей в результате нагрева до 200—350 °C и у тепло-
стойких сталей после нагрева до 500—560 °C.
Отсюда следует, что температуры нагрева, вызывающие пре-
вращение аустенита, лежат выше температур значительного рас-
пада мартенсита и снижения твердости у нетеплостойких и боль-
шинства полутеплостойких сталей и, наоборот, ниже этих тем-
ператур у теплостойких сталей.
, Таким образом, остаточный аустенит сохраняется почти пол-
ностью в структуре нетеплостойких и многих полутеплостойких 3
сталей, отпускаемых для сохранения высокой твердости при 150 —
200 °C, и может значительно влиять на их основные свойства и
почти не сохраняется в теплостойких сталях, обрабатываемых на
вторичную твердость.
Влияние аустенита на свойства нетеплостойких
и полутеплостойких сталей высокой твердости
Аустенит в закаленной стали и в меньшей степени в отпущен-
ной (т. е. в готовых инструментах) не является полностью ста-
бильным и превращается с неодинаковой интенсивностью по сле-
дующим причинам.
1 Свойства сталей, имеющих аустенитную металлическую основу, рассмо-
трены в п. 115.
2 Аустенит сталей с 6—12 % Сг (см. раздел 69), закаленных с повышенных
температур, устойчив против отпуска до 450—500 °C.
3 Он не сохраняется в нетеплостойких и полутеплостойких сталях повышен-
ной вязкости, отпускаемых при более высоком нагреве (на твердость ниже 52—
55 HRC).
194
В результате длительной выдержки при -|-20 °C даже при
отсутствии заметных нагрузок превращается (но по всему объему)
очень небольшая часть (2—5 %) аустенита (см. табл. 21). В этих
пределах доля превращающегося аустенита тем больше, чем
больше аустенита в структуре. Она зависит, кроме того, от состава
аустенита; превращение замедляется при увеличении в нем кон
пентрации марганца.
При охлаждении до температур ниже О °C доля превраща
ющегося аустенита значительно
чаев создает условия для охруп-
чивания стали (см. рис. 162).
Температуры развития превра-
щения зависят от состава
стали. При охлаждении до ниж-
него предела климатических
температур (до —60 °C) в ин-
струментальных сталях пре-
вращается большая часть оста-
точного аустенита — до 80—
90 %. Выдержка закаленной
стали при -у-20 °C, 1 ч (и более)
или отпуск вызывают своеобраз-
ную стабилизацию, заключа-
ющуюся в том, что при после-
дующем охлаждении до низких
температур превращается уже
меньшее количество аустенита
(см. рис. 166). Некоторое коли-
чество превращается дополни-
тельно при повторном, особенно
ниже 0 °C.
больше, что в большинстве слу-
Рис. 110. Количество остаточного аустенита
(Л) в поверхностном слое сталей в зависимо-
сти от приложенного напряжения (о) (С.Ка-
сымов, Ю. А. Гечлер, В. Ф. Моисеев):
/ — Х6Ф4М (1020 °C); 2 — X12М (1020 °C);
2 — 7ХГ2ВМ (870 °C); 4 — У12 (800 °C)
многократном, охлаждении
При микродеформации, вызываемой напряжениями (400—
500 МПа) в эксплуатации, в частности при штамповке, ио вели-
чине лишь немного превышающими предел текучести аустенита,
но лежащими ниже предела текучести мартенсита, превращение
происходит частично интенсивнее при динамическом нагружении
и лишь в поверхностных слоях глубиной до 0,5 мм. В результате
превращения первых количеств аустенита возрастает сопротивле-
ние пластической деформации и развитие процесса при неизменных
напряжениях прекращается, а при повторных приложениях
нагрузки не передается в нижележащие слои; тем самым это не
вызывает излишнего охрупчивания. Интенсивность превращения
зависит также от состава и количества аустенита. Оно развивается
сильнее в углеродистых сталях, несколько меньше в хромистых
и незначительно в марганцовистых. Превращение усиливается
при повышенном количестве аустенита, при котором в структуре
уже отсутствует мартенситный скелет (рис. НО). Вместе с тем
превращение не чувствительно к указанной выше стабилизации
7*
195
аустенита и протекает как в закаленной, так и в отпущенной
стали.
Роль аустенита, сохраняющегося в стали, достаточно сложна,
так как он неодинаково влияет на разные свойства.
В его присутствии снижаются: твердость незначительно —-
на 0,5 HRC при содержании до 6—8 % и больше (на 1—2 HRC)
при 10—18 % (см. табл. 51);
сопротивление пластической деформации очень сильно; пре-
делы текучести и упругости снижаются пропорционально росту
количества аустенита: примерно на 50 МПа на каждый 1 %
Рис. 111. Влияние остаточного аустенита (А) на предел прочности при изгибе нетепло-
стойкой стали типа 7ХГ2ВМ (А. Э. Паварас, Ю. А. Геллер):
а — отпуск при 150 °C; б — отпуск при 250 °C;
1 — закалка с охлаждением на воздухе; 2 — в масле
аустенита (см. рис. 18). По этой причине у нетеплостойких и полу-
теплостойких сталей не обеспечивается достаточная устойчивость
рабочей кромки при повышенных напряжениях (более 1500—
1600 МПа);
прочность снижается на 20—30 МПа на каждый 1 % аустенита,
что меньше, чем сопротивление пластической деформации. Отри-
цательное влияние аустенита становится существенным при уве-
личении его количества >10—15 % (рис. 111);
стабильность размеров, так как при самопроизвольном превра-
щении аустенита в процессе длительной эксплуатации увеличи-
ваются размеры. Их стабильность нарушается еще больше, если
инструменты в эксплуатации охлаждаются и нагреваются (даже
до температур, не вызывающих еще снижения твердости);
шлифуемость — в присутствии >10—12 % аустенита возра-
стает чувствительность к образованию шлифовочных трещин даже
при небольших отклонениях в режиме шлифования (см. п. 24),
а при содержании больше 20—25 % резко ухудшается чистота
шлифуемой поверхности;
теплопроводность — в закаленной стали аустенит и мартенсит
имеют почти одинаковый состав и мало различаются в теплопро-
196
водности 1 . Однако в отпущенной стали теплопроводность мартен-
сита в результате его частичного распада существенно больше,
чем аустенита.
Присутствие аустенита в структуре улучшает вязкость; по-
видимому, аустенит, находящийся в «устье» возникающей трещины
в виде более вязкой составляющей, препятствует ее дальнейшему
развитию и повышает работу распространения трещины (рис. 112).
Это влияние аустенита почти пропорционально росту его количе-
ства, но в случае, если при этом не увеличиваются размеры зерна
(что неизбежно при повышении температуры закалки). Положи-
тельное влияние аустенита достигается наиболее полно^при при-
менении: а) изотермической за-
калки (с выдержкой 30—40 мин
при 275—300 °C). Количество
аустенита возрастает до 20—
22 % и создается бейнитная
структура, это, однако, влечет
снижение твердости: до 52—
55 HRC (см. рис. 156). Вяз-
кость отдельных сталей воз-
растает в 1,5—2 раза по сравне-
нию с получаемой непрерыв-
ной закалкой и отпуском на
ту же твердость. Повышение
вязкости в этих пределах зави-
сит от содержания углерода
в стали, определяющего коли-
чества образующихся карби-
дов. Оно больше у эвтектоид-
Рис. 112. Влияние остаточного аустенита
(А) на работу распространения трещины
(а) в стали 6ХЗФС при +20 (/) и —60 °C
(2) (А. Т. Евтушенко)
ной легированной стали; б) неполной изотермической закал-
ки (см. п. 43) с выдержкой 5—15 мин при температуре
вблизи Л4Н (см. рис. 223), сохраняющей высокую твердость (58 —
60 HRC) и основную мартенситную структуру. Количество аусте-
нита возрастает меньше: на 3—5 %. Однако и повышение вязкости
не столь значительно (на 10—30 %).
Присутствие аустенита в структуре способствует снижению
закалочных напряжений (поскольку меньше аустенита участвует
в мартенситном превращении), а также уменьшает (по этой же
причине) объемные изменения, а следовательно, и деформации
(прирост размеров) инструментов при закалке (см. рис. 224).
Различным образом проявляется влияние аустенита на износо-
стойкость. Повышение вязкости в случае увеличения количества
аустенита снижает опасность выкрашивания и сколов рабочей
кромки. Кроме того, превращение некоторого количества аусте-
нита в поверхностном слое под действием микродеформаций
1 Теплопроводность аустенита даже немного больше, чем у мартенсита
(Ю. А. Геллер, Е. Я. Раузина).
197
повышает износостойкость (см. рис. 110). Однако увеличение коли-
чества аустенита сопровождается снижением сопротивления пла-
стической деформации (см. рис. 18). Поэтому не может быть оди-
наковой оценки влияния аустенита на износостойкость. Она
должна учитывать величину напряжений, возникающих при
эксплуатации (см. п. 17).
Аустенит в теплостойких сталях
Влияние аустенита ограничивается воздействием на техноло-
гические свойства. При повышении количества аустенита, если
оно достигается без роста зерна, уменьшаются напряжения и де-
формации по сравнению с получаемыми при непрерывной закалке
Температура ступени при закалке °C
Рис. ИЗ. Количество остаточного ау-
стенита (4) (нагрев на мелкое зерно)
в зависимости от условий охлаждения
при закалке (сплошные линии) и от-
пуске (штриховые):
1 — сталь Р18; 2 — Р6МЗ
(см. рис. 224).
По-видимому, по этой же при-
чине стали высокой теплостой-
кости с пониженным содержанием
углерода (0,1—0,2 %), не сохраня-
ющие остаточного аустенита даже
при ускоренном охлаждении с вы-
соких температур, чувствитель-
нее к образованию трещин в слитке
и в крупных поковках, чем более
высокоуглеродистые стали.
Количество аустенита опреде-
ляется, как и в нетеплостойких
сталях, температурой закалки и
условиями охлаждения. При со-
хранении постоянной температуры
закалки (на мелкое зерно) коли-
чество аустенита по сравнению
с получаемым при непрерывном
охлаждении увеличивается в слу-
чае выдержки закаливаемой стали
несколько выше Л4П. Эта выдержка
(5—20 мин) вызывает стабилизацию, выражающуюся в умень-
шении доли аустенита, превращающегося при возобновлении
охлаждения до 4-20 °C (рис. 113).
Стабилизация этого вида не повышает устойчивости аустенита
против последующего отпуска (560 °C для быстрорежущей стали);
его превращение протекает с такой же полнотой, как и в стали,
подвергавшейся непрерывной закалке и имевшей меньше аусте-
нита.
Определение количества остаточного аустенита
Аустенит при относительно небольшом содержании (до 5—8 %)
трудно обнаружить обычным микроанализом и измерениями твер-
дости. Количественно его определяют рентгеновским или магнит-
198
ным методами, качественно — магнитным металлографическим,
а превращения в очень малых количествах —- дилатометри-
ческим.
Рентгеновский метод
Метод необходим в первую очередь для определения малых
количеств аустенита, а также: а) в поверхностных слоях, б) в мно-
гофазных сталях; в) в безуглеродистых сталях с высоким содержа-
нием легирующих элементов в мартенсите и г) в безуглеродистых
сталях с никелем, аустенит которых в отдельных зонах может быть
магнитным (см. и. 105, 106).
Магнитный метод
Его широко используют благодаря простоте выполнения для
определения количества аустенита по всему объему образца (но
в сталях с небольшим числом фаз) и для контроля качества тер-
мической обработки.
Количество аустенита обычно рассчитывают по отношению:
А % = [(4зтД,т — 4л/2бр)/4л/)1т] • 100 %, где 4л/э„ — намагни-
ченность насыщения эталона, в котором присутствуют только
ферромагнитные фазы (чаще отожженный или высокоотпущенный
образец исследуемой стали); 4л/°бр — намагниченность насыще-
ния 1 исследуемого образца.
Этот расчет правилен для случая, когда намагниченность на-
сыщения зависит лишь от количественного соотношения присут-
ствующих в образце магнитной а-фазы и паралагнитной у-фазы.
Такому условию с допустимой погрешностью отвечают углероди-
стые эвтектоидные стали.
Для легированных, особенно заэвтектоидных и ледебуритных
сталей, надо дополнительно учитывать влияние карбидов и со-
става твердого раствора.
Влияние углерода и легирующих элементов, растворенных
в tz-фазе, на намагниченность насыщения показано на рис. 114
и 115. Карбидообразующие элементы (при расчете в атомных
процентах) понижают насыщение почти одинаково; это позволяет
суммировать их совместное влияние.
Карбиды уменьшают намагниченность насыщения почти про-
порционально их количеству. Влияние парамагнитного цементита
можно не учитывать.
1 Если сечение образца и параметры баллистической цепи постоянны, то от-
ношение намагниченности насыщения образца к эталону прямо пропорционально
отношению отклонений светового блика, возникающего в результате поворота
зеркальца гальванометра при измерении образца и эталона. Тогда намагничен-
ность насыщения можно определять по отношению 4л/„ р — (аобрК.т/« Дог;Г))
X 21 600. ' °
199
Если допустим приблизительный расчет, то можно не прини-
мать во внимание указанное влияние легирующих элементов и
карбидов. В этом случае в качестве эталона используют отожжен-
ный образец той же стали. В таком эталоне количественно карби-
дов больше, чем в образце (что уменьшает его намагниченность
насыщения), а концентрация раствора меньше (что, наоборот,
увеличивает намагниченность насыщения). Из-за противополож-
ного влияния этих факторов уменьшается ошибка.
отпуска Температура отпуска,°С
О 1 2 3 4 5 6 7
Содержание элемента,0/,,
Рис. 115. Влияние легирующих элементов
на намагниченность насыщения аакалеиной
стали
Рис. 114. Влияние концентрации углерода
в мартенсите (a-фазе) на намагниченность
насыщения (4л/н) углеродистой стали:
а — без отпуска; б — отпуск 60 мин; 1 —
закалка с охлаждением в воде; 2 — то же,
затем охлаждение до —78 °C
Ошибка увеличивается, если в стали присутствует несколько
карбидных фаз разного объема или разной намагниченности
насыщения, как, например, в быстрорежущих сталях с высоким
содержанием ванадия.
Больше всего снижается точность магнитного метода для от-
пущенной стали, если в присутствии избыточных парамагнитных
карбидов легирующих элементов выделяется промежуточный фер-
ромагнитный карбид. Происходящее при этом уменьшение кон-
центрации углерода, увеличивающее намагниченность насыщения,
например после отпуска при 180—200 °C, часто неправильно при-
нимают за распад аустенита (см. рис. 114).
Определение аустенита в готовых инструментах
Метод используют в качестве сплошного и неразрушающего
вида контроля качества отпуска инструментов из быстрорежущих
сталей; в результате которого должно быть обеспечено практи-
чески полное превращение остаточного аустенита. На специальном
приборе устанавливают инструменты одинаковых формы и раз-
200
меров и из стали одной марки: а) проверяемый и б) эталон.
В структуре эталона отсутствует аустенит. Отклонение стрелки
на шкале прибора более определенной величины указывает на
сохранение аустенита в инструменте, а следовательно, на недоста-
точность выполненного отпуска. Удобнее на приборе определять
присутствие аустенита по изменению магнитной проницаемости.
Метод магнитной металлографии
Коллоидные магнитные частицы, помещенные на микрошлиф 1 ,
притягиваются полями спонтанной намагниченности к фазам,
которые обладают ферромагнетизмом, тогда как немагнитные
составляющие остаются свободными от коллоидных частиц. По-
этому в микроскопе участки аустенита остаются светлыми на тем-
ном поле, покрытом магнитными частицами.
Количественное определение аустенита, например плани-
метрированием, затруднено тем, что в легированных сталях
карбиды также являются немагнитными фазами; кроме того, ча-
стицы магнитной суспензии не притягиваются к тем возможным
участкам мартенсита, которые сильно обогащены углеродом и
близки по составу к карбидам. Однако это не служит препятствием
для качественного определения. Карбиды имеют меньшие размеры
и более четкие контуры и их легко отличить от участков аустенита.
Точность метода возрастает для отпущенного состояния, когда
отсутствуют мартенситные участки с повышенной концентрацией
углерода.
Магнитно-металлографический метод используется для
образцов и деталей любой конфигурации и, следовательно, для
контроля готовых инструментов.
34. Бейнит в сталях
Бейнит в отличие от остальных рассмотренных структур ин-
струментальных сталей не является непременной составляющей;
он может быть получен лишь’в легированных сталях и при опре-
деленных условиях закалки.
Бейнит — двухфазная тонкая смесь легированной х-фазы и
карбидов, выделившихся из аустенита при его превращении.
Образуется в процессе длительной выдержки закаливаемой стали
в области промежуточного превращения: на 20—100 °C выше Мп.
Объем стали меньше полученного обычной закалкой на мартенсит.
Бейнит имеет’вид игл тонкого строения, похожих на мартен-
ситные, но, как правило, большей длины. Его [выявление и отде-
ление от мартенсита затруднительно.
1 На поверхность шлифа наносят специально приготовленную пасту, после
чего мыльной пеной удаляют не прилипшие частицы. Образующийся слой быстро
окисляется и его надо просматривать в микроскопе не позже чем через 5 мин.
Приготовление пасты указано в работе [74].
201
Получение бейнитной структуры характеризуется следующим:
а) превращению предшествует инкубационный период, и оно
начинается после выдержки более 5—30 мин;
б) оно возможно в связи с этим в сталях с достаточно высокой
устойчивостью аустенита в промежуточной области: у теплостой-
ких и полутеплостойких сталей, а также у нетеплостойких сталей,
имеющих более 1,5—2 % Сг или 1 % Si;
в) превращение протекает частично; в результате длительной
выдержки образуется не более 30—50 % бейнита. Выдержка
вызывает, кроме того, стабилизацию аустенита (см. рис. 113)
в структуре стали, охлажденной после выдержки, наряду с бей-
нитом, сохраняется больше остаточного аустенита, чем в случае
непрерывной или ступенчатой закалки;
г) в зависимости от температуры выдержки в стали образуется
при дальнейшем охлаждении некоторое количество мартенсита;
д) образование бейнита может сопровождаться выделением
некоторого количества вторичных карбидов из аустенита.
Бейнит после отпуска, подобно остаточному аустениту, сохра-
няется только в нетеплостойких сталях, отпускаемых ниже тем-
ператур изотермической выдержки в процессе закалки. В то же
время бейнит не сохраняется в теплостойких сталях, отпускаемых
при более высоких температурах дисперсионного твердения; такой
отпуск вызывает мартенситное превращение остаточного аустенита
и частично бейнита. Итак, свойства сталей с бейнитной структу-
рой определяются в зависимости от развития этих процессов.
Бейнит в нетеплостойких сталях. Бейнит сильно влияет на
твердость и вязкость. У этих сталей твердость выше, если темпе-
ратура выдержки приближается к Мц. Она составляет:50—
58 HRC для выдержки 275—300 °C и не превышает 45—50 HRC
после более высокой выдержки — 320—350 °C.
Вязкость стали зависит от количества аустенита и бейнита.
Другим фактором, влияющим на вязкость, является степень раз-
вития отпускной хрупкости первого рода. Вызываемое ею сниже-
ние вязкости наблюдается у сталей, получающих мартенсит после
закалки (в данном случае непрерывной или ступенчатой) и от-
пускаемых на трооститную структуру и твердость 45—50 HRC.
Снижение вязкости — результат неоднородного по времени рас-
пада мартенсита при отпуске по границам и по объему зерна.
Стали с бейнитной структурой при закалке на такую же твердость
почти не охрупчиваются, так как в них мало мартенсита.
Вследствие этих причин наибольший выигрыш в вязкости
создается для инструментов при изотермической закалке на бейнит
и получении указанной твердости 45—50 HRC (и даже несколько
выше: до 52—53 HRC). Это главным образом многие слесарно-
монтажные и деревообрабатывающие инструменты и некоторые
штампы, работающие’при повышенных ударных нагрузках, но
небольших давлениях. Кроме того, при закалке на бейнит (и
остаточный аустенит) уменьшается деформация.
202
Бейнит в полутеплостойких сталях высокой твердости. В этих
сталях, как высокохромистых с высокой устойчивостью пере-
охлажденного аустенита, образуется мало бейнита: 10—15 %
даже при выдержке 40—60 мин.
Количество остаточного аустенита возрастает па 5—10 %.
Поэтому твердость почти не снижается. Прочность и вязкость
увеличиваются на 10—12 и до 15 % соответственно (Ю. А. Геллер
и Л. И. Пустыльник). Деформация становится меньше. Изотер-
мическая закалка, в данном случае неполная, эффективна для
большинства штампов, воспринимающих повышенные механи-
ческие нагрузки и имеющих сложную форму.
Бейнит в теплостойких сталях высокой твердости. Его вли-
яние на механические свойства незначительно. Обработка с полу-
чением бейнита лишь в закаленном состоянии может быть целесо-
образна для уменьшения деформации в тех случаях, когда она
удобнее в выполнении по сравнению с другими способами.
Бейнит в теплостойких сталях повышенной вязкости. Обра-
ботка на бейнит не целесообразна. Выдержка, необходимая для
этих сталей при повышенных температурах 350—500 °C из-за
более высокого положения Л4Н у сталей с относительно меньшим
содержанием углерода, сопровождается выделением из пере-
сыщенного аустенита некоторого количества карбидов по границам
зерен. Это приводит к снижению вязкости. В то же время поло-
жительный эффект, создаваемый ростом количества остаточного
аустенита, устраняется отпуском при t выше 550 °C.
36. Графит в инструментальных сталях
Графит может выделяться при длительном отжиге в нетепло-
стойких и некоторых полутеплостойких сталях с высоким содер-
жанием углерода. Выделение графита усиливается при легирова-
нии кремнием, молибденом, ванадием, никелем или вольфрамом.
Влияние графита зависит от его количества и от назначения
инструментов.
В сталях для режущих инструментов, которые должны иметь
высокую твердость, выделения графита не желательны. Они сни-
жают твердость до 55—57 HRC в отдельных микроучастках и уси-
ливают выкрашивание. Неблагоприятное влияние графита значи-
тельнее, если он выделяется в виде крупных включений (рис. 116);
они почти не устраняются обычным нагревом для закалки.
Графитизация предупреждается, если в стали присутствует
> 0,3—0,4 % Сг.
О целесообразности присутствия графита в этих сталях нет
общепринятого мнения. В процессе эксплуатации со значительным
трением графит выполняет полезную роль дополнительной смазки.
Однако графит как мягкая составляющая снижает сопротивление
пластической деформации и износостойкость без улучшения вяз-
кости и прочности.
203
Таблица 27. Состав графитизируемых сталей
Сталь типа С Si Мп Мо Другие элементы
У14С *2 1,3—1,45 1,0—1,25 0,3—0,5 0,2—0,4 Т1
У15С 1,5—1,65 0,7—0,95 0,15—0,4 — —
У13Г2Н2СМ *3 1.4 1,2 1,8 1,5 1,8 Ni
♦* В том числе в виде графита после отжига 0,25— 0,45 %.
*2 Содержание хрома до 0,1 и реже до 0,2 %.
*3 По марочнику США.
Рис. 116. Графит в стали У12А. X 500:
а — после отжига (пластинчатый перлит, графит округлой формы, располо-
женный в феррите); б — после закалки с 820 °C (мартенсит, феррит и вклю-
чения графита)
Графитизируемые стали (табл. 27) для штампов холодного
деформирования иногда рекомендуются.
При выделении графита в сталях с цементитным карбидом
(менее твердым по сравнению с другими карбидами) не наблю-
дается улучшение стойкости штампов, в частности вырубных.
Его выделение в хромистых сталях с карбидом М7С3 снижает
износостойкость (Ю. А. Геллер, С. С. Федосиенко, В. Ф. Моисеев).
Другой серьезный недостаток графитизируемых сталей —
трудность регулирования процесса выделения графита. Даже
при относительно небольших и возможных в промышленности
колебаниях температуры, а также времени отжига интенсивность
графитизации может сильно изменяться, а в отдельных случаях
может и не протекать. Графитизация развивается равномернее
в стали типа У13Г2Н2СМ; эта сталь закаливается при охлажде-
нии на воздухе (58 HRC) в сечении диаметром до 200 мм.
204
Часть вторая
Состав и обработка
инструментальных сталей
Глава IV
ОСНОВЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Рассмотрим основные особенности термической обработки, кото-
рые являются общими для большинства инструментальных сталей.
36. Термическая обработка слитков
и крупных заготовок
Эту обработку за последние годы применяют более широко
из-за возрастающего использования инструментов больших сече-
ний: режущих диаметром более 100—-150 мм и еще более крупных
штампов — диаметром более 500—600 мм, а также из-за необхо-
димости применения их при повышенных ударных нагрузках,
что требует существенного улучшения структуры и свойств в ука-
занных сечениях.
Термическая обработка должна устранить следующие дефекты,
характерные для сталей в больших сечениях: карбидную неодно-
родность у заэвтектоидных и особенно у ледебуритных сталей:
крупнозерпистость, наблюдаемую преимущественно у сталей;
с меныпим содержанием углерода и не имеющих в структуре из-
быточных карбидов, которые могли бы препятствовать образова-
нию крупного зерна, и флокеночувствительность, наблюдаемую
в ряде случаев у полутеплостойких сталей повышенной вязкости,
особенно легированных никелем.
Устранение карбидной неоднородности
Влияние распределения и размеров карбидов было показано
в п. 31. Из-за невозможности значительного улучшения распре-
деления карбидов горячей деформацией, выполняемой с неболь-
шой степенью обжатия, механические свойства в прокате (поков-
ках) большого сечения остаются пониженными.
Ледебуритные стали. Ухудшение структуры выражается в со-
хранении эвтектической сетки: сплошной или малодеформиро-
ванной.
Сталь, отлитая, а затем продеформироваппая и охлажденная
в промышленных условиях, остается в недостаточно равновесном
состоянии, чем и объясняется сохранение эвтектики. Для пере-
вода в более равновесное состояние в процессе первичной кристал-
лизации необходимы очень длительное охлаждение и выдержка
206
при высоких температурах при неизбежном длительном сохране-
нии некоторого количества жидкой фазы.Это влечет очень сильный
рост размеров карбидов и образование крупного зерна аустенита.
Более рациональна последующая термическая обработка (гомо-
генизация), т. е. в твердом состоянии. При правильном выполне-
нии обработки устраняется сетка эвтектики за счет ее максимально
полной дифференциации. Это достигается длительным (4—6 ч)
нагревом при высоких температурах, но не выше температуры
закалки данной стали (см. п. 94).
Слитки и поковки имеют неоднородную структуру и ликва-
ционные зоны с пониженными температурами плавления. Поэтому
гомогенизацию выполняют по ступенчатому режиму с предвари-
тельными подогревами по 2—3 ч при температурах на 100, 50
и 30 °C ниже окончательной температуры нагрева. Режимы обра-
ботки в зависимости от состава сталей приведены в п. 94.
Заэвтектоидные стали. Ухудшение механических свойств,
как указывалось в п. 31, вызывается главным образом дефектами
структуры, возникающими при горячей деформации (карбидная
полосчатость) и при замедленном охлаждении проката, а также
поковок крупного профиля (карбидная сетка).
Поэтому термической обработке подвергают прокат (поковки).
При обработке следует учитывать не только температуры нагрева,
но и условия охлаждения.
Для сталей, содержащих более 0,9—1 % С, температура на-
грева должна быть значительно выше температур закалки и на-
грев должен быть длительным, чтобы растворить избыточные
карбиды и получить гомогенный аустенит.
Для сталей с меньшим содержанием углерода и менее легиро-
ванных температуры нагрева ниже. В зависимости от состава
стали они указаны в п. 52.
Охлаждение во всех случаях должно быть ускоренное (водяным
душем или с замочкой в воде) для предупреждения вторичного
образования карбидной сетки.
Устранение крупнозернистости
Крупное зерно в поковках (прокате) сталей повышенной
вязкости сохраняется чаще, если степень укова была небольшой —
меньше 3 (т. е. для степени деформации <<60—65 %). Для из-
мельчения зерна необходима рекристаллизация, выполняемая
с несколькими последовательными нагревами и охлаждением.
Поковки нагревают медленно до 1000—1050 иС, охлаждают
также с небольшой скоростью до 500—600 °C и повторяют эту
обработку. Затем их нагревают в третий раз, но до более низкой
температуры (900—950 °C) 181 1 и охлаждение совмещают с обыч-
ным отжигом.
Для поковок меньшего диаметра (до 400 мм), сильно деформи-
рованных, возможен более низкий нагрев (950—-960 °C); предва-
206
рительно поковки нагревают до 650 °C, выдерживают 4—5 ч,
а затем нагревают до указанной температуры со скоростью, опре-
деляемой мощностью печи. После окончания нагрева возможно
охлаждение на воздухе до 400 °C, а затем с печью до 100 °C. Не
допуская дальнейшего охлаждения, поковки нагревают вторично
до 840—860 °C, выдерживают 8—10 ч и охлаждают со скоростью
—40 °С/ч до 400 °C, а затем со скоростью 20 °С/ч до 100 СС и после
этого на воздухе.
Обработка по указанным режимам позволяет измельчить зерно
на 2—3 балла.
Предупреждение флокеночувствительности
Этот дефект, более значительный в крупных заготовках, устра-
няется указанной выше обработкой, применяемой для уменьшения
крупнозернистости. Однако окончательное охлаждение в тем-
пературном интервале 400—300 °C должно быть более медленным
по сравнению с указанным. Более уверенный результат обеспечи-
вает выдержка (4—5 ч) охлаждаемой стали при температурах
400—300 °C.
37. Технология отжига
Основные режимы отжига большинства инструментальных
сталей близки к применяемым для конструкционных сталей.
Большие отличия существуют для а) сталей, легированных воль-
фрамом и имеющих вольфрамовый карбид М6С. При температу-
рах отжига карбид может дополнительно насыщаться из аусте-
нита вольфрамом и углеродом. Это увеличивает период решетки
карбида и снижает его растворимость в аустените. В результате
ухудшается способность стали получать высокую твердость при
закалке, а для быстрорежущих сталей — вторичная твердость
и теплостойкость (см. рис. 275). Процесс усиливается при повы-
шении температуры и длительности отжига и, наоборот, задержи-
вается в присутствии хрома и молибдена. По этим причинам для
вольфрамовых сталей и в меньшей степени для вольфрамомолиб-
деновых не следует назначать повышенные температуры отжига,
алвыдержку при температурах выше 750—800 °C ограничивать
до 10—15 ч,“ соответственно регулируя величину садки в печи.
Для вольфрамовых сталей, содержащих менее 1—1,5 % Сг, вместо
отжига следует применять высокий отпуск (см. п. 52); б) быстро-
режущих сталей с карбидным упрочнением; отжиг, кроме того,
предупреждает своеобразный брак — нафталинистый [излом (см.
н. 102), возникающий при последующей закалке у неотожженной
стали; в) сталей с интерметаллидным упрочнением; для сталей
системы Fe — W(Mo) — Со (см. п. 107) необходимо ускоренное
охлаждение с температур отжига. Для сталей с бгзуглерэдисгым
никелевым мартенситом (см. п. НО) отжиг не применяется; они
207
приобретают пониженную твердость и обрабатываются резанием
в закаленном состоянии.
Условия охлаждения при отжиге сильно зависят от состава
стали (они указаны в гл. V—XI).
Отжиг следует проводить в печах (методических или камерных)
с защитной атмосферой того же состава, как и для конструкцион-
ных сталей.
При их отсутствии отжиг выполняют в закрытых ящиках с чу-
гунной стружкой 1 при нагреве до 825 °C и с отработанным кар-
бюризатором (применявшимся 2—-3 раза для цементации 1 2 ) при
нагреве выше 825 °C.
38. Предварительная закалка и отпуск сталей
Обработка применима для эвтектоидных, заэвтектоидпых и ле-
дебуритных сталей. Ее выполняют для инструментов главным
образом сложной конфигурации, получивших предварительную
форму и размеры при черновом резании. В течение ряда лет при-
меняли различные режимы их предварительной термической об-
работки, в том числе закалку или нормализацию с высоким на-
гревом с целью уменьшения деформации и даже улучшения основ-
ных свойств после дальнейшей окончательной термической об-
работки. В настоящее время результаты исследований и опыт
промышленности позволяют признать оправданными два вида
подобной обработки, которые позволяют решить следующие за-
дачи:
1. Обработку для уменьшения шероховатости поверхности
при последующем чистовом резании. В п. 25 было показано, что
она уменьшается па 2—3 балла по сравнению с получаемой для
отожженной стали в случае большей твердости 30—32 HRC. Для
этой цели необходимы: а) закалка с температурой на 30—50 °C
выше Аъ т. е. более низких по сравнению с применяемыми при
обычной закалке; б) отпуск при 580 —620 °C, в результате которого
достигается указанная твердость и повышенный предел теку-
чести.
Обработка целесообразна главным образом для инструментов,
не подвергаемых шлифованию после окончательной термической
обработки, в том числе работающих в условиях усталостного
разрушения.
2. Обработку для уменьшения деформации при окончательной
закалке. По причинам, указанным в п. 23 и 28, выполняется:
а) закалка из межкритической области и б) отпуск при 580—
1 Свежую стружку без ржавчины просеивают для удаления частичек графита
и смешивают с равным количеством стружки, уже применявшейся для отжига.
Нельзя применять ржавую стружку во избежание обезуглероживания.
2 Можно использовать смесь, состоящую из 50 % отработанного и 50 %
свежего карбюризатора. Смесь применяют неоднократно, добавляя каждый раз
10—15 % свежего карбюризатора.
208
620 °C. Существенно, что режимы этой обработки совпадают с ука-
занными выше и необходимыми для улучшения чистоты поверх-
ности при резании. Это позволяет одновременно решить обе
задачи.
Однако различие в результатах обработки заключается в том,
что обработка для улучшения деформации обеспечивает требуемый
результат лишь для инструментов диаметром (толщиной) до 30—
50 мм (см. п. 23), тогда как состояние поверхностного слоя, необ-
ходимое для уменьшения шероховатости при резании, достигается
в сечениях диаметром до 80—100 мм для углеродистых, низко-
легированных и значительно больших для более легированных
сталей.
Температуры предварительной обработки в зависимости от
состава стали приведены в гл. V—-XI.
Для сталей с интерметаллидным упрочнением предваритель-
ная обработка для решения указанных задач не требуется, так как
они имеют повышенную твердость в исходном состоянии и мало
изменяют объем при закалке и отпуске.
39. Термомеханическая обработка (ТМО)
ТМО, сочетающая пластическую деформацию с немедленным
ускоренным охлаждением (в результате чего мартенситное превра-
щение испытывает наклепанный и лишь частично рекристаллизо-
ванный аустенит) и используемая для конструкционных и пружин-
ных сталей [80], применяется лишь для некоторых инструмен-
тальных сталей в ограниченных пределах.
Низкотемпературная термомеханическая обработка (НТМО),
которую выполняют в области повышенной устойчивости пере-
охлажденного аустенита (600—400 °C), трудно осуществима.
У углеродистых и низколегированных сталей с меньшей устой-
чивостью аустенита его распад наступает до полного окончания
деформации. Более легированные стали неизбежно сохраняют
при этих температурах очень высокое сопротивление пластической
деформации.
Применима поэтому высокотемпературная обработка (ВТМО).
Ее выполняют при температурах горячей деформации (1100—
900 °C) со значительными обжатиями [степень ’деформации
(F„ — FIt)/FH = 40—60 % ]. Благодаря сохранению очень мел-
кого деформированного зерна и равномерному выделению части
карбидов из аустенита возрастает прочность на 10—20 %. У сталей
с повышенным содержанием углерода снижаются вязкость и пла-
стичность.
У сталей повышенной вязкости эти характеристики могут воз-
растать на 10—15 %.
Однако из-за выделения карбидов из аустенита твердость в за-
каленном состоянии не выше получаемой при обычной закалке
или на 0,5—1 HRC ниже. Снижается также и теплостойкость.
209
ВТМО эффективна для некоторых штамповых сталей: полу-
теплостойких и теплостойких, главным образом содержащих
более 3—4 % Сг. В присутствии хрома сильнее задерживаются
рекристаллизационные процессы, которые могут частично
протекать перед охлаждением деформированных заготовок. Для
этих сталей вследствие достигаемого роста вязкости становится
возможен отпуск на несколько большую твердость (на 1—2 HRC).
Вместе с тем влияние ВТМО значительнее в небольших сечениях;
обработка целесообразна для таких инструментов, как ножи
горячей резки.
У более крупных штампов ВТМО улучшает состояние лишь
поверхностных слоев и, следовательно, пригодна преимущест-
венно для штампов простой формы, не подвергаемых затем значи-
тельной механической обработке.
Положительное влияние ВТМО сохраняется и после отпусков
при 550—650 °C или отжига, выполняемого для возможности
обработки резанием, и последующей закалки. Однако отжиг
не должен быть продолжительным, что не позволяет его исполь-
зовать для более крупных штампов после их ВТМО.
Для быстрорежущих сталей, а также высоколегированных
теплостойких штамповых и полутеплостойких высокой твердости
ВТМО применима в меньшей степени, поскольку указанные выше
температуры ее выполнения лежат ниже температур закалки,
необходимых для создания высокой теплостойкости. В отдельных
случаях ВТМО можно использовать для быстрорежущих сталей
пониженной теплостойкости (см. п. Г.), имеющих меньшие темпе-
ратуры закалки.
Для нетеплостойких сталей повышенной твердости целесооб-
разнее обработка, сочетающая в одной операции штамповку с за
калкой.
40. Технология закалки
Особенности закалки инструментальных сталей, определяющие
ее основные параметры, следующие.
Условия нагрева. ТемператураТшгрева и выдержка при нагреве
должны обеспечить достаточное насыщение твердого раствора
углеродом и легирующими элементами для получения высокой
твердости, а для соответствующих сталей и требуемой тепло-
стойкости. Однако пределом, ограничивающим температуру и вы-
держку, является сохранение мелкого зерна. По этим причинам
характерны: значительное различие в температурах окончатель-
ного нагрева в зависимости от состава стали; они достигают
500 °C — от 790—800 °C для нетеплостойких углеродистых и
низколегированных и до 1280—1300 °C для теплостойких
(см. табл. 47, 96); сравнительно узкий интервал температур
закалки, составляющий 15—20 °C для ряда сталей; важность пред-
упреждения обезуглероживания и окисления при нагреве.
810
В связи с этим необходимы: а) использование электрических
печей (или ванн) — механизированных, обеспечивающих макси-
мально точное соблюдение температур нагрева; б) короткая вы-
держка при окончательном нагреве; в) подогрев при температурах,
лежащих ниже температур закалки. Это позволяет уменьшить
выдержку при окончательном высоком нагреве и предупредить
образование трещин при ускоренном нагреве малотеплопровод-
ных сталей и устранить снижение температуры в печи (ванне),
возможное при загрузке холодного металла.
Температуры подогрева лучше устанавливать повышенными:
лишь на 100—150 °C ниже температур закалки. Это позволяет
дополнительно (на 15—20 %) сократить выдержку при оконча-
тельном нагреве.
Для крупных инструментов нужен еще один подогрев — сна-
чала в области а -> у-превращения (710—800 °C), т. е. при темпе-
ратурах наибольшего изменения объема, а для очень крупных,
кроме того, при 300—500 °C.
Нагрев инструментов меньших размеров выполняют в солях,
а более крупных — в печах.
Выдержка при окончательном нагреве определяется нагрева-
ющей средой и температурой (табл. 28). Она указана в табл. 28
для инструментов диаметром (толщиной) от 3 до 60—75 мм. Для
более мелких инструментов выдержку следует увеличивать на
20—30 %, а для более крупных, наоборот, сокращать.
Т а б л и ц а 28. Нормы выдержки на 1 мм диаметра (толщины)
при нагреве для закалки инструментов диаметром (толщина 3—75 мм)
Выдержка для различных
сталей» мин
Среда нагрева
углеродистых
и низколе-
гированных
легирован-
ных
Нагрев 750—900 сС
Соляная ванна
Синтетические шлаки
Электрическая печь
20—25
35—45
50—80
25—30
40—50
70—90
Нагрев 950—1100 °C
Соляная ванна
Печь (после прогрева)
12—15
20—25
Нагрев 1150—1240 °C
Соляная ванна .............................
Пламенная печь (после прогрева) ...........
10—12 1
12—15
Нагрев 1250—1300 0С
Соляная ванна
Пламенная печь (после прогрева)
8—10
10—12
Нормы указаны для условий предварительного подогрева.
211
Для сталей небольшой закаливаемости углеродистых и низко-
легированных, чувствительных к небольшому изменению скорости
охлаждения, нагрев в солях (наряду с защитой от обезуглерожи-
вания и окисления) позволяет, кроме того, получить большую
твердость закаленного слоя (на 0,5—1 HRC). Образование даже
тонкого слоя окалины при нагреве в печи замедляет охлаждение.
Составы нагревательных смесей (табл. 29) устанавливают с уче-
том температур плавления и парения; при значительном парении
затрудняется измерение температуры * 1 .
Т а б л п ц а 29. Смеси для подогрева и нагрева инструментов
№ п п Состав смеси, % Температуры, °C
NaCl ВаС12 КС1 KNO3 NaOII плавления работы
Для подогрева
78
78
100
1 22
2 22
3 44
4 —
635 700—950
655 700—900
960 1020—1300
Для нагрева при отпуске
85 15
100
55 —
230
337
137
400—560
350—560
150—300
Примечание. В смеси 3 меньше защита от обезуглероживания, применяется
для светлой закалки; смесь 4 применяется также с добавками 3- 5 % MgF2 [31; смеси 5
и 6 — для нагрева быстрорежущих сталей; смесь 7 — для нетеплостойких сталей высокой
твердости, она содержит 45 % NaNO2.
Для инструментов, закаливаемых с высоких температур, целе-
сообразно понижать температуру первого подогрева до 550—
600 °C, чтобы выполнить его в воздушной печи и, наоборот, по-
вышать температуру второго подогрева до 1050—1080 °C, чтобы
выполнить его в соли ВаС12. Попадание даже небольшого коли-
чества NaCl в ванну с ВаС12 усиливает испарение соли. Такое
загрязнение возникает, если подогрев выполняют в смесях ВаСЫ-
+ NaCl или КС1 + NaCl.
Расплавленные смеси постепенно взаимодействуют с окружа-
ющей воздушной атмосферой и с окисной пленкой, имеющейся на
поверхности инструментов, и насыщаются окислами (Fe2O3),
способствующими обезуглероживанию. Поэтому ванны через каж-
дые 6—8 ч работы необходимо раскислять веществами, связыва-
ющими окислы и способствующими выпадению их на дно 2 .
1 Высокохромистые стали, закаливаемые с 950—1040 °C, предпочтительнее
•агревать в чугунной стружке или в вакууме (см. п. 21).
1 Дно ванны после раскисления очищают от выпавших окислов.
212
Среднетемпературные ванны с ВаС12 (78 %) и NaCl (22 %)
раскисляют добавками буры: 4—5 % от массы смеси [1731.
Высокотемпературную ванну с ВаС12 лучше раскислять MgF2
[43 ] в количестве 3—5 % от массы соли. Это создает почти полную
защиту от обезуглероживания, в том числе чувствительных
к этому дефекту молибденовых и кобальтовых теплостойких ста-
лей. Для получения жидкой смеси без наружной пленки ванну
первоначально заправляют на 3/4 объема хлористым барием, а за-
тем дополняют смесью из 90—92 % ВаС12 и 8—10 % MgF2. По мере
уменьшения уровня ванны ее регулярно пополняют этой смесью 1 .
Менее эффективно раскисление бурой (0,5—1 %) или ферро-
силицием (1—2 %). Бура усиливает выделение паров и ферро-
силиций разрушает шамотовую футеровку ванны. Лучше рас-
кислять ванну одновременно ферросилицием и бурой, уменьшая
долю каждой добавки.
Для электродной ванны надо, кроме того, применять электроды
из малоокисляющейся стали с 0,1 % Си 25—28 % Сг 1431.
Труднее защита поверхности инструментов очень небольших
сечений (диаметром менее 1 мм). Их нагревают в вакууме или
в А12О3. Во втором случае инструменты устанавливают в неболь-
шой тщательно закрываемый (или завариваемый) тигель, в кото-
ром их предварительно засыпают окисью алюминия. Тигель
помещают в расплавленную соль с требуемой температурой и
после окончания выдержки охлаждают в воде.
Крупные штампы (диаметром более 100—150 мм) нагревают
в защитных атмосферах (принятых для конструкционных сталей).
При отсутствии защитной атмосферы применяют смеси, ука-
занные выше для нагрева при отжиге. Для улучшения стойкости
многих штампов предпочтительно небольшое науглероживание.
При нагреве до 850—900 °C рабочую поверхность штампа засы-
пают на 15—20 мм отработанным карбюризатором (или смесью
сухой чугунной стружки и 5 % отработанного карбюризатора),
закрывают асбестом и смазывают слоем шамотной глины и ас-
беста. Можно вместо этого устанавливать штамп рабочей поверх-
ностью на слой отработанного карбюризатора; тогда облегчается
немедленное охлаждение для закалки.
Сложнее защита при повышенном нагреве (1000—1100 °C);
рабочую поверхность покрывают тонким слоем отработанного
карбюризатора и закрывают защитным колпаком из листового
железа. Мелкие штампы, нагреваемые 20—30 мин, накрывают
только железным (и даже картонным) колпаком. Для защиты
крупных штампов применяют защитные обмазки из 50 % стек-
лянного порошка, 10 % талька и 40 % огнеупорной глины. Их
наносят слоем толщиной 3 мм и просушивают при 150 °C. Такие
обмазки сохраняются до 1000—1050 °C.
1 Футеровку ванны, раскисляемой MgF2, целесообразно для повышения стой-
кости изготовлять из высокоглиноземистой мулитовой массы.
213
Условия охлаждения. Они должны изменяться в зависимости
от требуемых свойств, сечения и формы инструментов, но в пер-
вую очередь определяются составом стали.
Для углеродистых сталей возможности изменения среды ох-
лаждения ограничены; для большинства инструментов эта среда
практически постоянная — водный раствор соли; предпочтительно
8 12 % NaCl (см. рис. 149).
После окончания охлаждения в водном растворе инструменты
немедленно промывают в воде, имеющей температуру 60—80 °C,
просушивают (сжатым воздухом) и нагревают для отпуска: кри-
сталлики соли, остающиеся на поверхности инструмента, вызы-
вают коррозию, а напряжения, полученные при закалке, могут
вызвать трещины.
Водные растворы солей или щелочей в отличие от воды имеют
более высокую температуру кипения, охлаждают быстрее в обла-
сти перлитного и почти с такой же скоростью, как вода в области
мартенситного превращения (табл. 30). Кроме того, их охлажда-
ющая способность меньше изменяется при повышении темпера-
туры (табл. 31) и они содержат меньше газов. В этих условиях
обеспечиваются более полная закаливаемость (см. рис. 150) и
более однородные структура и твердость закаленного слоя, а
следовательно, и более равномерное распределение напряжений.
В свою очередь это повышает прочность (см. рис. 149) и уменьшает
деформацию по сравнению с получаемой при охлаждении в воде
(без добавки солей или щелочей).
Охлаждение в холодной воде (без солей) не позволяет получить
однородную высокую твердость, так как на поверхности инстру-
ментов могут возникать «мягкие пятна», представляющие участки
с трооститно мартенситной структурой и пониженной твердостью
55—60 НДС. Причина — газы, растворенные в воде; они выделя-
ются при испарении или нагреве воды на закаливаемой поверх-
ности и замедляют отвод тепла. Дефект усиливается при охлажде-
нии с температур, отвечающих нижнему пределу, принятому
для закалки.
Горячая вода (>40 °C) замедляет охлаждение в перлитной об-
ласти, но не замедляет его в мартенситной (табл. 30). В этом слу-
чае снижаются закаливаемость и прокаливаемость (рис. 150)
и увеличивается чувствительность к трещинам.
Для нетеплостойких легированных сталей возможно более ши-
рокое регулирование скорости охлаждения, а следовательно, и
выбор большего числа закаливающих сред.
Инструменты простой формы охлаждают в минеральном масле
(индустриальном ИС-20) с температурой 30—70 °C. Колебания
температуры масла в этих пределах мало изменяют его охлажда-
ющую способность.
Инструменты сложной формы для дополнительного уменьшения
напряжений, деформации и чувствительности к трещинам охла-
ждают в горячих средах с температурами вблизи или выше Л4Н,
214
Таблица 30. Относительная охлаждающая способность
закаливающих сред (охлаждение с 860 СС нихромового шарика
диаметром 4 мм) [76|
Охлаждающая среда Относитель- ная скорость охлажден и я, %, при Охлаждающая среда Относитель- ная скорость охлаждения, %, при
720 — 550 °C 200 °C 720- 550 °C 200 °C
Вода при различных тем- пературах, °C: 10 %-ный раствор в воде: 2,06 1,36
0 1,06 1,02 NaOH
18 1,00 1,00 NaCl 1,96 0,98
25 0,72 1,11 Na.,CO.j 1,38 1,09
50 0,17 0.95 H2SO4 1,22 1,49
74 0,047 1,31 Масло 0,27 0,045
100 0,044 0,71 Глицерин 70 % Cd и 30 % Sn -*1 0,20 0,77 0.89 0,009
При температуре 180 ®С.
Таблица 31. Относительная охлаждающая способность
раствора NaCl в воде в зависимости от температуры
и концентрации [76]
Концентра- ция NaCl, % Относительная охлаждающа я способность, % Температура охлаждающего раствора, °C Относительная охлаждающая способность при G00 °C, %
вода 15 %-ный раствор NaCl в воде
5 70 20 100 100
10 89 40 60 73
15 100 60 12 58
20 38 — — —
Таблица 32. Смеси для охлаждения при закалке
№ пп. Состав смесей, % Температуры, °C
кон NaOH плавления работы
1 . 137 150—300
2 80 20 150 160—280
3 50 50 220 300—400
Примечание. Смесь I содержит 55 % KNO3 и 45 % NaNO2 и смесь 2 приме-
няют с добавками воды 1—2 % (см. рис. 151) для охлаждения иетеплостойкнх и твердых
полутеплостойких сталей, смесь 3 — для охлаждения быстрорежущих сталей.
21€
а затем на воздухе. Это замедляет скорость последующего охла-
ждения в интервале мартенситного превращения.
Температуры горячих сред и их состав (табл. 32) выбирают
с учетом степени легирования, определяющего устойчивость
переохлажденного аустенита в бейнитной области.
Изменение состава безводных смесей не влияет на скорость
охлаждения и для спокойной ванны она определяется только тем-
пературой плавления [41 ].
В ванны с низкими рабочими температурами 150—300 °C до-
бавляют воду г(1—2 %). Скорость охлаждения при 600—450 °C
возрастает в 4—5 раз, а при 320—300 °C — в 2 раза (рис. 151).
Это улучшает закаливаемость (см. рис. 153) и позволяет получать
для умеренно легированных сталей высокую твердость в более
крупных сечениях (до 60—70 мм). При добавлении воды не требу-
ется частое перемешивание ванны.
Воду надо систематически добавлять, поскольку она посте-
пенно испаряется. Охлаждающая способность смеси сохраняется
постоянной при введении воды через специальное устройство. Вода
поступает по трубе и, попадая на рассекатель, веерообразно сте-
кает на поверхность расплава, который при этом перемешивается
мешалкой или сжатым воздухом, подаваемым через трубки, рас-
положенные на две ванны.
Для теплостойких сталей, имеющих высокую устойчивость
аустенита в более широком температурном интервале, применяют
смеси с повышенными рабочими температурами. Это позволяет
выполнять выдержку в интервале 250—600 °C в зависимости от
требований, предъявляемых к свойствам стали.
Охлаждение водо-воздушной смесью. При охлаждении в горя-
чих средах или в масле нельзя получить высокую твердость
и значительную прокаливаемость в очень крупных инструментах
(стороной или диаметром более 400 мм). В этих случаях, главным
образом для штампов из более вязких сталей, неизбежно исполь-
зование водо-воздушных смесей. Их охлаждающая способность
зависит от степени увлажнения, давления воздуха и расстояния
охлаждаемой поверхности от распылителя. Сильнее влияние сте-
пени увлажнения; ее устанавливают в зависимости от размеров
инструмента и требуемой толщины закаленного слоя. Изменением
количества воды можно в широких пределах регулировать диапа-
зоны теплоотдачи. Рационально охлаждение при расходе воды
до 100 л/ч, расстоянии распылителя от закаливаемой поверхности
500 мм и давлении 0,3 МПа. При большем увеличении расхода
воды способность смеси становится сильнее, чем масла; это может
увеличить деформацию и вызвать трещины. Наоборот, увеличе-
ние давления до 0,4 МПа не создает более интенсивной за
калки.
1 Увеличение добавок воды сверх 2—3 % дает меньший эффект.
216
Виды объемной закалки
Получаемые структура и свойства зависят от длительности
выдержки в горячих средах.
Ступенчатая закалка. Выдержка должна обеспечить только
достижение инструментом температуры горячей среды; она дол-
жна быть в два раза короче, чем при нагреве до температуры
закалки. Такая закалка применима для инструментов из менее
легированных сталей. Структура аналогична получаемой при
непрерывной закалке (но при меньших напряжениях).
Неполная изотермическая закалка. Выдержка более длитель-
ная: 5—15 мин; это повышает устойчивость аустенита против
превращения при дальнейшем охлаждении. Количество остаточ-
ного аустенита в структуре закаленной стали немного возрастает
(~ на 5 %) без заметного снижения твердости. В свою очередь
это повышает прочность и вязкость (см. рис. 152). Эффект больше,
если температура выдержки немного выше Л4Н.
Полная изотермическая закалка. Выдержка длительная (45—
60 мин), но при повышенных температурах 275—300 °C для леги-
рованных нетеплостойких и 300—400 °C для тепло- и полу тепло-
стойких сталей. В процессе выдержки образуется бейнит и по-
вышается устойчивость аустенита. Структура после охлаждения
бейнит и остаточный аустенит; в небольших количествах может
образоваться мартенсит. Твердость понижается, а вязкость воз-
растает (см. рис. 156). Назначение обработки указано в п. 65.
Прерываемая закалка. Охлаждение выполняют так, чтобы мар-
тенситное превращение распределялось на два этапа. Инстру-
менты сначала охлаждают до 90—100 °C, т. е. на 75—100 °C ниже
Мц (рис. 157), и выдерживают в водном растворе соли в течение
5—10 с (углеродистые стали) или в масле от 30—60 с до 10 мин
в зависимости от сечения (легированные стали).
Затем, не допуская дальнейшего охлаждения, инструменты
переносят в горячие среды (170—180 °C) для снятия образовав-
шихся напряжений и отпуска полученного мартенсита. Инстру-
менты небольшого сечения выдерживают 2—5 мин, а более круп-
ные 30—60 мин. После этого их охлаждают на воздухе. Тогда остав-
шаяся часть аустенита испытывает превращение.
Прерываемая закалка необходима для предупреждения трещин
в инструментах очень сложной формы или очень крупных.
Закалка в штампах. Инструменты сначала охлаждают до тем-
ператур несколько выше Л4Н. Для этой цели нетеплостойкие стали
замачивают в масле, например пилы толщиной 5—8 мм на 30—
45 с, теплостойкие стали охлаждают в горячих средах (или на
воздухе) до 400—300 °C, а затем помещают в штамп, где они ох-
лаждаются. В процессе мартенситного превращения инструменты
выправляются. Последующий отпуск, который может вызвать
новое, но несколько меньшее искривление, также проводят в штам-
пах или между плитами. При нагреве 150—170 °C их правят.
217
Закалку в штампах выполняют для инструментов небольшой
толщины, по большой длины (диаметра).
Светла я закалка. Ее применяют для получения более их чистой
поверхности у закаливаемого инструмента; охлаждение выполня-
ют в щелочной ванне (составы 2 и 3 в табл. 32).
Закаливаемые инструменты предварительно очищают от сле-
дов масла и загрязнений, так как при нагреве они могут пригорать
в виде черных пятен. Перед закалкой инструменты обезжиривают
в горячем растворе 250 г NaOH и 15 г Na3PO4 на 1 л воды, про-
мывают в горячей воде (60—80 °C) и подогревают при 200—
250 °C для удаления влаги. Окончательный нагрев выполняют
в смеси 44 % NaCl и 56 % КО (см. п. 3 в табл. 29). Нагрев
в смесях с ВаС12 не рекомендуется; соли хлористого бария, пе-
реносимые с закаливаемым инструментом, вызывают образование
быстро густеющей твердой корки на поверхности щелочной ванны;
это затрудняет погружение инструментов и замедляет скорость
охлаждения.
Охлажденные инструменты промывают в горячей воде (60—
80 С) и просушивают для предупреждения коррозии. Затем их
немедленно нагревают для отпуска.
Для светлой закалки более пригодны стали, содержащие менее
1 % Si, так как нагрев в смеси NaCl и КО может вызвать обезугле-
роживание.
Закалка с индукционным нагревом
Этот производительный способ поверхностного упрочнения
наиболее эффективен для: а) инструментов, которые работают при
износе без высоких давлений и должны иметь высокую твердость
в относительно тонком рабочем слое (метчики, напильники, вы-
тяжные штампы) или на определенную высоту (ножовочные по-
лотна, многие слесарно-монтажные) и сохранять повышенные
вязкость и пластичность в остальных участках; б) сталей нетепло-
стойких небольшой прокаливаемости, преимущественно низколеги-
рованных. Это обусловлено следующим. Скорость индукционного
нагрева очень высокая и составляет 100—1000 °С/с (и больше)
вместо 10 °С/с при нагреве в соли и ~1 °С/с при нагреве в печи.
Это связано с тем, что тепло при индукционном нагреве возникает
внутри тела, в его поверхностном слое, тогда как при нагреве
в соли или в печи оно создается снаружи, и его передача задержи-
вается теплопроводностью окружающей среды.
При большой скорости индукционного нагрева (темпера-
туры Л4) растворения карбидов и начала роста зерна смещаются
в более высокую область (см. рис. 158). Это требует значительного
повышения температур закалки, что просто выполнимо для не-
теплостойких сталей, но трудно осуществимо для многих полу-
теплостойких и для теплостойких, особенно быстрорежущих ста-
лей, температуры закалки которых близки к температурам начала
218
плавления. Область температур для индукционного нагрева
V этих сталей очень узкая (см. рис. 160 и 158).
Режим индукционного нагрева характеризуют не только тем-
пературой, но и скоростью нагрева выше точки Кюри [72 ]. Ниже
этой температуры нагрев происходит как в результате теплового
воздействия индуктированного тока, так и потерь на гистерезис.
При переходе стали в парамагнитное состояние нагрев происходит
только из-за теплового воздействия тока. Кроме того, с повышением
температуры возрастает электросопротивление, наиболее значи-
тельно в результате образования аустенита (с 0,2-10-6 Ом-м
для отожженной углеродистой стали, содержащей 1 % С при
20 °C до 1,3-10-6 Ом-м при 800 °C). В связи с этим удельная мощ-
ность тока и скорость нагрева при переходе точки Кюри уменьша-
ются, а, глубина проникновения тока и толщина нагреваемого
слоя увеличиваются (в 8—20 раз) для низколегированных
сталей.
Закалку с нагревом токами высокой частоты применяют преи-
мущественно для нетеплостойких сталей. Приводимые ниже
данные о влиянии такого нагрева на структуру и свойства отно-
сятся главным образом к этим сталям.
Толщина закаленного слоя, получающего удовлетворительную
структуру и свойства, зависит от скорости нагрева. При ее зна-
чительном увеличении (>250—300 °C/с) сильно уменьшается глу-
бина проникновения тока, а следовательно, и толщина закаленного
слоя. Это создает излишне резкий перепад твердости по сечению
(см. рис. 159) и усиливает напряжения и деформацию. Кроме того,
при нагреве инструментов с сильно выступающими кромками,
например пил, наблюдается неравномерное распределение тока,
усиливающееся при повышении скорости нагрева. Оптимальная
скорость нагрева 150—200 °С/с (см. рис. 160). В этом случае тол-
щина слоя высокой твердости составляет 1,5—2 мм.
Следовательно, для этих условий нагрева не используется вы-
сокая прокаливаемость более легированных сталей. Использова-
ние их оправдано, если необходима повышенная закаливаемость
для получения высокой твердости при охлаждении в горячих сре-
дах, воздушным дутьем или в масле, выполняемых с целью умень-
шения деформации.
Углеродистые стали также мало применимы. Для требуемого
в этом случае энергичного охлаждения после индукционного на-
грева можно использовать лишь воду, очищенную от примесей
или питьевую, т. е. среды, не обеспечивающие получение доста-
точно равномерной твердости. Водные растворы солей, требуемые
для охлаждения углеродистых сталей, не применяют, чтобы не
вызвать короткого замыкания в индукторе.
Воду или эмульсию разбрызгивают через отверстия в индукторе
(спрейер). Для охлаждения в масле или в горячих средах ин-
струменты переносят в ванну, устанавливаемую под индук-
тором.
219
Структура стали. Образование зародышей аустенита при
большой скорости нагрева происходит во много раз быстрее, чем
их рост. Кроме того, рост зерен даже при повышенных темпера-
турах успевает развиться в меньшей степени, чем при нагреве
в печи или в соли; диффузионные процессы при большой скорости
нагрева протекают в ограниченной степени. Это позволяет полу-
чить очень мелкое зерно — балла 12—14 и снизить порог хладно-
ломкости с +60 до —20 °C (для стали У10).
Выигрыш в вязкости значительнее, если инструменты подвер-
гают предварительной обычной объемной закалке и высокому
отпуску для получения сорбитной структуры в сердцевине.
В структуре после закалки с нагревом ТВЧ может сохраниться
больше остаточного аустенита. Это вызвано тем, что концентра-
ция аустенита, образующегося при нагреве, неоднородна в от-
дельных микрообъемах из-за ограниченного развития диффузии.
Неоднородность твердого раствора и количество аустенита умень-
шаются лишь в результате значительного повышения температуры
нагрева (см. табл. 49).
Твердость стали. При закалке с умеренной скоростью нагрева
(100—150 °С/с), еще обеспечивающей развитие диффузионных
процессов, создается такая же твердость, как и после закалки с на-
гревом в печи или в ванне; нагрев с большей скоростью до темпе-
ратур, не вызывающих роста зерна, вызывает повышение твер-
дости на 1—3 HRC; при таких условиях нагрева не успевают
протекать рекристаллизационные процессы. В результате даль-
нейшего повышения температуры закалки твердость снижается
(см. рис. 158) из-за уменьшения неоднородности мартенсита и
развития рекристаллизации.
Таким образом, кривые изменения твердости в зависимости от
температуры нагрева имеют максимум (см. рис. 158), которому
в отличие от нагрева в соли или в печи отвечает сохранение мел-
кого зерна.
Прочность стали. После нагрева до оптимальных температур
она выше, чем у стали, нагревавшейся в соли или в печи. Это свя-
зано главным образом с сохранением более мелкого зерна.
Повышенная прочность сохраняется и после низкотемператур-
ного отпуска.
Стойкость инструментов. Опа несколько выше, чем для на-
грева в соли (печи) у инструментов, работающих без повышенных
давлений (вытяжные штампы, некоторые ножи), из-за большей
твердости и почти одинакова в условиях больших давлений из-за
влияния несколько повышенного количества остаточного ау-
стенита.
Основное преимущество создается из-за уменьшения поломок
у инструментов, для которых необходим местный нагрев и кото-
рые, следовательно, должны иметь неодинаковое распределение
твердости по сечению или по высоте.
220.
41. Обработка холодом
Охлаждение ниже О °C представляет дальнейшее продолжение
закалки и возобновляет мартенситное превращение остаточного
аустенита. Твердость возрастает на 0,5—2 HRC и тем больше
в этих пределах, чем больше аустенита имела закаленная сталь
при охлаждении до 15—20 °C.
Выдержка закаленной стали выше 0 °C более 15 мин или ее
нагрев до 150—175 °C перед дальнейшим охлаждением вызывает
стабилизацию аустенита (см. п. 45 и рис. 161 и 162); в этом слу-
чае уменьшается количество превращающего аустенита, а следо-
вательно, и прирост твердости при охлаждении ниже 0 °C. Степень
стабилизации зависит от состава аустенита. Она больше для угле-
родистых и менее легированных сталей. Интенсивность превраще-
ния аустенита при охлаждении ниже 0 °C уменьшается на 50 %
после выдержки при 20 °C: 15—20 мин для стали У12, 30 мин для
стали X (см. рис. 161). Даже после длительной выдержки при
ц-20 °C стабилизация не является полной. Обработка холодом
закаленной и отпущенной стали, выполняемая через несколько
дней и даже месяцев, может вызвать дополнительное превращение
небольшой части аустенита (см. гл. XVII).
Однако и при немедленной обработке холодом в стали сохра-
няется некоторое количество аустенита после охлаждения до
температур Мк, составляющих от —20 до—70 °C у заэвтектоидных
и от —100 до —120 °C у быстрорежущих сталей (закаленных на
мелкое зерно). Охлаждение ниже температуры Л4Н не вызывает
дополнительного превращения аустенита.
При вторичном или многократном охлаждении ниже 0 °C
протекает дополнительное (но менее значительное каждый раз)
превращение аустенита (табл. 33).
Таблица 33. Влияние многократного охлаждения до —70 °C
на количество аустенита в стали X; закалка с 860 °C
(Ю. А. Геллер и И. А. Бусурина)
Термическая обработка Т вердость HRC Количество аустенита, %
Закалка в масле 64—65 9—11
То же и охлаждение до —70 °C 64,5—66 4—5
То же, отпуск 125 °C (12 ч) и вторичное охлаждение до —70 °C 65—66 2,5—3,5
То же, отпуск 125 °C (12 ч) и третье охлаждение до —70 °C 65—66 1,5—2,5
Изменение скорости охлаждения в условиях, осуществимых
в промышленных установках, не влияет на интенсивность превра-
щения аустенита. Причины стабилизации надежно не определены.
Мартенситное превращение дополнительного количества ау-
стенита при обработке холодом сопровождается ростом напряже.
221
Структура стали. Образование зародышей аустенита при
большой скорости нагрева происходит во много раз быстрее, чем
их рост. Кроме того, рост зерен даже при повышенных темпера-
турах успевает развиться в меньшей степени, чем при нагреве
в печи или в соли; диффузионные процессы при большой скорости
нагрева протекают в ограниченной степени. Это позволяет полу-
чить очень мелкое зерно — балла 12—14 и снизить порог хладно-
ломкости с 4-60 до —20 °C (для стали У10).
Выигрыш в вязкости значительнее, если инструменты подвер-
гают предварительной обычной объемной закалке и высокому
отпуску для получения сорбитной структуры в сердцевине.
В структуре после закалки с нагревом ТВЧ может сохраниться
больше остаточного аустенита. Это вызвано тем, что концентра-
ция аустенита, образующегося при нагреве, неоднородна в от-
дельных микрообъемах из-за ограниченного развития диффузии.
Неоднородность твердого раствора и количество аустенита умень-
шаются лишь в результате значительного повышения температуры
нагрева (см. табл. 49).
Твердость стали. При закалке с умеренной скоростью нагрева
(100—150 °С/с), еще обеспечивающей развитие диффузионных
процессов, создается такая же твердость, как и после закалки с на-
гревом в печи или в ванне; нагрев с большей скоростью до темпе-
ратур, не вызывающих роста зерна, вызывает повышение твер-
дости на 1—3 HRC\ при таких условиях нагрева не успевают
протекать рекристаллизационные процессы. В результате даль-
нейшего повышения температуры закалки твердость снижается
(см. рис. 158) из-за уменьшения неоднородности мартенсита и
развития рекристаллизации.
Таким образом, кривые изменения твердости в зависимости от
температуры нагрева имеют максимум (см. рис. 158), которому
в отличие от нагрева в соли или в печи отвечает сохранение мел-
кого зерна.
Прочностъ стали. После нагрева до оптимальных температур
она выше, чем у стали, нагревавшейся в соли или в печи. Это свя-
зано главным образом с сохранением более мелкого зерна.
Повышенная прочность сохраняется и после низкотемператур-
ного отпуска.
Стойкость инструментов. Она несколько выше, чем для на-
грева в соли (печи) у инструментов, работающих без повышенных
давлений (вытяжные штампы, некоторые ножи), из-за большей
твердости и почти одинакова в условиях больших давлений из-за
влияния несколько повышенного количества остаточного ау-
стенита.
Основное преимущество создается из-за уменьшения поломок
у инструментов, для которых необходим местный нагрев и кото-
рые, следовательно, должны иметь неодинаковое распределение
твердости по сечению или по высоте.
220.
41. Обработка холодом
Охлаждение ниже О °C представляет дальнейшее продолжение
закалки и возобновляет мартенситное превращение остаточного
аустенита. Твердость возрастает на 0,5—2 HRC и тем больше
в этих пределах, чем больше аустенита имела закаленная сталь
при охлаждении до 15—20 °C.
Выдержка закаленной стали выше 0 °C более 15 мин или ее
нагрев до 150—175 °C перед дальнейшим охлаждением вызывает
стабилизацию аустенита (см. п. 45 и рис. 161 и 162); в этом слу-
чае уменьшается количество превращающего аустенита, а следо-
вательно, и прирост твердости при охлаждении ниже 0 °C. Степень
стабилизации зависит от состава аустенита. Она больше для угле-
родистых и менее легированных сталей. Интенсивность превраще-
ния аустенита при охлаждении ниже 0 °C уменьшается на 50 %
после выдержки при 20 °C: 15—20 мин для стали У12, 30 мин для
стали X (см. рис. 161). Даже после длительной выдержки при
ц-20 °C стабилизация не является полной. Обработка холодом
закаленной и отпущенной стали, выполняемая через несколько
дней и даже месяцев, может вызвать дополнительное превращение
небольшой части аустенита (см. гл. XVII).
Однако и при немедленной обработке холодом в стали сохра-
няется некоторое количество аустенита после охлаждения до
температур Л4К, составляющих от —20 до —70 °C у заэвтектоидных
и от —100 до —120 °C у быстрорежущих сталей (закаленных на
мелкое зерно). Охлаждение ниже температуры Л4К не вызывает
дополнительного превращения аустенита.
При вторичном или многократном охлаждении ниже 0 °C
протекает дополнительное (но менее значительное каждый раз)
превращение аустенита (табл. 33).
Таблица 33. Влияние многократного охлаждения до —70 °C
на количество аустенита в стали X; закалка с 860 °C
(Ю. А. Геллер и И. А. Бусурина)
Термическая обработка Твердость HRC Количество аустенита, %
Закалка в масле 64—65 9—11
То же и охлаждение до —70 °C 64,5—66 4—5
То же, отпуск 125 °C (12 ч) и вторичное охлаждение до —70 °C 65—66 2,5—3,5
То же, отпуск 125 °C (12 ч) и третье охлаждение до —70 °C . ' 65—66 1,5—2,5
Изменение скорости охлаждения в условиях, осуществимых
в промышленных установках, не влияет на интенсивность превра-
щения аустенита. Причины стабилизации надежно не определены.
Мартенситное превращение дополнительного количества ау-
стенита при обработке холодом сопровождается ростом напряже.
221
ний и снижением прочности и вязкости (см. рис. 162). Это усили-
вает деформацию и опасность образования трещин в инструментах
сложной формы и в сварных швах.
У нетеплостойких сталей последующий отпуск устраняет это
отрицательное влияние обработки холодом, если его выполнять
при более высоком нагреве (на 10—45 °C выше), чем для стали,
не обрабатывавшейся холодом. В этом случае снижается твердость
до уровня, получаемого в стали, не обрабатывавшейся холодом
и отпускавшейся до более низкой температуры, но сопротивление
пластической деформации остается повышенным.
У теплостойких сталей превращение аустенита создается от-
пуском при 500—600 °C. Оно протекает при этом полнее, чем
при охлаждении ниже 0 °C. Другое различие состоит в следующем:
при обработке холодом мартенситное превращение аустенита про-
текает бездиффузионным путем, тогда как при нагреве для отпуска
из аустенита сначала выделяется часть углерода и легирующих
элементов. Поэтому мартенсит, полученный при обработке холо-
дом, содержит немного больше углерода. Это создает несколько
большую твердость, но достаточно заметную лишь для сталей,
у которых концентрация углерода в исходном аустените была по-
вышенной по сравнению с характерной для большинства быстро-
режущих сталей с обычно принятым содержанием углерода.
Отпуск сталей повышенной вязкости (нетеплостойких и тепло-
стойких), выполняемый, как правило, при повышенном нагреве
на твердость 40—50 HRC, превращает весь остаточный аустенит.
Для таких сталей обработка холодом не нужна.
Таким образом, обработка холодом целесообразна в ограничен-
ных пределах, а именно для: а) повышения сопротивления пласти-
ческой деформации (но при отсутствии динамических нагрузок)
в инструментах из нетеплостойких сталей; б) предупреждения из-
менения размеров в эксплуатации из-за превращения аустенита
для инструментов высокой точности (измерительных, игл топлив-
ной аппаратуры), а также работающих при отрицательных тем-
пературах; в) дополнительного повышения твердости кобальто-
вых быстрорежущих сталей с повышенным содержанием углерода.
За счет бездиффузнойного образования высокоуглеродистого мар-
тенсита твердость возрастает до максимального предела: с 69,5
до 70—70,5 HRC.
Обработку холодом достаточно выполнять с охлаждением до
—78 °C (в смеси сухого льда с бензином) или до —60 (—70) °C
в холодильных установках с выдержкой, обеспечивающей охла-
ждение инструмента по всему сечению.
Для уменьшения напряжений температуры закалки выбирают
по нижнему пределу и замедляют охлаждение от ф-20 °C до низ-
ких температур. Инструменты, которые приходится помещать
сразу в среду с низкой температурой, необходимо обертывать
асбестом или бумагой.
222
42. Технология отпуска
Она более проста (по сравнению с принятой для закалки),
несмотря на сложность процессов, протекающих в стали. Для
большинства инструментов характерны следующие виды от-
пуска.
Отпуск при пониженных температурах: не выше 240—250 °C,
а чаще при 150—200 °C. Его применяют для нетеплостойких и
твердых полутеплостойких сталей. Отпуск, уменьшая концентра-
цию углерода в мартенсите и напряжения (см. рис. 164), немного
повышает прочность и вязкость. Верхний предел температур на-
грева ограничивают, как указано, во избежание более интенсивного
снижения твердости (см. рис. 163).
Эти процессы протекают в течение 30—40 мин, поэтому продол
жительность отпуска составляет до 1 ч в зависимости от сечения
инструмента. Кроме того, она зависит от легирования. При увели-
чении длительности отпуска даже до 10—42 ч вязкость и прочность
дополнительно почти не повышаются.
Температуру отпуска снижают до ПО—130 °C для сохранения
максимальной твердости, но при меньшей прочности (для измери-
тельных плиток, некоторых ножей, бритв); в этом случае значи-
тельно увеличивают длительность отпуска — до 20—24 ч (и
больше) главным образом для стабилизации структурного состоя-
ния стали. Температуру отпуска повышают до 210—240 °C для
улучшения вязкости при работе с повышенными ударными на-
грузками (штампы вырубки и высадки мягких металлов); длитель-
ность такого отпуска может быть меньше 30—40 мин.
Отпуск при повышенных температурах для теплостойких ста-
лей: 500—580 °C для быстрорежущих с карбидным упрочнением;
560—620 °C для быстрорежущих с интерметаллидным упрочне-
нием; 500—650 °C для штамповых и 650—700 °C для штамповых
и аустенитных.
Отпуск при 500—600 °C вызывает дисперсионное твердение,
что создает максимальную твердость, а для сталей с карбидным
упрочнением также и превращение остаточного аустенита, что
повышает сопротивление пластической деформации. Однако од-
новременно снижается вязкость (см. рис. 232).
Для большинства режущих инструментов верхняя температура
отпуска ограничена до 580 и реже до 600 °C, так как при меньшей
твердости снижается износостойкость. Поскольку превращение
аустенита не протекает полностью в результате одного отпуска,
его повторяют 2—4 раза в зависимости от состава стали (см. п. 84).
Интенсивность выделений из мартенсита и аустенита сильно
зависит от температуры. Процесс при 540—570 °C протекает
в течение 1 ч (с учетом времени на прогрев), а при 580—600 °C —
в течение 15—30 мин.
Для штамповых сталей, вязкость которых должна быть более
высокой, температуры отпуска повышают для получения твердости
223
ча1це всего 45—50 HRC. Возможны два пути получения такой твер-
дости: 1) закалкой с высокой температуры иа зерно балла 9—10
и отпуском с более высоким нагревом (при котором выделяется
больше карбидов из более легированного раствора) или 2) закал-
кой с пониженной температуры на зерно балла 11 и отпуском с бо-
лее низким нагревом. Первый способ обеспечивает несколько
лучшую теплостойкость, но меньшую вязкость, а второй спо-
соб — лучшую вязкость. В свою очередь при использовании вто-
рого способа обработки можно, понижая температуру отпуска,
сохранить повышенную твердость (на 1—2 HRC). Различие в этих
свойствах значительнее для более легированных сталей. Выбор
способа зависит от условий работы штампа.
Поскольку температура отпуска остается во всех случаях
более высокой, чем для быстрорежущих сталей, то остаточный ау-
стенит превращается за один нагрев. Второй отпуск оправдывае-
тся для штампов сложной формы для уменьшения напряжений.
Температура отпуска на 15—20 °C ниже, чем первого отпуска.
Длительность отпуска для завершения превращений анало-
гична указанной выше для быстрорежущих сталей. Однако для
штампов крупных размеров выдержка должна быть больше для
завершения превращений и улучшения вязкости в сердце-
вине.
Отпуск при промежуточных температурах. Чаще его прово-
дят при температурах 300—400 °C. Применяют для некоторых де-
ревообрабатывающих и слесарно-монтажных инструментов из не-
теплостойких сталей для повышения вязкости (но при снижении
твердости до 45—50 HRC). Достигаемый выигрыш в вязкости не
всегда значителен из-за развития отпускной хрупкости первого
рода, вызываемой неоднородным распадом мартенсита по грани-
цам и по объему зерна. Отрицательный эффект выражен меньше
у эвтектоидных сталей, особенно легированных никелем (см.
рис. 140) и хромом (см. рис. 169). Отпуск вызывает в этих сталях
полное превращение остаточного аустенита.
Более значительный выигрыш в вязкости при обработке на
твердость 50—55 HRC создается изотермической закалкой; но
в этом случае в структуре сохраняется больше остаточного ау-
стенита, что снижает сопротивление пласт:: щекой деформации
(см. п. 9).
Отпуск после шлифования. Его цель — снятие шлифовочных
напряжений, главным образом, после шлифования обычными аб-
разивами до 4000 HV (см. п. 25). Стойкость инструментов возра-
стает на 50—70 %.
Температура отпуска для предупреждения снижения твердо-
сти: 150—160 °C для нетеплестойких и полутеплостойких и 350—
400 °C для теплостойких сталей. Длительность отпуска небольшая
и составляет 20—30 мин для воздействия на поверхностный слой.
Заметного окисления поверхности при этом не происходит.
Отпуск нецелесообразен для инструментов, подвергаемых
224
оксидированию, азотированию или цианированию. Температура
нагрева при этих процессах совпадает с температурой отпуска.
Среды нагрева. Отпуск с нагревом до 200—220 °C выполняют
в печах, поскольку окисление при этих температурах незначи-
тельно. Более высокий нагрев лучше выполнять в горячих сре-
дах.
43. Термическая обработка инструментов
сложной формы
Трудности в выборе термической обработки возникают при:
а) необходимости получения разной твердости по длине инстру-
ментов и б) обработке инструментов с внутренним отверстием.
Обработка для получения разной твердости
по длине инструментов
Необходима для получения высокой твердости в рабочей части
и более низкой в крепежной части (в хвостовике).
Стержневую часть инструментов из дорогих и менее вязких
быстрорежущих сталей изготовляют из конструкционной или
менее легированной инструментальной стали и соединяют с рабо-
чей частью сваркой. Особенности обработки сварных инструмен-
тов рассмотрены в п. 101.
Инструменты из нетеплостойких и полутеплостойких сталей,
используемые обычно в крупных сечениях и работающие с повы-
шенными ударными нагрузками (пневматические долота, молото-
вые штампы и др.), изготовляют, как правило, сплошными.
Крепежная часть инструмента должна иметь твердость 35—
45 HRC. При меньшей твердости в эксплуатации возможно смя-
тие, изгиб и скручивание, а при большей твердости — поломка.
Закалка крепежной части может быть несквозной, поскольку ос-
новную нагрузку воспринимают поверхностные слои. Однако
переход в твердости от более мягкой стержневой части к значи-
тельно более твердой рабочей части должен быть постепенным
и равномерным для предупреждения поломок в зоне перехода.
Способы обработки, при которых обеспечивается решение этой за-
дачи, различны в зависимости от прокаливаемости и закаливае-
мости стали.
У инструментов из нетеплостойких сталей небольшой прокали-
ваемости сначала закаливают крепежную часть; ее нагревают
в расплавленной соли до установленных температур закалки и
охлаждают в водном растворе. Затем в соли нагревают режущую
часть; тогда крепежная часть за счет передаваемого тепла отпус-
кается до твердости 35—45 HRC. После этого отпускают весь
инструмент \
1 При обработке крепежной части после закалки режущей понизилась бы
твердость последней.
8 Геллер Ю. Л.
22Б
Для массовых партий более пригоден другой способ. Крепеж-
ную часть помещают в массивную чугунную оправку. За время
выдержки, необходимой для прогрева рабочей части, крепежная
часть нагревается до более низкой температуры и после закалки
приобретает требуемую твердость.
У инструментов из сталей повышенной прокаливаемости кре-
пежную часть также нагревают одним из указанных способов.
Однако нагрев режущей части для закалки (по первому способу)
не дает нужного снижения твердости крепежной части. Поэтому
после закалки ее отпускают при 400—500 °C, быстро нагревая
в соли, и после этого отпускают весь инструмент.
Применяют также одновременную закалку всего инструмента
но режиму, принятому для режущей части Затем отпускают кре-
пежную часть в соли при повышенной температуре (600 °C),
но с короткой выдержкой 3—5 мм, чтобы не снизить твердости
режущей части.
Закалка с раздельным нагревом режущей части и хвостовика
предупреждает повышенную деформацию, а одновременная за-
калка всего инструмента создает после отпуска равномерное из-
менение твердости по длине инструмента.
При необходимости более равномерного распределения твер-
дости выполняют последовательно следующие операции: а) на-
грев и прерываемое охлаждение всего инструмента в масле и
немедленный нагрев до 170—180 °C, 15—30 мин, б) отпуск пере-
ходной части при 300 -350 °C, 15—30 мин в соляной ванне, так
чтобы рабочая часть выступала над поверхностью соли па 8—
10 мм; переходная и крепежная части получают твердость 50—
54 HRC\ в) отпуск крепежной части в соляной ванне при 440—
460 °C, 20 -40 мин; погружают только крепежную часть; г) от-
пуск рабочей части до требуемой температуры (150—200 °C);
в ванну или в печь помещают весь инструмент.
Хвостовую часть инструментов главным образом штампов,
из сталей высокой прокаливаемости, отпускают после обработки
всего инструмента на требуемую твердость. Хвостовик устанавли-
вают на плите и отпускают.
Обработка инструментов с внутренним отверстием
Это главным образом высадочные штампы с внутренним отвер-
стием небольшого диаметра, работающие с динамическими на-
грузками. Их часто изготавливают из сталей небольшой прокали-
ваемости. Они должны иметь закаленный слой лишь со стороны
отверстия, но одинаковой толщины по всей длине. При закалке
с полным погружением в охлаждающую жидкость этот слой
получается излишне тонким с пониженной твердостью в отдель-
ных участках.
Такие штампы надо охлаждать струей воды, направленной
в отверстие. Для предупреждения разогрева за счет тепла, посту-
226
лающего из нижележащих слоев, и снижения твердости штамп
погружают затем (при темно-красном калении) полностью в вод-
ный раствор или в масло. Чтобы предупредить излишне быстрое
охлаждение (до окончания охлаждения со стороны внутреннего
отверстия), штамп помещают в специальную втулку или обер-
тывают асбестом и в таком виде нагревают в печи и выдерживают
при охлаждении струей воды. Это создает также более благо-
приятное распределение остаточных напряжений.
Близкий способ охлаждения через осевой канал рекомендован
[82 1 для крупных валков из нетеплостойких сталей повышенной
прокаливаемости (9ХС, ХВСГ).
Штампы сложной формы с внутренними отверстиями, изготов-
ленные из нетеплостойких и полутеплостойких сталей, подвергают
предварительной закалке из межкритической области (см. п. 64)
для предупреждения деформации.
В этом случае и при многократном охлаждении диаметр вну-
треннего отверстия уменьшается, что можно использовать для
исправления брака или восстановления подобных инструментов.
44. Применение и термическая обработка
литых инструментов
Изготовление инструментов литьем и использование их после соответствую-
щей термической обработки в литом состоянии оправдано во многих случаях
возможностью значительного уменьшения расхода дорогой инструментальной
стали. Потеря металла в стружку уменьшается в 2—3 раза по сравнению с полу-
чаемой для инструментов, изготовленных из проката (поковок).
Вместе с тем структура стали в литых инструментах менее однородна. Это
более сильно выражено у ледебуритных сталей, сохраняющих сетку эвтектики и
крупные карбиды. Такая же структура, но с более тонкой сеткой может образо-
ваться из-за ликвации и у заэвтектоидных более легированных сталей. У легиро-
ванных эвтектоидных теплостойких концентрация углерода в поверхностных
слоях зерна может быть больше, чем в середине, кроме того, из-за ликвации могут
присутствовать избыточные карбиды. Эти особенности строения в неодинаковой
степени ухудшают прочность и вязкость сталей указанных разных структурных
классов. Поэтому вопрос о стойкостных свойствах литых инструментов не может
решаться однозначно. Существенное значение имеет выбор формы, размеров
и условий эксплуатации инструмента.
Присутствие частиц карбидов может быть благоприятно для штампов, работа-
ющих без значительных ударных нагрузок (в частности, вытяжки, прессова-
ния), горячее деформирование пластичных металлов при высоких температурах.
В этом случае уменьшается налипание (см. п. 15) и возрастает стойкость штампов.
Естественно, что форма таких штампов должна быть возможно простой. По этой же
причине оправдана наплавка подобных штампов (см. п. 126).
Не снижается стойкость штампов из литых эвтектоидных полутеплосюйких
сталей, получающих зерно неоднородного строения при условии, что они имеют
сравнительно простую форму, небольшие размеры (стороной до 100—150 мм) и не
испытывают больших ударных нагрузок.
Теплостойкие стали повышенной вязкости с интерметаллидным упрочнением
можно использовать для литых штампов и форм небольших размеров (см и. 110).
Стойкость их близка к получаемой для штампов, изготовленных из проката, так
как в структуре этих сталей сравнительно мало различий для литого и деформиро-
ванного состояния.
Сложнее решается задача для режущих инструментов из быстрорежущих
с । алей.
8*
227
Для сталей с карбидным упрочнением из-за их значительно меньшей проч-
ности влитом состоянии целесообразно изготовление более крупных инструментов
(диаметром более 60—80 мм), как имеющих больший запас прочности; кроме того,
в таких сечениях меньше различие в прочности и вязкости для литого и деформи-
рованного состояния. Однако для получения более качественной литой структуры
необходим специальный выбор стали с меньшим количеством карбидной фазы.
Быстрорежущие стали с интерметаллидным упрочнением имеют более одно-
родную структуру в литом состоянии.
Поэтому сплавы высокой теплостойкости системы Fe—W(Mo)—Со (см. п. 104)
можно использовать для литых инструментов меньших размеров (диаметром
30—50 мм).
Стали повышенной теплостойкости с никелевым мартенситом (по причинам,
указанным в п. 105) целесообразно использовать лишь в небольших сечениях. Для
этих условий изготовление литых инструментов мало оправдано.
Штампы из аустенитных сталей и сплавов (см. п. 115) рационально изготов-
лять главным образом литыми из-за их пониженной обрабатываемости резанием.
Важен правильный выбор условий литья. Температуры заливки должны быть
пониженными по сравнению с принятыми для литья в крупные изложницы. Кроме
того скорость охлаждения в области 1500—1000 °C должна быть ускоренной.
Эвтектическая сетка, величина зерна и строение стали по сечению отливки одно-
роднее при охлаждении в металлических или в тонких оболочковых формах.
Несколько хуже структура при литье в земляные формы.
Отжиг отливок следует выполнять при температурах более высоких (на
30—70 °C), чем для деформированной стали.
Температуры закалки назначают по нижнему пределу, рекомендуемых для
инструментов из деформированной стали.
Остальные параметры термической обработки литых инструментов не отлича-
ются от установленных для катаной стали.
Г лава V
НЕТЕПЛОСТОЙКИЕ СТАЛИ ВЫСОКОЙ ТВЕРДОСТИ
А. СОСТАВ И СВОЙСТВА СТАЛЕЙ
45. Характеристика свойств сталей
Большая часть сталей — заэвтектоидные; их упрочняющая фаза —
цементит (М3С). В сталях, легированных вольфрамом (молибде-
ном) и ванадием, присутствует также небольшое количество кар-
бидов М6С иМС. Часть сталей —- эвтектоидные. Все стали полу-
чают высокую твердость (60—63^7/7? С), а некоторые до 66—
67 HRC при закалке с относительно низких температур (780—
880 °C), но сохраняют ее при нагреве не выше 180—200 °C
(рис. 117, а).
Эти стали по сравнению с теплостойкими имеют следующие
преимущества: 1) менее чувствительны при правильном легиро-
вании к отрицательному влиянию масштабного эффекта и имеют
в больших сечениях более мелкие и равномерно распределенные
карбиды в небольшом количестве. Поэтому прочность при увели-
чении диаметра проката с 15 до 80 мм снижается меньше — у
нетеплостойкой стали ХВСГ с 2400—2600 лишь до 2000—2200 МПа,
228
а у быстрорежущей стали Р18 с 3200—3400 до 1800—2000 МПа;
2) более пригодны (кроме углеродистых сталей) для местного упро-
чнения инструментов, например, пил, так как они лучше, чем
теплостойкие и полутеплостойкие принимают закалку с индук-
ционным нагревом (см. п. 40); 3) имеют более высокую вязкость,
поскольку они содержат меньше избыточных карбидов. У стали
7ХГНМ она составляет 1,0—1,2 МДж/м2, а у быстрорежущих
вольфрамовых и вольфрамомолибденовых не превышает 0,2—
0,3 и 0,4—0,5 МДж/м2 соответственно; 4) более высокие техноло-
гические свойства лучше обрабатываются резанием, в том числе
Рис. 117. Механические свойства углеродистых, низколегированных сталей (а) и леги-
рованных (б) в зависимости от температуры отпуска в течение 60 мин (Ю. Е. Седов и
Ю. А. Геллер)
при повышенной твердости, и лучше обрабатываются давлением
в холодном состоянии; подвергаются более простой термической
обработке: закалке с пониженных температур, что упрощает
выбор печного оборудования и защиту от обезуглероживания.
Однако заэвтектоидные стали значительно уступают тепло-
стойким и полутеплостойким: в износостойкости — они отно-
сятся к сталям умеренной износостойкости (см. табл. 15 и рис. 185);
в сопротивлении пластической деформации — отпуск при 150—
200 °C не превращает остаточный аустенит, сохранившийся при
закалке. Поэтому при высокой твердости (63—65 HRC) предел
текучести при сжатии не превышает 1700—1800 МПа, что близко
к получаемому у полутеплостойких сталей, но значительно ни-
же, чем у быстрорежущих (2400—2500 МПа) (см. рис. 18);
в прочности — в небольших сечениях, т. е. при равномерном
распределении карбидов и закалке на мелкое зерно. В этом со-
стоянии она не превышает 2000—2700 МПа (см. рис. 117, а),
по сравнению с 3000—3200 МПа у быстрорежущих вольфрамовых
и 3200—3400 МПа у вольфрамомолибденовых сталей;
в шлифуемости — по причинам, указанным в п. 25.
229
Роль этих недостатков во многих случаях оказывается преоб-
ладающей, вследствие чего использование нетеплостойких сталей
сильно сокращается за последние годы. Их применяют для ин-
струментов при резании с небольшой скоростью и меньших удель-
ных нагрузках, штампов холодного деформирования, обрабаты-
вающих сравнительно мягкие материалы, для деревообрабаты-
вающих, слесарно-монтажных и измерительных инструментов,
а также для некоторых деталей машин, шарико- и роликоподшип-
ников.
46. Особенности легирования
Углеродистые стали, несмотря на высокую твердость и пони-
женное количество остаточного аустенита, используют меньше,
чем легированные (см. п. 40).
Легирование заэвтектоидных сталей
Высокие твердость и износостойкость определяются содержа-
нием углерода и мало зависят от степени легирования. При 1,0—
1,1 % С твердость закаленной стали не выше 63—64 HRC, а при
1,2—1,3 % С достигает предельных значений 66—67 HRC.
Однако при содержании >1,0—1,1 % С возрастают не только
количество, но и размеры карбидных частиц и ухудшаются усло-
вия их распределения \ что снижает прочность и вязкость и уси-
ливает отрицательное влияние масштабного эффекта. Поэтому
стали с повышенным содержанием углерода используют в неболь-
ших сечениях, т. е. после прокатки с большой степенью деформа-
ции или в холоднокатаной ленте и проволоке.
Основная задача легирования — повышение закаливаемости
и прокаливаемости. Кроме того, легирование позволяет сохранить
мелкое зерно и высокие прочность и вязкость, а в ряде случаев
сохранить больше остаточного аустенита и снизить таким путем
деформацию инструментов при закалке.
Для решения этих задач справедливо правило, согласно кото-
рому у большинства заэвтектоидных сталей содержание каждого
легирующего элемента должно быть небольшим: ~1 % 121.
При большем содержании карбидообразующие хром, воль-
фрам 1 2 и молибден ухудшают условия распределения карбидов
и снижают прочность и вязкость. Стали, в которые эти элементы
следует вводить в повышенном количестве (главным образом воль-
фрам в стали ХВ4, см. п. 47), применяют для инструментов не-
больших сечений;
1 При содержании хрома (или вольфрама) более 1,2—1,3 % карбидная сетка
в прокате диаметром >30—40 мм образуется и при 0,9—1,0 % С.
2 В отдельных случаях делается исключение для маргакпа (см. п. 52) и вольф-
рама (см. п. 50).
230
марганец повышает количество остаточного аустенита (но не
ухудшает распределения карбидов); кремний, присутствуя в сс-
растворе и искажая его решетку, снижает прочность и вязкость
и кроме того усиливает обезуглероживание.
При необходимости значительного повышения прокаливаемо^
сти или закаливаемости рекомендуется комплексное легирование.
В этом случае в сталь вводят несколько элементов, по при меньшем
содержании каждого из них (табл. 34). По этим причинам суммар-
ное содержание легирующих элементов в нетеплостойких сталях —
не более 4—5 %.
Таблица 34. Влияние легирующих элементов на прокаливаемость 1
стали с 1% С ([41] и рис. 49)
Содержание легирующих элементов Расстояние от торца до зоны с твер- достью j 60 HRC, мм Критически! ЦИЛИНДР! образца при в масле (20 °C) диаметр 2 шеского охлаждении в соли (160 -170 °C)
Углеродистая сталь
— 3—4 4
0,5 % Сг 4—5 8
1 % Сг 6 15
1,5 % Сг
3 % Сг
1 % Сг |- 1 % Мп
1 % Сг + 1,5 % Si
1 % Сг 1 % Мп + 1 % Si
Хромистая сталь
8 22
13 48
И 35
11 35
14 53
20
33
27
27
35
Сложнолегированные стали
1 % Сг -Ь 1 % Мп + 1 % W
1 % Сг -|- 1 % Мп + 0,2 % V
0 8 % Сг; 0,8 % Мп; 0,8 % Si;
0,8 % W 1-0,1 % V
13
13
30
48
48
100
33
33
75
1 Закалка на мелкое зерно балла 10 (ниже Аст). Прокаливаемость отдельных пла-
вок в зависимости от условий производства стали и выполнения отжига может изменяться
особенно у сталей, легированных марганцем и вольфрамом.
2 Предельный диаметр, при котором твердость сердцевины 60 HRC при твердости
в поверхностных слоях 62 63 HRC; у некоторых плавок он может быть ниже.
Легирование в этих пределах, почти не изменяя типа карбид-
ной фазы (кроме вольфрама и ванадия), позволяет повысить вяз-
кость и прочность. Они заметно возрастают в случае сохранения
мелкого зерна; больший эффект достигается при легировании
хромом и особенно 0,1—0,2 % V. Кремний в количестве 0,7—
0,9 % повышает устойчивость против отпуска, мало влияя на
распределение карбидов.
231
Легирование никелем, используемое для повышения вязкости
конструкционных сталей, непригодно для сталей с высоким со-
держанием углерода. Никель сильно увеличивает количество оста-
точного аустенита и, кроме того, ускоряет снижение твердости
при отпуске.
эвтектоидных почти нет
Рис. 118. Механические свойства
эвтектоидной стали 7ХГ2ВМ(сплош-
ные линии) и заэвтектоидный ХВГ
(штриховые) в зависимости от сече-
ния проката; образцы вблизи 0,5Д.
Закалка на мелкое зерно; отпуск
при 150 — 160 °C
Легирование эвтектоидных сталей
Ковкость, вязкость, предел выносливости и пластичность вы-
ше, чем у заэвтектоидных сталей. Важно, что механические свой-
ства этих сталей мало ухудшаются в крупных сечениях (рис. 118).
также анизотропии прочности и де-
формации, создаваемой в заэвтекто-
идных сталях полосчатостью в рас-
пределении карбидов.
Наконец, эвтектоидные стали
имеют более низкую твердость и
хорошую обрабатываемость в отож-
женном состоянии (см. п. 27)
Однако в углеродистых сталях
трудно обеспечить удовлетворитель-
ное сочетание этих свойств из-за по-
вышенной чувствительности к росту
зерна и к вызываемому этим сни-
жению вязкости и прочности.
Рационально поэтому использо-
вание легированных эвтектоидных
сталей. Принципы легирования опре-
деляются сечением, в котором эти
стали используются для инстру-
ментов.
Для небольших сечений важно ис-
пользовать хорошую пластичность
в отожженном и закаленном и низко-
отпущенном состоянии — соответ-
ственно для производства холодно-
катаной стали, возможности небольшой деформации при высокой
твердости (например, для правки, разводки зубьев у пил и т. п.).
Уменьшение чувствительности к росту зерна обеспечивается
легированием хромом (0,7—1,5 %) и ванадием (0,1—0,15 %).
Для крупных сечений необходимо, наряду с созданием высоких
закаливаемости и прокаливаемости, предупредить развитие лик-
вации, ведущей к образованию вторичных карбидов в отдельных
объемах. Поэтому эвтектоидные стали этого назначения сле-
дует легировать марганцем и никелем при сохранении добавок
и возможно меньшем содержании хрома (см. п. 49).
Для сохранения большей стабильности структуры и свойств
эвтектоидные стали должны иметь более узкие пределы содержа-
ния углерода (0,07 %) и легирующих элементов для марки.
232
47. Стали небольшой прокаливаемости
Углеродистые стали
Основные особенности сталей связаны с пониженной устой-
чивостью переохлажденного аустенита в перлитной и промежу-
точной областях (рис. 119). Это обуславливает пониженные зака-
ливаемость и прокаливаемость 1 (рис. 120).
Преимущества сталей: а) получение высокой твердости в по-
верхностном слое при сохранении вязкой сердцевины. Это дости-
гается в инструментах диаметром 15—25 мм. Углеродистые стали
пригодны для инструментов этих сечений, испытывающих повы-
шенные напряжения в поверхностных слоях (ручных метчиков,
некоторых высадочных штампов) и работающих с динамическими
нагрузками; б) сохранение меньшего, чем у легированных ста-
лей, количества остаточного аустенита до 5—8 % (рис. 121).
Этот аустенит интенсивно превращается под действием напряже-
ний, возникающих при эксплуатации (см. рис. 110). Поэтому
сопротивление пластической деформации в рабочей кромке ин-
струмента из углеродистых сталей может быть больше, чем у мно-
гих легированных сталей с одинаковым содержанием углерода;
в) низкая твердость (150—175 НВ) после отжига. Это значительно
облегчает изготовление инструментов пластической деформацией:
насечкой (напильники), плющением (пилы), накаткой (метчики),
г) сохранение чистой поверхности при закалке вследствие охла-
ждения в воде, что упрощает очистку инструментов.
Однако недостатки углеродистых сталей более значительны,
что и привело к сокращению их использования по мере разработки
более совершенных легированных сталей.
Главным недостатком являются уже указанные низкие прока-
ливаемость и закаливаемость и необходимость выполнения закалки
с резким охлаждением в водных растворах.
Существенным, и не всегда учитываемым следствием, является
тот факт, что углеродистые стали часто не получают при закалке
высокой (>62 HRC), а главное однородной твердости в инстру-
ментах небольших сечений толщиной или диаметром 1 мм — в тон-
кой ленте, проволоке. Во время переноса в охлаждающую среду
такие инструменты успевают и охладиться до температур наимень-
шей устойчивости аустенита (650—600 °C), что вызывает частичный
перлитный распад 2.
Действительно, тонкие пилы, ножовки из углеродистой стали
часто имеют более низкую стойкость, чем из низколегированных.
Неоднородная твердость может наблюдаться на тонкой рабочей
1 На прокаливаемость углеродистой стали заметно влияют небольшие коле-
бания в содержании марганца и кремния и обычных примесей: никеля, хрома,
фосфора (см. п. 18). Качественные стал и"(при" меньшей вязкости) закаливаются
лучше, чем высококачественные.
Этого можно избежать небольшим перегревом для закалки и очень быстрым
охлаждением, обеспечиваемым в автоматических агрегатах.
233
Рис. 119 Диаграммы изотермического превращения аустенита углеродистой
стали
а — доэвтектоидной (0,54 % С, 0,36 % Мп) после нагрева при 830 °C, б —
эвтектоидной (0,80 % С, 0,29 % Мп) после HaipeBa при 850 °C, в — заэвтекто-
идпой (1,14 % С, 0,22 % Мп) после нагрева при 790 °C
Рис. 120 Прокаливаемость углеродистой стали с 0,7 % С (а) и 1,2 % С (б) в за-
висимости от температуры закалки и диаметра образцов (Ю А. Геллер, П. С. Ли-
зогубов)
234
кромке инструментов больших размеров, в частности на напиль-
никах.
У углеродистых сталей часто возникают так называемые «мяг-
кие пятна» при закалке с охлаждением в воде; при этих условиях
охлаждения они недостаточно пригодны для закалки с индукци-
онным нагревом.
Вследствие необходимости резкого охлаждения при закалке
углеродистые стали очень чувствительны к образованию трещин
и к деформации. Следовательно, эти стали не могут быть пригодны
для инструментов большой длины при небольшой толщине.
В некоторой степени этот недо-
статок может быть устранен при-
менением предварительной обра-
ботки (см. п. 28 и 53).
Из-за небольшой прокалива-
емости эти стали нельзя применять
для относительно крупных ин-
струментов (диаметром или тол-
щиной >30 мм), если они пред-
назначены для работы при повы-
шенных давлениях. Из рис. 120
видно, что в таких сечениях за-
каленный слой, получаемый при
закалке с нагревом в печи или
в соли, излишне тонок 1 «1 —
1,5 мм) и расположен на мягкой
основе с резким перепадом в твер-
дости.
Углеродистые стали чувстви-
Рис. 121. Температуры мартенситного
превращения и количество остаточно-
го аустенита (Л) углеродистой стали
(штриховые линии для закалки с на-
гревом выше Аст)
тельны к перегреву. Даже не-
большое повышение температуры закалки (на 10—-15 град) сверх
оптимальных и отвечающих узкому интервалу, (см. табл. 47)
сильно снижает их вязкость и прочность (рис. 122). Это приводит
к получению нестабильных свойств в разных партиях однотипных
инструментов.
О содержании углерода. Влияние на твердость закаленной
стали зависит от сечения образца (инструмента). В образцах диа-
метром от 1 до 5 мм, охлажденных в воде, высокая твердость
(62—63 HRC) достигался при 0,6—0,7 % С. Но в образцах
большего сечения такую же твердость на поверхности можно
получить лишь при 0,8—0,9 % С (рис. 123). Вследствие менее
интенсивного охлаждения крупных образцов некоторое коли-
чество углерода успевает выделиться из раствора.
С увеличением содержания углерода >0,9—1,0 % твердость
повышается до 65 HRC. Для сохранения мелкого зерна заэвтек-
1 Слой большей толщины можно получшь при индукционном нагреве, при-
чем можно для этой цели использовать у еродистые стали.
236
тоидные стали закаливают с температур, при которых сохраняется
часть вторичных карбидов; в этих условиях еще большее увеличе-
ние содержания углерода в стали не сопровождается ростом его
концентрации в мартенсите. Повышение температуры закалки,
увеличивая растворение вторичных карбидов и концентрацию
углерода в растворе, может даже снижать твердость из-за роста
количества аустенита (см. рис. 121). Кроме того, это приводит
к росту зерна и снижению прочности и вязкости.
Рис. 122. Предел прочности на изгиб
н твердость углеродистой и низко-
легированной стали в зависимости
от температуры закалки: охлажде-
ние в воде, отпуск при 150 °C, 1 ч
(Ю. А. Геллер, Ц. Л. Олесова)
Рис. 123. Твердость углеродистой ста-
ли в зависимости от содержания угле-
рода и температуры закалки:
1 — образцы диаметром 5 мм; закалка
в воде; для заэвтектоидных сталей с
760—790 °C (ниже Асту, 2 — то же, для
образцов диаметром 15 см; 3 — то же,
для образцов диаметром 5 мм, охла-
жденных в соли (160—170 °C, 3 мин),
затем в воде
Влияние углерода проявляется и в отпущенной стали. Твер-
дость и устойчивость против отпуска выше у сталей, содержащих
>0,8—0,9 % С (рис. 123); при отпуске у них выделяется несколь-
ко больше карбидных частиц (рис. 124), задерживающих снижение
твердости.
Эвтектоидная и близкие к ней стали с 0,8—0,9 % С практиче-
ски не содержат частиц вторичного цементита и при нагреве выше
приобретают однофазную аустенитную структуру. У этих ста-
лей сильнее рост зерна; оно увеличивается до баллов 6—8 уже при
780—790 °C. Величина зерна неодинакова в сталях разных плавок
и даже в разных участках и зависит от металлургических особен-
ностей плавки. При относительно небольшом повышении темпе-
ратуры нагрева — до 800—825 °C зерно чаще всего увеличивается
до балла 4—5.
Вследствие этого прочность углеродистой эвтектоидной стали
пониженная (рис. 125). Характерна кроме того, повышенная чув-
ствительность к закалочным трещинам.
236
Но у эвтектоидных сталей хорошая способность принимать
холодную деформацию в отожженном состоянии.
Применение эвтектоидных сталей для большинства назначений
(кроме ленты и проволоки) мало оправдано.
В заэвтектоидных сталях при нагреве несколько выше
сохраняются частицы вторичного цементита; они препятствуют
росту зерна. При нагреве 780—800 °C размеры зерна увеличи-
ваются лишь до балла 8- 9. Стали меньше чувствительны к обра-
зованию трещин благодаря более
плавному снижению твердости от
закаленной поверхности к сердце-
вине (см. рис. 120).
Рис. 125. Предел прочности прп изги-
бе, ударная вязкость, а также измене-
ние объема (AV) углеродистых сталей
в зависимости от содержания углерода
(температуры закалки указаны на диа-
грамме; охлаждение в воде).
1 — без отпуска; 2 — отпуск при
150 °C, 1 ч
а, мдж/мг
Рис. 124. Содержание углерода в мартенсите
yiлеродиетой стали в зависимости от темпера
туры и длительности отпуска- Закалка сталей
с 1,09 и 1,4 % с нагревом выше Аст
Однако повышение содержания углерода более 1,2 % вызы-
вает снижение прочности (см. рис. 125) из-за растущей неодно-
родности в распределении цементита и увеличения размеров его
частиц ’.
По этой причине для режущих инструментов и штампов диа-
метром (стороной) от 2—3 до 30 мм более пригодна сталь с 1,0—
1,2 % С (У 11 и У11А). При твердости 62—64 HRC и зерне балла
9—10 ее прочность после отпуска 150 °C составляет 2000—
2200 МПа.
Низколегированные стали
Химический состав (табл. 35) установлен так, чтобы сохрани-
лись преимущества углеродистых сталей и уменьшились их недо-
статки: низкая закаливаемость и чувствительность к перегреву.
1 Холоднодеформированная сталь (в ленте, проволоке), отжигаемая при по-
ниженных температурах (730—750 °C), меньше снижает прочность при увеличе-
нии содержания углерода до 1,2—1,35 %. Возможно, что при этом частично со-
храняется упрочняющее влияние холодной деформации.
237
Таблица 36 Химический состав
сталей (средний), %
Таблица 35 Химический
состав сталей 1 (средний), %
Марка стали С Мп 1 сг V Марка стали С Мп Si Сг W V
9ХФ 0,й5 I 0,45 0,55 0,2 0,3 0,3 0,3 1,8 0,35
У8Г ИХФ 0.S5 ' 6,50 1,1 | 0,55 <0,3 0,55 02 В2Ф 1,15
13Х 1 и 0 15 0,55 - Типа ХВ1 1,25 0,25 0,25 0,35 1,45 0,15
1 Во 0,25 % Si всех сталях содержится ХВ4 1 35 0,25 0,25 0,55 4,0 0 25
Для предупреждения первого дефекта стали легируют марган-
цем и хромом (рис 126). Второй недостаток уменьшается при ле-
гировании хромом и особенно ванадием (рис. 127).
Однако ванадий, связывая часть углерода в труднораствори-
мом карбиде МС, снижает прокаливаемость. Поэтому ванадий не
применяют в качестве един-
ственного легирующего эле-
мента.
Хром в сгалях, близких
к эвтектоидным (сталь 9ХФ),
Рис. 127. Влияние ванадия и хрома на пре-
дел прочности при изгибе стали с 1,1 % С
в зависимости от температуры закалки (от-
пуск при 150 °C)
1 — отпуск с 0,5 % Сг и 0,1 % V (ИХФ),
2 — с 0,5 % Сг (11Х), 3 — углеродистая
сталь УН
Содержание храни, %
Рис 126. Влияние хрома на за-
каливаемость стали с 1 % С,
0,25 % Si, 0,25 % Мп в образцах
диаметром 25 мм, закалка с
790 °C 117J
присутствуя в растворе, немного задерживает рост зерна и по-
вышает }сюйчивость аустенита в перлитной области.
Эти легирующие элементы вводят лишь в небольших количест-
вах- не более 1—1,2 % (в сумме). Тогда еще сохраняются назван-
ные выше технологические преимущества, свойственные углеро-
дистым шалям хорошая обрабатываемость резанием и способ
ность принимать холодную деформацию в отожженном состоянии.
Твердость эвтектоидных сталей после отжига лишь немного
выше (на 15 -20 НВ), чем углеродистых (см. табл. 41).
238
Количество остаточного аустенита в закаленных низколегиро-
ванных сталях почти такое же, как и в углеродистых.
Прокаливаемость и закаливаемость показаны на рис. 128 и
129. Из-за лучшей закаливаемости эти стали по сравнению с угле-
Рис 128 Влияние небольших
количеств легирующих элемен-
тов па закаливаемость стали с
0,7 % С и 1,1 % С в горячих сре-
дах (селитра | 1 % воды) при
1 50— 1 70 °C, 2 мин Закалка ста-
ли У7 с 825 °C, стали 7Х с 840 °C
и сталей с 1,1 % С с 815 °C
1 - 0,4 % Мп, 0,5 % Сг, 0,8 %
W, 2 — 0,4 % Мп, 0,5 % Сг
(ст 1ЛЬ ИХ), 3 — 0,5 % Сг, 4 -
0,5 % Сг, 0,2 % V, 5 — сталь
У11А
родистыми получают более высокую, а главное однородную твер-
дость в тонких сечениях.
Основное назначение их для инструментов небольшого сечения’
пил по дереву (сталь 9ХФ), напильников, бритв (сталь 13Х)
и закаливаемых с индукционным нагревом, если их охлаждают
водой.
Расстояние ст центра, мм
Рис 129 Влияние небольших количеств легирующих элементов на прока
пиваемость (охлаждение в водном растворе соли)
а — сталь с 0,7 % С [/ — 0,5 % Сг (815 °C) 2 — сталь У7А (810 °C) J, б —
сталь с 0,9 % С [/ — сталь 9ХФ с 0,5 % Сг, 0,1 % V, 0 О % Мп (М0°с '
2 — 0 5 % Сг (795 °C) 3 — сталь У9 (795 °C)] в сгачь с 1.1 % ( 1/
0,5 % ( о, 1 % Мп (805 °C), 2 — 0,5 % Сг, 0,8 % W (845 °(.) 3 0,5 % ( г
(820 °C) 4 — 0,8 % Сг (810 °C), 5 - ст 1ль У11 (790 °C) ], г - стальс1,3%С
I/ — 0,5 % Сг, 0,1 % V (840 °C), 2 — 0,5 % Сг (840 °C), сталь У13 (790 °C)]
239
Сталь У8Г благодаря более однородной структуре (отсутствие
избыточных карбидов) применяют также для пил по дереву, но
она чувствительнее к перегреву. Сталь 11ХФ используют, кроме
того для инструментов диаметром 5—15 мм (метчики, развертки)
из-за возможности охлаждения при закалке в горячих средах
или в масле, что уменьшает деформацию.
Низколегированные и легированные стали
высокой твердости (68—70 HRC)
Основное отличие сталей — более высокие твердость и износо-
стойкость. Стали имеют больше углерода и карбидов, а после за-
калки — мало аустенита; содержание марганца в связи с этим
пониженное (табл. 36). Стали применяют для инструментов не-
больших сечений.
Стали с 3,5—4,5 W. Наряду с цементитом в них присутствуют
карбиды МвС высокой твердости,
Рис. 130. Диаграмма изотермического
превращения аустенита стали ХВ4
(1,3 % С; 3,5 % W; 0,21 % Сг; 0,5 % Si;
0,28 % Мп) после нагрева при 850 °C
в которых связано мало углерода
(до 0,1 % С на каждый процент
вольфрама). Карбид WeC прак-
тически не растворяется при
низких температурах закалки
(880 -850 °C), что обеспечивает
сохранение очень мелкого зерна
и меньшего количества аусте-
нита. В присутствии карбидов
МвС при высокой концентрации
углерода в мартенсите сталь
после закалки получает твер-
дость до 68—70 HRC и высокие
износостойкость и сопротивле-
ние пластической деформации.
Однако прочность (1600—
2000 МПа) и вязкость пони-
женные.
Стали с высоким содержа-
нием вольфрама чувствительны
к графитизации при отжиге и снижению поэтому твердости при
закалке. Для предупреждения графитизации их легируют хромом
и отжигают при более низкой температуре.
Прокаливаемость сталей небольшая (рис. 130) При закалке
с 830 °C с охлаждением в воде твердость в середине цилиндриче-
ского образца диаметром 35 мм не превышает 40—43 IIRC.
Стали применяют для работы без динамических нагрузок:
прошивных пуансонов, чистового резания твердых материалов
(в том числе отбеленного чугуна), но с небольшой скоростью, для
граверных работ. Они хорошо сохраняют остроту режущей
кромки, что обеспечивает чистую поверхность у обрабатываемого
материала.
240
Стали с 1,5—1,8 % W. Они имеют несколько меньшую твер-
дость (65—66 HRC), но немного лучшую пластичность. Их при-
меняют преимущественно для ножовочных полотен. Стойкость
их в 1,5—2 раза выше получаемой у сталей ИХ и 13Х.
48. Стали повышенной прокаливаемости
Стали содержат больше легирующих элементов (до 4—5 %)
и представлены большим числом марок, различающихся по составу.
Они прокаливаются полностью в зависимости от состава в сечении
диаметром (стороной) от 25—70 до 80—90 мм.
В результате большей закаливаемости, возрастающей одно-
временно с прокаливаемостью, стали получают высокую твердость
(от 62 до 67—68 HRC) при охлаждении в масле, а многие из них —
в горячих средах (150—1 И) °C). В этих случаях уменьшается де-
формация.
Эти стали целесообразно различать по износостойкости (твер-
дости) и выделить стали с повышенным (0,9—1,0 %) и высоким
(>1 %) содержанием углерода
Стали с 0,9—1,0 % С
Стали получают твердость до 63—64 HRC, но по сравнению
со сталями более высокой твердости (с 1,1—1,25 % С) имеют не-
сколько лучшую вязкость. Их используют для крупных инстру-
ментов сложной формы. Однако по соображениям, изложенным
в и. 45. их целесообразнее применять для инструментов диаметром
до 50— 60 мм.
Сложнолегированные стали
Сталь ХВСГ (табл. 37) в большей степени отвечает условиям ра-
ционального легирования. Устойчивость переохлажденного ау-
стенита наибольшая (рис. 131, 132). Твердость 60—62 HRC
в инструментах диаметром до 90—100 мм получается при охлажде-
нии в масле и в горячих средах. Инструменты небольшого сечения
(диаметром до 20 мм) закаливаются при охлаждении на воздухе.
Из-за несколько пониженного содержания хрома и вольфрама
сгаль ХВСГ имеет более однородное распределение карбида, чем
дрхгпе стали этой группы. В прокате диаметром до 80—100 мм
не наблюдается, в большинстве случаев, выделения карбидов в виде
сетки. Вследствие влияния ванадия и вольфрама сталь устойчива
против перегрева и сохраняет мелкое зерно.
Прочность стали ХВСГ после закалки на мелкое зерно и от-
пуска при 150 °C (60—52 HRC) составляет 2500—2700 МПа
(для проката диаметром до 40—50 мм). Это выше, чем у углероди-
стых и других легированных сталей.
Кроме того, сталь ХВСГ имеет повышенную устойчивость про-
тив отпуска, что характерно для сталей, легированных кремнием.
241
ФО
to
Твердость HRC
Рис. 132. Прокаливаемость легированных сталей при» охлаждении в масле
ХВГ и 9ХС указаны максимальная и минимальная; прокаливаемость
и в селитре (160 —170 °C); температуры закалки для сталей
— по результатам испытаний 16 плавок (В. Н. Ломакии)
Таблица 37. Химический состав сталей (средний), %
Марка стали с Мп Si Сг Другие элементы
Сложнолегированные
ХВСГ 1,0 0,75 0,85 0,85 0,85 W; 0,1 V
ХВГ 1,0 1,0 0,3 1,1 1,4 W
Хромистые
X (ШХ15) 1,0 0,30 0,25 1,5 —
Типа ХФ 1,0 0,30 0 25 1,3 0,2 V
Типа ХМ 1,0 0,35 0,25 1,3 0,35 V
X ромокремнистыс
9ХС 0,9 0,45 1,4 | — 1 —
Марган цовистые
Типа 9ГМФ 0,95 1,6 0,25 0,2 0,3 V; 0,15 Мо
Типа 9Г2Ф 0,9 2,0 0,25 — 0,1 Мо
Рис. 133. Твердость и количество остаточного аустени-
та (Л) легированных заэвтектоидных сталей в зависи-
мости от температуры отпуска, 1 ч; закалка на мелкое
зерно
Рис. 134. Влияние легиру-
ющих элементов и темпера-
туры закалки на количество
остаточного аустенита (Л)
Она сохраняет твердость 60 HRC после нагрева до 250—260 °C
и превосходит по твердости хромистые и марганцовистые стали
(рис. 133). Это обеспечивает большую стойкость инструментов:
на 20—30 % по сравнению с остальными сталями этой группы.
При закалке стали ХВСГ сохраняется повышенное количество
аустенита (15—18 %) (см. рис. 134), вследствие чего снижается де-
формация инструментов \
1 Сталь ХВСГ, как и рассматриваемую ниже сталь ХВГ, называют «малоде-
формирующейся», что, однако, недостаточно точно (см. п. 49).
244
Сталь ХВСГ из-за влияния остаточного аустенита чувствитель-
на к шлифовочным трещинам и требует осторожного шлифования.
Сталь ХВСГ используют для круглых плашек, некоторых про-
тяжек (чаще крупных), зенкеров, обрабатывающих мягкие мате-
риалы, штампов (крупных вытяжных), форм прессования поли-
меров сложной конфигурации.
Стам ХВГ была разработана в 20—30-х гг. и применяется для
таких же инструментов, как и сталь ХВСГ. Однако она уступает
стали ХВСГ по ряду свойств.
Сталь ХВГ прокаливается в сечении (диаметром) до 70—80 мм.
Из-за большего содержания хрома и вольфрама характерна по-
вышенная карбидная неоднородность; в крупных сечениях (диа-
метром 50—60 мм) часто наблюдается карбидная сетка, особенно
при содержании >1,4 % W. Из-за повышенного содержания
марганца сталь ХВГ сохраняет при закалке до 20 % аустенита,
что заметно уменьшает деформацию (см. рис. 134). Однако это
снижает устойчивость рабочей кромки и делает ее чувствительной
к образованию шлифовочных трещин.
Сталь ХВГ уступает стали ХВСГ и в устойчивости против от-
пуска (см. рис. 133).
Для стали ХВГ характерны также значительные колебания
в прокаливаемости и закаливаемости разных плавок. При охла-
ждении в масле отдельные плавки стали ХВГ прокаливаются в се-
чении не более 30—40 мм и получают пониженную твердость,
тогда как стали других плавок прокаливаются в сечении до
75—80 мм (см. рис. 132).
Эти колебания могут быть вызваны различием в дисперсности и
изменением количественного соотношения карбидных фаз: леги-
рованного цементита и карбида М6С, обладающего меньшей раст-
воримостью в аустените. Соотношение между карбидами может
изменяться в зависимости от условий охлаждения слитка, лик-
вации и режима отжига. С увеличением доли карбида М6С пони-
жается прокаливаемость. Наибольшие колебания наблюдаются
у сталей, изготовляемых различными заводами. При снижении
содержания до 1 % W уменьшаются’различия в прокаливаемости.
Хромокремнистые стали
Кремний повышает устойчивость аустенита в перлитной области
по сравнению с получаемой для хромистой стали (см. рис. 131).
Сталь 9ХС прокаливается в образцах диаметром до 40 мм при
охлаждении в масле и до 25—30 мм при охлаждении в горячих
средах (см. рис. 132). В работе [741 отмечено, что кремний уско-
ряет бейнитное превращение.
Из-за влияния кремния она подобно стали ХВСГ сохраняет
твердость <60 HRC после нагрева до 250—260 °C (см. рис. 133).
Другие преимущества стали: 1) более равномерное распреде-
ление карбидов из-за меньшего содержания углерода (0,9 %);
246
В pen ft, с
Твердость ВВС Твердость MftC
карбидная неоднородность стали 9ХС не превышает балла 1—2
в прокате диаметром до 58—60 мм; это немного лучше, чем у стали
ХВСГ; 2) небольшая чувствительность к перегреву; кремний,
затрудняя самодиффузию, способствует сохранению мелкого зер-
на, 3) меньшее количество остаточного аустенита (<6—8 %),
кремний, если он единственный легирующий элемент, не изменяет
температуры 7ИН.
Однако при содержании >0,8—1,0 Si заметно ухудшаются
технологические свойства.
246
рис 135 Диаграммы изотерм»
ч секо г о превращения аустенит
а
грев i
>0 Мп 0 19 %
при 820 С
С 1 -И % Ci
Si) пос те итгрева при 840 °C,
-------------, С, 1 41 % Сг;
80 после иа-
840 °C
б <таль X
0.34 % Мп.
0 36 % Мп и 0,33 %
I рева при
Кремний упрочняет
феррит, повышая твер-
дость после отжига до
217—241 НВ. Кроме того,
кремний из-за излишне
высокого содержания в
стали усиливает обезугле-
роживание (табл. 38);
в этом случае требуется
тщательное и частое рас-
кисление соляной ванны.
Наконец, кремний, искажая решетку
Твердость HRC
сс-фазы, охрупчивает сталь. Прочность стали 9ХС после закалки
без перегрева и отпуска на твердость 51— 53 HRC не превышает
2200 МПа.
Таблица 38 Влияние кремния
на обезуглероживание стали с 1 % С
и 1 % Сг при нагреве в течение
30 мин в малораскисленной ванне
BaCL NaCl (Ю. А. Геллер
и Е. А. Лебедева)
Глубина обезуглерожива
Содержа - пне крем ния, % ния, мм, после нагрева до температур, °C
850 900
0,25 0,27 0,53
0,77 0,38 0,69
1,5 0,46 0,80
Paccmi чние от охлаждаемого торца, мм
Рис 136. Кривая торцовой за калки заэв
тектондиых сталей
Из-за отсутствия карбидной неоднородности сталь 9ХС ис-
пользуют для инструментов, рабочие грани которых расположены
ближе к середине прутка (круглые плашки) и для некотооых
штампов. Однако ее чаще заменяют сталью ХВСГ
Хромистые стали
Элементом, увеличивающим прокаливаемость и закаливаемость,
является только хром (1,5 %). Поэтому устойчивость переохла-
жденного аустенита по сравнению с низколегированной сталью
с 6,6 % Сг возрастает лишь немного и в основном в перлитной
области. Вместе с тем она сильно колеблется у отдельных плавок
(Рис. 135, 136).
247
Сталь X при охлаждении в масле или в соли (160—170 °C)
прокаливается полностью в образцах диаметромм 20—22 мм
(см. рис. 136) и закаливается в образцах диаметром до 25—30 мм.
При содержании углерода по нижнему пределу (0,95—1,0 %)
твердость после закалки пониженная: 61—62 HRCC.
Введение ванадия (сталь типа Хф) сохраняет более мелкое
зерно, но уменьшает прокаливаемость и закали :ваемость.
Наоборот, молибден (сталь типа ХЛ4) немнсого улучшает
эти характеристики.
Устойчивость против отпуска ниже, чем у ррассмотренных
сложнолегированных и кремнистых сталей (см. рисе. 133).
Хромистые стали используют главным образом для измери-
тельных инструментов (гл. XVII) и подшипников ка«тения диамет-
ром до 30—35 мм.
Марганцовистые стали
Марганец задерживает распад аустенита не толь®ко в перлит-
ной, но и в бейнитной области. Поэтому устойчивосзть переохла
жденного аустенита этих сталей высокая. Кроме тотго, марганец
увеличивает количество аустенита до 20—22 % (скм. рис. 134).
С этим связана важная особенность сталей — меньп гие объемные
изменения при закалке.
Марганцовистые стали имеют, кроме того, сравн ительно рав-
номерное распределение карбидов в крупных сечентдях и низкие
температуры закалки: 780—800 °C (что уменьшает обезуглерожи-
вание).
Однако для этих сталей характерны существенные недостатки:
а) более низкая твердость после закалки (60—62 FiRC)\ б) по-
ниженная устойчивость против отпуска (см. рис. 133 ), вследствие
чего сильнее снижается твердость при заточке и жплифовании;
в) пониженный предел упругости; г) чувствительность к шлифо-
вочным трещинам.
Большая часть этих недостатков связана с влиянием аустенита.
Он устойчив до 220—230 °C.
Стали типа 9Г2Ф и 9ГМФ используют в ограни ченных пре-
делах — для инструментов сложной формы, как правило, нешли-
фуемых и не затачиваемых после закалки и отпуска* (некоторые
штампы и формы прессования полимерных материалов).
Стали с высоким содержанием углерода
Эти стали (табл. 39) имеют повышенную твердость (64 -66 Н RC)
(рис. 137). Изменения твердости в разных партиях инструментов
незначительны.
Вместе с тем они (кроме 12X1 иа120ХВМ) имеют более высокую
устойчивость против отпуска, чем стали ХВСГ и 9ХС (см. рис. 133).
Из-за развития карбидной неоднородности стали используют
для инструментов небольшого сечения (диаметром до 20—30 мм),
248
с увеличением содержания углерода сверх 1,20—1,25 % возра-
стает карбидная полосчатость: на 1—2 балла.
Сталь 12X1 по сравнению с другими сталями этой группы
имеет меньшую закаливаемость и ее используют для ИЗМерИТеЛЬ-
дуХ плиток толщиной до 9—10 мм.
Для остальных сталей характерна большая устойчивость пере-
охлажденного аустенита, благодаря чему облегчается правка в го-
рячем состоянии и закалка в штампах (см. п. 23); их используют
для более длинных и тонких инструментов.
Таблица 39. Химический состав
сталей (средний), %
Марка стали с Мп Si Сг Другие элементы
12X1 1,15 0,4 0,3 1,3 —
Типа I20XBM 1,2 0,25 0,25 0,6 1,6 W; 0,2 V; 0,25 Мо
Типа 120СГ 1,25 0,3 1,0 — —
Типа 140СМ 1,45 0,3 1,0 — 0,25 Мо
Типа 150СХЗ 1,5 0,3 1,5 3,5 —
Рис. 137. Влияние содержания углеро-
да (изменяющегося от 1 % в стали X
до 1,2 % в стали 12X1) в хромистых
сталях па твердость пластин толщиной
9 мм [закаленных от 850 °C при нагреве
в печи (/) или в соляной ванне (2), ох-
лаждение в масле)] (Ю. А. Геллер,
И. А. Бусурина)
Стали типа 120ХВМ, более вязкие 120СХ и 150СХЗ с 1,2—
1,5 % Si превосходят остальные в устойчивости против нагрева.
Однако они чувствительны к обезуглероживанию, и имеют по-
ниженные прочность, вязкость и пластичность. Первый недоста-
ток несущественен; даже при некотором обезуглероживании в этих
сталях сохраняется достаточно углерода, чтобы получить высокую
твердость.
Стали используют для разверток, зенкеров, вытяжных штам-
пов, при работе с небольшими динамическими нагрузками. В этих
условиях они обеспечивают большую стойкость, чем стали ХВСГ
и 9ХС.
49. Стали высокой прокаливаемости.
Воздушно-закаливающиеся
Стали с 0,7 % С (табл. 40). Они близки к эвтектоидным и име-
ют более широкое применение. Стали сочетают высокую прокали-
ваемость и закаливаемость с небольшой чувствительностью к от-
рицательному влиянию масштабного эффекта (см. рис. 118) и с ми-
нимальными объемными изменениями при закалке.
249
Г а б л и ц а 40 Химическим состав сталей (средний), %
Марк i стати с Ми Ni Сг Др} гие элементы
7ХГ2ВМ Стали 0,72 с 0,7 % С 2 — эвтект до 0,5 оидные 1,7 1,1 W, 0,6 Мо,
7ХГНМ (ДИ 55) 0,72 1,5 1 1,35 0 15 V 0,15 V
Типа 7ХГ2ВМ 0,7 2 — 1,0 1,3 Мо
Типа ХГ2М Стали 1,0 с 1 % С - 2 - заэвтект оидные 1,0 1,0 Мо
Типа ХГЗМ 1,0 3 — 1,0 1,0 Мо
Изделия диаметром до 100—120 мм приобретают твердость
59—60 HRC при закалке с охлаждением на воздухе. Марганец
и никель повышают устойчивость аустенита в перлитной и бейнит*
ной областях, а молиб-
ден и хром — в пер-
литной (рис. 138).
Количество избыточ-
ных карбидов (М3С и
МС) незначительно.
Практически у них нет
карбидной неоднород-
ности (балл 1 сохра-
няется и в крупных
сечениях).
Вязкость повышен-
ная, но она может зна-
чительно изменяться
в разных плавках из-за
колебаний в содержа-
нии углерода (рис. 139)
которое следует уста-
навливать в узких пре-
делах.
Вязкость дополни-
тельно возрастает при
Рис 138 Диирпмма изотермического превра-
щения |устеиита стали 7X1 2ВМ (0,73 % С, 1,4 % Сг,
3,1 % Мп, 06 % \\ . 0,15 % V) после нагрева при
860 °C (А Э Паварас, А Д Яковлева)
частичной замене мар-
ганца никелем и при легировании молибденом вместо вольфрама
(сталь 7ХГНМ). Повышение вязкости в этом случае значительнее
при твердости 52—55 HRC (рис. 140).
Отпуск .при 300—350 °C (на твердость 55—57 HRC) снижает
вязкость из-за развития хрупкости первого рода (рис. 140).
260
Предел прочности сталей при изгибе 7ХГ2ВМ и 7ХГНМ в не-
больших сечениях немного выше, чем у полутеплостоиких сталей
с 12 % Сг, и не больше, чем у сталей с 5 — 5 % Сг; однако в боль-
шем профиле эти характеристики снижаются значительно меньше
(см. рис. 118). При твердости 60 HRC (отпуск при 150 °C) в про-
кате диаметром 50 мм аизг составляет 2000—2200 МПа вместо
1600—1800 МПа у стали Х12М. При твердости 57—58 HRC
(отпуск при 200 °C) прочность стали 7ХГ2ВМ возрастает до 2500—
2600 МПа.
Рис. 140. Предел прочности при изгибе и
ударная вязкость сталей 7ХГНМ (штрихо-
вые линии) и 7X1 2ВМ (сплошные) в зави-
симости от температуры отпуска, закалка
на мелкое зерно, поковки диаметром 25 мм
(Г А Околович. В Ф Моисеев, Ю А.Гел-
лер)
Рис. 139. Ударная вязкость сталей ти-
па 7ХГНМ в зависимости от содержа-
ния углерода и твердости после отпуска
(Г А Околович, В Ф Моисеев,
Ю А Геллер)
Стали менее чувствительны к надрезу, чем полутеплостойкие.
В устойчивости против отписка стали, легировнные повы-
шенным количеством марганца, не превосходят сталь ХВГ и
уступают кремнистым (см. рис. 133).
Износостойкость и устойчивость против нагрева могут быть
повышены азотированием, которое можно выполнять для этих
сталей перед закалкой.
Важная особенность сталей —- минимальные объемные изме-
нения и деформация при закалке (рис. 141) при почти полном от-
сутствии анизотропии деформации. Прирост длины в длинных из-
делиях (L > 100 мм) в 2,5 раза меньше, чем у стали ХВГ, и почти
не зависит от условий охлаждения (на воздухе, в масле, в горя-
чих средах). Небольшой прирост размеров, получаемый при за-
калке, почти полностью снимается при отпуске 150—250 °C.
261
Это связано с сохранением при закалке повышенного (18—20 %)
количества аустенита.
Остаточный аустенит устойчивее против нагрева до 300 —
350 °C и против распада при климатических колебаниях тем-
Рис. 141. Изменение длины продольных образцов при
закалке и отпуске нетеплостойких сталей (Ю. Л. Гел-
лер, И. А. Бусурина)
пературы. Это обеспечи-
вает постоянство раз-
меров изделий 1 в те-
чение длительного срока
эксплуатации.
Присутствие боль-
шого количества аусте-
нита делает стали чув-
ствительными к обра-
зованию шлифовочных
трещин. Из-за малой
деформации целесооб-
разно шлифование пе-
ред закалкой.
Стали используют
для сложных и круп-
ных штампов вырубки
мягких металлов, неко-
торых форм прессова-
ния полимеров. В этом
случае оправдывается
и их малая деформи-
руемость. Стойкость
штампов и форм в 1,5—
2 раза выше, чем из стали ХВГ (из-за меньшего выкрашивания).
Они также легче восстанавливаются наклепом.
При обработке на твердость 52—55 HRC (формы прессования
и др.) целесообразно применять сталь 7ХГНМ, вязкость которой
в этом состоянии выше, чем стали 7ХГ2ВЛ1 (см. рис. 140).
Б. ГОРЯЧАЯ МЕХАНИЧЕСКАЯ И ТЕРМИЧЕСКАЯ ОБРАБОТКА
50. Стали в состоянии поставки
Стали поставляют после отжига, а с повышенным содержанием
вольфрама — после высокого отпуска.
Структура по ГОСТ 1435—74 и 5950—73. Допустимые баллы
перлита (см. рис. 70): 2—9 для углеродистых сталей У7—У9;
3—8 — для сталей У10—У13 и 3—7 для легированных.
1 Стали 7ХГ2ВМ и 7ХГНМ применяют и для деталей машин высокой точно-
сти: ходовых винтов станков, распределительных валиков и т. п. (деформация
которых при термической обработке должна быть минимальной), а также для
крупных валков станов холодной прокатки.
262
Карбидная неоднородность углеродистых сталей и легирован-
ных ПХФ, X, 9ХС, В2Ф, ХГС, ХВСГ (остатки цементитной сетки)
не должны превышать балла 3; а для сталей 12X1, 13Х и ХВГ
балла 4. Карбидная неоднородность стали ХВ4 не должна пре-
вышать балла 3 для проката диаметром до 40 мм и балла 4 для
проката диаметром 40—60 мм.
Толщина обезуглероженного слоя (феррит ф- переходная зона)
в прокате не должна превышать определенных размеров
у углеродистой стали:
Толщина, мм ... . 0,30 0,40 0,50 0,60
Диаметр, мм .... 6—10 10—16 16—25 25—50
у легированной стали:
Толщина, мм ................. 0,35 0,40 0,50 0,70 1,0 1,3
Диаметр, мм .................. 4—8 8—15 15—30 30—50 50—70 70—100
У шлифованной стали (серебрянки) обезуглероженный слой
не допускается.
Твердость должна быть в пределах, указанных в табл. 41.
Таблица 41. Твердость сталей после изотермического отжига
Марка стали
Твердость
НВ
Диаметр отпечатка, мм
(при 0=10 мм,
Р = 30 000 Н)
Стали небольшой прокаливаемости
У8\—У12А, У8—У12
У13, У13А, 8ХФ, 9ХФ, ПХФ
13Х
В2Ф
ХВ4
166—192
170—196
179—196
187—228
228—286
4,38—4,65
4,3—4,6
4,3—4,5
4,0—4,5
3,6—4,0
Стали повышенной прокаливаемости
X 187—228 4,0—4,4
9ХС, 9ХВГ 196—241 3,9—4,3
Типа 9Г2Ф 170—196 4,3—4,6
9ХВГ, 9ХС 196—241 3,9—4,3
ХВГ 207—255 3,8—4,2
ХВСГ, 12X1, типа 120ХВМ 196—235 3,95—4,3
Типа 150СХЗ 229—268 3,7—4,0
Стали высокой прокаливаемости
7ХГ2ВМ, 7ХГНМ 228—248
Типа ХГ2ВМ и ХГЗМ 228—255
3,85—4,0
3,8—4 0
Углеродистые стали имеют меньшую твердость, но большую
пластичность, чем легированные.
Стали 7ХГ2ВМ и 7ХГНМ могут в отдельных случаях сохра-
нять повышенную твердость после отжига. В структуре наблюда-
ются тогда светлые участки, представляющие остаточный аусте-
263
нит. Он устраняется дополнительным отпуском при 600—630 °C
в течение 4—5 ч; тогда улучшается обрабатываемость резанием.
Предел текучести 260—280 МПа у стали У12А и 300—400
у сталей ИХ и X; относительное удлинение соответственно 24—
25 и 20—23 %.
Вязкость углеродистых заэвтектоидных сталей из-за менее од-
нородного распределения цементита ниже (0,3—0,35 МДж/м2
образцы с надрезом), чем у легированных сталей ИХ (0,5—
0,6 МДж/м2) и 9ХФ (0,8—0,9 МДж/м2).
61. Тепловые режимы горячей обработки
Температуры горячей деформации приведены в табл. 42.
Таблица 42. Режимы горячей деформации заготовки
Марка стали Температура, °C
нагрева окончания обработки
Стали небольшой п рокаливаемости
У9А—У13А (У9— У13), 9ХФ, 11ХФ, ХВ4, В2Ф 1100—1125 780—850
Стали повышенной прокаливаемости
X, 9ХВГ, ХВГ, типа 9Г2Ф 9ХС, ХВСГ 12X1, типа 120ХВМ и 150СХЗ 1100—1140 1100—1125 1100—1140 820—860 820—870 840—900
Стали высокой прокаливаемости
7ХГ2ВМ, 7ХГНМ, типа ХГ2ВМ и
ХГЗМ
1100—1140
860-900
Нагрев заготовок и особенно слитков для деформации должен
быть замедленным с выдержкой 3—4 ч при 780—800 °C и с полным
прогревом^при температурах горячей деформации. Мелкие по-
ковки можно нагревать быстрее; для уменьшения обезуглерожи-
вания и окисления целесообразен их быстрый индукционный на-
грев.
При температурах, выше указанных, усиливаются окисление
и обезуглероживание (рис. 142), и может снижаться горячая пла-
стичность. Повышенный нагрев опасен для слитков и крупных
заготовок сталей с высоким содержанием углерода, в структуре
которых могут присутствовать участки легкоплавкой эвтектики;
оплавление их может привести к раскалыванию поковки при де-
формировании.
Температуры нагрева можно понижать иа 40—80 °C при не-
больших обжатиях, чтобы не заканчивать деформацию при ПО’
264
вишенной температуре. При энергичной ковке температура
металла может повышаться на 50 -100 °C.
Температуры окончания ковки на готовый профиль должны
бьпь близки к нижнему пределу, указанному в табл. 42. Это не-
обходимо для предупреждения усиленного выделения карбидов
в виде сетки. Окончание ковки при еще более низких температурах
может вызвать трещины.
Температуры окончания деформации штамповок сложной фор-
мы должны соответствовать верхнему пределу, чтобы они не ох-
лаждались в тонких частях. Кроме того, стойкость штампов в этих
случаях выше.
Рис. 142. Механические свойства углеродистых сталей У12 (а) и У7 (б) при н.п ре-
ве; исходное состояние — отжиг 148 J
Условия охлаждения существенно влияют на структуру осо-
бенно, если температуры окончания деформации были повышенны
ми. Замедленное охлаждение способствует выделению карбидной
сетки. Поковки охлаждают как указано в п. 31.
Медленное охлаждение важно для воздушно-за наливающихся
сталей 7ХГ2ВМ и 7ХГНМ для предупреждения трещин, особенно
если при нагреве нельзя было избежать обезуглероживания.
После охлаждения на воздухе до 750—700 °C их целесообразно
помещать в нагретую печь для отжига.
Структура и твердость после охлаждения по указанным режи-
мам неоднородны; они зависят также от условий выполнения
обработки, а следовательно, от сечения поковок.
Для штамповок небольших размеров и простой формы воз-
можно сочетание в одной операции штамповки с закалкой. Горя-
чую обработку выполняют с той степенью деформации, которая
необходима для получения требуемых формы и размеров, после
265
Таблица 43. Твердость стали X (охлаждение в масле)
в зависимости от температуры окончания штамповки
Температура окончания штамповки, °C Твердость HRC Микроструктура
850 62 Мартенсит. Карбиды ориентированы в направле- нии деформирования
875 64 Скрытокристаллический мартенсит. Карбиды слег- ка ориентированы в направлении деформирования
900 64 Скрытокристаллический мартенсит и карбиды
900 64 То же
925 64 То же, мелкокристаллический мартенсит и карбиды
чего заготовку сразу закаливают и отпускают. Окончательные
размеры придают шлифованием. В этом случае исключаются опе-
рации отжига и закалки. Для получения мелкого зерна темпера-
туры окончания штамповки не должны быть очень высокими
(табл. 43).
52. Отжиг, гомогенизация и высокий отпуск
Отжиг
Задача отжига — перекристаллизация для измельчения зерна
и получения низкой твердости, а также структуры зернистого
перлита (см. п. 27).
У сталей с меньшим содержанием углерода отжиг устраняет
также тонкие полосчатость и сетку.
Температуры нагрева (табл. 44) должны быть лишь‘немного
выше, чтобы сохранить нерастворенной основную часть карби-
дов, получить структуру зернистого перлита и не вызвать выде-
ления карбидов в виде сетки.
Легированные заэвтектоидные стали, карбиды которых раст-
воряются при более высоком нагреве, приобретают структуру зер-
нистого перлита с баллами 4—6 (см. рис. 70) после отжига в более
широком интервале температур.
Температуры отжига допустимо повышать на 10—20 °C по
сравнению с указанными в табл. 44, если необходимо устранить
карбидную неоднородность.
Эвтектоидные стали отжигают при более низких температурах.
Вольфрамовую сталь для предупреждения порчи теплостойкости
(см. п. 31) не отжигают, а подвергают высокому отпуску.
В результате нагрева на 10—20 °C ниже приведенных темпе-
ратур образуется структура мелкозернистого и даже точечногс
перлита (балл 2) с большей твердостью (рис. 143) и пониженной
обрабатываемостью резанием. Однако в этом случае меньше
различие в величине частиц цементита, а обезуглероживание и
266
Таблица 44. Режимы обработки сталей высокой твердости
для получения структуры зернистого перлита
Температура, °C
Марка стали Л1 нагрева изотермиче- ской выдержки
Стали небольшой прокаливаемости
удд—УЮА, У9—У10 725—730 740—750 600—650
УНА—У13Л, У11— У13 725—730 750—780 620—660
11ХФ, В2Ф 735—745 750—790 670—700
ХВ4 750—760 730—750 —
Стали повышенной прокаливаемости
X, 9ХВГ, ХВГ, 9ХС, ХВСГ — 770—800 670—720
12X1, типа 120ХВМ и 120ХС — 790—820 670—720
Типа 150СХЗ 770—790 800—820 680—700
Стали высокой прокаливаемости
7ХГ2ВМ, 7ХГНМ 720—730 780—800 660—670
Высокий отпуск с выдержкой не менее 3 ч.
Температура отжига°С
Рис. 143. Твердость стали X в
зависимости от температуры на-
грева и скорости охлаждения
при отжиге
окисление уменьшаются; такой нагрев применяют для холодно-
деформированной стали.
Выдержка в течение 30—60 мин после прогрева обеспечивает
растворение той части карбидов, которая может быть переведена
в аустенит при данной температуре,
а также обеспечивает выравнивание
в нем концентрации углерода и леги-
рующих элементов. В производствен-
ных условиях выдержка обычно больше
и ее продолжительность зависит от се-
чения заготовок, а также количества
металла, нагреваемого в печи. Однако
загрузка очень большого количества
металла требует увеличения продол-
жительности отжига и усиливает коагу-
ляцию карбидов.
Условия охлаждения, необходимого
Для получения перлитной структуры,
определяют твердость и предел теку-
чести отожженной стали. Различают
Два режима охлаждения:
1. Замедленное, обеспечивающее получение твердости, ука-
занной в табл. 41 и достаточной для производительного резания и
Для холодной вырубки. Его выполняют по режиму изотермического
отжига. Заготовку охлаждают со скоростью 50—60 °С/ч для ле-
гированных сталей и 35—40 °С/ч для углеродистых до температур
9 Геллер ю. А. 267
на 100—120 ГС ниже Ах (см. табл. 44), а затем выдерживают для
завершения распада аустенита с образованием феррито-карбид-
ной смеси и получения достаточной степени коагуляции выделив-
шихся цементитных частиц. Указанные здесь температуры изо-
термической выдержки сравнительно мало зависят от состава ау-
стенита и примерно одинаковы для всех сталей.
Время распада аустенита при температуре изотермической
выдержки составляет от 20 до 60 мин. В производственных усло-
виях оно должно быть больше, чтобы обеспечить достижение за-
данной температуры и требуемую выдержку для всей массы ме-
талла.
Дальнейшее охлаждение можно выполнять на воздухе. Од-
нако для уменьшения напряжений целесообразно заготовки сло-
жной формы охлаждать с печью до 550—600 °C.
2. Очень медленное охлаждение (по сравнению с указанным
выше) со скоростью 20—30 °С/ч до тех же температур изотермиче-
ской выдержки (см. табл. 44). После окончания выдержки снова
следует медленное охлаждение 60—80 °С/ч до 500 °C, а затем
на воздухе или с печью.
Твердость после отжига по указанному режиму на 15—20 НВ
ниже указанной в табл. 41. В этом случае еще больше снижаются
предел текучести и a0t2/oB, как это показано в табл. 45.
Таблица 45. Механические свойства отожженной стали У12А
в зависимости от твердости (С. Н. Улигов, Ю. А. Геллер, В. Ф. Моисеев)
Твердость НВ <JB> МПа С^о»2» МПа 6. % Ф. %
223—229 770—790 540—550 16—18 29—31
163—167 *2 640—650 360—370 23—25 43—44
1 Замедленное охлаждение.
2 Очень медленное охлагкдение.
Более длительный отжиг целесообразен главным образом для
повышения производительности при таких операциях последую-
щей холодной деформации, как вытяжка, чеканка, выдавливание.
Гомогенизация
Применяется для уменьшения карбидной полосчатости и сетки
в прокате и поковках (см. п. 31). Необходим высокий и длительный
(5—8 ч) нагрев, что обеспечивает более полное растворение кар-
бидов.
Температуры нагрева 1180—1200 °C для менее легированных
сталей X, 9ХС и 1220—1250 °C для сталей ХВГ, ХВСГ, 12Х.
258
рекомендованы [58] для стали X и более высокие температуры
со ступенчатым нагревом: 1160 °C, 5 ч, 1220 °C, 2 ч и 1280 °C,
3 ч с охлаждением до 1180 °C и выдержкой 2 ч.
Охлаждение с 1000 °C должно быть ускоренным. Карбидная
неоднородность уменьшается примерно на 2 балла. После гомоге-
низации нужен обычный отжиг для измельчения зерна.
Высокий отпуск
Назначение высокого отпуска: 1) вместо отжига вольфрамовой
стали (ХВ4), так как отжиг ухудшает ее закаливаемость (см.
табл. 44); 2) рекристаллизация и снижение твердости после хо-
лодной деформации; температура нагрева 650—680 °C для угле-
родистых и низколегированных сталей и 680—700 °C для леги-
рованных; после прогрева достаточна выдержка 30—40 мин;
3) снятие напряжений, создаваемых обработкой резанием или
правкой изделий с большим отношением длины к диаметру или
сложной формы (см. п. 23); отпуск выполняют при 600—700 °C
(1—3 ч) с медленным охлаждением.
63. Предварительная термическая обработка
Цель обработки: 1) получение поверхности при резании повы-
шенной чистоты (см. п. 25); 2) получение минимальной деформа-
ции при последующей закалке (рис. 144).
Рис. 144. Влияние предва-
рительной обработки на при-
рост длины (Д£/£) образца
(D ю мм> £ ~ юо мм)
(Ю. Л. Геллер, В. Ф. Мо-
исеев и С. Б. Арутюнян):
1 — обычная закалка; 2 —
закалка из межкритической
области; 3 — то же Ц- от-
пуск 000 °C; 4 — предвари-
тельная закалка Г обычная
закалка
Инструменты закаливают с нагревом из межкритической
области (на 25—40 °C выше /Ц) и отпускают при 525—650 °C
(табл. 46).
Этот режшм совпадает с указанным для улучшения чистоты
поверхности при резании. Указанные операции можно совмещать;
3) повышение износостойкости азотированием по режимам, ука-
занным в п. 118. Затем выполняют обычные закалку и отпуск.
9* 269
Таблица 46. Температура закалки из межкритической области
и последующего отпуска для уменьшения деформации
(Ю. А. Геллер, В. Ф. Моисеев, С. Б. Арутюнян)
Марка стали Температура, °C Твердость HRC
закалки 1 отпуска
Стали небольшой прокаливаемости
У8—У13 (У8А—У13А) 740—750 600—650 20—25
11ХФ, 13Х, В2Ф 745—755 600—640 22—26
Стали повышенной прокаливаемости
ХВСГ, ХВГ, X, 12X1, 9ХС 745—755 550—600 27—29
755—765 То же 23—25
Стали высокой прокаливаемости
7ХГ2ВМ, 7ХГНМ 770—780 525—600 28—30
1 Охлаждение, принятое для соответствующих сталей при обычной закалке.
Для этой обработки пригодны главным образом стали 7ХГНМ
и 7ХГ2ВМ, инструменты из которых почти не деформируются
при окончательной закалке; в связи с этим во многих случаях
можно отказаться от шлифования.
64. Закалка
ВЬО 855 670 655
Гемпература затлки°С
Рнс. 145. Предел прочности при изгибе
и твердость легированных сталей в за-
висимости от температуры закалки (ох-
лаждение в масле; отпуск при 160 °C,
1 ч)
Закалка создает максимальную твердость, достижимую у ста-
лей этой группы. Она получается в результате нагрева в широ-
кой области температур (рис. 145).
Однако для получения высокой
прочности и предупреждения силь-
ного ухудшения вязкости верх-
ний предел температур закалки
должен быть ограничен. Заэвтек-
тоидные стали имеют мало избы-
точных карбидов, которые могли
бы эффективно задерживать рост
зерна при повышенном нагреве.
Поэтому интервал оптимальных
температур нагрева для боль-
шинства сталей узок и составляет
15—20 °C (табл. 47).
Охлаждение с этих температур
не создает у ряда сталей макси-
мальной твердости: она не пре-
вышает 63—64 HRC. Более вы-
сокий нагрев или очень резкое охлаждение (например, некоторых
легированных сталей в воде, а не в масле) повышают твердость
на 1—2/да?.
260
Таблица 47. Режимы закалки сталей высокой твердости
Марка стали Температура закалки, °C Твердость HRC при охлаждении
в водном растворе в масле и горячих средах *1 на воз- духе в водном растворе в масле и горячих средах на воз- духе
Стам небольшой прокаливаемости
У8А, У9А (У8, У9) 760—770 780—790 — 63—65 60—62 —
У10А—У12А 770—790 790—810 — 63—65 61—62 —
У10А—У12А *2 800—820 — — 62—64 — —.
У13 А 770—790 790—810 — 63—65 62—64 —
11ХФ, 13Х 800—820 810—830 — 63—65 62—64 —
В2Ф 810—830 — — 64—65 — —
ХВ4 820—840 — — 65—67 — —
Стали повышенной прокаливаемости
ХВСГ, 9ХГ — 855—870 860— 875 *3 — 63—64 62—63
X 810—820 840—850 —. 63—65 62—65 —
Типа 9Г2Ф — 780—800 — — 61—62 —
9ХВГ —
ХВГ — 830—850 — — 63—66 —
9ХС — 865—875 — — 63—64 —
12X1 810—820 850—860 — 64—66 63—65 —
Типа 120ХВМ — 840—850 — — 64—66 —
Типа 150СХЗ 900—930 — — 65—67 —
Стали высокой прокаливаемости
7ХГ2ВМ, 7ХГНМ
Типа ХГ2М, ХГЗМ
850—870 850—870
830—850 830—850
60—62 *4 59—62 *4
60—62 *4 59—62 *4
** Температура 150 — 165 °C для сталей небольшой прокаливаемости; 160 —180 °C
для сталей повышенной прокаливаемости и 200—300 °C для сталей высокой прокаливав'
мости.
* 2 Для инструментов диаметром (толщиной) 25 мм.
* 3 Для инструментов диаметром (толщиной) до 25 мм.
* * Твердость 63 — 65 HRC в случае азотирования перед закалкой.
Твердость сталей небольшой прокаливаемости, нагревавшихся
в воздушной печи, может быть на 0,5 HRC меньше, чем нагревав-
шихся в соли или в защитных средах.
Структура правильно закаленной стали — скрытокристалли-
ский мартенсит, остаточный аустенит и карбиды (рис. 146). За-
метная игольчатость служит признаком перегрева. Участки аусте-
нита плохо выявляются. Иногда наблюдаются светлые поля —
смесь мартенсита и аустенита; эти участки более легированы вслед-
ствие структурной неоднородности стали. Количественное соот-
ношение между структурными составляющими указано в табл, 21,
261
Инструменты диаметром более 8—10 мм или более мелкие, но
нагреваемые одновременно партией, подогревают при 500—600 °C,
а инструменты из сталей 7ХГ2ВЛ1, 7ХГНМ — при 700—750 °C.
Среды для нагрева указаны в п. 40.
Рис. 116. Закаленная сталь X с одинаковой (а)и неоднородной (б) травимо-
стью мартенсита. Х600
Выдержка при нагреве должна обеспечивать не только про-
грев инструмента, но и растворение того количества углерода и
легирующих элементов, которое может быть переведено в аусте-
нит при температуре закалки. Более короткая выдержка не соз-
Рис. 147. Прокаливаемость
(а) и твердость (б) стали
ХВГ (неглубоко прокалива-
ющейся) в зависимости от
выдержки в соли при темпе-
ратуре закалки; нагрев
850 °C (твердость указана
после отпуска при 150 °C)
дает достаточной прокаливаемости и устойчивости против отпуска
(рис. 147), а очень длительная вызывает рост зерна и усиливает
обезуглероживание.
Выдержка легированных сталей, карбиды которых растворя-
ются более продолжительно, должна быть больше (табл. 28).
262
Непрерывная закалка
Стали небольшой прокаливаемости
Инструменты диаметром до 5—8 мм, если допустима твердость
ниже 62—63 HRC, охлаждают в масле (20—50 °C). Их нагревают
до верхнего предела температур, указан-
ных в табл. 47. Некоторый рост зерна и
количества аустенита и небольшое сни-
жение вязкости и прочности (см. рис. 122)
возмещаются уменьшением напряжений
и деформации.
Инструменты диаметром 20—30 мм
также целесообразно нагревать до верх-
него предела температур (см. табл. 47).
Это увеличивает толщину закаленного
слоя и снижает перепад твердости по се-
чению (см. рис. 120), что в свою очередь
улучшает общую прочность инструмента
(рис. 148) и уменьшает опасность образова-
ния внутренних трещин (см. п. 24).
Инструменты диаметром >5—6 мм и
меньших размеров при необходимости
получения повышенной твердости охлаж-
дают в водных растворах солей (см. п.
Температура закалки"С
Рис. 148. Разрушающая на-
грузка при изгибе (Р) ци-
линдрических образцов ста-
ли У11А в зависимости от
диаметра и температурь!;
охлаждение в 10 %-ном вод-
ном растворе NaCl (Ю. А.
Геллер, П. С. Лизогубов)
40). Это обеспечивает
лучшую закаливаемость, большую толщину (рис. 149) и более
Рис. 149. Влияние состава водного раствора (20 °C) на прокаливаемость (а) и
предел прочности при изгибе (б) стали У12А, закаленной с 800 °C без отпуска;
Цифры указывают предел прочности при изгибе (МПа) (Ю. А. Геллер, С. Д. Вайс)
263
однородные структуру, твердость и прочность (рис. 150) зака-
ленного слоя, а следовательно, более равномерное распределе-
от охлаждаемого торца, мм
Рис. 150. Прокаливаемость стали с 1 %
С и 1,5 % Сг в зависимости от темпера-
туры воды (торцовая закалка)
ние напряжений и уменьшает де-
формацию по сравнению с полу-
чаемой при охлаждении в воде.
Стали повышенной и высокой
прокаливаемости
Инструменты простой формы
или крупные охлаждают в масле.
Инструменты из стали ХВСГ диа-
метром до 25 мм и 7ХГ2ВМ и
7ХГНМ диаметром до 100 мм
можно охлаждать на воздухе.
Ступенчатая закалка
Инструменты особенно сложной формы охлаждают в горячих
средах с добавками воды (см. рис. 151 и п. 40), а затем на воздухе,
что уменьшает напряжения, деформацию (рис. 152) и опасность
образования трещин. Структура закаленной стали не отличается
от получаемой при непрерывной закалке.
Рнс. 151. Скорость охлаждения центра се-
ребряного шарика (£> = 20 мм) в зависимо-
сти от содержания воды 0,68 (/); 0,93 (2),
без воды (3); 3,9 (4) н 4,3 (5) в охлаждаю-
щей расплавленной смеси с температурой
170 °C н в масле при 50 °C (6)
(Масло) Продолжительность
выдержки, мин
Рис. 152. Влияние температуры и изотер-
мической выдержки при 160 °C на предел
прочности, твердость и прирост длины (L)
и диаметра (£>) образцов стали 9ХС (L =
= 50 мм; D ~ 15 мм):
1 — закалка с 875 °C; 2 — отпуск при
160 °C, 1 ч
Температуры горячих сред 160—-180 °C, а для более легиро-
ванных сталей до 200 °C.
Температуры закалки для получения высокой твердости вы-
бирают по верхнему пределу в табл. 47.
264
Предельный диаметр инструментов, получающих высокую
твердость, составляет 8 мм для сталей углеродистых, 15 мм для
сталей низколегированных; 20 мм для сталей X, 12X1; 30 мм для
стали 9ХС (рис. 153); 40 мм для стали типа 120ХВМ; 80 мм для
сталей типа ХГ2М, ХГЗМ, 150СХЗ; 90 мм для стали ХВСГ;
100—ПО мм для сталей 7ХГ2ВМ, 7ХГНМ.
Изотермическая закалка (неполная и полная)
Неполная изотермическая закалка с выдержкой вблизи тем-
пературы 7ИН, когда еще не образуется менее твердый бейнит,
применяется при необходимости получения высокой твердости.
Ее главное преимущество — уменьшение деформации.
Рис. 153. Влияние добавки
воды к смеси из 50 % Na NO»
и 50 % NaNO2 (160 — 180 °C)
на прокаливаемость стали
9ХС; образцы диаметром
30 мм
(Масло) Продолжительность
выдержки,пин
Рис. 154. Влияние температуры изотер-
мической выдержки на превращение
стали 9ХС (закалка с 875 °C, охлажде-
ние после выдержки на воздухе)
В структуре сохраняется больше аустенита (рис. 154). Это —
следствие диффузионного перераспределения атомов углерода и
обогащения ими отдельных ячеек, а также релаксационных про-
цессов, снижающих напряжения.
Эффект значительнее у сталей, легированных кремнием, у ко-
торых после выдержки при 250—400 °C возрастает концентра-
ция углерода в остаточном аустените по сравнению с его содержа-
нием в мартенсите. У стали 9ХС количество аустенита возрастает
с 8—9 % после 5 мин выдержки вблизи Л4Н (ступенчатая закалка)
До 15—18 % после 30—60 мин выдержки. Твердость при этом
немного снижается (см. рис. 152).
Уменьшение доли аустенита, участвующего в мартенситном
превращении понижает закалочные напряжения и повышает
прочность. Такой же результат достигается при небольшом по-
вышении температуры выдержки и уменьшении ее длительности.
265
Деформация снижается непропорционально увеличению коли-
чества аустенита и минимальна при выдержке, обесиечива-
Рис. 155. Твердость закаленных лешрованных сталей в зависимости от температуры
изотермической выдержки (15 мин)
Рис. 156 Ударная вязкость сталей 9ХС и X в зависимости от твердости
1 — закалка с 840 °C, масло и отпуск, 2 — ступенчатая закалка (850 °C, выдержка при
280 °C, 1 мин) и отпуск, 3 — изотермическая закалка (850 °C, выдержка при 250—360 °C,
15 мин) без отпуска
При увеличении выдержки образуется a-фаза и происходит
ее отпуск, сопровождающийся выделением дисперсных карбидных
частиц. Процесс протекает в ограниченной степени даже в течение
1—3 ч и обнаруживается лишь по небольшому отклонению пока-
Тенпература°С
Рис. 157. Количество мартенсита
в стали X, превращающегося при
охлаждении ниже WffI (нагрев при
850°С, охлаждение в м icjie до
250 °C. затем охлаждение на воз-
духе)
заний анизометра (рис. 154).
Последующий отпуск при 150—
180 °C в меньшей степени повышает
прочность стали после изотермиче-
ской закалки, имеющей меньшие
напряжения, чем стали, охлажденной
по способу ступенчатой закалки или
в масле. Тем не менее, прочность
и вязкость стали, подвергавшейся
Выдержка при темпера! у ре значи-
тельно ниже AfH (при 100—80 °C) также за-
держивает превращение части аустенита при
дальнейшем охлаждении, но она должна
быть более длительной. Количество аустенита
в стали X после выдержки при 80 °C в тече-
ние 7 ч возрастает , на 5—6 % по сравнению
с получаемым при охлаждении в масле.
266
изотермической закалке и низкому отпуску, остаются более
высокими (см рис. 152). Уменьшается также чувствительность
к надрезу.
Такая закалка рациональна для штампов сложной формы из
сталей 9ХС, ХВСГ и типа 120СХ и 150СХЗ. Для металлорежу-
щих инструментов она менее пригодна из за роста количества ау-
стенита и снижения сопротивления пластической деформации.
Полная изотермическая закалка в горячих средах при 250—
300 °C (см. рис. 155) применяется, если допустимо получение более
низкой твердости (52—55 HRC) преимущественно для деревооб-
рабатывающих инструментов и некоторых штампов и форм.
Структура стали — бейнит и остаточный аустенит. Вязкость стали
значительно возрастает по сравнению с получаемой при охлажде-
нии в масле (рис. 156).
Указанную твердость у стали 9ХС можно получить в инстру-
ментах толщиной до 50—55 мм. Одновременно уменьшается
коробление, что делает эффективным закалку длинных и тонких
ножей. Количество образовавшегося мартенсита в стали X при-
ведено на рис. 157.
55. Закалка с индукционным нагревом
Ее применяют для инструментов, которые должны иметь за-
каленный слой определенной толщины (метчики, напильники,
вытяжные штампы и т. д.) или высоты (ножовочные полотна, не-
которые слесарно монтажные инструменты). По причинам, ука-
танным в п. 40, эту обработку используют преимущественно для
низколегированных сталей.
Изменение температуры точки Лх в зависимости от скорости
нагрева показано в табл. 48 и количество остаточного аустенита —
в табл. 49.
Таблица 48. Положение точки Л1 в зависимости от скорости
индукционного нагрева сталей У12 и X
( корость нагрева, I рад/с Температура Alt °C, сталей Скорость нагрева, °С/с Температура, °C, сталей
У12 X У12 | X
7 10 745 754 250 814
15 — 767 300 785 —
ЬО 764 785 2250 852 —
120 770 794
—
Твердость. После индукционного нагрева по оптимальным ре-
жимам значения твердости приведены на рис. 158. Она может быть
выше на 1—3 HRC, чем после нагрева в соли (лишь при значитель-
ном повышении температуры закалки твердость понижается).
267
Таблица 49. Количество остаточного аустенита в стали
типа 9ХФ в зависимости от температуры закалки и скорости нагрева
Скорость нагрева, °С/с Количество остаточного аустенита, %, после закалки с температур, °C
еоо *» 980 1060 1140
100 13,2 12,0 10,5 9,7
200 13,0 12,3 10,9 10,0
400 — — 13,17 11,7
600 — — 12,5 13,4
Примечание. При 820 °C количество остаточного аустенита составляет 12,4 %.
*» При нагреве в печи количество остаточного аустенита составляет 5 %.
Температура закалки °С
Рис. 158. Твердость поверхностного слоя в зависимости от температуры закалки (а, в, г)
и скорости индукционного нагрева (6) [72]
Прочность. Получаемая после нагрева до определенной области
температур она повышенная из-за сохранения мелкого зерна. Она
остается более высокой и после отпуска (табл. 50). Однако силь-
ное повышение температуры, вызывая рост зерна, снижает проч-
ность, как и при нагреве в соли (печи).
268
Таблица 50. Влияние закалки с индукционного нагрева
на предел прочности при изгибе стали У12А1
Способ нагрева Температура нагрева, °C аизг- МПа
без отпуска после отпуска при 160 °C, 1 ч
— Индукционный 925 1610 2380
В соли 790 1220 2120
Индукционный 1050 960 1680
В соли 830 920 1740
1 Сквозной нагрев образцов диаметром 6 мм со скоростью 200 °С/с. Упрочнение
в очень тонком поверхностном слое может быть больше.
Прокаливаемость. При значительном увеличении скорости
нагрева (>250—300 °С/с) сильно уменьшается глубина проник-
новения тока, а следовательно, и толщина закаленного слоя.
Это создает более резкий перепад твердости по сечению (рис. 159)
Деформация инструментов. Изменения объема всего тела при
высокочастотной закалке, естественно, меньше. Вместе с тем
в поверхностном и переходном слоях искажение размеров может
быть таким же, как при закалке с нагревом в печи (соли). Однако,
благодаря возможности лучшей автоматизации процесса (при
использовании станков-автоматов) можно обеспечить изменения
размеров однотипных инструментов в более узких и заранее учи-
тываемых пределах, а следовательно, точнее рассчитывать и
Уменьшать припуск.
Режим высокочастотной закалки. Условия нагрева приведены
на рис. 160. Оптимальная скорость нагрева 150—200°С/с.
269
Скорость нагрева в температурном интервале выше тонки Кюри, °С/с
Рис. 160. Диаграмма для определения режимов индукционного нагрева сталей У10 (я)
и 9ХС (6); цифры на штриховых линиях — толщина закаленного слоя
Инструменты из низколегированных сталей охлаждают водой
(очищенной от примесей или питьевой) и реже эмульсией. Их
разбрызгивают через отверстия в индукторе (спрейер); непрерыв-
ная смена охлаждающей жидкости обеспечивает большую ско-
рость охлаждения.
Инструменты из более легированных сталей охлаждают в масле
или в горячих средах. Их переносят для этого в ванну, помещае-
мую под индуктором.
270
56. Охлаждение ниже О °C (обработка холодом)
Охлаждение ниже О °C за счет протекающего в этом случае
дополнительного мартенситного превращения остаточного аусте-
нита повышает твердость и сопротив-
ление пластической деформации.
Возрастание твердости меньше
(на 0,5 HRC) у углеродистых и силь-
нее (до 2—2,5 HRC) у легированных
сталей, сохраняющих больше аусте-
нита при закалке с охлаждением
до +20 °C (табл. 51).
Влияние стабилизации аустенита
(см. и. 41), создаваемой выдержкой
закаливаемой стали при +20 °C,
показано в табл. 51 и на рис. 161.
Оно сильнее для углеродистых сталей.
Вместе с тем новая обработка
холодом закаленной и низкоотпу-
щенной стали, в том числе выпол-
няемая через несколько дней и даже
месяцев, может вызвать дополни-
тельное, но менее интенсивное мар-
тенситное превращение (см. табл. 33
и гл. XVII).
Повторное охлаждение стали до
низких температур (в том числе и от-
пущенной после первого охлажде-
ния) вызывает дополнительное, но
Время
Рис 161. Влияние выдержки при
20 °C на мартенситное превраще-
ние при охлаждении ниже 0 °C
(на ординате указано количество
превращающегося аустенита)
/—сталь У12. 2 —ХВГ, 3 — X;
4 - ХГ
менее значительное превращение
остаточного аустенита (табл. 33). Многократное охлаждение до
низких температур применяют при необходимости максимального
устранения остаточного аустенита из структуры (см. табл. 33).
Таблица 51 Прирост твердости в результате охлаждения
до —60 °C в зависимости от выдержки при Ч 20 °C после закалки
Сталь Температура закалки, °C Твердость HRC после закалки Прирост твердости HRC после выдержки
без вы держи и 1 ч 21 ч 6 CJT
N 8 780 64,5 0,5 0 —
У10 780 64,0 0,5 0 — —
У12 780 64,5 0,5 0,3 — —
X 850 64,0 2,0 2,0 — ,—
ХВГ 820 64,0 2,5 2,0 1,5 1.0
12X1 850 65,0 2,0 1,5 1,5 1,5
271
Рис. 162. Предел прочности при изгибе и
твердость стали X в зависимости от условий
охлаждения при закалке и температуры
отпуска:
1 — охлаждение в масле; 2 — охлаждение
до —78 °C
Превращение аустенита протекает полнее при охлаждении до
температуры Л4Н. Эти температуры при закалке на мелкое зерно
составляют от —30 до —60 °C. Они дополнительно снижаются
в случае значительного перегрева при закалке.
Для правильно закаленной стали целесообразно охлаждение
приведенному в п. 41.
Повышение твердости в ре-
зультате низкого охлаждения
сопровождается ростом напря-
жений и ухудшением прочности
и вязкости закаливаемой стали.
В свою очередь это усиливает
деформацию и чувствительность
к трещинам особенно у инстру-
ментов сложной формы.
Последующий низкотемпе-
ратурный отпуск снимает боль-
шую часть напряжений и по-
вышает прочность и вязкость
до уровня, приобретаемого
у стали, не обрабатывавшейся
холодом (рис. 162). Однако это
достигается, как указывалось в п. 41, или небольшим повышением
температуры отпуска, или потерей выигрыша в твердости, созда-
ваемого обработкой холодом.
Охлаждение ниже 0 °C нетеплостойких сталей применяется
для инструментов простой формы и в ограниченных случаях,
рассмотренных в п. 41.
57. Отпуск стали
Цель отпуска: снятие значительной части напряжений, создан-
ных закалкой, а также повышение прочности и вязкости.
Из-за необходимости сохранения для большинства инстру-
ментов высокой твердости (>60 HRC) температуры отпуска не-
обходимо ограничивать, и эти задачи не решаются полностью;
максимальные прочность и вязкость обеспечиваются лишь при
снижении твердости до 57—58 HRC.
Снижение твердости, вызываемое отпуском, мало задерживается
выделением е-карбида; преобладающее влияние на ее снижение
оказывают коагуляция карбида и распад мартенсита.
Легирующие элементы не влияют на эту стадию отпуска.
Только кремний (>0,8—1 %), но при более высоких температурах
отпуска (200—300 °C) немного задерживает дальнейший распад
мартенсита и снижение твердости. Поэтому стали ХВСГ и 9ХС
сохраняют твердость 60 HRC после отпуска до 250—260 °C.
В результате более высокого нагрева наступает интенсивное сни-
жение твердости у всех сталей (рис. 163).
272
Снижение напряжений в зависимости от температуры отпуска
показано на рис. 164.
Прочность и вязкость возрастают с повышением нагрева при
низкотемпературном отпуске и при этом сильнее у сталей, зака-
ленных с охлаждением в воде (чем в масле или в горячих средах),
как имеющих непосредственно после закалки повышенные напря-
жения и концентрацию углерода в мартенсите.
Прочность и вязкость улучшаются не пропорционально повы-
шению температуры отпуска.
Рнс. 163. Механические свойства углеродистых и низколегированных сталей (/ — У11А,
2 — ИХ, 3 — У9А) и легированных (/ — X, II — 9ХС, III — ХВСГ, IV — ХВГ)
в зависимости от температуры отпуска в течение 60 мин (Ю. Е. Седов, Ю. А. Геллер);
а — углеродистые и низколегированные стали; б — легированные стали
Для температуры отпуска 180—200 °C наблюдается замед-
ление в приросте прочности у углеродистых и даже ее небольшое
снижение у некоторых легированных сталей (см. рис. 163). Это,
должно быть, связано с наступающим неравномерным выделением
части карбидов по границам зерен.
Характерно резкое возрастание вязкости, определяемой в испы-
таниях на кручение, в результате отпуска при 170—180 °C и такое
же резкое ее снижение после более высокого нагрева (рис. 165).
Причины этого не установлены; возможно, это объясняется повы-
шенной чувствительностью к изменению величины касательных
напряжений. В испытаниях на ударный изгиб этот эффект наблю-
дается слабо (см. рис. 165).
Превращение аустенита при 200—240 °C также может снизить
прочность и вязкость, но его влияние сильно подавляется проис-
ходящим одновременно интенсивным распадом мартенсита.
Сопротивление пластической деформации в результате от-
пуска, сохраняющего высокую твердость, не возрастает. Превра-
273
Продолжительность отпуска, v
Рис. 164. Влияние отпуска на остаточ-
ные напряжения (о) в поверхностном
слое стали X (размер образцов 10 X 10 X
Х60 мм; закалка с 850 °C в масле)
Рис. 163. Вязкость при ударном круче-
нии и при ударном изгибе А стали
9ХС в зависимости от температуры от-
пуска. Закалка с 870 °C (С. Б. Арутю-
Рис. 166. Превращение остаточного аусте-
нита заэвтектоидных сталей в зависимости
от температуры и продолжительности от-
пуска (закалка на мелкое зерно):
а — сталь с 0,8 % С; 0,9 % Мп; б — сталь
с 1,1 % С, рентгеновский анализ; в — сталь
ХВГ, дилатометрический анализ (Ю.А. Гел-
лер, И. А. Бусурина)
274
щение остаточного аустенита \ сильно влияющего на эту харак-
теристику, наступает лишь при 200—250 °C, т. е. при темпера-
турах, вызывающих значительное снижение твердости (рис. 166).
Поэтому предел текучести при сжатии нетеплостойких сталей
даже при высокой твердости 60—62 HRC не превышает 1500—
1600 МПа (см. рис. 18).
Предел упругости в закаленном и низкоотпущенном состоянии
пониженный; он возрастает после отпуска при повышенном на-
греве (см. рис. 19), снимающего большую часть напряжений и вы
зывающего полное превращение аустенита. Однако твердость
в этом случае снижается. Вязкость возрастает до 0,35 МДж/м2
для эвтектоидных сталей и до
0,15 МДж;м2 для заэвтектоидных.
Теплопроводность возрастает
в результате распада мартен-
сита, при этом интенсивнее на его
первых стадиях, т. е. в резуль-
тате отпуска при более низких
температурах (рис. 167).
Размеры инструментов с по-
вышением температуры отпуска
до 200 °C уменьшаются вследствие
распада мартенсита, а после более
высокого нагрева, наоборот, воз-
растают из-за превращения оста-
точного аустенита.
Режимы отпуска — низкие тем-
пературы отпуска (100—130 °C)
Рис. 167. Теплопроводность (X) стали
У11Л в зависимости от температуры
закалки и отпуска
и более высокую твердость назначают для инструментов, работа-
ющих при повышенном изнашивании, но почти без динамических
нагрузок (некоторые штампы и дорны и режущие инструменты
из сталей высокой твердости, измерительные инструменты, бритвы).
Отпуск при 150—180 °C (твердость 61—63 HR С) устанавли-
вают для большинства металлорежущих и некоторых деревообра-
батывающих инструментов и штампов, работающих с небольшими
ударными нагрузками.
Такой же отпуск устанавливают для инструментов, подвергав-
шихся полной изотермической закалке, в структуре которых
сохраняется много остаточного аустенита (50—55 HRC). В дан-
пом случае основная цель отпуска — стабилизация аустенита
против его превращения при колебаниях температуры в клима-
тических пределах в процессе эксплуатации и снятие сохранив-
шихся относительно небольших напряжений.
Отпуск при 300—350 °C (46—52 HRC) назначают главным
образом для пил из сталей 9ХФ и У8Г для обработки дерева.
1 Незначительное превращение аустенита начинается при 150—160 °C, но
при очень длительной выдержке, составляющей 5—10 ч (рис. 166).
27Б
Повышенный отпуск при 350—375 °C выше температурного
интервала необратимой хрупкости применяют для улучшения
вязкости форм прессования, ходовых винтов и других изделий из
сталей 7ХГНМ (7ХГ2ВМ) (см рис 138)
В результате очень длительной выдержки (25—40 ч) при 175—
250 °C, рекомендуемой иногда для массивных штампов из более
легированных сталей (ХВСГ, 7ХГ2ВМ и др ), вязкость может
уменьшиться на 40—50 % по сравнению с получаемой после вы-
держки в течение 1—10 ч Снижение вызывается более интенсив
ным выделением карбидов по границам зерен и отдельным кристал-
лографическим плоскостям
Продолжительность отпуска 30—60 мин, поскольку дальней
ший нагрев не вызывает большего снижения напряжений (см
рис 164) Выдержку увеличивают для крупных сечений и для
измерительных инструментов
После непрерывной и ступенчатой закалки достаточен один
отпуск, а после прерываемой закалки — двукратный отпуск для
снятия напряжений и улучшения вязкости Температура второго
отпуска ниже и она составляет 150—160 °C
После шлифования необходим дополнительный отпуск при
140—150 °C, 30—60 мин (см п 25)
58. Дефекты термической обработки.
Способы предупреждения
Не все дефекты обнаруживаются способами сплошного неразрушающего
контроля пробой напильником, измерением твердости, магнитных свойств Для
определения обработки, в результате которой возник данный дефект, во многих
случаях необходим более трудоемкий металлографический анализ, пригодный
для выборочного контроля и часто требующий разрушения инструмента Однако
и этим методом не всегда можно определить причины брака, например, установить
не очень значительный перегрев при закалке или недогрев при отпуске Сложно
также определить состояние поверхностного слоя
Решающее значение в предупреждении брака имеют правильный выбор стали,
проверка ее качества в состоянии поставки и тщательное соблюдение режимов
горячей механической и термической обработки, прежде всего температур нагрева,
состояния нагревающих сред и условий охлаждения Лучшие результаты дости
гаются при механизации и автоматизации технологического процесса
Брак в исходном состоянии
Карбидная сетка Не наблюдается в состоянии поставки Она возникает
в результате окончания ковки при очень высокой температуре или выполнения ее
с небольшой деформацией особенно если сталь затем медленно охлаждалась при
950—750 °C, или в результате отжига с чрезмерно высоким нагревом Способы
устранения указаны в п 31
Структура пластинчатого или точечного перлита образуется после ковки или
в результате неправильно выполненного отжига Для получения структуры зерни
стого перлита необходимо 1) сталь со структурой точечного перлита подвергнуть
отпуску при 670—700 °C или нормальному отжигу 2) сталь со структурой крупно
зернистого перлита и пониженной твердостью, если необходимо получить чистую
поверхность при резании, обработать по режиму указанному в п 64 3) сталь со
структурой пластинчатого перлита и неизбежной в этом случае карбидной сеткой
обработать, как указано в п 31
276
Брак после термической обработки
Пониженная твердость Она получается после закалки в результате недогрева
или же медленного охлаждения При недогреве в структуре заэвтектоидной стали
набпюдаются участки перлита1, при замедленном охлаждении — участки тро-
остита
Брак исправляется высоким отпуском, а затем нормальной закалкой
Перегрев при закалке определить по твердости нельзя (она может остаться
высокой) Микроанализ отчетливее выявляет более значительный перегрев Устра
няется обычным отжигом для измельчения зерна и новой закалкой
Мягкие пятна Это у >астки с понижеь ной твердостью и троостптной стру к
турой возникают у сталей небольшой прокаливаемости при закалке с охлажде
нием в воде а не в водных растворах солей Мягкие пятна обнаруживаются
измерением твердости (56—58 HRC) или травлением 4 % ным водным раствором
азотной кислоты они окрашиваются сильнее
Недогрев при отпуске 150—200 °C Дефект трудно обнаружить измерением
твердости Признаком, указывающим на выполнение отпуска, является более
интенсивное травление микрошлифа и потемнение кристаллов мартенсита (в тех же
условиях травления как и в случае неотпущенной стали) Однако это не позволяет
судить о температуре отпуска Недогрев в ряде случаев выявляется магнитным
а шпчзом
Небольшое обезуг проживание Устраняется отжигом в чугунной стружке
Обезуглероживание с образованием ферритной структуры исправить нельзя
(возможно лишь снятие слоя шлифованием или резанием) Оно может быть опре
делено микроанализом или измерением твердости с малыми нагрузками
Деформация инструм.ентов и трещины Способы предупреждения указаны
впп 23 и 24.
Черный излом Это — редкий случай, наблюдаемый лишь в углеродистых
высококачественных и в вольфрамовых сталях Твердость стали в отдельных участ
ках пониженная (57—59 HRC) Этот вид излома — признак графитизации, в ре
зультате которой наряду с цементитом образуется мягкий структурно свободный
графит (см рис 116 и п 35)
Г лава VI
НЕТЕПЛОСТОЙКИЕ СТАЛИ
ПОВЫШЕННОЙ ВЯЗКОСТИ
59. Характеристика состава и свойств
Особенности легирования
Основное назначение — для инструментов, используемых в уело
виях изнашивания с динамическими нагрузками, но без высоких
Давлений (многих штампов высадочных, чеканочных, инструмен-
тов накатных, многих деревообрабатывающих, слесарно монтаж
Вых, зубил по мягким материалам и т п )
Поэтому стали должны иметь рационально подобранное соче
тание двух во многом противоположных свойств достаточной
1 При высокочастотной закалке с большой скоростью нагрева сталь может
получить структуру мартенсита, ориентированного по исходным зернам перлита
!акая структура, немного напоминающая перлитную, не является признаком не
Догрева
277
твердости, чтобы избежать смятия рабочих поверхностей инстру.
мента и повышенной вязкости, чтобы не иметь сколов этих же по-
верхностей и поломок всего инструмента (см. рис. 168).
За последние годы наблюдается отчетливо выраженная тенден-
ция к повышению твердости таких инструментов с 45—48 до
50—53 НР.С для работы со значительными ударными нагрузками
и с 55—57 до 59—60 HRC при меньших динамических нагрузках.
Стойкость инструментов значительно возрастает, если увеличение
твердости не вызывает снижения вязкости. Ее повышение яв-
ляется основной задачей легирования. В связи с этим резко воз-
Рис. 168. Износостойкость легированных
(/) н углеродистых (2) сталей при ударно-
абразивном износе (работа удара 20 Н-м)
в зависимости ог содержания углерода н
твердости. Закалка на мелкое зерно и от-
пуск (А. Т. Евтушенко)
росло использование легиро-
ванных сталей за счет сокра-
щения доли углеродистых.
Требования к структуре от-
личаются от рассмотренных
в предыдущей главе. Избыточ-
ные карбиды, необходимые в ста-
лях высокой твердости, не
нужны в этом случае; они резко
снижают вязкость [187].
Аналогично влияют и кар-
биды, выделяющиеся при от-
пуске в повышенном количе-
стве, т. е. при относительно
высоком содержании углерода
в стали. Кроме того, карбид-
ной фазой, выделяющейся при
отпуске, должен быть легиро-
ванный цементит; образование
карбидов М7С3 (и MGC), воз-
можное при повышении легирования, сопровождается дополни-
тельным снижением вязкости.
В качестве избыточной фазы, но в небольшом количестве,
допустимы лишь карбиды МС благодаря их задерживающему
влиянию на рост зерна.
Этим условиям в большей степени отвечают стали, близкие
к эвтектоидным, но обрабатываемые на более низкую твердость,
чем это указано в гл. V. Для них также справедливы соображения
о составе и принципах легирования, изложенные в п. 49. В соот-
ветствии с этим содержание углерода в сталях этой группы не-
обходимо устанавливать в узких пределах (0,07 %) и пониженным
0,65—0,7 % в менее легированных, а также 0,55—0,63 % в более
легированных (см. рис. 168). Стали этой группы необходимо, как
правило, отпускать на указанную выше меньшую твердость.
Более низкое содержание углерода (0,42—0,55 %) должно
быть в углеродистых и низколегированных сталях, используемых
для многих слесарно монтажных инструментов. Это — доэвтек-
тоидные стали.
278
Остаточный аустенит целесообразно иметь в повышенном ко-
личестве, но при котором еще не уменьшается твердость ниже
указанных значений. Аустенит при этом условии не только повы-
Шает вязкость, но увеличивает износостойкость в результате
частичного превращения в тонком рабочем слое в процессе экс-
плуатации (см. п. 17).
Полезное влияние аустенита наблюдается если: 1) повышение
его количества достигается при сохранении мелкого зерна, т. е.
без повышения температур закалки (см. рис. 152 ) и 2) он устой-
чив при низких температурах 1 во всем объеме инструмента (кроме
поверхностного слоя).
При рациональном легировании твердость 48—55 HRC и
необходимое количество аустенита обеспечиваются изотермической
закалкой, т. е. без роста зерна (см. рис. 155) инструментов даже
большого сечения (диаметром или толщиной до 50—60 мм).
Для получения более высокой твердости (58—60 HRC) аусте-
нита неизбежно должно быть меньше. В этом случае необходимы
непрерывная или ступенчатая закалка и соответствующий отпуск.
Тогда задача повышения вязкости усложняется. Отпуск ряда
сталей на эту твердость приходится выполнять в температурном
интервале развития отпускной хрупкости первого рода, а следо-
вательно, при снижении вязкости.
Таким образом, при легировании наряду с повышением вяз-
кости улучшается способность стали принимать изотермическую
закалку и повышается прокаливаемость.
Стали легируют хромом, ванадием и кремнием.
Хром улучшает закаливаемость, прокаливаемость и повышает
прочность, а также вязкость, способствуя сохранению более
мелкого зерна: на 1 балл при 1,5 % Сг по сравнению с углероди-
стой сталью. При повышенном содержании хрома (2,5—3,2 %)
можно повышать нагрев для отпуска выше температур интенсив-
ного развития хрупкости первого рода. Это позволяет получать
повышенную вязкость при отпуске на твердость 45—50 HRC
(см. рис. 169). Более высокое содержание хрома нежелательно;
тогда образуется карбид М7С3, что ухудшает вязкость.
Ванадий при содержании 0,1—0,3 % еще эффективнее, чем
Хром, способствует сохранению мелкого зерна. При его большем
содержании ухудшается вязкость из-за роста количества кар-
бида МС. i
Кремний улучшает способность принимать изотермическую
закалку и получать при этом повышенную твердость, особенно
в крупных сечениях. Влияние кремния возрастает при увеличении
его содержания до 1,2—1,5 %. Однако концентрацию кремния
приходится ограничивать 0,5—0,9 % из-за его охрупчивающего
влияния на а-фазу: мартенсит и бейнит (см. рис. 170).
----—_.___
Охлаждение до —40 °C (—60 °C) возможно как в процессе хранения, так
транспортировки, а для некоторых инструментов — при эксплуатации.
279
Можно ожидать возрастания вязкости и при введении молиб-
дена, благодаря его влиянию на состояние пограничных слоев
зерна. Однако еще отсутствуют достаточные данные о величине
достигаемого эффекта.
Рис. 169. Твердость и вяз-
кость сталей 6ХЗФС (/),
6ХС (2) и 6ХВ2С (3) в зави-
симости от температуры от-
пуска. Закалка на мелкое
зерно (А. Т. Евтушенко.
Ю. А. Геллер)
Рис. 170. Ударная вязкость
и количество остаточного ау-
стенита (А) в стали 6ХЗФС
в зависимости от содержа-
ния кремния и температуры
испытания. Закалка на мел-
кое зерно; охлаждение в со-
ли при 250 °C (30 мин), за-
тем на воздухе (А. Т. Евту-
шенко)
Иначе следует оценивать влияние никеля в сталях с 0,6—
0,75 % С. При достаточно высоком легировании другими элемен-
тами, в частности 2—3 % Сг и 1—1,5 % Si, никель не улучшает,
а даже снижает вязкость, дополнительно смещая эвтектоидную
концентрацию к меньшему содержанию углерода (см. рис. 68).
280
g менее легированных сталях (0,5—0,8 % Сг) никель при содер-
жаниях до 1,2—1,8 % повышает вязкость [83].
Легирование не изменяет характера разрушения сталей с 0,5—
О 65 % С при динамических нагрузках. Разрушение хрупкое при
20 °C, а у некоторых из них и при более высоких температурах.
Вследствие этого при понижении температуры (ниже 20 °C)
Рис. 171. Ударная вязкость сталей в зависимости от условий охлаждения при закалке
н температуры испытания. Закалка на мелкое зерно (Ю. А. Геллер, В. Ф. Моисеев,
А. Т. Евтушенко):
1 — сталь 6ХЗФС; 2 — 6ХВ2С: 3 — 6ХС; 4 — типа 6Х5ФС: а — отпуск при 250 °C:
б — изотермическая закалка при 250 °C
У большинства сталей не наблюдается порога хладноломкости,
и вязкость снижается монотонно (см. рис. 171). Следовательно,
чем выше вязкость при 20 °C, тем больше она сохраняется и при
пониженных температурах. Резкое падение вязкости при темпе-
ратурах от —20 до —40 °C происходит лишь в сталях, у которых
в этих условиях превращается значительное количество аустенита.
Работа разрушения представляет в основном работу образова-
ния трещины; доля работы, связанной с развитием трещины и
определенной при ударном кручении, не превышает 10 %
(Ю. А. Геллер, В. Ф. Моисеев и А. Т. Евтушенко).
281
60. Стали небольшой прокаливаемости
Углеродистые стали
Вязкость сталей 1 У7 (У7А) и 65 возрастает с повышением
температуры отпуска и снижением твердости (рис. 172), эти стали
мало чувствительны к необратимой отпускной хрупкости.
Толщина закаленного слоя стали У7 уже в образцах диаметром
20 мм не превышает 1—1,5 мм даже при охлаждении в воде; зна-
чительное повышение температуры закалки с 790 до 830 °C, сни-
жающее прочность, мало увеличивает прокаливаемость (см.
Рис 172. Механические свой-
ства стали У7 в зависимо-
сти от температуры отпуска.
Закалка на мелкое зерно
с охлаждением в воде
рис. 120). Тонкий слой легко сминается даже при умеренных
давлениях в эксплуатации.
Кроме того, углеродистые стали с 0,5—0,75 %С не принимают
закалки в горячих средах, что не позволяет уменьшить дефор-
мацию; между тем многие инструменты — деревообрабатывающие
и слесарно монтажные чувствительны к этому дефекту из за
небольшой толщины (диаметра), при большой длине и сильно
снижают твердость при невысоком нагреве (см. рис. 15).
Низколегированные стали (табл. 52)
К этим сталям полностью относятся соображения о легирова-
нии, изложенные в п. 46.
Сталь 7ХФ закаливается с охлаждением в масле и в горячих
средах в образцах диаметром до 5—8 мм (рис. 173). Для больших
сечений требуется охлаждение в воде; при этом создается более
толстый закаленный слой.
1 Для улучшения чистоты поверхности при резании в сталь У7А, предназна-
чаемую для деталей приборов высокой точности (в частности, в часовой промыш-
ленности), вводят небольшие количества селена (теллура).
282
В присутствии 0,2 % V сталь мало чувствительна к перегреву.
Сталь 7ХФ используют для деревообрабатывающих и слесарно-
монтажных инструментов относительно большой длины (ста-
мески, долота), пневматических молотков, отпускаемых на твер-
П р и м с ч i и it е С галь
\Ф содерлш 0,2 V Рис. 173 Прокаливаемость сталей 7ХФ (/)
и 7ХФН (2). Закалка на мелкое зерно
|ость 50—55 HRC. Многие из них имеют резкие переходы по се
чению и изготовляются штамповкой с разной степенью деформа
ции в отдельных участках, причем стержневая часть иногда не
подвергается термической обработке. Присутствие хрома и вана-
щя обеспечивает сохранение в этих участках лучшей вязкости
(при большей твердости).
61. Стали повышенной прокаливаемости
Стали 6ХЗФС и 7ХФН (табл. 53) в большей степени отвечают
фебованиям, изложенным в п. 48.
I абл и ца 53 Химический состав сталей (средний), %
Марка стали С Мп Si Сг V
6ХЗФС 0,58 0,3 0,55 2,9 0,25
6ХС 0,65 0,4 0,8 U —
6ХВ2С 0,60 0,3 0,65 1,1 0,1
7X3 0,68 0 3 0,25 3,5 -
7ХФН 0,7 0,25 0,25 0,7 0,25 и 1,6 Ni
Примечание Шаль 0ХВ2С сод< риии 2,5 % W
Сталь 6ХЗФС, вследствие влияния ванадия и хрома сохра-
няет очень мелкое зерно (балла 12—11) при закалке с температур,
обеспечивающих высокую твердость. Температуры отпуска на
твердость 58—59 и 53—55 HRC составляют соответственно:
170—180 и 260—300 °C, а необратимая отпускная хрупкость
наблюдается лишь при отпуске 350—400 °C (рис. 169). Поэтому
вязкость стали 6ХЗФС поле непрерывной закалки и отпуска на
283
твердость 58—60 и 53—55 HRC выше, чем сталей 6ХС, 6ХВ2С
и 7X3.
Сталь 6ХЗФС прокаливается в больших сечениях (до 70—
80 мм), чем стали 6ХВ2С и 6ХС (до 50—60 мм). Вследствие влия-
ния кремния и хрома она вполне пригодна также для изотермиче-
ской закалки, получая требуемую твердость в сечениях диаметром
до 50—60 мм (см. рис. 170). После выдержки при 250 °C, 40 мин
и твердости 52—54 HRC ее вязкость составляет 0,5—0,6 МДж/м2.
Это выше, чем у сталей 6ХС и 6ХВ2С, хотя изотермическая за-
калка также повышает их вязкость (рис. 171).
Рис. 174. Механические свойства стали 7ХФН в зависимости от температуры отпуска.
Закалка на мелкое зерно с охлаждением в масле [83 J
Количество остаточного аустенита в стали 6ХЗФС составляет
9—10 % после непрерывной закалки и отпуска 180 °C и 22—
25 % после изотермической закалки. Этот аустенит из-за сов-
местного влияния хрома и кремния устойчив при низких темпе-
ратурах: до —50 °C (—60 °C), что обеспечивает сохранение вы-
сокой вязкости (см. рис. 171).
Технологическое преимущество стали 6ХЗФС состоит в низкой
твердости после отжига, это позволяет наносить сложную гра-
вюру мастер-пуансоном.
Стали 6ХС, 6ХВ2С и 7X3 используют для тех же целей, что
и 6ХЗФС, но вязкость их меньше из-за излишне высокого содер-
жания кремния в сталях 6ХС и 6ХВ2С и углерода в стали 7X3.
Вследствие этого стойкость инструментов из этих сталей ниже,
чем из стали 6ХЗФС.
Сталь 7ХФН легируют по другому принципу, изложенному
в п. 58. Она имеет меньше хрома (0,6—0,8 %) и кремния (0,15—
0,35 %) и содержит никель для повышения вязкости; вязкость
достигает 0,4 МДж/м2 при твердости 57—58 HRC (непрерывная
284
закалка и отпуск при 200 °C) по сравнению с 0,2—0,25 МДж/м2
у стали 7ХФ (рис. 174).
Прокаливаемость стали 7ХФН указана на рис. 173.
Ее применяют для зубил, шарошек буровых инструментов;
стойкость в 1,5—2 раза выше, чем у стали 7ХФ и цементуемых
[83].
62. Стали в состоянии поставки
Твердость НВ после снятия возможного обезуглероженного
слоя должна быть в пределах 187—207 для сталей У7А и У7;
187—229 для сталей 7ХФ и типа 7Х; 187—229 для стали 6ХЗФС;
187—229 для сталей 6ХС и 7X3; 229—255 для стали 6ХВ2С;
207—229 для стали 7ХФН.
Структура сталей У7, 7ХФ, типа 7Х — пластинчатый и реже
зернистый перлит с небольшими участками феррита. Структура
остальных более легированных сталей — зернистый перлит.
У стали 6ХВ2С в отдельных плавках может наблюдаться неболь-
шая карбидная полосчатость (см. рис. 90).
Обезуглероженный слой не должен превышать норм, указанных
в п. 21.
63. Тепловые режимы горячей деформации
Температуры деформации указаны в табл. 54. Стали имеют
более однородную структуру и большую пластичность и лучше
принимают ковку, чем рассмотренные в гл. V.
Поковки сталей У7, 7ХФ, типа 7Х охлаждают в штабеле,
а остальные стали — в футерованной яме или песке.
Таблица 54. Температуры горячей деформации (°C)
нетеплостойких сталей повышенной вязкости
Марка стали Температура, °C
иагрева окончания обработки
У7, 7ХФ, типа 7Х 1100—1125 750—850
6ХЗФС, 6ХВ2С, 7X3 1150—1170 830—900
6ХС, 7ХФН 1160—1180 820—870
64. Отжиг, высокий отпуск и предварительная закалка
Отжиг (кроме стали 6ХВ2С) выполняют при необходимости
улучшения структуры слитка или крупных заготовок, мало обжа-
тых при горячей деформации и для получения твердости по ниж-
нему пределу (табл. 55).
Для сталей 6ХЗФС, 7X3 в этом случае обеспечивается возмож-
ность нанесения гравюры холодной деформацией (мастер-пуан-
соном).
286
Таблица 55. Температуры критических точек, отжига
и смягчающего отпуска нетеплостойких сталей повышенной вязкости
Марка стали Температура, °C Твер- дость НВ Температу ра смягчающего отпуска
л, At от/кига изотермиче- ской выдерж- ки при от- жиге
У7 720—730 740—745 730—750 600—650 170—196 650—670
7ХФ 7Х 730—740 735—745 740—750 600-650 197—229 660—680
6ХЗФС 790—810 — 820—840 680—700 170—196 680—700
6ХВ2С 780—800 — 810—830 680—700 229—269 680—700
6ХС, 7X3 770—790 .— 820—840 670—700 197—229 670—680
7ХФН 710—720 750—760 750—780 600—650 179—196 650—660
Для стали 6ХВ2С для сохранения хорошей закаливаемости,
а для остальных сталей для упрощения обработки или получения
более чистой поверхности при резании вместо отжига выполняют
смягчающий отпуск; тогда твердость может быть на 20—30 НВ
выше.
Рис. 175. Влияние предварительной
обработки на относительное удлине-
ние образцов стали 6ХЗФС (D =
= 10 мм, L = 100 мм) (Ю. А. Гел-
лер, А. Т. Евтушенко, В. Ф. Моисе-
ев)
1 — закалка (без предварительной
обработки), 2 — закалка с 790 °C;
3 — отпуск при Ь00 °C: 4 — закалка
после предварительной обработки
Таблица 56. Режимы
предварительной обработки
нетеплостойких сталей
Марка стали Темпера- тура за- калки 1 из меж- критиче- ской области Темпера- тура от- пуска, °C Твер- дость HRC
У7 750—760 520—580 19—21
7ХФ 760—770 520—580 20—21
6ХЗФС 790—800 520—600 23—26
6ХС, 780—790 520—580 23—25
6ХВ2С
7X3 790—800 520—600 22—25
7ХФН 750—760 620—580 20—22
* Закалка всех стален в масло, стали
У 7 — в воде
Предварительную термическую обработку выполняют (см.
п. 27) для уменьшения деформации при последующей закалке:
эффект, достигаемый для этих сталей (рис. 175), не содержащих
избыточных карбидов, значительнее, чем для сталей высокой твер-
дости. Нагрев должен быть несколько выше области начала фа-
зового превращения (табл. 56).
В этом состоянии стали получают также более чистую поверх-
ность при резании.
286
65. Закалка
Режимы непрерывной закалки приведены в табл. 57, а вы-
держки при нагреве — в п. 53. Охлаждающие среды указаны
в и. 40.
Таблица 57. Режимы закалки нетеплостойких сталей
повышенной вязкости
Марка стали Температура нагрева, °C Охлаждающая среда Твердость HRC
У7 780—800 Водный раствор 62—64
(800—820) Масло 59—62
7ХФ, типа 7Х 810—830 Водный раствор 63—64
(820—840) Масло 60—62
6ХЗФС 950—970 » 60—62
6ХВ2С 870—900 » 60—62
6ХС, 7X3 870—890 » 58—60
GXC, 7X3 890—910 Соль (~200°С)
7ХФН 780—800 Маспо 61—62
Примечание. В скобках — для инструментов небольшого сечения
Все стали хорошо принимают закалку с нагревом ТВЧ по
режимам, приведенным в п. 40. Поверхностный нагрев целесооб-
разен при необходимости местного упрочнения стали с сорбитной
структурой.
Обработка холодом не используется, поскольку стали этой
группы должны сохранять остаточный аустенит и повышенную
вязкость.
Изотермическая закал-
ка 1 целесообразна для
инструментов, обрабаты-
ваемых на твердость 45—
55 HRC, для повышения
Рис. 176. Распределение твердости по длине пуан-
сона из стали 6ХС после правильной термической
обработки
вязкости по сравнению
с получаемой непрерыв-
ной закалкой и отпуском
на ту же твердость (см.
рис. 171). Вязкость (цн) стали 6ХС для твердости 48 HRC
(рис. 176) возрастает с 0,27 до 0,46 МДж/м2.
Сталь получает бейнитную структуру и повышенное количе-
ство остаточного аустенита. Вязкость повышается, кроме того,
вследствие уменьшения напряжений из-за отсутствия мартенсит-
ного превращения и возможности предупреждения хрупкости
первого рода, возникающей у многих сталей с мартенситной
структурой при отпуске на твердость 45—55 HRC.
Для сталей этой группы применяют полную изотермическую закалку.
287
Возрастание вязкости зависит также от состава стали. Боль-
ший эффект достигается для сталей, легированных 0,5—0,9 % Si
и ~3 % Сг.
В результате изотермической закалки повышается также
пластичность. При твердости 45 HRC относительное сужение
стали 6ХС возрастает с 25 % после закалки с охлаждением в масле
и отпуска при 320 °C до 50 % после изотермической закалки
с выдержкой 30 мин при 325 °C. Относительное удлинение увели-
чивается с 12 до 15 % соответственно.
Выдержка в горячих средах для получения твердости 55—
50 HRC достаточна в пределах 30—40 мин. Твердость и вязкость
в зависимости от температуры и выдержки приведены на рис. 155
и табл. 58.
Таблица 58. Влияние выдержки при 260 °C стали 6ХС
и при 280 °C стали 6ХВ2С на твердость и вязкость [176]
Продолжи- тельность выдержки, мин Сталь 6XC (закалка с 860 °C) Сталь 6ХВ2С (закалка с 960 °C)
твердость HR С он, МДж/м2 твердость HR С Од, МДж/м2
5 57 0,12
10 53 0,29 — —
15 52 0,36 53 0,49
30 52 0,36 52 0,51
60 52 0,36 52 0,48
При твердости ниже 43—44 HRC, получаемой выдержкой
в горячих средах при повышенных температурах, сохраняется
меньше остаточного аустенита, а вязкость бейнита не превышает
вязкости продуктов мартенситного превращения, образующихся
в этом случае при более высоких температурах отпуска.
66. Термомеханическая обработка
Для сталей повышенной вязкости возможна ВТМО. Она целе-
сообразна для инструментов сравнительно простой формы (неко-
торых ножей и др.), работающих при значительных напряжениях,
но без существенных динамических нагрузок, т. е. когда сталь
должна сочетать высокие прочностные свойства с повышенной пла-
стичностью 185]. Упрочнение больше, если температура оконча-
ния деформирования при ВТМО 850—900 °C [68], а степень
деформации 25—50 % (табл. 59).
Продолжительное влияние ТЛЮ сохраняется и после отпуска
при 550—650 °C или кратковременного отжига, необходимого для
обработки резанием, и последующей закалки.
288
Таблица 59. Влияние степени деформации [(Дн — FK)/FH]
на механические свойства стали 55ХГ [68]
Степень де- формации, % Температура отпуска, °C О , МПа в ат, МПа 6. % Ч'. % Т вердость HRC
0 230 1580 Хрупкое разру- 56
0 300 1670 —. шение 43
15 230 2160 1680 6 18 54
15 300 1910 1710 4 27 51
25 230 2050 1750 — — 55
25 300 1910 1700 4 26 52
50 230 2140 1850 7 24 58
50 300 1880 1710 4 20 5Q
Для инструментов, работающих при больших динамических
нагрузках, лучшая вязкость достигается указанной выше изотер-
мической закалкой, сохраняющей больше аустенита, чем после
ВТМО.
67. Отпуск
Температуры отпуска после непрерывной или ступенчатой за-
калки (см. рис. 169, 171) составляют: 180—200 °C (58—59 HRC)\
250—260 °C (53—55 HRC) и 300—325 °C (47—48 HRC) для ста-
лей У7, 7Х и типа 7ХФ соответственно. Отпуск при 300—325 °C
выполняют при необходимости получения повышенных упругих
свойств для деревообрабатывающих и некоторых хирургических
инструментов — иглы.
Для стали 7ХФН: 160—180 °C (57—58 HRC) и 240—250 °C
(53—55 HRC); для стали 6ХЗФС: 150—160 °C (58—59 HRC)
и 300—350 °C (53—55 HRC); для сталей 6ХС, 7X3 и 6ХВ2ФС:
180—200 °C (56—57 HR С) и 280—300 °C (53—55 HRC).
Отпуск после изотермической закалки не повышает вязкости
и пластичности. Его применяют при пониженных температурах:
150—160 °C, 30—60 мин, для более полной стабилизации аусте-
нита против его превращения и вызываемого этим снижения
вязкости (в случае охлаждения до низких температур, возможного
в эксплуатации или при хранении).
68. Термическая обработка инструментов
с крепежной частью
Инструменты большой длины, в частности пуансоны, должны
сочетать повышенную твердость в рабочей части со значительной
вязкостью в крепежной части.
У пуансонов из сталей небольшой прокаливаемости сначала
закаливают крепежную часть с нагревом в соляной ванне и охлаж-
Ю Геллер Ю. А.
289
дением в масле; температура нагрева должна быть на 15—20 °C
выше указанной в табл. 57. Затем закаливают рабочую часть и для
получения высокой твердости ее охлаждают в водном растворе.
При использовании печи нагревают весь инструмент и охлаждают,
погружая сначала рабочую часть в водный раствор, а затем кре
нежную в масло.
Пуансоны и зубила, закаленные таким образом, не ломаются
в работе, но они могут сминаться в переходном слое.
г- Эффективнее использование сталей повышенной прокаливае-
мости следующей обработкой: 1) нагрев и прерываемое охлажде-
ние всего инструмента в масле (см. рис. 63) и немедленный на-
грев до 170—180 °C, 30 мин; 2) отпуск переходной части при
300—350 °C, 15—30 мин (в зависимости от сечения); инструменты
помещают в соляную ванну так, чтобы рабочая часть выступала
над поверхностью соли на 8—10 мм; переходная и крепежная
части приобретают твердость 50—54 HRC\ 3) отпуск крепежной
части в соляной ванне при 440—460 °C; 20—40 мин; погружают
только крепежную часть; 4) отпуск рабочей части до требуемой
температуры; в ванну или в печь помещают весь инструмент.
Распределение твердости по длине пуансона показано на
рис. 176.
Штампы с менее длинной, но массивной крепежной частью
закаливают полностью. Их отпускают, устанавливая крепежную
часть на печь—плиту с нагревом до появления на рабочей части
желтого цвета побежалости. Это отвечает твердости 56—58 HRC
в рабочей части и 48—52 HRC в крепежной.
Глава VII
ПОЛУТЕПЛОСТОЙКИЕ СТАЛИ
ВЫСОКОЙ ТВЕРДОСТИ
69. Характеристика состава и свойств.
Основы легирования
Стали ледебуритные—-высоколегированные хромом (5—18%)
или хромом и ванадием (3—4 %). В структуре значительное ко-
личество твердых карбидов М7С3 (стали с хромом) и, кроме
того, МС (стали с ванадием), что сильно повышает износостой-
кость при работе по твердым материалам и без значительных ди-
намических нагрузок. Фазовый состав сталей указан на рис. 177
и 178.
Твердость после закалки на мелкое зерно и отпуска при 150 °C
составляет 61—62 HRC. В результате отпуска при 150—250 °C
выделяется легированный цементит, более устойчивый против
коагуляции, чем цементит нетеплостойких сталей. Стали с 12 %
290
Сг сохраняют твердость до 60 HRC после нагрева до 200—225 °C,
а стали с ванадием — до 270—300 °C.
Действительная твердость тонкого рабочего слоя может быть
выше на 0,5—2 HRC в случае рационального шлифования алма-
зами или боразоном и под действием деформации в начальной
стадии работы штампа (см. рис. ПО).
Вследствие влияния карбидов высокая износостойкость и коэф-
фициент трения мало изменяются и при небольшом снижении твер-
дости: до 58—60 HRC, т. е. при нагреве 250—300 °C. В этом слу-
чае уменьшению твердости отвечает, кроме того, повышение проч-
ности и вязкости. При таких
умеренных температурах и не-
больших динамических нагруз-
ках износостойкость гюлутепло-
стойких сталей больше, чем
нетеплостойких и многих теп-
лостойких с твердостью 60—65
HRC (см. табл. 15 и 16).
Полутеплостойкие стали
уступают теплостойким: а) в из-
носостойкости при нагреве выше
300 °C (см. рис. 45) и б) в со-
противлении пластической де-
формации, так как после за-
калки и отпуска 250—300 °C
они ^сохраняют остаточный
аустенит. Предел текучести
при сжатии не превышает1
1800—2000 МПа. В поверх-
ностном слое действительное
сопротивление пластической деформации может быть несколько
больше, чем это непосредственно следует из рис. 18, так как
в эксплуатации часть аустенита превращается под действием
возникающей микродеформации.
Стали при повышенном легировании хромом приобретают:
высокую прокаливаемость и закаливаемость (рис. 179), при
12 % Сг они получают твердость 58—60 HRC в сечениях диа-
метром до 200—250 мм и стойкость против коррозии (при содер
жании углерода до 1,1 —1,2 % и хрома 14-—18 %).
По износостойкости, как основному свойству этих сталей,
они должны быть распределены на стали повышенной износо-
стойкости; их основной карбид М7С3 в количестве до 18—22 %
и на стали высокой износостойкости, у которых при том же общем
1 Для этих сталей возможна закалка с высоких температур и отпуск при
500—525 °C. В результате отпуска превращается остаточный аустенит и стали
получают твердость 60—62 HRC и приобретают теплостойкость. Однако такая
обработка применяется в редких случаях; она вызывает рост зерна и сильно сни-
жает прочность и вязкость.
10*
291
Рис. 178. Диаграмма состояния Fe—С—Сг
(вертикальное сечение):
а — 5 % Сг; б — 13 % Сг; — карбид М23С6; К2 — М7С3; Кс — М3С
292
количестве карбидов М7С3 значительная доля принадлежит кар-
биду МС (12 %).
Стали предназначены для штампов холодного деформирования,
многообразных по размерам и форме (в том числе крупных): вы-
рубных, вытяжных, для прессования, а также многих ножей и т. п.
С мин I/
Рис. 179. Диаграммы изотермического превращения аустенита:
а — сталь Х6ВФ (после нагрева при 1025 °C); б —сталь Х12М (после нагрева при
1010 °C)
Время превращения
70. Стали повышенной и высокой износостойкости
Для этих сталей (табл. 60), как легированных хромом, харак-
терны следующие общие особенности.
Неоднородность в распределении карбидов значительна; она
усиливается с увеличением сечения проката (поковок) и содержа-
ния хрома и углерода; следовательно, механические свойства
в крупных сечениях диаметром >40—50 мм пониженные.
Растворение карбидов М7С3 (и М23С6), а также концентрация
углерода и хрома в твердом растворе сильно возрастают с увели-
чением температуры закалки (см. рис. 180). Вследствие этого
значительнее, чем в других сталях, снижаются температуры Л4Н
и Л4К (см. рис. 181) и растет количество остаточного аустенита х.
Вызываемое этим изменение твердости характеризуется кри-
вой с максимумом (см. рис. 180). При температурах нагрева,
обеспечивающих получение наибольшей твердости, стали сохра-
няют мелкое зерно.
1 Действительное количество остаточного аустенита, особенно при закалке
с повышенных температур, на 5—10 % меньше указываемого в литературе и на
рис. 180 и 190 (см. п. 33).
293
Таблица 60 Химический состав сталей (средний), %
Марка стали С Сг V Другие элементы
Стали повышенной износостойкости
85Х6НФТ 0,95 5,5 0,4 1,1 \г, 0,1 Т1
Х6ВФ 1,1 6 0,5 1,0 W
Х12Ф1 1,3 12 0,8 —
Х12М 1,6 12 0,25 0,5 Мо
Стали высокой износостойкости
Х12(ДЗ) 2,0 12 — —
Х12ВМ 2,1 12 0,2 0,75 Мо, 0,65 W
X12ФЗМ — 12 3 0,8 Мо
Х6Ф4М 1,75 6,2 3,7 0,8 Мо
Типа 250Х22ВЗ (литая) 2,5 24 — 3 W
Рис. 180. Количество карбидов (К) и остаточного аустенита (Л), содержание хрома
в растворе (Сг) и твердость (HRC) сталей в зависимости от температуры закалки
а — стали Х6ВФ и Х6Ф4М; б — Х12Ф1
При закалке с более высоких температур понижаются твер
дость, вследствие увеличения количества аустенита и прочность
из-за роста зерна. Однако при отпуске стали, закаленной с вы-
сокого нагрева, возрастают ее твердость и устойчивость против
нагрева (см. рис. 182); такая обработка оправдывается в редких
случаях — для инструментов, не испытывающих динамических
нагрузок.
294
Рис. 181. ТемпературьГ'начала и
окончания мартенситного превраще-
ния стали Х12Ф1гв зависимости от
температуры закалки
Температура отпуска °C
Рис. 182. Твердость, предел проч
ности при изгибе и ударная вяз
кость прутка диаметром 25 мм из
стали Х6ВФ в зависимости от тем-
пературы закалки и отпуска
отпуст
Температура закал ни °C
Рис. 183. Твердость сталей с 12 % ( i в зависимости от содержания у1лерода (о), темпе-
ратуры закалки и отпуск» (о) дчя ст пи с 1,6 % С (температура отпуска 500 и 520 °C
/, 2 ? одно двух- и трехкратный отпхск
Рис 184. Относительное изменение длины
оорпцов (AL/L) стали Х12М в зависимости
от температуры закалки после закалки (/) и
отпуска (2) (А Э Паварас)
Температура нагреву С
296
Стали пригодны для хромирования и борирования благодаря
способности сохранять мелкое зерно при относительно высоких
температурах насыщения (1000—1050 °C). Стали с 12 % Сг при-
менимы, кроме того, для азотирования (цианирования, нитроце-
ментации) в случае закалки с более высоких температур, когда
они мало снижают твердость при 500—520 °C (см. рис. 183).
Важное технологическое преимущество сталей с 6—18 % Сг —
получение небольших объемных и линейных изменений при за-
калке. Мартенсит, образующийся после закалки с температур,
сохраняющих мелкое зерно, имеет сравнительно небольшую кон-
центрацию углерода (~0,5 %). Поэтому при сохранении повышен-
ного количества аустенита объем закаленной стали становится
равным исходному отожженному (см. рис. 184 и п. 23). При боль-
шом повышении температуры закалки объем и размеры умень-
шаются из-за продолжающегося увеличения количества аусте-
нита.
Частичный распад мартенсита при отпуске 150—300 °C умень-
шает объем и размеры закаленной стали, а превращение аустенита
при 400—500 °C их увеличивает, что позволяет регулировать
размеры тепловой доводкой (см. п. 23). Однако размеры штампа
сохраняются неизменными лишь в одном направлении из-за
значительной анизотропии.
Стали повышенной износостойкости
Стали обладают лучшей ковкостью и шлифуемостью и по-
этому их используют более широко, чем стали высокой износо-
стойкости.
Карбидная фаза М7С3. В сталях с 6 % Сг (Х6ВФ и 85Х6НФТ)
может также присутствовать небольшое количество цементита
(см. рис. 177).
Износостойкость возрастает при росте количества карбидов
М7С3, создаваемом повышением содержания углерода и хрома
(см. табл. 15 и 16 и рис. 185).
Стали с 6 % Сг (Х6ВФ и 85Х6НФТ). По структурному при-
знаку они заэвтектоидные, но из-за ликвации в литом металле
могут быть участки эвтектики. Содержание углерода в перлите
0,45—0,5 %. Количество избыточных карбидов 8—10 % (отпуск
при 150—160 °C).
По сравнению со сталями, содержащими 12 % Сг, они имеют:
лучшую ковкость, меньшую карбидную неоднородность (примерно
на 1 балл), большие прочность и вязкость (рис. 182) вследствие
более однородного распределения и меньшего количества карби-
дов. С увеличением сечения прочность и вязкость снижаются;
в продольном направлении в прутке диаметром 50 мм прочность
не превышает 2200 МПа при твердости 60 HRC вместо указанной
на рис. 182.
Прочность и вязкость стали 85Х6НФТ, имеющей меньше
углерода, выше, чем стали Х6ВФ.
296
Устойчивость переохлажденного аустенита, особенно в бей-
нитной области и прокаливаемость повышенные, но ниже, чем
у сталей с 12 % Сг (рис. 179 и 186).
Состав твердого раствора, количество карбидов и остаточного
аустенита, а также твердость в зависимости от температуры за-
калки показаны на рис. 180.
Максимальная твердость и зерно балла 10—11 обеспечиваются
при закалке с 950—980 С. Стали
Количество ьарКиднои (разы, %
6 % Сг уступают в устойчивости
против отпуска сталям с 12 % Сг
(рис. 187). Твердость можно
увеличить повышением темпе-
ратуры закалки до 1050 °C;
однако при этом снижается
прочность и вязкость (рис. 182).
Сталь Х6ВФ применяют для
штампов вырубки материалов
.40 20 О 20 40
Расстояние от центра, мм
Рис. 185. Износостойкость штамповых сталей в зависимости от типа и количества карбид-
ной фазы. Закалка на мелкое зерно и отпуск (61 —62 HRC) (Ю. А. Геллер, А. О. Аранович,
В. Ф. Моисеев, С. С. Федосиенко):
1 — сталь 7ХГ2ВМ; 2 — Х6ВФ; 3 — Х12М; 4 — Х6Ф4М; 5 — Х12; 6 — ХЗФ12; 7 ~
Х12ФЗМ
Рис. 186. Прокаливаемость стали Х6ВФ в зависимости от температуры закалки;
сплошные линии — закалка в масле; штриховая — на воздухе
средней твердости, а сталь 85Х6НФТ — для ножей и фрез обра-
ботки дерева. Эти стали, имеющие меньше карбидной фазы и более
вязкие в рассматриваемой группе, можно использовать для изго-
товления литых инструментов, в частности фрез обработки дерева
[86]. После литья выполняют отжиг, а затем закалку и отпуск.
Стали с 12 % Сг (Х12Ф1 и Х12М). Наряду с карбидом М7С3
и в небольшом количестве может присутствовать карбид М23Св
(см. рис. 177). После отпуска при 150 °C количество карбида
12—15 % (объемн.).
К наиболее характерной стали этой группы относится сталь
Х12М. Ее применяли раньше для всех штампов различного назна-
чения. Однако опыт показал, что сталь Х12М, как и Х12Ф1,
следует применять только для вырубных и некоторых вытяжных
штампов, используемых в условиях повышенного изнашивания
и без значительных динамических нагрузок. Сталь Х12М менее
пригодна для работы при высоких удельных нагрузках (штампы
297
прессования), а также повышенном ударном нагружении (штампы
высадочные, накатные инструменты).
Износостойкость сгалей Х12М и Х12Ф1 и их теплостойкость
выше, чем сталей с 6 % Сг (см. рис. 185, 187 и табл. 15 и 16).
Стали с 12 % Сг используют для указанных назначений при де-
формировании более твердых металлов.
Стали Х12Ф1 и Х12Л1 ледебуритные; в литом состоянии при-
сутствует эвтектика скелетообразной формы по границам зерен
(см. рис. 87). Она труднее раздробляется горячей деформацией,
чем сетка карбидов сталей с 6 % Сг. Поэтому ковкость сталей
с 12 % Сг соответственно ниже.
Рис. 187. Твердость, предел прочности при изгибе и ударная вязкость а стали Х12М (за-
калка с 1025 °C) в зависимости от температуры и продолжительности отпуска
(Ю. А. Геллер, В. Н. Тимерин):
а — влияние температуры; б — влияние продолжительности отпуска
Карбидная неоднородность значительная и примерно на 1 балл
больше, чем у сталей с 6 % Сг. Карбиды крупные, продолгова-
тые, их размер составляет до 15—10 мкм.
В соответствии с этим механические свойства сильно зависят
от степени деформации. В крупном профиле диаметром 70—100 мм
прочность не превышает 1300—1400 МПа и вязкость ниже, чем
у сталей с 6 % Сг и у нетеплостойких сталей высокой прокаливае-
мости (см. рис. 140). Более высокая прочность 2000—2300 МПа
достигается лишь в прокате небольшого сечения: диаметром <30—
40 мм.
Вязкость стали Х12М после закалки на мелкое зерно (с 1025°С)
и отпуска при 200 °C (58—60 HRC) составляет в продольном
направлении 0,28—0,3 МДж/м2 для проката диаметром 16 мм
(см. рис. 188) и 0,26 и 0,16 МДж/м2 для проката диаметром 40
и 125л мм’соответственно. В поперечном направлении она еще
ниже: 0,11 и 0,07 МДж/м2 для проката диаметром 40 и 90 мм.
298
Молибден и ванадий в сталях Х12М и Х12Ф1 — необходимые
добавки; они способствуют сохранению мелкого зерна и повышают
прочность и вязкость.
Механические свойства лучше у стали Х12Ф1 (см. рис. 188),
имеющей меньше карбидов: но ее износостойкость ниже. Содержа-
ние углерода в перлите 0,3—0,4 %.
Поведение сталей при закалке показано на рис. 180. С повы-
шением температуры нагрева с 950 до 1200 °C количество избыточ-
ных карбидов резко уменьшается: с 9 до 3 %. Концентрация
углерода в растворе возрастает с 0,3 до 0,9 %.
Рис. 188. Предел прочности при изгибе и ударная вязкость прутка диаметром 25 мм из
различных сталей в зависимости от температуры отпуска. Закалка на мелкое зерно (масло)
После закалки на мелкое зерно в мартенсите содержится 0,45—-
0,5 % С.
Температура 7ИП (рис. 181) в результате повышения темпера-
туры закалки снижается с +300 до —50 °C, а количество аусте-
нита возрастает с 10 до 90 % (см. рис. 180).
Твердость стали Х12М достигает максимального значения
(61—63 HRC) после закалки с 980—1020 °C; сталь сохраняет
при этом зерно балла 10 и 15—20 % аустенита (что больше, чем
у многих нетеплостойких сталей). Твердость зависит также от
содержания углерода (рис. 183).
При еще большем увеличении температуры закалки твердость
снижается с 50—55 HRC и ниже из-за резкого повышения коли-
чества аустенита. С повышением температуры нагрева +>1000—
1020 °C прочность также снижается, вследствие роста зерен и
влияния аустенита (см.рис. 180).
299
Вязкость изменяется сложнее. У низкоотпущенной стали
(150—250 °C) она возрастает в результате небольшого повышения
температуры закалки (до 1000 °C) и растворения дисперсных
карбидов из пограничных слоев зерна. При большом повышении
температуры закалки: на 30—40 °C вязкость снижается из-за
роста^зерна. Однако она вновь возрастает после закалки с еще
более высоких температур, т. е. при твердости 50—52 HRC.
В этом случае резко увеличивается количество аустенита и устра-
няется мартенситный скелет. Повышенная вязкость сохраняется
после отпуска при 150—250 °C и снижается после отпуска при
450—500 °C, вызывающего превращение аустенита.
Изменение прочности и вязкости в зависимости от температуры
отпуска стали, закаленной на мелкое зерно, показано на рис. 187.
Предел упругости сталей Х12М и Х12Ф1 (для твердости 56—
57 HRC) ~ 1300 МПа (см. рис. 19).
I Устойчивость переохлажденного аустенита высокая (см.
рис. 179), она больше, чем у наиболее глубоко прокаливающейся
эвтектоидной стали 7ХГ2ВМ (см. рис. 138). Характерно ее возра-
стание в бейнитной области; введение молибдена (сталь Х12М)
дополнительно повышает устойчивость аустенита в перлитной
области. При закалке с 1010—1060 °C сталь Х12Ф1 прокали-
вается в сечении до 150—180 мм, а сталь Х12М —в сечении
j>200 мм при охлаждении в масле и на воздухе. Можно ожидать
(это не указано на рис. 179), что началу перлитного распада должно
предшествовать выделение части карбидов, растворенных при вы-
соком нагреве, как это установлено для быстрорежущих (см.
рис. 218) и теплостойких штамповых (см. рис. 294) сталей. Поэтому
охлаждение на воздухе крупных штампов может сопровождаться
выделением карбидов по границам зерен и снижением вязкости
и прочности.
В инструментах из сталей с 12 % Сг можно получить, но лишь
в продольном или в поперечном направлении, почти нулевую
деформацию при определенных условиях закалки и отпуска
(рис. 184).
Стали можно шлифовать обычными абразивами, однако про-
изводительность шлифования сталей Х12Ф1 и Х12М ниже, чем
заэвтектоидных (см. рис. 66).
Стали высокой износостойкости
Стали превосходят рассмотренные выше в износостойкости при
небольших динамических нагрузках (рис. 185), но уступают им
в технологических свойствах. Чаще используют стали с повышен-
ным количеством карбида М7С3 или у которых, кроме того, при-
сутствует немного карбидов МС. Требуемое для этого увеличение
содержания углерода позволяет повысить твердость до 63—
64 HRC после закалки и низкотемпературного отпуска; это —
дополнительный источник улучшения износостойкости.
300
Сталь Х12. Ее применяют сравнительно недавно. В резуль-
тате увеличения содержания углерода до 2,2 % (вместо 1,6 %
в стали Х12М) количество карбидной фазы М7С3 возрастает до
22 % (по массе) после отпуска при 150 °C. Однако карбидная
неоднородность и размеры карбидов (—30X15 мкм) у стали Х12
больше; ее прочность ( — 2000 МПа в прутке диаметром 25 мм)
и вязкость ниже, чем у стали Х12М и рассматриваемых ниже
сталей Х12ВМ и Х12Ф4М.
Высокая износостойкость достигается в случае использования
стали Х12 для работы при минимальных динамических нагрузках
или в штампах простой формы (вытяжные и пуансоны вырубных
штампов) и главным образом в небольших сечениях (диаметром
до 40-—50 мм).
Сталь Х12ВМ. Из-за влияния вольфрама и молибдена немного
уменьшаются размеры карбидов и повышаются прочность (до
2200—2300 МПа) и вязкость (до 0,32—0,4 МДж/м2 при твердости
61—63 HR С в поковке диаметром 25 мм). Сталь применяется для
тех же целей, что и сталь Х12, но в штампах более крупных и
более сложной формы.
Сплав с 25 % Сг (типа 250Х25ВЗ). Содержание углерода
должно быть высокое (2,5—3 %). Количество карбидной фазы
М7С3 и М23С6 очень значительное и составляет 25—28 % (объемн.);
при ее большем количестве износостойкость уже не возрастает
(см. рис. 41). В присутствии вольфрама немного улучшается
структура, повышается прочность (1200—1400 МПа) и возрастает
теплостойкость до 400—450 °C [351.
По структурному признаку сплавы близки к эвтектическим
чугунам; их используют в литом состоянии, когда в структуре
присутствует эвтектическая сетка. Термическая обработка за-
ключается в нормализации: обычно на твердость 45—50 HRC,
или в закалке с 1100 °C и отпуске при 150 °C (62—63 HRC).
Износостойкость сплавов больше, чем у рассмотренных выше
сталей, они предназначаются для работы с минимальными дина-
мическими нагрузками. Их обрабатывают на высокую твердость,
например валки прокатных проволочных станов и при небольших
усилиях прокатки на меньшую твердость — в условиях гидро-
абразивного износа (детали насосов), а также для обработки
сыпучих материалов, в том числе горных пород (см. рис. 41).
Стали с карбидом М7С3 и небольшим количеством карбида МС.
Стали легируют 6 или 12—15 % Сг и 3—4 % V. Влияние ванадия
на механические свойства показано на рис. 189.
Стали с 12-—15 % Сг и 3,7 % V (сталь Х12ФЗМ). Поскольку
ванадий присутствует в карбиде М7С3 (см. п. 31) и после его пол-
ного насыщения образует собственный карбид, то рост количества
карбида МС в структуре стали с 12 % Сг отстает от увеличения
в ней содержания ванадия (см. табл. 15).
Количество карбида МС возрастает также с увеличением содер-
жания углерода, а следовательно, и в свою очередь количества
301
Температура отпуска°С
Рис. 189. Прочность и твердость ста-
лей с различным содержанием хро-
ма в зависимости от содержания
ванадия и температуры отпуска
(А. О. Аранович)
карбидной фазы. Для предупреждения резкого снижения механи-
ческих свойств в сталях с12%Сги4%У содержание углерода
ограничивается ^2 %.
В стали Х12ФЗМ при общем количестве карбидной фазы
~24 % (по массе) доля карбида МС относительно небольшая:
4—5 % (Ю. А. Геллер, В. Ф. Моисеев и С. С. Федосиенко). По-
скольку плотность карбида МС меньше, чем карбида М7С3 (см.
п. 31), то общее количество карбидов больше, чем в сталях с кар-
бидом М7С3. Износостойкость стали при работе с небольшими ди-
намическими нагрузками наиболее
высокая (см. табл. 15 и рис. 185).
В литой структуре уменьшается
количество характерной для хроми-
стых сталей скелетообразной эвтек-
тики в виде сетки по границам зерен
и образуется также веерообразная
эвтектика более тонкого строения.
Это является одной из причин того,
что ванадий способствует измельче-
нию карбидов; в катаной стали
с 4 % V их размер до 15—8 мкм,
что в два раза мельче, чем у сталей
Х12 и Х12ВМ.
Карбидная неоднородность стали
Х12ФЗМ примерно на 1 балл больше,
чем у стали Х12М, и мало отли-
чается от получаемой у стали Х12.
Дополнительное улучшение ме-
ханических свойств создается леги-
рованием молибденом (1 %).
При соблюдении этих требований, предъявляемых к составу
из-за образования мелких карбидных частиц прочность стали
Х12ФЗМ достигает 3000 МПа, а вязкость 0,4—0,5 МДж/м2 при
твердости 61—63 HRC из поковок диаметром £25 мм (С. С. Федо-
сиенко). Таким образом, прочность стали Х12ФЗМ несколько
ниже, чем стали Х12М, но выше, чем сталей Х12 и Х12ВМ.
Твердость, величина зерна и количество остаточного аусте-
нита стали Х12ФЗМ в зависимости от температуры закалки пока-
заны на рис. 190. Можно наблюдать, что интервал температур
закалки на высокую твердость и мелкое зерно в результате влия-
ния ванадия значительно шире, чем у других рассмотренных ста-
лей с 12 % Сг. Это позволяет обеспечить большую стабильность
свойств у стали Х12ФЗМ. Ее устойчивость против отпуска также
выше, чем стали Х12М.
Технологические недостатки стали Х12ФЗМ заключаются
в следующем: несколько пониженная ковкость (она ниже, чем
у стали Х12М, и близка к получаемой для сталей Х12ВМ и Х12)
и сильное окисление, происходящее при нагреве в открытой печи.
302
Оно характерно для всех сталей, содержащих >2—2,5 % V.
Однако у сталей с 12 % Сг окисление значительнее при 800 —
950 °C, т. е. при нагреве для отжига; потеря металла в окалину
в 2—3 раза больше, чем у сталей с 6—12 % Сг и 1 % V. Окисление
усиливается почти пропорционально увеличению выдержки. Оно
вызвано взаимодействием ванадия с кислородом окружающей
среды. Образующийся окисел V2O5 непрочно связан с основным
металлом и легко осыпается. При высоких температурах 1050—
1150°С(т. е. при нагреве для про-
катки и ковки) окисление относи-
тельно меньше; оно превышает на-
блюдаемое у сталей с 12 % Сг и
1 % V на 30—50 %.
Подобное поведение высокохро-
мистых сталей связано с защитным
действием хрома, присутствующим
в растворе. Его положительное влия-
ние наблюдается при большой кон-
центрации в растворе, создаваемой
нагревом 1050—1150 °C. Отсюда сле-
дует, что основные меры защиты от
интенсивного окисления необходимо
принимать при выполнении отжига.
Окисление значительно уменьшается
при нагреве в отработанном карбюри-
заторе (С. С. Федосиенко, 10. А. Гел-
лер и В. Ф. Моисеев).
Шлифуемость стали Х12ФЗМ
обычными абразивами удовлетвори-
тельная, хотя и ниже, чем у стали
Х12М.
Назначение стати Х12ФЗМ —
66
£
52
60
10
ЬО
20
12
50
Х6ФЫ1
о
950 1050 11501ООО 1100 1200
Температура зама 7ни, °C
Рис. 190. Твердость, количество
остаточного аустенита (Д), величина
зерна (баллы) сталей Х6Ф4М и
Х12ФЗМ в зависимости от темпера-
туры закалки (А. О. Аранович,
В. Ф. Моисеев, Ю. А. Геллер)
6%Cr'
/2%Сг
штампы вырубки сравнительно твер
дых металлов, волочильные и калибровочные кольца и т. п.
Стали с 6 % Сг и 3—4 % V (Х6Ф4М). Доля карбида МС
значительно больше ~8 % (по массе), чем в стали Х12ФЗМ,
из-за меньшего содержания хрома, а следовательно, и карбида
М7С3, в котором может растворяться часть ванадия (см. табл. 15).
Для образования карбида МС стали должны иметь повышенное
содержание углерода: до 1,6—1,8 % вместо 1 % в стали Х6ВФ
(А. О. Аранович и В. Ф. Моисеев). Дополнительное легирование
молибденом (0,6—0,8 %) немного увеличивает количество кар-
бида М23С6 и улучшает механические свойства.
Износостойкость стали Х6Ф4М лишь немного ниже получае-
мой у стали Х12ФЗМ (см. табл. 15, рис. 185) при работе по металлу
п, наоборот, выше при работе по абразивным материалам (см.
габл. 15 и 16).
11реимущества стал ей с 6°о Сг по сравнению со сталями с 12% Сг;
303
1. Лучшая ковкость. В присутствии ванадия у сталей с 6 %
Сг значительнее (чем при 12 % Сг) изменяется строение эвтек-
тики. В литой стали она имеет веерообразную форму и не образует
сплошной сетки; такая эвтектика легче упрочняется горячей
деформацией. Карбид МС выделяется в виде отдельных изолиро-
ванных включений.
2. Меньшая карбидная неоднородность; в прокате небольшого
сечения она близка к получаемой у стали Х6ВФ, а в сечениях
диаметром 50—60 мм примерно такая же, как и у сталей с 12 %
Сг и 1 % V (Х12Ф1, Х12М). Частицы карбида МС при этом более
дисперсны: в 2—3 раза по линейным размерам и в 4—6 раз по
площади, чем карбиды М7С3 1361.
3. Более высокие прочность прутка диаметром до 50—60 мм
(см. рис. 189) и вязкость (0,8 МДж/м2) после отпуска при 150 °C
(62 HRC) в прокате диаметром 15—25 мм.
Вместе с тем стали с 6 % Сг и 4 % V имеют более широкий
температурный интервал закалки на высокую твердость (см.
рис. 190) и большую устойчивость против перегрева, чем стали
с S % Сг и 1 % V.
Прирост размеров при закалке на мелкое зерно больше (на
30—50 %), чем у сталей с 12 % Сг, но анизотропия деформации
меньше.
Недостаток сталей с 6 % Сг и 3—4 % V — сильно пониженная
шлифуемость обычными абразивами из-за влияния карбида МС.
Сталь Х6Ф4М необходимо шлифовать кубическим нитридом бора
или алмазами; в этом случае из-за присутствия очень дисперсных
частиц карбида МС достигается минимальная шероховатость по
верхности: класс 10 (см. рис. 67). Это позволяет отказаться от
последующего дорогостоящего полирования.
Окисляемость при нагреве для ковки, отжига и закалки повы-
шенная, но несколько меньше, чем у стали Х12ФЗМ.
Стали предназначаются для матриц прессования абразивных
материалов, в том числе твердых металлических порошков и
штампов вырубки более твердых материалов простой конфигу-
рации.
Наибольшую износостойкость имеют сплавы (называемые «фер-
ро-тик»); их матрица содержит 0,5 % С; 2 % Сг; 2 % Мо (а в не-
которых сплавах до 14 % Сг) Карбидная фаза — карбид Т1С в боль-
шом количестве [50 % (обьемн.)]. Они кроме того устойчивы
против коррозии и нагрева, хорошо обрабатываются резанием
и полируются. Стойкость вырубных штампов в 10—20 раз больше,
чем из рассмотренных сталей, но при условии тщательной отладки
штампа и отсутствии большого зазора и перекоса.
71. Коррозионностойкие стали
Для создания стойкости сталей против коррозии необходимо,
чтобы в мартенсите было 11—-12 % Сг. Это требует прежде всего
уменьшения содержания углерода (табл. 61). Однако такая воз-
304
можность ограничена из-за необходимости сохранения высокой
твердости. Приведем значения максимальной твердости (при за-
калке с охлаждением в масле) для различных сталей:
HRC . . 62—63 58—60 57—58
Сталь . Х18МФ, , Х14М 9X18
Х14МФ
С, % . . 1,2 1,0 0,9
Дополнительное повышение твердости на 1—-2 HRC дости-
Таблица 61 Химическим
состав сталей (средний), %
Марка стали с Сг Мо V
9X18 0,9 18
Х18МФ 1,2 18 0,7 0,1
ХИМ ] 1,0 14 1,6 0,1
Тина Х14М4Ф 1,15 14,5 4,0 1,2
гается обработкой холодом (рис. 191), что, однако, снижает проч-
ность и вязкость
В сталях с 0,9 % С повышен-
ная концентрация хромав мартен-
сите создается увеличением его
содержания до 18 %. Сталь 9X18
приобретает стойкость против
коррозии после закалки с 1075—
1100 °C; тогда в мартенсите со-
держится 11 % Сг и 0,25 % С.
Остальная часть хрома сохра-
няется в карбидах.
Стали с 1,0 — 1 2 % С необ-
ходимо дополнительно легировать
молибденом Он замещает часть хрома в карбиде М2ЧС6 (рис. 192)
что позволяет увеличить концентрацию хрома в растворе и повы-
сить стойкость против коррозии Кроме того, молибден вызывает
дисперсионное твердение при отпуске1 и способствует повышению
вторичной твердости и теплостойкости (рис. 193). Выделяющийся
карбид более богат молибденом и этот процесс не сопровождается
ситьным уменьшением концентрации хрома вое-фазе.
В стали с 18 % Сг может присутствовать 0,6—0,9 % Мо,
а в стали с 14 % Сг его должно быть до 1,4—1,8 %. Электросопро
тив пение, характеризующее концентрацию твердого раствора (см.
рис. 191), почти одинаково у закаленных сталей Х18М и Х14М.
Стойкость против коррозии зависит, кроме того, от:
1) структурного состояния получаемого при отпуске. После
отпуска при 150—400 °C, почти не уменьшающего содержания
хрома в мартенсите, стали абсолютно стойки (балл 1) в кипящей
воде, водяном паре, влажном и сухом воздухе, холодных органи-
ческих кислотах 1 2. После более высокого отпуска (500—550 °C),
при котором образуются карбиды хрома и обедняется твердый
раствор, снижается стойкость против коррозии 3; 2) состояния
поверхности инструмента; она наибольшая после полирования.
1 Аналогичным образом влияет и вольфрам
- В более ат рессивиых средах (слабых растворах азотной или серной кислот)
сталь Х18МФ — малостойкая (бачл 3), а стали 9X18 и Х14М — стойкие (балл 2)
3 Эти стали становятся малостойкими (балл 4).
305
Стали Х18М и Х14М используют для инструментов, главным
образом, хирургических (скальпели, ножи и т. п.), от которых
требуются повышенные твердость и износостойкость.
Рис. 191. Твердость, предел прочности при изгибе после отпуска («) при 150 °C.
количество остаточного аустенита (А) и удельное электросопротивление (р) (б)
сталей 9X18, Х18М и Х14М в зависимости от температуры закалки (Ю. А. Гел-
лер, Е. Я. Раузина)
Сталь Х18М сохраняет более высокую твердость после от-
пуска при 150 °C и при 350—400 °C (58—59 HRC вместо 52—
54 HRC у сталей Х14М и 9X18), а следовательно, после шлифо-
вания и заточки.
Содержание молибдена
Рис. 192. Влияние содержания молиб-
дена в стали с 14 % Сг и 0,9 % С иа па-
раметр решетки карбида MISC0
(Е. Я. Раузина)
1^0 200 250 500 550 000 ,50 500 550 600
Те но, ратир 1 отписка, °C
Рис. 193. Твердость сталей 9Х 18, Х18Мп Х14М
в зависимости от условий закалки и темпера-
туры отпуска (Ю. А. Геллер, Е. Я. Раузина):
а — закалка с 1075 °C на зерно 10 и высокую
твердость; б — закалка с 1100 °C
Сталь Х14М имеет более узкий интервал температур закалки
(см. рис. 191) и меньшую твердость.
Сталь 9X18 применяют для инструментов меньшей твердости,
в том числе деревообрабатывающих.
306
Карбидная неоднородность сталей с 14—18 % Сг, поскольку
они содержат меньше углерода (до 1,2 % С) на 1- -2 балла меньше,
чем сталей с 12 °6 Сг.
72. Тепловые режимы горячей деформации
Температуры горячей деформации указаны в табл. 62.
Стали Х12ФЗМ и Х6Ф4М из-за повышенной способности к окис-
лению лучше нагревать
в защитных средах.
Ковкость сталей Х12,
Х12ВМ и особенно стали
Х12ФЗМ пониженная.
Ковку следует начинать
слабыми ударами бойка
и постепенно увеличивать
силу удара. В связи с про-
исходящим раздроблением
эвтектической сетки воз-
растает горячая пластич-
ность. Дальнейшую де-
формацию для предупреж-
Таблица 62. Температуры горячей
деформации полутеплостойких сталей
высокой твердости
Марка стали Температура, °C
нагрева оконча- ния де- формации
85Х6НФТ, Х6ВФ, Х6Ф4М . 1100—1140 900—870
Х12М, Х12Ф1, XI2, Х12МВ, Х12ФЗМ 1 100—1180 930—890
9X18, Х18М. Х14М 1160—1190 920—890
дения трещин необхо-
димо выполнять, как указано в п. 24. Для этих сталей су-
щественное значение имеют условия охлаждения. Поковки сле-
дует переносить в печь с температурой 600 °C (а затем повышать
температуру) и выполнять отжиг.
Остальные стали следует охлаждать под слоем песка или в фу-
терованной яме.
73. Термическая обработка полутеплостойких сталей
Стали поставляют в отожженном состоянии с твердостью (HR):
Сталь Твердость
85Х6НФТ, Х6ВФ, Х6Ф4М . . 195—241
Х12М, Х12Ф1, Х12, Х12ВМ . . 207—255
Х12ФЗМ....................... 241—269
Типа Х.ЗФ12 .................. 229—255
9X18, Х18М, Х14М ........ 207—241
Карбидная неоднородность сталей Х6ВФ, Х6Ф4М, Х12М,
Х12Ф1, Х12ВМ оценивается по ГОСТ 5950—73.
Для стали 85Х6НФТ — на 1 балл меньше, чем у стали Х6ВФ.
Карбидный балл стали Х6Ф4М в сечении диаметром <50 мм
соответствует нормам для сталей с 6 % Сг, а в больших сечениях —
для сталей с 12 % Сг, а стали Х12ФЗМ — нормам для сталей
с 12 % Сг.
307
Карбидная неоднородность сталей Х12М и Х12Ф1 может быть
немного уменьшена применением гомогенизации. Температуры
нагрева 1160—1180 °C с выдержкой 2—3 мин на 1 мм с последу-
ющим замедленным охлаждением и выполнением затем обычного
отжига. У крупных заготовок 1) уменьшается карбидный балл
с 8—9 до 6—7 и возрастает вязкость на 30—50 % без заметного
изменения прочности и 2) улучшается ковкость при необходимости
деформации на меньшее сечение; выход годного металла возра-
стает на 4—5 %. Температуры гомогенизации стали Х6Ф4М ниже
и составляют 1100 °C.
При гомогенизации сталей не наблюдается образования очень
крупных, в том числе угловатых карбидов, образующихся в быстро-
режущих сталях (см. рис. 88). Поэтому при последующей закалке
гомогенизированная сталь с 12 % Сг получает зерно такой же
величины, как и сталь, не подвергавшаяся гомогенизации
(Ю. А. Геллер, В. Ф. Моисеев и С. А. Касымов). Положительное
влияние гомогенизации на вязкость сохраняется и в сильно дефор-
мированной стали.
До сих пор нет данных о влиянии гомогенизации на другие
стали этой группы.
Обезуглероженный слой (зоны полного и частичного обезугле-
роживания) не должен превышать 0,35 мм + 1 % диаметра (тол-
щины) прутка.
Отжиг. Температурный интервал перлитного превращения
повышенный и составляет 820—860 °C при 12—18 % Сг и 800—
830 °C у остальных сталей.
Поковки нагревают до 840—860 °C с выдержкой не менее 2 ч;
в промышленных условиях выдержка продолжительнее и обуслов-
лена величиной садки. Охлаждение — со скоростью 30—40 °С/ч
до 700—720 °C; затем необходима выдержка не менее 2—3 ч и
дальнейшее охлаждение с печыо до 600—650 °C: после этого сталь
охлаждают на воздухе.
Для сталей Х12ФЗМ и Х6Ф4М необходима защита от окисле-
ния.
Стали с 12 % Сг при получении повышенной твердости следует
дополнительно подвергнуть отпуску в течение 2—3 ч при 760—-
790 °C.
П редваршпельная термическая обработка. Ее выполняют для
штампов сложной формы при необходимости значительного умень-
шения деформации (см. рис. 190). Штампы сначала закаливают до
850—865 °C (.4Г + 30 — 40 °C) с охлаждением в масле, а затем
отпускают при 550—600 °C в течение 2—3 ч.
Закалка. Температуры закалки приведены в табл. 63.
Крупные штампы предварительно подогревают с выдержкой
до полного прогрева: из сталей с 3—6 % Сг при 750—800 °C, а из
остальных сталей при 850—900 °C.
Инструменты нагревают в контролируемых атмосферах или
в обычных печах в чугунной стружке или отработанном карбю-
308
Таблица 63. Температуры закалки полутеплостойких сталей
высокой твердости
Марка стали Закалка па первичную твердость Закалка на вторичную твердость
/, °C твердость, HR С /, °C твердость, HRC
Х6ВФ, 85Х6НФТ 960—990 61—63
Х6Ф4М 1020—1040 61—63 — -—.
Х12М, Х12ВМ 990—1010 *! 62—6.3 1080—1100 54—56
Х12Ф1 1010—1035 61—63 —— —
Х12 950—980 63—65 — —
Х12ФЗМ 1060—1090 63—65 1 100—1120 55—57
9X18 1050—1075 *2 57—60 — —
Х18М 1050—1075 *2 61—62 — —
Х14М 1040—1050 58—60 — —
** 1050—1070 °C для повышения теплостойкости и сохранения твердости при зна-
чительном шлифовании и 1020—1040 °C для получения минимальной деформации (см.
рис. 180). *2 1080—1100 °C для повышения стойкости против коррозии, но при небольших
нагрузках.
ризаторе 1 (см. п. 21). Целесообразно небольшое науглероживание
штампов, не имеющих острых углов, поскольку оно повышает
износостойкость. Мелкие шлифуемые инструменты нагревают
в расплавленных смесях.
Штампы из сталей с повышенным и высоким сопротивлением
пластической деформации нагревают в солях. Выдержка при окон-
чательном нагреве на 1 мм диаметра 20—25 с в печи (после про-
грева защитной смеси) и 12—15 с в соли, если был подогрев при
указанных выше температурах. Если подогрев проводят при 500—
600 °C, то выдержку увеличивают на 25 %.
Штампы принято охлаждать в масле. Однако эффективнее
неполная изотермическая закалка с выдержкой 20—40 мин в соли
при 2S0—320 °C, а затем с охлаждением на воздухе. В данном
случае на 3—5 % возрастает количество остаточного аустенита
(без роста зерна). Вследствие этого улучшается вязкость на 20—
30 % без снижения твердости (Ю. А. Геллец, В. Ф. Моисеев,
С. А. Касымов, Л. И. Пустыльник). Кроме того, существенно
уменьшается деформация (рис. 194).
Полная изотермическая закалка неприменима из-за высокой
устойчивости аустенита в бейнитной области и необходимости
очень длительной выдержки.
1 Стали с 12 % Сг, нагретые в соли при 1000—1100 °C, чувствительнее к порче
поверхности.
309
Обработка холодом. Такая обработка с охлаждением до —70 °C
повышает твердость на 1—3 HRC и сопротивление пластической
деформации, но снижает вязкость. Возрастание износостойкости
при этом незначительно. Она используется сравнительно редко
для повышения предела выносливости, но при условии выполне-
ния длительного отпуска, в большей степени снимающего созда-
ющиеся дополнительные напряжения.
Закалка с индукционным нагревом мало применима: у этих
сталей, допустимый температурный интервал нагрева узок. Кроме
Масло Соль
Охлаждающая среда
Рис. 194. Влияние условий охлаждения при
закалке (с 1025 °C) на изменение длины
(АЬ/L) штанги диаметром 120 мм из стали
Х12М. Светлые upstMoyt ольннкн — про-
дольные образцы, заштрихованные по-
перечные
пуансоны), работающие
того, быстрый индукционный
нагрев не обеспечивает раство-
рения карбидов М7С3 и М23Св
в достаточном количестве. Это
не позволяет получить твердый
раствор нужной концентрации
и высокую твердость, особенно
при дисперсионном твердении
во время отпуска.
Выбор режима отпуска ста-
лей повышенной износостой-
кости связан с определенными
трудностями, так как темпера-
туры нагрева, сохраняющие
высокую твердость (60—62 HRC)
и нагрева, создающего высокую
прочность, не совпадают. В пер
вом случае отпуск при 150—
160 °C, а во втором — при
240—275 °C (см. рис. 187). Выбор
температур зависит от условий
эксплуатации.
При 150—160°С, т. е. на боль-
ше ю твердость (60—63 HRC)
отпускают штампы (особенно
ственпых динамических
при повышенном износе без суще-
пагрузок и закаленных с более низ-
ких температур (на мелкое зерно), и инструменты из сталей
с 14-18 % Сг.
Штампы из сталей Х12ФЗМ и Х6Ф4М сохраняют при отпуске
более высокую твердость.
Поскольку они имеют повышенную стойкость против нагрева,
то для более полного снятия напряжений, а также повышения
прочности и вязкости лучше назначать температуры отпуска
210—230 °C (61—62 HRC) н 300—330 °C (58—59 HRC).
Штампы, воспринимающие более значительные динамические
нагрузки, отпускают при 220—250 сС на твердость 58—59 HRC.
В ряде случаев при еще большей величине ударных нагрузок тем-
пературу отпуска повышают до 260—275 °C (57—58 HRC). Для
310
получения однородного мартенсита рекомендуется увеличивать
длительность отпуска [181 1.
Снижение износостойкости в результате указанного повыше-
ния температуры отпуска не очень значительно, поскольку оно
обусловлено не только твердостью мартенсита, но и влиянием
карбидов. Однако в этом случае уменьшается возможность полу-
чения более чистой поверхности при шлифовании.
Для более редких случаев закалки сталей с 12 % Сг на вторич-
ную твердость, т. е. с высоким нагревом, температуры отпуска
назначают повышенными: 500 525 °C. Остаточный аустенит имеет
в этом случае повышенную устойчивость против отпуска. Для
достаточно полного превращения аустенита и повышения твердо-
сти до 60—62 HRC необходимо повторять отпуск 2-3 раза (см.
рис. 183). Продолжительность отпуска должна составлять 60 -
75 мин.
Термомеханическая обработка
ВТМО не применяется, так как температуры закалки сталей
выше температур окончания горячей деформации. Применяют
НТМО при 600—400 °C, главным образом для пуансонов и матриц
простой формы из сталей с 6 % Сг и 1 % V. Обработка повышает
прочность стали Х6ВФ на 10—20 % при небольшом снижении
твердости (58—60 HRC) и улучшает стойкость штампов, испыты-
вающих повышенные давления. Однако НТМО этих сталей очень
сложна из-за высокого сопротивления их деформированию.
Дефекты термической обработки
Они аналогичны названным в п. 58. Следует лишь учитывать,
что пониженная твердость закаленных или отпущенных сталей
с 6—18 % Сг может быть следствием не только недогрева, но и
перегрева при закалке (см. рис. 180 и 18 Д. Нужен еще один
отпуск с нагревом на 10—15 °C выше; твердость повысится в ре-
зультате перегрева при закалке и снизится при недогреве. Во
втором случае для исправления применяют отжиг и вторичную
закалку.
У сталей с 12—18 % Сг в случае повторной закалки без про-
межуточного отжига увеличивается размер зерна па 1—2 балла.
Г лава VIII
ПОЛУТЕПЛОСТОЙКИЕ СТАЛИ
ПОВЫШЕННОЙ ВЯЗКОСТИ
74. Характеристика состава и свойств.
Особенности легирования
Теплостойкость сталей невысокая. Они сохраняют твердость
45 HRC и предел текучести 1000 МПа при нагреве до 350—375 °C,
а некоторые — до 400—450 °C и сильно уступают теплостойким
штамповым сталям, сохраняющим эти свойства при 580—600 °C
и выше.
Способы повышения теплостойкости подобных сталей хорошо
известны, и, казалось бы, легко реализуемы, например, в резуль-
тате увеличения содержания хрома до 3 %, что не влечет суще-
ственного повышения стоимости стали (табл. 64). Однако выбор
состава этих сталей обусловлен особенностями их применения.
Чаще всего их используют для очень крупных штампов горячего
деформирования (стороной до 800—900 мм); молотовых, работа-
ющих с динамическими нагрузками; для контейнеров, матриц.
Такие стали должны сохранять повышенную вязкость
(>0,4 МДж/м2 на образцах с надрезом) в крупных сечениях в про-
дольном и в поперечном направлении.
Т а б л п ц а 64. Химический состав (средний), %
Марка стали с Мп Si Ni Сг W Мо V
Высокой прочности до 350—375 °C
5ХНМ 0,55 0,65 0,25 1,6 0,7 — 0,25 —
5ХНВ 0,55 0,65 0,25 1,6 0,7 0,55 — —
5ХГМ 0,55 1,4 0,45 — 0,7 — 0,2 -—
5ХНСВ 0,55 0,45 0,75 1 1,45 0,55 — —
Высокой прочности до 400—425 °C
30Х2НМФ 0,30 0,4 0,25 1,3 2,2 — 0,5 0,3
27Х2НМВФ 0,27 0,65 0,25 1,6 2,2 0,5 0,5 0,25
5Х2МНФ 0,5 0,5 0,3 1,4 1,7 -— 1 0,4
4ХСМФ 0,41 0,7 0,7 — 1,7 — 1 0,4
Для выполнения этого важнейшего требования приходится
ограничивать содержание карбидообразующих элементов.
В сталях 5ХНМ, 5ХНВ, 5ХГМ содержится 0,5—0,6 % С;
0,6—0,7 % Сг при 0,15—0,3 % Мо или 0,4— 0,7 % W. Их повы-
шенная вязкость достигается легированием никелем, а высокая
312
прокаливаемость — марганцем (никелем), хромом. Карбидная
фаза —- цементит и в не больших количествах карбид М23С6.
Вязкость этих сталей (в продольном направлении и на поло-
вине радиуса заготовки) при увеличении наименьшей стороны
штампа с 40 до 250 мм снижается немного: с 0,5 до 0,45 МДж/м2.
В то же время вязкость теплостойкой стали 4Х5В2ФС, содержа-
щей 4—5 % Сг, сохраняется на том же уровне в заготовке сто-
роной не более 100 мм (см. рис. 291).
Вместе с тем для ковки при несколько повышенном нагреве
более прочных легированных сталей стойкость штампов, особенно
чистовых из сталей 5ХНМ (5ХНВ, 5ХГМ), недостаточна. Для
повышения теплостойкости и температур фазового превращения
в новых штамповых сталях прежде всего понижается содержание
углерода: до 0,45 % в стали 4ХСМФ и еще значительнее — до
0,25—0,27 *1 — в сталях 30Х2НМФ, 27Х2НМВФ и др., исполь-
зуемых для очень крупных штампов и контейнеров.
Чтобы не ухудшить распределение карбидов и вязкость в круп-
ных сечениях, используют комплексное легирование, подобно
рассмотренному в п. 48. В этих сталях присутствуют совместно
молибден, вольфрам, ванадий, хром; содержание хрома повышают
до 2—2,5 %. Каждый из остальных элементов вводят в количестве
<0,8—0,9 %. В присутствии ванадия создается большая устой-
чивость против перегрева при закалке и связанного с этим сни-
жения вязкости. Наряду с цементитом в карбидной фазе несколько
больше карбида М23С6 и немного карбида МС 1841.
Вследствие лучшей устойчивости против нагрева стойкость
штампов из этих сталей в более тяжелых условиях деформирова-
ния несколько выше.
75. Стали высокой прочности до 350 375 °C
Многие свойства сталей этой группы близки.
Сталь 5ХНМ. Она сочетает большую вязкость (рис. 195, 196)
с высокой прокаливаемостью. Из-за влияния молибдена сталь
5ХНМ мало чувствительна к хрупкости второго рода (табл. 65),
возникающей после отпуска при 500—560 °C, принимаемого для
штампов, обрабатываемых на твердость 40—46 HRC.
Твердость стали 5ХНМ в середине блока размером 400 X
X 300X300 мм лишь на 1—2 HRC ниже, чем у поверхности, что
связано с высокой устойчивостью переохлажденного аустенита
(рис. 197).
Величина коэффициента линейного расширения стали 5X1IM
указана в табл. 14. Она почти одинакова для всех сталей этой
группы.
При еще более низком содержании углерода и указанном неизменном со-
держании никеля в структуре образуется избыточный феррит, что сильно ухуд-
шает разгаростойкость.
313
Стали 5ХНСВ и 5ХГМ не уступают в прокаливаемости стали
5ХНМ, однако вязкость их, главным образом, в крупных сече-
ниях стороной >300 мм несколько меньше из-за повышенного
Рис. 195. Механические свойства прн нагреве сталей 5XHM (закалка с 850 °C; отпуск
при 550 °C), 5XHCB (закалка с 870 °C; отпуск при 575 °C) и 27Х2НВМФ (закалка с
875 °C, отпуск прн 600 °C)
Рис. 196 Мс х 1ппч< ские 11 эпства сталей 5XHM (закалка 840 °C) и 5ХНОВ (закалка 870 °C)
в зависимости от температуры отпуска
со (ержания хрома (сгаль 5ХНСФ) и отсутствия никеля (сталь
5X1 ч) Эти стали используют зля штампов более простой формы.
Сталь 5ХНВ мало отличается от стали 5ХНМ характеристи-
ками вязкости. Однако ее прокаливаемость меньше; сталь исполь-
зуют для менее крупных штампов стороной до 250—350 мм.
314
Таблица 65
Чувствительность сталей
высокой прокаливаемости
к хрупкости второго рода
(закалка и отпуск
иа твердость 46 HRC)
Марка стали ан, МДж/м2, после охла ждения с 600 °C Снижение вязко- сти при медлен- ном охлаждении
быст- рого (вода) мед- лен- ного (30 °С/ч)
5ХНМ 0,78 0,62 20
5ХНСВ 0,57 0,53 7
Типа 0,51 0,31 39
5ХНС
** Без вольфрама и молиб
дена
Рис 197 Диаграмма изотермического превра
гцения аустенита стали 5ХНМ после нагрева
при 870 °C
76. Стали высокой прочности до 400—450°С
Стали 30Х2МФН и 27Х2Н МФ превосходят рассмотренные
выше не только в устойчивости против нагрева, но и в вязкости 1
(рис. 198), разгаростойкости и окалиностойкости (рис. 199).
Рис 198. Механические свой-
ства стали 30Х2МФН в за-
висимости от температуры
отпуска; закалка с 930 °C
[79]
Коэффициент линейного расширения их также несколько меньше
Для этих сталей характерна высокая релаксационная стойкость
до 400- 425 °C (рис. 200).
Стали используют для крупных молотовых штампов, в том
числе на чистовых операциях, при обработке труднодеформируе
1 В крупных сечениях она не меньше указанной на рис. 195.
316
мых металлов, а также для штампов (контейнеров), работающих при
длительном нагружении и для колец—бандажей, устанавливаемых
с горячей посадкой Из за меньшей окалиностойкости (см. рис. 297)
Рис 199 Окалиностойкости сталей 5ХНМ
и 30Х2МФН при 550 °C [79]
Рис 200 Релаксационная стойкость стали
30Х2МФН [169] Начальное напряжение
(о) равное 750 (/) и 600 МПа (2)
°C
Теп /ера пара исг/ь/'панан °C
%'
Рис 201 Твердость предел текучести и ударная вязкость стали 4ХСМФ в зависимости
от температуры отпуска Закалка на мелкое зерно [89]
а — из середины поковок сечением 200X200 мм б — из середины поковок 500X500 мм
для длительного нагрева при температурах выше 550—600 °C
целесообразнее применение сталей с 4—5 % Сг (4Х5МФС и др ,
указанных в п 109)
316
Сталь 4ХСМФ (рис 201) прокаливается в меньших сечениях.
В заготовке диаметром 250—280 мм, закаленной с охлаждением
в масле и отпущенной на твердость 40—42 HRC, сталь сохраняет
эту твердость на глубине до 50—70 мм В середине заготовки она
снижается на 5—6 HRC Сталь 4ХСМФ, не содержащая никеля,
чувствительнее к концентрации напряжений Поэтому ее ра
ционально использовать для штампов более простой формы без
глубокой гравюры, а также для вставок сложных штампов, пре
имущественно прессования алюминиевых и медных сплавов
Сталь 5Х2М.НФ имеет несколько большую теплостойкость,
а главное, износостойкость при 400—450 °C из за более высокого
содержания углерода Она уступает сталям 30Х2МФН и 27Х2НМФ
в вязкости и прежде всего в крупных сечениях, ее эффективно
использовать для сравнительно небольших штампов горячего
деформирования, в частности, автомобильных клапанов
77. Горячая механическая обработка
Температуры начала ковки 1150—1180 °C, окончания 850—
880 °C
Цель горячей деформации — обеспечить максимально одно
родную структуру, при которой вязкость в поперечном и продоль-
ном направлениях должна быть почти одинаковой
Заготовки крупных штампов (блоки) подвергают всесторонней
ковке, их осаживают на четверть высоты и вытягивают до исход
ного размера Затем следует более энергичная ковка осадка на
треть—половину высоты и вытяжка, повторяемые2—Зраза Каж
дую осадку выполняют несколькими ударами
Ковку очень крупных блоков также выполняют с большой
степенью деформации Для этих случаев оправдывается значи
тельное увеличение массы (сечения) слитка (до 15—16 т) Оно
не сопровождается существенным ухудшением литой структуры
из за малой чувствительности этих сталей к ликвации
Особое внимание следует уделять условиям охлаждения круп
ных поковок, поскольку стали закаливаются на воздухе и чув
ствительны к трещинам и флокенам Поковки толщиной до 200—
250 мм помещают в печь при 600 °C, выдерживают до выравни
вания температуры по всему объему, медленно охлаждают до
150—200 °C, а затем нагревают до 600 -620 °C, выдерживают до
полного прогрева и лишь после этого охлаждают на воздухе
Более крупные поковки сначала нагревают до 800-—825 °C,
после выдержки в течение 3—4 ч охлаждают до 200—250 °C
(выдержка 6—10 ч), нагревают до 600—625 °C и лишь затем вы
полняют цикл обработки, указанный выше
78. Термическая обработка
По структурному признаку стали — близкие к эвтектоидным,
структура после отжига — пластинчатый и зернистый перлит
Стали, особенно для крупных штампов, проверяют на отсутствие
317
флокенов. Твердость стали 5ХНСВ, легированной кремнием,
217—241 НВ, а остальных — 197—241 НВ.
Обезуглероженный слой не должен превышать 0,35 мм ф- 1 %
от диаметра (толщины) штанги.
Температуры отжига 760—800 °C и высокого отпуска 650—
690 °C.
Отжиг выполняется для полного устранения флокеночувстви-
тельности, измельчения структуры в слитках или в крупных
заготовках, мало обжатых при ковке или прокатке. В остальных
случаях ограничиваются высоким отпуском; сталь приобретает
такую же структуру, как и после отжига.
Крупные заготовки (толщиной >300—400 мм) охлаждают при
отжиге до 250—300 °C со скоростью 50 °С/ч, выдерживают 10—12 ч,
нагревают снова до 600—650 °C (50 °С/ч), а затем до 850—870 °C
(60—70 °С/ч), выдерживают 10—15 ч и охлаждают до 250—300 °C
(400 °С/ч) и после выдержки в течение 8—10 ч охлаждают на воз-
духе. Этот цикл иногда повторяют.
Температуры закалки для сталей составляют, °C:
5ХНМ, 5ХНВ, 5ХГМ . . 820—860
5ХНСВ ................ 840—860
4ХСМФ ................ 860—880
30Х2НМФ...... 930—950
Типа 27Х2НМВФ .... 950—970
Штампы подогревают в печи до 400—500 °C и затем в случае
крупных”штампов повышают температуру со скоростью 50 °С/ч
до 650—675 °C; после выдержки в течение 3—5 ч ведут оконча-
тельный нагрев со скоростью 70—80 °С/ч. Для уменьшения окис-
ления и обезуглероживания поверхность штампов защищают, как
указано в п. 21.
Для получения высокой прокаливаемости необходим полный
прогрев штампа при температуре закалки. Нагрев и выдержку
в пламенной печи можно определять по нормам, указанным
в табл. 66. Их увеличивают на 30 % при нагреве в электропечи.
Таблица 66. Продолжительность нагрева (в пламенной печи),
выдержки и охлаждения штампов при закалке
Операция Продолжительность операции, ч —мин, для штампов с наименьшей стороной, мм
300 34) 400 5(0 600 700
Выдержка после загрузки в печь Нагрев до температуры 0—30 0—30 1—00 1-30 2—00 2—00
закалки 8—30 10—00 11—00 13—30 16—00 19—00
Выдержка при темпера- туре закалки 1—50 2—10 2—30 3—00 3—40 4—10
Подстуживание на воз- духе 0—15 0—15 0—20 0—25 0—35 0-40
Охлаждение в масле . . 0—40 0—50 1 -00 1—20 1—40 2 -00
318
Штампы простой формы можно нагревать быстрее чем укашпо
в табл. 66, повышая температуру печи.
Штампы со стороной до 250 -300 мм, имеющие простую форму,
охлаждают в масле, а сложной формы — па воздухе.
Полное охлаждение в масле более крупных штампов со слож-
ной фигурой может вызвать повышенные напряжения и трещины.
Их охлаждают по способу прерываемой закалки (см. рис. 63):
подстуживая на воздухе до 750—780 °C (за это время очищают
от изоляции), а затем помещая в масло, температура которого
должна быть <70—75 °C. Выдержку в масле рассчитывают так,
Рис. 202. Влияние степени
увлажнения воздуха иа мак-
симальную скорость охла-
ждения водо-воздушной сме-
сью слоев, находящихся на
глубине 20 (/) и 125 мм (2):
штриховые линии — ско-
рость охлаждения при объ-
емной закалке в масле
Рис. 203. Влияние давления воздуха
на скорость охлаждения при 600 (/)
и 400 °C (2). Расстояние от распылителя
500 мм; расход воды 100 i/л
чтобы не допустить полного охлаждения (см. табл. 66). Затем еще
не остывшие штампы переносят в печь для отпуска.
Охлаждение в масле по этому режиму очень крупных штампов
с наименьшей стороной >500 мм и длиной >1000—1200 мм (мас-
сой 1—1,5 т и больше) технически сложно, а главное при этом
невозможно получить высокую твердость и прокаливаемость.
Штампы из сталей 5ХНМ, 5ХГМ и 5ХНСВ охлаждают водо-
воздушной смесью. Ее охлаждающая способность зависит от сте-
пени увлажнения, давления воздуха и расстояния охлаждаемой
поверхности от распылителя (рис. 202 и 203). Сильнее влияет
степень увлажнения; ее устанавливают в зависимости от размеров
штампа и требуемой толщины закаленного слоя. Изменяя коли-
чество воды, можно в широких пределах регулировать диапазоны
теплоотдачи. Рекомендуется охлаждение при расходе воды до
100 л/ч, расстояния распылителя от закаливаемой поверхности
500 мм и давлении 0,3 МПа. При большем увеличении расхода
воды охлаждающая способность смеси становится сильнее, чем
масла, что может усилить деформацию и вызвать трещины. На-
319
оборот, увеличение давления до 0,4 МПа не создает более интен-
сивной закалки.
Штамп охлаждают смесью до потемнения поверхности (400—
500 °C), а затем только сжатым воздухом до 300 °C и после этого
сразу нагревают для отпуска.
Температуры отпуска приведены в табл. 67, а выдержки
в табл. 68.
Таблица 67. Температуры отпуска и твердость сталей
высокой прокаливаемости в зависимости от размеров штампа1
Наименьший размер, мм, штампа Температуры нагрева, °C, сталей Твердость НДС
5XHM, 5ХГМ, 5ХНВ 5XHCB, 4ХСМФ 30Х2НМФ
<300 500—540 500—520 — 40—46
<400 530—560 530—550 530—540 38—40
>400 560—580 550—570 540—560 36-39
1 Небольшие штампы с плоской фигурой для штамповки быстро подстывающих
мелких деталей толщиной менее 10 мм отпускают при 300—350 °C (50 — 52 HRC)
Таблица 68. Продолжительность нагрева и выдержка
крупных штампов при отпуске
Наименьшая сторон а штампа, мм Продолжительность ч мин Наименьшая сторон а штампа, мм Продолжительность 1, ч -мин
Hai рев до температуры отпуска выдержки при отпуске нагрев до температуры отпуска выдержки при отпуске
250 7—30 1—30 500 15—00 3—00
300 9—00 1—50 550 16—30 3—20
350 10—30 2—10 600 18—00 3—40
400 12—00 2—30 700 21—00 4—10
450 13—30 2—40
* При выдержке в пламенной печи. Продолжительность нагрева и выдержку в элек-
трической печи увеличивает на 20 %
При нагреве для отпуска в структуре штампа может сохра-
няться много аустенита. Поскольку он превращается в процессе
выдержки и охлаждения, целесообразен двухкратный отпуск.
Температура второго отпуска на 10—20 °C ниже, а его продолжи-
тельность на 20—25 % меньше, чем первого.
Хвостовик штампа должен иметь повышенную вязкость. Это
достигается дополнительным снижением его твердости. После
отпуска штамп устанавливают хвостовиком на плиту и нагревают
(табл. 69). Отпуск прекращают при появлении на рабочей части
синего или серого цвета побежалости. В этом случае рабочая часть
нагревается за счет теплопроводности не выше 250—350 °C.
320
Таблица 69. Температуры отпуска и твердость хвостовика штампов
Наименьший размер штампа, мч 1емпсрат>ры нагрева, °C, сталей Твердость HRC
5Х11М, 5ХГМ 5XIIB. 5ХНСВ типа 30Х2НМФ
400 580—610 590—610 540—560 33—37
400—500 620—640 630—650 560—580 30—33
500 650 680 670—690 580—600 35—30
Литые штампы. Изготовление штампов отливкой с последу-
ющей термической обработкой на требуемую твердость позволяет
отказаться от ковки и сокращает обработку резанием, особенно
штампов со сложной фигурой, что значительно удешевляет их
стоимость. Прочностные свойства и теплостойкость литой стали
близки к аналогичным свойствам кованой. Основное различие
заключается в вязкости и износостойкости. Вязкость литых ста-
лей типа 5ХНМ на 25—35 % ниже, чем кованых. Однако износо-
стойкость несколько выше, по-видимому, из-за своеобразной не-
однородности структуры, при которой в поверхностных слоях
зерна больше концентрация углерода и легирующих элементов.
Следовательно, применение литых штампов оправдывается при
условии правильного выбора области их использования, состава
стали, а также параметров литья и режимов термической обра-
ботки.
Литые штампы преимущественно небольшого сечения приме-
няют для работы при отсутствии повышенных ударных нагрузок
и интенсивного охлаждения, когда требования к разгаростой-
кости не являются преобладающими.
Рационально выбирать более вязкие стали с меньшим содержа-
нием углерода (типа 27Х2НМВФ). Стали с большим содержа-
нием углерода (5ХНМ) рекомендуется использовать для вставок.
Вязкость, достигаемая в литой стали, кроме того, несколько
больше в результате более интенсивного охлаждения в процессе
кристаллизации (см. п. 31), достигаемого литьем в оболочковые,
а не в земляные формы.
Температуру закалки выбирают по нижнему пределу (см.
п. 97), а отпуск выполняют на твердость 48—50 HRC, когда можно
лучше использовать несколько большую износостойкость литой
стали.
Стойкость подобных штампов не ниже, чем кованых [93].
Дефекты структуры. В больших заготовках из некоторых
сталей (27Х2НДАВФ, 30Х2НМФ) иногда наблюдается очень круп-
ное зерно (балла 3—4). Исправление структуры достигается [81 ]
предварительным нагревом до 650—700 °C (8—10 ч) для коагуля-
ции фаз-упрочнителей, располагающихся по границам, и дву-
кратным нагревом при 950 °C с охлаждением: ускоренным до
700 °C и затем замедленным до 200—250 °C.
11 Геллер Ю. А.
321
Глава IX
ТЕПЛОСТОЙКИЕ СТАЛИ ВЫСОКОЙ ТВЕРДОСТИ
С КАРБИДНЫМ УПРОЧНЕНИЕМ.
БЫСТРОРЕЖУЩИЕ СТАЛИ
79. Характеристика состава и свойств.
Об основах легирования
Теплостойкие стали высокой твердости, называемые быстрорежу-
щими \ наиболее характерные стали для режущих инструментов.
Они сочетают теплостойкость (500—650 °C в зависимости от со-
става и обработки) с высокими твердостью (до 70 HRC), износо-
стойкостью при нагреве и повышенным сопротивлением пласти-
ческой деформации. В результате создания быстрорежущих ста-
лей стало возможным увеличить скорость резания в 2—4 раза и
повысить стойкость инструментов в 10—40 и более раз по сравне-
нию со стойкостью инструментов из "плостойких сталей. Эти
преимущества проявляются при резании: с повышенной ско-
ростью, т. е. в условиях нагрева режущей кромки, или при мень-
шей скорости, но с высокими давлениями.
Из-за высоких износостойкости и сопротивления пластической
деформации быстрорежущие стали используют также для тяжело
нагруженных штампов холодного прессования.
Снижение твердости быстрорежущих сталей на 2—4 HRC по
сравнению с получаемой максимальной сопровождается ухудше-
нием вязкости, прочности (см. рис. 227), ростом коэффициента
трения и износостойкости. Поэтому быстрорежущие стали не-
обходимо использовать в состоянии высокой твердости, получае-
мой для марки и при работе без больших динамических нагрузок.
Теплостойкость создается в результате воздействия двух
причин: 1) специальным легированием и 2) закалкой с очень вы-
соких температур 1200—1300 °C.
Основные легирующие элементы — вольфрам или вольфрам
вместе с молибденом. Показано (Л. С. Кремнев и Ю. А. Геллер),
что в быстрорежущих сталях оптимальное содержание вольфрама
составляет примерно 12 %. Без снижения теплостойкости вольфрам
может быть заменен молибденом в соотношении Мо : W = 1 :
: 1,4 4-1,5, но если в сталь вводят до 5 % Мо (Л. С. Кремнев).
Это содержание вольфрама или 2 (W -|- 1,4-т-1,5 Мо) ~12 %
принято для большинства современных рационально легирован-
ных быстрорежущих сталей (рис. 204).
1 Стали выплавляют чаще в открытой индукционной печи, а некоторые и
ЭШН (особенно для крупных сечений). Кобальтовые стали с высоким содержа-
нием углерода целесообразно изготовлять спеканием распыленных порошков.
322
Основным карбидом является М6С. Для создания теплостой-
кости достаточно большая доля карбида должна быть переведена
в раствор (аустенит, мартенсит), что насыщает его вольфрамом
(молибденом), ванадием (хромом).
Последующий отпуск при повышенных температурах 550—
560 °C увеличивает твердость до максимальных значений вслед-
ствие выделения дисперсных карбидов, размеры которых значи-
тельно меньше, чем они были
в отожженной стали.
Высокую твердость, получае-
мую отпуском, называют вторич-
ной твердостью. Это — другое
важнейшее свойство быстрорежу-
щих сталей.
Отпуск на вторичную твер-
дость вызывает также превраще-
ние остаточного аустенита в мар-
тенсит (при охлаждении). Поэтому
в структуре быстрорежущих ста-
лей не сохраняется аустенита.
Это обеспечивает высокое сопро-
тивление пластической деформа-
ции. Оно возрастает дополни-
тельно при повышении твердости.
Карбид М6С растворяется
(и лишь частично) только при
указанных ранее высоких темпе-
ратурах, при которых может про-
исходить значительный рост зерна.
Поэтому дальнейшие цели леги-
рования: 1) создание условий для
более полного растворения карби-
дов и 2) ограничение роста зерна.
Содержание молибдена 6 стали,
% (по массе)
Рис. 204. Современные быстрорежущие
стали. Полоса на диаграмме отвечает
суммарному содержанию W + 1,5 Мо ж
12-5-13 % (Л. С. Кремнев)
Первая задача решается образованием карбидов М6С сложного
состава, содержащих, кроме вольфрама (молибдена), также хром
и ванадий, лучше растворяющихся в аустените, и небольшое
количество карбидов М23С6, полностью растворимых при еще
более низком нагреве. По этой причине быстрорежущие стали
содержат, кроме того 1,0—1,2 % V и 3,2—4,5 % Сг; содержание
хрома в этих пределах повышает теплостойкость.
Наоборот, увеличение содержания элементов, понижающих
температуры превращения Лр. никеля и марганца, ухудшает
теплостойкость и вторичную твердость. Их содержание в боль-
шинстве сталей ие превышает 0,4 %.
Вторая задача решается увеличением, но в определенных пре-
делах, количества карбидов (избыточные MGC), которые сохра-
няются при высоком нагреве и задерживают рост зерна (см.
рис. 86).
11*
323
Для повышения теплостойкости быстрорежущие стали леги-
руют, кроме того, кобальтом (а также азотом).
Для улучшения технологических свойств в некоторые стали
вводят модифицирующие добавки, преимущественно цирконий
(см. п. 86).
Таким образом, быстрорежущие стали должны быть не только
высоко-, но и сложнолегированными.
При этих условиях для них характерны также следующие
свойства.
Повышенная температура рекристаллизации, что замедляет
разупрочнение очень тонкого и расположенного непосредственно
у поверхности рабочего слоя, возникающее в процессе резания
в случае образования рекристаллизованных зерен.
Прочность изменяется в широких пределах в зависимости от
состава и структуры, распределения карбидов. Она высокая и
составляет 3000—4000 МПа при 20 °C в малых сечениях (и при
закалке на мелкое зерно). С увеличением сечения прочность сни-
жается из-за усиливающейся карбидной неоднородности (см.
п. 30). Она несколько ниже также у сталей, легированных ко-
бальтом.
Вязкость в присутствии большого количества карбидов и ин-
тенсивного развития дисперсионного твердения при отпуске по-
ниженная: 0,1—0,4 (реже 0,5) МДж/м2.
Износостойкость высокая: она может быть ниже, чем у полу-
теплостойких сталей с карбидами М7С3 и МС при нагреве до 300 °C,
но значительно выше при более высоких температурах (см.
рис. 45).
Коэффициент трения зависит главным образом от твердости
мартенсита и сильно возрастает при снижении твердости стали
ниже 63—64 HRC (см. п. 15).
Условный порог хладноломкости высокий и составляет 250—
300 °C. Поэтому прочность и вязкость возрастают при нагреве
до 350—400 °C. При более высоком нагреве прочность снижается,
а вязкость возрастает из-за наступающего разупрочнения
(рис. 205).
Предел выносливости сталей ниже, чем у нетеплостойких ста-
лей с меньшим количеством карбидной фазы и для гладких образ-
цов составляет 0,2—0,Зпизг. Он уменьшается в этих пределах
с ростом количества карбидов и сечения проката.
Модуль упругости несколько выше, чем у нетеплостойких
и штамповых сталей (рис. 206) из-за влияния карбидов.
Предел упругости быстрорежущих сталей, как имеющих вы-
соколегированный твердый раствор, выше, чем у нетеплостойких
сталей: а0(02 1500—1600 МПа при твердости 58—60 HRC, полу-
чаемой после отпуска при 350—375 °C (см. рис. 19). При большей
твердости предел упругости может быть ниже.
Быстрорежущим сталям при использовании в небольших се-
чениях свойственны следующие недостатки: пониженная вяз-
324
с.ПДу/м- бцзг.МПа-
кость и присутствие в структуре крупных карбидных частиц,
пониженная пластичность при прокатке (волочении) в холодном
состоянии \ отсутствие стойкости против коррозии и сравнительно
большая деформация инструментов как при закалке, так и при
отпуске. Это затрудняет изготовление мелких инструментов,
Температура испытания, °C ’ Температура °C
Рис. 206. Модуль упругости быстрорежу-
щих сталей [1941:
1 — умеренной теплостойкости, сталь Р18;
2 — повышенной, сталь Р8МЗК6С; 3 —
штамповой 4Х5В2ФС при нагреве [91]
Рис. 205. Предел прочности при изгибе и
ударная вязкость быстрорежущих сталей:
вольфрамовой Р18 (штриховые линии) и
вольфрамомолибденовой Р6М5 (сплошные)
при нагреве (Ю. А. Геллер, А. Г. Гордезна-
ни, Л. С. Кремнев)
имеющие лучшие технологические качества, так и с более вы-
сокими режущими свойствами, пригодные для резания с большей
скоростью и для обработки более прочных материалов.
Многие современные быстрорежущие стали имеют поэтому опре-
деленное и часто ограниченное назначение, при соблюдении ко-
торого они обеспечивают лучшую стойкость инструментов.
Многочисленные быстрорежущие стали целесообразно разли-
чать по главному свойству — теплостойкости на стали умеренной,
повышенной и пониженной теплостойкости.
Стали умеренной теплостойкости (стали Р18, Р12, Р6М5)
сохраняют твердость 60 HRC после нагрева (4 ч) до 615—620 °C.
Они пригодны для резания сталей и чугунов с твердостью до 250—
1 Эти недостатки (как и для крупных сечений) меньше у сталей, спеченных
из распыленных порошков.
326
280 НВ, т. е. большинства конструкционных материалов, и исполь-
зуются наиболее широко (75—80 % от общего производства быстро-
режущих сталей).
Стали повышенной теплостойкости имеют высокое содержание
ванадия или углерода (азота) или же их легируют дополнительно
кобальтом. Основы их легирования указаны в пп. 87—90. Стали
сохраняют твердость 60 HRC после нагрева до 630—650 °C.
Стойкость инструментов, главным образом при резании более
твердых материалов, в 1,5—3 раза выше, чем у сталей умеренной
теплостойкости.
По-видимому, указанная теплостойкость — предельная для
сталей с карбидным упрочнением. Способы ее существенного по-
вышения для этих сталей еще не найдены.
Стали умеренной и повышенной теплостойкости наиболее ха-
рактерные быстрорежущие стали. По структурному признаку —
они ледебуритные.
Стали пониженной теплостойкости1 сохраняют твердость
60 HRC после нагрева при 500—600 °C, некоторые из них полу-
чают и более низкую твердость. Стали менее легированные; по
структурному признаку они заэвтектоидные и эвтектоидные.
Их преимущества: меньшее снижение механических свойств в круп-
ных сечениях (из за пониженного количества карбидов), большие
прочность и особенно вязкость и более низкие температуры за-
калки. Стали используют для резания при меньшей скорости и
с динамическими нагрузками и некоторых штампов.
А. ФАЗОВЫЙ СОСТАВ, СТРУКТУРА И ПРЕВРАЩЕНИЯ
БЫСТРОРЕЖУЩИХ СТАЛЕЙ
Основные особенности фазового состава и структуры — общие
для всех сталей с карбидным упрочнением. Они рассмотрены по-
дробнее для сталей умеренной теплостойкости, как более хорошо
изученных.
80. Фазовый состав
Фазовый состав быстрорежущих сталей после отжига, выпол
няемого в промышленных условиях на низкую твердость, не яв-
ляется полностью равновесным. Приближенно его можно характе
ризовать для вольфрамовых сталей с 0,7—1,0 % С и 3—4 % Сг
по диаграмме Fe—W—С (рис. 207) и для молибденовых — по
диаграмме Fe—Мо—С (см. рис. 245). Изменение содержания
вольфрама в пределах 10—20 % (или молибдена от 5 до 10—12 %)
не влияет на фазовый состав; изменяется лишь количественное
соотношение фаз. Ванадий, если он присутствует до 1—1,5 %,
находится в карбиде М6С и также не изменяет фазового состава.
1 Отличия в легировании сталей пониженной теплостойкости указаны в п. Г.
326
Рассмотрим основные фазы
при 20 °C.
Лльфа-фаза содержит 50
70 % количества хрома, име-
ющегося в стали, небольшое
количество вольфрама (мо-
либдена) и ванадия (табл.
70, 71).
Карбид МсС, в котором
присутствуют основное ко-
личество вольфрама (молиб-
дена), ванадия и часть хрома
(см. п. 31). Количество кар-
бидов зависит от состава
стали и изменяется в преде-
лах от ЮдоЗО % (по массе).
Кроме указанных на диа-
грамме, присутствуют: кар-
бид М^С^, количество кото-
Содержание углерода^
Рис. 207. Вертикальный разрез диаграммы Fe—
W—Сг—С—V (при 4 % Сг, 1 % V и 18 % W);
э — а-эвтектоид (приводится автором как
структурный)
рого в разных быстрорежущих сталях почти одинаково; в этом
карбиде содержится также часть ванадия и немного вольфрама
Таблица 70. Состав феррита, количество и состав карбидного осадка
после отжига сталей Р18 и Р12 (Ю. А. Геллер, Л. С. Кремнев)
Сталь Состав феррита (металличе- ской матрицы), % Количе- ство осадка, % (по массе) Состав осадка, % (по массе)
W Сг V С W Сг V
Р18 1,1 2,8 0,3 29 2,5 62,2 6,1 4,5
Р12 1,35 1,8 0,2 23,7 3,6 48,0 9,8 5,6
Р6М5 ’’ 0,8 1,9 0,5 26 — — — —
Примечания: 1. Сталь Р18 содержит, %: 0,70 С; 17,6 W; 3,8 Сг; 1,4 V, сталь
Р12 0,86 С; 13,0 W; 3,9 Сг; 1,5 V; сталь Р6М5: 0,85 С; 6,2 W; 4,0 Сг; 1,8 V.
2 Состав осадка, % (ат), стали Р18: 16,1 % С; 18 % W; 9,8 % Ci, 3,/ % V.
** Содержит 1,2 % Мо.
Таблица 71. Карбидные фазы быстрорежущих сталей
Сталь Обработка Количество карбидов, % (объемн ) Всего карбидов, % (обт емн )
М0С МС МгзСв
Р18 Отжиг 18 о 9 29
Закалка с 1290 °C 10 1 — И
1 ипа Отжиг 14 2,5 9 26
Р1М8 Закалка с 1205 °C 8 1,5 — 10
Р6М5 Отжиг 17 1,5 9 28
Закалка с 1220 °C 8 1,5 — 9,5
3 27
(молибдена); карбид МС, при содержании ванадия >1,5%;
карбид М3С в отдельных участках вследствие ликвации; коли-
чество его может быть больше: в отпущенной стали, в кото-
рой М3С — промежуточная фаза; он образуется также при уве-
личении содержания углерода без соответствующего повышения
количества вольфрама и ванадия (см. рис. 207); карбид М2С (W2C)
в качестве промежуточной фазы после отпуска в стали с высоким
содержанием углерода — в литом состоянии.
81. Структура литой, деформированной
и отожженной стали
Быстрорежущие стали умеренной и повышенной теплостой-
кости — ледебуритные. Структура их сильно зависит от условий
производства и обработки. В литой и малодеформированной стали
присутствуют участки эвтектики по границам зерен. В значительно
деформированной стали эвтектики нет (см. п. 31) и принадлежность
к ледебуритному классу определяется присутствием карбидов
эвтектического происхождения, не растворимых до температур
начала превращения.
Структура литой стали
Для литого состояния характерна наиболее значительная
неоднородность структуры. Она обусловлена следующими превра-
щениями.
1. Перитектическое превращение. Затвердевание начинается
(см. рис. 207) с выделения кристаллов 6-раствора, содержащих
меньше углерода, чем жидкость. При понижении температуры
6-кристаллы взаимодействуют с жидкостью по перитектической
реакции: 6 ф- жидкость -> у -j- жидкость.
Превращение, как перитектическое, происходит на поверх-
ности раздела фаз. Поэтому новая у-фаза образуется сначала в по-
верхностных слоях 6-кристаллов и прерывает контакт между
сердцевиной 6-кристаллов и оставшейся жидкостью, более бога-
той углеродом. Дальнейшее протекание перитектической реакции
и насыщение сердцевины 6-кристаллов может развиваться лишь
в результате диффузии углерода и легирующих элементов из
жидкости через у-фазу в 6-кристаллы. Этот процесс даже в усло-
виях замедленного охлаждения протекает лишь частично; в струк-
туре сохраняется некоторое количество 6-фазы. Степень превра-
щения и величина менее легированных участков остающейся
6-фазы зависят, таким образом, от скорости охлаждения.
При дальнейшем охлаждении 1 (1340—1320 °C) происходит
эвтектоидный распад 6-фазы с образованием 6-эвтектоида—дис-
1 Для стали Р18; у сталей, легированных молибденом, температуры на
30—40 °C ниже.
328
перепой смеси аустенита и карбидов, часть которых цементит-
ные; 6-эвтектоид из-за большой измельченности сильно травится,
кажется темным и плохо отличим в микроскопе от перлита.
Эта неоднородность строения наблюдается больше при быстром
охлаждении, когда перитектическое превращение мало разви-
вается, т. е. в небольших отливках. В структуре их видны зерна,
имеющие три концентрических слоя (рис. 208): 1) сердцевину
с двухфазной структурой (6-эвтектоид); из-за низкого содержания
углерода ее твердость пониженная: 300—370 HV (30—38 HRC)
Рис. 208. Литая сталь Р18 (отливка толщиной 15 мм, охлаждение на воздухе,
62 HRC):
а — X 200; б — Х500
после закалки и 250—300 HV (24—30 HRC) после отпуска при
550 °C; 2) промежуточную светлую оболочку с твердостью 700—
750 HV (60—63 MRC)\ после отпуска при 560 °C твердость воз-
растает до 790—820 HV (64—65 HRC); при затвердевании в этом
слое по перитектической реакции образуются у-кристаллы, а при
быстром охлаждении — мартенсит и остаточный аустенит; 3) на-
ружный слой с двухфазной структурой, представляющий эвтек-
тику аустенит карбиды, и после охлаждения — мартенсит и
карбиды с твердостью 940—1000 HV (68—69 HRC).
Твердость небольших отливок >60 HRC\ наружный слой
зерна выполняет роль каркаса и обеспечивает высокое сопротив-
ление вдавливанию.
Неоднородность строения, создаваемая перитектическим пре-
вращением, устраняется горячей деформацией или термической
обработкой; для этой цели нужна главным образом диффузия
329
углерода. Поэтому отжиг литой стали выравнивает структуру,
что позволяет получить однородную микротвердость металличе-
ской основы при последующей закалке.
2. Эвтектическое превращение. Жидкость, не участвовавшая
в перитектическом превращении, застывает при 1340—1310 °C *\
образуя эвтектику: М6С Ж небольшое количество МС и у-кри-
сталлы; она выделяется вокруг образовавшихся 6- и у-кристаллов
(рис. 87).
Температуры образования эвтектики 1320—1300 СС у стали
с 18 % W; в результате ликвации в участках с более высоким со-
держанием углерода они могут быть ниже — до 1220—1280 °C.
Температуры эвтектического превращения снижаются также при
уменьшении содержания вольфрама; в сталях с молибденом они
составляют 1300—1280 °C.
Количество эвтектики и ее строение зависят от состава (см.
рис. 245). При этом наблюдается более часто эвтектика скелетооб-
разной формы (см. рис. 87); она образуется в вольфрамовых сталях
(12—18 % W при 1—2,5 % V). Содержание вольфрама в эвтек-
тике почти постоянное: 33—34 % (табл. 72). Для раздробления
эвтектики нужна значительная деформация; веерообразной формы;
образуется в сталях, с <10 % W и вольфрамомолибдеиовых.
Суммарное содержание вольфрама и молибдена в такой эвтектике
меньше (18—24 %) и мало изменяется в сталях разного состава.
Эта эвтектика легче раздробляется при горячей деформации.
Таблица 72. Химический состав (средний, %)
эвтектики быстрорежущих сталей (слитки 500 кг) (Р. Д. Мининзон)
Эвтектика Сталь W Мо Сг V £ (W + + 1,5Мо)*2
Скелетообразная Р18 32,5 0,7 4 0,6 33,7
» Р12 32 0,8 3,7 1.1 33,5
Веерообразная Р6М5 10 7,5 5,2 0,9 24
1 Определено рентгеноструктурным
2 О замене вольфрама молибденом
локальным
см. п. 86.
анализом.
Веерообразная эвтектика может присутствовать наряду со
скелетообразной в сталях с высоким содержанием ванадия и
12 % W. В таких сталях наблюдаются, кроме того, изолированно
расположенные карбидные скопления, в основном МС.
3. Образование крупных (угловатых) карбидов (см. п. 31 и рис. 88).
Они не устраняются в результате отжига и горячей деформацией.
1,1 Карбиды M23CG выделяются из у-раствора при дальнейшем охлаждении
и в эвтектике не присутствуют [150].
330
Структура деформированной стали
Неоднородность строения металлической основы литой стали
хстраняется в результате отжига и пластической деформации.
Однако неоднородность в распределении и размерах карбидов
лишь уменьшается. Она зависит от состава стали, размеров слитка
и степени деформации.
Структура отожженной стали
Структура металлической основы — сорбитообразный перлит.
При содержании в вольфрамовых сталях до 0,9 % С и в воль-
фрамомолибденовых до 1,0 % С (и не более 1,5—2,0 % V) при-
сутствует также в небольшом количестве трудно различимый
избыточный феррит. Он сохраняется и при нагреве на 20—30 °C
выше At (см. рис. 207). Такие стали обозначаются как стали до-
эвтектоидного типа.
Вольфрамовые стали с 0,9—1,0 % С и вольфрамомолибденовые
с 1,1—1,2 % С — заэвтектоидные. Они не имеют избыточного фер-
рита и при увеличении температуры выше Ai получают аустенит-
ную структуру (и карбиды). Концентрация углерода в перлите
пониженная и составляет примерно 0,2 %.
82. Превращения при нагреве;
влияние на структуру и свойства
Температуры превращения перлит —► аустенит возрастают с по-
вышением вольфрама и составляют 750—770 °C у вольфрамомо-
либденовых сталей с 6—8 % W; 760—780 °C у сталей с 10—
12 % W и 780—820 СС у сталей с 14—18 % W.
Аустенит, образующийся при 800—850 °C, из за небольшой
концентрации углерода в перлите — низкоуглеродистый. Кроме
того, в структуре сталей доэвтектоидного типа сохраняется до
950—1000 °C избыточный феррит. Сталь, закаленная с этих тем-
ператур, имеет относительно низкую твердость (45—50 1IRC)
и еще не приобретает теплостойкости.
Влияние на состав аустенита
Насыщение аустенита достигается растворением вторичных
карбидов в широком интервале температур 1 — выше Ar. С повы-
шением температуры нагрева увеличивается также скорость их
растворения. Предельное для данной температуры насыщение
1 Состав твердого раствора указывается ниже по данным фазового анализа.
Для стали, нагревавшейся до высоких температур, этот анализ дает несколько
уменьшенные значения, так как часть карбидов успевает выделиться при охла-
ждении.
331
легирующими элементами протекает за 10—15 мин при 1000 °C,
1—2 мин при 1110 °C и за 30—60 с при 1250—1280 °C.
Даже при очень высоком нагреве растворяется лишь часть
карбидов: примерно 30 % в стали Р18, 50—60 % в стали Р12 и
Рис. 209. Количество избыточных карбидов
и состав твердо! о раствора сталей в зависи-
мости от температуры закалки
70 % в стали Р6М5 (рис. 209).
Растворение карбидов опре-
деляется не только температу-
рой, но и их типом.
При более низких темпе-
ратурах 950—1000 °C раство-
ряется карбид М23С6 (рис. 210),
что насыщает аустенит хромом,
углеродом и частично ванадием,
а также повышается твердость
(см. рис. 211).
Растворение основного кар-
бида М6С протекает при более
высоком нагреве 1050—1300 °C.
Это позволяет перевести в аусте-
нит до 6—7 % W, дополни-
тельно 0,5 -0,8 % Сг и некото-
рое количество ванадия (1 %),
присутствующих в карбиде.
Рис. 210. Количество карбидов в стали
Р6ЛА5 в зависимости от температуры за-
калки
Насыщение вольфрамом происходит в широком интервале.
В первую очередь растворяются карбиды MGC, содержащие меньше
вольфрама, но больше хрома (см. п. 31). Дальнейшее повышение
температуры до 1310—1325 °C уже не дает значительного эффекта.
Концентрация вольфрама в растворе возрастает не более чем до
7,5 %. Она может быть доведена до значительно меньшей пре-
дельной растворимости вольфрама (12 %) в у-фазе тройного
сплава Fe—W—С. Это расхождение вызвано выделением части
карбидов при охлаждении, а главным образом тем, что в решетке
аустенита атомы хрома и ванадия замещают те места, которые
занимает вольфрам в у-фазе тройного сплава Fe—W—С.
332
В карбидном осадке закаленной стали Р18 обнаруживается
только карбид М6С с периодом решетки 1,103 нм, что больше, чем
у карбида отожженной стали (1,101 нм). Это связано с тем, что
при высоком нагреве сохраняются нерастворенными, как указы-
валось, преимущественно карбиды М6С с большей концентрацией
вольфрама.
Насыщение молибденом про-
текает аналогичным образом;
его концентрация в растворе
молибденовых сталей дости-
гает 3,9—4,0 %, а в вольф-
рамомолибденовых 2,7—2,8 %.
Насыщение ванадием (до
0,8—1,5 %) происходит за счет
растворения карбидов М23С6
и М6С.
Растворение карбида МС
протекает при температуре
1200 °C и в незначительной сте-
пени (см. п. 31).
Содержание углерода в мар-
тенсите закаленной стали: 0,45—
0,50 у стали Р18 (закалка
с 1280 °C) и 0,50 % у стали Р12
(закалка с 1250 °C). Растворе-
ние карбида М6С мало насы-
щает аустенит углеродом: при-
мерно 0,03 % С на каждый
1 % W, переводимого в раствор
(как это следует из расчета).
Рис. 211. Температуры начала и окончания
мартенситного превращения, количество
остаточного аустенита (А) и твердость ста-
лей в зависимости от температуры закалки
Концентрация аустенита (мартенсита после охлаждения) не-
однородна в отдельных микрообъемах из-за влияния условий
распределения карбидов. У сталей доэвтектоидного состава она
усиливается, так как участки аустенита, образующегося из фер-
рита, насыщаются позднее, чем аустенит, полученный при перлит-
ном превращении.
Влияние на структуру
Отличия в строении отожженной стали, указанные ранее,
мало влияют на превращения при нагреве для отпуска.
При 1000—1150 °C растворяются в первую очередь мелкие
карбиды, в том числе и располагающиеся ориентированно по
границам зерен, а при нагреве выше 1150 °C — более крупные
карбиды (рис. 212).
В присутствии большого числа карбидов почти не проявляется
влияние металлургических особенностей плавки. Разные плавки
одной марки сталей с 8—18 % W и с карбидным баллом <5- 7
мало различаются в ходе превращений при нагреве и при закалке
333
Рис. 212. Растворение и выделение карбидов в стали Р18 в зависимости от температуры
закалки (образцы диаметром 15 мм: охлаждение в масле; травление щелочным раствором).
Х500:
а — отжиг; б — нагрев 1200 °C, 5 мин; в — 1250 °C, 3 мин; г — 1300 °C, 2,5 мни; д—
1300 °C, 5 мни; е — 1320 °C, 2 мин
с одинаковых температур получают зерно одинаковой величины 1
(рис. 213).
Образование остаточного аустенита. С повышением легиро-
ванности твердого раствора понижаются температуры мартенсит-
ного превращения и возрастает количество аустенита (рис. 211).
Оно увеличивается почти пропорционально повышению темпера-
туры закалки и при нагреве на мелкое зерно (балла 11—10) до-
стигает 22—28 /о в вольфрамовых и вольфрамомолибденовых
сталях и до 35—40 % в кобальтовых.
Зерно стали 1 2. Для быстрорежущих сталей, имеющих много
избыточных карбидов, характерно сохранение мелкого зерна
1 У сталей с меньшим содержанием вольфрама колебания в величине зерна
разных плавок больше.
2 Величина зерна указана для короткой выдержки, принятой при закалке
(см. рис. 214) и достаточной для растворения тон части карбидов, которую можно
перевести в раствор при данной температуре.
334
даже при высоком нагреве (на 300—400 °C), превышающем тем-
пературы закалки заэвтектоидных сталей
Очень мелкое зерно (балла 12—11)
сохраняется при температурах, при ко-
торых уже достигается значительное на-
сыщение аустенита: 1250—1260 °C (сталь
Р18), 1210—1220 °C (сталь Р12) и 1190—
1200 СС (сталь Р6М5).
Повышение нагрева дополнительно на
25—30 °C уже вызывает более заметный
рост зерна: до балла 10—9. Существенно,
что такому нагреву отвечает насыщение
аустенита углеродом и легирующими эле-
ментами, близкое к предельному (см.
рис. 209).
В стали с большой карбидной неодно-
родностью (балл 7—9) образуется зерно
неодинаковой величины. В участках, обед-
ненных карбидами, рост зерна начинается
(рис. 214).
Рис. 213. Распределение пла-
вок стали Р18 по величине
зерна:
1 — нагрев на 1290 — 1300 °C
(100 плавок); 2 — нагрев на
1270 — 1280 °C (259 плавок)
Рис. 211. Величина зерна стали PI8 в зависимости от температуры закалки (выдержка
10 с/мм) Х4 00;
ч - 1260 °C (Салл 1 1 12); б -- 1270 °C (балл 11); в — 1280 °C (балл 10 — 9); г — 1290С°
(балл 9); д — 1305 °C (сетка карбидов); с — 1325 °C (эвтектика и 0-эвтектоид)
335
при температурах, на 10—15 °C более низких, чем в стали с мел-
кими и равномерно распределенными карбидами.
Образование карбидной сетки и эвтектики. Еще большее по-
вышение температуры на 10—20 °C (1300—1310 °C для стали
Р18), при котором сохраняются мелкие карбиды, вызывает за-
метные качественные изменения структуры. Наблюдается скач-
кообразный рост зерна до балла 8—7 и образование карбидной
сетки, возникающей при охлаждении. Легированный аустенит
становится сильно пересыщенным при более низких температурах
(1000—700 °C), т. е. в температурной области, в которой еще ин-
тенсивно протекают диффузионные процессы. Поэтому даже при
быстром охлаждении из аустенита успевает выделиться часть
карбидов, растворенных при высоком нагреве. Эти карбиды
из-за влияния границ зерен выделяются, главным образом,
в пограничных слоях 1 (см. рис. 212).
Еще более высокий нагрев (для стали Р18 до 1320—1330 °C,
а некоторых плавок до 1310 °C) переводит сталь в область образо-
вания 6-эвтектоида и первых порций жидкой фазы (см. рис. 212).
В зависимости от содержания углерода и вольфрама и степени
ликвации эти температуры могут немного изменяться, а отдельные
плавки и участки структуры достигают раньше той или другой
области. Для большинства плавок такому нагреву отвечает начало
оплавления: по границам зерен образуется сетка эвтектики.
При повышении температуры до 1340—1350 °C (сталь Р18)
возрастают размеры и количество 6-эвтектоида, а ледебурит при-
обретает форму отдельных изолированных включений.
Длительная выдержка вблизи температур образования жидкой
фазы изменяет форму карбидов. Они становятся угловатыми и
крупными (см. рис. 88).
Излом стали. Сталь с мелким зерном имеет фарфоровидный
матовый излом. Рост зерна до балла 9—8 сопровождается образо-
ванием более грубого излома.
По виду излома можно таким образом определять температуры
закалки 2, не вызывающие излишнего роста зерна: до балла 9
(для стали Р18 — это температуры 1285—1290 °C).
Влияние на свойства
Изменения состава твердого раствора и структуры, возника-
ющие в процессе закалки, неодинаково влияют на разные свойства
быстрорежущей стали.
Теплостойкость', поскольку она определяется только составом
твердого раствора, возрастает с повышением температуры закалки
1 Карбиды выделяются в стали, нагревавшейся до более низких температур.
Однако из-за сохранения мелкого зерна и большего периметра ipainni, выделя-
ющихся карбидов мало для образования сплошной сетки
8 Это не относится к сталям, содержащим >2—2,5 % V (см. п. 89).
336
сначала значительно, когда растворяется большая часть вторич-
ных карбидов и еще сохраняется мелкое зерно (балл 10). При
дальнейшем повышении температуры нагрева теплостойкость уве-
личивается меньше, но это сопро-
вождается значительным ростом
зерна (рис. 215).
Изменение механических с войств
характеризуется кривой с макси-
мумом. При нагреве до относи-
тельно низких температур они
возрастают, а затем после более
высокого нагрева снижаются.
Температура этого максимума
различна для сталей разного со-
става и для некоторых механи-
ческих свойств.
Твердость закаленной стали
возрастает до 64—65 HRC после
нагрева, сохраняющего зерно
балла 10 и снижается до 62—
63 HRC после закалки с более
Рис. 215. Теплостойкость после нагрева,
сохраняющего твердость 60 НRC (/),
и величина зерна (2) стали Р18 в завн»
симости от температуры закалки
высоких температур. Ее снижение вызвано ростом количества
аустенита (см. рис. 211). После отпуска, вызвавшего диспер-
сионное твердение, это различие изменяется; сталь, закаленная
с высокого нагрева и получившая более легированный раствор,
Рис. 216. Предел прочности
при изгибе и ударная вяз-
кость сталей Р18 и Р12 в за-
висимости от температуры
закалки:
штриховая линия — после
закалки (масло); сплош-
ные — после отпуска при
150 °C, 1 ч (закалка с 1100 —
И50 °C) и 560 °C, 3 раза (за-
калка с 1175 —1300 °C)
Тем/ ер а тур а заулки*С
имеет большие твердость и сопротивление пластической дефор-
мации, чем сталь, закаленная с более низкой температуры.
Прочность закаленной стали снижается с повышением тем-
пературы закалки (рис. 216) из за роста зерна и напряжений.
Однако в отпущенной стали с повышением температуры закалки,
еще сохраняющей мелкое зерно (балла 12—11), она возрастает,
337
благодаря упрочняющему влиянию дисперсных карбидов, выде-
ляющихся при отпуске. Наоборот, прочность снижается у стали,
получившей крупное зерно; это снижение сильнее, если в резуль-
тате более высокого нагрева образовалась сетка карбидов и эв-
тектики (см. рис. 212).
Вязкость при закалке с невысоких температур (1000—1100 °C)
немного возрастает благодаря растворению карбидов, присут-
Рис. 217. Изменение удельного объема
(ЛV), длины образцов (ЛЬ/Z.) и диаметра
(D) (L = 50 мм и D = 15 мм) в зависимо-
сти от температуры закалки (охлажде-
ние в масле)
ствующих по границам зерен.
Однако дальнейший нагрев вы-
зывает резкое снижение вязко-
сти, наступающее после закалки
с более низких температур
(1150—1200 °C для стали Р18),
чем снижение прочности; это
вызвано большей чувствитель-
ностью вязкости к росту зерна.
Вязкость отпущенной стали
с повышением температуры за-
калки снижается еще сильнее
(см. рис. 216) из-за усилива-
ющегося в этом случае эффекта
дисперсионного твердения (см.
рис. 230).
Плотность стали и линейные
размеры образцов с повышением
температуры закалки сначала
увеличиваются, а затем умень-
шаются (рис. 217), вследствие влияния возрастающего количества
остаточного аустенита. Уменьшение размеров протекает не столь
резко, как у сталей с 12 % Сг, из-за меньшего роста количества
аустенита (см. рис. 184).
Таким образом, температуры закалки, необходимые для по-
лучения большей теплостойкости, лежат выше и не совпадают
с температурами, позволяющими получить высокую прочность,
вязкость и минимальную деформацию. Отсюда следует, что тем-
пературы закалки инструментов разного назначения и размеров
не должны быть одинаковыми. Для большинства режущих ин-
струментов необходимы температуры закалки, обеспечивающие
повышенную теплостойкость, но их верхний предел ограничивают
так, чтобы прочность п вязкость не были слишком низкими (см.
табл. 94).
83. Превращения при охлаждении;
влияние на структуру и свойства
Устойчивость и превращения переохлажденного аустенита
почти всех быстрорежущих сталей мало зависят от их состава.
Это обусловлено преимущественно концентрацией хрома, почти
338
одинаковой в разных сталях (3,2—4,5 %) и создаваемой уже при
нагреве до сравнительно низких температур (см. рис. 209). В этом
случае быстрорежущие стали прокаливаются в сечении диаметром
>100—125 мм. Лишь при содержании <3,0— 3,1 % Сг прокали-
ваемость снижается.
Однако устойчивость аустенита сильно зависит от изменения
температуры исходного нагрева, если при этом изменяется кон-
центрация хрома в аустените.
Превращения после невысокого нагрева
при 800—900 сС (для отжига)
В этом случае в аустените присутствует мало углерода и хрома,
и вид диаграммы (рис. 218) принципиально не отличается от ана-
логичной диаграммы заэвтектоид-
ных сталей (см. рис. 135). Устой-
чивость аустенита быстрорежущих
сталей немного больше: перлитное
превращение в области наимень-
шей устойчивости начинается через
1,5—2 мин и заканчивается через
15—30 мин.
Превращения после высокого
нагрева (для закалки)
Переохлажденный аустенит об-
ладает высокой устойчивостью.
Диаграмма изотермического пре-
вращения приведена на рис. 218,
а термокинетическая — на рис. 219.
Для всех теплостойких сталей
характерно, что перлитному пре
вращению предшествует выделе-
ние некоторого количества кар-
бидов, по-видимому М6С 192].
Аустенит, насыщенный углеро-
Продолжыпелькосгпь выдержки, ч
Рис. 218. Диаграммы изотермического
превращения стали Р18:
а после нагрева при 900 °C, цифры
указывают твердость; и - после нагре-
ва прн 1300 °C, цифры указывают ко-
личество превратившеюся аустенита, %
550 °C). Снижение его легиро-
дом и легирующими элементами
при высоком нагреве, становится
пересыщенным и способен к вы-
делению карбидов уже в резуль-
тате небольшой выдержки при
более низких температурах (1000—
ванности наблюдается по уменьшению электросопротивления
(рис. 220) п теплостойкости (рис. 221). Кроме того, выделяющиеся
карбиды располагаются преимущественно по границам зерен
(.рис. 222), прочность снижается. Поэтому быстрорежущие стали
нецелесообразно закаливать с охлаждением на воздухе. Для
339
предупреждения выделения карбидов необходимо ускоренное охла-
ждение в области надкритических температур, а также в области
Рис. 219. Термокинстичсская диаграмма
стали Р6М5 (0,81 % С; 4,1 % Сг, 6,6 % W,
4,0 % Мо и 1,2 % V) после закалкис 1205°C
[1181
перлитного превращения.
При более низких темпера-
турах (625—400 °C) аустенит
очень устойчив. Даже длитель-
ная выдержка не вызывает
заметного превращения, что
используют при ступенчатой за-
калке. Температуры выдержки
лучше выбирать в нижней зоне
500—400 °C, чтобы полностью
предупредить выделение кар-
бидов *. Структура стали, зака-
ленной с такой выдержкой, не
отличается от получаемой при
непрерывном охлаждении в
масле.
Устойчивость аустенита в
бейнитной области (400—200 °C)
меньше, чем в перлитной. Это
связано с небольшой концентра-
цией углерода в растворе.
Поэтому при замедленном охлаждении крупных инструментов
в структуре может присутствовать некоторое количество бейнита.
Температура
четырехкрс ~ а. го псер~ да, °C
Рис. 220. Влияние выдержки при 925 и 750 °C
с последующим охлаждением в масле на элект-
росопротивление (р) и твердость стали Р18
(закалка с 1290 °C)
1 — твердость после закалки; 2 — твердость
после отпуска при 560 °C, 3 раза
Рис. 221. Теплостойкость стали
Р18 в зависимости от условии
охлаждения с 1290 °C
1 — выдержка при 500°С, 10 мин,
затем на воздухе; 2 — выдержка
при 625 °C, 10 мин, затем на воз-
духе
1 Рекомендуется и выдержка при 600—650 °C (см. п. 101).
340
Превращение характеризуется инкубационным периодом и не
завершается полностью даже при выдержке 60 мин (<350 °C).
Важно, что короткая выдержка (10—20 мин) в этой области вы-
зывает стабилизацию переохлаждаемого аустенита (см. рис. 113),
Рис. 222. Структура стали Р18 после различного охлаждения с 1290 °C:
а — выдержка выше области перлитного превращения (925 °C, 15 мнн); выделение кар-
бидов по границам зерен. X 500, б — выдержка в области устойчивости аустенита (625 °C,
10 мин). Х500; в — выдержка в области бейнитного превращения (240 °C, 6 ч); бейнит,
мартенсит, аустенит и карбиды. X 1000 (а, б — травление щелочным раствором; в —
3 %-ным раствором азотной кислоты)
Рис 223. Твердость, предел прочности при изгибе (после
выдержки при 280 °C) и намагниченность насыщения
стали Р18 в зависимости от температ^ ры и выдержки
в бейнитпой области
что способствует сохранению в закаленной стали большего коли-
чества остаточного аустенита. Эффект возрастает с приближением
температуры выдержки к Л4Н (рис. 223).
341
выдержки дд Изометрическая
(масло) || выдержка, мин
Рис. 224. Изменение диаметра (£>)
и длины (L) образцов (L = 50 мм.
D 15 мм) стали Р18 в зависимо-
сти от у слонин охлаждения с 1290гС
Выдержка при 280 (/) и 240 °C (2)
При увеличении количества аустенита снижаются напряжения,
увеличивается прочность и уменьшаются объемные изменения,
деформация и чувствительность к трещинам. Последующий отпуск
превращает остаточный аустенит так же полно, как и в стали,
подвергавшейся непрерывной закалке. Поэтому в отпущенном
состоянии структура, твердость и прочность стали, охлаж/ енной
с небольшой выдержкой в промежуточной области, не разли-
чаются (см. рис. 227) от получаемых у стали, охлаждавшейся
с выдержкой при 500—400 °C или
непосредственно в масле.
Такая неполная изотермическая
закалка целесообразна для крупных
инструментов с целью предупреж-
дения трещин и для инструментов
с небольшим отношением длины
к диаметру: сверл, разверток, чтобы
уменьшить деформацию.
Кроме того, несколько повыша-
ются теплостойкость и прочность
в крупных инструментах. Поскольку
охлаждающая способность расплав-
ленных смесей определяется их тем-
пературой [41 J, то при охлаждении
в соли (300—220 °C) лучше преду-
преждается выделение карбидов по
границам зерен, чем при охлаждении
в соли с температурой 400—500 °C.
Изотермическая закалка с дли-
тельной выдержкой при 270—220 °C
вызывает образование топкоигольчатых продуктов промежу-
точного превращения — бейнита: дисперсной смеси а фазы и
выделившихся карбидов (см. рис. 222); количество бейнита со-
ставляет 20—30 % после выдержки 1 ч и достигает 50 % после
выдержки 6 ч. Образующаяся а фаза близка по составу к мартен-
ситу, получаемому после обычной закалки и отпуска при темпе-
ратурах изотермической выдержки, а карбиды М3С аналогичны
выделяющимся из мартенсита при таких же температурах от-
пуска.
В результате длительной выдержки значительно увеличивается
количество аустенита (до 40 %), снижается твердость, но повы-
шается прочность закаленной стали. Из-за возрастания коли-
чества аустенита изменяется знак деформации и уменьшаются
размеры инструментов по сравнению с его размерами до закалки
(рис. 224).
Последующий отпуск вызывает такие же превращения, как
в стали с меньшим количеством аустенита; структура стали,
подвергаемой изотермической закалке, не отличается после от-
пуска от получаемой после обычной закалки и отпуска.
342
Таким образом, полная изотермическая закалка не создает
технологических преимуществ. Ее иногда рекомендуют для по-
вышения вязкости, но данные о достигаемом повышении стойкости
инструментов отсутствуют.
Температуры начала и окончания мартенситного превращения
сильно зависят от легированности аустенита, а следовательно, от
температуры закалки (см. рис. 211) и от условий охлаждения.
Замедленное охлаждение (или выдержка) при температурах
>625 °C, способствующее выделению карбидов, повышает тем-
пературы мартенситного превращения. Выдержка в области наи-
большей устойчивости аустенита (625—450 °C) не изменяет тем-
ператур Л4П и 7ИЬ, а выдержка при 260—220 °C, наоборот, их
понижает.
Рис. 225. Влияние выдержки при 20 °C на стабилизацию аустенита стали Р18
при последующем охлаждении до —196 °C:
а — влияние па эффект превращения; б — влияние на температуру превраще-
ния
Рис. 226. Прочность стали Р18 в зависимо
сти от условий охлаждения при закалке и
числа отпусков при 560 °C (по 1 ч)
343
В стали, нагревавшейся до высоких температур и охлаждав-
шейся в масле или по способу ступенчатой закалки, мартенситное
превращение начинается при 200—150 °C и не заканчивается при
+20 °C (см. рис. 211).
Оно возобновляется и протекает интенсивно при охлаждении
до —70 °C (—80 °C); в сталях Р18, Р12 и Р6М5 еще сохраняется
5—8 % аустенита. При охлаждении до —100 °C превращается
дополнительно лишь немного аустенита — около 1 %. Охлажде-
ние до еще более низких температур не вызывает дальнейшего
превращения аустенита.
Стабилизация аустенита вызывается выдержкой в течение
более 60 мин при 20 °C (рис. 225).
Охлаждение ниже 0 °C повышает твердость (на 0,5—1 HRC),
но, увеличивая количество мартенсита, усиливает напряжения
Рис. 227. Твердость, характеристики прочности, ударная вязкость и пластичность стали
Р18 (закалка с 1280 °C) в зависимости от температуры отпуска (при 400—600 °C, 3 раза
по 1 ч) и условий охлаждения при закалке
1 — охлаждение в масле, первый отпуск; 2 — то же, второй отпуск (первый отпуск при
570 °C); 3 — охлаждение до —196 °C, 4 — то же, до 280 °C, выдержка 3 ч (твердость при
560 °C после двукратного отпуска). Остаточиыи угол закручивания; вязкость по Ю Г. Се
дову
344
и снижает прочность (рис. 226). Это повышает деформацию и
опасность образования трещин в инструментах сложной формы
и сварных.
Последующий отпуск, снижая напряжения, сообщает боль-
шинству сталей такие же структуру и свойства, какие они приоб-
ретают после отпуска, но без обработки холодом (рис. 227). По-
этому охлаждение при температуре ниже О °C, не изменяя состава
Рис. 228. Микроструктура
стали Р18. X500
а — отжиг; б — закалка (а
также после закалки и отпу-
ска 350 °C, 60 мни); в — от-
пуск при 560 °C, 2 мин; г —
отпуск при 560 °C, 60 мни
твердого раствора, не повышает теплостойкости и режущих свойств
большинства сталей.
Обработка холодом нужна главным образом для инструментов
высокой точности (гл. XVII). Возможно, что она может быть
оправдана и для кобальтовых сталей с повышенным содержанием
углерода (см. п. 90) для получения максимально высокой твер-
дости (70 HRC).
Структура стали, закаленной с температур, обеспечивающих
высокую теплостойкость, и охлажденной в масле или по способу
ступенчатой закалки: мартенсит (60—65 %), карбиды (5—20 %)
и остаточный аустенит: 15—30 % (см. табл. 21 и рис. 211).
Основная структура — мартенсит — выявляется плохо. От-
четливо обнаруживаются лишь границы зерен аустенита и избы-
точные карбиды (рис. 228). Кристаллы мартенсита видны после
346
нагрева шлифа в течение 1—3 мин при 560—580 °C (в соли);
вследствие наступающего частичного распада мартенсита повы-
шается его травимость. Структуру надо просматривать при боль-
ших увеличениях (см. рис. 228), так как после закалки без пере-
грева зерна аустенита и кристаллы мартенсита очень малы.
Поэтому иглы мартенсита лучше видны в стали с крупным
зерном.
Тетрагопальность решетки мартенсита незначительна (с : а —
— 1,005), что связано с относительно небольшим содержанием
в нем углерода.
84. Структура и свойства отпущенной стали
Отпуск, правильно выполненный, создает вторичную твердость
на 3—8 HRC больше, чем после нагрева на 350 °C (рис. 227),
повышает сопротивление пластической деформации, прочность
и теплопроводность.
Характер превращений и влияния их на свойства после низ-
кого отпуска (до 250 °C) во многом подобны рассмотренным в гл. V
для нетеплостойких сталей. Однако при температуре отпуска
>250 °C изменение структуры и свойств следует другим законо-
мерностям из-за развития дисперсионного твердения и большей
устойчивости остаточного аустенита.
Изменения в структуре наблюдаются только после отпуска
>500 °C; в ней выявляются мартенсит и карбиды без заметных
участков аустенита (см. рис. 228). Границы зерен наблюдаются
после электролитического травления; обычным травлением они
выявляются, если сталь была отпущена не сразу после закалки,
а через 3—6 ч после нее.
Превращения мартенсита и карбидов
Выделение и коагуляция цементитного карбида
Отпуск при 150—300 °C снижает твердость, но повышает проч-
ность, пластичность и вязкость. Это — следствие уменьшения
концентрации углерода в мартенсите, выделения цементитного
карбида и его коагуляции. В результате увеличивается количество
карбидного осадка, получаемого электролитическим растворе-
нием, и в нем повышается содержание железа. В мартенсите при
этом немного уменьшается концентрация хрома и вольфрама;
содержание ванадия остается практически неизменным (рис. 229).
Это указывает на то, что образующийся карбид М3С содержит
хром и вольфрам в соотношении, близком к их концентрации
в а-фазе.
Одновременно уменьшаются удельное электросопротивление,
длина образцов, и немного возрастают намагниченность насыщения
и теплопроводность (рис. 230).
346
Рис. 229. Количество карбидного осадка, состав карбидов и твердого раствора
стали Р18 (0,72 % С; 18,3 % W;
4,1 % Сг; 1,3 % V, закалка с 1280 °C в масле) в зависимости от температуры
отпуска
отпуска Температура отпускало
Рис. 230. Удельное электросопротивление (р), намлинченность насыщения
4л/н, теплопроводность (X) и изменение длины образцов (AL/Z.) стали Р18 (за-
калка с 1280 °C, в масле)
347
Выделение цементита, как легко коагулирующего, не вызы-
вает охрупчивания. Прочность и вязкость немного возрастают
за счет уменьшения концентрации углерода в мартенсите.
Карбид М3С выделяется в качестве промежуточной метаста-
билыюй фазы. Это отвечает принципу соответствия как ориента-
ционного и размерного, так и химического, и более вероятно, чем
образование карбида легирующих элементов. Выделяющийся
карбид должен обладать «решеткой», которая может сопрягаться
с решеткой исходной фазы подобными кристаллографическими
плоскостями, параметры которых отличаются минимально. Такое
структурное соответствие и взаимная ориентировка существуют
для мартенсита и цементита.
Образование специальных карбидов
Отпуск при 400—525 °C вызывает образование карбидов хрома;
присутствие таких дисперсных карбидов, отличающихся симме-
трией решетки от основной фазы (мартенсита), повышает твердость
(см. рис. 227). По-видимому, карбид образуется за счет взаимодей-
ствия хрома из раствора с цементитным карбидом, а, следова-
тельно, без потери углерода в мартенсите; удельное электросо-
противление при этом почти не изменяется (см. рис. 230).
Отпуск при 525—600 °C уменьшает содержание ванадия,
вольфрама и хрома в мартенсите и увеличивает их концентрацию
в карбидах.
В относительно большем количестве выделяется ванадий, кон-
центрация которого в мартенсите снижается почти в два раза
(в стали Р18 с 0,8 % при 350 °C до 0,4 % при 575 °C). Содержание
вольфрама в мартенсите уменьшается меньше: на 20—30 %
(в стали Р18 с 7 до 5—6). Таким образом, ванадий, переходящий
в раствор при нагреве для закалки с более низких температур
(см. рис. 229), выделяется из мартенсита при отпуске интенсивнее,
чем вольфрам.
Содержание железа в осадке понижается. Удельное электро-
сопротивление после отпуска при 550—580 °C снижается незначи-
тельно. Это указывает на то, что оставшаяся часть карбидов
цементитного типа и карбиды хрома превращаются в карбиды
ванадия и вольфрама по указанному выше механизму и при
незначительном уменьшении концентрации углерода в мартенсите.
Рентгеноструктурный и электронномикроскоппческий анализ
сплава матрицы (0,48 % С; 8,3 % W; 4,6 % Сг; 1,1 % V), позво-
лил установить тип выделяющихся карбидов, но при более вы-
соких температурах, чем это показано выше по данным фазового
анализа и косвенно по измерению физических свойств. Установ-
лена следующая последовательность выделения карбидов: М3С
при 400—450 °C; х — карбид (тип карбида не установлен) при
650 °C; М2С + МС + М7С3 при 700 °C; М6С + МС + М7С3 при
750 °C; М6С и МС + М23С6 при 800 °C.
348
Электронномикроскопическое исследование стали Р18 [94]
подтвердило образование карбида М2С при 650 °C и указало
на присутствие карбида М23С6 (а ие М7С3) для температуры от-
пуска 700 °C.
Выделение карбида с гексагональной решеткой (М2С), изо-
морфного е-цементиту, образующемуся при температуре отпуска
<300 °C, вероятно. При нагреве 750 °C он превращается в кар-
бид М6С с большим периодом решетки и более устойчивый против
растворения.
Образование карбида МС можно обнаружить и косвенным
путем: по наступающему ухудшению шлифуемости по сравнению
с закаленной сталью.
Выделение карбида МС, кристаллографические параметры
которого сильно отличаются от параметров решетки мартенсита,
должно увеличивать вторичную твердость. Действительно, у стали
с 18 % W, но без ванадия, наблюдается меньший прирост твер-
дости, чем у стали с 0,8—1 % (см. рис. 244).
Таким образом, для повышения теплостойкости необходимо,
чтобы, по крайней мере, один из карбидообразующих элементов
(вольфрам, молибден) частично сохранялся в растворе, задержи-
вая распад мартенсита, а другой (ванадий), выделяясь из рас-
твора, усиливал дисперсионное твердение и вторичную твер-
дость.
В результате выделения дисперсных карбидов при 550 —
580 °C твердость возрастает до максимального значения, дости-
349
Выделение цементита, как легко коагулирующего, не вызы-
вает охрупчивания. Прочность и вязкость немного возрастают
за счет уменьшения концентрации углерода в мартенсите.
Карбид М3С выделяется в качестве промежуточной метаста-
билыюй фазы. Это отвечает принципу соответствия как ориента-
ционного и размерного, так и химического, и более вероятно, чем
образование карбида легирующих элементов. Выделяющийся
карбид должен обладать «решеткой», которая может сопрягаться
с решеткой исходной фазы подобными кристаллографическими
плоскостями, параметры которых отличаются минимально. Такое
структурное соответствие и взаимная ориентировка существуют
для мартенсита и цементита.
Образование специальных карбидов
Отпуск при 400—525 °C вызывает образование карбидов хрома;
присутствие таких дисперсных карбидов, отличающихся симме-
трией решетки от основной фазы (мартенсита), повышает твердость
(см. рис. 227). По-видимому, карбид образуется за счет взаимодей-
ствия хрома из раствора с цементитным карбидом, а, следова-
тельно, без потери углерода в мартенсите; удельное электросо-
противление при этом почти не изменяется (см. рис. 230).
Отпуск при 525—600 °C уменьшает содержание ванадия,
вольфрама и хрома в мартенсите и увеличивает их концентрацию
в карбидах.
В относительно большем количестве выделяется ванадий, кон-
центрация которого в мартенсите снижается почти в два раза
(в стали Р18 с 0,8 % при 350 °C до 0,4 % при 575 °C). Содержание
вольфрама в мартенсите уменьшается меньше: на 20—30 %
(в стали Р18 с 7 до 5—6). Таким образом, ванадий, переходящий
в раствор при нагреве для закалки с более низких температур
(см. рис. 229), выделяется из мартенсита при отпуске интенсивнее,
чем вольфрам.
Содержание железа в осадке понижается. Удельное электро-
сопротивление после отпуска при 550—580 °C снижается незначи-
тельно. Это указывает на то, что оставшаяся часть карбидов
цементитного типа и карбиды хрома превращаются в карбиды
ванадия и вольфрама по указанному выше механизму и при
незначительном уменьшении концентрации углерода в мартенсите.
Рентгеноструктурный и электронномикроскопический анализ
сплава матрицы (0,48 % С; 8,3 % W; 4,6 % Сг; 1,1 % V), позво-
лил установить тип выделяющихся карбидов, но при более вы-
соких температурах, чем это показано выше по данным фазового
анализа и косвенно по измерению физических свойств. Установ-
лена следующая последовательность выделения карбидов: М3С
при 400—450 °C; х — карбид (тип карбида не установлен) при
650 °C; М2С + МС + М7С3 при 700 °C; М6С + МС + М7С3 при
750 °C; М6С и МС + М23С6 при 800 °C.
348
Электронномикроскопическое исследование стали Р18 [94]
подтвердило образование карбида М2С при 650 °C и указало
на присутствие карбида Л\23С6 (а не М7С3) для температуры от-
пуска 700 °C.
Выделение карбида с гексагональной решеткой (М2С), изо-
морфного е-цементиту, образующемуся при температуре отпуска
<300 °C, вероятно. При нагреве 750 °C он превращается в кар-
бид М6С с большим периодом решетки и более устойчивый против
растворения.
Рис. 231. Твердость стали
Р9 [95] и количество оста-
точного аустенита (А) в ста-
ли Р18 в зависимости от дли-
тельности отпуска
Образование карбида МС можно обнаружить и косвенным
путем: по наступающему ухудшению шлифуемости по сравнению
с закаленной сталью.
Выделение карбида МС, кристаллографические параметры
которого сильно отличаются от параметров решетки мартенсита,
должно увеличивать вторичную твердость. Действительно, у стали
с 18 % W, но без ванадия, наблюдается меньший прирост твер-
дости, чем у стали с 0,8—1 % (см. рис. 244).
Таким образом, для повышения теплостойкости необходимо,
чтобы, по крайней мере, один из карбидообразующих элементов
(вольфрам, молибден) частично сохранялся в растворе, задержи-
вая распад мартенсита, а другой (ванадий), выделяясь из рас-
твора, усиливал дисперсионное твердение и вторичную твер-
дость.
В результате выделения дисперсных карбидов при 550—
580 °C твердость возрастает до максимального значения, дости-
349
60
55
50
\ 45
v
447
35
30
15
£ 10
Рис. 232. Работа разрушения быстроре-
жущих сталей в зависимости от темпе-
ратуры отпуска и от вида испытания:
а — при изгибе; б — при кручении Ак
(Ю. А. Геллер, С. А. Арутюнян,
В. Ф. Моисеев)
о
Закалю 150 250 350
отпуска 3С
жимого для данной стали; одновременно повышаются прочность
и сопротивление пластической деформации.
Рост твердости большинства сталей (как доэвтектоидного
типа) протекает в достаточно широком интервале температур:
500—580 °C («размытый» пик на кривой рис. 227). Это — следствие
неодинаковой концентрации углерода и легирующих элементов
в мартенсите (аустените) и неодновременного выделения их в раз-
ных участках твердого раствора. При очень длительных выдерж-
ках твердость снижается (рис. 231).
Пластичность и вязкость ухуд-
шаются. Характерно, однако, что
при испытаниях на ударное кру-
чение не обнаруживается сниже-
ния вязкости (рис. 232). Это ука-
зывает, что ухудшение вязкости
в инструменте должно наблю-
даться при преобладании нор-
мальных напряжений в рабочей
кромке.
Распределение выделяющихся
специальных карбидов зависит
от развития предшествовавших
превращений при отпуске. Если
цементитный карбид успевает вы-
делиться при 350 °C (или кратко-
временной выдержке при 530 °C)
специальные карбиды распреде-
ляются равномернее. Это нем-
ного повышает вторичную твер-
дость и теплостойкость, а у неко-
торых плавок и вязкость (см.п. 99).
Заметная коагуляция карбидов, которая могла бы снижать
твердость, не наблюдается в случае отпуска при 500—550 °C
даже в течение 100 ч. Она развивается и достаточно интенсивно,
начиная с 600 °C (см. рис. 231).
Мартенсит после отпуска при 550—570 °C (3 раза по 1 ч) ле-
гирован главным образом вольфрамом (молибденом) и в меньшей
степени ванадием и хромом. Период решетки сс-фазы стали Р18
составляет 0,2880 нм по сравнению с 0,2865 нм в отожженном
состоянии (Ю. А. Геллер, О. А. Новикова), а содержание углерода
в мартенсите 0,2—0,25 % ио сравнению с 0,4 96 в закаленном
состоянии (см. рис. 229) и 0,3 % после отпуска при 350 °C. Твер-
дость мартенсита 650—700 HV (56—59 HRC)-, она измерена авто-
ром после отпуска при 350 °C, т. е. в условиях, предшествующих
выделению карбидов легирующих элементов.
0,2866—0,2910 нм для стали с 1,2 96 С; 4 96 Сг; 5 96 W; 4 96 Мо.
360
Более высокий отпуск 600—650 °C (длительностью >-30 мин)
усиливает выделение карбидов, вызывает распад мартенсита и
снижает твердость (см. рис. 227). Однако, он не улучшает и даже
снижает вязкость и в меньшей степени прочность (см. рис. 227)
из-за продолжающегося выделения карбидов и увеличения их
количества в пограничных слоях зерна (при недостаточном еще
развитии процессов коагуляции).
При необходимости повышения прочности и вязкости и допу-
стимости снижения твердости и теплостойкости следует умень-
шать (на 40—60 °C) температуры закалки и сохранять темпера-
туру отпуска 550—600 ЭС.
Превращение остаточного аустенита
Остаточный аустенит быстрорежущих сталей из-за высокой
легированности очень устойчив и превращается лишь в резуль-
тате отпуска выше 500 °C. Для более полного превращения отпуск
необходимо повторять 2—4 раза в зависимости от состава стали х.
Устойчивость остаточного аустенита зависит от его состава и
возрастает с повышением температуры закалки, а следовательно
с увеличением в нем концентрации вольфрама и молибдена (на-
ряду с хромом, см. рис. 209).
В процессе выдержки при 500—600 °C из аустенита выделяется
часть углерода и легирующих элементов. Этот процесс как диффу-
зионный зависит от продолжительности выдержки. При большей
выдержке уменьшается период решетки аустенита и возрастает
его способность к превращению2
Продолжительность отпуска, мин Без отпуска 15 30 60 120
Период решетки аустепита, им 0,3617 0,3615 0,3613 0,3611 0,3606
Интенсивность линий f...... С С Ср Ср Сл
С — сильная; Ср — средняя; Сл — слабая.
Обедненный аустенит превращается в мартенсит при охлажде-
нии 3, о чем свидетельствуют увеличение длины образца (рис. 233)
и магнитные измерения. Температура начала мартенситного пре-
вращения аустенита повышается тем значительнее, чем больше
выдержка (при 500—600 °C) или температура отпуска, т. е. чем
больше был обеднен аустенит.
В результате превращения аустенита снижается вязкость,
но может повышаться твердость. Влияние превращения аустенита
1 Небольшое количество аустенита (до 2 %), не обнаруживаемое магнитным
анализом, сохраняется и после отпуска. Его можно дополнительно уменьшить
многократной обработкой холодом, чередуемой с отпуском (см. гл. XIV).
2 Для стали с 1,25 % С; 4 % Сг; 5 % W; 4 % Мо; 1,5 % V; закалка с 1215 °C
в масле.
3 При более высоком отпуске 600—620 °C небольшая часть аустенита пре-
вращается при выдержке.
351
на твердость меньше, чем влияние дисперсионного твердения [2].
Твердость стали, обработанной холодом и содержащей мало аусте-
нита, после отпуска при 550—570 °C вновь повышается до 64—65
HRC (см. рис. 227).
Наибольшее количество аустенита превращается при первом
отпуске (рис. 234). Продолжительность отпуска определяется
наряду с сечением инструмента
его температурой. Для превра-
щения достаточно большой
части аустенита нужна вы-
держка 40—60 мин при отпуске
550—560 °C и 5—15 мин при
отпуске 600—610 °C. Увеличе-
ние выдержки способствует
более полному превращению.
Трехкратный отпуск вольф-
рамовых и двукратный отпуск
молибденовых и вольфрамомо-
либденовых сталей повышает
стойкость инструментов по
сравнению с получаемой после
двукратного или соответственно
однократного отпуска такой
же или большей продолжитель-
ности (2—5 ч). Больше возра-
стает стойкость сложных фасон-
ных инструментов, особенно
крупных.
Положительная роль много-
кратного отпуска заключается
в том, что он повышает сопро-
тивление пластической дефор-
мации из-за превращения
аустенита. Кроме того, возра-
стают вязкость и прочность.
Рис. 233. Дилатометрические кривые
отпуска стали Р18:
а — отпуск при 600 °C с разной выдерж-
кой [3], б— отпуск при 500,550 и 700 °C
Первый отпуск снимает напряжения, созданные закалкой, что
должно повышать прочность и вязкость. Однако мартенсит-
ное превращение аустенита при охлаждении вызывает новые
напряжения и ухудшает механические свойства. Второй от-
пуск снимает напряжения, созданные охлаждением при первом
отпуске, и вызывает новые, но меньшие напряжения в результате
превращения дополнительных порций аустенита. Эти напряжения
почти полностью снимаются при третьем отпуске. Поэтому повы-
шение прочности и вязкости наблюдается главным образом в ре-
зультате второго и третьего отпуска.
Третий, а иногда и четвертый, отпуск особенно нужны для
крупных инструментов. При замедленном охлаждении в интервале
250—200 °C задерживается превращение аустенита, аналогично
ЗБ2
наблюдаемому при изотермической закалке. Поэтому в сердцевине
отпущенных крупных инструментов может сохраняться больше
аустенита.
Рис. 234. Влияние продолжительности и числа отпусков при 560 °C на коли-
чество остаточною аустенита (А), неотпущенного мартенсита (М) и твер-
дость:
а — влияние продолжительности отпуска для стали Р6М5, закалка с 1215 °C;
б — влияние числа отпусков по 60 мин для стали Р18, закалка с 1290 °C в
масле
В результате охлаждения с 550—570 °C и длительной вы-
держки (2—6 ч) при 200—250 °C часть аустенита превращается
в бейнит. Такой отпуск можно ис-
пользовать для массивных инстру-
ментов, подвергавшихся прерыва-
емой закалке, для уменьшения
напряжений, возникающих вслед-
ствие мартенситного превращения
большого количества остаточного
аустенита.
Сравнительно длительная вы-
держка (>3—5 ч) закаленной стали
перед отпуском при обычной темпе-
ратуре вызывает стабилизацию
остаточного аустенита против от-
пуска [96] (рис. 235), подобно по-
лучаемой при обработке холодом.
Она выражается в том, что пре-
ю 1 з 2Ь 72ч
ИОН Продолжительность
BblSdpHiHU при20°Сперед отпуском
Рис. 235. Количество остаточного
аустенита в стали Р9 после одно-
кратного отпуска при 560 °C в за-
висимости от выдержки при 20 °C
после закалки с 1240 °C [96]. Ох-
лаждение:
1 — в масле; 2 — в соли (250 °C, 3 ч),
затем на воздухе
вращение аустенита при первом отпуске протекает не столь
интенсивно, как в стали, отпущенной сразу после закалки, и
может не закончиться в достаточной степени после двукратного
отпуска.
12 Геллер Ю. А.
353
Б. БЫСТРОРЕЖУЩИЕ СТАЛИ УМЕРЕННОЙ ТЕПЛОСТОЙКОСТИ
Эти стали при рациональном легировании превосходят в меха-
нических и технологических свойствах более теплостойкие стали.
Режущие качества сталей этой группы мало отличаются от полу-
чаемых в более легированных повышенной и высокой теплостой-
кости при резании сталей и чугунов невысокой твердости: до
250—280 НВ и не с предельно высокой скоростью (до 50—60 м/мин).
Однако они менее пригодны для резания с более высокой скоростью
или труднообрабатываемых материалов.
Стали умеренной теплостойкости содержат 0,7—0,9 % С и по
структурному признаку— доэвтектоидные (см. рис. 207).
По химическому составу они отличаются главным образом в со-
держании вольфрама. Это стали: 1) вольфрамовые с 12 и 18 % W;
2) вольфрамомолибденовые с 6 и 8 % W и 3) молибденовые с 2 % W
(и без вольфрама). Содержание ^ванадия не превышает 1,5—2 %
в сталях, имеющих >11—12 % W и 2,5 % W в остальных (см.
рис. 204). Основной карбид М6С; карбида МС — мало.
85. Вольфрамовые стали
Влияние вольфрама (табл. 73) на структуру и большинство
свойств не пропорционально его содержанию.
Удовлетворительные вторичная твердость и теплостойкость
создаются уже при 7—8 % W (рис. 236); однако в карбидных
фазах этих сталей много и недостаточно карбида М6С.
„ „ v „ Поэтому при требуемом высоком
Таблица 73. Химический J r J
состав сталей (средний), % нагреве для закалки сталь при-
__________________________. обретает излишне крупное зерно
и резко сниженные прочность
Мо и вязкость. Сталь с 7—8 % W
— не применяется.
„ „ При увеличении содержания
о’б вольфрама с 7—8 до 12—13 %
возрастает количество карбида
МвС, вследствие чего заметно улуч-
шается устойчивость против перегрева. Параметр решетки кар-
бида, а следовательно, его состав при этом не изменяются
(рис. 237).
При большем увеличении содержания вольфрама: с 12—13 %
до 18—20 % возрастает параметр решетки карбида М6С (рис. 237).
Это свидетельствует о росте концентрации вольфрама в карбиде
и увеличении в его решетке числа мест, замещаемых атомами
вольфрама. Вследствие этого часть атомов железа и хрома вытес-
няются из карбидов в а- и у-раствор (см. п. 31), а атомов ванадия
в карбид МС.
Размеры карбидных частиц увеличиваются: мало при росте
содержания вольфрама до 12—13 % и сильно с его повышением
354
до 18—20 %. Их максимальные размеры в прокате из слитка
массой 500 кг: до 10—12 мкм при 8—12 % W и до 20—22 мкм при
18 % W (см. п. 31 и рис. 238).
Рис. 236. Влияние вольф-
рама на твердость закален-
ной и отпущенной стали
с 0,75% С; 3,8 % Сг и
1,5 % V; закалка на зерно
балла 10 (Ю. А. Геллер,
Л. С. Кремнев)
Количество карбидов М6С [% (по массе)] в отожженной стали
возрастает пропорционально увеличению содержания вольфрама
с 4—5 до 18 % (и выше). Однако
их объемное количество повышается
таким же образом лишь с увеличе-
нием содержания вольфрама до 12—
13 %; оно возрастает уже менее
интенсивно при дальнейшем его
повышении (см. рис. 237).
При увеличении объемного ко-
личества карбидов возможно повы-
шение температур закалки, при
которых еще сохраняется мелкое
зерно. Они возрастают поэтому про-
порционально количеству вольфрама
лишь до 12—13 %. При увеличении
его содержания до 18 % возмож-
ности повышения температуры за-
калки меньше, а при 18—24 % W
дополнительно повышать темпе-
ратуру закалки вообще нельзя
(рис. 239).
Эта зависимость определяет изме-
нение состава твердого раствора за-
каленной стали. Увеличение до
Рис. 237. Влияние вольфрама на
параметр решетки карбида М6С,
а также на весовое (/) и объемное
(2) количество карбидов в отож-
женной стали с 0,75 % С; 3,8 % Сг;
1,5 % V (Л. С. Кремнев, Ю. А. Гел-
лер)
12*
Збб
Рис. 238. Влияние вольфрама на раз-
меры карбидов в слитке диаметром
160 мм (на половине радиуса). X 500
(Ю. А. Геллер, В. Ф. Артюхов):
а — 4 % W; б — 6 % W, 5 % Мо; в —
8 % W; г — 12 % W; 6 — 18 % w
(при 0,8 % С; 4 % Сг и 1,2 —1,5 % V)
366
Таблица 74 Влияние вольфрама на состав мартенсита
закаленной стали. Закалка на зерно балла 10 (для стали с 6,8 % W
на зерно балла 9) (Л. С. Кремнев, Ю. А. Геллер)
Состав стали, % Температура закалки, °C Состав мартенсита, %
W Сг V W Сг V
6,8 4,1 1,3 1200 5,2 3,5 0,68
13,0 4,1 1,5 1255 6,7 4,0 1,26
18,5 4,2 1,3 1285 7,5 3,6 0,83
18,5 4,1 1,5 1290 7,6 3,7 0,96
12—13 % W сопровождается почти пропорциональным ростом
его концентрации в мартенсите благодаря возможности повыше-
ния температуры закалки и более полному растворению карби-
дов. Однако при увеличении с 13 до 18 % W наблюдается уже
менее интенсивный рост его
концентрации в растворе из-за
невозможности значительно по-
высить температуры закалки,
а также из-за того, что карбид
М6С с большим периодом ре-
шетки и более богатый вольф-
рамом хуже растворяется в
аустените. Дальнейшее увели-
чение вольфрама >>18—20 %
уже не сопровождается ростом
его концентрации в твердом
растворе.
При увеличении содержания
вольфрама изменяется и кон-
центрация ванадия в растворе
(см. рис. 239). Она максимальна
и возрастает почти в два раза
(табл. 74) при повышении
вольфрама с 6 до 12—13 %.
Это вызвано растворением боль
содержащих ванадий. Однако в
Рис. 239. Влияние вольфрама на темпера-
туру начала роста зерна (до балла 10),
а также на концентрацию ванадия и вольф-
рама в мартенсите (сталь с 0,75 % С;
4 % Сг и 1,5 % V) (Ю А. I сллер, Л. С.
Кремнев)
iero количества карбидов М6С
результате дальнейшего увели-
чения содержания вольфрама до 18—19 % концентрация ванадия
в мартенсите уменьшается из-за указанного уже выше снижения
доли ванадия в карбиде М6С и перехода части его в кар-
бид МС.
Эти изменения состава мартенсита обуславливают теплостой-
кость и интенсивность дисперсионного твердения. Оно протекает
меньше в сталях с 7—10 % W (при 1—1,5 % V); для них харак-
терны меньшие абсолютные значения вторичной твердости (см.
рис. 236). В сталях с 12—20 % W дисперсионное твердение про-
текает почти одинаково интенсивно: при 12—13 % W вследствие
357
большей концентрации в мар1енснте ванадия, а при 18—20 °о —
вольфрама
С увеличением содержания вольфрама в литой стали возрастает
количество ледебурита, а у кованой стали понижаются прочность
и пластичность из-за увеличения размеров, количества карбидов
и их менее однородного распределения (см. рис. 238) и теплопро-
Рис 240 Влияние вольфрама на количество леде-
бурита в литой стали (Р Д Минипзон), теплопро-
водность (X) при 400 °C (В Ф. Моисеев), предел
прочности при изгибе, ударную вязкость и тепло
стойкость (штриховые линии)
водность из-за возра-
стания концентрации
вольфрама в мартен-
сите (рис. 240).
Сталь с 18 % W (Р18)
Эта сталь наиболее
широко применялась
ранее. Она содержит
больше вольфрама, чем
другие стали, и имеет
поэтому повышенное
количество карбидов
(22—25 % после отпу-
ска). Основной карбид
МеС; доля карбида МС
не более 2—3 % от об-
щего количества кар-
бидной фазы.
Преимущества стали
Р18 1) малая чувстви-
тельность к перегреву
при закалке (из-за
влияния повышенного
количества карбидов) и
в связи с этим хорошая
стабильность свойств
сталей разных плавок;
2) хорошая шлифуемость (см. рис. 65); содержание ванадия
в сталях с 18 % W меньше, чем в других сталях.
Сталь имеет немного лучшие режущие свойства при обработке
сталей с избыточными карбидами (в частности, шарикоподшипни-
ковых) и в инструментах относительно простой формы (резцы,
сверла); это связано с более высоким сопротивлением пластиче-
ской деформации из-за большего количества карбидов
Резкое сокращение производства стали Р18 объясняется как
дефицитностью вольфрама и созданием теперь сталей с более
высокими свойствами, так и тем, что сталь Р18 имеет следующие
недостатки: а) более крупные размеры избыточных карбидов:
до 30 мкм (см. рис. 238 и 251), что снижает стойкость инструментов
с тонкой рабочей кромкой и небольшого сечения, б) недостаточно
368
высокие прочность и вязкость, сильно зависящие от профиля
проката; они удовлетворительные лишь в небольшом сечении;
прочность составляет 3000—3300 и 2000—2300 |МПа в прутках
диаметром 30 и 60—80 мм соответственно (рис. 241); в) понижен-
ная горячая пластичность, особенно в крупном профиле (рис. 242).
1700 /8Ь0 А /о 1607ч0С <. W ЗОЮ 3310
18'>0 ?003 2Ю0 ''3002700 Ю00 3300 3500
И Па
Рис. 241. Распределение плавок стали Р18
по пределу прочности при изгибе в зависи-
мости от профиля проката. Закалка с
1275 °C из прутков диаметром 60 —100 мм
(а) и с 1280 °C диаметром 15—25 мм (б). От-
пуск при 560 °C, 3 раза по 1 ч
Рис, 242. Горячая пластичность быстроре-
жущих сталей. Для стали Р18 верхний пре-
дел у проката диаметром 15—20 мм, ниж-
ний предел — диаметром 40—50 мм
(П А Анджюс, IO. А. Геллер)
Это затрудняет также изготовление инструментов горячей пласти-
ческой деформацией, например прокаткой на сверла.
Сталь Р18 рациональнее применять для шлифуемых инструмен-
тов небольших размеров диаметром 15—40 мм.
Плотность стали после отжига 8,7 г/см3 (и ~8,72 г/см3 для
стали ЭШП).
Сталь 1 с 12 % w (Р12)
Сталь Р12, разработанная позже, заменяет сталь Р18. Основ-
ной карбид М6С, количество карбида МС несколько больше
(~8 %), чем у стали Р18.
В твердом растворе стали Р12 больше ванадия (см табл. 74),
что позволяет устанавливать его содержание в стали более высо-
ким, 1,5—1,9 % без заметного ухудшения шлифуемости (см.
рис. 65). В этом случае теплостойкость стали Р12 немного выше,
чем стали Р18
При почти одинаковой карбидной неоднородности (в прокате
равного профиля) размеры карбидных частиц и количество кар-
бидов в стали Р12 меньше, чем у стали Р18.
1 Физические свойства стали Р12 подробно рассмотрены в работе [156].
ЗБ9
Вследствие этого, а также и более низкого содержания хрома
горячая пластичность стали Р12 на 10 — 15 % выше, чем у стали
Р18 (см. рис. 242). Таким образом, сталь Р12 пригодна для изго-
товления сверл прокаткой. По этой же причине прочность и вяз-
кость стали Р12 в одинаковом профиле на 5—8 % выше, чем стали
Р18.
Режущие свойства сталей Р18 и Р12 близкие; они несколько
выше у стали Р12 в инструментах с топкой рабочей кромкой (про-
тяжки, метчики, фрезы и т. п.) и немного ниже, чем у стали Р18
в инструментах простой формы (резцы), обрабатывающих более
твердые материалы.
Плотность 1 после отжига 8,3 г/см3 (и ~8,33 для стали ЭШП).
О влиянии легирующих элементов в вольфрамовых сталях
Хром — обязательный легирующий элемент. Его влияние
сложно. В отожженной стали он присутствует в феррите, в кар-
биде М6С и образует карбид М23С6 (см. рис. 210).
Карбид М23С6 растворяется полностью при относительно низ-
ких температурах закалки (см. рис. 210), что насыщает твердый
раствор углеродом и хромом (см. рис. 209), не влияя на величину
зерна. Хром способствует также более полному растворению
в аустените карбида М6С (см. п. 31). Поэтому хром обеспечивает
повышенные закаливаемость и прокаливаемость быстрорежущих
сталей. Сталь с 18 % W и 0,7 % С, но без хрома, даже при за-
калке с охлаждением в воде не приобретает твердости выше 54—
56 HRC.
В результате отпуска при температуре 450—525 °C хром ча-
стично выделяется из мартенсита (см. п. 84), усиливая дисперсион-
ное твердение, и частично остается в а-растворе (см. рис. 229),
задерживая разупрочнение при более высоком нагреве. Поэтому
при содержании 3—4 % Сг немного повышается вторичная твер-
дость (рис. 243).
Содержание хрома >4,2—4,5 % нецелесообразно. Участвуя
в образовании карбида, выделяющегося при отпуске, хром облег-
чает его коагуляцию при более низкой температуре, что снижает
теплостойкость.
Хром усиливает, кроме того, карбидную неоднородность;
влияние 1 % Сг, вследствие его меньшего атомного веса, близко
к влиянию 3—4 % W. Содержание хрома определяют в зависи-
мости от содержания вольфрама.
У стали с 18 % W необходимая закаливаемость и прокаливае-
мость достигаются при 3,8—4,4 % Сг.
В сталях с 12 % W целесообразно иметь меньше хрома: 3,2—-
3,6 %. У них меньше карбидов MGC, в которых присутствует хром.
1 Следовательно, длина прутка при одинаковой массе из стали Р12 на 4 %
больше, чем стали Р!8.
360
Кроме того, в карбиде М6С стали с 12 % Wменьше вольфрама,
чю облегчает его растворение при нагреве для закалки.
Наконец, большая пластичность стали Р12 также связана с по-
ниженным содержанием хрома.
Влияние ванадия. При содержании до 1,8—1,9 % V, принятом
в сталях Р12 и Р18, он образует лишь незначительное количество
Ч1КПЛМ 200 300 qOO 500 600
Тем егг'-ч }ч '
Рис. 213. Влияние хрома на твердость
сталей с 7 и 12 % W (при 1,3 —1,5 % V
и 0,75 % С) (Ю. А. Геллер, Л. С. Крем-
нев)
карбида МС и присутствует глав-
ным образом в карбидах М23С6
и М6С. В процессе растворения
этих карбидов при нагреве для
закалки ванадий переходит в
у-фазу. При отпуске он выде-
ляется в виде карбида МС *1, что
Рнс. 244. Влияние ванадия на твердость
стали с 0,75 % С; 18 % W и 4 % Сг
повышает вторичную твердость и теплостойкость (рис. 244), но
снижает вязкость.
При его большом содержании сильно возрастает количество
нерастворимого карбида МС.
Влияние малых количеств молибдена. Молибден может при-
сутствовать в количестве 0,5—1,0 %. Это вызвано возрастающим
применением и переплавом вольфрамомолибденовых сталей и
использованием ферровольфрама, содержащего молибден.
Молибден (~1 %) повышает вязкость (на 15—20 %) и проч-
ность (на 5—8 %), не изменяя теплостойкости.
86. Вольфрамомолибденовые и молибденовые стали
Влияние молибдена (табл. 75). Влияние молибдена и вольфрама,
являющихся химическими аналогами, на превращения и на мно-
гие свойства быстрорежущих сталей почти одинаково. В сталях
с молибденом они протекают при более низких температурах.
+1 По этой причине шлифуемость закаленной стали лучше, чем отпущенной.
361
Таблица 75. Химический состав1 сталей (средний), %
Марка стали с Мо W Сг V 5 (W + + 1,5 Мо)
Вольфрамомолибденсвые стали
Р6М5 2 0,85 5,0 6,0 4,0 2,0 13
Р8МЗ 0,85 3,3 8,0 3,6 1,9 12,5
Молибденовые стали
Типа Р0М8 0,85 8,0 4,0 2,0 12
Типа Р2М8 0,80 8,5 1,5 4,0 1.0 14
1 Допустимо повышенное содержание серы (0,1 — 0,15 %) при необходимости умень-
шения коэффициента трения и получения более чистой поверхности при шлифовании
и доводке.
2 Целесообразно легирование цирконием (0,05 — 0,1 %).
Железные углы диаграмм Fe—Мо -С и Fe—W—С имеют
большое сходство (рис. 245). Молибден образует карбид MGC
с такой же решеткой и близким периодом, но меньшей плотности,
чем карбид М6С в стали с вольфрамом (см. п. 31).
Рис. 245.
граммы
при 10 %
Вертикальный разрез диа-
железо—молибден —углерод
Мо, ц-карбид МсС; Э — а-
эвтсктоид
Рис. 246. Распределение плавок воль-
фрамовых Р18, Р12 сталей (сплошная
линия) и вольфрамомолибденовых
Р6М5, Р6МЗ (штриховая) по карбид-
ной неоднородности в прутке диаметром
15—30 мм (Л. С. Кремнев, Ю. Е. Се-
дов, 10. А. Геллер)
После образования кристаллов 6 (у-фазы) кристаллизация
молибденовых и вольфрамовых сталей протекает по перитекти-
ческой реакции (см. п. 81). Однако температурная область этого
превращения у молибденовых сталей шире и оно протекает полнее.
Вследствие этого к окончанию превращения сохраняется меньше
362
жидкой фазы. Оставшаяся жидкость кристаллизуется при более
низких температурах (~ на 50 °C) в более тонкую эвтектику
с менее крупными карбидами.
Поскольку эвтектика, как составляющая, кристаллизующаяся
в последнюю очередь, располагается по границам зерен 6 (у) фаз,
то распределение карбидов в сталях с молибденом аналогично
наблюдаемому в вольфрамовых (рис. 246). Однако молибден
в сталях с вольфрамом почти не увеличивает размеров карбидных
частиц. Из-за более тонкого строения эвтектики они меньше, чем
в вольфрамовых сталях, имеющих более 12—14 % W. По этой
причине молибден распределяется в объеме стали равномернее,
чем вольфрам.
Температуры сс -> у-превращения у молибденовых сталей не-
сколько ниже, чем у вольфрамовых (см. рис. 245).
Количество карбидной фазы [% (объемн.) ] в вольфрамовых
и молибденовых сталях примерно одинаково; в процентах (по
массе) оно меньше в сталях с молибденом (из-за его меньшей
плотности) и составляет после отжига: 18 для стали типа М8;
22 для стали Р6М5, 20 для стали Р6МЗ и 23—-24 для стали Р12.
Молибден по влиянию на теплостойкость замещает вольфрам
(при условиях, указанных в п. 79) по соотношению Мо : W —
= 1 : (1,4—1,5). Оно определено Л. С. Кремневым, с учетом
количества вольфрама и молибдена, необходимого для образова-
ния карбида М6С (Fe4Mo2C) как основной карбидной фазы.
Температуры начала роста зерна и образования эвтектики
при нагреве катаной стали сильно снижаются с увеличением
содержания молибдена. Эвтектика образуется при 1240—1250 °C
в стали с 8 % Мо (без вольфрама) и при 1275 °C в стали с 5 % Мо
(и 6 % W). Поэтому температуры закалки молибденовых сталей
должны быть ниже, чем вольфрамовых.
Концентрация молибдена и вольфрама: £ (W + 1,4 4-1,5 Мо)
в мартенсите закаленных молибденовой или вольфрамомолибде-
новой сталей с зерном одинаковой величины примерно такая же
(табл. 76). В соответствии с этим теплопроводность сталей с суммар-
ным содержанием 2 (W -|- 1,4-:-1,5 Мо) 12 также близка к по-
лучаемой у сталей с 12 % W.
Для сталей с молибденом также действительны соображения
относительно выделения карбидов в процессе охлаждения при
950—550 °C, указанные в п. 83.
Превращения при отпуске в сталях с молибденом протекают
в основном, как и в вольфрамовых, но специальные карбиды вы-
деляются из мартенсита при температурах, на 10—15 °C более
низких, чем в вольфрамовых. Молибденовые стали приобретают
максимальную вторичную твердость после отпуска при 540—
560 сС (вместо 560—570 °C для вольфрамовых сталей). Отпуск
при температуре выше 560 °C больше снижает твердость молибде-
новой, чем вольфрамовой стали из-за большей способности выде-
ляющихся карбидов к коагуляции и вследствие того, что на обра-
363
Таблица 76. Состав мартенсита закаленных сталей молибденовой,
вольфрамомолибденовых и вольфрамовых (закалка на зерно балла 10)
Марка стали Температура Состав твердо! о раствора, %
закалки, °C Мо W Сг V
Типа Р0М8 Р6М5 Р8МЗ Р18 1200 1225 1235 1290 3,9 2,7 2,6 3,0 7.5 4,0 3,8 3,3 3,7 0,9 1,2 1,2 0,8
Таблица 77. Теплостойкость (твердость 1IRC) вольфрамомолибденовых
и молибденовых сталей (закалка на зерно балла 10);
отпуск при 560 сС, 3 раза
Марка стали Закалка Нагрев при температурах , °C
Отпуск 600 | 625 1 650
Вольфрамомолибденовые стали
Р6М5 1 63 1 64 | I 60,5—61 I 1 58 1 48
Р8МЗ ! 64 64 1 | 61,5—62 | 1 59 49
Молибденовая сталь
Типа Р2М8 1 64 | 63 | 58,5 | 54 | 42
Вольфрамовые стали
Р18 64 64 62 59 48,5
Р12 64 64,5 62 59,5 49
Таблица 78. Предел прочности при изгибе и вязкость
вольфрамомолибденовых и молибденовых сталей (закалка на зерно
балла 10); отпуск при 560 °C, 3 раза (пруток диаметром 20—25 мм)
Марка стали Твердость HRC ^изг* МПа а, МДж/м2
Вольфрамомолибденовые стали Р6М5 | 63 1 3300—3400 Р8МЗ । 63,5 1 3050—3200 0,48 0,45
Молибденовая сталь
Типа Р2М8 62,5 | 3500—3600 0,55
Вольфрамовые стали
Р18 63—64 2900—3100 0,3
Р12 63—64 3000—3200 0,38
364
зование карбида Мо2С, предшествующее образованию карбида
М6С расходуется больше углерода, чем на карбид W2C *г.
В связи с этим теплостойкость сталей с 6 % W и 5 % Мо не-
сколько ниже, чем вольфрамовых. Она заметно меньше при со-
держании молибдена >5—6 % (табл. 77).
Прочность сталей с молибденом выше, чем вольфрамовых при
температурах до 400—500 °C. При более высоком нагреве это пре-
имущество уменьшается из-за большей склонности молибденовых
сгалей к разупрочнению.
Влияние хрома и ванадия
в молибденовых сталях ана-
логично влиянию в вольфра-
мовых.
Влияние повышенного
содержания углерода в ста-
лях с молибденом более бла-
гоприятно, чем в вольфра-
мовых (см. рис. 252 и п. 87).
Во влиянии молибдена и
вольфрама имеются и суще-
ственные отличия. Первое из
них наблюдается при отпуске.
Вязкость сталей с молибде-
ном в результате отпуска
при 250—300 °C возрастает
Рнс. 247. Вязкость сталей в ^зависимости от
температуры отпуска (закалка на мелкое
зерно)
значительно больше. Вследствие этого вязкость, снижающаяся
при дисперсионном твердении, остается у молибденовых сталей
выше, чем у вольфрамовых (рис. 247), поскольку молибден как
горофильный элемент препятствует выделению карбидных частиц
ио границам зерен. Электронномикроскопическое исследование
показало, что у сталей с молибденом границы зерен после отпуска
сохраняются более «чистыми» (рис. 248). Для выбора состава
стали важно, что этот эффект возникает, если молибдена в растворе
— 2 %, что соответствует его содержанию в стали ~3 %. Другое
отличие заключается в том, что молибден, по-видимому, в мень-
шей степени ухудшает теплопроводность, чем вольфрам. Наблю-
дения показывают, что температуры в режущей кромке инструмен-
тов из стали с молибденом немного меньше на 5—10 °C. Хотя
экспериментальные определения для быстрорежущих сгалей еще
отсутствуют, но на такую возможность указывают данные, полу-
ченные для теплостойких штамповых сталей, имеющих меньше
углерода (см. рис. 293).
Кроме того остаточный аустенит сталей, содержащих больше
3—4 % Мо, менее устойчив против отпуска, чем вольфрамовых
сталей и превращается почти полностью при однократном отпуске.
Превращение Мо2С-> MGC по этой же причине протекает, по-видимому,
за более короткое время, чем аналогичное превращение в вольфрамовых сталях.
365
Рис. 248. Микроструктура матрицы
(0,45 % С, сталей Р18 и Р6М5) (см. рис.
226) в электронном микроскопе. Х3500
(Т. Г. Сагадеева, Л. С. Кремнев,
А. Г. Гордезиани):
а — Р6М5 после закалки; б — Р6М5
после отпуска при 400 °C, 10 ч; в — Р18
после отпуска при 400 °C, 10 ч
Содержание поп ид де на, 7.,
Рис. 249. Влияние молибдена
па обезуглероживание быстро-
режущей стали:
1 — в электропечи; 2 — в пла-
менной печи; 3 — в нераскис-
ленной ванне ВаС12; 4 — в ван-
не ВаС12, раскисленной 3 % бу-
ры; 5 — в ванне ВаС12, раскис-
ленной 2 % MgF2 (1150 °C,
15 мин)
Тенпеоагнрса°С
Рис. 250. Твердость и прочность стали
Р6М5 (0,88 % С; 5,6 % W; 4,7 % Мо; 3,9 %
Сг и 1,9 % V) в зависимости от температуры
закалки (отпуск при 560 °C, 3 раза)
366
Для снятия напряжений для таких сталей достаточен двухкрат-
ный отпуск (что технологически более удобно).
Вместе с тем, при повышенном содержании молибдена создаются
технологические дефекты: а) большая чувствительность к обезуг-
лероживанию при температурах горячей деформации, отжига и
закалки, если нагрев выполняется без контролируемой атмосферы
или в недостаточно тщательно раскисленных ваннах. Обезуглеро-
живание заметно возрастает с увеличением содержания молибдена
д>3,5—4 % (рис. 249); б) больше окисление при нагреве без за-
щитной атмосферы и в) чувствительность к излишнему росту
зерна (разнозернистости).
Она наблюдается в отдельных плавках, у которых зерно при
нагреве до оптимальных температур закалки возрастает до балла
7—8, тогда как в других плавках оно сохраняется мелким
(балла 10). Образование крупного зерна сопровождается сниже-
нием прочности и вязкости (рис. 250). Подобная разнозернистость
возникает, если содержание вольфрама меньше 7—8 %. Этот
дефект сталей с 6 % W и 5 % Мо в большой степени устраняется
микролегированием цирконием: 0,05—0,1 % *х (Ю. А. Геллер,
Л. С. Кремнев, Л. Я. Гришина), образующим дисперсные карбо-
нитридные фазы (см. п.*31). Его модифицирующий эффект прояв-
ляется уже в литой стали; в ней образуется более мелкое зерно
аустенита и более тонкая сетка эвтектики. Кроме того, часть цир-
кония, присутствующего в карбиде MGC и переходящего в раствор
при нагреве для закалки, усиливает дисперсионное твердение \
что немного повышает твердость (на 0,5 HRC) и теплостойкость на
3—5 °C.
Можно также ожидать уменьшения чувствительности к раз-
нозернистости в случае снижения температуры начала горячей
деформации (см. п. 93).
Вольфрамомолибденовые стали
Содержание молибдена в этих сталях не превышает 5 %,
а вольфрама принимается не ниже 6 %. При соблюдении
этого условия, отвечающего формулированному выше правилу
2 (W + 1,4-е-1,5Мо) = 12—13 %, обеспечивается благоприятное
влияние молибдена на прочность и вязкость без ухудшения тепло-
стойкости (см. табл. 77 и рис. 204).
Целесообразно для некоторых сталей устанавливать содержа-
ние молибдена не выше 3 %, т. е. в пределах, при которых еще
не создается чувствительность в разнозернистости при закалке
и к обезуглероживанию.
Этим условиям отвечают стали Р6М5 и Р8МЗ. Они содержат
6 и 8 % W, 5 и 3 % Мо соответственно, суммарное содержание
*1 При введении в жидкую сталь 0,15—0,20 % Zr.
1 Это наблюдается для стали, в которую не вводится азот в качестве леги-
рующего элемента (см. п. 88).
367
W + (1,44-1,5) Mo составляет ~ 134-13,5 % и близко к приня-
тому для вольфрамовой стали Р12. При нагреве для закалки обес-
печивается максимальное насыщение аустенита ванадием (см.
п. 85).
Режущие свойства сталей Р6М5 и Р8МЗ почти одинаковы при
обработке с умеренной скоростью. При резании с большой ско-
ростью (>40 м/мин) сталь Р6М5 немного уступает в стойкости
сталям Р18 и Р12.
Имеются различия и в технологических свойствах.
Сталь Р6М5 широко применяется для тех же назначений, как
и сталь Р12.
Рис. 251. Размеры карбидов
в вольфрамовой стали Р18
и вольфрамомолибденовой
Р6М5: слиток массой 240 кг
(Л. С. Кремнев, Ю. Е. Се-
дов, А. Г. Гордезиани)
( Теплостойкость этой стали лишь немного ниже, чем сталей
Р12 и Р18 (см. табл. 77).
Размеры карбидных частиц меньше, чем в стали Р18 (см.
рис. 147 и 251). Поэтому прочность стали Р6М5 после одинаковой
деформации на 10—15 %, а вязкость на 50—60 % выше, чем
у стали Р18. Это преимущественно наблюдается и в крупных
сечениях.
С повышением температуры до 500—600 °C прочность стали
Р6М5 снижается сильнее, а вязкость возрастает больше чем у ста-
лей Р18 и Р12 (см. рис. 205). Пластичность стали Р6М5 при тем-
пературах деформирования выше, чем у стали Р18. Твердость
после отжига ниже (см. и. 92), что обеспечивает несколько лучшую
обрабатываемость резанием. Ее шлифуемость хорошая и не ниже,
чем у стали Р18 (см. рис. 65).
У стали Р6М5 с 5 % Мо сохраняются (но в меньшей степени)
недостатки, вносимые молибденом. Она чувствительна к обезугле-
роживанию (см. рис. 249) и к разнозернистости. Для повышения
стабильности свойств необходимо устанавливать содержание угле-
рода в более узких пределах (0,07—0,08 %).
При увеличении содержания кремния до 0,8 0,9 % немного
улучшаются вязкость и твердость стали [1091.
368
Плотность стали Р6М5 после отжига 8,1 г/см3.
Сталь Р8МЗ, содержащая 3 % Мо, мало отличается по харак-
теристикам прочности и вязкости от стали Р6М5, но из-за боль-
шого содержания вольфрама немного превосходит ее в теплостой-
кости (см. табл. 69) и в устойчивости против перегрева. Ш тифуе-
мость стали лучше получаемой у сталей Р6М5 и Р18.
Обезуглероживание стали Р8МЗ вследствие меньшего содер-
жания молибдена незначительно и почти такое же, как у сталей
Р18 и Р12 (см. рис. 249).
Другое преимущество стали Р8МЗ —- лучшая стабильность
свойств после закалки. При 8 % W зерно в сталях разных плавок
мало отличается при нагреве до одинаковых температур.
Сталь Р8МЗ используется для тех же назначений, что и сталь
Р6М5. Ее преимущества проявляются больше при отсутствии
точного контроля температур нагрева и достаточно полной за-
щиты от обезуглероживания.
Молибденовые стали
Они содержат 8—9 % Мо. Поэтому теплостойкость их ниже,
а прочность и вязкость выше, чем у стали Р6М5 (см. табл. 77).
Горячая пластичность молибденовых сталей лучше, чем у стали
Р6М5 при температурах <1050—1075 °C, когда они еще сохра-
няют мелкое зерно.
Сталь М8 не имеет вольфрама, поэтому она чувствительнее
к росту зерна. Присутствие 1,5—1,75 % W в стали Р2М8 уменьшает
этот технологический дефект.
Другой технологический недостаток —- повышенная чувстви-
тельность к обезуглероживанию (см. рис. 249).
Молибденовые стали используют главным образом для резания
мягких материалов с меньшей скоростью по сравнению с приня-
тыми для вольфрамовых и вольфрамомолибденовых сталей,
а также при условии их более низкой стоимости (в частности,
в США, имеющих значительные месторождения молибденовых
РУД)-
В. БЫСТРОРЕЖУЩИЕ СТАЛИ ПОВЫШЕННОЙ
ТЕПЛОСТОЙКОСТИ
Лучшие свойства стали имеют при резании в определенных
и указанных ниже условиях, неодинаковых для разных сгалей
этой группы. При обработке сравнительно мягких конструкцион-
ных материалов с относительно умеренной скоростью преиму-
щества этих сталей меньше (см. табл. 80). Кроме того, улучшение
теплостойкости, достигаемое повышенным легированием, сопро-
вождается для многих сталей (особенно полученных обычным
металлургическим переделом) снижением прочное!и и вязкости,
а в ряде случаев также ковкости и шлифуемости.
369
Применение сталей повышенной теплостойкости по этим при-
чинам меньше (20—30 % от общего производства быстрорежущих
сталей), чем сталей умеренной теплостойкости.
Для более легированных сталей, прежде всего кобальтовых,
оправдано производство из порошков (см. п. 5).
87. Стали с высоким содержанием углерода
Повышение содержания углерода на 0,2 % (табл. 78) по сравне-
нию с принятым в сталях умеренной теплостойкости при условии,
что содержание ванадия сохраняется до 2 %, не изменяет темпе-
ратуры начала а -> у-превращения (см. рис. 207). Оно сопрово-
ждается ростом количества карбида М6С и более легко раствори-
мого карбида М23С6 и увеличением в них концентрации углерода.
Сталь при нагреве для закалки получает аустенит, более богатый
углеродом. Это усиливает дисперсионное твердение при отпуске,
повышая вторичную твердость до 65—66 HRC и несколько меньше
теплостойкость: до 625—630 °C (рис.
Т а б л и ц а„ 78а. Химический 252). ИЗНОСОСТОЙКОСТЬ при ЭТОМ ВОЗ-
состав сталей (средний), растает преимущественно в резуль-
Марка стали W Мо Сг
10Р8МЗ 8,3 3,3 3,6
10Р6М5 6 5 4,1
Примечание. Стали
содержат 1,0 % Си 1,9 % V.
тате повышения твердости отпущен-
ного мартенсита.
Сталь с 1 % С по структурному
признаку становится эвтектоидного
типа (см. рис. 207). При нагреве
выше А!областьcz-фазы выключается,
и металлическая основа уже при
840—860 °C полностью получает
аустенитную структуру.
Насыщение углеродом и легирующими элементами протекает
равномернее в отдельных объемах, и аустенит получает более од-
нородную концентрацию (Л. С. Кремнев и А. М. Адаскин). Диспер-
сионное твердение при отпуске стали с таким твердым раствором
протекает в более узком температурном интервале, вследствие чего
на кривой изменения твердости сталей с 1 % С наблюдается более
резкий максимум, чем у сталей с 0,7—0,8 % С.
Более интенсивное выделение карбидов приводит вместе с тем
к снижению прочности и вязкости. Оно сильнее у вольфрамовых
и существенно меньше у сталей с молибденом (см. рис. 252). Вслед-
ствие этого механические свойства вольфрамомолибденовых ста-
лей с 1 % С остаются выше, чем у вольфрамовых. Следовательно,
целесообразно повышать содержание углерода в вольфрамомолиб-
деновых сталях.
Однако увеличение его концентрации выше 1,0—1,10 % С не
оправдывается. В этом случае не только излишне растет количе-
ство карбидной фазы, снижаются прочность и вязкость, но обра-
зуются карбид М3С, снижающий теплостойкость, и карбид МС,
ухудшающий шлифуемость.
370
Таким условиям отвечают стали 10Р8МЗ и 10Р6М5.
В результате повышения углерода до 0,95—1,05 %, наряду
с указанным небольшим возрастанием теплостойкости, улуч-
шается устойчивость стали в области обратимого разупрочнения
при нагреве и увеличивается износостойкость. В связи с этим
повышается стойкость инструментов при резании с меньшей
скоростью (рис. 253), это — главным образом развертки, зенкеры,
Рис. 252. Влияние углерода на проч-
ность и вязкость вольфрамовых и воль-
фрамомолпбденовых сталей (Л. С. Крем-
нев, А. М. Адаскнн и авторы):
1 — сталь типа PGM5; 2 — типа Р18
метчики, многие сверла, кото-
рые работают в условиях повы-
шенного износа или должны
сохранять более высокую раз-
мерную стойкость (например,
V, /ч/ним
Рис. 253. Относительная стойкость (7)
стали 10Р8МЗ (по сравнению со сталями
Р18 и Р6МЗ) в зависимости от скорости
резання (v) (Ю. Е. Седов)
в автоматических линиях), а также при резании более твердых
металлов (220—250 НВ). Стойкость таких инструментов возра-
стает в 1,5—1,8 раза.
Достигаемое возрастание стойкости меньше, чем у рассматри-
ваемых ниже ванадиевых и особенно кобальтовых сталей. Однако
стали с повышенным содержанием углерода экономичнее по со-
ставу и, что еще важнее, имеют более высокие технологические
свойства, мало отличаясь в этом отношении от сталей умеренной
теплостойкости. 10Р8МЗ и 10Р6М5 удовлетворительно принимают
горячую деформацию (см. рис. 242); шлифуемость их лишь не-
много ниже, чем у стали Р12.
Прочность и вязкость сталей в зависимости от динамических
нагрузок при резании можно легко регулировать изменением
твердости в пределах 65,5—66,5 и 64—65 HRC и температуры
закалки, как показано в и. 97.
371
Сталь 10Р8МЗ разных плавок устойчивее, чем сталь 10Р6М5,
сохраняет требуемое мелкое зерно при нагреве для закалки, ана-
логично показанному в и. 86 для сталей Р8МЗ и Р6М5. Это преиму-
щество стали 10Р8МЗ существенно потому, что увеличение содер-
жания углерода вносит некоторые изменения в технологические
свойства. Заметный рост зерна этих сталей начинается при тем-
пературах, на 25—35 СС более низких, чем сталей с 0,7—0,9 % С.
Температуры закалки должны быть соответственно ниже (см.
табл. 96). Обезуглероживание сталей с повышенным углеродом
менее интенсивно, чем сталей с 0,7—0,9 % С. Это связано с тем,
что потеря углерода в поверхностном слое, одинаковая у всех
молибденовых сталей, полнее возмещается диффузией углерода
из сердцевины. Устойчивость остаточного аустенита против от-
пуска немного возрастает. Для сталей 10Р8МЗ и 10Р6М5 нужен
трехкратный отпуск.
88. Стали, легированные азотом
Содержание азота в быстрорежущих сталях может быть по-
вышено с 0,02 -0,03 %, получаемого при выплавке в открытой
печи на обычной шихте (см. п. 5), до 0,08 % в случае плавки с ис-
пользованием азотистого феррохрома.
Стали с азотом применяются мало, несмотря на его полезное
влияние [163].
Роль азота зависит от того, присутствует ли он в малораство- -
рпмых нитридах и карбонитридах Zr (С, N), V (С, N), или в ча-
стично растворимой сложной фазе М6С.
Азот в нерастворимых фазах появляется, если одновременно
с ле! ированпе.м азотом вводятся алюминий, титан, цирконий
(0,1 -0,2 % каждого) пли в стали присутствуют карбиды МС.
Образующиеся дисперсные фазы оказывают модифицирующее
влияние, способствуя: а) образованию более мелкого зерна аусте-
нита и более тонкой сетки эвтектики в литом состоянии и
б) задержке роста зерна при нагреве для закалки; это позволяет
предупредить разнозернпстость и немного повысить температуры
закалки, вторичную твердость и теплостойкость. Прочность мо-
жет немного возрастать за счет образования более мелких карби
дов, а вязкость не снижается (1О. А. Геллер и Л. Я- Гришина).
Такое влияние азота больше в сталях с меньшим количеством
карбидной фазы.
Азот в карбиде .VI6C присутствует, если специально не вводят
алюминий, цирконий или титан и сталь содержат мало ванадия
(до 1,2—1,4 %) 1891. Часть азота при нагреве для закалки пере-
ходит в раствор, а при отпуске выделяется из мартенсита, переходя
как в цементитный карбид, так п в карбиды легирующих элемен-
тов. В этом случае дополнительно возрастают вторичная твер-
дость (па 0,5 — 1 HRC), устойчивость против обратимого разупроч-
нения (см. и. 13) и износостойкость.
372
Режущие свойства в результате легирования азотом возрастают
па 40—50 ° о 1891.
Технологическое преимущество сталей с азотом связано с не-
большим повышением горячей пластичности из-за сохранения
более мелкого зерна при температурах деформации [163].
Еще ие определено, в какой карбидной фазе рациональнее при-
сутствие азота: растворимых карбидах М23С6 и МвС или в нераство-
римом МС.
89. Стали с высоким содержанием ванадия
Ванадий при небольшом содержании (до 1,2—1,5 %) присут-
ствует в карбидах М6С и М23С6 (см. п. 31). При большом количестве
ванадий (табл. 79) образует карбид МС, уменьшая одновременно,
как более сильный карбидообразующий элемент, долю карбида
М6С. Количественное соотношение между этими карбидами изме-
няется почти пропорционально
(рис. 254).
Карбид МС, ие растворимый
в аустените и присутствующий
в качестве избыточной фазы,
способствует сохранению мел-
кого зерна и повышению изно-
состойкости главным образом
в области обратимого разупроч-
нения. Твердость сталей с вана-
дием при 300—500 °C на 30—
50 ЯК выше, чем у стали Р18;
при более высоких температурах
преимущество ванадиевых ста-
лей менее значительно (рис. 255).
Теплостойкость и вторичная
росту содержания ванадия
твердость обеспечиваются, как
и в других быстрорежущих сталях, растворением при закалке кар-
бида MGC. Кроме того, с увеличением содержания ванадия возра-
стает его концентрация в карбидах Л123Сс (см. п. 31), что служит
источником более полного насыщения твердого раствора ванадием
при растворении их в результате нагрева для закалкн. Отсюда
следует, что влияние ванадия на эти свойства определяется сте-
пенью насыщения им карбидов М6С и М2{С6. При увеличении
содержания ванадия в стали его концентрации в этих карбидах,
а следовательно, и в мартенсите закаленной стали возрастает до
1,3—1,5 % (вместо 0,8—1,0 % в стали Р12) и не повышается при
>3 % V (см. рис. 256).
При указанном и предельно допустимом содержании ванадия
в растворе и рациональном легировании другими элементами уси-
ливается дисперсионное твердение при отпуске в основном из-за
выделения большого количества карбида МС. Это повышает тепло-
стойкость примерно до 630 °C и вторичную твердость до 65—
66 HRC.
373
Рис. 255. Твердость сталей 1,2 % V (Р18), 2,7 % V
(Р12ФЗ) и 4 % V (Р14Ф4) и предел прочности при из-
гибе стали Р12ФЗ при нагреве (Ю. А. Геллер,
, Л. С. Кремнев и Ю. Г. Иванов)
Содеп^анке оснгдич,0/-,
Рис. 254. Влияние ванадия на
количество карбидов МС и МвС
в стали с 6 % W и 5 % Мо
Рнс. 256. Концентрация ванадия в рас-
творе в зависимости от его содержания
в стали
1 — закалка; 2 — отпуск при 560 °C;
J — отжнг
Рис. 257. Износостойкость быстрорежу-
щей стали в зависимости от содержа-
ния ванадия
374
Износостойкость, в отличие от сталей с высоким содержанием
углерода и 1,5—2,0 % V, возрастает не только в результате по-
вышения твердости мартенсита отпуска, но и вследствие образо-
вания очень твердых карбидов МС.
Стали с повышенным количеством ванадия получают эти свой-
ства, если в них одновременно увеличивается содержание углерода,
требуемого для образования карбида МС. В этом карбиде каждый
процент ванадия связывает 0,2 % углерода. Поскольку часть ва-
надия, вводимого в сталь, расходуется также на насыщение кар-
бидов Л123С3 и М6С, то образующегося одновременно карбида ЛАС
несколько меньше. Поэтому можно считать, что на каждый про-
цент ванадия, вводимого больше его обычного содержания (1,8—
2,0 %) до 3 %, нужно увеличивать содержание углерода на
~0,15 %. В этом случае происходит полное насыщение
ванадием карбида М23С6. На каждый процент ванадия, вводи-
мого больше указанного количества и расходуемого в таком
случае только на образование карбида МС, надо вводить 0,2—
0,22 % С.
При недостаточном содержании углерода уменьшается коли-
чество карбидов М2,С6 и ЛАсС, насыщающих твердый раствор, и
в структуре даже при высоком нагреве для закалки сохраняется
избыточный феррит. Следовательно, содержание углерода должно
достигать 1,3—1,4 % в сталях с 4—5 % V и даже 1,9—2,0 %
при 8—10 % V.
Ковкость стали мало ухудшается даже при такой высокой кон-
центрации углерода, но при условии, что содержание вольфрама
не превышает -~12 %. Ванадий почти не участвует в образовании
скелетообразной и веерообразной эвтектики и присутствует в кар-
биде МС, выделяющемся в виде изолированных включений. Вслед-
ствие этого ванадий даже при повышенном содержании углерода
мало ухудшает карбидную неоднородность [601. В прутках не-
большого и среднего сечений — диаметром <50—60 мм — она
примерно на 0,5 балла больше, чем у стали с 1,5 % V и таким же
содержанием вольфрама (молибдена). Размеры карбидных частиц
обусловлены содержанием вольфрама и не увеличиваются с повы-
шением ванадия.
Стали с ванадием значительно различаются в другом важном
технологическом свойстве — шлифуемости. При сЗ % V и если
его большая часть присутствует в карбидах М6С и М23С6 шлифуе-
мость сталей мало ухудшается. При >3—3,5 % V стали шлифу-
ются обычным абразивом значительно хуже (см. рис. 66).
Лучший комплекс свойств достигается при 2,5—3 % V. Из
рис. 257 видно, что износостойкость возрастает интенсивно лишь
до указанного содержания ванадия и затухает с увеличением его
количества >3 %. Аналогично изменяется и концентрация вана-
дия в мартенсите (рис. 256).
При 3 % V и jj (W-j-1,4 4-1,5 Мо) « 12 % основным карби-
дом остается МЬС (см. рис. 254).
376
Стойкость инструментов из рационально легированных ко-
бальтовых сталей выше в 2—4 раза, чем из сталей умеренной теп-
лостойкости. Она больше при резании труднообрабатываемых
материалов: аустенитных жаропрочных и нержавеющих сплавов,
а также конструкционных сталей повышенной твердости: 40—
45 HRC (табл. 80) и при повышении скорости резания.
Преимущества кобальтовых сталей значительнее при их более
высокой твердости.
Кобальт в отличие от вольфрама (молибдена), ванадия и хрома
не образует карбидов; он присутствует в а- и у-фазах, а также
Рис. 260. Влияние кобальта на тем-
пературы а -» у-превращения ста-
ли с 1,1 % С; 8 % W; 1,7 % V; 4 %
Сг (Л. С. Кремнев, Б. Л. Алексан-
дрович, Ю. А. Геллер)
в карбиде М6С пропорционально его
содержанию в стали. В карбиде М6С
кобальт замещает часть атомов же-
леза.
Влияние кобальта в быстроре-
жущих сталях таким образохМ иное,
чем остальных легирующих элемен-
тов. Оно достаточно сложно и вызы-
вается несколькими причинами:
1) кобальт усиливает устойчивость
твердого раствора против разупроч-
нения при нагреве, повышая темпе-
ратуру начала а —у-превращения
(рис. 260); это наблюдается при по-
вышении содержания до 5—6 % Со;
2) способствует более полному вы-
делению вольфрама и молибдена
из мартенсита при отпуске из-за создаваемого им, по-видимому,
уменьшения растворимости этих элементов в а-фазе. Это усиливает
дисперсионное твердение, повышает вторичную твердость и улуч-
шает теплопроводность, но снижает прочность и вязкость.
На уменьшение концентрации мартенсита при отпуске под
влиянием кобальта указывают измерения удельного электросо-
противления; у стали с 1,2 % С, 12 % W, 4 % Сг и 4 % V оно
уменьшается (Ом-м) с 0,74-10“6 после закалки до 0,62-1СГ6 после
отпуска при 560 °C, тогда как у такой же стали, но с 8 % Со
электросопротивление снижается с 0,75-10^° до 0,56-10“6 соответ-
ственно (Ю. А. Геллер, Н. С. Салманов). Фазы, выделяющиеся
дополнительно вследствие влияния кобальта: интерметаллид типа
(Со, Fe)7 (W, Мо)с, т. е. 0-фаза на диаграмме Fe—Со—W (см.
рис. 284) в сталях с меньшим содержанием углерода и карбид М6С
в сталях с повышенным содержание углерода; 3) замедляет коагу-
ляцию карбидных частиц, выделяющихся при отпуске [16, 1571.
Большее количество упрочняющей фазы присутствует и в отож-
женной стали. Этим объясняется более значительная карбидная
(карбидно-интерметаллидная) неоднородность некоторых кобаль-
товых сталей. Она больше у стали с повышенным содержанием
вольфрама (при 5—8 % Со): на 1,5—2,5 балла при 18 % W,
378
на 1,5—2,0 балла при 15 % W и примерно на 0,5 балла у стали
с 12 % W.
Количество «карбидного осадка», получаемого электролити-
ческим растворением отожженной стали с 0,8 % С, немного воз-
растает с увеличением содержания кобальта: с 25 до 28 % (по массе)
в стали с 15 % W при 2 и 15 % Со соответственно.
Кобальт влияет и на некоторые технологические свойства.
Горячая пластичность (ковкость) понижаются с увеличением со-
держания кобальта. Для ковки высоколегированных кобальтовых
сталей необходимы дополнительные приемы, указанные в п. 19, 93.
Кобальт сильно увеличивает количество остаточного аустенита
в закаленной стали, понижая ее твердость на 1—2 HRC. Однако
его устойчивость при отпуске уменьшается; большая часть аусте-
нита превращается в результате однократного отпуска при 560 °C.
Кобальт усиливает обезуглероживание как при нагреве в печи,
так и в расплавленных солях и тем сильнее, чем больше кобальта
в стали.
Интенсивность влияния кобальта на основные свойства: теп-
лостойкость, вторичную твердость и на теплопроводность зависит
от содержания остальных легирующих элементов быстрорежущей
стали и прежде всего от содержания углерода. Для характери-
стики многочисленных кобальтовых сталей целесообразно разли-
чать их по содержанию углерода.
В сталях с меньшим содержанием углерода 0,7—0,9 % (при
1,5—2,0 % V), а именно с обычно принятым для группы умерен-
ной теплостойкости (и в сталях, в которых содержание углерода,
избыточное — выше указанного количества, связано в нераство-
римом карбиде МС), кобальт повышает преимущественно тепло-
стойкость (и при его большей концентрации) и менее интенсивно
вторичную твердость до 66,5—67 HRC.
В сталях с более высоким содержанием углерода 1,0—1,1 %
(при 1,5—2 % V), подобно принятому в сталях, рассмотренных
в п. 87) (а также в сталях с 1,2—1,4 % С, но при 3—4 % V),
кобальт повышает теплостойкость и значительно вторичную твер-
дость до 69—70 HRC.
Кобальтовые стали с 0,7—0,9 % С при 1,5—2,0 % V и с 0,7—
0,9 % С + 0,15 % С на каждый 1 % V, вводимого в количестве
свыше 2—2,5 % (табл. 81).
Кобальт улучшает теплостойкость до 645 °C из-за повышения
температур а —> у-превращения, затруднения коагуляции кар-
бидов и его воздействия на образование 0-фазы.
Твердость 0-фазы составляет примерно 1050 HV. Из диаграммы
Fe—W—Со (см. рис. 284) и Fe—Мо—Со следует, что 0-фаза обра-
зуется в тройных сплавах с 5 и 10 % Со при 7 и 5 % W (или мо-
либдена) соответственно. В присутствии ванадия минимальная
концентрация для образования 0-фазы уменьшается. Эта концен-
трация отвечает составу мартенсита кобальтовых сталей с 0,7—•
0,8 % С (табл. 82).
379
Таблица 81. Химический состав сталей (средн ий), %
Марка стали с Сг W Мо V Со
Р18Ф2К5 0,8 4 18 0,6 2 5
Типа Р18К15 0,8 4 18 0,6 1,2 15
Р6М5К5 0,8 4 6 5 2 5
Типа Р6М5К8 0,8 4 6 5 1,1-2 8
Р12Ф4К5 1,3 3,5 12,5 0,6 3,5 5
Типа Р2М8Ф5К5 1,5 4 2 8,5 5 5
Т а б л и ц а 82. Влияние кобальта на состав мартенсита стали
с 0,8% С; 18 % W; 4% Сг и 1,1—1,3% V; закалка на зерно
балла 10 (Ю. А. Геллер, В. Ф. Моисеев)
Термическая обработка Состав мартенсита, %
W Сг V Со
Сталь без кобальта
Закалка с 1280 °C . . . 6,6 3,6 0,9
Отпуск при 560 °C . . 5,4 3,0 0,4
Сталь, содержащая 9,6 % Со
Закалка с 1280 °C . . . 6,6 3,6 1,0 9,1
Отпуск при 560 °C . . 4,3 3,1 0,7 8,0
Сплавы указанного выше состава, способные к дисперсионному
твердению, соответствуют области, показанной на диаграмме
(рис. 284) несколько выше линии aayg. Поскольку они расположены
близко к этой линии, то количество 0-фазы, выделяющейся при
отпуске, должно быть относительно невелико; оно возрастает
с увеличением содержания кобальта или вольфрама (молибдена).
Выделение 0-фазы происходит при почти одинаковой концен-
трации вольфрама и молибдена. В этом отношении молибден мо-
жет замещать вольфрам в равном соотношении (1 : 1).
Из-за химической неоднородности быстрорежущей стали дис-
персионное твердение может развиваться неодинаково в разных
участках. В сердцевине зерна литой стали 0-фаза легче выявляется,
поскольку 6-раствор имеет повышенную концентрацию вольфрама.
На ренгтенограмме литой стали с 18 % W и 5 и 10 % Со (Ю. А. Гел-
лер, В. Ф. Моисеев) обнаруживаются линии фазы с ромбоэдриче-
ской решеткой, совпадающие с наиболее сильными линиями
фазы Co7W6. В микроструктуре литой стали (рис. 261) выявляются
светлые, плохотравящиеся подобно карбидам, участки повышен-
ной твердости 570—690 HV (твердость темнотравящейся состав-
380
ляющей не превышает 280 HV). Количество светлых участков воз-
растает с увеличением содержания вольфрама и кобальта. В ре-
зультате горячей механической обработки, повышающей химиче-
скую однородность стали, количество 0-фазы уменьшается и ее
частицы равномернее распределяются. Кроме того, они значи-
тельно дисперснее карбидов, что затрудняет выявление их в ка-
таной стали.
Выделение 0-фазы обнаруживается косвенно по изменению ко-
эрцитивной силы при отпуске. В стали без кобальта коэрцитив-
ная сила уменьшается в результате первого и второго отпуска
Рис. 261. Влияние кобальта па-структуру литой стали с 0,8 % С; 15 % W; 4 % Сг и 2 % V.
X 500 (В. Ф. Моисеев):
а — без кобальта; б — с 10 % Со (светлые участки 6-раствора и Д-фазы в середине зерен)
при 560—620 °C; третий и четвертый отпуск снижают ее несколько
меньше (рис. 262). Это снижение вызвано превращением аусте-
нита, снятием напряжений и коагуляцией выделившихся карби-
дов. Иначе изменяется коэрцитивная сила кобальтовой стали.
Первый и второй отпуск при 560—620 °C ее понижают. Третий и
четвертый отпуск при 560 °C не изменяют ее значений, тогда как
третий и четвертый отпуск с более высоким нагревом 580—620 °C
повышают коэрцитивную силу; это, несомненно, объясняется вы-
делением дополнительной дисперсной фазы. Еще убедительнее,
что в результате повышения температуры закалки кобальтовой
стали, а следовательно, и концентрации вольфрама в растворе
усиливается рост коэрцитивной силы после третьего и четвертого
отпуска, особенно при 620 °C.
Из этих данных следует, что положительное влияние кобальта
на теплостойкость и теплопроводность сталей с 0,7—0,9 % С
должно возрастать с увеличением его содержания (до 10—15 %
и выше). Одновременно ухудшаются механические свойства.
381
Твердость HRC Д% Твердость HRC
Рис. 262. Твердость, коэрцитивная сила (Нс) и количество остаточного аустенита (А)
сталей Р18 и типа Р18КЮ в зависимости от температуры и количества отпусков
(Ю. А. Геллер, О. А. Новикова):
сплошные линии — сталь Р18КЮ (закалка с 1280 °C), пунктирные — Р18КЮ (закалка
с 1300 °C), штриховые — сталь Р18 (закалка с 1280 °C)
382
Таким же образом влияет и увеличение содержания вольфрама
(молибдена) при постоянном содержании кобальта (рис. 263).
Шире используются следующие стали.
Сталь Р12Ф4К5 имеет наиболее высокие теплостойкость
(640—645 °C для твердости 60 HRC) и вторичную твердость
(65,5—66,5 HRC).
Износостойкость стали Р12Ф4К5 по сравнению с другими ста-
лями этой группы, содержащими меньше ванадия, -— повышенная
из-за влияния карбида МС, обра-
зующегося в ее структуре (см.
рис. 257).
Шлифуемость стали Р12Ф4К5
обычными абразивами несколько
ниже, чем у стали Р12ФЗ, но тем
не менее остается удовлетвори-
тельной, поскольку содержание
ванадия в ней не превышает
3,8 %.
Сталь Р12Ф4К5 используется
для инструментов (отрезные рез-
цы, сверла, зенкеры, развертки),
предназначенных для резания
жаропрочных и нержавеющих ста-
лей, работающих с умеренными
динамическими нагрузками. Стой-
кость этих инструментов в 3,5—
4 раза больше, чем из сталей
Р18, Р12 и Р6М5 (В. Ф. Моисеев,
Ю. А. Геллер 11021).
Вольфрамомолибденовая сталь
Р6М5К5 имеет теплостойкость
Рис. 263. Влияние кобальта на предел
прочности при изгибе (при 20 °C), теп-
лостойкость и теплопроводность (при
550 °C) сталей с 4 % Сг; 1,2-1,9 % V
и 0,8—0,85 % С в зависимости от со-
держания вольфрама; твердость 63 —
66 HRC (Ю. А. Геллер, В. Ф. Моисеев)
630 °C, что ниже, чем у стали
Р12Ф4К5; вторичная твердость
стали Р6М5К5 также меньше и она
составляет 65—65,5 HRC. Это свя-
зано с необходимостью назначе-
ния более низких температур за-
калки (см. табл. 96), а следовательно, с трудностью насыщения
твердого раствора до уровня, получаемого^у стали Р12Ф4К.5.
Износостойкость стали Р6М5К5 ниже из-за л меньшей твердости
и отсутствия в ее структуре карбидов ЛАС. Механические свойства
стали Р6ЛА5К5 на 20—30 % выше, чем у стали Р12Ф4К5.
Технологический недостаток стали Р6М5К5 — повышенная
чувствительность к обезуглероживанию. Ее шлифуемость хорошая.
Это определяет область применения стали Р6М5К5.
Сталь Р6М5К8 в результате более высокого легирования ко-
бальтом (8 %) имеет немного лучшую теплостойкость (635 °C),
но уступает стали Р6М5К5 в прочности и вязкости.
383
Сталь Р2М8Ф5К8 обладает еще меньшей теплостойкостью
из за необходимости дополнительного снижения температур за-
калки; кроме того, шлифуемость стали Р2М8Ф5К8 сильно пони-
женная вследствие очень высокого содержания ванадия. Приме-
нение этой стали ограничено.
Кобальтовые стали с 1,0—1,1 % С при 1,5—2,0 % V и 1,0—
1,1 % С + 0,15 % С на каждый 1 % V*1, вводимого в количестве
свыше 2 % (табл. 83).
Т а б л и ца 83. Химический состав сталей (средний), %
Сталь с Сг W Мо V Со
Р8МЗК6С 1,08 3,7 8 3,7 1,7 6,3 (0,9Si)
Р9М4К8Ф 1,05 3,4 9 4 2,3 8
Р18Ф2К8М 1,1 4,1 18 1 2,1 8
Р12МЗФ2К8 1 4,1 12 3,1 2,1 8
Р10М4ФЗКЮ 1,22 4,0 10,5 4,0 3,5 10
Типа:
10Р6М4К5 1,1 4,2 0,7 3,7 2 5
12Р8М5К5 1,25 4,2 8,2 5,2 1,7 5,5
10Р7М4К5 1,1 4,1 6,8 3,8 1,8 5
11Р6М5ФЗК8 1,1 4,1 5,7 4,9 2,8 8
Типа:
12Р6М5ФЗК10 1,2 3,2 6,5 5,5 3,0 10
11Р2М9К8,
11РЗМ8К8 1,1 3,7—4,2 1,6 8,7 1,2—2,0 8
Стали имеют наиболее высокие твердость (до 70 HRC} и тепло-
стойкость (635—650 °C). Благодаря такой высокой твердости они
соответственно превосходят остальные быстрорежущие стали и
в износостойкости, особенно в области обратимого разупрочнения
(см. рис. 259). Стали этой группы получают все более широкое
применение, заменяя, кроме того, многие кобальтовые стали
с 0,7—0,9 % С.
Главные факторы, способствующие сильному улучшению теп-
лостойкости и вторичной твердости более высокоуглеродистых ста-
лей, — это повышение температур а —> у-превращения, затрудне-
ние коагуляции карбидов при дисперсионном твердении и смеще-
ние состава сгалей близко к эвтектоидной концентрации (см.
рис. 207).
В структуре при увеличении содержания кобальта возрастает,
в связи с этим, количество карбидов М23С6 и МС (см. рис. 207).
Содержание кобальта следует устанавливать в меньших пре-
делах, чем для сталей предыдущей группы. При >7—8 % Со
сталь смещается в область заэвтектоидных, и в структуре образуется
1 Т. с. при одинаковом соотношении С : V.
384
карбид М3С, что снижает теплостойкость. Это предположение,
экспериментально еще не доказанное, хорошо объясняет тот факт,
что с увеличением содержания углерода >1,1—1,15 % при по-
стоянном содержании кобальта 6—8 % вторичная твердость сни-
жается (см. рис. 264). Кроме того, температуры начала а —» у-
превращения возрастают при увеличении содержания кобальта
лишь до 5 % (см. рис. 260).
Теплостойкость сталей с 1,0 —1,1 % С возрастает в связи с этим
лишь при увеличении кобальта до 8 % в сталях с 12 % W (и ниже)
и до 10 % в сталях с 18 % W (рис. 265).
Поскольку высокоуглеродистые стали с 6—8 % Со по струк-
турному признаку близки к эвтектоидным, то дисперсионное твер-
дение (как указано в п. 87) протекает при отпуске в более узком
температурном интервале 525—550 °C. Это способствует более рез-
кому повышению твердости (рис. 264).
Повышение твердости связано с увеличением концентрации
углерода в мартенсите сталей с 1,0—1,1 % С из-за растворения
при нагреве для закалки большого количества карбидов М23С6.
Содержание кобальта может быть снижено с 8 до 6 % без умень-
шения вторичной твердости и теплостойкости в случае увеличе-
ния содержания кремния до 1,0 %. Показано (Л. С. Кремнев,
Б. Л. Александрович, Ю. А. Геллер), что кремний затрудняет
в таких сталях коагуляцию карбидных частиц, выделяющихся
при отпуске 250—560 °C.
Принципы легирования этих сталей остальными компонентами
также несколько отличаются от принятых для кобальтовых ста-
лей с меньшим содержанием углерода (0,7—0,9 % С).
При высокой твердости и повышенном количестве карбидной
фазы могут сильно снижаться прочность и вязкость. Обязательно
поэтому легирование молибденом. Его содержание рационально
устанавливать в пределах 3—4 %. При больших добавках молиб-
дена снижается теплостойкость (см. табл. 77): до 645 °C при 4 % Мо
и 9 % W (сталь Р9М4К8Ф), несколько больше — до *640 °C при
3,7 % Мо и 6,7 % W (сталь Р8МЗК5) и до 635—640 °C при.9,% Мо
и 2 % W (сталь типа Р2М9К8). Одновременно понижается и другое
важнейшее свойство этих сталей — вторичная твердость (табл. 84).
Теплостойкость при 2—4 % Мо зависит также и от содержания
вольфрама. Она наибольшая у сталей с 8—18 % W. При меньшем
содержании вольфрама, в частности при 6 % теплостойкость су-
щественно ниже (рис. 265). Однако стали с высоким содержанием
вольфрама — 18 % (сталь Р18Ф2К8М) имеет сильно пониженную
ковкость и вязкость.
Содержание ванадия в этих сталях, как правило должно со-
ставлять не более 2 %, чтобы не ухудшить шлифуемость. Повышен-
ная износостойкость создается получением указанной высокой
твердости [154].
Недостатки, свойственные кобальтовым сталям, — пониженные
механические свойства и горячая пластичность устраняются
13 Геллер Ю. А. 385
Рис. 264. Влияние углерода (1 % С) и кобальта на твердость стали с 8,5 % W; 3 % Мо*
3,7 % Сг; 1,5 % V и 0,3 % S1 и при 1 % Si (Ю. А. Геллер, Л. С. Кремнев, Б. А. Алек-
сандрович)
I И Ш 580 600 620 6 С О 660
Температура нагре6а°С
Рис. 265. Теплостойкость (для 4 ч) и вторичная твердость кобальтовых сталей (с 1,0—
1,1 % С при 3—3,5 % V и 4 % Сг) в зависимости от содержания вольфрама и кобальта
(Н. С. Салманов, Ю. А. Геллер, Л. С. Кремнев):
а — сталь с 18 % W; 1,5 % Мо, 2 % V; б — сталь с 12 % W, 1 % Мо, 4 % V; в — сталь
с 8 % W, 3 % Мо. 2 % V; г — сталь с 5 % W, 6 % Мо, 3 % V; I — закалка; II - отпуск
при 350 °C, 1 ч; III — отпуск при 560 °C, 3 раза
386
Таблица 84. Влияние молибдена на механические свойства
кобальтовых сталей с 1,0% С и 8% Со (Б. Л. Александрович,
Л. С. Кремнев, Ю. А. Геллер)
Содержание, % Вторичная твердость HRC ffI13r, МПа Твердость HRC после нагрева при 640 °C
W Мо
11 4,7 68,5—69,5 2200—2300 63—64
9,5 3,0 67—68 2300—2500 63
8,5 3,0 67—68 2500—2550 63
8,5 3,0 69—69,5 2200—2300 63,5
5,2 5,0 66—68 2600—2800 61,5—61
1,6 10,0 66—68 2800—3050 60—61
Примечание. В качестве образцов были использованы прутки диаметром
20 —25 мм
Таблица 85 Предел прочности при изгибе и вязкость
кобальтовых быстрорежущих сталей в зависимости от состава
и способа производства (закалка на зерно балла 10; отпуск
на максимальную твердость, Ю. А. Геллер, Н. С. Салманов)
Способ производства Сечение (диаметр), мм ®изг' МПа а, МДж/м2
Сталь P9M4R8
оип *х 90 800—900 0,03—0,05
ЭШП 90 1000—1100 0,04—0,06
Спекание 90 1600—1800 0,10—0,12
ОИП 20 2400—2600 0,21—0,23
ЭШП 20 2500—2700
Спекание 20 2900—3100 0,28—0,3
Сталь типа 10Р6М5К5
ОИП 90 800—900 0,03—0,05
ЭШП 90 900—1000 0,04—0,06
ОИП 20 2400—2600 0,22—0,24
ЭШП 20 950—1050 0,04—0,06
Спекание 20 3400—3600 0,30—0,38
Открытая индукционная печь
в случае изготовления их спеканием распыленных порошков (см.
п. 5).
Достигаемое улучшение структуры и механических свойств
показано на рис. 266 и в табл. 85, 86. Для кобальтовых сталей
в наибольшей степени оправданод1спользование этого более доро-
гого способа производства [2, 167].
При производстве обычным металлургическим переделом луч-
шему уровню свойств соответствуют стали Р8МЗК6С, Р9М4К8
Р12МЗФ2К8 (табл. 86).
13* 387
Рис. 266 Распределение и размеры карбидов в стали Р6М5К5, полученной спе-
канием распыленных порошков (из середины прутка диаметром 40 мм)
(В. Ф. Артюхов)-
а, б — X 500; в, г — X 100; а, в — из распыленных порошков; б, г — обычный
металлургический передел
Таблица 86. Основные свойства кобальтовых быстрорежущих сталей
(из проката диаметром 20—25 мм). Закалка на зерно
балла 10, отпуск при 550—560 °C. Выплавка в открытой индукционной печи
Сталь S (W + + 1.4 Мо), % Т вердость HRC о11зг. МПа а, МДж/м2 Тепло- стойкость, °C
Р8МЗК6С 12,5 68—69 2200—2300 0,2—0,22 645
Р9М4К8 15 67—68 2400 0,18—0,19 640
Р12МЗФ2К8 16,5 67—68 2200 0,16—0,18 640
Р18М2Ф2К8 18 67—68 1600—1700 0,09—0,11 645
Р12Ф4К5 12,5 65—66 2600—2700 0,2—0,22 640
388
Стали Р8МЗК6С и Р9М4К8Ф *г обеспечивают повышенную
стойкость инструментов при резании: 1) аустенитных жаропроч-
ных и нержавеющих сталей и сплавов и 2) конструкционных улуч-
шенных сталей повышенной твердости (35—-45 HRC). Лучшая
стойкость достигается при твердости 67—67,5 HRC для зенкеров,
фрез, метчиков, резцовых головок и 68—69 HRC для резцов и
разверток. Стойкость этих инструментов в 3—5 раз выше, чем из
стали Р18.
Стали пригодны также для сверл, но при некотором изменении
их конструкции, в частности с укороченной рабочей частью.
Сталь Р8МЗК6С экономичнее и обладает несколько лучшей шли-
фуемостью, чем сталь Р9ЛА4К8Ф, так как она содержит соответ-
ственно меньше кобальта и ванадия. Ее твердость максимальная
и составляет до 70 HCR.
Стали Р12МЗФ2К8 и типа Р18Ф2К8М, 11Р6М5ФЗК8 имеют
близкие свойства и области применения [152], но ковкость стали
Р18Ф2К8М ниже.
Сталь 12Р6М5ФЗКЮ не обеспечивает более высокой стойкости
инструментов, несмотря на повышенное легирование кобальтом.
Ее теплостойкость в отдельных плавках по указанным выше при-
чинам ниже, чем у сталей с 6—8 % Со и 8—12 % W.
Пока нет достаточных сравнительных данных о режущих свой-
ствах кобальтовых сталей в зависимости от указанного здесь раз-
личия в содержании углерода.
Износостойкость стали Р12Ф4К5 даже при несколько меньшей
твердости (65,5—66,5 HRC) может быть немного больше за счет
влияния карбидов МС.
На основании приведенной характеристики их свойств можно
считать, что при обработке аустенитных сталей с не очень высокой
прочностью режущие свойства сталей с меньшим и с повышенным
содержанием углерода примерно одинаковы.
При резании более прочных аустенитных сплавов и особенно
конструкционных сталей повышенной твердости (35—45 HRC)
лучшие режущие свойства имеют стали Р8МЗК6С, Р9ЛА4К8Ф,
Р12МЗК8Ф с большим содержанием углерода и твердостью 68—
69 HRC. Эти стали, кроме того, обеспечивают более высокую стой-
кость таких инструментов как развертки, зенкеры, протяжки,
рабочая кромка которых нагревается до 300—500 °C, т. е. в об-
ласти обратимого разупрочнения.
Г. БЫСТРОРЕЖУЩИЕ СТАЛИ ПОНИЖЕННОЙ ТЕПЛОСТОЙКОСТИ
(НИЗКОЛЕГИРОВАННЫЕ)
Целесообразно различать две группы сталей: ледебуритные,
содержащие больше углерода, вольфрама, молибдена и ванадия
(стали типа ВЗМЗФ2, Р0М4, Р0М4Ф); заэвтектоидные (сталь
*х Ее плотность 8,25 г/см3 после отжига.
389
Т а б л и ца 87. Химический состав сталей (средний), %
Сталь С W Мо Сг V Si
Ледебуритные стали
Типа РЗМЗФ2 0,98 2,8 2,7 4,5 2,9 0,4
Типа Р0М4Ф (М52) *х 0,9 — 4,2 4,2 1,7 0,4
Р0М4 (М50) *1 0,85 — 4,4 4,2 1,0 0,4
Заэвтектоидные и эвтектоидные стали
8Х4В2С2МФ 0,85 2 1 4 0,7 1,8
(ЭП761)
6Х6ВЗМФС 0,55 2,8 0,8 6 0,7 0,7
Типа 6Х7ВМФС 0,55 1 1,2 7,2 0,3 0,7
6Х4М2ФС 0,60 — 2,2 4,1 0,7 0,7
*1 По марочнику США.
8Х4В2С2МФ) и близкие к эвтектоидным (стали 6Х6ВЗМФС,
6Х7ВМФС и 6Х4ЛА2ФС) (табл. 87).
Ледебуритные стали
Основные карбидные фазы М6С и в меньшем количестве М2зС6,
а в стали ВЗМЗФ2 кроме того МС. Количество карбидной фазы
-~14 % (после отжига [115]), что меньше, чем у сталей умеренной
теплостойкости (см. табл. 21). Механизм упрочнения одинаков
с рассмотренным выше для сталей умеренной теплостойкости.
Вследствие этого, они мало отличаются в твердости и лишь нем-
ного уступают в теплостойкости (600—610 °C) сталям умеренной
теплостойкости. Вместе с тем износостойкость этих сталей не-
сколько ниже (главным образом при резании относительно проч-
ных и твердых материалов).
Особенность сталей — значительно меньшее содержание вольф-
рама и молибдена, чем у быстрорежущих сталей умеренной тепло-
стойкости.
Указанные стали нашли несколько большее применение в по-
следнее время, когда обнаружилось, что они непригодны для уни-
версального использования, но имеют определенные, ограничен-
ные области применения, где проявляются их ценные свойства и
преимущества. В частности благодаря малому количеству и спе-
цифическому составу карбидной фазы в этих сталях: а) незначи-
тельно изменяются прочность и вязкость с увеличением сечения
инструмента до 80—100 мм и б) допускается использование срав-
нительно низких температур закалки.
По этим причинам ледебуритные стали пониженной теплостой-
кости могут быть рекомендованы для изготовления: а) крупных
инструментов (главным образом концевых фрез), работающих
39Q
при невысоких скоростях и подвергающихся значительной шли-
фовке (сталь типа Р0М4); б) инструмента мелкого сечения (лезвия
пил, некоторые типы пил). Эти инструменты могут закаливаться
с применением индукционного нагрева и подвергаться высокотем-
пературной термомеханической обработке.
Эвтектоидные и заэвтектоидные стали
Это сравнительно новые типы сталей, находящие все большее
применение. Механизм их упрочнения отличается от механизма
процессов, происходящих в других типах быстрорежущих сталей.
Основной карбидной фазой является Л12зС6. Растворение кар-
бидов завершается при более низких температурах (1050—1075 °C),
чем в сталях, рассмотренных ранее. В эвтектоидных сталях, со-
держащих 0,5—0,7 % С, растворение карбидов обусловлено,
главным образом, превращением перлита в аустенит. Вследствие
меньшей легированности мартенсита дисперсионное твердение
происходит менее интенсивно. В результате отпуска при 520—
550 °C наряду с карбидом М23С6 выделяется небольшое количество
карбидов М2С и ЛАС. В соответствии с этим теплостойкость сталей
пониженная (500—550 °C). Она нужна главным образом в качестве
технологического свойства -— возможности выполнения отпуска
при температурах выше 500 °C для превращения остаточного ау-
стенита без снижения твердости и повышения таким путем сопро-
тивления пластической деформации.
Из-за отсутствия большого числа карбидов износостойкость
сталей также ниже.
Остальные свойства сталей зависят от содержания углерода.
Эвтектоидные стали. Они содержат 0,5—0,65 % С. Вторичная
твердость не превышает 58—61 HRC, а предел текучести при сжа-
тии 2000—2100 МПа.
Преимущества сталей: а) большая вязкость (1,2—2,0 МДж/м2);
она снижается в этих достаточно широких пределах при неболь-
шом увеличении содержания углерода свыше эвтектоидной кон-
центрации (рис. 267) из за образования первых порций избыточ-
ных карбидов. Содержание углерода следует устанавливать
в возможно узких пределах (~0,07 %) для марки. Снижение
твердости до 57—58 HRC в результате небольшого повышения
температуры отпуска сопровождается дополнительным повыше-
нием вязкости и прочности (рис. 267) из-за небольшого числа вы-
деляющихся карбидов; б) малая чувствительность к отрицатель-
ному влиянию масштабного эффекта; распределение небольшого
количества избыточных карбидов равномерное: балла 1—2 по
шкале рис. 91 в прокате диаметром 10—100 мм; в) более высокий
предел выносливости из-за отсутствия избыточных карбидов;
г) минимальная анизотропия деформации при закалке; д) низкая
твердость (160 HRC) после отжига, что облегчает выполнение
холодной деформации.
391
Рис. 267. Механические свойства стали 6Х4М2ФС (В. Ф. Моисеев, Г. А. Околович,
Ю. А. Геллер):
а — твердость и вязкость в зависимости от содержания углерода (отпуск при 525 °C,
3 раза по 1 ч); б — твердость, вязкость и предел прочности при изгибе в зависимости от
температуры отпуска (закалка на мелкое зерно)
Увеличение содержания хрома свыше 5—6 % (из-за феррито-
образующего влияния, проявляющегося при пониженной концен-
Рис. 268. Предел прочности при изгибе и
твердость стали 8Х4В2С2МФ в зависимо-
сти от температуры отпуска. Закалка на
мелкое зерно [153]
HRC в других сталях,
содержат 0,8—0,9 % С.
литом состоянии в отдельных участках из-за ликвации
Заэвтектоидные стали. Они
В
трации углерода) может вызвать
сохранение избыточного фер-
рита и образование крупного
зерна с понижением вязкости.
Стали используют для ин-
струментов, работающих с удар-
ными нагрузками: накатных и
штампов'! холодной высадки и
для рубильных ножей по де-
реву. Стойкость их выше, чем
изготовляемых из сталей Х12М
и Х6ВФ (Г. А. Околович,
В. Ф. Моисеев, Ю. А. Геллер).
Твердость стали 6Х4М2ФС
несколько больше из-за более
высокого содержания углерода:
до 60—61 HRC вместо 57—59
присутствуют крупные карбиды и эвтектика.
392
Дисперсионное твердение при отпуске протекает интенсивнее,
что повышает твердость до 61—63 HRC, а предел текучести при
сжатии до 2300—2400 ЛШа. Однако вязкость более низкая: 0,4—
0,5 МДж/м2 в прокате диаметром 20—30 мм (рис. 268). Вязкость
и прочность снижаются сильнее, чем у эвтектоидных, при увели-
чении сечения проката.
В прутках диаметром 50—60 мм карбидная неоднородность
достигает балла 3 (по шкале рис. 98).
Стали используют вместо быстрорежущих для штампов холод-
ного выдавливания, матриц прессования, работающих при высо-
ких давлениях, но в случае, когда не требуется очень высокая
износостойкость, для деревообрабатывающих инструментов [1831.
Д. СТАЛИ В ЛИТЫХ ИНСТРУМЕНТАХ
91. Особенности состава и применения
Литые инструменты получают переплавкой отходов' поломанных и изношен-
ных инструментов и стружки быстрорежущей стали. Последующая механическая
обработка отливок незначительна, что уменьшает расход быстрорежущей стали
в стружку (достигающий 30—60 % от массы инструмента при изготовлении их
резанием из проката) [144].
Однако в литом инструменте сталь имеет характерную литую структуру
с эвтектической сеткой по границам зерен х. Поэтому прочность и вязкость пони-
женные Толщина и сплошность сетки зависят от состава стали, способа выплавки,
условий литья и сечения отливки (см п. 31)
Недостатки структуры значительнее у сталей с повышенным количеством
карбидов и прежде всего у сталей с 18 % W Для литых инструментов выбирают
менее легированные стали (табл. 88). Следует также учитывать, что важное литей-
ное свойство — жидкотекучесть улучшается с увеличением содержания углерода.
По причинам, приведенным в п. 87, рационален выбор вольфрамомолибденовой
стали 10Р8МЗ с'повышенным содержанием углерода, но более низким содержанием
хрома, а также ванадиевой стали Р12ФЗ. Рекомендуются также и другие стали
(табл. 88).
Таблица 88. Быстрорежущие стали для литых инструментов
Сталь Химический состав, %
С W Мо Сг V Мп
Р12ФЗ 0,94—1,04 12,5— 13,5 0,5—1,0 3,5—4,0 2,5—3,0 0,4
10Р8МЗ 0,90—1,05 7,5-8,5 3,0—3,6 3,3—3,9 1,7—2,1 0,4
Типа Р9Х2Ф2МГД 0,9—1,0 8-10 1,0—1,5 2—3 2—2,6 0,9— 1,3
Типа Р5М2ФЛ 0,75—0,82 5—5,5 1,8—2,2 3—4 1,4—1,8 0,4
1 Присутствуют также 6-эвтектоид и троостит (темная составляющая в мик-
рошлифе). Доля их возрастает с уменьшением скорости охлаждения, вследствие
чего снижается твердость стали непосредственно в литом состоянии.
393
Сталь типа Р9Х2Ф2МГЛ применяют для крупных сверл (диаметром >60—
70 мм), не подвергаемых значительному шлифованию. Для получения более тон-
кой эвтектической сетки в ней снижено содержание хрома,га для сохранения удов-
летворительной закаливаемости увеличено содержание марганца.
Сталь типа Р5М2ФЛ используют для инструментов более сложного профиля
(червячных фрез). Ее прочность 1750—2000 МПа, а вязкость 0.07—0,10 МДж'м1 2,
но режущие свойства ниже получаемых для стали 10Р8МЗ.
Твердость в литом состоянии после отпуска и теплостойкость могут быть
повышены на 1—2 HRC и на 5—8 °C соответственно дополнительным легированием
бором. Его рационально вводить в виде ферробора из расчета, чтобы содержание
бора составляло 0,3—0,4 %. При большей добавке бора заметно усиливается хруп-
кость Т
Стойкость литых инструментов с бором в 1,5—2 раза выше.
Бор присутствует в карбидах, увеличивает количество М2;1С6 и уменьшает
долю М6С. Вследствие этого в карбидах повышается концентрация хрома и сни-
жается концентрация вольфрама, а в твердом растворе, наоборот, возрастает кон-
центрация вольфрама.
Введение азота целесообразно в стали с меньшим содержанием углерода и
ванадия — типа Р5М2ФЛ (см. п. 88).
Важен выбор соответствующей области применения литой стали. Она не может
заменить катаную для инструментов небольших сечений, например, ножей,
пластин, сверл диаметром до 40—50 мм. Изготовление инструментов способами
пластической деформации — прокаткой заготовок также значительно сокращает
расход металла в стружку. Кроме того, в небольших сечениях структура и меха-
нические свойства катаной стали, имеющей после деформации с большими обжа-
тиями минимальную карбидную неоднородность лучше, чем у литой стали.
Литую сталь используют главным образом для изготовления крупных инстру-
ментов сравнительно простой формы, когда у катаной стали повышенная карбид-
ная неоднородность. Вследствие этого уменьшаются различия в свойствах литой
и катаной стали (для последней особенно в поперечном направлении). Стойкость
литых инструментов при соблюдении других рассматриваемых здесь условий
в этих случаях не ниже, чем изготовленных из проката.
Более мелкие карбидные частицы в литых инструментах образуются в ре-
зультате электрошлакового переплава (см. пп. 5, 31). Для такой стали становится
более эффективным модифицирование титаном (0,1—0,2 %) или цирконием (0,15—
0,20 %) для получения более мелкого зерна (см. п. 30, 31). Прочность и вязкость
возрастают на 30—40 %.
Очень важен, кроме того, правильный выбор условий литья 2.
Температуры заливки должны быть пониженными: 1500—1480 °C для сталей
10Р8МЗ и Р5М2ФЛ и 1520—1530 °C для стали Р12ФЗ. В этом случае прочность
на 10—15 % выше, чем у стали, отливавшейся при более высоких температурах.
Скорость охлаждения в области 1500—900 °C должна быть большой. Эвтекти-
ческая сетка тоньше и строение стали по сечению отливки однородное при охлажде-
нии в металлических или в тонких оболочковых формах. Для некоторых инстру-
ментов рациональна отливка центробежным способом. Несколько хуже структура
при литье в песчаные формы. Нежелательно еще более медленное охлаждение,
характерное для литья в подогретые формы или по выплавляемым моделям
(табл. 89).
Термическая обработка инструментов определяется указанными условиями
литья. При литье небольших отливок в металлические и сухие песчаные формы
достигается достаточно высокая твердость (табл. 89). Такие отливки можно сразу
отпускать, исключив для них отжиг и закалку.
Для остальных отливок требуется выполнение полного цикла термической
обработки.
Отжиг лучше проводить с нагревом при 950—980 °C, т. е. более высоким, чем
это принято для катаной (кованой) стали. В этом случае устраняется 6-эвтектоил,
1 В катаной стали бор ухудшает ковкость.
2 Литейные дефекты (поры и др.) здесь не рассмотрены.
394
Таблица 89. Влияние скорости кристаллизации
на механические свойства стали Р5М2ФЛ
Способ литья Сечен не отливки, мм Т вердость нрс СТИЗГ’ МПа а, МДж/м’
Оболочковые формы с 11X11 63,5 1900—2300 0,03—0,06
«холодильником» То же, но без «холодиль- 11X11 63,5 1600—1950 0,06—0,09
ников» То же 26Х 16 63 1750—1950 0,08—0,10
» 46X36 63 1650—1800 0,06—0,08
Сухие формы — 63,5 1500—1600 0,05—0,07
снижается неоднородность строения и .свойств литой стали и несколько тоньше
сетка эвтектики (см. рис. 107). Выдержка при нагреве в течение 30—45 мин,
охлаждение до 500—450 °C — ускоренное (лучше в горячих средах), а затем на
воздухе. После этого целесообразен нормальный отжиг.
Отпуск при 555—565 °C, 3 раза (по 1 ч).
Е. ГОРЯЧАЯ МЕХАНИЧЕСКАЯ И ТЕРМИЧЕСКАЯ ОБРАБОТКА
92. Быстрорежущие стали в состоянии поставки
Быстрорежущие * 1 стали поставляют в отожженном состоянии со структурой
сорбитообразного перлита и карбидов.
Карбидная неоднородность в прутках и полосе не должна превышать балла,
указанного в табл. 90.
Т а б л и ц а 90. Наибольший допускаемый балл карбидной
неоднородности по ГОСТ 19265—73
Диаметр (сторона), мм Наибольший балл ** Диаметр (сторона), мм Наибольший балл **
<20. . 2 60—80 5
>20—40 3 80—100 6
>40—60 4 100—150 7
** Для вольфрамовых сталей по шкале рис. 96 и для вольфрамомолибденовых
по шкале рис. 98.
Сталь поставляется по согласию сторон с карбидной неоднородностью на
1 балл ниже этих норм.
Структура в кованых шайбах должна отвечать баллу 1 для диаметра (стороны)
100—140 мм и баллу 2 для диаметра (стороны) 141—200 мм (см. рис. 99).
1 Рассматриваются стали, получаемые обычным металлургическим пере-
делом.
396
Твердость для отдельных сталей должна быть не более, НВ:
Р12, Р18, Р6М5, Р8МЗ, 10Р8МЗ, 10Р6М5................... 255
Р6М6К5, Р12ФЗ.............................................. 269
Р9М4К8, Р8МЗК6С, Р12Ф4К5................................... 285
То же, по требованию заказчика ............................ 269
Сталей типа РЗМЗФ2, Р0М4Ф, Р0М4, 8Х4В2С2МФ............... 196—217
6Х6ВЗМФС, 6Х4М2ФС ....................................... 179—196
Толщина обезуглероженного слоя горячедеформированной и калиброванной
стали, согласно ГОСТ 19265—73, не должна превышать на сторону 0,5 мм + 1 %
от диаметра (толщины) В этих преде-
лах она выше у сталей, содержащих
>3 % (Мо).
Обезуглероженный слой грубо-
шлифованных или обточенных прут-
ков не должен превышать 25 % этих
норм. У шлифованной стали — сереб-
рянки обезуглероженный слой не до-
пускается.
Центральная пористость не должна
составлять более балла 1 для прутков
диаметром или толщиной до 50 мм и
балла 2 для прутков диаметром от 50 до
100 мм.
Рис. 269. Механические свойства отожжен-
ной быстрорежущей стали Р18 при повы-
шенных температурах [48]
93. Горячая и теплая
обработка1
Горячая обработка
Механические свойства быстроре-
жущей стали при температурах нагрева
для деформации показаны на рис. 269.
Несколько лучшую пластичность
имеют стали пониженной и умерен-
ной теплостойкости, содержащие до
12—13 % W (см. рис. 242), молибде-
новые и вольфрамомолибденовые.
., Температуры горячей деформации
приведены в табл. 91. При повыше-
нии температуры начала деформации
сверх указанных снижается пластич-
ность (особенно у сталей с пониженным
вольфрамом или ванадием) из-за роста зерна при длительных нагреве и вы-
держке.
Для сталей с небольшим содержанием ^вольфрама (6 %) целесообразно во
многих случаях снижение температур начала деформации дополнительно на 20—
30 °C по сравнению с указанными в табл. 91. Это можег уменьшить чувствитель-
ность к разнозернистости (см. п. 86).
В случае окончания деформации при более высоких температурах по сравне-
нию с указанными’в табл. 91 ухудшаются чистота поверхности и структура вслед-
ствие образования карбидной сетки и нафталинистого излома (см. п. 102). Это
требование не обязательно, если деформация выполняется со значительным обжа-
тием и большой скоростью, например при прокатке заготовок на сверла.
1 Способы деформации для уменьшения карбидной неоднородности указаны
в п. 19.
396
Таблица 91. Температуры горячей деформации (°C)
быстрорежущих сталей
Сталь Слитки Заготовки
нагрев окончание обработки нагрев окончание обработки
Стали умеренной теплостойкости
Р18, Р12 1150—1200 975—1000 1140—1180 900—920
Р6М5, Р8МЗ 1100—1130 950—975 1080—1120 870—900
Типа Р2М8 1080- 1110 950—975 1060—1100 870—900
Стали повышенной теплостойкости
10Р8МЗ, 10Р6М5 1100—1130 950—975 1080—1100 900—920
Р2МЗФ8 1150—1200 1000 1140—1180 925
Р18Ф2К5, Р18Ф2К8М 1150—1200 975—1000 1140—1180 950—980
Р12Ф4К5, Р12МЗФ2К8 1140—1180 975—1000 1140—1180 925—940
Р8МЗК6С, Р9М4К8Ф, типа Р7М4К5 1130—1150 980—1010 1140—1160 940—970
Р9К5, Р9КЮ 1150—1200 975—1000 1140—1180 900—920
Р6М5К5, типа Р6МК58, типа Р6М5ФЗК40 1100—1130 950—975 1080—1120 925—940
Типа 10Р2М9К8, 10РЗМ8К8 1100—1130 930—950 1070—1100 925—940
Стали пониженной теплостойкости
Типа РЗМЗФЗ и Р0М4 1100—1130 910—940 1070—1100 900—940
Р0М4Ф 1100—1150 900—950 1050—1075 890—930
6Х6ВЗМФС, 6Х4М2ФС, 8Х4В2С2МФ 1100—1150 900—950 1050—1100 900—875
Если степень деформации небольшая, то следует уменьшить температуру
нагрева до 1075—1100 °C. Нагрев должен быть замедленным из-за плохой тепло-
проводности быстрорежущей стали Заготовки помещают в печь при 400—600 °C
и медленно нагревают до 780—820 °C с общей продолжительностью выдержки и
нагрева в течение 7—8 мин на каждые 10 мм диаметра заготовки х. Затем их
выдерживают при 780—820 °C (в области Zj) 7—8 мин на каждые 10 мм диаметра.
Дальнейший нагрев для уменьшения окисления и обезуглероживания ускорен-
ный 5—6 мин на каждые 10 мм диаметра.
Охлаждение после окончания деформации, особенно крупных поковок,
Должно быть замедленным — в футерованной яме или в горячем песке. Затем
необходим немедленный отжиг.
Мелкие заготовки диаметром до 15—65 мм можно передавать для отжига
непосредственно с температур окончания ковки.
Особо тщательные меры необходимы для предупреждения трещин у сталей со
значительным сопротивлением пластической деформации и имеющих большую
концентрацию углерода в растворе; кобальтовых с повышенным содержанием
углерода, высокой теплостойкости, а также сталей с 12 % Сг и 1,8—2,2 % С
(см. п 70). Первые удары бойка (до разрушения ледебуритного скелета) должны
быть слабыми; силу удара следует постепенно наращивать. Охлаждение крупных
1 Мелкие заготовки диаметром до 60—80 мм можно сразу помещать в печь
с температурой 780—820 °C.
397
поковок начиная с 900 °C должно быть более замедленным, лучше в печи, по-
скольку ускоренное охлаждение является основной причиной появления трещин
в кованой стали. Способы предупреждения брака при ковке рассмотрены в п. 19.
Теплая деформация
Нагрев при 350—500 °C, не вызывающий еще окисления, немного повышает
пластичность и снижает сопротивление пластической деформации отожженной
стали (рис. 270). Его используют для холодного волочения. Металл нагревают до
Рис. 270. Механические
свойства отожженной бы
строрежущей » стали при
150 — 550 °C
350—375 °C; учитывается, что сталь в тонких сечениях успевает охладиться на
50—75 °C при передаче из печи для прокагки и, наоборот, нагревается на 120—
150 °C при волочении. Волоки предварительно подогревают до 330—370 °C.
94. Гомогенизирующая обработка
Гомогенизацию выполняют для слитков или малодеформированных заготовок
(диаметром >120—130 мм) с целью устранения эвтектической сетки (см. п. 36).
Карбидная неоднородность после дальнейшей деформации в прутках или
поковках диаметром 60—100 мм уменьшается на 1—2 балла. Улучшение струк-
туры, а следовательно, повышение прочности и вязкости, больше в поперечном
направлении (В. К- Заблоцкий, Л. С. Кремнев, Ю. Л. Геллер).
Температуры гомогенизации высокие и зависят от содержания вольфрама:
t, °C 1260—1275 1250—1260 1235—1240
W, % 18 12 6
Выдержка при окончательном нагреве должна составлять 2—4 ч (в зависи-
мости от сечения).
IP" Условия нагрева для гомогенизации определяются структурным состоянием
нагреваемой стали. Для слитков, имеющих из-за значительной ликвации участки
с пониженными температурами плавления эвтектики, нужен ступенчатый нагрев
для выравнивания структуры. Рекомендуется [73] выдержка по 2 ч: для стали
Р18 сначала при 1200—1210, а затем при 1230—1240 °C, а для стали Р6М5 при
1180—1190 и 1210—1220 °C. Для предварительно деформированных заготовок
рационален более быстрый нагрев.
Нагрев для гомогенизации сочетают с нагревом для ковки (прокатки). Пла-
стичность стали в результате происходящей сфероидизации карбидов возрастает,
что увеличивает на 3—5 % выход годного металла при последующей горячей
деформации и возмещает возможные потери на угар.
После гомогенизации металл охлаждают до 1170—1150 °C, выполняют ковку
(прокатку), а затем отжиг.
398
95. Отжиг
Цель отжига: 1) понизить твердость до пределов, при которых
обеспечивается высокая производительность резания; 2) подго-
товить структуру для закалки и предупредить возникновение
нафтал инисто го излома (см. п. 102). При отжиге закаленной или
отпущенной стали с твердостью 50—55 HRC карбид промежуточ-
ного типа М2С, выделяющийся из мартенсита при 550—650 °C,
превращается в карбид М6С. '
Температуры отжига сталей умеренной и повышенной тепло-
стойкости приведены в табл. 92. Они более высокие для сталей с по-
вышенным содержанием вольфрама (поскольку вольфрам силь-
нее повышает температуру /Ц) и для сталей, имеющих >10 % Со
и ниже для вольфрамомолибденовых и молибденовых. Ванадий и
кобальт (<10 %) мало влияют на изменение температуры отжига.
Таблица 92. Температура отжига быстрорежущих сталей
Стали Температура нагрева, °C Выдержка выше 800 °C не более, ч Твердость НВ
1 840—860 (870—890) 20 (10) 228—255 (217—241)
2 800—830 20 207—235
3 790—830 15 196—217
780—830 15 179—196
Примечание. В скобках для небольшой садки; 1 вольфрамовые с 12—18% W
и стали, содержащие >10 % Со; 2 — то же, с 6 10 % W, вольфрамомолнбденовые и
молибденовые; 3 — низколегированные типа Р0М4, Р0М4Ф, 6Х6ВЗМФС, 6Х4М2ФС,
8Х4В2С2МФ.
Скорость охлаждения после выдержки составляет 30—40 °С/ч
до 720—750 °C; в случае замедленного охлаждения твердость сни-
жается. Затем сталь выдерживают при 720—750 °C не меньше
4 ч и охлаждают в печи до 600—650 °C со скоростью 40—
50 °С/ч, а затем на воздухе.
Мелкие поковки, деформация которых была закончена не выше
900—920 °C и а-раствор которых мало легирован, можно непо-
средственно после ковки охлаждать до 750 °C, выдерживать 2—
3 ч и охлаждать на воздухе. Они должны получать твердость
<255 НВ.
Отжиг сварных заготовок рассматривается ниже в п. 101.
При отжиге, особенно сталей с молибденом и кобальтом, не-
обходима более тщательная защита от обезуглероживания (см.
п. 21), а для сталей с >2,7—3,0 % V — от окисления.
Сопротивление пластической деформации после отжига, не-
смотря на относительно низкую твердость, остается повышенным
(см. табл. 93), что затрудняет деформирование в холодном состоя-
нии.
399
96. Предварительные закалка и отпуск
Режимы обработки различны в зависимости от целей, которые
при этом ставятся.
Высокий отпуск (вместо отжига) для снижения твердости
Если температуры горячей деформации были пониженными, то
вместо длительного отжига в следующих случаях возможен бо-
лее кратковременный отпуск (с нагревом 2—5 ч), выполняемый,
кроме того, при пониженных температурах:
для небольших поковок вольфрамомолибденовых и молибде-
новых сталей при 780—-800 °C и выдержкой в зависимости от се-
чения заготовки, но не менее 2—3 ч. Однако твердость'Ъстается
выше (255—275 НВ), чем после отжига;
для сварных заготовок сталей всех марок при 680—740 °C,
если при этом удается снизить твердость до 227—269 НВ\ тогда
исключается возможность образования нафталинистого излома
при окончательной закалке и
для холоднодеформированной стали при 680—740 °C в каче-
стве промежуточной операции, снижающей наклеп. Во многих
случаях предпочтительнее обработка, рассматриваемая ниже.
Обработка перед холодной деформацией (карбидная закалка)
Эта обработка применяется только для быстрорежущих сталей.
Она снижает предел текучести (табл. 93) и немного повышает пла-
стичность, что улучшает способность стали принимать холод-
Таблица 93. Влияние обработки на механические свойства
быстрорежущих сталей *' (С. Н. Улигов, Ю. А. Геллер, В. Ф. Моисеев)
Марка стали 2» МПа 6. % 1|>» % 1 Марка стали °0,2’ МПа б, % 4). %
Р18 * *2 700—750 4—5 8—9
530—580 9—10 16—18
Р12 450—500 13—16 27—30
400—420 15—18 28—32
Р8МЗ 550—600 11 — 12 15—18
460—490 13—14 22—25
Р6М5 600—650 6—8 17—21
450—480 10—12 19—25
Р12ФЗ 560—580 9—10 12—13
460-480 11 — 12 18—19
Р8МЗК6С 600—640 4—4,5 8—9
450—480 9—10 20—22
Р91\5 570—610 9—10 29—35
420—440 10- 13 36—40
У12 *3 300—350 18—25 45—55
— — —
Примечание. В числителе — после отжига, в знаменателе - после карбид
ной закалки.
*’ Твердость и предел прочности не изменяется.
*2 Для стали Р18 = 0,4 после отжига 0,63 МДж/м2 после карипднон закалки
Для стали У12 = 0,4 — 0,5 МДж/м2 после отжига
400
ную деформацию (волочение, прокатку листа, выдавливание,
высадку, гибку, рубку).
Эффект достигается быстрым охлаждением с температур ниже
области Аъ а именно (рис. 271): с 730—750 °C для вольфрамовых
сталей Р18, Р12; с 710—730 °C для вольфрамомолибденовых
Р6М5, Р8МЗ, 10Р8МЗ и с 720—740 °C для^кобальтовых.
Большее снижение предела текучести и возрастание относи-
тельного удлинения и сужения наблюдаются у вольфрамовых
сталей и меньше у вольфрамомолибденовых (Ю. А.^ Геллер,
В. Ф. Моисеев, В. Н.
Улигов). Обработку
следует выполнять не-
посредственно перед
холодной деформацией,
так как повышение пла-
стичности, создаваемой
карбидной закалкой,
с течением времени по-
степенно уменьшается и
уже после 25— 30 сут
почти исчезает.
Из табл. 93 и рис. 271
следует, что для ряда
сталей создаваемый эф-
фект больше получае-
мого при теплой де-
формации.
Снижение предела
текучести и рост пла-
стичности должны быть
следствием ^устранения
в структуре некоторого
количества частиц фаз-
Рис. 271. Механические свойства""отожженных ста-
лей Р18 (сплошные линии) и Р6М5 (штриховые)
в зависимости от температуры карбидной закалки
(Ю. А. Геллер, В. Ф. Моисеев, С. Н. Улигов)
упрочнителей, затрудняющих сдвиг. Можно предположить,
что при нагреве растворяются дисперсные третичные карбиды,
возможно цементитного типа, присутствующие в отожженной
стали по границам зерен и некоторым кристаллографическим плос-
костям. При 680—770 °C увеличивается растворимость углерода
в a-фазе; при нагреве до 750—770 °C возможно также растворение
небольшого количества карбидов эвтектоида. Перевод в раствор
таких мелких частиц не обнаруживается микроанализом, особенно
в присутствии большого числа избыточных карбидов разной сте-
пени дисперсности. Однако протекание такого процесса при кар-
бидном отпуске подтверждается возрастанием электросопротив-
ления: с 0,306-10-6 до 0,315-10~6 Ом-м для стали Р18 (В. Н. Ули-
гов).
Этим хорошо объясняется влияние карбидной закалки, которое
сильнее у вольфрамовых сталей, чем у вольфрамомолибденовых.
401
В п. 86 было показано, что в пограничных слоях сталей, легиро-
ванных молибденом, присутствует меньше карбидов.
Для сталей пониженной теплостойкости, хорошо воспринимаю-
щих обработку давлением, карбидная закалка, как правило, не
нужна.
Обработка перед резанием для повышения чистоты
обрабатываемой поверхности
Для этой цели необходимо повышенное сопротивление пласти-
ческой деформации, достигаемое получением твердости 34—38 HRC
(см. п. 25).
Такая твердость создается закалкой заготовок с 890—925 °C
(вольфрамовых) и с 860—900 °C (вольфрамомолибденовых сталей)
с охлаждением в масле и отпуском при 630—670 °C, 1 ч. При за-
калке с указанной низкой температуры сталь не приобретает чув-
ствительности к нафталинистому излому (см. п. 102).
Снятие напряжений, создаваемых резанием
Для снятия напряжений достаточен отпуск при 650—680 С,
в течение 2—3 ч. Его применяют для крупных инструментов слож-
Рис. 272. Влияние закалки из критической
области на изменение длины (&L/I.) образ-
цов (L = 100 и Г> — 10 мм) сталей Р18 (/)
и Р6М5 (2) при окончательной закалке и от-
пуске (Ю. А. Геллер, Л. С. Кремнев,
И. Ф. Зайцев).
1 — отжиг; Л — закалка с 880 °C; III —
то же, и отпуск при 640 °C; IV — закалка
(иа мелкое зерно балла 10); V—VII — 1, 2
и 3-й отпуск при 560 °C
ной формы или большой ДЛИ-
НЫ. Обработка немного умень-
шает деформацию (коробление),
возникающую при последующем
нагреве для закалки.
Обработка для уменьшения
деформации при закалке
(закалка из критической
области)
Основы обработки были р ас-
смотрены в п. 23. Она состоит
(Ю. А. Геллер, Л. С. Кремнев
и И. Ф. Зайцев) из закалки
с 890—925 °C с охлаждением
в масле (при такой закалке
уменьшаются размеры) и от-
пуска при 600—640 °C, снима-
ющего влияние частичного мар-
тенситного превращения и соз-
дающего дополнительное уменьшение размеров (рис. 272).
Прирост размеров и коробление при окончательной закалке
уменьшаются в 2—3 раза. Это несколько ниже получаемого для
нетеплостойких сталей и связано с тем, что карбиды, занимающие
часть объема, не участвуют в создании этого эффекта.
402
Обработка целесообразна для инструментов сложной формы.
Для практических целей удобно, что режимы этой обработки сов-
падают с указанными выше для получения более чистой поверх-
ности при резании.
97. Закалка
Для предупреждения повышенных напряжений и трещин
в крупных инструментах и инструментах сложной формы обяза-
телен подогрев. Кроме того, холодные инструменты, помещаемые
сразу в среду окончательною нагрева, се сильно охлаждают, что
не позволяет точно выдерживать заданную температуру закалки
в условиях короткой выдержки,
принятой для быстрорежущих
сталей.
Температуры подогрева со-
ставляют 780—840 °C. Если его
проводят в расплавленной соли,
то их повышают до 1050—
1100 °C; в этом случае можно
уменьшить выдержку1 для окон-
чательного нагрева (рис. 273).
Инструменты диаметром
>30 мм, кроме того, предва-
Дианетр (толщина) инструмента,мн
Рис. 273. Выдержка инструментов при окон-
чательном нагреве для закалки в жидких
смесях. Выдержку сталей, содержащих
>3 % Мо или > 5 % Со, но сравнению с
указанной уменьшают на 20—25 % (при
нагреве в печи выдержку всех сталей уве-
личивают в 1,5 раза).
1 — инструменты прямоугольного сечения;
2 — цилиндрические инструменты (кроме
сверл); 3 — сверла; А —инструменты, по-
догревавшиеся при 750 — 850 °C; Р — то
же, при 1050 —1100 °C
рительно подогревают при 400—
500 °C.
Выдержка при 780—840 °C
составляет на 1 мм диаметра
(толщины): 30—40 с при нагреве
в печи и 15—20 с при нагреве
высоли. Ее уменьшают на 20—
30 % для вольфрамомолибде-
новых сталей.
Для инструментов из холоднокатаной- стали, у которой чаще
возникает «порча теплостойкости» из-за многократного нагрева
(см. п. 102), целесообразно для улучшения закаливаемости увели-
чивать выдержку примерно в 1,5 раза [1621.
Выдержку при 1050—1100 °C принимают равной выдержке
при окончательном нагреве (см. рис. 273).
Среды для нагрева и меры защиты от обезуглероживания и
окисления указаны в п. 21. Более тщательная защита нужна
для сталей с молибденом и кобальтовых.
Температуры закалки для сохранения мелкого зерна и полу-
чения требуемой теплостойкости зависят от содержания вольф-
1 Кроме того, подогрев при указанной температуре можно выполнять в
ВаС12. При более низких температурах используют смесь ВаС12 и NaCl, перенос
инструментов из которой загрязняет ванну с ВаС12.
403
рама (см. рис. 239); они почти одинаковы для разных сталей с од-
ним и тем же содержанием вольфрама (табл. 94).
С соблюдением этого общего условия температуры нагрева
немного изменяются в зависимости от состава стали, типа и назна-
чения инструментов (табл. 94, 95, 96).
Более высокие температуры закалки, близкие к вызывающим
выделение карбидной сетки при охлаждении назначают для ре-
жущих инструментов простой формы (резцы, крупные сверла),
работающих почти без динамических нагрузок, но при повышенной
скорости резания. Сопротивление изгибу при кручении возра-
стает пропорционально кубу диаметра инструмента (если он не
имеет тонкой режущей кромки), тогда как прочность при повыше-
нии температуры закалки снижается в меньшей степени (см.
рис. 216).
Для инструментов с тонкой рабочей кромкой или воспринимаю-
щих повышенные динамические нагрузки, в частности при преры-
вистом резании, температуры закалки понижают на 10 °C для со-
хранения более мелкого зерна. Эти температуры можно повышать
примерно на 10 °C для сталей, содержащих технологические до-
бавки азота, циркония или ниобия.
Равным образом очень крупные инструменты, диаметром
>75—80 мм, с повышенной карбидной неоднородностью нагре-
вают до более низких температур (см. табл. 94). Рекомендуются
[1071 еще более низкие температуры: 1220—1240 °C для стали
Р18, 1200—1220 °C для Р12 и 1180—1200 °C для Р6М5, но с выдерж-
кой, увеличенной в два раза по сравнению с указанной на рис. 273.
Такая закалка рациональна также для штампов холодного прес-
сования.
У сталей повышенной теплостойкости, у которых диспер-
сионное твердение при отпуске проходит интенсивнее и имеющих
пониженные прочность и вязкость, в большинстве случаев необ-
ходимо сохранять более мелкое зерно (балла 11). Температуры за-
калки приведены в табл. 96.
Для инструментов небольшого сечения или сложной формы
температуры закалки уменьшают на 10—15 °C. В этом случае твер-
дость (после отпуска) понижается до 64—65,5 HRC для сталей
10Р8МЗ и 10Р6М5 и до 66—67,5 HRC для сталей Р8МЗК6С,
Р9М4К8Ф, типа РЗМ8К8. Твердость остальных сталей на 0,5 —
1 HRC ниже значений, указанных в табл. 96.
Температуру закалки удобно контролировать по величине
зерна аустенита (см. табл. 94).
Выдержка при окончательном нагреве должна обеспечивать
достижение заданной температуры и растворение той части кар-
бидов, которая может быть переведена в раствор без заметного
роста зерна. При большей выдержке дополнительное повышение
легированности твердого раствора и теплостойкости незначительно,
но усиливается рост зерна. Выдержку определяют по номограмме
(рис. 273), построенной для инструментов, помещаемых поштучно
404
Т а б л и ц а 94. Температуры закалки сталей умеренной теплостойкости
Типы инструментов Температуры пагрева, °C, сталей ** Величина зерна, балл Твердость HRC после от- пуска и нагрева при 620 °C, 4 ч
Р18 Р12 Р6М5 Р8МЗ
Крупные сверла и резцы 1280— 1245— 1220— 1230— 10—9 60—61
Остальные режу- щие инструмен- ты * 2 1300 1270— 1255 1225— 1240 1215— 1245 1220— 10,5—10 59—60
Штампы 1290 1240— 1245 1200— 1230 1190— 1235 1200— 12—11 56—57
1260 1220 1210 1220
** Температуры закалки сталей типа Р2М8 на 10—20 °C ниже, чем стали Р6М5, а
сталей с азотом или ниобием (цирконием) примерно на 10 °C выше.
*2 Инструменты диаметром >75 н <3—5 мм нагревают по нижнему пределу (или
па 5— 10 °C ниже).
Таблица 95. Температуры закалки сталей (твердость 60—62 HRC)
пониженной теплостойкости
Диаметр инструмен- тов, мм Температуры нагрева, °C, сталей
Р0М4Ф Р0М4Ф1 6Х4М2ФС, 6Х6ВЗМФС. типа 6Х7ВМФС 8Х4В2С2МФ
До 25 1150—1180 1160—1190 1060—1075 1070—1085
25—100 1140—1160 1140—1170 1050—1070 1060—1080
Таблица 96. Температура закалки сталей повышенной
и высокой теплостойкости (для получения зерна балла 11)
Сталь Температуры закалки, °C IIRC после отпуска при 560 °C. 3 раза
Стали повышенной теплостойкости
С повышенным углеродом
ЮР8МЗ 1200—1215 65—65,5
10Р6М5 1195—1210 65—66,5
С повышенным ванадием
Р12ФЗ | 1235—1250 | 64,5—66
Кобальтовые
Р12Ф4К5 1235—1250 65—66,5
Р10М4ФЗКЮ 1225—1240 66,5—68
Р12Ф2МЗК8 1240—1250 67—69
405
Продолжение табл. 96
Температуры HRC после отпуска
закалки, ГС при 560 °C, 3 раза
Р8МЗК6С, типа Р7М4К5 1200—1220 68—70
Р9М4К8Ф 1215—1235 67—68
Р6М5К5 1210—1230 64,5—65,5
Р6М5Ф2К8, Р6МЗФ5К5 1210—1230 66—67,5
Р18Ф2К5 1270—1290 65—67
Р18Ф2К8М 1260—1280 66,5—68
Типа 11Р9М9К8 1160—1180 66—67
или в приспособлении, но с расстоянием между ними, превышаю-
щим полуторный диаметр инструментов; для инструментов, рас-
положенных близко (что менее желательно), выдержку необхо
димо увеличивать.
Для инструментов диаметром от 10 до 50 мм эти рекомендации
совпадают с нормой, по которой выдержка прямо пропорциональна
сечению инструмента и должна составлять на 1 мм диаметра или
наименьшей толщины: 8—9 с при нагреве в соли и 10—12 с при
нагреве в печи.
Инструменты небольшого сечения (диаметром или толщиной
<1—3 мм) при такой выдержке полностью не прогреваются, что
не обеспечивает достаточного насыщения твердого раствора. Вместе
с тем такая выдержка велика для инструментов диаметром >>50 мм;
расчет по этой норме обеспечит полный прогрев и насыщение ау-
стенита в сердцевине инструмента, но вызовет рост зерна в по-
верхностном слое. Между тем в большинстве инструментов круп-
ного сечения (кроме сверл) достаточно иметь закаленный слой
высокой теплостойкости глубиной 10—15 мм. Поэтому для мелких
инструментов выдержку увеличивают, а для крупных — умень-
шают, как указано на рис. 273.
Охлаждение с температур закалки до 600—500 °C ускоренное,
чтобы задержать выделение карбидов из аустенита и не ухуд-
шить теплостойкость (см. рис. 221). Поэтому охлаждение в масле
или в горячих средах (600—200 °C) обеспечивает после отпуска
примерно одинаковые теплостойкость, прочность и режущие
свойства *. Однако эти условия охлаждения неодинаково влияют
на напряжения и деформацию.
Непрерывная закалка с охлаждением в масле (30—100 °C)
допустима для инструментов простой формы (резцы, сверла)
толщиной (диаметром) до 30—40 мм.
Ступенчатая закалка позволяет уменьшить напряжения и
деформацию и применяется для большинства инструментов (кроме
1 Охлаждение на воздухе инструментов диаметром> 4—5 мм снижает тепло-
стойкость.
406
очень крупных или тонких и длинных). Температуры ступени раз-
личны 1: 1) более высокие — 640—670°C для сложных и крупных
инструментов [108]. Преимущества—пониженная деформация
и возможность охлаждения в смеси 50 % ВаС12, 25 % NaCl и
25 % КС1 с температурой плавления примерно 590 °C. Эта смесь
не загрязняется солями, остающимися на инструментах после вы-
сокого нагрева, и не разъедает поверхности инструмента. Необ-
ходимо тщательное наблюдение за температурой смеси; ее неболь-
шое повышение, которое может быть вызвано погружением горя-
чих инструментов, понижает твердость; 2) 500—400 °C с охлажде-
нием в смеси 70 % KNO3 и 30 % NaOH с температурой плавления
около 380 °C. Небольшой перегрев смеси не снижает твердости,
но может вызвать разъедание поверхности. Натриевая селитра
нежелательна; она сильнее взаимодействует со сталью.
Выдержка при температуре ступени равна принимаемой при
окончательном нагреве.
Неполная изотермическая закалка с более длительной выдерж-
кой, составляющей 10—20 мин при пониженных температурах
280—220 °C (т. е. несколько выше Л4„). В этом случае в структуре
стали сохраняется несколько больше остаточного аустенита (см.
рис. 113), что дополнительно уменьшает деформацию (см.
рис. 224). Опыт показывает, например, что число сверл диаметром
8—25’мм, требующих правки, уменьшается почти в два раза (по
сравнению с необходимой при ступенчатой закалке с выдержкой
при 500—400 °C). Кроме того, из-за более быстрого охлаждения
в интервале 900—600 °C лучше предупреждается выделение кар-
бидов в более крупных инструментах.
По окончании выдержки инструменты охлаждают на воздухе.
До полного охлаждения их не следует промывать в воде; резкое
охлаждение в интервале мартенситного превращения может вы-
звать трещины.
| При отсутствии ванны инструменты можно охлаждать сначала
в'масле до 300—450 °C, а затем на воздухе. Это уменьшает дефор-
мацию по сравнению с получаемой при охлаждении в масле до
20 °C. Рекомендуется вынимать инструмент из масла, когда по-
верхность полностью потемнеет, но масло на ней еще дымится.
Этот признак недостаточно четкий; для инструментов каждого
типа и размера необходимо опытным путем устанавливать пример-
ную выдержку в зависимости от температуры первоначального
нагрева и температуры масла.
1 Инструменты перед погружением в смесь рекомендуется несколько секунд
выдержать на воздухе, чтобы снизить температуры поверхностного слоя и умень-
шить разъедание. Кроме того, при переносе инструментов из закалочной ванны
надо заменить приспособление на холодное и не имеющее следов соли ВаС12.
Разогрев соли между крючком и инструментом делает его поверхность шерохо-
ватой, и она приобретает гид «шагреневой» кожи. Попадание ВаС12 в селитру
затрудняет очистку инструмента.
407
Можно охлаждать в горячем масле при 150—175 °C в течение
30—40 мин; в этом случае деформация снижается, но меньше,
чем при охлаждении в солях.
Прерываемую закалку применяют для очень крупных инстру-
ментов или инструментов с резкими переходами по сечению, чув-
ствительных к образованию трещин в других условиях охлажде-
ния. Инструменты охлаждают в масле до 90—100 °C, чтобы мар-
тенситное превращение прошло лишь частично. После достижения
этой температуры по всему сечению инструменты переносят в печь
для отпуска, не допуская дальнейшего охлаждения (масло на по-
верхности инструмента можно сжечь перед отпуском). В этом слу-
чае в стали сохраняется повышенное количество аустенита и не-
обходим отпуск не менее четырех раз.
Закалку в прессе (или между валками) применяют для преду-
преждения коробления инструментов простой формы и неболь-
шой толщины, а также многих сверл. Инструменты сначала ох-
лаждают в соли до 500—600 °C, а затем под прессом.
Обработку холодом с охлаждением до —70 °C применяют в бо-
лее редких случаях: для инструментов, которые должны сохра-
нять постоянство размеров в эксплуатации (см. гл. XVII). Ох-
лаждение ниже 0 °C как усиливающее напряжения, непригодно
для сварных и сложных фасонных инструментов или инструментов,
нагревающихся при закалке по верхнему пределу температур.
Правку выполняют после закалки, но до отпуска >500 °C.
Быстрорежущие стали в отличие от нетеплостойких сталей, имеют
меньшее сопротивление пластической деформации в закаленном
состоянии или при дополнительном нагреве 300—350 °C, чем после
отпуска.
98. Закалка с индукционным нагревом
Для сталей умеренной и повышенной теплостойкости она не
дает ощутимого выигрыша. Это связано с требованиями, предъяв-
ляемыми к большинству инструментов и особенностями их за-
калки.
Инструменты, работающие при повышенных нагрузках и под-
вергаемые многократным переточкам, должны иметь почти пол-
ную прокаливаемость или их закаленный слой должен быть боль-
шой глубины при требуемой теплостойкости.
Кроме того, при высоких температурах закалки сильно умень-
шается различие в продолжительности нагрева в соли или 'токами
высокой частоты. Выдержка^быстрорежущих сталей при нагреве
в соли значительно меньше, чем заэвтектоидных, а скорость их
индукционного нагрева необходимо уменьшать.
Чистота закаливаемой поверхности при индукционном нагреве
хуже, чем при нагреве в соли; сталь успевает окислиться при от-
носительно медленном нагреве на воздухе до высоких темпе-
ратур.
408
Следует также учитывать, что при очень быстром нагреве фа-
зовые превращения и растворение избыточных карбидов проте-
кают при более высоких температурах. При скорости индукцион-
ного нагрева, принятой для заэвтектоидных сталей (200—400 °C/с),
требовалось бы повышать температуры закалки на 100—150 °C
по сравнению с установленными для нагрева в соли или в печи. Для
быстрорежущих сталей это неприменимо, так как отвечает нагреву
в область жидкой фазы и оплавления инструмента (см. рис. 274).
Рис. 274. Диаграмма для
определения режима индук-
ционного нагрева стали с
6 % W или 3—4 % Мо, 4 %
Сг и 1—2 % V. Штриховые
линии — начало оплавления
Скорость нагрева в тепператррнст интервале
выше тонки Кюри, °C/с
Необходимость подобного ограничения температуры и времени
индукционного нагрева затрудняет получение высокой теплостой-
кости. Общая продолжительность пребывания стали при высоких
температурах, даже в указанных условиях, еще недостаточна
для растворения необходимого количества карбидов и получения
такой же концентрации аустенита, как и при нагреве в соли
(табл. 97).
Таблица 97. Количество карбидов и состав твердого раствора сталей
Р18 и Р9 после нагрева в соли и после индукционного нагрева
Способ нагрева Темпера- тура нагрева, °C Карбид- ный оса- док, % Состав твердого раствора, %
Vv с, v
Сталь Р18
Соль (3 мин) 1280 20,8 7,0 3,5 0,78
Индукционный (30°С/с) 1290 24,1 5,1 3,3 0,67
Сталь с 9 % W; 4 % Сг; 2,3 % V
Соль (3 мин) 1240 6,2 5,4 3,9 1,18
Индукционный (30 °С/с) 1275 7 5,0 3,7 0,9
409
Сталь с 9 % W; 4 % Сг; 2,3 % V, закаленная с индукционного
нагрева до температур, не вызывающих образования эвтектики,
сохраняет твердость 60 HRC после нагрева дод590—600 °C, а сталь
Р18 — даже до 570—580 °C (вместо 615—620 °C) после закалки
с нагревом в соли.
Количество остаточного аустенита после высокочастотной за-
калки может быть больше или меньше, чем после нагрева в соли.
Это связано с необходимостью нагрева вблизи температур плавле-
ния, когда небольшие изменения в параметрах нагрева сильно
влияют на ход превращений.
Поскольку высокочастотному нагреву подвергают инструменты
небольшого сечения, то их можно охлаждать в масле. Сталь полу-
чает большую прочность (на 20—30 %), чем сталь, нагревающаяся
в соли. Это преимущество не сохраняется после отпуска (т. е. в го-
товом инструменте).
99. Отпуск
Отпуск должен обеспечить получение высокой вторичной твер-
дости и снятие закалочных напряжений для повышения проч-
ности и превращения остаточного аустенита.
Отпуск должен быть многократным — двух- или четырехкрат-
ным (см. рис. 234) в зависимости от состава стали и режима за-
калки х.
После непрерывной или ступенчатой закалки применяют двух-
кратный отпуск для вольфрамомолибденовых и молибденовых ста-
лей (лучше по 1,5 ч каждый), трехкратный для вольфрамовых ста-
лей и большинства кобальтовых и четырехкратный для кобаль-
товой стали Р8МЗК.6С и для всех сталей после неполной изотерми-
ческой закалки.
Третий, а иногда и четвертый отпуск нужны главным образом
для более полного снятия напряжений и дополнительного улуч-
шения механических свойств.
В зависимости от сечения инструментов, их количества, авто-
матизации процесса применяют отпуск длительный по 60—90 мин
каждый и кратковременный по 10—20 мин (включая время на
прогрев).
Режимы длительного отпуска (60—90 мин)
Отпуск применяют для крупных инструментов и для более мел-
ких, если их отпускают одновременно.
Температуры отпуска сталей умеренной и повышенной тепло-
стойкости вызывающего дисперсионное твердение, мало отличаются
1 Небольшое количество аустенита 2—3 %, не выявляемое магнитным и
рентгеновским анализом, сохраняется и после отпуска, выполняемого по указан-
ным ниже режимам. Аустенит в малых количествах мало влияет на свойства стали.
410
для разных сталей и составляет 550—570 °C. Однако на практике
по-разному устанавливают температуру одного из этих отпусков
и в связи с этим применяют следующие режимы.
1. Отпуск с одинаковыми температурами каждого нагрева
550—560 °C для вольфрамомолибденовых (в том числе, содержа-
щих кобальт) и 560—570 °C для вольфрамовых и вольфрамокобаль-
товых сталей. Это так называемый классический отпуск, предло-
женный еще в 1935 г.; его применяют чаще.
Твердость (HRC) сталей после отпуска составляет: 63—65
для сталей умеренной теплостойкости; 65—66 для сталей с повы-
шенным содержанием углерода и легированных ванадием; 65,5—
67 для кобальтовых (0,7—0,9 % С); 67—69,5 для кобальтовых
(1—1,1 % С).
Нижний предел твердости указан для закалки с более низких
температур, а верхний — с более высоких (см. табл. 94 и 96).
2. Отпуск с пониженной температурой первого нагрева 340—
360 °C при сохранении температур последующих отпусков в ука-
занных выше пределах. В этом случае можно получить более вы-
сокий комплекс механических свойств (Ю. А. Геллер, Л. П. Пав-
лова). Преимущество отпуска с нагревом 350 °C состоит в том, что
создается возможность направить в более благоприятную сто-
рону механизм образования дисперсных карбидов легирующих
элементов при последующих отпусках (при 550—570 °C). Цемен-
титный карбид, выделяющийся при первом низкотемпературном
нагреве, способствует более равномерному распределению кар-
бидов М2С по объему зерна (см. п. 84). Это обеспечивает получе-
ние немного более высокой твердости (на 0,5 HRC) при неизмен-
ных или даже несколько повышенных вязкости и прочности. Стой-
кость инструментов возрастает на 15—30 % по сравнению с полу-
чаемой после отпуска с трехкратным нагревом при 550—570 °C
[148].
Отпуск с нагревом при 340—360 °C применяют также при не-
обходимости получить максимально высокую твердость (70 HRC)
у кобальтовых сталей с повышенным содержанием углерода (см.
п. 90).
Следует учитывать, что нагрев закаленной стали при 350 °C
способствует стабилизации аустенита (см. рис. 235), поэтому уве-
личивают общее число отпусков до трех для вольфрамомолибде-
новых сталей и до четырех для вольфрамовых и сталей с повышен-
ным содержанием углерода, в том числе кобальтовых.
Такой отпуск эффективнее для вольфрамомолибденовых сталей.
3. Отпуск, при котором температура первого нагрева, наобо-
рот, более высокая и составляет 570—580 °C, а второго и третьего
(для вольфрамовых и сталей повышенной теплостойкости), как
и в предыдущих случаях, сохраняется равной 550—570 °C (в за-
висимости от стали). При таком режиме протекает более полное
превращение остаточного аустенита [151 1. Отпуск целесообразен
для крупных инструментов, в середине которых сохраняется при
411
закалке больше аустенита, и для вольфрамомолибденовых ста-
лей, например Р8МЗ с повышенным содержанием углерода, что
позволяет отказаться от выполнения четвертого отпуска.
4. Отпуск, при котором первые два нагрева при 550—570 °C,
а третий — при повышенной температуре 580—600 °C. Такой от-
пуск по получаемым результатам уступает рассмотренным выше.
При более высоком последнем нагреве усиливается выделение
карбидов, что снижает прочность и вязкость. Кроме того, немного
уменьшается твердость сталей, особенно содержащих молибден.
Режимы кратковременного отпуска
Отпуск выполняют для инструментов относительно небольшого
сечения, главным образом для сверл диаметром до 40—-45 мм,
нагреваемых в автоматизированных агрегатах.
Общая продолжительность рассмотренных длительных отпус-
ков непропорционально велика по сравнению с общим временем
закалки (10—15 мин, включая подогрев и промывку). Применение
кратковременного отпуска уменьшает этот разрыв.
Устанавливают выдержку равную 20 мин при каждом отпуске.
Температуры отпуска 580—590 СС для вольфрамомолибденовых
и 595—605°С для вольфрамовых сталей, в том числе и кобальтовых.
В этом случае отпуск двукратный.
Понижение температуры первого отпуска 1 до 530—540 °C
обеспечивает (П. А. Анджюс) более высокий комплекс свойств по-
добно получаемому в случае снижения температуры первого дли-
тельного отпуска до 340—360 °C. Однако в этом случае для всех
сталей следует выполнять трехкратный отпуск.
Температуры отпуска сталей пониженной теплостойкости
540—550 °C (61—63 HRQ для сталей РЗМЗФЗ, РОМ4 и РОМ4Ф
и 525—535 °C для сталей 6Х4М2ФС и 6Х6ВЗМФС.
Более высокий отпуск для сталей 6Х4М2ФС (57—59 HRC)
и 6Х6ВЗМФС (55—56 HRC) применяют для работы с повышенными
динамическими нагрузками и более низкий 530—540 °C — при
меньших ударных нагрузках для стали 8Х4В2С2МФ (61—63 HRC).
Условия нагрева и охлаждения
Нагрев для отпуска лучше выполнять в солях; они не только
защищают от окисления, но позволяют нагревать только рабочую
часть инструмента. Чаще применяют калиевую селитру. Разъеда-
ние поверхности в KNO3 незначительно. Добавление к ней 10—
15 % NaOH улучшает жидкотекучесть и облегчает промывку
инструментов от остатков солей.
1 Достаточно интенсивное выделение цемента при коротком нагреве смещается
к указанным здесь более высоким температурам.
412
После каждого отпуска инструменты охлаждают полностью
до 20 °C, чтобы обеспечить более полное мартенситное превра-
щение остаточного аустенита. Скорость охлаждения почти не
влияет на превращение аустенита. Однако слишком энергичное
охлаждение может привести к образованию трещин, поэтому не
допускается охлаждение в воде или промывка еще не остывших
инструментов. Их следует охлаждать сжатым воздухом.
Отпуск после шлифования
Отпуск для снятия шлифовочных напряжений обязателен,
если инструменты после шлифования не цианируют или не окси-
дируют.
Отпуск снимает напряжения, способствует превращению ау-
стенита, образовавшегося при шлифовании, и в зависимости от
условий шлифования повышает стойкость инструментов.
Температуры отпуска 380—400 °C, 30—60 мин (при более вы-
соком нагреве усиливается окисление) и 150—160 °C, 2—3 ч для
деталей высокой точности (иглы топливной аппаратуры, измери-
тельные инструменты).
100. Термомеханическая обработка
Цели термомеханической обработки аналогины указанным
в пп. 39 и 66. Для сталей умеренной и повышенной теплостой-
кости она связана с серьезными затруднениями и мало исполь-
зуется.
ВТМО требует деформации при температурах горячей обра-
ботки. Эти температуры значительно ниже температур закалки
и даже ускоренное охлаждение не обеспечит высокой твердости
и теплостойкости. Однако при ВТМО повышаются прочность и
вязкость, что приводит к повышению стойкости некоторых ин-
струментов.
Необходимые свойства могут быть получены при НТМО
с нагревом до температур закалки, охлаждением до 600—400 °C
и деформированием в этом температурном интервале. Однако вы-
соколегированный аустенит быстрорежущих сталей имеет при 600—
400 °C повышенное сопротивление пластической деформации. Это
требует мощного оборудования, изготовления форм-штампов из
сплавов повышенной прочности и может быть оправдано в случае
достаточно большого повышения стойкости инструментов.
Кроме того, поведение быстрорежущей стали изменяется при
относительно небольших колебаниях'Цемпературы деформирова-
ния. Выдержка и деформирование при'600°С вызывают выделение
части" карбидов из аустенита, что снижает теплостойкость (см.
рис. 221). Понижение температуры НТМО предотвращает'выделе-
ние карбидов, но еще больше увеличивает сопротивление пласти-
ческой деформации. Следовательно, эффект НТМО может быть
413
одинаков в зависимости от температуры ее выполнения, а оптималь-
ная степень деформации окажется разной при возможном измене-
нии температуры в пределах 600—400 °C.
Исследования НТМО быстрорежущих сталей различаются
в отдельных выводах, но дают примерно одинаковую оценку.
НТМО повышает прочность на 15—20 % и вторичную твердость
стали Р18 до 66 HRC, т е на 1—% HRC, а также улучшает тепло-
стойкость на 5—10 °C. Однако испытания резанием показали лишь
небольшой рост стойкости: не более чем на 40 % для резцов из
стали Р18, изготовленных НТМО со значительной деформацией
(60—70 %)
Повышение стойкости получено только на резцах из стали
с 9 % W, 4 % Сг, 2,3 % V, оно составило 80 % при 15 %-ной сте-
пени деформации и температуре 400 °C и было меньше в случае
даже небольшого изменения степени деформации Аналогичная
обработка, по тем же данным, не улучшила свойства сталей по-
вышенной теплостойкости
Для высокочастотного нагрева лучше применимы стали по-
ниженной теплостойкости, как имеющие более низкие темпера-
туры закалки Обработка целесообразна при необходимости мест-
ного нагрева (ножовочные полотна, сегменты к пилам) Получение
высокой твердости в рабочей части и более низкой в остальной
части инструмента представляет то благоприятное распределение
твердости и вязкости, на которое указывалось в п. 8.
Скорость нагрева должна составлять 15—40 °С/с (см. рис 274).
При меньшей скорости нагрева начинают прогреваться за счет
теплопроводности нижележащие слои металла и инструменты
закаливаются на большую высоту (пилы), что может вызвать по-
ломку в эксплуатации.
101. Обработка сварных и наварных инструментов
Изготовление составных инструментов, рабочая часть которых — быстроре
жущая сталь, а остальная (крепежная или державка) — конструкционная
(марок 40, 40Х, 50) позволяет не только снизить расход дорогого металла, но и
повысить стойкость многих инструментов Более вязкая конструкционная сталь
лучше воспринимает повышенные динамические нагрузки Кроме того, режущую
часть можно выполнять из проката меньшего сечения и с соответственно меньшей
карбидной неоднородностью
Обработка сварных инструментов
Сваркой изготовляют инструменты сравнительно большой длины и относи-
тельно небольшого сечения сверла, развертки, зенкеры и т п , диаметром 8—
50 мм Из двух способов сварки — оплавлением и трением, более пригодна сварка
трением
При сварке оплавлением металл в свариваемых концах инструмента расплав-
ляется из за тепла, создаваемого дугой При охлаждении в зоне сварного шва
быстрорежущей стали может образоваться структура литого металла с участками
эвтектики и пониженными механическими свойствами Необходимо при оконча
нии сварки удалить расплавленный и окисленный металл, сильно сдавливая концы
заготовок
414
Все быстрорежущие стали удовлетворительно свариваются сваркой оплавле-
нием.
При сварке трением, тепло создается в результате трения вращающихся
заготовок. Количество выделяющегося тепла_меньше и оплавления не происходит
В соответствии с этим меньше и зона теплового воздействия, а следовательно, и
припуск на сварку. Стали умеренной теплостойкости, а также с высоким содержа-
нием углерода и ванадия свариваются легко при меньших давлениях (до 250 МПа)
Для кобальтовых сталей необходимо увеличивать давление до 300—350 МПа
1110, 111, 165].
Для уменьшения изгибающего момента на участке стыка сварной шов надо
располагать ближе к рабочей части. Если свариваются заготовки разного диа-
метра, то сварной шов должен быть на расстоянии не менее 10 мм от зоны, имею-
щей резкий переход по сечению Различие в диаметрах заготсгок в месте стыка не
должно превышать 1—2 мм
Участки быстрорежущей стали, прилегающие к шву нагреваются при сварке
до^температур закалки и при охлаждении на возцухе приобретают мартенситную
структуру. В соседних, менее сильно нагревающихся участках (обычно небольшой
толщины), возникает троостито-мартенситная и, наконец, в остальных участках
сохраняется исходная перлитная структура Вследствие разности удельных
объемов этих структур в сравнительно тонком слое, переходном от участков высо-
кой твердости (60—65 HRC) к участкам низкой твердости, возникают напряжения
Они усиливаются объемными изменениями в прилегающих участках конструк-
ционной стали, в которых при охлаждении на воздухе образуется перлитная или
сорбитная структура В результате этих напряжений в менее пластичной быстро-
режущей стали на некотором расстоянии от шва могут возникать трещины при
охлаждении заготовок на воздухе после сварки
Сварные заготовки из конструкционной и быстрорежущей стали надо охлаж-
дать так, чтобы получить перлито-сорбитную структуру и примерно одинаковые
объемные изменения в зоне шва Сразу после сварки заготовки помещают в печь
при температуре 730—-760 °C, после накопления достаточной партии повышают
температуру до 820—850 °C и проводят отжиг После выдержки, зависящей от
числа заготовок1, печь охлаждают до 730—760 °C со скоростью 30—40 °С/ч,
выдерживают 3—4 ч и охлаждают на воздухе
Можно вместо этого выдерживать заютовки при 730—760 °C не менее 3—5 ч,
медленно снижая температура до 600 СС, и затем охлаждать их на воздухе После
этого выполняют отжиг
Для мелких сварных заготовок вместо отжига можно ограничиться выдерж
кой при 740—760 °C в течение 8 —10 ч и после этого охладить их с печью до 300—
400сС,а затем на воздухе Такой режим возможен, если твердость быстрорежущей
стали после охлаждения будет не больше 260—270 НВ, в противном случае полу
чается нафталинистый излом (см п 102)
При закааке сварных инструментов, т е при нагреве всего инструмента или
рабочей части вместе со сварным швом, мартенситная структура и высокая твер
дость быстрорежущей стали создаются и в зоне сварного шва Конструкционная
сталь в процессе охлаждения в масле также закаливается и претерпевает значи
тельные объемные изменения Что может вызвать трещины у сварного шва или
преждевременную поломку в эксплуатации из за высокой хрупкости и в зоне шва
Сварные инструменты (особенно длиной более 50 мм) лучше нагревать так,
чтобы сварной шов выступал над уровнем соли примерно па 10—12 мм. Зону, до
которой надо погрузить инструмент, обычно отмечают мелом Часть шва из быстро-
режущей стали нагревается до более низкой температуры и получает после закалки
твердость в пределах 50—56 HRC, что создает более плавное изменение твердости
Инструменты охлаждают с выдержкой при 450—500 °C или при 275—325 °C
Выдержка при 275—325 °C обеспечивает более высокую твердость конструкцион-
ной стали у сварного шва и меньший перепад твердости в закаленном инстру
менте
1 Не следует накапливать в печи много заготовок, чтобы не увеличивать
выдержку >3—5 ч и не вызвать порчу теплостойкости (см п 102)
416
Отпуск следует выполнять немедленно для предупреждения образования
трещин.
Короткие инструменты приходится нагревать для закалки полностью. Их
охлаждают лишь до 150—120 °C (например, в горячем масле) по способу прерывае-
мой закалки и, не допуская дальнейшего охлаждения, нагревают до отпуска. Его
выполняют четыре раза.
Сварные инструменты не следует обрабатывать холодом; дополнительное
развитие мартенситного превращения усиливает опасность образования трещин.
Дефекты сварки следующие: 1) образование трещины в быстрорежущей стали
на некотором расстоянии от сварного шва, вследствие неправильного охлаждения
после сварки; 2) образование трещин непосредственно у места сварки; они чаще
всего вызываются неправильным выполнением закалки; 3) пониженная прочность
сварного шва, являющаяся причиной поломки инструмента. При сварке оплавле-
нием пониженная прочность — результат непровара сердцевины заготовки,
который обнаруживается ультразвуковым дефектоскопом или, более грубо, по
дребезжащему или глухому звуку при ударе конца заготовки из конструкционной
стали по пустотелой стальной болванке.
Кроме того, пониженная прочность сварного шва вызывается недостаточным
местным оплавлением концов и слабым сдавливанием их после сварки (оно обна-
руживается по своеобразным углублениям в месте стыка, микроанализом по
сохранению участков с ледебуритной эвтектикой, либо по окисленным границам
зерен в сварном шве).
«Лучшее сочетание вязкости, прочности и износостойкости стержневой части
достигается при твердости 35—45 HRC. Термическую обработку стержневой части
выполняют после закалки и отпуска режущей части. В результате высокого на-
грева режущей части для закалки или длительного нагрева при отпуске возможно
понизить твердость стержневой части.
Применяют высокочастотный нагрев или нагрев в соли при 840—860 °C.
Выдержка в соли должна быть небольшой (4—5 мин), чтобы не произошло разо-
грева рабочей части. Затем стержневую часть из углеродистой стали охлаждают
в воде, а из легированной стали — в масле и отпускают при 400—450 °C, т. е.
ниже температур отпуска режущей части. Применяют также и более простую
обработку — закалку с самоотпуском; стержневую часть охлаждают лишь до
250—300 °C и вынимают из охлаждающей жидкости; за счет тепла, поступающего
из неостывшей сердцевины, происходит отпуск.
Инструменты, режущая часть которых находится в середине, а хвостовые
части приварены с обеих сторон (например, протяжки), сначала закаливают и
отпускают полностью по режиму, установленному для режущей части. Затем
поочередно нагревают, как указано выше, только хвостовую часть; нагрев в этом
случае необходимо проводить в соли, а не с помощью ТВЧ, поскольку при первом
высоком нагреве, принятом для режущей части, хвостовики могут прокалиться па
большую глубину.
Обработка наварных инструментов
Пластины быстрорежущей стали приваривают к конструкционной расплавле-
нием специальных порошков. Режим обработки зависит от их состава и свойств.
Наварка тугоплавкими порошками обеспечивает большую прочность шва
(табл. 98). Однако порошки имеют пониженную жидкотекучесть и хуже затекают
в шов. Их используют преимущественно для инструментов простой формы.
Основной компонент порошка — ферромарганец плавится при 1250—1260 °C
и образует твердый раствор с быстрорежущей и конструкционной сталями. Медь,
добавляемая к порошку, понижает температуру плавления марганца почти про-
порционально увеличению ее содержания. Это позволяет устанавливать темпе-
ратуру плавления порошка, близкий к температуре закалки данной быстрорежу-
щей стали. Буру обезвоженную (реже толченое стекло) добавляют в порошок для
защиты от окисления.
Используют также порошок на никелевой основе с 13—16 % Сг, 7—20 % Мо,
6—8 % Si (из ферросплавов с хромом, молибденом и кремнием), 5—10 % Ее
и 0,3—0,5 % В.
416
Пластинки быстрорежущей стали у стаи:вливают в державке так, чтобы
строчечность карбидов^была перпендикулярна режущей кромке. Наварку выпол-
няют в высокочастотной установке или в пламенней очковой печи (со слегка коптя-
щим пламенем). На гнездо державки (с подготовленной ровной поверхностью)
насыпают буру слоем толщиной 1-—2 мм и державку помещают на 5—8 мин в окно
печи с температурой 850—900 °C. Затем державку вынимают, очищают стальной
щеткой, насыпают слои сварочного порошка
стинку и посыпают бурой. После этого
державку устанавливают рабочей частью
в окно печи, нагретой до температуры за-
калки быстрорежущей стали, выдержи-
вают 2—3 мин для расплавления порошка
и переносят под пресс для охлаждения,
удаления флюсов и избытка припоя. За-
тем инструменты вынимают из пресса и
охлаждают в масле или на воздухе, отпу-
скают, затачивают и шлифуют.
Недостаток способа состоит в труд-
ности достаточно точно обеспечить опти-
мальную температуру закалки.
Лучшее качество достигается, если
после наварки и охлаждения под прессом
(или замедленного охлаждения после
пресса в песке) инструменты отжигают, за-
тем затачивают, закаливают и отпускают.
Этот способ сложнее, так как пластинка
толщиной 2—3 мм, укладывают пла-
Таблица 98. Состав (°о)
тугоплавких порошков для
наварки быстрорежущей стали [2]
Содержа- ние воль- фрама в стали, % Ферро- марга- нец * Медь Бура
14—18 9—12 6—8 75—80 70—75 60—65 5—10 20—25 20—25 20—25 15—20
1 Низкоуглеродистый.
может сместиться при нагреве для закалки, поэтому ее перед закалкой привязы-
вают проволокой к державке.
Наварка легкоплавкими припоями. /Для этого используют припои на серебря-
ной основе (ГОСТ 19738—74): 40 % Ag; 17 % Си; 17 % Zn; 26 % Cd с температу-
рами плавления 600—620 °C. Наварку выполняют с индукционным нагревом после
окончательной термической обработки пластинок. При кратковременном нагреве
твердость быстрорежущей стали ие снижается. Рациональнее применять стали
повышенной теплостойкости. Способ особенно пригоден для многолезвийных
инструментов; при этом обеспечивается их высокое качество.
102. Дефекты термической обработки.
Способы предупреждения
В быстрорежущих сталях наряду с дефектами, аналогичными наблюдаемым
в других инструментальных сталях (см. п. 58) могут возникать специальные де-
фекты, связанные с поведением карбидных фаз 1.
Дефекты, аналогичные возникающим в других инструментальных сталях'.
обезуглероживание пе только снижает стойкость инструментов
(см. п. 21), но может вызывать трещины из-за разности объемных изменений,
происходящих при закалке в обезуглероженном и нижележащих слоях. Для
уменьшения выдержки при высоких температурах, при которых сильнее разви-
вается обезуглероживание, целесообразен подогрев при 1050 —1100 °C (см. п. 97).
Трещины могут возникать на разных стадиях обработки и вызываться
различными причинами. Трещины — следствие нарушения режима термической
обработки в случаях: а) чрезмерно быстрого нагрева для закалки (без подогрева)
инструментов сложной формы; б) слишком быстрого охлаждения в области мартен-
ситного превращения, в частности охлаждения крупных инструментов в масле при
1 Дефекты строения, вызванные особенностями загвердеваппя или выпол-
нения горячей механической обработки и дефекты сварки указаны cooTBeiciBcn-
"О В и. п. 31, 93, 102.
14 г,лл.р ю. а. 417
20—50 °C; в) перегрева при закалке стали с большой карбидной неоднородностью;
такую сталь надо нагревать по нижнему пределу температур (см. табл. 94 и 96).
Некоторые трещины, например в сгруженных канавках сверл, могут воз-
никать в результате влияния нескольких причин, в частности: повышенного
нагрева для закалки и последующего длительного травления в чрезмерно кон-
центрированном водном растворе при более высоком нагреве (60 мин в 30 %-ной
НС1 при 70—80 °C) вместо 10—20 мин в 20 %-ной НС1 прн 30—40 СС.
Чувствительность к трещинам усиливают надрезы и риски.
Мелкие шлифовочные трещины возникают при снятии боль-
шого слоя за проход (см. п. 24), особенно, если в стали сохраняются повышенные
напряжения и остаточный аустенит (т. е. недостаточно отпущенной) или наблюда-
ется очень большая карбидная неоднородность Ч
Сохранение значительного количества аустенита, вследствие недостаточного
отпуска, трудно установить обычными методами контроля, так как сталь можег
иметь нормальную твердость. Сохранение в структуре границ зерен аустенита не
может служить достоверным признаком недостаточности отпуска; такие границы
наблюдаются и в правильно отпущенной стали после интенсивного травления или
если отпуск проводили не сразу после закалки. В массовом производстве эффекти-
вен неразрушающий магнитный контроль отпуска с использованием специальных
приборов — магнитных анализаторов. В качестве поверочного способа можно
использовать магнитометаллографический метод.
Недостаточная твердость после отпуска может быть вызвана,
а) пониженным нагревом при закалке; из-за образования недостаточно легирован-
ного мартенсита снижается твердость; б) низким нагревом при отпуске (300—
400 °C); эта причина выявляется магнитным контролем. Для определения, какая
из перечисленных причин вызвала снижение твердости, проводят дополнительный
отпуск при 560 °C; повышение твердости служит признаком недостаточного от-
пуска. Такой инструмент пригоден для эксплуатации. В то же время понижение
твердости или сохранение ее на прежнем уровне указывает на неправильное
выполнение закалки или на излишне высокий нагрев при предшествовавшем
отпуске; подобные инструменты подвергают отжигу, а затем закаливают и отпу-
скают; в) порчей теплостойкости — дефектом, рассматриваемым ниже.
Дефекты, характерные для быстрорежущих сталей.
Потеря формы инструмента при закалке. Этот дефект
может создаваться у сталей, температура закалки которых близка к температурам
начала плавления. В результате чрезмерного перегрева или расположения
инструмента в ванне близко к электродам, возникает оплавление поверхности.
Поэтому при помещении очень крупных инструментов в нагретую ванну следует
выключить ток. Недопустим также нагрев при закалке в контакте с углем (графи-
том); это вызывает науглероживание и понижает температуры начала оплавления.
Порча те плостойкости. Очень длительный или многократный
нагрев несколько выше области (при 825—900 °C), т. е. при температурах, не
вызывающих заметного растворения карбидов Мо3С6 и МеС, может снижать вторич-
ную твердость и еще сильнее теплостойкость, а следовательно, и режущие свой-
ства.
Этот дефект, названный автором порчей теплостойкости, возникает в резуль-
тате одного нагрева длительностью 20—50 ч, применяемого иногда при отжиге
больших партий металла, или же более короткого, но часто повторяемого нагрева
после холодной деформации, сварки. Порча теплостойкости может чаще наблю-
даться у холоднодеформированной стали, многократно нагреваемой в процессе
обработки.
Такой нагрев при указанных температурах может вызвать частичное превра-
щение карбида М6С. В процессе выдержки он насыщается из аустенита вольфрамом
1 Выламывание зубьев, происходящее иногда при шлифовании, — следствие
сильного биения абразивного круга и излишних усилий, приложенных к ин-
струменту [112].
418
и углеродом. При достаточно интенсивном развитии процесса (через 21—39 ч при
870—900 °C) увеличивается период решетки карбита до 1,105 им Это снижает его
растворимость в аустените при последующем нагреве д 1я закалки (см. п. 31).
В результате еще более длительной выдержки концентрация вольфрама и
х глерода в отдельных микрообъемах карбида МеС становится достаточной для
образования карбида W2C. В результате происходящего выделения этого карбида
уменьшаются содержание вольфрама и углерода в карбиде М6С, а следовательно,
и период его решетки. Тогда растворимость карбида М6С в аустените снова улуч-
шается, благодаря чему порча теплостойкости уменьшается (рис. 275).
Порча теплостойкости зависит также от химического состава стали. Более
чувствительны вольфрамовые стали и менее — стали с молибденом. Хром затруд-
няет порчу теплостойкости; она усиливается прн меньшем содержании хрома.
С повышением температуры отжига т ’плостойкость ухудшается значительнее
(см. рис. 275) [176].
Рис. 275. Влияние длитель-
ности отжига при 825 и 900 °C
па твердость стали Р18
Таким образом, имеется определенная область температур и длительности
отжига, под воздействием которых ухудшается теплостойкость. Ее границы
зависят и от других тепловых процессов: продолжительности охлаждения слитка,
нагрева для горячей деформации, а следовательно, от металлургической преды-
стории стали, и могу г быть сравнительно точно указаны лишь для определенной
технологии производства. Для стали Р18, отливаемой в слиток массой 250 кг, эта
область указана примерно на рис. 276.
В связи с этим необходимо ограничивать режим отжига в пределах, указанных
в табл. 92. Не следует также в одной печи подвергать отжигу большие садки ме-
талла.
Н а ф г а л и ппст ы и и з л о м. При определенных условиях обработки
быстрорежущие С1алп некоторых составов (см. рис. 277) приобретают излом со
своеобразными блестками и называемый поэтому нафталинисгым (рис. 278). При
одинаковых условиях обработки, рассматриваемых ниже, он возникает чаще
в инструментах диаметром >15 мм. Блесток при этом больше и они крупнее
в середине инструмента, чем в поверхностных слоях.
Образованию нафталинистого излома отвечают следующие изменения в струк-
туре. Сталь имеет крупное зерно, во много раз превосходящее зерно правильно
обработанной стали; одновременно могут присутствовать и более мелкие зерна
(рис. 279). Кроме того, карбиды выделяются в ряде случаев (но не всегда) в виде
своеобразных длинных «пластин» или цепочек, иногда пересекающихся под
определенным углом, а иногда расположенных почти параллельно (рис. 280).
Они проходят часто через несколько одинаково ориентированных зерен, т. е.
по определенным кристаллографическим плоскостям, которые могут быть пло-
скостями спайности. При большом увеличении эти цепочки не сплошные, а состав-
лены из мелких продолговатых карбидов.
II* 419
Цепочки могут быть похожи на царапины на шлифе Однако при тщательном
приготовлении шлифа они часто выявляются в стали с нафталинистым изломом
преимущественно отпущенной, и не наблюдаются в стали с нормальным изломом
Эти цепочки не представляют собой также игл мартенсита, так как остаются свет
лыми (при травлении азогпой кислотой) после высокого нагрева при 700—750 °C
(см рис 280 б) и сохраняются после отжига и окрашиваются как карбиды
Рис 27b Облить темпсрттур и длитсль
иость отжим более ч кто вызывнощих
nop'ij теплостойкости ста пи Р18 для про
к iTi из 250 Ki слитка (Ю А Теллер
Г 15 Мел! ни кпко)
1100 1150 1200 1250 1300
nnepimu^a ?ака 1ки°0
Рис >77 Удельное электросопротивление
(р) и намагниченность насыщения (4л/н)
стали Р18 после одной (7) н двух (2) зака-
лок Выдержка 10 с/мм Во втором случае
температура первой закалки 1270 °( зттем
отпуск при 560 °C 1 ч
Выде тения карбидов по тр птицам крупных зерен в стали с нафталинистым
изломом не наб подается
Сталь с нафталинистым изломом не отличается по твердости и теплостойкости
от стали с нормальным изломом, однако ее вязкость в 2—4 раза ниже и стойкость
инструментов при этом ухудшается
Рис 278 Нафталинистыи
излом
а — сталь Р18 (натуральная
величина) б — штамповая
сталь 3X3В5МЗ Х6
(Е С Голубева)
Этот брак может быть предупрежден правильным выполнением процесса
обработки Причины возникновения нафт ал инистого излома следующие 1) окон
чание горячей механической обработки при излишне высокой температуре(1050—
1100 °C), если степень деформации при последнем обжатии была небольшой1
1 Если деформация превышает 40 % , то нафталинистый излом не образуется,
даже в случае окончания обработки при повышенной температуре
420
Рис 279 Зерно стали Р18
/акалеиноп с 12/0 °C X 100
а — сгаль с нормальным изломом (одна закалка с выдерж
кой 3 мин) б в —сталь с нафталинистым изломом (двои
па I п 1К-1Л1 i) < — стал/ с нормальным изломом по круп
ИЫМ И| МОМ (одн I i IK 1Л1 1 с выдери кон 30 мни)
и если гюстедующии отжиг был выполнен недостаточно полно и не обеспечил необ
ходимого снижения твердости (ниже 260—280 НВ), зерно тем крупнее чем выше
была температура окончания обработки, 2) выполнение вторичной закалки без
промежуточного отжига
При этом температура первой закалки должна быть сравнительно высокой,
а второй закалки — такой же или ниже на 50—100 °C Выполнение третьей,
четвертой или большего числа закалок не вызывает дополнительного роста зерна
и дальнейшего ухудшения вязкости, а также не изменяет вида излома по сравпе
ншо с полученным после второй закалки
Цля понимания природы пафталиписгого излома мрактерни следующие
фактор! I
1 Гели TOMncpaiypi первой закалки била низкой (950 1000 °C) а после
дующего отпуска пониженной (600 СС) и сталь имеет твердость 30—38 HRC то
нафгалипистыи излом при второй закалке не образуется, тогда как в стали
предварительно закаленной с высокой температуры (>! 100—1200 С'С) и отпущен
нои па такую же более низкую твердость он возникает Между тем легированность
твердого раствора в обоих случаях одинакова Различие заключается в том что
в первом стхчае с нагревом при пониженных температурах основной карбид М6С
не переходит в раствор а при высоком нагреве он растворяется Отсюда следует
также что 1вердость (примерно 30 HRC) не определяет чувствительности к нафта
•инистому излому ДЗожно "ишь гарантировать, что этот дефект не возникает
У стати с более низкой твердостью (<260—280 НВ) получаемой посте отжига
2 Отрицательное втияние вторичной закалки у стали, чу ветвите тьнои к нт
фталииистому изюму наблюдается в зависимости от скорости нагрева Нафтали
чистый излом образуется при сравнительно быстром нагреве в расплавленной
соли или в печи т е при общеприняюм тля з1К1Лки Наоборот, замедленный
421
Рис 280 Сталь Pl8 с нафталинистым изломом после закалки и отпуска прн температуре,
°C
а — 560 Х300, б — 750 3 ч Х700 в — 560 (травление щелочным раствором X 1500)
г — 560 X 500 Видны отпечатки пирамиды после вдавливания с нагрузкой 20 г (твер-
дость карбидной пластины 1050 HV, металлн юской основы 780 HV)
нагрев не создает нафталнннстого излома Более того очень медленный нагрев при
температуре выше 1000—1050 °C (значительно более медленный, чем указано на
рис 281) и длительная выдержка при высоких температурах могут вызвать
нафталинистый излом.
При быстром или очень медленном нагреве вторичные карбиды уже не пре-
пятствуют росту зерна прн высоком нагреве для закалки и теряют роль, которую
они эффективно выполняли при нагреве отожженной стали
В пи 31 и 84 было показано, что тип растворимых карбидов, присутствующих
в отожженной и отпущенной быстрорежущей стали, различен После отжига —
это карбид М6С с большим периодом решетки, растворяющийся лишь при очень
высоком нагреве (см рис 209) В отпущенной стали это — промежуточный
422
карбид М2С, параметр решетки которого ближе к параметру решетки а и у рас-
твора Карбид М2С выделяется на более ранних стадиях отпуска и должен раство-
ряться в аустените при более низком нагреве Действительно, насыщение аусте-
нита вторично закаливаемой стали наступает при более низком нагреве, чем
в первый раз 1 (см рис 277) Следовательно, карбид М2С препятствует росту
зерна лишь при пониженных температурах и в отличие от карбида М6С не задер-
живает его роста при обычно принятых
температурах закалки.
Допол нител ь ным подтвержден нем
является и тот факт, что выдержка при
850—880 °C в течение 10—30 с закален
ной стали, вторично нагреваемой для
закалки, предупреждает образование
нафталинистого излома Из за протекаю
щего ускоренно превращения карбида М2С
с образованием карбида М6С задержи-
вается рост зерна при повышенных темпе-
ратурах [ИЗ]
3 Чувствительность к нафталини
стому излому зависит (Ю А Геллер,
Б Л Александрович и Л Я Гришина)
от состава стали (рис 282) Она больше
у вольфрамовых сталей, в карбиде М6С
которых нет молибдена, значительно
меньше у вольфрамомолибденовых ста
лей с 3—5 % Мо и почти не наблюдается
Рис 281 Влияние скорости вторичного
и 1грева закаленной стали Р18 на ве-
личину зерна
5 \ олибденовых сталей 1 2, в карбиде М6С которых нет вольфрама Ванадий не изме-
няет чувствительности к нафталинистому излому, кобальт ее повышает 3
Эги факты объясняют главные особенности ’’образования нафталинистого
излома 1) он возникает лишь в сталях с карбидом М6С, в решетке которого основ-
ное количество мест принадлежит вольфраму, 2) этот вид излома приобретает лишь
Рис 282 Влияние состава
стали на чувствительность
к нафталинистому излому
величина зерна после за
калки отпуска npi 600 °C
и вторичной закалки
(Ю А Геллер, Б Л Алек-
сандрович и Л Я Гришина)
I — закалка па зерно балла
10 и отпуск при 560 °C, 3 ра-
за по 1ч /7 — то же, по
вторная закалка п отпуск,
III — закалка на зерно бал-
ла 10 и отпуск при 760 °C,
1 ч повторная закалка и
отпуск
та вольфрамовая сталь, в которой вторичный карбид М6С еще не образовался,
т е сталь после отпуска, а также после закалки (в ней при вторичном нагреве
в интервале 600—900 °C успевает выделиться лишь карбид М2С), 3) нафталини-
стый излом образуется при пониженных температурах вторичной закалки (на
1 При вторичном нагреве до температуры первой закалки теплостойкость
существенно не возрастает, так как она по прежнему определяется способностью
аустенита к насыщению легирующими элементами, почти постоянной для каждой
температуры нагрева
2 В п 86 указывалось, что в молибденовых сталях превращение при отпуске
метастабильного карбида М2С в карбид М6С должно протекать более интенсивно
(при более низкой температуре и меньшей выдержке)
3 В сталях с другой фазой—упрочнителем теплостойких с интерметаллид-
ным упрочнением и высокохромистых поиутеплостойких нафталинистый излом
не образуется.
423
50—100 °C) из-за наступающего более раннего растворения карбида М2С; 4) допол-
нительный рост зерен отсутствует при третьей, четвертой и последующих закал-
ках, поскольку температуры растворения карбида М2С не изменяются, и сталь
приобретает зерно, свойственное ей при данной температуре при отсутствии задер-
живающего влияния вторичных карбидов. Действительно, сталь после одного
нагрева, но с длительной выдержкой (в 10—15 раз больше рекомендуемой) имеет
такое же зерно, как и при двух- и трехкратном нагреве (см. рис. 279, г); 5) нафта-
линистый излом не возникает при: а) горячей обработке со значительной деформа-
цией (на 40—50 %); такая обработка ускоряет распад аустенита в перлитной
области с образованием карбида М6С; б) быстром (индукционном) нагреве стали
с исходной мартенситной структурой (т. е. в условиях, когда зерно не успевает
вырасти); в) более медленном, чем принято, нагреве, когда успевает образоваться
карбид М6С; 6) своеобразный вид излома (блестки) — следствие разрушения по
определенным кристаллографическим плоскостям. В стали, получившей в резуль-
тате нагрева не только сильно насыщенный аустенит, но и крупные зерна, часть
карбидов, успевающих выделиться при охлаждении, выпадает преимущественно
по определенным кристаллографическим плоскостям (карбидные цепочки на
рис. 280). Пути диффузии к границам зерен в этом случае больше и энергетически
менее выгодны. При вторичной закалке и при отпуске больше карбидов дополни-
тельно выделяется по тем же подготовленным плоскостям. Они выполняют роль
своеобразных зародышей для нового выделения карбидов по этим же плоскостям.
Нафталинистый излом отчетливее наблюдается поэтому в стали, которая кроме
того, подвергалась отпуску после вторичной закалки.
Устранение нафталинистого излома и восстановление нормальной вязкости
сложно. Для этого необходимо: а) измельчить зерно; б) перевести карбид М2С
в карбид М6С; в) устранить карбидные цепочки. Это достигается лишь многократ-
ным и длительным отжигом или еще более длительным отпуском. Поскольку дли-
тельный отжиг может вызвать порчу теплостойкости (см. рис. 275), целесо-
образнее применить несколько отпусков при 730—750 °C, а затем один отжиг.
Охлаждение при отжиге в интервале 850—600 °C должно быть замедленным
(20 °С/ч) для лучшей коагуляции карбидов.
Г лава X
ТЕПЛОСТОЙКИЕ СТАЛИ ВЫСОКОЙ ТВЕРДОСТИ
С ИНТЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ
103. Особенности строения и свойств
Это не содержащие углерода или низкоуглеродистые сложные по составу и высоко-
легированные сплавы системы Fe—Со—W—Мо, некоторые из которых дополни-
тельно легируются никелем, хромом и титаном.
Стали выплавляют в вакууме (см. п. 104) или электрошлаковым переплавом
(см. п. 105 и 106) для улучшения технологической пластичности и механических
свойств. Их отливают в небольшие слитки массой 50—100 кг.
Фазовый состав: не содержащий углерода или низкоуглеродистый мартенсит
с невысокой твердостью 30—40 HRC н интерметаллиды; основной интерметаллнд
(Fe, Со)7 (W, Мо)6 — фаза 8 на диаграмме рис. 283, 0-фаза на диаграмме рис. 284
и Fe3W2 (Fe3Mo2) или (Fe, Со, Ni), (W, Мо)6, а в сталях с никелем и титаном кроме
того и Ni3Ti.
Стали кристаллизуются с образованием зерен сх-раствора и без выделения
эвтектики. Интерметаллиды главным образом вторичного происхождения, выде-
ляющиеся из легированного аустенита; они поэтому более мелкие (до 2—3 мкм
в поперечнике), чем карбиды известных быстрорежущих сталей.
Распределение интерметаллидов можно оценивать по карбидной шкале,
приведенной на рис. 91.
424
Общие особенности сталей с интерметаллидным и с карбидным упрочнением;
а) необходимость растворения при нагреве для закалки возможно большего коли-
чества упрочняющей фазы,
достигаемого при высоких
температурах; б) выделения
их при отпуске (старения),
вызывающем дисперсионное
пверденис. Однако эффект
\ прочиения у сталей с интер-
металлидами значительно
больше. Твердость при этом
повышается на 20—30 HRC
(см. рис. 109).
Принципы легирования и
другие особенности превра-
щений сильно отличаются от
установленных для сталей
с карбидным упрочнением.
Дополнительное легиро-
вание воздействует преиму-
Рис. 283. Вертикальный разрез диаграммы Fe—W —
Со при 25 % Со
щественно на состав твер-
дого раствора (мартенсита),
тогда как состав и свойства
нптерметаллидов (в отли-
чие от карбидов быстрорежущих сталей) мало изменяются. Поэтому влияние
легирования на свойства этих сталей более сильно. Основные и технологические
свойства во многом отличаются от свойств быстрорежущих сталей с карбидным
упрочнением.
W U I/O "С
W ?О"С
Рис. 281. Изотермические сечения диаграммы Fe - W—Со при 20 и 1300 °C:
/ состав твердою раствора кобальтовых сталей; 2 --сплавы высокой теплостойкости
Некоторые из сталей имеют значительно большую теплостойкость (до 700—
720 °C), а другие— повышенную прочность (опзг до 4000 МПа) или стойкость
против коррозии при высокой технологической пластичности. Это делает целесо-
образным использование сталей главным образом в областях, в которых недоста-
точно пригодны стали с карбидным упрочнением.
Стали рационально прежде всего различать по такому же свойству как и
быстрорежущие стали с карбидным упрочнением, а именно по теплостойкости.
425
104. Стали высокой теплостойкости (табл. 99)
Структура и превращения
В литом состоянии — некоторое количество интерметаллида присутствует
в виде скоплений и ориентировано по границам зерен, но без замкнутой сетки.
С увеличением массы слитка сверх 100—120 кг возрастают размеры интерметал-
лидных частиц В деформированной стали распределение интерметаллидов значи-
тельно равномернее, чем карбидов и соответствует баллу 2 в сечении диаметром
Рис. 285. Твердость, удель-
ное электросопротивление
(р) и намагниченность насы-
щения (4л/н) сплавов Fe—
W—Со в зависимости от
состава и температуры от-
пуска (В. А. Брострем,
Ю. А. Геллер).
/ — сталь В27К25НЗ; 2 —
В14М7К25, 3 — В27К25Х4;
4 — Р18Ф2КЮ; 5 — Р18
до 60 мм. Механические свойства мало изменяются при увеличении сечения поко-
вок в пределах от 10 до 60 мм.
Интерметаллид растворяется в небольших количествах в a-фазе и значительно
больше в у-фазе Первые порции интерметаллида растворяются в a-фазе при ее
образовании при температуре выше 900 °C Интенсивное растворение происходит
при более высоком нагреве Однако часть интерметаллидов сохраняется и при
1300 °C, задерживая рост зерна
426
Г1ри быстром охлаждении интерметаллид не выделяется, а превращение
протекает как мартенситное. Закаленная сталь, имеющая меньше 0,2 % С и 0,2 %
Сг, не сохраняет аустенита. Твердость стали 32—38 HRC.
В результате отпуска при 500—550 °C начинается выделение дисперсных
частиц интерметаллида Наибольшая твердость достигается в результате отпуска
при 580—600 °C Период решетки а-раствора, электросопротивление и намагни-
ченность насыщения при этом уменьшаются (рис 285).
Устойчивость переохлажденной у фазы лишь немного ниже (рис. 286), чем
у стали с карбидами Ота возрастает в присутствии хрома, стали В11М7К23 и
В4М12К23 закаливаются в сечениях до
80—90 мм.
Стали имеют наиболее высокую тепло-
стойкость (720 °C), получаемую у быстро-
режущих сталей. Она является след-
ствием: 1) высоких температур (900—
950 °C) начала фазового превращения
(см. рис. 34), что на 100 °C выше, чем
у сталей с карбидным упрочнением;
б) значительного количества упрочня-
ющей фазы, выделяющейся при отпуске.
Вторичная твердость высокая и она со-
ставляет 68—69 HRC. Горячая твердость
Таблица 99. Химический
состав сталей
Сталь Содержание элементов
(среднее), о/ /0
W Мо Со Сг
B1IM7K23 11 7,5 22 0,4
В4М12К23 4 12,5 23 0,5
Примечание. Указан-
ные стали содержат 0,1 % С, 0,5 %V
и 0,15 % Nb
Рис. 28Ь. Диаграмма изотермического
превращения у-фазы стали В14М7К25
после нагрева при 1280 °C (В. А. Бро-
стрем)
900 HV при 600 °C и 580 HV „при _700 °C вместо 670 и 300 HV соответственно
у стали Р18 (см. рис. 33).
Теплопроводность сталей, не содержащих углерода в растворе, выше, чем
у сталей с карбидным упрочнением. Количественные определения отсутствуют,
но электропроводность сталей В11М7К23 и стали Р18 при 20 °C составляют
соответственно 0,35-10"6 и 0,55-10"G Ом-м (В А. Брострем)
Прочность и вязкость стали В11М7К23 (в прутке диаметром 15—20 мм)
2500 МПа и 0,11 МДж/м2 соответственно, у стали B4MI2K23 эти характеристики
немного выше- 2600 МПа и 0,14 МДж/м2.
Область применения
Стали используют для точения, с1рогания и фрезерования труднообрабаты-
ваемых материалов Наибольший эффект достигается при резании титановых
сплавов; стойкость инструментов в этом случае в 30—40 больше, чем из стали Р18
и в 8—40 раз, чем из твердого сплава ВК.8 с 92 °6 WC и 8 % Со [104, 105].
При резании аусгенигных жаропрочных, нержавеющих и кавитационностой-
ких сплавов стойкость инструментов в 10—-20 раз больше, чем из кобальтовых
сталей.
427
Большее преимущество наблюдается при резании без охлаждения и с мень-
шими подачами.
При резании конструкционных сталей и чугунов с твердостью до 250— 380 НВ
стойкость инструментов значительно меньше; она возрастает в 3—4 раза по
сравнению со сталью Р18 [104]. В этих случаях мало используется высокая тепло-
стойкость.
Режущие свойства сталей В11М7К23 и В4М12К23 практически одинаковы,
но ковкость и обрабатываемость резанием стали В4М12К23 лучше.
Горячая пластичность (ковкость) несколько ниже, чем у стали Р18.
Объемные изменения при закалке сталей, как безуглеродистых, незначи-
тельны. Они практически не деформируются (см. рис. 58).
Шлифуемость сталей хорошая и близка к получаемой для стали Р18.
Обезуглероживание для этих сталей, как почти не содержащих углерода, нс
имеет практического значения.
Основы легирования
Положение сплавов в системе Fe—Со—W показано на рис. 284. В этих
сплавах как безуглеродистых молибден замещает вольфрам в соотношении,
близком к 1 : 1, это следует из диаграмм Fe—Со—W и Fe—Со—Мо.
Вольфрам и молибден вызывают дисперсионное твердение и при отпуске почти
полностью переходят в интерметаллидную фазу. Они практически одинаково
Рис. 287. Твердость сталей, содержа-
щих 0,1 % С и 23 % Со с различным об-
щим содержанием вольфрама и молиб-
дена при соотношении Мо : W = 1 : 1
(В. Б. Бутыгин, Ю. А. Геллер). Циф-
ры сумма Е (W 1 Мо) при Мо : W --
— 1:1
введении кобальта более 23—24 %
влияют на температуры а. -* у-превраще-
пия и устойчивость частиц интерметал-
лида против коагуляции, а следовательно,
на вторичную твердость и теплостойкость.
С увеличением их суммарного содер-
жания до 17—18 % возрастают вторичная
твердость и теплостойкость. При большом
содержании эти свойства уже не улучша-
ются (рис. 287), но снижаются прочность
и вязкость из-за роста количества интер-
металлидов.
При повышенном содержании молиб-
дена немного меньше размеры интерме-
таллидов, что улучшает механические
свойства.
Кобальт влияет более сложно. Часть
кобальта участвует в дисперсионном
твердении, образуя интерметаллнд
(Fe, Co)7(W, Мо)6 с молибденом и вольфра-
мом и уменьшая их растворимость в а-фазе.
/Другая часть кобальта обеспечивает
перекристаллизацию стали. При содер-
жании кобальта менее 20—21 % в струк-
туре даже при высоком нагреве сохра-
няется часть a-фазы н сталь получает
крупное зерно (из-за влияния ферритооб-
разующих молибдена и вольфрама). При
возрастает количество пптерметаллида н
ухудшаются механические свойства без дальнейшего выигрыша в твердости и теп-
лостойкости.
Ванадий и титан — технологические добавки для получения мелкого зерна в
литом сплаве и связывания углерода в нерастворимых карбидах.
Ниобий, кроме того, улучшает состояние границ зерен, что немного повышает
вязкость.
Влияние других возможных легирующих элементов следует оценивать по
воздействию на температуры а у-прсвращения.
Компоненты, понижающие температуры превращения никель, маришец,
хром, ухудшают теплостойкость, способствуя разупрочнению при нагреве (см.
428
рис. 285). При 2—3 % Мп или хрома температура а-»- ^-превращения снижается
на 100—140 °C, сильно уменьшаются твердость при 700—750 °C и режущие свой-
ства (табл. 100).
Т а б л и ц а 100. Влияние хрома на свойства сплава типа
В18МК25 (В. А. Брострем, Ю. А. Геллер)
Сталь Температура а у-превгаще- ния. С Твердость HRC после отпуска 2 ч при температуре, °C ^Стойкость, мин, при точении жаропрочно- го сплава 1
начала конца 600 700
В11М7К23 920 957 67 62,5 ’ 40
В11М7К23 (2 % Сг) 840 920 68 62,5 27
В11М7К25 (4 % Сг) 800 890 66 60 7
Р18 800 840 64 48 5
1 Скорость резания 8 м/мин, глубина 1,5 мм, иодача 0,21 мм/об. Закалка на зерно
балла 10.
Содержание никеля и марганца не должно составлять больше 0,3—0,4 %
каждого, а хрома 1,0—1,2 %. Хром немного увеличивает закаливаемость и прока-
ливаемость, что важно для стали в инструментах крупного сечения (60—70 мм).
Элементы, повышающие температуру а -* у-превращения (алюминий, крем-
ний), увеличивают теплостойкость. Прн 1 % А1 температура начала превращения
возрастает на 25 °C, а конца превращения на 40 °C, но механические свойства
ухудшаются из-за сохранения некоторого количества феррита прн нагреве для
закалки.
Углерод не влияет на температуры превращения (табл. 101). Но при 0,15—
0,23 % С наряду с ннтерметаллидом образуется карбид М6С с меныннм периодом
решетки (1,089 нм) (по Л. С. Кремневу). Он содержит меньше углерода и более
устойчив против коагуляции, чем обычный карбид быстрорежущей стали, но
уступает в этом свойстве ннтерметаллиду. При содержании углерода 0,18—0,20 %
снижаются твердость, теплостойкость и режущие свойства.
Таблица 101. Влияние углерода на свойства сплава
типа В18К25 (В. А. Брострем)
Содержание углерода, % Температура а -> у- превращеиия, °C Твердость (HRC) после отпуска при температуре, °C
начала конца 600 6,(1 700
0,1 926 954 63,5 63 59
0,12 926 960 65 63 58
0,22 915 966 65,5 62 57
0,4 917 953 65 61 52
429
106. Стали повышенной теплостойкости
Состав стали приведен в табл 102.
Теплостойкость (650 °C) близка к получаемой для кобальтовых сталей с кар
бидным упрочнением (см п 90), но ниже, чем у сталей предыдущей группы Вто
ричная твердость высокая и составляет 68 HRC [174]
Содержание молибдена — компонента, участвующего в дисперсионном тверде
нпи, одинаково (-—48 %) с установленным для сталей высокой теплостойкости
(табл 102) Основное отличие в составе заключается в легировании никелем при
соответствующем уменьшении содержания кобальта Это снижает теплостойкость,
но значительно улучшает механические свойства и особенно технологическую
пластичность из за свойств безуглеродистого мартенсита, легированного никелем
Его способность к упрочнению при холодной деформации и при резании незначи
тельна Вместе с тем никель способствует полной перекристаллизации что необ
ходимо при снижении содержания кобальта до 14 % (вместо 23 % в стали предыду
щей группы) При содержании никеля более 8 % сохраняется остаточный аустенит
и снижается твердость
Табл и ц а 102 Химический состав стали
Сталь Содержание элементов (среднее), %
С N1 Со Мо Ti
Типа Н8К14М18Т 0 03 7 8 13,8 17 8 0 6
Типа Н13К16М12Т 0 1 13 16 18 0 58
Горячая пластичность при 1150 °C, характеризуемая числом оборотов образца
при кручении 24 вместо 15—16 для стали Р6М5 Выход годного металла при
горячей деформации (ковке) слитка достигает 90—95 % Относительное сужение
после ковки с быстрым охлаждением —40 % Это облегчает холодную деформа
цию она осуществима при этом с большей степенью обжатия примерно равной
70 % (по В А Линнику), твердость возрастает с 40 до 46 HRC
Титан повышает вторичную твердость за счет образования частиц Ni3Ti,
но снижает вязкость
После закалки и старения (68 HRC) прочность стали высокая (>4000 МПа)
при вязкости 0,2—0,3 МДж м2 в прокате диаметром 6—8 мм и ниже (по В А Лин
нику) В структуре нет остаточного аустенита
Сталь мало чувствительна к перегреву, молибден и никель затрудняет диффу
зию в у фазе и после закалки, обеспечивающей растворение частиц интерметал
лида сталь сохраняет зерно балла 11
Износостойкость несколько выше, чем у кобальтовых сталей Р9М4К8 и
Р8МЗК6С, из за большого количества упрочняющей фазы
Теплопроводность при температурах до 500 °C ниже а при 600—650 °C выше,
чем стали Р6М5, электропроводность при 550 °C сооавляет соответственно 1 9
и 2,0 10~6 Ом м (по В А Линнику)
Шлифуемость стали — удовлетворительная и близка к получаемой у быстро
режущей стали Р12
Деформация инструментов при старении практически отсутствует
Область применения для режущих и измерительных мелкоразмерных
инструментов, т е металлоемких изготовляемых из холоднодеформированнои
серебрянки и листа Режущие свойства на 50—100 % выше чем у кобальтовых
ыалей Р8МЗК6С и Р9М4К8, из за меньшего выкрашивания
Чистота поверхности плиток после полирования отвечает кл iccy 14в дефор
нация плиток при нзготовтеиии и изменение размеров в этсплуатацни практи
чески отсутствуют
430
Инстрхменты изготовляемые из горячедеформированной стали или из стали,
подвергнхтои дапьнеишей холодной деформации можно закаливать а) непосред
ственно с ковочного нагрева подвергая их затем старению, в этом случае твердость
несколько ниже (на 1—2 HRC), но выше вязкость и упрощается технология изго
товления инструментов б) после охлаждения при горячей деформации
Резание выполняется после закалки или охлаждении после ковки при твер-
дости 38—40 HRC В виду присутствия никелевого мартенсита обрабатываемость
резанием удовлетворительная
106. Стали пониженной теплостойкости
Состав стали пониженной теплостойкости приведен в табл 103.
Стали устойчивы против коррозии в слабой азотной кислоте, в органических
средах в том числе применяемых в медицинской технике
Легирование стали существенно отличается от рассмотренного в п п 104 и
105 Это вызвано влиянием неизбежно высокого содержания хрома, присутствую
щего в а фазе и лишь в небольшом коли
честве в интермета ллидах и являющегося Таблица 103 Химический
сильным ферритообразующим компо состав стали
Сталь Содержание элементов (среднее) %
Сг N1 Мо Ti
0С0Н10Х11М2Т2 И 10 2 2
Х11Н8М2Т2Д2Р 10 9 8 1 9 1 9
Примечание Уклззнпыс
стали содержат < 0 03 % С
центом
Ферритообразующее вл 'яние хрома
предупреждается ввещнпем 10 % Ni
(при отсутствии кобальта) Для мейле
ния эффекта дисперсионного твердения
в сталь вводится титан
Сталь очень пластична после бы
ciporo охлаждения при ковке, от носитель
ное сужение 30—40 %, что облегчает
холодную прокатку на небольшой про
филь в том числе на лист
После холодной деформации (без за
калки) и старения при 480—500 °C твер
дость возрастает до 53—55 HRC Она сохраняется при нагреве до 500—525 °C
Предел прочности при изгибе 4000—4500 МПа Пределы прочности и леку
чести при растяжении 2400 и 2300 МПа соответственно, относительное удлинение
не ниже 7 % а сужение 15 % Вязкость без надреза примерно составляет
0 2 МДж м2 (а у образцов с надрезом 0,09—0,10 вместо 0,05 МДж/м2 у коррозион
нестойкой инструментальной стали Х18Мс 1,1 % С)
Область применения для мелкоразмерных инструментов, работающих при
небольшой скорости резания в условиях воздействия агрессивных сред и изготов
ляемых из холоднодеформированного листа и проволоки, в том числе для меди
цинских инструментов [184]
Сталь 000Н10Х11М2Т2 используется для обработки сравнительно мягких
материалов
107. Горячая механическая и термическая обработка
Ковка сталей Температуры начала горячей обработки повышенные 1180—
1200 °C из за сохранения при более низком нагреве значительного сопротивления
пластической деформации Температуры окончания ковки 1000 °C для сталей
B1IM7K23 и B4MI2K23 и 950 °C для остальных
Охлаждение сталей высокой теплостойкости — замедленное в печи с темпе-
ратурой 500—600 °C и с немедленным выполнением отжига
Охлаждение остальных сталей (с никелем и с хромом) может быть быстрым —
вводе их твердое п состав чяет 40 HRC Ковка с таким охлаждением для некото
рых инструмен гов может замени гь закалку Операция близка к ВТМО Стали затем
подвергают старению
431
Выход iодного металла сгалсй высокой теплостойкости меньше (50—60 %),
а сгалсй с никелем и хромом (80—90 %) выше, чем быстрорежущих сталей с кар-
бидным упрочнением
Холодная деформация. Она применима лишь для сталей Н8К14М18Т и
000Н10Х11М2Т2; ее выполняют непосредственно после ковки (в случае быстрого
охлаждения с ковочной температуры) или после закалки.
Отжиг. Эту операцию выполняют лишь для сталей В11М7К23 и В4М12К23
по режиму: нагрев при 1000—1020 °C, выдержка 2—5 ч (в зависимости от садки),
охлаждение с печью до 880—900 °C, выдержка 6—10 ч, охлаждение на воздухе;
твердость 32—35 HRC. Режимы закалки приведены в табл. 104.
Таблица 104 Режимы закалки сталей с интерметаллидным упрочнением
Сталь Гемпсратх ра нагрева, °C Охлаждение T вердость HRC
В11М7К23, B4MI2K23 1270—1280 Масло или соль 40—42
Н8К14М18Т 1190—1210 Масло или струя возду- 36—40
ха
000Н10Х11М2Т2 1080—1100 То же 35—37
Инструмент должен быть подогрет в газовой печи до температуры 800—
850 °C в течение К) мин. Продолжительность выдержки для окончательного на-
грева 60 с/мм для сгалсй марок В11М7К23 и В4М12К23 и 10 с/мм для других
марок.
Твердос1ь С1алей Н8К14А118Т и 000Н10Х11М2Т2, закаленных указанным
способом на 1—2 IIRC выше (после последующего старения), чем в случае совме-
щения ковки и закалки. В последнем случае, однако, прочность и вязкость не-
сколько выше, а именно 4200 МПа и 0,3—0,32 МДж/м2 для стали марки
Н8К14М18Т.
Режим однокрашого отпуска (старения) для этих сталей следующий: 590—
600 °C, 2,5 ч для сталей В11М7К23 и В4М12К23 (67—68 HRC)-, 500—520 °C,
10—18 ч для стали Н8К14М18Т (66—68 HRC)', 540—560 °C, 8—10 ч для стали
000Н10Х11М2Т2 (58—61 HRC).
Г л а в а XI
ТЕПЛОСТОЙКИЕ СТАЛИ ПОВЫШЕННОЙ ВЯЗКОСТИ.
ШТАМПОВЫЕ СТАЛИ
108. Характеристика состава и свойств.
Особенности легирования
Стали предназначены для штампов горячего деформирования и
форм литья под давлением, т. е. для работы при повышенных
температурах, попеременном и многократном нагреве и охлажде-
нии рабочего слоя и динамических нагрузках.
Контакт с нагреваемым металлом (особенно при прессовании
и прошивке) кроме того более длительный, что усиливает взаимо-
действие рабочего слоя штампа с обрабатываемым металлом и
окружающей средой (см. п. 17). Таким образом, эти стали должны
удовлетворять большему числу требований, чем быстрорежущие.
432
Штамповые стали должны иметь: 1) высокую теплостойкость,
обеспечивающую необходимое сопротивление пластической де-
формации в рабочей поверхности штампа при нагреве. Она харак-
теризуется по температуре, при которой предел текучести остается
не ниже 900—1000 Ml 1а (см. п. 13), поскольку удельные нагрузки
при горячей штамповке достигают 800 -900 МПа, и по темпера-
туре нагрева, после которого сталь сохраняет твердость 45 HRC
(а также 50 HRC для более теплостойких статей). На эту твердость
обрабатывают большинство штампов; в этом случае достигаются
достаточные вязкость и необходимая износостойкость (см. и. 17);
2) вязкость имеют более высокую, чем быстрорежущие стали;
эта характеристика для штамповых сталей является очень важной,
так как она во многом определяет и устойчивость против разгара
(см. п. 14). При твердости 45 ИRC она должна быть для большей
части штампов не ниже 0,3—0,35 и 0,5 МДж/м2 при 20 °C и при
температуре эксплуатации соответственно. Выполнение этого
условия усложняется тем, что штампы в отличие от режущих
инструментов имеют крупные размеры, когда сильнее проявляется
отрицательное влияние масштабного эффекта, усиливающегося
с увеличением содержания карбидообразующих элементов в стали;
3) высокую устойчивость против разгара; она тем лучше (для ука-
занных значений предела текучести и при одинаковой троостит-
ной структуре), чем больше вязкость, теплопроводность и меньше
коэффициент теплового расширения; 4) стойкость против взаимо-
действия с обрабатываемым мегатлом, а также окалиностойкость.
В поверхностной зоне могут возникать светлый слой, образовы-
ваться химические соединения и возникать налипание (см. п.п.15,
128). Эго ускоряет образование трещин разгара. Улучшение стой-
кости достигается повышением температур фазового превращения
(теплостойкости), а также образованием устойчивой защитной
пленки при легировании хромом, содержание которого в штампо-
вых сталях эюго назначения больше (6 12 %), чем быстрорежу-
щих. (
Почти все стали имеют карбидное упрочнение и к ним отно-
сятся приводимые ниже особенности легирования.
Стали с интермета тлидным упрочнением применяют редко,
главным образом из-за их высокой стоимости, роль которой зна-
чительна при использовании для штампов, имеющих, как правило,
большую массу.
Теплостойкость штамповых сталей создается сложным легиро-
ванием теми же элементами, как и быстрорежущих: вольфрамом,
молибденом, хромом и ванадием, а для некоторых сталей также
и кобальтом.
Однако количество ванадия, связывающего много углерода
в нерастворимом карбиде МС, должно быть очень ограниченным.
В сталях, содержащих мало углерода, положительное влияние
ванадия на теплое гой косы» наблюдается при 0,6 -0,9 % V
(рис. 288).
433
• 20 200 000 400 500 000
Тс/чпеоатцра отпуска °C
Рис. 288. Влияние кремния, хрома и
ванадия на вторичную твердость и теп-
лостойкость стали с 0,4 % Си 4 % W
Таким образом, упрочняющие фазы штамповых сталей — кар-
биды М6С и М2зС6. В сталях, легированных кобальтом и рассма-
триваемых ниже в п. 113, присутствует также в небольших ко-
личествах интерметаллид Co7W6, а в сталях, приведенных в п. 115,
присутствуют только интерметаллидные фазы.
В штамповых сталях, как и в быстрорежущих, необходимо
обеспечить при закалке растворение большей части карбидов и
получить высоколегированный
мартенсит; поэтому температуры
закалки повышенные и ограни-
чиваются лишь необходимостью
сохранить мелкое зерно и доста-
точную вязкость. Последующий
отпуск создает дополнительное
упрочнение, вследствие диспер-
сионного твердения.
Основное отличие штамповых
сталей заключается в том, что
для получения повышенной вяз-
кости и разгаростойкости коли-
чество карбидов, в том числе из-
быточных, должно быть меньше.
Вследствие этого легирование обу-
словлено прежде всего содержа-
нием углерода.
Теплостойкие штамповые стали
близки к эвтектоидным и содер-
жание углерода в них ограничи-
вается: в пределах 0,4—0,5 %
в одних сталях и 0,3 % —в дру-
гих, чаще более легированных.
Поэтому чем меньше углерода
в штамповых сталях, тем больше
может быть суммарное содержание
легирующих элементов (кроме
ванадия).
Однако и при пониженном ко-
личестве углерода общее содер-
жание вольфрама и молибдена остается меньшим, чем в быстро-
режущих сталях, поскольку в штамповых сталях и не требуется
образования большого количества нерастворимых карбидов.
Вольфрам в штамповых сталях может быть заменен полностью
или частично молибденом. Соотношение между этими компонен-
тами, при котором обеспечиваются равные свойства, в штамповых
сталях с меньшим содержанием углерода (0,2—0,3 %) и карбидов
ближе к Мо : W « 1 : 2.
Роль молибдена аналогична показанной выше для быстрорежу-
щих сталей (см. рис. 248). Молибден затрудняет выделение карби-
434
дов при отпуске по границам зерен, что улучшает вязкость и пре-
дупреждает или уменьшает влияние ряда дефектов, приведенных
ниже в п. 114.
Дисперсионное твердение в результате отпуска при 550—570 °C
и получение повышенной вторичной твердости в результате ука-
занного здесь выбора состава протекают менее интенсивно, чем
у быстрорежущих сталей, и вызывают меньшее охрупчивание.
Тем не менее для получения лучшей вязкости и разгаростойкости
штамповые стали приходится отпускать при температурах на
50—60 °C, а в некоторых случаях и на 75—100 °C выше температур
развития дисперсионного твердения, т. е. в условиях получения
более низкой твердости: чаще 45—50 HRC, и лишь для неко-
торых сталей с меньшим содержанием углерода твердость 50—
55 HRC.
В штамповых сталях также проявляется отрицательное влия-
ние масштабного эффекта, но при указанном легировании менее
сильно, чем в быстрорежущих.
А. ШТАМПОВЫЕ СТАЛИ УМЕРЕННОЙ ТЕПЛОСТОЙКОСТИ
109. Стали с карбидным упрочнением
Химический состав стали 4ХЗВМФ (средний), %: 0,44 С;
0,7 Si; 3,2 Сг; 0,8 W; 0,5 Мо; 0,75 V.
Карбидные фазы: М23Сб (основная) и М6С. Вследствие присут-
ствия хрома в а-растворе пределы прочности и текучести при
500 °C сохраняются в интервале 75—80% от их значений при
20 °C (см. рис. 289). ____________________
Прокаливаемость сталей вы-
сокая (рис. 290).
Теплостойкость сталей с 3 %
Сг возрастает при легировании
1 % Si (В. М. Зуев, Ю. А. Гел-
лер [131]). У стали 4ХЗВМС
она составляет 550—560 °C (при
твердости 45 HRC).
Основное преимущество
стали по сравнению со сталями
повышенной теплостойкости —
меньшая карбидная неодно-
родность и поэтому понижен-
ная чувствительность к отри-
цательному влиянию масштаб-
ного эффекта. Несколько усту-
пая в вязкости сталям
4Х5МФС и 4Х5В2ФС в неболь-
ших сечениях, сталь 4ХЗВМС
превосходит их в крупных.
Рис. 289. Предел текучести при нагреве
штамповых сталей. Закалка на мелкое зер-
но и отпуск на твердость 46—47 HRC-.
1 — 2Х6В8М2К8; 2 — 5ХЗВЗМФС; 3 —
4Х5В2ФС
436
Рис. ‘290. Диаграмма изотермического превраще-
ния аустенита стали 4ХЗВМФ (после нагрева
900 °C) (В. М. Зуев)
С увеличением диаметра
(стороны) штампа с 20 до
100 мм вязкость стали
4ХЗВМС снижается в серд-
цевине на 30—35 %, а у
большинства сталей по-
вышенной теплостойкости
это снижение значительно
больше (см. рис. 291).
Главная область при-
менения сталей — моло-
товые штампы для чисто-
вой штамповки в сравни-
тельно крупных сечениях;
до 200—225 мм вместо
полутеплостойких сталей
5ХНМ, 5ХНВ (см. гл.
VIII). В этих условиях
стойкость молотовых
штампов из стали 4ХЗВМС
в 1,5—3 раза выше.
Сталь тожно также использовать для высадочных штампов,
деформирующих мягкие конструкционные стали.
Рис. 291. Вязкость и пластич-
ность теплостойких сталей
4Х5В2ФС и ЗХ2В8Ф и нолутеп-
лостойкой стали 5ХНВ в зави-
симости от сечения проката иа
расстоянии (В. М. Зуев,
Ю. А. Геллер):
1 — 1 —10 мм от поверхности;
2 — 0,3—0,6 радиуса; 3 — 10 —
20 мм от центра (продольные об-
разцы )
110. Стали
с интерметаллидным
упрочнением
(мартенситно-
стареющие)
Стпроня заготовки, мм
Рекомендуется 1129]
также вводить ~ 0,003 %
В и 0,02 % Zr.
Твердость после за-
калки низкая (25-28
HRC). Структура
безуглеродистый мар-
тенепт (без остаточного аустенита и карбидов). В результате
старения (отпуска) при 500 °C она воз,растает до 50 -52 HRC.
Упрочняющие фазы указаны в и. 32.
436
Теплостойкость стали типа Н15К8М5Т (табл. 105) составляет
580—590 °C. Предел текучести при 540 и 580 °C равен 1150—1180
и 1000 МПа соответственно.
Теплостойкость стали Н18К9М5Т несколько ниже (примерно
на 20°С) из-за влияния повышенного содержания никеля, снижаю-
щего температуру ос - ^у-превращения.
Уступая в теплостойкости рассматриваемым ниже штамповым
сталям (см. п. 111), они имеют по сравнению с ними следующие
преимущества: 1) более высокие
вязкость и пластичность; при
твердости 50—53 HRC, отно-
сительное удлинение и сужение
10—И и 55 % соответственно
при 20 и 23 °C и 75 % при
540 °C; ударная вязкость 0,4—
0,5 МДж/м2, что обеспечивает
высокую разгаростойкость;
2) большую устойчивость про-
тив окисления и агрессивного
воздействия жидкого алюми-
Таблиц а 105. Химический
состав сталей
Марка стали Содержание элементов (среднее), %
С Ni Со Мо
H15K8M5T <0,05 15 8 5
HI8K9M5T <0.04 18 8,5 4,8
П р и м е ч а н и с. В указанных ста-
лях содержится 0,6 % Ti; и стали
HI5K8M5T содержится 0.2 % AI.
ния, а также против прилила-------------------------------
ния застывающего металла
v поверхности прессформы; 3) минимальные объемные изменения
при закалке, так как стали не содержат углерода (см. рис. 58);
4) хорошую обрабатываемость резанием в закаленном состоянии;
5) почти полное отсутствие деформации при старении на тре-
буемую твердость.
Перспективными могут быть стали этого типа, дополнительно
легированные хромом (10—12 %) и получающие высокую стой-
кость против коррозии (см. п. 112).
Наиболее эффективная область применения — сложные по
конфигурации и небольшие по размерам, не испытывающие повы-
шенного нагрева формы литья под давлением алюминиевых и
магниевых сплавов. Стойкость их в 1,5—3 раза выше, чем анало-
гичных форм из штамповых сталей повышенной теплостойкости.
Они рекомендуются также для сложных штампов деформирова-
ния алюминиевых и магниевых сплавов, работающих с большими
ударными нагрузками. В этих условиях экономически оправдано
использование этих дорогих высоколегированных сталей.
Б. ШТАМПОВЫЕ СТАЛИ ПОВЫШЕННОЙ ТЕПЛОСТОЙКОСТИ
111. Стали с карбидным упрочнением
Это наиболее характерные п широко применяемые стали для
большинства штампов и многих форм литья.
Содержание углерода и хрома (табл. 106) в разных сталях
этой группы (кроме стали 6Х4В6М5) изменяется в относительно
437
Tba б л» а] 106. Химический состав сталей (средний), %
Марка стали С Сг W Мо V Si
Стали с содержа/шел до 2 % W и 3 % Мо
ЗХЗМЗФ 0,3 3 — 2,7 0,5 0,3
4Х5МФС 0,37 5 — 1,3 0,4 1
4Х5МФ1С 0,4 5 — 1,3 0,8 1
4Х5ВФС 0,4 5 2 — 0,8 1
4Х4ВМФС 0,4 3,5 1 1,2 0,7 0,8
Стали с содержанием >3 % W
5ХЗВЗМФС 0,48 2,8 3,3 1,0 1,6 0,3 Nb = 0,05—0,15
4Х2В5МФ 0,35 2,5 5 0,8 0,8 0,3
ЗХ2В8Ф 0,35 2,5 8,5 ДО 0,3 0,3 0,3
Сталь с высоким содержанием вольфрама и молибдена
Типа 6Х4В6М5 0.6 4 6 5 2 0,2
небольших пределах (0,3—0,5 % С и 3—5 % Сг), при которых тем-
пературы начала а у-превращения, а следовательно, и темпера-
Рис. 292. Твердость и вяз-
кость сталей 4Х5В2ФС (/),
4Х5МФС (2), ЗХ2В8Ф (3)
в зависимости от темпера -
туры отпуска
туры разупрочнения металлической основы изменяются сравни-
тельно мало (см. и. 13). Температуры начала превращения 790—
805 °C, а окончания 830—840 °C.
438
Повышение теплостойкости достигается увеличением количе-
ства карбидной фазы и повышением в ней доли карбида М6С.
Этот эффект не очень значителен и создается, если при нагреве
для закалки растворяется большая часть карбида М6С с сохране-
нием мелкого зерна (балла 10—9). Поэтому различие в теплостой-
кости сталей указанных двух групп не очень велико. Для твер-
дости 45 HRC она составляет 590—630 °C (рис. 292). Влияние
хрома, кремния и ванадия на устойчивость против нагрева сталей
этого типа показано на рис. 288 и 289.
Больше различия этих сталей в вязкости, разгаростойкости
и в износостойкости при повышенных температурах.
Стали с содержанием до 2 % W и 3 % Мо
Теплостойкость сталей (для твердости 45 HRC) составляет
590—610 °C. В их карбидной фазе значительнее доля карбида
М2зС6 при меньшем общем количестве карбидов, чем у рассматри-
ваемых сталей, содержащих больше вольфрама и молибдена.
Механические свойства сталей приведены в табл. 107. Они
могут немного отклоняться от указанных в ней и на рис. 289
при изменении содержания углерода в пределах марки. Таким же
образом они различаются по механическим свойствам, указывае-
мым разными авторами.
Более высокие вязкость и разгаростойкость имеют стали, ле-
гированные молибденом (см. рис. 292) из-за особенностей его влия-
ния на пограничные слои зерна (см. рис. 248). Кроме того, тепло-
проводность молибденовых сталей несколько больше, чем вольфра-
мовых (рис. 293).
Таблица 107. Механические свойства основных штамповых сталей
(из прутка диаметром 30—50 мм; закалка на зерно балла 10;
отпуск на твердость 50 и 45 HRC) (по данным Е. С. Голубевой
и работы [121])
Марка стали °0.2- МПа б. % м>. % ан> МДж/м2
Стали повышенной теплостойкости (твердость 50 HRC)
4Х5МФС 1600/1000 11/12 43—46/50—53 0,45—0,5/0,6—0,7
4Х5ВФС 1570/1050—1100 10/11 40—45/42—45 0,4—0,45/0,5—0,6
4Х4ВМФС 1600/1080—1120 10/12 40—42/45—50 0,3—0,25/0,55—0,7
5ХЗВЗМФС 1600/1200—1250 7/6 22—25/16—18 0,2—0,25/0,3—0,32
ЗХ2В8Ф 1570/1120—1150 10/8 30—35/25—28 0,2—0,25/0,35—0,38
Коррозионностойкие стали (твердость 45 НКС)
2Х9В6 1370/720—750 10/15 48—51/60—65 0,8—0,9/1,1 —1,2
Типа 2Х10МФН 1420/780—810 10/10 33—35/52—55 0,6—0,7/0,8—0,9
Приме ч а н и е. В числителе — при 20 °C, в знаменателе — при 600 °C.
439
Сталь 3X3МЗФ *\ содержащая меньше углерода, имеет удов-
летворительную вязкость, разгаростойкость и несколько лучшую
теплопроводность; она используется для штампов быстроходных
прессов при работе с интенсивным
охлаждением. Стойкость пуансонов
в этих условиях деформирования на
20—30 % выше, чем из стали
4Х5В2ФМ, и почти в 2 раза выше, чем
из вольфрамовой стали ЗХ2В8Ф (128).
Стали 4Х5МФС и 4Х4М2ВФС
являются основными для разнообраз-
ных штампов деформирования стали
и цветных металлов и для форм
литья’под давлением алюминиевых и
магниевых сплавов диаметром (сто-
роной) до 70—80 мм.
сталей значительно лучше, чем у ши-
Рис. 293. Влияние вольфрама и мо-
либдена на теплопроводность стали
с 0,3 % С и 1,5 % Сг при нагреве
Разгаростойкость этих
роко применявшейся ранее вольфрамовой стали ЗХ2В8Ф. Кроме
того, из-за влияния повышенного содержания хрома, взаимодей-
Рис. 291. Диаграмма изотермического пре-
вращения аустенита стали 4Х5МФС (0,38 %
С; 1,1 % Si; 5 % Сг; 1,3 % Мо; 0,4 % V)
после нагрева ирп 1010 °C
ствие с заливаемым металлом
и растворимость в нем у стали
4Х5МФС (как и стали 4Х5В2ФС)
меньше, чем у более легирован-
ной стали ЗХ2В8Ф (табл. 108).
Соответственно и стойкость
Расстояние от охлаждиеного торца, ня
Рис. 295. Влияние молибдена на провал!
ваемость стали с 0,4 % С и 5'% Сг
форм из сталей 4Х5МФС (4Х5В2ФС) и 4Х4ВМФС в 1,5—2 раза
выше (Е. С. Голубева, Ю. А. Геллер).
Прокаливаемость и закаливаемость этих сталей высокие
(рис. 294, 295).
Сталь 4Х5МФ1С имеет более высокое содержание ванадия.
Это позволяет предупредить крупнозернистость в крупных по-
1 Для повышения сгопкости водоохлаждаемых штампов используют сталь
ЗХ4М2ФС [178].
44Q
la блица 108 Влияние состава и твердости штамповой стали
на потерю массы в расплавленном силумине (700 1С, 3 ч)
(Е. С. Голубева)
Сталь Потеря массы. г/дм2, прн 38 твердости HRC
28 32 45 50
2Х9В6 0,3 0,2
4Х5В2ФС (4Х5МФС) 14 1 1 9 5 3
ЗХ2В8Ф 21 19 13 8 6
ковках (диаметром >80—90 мм) и использовать сталь для штам-
пов и форм больших сечений.
У стали 4Х5В2ФС несколько больше теплостойкость (до 600—
610 °C), но меньше вязкость (см. рис. 292). Устойчивость ее про-
тив разгара немного ниже, чем у стали 4Х5МФС. Сталь 4Х5В2ФС
используют для штампов главным образом простой конфигурации:
высадочных, формующих игл, прошивных пуансонов, оправок прес-
сования труб и т. д. В отличие от молибденовых сталей она менее
чувствительна к обезуглероживанию. Это технологическое преиму-
щество становится существенным при необходимости длительного
нагрева для закалки и при отсутствии достаточных мер защиты
от обезуглероживания.
Общая особенность сталей — чувствительность к влиянию
масштабного эффекта; она больше, чем у стали, рассмотренной
в и. 109. Вязкость их с увеличением диаметра (стороны) заготовок
>100—120 мм уменьшается из-за возрастающей неоднородности
в распределении карбидов (рис. 291). Эти стали не уступают
полутеплостойким 5ХНМ, 5ХНВ и др. (см. п. 75) в вязкости ин-
струментов в небольших и средних сечениях (до 60 - 80 мм), но
значительно превосходят их в сопротивлении пластической де-
формации при повышенных температурах 300—400 °C. Поэтому
стали ЗХЗМЗФ, 4Х5МФС, 4Х5В2ФС используют и для молотовых
штампов, особенно чистовой штамповки с наименьшей стороной
до 100- 125 мм.
Стали с содержанием >3 % W и 2 % Мо
Теплостойкость сталей (при твердости 45 //7?С) составляет
610—630 °C. Количество карбидной фазы несколько больше,
чем в сталях, рассмотренных выше; в ее составе преобладает кар-
бид М6С. Достигаемое этим путем улучшение теплостойкости
и износостойкости сопровождается снижением вязкости и разга-
ростойкостп. Это определяет и область применения сталей. Они
предназначены для деформирования металлов с повышенным со-
противлением пластической деформации (в частности, жаропроч-
ных), а также в условиях более длительного контакта с деформп-
441
руемым металлом, в том Числе для пуансонов выдавливания, nd
без интенсивного охлаждения и больших динамических нагрузок.
Стали, несмотря на высокую прокаливаемость, целесообразно
использовать для инструментов небольших сечений и в виде вста-
вок. Вязкость сталей этой группы сильно снижается с увеличением
диаметра заготовок >50—70 мм (см. рис. 291) из-за значительного
отрицательного воздействия масштабного эффекта и создающегося
менее однородного распределения карбидов.
Стали 5ХЗВЗМФС, а также 4Х2В5МФ близки по основным
свойствам. Но сталь 5ХЗВЗМФС содержит меньше вольфрама
и рациональнее легирована; она получила поэтому более широкое
применение 1122, 1231. Изменение твердости стали в зависимости
от температуры нагрева показано на рис. 292. Механические свой-
ства при твердости 45 HRC приведены в табл. 107 для температуры
20 и для 650 °C.
Сталь типа 6Х4В6М.5 из-за большого содержания углерода
получает повышенную твердость (до 60 HRC после закалки)
и износостойкость, но имеет более низкие вязкость и разгаростой-
кость. Ее используют реже — преимущественно для пуансонов
небольшого диаметра при отсутствии динамических нагрузок и
интенсивного охлаждения.
Сталь ЗХ2В8Ф содержит общее количество карбидов после
отжига 9—9,5 %. Несмотря на высокое содержание вольфрама
(8 %), карбидная фаза стали представлена не только карбидом
М6С, но и карбидом М23С6. Вместе с тем растворимость карбида
М6С из-за недостаточного содержания хрома пониженная
(Л. С. Кремнев и Т. Г. Сагадеева) (см. п. 31). По этим причинам
теплостойкость при закалке на мелкое зерно (балла 10) лишь
немного выше, чем у рассмотренных здесь сталей с 3—5 % W.
Карбиды М23С6 при нагреве для закалки переходят в раствор при
1050—1100 °C; в этом случае концентрация вольфрама в твердом
растворе не превышает 4 % 1124], что меньше, чем в других ста-
лях с таким же содержанием вольфрама (см. рис. 215).
Для растворения карбидов М6С нужен более высокий нагрев
(>1200 °C); при этом значительно повышается теплостойкость,
но из-за сильного роста зерна (до балла 7—8) очень снижается
вязкость (рис. 296). Для большинства штампов приходится выби-
рать более низкие температуры закалки. Лишь штампы-вставки,
работающие без динамических нагрузок и интенсивного охлажде-
ния, закаливают с повышенных температур (см. табл. 113) [125].
!•-- Вязкость стали ЗХ2В8Ф, вследствие большого количества кар-
бидов ниже, чем сталей 4Х5В2ФС и 4Х4ВМФС (см. табл. 107).
Эта характеристика, как и прочность, сильно изменяется в различ-
ных плавках при изменении содержания углерода в пределах
одной марки.
Очень значительна также роль масштабного эффекта; вязкость
стали уменьшается почти в два раза при увеличении диаметра за-
готовки с 40—50 до 70—80 мм (см. рис. 291).
442
Кроме того, сталь ЗХ2В8Ф из-за недостаточного содержания
хрома больше взаимодействует с заливаемым жидким металлом.
Линейный коэффициент теплового расширения сталей повы-
шенной теплостойкости (при трооститной структуре и твердости
40—45 HRC) примерно одинаков. Из-за влияния хрома он не-
сколько меньше, чем у
Объемные изменения
при закалке, а следова-
тельно, деформация
штампов и прессформ
зависят от содержания
углерода в стали.
Они больше у сталей
4Х5В2ФС и 4Х4ВМФС
и меньше у стали
ЗХЗМЗФ.
Стали с высоким
содержанием вольфрама
и молибдена
Эту группу предста-
вляют высоколегиро-
ванные стали с 6 % W и
5% Мо (типа 6Х4В6М5)
и с 8 %, даже с 10—
15 % W. В отличие от
быстрорежущих сталей,
к которым они близки
полутеплостойких сталей (см. табл. 14).
Рис. 296. Твердость и вязкость стали ЗХ2В8Ф в за-
висимости от температуры закалки и отпуска
(Е. С. Голубева)
по содержанию легиру-
ющих элементов, эти
стали имеют меньше
углерода (—0,6 %), что позволяет улучшить распределение и раз-
меры карбидов, а следовательно, вязкость, прочность и разгаро-
стойкость. Тем не менее эти свойства остаются пониженными по
сравнению с рассмотренными штамповыми сталями. Вязкость при
твердости 55—58 HR С не превышает 0,1 и 0,2 МДж/м2 при 20
и 600 °C соответственно.
Преимущество сталей — высокие теплостойкость, износостой-
кость и сопротивление изгибу при нагреве. Сталь типа 6Х4В6М5
используют для работы без динамических нагрузок и при отсут-
ствии охлаждения — некоторых пуансонов и в виде небольших
вставок.
Превращения при термической обработке
Для растворения вторичных карбидов в пределах, обеспечива-
ющих высокую легированность аустенита и теплостойкость, необ-
ходим повышенный нагрев (см. табл. 113) до температур, при ко-
443
торых еще остается часть избыточных карбидов, главным образом
М6С и для большинства сталей (кроме ЗХ2В8Ф), сохраняется мел-
кое зерно (балла 10). Дальнейшее повышение температуры за-
калки дополнительно увеличивает теплостойкость, но вызывает
рост зерна и снижает вязкость. Достаточно указать, что сталь
4Х5В2ФС сохраняет твердость 45 HRC после отпуска при сле-
дующих условиях:
Температура закал-
ки, “С ......... 1020 1080 1120
Величина зерна, балл 12 10 8
Температура отпуска,
СС . . .'........ 580 600 640
Рост зерна сравнительно мало изменяет прочность. Поэтому
для штампов, не испытывающих значительных динамических на-
грузок или резкого охлаждения, но работающих при более вы-
соком нагреве, допустимо небольшое повышение температуры за-
калки на зерно балла 9.
Устойчивость переохлажденного аустенита сталей с 3,5
5 % Сг в перлитной области повышенная (см. рис. 294); она больше
у сталей, легированных молибденом (см. рис. 295). Прокалпвас-
мость их не ниже, чем у полутеплостойких сталей (см. гл. VIII).
Однако это свойство нельзя полностью использовать. Распаду
аустенита в перлитной и промежуточной области предшествует
выделение части карбидов, протекающее по границам зерен, что
снижает вязкость на 30—40 %. Несмотря на то что стали
4Х5МФС и 4Х5МФ1С получают высокую твердость (55—56 HRC)
при закалке с охлаждением на воздухе (например, в штампах диа-
метром до 100 мм), такая закалка по этим причинам нецелесооб-
разна. Для этой цели необходимо быстрое охлаждение при тем-
пературах 700—300 °C [99]. Крупные штампы целесообразно
охлаждать по способу прерываемой закалки (см. рис. 63).
В закаленном состоянии после нагрева на зерно балла 10 сох-
раняется 4—5 % аустенита. Количество его возрастает при за-
медлении охлаждения, а следовательно, и в больших сечениях из-за
частичного развития бейнитного превращения и повышения ста-
бильности переохлажденного аустенита. В образцах диаметром
50 и 150 мм, охлажденных в масле, сохраняется соответственно
3 и 6 % аустенита, а в образцах, охлажденных на воздухе, 7 и
12 %. В правильно отпущенной стали остаточный аустенит не
сохраняется; он устойчив лишь до 550 °C, тогда как температуры
отпуска на твердость 50—40 HRC значительно выше.
Изменение твердости (см. рис. 292) следует зависимости, наблю-
даемой у быстрорежущих сталей (см. рис. 227). Ее снижение после
отпуска при 300—350 °C вызвано уменьшением концентрации
углерода в мартенсите и выделением цементитного карбида, а по-
вышение для температуры отпуска 540—560 °C — выделением
карбидов легирующих элементов.
444
112. Стали коррозионностойкие
Стали имеют повышенное содержание хрома (табл. 109) при
низкой концентрации углерода (как и нержавеющие), что обеспе-
чивает высокую стойкость против окисления (рис. 297) и их хими-
ческого взаимодействия с расплавленными алюминиевыми и мед-
ными сплавами, т. е. растворения их рабочей поверхности и об-
разования хрупких химических соединений типа Fe3AI.-„ FeAI3.
Т а б л и ц а 109. Химический состав сталей
Сталь Содержание элементов, среднее, % Дру1 не элементы
Сг W Мо V
2Х9В6 9 6 0,3 0,8 0,8 Ni
18Х12ВМБФР ** 11,3 0,5 0,5 0,2 0,3 Nb; 0,003 В
Примечание. Указанные стали содержат 0,2 % С.
*1 Легирование бором не является необходимым в (.тали для форм и нгымиов.
Содержание чронп, %
Рис. 297. Стойкость против окисления при
нагреве сталей с 0,25 % С; 3 % W в зависи-
мости от содержания хрома (В. М. Зуев)
Коррозионностойкие стали, аналогично остальным штамповым
сталям, должны, кроме того, получать повышенную твердость:
после отпуска 45—50 HRC.
Устойчивость против нали-
пания жидкого алюминия воз-
растает с повышением твердости
стали до 50 HRC, т. е. для бо-
лее легированного состояния
а-фазы. Это преимущество про-
является сильнее в сталях
с 0,3—0,5 % С, у которых с уве-
личением температуры отпуска
больше хрома переходит в кар-
биды. У этих сталей высокие
температуры начала а —> у-пре-
вращения: 815—860 "С для
стали 2Х9В6 и 850—930 °C для
стали 18Х12МБФР.
Теплостойкость возрастает с 450 °C (при твердости 45 IIRC)
у стали, легированной только хромом (нержавеющей 1Х17Н2),
до 580—610 °C в результате дополнительного легирования воль-
фрамом, молибденом и ванадием и образования карбидов M23CG
и М6С, растворяющихся при закалке. В этом случае сталь при-
обретает способность к дисперсионному твердению при отпуске
(рис. 298).
В связи с этим стали имеют повышенную стойкость против
образования в эксплуатации на рабочей поверхности формы свет-
446
лого слоя, служащего очагом для развития трещин разгара
(см. и. 14).
Коэффициент теплового расширения сталей из-за высокого
содержания хрома меньше, чем у рассмотренных в пи. 109—111.
Вязкость сталей, содержащих меньше карбидов, лучше, чем
у остальных сталей умеренной и повышенной теплостойкости с кар-
бидным упрочнением (см. рис. 299 и табл. 107).
Стали этого типа уступают в износостойкости штамповым повы-
шенной теплостойкости (4Х5В2ФС, 4Х5МФС и др.), имеющим
Рис. 298. Твердость сталей в зависимости
от температуры отпуска, закалка на зерно
балла 10 (Е. С. Голубева)
1 — штамповой повышенной теплостойко-
сти 4Х5В2ФС; 2 — штамповых коррозион-
ностойкнх 2X9B6; 3 — типа 2Х10МФН; 4 —
2Х12ВМБФР; 5 — коррозионностойкой
1Х17Н2
Рис. 299. Ударная вязкость
коррозионностойких сталей
при 20 и при 700 °C. Закал-
ка на зерно балла 10 и от-
пуск на твердость 45 HRC
(Е. С. Голубева):
1 — 1Х17Н2; 2 —
18Х12ВМБФР; 3 — 1Х9В6
больше карбидной фазы. Однако опыт показывает, что для условий
эксплуатации форм роль стойкости против коррозии и устойчи-
вости против разгара оказывается превалирующей. Вследствие
этого оправдывается использование сталей 2Х9В6 и 18Х12ВМБФР
и при более низкой твердости (40 HRC). Это различие значитель-
но: протяженность трещин в образцах после 500 теплосмен (твер-
дость 45 HRC) при нагреве в жидкой бронзе составляло 7—
8 мм/см2 для штамповой стали 4Х5В2ФС и лишь 4—5 мм/см2
для коррозионностойкой стали 2Х9В6 (испытания О. И. Никола-
евой и Е. С. Голубевой).
Наконец, коррозионностойкие стали, как низкоуглеродистые,
имеют и то преимущество, что их объем мало изменяется при за-
калке и отпуске (рис. 300) и, следовательно, пригодны особенно
для форм сложной конфигурации. Прокаливаемость сталей высо-
кая; они получают требуемую твердость по сечению в заготовках
диаметром (толщиной) до 200—250 мм.
Однако из-за возможности образования избыточного феррита и
ухудшения в связи с этим вязкости и разгаростойкости их целе-
446
сообразно использовать для инструментов менее крупных сечений
диаметром до 80—100 мм.
Сталь 2Х9В6 рекомендуется для форм литья алюминиевых
сплавов. Для стали 2Х9В6 вполне оправдан отпуск на твердость
40—42 HRC. В этом случае ее
вязкость составляет 0,9—1,0
вместо 0,5—0,6 МДж/м2 у стали
4Х5В2ФС.
Остальные механические
свойства стали 2Х9В6 пока-
заны в табл. 107.
Стойкость форм для литья
алюминиевых сплавов из этой
стали в 2—3 раза выше, чем
из стали 4Х5В2ФС.
Сталь 18Х12ВМ.БФР имеет
Рис. 300. Изменение длины образцов (О =
= 10 и L = 100 мм) штамповых сталей при
закалке (Е. С. Голубева):
1 — 2Х10МФН; 2 — 2X9B6; 3 — 4Х5МФС;
4 — 4Х4М2ВФС; 5 — ЗХ2В8Ф
большую теплостойкость: 600—
610 °C при твердости 45 HRC. При этой твердости сталь имеет вы-
сокую вязкость (0,6—0,7 МДж/м2). Ее используют для форм
литья медных сплавов. Стойкость форм значительно выше, чем
форм из более дорогих сталей 4Х5МФС и ЗХ2В8Ф [127], из-за
высоких температур критических точек и малой интенсивности
разупрочнения при нагреве. Сталь можно применять также для
матриц деформирования углеродистых и низколегированных ста-
лей, выполняемого при повышенных температурах.
В. ШТАМПОВЫЕ СТАЛИ ВЫСОКОЙ ТЕПЛОСТОЙКОСТИ
113. Свойства и область применения
Наибольшую теплостойкость имеет сталь 2Х6В8М2К7
(табл. ПО); после закалки на мелкое зерно и отпуска на твердость
45 HRC она сохраняет эту твердость после нагрева при 730—•
740 °C, а предел текучести 1000 МПа при температурах до 700 °C.
Ее твердость при 600 и 700 °C составляет соответственно 550
и 480 HV и снижается до 280 HV при 800 °C (Т. Г. Сагадеева);
Табл и и а НО. Химический состав сталей (средний), %
Сталь с Сг W Мо Со
2Х6В8М2К7 0,26 6,2 8 2 8
Типа 2Х5В5М2К5 0,23 5,5 5,5 2 5,5
Типа 2Х12В7К5 ** 0,25 12 7 — 5
Типа 2Х12В8КЮ *2 0,25 12 8 —- 9,5
Типа 2Х10В5КЮ 0,2 10 5 2 10
** По марочнику Японии, содержит 0,5 % V.
3 2 Содержит 0,5 % V.
447
Рис. 301. Разрез при 700 °C диаграммы Fe— W —
Сг -Со (0,2 % С)
таким образом ее разупрочнение менее интенсивно, чем у быстро-
режущих сталей (см. рис. 255). Температуры а -> у-превращения
повышенные (840—
890 С) из-за влияния
вольфрама (рис. 301)
и хрома; вязкость
стали меньше (0,2—
0,25 МДж/м2).
Сталь 2Х5В5М2К5
(и сталь 2Х10В5М2КЮ)
имеет меньшую тепло-
стойкость; твердость
45 HRC сохраняется по-
сле нагрева до 660—•
670 °C, но более вы-
сокие вязкость и тепло-
проводность.
Окалиностойкость и
объемные изменения
всех сталей этого типа
Рис. 302. Фазовый состав сталей (G -8 % Сг;
0,2— 0,5 % V; 0-15 % Со) после выдержки 10 ч
при 700 °C (Л. С. Кремнев, Т. Г. Сагадесва):
I — пониженная теплостойкость; II -- высокая
теплостойкость и разгаростойкость; III—высокая
теплостойкость и пониженная разгаре стой кость;
IV — низкая твердость
примерно одинаковы
(см. табл. 14).
Содержание угле-
рода и легирующих эле-
ментов в этих сталях
необходимо устанавли-
вать в сравнительно
узких пределах, так
как даже небольшие
колебания в их составе
сильно изменяют фазо-
вый состав и теплостой-
кость (рис. 301 и 302).
Высокая теплостой-
кость 11241 создается
в результате: 1) выбора
более низкого содержа-
ния углерода и леги-
рования вольфрамом,
молибденом и хромом;
в этом случае повыша-
ются температуры на-
чала превращения до
850—860 °C и оконча-
ния — до 890—900 'С у стали 2Х6В8М2К7 (с 8 % W) и до 830—840 °C
для начала и 875-—885 °C его окончания у стали 2Х5В5М2К5
(с 5,5 % W); 2) легирования кобальтом; 3) образования карбида
МсС в качестве основной карбидной фазы.
448
В структуре может присутствовать также небольшое количе-
ство интерметаллида (Fe, Со)7 W6.
Указанное здесь условие для образования карбида М6С (в
стали с 0,2—0,3 % С) соблюдается, если содержание вольфрама
не ниже 6—8 % при~2 % Мо (см. рис. 302). При меньшем содер-
жании вольфрама и 2 % Мо образуется также карбид М23С6,
и теплостойкость уменьшается.
При 0,2 % С и указанной оптимальной концентрации воль-
фрама карбид М23С6 не образуется, и хром присутствует в карбиде
М6С. Это уменьшает период решетки карбида с 1,105 нм при 2 %
Сг до 1,101 нм при 8 % Сг и облегчает его растворение в аусте-
ните (см. и. 31).
Повышенное легирование вольфрамом неизбежно снижает
вязкость и пластичность. Поэтому необходимо дополнительное
легирование молибденом.
Благоприятная роль • молибдена связана с возможностью
получать карбиды меньших размеров и воздействием на погра-
ничные слои зерна (см. п. 86). В стали с 10 % W (при 0,25 % С,
8 % Сг и 8 % Со) размеры карбидов достигают 6—10 мкм, и
при 8 % W и 2 % Мо они не больше 5—7 мкм. Вязкость при
этом возрастает.
Высокая окалиностойкость (поскольку стали предназначены
для работы при 700—750 °C) обеспечивается при 7—8 % Сг
(см. рис. 297).
При указанном высоком содержании вольфрама, молибдена
и хрома, т. е. ферритообразующих элементов, в структуре стали
с 0,15—0,25 % С образуется избыточный феррит, сохраняющийся
и при высоких температурах нагрева для закалки. Это снижает
твердость; у стали с 0,15 % С, 8 % Сг и 10 % W она не превышает
45—47 HRC после закалки и отпуска при 550—600 °C. Одновре-
менно резко ухудшается разгаростойкость из-за присутствия до-
полнительной фазы в структуре. Отрицательное влияние феррита
заметно усиливается, если его больше 10—15 % [124].
Это влияние вольфрама (молибдена) и хрома устраняется леги-
рованием кобальтом или никелем, расширяющими у-область и
предупреждающими образование избыточного феррита. Это по-
вышает твердость закаленной стали с 46—47 до 54—58 HRC
при 8—9 % Со.
Однако никель сильно понижает температуры фазового пре-
вращения и стали высокой теплостойкости не легируют ни-
келем.
При легировании кобальтом температуры сс -> (а ф- ^-пре-
вращения также понижаются, но в меньшей степени; для сталей
с 0,22 % С, 8 % W, 2 % Мо и 8 % Сг до 840 °C при 8 % Со
и до 820 °C при 15 % Со. Соответственно температуры Ас3 пони-
жаются с 940 (5 % Со) до 890 (9 % Со) и до 860 °C (15 % Со).
Однако кобальт способствует образованию упрочняющей фазы
Co7W6, вследствие чего теплостойкость почти не снижается.
15 I ел л ер IO. А. 449
Кроме того, в присутствии кобальта облегчается растворение Кар-
бида М6С при нагреве для закалки (Т. Г. Сагадеева).
Количество карбидной фазы в стали 2Х6М2В8К7 составляет
6—7 %. При 8 % Со концентрация углерода в мартенсите возра-
стает с 0,15 (сталь без кобальта) до 0,20 %, а вольфрама до 7—-8 %
1124]. В соответствии с этим теплостойкость повышается до 700—•
720 °C с увеличением содержания кобальта с 5 до 8 % (рис. 303);
она еще больше возрастает при 15 % Со. Однако образование в та-
кой стали повышенного количества интерметаллида Co7W6 сни-
жает вязкость (рис. 304).
Рнс. 303. Влияние кобальта
на теплостойкость стали с
0,2 % С; 8 % Сг; 8 % W н
2 % Мо (Т. Г. Сагадеева)
Рис. 304. Ударная вязкость штамповых сталей в зависи-
мости от твердости. Закалка на зерно балла 10 (Т. Г. Са-
гадеева):
1 — 4Х5В2ФС; 2 —2Х6В8М2К7; 3— ЗХ2В8Ф; 4 —
типа 2Х8ВМ2К15
Дополнительное небольшое (на 3—5 сС) повышение теплостой-
кости достигается введением 0,1—0,2 % Nb или Zr (см. п. 31).
Образующиеся очень дисперсные карбиды NbC и ZrC задерживают
рост зерна, что позволяет повысить температуры закалки на 10 °C
по сравнению с указанными в табл. 113 (Ю. А. Геллер, Т. Г. Са-
гадеева, В. М. Ительман).
Кобальт совместно с хромом сильно уменьшает коэффи-
циент линейного расширения. Он ниже, чем у других штамповых
сталей (см. табл. 13). Для работы штампа существенно, что коэф-
фициенты линейного расширения матрицы и карбида М6С почти
одинаковы, что уменьшает напряжения, возникающие при цикли-
ческих нагревах и охлаждении штампов [124].
В связи с этим разгаростойкость сталей, несмотря на мень-
шую вязкость, выше, чем у сталей умеренной и особенно повы-
шенной теплостойкости. Кроме того, эти стали, как имеющие вы-
сокие температуры критических точек, менее чувствительны к об-
разованию светлого слоя в эксплуатации (см. п. 128), способству-
ющего возникновению трещин разгара.
При большей твердости (52—55 HRC) различие в вязкости ста-
новится меньше (см. рис. 304). Это позволяет в случаях, когда
необходимы повышенные износостойкость и сопротивление пла-
460
стической деформации, — обрабатывать штампы из стали
2Х6В8М2К7 на более высокую твердость (52—55 HRC).
Карбидная неоднородность сталей этой группы относительно
небольшая в поковках диаметром до 40—50 мм. Она возрастает до
балла 5 и 6 в поковках диаметром 70—120 мм соответственно.
Сталь целесообразнее применять в штампах диаметром (стороной)
до 70—80 мм.
Эти стали из-за влияния карбида М6С мало чувствительны
к перегреву и сохраняют мелкое зерно до 1180—1200 °C.
Прокаливаемость и закаливаемость, вследствие высокого со-
держания хрома больше, чем у штамповых сталей, рассмотренных
выше (рис. 305). При охлажде-
нии на воздухе заготовки диа-
метром >120—150 мм из этой
стали получают твердость 53—
57 HRC.
Важно, что из-за более зна-
чительного легирования устой-
чивость аустенита в бейнитной
области высокая и превращению
в перлитной области не пред-
шествует выделение избыточ-
ных карбидов. Поэтому при
замедленном охлаждении вяз-
кость почти не снижается, как
это наблюдается в сталях по-
вышенной теплостойкости.
В закаленном состоянии
стали почти не содержат аусте-
Рнс. 305. Диаграмма изотермического пре-
вращения стали 2X6B8M2K7 (после нагре-
ва 1200 °C) (Т. Г. Сагадеева)
нита.
Объемные изменения и деформации штампов при закалке не-
значительны, что связано с небольшой концентрацией углерода.
Относительный прирост длины (&L/L, %) образцов (D — 10
и L = 100 мм) составляет 0,1 % у стали 2Х6В8М2К7 и 0,25 %
у стали 4Х5В2ФС.
Стали предназначаются: 2Х6В8М2К7 — для игл, пуансонов
прессования аустенитных, жаропрочных и нержавеющих сталей
и сплавов и титановых сплавов при температурах до 650—675 °C,
выполняемого без интенсивного охлаждения; 2Х5В5М2К5 —
для тех же целей, но при несколько меньшем нагреве (до 620 °C),
при интенсивном охлаждении и умеренных динамических на-
грузках.
Стойкость этих инструментов в 4—8 раз больше, чем из штампо-
вых сталей повышенной теплостойкости.
Стали чувствительны к налипанию деформируемых медных
сплавов, что ограничивает использование их для этого назна-
чения.
15*
451
Г. ГОРЯЧАЯ МЕХАНИЧЕСКАЯ И ТЕРМИЧЕСКАЯ ОБРАБОТКА.
ЛИТЫЕ ШТАМПЫ
114. Стали в состоянии поставки; режимы горячей
и термической обработки. Литые штампы.
Дефекты обработки
Стали поставляют после отжига, а вольфрамовые 2Х9В6,
ЗХ2В8Ф -— после высокого отпуска. Структура — сорбитообраз-
ный перлит и карбиды.
Карбидная неоднородность зависит главным образом от содер-
жания вольфрама; у сталей с 3—5 % W наблюдается полосчатость
в прутках диаметром >30—50 мм и тонкая сетка в прутках диа-
метром >100 мм. Карбидный балл у сталей, содержащих более
8 % W, составляет 2—3 в прутках диаметром 40 мм и 5—6 —
диаметром 100—150 мм.
В структуре не допускается нафталинистый излом (см. п. 102).
Твердость после отжига (высокого отпуска), НВ: 180—220
для сталей умеренной стойкости, 207—241 для сталей 5ХЗВЗФС,
4Х2В5ФМ, ЗХ2В8Ф, 2Х6В8М2К7; 228—262 для сталей типа
1ХЗВ11, 5ХЗВ15, 6Х4В6М5, 2Х8В8М2К15.
Обезуглероженный слой не должен превышать 0,35 мм плюс 1 %
диаметра 1 толщины) прутка • (согласно ГОСТ 5950—73).
Горячая обработка
Температуры деформации приведены в табл. 111. Ковкость
сталей удовлетворительная (кроме сталей, содержащих более
8-10 % W и 0,3 % С).
Стали в поковках большого сечения чувствительны к крупно-
зернистости. Для ее предупреждения нельзя повышать темпера-
туры ковки сверх указанных в табл. 111 и при рекомендуемых
температурах надо выполнять ковку со значительной деформацией
>50 %. В этом случае (после закалки и отпуска на твердость
45 HRC) вязкость стали 4Х5В2ФС составляет до 0,6 вместо
0,35 МДж/м2 при ковке со степенью деформации до 25 % [81 ].
Для катаных заготовок более крупных штампов целесообразна
ковка с осадкой для раздробления сетки и повышения вязкости
в поперечном направлении.
Поковки охлаждают сначала ускоренно: на воздухе до 700 °C,
а мелкие до 450—500 °C, чтобы задержать выделение карбидов
по границам зерен; а затем медленно — в футерованной яме или
в песке, чтобы предупредить образование трещины. Можно, не
допуская охлаждения ниже 700 или 500 °C, помещать их в печь
для отжига или высокого отпуска. Стали высокой теплостойкости
следует охлаждать замедленно во» всем интервале темпе-
ратур.
452
Таблица 111. Режим ковки теплостойких штамповых сталей
Сталь Температура, °C
нагрева окончания ковки
Стали умеренной теплостойкости
4ХЗВМФ 1120—1140 900—850
Н15К9М5Т 1130—1150 900—850
Стали повышенной теплостойкости
4Х5МФС, 4Х5МФ1С, ЗХЗМЗФ 1120—1150 900—850
4Х5В2ФС. 4Х4В2МФС 1170—1190 925—850
5ХЗВЗМФС, 4Х2В5ФМ 1180—1200 900—850
ЗХ2В8Ф 1160—1180 925—850
Типа 6Х4В6М5 1100—1130 925—900
Коррозионностойкие стали умеренной
и повышенной теплостойкости
2Х12ВМБФР 1150—1180 920—930
2Х9В6 1180—1200 950—900
Стали высокой теплостойкости
2Х6В8М2К7, типа 2Х5В5М2К5 1120—1150 900—870
Типа 2Х12В7К5 1100—1130 925—900
Таблица 112. Режим отжига и смягчающего отпуска теплостойких
штамповых сталей
Температура, °C
Сталь
отжига
отпуска
4ХЗВМФ
Стали умеренной теплостойкости 1
| 810—830 | 700—720
Стали повышенной теплостойкости
4Х5МФС, 4Х5МФ1С, 4Х4ВМФС
4Х5В2ФС
ЗХЗМЗФ
5ХЗВЗМФС, 4Х2В5МФ
ЗХ2В8Ф
Типа 6Х4В6М5
840—860
850—870
910—930
830—850
820—840
Коррозионностойкие стали умеренной
и повышенной теплостойкости
2Х9В6 I 830—850
2Х12ВМБФР | 820—840
Стали высокой теплостойкости
2Х6В8М2К7, типа 2Х5В5М2К5, типа 2Х12В7К5 I 890—910
Типа 2Х10В5М2КЮ | 870—890
* Сталь Н15М5К9Т обрабатывают резанием после закалин.
730—760
750—780
700—720
750—780
750—780
700—720
463
Отжиг, нормализация и высокий отпуск
Крупные поковки нормализуют (950 °C) для устранения круп-
нозернистое™, если она остается после горячей деформации, за-
тем их подвергают отжигу [81 ].
Температуры отжига для снижения твердости и возможности
обработки резанием приведены в табл. 112.
Стали, содержащие >3—5 % W, лучше подвергать отпуску
для предупреждения порчи теплостойкости (см. п. 102); отпуск
целесообразен для мелких поковок из сталей всех марок.
Отпуск (650 °C, 2—3 ч) для снятия напряжений, возникающих
при черновой обработке резанием, выполняют для крупных штам-
пов перед чистовой механической обработкой.
Закалку из критической области и отпуск при 600 °C выпол-
няют для штамповых сталей, содержащих >0,35 % С. Обработка
уменьшает деформацию при окончательной закалке менее значи-
тельно, чем у остальных сталей (см. п. 38, 64 и 96). Это вызвано
тем, что концентрация углерода в мартенсите штамповых сталей,
получаемая обычной закалкой, относительно небольшая (до
0,4 %), тогда как количество остаточного аустенита значительно
(10—15 %).
Вследствие этого относительное удлинение (AL/L, %) у об-
разцов (L = 100 и D — 10 мм) из сталей с 0,35—0,4 % С, в част-
ности 4Х5В2ФС, уменьшается до (—0,2)—(—0,25 %) при обыч-
ной закалке (с 1050 °C, в масло) и еще значительнее в случае
применения закалки из межкритической области и отпуска при
600 °C.
Предварительная обработка во многих случаях тем не менее
целесообразна; при небольшом уменьшении прироста размеров
на образцах — общий эффект в снижении деформации, становится
ощутимым для крупных штампов (пресс-форм).
Температуры закалки сталей из межкристаллической области,
°C: 820—840 для 4Х5В2ФС, 4Х5МФС и 4Х5МФ1С; 810—830 для
5ХЗВЗМФС; 800—820 для 4ХЗВМФС; 850—870 для 6Х4В6М5.
Затем выполняют отпуск при 600 °C. Выдержка при закалке и
отпуске зависит от сечения штампа.
Эта обработка не нужна для сталей, содержащих <0,3 % С.
Азотирование и цианирование
Для повышения износостойкости целесообразно выполнять одну
из указанных обработок перед или же после закалки. Режимы об-
работки и область применения приведены в п.п. 117, 118.
Закалка
Температуры закалки приведены в табл. ИЗ.
Предварительно штампы (формы) следует подогревать при
820—840 °C с выдержкой на 1 мм диаметра (толщины): 15—20 с
при нагреве в соли и 25—30 с для нагрева в печи. 1
464
Таблица 113. Режим закалки и отпуска теплостойких
штамповых сталей
Сталь Температура закалки, СС Твердость HRC Температура отпуска, °C, на твердость, HRC
50 45
Стали умеренной теплостойкости
4ХЗВМФ Н15К9М5Т 980—1020 805—835 53—56 23—25 400—420 480—500 440—460
Стали повышенной теплостойкости
4Х5МС, 4Х5МФ1С 1050—1070 56—58 560—580 600—610
4Х5В2ФС 1060—1080 52—54 580—590 610—620
ЗХЗМЗФ 1050—1080 50—52 560—580 600—610
4Х4ВМФС 1050—1070 56—58 600—620 620—630
5ХЗВЗМФС 1120—1150 53—56 640—650 650—670
4Х2В5МФ 1060—1080 54—56 600—610 630—640
ЗХ2В8Ф 1080—1100 54—56 600—610 640—650
Типа 6Х4В6М5 1100—1130 56—58 620—640 600—670
Стали умеренной 'и повышенной теплостойкости, коррозионностойкие
2Х9В6 | 1130—1150 1 46—48 I — | 570—580
18Х12ВМБФР | 1090 -1110 | 45—48 | — 1 500—520
Стали высокой теплостойкости
2Х6В8М2К7, 1180—1200 56—58 670—690 —.
2Х5В5М2К5 Типа 2Х10В5М2К10 1150—1160 54—55 650—660
Примечания: 1. Температуры закалки штампов и форм из стали ЗХ2В8Ф,
работающих прн повышенном нагреве и без ударных нагрузок, повышают по сравнению
с указанными на 30 — 50 °C (см. рис. 296); 2. Температуры закалки крупных форм литья
или для работы в условиях повышенного разгара снижают на 20 — 30 °C. 3. Температуры
закалки штампов из стали 2Х6В8М2К7, работающих при повышенном нагреве, но прн
небольших динамических нагрузках, повышают дополнительно на 10—20 °C. 4. Сложно-
напряженные штампы, помещаемые горячей посадкой в обойму нз более вязкой стали и
испытывающие сжимающие напряжения, отпускают прн 550—570 °C (53 — 55 HRC).
5. Температуры отпуска крупных пресс-форм повышают на 25 — 30 °C (42—45 HRC).
6. Штампы из сталей высокой теплостойкости предварительно отпускают при 250 — 300 °C,
а затем проводят отпуск при температурах, указанных в таблице. 7. Твердость 40 — 42
HRC стали 2Х9В6 (после отпуска при 570 — 580 °C). 8. Твердость 52 — 54 HRC стали
Н15М5К9Т (после отпуска при 480 — 500 °C). 9. Штампы из стали 6Х4В6М5 закаливают
с 1200—1220 °C (58—60 HRC) и отпускают при 340—360 °C, а затем при 570 — 590 °C (55 —
58 HRC).
Выдержка при окончательном нагреве на 1 мм диаметра (тол-
щины) составляет 10—12 с для соли и 15—20 с (для печи).
Важна тщательная защита от обезуглероживания (см. п. 21),
поскольку температуры закалки высокие, а штампы больших раз-
меров требуют длительной выдержки.
При нагреве крупных штампов в печи без защитной атмосферы
нужны два подогрева: при 700—750 и при 950—1000 °C (примерно
на 100 °C ниже температуры окончательного нагрева) с выдержкой
до полного прогрева. Это позволяет сократить на 20—25 % ука-
455
занную выше выдержку при окончательном нагреве и выполнять
его по нижнему пределу температур (см. табл. 113).
Штампы сначала подстуживают на воздухе до 950—900 °C,
а затем охлаждают: мелкие (простой формы) в масле, а крупные
воздушным дутьем или по способу прерываемой закалки (см.
рис. 63).
Штампы сложной формы и относительно небольших размеров
для уменьшения деформации охлаждают в горячих средах при
350—250 °C (20—40 мин), а затем на воздухе.
Отпуск
Отпуск выполняют немедленно после закалки для предупре-
ждения трещин. Крупные штампы помещают в печь с температурой
не выше 400—450 °C и после выдержки 1—3 ч повышают ее до
требуемой.
При выборе окончательной твердости, а следовательно, темпе-
ратуры отпуска (табл. 113), необходимо учитывать следующее.
Более высокие износостойкость, особенно для пуансонов про-
шивных и выдавливания, и стойкость против коррозии и налипа-
ния заливаемого металла к прессформам (см. табл. 108) достига-
ются при повышенной твердости. Но такое решение ограничива-
ется необходимостью сохранения достаточных вязкости и разгаро-
стойкости.
Повышенная твердость'. 48—50 HRC требуется для неболь-
ших штампов и форм простой конфигурации из более вязких ста-
лей 4Х5В2ФС, 4Х5МФС (рис. 292), не подвергаемых интенсивному
охлаждению в эксплуатации, или из сталей, выплавленных элект-
рошлаковым или вакуумным способами (см. п. 5); твердость 52—
55 HRC — для штампов из сталей высокой теплостойкости для
эксплуатации при повышенном изнашивании.
Стойкость штампов, обрабатывающих тонкие заготовки, бы-
стро подстывающие в процессе деформирования, в большей степени
зависит от сопротивления износу, протекающему в этих случаях
при более низком нагреве. Твердость таких штампов устанавли-
вают еще более высокой: 52—56 HRC. Их отпускают при 250—-
300 °C (см. рис. 292), как это принято и для молотовых штампов
из полутеплостойких сталей (см. п. 75).
Еще более низкую твердость 40—42 HRC приходится назна-
чать для улучшения вязкости (см. рис. 304) сталей для крупных
форм литья; алюминиевых сплавов и даже 35—38 HRC для мно-
гих форм литья и жидкой штамповки медных сплавов.
Рекомендуется двухкратный отпуск. При этом для сталей
умеренной и повышенной теплостойкости с карбидами М23С6
температуру первого отпуска выбирают по табл. 113, а второго —
на 20—25 °C ниже. В этом случае возрастает вязкость на 10—15 %
и твердость (на 1 HRC), особенно, если штампы охлаждались при
закалке в горячих средах, когда они сохраняют больше аустенита
(Е. С. Голубева).
456
Для сталей высокой теплостойкости с карбидной фазой М6С —
первый отпуск при 340—360 °C для выделения цементитного кар-
бида, что способствует более равномерному распределению кар-
бида М2С, образующегося при втором более высоком отпуске.
В этом случае возрастает твердость (на 0,5—1 HRC) и тепло-
стойкость (на 5—8 °C) без ухудшения вязкости (Т. Г. Сагадеева).
Выдержка при отпуске
(на 1 мм диаметра или тол-
щины): 1,5 мин при нагреве
в соли и 2 мин при нагреве
в электрической печи. Окис-
ный слой, образующийся при
нагреве в печи, целесооб-
разен для пуансонов горя-
чего прессования (при этом
уменьшается налипание обра-
батываемого металла [144]).
Для штампов и форм, шли-
фуемых после термической
обработки, обязателен после-
дующий отпуск 1—2 ч при
200—250 СС.
Термомеханическая
обработка
ВТМО по соображениям,
указанным в п. 100, приме-
нима лишь для сталей уме-
ренной теплостойкости, име-
ющих относительно низкие
температуры закалки, близ-
кие к температурам оконча-
ния деформации. В этой
группе в свою очередь более
Рис. 306. Влияние термомеханической обра-
ботки (степени деформации, %) на механиче-
ские свойства штамповых сталей (В. М. Зуев):
сплошные линии — сталь 4Х5В2ФС; штрихо-
вые — 4X3 ВМС
пригодны стали, имеющие
>3—4 % Сг, поскольку хром задерживает рекристаллизационные
процессы, которые могут частично протекать перед охлаждением
деформированных заготовок.
Оптимальная степень деформации 20—40 %. Пластичность
возрастает на 10—15 %, а твердость на 1—2 HRC (рис. 306),
благодаря сохранению мелкого деформированного зерна, выделе-
нию при деформации очень дисперсных и равномерно распреде-
ленных карбидов и влиянию субструктуры [116, 128].
Вследствие роста пластичности стали, подвергнутые ВТМО,
можно отпускать на несколько большую твердость (на 1—2 HRC).
Влияние ВТМО значительнее в небольших сечениях, и эта обра-
ботка целесообразна в первую очередь для таких инструментов,
467
как ножи горячей резки. Не исключено, что ВТМО может быть
эффективна и для более крупных штампов, в которых она улучшает
состояние поверхностных слоев. Но еще отсутствуют достаточные
экспериментальные данные.
НТМО, выполняемую при 450—500 °C, используют в прин-
ципе для всех штамповых сталей, и при этом значительнее, чем
при ВТМО, улучшаются их свойства. Возрастают на 10—15 %
главным образом пределы текучести и выносливости (при одинако-
вой пластичности и твердости 45 HRC). Этот благоприятный
эффект сохраняется, если температура отпуска не выше 580—
600 °C [128].
Поэтому НТМО рациональна лишь для сталей умеренной теп-
лостойкости. Другая причина, ограничивающая применение
НТМО, необходимость очень больших обжатий: 75—90 % [128],
в условиях, когда стали имеют повышенное сопротивление пла-
стической деформации.
Литые штампы
Для теплостойких сталей справедливы соображения, приве-
денные в п. 78.
Литые штампы должны быть простой формы и небольшого се-
чения для работы при отсутствии повышенных ударных нагрузок
и интенсивного охлаждения, когда требования к разгаростойкости
не являются преобладающими.
Рационально выбирать более вязкие стали с меньшим содержа-
нием углерода (ЗХЗМЗФ, 2Х6В8М2К7) и использовать главным
образом в виде вставок.
Нагрев для закалки следует выбирать по нижнему пределу
температур, указанных в табл. 113, а отпуск выполнять на твер-
дость 48—50 HRC.
Дефекты термической обработки. Способы предупреждения
Дефекты термической обработки штамповых сталей, общие
с возникающими в других инструментальных сталях, приведены
в п.п. 58 и 102.
В штамповых сталях, кроме того, могут возникать следующие
дефекты, обусловленные особенностями их состава, обработки и
эксплуатации.
Порча теплостойкости. В сталях, содержащих более 3 % W,
длительный отжиг при 800—900 °C вызывает превращения в кар-
бидной фазе, подобные протекающим в быстрорежущих сталях
(см. рис. 275). Но этот дефект в штамповых сталях с меньшим ко-
личеством карбида М6С выражается сильнее. Сталь ЗХ2В8Ф после
закалки с 1100 °C и отпуска при 600 °C получает твердость 48—
51 HRC, если ее предварительно отжигали при 860 °C с выдерж-
кой в течение 8 ч, и лишь 41—46 HRC, если отжиг продолжался
468
50 ч. После длительного отжига в структуре стали может отсут-
ствовать карбид М23Св. Поэтому отжиг штамповых сталей с воль-
фрамом целесообразно заменять вы-
соким отпуском (см. табл. 112).
В присутствии 1—3 % Мо этот
эффект развивается меньше.
Ухудшение пластичности
600—650 °C. Относительное сужение
сталей с 5—10 % W сильно сни-
жается при 600—650 °C, причем зна-
чительнее у стали, отпущенной на
большую твердость (50 HRC), на
более низкую (45 HRC) относитель-
ное удлинение снижается меньше
(рис. 307). Разрушение в этом случае
происходит по границам зерен
(рис. 308). При более высоком на-
греве пластичность вновь восста-
навливается.
при
J/7/7 600
Температура испытания0,С
Ударная вязкость в указанном
температурном интервале не сни-
жается, а наоборот возрастает. Сви-
детельствует о том, что снижение
пластичности — следствие совмест-
ного воздействия температуры и
пластической деформации, npoiека-
ющей при эксплуатации.
Снижение пластичности наблю-
дается у сталей, выплавленных в от-
крытой печи, и не обнаруживается
у многих плавок, полученных в ва-
кууме (рис. 307, 308). Следовательно,
снижение пластичности может вызы-
ваться также примесями, в частности
азотом, выделяющимся в виде ни-
тридов при 600—650 °C из легиро-
ванной а-фазы.
Снижение пластичности меньше
у сталей с 5 % Сг и небольшим содер-
жанием вольфрама (2 %) или молиб-
дена, в том числе выплавляемых
Рис. 307. Относительное сужение
стали 3X2 В8Ф в зависимости от тем-
пературы испытания и условий вы-
плавки:
а — влияние температуры испыта-
ния (/ — обычная печь; 2 — вакуум;
закалка с 1150 °C в масло; отпуск
при 600 °C, 8 ч); б — влияние раз-
режения при выплавке (закалка с
1050 °C в масло; отпуск при 600 °C,
2 ч)
в открытой печи \ Вместе с тем при
увеличении содержания хрома, а также молибдена в сталях с 6—
8 % W уменьшается чувствительность к этому дефекту, а при
увеличении содержания ванадия >0,8—0,9 % она возрастает.
1 Ухудшение пластичности не имеет практического значения для сталей с
5 % Сг, поскольку они используются для работы при <550—600 °C.
469
Рентгеновским анализом (Е. С. Голубева, Ю. А. Геллер)
в изломе стали ЗХ2В8Ф, полученном растяжением при 650 °C,
обнаружено выделение интерметаллида Fe2W. Его образование
отвечает принципу химического соответствия между исходным
твердым раствором и фазой, выделяющейся в состоянии, отлича-
ющемся от равновесного; в легированной металлической основе
Рис. 308. Микроструктура стали ЗХ2В8Ф в месте разру-
шения образца при 650 °C; трещины по границам зерен
Рис. 309. Влияние нафта-
линистого излома на вяз-
кость стали типа 5Х4ВМФС
и 4Х6В7С (Е. С. Голубева):
1 — однократная закалка;
2 — двукратная закалка
(сс-фазе), отпущенной на твердость 50 HRC, содержится мало уг-
лерода, но еще сохраняется повышенная концентрация воль-
фрама.
Крупнозернистость. Возникает в инструментах крупных се-
чений (диаметром > 100—150 мм). Меры ее предупреждения
указаны в п. 58.
Нафталинистый излом. Причины образования этого дефекта
и влияние на свойства были рассмотрены в п. 102.
Он может возникать в штамповых сталях повышенной тепло-
стойкости, главным образом вольфрамовых, в упрочняющих фазах
которых присутствует кабид"М6С; в этом случае сильно снижается
вязкость (рис. 309). Нафталинистый излом не возникает, если:
а) ковка выполняется со значительной деформацией и заканчива-
ется не выше температур, указанных в табл. 111, и б) закалива-
ется отожженная сталь с твердостью не выше 260—280 HRC
или сталь, подвергнутая предварительной закалке из межкри-
тической области с твердостью 35—38 HRC.
В сталях высокой теплостойкости (2Х6В8М2К7 и др.) нафтали-
нистый излом не наблюдается.
460
Д. СТАЛИ И СПЛАВЫ ДЛЯ РАБОТЫ
ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
115. Аустенитные стали и сплавы
с интерметаллидным упрочнением
Это жаропрочные стали и сплавы, используемые также для
штампов.
В табл. 114 приведены характерные составы из сравнительно
большого числа указываемых в литературе.
Эти стали и сплавы упрочняются в результате дисперсионного
твердения (старения), протекающего в аустенитной структуре при
повышенных температурах (см. п. 32 и табл. 115). Основа сплавов—
никелевая (и реже кобальтовая) при 15—20 % Сг, обеспечиваю-
В присутствии кобальта усиливается дисперсионное тверде-
ние и сильнее затрудняется коагуляция интерметаллидных
частиц.
Дисперсионное твердение вызывается алюминием и титаном,
а также молибденом и вольфрамом, увеличивающими количество
выделяющейся фазы и упрочняющими твердый раствор. Сплавы
не испытывают а у-превращения, приводящего к сильному
разупрочнению, и их фазы-упрочнители — интерметаллиды более
устойчивы против коагуляции при высоком нагреве, чем карбиды.
Аустенитные стали и сплавы превосходят штамповые стали,
закаливаемые на мартенсит в твердости и сопротивлении плас-
тической деформации при температурах выше 730—750 °C
(рис. 310). Предел текучести 600—650 МПа у большинства из
них сохраняется при 800—850 °C; у штамповых сталей высокой
теплостойкости он остается на этом уровне лишь при 725—735 °C.
Однако аустенитные сплавы и особенно стали уступают штампо-
вым сталям в твердости при более низких температурах (см.
табл. 115). Это может приводить к преждевременному смятию
рабочей поверхности уже на начальных стадиях эксплуатации,
если штампы работают при повышенных давлениях.
461
Таблица 114. Химический состав сталей и сплавов
(средний), %
Марка стали и сплава С, до Сг Ni Со W Мо А1 Ti
Сталь с твердостью 32- -35 HRC
4Х15Н12М2С2Ю 0,4 15 12 2 1 0,1
Типа ХН25МТ2 0,2 14 25 1 2
Сплавы с твердостью 36- —42 HRC
ХН70ВМТЮ 0,12 15 Основа — 6 3 2 2
ХН70ВМТЮ4 0,15 12 » — 6 5 4 2,5
ХН60МЮБТ (литой) 0,18 17,5 » —. — 5 1,4 2,2
ХН56ВМКЮ 0,10 9,5 » 12 7 7 5,3 —
Типа Х20Н10К47 0,25 19 10 47 2,5 2,5 3 1,5
Типа ХН53КПМЮТ 0,1 19 53 11 — 10 1,6 3,2
Сплавы с твердостью выше 45 IIRC
Типа В15М10К45 0,1 До 30 45 15 10 —
0,1
Типа Н55М20В25 0,02 До 0,1 Основа — 25 20 — —
Примечание. Во всех сплавах 0,01—0,02 % В (по расчету). В стали типа
4X1 5Н12М2С2Ю ~ 0,2 % Si. В сплаве ХН70ТЮБ —0,01 % Се и 0,8 % Nb; в сплаве
ХН70ВМТЮ ~0,02 % Се и 0,3 % V и в сплаве ХН56ВМКЮ ~0,02 % Се. Сплав типа
4Х15Н12М2С2Ю указан в ТУ, ХН70ВТЮ и ХН56ВМКЮ указан по ГОСТ 5632 — 72.
Таблица 115. Термическая обработка штампов
из аустенитных сталей и сплавов
Сплав Температура, °C HR С (при 20 °C)
закалки старения
4Х15Н12М2С2Ю 1150—1170 670—680, за- тем 780—790 30—32
Типа ХН25МТ2 1100—1150 680—700 30—33
Стали и сплавы с твердостью 38—42 IIRC
ХН70ТЮБ ХН70ВМТЮ, ХН70МВТЮ4, ХН60МЮБТ 1190—1210 и вторичная 1040—1060 1180—1200 и вторичная 1040—1060 790—810 790—810 40—41 40—41
ХН56ВМКЮ, типа Х20Н10К47, ХН53КПМЮТ 1210—1230 940—960 40—42
Стали и сплавы с твердостью выше 45 IIRC
Н55М20В25 1 В15М10К45 1090—1100 1230—1250 790—810 750—800 50 55—57
Примечание. Нагрев в защитной атмосфере. Выдержка при нагреве для за-
калки 4—6 ч, при старении 12 —16 ч. Охлаждение при закалке и старении на воздухе
(при закалке стали тина 4Х15Н12М2С2Ю — в воде).
462
Повышение твердости и сопротивления деформации достига-
ется у сплавов иа никелевой (и кобальтовой) основе, и при уве-
личении в них содержания алюминия и титана и легирования
молибденом и вольфрамом. В результате возрастания количества
упрочняющих фаз усиливается выделение интерметаллидов при
старении, но снижается вязкость.
Более легированные сплавы чаще применяют литыми, особен-
но для матриц. Отливки подвергают старению или применяют
без термической обработки. В этом состоянии сплавы по сравне-
нию с коваными имеют несколько лучшую износостойкость и
сопротивление деформации и большую твердость (0,5—2 HRC)
при небольшом отличии в вязкости.
Недостатки сплавов: а) повышенный коэффициент линейного
расширения: до 18—20-106 при 100—300 °C и 15-10° при 700—
800 °C, что существенно больше, чем у штамповых сталей (см.
табл. 14). Это затрудняет использование сплавов в виде вставок
и снижает устойчивость против разгара, особенно при пониженной
вязкости; сплавы не следует применять при интенсивном охлажде-
нии штампа; б) меньшая теплопроводность 21,0 и 29,4 Вт/м-°С
при 500 и 1000 °C соответственно (см. табл. 13); в) чувствитель-
ность к насыщению поверхностного слоя углеродом и к дополни-
тельному снижению вязкости (см. п. 127); поэтому графитную
смазку применять нецелесообразно; г) взаимодействие с дефор-
мируемым металлом и его налипание, особенно при обработке
меди, латуни, бронзы; оно усиливается при увеличении содержа-
ния никеля в сплаве. Дефект меньше у сплавов с ко-
бальтом.
При деформировании в условиях высоких температур, при
учете указанных условий и правильном выборе сплава стойкость
штампов в 10—20 раз выше, чем для штампов из сталей ЗХ2В8Ф
и 4Х5МФС и др.
Стали с твердостью 32—35 HRC
Их используют главным образом для прессования: а) сплавов
с пониженным сопротивлением деформированию, в частности меди,
латуни и многих бронз; взаимодействие с ними меньше из-за более
низкого содержания никеля, б) алмазоабразивных инструментов
при небольших давлениях и температурах 800 °C и в) для бойков
молотовых штампов 11671.
Сталь типа Х25Н20С2 используют в условиях коррозионного
воздействия обрабатываемого материала.
Сплавы с твердостью 36—42 HRC
Их применяют для деформирования при более высоких темпе-
ратурах, чем предыдущие сплавы.
При температурах 800—850 °C указанную твердость сохраняет
сплав ХН70ВМТЮ4. Предел текучести сплава, МПа: 650, 600,
463
580, 450 и 350 соответственно при температурах 500, 600, 700,
800 и 850 °C. Его используют также для форм литья стекла.
В структуре сплава имеется фаза-упрочнитель (Ni, Fe, Cr)3 Ti (Al);
после старения присутствует также немного карбидов (М23С6,
TiC) и М3В2.
Более высокая теплостойкость у сплавов ХН56ВМКЮ или
типа Х20Н10К47 и ХН53КД1МЮТ, легированных кобальтом.
Количество фазы в сплаве ХН56ВМКЮ достигает 45 % 11291.
Они применимы для работы при 900—920 °C.
Относительное сужение сплава ХН60МЮБТ при 800—900 °C
не превышает 5 и 15 % соответственно. У сплава ХН70ВМТЮ
оно снижается до 4 и 10 %, а у сплава ХН56ВМКЮ до 3 и 8 %
(при 800 и 900 °C).
Сплав типа ХН53КНМЮТ сохраняет твердость 40—42 HRC
и 35 HRC при нагреве до 760 °C. Его используют для штампов,
работающих при 850—920 °C, а также для литься сплавов, содер-
жащих цинк.
Сплавы с твердостью выше 45 HRC
Они уступают рассмотренным выше в пластичности, но пре-
восходят их в износостойкости не только при более низких, но
и высоких температурах. Это более новые сплавы, в отношении
тояние Te”nePamUPa старения^
которых данные о достигаемом повы-
шении стойкости штампов еще огра-
ничены. Они рекомендованы для
работы при 850—900 °C, но при
более высоких удельных нагрузках
и в условиях повышенного изнаши-
вания, для штампов прессования,
вытяжки, а также волочения.
Твердость сплавов приведена
Рис. 311. Твердость аустенитных
сплавов для штампов в зависи-
мости от температуры старения:
1 — В15М.10К45 (В. А. Бро-
стрем, В. В. Бутыгин, Ю. А. Гел
лер);5 2 — Н55М20В25 (по дан-
ным работы 1130])
ное удлинение 8 % и
в табл. 115, а ее изменение в зави-
симости от температуры старения
на рис. 311.
Сплав Н55М20В25 получает твер-
дость 50—52 : HRC после старения
при 800—900 °C. Его предел теку-
чести 1000—1200 при 20 °C и
800 МПа при 800 °C. Относитель-
сужение 10 % при 800 °C. Ударная
вязкость 0,08 и 0,7 МДж/м2 при 800 и 910 °C соответственно
ИЗО].
Сплав В15М10К45 получает после старения при 750—800 °C
твердость 58 НRC (см. рис. 311). Сплав может быть 'использо-
ван лишь при небольших динамических нагрузках.
464
116. Сплавы тугоплавких и других металлов
Для штампов, главным образом для матриц, деформирования
при очень высоких температурах: выше 900 °C за последние годы
предложены различные сплавы тугоплавких металлов. Выбор
их определяется условиями деформирования и главным образом
свойствами обрабатываемого материала.
Молибден и его сплавы
Эти сплавы применяют чаще. Они значительно превосходят
в теплостойкости, теплопроводности и сопротивлении пластической
деформации штамповые стали при температурах выше 750—800 °C.
Предел прочности при изгибе молибденовых сплавов составляет
600, 580 и 550 МПа соответственно при температурах 800, 900
и 1000 °C *х. При 1200 °C прочность снижается лишь до 450 МПа.
Молибден с небольшими добавками циркония и титана. Мо-
либден имеет пониженные прочность и твердость при температурах
ниже 700 °C. Его твердость при 20 °C составляет 20 HRC, что мо-
жет вызвать преждевременное смятие в процессе деформирования
в условиях, когда температуры рабочей кромки еще не возросли.
Для повышения износостойкости и твердости молибден: а) ле-
гируют в небольшом количестве цирконием (0,08—0,1 %) или ти-
таном (0,4—0,5 %) при 0,02—0,03 % С; образующиеся упрочня-
ющие фазы затрудняют пластическое течение и б) подвергают
холодной пластической деформации со значительным обжатием
35—40 %. Твердость возрастает до 37—38 HRC. Создаваемое уп-
рочнение из-за высоких температур рекристаллизации молибдена
сохраняется при температурах нагрева штампа.
Теплопроводность молибдена, в том числе в присутствии до-
бавок циркония и титана, высокая: 12,5 и 10,5 Вт/(м-°С) при
500 и 1000 °C соответственно. Это в 4—5 раз выше, чем у штампо-
вых сталей.
Молибден с добавками циркония или титана применяют для
штампов, небольших размеров и простой формы (колец для про-
катки труб, матриц) деформирования аустенитных сплавов при
высоком нагреве и без интенсивного охлаждения.
Молибден сильно окисляется при температурах выше 700 °C.
Во многих случаях этот дефект не столь значителен; образующиеся
окислы уменьшают коэффициенты трения, что в свою очередь
облегчает деформирование.
Кроме того, налипание деформируемого металла на молибден
может быть значительным. Поэтому молибден не применяют для
деформирования меди, латуни и бронз.
*1 Предел прочности при изгибе наиболее теплостойкой штамповой стали
2XGB8M2K7 составчяет 800 МПа при 720 °C (см. п. ИЗ), но резко снижается при
нагреве выше 750 °C и образовании аустенита; он не превышает 150 —180 МПа
при 900 °C.
465
Сплав молибдена с 30 % W (при <0,02 % С). Его применяют
для некоторых форм литья под давлением цинковых сплавов (ча-
ще в качестве облицовочного материала). Введением вольфрама
повышается устойчивость против воздействия жидкого цинка.
Стойкость форм в несколько раз больше, чем форм из штамповых
сталей [131 ].
Вольфрамовые сплавы
Для упрочнения вольфрама вводится 5—10 % Мо, 8—10 % Со
и 3 % ТЕ
Налипание меди, латуни и бронзы при деформировании меньше,
чем у молибденовых сплавов.
Твердость сплава 30 HRC и мало снижается при нагреве до
1000-—1100 °C. Предел прочности 280 и 190 МПа при 815 и 980 °C
соответственно; относительное удлинение при этих температурах
около 3 %. Теплопроводность 6,2 Вт/м2-°С при 800—1000°C.
Сплав рекомендован для прессования медных и титановых,
а также жаропрочных аустенитных сплавов, в том числе для изо-
термического прессования и протягивания титановых сплавов.
Никельниобиевые сплавы
Основой является никель; он легируется ниобием (13—16 %)
и молибденом (5—6 %) и содержит до 0,05 % С; 1 % Si и 1 % Мп.
Это доэвтектический сплав никеля и ниобия; упрочняющей состав-
ляющей эвтектики является Ni3Nb. Молибден увеличивает коли-
чество этой фазы.
Сплав используют литым; в присутствии эвтектики уменьша-
ется налипание. Применение сплава — для матриц прессования
медных и никелевых сплавов.
Твердые сплавы
Из-за пониженных вязкости и разгаростойкости сплавов, ис-
пользуемых для резания, для штампов применяют твердые
сплавы с никелевой связкой: 80 % WC и 20 % Ni. Их твердость
68-—70 HRC\ они устойчивы против окисления. Сплавы наплав-
ляют на штамповые стали (см. п. 126).
Наплавленные штампы используют для деформирования при
высоких (700—800 °C), и при более низких температурах, но без
интенсивного нагрева или охлаждения. Наплавка обеспечивает
для этих условий значительное повышение стойкости.
Г лав a XII
ПОВЕРХНОСТНЫЙ СЛОЙ ИНСТРУМЕНТОВ.
СПОСОБЫ УЛУЧШЕНИЯ И ДЕФЕКТЫ
А. СПОСОБЫ УЛУЧШЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ
Улучшение свойств поверхностного слоя достигается химико-термической обра-
боткой и наплавкой, что позволяет повысить стойкость инструментов в 1,5—3 раза
при условии, что: 1) слой, созданный обработкой, прочно связан с основным метал-
лом и имеет большие твердость, теплостойкость или стойкость против коррозии,
чем нижележащие слои, и 2) учитывается характер износа, переточки и сечение
инструментов.
Обработка целесообразна для инструментов, сохраняющих улучшенный слой
после переточки полностью (резьбовые и червячные фрезы, долбяки, протяжки,
фасонные резцы, метчики и др.) или частично (сверла, зенкеры, многие штампы).
Не следует применять обработку для повышения твердости поверхностного слоя
инструментов небольшого диаметра (до 5 мм) или с очень тонкой кромкой, чтобы
не вызвать излишней хрупкости.
Повышение стойкости таких инструментов, в частности сверл, достигается,
если цианированный слой создается только на главных гранях инструмента. До
цианирования на инструмент наносят защитный слой цинкового, а затем медного
гальванического покрытия (толщиной 0,01 мм каждое), снимаемого с режущих
граней перед цианированием [168].
Выбор способа химико-термической обработки обусловлен не только требова-
ниями, предъявляемыми к поверхностному слою, но и температурой, при которой
выполняется эта обработка, и теплостойкостью стали.
Более универсальными и пригодными для всех инструментальных сталей
являются низкотемпературное цианирование, азотирование или нитроцементация
(желательно с последующим оксидированием). Влияние их на свойства и стойкость
инструментов примерно одинаково. На поверхности инструмента в результате
выполнения этих обработок создается слой высокой твердости 1 (до 70—71 HRC),
износостойкости (особенно при трении по металлу) и теплостойкости, возникают
полезные сжимающие напряжения, повышается предел выносливости и снижа-
ется налипание.
Остальные свойства слоя определяются твердостью сердцевины.
Если ее твердость высокая: >584-60 HRC (стали быстрорежущие и полутеп-
лостойкие штамповые для холодного деформирования), то выполнение любой из
указанных обработок повышает также сопротивление пластической деформации
и, следовательно, смятию рабочей кромки при повышенных напряжениях.
Если твердость сердцевины более низкая (45—50 HRC и ниже), то сопротив-
ление динамическим нагрузкам снижается мало, и сталь пригодна для работы при
меньших удельных усилиях. Обработка сердцевины на более низкую твердость
эффективна для штампов горячего деформирования и форм литья под давлением,
если они выходят из строя в результате износа, а не смятия рабочей поверхности.
Низкотемпературное цианирование или азотирование (нитроцементация) в этих
случаях мало ухудшает стойкость против разгара, несмотря на создаваемое ими
охрупчивание поверхностного слоя. Число возникающих трещин хотя и возра-
стает, но развитие их в более крупные разгарные затруднено из-за большего сопро-
тивления упрочненного поверхностного слоя. Для некоторых условий эксплуата-
ции может быть эффективнее химико-термическая обработка перед закалкой и
отпуском.
1 Обработка эффективнее поэтому для быстрорежущих сталей умеренной
теплостойкости, твердость поверхностного слоя которых возрастает больше:
на 5—7 HRC (с 63—64 HRC), чем для кобальтовых сталей очень высокой твер-
дости (см. п. 90).
467
Остальные рассмотренные ниже способы химико-термической обработки
имеют более узкое назначение.
Цементация и высокотемпературное цианирование меньше повышают твер-
дость и не изменяют теплостойкость, но создают упрочненный слой большей
толщины. Они эффективнее повышают износостойкость штампов холодного дефор-
мирования, в том числе высадочных, работающих при несколько повышенных
давлениях, форм литья под давлением, нагревающихся до более низких темпера-
тур, и форм прессования полимеров в основном простой формы.
f'. ^'Борирование и диффузионное хромирование обеспечивают наиболее высокую
износостойкость, в том числе при абразивном изнашивании и при нагреве, но
из-за небольшой толщины образующегося поверхностного слоя высокой твер-
дости, эти способы пригодны главным образом для условий работы при меньших
удельных нагрузках.
117. Низкотемпературное цианирование
Процесс заключается в насыщении поверхностного слоя азотом и углеродом.
Непосредственно на поверхности цианированного слоя может образоваться
тонкий нетравящийся светлый слой Ч Ниже располагается более толстая темно-
травящаяся зона, не имеющая резкой границы с основной структурой (рис. 312).
Рис. 312. Цианированный слой стали Р18. X 500:
а — наружный светлый слой — хрупкая зона; б — хрупкий слой
отсутствует
В наружном светлом слое образуются цементит и нитрид железа — е-фаза.
Твердость слоя не очень высокая: 840—890 HV (64—65 HRC)-, слой хрупок из-за
присутствия цементита и нитрида и в эксплуатации быстро изнашивается. Его
толщина не должна превышать 2—3 мкм.
Основное влияние оказывает темнотравящаяся зона. Она представляет тон-
кую смесь мартенсита, карбидов и образующихся карбонитридных фаз, в которых
в отличие от светлого слоя преобладает фаза типа М3(С, N); ее твердость высокая
и составляет 1000—1100 HV (69—70 HRC), что превышает твердость е-фазы и
мартенсита. Ниже в качестве твердости цианированного слоя указывается твер-
дость этой зоны 1 2.
1 Он не обнаруживается при микроанализе, если шлиф приготовлен недо-
статочно тщательно и его края заваливаются.
2 Твердость измеряют вдавливанием алмазной пирамиды с нагрузкой 10 кг.
При большей нагрузке продавливается тонкий цианированный слой.
468
Таблица 116. Составы смесей для цианирования, % (по массе)
Активные составляющие Na2COs NaCl NaOH (или КОН) Температуры плавления, °C
С редне n роцентные смеси
50 % NaCN 50 % NaCN 25—30 I 15—20 10—15 I 5—10 | 15—20 | 510—515 490—500
Высокопроцентные смеси
90 % NaCN 50 % NaCN и 50% KCN 3—5 2—3 2—5 2—3 — 535—545 470—480
Цианированный слой имеет: 1) повышенные теплостойкость и износостойкость
(рис. 313) при меньшем налипании обрабатываемого металла; 2) более низкий
коэффициент трения и большую задиростойкость (143]. Кроме того, цианирование
повышает предел выносливости примерно на 10 % [143] и снижает растворимость
стали в жидком силумине.
Цианированный тонкий слой имеет боль-
ший удельный объем, чем отпущенный мар-
тенсит. Однако изменения объема, вызы-
ваемые цианированием, незначительны и не
влияют на изменение размеров инструментов.
Цианирование проводят в расплавлен-
ных солях (жидкое цианирование).
Применяют среднепроцентные и реже
высокопроцентные смеси (табл. 116).
Цианирующая способность среднепро-
центных смесей, как содержащих меньше
NaCN, менее значительна. Выдержка в них
цианируемых инструментов должна быть
больше — 15—30 мин в зависимости от их
сечения. В высокопроцентных смесях она
составляет 5—15 мин.
Однако существенное преимущество
среднепроцентных ванн — большая стабиль-
ность состава. При меньшей скорости циани-
рования небольшие и возможные в производ-
Рпс. 313. Твердость стали Р9 после
нагрева при 600—650 °C:
1 — твердость слоя при нагрузке
100 Н; 2 — твердость сердцевины
при нагрузке 500 Н
ственных условиях отклонения в выдержке
влияют менее резко на состояние и свойства
цианированного слоя, чем это наблюдается
для высокопроцентной смеси.
Однако высокопроцентные ванны имеют хорошую жидкотекучесть’и плавятся
почти без образования пены и осадков, что облегчает работу с такой ванной.
Недостаток процесса заключается в необходимости использования смесей,
содержащих ядовитые цианистый калий или натрий, что требует выполнения
специальных мер по технике безопасности. Цианирование проводят в изолирован-
ном помещении, оборудованном вентиляцией и стоком воды, с выдачей инструмен-
тов после тщательной промывки от следов цианистых солей.
Пианирование протекает в результате взаимодействия расплавленного циани-
стого калия (натрия) с кислородом.
У поверхности ванны NaCN (или KCN) окисляется кислородом воздуха
с образованием NaCNO, проникающего в глубь ванны. В результате последующей
диссоциации NaCNO образуются атомарные азот и углерод, диффундирующие
в сталь.
469
Удобнее применять более дешевый NaCN; он содержит 53 % группы CN,
тогда как в KCN содержится лишь 40 % этой группы; NaCN плавится при 560 °C,
a KCN — при 620 °C.
Для понижения температуры плавления и улучшения жидкотекучести
добавляют Na2CO3 и нейтральные составляющие NaOH, КОН или NaCl, которые
уменьшают концентрацию CN.
В присутствии щелочи быстрее разрушается пленка масла на поверхности
инструмента. Это облегчает диффузию азота и углерода и получение более одно-
родного цианированного слоя. Введение Na2CO3 замедляет разложение цианистых
соединений и, повышая устойчивость ванны, снижает^скорость ее истощения.
Цианирование в свежеприготовленной ванне (если не продувается воздух)
недостаточно активно до тех пор, пока не накопится необходимое количество
NaCNO. Ванну следует выдерживать в расплавленном состоянии 1—2 ч для улуч-
шения химической активности. Выдержку можносократить, если перемешивать
ванну железным черпаком и продувать воздух.
Другим продуктом взаимодействия NaCNO с кислородом является поташ или
сода (Na2CO3). По мере работы в ванне увеличивается количество Na2CO3, не участ-
вующей в цианировании. Это уменьшает химическую активность ванны и назы-
вается ее истощением *.
Для поддержания постоянной концентрации KCNO(NaCNO) систематически
после каждых 3—6 ч работы добавляют новые порции солей.
Соли для быстрого расплавления желательно применять в кусках небольших
размеров (10 мм в поперечнике). В солях и нейтральных составляющих может
содержаться кристаллизационная и гигроскопическая вода. Пары воды вызывают
вспенивание и переливание соли через борт и образование паров синильной
кислоты (если в ванне загружены цианистые соли). Соли перед взвешиванием и
использованием просушивают 1—2 ч при 120—150 °C.
Соли в кусках загружают в ванну за два-три приема по мере расплавления,
а соли в порошке вводят небольшими порциями — по 300—500 г.
Периодически в течение работы проверяют химический состав на содержание
группы CN и корректируют состав добавлением активных или нейтральных
составляющих.
Необходимо тщательно поддерживать тепловой режим ванны; для этого
следует: а) дверпы в кожухе ванны открывать только при загрузке и выгрузке
инструментов; б) помещать инструменты небольшими партиями и подогретыми до
300—400 °C; в) устанавливать нагреватели по всей высоте ванны или уровень
солей на 5—10 мм ниже высоты нагревателя.
Нарушение этих условий может вызвать загустевание ванны и налипание на
инструмент больших количеств соли; для улучшения жидкотекучести добавляют
в этом случае едкий натр в количестве около 5 % от массы загруженной соли.
Не следует иианировать инструменты с обезуглероженной поверхностью; этот
слой не улучшается цианированием и, кроме того, имеет обычно большую тол-
щину, чем цианированный.
На поверхности инструментов не должно быть влаги, масла и особенно следов
селитры. Грязь и пленка окислов затрудняют равномерное насыщение азотом и
углеродом. Попадание в расплавленную соль капель влаги может вызвать разбрыз-
гивание ванны, а попадание селитры — даже взрыв.
Инструменты помещают в ванну в приспособлениях так, чтобы вся поверх-
ность омывалась солью. Их промывают в течение 5—10 мин в 5 %-ном водном
растворе соляной кислоты и в 5 %-ном водном растворе едкого натра для раство-
рения масла; инструменты с небольшими следами масла или окислов достаточно
протереть опилками или ветошью. Затем их промывают в горячей или кипящей
воде и просушивают; незначительные следы масла или мелкие участки окислов
удаляются в цианистой ванне, содержащей щелочи и восстановители.
После окончания цианирования инструменты выдерживают над поверхностью
ванны, чтобы с них стекли остатки солей, затем их промывают в горячей воде и
1 Истощение ванны удобно определять по уменьшению количества CN.
Из изложенного следует, что содержание группы CN лишь косвенно характери-
зует химическую активность ванны.
470
очищают металлической щеткой. Если их иианировали в ванне с KCN(NaCN), то
инструменты нейтрализуют в водном растворе железного купороса.
Для защиты от коррозии инструменты промывают затем в эмульсоле или
в содово-нитритном водном растворе (1,5 % NaNO? и 0,3 % Na?CO>)-
Качество цианирования проверяют: 1. По виду поверхности: она серовато-
стального цвета, должна быть гладкой, без пятен или следов окалины. Разъедание
поверхности, наблюдаемое в редких случаях, служит признаком загрязнения
соли; тогда необходимо приготовить новую ванну. 2. По твердости, измеряемой
выборочно, на отдельных инструментах или на загружаемых одновременно образ-
цах—эталонах нормально закаленной и отпущенной стали. Твердость слоя должна
составлять 975—1100 HV. Более низкая твердость — следствие недостаточной
выдержки или истощения ванны. Заметное снижение твердости нижележащих
слоев — признак чрезмерно высокой температуры ванны.
При необходимости выполняют микроанализ (см. рис. 312).
Цианирование — как окончательная обработка
Его выполняют для инструментов из теплостойких сталей после отпуска и
шлифования.
Температура цианирования быстрорежущих сталей 550—570 °C, следова-
тельно, нагрев для цианирования не снижает твердость нижележащих слоев.
Для штамповых сталей при твердости сердцевины 45—55 HRC можно по-
вышать температуру процесса иа 10—25 °C для получения слоя большей толщины.
Еще более высокий нагрев может вызвать интенсивное образование к-фазы.
Толщина слоя составляет 0,02—0,08 мм и зависит от продолжительности
цианирования.
Для инструментов с тонкой рабочей кромкой (резьбовые фрезы, метчики)
толщина слоя должна быть 0,01—0,015 мм, для сверл и зенкеров 0,015—0,02 мм,
а для штампов и деталей форм литья еще больше — до 0,05—0,08 мм. Выдержка
должна составлять 10— 15 мин; она продолжительнее для более крупных инстру-
ментов.
После цианирования выполняют оксидирование (см. п. 120).
Цианирование — как предварительная обработка
Его выполняют перед закалкой для нетеплостойких и полутеплостойких
сталей, а также для тех теплостойких штамповых, температуры закалки которых
не очень высоки (до 1000—1050 °C).
Температура цианирования может быть выше (до 580—590 °C), а длительность
процесса больше.
Целесообразность его выполнения вызвана следующим: 1) нетеплостонкие и
полутеплостойкие стали, если они предварительно были закалены и отпущены
при 150—300 °C на высокую твердость, неизбежно и значительно снижают твер-
дость сердцевины (что создает нежелательный резкий перепад твердости между
поверхностным и нижележащим слоями) в случае выполнения цианирования
в качестве окончательной операции с требуемой тогда температурой нагрева
550—560 °C; 2) при цианировании до закалки можно создать слой'большой тол-
щины даже с некоторым количеством е-фазы; 3) при последующем нагреве для
закалки происходит диффузия части углерода и азота в глубь металла *. Вслед-
ствие этого снижается твердость слоя до 63—65 HRC, но увеличивается его тол-
щина, устраняется е-фаза и переход от поверхности к сердцевине становится более
плавным; 4) можно немного (на 20—30 °C) понизить температуру последующей
закалки и получить, таким образом, высокие прочность и вязкость в сердцевине;
5) увеличение концентрации углерода и азота в аустените поверхностного слоя,
получаемое при последующем нагреве для закалки, понижает температуру Л1Н
в слое. Вследствие этого мартенситное превращение протекает сначала в нижеле-
1 Наблюдается также потеря азота в окружающую атмосферу, возрастающая
с повышением температуры закалки. Нагрев при закалке должен быть в солях
(или в вакууме, аргоне).
471
жащих слоях и лишь позже в поверхностном слое, что создает в нем полезные
сжимающие напряжения и повышает сопротивление усталостному разрушению.
Необходимо учитывать, что закалка, следующая за цианированием, может
вызвать деформацию и потребует шлифования, которое частично или полностью
снимает цианированный слой.
Поэтому предварительное цианирование возможно: а) для сталей с минималь-
ными объемными изменениями при закалке — 7ХГ2ВМ или 7ХГНМ (см. п. 49);
б) для сталей с более значительными объемными изменениями; при этом применя-
ется предварительная закалка из межкритической области (см. п. 23); тогда
цианирование совмещают с отпуском при 570—600 °C, дополнительно уменьшаю-
щим деформацию при окончательной закалке или если обрабатывают инструмент
или изделие, для которых не обязательно соблюдение точных размеров.
118. Азотирование и нитроцементация
Эти процессы выполняют при 520—580 °C. т. е. при тех же температурах и
для тех же сталей, как и цианирование. Инструменты помещают в герметически
закрывающийся муфель из жаропрочной стали на прокладках так, чтобы режущие
грани омывались газом. Муфель затем закрывают и для защиты от окисления при
подогреве пропускают газ, а по достижении заданной температуры — аммиак
(при азотировании), а также аммиак и науглероживающий газ (при нитроцемен-
тации).
Выдержка инструментов после нагрева садки составляет 1—2 ч.
После окончания выдержки прекращают подачу~газа и выключают печь.
Таким образом, длительность процессов больше, чем при жидком цианирова-
нии, и их применяют для инструментов большого сечения, прежде всего штампов
и форм литья.
Обработку проводят так же, как и цианирование в качестве окончательной
после отпуска и шлифования и как предварительную — перед закалкой.
После окончательной обработки целесообразно оксидирование (см. и. 120).
Азотирование
Степень диссоциации подаваемого аммиака 25—30 % (при 520—540 °C) и
35—40 % (при 550—570 °C) *4
В азотированном слое теплостойких и полутеплостойких сталей образуются
сложные нитриды вольфрама и хрома (W, Fe)2N и (Сг, Fe)2N и карбонитридные
фазы М23(С, N)6,M3 (С, N). В слое нетеплостойких сталей, легированных хромом,
образуется карбонитрид и возрастает количество карбида М3С. Кроме того, сс-фаза
всех сталей насыщается азотом.
Нитридные фазы имеют более высокую твердость (1300—1400 у быстрорежу-
щих сталей и 1100—1200 HV у штамповых сталей с 12 % Сг), чем карбонитридные.
Поэтому стойкость азотированных инструментов может быть больше, чем после
цианирования при работе без динамических нагрузок.
В микроструктуре правильно азотированной стали нет четкой границы
между азотированным слоем и нижележащими слоями. Нитриды и карбонитриды
наблюдаются в виде мелких округлых частиц. С увеличением продолжительности
процесса до 6 ч при 520 °C и особенно при 540—560 °C образуются нитридные
прожилки и включения в-фазы, сильно охрупчивающие сталь.
Азотирование как окончательная обработка
Оно целесообразно для инструментов, насадных и крепежная (хвостовая)
часть которых может иметь твердость <^30 HRC. Надо вместе с тем учитывать, что
твердость поверхностного слоя крепежной части, изготовленной из сталей 40Х,
45 и др., на глубину до 0,2 мм возрастает до 50 HRC.
*х Целесообразно, по возможности, применять ионное азотирование при
470—580 °C. В этом случае длительность насыщения сокращается до 3—5 ч, умень-
шается возможность образования хрупкой е-фазы в поверхностном слое, а вяз-
кость и прочность слоя несколько больше указываемых на рис. 314, 315.
472
Рис. 314. Предел прочности при изгибе и
вязкость азотированных образцов (толщи-
ной 1,5 мм) сталей Р18 (отпуск при 560,
3 раза) и Х12М (отпуск прн 54 0 °C) в зави-
симости от толщины слоя и температуры
закалки (Л. П. Павлова, Ю. А. Геллер)
3500
Длительность азотирования, л
Рис. 315. Предел прочности при изгибе,
вязкость и износостойкость штамповой ста-
ли 4Х5В2ФС в зависимости ое температуры
закалки и режима азотирования (Л. П. Пав-
лова, Ю. А. Геллер):
штриховые линии — при 520 °C; сплош-
ные — при 560 °C
Рис. 317. Твердость и толщина азотирован-
ного слоя сталей в зависимости от темпера-
туры и длительности азотирования при 520
и 560 °C (Л. П. Павлова, Ю. А. Геллер)
Рис. 316. Теплостойкость азотирован-
ного и цианированного слоя сталей в за-
висимости от температуры закалки
(Л. П. Павлова, Ю. А. Геллер):
/—3 — сталь Р18 (1 — после азотиро-
вания, 2 — после цианирования; 3 —
без азотирования или цианирования);
4, 5 — сталь Х12Ф1 (4 — после азоти-
рования; 5 — без азотирования)
473
Обработка применима для теплостойких и полутеплостойких сталей. Присут-
ствие вольфрама, молибдена и хрома в сс-растворе этих сталей способствует обра-
зованию дисперсных нитридных фаз большей твердости и устойчивости против
коагуляции (табл. 117 и рис. 316).
Хром, особенно вольфрам и молибден, а также и кремний затрудняют диффу-
зию азота. Эти элементы увеличивают твердость, но уменьшают толщину азотиро-
ванного слоя (табл. 117). В этом же направлении влияют карбидные частицы,
особенно дисперсные, выделившиеся при отпуске [134].
Таблица 117. Твердость и толщина азотированного слоя
в зависимости от состава стали и температуры закалки (Л. П. Павлова,
Ю. А. Геллер)
Сталь 1 Температу- ра, °C Твердость HV Толщина азотированного слоя, мм
за- калки от- пуска
Р18 1280 560 1300—1340/1300—1340 0,08—0,09/0,10—0,11
Р18, Р12, Р6М5 1200 560 1240—1340/1300—1340 0,09—0,10/0,10—0,12
ЗХ2В8Ф 1150 620 1000—1080/1100—1160 0,07—0,08/0,10—0,12
ЗХ2В8Ф 1050 620 950—1000/1070—1160 0,08—0,09/0,12—0,13
4Х5В2ФС, 4Х4ВМФС 1050 600 1000—1050/1160—1240 0,04—0,05/0,06—0,07
Х12М 1060 520 1080—1100/1150—1240 0,04—0,05/0,06—0,07
7ХГ2ВМ 850 200 660—730/1070—1100 0,07—0,08/0,13—0,15
ХВГ 850 200 540—580/600—700 0,08—0,10/0,14—0,15
9ХС 875 200 — /590—630 — /0,07—0,08
Примечание. Числитель — при продолжительности процесса 3 ч, знамена-
тель — при продолжительности 6 ч.
1 Температура азотирования 560 °C для сталей Р18, Р12, Р6М5 и 530 °C для осталь-
ных сталей.
По этой причине строение и свойства азотированного слоя зависят не только
от режима азотирования, но и от состава стали и ее предварительной термической
обработки.
Повышение температуры закалки, увеличивающее концентрацию а-раствора
и количество дисперсных карбидов, выделившихся при отпуске, способствует
возрастанию твердости, но уменьшает толщину слоя (см. табл. 117). Повышение
температуры отпуска влияет в противоположном направлении.
Твердость и толщина слоя в зависимости от режима азотирования показаны
на рис. 317.
Его теплостойкость и износостойкость несколько выше, чем цианированного
(см. рис. 316). Прочность азотированной стали с увеличением толщины слоя сни-
жается сначала значительно, а затем менее интенсивно. Более резкое снижение
прочности особенно у быстрорежущих сталей наступает при образовании е фазы.
Вязкость ухудшается почти пропорционально увеличению толщины слоя (рис. 314
и 315).
Вязкость и прочность слоя зависят также от температуры, предшествовавшей
закалки; они выше, если меньше зерно, и ниже, следовательно, температуры
закалки (см. рис. 314). Для штампов, используемых при динамических нагрузках,
температуры закалки должны быть возможно более низкими.
Азотирование, несмотря на его охрупчивающее влияние, не изменяет чувстви-
тельности к образованию трещин разгара, так как оно повышает устойчивость
против взаимодействия с жидким металлом.
474
Толщина слоя, при которой достигается лучшее сочетание свойств, меньше
у менее вязкой быстрорежущей стали и больше у высокохромистых, особенно
у теплостойких штамповых сталей, обрабатываемых на твердость ниже 50 HRC.
При работе без динамических нагрузок рекомендуется толщина слоя для
штампов, мм: 0,02—0,04 для быстрорежущей стали 1; 0,08—0,12 для стали с
6—18 % Сг; 0,18—0,20 для теплостойкой штамповой стали.
Для работы с динамическими нагрузками толщину слоя выбирают по указан-
ному нижнему пределу.
Для форм литья, как испытывающих меныпие удельные нагрузки, но от
которых требуется повышенная устойчивость против разгара, лучше устанавли-
вать меньшую толщину слоя -~0,1 мм (Е. С. Голубева, Л. П. Павлова, Ю. А. Гел-
лер).
Температуры азотирования для быстрорежущих сталей 550—560 °C (10—
40 мин); 510—520 °C (8—12 ч) для сталей с 6—18 % Сг; штамповых для горячего
деформирования сначала при 520—530 °C (8—10 ч) и затем при 540—560 °C (5—6 ч).
Теплостойкость слоя мало зависит от температуры закалки (см. рис. 315).
Это позволяет понижать на 50—75 °C температуры закалки штампов, работающих
с ударными нагрузками или с интенсивным охлаждением, для улучшения вяз-
кости.
Азотирование — как предварительная обработка
Назначение обработки аналогично применяемой при низкотемпературном
цианировании, указанном выше.
Для него необходима большая выдержка, составляющая 12 ч при 520 °C
или 10 ч при 560—580 °C для получения более толстого слоя 0,15—0,20 мм (рис.
314). Это легче достигается для отожженной стали, имеющей менее легированную
ос-фазу. В результате диффузии части азота 2 в глубь металла при последующем
нагреве для закалки снижается твердость, но возрастает толщина слоя до 0,20—
0,23 у сталей с 6—18 % Сг, до 0,25—0,27 у сталей ЗХ2В8Ф и 4Х5В2ФС и до 0,3 мм
у сталей 7ХГ2ВМ, 7ХГНМ. Структура слоя при этом улучшается: в ней не наблю-
дается сетки и грубых прожилок нитридов, а также е-фазы (Л. П. Павлова,
Ю. А. Геллер).
Твердость и теплостойкость ниже, чем у слоя, азотированного иосле отпуска,
но значительно выше, чем у неазотированной стали.
Твердость слоя 1000—1080 HV (68—69 HRC) у сталей с 6—18 % Сг; 780—
830 HV (60—63 HRC) у теплостойких штамповых сталей и 900—950 HV (63—
64 HRC) у нетеплостойких сталей 7ХГ2ВМ и 7ХГНМ-
Эта твердость сохраняется после нагрева до 200 °C и снижается до 60 HRC
после нагрева стали 7ХГ2ВМ до 350 °C, а сталей с 6—18 % Сг — до 400—450 °C.
У теплостойких штамповых сталей твердость 50 HRC сохраняется после нагрева
при 620—640 °C.
Прочность и вязкость слоя на 20—30 % выше получаемых азотированием
после отпуска и указанных на рис. 314. Кроме того, в поверхностном слое возни-
кают при закалке большие сжимающие напряжения.
Температуры закалки для повышения прочности и вязкости могут быть
понижены на 30—50 °C по сравнению с обычно принятыми.
Нитроцементация
Ее выполняют в смеси аммиака и науглероживающего газа (пиролизного из
керосина, нефтяного, естественного, светильного), содержащего метан.
Можно также применять триэтаноламин, подаваемый непосредственно в печь
из расчета 2 капли в 1 мин на 1 л объема печи [172].
1 При закалке с пониженных температур (1100 °C) допускается увеличение
толщины слоя до 0,05—0,07 мм.
ч 2 Закалку проводят в солях (или аргоне, в вакууме) для предотвращения
потери части азота в атмосферу.
476
Метан при нагреве диссоциирует по уравнению: СН4 -> С + 2Н2, а окись
углерода: 2СО -> СО2 + С.
В процессе диссоциации аммиака и метана~может образоваться атомарный
водород: его диффузия в поверхность стали вызывает хрупкость. Для связывания
водорода можно поместить в муфель печи алюминиевую стружку или для его
удаления проводить после нитроцементации дополнительный отпуск при 180—
200 °C, 1-—2 ч. Такой отпуск не требуется, если после нитроцементации выполня-
Рис. 318. Влияние сульфоазотирования на
износ штамповой стали 4Х5В2ФС
(Л. П. Павлова, Е. С. Голубева,
Ю. А. Геллер); обработка на твердость
45 HRC-.
1 — сульфидирование 180 мии; 2 — закалка
и отпуск (без химико-термической обработ-
ки); 3 — сульфидирование 180 мин и азоти-
рование; 4 — азотирование; 5 — сульфи-
дирование 60 мин и азотирование
ется оксидирование (см. п. 120).
С увеличением в смеси концентра-
ции (скорости подачи) аммиака и тем-
пературы процесса возрастают твер-
дость и толщина слоя. Для получения
слоя оптимальной толщины без из-
лишне толстой светлой зоны газовая
смесь должна содержать аммиак (по
объему): 30—40 %, если используется
пиролизный, естественный или нефтя-
ной газ и 15—20 %, если используется
светильный газ.
Выдержка после нагрева садки
1—2 ч. Процесс заканчивают прекра-
щением подачи аммиака, а затем на-
углероживающего газа.
Поверхность стали приобретает
синий, а иногда красноватый оттенок.
Нитроцементацию выполняют
после отпуска и шлифования или перед
закалкой в условиях, аналогичных для
цианирования п азотирования.
119. Сульфоцианирование
и сульфоазотирование
Обработки заключаются в насы-
щении поверхностного слоя не только
углеродом и азотом, но и серой.
Суль фоцианирование выполняют
в тех же ваннах, которые используют
для жидкого цианирования, но с до-
бавкой к ним 2 % K2S или 25 %
Na2SO4 и 5 % Na2S2O3.
Сульфоазотирование проводят в две
операции: сначала сульфидирование
при 450—560 °C, 40—60 мин в расплавленной смеси 17 % NaCl, 25 % ВаС12,
38 % СаС12, к которым добавляют сернистые соединения FeS, Na2SO4, KCNS,
а затем азотирование по режимам, указанным в п. 118.
В сульфоазотированном или сульфоцианированном слое наряду с образую-
щимися нитридными и карбонитридными фазами присутствуют частицы FeS
в виде изолированных включений, а чаще — в виде тонкого слоя.
Более эффективно сульфоазотирование, состоящее из двух последовательных
операций. При образовании сульфидного слоя затрудняется образование сильно
развитых нитридных прожилок при последующем азотировании. Это подтвержда-
ется более высокой вязкостью сульфоазотированных сталей, чем азотированных
(табл. 118). Тем самым уменьшается дефект слоя, подвергавшегося только азоти-
рованию.
Твердость сульфидированного слоя не отличается от получаемой после
азотирования.
По этим причинам износостойкость сульфоазотированного слоя при неболь-
ших динамических нагрузках больше [134], чем азотированного (рис. 318).
476
Таблица 118. Влияние сульфоазотирования на пластичность
и вязкость штамповых сталей 4Х5В2ФС (в числителе)
и ЗХ2В8Ф (в знаменателе)
Обработка Относительное удлинение 6, %, при температуре, °C аи> МДж/м2 при температуре, °C
20 600 20 600
Закалка с 1050 °C, отпуск (45 HRC) То же, и азотирование То же, и сульфоазотироваппе. . . . 40/35 50/22 34'8 40/15 0,5/0,26 0,3/0,05 0,4/0,05 0,9/0,6 0,6/0,4 0,8/0,6
120. Оксидирование
Оксидирование, проводимое в результате нагрева при повышенных темпера-
турах 400—550 °C, наиболее эффективно, если выполняется после низкотемпера-
турного цианирования или азотирования (нитроцементации).
Его применяют для теплостойких и полутеплостойких сталей в качестве
окончательной операции после шлифования, а лучше после азотирования или
цианирования [2, 133].
Инструменты можно оксидировать сразу после азотирования или после циани-
рования (с нейтрализацией поверхности железным купоросом и сушки). В осталь-
ных случаях их следует очищать от масла и следов грязи.
Возможны два способа обработки: в расплавленных смесях и в атмосфере
пара.
Жидкое оксидирование. Этот процесс более короткий и удобный. Инструменты
сушат, подогревают в электрической печи до 350—400 °C и помещают в ванну,
содержащую 30—35 % KNO2 и 65—70 % NaNO3 с температурой 480—510 °C,
выдержка 20—30 мин. Затем их охлаждают на воздухе, промывают в горячей
воде, просушивают, погружают в холодное масло и протирают ветошью.
Обработка паром. Инструменты помещают в герметически закрытую печь и
при 300—350 °C начинают подачу пара 1 под давлением 0,01—0,03 МПа в течение
20—30 мин для удаления воздуха. Затем повышают температуру до 500—510 °C
для полутеплостойких и до 550—570 °C для теплостойких сталей. После выдержки
30—60 мин инструменты охлаждают в атмосфере пара до 300—350 °C. Затем
прекращают подачу пара, заканчивают охлаждение в печи или на воздухе и не-
медленно промывают инструменты в горячем веретенном масле.
Влияние на свойства
Оксидирование улучшает товарный вид инструментов и повышает стойкость
режущих инструментов на 40—70 %. В этих пределах эффект зависит от пред-
шествовавшей обработки. Он меньше, если инструменты после отпуска подвергают
только шлифованию, и больше, если оксидирование выполняют после цианирова-
ния (азотирования). Такой результат связан с особенностями влияния процесса.
Нагрев до 480—570 °C представляет прежде всего отпуск, который снимает
шлифовочные напряжения, и, кроме того, способствует превращению аустенита
в случае образования светлого слоя (см. п. 128). Этим объясняется неодинаковое
влияние оксидирования на стойкость инструментов, шлифованных по разным
режимам.
Вместе с тем положительное влияние оксидирования может быть больше
создаваемого одним лишь снятием напряжений, так как оно значительнее, если
1 Пар должен быть сухим и перегретым до 300 °C; иначе на поверхности об-
разуется пленка Fe2O3, не устойчивая против коррозии, затрудняющая образо-
вание пленки магнитной окиси.
477
инструменты предварительно подвергали азотированию или цианированию.
Отпуск инструментов после химико-термической обработки вызывает старение,
в результате которого дополнительно возрастают твердость (на 100—400 HV) и
износостойкость поверхностного слоя. Максимальный эффект наблюдается после
нагрева при 200—300 °C.
Кроме того, оксидирование создает на поверхности инструмента темно-синюю
пленку магнитной окиси Fe3O4 толщиной 2—3 мкм. Ее плотность больше получае-
мой при щелочном оксидировании (при 130—140 °C).
Повышение температуры до 600 °C или выдержки до 1,5—2 ч при 550—570 °C
увеличивает толщину пленки до 3—4 мкм, но и облегчает образование окисла
Fe2O3, что усиливает ее хрупкость. Это наблюдается по образованию сколов вокруг
отпечатка Роквелла.
Тонкая окисная пленка удерживает смазку, немного уменьшает налипание и
понижает коэффициент трения или повышает температуру адгезии. Но она не-
прочно сцеплена с металлом, не обладает износостойкостью и снимается уже
в начале работы инструмента. Поэтому ее главная роль после промасливания —
защита от коррозии при хранении на складе.
121. Цементация и высокотемпературное цианирование
Цементацию выполняют при 900—920 °C, а цианирование и жидкую цемента-
цию при 850—870 °C, что определяет свойства слоя и место обработки в техноло-
гическом процессе, а также и выбор сталей.
В этих случаях создается слой „большей толщины, но меньшей твердости,
чем при азотировании и низкотемпературном цианировании и повышается тепло-
стойкость. Эти процессы пригодны для всех инструментальных сталей. Их приме-
няют перед закалкой или совмещают с закалкой, преимущественно для штампов
холодного деформирования простой формы.
В результате цементации и высокотемпературного цианирования: 1) возра-
стает износостойкость из-за повышения количества карбидов; инструменты
пригодны для работы при повышенных давлениях, так как толщину слоя можно
довести до 0,7—1,0 мм; 2) при последующей закалке создаются полезные сжимаю-
щие напряжения. Они значительнее по величине, чем в случае предварительного
азотирования или низкотемпературного цианирования (нитроцементации). Луч-
ший эффект создается при слое 0,2—0,3 мм и концентрации в нем углерода 0,6—
0,7%.
Цементация в твердом карбюризаторе или в газовой среде
Содержание углерода в поверхностном слое для повышения износостойкости
различно в зависимости от состава стали.
В нетеплостойких и полутеплостойких сталях высокой твердости содержание
углерода доводят до 1,5—1,7 %. Лучше подвергаются цементации стали, легиро-
ванные хромом: X, 9ХС, ХВСГ, 7ХГНМ и стали Х12М, Х12Ф1.
Штампы из заэвтектоидных сталей цементуют при 900—910 °C, 9—12 ч.
Затем их нагревают для закалки до 800—810 °C, охлаждают водяной струей до
100—150 °C, а потом в масле; это позволяет иметь меньше остаточного аустенита;
отпуск проводят при 150—160 °C. Сталь имеет твердость 63—65 HRC и толщину
зоны, обогащенной карбидами, 0,1—0,15 мм.
Стали Х12М, Х12Ф1 цементуют при 980—1025 °C, 2—3 ч и закаливают
в масле. Толщина слоя до 0,2 мм; содержание углерода увеличивается до 1,5—
1,7 % С, а твердость до 63—64 HRC (см. рис. 183). Отпуск проводят при 150—
160 °C.
Цементацию теплостойких штамповых сталей применяют преимущественно
при изготовлении прошивных пуансонов, матриц, работающих при небольших
динамических нагрузках. Содержание углерода в слое не должно превышать
0,5—0,6 % С во избежание снижения разгаростойкости. Поэтому температуры и
выдержка уменьшенные: 920—950 °C, 3—6 ч. При твердой цементации лучше
использовать менее активный карбюризатор.
478
Цементация стали ЗХ2В8Ф с последующей закалкой с ИЗО—1140 °C и от-*
пуском при 600—620 °C позволяет повысить твердость рабочего слоя до 60 HR.C
и стойкость пуансонов деформирования медных сплавов.
Рекомендована также цементация быстрорежущих сталей', обычного состава
для повышения износостойкости крупных инструментов простой формы 1167]
и сталей состава матрицы (см. табл. 70) для сохранения вязкой сердцевины 1112].
Цементацию проводят при 1180—1200 °C, 3 ч; затем инструменты охлаждают
до 600 °C и отжигают; после этого осуществляют обычную закалку и отпуск.
Высокотемпературное цианирование и жидкая цементация
Преимущество процессов — насыщение при более низких температурах
850—860 °C и с меньшей выдержкой 1—2 ч, что позволяет точнее регулировать
толщину слоя.
Цианирование и жидкую цементацию можно совмещать с закалкой, охлаждая
инструменты, извлекая из ванны, в масле. Для этой обработки более пригодны
стали с близкими температурами цианирования и закалки и недеформирующиеся
(7ХГНМ, 7ХГ2ВМ). Для других сталей с такими же температурами закалки ра-
ционально применять предварительную обработку для уменьшения деформации
(см. п. 53), что позволит избежать процесса шлифования.
Отпуск проводят по обычным режимам (см. п. 57). Толщина получаемого слоя
0,2—0,3 мм. Процесс более пригоден для инструментов небольшого сечения.
Недостаток цианирования — выполнение его в смесях, содержащих циани-
стые соли, что требует дополнительных мер по технике безопасности. Цианирова-
ние проводят в смеси 25 % NaCN, 15—20 % Na2CO3 и 55—60 % NaCl.
Жидкую цементацию выполняют в неядовитых смесях, в частности в смеси
SiC (30—40 %) и Na2CO3 (60—70 %). Насыщение углеродом протекает по реакции:
SiC + 2Na2CO3 -> Na2SiO3 + Na2O + СО2 + 2С.
122. Борирование
Борирование выполняют чаще всего электролизом в расплаве буры (Na2B4O7)
чаще при 950—980 для углеродистых и 1000—1050 °C для легированных сталей
[145]; катодом служит обрабатываемый^инструмент, а анодом — угольный
(графитовый) электрод х.
Борирование создает очень высокую микротвердость: 1800—2000 HV у угле-
родистых сталей, до 2500 HV у легированных сталей ХВСГ, ХВГ, до 2800 HV
у сталей Х12М, X12Ф1 и до 2800—3300 HV у быстрорежущих. Высокая твердость
сохраняется до 900 °C. Борирование повышает также окалиностойкость и стой-
кость в жидкой меди [145]. Толщина слоя 0,4—0,8 мм; она уменьшается с увели-
чением содержания углерода. Легирующие элементы уменьшают толщину обра-
зующегося слоя. Она не превышает 0,04—0,06 мм у сталей с высоким содержанием
вольфрама (ЗХ2В8Ф) или хрома (Х12М), что в два раза меньше, чем у сталей,
содержащих 1—2 % легирующих элементов. Толщина слоя у углеродистых сталей
с 1 % С при сохранении мелкого зерна 0,12—0,18 мм.
Микроструктура борированного слоя — иглы боридов, ориентированные
в глубь металла; непосредственно на поверхности возникает слой борида FeB,
а ниже — борида Fe2B, несколько меньшей твердости и хрупкости.
Недостатки борирования, ограничивающие его применение для ряда инстру-
ментов, — повышенная хрупкость слоя; она значительнее, чем у азотированного
или цианированного и цементованного слоев. Закалка, вызывающая повышенные
объемные изменения, может привести к образованию трещин в слое. Кроме того,
шлифование после борирования сильно затруднено.
Борирование рационально выполнять перед закалкой или совмещать, что
удобнее, с закалкой. По этим причинам для борирования более пригодны мало-
1 Плотность тока на катоде 0,15—0,20 А/см2, напряжение 2—14 В. Можно
проводить борирование без электролиза — в буре с добавлением карбида хрома.
479
деформирующиеся стали 7ХГНМ и 7ХГ2ВМ’из числа нетеплостоиких и 2Х9В6,
ЗХЗМ.ЗФ — из числа теплостойких штамповых.
Борирование дает наибольший эффект для штампов, работающих при повы-
шенном износе, но без динамических нагрузок и имеющих простую форму (во
избежание скалывания в углах и участках с резкими переходами по сечению). Оно
повышает, в частности, износостойкость штамповых сталей [1791 и стойкость
вытяжных штампов [172].
123. Диффузионное хромирование
Его выполняют при 950—1050 °C, ?>—4 ч, чаще в смеси порошков: 50 %
низкоуглеродистого феррохрома (или хрома), 48—49 % окиси алюминия и 1 %
хлористого аммония \
Толщина слоя небольшая (0,02—0,05 мм). Она немного повышается с увели-
чением доли феррохрома в смеси.
Рис. 319. Структура хроми-
рованного слоя стали X.
X 500
Рис. 320. Влияние углерода на микротвердость и толщину
хромированного слоя углеродистой стали; хромирование
при 1100 °C, 1 ч и закалка:
1 — хромированный слой; 2 — промежуточная зона; 3 —
основной металл
Слой состоит из карбидов М2аС(; и М,С3 и карбонптрпдов с небольшим коли-
чеством сс-фазы. Непосредственно на его поверхности образуется тонкая защитная
пленка окислов хрома, а под ним a-фаза, насыщенная хромом (рис. 319).
Микротвердость слоя высокая и составляет >1800 HV она возрастает с уве-
личением содержания углерода (рис. 320). Износостойкость хромированного слоя
больше, чем цементованного или азотированного.
Прочность сцепления с металлической основой значительная; осадка цилинд-
рических образцов стали У12 на 2/3 высоты и их разрушение не вызывали отслаи-
вания (шелушения) слоя.
Хромированный слой имеет также высокую окалиностойкость и стойкость
против коррозии в водных растворах азотной и органической кислот, а также
1 Феррохром и хром размалывают до зерен размером менее 0,15—0,35 мм,
окись алюминия и просушенный хлористый аммоний растирают и просеивают.
Смесь приготовляют перед использованием. Ее можно использовать 4—5 раз;
после этого надо добавлять 20 % феррохрома и хлористого аммония.
480
в расплавленном алюминии и его сплавах (А. П. Юодис, Е. С. Голубева, Л. П. Па-
влова).
Свойства слоя сохраняются до 950—1000 °C. Лишь под воздействием очень
длительной выдержки при этих температурах хромированный слой постепенно
рассасывается.
На результаты хромирования наиболее сильно^влияет углерод, оказывающий
тормозящее влияние на диффузию хрома. Он уменьшает толщину слоя, но способ-
ствует увеличению в нем концентрации хрома и повышению твердости (см.
рис. 320). Концентрация хрома на поверхности составляет 40 % при 0,15—
0,20 % С и до 54 % при 0,2—0,3 % С.
При хромировании наблюдается диффузия'углерода^из^близких к поверх-
ности слоев навстречу поступающему хрому. Вследствие этого в углеродистых и
менее легированных сталях под наружным хромированным слоем может распола-
гаться обезуглероженная зона, что снижает прочность и износостойкость и затруд-
няет хромирование инструментов небольшой толщины.
Для диффузионного хромирования более пригодны стали, температуры за-
калки которых совпадают с температурами хромирования и получающие неболь-
шие объемные изменения при последующей закалке, а именно высокохромистые
Х12М, Х12Ф1 и теплостойкие штамповые с более низкими температурами закалки.
Количество остаточного аустенита должно быть возможно меньшим; значительные
изменения объема при превращении во время отпуска могут вызывать трещины
в хромированном слое. Для указанных сталей рекомендуется совмещение хроми-
рования и закалки. Отпуск выполняют по общепринятым режимам.
Диффузионное хромирование больше, чем азотирование и цементация, повы-
шает стойкость штампов и форм литья медных и алюминиевых сплавов, или их
жидкой штамповки, т. е. в случае воздействия высоких температур в условиях
коррозии, износа и эрозии, но при условии отсутствия значительных давлений.
Оно может быть также эффективно для многих форм прессования полимерных мате-
риалов, вытяжных штампов и некоторых волочильных колец.
Инструменты, подвергнутые диффузионному хромированию, пригодны для
работы преимущественно при небольших удельных нагрузках из-за малой тол-
щины образующегося твердого слоя.
Цементация и диффузионное хромирование
Предварительно цементацию проводят по режимам, указанным в п. 121.
В этом случае толщина зоны, в которой образуются карбиды хрома при последую-
щем хромировании, возрастает на 30—50 %. Одновременно увеличиваются микро-
твердость и износостойкость, особенно при температуре 600 °C. В результате этой
комбинированной обработки стойкость дорнов и матриц из сталей 4Х5МФС и
ЗХ2В8Ф в кабельных прессах возросла в 3,5—4 раза по сравнению с закаленными
и отпущенными на твердость 46—50 HRC и в 1,2—1,5 раза по сравнению с под-
вергнутыми диффузионному хромированию без цементации [136].
124. Электролитическое (гальваническое) хромирование
Электролитическое хромирование выполняют после отпуска и шлифования
при 50—75 °C. Оно пригодно для всех инструментальных сталей. Однако хроми-
рованный слой хуже ложится на поверхность высокохромистой стали.
Лучше покрытия блестящего хрома; они характеризуются высокими твер-
достью 900—1000 HV (65—68 HRC) и износостойкостью, и, кроме того, имеют:
1) более ровную поверхность, на 1—2 класса выше, чем у шлифованной; 2) повы-
шенную теплостойкость; высокая твердость сохраняется при нагреве до 400 °C.
Выше 400 °C она сильно снижается вследствие рекристаллизации; 3) более низкий
коэффициент трения, чем у закаленной и низкоотпущенной стали (табл. 119);
это уменьшает налипание обрабатываемого материала; 4) химическую устой-
чивость против воздействия органических кислот, влаги, азотной кислоты и при
нагреве до 500 °C; 5) повышенную теплопроводность; коэффициент теплопровод-
ности для хрома составляет 27,2 Вт/м-°С.
16 Геллер Ю. А.
481
Однако толщина слоя незначительна (до 0,02 мм), и он менее прочно связан
с основным металлом, чем слои, образующиеся при диффузионном насыщении.
Кроме того, электролиты хрома, используемые для хромирования, имеют
плохую рассеивающую способность; хром осаждается неравномерно: более тол-
стым слоем на выступающих частях и
Таблица 119. Влияние
хромирования на коэффициент
трения закаленной и иизкоотпущен-
ной стали
Сталь Коэффициент треиия при работе по
серо- му чу- гуну брон- зе баб- биту
Хромированная 0,06 0,05 0,08
Нехромирован- ная 0,22 0,11 0,19
более тонким в углублениях и впадинах.
Необходимо для предупреждения
этого дефекта применять специальные
экраны.
Электролитическое хромирование
пригодно для инструментов простой
формы, воспринимающих небольшие
удельные нагрузки, в частности для:
а) штампов холодного деформирова-
ния цветных сплавов; б) форм прес-
сования пластмасс, изготовленных из
инструментальных сталей; в) режу-
щих инструментов, обрабатывающих
мягкие металлы, и деревообрабатыва-
ющих: некоторых фрез, ножей и др.;
г) многих измерительных инструмен-
тов (если от них требуется высокая
притираемость, см. гл. XVII); д) вос-
становления размеров изношенных
инструментов.
С увеличением толщины покрытия хрома снижается его прочность и возра-
стает опасность отслаивания и скалывания в работе.
Толщина покрытия должна быть следующей, мкм: 10—20 для штампов и пресс-
форм; 5—15 для резьбовых калибров; до 20 для гладких калибров; 3—5 для режу-
щих инструментов, имеющих диаметр до 3—5 мм; 5—10 для режущих инструмен-
тов, имеющих диаметр 5 мм.
Хромированный слой во избежание смятия следует наносить на твердую
поверхность.
После хромирования необходим отпуск при 150 °C, 1 ч.
125. Осаждение карбидов титана
В результате осаждения карбидов титана 1 на рабочую поверхность инстру-
мента достигается наиболее высокая твердость 2500—4200 HV (она выше твердости
карбида TiC в твердых сплавах). Относительная износостойкость покрытия
с осажденным карбидом титана в испытаниях по абразивному материалу в не-
сколько раз выше, чем для борированного или хромированного слоя.
Коэффициент трения для осажденного покрытия пониженный и составляет
0,08—0,1; толщина слоя небольшая (5—20 мкм).
Температура процесса 1000—1150 °C. Для сохранения полученного слоя
последующий нагрев для закалки следует выполнять в аргоне. Поэтому для осаж-
дения карбидов титана более пригодны стали, сохраняющие при указанном на-
греве мелкое зерно и получающие минимальную деформацию при закалке. Эго
позволяет в ряде случаев совместить процесс осаждения карбидов и закалку.
Процесс пригоден для условий изнашивания без динамических нагрузок и
значительных удельных условий, прежде всего для волочильных колец, вытяжных
штампов, пуансонов и матриц горячего деформирования.
Покрытие осаждается на нагретой поверхности из газовой смеси летучих
хлоридов (тетрахлорида титана), водорода и углеводорода или окиси углерода
1 Все более широкое применение получают различные способы нанесения на
поверхность инструментов различных износостойких покрытий методами ионно-
плазменного напыления [185] и последующая термическая обработка этих по-
крытий [186].
482
[172] . При восстановлении тетрахлорида водородом образуется дихлорид титана.
В свою очередь он диссоциирует по уравнению: TiCl2—> Ti + 2TiCl. Титан
взаимодействует с углеродом, образующимся при распаде окиси углерода.
126. Наплавка инструментов
Наплавку применяют для штампов холодного и горячего деформирования,
ножей холодной и горячей резки и для крупных режущих инструментов.
Свойства наплавленного слоя могут быть близки или превосходить свойства
основного металла того же состава. Поскольку толщина слоя, наплавляемого
в один прием, небольшая (2—5 мм) и значительная часть тепла отводится нижеле-
жащим более холодным металлом, то кристаллизация происходит ускоренно, и
структура слоя более мелкозернистая и однородная, чем у литых инструментов
(см. рис. 103). Это позволяет получать более высокие прочность и вязкость, чем
в обычной литой стали и во многих случаях отказаться от последующей закалки.
По этой же причине для многих штампов и ножей оправдана наплавка заэв-
тектическими сплавами, в структуре которых присутствуют первичные карбиды.
В результате интенсивного отвода тепла в противоположных направлениях:
в глубь металла и в воздушную среду в слое происходит ориентированная кристал-
лизация, вследствие чего выделяющиеся избыточные карбиды направлены перпен-
дикулярно рабочей поверхности. Это повышает устойчивость против налипания.
Состав прутков-электродов, применяемых для наплавки, устанавливают в за-
висимости от требований к слою. Они предусматривают получение: 1) более высоких
теплостойкости и износостойкости, чем у основного металла. Для наплавки
выбирают сталь большей легированности (часто меньшей вязкости). Динамические
нагрузки воспринимает основной металл. Но в этих случаях важно, чтобы основ-
ной металл обладал некоторой теплостойкостью или износостойкостью.
Штампы горячего деформирования изготовляют из более вязкой полутепло-
стойкой стали 5ХНМ или 5ХГМ и наплавляют сталью 2Х6В8М2К7.
Износостойкость и теплостойкость повышаются еще больше в случае примене-
ния твердого сплава из 80 % WC и 20 % Ni. Твердость слоя высокая: 68—70 HRC.
Сплав наплавляют на штамповые стали, имеющие меньшие объемные изменения:
2Х9В6, 2Х6В8М2К7, ЗХЗМЗФ. Толщина слоя небольшая (0,03—0,07 мм); при
большей толщине сильно увеличивается хрупкость. После наплавки штамп нагре-
вают 20—30 мин до 1100—1120 °C, в результате диффузии никеля улучшается
связь наплавленного слоя с основным металлом [131].
Штампы холодного деформирования изготовляют из стали Х6ВФ или 7ХГНМ
в ХВГС и наплавляют сталью Х12Ф4М или Х6Ф4М.
Режущие инструменты изготовляют из стали Р6М5 или пониженной теплостой-
кости (см. п. Г.) и наплавляют сталью Р8МЗК6С (или Р9М4К8); 2) большей устой-
чивости против налипания, значительного при горячем деформировании некоторых
цветных металлов и пластичных аустенитных сплавов. Поскольку налипание
усиливается при повышении температуры, штампы изготовляют из сталей высокой
или повышенной теплостойкости и наплавляют сплавами с повышенным коли-
чеством избыточных карбидов, лучше заэвтектическими; 3) восстановления разме-
ров изношенных инструментов. Применяют сталь того же состава как и у изно-
шенного инструмента.
Режимы наплавки примерно одинаковы для указанных выше сталей и спла-
вов. Ее выполняют после термической обработки основного металла.
После наплавки целесообразен отпуск 30 мин при 200 °C для нетеплостойких
и 500—550 °C для теплостойких сталей.
Инструменты для наплавки предварительно подогревают до 350—400 °C.
Затем наносят два-три слоя до достижения требуемой толщины.
Электронаплавку целесообразно проводить на постоянном токе обратной
полярности прутками — электродами диаметром 3—-5 мм.
Расплавление прутков-электродов и наплавку лучше выполнять в защитной
атмосфере, в частности в аргоне. Возможна электронаплавка без специальной
защитной атмосферы. В этом случае необходимы специальные обмазки на прутках-
электродах, которые должны содержать ферромарганец для защиты от окисления
16*
483
Т а б л и ц а 120. Состав (средний), %, обмазок
для наплавляемых электродов
Компоненты Состав 1 Состав 2 Компоненты Состав 1 Состав 2
СаСО3 25 20 Графит 1 2
CaF2 25 20 Декстрин 5 3
FeMn 8 5 Растворимое стекло (в
FeCr 6 5 пересчете на сухое)
FeSi — 5 20 20
FeTi — 10
FeV 10 10
Таблица 121. Электроды -— покрытия для ручной дуговой наплавки
(по ГОСТ 10051—75)
Марка Химический состав (средний), %
С Мп Si Сг Мо W V
Т590 3,2 2 2 25 1,0 Ti
Т620 3,2 1 2 23 —. 1,0 Ti
ЦС1 3,0 0,4 4 28 — — —
*> Кроме того, 4% Ni.
и мел для получения стабильной дуги (при ведении наплавки на переменном токе).
В обмазку вводят, кроме того, ферросплавы и графит для возмещения угара от-
дельных элементов электрода при наплавке. Составы некоторых обмазок этого
назначения приведены в табл. 120.
Б. ДЕФЕКТЫ ПОВЕРХНОСТНОГО СЛОЯ
127. Обезуглероженный слой
Влияние обезуглероживания и способы защиты были приведены в п. 21.
Ниже освещаются методы его определения.
Микроскопический метод более удобен; он позволяет определять обезуглеро-
женный слой по всему периметру заготовки или инструмента. Толщина слоя
одинакова у стали, обезуглероженной при термической обработке, и может быть
разной на отдельных участках проката и поковок.
Для выявления слоя используют те структурные признаки и вызывающие их
превращения, которые более чувствительны к уменьшению содержания углерода.
Обезуглероживание углеродистых и менее легированных сталей, близких
к эвтектоидным, определяют после отжига травлением шлифа 2—4 % -ным раство-
ром HNO3 по общей толщине слоя, имеющего ферритную структуру (полное
обезуглероживание) и пониженное количество перлита (частичное обезуглерожи-
вание).
Обезуглероживание более легированных сталей выявляется таким же травле-
нием после закалки и отпуска при 650—765 °C (1 ч). Обезуглероживание заэвтек-
тоидной углеродистой стали определяют после отжига или высокого отпуска по
484
толщине слоя с участками феррита и слоя частичного обезуглероживания, обед-
ненного карбидами. Результаты определения не очень точны.
У легированных сталей чаще возникает частичное обезуглероживание, когда
содержание углерода снижается до 0,3—0,5 %; оно почти не определяется обыч-
ным травлением, так как эти стали имеют пониженное содержание углерода
в перлите (см. рис. 68). Обезуглероживание определяют по изменению устойчи-
вости переохлажденного аустенита в бейнитной области. При выдержке закали-
ваемого образца бейнит образуется сначала в участках, имеющих меньше угле-
рода, т. е. в обезуглероженном слое. Быстрое охлаждение после выдержки, выз-
вавшей распад только в обезуглероженном слое, фиксирует дисперсную двухфаз-
ную структуру, травящуюся в темный цвет, а в пеобезуглероженном слое — свет-
лую плохо травящуюся мартенситную структуру (рис. 321).
Определение облегчается тем, что температуры промежуточного превращения
почти не зависят от содержания углерода, а для заэвтектоидных сталей, нагре-
ваемых в область аустенит + карбиды, не очень сильно зависят, кроме того, от
содержания легирующих элементов.
Температура нагрева должна быть на 20—30 °C выше принимаемых для за-
калки; это повышает устойчивость аустенита в перлитной области и позволяет
лучше выявить обезуглероженный слой. Выдержку в бейнитной области устанав-
ливают в зависимости от марки стали (табл. 122). Следует применять образцы
небольшого сечения или отдельные части инструментов, чтобы они быстро при-
нимали температуру охлаждения ванны.
Обезуглероживание ледебуритных сталей определяют по изменению темпе-
ратуры А4Н.
Метод основан на том, что аустенит с меньшим содержанием углерода имеет
более высокую температуру Л4Н. Образец нагревают в течение 2—3 мин в раскис-
ленной ванне до температур закалки и переносят во вторую соляную ванну с тем-
пературой немного выше Л4Н данной стали (для выбранной температуры закалки).
Охлаждение вызывает частичное мартенситное превращение в обезуглероженном
слое, сохраняя аустенит в сердцевине.
После выдержки в течение 5—10 мин образец, без дальнейшего охлаждения,
переносят в ванну с температурой 500—600 °C и выдерживают 10 мин (табл. 123).
Эта выдержка сохраняет аустенитную структуру в необезуглероженной части, но
вызывает отпуск мартенсита, образовавшегося в обезуглероженном слое при
охлаждении во второй ванне.
При последующем охлаждении на воздухе мартенситное превращение про-
исходит и в сердцевине образца. Но отпущенный мартенсит (или троостит) обезуг-
лероженного слоя травится сильнее и кажется в микроскопе темным, тогда как
неотпущенный мартенсит остальной части образца остается более светлым; иногда
в нем видны границы зерен аустенита (рис. 322).
Обезуглероживание быстрорежущих сталей можно определять цветным
травлением. Образец травят 4 % -ным раствором азотной кислоты в метиловом
спирте до голубовато-зеленого цвета, быстро промывают в спирте и сушат в теплом
воздушном потоке. Сильно обезуглероженный слой виден в микроскопе в виде
светло-коричневой зоны, переходный слой имеет голубоватый цвет, а основной
металл — зеленую окраску [137].
Микроскопический метод пригоден и для определения обезуглероживающего
влияния нагревающей среды. Образец шлифуют с одной стороны для снятия воз-
можного обезуглероженного слоя. При сравнении глубины обезуглероживания
в шлифованной и нешлифованной частях виден обезуглероженный слой, возник-
ший при нагреве. Рекомендуются образцы с зубцом; обезуглероживание в вершине
развивается интенсивнее.
Химический анализ стружки толщиной 0,05 мм, снимаемой послойно, дает
более точную оценку, но метод — трудоемкий и не позволяет выявить различия
в обезуглероживании отдельных участков по периметру. Метод испои зуют глав-
ным образом для определения содержания углерода в контоолплой ленте (см.
п. 21).
Обезуглероживание определяют также по изменению электродвижущей силы
(э. д. с.), пластичности или же твердости. Этими методами фиксируется факт
обезуглероживания, что позволяет качественно и приближенно судить о степени
486
Рис. 321. Обезуглероженный слой стали 9ХС, определенный различными методами:
а — отжиг; общее обезуглероживание 0,3 мм; б — обработка с выдержкой в области бей-
интного превращения; общее обезуглероживание 0,5 мм
Рис. 322. Обезуглероженный слой:
а — сталь Х6ВФ. х 100; б — сталь
Р9.Х300.
486
Таблица 122. Обработка для определения обезуглероженного слоя
легированных заэвтектоидных сталей (Ю. А. Геллер, М. Н. Фадюшина)
Сталь Температура, °C Выдержка в охла- ждающей ванне, с
нагрева ** охлаждающей ванны ** 2
X 860—870 370 -390 80—90
9ХС 890—900 370—390 90—110
ХВГ 850—860 370—390 80—90
ХВСГ 870—890 370—400 100—120
*1 В раскисленной ванне.
♦2 Для образцов, имеющих размер 10x10 мм; дальнейшее охлаждение в воде.
Т а б л и ц а 123. Режим обработки для определения
обезуглероживания ледебуритных сталей 1
Сталь Температура, °C
закалки охлаждающей ванны 2 нагрева в третьей ванне 3
Быстрорежущие стали
Р18 1270—1290 175—195 580—600
Р12 1240—1260 175—195 580—600
Р6МЗ, Р6М5, Р8МЗ 1220—1240 160—180 580—600
Р12ФЗ 1250—1260 200—215 580—600
Р12Ф4К5 1240—1250 180—200 580—600
Р8МЗК6С, Р8М4К8Ф, 10Р8МЗ 1210—1220 150—165 580—600
Р6М5Ф2К8, Р6М5ФЗКЮ 1200—1210 180—200 580—600
Штамповые стали
Х12Ф1, Х12М, Х12ВМ, Х12ФЗМ 1050—1080 160—170 520—540
Х6ВФ, Х6Ф4М 1090—1100 100—110 520—540
* Для сталей Р18, Р12 по ГОСТ 1763—68. 2 Выдержка 5 — 10 мнн. 3 Выдержка 10 мни,
затем охлаждение на воздухе.
обезуглероживания и толщине обезуглероженного слоя. Эти более простые методы
используют для решения частных задач.
Метод замера э. д. с. Согласно ГОСТ 1763—68 замеряют отклонение в вели-
чине э. д. с. по сравнению с эталонным образцом. Метод используют для определе-
ния: 1) обезуглероживания в шлифованных лентах или прутках (серебрянке) и
2) обезуглероживающего действия соляных ванн. В последнем случае в ванне
нагревают лезвийную ленту. Температура ванны и выдержка в ней должны отве-
чать нормам, принятым для соответствующих инструментов. Отклонение в пока-
зании прибора от эталона указывает, что в проверяемой стали имеется обезуглеро-
женный слой или ванна обезуглероживает.
Метод закалки ленты (по П. П. Сабатину). Его используют для определения
обезуглероживающего действия соляной ванны. Закаливают готовое лезвие
с нагревом и выдержкой, принятыми для инструментов. Затем лезвие изгибают.
Поломка лезвия — признак того, что в ней сохранилось высокое содержание
487
углерода и она закалилась и что ванна не обезуглероживает. Если лезвие согну-
лось без поломки, то это признак потери углерода в материале ленты из-за обезуг-
лероживающего влияния ванны.
Твердость измеряют вдавливанием алмазной пирамиды (по Виккерсу) двумя
нагрузками: 50 и 500 Н. Измерения малой нагрузкой характеризуют твердость
поверхностного слоя, а большой — твердость необезуглероженных нижележащих
слоев. Сталь предварительно отпускают при 250—300 °C, после чего возрастает
различие в твердости участков с разным содержанием углерода. Метод неприменим
для быстрорежущих сталей, в обезуглероженном слое которых могут выделяться
при отпуске интерметаллиды (см. рис. 207), повышающие твердость.
128. Светлый слой
В поверхностной зоне инструментов вследствие особенностей изготовления
или эксплуатации может возникать видимый иногда невооруженным глазом свет-
лый слой (полоска), который и после травления остается светлым (рис. 323). Его
толщина может изменяться в широких пределах: от 0,1—0,2 до 2—3 мм. Состояние
и свойства стали в светлом и нижележащих слоях сильно различаются. Кроме
того, в переходной зоне между ними возникают растягивающие напряжения. Все
это изменяет и в большинстве случаев ухудшает качество инструментов.
Природа и свойства светлого слоя зависят от условий образования и состава
стали.
Светлый слой, образующийся при изготовлении инструментов. Слой может
возникать при шлифовании и заточке, в более редких случаях при резании,
а также в результате значительного обезуглероживания.
Светлый слой после шлифования и заточки (рис. 323). Толщина слоя до
0,1—0,2 мм. Шлифование или заточка (обычными абразивами, см. п. 25) оказывают
значительное тепловое воздействие на поверхностный слой. Температура, возни-
кающая в начале шлифования, почти мгновенно может достигать 700—900 и даже
1000—1200 °C, а скорость нагрева 5000—6000 и даже до 10000°С/с [138]. Почти
также быстро — за доли секунды — эта температура снижается, так как подав-
ляющая часть возникающего тепла сразу отводится нижележащим слоям не-
нагретого металла и скорость охлаждения поверхностного слоя поэтому очень
велика — до 1000 °С/с [138]. Температура сохраняется более высокой для инстру-
ментов очень небольших сечений.
Температура, устанавливающаяся в течение всего процесса шлифования,
ниже и зависит от режима шлифования и условий охлаждения. В случае чрезмер-
ного увеличения скорости шлифования или толщины слоя, снимаемого за проход,
она может быть выше температур фазового превращения шлифуемой стали.
Влияние шлифования сильнее в выступающих частях инструмента и в инстру-
ментах небольшого сечения. Температурное воздействие шлифования протекает,
кроме того, при повышенных давлениях. Поэтому оно может изменять структуру
поверхностных слоев и создавать в них значительные напряжения.
Возникающий при шлифовании светлый наружный слой имеет аустенито-
мартенситную структуру и является продуктом вторичной закалки. Аустенит,
образовавшийся при быстром нагреве и больших давлениях, обладает: 1) высокой
устойчивостью при охлаждении и сохраняется в светлом слое в повышенном
количестве: до 60—70 % в стали с исходной мартенситной структурой и до 30—
40 % в стали с исходной перлитной (сорбитной) структурой]; 2) высокой твер-
достью (—1000 7/Ё) вследствие фазового наклепа при а—>-у-превращении, по-
скольку при быстром нагреве не завершается рекристаллизация аустенита.
Определенную роль играют также сильное измельчение блоков (до 5-10—6 см) и
искажения тонкой кристаллической структуры; 3) пониженной устойчивостью
против нагрева. Он распадается при 100—200 °C в нетеплостойкой стали и при
300—400 °C в теплостойкой, поскольку насыщение слоя легирующими элементами
происходит при температурах ниже принятых для закалки.
Непосредственно под этим слоем может располагаться темно-травящаяся
вона. Она представляет дисперсную феррито-карбидную смесь, возникает в области
меньшего теплового воздействия и является продуктом отпуска.
488
Рис. 323. Поверхностный светлый слой неправильно шлифованной стали:
а — сталь Р18 в зубе шевера; наружный светлый слой, затем темиотравящийся слой и ни-
же— малотравящаяся основная структура. Х300; б —сталь X в резьбовом калибре;
наружный светлый слой и выше основная мартенситная структура. Х300; в —сталь
Р18, светлый слой, затем темный и ниже основная структура; отпечатки алмазной пира-
миды (в измерениях микротвердости) указывают высокую твердость светлого слоя. Х500;
г — сталь Р18 в нитке метчика. Х200
489
Нетеплостойкие стали чувствительнее к этим структурным изменениям; при
интенсивном шлифовании толщина светлого слоя достигает 0,1 мм, а темного
1—2 мм. У быстрорежущих сталей и с 4—18 % Сг толщина этих слоев меньше и
О 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,00 0,05
Расстояние от поверхности, мм
Рис. 324. Изменение твердости поверхност-
ного слоя быстрорежущей стали Р18 и не-
теплостойкой стали ХВГ в результате ин-
тенсивного шлифования
Рис. 325. Изменение твердо-
сти поверхностного слоя бы-
строрежущей стали Р9 в за-
висимости от условий заточ-
ки (толщина снимаемого слоя
0,02 мм). Окружная ско-
рость, м/с:
1 — 33,3; 2 — 23,5
составляет соответственно 0,03—0,05 и 0,2 мм (рис. 325). Она несколько больше
лишь в выступающих частях инструмента (см. рис. 323).
Напряжения возникают при видимых изменениях структуры, а также и без
заметных структурных превращений под действием локализованного нагрева и
Расстояние от поверхности, мм
Рис. 326. Напряжения в шлифованием слое
закаленной стали типа 9Г2Ф, определен-
ные рентгеновским методом
неравномерности пластической дефор-
мации. Чаще всего это — растягива-
ющие напряжения на поверхности
(рис. 326). Как и структурные изме-
нения, они могут служить причи-
ной образования шлифовочных тре-
щин (см. п. 34).
Образование непосредственно на
поверхности темно-травящейся зоны
пониженной твердости, конечно, не-
допустимо (п. 129).
Менее ясно влияние вторично за-
каленного слоя. Казалось бы, что
образование на поверхности слоя бо-
лее высокой твердости не должно
ухудшать стойкости инструментов.
Однако образование этого слоя со-
провождается возникновением новых
напряжений; кроме того, слой имеет
пониженное сопротивление пластиче-
ской деформации из-за влияния аусте-
нита и устойчивость его при нагреве
мала.
Превращение аустенита в эксплуа-
тации вызывает дополнительные на-
пряжения в рабочей кромке. По
этим причинам образование вторично
490
закаленного слоя нежелательно. Оно меньше влияет на стойкость инструментов
с более низкой твердостью, но снижает ее у инструментов с твердостью
>63—64 НRC и инструментов, воспринимающих повышенные напряжения.
Для предупреждения и исправления этих дефектов необходимо: 1) выбирать
теплостойкие стали для инструментов, при шлифовании которых снимается боль-
шой слой; 2) соблюдать оптимальные режимы шлифования (п. 25); 3) применять
после шлифования отпуск и доводку, при котором удаляется часть поврежденного
слоя.
Качество шлифованного слоя определяют микроанализом (лучше на косых
шлифах) и рентгеноструктурным анализом — по количеству аустенита.
Рис. 327. Светлая полоса в фрезерованной канавке стали Р12. Твердость
полосы снижается от поверхности к сердцевине — темному слою — с 63
до 55 HRC. X 500 (Л. С. Кремнев)
Темно-травящийся слой на поверхности (прижоги) выявляется также макро-
анализом — в результате травления 10 % -ным водным раствором азотной кислоты.
Участки пониженной твердости с троосто-мартенситной структурой травятся ин-
тенсивнее и обнаруживаются в виде пятен темно-коричневого цвета.
На гладких поверхностях можно также измерять твердость вдавливанием
алмазной пирамиды с разными нагрузками, подобно тому, как определяют обезуг-
лероженный слой.
Светлый слой после резания (рис. 327). Он возникает при обработке, главным
образом фрезеровании, относительно твердой стали чаще в случае интенсивного
затупления режущей кромки (Л. С. Кремнев). Светлая полоска образуется вслед-
ствие почти мгновенного высокого нагрева; в отличие от наблюдаемого при шлифо-
вании она имеет большую глубину: до 0,8 мм (по-видимому, из-за повышенных
давлений). Высокий нагрев — следствие резко повышенного трения, вызываемого
не снятием стружки, а смятием слоя под режущими кромками инструмента (при
недостаточно правильной настройке станка и выборе режима резания).
Светлый слой после термической обработки. Такой слой возникает в резуль-
тате очень длительного обезуглероживания, приводящего к образованию феррит-
ной структуры, и может наблюдаться в крупных штампах из теплостойких сталей,
содержащих 0,4—0,5 % С и подвергавшихся длительному высокому нагреву для
закалки в средах без достаточной защиты. Толщина слоя 0,5—1 мм.
491
Слой имеет низкую твердость 1 (20—25 HRC). Из-за пониженных прочностных
свойств в этом слое легче возникают трещины разгара, распространяющиеся
затем в глубь металла и усиливается налипание обрабатываемого металла.
Пути предупреждения дефекта были рассмотрены в п. 21.
Светлый слой, образующийся в эксплуатации, возникает в рабочей поверх-
ности штампов горячего деформирования и форм литья под давлением и имеет
толщину до 2—3 мм, т. е. большую, чем в предыдущих случаях. Его твердость
600—1000 HV.
Природа и твердость слоя в этих пределах могут быть неодинаковыми и
зависеть от условий его образования. Однако во всех случаях при возникновении
слоя облегчаются создание и развитие трещин разгара из-за возникающего разли-
чия в коэффициентах теплового расширения слоя и основного металла, а также
налипание (из-за большего растворения в аустените многих компонентов деформи-
руемого металла) и течение стали в рабочем слое из-за меньшей теплостойкости
светлого слоя.
Можно различать, по крайней мере, три вида этого слоя а.
1. Слой, образовавшийся в результате нагрева поверхности выше температур
фазовых превращений и в условиях повышенных давлений. Он возникает преиму-
щественно в рабочей поверхности штампов. Природа этого слоя близка к образую-
щемуся при шлифовании и рассмотренному выше. Его твердость несколько ниже
(800—900 HV). Для предупреждения необходимо выбирать штамповые стали более
высокой теплостойкости и применять более энергичное охлаждение их рабочей
поверхности.
2. Слой, образовавшийся в результате взаимодействия с графитной смазкой
при высоких температурах деформации. Слой имеет повышенное содержание угле-
рода [139], большую твердость и более хрупок. Он возникает в штампах. Процесс
развивается интенсивно при образовании аустенитной структуры в поверхностном
слое, т. е. при высоких температурах.
Процесс развивается менее интенсивно у сталей: а) с повышенными темпера-
турами а—> у-превращения и б) высоким содержанием хрома; образование
защитной пленки затрудняет контакт с наружной средой. Он предупреждается
также при использовании стеклянных смазок.
3. Слой, образовавшийся в результате взаимодействия с заливаемым жидким
металлом. Он может возникать при высоких температурах заливки (литье, жидкая
штамповка медных сплавов) и при более низких температурах, но более агрессив-
ном влиянии жидкого металла (литье цинковых сплавов). В светлом слое образу-
ется a-фаза с повышенной концентрацией меди (до 1 %), цинка (до 2 %), алюми-
ния; в нем уменьшается концентрация хрома; твердость слоя у поверхности
400—480 HV при литье латуни и 550—600 HV при литье бронзы и может быть
меньше в нижележащей зоне. Толщина слоя меньше у [коррозионностойких штам-
повых сталей (6—10 % Сг) и при легировании вольфрамом, и, наоборот, больше
у сталей, содержащих более 2 % Мо (Е. С. Голубева, О. И. Николаева,
Ю. Л. Геллер).
129. Темный слой (прижоги)
Темные, сильно травящиеся слои, которые могут возникать вдоль контура
инструмента или лишь в отдельных участках или поверхности (прижоги), имеют
трооститную или троосто-сорбитную структуру и более низкую твердость (55—
58 HRC у быстрорежущих и 40—50 HRC у нетеплостойких сталей) по сравнению
с полученной после термической обработки и сохраняющейся в нижележащих
слоях (см. рис. 327). Эти участки — продукт отпуска вследствие более низкого,
чем температуры фазового превращения, нагрева, но достаточного, чтобы вызвать
1 Слой может быть при этом хрупким из-за выделения интерметаллидов
при последующем отпуске.
- Возможно и совместное влияние рассматриваемых причин.
492
чрезмерно высокий отпуск стали. Темные слои в зависимости от температуры
нагрева могут располагаться ниже светлого слоя или составлять непосредственно
поверхностный слой (в случаях, когда светлый слой не возникает).
При образовании прижогов резко усиливается налипание обрабатываемого
металла и инструмент быстрее изнашивается. У штампов эти участки являются,
кроме того, зонами, из которых ускоренно развиваются трещины разгара.
Темный слой, возникающий при шлифовании. Он образуется в случае шлифо-
вания обычными абразивами (см. п. 25), как было показано выше для светлого
слоя (см. рис. 327), если процесс выполняется слишком интенсивно или шлифу-
ются стали со значительным количеством карбида МС. Эти стали необходимо шли-
фовать кубическим нитридом бора или алмазами и дефект можно предотвратить
полностью.
Для остальных сталей, шлифуемых обычными абразивами, необходимо тща-
тельно соблюдать установленные режимы.
Темный слой, возникающий в эксплуатации. Он может образоваться у штампов
горячего деформирования и форм литья под давлением х. Твердость слоя на 10—
15 HRC ниже, чем у основного металла. Причины возникновения аналогичны
указанным в п. 128 с тем отличием, что темный слой пониженной твердости созда-
ется в результате более низкого нагрева. Это слой — следствие коагуляции
дисперсных частиц фаз-упрочнителей и обеднения ос-фазы, что усиливает изнаши-
вание, а у форм литья коррозия от взаимодействия с жидким металлом.
Способы предупреждения те же, что и рассмотренные для светлого слоя
в п. 128.
1 Слой может возникать и в рабочей кромке режущих инструментов. Явления
износа режущей кромки сложнее и в данном случае не рассмотрены.
Часть третья
Выбор инструментальной стали
и термической обработки
Г лава XI11
ВЫБОР ОБРАБОТКИ И СОСТАВА СТАЛЕЙ
ДЛЯ РЕЖУЩИХ ИНСТРУМЕНТОВ
130. Стали для металлорежущих инструментов
В готовых инструментах стали должны иметь: 1) высокую твердость, чаще 63—
66 HRC, а для резания более твердых и труднообрабатываемых материалов
66—69 HRC (при обязательной доводке режущих граней и участков, испытываю-
щих повышенные напряжения) \ Такая же высокая твердость, но в тонком поверх-
ностном слое (после цианирования или азотирования) должна бытьу большинства
инструментов и для резания конструкционных сталей и чугунов; 2) высокую проч -
ность и сопротивление пластической деформации, а для ряда инструментов —
возможно лучшую вязкость; 3) теплостойкость. Это свойство в большинстве слу-
чаев главное и необходимое для резания с повышенной скоростью или трудно-
обрабатываемых материалов.
Основные марки сталей для резания в более типичных условиях приведены
в табл. 124. Для большинства инструментов необходимы быстрорежущие стали.
Нетеплостойкие стали применяют для ограниченного типа инструментов.
Выбор быстрорежущей стали той или иной группы теплостойкости зависит от
многих факторов, но определяющим являются свойства обрабатываемого мате-
риала и условия резания.
Для резания конструкционных сталей и чугунов с твердостью до 220—
230 НВ применяют стали умеренной теплостойкости. Использование сталей повы-
шенной теплостойкости рационально в случаях: а) повышения скорости резания
(особенно с 40—50 до 70—80 м/мин); тогда необходимы кобальтовые стали; б) реза-
ния с обычной скоростью, если температура режущей кромки не повышается
>400—450°C, но необходима повышенная износостойкость (главным образом:
для протяжек, разверток); тогда применяют высокованадиевую сталь Р12ФЗ или
сталь 10Р8МЗ; при этом стойкость инструментов повышается на 50—60 %; в) для
инструментов, от которых требуется длительная стойкость (например, в автомати-
ческих линиях), нужны кобальтовые стали с повышенным содержанием углерода
высокой твердости 66—68 HRC и износостойкости 1 2 или сталь 10Р8МЗ. Поскольку
сверла для этого назначения часто изготовляют вышлифовыванием, не следует
выбирать стали с повышенным содержанием ванадия.
Для резания улучшенных конструкционных сталей повышенной твердости
30—45 HRC, аустенитных жаропрочных, а также нержавеющих сталей и сплавов
нужны стали повышенной теплостойкости.
Для резания титановых и некоторых аустенитных сплавов повышенной
твердости, например кавитационностойких, необходимы стали высокой тепло-
стойкости. Этот выбор особенно оправдан, для резания без охлаждения (сталь
В11М7К23).
1 Выбор твердости зависит и от условий резания и наладки станков. Для
прерывистого резания и при небольшой вибрации станка следует снижать
твердость на 1 — 1,5 HRC, т. е. предельную твердость, получаемую для данной
стали.
2 Кобальтовые стали при высокой твердости (66 HRC) обеспечивают повыше-
ние стойкости при высокой жесткости станка. Кроме того, сверла должны быть
короткими для уменьшения биения.
494
Таблица 124. Примерное назначение сталей
для металлорежущих инструментов
Тип инструментов
Рекомендуемая сталь
Резцы и резцовые головки:
фасонные на автоматах ...............
долбежные, строгальные, отрезные дол-
бежные для резания труднообрабатывае-
мых материалов .....................
Сверла:
катаные для обработки металлов с твер-
достью до 260 -280 НИ...............
то же, для обработки металлов большей
твердости ..........................
фрезерованные для обработки металлов
с твердостью до 260 —280 НН
то же, для сверления труднообрабаты-
ваемых сплавов .....................
вышлифованные.......................
литые (диаметром >60 мм) ...........
Фрезы:
резьбовые ............................
червячные ..........................
то же, для резания с повышенной ско-
ростью .............................
то же, для резания труднообрабатывае-
мых сплавов ........................
то же, при повышенных динамических
нагрузках ..........................
то же, для нешлифуемых .............
то же, для литых....................
концевые ...........................
прорезные для мягких металлов , . .
то же, для резания труднообрабатывае-
мых сплавов ........................
Долбяки, шеверы.......................
Протяжки диаметром, мм:
до 80—100 мм .......................
>100................................
протяжки шлицевые...................
Метчики:
машинные и машинно-ручные . . . .
ручные .............................
Плашки круглые:
для нарезания мягких металлов . . .
то же, для твердых..................
Развертки:
машинные ............................
то же, для резания труднообрабатывае-
мых сплавов ........................
ручные .............................
Зенкеры:
для обработки мягких металлов . . .
для обработки твердых металлов . . .
Пилы:
сегменты к круглым пилам............
ножовочные полотна .................
то же, ручные ......................
то же, для резки мягких металлов
Напильники:
для обработки мягких металлов . , ,
для обработки твердых металлов . . .
Микроинструменты:
сверла, метчики диаметром 0,5—1 мм
Р18, Р12ФЗ, 10Р8МЗ
Р6М5, Р12,Р8МЗК6С,Р12Ф4К5, Р9М4К8Ф,
Р12МЗФ2К8
Р6М5, Р12, Р8МЗ
Р12ФЗ, 10Р8МЗ
Р6М5, Р12, Р8МЗ
Р12Ф4К5, Р8МЗК6С, Р9М4К8Ф, Р12ФЗ,
В11М7К23
Р6М5, Р8МЗ, Р6М5К5
Р9Х2М2ГЛ, Р12ФЗ
Р6М5, Р12, Р8МЗ, Р18
Р6М5, Р12ФЗ, Р12, Р8МЗ
Р12Ф4К5, Р8МЗК6С
Р12Ф4К5, Р8МЗК6С, Р9М4К8Ф,
Р12МЗФ2К8
Р6М5К5, Р6Ф2К8М5
Р6М5, Р2МЗК8Ф
Р5М2ФЛ
Р6М5, Р12
Р6М5, Р12, Р8МЗ
Р8МЗК6С, Р9М4К8Ф
Р6М5, Р12, Р8МЗ
Р12, Р6М5, Р12ФЗ, Р8МЗ
ХВСГ, Р6М5
Р18, Р12
Р6М5, Р18, Р8МЗК6С, 10Р8МЗ,
Р12Ф2К8МЗ
ПХФ, УНА. У12А
ХВСГ
Р6М5, Р8МЗ
Р6М5, Р8МЗ, Р12ФЗ, Р12, 10Р8МЗ
Р8МЗК6С
ХВСГ, Р6М5, Р8МЗ
Р6М5, Р12, Р8МЗ, 10Р8МЗ
Р9М4К8Ф, Р8МЗК6С
Р12, Р6М5
Р6М5, Р9, Р8МЗ, типа Р0М4Ф, Р0М4
типа РЗМЗФ2, Р0М4Ф
В2Ф
13 X X У1 ЗА
Р12,’ Р6М5, Р8МЗ, РЗМЗФ2, типа Р0М4Ф
типа Н8К14М18Т, Р8МЗ
496
Выбор марки стали в пределах указанных групп и режима термической
обработки обусловлен режимами резания, формой, размерами инструмента и
условиями его изготовления.
Влияние режимов резания. Для инструментов, работающих при повышенном
износе без динамических нагрузок (обрабатывающих отверстия, сверла, зенкеры
и т. п.), а также для отрезных резцов выбирают стали повышенной твердости:
Р12ФЗ и 10Р8МЗ при резании конструкционных сталей и Р8МЗК6С при резании
аустенитных сплавов. Сталь Р8МЗК6С обрабатывают на высокую твердость
(67—70 НДС).
Для инструментов, воспринимающих повышенные динамические нагрузки
(червячные фрезы, долбяки), выбирают стали Р6М5 из групп умеренной тепло-
стойкости и Р12Ф4К5, а при снятии стружки большого сечения Р6М5К5 из группы
повышенной теплостойкости.
Влияние размеров инструмента. Для инструментов небольшого сечения
диаметром до 40—50 мм пригодны любые стали в пределах каждой из указанных
групп.
Для инструментов большего сечения выбор стали ограничен. Необхо-
димы, как правило, стали с более высокими характеристиками прочности и вяз-
кости с меньшей карбидной неоднородностью и с более мелкими карбидами:
Р6М5, Р8МЗ и Р12 вместо стали Р18 из группы умеренной теплостойкости и
Р6М5К5 и Р12ФЗ из сталей повышенной теплостойкости. В этих случаях наиболь-
ший эффект достигается при использовании кованых шайб, подвергнутых много-
кратной осадке и вытяжке (см. п. 19), а также полученных из спеченных порошков
(см. п. 5), и сборных инструментов (см. п. 101).
Наконец, для некоторых инструментов большого диаметра и длины (напри-
мер, протяжек), предназначенных для резания с небольшой скоростью, оправдано
применение легированной нетеплостойкой стали ХВСГ или же сталей ЭШП.
Температуры закалки крупных инструментов — пониженные; отпуск двукратный
с более высокой температурой (570—580 °C) первого нагрева (см. п. 99).
Для микроинструментов следует применять стали с интерметаллидным упроч-
нением (см. п. 105), а из сталей с карбидным упрочнением — сталь Р8МЗ, как
менее чувствительную к обезуглероживанию.
Влияние формы и расположения режущих кромок. Для инструментов, режущие
кромки которых находятся ближе к середине прутка (круглые плашки), необхо-
димы стали с возможно меньшей карбидной неоднородностью: Р12, Р6М5, Р8МЗ
с баллом 2—3 в прокате диаметром 30—50 мм и баллом С4—5 в большем профиле.
Если плашки обрабатывают сравнительно мягкие металлы, то применяют нетепло-
стойкие стали с более однородной структурой, например ХВСГ.
Влияние способов изготовления инструментов. Для инструментов (сверл),
изготовляемых горячей деформацией (прокаткой, навивкой *), нужны стали
с удовлетворительной 1 2 горячей пластичностью (см. рис. 242). В сверлах из стали
Р18 наблюдаются закаты и мелкие трещинки. Они усиливаются при закалке и
полностью не устраняются шлифованием.
Для инструментов, изготовляемых холодной деформацией — вырубкой,
насечкой, прессованием, штамповкой более пригодны стали с пониженными твер-
достью и пределом текучести в отожженном состоянии: Р6М5, Р8МЗ и Р12 из
числа быстрорежущих умеренной теплостойкости и 10Р8МЗ и Р6М5К5 из числа
повышенной теплостсйкости. Перед деформацией целесообразна карбидная
закалка (см. п. 96).
Инструменты, не подвергаемые шлифованию, в частности напильники,
изготовляют из стали с минимальной чувствительностью к обезуглероживанию и
хорошей закаливаемостью для получения требуемой высокой твердости в вершине
зуба. Напильники для обработки мягких материалов изготавливают из низколеги-
рованной нетеплостойкой стали У13Х (У13ХФ), закаливаемой с индукционного
1 Стали этого назначения в состоянии поставки не должны иметь пористости
(см. п. 5).
2 Число оборотов при кручении до разрушения должно быть >8 (см. п. 19).
496
нагрева и с последующим низкотемпературным отпуском. Использование угле-
родистой стали из-за ее меньшей закаливаемости менее рационально.
Для обработки более твердых материалов используют быстрорежущие стали
с небольшой чувствительностью к обезуглероживанию: Р8МЗ или типа РЗМ.ЗФ2,
РМ.4.
Для инструментов, подвергаемых значительному шлифованию. К таким
инструментам относятся в части ости сверла, изготовляемые вышлифовыванием за-
готовок. При этом^необходимы быстрорежущие стали с меньшим содержанием ва-
надия (см. табл. 124). После шлифования обязателен дополнительный отпуск.
Для инструментов, подвергаемых местному упрочнению. Применяют низко-
легированные быстрорежущие стали, как более пригодные для индукционного
нагрева. Эти инструменты должны иметь высокую твердость в рабочей части и
более низкую в участках зажима (45—50 НДС в крепежной части сегментов круг-
лых пил и ниже 30 НДС у полотна ножовок).
Тонкие пилы изготовляют из нетеплостойкой стали В2Ф, закаленной с индук-
ционного нагрева. Углеродистые стали из-за недостаточной закаливаемости полу-
чают неравномерную и пониженную твердость.
Лучшая стойкость и меньшее число поломок у пил, зуб которых закален и
имеет высокую твердость на 2/3 его высоты. Остальная часть полотна должна
иметь твердость 25—30 НДС', она получается закалкой и отпуском при 550 °C
или патентированием ленты.
Условия выбора сталей для литых инструментов рассмотрены в п. Д.
Корпуса сборных инструментов изготовляют из стали 40Х, а если они имеют
сложную форму и охлаждение после наварки (напайки) должно быть замедленным,
то изготовляют из воздушно-закаливающихся сталей 7ХГ2ВМ и 7ХГНМ
(см. п. 49).
Выбор стали в зависимости от построения технологического процесса терми-
ческой обработки. При необходимости термической обработки особенно в механи-
зированных агрегатах, больших партий инструментов разного назначения, изго-
товляемых, следовательно, из сталей разной теплостойкости, целесообразно при-
менять одинаковые или возможно близкие режимы термической обработки.
Условия отпуска быстрорежущих сталей различных составов почти одина-
ковы (см. п. 99); главное различие заключается в температурах закалки; они
определяются преимущественно содержанием вольфрама (см. рис. 239). Для этих
случаев обработки целесообразно использовать стали с близким содержанием
вольфрама, например: 1) 12 % W; тогда из группы умеренной теплостойкости
используют сталь Р12, а из группы повышенной теплостойкости стали Р12ФЗ,
Р12Ф4К5 или Р12Ф2К8МЗ (закалка с 1230—1245 °C); 2) 6—8% W; тогда из
группы умеренной теплостойкости выбирают стали Р6М5 и Р8МЗ, а из группы
повышенной теплостойкости стали Р8МЗК6С, Р6М5К5 или Р6Ф2К8М5; в этом
случае температуры закалки для марки стали изменяются лишь в небольших
пределах (см. п. 97).
131. Стали для резания органических материалов
Стали для деревообрабатывающих инструментов
Наибольшая стойкость многих инструментов (особенно для обработки твердой
древесины или при резании с большой скоростью) достигается применением полу-
теплостойких сталей, в том числе стойких против коррозии, а также быстрорежу-
щих (табл. 125), из-за повышенных износостойкости и сопротивления пласти-
ческой деформации.
Нетеплостойкие, главным образом легированные стали наиболее пригодны
для инструментов, испытывающих повышенные ударные нагрузки (топоры, фрезы
многих типов ит. п.) или большой длины при небольшой толщине, изготовляемых
из листа или полосы (многие ножы и пилы) и обрабатываемых на твердость 45—
50 НДС для повышения упругих свойств. Применение углеродистых сталей для
этих инструментов сокращается (см. табл. 125).
Пилы (длинные продольные и круглые дисковые) изготовляют преимуще-
ственно из холоднокатаной стали 9ХФ, малочувствительной к росту зерна и
17 Геллер ю. А. 497
Т аблица 125. Примерное назначение и твердость
сталей для резания органических материалов
Тип инструментов Рекомендуемая сталь Твердость после отпуска
Деревообрабатывающие инструменты
Пилы машинные: рамные 9ХФ 42 — 46
круглые плоские для распиловки 9ХФ 39 — 44
ленточные У10А, 9ХФ 38 — 43
Пилы ручные: поперечные 9ХФ, У8ГА 48 — 52
продольные 9ХФ 40 — 45
Пильные цепи 9ХФ, X 48—53
Ножи: строгальные для твердых пород . . . Р8МЗ, Р12ФЗ, Р6М5, 10Р8МЗ 60 — 62
то же, для клеевой древесины Р12ФЗ, Р8МЗК6С 64—66
рубильные 6Х6ВЗМФС, 6Х4М2ФС 57 — 60
Ножи длинные двухслойные: режущая часть (лущильные) 85Х6НФТ 54 — 59
то же (рубильные) 6ХС 54 — 58
крепежная часть 10, 15 59 — 62
Ножовочные полотна Р6М5, Р8МЗ, Р0М5 60 — 62
Фрезеры для обработки: мягких пород 85Х6НФТ, 6ХЗФС, 6Х4М2ФС 57 — 60
то же, для крупных размеров .... 7ХГНМ. 6ХЗФС, 6Х4М2ФС 57 — 59
то же, твердых пород Р6М5, Р8МЗ, 10Р8МЗ 60 — 62
Стамески, долота 7ХФ, 6ХС 52 — 57
Топоры 7ХФ 52 — 55
Инструменты других назначений
Ножи резки бумаги:
с умеренной скоростью Х12Ф1, Х12М. Х12ФЗМ 58 — 60
с большой скоростью Р6М5, Р8МЗ. Р12 61—63
длинные двухслойные (режущая часть) 9ХФ 54- 58
то же (крепежная часть) 10, 15
Ножи размола целлюлозной массы . . . 12Х18Н9Т 30 — 35
То же, двухслойные: режущая часть 9ХФ 54 — 58
крепежная часть 10, 15
Ножи для резания кожи, табака . . . У10А, 6ХС, 85Х6НФТ 60 — 62
Ножовки для пищевой промышленности 9X18, Х18МФ 59 — 62
Пилы резания органических материалов 30X13 50 — 54
Лезвие 13Х 62 — 64
То же, устойчивые против коррозии . . Х18МФ, типа 7Х14М 54 — 56
Медицинские инструменты: ножи и скальпели Х14М •», Х18М *» 58 — 62
то же, небольшого сечения и большой вязкости 95X18 50 — 54
ножницы 95X18 50 — 54
пилы, фрезы, сверла 95X18 56 — 60
микроинструменты 03Х11Н10М2Т2 *2 52 — 53
иглы трубчатые (инъекционные) . . . 12Х18Н10Т *3 38 — 42
иглы сшивающие н др 40X13 48 — 52
** Стали указаны в п. 71. *2 Сталь указана в п. 106. *3 Коррозпоппостойкая аустенитная сталь, упрочнение создается при холодном
волоченнн.
498
склонной к снижению вязкости при возможном недостаточно равномерном нагреве
в больших печах и закаливающейся в условиях ступенчатого или изотермического
охлаждения. В этом состоянии сталь получает повышенную вязкость при твер-
дости 45—50 HRC. Дополнительное упрочнение создает накатка пилы роликами,
выполняемая после термической обработки.
Закаливаемую холоднокатаную ленту для продольных пил протягивают через
нагревательную печь с защитной атмосферой и через охлаждающую ванну (с солью
или свинцом). Дальнейшее охлаждение происходит на воздухе в течение времени,
необходимого для поступления ленты в печь для отпуска.
Возможен и другой способ, применяемый чаще для горячекатаной ленты.
Вырезанные полотна нагревают для закалки в печи уложенными друг на друга
(по два-три полотна) или в подвешенном состоянии. При отсутствии защитных
сред поддерживают слегка восстановительную атмосферу. Полотна охлаждают
в масле между плитами для предупреждения искривления (см. п. 23). Можно
сначала погрузить полотна в масло на 20—40 с до достижения 150—170 °C, а затем
поместить их между плитами.
Отпуск выполняют между плитами при 270—325 °C в зависимости от требуе-
мой твердости (см. рис. 163, б). Целесообразен двукратный отпуск для получения
более высоких пружинящих свойств.
Дисковые пилы обрабатывают аналогичным образом, помещая их под плиты
при охлаждении в процессе закалки и при отпуске.
Звенья пильных цепей целесообразно подвергать диффузионному хромирова-
нию, а затем закалке и отпуску.
Длинные и тонкие ножи для резания фанеры и т. п. изготовляют из двухслой-
ной стали (см. п. 23). Это уменьшает деформацию при закалке, облегчает правку и
позволяет получить более высокую твердость режущей части (54—62 HRC).
Ножи для фрезерования и строгания должны иметь высокие износостойкость
и твердость, которые не должны снижаться при заточке. Поэтому рационально
применять стали типа 85Х6НФТ с закалкой 900—920 °C и отпуском при 180—
200 °C, обрабатываемые на вторичную твердость: пониженной теплостойкости
6Х4М2ФС для резания мягких пород или повышенной теплостойкости для обра-
ботки твердых пород. Лучше выбирать сталь Р12ФЗ, сохраняющую высокую изно-
состойкость при 350—400 °C, или сталь 10Р8МЗ. Лишь для резания наиболее
твердых материалов используют сталь Р8МЗК6С. Температуры закалки выбирают
по нижнему пределу. Отпуск выполняют при 550—560 °C.
Стамески, долота, топоры целесообразно изготовлять из низколегирован-
ных сталей. При использовании углеродистых сталей усиливается искривление
при закалке и затрудняется получение однородной твердости.
Фрезы, работающие при динамических нагрузках, необходимо в большинстве
случаев изготовлять из более вязких сталей 6ХЗФС, 7ХГНМ (7ХГ2ВМ),
85Х6НФТ, обрабатываемых на первичную твердость, или из стали 6Х4М2ФС
с обработкой на вторичную твердость (см. п. 73). Для’резания твердых пород
используют быстрорежущие стали умеренной теплостойкости.
Стали для обработки других органических материалов
На выбор сталей и термической обработки ножей для резки бумаги, кожи,
табака и т. п. распространяются рекомендации, приведенные для деревообраба-
тывающих инструментов.
Для инструментов, используемых в пищевой промышленности, а также для
медицинских инструментов, все большее применение получают стали, устойчивые
против коррозии (см. табл. 125). Выбор марки стали определяется требованиями
к твердости и толщиной рабочей кромки.
При необходимости получения твердости 58—62 HRC в инструментах, у кото-
рых толщина рабочей кромки больше 0,1—0,2 мм, применяют сталь Х18М, имею-
щую избыточные карбиды (см. п. 71). Для инструментов меньшей твердости рацио-
нальнее выбрать более вязкую сталь 40X13.
17*
499
Глава XIV
ВЫБОР СОСТАВА И ОБРАБОТКИ СТАЛЕЙ
ДЛЯ ИНСТРУМЕНТОВ
ХОЛОДНОГО ДЕФОРМИРОВАНИЯ
132. Требования к сталям
для холодного деформирования
К этой группе отнесены штампы, т. е. инструменты, изменяющие форму мате-
риала без снятия стружки. Деформирование протекает (за исключением некоторых
случаев, рассматриваемых ниже) без значительного нагрева рабочей кромки.
Общие требования, предъявляемые к этим сталям, — повышенное (а для
некоторых штампов высокое) сопротивление пластической деформации, износо-
стойкость и возможно лучшая вязкость. Лишь для штампов прессования и вы-
тяжки необходима, кроме того, умеренная устойчивость против нагрева (до 300—
400 °C).
Вместе с тем для процессов деформирования характерно большое различие
в виде напряженного состояния, возникающего в штампе; оно сильно отличается
при изменении условий штамповки. Поэтому для штампов в зависимости от их
назначения, формы и размеров необходимо выбирать многочисленные и разные по
составу стали (табл. 126): преимущественно нетеплостойкие повышенной твердости
и вязкости (см. гл. V и VI), полутеплостойкие высокой твердости (см. гл. VII),
а в некоторых случаях — даже быстрорежущие (табл. 126).
Таблица 126. Примерное назначение сталей для инструментов
холодного деформирования
Тип инструмента
Рекомендуемая сталь
Стали для штампов объемной штамповки
Штампы для высадки:
с небольшими давлениями диаметром до 30 мм
с небольшими давлениями диаметром до 40 мм
то же, >40 мм .............................
с повышенными давлениями ................
с высокими давлениями ...................
Штампы для прессования (выдавливания):
пуансоны при умеренных давлениях . . . .
то же, при высоких.........................
то же, при особо тяжелых условиях . . . .
матрицы .................................
бандажи крупных матриц...................
Матрицы прессования порошков, шлифуемые:
кубическим нитридом бора (КНБ).............
обычными абразивами......................
Накатные и резьбонакатные ролики:
для твердых металлов........................
» мягких металлов .......................
то же, нешлифуемые после закалки и отпуска
Рифельные ножи:
небольшой толщины...........................
толщиной >10—15 мм........................
Чеканочные штампы:
по мягким цветным металлам .................
то же, мастер-пуансон.....................
по твердым металлам ......................
Штампы гибочные, рихтовочные:
работающие без ударных нагрузок . . . ' .
то же, очень крупные простой формы . . .
с ударными нагрузками ......................
У10, УН
ПХФ
X, 7ХГНМ
6ХЗФС
6Х4М2ФС, 6Х6ВЗМФС
Х12М, Х12Ф1
8Х4В2С2МФ
Р6М5, Р12
Х12М, Х12Ф1
5ХНМ, 4ХЗМФС
Х6Ф4М
Х12М, Х12ВМ, Х12ФЗМ,
8Х4В2С2МФ
6Х4М2ФС, 6Х6ВЗСМФ
6ХЗФС
7ХГ2ВМ, 7ХГНМ
15Х **, 20Х **
7ХГ2ВМ. 7ХГНМ
6ХЗФС, 7X3
ХВСГ
6Х4М2ФС, 6Х6ВЗМФС
Х6ВФ, Х12М
У8Г
7ХФН, 6ХС, 6ХЗФС
Б00
Продолжение табл. 126
Тип инструмента
Рекомендуемаи сталь
Стали для штампов листовой штамповки
Вытяжные штампы:
деформирующие с небольшой скоростью диаме-
тром, мм:
до 25 .................................
>25.....................................
то же, с большой скоростью . . . . .
Вырубные и отрезные штампы для:
мягких металлов ...........................
твердых металлов ........................
Пуансоны (иглы) для пробивки отверстий . . . .
То же, для мягких металлов.................
Доски для волочения и калибровки:
цветных металлов...........................
стали ...................................
Ножницы и ножи для рубки и резки:
тонких листов (до 2 мм) без окалины . . . .
листов толщиной >2 — 3 мм или тонких с ока-
линой ...................................
Ножн холодновысадочных автоматов ..........
У10, У11, У12 *1
ПХФ, X, ХВСГ
Х12М*2. Х12Ф1*2,
XI2BM *2. Х12ФЗМ
7ХГ2ВМ, 7ХГНМ, Х6ВФ
XI2BM, Х12ФЗМ, Х6Ф4М
PI2, Р12ФЗ, 6Х4М2ФС
7ХГ2ВМ, XI2M
Х12М, Х12ВМ, Х12ФЗМ
Х12ФЗМ, Х6Ф4М
Х12М, Х6ВФ, 8Х4В2СМФ.
6Х4М2ФС
6ХЗФС, 6ХВ2С
Р6М5, PI2, Р12ФЗ. 6Х4М2ФС,
8Х4В2С2МФ
Стали для пневматических инструментов и зубил
Пневматические инструменты (ударники) . . .
То же, с повышенными ударными нагрузками
Зубила, долота для:
обработки мягких металлов .................
» твердых металлов ....................
6ХЗФС
12ХНЗА, 18ХГТ *2
7ХФ, У7
6Х4М2ФС, 6Х6ВЗМФС
*2 Необходимо электролитическое хромирование.*2 Необходимо азотирование или
цементация.
133. Стали для штампов объемной штамповки
и для накатки
Стали для штампов холодной высадки
Они должны сочетать возможно лучшую вязкость с повышенными износо-
стойкостью и сопротивлением пластической деформации. Поскольку штампы вос-
принимают значительные динамические нагрузки, приходится ограничивать
предельную твердость, как правило, не выше 60 HRC.
Сталь выбирают прежде всего в зависимости от свойств деформируемого
металла, определяющих величину возникающих нагрузок.
Для высадки мягких металлов, выполняемой с небольшими давлениями,
применяют главным образом малопрокаливающиеся стали, сохраняющие при
закалке вязкую сердцевину. Толщина закаленного слоя должна находиться в соот-
ветствии с сечением штампа. Поэтому используют стали углеродистые У10 и У11
для штампов диаметром до 30 мм, низколегированную ПХФ для штампов диа-
метром до 40 мм и X или 7ХГНМ для штампов большего сечения. Кроме того, для
увеличения толщины закаленного слоя и снижения резкого перепада твердости от
поверхности к сердцевине повышают температуры закалки или применяют пред-
варительную нормализацию (табл. 127). Отпуск проводят при 180—200 °C.
При необходимости уменьшения деформации штампа выполняют обработку,
указанную в п. 53. В этом случае предварительная нормализация не нужна,
Б01
Таблица 127. Температуры нормализации и закалки высадочных
и вытяжных штампов диаметром >20 мм
Сталь Температура нагрева, °C, для
нормализации закалка после нормализации закалка без пред- варительной нормализации
У10, УП 840—860 790—810 810—825
У12 850—870 790—810 810—835
11ХФ 860—880 800—820 820—840
Для высадки низкоуглеродистых сталей и цветных металлов с повышенными
давлениями целесообразно применять для пуансонов сталь 6ХЗФС; для матриц,
работающих с меньшими ударными нагрузками, — износостойкие стали Х12М
и Х6ВФ.
Сталь 6ХЗФС подвергают непрерывной закалке с отпуском при 220—250 °C
(57—59 HRC) для высадки при небольших ударах; в этом случае износостойкость
стали выше.
При необходимости переноса гравюры на штамп мастер-пуансоном нужны
стали с низкой твердостью; углеродистые У10—У12 после отжига по режиму,
указанному в п. 52, а для более тяжелых условий деформации — сталь 6ХЗФС
(см. п. 61). После закалки стали отпускают при 200—220 °C (58—59 HRC).
Для высадки с высокими давлениями необходимы стали 6Х4М2ФС или
6Х6ВЗМФС, обрабатываемые на вторичную твердость и не сохраняющие остаточ-
ного аустенита (см. п. Г). Сталь 6Х4М2ФС имеет несколько большую износостой-
кость. Штампы можно изготовлять холодным выдавливанием.
Стали для штампов прессования (выдагливания)
Стали испытывают высокие усилия (до 2000—3000 МПа на сжатие); реже —
растягивающие напряжения, возникающие при обратном ходе пуансона и нагрев
в поверхностных слоях до 300—400 °C. Для этих целей необходимы полутеплостой-
кие, а для особо тяжелых условий — теплостойкие стали. При выборе марки стали,
структуры и обработки определяющим является требуемое сопротивление пласти-
ческой деформации (см. рис. 18).
Для деформирования сравнительно мягких низкоуглеродистых сталей и
цветных металлов с меньшими удельными нагрузками — до 1500—1600 МПа —
в структуре штамповой стали сохраняют остаточный аустенит и твердость стали
должна быть не предельно высокой и составлять 59—60 HRC для пуансонов и
57—58 HRC для матриц. Для этих условий пригодны стали Х12М и Х12Ф1 с за-
калкой на первичную твердость и отпуском при 150—200 сС (см. п. 70).
Для деформирования металлов с высокими характеристиками прочности и
при повышенных давлениях нужна более твердая сталь (60—62 HRC) и не сохра-
няющая аустенита, — полутеплостойкая 8Х4В2С2МФ, обрабатываемая на вторич»
ную твердость. Сталь имеет меньше карбидов и поэтому большую вязкость, чем
быстрорежущие и может быть использована для инструментов крупных сечений
(до 60—80 мм).
Для еще более тяжелых условий эксплуатации: при удельных усилиях
>2000—2200 МПа неизбежно использование быстрорежущих сталей Р6М5, Р12,
Р12ФЗ и Р8МЗ, имеющих большую твердость (64—66 HRC) и износостойкость.
Они более пригодны для изделий небольших сечений, т. е. при равномерном
распределении карбидов (см. табл. 25).
При требуемой высокой твердости могут заметно снижаться характеристики
прочности и вязкости. Необходимы поэтому отбор плавок (без центральной
пористости и с меньшим карбидным баллом) и особо тщательное выполнение
термической обработки.
602
Температуры закалки должны быть несколько пониженными для сохранения
зерна балла 12—И (см. табл. 94), а отпуск многократный (3—4 раза) при 500—
510 °C для полутеплостойких и при 540—650 °C для быстрорежущих сталей.
Твердость должна быть возможно более высокой. Кроме того, обязательны тща-
тельное шлифование и даже полирование для получения меньшей шероховатости,
затем последующий отпуск при 425—450 °C.
Для стали Р12 (при закалке с 1180—1200 °C из прутка диаметром до 30—
40 мм) обеспечиваются предел текучести при сжатии 2400—2500 МПа, предел
прочности при изгибе 3100—3200 МПа и ударная вязкость 0,6 МДж/м2.
Стойкость пуансонов сильно зависит также от отладки пресса, устраняющей
перекосы и удары.
Для сильно напряженных матриц рекомендуются наружные бандажи из
более вязкой стали 5ХГМ или 5ХНМ, а при горячей посадке — из стали 4Х5МФС
или 4Х5В2ФС. Бандажи закаливают и отпускают на твердость 40—45 HRC для
получения лучшей вязкости (см. рис. 292).
Стали для накатных инструментов
Инструменты работают при высоких нагрузках и вместе с тем в отличие от
большинства пуансонов для прессования имеют тонкую рабочую кромку, в осно-
вании которой возникают повышенные изгибающие усилия. Врезание в обрабаты-
ваемый металл и выход из него сопровождаются, кроме того, ударом. Поэтому
стали должны сочетать высокие прочностные характеристики и сопротивление
пластической деформации с повышенной вязкостью, в том числе и в сравнительно
большом сечении (диаметром до 50—75 мм).
Для обработки более твердых металлов высокий комплекс этих свойств
достигается выбором высоколегированной стали 6Х6ВЗМФС или 6Х4М2ФС
с небольшим количеством избыточных карбидов. Для получения высокого сопро-
тивления пластической деформации сталь обрабатывают на вторичную твердость:
закалкой с повышенных температур (см. табл. 63) и отпуском при 500—520 °C.
Твердость стали 6Х4М2ФС составляет 59—60 HRC, а стали 6Х6ВЗМФС 56—
58 HRC, но в структуре отсутствует остаточный аустенит.
При этой твердости ударная вязкость достигает 1,5—1,8 МДж/м2, а предел
прочности при изгибе 4000—4300 МПа. Износостойкость стали 6Х4М2ФС выше.
Стойкость роликов из стали 6Х4М2ФС в 2—3 раза выше, чем из применяв-
шихся ранее ледебуритных сталей Х12М, Х12Ф1 и Х6ВФ.
Для обработки мягких металлов пригодна сталь 6ХЗФС; однако для нешли-
фуемых роликов или большого диаметра лучше использовать малодеформирую-
щуюся сталь 7ХГ2ВМ или 7ХГНМ (см. п. 49).
Стали для чеканочных штампов
Штампы работают с ударными нагрузками; многие имеют сложную гравюру,
которую экономично создавать штамповкой (мастер-паунсоном).
Для обработки мягких цветных металлов сопротивление пластической
деформации и износостойкость могут быть не предельно высокими; твердость
штампа должна составлять 57—59 HRC. Для этих случаев пригодна сталь 7X3
или лучше 6ХЗФС с непрерывной закалкой и отпуском при 160—180 °C (ударная
вязкость 0,25—0,3 МДж/м2). Кроме того, эти стали хорошо принимают требуемую
гравюру при ударе мастер-пуансоном.
Для работы с еще меньшими нагрузками и необходимости нанесения глубокой
гравюры применяют углеродистую сталь У ЮЛ с отжигом на пониженную твер-
дость (см. п. 50).
Мастер-пуансоны изготовляют из сталей X, ХВСГ или ХВГ, отпускаемых
после закалки при 150—160 °C (62—63 HRC).
Для чеканки более твердых металлов нужны стали, сочетающие большую
твердость (61—63 HRC) с высоким сопротивлением пластической деформации и
удовлетворительной вязкостью. Эти свойства обеспечиваются выбором стали
8Х4В2С2МФ, обрабатываемой на вторичную твердость.
603
Стали для ножей
Ножи работают при меньших давлениях, но они значительно изнашиваются.
Основная трудность в их изготовлении связана с тем, что они, как правило,
длинные, небольшой толщины, сильно деформируются при закалке, если их
изготовляют из стали, содержащей >0,3—0,4 % С.
Целесообразно применять стали 15Х и 20Х. Их подвергают цементации
при 900—925 °C, укладывая в печь таким образом, чтобы не вызвать прогиба при
высоком нагреве. Толщина цементованного слоя в зависимости от сечения ножа
0,5—0,7 мм; охлаждение после цементации в ящике до 500 °C или сразу на воздухе.
Затем ножи закаливают (790—810 °C) и охлаждают в масле (или с 300—400 °C
в штампе) и отпускают между плитами при 160—180 °C на твердость 60—62 HRC.
Правка облегчается тем, что ножи имеют пластичную сердцевину.
Для ножей большого сечения, испытывающих повышенные давления, при-
меняют сталь 6ХС или воздушно-закаливающуюся 7ХГ2ВМ или 7ХГНМ. Твер-
дость должна составлять 60—63 HRC.
134. Стали для штампов листовой штамповки
Стали для вытяжных штампов
Основное свойство, необходимое для этих сталей, — высокая износостой-
кость. Поскольку динамические нагрузки в эксплуатации, как правило, незначи-
тельны, то твердость для пуансонов должна быть 62—64 и 59—60 HRC для матриц;
при этом условии уменьшается и налипание обрабатываемого металла на поверх-
ность штампа (см. п. 16).
Для вытяжки с небольшой скоростью, когда рабочий слой штампа мало
нагревается, пригодны нетеплостойкие стали высокой твердости: малопрокали-
вающиеся углеродистые У10, У11, У12 для пуансонов диаметром до 20—15 мм
11ХФ и X для более крупных и для матриц и ХВСГ для очень крупных пуансонов,
Пуансоны отпускают при 150—170, а матрицы при 180—200 °C. Для повыше-
ния стойкости целесообразно затем электролитическое хромирование пуансонов.
Штампы, выполняющие вытяжку с большой скоростью, нагреваются в рабо-
чем слое до 400—450 °C. Их изготовляют из полутеплостойких сталей Х12М
и Х12Ф1; стали азотируют для улучшения износостойкости.
Для сохранения большей вязкости можно применять нержавеющие стали
с 0,1—0,2 %С и 13 % Сг (12X13 и 20X13) и подвергать их цементации, а затем
закалке и отпуску при 150—200 °C. Однако в этом случае ниже устойчивость про-
тив нагрева.
Стали для вырубных и отрезных штампов
Штампы работают при повышенном износе. Многие из них имеют сложную
форму, причем рабочие кромки часто приходятся на серединные слои металла.
Заготовки штампов не должны иметь внутренней пористости. Выбор стали обус-
ловлен главным образом свойствами обрабатываемого металла.
Для вырубки мягких металлов (многих цветных и низкоуглеродистой стали)
применимы стали Х6ВФ и 7ХГ2ВМ (7ХГНМ), получающие твердость 59—61 HRC.
Сталь Х6ВФ имеет лучшую стойкость в штампах небольших размеров (диа-
метром до 40—50 мм). В большем сечении из-за развития карбидной неоднород-
ности сильно снижается вязкость и усиливается выкрашивание рабочих кромок.
Сталь 7ХГ2ВМ (7ХГНМ) — из-за малой чувствительности к карбидной неод-
нородности пригоднее для крупных штампов, а также для штампов сложной
формы Она технологичнее: закаливается с пониженных температур,(850—870 °C)
и имеет минимальные объемные изменения (см. п. 49).
С увеличением толщины вырубаемого листа возрастают усилия деформирова-
ния, что требует повышения предела прочности при изгибе. Поэтому твердость
(и температуры отпуска) выбирают в зависимости от толщины листа:
Толщина листа, мм . . До 1 1—2 2—3
Твердость HRC .... 60—62 59—61 57—59
Б04
Для вырубки более твердых материалов: электротехнической стали, в том
числе листов со специальными покрытиями (жидким стеклом и т. п.), необходимы
более износостойкие стали Х12ВМ и Х12ФЗМ с повышенным количеством карби-
дов. Выбор этих сталей определяется условиями деформирования и технологи-
ческими соображениями (см. рис. 185).
Если вырубка выполняется при меньших ударных нагрузках (минимальном
зазоре без перекосов), то лучшая стойкость у сталей с 12% Сг, имеющих больше
карбидной фазы. Это преимущество относится главным образом к штампам неболь-
ших размеров (до 30—40 мм), когда карбидная неоднородность сталей еще не
очень значительна.
При вырубке с большими нагрузками (в частности с большим зазором) и для
крупных штампов более высокая стойкость у стали Х6Ф4М.
Кроме того, необходимо учитывать шлифуемость. Сталь Х6Ф4М содержит
карбиды МС и ее надо шлифовать кубическим нитридом бора. Это затруднение
исключается почти полностью, если применять предварительную термическую
обработку, позволяющую уменьшить деформацию штампов при окончательной
закалке в несколько раз (см. п. 78) и во многих случаях исключить шлифование.
Стали обрабатывают на первичную твердость (см. табл. 63), в результате чего
сохраняется остаточный аустенит и мелкое зерно, а вследствие этого — более
высокая вязкость. Частичное превращение аустенита в эксплуатации повышает
износостойкость (см. п. 17).
Для сложных штампов нужна ступенчатая закалка (с выдержкой при 300—
400 °C); в этом случае на 15—20 % повышаются ударная вязкость и предел проч-
ности при изгибе (Ю. А. Геллер, С. А. Касымов и Л. И. Пустыльник).
Отпуск выполняют при 150—170 °C (61—63 HRC) для жесткого штампа и при
200—220 °C (58—60 HRC) при работе с большими зазорами.
Стали для дыропробивных штампов
Иглы-пуансоны для пробивки мелких отверстий в листах из прочных метал-
лов (нержавеющие стали, пластина) воспринимают очень высокие удельные уси-
лия; сталь в иглах не должна сохранять аустенита (см. рис. 18). Их изготовляют из
быстрорежущих сталей Р12 и Р6М5 (Р8МЗ)или полутеплостойкой стали6Х4М2ФС.
Задача закалки — обеспечить высокие прочностные свойства, а не теплостой-
кость; поэтому иглы закаливают с пониженных температур. Необходимо пре-
дупреждать обезуглероживание. После отпуска при 550—560 °C для быстрорежу-
щих и при 500—520 ЭС для стали о5Х6ВЗМФС обязательны тщательное шлифова-
ние и отпуск при 400 °C, 30 мин для снятия напряжений?
Эффективно и другое решение: закалка сталей Р12 и Р8МЗ с еще более низких
температур (1100—1150эС, отпуск при 540—550 °C и азотирование перед закалкой).
Это создает высокую износостойкость при повышенной вязкости сердцевины (см.
рис. 314).
Для пробивки отверстий в мягких металлах (а также больших отверстий
и в более твердых металлах) можно использовать стали Х6ВФ, а также сталь 13Х
с отпуском при 150—160 °C (59—60 HRC у стали Х6ВФ и 62—63 HRC у
стали 13Х).
136. Стали для пневматических инструментов и зубил
Пневматические инструменты воспринимают значительные динамические
нагрузки. Их изготовляют из нетеплостойких сталей повышенной вязкости:
меньшего сечения из стали 7ХНФ, а большего — из стали 6ХЗФС.
После непрерывной закалки (с охлаждением в масле) инструменты отпускают
на твердость 48—50 HRC. Для повышения износостойкости сталь 6ХЗФС целесо-
образно подвергать изотермической закалке на более высокую твердость 52—
54 HRC (см. п. 61). Для данных инструментов ппименяют местную закалку (см.
пис. 176).
Для инструментов диаметром до 25 мм, работающих при повышенных дина-
мических нагрузках и износе, но меньших давлениях, целесообразен выбор цемен -
505
туемых сталей 12ХНЗА или 18ХГТ. После цементации их закаливают с 800 °C и
отпускают при 200 °C.
Стали для зубил выбирают с учетом твердости обрабатываемого металла.
Для обработки мягких металлов пригодны сталь 6ХЗФС и 7X3 с закалкой и
отпуском на твердость 58—60 HRC.
Для обработки твердых металлов нужны стали с твердостью 59—60 HRC, но
с высоким сопротивлением пластической деформации, сохраняющие вместе с тем
достаточную вязкость. Этим условиям отвечает полутеплостойкая сталь
6Х4М2ФС, обрабатываемая на вторичную твердость (см. п. Г.).
Глава XV
ВЫБОР СОСТАВА И ОБРАБОТКИ СТАЛЕЙ
ДЛЯ ШТАМПОВ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ
136. Требования к сталям
для горячего деформирования
Стали должны обладать сложным комплексом свойств и иметь: 1) высокое сопро-
тивление пластической деформации: предел текучести их при рабочих темпера-
турах должен быть не ниже 1000 МПа; 2) износостойкость; 3) теплостойкость; 4) до-
статочно высокую вязкость, особенно при работе с динамическими нагрузками;
5) разгаростойкость и низкий коэффициент теплового расширения; 6) окалиностой-
кость, особенно, если поверхностные слои нагреваются выше 600 °C; это в большой
степени определяет и износостойкость; 7) теплопроводность и 8) прокаливаемость,
поскольку многие штампы имеют большие размеры, и высокие прочностные свой-
ства должны быть получены и в нижележащих слоях. Следует также учитывать,
что рабочую гравюру многих штампов нарезают после термической обработки.
Нагрев рабочих слоев штампа в эксплуатации, определяющий уровень
большинства этих требований, зависит не только от температуры деформируемого
металла, но и от длительности контакта с ним и условий охлаждения.
Чем быстрее деформирование (быстрыми ударами на молотах и быстроходных
прессах при ковке и высадке) и интенсивнее охлаждение, тем меньше нагрев.
В этих условиях теплостойкость может быть принята более низкой и главные свой-
ства — вязкость и разгаростойкость наряду с высоким сопротивлением пласти-
ческой деформации.
Стали для более медленного деформирования (прессования, выдавливания,
вытяжки, многих операций штамповки) или обработки при высоких температурах
должны, кроме того, иметь повышенную теплостойкость и окалиностойкость.
137. Стали для молотовых и высадочных штампов
Стали для молотовых штампов
Поверхностные слои штампов нагреваются до более умеренных температур:
400—500 °C. Штампы часто имеют большие размеры и сложную гравюру и должны
получать возможно более однородные свойства по всему объему.
На первых операциях (черновая штамповка) деформируемый металл имеет
более высокую температуру, но меньшее сопротивление деформированию. Поэтому
для штампов черновой штамповки применяют стали полутсплостойкие повышен-
ной вязкости, разгаростойкости и прокаливаемости: а) 5ХНВ, а также 4ХСМФ —
преимущественно для штампов с наименьшей стороной (200—300 мм); б) 5ХНСВ
и 5ХГМ — для средних штампов с наименьшей стороной 300—400 мм; в) 5ХНМ. —
для круп гык шгампэз со сложной фигурой и 5ХГМ и 4ХСМФ для более простой
формы.
606
Для еще более крупных штампов с наименьшей стороной 400—700 мм, зака-
ливаемых с охлаждением в масле или на воздухе, применяют сталь типа 27Х2НМФ
или 30Х2НМФ (см. п. 76).
Стали должны быть максимально чистыми от неметаллических включений и
не иметь пористости. Для получения более однородной структуры и высокой удар-
ной вязкости в поперечном направлении прокат подвергают дополнительной ковке
(на блоки, кубики — см. п. 77).
Твердость штампов и последовательность операций механической и терми-
ческой обработки обусловлены их размерами, формой и условиями эксплуатации.
Штампы небольших размеров с мелкими ручьями, в которых штампуемый
металл быстрее подстывает, должны иметь большую твердость (40—44 HRC). При
еще более высокой твердости резко ухудшается разгаростойкость (рис. 328);
только штампы с плоской? фигурой
для штамповки мелких заготовок (тол-
щиной <:10 мм, испытывающих^ мень-
шие тепловые колебания) должны
иметь твердость 50—52 HRC (с отпу-
ском при температуре 300—325 °C).
Небольшие штампы меньше де-
формируются при закалке; их зака-
ливают и отпускают после окончатель-
ной механической обработки.
Штампы средних размеров для
деформирования более крупных и ме-
нее остывших заготовок отпускают на
меньшую твердость (36—41 ^HRC).
В этом состоянии они обрабатываются
резанием; их подвергают черновой
механической обработке перед закал-
кой и чистовой обработке после за-
Рис. 328. Разгаростойкость стали 5ХНМ
в зависимости от твердости:
1 — образование сетки разгара; 2 — обра^
зование продольных трещин
калки и отпуска.
Крупные штампы с глубокой фигурой должны иметь большую вязкость из-за
неоднородного распределения напряжений в эксплуатации. Кроме того, они
больше деформируются при закалке. Лучшая стойкость их обычно при твердости
35—38 HRC. Блоки сначала закаливают и отпускают, а затем подвергают механи-
ческой обработке. Для восстановления изношенные штампы с этой твердостью
обрабатывают резанием, а затем вновь закаливают и отпускают.
Хвостовая часть штампов должна иметь повышенную вязкость. Ее обрабаты-
вают на твердость 33—37 JIRC у мелких и средних штампов и 25—30 HRC у круп-
ных, как указано в п. 78.
Штампы для деформирования легированных сталей с повышенными характе-
ристиками прочности, выполняемого при более высоких температурах, для высоко-
скоростного деформирования, а также штампы чистовой штамповки, когда необ-
ходима большая точность деформирования, — целесообразнее изготовлять из
сталей с более высоким пределом текучести при нагреве. Для небольших штампов
простой формы пригодны теплостойкие стали 4Х4ВМФС или 4Х5МФС и
4Х5В2ФС *1. Они не уступают по характеристикам вязкости стали 5ХНМ при
температуре >300 °C и превосходят ее в формоустойчивости. Стойкость штампов
из этих сталей в 1,5—2 раза выше. Твердость лучше устанавливать в пределах
40—43 HRC для получения большей вязкости.
Следует учитывать то, что из-за развития карбидной неоднородности пластич-
ность и вязкость сталей с 4—5 % Сг снижаются в заготовке со стороной >120—
150 мм (см. рис. 291). Поэтому для штампов со стороной 150—250 мм более при-
годны полутеплостойкие стали 27Х2НМВФ, 30Х2НМФ.
Устойчивость против нагрева у полутеплостойких сталей может быть недоста-
точной при интенсивной ковке и высокоскоростной штамповке (с малыми темпе-
*х Могут быть использованы и другие стали, рассмотренные в п. 109.
607
ратурными интервалами) крупных заготовок. Температуры в рабочем слое могут
достигать 550—625 °C [146]. Для этих условий следует применять теплостойкие
стали с большей вязкостью: 4Х5МФС и с обработкой на твердость 45—48 HRC
для лучшего сохранения формы рабочей гравюры [147]. В отдельных случаях
оправдана и наплавка более теплостойкой сталью (см. п. 126).
Поверхность штампов должна быть тщательно отделана. Риски, мелкие
трещины и неровности поверхности затрудняют сход деформируемого металла и
усиливают его налипание и приваривание.
До начала эксплуатации необходим подогрев штампов до^ЗОО—350 °C для
уменьшения опасности образования трещин — коэффициент теплового расшире-
ния сильнее изменяется прн нагреве до 250—300 °C. В процессе работы необхо-
димо и охлаждение (лучше внутреннее водяное) штампов. Указанные стали до-
пускают интенсивное охлаждение и высокий темп штамповки. Наружное охлажде-
ние через каждые 2—3 штамповки обеспечивает, например, большую стойкость,
чем охлаждение после каждых 6—8 штамповок. Обязательно применение смазок
(см. п. 126). Окалина, имеющаяся на деформируемом металле и попадающая
в штамп, усиливает износ. Перед штамповкой ее следует сбивать. Нагрев заго-
товок в контролируемых атмосферах повышает стойкость штампов.
При длительной непрерывной эксплуатации в поверхностном слое накапли-
ваются напряжения. Для предупреждения трещин, штампы подвергают отпуску
при 300—400 °C, 1—2 ч после определенного периода эксплуатации, устанавли-
ваемого в зависимости от их размеров и условий работы. В ряде случаев доста-
точно кипячение в масле.
Литые штампы целесообразно изготовлять из сталей 5ХНМ и 27Х2НМВФ
(молотовые штампы), 4Х5МФС (штампы горячей вытяжки) и 2Х6В8М2К7 (для
работы при повышенном нагреве). Применение литых штампов оправдано при
соблюдении условий, указанных в п. 114.
Штампы относительно небольших размеров и простой формы для работы без
повышенных динамических нагрузок и интенсивного охлаждения в условиях,
когда износостойкость должна быть сравнительно высокой, можно изготовлять
литыми из сталей 4ХСМФ (молотовые штампы) и 4Х5МФС (штампы горячей
вытяжки).
Стали для штампов полугоря чей штамповки
Пуансоны и матрицы полугорячей штамповки (при 700—800 °C) работают
в условиях повышенного износа и должны иметь высокую твердость: 56—58
и 60—62 HRC соответственно. Эго определяет целесообразность применения быст-
рорежущей стали (Р6М5 и Р8МЗ). Температуры закалки для создания высокой
теплостойкости должны быть аналогичны принятым для режущих инструментов
(см. табл. 94), а температуры отпуска: 560—580 °C (60—62 HRC) и 610—620 °C
(56—58 HRC).
Стали для высадочных штампов
Размеры этих штампов, как правило, меньше, чем молотовых. Они нагрева-
ются в рабочем слое до 500—550 °C. Для их изготовления используют теплостой-
кие стали 4Х4ВМФС, 4Х5МФС, 4ХЗВМФ, а при повышенном нагреве для пуансо-
нов — сталь 5ХЗВЗМФС. Из-за значительных объемных изменений при закалке
сталь 5ХЗВЗМФС используют для штампов простой формы или после предвари-
тельной закалкн из межкритической области (см. п. 23). Штампы отпускают на
твердость 44—46 HRC. ' --------
Для уменьшения налипания обрабатываемого металла рекомендуется сохра-
нять на поверхности пуансона тонкий окисный слой. С этой целью отпуск выпол-
няют с воздушной атмосферой.
608
138. Стали для штампов прессования,
прошивки и вытяжки
Стали для штампов прессования
Температуры поверхностных слоев штампа более высокие, чем в предыдущем
случае, и зависят (при одинаковых условиях деформирования) от температуры и
свойств обрабатываемого металла, а также от условий охлаждения штампа и его
размеров.
Для пуансонов деформирования алюминиевых сплавов более пригодны тепло-
стойкие стали 4Х5МФС или 4Х4ВМФС с 5 % Сг.
Матрицы, поскольку они меньше нагреваются и имеют большие размеры,
изготовляют из сталей 5ХГМ или 5ХНВ (см. п. 75).
Труднее выбор сталей для матриц очень крупных размеров (контейнеров,
бандажей), нагревающихся до 400—500 °C. Стали с 5 % Сг отвечают требованиям,
связанным с температурным режимом, но имеют в таких сечениях пониженную
вязкость (см. рис. 292); при горячей посадке колец-бандажей могут возникать
трещины. Более вязкие, но полутеплостойкие стали 5ХГМ, 5ХНВ менее пригодны
из-за способности к значительной релаксации, если натяг выполняют при 400—
500 °C.
Рационально применять сталь 4ХЗВМФ, меньше изменяющую свои свойства
в крупных сечениях, или изготовлять основные бандажи: внутренние из стали
4Х5МФ1С (лучше ЭШП), а наружные — из полутеплостойких сталей 27Х2Н2МВФ
или 30Х2НЛ1Ф. Их отпускают на твердость 35—40 HRC. Рабочая часть штампа
в результате горячей посадки наружного кольца испытывает сжимающие напря-
жения. Для улучшения износостойкости ее отпускают на более высокую твердость
(см. табл. 67).
Для деформирования медных сплавов, т. е. при более высоком нагреве, необ-
димы стали повышенной теплостойкости. Для пуансонов (игл) применяют стали
. 4ВМФС, а для особо тяжелых условий — сталь 2Х6В8М2К7 и 4Х2В5МФ.
Для спокойной работы оправдано применение стали 5ХЗВЗМФС с высоким сопро-
тивлением продольному изгибу и износу (а также стали 2Х6В8М2К7).
Для деформирования сталей при ударных нагрузках и резком охлаждении,
т. е. в условиях, когда нужна повышенная разгаростойкость, а нагрев рабочего
слоя не достигает высоких значений, оправдывают себя стали 4Х4ВМФС, ЗХЗМЗФ
[147], а также 4Х5МФС. Их используют для деформирования небольших быстро
подстывающих заготовок, тогда оно может сопровождаться повышенными дина-
мическими нагрузками.
Для более тяжелых условий работы с нагревом до 700—730 °C: а) прессова-
ния, выдавливания и прошивки и б) штампов небольшого сечения, например
тонких пуансонов, отвод тепла у которых затруднен, необходимы стали повышен-
ной и высокой теплостойкости.
Выбор их определяется преимущественно свойствами деформируемого
металла.
Для обработки углеродистых и легированных конструкционных сталей при
отсутствии динамических нагрузок применяют сталь 5ХЗВЗМФС для пуансонов,
а также сталь 18Х12ВМБФР для матриц, для пуансонов и игл (а также матриц
при их более интенсивном охлаждении).
Для матриц, нагревающихся до более высоких температур, необходимы
аустенитные стали и сплавы.
Для деформирования жаропрочных, нержавеющих сталей и сплавов, а также
титановых сплавов с более высоким пределом текучести при нагреве или обычных
сталей при температурах до 750 °C нужны стали высокой теплостойкости
(2Х 6В8М2К7). Она имеет меньший коэффициент линейного расширения1.
Меньше изучены вопросы выбора стали для очень крупных штампов, в том
числе плит.Необходимость отливки в крупные слитки усиливает ликвацию и сни-
жает вязкость. Во многих случаях необходимы стали с меньшим содержанием
1 Сталь рекомендуется применять в виде вставок, а также для пуансонов.
609
углерода (0,2—0,25 %) и пониженным по сравнению с принятым для марки коли-
чеством вольфрама и хрома, в частности сталей типа 2Х6В8М2К.7.
Особое внимание следует обращать на предотвращение обезуглероживания
при нагреве для закалки.
Стойкость штампов больше при повышенной твердости: 47—49 HRC для ста-
лей умеренной и повышенной теплостойкости, выплавленных в открытой печи,
до 50—52 HRC для выплавленных ЭШП и до 50—54 HRC для стали 2X6E8WzK7
(см. п. 111).
Шлифование штампов выполняют в зависимости от условий эксплуатации.
Стойкость некоторых пуансонов из-за меньшего налипания деформируемого
металла может быть больше, если их не шлифуют.
Штампы, особенно прошивные пуансоны, испытывающие растягивающие
напряжения при выходе из металла, подвергаемые шлифованию, необходимо
отпускать при 400—450 °C после шлифования, чтобы снять напряжения.
Штампы, кроме тех, которые перетачивают с одного размера на другой или
без тонких выступов, целесообразно азотировать. Это повышает стойкость в 1,5—
2 раза. Эффективным при тяжелых температурных условиях эксплуатации, но
небольших давлениях может быть диффузионное хромирование.
Стойкость штампов сильно зависит от условий эксплуатации, особенно при
повышении их твердости и неизбежном снижении вязкости. Стали с высоким содер-
жанием вольфрама следует использовать по возможности в виде вставок.
Большое значение приобретает тщательная отладка оборудования. Возмож-
ные перекосы сильно снижают стойкость.
Штампы из многих сталей повышенной и высокой теплостойкости нельзя
интенсивно охлаждать. Лучше применять внутреннее водяное охлаждение.
Применение смазок, уменьшающих трение и сваривание между деформируе-
мым металлом и поверхностью штампов — одна из важнейших мер, повышающих
стойкость штампов при прессовании, прошивке и вытяжке. Своевременно следует
очищать штамп от налипшей и отработанной смазки.
Штампы перед началом работы подогревают до 300—350 °C для сталей уме-
ренной разгаростойкости и 400—450 °C для менее вязких сталей повышенной
теплостойкости.
\ Зачистка заготовок от окалины и выполнение промежуточных отпусков
необходимы и для рассматриваемых штампов.
I Для деформирования при температурах 700—950 °C жаропрочных, нержавею-
щих сталей и сплавов и многих титановых сплавов используют аустенитные
сплавы; их выбирают, как указано в п. 115.
При выборе металла для штампов деформирования меди, латуни, бронз
следует учитывать их повышенную теплопроводность (вследствие чего больше
тепла передается в рабочие слои штампа) и значительное налипание. Для них
выбирают сталь 2Х6В8М2К7 для пуансонов и аустенитные стали с пониженным
содержанием никеля для матриц.
Для деформирования при очень высоких температурах — выше 900—950 °C
необходимы сплавы тугоплавких металлов (см. п. 116).
139. Стали для накатки
Накатку со значительным деформированием металла выполняют, как правило,
в тяжелых условиях — при повышенных температурах (1100—650 °C) и динами-
ческих нагрузках.
Выбор стали для накатки определяется температурой деформирования.
Для накатки при 700—600 °C применяют стали 4Х4ВМФС и 6Х4М2ФС
с предварительной закалкой для уменьшения деформации (см. п. 114). Накатники
отпускают на твердость 46—48 HRC и для повышения износостойкости азотируют
на глубину 0,2—0,3 мм.
Необходимо тщательно выполнять в процессе деформирования режим охлаж-
дения: обдувку воздухом после каждой накатки и охлаждение водой через 2—5 опе-
раций. Для снятия накапливающихся напряжений обязателен промежуточный
отпуск (250—275 °C, 2—3 ч) после определенного цикла работы.
610
Для накатки при большем нагреве (например, накатки внутренних зубьев)
более пригодна сталь 2Х6В8М2К7 с отпуском на твердость 50—52 HRC.
При отсутствии высоких требований, предъявляемых к точности размеров,
например для прокатки железнодорожных колес, используют для накатников
сталь 15ХГС с легированным ферритом. Она имеет высокую температуру Ас3,
повышенную вязкость и мало чувствительна к резкой смене температур, так как
не закаливается при охлаждении.
140. Стали для ножей, пил горячей резки и рубки
Ножи и пилы работают в условиях повышенного износа при нагреве и боль-
ших ударных нагрузок.
Для резки при умеренном нагреве до 300 °C применима нетеплостойкая
сталь 6ХЗФС с отпуском на твердость 50— 54 HRC. Для повышения вязкости
целесообразна изотермическая закалка.
Для резки при более высоком нагреве рекомендуются: 1) теплостойкие
стали 4Х4ВМФС и 4Х5В2ФС (при интенсивном охлаждении) или 5ХЗВЗМФС.
Переохлажденный аустенит этих сталей устойчив при 600—400 °C. Поэтому
закаливаемые ножи можно подвергать ВТМО или НТМО и, помещая их в штампы,
одновременно править. Ножи отпускают на твердость 48—53 HRC (см. п. 111);
2) сталь высокой теплостойкости 2Х6В8М2К7 для особо тяжелых температурных
условий с отпуском на твердость 50—54 HRC\ 3) наплавка, в частности, на основ-
ную из сталей 4Х5В2ФС, 4Х5МФС или 50ХН для дисковых пил. В качестве на-
плавляемого металла можно использовать аустенитную нержавеющую сталь
с 0,1 % С; 18 % Сг; 8 % Ni и 6 % Мп. Более высокая износостойкость достигается
наплавкой стали 2Х6В8М2К7 (см. п. 126), при этом термическая обработка после
наплавки не требуется; если же твердость наплавленного слоя выше 52—53 HRC,
то целесообразен отпуск при 600 °C, 30 мин.
Ножи для рубки сравнительно прочных сталей (ов > 600 МПа при 500—
550 °C) должны, кроме того, иметь высокое сопротивление пластической дефор-
мации. Поэтому необходима обработка на вторичную твердость для предотвраще-
ния остаточного аустенита (см. п. 33). Такие ножи следует изготовлять из стали
6Х6ВЗМФС для работы при меньших напряжениях (56—58 HRC) или 6Х4М2ФС
(59—60 HRC) при больших.
Для длинных и тонких ножей оправдывается применение двухслойной стали
Глава XVI.
ВЫБОР СОСТАВА И ОБРАБОТКИ СТАЛЕЙ
ДЛЯ ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
ЖИДКОЙ ШТАМПОВКИ И ПРЕССОВАНИЯ
141. Стали для форм литья и жидкой штамповки
металлов под давлением
Стойкость форм определяется прежде всего температурой нагрева ее поверхност-
ных слоев. При заливке алюминия и его сплавов, медных сплавов, особенно содер-
жащих цинк, и цинковых сплавов, кроме того, стойкость определяется химическим
взаимодействием с формой.
Температура нагрева поверхностных слоев зависит от большого числа факто-
ров: температуры заливаемого металла, скорости заливки, температуры формы
(температуры ее подогрева), условий охлаждения и от толщины стенок формы.
При большой скорости заливки (заполнении формы за 0,1 с) некоторые
участки формы нагреваются вследствие трения на 80—90 °C выше температур
литья. Однако большинство исследователей считает, что температуры поверхности
011
формы ниже, чем заливаемого металла. При заполнении формы за 0,2 с темпера-
тура поверхности достигает 0,6 от температуры заливаемого металла. Эта зави-
симость, однако, является прямой. Можно признать, что скорость заливки сильнее
влияет на эрозию, чем на температуру стали в форме.
Значительнее роль температуры заливаемого металла и температуры подо-
грева формы (рис. 329). При заливке бронзы с температурами 1050 °C тонкий по-
верхностный слой нагревается до 800—
850 °C [1611, что составляет 0,9 от
температуры литья, а слой на рас-
стоянии 0,12 мм от поверхности — до
600—700 °C.
При температуре формы 20, 300
и 500 °C поверхностный слой нагре-
вается соответственно до 470, 560 и
620 °C при заливке силумина и до 675,
750 и 800 °C при заливке меди.
Толщина Температура
стенки,мм подогрева,°C
Рис. 329. Температура стенки формы (литье
стали) в зависимости от:
а — толщины стенки и материала (/ — че-
рез 10 с; 2 — через 40 с); б —температуры
подогрева формы (/ — толщины 100 мм; 2 —
50 мм)
более быстрому отводу тепла и более
Перед заливкой формы подогре-
вают1: до 200—250 °C для литья алю-
миниевых сплавов и до 250—300 °C для
литья медных сплавов.
Увеличение толщины стенок формы
и применение внутреннего охлажде-
ния мало влияет на температуру на-
грева поверхности, возникающую
в начальный момент, но способствует
распределению температур
равномерному
по сечению формы в установившийся период работ1
Принято, что температура подогретой формы на глубину 0,1 мм достигает
0,6—0,9 от температуры заливаемого металла.
Систематически после определенного числа циклов заливки формы надо сни-
мать и выполнять отпуск при 300—400 °C для снятия накопившихся напряжений.
Стали для форм литья цинковых сплавов (350—400° С)
От сталей для большинства форм не требуется значительная теплостойкость,
поскольку температуры в рабочей поверхности не превышают 350—400 °C. Для
получения высокой стойкости форм необходимы защита от агрессивного воздей-
ствия жидких цинковых сплавов и повышенное сопротивление изнашиванию (если
сплав поступает с большой скоростью) с сохранением при этом достаточной
разгаростойкости.
Целесообразно применять коррозионностойкую сталь 2Х12ВМБФР, обраба-
тываемую на повышенную твердость 48—50 HRC, или для более легких условий —
стали 4Х5МФС или 4Х4ВМФС, обрабатываемые на твердость 45—48 HRC, в том
числе с азотированием.
В случаях, когда детали форм по условиям эксплуатации нагреваются дли-
тельное время до повышенных температур (без интенсивного охлаждения) и пре-
обладающим требованием является высокая теплостойкость, то целесообразно
использование стали 2Х6В8М2К7 (см. п. 113). Это относится и к формам литья
магниевых и алюминиевых сплавов.
Стали для форм литья магниевых и алюминиевых сплавов (500—600 °C)
Стали должны иметь: а) достаточную теплостойкость; б) хорошую разгаро-
стойкость; в) устойчивость против взаимодействия с жидким металлом.
Для литья магниевых сплавов пригодны стали 4Х4ВМФС, 4Х5МФС или
4ХЗВМФ, а для очень крупных форм 4Х5МФ1С.
1 Это необходимо для уменьшения температурного градиента и повышения
устойчивости формы против разгара.
612
Формы для литья алюминиевых сплавов нагреваются до более высоких
температур, что усиливает процессы химического взаимодействия с жидким
металлом. В поверхностных слоях стали могут образоваться хрупкие соединения
железа с алюминием. В связи с этим возрастает применение для форм коррозион-
ностойких сталей умеренной и повышенной теплостойкости сталей 2Х9В6 и
2Х12МБФР (см. п. 112). Их используют прежде всего для деталей форм, испыты-
вающих более сильное воздействие жидкого металла. Формы обрабатывают на
твердость 43—46 HRC.
Для деталей, воспринимающих повышенное изнашивание, и для крупных
форм простой конфигурации и с толстыми стенками применяют стали 4Х5МФ1С
и 4Х4ВМФС, обрабатываемые на более высокую твердость 48—50 HRC.
Для сложных форм с тонкими стенками, особенно подвергающихся интенсив-
ному охлаждению, пригодны мартенситно-стареющие стали (см. п. 110). Преиму-
щество сталей — минимальная деформация при термической обработке, простота
самой обработки и высокая разгаростойкость. Детали, работающие при повышен-
ном износе, отпускают на твердость 47—49 HRC, а остальные на твердость 43—
45 HRC (см. табл. 112).
Повышение в 1,5—2 раза стойкости многих форм из сталей 4Х5МФС,
4Х4ВМФС достигается химико-термической обработкой. Она обеспечивает поло-
жительный результат при отсутствии интенсивного охлаждения и повышенных
требований к разгаростойкости. В этом случае целесообразнее азотирование или
нитроцементация после закалки и отпуска по режимам, указанным в п. 118. При
этом уменьшается также налипание жидкого металла. Температуру отпуска повы-
шают на 10—20 °C для снижения твердости сердцевины до 43—45 HRC и повыше-
ния вязкости.
Стали для форм литья и жидкой штамповки медных сплавов
Наряду с повышенной теплостойкостью необходимы высокие разгаростой-
кость и стойкость против коррозии. При литье латуней в поверхностных слоях
могут образоваться хрупкие соединения Fe6Zn21; как концентраторы напряжений
они ускоряют развитие трещин.
По этим причинам рационально изготовлять формы особенно простой конфи-
гурации и с толстыми стенками, в частности для литья арматуры, из теплостойких
и коррозионностойких сталей; главным образом 2Х12МБФР, а также стали 2Х9В6.
Разгаростойкость в условиях воздействия высоких температур возрастает в случае
снижения твердости до 38—42 HRC. Ударная вязкость при этом достигает
0,8 МДж/м2 (при 20 °C), что выше, чем у штамповых сталей с 5 % Сг. Эта твердость
сохраняется до 600—650 °C.
Коэффициент линейного расширения сталей с 10—12 % Сг уменьшается до
11—12-IO"8 при 700 °C.
Для условий повышенного изнашивания применяют сталь высокой теплостой-
кости 2Х6В8М2К7 (или с 5 % Со). Она лучше сохраняет повышенные твердость и
износостойкость при нагреве и имеет низкий коэффициент теплового расширения
(см. табл. 14). Сталь целесообразно применять для форм сложной конфигурации
с тонкими стенками.
Для обеспечения достаточной стойкости форм литья медных сплавов еще
большую роль играет тщательное выполнение условий эксплуатации, указанных
выше для форм литья алюминиевых сплавов.
Стали для форм литья железных и никелевых сплавов
Из-за высоких температур заливаемого металла во многих случаях неизбежно
применение тугоплавких металлов, в частности сплавов молибдена.
Для изделий, к которым не предъявляются высокие требования к размерам,
оправдано использование для форм теплопроводных и вязких металлов — меди
или алюминиевых бронз. В этом случае температура поверхностных слоев снижа-
ется за счет быстрого отвода тепла во внутренние слои формы; она еще меньше при
охлаждении, допустимом для медных форм. Налипание и смачивание заливаемым
металлом при использовании этих материалов незначительно.
513
Стальные формы в большинстве случаев мало используют вследствие значи-
тельного и трудноустранимого налипания жидкого металла, а также из-за невоз-
можности создать очень высокую теплостойкость и быстрый отвод тепла от рабо-
чего слоя у малотеплопроводных легированных сталей.
Лишь для форм центробежного литья чугунных труб рекомендуется [164]
сталь типа 20ХЗМ после закалки и отпуска при 550 °C или сталь 15ХС.
142. Стали для форм литья неорганических материалов
Стали для форм литья стекла должны иметь высокие окалиностойкость, при
которой предупреждается налипание стекла на стенки формы, и достаточные
оазгаростойкость и износостойкость при нагреве.
Применяют нержавеющие стали 12X13 и 20X13 [140]. Коэффициент линей-
ного расширения их 9—10,5 при 100 °C и 11,5—12 при 760 °C. Целесообразно
также диффузионное хромирование.
Рекомендуется для формовки стекла также сталь, содержащая 0,4 % С; 3 %
Ni; 7 % Ст; 2 % А1, как имеющая более высокую стойкость против коррозии [ 129],
особенно в среде глауберовой соли, и высокую стойкость против окисления при
900—1000 °C, а также повышенную разгаростойкость.
Сталь закаливают с 1150 °C (на воздухе) и отпускают при 680 °C. Ее предел
текучести, МПа: 900 при 18 °C и 150 при 700 °C, твердость 300 ИВ при 18 °C и
60 НВ при 700 °C.
143. Стали для форм прессования
полимерных материалов
Температура прессуемых (заливаемых) материалов составляет 200—250 °C,
но из-за большой вязкости сильно изнашивается форма — некоторые из этих
материалов вызывают коррозию.
Основное требование к сталям — износостойкость. Вместе с тем стали этого
назначения должны удовлетворять дополнительным и важным требованиям.
Для форм прессования полимерных материалов применяют разнообразные
стали, состав и обработка которых различны, в зависимости от свойств прессуе-
мого материала и требований, предъявляемых к состоянию поверхности получае-
мой заготовки.
Формы сложной конфигурации, воспринимающие динамические нагрузки
при повышенном износе, изготовляют из следующих сталей:
1/Легированных цементируемых сталей: 20Х при меньших давлениях и
20ХНМ при более высоких. Стали хорошо обрабатываются резанием, если имеют
феррито-перлитную (а не сорбитную) структуру, а формы из них мало деформи-
руются при закалке, поскольку мартенситное превращение протекает лишь
в цементованном слое.
Формы цементуют при 900—925 °C или подвергают нитроцементации при 850—
870 °C (для получения слоя толщиной 0,6—1,0 мм), закаливают с 790—810 °C
с охлаждением в масле, а небольшие формы — на воздухе, отпускают при 180—
200 °C (60—61 HRC) и подвергают электролитическому хромированию для полу-
чения большей чистоты поверхности прессуемой детали.
Предел прочности сердцевины 800—900 °C у стали 20Х и 1000—1200 МПа
у стали 20ХНМ; ударная вязкость 0,5—0,6 и 0,7—0,8 МДж/м2 соответственно.
2. Воздушно-закаливаемой инструментальной стали 7ХГНМ (7ХГ2ВМ); она
удобнее в термической обработке (закалка с низких температур 870—890 °C
с охлаждением на воздухе и отпуск при 325—350 °C; 52—54 HRC и отсутствие
деформации, см. п. 59). Затем формы хромируют. Вязкость стали указана на
рис. 140. Стойкость форм не уступает получаемой для цементуемых сталей.
Для форм простой конфигурации, работающих с динамическими нагрузками,
но без значительных давлений, и изготовляемых выдавливанием, применяют
низкоуглеродистые стали (^0,1 % С), имеющие не более 0,5 % Мп и 0,25 % Si
и легированные с 3,5 % Ni и 1,5 % Сг [141]. Они имеют высокую пластичность
514
после отпуска (отжига). Формы цементуют и закаливают, как указано выше для
сталей 20Х и 20ХНЛ1. Отпуск при 150—160 °C (твердость около 61 IIRC) или при
220—230 °C (твердость около 58 IIRC). После отпуска свойства сердцевины (диа-
метром 100 мм): о0,2 — 700 МПа, 6 = 20 и ip = 65 %.
Для очень крупных форм (диаметром или стороной >80—100 мм) нужны стали
7ХГНМ, а также 6ХЗФС (см. п. 61) или 4ХЗВМФС (см. п. 76). Их закаливают и
отпускают при 220—240 °C (52—55 IIRC), а сталь 7ХГ2ВМ — при 325—350 °C
и хромируют.
Для форм прессования полимеров, вызывающих коррозию, особенно при невоз-
можности хромирования, применяют стали двух групп [187]:
1) нержавеющие 40X13 (50—54 HRC) или 9X18 (55—58 HRC). Формы зака-
ливают с 950—980 °C (сталь 40X13) и с 1050—1070 °C (сталь 9X18) и отпускают
при 180—200 °C. Формы сложной конфигурации для предупреждения деформации
при закалке подвергают предварительной закалке из межкритической области
(740—760 °C) и отпуску при 600 °C. Вязкость сталей ниже, чем у рассмотренных
выше; формы используют при небольших динамических нагрузках;
2) устойчивые против коррозии (см. п. 112). Их преимущества — более высо-
кие вязкость и пластичность, отсутствие деформации при закалке и простота
обработки. Применение их оправдано для форм с тонкими стенками и сложной
конфигурацией.
Для форм высокой износостойкости, используемых при умеренных давлениях,
пригодны стали 4Х4ВМФС и 4Х5МФС с азотированием на глубину 0,3 мм после
отпуска (67—69 HRC).
При повышенных давлениях и отсутствии динамических нагрузок применяют
стали Х12М и Х12Ф1 с обработкой на первичную твердость (59—61 HRC). Однако
износостойкость меньше, чем азотированных. Кроме того, они менее пригодны для
хромирования.
Для форм, работающих при небольшом износе и пониженных требованиях,
предъявляемых к точности изделий, применяют среднеуглеродистые стали 6ХС,
55, 60Г. Их используют в состоянии поставки (после отжига или нормализации)
с твердостью 220—270 НВ и пределом прочности 700—900 МПа. Стали хорошо
обрабатываются резанием, но плохо полируются. Если необходимо получить
более чистую поверхность заготовки, стали закаливают и отпускают на твердость
30—32 HRC.
Глава XVII
ВЫБОР СОСТАВА И ОБРАБОТКИ СТАЛЕЙ
ДЛЯ ИНСТРУМЕНТОВ ВЫСОКОЙ ТОЧНОСТИ
144. Требования к сталям. Особенности обработки
Стали для инструментов высокой точности и прежде всего для измерительных
инструментов должны наряду с повышенной износостойкостью удовлетворять
дополнительному комплексу требований, обычно не предъявляемых к сталям
других назначений.
Основными требованиями являются: а) сохранение постоянства линейных
размеров 1 и формы (отсутствие искривления) в течение длительного, измеряемого
годами, срока использования; б) способность для многих инструментов, в частности
плиток, получать высокую чистоту поверхности после полирования (доводки)
с высотой микронеровностей <0,07 мкм. Это свойство обеспечивается при высокой
твердости >63—64 HRC и при определенном структурном состоянии. В стали не
1 Для инструментов, используемых при переменных температурах, надо
также учитывать величину коэффициента линейного расширения.
616
должно быть крупных избыточных карбидов и неоднородности в их распределе-
нии 1 и необходимо обеспечить повышенную чистоту по неметаллическим включе-
ниям; в) хорошую сцепляемость (притираемость измерительных плиток). Она
создается при указанной выше высокой чистоте поверхности и при определенном
составе ос-фазы. Сталь не должна иметь в повышенном количестве хром, способ-
ствующий образованию прочной пленки, ухудшающей сцепляемость.
Для получения высокой износостойкости и твердости чаще применяют заэвтек-
тоидные стали и подвергают их закалке и отпуску, сохраняющему мартенситную
структуру.
Однако для сохранения постоянства размеров и формы параметры термической
обработки неизбежно отличаются от принятых для большинства режущих инстру-
ментов и штампов.
Закаленная и отпущенная сталь с мартенситной структурой испытывает
с течением времени дополнительные превращения (старение), вызывающие изме-
, _______________________________, нения объема, размеров и формы. Абсо-
Время
Рис. 330. Влияние отпуска на изменение
длины образцов (9 X 20 X 60 мм) стали X, за-
каленной с 840 °C в масло (Ю. А. Геллер,
С. М. Явнель):
1 — без отпуска; 2 — охлаждение до —70 °C
без отпуска; 3 — охлаждение до —70 °C
н отпуск при 150 °C, 6 ч
лютная величина этих изменении неве-
лика. Однако они могут выходить за
пределы, допустимые у изделий высо-
кой точности.
Старение при +20 °C развивается
постепенно. Оно чаще всего стано-
вится заметным через 3—6 мес после
выполнения термической обработки и
возрастает за 10—12 мес. Через 1—2
и реже 3 года процесс практически
останавливается.
Старение вызывают следующие
процессы, протекающие изотермически
и при изменении температуры.
1. Перераспределение и уменьше-
ние напряжений, главным образом ма-
кроскопических (первого рода), вслед-
ствие частичного перехода вызываемой
ими упругой деформации в пластиче-
скую (релаксацию). Процесс разви-
вается быстрее рассматриваемых ниже;
он мало изменяет линейные размеры, но искажает форму инструментов неболь-
шой толщины (мелкие измерительные плитки) или большой длины. Влияние
закалочных напряжений, не снимаемых полностью при отпуске, усиливает на-
пряжения, вызываемые шлифованием.
2. Уменьшение тетрагональности решетки мартенсита, в результате чего
уменьшаются объем и размеры; процесс протекает главным образом в первые
3—6 мес; его продолжительность и интенсивность больше у закаленной, но не
отпущенной стали (рис. 330).
3. Мартенситное превращение части остаточного аустенита начинается
преимущественно через 4—6 мес и ускоряется при понижении или, наоборот, по-
вышении температуры >150—170 °C. Этот процесс увеличивает размеры и, следо-
вательно, действует в противоположном направлении. Его влияние в неотпущен-
ной стали незначительно и подавляется интенсивно протекающим распадом мар-
тенсита. Наоборот, влияние аустенита заметнее в отпущенной стали с меньшей
тетрагональностью решетки мартенсита. Изменение размеров в пределах, недопу-
стимых для инструментов высокой точности, может бытьзначительным при превра-
щении даже относительно небольшого количества аустенита. Превращение 1 %
аустенита в отпущенной стали X увеличивает на 1,5—3 мкм длину образцов (D =
= 9 мм и L = 100 мм).
1 В этом состоянии значительно меньше также анизотропия дефор-
мации.
Б16
Количество аустенита, длительно превращающегося при 20 °C:
а) почти пропорционально его общему количеству в структуре; следовательно,
чем больше аустенита сохраняется после окончательной обработки, тем больше
его превращается в эксплуатации;
б) зависит от состава аустенита (стали). Оно протекает полнее в углеродистых
сталях; хром, а в большей степени марганец (>1 %), задерживает превращение.
Поскольку изменение размеров и формы вызывается несколькими и противо-
положно влияющими причинами, то нельзя обеспечить наибольшую стабильность,
устранив лишь одну из них, например, обеспечив полнее превращение аустенита.
Тогда усилится влияние других указанных причин.
Следовательно, если невозможно практически полное превращение аустенита
и сильное уменьшение тетрагональности решетки мартенсита (при одновременном
сохранении высокой твердости), то необходимо получить структурное состояние,
при котором уравновешивается влияние этих разных процессов. Это состояние
зависит от концентрации углерода в мартенсите и количества аустенита и поэтому
неодинаково для разных сталей. Можно сохранять больше аустенита в заэвтекто-
идной стали. Наоборот, влияние аустенита очень значительно в ледебуритных
сталях, содержащих мало углерода (<0,2 %) в а-растворе.
Постоянство размеров по этим причинам легче достигается у легированных
заэвтектоидных и труднее у быстрорежущих и особенно у высокохромистых ста»
лей: для таких сталей необходима более сложная термическая обработка.
Наконец, абсолютное изменение размеров определяется не только структур-
ным состоянием стали, но и геометрическим фактором: соотношением размеров
инструмента. Изменение размеров максимально в направлении наибольшей длины
(высоты, диаметра) инструмента, которая может не совпадать с его рабочей дли-
ной. Поэтому в инструментах разной формы или размеров, даже после тождествен-
ной обработки, могут происходить неодинаковые по знаку и по величине измене-
ния размеров, если они определяются по рабочей (а не по максимальной) длине.
145. Стали для измерительных инструментов
Измерительные плитки 1 изготовляют из заэвтектоидных сталей высокой твер-
дости X и 12X1. Сталь 12X1, содержащая больше углерода, получает при закалке
и сохраняет при отпуске более высокую и равномерную твердость.
Температуры закалки 850—860 °C (сталь X) и 855—870 °C (сталь 12X1).
При повышении этих температур количество остаточного аустенита увеличивается
интенсивнее, чем тетрагональность решетки мартенсита, что затрудняет создание
повышенной стабильности размеров. Кроме того, возрастают хрупкость и выкра-
шивание при шлифовании и в эксплуатации.
Обработка плиток рабочей длиной 5—10 мм. При закалке их охлаждают
в масле (40—60 °C). При охлаждении в горячих средах (ступенчатая закалка)
увеличивается количество аустенита, что снижает стабильность размеров
(табл. 128).
Не позже чем через 15—30 мин после закалки плитки охлаждают до —70 °C.
Затем их отпускают при 120—130 °C ** 24—36 ч при наименьшей толщине до 15—
20 мм и 38—48 ч для больших сечений.
Отпуск уменьшает содержание углерода в мартенсите до 0,4—0,5 % и снижает
напряжения до уровня, при котором они не вызывают изменений формы и раз-
меров.
Вместе с тем отпуск при указанных температурах не изменяет количества
аустенита. Аустенит, сохранившийся после однократной обработки холодом, * *
1 Термическая обработка справедлива и для других измерительных инстру-
ментов, нагревающихся при эксплуатации при климатических колебаниях тем-
пературы.
*х Более высокий отпуск 135—140 °C уменьшает твердость до 63 HRC.
Б17
Таблица 128. Влияние условий охлаждения при закалке с 845 °C
стали с 1 % С; 1,5% Сг и 0,2% V на постоянство
размеров образцов диаметром 9 мм и длиной 100 мм (отпуск при 120 °C,
1,5 ч)
Охлаждение Изменение длины, мкм, после выдержки в течении
1 недели 1 мес 3 мес I года
В масле До 50 °C и отпуск До 230 °C, 3 мин, затем на воздухе +0,3 —0,3 +2,7 +0,5 —0,6 +4,8 + 0,7 —0,9 +6 + 0,6 —1,1
частично превращается в эксплуатации, вызывая небольшой прирост длины.
Поэтому инструменты высокого класса точности, в том числе плитки длиной
>50 мм подвергают многократной обработке холодом. После охлаждения до
—70 °C их отпускают 2—3 ч при 120—125 °C и снова обрабатывают холодом
(до —70 °C), затем отпускают при 120—125 °C, 2—3 ч. Эти операции повторяют
2—Зраза. Рекомендуется даже 6-кратное повторение обработки холодом и отпуска.
Продолжительность последнего отпуска рассчитывается так, чтобы суммарная
продолжительность всех отпусков была не меньше указанной выше для одно-
кратного отпуска.
В результате каждого последующего охлаждения ниже 0 °C превращается все
меньше аустенита, и определенное количество у-фазы сохраняется после много-
кратной обработки. Но в этом случае оно снижается до пределов \ при которых
в заэвтектоидных шалях уравновешивается влияние дальнейшего изотермиче-
ского превращения аустенита и мартенсита.
При невозможности выполнять обработку холодом плитки закаливают,
охлаждая в 5 %-ном водном растворе NaCl. Температуру закалки понижают до
820—825 °C, тогда сталь имеет меньше остаточного аустенита, но большие напря-
жения. Температуру отпуска повышают до 130—135 °C.
После первых операций шлифования необходим кратковременный отпуск
1—2 ч (лучше с кипячением в масле) при 100—120 °C для снятия шлифовочных
напряжений. Масло, адсорбированное поверхностью, улучшает смазку, сцепляе-
мость и немного защищает сталь от коррозии. Затем следует чистовое шлифование
и полирование.
Обработка плиток длиной более 100 мм. Размеры таких плиток сильно изме-
няются даже при незначительном старении. Для них применяют более сложную
обработку: 1) закалку всей плитки; 2) отпуск при 270—290 °C, вызывающий пол-
ное превращение аустенита и сильно снижающий напряжения и тетрагональность
решетки a-фазы; твердость после отпуска 56—58 HRC; 3) закалку рабочих концов
на длину 10—15 мм частичным погружением в соляную ванну; торцы для пре-
дупреждения отпуска и снижения твердости сердцевины нагревают до 820—825 °C
с минимальной выдержкой (2—2,5 мин) и охлаждают в воде; 4) отпуск при 120—
130 °C, 24 ч.
'Обработка мелких, плиток (длиной до 3—5 мм). Абсолютные изменения разме-
ров, вызываемые старением, незначительны. Основная трудность заключается
в том, что релаксация и перераспределение напряжений, абсолютное сопротивле-
ние которым в тонких плитках соответственно меньше, могут вызвать искажение
формы, наблюдающееся после отпуска, а также после шлифования и доводки.
Поскольку низкий отпуск снимает лишь часть напряжений, то они должны быть
возможно меньшими уже после закалки.
*х Абсолютное изменение размеров возрастает с увеличением длины инстру-
мента.
1 Многократная обработка полнее стабилизирует аустенит.
618
Мелкие плитки из сталей X и 12X1 отпускают (60 мин при 650 °C) перед
закалкой для снятия напряжений, вызываемых механической обработкой. При
закалке не требуется обработки холодом, усиливающей напряжения. Температуру
отпуска повышают до 130—135 °C (не менее 24 ч). Перед чистовым шлифованием
обязательно кипячение в масле при 110—125 °C.
Для мелких плиток можно также использовать сталь с интерметаллидным
упрочнением типа Н8К14М18Т (см. п. 113); она имеет после старения очень высо-
кую твердость 67—68 HRC и высокую чистоту поверхности (В. А. Линник).
Плитки изготовляют из холоднодеформированной стали и в этом состоянии шли-
фуют; затем их подвергают старению при 540—550 °C, 10—12 ч. Эта обработка не
вызывает искажения формы и размеров. Мартенсит — низкоуглеродистый, вслед-
ствие чего отсутствуют напряжения. В структуре стали нет аустенита. Вследствие
этих причин стабильность и долговечность очень высоки.
Обработка скоб, шаблонов, лекал — плоских инструментов, изготовленных
из листовой стали. Вырубка их облегчается, если применять стали с меньшим
содержанием углерода.
Деформация и старение этих инструментов в результате объемной закалки
могут быть значительными. Их предпочтительнее изготовлять из низкоуглероди-
стых сталей 20Х и 20 или среднеуглеродистых сталей 50, 55 или 50Г.
Инструменты из сталей 20Х и 20 цементуют, закаливают с 790—810 °C в
масле (сталь 20Х) или в воде (сталь 20) и отпускают 2—3 ч при 150—180 °C
лучше под плитами для правки. Этот отпуск достаточен вследствие незначительной
толщины цементованного слоя и незначительного влияния на изменение общего
объема стали, протекающих в нем превращений.
Инструменты из сталей 50 и 55 (а лучше из стали 50Г для возможности охлаж-
дения в масле) закаливают с индукционным нагревом. Это уменьшает деформацию
и облегчает правку- Отпуск при 150—180 °C, 2—3 ч. Износостойкость закаленного
слоя сталей 50 и 55 меньше, чем цементованного, но он почти не содержит аусте-
нита и имеет меньшую тетрагональность решетки мартенсита.
146. Стали для режущих инструментов
У быстрорежущих сталей после обычно принятой термической обработки,
закалки и отпуска при 560 °C, 3 раза незначительна тетрагональность решетки
мартенсита. В этом случае сохранение даже небольших количеств аустенита, не
наблюдаемых магнитными измерениями, приводит к постепенному приросту
длины, почти не компенсируемому противоположным влиянием частичного
дооаспада мартенсита (табл. 129).
Высокая стабильность размеров нужна для тех режущих инструментов,
которые должны сохранять их неизменными в течение длительного срока (в том
числе после хранения), особенно если они имеют большую длину при небольшом
диаметре — длинные развертки и др.
Повышение стабильности размеров обусловлено получением в закаленном
состоянии меньшего количества аустенита и созданием условий к его максимально
полному превращению при отпуске. Эти условия зависят от выбора состава стали
и режима термической обработки.
Для этих цепей (Ю. А. Геллер, И. А. Бусурина) применимы вольфрамомолиб-
деновые стали Р8МЗ и PS^S, а также кобальтовая повышенной теплостойкости
Р8МЗК6С
Аустенит сталей Р6М5 и'Р8МЗ превращается при отпуске интенсивнее, чем
в вольфрамовых сталях (см.^п. 86). Кобальтовая сталь Р8МЗК6С сохраняет высо-
кую твердость 63—64 HRC после отпуска при повышенных температурах (600 °C),
что позволяет вызвать более полное превращение аустенита.
** Наибольшая чистота поверхности при отсутствии анизотропии деформа-
ции обеспечиваетсяПиспочьзовзнием стати, изготовленной спеканием^ распылен-
ных порошков (см. п. 92).
619
Таблица 129. Изменение длины образцов (D = 10; L — 100 мм)]
быстрорежущих сталей после хранения 15 мес в зависимости
от термической обработки. Закалка на зерно балла 11;
охлаждение в масле (И. А. Бусурина, Ю. А. Геллер)
Термическая обработка после закалки * Изменение длины, мкм, стали
Р18 Р12
Без отпуска 6,8 5,5
Отпуск при 560 °C, 3 раза 4,4 4,5
То же, и отпуск при 450 °C, 1ч 3,8 3,6
Обработка холодом, отпуск при 560 °C, 3 раза. . 1,5 1,4
То же, 1 раз, холод; отпуск при 560 °C, 3 раза 1,3 0,8
Обработка холодом, отпуск 560 °C, 1 раз; холод, отпуск 560 °C, 1 раз; холод, отпуск 560 °C, 3 раза —0,5 —0,4
Отпуск при 350 °C и отпуск при 560 °C, 2 раза 5,5 4,8
Отпуск при 600 °C, 2 раза — 1,8 —
Обработка холодом: охлаждение до —78 °C; длительность каждого отпуска 1 ч.
Эти стали имеют также более однородное распределение и более мелкие раз-
меры карбидных частиц, что облегчает возможность получения меньшей шерохо-
ватости поверхности при шлифовании.
Температуры закалки сохраняются одинаковыми с применяемыми для других
режущих инструментов, так как небольшие колебания в концентрации углерода,
вольфрама и молибдена (как и кобальта) в твердом растворе не изменяют устой-
чивости аустенита. Предельная концентрация хрома в твердом растворе достига-
ется при более низких температурах закалки: 1100 °C. Равным образом можно
сохранять неизменными и условия охлаждения при закалке.
Устойчивость аустенита при отпуске не возрастает и в случае применения
ступенчатой закалки с выдержкой в широком интервале температур.
Дополнительное превращение аустенита по сравнению с создаваемым трех-
кратным отпуском при 560 °C вызывается обработкой холодом. Однако в случае
однократного охлаждения до —75 °C, даже выполняемого непосредственно после
закалки, в отпущенной стали еще остается некоторое количество аустенита. Для
более полного превращения аустенита и получения требуемой стабильности раз-
меров необходимо повторять обработку холодом после первого и второго отпуска
(Ю. А. Геллер, И. А. Бусурина).
Для кобальтовой стали можно ограничиться двукратным охлаждением до
—75 °C, если температуру отпуска повышают до 590—600 °C.
Температура первого отпуска для всех сталей должна быть 550—560 °C, так
как отпуск при 250—350 °C способствует стабилизации аустенита.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Артингер И. Инструментальные стали и их термическая обработка. Пер.
с венг. М.: Металлургия, 1982. 312 с.
2. Геллер Ю. А. Инструментальные стали. 4-е изд. М.: Металлургия, 1975.
584 с.
3. Гуляев А. П., Малинина К- А., Саверина С. М. Инструментальные стали:
Справочник. М.: Машиностроение, 1975. 264 с.
4. Позняк Л. А., Скрынченко Ю. М., Тишаев С. И. Штамповые стали. М.: Ме-
таллургия, 1980. 244 с.
5. Payson Р. The Metallurgie of Tool Steel. New-York, London, 1968. 482 p.
6. Haufe W. Schnellstahle u. ihre Warmebehandlung. Munchen, 1972. 368 S.
7. Werner H. Arbeitsstahle. Welt. VEB. Leipzig, 1973. 450 S.
8. Zmihorski. Stale Narzedziowe i obrovka cieplne harzedzi, Warszawa, 1970.
S. 480.
9. Kerlhorn W. Arbeitsstahle der Welt. Leipzig, 1973. 348 S.
10. Смольников E. А. Типовая технология термической обработки инструмента
для условий автоматизированного производства. М.: НИИМАШ, 1975. 172 с.
11. Jacura О. Billetin du Cercle deludes des metaux. Paris, 1976, № 5, 24—31 S.
12. Гольдштейн A. E., Спиркина Г. В.,Морозов А. И. Инструментальные и под-
шипниковые сплавы: Науч. тр./МЧМ СССР. М.: Металлургия, 1975, № 2,
с. 81—86.
13. Смольников Е. А., Бадаева А. С. —МИТОМ, 1982, № 6, с. 48—51.
14. Вульфович М. С. — Сталь, 1968, № 11, с. 1030—1031.
15. Поспелов И. А., Виноградов Ю. В., Волков Е. А., Томилин В. В., Ша-
ров В. В. — Инструментальные и подшипниковые сплавы: Научи, тр./
МЧМ СССР. М.: Металлургия, 1973, № 1, с. 65—68.
16. Склюев П. В., Перцовская Е. В. —МИТОМ, 1970, № 3, с. 68—70.
17. Houdremont Е. Handbuch der Sonderstahlkunde. 3. Aufe., 1956, Berlin, Sprin-
ger — Ver lag, 1638 S.
18. Петров А. K-, Левитин В. В., Мирошниченко И. С. и др. — Порошковая
металлургия, 1971, № 3, с. 9—12 с ил.
19. Helmon Р. — Iron and Steel Institute. London, 1970, № 43, p. 49—52.
20. Wright P. K-, Trent E. M. — J. Iron a. Steel Inst., 1973, № 5, p. 364—368.
21. Геллер Ю. А., Моисеев В. Ф., Федосиенко С. С., Аранович А. О. — МиТОМ,
1973, № 11, с. 30—35.
22. Моисеев В. Ф., Евтушенко А. Т., Иванушкин Б. М. — МиТОМ, 1973, № 2,
с. 14—16.
23. Рахштадт А. Г., Сахаров Е. К-, Лешковцев В. Г. — Заводская лаборатория,
1970, № 8, с. 980—983.
24. Смирнов Е. В., Латошная Ю. М., Дроздов И. В., Менотенко В. А. — Куз-
нечно-штамповочное производство, 1971, № 4, с. 4—7.
25. Дремнев Л. С., Брострем В. А. — МиТОМ, 1973, № 3, с. 46—51 с пл.
26. Смольников Е. А., Орестова Л. М. — МиТОМ, 1975, № 6, с. 13—17.
27. Vodsedalek S. — Neue Hiitte, 1969, Bd 14, № 9, S. 552—558.
28. Муратов В. M. —Сталь, 1967, № 6, с. 552—559.
29. Геллер Ю. А., МоисеевВ. Ф., Колтунов А. А. — МиТОМ, 1963, № 9, с. 2—6.
30. Nishimura Т. — Tetsuo hagane, 1965, v. 5, № I, p. 1452—1456.
31. Норман 7.—МиТОМ, 1973, № И, с. 12—16.
32. Мельниченко Г. А., Тылкин М. А., Гребеник В. М., Сысуев Ю. А. — Изв.
вузов. Черная металлургия, 1967, № 8, с. 159—163.
33. Сидорин И. И., Долгова Н. А., Масюков В. П. — Изв. вузов. Машиностроение,
1969, № 10, с. 133—137.
34. Жигаев Ю. Д. — Заводская лаборатория, 1970, № 12, с. 1511—1513.
35. Маркин С. В., Просвирин К- В., Федин В. П. — Сталь, 1970, № 9, с. 725—730.
36. Геллер Ю. А., Моисеев В. Ф., Аранович А. О., Левина К- Я- — Изв. вузов.
Металлургия, 1971, № 1, с. 145—148.
37. Попов В. С., Василенко Г. И., Нагорный П. Л. — МиТОМ, 1970, № 5, с. 47—
51.
621
38. Геллер Ю. А., Евтушенко А. Т., Моисеев В. Ф. — МиТОМ, 1971, № 8, с. 49—
52.
39. Покровский В. П. — Изв. вузов. Машиностроение, 1969, № 2, с. 37—59.
40. Смольников Е. А. —МиТОМ, 1970, № 12, с. 53—65.
41. Черный Ю. О., Ковако В. С., Доценко Г. А. — МиТОМ, 1976, № 5, с. 22—24.
42. Геллер Ю. А., Моисеев В. Ф., Арутюнян С. Б. — МиТОМ, 1974, № 1, с. 4—
10.
43. Смольников Е. А. —МиТОМ, 1970, № 11, с. 40—43.
44. Смольников Е. А., Сарманова Л. М. —МиТОМ, 1971, № 12, с. 7—10.
45. Фрумин И. И., Базик Н. К-, Мохненко В. И. — МиТОМ, 1971, № 12, с. 10—
12.
46. Лобанов В. К-, Пилипенко В. М., Чернякова А. А. — Кузнечно-штамповочное
производство, 1975, № 8, с. 32—34.
47. Анджюс П. А. —В кн.: Станкостроение Литвы. Вильнюс: Минтис, 1971,
т. IV, с. 167—169 с ил.
48. Дзугутов М. Д. Пластическая деформация высоколегированных сталей и спла-
вов. М.: Металлургия, 1971. 422 с.
49. АдаскинА. М., КремневЛ. С., ГеллерЮ. А., ТуменкоВ. В., Дегтяренко Н. С.,
Каменкович А. С. —Станки и инструмент, 1969, № 8, с. 28—31.
50. Хенкин М. Л., Никанорова А. И., Бузина Ю. А. —МиТОМ, 1971, № 3,
с. 20—22.
51. Roussean D., Reger J., Sergil К., Trico P. — Revue de Metallurgie, 1975,
v. 72, № 12, p. 879—889.
52. Шелковый К- П., Бырлова Г. В., Антоненко Г. Г. —МиТОМ, 1971, № 12,
с. 62—64.
53. Гуляев А. П., Сарманова Л. М. — МиТОМ, 1969, № 7, с. 2—5.
54. Заблоцкий В. К, КремневЛ С., Сагадеева Т. Г.— «Заводская лаборатория»,
1968, № 4, с. 453—454 с ил.
55. Holl J. A., Zackay V. Parker Е. R. — Trans. ASM, 1969, v. 62, p. 32—40.
56. КремневЛ. С., Адаскин А. М., Боголюбов А. В. — Заводская лаборатория,
1971, № 8, с. 1086-1090.
57. «Metal Progress», 1970, № 8, р. 33—38.
58. Мошкевич Л. Д., Малиновская И. Е., Курасов И. Н. — В кн.: Инструменталь-
ные и подшипниковые сплавы. М.: Металлургия, 1975, с. 12—21.
59. Таран Ю. Н., НовикВ. И. — МиТОМ, 1971, № 10, с. 15—16.
60. Доронин В. Л., Виноградов Ю. В. — МиТОМ, 1969, № 7, с. 12—14.
61. Гольдшмидт X. Д. Сплавы внедрения: Пер. с англ. М.: Мир, 1971, т. 1.
424 с. с ил.
62. Jones Т. К-, Mukheryee Т. — J. Iron a. Steel Inst., 1970, v. 208, Jan., p. 1—5.
63. Godden M. J., Brech D. — Iron a. Steel Inst., 1970, v. 208, № 2. p. 168—172.
64. Bridge J., Coch M. —Met. Trans., 1971, v. 2, № 8, p. 2209—2211.
65. КремневЛ. С., Заблоцкий В. К- — МиТОМ, 1969, № 1, с. 54—56.
66. Геллер Ю. А., Анджюс П. А. —Металлорежущий и контрольно-измеритель-
ный инструмент, 1971, вып. 11, с. 8—11.
67. Кузьменко Ю. И., Натапов Б. Э., Зарва А. М., Борисов Б. Д., Жарликов
М. В. — В кн.: Производство и исследование быстрорежущих и штамповых
сталей. М.: Металлургия, 1970, с. 54—57.
68. Рахштадт А. Г. Пружинные стали и сплавы. М.: Металлургия, 1971. 496 с.
69. Натапов Б. С., Ольшанецкий В. Е., Шаблин Н. М., Христофорова Л. И. —
В кн.: Производство и исследование быстрорежущих и штамповых сталей.
М.: Металлургия, 1970, с. 145—149.
70. Черный Ю. Ф., Спусканюк В. 3., Ларская А. А. — Кузнечно-штамповочное
производство, 1971, № 5, с. 12—15 с ил.
71. Геллер Ю. А., Заблоцкий В. К-, КремневЛ. С. — МиТОМ, 1967, № 9, с. 18—
23 с ил.
72. Шукюров Р. И., Качанов Н. Н., Мамедов 3. Г. — МиТОМ, 1973, № 2, с. 68—
69 с ил.
73. Мошкевич Л. Д., Смоляков В. Ф., Малиновская Т. И., Мининзон Р. Д. —
Инструментальные и подшипниковые сплавы. Сб. № 1. М.: Металлургия,
1973 (МЧМ СССР), с. 59—64 с ил.
Б22
1\. Schissler J., Arnold S., MatanerG., Las memoires scientifiques de la revue
de Metallurgie, 1975, № 11, p. 15—25.
75. Смольников E. A. — МиТОМ, 1970, № 12, c. 35—38 с ил.
76. Металловедение и термическая обработка: Справочник. Т. I. М.: Металлур-
гия, 1961. 747 с. с ил.
77. Кидин И. И. Физические основы электротермической обработки металлов и
сплавов. М.: Металлургия, 1969. 375 с. с ил.
78. Кидин И. И., Штремель М. А. — Научные доклады высшей школы, 1959,№ 2,
с. 133—135 с ил.
79. Тутов И. Е., Савуков В.П., Панкратов М. Ф., Фимощенко И. И. — В кн.:
Материалы для штампов и прессформ. М.: МДНТП, 1966, с. 24—44.
80. Бернштейн М. Л. Термомеханическая обработка металлов и сплавов. T.I.
М.: Металлургия, 1968. 596 с.
81. Склюев П. В., Перцовская Е. В,—Структурные и фазовые превращения при
нагреве стали и сплавов. Пермь: ППИ, 1972, № 73, с. 41—45.
82. Гамазков С. М., Петров Б. Д., Эйгерт П. О., Левина Г. Г., Белоусов К. И.—
Сталь, 1968, № 3, с. 252—254.
83. Виноградов В. И., Шрейбер Г. К., Сорокин Г. М., Гуров Л. Н.— Химическое
и нефтяное машиностроение, 1970, № 12, с. 22—24.
84. Сандомирский М. М. — МиТОМ, 1970, № 9, с. 45—46.
85. Тушинский Л. И., Тихомирова Л. Б., Решерько П. В. — Изв. вузов. Черная
металлургия, 1972, № 10, с. 125—128.
86. Демьяновский К- И. Износостойкость инструмента для фрезерования древе-
сины. М.: Лесная промышленность, 1968. 232 с.
87. Геллер Ю. А., А ранович А. О., Моисеев В.Ф., Федосиенко С.С., Б ронин С. А. —
МиТОМ, 1973, № 11, с. 30—34.
88. Геллер Ю. А., Голубева Е. С., Коган Е. С., Волков А. Л. —Промышленная
техника, 1973, № 1, с. 17—23.
89. Кремнев Л. С., Гришина Л. Д. — МиТОМ, 1976, № 8, с. 64—66.
90. Таран Ю. И., Иижниковская П. Ф., Погребной Э. И. — МиТОМ, 1974, №2,
с. 10—13.
91. Семичастная А. В., Алешкин Ф. И. — МиТОМ, 1973, № 3, с. 56—57.
92. Ланда В. А., Степанов Е. М., КупаловаИ. К-—МиТОМ, 1971, № 3, с. 73 —
75.
93. Сорокин Л. Д. — Кузнечно-штамповочное производство, 1970, № 8, с. 12—
14.
94. Дворядкин Ю. С., Изотов В. И. —МиТОМ, 1972, № 1, с. 37—39.
95. Купалова И. К. — Металлорежущий контрольно-измерительный инстру-
мент, 1970, № 9, с. 17—19.
96. Геллер Ю. А., Лещинская Р. П. —МиТОМ, 1956, с. 96—98.
97. Адаскин А. М., Геллер Ю. А., Кремнев Л. С., Седов Ю. Е., Доронин В. М. —
Сталь, 1973, № 1, с. 69—72.
98. Sykes W. Р.: Metals Handbook. Amer. Soc. Met. Cleveland, 1968, p. 1253—
1254.
99. Тишаев С. И., Позняк Л. A. — МиТОМ, 1974, № 9, c. 16—19.
100. Зайцев И. Ф., Роговцев В. П., Доронин В. М —МиТОМ, 1973, № 2,
с. 7—9.
101. Кремнев Л. С., Синопальников В. А. — В кн.: Обработка резанием новых
конструкционных и неметаллических материалов. М.: Машиностроение,
1973 (Тезисы докладов Всесоюзного научно-технического семинара), с. 30—
45 с ил.
102. Осадчий IO. В., Омельченко В. И., Лунина С. И., Костюков С. П. — Станки
и инструмент, 1969, № 11, с. 30—32 с ил.
103. Ганчо В. Д., Брострем В. А., Волков В. С., Геллер Ю. А., Кириллова О. М. —
Сталь, 1972, № 9, с. 842—845.
104. Исаев А. И., Геллер Ю. А., Кириллова О. М., Брострем В. А. — Вестник ма-
шиностроения, 1971, № 1, с. 53—56.
105. Грановский Г. И., Шмаков И. А. — Вестник машиностроения, 1970, № 11,
с. 73—75.
106. Гуляев А. Л., Купалова И. К- — МиТОМ, 1970, № 8, с. 34—43.
623
107. Заблоцкий В. К., Брусиловский Б. А., Иванов Ф. И., Зубов Е. С., Совки-
на В. Ф. — МиТОМ, 1971, № 11, с. 48—51.
108. Горбацевич Ю. А., Смольников Е. А. —МиТОМ, 1973, № 11, с. 57—60.
109. Brandis S. Tew. Techn. Вег., 1975, Bd 1, № 2, S. 106—109.
ПО. Билль В. И. Сварка металлов трением. Л.: Машиностроение, 1979. 176 с.
111. Имшенник К- П., Фомичев И. И. — В кн.: Лекции по сварке разнородных
и разноименных металлов. М.: Знание, 1973, с. 99—106.
112. Бунин К. П. — МиТОМ, 1975, № 6, с. 2—3.
113. Мормулева М. Е., Попондопуло А. И. — МиТОМ, 1969, № 7, с. 24—27.
114. Гитгарц М. И., Сусин А. А. — ФММ, 1973, т. 36, вып. 3, с. 551—559.
115. Bridge S., Gunvant N., Tori V. P. —Metallurgical Transactions, 1971, v. 2,
№ 8, p. 2209—2214.
116. Северденко В. П. —МиТОМ, 1976, № 5, с. 19—22.
117. Alloy Die., 1971, July, p. 33—35.
118. Турсунов А. В., Тюрин H. Ф., Зубков А. П., Литвиненко ЮДА.,гСоба-
ев В. И. — МиТОМ, 1970, № 1, с. 32—34.
119. Форисенков С. А., Сандомирский М. М. — В кн.: Оптимизация металлурги-
ческих процессов. М.: Металлургия, 1971, с. 345—350.
120. Раузина Е. Д., Забежинский А. Д., Шейн А. С. —МиТОМ, 1973, № 11,
с. 20—26.
121. Тишаев С. И., Позняк Л. А., Серебрянская А. И., Усенко В. И. — Инстру-
ментальные и подшипниковые стали. Сб. № 1. М.: Металлургия, 1973 (МЧМ
СССР), с. 27—32 с ил.
122. Позняк Л. А., Скрынченко Ю. М., Тишаев С. И., Серебрянская А. И. —
Сталь, 1972, № 9, с. 840—842.
123. Мавродий П. Д., Кузнецова В. Г., Носко В. С., Ткаченко Г. И., Коник В. В.,
Панюшкина Е. Г., Шперлин П. И. — Кузнечно-штамповочное производство,
1972, № 3, с. 43—46.
124. Кремнев Л. С., Геллео Ю. А., Сагадеева Т. Г. — Сталь, 1970, №' 12, с. 1118—
1121.
125. Позняк Л. А., Скрынченко Ю. М., Тишаев С. И., Серебрянская А. И. —
Сталь, 1972, № 9, с. 840—843.
126. Тиссен П. П., Пряхин А. В., Денисов Ю. П. — Особенности фазовых превра-
щений при нагреве. Пермь: ППИ, 1972, № 116, с. 135—139.
127. Пермикин Д. А., Терехов Ю. Г. —МиТОМ, 1972, № 8, с. 35—37.
128. Зуев В. М., Геллер Ю. А., Бернштейн М. Л. — Изв. вузов. Черная метал-
лургия, 1969, № 11, с. 140—145.
129. Химушин Ф. Ф. Жаропрочные стали и сплавы. М.: Металлургия, 1969.
774 с.
130. Никандрова Е. А., Масленков С. Б. —МиТОМ, 1973, № 2, с. 47—50.
131. Haberling Е. — Tew. Techn. Вег., 1975, Bd 1, № 2, S. 162—168.
132. Зайцев И. Ф., Геллер Ю. А., Гольцев В. В. — Современные быстрорежущие
стали, 1970, № 1, с. 61—64.
133. Koster К. — Tew. Techn. Вег., 1975, Bd 1, № 2, S. 136—141.
134. Геллер Ю. А., Павлова Л. П., Сорокин Г. М.—МиТОМ, 1972, № 1, с. 48—54.
135. Ларина Л. М., Малинина К- А., Самохина О. Е., Смольников Е. Л. —
МиТОМ, 1972, № 5, с. 62—63.
136. Малыгин В. С., Грибоедов Ю. Н. — Кузнечно-штамповочное производство,
1973, № 3, с. 11—13.
137. Кузьменко Ю. Н., Зорева И. И., Потапов Б. Э. — В кн.: Производство и
исследование быстрорежущих и штамповых сталей. М.: Металлургия, 1970,
с. 41—45.
138. Koster К., Schubert Т. — Tew. Techn. Вег., 1975, № 2, S. 154—161.
139. Трахтенберг Б. Ф., Шубина М. А. —МиТОМ, 1969, № 3, с. 56—57.
140. Wlosinski W. — Szklo i ceram., 1971, v. 22, № 2, S. 39—42.
141. «Alloy Dig.», 1971, May, p. 233—235.
142. ЛяховичЛ. С., Воронин Л. Г., Карпенко Д. В. — В кн.: Химико-термическая
обработка металлов и сплавов. Минск: Машиностроение, 1961, с. 112—114.
143. Лахтин Ю. М., Неустроев Г. И., Иванов Ю. П. —МиТОМ, 1973, № 12,
с. 27—31.
624
144. Ревис И. А., Лебедев Т. А. Структура и свойства литого режущего инстру-
мента. Л.: Машиностроение, 1972. 128 с.
145. Котляренко Л. А., Эпик А. П. — Защитные покрытия на металлах. 1970,
№ 3, с. 31—35.
146. Матьян В. А., Кравченко Н. А., Согришин Ю. П. — Кузнечно-штамповоч-
ное производство, 1970, № 7, с. 36—39.
147. Рогалев А. М., Мешанчук П. А., Можарова И. А. — Кузнечно-штамповочное
производство, 1970, № 7, с. 10—12.
148. Александрович Б. Л. — МиТОМ, 1973, № И, с. 15—18.
149. Лобанов В. К-, Пилипенко В. И- — Кузнечно-штамповочное производство,
1973, № 7, с. 5—8.
150. Gones Т. К-, Mukheryie Т. — J. Iron a. Steel Inst., 1970, v. 208, р. 90—96.
151. 3 1блоцкий В. К-, Брусиловский Б. А., Зубов Е. С., Иванов Ф. И. — МиТОМ,
1 173, № 3, с. 52—53.
152. Виноградов Ю. В., Дзугутов М. Д., Доронин В. М. —Сталь, 1971, № 5,
е. 458—460.
153. Скрынченко Ю. М., Позняк Л. А. —МиТОМ, 1974, № 2, с. 12—22.
154. Попандопуло А. Н., Мурашкин Л Л С., Журавлев С. А., Лопатин С. А.,
Истомин В. Ф.—Труды/Ленинградский политехнический институт. М.:
Машиностроение, 1969, № 302, с. 193—208.
155. Таран Ю. И., Иванов Л. И. — МиТОМ, 1972, № 1, с. 2—5.
156. Сорокина Л. В. — МиТОМ, 1970, № 2, с. 73-74.
157. Chodorow*ky A., Jarezon К-, Lamve J. —J. Iron a. Steel Inst., 1971, № 9,
p. 950—956.
158. Горюнов И. И. Прессформы для литья под давлением. М.: Машиностроение,
1973. 256 с.
159. Смольников Е. А., Шевченко А. И., Ткаченко В. И. — МиТОМ, 1974, № 2,
с. 13—18.
160. Липчин Н.~И. — Влияние структурных и фазовых превращений на свой-
ства стали и сплавов. ПермьГППИ,’1972, №\107,"с. 3—15.
161. Николаева О. И., Федотова Г. Д., Журавлев BJИ. — Кузнечно-штамповочное
производство, 1975, № 8, с. 26—28.
162. Попандопуло'А. Н., Дейнеко В. ИТ—Труды/Ленинградский политехниче-
ский институт. М.—Л.: Машиностроение, 1966, № 268, с. 17—22 с ил.
163. Бережиани В. М., Самхарадзе Д. М. — В кн.: Производство и иссле-
дование быстрорежущих и штамповых сталей. М.: Металлургия, 1970,
с. 56—61.
164. Брайнин И. Е., Люлинский 3. П., Шкуоатов Ф. И. и др. — Бюл. ЦНИИТИ,
1973, № 14, с. 45—47.
165. Билль В. П., Попандопуло А. И., Ткачевская Г. Д. —Сварочное производ-
ство, 1970, № 18, с. 12—16.
166. Прокошкин Д. А. — ДАН СССР, 1971, т. 212, № 2, с. 161—164.
167. Leveque R., Berthet R., Hocquaux H. Colloque international Sur les aciers a
coupe rapide. Saint—Etienne, France, 1975, p. 547—574.
168. Смольников E. А., Савиновский С. H. —Станки и инструмент, 1977, № 12,
с. 23—24.
169. Купалова И. К- —МиТОМ, 1980, № 7, с. 55—60.
170. Купалова И. К. — МиТОМ, 1980, № 3, с. 23—26.
171. Журавлев В. Н., Николаева О. И. Машиностроительные стали: Справочник
М., Машиностроение, 1981. 391 с.
172. Химико-термическая обработка металлов и сплавов: Справочник. М., Ме-
таллургия, 1981. 424 с. с ил.
173. Термическая обработка в машиностроении: Справочник. М., Машинострое-
ние, 1980. 783 с.
174. Геллер Ю. А., КремневЛ. С., Линник В. А. —МиТОМ, 1976, № 5, с. 11 —14.
175. Моисеев В. Ф. — Пзв. ВУЗов. Машиностроение, 1980, № 11, с. 50—54.
176. Геллер Ю. А., Артюхов В. Ф. — МиТОМ, 1976, № 11, с. 17—20.
177. Геллер Ю. А., Кремнев Л. С., Салманов Н. С. —МиТОМ, 1979, № 6,
с. 44—46.
178. Крелшев Л. C.t Забежинский А. Д. — МиТОМ, 1980, № 2, с. 25—29.
625
179. Бельский Е. И., Ситкевич М. В., Рогов В. А., Крюков В. П. — МиТОМ,
1980, № 6, с. 17—19.
180. Головненко Т. А., Григоренко А. С., Богомолов В. А., Агашков С. Н. —
МиТОМ, 1980, № 8, с. 60—61.
181. Тананко И. А., Белозеров В. В., Махатилова А. И. — МиТОМ, 1981, № 1,
с. 14—16.
182. Прокошкин Д. А., Сипов А. В., Котенков В. Н., Богомолов А. М. — МиТОМ,
1981, № 4, с. 21—23.
183. Смольников Е. А., Волосова Т. А., Баранова Л. И. — МиТОМ, 1981, № 7,
с. 16—20.
184. Геллер Ю. А., Семичастная А. В., Песецкий Г. М., Линник В. А. —
МиТОМ, 1981, № 9, с. 46—48.
185. Моисеев В. Ф., Маштакова Г. С., Лякишев В. А. — Технология автомобиле-
строения, 1981, № 9, с. 19—20.
186. Моисеев В. Ф., Маштакова Г. С., Лякишев В. А. — Экспресс-информация,
НИИМАШ., 1981, вып. 6, с. 10—12.
187. Моисеев В. Ф., Рывкин А. Г., Такая 9., Поташников Ю. 3. — Технология,
организация и экономика машиностроительного производства, 1981, № 8,
с. 5—8.
188. Бельский Е. И., Ситкевич Л4. В., Траймак Н. С. Упрочнение литых и де-
формированных инструментальных сталей. Минск: Наука и техника, 1982. .
280 с.
Юлий Александрович ГЕЛЛЕР
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Редактор издательства Э. М. Щербинина
Художественный редактор А. И. Гофштейн
Технический редактор Н. А. Сперанская
Корректоры: Е. В. Якиманская, Г. 4>. Лобанова
Переплет художника Л. Н. Наумова
ИБ № 2229
Сдано в набор 27.09.82. Подписано в печать 27.01.83. Т-04129.
Формат бумаги бОхЭО'/и- Бумага типографская № 1
Гарнитура литературная. Печать высокая
Печ. л. 33,0. Кр-отт. 33,0. Уч.-изд. л. 38,92. Тираж 15000 экз.
Заказ 284. Цена 2 р. 40 к. Изд. № 0550
Ордена Трудового Красного Знамени издательство «Металлургия», 119034,Москва, Г-34,
2-й Обыденский пер., д. 14
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисееико, 10.