/






























































































































































































































































Author: Антонов Г.К. Антонов А.Г.
Tags: текстильная промышленность производства легкой промышленности промышленность
Year: 1988




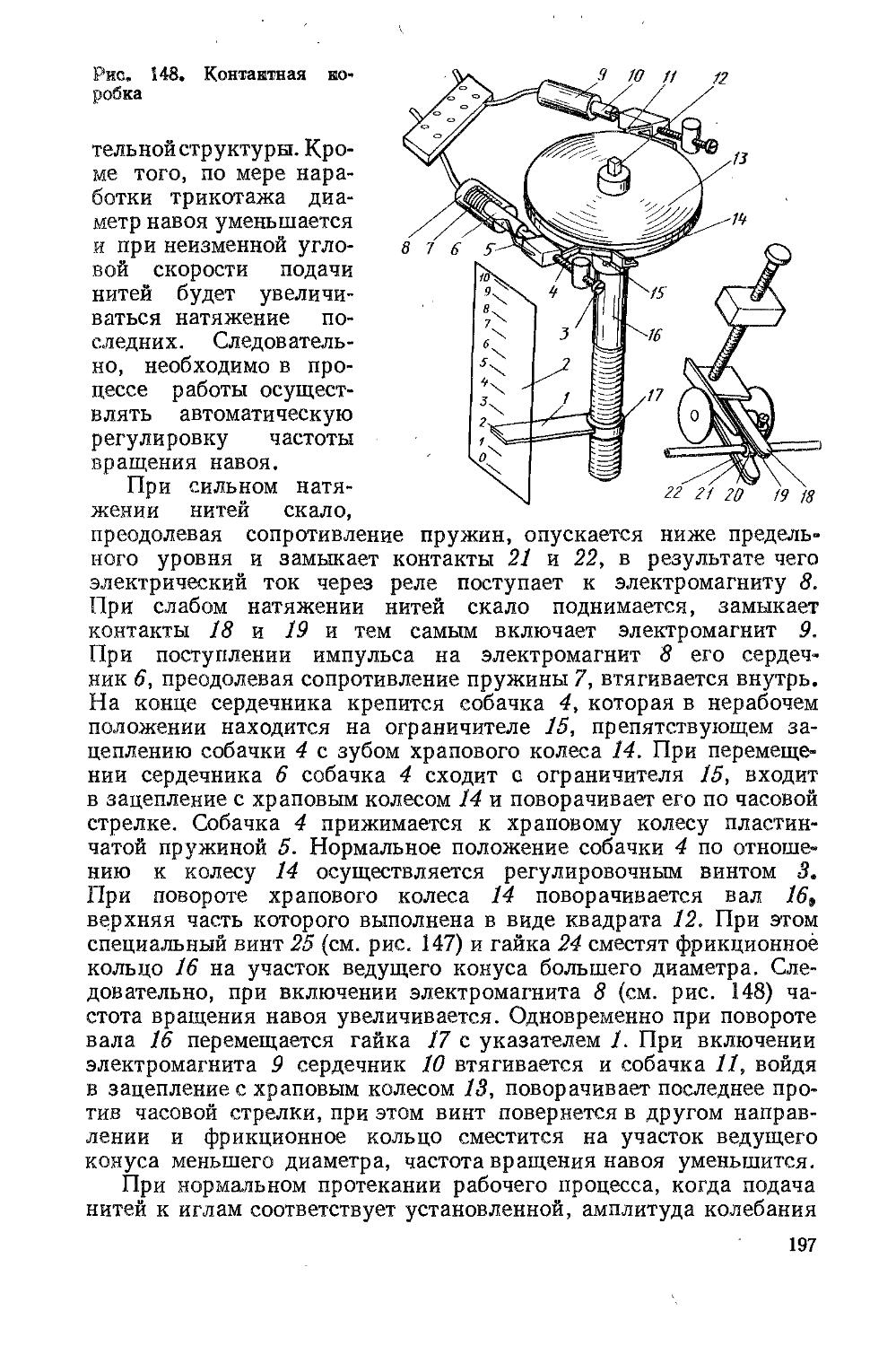
Text
УЧЕБНИКИ
ДЛЯ СРЕДНИХ
ПРОФЕССИОНАЛЬНО-
ТЕХНИЧЕСКИХ
УЧИЛИЩ
Г. К. АНТОНОВ
А. Г. АНТОНОВ
РЕМОНТ,
НАЛАДКА
И ОБСЛУЖИВАНИЕ
ТРИКОТАЖНОГО
ОБОРУДОВАНИЯ
Одобрено Ученым советом
Государственного комитета СССР по#pjviffftw
сионально-техническому..**^.»*** г- -. ~~***тт
в качестве учебно;-.** .»* ЬИОЛИОТбКЭ ****••
Жх "Р0фессТ ( ЛЕГКОЙ ПРОМЫШЛЕННОСТИ X
К"::;;: WWW.T-STILE.INFO У
МОСКВА
ЛЕГПРОМБЫТИЗДАТ
1988
ББК 37.238
Д72
УДК 677.055.004.6 @75)
Рецензенты: зав. лабораторией автоматизации и механизации
технологических процессов трикотажного производства ВНИИТП
канд. техн. наук К. Ю. Джермакян, преподаватель СПТУ № ПО
Н. Н. Шамрай
Антонов Г. К., Антонов А. Г.
А72 Ремонт, наладка и обслуживание трикотажного
оборудования: Учебное пособие для средних ПТУ. —
М.: Легпромбытиздат, 1988. —272 с: ил. — ISBN 5 —
7088—0074—7
Описаны устройство и работа трикотажного оборудования,
приведены сведения о сопротивлении материалов, допусках и
посадках. Даны правила сборки и разборки машин.
Рассмотрены вопросы контроля качества обслуживания трикотажного
оборудования.
Для учащихся средних профессионально-технических
училищ. Можно использовать при профессиональном обучении
рабочих на производстве.
300I020000--0I6 ББК 37.238
А 044@1)-88 !
ISBN 5—7088 Qttf4"**T ~© Издательство «Легкая промышленность
и бытовое обслуживание», 1988
ПРЕДИСЛОВИЕ
В Материалах XXVII съезда КПСС отмечается, что решение
основной задачи двенадцатой пятилетки — обеспечение
дальнейшего роста благосостояния советских людей — предполагает в
числе других путей повышение эффективности производства и
рациональное использование созданного производственного
потенциала. Для решения задач, поставленных научно-техническим
прогрессом, необходимо расширение машиностроительной базы,
которая позволила бы создавать высокопроизводительное
трикотажное оборудование, обеспечивающее комплексную
механизацию и автоматизацию технологических процессов. С этой целью
осуществляются реконструкция и техническое перевооружение
действующих заводов, выпускающих трикотажное оборудование,
например:
Московского завода трикотажного машиностроения,
входящего в Московское производственное объединение трикотажного
и отделочного машиностроения и специализирующегося на
выпуске плосковязальных машин для выработки деталей верхнего
трикотажа;
ленинградского машиностроительного завода «Вулкан»,
входящего в Ленинградское машиностроительное объединение
им. К. Маркса и специализирующегося на выпуске двухфонтур-
ных кругловязальных машин для выработки гладкого или
жаккардового полотна или купонов;
Черновицкого завода легкого машиностроения, входящего
в Черновицкое производственное объединение легкого
машиностроения и выпускающего плосковязальные, перчаточные и одно-
фонтурные кругловязальные машины;
Оршанского завода легкого машиностроения, входящего в
объединение «Промшвеймаш» и выпускающего основовязальные (ра-
шель) машины для выработки кружева и гардин;
Кунцевского игольно-платинного завода им. КИМ, входящего
в Московское производственное объединение по выпуску
высокоточных машиностроительных изделий, включая изделия для
трикотажных машин (иглы, платины, толкатели, ушковины и т. д.).
В условиях научно-технического и социального прогресса
перед конструкторами и научными работниками стоят большие
задачи по созданию трикотажного оборудования, не уступающего
лучшим зарубежным аналогам.
В свете постановления ЦК КПСС и Совета Министров СССР
от 12 апреля 1984 г. № 315 «О дальнейшем развитии системы
профессионально-технического образования и повышении ее роли
в подготовке квалифицированных рабочих кадров» • необходимо
готовить для народного хозяйства рабочих, обладающих глубокими
знаниями, прочными профессиональными навыками, широким
техническим кругозором.
В основу подготовки кадров положено обучение профессии
путем участия учащихся в труде на производстве наряду с
теоретическим обучением и изучением общеобразовательных дисциплин.
Основные направления экономического и социального
развития СССР на 1986—1990 годы и на период до 2000 года
предусматривают дальнейшее, развитие сети профессионально-технических
учебных заведений как важнейших источников пополнения
народного хозяйства квалифицированными молодыми кадрами.
Контрольные вопросы и задания
1. Какая основная задача двенадцатой пятилетки?
2. Назвать машиностроительные -заводы, выпускающие плосковязальные,
кругловязальные, основовязальные машины, чулочно-носочные автоматы.
3. Каковы задачи профессионально-технических учебных заведений?
* О реформе общеобразовательной и профессиональной школы. Сборник
документов и материалов. М., 1984.
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О МЕХАНИЗМАХ
И МАШИНАХ
В современной трактовке механизм есть система тел,
предназначенная для преобразования движения одного или нескольких
твердых тел в требуемые движения других тел. Если кроме
твердых тел в преобразовании движения принимают участие жидкие
или газообразные тела, то механизм будет называться
гидравлическим или пневматическим. Основным признаком механизма
является преобразование механического движения.
Механизм складывается из отдельных деталей, т. е. неделимых
частей, состоящих из монолитного материала или из нескольких
частей, соединенных сваркой или другими способами.
Одна деталь или несколько неподвижно соединенных деталей
образуют звено. Жидкости и газы, входящие в состав
гидравлических и пневматических механизмов, не считаются звеньями.
Звенья, соединенные между собой подвижно, образуют
кинематическую пару.
§ 1. КЛАССИФИКАЦИЯ КИНЕМАТИЧЕСКИХ ПАР
Отдельно взятое звено (твердое тело) имеет в пространстве шесть
степеней свободы, т. е. число возможных перемещений: три
перемещения вдоль неподвижных координатных осей и три — вокруг
этих осей. Число степеней свободы звеньев, образующих
кинематическую пару, всегда меньше шести, так как условия
постоянного соприкосновения звеньев пары уменьшают число возможных
перемещений. Вследствие этого кинематические пары можно
подразделить по числу степеней свободы на одно-, двух-, трех%
четырех- и пятиподвижные.
Наибольшее распространение имеют одноподвижные пары.
Па рис. 1 изображена такая пара, выполненная в виде
прямоугольного бруска / и прямоугольной втулки 2. Она имеет только
поступательное движение, направленное вдоль оси О—О. Могут
быть пары только с вращательным движением, например пара
(рис. 2), выполненная в виде втулки / с внутренним пазом по
окружности и валом 2, имеющим палец, который входит в этот паз
и скользит по нему, обеспечивая валу вращательное движение
вокруг оси О—О.
Двухподвижная кинематическая пара (рис. 3) в виде вала /,
помещенного во втулке 2, имеет возможность перемещения вдоль
оси О—О и вращения вокруг той же оси.
Трехподвижная кинематическая пара (рис. 4) состоит из двух
прямоугольных пластинок / и 2, одна из которых расположена на
другой и может вращаться вокруг оси О—Z и перемещаться
вдоль осей OY и ОХ.
Рис. 1. Одноподвижная
пара (только
поступательное движение)
Рис. 2. Одноподвижная
пара (только
вращательное движение)
Рис. 3. Двухподвижная пара
Рис. 4. Трехподвижная пара
Рис. 5. Четырехподвижная пара Рис. 6. Пятиподвижная пара
Рис, 7. Простая кинематическая пара Рис. 8. Сложная кинематическая пара
Четырехподвижная пара (рис. 5) представляет собой пластинку
/ с расположенным на ней валом 2. Вал имеет возможность
вращаться вокруг осей OZ и ОХ и перемещаться вдоль осей OY и ОХ.
Пятиподвижная пара (рис, 6) состоит из пластины и лежащего
на ней шара. Шар имеет возможность вращаться вокруг осей OZ,
OY и ОХ и перемещаться вдоль осей OY и ОХ.
Система звеньев, которые образуют между собой
кинематические пары, есть кинематическая цепь. Кинематические цепи могут
быть плоские и пространственные.
В плоской кинематической цепи все звенья совершают плоское
движение, параллельное одной неподвижной плоскости.
Кинематическая пара может быть простая или сложная.
Простая кинематическая пара — это пара, у которой каждое звено
входит не более чем в две кинематические пары (рис. 7), сложная
пара, в которой хотя бы одно звено входит более чем в две
кинематические пары (рис. 8).
Различают замкнутые и незамкнутые кинематические цепи.
Незамкнутой называется такая кинематическая цепь, в которой
есть звенья, входящие в одну кинематическую пару (см. рис. 7, а
и 8). Замкнутой называется такая цепь, у которой каждое звено
входит, по крайней мере, в две кинематические пары (рис. 7, б).
§ 2. КЛАССИФИКАЦИЯ МАШИН
В современном представлении машина — это устройство,
выполняющее механические движения для преобразования энергии,
материалов и информации с целью замены или облегчения
физического труда человека.
Под термином «материалы» подразумеваются предметы, грузы
и другие объекты труда, например пряжа и нити, которые в
процессе петлеобразования (вязания) на вязальных машинах
преобразуются в трикотажное полотно или изделие.
В зависимости от назначения различают энергетические,
технологические (в том числе трикотажные), транспортные и
информационные машины.
Энергетические машины применяются для преобразования
любого вида энергии в механическую (и наоборот). В качестве
примера можно привести двигатели внутреннего сгорания,
электродвигатели, турбины, паровые машины, генераторы.
Машины, преобразующие материалы, могут быть
технологическими и транспортными.
На технологических машинах обрабатывают твердое, жидкое
или газообразное вещество. Преобразование материала состоит
в изменении его размеров, формы, свойств или состояния. Примеры
технологических машин: металлообрабатывающие станки —
изменение размеров материала; прокатные станки — изменение формы;
трикотажные машины — изменение состояния.
Под материалом, применяемым на транспортных машинах,
понимается любой перемещаемый предмет. Примерами транспорт-
!
//////////////z/
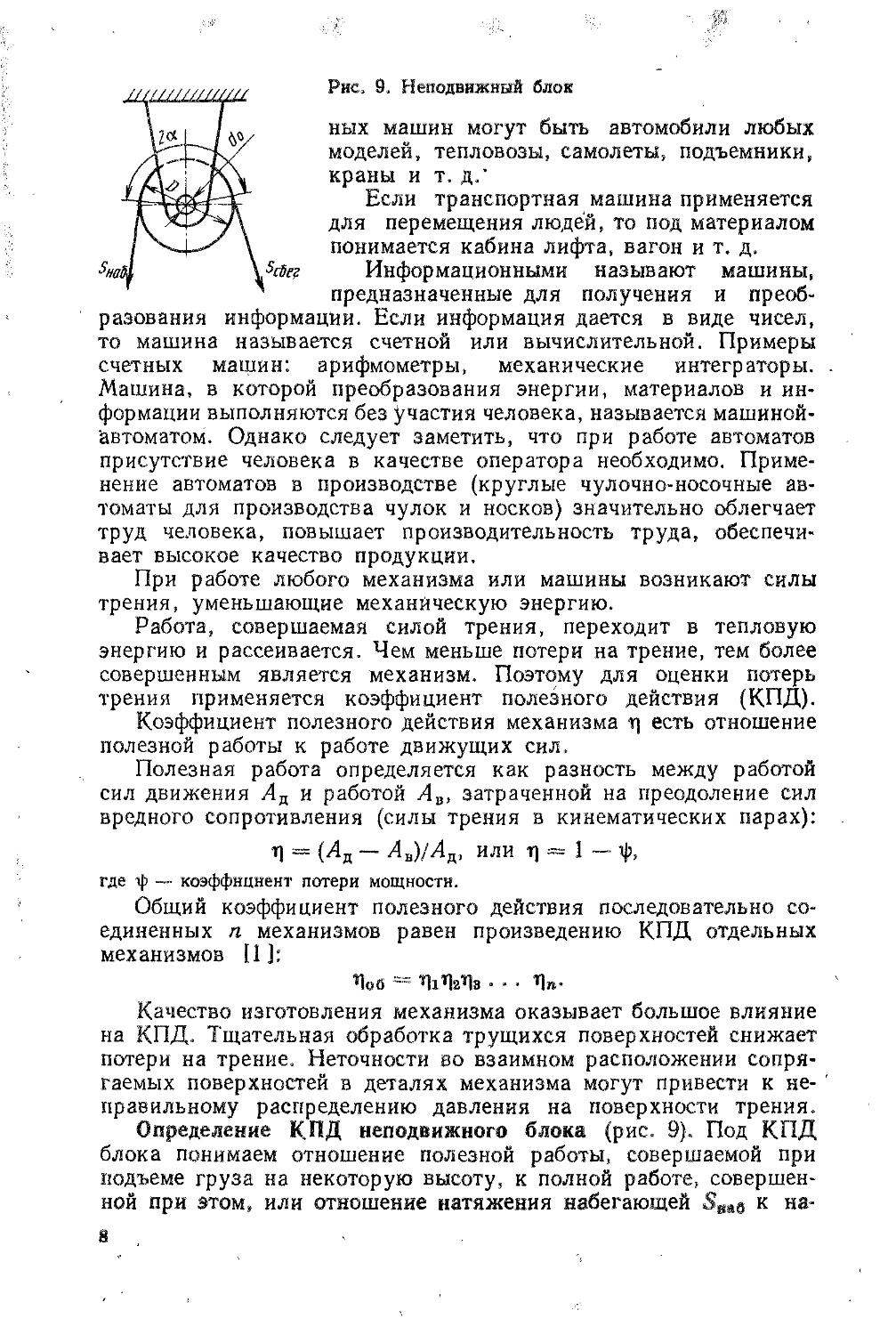
Рис» 9. Неподвижный блок
ных машин могут быть автомобили любых
моделей, тепловозы, самолеты, подъемники,
краны и т. д.'
Если транспортная машина применяется
для перемещения людей, то под материалом
понимается кабина лифта, вагон и т. д.
Информационными называют машины,
предназначенные для получения и
преобразования информации. Если информация дается в виде чисел,
то машина называется счетной или вычислительной. Примеры
счетных машин: арифмометры, механические интеграторы.
Машина, в которой преобразования энергии, материалов и
информации выполняются без участия человека, называется машиной-
автоматом. Однако следует заметить, что при работе автоматов
присутствие человека в качестве оператора необходимо.
Применение автоматов в производстве (круглые чулочно-носочные
автоматы для производства чулок и носков) значительно облегчает
труд человека, повышает производительность труда,
обеспечивает высокое качество продукции.
При работе любого механизма или машины возникают силы
трения, уменьшающие механическую энергию.
Работа, совершаемая силой трения, переходит в тепловую
энергию и рассеивается. Чем меньше потери на трение, тем более
совершенным является механизм. Поэтому для оценки потерь
трения применяется коэффициент полезного действия (КПД).
Коэффициент полезного действия механизма t) есть отношение
полезной работы к работе движущих сил.
Полезная работа определяется как разность между работой
сил движения Ад и работой Лв, затраченной на преодоление сил
вредного сопротивления (силы трения в кинематических парах):
г\ = (Лд — Ав)/Ая, или Tj = 1 ¦— -ф,
где if — коэффициент потери мощности.
Общий коэффициент полезного действия последовательно
соединенных я механизмов равен произведению КПД отдельных
механизмов [1 ]:
Т)ов = ЦгЦ2ГK . . . Т)„.
Качество изготовления механизма оказывает большое влияние
на КПД. Тщательная обработка трущихся поверхностей снижает
потери на трение. Неточности во взаимном расположении
сопрягаемых поверхностей в деталях механизма могут привести к
неправильному распределению давления на поверхности трения.
Определение КПД неподвижного блока (рис. 9). Под КПД
блока понимаем отношение полезной работы, совершаемой при
подъеме груза на некоторую высоту, к полной работе,
совершенной при этом, или отношение натяжения набегающей Sm6 к на-
/// У
Рис. 10. Полиспаст
тяжению сбегающей So6er ветви с учетом преодоления потерь на
трение и жесткости каната [1 ]:
Л - 5наб/5сВег == l/(l +Ф + 2f-?- sin a) ,
где ф — коэффициент жесткости каната; / — коэффициент трения в опоре блока;
d0 — диаметр подшипника оси блока; D — диаметр блока; а — половина угла
обхвата блока канатом.
Определение КПД полиспаста. Полиспастом называют систему
подвижных и неподвижных блрков, соединенных гибкой связью
(канатом), употребляемую для увеличения силы (силовые) или
скорости (скоростные).
На рис. 10 представлен полиспаст, имеющий подвижные и
неподвижные блоки. Slt S2 и т. д. — так обозначены натяжения
в ветвях каната. Запишем равенство:
Зг + S2 + ... + Se_! + Sa = G.
Соотношения между натяжениями отдельных ветвей каната
при подъеме груза массой G следующие:
S8 = s^; S3 => S2r\ = Sxti2; s4 = SxTi3;
Sa = S^"-',
где т) — КПД блока.
Используя эти соотношения, получим
G=S1A+t! + ^+... f п^
Заменяя выражение в скобках суммой геометрической
прогрессии, получаем
Si - G О'— п)/A - 4е).
9
Натяжение Sn каната больше натяжения 53, так как
существуют сопротивления в блоках Alt А%, А3. Если количество блоков
равно t, то максимальное натяжение каната при подъеме груза
5П « 5шах = Sj/tj'; G = A ~ тОЛл' A -- И0)]-
Коэффициент полиспаста, имеющего кратность а (а — число
ветвей), можно выразить как отношение полезной работы при
подъеме груза массой G на высоту h к затраченной работе:
Ппол = Gh/(SBah) » A - ?f) rjf/Ю - a) а].
§ 3. МЕХАНИЧЕСКИЕ ПЕРЕДАЧИ
Для преобразования вращательных движений применяются
различные механизмы, носящие название передачи.
Широкое применение в машиностроении нашли зубчатые и
фрикционные передачи, передачи с гибкой связью (ременные,
цепные, канатные), Названные механизмы позволяют
осуществлять передачу вращательного движения от источника движения
(от ведущего вала) к приемнику движения (к ведомому валу).
Передачи характеризуются передаточным отношением или
передаточным числом и. Например, передаточное число зубчатой
передачи есть отношение угловых скоростей зубчатых колес /
(рис. 11) и 2, составляющих передачу:
и = ©j/a>2,
или, учитывая, что
о) == яп/60,
где п — частота вращения колеса, мин ~1.
и — nxin%.
Передаточное число можно выразить и через диаметры
окружности колес:
и — (л,/щ, но И] = vl(dJ2),
а щ'= v/(d?j2), то получим и = djdx,
где v — линейная скорость колес.
Известно, что
d = mz,
где т — модуль зацепления; г — число зубьев колеса,
тогда и ~ тгг1{тгл); и = гг1гх.
Зубчатое колесо 2, имеющее меньшее число зубьев, называется
шестерней.
Рис. 1.1. Зубчатая передача
Рис. 12. Фрикционная передача
10
Передача, у которой угловая скорость ведомого звена меньше
угловой скорости ведущего, называется понижающей, а если
наоборот, то повышающей.
Указанные выше передачи по способу передачи движения можно
подразделить следующим образом:
а) фрикционные, ременные, канатные;
б) зубчатые, червячные, винтовые, цепные.
Передача движения первой группы передач осуществляется
за счет силы трения, второй — за счет зацепления.
§ 4. ФРИКЦИОННАЯ ПЕРЕДАЧА
Фрикционная передача (рис. 12) состоит из двух катков / и 2,
находящихся на валах и прижатых друг к другу с помощью силы Q
и вращающихся с угловыми скоростями ы1 и со2. Движение от
ведущего катка / к ведомому 2 передается за счет появившейся
силы трения FTVy равной окружной силе Р. Однако всегда создают
некоторый запас усилия, т. е. добиваются, чтобы сила трения была
больше силы Р в k раз.
F = kP
где k — коэффициент запаса сцепления (k > 1).
Фрикционные передачи можно подразделить:
по расположению валов — с параллельными валами 1 и 2
(рис. 13, а), с пересекающимися валами 1 и 2 (рис. 13, б), с
основными валами / и 2 (рис. 13, в);
по форме поверхности катков — цилиндрические, конические,
сферические и тороидальные;
по способу передачи окружной силы — непосредственным
касанием и с помощью промежуточных деталей;
по назначению — с постоянной угловой скоростью и1 и «>а
(см. рис. 13, а и б) и с переменной щ и щ (см. рис. 13, б), Передачи
с переменной угловой скоростью называются вариаторами.
Достоинствами фрикционных передач являются простота
конструкции, возможность бесступенчатого изменения передаточного
числа и, а в аварийных ситуациях (в случае перегрузок)
возможность проскальзывания соприкасающихся деталей, что
предотвращает поломку механизма.
К недостаткам передач следует отнести повышенный износ
соприкасающихся поверхностей, сравнительно низкий КПД,
непостоянство передаточного отношения в связи со скольжением.
Рис. 13. Виды
фрикционных передач
Материалы, применяемые в фрикционных передачах, должны
обладать высокой износостойкостью и поверхностной прочностью,
высокими коэффициентом трения и модулем упругости (например,
закаленная сталь по закаленной стали марки ШХ-15, имеющей
твердость по Роквеллу HRC 62 ... 65, а также текстолит или фибра
по стали или чугуну).
При работе фрикционных передач, как указывалось выше,
неизбежно проскальзывание, т. е. отставание ведомого катка от
ведущего. В связи с этим передаточное отношение определяется
как
и = пх1щ = djldi A — е) 1,
где е — коэффициент скольжения, величина которого зависит от материала
катков и условий смазки (б = 0,01...0,02—передача работает без смазки, е =
= 0,03...0,05 — передача работает со смазкой).
Ниже приведен расчет передачи на контактную мощность.
При приложении силы Q (см. рис. 12) к ведущему и ведомому
каткам линия контакта располагается вдоль рабочей
поверхности катков, где возникают значительные контактные
напряжения.
Наибольшее контактное напряжение стн (для металлических
катков, а также для текстолита, который подчиняется закону
Гука) определяют по формуле Герца [2):
где q — нагрузка на единицу длины линии контакта; ?пр = 2Е1Ег/(Е1~\-Е2) —
приведенный модуль1 упругости материалов, катков; Q — сила прижатия катков;
b — длина линии контакта (ширина катков); рпр — приведенный радиус
кривизны катков.
1/Рпр = I/Pi ± I/Pa.
где pi и р2 — радиусы катков; знак (—) принимается в случае, когда
поверхность одного из катков вогнутая.
Расчетное контактное напряжение должно быть меньше или
равно допускаемому, т. е.
<*н < [<JhJ,
где [а„ ] — допускаемое контактное напряжение.
§ 6. ЗУБЧАТАЯ ПЕРЕДАЧА
Зубчатая передача широко распространена для передачи
крутящего момента от одного вала к другому, преобразования
вращательного движения в поступательное и наоборот. Она, в первом
случае может состоять из двух колес, причем меньшее колесо
носит название шестерни, а большее — колесо, и, во втором
случае—из колеса и рейки. Усилие от одного элемента сцепляющейся
пары к другому передается посредством зубьев, последовательно
вступающих в зацепление. Зубчатые передачи (рис. 14) можно
подразделить следующим образом:
цилиндрические с наружным и внутренним зацеплением,
которые могут иметь прямые, косые и шевронные зубья;
12
Рис. 14. Участок зубчатого колеса
конические, имеющие прямые,
тангенциальные и круговые зубья;
реечные, преобразующие вращательное
движение в поступательное и наоборот;
гипоидные конические с перекрещивающимися осями.
Преимуществом зубчатых передач является высокий
коэффициент полезного действия (до 0,98), малый габарит, большой
диапазон передаваемых мощностей, малые потери на трение,
постоянство передаточного отношения.
Рассмотрим отдельные элементы зубчатого колеса (см. рис. 14).
Окружность диаметром da носит название окружности вершин
зубьев, окружность диаметром df — окружности впадин,
соответственно da — диаметр вершин зубьев и ^ — диаметр впадин
зубчатого колеса.
Расстояние h между окружностями вершин зубьев и впадин
зубчатого колеса называется высотой зуба.
Диаметр d называется диаметром делительной окружности,
которая делит высоту зуба на две части: ha — высота головки и
hf — высота ножки. .">
Расстояние между одноименными точками профилей двух
соседних зубьев колес, измеренное по дуге делительной окружности,
носит название окружного шага зубьев и обозначается р.
Величина р складывается из окружной толщины зуба s и окружной
ширины впадины е [2].
Длина делительной окружности с одной стороны равна nd,
а с другой — zp, где z — число зубьев колеса, следовательно,
nd — zp и
d = zpln.
В целях удобства определения размеров зубчатых колес
вводится параметр, носящий название модуля зубчатого зацепления т.
т = pin.
Тогда
d = тг.
В стандарте СЭВ модуль выражается в мм, например: т =
= 1,25 мм; т — 1,5 мм; т = 2 мм и т. д.
Принимая высоту головок зубьев равной т, а высоту ножек
1,25т, получим
h = т + 1,25т; h = 2,25т.
Определяем диаметр вершин зубьев:
da = d + 2Л„ = тг + 2т = m (z + 2).
Определяем диаметр впадин:
df = d — 2hf = mz-~ 2- 1,25m = т (z — 2,5).
13
Рис. 15. Элемент зубчатого колеса
Межосевое расстояние цилиндрической
зубчатой передачи а, равное полусумме
делительных диаметров зубчатых колес в случае
внешнего зацепления, или полуразности, если
зацепление внутреннее, называется
делительным межосевым расстоянием. Для прямозубых колес
а = dJ2 + 4/2; а = mzJ2 + mz2l2; a = m(zx + z2)/2.
Передаточное отношение зубчатой передачи можно выразить
как отношение диаметров колес:
и = djdx = mzJimz-д = гг1г1,
поэтому, зная число зубьев передачи, можно определить
передаточное отношение.
При передаточном отношении, равном единице, каждый зуб
одного колеса будет всегда встречаться с вполне определенным
зубом второго колеса, что при одинаковой твердости зубьев и
постоянном окружном усилии приведет к равномерному их износу.
Кроме того, в этом случае зубья будут хорошо приработаны друг
к другу.
Рекомендуется для открытых цилиндрических передач
принимать значение и, равное 4 ... 7. Для закрытых передач и = 2 ... 4.
При необходимости выполнить передачу с большим
передаточным числом применяют многоступенчатую зубчатую передачу.
Общее передаточное число многоступенчатой передачи равно
произведению частных передаточных чисел отдельных входящих
в нее ступеней.
КПД зубчатой передачи характеризуется потерями на трение
в зацеплении, потерями в опорах (подшипниках) и, если передача
работает в масляной ванне, потерями на перемешивание масла.
Ниже приводится расчет зубьев на изгиб.
Передача давления Q (рис. 15) от ведущего колеса ведомому
начнется в точке К линии зацепления. Усилие Q при точном
изготовлении колес и хорошем монтаже передачи будет равномерно
распределено по всей длине зуба и направлено по общей нормали
к соприкасающимся поверхностям пары зубьев, при этом
пренебрегаем силами трения на поверхности их соприкосновения. Хотя
сила Q может распределяться и на все зубья, теоретически
находящиеся в зацеплении одновременно, однако в силу неизбежности
погрешностей при нарезании зубьев, а также их деформации,
такое предположение рискованно, вследствие чего для надежности
расчета принимаем, что всю нагрузку воспринимает один зуб
колеса [2].
Перенесем силу Q в точку О, расположенную на оси т — т
симметрии зуба и разложим на окружную силу Qt и радиальную
Qr. Сила Qt будет изгибать зуб, а сила Qr — сжимать его. Прене-
14
брегая относительно небольшими напряжениями от силы сжатия
Qr, составим уравнение для опасного сечения зуба А—А
где Mq — изгибающий момент от окружной силы Qj; W — момент
сопротивления изгибу опасного сечения; I — плечо действия силы Qj; [a] —'Допустимое
напряжение изгиба.
Подставляя значения момента сопротивления изгибу, получим
где 6 — длина зуба; s — толщина зуба.
Материалы для изготовления зубчатых передач выбираются
в зависимости от мощности, линейной скорости, требуемой
точности, а также требований, предъявляемых к размерам и массе
передачи.
Основным материалом является сталь: углеродистая
обыкновенного качества (Ст 6), углеродистая качественная D5),
легированная конструкционная D0ХНТ).
Стальные заготовки для колес могут быть в виде проката,
паковок и стального литья.
Для повышения прочности и твердости зубьев их подвергают
различным видам термической и химико-термической обработки
(закалке, цементации, азотированию и т. д.).
В тихоходных передачах колеса изготовляют из чугуна (серого
СЧ 15—32, модифицированного МСЧ 23—43, высокопрочного
ВЧ 45—0). Цветные металлы, преимущественно из сплавов меди,
применяются в приборостроении.
Зубчатые колеса из неметаллических материалов, как правило,
используются в паре с металлическими в передачах, имеющих
малые нагрузки. Такое сочетание колес обеспечивает бесшумность
работы зубчатой передачи. В качестве неметаллических
материалов применяют текстолит, капрон, древесно-слоистые пластики.
При выборе материала передачи следует иметь в виду, что
зубья малого колеса (шестерни) подвергаются большему числу
нагружений. При расчете передач большой мощности проводят
дополнительно расчет зубьев на смятие по контактным
напряжениям.
§ 6. ЧЕРВЯЧНАЯ ПЕРЕДАЧА
Червячная передача (рис. 16) применяется, когда геометрические
оси валов скрещиваются в пространстве, обычно под прямым углом.
Передача состоит из червячного колеса /—зубчатого колеса
с косыми зубьями особой формы и червяка 2 — витка с
трапецеидальной нарезкой.
Червяк, как правило, изготовляется заодно с валом. Обычно
ведущим является червяк.
15
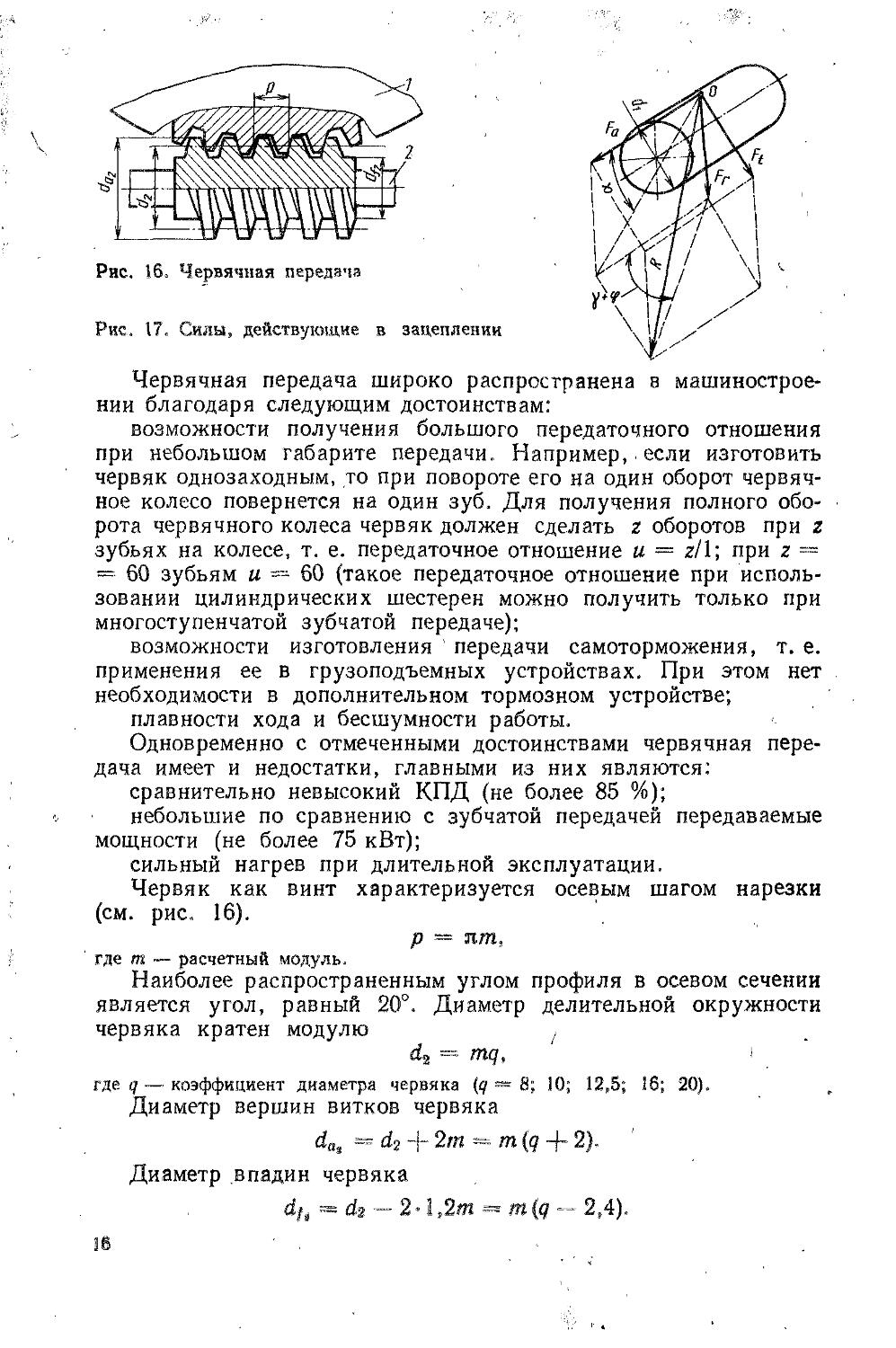
Рис. 16. Червячная передача
Рис, 17. Силы, действующие в зацеплении
Червячная передача широко распространена в мапшнострое-
нии благодаря следующим достоинствам:
возможности получения большого передаточного отношения
при небольшом габарите передачи. Например, если изготовить
червяк однозаходным, то при повороте его на один оборот
червячное колесо повернется на один зуб. Для получения полного
оборота червячного колеса червяк должен сделать г оборотов при г
зубьях на колесе, т. е. передаточное отношение и = г/1; при z —
= 60 зубьям и = 60 (такое передаточное отношение при
использовании цилиндрических шестерен можно получить только при
многоступенчатой зубчатой передаче);
возможности изготовления ' передачи самоторможения, т. е.
применения ее в грузоподъемных устройствах. При этом нет
необходимости в дополнительном тормозном устройстве;
плавности хода и бесшумности работы.
Одновременно с отмеченными достоинствами червячная
передача имеет и недостатки, главными из них являются:
сравнительно невысокий КПД (не более 85 %);
небольшие по сравнению с зубчатой передачей передаваемые
мощности (не более 75 кВт);
сильный нагрев при длительной эксплуатации.
Червяк как винт характеризуется осевым шагом нарезки
(см. рис, 16).
р == пт,
где т — расчетный модуль.
Наиболее распространенным углом профиля в осевом сечении
является угол, равный 20°. Диаметр делительной окружности
червяка кратен модулю
dz = mq,
где q — коэффициент диаметра червяка (q = 8; 10; 12,5; 16; 20).
Диаметр вершин витков червяка
Диаметр впадин червяка
dfi = d2 — 2- 1,2т .«= т(д
2,4).
Ш
Диаметр делительной окружности червячного колеса
йг - тгг.
Диаметр вершин зубьев червячного колеса в среднем сечении
dat =di + 2m«m(
Диаметр впадин червячного колеса в среднем сечении
dft — m(zi — 2,4).
Межосевое расстояние червячной передачи
а = D + dJ/2 = m (q + гг)/2.
В червячном зацеплении в момент взаимодействия витков
червяка с зубьями червячного колеса возникает сила R (рис. 17),
образующая в горизонтальной плоскости с осью червяка угол
у + Ф, где ф — приведенный угол трения.
В вертикальной плоскости эта же сила образует с
горизонтальной осью угол зацепления а.
Разложим силу R, приложенную в точке О, на три
составляющие, действующие в трех взаимно перпендикулярных плоскостях.
В вертикальной плоскости (плоскость расположения
червячного колеса) действуют две силы: осевая сила червяка Fa и
радиальная сила Fr. Окружная сила червяка Ft действует
перпендикулярно к указанной плоскости.
Осевая сила Fa = 2M2/dz (M2 — вращающий момент на валу
червячного колеса) стремится сдвинуть червяк вдоль оси,
создавая осевую нагрузку на опоры, и изгибает вал червяка моментом,
равным FadJ2, в вертикальной плоскости.
Радиальная сила FT — Fa tg а. Она изгибает вал червяка
в вертикальной плоскости.
Окружная сила Ft — 2M1/d1 (Mt — вращающий момент на валу
червяка). Она изгибает вал червяка в горизонтальной плоскости
и создает вращающий момент, равный FtdJ2.
Червячные передачи, так же как и зубчатые, рассчитываются
на выносливость зубьев по контактным напряжениям и по
напряжениям изгиба.
При расчете на контактную прочность определяют межосевое
расстояние по формуле 12]:
где zs— число зубьев колеса; q— коэффициент диаметра червяка (q я* 22/4);
(а] — допустимое напряжение (табличное); k—коэффициент, учитывающий
влияние концентрации нагрузки по длине зубьев (к га ! — постоянная
нагрузка); Л42 — вращающий момент на валу колеса.
Затем находят модуль:
' т = 2а%+-г2).
Полученное значение модуля округляют до стандартного и
уточняют q и межосевое расстояние а.
— 17
После окончательного уточнения а, т и q производится
проверочный расчет по формуле:
— J7 ШЮ
Материалом для изготовления червяка являются углеродистые
или легированные стали с последующей термообработкой и
шлифованием. В тихоходных передачах возможно применение
червяков без термообработки. Венец червячного колеса для
тихоходной передачи делается из чугуна (СЧ 15—32), а для
быстроходной — из оловянно-фосфористой бронзы (Бр ОФ 10—1).
§ 7. РЕМЕННАЯ ПЕРЕДАЧА
Передача вращающего момента от ведущего вала к ведомому
осуществляется здесь с помощью гибкой ленты / (ремня),
охватывающей шкивы 2 и 3, сидящие на валах (рис. 18). Концы ремня
соединяются так, чтобы длина его была несколько меньше
теоретической, из-за чего он надевается на шкивы с некоторым натяжением.
Благодаря трению на поверхности соприкосновения обода шкива
с ремнем последний вовлекается в движение.
Таким образом, главным фактором, определяющим работу
передачи, является трение между ободом шкива и ремнем.
Если vx — линейная скорость на ведущем шкиве 2, v —
скорость ремня, а у2 — линейная скорость на ведомом шкиве 3, то
при условии работы ремня без скольжения ох = v2 = v.
Если введем параметры dx и d.% — диаметры ведущего и
ведомого шкивов, а ©л и ©2 — их угловые скорости, то получим:
й-, пп-, А
*> = %
2 ' 30
Щ == »2 2 ~ 30 2
НО
поэтому
W У = 30 2 '
или
«А = n2dt,
откуда
и = пх1пг = djdx,
где и — передаточное отношение.
К достоинствам ременных передач относятся: возможность
передачи мощности на большие расстояния (до 15 м и более), плавность
и бесшумность работы, простота конструкции и эксплуатации,
способность без аварии выдерживать значительные перегрузки.
18
Рис. 18. Ременная передача Рис. 19. Усилия в ременной передаче
Наряду с положительными моментами ременные передачи
имеют и ряд недостатков: сравнительно большой габарит, малая
долговечность ремней, непостоянство передаточного отношения
вследствие скольжения ремня, повышенные нагрузки на валы и
опоры от натяжения ремней.
Ременные передачи применяются во всех отраслях
машиностроения, начиная от сельскохозяйственного и кончая
трикотажным.
В зависимости от формы поперечного сечения ремня передачи
подразделяются на плоскоременные, клиноременные, кругло-
ременные и зубчато-ременные.
Наиболее распространены в производстве плоскоременные и
клиноременные передачи. Круглоременные передачи применяют
при передаче малых мощностей (в бытовой технике и приборах).
Ремни можно изготовлять из кожи, хлопчатобумажной,
шерстяной, прорезиненной тканей, пластмассовой ленты.
Кожаный ремень обладает большой эластичностью и гибкостью,
однако со временем он теряет свою эластичность.
Текстильные ремни применяют для передачи небольших и
средних мощностей при спокойной нагрузке, прочность их несколько
меньше, чем кожаных.
Прорезиненные ремни изготовляют из плотной
хлопчатобумажной ткани, отдельные полосы которой скреплены между собой
вулканизированной резиной. Они по прочности не уступают
кожаным, эластичны и не боятся сырости, имеют большой
коэффициент трения.
Пленочные ремни изготовляют из пластмасс на основе
полиамидных смол, армированных кордом из капрона, лавсана.
Рассмотрим усилия, возникающие в ветвях ремня (рис. 19).
Пусть от ведущего вала Ох движение передается к ведомому валу
О2 посредством ременной передачи мощностью N. Окружное
усилие на шкиве Р = 75N/v, где v — скорость ремня, м/с. Допустим,
что ремень испытывает натяжение So при неподвижных шкивах.
Когда ведущий вал придет во вращение, ведущая (нижняя) часть
ремня натянется и ее натяжение будет Slt а ведомая ослабнет
до натяжения 52.
Увеличение натяжения ведущей части выразится разностью
St — So, а уменьшение натяжения ведомой So — S2.
Принимаем, что эти разности равны, т. е. St — So = So — S2.
19
Из рис. 19 видно, что на дуге ABC натяжение ремня изменяется
от Sj до S2. Очевидно, что разность натяжений равна окружному
усилию Р, т. е. Sx — S2 = P.
Решая эти уравнения, получим
О О О О I Г)
ZOj — ZOq Т~ г,
ИЛИ
Si = So + PI2 и S2 = So — Р/2.
§ 8. ЦЕПНАЯ ПЕРЕДАЧА
Цепная передача состоит из двух зубчатых колес (звездочек),
сидящих на двух параллельных (ведущем и ведомом) валах,
связанных между собой бесконечной цепью, надеваемой на звездочки.
Она применяется для обеспечения передаточного отношения при
расстоянии между валами не более 8 м.
При работе ведущая ветвь цепи натягивается до окружного
усилия Р, а ведомая ослабевает и натяжение ее близко к нулю,
вследствие чего давление на валы от натяжения цепи значительно
меньше, чем, например, в ременной передаче.
Цепная передача допускает передачу большой мощности и
находит широкое применение в транспортных и
сельскохозяйственных машинах. Слабым местом передачи является цепь,
которая требует внимательного ухода и тщательного монтажа. Износ
цепи вызывает увеличение длины звеньев и нарушение работы
передачи. КПД цепной передачи 0,96—0,98.
Цепи, применяемые в цепных передачах, в отличие от тяговых
и грузовых цепей называют приводными.
Наибольшее распространение получили приводные втулочные,
роликовые, зубчатые и фасоннозвенные цепи. .
Втулочная цепь (рис. 20, а) состоит из наружных / и
внутренних 2 пластинчатых звеньев, соединенных между собой шарнирно.
С наружными звеньями жестко связаны валики 3.
При относительном повороте двух сопряженных звеньев
происходит поворот валика во втулке 4, зафиксированной в
отверстиях внутренних звеньев.
Роликовая цепь (рис. 20, б) отличается по конструкции от
втулочной тем, что на ее втулках 1 установлены свободно
вращающиеся ролики 2, Это позволяет частично заменить трение
скольжения между цепью и звездочками трением качения.
Износостойкость роликовых цепей значительно выше, чем втулочных. Однако
масса погонного метра и стоимость роликовой цепи выше.
1 г
1
\
2 .
t
А
а
5
Рис. 20. Виды цепей
20
Зубчатые цепи в каждом звене имеют набор пластин с двумя
зубьями.
Для изготовления пластин цепных передач применяют стали
40 и 40ХН с термообработкой HRC=40 ... 45, для осей — сталь
15 и 15Х, для втулок и роликов — сталь 20 и 20Х.
Фасоннозвенные цепи применяют для передачи небольших
мощностей при скоростях 3—4 м/с. Звенья цепи штампуются из
полосовой стали ЗОГ или отливаются из ковкого чугуна.
Звездочки, форма зубьев которых зависит от конструкции и
размеров цепи, изготовляют из чугуна СЧ 18—36 или стали 15,
15Х и 40.
Основными параметрами цепной передачи являются: число
зубьев звездочки г, шаг цепи /, диаметр делительной окружности
звездочки d, диаметр вершин зубьев звездочки da, межосевое
расстояние передачи а, длина цепи L и передаточное число и.
Минимальное число зубьев звездочки ограничивается в связи
с износом шарниров, динамическими нагрузками и шумом.
Целесообразно принимать нечетное число зубьев звездочки,
что в сочетании с четным числом звеньев цепи способствует более
равномерному их износу.
Шаг цепи, число зубьев и диаметр делительной окружности
взаимосвязаны следующей формулой:
t/2 = dl2 sin C607z), или t = d sin C607г),
из которой следует, что шаг цепи прямо пропорционален диаметру
и обратно пропорционален числу зубьев.
Диаметр вершин зубьев звездочки также взаимосвязан с шагом
и числом зубьев звездочки и для роликовых и втулочных цепей:
da = t [ctgA807z) + 0,51
Оптимальное межосевое расстояние передачи принимают из
условия долговечности цепи:
а = C0 — 50) t.
Длина цепи равняется произведению числа звеньев цепи и шага:
L = zt.
Передаточное отношение цепной передачи в процессе работы
меняется при каждом повороте ведущей звездочки.
Среднее передаточное отношение
и = cuj/cujj == zjzx.
Среднюю скорость цепи можно определить из условия, что
путь цепи за один оборот звездочки равен zt, а зуба звездочки —nd.
Приравнивая эти пути, получим
d = ztln
или
v — юг = tod/2 = гШ/Bл).
21
§ 9. ПЕРЕДАЧА С ЗАЦЕПЛЕНИЕМ НОВИКОВА
Поиски новых видов зацеплений с целью
уменьшения контактных напряжений в
зубьях привели к тому, что в 1954 г. советский
инженер М. Л. Новиков разработал
зацепление, зубья которого профилируются по
Рис. 21. Зацепление дуГам окружности. Зубья колес зацепления
Новикова (рис. 21) изготовляются
винтовыми и профили зубьев очерчиваются дугами окружностей
близких по величине радиусов, вследствие чего рабочие
поверхности зубьев являются круговинтовыми.
Выпуклый профиль зуба шестерни / очерчивается из полюеа Р
радиусом рх = 1,4/?гп, вогнутый профиль зуба колеса 2 — дугой
окружности радиуса р2 = 1,55т„, где тп — нормальный модуль.
В процессе работы зубья контактируют один с другим в точке М,
лежащей на нормали N—N. При небольшой разности между
радиусами рх и р2 после приработки зубья начинают
контактировать между собой по поверхности. Это значительно снижает
контактные напряжения. Сила давления на вогнутые зубья проходит
близко к их основанию, что увеличивает прочность зубьев на изгиб.
Передачи с зацеплением Новикова могут быть цилиндрическими
и коническими. Габарит их на 25 % меньше, чем аналогичных
эвольвентных зубчатых передач, а нагрузочная способность выше.
§ 10. ВИНТОВЫЕ, КРИВ0ШИПН0-П0ЛЗУННЫЕ
И КУЛАЧКОВЫЕ МЕХАНИЗМЫ
Механизмами, преобразующими вращательное движение в
поступательное и наоборот, являются винтовые и реечные механизмы.
Примером винтовой передачи (винт — гайка) может служить
домкрат (рис. 22), являющийся одним из простейших
грузоподъемных устройств и применяемый в различных отраслях техники,
в строительстве и на транспорте.
Основными деталями домкрата являются литой корпус /, винт 2
и гайка 3, запрессованная в корпус. Вращающий момент на винте
создается с помощью рукоятки 5. Сила, которая прикладывается
к рукоятке, вращает винт и перемещает его по вертикали,
вследствие чего поднимается или опускается груз, установленный
в чаше 4.
К положительным свойствам винтовой передачи относятся:
возможность медленного перемещения при большом выигрыше в силе,
простота конструкции, способность воспринимать большие
нагрузки, достаточная точность перемещения.
К недостаткам следует отнести: большое трение в резьбовой
паре, низкий КПД.
Винты в передачах имеют преимущественно трапецеидальную
резьбу, реже прямоугольную.
В конструкциях в целях уменьшения потерь на,трение в резьбе
применяют шариковые винтовые пары. В этих парах трение сколь-
22
Рис. 22. Винтовая передача
Рис.. 23. Кривошипно-ползунный механизм
Рис. 24. Кулачковый механизм
77777777"
жения заменено трением качения благодаря шарикам,
перемещающимся по замкнутому профилю канавок.
Материалом для изготовления винтов служат стали марок 45,
40Х, гайки обычно изготовляют из антифрикционных материалов:
бронзы ОФ 10—5; ОЦС 6—6—3.
В настоящее время в различных машинах и приборах широко
используют механизмы, преобразующие один вид движения в
другой. Рассмотрим схему механизма, преобразующего вращательное
движение ведущего звена в возвратно-поступательное.
Кривошипно-ползунный механизм (рис. 23) состоит из
кривошипа /, т. е. звена, которое поворачивается относительно
неподвижной точки О на 360°, звена 2 — шатуна, звена 3 — ползуна.
Ползун совершает возвратно-поступательное движение.
Кривошипно-ползунные механизмы применяют в конструкциях
различных машин (двигатели внутреннего сгорания, насосы и т. д.).
В машинах, работающих по определенному технологическому
циклу, применяют кулачковые механизмы.
Кулачковые механизмы (рис. 24) позволяют циклически
изменять направление и скорость движения ведомого звена.
Основными звеньями кулачкового механизма являются
кулачок / и толкатель 2. Вращение кулачка /, который представляет
собой деталь криволинейной формы, определяет поступательное
(качательное) движение толкателя 2.
От толкателя движение может передаваться к любому
исполнительному органу прибора или машины.
Для уменьшения потерь на трение и повышения
износостойкости пары толкатель — кулачок толкатель снабжается роликом,
который обкатывается по профилю кулачка.
Простейшим кулачковым механизмом является
эксцентриковый, кулачок которого представляет собой цилиндр (диск),
посаженный на ось не по центру (с некоторым смещением —
эксцентриситетом).
Различные виды описанных выше передач и механизмов
находят широкое применение в трикотажном машиностроении.
Приведем некоторые примеры этого применения.
23
Главный привод плосковязальных, основовязальных, кругло-
вязальных, чулочно-носочных машин и автоматов включает в себя
клиноременную передачу, обеспечивающую движение от вала
электродвигателя к основным узлам и механизмам.
Цепная передача применяется в механизме привода вяжущей
каретки плосковязальных машин, а, ременная передача (круглый
ремень) — в механизме перемотки срывов деталей, зубчатые
передачи (цилиндрические и конические) — во всех видах
трикотажных машин, фрикционная передача — в механизме подачи
резиновой нити чулочно-носочных автоматов, а также
эксцентриковые механизмы в устройстве управления.
Контрольные вопросы и задания
1. Что называют механизмом?
2. Что называют машиной?
3. Что такое передаточное число?-Пояснить на примере.
4. Рассказать об основных видах передач (фрикционные, зубчатые, червячные,
цепные, ременные).
5. Что такое зацепление Новикова? Когда оно применяется?
6. Рассказать о кривошипно-ползунном и кулачковом механизмах.
7. Рассказать о передачах, применяемых в конструкциях вязальных машин.
Глава 2. СВЕДЕНИЯ О СОПРОТИВЛЕНИИ
МАТЕРИАЛОВ И ДЕТАЛЯХ МАШИН
§ 1. ОБЩИЕ СВЕДЕНИЯ
Машина, механизм или прибор состоят из отдельных деталей,
объединенных в сборочные единицы.
Деталью называют изделие, изготовленное из однородного по
наименованию и марке материала без применения сборочных
операций.
Детали, из которых состоят машины, можно разделить на две
группы:
1) детали, форма, характер движения и работа которых
присущи лишь данной группе машин и составляют отличительную
особенность этих деталей;
2) детали, встречающиеся не только в машинах данной группы,
но и в машинах другого назначения.
Ко второй группе относятся такие распространенные детали,
как болт, гайка, винт, шпонка и т. д. Едва ли можно встретить
машину, в которой не нашли бы применения эти детали. К этой
группе относятся и такие детали, как оси, зубчатые колеса, шкивы
и т. д.
Основными критериями при проектировании детали являются
достаточная прочность при минимальной массе, необходимая
жесткость, достаточная износостойкость и по возможности простая
форма, а также экономичность.
24
Прочность — главный критерий работоспособности для
большинства деталей машин.
Жесткость — способность сопротивляться изменению формы
и размеров под действием нагрузки.
Износостойкость — свойство материала оказывать
сопротивление изнашиванию.
Экономичность определяется стоимостью и эксплуатационными
расходами.
§ 2. ОСИ И ВАЛЫ
Для поддержания вращающихся частей в машинах и механизмах
служат детали, которые носят название осей и валов. Чаще всего
оси и валы представляют собой стержни цилиндрической формы,
иногда значительной длины, опирающиеся на специальные опоры.
Оси и валы отличаются друг от друга условиями работы. Ось
является поддерживающей деталью и при работе испытывает
только изгиб, а вал работает и на кручение. Ту часть вала или оси,
которая лежит непосредственно на опоре, называют цапфой —
2, 3 и 5 (рис. 25), причем концевые цапфы называют шипами —
2 и 5, а промежуточные — шейками 3. На рис. 25 изображен вал,
лежащий на трех опорах 1, 4 и 6. Если цапфа передает опоре
осевую нагрузку вала или оси, то такая цапфа называется пятой 5.
Неподвижные опорные части (опоры /, 4 и 6), на которые
опираются шипы 2 и 5 и шейки 3 и которые образуют с цапфами
вращательные кинематические пары, называются подшипниками,
а опоры для пят — подпятниками.
Подшипники подразделяют на две основные группы:
1) подшипники скольжения, если при относительном движении
шипа и опоры на поверхности их соприкосновения действуют силы
трения скольжения;
2) подшипники качения, в которых трение скольжения
заменяется трением качения.
Подшипники скольжения в большинстве случаев состоят из
двух основных элементов: корпуса 1 (рис. 26, а) и вкладыша 2 из
антифрикционного материала. Достоинствами подшипников
скольжения являются их малые размеры в радиальном направлении,
слабая чувствительность к толчкам и ударам. Недостаток —
низкий КПД при нежидком трении.
2 J. ч- s 6
Рис. 25. Основные части вала
Ряс. 26. Подшипники скольжения и
качения
2 —
1—:
—
2В
Подшипники качения (рис. 26, б) по виду воспринимаемой
нагрузки делятся на радиальные, радиально-упорные и упорные.
В большинстве случаев они имеют внутреннее кольцо / и
наружное кольцо 2. В зависимости от формы тел качения подшипники
делятся на шариковые (шарик 3) и роликовые.
По числу рядов тел качения различают одно-, двух- и
многорядные подшипники.
По способу самоустановки подшипники качения
подразделяются на самоустанавливающиеся (сферические) и несамоуста-
навливающиеся.
При проектировании вала выполняются следующие этапы
расчета: выбор материала и допустимых напряжений;
предварительный расчет; выбор конструктивных величин; определение
реакций в опорах; построение эпюр изгибающих и крутящих
моментов опасного сечения; окончательный расчет.
Предварительный расчет вала выполняется только на
кручение [2].
Из условия прочности
тк = УИк/@Bс/K<[тк],
откуда
\
0,2 [гк]'
где d — диаметр вала; тк — касательные напряжения; Мк — крутящий момент
на валу.
Одновременное действие крутящего Мк и Мшзг изгибающего
моментов учитывается эквивалентным моментом:
Мэкв = /Щзг + Ml
§ 3. МУФТЫ
Устройства, предназначенные для соединения валов и других
вращающихся деталей и передачи вращающего момента без
изменения направления, называют муфтами.
Простейшей муфтой является глухая, назначение которой —
соединение двух отрезков вала, чтобы полученное соединение
работало как один целый вал. Отсюда вытекают и требования,
предъявляемые к таким муфтам: простота устройства при
достаточной прочности; удобный их монтаж и демонтаж; хорошее
центрирование (геометрические оси соединенных валов должны
располагаться на одной прямой). На рис. 27 изображена глухая
муфта /, посредством которой соединяются два вала 2 и 3. Вал 2
крепится к муфте 1 с помощью штифта 5, а вал 3 — с помощью
штифта 4.
Иногда по условиям работы приходится допускать
относительную осевую подвижность двух соединяемых муфтой валов. В этом
случае применяются компенсирующие муфты. Компенсирующие
муфты можно подразделить на жесткие, которые при передаче
26
Рис. 27. Глухая муфта
Рис. 28. Упругая втулочно-
пальцевая муфта
вращающего момента от одной части на другую передают также
и удары, имеющие место во время работы, и упругие, которые при
передаче вращающего момента смягчают удары.
Левая 2 и правая 4 половины упругой втулочно-пальцевой
муфты (рис. 28) закрепляются соответственно на валах 1 я 6 с
помощью шпонок 7 я 8.
На половине 2 муфты по окружности закрепляются с помощью
конического хвоста и гайки пальцы 3, которые входят в
цилиндрические расточки на другой половине муфты. Контакт пальцев со
стенками отверстий достигается с помощью резиновых колец 5
(в данном случае на каждом пальце четыре кольца), надетых на
палец 3.
Отдельную группу представляют муфты, которые во время
работы должны соединять и разъединять валы. Эти муфты
называют сцепными, они делятся на кулачковые и фрикционные.
В кулачковых муфтах сцепление достигается наличием на
одной половине муфты кулачков, т. е. выступов, которые входят
во впадины, выполненные на другой половине муфты. Во
фрикционных муфтах сцепление достигается благодаря силам трения,
возникающим при нажатии на рабочие поверхности соединяемых
полумуфт. Фрикционные муфты могут быть управляемыми (такие
муфты требуют внешнего воздействия при включении и
выключении) и автоматическими (начинают действовать, например, при
достижении ведущей полумуфтой заранее заданной угловой
скорости).
§ 4. СОЕДИНЕНИЯ ДЕТАЛЕЙ
Соединения деталей в узлы могут быть подвижными и
неподвижными. Рассмотрим эти два типа соединений:
разъемное (болтовое, винтовое, шпоночное, шлицевое),
допускающее многократную сборку и разборку узла или механизма
без разрушения скрепляющих деталей;
неразъемное (сварное, заклепочное, клеевое), разборка
которых возможна лишь путем разрушения соединительных элементов.
27
Рис. 29. Резьбовые
соединения
Наиболее распространенным разъемным соединением является
соединение болтом и гайкой, представляющее частный случай
резьбового соединения.
На рис. 29, а изображено соединение болтом. Болт /
представляет собой цилиндрический стержень с резьбой и головкой в виде
шестигранной призмы. Чаще всего применяется метрическая Л
резьба, выполненная в виде равностороннего треугольника, т. е.
угол при вершине которого равен 60°. На болт надевается шайба 3,
а затем навертывается гайка 2, тоже чаще всего представляющая
собой шестигранную призму. Болтовое соединение не требует
нарезания резьбы в соединяемых деталях 4 и 5. Болты входят
в отверстие с зазором либо плотно, без зазора.
При соединении деталей винтом (рис. 29, б) одно из отверстий
деталей делается сквозным, а другое резьбовым. Винт 1 проходит
свободно деталь 2 и ввертывается в деталь 3.
Под гайку и головку болта или винта для увеличения опорной
поверхности подкладывают шайбу. В целях предупреждения
отвертывания гайки устанавливают пружинную шайбу.
В случаях когда постановка болта или винта по
конструктивным соображениям нецелесообразна или невозможна, применяют
соединение шпилькой (рис. 29, в). В этом случае в детали 3 делают
отверстие, а в детали 4 нарезают резьбу, в которую входит своим
резьбовым концом шпилька /, на второй резьбовой конец шпильки
навертывается гайка 2. Может быть другой вариант соединения
(рис. 29, г), когда в двух деталях 3 и 4 делаются отверстия, сквозь
которые проходит шпилька / с зазором, а на резьбовые концы ее
навертываются гайки 2 и 5.
Болты, винты, гайки, шайбы, шпильки стандартизованы.
§ б. ШПОНОЧНОЕ СОЕДИНЕНИЕ
Шпонки (рис. 30) предназначаются для передачи вращающего
момента М от вала к установленным на нем деталям (шкивам,
зубчатым колесам, маховикам, муфтам и т. д.) или наоборот.
Шпонки можно подразделить на призматические, сегментные
и клиновые.
Призматическая шпонка 2, выполненная в виде стального
призматического бруска прямоугольного поперечного сечения hb,
устанавливается в паз на валу /,
28
Рис. 30. Шпоночное соединение
Рис. 31. Шлицевое соединение
При вращении вала / она передает движение детали 3, в паз
которой она входит своей верхней частью.
Клиновая шпонка отличается от призматической тем, что одна
из широких граней шпонки выполняется с небольшим уклоном
по длине. Клиновая шпонка вводится в пазы деталей с некоторым
усилием (обычно ударами молотка), и на широких гранях ее
возникают силы трения, которые препятствуют перемещению
соединенной шпонкой детали вдоль оси вала.
Сегментная шпонка устанавливается преимущественно на
концевых участках валов. В отличие от призматической шпонки она
выполнена в виде сегмента.
Сегментные шпонки удобны при сборочных работах, но
глубокий паз значительно ослабляет вал.
Соединения призматической и сегментной шпонкой относятся
к числу ненапряженных.
§ 6. ШЛИЦЕВОЕ СОЕДИНЕНИЕ
Шлицевое соединение (рис. 31) можно представить как
многошпоночное, у которого шпонки выполнены как одно целое с валом /.
В детали 2, которая садится на вал, делаются канавки. При
перемещении детали вдоль оси вала пазы последнего входят в канавки.
Шлицевое соединение имеет ряд преимуществ перед шпоночным:
детали лучше центрируются, что важно при большой угловой
скорости вала;
большая поверхность контакта обеспечивает небольшие
напряжения смятия;
возможность передачи больших вращающих моментов М.
В зависимости от профиля шлицев различают три типа
соединений: прямобочные, эвольвентные и треугольные.
Первые два типа шлицевых соединений стандартизованы.
§ 7. НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ
Сварное соединение предназначено для соединения деталей машин,
различных металлических изделий. Сваркой называют процесс
получения неразъемных соединений посредством установления
межатомных связей между свариваемыми частями при их местном
или общем нагреве.
2§
а 5
Рис. 32. Сварное соединение
Существуют следующие
виды сварных соединений:
стыковое, нахлесточное,
угловое и тавровое.
Стыковое соединение
(рис. 32, а) рассчитывается
на растяжение или сжатие
по номинальному сечению
соединяемых деталей 1 и 2
без учета усиления
размеров шва А. При этом
в расчете учитываются
следующие значения:
s—толщина свариваемых
деталей, Р — действующая
сила и L — расчетная
длина сварного шва.
Угловое (рис. 32, б) и
тавровое сварные
соединения характеризуются
а 5 расчетным катетом К
Рис. 33. Пружины (растяжения и сжатия) (рис. 32, в). Расчет этих
швов ведется на срез по
наименьшему сечению шва с учетом Р — действующей силы
и L — рабочей длины шва.
§ 8. ПРУЖИНЫ
Пружина является упругим элементом, т. е. деталью с высокой
податливостью при минимальных массе и габарите. Пружина
используется для амортизации толчков и ударов, демпфирования
колебаний, для силового замыкания и т. д.
В зависимости от выполняемых функций пружины делятся на
пружины растяжения (рис. 33, а), сжатия (рис. 33, б), кручения
и изгиба.
Широкое применение находят витые пружины растяжения,
сжатия и кручения, выполненные из проволоки круглого сечения.
Важнейшими параметрами цилиндрических пружин являются:
диаметр проволоки d, средний диаметр D, число рабочих витков п,
шаг витка р, угол винтовой линии а.
Пружины изготовляют из стали с высокими механическими
свойствами (высокоуглеродистая, хромованадиевая, кремнемар-
ганцевая).
Наряду с высокими механическими свойствами материал
пружин после термообработки должен иметь устойчивые во времени
упругие свойства.
В настоящее время при конструировании и создании
конструкций машин, механизмов и приборов большое внимание уделяется
стандартизации и унификации. Под стандартизацией понимают
30
установление общегосударственных, строго определенных норм
качества, формы и размеров изделий или их элементов,
обязательных для проектировщиков, изготовителей и потребителей.
Под унификацией понимается рациональное сокращение типов,
видов и размеров изделий одинакового функционального
назначения.
В СССР действуют общесоюзные (ГОСТ), отраслевые (ОСТ),
республиканские (РСТ) стандарты и стандарты предприятий (СТП).
Стандартизация в области деталей и узлов машин охватывает
материалы, геометрические параметры (диаметры отверстий и
валов, форма и размеры резьбы, зубчатых, шпоночных соединений
и т. д.), нормы точности, правила оформления чертежей и т. д.
Стандартизованы многие детали и узлы, например крепежные
изделия, приводные ремни и цепи, муфты, подшипники качения и др.
Благодаря стандартизации снижается стоимость машины,
сокращаются сроки проектирования и повышается надежность работы.
При проектировании машин в целом, а также их узлов и
деталей необходимо учитывать требования технической эстетики.
Машинам следует придавать красивый вид в сочетании с
рациональными формами.
Экономичность в изготовлении и эксплуатации, удобство и
безопасность в обслуживании, надежность и долговечность — вот
важнейшие требования, предъявляемые к проектируемой машине.
Контрольные вопросы и задания
1. В каких случаях применяются оси?
2. Для чего применяется вал?
3. Рассказать о назначении подшипников качения и скольжения
4. Что называют муфтой? Каково ее применение?
5. Рассказать о применении болтов, винтов, гаек и шайб.
6. Для ч'его служит шпоночное соединение?
7. Рассказать о шлицевом соединении.
8. В каких случаях применяется сварное соединение?
9. Рассказать о назначении пружин.
§ 9. СОПРОТИВЛЕНИЕ МАТЕРИАЛОВ
Сопротивление материалов есть наука о прочности и
деформируемости материалов и элементов машин и сооружений. Прочность -—
способность материала конструкций и их элементов сопротивляться
действию внешних сил не разрушаясь.
В процессе работы машин и сооружений их детали и узлы
воспринимают и передают друг другу различные нагрузки, т. е.
силовые воздействия.
Различают сосредоточенные и распределенные силы.
Сосредоточенными силами называются давления, передающиеся на
элемент конструкции через площадку, размеры которой очень малы
по сравнению с размерами всего элемента.
31
Рис. 34. Виды нагружения вала
Распределенными си-
лами называются
нагрузки, приложенные
непрерывно на
протяжении некоторой длины
или площади
конструкции. В зависимости от
характера воздействия
нагрузки делятся на
статические и
динамические. Статическими называются нагрузки, величина, направление и
место приложения которых остаются постоянными или меняются
медленно и незначительно.
Динамические нагрузки характеризуются быстро меняющимися
во времени величиной, направлением и местом приложения.
Элементы конструкций машин и сооружений при воздействии
внешних сил (нагрузок) в большей или меньшей степени изменяют
свои размеры и форму и в конце концов могут разрушаться. Эти
изменения носят общее название деформации. Деформации могут
быть следующих видов:
растяжение. Эту деформацию испытывают канаты, тросы, цепи
и т. д.;
сдвиг. Деформацию сдвига испытывают болты, заклепки, швы
сварных соединений;
кручение. На кручение работают валы, передающие мощности
при вращательном движении;
изгиб. На изгиб работают балки, оси, зубья зубчатых колес
и т. д.
В элементах конструкций под действием внешних сил
возникают внутренние силы, сопровождающие деформацию материала.
Поэтому наряду с понятием деформации одним из основных
понятий сопротивления материалов является напряжение, которое
характеризует интенсивность внутренних сил, действующих в
сечении.
Рассмотрим произвольно нагруженный брус (рис. 34)
моментом М и силой Рй и применим к нему метод сечений. (Метод
заключается в том, что тело мысленно разрезается плоскостью на
две части, любая из которых отбрасывается, и взамен нее к
сечению оставшейся части прикладываются внутренние силы,
действующие до разрезания. Оставленную часть можно
рассматривать как самостоятельное тело, находящееся в равновесии под
действием внешних и приложенных к сечению внутренних сил.) [2].
Выделим бесконечно малый элемент площади dF (рис. 34, а).
Равнодействующую силу, приложенную к этому элементу,
обозначим dR
р = dRldF,
где р ¦
32
напряжение.
Таким образом, напряжение есть внутренняя сила, отнесенная
к единице площади сечения. Напряжение — величина векторная.
Разложим вектор напряжения на две составляющие: а —
перпендикулярную плоскости сечения, и т — лежащую в плоскости
сечения (рис. 34, б). Составляющую а назовем нормальным
напряжением, а г — касательным.
р = у/^а2 -j- т2-
В поперечном сечении бруса при растяжении, сжатии и чистом
изгибе действуют только нормальные напряжения, а при сдвиге
и кручении — только касательные.
При выборе размеров и материала для того или иного элемента
конструкции необходимо обеспечить запас прочности против
возможности его разрушения.
Напряжения, достижение которых обусловливает разрушение
материала, называют пределом прочности или временным
сопротивлением /v Чтобы не было риска разрушения сооружения,
необходимо допускать в его элементах напряжения, которые будут
по своей величине составлять лишь часть предела прочности
материала. Эти напряжения обозначим буквой [р]—допустимые
напряжения.
Допустимые напряжения связаны с пределом прочности
следующей зависимостью:
где k — коэффициент запаса прочности.
На практике коэффициент запаса прочности составляет 1,7—8
в зависимости от условий, в которых работает конструкция.
Если обозначим наибольшие напряжения, которые могут
возникнуть при воздействии внешних сил, ртах. то можем составить
условие прочности:
Ртах < [р],
т. е. действительные напряжения не должны быть больше
допустимых.
При деформациях растяжения и сжатия в поперечных сечениях
бруса действует только продольная сила, поэтому возникает
только нормальное напряжение, равномерно распределенное по
сечению:
0 = NIF,
где N — продольная сила; F — площадь поперечного сечения.
Рассмотрим на примере (рис. 35) деформации при растяжении
или сжатии.
Имеем прямой брус постоянного поперечного сечения F,
длиной /, жестко закрепленный одним концом и нагруженный на
другом конце силой Р. Под действием силы Р брус удлиняется
2 Ажтов» Г. К 33
п
u.
¦ж.
IP
Рис. 35. Растяжение консоль- Рис. 36. Силы, действую- Рис. 37. Сдвиг па-
ного стержня щие при сдвиге раллелепипеда
на А/; назовем это абсолютным удлинением. Возьмем отношение
А/ к первоначальной длине / и получим относительное удлиненнее:
е - МП.
¦
§ 10. СДВИГ
Сдвигом называют такой вид деформации, при которой в любом
поперечном сечении бруса возникает только поперечная сила
(рис. 36). Деформацию сдвига можно наблюдать при разрезании
ножницами металлических полос или прутков.
К брусу поперечного сечения F перпендикулярно его оси
приложены две равные и противоположно направленные силы Р,
линии действия их находятся на относительно небольшом
расстоянии друг от друга.
Определяем поперечную силу Q методом сечений.
Во всех точках сечения будут действовать распределенные силы,
равнодействующую Q которых найдем из условия
20=0; Р — Q = 0, или Р = Q.
Поперечная сила есть равнодействующая внутренних
касательных сил в поперечном сечении, которые .определяются по
формуле
т = Q/F.
Расчетная формула при сдвиге
т = QIF < [т],
т. е. касательное напряжение при сдвиге не должно превышать
допустимого.
Чтобы установить параметры, которые характеризуют сдвиг,
рассмотрим брус (рис. 37), выполненный в виде параллелепипеда
A BCD. Одна грань его AD жестко закреплена, а на другую ВС
действуют только касательные напряжения, вследствие чего
происходит перекашивание бруса из-за перемещения грани ВС.
Деформация сдвига характеризуется углом а и называется углом
сдвига. Расстояние ВВг или СС1г на которое смещается грань ВС,
называется абсолютным сдвигом.
34
Рис. 38. Кручение консольного стержня
Напряжения и деформации при
этом связаны зависимостью,
которая называется законом Гука при
сдвиге-
т= Gy,
где G — коэффициент пропорциональности,
характеризующий жесткость материала, или
модуль упругости второго рода.
Деформация сдвига, при
которой происходит разрушение
материала, называется срезом. Допускаемое напряжение на срез
[тср] для пластичных материалов выбирают в зависимости от
предела текучести. Для болтов, щпонок, штифтов
[тор] = @,25 ... 0,35) а„
где 0Т — предел текучести материала.
§11. КРУЧЕНИЕ
Кручением называется вид деформации, при которой в любом
поперечном сечении бруса возникает только крутящий момент. При
приложении пары сил к брусу в плоскостях, перпендикулярных
оси, возникают деформации кручения.
Как правило, на кручение работают валы, поэтому рассмотрим
стержень круглого сечения с жестко заделанным концом (рис. 38).
При приложении к свободному концу стержня диаметром 2г
пары сил или момента Мк в стержне возникают деформации
кручения. При этом ось стержня ZZ, называемая осью кручения,
останется прямолинейной, а образующие стержня АВ обратятся
в винтовую линию АВг. Угол поворота концевого сечения
обозначим ф и назовем полным углом закручивания.
Относительным углом закручивания ф0 будет отношение угла
закручивания <pz к расстоянию z данного сечения от заделки:
Фо =
— ф/' = const,
где / — длина стержня.
Полный угол закручивания
Ф = MJ/(GJP),
где Мк — крутящий момент на валу (стержне); GJp— жесткость сечения при
кручении; Jp — полярный момент инерции.
Касательные напряжения при кручении
*тах == MK/Wp,
где Wp — момент сопротивления кручению.
35
Рис. 39. Деформации при
изгибе
Для круга диаметром d момент
сопротивления кручения Wp «* 0,2d3, для
кольцевого сечения
Wp fa 0,2 B5«-d*)/25,
где D и d — соответственно наружный и
внутренний диаметры кольцевого сечения.
§ 12. ИЗГИБ
Чистым изгибом называется такой вид
деформации, при которой в любом
поперечном сечении бруса возникает только изгибающий момент.
При чистом изгибе справедлива гипотеза плоских сечений:
волокна, лежащие на выпуклой стороне бруса, растягиваются,
волокна, лежащие на вогнутой стороне, сжимаются, а на границе
между ними лежит нейтральный слой, волокна которого только
искривляются без изменения своей длины. В поперечных сечениях
бруса возникают только нормальные напряжения растяжения и
сжатия, неравномерно распределяемые по сечению.
. Рассмотрим (рис. 39) участок балки, подверженный чистому
изгибу. Выделим элемент балки малой длины ds (EF),
расположенный между поперечными сечениями А В и CD. Радиус кривизны
нейтрального слоя обозначим р. Выделим слой волокон тп,
находящийся на расстоянии у от нейтрального слоя NN. Этот слой
вследствие деформации изгиба удлинится на величину ппг. Не
приводя подробного вывода при рассмотрении данного рисунка,
получаем зависимость [2]:
а = Еу/р,
т. е. максимальные напряжения возникают в волокнах, наиболее
удаленных от нейтрального слоя.
При чистом изгибе балки постоянного сечения
р = EJ/Mmr,
где ЕJ — жесткость сечения при изгибе,
а также
о = Миагу/) или amax = MBBr/W,
где W — Лутах — момент сопротивления изгибу.
Момент сопротивления изгибу есть отношение осевого момента
инерции поперечного сечения балки относительно нейтральной
оси к расстоянию от этой оси до наиболее удаленного волокна
сечения.
Расчетная формула на прочность при изгибе имеет вид
т. е. нормальное напряжение в опасном сечении не должно
превышать допустимого.
36
Наиболее распространенные моменты сопротивления W изгибу
для прямоугольного сечения Ыг:
W = bh2/6, или W = hb2/6.
Для круга диаметром d
W fa 0,Ш3.
Для кольца (D, d)
W » 0,1 (D*-d4)/D.
Контрольные вопросы и задания
1. Что такое рабочее, предельное и допустимое напряжение?
2. Рассказать о растяжении и сжатии.
3. Какова формула расчета бруса на сдвиг?
4. Рассказать о деформациях стержня при кручении.
5. Рассказать об изгибающем моменте, привести формулу расчета балки на
прочность.
Глава 3. ИГОЛЬНО-ПЛАТИННЫЕ ИЗДЕЛИЯ
§ 1. ИГЛЫ, ПЛАТИНЫ И ТОЛКАТЕЛИ
Изделия, непосредственно участвующие в процессе
петлеобразования, являются петлеобразующими органами. К ним относятся:
иглы, платины, ушковины, деккеры, т. е. детали, непосредственно
воздействующие на нить [3].
К петлеобразующим органам предъявляются следующие
требования:
конструкция их должна быть рассчитана на массовое
производство;
поверхности этих деталей должны быть тщательно обработаны
(отполированы), не иметь рисок и заусенцев;
сопрягаемые контуры должны быть выполнены с плавными
переходами в целях облегчения протекания процесса
петлеобразования.
Кроме петлеобразующих органов, в конструкции трикотажных
машин имеются и другие сменные детали, которые непосредственно
не участвуют в образовании петель. К этим деталям относятся:
игловоды, толкатели, штеги (перегородки), швинги и т. д.
Совокупность этих деталей и петлеобразующих органов носит
название игольно-платинных изделий.
Среди петлеобразующих органов наибольшее распространение
приобрели язычковые иглы, которые применяются в конструкциях
кругловязальных машин малого диаметра (чулочно-носочные
автоматы), кругловязальных машин большого диаметра,
плосковязальных и основовязальных машин.
В язычковой игле (рис. 40) можно выделить: крючок б, язычок 5,
ось 4, стержень 3, пятку 2 и хвостовик /.
37
Иглы могут быть с
хвостовиком и без него.
Хвостовик придает большую устой-
\у г \ \ чивость игле в пазу иголь-
* s 6 ницы во время работы
Рис. 40. Язычковая игла машины. При
проектировании язычковых игл
необходимо учитывать следующее [4J: на размер L должен
быть назначен жесткий допуск, в противном случае будет
иметь место неодинаковая глубина кулирования нити (пряжи),
т. е. различная величина опускания головок игл
относительно' отбойной плоскости (плоскости, где располагаются старые
петли). Различная глубина кулирования приведет к
образованию неравномерных петель и к снижению качества трикотажа.
Однако допуск на размер L не должен быть чрезвычайно жестким,
чтобы не усложнять технологию изготовления игл на заводе;
размер А необходимо проектировать наименьшим, так как от
него зависит вертикальное перемещение иглы, которое в свою
очередь определяет протяженность вяжущей системы. Большая про-,
тяженность уменьшает количество систем на машине и снижает
ее производительность. Вместе с тем размер Л-должен
обеспечивать плавные переходы профилей: язычка со стержнем как в
закрытом, так и в открытом состоянии. Углы а и р, которые при
этом образуются (угол а — угол между стержнем иглы и
закрытым язычком; угол р — угол между стержнем и открытым
язычком)-. Угол а должен находиться в пределах 15 ... 20°, а угол
р — 15 ... 17° в целях снижения динамических нагрузок на нить
в процессе образования петли.
На хвостовике иглы или на ее стержне фрезеруется выемка,
с помощью которой игла перед вставкой в паз цилиндра
подгибается. Подгиб осуществляется с целью плотной посадки иглы,
что предупреждает произвольное опускание иглы при отсутствии
петель. Вместе с тем подгиб увеличивает силу сопротивления иглы
при ее перемещении вдоль паза цилиндра.
Крепление язычка в стержне иглы может производиться
несколькими способами.
Крепление язычка / (рис.41, а) на оси 2 является наилучшим
способом, так как ось 2, имеющая нарезку, ввертывается в стенки
стержня 3. Однако при изготовлении игл высоких номеров такое
крепление ненадежно из-за отсутствия нарезки в тонких стенках
стержня 3 (толщина стенок составляет менее 0,1 мм).
Крепление язычка на цилиндрических кернах (рис. 41, б) —
менее трудоемкая операция, чем крепление язычка на осях. По
прочности установки язычка оно не уступает осевому креплению.
Язычок / в данном случае посажен на цилиндрические поверхности,
образованные из стенок стержня 2 иглы.
Иногда применяется способ крепления на конических кернах
(рис. 41, в). Надежность посадки язычка 1 на конические поверх-
Рис, 41. Виде
язычка иглы
крепления
г
ш
7-
I
V/}
R
Ш
ш
щ
У//.
ности стержня 2,
образованные его стенками,
не обеспечивается.
Такое крепление —
наиболее слабое, при
работе машины наблюдаются вылеты язычков из прорезей игл.
Язычковые иглы могут быть получены штамповкой из
холоднокатаной стальной ленты либо прессованием путем плющения
проволоки, предварительно согнутой по форме иглы.
Крючковые иглы (рис. 42) изготовляют из калиброванной
проволоки. В них можно выделить головку /, крючок 2, чашу 3,
стержень 4 и пятку 5.
Назначение чаши 3 — обеспечить прилегание к стержню иглы
конца крючка 2 при его закрывании. Закрывание крючка
осуществляется нажатием на него специальной пластины в момент
операции прессования.
Расстояние k между концом крючка 2 и стержнем 4 должно
быть таким, чтобы после прокладывания новой нити последняя
смогла свободно пройти под крючок иглы.
Крючковые иглы могут закрепляться индивидуально в
игольнице с помощью пятки 5 или по нескольку штук в плитках с
помощью сплава.
Индивидуально иглы укреплены на котонных и мальезных
машинах (редко на основовязальных), в основном крепление
в плитках применяется в основовязальных машинах.
Движковые иглы (пазовые иглы) получили применение лишь
в последние годы. Движковые иглы имеют меньший рабочий
ход, чем крючковые и язычковые, что позволяет увеличить
производительность оборудования.
Размер А (рис. 43) движковых игл минимальный и составляет
4—6 мм. Иглы этого типа имеют стержень / и движок 2, который
перемещается в стержне с помощью пятки 3. Сечение стержни
коробчатого типа, иногда трубчатое (при трубчатом сечении стержня
игла носит название трубчатой).
Исходным материалом для игл является холоднокатаная
закаленная и незакаленная лента, а также калиброванная проволока.
Процентное содержание углерода различно в зависимости от
назначения и колеблется в пределах 0,65—0,8 %.
1 2 3
Рис. 42. Крючковая игла
Рис. 43. Движковая игла
1 2 J
4 J
Рис. 44. Платина
Рис. 45. Игловод
/ 2 J
Как правило, твердость игл, скользящих по замочным
клиньям, должна быть по Роквеллу HRC на 5—6 единиц ниже
твердости рабочих поверхностей замочных клиньев. Например, если
твердость клиньев HRC 62—65, то твердость игл — HRC 58—60.
Платины представляют собой тонкие пластины различных
конфигураций. Платины штампуются из калиброванной стальной
ленты, химический состав которой соответствует инструментальной
углеродистой стали У10.
Платины, так же как и иглы, могут быть подвижными и
неподвижными, вследствие чего их конструкция различна.
Платина (рис. 44) имеет следующие участки: бородку /, носик 2,
горловину 3, пятку 4 и основание 5.
В процессе вязания бородка / выполняет роль отбойной пло-~
скости, т. е. плоскости, на которой располагаются старые петли.
Расстояние, на которое опускаются иглы относительно отбойной
плоскости, называется глубиной кулирования. Оно определяет
длину нити в петле.
Носик 2 служит для удержания старых петель при подъеме
игл на заключение, вследствие чего осуществляется сброс петель
с открытого язычка игл. Перемещение платин в пазах кольца
происходит с помощью пяток 4, которые взаимодействуют с
клиньями.
Платины машин высоких классов выполняются с утонением
рабочей части, что позволяет наряду с необходимой для данного
класса толщиной рабочей части получить большую толщину
пятки р с целью увеличения ее прочности.
Игловоды, как правило, применяются на двухфонтурных
машинах, оснащенных двухголовочными иглами. Они
предназначены для перемещения игл вдоль пазов игольницы. Игловод (рис. 45)
состоит из передней части 1, крючка 2, передней пятки 3, тела 4,
задней пятки 5 и хвостовика 6.
Передняя часть / служит для разъединения игловода с иглой,
т. е. игловод находит на специальную пластину передней частью,
последняя поднимается и выводит крючок 2 из зацепления с
крючком иглы. Лятка 3 может быть различной высоты и служит для вя-
Рис. 46. Толкатель
40
Рис. 47. Рисунчатый толкатель
зания сложных переплетений. Тело 4 игловода обеспечивает
движение вдоль паза игольницы. Пятка 5 отбирает иглы в
зависимости от программы.
Толкатели (рис. 46) устанавливаются под иглами и производят
отбор игл в зависимости от заданного переплетения. Толкатели
могут иметь разные по высоте пятки /, что расширяет возможности
отбора игл. Толкатели только поднимают иглы, опускание игл
осуществляется с помощью пяток самих игл. Тело 2 толкателя
имеет толщину, которая обеспечивает свободное скольжение их
вдоль пазов игольницы.
В машинах, вырабатывающих жаккардовые переплетения,
применяются рисунчатые толкатели (рис. 47). Рисунчатые
толкатели кроме основной пятки 2 имеют по высоте пятки 3,
обеспечивающие выработку рисунка на трикотаже. В процессе вязания
на пятки 3 воздействуют селекторные пластины, вследствие чего
хвостовик / с пяткой 2 может быть утоплен в пазу игольницы и
пятка 2 не будет взаимодействовать с клином, а игла не
поднимется на заключение для захвата новой нити.
§ 2. ДЕФЕКТЫ ТРИКОТАЖА, ВОЗНИКАЮЩИЕ ИЗ-ЗА ПЛОХОГО
СОСТОЯНИЯ ИГЛ И ПЛАТИН
Дефект
Причины появления дефекта
Способ
устранения
Спущенный
столбик петель
Большая дыра
Малая дыра
Отдельные
оборванные петли
Порванные петли
Вертикальные
полосы
Заменить иглу
Заменить иглу
Сломан крючок иглы, вследствие чего
нить не задерживается под крючком
Сломан язычок иглы, вследствие чего
игла захватывает новую нить, но не
сбрасывает старую петлю. При
наличии большого числа нитей под
крючком происходит обрыв
Иногда происходит западание язычка Заменить иглу
под крючок иглы, вследствие чего
не всегда сбрасывается старая петля
Игла имеет туго поворачивающийся Заменить иглу
язычок
Платина имеет острые края
Игла имеет неравномерный подгиб
или размеры иглы имеют отклонения
от установленных норм
Заменить платину
Выправить или
заменить иглу
Контрольные вопросы и задания ,
1. Какие бывают иглы?
2. Рассказать об основных размерах игл.
3. Для чего применяются игловоды и платины?
4. Какие силы действуют на иглу во время вязания?
б. Рассказать об основных дефектах, возникающих на трикотаже из-за
некачественных игл и платин.
Глава 4. ПРОЦЕСС ПЕТЛЕОБРАЗОВАНИЯ
§ 1. ТРИКОТАЖНЫЙ И ВЯЗАЛЬНЫЙ СПОСОБЫ
ПЕТЛЕОБРАЗОВАНИЯ
Процесс петлеобразования может быть осуществлен трикотажным
или вязальным способом. Каждый способ имеет десять операций.
В процессе петлеобразования трикотажным способом
последовательность операций следующая: заключение, прокладывание,
кулирование, вынесение, прессование, нанесение, соединение,
сбрасывание, формирование и оттяжка [5—7].
Рассмотрим на примере крючковых игл трикотажный способ
петлеобразования (рис. 48).
Заключение. Сущность данной операции состоит в том, что
петли Ях, Г12, Л3, nt из-под крючков игл 1, 2, 3, 4 должны
переместиться на стержни. Происходит это в результате подъема
игл, при этом петли должны располагаться на линии отбойной
плоскости. Удержание петель осуществляется платинами,
которые воздействуют на протяжки петель. Платины на рис. 48 не
показаны. Перемещение петель происходит настолько, чтобы
обеспечить место для прокладывания новой нити. Следовательно,
операцию заключения начинает игла, поднимающаяся вверх, и
заканчивает игла, занявшая наивысшее положение (иглы /—8).
Прокладывание. Эта операция осуществляется нитеводом, т. е.
деталью или устройством, перемещающимся вдоль игл. Нить Я
прокладывается в виде прямой с определенным натяжением,
которое регулируется с помощью тормозных или подающих
устройств. Следует указать, что иглы в процессе петлеобразования
стягивают нить с бобины, если нет подающих устройств,
вследствие чего натяжение может изменяться. Операция
прокладывания происходит на иглах 9 и 10.
Кулирование. Сущность операции заключается в
последовательном изгибании проложенной на иглы нити. Изгибание нити
18 17
Рис. 48. Трикотажный способ петлеобразования
осуществляется кулирными платанами (на рис. 48 они не
показаны). От равномерного кулирования нити зависит равномерность
петельной структуры, а следовательно, качество трикотажа. Для
выработки высококачественного трикотажа операцию
кулирования разбивают на два процесса: неполное кулирование и
распределение. При неполном кулировании изгибание нити
происходит не на каждой игле, а через одну, и петля получается
увеличенной длины, после чего распределительные платины
перераспределяют нить и каждая игла получает изогнутый в петлю участок
одинаковой длины. Операция кулирования осуществляется на
иглах // и 12.
Вынесение. Операция вынесения (игла 13) есть перемещение
изогнутых в петлю участков нити под крючки игл. Это
достигается путем опускания игл, вынесение считается законченным
только тогда, когда изогнутая в петли нить переместилась выше
чаши игл, в противном случае в момент прессования изогнутые
участки могут быть зажаты крючками, погружающимися в чаши
игл.
Прессование. Эта операция осуществляется путем нажатия
на горбинку крючков игл специальной пластинкой (иногда каждая
игла имеет свою пластину — пресс), чтобы утопить кончики
крючков в чаши игл. В момент прессования иглы остаются
неподвижными (игла 14).
Нанесение. Иглы совершают дальнейшее движение вниз,
и петля попадает на запрессованный крючок иглы 15. В случае
неполного прессования, когда кончик крючка иглы не полностью
заглубился в чаше, может быть накалывание нити на крючок,
что приведет к обрыву нити или поломке крючка. Пока не
произведено нанесение, игла не распрессовывается.
Соединение. После кулирования изогнутые участки нити
должны быть в натянутом состоянии, так как они могут
деформироваться за счет сил упругости и занимать различные положения,
вследствие чего нарушается равномерность петель. Поэтому до
тех пор, пока старая петля не соединится с новой у головки иглы,
изогнутая нить должна быть натянута. Соприкосновение старой
петли с новой называется операцией соединения.
Сбрасывание. Операция сбрасывания характеризуется сходом
старой петли с головки иглы вследствие опускания иглы 16.
Чтобы сбросить старую петлю с иглы, необходимо расширить
петлю на две толщины нити. Следовательно, чем больше может
сплющиваться нить новой петли при выходе ее из-под крючка
и чем меньше коэффициент трения нити о нить старой и новой
петель, тем легче происходит сбрасывание. Синтетические нити,
имеющие малый коэффициент трения, а также нити с меньшей
круткой, которые легче сплющиваются, облегчают осуществление
операции сбрасывания.
Формирование. Операция формирования заключается в
полном протягивании новой петли через старую. Игла 17 опускается до
43
15
Рис. 49. Вязальный
способ
петлеобразования
предельного нижнего положения и образует полностью новую
петлю. От степени протягивания новых петель через старые
зависит равномерность петельной структуры.
Оттяжка. Заключительной операцией петлеобразования
является оттяжка (игла 18). При движении иглы вверх для
выполнения заключения петля старого ряда может оказаться над иглой
и нанизаться на иглу. Чтобы этого не произошло, посредством
механизма оттяжки петли отводят из зоны вязания, вследствие
чего они поворачиваются (игла движется вверх) и располагаются
почти перпендикулярно спинкам игл. Равномерность петель
зависит от усилия оттяжки, т. е. силы, приходящейся на каждую
петлю.
При вязальном способе петлеобразования, осуществляемом
на язычковых иглах, операция кулирования выполняется после
операции соединения в момент сбрасывания (рис. 49).
Процесс петлеобразования начинается с операции заключения,
т. е. подъема иглы на полную высоту.
В процессе подъема иглы петля перемещается из-под головки
на стержень и открывает язычок, тем самым подготавливая иглу
к приему новой нити. При сходе петли с открытого язычка иглы
под действием сил упругости язычок может закрыться. Для
Предотвращения закрывания язычка некоторые машины имеют
предохраняющее устройство. Операция заключения происходит
на иглах /—4.
Прокладывание нити осуществляется с помощью нитевода.
Большую роль при этом играет натяжение нити Я, от которого
в значительной мере зависит равномерность петельной структуры.
Прокладывание нити происходит в область, расположенную между
концом открытого язычка и крючком иглы.
Операция прокладывания осуществляется на иглах 5—6.
Операция вынесения заключается в подведении нити под
крючок иглы. Во время этой операции игла 7 опускается и
захватывает крючком проложенную нить. Если иглы установлены с
отклонением от общей линии, могут быть незахваты нити отдель-
44
ными иглами. Большое значение в этом случае имеет правильная
установка нитевода.
Во время операции прессования язычок иглы 8 закрывается
в результате воздействия на него старой петли, которая находится
на отбойной плоскости, игла при этом продолжает опускаться.
Закрывание язычка происходит в момент пересечения старой
петлей оси его крепления в теле иглы.
Сущность операции нанесения состоит в том, что петля
наносится на закрытый язычок иглы 9 и продвигается по нему до
встречи с проложенной под крючок нитью.
Соединением называется операция встречи старой петли с
нитью, расположенной под крючком иглы 10.
Операция кулирования (изгибания нити) осуществляется почти
одновременно с операцией сбрасывания. Игла // продолжает
опускаться и протягивает нить, расположенную под крючком, через
старую петлю. Во время операции кулирования нить испытывает
большое натяжение.
Операцией сбрасывания называют процесс схода старой петли
с головки иглы.
Операция формирования ¦— полное протягивание нити через
старую петлю иглы 12 и 13. Эта операция определяет длину нити
в петле. Расстояние, на которое опускается игла от линии
отбойной плоскости, называется глубиной кулирования, она
характеризует плотность вязания.
Операция оттяжки (иглы 14, 15) заключается в отводе петель
из зоны петлеобразования, чтобы обеспечить заключение. Петля
при этом занимает горизонтальное положение при вертикальном
расположении игл. Отвод старых петель (оттяжка) осуществляется
с помощью платин или усилием, создаваемым механизмом
оттяжки и накатки трикотажа.
§ ^. ДЛИНА НИТИ В ПЕТЛЕ
К основным геометрическим параметрам трикотажа относятся
длина нити в петле /, петельный шаг А (рис. 50) и высота
петельного ряда В.
Рассмотрим один из основных параметров — длину нити
в петле. Исходя из данной геометрической модели для
переплетения гладь, она состоит из сумм прямолинейных и криволинейных
отрезков 15]:
Принимаем, что дуги ab, cd, ef представляют собой часть
окружности одного радиуса R, а отрезки be, de, каждый в
отдельности, примерно равны высоте петельного ряда В (без учета
наклона ряда).
Тогда
/ = 2nR + 25.
46
Рис. 50. Основные пара- Рис. 51. Петля предельно Рис. 52. Петля, рас-
метры, характеризующие плотного трикотажа
петлю
тянутая в длину
Выразим диаметр окружности 2R через петельный шаг и
средний диаметр нити:
2R = 0,5Л + d0
или
I = я @,5Л + d0) + 25 = 0,5лА + 2В + nd0;
/= 1,57 А + 2В + nd0.
Если в расчет принять наклон отрезков be и de, а также
рассмотреть петлю как пространственную кривую, то получим
следующую зависимость:
/ = я
,5 А + dof
В2 + 2d\
(приводим формулу без доказательства, так как доказательство
довольно громоздкое).
И. С. Мильченко [4 ] длину нити в петле определял для
предельно плотного трикотажа глади (рис. 51), причем рассматривал
плоскостную геометрическую модель.
Из /\атп определяем высоту петельного ряда В:
В* =' (amJ — (ап)\ или В% = (Ы)% — Bdf,
откуда
Определим отношение В/А:
В/А = 2d/3/Dd) = 0,866.
Из Д1-2-3 находим гипотенузу X:
X2'» Я2 + d2$* Ш2; X =
тогда длина петли по средней линии будет
/ = 2я/?-+ 2Х,
где R — радиус окружности, равный отрезку /—3.
l = 16,6d.
Если рассмотреть геометрическую модель петли растянутого
в длину трикотажа (рис. 52), то можно видеть, что сечение нити
по длине петли не изменяется. При этом принимается, что нить
нерастяжимая.
При растяжении глади по длине высота петельного ряда
значительно увеличивается Втах, а петельный шаг становится
минимальным:
А ты = Ых.
Длина нити в петле в этом случае состоит из следующих
отрезков:
I = 'ab-\-Fc-\-'cd-\-dl + 7f.
Принимаем, что сумма криволинейных отрезков ab, cd, ef
равна длине окружности диаметром 3dlt а отрезки be и de
(каждый порознь) равны высоте петельного ряда Втах. Получим
§ 3. ЗАВИСИМОСТЬ ДЛИНЫ НИТИ В ПЕТЛЕ
ОТ ГЛУБИНЫ КУЛИРОВАНИЯ,
НАТЯЖЕНИЯ ПОДАВАЕМОЙ НИТИ
И ОТТЯЖКИ ТРИКОТАЖА
Одним из основных факторов, определяющих длину нити в петле,
,является глубина кулирования hH. Глубину кулирования в
процессе вязания можно изменять путем перемещения по высоте
кулирного клина замка.
Связь между глубиной кулирования и длиной нити в петле
в первом приближении можно записать следующим образом [8]:
К - 0,5 '/Л — F, или / = /4/Г|"М\
где (— шаг игл, т. е. расстояние между осями двух соседних игл в игольнице.
Эта зависимость показывает, что чем больше глубина
кулирования, тем больше длина петли при неизменном классе машины или
шаге игл.
Более точную формулу предлагает И. С. Мильченко [4].
Она дает более сложную зависимость длины нити в петле от
конструкции петлеобразующих элементов. Эту зависимость приводим
без вывода:
/ = 2 \hK + г (cos ф — 1) J/sin ф + р + 2гф,
где г — суммарный радиус линии искривления нити при соприкосновении ее
с крючком иглы и платиной; <р — угол наклона прямолинейного участка нити
в момент кулирования к горизонтальной или отбойной плоскости; р — толщина
платины.
Учитывая, что sin ф -*¦ 1, a cos ф ~> 0, получим:
/ = 2А„ — г + р + 2гф, или / = 2ЛК + р + г Bц> — !).
Эта зависимость показывает, что на длину нити в петле
значительное влияние оказывает глубина кулирования.
47
Необходимо отметить, что когда игла занимает самое низкое
положение и формирует петлю, нить потребляется не только со
стороны нитевода, но и со стороны уже сформированной петли.
Такое явление называется перетяжкой, т. е. уже сформированная
петля отдает часть нити для формирования новой петли и
становится меньше. Явление перетяжки отрицательно сказывается на
равномерности петель. Чтобы устранить это явление, нижнюю
часть кулирного клина делают протяжением на 2—3 игольных
шага, что исключает подъем иглы, а следовательно, отдачу ей
части нити. В этом случае петли испытывают повышенное
натяжение, иногда приводящее к обрыву нити в зоне кулиро-
вания.
Длина нити в петле может быть изменена также с помощью
изменения натяжения нити, входящей в зону петлеобразования
[9]. Входное натяжение нити определяется прежде всего
условиями сматывания нити с паковки и взаимодействием ее с
элементами нитепроводящей системы. Нить при сматывании с паковки
испытывает непрерывно пульсирующее натяжение из-за
сопротивления, которое возникает в результате отделения витка нити
от поверхности паковки, изменения высоты баллона нити, который
образуется при сматывании нити с паковки (с уменьшением вы- -
соты баллона, т. е. расстояния от верхнего края паковки до
первого направляющего устройства, натяжение нити значительно
возрастает; кроме того, направляющее устройство должно быть
установлено точно по оси паковки), пульсации натяжения нити
при огибании ею различных направляющих поверхностей,
пульсации натяжения нити при прохождении ее через тормозные
устройства.
Изменение натяжения нити оказывает влияние на структурную
равномерность трикотажа и обрывность нити. Поэтому для
получения равномерной структуры полотна на, трикотажных
машинах устанавливают механизмы, принудительно подающие нить
с оптимальным натяжением.
Немаловажным фактором, влияющим на длину нити в петле,
является усилие оттяжки трикотажа [10].
Усилие оттяжки оказывает влияние на плотность трикотажа
по вертикали, особенно для сурового полотна. Это влияние
уменьшается для полотен после отварки и крашения. Если при вязании
обеспечить условия, при которых длина нити в петле будет
постоянной, то, изменяя усилие оттяжки.полотна, можно обнаружить
влияние этого фактора в виде изменения геометрии (формы)
петли.
Регулировать длину нити в" петле с помощью изменения ее
входного натяжения и усилия оттяжки полотна нецелесообразно,
так как они вызывают максимальные нагрузки на нить во время
вязания. В зависимости от свойств сырья входное натяжение нити
и усилие оттяжки должны быть минимальными, но достаточными
для оптимального протекания процесса петлеобразования.
48
§ 4. ДЕФЕКТЫ ПОЛОТНА,
ВОЗНИКАЮЩИЕ ИЗ-ЗА НЕПРАВИЛЬНОГО ВЫПОЛНЕНИЯ
ОПЕРАЦИЙ ПЕТЛЕОБРАЗОВАНИЯ
В процессе петлеобразования возможны нарушения
технологических операций.
Во время операции заключения может быть нарушена
траектория платин по отношению к траектории игл (платина далеко
отошла за спинку иглы и не удерживает за протяжку петлю,
которая, находясь на расширенной части язычка, поднимается вместе
с иглой, не сбрасываясь на стержень). В дальнейшем эта петля
опять попадет под крючок иглы и образует удлиненную прессовую
петлю. Аналогичный дефект будет наблюдаться на машинах, не
имеющих платин, если подъем иглы на полное заключение не
обеспечивает сброса петли с открытого язычка на стержень.
При подъеме иглы на заключение в случае недостаточной
оттяжки полотна старая петля может быть нанизана на головку
поднимающейся иглы, вследствие чего также образуется набор
петель.
Во время операции прокладывания при неудовлетворительной
установке нитевода нить не попадает под крючок иглы, в
результате чего происходит сброс петель. Поэтому необходимо, чтобы
петельный и игольный углы имели оптимальное значение,
обеспечивающее гарантированный захват нити крючком.
Кроме того, если отдельные иглы вследствие плохой правки
выступают из общего фронта игл, возможны отдельные незахваты
нити и сбросы петель, а также накалывание крючком иглы
прокладываемой нити и, как следствие, обрыв элементарных волокон
последней.
В случае неправильного прокладывания нити операция
вынесения невозможна, так как нечего выносить под крючок иглы.
При операции прессования, когда язычок иглы туго
поворачивается, нить, перемещаясь по стержню, не в состоянии повернуть
язычок и обрывается, что вызывает сброс петель. Кроме того, если
петля слабо оттянута, то возможно накалывание петли на
открытый язычок, в результате чего обрываются нить или отдельные ее
волокна.
Если игла имеет погнутый язычок, то в момент его закрывания
чаша не попадает на крючок и петля не сбрасывается, а западает
под крючок иглы, вследствие чего образуется набор петель и нить
обрывается.
В момент закрывания язычка возможен удар его о проложенную
нить, что приведет к ослаблению в месте удара прочности нити
(особенно, если нить стеклянная или углеродная).
При закрывании язычка, если нить была низко проложена,
может произойти ее защемление, т. е. нить может попасть в
«ножницы», образуемые стержнем и язычком иглы.
При защемлении нить значительно ослабляется, что приводит
к ее обрыву и сбросу петель.
49
Во время операции кулирования, если платины недостаточно
далеко отошли от спинок игл* проложенная нить изогнется на
мысиках платин и петли будут различной длины.
Когда положение кулирного клина таково, что он недостаточно
опускает иглы, операция кулирования не может быть осуществлена,
так как головка иглы не опустится ниже уровня отбойной пло-
1 скости и вновь проложенная нить не будет изогнута, в
результате чего петля не образуется, а получится набросок.
При неправильно выбранной глубине кулирования, когда
образуется очень малая петля, при операции нанесения петля не
в состоянии преодолеть увеличенное сечение иглы и нить
обрывается.
Если нить достаточно прочная, то может произойти
искривление или полом язычка.
Операция оттяжки оказывает существенное влияние на
равномерность петельной структуры, поэтому необходимо, чтобы
усилие оттяжки было постоянным в течение всего цикла вязания,
в противном случае возникает дефект зебристости, т. е. отдельные
петельные ряды могут различаться по высоте.
Контрольные вопросы и задания
1. Перечислить операции петлеобразования при вязальном способе и дать
краткую характеристику каждой операции.
2. Перечислить операции при трикотажном способе петлеобразования и дать
краткую характеристику каждой операции.
3. Дать пояснение понятия длины нити в петле на рисунке.
4. Что такое глубина кулирования?
5. Как влияют сила оттяжки и натяжение нити на ее длину в петле?
в. Рассказать о дефектах, возникающих на полотне, при нарушении операций
петлеобразования.
Глава б. СТРОЕНИЕ И СВОЙСТВА ОСНОВНЫХ
ПЕРЕПЛЕТЕНИЙ
§ 1. ГЛАДЬ И ЕЕ СВОЙСТВА
Одним из простейших кулирных однофонтурных переплетений
является гладь. Однофонтурное переплетение вырабатывается на
машине, имеющей одну игольницу (фонтуру). Гладь — наиболее
распространенное переплетение, применяемое для изготовления
чулочно-носочных, бельевых и спортивных изделий.
С лицевой стороны, глади имеются продольные петельные
столбики, образованные палочками петель, с изнаночной стороны
видны дуги петель. Лицевая сторона, состоящая из палочек, меньше
рассеивает свет, чем изнаночная, вследствие чего блестит больше,
создавая гладкую красивую поверхность.
Можно отметить следующие основные свойства и параметры
глади [5; 11].
50
1. Распускаемость глади — один из недостатков этого
переплетения, особенно если трикотаж выработан из синтетических
нитей, обладающих малым коэффициентом трения.
Рассмотрим более подробно это свойство (рис. 53).
Вырежем полоску трикотажа, очистим верхний ряд от разрезанных
петель, образованных нитью аа, потянем за нить ЬЬ, трикотаж
будет легко распускаться. После удаления нити ЬЬ можно
вытянуть и нить ее. Если очистить нижний ряд, образованный
нитью dd, от разрезанных петель, то можно, потянув за нить dd,
распустить указанный ряд. Потянув за нить ее, можно
распустить и этот ряд и т. д. Из сказанного можно сделать вывод, что
переплетение гладь легко распускается снизу вверх и сверху
вниз при условии, что трикотажное полотно обрезано с краев.
Взяв полоску трикотажа, выработанного гладью и имеющего
цельные края, по которым нить из нижнего ряда переходит в
верхний, и потянув за нить нижнего ряда, можно видеть, что
переплетение не распускается. Если же тянуть за нить верхнего ряда,
то петли будут распускаться. Следовательно, трикотаж, имеющий
цельные края и выработанный переплетением гладь,
распускается только в направлении, обратном вязанию, т. е. сверху вниз.
В процессе эксплуатации изделия, выработанного
переплетением гладь, могут оборваться нити в петле. При этом происходит
роспуск петель вдоль петельного столбика, а именно, оборванная
нить аа освобождает петлю, образованную нитью ЬЬ петельного
столбика 2. Учитывая, что в процессе эксплуатации трикотаж
растягивается и силы действуют во всех направлениях, петля,
образованная нитью ЬЬ петельного столбика 2, превращается
в протяжку (горизонтально расположенный участок) и
высвобождается из петли, образованной нитью се того же петельного
столбика, после чего следующая петля также распрямится и
освободится от своей петли. Далее процесс роспуска будет идти
вдоль всего петельного столбика. При значительных нагрузках и
малом коэффициенте трения нити о нить при обрыве петли роспуск
происходит и в соседних
петельных столбиках. Обрыв
нити в петельном столбике '• с - - b - а b
Рис. 53. Распускаемость
глади при обрыве нити
Рис. 54. Закручиваемость
глади
51
2 приведет к освобождению петель, образованных нитью аа,
в столбиках 1 и 3.
2. Закручиваемость глади с краев характеризуется
упругостью пряжи или нити, изогнутой в петли.
Если вырезать из трикотажа, снятого с машины, квадратный
кусочек и положить на стол, то можно увидеть, что он будет
закручиваться с краев. Если сделать поперечный разрез
переплетения по петельному ряду (рис. 54, а), то можно увидеть, что
вследствие упругости нити петли начинают распрямляться. Так, дуга аа
стремится занять равновесное состояние аах, дуга bb —
положение bblt дуга се — положение ссх и т. д. Вследствие этого
закручивание происходит с лицевой стороны на изнаночную.
При получении продольного разреза трикотажа по петельному
столбику (рис. 54, б) можно видеть, что петли также стремятся
прийти в равновесное состояние, вследствие чего трикотаж
закручивается на изнаночную сторону. Закручиваемость глади
увеличивается с увеличением упругости пряжи, ее толщины и
уменьшением петли. Поэтому при одинаковых условиях вязания
трикотаж, выработанный из шерстяной пряжи, будет сильнее
закручиваться, чем из хлопчатобумажной. При применении пряжи
высокой крутки наблюдается более сильное закручивание три>
котажа, чем при малой крутке.
Закручиваемость глади является вторым ее негативным
свойством, которое затрудняет раскрой и пошив изделий, С целью
устранения закручиваемости трикотажа переплетения гладь его
подвергают влажно-тепловой обработке, которая фиксирует форму
петли.
Следует отметить, что в процессе эксплуатации (носки) и
особенно после стирки трикотаж снова приобретает способность
закручиваться.
3. Растяжимость трикотажа характеризуется плотным
прилеганием изделия к телу при носке, что является его
положительным свойством по сравнению с тканью. Если к трикотажу
приложить значительные растягивающие нагрузки, направленные вдоль
петельного столбика, то высота петельного ряда будет
максимальной ВтйХ (см. рис. 52), в то время как петельный шаг уменьшится
до минимального значения Лга1п, при этом считаем, что сама нить
не растягивается. Длину нити в петле растянутого в длину
трикотажа можно определить как сумму длин: полудуги ab (см.
рис. 52), палочки be, дуги cd, палочки de и полудуги е[. Расчет
длины нити в петле ведем по средней линии нити.
Сумма участков ab, cd и е/дает длину окружности с диаметром,
равным трем толщинам нити F. Длину каждой палочки be и de
принимаем равной максимальной высоте петельного ряда. Тогда
длина нити в петле
I = 3nF + 2Bmax, или Bmax = 0,5 (I — 9,42/0.
52
1 2V' '"9 W
Рис. 55. Положение петель при растя-
жении глади в ширину
Рис. 56. Положение петель при
одновременном растяжении глади в длину и ширину
Л
7
8
Г
10
AP
\\
\
\
I
I
I
Полученная зависимость показывает, что чем больше длина
нити в петле и чем меньше толщина нити, тем больше высота
петельного ряда.
Если к трикотажу приложить значительные растягивающие
нагрузки, направленные вдоль петельного ряда, то петельный шаг
достигнет своего максимального значения Атах, а высота
петельного ряда будет минимальной (рис. 55). Чтобы определить
максимальный петельный шаг, найдем сначала длину нити в петле,
растянутой в ширину. Длина нити в петле состоит из суммы длин
следующих участков: прямолинейного участка /—2, дуги 2—3,
укороченной палочки 3—4, дуги 4—5, прямолинейного участка
5—6, дуги 6—7, укороченной палочки 7—8, дуги 8—9 и
прямолинейного участка 9—10. Сумма всех дуг дает примерно длину
окружности диаметром, равным трем толщинам нити, а сумма всех
прямолинейных участков равна максимальному петельному шагу
Ашах [5].
Тогда длина нити в петле
I = 3nF + Атах,
или
Атах = I - 9.42F.
Полученная зависимость показывает, что максимальный
петельный шаг увеличивается с увеличением длины нити в петле
и уменьшением толщины нити.
. Если сопоставить полученные зависимости, определяющие
Лтах И Втах, ТО ПОЛуЧИМ
. -^тах'^тах == *••
Это соотношение показывает, что максимальный петельный шаг
в два раза больше максимальной высоты петельного ряда.
Общая растяжимость трикотажа характеризуется
одновременным растяжением его в длину и ширину. Рассмотрим это
состояние (рис. 56). Высоту петельного ряда обозначим Вр, а
петельный шаг — Ар. Определим длину нити в петле, которая
складывается из длин следующих участков: прямолинейного
участка 1—2, дуги 2—3, палочки 5—4, дуги 4—5, прямолинейного
участка 5-—6, дуги 6—7, палочки 7—8, дуги 8—9 и
прямолинейного участка 9—10.
53
Сумма длин прямолинейных участков /—2; 5—6; 9—10 дает
петельный шаг Лр. Сумма длин дуг 2—3; 4—5; 6—7; 8—9
составляет длину окружности диаметром, взятым по средней линии нити.
Длину каждой палочки 3—4 и 7—8 принимаем равной высоте
петельного ряда Вр.
Тогда длина нити в петле
I = Лр + 2ВР + nF.
Общую растяжимость глади приходится учитывать при
проектировании трикотажных изделий, например чулочно-носочных.
Недостаточная растяжимость по ширине борта чулка вызывает
недопустимое сжатие ноги, при малой растяжимости участка шейки
чулка последний с трудом надевается на ногу. В обоих случаях
причиной являются слишком малые петли или большая толщина
нити.
4. Плотность глади по горизонтали Рг определяется числом
петельных столбиков, приходящихся на 50 мм переплетения для
чулочно-носочных изделий и на 100 мм для полотен. Плотность по
вертикали Рв равна числу петельных рядов, подсчитанных на
отрезке той же длины:
Рг = 50/Л; Рв = 50/5.
При проектировании глади обычно задаются величиной
петельного шага Л, которая для трикотажа, имеющего малую
растяжимость, равна 4F (F — толщина нити в свободном состоянии).
Плотность по вертикали можно определить, зная коэффициент
соотношения плотностей С (С = В/А). Для глади при наибольшей
плотности коэффициент С = 0,865.
5. Наиболее важным из всех параметров трикотажа является
длина нити в петле. Длина нити в петле может быть определена
практически путем роспуска петельной структуры или
теоретически по формулам. Рассмотрим формулы, предложенные проф.
А. С. Далидовичем.
Петля глади является пространственной кривой, что
значительно затрудняет ее расчет. В целях упрощения модели петли
последнюю будем рассматривать как плоскостную кривую (см.
рис. 50).
Длина нити в петле складывается из длин следующих
участков: полудуги аЪ, палочки be, дуги cd, палочки de и полудуги ef.
Сумма длин всех криволинейных участков составляет длину
окружности диаметром d0, длина каждой палочки равна т. Тогда
1= nd+ 2m.
Из рис. 50 видно, что
Л = 2d0 — 2F, или d0 = Л/2 + F-
Чтобы определить величину т, рассмотрим Аа'Ьс, катет а'с
которого равен высоте петельного ряда В, а катет а'Ь —
толщине нити F.
54
Из Аа'Ьс находим гипотенузу mi
т =
Подставим полученные выражения в формулу длины нити
в петле:
/ = я (Л/2 + F) + 2 /Ж+Т5".
Проверить достоверность полученной зависимости можно
практическим путем. Для этого отмечают на петельном ряду отрезок
произвольной длины и на нем подсчитывают число петель, затем
распускают этот ряд и измеряют длину отмеченного участка. При
этом нить следует растянуть так, чтобы петли распрямились.
(Не допускается чрезмерное растяжение нити, которое может
привести к удлинению самой нити.) После этого делят длину
нити на число петель, приходящихся на эту длину, и получают
длину нити в петле. Длина нити в петле измеряется в
миллиметрах.
6. Поверхностная плотность Q (г/м2) глади характеризуется
длиной нити в петле, линейной плотностью нити и числом петель,
располагающихся на площади трикотажа, равной 1 м2:
Q = 10'ЧпТ,
где / — длина нити в петле, мм; п — число петель на площади 1 м2; Т — линейная
плотность нити, текс.
Определяем число петель, расположенных на площади
трикотажа, равной 1 м2:
n = 20/V20PB; /г = 400/>гРв.
Подставив полученное значение в формулу поверхностной
плотности трикотажа, получим
0^04 1Р'РвТ
4 * 1000
7. Прочность глади П определяется значениями разрывной
нагрузки, отнесенными к одной петле. Во многих случаях
прочность измеряют одновременно с определением растяжимости
трикотажа. Прочность измеряется по длине, по ширине и
одновременно в двух направлениях [12].
Прочность по длине характеризуется силами разрыва,
направленными параллельно петельным столбикам. Этим силам будут
сопротивляться нити каждого петельного столбика, последний
сопротивляется с силой, равной прочности двух нитей.
Прочность по ширине характеризуется силами разрыва,
направленными вдоль петельных рядов. Этим силам будут
сопротивляться нити, соединяющие петельные столбики. Число этих
нитей равно числу петельных рядов в полоске трикотажа,
подвергаемой разрыву.
Установлено, что прочность глади по длине в 1,6 раза больше,
чем по ширине.
55
Общая прочность определяется, когда разрывающие силы
направлены одновременно во всех направлениях. Общая прочность
может быть измерена на пневматическом и гидравлическом
динамометрах, а также на динамометре с металлическим
полированным шариком. Во всех случаях при определении общей прочности
трикотаж растягивается в виде сферы.
8. Эластичностью трикотажа называют его способность
принимать первоначальные геометрические параметры после снятия
нагрузок, вызвавших его деформацию. Гладь обладает
достаточной эластичностью, вследствие чего в процессе эксплуатации
хорошо облегает тело (спортивные и чулочно-носочные изделия).
9. Усадка трикотажа У (%) есть изменение ширины или длины
его по отношению к первоначальным размерам в течение
определенного времени или в результате обработки (жидкостью или
паром). Если при выработке трикотажа на машине ширина его
была tn, где t — игольный шаг машины, т. е. расстояние между
осями двух соседних игл; п — число игл, вырабатывающих этот
трикотаж, а после отделки стала An, то усадку (по ширине) Уш,
%, можно определить по формуле
Уш = (tn — An)/tn-100, или Уш = A — Alt) 100.
Усадка по длине г
У —
где Дх — первоначальная длина полотна, мм; Дг — длина после усадки, мм.
Из полученных формул можно заключить, что с увеличением
петельного шага А усадка уменьшается, а с увеличением
игольного шага t увеличивается, и наоборот.
10. Уработка трикотажа Ур характеризуется отношением
длины затраченной нити к длине петельного ряда, выработанного
из этой нити. Так как длина затраченной нити равна произведению
ее длины в петле на число петель, а длина петельного ряда —
произведению петельного шага на число петель, то уработка
Ур = lnl(An), или Ур — НА.
Переплетение гладь вырабатывается на однофонтурных
машинах с плоской или круглой игольницей, оснащенной язычковыми
или крючковыми иглами.
Пример. Рассчитать поверхностную плотность трикотажа,
выработанного переплетением гладь из шерстяной пряжи
линейной плотности 31x2 текс на плосковязальной машине 10 кл.
Коэффициент соотношения плотностей С = 0,86.
1. Определяем толщину нити F, мм, в свободном состоянии:
F = 1.35//Ю00/Г = 1.35//1000/62 ж 0,34.
2. Определяем петельный шаг Л, мм:
А = 4F= 1,35.
56
3. Определяем плотность по горизонтали Рт\
Рг= 50/А; Рг= 50/1,35= 37.
4. Определяем плотность по вертикали Рв:
Рв = /У0,86 = 43.
5. Определяем высоту петельного ряда В, мм:
В = 5ОАРВ == 50/43» 1,16.
6. Определяем длину нити в петле /, мм:
/ = я (Л/2 + F) + 2 /В2 + Я;
/ = 3,14 A,35/2+ 0,34) +2/1,162 + 0,342 == 5,58.
7. Определяем поверхностную плотность трикотажа Q, г/м2:
Q = 0,4 РгРв/Г/1000; Q = 0.4-37-43-5.58-62/1000 = 221.
§ 2. ЛАСТИЧНЫЕ ПЕРЕПЛЕТЕНИЯ И ИХ СВОЙСТВА
Ластик относится к двухфонтурным переплетениям и
вырабатывается на машинах, имеющих две игольницы.
Ластиком называется двухфонтурное переплетение, у которого
с обеих сторон в соответствии с раппортом чередуются лицевые
и изнаночные столбики. Иногда ластик называют двухлицевым
переплетением, так как в нерастянутом состоянии с обеих сторон
трикотажа видны в основном лицевые петельные столбики {5].
Ластичные переплетения вырабатывают с различным
сочетанием лицевых и изнаночных петельных столбиков, что зависит от
расстановки игл в игольницах. В настоящее время принято
обозначать различные сочетания ластика цифрами. Например ластик
1 + 1, один столбик лицевых петель которого чередуется со
столбиком изнаночных петель (это особенно заметно, если трикотаж
растянуть по ширине).
На рис. 57 схематично изображено переплетение ластик 1 + 1.
Цифрами 1, 2, 3 и 4 обозначены иглы передней игольницы, а
цифрами /', 2', 3' и 4' — иглы задней игольницы. Из рис. 57
видно, что после образования петли на игле / нить проходит на
вторую игольницу и образует петлю на игле 2', после чего возвра-
7' Г У *'
а ? о
Рис. 57. Ластик 1 + 1 (схематичное изо- Рис. 58. Ластик 2+2 (схематичное
Сражение) изображение)
57
0'' -Of Q3' О*
Рис. 59. Ластик 1 + 2 (схематичное
изображение)
Рис. 60. Ластик 1+1
щается на первую игольницу и т. д. Поэтому ластик 1 + 1
можно рассматривать как две глади, соединенные между собой
изнаночными сторонами.
При вязании ластика 2 + 2 (рис. 58) два петельных столбика
лицевых петель 2 и 3 чередуются с двумя петельными
столбиками изнаночных Г и 2'. На передней игольнице выключается
из работы (не образует петель) каждая третья игла /, на задней
игольнице две иглы работают, третья 3' выключена.
Из рис. 58 видно, что выключенная из работы игла 3' задней
игольницы смещена относительно неработающей иглы / передней
игольницы на полтора игольных шага.
При выработке ластика 1 + 2 (рис. 59) порядок работы игл,
следующий: на задней игольнице работают все иглы /', 2', 3'
и 4', а на передней иглы 1 я 3, выключаются иглы через одну —
2, 4.
Если посмотреть на трикотаж со стороны задней игольницы,
то можно видеть, что два петельных столбика лицевых петель
чередуются со столбиком изнаночных петель.
Рассмотрим более подробно петельную структуру ластичного
переплетения на примере ластика 1 + 1 (рис. 60). Отрезок нити
/—2—3—4—5—6—7 образует три петли: две лицевые 1—2—3
и 5—6—7 и одну изнаночную 3—4—5, причем лицевая петля
/—2—3 соединяется с изнаночной петлей 3—4—5 в точке 3.
В дальнейшем при рассмотрении свойств и основных
параметров, характеризующих переплетение ластик, будем исходить из
пространственной формы петли.
Ластик распускается сверху вниз в направлении, обратном
вязанию.
Если потянуть за конец нити а или b верхнего ряда, петли
последнего начнут распускаться ряд за рядом. Если тянуть за
конец нити с или d, то роспуска не будет, так как эта нить,
распрямляясь, обвивает нить находящегося на ней ряда петель-.
Следовательно, обрезать ластик снизу можно, не заботясь
о том, что он в дальнейшем распустится.
Петли одной стороны ластика заходят за петли другой,
поэтому толщина его вдвое больше глади, выработанной из нити
той же, что и ластик, линейной плотности.
58
Рис. 61. Ластик 1+1,
растянутый в длину
Рис. 62. Ластик 1+1,
растянутый в ширину
Если число лицевых петель равняется числу изнаночных
(ластик 1 + 1), то такой трикотаж не закручивается с краев,
так как силы упругости петель лицевых петельных столбиков
уравновешиваются силами упругости петель изнаночных
столбиков.
Силы упругости оказывают влияние на ширину переплетения,
уменьшая ее, так как в результате их действия происходит заход
изнаночных петельных столбиков за лицевые и наоборот.
Петельный столбик одной стороны ластика 1+1 заходит на половину
петельного столбика другой, поэтому ширина ластика
W = Ап/2,
где А — петельный шаг, мм; п — число петель.
Растяжимость ластика определяется по длине, ширине и
в обоих направлениях (общая растяжимость).
Если растягивающее усилие Р приложить вдоль петельных
столбиков, то трикотаж будет растягиваться по длине (рис. 61).
При этом высота петельного ряда будет максимальной. Она
определяется так же, как и глади:
бтах = (/ — Зя/)/2.
При растяжении ластика по ширине (рис. 62) достигает
максимального значения петельный шаг, который можно определить
через длину нити в петле. Из рис. 62 видно, что длина нити в петле
растянутого по ширине ластика состоит из длин следующих
участков: 1—2; 2—3, 3—4, 4—5, 5—6. Участки 1—2, 3—4 и 5—6 в сумме
составляют половину Лшах. Сумма длин участков 2—3 и 4—5 равна
длине окружности диаметром 3/.
Таким образом, длина нити в петле
/ = Лтах/2 + Зя/, или Люах = 2 (/ — Зя/).
Если сравнить растяжимость ластика 1 + 1 и глади, то можно
видеть, что ластик растягивается в 2 раза больше, чем гладь.
Это объясняется тем, что петельный шаг ластика 1 + 1
определяется по одной стороне и в образовании Лтах участвуют две петли —
лицевая и изнаночная.
59
Плотность ластика по горизонтали и вертикали определяется
так же, как и для глади, по числу петель, приходящихся на
100 мм. Однако для ластиков сложных раппортов при определении
плотности по горизонтали возникают значительные трудности.
Для наглядности приведем пример.
Пример, На 25 мм переплетения ластик 3+2 размещается
четыре раппорта. На передней стороне ластика 3+2 раппорт
составляют три лицевых петельных столбика и два изнаночных,
следовательно, на длине 25 мм будет размещаться C-4) 12
лицевых петельных столбиков, а на длине 50 мм — 24. Плотность
по горизонтали передней стороны ластика обозначим Р'т и
назовем действительной плотностью Р'т = 24.
Аналогично определим плотность по горизонтали на
«изнаночной» стороне ластика 3+2. Действительная плотность по
горизонтали этой стороны переплетения равна 16, т. е. Р"г = 16.
Вычисленные действительные плотности ластика по
горизонтали не могут характеризовать плотности ластиков других
раппортов, вследствие чего необходимо ввести величину, которая
характеризовала бы плотность трикотажа по горизонтали с
учетом промежутков между петлями.
А. С. Далидович ввел величину приведенной плотности
ластика по горизонтали Рг.
Определим ширину ластика:
W = An A — 1/Д),
где п — число петель в петельном ряду; R — число петель в раппорте по ширине
переплетения.
Раппортом называют количество петель в повторяющейся
части переплетения, которая имеет одинаковую закономерность
в чередовании петель.
Число игл, которое необходимо для выработки ластика
шириной 50 мм, можно найти следующим образом:
п = р; + р;.
Подставим значение п в формулу ширины ластика:
Разделив обе части уравнения на Л и обозначив W/A через
Рг п, получим
с;р;м1
где Рг_ п — приведенная плотность по горизонтали.
По приведенной плотности ластика по горизонтали Рг. п
можно определить петельный шаг:
А = 50//Y п.
При проектировании ластичного переплетения можно
принимать, что А = D,5 ... 5) F.
60
Соотношение плотностей Рг< п и Рв в зависимости от вида
пряжи и длины нити в петле принимают равным 0,7 ... 0,87.
Петельный шаг ластика 1+1 везде одинаков, чего нельзя
сказать о петельном шаге ластиков других раппортов.
Поэтому для определения петельного шага для ластика других
раппортов следует находить приведенную плотность по
горизонтали, а затем приведенный петельный шаг Ап, который для
ластика, выработанного из нити средней линейной плотности,
принимается равным 5F.
Если петельные столбики ластика соприкасаются, ширина
петли а может быть приравнена к шагу Лп, а условная плотность
по горизонтали
Лг. у = 50/а.
Формула для определения длины нити в петле ластика имеет
вид
I = 78,5/Рг.у + 100/Рв + nF.
В ластичных переплетениях отношение Рг. У/Рв = 0,865,
где Рг. у — условная плотность по горизонтали [5].
Поверхностную плотность Q, т/и2, ластика определяют по
той же формуле, что и для глади, с той лишь разницей, что
плотность по горизонтали ластика есть сумма плотностей по двум
сторонам трикотажа:
4 и«* юоо
Ластик имеет значительно ббльшую прочность по длине, чем
по ширине, так как при растяжении в длину на разрыв работают
четыре нити в каждом столбике, а при растяжении в ширину —
только одна нить петельного ряда.
Эластичность ластика, как и глади, зависит от упругих свойств
нити. Если растянуть ластик в ширину, а затем снять нагрузку,
то он будет стремиться вернуться к исходным размерам. При этом,
как отмечалось ранее, петельные столбики будут заходить друг
за друга. Степень сокращения ластика по ширине после
растяжения зависит от плотности вязания и упругих свойств нити, и
в первую очередь от ее жесткости.
Пример. Определить поверхностную плотность ластика 1+1,
выработанного из полушерстяной пряжи линейной плотности
31 X 2 текс на кругловязальной машине 10 кл., коэффициент
соотношения плотностей С = 0,86.
1. Определяем толщину нити F, мм, в свободном состоянии:
F = 1,35//1000/Т = 1,35//1000/62 = 0,34.
2. Определяем условный петельный шаг А7, мм:
А7 = 4F; А7 = 4-0,34 = 1,36.
61
3. Определяем условную плотность по горизонтали Pr.yi
Рг. у = 50/ Ау; Рг. у = 50/1,36 = 37.
4. Определяем плотность по вертикали Рв:
рв = Рт у/С; Рв = 37/0,86 = 43.
5. Определяем длину нити в петле /, мм:
, 78,5 , 100 , г, 1 78,5 , 100 , о i л п oj em
/ = -^Г7 + -рГ + Я^ / = ^т-+ -43-+ 3,14-0,34 = 5,51.
6. Определяем приведенный петельный шаг Ап, мм:
Лп= 5F; Лп = 5-0,34= 1,7.
7. Определяем приведенную плотность по горизонтали Рг.п:
/>г.п = 50/Лп; />г.ц = 50/1,7 = 29.
8. Определяем действительную плотность по горизонтали Рг,
при этом учитываем, что Р'т = Р"т, так как число петельных
столбиков на одной стороне трикотажа будет равно числу петельных
столбиков на другой его стороне:
9. Определяем поверхностную плотность ластика Q, г/м2:
Q = 0A-2P'vPJT/1000; Q = 0,4-2-29-43-5,51 -62/1000 = 343.
§ 3. ЦЕПОЧКА И ЕЕ СВОЙСТВА
Одним из простейших основовязаных переплетений является
цепочка (рис. 63). Она может применяться для вязания бахромы
или шнурков. Если цепочка вырабатывается из нитей
натуральных и искусственных волокон, то форма ее петли зависит от
размера, модуля и упругих свойств нити.
Длина петли цепочки равна сумме длин следующих участков:
ab, bed, de, ef, fk.
Сумма длин участков ab и de равна 2 т/"Вг + F2, где В —
высота петельного ряда, мм; F — толщина нити, мм.
Длину участка bed можно приравнять к длине полуокружности
диаметром, равным 0,5Л + F или 0,5м + F, где и ¦— ширина
головки петли.
Участок нити efk можно представить как полуэллипс с
полуосями X и Y.
X = В + 0,5F; Y = F.
Следовательно, длина нити в петле
/q = ~@,5M + F) + 2/52 + F2+-f (B + 0,5F + F),
или „
1Я - -J-U + 3,575 + 4F.
При выработке цепочки в большой
плотностью считаем, что
Тогда
В = 2F, а и = 4F.
15.2F.
Для хлопчатобумажной пряжи малой е
линейной плотности и вискозного шелка
модуль т переплетения цепочки
принимают равным 22, для капрона т = 21.
Модуль есть отношение длины нити
в петле к толщине нити.
Цепочка часто применяется для
выработки гардин, кружев и тюля, при
отделке которых петельные столбики
Рис.
63.
цепочка
Рис.
64.
Переплетение
Графическое
изображение цепочки
вытягиваются в продольном направлении, поэтому ширина
остова петли и примерно равна 3F.
Тогда
/ц - 3,5ЯР + 6.3Л
где Вр — высота ряда растянутой в длину цепочки.
Цепочка распускается только в направлении, обратном
вязанию.
При применении цепочки для гардин и кружев во избежание
роспуска петель при обрыве нити цепочки следует проклеивать,
т. е. увеличивать коэффициент трения нити. Одинарная цепочка
закручивается в спираль на лицевую сторону.
Растяжимость цепочки зависит от формы петли. Чем больше
жесткость нити, тем более округлую форму имеет петля и тем
больше будет растягиваться цепочка в длину в результате
распрямления изогнутых участков петли.
Плотность цепочки определяют по вертикали и горизонтали,
т. е. подсчитывают количество петель, приходящихся на 100 мм
в том и другом случае.
Масса цепочки длиной 50 мм определяется по формуле
Q = Р,/77( 1000-1000).
Прочность цепочки при разрыве равна прочности трех нитей,
так как нагрузка распределяется между двумя палочками и
протяжкой петли.
Чтобы иметь представление о том, как на машине
прокладывается каждая нить основы на иглы, применяется графическая
запись работы гребенок. (Гребенка — это устройство для
прокладывания нитей основы на иглы, имеющее в работе столько
направляющих, сколько нитей в данный момент участвует в
работе. Гребенка в процессе петлеобразования может прокачиваться
между иглами и осуществлять сдвиг вдоль игольной фонтуры.)
Чтобы сделать графическую запись цепочки (рис. 64), возьмем
63
вертикальный ряд точек, так как прокладывание нити
происходит на одну и ту же иглу во всех петельных рядах. Каждая точка
условно изображает иглу, а дуга — петлю, В — высота петельного
ряда. Графическая запись ведется снизу вверх по направлению
наработки трикотажа.
Пример. Определить длину нити в петле цепочки,
выработанной из вискозной нити линейной плотности 11,1 текс.
1. Определяем толщину нити F, мм, в свободном состоянии:
F = 1.25//1000/71; F = 1,25/>Л000/11,1 =0,13.
2. Определяем высоту петельного ряда В, мм:
В = 2F; В = 2-0,13 = 0,26.
3. Определяем ширину остова петли и, мм:
и = 4F; и = 4-0,13 = 0,52.
4. Определяем длину нити в петле /, мм:
0,52 + 3,57-0,26 + 4-0,13= 1,84.
§ 4. ТРИКО И ЕГО СВОЙСТВА
Трико — это одинарное основовязаное переплетение, имеющее
петли только с односторонними протяжками. При выработке этого
переплетения нить прокладывается поочередно только на две
соседние иглы [13].
На рис. 65 представлено переплетение трико, имеющее в /
и /// рядах закрытые петли, а во // — открытые. Все петли
трико имеют протяжки, расположенные с одной стороны по
отношению к остовам петель.
Протяжка, с которой начинается входящая петля, и палочка
остова изогнуты меньше, чем палочка и протяжка, которыми
заканчивается выходящая петля. Стремление нити выпрямиться
будет больше на тех участках трико, где нить изогнута сильнее.
Поэтому остовы петель в одинарном трико наклоняются
относительно линии петельного ряда в сторону, обратную расположению
протяжек. Наклон остовов увеличивается с увеличением упругости
нити на изгиб и плотности трикотажа.
Трико имеет зигзагообразный вид из-за чередования протяжек
в каждом петельном столбике.
Толщина трико в натянутом состоянии равна толщине глади,
т. е. 2F. В свободном состоянии из-за поворотов остовов петель
в плоскость, перпендикулярную плоскости полотна, толщина
трико становится больше и равняется примерно 3F, что в 1,5 раза
больше толщины глади.
64
Рис. 65. Переплетение трико
Трико можно распустить только в
направлении, обратном вязанию, если
натяжение всех нитей основы равномерное.
Если вытянуть конец нити Я из петли а
(рис. 65) и растянуть трикотаж в ширину,
то петля а выползет из петли Ь, петля Ь —
из петли с и т. д. Роспуск возможен при
условии освобождения петли а от нити Я.
Распускаемость трико по петельным
столбикам при обрыве нити имеет большое
значение, так как трикотаж при этом
разъединяется. Поэтому можно утверждать следующее:
переплетение трико распускается в направлении, обратном
вязанию, при условии освобождения петель последнего ряда от
концов нитей основы;
при обрыве нити и растяжении трикотажа в ширину трико
может свободно разъединяться по линии петельного столбика,
что является существенным его недостатком.
Трико намного легче распускается, если коэффициент трения
нити о нить сравнительно мал (искусственные и синтетические
нити), а модуль петли имеет большое значение.
Трико с краев почти не. закручивается вследствие
равновесного расположения остовов и протяжек петель.
Длина нити в петле трико складывается из суммы участков
остова и протяжки (см. рис. 65), а именно: /—2, 2—3, 3—4 и
4—5. Для упрощения расчета считаем, что участки /—2, 2—3
и 4—5 равны между собой и каждый из них равен
L = уЩЬАУ + В2
Участок нити 3—4 принимаем за полуокружность с диаметром
3F. Тогда длина нити в петле
/ = 4,7F + 3L, или I = 4,7F + 3 У @,5Af + Вг .
Используя рис. 66, определим зависимость между петельным
шагом А и высотой петельного ряда В.
Высота петельного ряда
В — L sin a,
где а — угол наклона остова петли к линии петельного ряда.
Половина петельного шага
0,5Л = L cos се.
Определим площадь петли:
5 = ВА = 2L2 sin a cos a.
3 Ашчошош V. К. 65
Рис. 66. Переплетение трико (положение
петель в полотне)
Угол а может меняться.
Определим его значение, при котором
площадь петли S будет
максимальной.
Дифференцируя приведенную
зависимость, получим
S' = 2L2 (sin2 а — cos2 а) = 0, или sin а = cos а.
Равенство показывает, что угол а должен быть равен 45°,
следовательно, наибольшую площадь петля имеет при В = 0,5Л.
Поэтому коэффициент соотношения плотностей
С = В/А = 0,5.
Из формулы длины нити в петле можно получить
В = (I — 4,7F)/4,23, а А = 25 я* (/ — 4,7/=')/2,115.
Если в формулу максимальной площади петли подставим А
и В, то получим
5тах = (/ - 4,7FJ/8,9.
При проектировании переплетения трико можно принять
В = 2F, а А = AF.
Прочность трико подлине характеризуется силами,
направленными вдоль петельных столбиков. Прочность по длине kn для
полоски трикотажа шириной 50 мм можно вычислить
приблизительно по следующей формуле: ¦
?д » 3<7РГ/1ООО,
где q — прочность нити, Н; Рг — плотность переплетения по горизонтали.
Прочность трико по ширине можно определить, когда трикотаж
растянут силами, направленными поперек петельных столбиков.
Прочность по ширине
При определении относительной прочности переплетения
проводят сравнение его прочности по длине с прочностью по ширине:
~ "•' г/-" в-
Учитывая, что В = 0,5Л, получим ka/km — 1,5.
Прочность переплетения трико по длине примерно в 1,5 раза
больше его прочности по ширине.
Поверхностная плотность трико определяется по той же
формуле, что и для глади.
66
Рис. 67. Графическое изображение
трико:
а — с закрытыми петлями; б — с
открытыми петлями; в—с закрытыми и
открытыми петлями
Для переплетения трико,
так же как и для всех осно-
вовязаных переплетений,
больший интерес представляет урабртка трикотажа по длине,
чем по ширине:
Ыд = Ы(Вп),
где / — длина нити в петле, мм; п — число рядов петель в образце; В — высота
петельного ряда.
Графическая запись переплетения трико дается на рис. 67,
из которого видно, как нить прокладывается на иглы и какие
петли при этом образуются (закрытые или открытые).
Пример. Определить максимальную площадь петли
переплетения трико, выработанного из вискозной нити линейной
плотности 11,1 текс на основовязальной машине.
1. Определяем толщину нити F, мм, в свободном состоянии:
F = 1,25/У 1000/Г;
F = 1,25/У 1000/11,1 = 0,13.
2. Определяем высоту петельного ряда В, мм:
В = 2F; В = 2-0,13 = 0,26.
3. Определяем петельный шаг А, мм:
А = 4F; А = 4-0,13 = 0,52.
4. Определяем длину нити в петле /, мм:
/ = 4.7F + 3 /@,5ЛJ + В\
I = 4,7-0,13 + ЗУ @,5-0,52J + 0,262 = 1,7.
5. Определяем максимальную площадь петли S, мм2:
5шах = (/ — 4,7/02/8,9; 5тах = A,7 — 4,7-0,13J/8,9 = 0,136.
Контрольные вопросы и задания
1. Из каких частей состоит петля?
2. Нарисовать переплетение гладь и дать пояснения к рисунку.
3. Рассказать об основных параметрах глади.
4. Нарисовать переплетение ластик и дать пояснения к рисунку.
5. Каковы основные параметры ластика?
6. Дать понятие о раппорте ластика.
7. Нарисовать переплетение цепочка и дать пояснения к рисунку.
8. Каковы основные параметры цепочки?
9. Нарисовать переплетение трико и дать пояснения к рисунку.
10. Каковы основные параметры трико?
3* 67
Глава 6. ОБЩЕЕ УСТРОЙСТВО ВЯЗАЛЬНЫХ
МАШИН И ИХ КЛАССИФИКАЦИЯ
Основным органом петлеобразования в трикотажных машинах
является игла. В конструкции трикотажной машины игла, как
правило, совершает движение и с помощью нитевода получает
под крючок нить, образуя из нее петлю (иногда набросок). Иглы
в зависимости от конструкции машины устанавливаются в
игольницах, круглых или плоских по форме. В соответствии со
стандартом СЭВ (СТ СЭВ 2806—80 «Машины вязальные. Термины и
определения») игольница — это составная часть вязальной
машины, предназначенная для размещения и направления игл
или крепления игл и игольных плиток. Первая половина
определения понятия игольницы применительна для трикотажных
машин, имеющих замочные системы, с помощью которых иглы
посредством пяток могут перемещаться вдоль пазов игольницы.
В кругловязальных однофонтурных машинах иглы перемещаются
в пазах одной игольницы круглой формы. В случае двухфонтурной
машины иглы движутся в пазах верхней и нижней игольницы,
которые могут быть выполнены в виде двух цилиндров или
цилиндра и диска (риппшайбы). Вторая половина определения
понятия игольницы применительна к основовязальным машинам,
т. е. к конструкциям машин, иглы которых жестко крепятся с
помощью плиток к игольному брусу и вместе с ним совершают
пространственное движение, обеспечивающее протекание процесса
петлеобразования.
К изготовлению игольниц предъявляются высокие
требования: толщина и глубина пазов игольницы должна быть в пределах
заданных допусков, которые обеспечивали бы в процессе работы
свободное перемещение игл вдоль пазов; расстояние между осями
двух соседних пазов должно быть строго заданным по всей длине
нарезанной части игольницы; верхняя часть игольницы
(отбойный гребень), с которой взаимодействует нить, не должна иметь
заусенцев. В случае нарезки различных по толщине пазов
игольницы при заполнении последней иглами можно видеть, что в
одних случаях иглы не входят в паз, в других случаях игла очень
свободно устанавливается в пазу, что ведет к покачиванию ее в
процессе вязания и образованию дефектного столбика петель.
При нарезке пазов различной глубины отдельные иглы могут
выступать за пределы игольницы и при движении вяжущей
каретки или мантеля (кольцо с блоками замков) на эти иглы будут
наскакивать замочные клинья.
В случае изготовления игольницы с различным расстоянием
между осями смежных пазов в процессе вязания будут
образовываться протяжки различной длины (на трикотаже вертикально
идущие разреженные полосы). Кроме того, для машин высоких
классов, игольный шаг которых мал, иглы передней игольницы
68
при подъеме на заключение могут натыкаться на поднимающиеся
иглы задней игольницы.
Для машин, имеющих механизм переноса петель с одной
игольницы на другую и наоборот, изготовление игольниц с разным шагом
игл вообще недопустимо.
Если верхняя часть игольницы (отбойный гребень) будет иметь
плохо обработанные скругления и плоскости (иметь заусенцы),
в процессе петлеобразования, т. е. при взаимодействии нити
с названными плоскостями, будет происходить обрыв
элементарных волокон или нити в целом.
Материалом для игольниц служит конструкционная сталь
типа стали 45 без последующей термообработки.
§ 1. КЛАСС МАШИНЫ
К основным конструктивным параметрам машины относится ее
класс К- Под классом трикотажной машины понимают количество
игл в игольнице, приходящееся на определенную единицу длины.
Класс определяется как частное от деления единицы длины на
игольный шаг t. Шагом игл называют расстояние между осями или
одноименными поверхностями смежных игл в игольнице.
К = E/t,
где Е — единица длины.
Из Данной зависимости вытекает, что чем выше класс машины,
тем меньше игольный шаг, и наоборот.
В настоящее время существует такое положение, что единица
длины для различных видов вязальных машин различна, поэтому
имеются определенные неудобства в определении класса.
Например, для кругловязальных, плосковязальных машин, а также
круглых чулочно-носочных автоматов за единицу длины Е
принимают 25,4 мм, т. е. один английский дюйм: для основовязаль-
ных машин с крючковыми иглами Е — 23,6 мм, т. е. одному
саксонскому дюйму; для основовязальных машин с язычковыми
иглами Е = 47,2 мм, т. е. двум саксонским дюймам, для
трикотажных машин МТ, КТ Е = 38,1 мм, т. е. полутора английским
дюймам.
Класс машины в обязательном порядке указывается в паспорте
машины в качестве одного из параметров ее технической
характеристики. В зависимости от класса машины выбирают для
вязания определенную по линейной плотности пряжу или нить. Чем
выше класс машины, тем тоньше может быть перерабатываемая
пряжа.
Предел линейной плотности пряжи, возможной для переработки
на машине, определяется ниточным промежутком б (рис. 68).
Ниточным промежутком называют расстояние между иглой и
платиной или стенкой отбойного зуба. В нем должны поместиться
в различные моменты петлеобразования одна или две толщины
нити.
69
Рис. 68. Ниточный промежуток
При расчете
технологического процесса
(расчет вида пряжи и
ее линейной плотности)
всегда проверяют
проходимость нити в
отдельные моменты
петлеобразования, так как
сечение иглы по длине
неодинаково.
Например, в момент
сбрасывания ниточный
промежуток имеет наи-
Протяженность петлеобРазУюц*ей «*- большую величину,
поскольку головка иглы,
находящаяся в нем, имеет наименьшее сечение. Ниточный
промежуток можно' определить следующим образом:
б = (/ _ а — ЬI2,
где t — игольный шаг, мм; а — толщина головки иглы, мм; Ь — толщина
платины, мм (если машина ими оснащена).
Для нормальной переработки нити б > F, где F — толщина
нити, мм.
При этом необходимо помнить, что величина узла, которым
связывают концы оборванных нитей, равна двум толщинам нити.
На чулочных автоматах при вязании отдельных участков
изделия добавляется усилительная нить, в этом случае ниточный
промежуток должен быть больше суммарной толщины нитей.
Пример. Определить возможность переработки на круглом
чулочно-носочном автомате 10 кл. хлопчатобумажной пряжи
линейной плотности 18,5x2 текс, если известно, что толщина
головки иглы 0,8 мм, а толщина платины 0,74 мм.
1. Определяем игольный шаг машины t, мм:
*= 25,4/ТС; * « 25,4/10= 2,54.
2. Определяем ниточный промежуток б, мм:
б = (t — а — Ь)/2; б = B,54 — 0,8 — 0,74)/2 = 0,5.
3. Определяем толщину нити F, мм, в свободном состоянии:
F = 1,3/У 1000/Г; F = 1,3//1000/37 = 1,3/5,2 = 0,25.
Сопоставляя полученные значения б и F, можно видеть, что
неравенство соблюдается @,5 мм > 0,25 мм), поэтому переработка
хлопчатобумажной пряжи данной линейной плотности будет
возможна.
Петлеобразующая система трикотажной машины включает
в себя один или несколько замков, каждый из которых
обеспечивает образование одного ряда петель, т. е. в процессе петлеобра-
70
е-
Q
1 |f
г
I
-J •
. ^
ч
"П !
С
Рис. 70. Вертикальное перемещение
иглы
зования игла под действием
клиньев совершает возвратно-
поступательное движение вдоль
паза игольницы, выходя на
заключение и опускаясь в
положение формирования петли.
Поэтому протяженностью пет-
леобразующей системы (рис. 69)
можно считать расстояние по
горизонтали от точки А начала
подъема иглы И до точки В
максимального ее опускания.
Игла под действием клина подъема N, воздействующего на ее
пятку, поднимается на высоту Я под углом аъ после чего
опускается кулирным клином К на ту же величину Я под углом а2. Угол ах
называют углом подъема или заключения, угол а2 — углом кули-
рования или опускания.
Для определения протяженности петлеобразующей системы
найдем горизонтальную проекцию траектории движения иглы.
Горизонтальная проекция подъема иглы АС (из aADC)
АС = Я ctg av
Горизонтальная проекция опускания иглы СВ (из ADBC)
СВ = Я ctg а2,
тогда протяженность АВ системы будет:
АВ = АС + СВ = Я ctg ax + Я ctg а2 =
= Я (ctgax + ctga2).
Из полученной зависимости (теоретическая протяженность
петлеобразующей системы, так как она не учитывает различных
конструктивных моментов) видно, что протяженность тем больше,
чем больше Я, следовательно, на практике необходимо стремиться
к уменьшению перемещения иглы. Кроме того, протяженность
зависит и от углов подъема аг и кулирования сс2. Чем больше
углы ах и а2, тем меньше протяженность, и наоборот.
Рассмотрим более подробно параметры, которые влияют на
величину перемещения иглы Ях (рис. 70). В качестве примера
возьмем машину с вертикальным расположением игольницы,
оснащенную платинами [4].
За основное принимаем положение иглы в момент, когда петля
удерживается верхней кромкой горловины платины Пл на
расстоянии а от кончика язычка иглы. Игла Я начинает
освобождаться от петли и вследствие этого поднимается на величину Яп,
петля сходит с язычка и располагается на стержне иглы на
расстоянии Ь от кончика язычка, что обеспечивает гарантированный
сход петли. Из рис. 70 видно, что величина Яп равна сумме а и Ъ.
71
Во время операции формирования игла опускается ниже
отбойной плоскости платины на величину hK. (В целях удобства
изображения на рис. 70 по вертикали перемещается не игла, а
платина.)
На рис. 70 обозначены следующие необходимые величины:
Аг — расстояние от внутреннего контура крючка до конца клапана
иглы; Нв — расстояние между положениями платины в точках
1 н 3; А — расстояние от наружного контура крючка до конца
язычка иглы; d — диаметр проволоки крючка иглы; с — ширина
горловины платины.
Можно видеть, что
Нв = Ах — а + с + hK,
где Ах = А—d.
Полное перемещение иглы
или
Нг = Л,. + Ъ + с + Ак.
Из полученной зависимости видно, что перемещение иглы
в основном зависит от Alt так как остальные величины имеют
незначительные размеры. Например, величина а колеблется в
пределах 1—2 мм; величина Ъ — 0,5—1,5 мм; величина с — 0,2—
1,5 мм. Что касается размера Ах, то он в зависимости от класса
машины может составлять 6—15 мм.
С увеличением размера Нг уменьшается количество петлеобра-
зующих систем на машине, так как протяженность системы
увеличивается. Сокращение числа систем приводит к снижению
производительности машины, поэтому при проектировании машин
стремятся сократить перемещение иглы и ее .размер Аг.
Рассмотрим на примере влияние числа систем на
производительность кругловязальной однофонтурной машины. Формулу
теоретической производительности машины М, кг, за 8 ч работы
приводим без вывода [8]:
М = 4,8.10"' mqnlT,
где т — число игл в цилиндре; q — число петлеобраэующих систем; п — частота
вращения игольного цилиндра, мин; / — длина нити в петле переплетения, мм;
Т — линейная плотность перерабатываемой пряжи, текс.
Из формулы видно, что для данной машины число игл в
цилиндре т, число оборотов цилиндра л, длина нити в петле / и
линейная плотность пряжи Т являются постоянными, поэтому
в случае уменьшения числа систем производительность машины
будет уменьшаться.
Пример. Сравнить производительность двух кругловязальных
одноконтурных машин 22 кл., если одна при диаметре игольного
цилиндра, равном 500 мм, имеет 56 петлеобразующих систем,
а другая — 48 систем; линейная скорость цилиндра указанных
72
машин 0,9 м/с, перерабатываемая пряжа — хлопчатобумажная
линейной плотности 18,5x2 текс, длина петли 3,8 мм.
1. Определяем производительность 1-й машины:
ал а я. т-7 3,14-500 „к 60-0,9 Q 0 „_
Мг = 4'8-Ю 25ДТ206 3,14-0,5 3'8'37'
2. Определяем производительность 2-й машины:
М -48 1Q-7 3,14-500 .- 60-0,9 - - ,-
3. Сравниваем производительности машин:
4 я in-» 3'14-500 % 60-0,9
ilk Ж4Т20-56 3,14-0,5 3'8-37^ ]fi
ilk ]fi
М* 4 я 10-т 3,14-500 60-0,9 "• М°-
4'80 -25,4:20 ^"ЗДТ^ '
Полученный результат говорит о том, что 1-я машина в 1,16
раза производительнее 2-й.
п / \ 3,14-500
Примечание: значение т (число игл) принято равным -ттгттоп" •
Числитель C,14-500) представляет собой развертку окружности
игольного цилиндра диаметром 500 мм, знаменатель B5,4 : 20)
является шагом игл. В результате деления развертки по диаметру
500 мм на шаг игл получаем число игл, установленных в цилиндре.
§ 2. КЛАССИФИКАЦИЯ ВЯЗАЛЬНЫХ МАШИН
Классификация вязальных машин в зависимости от признаков,
заложенных в их основу, может быть различна. Когда исходят из
геометрии формы вырабатываемых изделий, машины делят на
следующие группы [14]:
кругловязальные машины;
круглые чулочно-носочные автоматы;
котонные машины;
плосковязальные машины;
основовязальные машины.
В зависимости от видов трикотажного производства
различают:
машины для производства чулок, носков и колготок (чулочное
производство);
машины для бельевого производства;
машины для производства верхнего трикотажа;
машины для перчаточного производства.
Можно выделить также машины для производства платков,
технического трикотажа, машины для производства медицинских
изделий.
Ни одна из приведенных классификаций не дает представления
о конструкции машин и их основных характеристиках, поэтому
необходимо рассмотреть конструкторскую классификацию,
предложенную И. С. Мильченко.
73
В основу этой классификации положены: конструкция
игольницы, ее форма; количество игольниц; вид применяемой иглы;
способ установки игл в игольнице; количество петлеобразующих
систем; степень автоматизации; способ вязания.
По форме игольницы машины подразделяются на плоские и
круглые. Плоские вязальные машины включают в себя
плосковязальные и котонные машины, а также основовязальные. Эта
группа машин характеризуется тем, что имеется возможность
автоматического изменения заправочной ширины машины в
процессе работы (не относится к основовязальным машинам), что
обеспечивает при раскрое изделий сокращение отходов
дорогостоящего сырья. Для плосковязальных машин, имеющих
возвратно-поступательное движение вяжущей каретки, характерно
наличие переменных по величине и направлению инерционных
сил, что, естественно, снижает скорость работы машины.
У группы машин с круглой игольницей непрерывный процесс
петлеобразования. При этом отсутствуют переменные по величине
и направлению инерционные силы, что обусловливает повышение
скорости работы машины.
Игольницы этой группы машин могут быть изготовлены в форме
цилиндра или диска. Трикотаж вырабатывается, как правило,
в виде трубки, на чулочно-носочных автоматах — в виде готового
изделия. Изменение диаметра трубки или изделия в процессе
вязания невозможно, поэтому кругловязальные машины
выпускаются с игольными цилиндрами различных диаметров.
По количеству игольниц машины делятся на однрфонтурные
и двухфонтурные. Однофонтурные машины могут иметь круглую
или плоскую игольницу, оснащенную язычковыми или
движковыми иглами.
Круглая игольница может быть выполнена в виде цилиндра,
в пазах которого устанавливаются иглы. Перемещение игл вдоль
пазов цилиндра обеспечивается с помощью замковых систем.
Игольницы могут быть различных (больших или малых)
диаметров. Машины больших диаметров вырабатывают трикотаж для
верхних изделий, машины малых диаметров — технический
трикотаж (трубы для технических целей).
Игольницы, выполненные в виде двух плоских пластин,
применяются в конструкциях плосковязальных, основовязальных
и котонных машин. Игольницы плосковязальных машин могут
устанавливаться под углом 90, 100 или 180° одна к другой, в
пазах их находятся язычковые иглы. В машинах, где игольницы
расположены под углом 180°, применяются двухголовочные иглы,.
Такие машины называют оборотными. Они могут вырабатывать
полотна двухизнаночных переплетений. Машины с плоскими
игольницами, установленными под углом 90°, носят название
карусельных. В этом случае процесс петлеобразования
осуществляется на двух парах игольниц, т. е. имеют место две зоны
вязания и с машины получают два полотна одновременно.
74
Если крючковые иглы в одной и другой плоской игольнице
жестко установлены на игольных брусах, т. е. не имеют
возможности перемещаться относительно последних, а могут совершать
вместе с ними пространственные движения, необходимые для
осуществления процесса петлеобразования, то машины с такими
иглами составляют группу котонных машин.
Основовязальные (рашель) машины также могут оснащаться
двумя игольницами с крючковыми иглами, но чаще оснащаются
язычковыми. Иглы жестко устанавливаются на игольном брусе
и совершают движение вместе с ним. Двухфонтурной основовя-
зальной машиной можно назвать отечественную машину типа
ДВП объединения «Промшвеймаш» (г. Орша).
По применяемому виду иглы машины можно подразделить
следующим образом: машины с язычковыми иглами (наиболее
широко применяемые); машины с крючковыми и с движковыми
(пазовыми) иглами.
К машинам, оснащенным язычковыми иглами, относятся одно-
фонтурные кругловязальные машины, например машина КО,
объединения «Черновцылегмаш»; плосковязальные однофонтур-
ные машины, например ручная машина «Нева», выпускаемая
Ленинградским машиностроительным объединением им. К- Маркса;
двухфонтурные кругловязальные и плосковязальные машины и
чулочно-носочные автоматы. Преимущество язычковой иглы перед
крючковой состоит в том, что при использовании такой иглы
конструкция машины упрощается ввиду отсутствия механизма
прессования (операция прессования осуществляется с помощью язычка
иглы). При этом следует отметить сложность конструкции
язычковой иглы и трудности при изготовлении игл высокого класса.
К машинам, имеющим крючковые иглы, относятся
трикотажные машины КТ. Наличие крючковой иглы усложняет
конструкцию машины вследствие необходимости иметь специальные
механизмы петлеобразования, в том числе устройство для
прессования иглы. Однако крючковые иглы проще в изготовлении и
позволяют получать более равномерную петельную структуру.
Основовязальные машины также оснащаются крючковыми иглами, но
в настоящее время отечественной машиностроительной
промышленностью не выпускаются.
Основовязальные машины могут быть оснащены также
движковыми иглами, которые вследствие малого перемещения (хода)
иглы обеспечивают высокую частоту вращения главного вала (до
2000 мин). Однако использование движковой иглы значительно
сужает ассортимент вырабатываемых полотен. Механизм
прессования на таких машинах отсутствует, но добавляется механизм
перемещения замыкателя (движка).
По способу установки игл в игольнице бывают машины с
подвижными и с неподвижными иглами. Машины с подвижными
иглами (кругловязальные большого и малого диаметров,
плосковязальные и оборотные, а также перчаточные) оснащены язычко-
75
выми иглами, перемещающимися вдоль игольниц. Перемещаются
иглы с помощью пяток, которые взаимодействуют с клиньями
(в самом простейшем случае подъемным и кулирным клиньями)
петлеобразующих систем. Характерным признаком кругловя-
зальных машин является вращение игольного цилиндра и диска
или второго цилиндра относительно неподвижно установленных
замков, для плосковязальных машин, наоборот, вяжущая
каретка с клиньями совершает возвратно-поступательное движение
(для карусельных машин одностороннее движение по замкнутому
контуру) вдоль неподвижных игольниц. При этом в обоих
случаях иглы перемещаются вдоль направляющих пазов игольницы.
Примерами могут служить кругловязальная двухфонтурная
машина КЛК-9, выпускаемая Ленинградским машиностроительным
объединением им. К. Маркса, и плосковязальный автомат
модели ПВРК 10/100, выпускаемый объединением «Мострико-
тажмаш».
Среди машин с неподвижными иглами (относительно
игольницы) можно назвать трикотажную машину КТ-ЗП, выпускаемую
объединением «Черновцылегмаш». В данной машине крючковые
иглы жестко закреплены в цилиндре и вместе с ним совершают
вращательное движение; то же самое можно сказать и про осно-
вовязальные машины, иглы которых крепятся к игольному брусу
и вместе с ним совершают движение.
По количеству петлеобразующих систем машины
подразделяются на односистемные и многосистемные.
Понятия «односистемные» для кругловязальных машин
большого диаметра не существует, поскольку на цилиндрах
диаметром свыше'400 мм всегда размещается более 20 систем. К осно-
вовязальным машинам, включая рашель-машины, нельзя
применить понятия системности. Чулочно-носочные машины могут
иметь одну и более систем (до четырех), в отдельных случаях при
выработке трубки — до 10—12 систем. Плосковязальные машины
также могут оснащаться одной и более системами D—6 систем на
машинах для производства беек).
Количество петлеобразующих систем на машине в первую
очередь определяет ее производительность. Однако следует
отметить, что оснащение кругловязальных машин большим
количеством систем приводит к резкому увеличению шпулярника, что
снижает такой показатель, как съем продукции с 1 м2
производственной площади.
По степени автоматизации машины условно подразделяются
на автоматы, полуавтоматы и механические машины (ручные
машины на отечественных трикотажных предприятиях
практически не применяются, однако находят широкое применение в
бытовом обслуживании).
Автомат обеспечивает непрерывную работу машины. Примером
может служить чулочно-носочный автомат модели ОЗД,
выпускаемый Тульским заводом точного машиностроения.
76
При вязании полотна или деталей изделий на полуавтомате
бывают перерывы в его работе для выполнения ручных
операций. Примером может служить плосковязальный полуавтомат
ПВРК 10/100, выпускаемый объединением «Мострикотажмаш».
При работе на механизированных машинах имеет место боль^
шая доля ручных операций в процессе эксплуатации. Например,
на плосковязальной машине, оснащенной механическим приводом,
вязание трикотажа осуществляется с помощью каретки,
перемещаемой механически. Большинство операций (заработка новой
детали или полотна, сбавка и прибавка игл переносом петель
с целью изменения ширины вязания, установка оттягивающей
гребенки с грузами и т. д.) осуществляется вручную.
Ручные машины не имеют механического привода, все операции
на них производятся вручную. В настоящее время отечественная
машиностроительная промышленность выпускает следующие
модели ручных вязальных машин: «Нева», «Северянка», «Чернив-
чанка», «Буковинка».
По способу вязания выделяют машины, вырабатывающие
петельный ряд из одной нити, и машины, вырабатывающие
петельный ряд из системы нитей. К первым относятся кругловязаль-
ные машины больших и малых диаметров, плосковязальные и
котонные машины. Особенностью этих машин является
прокладывание (с последующими операциями петлеобразования) нити
поочередно на все иглы игольницы, вследствие чего петли в ряду
переплетения образуются поочередно.
Ко вторым относятся основовязальные машины, включая
рашель-машины. На этих машинах каждая нить образует петлю
только на вполне определенной игле, а не на всех иглах
игольницы.
§ 3. ОСНОВНЫЕ УЗЛЫ И МЕХАНИЗМЫ ВЯЗАЛЬНЫХ МАШИН
В каждой трикотажной машине можно выделить следующие
основные узлы и механизмы: остов, главный привод, ручной привод,
вязальный механизм, шпулярник, механизм нитеподачи,
механизм оттяжки, механизм накатки, механизм управления,
механизм рисунка (для жаккардовых машин), электрооборудование,
устройство смазки, устройство пухоудаления (для кругловязаль-
ных однофонтурных машин), механизм смены нитеводов (для
жаккардовых машин).
Остов (станина) является базой, на которой устанавливаются
все узлы и механизмы машины. Остов должен быть достаточно
прочным и жестким* при работе машины гасить ее вибрацию.
Как правило, он отливается из серого чугуна.
Главный привод обеспечивает рабочую скорость движения
всех узлов и механизмов и включает в себя электродвигатель (для
чулочно-носочных автоматов, где в соответствии с
технологическим процессом изготовления изделия требуется изменение
скоростного режима, электродвигатель может иметь две-три скорости)
77
и механические передачи (ременную, зубчатую и т. д.) с редуктором
для уменьшения числа оборотов двигателя. Обычно в
конструкцию привода входит устройство, с помощью которого
устанавливается определенное натяжение ременной передачи.
Ручной привод предназначен для ремонтно-наладочных работ.
В кругловязальных машинах с помощью ручного привода
осуществляется замена иглы в игольном цилиндре или диске путем
подвода дефектной иглы к быстросъемному блоку. В
конструкцию ручного привода входит обгонная муфта, которая
обеспечивает установку рукоятки поворота в наиболее удобное положение
за счет свободного хода.
Вязальный или петлеобразующий механизм является основным
механизмом трикотажной машины. Он включает в себя игольницу
с иглами, иногда и платинный механизм. У замочных машин
имеется система клиньев, обеспечивающая перемещение игл
(платин), у незамочных (основовязальных) движение к иглам
(платинам) осуществляется от кулачковых или кривошипно-
рычажных механизмов.
Шпулярник служит для установки паковок с пряжей. Он
располагается, как правило, сверху машины. Шпулярник кругло-
вязальных машин, имеющих большое число петлеобразующих
систем и, следовательно, большое количество паковок (свыше
100 паковок при заправке в две нити), располагается рядом с
машиной на полу.
Шпулярник основовязальной машины выполнен в виде валов,
на которые устанавливаются катушки с нитями. Валы в процессе
работы поворачиваются от механизма нитеподачи и обеспечивают
подвод нитей в зону петлеобразования.
Механизм нитеподачи предназначен для подачи нити к петле-
образующим органам с оптимальным натяжением,
обеспечивающим нормальное протекание процесса образования петли.
Отсутствие этого механизма приводит к резким изменениям натяжения
нити и частым ее обрывам.
Различают конструкции механизмов нитеподачи
индивидуального назначения и общего. В первом случае механизм подает
нить в зависимости от потребления в каждой вяжущей системе,
расход нити в соседних системах может быть различным. Такие
механизмы применяются в конструкциях трикотажных машин,
вырабатывающих жаккардовые переплетения. Во втором случае
механизм подает одинаковое количество нити во все системы,
например при вязании переплетения гладь на кругловязальной
однофонтурной машине. При отсутствии на машине механизма
нитеподачи, например на круглых чулочно-носочных автоматах,
выравнивание колебания натяжения нити (хотя в неполной мере)
обеспечивается натяжными (тормозными) устройствами.
Механизм оттяжки обеспечивает отвод трикотажа из зоны
вязания во избежание попадания старой петли под крючок иглы.
Оттяжка трикотажа на круглых, плоских и основовязальных
78
машинах осуществляется валичной системой (двумя или тремя
валами, поверхности которых имеют покрытие с большим
коэффициентом трения для лучшего сцепления с трикотажем),
исключение составляет группа круглых машин малого диаметра,
вырабатывающих чулочные изделия, в конструкции которых
применяется пневматическое устройство оттяжки.
Основной задачей механизма оттяжки является отвод
трикотажа из зоны вязания с оптимальным натяжением в целях
обеспечения равномерности петельной структуры. В
конструкциях кругловязальных машин большого диаметра применяется
устройство — ширитель полотна, с помощью которого
обеспечивается одинаковое натяжение вдоль петельных столбиков по всему
периметру трикотажа, что определяет одинаковую длину нити
в петле по всему периметру.
Вслед за механизмом оттяжки на машине устанавливается
механизм накатки полотна в рулон. На машинах,
вырабатывающих штучные изделия или их детали, механизм накатки не
устанавливается, сбор товара осуществляется в таз или ящик.
Примером такой машины может служить плосковязальный полуавтомат
для выработки контурных деталей ПВРК 10/100 (цифра в
числителе — класс полуавтомата, цифра в знаменателе — рабочая
ширина игольницы).
Механизм управления подает необходимые для протекания
технологического процесса команды механическим или
электромеханическим путем. При вязании чулочно-носочных изделий вся
программа выработки изделия закладывается в счетной цепи
посредством установки на ее звеньях различных по форме кнопок.
Исполнительным механизмом автомата является барабан
управления, передающий команды на исполнительные механизмы
механическим путем. При выработке купонов на кругловязальных
машинах количество команд по сравнению с чулочными
автоматами значительно сокращается. В конструкциях машин,
вырабатывающих полотно, механизм управления может
отсутствовать.
Механизм рисунка обычно устанавливается на машинах,
вырабатывающих сложные жаккардовые переплетения.
Конструктивно механизм может быть выполнен в виде:
барабанчиков, на наружной поверхности которых имеются
отверстия с установленными в них штифтами в зависимости от
рисунка;
стальной ленты, имеющей отверстия, вырубленные по
рисунку;
рисунчатых колесиков, по периферии которых устанавливаются
сухарики, воздействующие на пятки игл;
электромагнитной ленты, посредством которой через
электромагниты, установленные около петлеобразующих систем,
воздействие передается на пружинные проволочки, обеспечивающие
отбор игл;
79
цепи, набранной из различных по высоте и форме плашек,
которые действуют на штанги, осуществляющие сдвиг ушковых
гребенок;
перфокарты с отверстиями, вырубленными в зависимости от
рисунка.
В отдельных конструктивных решениях зарубежных
плосковязальных машин в основу механизма рисунка положен принцип
пневматического отбора игл. Такие машины имеют довольно
сложную систему пневматического обеспечения (наличие сложной
системы трубопроводов).
Электрооборудование, применяемое на трикотажных
машинах, имеет следующее основное назначение: обеспечить включение
и выключение машины; контролировать протекание
технологического процесса выработки трикотажа и в случае его нарушения
остановить машину. Места пуска и останова оборудования
расположены таким образом, чтобы они были легкодоступными
работнице в случае необходимости.
Контроль за процессом вязания обеспечивается
наблюдателями различных конструкций. Например, нитенаблюдатели
контролируют нить и в случае ее обрыва или сильного натяжения
останавливают машину. Нитенаблюдатели устанавливаются на
всем пути нити (от паковки до зоны вязания). Наблюдатели за
качеством полотна устанавливаются между зоной вязания и
механизмом обтяжки трикотажа и в случае появления оборванных
петель подают сигнал для останова машины. На основовязальных
машинах, вырабатывающих гладкое полотно, наблюдатель за
качеством трикотажа имеет оптоэлектронную головку, которая
перемещается во время работы машины вдоль вырабатываемого
полотна и останавливает ее при появлении оборванных петель.
Имеются наблюдатели, контролирующие поломку иглы, набор
петель в зоне вязания, наработку рулона трикотажа
определенного диаметра, натяжение нитей основы, повышенную нагрузку
на вяжущую каретку плосковязальной машины, наработку
детали изделия заданного количества петельных рядов.
Устройство смазки основных узлов может работать в
автоматическом режиме или от руки. Для всех замочных машин основным
механизмом, требующим постоянной смазки, является механизм
вязания, а точнее, замочные клинья, по которым перемещаются
пятки игл, толкателей или игловодов, а также клинья платан.
Устройство смазки, работающее в автоматическом режиме, подает
определенное количество масла за установленный интервал
времени.
Устройство пухоудаления, как правило, устанавливается на
однофонтурных кругловязальных машинах. В конструкцию его
входят система обдува и система отсоса пуха и волокон. Система
обдува обеспечивает сдув пуха и волокон с мест его скопления
(образования); система отсоса засасывает пух и волокна в пухо-
сборник, из которого по мере накопления его удаляют вручную.
80
Контрольные вопросы и задания
1. Рассказать о классе машин и шаге игл.
2. Рассказать о классификации вязальных машин.
3. Как рассчитать протяженность петлеобразующей системы?
4. Рассказать о конструкторской классификации машин.
5. Перечислить основные узлы и механизмы вязальных машин. Каково их
назначение?
Глава 7. УСТРОЙСТВО И РАБОТА
ОДНОЦИЛИНДРОВОГО АВТОМАТА О2ДР
Круглочулочный одноцилиндровый автомат О2ДР предназначен
для изготовления детских носков и получулок переплетением
гладь с эффектом прессового переплетения или с цветными
поперечными полосами [15].
Автомат состоит из следующих основных узлов и механизмов
(рис. 71): станины /, на которой устанавливаются все узлы и
механизмы; механизма вязания 2, в конструкцию которого входит
игольный цилиндр с иглами и
толкателями, платинное кольцо
с платинами, замки для
перемещения игольно-платинных
изделий; шпулярника 3,
предназначенного для размещения паковок
с пряжей; механизма отбора 4 для
получения рисунка,
смонтированного на верхней плите станины;
механизма ручного привода 5,
необходимого для поворота
игольного цилиндра при наладочных
работах; механизма управления
6, воздействующего механическим
путем на все исполнительные
устройства и узлы автомата;
главного привода 7, приводящего
в движение узлы и механизмы
автомата; электрооборудования 8,
обеспечивающего питание
электродвигателей привода и
вентилятора пневмооттяжки изделия,
а также электронаблюдателей;
устройства оттяжки трикотажа 9,
отводящего изделие во время его
выработки из зоны
петлеобразования. Рис. 71. Общий вид автомата О2ДР
¦8
81
Техническая характеристика автомата
Класс
Диаметр игольного цилиндра
Число игл (язычковых)
Число петлеобразующих систем
при вязании
бортика (прокладывание
эластомер ной нити осуществляется
в 4-й системе)
паголенка и следа
кольцевого усиления
пятки и. мыска
отработки
Число нитеводов в петлеобразу-
ющей системе
1-й
2-й
3-й
Число сменных нитеводов при
вязании цветных поперечных
полос в петлеобразующей системе
1-й
1 И
2-й
Частота вращения игольного
цилиндра, мин, при вязании
борта
паголенка
следа
цветных полос (на следе и
паголенке)
мыска и пятки (реверсивное
движение цилиндра)
отработки
при переключениях
Привод автомата
тип электродвигателя
мощность, кВт
частота вращения, мин
Привод вентилятора
пневматической оттяжки
тип электродвигателя
мощность, кВт
частота вращения, мин
напряжение, В
Коэффициент полезного времени
при вязании изделия
с эффектом прессового
переплетения
с цветными поперечными
полосами
переплетением гладь
Поломка игольно-платинных
изделий, шт.
на 10 пар
игл
платин
толкателей
14
27/ G0 мм) и 3" G6
120; 132
3
2
2
2
1
6
5
1
Q
О
3
170
260
260
170
117 •
170
-77
4AX90LI2/6/4 У4
0,3/0,3/0,5
460/950/1450
АОЛ 22-2
0,6
2800
380
0,8
0,85
0,9
0,5
0,3
0,4
82
Габаритные размеры со шпуляр-
ником, мм
длина
ширина
высота
Масса, кг
920
1000
2070
360
При вязании получулок с прессовым эффектом и при вязании
носков переплетением гладь с цветными поперечными полосами
применяется хлопчатобумажная пряжа линейной плотности 11,8 х
Х2 текс, на участке отработки — хлопчатобумажная пряжа
линейной плотности 18,5x2 текс, на участке пятки к основной нити
линейной плотности 11,8x2 текс добавляется капроновая нить
линейной плотности 15,6 текс, В борт изделия прокладывается
эластомерная нить диаметром 0,2—0,3 мм, оплетенная
хлопчатобумажной пряжей линейной плотности 7,5x2 текс.
§ 1. КИНЕМАТИЧЕСКАЯ СХЕМА И ЕЕ ОПИСАНИЕ
Движение узлам и механизмам автомата сообщается от трех-
скоростного электродвигателя / (рис. 72). На его валу /
установлено два нижних шкива 2 и 3 клиноременных передач, имеющих
устройства, с помощью которых передачи можно поочередно
переключать. Посредством этих устройств движение с вала /
электродвигателя передается на вал // через клиноременную передачу,
состоящую из шкивов 2 и 5, или через передачи 3 и 4. Всего на
автомате можно получать шесть различных частот вращения
игольного цилиндра (по три за счет переключений трехскорост-
ного мотора и переключений клиноременных передач).
Вал // является входным валом одноступенчатого редуктора,
в состав которого входят прямозубые цилиндрические шестерни 6
и 7, посредством которых движение передается на вал ///. На
валу /// крепится шестерня 8, взаимодействующая с
шестерней 53. Последняя, входящая в коробку передач и вращающаяся
вокруг неподвижно закрепленной оси XVI, находится в
зацеплении с шестерней 22 (на рис. 72 эта связь показана штриховой
линией), укрепленной на валу VI. От шестерни 22 через
шестерню 23 вращение передается главному валу IX, на котором
свободно установлены блок шестерен 23 и 24 для сообщения
игольному цилиндру кругового движения и шестерня 45,
обеспечивающая игольному цилиндру реверсивное движение (при вязании
пятки или мыска). Между шестернями 24 и 45 устанавливается
муфта переключений 46, посаженная на главный вал IX
посредством шлицевого соединения, обеспечивающего муфте
продольное перемещение вдоль главного вала.
В момент, когда муфта переключений 46 занимает крайнее
правое положение (изображенное на рис. 72), она входит в
зацепление с боковыми выступами шестерни 24, игольный цилиндр
будет совершать круговое движение, т. е. вращение от шестерни 24
через муфту переключений 46 передается на главный вал IX.
83
J2 31 30 29 28 27 Ш 26 25 24 23 22 21 20 19 18 Y
I
45 46 47 3 M Й 48 49 SO 51Ш 52 Л 53 Ж Л 55 56 Ш S7 f 2 3
Рис. 72. Кинематическая схема автомата О2ДР
На конце вала установлена коническая шестерня 38,
находящаяся в зацеплении с конической шестерней 36, сверху которой
жестко крепится игольный цилиндр 30. Вращение шестерни 36
обеспечивает круговое движение цилиндра.
Для сообщения игольному цилиндру 30 реверсивного
движения муфту переключений 46 необходимо установить в крайнее
левое положение так, чтобы она вошла в зацепление с выступами
шестерни 45.
В этом случае движение от блока шестерен 23 и 24 передается
шестерне 47 и далее шестерне 57 с эксцентрично посаженной
на ней осью XII.
На шестерне 53 установлена ось XV. На осях XII и XV
подвижно установлена кулиса, камень 52 которой перемещается
вдоль ее паза. Камень 52 кулисы связан через ось XIV с зубчатым
сектором 51.
При вращении шестерен 53 и 57 кулиса совершает движение
вверх-вниз, вследствие чего камень 52 сообщает качательное
движение зубчатому сектору 51. Последний, взаимодействуя
84
с шестерней 45, передает движение через муфту переключений 46
на главный вал IX и далее посредством пары конических
шестерен 38 и 36 на игольный цилиндр 30. Так как зубчатый сектор 51
совершает качательное движение, шестерня 45, муфта
переключений 46, главный вал IX и шестерни 38 и 36, а также игольный
цилиндр 30 имеют реверсивное движение.
Для привода виброножа передача движения идет от вала VI
с жестко укрепленным на нем кулачком 26 на рычаг 25. Контакт
рычага 25 с кулачком 26 осуществляется через ролик. При
повороте кулачка рычаг 25 отклоняется и поворачивает валик, на
котором закреплен рычаг, далее через систему рычагов движение
передается к виброножу.
Привод механизма подачи резиновой нити осуществляется
от шестерни 19, находящейся в зацеплении с шестерней 15, после
чего движение поступает на вертикальный вал IV, на котором
жестко крепится диск 16, имеющий наружную поверхность
с насечкой. К этой поверхности прижимается ролик 17, подающий
эластомерную нить к иглам.
Механизм отбора игл для образования рисунчатых эффектов
получает движение от шестерни 35, установленной под игольным
цилиндром. Последняя находится в зацеплении с
цилиндрической шестерней 34. Шестерня 34 укреплена на валу VIII,
верхний конец которого несет эксцентриковое устройство 33,
движение от него передается собачке и храповику 32. Храповик 32
и механизм отбора игл, выполненный в виде цилиндра 31,
устанавливаются на оси VII, укрепленной в верхней плите станины
автомата.
Автоматические переключения в автомате происходят от
накладок механизма управления, который приводится в движение
следующим образом.
Вал XI получает движение от шестерни 47. По сравнению
с главным валом IX вал XI вращается в два раза медленнее.
На валу XI укреплены кулачки 9, 10 и //, с которыми через
ролики контактируют рычаги 18, 20 и 21, посаженные на ось V.
При отклонении рычагов 20 и 21 через тяги движение передается
храповым устройствам 54 и 55, состоящим из собачек и
храповиков. Последние закрепляются на барабане управления 48.
Храповики 54 и 55 поворачивают барабан управления.
Рабочие профили кулачков 9 я 10 смещены относительно друг
друга на угол 90°, поэтому по окончании толкания храповика
одной собачкой начинается толкание второго храповика, в
результате чего барабан управления движется непрерывно.
При повороте барабана управления 48 на один зуб храповика
игольный цилиндр повернется на угол 180°.
Цепь управления получает движение от храпового
устройства 56, свободно установленного на валу XVII барабана
управления. Храповое устройство 56 приводится в движение кулачком 11
через рычаг 18 с роликом и тягу.
85
Движение к механизму смены нитей, управляющему
переключением нитеводов, передается от наклонного кольца,
установленного снизу шестерни 36. При вращении игольного цилиндра кольцо
своей горкой давит на ролик 37, укрепленный на правом плече
рычага. Левое плечо рычага сообщает движение собачкам 39
и 40, которые, воздействуя на свои храповики 43 и 44,
расположенные на валу X, поворачивают барабаны 41 и 42 механизма
смены нитей.
Поворот игольного цилиндра при наладочных работах можно
осуществить посредством ручного привода. При повороте
рукоятки 12 (ее следует ввести в зацепление с помощью выступов
с шестерней 13), свободно установленной на валу V, приводится
в движение и поворачивается прямозубая шестерня 14,
расположенная на муфте обгона одностороннего действия.
Движение от шестерни 14 через муфту обгона передается
к валу VI, затем через прямозубую шестерню 22 к шестерням 23
и 24, расположенным на главном валу IX. Далее приходит в
движение посредством муфты переключений 46 вал IX через
конические шестерни 38 и 36 к игольному цилиндру 30.
Следует отметить, что в случае передачи движения от
электродвигателя 1 рукоятка 12 находится в состоянии покоя благодаря
муфте обгона одностороннего действия. (Муфта обгона работает
только в одну сторону, при движении в обратную сторону
передачи движения не происходит.)
При вязании паголенка в месте его сужения необходимо
производить постепенное изменение плотности вязания. Механизм
изменения плотности вязания получает движение от вала XIII,
на котором установлен зубчатый сектор 51. Качание от вала
передается собачке 49, взаимодействующей с храповиком 50, который
устанавливается соосно с барабаном управления 48.
Поворачивать игольный цилиндр 30 вручную можно также
с помощью рукоятки 27, храповика 28 и шестерни 29, которая
взаимодействует с шестерней 35.
Пример. Определить линейную скорость игольного цилиндра,
если известно, что частота вращения вала электродвигателя
1000 мин", передаточное отношение клиноременной передачи 1,5,
передаточное отношение редуктора, в состав которого входят две
прямозубые цилиндрические шестерни 6 и 7 (см. рис. 72), 2, число
зубьев шестерни 8 — 22, шестерни 53 — 88, шестерен 22 к 23 —
44, шестерен 36 и 38 — 80, диаметр игольного цилиндра 70 мм.
1. Определяем частоту вращения игольного цилиндра пц,
мин, по формуле
п — п i i Zs zs3 zaa гзз
"ц-Лдв'к.пер'ред ^ ^ ^ ^ ,
где ЛдВ — частота вращения электродвигателя; iK_ nep — передаточное
отношение клиноременной передачи; »ред — передаточное отношение редуктора.
66
Рис. 73. Механизм вязания
2. Определяем линейную
скорость v, м/с, игольного
цилиндра:
v = ndn/60; ;:
v = 3,14-0,07-375 : 60 - 1,37.
§ 2. МЕХАНИЗМ ВЯЗАНИЯ
Механизм вязания (рис. 73)
включает в себя игольный
цилиндр с иглами и
передаточными звеньями, платинный
замок и петлеобразующие
системы. Игольный цилиндр
предназначен для размещения игл
в пазах его наружной
поверхности в верхней части и
передаточных звеньев (селекторов)
в нижней части.
Игольный цилиндр 36
устанавливается в плите 18
станины автомата и крепится
планками 32 с помощью винтов 31
Игольный цилиндр 36 закрепляется в радиальном
шарикоподшипнике 30, установленном в обойме 19 и закрытом сверху
крышками 33 и 34. Крышка 33 прижимается к обойме 19 с
помощью планки 17. В нижней части игольного цилиндра 36
установлена двойная шестерня 20, состоящая из верхней
цилиндрической и нижней конической шестерен. Шестерня 20 с помощью
паза размещается на шпонке 28, закрепленной на игольном
цилиндре посредством винта 29. В нижней части шестерни 20
с помощью винта 22 и штифта устанавливается кулачок 21,
приводящий в движение механизм смены нитей.
Передача движения к игольному цилиндру осуществляется
от главного вала через пару конических шестерен, одной из
которых является шестерня 20, а точнее, ее нижняя часть. Далее через
шпонку 28 движение-передается к цилиндру 36.
В нижней части игольного цилиндра в пазах располагаются
передаточные звенья (селекторы) 16, а над ними — иглы /5.
Селекторы 16 служат для отбора игл, осуществляемого
механизмом отбора для получения рисунчатых переплетений.
Гарантированное удержание иглы 15 в пазах цилиндра
производится с помощью пружин 12 и 37, выполненных в виде кольца.
Пружины 12 и 37 охватывают цилиндр 36 по наружной
поверхности .
87
4-
а б б
Рис. 74. Установка игл, платан и толкателей
В верхней части цилиндра установлены коронка 7 и платинное
кольцо 10. Коронка 7 фиксируется на цилиндре посредством
винтов 6 и имеет пазы, по которым перемещаются передние части
платин 8 и игл 15. В пазах платинного кольца 10 возвратно-
поступательно движутся платины 8.
Движение коронке 7 передается через трубу 35, на которой
коронка жестко крепится с помощью винтов 5. Труба 35 крепится
к игольному цилиндру 36 посредством винта 13 и шпонки 14.
При монтаже автомата коронка 7 устанавливается так, чтобы
вертикальные пазы ее совпадали с пазами цилиндра, обеспечивая
свободное перемещение игл. При этом оси горизонтальных пазов
коронки, по которым перемещаются платины, должны совпадать
с осями перегородок игольного цилиндра.
Точная установка пазов обеспечивается перемещением
коронки по окружности, так как под винтами 5 в отверстиях
коронки имеются зазоры. На коронку 7 устанавливают платинное
кольцо 10 таким образом, чтобы его радиальные пазы совпадали
с радиальными пазами коронки. От вертикального перемещения
платинное кольцо 10 удерживают четыре планки ///закрепленные
с помощью винтов 9. При точной установке платинного кольца
и коронки платины 8 должны свободно перемещаться в их пазах
(под действием кольцевой пружины 4, при этом воздействие
клиньев платинного замка отсутствует).
Отбойная плоскость, создаваемая платанами, должна
обеспечивать одинаковую глубину кулирования и, как следствие,
одинаковую плотность вязания.
Труба 35 с установленной на ней коронкой должна свободно
перемещаться внутри игольного цилиндра, качание, трубы
относительно цилиндра не допускается.
Над платинным кольцом располагается платинный замок 3,
несущий на себе клинья для перемещения в процессе вязания
платин. Для ограничения вертикального перемещения
платинного замка 3 имеются две планки /, которые крепятся винтами 2,
при этом необходимо установить зазор между ними 0,08 мм.
На нижней части трубы 35 устанавливается подшипник 23
с помощью винта 24, что обеспечивает трубе устойчивость в работе.
Труба 35 соединяется с товароотводной трубой 26 механизма
оттяжки трикотажа с помощью переходника 27 и уплотнителя 25.
Игодьно-платинные изделия устанавливаются в следующем
порядке.
Половина пазов игольного цилиндра 5 (рис. 74, а) заполнена
иглами /, имеющими высокую пятку (8,6 мм; позиция 0—1305).
Иглы 2 и 4 имеют пятку средней высоты G,4 мм; позиция 0—
1306), и их количество составляет 20 \щ. при диаметре игольного
цилиндра 70 мм и 22 шт. при диаметре 76 мм. Остальные пазы
заполнены иглами 3 с низкими пятками E,6 мм; позиция 0—1308).
На рис. 74, б показана расстановка селекторов 2 в пазах
игольного цилиндра / (ранее говорилось, что селекторы
устанавливаются под иглами). Селекторы 2 имеют одну позицию
E—2333), однако пятки их могут выламываться в зависимости от
того, какой рисунчатый эффект хотят получить.
Установка платан двух позиций в платинном кольце 1
(рис. 74, в) осуществляется поровну, т. е. первая половина пла-
тин 2 имеет низкие пятки E,5 мм; позиция 4—1764), вторая
половина платин 3 — высокие пятки G,2 мм; позиция 4—1763).
§ 3. ПЛАТИННЫЙ ЗАМОК
Платинный замок (рис. 75) представляет собой устройство, в
котором размещаются клинья, предназначенные для перемещения
платин вдоль пазов платинного кольца и коронки в процессе
петлеобразования. Платинный замок устанавливается над
платинным кольцом. Несоосность поверхности платинного замка не
должна превышать 0,1 мм.
Платинный замок состоит из кольца 2 и корпуса 12, которые
соединяются с помощью винтов. Клинья 5 и 6, отводящие от игл
платины во время петлеобразования, неподвижно закрепляются
на корпусе 12. Радиально-подвижные клинья 8 и 10 с помощью
1 2 5
10 9
Рис. 76. Платинный
замок
крючков могут перемещаться в зависимости от команд,
поступающих от механизма управления.
В платинном замке имеется пять клиньев /, посредством
которых обеспечивается горизонтальная установка платинного
кольца. Над клином / в корпусе 12 есть отверстие, в котором
установлена пружина 13 (см. разрез Л—А). Пружина своими концами
упирается в клин / и кольцо 2. К корпусу 12 крепятся оси 3,
на которых устанавливаются регулируемые подшипники 4 и 9
и неподвижный подшипник 7. С помощью подшипников
устанавливают платинное кольцо относительно замка.
В корпусе 12 имеется вставка //, предназначенная для замены
дефектных платин, она также служит ограничителем поворота
платинного замка при реверсивном движении игольного цилиндра.
Вставка имеет буферы, которые смягчают удары замка об упоры,
ограничивающие его поворот.
§ 4. ИГОЛЬНЫЕ ЗАМКИ, ИХ УСТРОЙСТВО И РАБОТА
Игольные замки (рис. 76) предназначены для вертикального
перемещения игл и селекторов вдоль пазов игольного цилиндра.
В процессе работы автомата траектория игл и селекторов
автоматически меняется в зависимости от технологического цикла
путем изменения положений клиньев замков.
Игольные замки и замки селекторов можно разбить на
следующие участки: участок между клиньями 16 и 9 (принимаем
движение игл и селекторов справа налево) называется 1-й
вяжущей системой; участок между клиньями 9 и 4 — 2-й вяжущей
системой; участок между клиньями 4 и / — 3-й вяжущей
системой. Имеется участок между клиньями 1 и 16, который называется
дополнительной системой, предназначенной для прокладывания
эластомерной нити.
По конструктивному устройству клинья можно подразделить на
радиально-подвижные и неподвижные. Имеется клин 28, который
перемещается по вертикали.
1 2 3 <f 5 6 7
9 10 V 72 15 П IS 16 П Ц
25 2<t" Л 22 21 20 19
Рис. 76. Игольные замки
90
К радиально-подвижным клиньям можно отнести: кулирный
клин 1 3-й вяжущей системы; клинья 3, 7 и 10, обеспечивающие
вывод игл на уровень полного заключения; кулирный клин 12
1-й вяжущей системы; клин 14 для подъема игл, имеющих
высокие пятки; клин 15 для опускания игл с высокими пятками
с целью включения их в работу; клин 16, обеспечивающий подъем
игл для захвата эластомерной нити; клин 29, воздействующий на
нижние пятки селекторов с целью утапливания их в пазах
игольного цилиндра.
Клин 28 перемещается вертикально и предназначен для
опускания селекторов.
В группу неподвижных клиньев входят: клин 2, опускающий
иглы под кулирный клин 3-й вяжущей системы; кулирный клин 4
2-й вяжущей системы; выравнивающий клин 5; клин 8,
опускающий иглы под кулирный клин 2-й вяжущей системы; двусторонний
кулирный клин 9; опускающий клин 11; выравнивающий клин 17;
клин 20 для неполного заключения, воздействующий на пятки
селекторов; нижний клин 26, верхний клин 27.
Кроме указанных клиньев в работе вяжущих систем принимают
участие: левцй сбавочник 6, который при выработке первой
половины пятки выключает иглы, т. е. переводит их на верхнюю
нерабочую траекторию, где пятки игл не взаимодействуют
с клиньями; правый сбавочник 13, уменьшающий число
работающих игл при движении игольного цилиндра в обратную сторону;
прибавочник 18, который увеличивает число игл при вязании
второй половины пятки, т. е. опускает иглы на уровень
взаимодействия их пяток с клиньями; делительный клин 19;
контролирующий клин 21; делительный клин 22; клин 23 для закрепления нити
в 3-й вяжущей системе; клинья 25 для получения рисунчатых
эффектов путем отбора игл и делительный клин 24.
§ 5. ДВИЖЕНИЕ ИГЛ И ПЛАТИН
ПО НАПРАВЛЯЮЩИМ ПОВЕРХНОСТЯМ, ОБРАЗУЕМЫМ
КЛИНЬЯМИ ЗАМКОВ
Во время вязания паголенка и следа игольный цилиндр вращается.
Пятки игл при этом (происходит вязание переплетения гладь)
перемещаются справа налево по траектории / (рис. 77).
Перемещаясь по горизонтальному участку, они встречаются с клином 5
и поднимаются на уровень заключения, после чего
взаимодействуют с клином 6 и опускаются, захватывая вновь проложенную
нить. Далее пятки попадают на кулирный клин 9. Между клиньями
6 и 9 установлен клин 8, который существенного влияния на
траекторию движения игл не оказывает.
После провязывания иглами новых петель их пятки
встречаются с подъемной горкой клина 7 и начинают подниматься,
в этом случае петли перемещаются по стержню игл и осуществляют
сбрасывание с открытых язычков игл. Затем на пятки игл дей-
91
VJ /2 // 10
в
' 6 S
Рис. 77. Траектория игл и платан при круговом движении игольного
цилиндра
ствует клин 10, который поднимает их на заключение B-я
вяжущая система), после чего пятки встречаются с клином // и
начинают опускаться. Кулирный клин 12 опускает иглы до
максимальной точки, где происходит формирование петель.
Образовав новые петли, иглы начинают подниматься
следующей горкой клина 7 на заключение. Перемещение селекторов,
которые не участвуют в процессе петлеобразования переплете.ния
гладь, т. е. не осуществляют отбора игл, происходит по
траектории, соответствующей профилю клина 13.
Траектория движения платин 2 показывает, что в моменты
захвата иглами новой нити они отходят за спинки игл до момента
начала нового подъема. Нитеводы 3 и 4 подают нити в 1-ю и 2-ю
вяжущие системы.
Вязание мыска и пятки происходит при реверсивном движении
игольного цилиндра в двух вяжущих системах. Рассмотрим
сначала траекторию движения игл 2 (рис. 78), когда иглы
перемещаются справа налево. При вязании мыска и пятки изделия
механизм отбора для получения рисунка не работает,
следовательно, селекторы движутся по горизонтали и, проходя под
клином 6, встречаются с подъемным клином 7 (он же кулирный, так
как при обратном движении игл будет опускать последние в точку
кулирования).
В результате взаимодействия с клином 7 иглы поднимаются
на уровень заключения, нитевод 5 подает новую нить. Опускание
игл осуществляется сначала клином 9, а затем кулирным клином 11
1-й вяжущей системы.
92
/0 9 8
Рис. 78. Траектория игл и платин при реверсивном движении игольного
цилиндра
Промежуточный клин 10 не оказывает существенного влияния
на траекторию движения игл. После провязывания новых петель
иглы начинают подъем на уровень заключения с помощью горки
клина 15. Завершает подъем клин 12. Нитевод 4 прокладывает
новую нить во 2-й вяжущей системе. Опускание игл начинает
клин 13, после чего пятки игл попадают под действие кулирного
клина 14, на вершине которого происходит провязывание и
формирование петель. Подъем игл осуществляется очередной горкой
клина 15.
При движении игл справа налево работает сбавочник 8 (на
рис. 78 он изображен в выключенном верхнем положении).
Сбавочник 8 в рабочем положении устанавливается в выемке
верхней части клина 7. Пятка иглы, попадая на ступень его
головки, вместе с ним поднимается и попадает на уровень, где
нижняя вяжущая система на нее не действует.
При обратном движении игольного цилиндра (слева направо)
иглы перемещаются по траектории 1 (на рис. 78 изображена
штриховой линией). Пройдя горизонтальный участок, пятки игл
встречаются с наружной кромкой кулирного клина 14 и поднимаются
на уровень заключения B-я вяжущая система). Далее они
встречаются с клином 13 и начинают опускаться, до точки кулирования
их доводит кулирный клин 11. В точке кулирования происходит
провязывание и формирование новых петель из нити, проложенной
нитеводом 4. Новый подъем игл на заключении осуществляется
горкой клина 15 и клином 10.
В 1-й вяжущей системе новая нить прокладывается
нитеводом 5. Опускание игл начинает клин 9, а заканчивает кулирный
клин 7. После провязывания петель иглы выводятся горкой
клина 15 на начальный уровень.
93
При движении иглы слева направо по траектории / ее пятка
попадает на одну из ступеней головки сбавочника 16,
находящегося во включенном состоянии в выемке верхней части клина 14,
и вместе с ним переводится на выключенный уровень..
Платины перемещаются по траектории 3 в каждой вяжущей
системе, заходят за спинки игл для удержания петель при подъеме
игл на заключение и отходят от игл во время операций нанесения,
соединения, сбрасывания, кулирования и формирования.
§ 6. ДЕФЕКТЫ ИЗДЕЛИЯ, ВОЗНИКАЮЩИЕ
ИЗ-ЗА НЕИСПРАВНОСТИ ВЯЖУЩИХ СИСТЕМ
В процессе вязания могут возникать нарушения в работе
вяжущих систем, которые ведут к появлению различных дефектов
в изделиях. Например, причинами закручиваемое™ борта может
быть большая плотность вязания, а также большое количество
подаваемой нити. Уменьшение плотности вязания достигается
изменением положения кулирного клина, а подача эластомерной
нити — перемещением пружинного ролика устройства подачи
к центру вяжущего диска или увеличением натяжения
эластомерной нити с помощью пружины тарелочек нитенатяжителя.
Малая растяжимость борта связана с большой плотностью
вязания и малой подачей эластомерной нити. Для устранения
дефекта следует уменьшить плотность вязания путем
перемещения кулирного клина и увеличить подачу эластомерной нити.
Причинами незаработки валика может быть неправильная
установка нитевода или чрезмерная подача эластомерной нити.
В первом случае необходимо отрегулировать положение нитевода,
во втором — подачу эластомерной нити.
Нарушение структуры прессового переплетения происходит
из-за неправильной работы делительного клина 19 (см. рис. 76)
и клиньев 22 и 28.
В случае обрыва краевых петель при вязании мыска или пятки
необходимо уменьшить натяжение пружины компенсатора нити
или отрегулировать положение платинного замка, так как петля
иглы, выключаемой.из работы, не удерживается носиком платины.
Причиной образования дыр на пяточном шве может быть
неустойчивая работа сбавочников при вязании первой половины
пятки или прибавочника при вязании второй половины. Для
устранения этого дефекта следует отрегулировать положение
сбавочников так, чтобы пятки игл точно попадали на ступени их
головок, а прибавочника так, чтобы пятки игл попадали под его
головку.
Несимметричный пяточный шов получается, когда сбавочники
при вязании второй половины пятки или мыска выключают из
работы вместо двух одну иглу. Способом устранения такого
дефекта является точная установка головок сбавочников.
В случае появления неравномерных петель необходимо
проверить натяжение нити в вяжущих системах, установить опти-
94
мальное его значение или
отрегулировать положение
всех кулирных клиньев в
системах.
Нарушение рисунчатых
эффектов при вязании
цветных полос объясняется
тем, что отдельные клинья
механизма отбора
недостаточно полно выдвигаются и
не воздействуют на пятки
селекторов. Для устранения
дефекта следует
отрегулировать выдвижение клиньев
(пластин).
Рис. 79. Механизм для изменения
плотности вязания паголенка
§ 7. МЕХАНИЗМ ИЗМЕНЕНИЯ ПЛОТНОСТИ
ВЯЗАНИЯ ПАГОЛЕНКА
Для постепенного увеличения плотности вязания паголенка
в конструкции автомата имеется механизм для изменения
плотности (рис. 79). Привод к механизму осуществляется от зубчатого
сектора 1 через ось, укрепленную на нем. От продольного
смещения ось удерживается пластинкой 2. На оси подвижно установлена
собачка 3, взаимодействующая с храповиком 7. Собачка 3
прижимается к храповику посредством пружины 8. В процессе
работы собачка 3 перемещается в пазу круглой направляющей 6,
установленной на оси 5 и укрепленной с помощью винта 4.
§ 8. МЕХАНИЗМ ИЗМЕНЕНИЯ ПЛОТНОСТИ
ВЯЗАНИЯ ПО УЧАСТКАМ ИЗДЕЛИЯ
Механизм изменения плотности вязания (рис. 80) автоматически
изменяет плотность вязания на вырабатываемых участках
изделия путем изменения глубины кулирования перемещением по
вертикали платин, расположенных в пазах платинного кольца.
Труба 5 с платинным кольцом опирается на два штифта 3
через подшипник 4, укрепленный во втулке, жестко связанной
с трубой. Штифты 3 вставляются в отверстия рычага 2 изменения
плотности вязания и опираются на специальные площадки вилки /,
которая устанавливается на оси 17 и фиксируется винтом 18.
Вилка может поворачиваться, обеспечивая самоустановку
штифтов 3, что позволяет равномерно распределить давление штифтов
на подшипник 4. Рычаг 2 получает движение от накладок 15
полей барабана 16 управления. При подъеме рычага 14 накладкой
барабана управления он действует на толкатель 13, вертикально
перемещающийся в направляющих 12. Толкатель 13 воздействует
на регулировочный винт 10 и поворачивает двуплечий рычаг 8.
95
Рис. 80. Механизм для изменения плотности вязания по участкам изделия
Рычаг левым своим концом, на котором установлен
регулировочный винт 9, давит на толкатель 6 и перемещает его вниз по втулке 7.
Толкатель 6 взаимодействует с рычагом 2 и поворачивает его по
часовой стрелке. Рычаг 2 через штифты 3 и подшипник 4
перемещает вверх трубу 5 с платинным кольцом, вследствие чего меняется
плотность вязания, так как меняется положение отбойной
плоскости по высоте.
На барабане управления размещено шесть полей с накладками
для изменения плотности вязания по участкам изделия (борт,
паголенок, пятка, след и т. д.). Регулировка плотности вязания
на отдельных участках осуществляется с помощью винтов 10,
находящихся каждый в своем рычаге 8. Каждый из винтов 10
имеет свой толкатель 13, который взаимодействует с рычагом 14,
а последний — с накладкой 15, укрепленной на барабане 16
управления. Зазор между рычагом 14 и барабаном 16 0,15 мм.
Во избежание произвольного вывертывания регулировочные
винты 10 стопорятся планками //.
§ 9. МЕХАНИЗМ СМЕНЫ НИТЕЙ
Механизм смены нитей предназначен для включения в работу
или выключения в определенной последовательности нитеводов.
Каждая вяжущая система имеет свой механизм смены нитей,
выполненный в виде барабана (рис. 81). Нитеводы, участвующие
в работе по участкам изделия, управляются от барабанчика 25,
а нитеводы, с помощью которых образуются цветные поперечные
полосы, — от барабанчика 28.
Механизм устанавливается на верхней плите чулочного
автомата. В корпусе / соосно располагаются втулки 10 и 16, втулка-
96
5 6 7 8 9
is m
Рис. 81.'Механизм смены нитей
храповик 17, распределительная втулка 21 и вал-храповик 20.
Втулка-храповик 17 и вал-храповик 20 имеют по одному
срезанному зубу. На втулке-храповике 17 установлен барабанчик 25
переключения нитеводов для смены нитей по участкам изделия.
На валу-храповике 20 расположен барабанчик 28 переключения
нитеводов для получения цветных поперечных полос.
В конструкцию каждого барабанчика входят обойма и ступица,
которые между собой соединены жестко с помощью штифтов.
Ступица барабанчика 25 посредством шпонки 24 установлена на
втулке-храповике 17, ступица барабанчика 28 посредством
шпонки 27 —¦ на валу-храповике 20. Обоймы обоих барабанчиков
имеют отверстия, в которые вставляются колки, воздействующие
на толкатели 11 и 12. Последние взаимодействуют с
расположенными над ними нитеводами. Толкатели .// и 12 установлены на
одной оси 5. На той же оси 5 расположен скобообразный
выключатель 13, который, воздействуя на выступы толкателей //,
переключающих нитеводы для образования цветных поперечных
полос, выключает их. Колки последнего поля барабанчика 25
управляют выключателем 13.
На втулке 21 расположен разделитель 14, а на
валу-храповике 20 — разделитель 26. Поворот разделителей невозможен
ввиду того, что вилкообразный паз разделителей 14 и 26 входит
в стержень 15, ввертываемый в корпус 1. Поворот втулки 21
также невозможен, так как торцевой выступ ее входит в паз
разделителя 26. Поворот одного из барабанчиков, например 25,
не влияет на поворот другого, например 28, так как они
изолированы друг от друга разделителями 14 я 26 я втулкой 21.
Втулка 16 имеет радиальное отверстие для смазки втулки-
храповика. Она жестко закреплена на корпусе 1 винтами 23.
Рядом с храповиками 17 и 20 расположены на одной оси заслонки
4 Антонов Г*. К.
97
18 и 19, имеющие фигурные части. Заслонка 19 управляет валом-
храповиком 20 и барабанчиком 28, обеспечивающим образование
цветных поперечных полос. Заслонка 18 используется для
управления валом-храповиком 17 и, следовательно, барабанчиком 25,
переключающим посредством толкателей нитеводы, включающиеся
по участкам вязания изделия.
Каждая заслонка подпружинена пружиной 3, один конец
которой входит в отверстие ушка заслонки, а другой зацеплен
за стержень 15. За ушко каждой заслонки зацеплена проволочка 2,
которая другим концом соединена с тросом механизма
управления автомата. Трос крепится в основании 22.
Заслонка 19, управляющая валом-храповиком 20 и
барабанчиком 28, через проволочку 2 и систему звеньев связана с цепью,
а заслонка 18, управляющая валом-храповиком 17 и
барабанчиком 25, через свою проволочку и систему звеньев соединена с
барабаном управления.
Каждый из храповиков приводится в движение собачкой 7,
которая прижимается к храповику пластинчатой пружиной 6.
Собачки расположены на общей оси 8, укрепленной в рычаге 9.
На оси, расположенной ниже и запрессованной в рычаге 9,
укрепляется серьга 34, которая через штангу 33 соединяется с
приводной частью механизма. Длину штанги 33 можно изменять с
помощью верхней нарезной части, фиксация длины осуществляется
гайкой 32.
Над толкателями 11 и 12 расположена ограничительная
пластина 4, которая крепится винтами к корпусу 1. Она
предназначена для предотвращения случайного откидывания толкателей 11
и 12 при открытом кольце нитеводов.
Привод механизма смены нитеводов осуществляется от
кулачка, укрепленного в нижней части конической шестерни
игольного цилиндра. Кулачок взаимодействует с подшипником,
укрепленным на одном конце двуплечего рычага. Второе плечо рычага
связано со штангой 33, которая через рычаг 9 соединена с
собачкой 7, а последняя взаимодействует с храповиком. Когда
необходимо переключить нитеводы (основной, участвующий в вязании
участка изделия, или дополнительный, участвующий в вязании
цветных поперечных полос), заслонка 18 или 19 под действием
пружины 3 повернется по часовой стрелке и займет крайнее
положение, .при этом проволочка 2 от механизма управления ослабит
свое воздействие на ушко заслонки. Заняв крайнее положение,
заслонка позволит собачке 7 взаимодействовать с зубьями
храповика. При повороте храповика 17 и 20 поворачиваются
соответственно связанные с ними через шпонки 24 и 27 барабанчики 25
и 28. При этом один из толкателей сходит с колка и в работу
включается расположенный над ним нитевод. При подходе колка
под толкатель нитеводы выключаются.
Если в процессе вязания изделия не требуется переключения
нитеводов, то проволочка 2 натягивается и воздействует на ушко
98
заслонки 19, которая^ поворачиваясь против часовой стрелки,
перекрывает собачкуf,w. e. не позволяет последней взаимодействовать
е храповиком.
В целях устранения различий вырабатываемых изделий по
расположению цветных поперечных полос имеется автоматический
вывод храповиков и связанных с ними барабанчиков в исходное
положение.'Автоматический вывод происходит следующим
образом. Заслонки занимают промежуточные положения, при этом
против собачки оказывается участок профиля заслонки такого
радиуса, что собачка захватывает все полные зубья храповика и
поворачивает его До тех пор, пока не подойдет срезанный зуб
храповика. В этом случае собачка не оказывает воздействия на
храповик. Аналогично работает и второй храповик. Таким
образом барабанчики устанавливаются в исходное положение. Обычно
вывод барабанчиков в стартовое положение происходит во время
среза выработанного изделия.
Для предотвращения резкого останова барабанчиков
предусмотрено тормозное устройство, которое останавливает их в
результате взаимодействия вращающихся частей с неподвижными
разделителями 14 и 26. Регулирование силы взаимодействия
вращающихся и неподвижных частей достигается в результате
прижатия в осевом направлении деталей посредством гайки 30 через
тарельчатую пружинку 29. Положение гайки 30 фиксируется с
помощью винта 31.
Излишнее затягивание деталей механизма гайкой 30 вызовет
тяжёлую работу всего механизма и преждевременный износ деталей.
При вязании мыска и пятки не требуется смены нитеводов,
поэтому в этот момент нитеводы выключаются выключателем 13,
на который действуют колки крайнего пояса барабанчика 25.
При отрегулированном положении барабанчиков
устанавливают положения заслонок 18 и 19. Регулировку положения
заслонки 18 производят таким образом, чтобы при воздействии
на рычаг верхней ступени накладки барабана управления
собачка 7 не захватывала зубья храповика, а при воздействии
средней ступени накладки в зоне работы собачки оказался бы профиль
заслонки, который позволял бы захватывать только полные зубья
храповика. Когда на рычаг не воздействует накладка, собачка 7
должна взаимодействовать со всеми по высоте зубьями храповика.
Заслонка 19 управляет работой вала-храповика 20.
Рекомендуется начинать регулировку положения заслонок 18
и 19 в тот момент, когда профиль заслонки позволяет собачке
взаимодействовать только с нормальными зубьями
вала-храповика и не захватывать срезанный зуб.
§ 10. КОМПЕНСАТОР НИТИ
Компенсатор нити (рис. 82) предназначен для стабилизации
натяжения нити при вязании пятки и мыска, а также для
выключения автомата при обрыве нити.
4* , 99
Рис. 82. Компенсатор нити
Компенсатор нити имеет два
маятника 2 (правый и левый),
которые под действием пружин
8 поднимаются вверх, создавая
этим определенное натяжение
нити при переходе игольного
цилиндра с кругового
движения на реверсивное.
При круговом движении
цилиндра трос 10 опускает
штифт 6, в результате чего
освобождаются защелки 5,
которые удерживают маятники
в опущенном положении, в?, е. на нити маятника не действуют.
Нить через компенсатор проходит по следующему пути: от
нитенаправителя, установленного на шпулярнике, через нитена-
тяжитель 3, состоящий из двух отполированных тормозных
тарелочек, одна из которых подпружинена, далее через нитена-
правитель / маятника 2 в нитевод.
При обрыве нити маятник 2, освобождаясь от нити,
поднимается под действием пружин 8 вверх до отказа и касается
контактной пластины 4, замыкая электрическую цепь для останова
автомата.
Натяжение нити регулируется путем изменения усилия
пружины в нитенатяжителе 3, воздействующей на одну из тормозных
тарелочек, или пружины 8 благодаря изменению ее рабочей длины -
неподвижной планкой 9. Пружина 8 соединена с винтом 7,
который ввернут в верхнее плечо рычага, в нижнем плече рычага
установлен маятник 2. Чем больше усилие со стороны пружины
на винт 7, тем большее усилие передается на маятник 2, т. е.
на нить.
§11. НИТЕВОДЫ И ИХ РАБОТА
Нитеводы вяжущих систем располагаются на кольце 3 (рис. 83),
которое укреплено на стойке 2. На кольце 3 устанавливаются два
корпуса нитеводов 1-й и 2-й вяжущих систем, кольцо 5 с прорезью 4
и защелки 1 н 8. 1-я вяжущая система имеет шесть нитеводов
A6, 17, 18,19, 20 и 21), 2-я — пять нитеводов A1, 12, 13, 14 и 15).
Кроме того, имеется нитевод 9 для прокладывания эластомерной
нити и нитевод 10 для прокладывания нити в целях усиления
борта.
Кольцо 3 нитеводов может занимать два положения: рабочее,
когда кольцо опущено и упирается в стойку 6 (в этом положении
оно фиксируется защелкой 8, которая сцепляется с планкой 7),
и нерабочее, когда кольцо приподнято (это положение
фиксируется защелкой /).
Кольцо 5, установленное внутри кольца 3 нитеводов,
обеспечивает постоянный угол прокладывания нити каждому нитеводу,
100
¦10
11-
Рис. 83. Кольцо нитеводов
удерживает язычки игл в
открытом положении во время
подъема игл на уровень
полного или неполного
заключения. Между внутренним
контуром кольца 5 и
головками игл должен
соблюдаться зазор 1,1 мм.
Для смены нити в
процессе вязания на кольце 8
нитеводов (рис. 84)
размещены их корпуса/3. В
конструкцию корпуса 13 входят:
нитеводы, установленные на
оси 12, две щеки 7,
расположенные по концам осей 11 я
12, и кронштейн 6. На
кронштейне 6 укреплены
фарфоровые нитенаправители 5. Каждый нитевод предназначен
для подачи нити к иглам при вязании определенного
участка изделия. Нитеводы включаются в работу с помощью
пружин 1 в тот момент, когда на барабане механизма смены нитей
нет колков. При повороте барабана во время подхода колка под
толкатель последний поднимает нитевод и осуществляет его
выключение. Для свободного прохода нити в прорези 4 (см. рис. 83) и
правильной подачи нити к петлеобразующим органам производится
регулировка рабочего положения нитеводов с помощью винтов 3
(см. рис. 84), которые фиксируются винтами 2, и перемещением
нитенаправителя 9 в корпусе 13, для чего необходимо ослабить
крепление нитенаправителя винтом 10.
Для заправки нити в нитенаправитель 9 следует нажать на
заднюю отогнутую часть корпуса 13 и поднять нитенаправитель
до положения захвата его защелкой 4. После заправки нити
следует освободить защелку 4 и плавно опустить нитевод через
прорезь 4 (см. рис. 83) в кольце 3.
Угол подачи нити к иглам характеризует надежность захвата
ее крючками игл и определяется расположением нити относительно
язычков игл. Проекция угла
подачи на вертикальную
плоскость носит название угла
наклона нити по отношению
к отбойной плоскости или
петельного угла, а его проекция
на горизонтальную плоскость
называется углом
приближения нити, или игольным
углом. Петельный и игольный
углы являются параметрами,
101
Рис. 84. Корпус нитеводов
полностью характеризующими условия взаимодействия
крючков игл g нитью в процессе петлеобразования.
§ 12. РАБОТА МЕХАНИЗМА ЗАЖИМА И ОБРЕЗКИ НИТИ
Механизм (рис. 85) устанавливается над игольным цилиндром,
на кольце нитеводов и состоит из планшайбы 9, которая
направляет нити под ножи или в полость отсоса к зажимам 8. Зажимы 8
предназначены для удержания нитей, обрезанных виброножом 18.
В механизм входит также нож 10, обрезающий эластомерную
нить. Вибронож 18 обрезает все нити 1-й и 2-й систем.
Вибронож (рис. 86) состоит из корпуса 6, в пазу которого
расположен подвижной нож 5. Неподвижный нож 4 крепится
винтами к корпусу 6. Подвижной и неподвижный ножи в области
режущих кромок плотно прилегают друг к другу. Полное
прилегание обеспечивается с помощью винта 8, пружины / и
поджимной гайки 2. Винт 8 крепится к подвижному ножу 5 и проходит
через прорезь неподвижного ножа, вследствие чего пружина 1
поджимает неподвижный нож к подвижному.
Нож 5 имеет возможность посредством пружины 5
подтягиваться вверх. Пружина 3 крепится одним концом за винт 7,
а другим — за винт 8. Вибронож 18 (см. рис. 85) крепится
к планке 15 двумя винтами, последняя имеет вертикальный
Рис. 85. Механизм зажима ;
и обрезки нити
102
25
Рис. 86. Вибронож
Рис. 87. Нож для обрезки
эластомерной нити
паз для регулировки положения
виброножа по высоте. Планка 15 крепится
неподвижно к кронштейну 11.
Привод виброножа IS состоит из
профильного кулачка 23, который во
время работы автомата постоянно
вращается, щупа 4, запрессованного в
рычаге 3, и рычагов / и 25. Рычаги 1, 3
и 25 крепятся на валу 2,
установленном в корпусе. Вал и рычаги находятся
в подвешенном состоянии благодаря
пружине 7, поэтому щуп 4 прижимается
к кулачку 23.
Штанга 22, имеющая в верхней
части пятку 19, контактирует с рычагом 1.
На пятку 19 опирается штанга 16,
взаимодействующая с регулировочным
винтом 13. Винт 13 укреплен в одном
из плеч рычага 12, а другое его плечо
взаимодействует с подвижным ножом 14 виброножа 18.
На штанге 22 укреплено кольцо 6, имеющее паз, в который
входит штифт 20, что предохраняет штангу от поворота вокруг оси.
Штанга 16 имеет неподвижно закрепленную на ней шайбу 17,
которая ограничивает перемещение штанги по вертикали вниз.
Вибронож работает следующим образом. От постоянно
вращающегося кулачка 23, имеющего профильную поверхность,
через щуп 4, который прижимается к кулачку, рычаг 3 получает
качательное движение относительно вала 2. Благодаря жестко
связанной системе рычагов 1, 3, 25, расположенной на валу 2,
рычаг 1, поворачиваясь против часовой стрелки, воздействует на
штангу 22, которая поднимается вверх. Через пятку 19 штанга 22
поднимает штангу 16, последняя давит на винт 15 и поворачивает
двуплечий рычаг 12 против часовой стрелки. Своим вторым
плечом рычаг 12 действует на подвижной нож 14, опуская его вниз,
в результате чего осуществляется обрезка нити, находящейся в зеве.
При подходе впадины на профиле кулачка 23 к ролику щупа 4,
контакт которого с кулачком обеспечивает пружина 7,
поворачивает рычаг по часовой стрелке, вся эта система рычагов и штанг
перемещается в обратном направлении, вследствие чего рычаг 12
поворачивается по часовой стрелке, а подвижной нож 14 под
действием пружины поднимается вверх и, занимая исходное
положение, образует зев, в который заходит нить для
обрезки.
Если нужно выключить вибронож из работы, рычаг барабана
управления освобождает трос 5, который проходит через
направляющую 21, трос воздействует на рычаг 25 и поворачивает его
против часовой стрелки. Рычаг 25 давит на штифт 24, укрепленный
в рычаге /, и поворачивает рычаг 1 и вал 2, на котором жестко
103
крепятся рычаги 1 и 3. Рычаг 3 иоворачиваетея и имеете ео
щупом 4 отходит от профильной поверхности кулачка 23.
В процессе вязания борта необходимо прокладвшать эласто-
мерную нить, зажим и обрезку которой осуществляет ножевое
устройство (рис. 87). В пазу корпуса 3 расположен подвижной
нож 11. Неподвижный нож 10 установлен рядом и прикреплен
винтами к корпусу 3. Подвижной и неподвижный ножи на участке
режущих кромок прижаты друг к другу винтом 13, ввернутым
в корпус «3, пластинчатой пружиной 2 и гайкой /. В корпусе 3
расположен ползун 9, который входит в паз подвижного ножа 11.
Перемещение ползуна и подвижного ножа вверх
ограничивается упором 8.
В конструкции ножа для эластомер ной нити имеется пружина 4,
воздействующая на ползун 9, через который проходит трос 5,
связанный с барабаном управления автомата. Трос 5 имеет
пружину 7 и рубашку 6, внутри которой он перемещается.
Перемещение троса ограничивается упором 12, действующим на его
наконечник.
Нож работает следующим образом. В результате вытягивания
троса 5 торец рубашки 6 перемещается в направлении к ножу и
воздействует на ползун 9, который опускается вниз и посредством
выступа ведет за собой, подвижной нож 11, При опускании
подвижного ножа между режущими кромками ножей образуется
зев для захода нити. Обрезка нити происходит, когда ослабевает
натяжение троса, т. е. торец рубашки 6 троса поднимается вместе
с ползуном 9, на который действует пружина 4. Ползун своим
выступом, входящим в прорезь подвижного ножа 11, поднимает
последний.
Режущие кромки ножей смыкаются и осуществляют обрезку
нити, находящейся в зеве. Одновременно с обрезкой происходит
зажим нити между поверхностями подвижного ножа и корпуса.
Для надежной работы виброножа можно отрегулировать
величину зева, образуемого режущими кромками с помощью
винта 13 (см. рис. 85).
В процессе выработки изделия возникают следующие дефекты
из-за неправильной работы нитеводов:
• срыв изделия, вызванный обрывом нити из-за засорения глазка
нитевода. Для устранения этого дефекта необходимо прочистить
глазок нитевода;
сброс петель на каком-либо участке вязания из-за
несвоевременного включения нитевода. Для устранения этого дефекта
следует увеличить натяжение пружины нитевода;
сброс петель в разных местах, вызванный неправильной
установкой нитевода. Устраняется этот дефект путем приближения
нитевода к иглам;
поломка головок игл из-за неправильной установки кольца
нитеводов. В этом случае следует отрегулировать положение
этого кольца.
104
§ 13. УСТРОЙСТВО И РАБОТА
И СБАВОЧНИКА
Прибавочник предназначен для включения в работу игл, которые
были выключены при вязании первой половины пятки.
Прибавочник (рис. 88) крепится с помощью двух болтов 3 к плите 2
так, чтобы зазор между наружной поверхностью игольного
цилиндра и корпусом / прибавочника был 0,1—0,2 мм.
Прибавочник 7 рассчитан на одновременный захват трех игл
во время реверсивного движения цилиндра. При движении
цилиндра выключенные иглы перемещаются по верхней
траектории, встречаются с головкой прибавочника 7 и поворачивают его
в направлении движения игольного цилиндра. Головка
прибавочника опускается в пазу вниз до момента расцепления ее с
пятками игл. Иглы е помощью прибавочника опускаются на 5—6 мм,
вследствие чего их пятки оказываются в зоне действия клиньев.
При выключенном положении прибавочника 7 головка его не
взаимодействует с пятками игл. Выключенное положение
достигается с помощью рычага 4, посаженного на ось-винт 5. Пружина 6
одним концом крепится к телу прибавочника, а другим с помощью
винта — к корпусу /.
Сбавочник / (рис. 89) предназначен для выключения игл из
работы, что необходимо при вязании первой половины пятки или
мыска. Сбавочник 1 может вращаться относительно оси 2, которая
жестко крепится в планке 7 с помощью шайбы 8 и гайки 9.
Планка 7 устанавливается в корпусе. Сбавочник 1 в исходное
положение возвращает пружина 3, один конец которой закреплен
в отверстии шайбы 4, а другой — в отверстии тела сбавочника.
Шайба 4 с помощью винта 5 укреплена на неподвижной оси 2.
Рычаг 6 является подвижным упором для сбавочника, отогнутый
конец рычага соединяется с тросом 4 (рис. 90).
При вязании первой половины пятки сбавочник выключает по
две иглы (по одной игле на каждой ступени его головки). Для
обеспечения захвата игл сбавочником его головка с помощью
рычага 6 (см. рис. 89) устанавливается в выемке кулирного клина
таким образом, чтобы вторая ступень головки была ниже верхней
кромки клина на 0,2 мм. Пятка движущейся иглы, попав на
вторую ступень головки, разворачивает сбавочник, в результате
- J ^h I \ J
5
1 Б 5 У
Рис. 88. Прибавочная
Рис. 89. Сбавочник
105
7 2 3
чего он поднимает иглу на более вбюокий
уровень, вследствие чего пятка иглы
выходит из зоны действия замочных
клиньев.
При вязании второй половины пятки
сбавочник выключает из работы по одной
игле. Захват пятки иглы осуществляет
первая ступень головки. Установка
головки сбавочника производится с помощью
болта 5 (см. рис. 90). Сбавочник 3
устанавливается в вертикальное положение по
окончании вязания мыска или пятки.
Рис. 90, Положения сба- Выключает его трос 4, который воздей-
вочника г ...
ствует на рычаг /, вследствие чего рычаг
2 освобождает сбавочник; последний в
результате действия пружины занимает исходное положение.
В начале вязания пятки изделия выключается из работы
половина игл цилиндра, имеющих высокие пятки. При этом пяточный
клин не захватывает иглы с низкими и средними пятками (эти
иглы не выключаются, они участвуют в вязании пятки), а
действует только на иглы, имеющие высокие пятки, и поднимает их
на уровень, на котором они не взаимодействуют с замочными
клиньями.
§ 14. УСТРОЙСТВО И РАБОТА МЕХАНИЗМА ОТБОРА
Механизм отбора (рис. 91), выполненный в виде барабана,
предназначен для отбора в определенной последовательности
передаточных звеньев (селекторов), которые воздействуют на иглы
6 целью получения рисунка. Механизм отбора состоит из узла
отбора и привода.
Механизм отбора устанавливается на плите 1, в которой
запрессованы оси 3, 4 и 12. На оси 3 посажены отбирающие рычаги,
которые приводят в движение механизм отбора и рычаги, в том
числе рычаг 2, получающие движение от механизма управления.
Отбирающие рычаги расположены ниже рычага 2 и служат для
отбора селекторов от колков отбирающего барабана 9. Рычаг 2
выключает из работы отбирающие рычаги при вязании пятки и
мыска изделия. Рычаги, получающие движение от механизма
управления и расположенные ниже отбирающих рычагов,
контролируют утапливание селекторов при вязании пятки и мыска и
производят отбор селекторов с раппортом 1 + 1 при заработке
изделия и при вязании борта.
Механизм отбора состоит из отбирающего барабана 9, имеющего
48 вертикальных рядов отверстий для установки колков,
храповика 8 с 24 зубьями, заслонки 10 и кольца 11, которые находятся
на оси 12. Колки на барабане 9 располагаются согласно рисунку.
Заслонка 10 предназначена для выключения барабана 9 во время
106
A-A
12
Рис. 91. Механизм отбора для образования рисунка
вязания пятки или мыска, а также для установки отбирающего
барабана в исходное положение.
Прижим 21, тарельчатые пружины 22, на которые действует
разрезная гайка 23, предназначены для торможения отбирающего
барабана 9. Следует отметить, что разрезная гайка 23 от
самопроизвольного свинчивания предохраняется винтом 25.
Привод барабана 9 осуществляется от вала 16, в нижней части
которого с помощью шпонки 13, гаек и шайбы, установлена
цилиндрическая шестерня 14, входящая в зацепление с шестерней 15
игольного цилиндра.
При установке барабана 9 зуб шестерни 15, имеющий риску,
должен входить во впадину шестерни 14, которая отмечена
цифрой 0. Вал 16 устанавливается во втулке 17, запрессованной
в плите. На верхнем конце вала находится эксцентрик 18,
который толкает собачку 6, взаимодействующую с храповиком 8,
жестко соединенным с барабаном 9 с помощью винта 26.
Эксцентриситет эксцентрика 18 имеет величину,
обеспечивающую поворот храповика 5 за одно толкание собачки 6 на один
зуб. Следовательно, за один оборот игольного цилиндра собачка
протолкнет храповик на два зуба.
Во время работы барабана 9 колки взаимодействуют с
отбирающими рычагами, установленными на оси 3 под рычагом 2.
Колок, воздействуя на отбирающий рычаг 27, выводит его в
нерабочее положение; при отсутствии колка рычаг 27 под действием
пружины 7 подходит плечом со скосом к наружной поверхности
игольного цилиндра. Если селектор имеет пятку, то рычаг 27
давит на пятку и утапливает селектор в пазу игольного цилиндра,
поэтому он не поднимается по клину замка, а проходит под ним
и не действует на иглу, установленную над ним. Селектор, у ко-
107
торого нет пятки, не утапливается рычагом 27, поднимается
клином замка и поднимает иглу на уровень заключения.
Перед началом вязания необходимо установить барабан 9
в исходное положение, для чего храповик 8 имеет один срезанный
зуб.
Во время работы собачка 6 постоянно взаимодействует
с зубьями храповика, поворачивая его. Для вывода барабана 9
в исходное положение механизм управления подает сигнал и
заслонка 10 перекрывает срезанный зуб храповика так, чтобы
остальные его зубья взаимодействовали с собачкой. Храповик
будет поворачиваться до тех пор, пока не подойдет срезанный зуб,
на который собачка не будет действовать. Барабан 9 остановится
и займет исходное положение.
При вязании пятки или мыска по команде от механизма
управления заслонка 10 повернется на больший, чем обычно, угол и
перекроет все зубья храповика 8, поэтому собачка 6 не будет
взаимодействовать с храповиком и барабан 9 выключится из
работы. Рычаг 2 по команде от механизма управления выключает
отбирающие рычаги 27, чтобы при выработке следа образовать
рисунок только на верхней его части. На нижней части следа
рисунок не образуется.
При установке механизма отбора следует выполнить некоторые
требования:
зазор между отбирающим рычагом 27, когда последний
находится в рабочем положении, и игольным цилиндром должен быть
не более 0,22 мм; положения колков и отбирающих рычагов
должны точно совпадать. Регулировка барабана по высоте
осуществляется винтами 20 с последующей фиксацией винтами 26;
зазор между собачкой 6 и зубом храповика 8, когда собачка
находится в крайнем положении перед толканием, должен быть
не более 0,4 мм. Регулировка величины зазора осуществляется
перемещением собачки 6 с последующей фиксацией ее положения
винтом 5;
зазор между отбирающими рычагами 27 и рычагом 2,
выключающим их при вязании следа, должен быть не более 2 мм.
Регулировка тормозного усилия барабана 9 с целью установки
его точного положения после проталкивания осуществляется
разрезной гайкой 23, фиксируемой винтом 25.
Во время эксплуатации механизма следует периодически
смазывать его, заливая масло в отверстия 19 и 24, для уменьшения
трения между вращающимися и неподвижными поверхностями.
§ 16. УСТРОЙСТВО И РАБОТА ЦЕПИ УПРАВЛЕНИЯ
Цепь управления (рис. 92) определяет длину отдельных участков
изделия, а установленные на ней кнопки поворачивают барабан
управления через определенные промежутки времени благодаря
включению собачки храпового механизма. Храповой механизм
108
Форма
звена
Условное
изображение
Рис. 92. Звенья цепи управления
поворачивает барабан на определенный угол в соответствии с
технологическим циклом работы автомата.
Цепь управления представляет собой непрерывную замкнутую
ленту, составленную из проволочных звеньев, среди которых
в определенной последовательности в зависимости от вида
изделия, его размера и размеров отдельных участков, а также вида
переплетения расположены звенья с кнопками, дающие команды
на включение храпового механизма барабана управления,
накладки которого осуществляют соответствующие переключения
механизмов.
Начальное звено цепи управления имеет хромовое покрытие для
удобства установки цепи в стартовое положение после отладки
автомата. Отдельные звенья не несут на себе кнопок и служат для
сохранения предшествующего переключения на протяжении
определенного отрезка времени. Протяженность участков цепи
управления, не имеющих кнопок, определяется артикулом изделия.
Цепь управления проталкивается храповым механизмом,
который работает от кулачкового механизма коробки передач. Звено
перемещается за два толкания, соответствующих полному
обороту кулачка 8 (рис. 93).
Рычаг 15 получает движение от кулачка 8 через ролик 10,
укрепленный на оси // нижнего плеча рычага. В отверстие второго
плеча рычага 15 вставлена ось 12, которая фиксируется винтом 13.
На оси 12 с помощью двух шайб 14 устанавливается рычаг 9,
на котором крепится собачка 3, расположенная на
эксцентрической оси 5. С помощью оси 5 регулируется проталкивание
храповиков 1 и 2 путем ее поворота и последующей фиксацией гайкой.
Для отключения цепи
управления необходимо собачку 3
рукой повернуть по часовой
стрелке до совпадения
отогнутого конца защелки 4 е
отверстием собачки 3.
Пружина 16, укрепленная
одним концом за верхнее плечо
рычага /5, а вторым — за
шпильку корпуса,
обеспечивает постоянный контакт
ролика 10 С кулачком 8. Для рис 93. Механизм привода цепи уп-
обеспечения бокового зазора равления
109
9 10 1112 13 & 1516
Вид А
между собачкой 3 и рычагом 9
необходимо перемещать последний
относительно рычага 15,
предварительно отвернув винт 13. При
работе механизма рычаг 9
совершает возвратно-поступательное
движение, которое обеспечивается
наличием , в нем прямолинейной
кулисы, последняя перемещается
относительно неподвижной оси 6
с укрепленными на ней кольцами 7.
Кольца 7, расположенные с двух
сторон рычага 9, устанавливаются
с зазором, который обеспечивает
рычагу свободное перемещение.
§ 16. ПРИВОД АВТОМАТА И ЕГО
УСТРОЙСТВО
Рис, 94. Устройство, установлен- В состав привода автомата вхо-
ное на валу двигателя Дит механизм скоростей, который
предназначен для снижения
частоты вращения игольного цилиндра до необходимого по
технологическому циклу вязания изделия значения, так как
в процессе выработки отдельных участков изделия частота
вращения игольного цилиндра должна изменяться.
Переключения частоты вращения игольного цилиндра производятся
автоматически. Всего с помощью механизма скоростей можно
получить шесть частот вращения игольного цилиндра
(включая реверсивное движение). Из них три можно получить за
счет переключения трехскоростного электродвигателя и еще три
при последовательном включении двух клиноременных передач.
Механизм изменения частоты вращения игольного цилиндра
состоит из электродвигателя, двух клиноременных передач,
одноступенчатого редуктора и механизма переключения клиноременных
передач. На валу 2 (рис. 94) электродвигателя с помощью шпонки /
и болта 10 установлен храповик 9 муфты обгона. Обоймой муфты
обгона является шкив 5 меньшего диаметра первой клиноременной
передачи. С внутренней частью шкива 5 контактируют три
ролика 13, на которые воздействуют пружины 11. Принцип работы
этих роликов полностью аналогичен принципу работы муфты
обгона одностороннего действия. Шкив 5 с помощью двух колец 3
монтируется на шарикоподшипнике 4, который установлен на
ступице храповика 9.
Смещению в осевом направлении роликов 13 с одной стороны
препятствует диск 7, который монтируется на ступице храповика,
с другой — торцевая сторона шкива 6 второй клиноременной
передачи. Шкив 6 крепится к храповику 9 с помощью трех болтов 8
и двух штифтов 12.
НО
51 / / "У/ // ШЖ Рис. 95. Одноступенчатый пря-
Ж / /III t&F W мозубый редуктор
Движение через первую
клиноременную передачу о
малого шкива 5 передается на большой шкив 23 (рис. 95) редуктора
одноступенчатого прямозубого, а с большого шкива 6 (см. рис. 94)
на малый шкив 22 (см. рис. 95). Редуктор имеет корпус 5 и
крышку 7, изготовленные из серого чугуна, соединенные между собой
с помощью болтов 6 и пружинных шайб, установленных под
болтами. Между корпусом 5 и крышкой 7 имеется прокладка 28.
Ведущий (входной) вал 19 установлен на подшипниках 27
и 34, которые закрыты крышками 25, и 30. Выходной вал 35
устанавливается на подшипниках 3 и //, закрытых крышками /
и 10. Под крышками 1, 10, 25 и 30 проложены для уплотнения
картонные прокладки 2, 9, 26 и 29. Концы валов 19 и 35, которые
выходят за пределы редуктора, уплотнены манжетами 24, 33
и 38, установленными в крышках /, 25 и 30. Осевой люфт входного
вала 19 не должен быть больше 0,1 мм, а люфт выходного вала 35
более 0,7 мм, что обеспечивается подбором прокладок под
крышками 10 и 25. В корпусе 5 имеются три резьбовых отверстия,
которые закрыты пробками. Верхнее отверстие служит для
заливки индустриального масла, боковое — для контроля уровня
масла и нижнее — для слива масла. В крышке и корпусе
редуктора имеется три соосных отверстия, с помощью которых редуктор
крепится шпильками к коробке передач с последующей центровкой
посадочным выступом на крышке 1. При этом прямозубая шестерня
37, установленная на левом конце выходного вала с помощью
шпонки 36, должна войти в зацепление с шатунным колесом
коробки передач. Большая прямозубая шестерня 8, установленная
с помощью сегментной шпонки 4 на правом конце вала 35, входит
в зацепление с шестерней вала 19. Передаточное отношение
одноступенчатого прямозубого редуктора 2,78.
111
8иЗА
/ Э
Рис. 96. Механизм управления редуктором
На правом конце входного вала 19 с помощью шпонки 16
установлен шкив 23 первой клиноременной передачи, шкив 22 второй
передачи свободно располагается на валу 19 с помощью
подшипника 13 и втулки 14.
На шпонке 16 находится нажимной диск 21, который жестко
скреплен винтами 15 с крышкой 20. Шкив 22 и диск 21 имеют
возможность перемещаться вдоль оси вала 19 по шпонке.
Посредством накладок сцепления 12 шкив 22 и диск 21 поджимаются
пружиной 31 к шкиву 23 первой клиноременной передачи с
помощью штока 18, на правую часть которого навернута
специальная гайка 17. Под действием пружины 31 через шток 18, гайку 17
и крышку 20 давление передается на диск 21 и далее на шкив 22
через накладку 12.
Осевое перемещение шток 18 получает от двуплечего рычага 44,
который может качаться относительно оси 43, установленной
в крышке 30. При повороте рычага 44 по часовой стрелке верхнее
плечо его через регулировочный винт 41, опору 40, упорный
шарикоподшипник 39 и втулку 42 воздействует на шток 18. Кача-
тельное движение двуплечему рычагу 44 передается от штока 45,
который устанавливается в отверстии корпуса 5. Перемещение
штока 45 осуществляется от механизма переключения клиноре-
менных передач.
В корпусе и крышке редуктора имеется отверстие, в которое
вставляется валик 3 (рис. 96). Левая часть валика входит в
подшипник /. На валике 3 с помощью конического штифта 2
укрепляется рычаг 13, взаимодействующий с штоком 10 механизма
управления.
Управление переключением ременных передач происходит от
накладки 5, расположенной на храповике барабана управления.
Контактирующий с накладкой 5 ролик 4 через шток 10 и регули-
112
ровочный стержень 12 поворачивает рычаг 13 вместе с валиком 3,
на котором он жестко укреплен штифтом 2. Валик 3 поджимается
пружиной 9 через втулку 8, закрепленную на нем, к корпусу
редуктора 6, чтобы предотвратить выпадание конца валика из
посадочного отверстия» просверленного в корпусе редуктора.
Рычаг 7, укрепленный на валике 3, поворачиваясь,
перемещает стержень 14, который через двуплечий рычаг 44 (см. рис. 95)
и шток 18 отожмет'диск 21 от шкивов 22 и 23. В этот момент
движение будет осуществляться через первую клиноременную
передачу, т. е. через шкив 23. При этом суммарный зазор между
накладками 12 сцепления, установленными на диске 21 и шкиве 23,
и шкивом 22 1,5 мм. Этот зазор обеспечивается с помощью
регулировочного стержня 12 (см. рис. 96).
При сходе ролика 4 с накладки барабана управления под
действием пружины 31 (см. рис. 95) произойдет контакт шкивов 22
и 23 через диск 21 и накладки 12 сцепления. Муфта обгона в
шкиве 5 отключит первую клиноременную передачу, и движение
к игольному цилиндру будет передаваться через вторую передачу.
Обеспечение клиноременной передачей необходимого крутящего
момента осуществляется поджатием пружины 31 посредством
перемещения штока 18 в гайке 17 с последующей регулировкой
винтом 41 и стержня 12 (см. рис. 96) в целях устранения свободного
хода валика 3. Положение винта 41 (см. рис. 95) фиксируется
контргайкой 32, а стержень 12 (см. рис. 96) — гайкой 11.
Канавки шкивов клиноременных передач должны
устанавливаться в одной плоскости (допустимое смещение не более 2 мм).
Прогиб клиновых ремней должен быть не более 4 мм при силе
натяжения ремня 0,55 Н.
§ 17. НИТЕНАБЛЮДАТЕЛИ И ОТКРЫВАТЕЛЬ ЯЗЫЧКОВ ИГЛ
Нитенаблюдатели. предназначены для выключения автомата при
неисправностях, возникающих в процессе вязания изделия, и
подачи сигнала об этом.
Нитенаблюдатель для останова автомата при повышенном
натяжении нити (рис. 97) располагается на шпулярнике и имеет
следующую конструкцию. При увеличении натяжения нити щуп 4,
по которому проходит нить, поворачивается по часовой стрелке
и касается контакта 2, электрическая цепь замыкается и автомат
останавливается.
Натяжение пружины 1, которая соединена со щупом 4 через
рычаг, регулируется винтом 6. Щуп 4 находится в рабочем поло-/
жении, когда он касается стержня 3.
Корпус 5 нитенаблюдателя выполнен из токонепроводящего
материала, например пластмассы. Положение регулировочного
винта 6 фиксируется гайкой.
Нитенаблюдатель (рис. 98), обеспечивающий подачу сигнала
для останова автомата при обрыве нити, устанавливается на шпу-
113
Рис. 97. Нитенаблюдатель для
останова автомата при
повышенном натяжении нити
Нитенаблюдатель для
останова автомата при обрыве нити
лярнике. Нить проходит через нитенатяжители 4 — тормозные
тарелочки, одна из которых (верхняя) находится под действием
пружины 5. Сила прижатия верхней тарелочки к нижней
регулируется пружиной через гайку 6. Чем сильнее пружина
воздействует на верхнюю тарелочку, тем большее натяжение получает
нить при выходе из нитенатяжителя. Натянутая нить проходит
через щуп 2, который находится в рабочем положении. При
обрыве нити щуп 2 под действием собственной массы подает и
замыкает контакт 1, вследствие чего электрическая цепь тоже
замыкается и автомат выключается. Контакт / крепится к
изолированной пластине 3, которая монтируется на стойке шп'улярника.
Открыватель язычков игл (рис. 99) устанавливается в зоне
вязания. Он работает от механизма управления через трос 2.
Включение открывателя язычков происходит на участке среза
изделия. При этом шток 4 отходит от пластины 5 и открыватель
под действием пружины 9 поворачивается вокруг оси 7, которая
крепится в плите 3.
Игла /, укрепленная в корпусе 6 винтом 8, заходит под крючки
игл и открывает клапаны. При
выключении открывателя шток 4
давит на пластину 5, которая
поворачивает корпус 6 с
иглой / и выводит последнюю
из работы.
Регулировка рабочего
положения иглы / осуществляется
изменением длины троса 2 или
перемещением иглы 1
относительно корпуса 6 с последую-
Рис. 99. Открыватель язычков игл щей фиксацией ее винтом 8.
114,
I 18. МЕХАНИЗМ ОТТЯЖКИ, ЕГО УСТРОЙСТВО И РАБОТА
Механизм оттяжки (рис. 100) предназначен для оттягивания
изделия при его вязании на автомате. Оттягивание изделия
осуществляется благодаря разрежению, создаваемому вентилятором 3
в товароотводной трубке 16. Вентилятор 3 вихревого типа
приводится во вращение от индивидуального электродвигателя /
через клиноременную передачу 2. Всасывающий патрубок 4
вентилятора связан с товароотводной трубкой через фильтр 9 и
товароприемник 14 с помощью труб 5, 11, 18 и переходников 19.
Герметичность соединений достигается с помощью уплотни-
тельных колец 17 и резиновых втулок 6 и 12.
В корпусе товароприемника установлена заслонка 13,
позволяющая перекрывать вытяжной канал во время выброса
готового изделия. Для получения равномерной структуры петель при
вязании паголенка заслонка должна быть расположена вдоль
оси вытяжного канала товароприемника.
При переключении механизмов управления на заработку
изделия заслонка 13 перекрывает отсасывающую трубу,
одновременно открывается крышка 15 товароприемника для выброса
изделия. После этого заслонка 13 открывает вытяжной канал,
а крышка 15 товароприемника закрывается, т. е. устройство снова
переключается на оттягивание изделия.
Для удаления обрезанных нитей из зоны вязания заслонка
частично перекрывает вытяжной канал, благодаря чему
увеличивается интенсивность отсоса через шланг 10, и отходы попадают
¦№
-19
Рис. 100, Механизм оттяжки
115
в накопитель фильтра 9. Для облегчения очиетки фильтра 9
от накопившихся нитей имеется легко открывающаяся крышка 7
с запором 8.
В процессе работы автомата крышка товароприемника и
заслонка могут занимать три положения: закрытое, частично
открытое и полностью открытое. Положение крышки
товароприемника и заслонки изменяется накладками, установленными на
барабане управления.
Дефекты, возникающие на изделии из-за неправильно
отрегулированной оттяжки, могут быть следующие:
образование прессовых петель на участке борта; причиной
может служить недостаточное усилие оттяжки. Для устранения
этого дефекта необходимо увеличить оттягивающее усилие;
изделие при снятии с машины имеет деформированную
петельную структуру; причиной может быть недостаточное усилие
оттяжки. Способ устранения — увеличить оттягивающее усилие;
набор петель на иглах; причиной может быть недостаточный
выход платан за спинки игл. Способ устранения —
отрегулировать выход 'платив.
§ 19. ОСНОВНЫЕ НЕИСПРАВНОСТИ АВТОМАТА
Неисправность
Незаработка
участка валика
Закручиваемость
валика
Конец заработоч-
ной нити на
внешней стороне
изделия
Ворсистость
петель
Причина неисправности
Закрыты клапаны игл
Плохо отрихтованн иглш
Полом головки иглы
Полом селектора
Неправильное положение
нитевода
Излишняя подача
эластомер ной нити
Неправильно установлена
плотность вязания
Неправильная подача эла-
стомерной нити
Ошибка в наборе игл или
селекторов
Тугой язичои иглы
Нечеткая работа клапано-
открывателя
Плохо отрихтованн иглн
Платины плохо удерживают
зластомерную нить
Способ устранения
Отрегулировать работу кла-
панооткрывателя
Отрихтовать иглш
Заменить иглу
Заменить селектор
Отрегулировать положение
нитевода
Отрегулировать подачу
эластомер ной нити
Отрегулировать плотность
вязания
Отрегулировать подачу эла-
стомерной нити
Проверять набор игя и
селекторов
Заменить иглу
Отрегулировать клапаноот-
крыватель
Отрихтовать иглы
Заменить платинный поясоя
или проверить код платин
116
Окончание
Неисправность
Причина неисправности
Способ устранения
Обрыв эластомер-
ной нити
Сброс петли
Набор петель
Сбой прессового
переплетения
Сбой цветных
поперечных полос
Прокладывание эластомер-
ной нити на носики платан
Недостаточная подача эла-
стомерной нити
Полом платины
Неисправность клапана
иглы
Сброс в момент
переключений
Полом головки иглы
Поломан или отогнут
язычок иглы
Тугой язычок
Неправильный набор
селекторов
Поломка пяточки селектора
Неправильно
отрегулирована собачка храповика
механизма отбора
Неправильно
отрегулировано положение заслонки
механизма отбора
Неправильный набор
колков барабанов механизма.
отбора
Собачка неправильно
проталкивает храповики
механизма отбора
Неправильно
отрегулированы заслонки механизма
отбора
Собачки нечетко
проталкивают храповик
Отрегулировать отход клина
платинного колпака или
разворот платинного колпака
Отрегулировать подачу эла-
стомерной нити
Заменить платину
Заменить иглу
Уточнить набор роликов
барабана отбора
Заменить иглу
Заменить иглу
Заменить иглу
Проверить набор селекторов
Заменить селектор
Отрегулировать собачку
Отрегулировать положение
заслонки
Проверить набор колков
Отрегулировать положение
собачки
Отрегулировать положение
заслонок
Отрегулировать положение
рычагов, отключающих
собачки
§ 20. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
При эксплуатации автомата следует соблюдать единые
требования, предъявляемые к оборудованию трикотажной
промышленности.
При эксплуатации электрической части автомата необходимо
соблюдать Правила устройства электроустановок и Правила
технической эксплуатации электроустановок потребителем.
Следует помнить, что перед пуском автомата барабан и цепь
управления должны находиться в исходном положении.
117
Запрещается работать при снятых
защитно-предохранительных устройствах, класть на автомат посторонние предметы и
инструмент, производить работы по регулировке и ремонту
неисправным инструментом, чистить автомат во время работы.
Важным условием надежности работы автомата является
правильное смазывание его механизмов и устройств.
Все ответственные узлы и механизмы смазываются
централизованно во время работы от масляного насоса, остальные
смазывают вручную.
Один раз в смену смазывают с помощью масленки
индустриальным маслом И-20А вал привода механизма отбора, оси барабанов
отбора, кулису коробки передач и вал механизма подачи эласто-
мерной нити. Раз в три смены смазывают подвижные клинья
вяжущих систем. Раз в неделю масленкой смазывают механизм
ручного привода, узел ручного привода барабана управления, ось
рычагов выключения собачек барабана управления.
Опоры вала барабана управления и ведущую звездочку цепи
управления смазывают один раз в неделю вручную с помощью
масленки маслом индустриальным И-20А, накладки барабана
управления — один раз в неделю солидолом; звенья цепи
управления смазывают два раза в год солидолом, внутреннюю полость
цилиндра — два раза в год техническим вазелином. Вентилятор
смазывают один раз в месяц смазкой 1—13.
Смазку цепи управления производят следующим образом.
В ванну с солидолом, нагретым до 90 °С, опускают цепь на 5—
10 мин, затем вынимают ее и после стекания смазки протирают
ветошью.
§ 21. СКОРОСТЬ И ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТА
Линейная скорость v, м/с, игольного цилиндра автомата
определяется по формуле
v = ndn/60,
где d — диаметр игольного цилиндра, мм; я — частота вращения игольного
цилиндра, мин~л.
Чтобы определить линейную скорость, необходимо по
кинематической схеме автомата определить частоту вращения игольного
цилиндра.
Определение производительности автомата начинаем с расчета
машинного времени Тм, мин:
Тм == гхаг1пх
+ zaa2/n9
где гъ г2, г3 и г4 — число звеньев цепи управления в работе соответственно на
быстром круговом, замедленном круговом, реверсивном и тихом круговом
движении игольного цилиндра; а± и а2 — число оборотов игольного цилиндра на одно
звено цепи управления при круговом и реверсивном движении; пг, л2, я3 и я4 —
частота вращения игольного цилиндра соответственно при быстром круговом,
замедленном круговом, реверсивном и тихом круговом движении.
118
После определения машинного времени находим
теоретическую производительность автомата в час, Лт:
Лт = 77(ГМ.2О),
где Т— 3600 с; 20 — количество изделий в 10 парах.
Фактическая производительность автомата Лф
Лф = Лт @,8 ... 0,85),
где 0,8 ... 0,85 — КПВ работн автомата.
Контрольные вопросы и задания
1. Перечислить основные узлы и механизмы автомата.
2. Показать по кинематической схеме автомата передачу кругового движения
игольному цилиндру.
3. Рассказать о механизме вязания.
4. Каково назначение платинного замка?
5. Рассказать о работе петлеобразующей системы.
6. Как изменить длину нити в петле паголенка?
7. Рассказать о работе механизма зажима и обрезки нити.
8. От каких факторов зависит прокладывание нити?
9. Рассказать о работе механизма привода.
10. Объяснить формулу производительности автомата.
Глава 8. УСТРОЙСТВО И РАБОТА
ПЛОСКОВЯЗАЛЬНОГО ПОЛУАВТОМАТА
ПВРК-10/100
§ 1. ОБЩЕЕ УСТРОЙСТВО ПОЛУАВТОМАТА
Полуавтомат ПВРК-Ю/100 предназначен для изготовления
полурегулярных деталей (рукава, полки, спинки, воротники), изделий
верхнего трикотажа различных размеров и моделей из
шерстяной, полушерстяной, хлопчатобумажной пряжи и синтетических
и искусственных нитей.
Полуавтомат состоит из следующих основных узлов и
механизмов (рис. 101): станины /, на которой устанавливаются все
узлы и механизмы (станина представляет собой две сварные тумбы,
жестко соединенные между собой швеллерами и плитой);
механизма сдвига задней игольницы 2; замковой каретки 3 с замковыми
досками; механизма нитеводителей 4, перемещающегося по
направляющим вдоль игольниц; шпулярника 5 для размещения
паковок с нитями (на нем крепятся нитенаблюдатели и устройства
компенсации нити); игольного ложа с передней и задней
игольницами 6, в пазах которых устанавливаются иглы; механизма
прибавки игл 7, позволяющего увеличить ширину вязания
детали; механизма привода 8 с электромагнитной муфтой,
обеспечивающей возвратно-поступательное движение замковой каретки;
механизма сбавки игл 9, позволяющего сократить ширину вяза-
: П9
?> 9
0
Рис. 101. Общий вид полуавтомата ПВРК-Ю/100
ния; механизма промежуточной каретки 10, являющейся
соединительным звеном между приводом и вяжущей кареткой;
электрооборудования //, обеспечивающего пуск и останов полуавтомата,
а также останов его при нарушении технологического процесса.
Техническая характеристика полуавтомата ПВРК-10/tQO
Класс
Номинальная ширина игольницы, см
Число игольниц
Число петлеобразующих систем
Число нитеводов
Число паковкодержателей
Вид движения замковой каретки
10
100
2
1
4
6
Возвратно-поступательный
120
Средняя линейная скорость наретни, н/о
Высота отбойного гребня игольниц от уровня
пола, мм
Габаритные разнеры, мм
ширина
глубина
высота
Масса, кг
Привод полуавтомата
эл ектр одви гател ь
мощность, кВт
частота вращения, мин"в
Количество зон обслуживания на одну работницу
кпв
1
1000
1740
815
2000
400
4А80А8УЗ
0,37
750
2
0,5 ... 0,6
Перерабатываемая пряжа: шерстяная (линейная плотность
31 Х2текс; 22x2x2текс; 19X2X2 текс); полушерстяная
(линейная плотность 22x2x2 текс; 31x2x2 текс); хлопчатобумажная
(линейная плотность 25x2x2 текс).
Применяемые иглы и подыгольные пружины: иглы с высокой
пяткой (позиция 0—919), с низкой пяткой (позиция 0—918);
подыгольные пружины с высокой пяткой (позиция 5—964), с
низкой пяткой (позиция 5—965). .
§ 2. КИНЕМАТИЧЕСКАЯ СХЕМА
Движение к узлам и механизмам полуавтомата передается от
электродвигателя / (рис. 102), установленного в правой тумбе
станины. На валу / электродвигателя установлен шкив 2 клино-
ременной передачи, от которого через клиновой ремень движение
поступает на верхний шкив 3, закрепленный на валу //.
Установленная на валу // электромагнитная муфта 5 обеспечивает
замковой каретке возвратно-поступательное движение. В корпусе
муфты 5 вмонтированы две электромагнитные катушки (правая
и левая), на которые поочередно поступает постоянный ток.
Под действием электромагнитных сил к катушкам могут
прижиматься фрикционные диски, свободно сидящие на валу // и
жестко соединенные каждый со своей звездочкой: левый диск —
со звездочкой 4, правый — со звездочкой 6. Вследствие этого
замковая каретка тянется то цепью 24, то цепью 26. Допустим,
что фрикционный диск со звездочкой 4 находится в работе, тогда
движение через цепь 26 передается вяжущей каретке 29. С цепью 26
соединена промежуточная каретка 27, на которой жестко
укреплен клин 25. Последний, встречаясь с упором-роликом 16,
поворачивает вал IV.
Упор-ролик 16 может перемещаться вдоль вала IV и
предназначен для изменения ширины вязания.
На одном из концов вала IV укреплены два кулачка 22 и 23,
которые взаимодействуют с концевыми выключателями 20 и 21.
При повороте вала IV кулачок 23 переходит на свой малый
радиус, при этом включается питание электромуфты 5 и подается
121
мг: 1
Рис. 102. Кинематическая схема полуавтомата ПВРК-Ю/100
импульс управления на механизм смены нитеводов, в результате
чего фрикционный диск не взаимодействует со звездочкой 4, а
включает в работу звездочку 6, которая через цепь 24 поведет
промежуточную и замковую каретки в противоположную сторону.
При достижении клином 25 упора-ролика 13 вал IV повернется
в другую сторону и через кулачки 22 и 23 переключит концевые
выключатели 20 и 21. Конструкция узла упора-ролика 13
аналогична описанной ранее конструкции упора-ролика 16, т. е. упор-
ролик 13 также может перемещаться вдоль вала IV и
поворачивать его.
Перемещение упоров-роликов 13 и 16 в процессе вязания
осуществляется автоматически с помощью электромагнита 12,
включаемого от командоаппарата. На штоке электромагнита есть две
собачки, работающие каждая со своим храповиком 9 или 10.
При взаимодействии собачки с храповиком 9, свободно сидящим
на валу /// и жестко скрепленным со звездочкой 8, через цепь 15
осуществляется перемещение упора-ролика 16. При работе
храпового устройства 10 вращается вал /// и сидящая на нем
звездочка 7.
Цепь 14, соединенная с упором-роликом 13, перемещает
последний вдоль вала IV, вследствие чего изменяется рабочий ход
вяжущей каретки 29.
122
Упоры-ролики 13 и 16 можно перемещать вручную. С помощью
рукоятки // поворачивают вал /// и укрепленную на нем
звездочку 7, а также цепь 14 и вторую звездочку 19. Звездочка 8,
сидящая свободно на валу ///, остается неподвижной.
Жестко связанный с цепью 14 упор-ролик 13 перемещается
в ту или иную сторону, увеличивая или уменьшая ширину
вязания. При вращении рукоятки 17 поворачивается вал V и
сидящая на нем звездочка 18, ведущая за собой цепь 15, и звездочка 8,
свободно установленная на валу ///. Перемещение цепи
определяется перемещением упора-ролика 16.
Сдвиг задней игольницы 39 осуществляется от
электромагнита 38, который через храповой механизм 37 поворачивает
вал IX. На валу IX жестко крепится кулачок 36, с двух
торцевых сторон которого установлены ролики, укрепленные на
задней игольнице. При повороте вала IX поворачивается кулачок 36,
а следовательно, осуществляется перемещение игольницы на
половину игольного шага или один игольный шаг.
Во время работы автомата вяжущая каретка 29 перемещается
по направляющим рельсам 28 и 30.
Возвратно-поступательное движение каретки обеспечивается
с помощью двух цепных передач, в состав которых входят
звездочки 4 и 6, установленные на валу //, цепи 24 и 26, а также две
направляющие звездочки, расположенные на валу VI.
Срывы перематываются во время работы автомата путем
подключения (вручную) специального механизма.
Движение от шкива 3 клиноременной передачи передается
прижимному ролику 35, установленному на валу VIII. Через
вал VIII вращение передается шкиву 34 ременной передачи, а
затем второму шкиву 31 и валу VII, на котором расположен
барабан 32 намотки нити, имеющий крестообразные канавки.
К барабану 32 намотки прижимается паковкодержатель 33.
В процессе вращения барабана 32 намотки нить, заправленная
в его канавку, наматывается на бобину до момента образования
полной паковки.
Пример. Определить линейную скорость замковой каретки,
если известно, что электродвигатель имеет частоту вращения
вала ядв = 700 мин, диаметры клиноременной передачи dx =
= 60 мм, d2 = 300 мм, ведущая звездочка имеет следующие
параметры: 4в = 12,7 мм, z3B = 20.
1. Определяем частоту вращения вала пв, мин, на котором
установлена звездочка:
«в = «Дв-|-; «, = 700 -щ-
2. Определяем диаметр звездочки daB, мм:
4в = t3Bz3B; d,6B = 12,7-20 = 254. .
123
Определяем линейную скорость v, м/с, замковой каретки.
В данном случае линейная скорость является максимальной, при
подсчете производительности следует брать среднюю скорость.
v = adn/60; v = 3,14.0,254-140 : 60 = 1,76.
§ 3. МЕХАНИЗМ ВЯЗАНИЯ
Полуавтомат имеет две плоские игольницы (см. рис. 101),
установленные на игольном ложе 6 под углом 100°. В пазах игольниц
находятся язычковые иглы, а под ними подыгольные пружины,
предназначенные для включения игл в работу.
В процессе вязания поверх игольниц перемещается
замковая каретка 3, имеющая замковые доски, на которых крепятся
клинья. Кроме того, каретка несет на себе коробку нитеводов,
с помощью которой осуществляется переключение нитеводов для
смены нитей.
Замковая доска / (рис. 103) с клиньями предназначена для
перемещения игл с целью обеспечения процесса
петлеобразования.
Направляющие клинья 2 и 12 жестко крепятся к замковой
доске 1 с помощью штифтов 13 и болтов 14. Назначение клиньев —
обеспечить направление пяткам игл при входе в петлеобразую-
щую систему.
Кулирные клинья 3 я 11 устанавливаются с помощью
штифтов 5 и винтов 4 на ползушках 17, которые имеют возможность
перемещаться в пазах. Благодаря клиньям 3 я 11 достигается
изменение плотности вязания, так как они могут занимать различные
положения по вертикали. Каждый кулирный клин в нижней части
имеет небольшую горизонтальную площадку, обеспечивающую
формирование петли, после чего пятка иглы может подняться вверх,
чтобы уменьшить натяжение нити в петле и предотвратить ее
обрыв.
з-
13
V7
Рис. 103. Замок
1:24
Верхний ередний клин 8 жестко уетанавливаетея на замковой
доске 1 с помощью штифтов 6 и болта 7. Этот клин опускает иглы
под кулирные клинья g момента подъема последних на полное
заключение.
Подъемные клинья 15 и 16 имеют возможность утапливаться
с целью выключения игл из работы, так как иглы проходят по
нижней горизонтальной траектории, не поднимаясь на заключение.
В случае включения игл их пятки начинают подниматься и
выводятся на полное или неполное заключение, что обеспечивает
получение обычных или прессовых петель, т. е. петель с наброском.
Клинья 9 я 10 поднимают пятки игл на полную высоту, если
они полностью включены, происходит образование петли, если
они выключены, получаются прессовые петли.
§ 4. ТРАЕКТОРИЯ ДВИЖЕНИЯ ИГЛ
При осуществлении процесса петлеобразования пятки игл
перемещаются следующим образом. Встречаясь с клином 2 (см.
рис. 103), они направляются к подъемному клину 16, который
переводит их на более высокий уровень. Далее под действием клина 9
пятки выходят на полное заключение для захвата крючками игл
новой нити. Опускание игл происходит верхним средником 8,
который направляет их на кулирный клин /). Последний
обеспечивает осуществление операций сбрасывания, кулирования и
формирования. При движении замковой каретки в
противоположном направлении будут работать направляющий 12, подъемные 15
и 10, опускающие 8 и 3 клинья.
При вязании петель с наброском (прессовых петель) в работе
находятся клинья 2, 16, Ц. Пятки игл направляются клином 2
на подъемный клин 16 и поднимаются на неполное заключение,
так как клин 9 выключен из работы. Находясь на уровне
неполного заключения, иглы не захватывают новой нити, но и старых
петель не сбрасывают (старые петли находятся на открытых
язычках игл). Затем пятки, встречаясь с кулирным клином 11,
опускаются, образование новых петель не происходит.
В случае если иглы необходимо выключить из работы, пятки
игл движутся по горизонтальной траектории без подъема, так
как клин 16 находится в нерабочем положении.
§ 6. МЕХАНИЗМ ПРИБАВКИ ИГЛ
При выработке контурных деталей необходимо увеличивать
ширину вязания, для этого полуавтомат имеет механизм прибавки
игл (рис. 104), прибавляющий по одной игле равномерно с двух
сторон или только с одной стороны вырабатываемой детали.
Механизм прибавки игл взаимосвязан с механизмом
увеличения хода замковой каретки, поэтому в данном параграфе
рассмотрим конструкцию и работу этих механизмов.
125
Рис. 104. Механизм
прибавки игл
Корпуса / прибавочников устанавливаются на передней и
задней сторонах замковой каретки. В каждом корпусе располагается
подвижная планка 2, имеющая два паза, через которые проходят
пальцы 3, укрепленные в корпусе 1. В пределах этих пазов
подвижная планка 2 может перемещаться относительно корпуса.
Крайние положения планки фиксируются с помощью
подпружиненного шарика 4.
В подвижной планке шарнирно установлен язычок 6 прибавоч-
ника, язычок свободно поворачивается вокруг своей оси 5 и имеет
выступ.
В верхней части язычка есть головка 8, которая
взаимодействует с пяткой подыгольной пружинки. Пружина 7,
воздействующая на язычок прибавочника, стремится установить его в одно
из крайних положений, т. е. когда язычок, взаимодействуя с
пяткой пружины, займет среднее положение, пружина 7 мгновенно
устанавливает его в крайнее положение, противоположное ранее
занимаемому.
В средней части переднего и заднего направляющего рельса,
по которому перемещается замковая каретка, крепятся
кронштейны, в пазах которых подпружиненно установлены пальцы 54.
Рычаг 52, имеющий возможность качаться вокруг оси 53, одним
плечом воздействует на палец 54, а другим соединяется с
рычагом 51, который винтом укреплен на тяге 50. Последняя может
перемещаться вдоль своей оси в направляющих 49. На тягу 50
надета пружина сжатия 48, которая одним концом упирается в
направляющую 49, а другим — в кольцо 47, укрепленное на ней вин-
126
том. Праввш конец тяги имеет прямоугольное сечение и входит
в прорезь рычага 46. Воздействие на тягу 50 со стороны рычага 46
осуществляется через штифт 9. Сам рычаг 46 крепится на валу 44
с помощью болта 10. Вал 44 установлен в подшипнике 45, а на
одном его конце крепится рычаг 43. Рычаг 43 контактирует с
винтами, которые располагаются на наружной поверхности
барабанчика 11 с определенным шагом. Аналогично рычаг 14
осуществляет контакт с барабанчиком 25.
Вал 38 свободно установлен в подшипниках скольжения 22
и 39 и на переднем конце имеет маховичок 40 для изменения
величины хода замковой каретки. На валу 38 свободно монтируется
жестко соединенная система, состоящая из барабанчиков 11
и 25 с набранными по наружной поверхности винтами и
храповика 28. Храповик 28 является также устройством, фиксирующим
положение барабанчиков. Фиксация осуществляется шариком,
расположенным в кронштейне 29.
На валу 38 жестко крепятся храповик 16 и звездочка 21.
Храповик 16 передает движение через вал 38 на звездочку 21,
жестко сидящую на валу, и далее через цепь 18 на упор-ролик,
ограничивающий перемещение замковой каретки.
На ступице барабанчика 25 подвижно смонтирован сектор 13,
который через толкатель 12, регулируемый по длине, соединен
с сердечником 35 электромагнита 36, который крепится к плите
полуавтомата с помощью планки 32. Сектор 13 несет три собачки,
одна из которых взаимодействует с храповиком 28 и приводит
в движение барабанчики 25 и //.
Собачки 15 и 42, расположенные на одной оси, воздействуют
на храповики 16 и 34.
На валу 38 установлена свободно втулка 17', на которую жестко
крепятся храповик 16 и звездочка 20, приводящая в движение
цепь 19. Для увеличения угла обхвата цепью 19 звездочки 20
имеется дополнительная звездочка 23. Собачка 15 поворачивает
храповик 16, который через втулку 17, звездочку 20 и цепь 19
перемещает упор-ролик, тем самым изменяя размах движения
каретки.
На ступицах храповиков 16 и 34 подвижно установлены
отражатели 24 и 33. Фиксаторы 26 и 37, входящие в пазы
отражателей, фиксируют правильное положение последних. В исходном
положении отражатель должен выводить собачку из зацепления
с храповиком.
Работа механизмов прибавки игл и увеличения хода замковой
каретки происходит следующим образом. При каждом ходе
промежуточная каретка, достигая крайних положений, будет
посылать импульсы посредством концевых выключателей на
электромагнит 36. Сердечник 35 вместе с толкателем 12 поднимает
сектор 13, на который воздействует пружина 41, тем самым
обеспечивается взаимодействие собачек 15 и 42 с храповиками 16 и 34,
а рычагов 14 и 43 — с барабанчиками И и 25.
127
При каждом ходе сердечника подпружиненная собачка 27
поворачивает посредством храповика 28 систему с
барабанчиками 11 и 25, задающими с помощью установленных на их
наружных поверхностях винтов программу прибавки игл и увеличения
хода каретки. Если винт на барабанчике на первой дорожке
отсутствует в данный момент, то собачка, например 42, будет
взаимодействовать с-храповиком 84 и повернет его. Если винт на
барабанчике (первая дорожка винтов, вторая дорожка предназначена
для взаимодействия с рычагом 43) имеется, то собачка 42 не
воздействует на храповик. Поворот храповика 16 или 11 на один
зуб увеличивает ход замковой каретки на 2 мм.
При повороте барабанчика 11 (аналогично будет
осуществляться прибавка игл от барабанчика 16) рычаг 43 сходит с головки
винта, последний поворачивается по часовой стрелке и
поворачивает вал 44.
Пружина 48, воздействуя на кольцо 47, перемещает тягу 50
вправо. Рычаг 51 поворачивает рычаг 52 по часовой стрелке,
последний поднимает палец 54, устанавливая его в рабочее
положение.
При движении замковой каретки слева направо она упрется
в палец 54 торцом подвижной планки 2. Планка под действием
пальца будет перемещаться влево относительно корпуса 1 при-
бавочника.
Палец 54, перемещаясь по скосу корпуса /, опускается
и выходит из зацепления с планкой 2. Язычок 6 прибавочника,
находясь до этого в правом выключенном положении и
перемещаясь вместе с подвижной планкой 2, поднимается в правое
рабочее положение.
При дальнейшем движении каретки язычок 6, подойдя к под-
ыгольной пружине первой выключенной иглы (причем пятка под-
ыгольной пружины попадает в выемку головки язычка),
повернется вокруг своей оси 5 и выведет иглу через пружину в рабочее
положение. Опускание иглы не будет результатом того, что снизу
устанавливается в рабочем положении пружина. Язычок
прибавочника, пройдя свое среднее положение, повернется дальше под
действием пружины 7 и займет крайнее левое положение.
При повороте барабанчика //, когда рычаг 43 поднимается
в результате воздействия на него винта, рычаг поворачивает вал 44
против часовой стрелки. Тогда рычаг 46, действуя на тягу 50,
заставит ее переместиться влево, сжимая пружину 48. Рычаг 51
поворачивает рычаг 52 вокруг оси 53 так, что нижнее его плечо
опускает палец 54, устанавливая его в нерабочее положение,
благодаря чему замковая каретка, проходя мимо пальца 54, не
взаимодействует с ним и процесс прибавки игл не осуществляется.
Устанавливая винты на наружных поверхностях
барабанчиков 11 я 25 в определенном порядке, можно запрограммировать
прибавку игл в заданной последовательности. Каждый
барабанчик имеет 36 отверстий для установки винтов.
128
Для обеспечения надежного зацепления собачки 27 с зубьями
храповика 28 необходимо отрегулировать перемещение
толкателя 12, что достигается гайками 31. При этом в исходном
положении между зубом храповика и рабочей гранью собачки должен
быть зазор около 2 мм. Для обеспечения точного поворота
храповика 28, т. е, поворота его, например, на один зуб, имеется
регулировочный винт 30.
§ 6. МЕХАНИЗМ СДВИГА ЗАДНЕЙ ИГОЛЬНИЦЫ
Механизм сдвига задней игольницы включается в работу при
вязании зигзагообразного трикотажа. Механизм обеспечивает
сдвиг игольницы на половину игольного шага или шаг.
Максимальное число сдвигов в одну сторону равно шести игольным
шагам.
Механизм сдвига состоит из диска 17 (рис. 105), имеющего
кольцевые выступы, на которые устанавливаются в нужном
порядке плашки 18. Плашки имеют впадины, которые входят в
выступы диска. Плашки 18 на диске 17 крепятся винтами 19. В
зависимости от класса полуавтомата на диске располагается от 12
до 24 плашек.
Диск 17 посажен на втулку 23, которая устанавливается на
двух конических роликоподшипниках 5. Последние
располагаются на валу 24, который через втулку 9 крепится к
игольному ложу 10 винтами 8. На втулке 21 жестко установлен
храповик 6, служащий одновременно фиксатором положения диска 17.
Крепление храповика 6 осуществляется с помощью винта 7.
Для ручного поворота механизма имеется маховик 1, который
болтом 3 закрепляется на втулке 23. При его вращении
поворачивается вал 24, имеющий наклонный кольцевой паз, в который
входит винт 15, фиксируемый гайкой 16.
Автоматическая работа механизма происходит от
электромагнитной рычажной системы.
Смещение плашки 18 при установке на диске 17 на один выступ
соответствует сдвигу игольного полотна на один игольный шаг.
При повороте диска 17 плашка 18 давит на ролик 20,
закрепленный на планке 14. Последняя жестко связана с задней игольницей
и перемещает ее.
Для осуществления обратного хода игольницы имеется второй
ролик, аналогичный ролику 20, установленный на планке 14
сдвига задней игольницы. В процессе работы плашки поочередно
входят между роликами 20 и, воздействуя то на правый, то на
левый, смещают игольницу.
Для обеспечения переноса петель с помощью специальной
ручной каретки необходимо заднюю игольницу установить в
определенном положении, для этого рукоятку 12, укрепленную на
валу 24 штифтом 13 и винтом И, поворачивают до упора в крайнее
положение. В этом положении задняя игольница оказывается
5 Антонов Г. К. 129
12 3 4 5 6 7
9 10 11 12
77Т7 /
24 25 22 21 20 19 18 П 10 15 14
Рис. 105. Механизм сдвига задней игольницы
сдвинутой влево относительно передней на 1,65 игольных шага,
что будет обеспечивать оптимальные условия переноса петель.
Нормальная работа механизма сдвига может быть достигнута
благодаря правильной установке диска 17, а следовательно,
вала 24. Регулировку положения вала производят винтом 15
и гайкой 16. Ослабив гайку 16 и винт 15 путем поворота вала 24
рукояткой 12, устанавливают вал в такое положение, чтобы
ролик 20 находился на плашке 18, после чего фиксируют это
положение винтом и гайкой.
Более точная регулировка осуществляется с помощью гайки 4,
вращением которой при снятом маховике 1 можно перемещать
вал 24 вдоль своей оси. Фиксация установленного положения вала
обеспечивается контргайкой 22 и винтами 2.
§ 7, МЕХАНИЗМ ПРИВОДА И РАБОТА
ЭЛЕКТРОМАГНИТНОЙ МУФТЫ
Привод полуавтомата (рис. 106) осуществляется от
индивидуального электропривода /, установленного в направляющих 2, с
помощью которых можно его поднимать или опускать, что
необходимо для обеспечения оптимального натяжения клиноременной
передачи. Движение от электродвигателя (от шкива 12,
установленного на его валу) передается на шкив 10, закрепленный вместе
со шкивом второй клиноременной передачи в кронштейнах 9,
имеющих возможность перемещаться по прорезям 3 в
вертикальном направлении. Крепление кронштейнов 9 осуществляется с
помощью болтов 4. Далее движение передается на шкив 8,
посаженный на вал, последний устанавливается в кронштейнах 7 правой
тумбы //. На валу располагается электромагнитная муфта 5,
которая через цепи 6, обеспечивает возвратно-поступательное дви-
130
11
Рис. 106. Механизм привода
жение промежуточной каретке и
связанной с ней замковой каретке.
Шкив 16 (рис. 107), получивший
движение, передает его валу 18, на
котором он крепится с помощью
шпонки 17 и болта 19 с шайбой.
Установка вала- 18 осуществляется
с помощью подшипников 15,
расположенных в кронштейнах 14,
кронштейны монтируются болтами 20 на
станине полуавтомата.
В средней части вала 18
располагается электромагнитная муфта 8.
В корпусе муфты 8 смонтированы две
электромагнитные катушки 25 и 27,
напряжение на них подается через
щетки токосъемного кольца 2
коллектора / и провода 3,
проложенные во внутренней полости вала 18.
С двух сторон к корпусу крепятся
ведущие диски 9 и 12. Сам корпус
устанавливается на вал с помощью
шпонок 11. Для фиксации положения
дисков 9 и 12 имеются три болта
10 с контргайками. По обе
стороны корпуса на валу расположено два ведомых диска 24 и 26,
которые могут вращаться на валу благодаря
шарикоподшипникам 13 и 6. Осевое перемещение ведомых дисков
ограничивается с одной стороны ведущими дисками, а с другой —
установочными кольцами 4 и 22, закрепленными на валу винтами 5 и 21. На
торцевых поверхностях ведомых дисков установлены фрикционные
накладки, укрепленные с помощью заклепок. С другой стороны
каждого диска на ступицах закреплены звездочки 7 и 23.
При поступлении электрического сигнала на одну из катушек
(например, на катушку 25) ведомый диск 24 в результате действия
электромагнитной силы притягивается к ведущему диску 12.
С помощью фрикционных накладок обеспечивается силовое
замыкание. Ведомый диск начинает вращаться и приводит в
движение через звездочку 23 цепную передачу. В это время ведомый
диск 26 не притягивается к ведущему диску 9, так как катушка 27
обесточена и не участвует в работе. При смене электрического
сигнала в работу включается ведомый диск 26, замковая каретка
будет перемещаться в другую сторону, так как будет находиться
в работе цепная передача, получающая движение от звездочки 7.
В процессе эксплуатации электромагнитная муфта
обеспечивает притяжение ведомых дисков с усилием не более 145 Н, при
этом ее тяговое усилие не более 65 Н. Эти величины зависят в
основном от воздушного промежутка, т. е. зазора между торцами
5* 131
27 26 25 2<+ 23 22
Рис. 107. Вал привода с электромагнитной муфтой
корпуса и ведущих дисков. Увеличение зазора уменьшает
тяговое усилие и увеличивает время срабатывания муфты. Тяговые
усилия и время срабатывания обеих полумуфт должны быть равны.
§ 8. РУЧНАЯ КАРЕТКА ДЛЯ ПЕРЕНОСА ПЕТЕЛЬ
Каретка для переноса петель с игл одной игольницы на иглы
другой содержит замковые доски 9 (рис. 108) и 18, каждая из
которых имеет двухступенчатые клинья 10 и 17 с площадкой выстоя
игл и опускающие клинья 8 и 19. С помощью каретки можно
переносить петли со всех игл или только с игл, имеющих высокие
пятки. Замковая доска 9 снабжена клиньями, обеспечивающими
движение игл, передающих петли, доска 18 — клиньями,
позволяющими иглам принимать петли. Доски 9 и 18 соединяются
дугой, на которой расположен подпружиненный рычаг с
роликом, последний опирается о нижнюю кромку рельса нитеводов,
вследствие чего доски с клиньями прижимаются к игольницам
(при этом соблюдается оптимальный зазор между поверхностями
игольниц и клиньями). Замковые доски 9 я 18 имеют по две опоры
7, /5 я 2, 20 с роликами 6, 16 и 1, 21, с помощью которых каретка
легко перемещается вдоль игольниц. На доске 9 перед клином 10
установлен регулируемый нож 11. Нож 11 удерживает язычки
игл в направлении, перпендикулярном стержням игл, с целью
расширения передаваемых петель.
Направляющие клинья 13 и 14 поднимают иглы, передающие
петли, на уровень, обеспечивающий правильное взаимодействие
язычков игл с ножом //. Клин 10 при полном включении выводит
все иглы для передачи петель, при неполном включении — только
иглы с высокими пятками.
132
Рис. 108. Ручная каретка
Опускающий клин 8 имеет разную w f~X x// /г
толщину, толщина его нижней части
вдвое меньше толщины верхней,
вследствие чего иглы с высокими
пятками, передающие петли, могут
опускаться до выключенного
положения. При переходе с выработки
двойного переплетения .на выработку
одинарного происходит передача
петель с игл с высокими и низкими
пятками одной игольницы на иглы
другой, при этом клин 5
поворачивают на 180° и опускают иглы на
уровень рабочей зоны. Клинья 3 и 4
задней доски 18 предназначены для
открывания язычков игл петлями и
подготовки их к приему петель с игл
передней доски 9. Подъем игл на
уровень, при котором их головки
проникают в петли игл передней игольницы, осуществляется
клином 17, после чего иглы опускаются в исходное
положение клином 19. Замковые доски имеют ползуны 5 и 12,
посредством которых осуществляется их соединение с дугой.
В основу рассмотренной конструкции каретки положен способ
переноса петель путем сдвига противолежащей игольницы,
расширения переносимых петель с одновременным удержанием их
с помощью язычков, фиксируемых в перпендикулярном
положении по отношению к стержням игл, и введением в расширенную
петлю крючков принимающих игл.
§ 9. МЕХАНИЗМ НИТЕПОДАЧИ
Подача нити к петлеобразующим элементам осуществляется с
помощью нитевода 18 (рис. 109), который перемещается вдоль игл
по направляющему рельсу 5.
Нитевод 18 имеет закаленную трубочку 19, через которую нить
подается к иглам. Нитевод крепится в державке 15 винтом 17,
посредством которого можно регулировать положение нитевода
по высоте, перемещая его вдоль вертикальной прорези.
Державка 15 несет на себе направляющий фарфоровый глазок 13 и
крепится в кронштейне 10, который закрепляется винтом 9 на
коробочке 6. Вся конструкция нитевода с державкой и кронштейном
имеет возможность отклоняться относительно оси // в момент,
когда происходит смена нитеводов.
Полуавтомат имеет четыре нитевода, укрепленных на
кронштейнах 10, 12, 14, 16 и перемещающихся по спаренным рельсам 2
и 5. Каждая коробочка 1, 3, 4 и 6 имеет один подвижной клин 7,
контактирующий с боковой правой поверхностью рельса и при-
133
жимающийся к ней с помощью
пружины 8.
При работе полуавтомата
замковая каретка упором механизма
переключения нитеводов входит
в паз задней стороны коробочки
и ведет вместе с собой нитевод.
Для смены нитеводов необходимо
переключить упоры, которые
установлены по вертикали и
соответствуют положениям нитевод-
w ных коробочек.
§ 10. МЕХАНИЗМ ОТТЯЖКИ
Механизм оттяжки (рис. 110)„пред-
назначенный для отвода
трикотажа из зоны вязания, состоит
из обрезиненного валика,
установленного на валу 4. Снизу к
валику прижимаются валики /
пружинами /5. Каждая пружина 15 одним концом упирается в
рычаг 5, на котором на оси 2 расположен валик /, а другим —
в болт 14. Последним, закрепленным в кронштейне 13, можно
регулировать силу прижатия валика / к обрезиненному валику
оттяжки. Ввертывая болт 14 и сжимая пружину 15, увеличиваем
силу прижатия, вывертывая болт 14, уменьшаем эту силу.
6-
Рис. 109. Механизм нитеводов
/3
Рис. ПО. Механизм оттяжки
134
Кронштейн 13 устанавливается с помощью винта 12 на оси //.
Рычаг 3 имеет возможность качаться на оси 10.
Привод к механизму оттяжки осуществляется от храпового
устройства, установленного в правой стороне машины на валу 4.
Вал крепится в подшипниках, обеспечивающих ему свободное
вращение в кронштейнах 13.
При ' работе полуавтомата замковая каретка перемещается
вдоль игольниц и накладкой воздействует на рычаг 8,
закрепленный на валу. На рычаге находятся собачки 7, которые
пружинами 9 постоянно прижимаются к храповику 5, контрсобачки 6
препятствуют свободному повороту храповика и вала 4. Силу
натяжения пружины 9 можно регулировать. При нажатии
накладки на плечо рычага 8, последний поворачивается против
часовой стрелки и собачки 7 занимают рабочее положение,
последующий рабочий ход или проталкивание храповика 5
осуществляется усилием пружины 9. .Следовательно, поворот механизма
оттяжки происходит, когда каретка приходит в правое
положение.
На полуавтомате для выбора излишков нити на узле шпуляр-
ника устанавливаются для каждой нити компенсаторы, устройство
и принципы работы которых аналогичны устройству и принципу
работы компенсаторов нити, применяемых на чулочно-носочном
автомате О2ДР. Нитенаблюдатели за обрывом нити также
аналогичны устройствам, описанным в главе 7.
§ 11. ОСНОВНЫЕ НЕИСПРАВНОСТИ ПОЛУАВТОМАТА
Неисправность
Причина неисправности
Способ устранения
Механизм сдвига задней
игольницы; ось плашки
не совпадает с осью
роликов, закрепленных на
планке задней игольницы
Механизм сдвига не
доводит игольницу до
правильного положения
Рано происходит сдвиг
игольницы (каретка не
прошла крайние иглы)
Сердечник
электромагнита механизма сдвига
остается после
размыкания цепи в верхнем
положении
Неправильно
установлен диск с плашками
Продолжительность
включения
электромагнита недостаточна
Недостаточен выбег
каретки за крайнюю
работающую иглу
Неправильно выбрана
величина воздушного
зазора
Ослабить стопорную
гайку и винт, входящий в
кольцевой наклонный паз
вала и совместить ось
плашки с осью роликов,
после чего затянуть винт
и зафиксировать его
положение гайкой
Отрегулировать
положение кулачка,
действующего на конечный
выключатель
Отрегулировать
положение упоров,
определяющих "величину хода
каретки
Установить воздушный
зазор, равный 1,5—2 мм
135
Окончание
Неисправность
Причина неисправности
Способ устранения
Не включился упор
механизма переключения
нитеводов
Привод механизма
прибавки работает, но число
игл не увеличивается
Механизм прибавки
работает нечетко,
сбивается порядок прибавки игл
Механизм прибавки игл
работает нормально,
однако ломаются пятки
игл
Замковая каретка
движется только в одном
направлении
При включении
электродвигатель не вращается,
гудит
Не исполняется команда
«каретка влево»
Движение упора в пазу
механизма затруднено
Неправильное
взаимодействие язычка приба-
вочника с пяткой поды-
гольной пружинки
Подача барабанчика не
соответствует шагу
между винтами,
набранными на его поверхности
Прибавочник
установлен высоко и подает
подыгольную
пружинку до упора в линейку,
немного выдвигая своим
углом соседнюю иглу,
попадающую на угол
клина
Сбился кулачок,
управляющий переключением
обмоток муфты
Отсутствие напряжения
в одной из фаз
Сгорела катушка
магнитного пускателя или
электромагнитной муфты
Разобрать механизм и
прочистить пазы
Подбором необходимой
прокладки под горку при-
бавочника установить
правильное
взаимодействие язычка с пяткой
подыгольной пружинки
Отрегулировать работу
храпового механизма,
чтобы подача
барабанчика было точно на один
шаг
Переместить
прибавочник вниз
Установить кулачок в
нормальное положение
Устранить обрыв в цепи
Заменить катушку
пускателя или
электромагнитной муфты
§ 12. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Основными условиями правильной эксплуатации полуавтомата
являются соблюдение режима ухода за оборудованием и
правильная организация его ремонта.
Работница может обслуживать 2—3 полуавтомата. Чистку
машины (обтирка, удаление пуха и излишков масла) она
производит один раз в смену.
Смазка подшипников, ползушек и втулок осуществляется
вручную масленкой один раз в смену. Смазочным материалом является
индустриальное масло И-12А или И-20А.
Направляющие рельсы замковой каретки и нитеводов, а
также направляющую промежуточной каретки смазывают
вручную один раз в смену маслом И-20А.
Шарикоподшипники промывают и смазывают жировой
смазкой 13 во время профилактических и капитальных ремонтов.
136
Во время профилактических ремонтов промывают и смазывают
индустриальным маслом И-20А цепи и тросики.
Полную чистку со снятием кожухов и ограждений и с
подтягиванием ослабевших крепежных элементов производят один раз
в неделю.
Пуск полуавтомата после останова от замыкания одного из
технологических контактов (нитенаблюдателей) обрыва нити или
повышенного натяжения, наблюдателей за срывом детали или
наработкой определенного количества рядов возможен только
после устранения причины срабатывания этих наблюдателей.
Включать привод полуавтомата следует при установке
замковой каретки в крайнее положение во избежание обрыва нити
на крайних иглах игольницы.
Начатую деталь изделия необходимо довязать до конца, так
как выключение полуавтомата при недовязанной детали может
привести к сбою раппорта рисунка.
§ 13. ПРОИЗВОДИТЕЛЬНОСТЬ ПОЛУАВТОМАТА
Производительность полуавтомата — это количество деталей или
полотна, вырабатываемое за единицу времени (час, смену).
Различают теоретическую производительность Лт и
фактическую Аф. Теоретической называют производительность
полуавтомата при непрерывной работе в течение всей смены.
Фактическая производительность несколько меньше
теоретической ввиду останова полуавтомата для выполнения ручных
операций, а также для смены иглы, съема изделий, ликвидации
обрыва нити, смены паковки и др.
Теоретическая производительность Лт, кг в смену,
определяется по следующей формуле:
Лт = HlnTmt/(WQQ-1000-1000),
где И — число вяжущих игл обеих игольниц; / — длина нити в петле, мм; п —
число ходов каретки в минуту; Т — линейная плотность нити, текс; m — число
петлеобразующих систем; t — продолжительность смены, мин.
Произведение И1 показывает длину нити, идущую на
образование одного петельного ряда.
И1п — количество нити, провязанной в петли за минуту.
Hint—количество нити, провязанной в петли за смену.
Из формулы теоретической производительности можно
видеть, что последняя будет тем больше, чем больше линейная
скорость движения замковой каретки, т. е. число ходов каретки, чем
больше число петлеобразующих систем, а также ширина вязания.
Кроме того, производительность зависит от длины нити в петле
и линейной плотности нити.
Теоретическую производительность Ат, штук в смену, можно
определить по формуле:
Лт = tnMIP,
137
где t — продолжительность смены, мин; л — число ходов каретки в минуту;
М — число петельных рядов, полученных за один ход каретки; Р — число
петельных рядов в детали.
Фактическая производительность определяется как
произведение теоретической производительности на коэффициент
полезного времени (КПВ).
На КПВ оказывает влияние число перерывов в работе
полуавтомата: чем меньше перерывов, тем выше КПВ, а следовательно,
выше фактическая производительность. '
Пример. Определить фактическую производительность
полуавтомата ПВРК-Ю/100, если известно следующее: число игл,
находящихся в работе И = 500; длина нити в петле / = 4,8 мм;
число ходов замковой каретки в минуту п = 100; время рабочей
смены t = 420 мин; линейная плотность полушерстяной пряжи
22x2x2 текс; число петлеобразующих систем т = 1; КПВ=
= 0,8.
1. Определяем теоретическую производительность
полуавтомата АТ, кг в смену:
Ат - 500-4,8.100-420.1.88/A000-1000-1000) - 8,87.
2. Определяем фактическую производительность Лф, кг
в смену:.
Лф - 8,87-0,8 = 7,09.
Контрольные вопросы и задания
1. Рассказать о назначении и привести техническую характеристику
полуавтомата.
2. По кинематической схеме показать передачу движения от электродвигателя
к замковой каретке.
3. По- кинематической схеме произвести расчет скорости замковой каретки.
4. Рассказать о назначении и работе механизма вязания и работе клиньев
петлеобразующих систем.
5. Как работает механизм сдвига задней игольницы?
6. Как работает механизм прибавки игл?
7. Рассказать о назначении и работе механизма оттяжки.
8. Как определить фактическую производительность полуавтомата?
Глава 9. УСТРОЙСТВО И РАБОТА
ДВУХФОНТУРНОЙ
КРУГЛОВЯЗАЛЬНОЙ МАШИНЫ КЛК-9
§ 1. ОБЩЕЕ УСТРОЙСТВО МАШИНЫ
Кругловязальная машина КЛК-9 предназначена для вязания
купонов верхнего трикотажа. Купоны после подкроя идут на
пошив костюмов, джемперов, пуловеров, жакетов и т. д.
Основные узлы и механизмы машины КЛК-9 (рис. 111)
перечислены ниже.
138
гзов
Рис. 111. Схема кругловязальной машины КЛК-9
Остов / представляет собой трехсекционную жесткую
конструкцию. В нижней секции размещен механизм оттяжки
трикотажа. Средняя секция состоит из нижнего и верхнего столов,
соединенных тремя стойками.
В верхней секции установлен механизм вязания.
Механизм управления 2 предназначен для включения в
соответствии с последовательностью вязания купона различных
механизмов.
Узел цилиндра и блоков замков 3 осуществляет перемещение
игл и толкателей в процессе петлеобразования.
Узел диска и секторы замков 4, расположенные в
горизонтальной плоскости, перемещают иглы.
Механизм нитеподачи 5 обеспечивает равномерную подачу
нити к петлеобразующим системам.
139
Узел пухообдува 6 предназначен для удаления пуха из зоны
вязания и со шпулярника.
Шпулярник 7 с установленными паковками с пряжей
обеспечивает свободный переход нитей в зону вязания.
Устройство подачи масла для смазки (лубрикатор) 8
автоматически смазывает наиболее трущиеся части машины.
Механизм смены нитей 9, установленный на верхнем столе
остова машины, позволяет в процессе работы переключать
нитеводы.
Механизм рисунка 10, выполненный в виде барабанчиков с
колками, производит отбор игл с помощью толкателей.
Механизм главного привода машины //, состоящий из клино-
ременной передачи и редуктора, обеспечивает передачу движения
ко всем узлам и механизмам машины.
Механизм оттяжки 12 отводит трикотаж из зоны вязания с
определенным натяжением.
Электрооборудование 13 осуществляет пуск и останов машины,
а также следит посредством наблюдателей за правильным
течением технологического процесса,
Техническая характеристика кругловязальной машины КЛК-9
Класс 10
Диаметр игольного цилиндра, мм ¦ 750
Число пазов в цилиндре и диске 936
» петлеобразующих систем 24
» систем сброса петель 1
» механизмов нитеподачи (накопителей) 24
» - механизмов смены нити 24
» механизмов получения рисунка (барабанчиков) . 24
Линейная скорость игольного цилиндра, м/с
при вязании стана полным и неполным двух-, трех- 0,6
и четырехцветным жаккардовым переплетением
при вязании стана комбинированными нежаккардо- 0,65
выми переплетениями
при заработке, переключениях 0,4
Габаритные размеры машины, мм
высота 3100
диаметр шпулярника 2900
Масса, кг 3000
Электродвигатель
мощность, кВт 4,5
частота вращения ротора, мин 2800
Производительность машины, купонов в час, не менее 11,6
На машине КЛК-9 вырабатывают следующие переплетения:
ластик 1 + 1 (при вязании борта через иглу с усилительной
нитью), сдвоенную гладь, полный и неполный двух-, трех- и
четырехцветный жаккард, накладной жаккард, комбинированные
нежаккардовые переплетения.
Размеры раппорта рисунка при вязании двухцветного
жаккарда 72x288 петель,
140
На кругловязальной машине КЛК-9 перерабатывают пряжу:
шерстяную, смешанную и объемную линейной плотности 31x2;
25X2 или 31x2x2 текс; 25x2x2 текс; шерстяную или
смешанную линейной плотности 31x2; 25x2 текс или 31x2x2; 25х2х
Х2 текс в сочетании с высокообъемными триацетатными и
ацетатными нитями.
Производительность машины КЛК-9 рассчитана для вязания
купонов из полиакрилонитрильной пряжи линейной плотности
31x2 текс переплетением: стан — трехцветный неполный
жаккард, борт — ластик 1 -f 1 через иглу с усилительной нитью
Ръ = 30; Рг = 29; поверхностная плотность 358 г/м2; линейная
скорость игольного цилиндра при вязании стана 0,6 м/с, при
переключениях — 0,4 м/с.
На машине применяются язычковые иглы четырех позиций:
0—1430 и 0—1431 (иглы цилиндра) и 0—1529 и 0—1530 (иглы
диска), а также толкатели двух позиций: 5—2383 и 5—2384.
§ 2. КИНЕМАТИЧЕСКАЯ СХЕМА
Кинематическая схема кругловязальной машины КЛК-9
изображена на рис. 112. Движение от электродвигателя / через вал /
и сидящий на нем шкив 2 передается посредством клиновых
ремней на шкив 3. Далее через вал // приводится во вращение
шестерня 4, входящая в зацепление с шестерней. 5 Последняя
устанавливается на валу ///, на котором крепится шестерня 6.
Передача на вал IV осуществляется посредством зубчатого зацепления
двух шестерен 6 и 7.
На валу IV крепится шестерня 8, входящая в зацепление с
большой шестерней 9, установленной в подшипниках скольжения
верхнего стола остова. На шестерне 9 закрепляется игольный
цилиндр. Частота вращения этой шестерни определяет частоту
вращения цилиндра и, следовательно, его линейную скорость.
Движение к игольному диску передается от вала IV через
шестерню 10, находящуюся в зацеплении с большой шестерней //,
установленной на валу V. На последнем жестко крепится
игольный диск с иглами, расположенными горизонтально.
Необходимо отметить, что для нормального протекания
процесса петлеобразования вращение игольного цилиндра и диска
должно осуществляться синхронно.
Движение от шестерни // передается к шестерне 19,
расположенной на валу VI. При вращении вала VI начинает вращаться
шкив 14 и через ремни приводит в движение шкив 15.
На валу VIII вместе со шкивом 15 устанавливается шкив 16,
который с помощью перфорированной ленты приводит в движение
шкивы 17, число которых определяется числом петлеобразующих
систем. Шкив 17 устанавливается на валу VII, на нижнем конце
которого укреплен накопитель 18.
Передача движения к механизму оттяжки осуществляется от
вала IV через соединительную муфту и далее к шестерне 30,
141
16 IS ».
25
-„,, Рис. 112. Кинематическая схема кругло-
?S вязальной машины КЛК-9
находящейся в соединении с большой шестерней 29, вращающейся
в подшипниках скольжения среднего стола остова. На шестерне 29
крепится механизм оттяжки, который во время работы ,
вращается синхронно с игольным цилиндром и диском. Передача
движения к оттяжным рифленым валикам происходит от
шестерен 25, установленных на конце каждого валика, причем
центральный валик является ведущим, так как получает движение
от храповика 26, на который воздействует собачка, закрепленная
на одном плече рычага 27, При работе машины ролик,
расположенный на другом плече рычага 27, обкатывается по неподвижно
установленному кольцу 28 с горками и плечо рычага вследствие
этого покачивается, обеспечивая собачке также качательное
движение и повороты храповика 26. Храповик поворачивает средний
валик, и через шестерни 25 начинают вращение периферийные
рифленые валики механизма оттяжки.
При наладочных работах необходимо поворачивать игольный
цилиндр и диск на небольшие углы, чего нельзя достичь с
помощью главного привода, поэтому на машине имеется ручной
привод. Поворотом рукоятки, закрепленной на валу IX,
движение передается на шестерню 23, которая приводит во вращение
шестерню 24, установленную в подшипниках скольжения.
Далее движение передается на шестерню 33 и через систему
рычагов 31 поступает на муфту обгона одностороннего действия 32,
последняя устанавливается на валу ///. Движение от вала ///
к игольному цилиндру, диску и механизму оттяжки
рассматривалось выше.
Крыльчатка устройства пухообдува получает вращение от
шестерни 13, установленной на одном валу с крыльчаткой, причем
движение шестерни 13 сообщает шестерня с внутренним зубом 12,
жестко закрепленная вместе с шестерней //.
Для регулировки зазора между игольным цилиндром и диском
имеется устройство, состоящее из втулки 22, шестерен 20 и 21.
При повороте втулки 22 жестко сидящая на ней шестерня 20
поворачивается и приводит в движение шестерню 21,
укрепленную на игольном диске. Последний имеет резьбу в верхней части,
с помощью которой он может перемещаться по вертикали,
увеличивая или уменьшая зазор с игольным цилиндром.
Пример, Рассчитать линейную скорость игольного Цилиндра,
если известно, что частота вращения электродвигателя пдв =
= 2800 мин; диаметры шкивов: йг = 700 мм и d3 = 200 мм;
число зубьев шестерен z4 = 18; z5 — 50; ze — 24; z7 — 42; za =
— 32; z9 — 365; диаметр игольного цилиндра 750 мм.
1. Определяем частоту вращения игольного цилиндра пп,
пп - 2800-70-18-24-32/B00-60-42-365) = 17,6, •
143
м/с:
2, Определяем линейную скорость игольного цилиндра ь,
v --= ndn/60; v = 3,14-0,75.17,6:60 «0,7.
| 3. МЕХАНИЗМ ВЯЗАНИЯ
Механизм вязания предназначен для получения петельной
структуры, в состав механизма входят игольный цилиндр и блоки
клиньев, игольный диск и секторы с клиньями.
Рассмотрим конструкцию игольного цилиндра и блоков
клиньев (рис. ИЗ), обеспечивающих вертикальное
возвратно-поступательное движение иглам в процессе петлеобразования.
Игольный цилиндр 10 установлен на большой шестерне 32
с помощью шпилек 26 и болтов 25. Шпильками фиксируется
точная установка цилиндра, болтами — крепление. Своей нижней
частью шестерня располагается на подшипниках скольжения,
выполненных в виде текстолитовых пластинок 29, находящихся
в масляной ванне.
На верхней плоскости шестерни 32 имеются горки 30 и 31,
которые через подпружиненные плунжеры 1 я 2, штанги 4 и 5
включают в работу механизм смены нитей 7 и барабанчики 8,
переключающие замковые клинья цилиндра.
Рис.
144
32 31 30 29 28 27 26 25 24
113. Игольный цилиндр и замковые блоки
23 22 21
20
Сверху шестерня 32 закрыта нижним корпусом 20, на котором
установлены блоки 3 с клиньями, воздействующими на пятки
толкателей 6. Крепление блоков к корпусу производятся болтами 28.
Имеется один быстросъемный блок, его крепление осуществляется
специальным болтом 14, удобным для снятия рукой.
Корпус 12, расположенный в верхней части игольного
цилиндра 10 и установленный на кронштейнах 15, закрепленных
болтами 13 и 18, несет на себе блок клиньев // для
взаимодействия с пятками игл 9. Так как игла 9 имеет две пятки,
расположенные на различной высоте, то клинья образуют два канала.
На шестерне 32 снизу крепится кулачок 24, приводящий в
движение механизм управления, а сверху — кулачок 27 для
поворота барабанчиков механизма получения рисунка.
Переключение горок в рабочее или нерабочее положение
производится (в зависимости от команд механизма управления)
электромагнитами 16, воздействующими на подпружиненные пальцы 17,
от которых движение через двуплечие рычаги 19 и шестерни 22
и 23 передается эксцентрику 21.
На машине имеется 24 петлеобразующие системы / (рис. 114),
система сброса петель //, а также блок-вставка /// для замены
дефектной иглы.
Рассмотрим конструкцию петлеобразующей системы. Верхний
заключающий клин 6, выполненный из двух слоев, предназначен
для включения всех игл в работу при вязании участка купона
переплетением ластик 1 + 1. При этом он должен быть
полностью включен, т. е. обе части клина должны повернуться вокруг
своей оси против часовой стрелки. Нижний заключающий клин 4
служит для отбора игл при вязании ластичного переплетения
через иглу. Верхний клин 5, клин 3 и нижний клин 2 являются
направляющими и крепятся жестко болтами к блоку 1. Кулирный
клин 9 закрепляется на ползушке 7 с помощью двух штифтов и
винта 8.
Ниже клина 9 на той же ползушке 7 установлен клин 10,
обеспечивающий нормальный проход пятки иглы. Ползушка 7
может перемещаться по вертикали, тем самым изменяя
положение кулирного клина 9, что определяет длину нити в петле.
Нижняя часть кулирного клина выполнена так, что после
максимального опускания игла может немного подняться из-за натяжения
петель, тем самым уменьшается напряжение в нити для
предотвращения ее обрыва. При полном включении заключающего клина 6
все иглы входят на полный подъем и образуют петли.
Следует отметить, что в цилиндре чередуются иглы
позиции 0—1430 с передней длинной и задней короткой пяткой и
позиции 0—1431 с передней короткой и задней длинной пяткой.
При неполном включении клина, когда одна часть его (та,
что ближе к игольному цилиндру) не включается и занимает
горизонтальное положение, клин 6 выводит на заключение только иглы,
имеющие передние высокие пятки.
145
21 22 23 24 25
6 7 8 9 10 11 /2Bm й-» IS 16
fa поле
Рис. 114. Замки цилиндра
При выключенном положении клина 6 пятки игл не
поднимаются на заключение и не провязывают петли, но старые петли
при этом, не сбрасывают.
В системе сброса петель // имеется поворотный клин //,
который выводит на полное заключение все иглы.
Клин // жестко соединен с осью 33, на которой закреплен
хомутик 22 со штифтом 34. На штифте 34 действует нижнее плечо
рычага 21, который получает движение от барабанчика
управления, установленного на диске.
Опускание игл осуществляется сбрасывающим клином 13,
расположенным на ползушке и укрепленным на ней с помощью
двух штифтов и винта 12. Сбрасывающий клин 13 имеет
возможность изменять свое положение по высоте.
Система сброса петель не имеет нитевода, поэтому иглы,
поднятые на полное заключение, не получив новой нити, сбрасывают
свои петли. Клинья 15, 19 и 20 являются направляющими, причем
клин 15, имеющий небольшую горку, служит для открывания
язычков игл. После сброса петель некоторые иглы могут иметь
закрытые язычки, которые не будут открыты в следующей петле-
образующей системе, так как на иглах не находятся старые петли.
Поэтому горка клина 15 поднимает иглы на. высоту, где
открыватель язычков 14 осуществляет гарантированное опускание
язычков игл. Блок-вставку /// можно легко и быстро снять для
установки новой иглы взамен дефектной. Он имеет направляющие
горизонтальные клинья 16, 17 и 18.
В нижней части игольного цилиндра устанавливаются клинья,
взаимодействующие с пятками толкателей. Сменный клин 46
предназначен для вязания прессовых переплетений посредством
воздействия на иглы толкателями и обеспечивает им подъем на
неполное заключение, характеризующееся тем, что иглы старых
петель не сбрасывают, а новых петель не образуют, так как
новая нить на них не прокладывается.
Клин 45 служит для выведения толкателей в зону отбора их
механизмом получения рисунка. Клин 44 осуществляет полный
подъем толкателей.
Барабанчик 39 управления клиньями на наружной
поверхности имеет шесть кольцевых пазов. В пазы барабанчика
вставляются штифты 40 и 41 (низкие и высокие), фиксация их
осуществляется шпильками 35. Каждое поле барабанчика имеет свое
назначение:
1-е и 2-е поля управляют работой слоеных заключающих
клиньев 6. При наличии штифта 41 барабанчика рычаг 24
поднимается и через хомут 25, укрепленный на осях, воздействует на
слоеный клин 6;
3-е и 5-е поля управляют работой кулирного клина 9.
Движение от штифта передается на рычаг 23, который перемещает
ползушку 7, тем самым меняя положение клина, т. е. глубину
кулирования (длину нити в петле);
147
Рис. 115. Замки диска
4-е поле включает в работу клин 4 с помощью рычага 26 и
хомутика 27;
6-е поле управляет работой толкателей. От штифта 41
барабанчика поворачивается рычаг 28, нижнее плечо которого действует
на рычаг 29, жестко закрепленный вместе с кулачком 30.
Кулачок 30 взаимодействует с пятками толкателей, утапливая'их в
пазах игольного цилиндра.
Поворот барабанчика 39 осуществляется собачкой 31, которая
действует на храповик 32, установленный на валу 36 с помощью
штифта и винта 43. Собачка 31 получает движение через тягу 42
от механизма управления. Фиксация барабанчика 39
обеспечивается подпружиненным пальцем 37, заостренный конец которого
входит во внутренние пазы обоймы 38. Обойма 38 жестко соединена
с барабанчиком.
Замковые системы диска (рис. 115) могут быть предназначены:
для вязания трикотажа — петлеобразующие системы /;
для сброса петель — система сброса //;
для замены дефектной иглы — блок-вставка ///.
Петлеобразующая система / имеет заключающий клин 9,
воздействующий на передние пятки игл (позиция 0—1530), и
заключающий клин id, воздействующий на задние пятки игл
(позиция 0—1529). Клинья 9 и 10 поворотные и могут занимать
три положения: при их полном включении иглы выходят на пол:
ное заключение и образуют петли; при неполном включении иглы
образуют наброски, так как старых петель не сбрасывают, а
новую нить захватывают, при выключенном положении клиньев
иглы не провязывают новых петель, вследствие чего не получают
нити под крючки.
148
При включении заключающего клина 9 вяжут борт купона,
при включении клина 10— переплетение ластик 1 + 1, а также
и другие переплетения.
Кулирные клинья 5 и 8 укреплены на общей ползушке 6 с
помощью штифтов и винтов 4 и 7. Изменение положения кулирных
клиньев влияет на длину нити в петле, а следовательно, на
плотность трикотажа. Клинья 11, 12 я 13 являются направляющими
и жестко укреплены на блоке / диска.
Система сброса // имеет поворотный подпружиненный клин 17,
с помощью которого происходит выход на заключение только
игл, имеющих заднюю пятку (позиция 0—1529).
На системе сброса петель не установлен нитевод, поэтому при
опускании игл клином 16 старые петли сбрасываются с них,
а под крючком новая нить не прокладывается. Клинья 15, 18
и 20 жестко закреплены на блоке 1 диска, причем клин 15,
имеющий небольшую горку, выдвигает иглы, а открыватель
язычков 14 своей иглой открывает язычки игл, чтобы подготовить иглы
к вязанию.
Блок-вставка /// предназначен для быстрой замены
дефектной иглы. Клинья 19, 21 и 22, установленные на нем, имеют
прямолинейные профили, что обеспечивает пяткам игл такую же
траекторию движения, удобную при установке блока на место.
Управление клиньями диска осуществляется от барабанчика,
установленного на наружной поверхности диска.
Барабанчик имеет пять кольцевых пазов, в которые
устанавливаются штифты.
Штифты каждого поля барабанчика через систему рычагов
управляют определенными клиньями.
Поворот барабанчиков управления клиньями диска
происходит от звездочек 3, укрепленных на валиках 2.
§ 4. МЕХАНИЗМ СМЕНЫ НИТЕЙ
Основное назначение механизма смены нитей (рис.
116)—обеспечение переключений нитеводов во время вязания купона на
участках борта, где добавляется усилительная нить,
закрепительных рядов, разделительного ряда, который вяжется из
синтетической нити с малым коэффициентом трения для легкого
разделения купонов, а также вязание участка стана нитями различных
цветов [16].
Механизм смены нитей имеет три нитевода 8, каждый из
которых крепится на рычаге 7. Рычаг 7 установлен на
эксцентриковой шайбе 3. На валу 5 шайбы крепится шестерня 4, которая
входит в зацепление с зубчатым сектором 6. Последний имеет
возможность качаться вокруг оси 15.
При переходе штифта 1 барабанчика 2 под прилив сектора 6
последний поворачивается по часовой стрелке и поворачивает
шестерню 4, которая приводит в движение через вал 5 шайбу 3.
149
Рис. 116. Механизм смены нитей
Рычаг 7 с нитеводом 8 перемещается благодаря прорези по
пальцу 18, вследствие чего переключается нитевод.
При смене нитей необходимо произвести обрезку выключаемой
из работы нити, а также ее зажим. Для этой цели служит
устройство, состоящее из подвижных ножей 10, неподвижных ножей 9
и зажимов 19. Все эти детали установлены на оси // и плотно
прижаты друг к другу. Привод к подвижным ножам 10
осуществляется от штифтов 16 барабанчика 17, которые воздействуют на
качающиеся рычаги 14. Каждый рычаг давит на свою тягу 12,
соединенную с нижним плечом подвижного ножа 10, и поворачи-
вает нож против часовой стрелки, тем самым образуя зазор для
попадания в него нити. Обрезка и зажим нити происходят под
действием пружины 13, которая поворачивает лож по часовой
стрелке. При этом рычаг 14 должен сойти со штифта 16
барабанчика 17.
150
Последовательность включения нитеводов определяется
программой набора штифтов на барабанчиках.
§ б. УСТРОЙСТВО И РАБОТА МЕХАНИЗМА УПРАВЛЕНИЯ
Механизм управления (рис. 117) предназначен для включения
механизма смены нитей, механизма образования рисунка,
механизмов управления клиньями цилиндра и диска, а также
переключает электродвигатель на пониженную скорость. Механизм
имеет корпус 12 с жестко закрепленной в нем осью //, на
которой свободно устанавливаются храповик 37, барабанчики 35
и 36 со штифтами 34 и 38, причем все они взаимосвязаны.
Торможение храповика 37 (а также барабанчиков 36 и 35) осуществляется
устройством 2. Движение к храповику 37 передается от кулачка 25,
закрепленного на шестерне игольного цилиндра, снабженного
пружинами /.
В контакте с кулачком 25 находится ролик 24, расположенный
на ползушке 22 и закрепленный винтом 23. При подходе горки
кулачка к ролику 24 последний перемещается влево и двигает
ползушку 22, на конце которого закреплена подвижно собачка 20.
Собачка 20 входит в зацепление с храповиком 37 и поворачивает
его на три зуба. Вместе с храповиком поворачиваются
барабанчики 35 и 36. Возврат ползушки 22 обеспечивается с помощью
пружины 21, которая одним концом укреплена в ползушке, а
другим в неподвижном корпусе.
Для изменения угла поворота храповика 37 имеется пластина 4,
взаимодействующая со штифтом 3, запрессованным в собачку 20.
Если пластина 4 находится в правом крайнем положении, то
штифт 3 не взаимодействует с ней и поворот храповика 37
осуществляется на три зуба. Если пластина 4 установлена в среднем
положении, то она, воздействуя на штифт, приподнимает собачку 20
и в начале хода ползуна не взаимодействует с храповиком 37.
В конце хода, когда штифт 3 сойдет с пластины 4, собачка
входит в зацепление с храповиком и поворачивает его на два зуба.
Когда пластина 4 выдвинется в крайнее левое положение, собачка
сможет повернуть храповик 37 лишь на 1 зуб, так как
длительное время будет выключена из работы пластиной 4. Положение
пластины 4 по отношению к штифту 3 определяется штифтом 19,
установленным на барабанчике 36. Штифт 19 воздействует на
двуплечий рычаг 5, который, поворачиваясь вокруг оси 13,
перемещает с помощью штифта 6 пластину 4. Если на барабанчике 36
установлен высокий штифт 19, то пластина занимает среднее
положение (храповик поворачивается на два зуба). При
отсутствии штифта 19 пластина устанавливается в крайнее левое
положение (храповик поворачивается на один зуб).
Барабанчик 35 имеет четыре поля со штифтами, которые
взаимодействуют с тремя однотипными рычагами 17 и рычагом 16.
Рычаги установлены на оси 18 и могут качаться
относительно нее.
151
2 J * 5 6 7
Вид А (подернуто)
ю
Ц-еполе
3-еполе
2-е поле
1-е поле
Рис. 117. Механизм
управления
При подходе штифтов под рычаги 17 последние, отклоняясь,
давят на пластинчатые пружинки /5, которые производят
включение микропереключателей 14.
Барабанчик 35 имеет четыре поля, набранных штифтами.
Штифты 1-го поля включают в работу электромагниты
барабанчиков управления клиньями цилиндра и диска. Штифты 2-го
поля переключают скорости машины, при вязании различных
участков купона, например, стана, заработки и т. д. Штифты 3-го
поля отклоняют рычаг 16, который через планку 7, имеющую
возможность перемещаться по горизонтали по двум пазам,
двуплечий рычаг 8 и штифт 9, включает в работу механизм
образования рисунка.
Штифты 4-го поля включают в работу электромагнит
управления механизмами смены нитей.
Цикл выработки купона совершается за один полный оборот
храповика 37, поэтому число зубьев храповика определяет число
оборотов машины.
Если необходимо изготовить купон большой длины (с
большим числом оборотов игольного цилиндра), то может не хватить
зубьев храповика. В этом случае применяется устройство
периодического выключения храповика 37.
Устройство состоит из беличьего колеса 26 со штифтами 28.
Колесо свободно установлено на оси 29, один конец которой
с помощью гайки 32 закреплен на рычаге 31. Рычаг 31 в свою
очередь жестко крепится на валике 30. С другого конца валика
установлена фигурная пластина 27. Штифт 33 барабанчика 36,
взаимодействуя с пластиной 27, поднимает колесо 26 вверх поворотом
валика 30, а вместе с ним рычага 31.
Свободно установленный на ползушке 22 кулачок 10 при
перемещении ползушки вправо, взаимодействуя со штифтом 28,
повернет колесо 26, которое приподнимет собачку 20 и выведет
ее из зацепления с храповиком 37. В выключенном положении
собачка 20 будет находиться в течение пяти*"ходов ползушки 22,
при шестом ходе срез на колесе 26 позволит собачке войти во
взаимодействие с храповиком и повернуть его.
Процесс выключения храповика 37 может быть повторен
необходимое число раз с помощью штифтов 33 барабанчика 36,
удлиняя каждым штифтом купон на пять оборотов игольного
цилиндра.
§ 6. МЕХАНИЗМ СДВИГА ДИСКА
Узел диска (рис. 118) состоит из корпуса 5, опирающегося на два
кронштейна 2 и стойку 13, последние крепятся на верхнем столе
остова машины с помощью болтов /.
Внутри стойки 13 проходит вал 27, на верхнем конце которого
закреплена шестерня 14, движение которой передается на
большую шестерню 7. Шестерня 7 располагается на валу //, который
153
Вид А
Ж.
ВидБ
В-В
Рис. 118. Механизм сдвига диска
вращается в подшипниках 12. Вал несет на себе ступицу 32,
установленную с помощью шпонки 33.
На ступице закреплен диск 31 с пазами, в которые набираются
иглы. Крепление диска осуществляется болтами 30. Следовательно,
во время работы движение вала 27 передается шестерне 14, а
затем шестерне 7, находящейся в зацеплении с последней, после
чего начинают вращаться вал //, ступица 32 и диск 31 с иглами.
Кроме этой подвижной системы имеется неподвижная, в состав
которой входят замковые секторы 29 диска, несущие на себе
клинья. Вследствие вращения подвижной системы относительно
неподвижной иглы диска под действием клиньев совершают
возвратно-поступательное движение.
Секторы 29 крепятся к фланцу 28, в котором установлены две
пары шарикоподшипников 12. Фланец 28 в верхней части имеет
наружную резьбу, в которую входит внутренняя резьба,
выполненная на шестерне 9, установленной в подшипниках
скольжения 10.
Для изменения зазора между игольным цилиндром и диском
необходимо повернуть вал-шестерню 8 на определенный угол,
который можно определить лимбом 4, установленным на валу-
шестерне. Движение передается шестерне 9 и далее фланцу 28,
который может перемещаться благодаря резьбовому соединению
по вертикали.
Регулировку положения пазов диска относительно пазов
игольного цилиндра можно производить с помощью винтов 15
и фиксирующих гаек 17. При этом винты 15 воздействуют на
хомут- 16, укрепленный на валу 27 с помощью болта 18.
Перемещением винтов 15 можно изменять положение шестерни
14 на валу 27 (при этом один винт завернув, а другой вывернув).
Установка моментов кулирования игл цилиндра и диска
осуществляется с помощью винтов 19 и 23 и упора 21. В этом случае
освобождают гайку 20, фиксирующую винт 19, и гайку 22 винта 23.
Завертывая один из винтов, например винт 19, и вывертывая
другой, смещаем упор 21, а вместе с ним и секторы 29 с клиньями.
После установки секторов с помощью гаек 20 и 23 фиксируется
положение диска относительно цилиндра винтами 19 и 23.
Для жесткой установки секторов 29 с клиньями в корпусе 5
имеется устройство, состоящее из двух сухариков 25 и 26 и
стягивающего винта 24. При повороте винта 24 сухарик 26, имеющий
нарезку, притягивается к сухарику 25 без нарезки и оба
охватывают поверхность фланца 28, обеспечивая фрикционное
напряженное соединение.
Аналогичное устройство соединяет вал 11 со ступицей 32,
несущей на себе диск с пазами.
В целях обеспечения безопасности при работе шестерня 7
сверху закрывается крышкой 6.
Электромагнит 3 служит для включения барабанчиков
управления клиньями.
155
§ 7. НИТЕНАКОПИТЕЛЬ
Нитенакопитель (рис. 119) входит в состав механизма нитеподачи,
установленного на машине. Принудительная (активная) нитеподача
в отличие от пассивной обеспечивает постоянство натяжения
нити, что способствует снижению колебаний ее натяжения и,
как следствие, ровноте петельной структуры вырабатываемого
трикотажа.
Нитенакопитель крепится на крышке диска и состоит из
корпуса 15 раскладчика 16 с двумя светодиодами 18, стойки 19
с двумя фотодиодами 20, расположенными соосно со
светодиодами. Кроме того, имеется нитенакопительный барабан 10 с
опорным кольцом 4, тормозное кольцо 5, крышка 3, которая крепится
к опорному кольцу винтами 22. Внутри крышки 3 устанавливается
тормозной диск 2.
Нитенакопительный барабан 10 с помощью втулки 17, с
которой соединяется посредством болтов 11, устанавливается в
подшипниках 21.
Рис. 119.
Нитенакопитель
156
Подшипники находятся на трубе 9, в нижней части которой
закреплен стакан 8. В стакане 8 расположены электромагнит 7
и упорный подшипник 6. Внутри трубы 9 проходит валик 14,
на верхнем конце которого установлен ролик 13, в отверстиях
последнего крепятся штифты.
При работе механизма штифты ролика 13 входят в отверстия,
имеющиеся на движущейся приводной ленте, чем обеспечивается
вращение ролика 13.
На нижнем конце валика 14 есть шлицевая насадка 27,
входящая в пазы втулки 26, на которой закреплен тормозной диск 25,
изготовленный из материала, обладающего большими
фрикционными свойствами.
Диск 25 служит для передачи вращения с валика 14 на ни-
тенакопительный барабан 10. Шлицевая втулка 26 прижимается
к тормозному диску с помощью пружины /.
На стойке 23, установленной в корпусе 15, крепится нитенаб-
людатель 24, контролирующий натяжение нити.
Нитенакопитель работает следующим образом. Нить с паковки,
установленной на шпулярнике, проходит через глазок 12 и
наматывается на нитенакопительный барабан 10, охватывая раскладчик 16
и перекрывая своими витками световые потоки между светодио-
дами 18 и фотодиодами 20. Далее нить идет между опорным 4
и тормозным 5 кольцами и через глазок 28 поступает к нитеводу.
Как только на барабане 10 накопится достаточное количество
витков и они перекроют световые потоки между обеими парами свето-
и фотодиодов 18 и 20, поступает команда на электромагнит 7,
последний, преодолевая сопротивление пружины /, притягивает
шлицевую втулку 26, происходит расцепление тормозных дисков 2
и 25 и накопительный барабан останавливается, поскольку не
получает движения от валика 14. При этом нить начинает
свободно сматываться с поверхности барабана 10, вращающегося
в подшипниках 21. Как только витки нити сойдут с верхнего свето-
диода и восстановится световой поток между верхними свето-
и фотодиодами, поступает команда на выключение
электромагнита 7.
Под действием пружины / шлицевая втулка 26 опустится,
произойдет сцепление тормозных дисков 2 и 25 и
нитенакопительный барабан 10 начнет вращаться, наматывая на себя новые витки
нити. Как только витки нити снова перекроют световой поток
между свето- и фотодиодами, произойдет отключение нитенакопи-
тельного барабана.
Оптимальное натяжение нити @,06—0,08 Н), подаваемое
к нитеводу, обеспечивается с помощью «ресничек» тормозного
капронового кольца 5, которые прижимают нить к поверхности
опорного кольца 4.
Управление работой свето- и фотодиодов 18 и 20, а также
электромагнита 7 обеспечивается электросхемой, смонтированной на
специальной плате внутри корпуса 15.
157
/ 2
ВидА
Рис. 120. Механизм оттяжки
§ 8. МЕХАНИЗМ ОТТЯЖКИ
Механизм оттяжки (рис. 120) осуществляет отвод от игл с
необходимым постоянным натяжением вновь сформированных петель.
Механизм оттяжки состоит из двух корпусов 6, прикрепленных
к нижней поверхности большой шестерни нижнего стола остова
с помощью болтов 4,
При работе механизм оттяжки вращается синхронно с
игольным цилиндром. В корпусах 6 устанавливаются три рифленых
валика 8 и 16, с помощью которых и осуществляется отвод петель
из зоны вязания. Средний валик 16 является ведомым и несет на
себе храповики 7 и 21, соединенные с ним с помощью шпонок 11
и 17.
Храповики 7 и 21 взаимодействуют с собачками 22,
установленными на рычагах 12 и 18, последние расположены на валике 16
и имеют на концах ролики 13 и 19, которые обкатываются по
профильному кольцу 5 с горками. Прижатие ролика 13 рычага 12
к кольцу 5 осуществляется пружиной /, один конец которой1
закреплен на большой шестерне, а другой — на рычаге. При работе
рычаги 12 и 18 через ролики с помощью горок профильного кольца
5 получают качательное движение и тем самым обеспечивают
повороты храповиков 7 и 21. Последние поворачивают средний
рифленый валик 16, связанный с крайними валиками посредством
шестерен 9 и 15. От обратного поворота средний валик
предохраняет контрсобачка 3, которая посредством пружины 2 постоянно
контактирует с зубьями храповика 21, Крайние рифленые
валики 8 установлены в корпусах 6 с помощью ползунов 10,
имеющих возможность перемещаться вдоль прорезей. Прижатие
валиков осуществляется четырьмя пружинами 14, степень сжатия
которых можно регулировать.
Трехваличная система оттяжки, установленная на машине,
в отличие от двухваличной обеспечивает лучшее сцепление
трикотажа с рифленой поверхностью валиков и полностью устраняет
явление проскальзывания.
Нарабатываемые купоны после механизма оттяжки поступают
в таз 20 кругловязальной машины, закрепленный также на
большой шестерне нижнего стола.
§ 9. МЕХАНИЗМ ГЛАВНОГО ПРИВОДА
Механизм главного привода (рис. 121) служит для обеспечения
движения узлам и механизмам машины.
Основой привода является двухступенчатый редуктор,
закрепленный на верхнем столе машины. Движение от электродвигателя
через клиноременную передачу поступает на шкив 14 (см.
рис. 121), установленный на валу 9 редуктора с помощью
шпонки 13. Вал выполнен заодно с шестерней, взаимодействующей
с шестерней 8. Вал 9 устанавливается в шарикоподшипниках 10
и 12, закрытых крышками П. На валу 15 редуктора расположены
159
5 6 7 а д ю 11
ft id
Рис. 121. Механизм главного привода
две шестерни 7 и 6 (причем
шестерня 8 имеет торцевое
крепление), а также обгонная муфта
16 одностороннего действия,
обеспечивающая при вращении
вала в одну сторону (со
стороны электродвигателя) передачу
движения, а при вращении
в другую — свободный ход.
Движение с вала 15 через шестерню 7 поступает на шестерню 6
и далее через шпонку 4 на вал 3. Передача движения к большой
шестерне игольного цилиндра осуществляется посредством
шестерни 5, а к механизму оттяжки — через соединительную
муфту 2, которая связывает вал 3 с валом 1. Последний несет на
себе пальчиковую муфту соединения 17. Далее движение
поступает к шестерне 18 и затем к большой шестерне 19, к которой
крепится механизм ' оттяжки.
160
§ 10. ДЕШЕКТЫ, ВОЗНИКАЮЩИЕ ВО ВРЕМЯ
РАБОТЫ МАШИНЫ
Дефект
Причина дефекта
Способ устранения
Продольные
полосы на купоне
Поперечные
лосы
по-
Разрывы петель
в зоне кулирова-
ния
Наброски на
изнаночной стороне
купона
Наброски петель
на лицевой
стороне купона
Спущенные петли
Дыры на купоне
Свободное или
затрудненное перемещение иглы в
пазу цилиндра или диска,
что ведет к получению
различных по величине петель
Игла имеет погнутую
головку
Кулирные клинья в пет-
деобразующша системах не
установлены на одном
уровне, вследствие чего
образуются петли, разные по
величине
Различное натяжение
нитей в петлеобразующша
система»
Различная линейная
плотность пряжи (нити)
Большое натяжение нитей
в момент кулирования
Большое усилие оттяжки
Малая глубина
кулирования иглами диска
Неодинаковое положение
кулирньм клиньев
Высоко установлен нитевод,
не происходит захвата
крючками игл нити
Нитевод отдален от игл,
вследствие чего нить не
попадает под крючки игл
Нитевод слишком близко
стоит к точке сбрасывания
Повреждены пятки игл, они
не поднимаются на
заключение
Нарушено взаимное
положение клиньев цилиндра и
диска
Большая глубина
кулирования иглами диска
Малая глубина
кулирования иглами цилиндра
Вынуть иглу и прочистить
паз стальной пластиной; при
свободном коде иглы
подогнуть ее хвостовик
Заменить дефектную иглу
новой
Установить кулирные клинья
на одном уровне
Отрегулировать
подаваемой нити
натяжение
Заменить паковку на шпу-
лярнике на новую
Уменьшить натяжение нити
за счет понижения
коэффициента трения или
установить оптимальную глубину
кулирования
Отрегулировать усилие
оттяжки путем уменьшения
угла поворота среднего
рифленого валика
Переместить кулирный клин,
обеспечив необходимую
глубину кулирования
Отрегулировать положение
кулирныя клиньев
Опустить нитевод, чтобы
обеспечивался
гарантированный захват ниги
Приблизить нитевод к иглам
Установить нитевод так,
чтобы все иглы могли
захватывать нить
Заменить дефектные иглы
Отрегулировать угловое
положение диска относительно
игольного цилиндра
Уменьшить глубину
кулирования
Увеличить глубину
кулирования
6 Аитошоа Г. К.
161
Окончание
Дефект
Причина дефекта
Способ устранения
Сброс петель
Продольные
масляные пятна на
купоне
Сбой рисунка
Чрезмерное усилие оттяжки
Поломаны язычки игл
Сломался наблюдатель,
контролирующий иглы
Обильная смазка игл
Излишний или
недостаточный поворот барабанчика
для образования рисунка
Установить оптимальное
усилие оттяжки
Заменить дефектные иглы
Направить "наблюдатель и
заработать купон
Протереть иглу и паз
цилиндра или диска,
уменьшить подачу масла или
заменить масло
Отрегулировать тормозное
устройство, проверить
работу храпового устройства
§11. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ МАШИНЫ
Перед пуском машины нити с паковок, установленных на шпуляр-
нике, заправить в верхние и нижние нитенаблюдатели, а также
направляющие глазки и нитеводы.
Прежде чем надеть на шкивы клиновые ремни, необходимо
убедиться в правильности направления вращения вала
электродвигателя. Вращение его вала должно совпадать с направлением
стрелки на крышке кожуха. Натяжение ремней не должно быть
большим, однако и пробуксовка их недопустима.
Если на машине произошел сброс купона (частичный или
полный), то для его заработки следует произвести накидку куска
трикотажа на иглы.цилиндра, для чего надо ослабить натяжение
купона, выведя из зацепления рифленые валики, удалить нити
из всех нитеводов и игл, приподнять диск на 2—3 мм, обеспечив
необходимый зазор между ним и игольным цилиндром. Трикотаж
с помощью иглы продеть в этот зазор и равномерно надеть его на
головки игл. Накидку удобнее осуществлять в зоне блока-вставки
для смены игл. Во избежание полома игл не следует на них
накидывать много трикотажа. Поворачивая игольный цилиндр
вручную, равномерно накидывать трикотаж на иглы цилиндра до
ближайшего нитевода, который затем необходимо заправить
нитью. Продолжая поворачивать цилиндр, последовательно
накидывать трикотаж на все иглы и заправлять нитеводы, после чего
трикотаж заправить между оттяжными валиками, установив их
в рабочее положение, и слегка натянуть. Цилиндр поворачивать
вручную до образования новых петель на всех иглах, при этом
открывать язычки на всех иглах, которые направляются к
нитеводу. Затем опустить диск в исходное положение и заработать
петли на иглах диска.
Если произошел частичный срыв купона, то во время
ослабления оттяжки трикотажа, необходимо осуществлять местную
162
оттяжку, навешивая в местах, где петли висят на иглах цилиндра
и диска, небольшие грузики. С помощью иглы с нитью с
внутренней стороны цилиндра вводят в зев иглу и прокладывают снаружи
на несколько петель нить, после чего иглу через зев протаскивают
внутрь цилиндра. К двум концам нити привязывают грузик.
Для получения- равномерного трикотажа необходимо
производить регулировку положения кулирных клиньев цилиндра и
диска.
Установку клиньев для получения одинаковой глубины кули-
рования всеми иглами начинают с диска. С помощью проволочных
нитеводов подают тонкую нить только на иглы диска.
Регулировка производится по 1-й замковой системе,
положение кулирного клина которой принимают за исходное. На
тонких нитях на равных расстояниях от нитеводов делают цветные
метки, поворачивая цилиндр вручную до тех пор, пока метка не
подойдет к нитеводу 1-й замковой системы. По первой метке
регулируют вторую, перемещая винтом кулирные клинья.
Регулировкой добиваются такого положения, чтобы метка на нити 2-й
замковой системы подошла к нитеводу одновременно с меткой на
нити 1-й системы. Последовательно производя регулировку в
других системах, добиваются установки всех кулирных клиньев диска
на одном уровне.
Получение заданной плотности трикотажа обеспечивается
одинаковым перемещением всех клиньев в ту или иную сторону на
одинаковую величину.
Аналогично осуществляют регулировку всех кулирных клиньев
цилиндра, т. е. на всех нитях делают метки и добиваются такого
положения, чтобы все метки при повороте цилиндра одновременно
подошли к направляющим глазкам нитеводов.
Необходимую плотность трикотажа получают путем
одинакового перемещения клиньев вверх или вниз.
Большое значение для выработки качественного трикотажа
имеет нитеподача, а именно правильная установка
нитеводов.
Нитеводы следует устанавливать как можно ближе к иглам,
но так, чтобы они не задевали их. Нижнюю плоскость нитевода
нужно располагать так, чтобы под ней могла свободно
перемещаться игла диска с закрытым язычком. В радиальном
направлении нитеводы должны устанавливаться так, чтобы со стороны
подхода иглы было обеспечено надежное открывание язычков
игл и диска.
Чистка машины производится в течение каждой смены, когда
со всех ее рабочих органов удаляется пух и пыль.
Один раз в неделю следует осуществлять чистку всей машины,
продувая сжатым воздухом цилиндр, диск и барабанчики
управления. Остальные механизмы очищаются щеткой.
Смазка машины производится периодически в зависимости от
условий работы.
8» 168
Смазка игл и клиньев цилиндра и диска производится
автоматически с помощью лубрикатора, в качестве смазочного материала
применяется турбинное масло.
Шестерни привода диска, передачи главного привода,
большая шестерня нижнего, стола, а также ползун механизма
управления смазывают один раз в месяц синтетическим солидолом.
На все названные шестерни наносят смазку, предварительно
сняв их крышки. Ползун .шприцуется через пресс-масленку.
Текстолитовые подшипники скольжения, расположенные
в верхнем и нижнем столах остова, заливаются индустриальным
маслом типа И-20А один раз в неделю. Уровень масла определяется
маслоуказателем.
Один раз в неделю на горки кольца механизма оттяжки
наносят легкий слой синтетического солидола.
Все оси рычагов, звездочек, храповиков, собачек и барабан-
' чиков смазывают раз в неделю с помощью капельной масленки
(по пять капель) индустриальным маслом типа И-20А, а оси
приводов, шестерни и оси шестерен механизмов смены нити
смазываются 1—2 каплями.
Один раз в смену смазываются с помощью капельной масленки
C—5 капель) индустриальным маслом И-20А цапфы среднего
рифленого валика и цапфы боковых рифленых валиков механизма
оттяжки, оси собачек и рычаги храповиков механизма оттяжки,
а также оси барабана и рычагов механизма управления.
В комплект инструментов, прилагаемых к машине, входят
гаечные ключи различных размеров, отвертки, плоскозубцы и др.
Для проверки плотности вырабатываемого трикотажа в
комплект инструментов входит лупа текстильная с 4-кратным
увеличением (комплект инструментов поставляется на три машины).
Склейка оборванного перфорированного ремня механизма ните-
подачи производится непосредственно на машине с
использованием приспособления. Перед склеиванием концы ремня
подрезают, для чего ремень устанавливается перфорацией на штифты
и зажимается прессом так, чтобы конец срезаемого участка ремня
совпадал с кромкой приспособления. Суммарная толщина
срезаемых концов должна быть равна толщине ремня. На обрезанные
участки ремня наносится клей. После 5—10 мин выдержки
склеиваемые участки ремня соединяются, устанавливаются перфорацией
на штифты и зажимаются прессом. Ремень считается склеенным
после выдержки под прессом в течение б—8 ч. (Состав клея:
6 мае. ч. муравьиной кислоты и 1 мае. ч. капронового волокна.)
¦. ' ¦ j
§ 12. СКОРОСТЬ РАБОТЫ И ПРОИЗВОДИТЕЛЬНОСТЬ МАШИНЫ
Линейная скорость а, м/с, игольного цилиндра кругловязальной
машины, так же как и кругло-чулочного автомата, определяется
по формуле
v — ndn/60.
164
Диаметр игольного цилиндра ограничивается спинками взаимно
противоположных игл, Частота вращения игольного цилиндра
рассчитывается по кинематической схеме.
Теоретическая производительность машины Лт, кг в смену,
определяется по формуле
Лт = 4,8 ¦10гчтИп1Т,
где т — число петлеобразующих систем; И — число игл в цилиндре и диске;
п — частота вращения игольного цилиндра, мин; I — длина нити в петле, мм;
Т — линейная плотность нити, текс.
Фактическая производительность Лф, кг в смену:
Лф == "тАп. в<
где Кц. в — коэффициент полезного времени машины.
Пример. Определить линейную скорость игольного цилиндра
и фактическую производительность двухфонтурнои
кругловязальнои машины, если известно, что диаметр игольного цилиндра
d — 750 мм; число петлеобразующих систем пг = 24; число игл
цилиндра и диска И — 1800; частота вращения игольного
цилиндра п = 20 мин; длина нити в петле 1=5 мм; линейная
плотность перерабатываемой пряжи Т — 25x2 текс; КПВ = 0,7.
1. Определяем линейную скорость игольного цилиндра и, м/с:
v = ndn/60; v =*= 3,14-0,75-20:60 = 0,75.
2. Определяем теоретическую производительность машины Лт,
кг.в смену:
Лт = 4,8- lO-'mHntT; A.t = 4,8-10~7.24-1800-20-5-50 = 43,2.
3. Определяем фактическую производительность машины Лф,
кг в смену:
Лф = А т • 0,7; Лф = 43,2 • 0,7 = 30,24.
Контрольные вопросы и задания
1. Рассказать о назначении кругловязальнои машины и привести ее техническую
характеристику.
2. Как происходит передача движения от электродвигателя к игольному
цилиндру? Пояснить на кинематической схеме.
3. Пользуясь кинематической схемой, определить линейную скорость игольного
цилиндра машины.
4. Рассказать о конструкции и работе механизма вязания.
5. Рассчитать производительность машины.
6. Рассказать о работе механизма смены нитей.
7. Рассказать о конструкции устройства сдвига диска.
8. Каково назначение механизма оттяжки, рассказать о его работе.
9. Рассказать о работе механизма главного привода.
10. Объяснить работу механизма управления.
165
Глава 10. ЙРУГЛОВЯЗАЛЬНАЯ ОДНОФОНТУРНАЯ
МАШИНА КО
§ 1. ОБЩЕЕ УСТРОЙСТВО МАШИНЫ
Кругловязальная однофонтурная машина КО предназначена для
вязания гладкого трикотажного полотна, из которого
изготовляют бельевые изделия и основу для искусственной кожи.
Машина (рис. 122) имеет следующие основные узлы и
механизмы:
остов 2, представляющий собой жесткую конструкцию,
состоящую из трех основных стоек, соединенных внизу
крестовиной, а вверху — круглым столом, над которым устанавливается
верхний стол с механизмом вязания;
механизм главного привода 9, обеспечивающий передачу
движения от основного электродвигателя ко всем узлам и
механизмам машины;
Рис. 122. Схема круг-
ловязалыюй машины
КО
166
механизм ручного привода 8, предназначенный для поворота
игольного цилиндра во время пусконаладочных работ;
механизм вязания 3, включающий в себя игольный цилиндр,
кольцо платинных замков, петлеобразующие системы,
включающие в себя блоки с клиньями, обеспечивающими перемещение
игл, а также кольцо с нитеводами для направления нитей в зону
петлеобразования;
механизм принудительной нитеподачи 7, обеспечивающий
подачу нитей к вяжущим системам с определенными натяжением
и скоростью;
узел шпулярника 6, предназначенный для установки паковок
с пряжей;
устройство пухоудаления 5, позволяющее удалить пух во
время работы машины с мест его скопления;
механизм оттяжки и накатки полотна /, обеспечивающий отвод
трикотажа из зоны вязания;
электрооборудование 10, назначение которого пуск и останов
машины, а также контроль за протеканием технологического
процесса;
устройство смазки 4 клиньев игл и платин.
Техническая характеристика кругловязальной
однофонтурной машины КО
Класс
Диаметр игольного цилиндра, мм ,
Число петлеобразующих систем
» игл в цилиндре
» держателей паковок
Линейная скорость цилиндра, м/с
Основной электродвигатель
тип
мощность, кВт
частота вращения ротора, мин"-1
Габаритные размеры машины, мм
диаметр шпулярника
высота
Масса, кг
22
500
56
1356
112
0,9
4АЮ0Ь6УЗ
2,2
950
3040
3100
1000
На кругловязальной машине КО вырабатывают переплетения
гладь и платированная гладь. Перерабатываемой пряжей может
быть хлопчатобумажная линейной плотности 18,5 X 2 текс; 16,7 X
X 2 текс и 15,4 X 2 текс, а также хлопчатобумажная линейной
плотности 16,7 текс в смеси с вискозной нитью линейной
плотности 22,2 текс.
Производительность машины КО при вязании платированной
глади из хлопчатобумажной пряжи в смеси с вискозной нитью
(при КПВ — 0,7) равна 0,29 кг на систему в час.
На машине устанавливаются следующие игольно-платинные
изделия: игла позиции 0 — 1525, платина позиции 4 — 1889,
штеги — позиции 4 —¦ 1388 и 4 — 1571. Допускается
использование иглы позиции 0 — 388 и платины позиции 4 — 1160.
167
На машине установленв! дополнительнее электродвигатели:
для проведения наладочных работ — электродвигатель типа
АОЛ-22-4 мощностью 0,4 кВт и частотой вращения ротора
1400 мин;
для обеспечения работы устройства пухообдува —
электродвигатель типа АОЛ-21-2 мощностью 0,4 кВт и частотой вращения
ротора 2800 мин;
для сдвига нитенаправительных реек механизма нитеподачи —
микродвигатель типа ДСД-2-Ш-12 мощностью 12 Вт и частотой
вращения ротора 2 мин;
для обеспечения работы устройства пухоудаления —
электродвигатель типа 4АА5-6А-2-УЗ мощностью 0,18 кВт и частотой
вращения ротора 2700 мин.
§ 2. КИНЕМАТИЧЕСКАЯ СХЕМА
Движение от основного электродвигателя 6 (рис. 123) через вал IV
передается на шкив 7 клиноременной передачи, далее во
вращательное движение приходит шкив 8, установленный на валу V.
В верхней части вала V крепится шестерня 9, входящая в
зацепление с большой шестерней 16, на которой расположен
игольный цилиндр 10. Последний устанавливается на текстолитовых
подшипниках скольжения. Движение от шестерни 16 передается
шестерне 15, закрепленной на вертикальном валу VIII, затем
через пару конических прямозубых шестерен // и 12 на вал VII,
на котором установлен шкив 14 клиноременной передачи. От
Ж12
шкива 14 через ремень вращение
передается на шкив 13, который
приводит во вращение ведомый
вал VI механизма нитеподачи.
¦-Ю Посредством соединительных
,э,
В
Рис. 123. Кинематическая схема кругловязальной машины КО
168
муфт 36 и конических пар 33 и 34 движение передается на валы 35,
подающие нити к петлеобразующим системам. Для устранения
проскальзывания нитей вал 35 покрывают фрикционным материалом.
Передача движения на механизм оттяжки и накатки полотна
осуществляется от вала V через прямозубую шестерню 31 и
взаимосвязанную с ней большую шестерню 19, установленную в
подшипниках скольжения. К шестерне 19 крепится механизм оттяжки
и накатки полотна, который во время работы вращается синхронно
с игольным цилиндром. При вращении шестерни 19 ролик 21
обкатывается по неподвижному кольцу 20 с горками. Горки
заставляют ролик 21 опускаться или подниматься вместе с
рычагом 22, на котором он установлен. Качательные движения
рычага 22 передаются собачке, укрепленной на нем, вследствие чего
последняя поворачивает храповик 26. Храповик крепится на
среднем рифленом валу, к которому с двух сторон прижимаются
боковые валики. Движение от среднего валика через шестерни 24,
25 и 30 передается к боковым рифленым валикам, с
помощью которых осуществляется оттяжка наработанного
трикотажа. Боковые валики к среднему прижимаются
пружиной 23.
Накатка полотна осуществляется на товарный вал, поворот
которого происходит с помощью храпового устройства 29. Собачка
храпового устройства посредством рычага соединена с тягой 28.
Последняя, перемещаясь в процессе работы, заставляет рычаг
и собачку совершать качательные движения и тем самым
воздействовать на храповик, поворачивая его и товарный вал.
По мере того как нарабатывается полотно, масса его на
товарном валу увеличивается, вследствие чего необходимо увеличивать
усилие собачки на храповик. Это обеспечивается рамкой 27,
которая постоянно отклоняется полотном и через пружину
усиливает давление собачки.
При пусконаладочных работах частота вращения игольного
цилиндра должна быть малой. Это обеспечивается дополнительным
электродвигателем /, который выходным валом / соединен с
двухступенчатым редуктором. Движение от вала / через две пары"
прямозубых шестерен 3 и 2, 4 и 5 редуктора передается на вал ///
и далее на вал IV. Шестерни 2 и 4 редуктора устанавливаются
на промежуточном валу //.
Ручной привод машины осуществляется рукояткой 17, которая
приводит в действие шестерню 18, а также большую шестерню 19.
Последняя взаимодействует g шестерней 31 и далее через вал V
и шестерню 9 вращение передается к шестерне 16 игольного
цилиндра.
Устройство пухоудаления действует от епециального
электродвигателя 32.
Пример. Определить линейную скорость игольного цилиндра,
если известно, что частота вращения двигателя пдв = 950 мин;
диаметры шкивов клиноременной передачи dt = 70 мм и йг =
169
== 210 мм; число зубьев шестерен (см. рис. 123) 9 и 16 равно 17
и 187; диаметр игольного цилиндра d = 500 мм.
1. Определяем частоту вращения игольного цилиндра Пц,
мин
-1.
2. Определяем линейную скорость цилиндра v, м/с:
и == ndn/60; v = 3,14-0,5-29/60 - 0,72.
§ 3. МЕХАНИЗМ ВЯЗАНИЯ
Механизм вязания (рис. 124) включает в себя игольный цилиндр 13
с иглами 16, блоки 23 с клиньями, кольцо 10 платинных замков
и кольцо 19 нитеводов. Игольный цилиндр 13 закреплен на
большой шестерне 30, которая устанавливается на текстолитовых
подшипниках скольжения верхнего стола остова машины.
Точность установки цилиндра на шестерне 30 контролируется
с помощью двух шпилек 29. Крепление осуществляется
болтами 28. Вокруг игольного цилиндра располагается воротник 24,
который закреплен на верхнем столе болтами 25. На воротнике 24
болтами 26 крепится кольцо блоков. На каждом блоке 23
установлены клинья. Клинья 9 (рис. 125) и 10 (верхний клин кулирный
и нижний заключающий) закреплены на ползушке 8, перемещение
которой определяет положение кулирного клина 9, а
следовательно, плотность вязания. На кольце блоков (см. рис. 124)
имеется блок-вставка 4, предназначенный для замены дефектной
иглы. Блок-вставка закреплен на воротнике 24 с помощью
специального болта 1 с головкой, имеющего насечку для ручного
съема блока-вставки.
Для удержания игл в пазах цилиндра в его верхней части
имеются два пружинных пояска //.
7 8 9 Ю 11 12 13 /4 15 Iff П 18 19 20
WZCT&4V
30 2В
Рис. 124. Механизм вязания
27 26
25 24-
170
Рнс. 126. Игольнне и платинные аамки
Каждая петлеобразующая
система имеет регулировочный винт
21, обеспечивающий через
качающийся рычаг 20 перемещение
ползушки 22, а вместе с ней и
кулирного клина. На ползушке 8
(см. рис. 125) каждый клин
установлен с помощью штифтов 2 и 4
и винтов 1 и 3. Перемещение
ползушки вверх осуществляется
с помощью пружины 27 (см. рис.
124) в момент, когда
регулировочный винт 21 вывернут и рычаг
20 имеет возможность повернуться
по часовой стрелке.
Кольцо 10 платинных замков
устанавливается на трех
кронштейнах 3, укрепленных на
воротнике с помощью болтов 2.
Кольцо 10 крепится к трем
пластинам 5, которые могут
перемещаться по окружности благодаря
пазам 7 в кронштейнах 3. Такое
перемещение обеспечивает
регулировку траектории пластин по
отношению к траектории игл. Положение кольца платинных
замков фиксируется тремя болтами 6.
Кольцо 19 нитеводов закрепляется на кольце 10 посредством
болтов 17 и имеет возможность смещаться по окружности. Каждый
нитевод 18 может изменять свое положение по высоте и в
радиальном направлении. Регулировка его положения по высоте
осуществляется винтом 9, а в радиальном направлении —¦
винтом 8.
В верхней части игольного цилиндра 13 устанавливается
кольцо с пазами 15, предназначенное для направления движения
платин. Крепление кольца осуществляется с помощью шпилек 12
и болтов 14.
В процессе петлеобразования платины 6 (см. рис. 125) и иглы 7
совершают возвратно-поступательные движения. , Замковая
система, состоящая из клиньев 9 и 10, обеспечивает игле 7 ход,
равный 15 мм.' Одновременно платины 6, перемещаясь по клиньям
5, описывают траекторию с максимальным выдвижением к иглам,
равным 5,1 мм, обеспечивающим сбрасывание образованных петель
с клапанов игл при подъеме их на заключение, а также удержание
петель на уровне отбойной плоскости при операциях кулирования
и формирования.
1?!
Рис. 126. Механизм нитеподачи
§ 4. МЕХАНИЗМ НИТЕПОДАЧИ
В целях обеспечения подачи нитей с постоянным в течение всего
технологического процесса натяжением на машине имеется
механизм принудительной нитеподачи (рис. 126). Механизм состоит
из трех обрезиненных валиков 4, расположенных треугольником
над игольным цилиндром на кронштейнах 1, в которых
установлены цилиндрические стойки 2. Валики 4 соединяются между
собой коническими передачами, расположенными в корпусах //.
Для предохранения резинового покрытия валиков 4 от
преждевременного износа над ними крепятся три нитенаправительные
рейки 5 с фарфоровыми направляющими. Рейки 5 во время работы
совершают возвратно-поступательное движение вдоль валиков.
Движение к рейкам осуществляется от микродвигателя 6,яа валу
которого установлен эксцентрик 3. С эксцентриком 3 связана
тяга 7, укрепленная на двуплечем рычаге 1%. Рычаг 12 имеет
возможность поворачиваться вокруг оси 8 и тем самым
перемещать рейки 5.
Обрезиненные валики 4 приводятся в движение посредством
ременной передачи 9 от главного привода машины 10.
§ 5. МЕХАНИЗМ ГЛАВНОГО ПРИВОДА
Привод машины (рис. 127) состоит из основного
электродвигателя 9 и дополнительного 13. На валу дополнительного
электродвигателя устанавливается двухступенчатый редуктор 12 с ше-
172
Рис, 127. Механизм
главного привода
стернями / и 2
первой ступени и
шестернями 3 и 4 второй
ступени. На
выходном валу редуктора
расположена
обгонная муфта П.
При наладочных
работах движение от
электродвигателя 13
через редуктор 12
передается на вал 10
основного
электродвигателя 9
посредством обгонной муфты
//, при работе электродвигателя
9 благодаря муфте //
дополнительный электродвигатель 13 не
передает движения (выключен из
работы). Движение поступает на
шкив 8 клиноременной передачи
6, шкив 5, установленный на
вертикальном валу, обеспечивает
движение игольного цилиндра,
механизма нитеподачи, оттяжки и
накатки полотна. Натяжение
клиноременной передачи обеспечивается
посредством муфты 7,
12
13
§ 6. МЕХАНИЗМ РУЧНОГО
ПРИВОДА
Механизм ручного привода (рис. 128) имеет рукоятку /, которая
закреплена на оси 3, последняя устанавливается в корпусе 5.
Рукоятка / может качаться на оси 3 и несет на себе собачку 11.
Второе плечо рукоятки находится под действием пружины 4.
В нерабочем положении рукоятка прижата этой пружиной к
корпусу 5.
Корпус 5 свободно крепится на оси 9, на ней же расположена
с помощью подшипников 8 шестерня 7, входящая в зацепление
с большой шестерней 10 механизма оттяжки. На верхнем торце
шестерни 7 устанавливаются кулачки 6, имеющие скосы,
направленные в одну сторону.
В нерабочем положении рукоятка / под действием пружины 4
находится в верхнем положении, поэтому хвостовик 2 собачки //
прижимается к верхней части паза, где находится собачка, вслед-
173
// 10
Рис. 128. Механизм ручного привода
ствие чего она не входит в
зацепление с кулачками 6
шестерни 7.
Для ручного привода
машины необходимо повернуть
рукоятку / против часовой
стрелки, прижимая ее книзу.
При этом собачка // входит
в зацепление с кулачками 6
и поворачивает шестерню 7,
а последняя — большую
шестерню 10.
При вращении рукоятки в
обратном направлении собачка
11 скользит по скосам
кулачков 6 и движение на шестерню
7 не передается.
При работе машины от электродвигателя все детали
механизма, кроме шестерни 7, находятся в состоянии покоя, благодаря
чему обеспечивается надежная и бесшумная работа ручного
привода.
§ 7. МЕХАНИЗМ ОТТЯЖКИ И НАКАТКИ ПОЛОТНА
Механизм оттяжки и накатки полотна (рис. 129) является трех-
валичной системой (валики 16, 17 и 18). Средний рифленый
валик 17 является ведущим и получает движение от храповика 15,
установленного на его конце. Движение от валика 17 к валикам 16
и 18 передается через шестерни 19. Механизм оттяжки крепится
на боковых кронштейнах 12 и 20, которые с помощью болтов
и переходных кронштейнов 13 крепятся к большой шестерне,
расположенной в нижнем столе остова машины. Механизм
оттяжки вращается синхронно с игольным цилиндром.
Наработанный трикотаж оттягивается тремя валиками 16, 17
и 18. Ведомые валики 16 и 18 принимаются к среднему валику 17
пружинами 21, сила сжатия которых регулируется рукоятками 7
и 22.
Средний валик 17 получает движение от храповика 15,
приводимого во вращение собачкой 5, укрепленной на рычаге 8.
Рычаг 8 (на машине два рычага, установленных на оси валика 17)
имеет укрепленный ролик 9, который пружиной // прижимается
к кольцу 10 с горками.
Во время работы машины ролики 9 перемещаются по кольцу 10
с горками, прикрепленному неподвижно к нижнему столу м"а-
шины. Профиль горок выполнен в виде синусоидной кривой.
Храповые механизмы установлены со смещением: один ролик
находится на горке, второй — во впадине. Этим достигается не-
32 Jf 10 f*~^ ^^28 27
Рис. 129. Механизм оттяжки и накатки полотна
прерывность вращения рифленых оттягивающих валиков 16,
17 и 18.
Ролик 9, набегая на горку, опускает рычаг 8, преодолевая
натяжение пружины 11, которая обеспечивает рабочий ход
собачке 5 и, следовательно, поворот храповика 15. Чтобы
храповик 15 не мог повернуться в направлении, обратном рабочему,
имеются собачки 14, закрепленные на кронштейне 12.
Заправка полотна между рифлеными валиками 16, 17, 18
осуществляется рукоятками 7 и 22, с помощью которых можно
получить необходимый зазор между валиками. При повороте,
например, рукоятки 7, ее рабочая часть, выполненная в виде
эксцентрика, переходит на меньший радиус, пружина 21
освобождается, вследствие чего валик 18 по направляющим отходит
от среднего валика 17.
Механизм накатки трикотажа имеет только одно храповое
устройство, состоящее из собачки 27 и храпового колеса 29. При
работе механизм получает движение от рычага 6, соединенного
с рычагом 8 и совершающего качательное движение. На рычаге 6
крепится тяга 4, которая заставляет рычаг 30, на котором
закреплена собачка 27, качаться. В нижней части тяги 4 имеется
прорезь 31, в которой установлен палец 32 рычага 30. Изменяя
положение пальца 32 в прорези, можно изменять положение
собачки 27, т. е. поворот храпового колеса 29, а следовательно,
и поворот товарного вала 25. От поворота в обратную сторону
храповик 29 предохраняет собачка 28. По мере увеличения
диаметра рулона трикотажа на товарном валу 25 увеличивается
175
крутящий момент, развиваемый пружиной 2, закрепленной за
штифт 3 рамки. Для обеспечения постоянного натяжения полотна
применяется специальная рамка 1, валик 26 которой прижимается
по всей длине к рулону пружиной 2.
С увеличением диаметра рулона рамка / поднимается,
растягивая пружину 2, и тем самым увеличивает силу проталкивания
храповика 29 или поворота товарного вала 25, поперечное сечение
которой квадрат. Фиксация положения товарного вала
осуществляется в специальных кронштейнах. Чтобы снять рулон
трикотажа с машины, отжимают штифт 24 и оттягивают вправо
рукоятку 23.
§ 8. НИТЕНАБЛЮДАТЕЛИ
Верхний нитенаблюдатель (рис. 130) контролирует одну нить
и срабатывает, т. е. дает сигнал для останова машины, при
сильном натяжении нити или при ее обрыве. Нить заправляется между
вилкообразным рычагом 8, проволочным рычагом 9 и верхней
направляющей 7, предохраняющей нить от схода с контактов.
Рычаг 8, на конец которого воздействует пружина 10, срабатывает
при сильном натяжении нити, вследствие чего его правая часть
опускается, а левая 6 замыкает контакт 3. Регулировка усилия
рычага 8 осуществляется пружиной 10, которая одним концом
закреплена рычагом 6, а другим — платиной корпуса 2 ните-
наблюдателя. Чтобы изменить усилие пружины, необходимо,
взяв за кольцо /, освободить ее от пластины корпуса и установить
на другом витке, т. е. изменить ее длину, а следовательно, усилие.
Проволочный рычаг 9 срабатывает при обрыве нити, когда
правое плечо его поднимается вверх, а левое 5, опускаясь,
замыкает контакт 4.
Нижний нитенаблюдатель (рис. 131) предназначен для
останова машины при обрыве нити. Наблюдатель контролирует две
нити, каждая из которых заправляется в нитенаправители 5
Рис. 130. Нитенаблюдатель верхний
176
Рис. 131. Нитенаблюдатель нижний
Рис. 132. Наблюдатель за
качеством полотна
Рис. 133, Наблюдатель, осуществляющий контроль за диаметром рулона нарабо~
тайного полотна
неподвижного рычага 4, который крепится к корпусу 2
наблюдателя. Между неподвижными направителями 5 устанавливается
направитель, закрепленный на подвижном рычаге 3. При обрыве
нити рычаг под действием собственной массы опускается и
замыкает контакт /, соединенный с токопроводящей шиной.
§ 9. НАБЛЮДАТЕЛЬ ЗА КАЧЕСТВОМ ПОЛОТНА
Наблюдатель крепится на стойке / (рис. 132) шпулярника с
помощью кронштейна 2. Щуп 5 под действием пружины 4 выдвинут
в рабочее положение и скользит по полотну. Фиксация рабочего
положения щупа осуществляется рамкой 3. При образовании
дыры на полотне щуп 5 проваливается и полотном поворачивается
рамка 3, благодаря чему щуп замыкает контакт, подавая сигнал
для останова машины. Щуп выключается отводом его в крайнее
правое положение с последующей фиксацией в рамке 3.
§ 10. НАБЛЮДАТЕЛЬ, ОСУЩЕСТВЛЯЮЩИЙ КОНТРОЛЬ
ЗА ДИАМЕТРОМ РУЛОНА НАРАБОТАННОГО1 ПОЛОТНА
Наблюдатель (рис. 133) предназначен для останова машины
при наработке рулона полотна определенного диаметра.
Наблюдатель имеет контактную пластину /, прикрепленную с помощью
винтов 3 через изоляционный материал 2 к корпусу 5. При
достижении определенного диаметра рулона трикотаж изгибает
пластину 1 и последняя замыкает контакт 4, обеспечивая подачу
сигнала для останова машины. При этом гаснет электрическая
лампочка освещения полотна.
§ 11. УСТРОЙСТВО ПУХОУДАЛЕНИЯ
Для предупреждения скопления пуха на машине имеется пухо-
удаляющее устройство, состоящее из системы пухообдува
(рис. 134) и вытяжной установки.
177
Ряс. 134. Устройство пухоудаления
. ¦'., Воздух от вентилятора 10
подается через патрубок 8 в трубку 9,
которая направлена соплом в зазор
между игольным и платинным
кольцами. От патрубка 8 через возду-
ховодный шланг 5 воздух поступает
в колонку обдува 4. Шпиндель 2
колонки несет на себе три трубки 3,
6 и 7, сопла которых направлены
на нитеводы и рейки с нитенаправи-
телями механизма нитеподачи.
Шпиндель 2 соединен с ширителем ¦ 1
полотна и получает от него движение
через нарабатываемое полотно,
которое вращает ширитель / и'
шпиндель 2. Вращаясь, трубки 3, 6 я 7
сдувают пух последовательно по всей
зоне вязания. Пух, находящийся' во
взвешенном состоянии, засасывается
через зонт, расположенный над шпу-
лярником.
Для ручного удаления пуха имеется специальный шланг,
подсоединяемый к патрубку 8 вентилятора 10.
§ 12. ОСНОВНЫЕ НЕИСПРАВНОСТИ МАШИНЫ
И СПОСОБЫ ИХ УСТРАНЕНИЯ
Неисправность
Причина неисправности
Способ устранения
Разрыв петли
Разнооттеночность
полотна
Поперечная
полосатое»
Перекос полотна
Наличие узлов и непропрядов
на пряже
Неправильно установлено
кольцо замков плятин
Повреждена игла или платина
Неправильный выбор пряжи
по оттенку
Неправильный подбор пряжи
по линейной плотности
Не отрегулирована плотность
в петлеобразующих системах
Неправильно отрегулирована
степень прижатия рифленых
валиков
Заменить паковку;
перемотать паковку с
целью устранения
узлов и непропрядов
Установить кольцо
замков платин по
процессу
петлеобразования
Заменить иглу или
платину
Заменить паковку
Заменить паковку
Отрегулировать
плотность с помощью ку-
лирных клиньев
Установить валики
параллельно
среднему валику
178
Окончание
Неисправность
Причина неисправности
Способ устранения
Сбросы петель
Набор петель
Продольная полоса-
тость
Неодинаковая
плотность с разных
сторон полотна
Масляные пятна на
полотне
Вертикальные
масляные полосы
Спущенные петли
Механизм нитеподачи подводит
к иглам малое количество нити
Поврежден или поломан
язычок иглы
Сломан носик платины
Износ заключающего клина
Туго перемещаются иглы
Перекос игольного цилиндра
или платинного кольца
Чрезмерная смазка механизма
вязания
Попадание на полотно масла
через пробку верхнего стола
Попадание на полотно масла
с большой шестерни нижнего
стола
Попадание излишней смазки
на иглы
Сломан крючок иглы
Отрегулировать
подачу
Заменить иглу
ннте-
Заменить платину
Заменить клин
Прочистить пазы
игольного цилиндра,
заменить иглу
Установить цилиндр
или кольцо
горизонтально
Изменить режим
смазки
Затянуть пробку или
заменить прокладку
Снять излишки
смазки с шестерни
Отрегулировать
ку игл
Заменить иглу
смаз-
§ 13. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ МАШИНЫ
Перед пуском машины необходимо:
установить на шпулярнике паковки. Если перерабатываются
хлопчатобумажная пряжа и вискозные нити, то паковки с
хлопчатобумажной пряжей помещают на вертикальные держатели,
а с вискозной нитью — на горизонтальные;
проверить работоспособность всех нитенаблюдателей;
проверить правильность работы игл и платин, для этого
необходимо повернуть игольный цилиндр от ручного привода на
1,5 ... 2 оборота, после чего можно включить машину от
электродвигателя.
Регулирование плотности вязания осуществляется с помощью
винта, при вращении которого перемещается ползушка с
закрепленным на ней кулирным клином.
Выравнивание потребления нити по петлеобразующим
системам производится следующим образом. На всех нитях на
определенном расстоянии от глазка нитевода делают метки, затем от
руки поворачивают игольный цилиндр до тех пор, пока одна из
меток не достигнет нитевода. Остальные системы с помощью
регулировочного винта устанавливают так, чтобы все метки
одновременно достигали нитеводов.
После выравнивания длины нити в петлеобразующих системах
устанавливают плотность вязания. Проверку плотности произ-
179
водят на полотне, находящемся в свободном состоянии, после
того как полотно пройдет между валиками механизма оттяжки.
При необходимости возможна общая регулировка плотности,
осуществляемая подъемом отбойной плоскости, образуемой пла-
тинами.
Общая регулировка нитеводов осуществляется поворотом
кольца нитеводов. Дополнительная регулировка каждого нитевода
производится в радиальном и вертикальном направлениях.
В случае полного сброса полотна производят самозаработку,
т. е., поворачивая игольный цилиндр от руки, открывают на всех
иглах язычки и следят, чтобы они не натыкались на нитеводы.
Концы всех нитей, выходящих из нитеводов, заправляют внутрь
цилиндра, чтобы нити попадали под крючки игл. Включают
машину на тихий ход и нарабатывают полотно до механизма
оттяжки, после чего заправляют трикотаж в систему рифленых
валиков и далее наматывают на товарный вал механизма накатки.
Изменение подачи нити производится для всех петлеобразу-
ющих систем.
Для правильной эксплуатации машины большое значение
имеет смазка. От своевременной чистки и смазки во многом
зависит надежность и долговечность работы машины. Машина
нуждается в повседневной чистке от пуха. Необходимо также
соблюдать периодичность ее чистки с полной разборкой механизма
вязания (не реже одного раза в три недели). Игольный цилиндр
с платинным кольцом снимается с большой шестерни, иглы и
платины вынимаются из пазов, последние очищаются от
накопившейся грязи с помощью щетки и промываются керосином в
специально отведенном помещении с последующим обдувом струей
сжатого воздуха. Большую шестерню рекомендуется вынуть из
верхнего стола, удалить с поверхности текстолитовых вкладышей
старую смазку и залить новую. Рекомендуется проверку
шарикоподшипников производить раз в год, смену смазки — через
полтора года.
' В процессе работы иглы и платины смазывают турбинным
маслом Т-22 через лубрикатор. Конические зубчатые шестерни
механизма принудительной нитеподачи смазывают раз в месяц
вручную универсальной среднеплаькой смазкой типа УС-2, при
этом снимают с шестерен крышку и наполняют корпус // (см. ..
рис. 126) смазкой, текстолитовые подшипники верхнего стола
и большая шестерня игольного цилиндра 30 (см. рис. 124)
заливаются маслом индустриальным общего назначения не реже
одного раза в месяц. На шестерню верхнего стола при снятой крышке
наносится слой универсальной среднеплавкой смазки типа УС-2
(один раз в месяц). Универсальной среднеплавкой смазкой типа
УС-2 шприцуется через пресс-масленку один раз в месяц большая
шестерня нижнего стола.
Цапфы всех трех рифленых валиков, ступицы храповиков
механизма оттяжки и накатки полотна смазывают с помощью
180
капельной масленки C—5 капель) маслом индустриальным
общего назначения один раз в смену. На поверхность кольца с
горками и ролика наносят универсальную среднеплавкую смазку
типа УС-2 один раз в смену.-
§ 14. СКОРОСТЬ РАБОТЫ И ПРОИЗВОДИТЕЛЬНОСТЬ
МАШИНЫ
Линейную скорость кругловязальной однофонтурной машины КО
определяют аналогично линейной скорости двухфонтурной
машины КЛК-9.
В случае необходимости получения более точной линейной
скорости (при подсчете частоты вращения игольного цилиндра)
следует учитывать потери в зубчатых и ременных передачах,
а также в подшипниках.
Производительность машины измеряется массой полотна
в килограммах, вырабатываемого за единицу времени (час, смену).
Теоретическая производительность может быть рассчитана
исходя из массы петельного ряда.
Если на всех иглах образуются петли одной величины, то
масса q, г, петельного ряда определяется по следующей формуле:
q = Ю'ЧИТ,
где / — длина нити в петле, мм; И — число игл в игольном цилиндре; Т —
линейная плотность нити, текс.
Теоретическая производительность машины Лт, кг в смену,
определяется по формуле
Лт= qnmtl(z. 1000),
где п — частота вращения игольного цилиндра, мин; m — число петлеобразую-
щих систем на машине; t — продолжительность рабочей смены, мин; г — число
петлеобразующих систем, участвующих в выработке одного петельного ряда.
Теоретическую производительность можно также рассчитать
исходя из числа вырабатываемых петель и поверхностной
плотности полотна:
Ау=Ип-~ tQ/PrPB ¦ 400 • 400,
где Q — поверхностная плотность полотна, г/ма.
Произведение Ип — t представляет собой число петель,
образуемых за время t, произведение РГРВ- 400 — число петель в 1 мг
полотна.
Фактическая производительность машины Лф, кг в смену
Лф — АТ1\П. в.
Пример. Определить часовую фактическую производительность
кругловязальной однофонтурной машины, если известно, что
линейная скорость игольного цилиндра v = 0,9 м/с; диаметр
цилиндра d — 500 мм; число петлеобразующих систем m — 56;
181
каждая система вяжет один петельный ряд; линейная плотность
хлопчатобумажной пряжи Т — 15,4 X 2 текс; игольный шаг
равен 1,15 мм; длина нити в петле 1 = 3,6 мм; КПВ = 0,75.
L Определяем частоту вращения игольного цилиндра п, мин:
я = 60v/(nd); п = 60.0,9/C,14.0,5) == 36.
2. Определяем число игл в игольном цилиндре И:
И = па/1,15; И = 3,14-500/1,15 = 1366.
3. Определяем теоретическую производительность машины
в час:
Av=tHTnmt/(l0«-l0s); Лт = 3,6-1366-30,8-36-56-60- 10г+ = 20,6.
4. Определяем фактическую производительность машины в час:
Аф = А т- 0,75; Аф = 20,6-0,75 ^ 15,5.
Контрольные вопросы и задания
1. Перечислить все основные узлы и механизмы машины, рассказать об их
назначении.
2. Рассказать о конструкции и работе механизма вязания.
3. Каким образом передается движение от электродвигателя к игольному
цилиндру и валикам механизма оттяжки? Пояснить на кинематической схеме.
4. Рассчитать производительность машины.
5. Рассказать о работе механизма главного привода.
6. Рассказать о работе механизма оттяжки и накатки полотна.
7. Дать описание конструкции нитенаблюдателей. '
8. Каким образом действует ручной привод?
Глава 11. УСТРОЙСТВО И РАБОТА
ОСНОВОВЯЗАЛЬНОЙ МАШИНЫ
«КОКЕТТ-2»
§ 1. ОБЩЕЕ УСТРОЙСТВО И ТЕХНИЧЕСКАЯ
ХАРАКТЕРИСТИКА
Основовязальная машина «Кокетт-2» объединения «Текстима»
(ГДР) (рис, 135) предназначена для производства основовязаного
полотна, идущего на пошив бельевых и верхних изделий.
Машина имеет следующие основные узлы и механизмы:
остов 6, представляющий собой жесткую конструкцию,
состоящую из боковых литых стоек сложной конфигурации,
поперечных стягивающих балок и коробки для размещения рычажных
механизмов — приводов петлеобразующих органов;
механизм главного привода /, обеспечивающий движение всех
узлов и механизмов;
узел главного вала 4, осуществляющий передачу движения
от электродвигателя к петлеобразующим механизмам: движения
!82
Рис. 135. Схема основовязальной машины «Кокетт-2»
игл (стержней игл); движения платан; движения ушковых
гребенок; движения замыкателей;
механизм нитеподачи 3;
механизм сдвига ушковых гребенок 2;
механизм оттяжки и намотки полотна 5;
электрооборудование 7, осуществляющее пуск и останов
машины, а также нормальное протекание технологического процесса.
Техническая характеристика основовязальной машины «Кокетт-2»
Класс
Игольный шаг, мм
Количество игольниц
Номинальная ширина игольницы, мм
Частота вращения главного вала,
мин
Количество ушковых гребенок
Количество навоев
Диаметр фланца катушки, мм
Число рисунчатых дисков (цепей)
Максимальный диаметр товарного
вала с полотном, мм
Габаритные размеры машины, мм
ширина
высота
глубина
Масса, кг
Электродвигатель
мощность, кВт
14—32
1,8—0,8
1
2130; 2360; 3200 и 3430
До 1200
2
2
355 и 535
2
700
3755 (при номинальной ширине
2130 и 2360 мм)
4825 (при номинальной
ширине 3200 и 3430 мм)
2010
2075
2200—2500
3 (при номинальной ширине
игольницы 2130 и 2360 мм)
4 (при номинальной ширине
игольницы 3200 и 3430 мм)
1400
частота вращения ротора, мин *
При работе с рисунчатыми дисками можно вырабатывать
переплетения: трико-сукно; сукно-трико; трико-трико.
При работе с цепными барабанами технологические
возможности машины намного шире.
183
Перерабатываемая пряжа и нити: искусственнвш шелк
линейной плотности 5—22 текс; полиамидный шелк линейной плотности
1,7—22 текс; хлопчатобумажная пряжа линейной плотности 4—
17 текс; натуральный шелк линейной плотности 5—22 текс;
шерстяная пряжа линейной плотности 5—14 текс.
§ 2. КИНЕМАТИЧЕСКАЯ СХЕМА
Кинематическая схема машины представлена на рис. 136.
Движение к узлам и механизмам передается от основного
электродвигателя 1, на валу / которого установлен шкив 58 ременной
передачи. Вращение от шкива 58 передается на шкив 56,
'закрепленный на главном валу /// машины, причем шкив 58
регулируемый, т. е. имеется возможность с его помощью изменять частоту
вращения главного вала /// за счет перемещения ремня на
различные диаметры шкива (боковые части шкива можно разводить
или сводить).
В картере машины расположены рычажные механизмы,
участвующие в процессе петлеобразования: механизм движения
игл 53 работает во взаимной связи с механизмом замыкателей 54.
Механизм движения ушковых гребенок 52 (на машине два
механизма) обеспечивает прокачку гребенок с целью гарантированного
прокладывания нитей основы на иглы. Механизм движения
платин 51 осуществляет перемещение последних для
образования и оттягивания петель.
Движение от главного вала /// передается механизму сдвига
ушковых гребенок с помощью звездочки 57, закрепленной на
21 К 22 Ш 23 24 23 Ш 26 2728 29
Рис. 136. Кинематическая схема
машины «Кокетт-2»
J /7 2 t T 58 51J6 SS Я S3
валу ///, далее через цепную передачу, в состав которой входит
верхняя звездочка 23, вращение передается валу XI. На валу
крепится шестерня 24, ^входящая в зацепление с шестерней 25,
которая установлена вме=сте с червяком 29 на валу XII. Вращение
через червячную передачу 29 и 26 передается рисунчатому диску
27, последний взаимодействует с роликом 28, посредством
которого осуществляется перемещение ушковой гребенки вдоль
игольного полотна.
На машине устанавл_иваются приборы: тахометр ¦— для
определения частоты вращешшя главного вала и счетчик наработки
трикотажа, движение к которым передается от главного вала ///.
С помощью звездочки 5~ через цепь получает вращательное
движение вал IV, на котором закреплена звездочка 8. Затем с
помощью пары шестерен 7 mi 10 начинает вращаться вал V, связанный
со счетчиком 11 нарабо тки трикотажа. Посредством шестерен 9
и 13 движение передаетс-я на вал VI, который соединяется с
тахометром 12.
Приборы устанавлив аются с левой стороны машины и
легкодоступны для визуально»го наблюдения.
Движение к механизму подачи основы передается от главного
вала /// посредством ременной передачи, состоящей из двух
шкивов, один из коториых F) закреплен на валу ///, а другой
A4) — на валу VII. ПЛестерня 16, установленная на валу VII
и взаимодействующая с шестерней 17, обеспечивает движение
вала VIII, который передает его на механизм нитеподачи. В
конструкции последнего заложен конический вариатор 18.
Вариатор 18 осуществляет по_дачу основы к органам петлеобразования.
Второй вариатор 22 получает движение также от вала ///
посредством ременной передачи, один шкив A5) которой
установлен на валу VII, а другой A9) — на валу IX. Шестерня 20,
закрепленная на валу IX и взаимосвязанная с шестерней 21,
приводит во вращение шал X, последний передает движение на
конусный вариатор 22.
Механизм оттяжки пюлотна получает движение от главного
вала /// через шкив 55 ременной передачи, с помощью которой
вращение передается на шкив 38, установленный на валу XVII.
Шестерня 39, соединенная с шестерней 40, обеспечивает движение
вала XVI, на котором закреплена шестерня 37. Далее движение
через шестерню 36, вал XVIII и шестерню 41, установленную на
нем, передается на шесжерню 35, благодаря которой приводится
в движение вал XIX. На валу XIX укреплена шестерня 42,
которая через сменные мпестерни 34 и 33 обеспечивает вращение
вала XIV, на котором зстанавливается вал оттяжки 48. С вала
XIV через шестерни 32 и 30 движение передается на вал XIII,
с последним жестко соединен счетчик 31 рядов наработанного
полотна.
Накатный вал 50 располагается на валу XX и получает
движение от вала XV, на вотором укреплена шестерня 44, находя-
185
щаяся в зацеплении с шестерней 43. Далее движение через цепную
передачу поступает на звездочку 45 и вал, на котором крепится
шкив 46. Посредством ременной передачи вращение передается
шкиву 49. К ремню передачи прижимается ролик 47,
установленный на валу XX. Накатный валик 50 посредством ролика 47
получает вращательное движение и наматывает на себя
вырабатываемое полотно.
Замедленное движение главный вал /// получает от
электродвигателя 4, который включается независимо от основного /.
От вала // электродвигателя 4 через шестерни 2 и 3 движение
передается на главный вал /// машины.
§ 3. ИГОЛЬНО-ПЛАТИННЫЕ ИЗДЕЛИЯ
На машине применяются движковые иглы, состоящие из стержня
и замыкателя.
Стержень имеет паз, в который входит замыкатель.
Назначение замыкателя — обеспечить операцию прессования, т. е.
закрытие крючка стержня. Применение движковой иглы по сравнению
с крючковой позволяет: сократить вертикальное перемещение иглы
(ход иглы), т. е. повысить скоростной режим машины; устранить
выстой игольницы при прокладывании нити; кроме того, изъять
из конструкции машины механизм пресса.
Стержни и замыкатели заливают в плитки и устанавливают
в игольницах.
Прокладывание нитей осуществляется посредством ушковин,
представляющих собой тонкие пластины с отверстиями, через
которые проходят нити основы. Ушковины заливают в плитки
и крепят на брусе, установленном вдоль игольниц.
Для обеспечения нормального протекания операций
заключения, нанесения, соединения, кулирорания, сбрасывания,
формирования и оттяжки применяют платины. Хвостовики платин
заливают в плитки и крепят к брусу, расположенному вдоль
машины. Толщина платин по всему поперечному сечению
одинакова.
Игольно-платинные изделия заливают в плитки посредством
специальных форм, в которые устанавливаются иглы, ушковины
и платины. Перед заливкой форму (внутренние поверхности,
с которыми соприкасается металл) необходимо обезжирить, т. е.
протереть керосином или бензином. Заливают форму сплавом,
нагретым до 450 °С. Следует отметить, что ковш для сплава должен
иметь объем в 10 раз больше, чем требуется для заполнения одной
формы, так как сплав может быстро остыть, что ведет к плохому
креплению игл или платин в плитке.
§ 4. МЕХАНИЗМ ГЛАВНОГО ПРИВОДА
Механизм главного привода (рис. 137) расположен в левой части
машины, он сообщает в зависимости от вида и качества
перерабатываемого сырья и сложности переплетения главному валу
186 '¦
Рис. 137. Узел механизма привода (регулируемый
шкив)
скорость 700—-1200 мин. Движение от
электродвигателя передается посредством
клинового ремня к главному валу.
Регулирование числа оборотов производится
при останове машины путем изменения
диаметра шкива, установленного на валу / электродвигателя.
Это достигается изменением расстояния между правой и левой
частями 2 и 4 регулируемого шкива, для чего освобождают
гайку 6 с просверленными отверстиями по ее периферии.
Клиновой ремень занимает положение на шкиве меньшего диаметра,
после чего гайку 6 фиксируют в новом положении. Изменение
передаточного числа при этом непосредственно связано с
изменением расстояния между валом электродвигателя и главным
валом, поэтому поворотом штурвала перемещают электродвигатель
по направляющим, предварительно ослабив крепежные болты.
Установив таким образом в нужное положение электродвигатель
и обеспечив определенное натяжение ремня, затягивают
крепежные болты.
Увеличение частоты вращения главного вала осуществляется
перемещением гайки влево, вследствие чего правая часть 4
регулируемого шкива смещается вправо, сжимая пружину 5. Клиновой
ремень переходит на больший диаметр, при этом электродвигатель
необходимо с помощью штурвала переместить по направляющим
в сторону главного вала. Один оборот гайки соответствует
примерно изменению числа оборотов главного вала на 90 мин.
Перемещение правой части 4 вдоль вала осуществляется
шпонкой 3, укрепленной на валу.
Перед подключением машины к сети трехфазного тока следует
проверить соответствие' рабочего напряжения и частоты тока,
указанных на табличке машины и на месте установки (в цехе).
Для проверки правильности вращения электродвигателя
запускают последний без клинового ремня (движение главному
валу не передается) и сопоставляют вращение действительное
с указаниями на шкиве. В случае несоответствия вращений
следует поменять фазы подключения.
§ б. МЕХАНИЗМЫ ДВИЖЕНИЯ ПЕТЛЕОБРАЗУЮЩИД ОРГАНОВ
Все петлеобразующие органы машины (движковые иглы, платины
и ушковины) получают движение от главного вала посредством
многозвенных рычажных механизмов.
Главный вал устанавливается в подшипниках качения
(шарикоподшипниках), что позволяет уменьшить силы трения в
опорах (тем самым увеличить срок службы машины).
Рычажные механизмы находятся в четырех секциях
геометрически закрытой части остова (в масляной ванне). В первой» второй
t7
и четвертой секциях (слева направо) установлены механизмы
движения игл, платин и ушковин, в третьей секции — только
механизмы движения игл стержней и замыкателей. Такое
расположение обеспечивает более удобный доступ к ним при
проведении ремонтно-наладочных работ.
§ 6. МЕХАНИЗМ ДВИЖЕНИЯ СТЕРЖНЕЙ ИГЛ
В процессе петлеобразования стержни игл, установленные в
плитках 16 (рис. 138) и закрепленные болтами 15 в игольном брусе 17,
получают движение от главного вала машины с надетыми на него
эксцентриками 29 посредством рычажных механизмов. Эксцентрик
расположен в подшипнике скольжения, состоящем из двух частей
(верхней и нижней), которые представляют собой единое целое
с шатунами 27 и 30, соединенными
болтами 28. Нижний шатун 30
через ось 31 связан с рычагом
/, последний посредством оси 2
установлен на кронштейне 3.
Кронштейн имеет возможность
качаться относительно оси 4,
укрепленной в плите машины.
Регулировка положения кронштейна
3 осуществляется болтами 7 и 8,
которые ввернуты в плиту 5.
Фиксация положений болтов 7 и 5
производится контргайками 6.
Если вывертывать правый болт
8 и ввертывать левый 7, то
кронштейн 3 повернется против
часовой стрелки относительно оси 4.
Это приведет к тому, что
подшипник главного вала переместится
относительно эксцентрика. При
этом выход игольного бруса
будет задерживаться по отношению
Рис. 138. Механизм движения
стержней игл
Рис. 139. Расположение органов
петлеобразования
188
к выходу других петлеобразующих органов. Для ускорения
выхода бруса левый регулировочный болт 7 вывертывают, а
правый 8 ввертывают, при этом кронштейн 3 повернется по
часовой стрелке и нижний шатун 30 сместится влево.
Верхний шатун 27 связан через ось 26 со звеном 25, которое
имеет шарнирное соединение с поршнем 23, перемещающимся
внутри направляющего цилиндра 22 и его основания 24.
Цилиндр 22 прикрепляется к корпусу машины 21 с помощью
кольца 20. Передача движения от поршня 23 к игольному
брусу 17 осуществляется через кронштейны 10 и 18, которые
установлены и закреплены на поршне с. помощью хомута 9.
Кронштейны 10 и 18 соединяются между собой двумя
пальцами 12 я 19 я болтом 11. Кронштейн 10 имеет в своей верхней
части прилив, в который ввернут болт 13. С помощью болта можно
регулировать положение игольного бруса 17 по горизонтали,
для чего освобождают гайку и ввертывают болт 13, перемещают
брус вправо, предварительно освободив болты 11 и 14, после чего
фиксируют положение болта 13 контргайкой.
В процессе эксплуатации машины отдельные иглы выходят
из строя (поломка стержня или замыкателя), поэтому при смене
дефектного стержня вначале удаляют прижимную планку 3
(рис. 139), предварительно вывернув болты 2 крепления, после
чего рычагом извлекают плитку 4 с дефектным стержнем 6,
устанавливают новую, выравнивая ее положение в плоскости других
плиток, и закрепляют ее болтами 2.
При смене замыкателей 7 необходимо предварительно
установить брус 9 со стержнями в нижнее положение, затем в зоне
дефектного замыкателя снять несколько плиток 4. Через
образовавшееся окно торцевым ключом / вывернуть болты крепления 5,
снять плитку 8 с дефектным замыкателем 7, установить новую
плитку и произвести, в обратном порядке указанные операции
крепления плитки замыкателей и плиток стержней игл.
§ 7. МЕХАНИЗМ ДВИЖЕНИЯ ЗАМЫКАТЕЛЕЙ
Механизм движения замыкателей (рис. 140) получает движение
от эксцентриков, установленных на главном валу машины 2.
В процессе работы замыкатели совершают сложное движение,
которое от вала 2 посредством верхнего шатуна 5, жестко
соединенного болтами / с нижним шатуном, передается через ось 4
рычагу 5. Последний шарнирно связан с шатуном 3. На главном
валу 2 устанавливается шестерня 21, передающая через
шестерню 20 вращение эксцентрику 18. Вал, на котором укреплен
эксцентрик 18, подвижно крепится в кронштейнах 19. При
вращении вала с эксцентриком 18 получает движение шатун 17,
соединенный со вторым плечом рычага 5 осью 16. Рычаг 5
посредством оси 15 связан с поршнем 14, проходящим внутри цилиндра 6.
Цилиндр через втулку 13 крепится к корпусу машины, а верхней
189
частью соединяется посредством ступицы 7 и кронштейна //
с брусом 9 замыкателей 10. Для правильной установки бруса 9
по вертикали имеются регулировочные винты 8. Крепление бруса
к кронштейнам 12 (их на машине четыре) осуществляется
болтами //.
§ 8. МЕХАНИЗМ ДВИЖЕНИЯ ПЛАТИН
Движение к платинам передается от эксцентриков главного
вала / (рис. 141) и дополнительного вал а 23, установленного в
кронштейнах 22. Валы 1 и 23 связаны между собой шестернями 25
и 26. При вращении вала / от эксцентриков движение передается
верхнему шатуну 2, который подвижно соединен через ось 3
с рычагом 4. На движение рычага 4 оказывает влияние также
шатун 24, получающий движение от эксцентриков, установленных
на дополнительном валу 23. Рычаг 4 подвижно связан посредством
оси с качающимся рычагом 5, который закреплен на валу 20,
установленном 'в кронштейнах 21.
Рычаг 5 через ось 6 подвижно связан
-// с тягой 7, которая соединяется с
рычагом 16, жестко укрепленным на
валу 18. Вал 18 устанавливается
в кронштейнах 17. Движение от вала
18 через рычаг 19, укрепленный на
10
№
26 25 24
Рис. 140. Механизм движения Рис. 141. Механизм движения платин
замыкателей
190
нем с помощью болтов, передается рычагу 5ч 6 7 8 5
15, на котором установлен платинный
брус 10. Платинный брус 10 крепится
к рычагу 15 болтами 14.
Рычаг 9, свободно сидящий на валу 8, " "~^S|5iJ^~ ^$?1/г
подвижно связан с рычагом 15. Такая
конструктивная компоновка механизма
позволяет регулировать положение бруса
10 по вертикали (ослабив болты 13 п ,,„ Г
, ,. r, r v Рис. 142. Регулировка
и 14). Крепление плиток с платинами движения платан
// осуществляется болтами 12.
Регулировку положения платин вдоль фронта игл производят
с помощью специального устройства (рис. 142). Кронштейн 1
устанавливается в средней части машины, и сквозь него проходит
вал 4 платин, на котором жестко крепятся кольца 3 и 10 с
помощью болтов 2 и 12. Каждое кольцо 3 и 10 имеет на внешней
стороне нарезку, на которую навертываются гайки 7 и //. Левая
гайка 7 навертывается на кольцо 3, правая // — на кольцо 10.
Фиксация гаек 7 я 11 осуществляется с помощью специальных
собачек 8 и 6, установленных на кольцах. Собачка 6
устанавливается на кольце 3, собачка 8 — на кольце 10. Каждая может
поворачиваться относительно своей оси 5 и 9. При перемещении
вала 4 платин откидывают собачки 6 и 8 так, чтобы они вышли
из зацепления с внешними пазами гаек 7 и 11. Гайки 7 и 11
перемещают, например, влево, следовательно, вал 4 платин
смещается вправо. По достижении заданного положения вала гайки 7
и И фиксируются собачками, которые входят в пазы гаек и тем
самым предохраняют их от поворота во время работы машины.
Для перемещения вала влево гайки 7 и 11 нужно передвигать
вправо с последующей их фиксацией.
§ 9. МЕХАНИЗМ ДВИЖЕНИЯ УШКОВЫХ ГРЕБЕНОК
Ушковые гребенки получают движение (качательное) от
эксцентриков главного вала 35 (рис. 143, а). Эксцентрик,
расположенный на валу 35, охвачен подшипником скольжения,
установленным в шатунах 32 и 34, соединенных болтами 33. Движение от
шатуна 32 передается тяге 31, с которой связан качающийся
рычаг 30. На последнем подвижно крепится шток 29, верхняя часть
которого соединяется с кронштейном 17 посредством оси 23.
Движение кронштейна 17, качающегося относительно оси 16,
передается ушковинам 6, закрепленным с помощью болтов 7
на гребенках 8 и 28. Прикрепление ушковых гребенок к
кронштейнам осуществляется болтами 10 и 24.
Регулировку величины прокачки ушковых гребенок 8 я 28
можно производить путем изменения длины тяги 29 (тяга имеет
верхнюю и нижнюю части, соединенные шпилькой 26). При этом
освобождают гайки 25 и 27. Вводя в отверстие шпильки 26 стер-
191
15 16 П Ю 19
Рис. 143. Механизм движения уш
ковин
жень, поворачивают ее. В
результате этого можно
увеличить или уменьшить длину
шпильки 26, фиксация
положения шпильки
осуществляется гайками 25 и 27.
Регулировка положения
ушковой гребенки 5 по
высоте производится с помощью
гайки 12 и шпильки 14,
с которой жестко соединен
ползун 15. Путем
завертывания гайки 12 шпилька 14,
свободно проходящая через
корпус 13, поднимается вверх
и тянет за собой ползун 15,
а вместе с ним поднимается
ушковая гребенка 8,
закрепленная в ползуне 15 с
помощью подвесок 11. При
вращении гайки 12 в
противоположную сторону
шпилька 14 вместе с ползуном
будет опускаться и гребенка
8 вместе с ушковинами 6
переходит в нижнее
положение. В подвесках 9 я 11
гребенок 8 и 28 используются
шарикоподшипники, что значительно увеличивает
износостойкость соприкасающихся деталей, а следовательно, срок службы.
Ушковая гребенка 28 (передняя гребенка) крепится к
кронштейну 18 болтами 24. Ее положение по высоте можно
регулировать с помощью болтов 19 и 22 и эксцентрика 21. При
ослабленных болтах 19 и 22 и гайке 20 поворачивают эксцентрик 21. При
установке эксцентрика на большой радиус гребенка 28
поднимается, при малом радиусе опускается. Фиксация положения
эксцентрика 21 производится гайкой 20, а всей системы в
целом — болтами 19 и 22.
Регулировка положения ушковых гребенок 8 и 28 по
отношению к иглам и платанам может осуществляться с помощью
болтов 5 и гаек 4. Если ослабить крепление левой гайки 4 и
ввертывать левый болт 5 в кронштейн 3, то рычаг 2 повернется вокруг
оси 36 против часовой стрелки (при этом, естественно, гайка
правого болта и сам болт вывернуты). Рычаг 2 через тягу / повернет
шатуны 32 и 34 также против часовой стрелки, что приведет к по-
192
35
вороту рычага 30, опусканию тяги 29, а следовательно, повороту
кронштейна 17 по часовой стрелке. Фиксация достигнутого
положения производится гайками 4.
При вывертывании болта 5 рычаг 2 повернется по часовой
стрелке и вся рычажная система повернется в обратном
направлении.
Ушковые гребенки устанавливаются (рис. 143, б) таким
образом, чтобы головка иглы закрывала отверстие ушковины
диаметром d на три четверти, при этом расстояние S между ушкови-
нами для машин 14, 16, 18, 20 и 22 кл. —должно быть 1,3 мм,
для машин 24, 26, 28, 30 и 32 кл. — 1,1 мм.
§ 10. МЕХАНИЗМ ПРОДОЛЬНОГО СДВИГА ГРЕБЕНОК
Движение к ушковым гребенкам (рис. 144) передается от
кулачкового диска /, с которым контактирует ролик 2, закрепленный
на тяге 7. Тяга 7 соединяется с тягой 12 посредством гаек 9 и 10.
Тяга 12 взаимодействует с брусом 13 ушковых гребенок. Тяга 7
перемещается внутри направляющего цилиндра, а тяга 12
соединяется с направляющими 8 тягами //, которые крепятся
специальными болтами и гайками 14 к пластине, в которой жестко
укреплены направляющие 5. Направляющие 8 несут на себе поршни 6,
перемещающиеся внутри цилиндров 5.
Корпус 22 прикреплен с помощью болтов 4 к фланцу 3 и несет
на себе кронштейн 20 с осью 21. Ось 21 является осью вращения
для рычага 19, соединенного шарнирно с рычагом 17. Последний
вместе с рукояткой 15 жестко установлен на оси 16, свободно
сидящей на своей опоре, прикрепленной к станине машины.
Для снятия гребенки следует ослабить натяжение тяг 11,
что достигается поворотом рукоятки 15 против часовой стрелки.
При этом рычаг 17 также повернется против часовой стрелки
и потянет за собой рычаг 19, соединенный с ним осью 18. Корпус 22
сдвинется вправо и ослабит натяжение в тягах 11, благодаря
чему их легко можно снять с крючков тяг 12.
12 13
22 21 20
7 Антонов Г. К.
/9 18 17 16 15 ft
Рис. 144. Механизм
продольного сдвига гребенок
193
Рис. 145. Регулировка подачи
нитей основы
Регулировка положения ушковых гребенок по отношению
к брусу игл с целью установки ушковин точно по центру между
иглами осуществляется гайками 9 и 10, т. е., освобождая гайку 9,
можно смещать гребенку, после чего гайками 9 я 10 фиксируется
данное положение гребенки.
§11. РЕГУЛИРОВКА НИТЕПОДАЧИ
Регулировка нитеподачи осуществляется следующим образом.
При завертывании специального винта 8 (рис. 145) последний
проходит неподвижный кронштейн 9 и через ролик 10 давит на
набор пластинчатых пружин 11, которые крепятся к оси 13 с
помощью кронштейна 12. На той же оси жестко установлен рычаг 2
с пластинчатой пружиной /, по которой скользят нити основы.
Рычаг 2 крепится к оси болтами 14. На оси 13 закреплен болтами 3
рычаг 4, соединенный подвижно с тягой 5. Тяга 5 связана с
рычагом 6, установленным жестко на оси 7.
Если винт 8 завертывать, то он, оказывая давление на
пластинчатые пружины 11, будет поворачивать рычаг 2 по часовой
стрелке, следовательно, рычаг 4 также повернется по часовой
стрелке и переместит тягу 5, которая повернет рычаг 6. Последний
передаст сигнал для изменения нитеподачи основы (уменьшение
подачи).
§ 12. НИТЕНАБЛЮДАТЕЛЬ
На машине устанавливается нитенаблюдатель (рис. 146), работа
которого заключается в останове машины при чрезмерном
натяжении основы нитей. Нить 2 при большом натяжении давит
на пружину /, жестко закрепленную на рычаге 4. Последний
194
Рис. 146. Нитенаблюдатель
с помощью болтов 7
устанавливается на валу 8. Рычаг 4
поворачивает против часовой стрелки
кольцо 3 с канавкой, в
которую заходит шток 5 реле 6. ' 8 7 6
Поворачиваясь, кольцо 3 перемещает шток 4 вправо,
вследствие чего размыкаются контакты реле 6 и происходит
отключение электродвигателя.
§ 13. МЕХАНИЗМ ПОДАЧИ НИТЕЙ НАВОЯ
Механизм получает движение от вала / (рис. 147), который
приводит во вращение первый навой. На валу установлен нижний
шкив 2 клиноременной передачи. От шкива 2 через ремень 3
вращение передается верхнему шкиву 4, расположенному на
валу 5. Вал 5 через муфту 6 связан с осями 7 и 26, на которых
жестко крепится ведущий конус 17, вращающийся в подшипниках,
установленных в кронштейнах 8.
В верхней части корпуса установлен вал 11, на который
посажены два кронштейна 10 и 34, соединенные валом 21, осями 9
и .35. На этих осях расположен ведомый конус 12. Передача
движения от ведущего конуса 17 к ведомому 12 происходит с помощью
фрикционного кольца 16.
От оси 35 вращение к валу 45 передается через ряд
цилиндрических сменных шестерен 53, 52, 51, 50, 49, 48, 47 и 46., Далее
через шестерню 44, установленную на валу 45, приводятся в
движение коническая шестерня 43 и вал 42. От вала 42 с помощью
червяка 41 и червячной шестерни 40 вращение сообщается
навою 39.
Необходимый контакт между ведущим конусом 17, кольцом 16
и ведомым конусом 12 осуществляется с помощью устройства,
состоящего из пластины 13 с двумя направляющими 18,
пружин 19, болта 20 с гайкой 15 и втулкой 23. Болт 20 проходит
через вал 21 и нижним концом входит во втулку 23, верхняя часть
его с головкой 14 проходит через пластину 13, на направляющие 18
которой надеты пружины 19. При вращении по часовой стрелке
болт 20 будет ввертываться в неподвижную втулку 23, в
результате чего пластина 13 через пружину 19 будет оказывать
воздействие на вал 21. Вал опустится, и ведомый конус 12 через
фрикционное кольцо 16 вступит в контакт с ведущим конусом 17.
Сила трения при этом регулируется изменением давления
пружин 19 на вал 21.
Изменение частоты вращения навоя 39 в процессе работы
осуществляется с помощью храповых колес 36 и 37, установленных
на валу 32. Храповые колеса имеют различное направление
зубьев. Вал 32, верхняя часть которого выполнена в форме
квадрата 38, имеет на нижнем конце жестко закрепленный червяк 28,
7* 195
находящийся в зацеплении в червячной шестерней 29. Шеетерня
установлена на специальном винте 25, расположенном в нижней
части корпуса механизма. На винт навернута гайка 24 с. води-
лом 22, взаимодействующим g фрикционным кольцом 16.
При повороте храпового колеса 36 по часовой стрелке
поворачиваются вал 32 и винт 25, вследствие чего гайка 24 и водило 22
перемещаются вправо и передвигают фрикционное кольцо 16
на участок большего диаметра ведущего конуса 17. Это приводит
к увеличению угловой скорости навоя. При повороте храпового
колеса 37 винт 25 повернется в противоположном направлении
и переместит фрикционное кольцо 16 на участок меньшего
диаметра ведущего конуса 17.
В нижней части вала 32 нарезана резьба. На нее навернута
гайка 27 с рычагом 30, на котором укреплен указатель 31. При
вращении вала 32 указатель перемещается вдоль шкалы 33,
которая вмонтирована в переднюю стенку корпуса.
Передаточное отношение конусного вариатора изменяют
перемещением фрикционного кольца 16 вдоль конусов 12 и 17, для
чего имеется специальное устройство, которое посредством
электрических импульсов воздействует на скальное устройство.
Каждое скальное устройство имеет контактную коробку
(рис. 148), связанную электроприводом с двумя
электромагнитами, расположенными на крышке нижней части корпуса
механизма нитеподачи. На скальной пружине установлено кольцо 20,
изготовленное из диэлектрика. По обе стороны кольца
расположены контакты 19 и 21. Над контактами 19 и 21 соответственно
закреплены контакты 18 и 22. Во время работы по причине
изменения натяжения нитей основы скало колеблется. Значительные
изменения колебания натяжения
могут привести к изменению
величины петли, к изменению пе-
Рис. 147. Механизм
подачи нитей
основы
196
Рис, 148. Контактная
коробка
тельной структуры.
Кроме того, по мере
наработки трикотажа
диаметр навоя уменьшается
и при неизменной
угловой скорости подачи
нитей будет
увеличиваться натяжение
последних.
Следовательно, необходимо в
процессе работы
осуществлять автоматическую
регулировку частоты
вращения навоя.
При сильном
натяжении нитей скало,
/о ft
12
*ч
*ч -
79
3
2
!_
ш
22 21 20 19 18
преодолевая сопротивление пружин, опускается ниже
предельного уровня и замыкает контакты 21 и 22, в результате чего
электрический ток через реле поступает к электромагниту 8.
При слабом натяжении нитей скало поднимается, замыкает
контакты 18 и 19 и тем самым включает электромагнит 9.
При поступлении импульса на электромагнит 8 его
сердечник 6, преодолевая сопротивление пружины 7, втягивается внутрь.
На конце сердечника крепится собачка 4, которая в нерабочем
положении находится на ограничителе 15, препятствующем
зацеплению собачки 4 с зубом храпового колеса 14. При
перемещении сердечника 6 собачка 4 сходит с ограничителя 15, входит
в зацепление с храповым колесом 14 и поворачивает его по часовой
стрелке. Собачка 4 прижимается к храповому колесу
пластинчатой пружиной 5. Нормальное положение собачки 4 по
отношению к колесу 14 осуществляется регулировочным винтом 3.
При повороте храпового колеса 14 поворачивается вал 16Ф
верхняя часть которого выполнена в виде квадрата 12. При этом
специальный винт 25 (см. рис. 147) и гайка 24 сместят фрикционное
кольцо 16 на участок ведущего конуса большего диаметра.
Следовательно, при включении электромагнита 8 (см. рис. 148)
частота вращения навоя увеличивается. Одновременно при повороте
вала 16 перемещается гайка 17 с указателем /. При включении
электромагнита 9 сердечник 10 втягивается и собачка 11, войдя
в зацепление с храповым колесом 13, поворачивает последнее
против часовой стрелки, при этом винт повернется в другом
направлении и фрикционное кольцо сместится на участок ведущего
конуса меньшего диаметра, частота вращения навоя уменьшится.
При нормальном протекании рабочего процесса, когда подача
нитей к иглам соответствует установленной, амплитуда колебания
197
скала не должна превышать расстояния между контактами 19
и 21. Поэтому рабочие контакты 13 и 22 не замыкаются и
включения электромагнитов 8 и 9 не происходит. При этом собачки 4 я 11
располагаются на ограничителях и не находятся в зацеплении
с храповыми колесами. Таким образом, замыкание контактов
происходит только при изменении (увеличении и уменьшении)
установленной величины подачи нитей.
В механизм нитеподачи (см. рис. 147) входят сменные
шестерни 52 и 53, которые заменяются в зависимости от диаметра
паковки катушки с нитями. Если диаметр паковки не более 355 мм,
то устанавливают шестерню 52 с числом зубьев 55, а шестерню 53
с числом зубьев 32. При диаметрах паковки нитей основы 355—
765 мм шестерня 52 должна иметь 69, а шестерня 53 — 18 зубьев.
При таких соотношениях шестерен в случаях изменения диаметра
паковок трикотаж вырабатывается определенной петельной
структуры, т. е. величина петли изменяться не будет.
Остальные сменные шестерни 46—51 определяют длину
подаваемых нитей основы и тем самым длину нити в петле. На
каждой машине имеется таблица, показывающая зависимость длины
нити в петле от числа зубьев сменных шестерен.
Фрикционное кольцо при уменьшении диаметра основы
смещается вправо с целью увеличения частоты вращения навоя. При
установке нового полного навоя кольцо следует переместить
влево на участок ведущего конуса меньшего диаметра, что
позволит уменьшить частоту вращения навоя и сохранить ранее
установленную величину подачи нитей.
При установке неполного навоя положение фрикционного
кольца определяют по шкале 2 (см. рис. 148). Каждое деление
шкалы 2 соответствует определенному диаметру навоя.
Ориентировочная зависимость между положением указателя 1 на шкале
и диаметром навоя с нитями может быть следующей: положение
на делении 6 соответствует диаметру навоя 310 мм, положение
на делении 5 — диаметру навоя 365 мм, положение на
делении 4 — 420 мм, положение на делении 3 — 490 мм.
§ 14. МЕХАНИЗМ ОТТЯЖКИ И НАКАТКИ ПОЛОТНА
Механизм оттяжки и накатки полотна расположен в лебой части
машины и получает движение от главного вала /// (см. рис. 136).
Система оттяжки состоит из двух оттягивающих валов,
обтянутых специальным фрикционным материалом, исключающим
явление проскальзывания между ними и нарабатываемым
полотном. Имеется еще вал; расположенный под валами оттяжки,
который с помощью пружин плотно прилегает к последним.
Полотно, выходя из зоны петлеобразования, охватывает первый
оттягивающий вал, огибает промежуточный вал и поступает на
второй вал оттяжки, после чего накатывается на товарный вал.
Для обеспечения нормального наматывания полотна на
товарный вал имеется устройство, предупреждающее скручивание
198
краев трикотажа. Сменные шестерни 55—37 и 41 обеспечивают
выработку полотна заданной плотности. Таблица подбора сменных
шестерен, обеспечивающих определенную плотность вязания,
дана на крышке коробки механизма оттяжки и накатки полотна.
Диапазон регулировки плотности вязания, приведенный в
таблице, позволяет получать 10—173 петли на 1 см.
Товарный вал 50 приводит в движение шкив 47,
расположенный на ременной передаче и связанный с ремнем благодаря
фрикционным свойствам, таким образом, вал 50 вращается из-за сил
трения.
§ 16. ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
МАШИНЫ, И СПОСОБЫ ИХ УСТРАНЕНИЯ
Дефекты
Причина возникновения
Способ устранения
Машина не
включается в работу
Машина после
включения оста*
навливается
Частые
игл
Перегорел предохранитель
коробки электроуправления
На счетчике наработки
рядов полотна достигнуто
заданное значение
Передняя грунтовая
гребенка не установлена в
рабочее положение
Ослаблена пружина
возврата грунтовой гребенки
Неправильно установлен
или не до конца повернут
эксцентрик, поднимающий
гребенки и контактирующий
с контактом реле
Клиновой ремень подачи
основы порвался или
соскочил со шкива
поломки Значительный износ игл или
замыкателей
Неправильная установка
игл и ушковин
Преждевременный сдвиг
грунтовой гребенки
*
Установлены дефектные
рисунчатые диски
Чрезмерное натяжение ос-
' . новы
Большой износ ролика,
соприкасающегося с
рисунчатым диском или рисунчатой
цепью
Заменить предохранитель
Сбросить заданное значение,
установить счетчик на нуль
Установить переднюю
грунтовую гребенку в рабочее
положение
Натянуть пружину
Установить эксцентрик в
рабочее положение,
обеспечивающее замыкание
контактов реле
Заменить или надеть ремень
на шкив
Заменить на новые иглы или
замыкатели
Установить ушковины
посередине игольного шага
Установить сдвиг гребенки
после отхода игольницы в
крайнее заднее положение
Заменить диски на новые
Уменьшить натяжение
новы
Заменить ролик
ос-
199
Окончание
Дефекты
Причина возникновения
Способ устранения
Сброс петли Неправильная установка
грунтовой гребенки по
отношению к иглам в
горизонтальной или в
вертикальной плоскости
(гребенка установлена высоко или
низко)
Дефектнше петли Грунтовая гребенка
слишком далеко прокачивается
Собачка входит в
зацепление с храповиком, но
храповик не поворачивается
Установить гребенку в
положение, обеспечивающее
гарантированное
прокладывание основа
Установить гребенку тан,
чтобы получить нужную
прокачку ушковин
Проверить посадку
храповика, а также установочного
кольца
Внезапное изме- Поломка одной или несколь- Установить новую пружину
нение натяжения ких пластинчатых пружин, или несколько новых пру-
нитей основы определяющих натяжение жип
нитей основы
§ 16. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ МАШИНЫ
Для обеспечения надежности и долговечности работы машин
большое значение имеет соблюдение правильного режима смазки.
Перед смазкой все смазочные головки, отверстия и
приспособления для смазки должны быть очищены.
Все масляные ванны заливаются машинным маслом С
вязкостью 5,5-—7 Е при температуре 50 °С или машинным маслом СУ
вязкостью 6—7,5 Е при температуре 50 °С. Перед наполнением
масляных ванн следует проверить, туго ли затянуты винты
спускных отверстий и плотно ли пригнаны уплотнительные кольца.
Масло заливают в ванны до уровня контрольных отверстий.
Первая смена масла производится через 2500 ч работы
машины, вторая — через 5000 ч, далее необходимо менять масло
через каждые 10 000 ч.
Механизмы, расположенные внутри масляных ванн,
смазываются разбрызгивающими приспособлениями.
Подшипники качения, имеющие шариковые смазочные
головки, смазываются через каждые 2500 ч работы, промывают их
через каждые 20 000 ч. Шариковые гильзы направляющих
гребенок, шарниры механизма сдвига Гребенок следует смазывать
солидолом при каждой заправке навоя. Игольные каналы
смазывают через каждые 1000 ч работы веретенным маслом. Счетчики
и роликовые цепи механизма рисунка смазываются через 5000 ч
работы. Вилкообразные соединения механизма нитеподачи
смазываются ежемесячно. Листовые пружины скального устройства
смазываются каждая отдельно солидолом через 500 ч работы.
200
§ 17. ПРОИЗВОДИТЕЛЬНОСТЬ МАШИНЫ
Теоретическая производительность А, кг, однофонтурной осново-
вязальной машины обычно рассчитывается по формуле:
д _ nt /_Ml_ i _М*_\
" 1000-1000 \ 1000/3"! Т 1000/Га /'
где п — частота вращения главного вала машины, мин; t — продолжительность
рабочей смены, если производительность определяется за смену (иногда
определяют производительность машины в час); 1± — средняя длина нити в петле,
образуемой 1-й гребенкой, мм; /2 — средняя длина нити в петле, образуемой 2-й
гребенкой, мм; N-i — число нитей, заправленных в 1-ю гребенку; JV$ — число нитей,
заправленных во 2-ю гребенку; Т\ и Т% — линейная плотность нити соответственно
1-й и 2-й гребенки, текс.
Длину нити в петле можно определить практически
непосредственно на машине следующим образом. Делают отметки на нити
основы на участке нити между навоем и гребенкой, далее
зарабатывают эти отметки в полотно, подсчитывают количество
петельных рядов, полученных из отмеченного отрезка основы и
получают длину нити в петле (среднюю) путем деления длины
отмеченного отрезка нити на количество полученных из него петельных
рядов:
/ = Г IP
>op s-tl •* »
где /Ор — средняя длина нити в петле, мм; L — длина отмеченного отрезка нити,
мм; Р — количество петельных рядов.
Фактическая производительность Ф, кг/ч, машины
определяется по формуле
Ф
где Кп.в — коэффициент полезного времени машины.
Пример. Определить фактическую производительность А, кг/ч,
основовязальной однофонтурной машины в час, если известно,
что частота вращения главного вала машины п = 1000 мин,
длина нити в петле, образуемой 1-й гребенкой, 1Х = 2,5 мм; длина
нити в петле, образуемой 2-й гребенкой, 1г = 3 мм; количество
нитей, заправленных в 1-ю гребенку, Nt = 2000; количество
нитей, заправленных во 2-ю гребенку, N2 = 2000; линейная
плотность нитей, заправленных в 1-ю и 2-ю гребенку, Т =
= 3,33 текс; КПВ = 0,6.
1. Определяем теоретическую производительность машины:
1000-60 / 2,5-2000-3,33 , 3,0-2000-3,33
1000-1000 \ 1000 ~ 1000
2. Определяем фактическую производительность Ф, кг/ч,
машины:
Ф= 2,18-0,6 = 1,3.
201
Контрольные вопросы и задания
1. Дать техническую характеристику машины.
2. Рассказать об основных узлах и механизмах машины.
3. Каким образом передается движение от электродвигателя к механизму
подачи основы? Пояснить на кинематической схеме.
4.. Рассказать о работе механизмов игл и платин.
5. Рассказать о работе механизма ушковых гребенок.
6. Рассказать о работе механизма подачи нитей.
7. Как определить производительность машины?
8. Рассказать о работе механизма оттяжки и накатки полотна.
Глава 12. ОБЩИЕ СВЕДЕНИЯ
ОБ ЭЛЕКТРООБОРУДОВАНИИ
ВЯЗАЛЬНЫХ МАШИН
§ 1. ЭЛЕКТРОПРИВОД
Электромеханическое устройство, которое преобразует
электрическую энергию в механическую и обеспечивает электрическое
управление технологическим процессом, называется
электроприводом.
Электроприводы, применяемые в трикотажном производстве,
можно разделить на три основных типа: групповой, одиночный
и многодвигательный.
Групповым называют такой электропривод, в котором от
одного электродвигателя с помощью одной или нескольких
трансмиссий движение передается группе вязальных машин. Иногда
его называют трансмиссионным приводом.
Из-за своего технического несовершенства этот тип привода
в настоящее время редко встречается на трикотажных
предприятиях и представляет интерес лишь с точки зрения истории
развития электропривода. Групповой электропривод уступил место
одиночному и многодвигательному электроприводам.
Одиночным называют электропривод, который с помощью
одного электродвигателя приводит в движение все узлы вязальной
машины или чулочного автомата.
Многодвигательным называют электропривод, состоящий
из нескольких одиночных электроприводов, каждый из которых
предназначен для приведения в действие отдельных узлов и
механизмов вязальных машин и чулочных автоматов.
Примером многодйигательного электропривода может
служить электропривод чулочно-носочного автомата О2ДР. Этот
привод состоит из асинхроняого трехфазного трехскоростного,
электродвигателя типа 4AX90L12/6/4У4, предназначенного для
вращения игольного цилиндра и платинного кольца и всех
остальных узлов и механизмов, и асинхронного электродвигателя
типа АОЛ-22-2, необходимого для приведения в работу
устройства пневмооттяжки.
202
Основными частями электропривода являются исполнительное
устройство и устройство управления.
Исполнительное устройство состоит из одного или нескольких
электродвигателей и передаточного механизма, который
осуществляет передачу механической энергии электродвигателя к узлам
и механизмам машины. В нерегулируемых электродвигателях
обычно используются электродвигатели переменного тока,
которые подключаются к источнику питания через контактор или
автоматический выключатель, играющий роль защитного
устройства. Частота вращения ротора электродвигателя (ротор —
подвижная часть в конструкции двигателя), т. е. скорость движения
рабочих органов машины, изменяется только в зависимости от
нагрузки. В электропривод вязальных машин входят асинхронные
электродвигатели. Для ограничения пусковых токов, которые
в начальный момент пуска машины достигают больших величин,
между электродвигателем и источником питания устанавливают
пусковые автотрансформаторы, которые отключаются после
разгона электродвигателя.
В регулируемых электроприводах чаще используют
электродвигатели постоянного тока. У таких электродвигателей частота
вращения ротора может плавно регулироваться, т. е. изменяться
в широком диапазоне с помощью достаточно простых устройств
управления.
Устройства управления включают в себя кнопочный пульт для
пуска в работу и останова электродвигателя, контакторы,
преобразователи напряжения, предохранители, а также блоки
защиты от перегрузок при аварийных ситуациях.
К важным показателям, которые определяют характеристику
устройств управления регулируемого электродвигателя,
относится плавность регулировки скорости работы машины. Релейно-
контакторные устройства управления при сравнительно низком
быстродействии обеспечивают ступенчатую регулировку скорости
электродвигателя, а быстродействующие статические системы
обеспечивают непрерывную регулировку.
Регулировка скорости технологического процесса,
происходящего на чулочном автомате О2ДР, осуществляется с помощью
устройств автоматического управления.
§ 2. ЭЛЕКТРОДВИГАТЕЛИ
Электрическим называют такой двигатель, который преобразует
электрическую энергию в механическую. Электродвигатель —
основной вид двигателя для привода вязальных машин и
оборудования.
Электродвигатели бывают постоянного и переменного тока.
Достоинством электродвигателей постоянного тока является
возможность экономичной и плавной регулировки частоты
вращения ротора. К электродвигателям переменного тока относятся:
203
синхронные электродвигатели, частота вращения ротора которых
жестко связана с частотой питающего тока; асинхронные
электродвигатели, частота вращения ротора которых уменьшается с
ростом нагрузки; коллекторные электродвигатели, имеющие
плавную регулировку частоты вращения ротора в широком диапазоне.
Асинхронные электродвигатели в настоящее время имеют
широкое распространение благодаря своей простоте в
производстве и надежности при эксплуатации. Однако они имеют
определенные недостатки: 1) значительное потребление при работе
реактивной мощности; 2) сложность плавной регулировки частоты
вращения ротора.
В тех случаях, когда необходима плавная регулировка частоты
вращения ротора, применяют электродвигатели постоянного тока,
реже применяют более дорогие и менее надежные коллекторные
электродвигатели переменного тока.
Наибольшее распространение в трикотажном машиностроении
получили асинхронные электродвигатели.
Принцип работы асинхронного электродвигателя основан на
взаимодействии вращающегося магнитного поля, возникающего
при прохождении трехфазного переменного тока по обмоткам
статора (статор ¦— неподвижная часть электродвигателя), с током,
который индуктируется полем статора в обмотках ротора. В
результате этого взаимодействия возникают механические усилия,
заставляющие ротор вращаться в сторону вращения магнитного
поля при условии, что частота вращения ротора меньше частоты
вращения поля. Таким образом, ротор совершает асинхронное
вращение по отношению к полю.
Трехфазные асинхронные электродвигатели по сравнению
с однофазными обладают лучшими пусковыми и рабочими
характеристиками. Основными конструктивными частями являются:
статор ¦—¦ неподвижная часть и ротор — вращающаяся часть.
Статор имеет обмотки, размещаемые в корпусе электродвигателя,
ротор имеет сердечник из штампованных стальных листов с
обмотками, вал и укрепленные на валу контактные кольца. В
соответствии со способом выполнения роторной обмотки асинхронные
электродвигатели подразделяются на двигатели е контактными
кольцами и короткозамкнутые.
Синхронный электродвигатель, как и асинхронный, имеет
статор с многофазной (обычно трехфазной) обмоткой и ротор
с обмоткой возбуждения, имеющий такое же число полюсов, что
и обмотка статора. Обмотка статора подключается к источнику
питания переменного тока, а обмотка ротора — к источнику
питания постоянного тока. При взаимодействии магнитных полей
статора и ротора возникает крутящий момент, под действием
которого ротор вращается. Для возбуждения синхронного
электродвигателя используют генераторы постоянного тока.
В отличие от асинхронных синхронные электродвигатели
способны при заданной нагрузке работать с различными коэффи-
204
циентами мощности. При увеличении силы тока возбуждения
коэффициент мощности возрастает и при определенном значении
становится равным единице. Синхронные электродвигатели
применяют в тех случаях, когда не требуется регулировки частоты
вращения и отсутствуют перегрузки.
Коллекторным называют электродвигатель, у которого обмотка
ротора соединена с коллектором, служащим для механического
преобразования частоты. Коллектор состоит из ряда медных
пластин, изолированных друг от друга и от корпуса ротора.
Каждая пластина соединяется с одним или несколькими витками
обмотки ротора. Обмотка ротора подключается к внешней
электрической сети через угольные контактные щетки, которые при
вращении ротора поочередно соприкасаются с пластинами
коллектора.
Коллекторные двигатели переменного тока могут быть
однофазными и трехфазными. В отличие от бесколлекторных они
имеют гибкие регулировочные характеристики, но более дороги,
тяжелы и менее надежны в работе.
Электродвигатели могут быть изготовлены в открытом
исполнении, когда вращающиеся и токоведущие части защищены от
случайного прикосновения и попадания посторонних предметов;
в защищенном исполнении, в том числе капле- и брызгозащищен-
ные; закрытые и герметические.
§ 3. АППАРАТУРА УПРАВЛЕНИЯ И ЗАЩИТЫ
К аппаратуре непосредственного управления
электрооборудованием можно отнести рубильники, кнопочные пускатели,
переключатели, выключатели, контроллеры [17] и т. д.
Рубильник является электрическим устройством с ручным
управлением. Он предназначен для включения, выключения и
переключения электрических цепей под нагрузкой или при
отсутствии тока. Отличительной чертой его является ножевая или
«рубящая» форма подвижных контактов. По числу контактов
различают одно-, двух-, трех- и многополюсные рубильники.
При включении однополюсного рубильника контактный нож
под действием рукоятки поворачивается вокруг своей оси и резко
вводится в "неподвижную пружинящую контактную стойку. При
отключении электрической цепи, находящейся под нагрузкой,
между контактным ножом и контактной стойкой возникает
электрическая дуга, которая гасится в дугогасительной камере.
Рубильники рассчитывают таким образом, чтобы во время работы
контакты не нагревались выше допустимой температуры, а при
коротких замыканиях не сваривались между собой и
самопроизвольно не размыкались.
Электрические переключатели применяют для включения,
выключения и переключения электрических цепей.
Переключатели конструктивно могут быть выполнены в самых различных
формах. Примером может служить пакетный выключатель.
205
Пакетный выключатель состоит из группы контактов,
механизма, перемещающего контакты и фиксирующего их в
определенном положении, и корпуса. Контактная система ножевых
пакетных выключателей набирается отдельными секциями, состоящими
из изолированной плиты с расположенными на ней неподвижными
контактами, и пружинящих подвижных контактов. Основной
недостаток этой конструкции — быстрый износ поверхностей
ножей. Более совершенной является конструкция пакетного
выключателя, в котором замыкание и размыкание контактов
происходит с помощью кулачков механизма переключения.
Кнопочный пускатель — устройство ручного управления для
включения и выключения электрических двигателей,
электрических установок. Кнопочный пускатель имеет две кнопки, одна
из которых соединена с блокирующим механизмом, -замыкающим
контакты, а другая — с механизмом, который размыкает
контакты. Механизм расцепления контактов связан с
технологическими контактами, установленными на вязальной машине,
а также связан с реле защиты электродвигателя от перегрузки.
Кнопочные пускатели могут быть однофазными и трехфазными,
в открытом, закрытом и пылевлагозащитном исполнении, при
нормальном режиме эксплуатации допускаются до нескольких
десятков тысяч переключений.
Контроллер представляет собой электрическое устройство,
предназначенное для пуска, регулировки скорости в
электрических цепях низкого напряжения. С помощью контроллера можно
изменять электрическое сопротивление в цепи управления, в цепи
возбуждения электродвигателя. По конструктивному оформлению
контроллеры представляют собой многоступенчатые плоские
барабанные или кулачковые контактные переключатели.
К аппаратуре дистанционного управления можно отнести
магнитные пускатели, реле и электромагнитные контакторы.
Электромагнитным контактором является устройство,
предназначенное для частых включений и выключений (до 1500
переключений в час) электрических силовых цепей постоянного или
переменного тока. По числу пар контактов, включаемых в
электрическую цепь, различают одно- и многополюсные контакторы.
Однополюсный контактор имеет два контакта: подвижной и
неподвижный. Подвижной контакт укреплен на сердечнике
электромагнита и при подаче тока на обмотку электромагнита
перемещается вместе с сердечником и замыкается с неподвижным
контактом. Контакторы обычно имеют устройство для гашения дуги,
возникающей при размыкании контактов.
Реле является электрическим устройством, предназначенным
для скачкообразных изменений состояния электрической цепи
в результате заданных входных воздействий.
Исполнительными органами реле долгое время были контакты,
в настоящее время в конструкциях реле применяются магнито-
насыщенные элементы и транзисторы.
206
Магнитный пускатель является электрическим устройством
низкого напряжения, предназначенным для пуска, останова,
изменения направления и защиты асинхронного электродвигателя
с короткозамкнутым ротором. Магнитный пускатель состоит из
контактора, кнопочного поста и теплового реле.
Выпускаются магнитные пускатели в обыкновенном,
защищенном и взрывобезопасном исполнении.
К аппаратуре защиты электрических цепей относятся: плавкие
предохранители, тепловые реле, автоматические выключатели.
Плавкий предохранитель — самое простое устройство для
защиты электрических цепей и потребителя электрической энергии
от перегрузок и токов короткого замыкания. Плавкий
предохранитель состоит из одной или нескольких плавких вставок,
изолирующего корпуса и выводов для присоединения плавкой вставки
к электрической цепи. При перегрузках зауженный участок
плавкой вставки расплавляется и цепь размыкается, так как
плавкий предохранитель включается в электрическую цепь
последовательно.
Тепловое реле имеет способность реагировать на перегрузку
или короткое замыкание и автоматически разрывать
электрическую цепь.
Основной вид повреждений В электрических системах — это
короткое замыкание. При коротком замыкании наступает резкое
понижение напряжения, а следовательно, значительное
увеличение силы тока, что ведет к существенным перегрузкам.
Если реле входит в электрическую цепь электропривода
чулочного автомата, то при перегрузках его отключает
электродвигатель.
§ 4. СНАБЖЕНИЕ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИЕЙ
РАБОЧЕГО МЕСТА, ЭЛЕКТРОПРОВОДКА
Промышленные предприятия, в том числе и трикотажные, в
большинстве случаев получают электроэнергию от энергосистемы
страны. В зависимости от мощности предприятия электрическая
энергия подается потребителю под напряжением ПО, 35, 6 кВ.
При значительном удалении предприятия от электростанций или
подстанций энергосистемы напряжение подается на понижающую
подстанцию предприятия, где оно трансформируется с 35—ПО
до 6—10 кВ. При этом напряжении электрическая энергия по
кабельным линиям передается по территории предприятия к
цеховым подстанциям.
К распределительным устройствам подстанций присоединяются
трансформаторы, понижающие напряжение до 0,4—€,23 кВ.
От трансформаторов цеховых подстанций по внутренним сетям
энергия распределяется между электроприемниками цеха,
работающими при номинальном напряжении 380 или 220 В.
207
Распределение электроэнергии на предприятии по цехам
осуществляется по радиальной или по магистральной схеме.
Достоинством магистральной схемы является ее малая стоимость
и достаточная надежность, если магистраль замкнута в
кольцо.
Для уменьшения колебания напряжения на светильниках,
вызванного большими пусковыми токами асинхронных двигателей,
в ряде случаев применяют разделение линий на осветительные
и силовые.
При номинальном напряжении в установке 380/220 В
двигатели присоединяют к линейным проводам напряжением 380 В,
а осветительные приборы включаются между нулевым проводом
и линейными проводами напряжением 220 В.
Широкое применение в цехах имеет простая и дешевая
магистральная схема, которая использует стальные голые шины —
шинопровод, вдоль которого в нужных местах присоединяют
приемники энергии (оборудование).
Питание технологического оборудования и других
электроприемников в цехах осуществляется через групповые
распределительные пункты. Они представляют собой шкафы или ящики
с вмонтированными в них рубильниками или выключателями
и плавкими предохранителями.
Для передачи электрической энергии внутри зданий применяют
провода, шнуры, кабели и шины.
Проводом называют отдельную проводку или жилу (голую
или изолированную). Провод имеет резиновую, поливинилхло-
ридную, капроновую или пропитанную хлопчатобумажную
защитную оболочку.
Шнуром называется система двух или нескольких
соединенных вместе изолированных гибких жил.
Шиной называют полосовую, реже круглую, медь, алюминий
или сталь.
Силовые сети предприятий часто выполняют из кабеля, шин
или изолированных проводов в стальных трубах или на
изоляторах.
Осветительные сети предприятий преимущественно выполняют
из провода в стальных трубах, провода на изоляторах или
роликах и на тросах.
Кабели прокладывают открыто или скрыто. В первом случае
их прокладывают по стенам или потолкам, закрепляя скобами.
Во втором случае кабели прокладывают в каналах, устраиваемых
в полу.
Шинопроводы бывают открытыми и закрытыми. Открытый
шинопровод представляет собой шины, закрепленные на
изоляторах, которые монтируются на стальных конструкциях,
укрепленных на стенах, колоннах, потолках или фермах.
Закрытые шинопроводы представляют собой шины,
расположенные на изолирующих гребенках внутри стального короба.
208
Для осветительных сетей бытовых помещений применяют
плоские провода марок ППВ и АППВ. Их прокладывают скрыто
или открыто. Осветительная сеть помимо проводов содержит
патроны для ламп, штепсельные розетки, выключатели и плавкие
предохранители или автоматические выключатели.
Соединение медных и алюминиевых многопроволочных жил
проводов и кабелей выполняют опрессовкой, сваркой или пайкой.
Опрессовка заключается в том, что токопроводящая жила
вводится в трубчатую часть наконечника или в соединительную
гильзу и обжимается ручными клещами или гидравлическим
прессом. Метод опрессовки является очень надежным, простым
и удобным.
Электросварка применяется преимущественно для соединения
и оконцевания алюминиевых жил.
Если нельзя использовать опрессовку или сварку, применяют
пайку. Пайка медных жил осуществляется в пламени паяльной
лампы с применением оловянисто-свинцовых припоев и канифоли.
Пайка алюминиевых жил выполняется с применением цинково-
оловянистых припоев.
Как указывалось выше, в электроснабжении на предприятиях
широко применяют трансформаторы. Трансформатором называют
статический электромагнитный аппарат, предназначенный для
преобразования одной первичной системы переменного тока в
другую — вторичную, имеющую, в частности, другое напряжение
и другую силу тока, при неизменной частоте.
Таким образом, к трансформатору подается энергия при одних
напряжении и силе тока, а получается после трансформации
энергия при других напряжении и силе тока.
Работа трансформатора основана на явлении взаимной
индукции. От питающей сети энергия подается на первичную
обмотку; обмотка, которая присоединяется к потребителю, носит
название вторичной обмотки. Трансформатор называют
понижающим, если напряжение в его первичной обмотке больше, чем
напряжение во вторичной обмотке. В обратном случае
трансформатор называют повышающим.
В схемах релейной защиты для плавного регулирования
напряжения в пусковых установках мощных электродвигателей
применяют автотрансформаторы, которые служат для
преобразования напряжения.
Электрические лампы предназначены для освещения
промышленных предприятий, учреждений, жилых помещений и т. п.
Электрические осветительные лампы можно подразделить на
лампы накаливания и люминесцентные.
Лампы накаливания мощностью не более 200 Вт изготовляют
с резьбовыми и со штифтовыми нормальными цоколями; лампы
большей мощности — только с резьбовыми цоколями.
Выпускают также более экономичные ^есспиральные лампы
(g дважды спирализованной нитью накала). Для местного и пере-
8 Антонов Г. К. 209
носного освещения изготовляют лампы пониженного напряжения
A2—36 В). Средняя продолжительность срока службы всех типов
ламп при номинальном напряжении не менее 1000 ч.
Люминесцентная лампа представляет собой газосветную
ртутную лампу со стеклянной колбой цилиндрической формы.
Внутренняя поверхность колбы покрыта специальным составом
(люминофором), флюоресцирующим (светящимся) под влиянием
излучения, создаваемого электрическим разрядом внутри колбы.
Люминесцентные лампы обладают следующими
преимуществами перед лампами накаливания: они значительно экономичнее,
дают свет, близкий по спектру к дневному, срок их службы в 2
раза больше. Однако эти лампы имеют и недостатки: требуют
специальных пусковых приспособлений для включения в сеть;
при понижении температуры окружающего воздуха количество
света, отдаваемого лампами, уменьшается, а при температуре
ниже +5 °С лампы работают неустойчиво.
Современное развитие трикотажного машиностроения вызывает
необходимость обеспечения машин современными
автоматизированными электроприводами. В настоящее время большое
внимание уделяется замене нерегулируемого электропривода
автоматизированным регулируемым с целью совершенствования
технико-экономических показателей машин.
Задачей автоматизации является освобождение человека от
операций управления работой оборудования. Автоматизация
обеспечивает в первую очередь повышение производительности труда,
снижение себестоимости продукции, повышение ее качества,
облегчение условий труда рабочих.
Контрольные вопросы и задания
1. Каково назначенце электроприводов? Дать их классификации.
2. Что такое электродвигатель?
3. Рассказать о снабжении электроэнергией предприятия, цеха, рабочего места.
Глава 13. ПРАВИЛА РАЗБОРКИ, СБОРКИ
И НАЛАДКИ ВЯЗАЛЬНЫХ МАШИН
§ 1. ОРГАНИЗАЦИЯ РАЗБОРКИ УЗЛОВ МАШИН
И ПРИМЕНЯЕМЫЙ ИНСТРУМЕНТ ,
Организация ремонтной службы на предприятиях возлагается
на отдел главного механика и подчиненный ему ремонтно-механи-
ческий цех, в задачу которого входит поддержание в
работоспособном состоянии оборудования на основе системы планово-
предупредительного ремонта.
Порядок подготовки оборудования к ремонту следующий:
210
обнаружение неисправностей оборудования путем тщательного
осмотра, проверки на точность, опроса персонала,
обслуживающего машину. Установление объема ремонтных работ;
установление последовательности разборки машины (в целом
и по узлам и механизмам);
подборка инструмента, приспособлений и сменных деталей,
необходимых для разборки и ремонта;
очистка машины от пыли, грязи, масла и т. д.;
отключение машины от электросети и пневматической системы.
Разборку машины производят в последовательности, которая
определяется технологическим процессом. При разборке с
машины в первую очередь снимают узлы и механизмы,
препятствующие снятию других сборочных единиц (узлов), при этом строго
соблюдая правила техники безопасности. Далее узлы и механизмы
разбираются на подузлы и детали. При разборке необходимо
соблюдать следующие правила:
производить разборку лишь тех узлов, которые подлежат
ремонту, так как любая разборка нарушает пригонку (плотность)
соединений и приработку подвижных деталей машины. При
капитальном ремонте осуществляется полная разборка машины;
при разборке сложных узлов и механизмов необходимо
составлять их схемы с целью облегчения последующей сборки;
разборку, как правило, начинают со снятия кожухов, крышек,
защитных щитков, ограждений, чтобы облегчить доступ к
разбираемым узлам и механизмам;
детали узла или механизма следует аккуратно складывать
в отдельные ящики, с тем чтобы не попортить обработанные
поверхности деталей;
для облегчения последующей сборки узла или механизма
детали помечают, например на нерабочей поверхности
незакаленной детали керном наносят метку, что обеспечивает сохранение
определенного положения данной детали по отношению к другой
детали; метка может быть нанесена краской на любую
поверхность детали с последующим снятием ее растворителем (ацетон,
бензин). Иногда на две соседние незакаленные детали для
последующей точной установки их при сборке наносят риски, которые
в дальнейшем необходимо совместить. Привязывание бирки из
картона к детали определяет принадлежность ее к определенному
узлу или механизму.
Разборку необходимо вести соответствующими
инструментами и приспособлениями, которые исключают порчу
деталей:
отвертками различных размеров и видов для отвертывания и
завертывания винтов, шурупов и других деталей с резьбой, на
головках которых имеется шлиц (паз). Отвертки обычно
представляют собой стержень с лезвием, которое при работе
вставляется в шлиц, конец стержня снабжен деревянной или
пластмассовой рукояткой;
8* 211
гаечными ключами для завертывания или отвертншания
болтов, гаек и других винтовых соединений. Гаечный ключ имеет зев
или контурные выступы и углубления, которыми можно
захватывать изделия. Гаечные ключи могут быть простые с
односторонней или двусторонней головкой, рычажные, торцевые,
раздвижные. Наиболее совершенными являются динамометрические
контролируемые и предельные гаечные ключи. Контролируемые
ключи имеют указатель значения крутящего момента, при
достижении которого появляется световой или звуковой сигнал.
Предельный гаечный ключ при достижении заданного крутящего
момента автоматически отключается, что предотвращает
перетяжку резьбы;
слесарными молотками для ударных работ. Молотки
изготовляют двух типов: с квадратным и круглым бойком, материалом
которого является сталь 50 и сталь 40Х, а также
инструментальная сталь У7 и У8. В средней части молотка имеется отверстие
овальной формы, служащее для крепления рукоятки. Для
тяжелых работ применяют молотки массой не более 16 кг —
кувалды. В некоторых случаях, особенно для обработки изделий из
тонкого листового железа, находят применение деревянные мр-
лотки;
слесарным зубилом для рубки металла, когда необходимо
удалить большие неровности, снять твердую корку, окалину,
заусенцы, срубить головки заклепок. Зубило представляет собой
стальной стержень, изготовленный из стали У7А, У8А, 7ХФ,
и имеет рабочую, среднюю и ударную части;
струбцинами различных конструкций, применяемыми для
установки деталей в необходимом положении. Струбцины могут быть
гидравлические для стыковки листов; винтовые тисочные,
обладающие повышенным усилием зажима; эксцентриковые,
кулачковые для удержания круглого или ленточного длинномерного
материала при его натяжении; рычажные и с разрезными гайками;
съемными приспособлениями (съемниками) для снятия
маховиков, шкивов, подшипников. Съемники различаются по
конструктивному исполнению: двухзахватные, специальные
винтовые, цанговые, гидравлические.
При невозможности применения съемников и вынужденном
использовании молотка или кувалды удары следует наносить по
деталям через прокладку или выколотку из мягкого металла,
пластмассы, дерева.
Для облегчения снятия посаженной с натягом детали ее
следует нагреть горячим маслом, паром или огнем, а охватываемую
деталь охладить с помощью твердой углекислоты.
При полной разборке механизма крепежные детали
складывают в ящик, а при частичной после снятия детали
устанавливают в прежние отверстия.
При снятии с валов и осей посаженных с натягом шкивов,
шестерен, шарикоподшипников и других аналогичных деталей
212
пользуются специальными приспособлениями — двух- или трех-
захватными съемниками различных типоразмеров. В зависимости
от назначения приспособления могут быть специальными,
предназначенными только для снятия определенной детали, или
универсальными, позволяющими снимать различные детали.
Резьбовые соединения, которые не поддаются разборке из-за
коррозии, погружают в керосин или смачивают керосином в
течение нескольких часов, после чего разбирают. Резьбу с
забоинами на концах болтов, шпилек запиливают напильником.
Напильники предназначены для снятия небольшого слоя металла,
с их помощью детали придаются требуемые форма и размеры.
Напильник представляет собой стальной брусок определенного
профиля и длины, на поверхности которого имеются насечки
(нарезки), образующие впадины и остро заточенные зубья,
имеющие в сечении форму клина. Их изготовляют из стали У10А
или У13А, после насекания подвергают термической обработке.
Напильники делятся на следующие типы: 1) плоские,
применяемые для опиливания наружных и внутренних плоскостей; 2)
квадратные, используемые для распиливания квадратных и
прямоугольных отверстий; 3) трехгранные, служащие для опиливания
углов 60° и более с внешней стороны детали и в пазах; 4) круглые,
используемые для распиливания круглых или овальных отверстий;
5) полукруглые, применяемые для обработки вогнутых
криволинейных поверхностей больших радиусов и отверстий; 6)
ромбические, предназначенные для опиливания зубьев шестерен, дисков,
звездочек, для снятия заусенцев с этих деталей; 7) ножовочные,
служащие для опиливания внутренних углов, клиновидных
канавок, узких пазов.
Для обработки твердосплавных частей деталей применяют
алмазные напильники.
Небольшие по размерам напильники называют надфилями,
их применяют для лекальных, граверных работ, для зачистки
труднодоступных частей деталей (отверстий, углов и др.).
Надфили имеют такую же форму, что и напильники, их изготовляют
из стали У13 или У12.
Если нельзя отвернуть гайку обычным путем, ее отвертывают
с помощью зубила и молотка, отрезают ножовкой или газовым
пламенем.
Ручная ножовка (пила) предназначена для разрезания толстых
листов полосового, круглого и профильного металла, а также для
прорезания шлицев, обрезки и вырезки по контуру. Ножовочное
полотно представляет собой тонкую и узкую стальную пластину
с двумя отверстиями для крепления и с зубьями на одном из ребер,
полотно изготовляют из стали У10А, Р9, Х6ВФ твердостью HRC
61—64.
При разборке возможны варианты поломки винта или
шпильки, в таком случае их удаляют одним из следующих
способов:
213
при наличии выступающей резьбовой части на нее
навертывают гайку и контргайку и вращают гайку;
при наличии выступающей небольшой части стержня винта
или шпильки на ее торцевой стороне ножовкой делают шлиц
или вырубают его зубилом, в шлиц вставляют отвертку и
вывертывают резьбовую деталь;
торец сломанной части резьбовой детали ровно опиливают и
кернят по центру, после чего сверлом диаметром, несколько
меньшим, 4 чем внутренний диаметр резьбы, высверливают
оставшуюся часть винта или шпильки. Сверло — инструмент,
совершающий вращательное и поступательное движение относительно
своей оси. Сверлением получают отверстия невысокой степени
точности, рассверливанием получают отверстия большого
диаметра. Сверла изготовляют из быстрорежущих легированных и
углеродистых сталей, режущая часть их может оснащаться
пластинками из твердых сплавов. Для сверления чаще применяют
спиральные сверла, реже — специальные. Сверление обычно
осуществляется на сверлильных станках. В тех случаях, когда
деталь невозможно установить на станке, сверление ведут с
помощью коловоротов, ручных, электрических и пневматических
сверлильных устройств;
при наличии застрявшего конца резьбовой детали к нему
приваривают гайку меньшего диаметра либо стержень и с их помощью
вывертывают сломанную часть;
сломанный конец винта или шпильки опиливают. В торце
просверливают отверстие, в котором нарезают обратную резьбу под
специальный болт или в него вставляют закаленный конический
стержень с зубьями и вывертывают сломанную резьбовую деталь.
Закаленные сломанные резьбовые детали удаляют
электроискровым способом, используя в качестве электрода медную трубку
диаметром, на 2 мм меньшим диаметра резьбы, либо обжигают,
нагревая пламенем горелки или паяльной лампы, после чего
удаляют описанными выше способами. При невозможности
удаления указанными способами сломанного винта или шпильки
их высверливают и нарезают резьбу следующего размера;
штифты при разборке выбивают бородками с диаметром
рабочего конца, несколько меньшим, чем диаметр штифта.
Заклепочные соединения разбираются, как правило,
срубанием головки заклепки зубилом с последующим выбиванием ее
стержня бородком. Можно применять способ, заключающийся
в том, что головку заклепки накернивают, после чего
высверливают сверлом несколько меньшего диаметра, чем диаметр стержня
заклепки, затем головку надламывают, а стержень выбивают
бородком.
Тяжелые узлы и механизмы разбирают с применением
грузоподъемных приспособлений или подъемных кранов, тележек.
Простейшим подъемным устройством может быть блок. Блоки
разделяются на неподвижные и подвижные.
214
Если во время подъема груза геометрическая ось блока не
перемещается, то такой блок называют неподвижным, в
противном случае блок является подвижным.
Если соединить подвижные и неподвижные блоки в одну общую
систему, то получим полиспаст. Конструктивно могут быть
полиспасты, дающие выигрыш в силе (применяются при подъеме
грузов), и полиспасты, дающие выигрыш в скорости (используются
в гидравлических и пневматических подъемниках).
Лебедки служат для подъема и опускания грузов, в отдельных
случаях для перемещения. В зависимости от рода применяемой
силы различают лебедки с ручным и с механическим приводом.
Лебедки с ручным приводом применяют для подъема груза
массой не более 10 т.
Для подъема груза на сравнительно небольшую высоту
применяют домкраты, представляющие собой самостоятельные
подъемные механизмы, очень удобные при временных работах, так как
при компактности и небольшой массе их можно переносить с
места на место.
Домкраты делятся на реечные и винтовые, которые состоят из
винта, гайки и корпуса.
Для перемещения грузов в вертикальном и горизонтальном
положении применяют подъемные краны.
Как правило, кран состоит из трех основных узлов:
подъемного механизма, обеспечивающего подъем и опускание груза;
рамы или формы, служащих для опоры; одного или нескольких
механизмов горизонтального перемещения груза.
Мостовые краны состоят из моста, перемещающегося вдоль
здания, и тележки с подъемным механизмом, катящейся по мосту.
Мостовые краны бывают с ручным и механическим приводом.
Поворотные краны устанавливают в помещении на полу
вблизи стены, причем верхняя опора крана укрепляется на
консоли, выпущенной из стены. Кран может поворачиваться на угол
до 180°. В случае если кран применяется без внешней верхней
опоры, поворот его может осуществляться на 360°.
Разборка узлов и механизмов машины должна осуществляться
только при строгом соблюдении правил техники безопасности:
разборку производить при устойчивом положении машины,
узла или механизма;
подъемно-транспортное оборудование необходимо
периодически проверять;
при разборке деталей для крепления принимать меры против
падения открепляемой детали, узла;
разборку узлов и механизмов, находящихся в подвешенном
состоянии, не производить;
при разборке необходимо пользоваться только исправным
инструментом и приспособлениями;
запрещается наращивать ключ трубой или другими
насадками;
215
при разборке еоединений е натягом еледует обращать
внимание на надежный захват детали;
все работы с использованием электроинструментов
производить только в резиновых перчатках и на резиновом коврике.
После разборки машины узлы и детали должны быть очищены
и промыты от грязи, стружек, нагара и смазки с целью
обнаружения дефектов, улучшения санитарных условий ремонта, а также
подготовки деталей к восстановлению.
Различают следующие способы очистки деталей:
механический, когда нагар, ржавчину, старую краску,
затвердевший смазочный материал удаляют ручными или
механизированными щетками, скребками, шарошками;
абразивный, когда очистку детали производят с помощью
струи песка;
термический, когда ржавчину, краску удаляют путем
нагревания поверхности детали пламенем паяльной лампы или газовой
горелки;
химический, когда очистка детали производится специальными
пастами и растворами, в состав которых входят каустическая сода,
негашеная известь, мел и др.
После очистки детали промывают водными щелочными
растворами и органическими растворителями сначала в горячем растворе,
а затем в чистой горячей воде, после чего деталь высушивают
сжатым воздухом. Детали из цветных металлов, пластмасс, резины
в щелочных растворах не промывают.
При ручном способе детали промывают с использованием
щеток, скребков, обтирочного материала в двух ваннах, которые
заполняются органическими растворителями (керосин, бензин,
дизельное топливо). В первой ванне осуществляются замачивание
и предварительная промывка, во второй — окончательная
промывка.
Иногда детали промывают в стационаре или передвижном
баке с сеткой, на которую укладывают детали, бак имеет
устройство для нагревания моющего раствора до температуры
90 °С.
Более производительным является способ промывки деталей
в моечных машинах, которые конструктивно могут быть
выполнены с одной (только для промывки), двумя (для промывки и
ополаскивания) и тремя (для промывки, ополаскивания и сушки]
камерами. Промывают детали в нагретом до 90 °С моющем
растворе. Детали поштучно или в корзинах подаются на конвейер.
После того как детали побывали в мойке, их промывают горячей
водой и сушат струей горячего воздуха.
В процессе очистки и промывания деталей, узлов необходимо
соблюдать следующие меры безопасности: помещение, где
промывают детали, должно иметь приточно-вытяжную вентиляцию;;
необходимо использование защитных паст для рук, употребление
очков, резиновых перчаток, фартуков, еапог, так как моющие
216
средства токсичны^ при иепользовании горючих моющих средств
нельзя применять электроинструмент и открытое пламя.
Очищенные и промытые детали оценивают с точки зрения их
технического состояния, устанавливают возможность их
дальнейшего использования. При определении дефектов
устанавливают степень износа рабочих поверхностей (изменение размеров
и геометрической формы, наличие трещин, сколов, рисок, зади-
ров, остаточных деформаций, скручивания, коробления,
изменение физико-механических свойств).
§ 2. СПОСОБЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ДЕТАЛЕЙ
Дефекты выявляют следующими способами:
1. Внешний осмотр рабочих поверхностей, с помощью
которого можно определить риски, трещины, сколы, задиры,
нарушения сварных, заклепочных и резьбовых соединений,
повреждения зубьев шестерен и звездочек цепных передач, коррозию и т. д.
2. Проверка на ощупь, с помощью которой определяется износ
и смятие резьбы на деталях, легкость поворота подшипников
качения и цапф валов в подшипниках скольжения, легкость
вращения шестерен, а также перемещения по шлицам вала, плотность
неподвижных соединений.
3. Простукивание мягким молотком или рукояткой молотка
с целью выявления трещин, о наличии которых может
свидетельствовать дребезжащий звук.
4. Измерение, которое с помощью инструментов определяет
степень износа и зазор в сопряженных деталях, отклонение от
заданного размера, погрешности формы и расположения
поверхностей.
5. Керосиновая проба, которая осуществляется с целью
обнаружения трещин, при этом деталь погружают на 20 мин в
керосин, затем тщательно протирают и покрывают мелом.
Выступающий из трещины керосин увлажняет мел и четко проявляет
границы трещины.
6. Проверка твердости поверхностей детали, путем которой
обнаруживают изменения, происшедшие в детали во время ее
эксплуатации.
Все средства измерения и контроля можно разделить на
контрольно-измерительные инструменты и измерительные приборы.
К группе контрольно-измерительных относятся:
инструменты для контроля плоскостности и прямолинейности;
плоскопараллельные концевые меры длины (плитки). С
помощью плиток проверяют и градуируют измерительные
инструменты и приборы, определяют размеры приспособлений и
штампов. Плитки используют также при точной разметке, сборке и
ремонте машин. Плоскопараллельные концевые измерительные
инструменты изготовляют в виде прямоугольных металлических
брусов с различными размерами между боковыми рабочими сто-
217
ронами. Измерительные плоскости плиток имеют малую
шероховатость, и при небольшом сжатий и некотором смещении плитки
прочно сцепляются друг с другом;
инструменты для контроля внутренних и наружных
поверхностей, например штриховые, воспроизводящие любое кратное
или дробное значение единицы измерения в пределах шкалы (штан-
генинструменты, угломеры с нониусом).
К штангенинструментам относятся все раздвижные
инструменты (штангенциркули, штангенглубиномеры и штангенрейс-
масы), основой которых являются линейка-штанга с нанесенными
на ней делениями с интервалом 1 мм и подвижная рамка с
вырезом.
Штангенциркули изготовляют с пределом измерений 0—400 мм
с ценой деления 0,1 или 0,05 мм. Они применяются для
определения наружных, внутренних размеров и глубин и имеют цену
деления по нониусу 0,1 мм.
Штангенглубиномеры служат для измерения высоты, глубины
глухих отверстий, канавок, пазов, выступов. Они изготовляются
с пределами измерений 0—250 мм (цена деления по нониусу
0,05 мм) и 0—500 мм (цена деления по нониусу 0,1 мм).
Штангенрейсмасы предназначаются для измерения высоты
деталей от опорных плоских поверхностей и для точной разметки.
Угломеры с нониусом в отличие от одномерных средств
контроля углов имеют шкалу, с помощью которой измеряется угол.
Показания угломера читают по градусной шкале, размещенной
на дуге основания, в зависимости от того, на каком целом
делении остановилось нулевое деление нониуса.
Инструментами для контроля резьбы и точных соединений
деталей являются микрометрические инструменты, основанные
на действии винтовой пары (микрометры, микрометрические
нутромеры и глубиномеры). В одних инструментах винт вращается
по внутренней резьбе неподвижной гайки, в других, наоборот,
гайка вращается по неподвижному винту. Вращательное
движение винта связано с его поступательным перемещением
относительно гайки. При полном обороте винта его продольное
перемещение будет равно шагу резьбы, т. е. 0,5 мм.
Микрометры бывают следующих видов: гладкие для измерения
наружных размеров изделий; листовые с циферблатом
измерения толщины листов и лент; трубные для измерения толщины
стенок труб; зубомерные, с помощью которых производят
измерение зубьев шестерен.
Микрометрические глубиномеры применяются для измерения
глубины отверстий, уступов, выточек. По устройству он
напоминает обычный микрометр (пределы измерений от 0 до 100 мм).
Микрометрические нутромеры применяют для измерения
внутренних размеров деталей, они отличаются от микрометров
отсутствием скобы (пределы измерений от 50 до 1000 мм).
К группе измерительных приборов относятся:
218
рычажно-механические (индикаторы, индикаторные нутромеры,
рычажные скобы, миниметры) приборы;
оптико-механические (оптиметры, инструментальные
микроскопы, проекторы). Индикаторы бывают часового типа (с
зубчатой передачей) и рычажно-зубчатые. Индикаторные нутромеры
предназначены для относительных измерений отверстий
диаметром 3—1000 мм, они имеют цену деления 0,01 мм. Для точного
измерения диаметров небольших отверстий выпускают
индикаторные нутромеры повышенной точности;
рычажно-зубчатые (рычажные микрометры, рычажно-зубчатые
измерительные головки). Эти приборы предназначены для
определения относительных наружных размеров, в основном
цилиндрических деталей.
Эти приборы позволяют измерять детали с большой точностью.
В результате проведенной дефектации указанными выше
способами детали сортируют на три группы: годные, требующие
ремонта и негодные. После сортировки детали помечают (по группам)
краской разного цвета.
§ 3. СПОСОБЫ РЕМОНТА КОРПУСНЫХ ДЕТАЛЕЙ
Трещины ликвидируют с помощью стяжек, при этом на детали
по обе стороны от трещины (на некотором удалении от нее)
просверливают и развертывают два отверстия, в которые запрессовывают
штифты. На концы штифтов надевают пластину-стяжку, имеющую
также два отверстия. При этом расстояние между ними в пластине
несколько меньше, чем на детали. При возможности трещину
стягивают струбциной, пластину-стяжку нагревают перед
надеванием. При охлаждении пластина сжимается и стягивает трещину.
Трещины могут быть устранены путем сварки с последующей
механической обработкой, при этом необходимо прогреть
трещину.
Ремонт сколов производится с помощью установки ввертыша.
Поврежденное место рассверливают, после чего нарезают резьбу,
куда ввертывают и стопорят кернением резьбовую пробку,
которую смазывают суриком.
Если скол небольшой, устанавливают пробку. Операции
осуществляют в следующем порядке: просверливают скол,
полученное отверстие обрабатывают разверткой, в которое
запрессовывают пробку, опиленную по форме ремонтируемой поверхности.
. Сколы и пробоины устраняют путем сварки с последующей
механической обработкой.
Чтобы отремонтировать сломанную выступающую часть
детали (кронштейн, ушко), делают вставки или пробки. Сломанную
часть выступающего элемента фрезеруют, строгают, срубают или
опиливают, после чего опиливают или фрезеруют под вставку
или просверливают и обрабатывают разверткой (или нарезают
резьбу) под пробку (либо под штифт с резьбовым концом). Вставку
запрессовывают в паз и прикрепляют к корпусу винтами. Пробку
219
запрессовывают, штифт ввертывают резьбовым концом, емазан-
ным суриком.
Можно восстановить деталь, приварив отломанную часть
к корпусу.
Изношенное отверстие в корпусе детали восстанавливают
путем установки ремонтной втулки. Отверстие просверливают и
обрабатывают разверткой, после чего запрессовывают в него
ремонтную втулку или стакан. Чтобы втулка не смещалась в осевом
направлении и не проворачивалась, ее стопорят винтом в разъеме
с корпусом. В запрессованной втулке отверстие растачивают или
обрабатывают разверткой.
Иногда изношенное отверстие ремонтируют путем наплавки
металла с последующей механической обработкой до
необходимого диаметра.
§ 4. СПОСОБЫ РЕМОНТА НАПРАВЛЯЮЩИХ
При ремонте направляющих, например рельса плосковязального
полуавтомата ПВРК 10/100, вначале определяют степень износа
и характер дефектов.
При наличии задиров или глубоких рисок ремонтируемое
место зачищают, разделывают под углом 90° с высокой
шероховатостью поверхности, обезжиривают раствором
кальцинированной соды, ацетоном или бензином, нагревают, наносят флюс
(хлористый цинк) и паяют паяльником.
Иногда задиры и глубокие риски ремонтируют путем
металлизации, т. е. после подготовительных (указанных выше)
операций на поврежденное место напыляют латунь или цинк. После
пайки или напыления направляющие поверхности шлифуют или
шабрят.
При небольших рисках ремонт направляющих можно
производить шабрением с притиркой пастой ГОИ. Шаберы выпускают
различных видов и изготовляют из сталей У12А, Р6М5, IIIX-15.
Контроль при шабрении ведут с помощью поверочных линеек
или плит.
Ремонт направляющих (при небольшом износе) можно
осуществлять путем шлифования на плоскошлифовальных станках.
При значительном износе направляющие строгают или
фрезеруют, устанавливают накладки из следующих материалов:
текстолита ПТ, гетинакса Б, винипласта-10 путем приклеивания
клеями БФ-2, БФ-4.
Значительные дефекты удаляются фрезерованием, или
строганием или прикреплением винтами на это место накладных
направляющих.
Отремонтированные направляющие не должны иметь на
поверхности трещин, пробоин, сколов, задиров, вмятин и т. д.
Число заваренных дефектных мест не должно быть более трех
при длине до 1,5 м. Поверхность направляющей должна иметь
одинаковую твердость по всей длине.
220
Сборка резьбовшх соединений производится путем установки
болта или винта в отверстие с зазором. Неподвижность соединения
обеспечивается завертыванием гайки или винта.
Сборку производят в следующем порядке: пригоняют
соединяемые детали, совмещают их с установкой между ними при
необходимости прокладки, в отверстие вводят болт или в корпус
завертывают шпильку и на нее надевают другую деталь, ставят
шайбу и навертывают гайку. Затем следует отрегулировать
положение соединяемых деталей и предварительно завернуть гайки.
Установив контрольные штифты, окончательно завертывают гайки
(для группы болтов завертывание осуществляют крест-накрест,
начиная со средних болтов).
Чтобы предохранить от самопроизвольного отвертывания
резьбовое соединение, его стопорят: контргайкой, т. е. поверх
основной стягивающей гайки навертывают вторую гайку; пружинной
шайбой, края разреза которой, упираясь в гайку и деталь,
препятствуют отвинчиванию; стопорной шайбой с лапкой;
разводным шплинтом (поверх гайки в болте или шпильке сверлят
отверстие, в которое входит шплинт); кернением торца резьбового
стержня (болт или шпилька); боковым кернением резьбовой
детали.
Шпоночные соединения, применяемые для разъемного
соединения двух деталей при передаче крутящего момента, могут
иметь следующие дефекты:
смятие или срез шпонки. В этом случае шпонка заменяется
новой, у которой припуск на 0,1—0,2 мм больше, с последующей
пригонкой ее по пазу вала;
смятие или износ шпоночного паза ступицы. В этом случае
обрабатывается паз под шпонку следующего размера,
определенного ГОСТом, на долбежном станке или вручную. Если обработка
идет вручную, то сначала опиливают дно паза, а потом боковые
стороны с обеспечением их симметричности относительно
диаметральной плоскости;
смятие или износ шпоночного паза. Ремонт производится
путем обрабатывания паза под шпонку следующего размера.
Сборка соединения с призматической шпонкой осуществляется
в следующем порядке: подготовляют нужную шпонку, пригоняют
ее по пазу вала (припиливают или шабрят), запрессовывают
шпонку в вал прессом, струбциной или ударами медного молотка,
проверяют щупом отсутствие зазора между боковыми сторонами
шпонки и паза, пригоняют паз ступицы к боковым сторонам
шпонки с минимальным зазором для неподвижных соединений
и с гарантированным зазором для подвижных.
При сборке соединения с клиновой шпонкой последнюю,
а также пазы вала и ступицы смазывают машинным маслом.
Ступицу надевают на вал и их пазы совмещают, шпонку вводят
в образовавшийся прямоугольный паз узким концом и ударом по
торцевой части широкого конца заклинивают.
221
При соединении деталей штифтами может произойти срез или
смятие штифта, износ отверстия под штифт, могут появиться
трещины в соединяемых деталях. Методы ремонта: замена
дефектных штифтов и деталей; изношенные отверстия расширяют под
новый штифт или заваривают и просверливают новое отверстие.
Сборка штифтовых соединений осуществляется в следующем
порядке: по имеющемуся отверстию в одной детали после
фиксации положения соединяемых деталей просверливают отверстие
в другой детали (для конического штифта диаметр сверла равен
диаметру штифта), после чего для цилиндрических штифтов без
насечек оба отверстия обрабатывают цилиндрической разверткой
и в полученное отверстие загоняют штифт.
Особое место в узлах и механизмах машин занимают
подшипники качения. Во время эксплуатации оборудования
возможны следующие основные неисправности в подшипниках *:
повышенный шум. Причинами могут быть: повреждение тел
качения (заменить подшипник); защемление' тел качения
вследствие неправильной установки колец подшипника
(отрегулировать установку подшипника); износ посадочных мест на валу и
в корпусе (отремонтировать посадочные места); отсутствие смазки
(смазать подшипник);
повышенный нагрев подшипника может быть вызван:
защемлением тел качения из-за чрезмерного зажима наружного кольца
подшипника (ослабить наружное кольцо); недостатком
смазочного материала (добавить смазку); несоосностью посадочных мест
на валу и в корпусе (устранить несоосность); загрязнением
подшипника из-за выхода из строя уплотнителей (промыть
подшипник или заменить уплотнитель);
неравномерность вращения. Причинами могут быть
несоосность посадочных мест подшипника на валу и в корпусе
(установить соосность); трещины, сколы, забоины на рабочей
поверхности подшипника (заменить подшипник);
выкрашивание рабочих поверхностей колец и тел вращения.
Причиной является усталость материала (заменить подшипник);
увеличенные радиальный и осевой зазоры. Причиной является
частичный износ рабочих поверхностей подшипника (заменить
подшипник);
ржавчина на рабочих поверхностях подшипника из-за
попадания влаги или агрессивных веществ (зачистить подшипник,
заменить уплотнение);
затруднено вращение подшипника от руки. Причиной может
быть попадание в подшипник посторонних частиц (подшипник
тщательно промыть, в случае необходимости заменить);
повреждение сепаратора по причине попадания посторонних
частиц или недостаточной смазки (заменить подшипник).
* При перечислении возможных неисправностей в скобках указаны способы
их устранения,
222
Основными условиями безопасной работы при разборке, сборке,
наладке и испытании узлов и механизмов оборудования являются
правильная организация рабочего места, пользование только
исправными инструментами и приспособлениями, строгое
соблюдение производственной дисциплины и правил техники безопасности.
Электроинструменты должны присоединяться к электросети
с помощью шлангового кабеля, имеющего специальную жилу для
заземления и зануления.
Перед началом работы необходимо проделать следующее:
надев спецодежду, проверить, чтобы у нее не было свисающих
концов, рукава надо застегнуть или закатать выше локтя;
проверить слесарный верстак, который должен быть прочным
и устойчивым, соответствовать росту рабочего, слесарные тиски
должны быть исправны, прочно закреплены на верстаке;
подготовить рабочее место, освободить нужную для работы
площадь, удалив все посторонние предметы, обеспечить
достаточную освещенность рабочего места, заготовить и разложить
в соответствующем порядке необходимые для работы инструмент,
приспособления, материалы и др.;
проверить исправность приспособлений, инструментов,
правильность их заточки и заправки, при проверке инструментов
обратить внимание на то, чтобы молотки имели ровную, слегка
выпуклую поверхность, были хорошо насажены на ручки и
закреплены клином;
перед поднятием тяжестей проверить исправность подъемных
устройств, все подъемные приспособления (механизмы) должны
иметь надежные тормозные устройства.
Во время работы деталь следует прочно зажать в тисках, во
время установки или снятия узла или детали с машины
необходимо соблюдать осторожность, чтобы при падении детали не
получить травму.
При свертывании гайки или болта следует обращать внимание
на то, чтобы при срыве гаечного ключа рука по инерции не
попала на острые края и части машины.
При работах нельзя пользоваться случайными подставками
или неисправными приспособлениями, допускать загрязнение
одежды керосином, бензином, маслом, проливать масло на пол.
Промасленную ветошь и бумагу нужно складывать в
специальные металлические ящики.
По окончании работы необходимо тщательно убрать рабочее
место, уложить инструменты, приспособления и материалы на
соответствующие места.
Контрольные вопросы и задания
1. Какие существуют правила разборки и сборки машин и применяемый
монтажный инструмент?
2. Какие приспособления применяют при разборке и сборке машин?
3. Рассказать о способах съема и монтажа маховиков, шкивов, подшипников.
4. Рассказать о правилах безопасности труда при сборке и разборке машин.
223
Глава 14. ПРАВИЛА СДАЧИ МАШИН В РЕМОНТ
И ПРИЕМКИ ИХ ИЗ РЕМОНТА
Системой планово-предупредительного ремонта трикотажного
оборудования является совокупность технических и организационных
мероприятий по уходу и всем видам ремонта, проводимых по
заранее разработанному плану с целью обеспечения безотказной
работы оборудования.
По составу и объему работ система
планово-предупредительного ремонта делится на текущий, средний и капитальный ремонты.
Текущий ремонт выполняется с целью обеспечения или
восстановления работоспособности оборудования на период до
установленного нормативами следующего ремонта. Текущий
ремонт заключается в восстановлении или замене отдельных деталей
или узлов, а также предполагает при этом разборку, сборку и
регулировку отдельных механизмов.
Средний и капитальный ремонты производятся для полного
восстановления ресурса оборудования с заменой или
восстановлением любых его частей, включая базовые. Они предусматривают
полную разборку машины, дефектацию деталей, их замену или
ремонт, а также сборочные и регулировочные работы и
последующее испытание машины. Их проводят силами ремонтио-механи-
ческого, электротехнического и ремонтно-строительного цехов.
Основными задачами ремонтно-механического цеха являются:
обеспечение сохранности надлежащего технического
состояния и постоянной эксплуатационной готовности действующего
оборудования;
осуществление своевременного и качественного ремонта
оборудования;
разработка мероприятий по модернизации оборудования
с целью повышения производительности и улучшения качества
продукции.
Порядок сдачи оборудования в ремонт следующий. Начальник
ремонтно-механического цеха на основании графика проведения
ремонта останавливает на средний и капитальный ремонты
оборудование, согласовав этот вопрос с начальником
производственного цеха. Затем составляется ведомость дефектов, в которой
указывается вид ремонта, модель машины, ее класс, заводской
и инвентарный номер. Далее развернуто даются перечень
наименований работ, номера сменяемых деталей, их количество и оценка
дефекта. В перечень наименований работ входят работы, которые
необходимо провести по ремонту узлов и механизмов машины.
В конце перечня указывают детали, подлежащие замене и
входящие в состав машины, т. е. не относящиеся к какому-либо
узлу или механизму. Ведомость дефектов подписывают старший
мастер производственного цеха и старший мастер ремонтно-
механического цеха,
224
На основании ведомости дефектов составляется требование на
запасные детали, необходимые для проведения ремонта.
Требование сдается на центральный склад предприятия.
Если к моменту останова машины для ремонта по плану она
находится в хорошем состоянии, начальник производственного
цеха совместно с начальником ремонтно-механического цеха
составляет акт осмотра данной машины с последующим его
согласованием с главным механиком и утверждением у главного
инженера. В этом случае ремонт переносится на ближайший срок
следующего планового ремонта.
Капитальный ремонт оборудования производится бригадами
слесарей-ремонтников, закрепленных за определенным видом
оборудования.
Начальник ремонтно-механического цеха несет полную
ответственность за объем и качество выполненных капитального и
среднего ремонтов оборудования, проведение которых
регистрирует в журнале регистрации и выполнения графика среднего и
капитального ремонтов. В журнале указываются наименование
оборудования, его модель, фабричный номер, месяц прохождения
ремонта (по плану и фактически), оценка качества ремонта,
фамилия бригадира слесарей-ремонтников, одновременно ведется
журнал выполнения нормативов периодичности среднего и
капитального ремонтов.
Приемка оборудования из капитального ремонта производится
начальником производственного цеха от начальника ремонтно-
механического цеха, из среднего ремонта — старшим мастером
цеха от мастера ремонтно-механического цеха в два этапа:
предварительная приемка оборудования; окончательная приемка
оборудования.
Окончательная приемка машины из ремонта проводится после
устранения дефектов (если таковые имеются), выявленных при
предварительной приемке.
При капитальном ремонте окончательную приемку машины из
ремонта проводят во время ее работы при полной заправке в
течение девяти смен, при приемке из среднего ремонта — трех смен
работы, кроме того, технологом составляется справка о
результатах разбраковки полотна, наработанного на машине во время
ее приемки.
В случае если состояние оборудования после ремонта не
соответствует установленным требованиям, его не принимают и
ремонтная бригада, допустившая некачественный ремонт, обязана
устранить дефекты, обнаруженные при приемке, без
дополнительной оплаты.
Акт о приемке оборудования из капитального ремонта
составляется начальником ремонтно-механического цеха. В акте
указываются вид ремонта, модель машины, перечень выполненных
работ и дается оценка проведенного ремонта.
225
Приемка машины из ремонта производится с использованием
измерительных приборов и приспособлений. При этом проверяют
следующее:
надежность крепления всех узлов и механизмов, а также
деталей;
надежность крепления ограждающих устройств и защитных
кожухов, которые закрывают вращающиеся узлы и детали (шкивы,
маховики, шестерни, звездочки и т. д.);
наличие смазочных материалов в подшипниках качения,
скольжения и на других трущихся поверхностях;
надежность крепления муфт, шкивов и других вращающихся
деталей;
качество сальников, уплотнительных прокладок и других
устройств, предохраняющих детали и узлы от попадания пыли,
грязи, масла и др.;
качество пригонки замковых клиньев и плавность
перемещения подвижных узлов (например, замковой каретки);
герметичность крышек, пробок, заглушек;
легкость и плавность движения машины от механизма ручного
привода.
После устранения неисправностей, отмеченных при наружном
осмотре, проводят испытания машины на холостом ходу.
В процессе обкатки машины проверяют:
плавность вращения и перемещений подвижных узлов;
отсутствие вибрации при работе;
плавность реверсирования механизмов (без ударов);
надежность действия тормозных устройств;
отсутствие толчков и шума в работе зубчатых передач;
отсутствие биения шкивов и соскакивания или
проскальзывания ремней;
надежность работы автоматической системы смазки;
безотказность работы пневмосистемы (системы оттяжки
изделия на чулочном автомате).
Испытание машины под нагрузкой проводят после обкатки
машины с целью проверки работы узлов и механизмов под
действием рабочих номинальных нагрузок (на шпулярнике вязальной
машины устанавливают паковки с пряжей или нитями). В
процессе испытания необходимо получить полотно (изделие), которое
по своим параметрам полностью соответствует ГОСТу на этот
вид трикотажа.
На основании изложенного выше можно определить
последовательность этапов технологического процесса ремонта
трикотажного оборудования:
1. Осмотр технического состояния оборудования.
2. Очистка от стружки, грязи, пыли, масла.
3. Приемка машины в ремонт.
4. Транспортировка машины для ремонта (в отдельных
случаях ремонт производится на месте).
226
5. Разборка машины на узлы и механизмы.
6. Разборка узлов и механизмов.
7. Промывка узлов и деталей.
8. Контроль и сортировка деталей на годные и негодные.
9. Ремонт деталей.
10. Контроль качества ремонта деталей.
11. Сборка узлов.
12. Испытание узлов.
13. Окраска узлов.
14. Общая сборка машины.
15. Обкатка и испытание машины.
16. Окраска машины в целом.
17. Сдача отремонтированного оборудования в эксплуатацию
Контрольные вопросы и задания
1. Каков порядок сдачи машины в ремонт?
2. Какова последовательность этапов технологического процесса ремонта?
3. Рассказать о приемке машины из ремонта.
4. Назвать этапы приемки машины из ремонта.
Глава 16. ВИДЫ ИЗНОСА ДЕТАЛЕЙ И МЕТОДЫ
ЕГО УСТРАНЕНИЯ
§ 1. ВИДЫ ИЗНОСА ДЕТАЛЕЙ
Износ деталей машин и механизмов может быть механическим,
молекулярно-механическим и коррозионно-механическим. Для
увеличения срока механического износа (сопряжений: вал —
подшипник, поршень — цилиндр, направляющая —
шарикоподшипник; деталей: валов, осей, зубьев, шестерен, пружин и др.)
следует применять в конструкции износостойкие материалы,
регулярно проводить смазку, снижать шероховатость
соприкасающихся поверхностей, поверхностное упрочнение, соблюдать
правила эксплуатации оборудования.
При молекулярно-механическом износе (зубчатая пара,
винтовая пара, подшипник) для уменьшения его воздействия
необходима регулярная обильная смазка.
Коррозионно-механический износ (шейки валов, осей, опоры
качения) уменьшают путем регулярной смазки трущихся и
окрашивания нерабочих поверхностей, применения коррозиестойких
материалов и покрытий.
В результате износа деталей происходит изменение их формы
и размеров, что приводит к увеличению зазоров в подвижных
соединениях, к нарушению плотности посадок неподвижных
соединений. При предельном износе детали становится невозмож-
227
ным ее дальнейшее использование, так как нарушается
нормальная работа узла или механизма. Допустимый износ детали
предполагает возможность ее установки в машину без ремонта.
Износ детали устанавливается:
обнаружением дефектов и изменений формы путем внешнего
осмотра* или изменением характера звука, который исходит от
передачи, подшипника, соединения;
определением температуры нагрева детали.
Степень износа выявляется путем:
микрометрирования (измерение размеров детали с помощью
универсальных средств);
измерения размера углубления, полученного от алмазного
или твердосплавного инструмента на рабочей поверхности детали;
оценки изменения эксплуатационных характеристик
сопряжения или узла (температуры, уровня шума, давления и т. д.).
Механический износ при трении скольжения проявляется во
многих узлах и механизмах машин. Каждое тело, даже если оно
отполировано, имеет в действительности более или менее
неравномерную поверхность. Итак, если два тела находятся в
контакте, то они соприкасаются только в определенных местах.
Фактическая нагруженная зона поверхности намного меньше, чем
геометрическая, поэтому поверхность фактического контакта
воспринимает значительные нагрузки, что и определяет степень
износа деталей.
При взаимодействии двух тел (например, подшипник—вал)
возникает трение, которое вызывает износ, приводящий к
разрушению материала.
Степень износа зависит от структуры материала в
поверхностном слое, но определяющими факторами являются величина и
продолжительность действия фактической нагрузки. В
зависимости от характера относительного движения трение может быть
трением скольжения, качения, а также качения с проскальзыванием.
На вязальных машинах в процессе взаимодействия петле-
образующих органов с нитью последние подвержены
значительному износу. Опыт эксплуатации машин показывает, что
синтетические и искусственные нити изнашивают петлеобразующие
органы интенсивнее, чем хлопчатобумажная пряжа. Особенно
велик их износ при переработке капроновой нити, так как
микроскопические зерна двуокиси титана, которые могут оставаться
в капроне после его получения, выполняют как бы роль
абразивного материала.
Одновременно следует отметить, что на степень износа
оказывают влияние заряды статического электричества, которые
возникают в результате трения нити о петлеобразующие органы и
другие направляющие детали. Характерно, что сильнее
электризуют нить детали, выполненные из пластмассы, слабее —
металлические детали и очень слабо — фарфоровые. Поэтому малому
износу подвергаются фарфоровые нитенаправители.
228
Характер износа петлеобразующего органа или направляющей
детали заключается в том, что движущаяся нить протирает узкую
канавку в детали, края которой повреждают волокна нити, в
результате чего происходит значительная потеря прочности нити
и заметное ухудшение качества вырабатываемого трикотажа из-за
появления на его поверхности ворсистости. Это явление было
исследовано на примере износа нитью кулирной платины
котонной машины (капроновая нить совершала движение по платине
в одном направлении). В этом случае оценкой износа является
глубина прорези в микрометрах. С целью выявления влияния
толщины нити на степень износа при испытаниях использовались
капроновые нити различной линейной плотности. Выводы,
сделанные по результатам испытаний, показывают, что при
одинаковых натяжениях и скоростях скольжения нитей по детали ее
износ будет обратно пропорциональным толщине нити. Это
объясняется тем, что с увеличением толщины нити уменьшается ее
удельное давление на петлеобразующий орган в месте их
контакта.
§ 2. СПОСОБЫ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ
Существует много способов восстановления изношенных деталей.
Основными из них являются: механическая обработка, сварка
и наплавка, пластическое деформирование, склеивание,
металлизация и напыление, пайка, электрическое и химическое
покрытие, электрофизический и электрохимический методы,
применение полимерных материалов [18; 19].
Способ восстановления детали путем механической обработки
заключается в том, что с изношенной детали (направляющая,
шейка вала, отверстие корпуса и др.) снимают минимально
возможный слой материала с целью удаления следов износа и
получения детали свободного или регламентированного ремонтного
размера. Ремонтный предельно допустимый размер зависит от
условий прочности и конструктивных особенностей детали. В
соединениях вал—втулка, поршень—цилиндр, винт—гайка
механической обработке подвергается та, которая дороже, а другая
деталь заменяется новой, имеющей измененный (ремонтный)
размер. Иногда применяются детали-компенсаторы: втулки,
прокладки, накладки, шайбы.
Сварка применяется для заделки раковин, трещин, сколов,
пробоин, присоединения отломанных частей. Дуговая и газовая
сварка нашла наибольшее распространение. Перед сваркой
поверхности деталей зачищают под сварочный шов с помощью
шлифовальной (ручной) машины, металлической щетки,
пескоструйного аппарата или напильника. Обезжиривание поверхностей
осуществляется путем вываривания детали в растворе
каустической соды с последующим промыванием в теплой воде. Иногда
обезжиривание проводят с помощью органических растворителей.
229
Устранение трещин осуществляют следующим образом. Перед
сваркой трещины просверливают по концам. Сварку производят
от конца трещины к середине или к краю детали короткими
участками.
Раковины устраняют путем очистки их от коррозии и грязи до
чистого металла. При этом острые кромки скругляют. Сварку
ведут небольшими валиками, перекрывающими друг друга.
Отломанные части скрепляют стяжками или хомутами, при
этом оставляют зазор между ними, в который должен попасть
расплавленный металл.
При установке заплат последняя должна иметь толщину,
равную завариваемой детали, по форме — быть круглой или
прямоугольной со скругленными углами, по размеру — на 2 мм меньше
свариваемого отверстия. Заплату вначале прихватывают в
нескольких местах, после чего производят сварку крест-накрест.
После остывания сварного шва его обрабатывают заподлицо
с поверхностью детали.
При ремонте стальных деталей применяют дуговую сварку
металлическими электродами, газовая используется главным
образом при сварке деталей толщиной до 3 мм.
Дуговая или газовая сварка чугунных деталей производится
тремя способами: с полным подогревом всей детали до
температуры 500—700 °С (горячая сварка); с неполным подогревом до
температуры 250—450 °С (полугорячая сварка) и с местным
подогревом горелкой (холодная сварка) [19].
При сварке деталей из алюминия и его сплавов используют
газовую или дуговую сварку с предварительным нагревом
очищенной детали до температуры 240 °С.
. Восстановление деталей и получение на их рабочих
поверхностях износостойких покрытий производится наплавкой, т. е.
нанесением расплавленного металла на деталь дуговой или
газовой сваркой, осуществляемой ручным, полуавтоматическим и
автоматическим способами.
Наплавка производится литыми и порошкообразными
твердыми сплавами. Толщина наплавленного слоя сплава с учетом
припуска на механическую обработку составляет 2,5—4 мм.
Механизированные способы наплавки подразделяются на
автоматическую и полуавтоматическую, которые производят под
слоем флюса на токарном станке с помощью наплавочных головок,
толщина наплавляемого слоя сплава до 5 мм.
Автоматическую и полуавтоматическую наплавку можно также
производить в среде защитных газов с использованием
углекислого газа для стальных, а аргона и гелия — для алюминиевых
деталей, толщина наплавляемого слоя 0,8—1 мм при твердости
HRC 24—35 (применяется для восстановления деталей диаметром
не более 10 мм).
Вибродуговую наплавку осуществляют на токарном станке
с применением охлаждающей жидкости (иногда без охлаждения)
230
с помощью наплавочных головок с электромагнитным или
механическим вибратором, толщина слоя, который наплавляется за
один проход головки, 0,5—2,5 мм при твердости слоя HRC 60.
Применяется этот способ для восстановления деталей из стали,
чугуна (серого и ковкого), не испытывающих больших
динамических нагрузок.
Электроконтактную наплавку выполняют на токарном станке
при одновременном деформировании детали с помощью двух
роликов, толщина наплавленного слоя 0,2—1,5 мм.
Способ восстановления изношенных деталей пластическим
деформированием включает в себя осадку, обжатие, раздачу,
вытяжку, вдавливание, растяжку, правку и накатку.
Восстановление размеров детали осуществляется
перемещением части металла с нерабочих ее участков к изнощенным
поверхностям.
Перечисленные операции производятся с деталями из низко-
углеродистых сталей, цветных металлов и сплавов в холодном
состоянии с предварительным нагревом для средне- и
высокоуглеродистых сталей.
Осадка используется для получения наружного диаметра
большего размера деталей или для уменьшения внутреннего и
увеличения наружного диаметра полых деталей в результате
уменьшения их высоты. Эта операция применяется для восстановления
различных типов втулок при износе по внутреннему и наружному
диаметру, цапф, валов и осей и других деталей, когда износ не
превышает 1 % диаметра. При осадке диаметр детали
увеличивается с учетом износа и припуска на механическую
обработку.
Обжатие применяется для уменьшения внутреннего диаметра
полых деталей путем уменьшения наружного. После обжатия
деталь наращивают по наружному диаметру и уменьшают до
необходимого размера по внутреннему, применяя операцию
развертывания.
Раздачу используют для увеличения наружного диаметра
детали за счет увеличения внутреннего. Эта операция применяется
для восстановления изношенных втулок (в том числе шлицевых),
пустотелых валов и др., проводится в холодном состоянии
деталей, причем закаленные детали предварительно подвергают
операции отпуска. После обжатия деталь обтачивают по наружному
диаметру для получения необходимого размера.
Вдавливанием восстанавливают изношенные боковые
поверхности шлицев, зубьев шестерен, шаровых пальцев. В результате
этой операции увеличиваются размеры деталей. Закаленные
детали предварительно подвергают операции отпуска.
Путем местного уменьшения поперечного сечения деталей
(рычагов, тяг, стержней, штанг) увеличивают их длину. Эта
операция называется вытяжкой. Вытяжка осуществляется на
небольшом участке детали путем приложения силы, перпендику-
231
лярной направлению удлинения. Вытяжке подвергают детали
в горячем состоянии (до 850 °С).
Растяжка также применяется для увеличения длины детали,
при этом направление действующей силы совпадает с
направлением удлинения.
Путем правки устраняют изгиб, скручивание и коробление
детали, она предназначена для восстановления валов, ходовых
винтов, осей, шатунов, тяг, балок, корпусов и др. Правка
производится с помощью Домкратов, прессов, скоб, кувалд, молотков
(стальных, медных, деревянных).
В зависимости От степени деформации и размеров детали
проводится ее правка в холодном состоянии или с предварительным
нагревом. Крупные и сильнодеформированные детали
восстанавливают путем горячей правки, деталь нагревают до температуры
600—800 °С.
Правка местным наклепом? осуществляется пневматическим
молотком с шаровидной головкой. Выбор участка и степени
наклепа производится с учетом места изгиба и его размеров.
Накатка позволяет восстановить неподвижность посадок на
шейках валов. Изношенную деталь закрепляют в центрах
токарного станка и обкатывают роликом с насечкой Из стали У12А
или ШХ-15. Накаткой увеличивают диаметр детали до 0,4 мм.
Если твердость детали небольшая (HRC 30), то накатку проводят
в холодном состоянии детали. Последующим шлифованием
обеспечивают получение необходимого размера.
Электрические и химические покрытия используют для
восстановления изношенных участков деталей, а также защиты их от
коррозии, в некоторых случаях применяют в качестве
декоративных покрытий. Приведем основные виды покрытий и их краткие
характеристики:
хромирование (гладкое) придает детали высокую
поверхностную твердость, износостойкость, теплостойкость (до
температуры 800 °С), стойкость к коррозии и кислотам, применяется для
восстановления деталей с неподвижными посадками;
пористое хромирование характеризуется наличием на
поверхности пор канальчатого или точечного вида, что обеспечивает
хорошую смачиваемость маслом и прирабатываемость,
применяется для восстановления деталей, работающих при больших
удельных давлениях, больших скоростях и температурах;
осталивание (железнение) отличается высокой прочностью
сцепления с основным металлом и обеспечивает детали твердость
покрытия в пределах НВ 150—400, применяется для
наращивания деталей под неподвижные посадки, а также восстановления
деталей с износом не более 2—3 мм;
никелирование характеризуется высокой поверхностной
твердостью и коррозионной стойкостью, применяется для
восстановления деталей и защиты от коррозии, а также для декоративных
покрытий;
232
меднение применяется перед никелированием и
хромированием, а также для восстановления деталей из меди и медных
сплавов, когда износ не превышает 2 мм, отличается высоким
сцеплением с основным металлом и последующим покрытием.
Перед нанесением покрытия деталь шлифуют, иногда
полируют с целью придания ей требуемой формы и доведения до
необходимых размеров с учетом припуска на покрытие, затем
удаляют окисные пленки и обезжиривают путем промывки в бензине
или растворителе.
Примеры восстановления изношенных деталей:
ремонт изношенных отверстий производят путем установки
ремонтной втулки. Изношенное отверстие просверливают и
обрабатывают разверткой или растачивают для запрессовки в него
ремонтной втулки или стакана, от осевого смещения или
поворота втулку стопорят винтом, после чего запрессованную втулку
растачивают или обрабатывают разверткой до требуемого
размера;
ремонт изношенных гнезд под фиксаторы рукояток
осуществляют путем установки ремонтной пробки. Гнезда просверливают
сверлом большего диаметра, нарезают резьбу, завертывают
резьбовую пробку, обрабатывают пробку заподлицо со стенкой
корпуса и просверливают в ней новое отверстие необходимого
диаметра. Иногда ремонт изношенных гнезд производят с помощью
установки* которую крепят винтом с потайной головкой.
Предварительно плоскость^ ё которой расположены гнезда, фрезеруют
или опиливают для обеспечения хорошего прилегания накладки,
после чего в накладке сверлят отверстия необходимых диаметров;
при износе зубьев шестерни лишь' с одной стороны
используют ее другую сторону. При этом у несимметричных шестерен
надрезают ступицу, приваривают втулку с другой стороны. Далее
срезают венец с зубьями и на оставшуюся часть шестерни
(колесо) насаживают новое кольцо, после чего на нем нарезают зубья.
Иногда с помощью газовой или дуговой сварки наплавляют
зубья по медным шаблонам с последующей их механической и
термической обработкой. В тихоходных передачах
(малоответственных) в шестерне выфрезеровывают участок, на котором
сломан зуб (форма фрезеровки в виде прямоугольника или
ласточкина хвоста), и в полученный паз крепят винтами или сваркой
вставку с новым зубом;
изношенное посадочное отверстие шестерни восстанавливают
путем его растачивания и запрессовки в него ремонтной втулки.
Можно также наплавить металл в месте износа, после чего
механически обработать это место с целью получения необходимого
диаметра;
при ремонте изношенного шкива плоскоременной передачи
(износ рабочей поверхности шкива) его протачивают до получения
правильной формы, при этом изменение передаточного отношения
ликвидируют? протачиванием другого шкива на соответствующую
233
величину. При износе рабочих поверхностей канавок шкива в
результате проскальзывания клинового ремня последний ложится
на дно канавки и не заклинивается в ней. В этом случае дно
канавки протачивают с углублением боковых сторон. При износе
шпоночного паза шкива его обрабатывают под шпонку
следующего размера на долбежном станке или вручную. При ручной
обработке вначале отпиливают дно паза параллельно оси ступицы,
а затем уже боковые стороны с обеспечением их симметричности
относительно диаметральной плоскости;
ремонт изношенной поверхности эксцентрика или кулачка
производится путем наплавления металла или напыления его на
рабочую поверхность с последующей механической обработкой
(шлифованием);
ремонт направляющих, если износ не превышает 0,3—0,5 мм,
производится путем тонкого строгания или опиливания с
последующим шабрением или шлифованием, тонкое строгание
осуществляется широкими резцами, оснащенными пластинками из
твердого сплава. При значительном износе направляющие
строгают или фрезеруют с последующей установкой накладок из
текстолита, гетинакса, винипласта путем приклеивания клеями
БФ-2, БФ-4;
ремонт шлицев на валах при значительном их износе
производится дуговой наплавкой с последующей механической
обработкой. Если износ по ширине паза не более 1 мм, применяют так
называемую раздачу шлицев отожженного вала зубилом, после
чего заваривают образующуюся при этом канавку и механически
обрабатывают шлицы. При износе до 0,2 мм шлицы
восстанавливают электроискровым наращиванием с последующим
шлифованием;
ремонт изношенных или нецилиндрических шеек валов
производится доводкой специальными пастами или шлифованием,
возможен электромеханический способ восстановления
пластическим деформированием. При износе шеек вала более 0,1—0,2 мм
применяют обтачивание и шлифование под ремонтный размер
(сопряженную деталь при этом заменяют); можно применить
наращивание металла металлизацией, осталиванием, а при
значительном износе — вибродуговую наплавку с последующим
обтачиванием и шлифованием. Возможны также следующие
варианты ремонта: обтачивание отожженного вала, напрессовка
или установка на эпоксидный клей ремонтной втулки.
Контрольные вопросы и задания
1. Какие факторы влияют на износ деталей?
2. Рассказать о способах восстановления изношенных деталей.
3. Привести примеры восстановления изношенных деталей.
4. Каковы основные причины поломок деталей?
5. Рассказать о коррозионных разрушениях деталей.
234
Глава 16. ДОПУСКИ И ПОСАДКИ, ТЕХНИЧЕСКИЕ
• ИЗМЕРЕНИЯ
Понятие «взаимозаменяемость» означает свойство независимо
изготовленных деталей занимать свое место в сборочной единице без
дополнительной механической или ручной их обработки при
сборке, обеспечивая при этом нормальную работу собираемых
изделий (узлов, механизмов, машин). В понятие «сборочная
единица» входит узел, механизм, устройство, часть машины или
оборудования.
Одной из основных предпосылок взаимозаменяемости деталей
является выполнение размеров сопрягаемых деталей в пределах
установленных допусков.
Поверхности деталей могут быть цилиндрические, плоские,
конические, эвольвентные и т. д. Кроме того, поверхности бывают
сопрягаемые и несопрягаемые. Сопрягаемые — это поверхности,
по которым детали соединяются в сборочные единицы, а
последние в механизмы и узлы. Несопрягаемые (свободные) — это
конструктивно необходимые поверхности, не участвующие в
соединениях с поверхностями других деталей.
Внутренние цилиндрические поверхности, а также внутренние
поверхности с параллельными плоскостями (отверстия в
ступицах, шпоночные пазы и пр.) являются охватывающими, их условно
называют отверстиями с обозначением диаметра D. Наружные
поверхности (цилиндрическая поверхность вала, боковые грани
шпонок) являются охватываемыми, их называют валами с
обозначением диаметра d.
Размеры выражаются числовыми величинами и делятся на
номинальные, действительные и предельные. В машиностроении
в технической документации все размеры указываются в
миллиметрах (мм).
Номинальным размером D называют размер, относительно
которого устанавливаются предельные размеры и отсчитываются их
отклонения. Номинальные размеры назначаются исходя из
конструктивных, технологических и эксплуатационных соображений,
а также в результате расчетов деталей на прочность, жесткость,
изгиб и т. д. Значения номинальных размеров обычно округляются
в большую сторону.
Действительным размером Dr (dr) называют размер,
установленный измерением с допустимой погрешностью. Выбор
измерительных средств следует увязывать с точностью, которую
необходимо установить для данного размера. При этом следует
помнить, что измерения высокой точности с малыми погрешностями
выполняются сложными приборами или устройствами, обходятся
дорого и не всегда технически целесообразны.
Предельные размеры — два предельно .допустимых размера,
между которыми должен находиться действительный размер.
235
Больший предельный размер называется наибольшим
предельным размером Dmax (dmax), меньший— наименьшим предельным
размером Dmin (dmtn).
Чем меньше разность между предельными размерами, тем
ближе действительные размеры к заданному.
Отклонением называется алгебраическая разность между
действительным (или предельным) размером и соответствующим
номинальным размером. Отклонения отверстий обозначают
буквой Е, отклонения валов—е [20].
Действительное отклонение Ег (ет) равно алгебраической
разности действительного и номинального размеров:
Предельное отклонение равно алгебраической разности
предельного и номинального размеров. Различают верхнее, нижнее
и среднее отклонения.
Верхнее отклонение ES (es) равно алгебраической разности
наибольшего предельного и номинального размеров:
ES = Draax — D- es = йтях — D.
Нижнее отклонение El (ei) равно алгебраической разности
наименьшего предельного и номинального размеров:
EI = Dmln — D; ei = dmia — D.
Среднее отклонение Ет (ет) равно полусумме верхнего и
нижнего отклонений:
Ет = 0,5 (ES + Ely, em = 0,5 (es + ei).
§ 1. ПОНЯТИЕ О ДОПУСКЕ РАЗМЕРА
Действительные размеры готовых деталей должны быть в
допустимых пределах, которые в каждом конкретном случае
определяются предельными размерами или предельными отклонениями,
поэтому появляется такое понятие, как допуск.
Допуск равен разности наибольшего и наименьшего
предельных размеров, он обозначается буквой Т (для отверртий — TD
и для валов — Td).
TD = Dmax — Dmia; Td = umax — flmm.
Допуск всегда является положительной величиной и на
чертежах указывается через предельные отклонения, например
0зо$;!о.
Пример. По заданному условному обозначению вала 0 30+оло
определить его номинальный и предельные размеры, отклонения
и допуски.
Номинальный диаметр вала D = 30 мм; верхнее отклонение
es = 0,15 мм; нижнее отклонение ei = 0,10 мм.
236
Наибольший предельный размер dmax = 30,00 + 0,15 =
== 30,15 (мм); наименьший предельный размер dmln = 30,00 +
+ 0,10 = 30,10 (мм). Допуск вала Td = 30,15 — 30,10 =
= 0,05 (мм).
Поле допуска есть поле, ограниченное верхним и нижним
отклонениями, оно определяется величиной допуска и его
положением относительно номинального размера. При графическом
изображении поля допусков ограничиваются двумя линиями,
проведенными на расстояниях, соответствующих верхнему и
нижнему отклонениям.
Точность размеров определяется допуском: с уменьшением
допуска точность повышается, и наоборот.
Единица допуска i (/) выражает зависимость допуска от
номинального размера и служит базой для определения
стандартных допусков. В системе допусков и посадок СЭВ единицу
допуска определяют по формулам в микронах [10].
Для размеров не более 500 мм
где Dm — средний диаметр, мм. ,
Для размеров 500—10 000 мм
/ = 0,004Dm + 2,l.
В указанных зависимостях первое слагаемое учитывает
влияние погрешностей обработки деталей, а второе — погрешность
измерения и температурные погрешности.
К одинаковым размерам могут быть предъявлены различные
требования в отношении точности, что определяется назначением
детали и условиями ее работы, поэтому стандартные системы
допусков и посадок содержат ряд квалитетов.
Квалитетом называют совокупность допусков,
соответствующих одинаковой степени точности для всех номинальных
размеров. Устанавливается 19 квалитетов. Допуск можно
определить по формуле
Т = at (/), .
где а — число единиц допуска.
При соединении двух деталей имеет место посадка,
определяемая разностью их размеров до сборки. Посадка характеризует
свободу относительного перемещения соединяемых деталей или
степень сопротивления их взаимному смещению.
В зависимости от расположения полей допусков отверстия и
вала посадки можно подразделить на три группы:
посадки с зазором обеспечивают зазор в соединении. Зазор—¦
разность размеров отверстия и вала, если размер отверстия
больше размера вала;
посадки с натягом обеспечивают натяг в соединении. Натяг—
разность размеров вала и отверстия до сборки, если размер вала
больше размера отверстия;
237
переходные посадки дают возможность получать в соединении
как зазор, так и натяг.
Посадка обозначается дробью, в числителе которой
указываются предельные отклонения отверстия, а в знаменателе — вала:
30 = -n-j посадка в системе отверстия;
30 = ¦—- — посадка в системе вала,
АО
Посадки с зазором характеризуются предельными зазорами
(наибольшим и наименьшим). Наибольший зазор Smax равен
разности наибольшего предельного размера отверстия и
наименьшего предельного размера вала:
"шах == Umax ^mln»
Наименьший зазор SmIn равен разности наименьшего
предельного размера отверстия и наибольшего предельного размера
вала:
Для осуществления посадки с натягом диаметр вала до сборки
должен быть больше диаметра отверстия. В собранном виде
диаметры обеих деталей уравниваются, это означает, что сборка
произведена за счет упругих деформаций материала. Посадки
с натягом могут быть различными, например разогрев детали
с отверстием и охлаждение вала. Посадки с натягом
характеризуются предельными натягами. Наибольший натяг Nmax равен
разности наибольшего предельного размера вала и наименьшего
предельного размера отверстия:
"max == "¦max ^-'mln-
Наибольший натяг NmiD равен разности наименьшего
предельного размера вала и наибольшего предельного размера отверстия:
" mln == "mln *Лпаж-
Особенностью переходных посадок является возможность
получения в соединениях деталей зазоров или натягов. Они
характеризуются наибольшими зазорами и наибольшими натягами.
Посадки всех трех групп можно получить, изменяя положения
полей допусков обеих сопрягаемых деталей. Однако в
технологическом и эксплуатационном отношении удобнее получать
различные посадки, изменяя положения поля допуска только вала
или только отверстия.
Деталь, у которой положение поля допуска не зависит от вида
посадки, называют основной деталью системы. Если основная
деталь — отверстие, то нижнее отклонение его размера EI равно
нулю, если основная деталь -- вал, то верхнее отклонение равно
нулю (es ~ 0). Поэтому в зависимости от того, какая из двух
238
сопрягаемых деталей является основной, системы допусков и
посадок включают два ряда посадок: посадки в системе
отверстий — различные зазоры или натяги достигаются соединением
различных валов с основным отверстием; посадки в системе вала—
различные зазоры или натяги получаются соединением различных
отверстий с основным валом,
В системе ОСТ ряды допусков разной точности при
одинаковых номинальных размерах называются классами точности и
обозначаются в порядке убывания точности: 02; 03; ...; 09; 1;
2; 2а; 3; За; 4; ...; 10; 11.
В системах отверстия и вала в диапазоне классов точности
от 07 до 5 установлены следующие посадки:
посадки с натягом (прессовая, горячая, легкопрессовая);
посадки переходные (глухая, тугая, напряженная, плотная);
посадки с зазором (скользящая, движения, ходовая,
легкоходовая, широкоходовая). v
Предельные отклонения линейных размеров деталей
указываются непосредственно после номинальных размеров условными
обозначениями полей допусков @ 30Н7 — для отверстия или
0 30/s6 — для вала); можно совместно с условными
обозначениями указывать в скобках соответствующие значения
предельных отклонений @ 30Н7 (+0,021) и 03O/S6 (±0,0065).
Рядом с условными обозначениями полей допусков значения
предельных отклонений указывают обязательно, если отклонения
установлены: на размеры, не включенные в ряды нормальных
линейных размеров по ГОСТ 6636—69; на размеры или элементы
соединений специальных видов — посадки подшипников качения,
шпоночных пазов; на размеры уступов с несимметричным полем
допусков; на отверстия, которые обрабатываются в системе
вала.
На сборочных чертежах предельные отклонения обеих
сопрягаемых деталей указываются условными обозначениями полей
0 30 = -пг) *
Общая запись для предельных отклонений, установленных на
размеры с неуказанными допусками, выглядит так: неуказанные
предельные отклонения размеров Я14; Й14; ±-н--
При выборе квалитетов следует учитывать
технико-экономические факторы: назначать точность, которая при наименьших
затратах обеспечивает заданную работоспособность машины,
технологические возможности достижения необходимой точности,
возможность проверки намеченной точности размеров. При подборе
квалитетов часто используют опыт проектирования и
эксплуатации аналогичных машин.
При выборе посадок с натягом следует учитывать то, что они
подразделяются на три подгруппы:
239
/ НУ
посадки с минимальным гарантированным натягом (—»-;
Р7 #6\
"Ж' "pS"/'
(//7 iff8 ^7 J?7 \
~S6~' "sf; "ТВ"' "Ж")'
(lj*t Д7Я Jft Wfi \
—ч-; —о"; -г*~ > —о- J *.
и/ иь hi хо /
переходными посадками, установленными квалитетами 4 ... 8,
могут быть:
посадки о более вероятным натягом (—г-; -гг-ь
V то т J
~Ш"' "М") *'
посадки с более вероятным зазором (-^jrl ~^~
Посадки с зазором установлены в квалитетах 4 ... 12 и
применяются в подвижных (неподвижных) соединениях. При
подборе посадок применяют метод подобия, в котором используются
рекрмендации по применению различных посадок, разработанные
в результате обобщения опыта проектирования и эксплуатации
разнообразных машин, механизмов и приборов.
Бесшкальные инструменты, предназначенные для контроля
размеров, формы и расположения поверхностей деталей,
называют калибрами. Они бывают предельными и нормальными.
Предельные калибры позволяют установить, находится ли
проверяемый размер в пределах допуска.
Нормальными калибрами являются точные шаблоны,
служащие для контроля сложных профилей.
Предельными калибрами проверяют размеры гладких
цилиндрических, конусных, резьбовых и нелицевых деталей.
Достоинствами предельных калибров являются долговечность,
простота и достаточно высокая производительность контроля.
Часто предельные калибры применяют для контроля
цилиндрических валов и отверстий: валы проверяют калибрами-скобами,
отверстия —- калибрами-пробками.
Величину измерительных поверхностей предельных калибров
(расстояния между измерительными губками калибров-скоб и
диаметры измерительных вставок калибров-пробок) назначают по
соответствующим предельным размерам проверяемых валов и
отверстий. Стороны калибров делятся на проходные ПР и
непроходные НЕ. При контроле валов годными считаются валы,
проходящие в раствор губок ПР и не проходящие в раствор губок НЕ.
При контроле отверстий годными считаются отверстия, в которые
проходит вставка ПР и не проходит вставка НЕ. Детали, не
проходящие через проходные стороны калибров, относятся к
исправимому браку, а детали, которые проходят через
непроходные стороны — к неисправимому.
240
Калибры изготовляют из инструментальной или углеродистой
етали У10А, У12А.
§ 2. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Шероховатостью поверхности детали называют совокупность
неровностей с относительно малыми шагами на ее базовой длине
(ГОСТ 2789—73). Базовая длина — длина линии, на которой
определяются числовые величины параметров шероховатости
поверхности.
Выступ и впадина профиля — части поверхности профиля,
ограниченные контуром реальной поверхности и средней линией.
Выступ располагается выше средней линии, а впадина — ниже,
т. е. направлена в тело детали. Неровности профиля
характеризуются выступами и впадинами.
Среднее арифметическое отклонение профиля обозначается R/a
и является средним арифметическим абсолютных значений
отклонений профиля от средней линии уг в пределах его базовой длины:
«.-4 2*
где я — число измерений.
Высота неровностей профиля в десяти точках обозначается R]z
и является суммой средних абсолютных отклонений точек пяти
наибольших минимумов 'ht и пяти наибольших максимумов
ht профиля на его базовой длине:
lmln
Иногда определяют наибольшую высоту неровностей
профиля Rmax, т. е. расстояние между линиями выступов и впадин
профиля на его базовой длине.
Параметры шероховатости поверхностей деталей выбирают
в зависимости от условий их работы. Так, для поверхностей,
работающих в условиях трения скольжения и качения, а также
испытывающих контактные напряжения, можно применять
параметры Ra или Rz, для поверхностей деталей, испытывающих
переменные нагрузки, — Rtmx- Параметры Ra и Rz можно назначать,
руководствуясь таблицами, в которых устанавливаются
зависимости между точностью размеров деталей и шероховатостью их
поверхностей.
В зависимости от способа обработки поверхности детали
применяются следующие знаки, обозначающие шероховатость: «/ —
для поверхностей, на которые не устанавливается вид обра-
9 Антонов Г. К. 241
ботки; \^/ — для поверхностей, образованных удалением слоя
материала резанием, шлифованием и т. д.; \д/ — для
поверхностей, не обрабатываемых по данному чертежу и полученных
без удаления материалов.
Требования к шероховатости указывают условным
обозначением и номинальным или наибольшим значением принятого пара-
0,65 ° -т
метра (Ra не пишут). Например: > / и
Контроль шероховатости поверхностей производится
сравнением обрабатываемых поверхностей с образцами контактным
методом с помощью щуповых приборов (профилометры и профило-
графы) и бесконтактным методом, который предусматривает
применение оптических приборов.
Первый метод сравнительный. Он отличается простотой:
осуществляется визуальное сравнение поверхности данной детали
с набором пластин, поверхность которых обработана с
определенной шероховатостью. Этот метод применяется при Ra >•
>¦ 1,25 мкм и Rz !> 10 мкм и имеет широкое применение в цеховых
условиях.
Для повышения точности сравнения используются
микроскопы, в которых рядом устанавливаются эталонный и
контролируемый образцы.
Ощупывающий прибор (электромеханический профилограф-
профилометр) предназначен для измерения шероховатости
металлических и неметаллических поверхностей. Принцип действия
прибора состоит в том, что колебательные движения
ощупывающей иглы вызывают изменения напряжения тока, что
регистрируется специальным устройством. Ощупывающий прибор имеет
записывающее устройство и может выдавать профилограмму
поверхности.
При бесконтактном методе измерения шероховатости
поверхности применяются двойные микроскопы МИС-11 и другие
оптические приборы.
Контрольные вопросы и задания
1. Рассказать о взаимозаменяемости деталей.
2. Что называется номинальным, действительным и предельным размерами
детали?
3. Перечислить виды посадок.
4. Рассказать о классах точности измерений.
5. Рассказать о шероховатости поверхностей.
6. Назвать контрольно-измерительные устройства и приборы.
242
Глава 17. СВЕДЕНИЯ ПО СТАНДАРТИЗАЦИИ
И КОНТРОЛЮ КАЧЕСТВА ПРОДУКЦИИ
§ 1. СУЩНОСТЬ СТАНДАРТИЗАЦИИ И ЕЕ РОЛЬ В РАЗВИТИИ
НАУЧНО-ТЕХНИЧЕСКОГО ПРОГРЕССА
Неотъемлемой частью технологической подготовки производства
является работа по стандартизации производства, которая
проводится на трикотажных предприятия^ на основе действующей в
нашей стране государственной системы стандартизации.
Стандартизацией является проводимое в масштабе всего
народного хозяйства и по отдельным отраслям промыщленности
ограничение целесообразным минимумом числа разновидностей
однородных объектов производства при точном регламентировании
качественных требований, предъявляемых к каждому
Стандартизованному объекту.
Нормализацией производства называется аналогичное
мероприятие, которое проводится в масштабе отдельного предприятия
или отрасли [21].
Важнейшими задачами стандартизации являются:
1) установление требований к качеству готовой продукции на
базе комплексной стандартизации качественных характеристик
данной продукции, а также сырья, материалов, полуфабрикатов
и комплектующих изделий, необходимых для ее изготовления,
с высокими показателями качества и эффективной эксплуатации;
2) определение единой системы показателей качества
продукции, методов и средств испытания и контроля, а также
обеспечение необходимого уровня надежности и долговечности изделий
в зависимости от их назначений и условий эксплуатации;
3) сокращение нерационального многообразия видов, марок и
« типоразмеров продукции при расширении и улучшении ее
ассортимента, повышении качества товаров народного потребления;
4) развитие унификации и агрегирования промышленной
продукции, особенно машин, оборудования и приборов, как
важнейшего условия специализации производства, комплексной
механизации и автоматизации производственных процессов.
Объектами стандартизации могут быть продукция и нормы
производства, методы ее изготовления и требования к ней.
Проекты стандартов разрабатываются республиканскими
базовыми организациями по стандартизации, а также головными
научно-исследовательскими институтами промышленности по
отраслям производства.
На предприятиях Минлегпрома СССР имеются службы
стандартизации. Служба стандартизации проводит работу: ц0
разработке и своевременному пересмотру нормативно-технической
документации на продукцию, производимую предприятием; по
обеспечению внедрения и соблюдения нормативно-технической
документации на предприятии; по обеспечению соответствия показа-
9* 243
телей, установленных в нормативно-технической документации,
требованиям научно-технического прогресса; по определению
уровня качества продукции, которая выпускается предприятием,
и разработке предложений по его повышению; по подготовке
материалов к отраслевой и государственной аттестации продукции;
по контролю за состоянием средств измерительной техники;
по подготовке заключений к проектам стандартов и технических
условий, разработанных другими предприятиями или
организациями. ,
В настоящее время созданы и внедряются межотраслевые
системы стандартов общегосударственного значения: Единая
система конструкторской документации (ЕСКД), Единая система
технологической подготовки производства (ЕСТПП), Единая
система классификации и кодирования технико-экономической
информации.
В нашей стране существует специальный ГОСТ, в котором
установлены четыре категории стандартов:
1. Государственные общесоюзные стандарты. Устанавливаются
Госстандартом и являются обязательными для всех организаций
и предприятий страны.
2. Отраслевые стандарты. Устанавливаются,по отраслям
промышленности ведомствами и министерствами и являются
обязательными для всех организаций и предприятий соответствующей
отрасли независимо от их подчиненности.
3. Республиканские стандарты. Устанавливаются Советами
Министров союзных республик и являются обязательными для
всех организаций республиканского и местного подчинения
данной республики.
4. Стандарты предприятий (фирм). Устанавливаются
руководством самих предприятий и являются обязательными для данного
предприятия или ряда предприятий, входящих в объединение
или фирму.
Государственные стандарты и технические условия (ТУ) имеют
одинаковую структуру, в начале их текста определены
назначение и область применения типов и видов продукции, на которую
они распространяются.
В тексте стандарта или технического условия предусмотрены
следующие разделы:
1. Типы (ассортимент). Основные параметры и размеры.
Включается классификация ассортимента изделий по размерам, видам
полотен, роду волокна пряжи и нитей, конструкции изделий.
2. Основной раздел — технические требования, содержащие
качественные параметры, которым должна удовлетворять
продукция (физико-механические показатели сырья, полуфабрикатов
и готовых изделий; данные измерения, т. е. измерения всего
изделия и отдельных его участков-или частей; методы обработки и
применяемое оборудование; заправочные нормативы;
вспомогательные материалы и т. д.).
244
3. Методы испытаний — правила приемки и методы испытаний
изделий, определение сортности, методы отбора проб.
4. Маркировка, упаковка, транспортировка и хранение.
Указываются правила маркировки, упаковки, транспортировки и
хранения продукции или, если имеются соответствующие ГОСТы,
даются ссылки на них.
§ 2. ТЕХНИЧЕСКИЙ КОНТРОЛЬ
Под техническим контролем необходимо понимать систему
постоянно действующих на предприятиях организационных и
технических мероприятий, обеспечивающих выпуск готовой
продукции в полном соответствии с требованиями стандартов и
технических условий.
В систему постоянно действующих
организационно-технических мероприятий по техническому контролю входят:
1) систематическая проверка качества сырья и
вспомогательных материалов, поступающих на предприятие со стороны, в
соответствии с действующими на них стандартами и техническими
условиями;
2) систематическая проверка выполнения технологических
режимов по всем основным операциям и постоянный контроль за
работой технологического оборудования, за соблюдением
основных технологических параметров и заправочных данных на
изделие;
3) систематический контроль за качеством полуфабрикатов
в процессе выработки изделия в соответствии с данными
технологических, заправочных карт и инструкциями по их внедрению;
4) определение сортности готовых изделий и контроль за
правильностью их маркировки и упаковки;
5) анализ причин появления брака и разработка мероприятий
по его предупреждению;
6) контроль за соблюдением нормальных климатических
условий в производственных и складских помещениях;
7) совершенствование методов соблюдения технологической
дисциплины, разработка и постоянное совершенствование
технической документации и пр.
Строгое соблюдение технологической дисциплины является
важной задачей технического контроля, основная цель которого
выпуск высококачественной продукции.
Технический контроль на предприятиях осуществляется не
только работниками отдела технического контроля (ОТК), но и
производственно-техническими работниками под руководством
главного инженера. Отдел технического контроля является
самостоятельным структурным подразделением предприятия и
подчиняется только его директору.
Технический контроль на трикотажном предприятии
начинается с проверки качества и физико-механических свойств, внеш-
245
них и скрытых дефектов поступающего сырья и основных
вспомогательных материалов.
Основным сырьем для чулочно-носочного и трикотажного
производства являются пряжа из волокон растительного, животного
или химического происхождения и синтетические нити.
Основными вспомогательными материалами, непосредственно
входящими в изделия, являются: прикладные материалы (ткань,
тесьма и др.), пошивочная пряжа и нитки, эластичные нити,
красители и химические материалы, фурнитура и др.
Контроль качества сырья осуществляют по
физико-механическим показателям, определяемым с помощью различных приборов.
Полученные лабораторией данные по качеству пряжи и нитей
сравнивают со значениями, указанными в сертификатах
поставщика, и с показателями стандартов и технических условий на
пряжу и нити.
Технический контроль вспомогательных материалов
производится в соответствии с ГОСТом и ТУ, главным образом по данным
внешнего осмотра и частично по физико-механическим
показателям этих материалов.
Контроль за качеством игольно-платинных изделий носит
несколько иной характер. Методы контроля игольно-платинных
изделий предусматривают: проверку размеров, форм изделий,
прямолинейности и кривизны отдельных участков с помощью
микрометра, штангенциркуля, инструментального микроскопа, щупа
и др. Твердость изделий проверяют на приборах Роквелла или
Виккерса.
Все поступающие на склад предприятия химические материалы
должны подвергаться химическому анализу.
Качество красителей характеризуется концентрацией, отте-
ночностью и прочностью окрашивания продукции и проверяется
в лаборатории сравнительным окрашиванием испытуемого
образца.
Чтобы обеспечить высокое качество готовых изделий и
предупредить выработку дефектной продукции, следует организовать
технический контроль качества незавершенной продукции
(полуфабрикаты, суровье). Для этой цели предназначен
межоперационный и межцеховой контроль качества продукции на определенных
переходах технологического процесса. Такой контроль
организуется после снятия изделия, например, с чулочно-носочных
автоматов или после крашения и формирования изделий. Этот
контроль может быть 100 %-ным или выборочным.
Межоперационный контроль осуществляется цеховым
персоналом, межцеховой контроль проводится с участием работников
отдела технического контроля предприятия, контролеров.
На практике в отдельных случаях контроль качества изделий
совмещается с технологической операцией. Так, при сортировке
чулочного суровья одновременно с проверкой качества изделие
246
выворачивается на лицевую сторону, производится обрезка и
удаление висящих нитей.
Большое влияние на качество продукции оказывают точное
соблюдение технологических режимов и исправное состояние
вязального оборудования.
Содержать вязальное оборудование в исправном состоянии —-
основная задача помощников мастеров, которые должны
систематически проводить профилактические осмотры оборудования и
контролировать соблюдение режимов его работы.
Основной задачей контроля качества готовой продукции
является проверка его соответствия требованиям государственного
общесоюзного стандарта или техническим условиям, а также
определение сортности изделий.
Для правильного и эффективного протекания технологического
процесса на трикотажных предприятиях большое значение имеет
соблюдение определенных климатических условий, а также
освещенность рабочего места по установленным нормам. Для контроля
за температурой и влажностью воздуха в производственных и
складских помещениях устанавливаются термометры и
психрометры, с помощью которых определяются основные значения,
которые сравниваются с допустимыми величинами.
В настоящее время1 на трикотажных предприятиях широкое
применение получила комплексная система управления качеством
продукции (КС УКП) — новая форма организации технического
контроля.
Комплексная система управления качеством продукции
представляет собой комплекс постоянно действующих
организационных, технических, эстетических и экономических мероприятий
по установлению, обеспечению и поддержанию необходимого
качества продукции при ее разработке, производстве и
эксплуатации.
Комплексная система предусматривает следующую
организационную структуру контроля:
1) входной контроль качества, который распространяется на
поступающее от поставщиков сырье, полуфабрикаты,
комплектующие изделия, вспомогательные материалы, включая игольно-
платинные изделия, определяет соответствие поступающего со
стороны сырья стандартам, техническим условиям и требованиям
предприятий-потребителей;
2) контроль соблюдения технологических режимов и
технических условий на всех стадиях технологического цикла в
соответствии с действующими технологическими картами, заправочными
нормативами для оборудования, раскладками лекал для раскроя
и другой нормативно-технической документации. Эта стадия
контроля проводится в основном технологическими лабораториями
цехов, помощниками мастеров, мастерами;
3) операционный контроль качества вырабатываемой
продукции, полуфабрикатов по всем переходам технологического цикла,
247
главным образом при передаче их из одного цеха в другой. В этом
случае работу выполняют инженерно-технические работники и
помощники мастеров}
4) выходной контроль определяется 100 %-й проверкой,
приемкой и маркировкой готовых,изделий работниками отдела
технического контроля в соответствии со стандартами, техническими
условиями и эталонами качества продукции, а также сортностью
изделий;
5) инспекционный контроль характеризуется выборочной
проверкой качества полуфабриката и готовых изделий. Выборочная
проверка производится инженерным персоналом отдела
управления качеством продукции.
Одним из эффективных средств борьбы за дальнейшее
повышение качества продукции является внедрение системы
бездефектного изготовления продукции и сдачи ее с первого предъявления.
Отдельные рабочие принимают на себя обязательства сдавать
изделия или полуфабрикаты на контрольные операции без брака,
без переделки, т. е. с первого предъявления.
Вопрос повышения качества продукции непосредственно
связан с оптимизацией процесса петлеобразования, для чего
необходимо в процессе вязания контролировать его основные
параметры. Для этой цели в настоящее время применяются приборы
и устройства. Назовем некоторые из них:
прибор для измерения длины нитей в петле и скорости нитей
ЭДП-1, который осуществляет оперативный контроль длины нити
в петле или скорости, уработки нити на кругловязальной и кругло-
чулочной машинах, вырабатывающих трикотаж гладких
переплетений, а также наладку машин по глубине кулирования в
соответствии с заданными параметрами. Прибор состоит из
измерителя, датчика отсчета игольных шагов и стойки для крепления
датчика на станине машины. Прибор имеет переключатель,
служащий для перевода его с режима измерения скорости нити на
режим измерения длины нити в петле, и наоборот.
индикатор скорости нити УС-3, который служит для контроля
скорости движения нити на вязальных машинах с целью
выравнивания уработки нити в различных вязальных системах,
повышения равномерности структуры трикотажа и стабилизации его
параметров. В основу конструкции индикатора положен
индукционный датчик, в который входят катушки с магнитными
сердечниками. Изменяющаяся в катушке под воздействием нити
электродвижущая сила через выпрямитель регистрируется стрелочным
индикатором. Пределы измерения скорости нити от 10 до 400 м/мин;
электронный измеритель длины нити в петле (ИДП), который
осуществляет измерение средней длины подаваемой нити и
содержит датчик длины нити, импульсный датчик количества
петельных рядов и электронные устройства на полупроводниках.
Диапазон измерений длины ниТи в петле от 1 до 8 мм. Недостатком
прибора является сложность его конструкции;
248
устройство для измерения скорости нити УС-2М, которое
служит для контроля скорости нити и частоты вращения игольного
цилиндра или его линейной скорости, что позволяет рассчитать
длину нити в петле и отрегулировать петлеобразующие системы
в соответствии с заданной длиной нити в петле. Основой
конструкции устройства является тахометр с круговой шкалой, на валу
которого установлен диск с канавкой. В нее входит нить и
охватывает диск. Для правильного положения нити в канавке диска
имеются два направляющих ролика. Во время работы движущаяся
нить направляется в ролики и далее в канавку диска, который
через вал передает данные о ее скорости на шкалу тахометра;
тензометр АГАТ механического типа, предназначенный для
измерения натяжения нити. Данные измерений фиксируются на
цифровой шкале.
Контрольные вопросы и задания
1. Какова роль стандартизации в развитии научно-технического прогресса?
2. Назвать виды стандартов.
3. Рассказать о стандартизации показателей качества и долговечности продукции.
4. Как осуществляется контроль качества продукции?
5. Рассказать о системе управления качеством продукции.
Глава 18. ОХРАНА ТРУДА,
ЭЛЕКТРОБЕЗОПАСНОСТЬ И ПОЖАРНАЯ
БЕЗОПАСНОСТЬ НА ПРЕДПРИЯТИЯХ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Под понятием «охрана труда» следует понимать систему
законодательных актов и соответствующих им социально-экономических;
технических, гигиенических и организационных мероприятий,
обеспечивающих безопасность, сохранение здоровья и
работоспособности человека в процессе трудовой деятельности.
Вопросы охраны труда находят отражение во всех решениях
съездов КПСС. В программе партии говорится, что всемерное
оздоровление и облегчение условий труда есть важнейшая задача
подъема народного благосостояния.
Особое внимание уделяется охране труда подростков и
женщин. В Кодексе законов о труде говорится, что рабочие и служащие
в возрасте от 15 до 16 лет имеют продолжительность рабочего
времени в неделю 24 ч; в возрасте от 16 до 18 лет — 36 ч в неделю
в отличие от нормальной продолжительности рабочего времени —
41 ч.
Запрещается применение труда женщин (физического) на
тяжелых работах и на работах с вредными условиями труда, а также
на подземных работах.
249
Запрещается привлекать рабочих и служащих моложе 18 лет
к ночным и сверхурочным работам, а также к работам в выходные
дни.
Советское законодательство устанавливает различные виды
ответственности должностных лиц за нарушение законов об охране
труда:
дисциплинарная ответственность в порядке подчиненности;
лишение премий;
административная ответственность перед органами
Государственного надзора по охране труда;
уголовная ответственность за преступное нарушение законов
об охране труда.
§ 2. ТРАВМАТИЗМ НА ПРОИЗВОДСТВЕ /
В целях борьбы с травматизмом на производстве необходимо
исследовать причины его появления.
Производственные травмы могут быть: механические (ушибы,
порезы, повреждения и т. д.), тепловые (ожоги, обморожение);
химические (химические ожоги), электрические (электрический
удар) и комбинированные (сочетание травм двух и б,олее видов).
Для предприятий текстильной промышленности существует
типовая классификация несчастных случаев (всего 13 групп) по
причинам их возникновения:
конструктивные недостатки оборудования (не были
предусмотрены оградительные устройства движущихся частей машины или
тормозные устройства не обеспечивали быстрый останов машины
и т. п.);
несоответствие технологического процесса нормам по охране
труда (недостаточная герметизация аппаратуры, вследствие чего
произошло выделение в рабочее помещение вредных веществ);
отсутствие устройств механизации, обеспечивающих
выполнение тяжелых и опасных операций (монтаж и демонтаж тяжелых
деталей при ремонтных работах и т. п.);
неисправное состояние технологического оборудования
(неисправности узла управления и т. п.);
неисправное состояние подъемно-транспортных устройств
(поломка грузозахватывающего устройства и т. п.);
неисправное состояние ручных или переносных инструментов;
неисправность транспортных средств или нарушение правил
их эксплуатации (неисправность тормозных механизмов- или
допуск лиц к управлению транспортом, не имеющих специальной
подготовки, и т. п.);
несоблюдение правил и норм техники безопасности на рабочем
месте (недостаточная освещенность при выполнении работ или
отсутствие лестниц, стеллажей и т. д.);
содержание территории и производственных помещений в
неудовлетворительном состоянии (захламленность или загроможден-
ность проходов, лестниц, переходов и т. п.);
250
отсутствие или неисправность спецодежды, спецобуви и
индивидуальных защитных средств (отсутствие защитных очков,
косынок, халатов и т. д.);
обслуживание машин и оборудования без специального
обучения работы на них;
непрохождение подробного инструктажа по обучению
безопасным приемам работы;
отсутствие должного надзора за соблюдением работающими
правил техники безопасности и трудовой дисциплины (отсутствие
должного надзора со стороны административно-технического
персонала за соблюдением санитарных правил при выполнении работ,
а также за правильной расстановкой рабочих в соответствии с их
квалификацией и т. п.).
В целях сокращения производственного травматизма на
предприятиях текстильной промышленности проводятся инструктажи:
вводный, первичный на рабочем месте, периодический и
внеплановый .
Вводный инструктаж проводится со всеми работниками,
которые вновь приняты на работу. Администрация не имеет права
допускать к каким бы то ни было работам вновь прибывших
работников, если они не прошли вводный инструктаж.
Первичный инструктаж на рабочем месте проходит каждый
человек, принятый на работу. Кроме инструктажа проводится
обучение безопасным приемам труда.
Периодический инструктаж необходим для всех работающих
независимо от их квалификации и стажа работы.
Внеплановый инструктаж осуществляется в случае изменения
технологического процесса или замены оборудования, когда
меняются условия безопасности труда.
§ 3. ОХРАНА ТРУДА НА ПРЕДПРИЯТИЯХ, В ЦЕХАХ
И НА РАБОЧЕМ МЕСТЕ
Для лучшей организации производственного процесса,
обеспечения техники безопасности и производственной санитарии всю
территорию предприятия делят на зоны. Благодаря делению на зоны
производственные здания и объекты вспомогательных служб
размещаются в наиболее подходящих местах: цехи с токсичными
выделениями должны быть удалены от многолюдных цехов;
огневые точки — от пожаро- и взрывоопасных цехов.
Стремятся создать простейшую схему внутризаводских
проездов, интенсивность движения на пересечениях проездов, по
которым движутся людские и грузовые потоки, необходимо
снижать.
В производственных цехах должны быть созданы условия для
работы технологического оборудования и обеспечения охраны
труда. На каждого работающего должно приходиться не менее
4,5 м2,производственной площади и не менее 15 м3 объема
помещения. Полы помещений (цехов, участков) должны быть прочными,
251
нескользкими, без ямок и порогов. Оборудование устанавливается
таким образом, чтобы создавались благоприятные и безопасные
условия работы. Поэтому при расстановке оборудования
учитывают следующее:
габарит оборудования и его конструкцию;
принятие сетки колонн и размеры помещений;
полосы транспорта;
зоны технологического обслуживания машин;
рабочие проходы и разрывы между машинами, колоннами и
стенами;
эвакуационные проходы. ¦','¦•¦'
Правильная расстановка оборудования позволяет рационально
организовать рабочее место, обеспечить безопасность труда.
Инструменты на рабочем месте следует располагать так, чтобы
можно было без лишних движений ими пользоваться. Световые
сигнальные приборы устанавливают на уровне глаз оператора.
§ 4. ЭЛЕКТРОБЕЗОПАСНОСТЬ
На текстильных и трикотажных предприятиях случаи поражения
работающих электрическим током происходят относительно редко.
Несчастные случаи поражения электрическим током условно
можно подразделить по причинам возникновения на следующие
группы: электрический удар; электротравма (металлизация кожи,
ожог, ослепление) и комбинированное воздействие (сочетание
электрического удара и электротравмы) [17].
Электрический удар вызывает паралич дыхания и нарушение
нормальной работы сердца.
Электрические травмы, например металлизация кожи, — это
проникновение тз верхние слои кожи мельчайших частичек
металла. Очень опасным является воздействие электрической дуги,
которая вызывает ожоги и поражает органы зрения.
Попавшего под электрическое напряжение человека необходимо
освободить от воздействия тока, после чего оказать помощь, т. е.
сделать искусственное дыхание.
Освобождение пострадавшего от электрического тока можно
осуществить только после отключения электросети.
Искусственное дыхание следует производить наиболее
эффективным способом «изо рта в рот» или «изо рта в нос» до тех пор,
пока пострадавший не начнет самостоятельно дышать.
Одновременно рекомендуется сильно растирать спину, конечности и кожу
лица.
При эксплуатации электроустановок для профилактики
электротравматизма применяют изоляцию и защитные ограждения
токоведущих частей, защитное заземление, защитное зануление и
защитное отключение.
Все токоведущие части оборудования необходимо изолировать,
в цехах с повышенной влажностью к изоляции предъявляют по-
252
вышенные требования, обеспечивающие безопасность работающему
в процессе эксплуатации. Защитные ограждения, применяемые
для закрывания опасных мест, могут быть выполнены в виде
решеток, щитов, шкафов и ящиков. Например, на кругловязальной
машине КЛК.-9 электрооборудование установлено в специальном
ящике, аналогичные конструкции применяются на
плосковязальных и круглочулочных машинах.
При эксплуатации оборудования возможны случаи пробивания
изоляции и замыкания на металлические корпуса, вследствие чего
металлические части, не находящиеся под напряжением, могут
оказаться под током. В этом случае применяют защитное
заземление.
Широкое применение находят углубленные прутковые зазем-
лители, а также отрезки стальных уголков.
Опасность поражения электрическим током при пробивании
изоляции на корпус может быть устранена защитным занулением,
которое представляет собой соединение металлических нетокове-
дущих частей с неоднократно заземленным нулевым проводом
питающей сети.
В целях быстрого автоматического отключения
электроустановки при возникновении опасности поражения током
применяется защитное отключение.
Обязательной принадлежностью всех защитных устройств
является сигнализация: предупредительная, аварийная или
контрольная (световая, звуковая или указательная).
§ б. ПОЖАРНАЯ БЕЗОПАСНОСТЬ
Для проведения пожарно-профилактических работ на
предприятии следует знать физико-химические основы горения волокнистых
материалов. Горение является быстропротекающим химическим
процессом окисления, который сопровождается выделением света
и тепла. Причинами горения могут быть:
воспламенение и самовоспламенение сырья, которые
возникают от попадания искры на сырье и материалы или от внешнего
воздействия тепла, которого достаточно для самовоспламенения;
самовозгорание, которое происходит на поверхности
соприкосновения окисляющего вещества и кислорода;
вспышка, характеризующаяся быстрым, кратковременным
сгоранием газов и паров при поднесении к накаленному предмету или
пламени;
взрыв, который происходит при попадании искры в помещение
со взрывоопасной смесью, образованной выделением газов, пыли
и паров с воздухом.
Анализ причин возникновения пожаров показывает, что
загорание происходит от нарушения технологического режима,
неисправности электрооборудования, наличия статического
электричества, неосторожного обращения с огнем, самовозгорания и
грозовых разрядов.
2БЗ
Примерами нарушения технологического режима могут
служить: перегрев трущихся частей по причине их недостаточной
смазки; неисправность электрооборудования — выделение тепла
в проводах и обмотках в результате нарушения правил их
эксплуатации; наличие статического электричества — загорание от
зарядов, появляющихся на поверхности перерабатываемого волокна;
грозовой разряд — прямое попадание молнии в производственное
помещение.
При проектировании и реконструкции предприятий важную
роль играет правильное применение материалов в строительных
конструкциях цехов, складов, навесов и т. д. Кроме того, при
размещении зданий и складов в генеральном плане следует правильно
выбрать противопожарные разрывы, в зданиях предусмотреть
противопожарные стены и несгораемые перекрытия.
При возникновении пожара основными средствами тушения
являются: различные огнетушители, песок, внутренние пожарные
краны, инструмент (ломы, багры, топоры, лопаты).
На предприятиях в качестве противопожарного оборудования
применяются мотопомпы (двигатель и центробежный насос) и
автомашины. Мотопомпы обычно подают воду из противопожарного
водоема, расположенного на территории предприятия. Кроме того,
на территории предприятия прокладывают водопроводные трубы
и устанавливают пожарные гидранты, обеспечивающие подачу
воды в достаточном количестве.
В каждом производственном здании устанавливают пожарные
краны, которые располагаются на стенах или колоннах на высоте
1,35 м над полом. Во внутренних помещениях зданий применяют
спринклерную систему автоматической подачи воды, которая
размещается на потолке и при срабатывании заливает водой весь
пол.
Для быстрого оповещения о пожаре и вызове пожарных команд
на предприятиях имеется внутренняя сигнализационная сеть,
охватывающая все здания, расположенные на территории
предприятия, и внешняя для связи с ближайшей городской
пожарной командой.
Правильно отлаженная сигнализация и связь обеспечивают
не только быстрое получение сигнала о пожаре, но и способствуют
лучшему управлению средствами пожарных частей и
подразделений, ликвидирующих пожар.
Контрольные вопросы и задания
1. Рассказать о заботе партии и правительства об улучшении условий труда,
в том числе женщин и подростков.
2. Каковы причины аварий и несчастных случаев на производстве?
3. Рассказать об электробезопасности.
4. Каковы причины возникновения пожаров?
5. Рассказать о противопожарной профилактике на производстве.
254
Глава 19. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Охрана окружающей среды имеет важное историческое и
социальное значение, в нашей стране составляет часть всей программы
развития народного хозяйства.
Многие вопросы охраны окружающей среды содержатся в
постановлениях ЦК КПСС, Совета Министров СССР и Советов
Министров союзных республик, регулирующих вопросы эксплуатации
отдельных видов природных ресурсов и природной среды в целом.
В постановлении ЦК КПСС и Совета Министров СССР «Об
усилении охраны природы и улучшении использования природных
ресурсов» говорится об обязанностях партийных и советских
органов установить систематический контроль за проведением работ
по борьбе с эрозией почв, правильным использованием земель,
лесов, вод, недр и других природных богатств, за соблюдением
действующих правил и норм по рекультивации земель, по
предотвращению загрязнения и засоления почв, поверхностных и
подземных вод, по сохранению водоохранных и защитных функций
лесов, по предотвращению загрязнения атмосферного воздуха.
XXVII съезд КПСС в Основных направлениях экономического
и социального развития СССР на 1986—1990 годы и на период до
2000 года в области охраны окружающей среды поставил задачи
по совершенствованию технологических процессов с целью
сокращения выбросов вредных веществ в окружающую среду и
улучшения очистки отходящих газов от вредных примесей, по
увеличению выпуска высокоэффективных газопылеулавливающих
аппаратов, водоочистного оборудования, а также приборов и
автоматических станций контроля за состоянием окружающей природной
среды.
Экологические исследования показывают, что
всевозрастающее разрушительное воздействие антропогенных факторов
(факторов загрязнения, обусловленного жизнедеятельностью человека)
на окружающую среду привело ее на грань кризиса.
Среди различных составляющих экологического кризиса
(истощение сырьевых ресурсов, нехватка чистой пресной воды,
возможные климатические катастрофы и т. д.) наиболее угрожающий
характер приняла проблема загрязнения незаменимых природных
ресурсов — воздуха, воды и почвы — отходами промышленности
и транспорта.
Важное место в деле охраны окружающей среды отводится
воспитанию всех членов общества, в том числе и
инженерно-технических кадров, в духе бережного отношения к окружающей среде.
На современном этапе развития любое техническое решение должно
приниматься не только с учетом технологических и экономических
требований, но и в обязательном порядке должно учитывать
экологические аспекты.
В настоящее время достигнуты успехи в области создания и
внедрения безотходной технологии в ряде отраслей промышлен-'
255
ности, однако полный перевод народного хозяйства на
безотходную технологию потребует решения большого комплекса весьма
сложных технологических, конструкторских и организационных
задач с помощью новейших научно-технических достижений.
Однако до всестороннего внедрения безотходной технологии важными
направлениями экологизации промышленного производства
следует считать:
1) совершенствование технологических процессов и разработку
нового оборудования с меньшим уровнем выбросов примесей и
отходов в окружающую среду;
2) замену токсичных отходов нетоксичными;
3) замену неутилизируемых отходов утилизируемыми;
4) разработка и применение пассивных методов защиты
окружающей среды.
Пассивные методы защиты окружающей среды включают
в себя мероприятия по ограничению выбросов промышленного
производства с последующей утилизацией или захоронением
отходов. К их числу относятся: очистка от примесей сточных вод,
очистка от вредных примесей газовых выбросов, глушение шума
на путях его распространения, снижение уровней ультразвука
и вибраций, захоронение токсичных и радиоактивных отходов.
Важную роль отводят мероприятиям по рациональному
размещению источников загрязнений. Эти мероприятия
предусматривают: вынесение промышленных предприятии за пределы городов
и сооружение новых в малонаселенных районах с непригодными
или малопригодными для сельскохозяйственного использования
землями; оптимальное расположение промышленных
предприятий с учетом топографии местности и розы ветров; установление
санитарных охранных зон вокруг промышленных предприятий;
рациональную планировку городской застройки, которая
обеспечивает оптимальные экологические условия для человека и
растений.
ЦК КПСС и Совет Министров СССР поручили органам
просвещения, высшего и среднего специального образования улучшить
преподавание основ охраны окружающей среды во всех учебных
заведениях.
В Академии наук СССР создан Научный совет по проблемам
биосферы, который призван объединять усилия и методически
руководить работой научных учреждений, разрабатывающих
научные основы рационального использования и охраны естественных
ресурсов. Создан Государственный комитет СССР по
гидрометеорологии и контролю природной среды.
Социалистические принципы государственного подхода к
использованию природных ресурсов отражены в принятых
Верховным Советом СССР законах по защите окружающей среды.
Наша страна и другие социалистические страны принимают
активное участие в международном сотрудничестве по вопросам
охраны окружающей среды. Формы международного сотрудниче-
256
ства подразделяются на двустороннее сотрудничество (договор
между двумя государствами) и многостороннее сотрудничество
(договор между несколькими государствами).
Двустороннее сотрудничество между СССР и США, Канадой,
Францией, Швецией, Финляндией и другими странами
предусматривает проведение совместных работ по предотвращению
загрязнения воздуха, по охране воды от загрязнения, в том числе вод
Мирового океана.
Многостороннее сотрудничество в вопросах охраны
окружающей среды охватывает целый ряд международных организаций.
Многостороннее сотрудничество по охране окружающей среды
стран — членов СЭВ и Югославии проводится в соответствии
с комплексной программой по 14 проблемам, в том числе
«Разработка мероприятий по охране природы» по следующим
направлениям: разработка принципов рекультивации земель и
создание культурных ландшафтов; природные проблемы
защиты атмосферы от загрязнений; исследования по охране воды
водных ресурсов, водных источников; исследование проблемы
ликвидации и утилизации бытовых и промышленных отходов.
Основное научное направление работ — создание безотходного
или малоотходного производства, поиски принципиально новых
способов очистки.
Международный совет научных союзов объединяет академии и
научные союзы всего мира. Под его руководством проводятся
научные исследования космического пространства, изучение
Антарктики, Мирового океана.
Международное сотрудничество в области охраны природы
является объективной необходимостью для всех народов мира,
продиктованной прогрессирующим ухудшением состояния
биосферы. Оно способствует более быстрому решению
природоохранительных проблем, возникающих перед многими странами.
Контрольные вопросы и задания
1. Какое значение имеет природа для народного хозяйства, для
жизнедеятельности человека?
2. Рассказать о постановлениях ЦК КПСС и Совета Министров СССР об охране
окружающей среды. ,
3. Какие меры принимаются по охране природы?
4. Рассказать о международных, организациях по охране окружающей среды.
5. Какова роль науки в решении проблемы охраны природы?
Глава 20. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
ТРИКОТАЖНОГО ПРОИЗВОДСТВА
Механизация производства предусматривает замену ручных средств
труда машинами и механизмами. Основной целью механизации
является повышение производительности труда и освобождение
человека от выполнения тяжелых и трудоемких операций. Меха-
257
низация способствует рациональному и экономному расходованию
сырья, материалов и энергии, снижению себестоимости и
повышению качества продукции.
Кроме того, механизация производства неразрывно связана
с повышением уровня квалификации и организации производства,
изменением квалификации работников.
Механизация производства является одним из главных
направлений научно-технического прогресса, обеспечивает развитие
производительных сил.
В зависимости от степени оснащения производственных
процессов техническими средствами различают частичную и
комплексную механизацию.
При частичной механизируются отдельные операции или виды
работ, главным образом наиболее трудоемкие. При частичной
механизации сохраняется значительная доля ручного труда,
особенно на вспомогательных работах.
Более высокой ступенью механизации является комплексная
механизация, при которой ручной труд полностью заменяется
машинным. За человеком остаются функции управления
процессом производства и контроля. Комплексная механизация предопре-,
деляет возможность применения поточных методов производства
продукции, способствует повышению ее качества.
Следующей после комплексной механизации производства
ступенью совершенствования производственных процессов
является частичная или полная их автоматизация. Автоматизация
производства есть процесс развития машинного производства,
когда функции управления и контроля, ранее выполнявшиеся
человеком, передаются приборам, в том числе автоматическим.
Цель автоматизации состоит в повышении эффективности труда,
улучшении качества выпускаемой продукции, в создании условий
для оптимального использования всех ресурсов производства.
При частичной автоматизации производства автоматизируются
отдельные производственные операции. Она осуществляется в тех
случаях, когда управление процессами вследствие их сложности
или скоротечности практически недоступно человеку и когда
простые автоматические устройства эффективно заменяют его.
Полная автоматизация производства является высшей ступенью
автоматизации, когда предусматривается передача всех функций
управления и контроля комплексно-автоматизированным
производством автоматическим системам управления.
В докладе об основных направлениях экономического и
социального развития СССР на 1986—1990 годы и на период до
2000 года на XXVII съезде КПСС Н. И. Рыжков сказал, что
автоматизация и механизация производства призваны
коренным образом преобразовать рабочие места, сделать труд
рабочих, колхозников, интеллигенции более производительным,
творческим, привлекательным. Это одна из важнейших социальных
задач, которые ставит перед собой партия. Уровень автоматизации
258
в среднем по народному хозяйству возрастет в 2 раза. В
промышленности намечено ввести около 5 тысяч автоматизированных
систем управления технологическими процессами.
В двенадцатой пятилетке предусматривается быстрое развитие
робототехники, роторных и роторно-конвейерных линий, гибких
автоматизированных производств, что обеспечивает высокую
производительность труда. За пятилетку парк промышленных роботов
увеличится в 3 раза.
Главная задача текущей пятилетки состоит в повышении
темпов и эффективности развития экономики на базе ускорения в
первую очередь научно-технического прогресса, технического
перевооружения и реконструкции производства.
Одним из важнейших направлений научно-технического
прогресса является широкое освоение передовых технологий,
создание технологического оборудования, по своим характеристикам
не уступающего лучшим мировым аналогам.
Например, в области трикотажного машиностроения по группе
кругловязальных машин:
повышение линейной скорости вращения цилиндра до 1,5 м/с
при одновременном увеличении числа петлеобразующих систем.
Повысить скоростной режим предусматривается путем создания
клиньев нелинейного профиля с замкнутыми каналами, а также
игл уменьшенного размера от вершины крючка до конца открытого
язычка F,5—7 мм), обладающих повышенной прочностью к удару.
Кроме того, кинематическое замыкание иглы может быть
осуществлено созданием замочных клиньев двухстороннего профиля.
При этом игла должна иметь две пятки для каждого уровня
клиньев (рабочие профили клина охватываются иглой с помощью
двух пяток). Такое конструктивное решение позволит обеспечить
точность перемещения иглы. Увеличить линейную скорость
вращения цилиндра машины можно путем применения замковой
системы, стыки между клиньями которой перекрываются, что
позволяет ликвидировать поперечный удар по игле и уменьшить
допуск на размеры сопряженных поверхностей клиньев.
Более перспективным направлением повышения линейной
скорости цилиндра является оснащение однофонтурных машин
движковыми иглами. Это возможно в случае сокращения
вертикального хода иглы (до 9 мм). При этом появляется возможность
сократить протяженность петлеобразующей системы, что позволяет
разместить максимальное число систем в цилиндре (до 144).
Применение совмещенного принципа движения иглы и платины также
позволяет увеличить скоростной режим машины. В этом случае
платина совершает вертикальное перемещение, что позволяет
распределить угол подъема на заключение и угол опускания при
кулировании игл на иглы и на платины. При этом вдвое
уменьшаются углы наклона клиньев;
повышение производительности оборудования путем
повышения коэффициента полезного времени. В целях сокращения про»
259
стоев машины по причине замены паковок целесообразно
применять большие паковки массой до 5 кг с выведенными концами
для подвязки резервных паковок. Применение больших паковок
повлечет за собой создание напольных шпулярников. Сокращение
простоев по причине съема полотна может быть возможным в
случае наработки рулона трикотажа большой массы, что должно
привести к созданию новых конструкций механизмов оттяжки
и товароприемника. Одним из вариантов механизма оттяжки
может быть конструкция, в основе которой имеется
индивидуальный двигатель;
расширение технологических возможностей машин путем
оснащения их электронными устройствами. Применение
жаккардового электронного механизма, с помощью которого осуществляется
отбор игл, позволяет получать большое многообразие рисунков,
при этом обеспечивается надежность работы машины.
Электронные устройства предполагаются для смены нитей и для управления
работой замковых клиньев, т. е. подвижные нитеводы с обрезкой
и зажимом, а также клинья, управляемые от соленоидов и
миниатюрных серводвигателей;
повышение качества вырабатываемого трикотажа должно
обеспечиваться благодаря установке устройств пухообдува мест,
подверженных скоплению отдельных волокон (зона
петлеобразования, направляющие глазки), оснащению машины электронными
нитенаблюдателями при обрыве и затяжке нити, наблюдателями
за набором петель и образования дыр на трикотаже, установке
устройств смазки трущихся частей машины (в частности пары:
пятка иглы—замковый клин) с точной дозировкой смазочного
вещества в капельно-туманном состоянии. Особое внимание
необходимо акцентировать на создании конструкций механизмов,
обеспечивающих подачу нити к петлеобразующей системе
(принудительная нитеподача) машин, вырабатывающих жаккардовые
рисунчатые изделия, когда расход нити в системах различный.
В области трикотажного машиностроения по группе основовя-
зальных машин:
увеличение производительности труда в результате повышения
скоростного режима машины (до 2500 рядов в минуту), что воз-
. можно при усовершенствовании конструкции движковой иглы
(сокращение хода иглы и движка), использовании электронной
системы подачи основы навоя, изменении механизма привода
игольницы и гребенок, увеличении жесткости станины машины,
а также введении в конструкцию устройства, обеспечивающего
постоянную температуру элементов привода петлеобразующих
органов. В целях сокращения простоев по причине перезаправки
машины необходимо конструировать машины с выносными
стойками для навоев, имеющих диаметры более 1 м, а также
использовать выносной механизм накатки полотна;
расширение технологических возможностей машины должно
идти по пути увеличения количества гребенок (рашель-машины)
260
до 70, при этом сдвиг гребенок и их отбор должны осуществляться
электронными системами, что исключит ручной набор
рисунчатой цепи;
повышение надежности работы машины, снижение уровня шума
и вибрации благодаря высокому качеству изготовления, хорошей
балансировке многозевных приводных механизмов, рабочих
органов машины при работе на высоких скоростях (до 2500 рядов
в минуту).
В области трикотажного машиностроения по группе
плосковязальных машин:
расширение технологических возможностей в результате
применения электронного отбора игл и электронного управления
работой исполнительных органов машины. Отбор игл по
программе вязания должен осуществляться с помощью толкателей,
имеющих рисунчатые пятки на 6—8 уровнях. При этом замковая
каретка должна иметь блок шиберных клиньев, переключаемых
электромагнитами. Усовершенствования системы подготовки
программы рисунка будут направлены на сокращение ручного труда
благодаря использованию фотодиодных устройств, считывающих
рисунок, широкому использованию стандартных подпрограмм;
повышение производительности машин путем оснащения
замковой каретки двумя петлеобразующими системами и двумя
системами переноса петель. Последние две системы позволяют
вырабатывать регулярные изделия по заданному контуру. Кроме того,
увеличится скоростной режим машины до 1,5 м/с при рабочей
ширине игольницы до 2 м;
усовершенствование механизмов самозаработки. При этом
необходимо совершенствовать конструкцию пруткового
механизма, устанавливаемого в петлеобразующих и петлепереносящих
системах. Одновременно с прутковым механизмом самозаработки
будут совершенствоваться секционные механизмы оттяжки.
По группе перчаточных плосковязальных автоматов
предусматривается:
повышение скорости вязания;
расширение технологических возможностей автоматов путем
оснащения их устройством электронного отбора игл, что позволит
вырабатывать перчатки с любым рисунком, дальнейшего
усовершенствования автомата с целью вязания пятипалой перчатки,
для чего в игольнице на участке пятого пальца следует установить
иглы с ширителем для переноса петель. Система управления
автоматом должна быть рассчитана на одновременное управление
автоматами для левой и правой перчатки;
специализация производств, т. е. создание перчаточных
автоматов для выработки специальной, технической перчатки и
перчаток бытового назначения гладких и с рисунком.
По группе чулочно-носочных автоматов:
расширение технологических возможностей оборудования в
части изготовления ластика на одноцилиндровых автоматах, носоч-
261
ных изделий с ажурными переплетениями с нанесением цветного
рисунка и без него, гладких носков с вышивальной платировкой,
а также выработки чулочных изделий с классической пяткой и
мыском, дальнейшее усовершенствование автоматов для
получения плюща внутри и с наружной стороны носка;
повышение производительности автоматов за счет увеличения
скорости на круговом и реверсивном ходу. Автоматы для
выработки чулок и заготовки колготок могут иметь частоту вращения
игольного цилиндра более 900 мин. Повышенные скоростные
режимы обеспечиваются путем использования игл нового типа,
характерными особенностями которых могут быть: извитая форма
стержня (противоударные иглы), наклонный крючок,
уменьшенный язычок (сокращение вертикального хода иглы), а также
уменьшение углов наклона клиньев (в зоне кулирования до 32°)
и применение демпфирующих устройств, смягчающих удар пятки
иглы о кулирный клин при ее сходе с клина. Одновременно
необходимо проводить работы по созданию устройств с вакуумными
захватами концов обрезанных нитей, устройств рационального
обеспечения смазкой замковых систем. Повышение частоты
вращения двухцилиндровых автоматов предусматривается до
400 мин, при этом при вязании пятки и мыска частота вращения
снижается в 2 раза. Следует отметить, что тенденция повышения
скорости будет наблюдаться лишь на оборудовании,
предназначенном для переработки синтетической и химической пряжи,
имеющей лучшие по сравнению с натуральными волокнами
физико-механические показатели;
широкое применение электронных устройств для отбора игл
в целях расширения ассортиментных возможностей автоматов
и повышения надежности их работы. Электронные
(электромагнитные) устройства должны быть использованы для управления
исполнительными органами (включение нитеводов, замковых
клиньев, соединительных муфт), а также работой автомата в целом
при выработке изделий по циклу.
повышение качества изготовления и надежности автоматов;
создание унифицированного ряда на единой конструкторской
базе и обеспечение высокой степени унификации деталей, узлов
и механизмов, что позволит более рационально эксплуатировать
оборудование.
Названные выше основные направления развития и создания
трикотажного оборудования позволят в ближайшие годы получить
новые и модернизированные конструкции отечественных
трикотажных машин с высокой степенью автоматизации, что будет
способствовать созданию механизированных и автоматизированных
участков, цехов и производств по изготовлению верхнего и
бельевого трикотажа, чулочно-носочных изделий, а также перчаточных
изделий.
В области создания кругловязальных двухфонтурных машин
большого диаметра (до 33") необходимо продолжать усовершен-
262
ствование машин типа КУЖ (круглых ластичных машин для
выработки купонов) и ДЛ (двухластичных машин для выработки
интерлочного полотна). Машины будут оснащены механизмами
нитеподачи для выработки гладкого и жаккардового трикотажа.
При получении жаккардовых переплетений предусматривается
дальнейшее внедрение электронных систем отбора игл.
В области создания чулочно-носочных машин, предполагается
усовершенствование одноцилиндровых и двухцилиндровых
чулочно-носочных автоматов, оснащенных устройством для
закрывания мыска в целях получения законченного изделия
непосредственно на вязальном оборудовании, а также применение
антиударных игл для повышения скоростного режима автомата.
В области создания плосковязального оборудования
предусматривается создание на базе принципиально новой конструкции.
плосковязального автомата, вырабатывающего контурные детали
изделий верхнего трикотажа. Получение контурных деталей
будет обеспечиваться путем сбавки или переноса петель, а
прибавка игл за счет применения устройства частичной заработки.
Управление автоматом будет осуществляться благодаря созданию
системы на базе применения электроники.
С целью выработки гладкой и жаккардовой пятипалой
перчатки необходимо усовершенствовать перчаточный автомат
типа ПА.
. В области создания кругловязальных однофонтурных машин
большого диаметра перспективной будет разработка конструкции
машины с переменной отбойной плоскостью, что позволит увеличить
скорость вязания и повысить производительность оборудования.
Одновременно с созданием нового высокопроизводительного
трикотажного оборудования большое внимание должно уделяться
созданию нового швейного оборудования, поскольку повышение
производительности немыслимо без автоматизации швейного
производства, где доля ручного труда в настоящее время составляет
более 35 %.
До 2000 г. предусматривается создание нового швейного
оборудования с контролем и управлением процесса от
микропроцессорных средств и мини-ЭВМ, в том числе создание длинношовных
полуавтоматов для выполнения отделочной строчки, подшивания
участков трикотажных изделий с одновременным притачиванием
этикеток; швейной машины для обработки пояса спортивных
брюк; плоскошовной машины с цилиндрической платформой для
подшивания участков бельевых трикотажных изделий; одиннад-
цатиигольной машины двухниточного цепного стежка для
настрачивания беек; трехниточной краеобметочной машины для
стачивания плечевых срезов с одновременным прокладыванием
вязаного шнура.
Применение швейных автоматов позволит повысить
производительность труда более чем в 2 раза благодаря сокращению
доли трудоемких ручных операций.
263
Автоматизация швейно-трикотажного производства
предполагает разработку:
автоматизированной системы размножения и раскладки лекал;
автоматизированного комплекса по раскрою изделий;
системы автоматизации операций и функций технологических
процессов;
роботизированной системы для захвата деталей изделий и
подачи их в зону пошива;
микропроцессорного управления траекторией строчки, длиной
стежка и операциями;
гибкой автоматизированной транспортной системы для
межоперационной подачи кроя и полуфабрикатов,
транспортирования готовых изделий на участки отделки и складирования;
автоматизированных прессов с программным управлением для
влажно-тепловой обработки изделий.
Применение автоматизированной системы раскладки лекал
позволит повысить производительность труда почти в пять раз,
а внедрение автоматизированного раскроя повышает
производительность более чем в 3 раза.
В результате повышения качества кроя в швейном
производстве возрастает производительность труда до 6 %.
Комплексная механизация и автоматизация процессов
заготовки и сборки швейных изделий намечается на основе внедрения
высокопроизводительных комплексно-механизированных линий
по изготовлению различных видов трикотажных изделий.
Комплексно-механизированные линии позволяют обеспечить высокое
качество продукции и повысить производительность труда. В этой
области работы предполагается вести в следующих направлениях:
оснащение технологических процессов машинами
неавтоматизированного действия с устройством автоматизации
вспомогательных приемов (обрезка ниток, останов иглы в заданном положении,
подъем и опускание прижимной лапки), швейными
полуавтоматами для обтачивания деталей сложной конфигурации,
выполнения закрепок, вытачек и т. д.
обновление и расширение состава оборудования,
устанавливаемого в комплексно-механизированные линии, пополнение его
машинами с микропроцессорным управлением и манипуляторами;
внедрение агрегатированных рабочих мест для сборочных
операций швейного производства, включающих комплект
унифицированных блоков (швейная машина, устройства для
автоматизации ручных приемов, элементы технологической и технической
оснастки, устройства контроля и управления);
расширение области применения оборудования, заменяющего
ниточное соединение сваркой и склеиванием;
применение внутрипроцессорных транспортных средств.
Комплексная механизация отделочных участков и внутри-
процессорной влажно-тепловой обработки должна осуществляться
на основе выполнения основных мероприятий:
264
внедрения для влажно-тепловой обработки комплектов
оборудования, состоящих из гладильных прессов и устройств,
обеспечивающих обработку изделий в автоматическом цикле;
оснащения складов готовой продукции комплектами средств
механизации типового автоматизированного склада.
Современные формы организации швейно-трикотажного
производства должны обеспечивать наиболее эффективное сочетание
и использование всех материальных и трудовых ресурсов, т. е.
полную загрузку оборудования, снижение себестоимости
обработки, повышение производительности труда. При
усовершенствовании конвейерных потоков в швейно-трикотажном
производстве должны быть учтены следующие положения:
внутрифабричная специализация швейных потоков,
базирующихся на принципе наибольшей конструктивной и
технологической преемственности как при конструировании новых видов
изделий, так и при их производстве. Использование этого
принципа должно основываться на стандартизации и унификации
деталей изделий;
мобильность производства, т. е. максимальное использование
технологии и оборудования, применявшихся при изготовлении
ранее выпускаемых изделий.
Предусматривается применение агрегатно-групповых потоков,
имеющих более высокие технико-экономические показатели
в сравнении с конвейерным способом благодаря:
наименьшей длительности производственного цикла в связи
с параллельной обработкой деталей;
повышению производительности труда в результате
применения пачковой системы запуска, что позволяет обрабатывать
пачки изделий непрерывно и сократить время на
вспомогательные операции;
максимальной специализации рабочих мест по операциям,
что позволяет использовать высокопроизводительное оборудование
и приспособления;
возможности пошива улучшенного ассортимента, более
быстрой смены изделий.
Наряду с разработкой и освоением нового трикотажного и
швейного оборудования необходимо уделять внимание созданию средств
малой механизации на тех участках, где комплексная
механизация и автоматизация не могут быть применимы. Поэтому
оснащение швейно-трикотажного оборудования приспособлениями
крайне важно, так как позволяет без крупных капитальных
вложений повышать производительность труда, улучшать качество
обработки изделий. Особенно высокие результаты дает
комплексное оснащение приспособлениями всего технологического
процесса с одновременным совершенствованием технологии
обработки.
Рационализаторство и изобретательство на производстве
должно стать одним из основных вопросов механизации техноло-
265
гического процесса, направленных на повышение
производительности труда и качества продукции.
Механизация и автоматизация производства, направленная
на облегчение трудоемких ручных операций, неразрывно связана
с организацией новых видов производства из вновь создаваемых
материалов и сырья, а также с расширением и быстрой
сменяемостью ассортимента выпускаемой продукции.
Механизация и автоматизация производства способствует
созданию комплексных участков, цехов и предприятий в целом,
при этом в состав участков и цехов должно входить
высокопроизводительное оборудование.
Необходимо ускорить разработку и поставить на серийное
производство высокоэффективную технику новых поколений,
осуществить быстрый переход к выпуску систем машин и
комплексов технологического оборудования. При этом необходимо
значительно повысить темпы обновления выпускаемой техники.
При разработке новых оборудования и технологий нужно
более полно использовать возможности материалов с заранее
заданными свойствами.
В машиностроении для легкой промышленности, включая и
трикотажную отрасль, необходимо проводить работы по созданию
и производству комплексов и систем машин, которые позволят
обеспечить переход к полной механизации и автоматизации
изготовления продукции, в частности верхнего и бельевого трикотажа,
чулочно-носочных и перчаточных изделий. Предусмотреть выпуск
высокопроизводительных машин и оборудования, оснащенных
роботизированными устройствами и микропроцессорами.
Контрольные вопросы и задания
1. Какое значение имеют механизация и автоматизация производства?
2. Какова роль технического прогресса в народном хозяйстве?
3. Назвать основные направления развития трикотажного машиностроения:
по плосковязальным машинам;
по кругловязальным машинам; •
чулочно-носочным автоматам;
по основовязальным машинам.
СПИСОК ЛИТЕРАТУРЫ
1. Батурин А. Т. Детали машин. М., 1957.
2. Техническая механика/Эрдеди А. А., Аникин И. В., Медведев И. В.,
Чуйков А. С. М., 1980.
3. Рабочие процессы трикотажных машин/Далидович А. С, Костылева А. Н.,
Антонова А. И. и др. М., 1976.
4. Мильченко И. С. Основы проектирования трикотажных машин. М., 1962.
5. Далидович А. С. Основы теории вязания. М., 1970.
6. Лабораторный практикум по технологии трикотажного производства/
Кудрявин Л. А., Поспелов Е. П., Соловьев Н. А. и др. М., 1984.
' 7. Шалов И. И. и др. Технология трикотажного производства/Шалов И. И.,
Далидович А. С, Кудрявин Л. А. М., 1984.
8. Гарбарук В. В. Проектирование трикотажных машин. Л., 1980.
9. Цитович И. Г. Теоретические основы стабилизации процесса вязания.
М., 1984.
10. Лазаренко В. М. Процессы петлеобразования. Л., 1986.
11. Шалов И. И. Проектирование трикотажного производства. М., 1977.
12. Кобляков А. И. Структура и механические свойства трикотажа. М., 1973.
13. Филатов В. Н. Технология и оборудование основовязального
производства. М., 1985.
14. Офферманн П., Тауш-Мартон X. Основы технологии трикотажного
производства. Пер. с нем. М., 1981.
15. Антонов Г. К. Круглые чулочно-носочные автоматы. М., 1984.
16. Кесслер Ю. В., Коган Л. П. Двухфонтурные кругловязальные машины.
М., 1975.
17. Маричев Р. Д. Электрооборудование трикотажных предприятий. М.,
1971.
18. Арбузов М. О. Справочник молодого слесаря-ремонтника. М., 1985.
19. Макиенко Н. И. Общий курс слесарного дела. М., 1984.
20. Козловский Н. С, Виноградов А. Н. Основы стандартизации, допуски,
посадки и технические измерения. М., 1982.
21. Когут А. Е. Эффективность повышения качества продукции в
машиностроении. Л., 1979.
ОГЛАВЛЕНИЕ
Предисловие .,...,.,..................,.' 3
ГЛАВА 1
Основные сведения о механизмах и машинах . 5
§ 1. Классификация кинематических пар .............. 5
§ 2. Классификация машин 7
§ 3. Механические передачи 10
§ 4. Фрикционная передача 11
§ 5. Зубчатая передача . . ............. 12
§ 6. Червячная передача . .. . 15
§ 7. Ременная передача ¦ . . 18
§ 8. Цепная передача 20
§ 9. Передача с зацеплением Новикова . 22
§ 10. Винтовые, кривошипно-ползунные и кулачковые механизмы ... 22
ГЛАВА 2
Сведения о сопротивлении материалов и деталях машин ........ 24
§ 1. Общие сведения . 24
§ 2. Оси и валы ..............:.......... 25
§ 3. Муфты ::;1 . '26
§ 4. Соединения деталей :v ......... 27
§ 5. Шпоночное соединение 28
§ 6. Шлицевое соединение 29
§ 7. Неразъемное соединение 29
§ 8. Пружины 30
§ 9. Сопротивление материалов 31
§ 10. Сдвиг 34
§ П. Кручение 35
§ 12. Изгиб 36
ГЛАВА 3
Игольно-платинные изделия 37
§ 1. Иглы, платины и толкатели . . 37
§ 2. Дефекты трикотажа, возникающие из-за плохого состояния игл и
платин 41
ГЛАВА 4
Процесс петлеобразования 42
§ 1. Трикотажный и вязальный способы петлеобразования ...... 42
§ 2. Длина нити в петле 45
§ 3. Зависимость длины нити в петле от глубины кулирования, натяжения
подаваемой нити и оттяжки трикотажа . 47
§ 4. Дефекты полотна, возникающие из-за неправильного выполнения
операций петлеобразования 49
глава s
Строение и свойства основных переплетений 50
§ 1. Гладь и ее свойства 50
§ 2. Ластичные переплетения и их свойства 57
§ 3. Цепочка и ее свойства 62
§ 4. Трико и его свойства ..................... 64
268
ГЛАВА 6
Общее устройство вязальных машин и их классификация 68
§ 1. Класс машины 69
§ 2. Классификация вязальных машин 73
§ 3. Основные узлы и механизмы вязальных машин 77
глава 7
Устройство и работа одноцилиндрового автомата О2ДР ....... 81
§ 1. Кинематическая схема и ее описание 83
§ 2. Механизм вязания 87
§ 3. Платинный замок 89
§ 4. Игольные замки, их устройство и работа ........... 90
§ 5. Движение игл и платин по направляющим поверхностям,
образуемым клиньями замков 91
§ 6. Дефекты изделия, возникающие из-за неисправности вяжущих
систем .......... ... 94
§ 7. Механизм изменения плотности вязания паголенка ....... 95
§ 8. Механизм изменения плотности вязания по участкам изделия ... 95
§ 9. Механизм смены нитей 96
§ 10. Компенсатор'нити . 99
§ 11. Нитеводы и их работа 100
§ 12. Работа механизма зажима и обрезки нити 102
§ 13. Устройство и работа прибавочника и сбавочника 105
§ 14. Устройство и работа механизма отбора 106
§ 15. Устройство и работа цепи управления 108
§ 16. Привод автомата и его устройство 110
§ 17. Нитенаблюдатели и открыватель язычков игл ИЗ
§ 18. Механизм оттяжки, его устройство и работа 115
§ 19. Основные неисправности автомата 116
§ 20. Техническое обслуживание 117
§ 21. Скорость и производительность автомата . . . .' 118
ГЛАВА 8
Устройство и работа плосковязального полуавтомата ПВРК-Ю/ЮО . . . 119
§ 1. Общее устройство полуавтомата ' 119
§ 2. Кинематическая схема 121
§ 3. Механизм вязания ...................... 124
§ 4. Траектория движения игл 125
§ 5. Механизм прибавки игл .................... 125
§ 6. Механизм сдвига задней игольницы 129
§ 7. Механизм привода и работа электромагнитной муфты 130
§ 8. Ручная каретка для переноса петель 132
§ 9. Механизм нитеподачи 133
§ 10. Механизм оттяжки 134
§11. Основные неисправности полуавтомата 135
§ 12. Техническое обслуживание .................. 136
§ 13. Производительность полуавтомата 137
ГЛАВА 9
Устройство и работа двухфонтурной кругловязальной машины К.ЛК.-9 138
§ 1. Общее устройство машины 138
§ 2. Кинематическая схема 141
§ 3. Механизм вязания 144
§ 4. Механизм смены нитей . 149
§ 5. Устройство и работа механизма управления 151
§ 6. Механизм сдвига диска 153
§ 7. Нитенакопитель 156
§ 8. Механизм оттяжки . 159
§ 9. Механизм главного привода . 159
§ 10. Дефекты, возникающие во время работы машины 161
§ 11. Техническое обслуживание машины 162
§ 12. Скорость работы и производительность машины 164
ГЛАВА ю
Кругловязальная одиофоятурная машина КО . 166
§ 1. Общее устройство машины 166
§ 2. Кинематическая схема 168
§ 3. Механизм вязания 170
§ 4. Механизм нитеподачи . . 172
§ 5. Механизм главного привода 172
§ 6. Механизм ручного привода 173 ;
§ 7. Механизм оттяжки и накатки полотна 174
§ 8. Нитенаблюдатели 176
§ 9. Наблюдатель за качеством полотна 177
§ 10. Наблюдатель, осуществляющий контроль за диаметром рулона
наработанного полотна 177
§11. Устройство пухоудаления 177
§ 12. Основные неисправности машины и способы их устранения.... 178
§ 13. Техническое обслуживание машины 179
§ 14. Скорость работы и производительность машины 181
ГЛАВА II
Устройство и работа основовязальной машины «Кокетт-2» 182
§ 1. Общее устройство и техническая характеристика 182
§ 2. Кинематическая схема 184
§ 3. Игольно-платинные изделия 186
§ 4. Механизм главного привода 186
§ 5. Механизмы движения петлеобразующих органов 187
§ 6. Механизм движения стержней игл 188
§ 7. Механизм движения замыкателей 189
§ 8. Механизм движения платин 190
§ 9. Механизм движения ушковых гребенок 191
§ 10. Механизм продольного сдвига гребенок 193
§ 11. Регулировка нитеподачи 194
§ 12. Нитенаблюдатель 194
§ 13. Механизм подачи нитей навоя 195
§ 14. Механизм оттяжки и накатки полотна 198
§ 15. Дефекты, возникающие в процессе эксплуатации машины, и
способы их устранения 199
§ 16. Техническое обслуживание машины - 200
§ 17. Производительность машины . 201
ГЛАВА 12
Общие сведения об электрооборудовании вязальных машин 202
§ 1. Электропривод 202
§ 2. Электродвигатели 203
§ 3. Аппаратура управления и защиты 205
§ 4. Снабжение электрической энергией рабочего места, электропроводка 207
ГЛАВА 13
Правила разборки, сборки и наладки вязальных машин 210
§ 1. Организация разборки узлов машин и применяемый инструмент. . 210
§ 2. Способы определения дефектов деталей 217
§ 3. Способы ремонта корпусных деталей . 219
§ 4. Способы ремонта направляющих 220
ГЛАВА 14
Правила сдачи машин в ремонт и приемки их из ремонта 224
270
ГЛАВА 15
Виды износа деталей и методы его устранения ........... 227
§ 1. Виды износа деталей 227
§ 2. Способы восстановления изношенных деталей 229
ГЛАВА 16
Допуски и посадки. Технические измерения 235
§ !. Понятие о допуске размера 236
§ 2. Шероховатость поверхностей деталей 241
ГЛАВА 17
Сведения по стандартизации и контролю качества продукции .... 243
§ 1. Сущность стандартизации и ее роль в развитии
научно-технического прогресса ....... ........ 242
§ 2. Технический контроль 245
ГЛАВА 18
Охрана труда, электробезопасность и пожарная безопасность на
предприятиях 249
§ 1. Общие сведения 249
§ 2. Травматизм на производстве 250
§ 3. Охрана труда на предприятиях, в цехах и на рабочем месте .... 251
§ 4. Электробезопасность 252
§ 5. Пожарная безопасность 253
ГЛАВА 19
Охрана окружающей среды 255
ГЛАВА 20
Механизация и автоматизация трикотажного производства 257
Список литературы 267
Учебное издание
Геннадий Константинович Антонов,
Андрей Геннадиевич Антонов
Ремонт, наладка и обслуживание
трикотажного оборудования
Редактор Н. В. Павлова. Художественный редактор В. В. 3 е р к.а леи-
к о в а. Технические редакторы Т. П. Астахова и Н. В. Черенков а.
Корректоры: Т. М. Родичева, Е. А. Постникова
ИБ № 1241
Сдано в набор 10.09.87 Подписано в печать 26.02.88. Т-03842. Формат 60Х90'/ц.
Бумага офсетная № 2 . Литературная гарнитура, офсетная печать. Объем 17,0
и л. Усл. п. л. 17.0. Усл. кр.-отт. 17,0. Уч.-изд. л. 18,11. Тираж 21000 экз Заказ
Лв 264. Цена 75 к.
Издательство «Легкая промышленность и бытовое обслуживание». 113035, Москва, 1-й
Кадашевский пер., д. 12.
Ленинградская типография № 6 ордена Трудового Красного Знамени Ленинградского
объединения «Техническая книга» им. Евгении Соколовой Союзполиграфпрома при
Государственном комитете СССР по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.