/





























































































































Author: Цехнович Л.И. Петриченко И.П.
Tags: общее машиностроение технология машиностроения машиноведение машиностроение редукторы
ISBN: 5-11-002156-2
Year: 1990




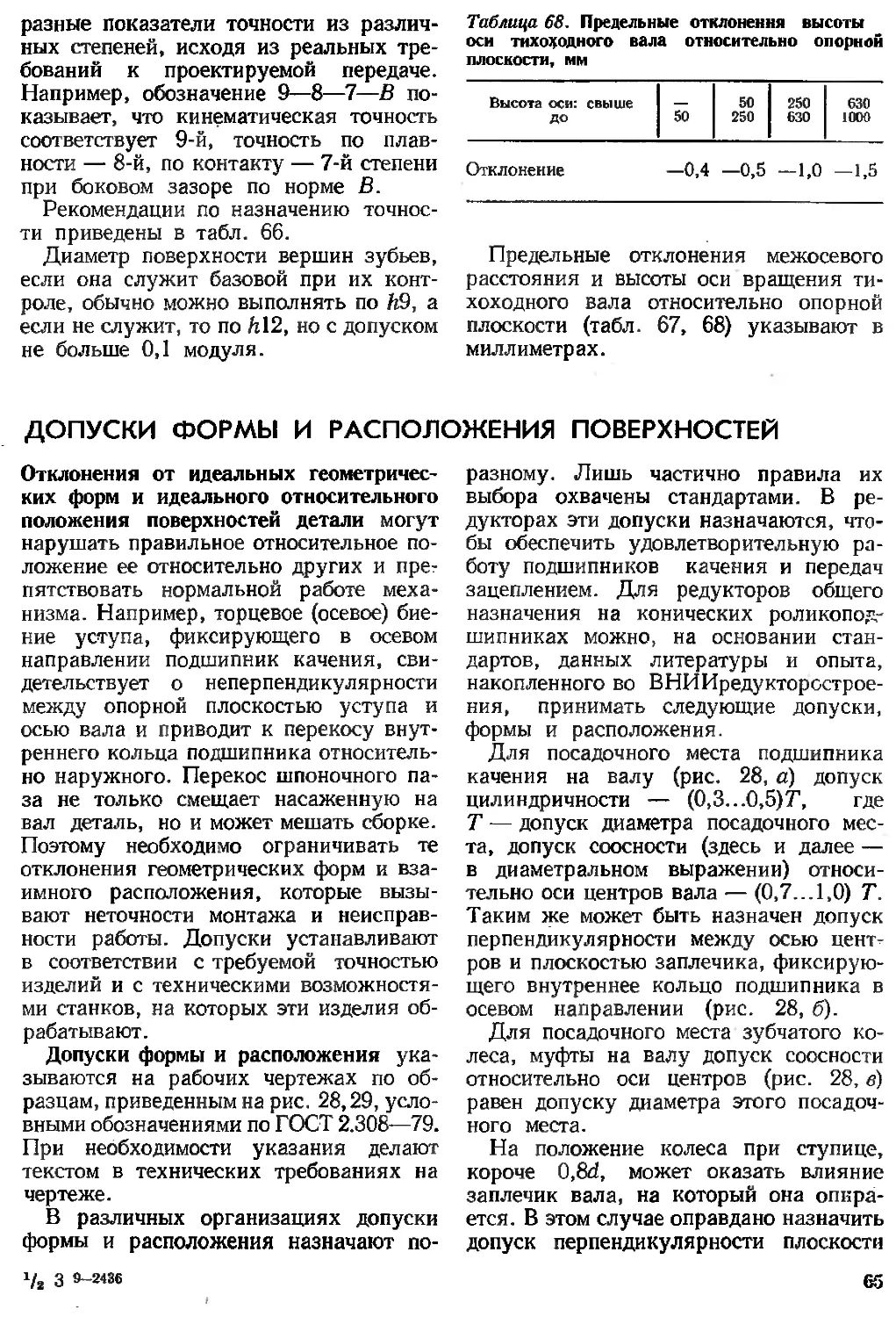
Text
Л. И. ЦЕХНОВИЧ
И. П. ПЕТРИЧЕНКО
КОНСТРУКЦИИ
РЕДУКТОРОВ
2-е издание,
переработанное и дополненное
Допущено Министерством
высшего и среднего
специального образования УССР
в качестве учебного пособия
для студентов технических вузов
Киев
«Выща школа»
1990
Б БК 34.446 -02я73
Ц 55
УДК 621 (084. 4)
Рецензент: д-р техн, наук, проф. В. И. Соколовский
(Уральский политехнический институт им. С. М. Кирова)
Редакция литературы по машиностроительному комплексу
Редактор А. Г. Телешова
Цехнович Л. И., Петриченко И. П.
Ц55 Атлас конструкций редукторов,: Учеб, пособие.—
2-е изд., перераб. и доп. — К : Выща шк. 1990.—
151 с.: ил.
ISBN 5-11-002156-2.
Атлас содержит сведения о конструкциях редукторов,
краткие справочные таблицы, чертежи общих видов редукторов
различного устройства и сложности. Даны рекомендации по
простановке размеров и назначению посадок.
По сравнению с 1-м изданием (1979 г.) конструктивный ма-
териал дополнен последними моделями редукторов, выпускаемых
современной промышленностью.
Для студентов технических вузов.
2702000000-044
Ц М211(04)-90 136-90
ББК 34.446—02я73
ISBN 5-11-002156-2
© Издательское объединение
«Выща школа», 1979
© Л. И. Цехнович,
И. П. Петриченко, 1990,
с изменениями
ПРЕДИСЛОВИЕ
Атлас составлен по литературным источникам, ма-
териалам заводов, проектно-конструкторских органи-
заций, НИИ и втузов с учетом опыта выбора тематики
и постановки курсового проектирования в Днепропет-
ровском металлургическом институте. Часть кон-
струкций разработана составителями атласа, а неко-
торые — сотрудниками института. Обращено внима-
ние на разнообразие не только сложных, но и простых
конструкций, необходимых для учебного проектиро-
вания.
При подготовке 2-го издания книги текст и иллю-
страции дополнены сведениями из технической лите-
ратуры, каталогов и заводских материалов последних
лет. Чертежи, содержащиеся в 1-м издании, частично
заменены другими, которые, по мнению составителей,
более удачно отражают тенденции современного рсдук-
торостроения и лучше отвечают задачам учебного
проектирования. Данные, почерпнутые из стандартов,
откорректированы и приведены в соответствие с из-
менениями, внесенными в стандарты после опублико-
вания 1-го издания атласа.
Небольшой объем атласа обусловил краткость
текста и таблиц. Из стандартов сделаны выборки в
соответствии с назначением книги.
Составители выражают благодарность за ценные
советы засл, деятелю науки и техники РСФСР д-ру
техн, наук проф. Д. Н. Решетову, кандидатам техн,
наук доцентам Д. Г. Полякову и Ю. А. Попченко, а
также всем, кто оказал помощь в работе над атласом.
РАБОТА НАД ПРОЕКТОМ РЕДУКТОРА
И ЕГО ОСНОВНЫЕ ПАРАМЕТРЫ
Работа над проектом редуктора начина-
ется с составления его схемы и с расчета.
Этот расчет значительно отличается от
решения отдельных и в основном не-
сложных задач, с которыми встречаются
при изучении различных дисциплин ме-
ханического цикла до того, как при-
ступить к курсовому проекту.
Особенность расчета редуктора, как и
всякого конструкторского расчета, со-
стоит в том, что его выполняют парал-
лельно с конструированием. Выбрав пе-
редаточные числа ступеней и рассчитав
межосевые расстояния, необходимо на-
чертить в масштабе делительные поверх-
ности колес в относительном располо-
жении. Рассмотрев такую схему и со-
образуясь с конструктивными условия-
ми, можно решить, остановиться ли на
рассчитанных размерах или изменить пе-
редаточные числа ступеней, коэффициенты
ширины, твердости рабочих поверхнос-
тей, а через них — допускаемые кон-
тактные напряжения и межосевые рас-
стояния.
Размеры, найденные из расчета, под-
вергают глазомерному контролю. Часть
размеров конструктору приходится за-
давать на основании грубых ориенти-
ровочных расчетов или исходя из со-
размерности элементов, а затем произ-
водить расчет в форме проверки. Так
выполняются, в частности, расчеты ва-
лов. Поэтому вместе с расчетами необ-
ходимо выполнять в масштабе эскизы
рассчитываемых деталей.
Если рассчитанные размеры между со-
бой не гармонируют, то это часто сви-
детельствует об ошибках в вычислениях.
В случаях, вызывающих сомнения, не-
обходимо обратиться к консультанту.
Все инженерные расчеты на проч-
4
ность основаны на приближенных пред-
ставлениях и приближенных расчетных
схемах, а вычисленные размеры необ-
ходимо округлять. Поэтому в расчетах
па прочность точные вычисления выпол-
нять нет необходимости.
Проектируя редуктор, обычно до-
статочно подсчитать силы с точностью
до 100 Н, напряжения — до 1 МПа,
а размеры, определяемые из условий
прочности, например межосевое рас-
стояние или диаметр вала,— с точнос-
тью до 1 мм. Целесообразно, во избежа-
ние значительных ошибок, параллель-
но с подсчетом на калькуляторе сделать
приблизительный подсчет в уме и све-
рить результаты.
Округление размеров до предпочти-
тельных или стандартных имеет целью
унификацию деталей и узлов, удешев-
ление изделий и технологии их произ-
водства.
В отличие от прочностных расчетов,
геометрические расчеты зацеплений тре-
буют точности. Окружной (торцевой)
модуль следует определять с точностью
до 0,0001 мм, диаметры зубчатых колес —
до 0,01 мм, угол наклона зуба — до
одной угловой минуты (до 0,01е).
Первоначальную разработку конст-
рукции удобно произвести на миллимет-
ровке. Когда выяснится, что те или
иные рассчитанные размеры неудачны,
необходимо скорректировать расчет на
основании конструктивных соображе-
ний. Такая разработка имеет предвари-
тельный характер, и от нее не требуется
полнота, но она приносит пользу только
при строгом соблюдении масштаба.
Окончательно расчет оформляют пос-
ле разработки конструкции, потому что
в процессе разработки в него, как
правило, приходится вносить указан-
ные коррективы. В расчет обязательно
включаются иллюстрации, необходимые
для полного понимания всех элемен-
тов редуктора, всех принятых обозначе-
ний и терминов.
Диапазоны передаточных чисел, ха-
рактерные для различных редукторов,
указаны в табл. 1.
Передаточные числа ступеней двух-
ступенчатого цилиндрического редуктора
назначают исходя, прежде всего, из то-
го, что их произведение равно общему
передаточному числу и. Выбору под-
лежат два передаточных числа: и6 —
быстроходной ступени и пт — тихо-
ходной. Поэтому кроме указанного усло-
вия можно задать еще одно, например,
условие наименьшего суммарного меж-
осевого расстояния, наименьших габа-
ритных размеров редуктора.
Быстроходная ступень нагружена
меньше тихоходной. 11оэтому, если назна-
чить передаточные числа ступеней, ко-
эффициенты ширины и допускаемые кон-
тактные напряжения соответственно оди-
наковыми, то быстроходная ступень по-
лучает значительно меньшие размеры,
чем тихоходная. В большинстве слу-
чаев оказывается оправданным умень-
шить такое различие, приняв иб >
> пт. На практике приходится счи-
таться также с различными конструк-
тивными требованиями.
Таблица 1. Передаточные числа редукторов
и мотор-редукторов общего назначения,
выпускаемых заводами СССР
Редукторы Передаточные числа
Цилиндрические: 1,8...8
одноступенчатые
планетарные 6,3...12,5
двухступенчатые 8...50
планетарные 31,5...125
трехступенчатые 58...200
Конические одноступенчатые Коническо-цилиндрические: 3,15...5
двухступенчатые 6,3...31,3
трехступенчатые 20... 180
пятиступенчатые Червячные: 81...2124
одноступенчатые 8...80
то же» глобоидные 10...63
двухступенчатые 100...4000
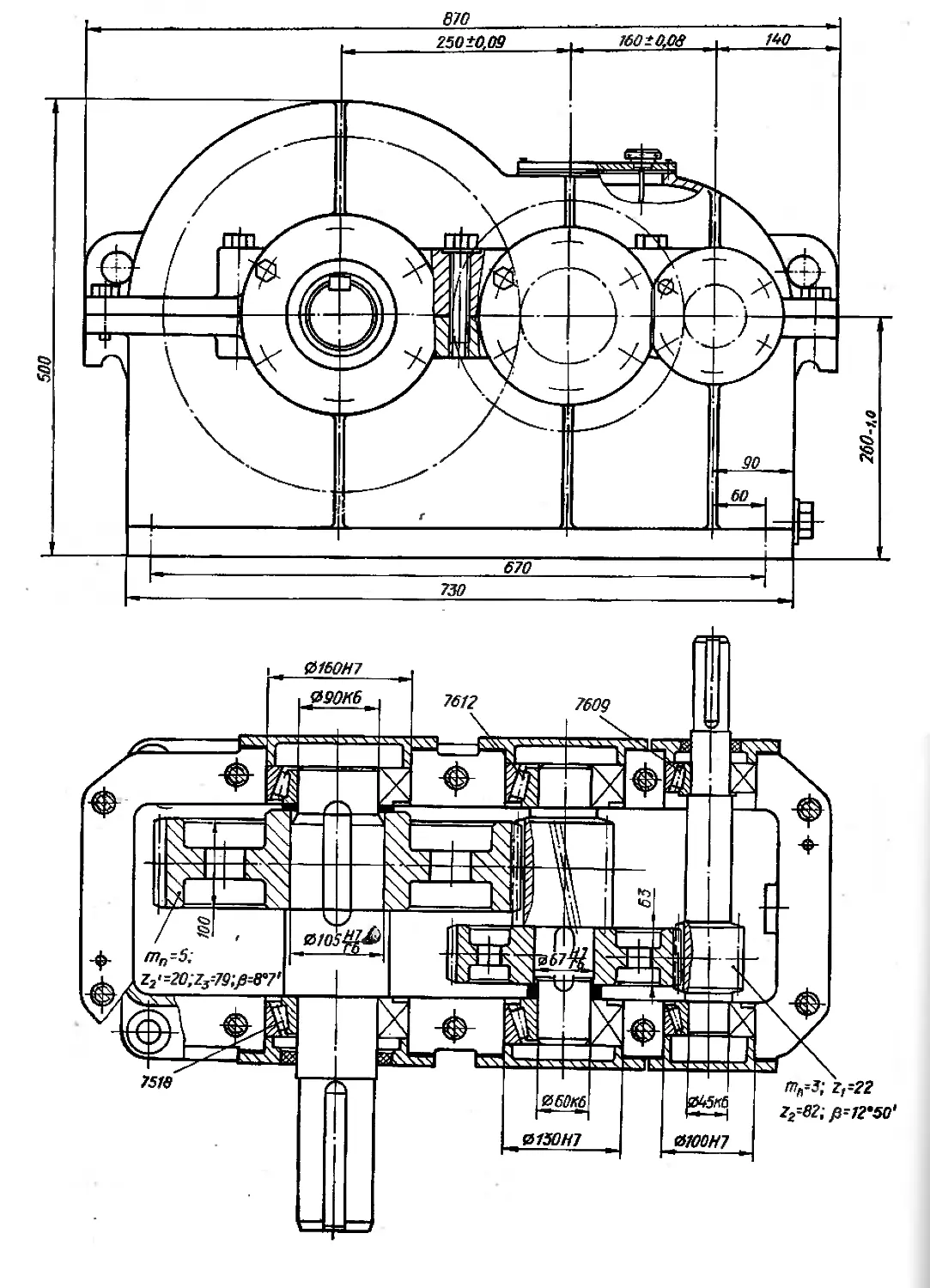
В учебных проектах цилиндрических
двухступенчатых редукторов (рис. 1, а,
б), можно принимать иб примерно от
|Аг до 1,2 Следует ориентироваться
на верхнее значение, если обе ступени
имеют эвольвентное зацепление, быстро-
ходная ступень по твердости не усту-
пает тихоходной, коэффициент ширины
быстроходной ступени больше, чем ти-
ходной, например, при раздвоенной
шевронной передаче в быстроходной сту-
пени (рис. 1, б).
Следует ориентироваться на нижнее
значение в противных случаях, а также,
Рис, 1. Схемы передач двухступенчатых редукторов
если быстроходная ступень выпол-
няется с эвольвентным зацеплением, а ти-
хоходная — с зацеплением Новикова.
В соосных редукторах (рис. 1, в) мож-
но принимать и6 до 1,4 и.
При серийном производстве редукто-
ров часто назначают передаточные числа
ступеней так, чтобы число типоразме-
ров колес было как можно меньше, для
чего в ряде редукторов одного типораз-
мера тихоходные ступени выполняют оди-
наковыми, а различные передаточные чис-
ла редукторов получают за счет различ-
ных передаточных чисел быстроходных
ступеней.
Коэффициент ширины гГй цилиндри-
ческих передач назначают в соответст-
вии, прежде всего, с твердостью рабочих
поверхностей зубьев. Чем выше твер-
дость, тем менее способна передача при-
рабатываться, тем менее оправдано ис-
пользование широких колес.
В зависимости от термической обра-
ботки различают среднетвердые колеса,
прошедшие нормализацию или улучше-
ние и имеющие твердость НВ 180...320,
и высокотвердые, получающие после по-
верхностной закалки твердость HRC3
45...55, а после цементации и за-
калки HRC3 57 ...63. Термообработка
среднетвердых колес производится до
нарезания, а высокотвердых — после.
При жестких требованиях к габаритным
размерам. небольшие колеса изготов-
ляют высокотвердыми. В условиях ин-
дивидуального производства в тяжелом
машиностроении превалируют средне-
твердые передачи, однако часто применя-
ют также поверхностную закалку ТВЧ.
Характерные значения коэффициен-
тов ширины Тй среднетвердых передач
следующие: в редукторах с обычной
развернутой схемой (рис. 1, а) для обеих
ступеней 0,4; в случае раздвоенного
шеврона (рис. 1, 6)2 X 0,25 = 0,5 либо
2 X 0,315 = 0,63; в соосном редукторе
(рис. 1, в) для быстроходной ступени
0,2 или 0,25, для тихоходной 0,4 или 0,5.
В высокотвердых передачах редукторов
характерное значение 0,25, иногда 0,2.
В ГОСТ 2185—66 на основные пара-
метры цилиндрических передач (табл.
2) приведены значения межосевых рас-
стояний, коэффициентов ширины и пере-
даточных чисел. На передачи специаль-
ного назначения этот стандарт не распро-
страняется. В учебных проектах его обы-
чно рассматривают как рекомендуемый.
Суммарное число зубьев zc эволь-
вентной зубчатой передачи можно при-
нимать в среднетвердых передачах при
спокойной нагрузке — около 200; при
умеренных толчках — примерно 130...
170; при резких сильных толчках —
около 100, а в высокотвердых переда-
чах — примерно от 40 до 120. Эти
рекомендации основаны на следующих
соображениях: чем сильнее толчки, тем
важнее запас прочности зуба на изгиб,
тем, следовательно, больше должен быть
модуль, а значит, меньше гс. В высоко-
твердой передаче межосевое расстояние
меньше, чем в среднетвердой, потому
что допускаемое контактное напряже-
ние выше. Поэтому, чтобы получить
модуль, достаточный для прочности зу-
ба на изгиб, в высокотвердой передаче
необходимо иметь меньшее zc.
При межосевом расстоянии aw
окружной модуль
Нормальный модуль тп назначает-
ся стандартным (табл. 3). В косозубой,
передаче он должен составлять (0,95...
0,99) т„ а в шевронной — (0.75. ..0,90) х
X mt, что соответствует углам наклона в
первой от 8 до 18° и во второй — о г 25 до
до 40°.
В передачах с зацеплением Новикова
zc обычно не превышает 150. Нормаль-
ный модуль тп (табл. 4) составляет при
косом зубе примерно (0,90...0,985) т,,
а при шевронном — (0.86...0,94) mt,
что соответствует углам наклона от
10 до 25° и от 20 до 30“.
Коническо-цилиндрические редукторы
(рис. 1, г) включают быстроходную ко-
ническую и тихоходную цилиндриче-
скую передачи. В таком редукторе в ка-
честве первого расчетного варианта иб
и цт можно принять приблизительно
одинаковыми. Если и6 больше 4...5,
то диаметры конической шестерни, а
соответственно и быстроходного вала,
на котором ее нарезают, сравнительно
Таблица 2. Основные параметры передач зубчатых цилиндрических внешнего зацепления
(по ГОСТ 2185—66)
Ряд Межосевое расстояние мм
1 -й 40 50 63 80 100 125 160
2-й — — 71 90 112 140 180
1-й 200 250 315 400 500 630 800
2-й 224 280 355 450 560 710 900
1-й 1000 1250 1600 2000 | 2500
2-й 1120 1400 1800 2240
Коэффициенты ширины а--------
0,100 0,125 0,16 0,20 0,25 0,315 0,40 0,50 0,63 0,80 1,00 1,25
Примечание. Значение b округляется до ближайшего числа из ряда Ra 20 по
ГОСТ 6636—69. При различной ширине сопряженных колес значение b относится к более узкому.
Номинальные передаточные числа
1,0 1,12 1,25 1,4 1,6 1,8 2,0 2,24 2,5 2,8 3,15 3,55 4,0 4,5 5,0 5,6 6,3 7,1 8,0
9,0 10 11,2 12,5
Примечание. Действительное передаточное число должно отличаться от номиналь-
ного не более чем на 2,5 % при и < 4,5 и не более чем на 4 % при и > 4,5.
Таблица 3. Модули зубчатых эвольвентных передач (из ГОСТ 9563—60 (СТ СЭВ 310—76))
Ряд Модуль, мм
1-й 1 1,25 1,5 2 2,5 3 4 5
2-й 1,125 1.375 1,75 2,25 2,75 3,5 4,5 5,5
1-й 6 8 10 12 1 16 20 25 32
2-й 7 9 11 14 18 22 28 36
Примечание. 1-й ряд следует предпочитать 2-му.
Таблица 4. Модули нормальные передач Новикова (из ГОСТ 14186—69)
Ряд Модуль» мм
1-й 9 2,5 3,15 4 5 6,3 8
2-й 2,25 2,8 3,55 4,5 5,6 7,1 9
1-й 10 12,5 16 20 25 31,5 40
2-й 11,2 14 18 22,4 28 35,5 45
Примечание. 1-й ряд следует предпочитать 2-му*
7
Таблица 5. Модули червячных цилиндрических передач (из ГОСТ 19672—74 (СТ СЭВ 267—76))
Ряд
Модуль, мм
1-й 2 2,5 3,15 4 5 6,3 8 10 12,5 16 20
2-й 3 ад 6 7 12
Примечание. 1-й ряд следует предпочитать 2-му.
Таблица 6. Коэффициенты q диаметра червяка (из ГОСТ 19672—74 (СТ СЭВ 267—76))
Ряд
Значение
1-й — 8 — 10 — 12,5 — 16 — 20
2-й 7,1 — 9 — 11,2 — 14 - 18 —
Пр и меча н и я: 1. 1-й ряд следует предпочитать 2-му фициенты диаметра 7,5 и 12. . 2. Допускается применять коэф-
невелики. Для увеличения прочности и
жесткости этого вала может быть вве-
дена дополнительная опора (см. 14,в).
Червячно-цилиндрические редукторы
(рис. 1, д) содержат быстроходную чер-
вячную и тихоходную цилиндрическую
передачи. Передаточное число первой
можно назначать примерно от 8 до 80,
второй — от 3,15 до 6,3.
Основные параметры червячных пере-
дач стандартизованы ГОСТ 2144—76,
ГОСТ 19672—74. Обязательно должны
приниматься стандартными модуль т и
коэффициент диаметра червяка q (чис-
ло модулей в диаметре), указанные в
табл. 5, 6. Это необходимо для того,
чтобы червячное колесо можно было
нарезать стандартной червячной фрезой.
В редукторах используют преиму-
щественно небольшие значения q (до
12,5). Чем меньше q, тем меньше ско-
рость скольжения, тем больше угол
подъема резьбы и выше КПД. Более
высокие значения q применяют, чтобы
повысить прочность или жесткость вала
червяка или уменьшить угол подъема
для надежного самоторможения. Раз-
личные значения q применяют также,
чтобы получить стандартное межосевое
расстояние, которое выбирается из то-
го же ряда, что и для цилиндрических
передач (табл. 2). Однако для этого
более рационально пользоваться сме-
щенным зацеплением или изменять чис-
ло зубьев червячного колеса, компен-
сируя такое изменение соответствующей
корректировкой передаточного числа
цилиндрической передачи.
Согласно ГОСТ 2144—76, червячное
колесо может иметь от 32 до 80 зубьев.
Червяк в червячно-цилиндрических ре-
дукторах чаще всего двухзаходный. Он
может быть одно- или четырехзаходным,
но при однозаходном невысок КПД и
значительно выделение тепла, а при
четырехзаходном в червячной передаче
нельзя получить большое передаточное
число.
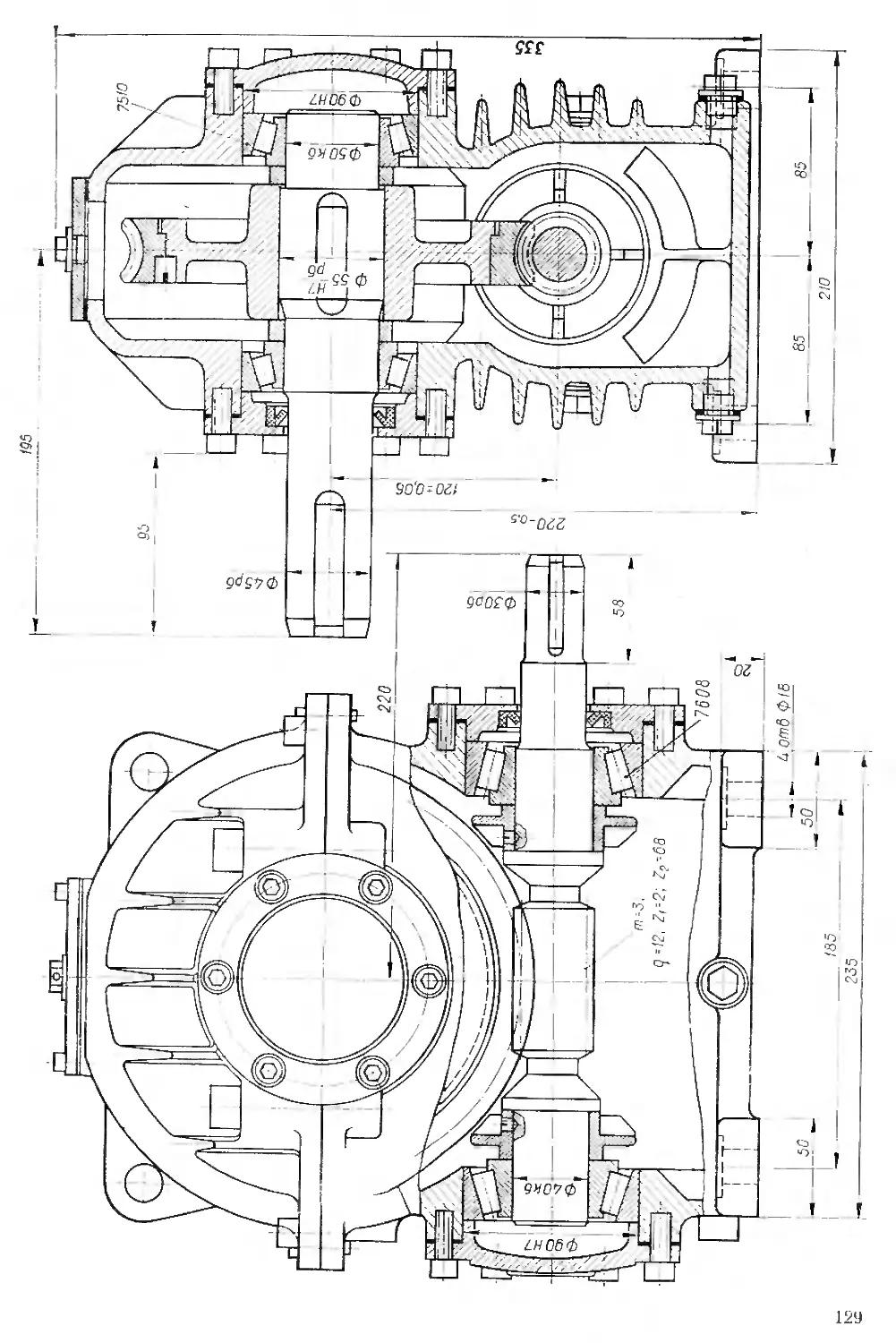
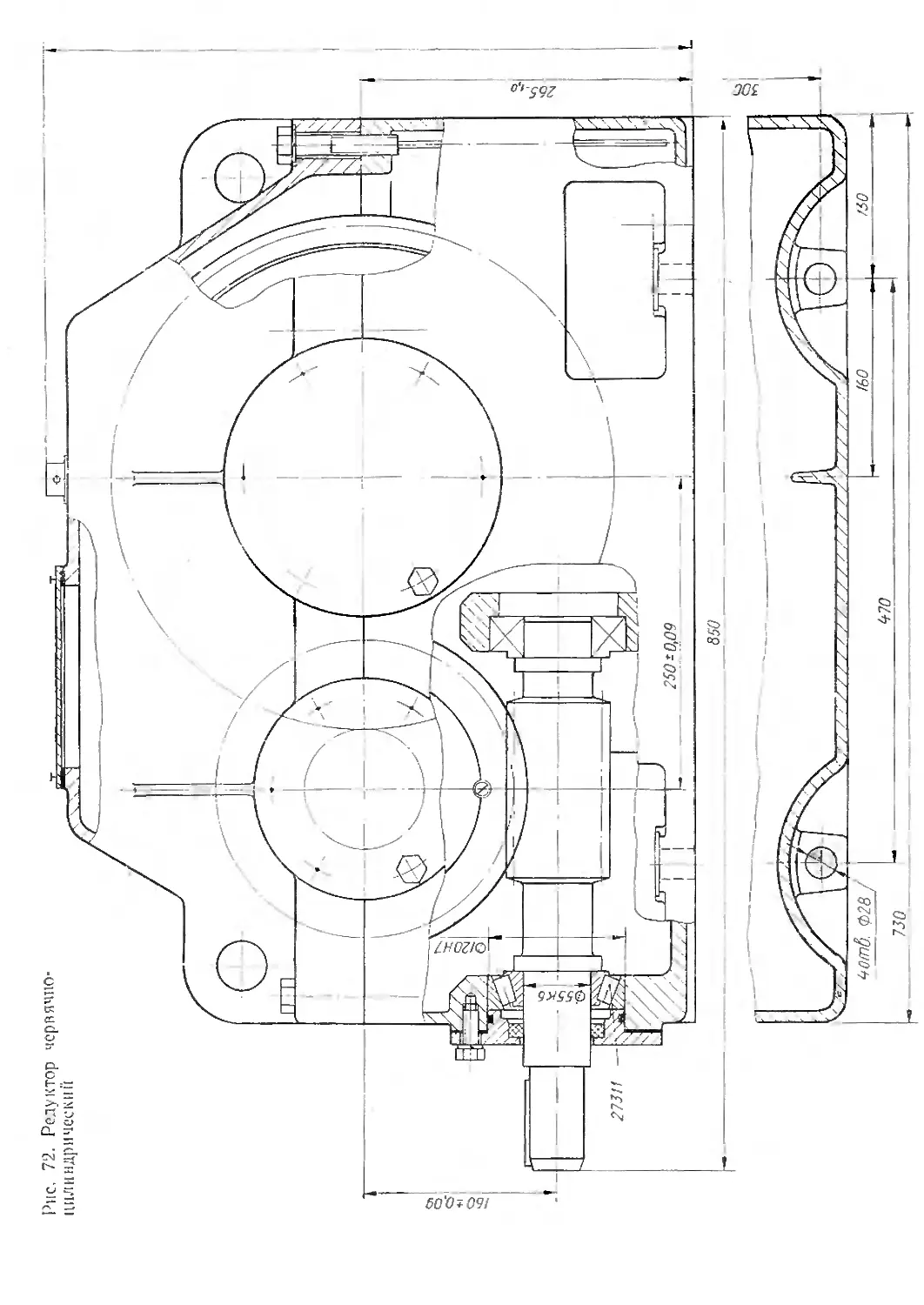
Цили и дрическо- червя ч н ые редукторы
(рис. 1, е) содержат быстроходную ци-
линдрическую и тихоходную червячную
передачи. Желательно, чтобы диаметр
колеса цилиндрической передачи был
не слишком большим. Он должен впи-
сываться в ширину ванны, согласован-
ную с размерами червячного колеса
его ступицы и опор (рис. 72).
Если цилиндрическая передача —
среднетвердая, то указанного соответст-
вия в размерах можно достичь при пере-
даточном числе ее до 2, иногда до 3,
а если необходимо большее передаточ-
ное число, то эту пару можно выпол-
нить высокотвердой. Червячная пере-
8
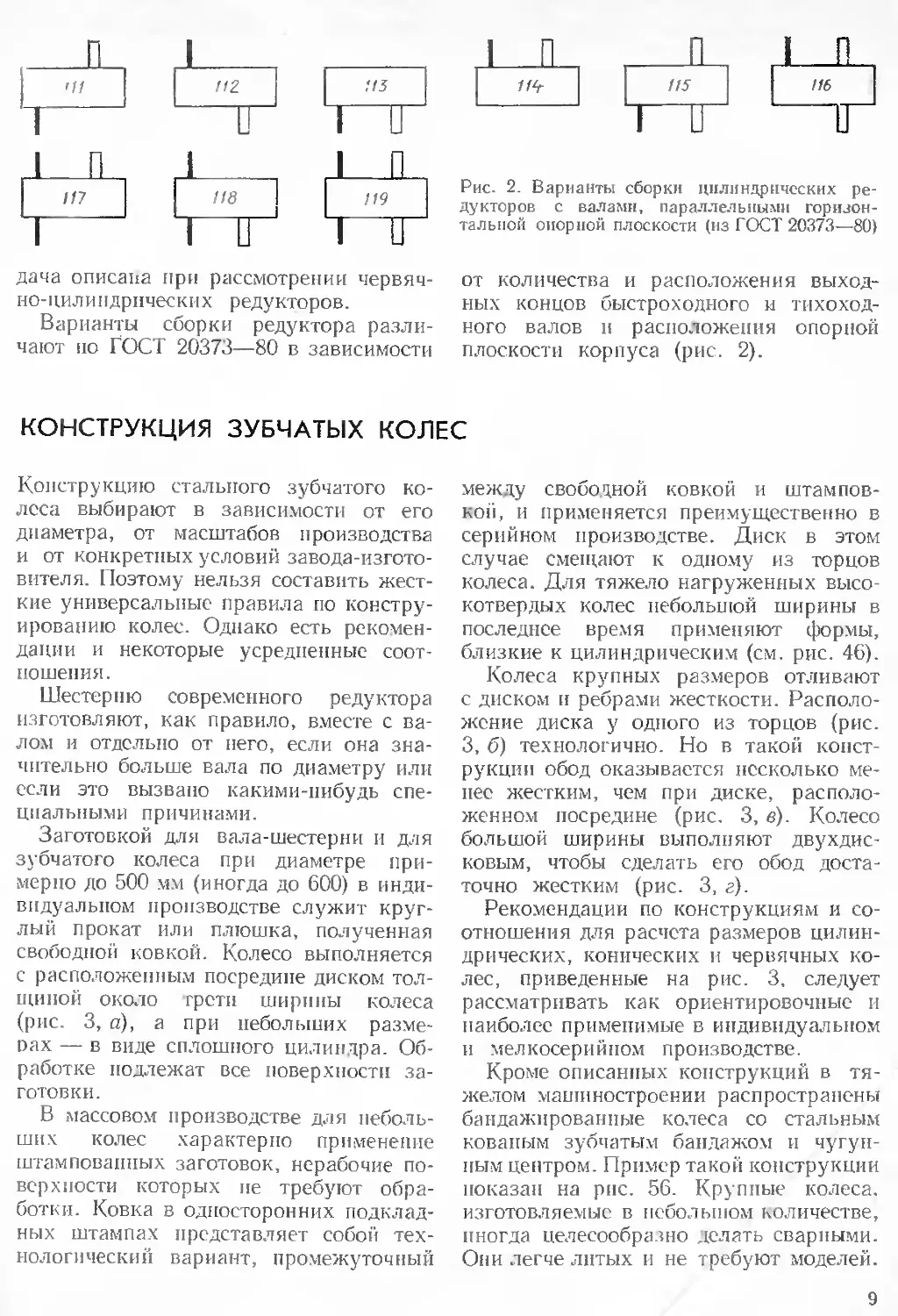
Рис. 2. Варианты сборки цилиндрических ре-
дукторов с валами» параллельными горизон-
тальной опорной плоскости (из ГОСТ 20373—80)
дача описана при рассмотрении червяч-
но-цилиндрических редукторов.
Варианты сборки редуктора разли-
чают но ГОСТ 20373—80 е зависимости
от количества и расположения выход-
ных концов быстроходного и тихоход-
ного валов и расположения опорной
плоскости корпуса (рис. 2).
КОНСТРУКЦИЯ ЗУБЧАТЫХ КОЛЕС
Конструкцию стального зубчатого ко-
леса выбирают в зависимости от его
диаметра, от масштабов производства
и от конкретных условий завода-изгото-
вителя. Поэтому нельзя составить жест-
кие универсальные правила по констру-
ированию колес. Однако есть рекомен-
дации и некоторые усредненные соот-
ношения.
Шестерню современного редуктора
изготовляют, как правило, вместе с ва-
лом и отдельно от пего, если она зна-
чительно больше вала по диаметру или
если это вызвано какими-нибудь спе-
циальными причинами.
Заготовкой для вала-шестерни и для
зубчатого колеса при диаметре при-
мерно до 500 мм (иногда до 600) в инди-
видуальном производстве служит круг-
лый прокат или плюшка, полученная
свободной ковкой. Колесо выполняется
с расположенным посредине диском тол-
щиной около трети ширины колеса
(рис. 3, а), а при небольших разме-
рах — в виде сплошного цилиндра. Об-
работке подлежат все поверхности за-
готовки.
В массовом производстве для неболь-
ших колес характерно применение
штампованных заготовок, нерабочие по-
верхности которых не требуют обра-
ботки. Ковка в односторонних подклад-
ных штампах представляет собой тех-
нологический вариант, промежуточный
между свободной ковкой и штампов-
кой, и применяется преимущественно в
серийном производстве. Диск в этом
случае смещают к одному из торцов
колеса. Для тяжело нагруженных высо-
котвердых колес небольшой ширины в
последнее время применяют формы,
близкие к цилиндрическим (см. рис. 46).
Колеса крупных размеров отливают
с диском и ребрами жесткости. Располо-
жение диска у одного из торцов (рис.
3, б) технологично. Но в такой конст-
рукции обод оказывается несколько ме-
нее жестким, чем при диске, располо-
женном посредине (рис. 3, в). Колесо
большой ширины выполняют двухдис-
ковым, чтобы сделать его обод доста-
точно жестким (рис. 3, г).
Рекомендации по конструкциям и со-
отношения для расчета размеров цилин-
дрических, конических и червячных ко-
лес, приведенные на рис. 3, следует
рассматривать как ориентировочные и
наиболее применимые в индивидуальном
и мелкосерийном производстве.
Кроме описанных конструкций в тя-
желом машиностроении распространены
бандажированные колеса со стальным
кованым зубчатым бандажом и чугун-
ным центром. Пример такой конструкции
показан на рис. 56. Крупные колеса,
изготовляемые в небольшом количестве,
иногда целесообразно делать сварными.
Они легче литых и не требуют моделей.
9
b < 150 мм; в — литое однодисковое симметричное, da < 2000 мм, b 250 мм; г — лихое
а} — 20; 6, = (0,25..,0,3) Ь; dc «= (1.5...1,6) d; dB =^22 dB = rf°° + dc: R = 6;
5 2
l,6d; /с = L2d; e — червячное (венец — бронза, центр — чугун)» 6 2m; 6Х = 0,35j
число винтов 3-..8
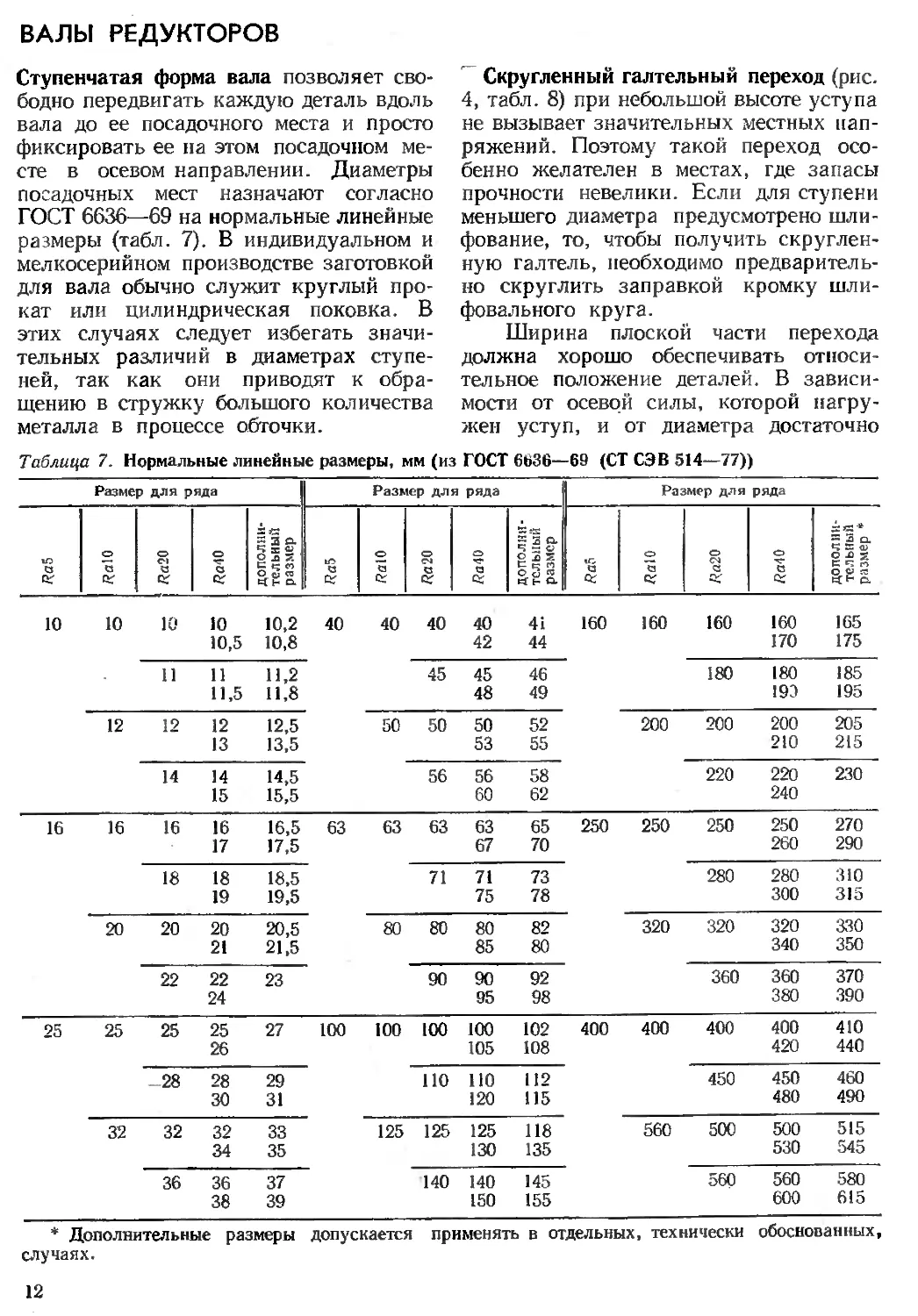
ВАЛЫ РЕДУКТОРОВ
Ступенчатая форма вала позволяет сво-
бодно передвигать каждую деталь вдоль
вала до ее посадочного места и просто
фиксировать ее на этом посадочном ме-
сте в осевом направлении. Диаметры
посадочных мест назначают согласно
ГОСТ 6636—69 на нормальные линейные
размеры (табл. 7). В индивидуальном и
мелкосерийном производстве заготовкой
для вала обычно служит круглый про-
кат или цилиндрическая поковка. В
этих случаях следует избегать значи-
тельных различий в диаметрах ступе-
ней, так как они приводят к обра-
щению в стружку большого количества
металла в процессе обточки.
Скругленный галтельный переход (рис.
4, табл. 8) при небольшой высоте уступа
не вызывает значительных местных нап-
ряжений. Поэтому такой переход осо-
бенно желателен в местах, где запасы
прочности невелики. Если для ступени
меньшего диаметра предусмотрено шли-
фование, то, чтобы получить скруглен-
ную галтель, необходимо предваритель-
но скруглить заправкой кромку шли-
фовального круга.
Ширина плоской части перехода
должна хорошо обеспечивать относи-
тельное положение деталей. В зависи-
мости от осевой силы, которой нагру-
жен уступ, и от диаметра достаточно
Таблица 7. Нормальные линейные размеры, мм (из ГОСТ 6ь36—69 (СТ СЭВ 514—77))
Размер для ряда Размер для ряда Размер для ряда
ю с Ct о е ft о ei С о: о <3 о; дополни- тельный размер 1П ct о G Ct о 'М с Ct о ХГ С Ct дополни- тельный размер ct о а Ct О С4 о хг С Ct дополни- тельный размер *
10 10 10 10 10,2 40 40 40 40 4i 160 160 160 160 165
10,5 10,8 42 44 170 175
11 11 11,2 45 45 46 180 180 185
11,5 11.8 48 49 19Э 195
12 12 12 12,5 50 50 50 52 200 200 200 205
13 13,5 53 55 210 215
14 14 14,5 56 56 58 220 220 230
15 15,5 60 62 240
16 16 16 16 16,5 63 63 63 63 65 250 250 250 250 270
17 17,5 67 70 260 290
18 18 18,5 71 71 73 280 280 310
19 19,5 75 78 300 315
20 20 20 20,5 80 80 80 82 320 320 320 330
21 21,5 85 80 340 350
22 22 23 90 90 92 360 360 370
24 95 98 380 390
25 25 25 25 27 100 100 100 100 102 400 400 400 400 410
26 105 108 420 440
-28 28 29 НО 110 112 450 450 460
30 31 120 115 480 490
32 32 32 33 125 125 125 118 560 500 500 515
34 35 130 135 530 545
36 36 37 140 140 145 560 560 580
38 39 150 155 600 615
* Дополнительные размеры допускается применять в отдельных, технически обоснованных»
случаях.
12
a S
Рис. 4. Галтельный переход (размеры по табл. rf)
номинального значения этой ширины
от 1,5 до 2,5 мм. Для сопряжения, пока-
занного на рис. 4, а,
d1~d-\- 2сх + (3.. .5) мм.
При сопряжении, показанном на
рис. 4, б,
dx = d + 2rx + 2с2 + (3.. .5) мм.
Переход с канавкой, необходимой для
свободного выхода шлифовального кру-
га, выполняется по рис. 5, табл. 9.
Таблица 8. Размеры, мм, галтельных переходов
в неподвижных сопряжениях по рис. 4
d от 12 20 30 50 80 130 190
до 19 28 48 75 125 180 320
Г1 1,0 1,6 2,0 2,5 3,0 4,0 5,0
С1 1,6 2,0 2,5 3,0 4,0 5,0 6,0
При меч а н и е. Предельное откло-
нение размера с, можно назначать 4-0,5 мм,
а предельное отклонение радиуса г, —0,5 мм.
Такие переходы уместны, если имеются
достаточные запасы прочности, посколь-
ку канавка создает несколько более
высокие местные напряжения, чем гал-
тельный переход.
Если шлифованию подлежит только
цилиндрическая поверхность, то нужна
Таблица 9. Размеры, мм, канавок для выхода
шлифовального круга по рис. 5 (из ГОСТ8820—69)
ь 4 /1 R <1 (ориентире? вочно)
3 d — 0,5 0,3 1,0 0,5 От 10 до 50
5 d—1,0 0,5 1,6 0,5 От 50 до 100
8 d — 1,0 0,5 2,0 1,0 Свыше 100
10 d — 1,0 0,5 3,0 1,0 Свыше 100
канавка, изображенная на рис. 5, а
или 5, б, а если также и торец уступа,
то — на рис. 5, в.
Уступ (заплечик) вала, примыкающий
к кольцу подшипника качения (рис. 6),
должен быть выполнен так, чтобы
фаска кольца подшипника свободно раз-
мещалась внутри галтельного перехода
вала. Координата г фаски кольца ука-
зывается в каталоге для каждого под-
шипника (табл. 27...39), а размеры пе-
Рис. 5. Канавки для выхода круга (размеры но табл. 9)
13
Рис. 6. Уступ вала у подшипника качения (раз-
меры по табл. 10, 11)
рехода на валу приведены в табл. 10.
Вместо галтели на валу, показанной
на рис. 4, часто делают канавку по рис.
5, б шириной, на 1...2 мм большей раз-
мера г фаски. Такая канавка особенно
оправдана на валах небольшого диамет-
Таблица 10. Размеры, мм, галтельных переходов
у посадочных мест подшипников качения
по рис. 6
0,3 0,6 1,0 1,0 1,5 2,0 2,0 2,5 3
1,0 2,5 3,0 3,5 4,5 5,0 6,0 7;0 9,0
Таблица 11. Минимальная свободная ширина,
мм, кольца подшипника качения по рис. 6
d свыше •— - ‘ 15 50 100
до 15 50 100 —
1,0 2,0 2,5 3,0
ра, потому что выполнить ее проще,
чем галтель малого радиуса.
Высота h уступа должна обеспечи-
вать правильное положение нодшипни-
Ряс. 7. Концы валов (размеры по табл. 12...15)
Таблица 12. Размеры, мм, концов валов цилиндрических по рис. 7 (из ГОСТ 12080—66)
Диаметр d для ряда Длина / для исполнения G с
i-го 2- го 1 2
10, 11 - 23 20 0,6 0,4
.12, 14 — 30 25 1,0 0,6
16, 18 19 40 28 1,0 0,6
20, 22 24 50 36 1,6 1.0
25, 28 — 60 42 1,6 1,0
32, 36 30, (35), 38 80 58 2,0 1,6
40, 45 42 48 ПО 82 2,0 1,6
50, 55 (52), (56) по 82 2,5 2,0
60, 70 63, 65, (71), 75 140 105 2,5 2,0
80, 90 85, 95 170 130 3,0 2,5
100, НО, 125 120 210 165 3,0 2,5
140 130, 150 250 200 4,0 3,0
160, 180 170 300 240 4,0 3,0
200, 220 190 350 280 5,0 4,0
250 240, 260 410 330 5,0 4,0
280, 320 300 470 380 5,0 4,0
14
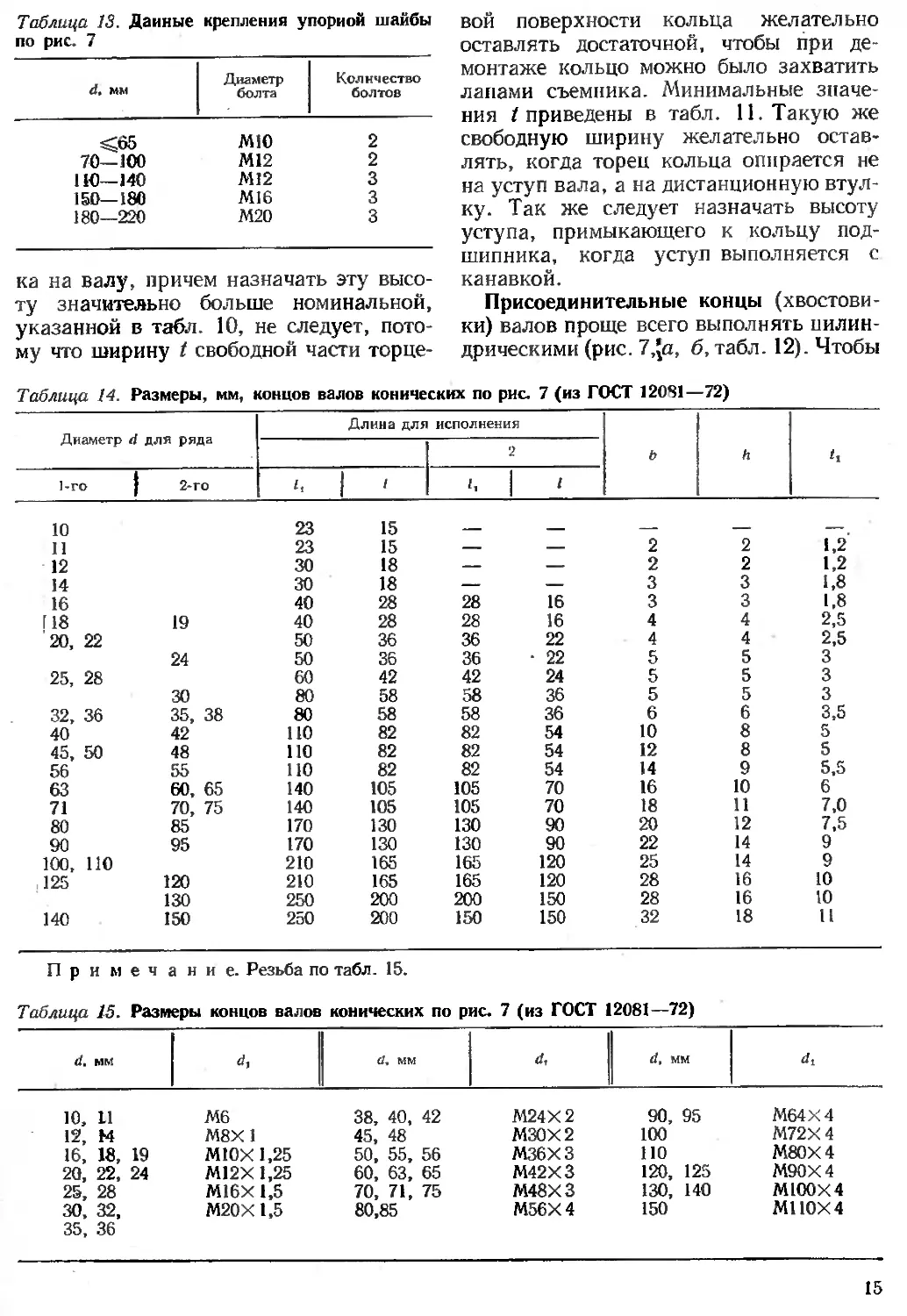
Таблица 13. Данные крепления упорной шайбы
по рис. 7
dt мм Диаметр болта Количество болтов
<65 М10 2
70—100 М12 2
110—140 MI2 3
150—180 М16 3
180—220 М20 3
ка на валу, причем назначать эту высо-
ту значительно больше номинальной,
указанной в табл. 10, не следует, пото-
му что ширину t свободной части торце-
вой поверхности кольца желательно
оставлять достаточной, чтобы при де-
монтаже кольцо можно было захватить
лапами съемника. Минимальные значе-
ния /приведены в табл. 11. Такую же
свободную ширину желательно остав-
лять, когда торец кольца опирается не
на уступ вала, а на дистанционную втул-
ку. Так же следует назначать высоту
уступа, примыкающего к кольцу под-
шипника, когда уступ выполняется с
канавкой.
Присоединительные концы (хвостови-
ки) валов проще всего выполнять цилин-
дрическими (рис. 7,\а, б, табл. 12). Чтобы
Таблица 14. Размеры, мм, концов валов конических по рис. 7 (из ГОСТ 12081—72)
Диаметр d для ряда кто | 2-го Длина для исполнения ь h
2 Z, 1 Ц 1
10 23 15 — — — — —. 11 23 15 — — 2 2 1,2 12 30 18 — — 2 2 1,2 14 30 18 — — 3 3 1,8 16 40 28 28 16 3 3 1,8 118 19 40 28 28 16 4 4 2,5 20, 22 50 36 36 22 4 4 2,5 24 50 36 36 • 22 5 5 3 25, 28 60 42 42 24 5 5 3 30 80 58 58 36 5 5 3 32, 36 35, 38 80 58 58 36 6 6 3,5 40 42 НО 82 82 54 10 8 5 45, 50 48 ПО 82 82 54 12 8 5 56 55 НО 82 82 54 14 9 5,5 63 60, 65 140 105 105 70 16 10 6 71 70, 75 140 105 105 70 18 11 7,0 80 85 170 130 130 90 20 12 7,5 90 95 170 130 130 90 22 14 9 100, НО 210 165 165 120 25 14 9 ,125 120 210 165 165 120 28 16 10 130 250 200 200 150 28 16 10 140 150 250 200 150 150 32 18 11
Примечание. Резьба по табл. 15.
Таблица 15. Размеры концов валов конических по рис. 7 (из ГОСТ 12081—72)
d. мм (1, мм di d, мм d.
10, 11 Мб 38, 40, 42 М24Х2 90, 95 М64Х4
12, м М8Х 1 45, 48 М30Х2 100 М72Х4
16, 18, 19 М10Х 1,25 50, 55, 56 M36X3 ПО М80Х4
20, 22, 24 М12Х 1,25 60, 63, 65 М42ХЗ 120, 125 М90Х4
25, 28 М16Х 1,5 70, 71, 75 М48ХЗ 130, 140 М100Х4
30» 32, М20Х1.5 80,85 М56Х4 150 Ml 10X4
35, 36
15
Таблица 16, Размеры, мм, колец пружинных упорных плоских наружных концентрических и канавок
для них (из ГОСТ 13940—86)
Т Т
a ~60*±5Q для d<58 для
а =90*±5° для дъьо д^50
Диаметр вала d ^2 S ь dy tn по И13 h нс менее
номинал | отклонение
10 9,2 1,7 9,5 —0,09 0,75
12 11,0 1,0 2,0 11,3 —0,11 1,2 1,2
15 13,8 14,1 1,4
17 15,7 2,5 16,0 1.5
20 18,2 1.2 3,2 18,6 1,4 2,1
25 23,1 23,5 —0,21 2,3
30 27,8 4,0 28,5 2,3
35 32,2 33,0 3,0
40 36,5 1,7 5,0 37,5 —0.25 1,9 3,8
45 41,5 42,5 3,8
50 45,8 47,0
55 50,8 2,0 6,0 52,0 2.2
60 55,8 57,0 4,5
65 60,8 7.0 62,0
70 65,6 67,0 —0,30
75 70,6 2,5 72,0 2,8
80 75,0 8,0 76,5
85 79,5 81,5 5,3
90 84,5 86,5
95 89,5 3,0 8,5 91,5 —0,35 3,4
100 94,5 96,5
Предусматриваются классы точности колец А, В» С.
Примечания: 1. Пример условного обозначения пружинного упорного плоского наруж-
ного концентрического кольца исполнения I класса точности А с условным диаметром 30 мм из
стали 65Г без покрытия:
кольцо АЗОГОСТ 13940—86
2. То же исполнения 2 класса точности В из стали 60С2А:
кольцо 2В30.60С2А ГОСТ 13940—86
16
Таблица 17. Размеры, мм, колец пружинных упорных плоских внутренних концентрических и канавок
для них (из ГОСТ 13941—86)
Диаметр отверстия D D2 3 ь т по Н13 h не менее
номинал отклонение
30 32,2 1,2 2,5 31,5 2,3
32 34,5 33,8 1,4 2,7
35 37,3 3,2 37,0 +0,25
37 39,8 39,0
40 43,5 42,5
42 45,5 4,0 44,5 3,8
47 50,6 49,5 1,9
1 7
1
52 56,2 55,0
62 66.5 5,0 65,0 +0,30 4,5
72 76,5 75,0
80 85,5 83,5
85 90,5 88,5
90 95,5 2,0 6,0 93,5 +0,35 2,2 5,3
ЛОО 105,5 103,5
110 116,0 114,0 +0,54
120 126,5 7,0 124,0
125 131,5 2,5 129,0 2,8 6,0
130 136,5 134,0
140 146,5 8,0 144,0 +0,63
150 157,5 155,0
160 167,5 8,5 165,0
170 177,5 175,0
180 188,0 185,0 3,4 7,5
190 198,0 3,0 9,5 195,0
200 208,0 205,0 +0,72
210 218,0 215,0
215 224,0 10,5 221,0 9,4)
225 229,0 231,0
Примечания: I. Предусматриваются классы точности колец А, В, С.
2. Пример условного обозначения пружинного упорного плоского внутреннего кольца испол-
нения 1 класса точности А с условным диаметром 100 мм из стали 65Г без покрытия:
кольцо А100 ГОСТ 13941—86.
3. То же, исполнения 2 класса точности В из стали 60С2А:
кольцо 2В100.60С2 А ГОСТ 13941—86.
17
Таблица 18. Размеры, мм, гаек круглых
шлицевых (из ГОСТ 11871—88)
Диаметр резьбы (1 Шаг резьбы D н ь h
20 34 27 8
22 39 30 5 2,5
24 42 33
27 45 36
30 1,5 48 39
33 52 42 10
36 56 45
39 60 48 6 3
42 65 52
45 70 56
48 75 60
52 80 65
56 85 70 12 8 4
60 90 75
64 95 80
68 100 85
72 105 90
76 ПО 95 15 10 5
80 115 100
85 2 120 105
90 125 НО
. 95 130 115 18 12 6
100 135 120
Примечания: 1. Классы точнос-
ти гаек: А и В.
2. Пример условного обозначения гайки
класса A, d = 48 мм, с шагом резьбы 1,5 мм,
полем допуска 6Н из стали 35 без покрытия:
гайка АМ48Х 1,5. 6Н. 05 ГОСТ 11871—88.
надежно предохранить деталь, на-
саженную на такой хвостовик, от сме-
щения вдоль него, можно, не полагаясь
на натяг и трение в сопряжении, при-
Таблица /Р. Размеры, мм, шайб стопорных
многолапчатых (из ГОСТ 11872—80)
Диаметр резьбы гайки d di da b / h г не более S
НС МОНСО ан
20 20,5 37 27 17
22 22,5 40 30 4,8 19 3,5 6,0 1,0
24 24,5 44 33 21
27 27,5 47 36 24
30 30,5 50 39 27 0,5
33 33,5 54 42 30
36 36,5 58 45 33
39 39,5 62 48 5,8 36 4,5 8,0
42 42,5 67 52 39
45 45,5 72 56 42
48 48,5 77 60 45
52 52,5 82 65 49
156 57 87 70 7,8 53
60 61 92 75 57 5,5 10,0 0,8 1,6
64 65 97 80 61
68 69 102 85 65
72 73 107 90 69
76 77 112 95 9,5 73 6,5 13,0
80 81 117 100 76
85 86 122 105 81
90 91 127 110 86
95 96 132 115 11,5 91 1,0 2,0
100 101 137 120 96
Примечания: 1. Пример условного
обозначения стопорной многолапчатой шайбы
для круглой шлицевой гайки с диаметром
резьбы 64 мм, с толщиной, установленной в
стандарте, из стали марки 08КП с покрытием
химическим окисным пропитанным маслом:
шайба 64.01.08КП.05 ГОСТ 11872—80.
2. То же, из стали марки 15 с цинковым пок-
рытием толщиной 9 мкм хроматированным:
шайба 64.03.019 ГОСТ 11872—80.
18
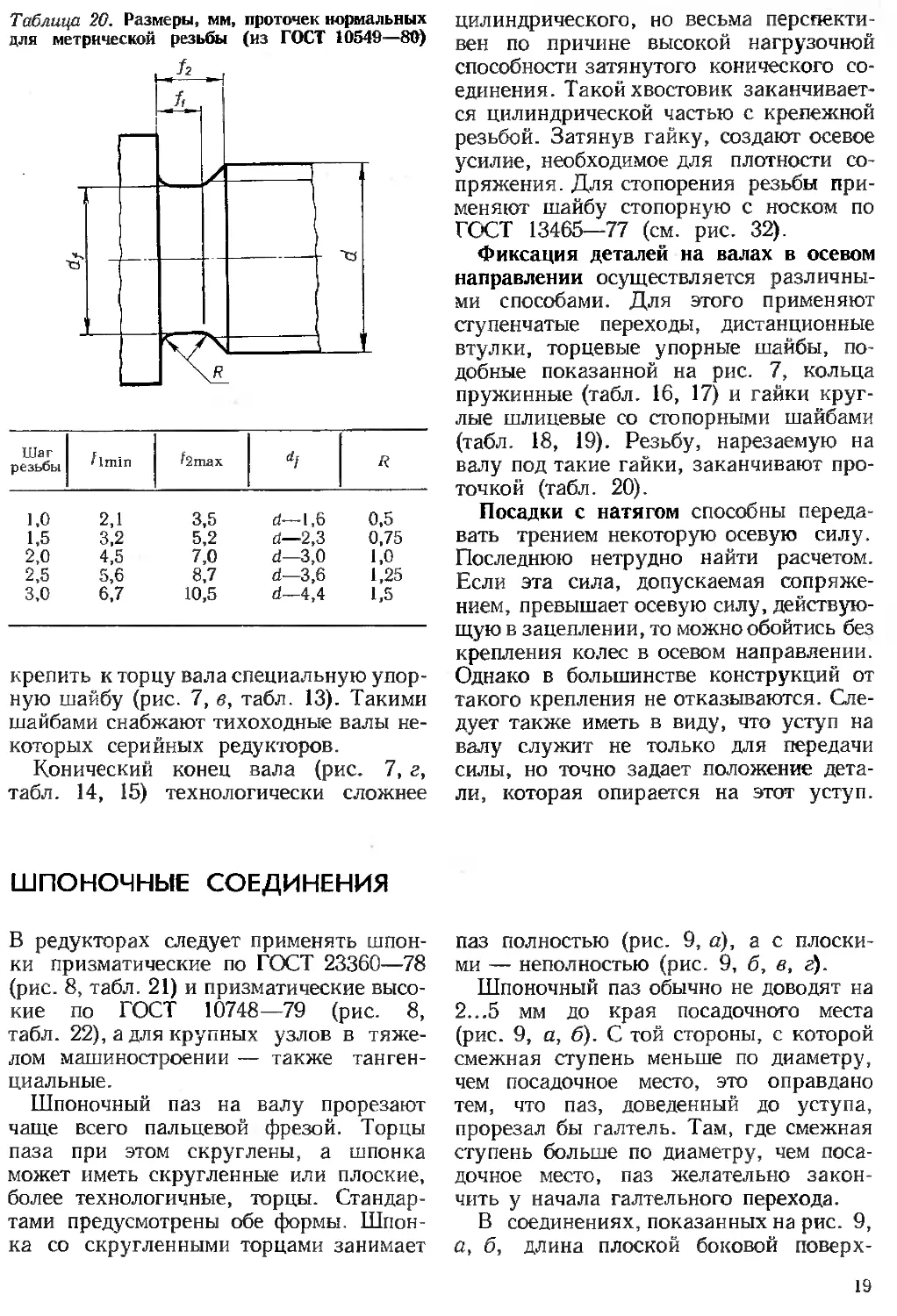
Таблица 20. Размеры, мм, проточек нормальных
для метрической резьбы (из ГОСТ 10549—80)
Шаг резьбы f Imin femax df R
1.0 2,1 3,5 d—1,6 0,5
1.5 3,2 5,2 d—2,3 0,75
2,0 4,5 7,0 d—3,0 1,0
2,5 5,6 8.7 d—3,6 1,25
3.0 6,7 10,5 d—4,4 1,5
крепить к торцу вала специальную упор-
ную шайбу (рис. 7, в, табл. 13). Такими
шайбами снабжают тихоходные валы не-
которых серийных редукторов.
Конический конец вала (рис. 7, г,
табл. 14, 15) технологически сложнее
цилиндрического, но весьма перспекти-
вен по причине высокой нагрузочной
способности затянутого конического со-
единения. Такой хвостовик заканчивает-
ся цилиндрической частью с крепежной
резьбой. Затянув гайку, создают осевое
усилие, необходимое для плотности со-
пряжения. Для стопорения резьбы при-
меняют шайбу стопорную с носком по
ГОСТ 13465—77 (см. рис. 32).
Фиксация деталей на валах в осевом
направлении осуществляется различны-
ми способами. Для этого применяют
ступенчатые переходы, дистанционные
втулки, торцевые упорные шайбы, по-
добные показанной на рис. 7, кольца
пружинные (табл. 16, 17) и гайки круг-
лые шлицевые со стопорными шайбами
(табл. 18, 19). Резьбу, нарезаемую на
валу под такие гайки, заканчивают про-
точкой (табл. 20).
Посадки с натягом способны переда-
вать трением некоторую осевую силу.
Последнюю нетрудно найти расчетом.
Если эта сила, допускаемая сопряже-
нием, превышает осевую силу, действую-
щую в зацеплении, то можно обойтись без
крепления колес в осевом направлении.
Однако в большинстве конструкций от
такого крепления не отказываются. Сле-
дует также иметь в виду, что уступ на
валу служит не только для передачи
силы, но точно задает положение дета-
ли, которая опирается на этот уступ.
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
В редукторах следует применять шпон-
ки призматические по ГОСТ 23360—78
(рис. 8, табл. 21) и призматические высо-
кие по ГОСТ 10748—79 (рис. 8,
табл. 22), а для крупных узлов в тяже-
лом машиностроении — также танген-
циальные.
Шпоночный паз на валу прорезают
чаще всего пальцевой фрезой. Торцы
паза при этом скруглены, а шпонка
может иметь скругленные или плоские,
более технологичные, торцы. Стандар-
тами предусмотрены обе формы. Шпон-
ка со скругленными торцами занимает
паз полностью (рис. 9, а), а с плоски-
ми — неполностью (рис. 9, б, в, а).
Шпоночный паз обычно не доводят на
2...5 мм до края посадочного места
(рис. 9, а, б). С той стороны, с которой
смежная ступень меньше по диаметру,
чем посадочное место, это оправдано
тем, что паз, доведенный до уступа,
прорезал бы галтель. Там, где смежная
ступень больше по диаметру, чем поса-
дочное место, паз желательно закон-
чить у начала галтельного перехода.
В соединениях, показанных на рис. 9,
а, б, длина плоской боковой поверх-
19
Сечения шпонок и пазов
Исполнения шпонок призматических по ГОСТ 23360~78
Исполнение 1 Исполнение 2 Исполнение 3
Исполнения шпонок призматических высоких поГОСТ 107С8-79
Исполнение 1 Исполнение 2
Рис. 8. Шпоночные соединения (размеры по табл. 21,22)
ности шпонки, передающей нагрузку,
существенно меньше длины посадочного
места. Если ступица имеет небольшую
длину, то напряжение смятия на боко-
вой поверхности шпонки может ока-
заться чрезмерным. Для его ограниче-
ния эту поверхность можно удлинить
(рис. 9, в). Здесь левый плоский конец
шпонки несколько не доходит до дистан-
ционной втулки. Если он сделан скруг-
ленным и выходит за пределы ступицы,
то во втулке необходимо предусмотреть
для него выемку.
Все шпоночные пазы на одном валу
рационально размещать вдоль одной и
той же образующей вала и сечения шпо-
нок назначать одинаковыми. Это поз-
воляет прорезать все пазы одной фрезой
при одной установке вала на станке.
Естественно, что каждое шпоночное сое-
динение необходимо проверять на проч-
ность. Однако в большинстве случаев
прочность всех шпонок на одном валу
оказывается достаточной, если сечение
шпонки соответствует той ступени вала,
которая имеет самый малый диаметр.
20
Таблица 21. Размеры, мм, шпонок призматических и пазов для них по рис. 8 (из ГОСТ 23360—78
(СТ СЭВ 189—79))
Диаметр вала d Размер сечения Глубина паза для Длина 1 Радиус г Фаска с
вала втул- ки
свыше До b h 1 *2 от ДО от ДО от До
8 10 3 3 1,8 1,4 6 36 0,08 0,16 0,16 0,25 10 12 4 4 2,5 1,8 8 45 19 17 5 5 39? 10 46 17 22 6 6 3,5 2^8 14 70 0,16 0,25 0,25 0,4 22 30 ^8 7 3,3 18 90 __ 30 38 Г10 8 5 3,3 22 НО 38 44 12 8 5 3,3 28 140 44 50 14 9 5,5 3,8 36 160 0,25 0,4 0,4 0,6 50 58 16 10 6 4,3 45 180 58 65 18 11 7 4,4 50 200 65 75 20 12 7,5 4,9 56 220 75 85 22 14 9 5,4 63 "250 85 -^"95 25 =~ 14 ~?Г 5,4 70 280 0,4 0,6 0,6 0,8 95 110 28 16 10 6,4 80 320 110 130 32 18 11 7,4 90 360 130 150 36 20 12 8,4 100 400 150 170 40 22 13 9,4 100 400 0,7 1,0 1,0 1,2 170 200 45 25 15 10,4 ПО 450
Примечания: 1. Материал — сталь чистотянутая для шпонок с временным сопро-
тивлением разрыву не менее 600 МПа-
2. Ряд длин /: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80,
90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450.
3. Пример условного обозначения шпонки исполнения 1 размерами b = 18 мм, 11 мм,
I — 100 мм:
шпонка 18 X 11 X 100 ГОСТ 23360—78.
То же, исполнение 2:
шпонка 2 — 18 X ИХ 100 ГОСТ 23360—78.
4. На рабочих чертежах предпочтительно указывать размеры: для вала tlt для втулки d + t2.
Таблица 22. Размеры, мм, шпонок призматических высоких и пазов для них * по рис. 8
(из ГОСТ 10748—79)
Диаметр вала d Размер сечения Глубина паза для Длина / Радиус г Фаска с
свыше до b h вала втулки ^2 от до от до от до
30 38 10 9 5,5 3,8 22 110 38 44 12 11 7 4,4 28 140 44 50 14 12 7,5 4,9 36 160 0,25 0,4 0,4 0,6 50 58 16 14 9 5,4 45 180 58 65 18 16 10 6,4 50 200 65 75 20 18 11 7,4 56 220 75 85 22 20 12 8,4 63 250 85 95 25 22 13 9,4 70 280 0,4 0,6 0,6 0,8 95 110 28 25 15 10,4 80 320 ПО 130 32 28 17 11,4 90 360 130 150 36 32 20 12,4 100 400 150 170 40 36 22 14,4 100 400 0,7 1,0 1,0 1,2 170 200 45 40 25 15,4 110 450
* См. примечания к табл. 21.
21
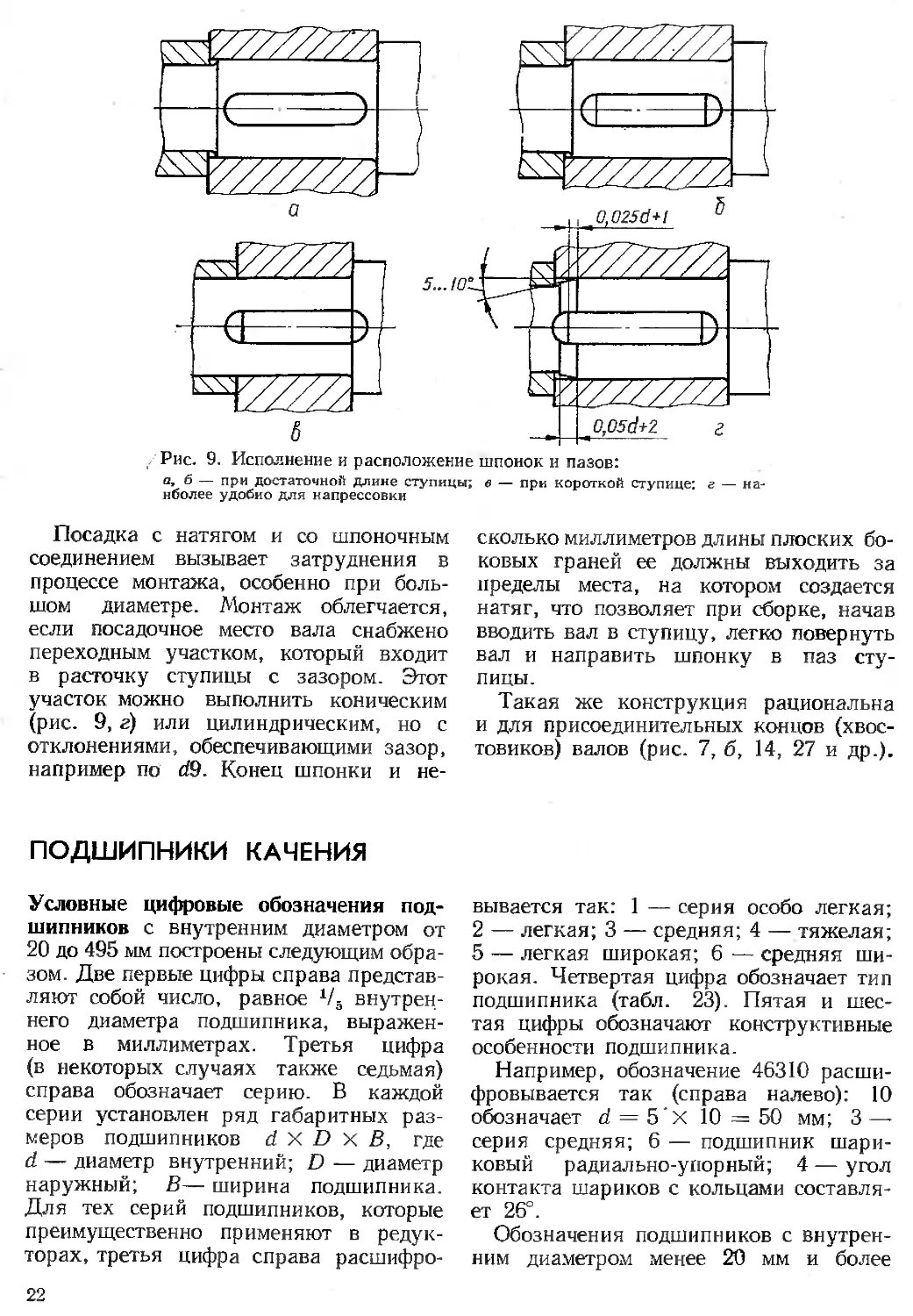
/ Рис. 9. Исполнение и расположение шпонок и пазов:
а, б — при достаточной длине ступицы; в — при короткой ступице: г — на-
иболее удобно для напрессовки
Посадка с натягом и со шпоночным
соединением вызывает затруднения в
процессе монтажа, особенно при боль-
шом диаметре. Монтаж облегчается,
если посадочное место вала снабжено
переходным участком, который входит
в расточку ступицы с зазором. Этот
участок можно выполнить коническим
(рис. 9, а) или цилиндрическим, но с
отклонениями, обеспечивающими зазор,
например по d9. Конец шпонки и не-
сколько миллиметров длины плоских бо-
ковых граней ее должны выходить за
пределы места, на котором создается
натяг, что позволяет при сборке, начав
вводить вал в ступицу, легко повернуть
вал и направить шпонку в паз сту-
пицы.
Такая же конструкция рациональна
и для присоединительных концов (хвос-
товиков) валов (рис. 7, б, 14, 27 и др.).
ПОДШИПНИКИ КАЧЕНИЯ
Условные цифровые обозначения под-
шипников с внутренним диаметром от
20 до 495 мм построены следующим обра-
зом. Две первые цифры справа представ-
ляют собой число, равное х/5 внутрен-
него диаметра подшипника, выражен-
ное в миллиметрах. Третья цифра
(в некоторых случаях также седьмая)
справа обозначает серию. В каждой
серии установлен ряд габаритных раз-
меров подшипников d X D х В, где
d — диаметр внутренний; D — диаметр
наружный; В— ширина подшипника.
Для тех серий подшипников, которые
преимущественно применяют в редук-
торах, третья цифра справа расшифро-
вывается так: 1 — серия особо легкая;
2 — легкая; 3 — средняя; 4 — тяжелая;
5 — легкая широкая; 6 — средняя ши-
рокая. Четвертая цифра обозначает тип
подшипника (табл. 23). Пятая и шес-
тая цифры обозначают конструктивные
особенности подшипника.
Например, обозначение 46310 расши-
фровывается так (справа налево): 10
обозначает d = 5 х 10 = 50 мм; 3 —-
серия средняя; 6 — подшипник шари-
ковый радиально-упорный; 4 — угол
контакта шариков с кольцами составля-
ет 26°.
Обозначения подшипников с внутрен-
ним диаметром менее 20 мм и более
22
Рис. 1-0. Основные типы подшипников редукторов:
а — шариковый радиальный по ГОСТ 8338—75; б, в — роликовые радиальные по ГОСТ 8328—75; г — роли-
ковый радиальный сферический по ГОСТ 5721—75; д — шариковый радиально-упорный по ГОСТ 831—75; е —
роликовый конический по ГОСТ 333—79, тип 7000 с углом а = 10..Л6°, тип 27 000 с углом а = 25...29°
495 мм строятся иначе. Подробные све-
дения о системе условных обозначений
содержатся в стандартах и в справоч-
никах.
Подшипники качения в редукторах
представляют собой основной вид опор.
В редукторах применяют преимущест-
венно несколько типов подшипников
(табл. 24).
Подшипники шариковые радиальные
однорядные (рис. 10, а) могут переда-
вать радиальную и осевую нагрузки.
За счет внутренних зазоров они допус-
кают перекосы до 15', однако срок
службы подшипника от перекоса умень-
шается. Эти подшипники имеют невы-
сокую цену и надежны в эксплуатации.
Желательно применять их всюду, где
нет противопоказаний. Важнейшая осо-
бенность, ограничивающая их примене-
ние,— сравнительно невысокая допус-
каемая нагрузка. Она невысока пото-
му, что начальный контакт в этих под-
шипниках точечный, а число шариков
невелико из-за условий сборки.
Подшипники роликовые радиальные
с короткими цилиндрическими ролика-
ми типа 2000 (рис. 10, б) не имеют бортов
на наружном кольце. Аналогичные под-
шипники типа 32000 (рис. Ю, в) не имеют
бортов на внутреннем кольце. Оба типа
обеспечивают полную свободу осевого
перемещения одного кольца относитель-
но другого, что облегчает монтаж.
23
Таблица 23. Обозначения типов подшипников
Подшипник
О Шариковый радиальный однорядный
1 Шариковый радиальный сферический
двухрядный
2 Роликовый радиальный с короткими
цилиндрическими роликами
3 Роликовый радиальный сферический
двухрядный
4 Роликовый радиальный с длинными
цилиндрическими роликами или иголь-
чатый
5 Роликовый радиальный с витыми ро-
ликами
6 Шариковый радиально-упорный
7 Роликовый конический
8 Шари ковы й у пор ны й
9 Роликовый упорный
Таблица 24. Подшипники серийных редукторов
Подшипники Примене- ние ♦, %
Шариковые радиальные однорядные
серий 200, 300, 400 14
Роликовые конические однорядные се-
рий 2007100, 7200, 7500, 7300, 7600 73
Роликовые радиальные однорядные с
короткими цилиндрическими роликами
серии 2300 4
Шариковые радиально-упорные одно-
рядные серий 46300, 46400, 66300,
66400 ' 4
Роликовые радиальные сферические
двухрядные серии 3500, 3600 3,5
Другие 1,5
* В графе «Применение» указан процент
опорных узлов, в которых применяется каж-
дый тип подшипника (Краузе Г. Н. и др.
Редукторы.— М.; Л. : Машиностроение, 1972).
Такая свобода необходима, в частности,
в опорах одного из валов шевронной пе-
редачи.
Подшипники роликовые радиальные
сферические двухрядные (рис. 10, г) рас-
пространены в мощных редукторах. Они
имеют бочкообразные ролики, катящи-
еся по сферической рабочей поверхности
наружного кольца, и работают нор-
мально при перекосах до 3°. Осевая
нагрузка для них допустима, но неже-
лательна. Она передается в каждом на-
правлении лишь одним из двух рядов
роликов и вызывает большие нормаль-
ные давления на ролики, потому что
угол наклона этих давлений к радиусу
невелик.
Подшипники шариковые радиально-
упорные однорядные отличаются от ра-
диальных тем, что их наружное кольцо
имеет только один высокий борт» Вто-
рой борт — низкий (рис. 10, б). Благо-
даря этому число шариков, которое
можно смонтировать в подшипнике, уве-
личивается. Переход от конической по-
верхности низкого борта к дорожке
качения наружного кольца выполнен
так, что обеспечивает неразборность
подшипника. Они отличаются от ради-
альных повышенным зазором (для соз-
дания повышенного угла контакта). Ре-
гулирование зазора производится отно-
сительным осевым смещением колец.
Подшипники роликовые конические
радиально-упорные однорядные (рис.
10, г), применяются в редукторах чаще
остальных. По допускаемым нагрузкам
они превосходят радиальные одноряд-
ные шарикоподшипники в 1,7 раза.
Монтаж роликовых конических под-
шипников облегчен съемным наружным
кольцом. Это достоинство особенно цен-
но, если гнездо для подшипника не име-
ет разъема по диаметральной плоскости.
Рабочий зазор в этом подшипнике уста-
навливается регулировкой в осевом на-
правлении при монтаже, что позволяет
применять тугие посадки без опасности
нарушить указанный зазор, как в под-
шипниках других типов.
Роликовые подшипники, особенно
широких серий 7500 и 7600, могут зак-
линиваться при перекосах. Такие не-
нормальности приводят к тяжелым по-
следствиям — нагреванию, а иногда и к
разрушению подшипника. Поэтому
предъявляются высокие требования к
соосности посадочных мест этих под-
шипников и к жесткости вала.
24
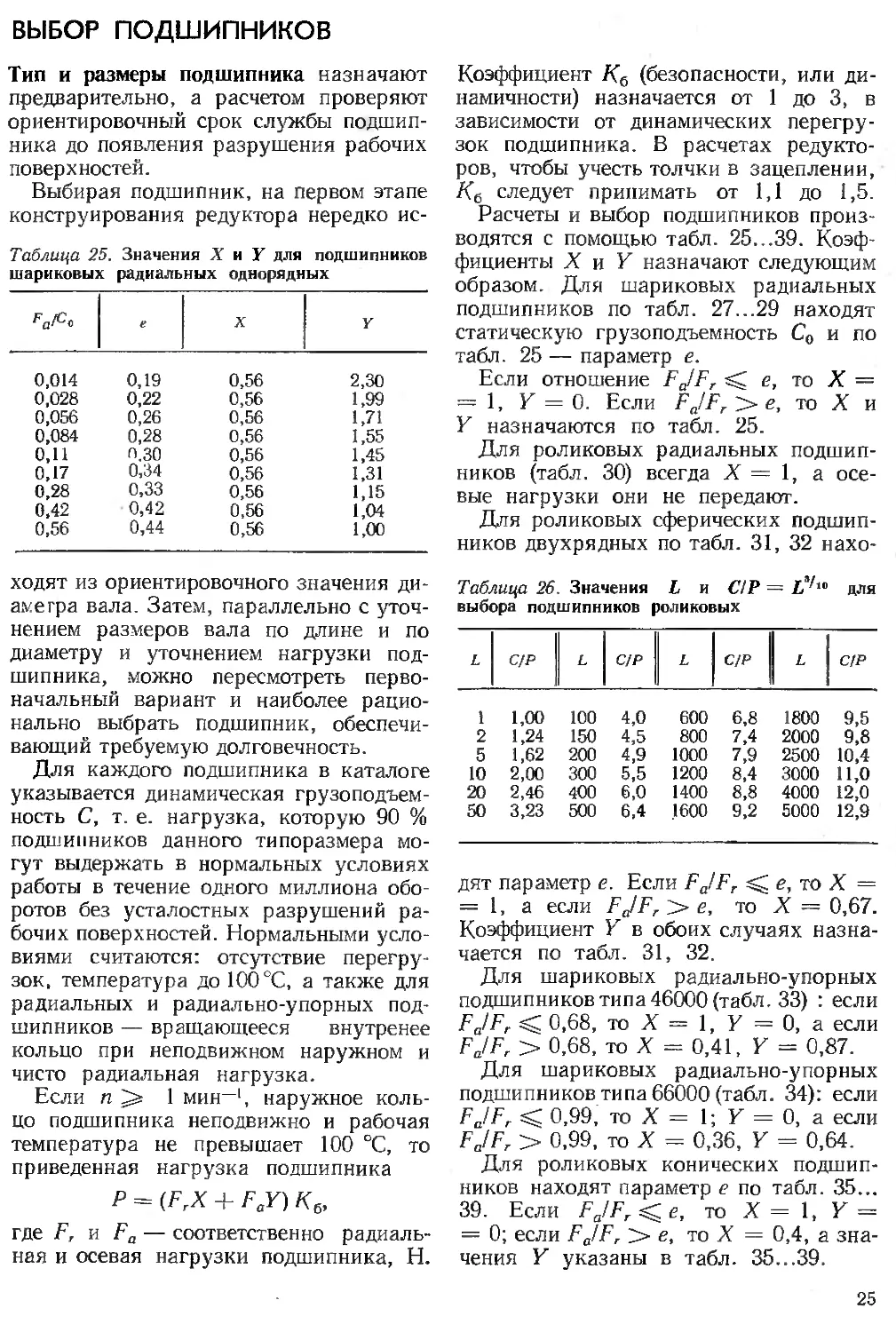
ВЫБОР ПОДШИПНИКОВ
Тип и размеры подшипника назначают
предварительно, а расчетом проверяют
ориентировочный срок службы подшип-
ника до появления разрушения рабочих
поверхностей.
Выбирая подшипник, на первом этапе
конструирования редуктора нередко ис-
Таблица 25. Значения X и У для подшипников
шариковых радиальных однорядных
е X У
0,014 0,19 0,56 2,30
0,028 0,22 0,56 1,99
0,056 0,26 0,56 1,71
0,084 0,28 0,56 1,55
0,11 0.30 0,56 1,45
0,17 0,34 0,56 1,31
0,28 0,33 0,56 1,15
0,42 0,42 0,56 1,04
0,56 0,44 0,56 1,00
ходят из ориентировочного значения ди-
аметра вала. Затем, параллельно с уточ-
нением размеров вала по длине и по
диаметру и уточнением нагрузки под-
шипника, можно пересмотреть перво-
начальный вариант и наиболее рацио-
нально выбрать подшипник, обеспечи-
вающий требуемую долговечность.
Для каждого подшипника в каталоге
указывается динамическая грузоподъем-
ность С, т. е. нагрузка, которую 90 %
подшипников данного типоразмера мо-
гут выдержать в нормальных условиях
работы в течение одного миллиона обо-
ротов без усталостных разрушений ра-
бочих поверхностей. Нормальными усло-
виями считаются: отсутствие перегру-
зок, температура до 100 °C, а также для
радиальных и радиально-упорных под-
шипников — вращающееся внутренее
кольцо при неподвижном наружном и
чисто радиальная нагрузка.
Если п 1 мин-1, наружное коль-
цо подшипника неподвижно и рабочая
температура не превышает 100 °C, то
приведенная нагрузка подшипника
где F, и Fa — соответственно радиаль-
ная и осевая нагрузки подшипника, Н.
Коэффициент (безопасности, или ди-
намичности) назначается от 1 до 3, в
зависимости от динамических перегру-
зок подшипника. В расчетах редукто-
ров, чтобы учесть толчки в зацеплении,
Кб следует принимать от 1,1 до 1,5.
Расчеты и выбор подшипников произ-
водятся с помощью табл. 25...39. Коэф-
фициенты X и Y назначают следующим
образом. Для шариковых радиальных
подшипников по табл. 27...29 находят
статическую грузоподъемность Со и по
табл. 25 — параметр е.
Если отношение FalFr е, то X =
— 1, Y = 0. Если FjFr >е, то X и
Y назначаются по табл. 25.
Для роликовых радиальных подшип-
ников (табл. 30) всегда X = 1, а осе-
вые нагрузки они не передают.
Для роликовых сферических подшип-
ников двухрядных по табл. 31, 32 нахо-
Таблица 26. Значения L и С/Р = Lдля
выбора подшипников роликовых
L С/Р L С/Р L С/Р L С/Р
1 1,00 100 4,0 600 6,8 1800 9,5
2 1,24 150 4,5 800 7,4 2000 9,8
5 1,62 200 4,9 1000 7,9 2500 10,4
10 2,00 300 5,5 1200 8,4 3000 11,0
20 2,46 400 6,0 1400 8,8 4000 12,0
50 3,23 500 6,4 1600 9,2 5000 12,9
дят параметр е. Если FalFr е, то X =
= 1, а если Fa!Fr> е, то X — 0,67.
Коэффициент Y в обоих случаях назна-
чается по табл. 31, 32.
Для шариковых радиально-упорных
подшипников типа 46000 (табл. 33) : если
FjFr -'С 0,68, тоХ=1,У = 0, а если
FJFr > 0,68, то X = 0,41, Y = 0,87.
Для шариковых радиально-упорных
подшипников типа 66000 (табл. 34): если
FJF, ;С' 0,99, то X = 1; Y = 0, а если
FjFr > 0,99, то X = 0,36, Y = 0,64.
Для роликовых конических подшип-
ников находят параметр е по табл. 35...
39. Если FJFr^.e, то X = 1, Y —
= 0; если FJF, > е, то X = 0,4, а зна-
чения Y указаны в табл. 35...39.
25
Таблица 27. Технические данные подшипников шариковых радиальных однорядных. Легкая серия
Обозначение Размеры, мм, по рис. 10, а С, н н
d D в г d.
200 10 30 9 1 15 24 5900 2650
201 12 32 10 1 18 27 6890 3100
202 15 35 11 1 21 30 7800 3550
203 17 40 12 1 23 34 9560 4500
204 20 47 14 1,5 28 40 12 700 6200
205 25 52 15 1,5 33 44 14 000 6950
206 30 62 16 1,5 40 52 19 500 10 000
207 35 72 17 2 46 61 25 500 13 700
208 40 80 18 2 52 68 32 000 17 800
209 45 85 19 2 57 73 33 200 >8 600
210 50 90 20 2 61 78 35 100 19 800
211 55 100 21 2,5 68 87 43 600 25 000
212 60 ПО 22 2,5 75 95 52 000 31 000
213 65 120 23 2,5 82 ЮЗ 56 000 34 000
214 70 125 24 2,5 87 108 61 800 37 500
215 75 130 25 2,5 92 113 66 300 41 000
216 80 140 26 3 98 122 70 200 53 000
217 85 150 28 3 106 129 83 200 53 000
218 99 160 30 3 112 139 95 600 62 000
219 95 170 32 3,5 118 147 108 000 69 500
220 100 180 34 3,5 125 155 124 000 79 000
221 105 190 36 3,5 131 164 133 000 90 000
222 НО 200 38 3,5 138 172 146 000 100 000
224 120 215 40 3,5 149 186 156 000 М2 000
226 130 230 40 4 163 198 156 000 112 000
228 140 250 42 4 178 214 165 000 122 000
230 150 270 45 4 190 230 189 000 150 000
232 160 290 48 4 204 246 200 000 165 000
234 170 310 52 5 215 265 240 000 209 000
236 180 320 53 5 227 275 229 000 196 000
238 190 340 55 5 240 289 255 000 232 000
244 220 400 65 5 285 338 296 000 290 000
Таблица 28. Технические данные подшипников шариковых радиальных однорядных. Средняя серия
Обозначе- ние Размеры, мм, по рис. 10, а С, Н Со. Н
d D В г di Di
300 10 35 11 1 17 28 8060 3750
301 12 37 12 1,5 19 30 9750 4650
302 15 42 13 1,5 23 34 11 400 5400
303 17 47 14 1,5 26 38 13 500 6650
304 20 52 15 2 30 42 15 900 7800
305 25 62 17 2 36 51 22 500, 11 400
306 30 72 19 2 44 60 28 100 14 600
307 35 80 21 2,5 48 67 53 200 18 000
308 40 90 23 2,5 56 75 41 000 22 400
309 45 100 25 2,5 61 83 52 700 30 000
310 50 НО 27 3 68 92 61 800 36 000
311 55 120 29 3 75 100 71 500 41 500
312 60 130 31 3,5 81 108 81 900 48 000
313 65 140 33 3,5 88 116 92 300 56 000
[314 70 150 35 3,5 94 125 104 000 63 000
26
Продолжение табл, 28
Обозна- чение Размеры, мм. по рис. 10. а С, н Со. н
(1 D В г di Dt
315 75 160 37 3,5 101 134 112 000 72 500
316 80 170 39 3,5 108 142 124 000 80 000
317 85 180 41 4 114 151 133 000 90 000
318 190 43 4 121 159 143 000 99 000
319 95 200 45 4 127 168 153 000 ПО 000
320 100 215 47 4 136 180 174 000 132 000
321 105 225 49 4 142 188 182 000 143 000
322 110 240 50 4 150 200 203 000 166 000
324 120 260 55 4 164 216 217 000 180 000
326 130 280 58 5 178 232 229 000 193 000
330 150 320 65 5 204 266 276 000 250 000
Таблица 29. Технические данные подшипников шариковых радиальных однорядных. Тяжелая
серия
Обозначе- ние Размеры, мм, по рис. 10. а G н Со, Н
а D В г
403 17 62 17 2,0 32 49 22 900 11 800
405 25 80 21 2,5 41 64 36 400 20 400
406 30 90 23 2,5 48 72 47 000 26 700
407 35 100 25 2,5 55 80 55 300 31 000
408 40 НО 27 3,0 62 89 63 700 36 500
409 45 120 29 3,0 68 97 76 100 45 500
410 50 130 31 3,5 77 107 87 100 52 000
411 55 140 33 3,5 81 114 100 000 63 000
412 60 150 35 3,5 88 123 108 000 70 000
413 65 160 37 3,5 94 131 119 000 78 100
414 70 180 42 4,0 104 146 143 000 105 000
416 80 200 48 4,0* 117 163 163 000 125 000
417 85 210 52 5,0 123 172 174 000 135 000
Таблица 30, Технические данные подшипников роликовых радиальных с короткими цилиндрическими
роликами. Средняя серия
Обозначе- ние Размеры, мм, по рис. 10, б и в С, н
d D В г
32 302 15 42 13 1,0 22 32 13 700
2305 — 25 63 17 2,0 50 28 600
2306 32 306 30 72 19 2,0 40 58 36 900
2307 1 ' 35 80 21 2,0 62 44 600
2308 32 308 40 90 23 2,5 53 72 56 100
2309 32 309 45 100 25 2,5 58 82 72 100
2310 32 310 50 НО 27 3,0 65 90 88 000
2311 32 311 55 120 29 3,0 70 99 102 000
2312 32 312 60 130 31 3,5 77 107 123 000
2313 32 313 65 140 33 3,5 83 115 138 000
2314 32 314 70 150 35 3,5 90 124 151 000
2315 32 315 75 160 37 3,5 95 130 183 000
2316 32 316 80 170 39 3,5 103 140 190 000
Продолжение табл. 30
Обозначение Размеры, мм, по рис. 10, б и в С, Н
d о в г Dt
2317 32 317 85 180 41 4,0 108 146 212 000
2318 32 318 90 190 43 4,0 115 156 242 000
2319 32 319 95 200 45 4,0 121 164 264 000
2320 32 320 100 215 47 4,0 129 176 303 000
2322 32 322 ПО 240 50 4,0 143 196 391 000
2324 32 324 120 260 55 4,0 154 213 457 000
2326 32 326 130 280 58 5,0 167 230 539 000
— 32 328 140 300 62 5,0 180 246 594 000
-— 32 330 150 320 65 5,0 193 263 675 000
—- 32 332 160 340 68 5,0 208 274 710 000
- 32 334 170 360 72 5,0 220 290 809 000
-— 32 336 180 380 75 5,0 230 308 850 000
——* 32 340 200 420 80 6,0 256 340 860 000
Таблица 31. Технические данные подшипников роликовых радиальных сферических двухрядных.
Легкая широкая серия
Обозначе- ние Размеры, мм, по рис. 10, г е ¥ с, н
d D В г Di Рг Ра Рг >е
3508 40 80 23 2,0 66 54 0,32 2,10] 3,13 57 000
3509 45 85 23 2,0 72 60 0,29 2,26 3,36 64 000
3514 70 125 31 2,5 108 89 0,27 2,51 3,74 132 000
3516 80 140 33 3,0 121 99 0,25 2,68 4,00 160 000
3517 85 150 36 3,0 130 105 0,25 2,65 3,94 183 000
3518 90 160 40 3,0 139 112 0,27 2,53 3,77 216 000
3520 100 180 46 3,5 156 125 0,27 2,47 3,67 275 000
3522 ПО 200 _ 53 3,5 173 138 0,28 2,38 3,55 355 000
3524 120 215' 58 3,5 188 150 0,29 2,36 3,51 415 000
3526 130 230 64 4,0 201 161 0,29 2,31 3,44 500 000
3528 140 250 68 4,0 220 174 0,29 2,35 3,50 585 000
3530 150 270 73 4,0 236 188 0,29 2,35 3,50 640 000
3532 160 290 80 4,0 252 200 0,29 2,29 3,40 780 000
3534 170 310 86 5,0 268 213 0,30 2,27 3,37 850 000
3536 180 320 86 5,0 279 224 0,28 2,37 3,56 900 000
3538 190 340 92 5,0 295 238 0,29 2,33 3,46 1 000 000
3540 200 360 98 5,0 311 251 0,29 2,31 3,44 1 100 000
3544 220 400 108 5,0 345 277 0,29 2,31 3,44 1 370 000
3552 260 480 130 6,0 410 330 0,30 2,28 3,40 1 830 000
3556 280 500 130 6,0 431 355 0,28 2,39 3,56 1 960 000
3564 320 580 150 6,0 498 405 0,28 2,04 3,57 2 600 000
3572 360 650 170 8,0 557 450 0,28 2,36 3,52 3 000 000
3580 400 720 185 8,0 618 500 0,28 2,41 3,59 3 650 000
28
Таблица. 32. Технические данные подшипников роликовых радиальных сферических двухрядных.
Средняя широкая серия
Обозначе- ние Размеры, мм, по рис- 10, г е У с, н
а D в г di Л у °
3608 40 90 33 2,5 74 55 0,42 1,61 2,04 95 000
3609 45 100 36 2,5 83 61 0,41 1,66 2,47 114 000
3610 50 110 40 3,0 91 67 0,42 1,62 2,42 150 000
3611 55 120 43 3,0 100 73 0,41 1,66 2,47 170 000
3612 60 130 46 3,5 109 79 0,40 1,68 2,50 196 000
3613 65 140 48 3,5 118 87 0,37 1,80 2,69 220 000
3614 70 150 51 3,5 127 92 0,37 1,82 2,71 270 000
3615 75 160 55 3,5 135 98 0,38 1,78 2,65 300 000
3616 80 170 58 3,5 144 108 0,36 1,88 2,80 325 000
3617 85 180 60 4 153 113 0,37 1,84 2,74 365 000
3618 90 190 64 4 159 119 0,47 1,83 2,72 400 000
3620 100 215 73 4 182 135 0,37 1,81 2,70 520 000
3622 110 240 80 4 201 149 0,37 1,83 2,72 610 000
3624 120 260 86 4 218 162 0,36 1,85 2,76 735 000
3626 130 280 93 5 236 174 0,37 1,84 2,74 850 000
3628 140 300 102 5 247 185 0,38 1,76 2,62 980 000
3630 150 320 108 5 263 201 0,38 1,78 2,64 1 100 000
3632 160 340 114 5 280 213 0,38 1,79 2,67 1 200 000
3634 170 360 120 5 296 228 0,37 1,81 2,69 1 320 000
3636 180 380 126 5 312 238 0,37 1,82 2,71 1 430 000
3638 190 400 132 6 328 355 0,36 1,85 2,75 1 560 000
3640 200 420 138 6 345 269 0,36 1,87 2,78 1 730 000
3644 220 460 145 6 379 296 0,35 1,95 2,90 1 960 000
3652 260 540 165 8 446 351 0,33 2,01 3,00 2 500 000
3656 280 580 175 8 480 377 0,34 2,00 2,98 3 000 000
3680 400 820 243 10 677 539 0,33 2,06 3,07 5 600 000
Таблица 33. Технические данные подшипников шариковых радиально-упорных однорядных. Тип
46000, угол контакта а = 26°
Обозначение Размеры, мм, по рис. 10, д С, н
d D в г
Средняя серия 46300
46 303 17 47 14 1,5 0,5 16 100
46 304 20 52 15 2 1 17 800
46 305 25 62 17 2 1 26 900
46 306 30 72 19 2 1 32 600
46 307 35 80 21 2,5 1,2 42 600
46 308 40 90 23 2,5 1.2 50 800
46 309 45 100 25 2,5 1.2 61 400
46 310 50 но 27 3 1,5 71 800
46 312 60 130 31 3,5 2 100 000
46 313 65 140 33 3,5 2 113 (Ю0>
46 314 70 150 35 3,5 2 127 000
46 316 80 170 39 3,5 2 136 000
46 318 90 190 43 4 2 165 000
46 320 100 215 47 4 2 213 000
46 330 150 320 65 5 2,5 357 000
Тяжелая серия * 164000
46 416 80 200 48 4 2 196 000
46 418 90 225 54 5 2,5 221 000
29
Таблица 34. Технические данные подшипников шариковых радиально-упорных однорядных.
Тип 66000, угол контакта а = 36°:
Обозначение Размеры, мм* по рис. 10, д С. Н
d D В г О
Средняя серия 66300 66 309 45 100 25 3 1,5 60 800 66 312 60 130 31 3,5 2 93 700 66 314 70 150 35 3,5 2 119 000 66 322 ПО 240 50 4 2 225 000 66330 150 320 65 5 2,5 313 000 Тяжелая серия 66400 66 406 30 90 23 2,5 1,2 43 800 66 408 40 ПО 27 3 1,5 72 200 66 409 45 120 29 3 1,5 81 600 66 410 50 130 31 3,5 2 98 900 66 412 60 150 35 3,5 2 125 000 66 414 70 180 42 4 2 152 000 66 418 90 225 54 5 2,5 208 000
Таблица 35. Технические данные подшипников роликовых конических однорядных* Легкая серия
Обозна- чение Размеры, мм* по рис. 10, е е Y с, н
d D Т В с Dt di г гл th
7202 15 35 11,75 11 9 27 25 1,0 0,3 20 0,45 1,33 10500 7203 17 40 13,25 12 11 32 27 1,5 0,5 22 0,31 1,97 14 000 7204 20 47 15,25 14 12 38 32 1,5 0,5 26 0,36 1,67 21 000 7205 25 52 16,25 15 13 43 37 1,5 0,5 31 0,36 1,67 24 000 7206 30 62 17,25 16 14 52 45 1,5 0,5 38 0,36 1,64 31 000 7207 35 72 18,25 17 15 60 52 2,0 0,8 44 0,37 1,62 38 500 7208 40 80 19.75 20 16 67 58 2,0 0,8 50 0,38 1,56 46 500 7209 45 85 20,75 19 16 72 63 2,0 0,8 55 0,41 1,45 50 000 7210 50 90 21,75 21 17 78 67 2,0 0,8 58 0,37 1,60 56 000 7211 55 100 22,75 21 18 85 75 2,5 0,8 65 0,41 1,46 65 000 7212 60 100 23,75 23 19 95 82 2,5 0,8 72 0,35 1,71 78 000 7214 70 126 26,25 26 21 108 95 2,5 0,8 83 0,37 1,62 96 000 7215 75 130 27,25 26 22 113 100 2,5 0,8 88 0,39 1,55 107 000 7216 80 140 28,25 26 22 121 ПО 3,0 1,0 97 0,42 1,43 112 000 7217 85 150 30,25 28 24 129 113 3,0 1,0 100 0,43 1,38 130 000 7218 90 160 32,50 31 26 138 121 3,0 1,0 107 0,38 1,56 158 000 7219 95 170 34,50 32 27 145 129 3,5 1,2 114 0,41 1,48 168000 7220 100 180 37,00 34 29 154 137 3,5 1,2 122 0,40 1,49 185 000 7224 120 215 43,50 41 34 186 163 3,5 1,2 146 0,39 1,55 270 000 7230 150 270 49,00 45 38 236 202 4,0 1,5 183 0,37 1,62 350 000
30
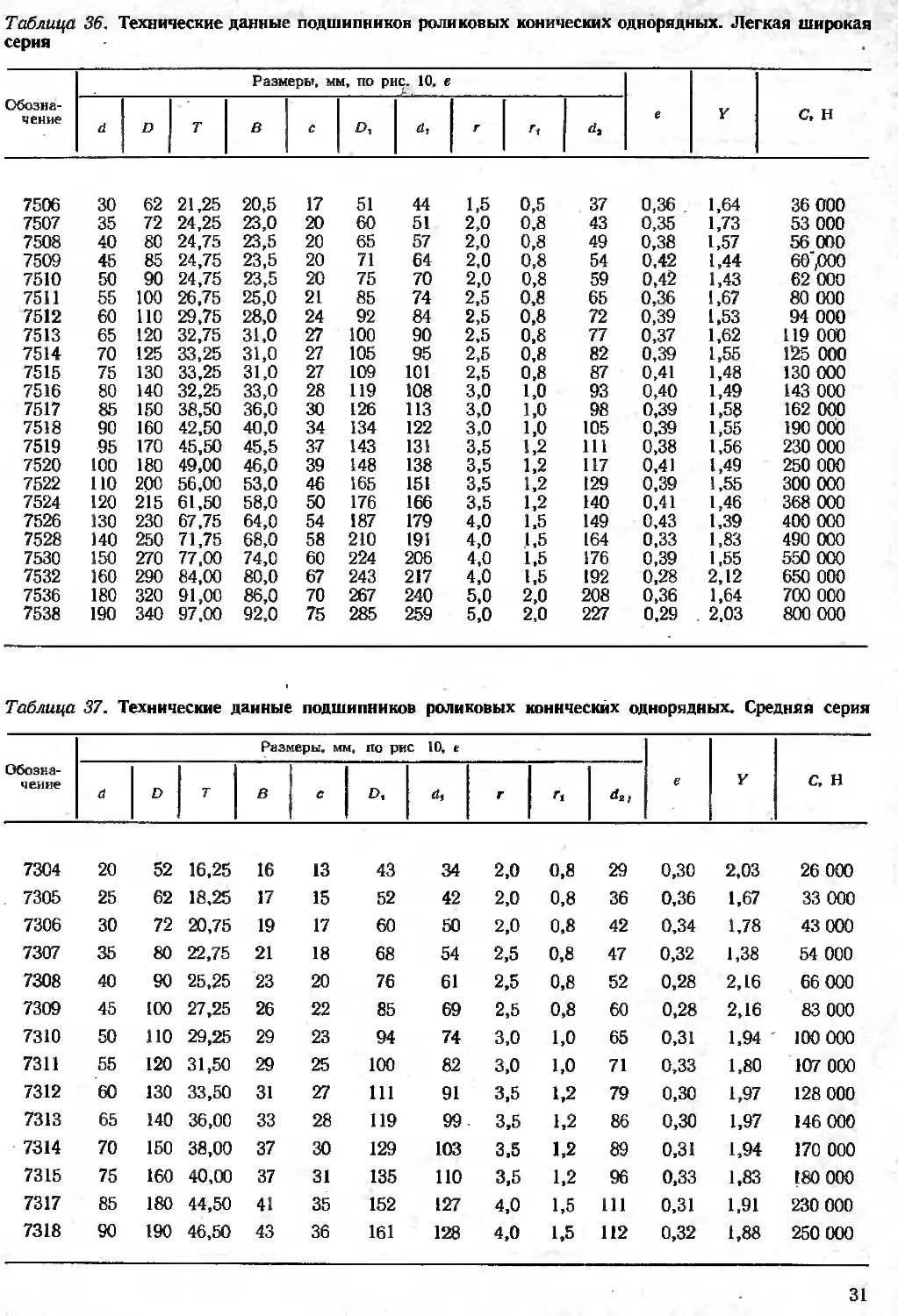
Таблица 36, Технические данные подшипников роликовых конических однорядных. Легкая широкая
серия
Обозна- чение Размеры, мм» по рис. 10, е • >• г е Г С. Н
d D Т В с di г
7506 30 62 21,25 20,5 17 51 44 1.5 0,5 37 0,36 , 1,64 36 000
7507 35 72 24,25 23,0 20 60 51 2,0 0,8 43 0,35 1,73 53 000
7508 40 80 24,75 23,5 20 65 57 2,0 0,8 49 0,38 1,57 56 000
7509 45 85 24,75 23,5 20 71 64 2,0 0,8 54 0,42 1,44 бо;ооо
7510 50 90 24,75 23,5 20 75 70 2,0 0,8 59 0,42 1,43 62 000
7511 55 100 26,75 25,0 21 85 74 2,5 0,8 65 0,36 1,67 80 000
7512 60 110 29,75 28,0 24 92 84 2,5 0,8 72 0,39 1,53 94 000
7513 65 120 32,75 31,0 27 100 90 2,5 0,8 77 0,37 1,62 119 000
7514 70 125 33,25 31,0 27 105 95 2,5 0,8 82 0,39 1,55 125 000
7515 75 130 33,25 31,0 27 109 101 2,5 0,8 87 0,41 1,48 130 000
7516 80 140 32,25 33,0 28 119 108 3,0 1.0 93 0,40 1,49 143 000
7517 85 150 38,50 36,0 30 126 113 3,0 1,0 98 0,39 1,58 162 000
7518 90 160 42,50 40,0 34 134 122 3,0 1,0 105 0,39 1,55 190 000
7519 95 170 45,50 45,5 37 143 131 3,5 1,2 111 0,38 1,56 230 000
7520 100 180 49,00 46,0 39 148 138 3,5 1,2 117 0,41 1,49 250 000
7522 110 200 56,00 53,0 46 165 151 3,5 1,2 129 0,39 1,55 300 000
7524 120 215 61,50 58,0 50 176 166 3,5 1,2 140 0,41 1,46 368 000
7526 130 230 67,75 64,0 54 187 179 4,0 1,5 149 0,43 1,39 400 000
7528 140 250 71,75 68,0 58 210 191 4,0 1.5 164 0,33 1,83 490 000
7530 150 270 77,00 74,0 60 224 206 4,0 1.5 176 0,39 1,55 550 000
7532 160 290 84,00 80,0 67 243 217 4,0 1.5 192 0,28 2,12 650 000
7536 180 320 91,00 86,0 70 267 240 5,0 2,0 208 0,36 1,64 700 000
7538 190 340 97.00 92,0 75 285 259 5,0 2,0 227 0,29 . 2.03 800 000
Таблица 37. Технические данные подшипников роликовых конических однорядных» Средняя серия
Обозна- чение Размеры, мм, ло рве 10, е е Y С, н
d D т В с £>i Г Г1 &2 f
7304 20 52 16,25 16 13 43 34 2,0 0,8 29 0,30 2,03 26 000
7305 25 62 18,25 17 15 52 42 2,0 0,8 36 0,36 1,67 33 000
7306 30 72 20,75 19 17 60 50 2,0 0,8 42 0.34 1,78 43 000
7307 35 80 22,75 21 18 68 54 2,5 0,8 47 0,32 1,38 54 000
7308 40 90 25,25 23 20 76 61 2,5 0,8 52 0,28 2,16 66 000
7309 45 100 27,25 26 22 85 69 2,5 0,8 60 0,28 2,16 83 000
7310 50 НО 29,25 29 23 94 74 3,0 1,0 65 0,31 1,94 ' 100 000
7311 55 120 31,50 29 25 100 82 3,0 1.0 71 0,33 1,80 107 000
7312 60 130 33,50 31 27 111 91 3,5 1,2 79 0,30 1,97 128 000
7313 65 140 36,00 33 28 119 99 3,5 1,2 86 0,30 1,97 146 000
7314 70 150 38,00 37 30 129 103 3,5 1.2 89 0,31 1,94 170 000
7315 75 160 40,00 37 31 135 ПО 3,5 1,2 96 0,33 1,83 180 000
7317 85 180 44,50 41 35 152 127 4,0 1,5 111 0,31 1,91 230 000
7318 90 190 46,50 43 36 161 128 4,0 1,5 112 0,32 1,88 250 000
31
Таблица 38. Технические данные подшипников роликовых конических однорядных. Средняя
широкая серия
Обозна- чение 1 Размеры, мм. по рис. 10, е € Y С, н
а D т В С г п ^2
7604 20 52 22,25 21 18,5 42 35 2,0 0,8 28 0,30 2,01 316 000
7605 25 62 25,25 24 21 50 41 2,0 0,8 34 0,27 2,19 47 500
7606 30 72 27,75 29 23 57 49 2,0 0,8 39 0,32 1,88 63 000
7607 35 80 32,75 31 27 63 55 2,5 0,8 45 0,30 2,03 76 000
7608 40 90 35,25 33 28,5 72 62 2,5 0,8 52 0,30 2,03 90 000
7609 45 100 38,25 36 31 80 68 2,5 0,8 57 0,29 2,06 114 000
7611 55 120 45,50 44,5 36,5 95 85 3,0 1,0 69 0,32 1,85 160 000
7612 60 130 48,50 47,5 39 105 91 3,5 1.2 75 0,30 1,85 186 000
7613 65 140 51,00 48 41 112 99 3,5 1.2 82 0,33 1,83 210 000
7614 70 150 54,00 51 43 120 104 3,5 1.2 87 0,35 1.71 240 000
7615 75 160 58,00 55 46,5 129 111 3,5 1.2 94 0,30 1,99 280 000
7616 80 170 61,50 59,5 49 138 121 3,5 1.2 101 0,32 1,89 310 000
7618 90 190 67,50 66,5 53,5 155 133 4,0 1.5 111 0,30 1,99 370 000
7620 100 215 77,50 73 61,5 174 153 4,0 1.5 129 0,31 1,91 460 000
7622 по 240 84,50 80 66 190 170 4,0 1.5 143 0,33 1,82 520 000
7624 120 260 90,50 86 70,5 209 181 4,0 1.5 153 0,30 1,97 610 000
.7634 170 360 127,00 120 НО 289 257 5,0 2,0 216 0,32 1,88 1 500 000
Таблица 39, Технические данные подшипников роликовых конических однорядных с большим углом
конуса
Обозначе- ние Ризмеры. мм. по рис. 10, е е У С, н
а D т В с г rl
27 306 30 72 20,75 19 14 55 51 2,0 0,8 39 0.72 0,83 35 000
27 307 •35 80 22,75 21 15 60 59 2,5 0,8 45 0,79 0,76 45 000
27 308 40 90 25,25 23 17 67 65 2,5 0,8 50 0,79 0,75 56 000
27 310 50 ПО 29,25 29 19 84 ’ 80 3 1.0 63 0,80 0,75 80 000
27 311 55 120 31,50 29 21 91 88 3 1.0 69 0,81 0,79 92 000
27 312 60 130 33,50 31 22 103 95 3,5 1.2 78 0,70 0,86 105 000
27 313 65 140 36,00 33 23 108 103 3,5 1.2 82 0,75 0,80 120 000
'27 315 75 160 40,00 37 26 124 118 3,5 1.2 95 0,83 0,73 150 000
27 317 85 180 44,50 41 30 135 131 4,0 1,5 105 0,76 0,78 180 000
1 027 320 100 215 56,50 51 37 165 156 4,0 1.5 126 0,71 0,84 280 000
1 027 324 120 260 67,50 62 43 198 190 4,0 1.5 154 0,74 0,80 400 000
1 027 328 140 300 77,00 70 48 229 221 5,0 2,0 179 0,75 0,80 510 000
1027 336 180 380 97,00 88 60 289 283 5,0 2,0 228 0,80 0,80 750 000
1027 340 200 420 107,00 97 66 315 317 6,0 2,5 353 0,88 0,72 900 000
32
Номинальный срок службы в миллио-
нах оборотов, гарантируемый для 90 %
(С
-р-1
Коэффициент а назначается в зависи-
мости от качества материала подшипни-
ков и от условий эксплуатации. Для
обычных условий применения подшипни-
ков можно принимать примерно та-
кие значения:
шарикоподшипники (кроме сфериче-
ских) 0,6...0,7;
шарикоподшипники сферические двух-
рядные 0,5...0,6;
роликоподшипники цилиндрические 0,5...0,6;
роликоподшипники сферические
двухрядные 0,3...0,4;
роликоподшипники конические 0,6...0,7
При определенных характеристиках
опорного узла, особенно его смазки,
значения а повышаются. Сведения об
I
этом рассматриваются в специальной
литературе по подшипникам качения.
Показатель т равен 3 для шариковых
и 10/3 для роликовых подшипников.
Табл. 26 облегчает подсчеты.
Если на подшипник действуют k раз-
личных приведенных нагрузок Plt каж-
дая в течение срока <р,Е, то в послед-
нюю формулу следует подставить
/ k w.
Номинальный срок службы, ч,
I 10° Т
Lh~ 60n L'
Если п лежит между 1 и 10 мин-1,
то в формулу нужно подставить п =
= 10.
Для зубчатых редукторов общего . на-
значения следует, согласно
гост
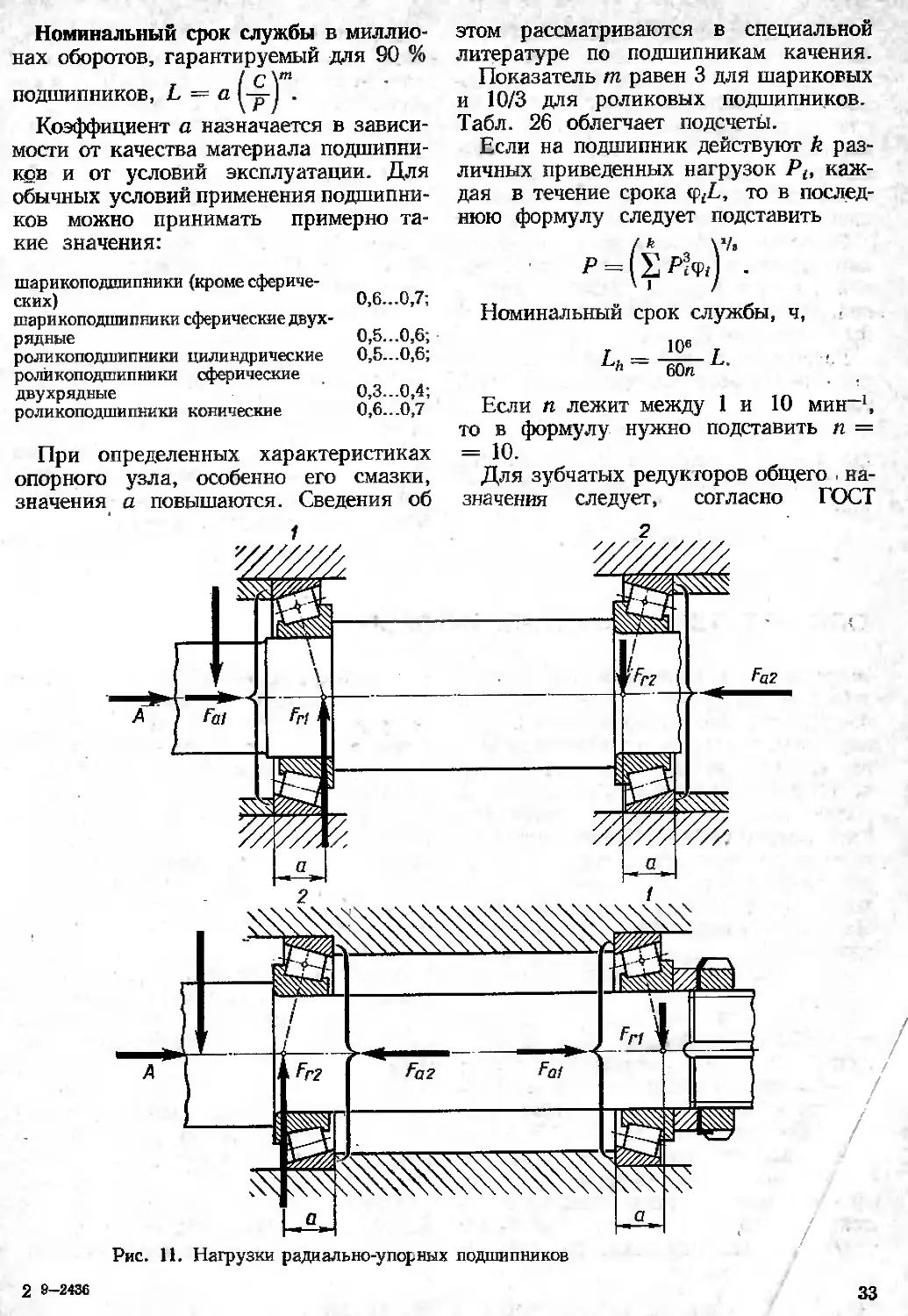
Рис. И. Нагрузки радиально-упорных подшипников
2 9-2436
33
16162—85Е, принимать £& не менее 10000,
для червячных — не менее 5000 ч.
Значения динамической грузоподъем-
ности С в табл. 27...39 приведены со-
гласно действующим ГОСТам на под-
шипники. В ряде каталогов и справоч-
ников, изданных ранее, указываются
менее высокие значения С, а коэффи-
циент а принимается равным единице.
Радиальная реакция радиально-упор-
ного подшипника считается приложен-
ной к валу в точке пересечения норма-
лей, проведенных к серединам контакт-
ных площадок (рис. 11).
Расстояние от торца радиально-упор-
ного шарикового подшипника до этой
точки
а та 0,5 [В 4- (d 4- D) tg а],
где а — угол контакта (табл. 33, 34).
Для конического роликового подшип--
ника
В радиально-упорном шарикоподшип-
нике радиальная реакция Fr вызывает
осевую реакцию S, равную eFr, а в ко-
ническом роликовом подшипнике —
равную 0,83 eFr. Отношение SIFr, та-
ким образом, не превышает е. Поэтому,
если на подшипник не действуют дру-
гие осевые силы, следует принимать
X = 1 и Y = 0.
При наличии внешней осевой нагруз-
ки А (рис. 11) необходимо исходить из
того, что осевая нагрузка подшипника
не может быть меньше S и что осевые
силы, действующие на вал, взаимно
уравновешиваются. Тогда, если 4-
4-Л S2, то на подшипник 1 действует
осевая сила Fa, = <Slt а на подшипник
2, согласно условию равновесия вала,—
осевая сила Faz — Fa\ 4- А. Если же
Sj 4- А S2, то на подшипник 2 дей-
ствует осевая сила Faz — Sz, на подшип-
ник 1 — сила Fal = Fa2 — Д.
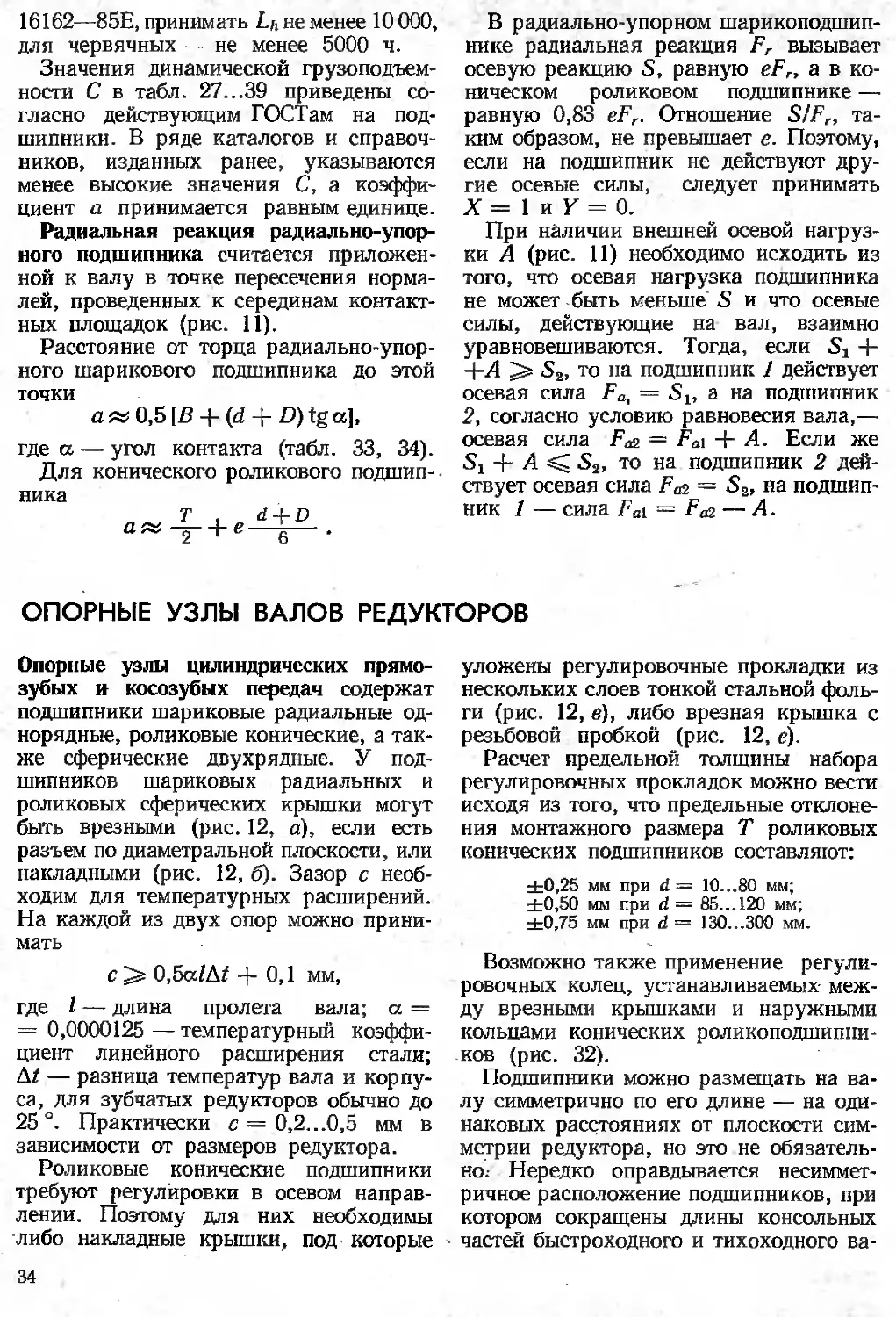
ОПОРНЫЕ УЗЛЫ ВАЛОВ РЕДУКТОРОВ
Опорные узлы цилиндрических прямо-
зубых и косозубых передач содержат
подшипники шариковые радиальные од-
норядные, роликовые конические, а так-
же сферические двухрядные. У под-
шипников шариковых радиальных и
роликовых сферических крышки могут
быть врезными (рис. 12, а), если есть
разъем по диаметральной плоскости, или
накладными (рис. 12, б). Зазор с необ-
ходим для температурных расширений.
На каждой из двух опор можно прини-
мать
с 0,5а/Д/ 4-0,1 мм,
где I — длина пролета вала; а =
— 0,0000125 — температурный коэффи-
циент линейного расширения стали;
At — разница температур вала и корпу-
са, для зубчатых редукторов обычно до
25°. Практически с = 0,2...0,5 мм в
зависимости от размеров редуктора.
Роликовые конические подшипники
требуют регулировки в осевом направ-
лении. Поэтому для них необходимы
либо накладные крышки, под которые
уложены регулировочные прокладки из
нескольких слоев тонкой стальной фоль-
ги (рис. 12, в), либо врезная крышка с
резьбовой пробкой (рис. 12, е).
Расчет предельной толщины набора
регулировочных прокладок можно вести
исходя из того, что предельные отклоне-
ния монтажного размера Т роликовых
конических подшипников составляют:
±0,25 мм при d = 10...80 мм;
±0,50 мм при d = 85... 120 мм;
±0,75 мм при d = 130...300 мм.
Возможно также применение регули-
ровочных колец, устанавливаемых меж-
ду врезными крышками и наружными
кольцами конических роликоподшипни-
ков (рис. 32).
Подшипники можно размещать на ва-
лу симметрично по его длине — на оди-
наковых расстояниях от плоскости сим-
метрии редуктора, но это не обязатель-
но.- Нередко оправдывается несиммет-
ричное расположение подшипников, при
котором сокращены длины консольных
частей быстроходного и тихоходного ва-
34
Рис. 12. Основные типы опорных узлов
лов, как, например, на рис. 44, 67 и
др. В результате жесткость консолей
увеличивается, а вызываемые консоль-
ными нагрузками валов напряжения из-
гиба и нагрузки подшипников становят-
ся меньше.
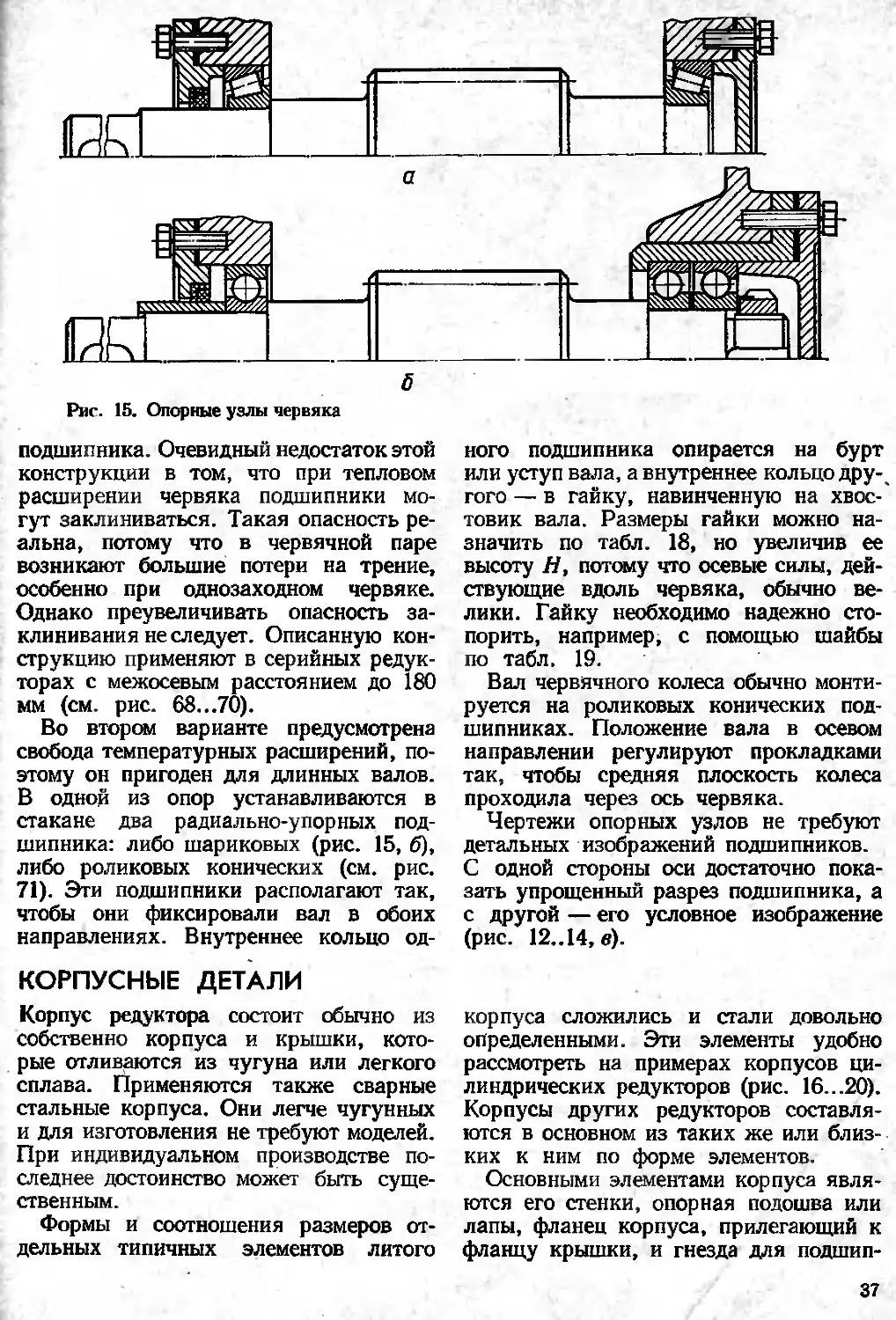
Опорные узлы шевронной передачи
должны позволять одному из ее валов
свободно плавать в осевом направлении,
чтобы нагрузка делилась поровну меж-
ду полушевронами. Обычно делают пла-
вающим более легкий быстроходный
вал, для чего его устанавливают в роли-
ковых радиальных подшипниках с ци-
линдрическими роликами без бортов на
одном из колец. Внутреннее кольцо та-
кого подшипника необходимо закрепить
в обоих направлениях на валу, а на-
ружное — в обоих направлениях в
корпусе, как, например, на рис. 13. Спо-
собы крепления внутреннего кольца ука-
заны выше. Для крепления наружного
кольца можно проточить в гнезде ка-
навку и вложить в нее: в разъемном гне-
зде жесткое полукольцо или кольцо
(рис. 13), а в неразъемном — пружин-
ное кольцо (табл. 17).
Другой вариант закрепления наруж-
ного кольца — с помощью заплечика в
подшипниковом гнезде — показан на
рис. 51.
Опорные узлы конических передач раз-
нообразны. Коническая шестерня в
большинстве случаев выполняется кон-
сольной. Подшипники, поддерживающие
ее вал, заключают в стакан. Подшипник,
находящийся у шестерни, следует раз-
мещать как можно ближе к ее зубьям.
Наиболее распространены радиально-
упорные подшипники — шариковые и
роликовые. Прост и технологичен ва-
риант опор, показанный на рис. 14, а.
Стакан в этом варианте легко расто-
чить с одной установки на станке, чем
обеспечивается соосность посадочных
мест обоих подшипников.
2*
35
Рис. 13. Опорные узлы плавающего вала шевронной передачи
Два варианта, показанные на рис.
14, б, несколько сложнее, чем на рис.
14, а, но они предпочтительны, потому
что обеспечивают увеличение базы I —
расстояния между радиальными реак-
циями подшипников, уменьшение рас-
четного вылета консольной конической
шестерни и повышение жесткости кон-
струкции.
Верхний вариант рис. 14, б создает
некоторые затруднения для обработки
Рис. 14. Опоры ^быстроходного вала конической
передачи
посадочных мест обоих подшипников в
стакане с одной его установки, а ниж-
ний — нет.
Наиболее жесткая и компактная, но
более сложная конструкция показана на
рис. 14, в. В ней вал-шестерня со сторо-
ны малого основания подперт радиаль-
ным подшипником. Это эффективно по-
вышает жесткость вала при небольшом
диаметре шестерни. Другие конструк-
ции показаны на рис. 64, 65.
В конической передаче положение обо-
их валов необходимо регулировать в
осевом направлении для совмещения в
одной. точке вершин начальных кону-
сов. Рассмотрим, например, рис. 14, а.
Роликовые конические подшипники на-
ходятся в стакане, закрытом слева
крышкой, через которую проходит вал.
Под фланцем этой крышки помещен
набор прокладок, толщину которых под-
бирают так, чтобы создать правильный
зазор в подшипниках. Второй набор
прокладок, находящийся между флан-
цем стакана и корпусом редуктора,
позволяет перемещать стакан вместе с
валом и шестерней в осевом направ-
лении.
Подшипниковые гнезда тихоходного
вала конической передачи обычно за-
крывают накладными крышками на про-
кладках, служащих одновременно для
регулирования зазоров в подшипниках
и осевого перемещения вала (см. рис. 62,
64...67); есть и другие решения (см.
рис. 63).
Опорные узлы вала червяка выполня-
ются в двух основных вариантах. В
первом, простейшем (рис. 15, а), вал
опирается на два радиально-упорных
36
б
Рис. 15. Опорные узлы червяка
подшипника. Очевидный недостаток этой
конструкции в том, что при тепловом
расширении червяка подшипники мо-
гут заклиниваться. Такая опасность ре-
альна, потому что в червячной паре
возникают большие потери на трение,
особенно при однозаходном червяке.
Однако преувеличивать опасность за-
клинивания не следует. Описанную кон-
струкцию применяют в серийных редук-
торах с межосевым расстоянием до 180
мм (см. рис. 68...70).
Во втором варианте предусмотрена
свобода температурных расширений, по-
этому он пригоден для длинных валов.
В одной из опор устанавливаются в
стакане два радиально-упорных под-
шипника: либо шариковых (рис. 15, б),
либо роликовых конических (см. рис.
71). Эти подшипники располагают так,
чтобы они фиксировали вал в обоих
направлениях. Внутреннее кольцо од-
КОРПУСНЫЕ ДЕТАЛИ
Корпус редуктора состоит обычно из
собственно корпуса и крышки, кото-
рые отливаются из чугуна или легкого
сплава. Применяются также сварные
стальные корпуса. Они легче чугунных
и для изготовления не требуют моделей.
При индивидуальном производстве по-
следнее достоинство может быть суще-
ственным.
Формы и соотношения размеров от-
дельных типичных элементов литого
ного подшипника опирается на бурт
или уступ вала, а внутреннее кольцо дру-ч
того — в гайку, навинченную на хвос-
товик вала. Размеры гайки можно на-
значить по табл. 18, но увеличив ее
высоту Н, потому что осевые силы, дей-
ствующие вдоль червяка, обычно ве-
лики. Гайку необходимо надежно сто-
порить, например, с помощью шайбы
по табл. 19.
Вал червячного колеса обычно монти-
руется на роликовых конических под-
шипниках. Положение вала в осевом
направлении регулируют прокладками
так, чтобы средняя плоскость колеса
проходила через ось червяка.
Чертежи опорных узлов не требуют
детальных изображений подшипников.
С одной стороны оси достаточно пока-
зать упрощенный разрез подшипника, а
с другой — его условное изображение
(рис. 12.. 14, в).
корпуса сложились и стали довольно
определенными. Эти элементы удобно
рассмотреть на примерах корпусов ци-
линдрических редукторов (рис. 16...20).
Корпусы других редукторов составля-
ются в основном из таких же или близ-
ких к ним по форме элементов.
Основными элементами корпуса явля-
ются его стенки, опорная подошва или
лапы, фланец корпуса, прилегающий к
фланцу крышки, и гнезда для подшип-
37
Рис. 16. Основные конструктивные формы корпусных деталей редукторов
ников.' Эти гнезда часто подкрепляют
ребрами, которые создают дополнитель-
ные соединения между гнездами, стен-
кой корпуса и его подошвой, повыша-
ют общую жесткость конструкции и
укрепляют переход от стенки к подо-
шве. Такое укрепление необходимо, по-
тому что в районе этого перехода неред-
ко образуются трещины. Особенно важ-
ны ребра у подшипников тихоходного
вала, которые нагружены сильнее дру-
гих. Ребра могут служить также для
увеличения поверхности корпуса и уси-
ления теплоотдачи. В нижней части
корпуса имеется бобышка с резьбой
для маслоспускной пробки. Чтобы за-
грязненное масло сливалось полностью,
дну корпуса следует придать уклон.
Крышка по конструкции аналогична
корпусу. В крышке обычно предусмат-
ривают люк, размеры которого доста-
точны для осмотра передач. Люк за-
крывают плоской крышкой (литой чу-
гунной, пластмассовой или из стального
листа), которая крепится болтами.
Для подъема и транспортировки кор-
пусных деталей и редуктора в сборе его
крышку снабжают проушинами, а кор-
пус крюками. Вместо проушин могут
быть установлены рым-болты (см. рис.
38), однако такая конструкция сложнее
и теперь применяется редко. Крюки на
корпусе необходимы в крупных редук-
торах. Небольшие серийные редукторы
изготавливают без них. Во фланце кор-
пуса редуктора полезно предусмотреть
резьбовое отверстие, чтобы при раз-
борке ввинтить болт и отжать крышку
от корпуса.
В корпусных деталях могут быть так-
38
же предусмотрены приливы различного
назначения, связанные со смазкой редук*
тора: для маслоуказателя, контрольных
пробок, в случае проточной смазки —
для присоединения маслопроводов.
Рациональная конструкция корпусных
деталей связана с масштабами произ-
водства. В условиях единичного и мел-
косерийного изготовления простота
форм отливок и моделей представляет
важное достоинство. При массовом про-
изводстве сложность конфигурации от-
ливки не делает ее заметно дороже и
оправданными оказываются те формы,
при которых невелика масса и которые
наилучшим образом согласованы с опе-
рациями механической обработки, с при-
меняемыми станками и приспособления-
ми. В этих условиях можно разработать
конструкцию корпуса с полным учетом
технологии и оснастки.
Конструкции корпусных деталей ре-
дукторов можно разделить на два ос-
новных типа. Для первого, традицион-
ного (рис. 16, а, 17, 18), характерны
гладкие внутренние поверхности и вы-
ступающие наружу фланцы, ребра, при-
ливы для размещения подшипников.
Корпусные детали второго типа (рис.
16, б, в, 19, 20) отличаются сглаженны-
ми очертаниями снаружи, а выступа-
ющие элементы располагаются в основ-
ном внутри корпуса. На нем нет ниж-
него фланца с отверстиями под фунда-
ментные болты. Для последних дела-
ются ниши либо по длинным сторонам
корпуса (рис. 16, б, 19), либо по его
углам (рис. 16, в, 20). Такие конструк-
ции могут быть несколько тяжелее, чем
при наружных фланцах и приливах, но
имеют лучший внешний вид, лучшие
виброакустические свойства и некото-
рые другие достоинства. В современном
массовом и крупносерийном маши-
ностроении эти конструкции стали
наиболее распространенными. Проекти-
руя специальные редукторы мелкосерий-
ного и индивидуального изготовления,
конструкторы часто предпочитают срав-
нительно простые корпусные детали пер-
вого типа.
Подшипниковые гнезда в конструкци-
ях (рис. 16, а, б, 17, 19) закрываются
накладными фланцевыми крышками (чу-
гунными или неметаллическими), кото-
рые крепятся к корпусным деталям бол-
тами (рис. 12, «, б). Конструкции (рис.
16, в, 18, 20) рассчитаны на примене-
ние врезных крышек (рис. 12, а). Врез-
ные крышки фиксируются в корпусных
деталях буртами, для которых преду-
сматриваются выточки в гнездах под-
шипников, а торцы гнезд можно не
обрабатывать. Отпадает необходимость в
болтах, в сверлении и нарезании отверс-
тий в корпусных деталях, но во избе-
жание протекания смазки требуются
сравнительно точные и плотные сопря-
жения крышек с внутренними поверх-
ностями гнезд.
v Размеры корпусных деталей назнача-
ют по соотношениям, которые основаны
главным образом на практическом опыте
редукторостроения.
Можно руководствоваться следующи-
ми рекомендациями.
Толщина стенки корпуса, мм,
6 = т/ТЖ>6,
или
6 = 0,025^ + 3 > 6,
где Тт — вращающий момент на тихо-
ходном валу, Н • м; а«п — межосевое
расстояние тихоходной ступени, мм.
Диаметр фундаментных болтов, мм
4J,>y'27V
Диаметр стяжных болтов, которые со-
единяют корпус и крышку редуктора,
мм,
dc>0,75^.
Все стяжные болты редуктора в на-
стоящее время с целью унификации в
основном делают одинакового диаметра
(см. рис. 30, 43, 44). Однако можно не-
сколько облегчить конструкцию, приняв
указанный выше диаметр dc только для
болтов, расположенных рядом с под-
шипниками, а остальные стяжные бол-
ты сделать тоньше — диаметром около
0,6с!ф, что позволит уменьшить ширину
фланцев, служащих для соединения
корпуса с крышкой (см. рис. 37, 38).
Можно также диаметры болтов назна-
чать по табл. 40, составленной на осно-
вании параметров цилиндрических ре-
. 39
>215(i£+5+5MM
Диаметры
отверстий:
d? и <%
по табп. 42,
d"=d'K+1мм
Диаметры
крышки:
Da=D+5dK,
п -
озЬ
Рис. 18. Корпусные детали первого типа с выточками под врезные крышки под-
шипниковых гнезд
дукторов общего назначения, выпуска-
емых заводами СССР.
Количество фундаментных болтов 4
или 6; только в очень крупных редук-
Таблш{а 40. Фундаментные и стяжные болты
®С£ГГ’ "ф d с
До 100 М12 мю
125, 140 М16 М12
160, 180, 200, 224 М20 М16
250, 280, 315, 355 М24 М20
400, 450 МЗО М24
500 М36 МЗО
торах, например в прокатостроении, бо-
льше. Расстояние между стяжными бол-
тами во фланцах в 8... 12 раз больше
диаметра болтов. Минимальные зазо-
ры: от внутренней поверхности корпуса
или крышки редуктора до поверхности
вершин колеса — 1,26, до торца коле-
са — 0,86, между колесами — 0,56.
Желательно также оставлять любой за-
зор размером около Зт, в котором может
оказаться выломавшийся из колеса зуб
или обломок зуба, с тем, чтобы он сво-
бодно, не заклинившись, прошел через
этот зазор.
Прочие соотношения указаны на рис.
17...20 и в табл. 41, 42.
Отдушина устанавливается в крышке
редуктора для выхода воздуха, который
расширяется от выделения тепла в за-
цеплении. Если у воздуха нет легкого
выхода, то он пробивается через стыки
и уплотнения, а это способствует выте-
канию смазки.
Наиболее простые конструкции отду-
шин изображены на рис. 21, а и б. Они
несовершенны — при остановке и охла-
ждении редуктора наружный воздух
всасывается через такие отдушины вмес-
42
те с загрязнениями, которые в нем могут
содержаться. Этого недостатка не име-
ют отдушины с фильтром из проволоки
или капроновой нити (рис. 21, в), но
они устроены несколько сложнее.
Из более совершенных устройств сле-
дует указать вентиляционный колпак с
диафрагмой и сеткой (рис. 22), приме-
няющийся в крупных редукторах. Хоро-
шее современное решение представляет
проволочный или нитяный фильтр, по-
мещенный под крышкой люка в спе-
циальном поддоне, который может быть
изготовлен из полиэтилена (рис. 23).
Из полости редуктора нагретый воздух
проходит в фильтр по стрелкам А через
отверстия в поддоне и выходит из фильт-
ра наружу по стрелкам Б через канал
ломаной конфигурации, прорезающий
закраину крышки.
Обработка корпусных деталей. В усло-
виях учебного проектирования нельзя
предусмотреть подробно всю обработку,
но необходимо правильно представлять
себе характер основных операций. Плос-
кие поверхности (опорная поверхность
подошвы, стыковые поверхности флан-
цев корпуса и крышки, поверхность
платина смотрового люка) обрабатыва-
ются фрезерованием.
Процесс сверления отверстий под бол-
ты, соединяющие корпус с крышкой, мо-
жет быть различным. При индивидуаль-
ном изготовлении центры отверстий во
. фланце крышки можно накернить по
разметке или по шаблону, затем про-
сверлить отверстия в крышке и, устано-
вив крышку на корпус, через эти отвер-
стия в крышке и, установив крышку на
. корпус, через эти отверстия накернить
центры отверстий во фланце корпуса.
В условиях крупносерийного произ-
водства отверстия сверлят по кондук-
торам или на станках с числовым про-
Таблица 41. Болты в крышках подшипников
D, MtA ч Количество
До 75 М8 4
80...95 мю 4
100... 140 мю 6
150...215 М12 6
225...360 М16 6
граммным управлением. При точных
алюминиевых моделях можно преду-
смотреть на отливках лунки, определяю-
щие положения отверстий.
Соединив корпус и крышку болтами,
сверлят и развертывают во фланцах
отверстия для двух штифтов, обычно
конических. Поставив штифты, корпус
с крышкой в собранном состоянии уста-
навливают на расточной станок и раста-
чивают отверстия под подшипники. В
собранном состоянии производится так-
же фрезерование торцевых поверх-
ностей подшипниковых гнезд.
Обычно обрабатывают также те участ-
ки поверхностей фланцев и подошвы,
на которые впоследствии опираются гай-
ки и головки болтов и пружинные шай-
бы. При этом под гайкой создается не-
глубокое цилиндрическое гнездо. Если
поверхности фланцев и подошвы по
условиям формовки удается выполнить
без литейного уклона, то в указанных
гнездах нет необходимости.
При сборке стыковые поверхности
фланцев корпуса и крышки для плот-
ности можно покрывать пастой «Герме-
тик». Однако при достаточно жесткой
конструкции, искусственном старении
корпусных деталей или их вибрационной
обработке, предотвращающих коробле-
ние, и при чисто обработанных стыках
пастой не пользуются.
Таблица 42. Диаметры, мм, отверстий под болты в корпусных деталях
Диаметр болтя 4/ф> dc мю М12 МЮ М20 М24 мзо М36
Диаметр отверстия 4ф — 15 19 24 28 35 42
Диаметр отверстия dc 11 ’ 14 18 22 26 33 ——
съо,02аш+20мм
2*
Рис. 19. Корпусные детали второго типа с нишами,под фундаментные болты на длинных сторонах корпуса. Разработка ВНИИре-
дукторостроения
Рис/ 20. Корпусные детали второго типа с нишами под фундаментные болты в углах корпуса» с выточ-
ками под врезные крышки подшипниковых гнезд
Рис. 23. Крышка люка с фильтром
БОЛТОВЫЕ СОЕДИНЕНИЯ
Болты служат для крепления редуктора
на раме, для соединения корпуса ре-
дуктора с его крышкой, для прикреп-
ления накладных крышек к торцам под-
шипниковых гнезд, для прикрепления
смотрового люка. В большинстве ре-
Таблица 43. Размеры болтов нормальной точности, мм (с шестигранной головкой из ГОСТ 7798—70,
с уменьшенной шестигранной головкой из ГОСТ 7796—70)
Параметр Значения для диаметра d
6 8 10 12 16 20 24 30 36
Шаг резьбы крупный 1,0 1,25 1,5 1,75 ’ 2,0 2,5 3,0 3,5 4,0 Радиус г, не более 0,6 1,1 1,1 1,6 1,6 2,2 2,2 2,7 3,2 Шестигранная головка Диаметр D, около 11 14,5 19 21 27 33,5 40,5 51,5 62 Зев S 10 13 17 19 24 30 36 46 55 Высота Н 4,5 5,5 7 8 10 13 15 19 23 Уменьшенная шестигранная головка Диаметр D, около — 13 15,5 19 24,5 30 36 46 56 Зев S — 12 14 17 22 27 32 41 50 Высота Н — 5 6 7 9 11 13 17 20
• Примечания:!. Длины / и 10 — по табл. 44.
2. По ГОСТ 1759.4—87 установлено для стальных болтов, винтов и шпилек 12 классов проч-
ности: 3.6, 4.6, 5.6, 5.8, 6.6, 6.8, 6.9, 8.8, 10.9, 12.9, 14.9. Число, стоящее перед точкой, умно-
женное на 100, дает наименьший предел прочности материала, а умноженное на цифру, стоящую
после точки, и на 10, дает наименьший предел текучести, МПа. .
. 3. Пример условного обозначения стального болта с диаметром резьбы d = 16 мм, длиной
I = 80 мм, класса прочности 3.6, с крупным шагом резьбы класса прочности 36. без покрытия:
болт М16Х 80.36 ГОСТ 7798—70.
Таблица 44. Длина болтов, винтов, мм (из ГОСТ 7798—70, ГОСТ 7796—70, ГОСТ 11738-^84)
d 1/1* в a l/h
6 8...25 25...90 20 25...50 55... 150 160...300
/о 18 /о 46 52
8 8...25 30... 100
/о 22 24 35...60 65... 150 160...300
10 10...30 35... 150 160...200 /о 54 60
А) 26 32 30 40...70 75...150 160...300
12 14...30 35... 150 160...260 4 66 72
^0 30 36
16 20...40 45...150 160...300 36 50-80 90...150 160—300
1 4 38 44 1 о 78 84
, П р и м е ч а н и я: 1. Ряд длин Z: 8, 10, 12, 14, 16, 20, 25, 30, 35, 40, 45, 50, 55, 60,
65» 70, 75, 80, 90, 100, ПО, 120, 130, 140, 150, 160, 170, 180, 190, 200, 220, 240, 5 ’60, 300,
2. Там, где числовое значение /0 не указано, Zo = /.
48
Таблица 45. Размеры, мм, винтов с цилиндрической головкой и шестигранным углублением под
ключ * (из ГОСТ 11738—84)
Значение, мм, для диаметра d
Параметр 6 8 10 12 16 20 24 30 36
Шаг резьбы / (крупный) 1 1,25 1,5 1,75 2 2,5 3 3,5 4 Диаметр D 10 13 16 18_ 24 30 36 45 54 Размер S 5 6 8 10 14 17 19 22 27 Высота Н 6 8 10 12 16 20 24 30 36 Радиус г, не более 0,6 1,1 1,1 1,6 1,6 2,2 2,2 2,7 3,2
* См. примечания к табл. 43.
Таблица 46. Размеры гаек нормальной точности (шестигранных из ГОСТ 5915—70, шестигранных
с уменьшенным размером под ключ из ГОСТ 15521—70)
Параметр 6 3 10 1 Значения 12 для дна* 16 гетра d 20 S4 30 36
Шаг резьбы крупный 1,0 1,25 1,5 1,75 2,0 2,5 3,0 3,5 4,0
Шестигранная гайка Диаметр D, около 11 14,5 19 21 27 33,5 40,5 51,5 62 Зев S 10 13 17 19 24 30 36 46 55 Высота Н 5 6,5 8 10 13 16 19 24 29 Шестигранная гайка с уменьшенным размером под ключ Диаметр D, около — 13 15,5 19 24,5 30 36 46 56 Зев S . — 12 14 17 22 27 32 41 50 Высота И — 6,5 8 10 13 16 19 24 29
Примечания:!. По ГОСТ 1759.4—87 установлено для стальных гаек семь классов
прочности: 4, 5, 6, 8, 10, 12, 14. Число, обозначающее класс, умноженное на 100, дает напряке-
ние в болте, МПа, при действии испытательной нагрузки, не вызывающее в гайке повреждений.
2. Пример условного обозначения стальной гайки с диаметром резьбы 16 мм, с крупным
шагом резьбы класс» прочности 4, без покрытия: гайка М16.4 ГОСТ 5915—70.
49
Таблица 47. Размеры, мм, шайб пружинных нормальных (из ГОСТ 6402—70)
Параметр Значение, мм, для диаметра d
6 8 10 12 16 20 25 30 36
Диаметр 40 6,1 8,2 10,2 12,2 16,3 20,5 24,5 30,5 36,5
Толщина s 1,4 2,0- 2,5 3,0 3,5 , 4,5 5,5 6,5 8,0
Примечания:!. Материал — сталь 65Г. HRC9 41,6...51,2.
2. Пример условного обозначения нормальной шайбы для болта с диаметром резьбы d —
= 16: Шайба пружинная 16Н65Г ГОСТ 6402—70.
Таблица 48. Размеры, мм, некоторых элементов болтовых соединений
Значение, мм, для шага резьбы
Параметр 1 1,25 1,5 1,75 2 2,5 3 3,5 4
а1э не менее 3,5 4 4,5 5,5 6 7 8 9 10 [ а^ не менее (без сбега) 2 2,5 3 3,5 4 5 6 7 8 я3, не менее 6 8.9 11 12 15 18 21 24 1Д.. 1,5 2... 2... 2,5... 2,5... 3... 3... 4.... 2,5 2,5 3 3 4 4 5 5 6 с 1 1,6 1,6 1,6 2 2,5 2,5 2,5 3
П р имечания: 1. Глубина завинчивания: в чугун о 7^ 1.254; в сталь a ^d.
2. Приблизительные соотношения размеров болтового соединения при крупном шаге резьбы:
:> 0,54; 02 > 0,254; > 0,754, диаметр шестигранной головки, гайки D — 1,654 + 2,5*
высота головки — 0,64 + 1> высота гайки —* 0,84, толщина шайбы пружинной — 0,254,
50
5L-zZ
Таблица 49. Размеры, мм, штифтов конических
(из ГОСТ 3129—70)
6 8 10 12 16 20
I от 20 25 30 36 40 50
до НО 140 180 220 280 280
Примечания: 1. Ряд длин: /: 20,
25, 30, 36, 40, 45, 50, 55, 60, 70, 80, 90, 100,
НО, 120, 140, 160, 180, 200.
2. Пример условного обозначения штифта
при d — 10, /= 60: штифт 10X60 ГОСТ
3129—70.
дукторов все эти соединения выполняют
с помощью болтов с шестигранной
головкой и шестигранных гаек или бол-
тов с уменьшенной шестигранной го-
ловкой и шестигранных гаек с умень-
шенным размером под ключ. Во втором
случае зев ключа несколько меньше,
чем в первом, для ключа нужно меньше
места и ширину фланцев можно нес-
колько сократить. Однако в первом слу-
чае рабочие опорные поверхности голо-
вок и гаек больше, чем во втором. Рас-
ширяется применение винтов с цилинд-
рической головкой и внутренним шести-
гранником. Для размещения головки
такого болта нужно меньше места, чем
для любой другой. В отдельных конст-
рукциях, в частности при больших диа-
метрах резьбы, соединения выполняют
на шпильках. Обычное средство стопо-
рения — пружинные шайбы. Размеры
крепежных деталей указаны в табл.
43...48.
Соединение корпуса редуктора с его
крышкой выполняют в двух различных
конструктивных вариантах. В первом
применяют болты с гайками. Болты
проходят через гладкие цилиндрические
отверстия во фланцах. Во втором ва-
рианте отверстия во фланце крышки
гладкие, а во фланце корпуса — наре-
занные и в них ввернуты болты. Досто-
инство первого варианта заключается в
простоте сверления по сравнению с
нарезанием. Это достоинство особенно
существенно в индивидуальном произ-
водстве при отверстиях большого диа-
метра, т. е. для крупных несерийных
редукторов. Во втором варианте гаек
нет, бобышки под стяжные болты у под-
шипниковых гнезд на корпусе можно
сделать ниже, чем в первом варианте,
потому что на этих бобышках не нужно
места для размещения гаек. Конструк-
ция получается легче, имеет лучший
внешний вид. Для корпуса рис. 19
второй вариант единственно возмо-
жен.
Выбрав диаметры болтов и устано-
вив нужные стандартные длины I и /0,
следует составить таблицу болтов и,
если удается, уменьшить количество
их типоразмеров.
На чертеже общего вида болтовые
соединения можно показывать упрощен-
но (рис. 24, а), а при диаметре резьбы
на чертеже менее 2 мм —- условно
(рис. 24, 6).
Чтобы положение крышки редуктора
относительно его корпуса сохранялось
неизменным, в фланцах устанавли-
вают штифты конические по ГОСТ
3129—70 (табл. 49). Если малое осно-
вание штифта недоступно (см. рис. 44),
то штифт выбить невозможно, и ставят
штифты конические с внутренней резь-
бой по ГОСТ 9464—79 (табл. 50). Мож-
но применять также штифты цилинд-
рические по ГОСТ 3128—70 (см. рис. 57)
или конические с резьбовой цапфой
по ГОСТ 9465—79 (см. рис. 67).
а
Рис. 24. Упрощенные и условные изображения
болтовых соединений
51
Таблица 50. Размеры, мм, штифтов конических с внутренней резьбой (из ГОСТ 9464—79)
d 6 8 10 12 16 20 25 32
М4 М5 Мб М8 мю М12 М16 М20
ч 8 9 10 12 16 18 24 30
10 12 14 16 20 25 30 40
1 от 25 25 30 36 40 50 60 70
до 60 65 80 100 120 160 200 250
Примечания: 1. Ряд длин I: 25, 30, 36, 40, 45, 50, 55, 60, 70, 80, 90, 100, НО,
120, 140, 160, 180, 200,
2. Пример условного обозначения штифта с внутренней резьбой при d — 10, I = 60: штифт
10 X 60 ГОСТ 9464—79.
СМАЗКА
Смазка зубчатых и червячных передач
в редукторах производится нефтяными
маслами. Главной характеристикой сма-
зочного масла является его вязкость,
которую выбирают тем выше, чем ниже
скорость и тяжелее нагрузка (табл. 51...
53).
Желательна такая емкость ванны,
при которой в одноступенчатом редук-
торе на каждый киловат передаваемой
мощности приходится 0,35...0,7 л мас-
ла, в двухступенчатом — вдвое больше.
Наиболее простой и распространен-
ный способ смазки элементов передач —
Таблица 51. Рекомендуемая кинематическая вязкость смазки при температуре 50 °C (в скобках —
при 100 °C) для ванн зубчатых редукторов
Вязкость, мм®/с» (сСт) при окружной скорости, м/с
Предел прочности материала колес, МПа до 0,5 от 0,5 до 1.0 от 1.0 до 2.5 от 2.5 до 5 от 5 до 12 от 12 до 25
До 1000 270 180 120 85 60 45
- (34) (23) (15)
От 1000 до 1250 270 270 180 120 85 60
(34) (34) (23) (15)
От 1250 до 1600 450 270 270 180 120 85
(53) (34) (34) (23) (15)
Примечания: 1. Для нецементованных колес из хромоникелевой стали с пределом
прочности более 800 МПа необходима смазка, на одну ступень более вязкая, чем указанная в
таблице.
2. Для цементованных колес необходима смазка такой же вязкости, как при пределе проч-
ности от 1250 до 1600 МПа.
3. Для двух- и трехступенчатых редукторов вязкость смазки назначают по средней скорости
ступеней.
52
погружение их в масло, залитое в ниж-
нюю часть корпуса. Он оправдывает
себя для зубчатых передач при окруж-
ных скоростях до 15 м/с и для червяч-
ных при скорости скольжения до 10 м/с.
Глубина погружения цилиндрического
колеса составляет (0,5...5) т соответст-
венно нижнему и верхнему уровням
смазки, но не менее 10 мм. При ско-
ростях до 1 м/с допустимо и более глу-
бокое погружение. Зубья конического
колеса должны быть погружены по всей
длине.
Расстбяние от поверхности вершин
зубчатого колеса до дна ванны можно
назначать (5... 10) т, но не меньше
двухкратной толщины стенки корпуса.
При высоких скоростях желательно,
чтобы это расстояние было больше, что-
бы продукты износа отстаивались и не
засоряли зацепление. Если колеса, ко-
торые необходимо смазывать, находятся
выше уровня ванны, то применяют
холостую смазочную шестерню (см.
рис. 48, 52, 55).
Червяк, находящийся под колесом,
погружают обычно на 2 т. Желательно,
чтобы нижние шарики или ролики его
подшипников были погружены до сере-
дины. Иногда невозможно поднять уро-
вень ванны настолько, чтобы резьба чер-
вяка в нее погрузилась, потому что масло
затопило бы подшипники и протекало
бы через уплотнения. В таких случаях
применяют разбрызгивающие кольца
(см. рис. 69), в которых смазка сбрасыва-
ется центробежной силой на зубья чер-
вячного венца.
Колесо, расположенное под червяком,
погружают не менее чем на 2 т. Таковы
распространенные правила, однако в
современных, тяжело нагруженных ре-
дукторах с высокотвердыми полирован-
ными червяками, в частности глобоид-
ными, желательно, чтобы масло дохо-
дило до оси червяка как при нижнем,
так и при верхнем его расположении.
Смазку заливают через смотровой люк
или специальное отверстие. Загрязнен-
ная смазка спускается через отверстие
у дна корпуса, закрываемое резьбовой
пробкой (табл. 54).
Контроль уровня масла в редукторе
производится различными способами.
Таблица 52. Рекомендуемая кинематическая
вязкость смазки при температуре 50 °C (в скоб-
ках — при 100 °C) для ванн червячных
редукторов
Скорость сколь- жения, м/с от 0,0 до 1,0 от 0,0 ДО 2,5 от 0,0 До 5,0 от 5 ДО 10 от 10 до 15 ст 15 ДО 15
Вязкость, 450 270 180 120 65 60
мм2/с (сСт) (53) (34) (23) (15)
Таблица 53. Некоторые марки масел и их
вязкость при 50 °C (в скобках — при 100 °C)
Наименование и марки масел
Вязкость»
мм*/с (сСт)
Индустриальные легированные» для зубчатых передач:
ИРП-40 35...45
ИРП-75 72...80
ИРП-150 140...160
ИТП-200 (28.. .32)
ИТП-300 (35...45)
То же, для червячных передач:
ИГП-114 ПО...118
ИГП-152 147... 158
ИГП-182 (23...28)
Индустриальные:
И-40А И-50А Авиационные МС-20, МС-20С Масло для прокатных станов (брайтсток) П-28, ПС-28 35...43 47...55 (>20)
(26...30)
Цилиндровые:
24 (вискозин) (20...28)
38 (32...41)
52 (вапор) (44...59)
АСЗп-6 (при температуре среды от 0 до —40 °C) (6)
АСЗп-10 то же (Ю)
Примечание. Основные марки:
ИРП, ИТП, ИГП.
Самое простое и неподверженное по-
вреждениям приспособление — пробка,
нижний край которой совпадает с ниж-
ним уровнем масла, или две пробки —
одна для контроля нижнего, а другая —
для контроля верхнего уровня. В круп-
ных редукторах вместо пробок устанав-
ливают краны. 'Распространенным при-
способлением для контроля уровня яв-
ляется жезловый маслоуказатель (табл.
55) с рисками, соответствующими ниж-
нему и верхнему уровням ванны. Голов-
ка маслоуказателя может быть неме-
таллической.
53
Таблица 54, Размеры, мм, пробок для контроля и спуска смазки
Резьба d D L 1 S
Пробки цилиндрические с наружным шестигранником. Резьба по ГОСТ 9150—81
М16Х1.5 16 25 24 __ 13 19
М20Х1.5 20 30 25 13 22
М24Х1.5 24 34 28 13 27
М30Х1.5 30 40 32 15 32
М36Х1.5 36 45 36 17 36
Пробки цилиндрические с внутренним шестигранником. Резьба по ГОСТ 9150- -81
М16Х1.5 16 22 16 12 8
М20Х1.5 20 26 18 к 14 10
М24Х1.5 24 30 20 16 14
МЗЗХ1.5 33 40 25 20 19
М42Х1.5 42 50 32 25 24
Пробки конические с внутренним i шестигранником. Резьба по ГОСТ 6111- -52
3/8- 17,06 17,32 10,5 6,1 8
1/2* 21,22 21,54 13,5 8,1 10
3/4" 26,57 26,89 14 8,6 12
1" 33,23 33,67 17,5 10,2 14
Р/4" 41,98 42,42 18 10,7 17
54
Таблица 55. Размеры, мм, маслоуказателей жезловых: а — с резьбой по ГОСТ 9150—81; б — без
резьбы
d Шаг резьбы ds D 1,- С
3 10 1,0 16 20 10 12 16 /
4 12 1,25 20 25 12 15 20
6 16 1,5 25 32 15 15 25 v
_ JT X
Таблица 56. Размеры, мм, пресс-масленок шариковых (из ГОСТ 19853—74)
Tunf
Тип 2
Тип № Резьба н h т а di ^2 S L
1 М6Х1 коническая 13 6 2 8
2 М10Х 1 по ГОСТ 9150—81 18 7 3 2,5 4,5 6,7 10
1 3 К 1/8» по ГОСТ 6111—52 18 7 3 10 и ।
4 К 1/4» по ГОСТ 6111—52 24 7,5 4,5 4,5 5,2 10,0 14 —
2 1 М6Х1
коническая 12 19 6
Б5
Продолжение табл. 56.
Тип № Резьба Н h т d S L I
2 М10Х1 по
ГОСТ 9150—81
3 К 1/8» по
ГОСТ 6111—52
13 6 2 2.5 4.5 6,7 12 22 8
12 22 8
Примечания: 1. Пример условного обозначения масленки типа 1, №2, с покры-
тием Ц6: МЕСченка 1.2 Ц6 ГОСТ 19853—74.
2. Пример условного обозначения масленки типа 2, № 1, с углом а= 45°, с покрытием
Кдб: масленка 2.1.45 Кдб ГОСТ 19853—74. Масленки типа 2 изготовляют с углом а, равным 45°
и 90°.
Таблица 57. Размеры, мм, манжет резиновых армированных д ля валов по рис. 25 (из ГОСТ 8752—79)
dXDxB d X D X В dx £> x в dXDxB dX£>XB
20X 40X 10 38X 58X10 60X 85X10 100X 125X12 170X200X 15
21X40X 10 40X 60X 10 63X90X 10 105X 130X12 180X 220X 15
22X 40X 10 42X 62X 10 65X 90X10 ’ 110X135X 12 190X 230X15
24X 40X 10 45X 65X 10 70X95X 10 115X 145X12 200X 240X 15
25X42X 10 48X 70X10 71X95X 10 120X150X12 210X 250X15
26X 45X 10 50X70X10 75X 100X 10 125X 155X 12 220X 260X 15
30X52X 10 52X75X10 80X 105X10 130X 160X15 230X 270X15
32X52X 10 55X 80X10 85X 110X 12 140X 170X 15 240X 280X15
35X 58X 10 56X80X 10 90X 120X12 150X 180X15 250X 290X 15
36X58X 10 58X 80X10 95X 120X 12 160X 190X 15 260X 300X18
Примечания: 1. Рис. 25, а и табл. 57 охватывают те стандартные манжеты, приме-
нение которых характерно для редукторостроения.
2. Пример условного обозначения манжеты для вала диаметра 50 мм из резины группы 2:
манжета 1.1—50 X 70 X 10—1, ГОСТ 8752—79.
Таблица 58. Размеры уплотнений, мм, по рис. 25
Диаметр вала г С а е
До 45 1,0... 1,5 0,2-0,5 4-8 0,5
от 50 до 75 1,25... 1,5 0,3-0,5 6...10 0,5—0,75
от 80 до 105 1,25—2,0 0,4...0,5 8...12 0,5...1,0
от НО до 140 1,5...2,5 0,5 10-15 0,5...!,5
150 и более 2,0...2,5 0,5 12...20 0,5... 1,5
Примечание. Размер f — 5е для всех подшипников, кроме роликовых конических.
В последнем случае его следует назначать больше, исходя из допускаемых различий в ширине под-
шипников.
Смазка подшипников качения в редук-
торах осуществляется в основном мас-
лом, которое разбрызгивается передачами.
Однако при окружных скоростях менее
3 м/с разбрызгивание недостаточно на-
дежно. При расположении валов одного
над другим смазка верхних подшипни-
ков, удаленных от ванны, также может
оказаться недостаточной.
В этих случаях смазку можно задер-
жать в полостях подшипниковых гнезд
с помощью порогов (см. рис. 52). Можно
создать смазке, разбрызгиваемой на
стенки, сток в специальные каналы во
фланцах корпуса, по которым она на-
правляется к подшипникам (рис. 64).
Подшипники можно смазать пластич-
ной смазкой, закладывая ее при монта-
56
Таблица 59. Размеры, мм, колец резиновых уплотнительных круглого сечения и посадочных мест
для них по рис. 26 (из ГОСТ 9833—73)
D Обозначение типо- размера кольца D Обозначение типо- размера кольца D Обозначение типо- размера кольца D Обозначение типо- размера кольца
30 1,9; Ь= 2,6 = D — 2,8 027—030—19 52 d = 3,6; b= 4,7 ©л = D — 5,6 046—052—36 100 d = 5,8; 7,0 D1 = D — 9,2 090—100—58 230 220—230—58
32 029—032—19 62 056—062—36 110 100—110—58 240 220—240—58
35 032—035—19 72 066—072—36 120 110—120—58 250 240—250—58
37 034—037—19 80 074—080—36 125 115—125—58 260 250—260—58
40 037—040—19 85 079—085—36 130 120—130—58 270 260—270—58
42 039—042—19 90 084—090—36 140 130—140—58 280 270—280—58
47 044-047—19 100 094—100—36 150 140—150—58 290 280—290—58
52 049—052—19 110 104—110—36 160 150—160—58 300 290—300—58
d — 2,5; 120 114—120—36 170 160—170—58 310 300—310—58
b= 3,6 130 125—130—36. 180 170—180—58 320 310—320—58
* D, = D — 3,7 140 135—140—36 190 180—190—58 330 320—330—58
52 048—052—25 150 145—150—36 200 190—200—58 340 330—340—58
62 058—062—25 160 155—160—36 210 200—210—58 360 350—360—58
72 068—072—25 170 165—170—36 215 205—215—58 380 370—380—58
80 075—080—25 180 175—180—36 225 215—225—58 400 390—400—58
Примечание. Пример условного обозначения кольца типоразмера 094—100—36
группы точности 2 из резин группы 4: кольцо 094—100—36—2—4, ГОСТ 9833—73.
Весьма надежны в любых условиях
лабиринтные уплотнения (рис. 25, д),
которые защищают детали лучше дру-
гих при большой запыленности и по-
вышенной температуре. Они требуют
точного изготовления и монтажа, пото-
му что зазоры в них невелики.
Для уплотнения крышки, закрываю-
щей гнездо подшипника, может приме-
няться резиновое кольцо (рис. 26,
табл. 59). Такое уплотнение особенно
оправдано, если уровень масла в редукто-
ре выше нижней образующей расточки
гнезда или ниже ее (см. рис. 35,51,72).
РАЗМЕРЫ НА ЧЕРТЕЖАХ
Чертеж общего вида родуктора должен
давать полное представление о его уст-
ройстве и включать такие виды и раз-
резы, которые позволяют проставить
позиции на все его детали. Чертеж об-
щего вида в условиях учебного проек-
тирования является техническим проек-
том. Он должен быть выполнен строго
в масштабе и содержать исходные дан-
ные для разработки рабочей докумен-
тации.
На чертеже общего вида следует прос-
тавить такие размеры: габаритные;
привязочные, которые дают возможность
связать редуктор с двигателем, с ведо-
г-ым агрегатом, с опорной конструкцией
колример, размеры концов быстроход-
оказл тихоходного валов и координаты
их торцов, размеры подошвы, диаметры
и координаты отверстий в подошве);
посадочные, с обозначениями посадок;
размеры, образующие размерные цепи
вдоль валов редуктора.
Рабочий чертеж детали представляет
ее в том окончательном виде, в котором
она поступает на сборку. Он должен
включать такие виды, разрезы и сече-
ния, которые дают исчерпывающее пред-
ставление о форме детали и позволяют
проставить размеры, геометрически её
определяющие.
Первое требование к проставленным
размерам состоит в том, что они должны
быть необходимы и достаточны для гео-
метрической определенности изделия.
Основанием для исполнителей являются
56
Рис. 25. Уплотнения вращающихся валов (размеры по табл. 57, 58)
Рис. 26. Уплотнение неподвижного сопряжения резиновым кольцом (раз-
меры по табл. 59)
же, или через шариковые пресс-маслен-
ки (табл. 56). Применяя пластичную
смазку, полость гнезда следует отделить
от полости корпуса, как показано, на-
пример, на рис. 76.
Основной современный тип уплотне-
ния для выходного конца вала — армиро-
ванная манжета из синтетической масло-
стойкой резины с пружинным браслетом
(рис. 25, а, табл. 57). Манжету запрес-
совывают в крышку подшипникового
гнезда. Чтобы манжета не изнашивалась
недопустимо быстро, ее контактная по-
верхность не должна оставаться сухой.
Желательна твердость контактирующей
с манжетой поверхности вала или на-
детой на него втулки порядка HRCS
51,2 и выше.
Другие уплотнения в редукторах в нас-
тоящее время используют реже. Бла-
годаря простоте находят некоторое при-
менение жировые канавки и войлочные
манжеты, пропитанные маслом (рис. 25,
б, в, г, табл. 58).
57
цифры размеров, но не масштаб. Необ-
ходимое и достаточное количество раз-
меров не зависит от способа их проста-
новки, который может быть различным.
Допустимы и размеры, представляющие,
например, сумму других размеров при
условии, что они облегчают понимание
чертежа и размещение элементов изде-
лия. Такие размеры называют справоч-
ными и отмечают звездочкой. Неточ-
ности в этих размерах не являются
основанием для отбраковки изделий.
Формальные правила простановки раз-
меров содержатся в ГОСТ 2.307—68.
Второе требование к размерам, под-
лежащим контролю, состоит в том, что
они должны удовлетворять условиям
конструктивным — обеспечивать необ-
ходимые сопряжения детали с другими
деталями. Для этого необходимо те раз-
меры, которые требуют большей точ-
ности, указывать непосредственно, а не
определять через другие. Применитель-
но к редуктору это требование означает,
прежде всего, что размеры, входящие
в цепи, расположенные вдоль валов,
должны быть указаны непосредственно
на рабочих чертежах соответствующих
деталей.
Третье требование, удовлетворять ко-
торому следует, не нарушая двух пер-
вых, заключается в технологической ра-
циональности проставляемых размеров.
Предпочтительна такая их совокуп-
ность, которая создает удобства для
изготовления и контроля с необходимой
точностью. В проекте по деталям ма-
шин не разрабатывается технология,
но с элементарными технологическими
соображениями нельзя не считаться.
Например, размеры литой детали, ко-
торая затем частично подвергается фре-
зерной обработке, должны составлять,
по крайней мере, две системы: одну -—
для модельщика, другую — для фре-
зеровщика. Если механическая обработ-
ка производится в несколько этапов на
различных станках, число частичных
систем увеличивается.
Четвертое требование к размерам —
их ясность. Размеры нужно ставить не
хаотично, а расчленив их на группы
по геометрическим и технологическим
признакам. В каждую группу входит
сравнительно небольшое, обозримое ко-
личество размеров.
Внутри группы размеры следует ста-
вить планомерно. Например, на кор-
пусе редуктора в первую группу войдут
наружные размеры, по которым будет
сделана модель. Можно поставить сна-
чала продольные размеры корпуса, за-
тем поперечные, затем размеры по вы-
соте и прочие. Сложный корпус можно
расчленить на элементы — стенки, под-
шипниковые гнезда, фланцы и т. д. и
ставить размеры последовательно на
этих элементах.
Во вторую группу войдут внутренние
размеры корпуса, в третью — размеры
для обработки подшипниковых гнезд, в
четвертую — диаметры и координаты от-
верстий для болтов во фланцах в по-
дошве, в платике под люк и т. д.
На валу удобно проставить последо-
вательно размеры по диаметру, по дли-
не, на шпоночных пазах, радиусы галте-
лей, размеры проточек, фаски.
Приведенные рекомендации — не пра-
вила, а примеры расчленения, которое
может быть сделано по-разному.
Чтобы связать различные группы раз-
меров между собой, их привязывают к
базам, которыми являются обычно оси
валов, плоскость симметрии корпуса,
плоскости фланцев и подошвы. Для
привязки отдельных свободных элемен-
тов можно взять и другие базы. Напри-
мер, размеры крюка для транспортиро-
вания корпуса удобно привязывать к
наружным поверхностям корпуса. Что-
бы привязать группу размеров к базе,
необходим один размер по каждой оси.
Работа над простановкой размеров на
одном чертеже не должна прерываться
во времени, чтобы мысли не переключа-
лись на другие темы, чтобы форма и
цифры, представление о том, что уже
сделано и что еще предстоит сделать, не
уходили из внимания. Проверку постав-
ленных размеров удобно вести, также
расчленив их на группы. Оправдывает
себя перекрестная проверка размеров са-
мими студентами.
Ошибки в цифрах, особенно во вза-
имосвязанных размерах, могут впослед-
ствии вызвать дополнительные расходы.
59
Если диаметр посадочного места на валу
назначен меньше диаметра расточки зуб-
чатого колеса, то на сборке обнаружат
непоправимый брак. В то же время, разме-
ры поставленные неудобно для токаря, но
все же достаточные для обработки, или
размеры, записанные не по правилам
стандарта, вызовут лишь некоторые за-
труднения.
Когда замечены грубые расхождения,
то полезно на общем виде проверить
сомнительные размеры по масштабу.
Масштабное изображение дает первое
приближение, а точная цифра устанав-
ливается подсчетом в соответствии с дру-
гими. Исправляя обнаруженные несо-
ответствия, нужно следить за всеми
размерами, которые связаны с исправ-
ляемым, иначе, корректируя в одном
месте, можно вызвать несоответствие в
другом. Следовательно, нельзя в рас-
чете на проверку и исправления без вни-
мания относиться к первоначальной их
простановке.
ДОПУСКИ И ПОСАДКИ
Система допусков и посадок СЭВ введена
в СССР на протяжении 1977—1980 гг.
взамен системы ОСТ, применявшейся
раньше.
На чертежах атласа указаны посадки
СЭВ, причем предпочтение отдано по-
садкам, которые рекомендованы ГОСТ
25347—82 (СТ СЭВ 144 —75).
Система СЭВ предусматривает ряд
квалитетов — уровней точности, обо-
значаемых цифрами. Для каждого номи-
нального размера в каждом квали-
тете установлен определенный допуск
(табл. 60). Положение поля допуска ха-
рактеризуется отклонением от нулевой
линии ближайшего к ней края поля до-
пуска. Это отклонение называется основ-
ным. Для каждого номинального размера
установлен ряд основных отклонений,
единый, за небольшими исключениями,
во всех квалитетах (табл. 61...63).
Основные отклонения отверстий обо-
значаются латинскими прописными
буквами, основные отклонения ва-
лов — строчными, например 40/77,
40£6.
Таблица 60. Значения допусков (из ГОСТ 25346—82 (СТ СЭВ 145—75))
1 Номинальный размер, мм Допуск IT. мкм. для квалитета
свыше до 6 7 8 - 9 ю <1 12 14
3 6 10 14 25 40 60 100 140 250
3 6 8 12 18 30 48 75 120 180 300
6 10 9 15 22 36 58 90 150 220 360
10 18 11 18 27 43 70 ПО 180 270 430
18 30 13 21 33 52 84 130 210 330 520
30 50 16 25 39 62 100 160 250 390 620
50 80 19 30 46 74 120 190 300 460 740
80 120 22 35 54 87 140 220 350 540 840
120 180 25 40 63 100 160 250 400 630 1000
180 250 29 46 72 115 185 290 460 720 1150
250 315 32 52 81 130 210 320 520 810 1300
315 400 36 57 89 140 230 360 570 890 1400
400 500 40 63 98 155 250 400 630 970 1550
500 630 44 70 110 175 280 440 700 1100 1750
630 800 50 80 125 200 320 500 800 1250 2000
800 1000 56 90 140 230 360 560 900 1400 2300
1000 1250 66 105 165 260 420 660 1050 1650 2600
1350 1600 78 125 195 310 500 780 1250 1950 3100
1600 2000 92 150 230 370 600 920 1500 2300 3700
60
Н7 d9
Рис, 27. Посадки, характерные для редукторов
Таблица 61. Значения основных отклонений отверстий [нз ГОСТ 25346—82 (СТ СЭВ 145—75)]
Номинальный размер, мм свыше до Нижнее отклонение EJ, мкы CD Н Верхнее отклонение ES. мкм Л N р
3 3 3 6 6 10 10 18 18 30 30 40 40 50 50 65 65 80 80 100 100 120 120 140 140 160 160 180 180 200 200 225 225 250 250 280 280 315 315 355 355 400 400 450 450 500 +60 +20 +14 0 0—6 +70 +30 +20 0 0 —12 +80 +40 +25 0 0 —15 +95 +50 +32 0 0 —18 + 110 +65 +40 0 0 —22
+ J20 +80 +50 0 0-26
— 150 + 100 +60 0 ""+Г 0 —32
+ !S +'20 +72 0 | 0 -37 X
+200 g +210 +145 +85 0 6 0 —43 +230 °
+240 « +260 +170 +100 0 § 0 —50 +280 g
+330 + 190 + 1>0 0 С 0 —56 J360 4-210 +125 . 0 • 0 -62 +230 +135 0 0 —68
Примечание. Указанные отклонения N и Р соответствуют квалитету 8 и более
грубым.
61
В обозначение посадки'входят обозна-
чения: сначала отверстия, затем вала.
Форма записи может быть различной,
например 40Я7 — Лб, или 40 -т?-, или
40Й7/Л6.
Посадки СЭВ, характерные для ци-
линдрических сопряжений в редукто-
рах, указаны на рис. 27. Для закрепле-
ния ступицы зубчатого или червячного
колеса на валу служат преимущественно
посадки 777/рб, Я7/г6, 7f7/s6, обеспечи-
вающие гарантированный натяг. Пер-
вая из них — небольшой плотности, до-
пускающей возможность демонтажа,
последняя отличается высокой плотно-
стью и разборке не подлежит. В некото-
рых случаях для рассматриваемых со-
пряжений применяют и менее плотные
переходные посадки 7/7/А6, Я7/п6,
Таблица 62. Значения основных отклонений валов от d до р [из ГОСТ 25346—82 (СТ СЭВ 145—75)
Номинальный размер, мм Верхнее отклонение es, мкм Нижнее отклонение ег, мкм
свыше до “ 1 е 1 g ft is Аг* т п Р
3 —20 —14 —6 —2 0 0 +2 +4 +6
3 6 —30 —20 —10 —4 0 к +1 +4 +8 +12
6 10 —40 —25 —13 —5 0 s д + 1 +6 + 10 + 15
10 18 —50 —32 —16 —6 0 И) W + 1 +7 + 12 +18
18 30 —65 —40 —20 —7 0 О +2 -|-8 + 15 +22
30 50 —80 —50 —25 —9 0 5 с +2 +9 + 17 +26
50 80 —100 —60 —30 —10 0 © Е: +2 + 11 +20 +32
80 120 —120 —72 —36 —12 0 Ф—|<N +3 +13 +23 +37
120 180 —145 —85 —43 —14 0 ® -Н +3 + 15 +37 +43
180 250 —170 —100 —50 —15 0 +4 + 17 +31 +50
250 315 —190 —110 —56 —17 0 я +4 +20 +34 +56
315 400 —210 —125 —62 —18 0 о +4 +21 +37 +62
400 500 —230 —135 —68 —20 0 С +5 +23 +40 +68
* Для квалитетов 6 и 7 нижнее отклонение вала k указано в табл. 62, для квалитетов 8
и выше оно равно нулю.
Таблица 63. Значения основных отклонений валов от г до и [из ГОСТ 25346—82 (СТ СЭВ 145—75)]
Номинальный размер, мм Нижнее отклонение ей мкм Номинальный размер, мм Нижнее отклонение eL мкм
свыше | до г 1 5 t 1 “ свыше до ' [ S i и
3 + 10 +14 — + 18 120 140 +63 +92 + 122 +170
3 6 + 15 +19 +23 140 160 +65 + 100 + 134 +199
6 10 + 19 +23 — +28 160 180 +68 + 108 + 146 +210
10 18 +23 +28 — +23 180 200 +77 + 122 +166 +236
18 24 +28 +35 — +41 200 225 +80 + 130 + 180 +258
24 30 +28 +35 +41 +48 225 250 +84 + 140 + 196 +284
30 40 +34 +43 +48 +60 250 280 +94 + 158 +218 +315
40 50 +34 +43 +54 +70 280 315 +98 + 170 +240 +350
50 65 +41 +53 +66 +87 ’ 315 355 + 108 + 190 +268 +390
65 80 +43 +59 +75 + 102 355 400 + 114 +208 +294 +435
80 100 +51 +71 +91 +124 400 450 +126 +232 +330 +490
100 120 +54 +79 +104 +144 450 500 + 132 +252 +360 +540
62
Таблица 64. Посадки подшипников качения на вал при циркуляционном нагружении (для
подшипников класса точности 0)
Режим работы Диаметр, мм Посадка
радиальные подшипники радиально-упорные подшипники
шариковые роликовые шариковые роликовые
Легкий или До 40 До 40 До 100 До 40 is 6
нормальным До 100 До 250 До 100 До 250 Свыше 100 До 250 До 100 До 250 £6 /пб
Нормальный или тяжелый До 100 До 40 До 100 До 100 Л6
Свыше 100 До 100 До 250 Свыше 100 До 180 До 250 тб габ
в других требуются более плотные, на-
пример Until (бесшпоночные соединения
рис. 46...48).
Посадку нужно назначать тем туже,
чем сильнее колебания нагрузки. Нуж-
но также считаться с технологическими
возможностями завода-изготовителя, хо-
дом сборки и с вероятностью распрессо-
вок при ремонтах. Из аналогичных со-
ображений следует исходить, назначая
поля допуска для диаметра присоеди-
нительного конца вала.
Для вала в месте неподвижного сопря-
жения его с внутренним кольцом под-
шипника качения можно в большинстве
случаев назначать отклонение Л6 или
/пб. При этом посадка получается более
тугой, чем в случае отверстия Н1 или
Н6, потому что отклонения Н положи-
тельны, а отклонения внутреннего диа-
метра подшипника отрицательны.
Подробные рекомендации по назна-
чению посадок подшипников каче-
ния содержатся в ГОСТ 3325—85 и час-
тично отражены в табл. 64. Если внут-
реннее кольцо перемещают вдоль вала
при регулировании зазора в подшип-
нике, то для вала необходимы отклоне-
ния /гб или js 6, обеспечивающие менее
тугую посадку, чем k&.
Если при сборке нужно некоторый
участок вала, смежный с посадочным
местом подшипника, провести свободно
через отверстие внутреннего кольца, то
можно сохранить на этом участке но-
минальный диаметр посадочного места,
но выполнить этот участок по d9 или
dll, а не £6 или тб, как посадочное
место. На рис. 27 такой участок нахо-
дится слева от левого подшипника.
Посадочное место подшипника на пра-
вом конце вала должно в процессе сбор-
ки свободно пройти через отверстие
дистанционного кольца, на которое опи-
рается подшипник. Чтобы обеспечить
требуемый зазор, внутреннему диамет-
ру кольца следует дать большие поло-
жительные отклонения, для чего можно
обработать его в системе вала £>11 или
СП.
Отверстия корпусов, в которых раз-
мещаются наружные кольца подшипни-
ков, растачиваются обычно по /77.
Отклонения шпоночных пазов уста-
новлены ГОСТ 23360—78, ГОСТ
10748—79. Для соединений нормальной
плотности ширина b паза выполняется
в вале по 7V9, в ступице — по Js 9, для
соединений повышенной плотности — в
обеих деталях по Р9. Ширина b шпон-
ки — по й9. Предельные отклонения
глубины пазов приведены в табл. 65.
Выбор посадок производится при раз-
работке конструкции. Посадки ука-
Таблица 65. Предельные отклонения глубины
шпоночных пазов (из ГОСТ 23360—78,
ГОСТ 10748—79)
Ширина паза,
Ь, мм
Отклонения, мм. размеров
Л» ^1» d + ^2
нижнее
верхнее
4..,6 0
8...32 0
36...90 0
4-0,1
4-0,2
4-0,3
63
Таблица 66. Окружная скорость с и точность
эвольвентных передач цилиндрических
редукторов (ГОСТ 16162—85)
Скорость и, м/с Точность, не грубее
До 5 10—9—7—В
До 8 9—9—7—В
До 12,5 9—8—7—В
Св. 12,5 8—7—7—В
Примечание. При коэффициен-
те ширины более 0,5 передачу следует из-
готовлять на одну ступень точнее указанных.
зывают на чертеже общего вида, а за-
тем на рабочих чертежах деталей про-
ставляют предельные отклонения. Это
выполняется одним из трех способов:
а) условными обозначениями, напри-
мер, 36//7, 80/? 6;
б) числовыми значениями отклонений,
мм, например, 36+°’021, бО^цозг’’
в) условными обозначениями совмест-
но с числовыми, взятыми в скобки, на-
пример, 36Н7(+°-021>, 80р6(±Щ.
Первый способ применяют, если номи-
нальный размер включен в ГОСТ 6636—69
и отклонения приняты по системе отвер-
стия ГОСТ 25346—82 (СТ СЭВ 145—75).
В других случаях оправдано приме-
нение второго или третьего способов.
Свободные размеры, отклонения кото-
рых не проставлены на чертежах, на-
пример, большинство размеров по длине
валов, можно выполнять с точностью
14-го квалитета. В технических тре-
бованиях делается соответствующая
запись, например: «Неуказанные предель-
ные отклонения размеров: отверстий
//14, валов /г!4, остальных ± ».
Линейные размеры, входящие в раз-
мерные цепи, также выполняются по
Н14, hl4, 1Т14, или, при необходимости
в повышении точности,— по квалитетам
12 и 11.
Допуски зубчатых и червячных пере-
дач назначаются по стандартам. Для
цилиндрических передач ГОСТ 1643—81
устанавливает 12 степеней точности. Пе-
редачи общего назначения выполняются
обычно по 9...7-й степени. Боковой за-
зор назначается по норме В, рассчи-
танной на компенсацию температурных
расширений передачи при нагревании
ее на 25° по сравнению с корпусом. В пе-
редачах, предназначенных для работы
в нереверсивном режиме, боковой за-
зор можно расширить и назначать по
норме А.
ГОСТ 1643—81 допускает комбини-
рование норм точности, основанное на
том, что показатели точности делятся на
три группы:
а) показатели кинематической точно-
сти характеризуют ошибку в угле пово-
рота колеса за его полный оборот; для
силовых передач эти показатели несу-
щественны;
б) показатели плавности характеризу-
ют ошибки, которые проявляются мно-
гократно в течение оборота, приводят к .
шуму и дополнительным динамическим
нагрузкам. Поэтому показатели плав-
ности особенно важны для всех быстро-
ходных передач;
в) показатели полноты контакта зу-
бьев в передаче -— размеры пятна кон-
такта — имеют большое значение в си-
ловых передачах, в которых контактные
напряжения близки к допускаемым,
в частности, в редукторах.
ГОСТ 1643—81 разрешает назначать
Таблица 67. Предельные отклонения межосевого расстояния (из ГОСТ 1643—81)
Норма Отклонение, мкм, при межосевом расстоянии, мм
до 80 свыше 80 до 125 свыше 125 до 180 свыше 180 до 250 свыше 250 до 315 свыше 315 до 400 свыше 400 до 500 свыше 500 до 630 свыше 630 до 800 свыше 800 до 1000
Л ±100 ±110 ±120 ± 140 ±160 ±180 ±200 ±220 ±250 ±280
В ~±60 ±70 ±80 ±90 ±100 ±110 ±120 ±140 ±160 ±180
Примечание. Гарантированный боковой зазор равен допуску межосевого расстоя-
ния. Например, при межосевом расстоянии 500 мм по норме А зазор составляет 2 X 200== 400 мкм.
64
разные показатели точности из различ-
ных степеней, исходя из реальных тре-
бований к проектируемой передаче.
Например, обозначение 9—8—7—В по-
казывает, что кинематическая точность
соответствует 9-й, точность по плав-
ности — 8-й, по контакту — 7-й степени
при боковом зазоре по норме В.
Рекомендации по назначению точнос-
ти приведены в табл. 66.
Диаметр поверхности вершин зубьев,
если она служит базовой при их конт-
роле, обычно можно выполнять по h9, а
если не служит, то по h 12, но с допуском
не больше 0,1 модуля.
Таблица 68. Предельные отклонения высоты
оси тиховодного вала относительно опорной
плоскости, мм
Высота оси: свыше — 50 250 630
до 50 250 630 1000
Отклонение —0,4 —0,5 —1,0 —1,5
Предельные отклонения межосевого
расстояния и высоты оси вращения ти-
хоходного вала относительно опорной
плоскости (табл. 67, 68) указывают в
миллиметрах.
ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Отклонения от идеальных геометричес-
ких форм и идеального относительного
положения поверхностей детали могут
нарушать правильное относительное по-
ложение ее относительно других и пре?
пятствовать нормальной работе меха-
низма. Например, торцевое (осевое) бие-
ние уступа, фиксирующего в осевом
направлении подшипник качения, сви-
детельствует о неперпендикулярности
между опорной плоскостью уступа и
осью вала и приводит к перекосу внут-
реннего кольца подшипника относитель-
но наружного. Перекос шпоночного па-
за не только смещает насаженную на
вал деталь, но и может мешать сборке.
Поэтому необходимо ограничивать те
отклонения геометрических форм и вза-
имного расположения, которые вызы-
вают неточности монтажа и неисправ-
ности работы. Допуски устанавливают
в соответствии с требуемой точностью
изделий и с техническими возможностя-
ми станков, на которых эти изделия об-
рабатывают.
Допуски формы и расположения ука-
зываются на рабочих чертежах по об-
разцам, приведенным на рис. 28,29, усло-
вными обозначениями по ГОСТ 2.308—79.
При необходимости указания делают
текстом в технических требованиях на
чертеже.
В различных организациях допуски
формы и расположения назначают по-
3 9-2436
разному. Лишь частично правила их
выбора охвачены стандартами. В ре-
дукторах эти допуски назначаются, что-
бы обеспечить удовлетворительную ра-
боту подшипников качения и передач
зацеплением. Для редукторов общего
назначения на конических роликопод-
шипниках можно, на основании стан-
дартов, данных литературы и опыта,
накопленного во ВНИИредукторострое-
ния, принимать следующие допуски,
формы и расположения.
Для посадочного места подшипника
качения на валу (рис. 28, а) допуск
цилиндричности — (0,3...0,5)Т, где
Т — допуск диаметра посадочного мес-
та, допуск соосности (здесь и далее —
в диаметральном выражении) относи-
тельно оси центров вала — (0,7... 1,0) Т.
Таким же может быть назначен допуск
перпендикулярности между осью цент-
ров и плоскостью заплечика, фиксирую-
щего внутреннее кольцо подшипника в
осевом направлении (рис. 28, б).
Для посадочного места зубчатого ко-
леса, муфты на валу допуск соосности
относительно оси центров (рис. 28, в)
равен допуску диаметра этого посадоч-
ного места.
На положение колеса при ступице,
короче 0,8d, может оказать влияние
заплечик вала, на который она опира-
ется. В этом случае оправдано назначить
допуск перпендикулярности плоскости
65
© 00.0/5 A 5
© 00.025
A 6
' -
Допуск соосности
поверхности г относительно
оси центроб
00,025мм
А Б
Допуск соосности
поверхности г относительно
общей оси поверхностей а и б
0 0,025 мм
Допуск цилиндричности
поверхности В од/мм
Допуск соосности
поверхности В относи-
те льно оси цент роб
0.015 мм
Допуск перпендикулярности,
поверхности Д относительно
оси центроб
0,015мм
^Б
Допуск перпендикуляр-
ности поверхности Б
относительно оси отвер-
стия о,О25мм на диа-
метре
/50мм
Допуск параллельности
лаза Б относительно
оси отверстия о.озмм
Допуск симметрии ~
ности. паза Б относи-
тельно оси отверстия
о, 20 мм
Допуск параллельности
поверхностей А и Б
0,025мм
Допуск соосности
поверхности В
относительно оси
поверхности г
О.ОРММ
Позиционный
допуск
отверстия б
од мм;
База -ось поверхности А
(допуск
зависимый)
J
Допуск
параллельности
поверхностей А и Б
0,02 мм
Рис. 28. Допуски формы и расположения. Условные обозначения и текстовые указания
Ча 3’
Рис. 29. Допуски формы и расположения элементов корпусных деталей
заплечика к оси центров, такой же,
как допуск перпендикулярности запле-
чика, фиксирующего внутреннее коль-
цо подшипника. В случае более
длинной ступицы указывать допуск
перпендикулярности заплечика нет не-
обходимости, потому что положение сту-
пицы определяется главным образом по-
садкой ее цилиндрического сопряжения
с валом.
Для зубчатого колеса допуск перпен-
дикулярности торца ступицы к оси ее
центрального отверстия (рис. 28, д')
можно принять равным 0,7... 1,0 до-
пуска 6-го квалитета для диаметра сту-
пицы. При длине ступицы менее 0,8d
вместо допуска перпендикулярности
следует назначить такой же допуск па-
раллельности между торцами ступицы.
Для шпоночного паза на валу и в
отверстии ступицы (рис. 28, е) прини-
мают допуск параллельности оси паза
по отношению к оси центров вала или
оси отверстия в ступице равным 0,6 до-
пуска ширины паза, а допуск симмет-
ричности паза по отношению к той же
68
оси (в диаметральном выражении) —
4 допуска ширины паза.
Для накладной фланцевой крышки
подшипникового гнезда (рис. 28, ж)
допуск параллельности рабочих торце-
вых поверхностей, прилегающих к тор-
цу гнезда и к наружному кольцу под-
шипника, равен допуску 6-го квалите-
та для наружного диаметра фланца.
Допуск соосности посадочных поверх-
ностей крышки и гнезда для манжеты
равен допуску 7-го квалитета для диа-
метра гнезда. На фланце крышки сле-
дует указать также позиционный допуск
смещения оси крепежного отверстия от
номинального расположения (рис. 28, з).
Этот допуск в диаметральном выраже-
нии (удвоенное предельное смещение от
номинального расположения)
Т = 0,4 (D — d),
где D — номинальный диаметр отвер-
стия под болт; d — номинальный диа-
метр стержня болта.
Для дистанционного кольца до-
пуск параллельности торцов (рис. 28, и)
составляет 0,7 допуска посадочного мес-
та подшипника качения на валу.
В технической характеристике редук-
тора указывают минимальные значения
бокового зазора (табл. 67) и размеров
пятна контакта. Для 7-й степени точ-
ности по контакту длина пятна должна
составлять не менее 60 % длины зуба,
высота — не менее 45 % высоты зуба.
Для корпусных деталей указывают
следующие допуски формы и располо-
жения (рис. 29).
Допуск цилиндричности посадочного
места наружного кольца подшипника
составляет 0,3...0,5 допуска диаметра
этого посадочного места.
Допуск перпендикулярности торца
подшипникового гнезда к оси посадоч-
ных поверхностей можно рассчитать
следующим образом. Пусть диаметр по-
садочной поверхности D = 100Н7, со-
ответствующий допуск диаметра Т =
= 0,035 мм, а допуск перпендикуляр-
ности Тг конструктор задает на диамет-
ре Dr = 140 мм. Тогда
Тг = Т = 0,035 = 0,05 мм,
Таблица 69. Допуски параллельности рабочих
осей зубчатых колес на рабочей ширине зубчатого
венца или полушеврона (из ГОСТ 1643—81,
для 7-й степени точности по контакту)
Ширина bt мм: свыше - 40 100 160 250
ДО 40 100 160 250 400
Допуск Т, мкм И 16 20 25 28
и в рамке записывается значение допус-
ка 0,05/140.
Допуск параллельности оси посадоч-
ных поверхностей наружных колец под-
шипников тихоходного вала относи-
тельно опорной плоскости подошвы ре-
дуктора принимают равным 0,001В,
где В — расстояние между торцами под-
шипниковых гнезд. Допуск параллель-
ности осей Тв указывают на ширине В,
рассчитав его так: по табл. 69 находят
допуск параллельности Т на. шири-
не b зубчатого венца (полушеврона), а до-
пуск
Тв = 0,7Т ~ .
Допуск перекоса осей вдвое меньше,
чем допуск параллельности.
Допуски плоскостности корпусных де-
талей, мм/мм, составляют: для опорной
плоскости подошвы — 0,05/100; для
плоскостей разъема — 0,01/100. При
длине плоскости L допуски равны соот-
ветственно 0,05 и 0,01 у^-. Найден-
ные таким образом цифры и записыва-
ются в рамках.
Позиционные допуски расположения
осей крепежных отверстий в торцах
подшипниковых гнезд, во фланцах, со-
единяющих корпус редуктора с его
крышкой, и в подошве корпуса рас-
считывают и записывают на чертежах
так же, как допуски расположения от-
верстий в крышке гнезда, но для от-
верстий во фланцах корпусных дета-
лей и в подошве баз не указывают
(рис. 28, з и рис. 29).
Следует отметить, что на валу допус-
ки соосности посадочных мест зубча-
тых колес, муфт и других деталей,
вращающихся с валом, должны быть
назначены относительно оси вращения
вала, т. е. относительно общей оси по-
садочных мест подшипников (рис. 28, г),
З+’/г 9—2436
69
а не относительно оси центров, которая
является технологической базой. Отно-
сительно той же общей оси должны
быть назначены и допуски перпендику-
лярности заплечиков. Однако в прак-
тике редукторостроения перечисленные
допуски часто указывают относительно
оси центров с целью упрощения конт-
роля.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Нормирована ГОСТ 2789—73, согласно
которому главной характеристикой ше-
роховатости является среднее арифмети-
ческое отклонение профиля поверхности
Ra. Для этого параметра установлен
ряд стандартных значений (табл. 70).
Значения, которые заключены в рам-
ки,— предпочтительны.
Рекомендации по выбору шерохова-
тости приведены в табл. 71, в которой
для каждой поверхности указаны два
стандартных значения Ra, близкие
одно к другому.
Меньшие значения, приведенные в
графе 1, соответствуют стандартам на
отдельные виды изделий и практике
Таблица 70. Стандартные значения среднего
арифметического отклонения мкм (из
ГОСТ 2789—73)
100 10,0 1,00 0,100 0,010
80 8,0 0,80 0,080 0,008
63 6,3 0,63 0,063
]50 40 5,0 4,0 0,50 0,40 0,050 0,040
32 3,2 0,32 0,032
20 2,5 2,0 0,25 0,20 0,025 0,020
16 1,6 0,16 0,016
II 2,5| 1,25 0,125 0,012
Таблица 71. Шероховатость поверхностей
деталей редукторов
Деталь, поверхность мкм. не более 1 1 2
Зубчатые и червячные передачи
Поверхность эвольвентного зуба
боковая *:
шестерни при модуле до 5 мм 1,25 1.6
свыше 5 мм 2,5 3,2
колеса при модуле до 5 мм 2,5 3,2
свыше 5 мм 5 6,3
Продолжение табл. 71
Деталь, поверхность Ra„ мкм не более 1 1 2
То же, зуба передачи Новикова:
шестерни 2,5 3,2
колеса при модуле до 8 мм 5 6,3
свыше 8 мм 10 12,5
Поверхность витка червяка бо- ковая: червяк цилиндрический 0,63 0,8
глобоидный 1,25 1.6
Поверхность вершин: служащая базой при контроле зубьев <2,5 3,2
не служащая 5 6,3
Поверхность впадин 5 6,3
Отверстие ступицы 2,5 3,2
Торец ступицы 2,5 3,2
Торец обода: при диаметре колеса до 500 мм 2,5 3,2
свыше 500 мм 5 6,3
Грань боковая шпоночного паза 5 6,3
Дно шпоночного паза 10 12,5
Поверхности нерабочие кованого колеса: диск, обод изнутри, ступица снаружи 20 25
Валы Поверхности посадочные под внутреннее кольцо подшипника, под зубчатое колесо, под муфту: при диаметре до 80 мм 1,25 1.6
свыше 80 мм 2,5 3,2
Переход галтельный, торец за- плечика 2,5 3,2
Шейка, трущаяся по резиновой манжете: при скорости скольжения, до 1 м/с 0,63 0,8
до 10 м/с 0,32 0,4
Резьба крепежная на валу 5 6,3
Грань боковая шпоночного паза 5 6,3
Дно шпоночного паза 10 12,5
70
Деталь, поверхность Ra, мкм не более
1 2
Кольцо дистанционное на валу Поверхность наружная 20 25 Поверхность внутренняя 5 6,3 Торец 2,5 3,2
Корпусные детали
Поверхность посадочного места
под наружное кольцо подшипни- ка качения: при диаметре до 80 мм 1,25 1,6
свыше 80 мм 2,5 3,2
Торец гнезда для подшипника качения 5 6,3
Поверхности стыка корпуса и крышки 2,5 3,2
Опорная поверхность подошвы 20 25
Отверстие, сверленное под болт 20 25
Отверстие, нарезанное под болт 5 6,3
Деталь, поверхность кмк не более 1 1 2
Поверхность под крышку люка 10 12,5
Поверхность под гайку» головку
болта 10 12,5
Крышки подшипниковых гнезд
Посадочная цилиндрическая по- верхность 5 6,3
Торец крышки, сопрягаемый с торцом наружного кольца под- шипника качения 2,5 3,2
Плоская поверхность фланца, сопрягаемая с торцом подшипни- кового гнезда через регулировоч- ные прокладки 5 6,3
* Для зубьев шестерен, как эвольвеит-
ных, так и передач Новикова, допускается уве-
личение шероховатости в два раза, если диа-
метр впадин меньше диаметра шеек, располо-
женных рядом (подробно см. ГОСТ 16162—85).
Таблица 72. Параметры цилиндрических двухступенчатых редукторов Ц2У
Ц2У-100
Ц2У-Ю0
Допускаемый момент на тихоходном валу, Н х
X м, в непрерывном режиме при реверсивной
нагрузке
175 359 700 1400 2100
Допускаемый момент на тихоходном валу, Н X
Хм, в непрерывном режиме при нереверсивной
нагрузке
250 500 1000 2000 3000
3 + V
71
Обозначение типоразмеров редукторов
Ц2У-100 Ц2У-125 Ц2У-160 Ц2У.200 1 Ц2У-250
Размеры, мм
80 80 100 125 160
100 125 160 200 250
L 387 450 560 690 825
325 375 475 580 730
290 335 425 515 670
l3 85 105 136 165 212
4 136 160 200 243 290
136 145 170 212 265
165 206 224 280 335
109 125 140 165 218
в2 160 180 212 250 300
н 230 272 345 425 530
112 132 170 212 265
h 22 25 28 36 40
d 15 19 24 24 28
di 20 20 25 30 40
dg 35 45 55 70 90
36 36 42 58 82
^2 80 110 110 140 170
работы многих организаций. Так, циф-
ры, характеризующие шероховатость ра-
бочих поверхностей зубьев, согласованы
с ГОСТ 16162—85 на технические усло-
вия для редукторов общего назначения,
а цифры, которые относятся к посадоч-
ным поверхностям, сопряженным с под-
шипниками качения, с ГОСТ 3325—85
на посадки подшипников.
Однако эти значения не входят в чис-
ло предпочтительных, а применение пос-
ледних имеет существенные достоинства.
Оно отвечает международной практике
и позволяет наиболее достоверно оцени-
вать шероховатость поверхностей дета-
лей в процессе их приемки при сравне-
нии со стандартными образцами, пото-
му что такие образцы выпускаются для
предпочтительных значений.
Заменить значения, указанные в гра-
фе 1 табл. 71, на предпочтительные
можно, уменьшив требуемую шерохо-
ватость в 1,6 раза, либо увеличив ее в
1,25 раза. В графе 2 табл. 72 приведены
значения по второму варианту заме-
ны, как это делается на ряде предприя-
тий. Такая замена означает некоторое
снижение назначаемых требований к
чистоте поверхности, но контроль чис-
тоты становится легче и надежнее.
КОНСТРУКЦИИ РЕДУКТОРОВ
Конструкции, представленные на рис.
30...84, в основном понятны из чертежей,
а схемы редукторов и элементы их
устройства — колеса, опорные узлы,
корпус и другие детали — рассмотрены
выше. Здесь приводятся некоторые до-
полнительные пояснения.
На рис. 30...42показаны цилиндричес-
кие одноступенчатые редукторы. Гори-
зонтальные редукторы этого типа могут
быть различными по конструкции.
На рис. 30 изображен корпус с на-
ружными выступами, крышки подшип-
ников — накладные. Под фланцы кры-
шек подложены прокладки для регу-
лирования осевого зазора в конических
роликоподшипниках. На рис. 31 пока-
зан корпус с внутренними выступами и
нишами для фундаментных болтов на
длинных сторонах корпуса. Подшип-
никовые гнезда закрыты врезными
крышками, подшипники — шариковые,
не требующие регулировки. На рис. 32
изображен редуктор с внутренними выс-
тупами на длинных сторонах корпуса,
наружными фланцами на коротких сто-
ронах и угловыми нишами под фунда-
ментные болты. Крышки подшипнико-
вых гнезд здесь также врезные, а для
регулирования конических подшипни-
ков между наружными кольцами по-
следних и врезными крышками установ-
лены шлифованные кольца необходи-
мой толщины. Корпус редуктора, изо-
браженного на рис. 33, цилиндриче-
ский, закрытый плоской крышкой. На
рис. 34 представлен небольшой редук-
тор с корпусом полностью сглажен-
ных очертаний — в форме параллеле-
пипеда.
72
Рис. Зв. Редуктор цилиндрический одноступенчатый
370
73
Рис. 31. Редуктор цилиндрический одноступенчатый
75
Рис. 33. Редуктор цилиндрический одноступенчатый
Рис. 34, Редуктор цилиндрический одноступенчатый
m z2; Z^fA; Z2-B6
Рис. 35. Редуктор цилиндрический одноступенчатый
465
315-ю
Рис. 36. Редуктор цилиндрический одноступенчатый
OSL
245
Рис. 37. Редуктор цилиндрический одноступенчатый шевронный
дид 5 повернуто
Рис, 38, Редуктор цилиндрический одноступенчатый шевронный
81
24Й
Рис. 39. Редуктор цилиндрический одноступенчатый с двумя тихоходными валами
5WW!
Рис. 40, Редуктор цилиндрический одноступенчатый с двумя тихоходными валами
83
Рис. 41. Редуктор цилиндрический одноступенчатый с внутренним зацеплением
• 4ХГ
/55-
РИС. 42. Редуктор цилиндрический одноступенчатый с внутренним зацеплением
260-м
»
300__________. 37g
«АЛ
Рис. 43. Редуктор цилиндрический двухступенчатый
87
88
схеме сборки //4
К схеме сборки 115
К схеме сборки .117
Рис. 44. Редуктор цилиндрический двухступенчатый (ВНИИредукторостроения, Майкопский редук-
торный завод)
Схемы сборки
п
। । !'
ИЗ
4 9-2436
89
Таблица 73. Параметры цилиндрических двуступенчатых редукторов Ц2У и Ц2Н (рис. 44)
Обозначение типоразмеров редукторов
Ц2У-315Н J Ц2У-355Н | Ц2У-400Н | Ц2Н-450 j Ц2Н-500
Допускаемый момент на тихоходном валу, Н • м, в непрерывном режиме
при нереверсивной нагрузке *
от 7500 9800 14 600 29 500 40 000
ДО 8600 11 900 16 600 32 700 47 100
Допускаемый момент на тихоходном валу, Н • м, в непрерывном режиме при
реверсивной нагрузке*
от 5900 8100 И 300 22 800 30 900
до 7100 9700 13 700 24 400 36 400
Размеры, мм
200 225 250 280 315
315 355 400 450 500
L 1040 1170 1300 1475 1660
740 850 950 1060 1220
^2 370 425 475 530 615
215 250 280 310 360
ц 365 405 455 510 575
ц 300 320 380 500 530
420 440 500 — —
^7 ~ — — 650 690
В 395 435 475 630 700
вг 260 280 330 515 580
в> 340 370 420 590 650
И 685 740 835 955 1030
К 335 375 425 475 530
h 35 35 42 50 60
d 28 28 35 35 42
50 55 60 80 90
d2 мзбхз M36X3 М42ХЗ М56Х4 М64Х4
82 82 105 105 130
^2 110 НО 140 140 170
bi 12 14 16 16 22
*1 25, 95 28, 95 31, 40 40, 75 46, 75
d3 ПО 125 140 160 180
^4 М80Х4 М90Х4 М100Х4 — —
4 165 165 200 300 300
/4 210 210 250 ——
^2 25 28 32 40 45
cz 55,9 64,4 72,0 169 190
* Допускаемый вращающий момент лежит в указанных пределах и зависит от частот вра-
щения быстроходного и тихоходного валов. Для режимов, которые легче непрерывного, допус-
каемый вращающий момент может быть повышен в некоторых случаях, но не более чем на 25 %.
Подробные данные приводятся в каталогах»
90
На рис. 35, 36 изображены вертикаль-
ные редукторы с различными конструк-
циями корпусов и различным располо-
жением валов: в первом редукторе ти-
хоходный вал над быстроходным, во
втором — наоборот.
На рис. 37 показана конструкция
крупного шевронного редуктора с пла-
вающим быстроходным валом, а на рис.
38 — шевронного редуктора с наклон-
ным расположением линии центров и
плавающим тихоходным валом (менее
распространенный вариант).
В редукторе (рис. 39) — два тихоход-
ных вала вращаются в одном направле-
нии, в редукторе (рис. 40) — в противо-
положные стороны. Редукторы с внут-
ренним зацеплением (рис. 41, 42) раз-
личны по устройству корпусов и опор-
ных узлов быстроходных валов.
Двухступенчатые цилиндрические ре-
дукторы (см. рис. 16, 43... 55) допус-
кают большое разнообразие конструк-
ций. Широко распространены редукто-
ры, выполненные по простейшей раз-
вернутой схеме (см. рис. 1, а). Главные
характеристики и размеры небольших
редукторов такого типа с высокотверды-
ми передачами, выпускаемых Ижевским
редукторным заводом (см. рис. 16, а),
приведены в табл. 72). Передаточные
числа — от 8 до 40.
Параметры более крупных редукто-
ров Майкопского редукторного завода
(см. рис. 16, б, 44) с передаточными чис-
лами 8...50 указаны в табл. 73. Анало-
гичную конструкцию имеют и еще более
крупные редукторы Днепропетровс-
кого завода металлургического обору-
дования (ДЗМО) с межосевыми расстоя-
ниями тихоходной ступени 630 мм
(рис. 45) и 710 мм.
На рис. 46 представлена конструкция
редуктора с высокотвердыми передачами,
разработанная в ЦНИИТМАШ. Невоз-
можность приработки обусловливает не-
большую ширину таких передач. Ко-
леса закреплены на валах со значитель-
ными натягами, без шпонок, которые
были бы слишком короткими. Тихоход-
ный вал — гладкий.
Крышки подшипниковых гнезд выпол-
нены врезными, с торцевыми уплотне-
ниями. Для регулирования зазоров в
подшипниках в крышках установлены
резьбовые пробки. Корпусные детали
имеют внутренние выступы.
В конструкциях, показанных на рис.
47, 48, предусмотрены такие же высоко-
твердые передачи, как на рис. 46, но
межосевые линии быстроходной и тихо-
ходной передач перпендикулярны одна
к другой. Корпуса этих редукторов сос-
тоят каждый из трех частей. Смазка
верхней зубчатой передачи осуществля-
ется смазочной шестерней.
В двухступенчатых редукторах (рис.
49...51) быстроходная ступень выпол-
нена в виде раздвоенной шевронной
передачи. На рис. 49 оси всех трех ва-
лов лежат в одной горизонтальной плос-'
кости, на рис. 50 быстроходный вал
расположен над промежуточным, на
рис. 51 — под ним.
Вертикальный редуктор с разверну-
тым размещением и смазочной шестер-
ней показан на рис. 52, соосные редук-
торы различных конструкций с раз-
личным устройством опорных узлов —
на рис. 53....55. Общая особенность
этих редукторов состоит во внутрен-
ней опоре, которая в мотор-редукторе
(рис. 53) поддерживает только тихоход-
ный вал, а в редукторах (рис. 54, 55) —
также и быстроходный.
В трехступенчатом редукторе (рис. 56)
передачи смонтированы на двух валах.
Все межосевые расстояния сделаны
одинаковыми. Колесо быстроходной
ступени соединено в блок с шестер-
ней промежуточной, а колесо проме-
жуточной соединено в блок с шестер-
ней тихоходной. На валах блоки вра-
щаются свободно на бронзовых втулках.
Простейшая коробка передач показа-
на на рис. 57. Заодно с быстроходным
валом изготовлены две шестерни, а на
тихоходный вал насажен блок из двух
колес, соединенный с валом зубчатым
(шлицевым) соединением. При среднем
положении блока (рис. 57) тихоходный
вал отключен от быстроходного, а при
крайних положениях получает враще-
ние либо через одну, либо через другую
зубчатую пару. Блок перемещают руко-
яткой, находящейся на крышке короб-
ки; для фиксирования его предусмот-
рен шариковый фиксатор.
4*
91
SSBi
Рис. 45, Редуктор цилиндрический двухступенчатый (Днепропетровский завод металлургического оборудования)
„______________________630 .______________
210 200*0,09 . 125*0,08.
со
сл
Рис. 46. Редуктор цилиндрический двухступенчатый (ЦНИИТМАШ)
Рис. 47. Редуктор цилиндрический двухступенчатый
890
575
<амон7
045пб
013ОН7
вНОтб
Z75K6
32310
7515
7522
011ОН7
01ООЛ6
ботв,02В
Рис. 49. Редуктор цилиндриче-
ский двухступенчатый с раз-
двоенной шевронной быстроход-
ной ступенью
mffZ&ZrZ?
2^135;/3-36*5Т
------ф—
/пп-5,б;22*-20
г3:78;/Ы1*ЗЬ*ЗО”
011Отб
32310
7522
7515
Рис. 50. Редуктор цилиндриче-
ский двухступенчатый с раз-
двоенной шевронной бы стр ох од-
ной ступенью
z^78;p=irw
012O$Z
075Кб
013ОН7
г2в/33;в~3бл521
050Кб
011ОН7
$4-5/76
ow
500i0.f25
Рнс. 51. Редуктор цилиндрический двухступенчатый с раздвоенной шевронной быстроходной ступенью
019ОН7
545
120-0.5
Рис. 52. Р еду кто р ци л и и др и ч ес к и й дв у х ступе н чаты й
(Новое р а майорский машин остр отель н ы if зав од)
Рис. 48. Редуктор цилиндрический двухступенчатый
Рис. 53. Редуктор цилиндрический ДвухступенЧатЫй с00с1|Ь[г.
зубчатых колес)
к фланцевому электродвигателю (ВНИИредукторостроения, Псковский завод
200*0,09
450
Рис. 54. Редуктор ци-
линдрический двухсту-
пенчатый соосный
555 280
Ш±0,07
Рис. 55. Редуктор цилиндрический двухступенчатый соосный
380-
1370
Ф W
Ф160Н7
Ф160 тб
/77-/2;
Ф70рб^
Рис. 56. Редуктор цилиндрический
трехступенчатый (Днепропетровский
просктно «конструкторский и техноло-
гический институт)
0 250 %
0 250Н7
Ф/?5^
Ф/05^
0220^7
1030
т*б,
Ф200НА
О /
Рис. 57 s Коробка передач
Рис, 58. Коробка передач (Днепропетровский проектно-конструкторский и технологический институт)
115
760
375
План скоростей
Пе Z,
Рис. 59, Мотор-редуктор планетарный двухступенчатый (ВНИИредукторостроения, Киевский редукторный завод)
3Z5
Рис. 60. Редуктор планетарный двухступенчатый
7f^a05
A-A
АП
//3
Модуль т-^мм
Числа зубьев
Z,-22; Z, =24; Z3-7Q<
/4J-34; ?5=/б; Z$'z3b't
Z7=/&
Рис. 61. Редуктор планетарный трехступенчатый с двумя тихоходными валами
<Ь42п5
Рис. 62. Редуктор конический одноступенчатый
098
фбОгб
350
•Jtznp.
Рис. 64. Мультипликатор конический одноступенчатый с двумя быстроходными валами
$55 А' б
530
Рис. 65. Редуктор коническо-цилиндрический
6iO
285
130
300
с
б omQ.Ф! 8
130
Вариант
и фланцевому
электподвигатеяю
г
•-—к-
150:0,08
О.
До оси промежуточного
ФАЗрб
оо
бала 220 мм
310 I
307
662'0-
тп-2.
2^20, 2j=128.
203 .^6210
fntfi-386, 7,-8, 2г'б£;
р-356, cf= 7°в
Рис. 66. Редуктор коническо-цилиндрический (Днепропетровский проектно-конструкторский и тех-
нологический институт)
125
6 отв. ф 23 ’
--------—-4*4*-
6f0 __________________
4f5
Вид Д
Рис. 67. Редуктор коническо-цилиндрический (Днепропетровский проектно-коисфукторский и технологический институт)
Рис. 68. Редуктор червячный одноступенчатый Д
Рис. G9. Редуктор червячный одноступенчатый \7
$б(
__________________________3ZJ
____ _____ 200______ ____
QH0H7
240 ___ _____
___ 1UOiQ,05
Рис. 70. Редуктор червячный одноступенчатый (Барышский редукторный завод)
131
260-из . 140^0r0Q
560
550
Рис. 71. Редуктор червячио*цилипдрический
532
/60 ±0.09
Х£
991
V-V
760
Рис. 73. Редуктор червячно-цилиндрический
1
Рис. 74. Редуктор червячный двухступенчатый
137
4^
Рис. 75. Редуктор цилиндрическо-червячный
Рис. 76. Редуктор цилиндрическо-червячный (Повокраматорскин машиностроительный завод)
Рис. 77. Редуктор червячный одноступенчатый с предохранительным фрикционом
32пб
Рис, 78, Редуктор червячный одноступенчатый с предохранительным фрикционом (Укргипромез)
141
Рис. 79. Редуктор червячный одноступенчатый с винтовым подъемным механизмом (Старокраматор-
ский машиностроительный завод)
143
ботб Ф27,
275
7205
В-В повернуто
Г Г повернуто
Рис. 80. Редуктор двухчервячиый с коническим дифференциалом (Укргипромез)
145
A-A
Рис. 81. Редуктор червячный с коническим ди<|х]'срснцналом Л
Рис. 82. Привод: \7
/ — рама сварная; 2 — тормоз; 3 — электродвигатель: I — муфта; 5 — редуктор цилиндрический двухступенчатый
1450
50(3
220
Рис. S3. Привод:
1 — рама сварная; 2 — электродвигатель; 3 — муфта; 4 — кожух; 5 — редуктор червячный
Рис. 84. Привод:
1 — рама литая; 2 — электродвигатель; 3 — муфта; 4 кожух; 5 — редуктор червячный
149
Другая, соосная, коробка передач по-
казана на рис. 58. Кулачковая муфта
переключается здесь так же, как блок
на рис. 57. Когда подвижная часть
муфты поставлена в переднее положение,
то входной и выходной валы соединяют-
ся непосредственно, а когда в заднее —
то через двухступенчатую передачу.
Планетарные редукторы представле-
ны на рис. 59 (мотор-редуктор), 60, 61
и дополнены схемами, планами скорос-
тей и кинематическими соотношениями.
На рис. 62, 63 изображены односту-
пенчатые конические редукторы (пер-
вый с обычным расположением валов в
одной горизонтальной плоскости, вто-
рой с вертикальным тихоходным ва-
лом). На рис. 64 представлен коничес-
кий мультипликатор с двумя быстро-
ходными выходными валами, которые
вращаются в противоположные сторо-
ны. Двухступенчатые коническо-цилин-
рические редукторы с разнообразными
устройствами опор быстроходного вала
показаны на рис. 65...67.
Небольшой червячный редуктор с
верхним червяком (рис. 68) имеет прос-
тейшую конструкцию. Корпус не-
разъемный, с круглыми боковыми ок-
нами, которые закрыты крышками, не-
сущими подшипники червячного колеса.
В червячном редукторе с нижним чер-
вяком по рис. 69 корпус разъемный,
поверхность его увеличена с помощью
ребер для лучшего охлаждения. На
валу червяка укреплены маслоразбрыз-
гивающие крыльчатки.
На рис. 70 показан современный чер-
вячный редуктор массового производст-
ва с вентиляторной крыльчаткой, об-
дувающей ребристую наружную поверх-
ность редуктора. В корпусе редуктора
предусмотрены лапы с отверстиями под
болты, позволяющие крепить редуктор
в различных положениях.
Далее следуют три червячно-цилин-
дрических редуктора (рис. 71...73). В
первом и третьем червяк расположен
вверху, во втором — внизу. Конструк-
ция опор червяка в первом редукторе
сложнее, чем в двух других, но зато
нечувствительна к тепловым расшире-
ниям червяка. Отличительная особен-
ность второй конструкции — внутрен-
не
ние приливы на корпусе, третьей —
раздвоенная шевронная передача.
На рис. 74 изображен небольшой
двухступенчатый червячный редуктор, в
котором обе передачи (быстроходная и
тихоходная) выполнены одинаковыми.
Цилиндрическо-червячный редуктор с
боковым расположением червяка и вер-
тикальным тихоходным валом показан
на рис. 75, аналогичный редуктор с
нижним расположением червяка и гори-
зонтальным валом — на рис. 76.
На рис. 77, 78 представлены червяч-
ные редукторы с боковым червяком,
тихоходным валом, расположенным вер-
тикально и с многодисковым предохра-
нительным фрикционом, встроенным в
червячное колесо. Давление между дис-
ками обеспечивают винтовые пружины,
затянутые гайками.
В червячном колесе редуктора (рис.
79) закреплена гайка. Вращаясь с коле-
сом, она поднимает винт подъемного
устройства.
Редуктор с коническим дифферен-
циалом показан на рис. 80. Его сол-
нечные колеса приводятся от двух неза-
висимых червячных передач, передаточ-
ные числа которых могут быть одинако-
выми или различными. Водило диффе-
ренциала, несущее сателлиты, вращает
выходной тихоходный вал с угловой
скоростью, равной полусумме угловых
скоростей солнечных колес. Такой ре-
дуктор позволяет изменять скорость ти-
хоходного вала в широком диапазоне,
изменяя скорость червяков и ее направ-
ление и останавливая один из них.
В специальном редукторе (рис. 81)
левое солнечное колесо конического
дифференциала приводится извне через
втулочно-пальиевую муфту, правое сол-
нечное колесо — от другого двигателя
через червячную передачу. Водило диф-
ференциала закреплено на выходном
валу, и дифференциал работает так же,
как и в предыдущем редукторе. Но бы-
строходные валы и приводящие их дви-
гатели располагаются иначе н частоты
вращения солнечных колес и выходно-
го вала лежат в других диапазонах.
На рис. 82....84 представлены общие
виды приводов, снабженные краткими
данными об их основных частях.
Атлас
Цехнович
Лев Израилевич
Петриченко
Игорь Павлович
АТЛАС
КОНСТРУКЦИЙ
РЕДУКТОРОВ
Художественный редактор
С. П. Духлснко
Технический редактор
Г. Б. Верник
Корректор
Л. Г. Любимова
ИБ Кв 10578
Сдано в набор 3t.0j.89.
Подписано в печать 09.01.90.
Формат 70Х1001/,,.
Бум. тип. № 2.
Гарнитура литературная
Высокая печать
Ус л. печ. л. 12,25.
Усл. кр.-отт. 12,25.
Уч.-изд. л. 13.17
Тираж 25000 экз.
Изд. Ле 6812. Зак. Лё 9—2436.
Цена 75 к.
Издательство «Выща школа». 252054. Киев-54, ул. Гоголевская, 7.
Головное предприятие республиканского производственного объеди-
нения «Полиграфкнига». 252057, Киев-57, ул. Довженко, 3.
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ 3
РАБОТА НАД ПРОЕКТОМ РЕДУКТОРА
И ЕГО ОСНОВНЫЕ ПАРАМЕТРЫ 4
КОНСТРУКЦИИ ЗУБЧАТЫХ КОЛЕС 9
ВАЛЫ РЕДУКТОВ «
ШПОНОЧНЫЕ СОЕДИНЕНИЯ 19
ПОДШИПНИКИ КАЧЕНИЯ 22
ВЫБОР ПОДШИПНИКОВ 25
ОПОРНЫЕ УЗЛЫ ВАЛОВ РЕДУКТОРОВ 34
КОРПУСНЫЕ ДЕТАЛИ 37
БОЛТОВЫЕ СОЕДИНЕНИЯ 48
СМАЗКА 52
РАЗМЕРЫ НА ЧЕРТЕЖАХ 38
ДОПУСКИ И ПОСАДКИ 60
ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ 65
ШЕРОХОВАГОСТЬ ПОВЕРХНОСТИ 70
КОНСТРУКЦИИ РЕДУКТОРОВ 72