




































































































































Author: Баженов Ю.М. Ицкович С.М. Чумаков Л.Д.
Tags: каменная кладка и подобные строительные работы строительные материалы и изделия строительство бетон издательство высшая школа каменная кладка технология строительства
ISBN: 5-06-001820-2
Year: 1991


С. М. Ицкович, Л. Д. Чумаков
Ю.М. Баженов
ТЕХНОЛОГИЯ ЗАПОЛНИТЕЛЕЙ БЕТОНА
С. М. Ицкович, Л. Д. Чумаков
Ю. М. Баженов
ТЕХНОЛОГИЯ ЗАПОЛНИТЕЛЕЙ
БЕТОНА
Допущено
Государственным комитетом СССР по народному образованию в качестве учебника для студентов высших учебных заведений, обучающихся по специальности «Производство строительных изделий и конструкций»
А*.' \ос
Москва -Высшая школа» 1991
ББК 38.33
И96
УДК 693.552
Рецензенты: кафедра строительных материалов Киевского ордена Трудового Красного Знамени инженерно-строительного института (зав кафедрой проф. И. А. Пашков); д-р техн, наук, проф. И. Е. Путляев (НИИ.ЖБ Госстроя СССР)
Ицкович С. М. и др.
И96 Технология заполнителей бетона: Учеб, для строит, вузов по спец. «Производство строительных изделий и конструкций»/С. М. Ицкович, Л. Д. Чумаков, Ю. М. Баженов. — М.: Высш, шк., 1991. — 272 с.: ил.
ISBN 5-06-001820-2
В учебнике рассмотрены сведения об источниках сырья для получения заполнителей. технологии их производства, технологические требования к заполнителям, нх свойства н методы испытаний, особенности применения в бетонах. Уделяется внимание более доступным и дешевым заполнителям, а также производству их из местного сырья и отходов промышленности. Рассматриваются основные вопросы снижения материалоемкости, экономик топливно-энергетических ресурсов и повышения качества заполнителей.
3306000000(4309000000)—040
001(01)— 91
ББК 38.33
6СЗ
Учебное издание
Ицкович Семен Михайлович,
Чумвков Леонард Дмитриевич,
Баженов Юрий Михайлович
ТЕХНОЛОГИЯ ЗАПОЛНИТЕЛЕЙ БЕТОНА
Зав. редакцией Б. А. Ягупов. Редактор И. Н. Попова. Мл. редактор Н. В Тра-ханова Художник А. С. Александров. Художественный редактор С. Г. А бел ин. Технический редактор 3. В. Нужднна. Корректор Р. К- Косинова
ИБ № 8865
Изд. № Стр—575. Сдано в набор 06.06.90. Подп. в печать 08.10 90. Формат 60X88’/»^ Бум. офс. К? 2. Гарнитура литературная. Печать офсетная. Объем 16,66 усл. печ. л. 16,66 усл. кр. отт. 17,97 уч.-изд. л. Тираж 10 000 экз. Зак. № 462. Цена 90 коп.
Издательство «Высшая школа», 101430. Москва. ГСП-4, Неглннная ул., д. 29/14.
Московская типография № 8 Госкомитета СССР по печати, 101898, Москва, Центр. Хохловский пер., 7.
ISBN 5-06-001820-2
© С. М. Ицкович, Л. Д. 4yMaKO«f Ю. М. Баженов, 1991
ОГЛАВЛЕНИЕ
Предисловие ............................................................ 6
Введение ............................................................... 8
Глава 1. Общие понятия и определения............................... 10
1.1. Назначение заполнителей........................................... 10
1.2. Классификация заполнителей......................................... И
Глава 2. Основные свойства заполнителей и методы их испытаний ... 14
2.1. Насыпная плотность заполнителя.................................... 14
2.2. Плотность зерен и вещества заполнителя.......................... 15
23. Пустотность заполнителя............................................ 17
2.4. Пористость зерен заполнителя...................................... 18
2.5. Влажность и водопоглощеине заполнителя............................ 19
26. Форма зерен заполнителя и их взаимная укладка..................... 20
2.7. Зерновой состав заполнителя ...................................... 22
2.8. Удельная поверхность заполнителя.................................. 24
2.9. Структура заполнителя............................................. 26
2.10. Прочность заполнителя............................................ 27
2.11. Водо- и морозостойкость заполнителя.............................. 30
2.12. Испытание заполнителя в бетоне................................... 31
2.13. Однородность заполнителя......................................... 39
Глава 3. Влияние заполнителей на свойства бетонной смеси............... 45
3.1. Состав бетонной смеси............................................. 45
3.2. Приготовление бетонной смеси . ...................... 49
3.3. Транспорт бетонной смеси.......................................... 50
3.4. Укладка и уплотнение бетонной смеси............................... 51
3.5. Твердение бетона . 52
Глава 4. Влияние заполнителей на свойства бетона....................... 54
4.1. Прочность бетона.................................................. 54
4.1.1. Сцепление цементного камня с поверхностью зерен заполнителей.
4.1.2. «Армирование» бетона заполнителем. 4.13. Прочность заполнителей.
4.2. Плотность бетона................................................
4.3. Упругость бетона.................................................. 65
4.4. Теплопроводность бетона........................................... 71
4.5. Пластические деформации бетона под нагрузкой...................... 73
4.6. Усадка бетона..................................................... 74
4.7. Долговечность бетона.............................................. 76
4.8. Однородность бетона............................................... 80
Глава 5. Заполнители из природных плотных каменных пород............. 84
5.1. Сырьевая база................................................ 84
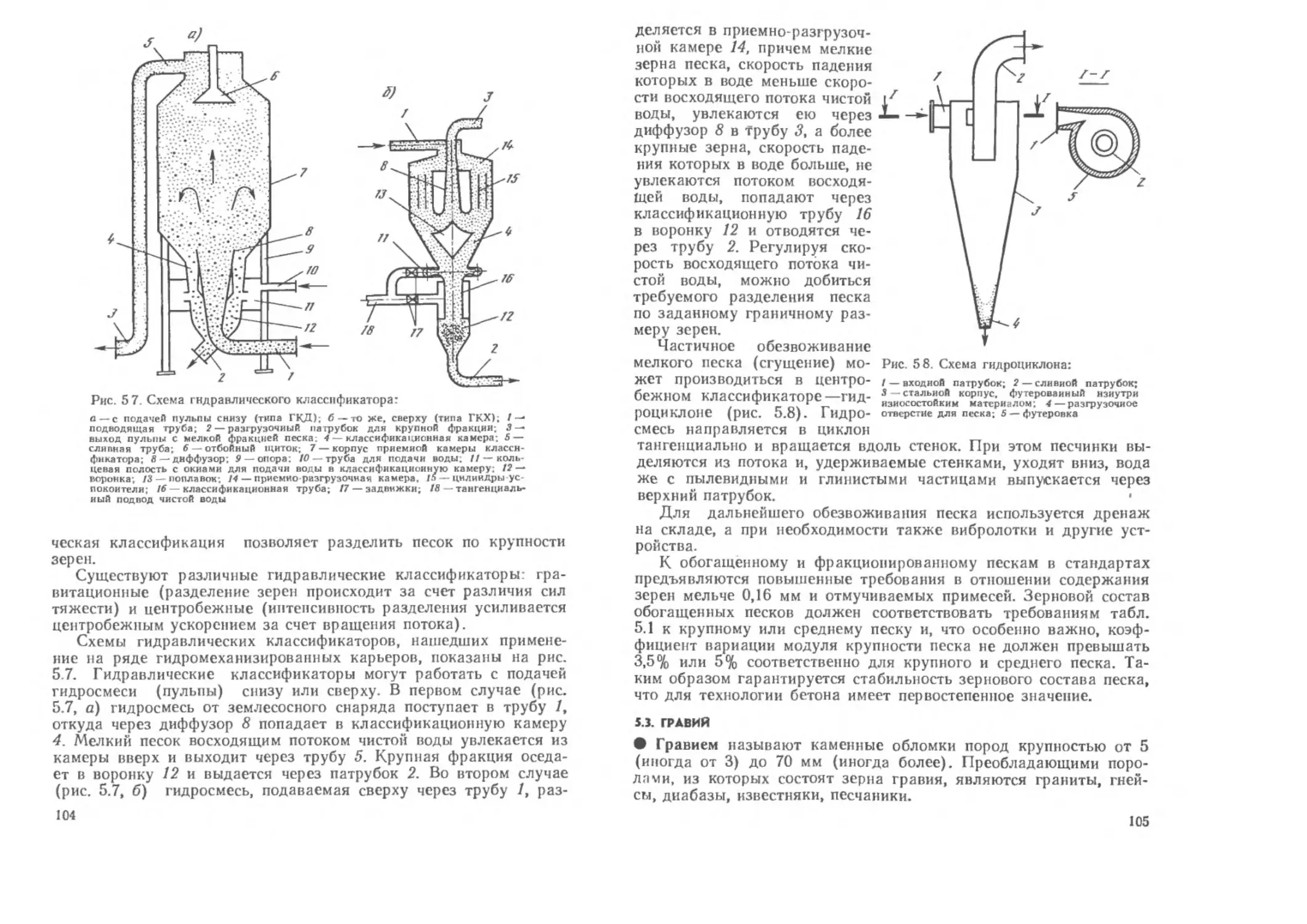
5.2. Песок............................................................. 87
5.2.1. Зерновой состав. 5.2.2. Содержание примесей. 5.2.3. Влажность.
5.2.4. Добыча природного песка. 5.2.5. Песок из отсевов дробления.
5.2.6. Обогащение и фракционирование.
5.3. Гравий......................................................... 105
5.3.1. Технические требования. 5.3.2. Добыча и фракционирование. 5.3.3. Промывка. 5.3.4. Обогащение.
5.4. Щебень......................................................... 119
5.4.1. Технические требования. 5.4.2. Производство. 5.4.3. Обогащение.
5.4.4. Щебень из гравия.
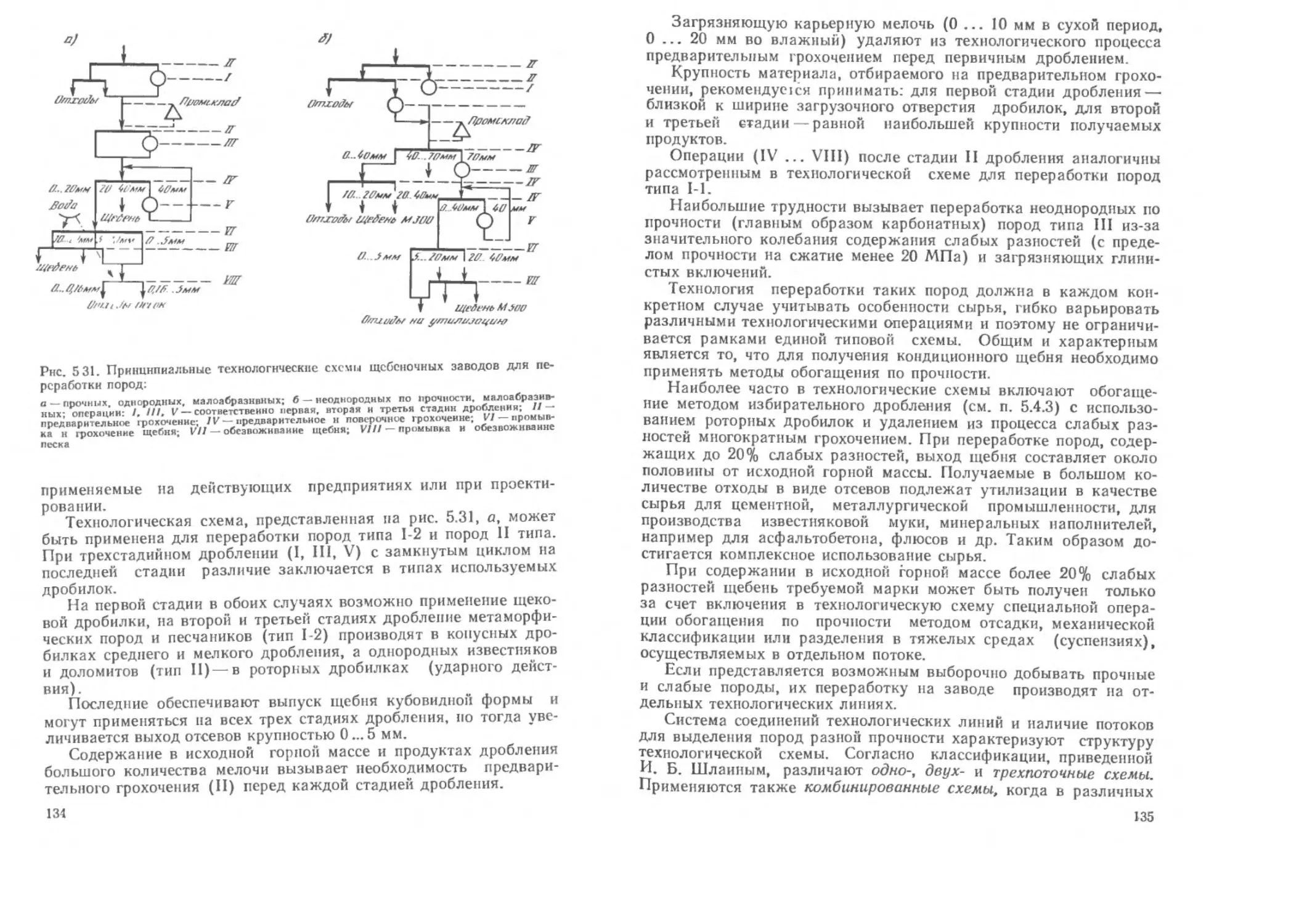
5.5. Технологические схемы производства щебня, гравия и песка....... 127
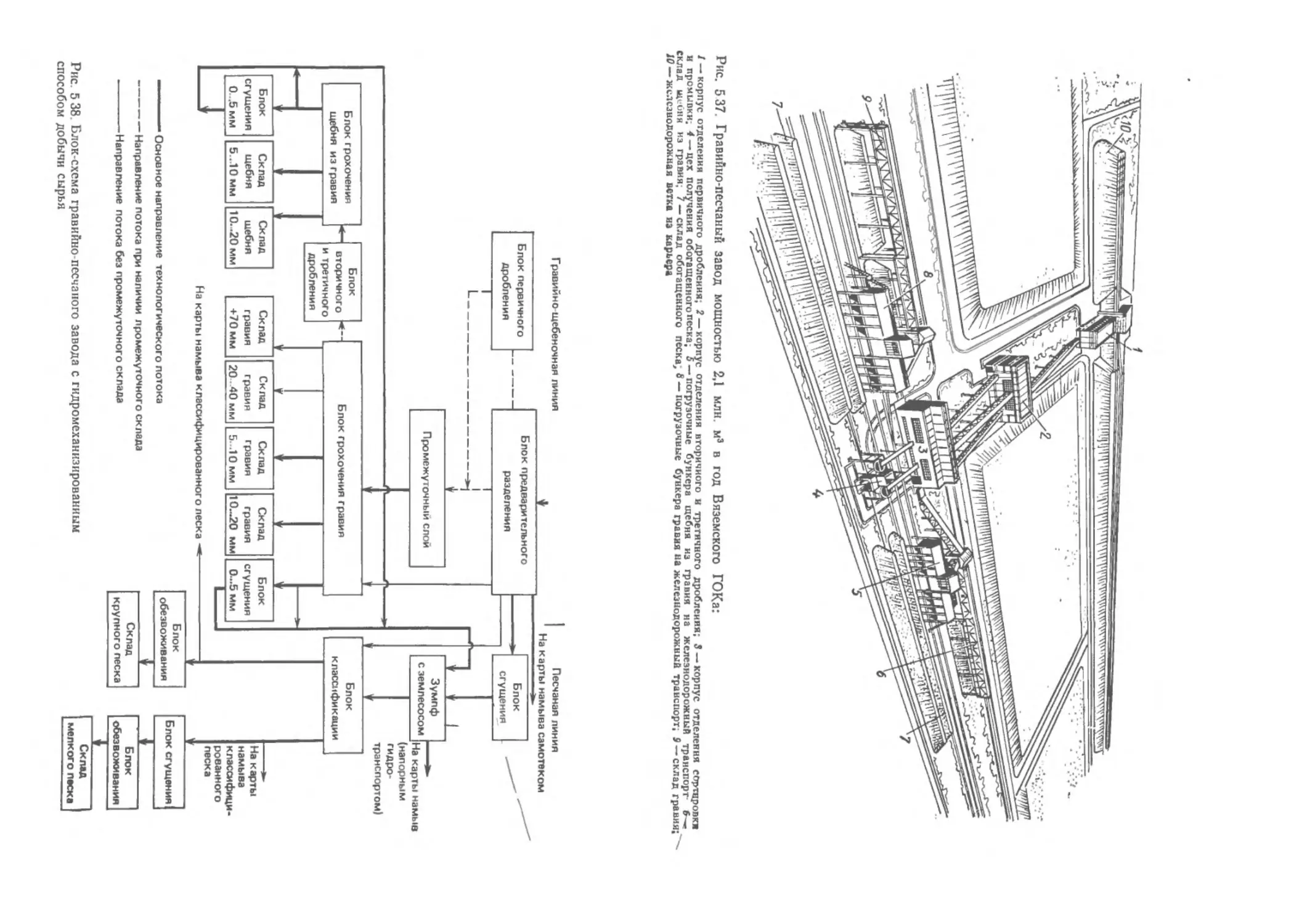
5.5.1. Общие принципы и положения. 5.5.2. Щебеночные заводы. 5.5.3. Гравийно-щебеночные и гравийио-песчаиые заводы. 5.5.4. Гравийно-песчаные и песчаные заводы с гидромеханизированным способом добычи сырья. 5.5.5. Склады готовой продукции.
Глава 6. Природные пористые заполнители............................. 154
6.1. Заполнители вулканического происхождения....................... 155
6.1.1. Пемза. 6 12. Вулканические шлаки. 6.13. Туфы и туфовые лавы.
6.2. Заполнители осадочного происхождения........................... 157
6.2.1. Пористые известняки и ракушечники. 62.2. Кремнеземистые породы.
6.3. Обогащение пористых заполнителей .............................. 158
Глава 7. Заполнители из отходов промышленности...................... 161
7.1. Попутно добываемые породы...................................... 161
7.2. Отходы, получаемые в процессе обогащения полезных ископаемых . « 162
7.3. Металлургические шлаки......................................... 163
7.3.1. Щебень из доменного шлака. 7.3.2. Гранулированный шлак
7.4. Топливные шлаки................................................ 168
7.4.1. Шлаки от сжигания кускового топлива. 7.4.2. Шлаки от сжигания пылевидного топлива.
7.5. Золы и золошлаковые смеси...................................... 170
7.6. Древесные отходы............................................... 171
7.7. Другие отходы промышленности................................... 172
Глава 8. Искусственные пористые заполнители . .... 175
8.1. Керамзит....................................................... 176
8.1.1. Сырье. 8.1.2. Основы технологии. 8.1.3. Технические требования.
8.1.4. Однородность. 8.1.5. Обогащение. 8.16. Керамзитовый песок.
8.1.7. Технологические схемы производства. 8.1.8. Применение.
8.2. Аглопорнт...................................................... 203
8.2.1. Сырье. 8.2.2. Основы технологии. 8.2.3. Технические требования.
8.2.4. Аглопоритовый гравий. 8.2.5. Применение.
8.3. Шлаковая пемза................................................. 212
8.3.1. Основы технологии. 8.3.2. Технические требования. 8.3.3. Применение.
8.4. Шунгизит ...................................................... 217
8.5. Азерит . . . . ..................... .............. 218
8.6. Теомолит....................................................... 221
8.7. Обжиговый зольный гравий....................................... 223
8.8. Безобжиговый зольный гравий . ....................... 224
8.9. Вспученный перлит.............................................. 225
8.10. Вспученный вермикулит......................................... 229
8.11. Другие заполнители и технологические решения.................. 229
Глава 9. Заполнители для различных видов бетона.................... 235
9.1. Гидротехнический бетон......................................... 235
9.2. Дорожный бетой................................................. 235
9.3. Асфальтовый бетон.............................................. 236
9.4. Легкий бетой.................................................... 237
9.5. Силикатный бетон ............................................... 239
9.6. Ячеистый бетон.................................................. 240
9.7. Гипсобетон...................................................... 240
9.8. Жаростойкий бетон.............................................. 241
9.9. Кнслото- и щелочестойкне бетоны................................. 242
9.10. Бетон для защиты от радиации................................... 242
9.11. Фибробетон—.................................................... 244
9.12. Декоративный бетон . 245
Глава 10. Вопросы экономической эффективности производства и применения заполнителей................................................ 247
10.1. Природные песок, гравий и щебень............................... 248
10.2. Пористые заполнители........................................... 249
10.3. Использование отходов промышленности........................... 251
10.4. Фракционирование и обогащение заполнителей..................... 251
Глава II. Рекомендации по курсовому и дипломному проектированию 254
11.1. Исходные положения проектирования.............................. 254
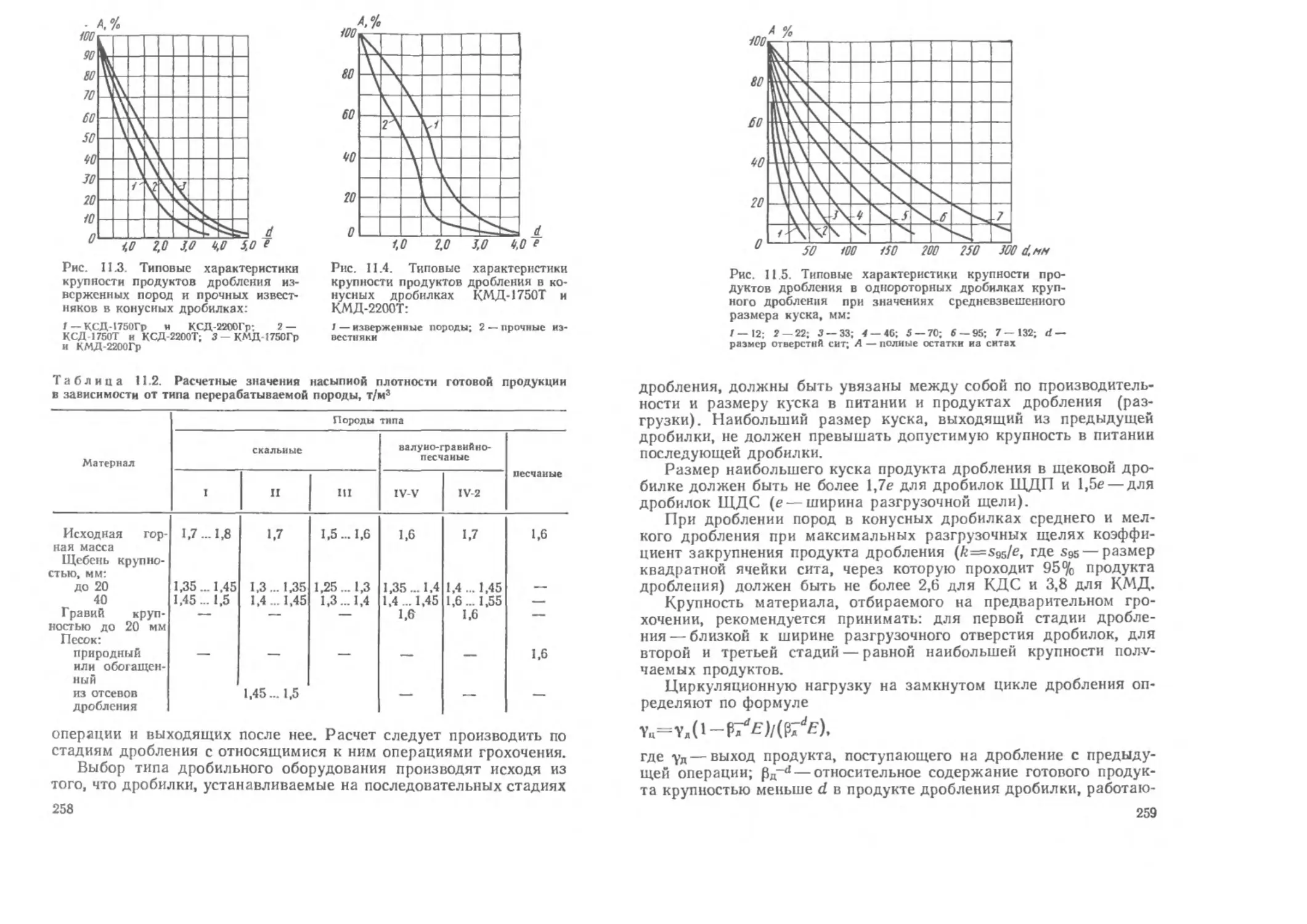
11.2. Расчет производительности технологических линий н оборудования 256
11.2.1. Производство заполнителей из плотных и пористых горных
пород. 11.2.2. Производство искусственных пористых заполнителей
11.3. Другие вопросы технологического проектирования................. 266
Приложения........................................................... 268
Заключение .......................................................... 271
Литература........................................................... 272
ПРЕДИСЛОВИЕ
Читателю предлагается первый учебник по курсу «Технология заполнителей бетона», введенному новым учебным планом подготовки инженеров-строителей-технологов по специальности «Производство строительных изделий и конструкций». За четыре десятилетия подготовки вузами инженеров указанной специальности учебный план неоднократно пересматривался, причем его формирование отражало основные тенденции осуществлявшейся в стране технической политики в области строительства. Эти тенденции, как известно, связаны с возрастанием роли бетона и железобетона, обеспечивающих индустриализацию строительства, сокращение сроков и стоимости возведения объектов, повышение эффективности капиталовложений в различных отраслях народного хозяйства.
В курсе впервые для данной специальности представлена технология крупной подотрасли промышленности строительных материалов— добычи и переработки так называемых нерудных полезных ископаемых, объем производства которых в СССР превышает 1 млрд, м3 в год. Качество этой продукции (песка, гравия, щебня) непосредственно определяет качество бетона наиболее массовых строительных изделий и конструкций.
Достаточно широко представлены природные и искусственные пористые заполнители для легких бетонов различного назначения.
В учебнике представлены также возможности широкого использования в качестве заполнителей для бетона либо в качестве сырья для их производства имеющихся почти повсеместно разнообразных промышленных отходов. Эти отходы, пока еще не полностью используемые, представляют собой важнейший сырьевой ресурс строительной промышленности, именно ею реально могут быть утилизированы с экономическим и экологическим эффектом.
Объединение в одном курсе всех сведений по разнообразным заполнителям, используемым в бетонах различного назначения, явилось итогом его логического развития и с методической точки зрения оптимально для формирования инжепера-строителя-технолога данной специальности.
Повсеместному введению нового курса предшествовали методические разработки и анализ опыта Белорусского ордена Трудового Красного Знамени политехнического института, где с 1968 г. в порядке эксперимента было начато преподавание специального курса «Заполнители для бетона», изданы одноименные конспект лекций (1968 г.) и учебные пособия (1972 и 1983 гг.). Таким образом, 6
общая направленность и программа курса достаточно апробированы и его целесообразность очевидна. В то же время потребовалось развитие содержания курса преимущественно в технологическом аспекте, что и отразилось в новом его названии.
Содержание учебника базируется на достижениях отечествен--ной и зарубежной науки и практики, которые авторы стремились обобщить и систематизировать для облегчения усвоения этих знаний студентами. Подробная рубрикация текста, логика технологических решений, иллюстративный материал рассчитаны на непосредственное восприятие знаний студентами при самостоятельной работе с книгой. Текст учебника построен так, чтобы студент мог при необходимости быстро и легко найти в нем интересующие его конкретные сведения. В то же время для углубленного понимания при систематическом изучении материала описанию конкретных видов заполнителей предпосланы гл. 2, 3, 4, б которых представлены важнейшие общие свойства заполнителей, методы испытаний, связь свойств бетонных смесей и бетонов со свойствами применяемых заполнителей. Понимание этой связи в противовес механическому запоминанию конкретных данных дает истинное знание предмета и формирует специалиста.
Предисловие, введение, гл. 1 и заключение написаны авторами совместно, гл. 2, 6 и 10 — С. М. Ицковичем, гл. 5, 7, 8, 11 — С. М. Ицковичем и Л. Д. Чумаковым, гл. 3, 4, 9 — С. М. Ицковичем и Ю. М. Баженовым.
За помощь в работе авторы выражают глубокую признательность рецензентам — сотрудникам кафедры строительных материалов Киевского ордена Трудового Красного Знамени инженерностроительного института (зав. кафедрой проф. И. А. Пашков) и д-ру техн, наук, проф. И. Е. Путляеву (НИИЖБ Госстроя СССР). Предложения по дальнейшему совершенствованию учебника будут приняты с благодарностью.
Авторы
ВВЕДЕНИЕ
Рост и обновление основных фондов социалистической промышленности, развитие общественного производства, ускорение фондоотдачи, научно-технический прогресс и рост благосостояния советского народа в большой степени связаны с эффективностью капитального строительства. Повышение эффективности строительного производства обеспечивается его индустриализацией, поэтому в решении перечисленных важнейших народнохозяйственных задач велика роль ускоренно развивающейся отрасли промышленности, для работы в которой готовят себя студенты, избравшие своей будущей специальностью «Производство строительных изделий и конструкций».
.Основным материалом для возведения разнообразных строительных конструкций, в том числе из изделий заводского изготовления, в настоящее время и в обозримом будущем является бетон. Это связано с расширением понятия «бетон». Бетонов стало много: тяжелый и легкий, конструкционный и теплоизоляционный, дорожный и гидротехнический, ячеистый и крупнопористый, жаростойкий и декоративный, защищающий от радиоактивных воздействий и от химической коррозии, керамзитобетон, шлакопемзобетон, аглопо-ритобетон, золобетон, термолитобетон и т. д., причем название бетона часто зависит от названия используемого заполнителя, а свойства его в значительной мере определяются свойствами заполнителя. Отсюда следует роль и место курса «Технология заполнителей бетона» в общей структуре дисциплин специализации.
Сопутствуя дисциплине «Технология бетона и железобетона» — основной дисциплине специализации, данный курс являет собой развернутое учение о заполнителях и призван дать будущему инженеру комплекс знаний об источниках сырья для получения заполнителей, технологии их производства, технических требованиях, свойствах, методах испытаний, особенностях применения в бетонах. Все перечисленные аспекты взаимообусловлены, поэтому в изложении материала будет последовательно прослеживаться причинно-следственная связь в цепи явлений и действий: вид и свойства сырья — технология его переработки — структура полученного заполнителя — его свойства — технология, определяемая этими свойствами— направления использования и технико-экономическая эффективность.
Только различая все нюансы влияния заполнителей на свойства бетонной смеси и бетона, можно квалифицированно выбрать наиболее рациональную область применения того или иного заполни
теля либо изыскать из имеющегося арсенала заполнителей именно тот, который наилучшим образом соответствует требованиям, предъявляемым к данному бетону. В равной мере на основе последовательного детерминизма студент должен научиться целенаправленному поиску сырьевых ресурсов для организации производства требуемых заполнителей и выбору эффективных технологических приемов переработки того или иного сырья исходя из его особенностей и поставленной цели.
Наряду с изложением технологии добычи, производства и переработки природных заполнителей, а также искусственных, получаемых из природного сырья, учебник ориентирует будущего инженера на расширение сырьевой базы за счет максимального использования разнообразных промышленных отходов, чем способствует воспитанию в нем чувства хозяина в широком смысле социалистической перестройки, учит комплексному подходу к использованию природных ресурсов в безотходных технологиях с решением экологических и экономических проблем в общегосударственном масштабе.
Приступая к изучению курса, студент должен исходить из определяющей роли экономики. Политика, в том числе и техническая политика, определяется экономикой, поэтому все технические решения нуждаются в экономическом обосновании. Экономическое мышление диалектически учитывает время, место, ситуацию, конкретные условия. Это особенно важно в связи с совершенствованием хозяйственного механизма в строительстве на основе хозрасчета, самоокупаемости и самофинансирования.
Все большее значение приобретают вопросы повышения качества строительства. Качество—категория технико-экономическая. Конкретный пример — переход в строительстве от марок бетона (средних показателей прочности) к классам (с заданной обеспеченностью требуемой прочности). В связи с этим переходом экономически стимулируется повышение однородности бетона. Последняя зависит от качества и однородности заполнителей, поэтому в учебнике уделено много внимания технологии обогащения заполнителей, обеспечению их высокого качества и технологической надежности.
Согласно учебному плану, лекционный курс и самостоятельная работа студентов по данному курсу дополняются лабораторным практикумом и курсовым проектированием. Большое значение имеет практическое ознакомление с технологией на заводах строительной индустрии. Не заменяя специальные методические разработки по этим направлениям учебного процесса, учебник дает студентам теоретическую базу, основу правильного технологического мышления и намечает переход к решению конкретных практических задач, которые будут поставлены перед студентами на лабораторных занятиях, в заданиях по курсовому проектированию и аналогичные которым в будущем поставит перед инженерами жизнь.
ОБЩИЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
• Заполнители — природные или искусственные материалы определенного зернового состава, которые в рационально составленной смеси с вяжущим веществом и водой образуют бетон. Стоимость заполнителей достигает 30... 50 % стоимости бетонных и железобетонных конструкций, а иногда и более. Поэтому
изучение, правильный выбор заполнителей, рациональное их производство и применение имеют большое народнохозяйственное значение.
1.1. НАЗНАЧЕНИЕ ЗАПОЛНИТЕЛЕЙ
Основная активная часть бетона — вяжущее, цемент. Именно вяжущее, реагируя с водой, способно схватываться и твердеть, переходя из пластичного тестообразного состояния в твердое и превращая бетонную смесь в бетон. Зачем же нужны заполнители? • Заполнители занимают в бетоне до 80 % объема и, следовательно, позволяют резко сократить расход цемента или других вяжущих, являющихся наиболее дорогой и дефицитной составной частью бетона.
• Цементный камень при твердении претерпевает объемные деформации. Усадка его достигает 2 мм/м. Из-за неравномерности усадочных деформаций возникают внутренние напряжения и трещины. Мелкие трещины могут быть невидимы невооруженным глазом, но они резко снижают прочность и долговечность цементного камня. Заполнитель создает в бетоне жесткий скелет, воспринимает усадочные напряжения и уменьшает усадку обычного бетона примерно в 10 раз по сравнению с усадкой цементного камня.
• Жесткий скелет из высокопрочного заполнителя увеличивает прочность и модуль упругости бетона (т. е. уменьшает деформации конструкций под нагрузкой), уменьшает ползучесть (т. е. пластические необратимые деформации бетона при длительном действии нагрузки).
• Легкие пористые заполнители уменьшают плотность бетона и его теплопроводность, делают возможным применение такого бетона в ограждающих конструкциях, для теплоизоляции.
• Специальные особо тяжелые и гидратные заполнители делают бетон надежной защитой от проникающей радиации (на атомных электростанциях и т. п.).
Этот неполный перечень определяет назначение заполнителей, которые являются очень важной составной частью бетонов, влияют на их свойства и технико-экономическую эффективность.
1.2. КЛАССИФИКАЦИЯ ЗАПОЛНИТЕЛЕЙ
Основными признаками стандартизованной классификации разнообразных заполнителей для бетона (ГОСТ 25137—82) являются: происхождение, крупность зерен, характер формы зерен, плотность (табл. 1.1).
Таблица 1.1. .Классификация заполнителей
Происхождение Вид. крупность, характер формы зерен Способ производства (обработки)
Плотные (плотность зерен >2,0 г/см3)
Природные Из попутно добываемых пород и отходов обогащения (природные) Из отходов промышленности Щебень Гравий Щебень из гравия Песок: обогащенный J фракционирован- ? ный J из отсевов дробления обогащенный Декоративные щебень и песок Щебень и песок Щебень из доменного шлака Дробление и сортировка горных скальных пород Сортировка гравийно-песчаной смеси То же, и дробление Г идромеханизироваиная или экскаваторная добыча: гидроклассификация, классификация, промывка, обезвоживание классификация, промывка, обезвоживание То же Дробление, сортировка, промывка и обезвоживание Дробление и сортировка То же
Пористые (плотность зерен <2,0 г/см3)
А. Неорганические Природные Из отходов промышленности Щебень и песок из пористых горных пород (вулканического, осадочного присхождения) Щебень и песок из пористых шлаков, из кирпичного боя Золошлаковые смеси, грубодисперсные золы- Дробление и сортировка То же Необработанные
Искусственные (специально приготовленные) Керамзит-гравий. песок и его разновидности: глинозольный керамзит; шунгизит-гравнй, песок; зольный гравий; вспученные аргиллит и трепел Азерит Обжиг со вспучиванием подготовленных гранул (зерен) из природного сырья, отходов промышленности или их смеси Подготовка шихты плавлением, быстрым охлаждением и помолом
Продолжение табл. 1.1
Происхождение
Вид, крупность, характер формы зерен
Способ производства (обработки)
Термолит-щебеиь, гравий
Аглопорит-щебеиь, гравий и песок
Безобжиговый зольный гравий (БЗГ)
Шлаковая пемза-щебень (гравий), песок
Вспученный перлит, щебень (гравий), песок
Б. Органические Отходы заготовки и переработки древесины
От переработки сельскохозяйственной продукции и растений
От переработки в промышленности
Куски, частицы дерева, опилки, стружка, древесные волокна
Стебли хлопчатника, камыша, тростника, костра лубяиых культур (льна, конопли) и др.
Частицы пластиков, резины и др.
Обжиг без вспучивания
Спекание при обжиге подготовленных гранул песчано-глинистых пород, зол ТЭС, отходов углеобогащения
Гидр атациоиное твердение гранул из подготовленной смеси золы и вяжущего
Поризация расплава шлаков и охлаждение
Вспучивание при обжиге подготовленных зерен из вулканических водосодержащих пород
Измельчение, сортировка
• По происхождению заполнители подразделяют на три группы: I) природные, в том числе из попутно добываемых пород и отходов обогащения; 2) из отходов промышленности; 3) искусственные (специально приготовленные).
Природные материалы и материалы из отходов промышленности, получаемые без изменения их химического состава и фазового состояния, характеризуются соответственно происхождением и петрографическим наименованием горных пород или видом отходов. Например, изверженные глубинные (интрузивные) породы — гранит, сиенит, диорит; доменные отвальные шлаки. Искусственные заполнители характеризуются видом сырья (природное, из отходов или их смесь) и технологией производства (способ обработки). Например, получаемые из природного сырья обжигом со вспучиванием— керамзит; получаемые поризацией расплава доменных шлаков — шлаковая пемза.
• По крупности зерен заполнители подразделяют на: 1) крупные— с зернами (кусками) свыше 5 мм (щебень, гравий); 2) мелкие— с размером зерен до 5 мм (песок).
• По характеру формы зерен различают: I) заполнители, имеющие угловатую (неправильную) форму, получаемые дроблением (щебень, песок из отсевов дробления и др.); 2) заполнители,
имеющие округлую форму зерен (гравий, природный песок и др.). • Заполнители относят к плотным или пористым в зависимости от плотности их зерен, которая составляет соответственно свыше и до 2,0 г/см3.
• Классификационной характеристикой заполнителя также может' быть его насыпная плотность, которая для крупных пористых заполнителей не должна превышать 1200 кг/м3, а для пористых песков — 1400 кг/м3.
• Вид заполнителей является одним из признаков классификации бетонов, в соответствии с которым различают бетоны на плотных, пористых и специальных заполнителях.
• Сами же заполнители подразделяют в соответствии с основным назначением: для тяжелых, легких, мелкозернистых бетонов, для специальных бетонов (жаростойких, химически стойких, декоративных, радиационно-защитных, теплоизоляционных и др.).
Перечисленными понятиями предварительно обозначены контуры той области знаний, которая является предметом данного учебника и будет развернута в последующих главах.
П 1. Возможно ли получение бетона без заполнителей? 2. Какую часть объема * бетона обычно занимают заполнители? Как с объемом заполнителей в бетоне связан расход цемента? 3. Какова роль заполнителей в формировании требуемых свойств бетона, а также в составлении его себестоимости? 4. Каковы основные источники получения заполнителей? 5. Какие технологические процессы в производстве заполнителей определяют их отнесение к группе искусственных? 6. По каким граничным показателям подразделяют заполнители на мелкие и крупные, плотные и пористые?
ОСНОВНЫЕ СВОЙСТВА ЗАПОЛНИТЕЛЕЙ И МЕТОДЫ ИХ ИСПЫТАНИЙ
Разнообразные заполнители для бетона отличаются теми или иными специфическими свойствами и особенностями, обусловливающими область их применения и технико-экономическую эффективность. В то же время все они как сыпучие зернистые материалы характеризуются едиными основными показателями качества.
2.1. НАСЫПНАЯ ПЛОТНОСТЬ ЗАПОЛНИТЕЛЯ
• Насыпной плотностью заполнителя называют отношение его массы ко всему занимаемому объему, включая пространство между зернами.
Определяют насыпную плотность следующим образом. Высушенный до постоянной массы заполнитель насыпают с высоты 100 мм в предварительно взвешенный мерный сосуд до образования над верхом сосуда конуса. Затем, не сдвигая сосуд (во избежание уплотнения заполнителя), линейкой срезают конус и сосуд с заполнителем взвешивают.
Насыпная плотность заполнителя (кг/м3)
ри=(/П2 —znJ/И,
где т2 — масса мерного сосуда с заполнителем, кг; гп\ — масса мерного сосуда, кг; V — вместимость мерного сосуда, м3.
Таблица 2.1. Размеры мерных сосудов в зависимости от крупности заполнителей
Наибольшая крупность зерен, мм Вместимость мерного сосуда, л Внутренние размеры сосуда, мм
диаметр высота
5 и менее 1 108 108,5
10 2 137 136.5
20 5 185 186,5
40 10 234 233,8
Следует иметь в виду, что результат определения насыпной плотности заполнителя зависит от вместимости и формы мерного сосуда, от соотношения размеров сосуда и зерен заполнителя. При данной крупности зерен чем меньше размеры сосуда, тем относительно меньшей будет степень заполнителя его объема зернистым материалом. Поэтому действующие нормы предусматривают использование стандартных мерных цилиндрических сосудов различной вместимости для заполнителей разной крупности. В табл. 2.1 приведены требования ГОСТ 9758—86 для испытания пористых заполнителей.
Для испытания щебня и гравия в зависимости от их крупности стандарты предусматривают использование мерных сосудов вместимостью 5... 50 л, для песка — 1 л.
Насыпная плотность — важная характеристика заполнителей, особенно пористых, основная маркировка которых производится по этому показателю. Знание насыпной плотности необходимо для расчета массовой доли заполнителя, если известен его объем, или, наоборот, для определения вместимости складских помещений, бункеров, исходя из требуемой массы заполнителя, при расчете состава бетона, дозировании заполнителей и т. д.
Иногда насыпную плотность заполнителя определяют в уплотненном состоянии. В этом случае мерный сосуд с заполнителем подвергают вибрации на лабораторной виброплощадке, заполнитель по мере уплотнения досыпают в сосуд доверху. Результаты превышают стандартную насыпную плотность заполнителя на 5... 25 % и отражают способность данного заполнителя к уплотнению (например, при вибрировании бетона) за счет более компактной укладки зерен.
2.2. ПЛОТНОСТЬ ЗЕРЕН И ВЕЩЕСТВА ЗАПОЛНИТЕЛЯ
• Плотность зерен заполнителя представляет собой отношение массы пробы сухого щебня или гравия к суммарному объему его зерен.
Объем зерен заполнителя определяют по разнице в результатах взвешивания пробы на воздухе и в воде. Поскольку взвешивание в воде сопряжено с возможностью ее проникания в поры зерен заполнителя, последний заранее насыщают водой.
Плотность зерен заполнителя (г/см3)
л т\ Рз =----------------Рв.
/712 — т3
(2.1)
где гп\ — масса пробы заполнителя в сухом состоянии, г; т2 — масса пробы заполнителя после насыщения водой, установленная при взвешивании на воздухе, г; т3 — результат взвешивания пробы заполнителя в воде, г; рв — плотность воды, принимаемая равной 1 г/см3.
Для удобства проведения испытаний по ГОСТ 9758—86 пробу щебня или гравия объемом 1 л помещают в специальный перфорированный сосуд (контейнер), вместе с которым и производят все операции. Из результатов взвешивания контейнера с пробой заполнителя вычитают соответствующие результаты взвешивания на воздухе и в воде пустого контейнера.
Описанное испытание позволяет установить среднюю плотность зерен в пределах взятой пробы. Для определения плотности отдельных зерен пористых заполнителей существуют методы, основанные на измерении объема зерен в более дисперсной сыпучей среде. По ГОСТ 9758—86 для этого используют прокаленный кварцевый песок. Песок засыпают в сосуд доверху, затем частично отсыпают, укладывают зерно заполнителя, снова наполняют сосуд песком и замеряют объем оставшегося песка, который, очевидно, равен объему зерна заполнителя. Встряхивание при этом не допускается во избежание уплотнения песка и искажения результатов измерения.
Главное в описанных испытаниях — определение объема отдельных зерен неправильной формы или их совокупности в пробе (навеске). Помимо технических затруднений и связанных с ними погрешностей измерения следует уяснить, какой именно объем необходимо измерить. Объем, занимаемый заполнителем в водной среде, может отличаться от его объема в песке или иной среде.
При расчете состава бетона необходимо знать объем, который зерна заполнителя займут в бетоне. Для многих видов заполнителей, имеющих зерна с развитой поверхностью и большой открытой пористостью, этот объем значительно меньше определяемого вышеописанными методами, поскольку в бетоне открытые поры зерен заполняются водой и цементом.
В связи с этим ГОСТ 9758—86 предусматривает методику определения плотности зерен заполнителя в цементном тесте. Навеску сухого пористого щебня или гравия объемом 3,5 л перемешивают на предварительно увлажненном противне с 1,7 кг цемента и 3,4 кг кварцевого песка. Затем вводят воду до получения бетонной смеси определенной консистенции. Перемешанную бетонную смесь выдерживают 15 мин для более полного насыщения пор заполнителя влагой и цементным тестом. Затем всю смесь укладывают в стандартный сосуд вместимостью 5 л (см. табл. 2.1), уплотняют вибрированием на лабораторной виброплощадке в течение 30... 60 с и определяют плотность бетонной смеси в уплотненном состоянии. Плотность зерен крупного заполнителя в цементном тесте (г/см3) по результатам описанного испытания
р«-т=----------₽£«£!з--------, (2,2)
тп \
4- —~ 4- тв 1
Рц Ра /
где рем — плотность бетонной смеси, кг/л; ги3 — масса сухой пробы пористого заполнителя, кг; М — суммарный расход всех материалов (включая воду) в замесе, кг; /пц—масса цемента в замесе, кг; рц—плотность цемента, определяемая по ГОСТ 310.2— 76 или принимаемая равной 3,1 г/см3; тп — масса кварцевого песка в замесе, кг; рп — плотность кварцевого песка, определяемая экспериментально или принимаемая равной 2,65 г/см3; тп — масса воды в замесе, кг.
Существует более простая методика, имеющая определенные преимущества перед стандартной. Согласно этой методике, сначала готовят растворную часть бетонной смеси. Для этого 1,5 кг цемента перемешивают с 3 кг кварцевого песка и добавляют 0,7 л воды. Полученный пластичный раствор дозируют стандартным 2-литровым мерным сосудом, наполняя последний до краев при встряхивании, и помещают в предварительно увлажненный противень. Туда же добавляют 2 л сухого испытуемого пористого щебня или гравия, массу которого предварительно фиксируют. После тщательного перемешивания бетонную смесь выдерживают 15 мин, снова перемешивают, полностью переносят в стандартный сосуд вместимостью 5 л и подвергают виброуплотнению.
Затем сосуд с уплотненной бетонной смесью взвешивают (mj), заливают до краев водой и снова взвешивают (т2). Плотность зерен испытуемого заполнителя (г/см3) в цементном тесте (в бетоне)
РГ
т3
3-UB
(2.3)
где т3— масса сухой пробы пористого заполнителя, кг; VB — объем (л) долитой в сосуд воды, численно равный разнице в массе сосуда и бетонной смеси с долитой водой и без нее: т2— — гп\ (кг); 3 — соответствует объему, занимаемому в 5-литровом сосуде заполнителем и долитой водой, поскольку объем цементнопесчаного раствора составляет, как указано выше, 2 л.
Плотность вещества заполнителей, как и других строительных материалов, определяют путем измельчения пробы в тонкий порошок (пористостью частиц которого можно пренебречь) с последующим измерением абсолютного объема навески порошка в пикнометре или в приборе Ле-Шателье по объему вытесненной порошком воды или другой жидкости (керосина).
13. ПУСТОТНОСТЬ ЗАПОЛНИТЕЛЯ
• Пустотностью, или межзерновой пустотностыо, заполнителя называют выраженное в процентах отношение объема межзерновые пустот ко всему объему, занимаемому заполнителем в свободной’ засыпке (без уплотнения). 4 v
Если известны насыпная плотность заполнителя рн (кг/м3) и плотность его зерен р3 (г/см3), то пустотность можно определить расчетом:
VnycT=f 1-----100. (2.4)
у \ 1000р3 ) ' '
(2.5)
Пустотность может быть определена и экспериментально. Для этого заполнитель, как при определении насыпной плотности, засыпают в мерный сосуд (см. табл. 2.1) и заливают водой. После выдержки, необходимой для насыщения зерен заполнителя водой, сосуд накрывают мелким ситом и опрокидывают для стекания непоглощенпой воды. Затем сосуд с водонасыщенным заполнителем взвешивают, доливают доверху водой и снова взвешивают. При этом
vz.,yCT=-^-100%.
где тв — масса долитой воды, кг; V — вместимость сосуда, л.
В случае экспериментального определения пустотности можно расчетным путем найти плотность зерен (г/см3): р —______f*_____
3 1000 — 101Лпуст
Если необходимо знать пустотность заполнителя в уплотненном состоянии, то при расчете по формуле (2.4) вместо насыпной плотности принимают соответствующую плотность заполнителя в уплотненном состоянии.
Если требуется определить пустотность вместе с той частью открытых пор в зернах заполнителя, которая в бетоне заполняется цементным тестом, то в выражение (2.4) вместо плотности зерен рз следует подставить плотность зерен заполнителя в цементном тесте р»ц т, определяемую по формулам (2.2) или (2.3).
Пустотность — очень важная характеристика заполнителя. В плотном конструкционном бетоне все пустоты должны быть заполнены цементным тестом. Поэтому чем меньше пустотность заполнителя, тем меньше расход цемента при получении бетона. В крупнопористом бетопе, наоборот, желательна повышенная пустотность заполнителя.
Как будет показано ниже, пустотность зависит от формы зерен заполнителя и зернового (гранулометрического) состава.
2.4. ПОРИСТОСТЬ ЗЕРЕН ЗАПОЛНИТЕЛЯ
• Пористость представляет собой отношение суммарного объема всех пор в зерне заполнителя к объему зерна. Обычно определяют не пористость каждого зерна отдельно, а среднюю пористость зерен в данной пробе заполнителя. Ее можно рассчитать 18
(%), если известны плотность зерен р3 и плотность вещества заполнителя р (г/см3):
^оР=(1-Рз/Р)100. (2.6)
Если в формулу (2.6) вместо р3 подставить плотность зерен в цементном тесте, то получим не всю пористость, а ту ее часть, которая в бетоне недоступна заполнению цементным тестом. Вычитанием ее из общей пористости найдем открытую пористость и сможем определить дополнительный объем цементного теста, который потребуется для заполнения открытых пор заполнителя в бетоне.
2.5. ВЛАЖНОСТЬ И ВОДОПОГЛОЩЕНИЕ ЗАПОЛНИТЕЛЯ
Пористость зерен является одним из главных факторов, определяющих возможную влажность и водопоглощение заполнителей. • Для определения влажности w (в % по массе) пробу заполнителя взвешивают, затем высушивают до постоянной массы:
^вл ^сух
100,
4S)=---------
тсух
где гивл — масса пробы в состоянии естественной влажности, г; тсух — масса пробы в сухом состоянии, г.
• Чтобы найти водопоглощение wFn.M ( в % по массе), пробу сухого крупного заполнителя погружают в воду на 48 ч, на 1 ч или на другое время в соответствии с техническими условиями или технологическими требованиями, после чего извлекают, удаляют воду с поверхности зерен и взвешивают:
^нас — тсух
^вп.м ===
100,
ГИсух
где тиас — масса пробы заполнителя, насыщенного водой, г.
Погрешность в результат испытания может внести операция удаления воды с поверхности зерен. По ГОСТ 8269—76 поверхность щебня или гравия протирают влажной мягкой тканью. По ГОСТ 9758—86 для крупного пористого заполнителя предусмотрено определение водопоглощения с помощью перфорированного контейнера. Контейнер с пробой заполнителя выдерживают в воде, после чего извлекают, подвешивают на 10 мин, в течение которых избыточная вода стекает, затем взвешивают и производят ’ расчет. Надежно отделить воду, удерживаемую на поверхности зерен заполнителя, от воды, поглощенной внутренними порами, трудно. Еще труднее провести такую операцию при определении водопоглощения мелкого заполнителя. Поэтому для мелкого заполнителя (песка) такое испытание стандартами не предусмотрено.
По одному из стандартов США водопоглощение пористого песка определяют следующим образом. Пробу песка выдерживают в воде, затем постепенно подсушивают в потоке теплого воздуха. Периодически формуют из песка конус. Форму снимают, и если конус не рассыпается, то продолжают сушку. Когда конус при снятии формы начинает рассыпаться, считается, что межзерновая и пленочная вода уже удалена, а осталась только поглощенная порами. Тогда песок взвешивают, затем высушивают до постоянной массы. Водопоглощение находят по разности масс подсушенного и высушенного песка.
Наиболее надежные результаты по водопоглощению (водопо-требности) песка можно получить при испытании его в бетоне.
В некоторых случаях водопоглощение крупного заполнителя определяют в % по объему, т. е. как отношение объема поглощенной влаги к объему зерен заполнителя. Зная водопоглощение в % по массе а>Вп. м и плотность зерен заполнителя р3, водопоглощение в % по объему вычисляют по формуле
Рч
^вп.о = ^вп.М— •
Ра
Значение м>Вп. о всегда меньше пористости зерен заполнителя Упор, так как не все поры могут быть заполнены водой. Сопоставление Wan. о и Упор дает возможность оценить, какая часть объема пор может быть заполнена водой.
2.6. ФОРМА ЗЕРЕН ЗАПОЛНИТЕЛЯ И ИХ ВЗАИМНАЯ
УКЛАДКА
• Насыпная плотность, пустотиость и другие характеристики заполнителя в значительной степени определяются формой его зерен. Впервые это показал наш соотечественник Б. Николаев в работе «Состав растворов и бетонов в зависимости от размеров и формы зерен материалов», вышедшей в 1914 г. Работа эта своим содержанием предвосхитила идеи многих отечественных и зарубежных исследований, в том числе опубликованных в последние годы.
Б. Николаев теоретически проанализировал геометрическую структуру пространства, заполненного зернами сыпучего материала. В частности, если условно принять, что все зерна одинаковы по форме и размерам, то в принципе возможна различная плотность упаковки зерен в заданном объеме в зависимости от порядка их укладки. Например, шары можно уложить рядами так, чтобы линии, соединяющие их центры, образовали кубы (рис. 2.1, а). Это будет наименее плотная укладка. Наиболее же плотная соответствует такому взаимному расположению шаров, когда линии, соединяющие их центры, образуют тетраэдры (рис. £.1, б). Аналогичным образом можно представить наиболее и наименее плотную укладку зерен другой формы.
Рис. 2.1. Варианты укладки шаров (в проекциях)
В табл. 2.2 приведены результаты расчета пустотности для различных правильных многогранников и шаров (по Б. Николаеву). При наименее плотной укладке шары дают меньшую пустотнорть, чем другие зерна, а при наиболее плотной — большую. Однако как наиболее, так и наименее плотные схемы укладки могут рассматриваться лишь теоретически, и пустотность будет иметь те или иные промежуточные значения, определяемые степенью уплотнения. В среднем, как видно из табл. 2.2, при угловатой форме зерен можно ожидать увеличения пустотности. Это еще в большей степени проявляется, если кроме систем укладки правильных многогранников рассмотреть варианты укладки, например, удлиненных параллелепипедов: при наиболее плотной укладке они, как и кубы, полностью заполняют объем, а при наименее плотной, когда будут взаимно касаться только вершинами, дадут максимальную пустотность и тем большую, чем больше соотношение длины зерен и их толщины.
Таблица 2.2. Пустотность сыпучего материала в зависимости от формы зерен
Форма зерен
Кубы Октаэдры Додекаэдры Икосаэдры Шары
Пустотность, %
при укладке средняя
наиболее плотной наименее плотной
0 87.1 43,55
12.1 83.9 48.05
14.1 60.7 37.4
10.3 59.9 35,1
26,2 47.6 36,9
В действующих стандартах принято оценивать форму зерен заполнителей соотношением их размеров. Так, по ГОСТ 8269—76 определяют содержание в щебне и гравии пластинчатых (лещад-ных) и игловатых зерен, толщина или ширина которых меньше длины в 3 раза и более.
По ГОСТ 9758—86 для пористых заполнителей определяют коэффициент формы зерен
^ф2=7?наиб/ОианМ, (2*7)
где £>наиб, /Лшим — соответственно наибольший и наименьший размеры зерна, мм.
Для измерения зерен стандарты рекомендуют специальный передвижной шаблон или формомер.
Поскольку зерна заполнителей имеют неправильную форму и поверхность их может быть сильно развитой, стандартный коэффициент формы [см. (2.7)] не вполне ее характеризует. Поэтому иногда пользуются другими коэффициентами. Например,
== $зап/$хнар> (2-8)
где s3an — удельная поверхность заполнителя, см2/г; $Шар — удельная поверхность шаров той же крупности, см2/г.
Факультативно в ГОСТ 8269—76 введен показатель формы зерен щебня (%)
Ф=($щ/$ШаР— 1)100,
где — удельная поверхность щебня, см2/г.
Для характеристики формы зерен заполнителей предложено также понятие «минимального шарового слоя», т. е. слоя, ограниченного вписанной и описанной сферами. Такая характеристика может быть увязана с дополнительным расходом цементирующего вещества в бетоне на «исправление» неправильности формы зерен заполнителя.
Имеются и другие предложения по оценке формы зерен условными показателями. Кроме того, в последние годы развивается теория стохастических упаковок зерен заполнителя, основанная на статистических решениях формулируемых задач с помощью ЭВМ.
2.7. ЗЕРНОВОЙ СОСТАВ ЗАПОЛНИТЕЛЯ
• Зерновой, или гранулометрический, состав заполнителя отражает содержание в нем зерен разной крупности и определяется просеиванием средней пробы заполнителя через стандартные сита. Набор стандартных сит включает сита с размерами отверстий 0,16; 0,315; 0,63; 1,25; 2,5; 5; 10; 20; 40; 70 мм и др.
Заполнитель в первую очередь характеризуют наименьшей и наибольшей крупностью. Наименьшей крупностью £>Наим принято считать размер отверстий того из стандартных сит, на котором при просеивании остается не менее 95 % пробы заполнителя (по массе), т. е. сквозь которое пройдет не более 5 %. Наибольшей крупностью Рнаиб считают размер отверстий того сита, сквозь которое проходит не менее 95 % пробы заполнителя, а остается менее 5 %. Соответственно этому зерновой состав по наименьшей и наибольшей крупности характеризуют, например, так: щебень крупностью 5...40 мм (7>наим — 5 мм; Онаиб = 40 мм).
Заполнитель называют однофракционным, если наименьшая и наибольшая крупность его зерен близки и представляют собой 22
размеры отверстий смежных сит стандартного набора: 5... 10, 10... 20, 20... 40 мм и т. д. Заполнитель крупностью, например, 5... 20 мм представляет собой смесь двух фракций.
Стандартами допускаются и в некоторых случаях эффективно применяются более узкие фракции заполнителей, например 10... 15 или 15 ... 20 мм.
Пустотность заполнителя при смешении различных его фракций, как правило, уменьшается, так как относительно мелкие зерна могут разместиться в промежутках между более крупными и, таким образом, более компактно заполнить объем. Поэтому очень большое значение для смесей заполнителей имеет их зерновой состав.
Зерновой состав называется непрерывным, если при последовательном просеивании пробы заполнителя через стандартный набор сит (от сита с отверстиями £>Нанб до сита с отверстиями £>нанм) получают остатки на всех ситах, т. е. если в смеси заполнителя имеются зерна всех фракций от £)нанм до Днанб. Если же какие-либо промежуточные фракции отсутствуют, то зерновой состав называют прерывистым. Пример прерывистого зернового состава — смесь фракций щебня или гравия крупностью 5... 10 и 20... 40 мм (отсутствует промежуточная фракция 10 ...20 мм).
В упомянутой работе Б. Николаева впервые было показано преимущество заполнителя прерывистого зернового состава и обоснованы рекомендации по подбору оптимальных смесей заполнителя с минимальной пустотностью.
Представим объем, заполненный одинаковыми шарами. При наиболее плотной укладке шаров пустотность составит около 26 %. Уменьшить пустотность можно, разместив между имеющимися шарами и середине воображаемых тетраэдров (см. рис. 2.1, б) — шары меньших размеров. Если эти добавочные шары будут хоть немного крупнее, чем требуется, то они не уместятся между более крупными шарами основной системы и раздвинут их. В результате пустотность всей системы может увеличиться.
Подобрав несколько требуемых размеров, можно последовательным заполнением промежутков между более крупными шарами значительно уменьшить пустотность. Число шаров каждой крупности должно быть строго определенным, поскольку избыток какой-либо фракции может привести к раздвижке системы и увеличению пустотности так же, как описано выше для случая увеличения крупности.
Однако такая теоретически возможная картина практически может быть воссоздана лишь при постепенной упорядоченной укладке зерен. Если же все зерна перемешать и засыпать в сосуд определенной вместимости (как это практикуется в технологии бетона), ожидаемая плотность укладки не будет достигнута. Добавочные шары, которые могли бы уместиться между крупными шарами основной системы, ие смогут попасть на свои места.
Если плотно уложить шары основной системы, то пройти сквозь эту систему и заполнить ее пустоты могут, как рассчитал Б. Николаев, только шары, диаметр которых менее 0,154 диаметра шаров основной системы. Иными словами, наиболее плотная смесь двух фракций заполнителя достигается в том случае, если размер зерен одной из них примерно в 6,5 раза меньше размера зерен другой. Наличие зерен промежуточных размеров нежелательно.
Заполнители с прерывистым зерновым составом находят ограниченное применение, однако область их использования в технологии бетона расширяется.
2.8. УДЕЛЬНАЯ ПОВЕРХНОСТЬ ЗАПОЛНИТЕЛЯ
Зерна заполнителя в бетонной смеси обволакиваются цементным тестом. Естественно, что расход последнего связан с суммарной площадью поверхности заполнителя.
• Удельной поверхностью (точнее удельной площадью поверхности) называют суммарную площадь поверхности заполнителя, отнесенную к его массе (см2/г):
где ZSx — сумма площадей поверхности зерен пробы заполнителя, см2; Xmi — суммарная масса зерен, т. е. масса пробы заполнителя, для которой определялась суммарная поверхность, г.
Обычно удельная поверхность выражается в см2/г или м2/кг. В некоторых случаях удобнее выражать ее в см2/см3 или м2/м3, т. е. как отношение поверхности зерен к их объему или отношение суммарной поверхности зерен к объему, занимаемому заполнителем в засыпке.
Удельная поверхность зависит от формы зерен и их крупности. Зависимость от формы зерен можно проследить на примере сопоставления зерен в форме шара и куба.
Рассмотрим шар и куб одинаковой массы или, что то же самое, одинакового объема. Из равенства объемов nd3/6=a3 (d— диаметр шара; а — ребро куба) вытекает: a=0,806d.
Площадь поверхности куба Д,=6 а2=6(0,806 d)2=3,9 d2, а поверхность шара равна 3,14 d2, т. е. площадь поверхности зерен в форме куба больше на 24 % [коэффициент формы по формуле (2.8) равен 1,24]. Чем более угловаты зерна заполнителя, тем больше их удельная поверхность.
Интересно сравнить суммарную площадь поверхности различных заполнителей в насыпном состоянии. В табл. 2.3 приведены результаты расчета суммарной площади поверхности совокупности одинаковых шаров или кубов в одинаковом объеме засыпки. Показатели даны в относительных единицах, причем за 100 % принята суммарная площадь поверхности шаров при наиболее плотной
укладке. Хотя в среднем суммарная площадь поверхности угловатых зерен по отношению к объему засыпки несколько больше, необходимо обратить внимание на возможность обратной картины при реальных случаях неплотной, рыхлой укладки зерен в засыпке; суммарная площадь поверхности округлых зерен может оказаться большей, чем угловатых.
Таблица 2.3. Зависимость суммарной площади поверхности зерен от их формы
Форма зерен Суммарная площадь поверхности, %
прн укладке средняя
наиболее плотной наименее плотной
Шары 100 71 86
Кубы 164 21 93 »
Рассмотрим зависимость удельной поверхности от крупности зерен заполнителя. Отношение площади поверхности зерна к его объему (и соответственно к массе):
для шара
:rd2/(nd3/6)=6/d;
для куба
6а2/а3=6 (O,8O6^)2/(O,8O6 rf)3 7,4/rf и т. д.
Размер зерна оказывается в знаменателе дроби: чем он меньше, тем удельная поверхность больше, причем зависимость здесь линейная. Например, для заполнителя при размере зерен 2 мм она в 5 раз больше, чем при размере зерен 10 мм, в 10 раз больше, чем при размере зерен 20 мм, и т. д. Естественно, что определение удельной поверхности представляет наибольший интерес для мелкого заполнителя.
В действующих стандартах нормы удельной поверхности заполнителя не регламентируются. Однако в ГОСТ 8735—75 приведен факультативный метод определения ее для песка в пневматическом поверхностемерс косвенно по его воздухопроницаемости, для щебня (ГОСТ 8269—76) по скорости фильтрации воды в гидравлическом поверхностемере.
Удельная поверхность заполнителя может быть также определена прямым определением по адсорбции какого-либо вещества или по способности заполнителя удерживать на своей поверхности пленку парафина или иной жидкости стабильной толщины. Однако подобные методы пока недостаточно разработаны, поэтому часто вместо определения удельной поверхности заполнителя экспериментальным путем производят ее вычисление по результатам анализа зернового состава и формы зерен.
2.9. СТРУКТУРА ЗАПОЛНИТЕЛЯ
Вещество, из которого состоят зерна заполнителя, может иметь структуру аморфную или кристаллическую и, кроме того, плотную или пористую. Рассмотрим эти два типа структурных различий в общем виде.
Аморфная структура материала определяет его изотропность, т. е. свойства такого материала во всех направлениях одинаковы. Это положительный фактор, поскольку в технологии бетона обычно нельзя управлять пространственной ориентацией зерен заполнителя и они располагаются случайно.
Кристаллы в принципе анизотропны, что проявляется в неравномерности температурных деформаций и в других нежелательных эффектах. Однако если кристаллы мелки по сравнению с размерами зерен заполнителя и располагаются в материале беспорядочно, как чаще всего и бывает, то зерна заполнителя практически можно считать изотропными. Поэтому из кристаллических каменных пород для заполнителей предпочтительны мелкозернистые.
Пористые материалы также могут быть изотропными и анизотропными. В данном случае анизотропность может быть связана с направленностью пор. Примером явно анизотропного пористого материала может служить древесина. Структура ее волокнистая; свойства материала вдоль волокон и поперек отличаются.
Рассмотрим две принципиально различающиеся структуры изотропных материалов: ячеистую и зернистую.
• Ячеистая структура характеризуется тем, что в сплошной среде твердого материала поры распределены по всему объему в виде отдельных замкнутых (или условно-замкнутых) ячеек (рис. 2.2, а), зернистая структура — совокупность склеенных между собой зерен твердого материала (рис. 2.2, б). Пористость в данном случае непрерывна и аналогична пустотности сыпучего материала. Крупность зерен такого материала, так же как и размеры пор в ячеистом материале, может быть различной, но при этом всегда проявляются
Рис. 2 2. Основные виды структур пористых матсри-лов
характерные для той или иной структуры особенности. Например, водопоглощение материалов зернистой структуры, как правило, больше. Ячеистые материалы менее проницаемы и более прочны.
Примерами заполнителей с ячеистой структурой могут служить природная пемза или искусственные пористые заполнители, получаемые вспучиванием исходного сырья. К заполнителям с зернистой структурой можно отнести щебень из пористого известняка, ракушечника, туфов, кирпичный щебень и т. д.
На практике материалы с той или иной структурой в чистом виде встречаются редко: межпоровый материал при ячеистой макроструктуре может быть пронизан капиллярами или быть зернистым в микроструктуре; в зернистом материале могут быть элементы ячеистой структуры, если, например, в период формования материала отдельные зерна сблизились и поры между ними замкнулись.
2.10. ПРОЧНОСТЬ ЗАПОЛНИТЕЛЯ
• Прочность исходной породы определяют в том случае, когда заполнитель получают дроблением горных пород. Для этого с помощью бурильного или камнерезного станка изготовляют образцы в виде цилиндра диаметром и высотой 40... 50 мм или куба с таким же размером ребра, испытывают их на сжатие на гидравлическом прессе в насыщенном водой состоянии и определяют предел прочности (МПа):
осж=Р/Л,
где Р— разрушающее усилие пресса, МН; А — площадь поперечного сечения образца, м2.
Однако далеко не всегда такое испытание возможно. В ряде случаев исходная горная порода (или полуфабрикат в производстве искусственных заполнителей) бывает ослаблена крупными порами или трещинами. Щебень, полученный дроблением такой породы, может быть достаточно прочным, особенно мелкие его фракции, зерна которых в процессе дробления избавляются от ослабляющих дефектов, свойственных породе в макрообъеме. При испытании же сравнительно крупных стандартных образцов могут быть получены заниженные прочностные показатели, не отражающие действительного качества щебня. По данным Р. Л. Маиляна, прочность щебня из карбонатных горных пород может превышать прочность стандартных образцов из этих пород в несколько раз.
Потребитель, получающий готовый щебень и желающий проверить его прочность, не всегда может получить образцы исходной породы для испытания, а заполнители в виде гравия вообще, как правило, невозможно непосредственно испытать на прочность при сжатии. Поэтому действующие стандарты предусматривают косвенное определение прочности заполнителей посредством условных
механических испытаний. Так, для щебня из естественного камня, гравия и щебня из гравия предусмотрено определение дробимости при сжатии (раздавливании) в стальном цилиндре.
Методика испытания состоит в следующем. Однофракционный щебень или гравий засыпают в стальной цилиндр с внутренним диаметром 150 мм. Сверху в цилиндр вставляют стальной пуансон несколько меньшего диаметра (148 мм) и через него на гидравлическом прессе сдавливают засыпанный в цилиндр заполнитель усилием 200 кН. В результате проба заполнителя частично дробится.
После этого пробу высыпают из цилиндра и взвешивают, затем просеивают через сито с размером отверстий, вчетверо меньшим, чем наименьший номинальный размер зерен испытуемой фракции заполнителя (О,25 7)наим); для фракции 5... 10 мм используют сито с отверстиями 1,25 мм; для фракции 10... 20 мм — 2,5 мм; для фракции 20... 40 — 5 мм. Таким образом удаляют из пробы надро-бившуюся мелочь, а остаток на сите взвешивают. Показатель дро-бнмости (%)
Dp-— 100,
т
где т — масса всей испытанной пробы, г; тх — масса остатка на контрольном сите после испытания, г.
Для пористых заполнителей используют аналогичную методику испытаний сдавливанием в цилиндре, хотя оценка результатов испытания производится иначе. Пористый щебень или гравий однофракционного состава засыпают в цилиндр с внутренним диаметром 150 мм на высоту 100 мм, разравнивают и затем вставляют в цилиндр специальный пуансон с рисками, фиксирующими положение пуансона по отношению к цилиндру. До испытания нижняя риска на пуансоне должна совпадать по уровню с верхним краем цилиндра.
Затем на гидравлическом прессе пробу заполнителя сдавливают через пуансон сжимающей нагрузкой до момента погружения пуансона на 20 мм (до верхней риски) и отмечают показание стрелки манометра пресса. Таким образом определяют нагрузку, необходимую для сдавливания пробы заполнителя на Vs часть занимаемого пробой объема. Предел прочности (МПа) при сдавливании в цилиндре
°.=р/а.
где Р — нагрузка при погружении пуансона до верхней риски, МН; А —площадь поперечного сечения цилиндра, Л=0,0177 м2.
В ходе испытания необходимо следить за тем, чтобы насыпная плотность заполнителя в цилиндре соответствовала результату ее определения в стандартном мерном сосуде, не отличалась от него более допускаемого стандартом.
Предел прочности при сдавливании в цилиндре представляет условную относительную характеристику заполнителя. При сдавливании нагрузка передается фактически не на всю площадь сечения цилиндра, а только через отдельные точки контакта между зернами. Поэтому при делении нагрузки на площадь поперечного сечения цилиндра прочность заполнителя значительно занижается. В такой же мере условно и описанное выше испытание на дроби-мость.
Результаты подобных испытаний зависят не только от действительной прочности заполнителя, но и от формы его зерен. Поэтому прочность различных видов заполнителей нельзя сравнивать по результатам сдавливания в цилиндре или испытаний иа дроби-мость.
Прочность заполнителей /? зависит от их плотности и структуры. На основе анализа результатов многочисленных исследований горных пород, заполнителей и других материалов С. М. Ицковичем предложена следующая достаточно общая зависимость:
^=^(p/Pl)n, (2.9)
где /?1 — установленный опытным путем предел прочности материала плотностью рг, р — плотность материала (плотность зерен заполнителя), соответствующая прочности /?; п — показатель степени, значение которого зависит от структуры материала.
Величина RJp{=A— параметр данного материала, численно равный его прочности при плотности, равной единице. Значение ее может быть различно, например, для известняка, стекла, керамики и т. д. Поэтому выражение (2.9) можно записать в виде
R=Apn, (2.10)
т. е. прочность пористого материала пропорциональна его плотности.
Показатель степени п для материалов ячеистой структуры (см. рис. 2.2, а) можно принять равным 2. Таким образом, прочность пористых материалов ячеистой структуры описывается уравнением квадратной параболы. Если, например, за счет повышения пористости плотность материала уменьшится вдвое, то прочность его при этом снизится вчетверо. Аналогичным образом, если плотность подобного материала повысить на 10 %, то его прочность возрастет на 21 % (1,Ю2= 1,21).
Для материалов зернистой структуры (см. рис. 2.2, б) показатель степени п зависит от формы составляющих материал зерен И прочности их контактов. По опытным данным, для различных материалов п=3... 6, а в среднем составляет около 4. Таким образом, прочность пористых материалов зернистой структуры описывается уравнением параболы четвертого или иных высоких порядков.
Рис. 2 3. Зависимость относительной прочности /?огн от относительной плотно-ности роти:
/ — для материалов ячеистой структуры (квадратная парабола); 2— для материалов зернистой структуры (парабола четвертого порядка)
Отличие материалов зернистой и ячеистой структур можно проследить по влиянию плотности материалов на их прочность (рис. 2.3). При одинаковой относительной плотности прочность материала зернистой структуры значительно ниже, чем ячеистой. Так, уменьшение плотности вдвое будет сопровождаться падением прочности уже не вчетверо, а в 16 раз.
Поэтому наряду с пористостью исходных материалов для получения заполнителей необходимо оценить также и ее характер, определяемый их структурой (строением).
2.11. ВО ДО- И МОРОЗОСТОЙКОСТЬ заполнителя
Как указано выше, прочность образцов исходной горной породы определяют в насыщенном водой состоянии. Это связано с тем, что насыщение материала водой, как правило, снижает его прочность Данное явление, объясняемое расклинивающим действием воды в порах и микротрещинах, ослаблением связей между частицами материала и другими факторами, для большинства применяемых заполнителей не сильно выражено, но для некоторых разновидностей может быть значительным.
Поэтому во всех случаях при прямом или косвенном (в цилиндре) определении прочности целесообразно испытывать заполнители в высушенном и водонасыщенном состояниях с сопоставлением результатов и вычислением коэффициента размягчения:
== ^нас/^сух >
где сгнас — предел прочности заполнителя или исходной горной породы в насыщенном водой состоянии; сгсух — то же, в сухом состоянии при той же методике испытания.
• Коэффициентом размягчения характеризуют водостойкость заполнителя. Водостойкость связана с водопоглощением и природой вещества заполнителя. ВоДопоглощение, в свою очередь, связано с пористостью и структурой материала.
• Эти же факторы в основном определяют и морозостойкость заполнителя, т. е. его способность выдерживать в насыщенном водой состоянии многократное попеременное замораживание и оттаивание.
Испытание на морозостойкость производят следующим образом. Пробу крупного заполнителя однофракционного зернового состава взвешивают в-сухом состоянии, затем в перфорированном сосуде в течение 48 ч насыщают водой в ванне при температуре (20±3) °C. После насыщения сосуд с пробой заполнителя извлекают из ванны, дают воде стечь и помещают его в морозильную камеру. Для заполнителей из плотного естественного камня температура замораживания установлена в пределах от —17 до —25 °C, для пористых заполнителей — от —15 до —20 °C. Столь низкая температура замораживания необходима потому, что в мелких порах и капиллярах материала под воздействием адсорбционных сил температура замерзания воды понижается.
Выдержав в морозильной камере при требуемой температуре 4 ч, сосуд с заполнителем снова переносят в ванну с водой на 4 ч, а затем опять в морозильную камеру, и так до требуемого числа циклов, предусмотренного соответствующими стандартами на тот или иной заполнитель. После этого пробу заполнителя высушивают и просеивают через сито с отверстиями, соответствующими минимальным размерам зерен испытуемой фракции, т. е. через сито, на котором перед испытанием проба оставалась полностью.
Потеря массы (%) после испытания па морозостойкость
« =т|-^ 100
Mp3
где 1Щ — масса пробы до испытания, г; zn2 — масса остатка на сите после испытания на требуемое число циклов замораживания и оттаивания, г.
Потерю массы сравнивают с допускаемой для данного заполнителя по стандарту.
Аналогичное по физическому воздействию на заполнитель, но ускоренное испытание производят попеременным насыщением пробы заполнителя в растворе сернокислого натрия и высушиванием в сушильном шкафу при температуре 105... ПО °C. В этом случае после предусмотренного числа циклов пробу промывают горячей водой для удаления сернокислого натрия, высушивают, просеивают через сито и определяют потерю в массе так же, как после испытания на морозостойкость.
2 12. ИСПЫТАНИЕ ЗАПОЛНИТЕЛЯ В БЕТОНЕ
Многие из вышеописанных испытаний заполнителей условны и не всегда дают надежные сведения об ожидаемом эффекте их использования в бетоне. Включены же эти испытания в действующие
стандарты главным образом потому, что методы их проведения сравнительно просты и доступны производственным лабораториям для систематического массового контроля качества материалов. Это в основном так называемые экспресс-методы для оперативного контроля, очень полезного и необходимого, хотя часто поверхностного и не совсем точного.
В то же время стандарты предполагают проведение при необходимости испытаний заполнителей в бетоне как более надежных. Например, по ГОСТ 10268—80 в случае получения неудовлетворительных результатов при испытании заполнителя на морозостойкость проверяют морозостойкость бетона на этом заполнителе. • Исследование заполнителей в бетоне предусмотрено стандартами для выявления их стойкости в среде цементного камня, коррозионного действия и в других случаях. Испытание в бетоне дает важную дополнительную информацию, особенно в сочетании с другими методами. В частности, определив плотность зерен заполнителя р3 по формулам (2.1) или (2.5) и р3ц т по формулам (2.2) или (2.3), можно найти относительный объем открытых пор, которые в бетоне заполняются цементным тестом:
Уо_ Рз,т~Рз
V ’ рн-т
где Ис — объем открытых пор в зернах заполнителя, см3; V—суммарный объем зерен заполнителя, см3.
Относительный объем открытых пор в некоторых заполнителях достигает 20... 25 %, поэтому расчет состава бетона без учета дополнительной потребности в цементном тесте может привести к уменьшению выхода бетонной смеси из замеса и изменению свойств по сравнению с требуемыми.
Очень важной технологической характеристикой заполнителей является их водопотребность, т. е. расход воды, физически связываемой заполнителем в бетонной смеси (необходимой для смачивания поверхности заполнителя и заполнения открытых пор). Даже кварцевый песок с плотными зернами обладает значительной водопотребностью, тем более пористые заполнители.
Нередко в технологии бетона рекомендуют добавлять воду исходя из водопоглощения заполнителей в обычных стандартных условиях за 10... 15 мин или же принимать 50 %-ную или иную долю стандартного водопоглощения за 1 ч. Такие приемы ненадежны. Значительно надежнее испытание заполнителя в бетоне.
Б. Г. Скрамтаевым и Ю. М. Баженовым был предложен метод определения водопотребности заполнителей, основанный на подборе смесей одинаковой подвижности с испытуемым заполнителем и без него. Для определения водопотребности песка готовят цементно-песчаный раствор состава 1 : 2 (по массе) и добавляют воду до тех пор, пока расплыв конуса на встряхивающем столике по ГОСТ
310.4—81 не окажется таким же, как расплыв цементного теста нормальной густоты без песка.
Водопотребность песка (%)
В.- (В/Ц>^ (В/Ц).. 100>
где (Б/Ц)Р —^водоцемсптное отношение цементно-песчаного раствора; (В/Ц)ц — водоцементное отношение цементного теста нормальной густоты; 2— соответствует числу частей заполнителя, приходящихся на 1 ч. цемента в приготовленном растворе.
В ГОСТ 9758—86 эта методика включена с небольшими изменениями для определения водопотребности пористого песка.
Подобным образом определяют водопотребность крупного заполнителя. В этом случае подвижность бетонной смеси подбирают такую же, как подвижность растворной смеси.
Водопотребность крупного заполнителя (%)
(В,и).-(В;и>, |ц)
3,5
где (В/Ц)б — водоцементное отношение бетонной смеси; 3,5 — отражает расход крупного заполнителя (состав бетонной смеси по массе— 1:2: 3,5).
Если заполнители характеризуются высоким водопоглощением, то рекомендуется подвижность смесей определять дважды: сразу после приготовления замеса и через 30 мин. Во втором случае при необходимости добавляют воду, компенсируя поглощенную заполнителем. Таким образом определяют водопотребность заполнителя, включая его водопоглощение в бетонной смеси за 30 мин.
Методика определения водопотребности пористых заполнителей, основанная, как и вышеописанные, на сопоставлении смесей одинаковой подвижности, была разработана А. А. Аракеляном.
С точки зрения формирования структуры цементного камня в бетоне наибольший интерес представляет водопоглощение заполнителя за время от момента затворения водой бетонной смеси до конца схватывания. От того, сколько воды останется в цементном тесте к концу периода формирования структуры, зависят прочность и другие важнейшие свойства бетона.
Методика, разработанная в МИСИ им. В. В. Куйбышева Г. И. Горчаковым и его сотрудниками, основана на сравнении периода формирования структуры бетона на данном заполнителе и цементе с периодом формирования структуры цементного теста, приготовленного на том же цементе.
В первую очередь исследуют цемент: готовят тесто при разных В/Ц и определяют скорость прохождения ультразвука. Сначала она мала и незначительно изменяется со временем, но наступает момент (чем больше В/Ц, тем позже), когда скорость ультразвука 2—462 33
резко увеличивается (цементное тесто превращается в цементный камень). Фиксируя этот момент, строят эталонный график зависимости продолжительности периода формирования структуры цементного теста от В/Ц. Затем готовят бетонную смесь на испытуемом заполнителе и по скорости прохождения через нее ультразвука определяют продолжительность периода формирования структуры, что позволяет найти по эталонному графику истинное водоцемеитное отношение цементного теста (цементного камня) в бетоне.
Зная истинное В/Ц и общий расход воды, легко найти долю воды, приходящейся на заполнитель. Столько воды надо будет добавлять в бетонную смесь в дополнение к тому расходу, который необходим для получения в бетоне цементного камня требуемой прочности.
Часто заполнитель приходится испытывать в бетоне для оценки его прочности, поскольку описанные выше стандартные методы недостаточно ее характеризуют.
ГОСТ 10268—80, устанавливая минимальные марки по прочности щебня и гравия для тяжелых бетонов, предусматривает в ряде случаев определение пригодности заполнителей по результатам их испытания в бетоне. Методика испытания стандартом не оговорена. Обычно заполнитель считают пригодным, если бетон требуемой прочности получается при нормируемом расходе цемента.
Способ испытания крупного заполнителя в бетоне, разработанный в НИИЖБе, предполагает предварительный расчет по формулам водоцементного отношения для получения бетона требуемой прочности на цементе известной (и достаточно высокой) активности. По этому способу испытывают бетонные образцы с различным расходом испытуемого заполнителя. В одной серии опытов бетонную смесь почти максимально насыщают крупным заполнителем, расходуя 900 ...950 л/м3 («контактное» расположение заполнителя), в другой — испытуемого заполнителя дается меньше — не более 750 л/м3 («плавающее» расположение). Если в обоих случаях расчетная прочность бетона будет достигнута, то заполнитель можно применять в бетоне данной марки без ограничений. Если же прочность бетона окажется ниже требуемой, то заполнитель признают непригодным. Наконец, если требуемая прочность бетона достигается при «плавающем» расположении заполнителя, но не достигается при «контактном», то расход такого заполнителя для получения бетона требуемой прочность ограничивают.
Согласно ГОСТ 22263—76, щебень и песок из пористых горных пород предписано испытывать в бетоне по следующей методике. Готовят три бетонных замеса заданных стандартом составов, отличающихся расходом цемента. По результатам испытания образцов строят график зависимости предела прочности и плотности бетона от расхода цемента. По этому графику определяют расход 34
Рис. 2 4. Зависимость прочности бетона от прочности раствора /?р (по А. И. Ваганову):
/ — наиболее экономичные составы; 2 — менее экономичные составы; 3 — неэкономичные составы
цемента, необходимый для получения бетона с требуемыми свойствами, и если он не выше нормативного, заполнитель признают пригодным.
Рациональный метод оценки качества крупного заполнителя предложил А. И. Ваганов в 1954 г. применительно к керамзиту. Сущность его состоит в нахождении опытным путем зависимости прочности бетона на данном крупном заполнителе от прочности его растворной части (т. е. от прочности того же бетона, но без испытуемого заполнителя). Эта зависимость показывает роль крупного заполнителя в формировании прочности бетона и дает возможность установить, для каких марок бетонов данный заполнитель целесообразно использовать (рис. 2.4). А. И. Ваганов установил, что связь между прочностью бетона на данном крупном заполнителе и прочностью растворной части бетона не зависит от состава раствора, В/Ц, продолжительности твердения и других технологических факторов. Все эти факторы, конечно, влияют на прочность раствора, но таким же образом влияют и на прочность бетона, так что зависимость, изображенная на рис. 2.4, инвариантна качеству растворной части и связана лишь с содержанием и свойствами испытуемого в бетоне крупного заполнителя.
В своих опытах А. И. Ваганов отдельно готовил и испытывал образцы из раствора и бетона. В обоих замесах выдерживались постоянные для каждой серии опытов соотношения цемента и песка, В/Ц, но в бетоне несколько увеличивался расход воды с учетом поглощения ее крупным заполнителем (керамзитом). Однако нельзя точно предсказать расход воды, впитываемой заполнителем из бетонной смеси, поэтому добавка воды в бетонную смесь может привести к существенным погрешностям: раствор в отдельных об-2* 35
Рис. 2 5 Результаты испытания в бетоне аглопорита одного из минских заво-
разцах и растворная часть в бетоне могут оказаться не идентичными. В этом был один из недостатков методики. Кроме того, методика не давала количественной оценки прочности заполнителя, поскольку А. И. Ваганов пытался объяснить получение бетона той или иной прочности благоприятным или неблагоприятным соотношением деформативных свойств керамзитового заполнителя и раствора. Собственную прочность керамзита в то время считали заведомо малой, ориентируясь на результаты его испытания в цилиндре (см. § 2.10).
С. М. Ицковичем в 1961 г. была разработана методика
испытания пористых заполнителей в бетоне, развивающая идею А. И. Ваганова. В дан-
ДОВ
(штриховой линией со стрелками показана последовательность расчета роста прочности, пояснения в тексте гл. 4)
ном случае бетонные и растворные образцы каждой серии опытов готовят из одного замеса. Бетонную смесь после тщательного перемешивания и выдержки (для стабилизации процесса водопоглощения испытуемого крупного заполнителя) делят на две части, из одной формуют бетонные образцы — кубы, а другую
просеивают через сито, отделяя от крупного заполнителя растворную часть бетонной смеси для формования растворных образцов. При такой технологии идентичность качества раствора в образцах и в бетонной смеси обеспечивается более надежно, чем при
раздельном приготовлении.
На рис. 2.5 показаны результаты испытания в бетоне искусственного пористого заполнителя — аглопорита. Часть опытных точек расположилась на графике выше диагонали, т. е. прочность аглопоритобетона оказалась выше прочности входившего в его состав раствора. Другая часть опытных точек — в области высоких показателей прочности — расположилась ниже диагонали, т. е. прочность аглопоритобетона оказалась ниже прочности раствора.
Данный график не только иллюстрирует эффективность применения испытанного заполнителя в бетонах той или иной заданной прочности, но и дает возможность найти фактический предел прочности заполнителя /?3. Последний соответствует точке на графике,
где опытная кривая пересекает диагональ при равной прочности бетона и раствора.
Цель всех ранее описанных методов состояла лишь в определении пригодности заполнителя для получения бетона требуемой прочности. Предлагаемая методика позволяет получать количественное выражение прочности заполнителя в бетоне, объективную характеристику заполнителя, которую можно использовать при расчете ожидаемой прочности бетона.
Испытав таким же образом заполнители разной прочности, можно получить на графике ряд подобных кривых и далее использовать этот график в качестве номограммы, облегчающей испытание новых заполнителей. При этом достаточно изготовить и испытать на прочность одну серию образцов из бетона и раствора, чтобы по кривой, на которую попадает нанесенная на номограмму опытная точка, определить искомую прочность заполнителя. Такая методика испытания пористых заполнителей на прочность в бетоне предусмотрена ГОСТ 9758—86 и рекомендована для определения качества заполнителя в лабораториях потребителей и при оценке качества сырья, предназначенного для получения пористых заполнителей.
При получении данных для рис. 2.5 в замесах бетонной смеси во всех опытах (каждая серия опытов дала на графике одну точку) выдерживалось постоянным объемное содержание крупного заполнителя. Возможен и другой подход: с определением прочности бетона при различном содержании в нем заполнителя.
Во ВНИИЖелезобетона исследован бетон с различным содержанием крупного заполнителя (керамзита): 0,3 и 0,5 соответственно при объемной доле раствора 0,7 и 0,5. Приведенными на рис. 2.6 данными можно воспользоваться для определения прочности примененного в опытах керамзита: она соответствует точке пересечения кривых. Действительно, если изменение дозировки крупного заполнителя при данной прочности раствора не влияет на прочность бетона, то прочность заполнителя равна прочности раствора.
По методике, разработанной в Куйбышевском инженерно-строительном институте, керамзит испытывают в гипсобетонных образцах разного возраста и получают зависимость предела прочности бетона от времени твердения. Аналогичную зависимость получают для чисто гипсовой отливки (без керамзита). Точка пересечения на графике двух кривых соответствует прочности керамзита (рис. 2.7).
В ВНИИнеруд разработала методика испытания тяжелого щебня или гравия в бетоне, состоящая в сравнении прочности бетона на данном заполнителе с прочностью раствора при таких же В/Ц, т. е. в сущности и эта методика базируется на вышеизложенной идее.
Для расчета свойств бетона бывает необходимо знать такие характеристики заполнителей, как модуль упругости, теплопровод-
Рис. 2 6 Результаты испытания в бетоне керамзита одного из московских заводов при объемной доле керамзита 0,3 (кривая /) н 0,5 (кривая 2)
Рнс. 2 7. Результаты испытания керамзита одного из заводов Куйбышевской области:
/ — кривая роста прочности образцов из гипса; 2 — то же, из i ипсокерамзитобстоиа
ность. Определение их непосредственным испытанием отдельных зерен затруднительно и не дает надежных результатов. С. М. Ицковичем разработана методика определения этих свойств в бетоне, состоящая в том, что испытывают образцы из бетона на данном заполнителе и из раствора, отсеянного из части бетонного замеса, а затем производят расчет по теоретическим формулам.
Модуль упругости заполнителя (МПа)
Зу— £p(l )
Н------------—----------------->
1^4- 1 U “У F ) \ EpJ
где Ес и Ер— модули упругости соответственно бетона и раствора, МПа; ц— объемное содержание крупного заполнителя в бетоне. Теплопроводность заполнителя (Вт/(м-°С))
(2-12)
где Хб и Хр— теплопроводность соответственно бетона и раствора, Вт/(м-°С).
Помимо описанных выше имеется ряд других показателей качества заполнителей. Это предусмотренные стандартами стойкость заполнителей против распада, содержание слабых зерен, пылевидных, илистых, глинистых и органических примесей, минерало-петрографический состав и др.
Z13. ОДНОРОДНОСТЬ ЗАПОЛНИТЕЛЯ
• Общим для всех заполнителей требованием является однородность, т. е. постоянство свойств и показателей качества заполнителей от пробы к пробе, от партии к партии, обеспечивающее стабильность работы заводов и гарантированного качества получаемого бетона.
Испытав небольшую пробу заполнителя, по полученным результатам оценивают его качество в пределах всей партии, объем которой может составлять, например, 500 м3. Чтобы избежать при этом больших ошибок, стандарты рекомендуют определенные правила отбора проб для испытаний. Например, из разных мест штабеля, бункера, вагона или судна вначале отбирают 10... 15 частичных проб, затем их тщательно перемешивают, получая таким образом среднюю, представительную пробу. Поскольку она по объему больше, чем требуется для испытаний, ее делят по предусмотренным стандартами правилам. Чаще всего при этом прибегают к квартованию, состоящему в следующем.
Пробу заполнителя укладывают на горизонтальной поверхности в виде диска, делят по двум взаимно перпендикулярным диаметральным плоскостям на четыре равные части, две любые противоположные четверти отбрасывают, остаток же после перемешивания вновь укладывают в виде диска и делят последовательным квартованием до получения требуемого объема. Для сокращения объема средней пробы стандарты рекомендуют также специальное устройство — желобчатый делитель.
Все стандартные испытания заполнителей повторяют по 2... 5 раз, а показатели качества вычисляют как средние из полученных результатов параллельных испытаний.
Чтобы лучше понять требования стандартов и применяемые методы оценки качества заполнителей, рассмотрим некоторые элементарные положения теории вероятностей и математической статистики.
Прежде всего отметим, что все методы испытания, будь то взвешивание, измерение размеров и другие, неточны и сопряжены с погрешностями. Последние бывают вызваны несовершенством приборов, непостоянством условий, субъективными факторами и многими неизвестными причинами.
Ошибки в результатах опыта можно разделить на три группы: систематические, случайные и промахи.
Систематические ошибки имеют закономерную направленность. Например, если масса гири меньше номинальной, результаты взвешивания всегда будут занижены. Подобные ошибки в той или иной степени можно устранить или компенсировать поправками.
Случайные ошибки проявляются в отклонениях от истинных значений измеряемой величины, причем вероятность завышения или занижения результатов одинакова.
Промахи — это явно отличающиеся от всех других результатов чрезмерно большие погрешности. Например, представлены результаты определения плотности заполнителя: 1400, 1410, 1390, 1400, 1390, 1650 кг/м3. Последний результат явно указывает на промах (возможно, после взвешивания заполнителя забыли вычесть массу сосуда). Этот результат следует отбросить и не учитывать при определении средней плотности.
Примером анализа ошибок и отбрасывания промахов может служить положение ГОСТ 8269—76, касающееся определения плотности вещества заполнителя. Последнюю вычисляют как среднее арифметическое результатов двух опытов, если расхождение между ними не превышает 0,02 г/см3. В случае больших расхождений производят третье испытание и вычисляют среднее арифметическое двух ближайших по значению результатов.
Возникает, однако, вопрос: достаточно ли надежно среднее арифметическое опытных результатов отражает качество материала?
Это зависит от числа произведенных измерений. Если бы можно было испытать полностью целую партию заполнителя, перебрав ее последовательно малыми порциями, то получили бы исчерпывающую информацию об изучаемом свойстве (например, о зерновом составе или плотности заполнителя). Вся совокупность данных, которые можно таким образом получить, называется генеральной совокупностью N. Последняя может быть конечной или бесконечной. Например, партия заполнителя доставлена на завод на 100 автосамосвалах. Отобрав с каждого самосвала пробу, получим генеральную совокупность данных N=100. Если же рассматривать заполнитель как совокупность отдельных зерен с индивидуальными свойствами, то N
На практике возможен, как правило, только выборочный контроль качества заполнителей. Совокупность п результатов произведенных испытаний отдельных проб называется выборочной, причем п может быть значительно меньше 2V. Статистические методы обработки результатов испытаний позволяют по выборочным данным судить о свойствах материала в пределах всей генеральной совокупности.
Средним значением дискретной величины X, или ее математическим ожиданием М [X], называют сумму произведений всех возможных значений величины х, на вероятность ptt с которой X принимает эти значения:
N
М[Х\^2х‘Р‘-
l~X
где pi — отношение числа значений х, к N.
Для выборочных данных среднее арифметическое их значение
__*1 4-*2 4-...-Н хп _ Vx mt п г? ' л ’
где rrii — частота случайного результата X/, т. е. число таких результатов.
Отношение частоты к числу измерений п называется относительной частотой или частостью и при n-*~N приближается к вероятности рь
Если исключить при испытаниях систематические ошибки и промахи, то математическим ожиданием выборочной средней будет генеральная средняя, причем с тем большей достоверностью, чем больше объем выборки л.
При этом необходимо соблюдать правила отбора проб и вычисления выборочной средней. Если партия заполнителя доставлена на 100 автосамосвалах, то лаборатория может отбирать для испытания пробы, например, с каждого десятого самосвала (л=10). Если при этом транспортные средства неодинаковы (вместимость кузовов самосвалов различна), то при вычислении среднего следует руководствоваться «весом» каждого полученного частного результата:
Xi/И] + x2m2 4-... 4- хптп
+ т2+ ... +
где лгь /п2,..., mn— объемы или доли общего объема заполнителя, представленные соответствующими пробами (например, показатель качества Xi получен в результате испытания средней пробы, отобранной от /И| = 10 м3 заполнителя, х2— от т2=5 м3 и т. д.).
Средневзвешенное значение ближе к генеральному среднему, чем простое среднее арифметическое. Это надо иметь в виду во всех случаях, когда представительность отдельных лабораторных проб неодинакова.
Помимо среднего значения какого-либо признака качество заполнителя характеризуется возможными колебаниями показателей свойств относительно среднего значения, т. е. вариацией. Например, имеются данные систематического лабораторного контроля влажности песка (табл. 2.4).
В среднем за обследованный период влажность песка составила 3,5 %, однако она изменялась в широких пределах, что немаловажно для технологии бетона.
Таблица 2.4. Пример обработки данных контроля влажности песка
Интервалы влажности. % Средняя влажность в интервале. % Число проб Относительная частота попадания результатов испытаний в интервалы, %
1 ...2 1,5 4 5.3
2...3 2,5 21 28
3...4 3,5 27 36
4... 5 4,5 17 22,7
5...6 5,5 5 6,7
6-.7 6,5 1 1.3
И т О1*о 75 100
Для числового выражения изменчивости показателей качества материала чаще всего пользуются средним квадратическим отклонением о:
Ж^—хр/п.
Если число опытных данных не охватывает всю генеральную совокупность, то среднее квадратическое отклонение для выборки $= V 2(xf—х)2/(л— 1).
Разницы между а и s при больших значениях п практически нет, поэтому при п>30 обычно пользуются а.
Отношение среднего квадратического отклонения к среднему арифметическому значению величины, выражаемое обычно в процентах (в долях единицы), называется коэффициентом вариации или показателем изменчивости:
^=-^-100 (или о=—
X \ X
Чаще всего распределение случайных величин показателей качества заполнителей подчиняется закону нормального распределения, или закону Гаусса. Для нормального распределения возможные отклонения значений xt от среднего значения х имеют определенную вероятность. Так, можно утверждать, что вероятность принятия величиной значений в пределах х±2ст составляет 0,954, а в пределах х±3сг—0,997, т. е. в среднем лишь в трех случаях из 1000 отклонение от среднего может превысить ±3п (по 1 ... 2 случая равновероятно в каждую сторону). Такой малой вероятностью выхода значения случайной величины за пределы доверительных границ, как правило, в технике пренебрегают.
Поэтому, имея результаты выборочных испытаний заполнителя в виде среднего арифметического значения какого-либо показателя качества и среднего квадратического отклонения, можно предска
зать статистически вероятные предельные значения:
= 20 или хт1П=х — Зе;
-*тах = ^+2<’ ИЛИ Хгаак=х4-3в.
Если X—показатель прочности заполнителя, то следует иметь в виду минимальное значение, а не среднее; если это засоренность вредными примесями, то приходится считаться с возможным максимальным значением и т. д. Таким образом, из всей совокупности показателей качества заполнителя в разных расчетах учитываются наихудшие их сочетания, причем степень условного «ухудшениях* качества заполнителя по сравнению со средними показателями зависит от о или и. Отсюда вытекает, что повышение однородности заполнителей для бетона (уменьшение о и v) столь же важно, как улучшение их качества по средним показателям.
Для вышеприведенного примера (см. табл. 2.4) при средней влажности песка 3,5 % среднее квадратическое отклонение ее составило 1,1 %, коэффициент вариации — 31,5 %, минимальная влажность при обеспеченности 0,954— 1,3 %, максимальная — 5,7 %, а при обеспеченности 0,997 — соответственно 0,2 и 6,8 %. Вероятность того, что влажность песка окажется выше 5,7 %, составляет менее 23 случаев на 1000 проб, а выше 6,8 % —примерно в одном случае на 1000 проб.
Для того чтобы обеспечить стабильность заданного показателя качества бетона, следует добиваться повышения однородности заполнителей по всем контролируемым параметрам — зерновому составу, плотности, пустотности, удельной поверхности, влажности и т. д. Есть, правда, еще один путь: при изменении свойств заполнителей можно соответственно варьировать состав бетонной смеси, т. е. компенсировать неоднородность заполнителей корректировкой состава бетона. Такая задача может быть решена при реализации автоматической системы управления технологическим процессом, и в этом направлении проводится значительная работа.
Автоматическая система управления может базироваться на математической модели технологии бетона, связывающей выходную функцию (например, прочность бетона) с исходными параметрами. Наибольшие трудности представляют оценка исходных параметров качества заполнителей, изыскание методов их экспрессного определения и разработка соответствующих датчиков.
Использованию заполнителей предшествует определение их основных свойств. Описанные методы испытаний имеют целью разностороннюю оценку качества заполнителей, на основе которой достигается их эффективное применение в бетонах.
/. Различие в определении трех показателей плотности заполнителей: на-; сыпной, зерен и вещества. Какие из этих показателей необходимы для вычисления межзерновой пустотности заполнителя, какие — для вычисления пористости зерен? 2. Как влияют на пустотность форма зерен заполнителей, их зерновой состав? 3. Какие зерновые составы заполнителей называ
ют непрерывными, какие — прерывистыми? Как с этим вопросом связана возможная экономия цемента в бетоне? 4. От чего зависит удельная поверхность заполнителей и как она влияет на расход цемента в бетоне? 5. Каковы основные типы структурных различий материалов заполнителей? Как структурные различия определяют изотропность или анизотропность, влажность и водопоглощение, прочность, теплопроводность водостойкость и морозостойкость? 6. Какие методы оценки прочности заполнителей предусмотрены стандартами? Как оценить действительную прочность заполнителей по условным показателям, получаемым в результате стандартных. испытаний? 7. В чем особенности и преимущества испытаний заполнителей в бетоне? 8. Как характеризуется однородность заполнителя? Как оценить статистически вероятные колебания его свойств по результатам проведенных испытаний?
Глава 3
ВЛИЯНИЕ ЗАПОЛНИТЕЛЕЙ НА СВОЙСТВА БЕТОННОЙ СМЕСИ
Состав бетонной смеси и ее технологические свойства, необходимые для обеспечения удовлетворительного перемешивания, транспортирования, укладки и уплот-нения, в значительной мере определяются содержанием и качеством применяемых заполнителей.
3.1. СОСТАВ БЕТОННОЙ СМЕСИ
При проектировании состава бетонной смеси, как правило, исходят из необходимости получения бетона заданной прочности и консистенции при минимальном расходе цемента. Для бетонов плотной структуры требование минимального расхода цемента обеспечивается максимальным насыщением объема бетона заполнителями.
Если пустотность крупного заполнителя (гравия или щебня) Vn/ст.к» то максимальное насыщение бетона заполнителями будет при расходе мелкого заполнителя VM=0,01 УпуСт. к (множитель 0,01 введен потому, что пустотность выражена в процентах). В этом случае пустотность смеси мелкого и крупного заполнителей (%)
где Vdjct.m — пустотность мелкого заполнителя (песка), %.
Например, если пустотность гравия составляет 32 %, а пустотность песка — 27 %, то минимальная пустотность смеси гравия и песка составит 8,6 %.
При этом условно допускаются, что все пустоты в крупном заполнителе могут быть заполнены мелким без раздвижки зерен. В действительности это невозможно, так как вблизи контактов зерен крупного заполнителя зазоры между ними столь узки, что вокруг каждой точки контакта образуется некоторая зона пустот, недоступных для заполнения песком.
Таким образом, если взять объем песка VM=0,01 Уцуст.к, то зерна крупного заполнителя в смеси неминуемо будут раздвинуты и пустотность смеси несколько увеличится. На практике, исходя из требуемой подвижности или жесткости бетонной смеси, объем
Рис 3 1. Зависимость пустотности смеси от объемного содержания мелкого и крупного заполнителей
песка в смеси заполнителей обычно берут с некоторым избытком к пустотности крупного заполнителя, определяя этим раздвижку зерен последнего.
Зависимость пустотности смеси от соотношения мелкого и крупного заполнителей И. Н. Ахвердов выражает графически (рис. 3.1). Для построения графика по оси абсцисс откладывают объем песка от 0 до 1 м3 в определенном масштабе. Затем параллельно откладывают объемы крупного заполнителя в обратном порядке и в другом масштабе: в интервале расходов песка от 0 до Ум=0,01 Упуст.к полагают расход крупного заполнителя равным 1 м3 на 1 м3 смеси, а оставшийся отрезок оси абсцисс делят пропорционально уменьшению расхода крупного заполнителя от 1 м3 до 0. По оси ординат откладывают слева (при расходе заполнителя Ук=1 м3 и песка Ум=0,01 УПуст.к=0) пустотность крупного заполнителя Упуст.к, справа (при Ук = 0 и Ум=1 м3) —пустотность песка Упуст.м, а против объема песка Ум— минимальную пустотность смеси. Соединив точки прямыми, получают график, ординаты которого соответствуют пустотности смеси мелкого и крупного заполнителей, взятых в том или ином соотношении. Например, если при Упуст.к=32% и lznycT.M=27% (см. рис. 3.1) примем расход крупного заполнителя VK=0,9 м3 на 1 м3 смеси, то песка потребуется Ум=0,4 м3 и пустотность смеси составит Упуст. см=П %; если Ук=0,7 м3, то Ум= =0,55 м3, а Упуст. см== 14,5 % и т. д.
Пустотность смеси заполнителей определяет расход цементного теста. Чем меньше крупного заполнителя в смеси, тем больше пустотность и расход цементного теста. Если вообще отказаться от применения крупного заполнителя, то получают мелкозернистый бетон, пустотность заполнителя для которого в вышеприведенном примере составит 27 %, почти в 2,5 раза больше, чем при расходе на 1 м3 смеси 0,9 м3 крупного заполнителя. Соответственно возрастает и расход цемента. Поэтому, как правило, стремятся насытить
бетонную смесь крупным заполнителем (не менее 0,7 м3 на 1 м3 смеси).
Н. Я. Спивак предложил оценивать зерновой состав заполнителей для легкого бетона «структурным фактором» — отношением объема мелкого заполнителя в насыпном виде к сумме пофракци-онных объемов мелкого (М) и крупного (К) заполнителей. Оптимальное значение этого показателя, обеспечивающее лучшие свойства легкого бетона при наименьшем расходе цемента, определяют максимумом суммы пофракционных объемов мелкого и крупного заполнителей в единичном объеме смеси, т. е. наименьшей пустот-иостью смеси заполнителей.
С целью снижения расхода цемента следует применять также крупный заполнитель с возможно меньшей пустотностью. Для этого составляют наиболее рациональные смеси различных по крупности фракций заполнителя.
Чем больше диапазон крупности зерен в смеси заполнителя, тем меньше может быть расход цемента, поскольку каждое более крупное зерно заполнителя замещает равновеликий объем бетонной смеси. Поэтому при бетонировании массивных сооружений помимо обычного заполнителя добавляют так называемый «изюм» — крупный булыжник, рваный камень и т. п.
Согласно СНиП, предельная крупность заполнителя должна быть не больше 3/4 расстояния между прутьями арматуры в железобетоне, или 74 наименьшего размера сечения балочных элементов, или 72 толщины плитных элементов. Следует иметь в виду, что уменьшение предельной крупности заполнителя ведет к относительному перерасходу цемента.
Цементное тесто расходуется не только на заполнение межзерновых пустот в заполнителе, но и на обволакивание всех его зерен. При этом в зависимости от вязкости цементного теста имеет место большая или меньшая раздвижка зерен заполнителя. Таким образом 1 м3 заполнителя за счет обмазки его зерен цементным тестом как бы разбухает. Дополнительный объем бетона (по И. Н. Ахвер-дову)
д1/б=s ($ИП 4~$ГГ),
где 6 — толщина слоя обмазки зерен заполнителя цементным тестом; $п и sr — удельная поверхность соответственно песка и крупного заполнителя; П и Г — расход соответственно песка и крупного заполнителя (по массе).
Минимальный расход цементного теста на 1 м3 бетона (по И. Н. Ахвердову)
у 0,01 Упуст.см ~Ь Ь ($п П+5ГГ)
1 + Ь ($ЛП -р 5г1 )
Расход цементного теста на 1 м3 бетона тем больше, чем больше удельная поверхность заполнителя. При этом наибольшее зна
чение имеет удельная поверхность песка: чем мельче зерна, тем больше удельная поверхность. Поэтому в скобках приведенных формул основной вес имеет первое слагаемое. Удельная поверхность гравия составляет 1... 5 см2/г, обычного песка средней крупности— 40... 70, а мелкого песка—до 200 см2/г, т. е. 20 м2/кг, или 2 га/т. Естественно, что применение слишком мелких песков ведет к перерасходу цемента.
Как указано выше, пустотность и удельная поверхность заполнителей зависят не только от крупности, но и от формы зерен. При одинаковой крупности гравий, состоящий из зерен округлой, окатанной формы, способных укладываться более компактно, отличается от щебня несколько меньшей пустотностью и меньшей удельной поверхностью зерен. Некоторые виды пористых заполнителей имеют сильно развитую поверхность, открытую пористость и повышенную пустотность (природная и шлаковая пемза, аглопорито-вый щебень, топливные шлаки). Для таких заполнителей особенно важно иметь объективные оценки характеристик, получаемые при испытании в бетоне (цементном тесте).
Таким образом, от содержания и качества заполнителей зависит расход цементного теста, необходимого для получения бетона плотной структуры. Однако заполнители влияют не только на расход цементного теста, но и на его качество, поскольку связывают в бетонной смеси часть воды затворения и тем самым изменяют истинное водоцементное отношение. Это необходимо учитывать, определяя заранее водопотребность заполнителей, как описано в §2.12.
Расчет водопотребности обычных заполнителей для тяжелого бетона сравнительно прост, поскольку в основном учитывает воду, добавляемую на смачивание поверхности зерен заполнителей. Если же заполнители пористые, то они способны поглотить из бетонной смеси гораздо больше воды, причем этот процесс растянут во времени.
В оценке значимости этого явления пока нет единого мнения, что связано со сложностью как самого процесса, так и его последствий.
По М. 3. Симонову, в легком бетоне на пористых заполнителях происходит процесс самовакуумирования: заполнители, как микронасосы, отсасывают воду, уплотняя тем самым цементное тесто. В результате повышается прочность цементного камня, улучшается его сцепление с поверхностью заполнителя, растет прочность бетона. Многие исследователи подтверждают эту точку зрения экспериментальными данными, согласно которым цементный камень в контактных зонах легкого бетона более прочен и имеет более плотную структуру. Н. К. Хохрин связывает с самовакуумированием повышенную химическую стойкость бетонов и в связи с этим рекомендует применять заполнители с большим капиллярным водопоглоще-нием.
Согласно другим данным (Т. Ю. Любимовой), микротвердость цементного камня в зоне контакта с пористыми заполнителями снижается. Нередко отмечается, что если в зоне контакта с пористыми заполнителями цементный камень плотнее, то это сопровождается его разрыхлением в межзерновых зонах.
В зарубежной практике пористые заполнители, как правило, рекомендуют предварительно увлажнять. Опыты показывают, что на водонасыщенных пористых заполнителях (когда самовакуумиро-вание исключено) получается бетон не меньшей прочности, чем на сухих.
В Одесском инженерно-строительном институте (А. А. Кучеренко и др.) изучена и предложена предварительная обработка поверхности пористого заполнителя (керамзитового гравия) эмульсией ГКЖ-94 с целью гидрофобизации. В результате водопоглощение заполнителя резко уменьшается, и это, согласно опытным данным, положительно сказывается на прочности и стойкости бетона.
Во всех случаях водопоглощение заполнителей следует определять и учитывать при проектировании состава бетонной смеси. Водопоглощение зависит от пористости заполнителей, а также и от вида пор, которые могут быть открытыми или замкнутыми, крупными или мелкими, в форме ячеек или капилляров. Наиболее интенсивный отсос влаги, который может привести к значительному обезвоживанию цементного теста и потере удобоукладываемости бетонной смеси, наблюдается при применении заполнителей с открытой мелкой пористостью, особенно капиллярной.
3.2. ПРИГОТОВЛЕНИЕ БЕТОННОЙ СМЕСИ
• Задача этого этапа технологии заключается в точном дозировании компонентов бетона и тщательном их перемешивании для получения однородной бетонной смеси.
• В зависимости от свойств заполнителей выбирается способ их дозирования. Так, если применяются заполнители из плотных каменных пород, то дозирование должно осуществляться преимущественно не по объему, а по массе. Поскольку плотность таких пород, как правило, постоянна, то при дозировании по массе в каждом кубическом метре бетона заполнитель будет занимать постоянный объем.
Иное дело, когда применяют пористые заполнители, например керамзитовый гравий. Его зерна могут иметь различную степень вспучивания, неодинаковую плотность. Две равные по массе порции керамзитового гравия могут отличаться по объему, который они займут в бетоне. В этом случае целесообразнее дозировать заполнители по объему.
Для дозирования пористых заполнителей, неоднородных по плотности, во ВНИИжелезобетона разработаны специальные дозаторы. Они дозируют заполнитель по объему и одновременно взве
шивают его. В зависимости от измеренной массы данной порции заполнителя корректируется расход других его фракций (песка), т. е. состав бетонной смеси.
• Свойства заполнителей необходимо учитывать и при определении способа перемешивания. В гравитационных бетоносмесителях составляющие бетонной смеси перемешиваются при многократном свободном падении во вращающемся барабане под воздействием силы тяжести. Этот способ перемешивания может быть использован, когда крупный заполнитель тяжелее цементного теста или растворной части бетонной смеси. Если же заполнитель легче и всплывает, необходимо применять бетоносмесители принудительного действия или растворосмесители. Для перемешивания обычных тяжелобетонных смесей растворосмесители не используют, так как зерна высокопрочного гравия или щебня, попадая между лопастями и корпусом, могут вызвать поломки. В случае применения менее прочных пористых заполнителей это не опасно.
Рассмотрим вопрос о дроблении зерен малопрочных (пористых) заполнителей в процессе перемешивания бетонной смеси. Существует мнение, что это допустимо, особенно при дефиците мелких фракций пористых заполнителей. Иногда используются смесительные машины, частично дробящие и размалывающие заполнитель в процессе приготовления бетонной смеси. Хотя в некоторых конкретных случаях такая технология может оказаться приемлемой, изменения зернового состава заполнителей при перемешивании бетонной смеси не следует допускать» так как этот процесс практически невозможно контролировать, и полученные таким образом бетонные смеси оказываются неоднородными.
При приготовлении крупнопористого бетона измельчение заполнителя недопустимо. В случае применения плотных высокопрочных заполнителей бетонные смеси можно готовить в смесителях принудительного действия или гравитационных, а при использовании пористых заполнителей — только в гравитационных.
• Интенсивность и продолжительность перемешивания для получения бетонных смесей достаточной однородности зависят (в числе прочих факторов) от крупности заполнителей, формы зерен, шероховатости их поверхности и т. д. В процессе перемешивания бетонной смеси необходимо равномерно распределить сравнительно небольшой объем цементного теста, покрыв им всю поверхность зерен заполнителя. Чем больше суммарная площадь поверхности зерен заполнителя (в мелкозернистых смесях), тем, как правило, продолжительнее перемешивание.
3.3. ТРАНСПОРТ БЕТОННОЙ СМЕСИ
• Особое внимание при транспортировании бетонной смеси ж месту укладки должно быть уделено сохранению ее однородности и технологических свойств. Способность бетонных смесей противо
стоять расслаиванию и сохранять требуемую удобоукладываемость в значительной степени зависит от содержания и качества заполнителей.
Расслаивание бетонной смеси с частичной сегрегацией крупного заполнителя и растворной части (мелкий заполнитель связан с цементным тестом сильнее) может иметь место при длительной перевозке или при сбрасывании смеси, например с транспортеров.
В первом случае расслоение подвижных смесей происходит под влиянием различия плотности крупного заполнителя и раствора. Если крупный заполнитель тяжелее (в обычных тяжелых и особо тяжелых бетонах), то он оседает вниз, если легче (в легких бетонах), то всплывает вверх. Предотвратить это можно, в частности, достаточным насыщением смеси заполнителем и подбором его зернового состава, обеспечением оптимального соотношения доз крупного и мелкого заполнителей.
Во втором случае расслоение происходит в силу разной инерции частиц. При этом имеет значение плотность заполнителя, а также и связность смеси, т. е. сцепление заполнителя с цементным тестом, которое для щебня больше, чем для гравия, а для пористых заполнителей (в связи с их значительным водопоглощением и неровностью поверхности зерен) больше, чем для плотных.
В гл. 2 приведены данные об эффективности заполнителей прерывистых зерновых составов, обеспечивающих наибольшую плотность бетона при малом расходе цемента: Однако именно такие смеси наиболее расслаиваемы, так как мелкозернистая их часть свободно проходит через пустоты между зернами крупной фракции заполнителя. Поэтому подобные смеси требуют особой технологии укладки.
3.4. УКЛАДКА И УПЛОТНЕНИЕ БЕТОННОЙ СМЕСИ
• Содержание, зерновой состав и качество заполнителей при заданной консистенции бетонной смеси определяют ее водопотреб-ность. Наибольшие плотность и прочность бетона при наименьшем расходе цемента достигаются подбором зернового состава заполнителей с наименьшей водопотребностью, поскольку чем меньше водопотребность смеси для обеспечения заданной консистенции, тем меньше В/Ц при минимальном расходе цемента.
С другой стороны, при заданном В/Ц заполнители оказывают решающее влияние на удобоукладываемость бетонной смеси.
Исследования и опыт показали, что при прочих равных условиях удобоукладываемость бетонной смеси лучше на гравии, чем на щебне, и на плотных заполнителях, чем на пористых. Она ухудшается с убыванием наибольшей крупности заполнителя, при недостатке или чрезмерном содержании песка в смеси заполнителей.
Большое влияние на удобоукладываемость бетонной смеси оказывают строение и структура поверхностного слоя зерен заполни-
теля, их водопоглощение. В частности, бетонные смеси на пористых заполнителях после приготовления сравнительно быстро теряют подвижность и при укладке требуют виброуплотнения.
Действие виброобработки помимо тиксотропного разжижения цементного теста проявляется в некотором возвращении на поверхность зерен заполнителей поглощенной ими воды, как бы смазывающей зерна и уменьшающей трение при их более компактной взаимной укладке.
Бетонные смеси на пористых заполнителях вообще следует укладывать сразу после приготовления. Если же по условиям производства работ эти смеси приходится транспортировать на большие расстояния, то их целесообразно готовить на предварительно водонасыщенных заполнителях.
• С крупностью и зерновым составом заполнителей связан выбор методов формования бетонных изделий.
При виброобработке следует иметь в виду, что для крупнозернистых смесей эффективна низкочастотная вибрация (3000 кол/мин) с достаточно большой амплитудой колебаний (0,5... 0,7 мм), а для мелкозернистых — высокочастотная (7000... 14 000 кол/мин) с меньшей амплитудой (0,2... 0,4 мм). Одновременное воздействие на бетонную смесь вибраций различных частот эффективно, если эти частоты близки к частотам собственных резонансных колебаний разных по крупности и массе зерен заполнителя. Для прессования или виброироката больше подходят мелкозернистые смеси.
При производстве трубчатых элементов методом центрифугирования возможно расслоение бетонной смеси: более тяжелые зерна заполнителя распределяются наиболее компактно у наружной поверхности формуемой трубы, отжимая более легкие компоненты, особенно воду, к внутренней поверхности; если же подвергнуть центрифугированию легкобетонные смеси на пористых заполнителях, то возможна обратная картина.
Это явление в различной степени проявляется при уплотнении бетонных смесей в горизонтальных формах на виброплощадках. В результате виброуплотнения имеет место некоторое перераспределение заполнителя в смеси: вниз, если заполнитель тяжелый, и вверх, если он легче растворной части смеси. Поэтому при уплотнении бетонных смесей на легких заполнителях необходимо дополнительное давление сверху, чтобы обеспечить достаточную плотность и прочность верхнего слоя бетона в изделиях.
3.5. ТВЕРДЕНИЕ БЕТОНА
• Условия и интенсивность твердения бетона в определенной мере зависят от свойств заполнителей.
При твердении бетона в естественных условиях преимущества дает применение пористых заполнителей, которые, аккумулируя 52
в своих порах часть воды затворения, отдают ее по мере необходимости твердеющему цементному камню. Благодаря некоторому запасу воды такие бетоны менее чувствительны к неблагоприятным условиям твердения на открытом воздухе.
Это свойство иногда можно использовать при ускорении твердения бетона термообработкой. Если обычные бетоны при этом необходимо предохранять от высыхания (для чего производят пропаривание в среде насыщенного водяного пара), то, например, для теплоизоляционного перлитобетона может быть применен прогрев в сухой среде. В силу особенностей капиллярной структуры и процесса массообмена твердеющий цементный камень в бетоне не высохнет до тех пор, пока сколько-нибудь влаги еще сохранится в заполнителе. В итоге такой обработки получаются не только достаточно прочные, но и сухие изделия.
На скорость прогрева изделий при тепловой обработке и скорость охлаждения влияет теплопроводность заполнителей.
Наконец, с твердением бетона связано тепловыделение за счет экзотермических реакций гидратации цемента. Если бетонируемое сооружение массивно (например, плотина), это может привести к значительному перегреву глубинных слоев бетона, неравномерным температурным напряжениям и деформациям, к образованию трещин. Для обычных портландцементов в первые дни твердения выделение теплоты составляет до 200 кДж/кг. Естественно, чем меньше цемента в бетоне, тем меньше тепловыделение, а это достигается насыщением бетонной смеси заполнителем соответствующего зернового состава. Обычно в 1 м3 бетона содержится 200... 300 кг цемента и около 2 т заполнителей. Заполнитель способствует рассеиванию выделяемой теплоты, уменьшает температурные перепады и деформации.
Начиная с проектирования состава бетонной смеси и далее на всех стадиях ее технологической переработки прослежено влияние вида, свойств и особенностей применяемых заполнителей. Учет влияния заполнителей на свойства бетонной смеси необходим для оптимизации технологии.
q 1. Какие свойства заполнителей необходимо знать для проектирования оп-тачального состава бетонной смеси? 2. Какие свойства заполнителей следует учитывать при назначении технологии их дозирования, способов и длительности перемешивания бетонной смеси? 3. Как влияют заполнители на удобоукладываемость бетонных смесей? 4. В чем особенности транспортирования, укладки и уплотнения бетонных смесей на плотных (тяжелых) и пористых (легких) заполнителях? 5. Как влияют свойства заполнителей на условия твердения бетона?
Глава 4
ВЛИЯНИЕ заполнителей на свойства БЕТОНА
При определении назначения заполнителей (см. гл. 1) перечислены стимулы, побуждающие к их применению. Рассмотрим влияние заполнителей на основные свойства бетонов более подробно.
4.1. ПРОЧНОСТЬ БЕТОНА
Все эмпирические формулы, по которым определяется прочность бетона, содержат коэффициенты, зависящие от качества заполнителей. Таковы, например, формулы:
Боломея — Скрамтаева
/?6=АЯц(Ц/В-0,5), (4.1)
И. Н. Ахвердова
*»=—-----------------------------• (42)
0,95--!-----— (В/Ц)6 - 1,65АН.Г
*н.г
Коэффициенты k или А в этих формулах могут существенно изменяться, а это означает, что наряду с активностью цемента 7?ц, его водопотребностью для получения теста нормальной густоты £н.г и водоцементным отношением В/Ц качество применяемых заполнителей является одним из основных факторов, определяющих прочность бетона.
Что означает «качество заполнителей», какие конкретные свойства имеются в виду?
В первую очередь это свойства, определяющие сцепление цементного камня с поверхностью зерен заполнителей в бетоне, и собственная прочность заполнителей.
• 4.1.1. Сцепление цементного камня с поверхностью зерен заполнителей. В обычных тяжелых бетонах прочность крупного заполнителя— гравия или щебня — всегда выше прочности растворной части, а прочность мелкого заполнителя — песка (точнее, горной породы или минералов, составляющих зерна песка)—больше
прочности цементного камня. И тем не менее, прочность раствора оказывается, как правило, меньше прочности цементного камня, а прочность бетона нередко ниже прочности растворной его части. Исследования показали, что прочность бетона зависит не столько от прочности заполнителей, сколько от прочности сцепления цементного камня с поверхностью зерен заполнителей.
В этом можно убедиться, проделав в лаборатории следующий опыт. Приготовим в качестве «заполнителей»» гладкие стальные шары и такие же по размеру шары из парафина. Затем сформуем из цементного раствора одинаковые образцы, в один из которых введем стальные шары, в другой — парафиновые. После твердения в одинаковых условиях испытаем образцы на прочность. Окажется, что их прочность примерно одинакова, несмотря на то, что в одном «заполнитель» из высокопрочной и жесткой стали, в другом— из слабого пластичного парафина. В обоих случаях прочность образцов будет значительно ниже прочности исходного раствора.
Отсутствие сцепления цементного камня с заполнителями так резко проявляется в снижении прочности бетона потому, что даже при сжатии бетоп разрушается от поперечного растяжения. При отсутствии сцепления цементного камня с заполнителями последние практически не участвуют в сопротивлении действию нагрузки и как бы уподобляются пустотам, ослабляющим сечение. На практике в качестве заполнителя иногда используют гладкоокатанную морскую гальку. Естественно, что прочность бетона при этом не может быть высокой.
Применяя вместо чистого цементного камня бетоны с мелким и крупным заполнителем, стремятся к тому, чтобы замена заполнителем цементного камня в бетоне была эффективной во всех отношениях. Как указано выше, заполнитель занимает в бетоне до 80% объема. Это экономит цемент. Но всегда ли введение в бетон заполнителей эффективно с точки зрения обеспечения высокой прочности конгломерата?
Что касается мелкого заполнителя — песка, то опыты показывают, что прочность цементно-песчаного раствора на кварцевом песке ниже прочности цементного камня. В частности, на обычных цементах получается цементный камень, превышающий в 2 раза марку (активность) цемента по прочности, определяемую в соответствии со стандартом путем испытания образцов из цементнопесчаного раствора 1 :3. Нормальный (Вольский) песок для испытания цементов по ГОСТ 6139—78 — узкофракционный, с окатанными зернами округлой формы — не обеспечивает прочного сцепления с цементным камнем.
Если провести с цементом опыт, аналогичный его стандартному испытанию, но вместо нормального (вельского) песка использовать природный кварцевый с менее окатанными (более шероховатыми) зерами, то прочность образцов повысится (по данным
10. М. Баженова на 15...25%), но все равно будет ниже прочности цементного камня.
Если вместо природного песка использовать дробленый из скальных пород, то можно добиться некоторого повышения прочности бетона, хотя и в дробленом песке зерна часто имеют гладкие грани, представляя собой отдельные кристаллы минералов.
Некоторые кристаллические минералы при дроблении разрушаются с разрывом межатомных связей. Обнаружено, что свежедробленые кварцевые заполнители в силу'ионизации поверхности зерен приобретают на короткое время физико-химическую активность, что проявляется в повышении прочности бетона за счет лучшего сцепления.
Однако прочность сцепления цементного камня с поверхностью зерен песка меньше прочности цементного камня, поэтому последняя в цементно-песчаном растворе недоиспользуется.
Щебень в качестве крупного заполнителя лучше гравия, так как имеет более благоприятную для сцепления форму зерен и развитую шероховатую поверхность. Его используют для получения высокопрочных бетонов.
Гравий — самый дешевый крупный заполнитель, залежи его имеются во многих районах страны. Если при применении гравия, как и песка, обеспечивается более или менее падежное его сцепление с цементным камнем, обусловленное только физико-химическим взаимодействием, то при использовании щебня имеет место и механическое зацепление, преодоление которого при разрушении бетона связано с сопротивлением цементного камня срезу.
Помимо формы зерен заполнителей на прочность сцепления с ними цементного камня влияет чистота поверхности. Природные заполнители нередко бывают загрязнены. Например, глинистые примеси, обволакивающие зерна тонкой пленкой, мешают сцеплению. Поэтому их следует предварительно промывать. В случае применения непромытых заполнителей целесообразно при приготовлении бетонной смеси в бетоносмесителе сначала их перемешать с водой и лишь потом добавить цемент. В этом случае примеси, смытые с поверхности заполнителя, равномерно распределят* ся в цементном тесте и не окажут столь вредного воздействия.
Положительное влияние на сцепление оказывает пористость зерен заполнителя. Благодаря отсосу воды пористым заполнителем в бетонной смеси цементное тесто проникает в открытые поры, т. е. имеет место как бы срастание цементного камня с заполнителем. Кроме того, водопоглощение устраняет опасность образования у поверхности заполнителей водных пленок, мешающих сцеплению.
Наконец, на весьма сложные и не вполне изученные физико-химические процессы, определяющие прочность склеивания составляющих бетона, влияют химический и минералогический составы заполнителей.
б)
Рис 4 1 Картина разрушения бетона
Если сцепление цементного камня с заполнителями в бетоне невелико, то разрушение бетона под нагрузкой начинается с зоны контакта, трещины разрушения проходят по цементному камню и поверхности зерен заполнителя, огибая их (рис. 4.1, а). Если же сцепление надежно, то разрушение бетона происходит по сквозным трещинам, пронизывающим как цементный камень, так и заполни-тели (рис. 4.1, б). Именно такая картина разрушения наблюдается при испытании высокопрочного бетона.
• 4.1.2. «Армирование» бетона заполнителем. Из изложенного вытекает, что если в бетоне нет сцепления между цементным камнем и заполнителем, то прочность заполнителя практически не имеет значения. При хорошем сцеплении прочность заполнителя приобретает важное значение, заполнитель вступает в работу и активно участвует в формировании прочности конгломерата.
Были проведены опыты по получению бетона с использованием в качестве заполнителя дробленого цементного клинкера — материала весьма прочного и, естественно, обеспечивающего идеальное сцепление — срастание с гидратными новообразованиями твердеющего цементного камня. Прочность бетона по сравнению с обычным возросла почти вдвое. Эти опыты имели только теоретическое значение (использование клинкера в качестве заполнителя невозможно по экономическим соображениям, к тому же подобные бетоны с реакционноспособным клинкером не могут быть долговечными) и показывали важность выбора таких заполнителей, которые, сцепляясь с цементным камнем, обеспечивают высокую прочность бетона и более эффективное использование цемента.
Рассмотрим случай, когда прочность крупного заполнителя заведомо выше прочности растворного скелета бетона, а форма зерен и качество поверхности зерен заполнителя обеспечивают на-ежное сцепление с ним цементного камня.
Согласно положениям науки о сопротивлении материалов в нагруженном бетонном образце или конструкции распределение напряжений между компонентами конгломерата зависит от соотношения их модулей упругости (модулей деформаций). Высокопрочный заполнитель — наиболее жесткий компонент бетона, принимая нагрузки на себя, несколько разгружает растворную
Рис. 4 2. Зависимость прочности бетона от степени насыщения его гранитным щебнем
часть сечения и тем самым отдаляет образование в ней трещин. Когда при возрастающей нагрузке трещины в растворе (цементном камне) все же образуются, высокопрочный крупный заполнитель, связывая бетон воедино, иногда может еще обеспечить восприятие нагрузки образцом или конструкцией.
Таким образом, заполнитель как бы «армирует» бетон. Этот эффект проявляется, в частности, при использовании в качестве заполнителя высококачественного чистого гранитного щебня. Прочность бетона на таком щебне, как показали опыты, может быть выше прочности входящего в его состав раствора.
Необходимо отметить особенность «армирования» бетона заполнителем, не позволяющую провести полную аналогию с обычной арматурой в железобетоне. Она состоит в том, что зерна заполнителя имеют небольшие размеры. «Арматура» в данном случае как бы разрезана на куски. «Армирующий» эффект может проявиться только при взаимной «перевязке» зерен заполнителя, когда они пронизывают в бетоне каждое сечение. Это возможно только при достаточно большом содержании заполнителя.
Если крупного заполнителя в бетоне мало и он представляет собой «плавающие» включения, не связанные между собой, то эффект «армирования» отсутствует. При этом прочность бетона в лучшем случае равна прочности раствора (она может быть и меньше, если скажется нарушение сцепления заполнителя с цементным камнем или местная концентрация напряжений).
На рис. 4.2 приведены результаты исследования зависимости прочности бетона от коэффициента црщ, представляющего собой отношение объема растворной части бетона к объему межзерновых пустот щебня (по данным И. А. Киреенко и Н. И. Сытника). Как следует из графика, наибольшая прочность бетона соответствует |лр1ц=1,2. При увеличении расхода раствора (с соответствующим уменьшением расхода .щебня) прочность бетона снижается и при Рф.щ>3 становится примерно равной прочности раствора
от прочности его растворной со-
Рис. 4 3. Зависимость прочности бетона ставляющсй при применении в качестве крупного заполнителя:
/ — гранитного щебня; 2— минского агло-порита; 3 — витебского керамзита
(Рр-ш-^00)- Значение коэффициента рр.щ= 1,2 соответствует расходу щебня примерно 900 л на 1 м3 бетона.
Отсюда следует, что доказано исследованиями и практическим опытом: бетой максимальной прочности можно получить не повышением расхода цемента (что еще нередко практикуется), а, наоборот, максимальным (до известного предела) насыщением бетона высокопрочным щебнем.
«Армирующий» эффект заполнителя ограничивается тем, что разрушение бетона может пройти по цементному камню (раствору), огибая зерна заполнителя. Но и в этом случае достигается эффект упрочнения, так как увеличивается площадь распределения нагрузки. Опыты показали, что «армирующий» эффект мо
жет проявиться в повышении прочности бетона по сравнению с прочностью входящего в его состав раствора примерно на 20... ...25%.
• 4.1.3. Прочность заполнителей. Какая прочность заполнителей необходима, чтобы проявился их «армирующий» эффект, и как вообще влияет прочность заполнителей на прочность бетона? При рассмотрении этого вопроса будем считать, что сцепление цементного камня с заполнителями надежно обеспечено.
На рис. 4.3 представлены результаты опытов С. М. Ицковича по выявлению зависимости прочности бетона от прочности его растворной составляющей при применении различных видов крупного заполнителя: гранитного щебня, аглопоритового щебня, выпускаемого Минским заводом стройматериалов (насыпная плотность фракции 10... 20 мм — 668 кг/м3), и керамзитового гравия, выпускаемого Витебским комбинатом стройматериалов (насыпная плотность фракции 10...20 мм — 354 кг/м3).
Для бетона на гранитном щебне все опытные точки расположились выше диагонали, т. е. прочность бетона оказалась выше прочности раствора.
Зависимость предела прочности бетона /?б от предела прочности растворного скелета /?р.е при использовании гранитного щебня выражается прямой:
Яб~1,25/?р.с.
(4-3)
С этой прямой частично сливаются кривые для аглопоритобе-тоиа и керамзитобетоиа. Это свидетельствует о том, что в бетонах определенных марок пористые заполнители — аглопорит или керамзит (хотя они не столь прочны, как гранит) —без ущерба для прочности бетона могут заменить высокопрочный гранитный щебень. Следовательно, прочность гранита (предел прочности около 150 МПа) в бетоне, как правило, полностью не используется.
Поэтому введено понятие используемой прочности заполнителя, смысл которого будет пояснен ниже.
Наряду с формулами типа (4.1), (4.2), в которых влияние заполнителей на прочность бетона учтено коэффициентами, в литературе часто встречаются формулы, в которых непосредственно фигурирует прочность крупного заполнителя. В общем виде подобные формулы можно представить следующим выражением:
+ (4.4)
где /?б, Ярс и /?3 — пределы прочности соответственно бетона, растворной составляющей и заполнителя; Ур и V3 — относительные объемы соответственно раствора и заполнителя в бетоне (в долях единицы).
Согласно формуле (4.4), нагрузка, которую сможет выдержать бетон, определяется суммой нагрузок, которые выдерживают отдельно раствор и заполнитель. При этом предполагается, что прочность данного заполнителя полностью используется в бетоне независимо от того, с раствором какой прочности он сочетается. Однако это не так (см. рис. 4.3). Формулы типа (4.4) дают завышенные показатели предела прочности бетона, т. е. фактическая прочность бетона по результатам опытов оказывается, как правило, ниже расчетной.
Если фактические результаты испытания на прочность бетона и раствора подставить в уравнение (4.4), то, решив его относительно Яз, получим
-|7?р с- , (4.5)
^3
где /?зисп — используемая расчетная прочность заполнителя в бетоне.
Зная плотность бетона рб, раствора рр и зерен заполнителя р3, можно найти фактические значения V3 и Vp:
1/3---Рр~Ра ; Гр=1-И8.
Рр - Рз
Подставив эти значения и фактические значения и RP.C (см. рис. 4.3) в выражение (4.5), можно выявить степень использования прочности заполнителей в бетонах различной прочности (рис. 4.4).
Для исследованных пористых заполнителей — аглопорита и керамзита— эта зависимость выражается кривыми, состоящими из 60
двух ветвей — восходящей и нисходящей. Восходящие ветви всех кривых совпадают так же, как отдельные участки кривых /?$ = =f(^p.c) на рис. 4.3. Это значит, что используемая прочность различных заполнителей в бетонах определенных марок может быть одинаковой.
Так, в бетоне с пределом прочности 20 МПа используемая прочность гранита и- аглопорита согласно рис. 4.4, одинакова, хотя вне бетона они, конечно, ие равнопрочны.
Для гранитного щебня характер зависимости Rj'cn=f(Яг>)» очевидно, должен быть таким же, как и для других заполнителей. Однако на нашем графике уместился лишь участок восходящей ветви. Это связано с высокой прочностью гранита, во всех случаях заведомо большей, чем прочность примененного раствора и полученного в наших опытах бетона.
В этой связи интересно заметить, что с повышением прочности получаемых бетонов меняется понятие «высокопрочный» в отношении заполнителя. По данным Ю. М. Баженова, в бетонах с пределом прочности выше 100 МПа (с добавками суперпластификаторами при очень малых В/Ц) уже ощущается недостаточная прочность заполнителя из гранита, требуются более прочные — из базальта, диабаза, габбро.
Но для обычных бетонов зависимость используемой прочности гранитного заполнителя от прочности бетона можно считать линейной. Чем выше прочность раствора, тем выше прочность бетона, тем выше и используемая прочность заполнителя. В пределах прямой 1 на рис. 4.4
С учетом выражения (4.3)
ЯГ~1,5/?Р.С.
Поэтому минимальный предел прочности заполнителя должен быть в 1,5 раза больше предела прочности растворной составляющей и по крайней мере на 20% превосходить требуемый предел прочности бетона. Это непременное условие полного проявления эффекта «армирования», способствующего получению более прочного бетона при той же прочности растворного скелета. Излишне высокая прочность заполнителя не нужна, так как она все равно не используется.
Полученные результаты подтверждают правильность заключения Б. Г. Скрамтаева о минимально необходимой прочности заполнителя, сделанного из других соображений еще в 1936 г.:
^'п=1,2/?6. (4.6)
Практически лучше, если прочность заполнителя выше минимальной, особенно если необходим прирост прочности бетона в
будущем. По ГОСТ 10268—80 предел прочности исходной горной породы для дробления на щебень должен в 1,5... 2 раза превосходить требуемую прочность бетона. При этом условие (4.6) будет обеспечено не только в 28-суточном возрасте бетона, но и через 6 мес (если учесть естественный прирост прочности цементного камня).
Возвратимся к графику на рис. 4.4. Экстремальные точки кривых 2 и 3 соответствуют случаю (/?з=/?р.с), когда формула (4.4) дает правильный результат. На этом основании можно записать /?3=7?”с,1П1а\ (4.7)
Определение предела прочности заполнителей по максимальной используемой прочности может быть рекомендовано как дополнение к методам испытания заполнителей в бетоне, описанным в гл. 2.
Нисходящие ветви кривых на графике относятся к бетонам, в которых заполнитель является слабым местом. Это определяет неравенство /?б</?рс В этой области наличие относительно слабого заполнителя предопределяет характер разрушения бетона под нагрузкой. Бетон разрушается в такой последовательности: сначала образуются трещины в заполнителе, возрастающая нагрузка передается на ослабленный растворный скелет и, когда напряжения в растворе достигнут предела прочности, несущая способность его исчерпывается. В момент разрушения бетона участие заполнителя в восприятии нагрузки относительно невелико. Оно тем меньше, чем больше прочность растворного скелета по сравнению с прочностью заполнителя. Поэтому с увеличением прочности бетонов степень использования в них прочности относительно слабого заполнителя снижается (нисходящие ветви кривых на рис. 4.4).
Определив испытанием в бетоне предел прочности пористого заполнителя можно установить, в бетонах каких марок этот заполнитель можно наиболее рационально использовать. Если предел прочности пористого заполнителя выше заданной прочности бетона, то он не только уменьшает плотность бетона, но и в полной мере участвует в формировании его прочности, не уступая (или почти не уступая) лучшему высокопрочному тяжелому заполнителю. Если же предел прочности легкого пористого заполнителя ниже заданной прочности бетона, то его применение оправдывается только необходимостью снижения плотности бетона, при этом прочность последнего также снижается (на рис. 4.3 кривые все больше отходят от диагонали). Ослабление бетона менее прочным заполнителем проявляется тем существенней, чем больше различие в прочности раствора и заполнителя. Опыты показали, что когда прочность раствора в бетоне в 2...2,5 раза превышает прочность заполнителя, последняя к моменту разрушения бетона совсем не используется, т. е. роль заполнителя сводится лишь к образованию в бетоне «пустот». В этом физический смысл известного понятия о предельной
прочности легких бетонов на пористых заполнителях, введенного А. И. Вагановым.
До сих пор была исследована прочность конгломерата при условии надежности сцепления между его компонентами. Если теперь рассмотреть задачу шире и допустить, что относительно слабым местом в бетоне, определяющим начало его разрушения под нагрузкой, может быть не только прочность того или иного из компонентов, но и прочность их сцепления, то можно распространить описанные выше положения, например, на случай применения в бетонах природного гравия, прочность зерен которого может быть весьма высокой, но сравнительно гладкая поверхность и округлая форма зерен не способствует надежному сцеплению с
Рис 4.4. Степень использования прочности заполнителей в бетонах различной прочности:
/ — гранитный щебень; 2— минский аглопо-рит; 3— витебский керамзит
ним цементного камня.
На основе опытов с бетоном на гравии, аналогичных описанным выше, па рис. 4.3 получим некоторую кривую, похожую на кривые 2 или 5, относящиеся к бетонам на пористых заполнителях. На рис. 4.4 также получим соответствующую кривую с восходящей и нисходящей ветвями. Только понятие используемой прочности заполнителя приобретает несколько иное значение: ее максимум будет соответствовать не собственной прочности гравия, как по формуле (4.7), а прочности сцепления цементного камня с поверхностью его зерен. Эта информация нужна для ограничения области рационального применения данного гравия в бетонах определенной прочности. В пределах этой области гравий может применяться наравне со щебнем, а в бетонах более высокой прочности его применять не целесообразно.
Таким образом, эффективность использования того или иного заполнителя в бетоне зависит не только от качества заполнителя, но и от прочности бетона, в котором данный заполнитель применен. Один и тот же заполнитель может в низкопрочном бетоне способствовать повышению его прочности, а в высокопрочном, наоборот, ослаблять бетон.
Поэтому постоянные коэффициенты к формулам прочности бетона типа (4.1), (4.2), рекомендуемые в учебной и справочной ли
тературе для учета качества заполнителей, можно рассматривать не более как ориентировочные оценки.
Обеспечение требуемого качества заполнителей приобретает все большее значение, поскольку с каждым годом средняя прочность бетона сборных конструкций, как правило, повышается. К этому ведет индустриализация строительства, развитие и совершенствование высокомеханизированной заводской технологии производства железобетонных изделий и дальнейшее повышение качества цемента.
С ростом производства конструкций из высокопрочных бетонов растут и требования к прочности заполнителей. Вместе с тем, если требования к прочности заполнителей превышают минимально необходимые, то это может привести к удорожанию заполнителей, неоправданно дальним перевозкам, недоиспользованию местных сырьевых ресурсов, в том числе и различных промышленных отходов.
4.2. ПЛОТНОСТЬ БЕТОНА
Обычный бетон и железобетон при известных достоинствах имеют существенный недостаток — конструкции получаются сравнительно тяжелыми. В изгибаемых железобетонных конструкциях нередко половина несущей способности используется на восприятие собственного веса. Это особенно ощутимо в большепролетных конструкциях и ограничивает возможности применения железобетона.
Использование легких бетонов позволяет снизить массу конструкций на 20... 40%, повысить их полезную несущую способность или сократить расход арматурной стали. Кроме того, достигается большой экономический эффект за счет сокращения затрат на транспорт и монтаж конструкций, а также за счет снижения нагрузки на все нижележащие конструкции.
• Снижение плотности бетона достигается в основном применением легких пористых заполнителей. Чем легче заполнитель, тем легче бетон.
Однако если требуется получить легкий бетон определенной прочности, необходимо считаться с тем, что чем легче пористый заполнитель,-тем-меньше его прочность. При стремлении получить высокопрочный бетон на очень легком, но низкопрочном заполнителе, приходится ограничивать его расход, увеличивая при этом расход цемента. В этом случае плотность бетона будет больше, чем при применении достаточно прочного пористого заполнителя.
Возвратившись к рис. 4.3, заметим, что, например, для бетона с заданной прочностью 5 МПа из трех рассмотренных видов заполнителей наиболее эффективен керамзит. Аглопорит и тем более гранитный щебень по сравнению с керамзитом значительно утяжеляют конструкции, а в формировании прочности низкопрочного бетона не имеют перед ним преимуществ. В бетонах с заданной прочностью
20 или 30 МПа наиболее эффективен аглонорит, пористость которого такова, что обеспечивает минимальную плотность при необходимой и достаточной для данного случая прочности.
Аналогичным образом следует решать вопросы выбора для легких бетонов одного из разнообразных природных или искусственных пористых заполнителей, который обеспечит оптимальное снижение плотности при достаточной прочности.
4.3. УПРУГОСТЬ БЕТОНА
• Упругие деформации бетона под нагрузкой определяются модулем упругости. Чем выше модуль упругости, тем меньше при данной нагрузке будет относительная деформация.
Помимо факторов, связанных с качеством цементного камня, модуль упругости бетона зависит от содержания и качества заполнителей.
Бетон можно рассматривать как конгломерат из двух компонентов: цементного камня (раствора) и заполнителя. Каждый из этих компонентов занимает в сечении бетона определенную часть и участвует в восприятии нагрузки.
Попытаемся выразить аналитически зависимость модуля упругости бетона от модулей упругости его составляющих, приняв упрощенные структурные модели бетона, в том или ином виде ис-пользумые рядом исследователей.
Модель № 1, максимально упрощенная, может быть представлена (рис. 4.5) в виде двух совместно работающих столбиков. Эта модель положена в основу формул прочности бетона типа (4.4). Выше была доказана ее неточность, однако пока используем ее как первое приближение.
Объемное содержание заполнителя (в долях единицы):
Под действием равномерно распределенной нагрузки о модель, согласно закону Гука, будет иметь относительную деформацию
е=о/£'б,
где Ес — модуль упругости бетона (модели в целом).
Эта вынужденная совместная деформация раствора и заполнителя определяет равенство:
с/£б=0р/Ер=в3/Еа, (4.8)
где стр и Оз — напряжения соответственно в растворе и заполнителе, пропорциональные их модулям упругости; Ер и Еа — модули упругости раствора и заполнителя.
С другой стороны,
°=0з11+0р(1“'Р)- (4.9)
I I II11111 I'
111II11111"
HlttHHI'
Рис. 4 5. Модель бетона № 1: 1 — заполнитель; 2 —раствор
шннш
Рис. 4 6. Модель бетона № 2
Определив стр и оа из выражения (4.8) и подставив в формулу (4.9), получим после простых преобразований ^6=fP+H(£'8-fP). (41°)
Модель № 2 (рис. 4.6) представлена в виде двух слоев, воспринимающих нагрузку. В этом случае
в=6з!х + еР(1 —И). (4П)
где Ез и ер —относительные деформации полпителя и раствора.
Отсюда
соответственно слоев за-
б" g £3
И
яр
(412)
Еь =
£Р
о равенстве деформаций различных напряжениях.
1 — |*(1 — £р/£3)
Модель № I соответствует гипотезе раствора и заполнителя в бетоне при Модель № 2, наоборот, исходит из гипотезы равенства напряжений при различных деформациях. На самом деле ни деформации, ни
я
Рис. 4 7. Модель бетона № 3
напряжения в компонентах бетона, отличающихся модулями упругости, совпадать не могут.
Истинное значение Ее находится где-то в пределах, определяемых выражениями (4.10) и (4.12).
Модель № 3 (рис. 4.7, а) более близка к реальной структуре бетона. Пусть заполнитель моделируется Кубом с ребром а внутри бетонного куба с ребром А. В этом случае
Р=а3/Д3; p'=a/A=yp”;
р"=а2/А2 = р2.
Решим задачу двумя путями. Первый состоит в предварительном выделении среднего слоя высотой а и площадью ЛХА (рис. 4.7, б). Модуль упругости этого слоя по формуле (4.10)
E’=EV -|- р’ (Е3—Ер)=Е„ + /Р (Е3 -а для всей модели по выражению (4.12) £₽ =_
1-р'(!-£₽/£') ~ з,—Г
£р
1
(4.13)
Второй путь состоит в выделении из модели столба сечением аХа и высотой А (рис. 4.7, в). Модуль упругости столба по формуле (4.12)
KW ер
Ер
1 - Р (1 -Яр/Я3)
3*
67
а для всей модели по уравнению (4.10)
( 1+^7 [ з,—/ ----11].
I L 1 V 1*0 — ^р/^з) J)
(4.14)
В результате получены две новые формулы (4.13) и (4.14), которые дают более точный результат, чем ранее известные (4.10) и (4.12). В табл. 4.1 представлены результаты расчета Е^/Ер по этим формулам для некоторых соотношений £3 и £р при одном из возможных значений р.
Таблица 4.1. Отношения модулей упругости бетона и раствора, полученные по расчетным формулам
Расчетные формулы Ев/Ер при ц—0.4
g3-<gp Яа-2Ер £.-0.5£р
1 2 3 4
(4.10) 2,2 1,4 0,8
(4.12) 1,43 1,25 0,71
(4.13) 1,84 1,35 0,79
(4.14) 1,67 1,32 0,77
Заметим, что если прочность заполнителя в бетоне не всегда полностью используется и, следовательно, не всегда проявляется, то модуль упругости заполнителя непременно отражается на модуле упругости бетона.
Наибольшие расхождения в результатах дают формулы (4.10) и (4.12), наименьшие—(4.13) и (4.14). Последние охватывают весьма узкий диапазон возможных значений £б.
Модуль упругости гранита и подобных ему горных пород, часто используемых для производства крупных заполнителей, составляет около 50 000 МПа, что в среднем примерно вдвое выше модуля упругости растворной части бетона. Для этого случая (табл. 4.1, гр. 3) по формулам (4.13) и (4.14) получили, что модуль упругости обычного (с крупным заполнителем) бетона должен на 32... 35% превышать модуль упругости раствора (мелкозернистого бетона). Если обратиться к СНиП 2.03.01—84, где в результате обобщения опытных данных приведены нормативные значения модулей упругости различных бетонов, то в сопоставлении модулей упругости обычных (тяжелых) и мелкозернистых бетонов найдем подтверждение реальности выполненных расчетов.
Однако горные породы типа базальтов имеют модуль упругости около 100 000 МПа. Поэтому модуль упругости бетона на базальтовом щебне выше нормируемого и более соответствует данным табл. 4.1, гр. 2.
Рис. 4 8. Эпюры напряжений в сечении X нагруженной полосы: а — с отверстием; b — с абсолютно жестким диском, впаянным в отверстие (£а«»оо)
Аналогично данные гр. 4 показывают, как снижается модуль упругости легких бетонов при использовании низкомодульных пористых заполнителей.
Совместное решение уравнений (4.9) и (4.11) (А. С. Дмитриевым) дало следующие выражения средних напряжений в заполнителе и растворном скелете бетона:
ер_ Е3 £6—^р 1 е
Оз •—_ д • ,
Е3 Р*
„ср Ev Е3—Е6 1
₽ Яб £з-£р
Соотношение между средними напряжениями в компонентах бетона более сложно, чем отношение их модулей упругости, как это представляется из рассмотрения простейшей модели бетона № 1 (см. рис. 4.5) и часто принимается в расчет.
Физическая сущность этого раскрывается с позиций теории упругости. Растворный скелет бетона можно представить как среду с отверстиями, в которые вставлены зерна заполнителя той или иной жесткости. Ради упрощения задачи рассмотрим случай растяжения (или сжатия) полосы с круглым отверстием (по отношению к бетону это означает, что £3=0) и случай, когда в такое отверстие впаян абсолютно жесткий диск (£3 = 00). На рис. 4.8 показаны теоретические эпюры напряжений для этих случаев.
Из рассмотрения этих эпюр и других положений теории упругости можно сделать следующие выводы относительно распределения напряжений в бетоне:
• эпюра напряжений в нагруженном элементе бетона может быть прямоугольной только при £3=£р; если же £3>£Р или E3<Z.EVt то эпюры криволинейны и тем в большей степени, чем больше £3 отличается от £р;
• в более слабом компоненте бетона эпюры напряжений выпуклы, а в более жестком — вогнуты;
Рис. 4 9. Эпюры напряжений в бетоне: а — при Е3<Ер; б — при Еа>Ер
• по абсолютной величине напряжения в цементном камне (растворе) при £'3<£j) будут больше приложенной нагрузки о, а при Е3>ЕР— меньше;
• степень кривизны эпюр и концентрации напряжений зависят от отношения размеров а и Ь9 т. е. от содержания заполнителя в бетоне.
С учетом этих положений на рис. 4.9 изображены две эпюры напряжений в бетоне для случаев E3<EV и E3>EV. В точках /, 2 или 3 в зоне контакта заполнителя с раствором в силу совместных деформаций компонентов бетона напряжения пропорциональны их модулям упругости:
о;/Е3=о1;/£,р, откуда (4.15)
Однако кривизна эпюр приводит к тому, что их площади, а следовательно, средние напряжения и доли нагрузки, воспринимаемые заполнителем и растворным скелетом в бетоне, относятся не так, как их модули упругости.
Средние напряжения в заполнителе и растворе: а b
J avdx
Для случая E3<zE$:
ОэР>°з (при выпуклой эпюре); арР<С°р(при вогнутой эпюре).
С учетом соотношения (4.15)
Соответственно при Е3>ЕР
Отсюда следует вывод: доля нагрузки, воспринимаемой в бетоне относительно слабым компонентом, всегда больше, чем следует из соотношения модулей упругости, а более жесткий компонент оказывается в бетоне недогруженным.
Это подтверждает описанное выше представление об используемой прочности заполнителей (см. рис. 4.4): прочность гранита не используется полностью в бетоне, так как он недогружен (эпюра вогнута), а прочность пористых заполнителей в бетонах чрезмерно высоких марок недоиспользуется из-за их относительной перегрузки и преждевременного выхода из строя. Поэтому для расчета прочности бетона не могут быть рекомендованы формулы типа (4.4) и подобные им формулы, содержащие отношение модулей упругости:
/?б=/?р.с(^Р + >/задр)-
Правильность изложенных выше теоретических положений (С. М. Ицкович) подтверждается экспериментальными исследованиями, в частности с помощью фотоупругих покрытий (Ф. Ф. Губин и др.) и на моделях с тензодатчиками (М. Л. Нисневич и др.).
Знание закономерностей распределения напряжений при совместной работе цементного камня и заполнителей в бетоне позволяет подбором соответствующих заполнителей получать бетон с требуемыми упругими свойствами.
Модуль упругости заполнителя Е3 следует предварительно определять путем испытания заполнителя в бетоне с расчетом по формуле (2.11), выведенной из (4.14).
4.4. ТЕПЛОПРОВОДНОСТЬ БЕТОНА
• Теплопроводность — одно из важнейших свойств бетона, применяемого в ограждающих конструкциях. Чем легче бетон, тем, как правило, меньше его теплопроводность, поскольку уменьшение плотности бетона связано с повышением пористости, т. е. с вовлечением в объем бетона воздуха, являющегося в небольших порах прекрасным теплоизолятором.
Теплопроводность бетона в значительной мере определяется видом используемого заполнителя. Развитие производства пористых заполнителей для легких бетонов сделало возможным массовое применение легкобетонных стеновых панелей наружных стен в жилищном строительстве, теплоизоляционных и конструкционно-теплоизоляционных легких бетонов различного назначения.
Расчетная теплопроводность керамзитобетона при плотности 1000 кг/м3 составляет 0,41 Вт/(м-°С), что в 2 раза меньше теплопроводности кирпичной кладки, а при плотности 1200 кг/м3 — 0,52 Вт/(м-°С) и т. д.
Имеется определенная общая зависимость между плотностью и теплопроводностью, однако возможны и существенные отклонения от этой зависимости. Известно, что аморфные материалы менее теплопроводны, чем кристаллические. Так, обычное силикатное стекло с плотностью 2500 кг/м3 имеет теплопроводность примерно 0,8 Вт/(м-°С), т. е. такую же, как у кирпича, плотность которого лишь 1700 кг/м3. Теплопроводность обычного бетона с плотностью, близкой к плотности стекла, составляет примерно 1,4 Вт/(м-°С).
Поэтому с точки зрения требований теплоизоляции предпочтительны заполнители, в составе которых больше стекла, например шлаковая пемза, получаемая быстрым охлаждением поризованно-го расплава (при быстром охлаждении расплава кристаллизация не происходит). Действительно, исследования показали сравнительно малую теплопроводность шлакопемзобетона.
Зависимость теплопроводности бетона от теплопроводности его составляющих исследована С. М. Ицковичем теоретически на модели (см. рис. 4.7). В результате получены две формулы, в сущности аналогичные формулам (4.13) и (4.14):
Ч______
1
(4.16)
—
(4.17)
где Хб, Хр и Х3— теплопроводность соответственно бетона, раствора и заполнителя; ц — объемное содержание крупного заполнителя.
Формулы (4.16) и (4.17) дают при расчете близкие результаты, охватывающие область возможных реальных значений теплопроводности бетона на данном заполнителе. Входящий в эти формулы показатель теплопроводности заполнителя Хз определяется испытанием в бетоне при каких-либо зафиксированных параметрах Хр и ц с расчетом по формуле (2.12).
По опытным данным керамзитовый гравий с плотностью зерен р3=0,79 г/см3 имел теплопроводность в бетоне Хз=0,29 Вт/(м-°С), аглопоритовый щебень при р3=1,34 г/см3 — 0,56 Вт/(м-°С). В. Г. Довжик исследовал подобным образом керамзит различных заводов. Теплопроводность зерен керамзита с плотностью 0,49... 1,14 г/см3 составила 0,11...0,4 Вт/(м-°С). Подтвердив в общем известную закономерность роста теплопроводности материала с увеличением его плотности, это исследование вместе с тем показало, что в конкретных случаях наблюдаются большие отклонения от 72
нее, главным образом из-за различий состава (содержания стек-лофазы и кристаллических минералов). Поэтому нередко практикуемое ориентировочное определение теплопроводности бетона или заполнителя по плотности может привести к ошибочным решениям.
На теплопроводность легкого бетона неплотной структуры (крупнопористого или малопесчаного) существенное влияние оказывает гранулометрический состав заполнителей, поскольку от него зависит характер межзерновой пористости. Из двух видов бетона с одинаковым общим объемом пор мелкопористый, как правило, будет иметь меньшую теплопроводность, так как эффективная теплопроводность воздуха, включающая и передачу излучением, зависит от размера пор (по А. Миснару):
Х3=0,026+3,78£>,
где D — диаметр поры, м.
Теплопроводность бетона зависит также от его влажности. Теплопроводность воды составляет 0,58 Вт/(м«°С), что во много раз больше теплопроводности воздуха. Поэтому, если поры бетона вместо воздуха заполняет вода, то теплопроводность его резко увеличивается, теплопотери через увлажненные ограждающие конструкции возрастают, а в зимний период возможно их промерзание. Теплопроводность льда составляет около 1,8 Вт/(м-°С), таким образом с промерзанием увлажненного бетона его теплопроводность еще более увеличивается.
Эксплуатационная влажность легкого бетона зависит от равновесной влажности примененного пористого заполнителя в условиях сорбции (т. е. поглощения влаги из окружающего воздуха) и десорбции (высыхания переувлажненного заполнителя). Десорбционная влажность, как правило, выше сорбционной, однако для таких заполнителей, как керамзит, аглопорит, пемза, она при относительной влажности воздуха до 60...80% составляет лишь сотые доли процента и не имеет существенного значения. Такие заполнители, как древесные опилки, могут иметь равновесную влажность порядка 15%, а это сказывается на теплопроводности.
При приготовлении бетонной смеси и пропаривании изделий пористые заполнители обычно переувлажняются. Поэтому большое значение имеет скорость высыхания бетона, связанная с влагоотдачей заполнителя. Некоторые заполнители отличаются замедленной влагоотдачей. К их числу относится, в частности, мелкий вспученный перлит.
4.5. ПЛАСТИЧЕСКИЕ ДЕФОРМАЦИИ БЕТОНА ПОД НАГРУЗКОЙ
Упругие деформации бетона под нагрузкой дополняются еще и пластическими, необратимыми. При длительном действии нагрузки проявляется ползучесть бетона, т. е. постепенно затухающая по
интенсивности роста, но проявляющаяся месяцы и годы пластическая деформация, которая может значительно превысить начальную упругую деформацию.
• Пластические деформации бетона обусловлены свойствами цементного камня — материала не совсем упругого. Заполнители же, как правило, при эксплуатационных нагрузках деформируются упруго, а не пластически.
Таким образом, заполнители в бетоне тормозят развитие пластических деформаций цементного камня и тем в большей степени, чем больше насыщен бетон заполнителем и чем выше модуль упругости заполнителя. Более жесткий заполнитель, как следует из вышеизложенного, воспринимает большую долю нагрузки, несколько разгружая цементный камень. По мере проявления деформаций ползучести последнего происходит перераспределение напряжений в направлении еще большего нагружения высокопрочного заполнителя.
Естественно, что менее жесткие пористые заполнители не могут в такой степени сдерживать пластические деформации цементного камня. Поэтому ползучесть легкого бетона обычно больше, чем ползучесть тяжелого бетона той же прочности.
4.6. УСАДКА БЕТОНА
• Твердение и высыхание цементного камня сопровождаются усадкой, проявляющейся в уменьшении его объема. Линейные размеры образцов из цементного камня за год или несколько лет уменьшаются примерно на 2 мм/м.
Заполнители в бетоне, препятствуя усадочным деформациям цементного камня, сопротивляются им и в результате оказываются обжатыми, тогда как цементный камень испытывает растяжение.
При обжатии зерен заполнителя их деформации обратно пропорциональны модулю упругости. Так, пористые заполнители деформируются значительнее, чем плотные; их сопротивление силам, возникающим при уменьшении объема цементного камня, меньше. Поэтому усадка легких бетонов на пористых заполнителях больше и составляет примерно 0,5...0,7 мм/м, иногда до 1 мм/м. Тяжелый бетон на плотных жестких заполнителях дает усадку не более 0,2... 0,4 мм/м.
На усадочные деформации бетона влияет не только качество, но и содержание заполнителей. Чем больше заполнителей в бетоне и меньше цементного камня, тем меньше усадка. Наибольшее насыщение объема бетона заполнителем достигается при оптимальном его зерновом составе и наибольшей предельной крупности. Заполнители с прерывистым зерновым составом обеспечивают наименьшую усадку бетона. Мелкозернистые бетоны отличаются повышенной усадкой (как и повышенной ползучестью).
Необходимо различать два проявления усадки: усадочные деформации и усадочные напряжения. Последние возникают в том случае, когда осуществлению усадочных деформаций что-то препятствует. Как указано выше, в бетоне цементный камень вследствие его усадки и сопротивления заполнителя оказывается растянутым. Предварительное растяжение цементного камня в бетоне до приложения внешней нагрузки — явление нежелательное, так как уменьшает прочность бегона. Однако если учесть, что усадка — процесс длительный, растягивающие усадочные напряжения в цементном камне могут быть не столь опасны: постепенно происходит их релаксация вследствие ползучести цементного камня (это один из примеров того, как нежелательное явление ползучести может оказаться полезным). Благодаря пластическим деформациям усадочные напряжения в бетоне носят временный характер и постепенно затухают.
Иное дело, когда усадочные напряжения оказываются столь большими, что достигают предела прочности цементного камня при растяжении. Тогда в цементном камне образуются микротрещины, прочность бетона (особенно при растяжении), его водонепроницаемость, стойкость в агрессивных средах снижаются. Это нередко наблюдается при применении высокомодульного (жесткого) крупного заполнителя, особенно если последний расположен контактно (зерно впритык к зерну), например при раздельном бетонировании, когда в опалубку сначала укладывается крупный заполнитель, а затем нагнетается раствор. Если такой бетон эксплуатируется в сухой среде, то хотя наблюдаемая усадка очень мала, необходимо учитывать внутреннее напряженное состояние, чтобы исключить трещинообразование.
Раздельное бетонирование применяется обычно в гидротехническом строительстве, когда сооружения эксплуатируются в водной среде, и усадка там не происходит.
Из вышеизложенного следует, что для предупреждения проявления внутренних усадочных напряжений и трещинообразования предпочтительно применение низкомодульных, в частности пористых, заполнителей. При таких заполнителях обеспечивается целостность цементного камня, что благоприятно сказывается на долговечности бетона, его водонепроницаемости, стойкости в агрессивных средах.
Описанные положения подтверждаются результатами изучения свойств различных бетонов на моделях, проведенного в Московском инженерно-строительном институте им. В. В. Куйбышева (Л. П. Орентлихер и И. П. Новиковой), и многочисленных опытов других исследователей. Опыты, проведенные в Пензенском инженерно-строительном институте (И. А. Ивановым и Н. И. Макридиным), показали, что обжатие пористых заполнителей в бетоне при усадке цементного камня может повысить их последующую дефор-мативность при растяжении.
В последние годы растет производство и применение в бетонах расширяющихся, в том числе напрягающих, цементов. Вопрос выбора заполнителей для таких бетонов изучен мало.
Если бетоны на обычном цементе претерпевают при твердении усадочные деформации, то деформации бетонов на расширяющемся цементе носят обратный характер. В этом случае расширяющийся цементный камень, встречая сопротивление заполнителя, оказывается сжатым, а заполнитель — растянутым. Но главное не в перемене знака напряжений в компонентах бетона, а в том, что новое напряженное состояние скажется на их сцеплении. Если усадка цементного камня способствует сцеплению его с заполнителем (по крайней мере, до образования усадочных трещин), то расширение может нарушить контакт, особенно при применении плотных заполнителей с высоким модулем упругости. В этом случае еще в большей степени должны проявиться преимущества пористых заполнителей; сцепление их с цементным камнем надежнее, модуль упругости меньше. Следовательно, меньше будут растягивающие напряжения в контактной зоне, больше объемное расширение бетона, т. е. полнее будут использованы свойства расширяющегося цемента. Это, по нашему мнению, должно способствовать также сохранению высокой прочности расширяющегося легкого бетона на пористых заполнителях.
4.7. ДОЛГОВЕЧНОСТЬ БЕТОНА
• Некоторые факторы долговечности бетона связаны с усадкой и ползучестью, рассмотренными выше, другие также в значительной степени обусловлены свойствами применяемых заполнителей.
Весьма важна способность бетона противостоять многократно-му изменению температуры. Если разница между коэффициентами температурного расширения цементного камня и заполнителей велика, то при изменении температуры в бетоне могут развиваться значительные внутренние напряжения, аналогичные усадочным и иногда еще более опасные.
Проблемы трещиностойкости бетонов при температурных напряжениях, связанные со свойствами применяемых заполнителей, детально исследуются в Московском инженерно-строительном институте им. В. В. Куйбышева (Г. И. Горчаковым и сотр.). В частности, измерены температурные деформации заполнителей различной влажности в широком диапазоне температур.
Коэффициент линейного температурного расширения цементного камня в интервале обычных эксплуатационных температур составляет (10... 18)10 6 °С~’. У природных плотных горных пород, используемых для производства заполнителей, коэффициент линейного расширения обычно несколько меньше. Это значит, что при нагреве бетона в заполнителе могут возникать растягивающие напряжения, а в цементном камне — сжимающие. Напряженное
состояние при этом аналогично случаю расширения цементного камИя и может привести к нарушению сцепления между заполнителем и цементным камнем.
Опасно для таких бетонов и охлаждение — в цементном камне могут возникнуть значительные растягивающие напряжения. Это возможно, в частности, после термообработки (пропаривания) бетонных изделий, т. е. когда температура эксплуатации ниже температуры формирования структуры бетона.
Еще более существенные напряжения могут возникнуть в бетоне при его применении в особых условиях футеровки тепловых агрегатов, печей и т. д. Используемые для этих целей жаростойкие бетоны получают на специальных заполнителях.
Многократные колебания температуры в процессе эксплуатации, вызывая появление внутренних напряжений, иногда знакопеременных, могут привести к «расшатыванию» структуры, образованию трещин в бетоне. Необходимо предвидеть возможные термические напряжения, уметь оценить последствия их действия.
Особый случай представляют заполнители с ориентированным расположением кристаллов. Так, кристаллы ортоклаза, являющегося составной частью гранитов, характеризуются термическим расширением только в одном направлении — параллельно кристаллографической оси. Кристаллы плагиоклазовых полевых шпатов имеют в различных направлениях разные коэффициенты линейного расширения, а у кристаллов кальцита, составляющего известняки и мраморы, коэффициенты линейного расширения отличаются не только по значению, но и по знаку. При неравномерных деформациях подобных заполнителей в бетоне возникают большие сосредоточенные силы.
Заполнители, состоящие из кристаллов с одинаковой ориентацией кристаллографических осей или включающие крупные монокристаллы анизотропных минералов, при резких колебаниях температуры могут разрушить бетон. Поэтому из горных пород для заполнителей предпочтительны такие, которые состоят из мелких кристаллов со случайной, хаотической ориентацией.
Важным фактором долговечности бетона является его способность противостоять многократному попеременному увлажнению и высушиванию, вызывающему разбухание и усадку цементного камня.
Исследования, проведенные в Пензенском инженерно-строительном институте, показали, что разбухание и усадка при увлажнении и высушивании свойственны также и некоторым пористым заполнителям, в частности керамзиту. Это обстоятельство и главным образом относительная податливость пористых заполнителей (меньший модуль упругости) приводят к уменьшению внутренних напряжений в бетоне, способствуя его долговечности.
Как ни парадоксально, в ряде случаев на пористых заполните-яях можно получить менее водопроницаемый бетон, чем на плот-
пых. Объясняется это тем, что вода просачивается не столько через заполнители, сколько через микротрещииы в цементном камне и в зоне контакта его с заполнителями, а такие микротрещины в бетоне на пористых заполнителях менее вероятны.
Интересный факт описан в США. Затонувшее судно с корпусом из керамзитобетона пролежало на дне моря более 30 лет. За это время морская вода проникла в бетон лишь на глубину в несколько миллиметров. Стальная арматура корпуса, имевшая защитный слой керамзитобетона 16 мм, не подверглась коррозии.
В строительстве гидротехнических сооружений накоплен уже большой опыт применения бетонов на пористых заполнителях. Ке-рамзитобетон и аглопоритобетон успешно использованы в производстве напорных водопроводных труб.
• Водонепроницаемость — один из важных факторов стойкости бетона в различных агрессивных средах. В частности, работы, проведенные в Белорусском политехническом институте, свидетельствуют о преимуществах аглопоритобетона перед обычным тяжелым бетоном по стойкости к воздействию растворов хлорида калия и других подобных солей, что имеет большое значение для долговечности строительных конструкций предприятий химической промышленности.
На способность бетона сопротивляться попеременному замораживанию и оттаиванию в насыщенном водой состоянии решающее влияние оказывают морозостойкость самих заполнителей, свойства, определяющие их сцепление с цементным камнем, и модуль упругости заполнителей. Кроме того, при использовании пористых заполнителей имеет значение следующий фактор. Свободные поры заполнителя при замораживании бетона являются резервуаром для оттесненной воды за фронтом расширяющегося льда. Воздух в порах сжимается и служит амортизатором возникающего давления. Поэтому легкие бетоны на доброкачественных пористых заполнителях характеризуются высокой морозостойкостью.
В Московском инженерно-строительном институте предложено определять коэффициент морозостойкости пористых заполнителей следующим образом:
где t^oB — водопоглощение заполнителя по обьему, определенное в вакууме, %; доо48— водопоглощение заполнителя по объему, определенное в обычных условиях за 48 ч, %.
Величина в числителе формулы названа объемом «резервных» пор. Между морозостойкостью заполнителя и коэффициентом Лмрз установлена прямая пропорциональность.
На долговечность бетона влияет химическое взаимодействие некоторых заполнителей или содержащихся в них примесей с продук
^Мрз
таМи гидратации и гидролиза цемента и водой. В частности, стандартами ограничивается содержание в заполнителях органических примесей и сульфатов, вызывающих коррозию цементного камня.
В глинистых породах, применяемых для производства искусственных пористых заполнителей (керамзита, аглопорита), могут встречаться вкрапления известняков. В результате обжига такого сырья образуются частицы пережженной медленно гасящейся извести (так называемый «дутик»), которая может через длительное время — уже в бетонной конструкции — вступить во взаимодействие с водой. Получаемый гидроксид кальция, как известно, увеличивается в объеме, что может вызвать разрушение бетона.
В бетоне, эксплуатируемом во влажной среде, возможны также медленно идущие и проявляющиеся в течение многих лет реакции взаимодействия щелочей, содержащихся в цементе, с некоторыми кислыми минералами заполнителей, например с опалом и другими видами химически активного аморфного кремнезема. Гелеобразные продукты реакции распирают зону контакта, в результате чего нарушается сцепление между заполнителем и цементным камнем, в бетоне возникают трещины.
В литературе описаны случаи разрушения по этой причине плотин, фундаментов, дорожных бетонных покрытий, мостов и других сооружений из бетона. Впервые это явление привлекло внимание исследователей США в 30... 40-х годах нашего века, так как аварийное состояние многих сооружений потребовало для восстановления и ремонта огромных затрат.
Коррозию бетона при действии щелочей цемента на кремнезем заполнителя исследовали В. М. Москвин, Г. С. Рояк, А. М. Викторов и др. Детальный анализ различных аспектов химической активности заполнителей дал Б. Н. Виноградов.
Для повышения долговечности бетона заполнители, активно взаимодействующие со щелочами, в цементных бетонах применяться не должны. Исключение составляют некоторые пористые заполнители, для которых в силу развитой поверхности, открытой пористости и надежности сцепления с цементным камнем такое взаимодействие, как показал опыт, не столь опасно.
Описанные выше и другие эксплуатационные факторы с течением времени могут привести к постепенному ослаблению бетона, однако одновременно действует также фактор его упрочнения в силу продолжающейся годы и десятилетия гидратации цемента. Несомненно, долговечность бетона и бетонных конструкций связана с ростом прочности, компенсирующим ослабляющие эффекты.
Известно, что увеличение прочности бетона во времени зависит от вида цемента, состава бетона и условий эксплуатации, т. е. рост прочности бетона определяется ростом прочности цементного камня. Ио это положение верно только до тех пор, пока выдерживается условие минимальной прочности заполнителя [см. формулу (4.6)]. Соотношение прочности заполнителя и твердеющего це
ментного камня в бетоне с течением времени меняется, и когда заполнитель оказывается самым слабым местом в бетоне, интенсивность дальнейшего увеличения прочности бетона уменьшается. Поэтому рост прочности легких бетонов на пористых заполнителях в ряде случаев может быть менее существенным, чем обычных тяжелых бетонов при прочих равных условиях.
Испытание пористого заполнителя в бетоне дает возможность прогнозировать рост прочности бетона. Пусть, например, требуется определить, какой станет прочность аглопоритобетона через год эксплуатации в нормальных условиях, если в возрасте 28 сут бетон имел предел прочности 25 МПа. По результатам испытания агло-поритового щебня строим график (см. рис. 2.5), по которому находим, что пределу прочности бетона 25 МПа соответствует предел прочности растворной части бетона 22 МПа. При использовании песка с достаточно прочными зернами и обычного портландцемента можно ожидать, что прочность раствора будет расти согласно известной формуле
р __р te7*
*т~*'*7&
где RT — предел прочности в возрасте Т\ R2s — предел прочности в возрасте 28 сут; Т — возраст раствора, сут.
В таком случае через год предел прочности раствора будет /?365=22 -lgg- =39 МПа, Ig 28
т. е. увеличится на 77%.
По графику (см. рис. 2.5) находим, что на растворе с пределом прочности 39 МПа получается аглопоритобетон с пределом прочности около 33 МПа, т. е. прирост прочности аглопоритобетона за год может составить примерно 32%, тогда как прирост прочности бетона на высокопрочном гранитном щебне мог бы составить 77%. Таким образом, прирост прочности бетона может ограничиваться прочностью заполнителей.
4.8. ОДНОРОДНОСТЬ БЕТОНА
• Однородность бетона по прочности и другим свойствам — важнейший фактор надежности бетонных и железобетонных конструкций.
Расчетные сопротивления бетона по действующим нормам проектирования конструкций составляют лишь около половины проектных значений прочности, поскольку приходится ориентироваться не на средние показатели, а на статистически вероятную минимальную прочность бетона, качество которого подвержено случайным колебаниям.
Цовышение однородности бетона открывает возможность его боле^ эффективного использования при требуемой обеспеченности его заданных параметров.
Однородность бетона по прочности наряду с другими факторами зависит от содержания и качества применяемых заполнителей, особенно если какие-либо свойства последних ограничивают получение бетона требуемой прочности.
При попытке получить высокопрочный бетон на гладком окатанном гравии слабым местом является контакт цементного камня с заполнителем, и чем больше будет в бетоне заполнителя, тем меиыпей окажется прочность бетона. В этом случае неточность дозирования и неравномерное распределение заполнителя по объему бетона будут снижать однородность бетона по прочности и тем значительнее, чем выше проектная прочность бетона.
Если свойства заполнителя обеспечивают надлежащее сцепление с цементным камнем в бетоне, а прочность заполнителя достаточно высока в соответствии с условием (4.6), то возможные колебания содержания такого заполнителя в бетоне, как вытекает из вышеизложенного, сравнительно мало скажутся на прочности бетона и ее изменчивости.
Наконец, если прочность заполнителя недостаточна для получения бетона требуемой прочности, то и колебания содержания, и неоднородность заполнителя могут весьма резко снизить однородность бетона.
Поэтому однородность бетона обычно связывают с его прочностью, хотя имеющиеся опытные данные нередко противоречивы. Долгое время считалось, что чем выше прочность бетона, тем выше его однородность. Это объясняли повышением культуры производства, усилением технологического контроля. Однако последующие исследования (А. Е. Десова, В. А. Вознесенского) показали, что высокопрочные бетоны, наоборот, имеют меньшую однородность. Последнее соответствует и представлениям, вытекающим из вышеприведенного анализа влияния заполнителей на прочность бетона.
Согласно ГОСТ 10268—80, предел прочности горной породы заполнителей для тяжелого бетона должен превосходить проектный предел прочности бетона не менее чем в 1,5 раза, если последний ниже 30 МПа, и не менее чем в 2 раза, если он составляет 30 МПа и выше. Однако здесь имеется в виду средний предел прочности по результатам испытаний пяти контрольных образцов породы на сжатие или двух проб щебня на дробимость по ГОСТ 8269—76. Если исходная горная порода неодородна по прочности, то минимальный статистически вероятный предел прочности заполнителя может оказаться гораздо ниже среднего. Не исключено, что он окажется ниже требуемого по формуле (4.6) и даже ниже проектной прочности бетона, причем вероятность этого с увеличением проектной прочности бетона возрастает.
Однородность легких бетонов помимо общих технологических факторов зависит от того, насколько рационально выбрана область применения того или иного пористого заполнителя. Имеет значение соотношение заданной прочности бетона и прочности заполнителя в бетоне, причем последняя должна оцениваться не только интегрально по средним показателям, но и характеристикой однородности. Если заданный предел прочности бетона превышает минимальное статистически вероятное значение предела прочности заполнителя, а тем более среднее его значение, то однородность бетона снижается.
Нередко стремятся получить легкий бетон как можно более высокой прочности, не учитывая при этом, что при /?б>/?з повышение прочности бетона сопровождается снижением его однородности, поэтому расчетное сопротивление нельзя повысить без риска снизить обычный запас прочности конструкций. Отсюда в дополнение к вышеизложенному вытекают повышенные требования к прочности заполнителей для бетона и их однородности.
Повышение однородности заполнителей, т. е. приближение минимального статистически вероятного предела прочности к среднему, столь же важно, как повышение среднего предела прочности. Поэтому в последующих главах даются рекомендации по выбору путей повышения однородности заполнителей методами обогащения.
Для легких теплоизоляционных и конструкционно-теплоизоляционных бетонов большое значение имеет однородность по теплопроводности. Учитывая связь теплопроводности с плотностью бетона, обычно для упрощения задачи определяют однородность бетона по плотности, причем вычисляют не минимальную, а максимальную статистически вероятную плотность бетона.
На стабильность всех показателей качества бетона влияет однородность применяемых заполнителей также по влажности, крупности, форме зерен и т. д.
Поскольку высокоразвитая цементная промышленность СССР обеспечивает стабильность качества цемента, а механизация и автоматизация процессов приготовления и укладки бетонной смеси позволяют обеспечить требуемые технологические параметры, неоднородность заполнителей остается существенным препятствием повышению однородности бетона. Именно из-за неоднородности заполнителей в основном приходится увеличивать коэффициенты запаса прочности, используя потенциальные возможности бетона в среднем только наполовину.
В научно-технической литературе понятие однородности бетона в последнее время расширяется. Помимо характеристики изменчивости результатов испытания отдельных образцов бетона вводится понятие структурной однородности как характеристики изменчивости прочностных, деформативных и иных свойств в объеме образца. В этом аспекте рассматривается распределение между 82
структурными компонентами бетона внутренних напряжении от внешней нагрузки, усадочных, температурных, примеры которых описаны выше. Мелкозернистый бетон структурно более однороден, чем бетон с крупным заполнителем, что в некоторых случаях дает ему определенные преимущества. Бетон на пористых заполнителях, свойства которых близки к свойствам цементного камня, структурно более однороден, чем обычный тяжелый бетон.
Для получения бетона с требуемыми свойствами необходимо отчетливо представить влияние на свойства бетона заполнителей, их содержания и свойств. Понимание всех аспектов этого влияния обеспечивает правильный выбор заполнителей для достижения заданною качества бетона или выбор области рационального применения в бетонах того или иного заполнителя.
/. Какие свойства заполнителей наряду с характеристиками цементного f камня определяют прочность бетона? 2. Как влияет на прочность бетона сцепление цементного камня с заполнителями? Какие свойства заполнителей влияют на сцепление? 3. Может ли заполнитель повысить прочность бетона? Каковы основные условия проявления «армирующего» эффекта заполнителя? 4. Какова минимально необходимая прочность заполнителя для проявления «армирующего» эффекта? 5. В чем смысл понятия «используемая в бетоне прочность заполнителя»? 6. При каком условии на пористых заполнителях удается получать высокопрочные легкие бетоны без перерасхода цемента по сравнению с тяжелыми бетонами на плотных заполнителях? 7. В чем физический смысл понятия о предельной прочности легких бетонов на пористых заполнителях? 8. Как зависит модуль упругости бетона от объемного содержания заполнителя и его модуля упругости? 9. Уяснили ли вы значение криволинейности эпюр распределения напряжений между структурными компонентами нагруженного бетона? Почему более прочный и жесткий компонент в бетоне оказывается недогруженным, а относительно слабый — перегруженным? 10. Как связана со свойствами заполнителей теплопроводность бетона? 11. Как связаны с содержанием и свойствами заполнителей пластические деформации бетона под нагрузкой, а также усадочные деформации, усадочные напряжения и опасность тре-щинообразования? 12. Какова роль заполнителей в обеспечении долговечности бетона при многократных знакопеременных температурных воздействиях, при изменении влажностного состояния? 13. Какова роль заполнителей в обеспечении водонепроницаемости и морозостойкости бетона? 14. В чем состоит опасность химического взаимодействия вещества заполнителей со щелочами цемента? Какие дополнительные испытания заполнителей в связи с этим бывают необходимы? 15. Как влияют заполнители на интенсивность прироста прочности бетона с течением времени? Как по результатам испытания заполнителя можно прогнозировать рост прочности бетона? 16. Как влияют заполнители на однородность бетона по основным показателям качества? Какие требования к заполнителям определяются необходимостью повышения однородности бетонов?
Глава 5
ЗАПОЛНИТЕЛИ ИЗ ПРИРОДНЫХ плотных КАМЕННЫХ ПОРОД
Рассматриваемые в этой главе заполнители имеют наибольшее применение. Они используются для получения обычных тяжелых бетонов, а также в ряде случаев для бетонов специального назначения.
5.1. СЫРЬЕВАЯ БАЗА
Плотные природные каменные горные породы — основная сырьевая база для производства заполнителей.
• По происхождению, определяющему важнейшие отличительные свойства, горные породы подразделяются на три класса: изверженные, осадочные и метаморфические.
Изверженные горные породы образовались в результате застывания расплавленной магмы. Их структура и свойства зависят от условий, в которых остывала магма. Глубинные (интрузивные) изверженные породы, образовавшиеся при медленном остывании магмы, отличаются зернисто-кристаллической структурой, тогда как излившиеся (эффузивные) породы, образовавшиеся при сравнительно быстром остывании магмы на поверхности, застыли, не успев закристаллизоваться, и имеют стекловатую, скрытокристаллическую или порфировую (с кристаллическими вкраплениями) структуру.
По химическому составу изверженные породы подразделяются на кислые (SiO2 более 65%), средние (55 ... 65%) и основные (менее 55%). К кислым относятся граниты — глубинные породы зернисто-кристаллической структуры. Породообразующие минералы гранита: полевые шпаты (в основном ортоклаз КгО-А^ОзХ X6SiO2)—до 70%, кварц (кристаллический кремнезем SiO2) — более 20%, слюды (гидроалюмосиликаты: светлая калиевая слюда— мусковит, темная железисто-магнезиальная — биотит) и др.— около 5%. Из изверженных пород граниты наиболее широко используются для производства заполнителей.
Граниты имеют плотность 2600 ... 2700 кг/м3, близкую к плотности составляющего их вещества, поскольку пористость 84
гранитов мала. Водопоглощение обычно не превышает 0,5%. Предел прочности при сжатии, как правило, более 100 МПа, часто достигает 200 ... 250 МПа. Прочность при растяжении примерно в 50 раз меньше. Цвет обычно красноватый или серый.
К средним изверженным породам относятся глубинные породы (диорит, сиенит) и их излившиеся аналоги (андезит, трахит). Последние весьма активно взаимодействуют со щелочами, поэтому возможности их применения в цементных бетонах ограничены. Они кислостойки и применяются в качестве заполнителей в кисло-стойких бетонах на жидком стекле.
Диорит и сиенит отличаются от гранитов отсутствием кварца. Встречаются они реже. Преобладает зеленоватая окраска — темная у диорита, светлая у сиенита. Предел прочности при сжатии диорита — до 250 МПа, сиенита — до 180 МПа. Для производства заполнителей могут применяться наравне с гранитами.
К изверженным горным породам с малым содержанием кремнезема (основным) относятся глубинная порода габбро и излившиеся базальт и диабаз. Эти породы отличаются особо высокой прочностью (предел прочности при сжатии до 300 ... 500 МПа) и большой плотностью (более 3000 кг/м3). Габбро — порода преимущественно крупнокристаллическая, базальт и диабаз — мелко-или скрытокристаллические. Цветэтих пород — от серого до черного, иногда с зеленым оттенком. В значительных объемах используются для производства заполнителей.
Осадочные горные породы образовались в природе как результат разрушения первичных пород. Под действием воды, ветра, переменных температур, химической и биохимической коррозии торные породы постепенно разрушались, распадались, образуя материал для новых, вторичных отложений.
Обломочные осадочные породы образовали залежи песка и гравия—самых доступных, дешевых и широко применяемых заполнителей для бетонов. Это рыхлые породы, представляющие собой скопление обломков материнской горной породы, чаще всего зерен кварца как наиболее стойких (менее стойкие минералы горных пород, в частности гранитных, явились исходными реагентами для образования глинистых минералов).
Кварцевыми называют пески с содержанием кварца более 60% (нередко до 95%). Пески с содержанием зерен полевого шпата до 50% называют кварцево-полевошпатовыми, а при большем содержании таких зерен—полевошпатовыми.
Большинство эксплуатируемых месторождений песка и гравия аллювиального происхождения. Они образованы речными отложениями. Как известно, вода в зависимости от скорости течения может переносить более или менее крупные зерна горных пород. Когда при выходе в широкое русло или по иным причинам скорость потока уменьшается, из воды выпадают более крупные частицы горных пород, при дальнейшем уменьшении скорости
течения воды выпадают в осадок и менее крупные песчинки; лишь пылеватые, илистые и глинистые частицы как более мелкие обычно уносятся водой и отлагаются в последнюю очередь. Таким образом, вода не только переносит и переотлагает залежи песка и гравия, но одновременно промывает и сортирует их. Зерна песка и гравия в речных (а также морских, озерных) отложениях имеют более или менее окатанную форму.
Песок и гравий горные (овражные) ледникового происхождения не отсортированы, залегают в виде песчано-гравийных смесей и часто загрязнены глинистыми примесями. Более окатанными являются обычно крупные зерна гравия, мелкие же зерна могут иметь шероховатую поверхность. Среди окатанных зерен много менее прочных карбонатных (из обломков известняков).
Эоловые залежи песков, образованные ветрами (дюнные, барханные и т. п.), в бетонах применяются ограниченно. Эти пески слишком мелки, а их зерна имеют очень гладкую, полированную поверхность, что ухудшает их сцепление с цементным камнем.
Обломочные горные породы могут быть сцементированными. Так, песчаники образовались в результате уплотнения песков (преимущественно кварцевых) и склеивания их цементирующими веществами, принесенными просачивающимися водами. Отдельные разновидности песчаников прочны (предел прочности до 150 МПа) и применяются для производства заполнителей.
Значительное место в производстве заполнителей для бетона отводится карбонатным осадочным породам — известнякам и доломитам.
В природе встречаются известняки главным образом органогенного происхождения. Они представляют собой продукты жизнедеятельности и отмирания различных организмов в водных бассейнах, скопившиеся, уплотнившиеся и частично кристаллизовавшиеся в течение длительных геологических процессов. Плотные кристаллические известняки имеют плотность до 2700 кг/м3 и предел прочности при сжатии до 200 МПа. Другие разновидности известняков могут быть неоднородны по плотности и прочности.
Основной породообразующий минерал известняков — кальцит СаСО3. Известняки стойки при воздействии щелочей в среде порт-ландцементного камня отличаются хорошим сцеплением с ним в бетоне. Имеют преимущественно светло-серый или желтоватый цвет.
Доломит составлен одноименным минералом CaCO3-MgCO3-Эта горная порода также может быть весьма плотной и прочной. Распространены доломитизированные известняки с различной степенью замещения карбоната кальция карбонатом магния.
В СССР карбонатные осадочные породы распространены в различных районах и составляют около 60% камня, перерабатываемого на щебень. Они широко используются в качестве заполнителей для бетона.
Метаморфические горные породы образовались в результате изменения изверженных или осадочных пород в толще земной коры под действием высоких давлений и температур, а также сдвигов. Из метаморфических пород для производства заполнителей используются гнейсы — метаморфизированные граниты. От гранитов гнейсы отличаются слоистым строением. Если слоистость (сланцеватость) сильно выражена, то при дроблении такой породы образуются пластинчатые зерна, что нежелательно.
Метаморфизированные кремнистые песчаники — кварциты, представляют высокопрочную горную породу из сросшихся между собой кристаллов кварца. Кварциты стойки к воздействию щелочей и кислот. Однако сцепление их с цементным камнем недостаточное.
Мраморы образовались в результате перекристаллизации известняков, составлены кристаллами кальцита, часто с примесью доломита. Имеют высокий предел прочности (до 300 МПа), разнообразную окраску, при дроблении образуют зерна с шероховатой поверхностью, обеспечивающей хорошее сцепление с цементным камнем в бетоне.
Те или иные из перечисленных горных пород, пригодных для получения высококачественных заполнителей, имеются во многих районах страны. Выявленные запасы огромны, но систематическая геологическая разведка продолжается и имеет целью, главным образом, обнаружение месторождений нерудных ископаемых как можно ближе к районам применения, крупным стройкам, базам индустриального строительства.
При разработке месторождений природного сырья необходимо предварительно оценить возможные экологические последствия. Сырье необходимо добывать бережно, стремиться к его полному и экономному использованию, а после выработки месторождения производить работы по максимально возможному восстановлению ландшафта и рекультивации земель.
5.1 ПЕСОК
Песок — мелкий заполнитель, в бетонной смеси наиболее тесно связан с цементным тестом, составляя с последним растворную часть. Чем больше песка вводится в смесь, тем большей (при прочих равных условиях) оказывается вязкость растворной части (вязкость необходима для поддержания крупного заполнителя во взвешенном состоянии во избежание расслаивания бетонной смеси), тем меньшим будет расход цемента. Однако чрезмерное содержание песка приводит к снижению прочности бетона. Поэтому содержание песка должно быть оптимальным.
Пески подразделяются на природные (которые могут быть также обогащенными и фракционированными) и дробленые (которые могут быть обогащенными, фракционированными, а также из отсевов, получаемых при дроблении каменных пород на щебень).
Для обычного тяжелого бетона применяется песок с насыпной плотностью более 1400 кг/м3, содержащий достаточно плотные н высокопрочные зерна. Плотность зерен должна быть свыше 2,0 г/см3.
• 5.2.1. Зерновой состав. Зерновой, или гранулометрический, состав песка характеризуется содержанием в нем зерен различной крупности и определяется просеиванием средней пробы через сита. Набор стандартных сит для просеивания песка включает сита с отверстиями 10; 5; 2,5; 1,25; 0,63; 0,315 и 0,16 мм.
Сита с отверстиями 10 и 5 мм служат для выявления засоренности песка зернами гравия или щебня. Зерен крупнее 10 мм допускается не более 0,5% (по массе), а крупнее 5 мм: в природном — не более 10%, в дробленом из отсевов — до 15, в обогащенных песках — до 5%.
Зерновой состав песка определяется после просеивания его сквозь сито с отверстиями 5 мм, т. е. после удаления крупных включений.
Пробу сухого песка массой 1000 г высыпают на сито с отверстиями 2,5 мм, под которым располагаются остальные сита (в порядке последовательного уменьшения размеров отверстий) и поддон. После просеивания песка через сита механическим или ручным встряхиванием определяют частные остатки на ситах, выражаемые в процентах к общей массе пробы, и полные остатки, которые получились бы на каждом сите, если бы всю пробу песка просеивали только сквозь него. Полные остатки находят суммированием частных остатков на данном сите и всех ситах с более крупными отверстиями (рис. 5.1).
По ГОСТ 10268—80 зерновой состав песка для тяжелого бетона должен соответствовать следующим требованиям:
Размер отверстий контрольных СНТ, мм 2,5 1,25 0,63 | 0,315 J 0,16
Полные остатки на контрольных ситах А, % 0...20 5...45 20 ...70 35 .„90 90... 100
Таким образом, сквозь мелкое сито с отверстиями 0,16 мм должно проходить не более 10% массы пробы песка.
Требования ГОСТ 10268—80 в графическом выражении представлены на рис. 5.2. На такой график наносят результаты определения зернового состава конкретного вида песка, и если полученная кривая просеивания не выходит за пределы области, ограниченной стандартом, то песок пригоден для бетона.
Зерновой состав песка характеризуется также модулем крупности:
Л1К=_2Л/100’
Рис. 5.1. Частные и полные остатки на стандартных ситах:
а — частные остатки; б — полные остатки
где ЕЛ—сумма полных остатков на контрольных ситах, % (см. рис. 5.1); ЕЛ = Л2,б+Л ।,25+Ло,вз+Ло.з15-|-Л0,!б = 5a2.s4-4a|,25+^0,вз+ + 2^0,31516-
Отсюда следует, что наиболее существенно на ЕЛ влияют частные остатки песка а на верхних ситах (с более крупными отверстиями). Чем крупнее песок, тем больше ЕЛ и модуль крупности.
Теоретически модуль крупности может принимать значения от О (если все зерна песка мельче 0,16 мм) до 5 (если все зерна крупнее 2,5). Практически пределы колебаний модуля крупности меньше.
По ГОСТ 8736- 85 «Песок для строительных работ. Технические условия» предусмотрено деление песка на группы по модулю крупности и полному остатку на сите с отверстиями 0,63 мм (табл. 5.1).
По ГОСТ 10268—80 «Бетон тяжелый. Технические требования к заполнителям» модуль крупности песка должен находиться в пределах 1,5 ... 3,25, причем для бетонов с пределом прочности 20 МПа и выше модуль крупности песка должен быть не менее 2, для бетонов с пределом прочности 35 МПа и выше—не менее 2,5.
Коэффициент вариации модуля крупности песков, применяемых для бетона гидротехнических сооружений, не должен превышать 10%.
При использовании песков рекомендуемого зернового состава обеспечивается получение наилучших по свойствам бетонных
Рис. 5 2. Требования к зерновому составу песков для тяжелого бетона:
1—допускаемая нижняя граница крупности
(Af^l.5); 2— рекомендуемая нижняя граница крупности песка для бетонов В15 (М200) и выше (Мк-=2); 3 — то же, для бетонов В25 (М350) и выше верхняя граница
смесей при наименьшем расходе цемента. Требования стандартов базируются на результатах научных исследований и богатом практическом опыте. Вместе с тем эти требования не всегда категоричны. Так, при соответствующем технико-экономическом обосновании допускается использование в бетонах с пределом прочности 20 МПа и выше песков с модулем крупности менее 2 . Например, в пустынных районах Средней Азии по разработкам МИСИ им. В. В. Куйбышева в бетонах используются очень мелкие барханные пески.
С зерновым составом песка связана его пустотность. Хотя
(7ИК=2,5); 4— допускаемая крупности песков (Л1Я—3,25)
этот показатель, как правило, не определяют, но он косвенно имеется в виду при нормировании зернового состава песка. Как указано в гл. 2, пустот
ность песка может-быть рассчитана по его насыпной плотности и
плотности зерен. Поскольку плотность зерен песка при данном его минералогическом составе, как правило, колеблется мало, можно
считать, что пустотность в основном связана с насыпной плотностью: чем больше насыпная плотность, тем меньше пустотность. Рекомендуемые стандартами зерновые составы (см. рис. 5.2) обеспечивают наибольшую насыпную плотность песка, наиболее компактную упаковку его частиц при наименьшей пустотности. На-
сыпная плотность сухого природного кварцевого песка составляет примерно 1500... 1600 кг/м3, пустотность — 30 ...40%.
Цементное тесто в бетонной смеси обволакивает зерна песка, покрывая их поверхность тонким слоем (обычно от 0,01 до
Таблица 5.1. Группы песка по крупности зерен
Песок Модуль Полный остаток на сите
крупности с отверстиями 0.63 мм. %
Повышенной крупности 3... 3,5 65 ... 75
Крупный 2,5 ...3 45 ...65
Средний 2... 2,5 30... 45
Мелкий 1,5 ...2 10 ...30
Очень мелкий 1 ..1,5 До 10
0,1 мм). Чем больше удельная поверхность зерен песка, тем большим будет расход цемента па их обволакивание и раздвижку. Удельная поверхность составляет для фракции 2,5 ... 5 мм около 10 см2/г, а для мелких фракций песка—100 ... 300 см2/г. Удельная поверхность среднезернистых природных песков — 40 ... 70 см2/г, или 4 ... 7 м2/кг.
• 5.2.2. Содержание примесей. В песке, как правило, имеются примеси, нежелательные в бетоне. Поэтому стандартами ограничивается их содержание.
Наличие в песке пылевидных, глинистых и илистых примесей (частиц размером менее 0,05 мм) определяется обычно отмучиванием, состоящим в отмывке песка водой по определенной стандартной методике. Навеску сухого песка в сосуде заливают водой и выдерживают 2 ч, периодически перемешивая. Через 2 мин после перемешивания верхний слой воды над песком сливают, добавляют чистую воду и продолжают промывку песка, сливая загрязненную и добавляя чистую воду до тех пор, пока вода над песком после перемешивания не будет оставаться прозрачной.
После этого промытый песок высушивают до постоянной массы, а содержание отмучиваемых примесей (%) определяют по формуле
/70тц= 100>
m
где m — масса высушенного песка до отмучивания, г; тщ— масса высушенного песка после отмучивания, г.
Допускается ускоренное определение содержания отмучиваемых частиц пипеточным методом, который также состоит в промывке песка водой, но отличается тем, что измеряется не потеря в массе пробы песка, а содержание пылевидных и глинистых частиц, перешедших в воду. Для этого загрязненную воду (суспензию) после промывки песка набирают в пипегку определенной вместимости и выливают в чашку. Затем воду выпаривают в сушильном шкафу при температуре 105 ... 110°С и взвешивают оставшийся в чашке порошок. Содержание в песке отмучиваемых частиц вычисляют исходя из отношения объема отобранной в пипетку суспензии ко всему ее объему.
Кроме того, существует метод определения содержания в песке наиболее мелких глинистых частиц размером менее 0,005 мм. Этот метод близок к описанному пипеточному, но отличается тем, что суспензия, получаемая перемешиванием навески песка с дистиллированной водой и небольшой добавкой раствора аммиака, отстаивается в течение 1,5—2 ч для осаждения более крупных частиц, и лишь после этого отбирается проба суспензии с глинистыми частицами.
При значительном содержании в песке отмучиваемых примесей возможно снижение прочности и долговечности бетона. Особенно
нежелательны глинистые пленки, оболочки на зернах песка, нарушающие сцепление с ними цементного камня. Опасны также глинистые примеси в виде комков из-за подверженности их значительному разбуханию при увлажнении и усадке при высыхании.
Содержание глины в комках определяют при визуальной разборке тонкого слоя крупных фракций песка на листе стекла стальной иглой после его увлажнения (комки увлажненной глины отличаются от песчинок вязкостью).
Согласно ГОСТ 8736—85, содержание отмучиваемых примесей в природном песке не должно превышать 3% (по массе), в обогащенном— 2%, а в дробленом допускается 5%. Содержание глины в комках допускается не более 0,5%, в обогащенном — не более 0,25%.
ГОСТ 10268—80 предусматривает требования к пескам в зависимости от вида бетона и условий эксплуатации конструкций. В частности, для подводного бетона гидротехнических сооружений допускается содержание пылевидных и глинистых частиц до 5%, для надводного — 3%, для зоны с переменным уровнем воды — 2%. Для бетона ряда конструкций (труб, мостов, гидротехнических сооружений) содержание глины в комках не допускается.
В песках большинства месторождений, особенно в слоях, залегающих близко к' почвенному слою, возможны органические примеси — продукты разложения веществ растительного и животного происхождения. Эти примеси (гумусовые кислоты) препятствуют нормальному твердеиию цементного камня, особенно в первые дни, резко снижая прочность бетона.
Содержание органических примесей в песке определяют с помощью колориметрической (цветовой) пробы. Песок в стеклянном мерном цилиндре заливают 37о-ным раствором едкого натра и после перемешивания оставляют на 24 ч. В зависимости от содержания органических примесей раствор окрашивается в желтоватый или коричневый цвет. Этот цвет сравнивают с цветом специально приготовленного эталона. Песок признается пригодным для бетона, если окраска раствора над ним светлее эталона.
Эталон приготовляют, добавляя к 195 мл 3%-ного водного раствора едкого натра 5 мл 2%-ного раствора танина в 1%-ном растворе этилового спирта. Эталонный раствор взбалтывают и оставляют на 24 ч, после чего он готов для сравнения, причем только свежеприготовленный.
В некоторых странах в качестве эталона используют стекло светло-желтого цвета.
Необходимо иметь в виду, что некоторые органические примеси могут сильно окрашивать раствор едкого патра, но не вредны для бетона. Поэтому иногда песок и при окраске раствора темнее 92
эталона может быть применен для приготовления бетона, но только после предварительного специального исследования.
Сущность такого исследования состоит в проверке влияния органических примесей, содержащихся в песке, на прочность бетона. Для этого на исследуемом песке готовят две бетонные смеси одинакового состава, но в одной из них применяют песок, промытый в известковом молоке (нейтрализующем органические кислоты), а затем в воде, в другой — промытый только в воде (органические примеси водой не отмываются, но промывка нужна для того, чтобы две пробы песка ничем, кроме содержания органических примесей, не отличались). Сравнение прочности бетона на этих двух пробах песка показывает, действительно ли вредны содержащиеся в песке органические примеси.
Содержание в песке аморфных разновидностей кремнезема, рудных минералов, слюды, а также сернокислых и сернистых соединений определяется петрографическим исследованием с разборкой зерен под микроскопом и использованием для распознавания минералов химических реактивов или иных методов.
Аморфные разновидности кремнезема, как указывалось выше, реагируют со щелочами цемента и могут явиться причиной разрушения бетона вследствие объемного расширения новообразований. Со щелочами взаимодействуют, в частности, следующие минералы-и горные породы: опал, халцедон, кремний, некоторые стекловатые излившиеся породы.
Опал представляет собой аморфный минерал состава SiOz-nFbO.
Содержит 1 ... 15% химически связанной воды. Бесцветен, иногда белый, серый, со стеклянным блеском, характерной опалесценцией (связанное с названием этого минерала специфическое явление «игры цвета»).
Халцедон — скрытокристаллическая разновидность кремнезема (SiO2) тонковолокнистого строения, белого, серого, голубого или красноватого цветов.
Кремни-сланцеватые осадочные породы, содержащие опал, халцедон и кварц с глинистыми и известковыми примесями.
Если петрографический анализ указывает на наличие в заполнителе вышеназванных и им подобных минералов или горных пород, необходимо провести специальное исследование заполнителя на реакционную способность.
ГОСТ 8735—75 предусматривает определение химическим методом потенциальной реакционной способности песка к взаимодействию со щелочами цемента. Пробу песка с раствором едкого натра выдерживают в термостате при температуре 80°С в течение 24 ч, а затем определяют массу растворившегося кремнезема. Если в условиях опыта она превышает установленный стандартом предел, то песок относят к потенциально реакционноспособному. В этом случае необходима специальная проверка песка в бетоне.
Действующие стандарты не предлагают определенной методики проверки, но содержат указания на необходимость исследования с учетом условий эксплуатации сооружений (ГОСТ 10268—80).
Реакционная способность заполнителя может быть выявлена испытанием его в цементном растворе, для чего формуют из цементно-песчаного раствора образцы-балочки (призмы) и в течение продолжительного периода (до года) определяют их возможные деформации. На реакционную способность заполнителя указывают деформации расширения образцов. Поскольку расширение связано с деструкцией (т. е. с явлениями нарушения целостности структуры), реакционная способность заполнителей проявляется также в снижении прочности образцов или в отставании прироста прочности от установленного при испытании контрольных образцов на том же цементе и нормальном кварцевом песке.
Температурно-влажностный режим хранения образцов назначают с учетом условий эксплуатации конструкций, причем с целью интенсификации возможных реакций для более раннего их проявления целесообразно повысить температуру и влажность среды.
Если приходится использовать заполнитель, содержащий реакционноспособные разновидности кремнезема, то особые требования предъявляются к цементу. В подобных случаях допускаются к применению цементы с содержанием щелочей не более 0,6% в пересчете на Na2O.
Содержание и допустимость присутствия в песке других вредных примесей определяются аналогичным образом.
Нестойкие рудные минералы, в частности оксиды железа, вследствие дальнейшего окисления и гидратации могут вызвать появление внутренних напряжений в бетоне, а также бурых пятен на поверхности конструкций.
Чешуйки слюды вредны, поскольку не сцепляются с цементным камнем и являются в бетоне как бы зачаточными трещинами, где при нагрузке неизбежна концентрация напряжений.
Сернокислые и сернистые соединения, содержащиеся в заполнителе, могут вызвать коррозию бетона и стальной арматуры.
Соединения серы в песке встречаются главным образом в виде гипса или пирита. Гипс (CaSO4-2H2O), вступая в реакцию с трехкальциевым алюминатом портландцемента и водой, образует так называемую «цементную бациллу»— гидросульфоалюминат кальция. Эта реакция сопровождается значительным увеличением объема новообразований, вызывает расширение бетона и трещнно-образование. Пирит (серный или железный колчедан FeS2) в бетоне со временем окисляется и взаимодействует с водой с образованием гидроксида железа и серной кислоты, что сопровождается увеличением объема и коррозией.
По ГОСТ 10268—80 для бетона гидротехнических и транспортных сооружений массовая доля сернокислых и сернистых соединений в песке не должна превышать 1%.
Рис. 5 3. Изменение объема песка ЛУ с повышением его влажности:
/ — мелкий песок; 2 — крупный песок
* 5.2.3. Влажность. Влажность песка существенно влияет на его свойства, в частности на насыпную плотность. Причем, если увлажнение других строительных материалов приводит, как правило, к увеличению их плотности, то песка— наоборот. Это объясняется тем, что влажный песок не столь сыпуч, как сухой. Пленочная вода, обволакивающая зерна песка, имеет свойства клея: песчинки слипаются в агрегаты и в связи с этим при засыпке в какую-либо емкость не укладываются компактно, а образуют рыхлую структуру. Наибольшее разрыхление песка наблюдается при его влаж
ности 4... 7% (по массе). Насыпная плотность при этом уменьшается на 10...40%, в меньшей степени для крупных песков, в большей— для мелких.
При дальнейшем увлажнении песка пленки воды утолщаются и теряют свойства клея. При влажности порядка 20% песок занимает примерно такой же объем, как сухой рыхлонасыпной, а при полной заливке водой даже уплотняется, поскольку в водной среде уменьшается взаимное трение песчинок и облегчается их наиболее компактная укладка.
Изменение объема свободно насыпанного песка в зависимости от его влажности (рис. 5.3) необходимо учитывать при дозировке песка для бетонной смеси и в других случаях, когда применяется влажный песок, в частности при его добыче или обогащении гидроспособом.
Учет влажности песка очень важен. Во-первых, по содержанию воды в песке необходимо скорректировать (уменьшить) расход воды на замес. Во-вторых, следует увеличить расход песка. При дозировании песка по массе поправка гораздо меньше, чем при дозировании по объему. Опыт показывает, что неучтенное изменение влажности песка только на 1 % может привести к изменению подвижности бетонной смеси на 4 см или снизить предел прочности бетона на 2 МПа, а в ряде случаев и более.
Обычно контроль влажности песка ведется в соответствии со стандартной методикой периодическим отбором и высушиванием проб (см. гл. 2). Однако продолжительность такого испытания нередко снижает его ценность, поскольку влажность песка может изменяться от замеса к замесу. Поэтому скорость и непрерывность
контроля влажности песка в процессе приготовления бетонной смеси имеет первостепенное значение.
В последние годы разработаны и уже нашли практическое применение способы непрерывного контроля влажности песка непосредственно перед дозированием с автоматическим регулированием расхода материалов. Особенно удобны бесконтактные методы, позволяющие непрерывно контролировать влажность песка, например на ленте движущегося конвейера, с помощью радиоактивных изотопов (по замедлению влагой потока быстрых нейтронов) или радиоволн сверхвысокой частоты.
• 5.2.4. Добыча природного песка. Природный песок добывается в песчаных и песчано-гравийных карьерах. Получение песка в последних связано с сортировкой песчано-гравийной смеси.
По условиям залегания месторождений песка, как и других полезных ископаемых, карьеры подразделяются на косогорные, равнинные и водные. Косогорными называют карьеры, располагающиеся на склонах возвышенностей. В этом случае место добычи песка выше транспортных путей и окружающей местности. Такие карьеры всегда сухие. В равнинных карьерах песок залегает ниже поверхности земли и иногда ниже уровня грунтовых вод. Такие карьеры могут быть сухими или обводненными. В зависимости от способа разработки песка карьер либо осушают посредством водоотвода, дренажа, либо, наоборот, обводняют для последующей добычи песка. В водных карьерах песок добывают из-под слоя воды в руслах рек, в озерах и других водоемах.
Таким образом, песок в карьерах добывают или открытым способом, или подводной разработкой. Открытый способ добычи песка наиболее распространен.
Залежи песка в месторождении, как правило, скрыты под слоем почвы, а также глинистых и других пород. Этот слой называют вскрышей, а отношение его объема к объему полезного ископаемого ( в данном случае песка)- коэффициентом вскрыши.
Вскрышные работы, т. е. удаление вскрыши за пределы карьера и обнажение залежей полезного ископаемого, производят заблаговременно во избежание загрязнения добываемого песка нежелательными примесями. Вскрышные работы осуществляют бульдозерами, скреперами, иногда, при большой мощности слоя вскрыши, экскаваторами с вывозкой в отвал.
После удаления вскрыши в карьере прокладывают траншеи для образования рабочих уступов (рис. 5.4) и транспортных путей.
Высота уступа составляет 6 ... 10 м и более. Она связана с высотой черпания применяемого экскаватора. Если песок залегает в карьере более мощным слоем, то его добычу производят послойно. Ширина забоя также зависит от типа экскаватора и составляет 1,2 ... 1,3 его радиуса черпания.
Для разработки песка в открытых карьерах используют разнообразные экскаваторы, а также скреперы и другие машины. 96
Рис. 5 4. Открытая разработка песка:
1 — нижняя площадка; 2 — откос; 3— верхняя площадка; 4 — забой
Наиболее распространены одноковшовые экскаваторы с прямой лопатой (вместимость ковша 0,25 ... 15 м3). Высота черпания таких экскаваторов — 6...30 м, радиус черпания — 6 ... 40 м. Экскаваторы с прямой лопатой располагают на нижней площадке уступа, как и транспортные средства.
Экскаваторы-драглайны отличаются тем, что их ковш совкового типа подвешен к стреле на канатах. Драглайн черпает ниже уровня своей стоянки, поэтому может работать на верхней площадке карьера.
Все большее применение находят многоковшовые (многочерпаковые) экскаваторы. Цепные многоковшовые экскаваторы представляют собой конвейер с непрерывно движущимися вдоль откоса черпаками. Выгрузка черпаков производится при их опрокидывании на ленточный транспортер. Вместимость черпаков невелика, но их в цепи до 40 шт., поэтому при непрерывной работе обеспечивается высокая производительность. Ковшовая (черпаковая) рама цепного экскаватора может располагаться под различным углом как выше, так и ниже уровня стоянки экскаватора с обслуживанием транспорта на нижней или верхней площадке уступа.
Если песок в месторождении неоднороден и залегает слоями, отличающимися по крупности зерен, то при добыче многоковшо-4-462 97
вым экскаватором зерновой состав песка усредняется перемешиванием в пределах высоты разрабатываемого уступа, что является положительным фактором.
Кроме цепных используются роторные многоковшовые экскаваторы, рабочим органом которых является вращающееся на конце стрелы роторное колесо с черпаками. Из черпаков добытый песок выгружается на ленточный транспортер, расположенный внутри стрелы и подающий песок в бункер, транспортные средства или отвал. Роторные экскаваторы удобны для послойной разработки песка.
Преимуществами многоковшовых экскаваторов перед одноковшовыми являются: непрерывность рабочего процесса экскавации, ровная загрузка транспортных средств, большая производительность на 1 т массы, меньший удельный расход энергии.
Разработка месторождений песка ведется строго по карте, составленной на основании детальной геологической разведки. Качество и однородность песка систематически контролируются. Участки некачественного песка обходятся или разрабатываются с вывозкой в отвал.
Основным видом карьерного транспорта являются автосамосвалы и автотягачи с прицепами и полуприцепами (полуприцеп в отличие от прицепа имеет только одну ось, а передней частью опирается на сцепное устройство тягача). Используются также самосвалы-троллейвозы с электродвигателями, питаемыми электроэнергией по троллейным проводам на переносных опорах; тракторы с саморазгружающимися прицепами; железнодорожный транспорт (мотовозы, электровозы, саморазгружающиеся вагоны и платформы); подвесные канатные дороги и т. д.
В ряде случаев очень эффективен конвейерный транспорт в виде непрерывной поточной линии ленточных транспортеров, особенно в сочетании с роторными или цепными многоковшовыми экскаваторами. Применение конвейерного транспорта обеспечивает непрерывность работы экскаваторов, повышая их производительность на 35 ... 50%, упрощает автоматизацию управления и производства, снижает капитальные затраты и себестоимость добычи песка. Имеется опыт эксплуатации как внутрикарьерного, так и дальнего, многокилометрового конвейерного транспорта от карьера к потребителю продукции.
Подводная добыча песка со дна водоемов в обводненных карьерах может производиться с помощью экскаваторов-драглайнов, канатных скреперов, землечерпалок, во наиболее эффективен гид-ромеханизированный способ добычи.
Для разработки подводных месторождений используют плавучие установки, называемые землесосными снарядами или земснарядами. Они представляют собой понтон, перемещаемый и фиксируемый в определенной позиции с помощью тросов, якорей и свайных устройств. На понтоне располагается землесос — мощный на-98
сос центробежного типа. На дно опускается всасывающее устройство землесоса и при необходимости механический рыхлитель. Землесос и рыхлитель работают совместно, причем разрыхленный песок вместе с водой засасывается в трубу и в виде пульпы (гидросмеси) транспортируется по плавучему пульпопроводу, собираемому из звеньев труб на поплавках.
Кроме центробежных землесосов для добычи и перекачки пульпы используют гидроэлеваторы, работающие по принципу эжектора.
Пульпа транспортируется в гидроотвалы — специальные складские площадки на берегу, откуда вода стекает в водоем. При этом одновременно производится отмывка песка от пылевидных и глинистых примесей, его обогащение и фракционирование.
Гидромеханизированная добыча песка применяется не только для добычи песка со дна рек или других водоемов, но и в обводняемых равнинных карьерах.
Месторождения песка, расположенные выше уровня воды, можно разрабатывать с помощью гидромониторов. Гидромонитор представляет собой управляемый трубчатый ствол конического профиля с узкой насадкой на конце. Вода, подаваемая насосной станцией из ближайшего водоема, выбрасывается через гидромонитор плотной струей с большой скоростью. Гидромониторы, используемые в горнорудной промышленности, способны разрушать высоконапорной струей воды даже прочные скальные породы. Для добычи же песка достаточно давления воды 0,3 ... 0,5 МПа.
Гидромониторы в забое размывают залежь песка, и образующаяся пульпа стекает в гидроотвалы самотеком, если обеспечен требуемый уклон, или транспортируется по трубам землесосом. • 5.2.5. Песок из отсевов дробления. Песок для бетона можно получать попутно при дроблении скальных горных пород, особенно в районах, где отсутствуют природные пески удовлетворительного качества. Для получения дробленого песка можно использовать изверженные, метаморфические или плотные осадочные горные породы, а также гравий.
В зависимости от прочности исходной горной породы в насыщенном водой состоянии установлены четыре марки песка из отсевов дробления (соответственно с пределом прочности породы не менее 100, 80, 60 и 40 МПа). Предел прочности изверженных и метаморфических пород должен быть не менее 60 МПа, а осадочных горных пород — не менее 40 МПа.
Кроме прочности исходной горной породы важна и ее структура. Как показали исследования ВНИИнеруд, форма зерен дробленого песка зависит в основном от двух факторов: структуры дробленой породы и способа дробления.
Наилучшее качество песка получается при дроблении мелко- и среднезернистых каменных пород. Шероховатость поверхности зерен такого песка характеризуется высотой микрорельефа около 4* 99
170 ... 190 мкм, что обеспечивает паилучшее сцепление с цементным камнем в бетоне. Скрытокристаллические и стекловатые породы, а также крупнозернистые дают при дроблении песок со значительным содержанием зерен пластинчатой и игловатой формы. Микрорельеф их поверхности характеризуется, как правило, меньшей высотой. Кроме того, при дроблении крупнозернистой породы полиминерального состава (например, гранита) образуются зерна песка мономинеральные (кварц, полевой шпат, слюда), отличающиеся незначительным сцеплением с цементным камнем.
Способ дробления скальных пород связан с выбором дробильного оборудования. Установлено, что дробилки, работающие по принципу сжатия породы (щековая, конусная, валковая), дают большое число зерен пластинчатой и игловатой формы, а дробилки ударного действия (молотковые) — значительно меньше.
Чем ближе форма зерен песка к кубической (в соответствии с требованием стандарта), тем меньше его пустотность и, следовательно, меньше расход цемента в бетоне.
К зерновому составу дробленых песков предъявляются общие требования, изложенные выше.
Если горная порода не содержит нестойких рудных минералов, аморфных разновидностей кремнезема и других вредных включений, то единственной нежелательной примесью в дробленых песках может быть пыль (каменная мука), образовавшаяся при дроблении. Она не столь вредна, как глинистые примеси в природном песке, поэтому стандартом допускается несколько большее ее содержание.
В силу лучшего сцепления заполнителя с цементным камнем прочность бетона на дробленом песке при прочих равных условиях может быть выше, чем на природном кварцевом песке, причем не только при сжатии, но еще в большей степени при растяжении. Такие бетоны отличаются повышенной морозостойкостью и другими достоинствами.
Однако до настоящего времени мало используются отходы камнедробления мельче 5 мм, получаемые в больших объемах при производстве каменного щебня. Эти отходы при отделении от них .каменной муки (промывкой или сухим обогащением) могут дать хороший песок для бетона. Производство дробленого песка из отсевов, в том числе обогащенного, предусмотрено ГОСТ 8736—85. • 5.2.6. Обогащение и фракционирование. Если имеющиеся на месте пески по зерновому составу или содержанию примесей не соответствуют требованиям стандарта, а доставка качественного песка сопряжена с большими расходами, то экономически целесообразно обогащать пески.
Обогащение песка достоит в удалении зерен крупнее 5 мм, отмывке пылевидных, илистых и глинистых частиц и улучшении зернового состава.
4
Рис 5 5. Схема спирального классификатора:
/ — загрузка песка; 2— слив загрязненной воды; 3 — вращающаяся спираль (шнек); 4 — подача воды (брызгала); 5 — выгрузка промытого песка
Отделение зерен гравия производят грохочением песка на вибрационных плоских или в барабанных грохотах.
Промывку песка с целью удаления пылевидных, илистых и глинистых примесей осуществляют в пескомойках или классификаторах различной конструкции. Схемы двух таких машин показаны на рис. 5.5 и 5.6.
Промывка песка состоит в перемешивании и перетирании его в водной среде, в результате чего глинистые включения и пленки, покрывавшие поверхность зерен песка, диспергируют и вместе с пылевидными примесями переходят в шлам, сливаемый при непрерывной подаче чистой воды. Подобным образом работают применяемые иногда корытные, драговые и другие пескомойки.
При получении песка сортировкой природной песчано-гравийной смеси на грохотах промывку его нередко производят непосредственно при грохочении путем орошения грохотов водой с последующим удалением загрязненной воды. Качество промывки при этом, как правило, ниже, чем при использовании специальных пескомоек.
Промывка песка вызывает необходимость его последующего обезвоживания, что усложняет технологический процесс, особенно в зимнее время. Поэтому заслуживают внимания также и сухие способы обогащения, например путем продувки сбрасываемого песка потоком воздуха. Таким способом, конечно, нельзя удалить пленки глины с поверхности зерен природного песка, но пылевидные частицы из дробленого песка, в том числе из отсевов камнедробления, удаляются.
Основная цель обогащения — обеспечение требуемого зернового состава песка. В ряде районов страны пески местных место-
Рис. 5.6. Пескомойка:
/ — подача воды; 2— выгрузка промытого леска; 3 — кольцевой элеватор; 4 — конусный барабан; 5 — загрузка песка; б—слив загрязненной воды
рождений слишком мелки. При их использовании в бетонах неизбежен перерасход цемента на 20 ... 30, а иногда и на 50%. Такие пески целесообразно обогащать добавкой привозного природного крупного или дробленого песка.
Согласно ГОСТ 10268—80, в качестве крупной фракции для обогащения мелких природных песков можно применять дробленый песок, в частности из отсевов дробления.
Перспективным направлением, уже осуществляемым в промышленности нерудных материалов, является фракционирование песка, т. е. разделение его по крупности зерен на фракции. Последующее раздельное дозирование фракций при приготовлении бетонной смеси обеспечивает постоянство зернового состава песка. Это мероприятие предусмотрено действующими стандартами. Оно необходимо в связи с тем, что пески почти всех месторождений, как правило, недостаточно однородны по зерновому составу.
Даже в том случае, если зерновой состав песков удовлетворяет требованиям стандарта, они могут быть неоднородны. Например, полный остаток на сите с отверстиями 0,63 мм может колебаться от 20 до 70%, т. е. песок может относиться к различным группам по крупности (см. табл. 5.1), значительно отличаться пустотно-стью и удельной поверхностью. При приготовлении бетона это ведет к перерасходу цемента для компенсации вероятности наиболее неблагоприятного зернового состава песка.
Фракционирование осуществляют разделением песка на две фракции — крупную и мелкую — по граничному зерну, соответствующему размерам отверстий контрольных сит 1,25 или 0,63 мм. Таким образом, вместо обычного песка крупностью 0 ... 5 мм потребителю может поставляться отдельно крупный песок
(1,25...5 или 0,63...5 мм) и мелкий песок (соответственно до 1,25 или 0,63 мм).
При фракционировании песка в карьере выход мелкой и крупной фракций, естественно, может изменяться в значительных пределах, поскольку песок в месторождении залегает неоднородно. Но если при приготовлении бетона смешать фракцию мельче 0,63 мм и фракцию 0,63 ... 5 мм, например, в пропорции 1:1 (по массе), то полученная смесь будет однороднее исходного песка.
Таким образом, фракционирование песка позволяет повысить качество бетона и уменьшить расход цемента. Однако существуют две проблемы. Первая состоит в выборе технологии фракционирования, вторая — в обеспечении условий эффективного использования песка, разделенного на две фракции. На большинстве действующих предприятий по производству бетонных и железобетонных конструкций, на бетоносмесительных заводах и узлах еще нет условий для раздельного приема, складирования и дозирования двух фракций песка.
В принципе возможна поставка фракционированного песка в виде смеси фракций в заданных соотношениях, обеспечивающих требуемый зерновой состав смеси. Однако осуществить это очень трудно. Если не просто разделить песок на две фракции, то получить их однородную смесь при смешивании еще сложнее. Для этого потребуется специальное смесительное оборудование, и стоимость песка повысится. Поэтому единственно правильный путь — создание на предприятиях по производству бетона условий для раздельного складирования и использования двух фракций песка с последующим их смешиванием в бетоносмесителях вместе с другими компонентами бетонной смеси. Это необходимо предусматривать при проектировании и строительстве новых предприятий, а также реконструкции действующих.
Многофракционная смесь, какой является обычный песок, в процессе пересыпки, истечения из бункеров, осыпания откосов штабелей или конусов, при транспортировании ленточными конвейерами подвергается расслоению, сепарации по крупности зерен, что затрудняет оптимизацию зернового состава. Отдельные фракции песка, имея более узкий зерновой состав, менее склонны к расслоению. Поэтому фракционирование песков и их раздельная оставка потребителям целесообразны и с этой точки зрения.
Разделение песка на две фракции на ситах, легко осуществляемое в лаборатории, весьма затруднительно в производственных условиях. Основной путь фракционирования, а заодно и обогащения песка — гидравлическая классификация.
Гидравлическая классификация зернистых материалов основана на закономерностях, определяющих различную скорость осаждения зерен разной плотности и крупности в водной среде. Поскольку плотность зерен песка практические одинакова, гидравли-
Рис. 5 7. Схема гидравлического классификатора:
а —с подачей пульпы снизу (типа ГКД); б — то же. сверху (типа ГКХ); / — подводящая труба; 2 — разгрузочный патрубок для крупной фракции; 3 — выход пульпы с мелкой фракцией песка; 4— классификационная камера; 5 — сливная труба; 6— отбойный щиток; 7 — корпус приемной камеры классификатора; в-диффузор; 9 — опора; 10 — труба для подачи воды; // — кольцевая полость с окнами для подачи воды в классификационную камеру; /2 — воронка; 13- поплавок; 14— приемке разгрузочная камера. /5 — цилиндры успокоители; 16— классификационная труба; /7 — задвижки; 18 - тангенциальный подвод чистой воды
ческая классификация позволяет разделить песок по крупности зерен.
Существуют различные гидравлические классификаторы, гравитационные (разделение зерен происходит за счет различия сил тяжести) и центробежные (интенсивность разделения усиливается центробежным ускорением за счет вращения потока).
Схемы гидравлических классификаторов, нашедших применение на ряде гидромеханизированных карьеров, показаны на рис. 5.7. Гидравлические классификаторы могут работать с подачей гидросмеси (пульпы) снизу или сверху. В первом случае (рис. 5.7, а) гидросмесь от землесосного снаряда поступает в трубу /, откуда через диффузор 8 попадает в классификационную камеру 4. Мелкий песок восходящим потоком чистой воды увлекается из камеры вверх и выходит через трубу 5. Крупная фракция оседает в воронку 12 и выдается через патрубок 2. Во втором случае (рис. 5.7, б) гидросмесь, подаваемая сверху через трубу /, раз-104
деляется в приемно-разгрузочной камере 14, причем мелкие зерна песка, скорость падения которых в воде меньше скорости восходящего потока чистой воды, увлекаются ею через диффузор 8 в трубу <?, а более крупные зерна, скорость падения которых в воде больше, ие увлекаются потоком восходящей воды, попадают через классификационную трубу 16 в воронку 12 и отводятся через трубу 2, Регулируя скорость восходящего потока чистой воды, можно добиться требуемого разделения песка по заданному граничному размеру зерен.
Частичное обезвоживание мелкого песка (сгущение) может производиться в центробежном классификаторе—гидроциклоне (рис. 5.8). Гидросмесь направляется в циклон
Рис. 58. Схема гидроциклона:
/ — входной патрубок; 2 —сливиоЙ патрубок;
3 — стальной корпус, футерованный изнутри износостойким материалом; 4 — разгрузочное отверстие для песка; 5— футеровка
тангенциально и вращается вдоль стенок. При этом песчинки вы-
деляются из потока и, удерживаемые стенками, уходят вниз, вода
же с пылевидными и глинистыми частицами выпускается через верхний патрубок. *
Для дальнейшего обезвоживания песка используется дренаж на складе, а при необходимости также вибролотки и другие устройства.
К обогащенному и фракционированному пескам в стандартах предъявляются повышенные требования в отношении содержания зерен мельче 0,16 мм и отмучиваемых примесей. Зерновой состав обогащенных песков должен соответствовать требованиям табл. 5.1 к крупному или среднему песку и, что особенно важно, коэффициент вариации модуля крупности песка ие должен превышать 3,5% или 5% соответственно для крупного и среднего песка. Таким образом гарантируется стабильность зернового состава песка, что для технологии бетона имеет первостепенное значение.
5.3. ГРАВИЙ
• Гравием называют каменные обломки пород крупностью от 5 (иногда от 3) до 70 мм (иногда более). Преобладающими породами, из которых состоят зерна гравия, являются граниты, гнейсы, диабазы, известняки, песчаники.
Рис. 59. График зернового состава гравия (щебня): сплошные линии для заполнителя одной фракции, пунктирные — для смеси фракций 5 (3) ... 20 мм
Наиболее окатанными обычно бывают зерна гравия в руслах рек и на побережьях морей (галька) — до формы яйца или овального диска — с гладкой поверхностью, с которой цементный камень в бетоне имеет плохое сцепление. Из-за недостаточного сцепления гравий, как правило, не применяется в бетонах с пределом прочности выше 30 МПа. Крупные фракции гравия используют для дробления на щебень.
В ряде случаев гравий благодаря округлой форме зерен предпочтительнее щебня, например, если по условиям производства работ необходимо получить подвижную, наиболее удобоукладыва-емую бетонную смесь.
• 5.3.1. Технические требования. Гравий должен применяться в виде следующих фракций, раздельно дозируемых при приготовлении бетона: 5 ... 10; 10 ... 20; 20 ... 40; 40 ... 70 мм. Допускается использование гравия фракций 3 ... 10 мм, а для гидротехнического бетона также 40 ... 80 и 80 ... 120 мм. Кроме того, допускается поставка гравия в виде смеси двух фракций, например 5 ...20 мм.
Зерновой состав фракций должен находиться в пределах области, показанной на рис. 5.9. В отдельных случаях предъявляются более жесткие требования. Так, для фракций гравия с наименьшим размером зерен 5(3) мм содержание более мелких примесей (запесоченность) ограничивается 5%. В гравии, предназначенном для бетонирования тонкостенных конструкций, разрешается содержание примеси зерен крупнее наибольшего номинального размера данной фракции не более 5%.
Для оценки прочности гравий испытывают на дробимость в стальном цилиндре по методике, описанной в гл. 2.
' Стандарт предусматривает следующие марки гравия по показателю дробимости, которым ориентировочно соответствуют интервалы пределов прочности при сжатии горных пород (табл. 5.2).
Таблица 5 2 Марка гравия по дробимости в зависимости от его прочности
Наименование показателей Марка гравия
Др8 Др12 ] Др16 | Др24
Показатель дробимо- стн, % Предел прочности при сжатии, МПа До 8 Более 100 8 „.12 80... 100 12 ...16 60 ...80 16 „.24 40 ...60
Поскольку зерна гравия состоят, как правило, из обломков различных горных пород и неоднородны по прочности, вышеперечисленные интервалы пределов прочности можно отнести к средним показателям. Дополнительно стандарты устанавливают ограничения по содержанию в гравии зерен слабых пород. Слабыми считаются породы с пределом прочности при сжатии в насыщенном водой состоянии менее 20 МПа.
Содержание слабых зерен в гравии определяют посредством разборки средней пробы с визуальной оценкой, проверкой прочности зерен легкими ударами молотка или проверкой твердости зерен царапанием их стальной (для изверженных и метаморфических пород) или алюминиевой (для осадочных карбонатных пород) иглой. На слабых зернах игла оставляет царапину, на прочных — нет.
Отобранные из пробы гравия зерна слабых пород взвешивают и определяют их массовую долю (%):
сл=_2!сл_ 100> т
где тсл — масса зерен слабых пород; т — общая масса пробы гравия.
Для выявления слабых зерен в крупном заполнителе можно использовать также механический индикатор, фиксирующий усилие при «откусывании» кусочка от каждого зерна. Содержание зерен слабых пород в гравии марок Др8, Др 12 и Др 16 допускается не более 10%, в гравии марки Др24 — не более 15%.
ГОСТ 10268—80 «Бетон тяжелый. Технические требования к заполнителям» устанавливает, что марка гравия должна быть не ниже: Др8 — для бетонов с пределом прочности при сжатии 40 МПа и выше; Др 12 — для бетонов с пределом прочности от 30 до 40 МПа; Др 16 — для бетонов с пределом прочности ниже
30 МПа. Применение для тяжелого бетона гравия марки Др24 не предусмотрено. f
При использовании гравия для получения бетонов г заданным пределом прочности 40 МПа и выше, а гравия с гладкой поверхностью также и для бетона с пределом прочности 30 МПа и выше требуется предварительное испытание в бетоне.
Для бетона транспортных сооружений, рассчитываемых на выносливость, применение гравия не допускается. Подобные ограничения предусмотрены и для ряда других конструкций и изделий.
Зерен пластинчатой (лещадной) или игловатой формы (когда один из размеров зерна может превышать другой в 3 раза и более) в гравии допускается не более 35% (по массе). Это требование вызвано главным образом тем, что подобные зерна ухудшают удобоукладываемость бетонных смесей. Для бетонов специального назначения могут вводиться дополнительные ограничения.
Содержание в гравии отмучиваемых пылевидных, илистых и глинистых частиц не должно превышать 1%. Особенно опасна глина, обволакивающая зерна гравия, и в виде комков, которых не должно быть более 0,25%.
Ограничения по содержанию органических примесей, определяемому колориметрической пробой, аналогичны установленным для песка и описанным выше. Это же относится и к ограничениям по содержанию рудных минералов, сернокислых и сернистых соединений, аморфных разновидностей кремнезема. Последние в гравии могут быть представлены в большем разнообразии, чем в песке. Необходимо, в частности, обратить внимание на зерна гравия из кремня, опоки, а также песчаника, поскольку в нем часто содержится реакционноспособный опаловый или халцедоновый «цемент». Взаимодействуя со щелочами в бетоне, активный кремнезем может оказаться очень опасным. По данным А. Д. Гумуля-ускаса, в одном из гравийных карьеров, разрабатываемых в Литовской ССР, содержится до 2% аморфного кремнезема. Из-за этого прочность бетона может уменьшиться вдвое, в несколько раз могут увеличиться деформации ползучести (что обнаруживается не сразу, а примерно через 2 года эксплуатации конструкций).
В ряде случаев стандартами предусмотрено испытание гравия на морозостойкость.
• 5.3.2. Добыча и фракционирование. Гравий чаще всего добывают вместе с песком при разработке песчано-гравийных месторождений. Массовая доля гравия в песчано-гравийных смесях составляет в среднем 30 ... 40%.
Основные принципы организации карьеров и добычи песчаногравийной смеси мало отличаются от описанных выше способов разработки месторождений песка.
При разработке месторождений добытая песчано-гравийная смесь подвергается сортировке с отделением песка и разделением 108
гравия по крупности зерен на предусмотренные стандартом фракции.
В настоящее время добываемые песчано-гравийные смеси не всегда сортируют. Нередко их используют непосредственно для приготовления бетона. Это проще, дешевле и может быть призна-н > в некоторых случаях целесообразным, если зерновой состав песчано-гравийной смеси близок к оптимальному для бетона и не подвержен значительным колебаниям. Однако в большинстве случаев использование несортированной песчано-гравийной смеси вс^ст к ухудшению качества бетона, его неоднородности и перерасходу цемента. Песчано-гравийные смеси более, чем песок и гравий в отдельности, склонны к расслоению. Поэтому они всегда неоднородны. Если, как указано выше, признано целесообразным фракционировать песок, то к песчано-гравийным смесям это относится в большей степени.
Для сортировки песчано-гравийной смеси используют грохоты, а процесс разделения сыпучей смеси по крупности зерен называют грохочением. Для грохочения необходимо движение смеси по ситу. Иногда это достигается установкой грохотов под углом, превышающим угол естественного откоса смеси. В этом случае смесь движется самотеком. Такие грохоты называют неподвижными. В большинстве случаев используют подвижные грохоты, на которых процесс сортировки интенсифицируется.
Просеивающая поверхность грохотов может быть колосниковой, штампованной или плетеной. В колосниковых грохотах она собирается из отдельных линейных элементов колосников — стержней, специальных профилей, причем часть сортируемой смеси проваливается в щели между колосниками. Штампованные решета изготовляют из листовой стали с круглыми или щелевыми отверстиями. Тканые проволочные сита с квадратными или щелевыми отверстиями выпускают из стальной проволоки простого переплетения или со штампованием (каннелированием) для выравнивания просеивающей поверхности и предотвращения раздвигания проволоки.
Важным параметром просеивающих поверхностей является живое сечение, или отношение площади просветов (отверстий) ко всей площади сита или решета. Наибольшим живым сечением, а следовательно, и производительностью отличаются проволочные плетеные сита, однако их недостаток в сравнительно быстром износе.
Размеры отверстий в ситах и решетах задают с таким расчетом, чтобы зерна, которые требуется отсеять из смеси, свободно проходили через них, а это зависит от скорости движения зерен по решету, его уклона и толщины. Например, если нужно отсеять зерна до 40 мм, то размер квадратных отверстий можно принять при горизонтальном расположении грохота 42 мм, а при наклонном (20°) — 45 мм и т. д. Чем больше размер отверстий, тем веро-
Рис. 510. Схемы подвижных плоских грохотов: а — гирационного; б — инерционного
ятнее, что все зерна мельче з< -данного предела пройдет сквозь сито и не останутся в крупной фракции. Но при этом возможно засорение мелкой фракции, крупными зернами. Выбирают оптимальный вариант, но на полное разделение смеси рассчитывать нельзя. Этим и вызваны допуски в стандартах: в песке допускается до 5 или 10% гравия, а в гравии — до 10% песка. На практике уложиться в эти пределы не всегда удается.
Для сортировки гравия используют подвижные грохоты различной конструкции. Наибольшее применение нашли
плоские грохоты, которые по характеру движения делятся на две группы: качающиеся и вибрационные.
Качающиеся отличаются тем, что решета в них совершают определенное принудительное движение благодаря жесткой кинематической связи с движущим кривошипным механизмом (эксцентриком). На рис. 5.10, а показана схема грохота с круговым качанием. Такие грохоты называют гирационными.
Вибрационные грохоты, называемые также инерционными, получают колебательное движение от расположенного на них вибратора— вала с дебалансами (рис. 5.10, б). Амплитуда колебаний и траектории точек решета зависят от сил инерции дебалансов, а также от упругости пружин, массы грохота и степени его загрузки материалом.
Гирационные и виброгрохоты устанавливают на фундаменты с пружинами или подвешивают к балкам перекрытия на стальных тросах с пружинными амортизаторами. Решета обычно устанавливают наклонно, однако возможно и горизонтальное их расположение при направленных колебаниях, обеспечивающих перемещение сортируемого материала.
В грохотах может быть по одному, по два решета (сита) и более. Крепятся они к раме грохота параллельно: сверху сито с более крупными отверстиями, под ним с более мелкими. С каждого сита получают определенную фракцию сортируемого материала.
Кроме плоских грохотов, распространены барабанные (рис. 5.11), в которых сортировка происходит при сравнительно медленном равномерном вращении цилиндрического решета вокруг наклонной оси. Если решета имеют коническую форму, то ось барабана может быть горизонтальной.
Рис. 5.11. Схема барабанного грохота
Барабанные грохоты состоят из секций с отверстиями различных размеров, причем материал движется от мелкого решета к крупному, как показано на рис. 5.11. Иногда используют барабанные грохоты с двумя или тремя концентрическими решетами, расположенными одно в другом. В этом случае сортировка происходит от крупного к мелкому, как на плоских грохотах.
В последнее время при сортировке нерудных строительных материалов нашли эффективное применение резиновые сита струнного типа на плоских грохотах. Они представляют собой набор параллельных шнуров из износостойкой резины диаметром 6,5 ... 15 мм, натянутых на стальной раме с промежуточными поддерживающими планками. Используют также штампованные сита из резины или синтетических полимеров. Исследование показало преимущества таких сит: прирост производительности, более чистый рассев, уменьшение шума и, главное, высокая износостойкость.
Материал, прошедший через решето грохота, называют подрешетным продуктом (нижний класс), материал, не прошедший через решето,— надрешетным продуктом (верхний класс). Для оценки работы грохотов обычно вычисляют коэффициент качества грохочения (%), называемый также эффективностью грохочения:
Е=— 100=—----------- 100,
а а 100 — с
где b— выход нижнего класса, % к массе всего материала (например, фактический выход песка из песчано-гравийной смеси); а — массовая доля мелкой фракции в исходном материале (содержание песка в песчано-гравийной смеси), %; с — засоренность верхнего класса мелкой фракцией (массовая доля песка в гравии), %.
Если значение с не должно превышать 5%, то эффективность грохочения, например, при а=60% должна быть не менее
-6°~5 100 = 96,5%.
60 100 -5
Если допускается с=10%, то требуемая эффективность грохо чения Е=93%.
При однократном грохочении значение Е, по опытным данным, составляет для барабанных грохотов около 60%, для качающихся— до 90, для вибрационных — до 98%.
Эффективность несколько повышается при мокром грохочении, когда смесь на грохоте орошается водой. При этом гравий промывается с удалением отмучиваемых примесей вместе с нижним классом.
Производительность вибрационных грохотов (м3/ч) i
Q=cFq-lmnop> j
где с — коэффициент использования поверхности сита; для верхнего сита с=1; 0,85 и для нижнего при загрузке грохота материалом по ширине соответственно более 70 и менее 65% с=0,8 и 0,7; F— рабочая площадь сита, м2, для грохотов ГИС-62, ГИС-52, ГИС-42 принимают соответственно 9, 7, 5, для ГИТ-41 — Г=4,5; q — удельная объемная производительность 1 м2 сита с квадратными отверстиями, м3/(м2-ч); для металлического сита с размером отверстия 3, 5, 10, 20, 40, 80 и 100 мм соответственно 9 = 7, 11, 19, 28, 38, 56 и 63; k, I, tn, п, о, р — поправочные коэффициенты; k и I учитывают процентное содержание зерен размером соответственно меньше половины и больше отверстия сита; ft=0,6... 2,0 при содержании от 20 до 90% с интервалом 0,2 через каждые 10%; /=0,94; 0,97; 1,0 для 10, 20, 25% и /=1,03; 1,09; 1,18; 1,32; 1,55; 2,0; 3,36 при содержании 30, 40, 50, 60, 70, 80, 90%; tn — зависит от эффективности грохочения Е:
Е, % 70 80 90 92 94 96 98
т 1,6 1,3 1,0 0,9 0,8 0,6 0,4
n=\fi и 1,25 для дробленого материала и гравийно-песчаной массы; о=1,0 и 0,75 ... 0,9 соответственно для сухого и влажного материала; р=1,25 ... 1,4 при грохочении с орошением на ситах с размером отверстий менее 25 мм, в других случаях при сухом и мокром грохочении р—\.
При добыче песчано-гравийной смеси гидромеханизированным способом пульпу (гидросмесь) направляют в конический гидрогрохот для разделения гравия и песка. Конический гидрогрохот (рис. 5.12) имеет внутри вмонтированное коническое решето, в которое тангенциально подается исходная гидросмесь со скоростью 2,5 ... 5 м/с. Разделение песчаной пульпы и гравия происходит под действием центробежной силы и давления верхних слоев гидросмеси.
Рис. 5 12 Конический гидрогрохот:
/ — патрубок для отвода песчаной пульпы; 2 — патрубок для отвода гравия; 3 — коническая часть корпуса,. 4 — киническое решето;
5 — цилиндрическая часть корпуса; б — крышка
При внутреннем диаметре 6 цилиндрической части корпуса ,1... 3 м средняя производи-'ельность гидрогрохотов составляет 20... 400 и 200... -4 000 м3/ч соответственно по твердому продукту (гравию) и гидросмеси (воде с песком). Последняя направляется в гидравлические классификаторы, а\гравий дальнейшим грохочением разделяют на фракции па крупности зерен.
• 5.3.3. Промывка. При гидро-механизированной добыче промывка гравия и удаление пылевидных, глинистых и илистых частиц осуществляется попутно. При сухой разработке месторождений добытый гравий может быть промыт орошением водой в процессе грохочения.
Барабанные грохоты (гра-виесортировки), используемые
для одновременной промывки гравия, называются гравиемойками. Их применяют при небольшой загрязненности гравия главным образом пылевидными примесями.
Однако в ряде случаев гравий содержит трудноотмываемые глинистые примеси, для удаления которых необходима не только промывка водой, но и интенсивное механическое воздействие в специальных машинах. Например, в скруббер-бутаре (рис. 5.13) крупный гравий обрабатывается при вращении барабана, облицованного изнутри стальными листами с шипами, в результате чего намокающая глинистая пленка сдирается с поверхности зерен. В корытной мойке, представляющей собой наклонное корыто с одним или двумя шнеками (вращающиеся валы с лопастями), это происходит при перемешивании гравия в водной среде. Корытные мойки получили широкое распространение на заводах нерудных строительных материалов. В серийно изготавливаемых корытных мойках К-12 и К-14 производительностью соответственно 70 и 100 м3/ч промывают материал крупностью до 40 мм. Время промывки 2 ... 3 мин, а расход воды 2,5 ... 3 м3/т.
В последнее время внедряются эффективные вибрационные промывочные машины с рабочими органами в виде труб, желобов или плоскостей. Вибромойки применяют преимущественно для промывки материала крупностью 20 ... 120 мм с содержанием
Рис. 5 13. Схема скруббера-бутары для промывки гравия:
/ — загрузочный лоток; 2— барабан со стальными шипами; 3 — сетчатая часть (бутара); 4 — подача воды
средне- и труднопромывистых включений до 10 ... 12%. Производительность вибромоек 30 ... 70 м3/ч, расход воды 40 ... 100 м3/ч. Схема одной из вибромоек представлена на рис. 5.14. Промывка гравия осуществляется в перфорированных слегка наклонных желобах. Под действием вибрации гравий в желобах разрыхляется и, совершая винтообразное движение, перемещается к разгрузочному концу. При орошении сверху водой и взаимном трении зерен глинистые примеси смываются.
Рис. 5 14. Вибромойка:
/ — перфорированные желоба; 2 — подача воды; 3 — пружинные подвески; 4 — вибратор; 5 — загрузка гравия
Рис 5 15 Сепарация гравия по упругим свойствам зерен:
/ — обогащенный гравий высокого качества; 2 — промежуточный класс; 3 — гравий низкого качества; 4 — упругая плита; 5 — возврат на повторную сепарацию; 6 — питатель; 7 — исходный гравий
Исследования показали, что в некоторых случаях в промывочную воду целесообразно вводить синтетические ноющие средства. Эти поверхностно-; ктивные вещества улучшают качест-ю промывки заполнителей и уменьшают их остаточную влажность (по данным Ю. Р. Певзнера и А. В. Кучина в 2*5 раза), что важно в зимнее время, когда необходимо предотвратить смерзание зерен.
В Ярославском политехническом институте разработана эффективная технология промывки заполнителей в вибромойках с водооборотной системой, позволяющей уменьшить расход воды в 20... 50 раз. Для интенсификации процесса осветления промывочной воды предложено вводить в нее поверхностно-активное вещество— полиакриламид. По данным В. П. Зыковой и В. Б. Ратинова, остатки этого вещества на поверхности заполнителя, составляющие в бетонной смеси до 0,001% по отношению к расходу цемента, оказывают пластифицирующее действие, повышают прочность и морозостойкость бетона.
• 5.3.4. Обогащение. Гравий часто не соответствует требованиям стандарта по содержанию слабых зерен, т. е. содержит их более 10%. Кроме того, остальные зерна гравия также не рав
нопрочны. Сортировка гравия по прочности зерен позволила бы выделить некоторую часть для использования в неответственных сооружениях, а оставшийся высокопрочный гравий можно было бы применить в качестве заполнителя более эффективно. Такой процесс обогащения гравия, а также и щебня можно осуществить косвенно несколькими способами: разделением по упругим свойствам, трению, плотности зерен и т. д.
Один из самых простых и доступных способов разделения гравия по упругим свойствам зерен показан на рис. 5.15. Исходный гравий с помощью питателя распределяется монослоем (т. е. слоем в одно зерно) и сбрасывается вниз. Падая с определенной высоты на наклонную стальную плиту, зерна гравия в силу своей упругости отскакивают от нее под различным углом отражения, имея разные скорости и траектории. Прочные и более упругие зер-
Рис. 516 Разделение гравия (щеб- Рис. 517. Барабанный сепаратор ня) по скорости движения зерен
на отскакивают дальше, слабые — ближе и собираются, в отдельные бункера. Конечно, при этом значителен элемент случайности: дальность отскока зерен определяется не только их упругостью, но и формой, крупностью (отличающейся даже в пределах стандартной фракции) и тем, как зерно ударяется о плиту (плашмя или же ребром, углом). Но все же вероятность попадания слабых зерен в бункер обогащенного гравия мала. Промышленный опыт свицетельствует о достаточной эффективности такого обогащения.
Простейшим приемом обогащения с использованием различия сил трения отдельных зерен является применение наклонных плоскостей, устанавливаемых несколько круче угла естественного откоса обогащаемого материала (рис. 5.16). В зависимости от скорости движения по наклонной плоскости зерна попадают в определенный бункер.
В институте «ВНИИЖелезобетон» разработан сепаратор, принцип действия которого основан на различии зерен как по силе трения, так и по упругим свойствам. Он представляет собой стальной цилиндр (барабан), вращающийся против потока материала (рис. 5.17). Обогащаемый материал подается через направляющую воронку на барабан. Более прочные зерна отскакивают в одну сторону, а сравнительно слабые увлекаются барабаном в другую.
Разделение по плотности зерен, называемое также гравитационным, основано на том, что более прочный зерна, как правило, • являются и более плотными, тяжелыми, а слабые — более пористыми, легкими.
Рис. 5 18 Расслоение при встряхивании:
а — начальное состояние; б — конечное состояние
Рис. 519. Поршневая отсадочная машина:
/ — поршень; 2 — легкая фракция; 3 — тяжелая фракция; 4 -1 неподвижное решето; 5 — вода
К гравитационным методам относятся отсадка и обогащение в тяжелых средах. Принцип отсадки состоит в следующем. Если слой неоднородного материала встряхивать, то постепенно произойдет его расслоение — тяжелые зерна окажутся внизу, легкие— вверху (рис. 5.18). Это неизбежно, поскольку с расслоением центр тяжести системы перемещается вниз, т. е. ола теряет потенциальную энергию. Действительно, если, например, смесь состоит из равного числа тяжелых и легких зерен одинаковой крупности (рис. 5.18, а), то после достаточно энергичного и многократного встряхивания линия расслоения окажется посередине высоты (рис. 5.18, 6)—на уровне первоначального положения центра тяжести. Новое же положение центра тяжести тем ниже, чем больше различие в плотности зерен нижнего и верхнего слоев.
В промышленных установках отсадка производится главным • образом в водной среде. Отсадочные машины бывают с неподвижным или подвижным решетом.
Схема отсадочной машины с неподвижным решетом показана на рис. 5.19. Движением поршня или диафрагмы создается пульсация воды. Слой обогащаемого материала многократно разрыхляется восходящей струей воды и снова оседает. После расслоения материал перемещается с разделением слоев.
Аналогичным образом происходит обогащение в отсадочных машинах с подвижным решетом (рис. 5.20), только в этом случае относительное движение воды и обогащаемого материала создается пульсацией решета с помощью кривошипно-шатунного механизма.
Разделение в тяжелых средах еще проще и надежнее. Оно заключается в следующем. Если неоднородный по плотности зерен материал поместить в жидкость, плотность которой больше плотности легких зерен обогащаемого материала и меньше плотности
Рис. 5 20. Отсадочная машина с подвижным решетом:
1— загрузочный лоток; 2—решето; 3 — отмучиваемые примеси (шлам);
4— тяжелая фракция; 5 — легкая фракция; 6 — привод
его тяжелых зерен, то легкие (и, как правило, относительно слабые) зерна всплывут, а тяжелые (прочные) потонут.
Для получения разделительных сред обычно готовят суспензии из воды с порошками магнетита (р=4,9...5,2 г/см3), ферросилиция (р=6,3 г/см3) или других тяжелых материалов. Материалы-утяжелители должны быть тонко размолоты, чтобы суспензия была стабильной, нерасслаиваемой.
Для обогащения в тяжелых средах используют сепараторы, один из которых показан на рис. 5.21. Загружаемый в сепаратор гравий при вращении барабана перемещается встроенной в него спиралью. Потонувшие в суспензии зерна выдаются элеватором
Рис. 5 21. Сепаратор для разделения заполнителей в тяжелых средах:
1 — подача суспензии; 2 — потонувшая фракция; 3 — барабан; 4 — всплывшая фракция
через лоток. Суспензия непрерывно поступает в барабан и сливается вместе с всплывшими зернами.
Важным этапом такой технологии является регенерация тяжелой суспензии. Если утяжелитель обладает магнитными свойствами (магнетит, ферросилиций), то его извлекают из сливающейся суспензии, а также и из воды после промывки продуктов обогащения, с помощью магнитной сепарации, затем разводят водой до требуемой плотности и используют снова.
Для того чтобы выбрать разделительную среду необходимой плотности и оценить целесообразность разделения гравия по плотности зерен, проводят лабораторные исследования представительных проб гравия. В качестве разделительных сред в этом случае удобно использовать смеси тетрабромэтана с бензином. Тетрабромэтан (С2Н2Вг4)— тяжелая органическая жидкость плотностью 2,963 г/см3. При разведении тетрабромэтана бензином можно получить смеси различной плотности для разделения гравия на классы путем отбора всплывающих и тонущих зерен.
5.4. ЩЕБЕНЬ
• Щебень получают дроблением каменных пород. Это наиболее качественный крупный заполнитель для высокопрочных бетонов. Он, как правило, дороже гравия, но тем не менее объем производства щебня в СССР превышает объем добычи гравия в несколько раз. Это объясняется отсутствием’ гравия во многих районах страны и использованием его для высокопрочных бетонов.
Сырьем для получения щебня служат в основном изверженные породы типа • гранита, габбро, диабаза, базальта и карбонатные осадочные породы — известняки и доломиты. Меньшее промышленное значение имеют песчаники и метаморфические горные породы.
Нижеперечисленные требования относятся к щебню, получаемому дроблением пород с плотностью свыше 1800 кг/м3.
• 5.4.1. Технические требования. Технические требования к щебню, предъявляемые в стандартах в отношении его фракционирования и зернового состава поставляемых фракций или их смесей, аналогичны требованиям к гравию, изложенным выше.
По форме зерен щебень подразделяется на три группы: обычный, в котором допускается содержание зерен пластинчатой (ле-Щадной) и игловатой форм до 35% (по массе); улучшенный — не более 25%; кубовидный —не более 15%. Для некоторых видов специального бетона, например бетона для напорных труб, должен применяться только кубовидный щебень (ГОСТ 10268—80).
Прочность щебня характеризуется маркой, соответствующей пределу прочности исходной горной породы в насыщенном водой состоянии и определяемой косвенно по показателю дробимости
щебня при сжатии (раздавливании) в цилиндре. Взаимосвязь показателей прочности породы и дробимости щебня исследована во ВНИИЖелезобетона (М. Л. Нисневичем) и отражена в действующих стандартах.
По ГОСТ 10268—80 предел прочности горной породы, используемой для производства щебня, должен быть выше заданного предела прочности бетона: не менее чем в 1,5 раза — для бетона с пределом прочности ниже 30 МПа; не менее чем в 2 раза — для бетона с пределом прочности 30 МПа и выше.
Щебень из изверженных горных пород, применяемый в качестве заполнителя для тяжелого бетона, должен иметь марку, соответствующую пределу прочности породы не ниже 80 А1Па, из метаморфических пород — не ниже 60 МПа, из осадочных — не ниже 30 МПа.
Для гидротехнического бетона зоны переменного уровня воды должен применяться щебень из пород, предел прочности которых превышает предел прочности бетона не менее чем в 3 раза (для изверженных и метаморфических пород) или в 2,5 (для осадочных). Как следует из гл. 4, эти требования обеспечивают необходимую и достаточную для бетона прочность заполнителей с большим запасом.
Содержание зерен слабых пород в щебне допускается пе более 10% (по массе), а для бетона ряда ответственных конструкций — не более 5%. Массовая доля отмучиваемых примесей в щебне из изверженных и метаморфических пород не должна превышать 1%, а в щебне из осадочных пород в ряде случаев (в зависимости от марки бетона и вида конструкций) —2(3) %.
• 5.4.2. Производство. Производство щебня включает следующие технологические процессы: добычу камня, дробление и сортировку (грохочение).
Добыча камня осуществляется в основном в карьерах. Разработке месторождений каменных пород предшествуют вскрышные работы, состоящие в удалении растительного слоя и песчано-глинистых пород средствами, описанными выше. В состав вскрышных работ может входить и удаление непригодного камня верхней зоны (зоны выветривания). Эти работы выполняют буровзрывным способом с вывозкой камня в отвал.
После обнажения каменного массива и подготовки уступа (рис. 5.2) специальными буровыми машинами и станками в массиве бурят скважины диаметром до 250 мм на глубину 10 ... 20 м в один ряд вдоль уступа или в два-три ряда в шахматном порядке через 4 ... 7 м, закладывают в них взрывчатые вещества (аммониты, тротил и др.) и производят одновременно массовый взрыв (предварительно удалив из опасной зоны людей и технику). В результате взрыва уступ заполняется рваным камнем разной крупности и глыбами. Крупные глыбы (негабарит) взрывают вторично накладными или шпуровыми зарядами, после чего рваную 120
Рис. 5 22. Разработка скальных пород буровзрывным способом:
1 — подошва уступа; 2 — откос; 3— контур развала породы после взрыва; 4 — скважины
породу разрабатывают мощными экскаваторами с ковшом вместимостью 2 ... 4 м3.
Наибольший допускаемый размер камня для экскавации зависит от вместимости ковша экскаватора Е:
а <0,8 »/£.
Например, при вместимости ковша экскаватора 4 м3 размеры камня в карьере могут достигать 1,27 м.
Камень грузят экскаваторами в транспортные средства (преимущественно автосамосвалы большой грузоподъемности), доставляющие его на дробильно-сортировочный завод.
В некоторых случаях первичное дробление камня целесообразно осуществлять непосредственно в карьере и доставлять на дробильно-сортировочный завод уже не крупный камень, а частично дробленый.
Основное оборудование дробильно-сортировочного завода — дробилки и грохоты, а также ленточные конвейеры, питатели, транспортеры, объединяющие все агрегаты в технологические линии.
Применяют в основном вибрационные и гирационные грохоты. Для крупного камня используют также неподвижные колосниковые грохоты.
Дробилки по конструкции и принципу дробления подразделяются на щековые, конусные, валковые, молотковые и др. Наиболее Широкое применение для крупного и среднего дробления камня нашли щековые дробилки (рис. 5.23, а). Камень, поступающий в зазор между неподвижной и подвижной щеками, дробится при периодическом сужении зазора.
В конусных дробилках (рис. 5.23, б) камень поступает в кольцевой зазор между внутренним и внешним конусами, причем внутренний дробящий конус, установленный на эксцентриковой Пяте, совершает круговое качание, в результате чего ширина зазора непрерывно меняется.
Рис. 5.23. Схемы дробилок
Реже, для дробления сравнительно непрочного камня, используют валковые дробилки, состоящие из двух гладких или рифленых цилиндров (валков), вращающихся навстречу друг другу (рис. 5.23, в).
Молотковые дробилки ударного действия (рис. 5.23, г) находят применение при окончательном дроблении.
Как показали исследования, при их использовании выход щебня кубовидной формы значительно больше, чем в дробилках других типов, а зерен пластинчатой и игловатой формы — меньше.
Размер камня, поступающего в щековую дробилку, должен быть не более а= 0,856, где b — ширина зева (загрузочного отверстия) дробилки. Самые крупные щековые дробилки имеют загрузочное отверстие 1500X2100 мм, т. е. в соответствии с приведенной формулой могут принять камень, разрабатываемый экскаватором с вместимостью ковша 4 м3.
Производительность дробилок указывают в их технологических характеристиках (паспортах). Она соответствует определенному типу горной породы и принятым условиям дробления. Поэтому для конкретных условий производства ее необходимо пересчитывать, вводя поправочные коэффициенты.
Расчетная производительность щековых и конусных дробилок (т/ч)
Q=QuPh**₽M*<pAi«’
где Qn — паспортная производительность дробилки, м3/ч; рн — насыпная плотность дробимого материала, т/м3; Адр— поправочный коэффициент на дробимость материала; при отсутствии данных при дроблении пород с прочностью при сжатии более 250 МПа принимают Адр=0,8; 200 ... 250 МПа — Адр=0,85; 180 ... 200 МПа —Адр=0,9; 150 ... 180 МПа — Адр=0,95; 60 ... 150МПа — Адр=1, менее 60 МПа — Адр=1,2; k$ — коэффициент формы, при переработке скальных пород принимают Аф=1 и гравийно-валунного материала Аф=0,85; Акр— поправочный коэффициент на крупность материала в зависимости от процентного содержания в питании фракций крупнее половины ширины загрузочного отверстия дробилки Акр=0,9... 1,1; kBJl — поправочный коэффициент на влажность материала, содержащего комкующуюся мелочь, при наличии комкующейся мелочи и влажности в пределах 5... 11% принимают АвЛ — 1,0... 0,65.
Расчетная производительность роторных дробилок (т/ч)
QАр*крМс|Азн>
где Апр, АКр, Ащ, Аск, Аизи— поправочные коэффициенты, зависящие соответественно от: прочности и средней плотности дробимого материала, крупности дробимой породы, ширины выпускной щели, окружной скорости ротора, степени изношенности рабочих кромок бил. Эти коэффициенты вычисляют по формулам, приведенным в приложении к нормам технологического проектирования или в специальной литературе.
В схеме простейшего дробильно-сортировочного комплекса, представленной на рис. 5.24, предусмотрена одна стадия дробления. Однако, как правило, на заводах дробление производят в две, три стадии и более.
Число стадий дробления зависит от заданной степени измельчения камня i—a}/a2 (fli — наибольшая крупность поступающего камня; а2—наибольшая крупность заказанного продукта дробления). Если, например, поступает каменный материал с наибольшей крупностью кусков 1200 мм, а наибольшая крупность щебня должна быть 20 мм, то i=60.
Хотя выходная щель дробилок может регулироваться, нецелесообразно назначать в каждой из них слишком высокую степень измельчения из-за ускоренного износа и уменьшения производительности дробилок. Для щековых и конусных дробилок обычная степень измельчения 3 ... 5.
Общая степень измельчения
Рис. 5.24. Простейший дробильно-сортировочный завод:
/ — приемный бункер; 2 — питатель-, 3 —дробилка; 4 — ленточные транспортеры; 5 —грохот; б, 7, 8— бункера для мелкого, среднего и крупного продуктов дробления
где /], i*2, —, in — степень измельчения на каждой из п стадий дробления.
В вышеприведенном примере, чтобы обеспечить < = 60 при степени измельчения в каждой дробилке равной 4, проводят дробление в три стадии: /=4-4-4=64.
Для регулирования крупности, а следовательно, и количества материала, направляемого на дробление, применяют грохочение, В зависимости от технологического назначения осуществляют следующие виды грохочения: предварительное, поверочное (контрольное), окончательное (товарное).
Предварительное грохочение используют для отделения мелких классов из материала, поступающего на дробление (рис. 5.25). Благодаря этому улучшаются условия работы дробилок и повышается их производительность.
Поверочное (контрольное) грохочение служит для выделения отдельных классов из продуктов дробления, направляемых на доработку— повторное дробление по замкнутому циклу. Замкнутый цикл целесообразен на последней стадии дробления (рис. 5.26). Помимо увеличения выхода нужных фракций при замкнутом цикле дробления улучшается форма зерен щебня.
Окончательное (товарное) грохочение имеет целью получение товарных фракций щебня для отправки потребителю (см. рис. 5.26).
• 5.4.3. Обогащение. Почти все месторождения характеризуются в той или иной степени неоднородностью камня по прочности. Даже сравнительно однородны-е высокопрочные гранитные породы со-
дней: дробления:
/ — грохот; 2 — транспортер в обход дробилки; 3— дробилка: < + > и «—» —соответственно надрешетный и подрешетный (мелкие классы) продукты
/ — поверочное грохочение; 2 — окончательное (товарное) грохочение
держат слабые включения. Наиболее неоднородны известняки, залегающие слоями различной плотности.
Для улучшения качества щебня на основе детальной геологической разведки месторождения можно производить так называемую селективную разработку карьера, добывая только наиболее прочный камень. Но при этом значительно усложняются работы и повышается стоимость щебня.
При современном крупном производстве более целесообразна массовая разработка месторождений с последующим разделением продукции на отдельные классы по прочности и назначению.
Для обогащения щебня используют те же методы, которые применяются для гравия и описаны выше.
Особое значение для щебня имеет обогащение по принципу избирательного дробления. Этот метод основан на следующем явлении. Степень измельчения дробимого камня зависит не только от вида дробилки, ее настройки и режима работы, но и от прочности камня. Если через дробилку, работающую в постоянном режиме, пропускать камень разной прочности, то чем меньше прочность, тем мельче будет продукт дробления. Поэтому если после Дробления отсеять из продукта мелкую фракцию, то оставшийся надрешетный продукт окажется более однородным и прочным. Здесь выявляется еще одно важное достоинство промежуточного грохочения: оно позволяет, отделяя непрочную фракцию, обогащать конечную продукцию (рис. 5.27).
; с
7 2
Рис. 527. Обогащение щебня по принципу избирательного дроблений:
1 — выход Продукции меныией прочности; 2 — то же, большей прочности
Эффективность избирательного дробления особенно высока при использовании дробилок ударного действия, в которых камень на лету дробится ударом. Иногда с этой целью применяют специальные молотковые, роторные дробилки, дезинтеграторы и др.
Помимо обогащения по прочности возможно обогащение получаемого щебня по форме зерен. Для отделения зерен пластинчатой и игловатой форм применяют щелевые и специальные колосниковые грохоты (рис. 5.28), дающие определенный эффект при небольших затратах. Была предложена и внедрена также «грануляция» щебня дополнительной обработкой в молотковой дробилке или в дробилках других типов, работающих «в режиме грануляции»— при соответствующей настройке и неполной загрузке. За счет разламывания преимущественно зерен пластинчатой и игло
ватой форм щебень при «грануляции» приближается к кубовидному. Однако это связано со значительными затратами, которые не всегда окупаются.
Относительно эффективности применения щебня с той или иной формой зерен существуют различные мнения. Некоторые исследователи (С. С. Гордон) полагают, что пластинчатая (лещадная) форма зерен щебня лучше кубовидной, поскольку позволяет получать бетон более высокой прочности. С учетом изложенного в гл. 4 это можно объяснить эффектом «армирования» бетона заполнителем. Но, с другой ‘стороны, удобоукладываемость бетонных смесей на щебне с кубовидной формой зерен, несомненно, лучше, что особенно важно при бетонировании тонкостенных густоарми-рованных конструкций, например при производстве железобетонных напорных труб. В подобных случаях обогащение щебня по форме зерен оправдывает затраты.
Промывка щебня производится, когда содержание пыли в нем превышает пределы, допускаемые стандартами. Осуществляется она, как правило, в процессе мокрого грохочения разбрызгиванием
воды над грохотами.
Перспективным методом обогащения является сухое обеспыли-
вание щебня потоком воздуха, которое также можно совместить с процессом грохочения.
• 5.4.4. Щебень из гравия. В некоторых районах для производства щебня используют скопления валунов и булыжного камня, представляющих
Рис. 5.28. Грохот для отделения зерен пластинчатой н игловатой форм
собой перенесенные ледниками и водами крупные обломки высокопрочных горных пород.
В весьма больших объемах (около 20% общего выпуска) щебень производится дроблением крупных фракций гравия. Этим достигается комплексное использование песчано-гравийных месторождений с дополнительным выходом высококачественного дробленого заполнителя.
В щебне из гравия дробленых зерен должно быть не менее 80% (по массе). Дроблеными считают зерна, площадь околотой поверхности которых больше половины всей площади поверхности зерна.
Показатели дробимости при испытании в стальном цилиндре для щебня из гравия из-за формы его зерен выше, чем для гравия. Поэтому стандарт относит к марке Др8 щебень из гравия с показателем дробимости до 10%, к марке Др12 — до 14%, к марке Др 16 — до 18% и к марке Др24 — до 26%. Остальные требования к такому щебню аналогичны требованиям к обычному щебню и гравию.
5.5. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОИЗВОДСТВА ЩЕБНЯ, ГРАВИЯ И ПЕСКА
• 5.5.1. Общие принципы и положения. Предприятия нерудных строительных материалов, производящие заполнители для бетона, представляют производственный комплекс, включающий добычу сырья в карьере и его переработку на заводе.
Сырье, как указывалось ранее, добывают, применяя экскаваторный способ разработки месторождений или средства гидромеханизации. К последним, например, относят плавучие землесосные снаряды, используемые при разработке подводных и обводненных песчано-гравийных месторождений.
Технологические схемы заводов по производству заполнителей для бетона определяются поступающей на переработку исходной горной массой, номенклатурой и качеством готовой продукции, типом применяемого оборудования с учетом комплексности использования сырья, экономии сырьевых, материальных и топливно-энергетических ресурсов.
Основными классификационными характеристиками добытой для переработки горной массы являются прочность, однородность, абразивность, размер кусков и частиц материала (гранулометрия исходной массы), количество и вид содержащихся в них загрязняющих включений, которые могут быть легко-, средне- и трудно-промывистыми, например пыль, глина и др.
Общесоюзные нормы технологического проектирования предприятий нерудных строительных материалов ОНТП-18—85 подразделяют перерабатываемые горные породы на четыре типа, выделяя в первом и четвертом типах две подгруппы:
• I — прочные однородные абразивные горные породы, включающие 1-1—изверженные горные породы (граниты, диориты, сиениты, базальты и др.) с пределом прочности на сжатие до 300 МПа, чистые или незначительно загрязненные легкопромывистыми включениями; 1-2 — метаморфические и абразивные осадочные горные породы (песчаники) с прочностью на сжатие до 300 МПа и большим содержанием мелкой фракции 0 ... 150 (200) мм в исходной горной массе, загрязненные легко- и среднепромывистыми включениями;
• II — прочные однородные малоабразивные осадочные горные породы (известняки, доломиты и др.) с пределом прочности на сжатие до 200 МПа, незначительно загрязненные легко- и среднепромывистыми включениями;
• III — неоднородные по прочности малоабразивные горные породы, содержащие слабые разности, загрязненные средне- и трудно-промывистыми включениями;
• IV — сырье для производства песка, гравия и щебня из гравия для строительных работ; IV-I — валуно-гравийно-песчаная и гравийно-песчаная горные породы с содержанием гравия и валунов прочностью на сжатие до 150 МПа —50% и менее, загрязненные средне- и труднопромывистыми включениями — до 10... 12%; IV-2 — валуно-гравийно-песчаная и гравийно-песчаная горные породы с содержанием гравия и валунов прочностью на сжатие до 300 МП — 50% и более, загрязненные легкопромывистыми включениями— до 5%.
По характеру производства, использующего определенные типы горных пород, и основным видам выпускаемых заполнителей различают заводы:
• щебеночные с экскаваторным способом разработки месторождений горных пород типа 1 ... III;
• гравийно-щебеночные и гравийно-песчаные как с экскаваторным, так и с гидромеханизированным способом добычи горных пород типа IV-2 и IV-1;
• песчаные, в основном с гидромеханизированным способом добычи горной массы, содержащей не более 5% гравия.
Заводы с экскаваторным способом добычи сырья имеют мощность 0,6 ... 2,8 млн. м3 в год, гидромеханизированные — 0,6 ... 1,2 млн. м3 в год и более при сезонном и круглогодовом режимах работы.
При разработке месторождений с небольшими и средними запасами сырья для производства щебня целесообразно применение сборно-разборных автоматизированных дробильных линий типа САДЛ или передвижных дробильно-сортировочных установок типа ПДСУ-85 производительностью до 400 ... 500 тыс. м3 в год.
Проектирование технологии производства заполнителей основывается на результатах технологических испытаний сырья, определяющих схему технологического процесса: число стадий дроб-128
ления и виды грохочения, типы дробилок и грохотов, способы и оборудование для промывки и очистки материала, его обезвоживания, необходимость операций обогащения по прочности, зерновому составу или форме зерен, а также мероприятия по утилизации отходов производства.
Уровень механизации и автоматизации производства на современных заводах должен составлять соответственно не менее 95 и 75%.
• 5.5.2. Щебеночные заводы. Их основная продукция — фракционированный щебень крупностью до 40(70) мм с содержанием мелких фракций (до 20 мм) не менее 50% от всей массы щебня и, кроме того, обогащенный песок из отсевов дробления.
Технологические схемы щебеночных заводов различаются по назначению в зависимости от трех типов горных пород, приведенных в п. 5.5.1, а также по принципу их построения, стадийности дробления, поточности, структуре, видам основной и побочной продукции и др.
Принцип построения схем касается применения операций грохочения при дроблении различных скальных пород, т. е. определяет объемы дробимого материала и его крупность, что существенно при определении оптимальных параметров технологических взаимосвязей процессов добычи и переработки сырья и требует в каждом конкретном случае проведения технико-экономического анализа.
Технологические схемы, построенные по принципу «не дробить ничего лишнего», предусматривают наименьшее отношение объема материала, пропускаемого через все дробилки (без учета циркуляционной нагрузки), к объему исходной горной массы, поступающей на переработку. Это достигается предварительным грохочением перед дроблением для отделения мелких фракций, затрудняющих работу дробилок.
Технологическая схема с использованием принципа «не транспортировать отдельно ничего лишнего» характеризуется наибольшим указанным отношением, равным 1, и предусматривает поступление материала на дробление из одной дробилки в другую без применения грохочения. Это возможно при использовании достаточно чистых изверженных и метаморфических пород, содержащих в небольшом количестве (до 20%) зерна, размер которых меньше ширины разгрузочной щели дробилки. Такие зерна проходят через Дробилку не измельчаясь и лишь незначительно снижают ее производительность.
Уменьшение, согласно этой схеме, оборудования сортировки и внутрицехового транспорта (ленточных конвейеров для раздельного транспортирования мелочи) позволяет снизить капитальные и эксплуатационные затраты, повысить надежность производства.
Оба принципа могут быть использованы в технологических схемах на разных стадиях дробления. Например, они используют-5—462 129
Матерная гарная масса О... /ООО мм
ТЬп&дичнал ОраО/плае
ЛерОичнаг ОраОлениа
ЩД// /Z*/S, н/.Ммм O~Z7Omm
*ГД z ZООГр, е JJмм О...УОмм
а прамб/Олл O...SMM I
‘1 т7/-4Омм
фо/гоч&ше O# 20мм
/Омм
Ще&снб
НМД ZZOO Г, е О..4Омм
Тдятичнае араОленае
S...///мм /О... ZOmm ZO...40MM
0/'///мм
/даюченае 0^=0мм
РЛ0СС£Лр17ЛСЩ1/Я
I/ рдедОажиЯание
0... 0,70мм | О, 70... У мм
ООеоОомаОанао
0/пгоОы О... О, /Омм UJ отсаОаО О,/О... У мм
Рис. 5.29. Технологическая схема типового щебеночного завода по переработке однородных изверженных и метаморфических пород мощностью 1 млн. м3 в год:
1 ... VII — номера технологических операций; d - размеры отверстий снт грохотов; е — размер разгрузочных отверстий; от 0 ... 1000 до 0 ... 0,16 — крупность продуктов; ШДП-12Х15 — щековая дробилка; КСД-22О0Гр. КМД-2200Т — конусные дробилки среднего и мелкого дробления (индексы Гр и Т—исполнение соответственно для грубого и тонкого дробления); треугольники — промежуточные бункера
ся в технологической схеме типового щебеночного завода мощностью 1 млн. м3 щебня в год из однородных изверженных и метаморфических пород (типа 1-1), представленной на рис. 5.29.
Схема предусматривает:
• трехстадийное дробление с замкнутым циклом на последней стадии (I, II, IV);
• предварительное и поверочное грохочение перед третьей стадией дробления, работающие в замкнутом цикле (III);
• грохочение, промывку и обезвоживание щебня мелких фракций от 5 до 10 и свыше 10 ю 20 мм (V);
• промывку и классификацию песка из отсевов дробления (VI);
• обезвоживание ие< ка (VII);
• складирование iошвой продукции.
Из схемы видно, что продукты дробления имеют размеры, превышающие размеры разгрузочных отверстий дробилок. Но операции грохочения перед третьей стадией дробления и работа дробилки в замкнутом цикле обеспечивают возможность регулирования крупности и выхода готовой продукции.
Схема цепи аппаратов завода, запроектированного Союзгипро-нерудом, приведена на рис. 5.30.
Исходная горная масса (0 ... 1000 мм) из карьера автосамосвалами подается в приемный бункер вместимостью 70 м3. Из бункера она перемещается пластинчатым питателем в щековую дробилку ЩДП-12Х15 на первичное дробление. Полученный продукт крупностью 0 ... 270 мм направляется ленточным конвейером в конусную дробилку КСД-2200Гр на вторичное дробление, после которого материал, измельченный до 0...90 мм, транспортируется ленточным конвейером из корпуса дробления в промежуточный бункер корпуса промывки, грохочения и классификации.
Отсутствие или наличие промежуточных емкостей при перемещении промежуточных продуктов между стадиями дробления характеризует поточность схемы: при отсутствии — схема называется непрерывной (поточной), при наличии их между всеми стадиями дробления — прерывистой (цикличной). Рассматриваемая схема является комбинированной (поточно-цикличной). Предусмотренные в ней бункера перед операциями предварительного и поверочного грохочения и перед третьей стадией дробления, обеспечивающие запас материала, необходимый для работы в течение получаса, позволяют равномерно загружать оборудование и осуществлять независимую работу технологических линий.
Грохочение материала, подаваемого из промежуточного бункера электровибрационными питателями, производят на трех инерционных грохотах ГИС-62 с двумя ситами, имеющими размеры отверстий 40 мм (верхнее) и 20 мм (нижнее). Материал разделяется на три класса: +40 мм, 20... 40 мм и 0...20 мм (знак «+» означает, что все зерна крупнее указанных размеров отверстий сит).
Надрешетный продукт верхнего сита (верхний класс +40) ленточными конвейерами через промежуточный бункер возвращается в корпус дробления в конусную дробилку КМД-2200Т для третичного дробления. Ее продукт крупностью 0 ... 40 мм объединяется с продуктом дробилки КСД-2200Гр (0 ... 90 мм). Таким образом осуществляется замкнутый цикл.
Сухим грохочением па втором сите ГИС-62 выделяется товарная фракция щебня 20 ... 40 мм, подаваемая ленточным конвейером на склад готовой продукции. Подрешстпый продукт 0 ... 20 мм поступает на каскад из двух грохотов ГИС-62 (3 пары), имеющих сита с отверстиями 10 и 5 мм, для разделения щебня на фракции 10 ... 20 мм и 5 ... 10 мм, их промывки и обезвоживания (грохочением на втором грохоте), а также выделения песчаной фракции 0 ... 5 мм.
Промытые мелкие фракции щебня направляются ленточными конвейерами на склад готовой продукции, а песок из отсевов дробления поступает сначала в односпиральные классификаторы 1500X8200 (3 шт.), где происходит его промывка с одновременным обогащением за счет удаления частиц размером менее 0,16 мм, затем в виброобезвоживатели, из-под которых ленточным конвейером подается на склад.
Рис. 5 30. Схема цепи аппаратов типового щебеночного завода по морфическнх пород мощностью
1— корпус дробления; 1/ — корпус промывки, грохочения н классификации; 1/1— уз-с отбором проб; V/ — склад щебия, / — приемный бункер с пластинчатым питателем 3 — конусная дробилка КСД-22О0Гр; 4— конусная дробилка КМД 22С0Т; 5 — барабан# бункер; 7электровнбрационныЙ питатель ПЭВ-8Х15 (4 пгт.); 8—инерционный гро-1500 X 8200 (3 шт.); /О — виброобезвоживатель ПЭВ-4Х12 (3 шт.); 11—зумпф; Г2 — с электродвигателем (28 шт.)
После промывки пульпа, содержащая частицы менее 0,16 мм, поступает из спиральных классификаторов и виброобезвоживателей в зумпф (канаву), откуда ее грунтовым насосом перекачивают в гидроотвал (хвостохранилнще).
Технология предусматривает также вариант переработки мате- -риала «сухим» способом, т. е. без промывки щебня мелких фракций и обогащения песка, что менее желательно для качества заполнителей, но может быть продиктовано реальными условиями, например климатическими, дефицитом водных ресурсов и др.
В этом случае песок из отсевов дробления после грохочения направляется на склад готовой продукции (см. пунктирные линии на рис. 5.30), а операции VI и VII из технологической схемы исключаются.
На рис. 5.31 приведены принципиальные технологические схемы щебеночных заводов для переработки различных типов пород,
переработке однородных изверженных и мета-1 млн м3 в год:
лы нагрузки; /V —склад песка; V — перегрузочный узел 1-18-110; 2 —щековая дробилка 1ДПД-12Х15 (СМД-118); мая сбрасывающая тележка (5 шт ); 6 — промежуточный *от ГИС-62 (9 шт ); 9 — одиоспиральный классификатор лотковый затвор (2 шт.); 13 — лотковый затвор 700x 700
/fyaM.Asrad
Л.. 2Ол/м
ZU 4O'AMf\ 4О MM
U/rff>M>
U/TLCO&rf
я
ЛромсюшО
t/a .zu** 2040**
i i
Z^/az^x MJUU
О. 4Омм\ 4(J
t Щейень Mjoo
О>па.ы7ы на y/num/joyw#
Рнс. 5 31. Принципиальные технологические схемы щебеночных заводов для переработки пород:
а —прочных, однородных, малоабразнвных; б — неоднородных по прочности, малоабразивных; операции: /, ///, V — соответственно первая, вторая и третья стадии дробления; //— предварительное грохочение; IV — предварительное н поверочное грохочение; Г/— промывка и грохочение щебня; VII— обезвоживание щебня; VIИ— промывка и обезвоживание песка
применяемые на действующих предприятиях или при проектировании.
Технологическая схема, представленная на рис. 5.31, а, может быть применена для переработки пород типа 1-2 и пород II типа. При трехстадийном дроблении (1, HI, V) с замкнутым циклом на последней стадии различие заключается в типах используемых дробилок.
На первой стадии в обоих случаях возможно применение щековой дробилки, на второй и третьей стадиях дробление метаморфических пород и песчаников (тип 1-2) производят в конусных дробилках среднего и мелкого дробления, а однородных известняков и доломитов (тип II)—в роторных дробилках (ударного действия).
Последние обеспечивают выпуск щебня кубовидной формы и могут применяться на всех трех стадиях дробления, по тогда увеличивается выход отсевов крупностью 0... 5 мм.
Содержание в исходной горной массе и продуктах дробления большого количества мелочи вызывает необходимость предварительного грохочения (II) перед каждой стадией дробления.
Загрязняющую карьерную мелочь (0 ... 10 мм в сухой период, 0 ... 20 мм во влажный) удаляют из технологического процесса предварительным грохочением перед первичным дроблением.
Крупность материала, отбираемого на предварительном грохочении, рекомендуйся принимать: для первой стадии дробления — близкой к ширине загрузочного отверстия дробилок, для второй и третьей стадии — равной наибольшей крупности получаемых продуктов.
Операции (IV ... VIII) после стадии II дробления аналогичны рассмотренным в технологической схеме для переработки пород типа 1-1.
Наибольшие трудности вызывает переработка неоднородных по прочности (главным образом карбонатных) пород типа III из-за значительного колебания содержания слабых разностей (с пределом прочности на сжатие менее 20 МПа) и загрязняющих глинистых включений.
Технология переработки таких пород должна в каждом конкретном случае учитывать особенности сырья, гибко варьировать различными технологическими операциями и поэтому не ограничивается рамками единой типовой схемы. Общим и характерным является то, что для получения кондиционного щебня необходимо применять методы обогащения по прочности.
Наиболее часто в технологические схемы включают обогащение методом избирательного дробления (см. п. 5.4.3) с использованием роторных дробилок и удалением из процесса слабых разностей многократным грохочением. При переработке пород, содержащих до 20% слабых разностей, выход щебня составляет около половины от исходной горной массы. Получаемые в большом количестве отходы в виде отсевов подлежат утилизации в качестве сырья для цементной, металлургической промышленности, для производства известняковой муки, минеральных наполнителей, например для асфальтобетона, флюсов и др. Таким образом достигается комплексное использование сырья.
При содержании в исходной горной массе более 20% слабых разностей щебень требуемой марки может быть получен только за счет включения в технологическую схему специальной операции обогащения по прочности методом отсадки, механической классификации или разделения в тяжелых средах (суспензиях), осуществляемых в отдельном потоке.
Если представляется возможным выборочно добывать прочные и слабые породы, их переработку на заводе производят на отдельных технологических линиях.
Система соединений технологических линий и наличие потоков для выделения пород разной прочности характеризуют структуру технологической схемы. Согласно классификации, приведенной И. Б. Шлаиным, различают одно-, двух- и трехпоточные схемы. Применяются также комбинированные схемы, когда в различных
их элементах материал перерабатывают в одном или нескольких потоках, как, например, в рассматриваемой выше схеме (рис. 5.31, б).
По такой схеме сухим способом перерабатывают горную массу крупностью до 1000 мм для выпуска известнякового щебня М 300 и 500 и использования отсевов дробления для производства известняковой муки.
Технологическая схема включает следующие операции:
предварительное грохочение (II), удаляющее мелочь и выделяющее два класса по крупности материала;
раздельное первичное дробление (I) в соответствующих типах роторных дробилок;
предварительное и поверочное грохочение (IV) перед второй стадией дробления, которое выделяет товарную фракцию 40 ... 70 мм щебня М 500 и переводит в подрешетный продукт щебень М 300;
повторное грохочение подрешетного продукта (0 ... 40 мм) для получения товарных фракций щебня 10 ... 20 и 20 ... 40 мм;
вторую (III) и третью (V — с замкнутым циклом) стадии дробления щебня М 500;
Грохочение (VI) и перечистку (VII) товарных фракций в смеси 5...20 и 20...40 мм щебня М 500.
При содержании в исходном сырье глины в схему вводят операции по ее отбору и (или) предусматривают мокрый способ переработки с использованием оборудования для промывки и обезвоживания, позволяющего получить заполнитель требуемой чистоты.
Кроме заводов для производства щебня используют сборноразборные автоматизированные дробильные линии САДЛ-И-400 и передвижные дробильно-сортировочные установки ПДСУ-85.
САДЛ-И-400 (рис. 5.32) состоит из десяти самостоятельных агрегатов и управляется автоматически с диспетчерского пункта. Линия предназначена для переработки горной массы преимущественно из изверженных пород крупностью до 750 мм с содержанием легкопромывистых включений до 5%. Производительность — 400 тыс. м3 щебня в год, из них 50% мелких фракций (до 20 мм). Дополнительно предусмотрен выпуск 80 тыс. м3 обогащенного песка из отсевов дробления. Переработка производится по рассмотренной технологической схеме для пород типа 1-1. Небольшое отличие состоит в отсутствии операции обезвоживания после промывки в спиральном классификаторе.
ПДСУ-85 (рис. 5.33) имеет производительность 85 м3/ч и сравнительно небольшую массу оборудования (145 т), компактно размещаемого на площадке с размерами 40X45 м. Установка предназначена для получения фракционированного щебня крупностью до 40 мм. Технология переработки предусматривает трехстадийное дробление с работой дробилок II и III стадий дробле-136
Рис. 5.32. Схема цепи аппаратов сборно-разборной автоматизированной дробильной линии САДЛ-И-400 по переработке изверженных пород:
/ — бункер с пластинчатым питателем; 2— агрегат крупного дробления со щековой дробилкой ШДП-9Х12; 3 —конвейеры ленточные стационарные; 4 — агрегат среднего дробления с конусной дробилкой КСД-1750Гр; 5 — агрегат мелкого дробления с конусной дробилкой КМД (750Гр, 6 — агрегат сортировки с двумя инерционными грохотами ГИС-62; 7 — промывочный ai регат со спиральным классификатором 1К.СН 15; 8 — бункера-склады с весовыми дозаторами; 9— промежуточный бункер склад; 10 — конвейеры штабелеукладчики
ния в замкнутом цикле с грохотом, предварительное грохочение после первичного дробления (продукты всех дробилок сортируются на одном агрегате), товарное грохочение без промывки подрешетного продукта первого агрегата сортировки на втором сортировочном агрегате.
• 5.5.3. Гравийно-щебеночные и гравийно-песчаные заводы. Такие заводы при различных объемах производства выпускают широкую номенклатуру продукции: фракционированный щебень из гравия с наибольшей крупностью до 20 мм, гравий в виде смеси фракций 5... 20 мм, песок природный обогащенный и обогащенный из отсевов дробления.
Соотношение между различными видами продукции зависит от гранулометрического состава перерабатываемой горной массы. При большом содержании в ней валунов и гравия по отношению к песчаной составляющей основной продукцией являются гравий и щебень из гравия. В соответствии с этим заводы именуются гравийно-щебеночными.
Технологическая схема такого завода, использующего горные породы типа IV-2, представлена на рис. 5.34. Схема имеет две технологические линии: щебеночную и гравийную. Первая образо-
Рнс. 5.33. Передвижная дробильно-сортировочная установка ПДСУ-85:
/ — приемный бункер с питателем; 2 — агрегат крупного дробления;
3 — агрегат среднего дробления; 4 — агрегат сортировки; 5 — агрегат мелкого дробления; 6 — ленточные конвейеры; 7 — пульт управления установкой
вана дробилками трех стадий дробления в сочетании с грохотами, а также оборудованием для получения обогащенного песка из отсевов дробления, вторая — представлена грохотом для разделения гравийно-песчаной массы и оборудованием для обогащения природного песка.
Число стадий дробления определяется крупностью валунов в исходной горной массе. Если их размер не превышает 250 мм, то дробление можно производить в две стадии.
Первые три операции в рассматриваемой схеме аналогичны и для других технологических схем гравийно-песчаных заводов:
• I — разделение исходной горной массы по классу +150 на гравийно-песчаный материал и валуны;
• II — первичное дробление надрешетного продукта (валунов);
• III — выделение предварительным грохочением гравийно-песчаного материала крупностью 0 ... 20 мм из подрешетного продукта
(О ... 150 мм), объединенного с продуктом первичного дробления.
Материал крупнее 40 мм направляется на вторичное дробление (IV), а фракция 20 ... 40 мм — на третичное дробление (V) в конусные дробилки, работающие в замкнутом цикле с грохотом (VI), отделяющим из потоков дробимого материала в подрешетный продукт фракцию 0 ... 20 мм.
Ограниченное содержание легкопромывистых включений в горных породах этого типа позволяет осуществлять промывку щебня и гравия мелких фракций на грохотах одновременно с сортировкой их на товарные фракции (VII, X).
Операции классификации и обезвоживания песка из отсевов дробления и природного песка производятся так же, как в рассмотренной схеме для щебеночного завода, в спиральных классификаторах и обезвоживателях. В последних обогащенных песок сгущают для обеспечения возможности его транспортирования ленточными конвейерами.
Валуно-гравийно-песчаные и гравийно-песчаные породы, содержащие до 50% валунов и гравия, часто загрязнены средне- и труд-нопромывистой глиной в количестве до 10... 12% (тип IV-1). В связи с этим технологические линии дополняют специальными операциями промывки. Их обычно предусматривают на щебеночной линии в вибромойках для крупных фракций 4-20(40) мм (после предварительного грохочения III), исключая этим замазывание глиной конусных дробилок и грохотов, а на гравийной — в корытных мойках для фракций 5 ... 20 мм с последующей сортировкой, дополнительным ополаскиванием и обезвоживанием на грохотах.
При переработке сырья, загрязненного преимущественно сред-непромывистыми включениями, весь материал промывают в корытных мойках перед грохочением на товарные фракции, как, например, на крупном гравийно-песчаном заводе мощностью 2,1 млн. м3 в год Вяземского горнообогатительного комбината.
Завод и его технология представлены на рис. 5.35 ... 5.37. При выпуске гравия и щебня из гравия фракций 3 ... 10 и 10 ... 20 мм обогащенный песок получают из суспензии технологического зумпфа (0 ... 3 мм), которую сначала перекачивают в сгусти-тельпые воронки, а затем обезвоживают в спиральном классификаторе с удалением частиц менее 0,16 мм.
Если в сырье присутствуют только легкопромывистые включения, то из предусмотренных трех этапов промывки — на грохотах, в корытных мойках и дополнительном ополаскивании на грохотах— два последних исключаются (см. пунктирные линии на рис. 5.35 и 5.36).
Технологические схемы гравийно-песчаных заводов могут предусматривать также совместный выпуск щебня и гравия. Он допустим при соблюдении требований стандарта на щебень из гравия по содержанию дробленых зерен и при соответствующем техникоэкономическом обосновании.
О./ЗОмм
I Исходная горная массб
О...300мм /flOjreveMi/e а=/30мм
730мм
Лербичнае дробление
ТЦДО 6*0, О =73 мм
Z0-4 Омм
О... 2Омм
4Омм
20... 730мм
/рохочение^
д/=4омм дг=2Омм
|zZ.. 730мм Грохочение
° ОНЛадс
Грата \ пение
Траби и /
3... 20мм
и одеабомибание
О... О,/6 мм I
OiPjgmuffoHue
О~3мм
О...Змм
Илассифинация
Р/паричное дробление РОД-773ОТР е= 7репгичное дро
ХМ0Т73ОТ е-томм
JOmm
Зление
40мм
20... 4Омм
0/=4Омм 0^=2О мм 10... 2Омм
О.. О, /6мм
7роточе\ние
и громы Он а
Щебень из грабил /0.20 3... тОмм
/Олассифихация и
Лесин обогащенный
0.76... Змм
д7=/Омм Of- Змм
О... Змм
адеабимибиние
Здеобо мибиние
\О...О,/6 м
/Тегах дроблено/й обогащенный изотпеебоб
ОДб.ЗмМ
Отходы
О... 0.76мм
Рис. 5 34. Технологическая схема гравий но-щебеночного завода по переработке валуно-гравипно-песчаных горных пород, загрязненных легкопромывистыми включениями:
/... XII — номера технологических операций; d — размеры отверстий сит грохотов; е— размер разгрузочных отверстий дробилок; от 0 ... 500 до 0... 0,16 — крупность продуктов; Т ; Ж — соотношение масс продукта и воды, подаваемой на его промывку
0777О0О4Н00 000/3/70
оно 00Д 7700 7/7, 0=20ММ
7007/704/70/ /^7/7/300000
20...30мм J... 277мм] 0...JMM
/МД -22030
0 0мм
ИсхоД//па годная масса
0... 700мм
7/70X0400/70 0 7J0MM
0... 73О мл/
^0... 200мм
/000/7 4/70/’ 0000770000
ЩД77 0*72, £ 720мм
000X040/7/70
00... 200ММ
0... 30мм
0-60Л/Л/
~10 .. 00 ММ
\ / /7/70М7 /Щ//00 4/7070
у 0//МЛ'0//0'
0/ 20мл/ //70/00407700
20...30мм\/... 20мл/
Г ./ /1ГА7
0...JMM
//доммЗлт/
у0...7мл/ 077/70
27/7ОММ0Х71 J .. 20мм /мм
________0/7/70
0/70770£Л7/0а7/С7£;
£/70.70407/00 0
003J00M770077770 70ММ
£/, 0Л/М
0/7О/7/77707000/70, *
£00X0400/70 77
О00.70ОМ/70ОО/70 =/0ММ
0г-0ММ
0...0ММ i
0..0Л/М
X А
0/020/77 L 'J г/770/S/f
70...20мл/ 0.. 70мм
7/700/77/
70... 20мм J... /0мм
JW/7&
Рис. 5 35. Технологическая схема гравийно-песчаного завода по переработке ва-луио-гравий —песчаных горных пород, загрязненных легко- и среднепромывис-тыми включениями (обозначения как на рис. 5.34)
\
Совместный выпуск осуществляется объединением щебеночного (дробленого) и гравийного (сортированного) материалов одинаковых фракций перед подачей на склад готовой продукции.
• 5.5.4. Гравийно-песчаные и песчаные заводы с гидромеханизи-рованным способом добычи сырья. Их продукция наряду с перечисленной для гравийно-песчаных заводов включает обогащенный песок с модулем крупности более 2,5 и полным остатком на сите № 063 до 70%, а также фракционированный песок крупностью 0,16 ... 0,63 (1,25) мм и 0,63 (1,25)—5 мм.
Особенностью технологии переработки горной массы, подаваемой в виде пульпы, например, от земснаряда, является ее предварительное разделение (как правило, в конических гидрогрохотах) на два потока: песчаный и гравийный, перерабатываемые затем раздельно.
В соответствии с этим на заводах выделяют гравийно-щебеночную и песчаную линии, состоящие из узлов и блоков, связанных гидравлическим и конвейерным межцеховым транспортом. Блоки называются в соответствии с проводимыми в них технологическими операциями. Гравийно-щебеночная линия может состоять из блоков: предварительного разделения, грохочения гравия, первичного дробления, вторичного и третичного дробления, грохочения щебня из гравия. Песчаная линия обычно включает блоки гидроклассификации, сгущения и обезвоживания.
Принципиальная блок-схема гравийно-песчаного завода с использованием большинства операций переработки горной массы, добытой средствами гидромеханизации, представлена на рис. 5.38.
Включение определенных блоков в схему связано с гранулометрическим составом перерабатываемой горной массы и требуемой номенклатурой продукции. Например, блок первичного дробления включается в схему при наличии валунов (+150 мм). В зависимости от крупности гравия дробление может производиться в одну-две стадии или совсем исключается (а с ним и соответствующие блоки), если содержание гравия +70 мм незначительно и допустим выпуск его крупных фракций. В этом случае из схемы также исключается промежуточный склад и переработка производится без разрыва технологического потока. Поточность достигается установкой блока предварительного разделения над всем технологическим оборудованием (высокое расположение) и материал самотеком перемещается сверху вниз.
При наличии промежуточного склада (поточно-циклическая схема) блок предварительного разделения обычно имеет низкое расположение, перемещение гравийно-щебеночного материала в соответствии с принятыми схемами дробления и грохочения осуществляется ленточными конвейерами, т. е. технология гравийнощебеночной линии в этом случае аналогична технологии гравийнопесчаных заводов с экскаваторным способом добычи сырья.
I
При низком расположении блока предварительного разделения песчаная фракция направляется в блок сгущения, а затем в зумпф, оттуда землесосом перекачивается в блок классификации для дальнейшей переработки с целью получения фракционированного и обогащенного песка. При производстве рядового песцга блоки гидроклассификации и обезвоживания исключаются из песчаной линии и материал подается на карты намыва напорным гидротранспортом, а при высоком расположении блока предварительного разделения — самотеком. Если к выпуску предусмотрен только фракционированный песок, то крупная и мелкая фракция непосредственно после гидроклассификатора подаются на карты намыва и из схемы исключаются блоки обезвоживания и сгущения
Песчаная линия рассмотренной блок-схемы положена в основу технологии песчаного завода (проект ВНИПИИстромсырье), ис-
ZL. 700мм
0/77 7Н7/Г0СМ7/)
£7панц//£/
0..7мм
(00рТ70ил*уКЛ1/?-22007)
20.00мм
0/77 77770707/(70 0/77770(0/0
0/77е^Н77Л/7г//УеС7Си0
J^Af/7^7 0..-0MM
Я/т/егнолагс/чесхий
J^MT/tf 0.. JmM 7/L_ 7777^ //a CKT/arf J... 70мм
рис. 5 36. Схема цепи аппаратов гравийно-песчаного завода мощно чаных пород с легко- и среднспромывистыми
а —отделение первичного дробления; б — отделение вторичного и третичного 1 — пластинчатый питатель 1-24 120; 2—колосниковый грохот; 3 — щековая (2 шт.); 6 — виброгрохот ГИЛ-52 (24 шт.); 7 — корытная мойка КМ (8 шт.); тигельная воронка И4500 (2 шт.);
\
пользующего сырье месторождений с содержанием гравия до 5% (рис. \5.39). Линия дополнена блоком предварительного разделения высокого расположения и блоком грохочения гравия (рис. 5.40). \
В коническом гидрогрохоте из пульпы выделяются зерна гравия и поступают на вибрационный грохот для отделения песчаных примесей и-получения рядового гравия +5 мм. Песчаная пульпа направляется самотеком в гидроклассификатор типа ГКХ (с верхним подводом смеси), оттуда мелкая фракция песка (0 ... 0,63 мм) через верхний трубопровод поступает в сгустительные воронки, а крупная (0,63 ... 5 мм) — из нижнего трубопровода в спиральный классификатор, куда подается и подрешетный продукт виброгрохота, для обезвоживания и обогащения удалением в слив фракции до 0,16 мм. Мелкая фракция песка сгущается в воронках до оптимальной концентрации (1:2 ... 1:4 — соотношение масс воды и песка) с одновременным сбросом в слив фракции до 0,16 мм, а затем поступает в двухспиральные классификаторы с ве-
стью 2,1 мли. м3 в год Вяземского ГОКа по переработке валуно-гравийио-пес-включеииями:
Дробления; в — отделение сортировки и промывки, г — цех получения обогащенного песка; дробилка ЩДП 9X12; 4 — виброгрохот ГИТ-7! (2 шт.); 5 —конусная дробилка КСД-1750Гр в— промежуточные бункера (8 шт.); 9— конусная дробилка КМД-2200Т (2 шт.); 10— сгус-// — классификатор 2КСН-24
Рис. 5 37. Гравийно-песчаный завод мощностью 2.1 млн. м3 в год Вяземского ГОКа:
/ — корпус отделения первичного дробления; 2 — корпус отделения вторичного и третичного дробления; Л — корпус отделения сортяровкж н промывки. 4 —цех получения обогащенного песка; 5 — погрузочные бункера щебня из гравия на железнодорожный транспорт^ склад щебня из гравия, / — склад обогащенного песка, fi — погрузочные бункера гравия на железнодорожный транспорт; 9— склад гравия: 10 — железнодорожная ветка на карьера F
Исходная пульпа
ПредСдригпельное рагделение
Нонидескии г и др огрех от
/рохоуение
/идроклассификацик
Cdejдожилапае
а..О,дм*\
Сгущение
\0Jff... Цдмм -/7,/Смм Сдегдожидание
Смм -ОИСжм^ \С,/6...О,6мж 'С,/Смм Песок Сдрос Песок
Слад
Рис 5.39. Технологическая схема песчаного завода с гидромехаиизи-рованиым способом добычи сырья для месторождения с содержанием гравия до 5%
погруженной спиралью. Обезвоженный песок транспортируют ленточными конвейерами на склад готовой продукции.
• 5.5.5. СкладЕя готовой продукции. Типы складов характеризуются способом складирования и отгрузки различных заполнителей, формой штабеля, режимом работы (завода д склада) и вместимостью.
На щебеночных и гравийно-песчаных заводах применяют следующие типы складов.
Конусный склад (рис. 5.41) характеризуется подачей заполнителей ленточным конвейером, точечным сбросом и отгрузкой экскаваторами, погрузчиками или конвейерами. Он обычно применяется на заводах небольшой мощности (до 600 тыс. м3 в год), работающих сезонно или круглогодично.
Штабельный эстакадно-траншейный склад (рис. 5.42) отличается подачей заполнителей ленточными конвейерами, расположенными на эстакаде и оборудованными передвижной сбрасывающей тележкой, и отгрузкой также ленточными конвейерами, расположенными в подштабельной траншее. Заполнители над общей подштабельной траншеей хранятся между разделительными стенками пофракционно, при этом учитывается угол естественного откоса складируемого материала, зависящий от его влажностного состояния. Для щебня и гравия он составляет 35 ... 45° (меньшие значения для влажного материала), для сухого песка — 25 ...35° в зависимости от крупности. Для влажного песка угол естественного откоса увеличивается в соответствии с его крупностью до 30 ... 148
Рис. 5 41. Конусный склад
40°, а для мокрого уменьшается до 15 ... 27°. В целях предупреждения сепарации — неравномерного распределения зерен заполнителя по крупности, высота свободного падения в штабель ограничивается 5 ... 6 м. Люки, через которые материал поступает на конвейер в подштабельной траншее, располагаются друг от друга на расстоянии 3 ... 3,5 м, что позволяет свести к минимуму объем «мертвых» зон в штабелях. Этот тип склада широко распространен на заводах средней и большой мощности.
Штабельно-эстакадный склад отличается от рассмотренного выше отсутствием подштабельной траншеи, строительство которой бывает невозможно из-за неблагоприятных гидрологических, климатических и других условий. Поэтому отгрузку продукции производят экскаваторами и погрузчиками.
Для гравийно-песчаных и песчаных заводов с гидромеханизированным способом добычи сырья, работающих сезонно, предусматривают склады с круглогодичной отгрузкой заполнителей.
При мощности заводов до 1,2 млн. м3 в год применяют штабельный склад с подачей заполнителей передвижным штабелеукладчиком, а для более мощных заводов — штабельно-кольцевой (см. рис. 5.40), образуемый радиально-передвигающимся консольно-поворотным конвейером и отвалообразователем.
Склады располагают на плотном основании из хранимого материала.
Используются также намывные склады песка при его подаче грунтовыми насосами или самотеком. На каждую фракцию песка принимают три карты намыва (в намыве, в отстое и в подготовке к намыву). Их размер в плане 50X60 и 100x120 м при высоте намыва 6 ... 10 м Для обезвоживания песка и отвода воды с карт намыва предусматривают дренаж.
Отгрузку заполнителей со всех складов производят экскаваторами и погрузчиками.
Вместимость складов готовой продукции различных заводов по нормам технологического проектирования приведена в табл. 5.3 и 5.4.
На складах необходимо принимать меры против смерзания заполнителей, которое зависит от определенной величины их влажно
Рис. 5.42. Штабельный эстакадно-траншейный склад
ности. Заполнители должны сохранять сыпучее состояние, позволяющее без осложнений производить погрузочно-разгрузочные работы.
Таблица 5.3. Полезная вместимость складов готовой продукции для заводов с круглогодовым режимом работы и отгрузкой иа железнодорожный транспорт
Мощность завода, тыс. м3/год Рекомендуемая общая вместимость склада Площадь основания склада, тыс. м’
тыс. м3 I сут
600. .. 900 22 ...28 8 5.0 ...7,0
1000 1500 28 ...38 7 7,0 ... 9,0
2000... 2800 36... 46 6 9,0... 11,5
Таблица 5 4 Полезная вместимость складов готовой продукции для заводов с сезонным режимом работы и круглогодовой отгрузкой на железнодорожный транспорт
Мощность завода, тыс. м’/год Рекомендуемая общая вместимость склада, тыс. м3 Площадь основания склада, тыс. м7
До 600 До 240 До 30
800 .1200 240... 480 30... 60
1200 ...2000 480 .800 60... 100
Выше указывалось, что для повышения качества заполнителей на завершающей стадии технологического процесса переработки применяют операции промывки и классификации. Однако оборудование для обезвоживания механическим путем не удаляет влагу из готового продукта до такой степени, чтобы предотвратить его смерзание. Влажность песка после операции обогащения может составлять 19 ... 30%. Простым способом дальнейшего обезвоживания является свободное дренирование, при котором вода фильтруется через промежутки между твердыми частицами под действием силы тяжести. Обезвоживание песка продолжается около месяца. За это время его влажность уменьшается до 3 ... 5%.
Обезвоживание щебня и гравия на вибрационных грохотах позволяет снизить влажность до безопасных для смерзания пределов, в основном, лишь для крупных фракций (свыше 20 мм).
Наиболее полного удаления влаги из заполнителей можно добиться сушкой как теплым, так и холодным воздухом (метод сублимации). Но эти методы дорогостоящи и не решают проблемы смерзания в периоды атмосферных осадков и колебания температуры около 0°С.
Эффективным и дешевым является способ естественного промораживания, обеспечивающим сыпучесть материала. Он заключается в том, что заполнители на складе периодически перелопачивают экскаваторами, перемешивают специальными рыхлителями или перемещают послойно смерзающийся материал в отдельный штабель.
Одним из перспективных способов, предотвращающих смерзание влажных заполнителей, является гидрофобизация поверхности зерен. Добавки против смерзания можно вводить в сыпучую массу путем распыления сжатым воздухом из форсунок. Так, по предложению треста «Оргтехстрой» Главприокскстроя песок обрабатывают щелочным стоком от производства капролактама (ЩСПК), который является пластифицирующе-воздухововлекаю-щей добавкой для бетона. В результате — песок зимой не теряет сыпучие свойства.
Итак, применение добавок, предохраняющих заполнители от смерзания, не должно оказывать отрицательного влияния на требуемые свойства бетонной смеси и бегона. Желательно, чтобы эти добавки, как в вышеприведенном примере, обладали кроме противоморозного действия полезными свойствами, повышающими качество бетона. В этом случае повышается экономическая эффективность их применения.
Таким образом, определяющими для технологии производства плотных заполнителей являются тип добытой для переработки горной породы и способ ее добычи — экскаваторный или гидромеханизироваиный. Современные технологические схемы производства заполнителей с учетом их номенклатуры и качества, а также применяемого оборудования обычно представляют двух- или трехстадийную схему дробления с замкнутым циклом на последней стадии, операции предварительного и окончательного грохочения, промывки, классификации и обезвоживания. Это позволяет получать заполнители требуемого качества для наиболее широко применяемых в строительстве бетонов.
/. Как подразделяются горные породы по происхождению? Охарактери-, эуйте их состав и свойства. 2. Какие виды песков используют для бетона? 3. Как в соответствии с модулем крупности подразделяются пески? 4. Какие примеси могут содержаться в песке? Почему и до каких пределов их содержание ограничено стандартом? 5. В чем состоит обогащение песка? Как оно осуществляется? 6. Какими способами добывают песок? Какие машины и оборудование применяют для добычи? 7. Для чего применяется гидравлическая классификация? На чем она основана? Какие типы классификаторов применяют, по какому принципу они действуют? 8. Как осуществляют обезвоживание песка? 9, Как предотвратить смерзание песка
на складах? 10. Какие виды грохочения различают по технологическому назначению? Для чего они служат? 11. Что такое эффективность грохочения? От чего она зависит? 12. Какие машины используют для промывки крупных заполнителей? 13. С какой целью и какими способами осуществляют обогащение крупных заполнителей? 14. По каким показателям устанавливают марку щебня? Какие требования предъявляются стандартом к прочности щебня по отношению к прочности тяжелого бетона? 15. Как осуществляют добычу скальных горных пород? 16. Как связана стадийность дробления со степенью измельчения и крупностью горной массы? 17. Чем вызвана необходимость дробления в замкнутом цикле и как он осуществляется? 18. Для чего применяют избирательное дробление? В чем его сущность? 19. По каким характеристикам добытую горную массу классифицируют для переработки? Как подразделяются перерабатываемые горные породы? 20. Какие типы заводов различают в зависимости от характера производства и основных видов выпускаемых заполнителей? 21. Что понимают под принципом построения технологической схемы, ее поточностью, структурой? 22. В зависимости от чего и где в технологических схемах предусматривают операции промывки? С применением какого оборудования? 23. Какие особенности характерны для технологии производства щебня из неоднородных по прочности горных пород? 24. Каковы особенности технологии переработки горной массы, добываемой гид роме хинизированным способом? 25. Какие типы складов применяют на щебеночных и гравийно-песчаных заводах? 26. От чего зависит вместимость складов, какой запас заполнителей должен быть предусмотрен на них?
Глава 6
ПРИРОДНЫЕ ПОРИСТЫЕ ЗАПОЛНИТЕЛИ
Из разнообразных пористых горных пород получают заполнители для легких бетонов. Ио эти заполнители обладают также некоторой прочностью, которая, хотя и меньше, чем у заполнителей из плотных горных пород, но все же достаточна для получения бетонов требуемых классов.
• По крупности зерен пористые заполнители делятся на песок (до 5 мм) и щебень. Щебень разделяют на фракции 5 ... 10, 10 ... 20 и 20 ... 40 мм. Допускается также щебень крупностью 5 ... 20 или 5 ... 40 мм.
• Основная маркировка пористых заполнителей установлена по насыпной плотности. Если она составляет 400 ... 500 кг/м3, заполнитель относят к марке 500, при насыпной плотности до 600 кг/м3 — к марке 600 и т. д. ГОСТ 22263—76 предусматривает марки щебня 300, 350, 400 и далее до 1200 с градацией через 100 кг/м3; марки песка — 500 ... 1400.
• Кроме того, установлены марки щебня по прочности, причем для разных видов щебня стандартом предусмотрены соответствующие требования к прочности при сдавливании в цилиндре.
Как указано в гл. 2, прочность пористого заполнителя наиболее целесообразно определять непосредственным испытанием в бетоне. .
Стандартом предписано применение пористых заполнителей различных марок по прочности в тех или иных легких бетонах.
Согласно ГОСТ 22263—76, для щебня разных марок по насыпной плотности установлены минимально допустимые марки по прочности.
Таким образом, все основные показатели свойств заполнителей и направление их использования в бетонах взаимосвязаны.
Как правило, чем мельче фракция пористого заполнителя, тем больше ее насыпная плотность и плотность зерен. Это объясняется тем, что при измельчении пористость материала уменьшается, причем в первую очередь за счет разрушения материала по наиболее крупным порам. Интенсивность увеличения плотности по мере дробления зависит от крупности пор в материале и равномерности 154
их распределения. Разница в плотности песка и щебня для мелкопористых пород сравнительно невелика, а для крупнопористых значительна.
При дроблении пористой породы с увеличением плотности зерен возрастает и их прочность. Прочность зерен заполнителя выше прочности исходной породы, определенной испытанием сравнительно крупных образцов. Поэтому допускается использование для производства заполнителей пористых горных пород, предел прочности которых при сжатии не менее 50% требуемого предела прочности бетона.
Коэффициент размягчения щебня из пористых горных пород должен быть не менее 0,6 при использовании в конструкционнотеплоизоляционных и не менее 0.7 — в конструкционных бетонах.
Природные пористые заполнители могут быть вулканического или осадочного происхождения.
6.1. ЗАПОЛНИТЕЛИ ВУЛКАНИЧЕСКОГО ПРОИСХОЖДЕНИЯ
• Природные пористые заполнители вулканического происхождения представляют собой изверженные главным образом обломочные породы. На территории СССР они встречаются лишь в некоторых районах. В ряде случаев целесообразна перевозка их в другие районы и даже на большие расстояния, если это оправдано технико-экономическим расчетом.
К пористым горным породам, используемым для получения заполнителей, относят пемзы, шлаки, туфы, а также пористые базальты и андезиты.
• 6.1.1. Пемза. Пемза — пористое стекло, образовавшееся в результате вспучивания и застывания магмы, выброшенной при извержении вулканов. Выход магмы из недр на поверхность сопровождался резким спадом давления. При этом растворенные в расплаве газы выделялись в виде пузырьков. Одновременное охлаждение привело к увеличению вязкости магмы, и опа застыла в виде пористой породы губчатого или волокнистого строения от серовато-белого до коричневого цвета. Крупнейшие месторождения пемзы находятся в Армении. Имеется пемза на Северном Кавказе и Камчатке.
Пемза встречается преимущественно в виде залежей песка, Щебня и более крупных обломков. Производство пемзовых заполнителей состоит в разработке карьеров, дроблении и сортировке материалов.
В большинстве случаев пемза по химическому составу относится к кислым породам и состоит в основном из стекла (содержание кристаллических минералов обычно менее 1%).
Размеры пор в пемзе от долей миллиметра до 3 мм, форма пор округлая или вытянутая. Пористость зерен достигает 85%. Насыпная плотность пемзового песка различных месторождений составляет 600... 1100 кг/м3, щебня — 400...900 кг/м3, плотность зерен — 0,5 ... 1,9 г/см3.
Предел прочности пемзы при сжатии составляет 2,5 ... 40 МПа. Пемза имеет ячеистую структуру, и поэтому зависимость прочности от плотности приблизительно выражается уравнением квадратной параболы, т. е. формулой (2.10) при п=2.
Наименее пористые, более тяжелые и прочные пемзы (их называют литоидными, т. е. камнеподобными) используют для получения легких конструкционных бетонов. В Закавказье из таких высокоэффективных бетонов сооружаются различные конструкции, в том числе перекрытия, мосты, гидротехнические сооружения.
Более легкие разновидности пемзы используют в качестве заполнителей для теплоизоляционных и конструкционно-теплоизоляционных легких бетонов.
• 6.1.2. Вулканические шлаки. Месторождения вулканических шлаков имеются в Армении, Грузии, на Камчатке и в других местах.
Вулканические шлаки образовались из жидкой магмы основного состава, выбрасываемой при бурном извержении в воздух. Песок, щебень, а также крупные глыбы вулканического шлака (вулканические бомбы) перерабатываются в заполнители частичным дроблением п фракционированием.
Внешне вулканические шлаки похожи на топливные. Они имеют темную окраску от красноватой до черной. Структура крупнопористая, ноздреватая.
Насыпная плотность щебня 400... 850 кг/м3, песка 650... 1300 кг/м3. Вулканические шлаки используют в качестве заполнителей для легких бетонов различного назначения.
• 6.1.3. Туфы и туфовые лавы. Вулканические туфы — это мелкопористые породы, образовавшиеся из вулканического пепла с различной степенью уплотнения и спекания, а туфовая лава — это быстро остывшая поризованная лава, в которую попали вулканические пепел и песок. Наиболее значительные месторождения в Армении.
Туфы и туфовые лавы залегают массивами и используются для производства стеновых камней и крупных блоков. Образующиеся при разработке карьеров камнерезными машинами отходы (более 50% разрабатываемого объема камня) после дробления и сортировки дают щебень с насыпной плотностью 600 ... 800 кг/м3 и песок—700... 1000 кг/м3, пригодные для легких бетонов.
Туфы имеют зернистую структуру (см. гл. 2), туфовые лавы — переходную, иногда близкую к ячеистой. По данным М. 3. Симонова, зависимость предела прочности от плотности туфовыЧ лав выражается формулами (2.9) или (2.10) с показателем степени 156
около 3, а для туфов — 4 и более. Поэтому при одинаковой плотности туфовая лава обычно прочнее туфа, но менее прочна, чем пемза.
Некоторые виды туфов недостаточно водостойки и морозостойки вследствие слабых связей между зернами в их структуре. Применение таких туфов в качестве заполнителей для бетона не допускается. Однако они могут быть использованы как сырье для получения высококачественного заполнителя (А. 3. Татишвили и др.).
6.2. ЗАПОЛНИТЕЛИ ОСАДОЧНОГО ПРОИСХОЖДЕНИЯ
Для получения пористых заполнителей из осадочных горных пород в основном используются карбонатные — пористые известняки и ракушечники, а иногда пористые кремнеземистые породы. • 6.2.1. Пористые известняки и ракушечники. При дроблении известняков плотностью менее 1800 кг/м3 получают щебень с насыпной плотностью до 1000 кг/м3 (при межзерновой пустотности примерно 40 ... 50%), который в соответствии с классификацией ГОСТ 9757—83 относится к пористым заполнителям.
Известняки-ракушечники представляют собой осадочные породы в виде скопления мелких раковин, сцементированных известняковыми отложениями. Они отличаются от обычных мелкопористых известняков ноздреватой крупнопористой структурой.
Плотность известняков-ракушечников составляет в основном 1000 ... 1600 кг/м3 при пределе прочное!и 0,5 ... 10 МПа, а обычных пористых известняков— 1600 . 1800 кг/м3 при пределе
прочности до 25 МПа. Встречается также разновидность пористых известняков в виде известкового туфа — осадка углекислых вод с плотностью 1400 ... 1800 кг/м3 и пределом прочности при сжатии 5 ... 15 МПа.
Предел прочности пористых известняков пропорционален плотности в 4... 5-й степени, т. е. пористость r данном случае приводит к значительно большему снижению прочности, чем в материалах типа пемзы, туфовых лав и даже вулканических туфов. Еще сильнее снижается прочность с уменьшением плотности ракушечников (в 5...6-й степени), что объясняется некомпактной упаковкой зерен-ракушек.
Необходимо, однако, иметь в виду, что приведенные показатели прочности получают испытанием на сжатие выпиленных из породы образцов. Зерна дробленого заполнителя, как указано выше, оказываются прочнее исходной породы. Поэтому на пористых известняках и ракушечниках без существенного перерасхода цемента (по сравнению с другими заполнителями) получают бетоны плотностью 1800 ... 2200 кг/м3 и пределом прочности 5 ... 20 МПа.
Месторождения пористых известняков и ракушечников широко распространены на Украине, в Молдавии, Азербайджане, Средней
Азии и ряде областей РСФСР. Они являются источником получения пиленого камня для массового строительства. Остающиеся в карьерах отходы после дробления и сортировки дают заполнители для бетонов.
В некоторых районах имеются залежи рыхлого ракушечника, т. е. несцементированных между собой раковинок и их осколков. Этот материал может быть применен в качестве заполнителя для бетона непосредственно или после некоторого дробления.
• 6.2.2. Кремнеземистые породы. Среди кремнеземистых пород осадочного происхождения ограниченное применение в качестве заполнителей находят опока, спонголит, алевролит, месторождения которых разрабатываются на Украине и в Грузии. Эти пороты имеют плотность 800 ... 1400 кг/м3, предел прочности при сжатии 2,5 ... 15 МПа. Структура зернистая, мелкопористая.
В состав указанных пород входит аморфный кремнезем в виде опала, халцедона. Они весьма активно взаимодействуют со щелочами цемента. Поэтому в цементном бетоне такие заполнители применять опасно, они могут вызвать коррозионные процессы.
6.3. ОБОГАЩЕНИЕ ПОРИСТЫХ ЗАПОЛНИТЕЛЕЙ
Обогащение пористых заполнителей состоит в повышении их од-
нородности по плотности и прочности, улучшении формы зерен, уменьшении содержания пыли. Описанные выше принципы обога-
щения заполнителей из плотных пород могут быть использованы
Рис. 6 1. Схема пневматической отсадочной машины:
I — подача воздуха вентилятором; 2— клапаны; 3 — решето; 4 — загрузка; 5 — отбор самых тяжелых зерен; 6 — выход сравнительно тяжелого продукта; 7 — выход легкого продукта; 8—запыленный воздух
для пористых заполнителей. Однако специфические свойства легких пористых заполнителей требуют осуществления обогащения другими способами.
Вместо отсадки в водной среде можно использовать отсадку в воздушной среде. Для этого имеются пневматические отсадочные машины, работающие следующим образом (рис. G.1). Воздух, подаваемый вентилятором, периодически направляется системой клапанов то в одну, то в другую камеру машины, создавая пульсацию слоя материала на решегс. В результате многократного разрыхления восходящим потоком возду-
Рис. 6.2. Схема сепаратора для обогащения пористых заполнителей:
/ — решето; 2 — фильтр; 3 — подача воздуха; 4 — песок; 5 — загрузка заполнителя: 6—выдача легкого продукта; 7— выдача сравнительно тяжелого продукта
ха материал расслаивается, тяжелые зерна оказываются внизу, более легкие — вверху, откуда и отбираются. Одновременно материал очищается от пыли.
Аналогичен описанному в гл. 5 способу разделения заполнителей в тяжелых водных суспензиях способ сепарации пористых заполнителей в пневмосуспензии. Установка (рис. 6.2) работает следующим образом. Воздух через фильтр непрерывно нагнетается в слой песка, отчего последний «кипит». Подбором песка соответствующей плотности и крупности получают требуемую плотность пневмосуспензии, в которой часть зерен крупного пористого заполнителя тонет, другая часть всплывает. Разделенный на два класса крупный пористый заполнитель отбирается вместе с песком, от которого затем отделяется грохочением. Песок возвращается в установку.
Менее надежен, но проще способ разделения в воздушном потоке (рис. 6.3). Если ссыпать материал поперек воздушного потока, создаваемого вентилятором, то поток в большей степени отклонит сравнительно мелкие или более легкие зерна. При предварительном фракционировании заполнителя по крупности таким образом можно произвести классификацию по плотности зерен.
Перечисленные способы сухой классификации можно применять при разделении пористого заполнителя на два класса для повышения его однородности или для выделения из заполнителя тяжелых включений. В пемзе, например, часто содержится примесь тяжелых зерен вулканического стекла (обсидиана), при удалении
Рис. 6.3. Разделение пористого заполнителя в воздушном потоке:
/ — легкий продукт; 2— сравнитесь но тяжелый продукт; 3 — вентилятор; 4 — питатель
которых повышаются качество заполнителя и эффективность его использования.
Зерна пористых заполнителей при дроблении нередко получаются слишком остроугольными, далекими от подобия шару или кубу. Из-за этого пустотность щебня доходит до 60%, что вызывает повышенный расход цемента. Удобоукладываемость бетонных смесей при прочих равных условиях ухудшается.
По форме зерен щебень из пористых горных пород, согласно ГОСТ 22263—76, подразделяется на четыре группы со следующими ограничениями массовой доли зерен пластинчатой (лещадной) формы: обычный— не более 30%; улучшенный — не более 20; кубовидный — не более 15; окатанный—не более 10%.
Для получения окатанного щебня А. А. Аракеляном разработан способ его обработки во вращающемся барабане с последующим отсевом мелочи. Форма зерен пористого щебня может быть улучшена также при использовании для дробления исходной породы специальных барабанных дробилок.
Природная сырьевдя база некоторых регионов нашей страны распо-лагает запасами пористых заполнителей, на основе которых после соответствующих операций добычи, дробления, сортировки и обогащения получают эффективные легкие бетоны.
1. В каких районах страны имеются природные пористые заполнители? 2. По какому показателю качества пористых заполнителей производится их основная маркировка? 3. Перечислите природные пористые заполнители вулканического происхождения. Какова их структура и как она сказывается на зависимости прочности от плотности? 4. Из каких осадочных пород получают пористые заполнители? 5. Как изменяется плотность и прочность пористых заполнителей по мере их дробления? 6. Каковы основные способы обогащения пористых заполнителей, повышения их качества и однородности?
Глава 7
ЗАПОЛНИТЕЛИ ИЗ ОТХОДОВ ПРОМЫШЛЕННОСТИ
Значительным резервом в обеспечении строительства заполнителями для бетонов являются отходы различных отраслей промышленности, которые в настоящее время еще используются далеко не полностью.
7.1. ПОПУТНО ДОБЫВАЕМЫЕ ПОРОДЫ
В ходе разработки месторождений полезных ископаемых часто приходится попутно разрабатывать различные каменные породы, чтобы открыть доступ к полезному ископаемому. Особенно велики объемы вскрышных работ при открытой разработке месторождений.
Часто объем полезного ископаемого составляет 10 ... 15%, а объем вскрышной породы—до 90%, причем нередко попутно добываемые породы, являющиеся по существу также полезными ископаемыми, вывозятся в отвал.
Исследования, проведенные в Днепропетровском инженерностроительном институте, показали, что щебень, получаемый из попутно добываемых кварцитов одного из железорудных месторождений, вполне может заменить привозной гранитный щебень. Себестоимость его в 2...3 раза ниже себестоимости привозного. Согласно данным института ВНИПИИстромсырье, этот щебень целесообразно использовать в бетонах с пределом прочности до 30 ... 35 МПа даже при неблагоприятной форме зерен (пластинчатых и игловатых до 40%), вызывающей перерасход цемента на 8 ... 12%.
Возникает вопрос: распространяются ли описанные в гл. 5 технические требования к заполнителям на промышленные отходы? С одной стороны, технические требования к заполнителям для бетона сформулированы в стандартах безотносительно к источникам их получения, т. е. эти требования относятся и к заполнителям из промышленных отходов. С другой стороны, требования стандартов отражают не только техническую сторону проблемы, но и экономическую. Если, например, сырье данного месторождения даст заполнитель невысокого качества и его применение приведет к необходимости дополнительных затрат, то вполне возможно, что из 6—462 161
экономических соображений разработка данного месторождения не целесообразна. В этом смысле ограничения, предусмотренные стандартами, конечно, оправданы. Но ведь отходы промышленности, попутно разрабатываемые горные породы уже добыты, затраты на их разработку уже произведены, более того, их вывоз в отвалы связан с немалыми дополнительными затратами. Очевидно, при этом не следует формально придерживаться требований стандартов, можно воспользоваться содержащимися в них оговорками о допустимости тех или иных послаблений «по соглашению сторон» или «при соответствующем технико-экономическом обосновании». На основании тщательного исследования заполнителей из тех или иных отходов промышленности в установленном порядке разрешается их использование, а при необходимости утверждаются новые государственные стандарты или технические условия.
В народнохозяйственных интересах следует в первую очередь использовать уже добытое природное сырье. Этого требуют и интересы охраны природы.
Среди пород, попутно добываемых при разработке месторождений различных полезных ископаемых, многие можно применять не в качестве заполнителей непосредственно, а в качестве сырья для их производства. Так, на основании исследований Днепропетровского филиала НИИСП Госстроя УССР и других организаций на нескольких заводах в качестве сырья для производства керамзита используется глина вскрышных пород Никопольского марганцеворудного бассейна. В Белгородском технологическом институте строительных материалов доказана эффективность использования для получения керамзита попутно добываемых метаморфических глинистых сланцев Курской магнитной аномалии. Подобных примеров немало.
7J. ОТХОДЫ, ПОЛУЧАЕМЫЕ В ПРОЦЕССЕ ОБОГАЩЕНИЯ ПОЛЕЗНЫХ ИСКОПАЕМЫХ
Кроме вскрышных и сопутствующих пород, залегающих в месторождениях слоями и разрабатываемых отдельно, есть горные породы, которые не удается при разработке отделить от полезного ископаемого. Их добывают вместе с полезными ископаемыми, а потом различными способами отделяют в процессе его обогащения с выделением так называемой пустой породы. Пустая порода может быть в виде щебня или песка.
• Например, отходы горно-обогатительного комбината (Днепропетровск) представляют собой железистые кварциты в виде щебня сухой магнитной сепарации, содержащего 70% кремнезема и до 14 ... 18% железа и мелкого песка (модуль крупности до 1,64). По данным исследования, проведенного в Полтавском инженерностроительном институте, использование этих отходов в качестве
заполнителей позволяет получать высокопрочные и стойкие бетоны для ответственных конструкций.
• В каменноугольных бассейнах страны отходы добычи и обогащения углей скопились в отвалах — терриконах. Они представляют собой пустую породу с некоторым содержанием угля. В результате возгорания угля в терриконах образуются так называемые горелые-породы. Как показали исследования Новосибирского инженерно-строительного института, горелые породы в виде пористого щебня и песка с насыпной плотностью 800 ... 1000 кг/м3 можно использовать в качестве дешевого местного заполнителя для легких бетонов с пределом прочности 10 ... 20 МПа при умеренных расходах цемента.
• В качестве сырья отходы углеобогащения применяются при производстве искусственного пористого заполнителя — аглопорита. Аглопорит можно получать и из глинистых пород, но при этом требуется значительный расход топлива (каменного угля). Если же используются отходы углеобогащения, достигается экономия топлива, так как угля, содержащегося в отходах, вполне достаточно для процесса агломерации.
7.3. МЕТАЛЛУРГИЧЕСКИЕ ШЛАКИ
• Металлургическая промышленность ежегодно дает около 50 млп.т шлаков, а в отвалах их скопилось около 500 млн. т. Это главным образом доменные шлаки, а также мартеновские, ваграночные и др. Так, при выплавке чугуна на каждую тонну основной продукции получают 0,5 ... 1 т шлака. Если оценить выход не по массе, а по объему, то шлака получается в 2...3 раза больше, чем чугуна. Поэтому называть шлаки отходами можно лишь условно. В сущности это не отходы, а тоже ценный, попутно добытый продукт.
Недостаточное использование металлургических шлаков приводит не только к недоизвлечению прибыли, но и к удорожанию основной металлургической продукции за счет больших затрат на вывозку шлаков и содержание огромных отвалов.
Химический состав металлургических шлаков разнообразен. Доменные шлаки состоят в основном из следующих оксидов: 30 ... 50% СаО, 30 ... 40% SiO2, 10 ... 30% А12О3, а также содержат примеси железа, магния, марганца, серы.
По химическому составу различают шлаки основные, для которых модуль основности
° SiO2+Al2O3 ’
и кислые, для которых Мо<1.
Частично доменные шлаки используют в цементной промышленности. Некоторая их часть применяется для получения шлако-6* 163
ваты, литых изделий и т. д. При этом значительный объем шлаков текущего выхода, а также запасы отвальных шлаков могут быть использованы для получения заполнителей.
• 7.3.1. Щебень из доменного шлака. Щебень для бетона можно получить из доменных шлаков текущего выхода или дроблением и сортировкой шлаков из старых отвалов.
Шлаки в отвалах неоднородны по составу и свойствам. В зависимости от условий остывания степень их кристаллизации различна. Неодинакова их пористость и прочность. В связи с этим
Шлак О... 000мм
//лектпромагнитная сепарация /
I
/расточение I
700мм\ О... 700мм
Дробление 7 \ )
^ra../оомм
рле/стромагнитния сепарация Л
Металлолом
/расточение Л
О... 40мм
ДродлениеЛ
/Цейень
40... 70мм
—I
/расточение Л7
\0...ZO
О... Эмм
тдедень
/роточение
О... 7,70мм
/С гранрлир* Лонномр и/лакр Лесок
7,20.0мм
Рис. 71. Технологическая схема производства щебня из доменных шлаков
целесообразна выборочная разработка старых отвалов или обогащение шлака после дробления на щебень.
Универсальная технологическая схема переработки доменных шлаков для получения 250... 300 тыс. м3 щебня в год показана на рис. 7.1. По этой схеме для дробления шлаков используют щековые дробилки со сложным движением щеки, которые позволяют получить-чцсбсиь фракций 5 ... 20, 20 ... 40 и 40 ... 70 мм с содержанием зерен кубической формы более 90%. Двойная электромагнитная сепарация позволяет освободить щебень от металлических включений. Отсевы дробления (0 ... 5 мм), составляющие порядка 40%, разделяют грохочением на ситах со щелевидными пустотами на две фракции 1,25 ... 5 мм (песок) и 0 ... 1,25 мм. Последнюю можно использовать в качестве мелкой составляющей к гранулированному шлаку или в виде пульпы к расплаву доменного шлака при получении граншлака.
При использовании огненно-жидкого доменного шлака текущего выхода его сливают на специальные литейные площадки или в траншеи, где шлак при медленном остывании кристаллизуется. В силу неравномерного охлаждения образуются трещины, поэтому охлажденный массив доступен непосредственной разработке экскаватором с последующим дроблением. Для усиления растрескивания и облегчения последующей переработки шлак после кристаллизации (при естественном охлаждении до температуры примерно 900°С) поливают водой.
ГОСТ 5578—76 содержит технические требования к щебню из доменного шлака, в основном аналогичные требованиям к обычному щебню из природного камня. Важным дополнением являются требования по устойчивости структуры.
В зависимости от химического и минералогического составов некоторые шлаки могут подвергаться распаду. Иногда кусковой шлак самопроизвольно превращается в порошок. Исследованиями установлено, что основной причиной возможного разрушения является образование в шлаке неустойчивых силикатов кальция, претерпевающих затем объемные деформации. Такое разрушение называют силикатным распадом.
Чтобы проверить стойкость шлакового щебня к силикатному распаду, пробу испытывают пропариванием над кипящей водой или в автоклаве в среде насыщенного водяного пара при давлении 0,2 МПа (ГОСТ 9758—86). Таким образом процессы распада силиката кальция нестабильной формы интенсифицируются и проявляются в измельчении зерен. Шлаковый щебень считается стойким к силикатному распаду, если в результате испытания потеря в массе данной фракции, т. е. отсев мелочи на сите, не превышает 5%.
Предварительная оценка пригодности доменного шлака для производства щебня производится по данным химического анализа. Предполагается, что шлак будет иметь устойчивую структуру, если
массовая доля в нем оксида кальция удовлетворяет условию
СаО < 0,92 SiO2+AUQ, Н-0,2 MgO
Устойчивую структуру имеют, как правило, кислые шлаки.
Для стабилизации в шлаки, склонные к распаду, вводят некоторые добавки, растворяющиеся в расплаве и направляющие кристаллизацию в желаемом направлении с образованием устойчивых минералов.
По показателю дробимости при сжатии (раздавливании) в цилиндре щебень из доменного шлака подразделяется на четыре марки: Др45 — для бетона с пределом прочности ниже 20 МПа, Др35 — для бетона с пределом прочности 20 ... 30 МПа, Др25 — для бетона с пределом прочности 30 ... 40 МПа, Др15—для бетона с пределом прочности 40 МПа и выше.
Таким образом, на щебне из доменного шлака можно получать высокопрочные бетоны для разнообразных конструкций. Шлаковый щебень в районах сосредоточения металлургической промышленности обходится значительно дешевле других заполнителей, в частности щебня из природного камня, его применение дает большой экономический эффект.
Однако содержащаяся в шлаке сера может вызвать коррозию стальной арматуры. В связи с этим использование шлакового щебня в производстве железобетонных конструкций с предварительно напряженной арматурой должно быть обосновано специальными исследованиями, а если содержание серы больше 2,5%, то требуется специальное исследование бетонов для всех видов конструкций.
Насыпная плотность шлакового щебня для тяжелого бетона должна быть не менее 1000 кг/м3. Это плотный и прочный заполнитель черного или темно-серого цвета, шероховатый в изломе.
Некоторые виды шлаков, так называемые «газистые», вспучиваются пузырьками выделяющихся газов и застывают в виде пористого материала. Например, пористые отвальные шлаки завода «Азовсталь» имеют плотность зерен 0,4... 1,6 г/см3 и предел прочности соответственно 2,5 ...40 МПа (пропорциональный квадрату плотности). Насыпная плотность щебня из таких шлаков составляет! 800 кг/м3 и менее, поэтому он может быть применен для легких бетонов. В основном же пористые заполнители для легких бетонов из металлургических шлаков получают искусственной поризацией.
Для получения высокопрочного плотного щебня из доменного шлака часто требуется их дегазация. Это может быть достигнуто введением в шлаковый расплав специальных добавок, а также, как показали П. А. Кривилев и другие, путем его виброобработки.
Отвальные пористые шлаки в значительной степени неоднородны. Для того чтобы повысить эффективность их применения, как показали исследования Донецкого ПромстройНИИпроекта 166
(А. А. Баринов и др.), целесообразно обогащение с разделением по плотности на ппевмоклассификаторах, серийно выпускаемых промышленностью и используемых на углеобогатительных фабриках.
Исследование ВНИИОМпромжилстроя показало возможность разделения предварительно фракционированного пористого шлака способом метания с помощью быстроходного (15 м/с) питателя. Дальность полета зерен шлака—12... 19 м, причем легкие зерна падают ближе, чем тяжелые.
В Днепропетровском инженерно-строительном институте (Б. Ш. Дубовый, В. Е. Бойко) разработана технология разделения шлакового щебня воздушной струей вентилятора. Чем легче зерна, тем дальше от вентилятора относит их воздушная струя. Так, при исходной насыпной плотности шлакового щебня (фракции 10 ... 20 мм) 950 кг/м3 был получен щебень трех классов с насыпной плотностью 1^ 10, 970 и 730 кг/м3. На самом тяжелом можно получать конструкционные бетоны более высокой прочности при меньшем расходе цемента, на самом легком — бетоны с меньшей теплопроводностью. Экономический эффект в 10 раз превысил затраты на разделение щебня.
• 7.3.2. Гранулированный шлак. При обработке огненно-жидких металлургических шлаков водой происходит резкое охлаждение шлакового расплава и его грануляция—дробление на отдельные мелкие зерна. Структура зерен аморфная, стеклообразная.
По зерновому составу гранулированный шлак соответствует крупному песку: размер зерен преимущественно 0,6 ... 5 мм, причем примерно 50% (по массе) составляют зерна крупнее 2,5 мм. Нередко имеются более крупные зерна (до 10 мм).
Насыпная плотность гранулированного шлака колеблется в широких пределах — 600 ... 1200 кг/м3. Это связано с тем, что в зависимости от свойств шлакового расплава и технологии грануляции зерна гранулированного шлака могут получаться плотными или пористыми. Пустотность гранулированных шлаков велика — до 60 ... 70%.
Гранулированные доменные шлаки потребляются главным образом в производстве шлакопоргландцемента, но в значительном объеме они используются также в качестве заполнителя для бетонов.
Новокузнецким отделением УралНИИстромпроекта (Н. И. Фе-дыпин, М. И. Диамант) исследована возможность использования гранулированного доменного шлака (с дроблением для улучшения зернового состава) в качестве заполнителя в мелкозернистом бетоне. Такой бетон характеризуется высокой прочностью, водонепроницаемостью и повышенной стойкостью.
В некоторых районах, например в Приднепровье, нет природных песков требуемого зернового состава, применение мелких песков вызывает перерасход цемента, а перевозка крупных песков
из других районов обходится слишком дорого. В этих условиях экономически выгодно использовать имеющиеся гранулированные шлаки для обогащения природных мелкозернистых песков, применяя их в смеси (К. И. Хохолев, Г. В. Пухальский и др.).
В Белорусском политехническом институте (С. М. Ицкович, В. А. Богдан, В. А. Балашевич) исследованы гранулированные ваграночные шлаки Могилевского металлургического завода и других заводов Белоруссии. Установлена эффективность их использования в бетонах различного назначения: высокопрочном, конструкционно-теплоизоляционном, жаростойком и декоративном.
7.4. ТОПЛИВНЫЕ ШЛАКИ
• После сжигания каменного угля, антрацита, бурого угля и других видов топлива остаются шлаки. Они представляют собой спекшиеся минеральные включения, всегда содержащиеся в ископаемых углях в виде примесей и сопутствующих пород.
Различают шлаки от сжигания кускового топлива и шлаки, получаемые при сжигании измельченного, пылевидного топлива.
• 7.4.1. Шлаки от сжигания кускового топлива. При слоевом сжигании кускового топлива на колосниковых решетках топок образуется шлак в виде кусков неправильной формы, ноздреватого строения, черного, темно-бурого и серого цвета, различной крупности, преимущественно до 50 мм. Выход шлаков составляет около 10% массы сжигаемого топлива, а иногда и более. В ряде мест топливные шлаки скапливаются в достаточных для использования объемах.
По составу топливные шлаки неоднородны. Помимо собственно шлака они содержат остатки несгоревшего или не полностью сгоревшего топлива, глинистые включения, в различной степени обожженные и т. д. Поэтому такие шлаки не всегда являются достаточно прочными и стойкими. Лучшими в этом отношении считаются шлаки от сжигания антрацита, худшими — от сжигания бурых углей.
Насыпная плотность топливных шлаков до 1000 кг/м3, плотность зерен 1,5 ... 2 г/см3.
В качестве заполнителей топливные шлаки применяются в бетонах, пведназначенных для неответственных конструкций: шлакобетонных стеновых блоков, монолитных стен в малоэтажном строительстве, гипсобетонных перегородочных плит и т. д. Они могут рассматриваться как местный дешевый материал с ограниченными возможностями применения.
В шлаках, используемых для бетонов, не должно быть свободных оксидов кальция или магния. Остатки топлива не должны превышать 5 ... 10% (лишь в антрацитовых шлаках иногда допускается больше). Наличие сернистых соединений может вызвать 168
коррозию цементного камня и арматуры. Часто шлак склонен к распаду.
Можно привести пример использования непроверенных шлаков для возведения шлакобетонных стен свинарника. За счет расширения шлакобетона продольных стен (первоначальная длина здания 50 м, через год 51 м) торцевые стены были сдвинуты с фундаментов. Поверхность шлакобетона покрылась трещинами. Под относительно прочным поверхностным слоем вся масса шлакобетона оказалась взрыхленной.
Экспертиза обнаружила в топливном шлаке значительное содержание извести. Примесь известняка в угле обжигалась в топках при очень высокой температуре. Получилась пережженная известь, крайне медленно гасящаяся. Из-за высокой влажности при эксплуатации свинарника она постепенно загасилась, что и вызвало увеличение объема шлакобетона.
Поэтому свежие шлаки, не вылежавшие в отвалах хотя бы год, применять для бетона не рекомендуется. После выдержки шлаков в отвалах производится их обогащение отсевом мелких фракций, в которых в основном сосредоточиваются остатки топлива и других вредных примесей.
• 7.4.2. Шлаки от сжигания пылевидного топлива. Уголь в топках тепловых электростанций сжигается в пылевидном состоянии. При этом наряду с золой образуется кусковой шлак (5 ... 20% общего выхода отходов). Годовой выход шлаков тепловых электростанций Минэнерго СССР составляет около 6 млн. т.
Шлаки от сжигания пылевидного угля резко отличаются от шлаков кускового сжигания. Они представляют собой продукт спекания и оплавления наиболее легкоплавкой части золы. В большинстве случаев имеют малопористую стекловидную структуру с плотностью зерен более 1,6 г/см3. При сжигании бурых и смешанных каменных углей образуются пористые шлаки ячеистой структуры с плотностью зерен 0,5... 1,5 г/см3.
По данным Донецкого ПромстройНИИпроекта, на шлаках тепловых электростанций УССР получают бетоны различного назначения с пределом прочности 5 ... 50 МПа.
Согласно ГОСТ 26644—85 «Щебень и песок из шлаков тепловых электростанций для бетона», содержание остатков несгоревшего топлива, определяемое потерей массы при прокаливании, ограничивается величиной от 3 до 7% в зависимости от вида топлива и назначения бетона (в армированных или неармированпых конструкциях). Предусмотрено испытание на морозостойкость, стойкость против силикатного и железистого распада. Ограничивается содержание сернистых и сернокислых соединений, а также свободного оксида кальция.
7.5. ЗОЛЫ И ЗОЛОШЛАКОВЫЕ СМЕСИ
Ежегодно тепловые электростанции, работающие на угле, сланце или торфе, дают около 70 млн. т золы. Используется она пока мало. На содержание отвалов тратится не менее 150 млн. руб. в год. Кроме того, под отвалы приходится отводить значительные площади ценных земельных угодий — 300 ... 1500 га возле каждой крупной теплоэлектростанции.
Между тем научные исследования и имеющийся большой производственный опыт показали, что золы тепловых электростанций могут быть эффективно использованы, в частности в качестве мелкого заполнителя для бетонов или как сырье для производства заполнителей.
• Зола представляет собой дисперсный материал, в котором размер частиц в основном менее 0,16 мм. Остаток на сите 0,16 мм составляет 20 ... 40%. Частицы имеют пористую структуру. Насыпная плотность сухой золы в зависимости от вида топлива и условий его сжигания может составлять 600 ... 1300 кг/м3.
В качестве мелкого заполнителя золу целесообразно использовать в смеси с природным или дробленым песком, гранулированным шлаком. Это ведет к экономии цемента и улучшению свойств бетона.
В настоящее время зола эффективно может применяться для получения плотного и ячеистого золобетона, в качестве мелкого заполнителя или части его в тяжелых и особенно в легких бетонах.
Затруднения в применении золы связаны с тем, что на тепловых электростанциях используют преимущественно гидроудаление золы. Там, где налажен сухой отбор золы, ее качество и эффективность использования, по данным И. А. Иванова, значительно выше.
В технических условиях на применение золы тепловых электростанций в качестве мелкого заполнителя для конструкционнотеплоизоляционных легких бетонов (ТУ 21-33-1-73) приведены требования к зерновому составу и содержанию вредных примесей. В частности, остатков топлива в золе, полученной от сжигания бурых углей, допускается не более 5%, а от сжигания каменных углей и антрацита—до 12% (по массе).
Нередко в золах бывает больше невыгоревшего топлива — до 20%, а иногда и до 40%. При этом ограничиваются возможности использования золы в качестве заполнителя, особенно для армированных конструкций, но в этом случае ее целесообразно применять как сырье для производства искусственных пористых заполнителей. Большая работа в этом направлении проведена в ВНПО стеновых и вяжущих материалов (М. П. Элинзон, С. Г. Васильков).
• Применение золошлаковых смесей из отвалов гидрозолоудаления тепловых электростанций в качестве заполнителей для бетонов регламентирует ГОСТ 25592—83. В зависимости от области применения золошлаковые смеси подразделяют на два класса (А — для тяжелого бетона, Б — для легкого бетона) и два вида (I — для железобетонных конструкций, II — для бетонных конструкций). В соответствии с такой классификацией технические требования к золошлаковым смесям предъявляются дифференцированно и касаются: содержания шлака, максимального размера его зерен, содержания частиц мельче 0,315 мм, удельной поверхности, насыпной плотности, влажности и химического состава. Ограничения по химическому составу касаются потери массы при прокаливании, содержания сернистых и сернокислых соединений, свободных оксидов кальция и магния.
7.6. ДРЕВЕСНЫЕ ОТХОДЫ
• На территории СССР сосредоточено около */з мировых запасов древесины, причем на 80% в наиболее ценных лесах хвойных пород. Массовая заготовка и переработка древесины связаны с накоплением отходов до 200 млн. м3 в год, в том числе около 50 млн. м3 опилок. В последнее время отходы древесины используются для производства древесностружечных и древесноволокнистых плит и других строительных материалов, а также в целлюлозно-бумажной, гидролизной промышленности, но большая их часть все еще остается неиспользованной.
• Помимо отходов деревопереработки имеются отходы от переработки льна (костра) и другой сельскохозяйственной продукции. Использование этих отходов в качестве дешевых местных заполнителей для легких бетонов целесообразно для массового малоэтажного жилищного и сельскохозяйственного строительства во многих районах.
Одним из таких бетонов является арболит, в котором Заполнителем служат измельченные отходы древесины (дробленка). Дробленка состоит из частиц длиной до 40 мм, шириной и толщиной 2 ... 5 мм. Бетон на этом заполнителе и портландцементе при плотности 600 ... 700 кг/м3 имеет предел прочности при сжатии 2,5 ... 3,5 МПа и теплопроводность до 0,18 Вт/(м-°С), что позволяет получать весьма эффективные стеновые панели и другие конструкции.
Применяют также опилкобетон, в котором заполнителем служат древесные (хвойных пород) опилки, иногда в смеси с природным песком, костробетон (с льняной кострой) и другие аналогичные бетоны.
В отличие от всех рассмотренных выше минеральных заполнителей древесные отходы, как и отходы от переработки сельскохозяйственной продукции, являются органическими. При применении
таких заполнителей в цементных бетонах необходимо учитывать возможность их вредного влияния на процессы гидратации и твердения цемента. Содержащиеся в них или образующиеся со временем органические кислоты и сахаристые вещества замедляют твердение бетона, а также могут вызвать коррозию цементного камня. Поэтому необходима специальная обработка подобных заполнителей с целью локализации и компенсации вредных явлений. Полезно предварительное вымачивание древесных отходов в воде, нейтрализация экстрактивных веществ известью, применение химических добавок.
В Марийском политехническом институте разработана технология утилизации древесной коры — отхода лесной и деревообрабатывающей промышленности. Кора, особенно сосновая,— прекрасный теплоизоляционный материал, созданный природой, подвергается специальной обработке и используется в качестве заполнитедя в бетоне. Коробетон имеет хорошие тепло- и звукоизоляционные свойства, достаточно огнестоек, стены из него в 3,5 раза дешевле кирпичных.
ЦНИИЭПжилища рекомендует для некоторых районов страны при наличии древесных отходов применять углебетон Заполнителем в нем служит древесный уголь, получаемый обжигом отходов древесины. По данным Н. Я. Спивака, углебетон характеризуется пределом прочности при сжатии 0,8 ... 4 МПа при плотности 375... 700 кг/м3, достаточной огнестойкостью (температура, возгорания 400...500°С), малой теплопроводностью, биостойкостью.
7.7. ДРУГИЕ ОТХОДЫ ПРОМЫШЛЕННОСТИ
• Отходы промышленности сборного железобетона в виде некондиционных бетонных и железобетонных изделий и конструкций, остатков товарного бетона, а также отслуживших срок эксплуатации изделий скапливаются в значительном объеме и подлежат переработке с целью получения заполнителя для бетона и повторного использования в строительстве.
Переработку осуществляют на специальных установках, проекты которых разработаны, например, СКТБ Производственнопроектного объединения Моспромстрой, а полученный материал используют в соответствии с рекомендациями НИИЖБа по применению продуктов переработки некондиционных бетонных и железобетонных изделий.
Одна из таких установок (рис. 7.2) работает на Московском комбинате железобетонных конструкций № 2.
Технологический процесс переработки некондиционных железобетонных изделий состоит из двух этапов: предварительного разрушения изделий с отделением арматуры и последующего дробления отделенной массы бетона.
Рис. 72. Установка по переработке некондиционных железобетонных изделий и бетонных отходов производства:
/ — гидравлический рычажный пресс; 2— колосниковый стол; 3 — приемный бункер;
4— конвейер ленточный; 5 — дробилка щековая; 6 — буи кера-накопители
Основной рабочий орган агрегата разрушения изделий и отходов бетона состоит из гидравлического рычажного пресса (максимальное усилие разрушения до 2000 кН, рабочее 1300 кН), колосникового стола (решетка 100X500 мм), направляющей рамы и гидравлической станции.
Колосниковый стол перемещается по направляющей раме под гидравлическим рычажным прессом, дробящая балка которого соответствует ширине колосникового стола. Наибольшие размеры перерабатываемых некондиционных изделий—7000X 3200 X 600 мм. Размер кусков бетона, продавливаемых через колосниковый стол и подаваемых ленточными конвейерами в щековую дробилку СМД-109, допускается до 200 мм.
Дробленый материал фракций 0 ... 70 мм транспортируют ленточным конвейером в четыре бункера-накопителя вместимостью 8 м3 каждый.
Управление механизмами установки дистанционное, автоматическое с пульта.
Установка занимает площадь 45X13 м и располагается в одном из пролетов склада готовой продукции, обслуживаемого мостовым краном. Ее производительность 12... 13 тыс. м3 щебня в год.
• В качестве заполнителя для бетона издавна использовался кирпичный щебень, получаемый дроблением боя обыкновенного керамического кирпича. Кирпич, как и другие керамические материалы, получаемые обжигом глинистого сырья, достаточно прочен и долговечен. Плотность кирпича — около 1,7 г/см3, щебень из него имеет насыпную плотность 800 ... 900 кг/м3, т. е. относится к категории легкого. На таком заполнителе получают бетоны с пределом прочности 10 ... 15 МПа и плотностью 1800 ... 2000 кг/м3, т. е. на 20% легче, чем на обычных тяжелых заполнителях.
• На заводах асбестоцементных изделий отходы в виде обрезков, крошки, некондиционной продукции составляют около 3% массы всей продукции. Ежегодно скапливаются и вывозятся на свалки десятки тысяч тонн таких отходов. Как показали исследования Брянского технологического института, а также зарубежный опыт, дробленые асбестоцементные отходы представляют собой весьма эффективный заполнитель для легких бетонов.
Приведенные примеры не исчерпывают возможности утилизации разнообразных отходов промышленности, а служат лишь иллюстрацией.
• В ряде случаев промышленные отходы можно использовать в качестве сырья для получения заполнителей. Например, при производстве желтого фосфора из фосфоритов на 1 т продукции приходится 10 т отходов в виде шлака. Из этих отходов в Казахстане организовано производство щебня, который в 2... 3 раза дешевле щебня из природного камня. В Азербайджане получают искусственный пористый заполнитель—аглопорит из отходов алюминиевого завода, а также из отработанного гумбрина — глины, используемой в нефтеперерабатывающей промышленности для очистки нефтяных масел.
Современные технологии переработки неоднородных городских бытовых отходов предусматривают предварительное извлечение из них ряда полезных веществ и термическую обработку. В результате получают спекшиеся остатки, вполне пригодные в качестве заполнителей для бетонов определенного назначения или материала для устройства оснований дорог вместо дробленых каменных пород.
Таким образом, для разнообразных по назначению и свойствам бетонов могут оказаться пригодными различные отходы или продукты их переработки. В решении многоаспектной и сложной проблемы защиты окружающей среды от выбрасываемых отходов важная роль отводится строителям, имеющим возможность их использования в качестве заполнителей для бетона. Потребность в заполнителях огромна, она соизмерима с объемами имеющихся отходов, что позволяет значительно уменьшить расходование природных ресурсов в сфере строительства.
/. Почему промышленные отходы должны быть использованы в первую оче-редь? Как утилизация промышленных отходов связана с экологией и экономикой? 2. Какие технологические переделы в производстве щебня исключаются, если в качестве сырья используют каменные породы попутной добычи других отраслей промышленности? 3. Каковы по зерновому составу отходы, получаемые в процессе обогащения полезных ископаемых? Как их можно использовать? 4. Каковы особенности применения заполнителей из металлургических шлаков, какие требуются дополнительные испытания? 5. Каковы особенности применения топливных шлаков? 6. Что представляют собой золы тепловых электростанций? Каковы зерновой состав и структура частиц? Как используются золы в бетонах? 7. Какие древесные отходы можно использовать в качестве заполнителей? Как предотвратить вредные воздействия органических веществ на цемент? 8. Образуются ли на промышленных предприятиях вашего города (области, республики) какие-либо отходы, которые могут быть использованы в качестве заполнителей для бетонов либо в качестве сырья для производства заполнителей?
Глава 8
ИСКУССТВЕННЫЕ ПОРИСТЫЕ ЗАПОЛНИТЕЛИ
Ш-6 t’lOOO'C
Применение легких пористых заполнителей позволяет получать эффективные легкие бетоны для теплоизоляции, стеновых панелей, монолитных стен и разнообразных несущих конструкций. Замена обычных тяжелых заполнителей пористыми позволяет существенно изменить свойства бетонов в желаемом направлении: уменьшить плотность, улучшить теплоизоляционные свойства и т. д. В то же время достаточная прочность ряда пористых заполнителей обеспечивает возможность получения на их основе конструкционных легких бетонов высокой прочности.
Запасы природных пористых заполнителей в нашей стране ограничены. Объем их производства составляет более 6 млн. м3 в год. В основном они добываются в Закавказье, где и потребляются.
Применение пористых заполнителей — отходов промышленности также носит локальный характер: вблизи предприятий, выдающих такие отходы.
• Главный источник обеспечения потребности строительства и строительной индустрии нашей страны пористыми заполнителями для легких бетонов — специально созданная промышленность искусственных пористых заполнителей. Эта новая отрасль быстро развивается: если в 1960 г. в СССР действовало 20 предприятий общей мощностью немногим более 1 млн. м3, то в 1970 г. — около 200 предприятий и выпущено более 13 млн. м3 искусственных пористых заполнителей, а в 1987 г.— более 400 предприятий общей мощностью около 50 млн. м3 в год.
Предприятия по производству искусственных пористых заполнителей создаются там, где в них есть потребность, и базируются они, как правило, на местных источниках сырья. Себестоимость искусственных пористых заполнителей, конечно, выше себестоимости промышленных отходов или природных пористых заполнителей (если последние имеются в данном районе), но часто ниже себестоимости привозных заполнителей. Кроме того, искусственные пористые заполнители отличаются более высоким качеством и эффективностью использования в бетонах.
Из искусственных пористых заполнителей наиболее распространен в настоящее время (примерно 3/4 общего выпуска) керамзит.
8.1. КЕРАМЗИТ
Некоторые глины при обжиге вспучиваются. Это явление использовано для получения из глин пористого материала — керамзита.
• Керамзит получают главным образом в виде керамзитового гравия. Зерна его имеют округлую форму. Структура пористая, ячеистая. На поверхности его часто имеется более плотная корочка. Цвет керамзитового гравия обычно темно-бурый, в изломе — почти черный.
Вспучивание глины при обжиге связано с двумя процессами: газовыделением и переходом глины в пиропластическое состояние.
Источниками газовыделения являются реакции восстановления оксидов железа при их взаимодействии с органическими примесями, окисления этих примесей, дегидратации гидрослюд и других водосодержащих глинистых минералов, диссоциации карбонатов и т. д. В пиропластическое состояние глины переходят, когда при высокой температуре в них образуется жидкая фаза (расплав), в результате чего глина размягчается, приобретает способность к пластической деформации, в то же время становится газонепроницаемой и вспучивается выделяющимися газами.
• 8.1.1. Сырье. Сырьем для производства керамзита служат глинистые породы, относящиеся в основном к осадочным горным. Некоторые камнеподобные глинистые породы — глинистые сланцы, аргиллиты — относятся к метаморфическим.
Глинистые породы отличаются сложностью минералогического состава и кроме глинистых минералов (каолинита, монтмориллонита, гидрослюды и др.) содержат кварц, полевые шпаты, карбонаты, железистые, органические примеси.
Глинистые минералы слагают глинистое вещество — наиболее дисперсную часть глинистых пород (частицы мельче 0,005 мм). Собственно глинами называют глинистые породы, содержащие более 30% глинистого вещества.
Для производства керамзита наиболее пригодны монтмориллонитовые и гидрослюдистые глины, содержащие не более 30% кварца. Общее содержание SiO2 должно быть не более 70%, А12О3 — не менее 12% (желательно около 20%), Fe2O3 + FeO — до 10%, органических примесей — 1—2%.
• Пригодность того или иного глинистого сырья для производства керамзита устанавливают специальным исследованием его свойств. Важнейшее из требований к сырью — вспучивание при обжиге.
Вспучиваемость характеризуется коэффициентом вспучивания
где VK — объем вспученной гранулы керамзита; Vc —объем сухой сырцовой гранулы до обжига.
Коэффициент вспучивания можно определить также по формуле
ъ — Рс - (1 — 77,1
в Рк к ЮО Г
где рс — плотность сухой сырцовой гранулы; рк — плотность вспученной гранулы керамзита; Пп — потеря в массе сухой сырцовой гранулы при прокаливании, %.
Как правило, коэффициент вспучивания глинистого сырья для производства керамзита должен быть не менее 2 (желательно не менее 3 ... 4).
• Второе требование к сырью (в значительной степени связанное с первым)-—легкоплавкость. Температура обжига должна быть не выше 1250°С, и при этом переход значительной части наиболее мелких глинистых частиц в расплав должен обеспечить достаточное размягчение и вязкость массы. Иначе образующиеся при обжиге глины газы, не удерживаемые массой, свободно выйдут, не вспучив материал.
• Третье из важнейших требований — необходимый интервал вспучивания. Так называют разницу между предельно возможной температурой обжига и температурой начала вспучивания данного сырья. За температуру начала вспучивания принимают температуру, при которой уже получается керамзит с плотностью гранулы 0,95 г/см3. Предельно возможной температурой обжига считается температура начала оплавления поверхности гранул.
При производстве керамзита не допускается превышение температуры, при которой поверхность гранул оплавляется, так как оплавленные гранулы склеиваются, что уменьшает выход керамзитового гравия и может привести к остановке печи. Температура обжига должна быть ниже, но чем она ниже, тем меньше коэффициент вспучивания, меньше выход продукции. Поэтому температура должна поддерживаться на предельно допустимом уровне. Вместе с тем необходимо считаться с практическими возможностями поддержания в печи оптимальной температуры: она не может быть стабильной и всегда имеет некоторые колебания, вызываемые труднорегулируемыми факторами. Чтобы обеспечить практическую возможность производства керамзита в промышленных условиях, интервал вспучивания сырья должен быть не менее 50°С.
Этими и другими необходимыми качествами обладают далеко не все глинистые породы. На некоторых керамзитовых предприя
тиях страны с течением времени иссякли ресурсы местных вспучивающихся глин и приходится завозить сырье из отдаленных месторождений, что, естественно, увеличивает себестоимость керамзита. Отдельные предприятия работают на маловспучивающемся глинистом сырье, получая керамзит невысокого качества (сравнительно тяжелый) и при этом с высокой себестоимостью.
В ряде случаев природное глинистое сырье может быть улучшено введением добавок. Например, коэффициент вспучивания можно повысить, добавив в глину примерно 1% мазута, солярового масла или других органических веществ (если в глине мало органических примесей), железистые добавки, в частности отход производства серной кислоты из пирита — пиритные огарки (если в сырье мало оксидов железа). Подобные добавки также используют для снижения температуры вспучивания.
В последние годы в качестве добавок к керамзитовому глинистому сырью предложено и опробовано множество веществ. Среди них органические и минеральные промышленные отходы, некоторые горные породы (алунит, перлит), а также искусственно приготовленные добавки.
В НИИкерамзит доказана возможность использования некондиционного глинистого сырья путем добавления в него стеклопорош-ков из специально сваренных легкоплавких стекол. Такая добавка ведет к ускоренному накоплению жидкой фазы при обжиге, опережающему активное газообразование. Подобный эффект достигается при использовании в качестве добавок к глинистому сырью молотого шлака тепловых электростанций, представляющего собой тоже легкоплавкое стекло, а также зол тепловых электростанций.
Если золы или шлаки вводятся в больших дозах, сопоставимых с расходом глинистого сырья, то получаемый керамзит обычно называют глинозольным или глиношлаковым. Чаще добавки вводятся в сравнительно небольших дозах, и основным сырьем для производства керамзитового гравия остаются глинистые породы.
Для расширения температурного интервала вспучивания используют такой прием, как опудривание сырцовых глиняных гранул порошком огнеупорной глины, мелким (молотым) кварцевым песком или иным тугоплавким порошком, что позволяет повысить температуру обжига и при этом избежать оплавления гранул.
Применение добавок нередко позволяет увеличить коэффициент вспучивания исходного сырья в 2...3 раза, увеличить выпуск керамзита, повысить его качество и снизить себестоимость.
• 8.1.2. Основы технологии. Технология производства керамзита включает следующие основные переделы:
• добычу сырья в карьере и его транспортирование в глинозапас-ник;
• переработку исходного сырья и получение сырцовых гранул из однородной керамической массы или зерен (крошки) установленных размеров;
• термическую обработку сырцовых гранул или зерен, включающую сушку, обжиг и последующее охлаждение готового продукта; • сортировку, а при необходимости частичное дробление или разделение готового продукта по плотности:
• складирование и отгрузку заполнителя.
Разработку месторождений глинистых пород производят открытым способом. Для добычи глинистого сырья используют одноковшовые и многоковшовые экскаваторы, ведущие разработку в карьере по всей высоте уступа, без выделения отдельных пластов материала. При разработке камнеподобных глинистых горных пород (глинистых сланцев, аргиллитов) перед экскавацией сырья производят буровзрывные работы.
Мягкие глинистые породы добывают в карьерах, работающих сезонно, камнеподобные—в течение всего года. Для обеспечения непрерывной работы заводов устраивают глинохранилища вместимостью до полугодового запаса сырья с предохранением его от промерзания. Запасы глины также хранят в промежуточных конусах, где она вылеживается в течение нескольких месяцев на открытом воздухе. В результате температурных воздействий, особенно мороза, переменного увлажнения и высушивания происходит предварительное разрушение естественной структуры сырья, значительно облегчающее ее последующую переработку в однородную формовочную массу.
Выбор способа переработки сырья определяется свойствами исходного сырья, а качество заполнителя зависит от режима термической обработки, при котором создаются оптимальные условия вспучивания подготовленных сырцовых гранул (зерен).
Различают четыре основные технологические схемы подготовки сырцовых гранул, или четыре способа производства керамзита: сухой, пластический, порошково-пластический и мокрый.
Сухой способ используют при наличии камнеподобиого глинистого сырья (плотные сухие глинистые породы, глинистые сланцы). Он наиболее прост: сырье дробится и направляется во вращающуюся печь. Предварительно необходимо отсеять мелочь и слишком крупные куски, направив последние на дополнительное дробление. Этот способ оправдывает себя, если исходная порода однородна, не содержит вредных включений и характеризуется достаточно высоким коэффициентом вспучивания. Влажность сырцовой крошки не должна превышать 9%.
Наибольшее распространение получил пласчический способ. Рыхлое глинистое сырье по этому способу перерабатывается в увлажненном состоянии в вальцах, глиномешалках и других агрегатах (как в производстве кирпича). Затем из пластичной глино-массы на ленточных шнековых прессах или дырчатых вальцах формуются сырцовые гранулы в виде цилиндров, которые при дальнейшей транспортировке или при специальной обработке окатываются, округляются.
Качество сырцовых гранул во многом определяет качество готового керамзита. Поэтому целесообразна тщательная переработка глинистого сырья и формование плотных гранул одинакового размера. Размер гранул задается исходя из требуемой крупности керамзитового гравия и установленного для данного сырья коэффициента вспучивания.
Перерабатывающее оборудование выбирают в зависимости от физико-механических свойств глин: их влажности и дисперсности. Энергозатраты на переработку возрастают с повышением дисперсности сырья и уменьшением его влажности. Обычно формовочная влажность глин находится в пределах 18 ... 28%.
Гранулы с влажностью примерно 20% могут сразу направляться во вращающуюся печь или, что выгоднее, предварительно подсушиваться в сушильных барабанах, в других теплообменных устройствах с использованием теплоты отходящих дымовых газов вращающийся печи. При подаче в печь подсушенных и подогретых гранул ее производительность может быть повышена.
Таким образом, производство керамзита по пластическому способу сложнее, чем по сухому, более энергоемко, требует значительных капиталовложений. Однако переработка глинистого сырья с разрушением его естественной структуры, усреднение, гомогенизация, а также возможность улучшения его добавками позволяют увеличить коэффициент вспучивания.
Порошково-пластический способ отличается от пластического тем, что вначале помолом сухого глинистого сырья получают порошок, а потом из этого порошка при добавлении воды получают пластичную глиномассу, из которой формуют гранулы, как описано выше. Необходимость помола связана с дополнительными затратами. Кроме того, если сырье недостаточно сухое, требуется его сушка перед помолом. Но в ряде случаев этот способ подготовки сырья целесообразен: если сырье неоднородно по составу, то в порошкообразном состоянии его легче перемешать и гомогенизировать; если требуется вводить добавки, то при помоле их легче равномерно распределить; если в сырье есть вредные включения зерен известняка, гипса, то в размолотом и распределенном по всему объему состоянии они уже не опасны; если такая тщательная переработка сырья приводит к улучшению вспучивания, то повышенный выход керамзита и его более высокое качество оправдывают произведенные затраты.
Мокрый (шликерный) способ заключается в разведении глины в воде в специальных больших емкостях — глиноболтушках. Влажность получаемой пульпы (шликера, шлама)—примерно 50%. Пульпа насосами подается в шламбассейны и оттуда — во вращающиеся печи. В этом случае в части вращающейся печи устраивается завеса из подвешенных цепей. Цепи служат теплообменником: они нагреваются уходящими из печи газами и подсушивают пульпу, затем разбивают подсыхающую «кашу» на
гранулы, которые окатываются, окончательно высыхают, нагреваются и вспучиваются. Недостаток этого способа — повышенный расход топлива, связанный с большой начальной влажностью шликера. Преимуществами являются достижение однородности сырьевой пульпы, возможность и простота введения и тщательного распределения добавок, простота удаления из сырья каменистых включений и -зерен известняка. Этот способ рекомендуется при высокой карьерной влажности глины, когда она выше формовочной (при пластическом формовании гранул). Он может быть применен также в сочетании с гидромеханизированной добычей глины и подачей ее на завод в виде пульпы по трубам вместо применяемой сейчас разработки экскаваторами с перевозкой автотранспортом.
Сушка сырцовых гранул (ее выделение в отдельную технологическую операцию не обязательно) может производиться во вращающейся печи для обжига или в отдельном сушильном агрегате. Это связано с тем, что режимы сушки гранул небольших размеров (6 ... 14 мм) не оказывают решающего влияния на качество получаемого керамзита.
При совмещении сушки и обжига в одной вращающейся печи ее работа непосредственно зависит от поступления сырцовых гранул с формующего оборудования, которое, так же как и печь, должно работать непрерывно. С технологической точки зрения для бесперебойного питания печей целесообразно иметь необходимый запас сырцовых гранул, которые не слипались бы при хранении. С этой целью производят предварительную подсушку гранул в сушильном барабане, за счет чего увеличивается их прочность и предотвращается возможность слипания между собой. Кроме этого при вращении барабана гранулы окатываются и трещины в них, которые могут возникнуть при формовании, закрываются. На заводах большое распространение получили сушильные барабаны диаметром 2,2 и 2,8 м, длиной 14 м, которые для улучшения тепло- й массообмена дополнительно оборудуют теплообменниками (трубчатыми, ячейковыми и др.).
Применяют также эффективные сушильные агрегаты типа слоевых подготовителей, подготовителей псевдоожиженного слоя, в которых сырцовые гранулы высушивают до нулевой влажности и подогревают перед обжигом.
Слоевой подготовитель (рис. 8.1) выполнен в виде вертикальной конструкции высотой около 10 м, состоящей из приемного бункера, двух наклонных решеток, по которым самотеком перемещаются сырцовые гранулы, разгрузочного барабана и течки. Сушка осуществляется отходящими из печи горячими газами, движение которых в подготовителе показано стрелками. Газы сначала проходят через материал на нижней решетке, затем рециркуляционным дымососом направляются под верхнюю решетку, а часть их — возвращается вниз.
Рис. 81. Слоевой подготовитель:
1 — корпус; 2 — приемный бункер;
3 — указатель уровня материала;
4 — верхняя наклонная решетка; 5 — нижняя наклонная решетка;
6 — термопара; 7 — барабан разгру-жателя
Обжиг глиняных гранул по оптимальному режиму является основной технологической операцией в производстве керамзита. Для вспучивания глиняной гранулы нужно, чтобы активное газовыделение совпало по времени с переходом глины в пиропластическое состояние. Между тем в обычных условиях газообразование при обжиге глин происходит в основном при более низких температурах, чем их пиропластическое размягчение. 11апример, температура диссоциации карбоната магния — до 600°C, карбоната кальция — до 950°C, дегидратация глинистых минералов происходит в основном при температуре до 800°C, а выгорание органических примесей еще ранее, реакции восстановления оксидов железа развиваются при температуре порядка 900°C, тогда как в пиропластическое состояние глины переходят при температурах, как правило, выше 1100 °C.
В связи с этим при обжиге сырцовых гранул в производстве керамзита необходим быстрый подъем температуры, так как при медленном обжиге значительная часть газов выходит из глины до ее размягчения и в резуль
тате получаются сравнительно плотные маловспучеиные гранулы. Но чтобы быстро нагреть гранулу до температуры вспучивания, ее сначала нужно подготовить, т. е. высушить и подогреть. В данном случае интенсифицировать процесс нельзя, так как при слишком быстром нагреве в результате усадочных и температурных деформаций, а также быстрого парообразования гранулы могут потрескаться или разрушиться (взорваться).
Оптимальным считается ступенчатый режим термообработки по С. П. Онацкому: с постепенным нагревом сырцовых гранул до 200 ... 600°С (в зависимости от особенностей сырья) и последующим быстрым нагревом до температуры вспучивания (примерно 1200°С).
Обжиг осуществляется во вращающихся печах, которые в зависимости от конструкции подразделяются на однобарабанные, в том числе с запечными теплообменниками, и двухбарабанные.
Наибольшее распространение получили однобарабанные вращающиеся печи диаметром 2,5 м и длиной 40 м, представляющие со-182
Рис. 8 2. Схема вращающейся печи для производства керамзита:
1 — загрузка сырцовых гранул; 2 — вращающаяся лечь; 3 — форсунка; 4 — вспученный керамзитовый гравий; 5— поток горячих газов
бой цилиндрический металлический барабан, футерованный внутри огнеупорным кирпичом (рис. 8.2). Печи устанавливаются с уклоном примерно 3% и медленно вращаются вокруг своей оси. Благодаря этому сырцовые гранулы, подаваемые в верхний конец печи, при ее вращении постепенно передвигаются к другому концу барабана, где установлена газовая горелка или форсунка для сжигания газообразного или жидкого топлива. Таким образом, вращающаяся печь работает по принципу противотока: сырцовые гранулы перемещаются навстречу потоку горячих газов, подогреваются и, наконец, попав в зону непосредственного воздействия огненного факела форсунки, вспучиваются. Среднее время пребывания гранул в печи — около 1 ч.
Чтобы обеспечить оптимальный режим термообработки, зону вспучивания печи, непосредственно примыкающую к форсунке, иногда отделяют от остальной части (зоны подготовки) кольцевым порогом. Аналогичный эффект достигается, когда барабан вращающейся печи имеет уширение в зоне вспучивания или уширения с обоих концов и суженную среднюю часть — «талию».
Так как вспучивание гранул происходит при достижении глиной пиропластического состояния, то даже незначительные отклонения от заданных параметров производства могут привести к слипанию гранул между собой или их прилипанию к футеровке печи (образование «спеков» или «приваров»). Как указано выше, эффективным приемом в производстве керамзита является опудривание гранул огнеупорными порошками. Оно осуществляется либо по свежеформованным сырцовым гранулам в специальном барабане для опудри-вания, либо непосредственно во вращающейся печи перед зоной вспучивания, куда огнеупорный порошок подается специальным устройством (рис. 8.3). Опудривание гранул позволяет повысить стабильность процесса производства, а в ряде случаев и температуру
Рис. 83. Устройство для ввода огнеупорного порошка во вращающуюся печь:
1 — вращающаяся печь; 2— бункер запаса опудривателя; 3— устройство для ввода опудривателя; 4 — горелка (форсунка); 5 — устройство для ввода вторичного воздуха; б— элеватор
обжига, что ведет к снижению насыпной плотности керамзита и к увеличению производительности печей.
Использование теплоты газов, отходящих из вращающихся печей, является источником снижения удельного расхода топлива. Применение с этой целью внутрипечных и запечных теплообменников позволяет получить экономию топлива от 10 до 30%. В качестве запечного теплообменника используют рассмотренный выше слоевой подготовитель, входящий в состав обжигового агрегата СМС-197 (рис. 8.4). Поскольку в слоевом подготовителе гранулы не только полностью высушиваются, но и нагреваются до 200... 3001С, вращающаяся печь имеет значительно меньшую длину — 20 м, а диаметр — 2,8 м.
При обжиге керамзита в двухбарабанных печах зоны подготовки и вспучивания представлены двумя сопряженными барабанами, вращающимися с разными скоростями. Барабан тепловой подготовки (меньшего диаметра) и барабан вспучивания (большего диаметра) располагаются или по одной оси — так, что первый несколько входит во второй, или на разных уровнях — соединенные между собой промежуточной пересыпной камерой (рис. 8.5). Положение каждого барабана на роликоопорах в процессе эксплуатации должно быть строго фиксированным, особенно в первом случае, с тем чтобы не допускать разуплотнения стыков и повышения нагрузок на ролики. Барабаны тепловой подготовки имеют диаметр 2,5... 3 м и длину 20... 35 м, а барабаны вспучивания соответственно 3,5... 4,5 м и 19...24 м. Каждый барабан имеет самостоятельный привод, обеспечивающий вращение его с регулируемой скоростью. Скорости вращения барабанов подбирают так, чтобы в барабане вспучивания пересыпающиеся гранулы подвигались в 1,5... 2 раза быстрее, 184
Рис. 8.4. Обжиговый агрегат СМС-197:
/ — слоевой подготовитель; 2 — вращающаяся печь 2,8X20 м; 3 —слоевой холодильник; 4— сырцовые гранулы
чем в барабане предварительной тепловой подготовки. В двухбарабанной печи удается создать оптимальный для каждого вида сырья режим термообработки. Промышленный опыт показал, что при этом улучшается качество керамзита, увеличивается его выход, а также сокращается удельный расход топлива.
Мощность обжигового агрегата (м3/год)
^о6.а = СТЛиДо,
где С — паспортная часовая производительность обжигового агрегата по керамзиту М 500, м3/ч (для однобарабанной печи 2,5X40 — 10,8; агрегата СМС-197—12,4; двухбарабанной печи 2,5X20/3,5Х Х24—13,3); Т — годовой фонд рабочего времени, Т=8760 ч; k„ — коэффициент использования годового фонда рабочего времени, kK= =0,92 для печи 2,5X40 и агрегата СМС-197; ^„=0,86 для двухбарабанной печи; ko — объемный коэффициент выхода продукции, учитывающий марку керамзита по насыпной плотности (feo=l,0 для М500; 1,15—-для М400; 0,85 —для М600),
Рис. 8 5. Схемы двухбарабанных печей:
а — с соосным расположением барабанов; б — с расположением барабанов на разных уровнях; 1 — барабан предварительной тепловой подготовки; 2 — пересыпная камера;
3 — барабан вспучивания
В связи с тем что хорошо вспучивающегося глинистого сырья для производства керамзита сравнительно мало, при использовании средне- и слабовспучивающегося сырья необходимо стремиться к оптимизации режима термообработки.
В значительной мере этого можно достигнуть в кольцевых печах (ЦНИИЭПсельстрой), где обжиг керамзита происходит в неподвижном монослое. Обжиговый агрегат с кольцевой печью включает также слоевой подготовитель и холодильник.
Кольцевая печь (рис. 8.6) состоит из вращающегося пода (футерованной металлической платформы), расположенного в неподвижном кольцевом канале, выполненном из огнеупорного и теплоизоляционного кирпича. Под опирается двумя концентрическими рельсовыми путями, прикрепленными к несущему основанию, на опорные катки, по которым он с помощью специального привода медленно вращается.
Средний диаметр кольцевой печи 11,25... 20 м, ширина пода 2,4 или 2,7 м, а длина его средней окружности 36... 70 м. В соответствии с этим площадь пода печи может составлять 86... 161 м2. Горелки расположены по внешней и внутренней сторонам канала (62 шт.) в зоне обжига, имеющей длину около 85% окружности пода и четыре участка регулирования температуры.
Гранулы, высушенные и подогретые до 200... 300°С в слоевом подготовителе, поступают на разогретый под печи, где они вспучиваются за 5 или 8 мин в зависимости от скорости вращения пода — 12 или 7,5 об/ч.
Быстрый нагрев гранул (350... 400°С в минуту) в неподвижном монослое от температуры термоподготовки до температуры вспучивания обеспечивает оптимальный технологический режим обжига — термический удар, приемлемый для всех видов глинистого сырья. В результате насыпная плотность керамзита на 25... 40% ниже,
(7g ? Г0 Г/ Г2 Л7
Рис. 8.6. Обжиговый агрегат с кольцевой печью:
1 — кольцевая печь; 2— вращающийся под; 3— горелка; 4 — газопровод; 5 — привод печи; 6 — аэрожслоб-холоднльник; 7 — приемная течка; 8 — выгружатель; 9 — рециркуляционный дымосос; 10 — концевой дымосос; // — слоевой подготовитель; 12 — газоход в сушильный барабан; 13— вентилятор высокого давления; 14 — дымоотборная шахта; 15 — воздушный коллектор с отводом на горелки
чем при обжиге в однобарабанных вращающихся печах. Уменьшение теллолотерь с отходящими газами, хорошая герметизация и теплоизоляция канала кольцевой печи позволяют существенно снизить удельный расход топлива при интенсификации процесса обжига керамзита.
Производительность кольцевой печи (м3/ч)
/7к.Т|=0,86Д0,014п,
где А — общая площадь пода печи, м2; 0,014 — удельный съем керамзита наибольшей крупностью до 20 мм с 1 м2 площади пода; п — скорость вращения пода, об/ч.
Еще один способ производства керамзита, предложенный и опробуемый в последнее время на опытной установке Оргэнергостроя, предусматривает обжиг глиняных гранул в вертикальной печи аэро-фонтанного типа. Высушенные и подогретые до температуры 400°С гранулы подаются в цилиндрическую часть печи и падают в сужающуюся книзу коническую часть, где подхватываются восходящим
потоком горячих газов, направляемых в горловину конуса из топки. Восходящая струя увлекает гранулы вверх по центру печи до тех пор, пока при расширении потока и соответствующем снижении его скорости подъемная сила не станет меньше силы тяжести гранул. Далее гранулы отбрасываются от центра к стенкам печи, падают вниз, где снова подхватываются восходящим потоком. Вспученные гранулы потоком газов выносятся из печи.
Температура топочных газов, направляемых в печь, составляет 1200...1250°С. При попадании в горячую газовую струю гранулы испытывают эффект термоудара, способствующий вспучиванию. Достигаемый в этой установке коэффициент вспучивания превышает получаемый во вращающейся печи, при этом объем продукции увеличивается, а насыпная плотность керамзита снижается. Лэро-фоитанный способ дает возможность получать хорошо вспученный мелкофракционный керамзит. Особенностью данной технологии является необходимость подачи в обжиговую печь строго одномерных гранул.
Из зарубежного опыта известно, что для получения заполнителей типа керамзита из сырья (промышленных отходов), отличающегося особой чувствительностью к режиму обжига, используют трехбарабанные вращающиеся печи или три-четыре последовательно располагаемые печи, в которых обеспечиваются не только оптимальные скорость и длительность нагрева на каждом этане термообработки, но и различная газовая среда.
Значение характера газовой среды в производстве керамзита обусловлено происходящими при обжиге химическими реакциями. В восстановительной среде оксид железа Fe2O3 переходит в закись FeO, что является не только одним из источников газообразования, но и важнейшим фактором перехода глины в пиропластическое состояние Внутри гранул восстановительная среда обеспечивается за счет присутствия органических примесей или добавок, но при окислительной среде в печи (при большом избытке воздуха) органические примеси и добавки могут преждевременно выгореть. Поэтому окислительная газовая среда на стадии термоподготовки, как правило, нежелательна, хотя имеется и другая точка зрения, согласно которой целесообразно получать высокопрочный керамзитовый гравий с невспученной плотной корочкой. Такая корочка толщиной до 3 мм образуется при выгорании органических примесей в поверхностном слое гранул, обжигаемых в окислительной среде.
Однако, как правило, при производстве керамзита следует стремиться к повышению коэффициента вспучивания сырья, так как невспучивающегося или маловспучивающегося глинистого сырья для получения высокопрочного заполнителя имеется много, а хорошо вспучивающегося не хватает. С этой точки зрения наличие плотной корочки значительной толщины на керамзитовом гравии свидетельствует о недоиспользовании способности сырья к вспучиванию и уменьшении выхода продукции.
В восстановительной среде зоны вспучивания печи может произойти оплавление поверхности гранул, поэтому газовая среда здесь должна быть слабоокислительной. При этом во вспучивающихся гранулах поддерживается восстановительная среда, обеспечивающая пиропластическое состояние массы и газовыделение, а поверхность гранул не оплавляется.
Характер газовой среды косвенно, через оксидное или закисное состояние железистых примесей, отражается на цвете керамзита. Красновато-бурая поверхность гранул говорит об окислительной среде (Fe2O3), темно-серая, почти черная окраска в изломе — о восстановительной (FeO).
От скорости охлаждения керамзита зависят его прочностные свойства. При слишком быстром охлаждении керамзита его зерна могут растрескиваться или же в них сохраняются остаточные напряжения, которые могут проявиться в бетоне. С другой стороны, и при слишком медленном охлаждении керамзита сразу после вспучивания возможно снижение его качества из-за смятия размягченных гранул, а также в связи с окислительными процессами в результате которых FeO переходит в Fe2O3, что сопровождается деструкцией и снижением прочности.
Сразу после вспучивания желательно быстрое охлаждение керамзита до температуры 800...900°С для закрепления структуры и предотвращения окисления закисного железа. Затем рекомендуется медленное охлаждение до температуры 600... 700°С в течение 20 мин для обеспечения затвердевания стеклофазы без больших термических напряжений, а также формирования в пей кристаллических минералов, повышающих прочность керамзита. Далее возможно сравнительно быстрое охлаждение керамзита в течение нескольких минут.
Первый этап охлаждения керамзита осуществляется еще в пределах вращающейся печи поступающим в нее воздухом. Затем керамзит охлаждается воздухом в барабанных, слоевых холодильниках, холодильниках-аэрожелобах (рис. 8.7 и 8.8).
Для сортировки (фракционирования) керамзитового гравия используют грохоты, преимущественно барабанные — цилиндрические (рис. 8.9) или многогранные (бураты).
Внутризаводской транспорт керамзита — конвейерный (ленточные транспортеры), иногда пневматический (потоком воздуха по трубам). При пневмотранспорте возможно повреждение поверхности гранул и их дробление. Поэтому этот удобный и во многих отношениях эффективный вид транспорта керамзита не получил широкого распространения.
Фракционированный керамзит поступает на склад готовой продукции бункерного или силосного типа.
• 8.1.3. Технические требования. ГОСТ 9759—83 предусматривает следующие фракции керамзитового гравия по крупности зерен: 5... 10, 10...20 и 20...40 мм. В каждой фракции допускается до
Рис. 8 7. Слоевой холодильник:
1 — корпус теплообменника; 2— наклонные решеткн; 3— поворотный шибер; 4 — разгружатель
10% более мелких и до 10% более крупных зерен по сравнению с номинальными размерами. Из-за невысокой эффективности грохочения материала в барабанных грохотах (см. гл. 5) трудно добиться более тщательного разделения керамзита на фракции.
По насыпной плотности керамзитовый гравий подразделяется на 8 марок: М250... 600, причем к М250 относится керамзитовый гравий с насыпной плотностью до 250 кг/м3, к М300 — до 300 кг/м3 и т. д. Насыпную плотность определяют по фракциям в мерных сосудах (см. табл. 2.1). Чем крупнее фракция керамзитового гравия, тем, как правило, меньше насыпная плотность, поскольку крупные фракции содержат наиболее вспученные гранулы.
Рис. 8 8. Аэрожелоб-холоднльник:
/ — корпус полутрубчатый; 2 — перфорированное днище. 3 —дутьевой вентилятор; 4 — течка разгрузочная
Рис. 8 9. Гравиесортировка:
/ — течка загрузочная; 2 — люк аспирационный; 3 — кожух; 4 — люк обслуживания; 5 —редуктор; 6 — электродвигатель; 7-рама; 8, Р —течки разгрузочные; /0 —пороги; //—сита барабанные
Для каждой марки по насыпной плотности стандарт устанавливает требования к прочности керамзитового гравия при сдавливании в цилиндре (табл. 8.1). По заказам потребителей для приготовления конструкционных легких бетонов стандарт допускает выпуск керамзитового гравия также М700 и 800 с прочностью при сдавливании в цилиндре соответственно не менее 3,3 и 4,5 МПа.
Как указывалось выше, испытание керамзитового гравия в цилиндре дает лишь условную относительную характеристику его прочности, причем сильно заниженную. С. М. Ицкович впервые указал на это в 1962 г. и установил, что действительная прочность керамзита, определенная при испытании в бетоне, в 4...5 раз превышает стандартную характеристику. К такому же выводу на основе опытных данных пришли В. Г. Довжик, В. А. Дорф, М. 3. Вайнштейн и другие исследователи.
Стандартная методика (см. гл. 2) предусматривает свободную засыпку керамзитового гравия в цилиндр и затем сдавливание его с уменьшением первоначального объема на 20%. Под действием нагрузки прежде всего происходит уплотнение гравия за счет некоторого смещения зерен и их более компактной укладки. Основываясь на опытных данных, можно полагать, что за счет более плотной укладки керамзитового гравия достигается уменьшение объема свободной засыпки в среднем на 7%. Следовательно, остальные 13% уменьшения объема приходятся на смятие зерен (рис. 8.10).
Рис. 810. Схема сдавливания зерен керамзита при испытании
Рис. 8 11. Схема укладки зерен керамзита
Если первоначальная высота зерна D, то после смятия она уменьшается на 13%, т. е.
2/=0,13D, /=0,0650.
С другой стороны, стрела шарового сегмента
f=(D-V D2-J2)/2,
где d — диаметр круга смятия.
Приравняв два выражения f, получим rf=0,49D. Площадь контакта, образовавшегося в результате смятия смежных зерен, 3^/4=0,1902.
Один такой контакт приходится на площадь элементарной ячейки, которая при компактной укладке шаровидных зерен (рис. 8.11) равна 0,865 О2. Площадь элементарной ячейки больше площади контакта смятия в 0,865:0,19=4,5 раза. Во столько же раз вся площадь стандартного цилиндра (177 см2) больше суммарной площади контактов, через которые керамзитовый гравий в действительности воспринимает сжимающую нагрузку. Последняя составляет около 40 см2. Поэтому, разделив, согласно стандарту, сжимающую нагрузку на площадь 177 см2, мы занизим предел прочности керамзита в среднем примерно в 4,5 раза.
Из этих соображений в ГОСТ 9757—83 «Заполнители пористые неорганические для легких бетонов. Общие технические условия» предусмотрена маркировка пористых заполнителей не только по насыпной плотности, но и по прочности, причем для керамзита и подобного ему пористого гравия числа, определяющие марку по прочности, в среднем в 4,5 раза превышают показатели прочности, полученные при испытании сдавливанием в цилиндре.
Таблица 8.1. Требования к прочности керамзитового гравия
Марка по насыпной ПЛОТНОСТИ Прочность прн сдавливании в цилиндре. МПа, не менее, по категориям качества Марка по насыпной плотности Прочность при сдавливании в цилиндре, МПа. не менее, по категориям качества
высшая первая высшая первая
250 0,8 0,6 450 2J 1,5
300 1,0 0,8 500 1,8
350 1,5 1,0 550 — 2,1
400 1,8 1,2 600 — 2,5
Маркировка по прочности позволяет сразу наметить область рационального применения того или иного керамзита в бетонах соответствующих марок. Более точные данные получают при испытании заполнителя в бетоне (гл. 2).
Для быстрого определения прочности отдельных зерен керамзитового гравия в СибЗНИИЭП разработан метод испытания их гидростатическим давлением в жидкости (масле), в НИИКерамзите— аналогичный метод объемного сжатия гидропластмассой.
Для ориентировочной оценки прочности керамзита можно воспользоваться также расчетными формулами (2.9), (2.10), устанавливающими связь между пределом прочности и плотностью материала. Для определения расчетной прочности (МПа) керамзита среднего качества С. М. Ицкович предложил формулу
^расч ~ 15рз, (8.1)
где р3 — плотность зерен керамзитового гравия, г/см3.
Например, керамзитовый гравий М 400 (насыпная плотность 351 ...400 кг/м3) при пустотности ГПуст=40% имеет плотность зерен рз 0,58 ...0,67 г/см3. Согласно формуле (8.1), предел прочности такого керамзита составит приблизительно 5...6,7 МПа. Аналогично для М 600 (насыпная плотность 551... 600 кг/м3) плотность зерен 0,92... 1 г/см3, предел прочности 12,5... 15 МПа; для М 800 при пустотности 40% плотность зерен 1,17... 1,33 г/см3, расчетная прочность 20... 27 МПа, а при пустотности 45% плотность зерен — до 1,45 г/см3, расчетная прочность — до 32 МПа.
В зависимости от особенностей сырья и технологии производства действительная прочность керамзита может отличаться от расчетной, но предварительная ориентировочная ее оценка все же дает представление о возможности и целесообразности использования данного керамзита для получения бетона требуемых классов по прочности. Приведенные числовые значения расчетной прочности керамзитового гравия показывают, что этот пористый заполнитель может быть достаточно прочным и пригодным для высокопрочных 7—462 193
легких конструкционных бетонов, несмотря на низкие показатели прочности при стандартном испытании.
Зерна керамзитового гравия могут иметь шарообразную или вытянутую форму, что зависит от формы сырцовых гранул. По стандарту среднее значение коэффициента формы [по формуле (2.7)] должно быть не более 1,5, зерна с коэффициентом формы более 2,5 в керамзитовом гравии высшей категории качества не допускаются, а в керамзитовом гравии первой категории качества таких зерен допускается не более 15% по массе.
Содержание расколотых зерен в керамзитовом гравии допускается не более 10... 15% по массе в зависимости от категории качества.
Керамзитовый гравий должен выдерживать не менее 15 циклов попеременного замораживания и оттаивания в насыщенном водой состоянии с потерей массы данной фракции не более 8%.
При испытании кипячением потеря массы не должна превышать 5%. Таким испытанием выявляется наличие опасных известковых включений — «дутиков».
Ограничивается водопоглощение (не более 20 ...30% по массе за 1 ч в зависимости от марки), содержание водорастворимых сернистых и сернокислых соединений. Эти и другие требования стандарта обеспечивают стойкость и долговечность керамзита, а также легких бетонов на его основе.
• 8.1.4. Однородность. Исследование керамзитового гравия на одном из заводов показало, что в пределах одной партии продукции насыпная плотность изменялась от 330 до 405 кг/м3 при средней 367 кг/м3. Коэффициент вариации насыпной плотности составил 4,7%, а коэффициент вариации прочности при сдавливании в цилиндре— 11,5%. Контроль продукции того же предприятия в течение 40 сут работы дал следующие результаты: средняя насыпная плотность — 339 кг/м3, по отдельным пробам — 270 ...470 кг/м3, коэффициент вариации насыпной плотности—11,6%, коэффициент вариации прочности — 28%.
Эти данные можно сравнить с положением ГОСТ 9757—83: коэффициенты вариации насыпной плотности и прочности пористых заполнителей высшей категории качества по результатам систематических испытаний за 12 мес работы не должны превышать соответственно 5 и 15%. Сравнение явно не в пользу обследованного предприятия: допускаемые стандартом колебания показателей качества продукции в течение года здесь наблюдаются в течение дня (правда, указанные требования стандарта относятся к керамзиту высшей категории качества, а к обычному керамзиту требования по однородности пока не предъявляются).
По данным С. Ф. Бугрима, В. Л. Пржецлавского, В. П. Петрова и других исследователей, изучавших качество керамзита на многих предприятиях, керамзит везде неоднороден. Очевидно, это предопределено самой технологией получения керамзитового гравия, 194
когда каждая гранула вспучивается по-разному при неоднородности сырья и непостоянстве температурных условий в печи. В результате керамзитовый гравий — это совокупность неодинаково вспученных гранул различной плотности и прочности.
Применяя такой неоднородный заполнитель, невозможно получить однородный по качеству бетон Чтобы конструкции были достаточно надежны- по прочности, надо учесть минимальную статистически вероятную прочность заполнителя, а при расчете массы и теплопроводности— принять возможную максимальную его плотность. Если заполнитель неоднороден, то расчетные характеристики бетона и эффективность его применения в конструкциях тем самым занижаются.
Для повышения однородности керамзита есть два пути:
• первый путь состоит в совершенствовании технологии производства, усреднении сырья, более тщательной его переработке и грануляции, стабилизации режимов термоподготовки, обжига и охлаждения, улучшении фракционирования. В НИИкерамзит проведены исследования основных факторов, влияющих на однородность керамзитового гравия па всех этапах его производства, и разработаны соответствующие рекомендации;
• второй путь—разделение готовой продукции на фракции не только по крупности, но и по плотности зерен.
• 8.1.5. Обогащение. Применительно к керамзитовому гравию термин «обогащение» означает разделение его на классы по плотности зерен. Более легкий будет богаче хорошо вспученными зернами, более тяжелый — богаче менее вспученными, зато более прочными зернами.
Для разделения (сепарации) керамзитового гравия могут быть использованы методы, описанные в гл. 6.
В ВНИИСтром В. Л. Пржецлавским разработана технология сепарации керамзитового гравия (и других подобных материалов) в кипящем слое. Кипящий слой (псевдоожиженная среда) требуемой плотности создается продуванием воздуха снизу вверх через слой мелкозернистого материала — утяжелителя. Плотность псевдоожиженной разделительной среды назначается в зависимости от плотности зерен обогащаемого керамзита. Например, если плотность зерен керамзита составляет 0,5... 0,7 г/см3, то в среде с плотностью 0,6 г/см3 зерна с плотностью 0,5... 0,6 г/см3 всплывают, а с большей плотностью тонут, т. е. керамзит будет разделен на два более однородных класса.
Псевдоожиженный слой плотностью 0,6 г/см3 может быть получен при использовании в качестве утяжелителя молотого керамзита фракции 0,315...0,63 мм. Молотый кирпич такой же фракции дает плотность слоя около 0,8 г/см3, кварцевый песок фракции 0,14... 0,315 мм — около 1,2 г/см3 и т. д.
А. А. Эльконюк и другие (НИИкерамзит) установили возможность сепарации керамзитового гравия в кипящем слое без проме-7* 195
жуточного утяжелителя. В этом случае утяжелителем служит сам керамзитовый гравий. Он непрерывно поступает в классификационную камеру сепаратора, через решетчатое дно которой вентилятором подается поток воздуха (рис. 8.12). При определенной скорости подачи воздуха создается режим псевдоожижения, и керамзитовый гравий расслаивается: сравнительно тяжелые зерна опускаются вниз, а легкие сосредоточиваются в верхней части слоя, откуда и отбираются отдельно.
Если сравнить два описанных выше способа сепарации — с промежуточным утяжелителем и без него, то в первом случае эффективность сепарации абсолютная (в среде определенной плотности легкое зерно всплывает, а тяжелое потонет), а во втором она зависит от крупности, зернового состава, формы зерен и других факторов, не связанных непосредственно с плотностью. Поэтому при разделении без промежуточного утяжелителя в легком классе с некоторой вероятностью могут оказаться и тяжелые зерна, в тяжелом классе — легкие. Все же, по данным А. А. Эльконюка, коэффициенты вариации насыпной плотности сепарированного легкого и тяжелого керамзитов в 2 раза меньше коэффициента вариации исходного. При этом без промежуточного утяжелителя упрощаются технология сепарации и аппаратурное оформление процесса.
Считается, что керамзитовый гравий и другие пористые заполнители подлежат обогащению только в условиях сухой сепарации, что их нельзя увлажнять, поскольку, например, по ГОСТ 9759—83 влажность поставляемого керамзитового гравия должна быть не более 2%. Однако это ограничение касается поставляемого гравия, а при использовании его можно увлажнять, как того требует технология. В технологии легких бетонов нередко рекомендуется предварительно увлажнять пористые заполнители, чтобы уменьшить поглощение ими воды из бетонной смеси.
В связи с этим, по мнению С. М. Ицковича, в ряде случаев целесообразно проводить сепарацию керамзитового гравия в воде. Предложенный сепаратор представляет собой ванну с водой, снабженную двумя скребковыми транспортерами, один из которых убирает со дня ванны тонущий керамзит, другой — всплывающий. Керамзит, подаваемый на сепарацию, находится в воде не более 5 с.
Вода — подходящая среда для разделения керамзита по плотности зерен на два класса. Для иллюстрации приведем следующие данные. Исходный керамзитовый гравий имел насыпную плотность 435 кг/м3. Из него в результате сепарации получен более легкий с насыпной плотностью 371 кг/м3 (выход более 65% по массе, или 76% по объему) и более тяжелый — 636 кг/м3 (35% по массе, 24% по объему). При испытании в бетоне исходный керамзит имел предел прочности 6 МПа, всплывший в воде — тоже около 6 МПа, а потонувший — 16 МПа. На всплывшем керамзите получен более эффективный теплоизоляционный бетон, на потонувшем — конструкционный с экономией цемента.
Рис. 8.12. Классификатор керамзитового гравия:
/ — течка загрузочная; 2— кожух аспирационный; 3 — камера псевдоожижения; 4, 5-зъ-движки; 6 —камера классификации; 7 — течка разгрузочная для тяжелой фракции; в —то же, легкой фракции
Таким образом, для повышения однородности керамзита есть два пути:
• первый состоит в совершенствовании технологии производства, усреднении сырья и т. д.;
• второй — в разделении готовой продукции по плотности зерен.
Перспективы первого пути ограничены. Улучшение переработки сырья, оптимизация режимов термообработки и другие подобные мероприятия, конечно, повысят качество керамзита, ио однородность его тем не менее останется невысокой: каждая гранула вспучивается по-своему, добиться идентичности гранул невозможно, и условия их вспучивания в печи не могут быть одинаковыми. При этом осуществление мероприятий по более тщательной переработке сырья, оптимизации режимов требует дополнительных затрат и, возможно, уменьшит выход продукции.
Поэтому предлагается другой путь: в производстве керамзита на первом этапе следует исходить из одного критерия—давать больше продукции при минимальных затратах, а затем уже путем сепарации готового керамзитового гравия по плотности зерен получать кондиционную продукцию разных классов по свойствам и назначению. Это реальный путь повышения качества керамзита, сочетающийся с увеличением объема его производства и снижением себестоимости.
Рис. 813. Схема двухзонной печи кипящего слоя:
/—зола предварительного подогрева; 2 — зоиа обжига; 3 — холодильник кипящего слоя; 4 — футерованный циклон; 5 — нагнетатель воздуха; 6 — выгрузочные клапанные затворы; 7 — подача газа; 8— секторные затворы иа наружных перетоках; 9 — циклон зоны термоподготовки
• 8.1.6. Керамзитовый песок. Для изготовления керамзитобетонных изделий нужен не только керамзитовый гравий, но и мелкий пористый заполнитель — керамзитовый песок.
Производство керамзитового песка по обычной технологии во вращающейся печи неэффективно. Некоторая примесь песчаной фракции получается при производстве керамзитового гравия за счет разрушения частиц в процессе термообработки, однако он сравнительно тяжелый, так как мелкие частицы глинистого сырья практически не вспучиваются (резервы газообразования исчерпываются раньше, чем глина переходит в пиропластическое состояние). Кроме того, в зоне высоких температур мелкие гранулы разогреваются сильнее крупных, при этом возможно их оплавление и налипание на зерна гравия.
На многих предприятиях керамзитовый песок получают дроблением керамзитового гравия, преимущественно в валковых дробилках. Себестимость дробленого керамзитового песка высока не только в связи с дополнительными затратами иа дробление, но главным образом потому, что выход песка всегда меньше объема дробимого гравия. Коэффициент выхода песка составляет 0,4 ...0,7, т. е. в среднем из 1 м3 гравия получают только около 0,5 м3 дробленого керамзитового песка. При этом почти вдвое возрастает его насыпная плотность.
В настоящее время при получении керамзитового песка лучшей считают технологию его обжига в кипящем слое. В вертикальную
печь загружают глиняную крошку крупностью до 3 или 5 мм, получаемую дроблением подсушенной глины или специально приготовленных по пластическому способу и затем высушенных гранул. Печь (рис. 8.13) имеет две зоны: обжига и подогрева, разделенные между собой сплошной перегородкой. Через решетчатый (пористый) под печи снизу под давлением подают воздух и газообразное топливо. При-определенной скорости подачи газов слой глиняной крошки разрыхляется, приходит в псевдоожиженное состояние, а при ее увеличении как бы кипит. Газообразное топливо сгорает непосредственно в кипящем слое. Благодаря интенсификации теплообмена в кипящем слое происходит быстрый и равномерный нагрев материала. Частицы глины обжигаются и вспучиваются примерно за 1,5 мин. Перед подачей в зону обжига глиняная крошка подогревается в кипящем слое зоны термоподготовки примерно до 300°С, а готовый песок после обжига охлаждается в кипящем слое холодильного устройства. Часть мелких фракций песка с отходящими газами из зоны обжига поступает в футерованный циклон и осаждается, а очищенные газы направляются в зону предварительного нагрева печи.
Принимаемая для расчетов, паспортная производительность печи кипящего слоя СМС-139—6,7 м3/ч (коэффициент использования £н=0,85). Насыпная плотность получаемого керамзитового песка — 500... 700 кг/м3. К зерновому составу керамзитового песка предъявляются требования, аналогичные требованиям к природному песку, но крупных фракций в нем должно быть больше.
Проблему получения керамзитового песка, достаточно эффективного по свойствам и себестоимости, нельзя считать полностью решенной. Часто при получении керамзитобетона в качестве мелкого заполнителя применяют вспученный перлит, а также природный песок.
• 8.1.7. Технологические схемы производства. Выпуск керамзита — наиболее широко применяемого искусственного пористого заполнителя для легких бетонов осуществляют более 300 предприятий общей мощностью свыше 40 млн. м3 в год.
Оптимальные мощности заводов и цехов по производству керамзита, согласно нормам технологического проектирования ОНТП 11—86, составляют соответственно 200... 400 и 100... 200 тыс. м3 в год. При этом обычно предусматривают выпуск продукции со следующим соотношением по фракциям: 0...5 мм— 10%; 5... 10 мм — 40%; 10...20 мм —40%; 20 ...40 мм —10%.
Предварительными испытаниями сырья устанавливают способ производства, состав шихты, технологическую схему производства и ожидаемое качество керамзита.
Подавляющее большинство предприятий производят керамзит по пластическому способу с применением технологических схем, отличающихся вариантами переработки глинистого сырья и типом обжиговых печей (агрегатов). Сухой способ производства применя-
Рис. 8.14. Технологическая схема производства керамзита с подготовкой сырцовых гранул по пластическому способу и обжигом в агрегате СМС-197:
/—склад глины, оборудованный мостовым электрическим краном с грейфером; 2— бункер приемный; 3 — глинорыхлитель; 4 — питатель ящичный; 5 — железоотделитель подвесной; 6 — конвейер ленточный; 7 — вальцы дырчатые (или кам не выдели тельные); в — вальцы грубого помола (камиевыдслительиые); 9 — пресс ленточный шнековый с камневыделительной приставкой (илн смеситель с фильтрующей решеткой), 10— вальцы тонкого помола; И — пресс ленточный шнековый с гранулирующей приставкой; 12— барабан сушильный для подсушки гранул; 13— барабан сушильный для подсушки глины: 14— элеватор; 15 — подготовитель слоевой; 16 — печь вращающаяся 2,8X20; /7 — холодильник слоевой; /8 —дробящее устройство (для спеков)
ют, главным образом, для получения разновидности керамзита — шунгизита (см. § 8.4).
В качестве примера на рис. 8.14 показана принципиальная технологическая схема типового цеха по производству керамзитового гравия мощностью 200 тыс. м3 в год, запроектированного институтом Союзгипростром. Цех состоит из трех отделений: подготовительно-формовочного, печного и склада готовой продукции. Сырье автосамосвалами из карьера или конуса, расположенного вблизи производства, доставляют на склад вместимостью 3500 м3 (восьмисуточный запас). Мостовым грейферным краном глину равномерно распределяют по площади склада и подают в производство.
В подготовительно-формовочном отделении установлены две линии переработки сырья и формования сырцовых гранул, одна из которых показана на рис. 8.14, и линия подсушки глины с повышенной карьерной влажностью. В теплое время года глину можно подавать автосамосвалами непосредственно в приемный бункер
глинорыхлителя линии подсушки сырья. Разрыхленную глину повышенной влажности направляют сначала в камневыделительные вальцы, затем — в сушильный барабан. Подсушенную глину транспортируют ленточным конвейером в приемный бункер линии переработки сырья, где ее измельчают в вальцах грубого помола, перемешивают в глиномешалке, в которую при необходимости подают добавку, например водный раствор ЛСТ, затем дополнительно измельчают в вальцах тонкого помола с зазором между валками 1... 1,5 мм. Подготовленную массу транспортируют в ящичный питатель, установленный над формующим агрегатом, для его бесперебойного питания.
Формование сырцовых гранул осуществляют на ленточном шнековом прессе с гранулирующей приставкой. В качестве формующего агрегата могут быть использованы и дырчатые формующие вальцы, если перерабатывают суглинки с числом пластичности менее 15 или сырье, сильно засоренное крупными включениями.
Сформованные гранулы окатываются и подсушиваются в сушильном барабане до влажности не более 19%, а затем их транспортируют в печное отделение для обжига в агрегате СМС-197.
В слоевом подготовителе (СМС-198) гранулы полностью высушиваются и поступают во вращающуюся печь (СМС-199) подогретыми до 200°С, где происходит их дальнейший нагрев и вспучивание при температуре 1150... 1250°С. Вспученные гранулы сначала несколько охлаждаются в печи (примерно до 900... 1000°С), а затем в слоевом холодильнике (СМ-1250) до 80°С. Предельная скорость охлаждения гравия крупностью до 20 мм не должна превышать 100°С/мин.
Охлажденный керамзит транспортируют ленточными конвейерами на склад готовой продукции, где элеватором его подают на рассев в грависсортировку. Полученные фракции распределяют по силосным банкам ленточным конвейером. Для фракций 5... 10 и 10...20 мм предусмотрено по три силоса, для фракций 0...5 и 20... 40 мм — по одному силосу. Вместимость силосных банок рассчитана на четырехсуточный запас готовой продукции.
На складе предусмотрен узел дробления крупных фракций (свыше 20 мм) с последующим рассевом в гравиесортировке и распределением по силосным банкам.
Отгрузка готовой продукции предусмотрена на автомобильный и железнодорожный транспорт.
^Производство керамзитового песка в печах кипящего слоя целесообразно организовывать при заводах и цехах керамзитового гравия, используя в качестве сырья гранулы-полуфабрикаты от сушильного барабана.
Технологическая схема производства керамзитового песка цеха мощностью 50 тыс. м3 в год (проект Союзгипрострома) приведена на рис. 8.15. Цех предусмотрен для размещения на территории за-
2
Рис. 8 15. Технологическая схема производства керамзитового песка:
/ — молотковая мельница; 2 — осадительный циклон; 3 — элеватор; 4 — бункер; 5 — печь кипящего слоя СМС-139; 6 — вентиляторы; 7--батарея циклонов; в — электрофильтр; Р — холодильник; . 10 — футерованный циклон; 11— склад готовой продукции; 12 — рукавный фильтр
вода керамзитового гравия. Режим работы — круглогодовой, в три смены.
Технологический процесс производства складывается следующим образом. Подсушенные гранулы из подготовительно-формовочного отделения завода подают в бункер запаса сырья (примерно на 2 ч) для их последующего измельчения и подсушки в молотковой мельнице. Глиняная крошка размером менее 5 мм (влажность 8... 12%) отделяется в осадительном циклоне от теплоносителя и направляется в расходный бункер двухзонной печи кипящего слоя. Температура в зоне термоподготовки 200... 400°С, в зоне обжига — 1000... 1100°С. Из зоны обжига большая часть керамзитового песка (примерно 70%) поступает в холодильник кипящего слоя, температура в котором находится в пределах 120... 180°С. Другая часть, состоящая из пылевидных и мелких частиц (около 30%), выносится в футерованный циклон. Керамзитовый песок из холодильника и циклона поступает в систему пневмотранспорта и далее на склад готовой продукции.
Предусмотрены также пневмотрапспортные системы для возврата уловленных уносов в зону обжига печи и система необходимой газоочистки.
Склад готовой продукции состоит из двух силосов, которые могут загружаться керамзитовым песком одновременно или поочередно. Выгрузка песка из силосов предусмотрена в автотранспорт или в железнодорожные вагоны.
• 8.1.8. Применение. Наиболее широкое применение керамзитобе-тон находит в качестве стенового материала. В ряде районов страны стеновые-панели из керамзитобетона стали основой массового индустриального строительства. Особенно эффективно применение для стеновых панелей хорошо вспученного легкого керамзитового гравия М300, 400, до 500 (по насыпной плотности).
Плотность конструкционно-теплоизоляционного керамзитобетона для однослойных стеновых панелей, как правило, составляет 900... 1100 кг/м3, предел прочности при сжатии — 5...7,5 МПа. Такой бетон в конструкции выполняет одновременно несущую и теплоизоляционную функции. В двух- или трехслойных стеновых панелях требуемую несущую способность может обеспечить слой (или два слоя) конструкционного керамзитобетона, а теплозащитную— слой крупнопористого теплоизоляционного керамзитобетона плотностью 500 ...600 кг/м3.
Исследования, проведенные в Белорусском политехническом институте (С. М. Ицкович и др.), Алма-Атинском НИИстромпроекте (М. 3. Вайнштейн, В. П. Грицай и др.), УралНИИстромпроекте (Г. В. Геммерлинг, А. Н. Чернов и др.), показали, что переход от однослойной конструкции панелей к двух- или трехслойной с разделением несущей и теплозащитной функций стен и возложением их на соответствующие слои конструкционного и теплоизоляционного керамзитобетона повышает качество и надежность панелей, снижает их материалоемкость.
Теплоизоляционный крупнопористый керамзитобетон — самый легкий бетон, который можно получить на данном заполнителе. Его плотность при минимальном расходе цемента лишь немного больше насыпной плотности керамзитового гравия.
На керамзите М700, 800 получают конструкционные легкие бетоны с пределом прочности при сжатии 20, 30, 40 МПа, используемые для производства панелей перекрытий и покрытий, в мостостроении, где особенно важно снизить массу конструкций.
8.2. АГЛОПОРИТ
Вспучивающееся глинистое сырье, пригодное для производства керамзита, не часто встречается. Более распространены малопластичные, тощие, запесоченные глинистые породы, суглинки, которые при обжиге не вспучиваются. Эти породы можно использовать для получения другого искусственного пористого заполнителя — агло-порита.
• 8.2.1. Сырье. Основным сырьем для производства аглопорита на действующих предприятиях являются глинистые породы. Пригод-
ные для агломерации глинистые породы (суглинки, супеси, лёсс и т. д.) имеются почти повсеместно, поэтому производство аглопо-рита из местного сырья можно организовать в различных районах, где требуется этот строительный материал. .....
Впервые промышленное производство аглопорита из глинисто-: го сырья было организовано в 1958 г. в Минске, где и в настоящее; время имеется наиболее крупный в СССР цех по выпуску аглопорита. Технология разработана в Минском НИИСМ.
Однако глинистыми породами сырьевая база производства аглопорита не исчерпывается. Очень широко в качестве сырья могут быть использованы различные отходы промышленности, особенно топливосодержащие. На основе технологических исследований б. ВНИИСтрома, Минского НИИСМ, других институтов и организаций было организовано производство аглопорита из топливных шлаков, зол, отходов добычи сланцев и угля. Использование таких отходов выгодно и перспективно. Топлива, содержащегося в них, как правило, достаточно для ведения процесса агломерации. Важно только усреднить сырье по содержанию топлива и затем, если его не хватает, добавить при подготовке шихты, а если содержится больше, чем требуется для процесса агломерации (что более вероятно), добавить к топливосодержащим отходам глинистое сырье.
По данным ВНИИСтрома и Института горючих ископаемых, первоочередным резервом для расширения сырьевой базы производства аглопорита являются отходы углеобогащения, общий выход которых составляет по стране около 80 млн. т в год. Угля в них содержится в среднем до 20%. За счет использования этого топлива себестоимость аглопорита можно снизить примерно на 30%. В Польше, где самая высокая в мире степень использования углеотхо-дов, находят применение 17% отходов угледобычи и более 95% отходов углеобогащения.
• 8.2.2. Основы технологии. Аглопорит получают спеканием (агломерацией) сырья. Этот способ широко применяют в металлургической промышленности для агломерации руд. Сущность процесса состоит в следующем.
Из сырья с добавкой топлива (угля) готовят рыхлую шихту и укладывают ее на колосниковую решетку. Под решеткой в вакуум-камере отсосом воздуха вентилятором (дымососом) создают разрежение, благодаря которому происходит просос воздуха через шихту. Сверху шихту поджигают. За счет горения угля в ней создается высокая температура (до 1400... 1500°С). При этом шихта спекается в пористую остеклованную массу. Процесс спекания осуществляется сравнительно быстро. Горячие газы, отсасываемые вниз, подогревают нижележащие слои шихты, и зона горения постепенно передвигается к колосниковой решетке. Верхние спекшиеся слои в это время несколько охлаждаются просасываемым воздухом. Когда зона горения топлива доходит до колосниковой решетки и
Рис. 8 16. Схема агромерациоиной машины:
/ — загрузка шихты; 2— зажигательный горн; 3 — колосниковая решетка; 4— слой спекаемой шихты; 5 — зона горения топлива; 6 — спекшийся корж; 7 —• отсос газов; 8 — вакуум-камера
процесс агломерации завершается, получают спекшийся аглопори-товый корж, который дробят на щебень и песок.
Производительность агломерационной машины зависит от скорости спекания сырья
и=й/г,
где h — высота слоя спекаемой шихты, мм; т — продолжительность спекания, т. е. время, необходимое для перемещения зоны горения от поверхности слоя до колосниковой решетки, мин.
Для различных видов сырья и составов шихты вертикальная скорость спекания составляет 5... 10 мм/мин и более. Например, слой шихты 200 мм спекается за 20 ...40 мин.
В промышленных условиях при производстве аглопорита из глинистых пород шихту готовят следующим образом. Глинистое сырье, дробленный каменный уголь (крупность не более 5 мм), а также добавки (о которых будет сказано ниже) смешивают в определенной пропорции. Массовая доля угля составляет, как правило, 7... 12%. Если глинистое сырье сухое» то в глиномешалку подается вода. Перемешанная шихта должна иметь рыхлую комковатую структуру. В специальных машинах — грануляторах (например, в барабанном грануляторе, работающем по принципу окатывания комочков во вращающемся барабане) шихта гранулируется.
Подготовленная шихта спекается на агломерационной машине (рис. 8.16), которая представляет собой непрерывно движущийся конвейер из тележек-палет, имеющих в основании колосниковую решетку из жаропрочной стали и борта с обеих сторон. Верхняя ветвь конвейера движется по рельсам над вакуум-камерами.
Шихта загружается на колосниковую решетку слоем 200... 300 мм и зажигается, проходя под горном, где за счет горения подаваемого туда жидкого или газообразного топлива создается температура примерно 1000°С. Далее, продвигаясь над вакуум-камерами, шихта благодаря прососу воздуха спекается. С машины сходит спекшийся корж.
Корж, как правило, неоднороден: внутри спекание полное, корж в изломе темного цвета (восстановительная среда определяет переход оксидов железа в закись, и это способствует лучшему спеканию), а на поверхности (избыток воздуха, окислительная среда, ниже температура обжига) образуется как называемый недожог буро-красноватого цвета с пониженными прочностью и стойкостью. Поэтому первой операцией после спекания шихты на агломерационной решетке является отделение недожога. Корж разламывается на куски специальным устройством — коржеломателем (вал с редко насаженными билами), куски падают на решетку, слабоспекшиеся частицы при этом осыпаются и возвращаются в технологический процесс как добавка к сырью, улучшающая газопроницаемость и спекание шихты.
В качестве добавок, способствующих повышению скорости спекания глинистого сырья и, следовательно, повышению производительности агломерационных машин, а также улучшению качества аглопорита, используют древесные опилки, лигнин (отход гидролиза древесины), золу и другие отходы промышленности.
После отделения недожога (возврата) аглопорит охлаждают до температуры 80... 120°С, дробят и сортируют на щебень и песок.
Принципиальная технологическая схема производства аглопори-тового щебня и песка приведена на рис. 8.17. Помимо показанного на схеме шахтного холодильника для охлаждения аглопорита применяют ленточные (металлический транспортер с перфорированным дном), чашевые (кольцевой бункер с двумя жалюзийными цилиндрическими стенками) и барабанные холодильники.
При использовании в качестве основного сырья отходов углеобогащения в технологическую схему вносятся изменения, касающиеся подготовки исходных материалов. Отходы углеобогащения измельчают дроблением в две стадии с промежуточным грохочением, получая зерна размером не более 2,5 мм. Глину добавляют в виде сухого компонента (крупность *д о 3 мм) или глиняного шликера. Последующие технологические операции аналогичны приведенным на схеме.
Для производства аглопорита выпускается комплект основного технологического оборудования с агломерационными машинами СМС-117 и СМ-961 (длина 40 м, ширина 1,5 м).
Производительность агломерационной машины (т/ч)
П =0,06r£aZ?pHVB>
где v — вертикальная скорость спекания, мм/мин: La — активная длина агломерационной машины, м, равная общей длине машины L за вычетом длины зон сушки Lc (обычно Lc= 0,054-0,1L) и охлаждения Lo (при наличии холодильника Lo=0,2L, при отсутствии холодильника и производстве аглопоритового гравия Lo=0,4L); В— активная ширина агломерационной машины, м; ри — насыпная плотность сырцовых гранул, рн—1 — 1,1 т/м3; ka—коэффициент вы-
Рис. 8 17. Технологическая схема производства аглопоритового щсбия и песка:
/ — экскаватор; 2 — автотранспорт; 3 — ящичный подаватель; 4 — валковая дробилка; 5 — вибросито; 6— ленточный питатель; 7 — сборный ленточный транспортер; 8— камневыделительиые вальцы; 9—двухвальиая глиномешалка. 10— барабанный гранулятор; // — укладчик шихты; 12— зажигательный горн; 13—агломерационная машина; 14— коржеломатель; /5 — шахтный холодильник; /6— валково-зубчатая дробилка; 17 — гравиесортировочная машина; 18 — склад готовой продукции; /V — частость
хода аглопорита, ka=0,75 ...0,90; kB — коэффициент, учитывающий возврат в шихту недожога; при отсутствии подачи возврата в шихту, Лв= I.
Годовая мощность агломерационной машины (м3/г)
Л/аг=7'77Ли/ри,
где Т — годовой фонд рабочего времени, ч; П—расчетная производительность агломерационной машины, т/ч; ka — коэффициент использования годового фонда рабочего времени, k»=0,82 ...0,9; рн — насыпная плотность аглопоритового щебня (гравия), т/м3.
• 8.2.3. Технические требования. Требования ГОСТ 11991—83 в отношении фракционирования аглопорита, его зернового состава, а также принцип деления на марки по насыпной плотности аналогичны описанным выше для керамзитового гравия.
Требуемые пределы прочности аглопоритового щебня (табл. 8.2), определяемые при сдавливании в цилиндре, значительно меньше, чем для керамзитового гравия (см. табл. 8.1). Однако нельзя
считать аглопорит менее прочным заполнителем, чем керамзит, поскольку дело здесь не только в прочности, но и в форме зерен. Как уже указывалось выше, при испытании в цилиндре получаются не абсолютные, а относительные, значительно заниженные показатели прочности, причем степень занижения зависит от формы зерен испытуемого заполнителя. При равной прочности зерен для сдавливания рыхло насыпанного остроугольного аглопоритового щебня в стальном цилиндре требуется меньшая нагрузка, чем для керамзитового гравия. Как установлено С. М. Ицковичем, действительная прочность аглопорита в бетоне примерно в 25 ...30 раз превышает показатели прочности при стандартном испытании в цилиндре, что и учитывается в ГОСТ 9757—83 при установлении марки аглопори-тового щебня по прочности исходя из результатов его стандартного испытания.
Прочность керамического материала, заполняющего межпоровое пространство аглопорита и керамзита (оплавленной массы, состоящей из стекловидной фазы с кристаллическими включениями), примерно одинакова. Поэтому при равной плотности зерен прочность аглопорита и керамзита в бетоне близка. Для ориентировочной оценки прочности аглопорита можно воспользоваться формулой (8.1), согласно которой, например, при плотности зерен 1,2 г/см3 предел прочности составляет около 20 МПа, при плотности 1,4 г/см3 — около 30 МПа, при 1,6 г/см3 — около 40 МПа и т. д.
Таблица 8 2. Требования к прочности аглопоритового щебня
Марка по насыпной плотности Прочность при сдавливании в цилиндре. МПа, не менее, по категориям качества Марка по насыпной плотности Прочность при сдавливании в цилиндре. МПа. не менее, по категориям качества
высшая первая высшая первая
400 0,4 0,3 700 1.0 0,9
500 0,6 0.5 800 1.4 1,2
600 . 0.8 0,7 900 1.6 1,4
Особенность аглопорита, как и многих других пористых заполнителей, в том, что с уменьшением размеров фракции аглопоритового щебня или песка возрастает ее насыпная плотность. Это объясняется следующим. В аглопорите имеются поры различных размеров: от мельчайших до 3 мм и более. При дроблении аглопорита разрушение идет, в первую очередь, по более крупным порам, поэтому чем мельче фракции, тем меньше пористость зерен, больше их плотность и прочность.
Минский аглопорит различных фракций имеет следующую насыпную плотность: щебень фракции 20 ...40 мм — 500... 600 кг/м3; фракции 10...20 мм —600...700 кг/м3; фракции 5...10мм — 700... 800 кг/м3; песок до 5 мм — до 1000 кг/м3.
Межзерновая пустотность аглопоритового щебня составляет 50...60%, (для высшей категории качества — не более 50%), следовательно, плотность зерен в 2 раза и более превышает насыпную плотность-щебня.
Пористость зерен аглопоритового щебня находится • в пределах 40...60%.
Коэффициент формы зерен в среднем не должен превышать 2,5 (для высшей категории качества — 2).
В отличие от керамзитового гравия аглопоритовый щебень характеризуется большей долей открытых пор (15...20%), заполняемых в бетоне водой и цементным тестом. Это приводит к* некоторому повышению расхода цемента, но одновременно способствует упрочнению заполнителя и сцеплению его с цементным
Рис. 8 18. Распределение отклонений от средней насыпной плотности заполнителей по результатам систематического контроля текущей продукции:
/ — аглопоритовый щебень; 2 — керамзитовый гравий
камнем, что благоприятно ска-
зывается на возможности получения высокопрочного аглопорито-бетона.
Аглопорит отличается сравнительно высокой однородностью по насыпной плотности и прочности, что создает предпосылки для его эффективного применения в бетоне. На рис. 8.18 приводятся результаты сравнения однородности аглопоритового щебня и керамзитового гравия двух предприятий. В течение месяца было произведено по 100 определений насыпной плотности каждого заполнителя одинаковой крупности. В интервал ±5% от среднего арифметического попало 70% результатов испытания для аглопорита, тогда как для керамзита только 35%. Коэффициент вариации насыпной плотности аглопорита различных заводов в пределах партий не превышает 1 ...2%.
В соответствии с государственным стандартом к аглопориту предъявляется ряд требований по обеспечению стойкости и долговечности. Аглопоритовый щебень испытывается на стойкость к силикатному распаду, морозостойкость и т. д. Ограничивается наличие остатков невыгоревшего топлива: потеря массы при прокаливании пробы аглопоритового щебня не должна превышать 3%. Для ограничения содержания в аглопоритовом щебне слабообожженных зерен предусматривается его испытание в растворе сернокислого натрия с допускаемой потерей массы после трех циклов насыщения и высушивания не более 5%.
Рис. 8 19. Схема работы тарельчатого гранулятора:
а — вид сбоку иа комплект оборудования; б — вид сверху на вращающуюся чашу; / — бункер приемник; 2 — питатель; 5 — бункер: 4 уравнительный бачок для воды (раствора); 5 —чаша; 6 — иож очистки днища, 7 — место загрузки; в—-форсунка для подачи воды (раствора); 9 — место выгрузки готовых гранул
Для аглопоритового песка нормируется зерновой состав. Потеря массы пробы при прокаливании песка допускается до 5%.
• 8.2.4. Аглопоритовый гравий. Помимо описанной технологии производства аглопоритового щебня и песка разработана (М. П. Элинзон, С. Г. Васильков и др.) и освоена промышленностью технология, позволяющая получать аглопорит в виде гравия.
Основным сырьем для получения такого аглопорита служат золы тепловых электростанций, содержащие 4... 15% остатков топлива.
В отличие от описанной выше технологии в данном случае стремятся получить шихту в виде отдельных шариков преимущественно одной фракции (10...20 мм), для чего используют тарельчатые грануляторы (рис. 8.19 и 8.20). Состав шихты: 85 ...90% золы и 10... 15% глинистой породы. Глинистая порода вводится в золу в виде водной суспензии — шликера. Она обеспечивает связность шихты, облегчает грануляцию и повышает прочность сырцовых гранул (чтобы они не разрушились при транспортировке и укладке до спекания).
Бункер расходной золы I
Дозатор весовой i
Конвейер винтовой Вода
I - - I
Смеситель лопастной — г
Гранулятор тарельчатый
Глина I Машина г пинорезательная
I
Агрегат для приготовления глиняного шликера
Ф
Мешалка пропеллерная
I
Насос I Дозатор объемный ____________I
Рис. 8 20. Технологическая схема приготовления сырцовых гранул из золы-уиоса ТЭС
На колосниковую решетку агломерационной машины укладывают сначала слой готового аглопоритового гравия — постель (для предохранения металла машины от действия высоких температур), затем сырцовые гранулы слоем 200... 250 мм. В секционном горне большей протяженности, чем в машинах для спекания шихты на щебень и песок, сжигают газообразное топливо. При прососе горячих газов сверху вниз сырцовые гранулы высушиваются, зажигаются и спекаются. Крупнозернистая шихта отличается большой газопроницаемостью, поэтому даже при малом разрежении в вакуум-камерах объем просасываемых сквозь шихту газов значителен. При этом внутри спекаемых гранул создается восстановительная среда, способствующая оплавлению и образованию спекшейся мелкопористой массы, а омываемая воздухом поверхность гранул из-за наличия окислительной среды не оплавляется, поэтому гранулы между собой спекаются непрочно. На агломерационной машине образуется не сплошной корж, как обычно, а сравнительно рыхлый слой, рассыпающийся при дроблении на отдельные весьма прочные пористые гранулы округлой формы, напоминающие керамзит.
Насыпная плотность аглопоритового гравия — 550 ...800 кг/м3, предел прочности при сдавливании в цилиндре—1,2 ...4,5 МПа.
• 8.2.5. Применение. Если керамзит, который, как правило, получается более пористым и легким, чем аглопорит, используется преимущественной для стеновых панелей, то для аглопорита главной областью применения являются конструкционные легкие бетоны. Аглопоритобстон с пределом прочности 20 ...30, а в отдельных случаях и до 50 МПа, идет на изготовление предварительно напряженных железобетонных конструкций перекрытий и покрытий, большепролетных балок и ферм, мостовых пролетных строений и т. д. Замена в этих конструкциях тяжелого бетона легким аглопоритобето-пом значительно повышает их эффективность.
Кроме того, аглопоритобетон применяют как конструкционнотеплоизоляционный материал. В частности, в Минске из аглопори-8* 211
тобетона выполнены монолитные стены высотных зданий, возведенных бетонированием в скользящей опалубке.
Из аглопоритобетона выпускают объемные блок-комнаты и другие конструкции.
8.3. ШЛАКОВАЯ ПЕМЗА
• Шлаковую пемзу получают главным образом из доменных шлаков (гл. 7), причем не из отвальных (такие шлаки еще нужно было бы расплавить), а непосредственно из шлаковых расплавов, сливаемых из доменных печей в огненно-жидком состоянии. По себестоимости шлаковая пемза — самый дешевый искусственный пористый заполнитель. Естественно, что шлаковая пемза производится и применяется в районах металлургической промышленности.
• 8.3.1. Основы технологии. Имеется несколько способов производства шлаковой пемзы, но все они основаны на вспучивании шлакового расплава водой.
При контакте шлакового расплава (температура около 1300°С) с водой происходит бурное вскипание с интенсивным образованием пара. Пузырьки пара, внедряясь в расплав, не могут выделиться свободно, поскольку при охлаждении вязкость расплава увеличивается. В результате он вздувается, вспучивается и застывает в виде норизованной массы ячеистой структуры. Основное значение при этом имеют химический состав шлаков и наличие в них растворенных газов, определяющие газотворную способность, вязкость и поверхностное натяжение шлаковых расплавов.
Бассейновый способ производства шлаковой пемзы состоит в следующем. Шлаковый расплав выливается шлаковозными ковшами в опрокидной бассейн для вспучивания, представляющий собой металлическую ванну с перфорированным дном. Вместимость бассейна позволяет принять сразу весь расплав из шлаковозного ковша (до 16,5 м3). Снизу через отверстия в бассейн подается вода, на ее фонтанирующие струйки выливают шлаковый расплав. Он вспучивается и отвердевает, после чего выгружается, остывает в виде глыб, затем подвергается дроблению и рассеву на фракции (рис. 8.21). Производственный цикл, включающий слив из ковша и наполнение бассейна расплавом, вспучивание (1,5...2 мин), охлаждение и кристаллизацию (без подачи воды), разгрузку бассейна и его подготовку к следующему циклу, составляет 15...20 мин. Объем получаемой шлаковой пемзы —до 25 м3. Режим поризации шлакового расплава можно регулировать при изменении его состава.
Брызгально-траншейный способ наиболее прост. Шлаковый расплав при сливе в траншею орошается водой из перфорированных труб, вспучивается и застывает в ней, а после охлаждения разрабатывается экскаватором и подается на дробление и рассев. Этот способ не является перспективным для производства шлаковой пемзы из-за ее невысокого качества и неоднородности по структуре.
Рис. 8 21. Технологическая схема производства шлаковой пемзы в опрокидном бассейне:
/ — машина для вдуваиия порошковых добавок; 2 шлаковозный ковш; 3 — опрокидной бассейн; 4 -приямок; 5--промежуточный склад; 6 — мостовой край с грейферным захватом; 7 — приемное устройство дроби л ьи о сортировочного отделения; в — первая ступень дробления; 9 — вторая ступень дробления; Ю — грохот; 11— сепаратор для разделения щебня на две марки
Вододутьевой способ состоит в разбивке массы расплава на отдельные гранулы сильной струей водовоздушной смеси с последующим интенсивным смешением еще жидких гранул расплава с водовоздушной смесью и вспучиванием. Поризация расплава производится в струйных аппаратах (рис. 8.22). Гранулы, вспученные в камере смешения, выбрасываются на экран, с которого они попадают на приемные устройства и агрегируются в глыбы. Полученная шлаковая пемза имеет однородную мелкопористую структуру с размером пор до 1 мм.
Гидроэкранный способ предусматривает последовательную обработку шлака на двух гидрожелобах (рис. 8.23). С первого желоба вспучивающийся шлаковый расплав струями воды бросается на вертикальный экран, отразившись от которого попадает на второй желоб, где снова подхватывается струями воды и направляется на пластинчатый перегружатель для последующего охлаждения и дробления. Производство шлаковой пемзы этим способом осуществляют на Череповецком и Криворожском металлургических заводах, на Новолипецком металлургическом комбинате. Технологическая схема производства представлена на рис. 8.24.
Все описанные выше способы позволяют получать дробленую Шлаковую пемзу в виде пористого щебня и песка.
Рис. 8.22, Схема струйного вододутьсвого аппарата:
/ стенка приемной камеры; 2.— направляющий лоток; 3 — водяная рубашка; 4— камера смешения; 5 — рабочее ссгмешное сопло
Шлакопемзовый щебень, как и аглопоритовый, имеет зерна остроугольной формы с открытыми порами, отличается большой межзерновой пустотностью.
В УралНИИстромпроекте разработана технология получения шлаковой пемзы в виде гравия округлой формы с закрытыми порами.
Рис. 8 23. Схема установки для гидроэкраиного способа получения шлаковой пемзы:
/ — приемная воронка*. 2— гидромониторная насадка; 3— экран; 4— Желоб;
5 — пластинчатый перегружатель
Шлаковозный ковш
I
Колер для пробивания корки
4
Вода ---► Аппарат гидроэкранный
Приемный бункер шлаковой пемзы с краном мостовым грейферным --- I
Приемный бункер с колосниковым грохотом и питателем (0.400 мм)
4 Грохочение
0100 мм|”
0..40 мм
J +100 мм
Дробилка щековая
Г рохочение
J I-------------------
+ 40 Дробилка двухвалковая зубчатая I
Грохочение
10.40 мм ~] + 40 мм
Грохочение товарное
Г"---------------------
Накопительные бункера
Фр.ОЬмм фр.&_10мм Фр 10.20 мм фр. 2040 мм lit;
Т ранспортирование I
Склад фракционированной шлаковой пемзы
I
Отгрузка в автомобильный и железнодорожный транспорт
Рис. 8 24. Технологическая схема производства шлаковой пемзы гидроэкраиным способом
Шлакопемзовый гравий получают на установке (рис. 8.25), в которой применен усовершенствованный струйный вододутьевой аппарат (водовоздушный гранулятор). Диспергированные и вспученные частицы шлакового расплава соединяются на встречном экране в крупные куски. Полученную массу, еще не потерявшую пластические свойства, обрабатывают в барабанном холодильнике. Во вращающемся барабане с продольными лопастями происходит дополнительное вспучивание, разделение крупных кусков на отдельные зерна и их окатывание.
• 8.3.2 Технические требования. ГОСТ 9760—86 «Щебень и песок пористые из металлургического шлака (шлаковая пемза)» содержит технические требования, в основном аналогичные требованиям стандартов к другим пористым заполнителям.
Шлака far и расплав
Рис. 825. Схема установки для производства грависподобной шлаковой пемзы:
1 — водовоздушиыЙ гранулятор; 2— приемная камера; 3 — барабанный холодильник; 4 — разгрузочная камера; 5 — паре воздухопровод; б —затвор «мигалка»;
7 — вибропитатель; в — короб; 9 — конвейер ленточный
Пустотность фракционированного щебня не должна быть более 52%, среднее значение коэффициента формы зерен не должно превышать 2,5.
Стандарт предусматривает испытание шлакопемзового щебня на стойкость против силикатного распада.
Требования к прочности шлакопемзового щебня при сдавливании в цилиндре (табл. 8.3) близки к соответствующим требованиям для аглопоритового щебня (см. табл. 8.2).
Таблица 8.3. Требования к прочности шлакопемзового щебия
Марка по насыпной плотности Прочность при сдавливании в цилиндре, МПа, не менее Марка по насыпной плотности Прочность при сдавливании в цилиндре. МПа, не мсиее
400 0,30 700 0,70
450 0,35 750 0,90
500 0,40 800 1,10
550 0,45 850 1,30
600 0,55 900 1,50
650 0,65
Чем больше пористость шлаковой пемзы, тем меньше ее прочность, причем как и для керамзита и аглопорита предел прочности приблизительно пропорционален квадрату плотности зерен (по данным В. С. Григорьева).
Зерна шлаковой пемзы имеют явно выраженную ячеистую структуру. Средний диаметр пор-ячеек—I...2 мм. Иногда получают шлаковую пемзу с диаметром пор 5...6 мм. Такая пемза напоминает затвердевшую пену. В качестве заполнителя для бетона
лучше использовать мелкопористую шлаковую пемзу. Шлаковая пемза получается весьма неоднородной по степени вспучивания. Поэтому после дробления и сортировки по крупности целесообразна сепарация по плотности зерен, что может значительно повысить эффективность ее применения.
• 8.3.3. Применение. Шлаковую пемзу используют главным образом в конструкционно-теплоизоляционных бетонах ограждающих конструкций. В силу меньшей ее теплопроводности (см. гл. 4) возможно применение шлакопемзобетона повышенной плотности без ухудшения его теплозащитных свойств по сравнению, например, с керамзитобетоном: шлакопемзобетон с плотностью 1400 кг/м3 имеет примерно такую же теплопроводность, как керамзитобетон с плотностью 1200 кг/м3.
Шлаковая пемза М 750 ...900 может использоваться при получении высокопрочных бетонов для различных несущих конструкций. Однако необходимо иметь в виду возможность коррозии стальной арматуры в шлакопемзобетоне из-за содержания в шлаке серы. При производстве предварительно напряженных конструкций, особенно с проволочной арматурой, стойкость арматуры в шлакопемзобетоне должна быть установлена специальным исследованием.
8.4. ШУНГИЗИТ
• Шунгизит получают вспучиванием при обжиге графитсодержа-щей сланцевой породы — шунгита. Большое месторождение шунгита разрабатывают в Карельской АССР. Породу в виде фракционированной крошки поставляют многим предприятиям, использующим ее как сырье для производства шунгизитового гравия.
Шунгизитовый гравий получают по сухому способу, В сущности шунгизит — это разновидность керамзита, отличающаяся видом сырья.
В ГОСТ 19345—83 «Гравий шунгизитовый» содержатся технические требования, аналогичные предъявляемым к керамзитовому гравию, но требования к прочности значительно ниже.
При организации производства шунгизита в связи с большим коэффициентом вспучивания сырья (до 5 — по результатам лабораторных испытаний) и простотой технологии предполагали его высокую технико-экономическую эффективность. Однако отмечается неоднородность поставляемого сырья, в связи с чем НИИкерамзит рекомендует его обогащение по принципу избирательного дробления исходной породы (чем прочнее порода, тем, как установлено опытами, больше коэффициент ее вспучивания) или же помол сырья и переход на порошково-пластический способ производства (тем более, что в настоящее время при производстве шунгитовой крошки до40% добытой породы в виде мелких отходов не используется). Такая переработка сырья ведет к повышению качества шунгизита, но с усложнением технологии в дополнение к большим расходам на
перевозку сырья возрастут издержки производства. Исследования ВНИИстрома направлены на рационализацию технологии термообработки.
Институтом «Союзгипростром» разработан типовой проект предприятия по производству шунгизита мощностью 200 тыс. м3 в год (рис. 8.26). Мощность предприятия обеспечивается двумя технологическими линиями, использующими шунгитовую крошку определенной фракции (5...8 и 8... 15 мм).
Крошка со склада сырья, рассчитанного на работу линий в течение 15 сут, родается скиповыми подъемниками в расходные бункера, установленные над печами термоподготовки (2,5X20 м). В этих печах материал нагревается до 400°С примерно за 20 мин, а затем через перегрузочные камеры поступает в печи обжша (3,5X24 м), где находится в течение 12... 15 мин (производительность одной печи 12,5 м3/ч). Вращение печей термоподготовки и обжига с различной скоростью позволяет осуществлять ступенчатый режим термообработки шунгитовой крошки, вспучивающейся обычно при температуре 1120... 1150?С. Узкий температурный интервал вспучивания (до 30°С, что значительно меньше требуемого при производстве керамзита) усложняет обжиг сырья. Во избежание образования спеков в печь перед зоной обжига вводят опудривающий порошок.
Охлаждение шунгизита производят в две стадии: сначала с 900 до 550°С в барабанном холодильнике (2,2x16 м) в течение 20 мин, а затем до 60... 80°С в аэрожелобе длиной 10 м в течение 2 мин. «Мягкий» режим охлаждения способствует снятию термических напряжений в материале и повышению прочности шунгизита.
Охлажденный шунгизит конвейером с погруженными скребками направляется на склад готовой продукции, где после сортировки хранится по фракциям в силосах (8 шт.).
Применяется шунгизит для теплоизоляционных и конструкционно-теплоизоляционных легких бетонов.
8.5. АЗЕРИТ
• • Лзерит — это искусственный пористый заполнитель, который можно считать одной из разновидностей керамзита, но логично выделить его в особый вид заполнителя, поскольку технология и свойства азерита существенно отличаются от вышеописанных.
Азерит своим названием связан с Азербайджаном, где в НИИСМ им. С. А. Дадашева предложена и разработана (Э. В. Пыльник и др.) его технология.
Главное отличие технологии азерита (рис. 8.27) от технологии керамзита состоит в том, что исходное глинистое или иное минеральное сырье.предварительно в специальном плавильном агрегате (конвертере) при температуре 1450... 2000°С полностью переводят 218
Рис. 827. Технологическая схема производства азеритового гравия
в расплав. Затем расплав при быстром охлаждении водой (300... 400 °С/мин) переводят в стекловидное состояние.
Последующие этапы технологии: помол совместно с добавкой глины (связующее) и кокса (газообразователь) в шаровой мельнице, грануляция при увлажнении порошка на тарельчатом грануляторе, опудривание огнеупорным порошком и вспучивание во вращающейся печи при температуре 900... 1000°С, как в производстве керамзита.
На первый взгляд такая технология может показаться убыточной ввиду больших энергетических затрат на переплав сырья. К тому же после переплава требуется добавка газообразсвателя, поскольку естественные источники газообразования, имевшиеся в исходном сырье, в данном случае не используются. Но для правильной технико-экономической оценки технологии необходимо выяснить ее конечный результат.
Как уже было сказано в § 8.1, наличие стеклофазы в керамзитовом сырье улучшает его вспучивание при обжиге. Это тем более достигается при полном переводе сырья в стеклообразное состояние. Повышение коэффициента вспучивания ведет к увеличению объема выпускаемой продукции, поэтому, несмотря на дополнительные рас
ходы, связанные с переплавом сырья, удельные расходы, приходящиеся на 1 м3 выпускаемой продукции, могут оказаться умеренными. Таким образом, экономическая эффективность этой технологии может быть обеспечена только при значительном улучшении вспучивания сырья.
Азеритовый гравий характеризуется насыпной плотностью 140.. 850 кг/м3, причём регулированием содержания газообразующей добавки и другими технологическими приемами можно обеспечить получение азерита требуемой плотности в зависимости от его назначения.
Прочность азеритового гравия при сдавливании в цилиндре в 1,5... 2 раза выше прочности керамзитового гравия сопоставимой плотности. Для вышеуказанного диапазона насыпной плотности она составляет 0,6... 14,7 МПа. Повышение прочности объясняется равномерной мелкой пористостью и однородностью структуры межпоровых перегородок материала.
В отношении влияния структуры на прочность в науке о подобных материалах имеются две точки зрения. Согласно одной из них, кристаллизация повышает прочность, что используется, например, в технологии стеклокристаллических материалов (ситалла, шлако-ситалла). Согласно другой, более высокую прочность обеспечивает стеклообразное состояние, характеризующееся однородностью и изотропностью. Применительно к производству искусственных пористых заполнителей для бетона, когда направленная кристаллизация материала практически не удается, а частичная кристаллизация ведет лишь к неоднородности структуры и напряженного состояния, вторая точка зрения (о преимуществе стеклообразного состояния) более реальна.
Уместно напомнить, что стеклообразное состояние характеризу-ся меньшей теплопроводностью материала (см. 4.4).
Повышенная прочность азерита по сравнению с керамзитом дает ему преимущества при применении в высокопрочных конструкционных легких бетонах, а пониженная теплопроводность — в конструкционно-теплоизоляционных легких бетонах для ограждающих конструкций.
8.6. ТЕРМОЛИТ
• Термолитом называют материал в виде щебня или гравия, получаемый при обжиге кремнистых опаловых пород (трепелы, диатомиты, опоки) без вспучивания.
Исследования В. П. Иваненко, А. А. Крупина и других показали, что это сырье весьма перспективно для производства искусственных пористых заполнителей, причем некоторые его разновидности при обжиге вспучиваются, другие только спекаются. Вспученный гравий из трепельных пород, согласно принятой классификации, относится к керамзиту и его разновидностям.
Пластический способ Порошково-пластический способ
Гпинорыхпитель 4 Питатель ящичный
Добавка твердая или жидкая
Вальцы грубого помола
I I
Смеситель * * nRVYRa
лопастной двухвапьный 4 Бегуны мокрого помопа I Вальцы тонкого помопа с зазором 3 мм
I Вальцы тонкого помопа с зазором 1...1 ,5 мм
Склад сырья I
Питатель пластинчатый I
Дробилка молотковая 4
Молотковая мельница для сушки и помола
4
Осадительная система I
Бункер запаса порошка
I Питатель ленточный
4
Смеситель лопасной двухвапьный 4
Пресс шнековый 4
Барабан сушильный 4
Бункер запаса _ гранул сырца (щебня) 4
Дозатор автоматический
4
Печь вращающаяся 4 Холодильник барабанный или слоевой
4
Г равиесортировка 4
Склад готовой продукции
Сухой способ
Виброгрохот
Дробилка молотковая
Питатель пластинчатый
Дробилка молотковая I Барабан сушильный
Добавка твердая или жидкая [
Рис. 8 28. Технологические схемы производства термолита с подготовкой сырца по пластическому, сухому и порошково-пластическому способам
Технология производства термолита в основных чертах соответствует описанной выше технологии производства керамзита по сухому, порошково-пластическому или пластическому способу подготовки сырья (рис. 8.28). По сухому способу получают термолит из камнеподобных кремнистых пород (опок), по пластическому — из рыхлых трепелов.
Насыпная плотность термолитового гравия или щебня составляет 600... 1200 кг/м3, плотность зерен—1,0... 1,9 г/см3, пористость зерен — 20... 60%. Последняя обусловлена пористостью исходного сырья, а также разложением водосодержащих минералов и примесей. Прочность при сдавливании в цилиндре термолитового гравия составляет (в зависимости от насыпной плотности) 2 ...7 МПа, щеб
ня 1,4... 4 МПа. В отличие от пористых заполнителей» получаемых вспучиванием или дроблением, для которых, как указано выше, характерно значительное увеличение насыпной плотности и плотности зерен мелких фракций по сравнению с более крупными, показатели плотности термолита разной крупности близки.
Термолит используют для получения конструкционных и конструкционно-теплоизоляционных легких бетонов.
8.7. ОБЖИГОВЫЙ ЗОЛЬНЫЙ ГРАВИЙ
• Сырьем для производства обжигового зольного гравия служат золы теплоэлектростанций, в том числе и из отвалов после их гидроудаления.
Технология, разработанная ВНИПИтеплопроектом (рис. 8.29), предусматривает сушку и помол золы, затем ее скатывание в шаровидные гранулы диаметром около 15 мм. Для облегчения грануляции и обеспечения достаточной прочности гранул золу смачивают водным раствором ЛСТ (лигносульфонатов технических) или же добавляют глину. Далее гранулы подсушивают и обжигают в коротких вращающихся печах прямоточного действия, причем их подают сразу в высокотемпературную (около 1200°С) зону печи. Для повышения пористости гравия в золу можно добавлять древесные опилки.
Насыпная плотность зольного гравия — 300... 800 кг/м3. Насыпная плотность гравия фракций 5... 10 и 10...20 мм близка. Предел прочности при сдавливании в цилиндре приблизительно соответствует требованиям к керамзитовому гравию тон же насыпной плотности.
Основное назначение — конструкционно-теплоизоляционные бетоны.
• Заполнитель на основе золы теплоэлектростанций в смеси с глинами получают также и в противоточных вращающихся печах
Рис. 8 29. Технологическая схема изготовления зольного гравия:
/ — ящичный подаватель с глииорыхлителем; 2 — сушильный барабан контактного нагрева; J — дымосос; 4 — шаровая мельница; 5 — тарельчатый гранулятор; 6 — сушильный барабан; 7 — узел приготовления жидкой добавки; 8— прямоточная вращающаяся печь; 9— холсь Днльник; 10 — гравиесортнровка; // — бункера готовой продукции
по технологии, принятой в производстве керамзита. Его называют глинозольным керамзитом.
8.8. БЕЗОБЖИГОВЫЙ ЗОЛЬНЫЙ ГРАВИЙ
• Основами получения безобжигового зольного гравия (БЗГ) являются: 1) грануляция увлажненной смеси золы и вяжущего; 2) гидратационное твердение вяжущего и его взаимодействие с активными составляющими золы.
Для изготовления БЗГ можно применять портландцемент, известь, гипсовые, гипсоцементно-пуццолановые вяжущие (ГЦПВ) и использовать золы ТЭС сухого отбора (из-под фильтров и циклонов), а также высушенные золы из отвалов их гидроудаления (золошлаковые смеси).
Содержание частиц несгоревшего топлива в золах и зслошлако-вых смесях допускается до 25%, что существенно выше, чем для производства обжиговых заполнителей. Таким образом, возможность использования зол расширяется. Удельная поверхность зол должна быть не менее 2500 см2/г. Это обусловлено тем, что грану-лируемость порошков зависит от их гранулометрического состава, в частности от содержания мелких частиц с размерами до 20 мкм. Дисперсность частиц золы имеет значение и для гидратационного твердения гранул.
В МИСИ им. В. В. Куйбышева разработаны различные варианты технологии получения БЗГ, один из которых показан на рис. 8.30, На основе молотой золы или золо-шлаковой смеси с добавкой 10... 15% портландцемента получают гранулы, которые подвергают кратковременному пропариванию в камере (4 ч при температуре 90... 95°С).
Насыпная плотность такого гравия 700...950 кг/м3. Прочность при сдавливании в цилиндре 0,6 ...0,8 МПа обеспечивает возможность транспортирования и складирования. Прочность продолжает расти при естественном твердении (до 5...6 МПа в 28-суточном возрасте), а также в составе бетона при тепловой обработке изделии. Повышения прочности гранул и сокращения сроков их тепловой обработки можно достигнуть применением добавок-ускорителей твердения типа сернокислого натрия, нитрит-нитратхлорида кальция и других солей неорганических кислот, вводимых с водой затворения в количестве 1 ... 3% от массы вяжущего.
При использовании вместо портландцемента быстротвердеюще-го ГЦПВ заполнитель сразу после грануляции приобретает достаточную прочность и не нуждается в тепловой обработке. Через сутки прочность при сдавливании в цилиндре составляет 0,7... 1,5 МПа, через трое суток — 2,3... 3,0 МПа.
Насыпная плотность гравия может быть снижена введением в состав сырьевой смеси различных облегчающих добавок: вспученного перлитового песка, древесных опилок, стеклопора, отходов пено-
Рнс. 8 30. Технологическая схема изготовления безобжигового зольного гравия (БЗГ):
/ — бункер цемента; 2 — бункер золы; 3 — дозатор весовой; 4 — мельница шаровая; 5 —система пневмотранспорта; 6 — циклоны; 7 — бункер золоцементной смеси; 8 — питатель ленточный; 9 —конвейер винтовой; 10 — бак воды с дозатором; //—емкость для жидких добавок с дозатором; /2 —смеситель двухвальный; /3 — гранулятор тарельчатый; 14 — конвейер ленточный; /5 —камера пропарочная; /6 — бункер приемный; 17—элеватор; 18— грохот; 19 — силосы
стекла илигазосиликата и др. Добавки вводят в смеситель при подготовке массы к грануляции. Расход цемента составляет 60... 100 кг/м3. Облегченный безобжиговый гравий (ОБЗГ) имеет насыпную плотность 400...600 кг/м3, а прочность при сдавливании в цилиндре в сухом состоянии— 1,0... 1,6 МПа.
Производство безобжигового зольного гравия характеризуется экономией топливно-энергетических ресурсов. Например, расход условного топлива в 2...3 раза ниже, чем при производстве обжиговых искусственных пористых заполнителей.
Применяется БЗГ как крупный заполнитель для конструкционных и конструкционно теплоизоляционных легких бетонов.
8.9. ВСПУЧЕННЫЙ ПЕРЛИТ
• Вспученный перлит—материал, получаемый вспучиванием при обжиге подготовленных зерен из вулканических водоссдержащих пород (перлит, обсидиан, витрофир и др.).
Месторождения перлитов, а также обсидианов и других аналогичных вулканических стекол выявлены в Закарпатье, Армении, Азербайджане, Грузии, Приморском крае, Бурятской АССР.
В перлите содержится около 1 ...2% (иногда больше) связанной воды. При обжиге (1000... 1250 °C) перлит размягчается и под давлением паров высвобождаемой воды сильно вспучивается. Коэффициент вспучивания — до 10... 12. Чем он больше, тем меньше расход сырья на единицу объема продукции. Поэтому многие предприятия, производящие легкий вспученный перлит, работают на привозном сырье с умеренной себестоимостью продукции. Однако если коэффициент вспучивания меньше, удельные затраты на перевозку сырья увеличиваются и себестоимость продукции возрастает.
В соответствии с ГОСТ 10832 -83 «Песок и щебень перлитовые вспученные» предусматриваются марки по насыпной плотности для песка 75... 500, для щебня — 200... 500. Прочность щебня при сдавливании в цилиндре для указанных марок должна быть не менее 0,15... 0,9 МПа.
Вспученный перлит отличается от других пористых заполнителей высоким водопоглощением, которое тем больше, чем больше степень вспучивания. В стандарте водопоглощение щебня ограничивается: для марки 500 — не более 30%, для марки 400—50%, для марки 300—75%, для марки 250— 100%, для марки 200—125% по массе.
В отличие от других пористых заполнителей мелкие фракции вспученного перлита легче крупных. Это объясняется особенностями вспучивания стекловидных пород по сравнению, например, с глинистыми. Так, при производстве керамзита мелкие глиняные гранулы (до 5 мм) часто совсем не вспучиваются, так как еще до размягчения теряют все образующиеся при обжиге газы. Перлитовая же стекловидная порода удерживает газы, и чем лучше она прогревается в мелких гранулах, тем интенсивнее вспучивается.
Технология производства вспученного перлита включает дробление исходной породы (до 1... 2 мм при производстве песка и до 5... 10 мм при производстве щебня) и сортировку. Перед обжигом сырье в ряде случаев рекомендуется подвергать предварительной термической обработке в сушильном барабане или малой вращающейся печи при температуре 250... 450°С в течение нескольких минут. При этом удаляется свободная и слабосвязанная вода, в дальнейшем зерна породы могут при обжиге выдержать более высокую температуру, не растрескиваясь. Остаточной, трудноудаляемсй воды в зернах вполне достаточно для бурного вспучивания при температуре до 1250°С.
Для получения вспученного перлита используют вертикальные (шахтные) и вращающиеся печи, а также печи кипящего слоя. Выбор конструкции печи определяется размером обжигаемых зерен, требуемыми свойствами заполнителя и запланированной производительностью.
При производстве вспученного перлитового песка (рис. 8.31) применяют шахтные печи. Печь представляет собой вертикальный 226
На а чистку
Рнс. 8 31. Технологическая схема производства перлитового песка обжигом в вертикальной печи:
/ — элеватор ленточный для сырья; 2— питатель тарельчатый; 3 — конвейер ленточный передвижной; 4 — элеватор ленточный; 5 — затвор шиберный реечный; б — питатель дисковый; 7 — печь термоподготовки CMT-I78; б —вентилятор дутьевой, 9 —печь вспучивания вертикальная (шахтная) СМТ-177; /О, //— циклоны; 12— затвор-питатель; 13 — бункер готового продукта; 14— питатель ячейковый; 15— затвор челюстной
футерованный изнутри цилиндр с конической нижней частью. Поток горячих газов от сжигания топлива направляется снизу вверх. Поскольку площадь сечения конической части печи с подъемом увеличивается, скорость газового потока соответственно уменьшается. Через загрузочные отверстия в верхнюю цилиндрическую часть печи подается дробленая перлитовая порода и свободно падает вниз, пока в конической части не подхватывается восходящим потоком горячих газов. Зерна породы, витая в горячей газовой струе, вспучиваются. При этом парусность их резко увеличивается, и оии увлекаются газовым потоком вверх, выносятся из печи и затем осаждаются в циклонах.
Технология производства вспученного перлитового щебня и песка (рис. 8.32) предусматривает термическую обработку сырья во вращающихся печах. Легкие мелкие фракции песка вспучиваются в основном во взвешенном состоянии и уносятся из печи потоком отходящих газов (с последующим осаждением в циклонах). Более крупные фракции, не увлекаемые газовым потоком, вспучиваются на футеровке печи и выгружаются. Для ускорения нагрева материала
Рис. 8 32. Технологическая схема производства перлитовых щебня и песка обжигом во вращающейся печи:
/ — загрузочное устройство для сырья-. 2 — элеватор ленточный; 3 — силос сырья; 4— питатель тарельчатый; 5 — конвейер ленточный передвижной; 6 — элеватор ленточный; 7—затвор реечный шиберный;
8— питатель дисковый; 9 — печь терыоподготовкн СМТ-178; Ю— печь вспучивания вращающаяся СМТ-179; //—дутьевой вентилятор; /2— циклон; /3 — осадитель; 14 — сито-бурат; /5 — затвор-питатель; 16 — силосы готовой продукции; /7 — затвор челюстной, 18 — питатель Дисковый (производство щебня); 19 — питатель ячейковый (производство песка)
используют принцип прямотока, т. е. факел горящего топлива и поток газов направляют не навстречу потоку обжигаемого материала (как при получении керамзита), а в том же направлении — по наклону печи.
Для получения вспученного перлита с зернами размером до 10 мм, в основном крупного песка, обжиг целесообразно производить в двухзонных печах кипящего слоя.
Применяют вспученный перлит в качестве теплоизоляционного материала и заполнителя для особо легких теплоизоляционных и конструкционно-теплоизоляционных, а также жаростойких бетонов.
В ряде случаев перлитовый песок используют как мелкий заполнитель в других видах легкого бетона: керамзитоперлитобетоне, шлакопемзоперлитобетоне и других, в которых крупный заполнитель— керамзит, шлаковая пемза, а мелкий — вспученный перлит.
Опыт показал, что при этом насыпная плотность перлитового песка должна соответствовать М 200 или более, а содержание в нем фракции мельче 0,16 мм не должно превышать 10% по объему.
В связи с большим водопоглощением вспученного перлита и замедленной влагоотдачей представляет интерес его гидрофобизация растворами ГКЖ-10 и ГКЖ-П, при которой, по данным КПИ и НИИСМИ (Киев), значительно уменьшается всдопоглощение и создаются условия для более эффективного использования вспученного перлита.
Представляет интерес также баротермалъный способ получения вспученного перлита, предложенный Г. И. Еворенко. При этом перлит сначала нагревается до температуры размягчения под давлени- -ем в паровой среде, а затем при сбросе давления вспучивается. Этим способом можно получить очень легкий материал со сравнительно высокой прочностью и малым водопоглощением.
8.10. ВСПУЧЕННЫЙ ВЕРМИКУЛИТ
• Вермикулит — разновидность слюды, магниево-железистый гидроалюмосиликат с содержанием связанней воды 8... 18%. Это сравнительно мягкая горная порода золотистого цвета с перламутровым блеском.
Месторождения вермикулита встречаются на Урале, в Мурманской области, Якутской АССР, в ряде районов Сибири и Дальнего Востока.
При температуре 1000... 1200°С вермикулит вспучивается, увеличиваясь в объеме в 15...20 раз и более. Получается пористый материал в виде песка и щебня с насыпной плотностью 80... 300 кг/м3.
Из вспученного вермикулита можно получать особо легкие бетоны небольшой прочности для теплоизоляции. В крупнопанельном домостроении вермикулитобетон используется для утепления панелей наружных стен и совмещенных кровельных покрытий.
8.11. ДРУГИЕ ЗАПОЛНИТЕЛИ И ТЕХНОЛОГИЧЕСКИЕ РЕШЕНИЯ
В районах, где отсутствуют природный гравий и каменные породы, пригодные для производства щебня (а такие районы составляют почти 2/з территории СССР), может оказаться целесообразным производство керамического заполнителя из местных глинистых пород, который будет дешевле привозных заполнителей.
• В Ленинградском и Омском филиалах СоюздорНИИ разработана технология производства керамдора, который Применяется в ка-
честве крупного заполнителя в конструкционных бетонах с пределом прочности 30... 50 МПа и в дорожном строительстве. Керамдор получают из местных невспучивающихся глин, а также из смесей глин с золами. В зависимости от способа переработки сырья и его грануляции он может быть в виде гравия или щебня, а также в виде кубиков (при пластическом формовании на ленточных прессах). Сформованные гранулы сушат, а затем обжигают во вращающихся (как при производстве керамзита) или карусельных печах. Насыпная плотность керамдора — 800... 1400 кг/м3, предел прочности при сдавливании в цилиндре — 3,5... 6 МПа. В Западной Сибири производство керамдора из местного сырья обходится дешевле привозных заполнителей в районах, расположенных на расстоянии более 70 км от железных дорог.
По разработкам СибАДИ (Омск) для дорожного строительства применяют тяжелый (800... 1200 кг/м3) и высокопрочный (4,5... 6 МПа) керамзит, причем его производство предусмотрено как по специальному технологическому регламенту, так и путем отбора тяжелого продукта при разделении рядового керамзита по плотности зерен.
• В Куйбышевском инженерно-строительном институте получен керамический гравий с насыпной плотностью 1100... 1200 кг/м3 и пределом прочности зерен (»при испытании кубиков) 50... 55 МПа, пригодный для получения бетонов с пределом прочности 50 МПа.
• В ряде районов производство сравнительно дешевого керамического щебня может быть организовано по технологии, аналогичной технологии производства кирпича, с последующим дроблением и рассевом. Технология может быть упрощена, режимы сушки и обжига ускорены (кирпич в данном случае — полуфабрикат, и трещины в нем не снизят качества щебня, получаемого дроблением). Качество такого щебня (степень спекания, плотность, прочность) сравнительно легко регулируют выбором глинистого сырья, добавок, температуры обжига.
• На Украине опробовано производство пустотелого керамического гравия для легких бетонов. Пустотелый гравий получают пластическим формованием отрезков трубок из глиномассы на ленточном прессе, окатыванием их в барабане с последующей сушкой и обжигом.
• В СибЗНИИЭП получен пустотелый керамический гравий, названный вакулитом. Основу глиняных гранул составляют древесные опилки или другие органические отходы, выгорающие при обжиге. • В США разработана технология получения заполнителя типа керамзита из невспучивающихся глии. Глинистое сырье разводят в воде и смешивают с пенообразователем, в результате чего получают подвижную пенистую массу. Ее перекачивают насосом на наклонный вибролоток с сухой размолотой глиной, где масса гранулируется, гранулы окатываются, покрываются порошком глины и стабилизируются, приобретая достаточную прочность для после-230
дующего обжига вс вращающейся печи. По такой технологии можно получать заполнитель типа керамзита с насыпной плотностью 600...800 кг/м3 из тугоплавких глин, температура спекания которых выше температуры газообразования.
• ВНИИстром разработал технологию обжига гранулированных материалов в печах кипящего слоя с промежуточным теплоносителем в виде кварцевого песка или шамотной крошки. Смесь газообразного топлива и воздуха сжигается в кипящем слое. Туда же подают подлежащий обжигу материал. Теплоотдача от твердого теплоносителя интенсивнее, чем от газа, поэтому гранулы обжигаются значительно быстрее и при несколько повышенной температуре (в кипящем слое гранулы между собой не свариваются). Заполнитель получается более легкий. Этот способ обжига можно использовать для получения искусственных пористых заполнителей из сырья с малым температурным интервалом вспучивания (шунгит, обсидиан), обжиг которого во вращающихся печах затруднен.
• В Японии, ФРГ получают искусственные пористые заполнители из расплавов шлака, кварцевого песка и различного силикатного сырья. В расплав добавляют газообразующие вещества, расплав вспучивается, его гранулируют, пропуская через решетку или направляя капли расплава на вращающийся купол, охлаждают и получают пористый гравий различной насыпной плотности с относительно высокими прочностными показателями.
• В НИИкерамзите предложена технология получения легкого и прочного заполнителя, получившего название стеклопорит. Сырьем могут служить глинистые породы, непригодные для получения керамзита. Их плавят, формуют пористые капли, которые при транспортировке по желобу посыпают молотым песком или мелом. Гранулы не имеют открытых пор, водопоглощение практически не наблюдается.
• В МИСИ им. В. В. Куйбышева разработана технология получения гранулированного пеностекла. Сырьем служит стеклянный бой с небольшими добавками мела (в качестве газообразователя) и кар-боксиметилцеллюлозы (в качестве связующего). Технология включает помол, увлажнение, перемешивание, грануляцию, опудривание огнеупорным порошком, сушку и обжиг во вращающейся печи, затем отжиг и охлаждение. Насыпная плотность— 150... 220 кг/м3 при весьма высоком пределе прочности (испытание в цилиндре)—0,6... 1,1 МПа.
• АзНИИСМ им. С. А. Дадашева в развитие вышеописанной идеи азерита разработал технологию получения пористых заполнителей из гранулированных доменных или ваграночных шлаков. Структура этих промышленных отходов, как уже было сказано выше, стекловидная, поэтому из них можно получать высококачественные пористые заполнители по технологической схеме азерита, но без плавления сырья, т. е. значительно дешевле.
• В том же институте доказана целесообразность использования в качестве сырья для получения азерита не только глин, но и топливосодержащих промышленных отходов угледобычи и углеобогащения. Содержание топлива в этих отходах больше требуемого для их плавления, поэтому плавильный агрегат дает не только стекловидный продукт для последующей переработки в азерит, но может явиться источником дешевой тепловой энергии для различных нужд. • Аналогичные работы выполнены по использованию в том же направлении золы. Более того, АзНИИСМом совместно с энергетиками одной из тепловых электростанций создан плавильный агрегат в комплексе с котлоагрегатом. В топке котлоагрегата сжигается пылевидный уголь. Образующаяся зола, содержащая до 20% не успевшего выгореть топлива, попадает в плавильный агрегат. Отходящая от плавильного агрегата тепловая энергия используется в котлоагрегате, что ведет к экономии угля и окупает затраты на грануляцию шлакового расплава, а получаемый гранулированный стекловидный материал является кондиционным сырьем для производства пористых заполнителей. Вот пример безотходного производства, комплексного и полного использования природных ресурсов.
• В МАДИ исследован в легком бетоне заполнитель в виде полых стеклянных сфер. Предложен также новый материал — дорсил. Это стеклокристаллическнй поризованный щебень с насыпной плотностью около 1000 кг/м3 и пределом прочности до 100 МПа — может быть белым или окрашенным, применяется в декоративных, кислотостойких бетонах, в осветленных асфальтобетонных дорожных покрытиях.
• В Узбекистане по технологии производства керамзита получен легкий вспученный заполнитель из алунитовых пород, характеризуемый жаростойкостью и декоративностью. В Туркмении производят гравий и песок термоаргиллитовые, представляющие собой разновидность керамзита. Сырьем служит местный аргиллит—камнеподобная, не размокающая в воде метаморфизированная глинистая порода. В Грузии обжигом вулканического туфа во вращающейся печи получают пористый заполнитель — тедзамит. В Азербайджане по технологии производства аглопорита получен пористый щебень и песок из отходов алюминиевого завода (от переработки алунита в глинозем), названный гянджапоритом.
• В МИСИ им. В. В. Куйбышева разработана технология получения очень легкого пористого заполнителя, названного стеклопором. Сырьем служит силикат-глыба (полуфабрикат производства жидкого стекла) и минеральный наполнитель. После совместного помола гранулированный материал вспучивается при температуре 350... 400°С.
• В Минском НИИСМ разработан технологический процесс получения гранулированного пеностекла насыпной плотностью 100... 350 кг/м3 из стеклянного порошка, подвергнутого предварительной гидротермальной обработке.
• Представляет интерес использование золы тепловых электростанций для получения безобжигового пористого заполнителя. Такой опыт имеется в Польше: зола или смесь золы и кварцевого песка с добавкой 10% вяжущего (портландцемента или извести) и воды гранулируется и подвергается автоклавной обработке. Бетон на таком заполнителе при невысокой себестоимости имеет плотность 1400... 1800 кг/м3 и предел прочности при сжатии до 20 МПа.
• В последнее время в качестве заполнителей для бетонов используются некоторые органические синтетические полимерные материалы. Так, определенный интерес представляет использование пенополистирола. Полистирол получают полимеризацией продуктов переработки нефти, природного газа. Для производства пенополистирола выпускают гранулированный (бисерный) полистирол с летучей жидкостью — изопентаном. Полистирол термопластичен, т. е. при нагревании размягчается. Поэтому при обработке паром или в кипящей воде размягченные гранулы вспучиваются испаряющимся изопентаном и превращаются в очень легкий мелкопористый материал. Диаметр вспученных гранул — до 10... 15 мм, плотность — порядка 10...20 кг/м3, пористость — до 98%. Теплопроводность такого материала почти соответствует теплопроводности воздуха, т. е. это практически идеальный теплоизолятор.
Вспученные гранулы пенополистирола, являющиеся полуфабрикатом в производстве пенополистирольных плит и других изделий, можно использовать как заполнитель в теплоизоляционных и конструкционно-теплоизоляционных легких бетонах.
• Расширение объемов производства и потребления полимерных материалов имеет одним из следствий проблему утилизации образующихся отходов. В НИИЖБе (И. Е. Путляев и др.) разработана технология получения заполнителя для легких бетонов из полиэтиленовых отходов — вторичного полиэтилена, наполненного золой. Заполнитель в виде гравия фракции 5... 10 мм имеет насыпную плотность 560 кг/м3 и прочность при сдавливании в цилиндре 1,8 МПа. Рекомендован к использованию в бетонах для полов животноводческих помещений и при эксплуатации в агрессивных средах.
Производство искусственных пористых заполнителей обеспечивает повышение эффективности бетонов различного назначения — от самых легких теплоизоляционных до высокопрочных конструкционных. Применительно к задачам производства и особенностям местного сырья разработаны, освоены промышленностью и далее совершенствуются технологические процессы, их аппаратурное оснащение.
/, Каковы назначение и мощность промышленности искусственных порис-Г тых заполнителей? 2. Каковы важнейшие требования, предъявляемые к глинистому сырью для производства керамзита? Кратко охарактеризуйте их. 3. Для чего и каким образом улучшают природное глинистое сырье? 4. Какими способами можно производить керамзит? С чем связано название способов производства керамзита? Какие преимущества и недостатки имеют эти способы? 5. Каковы особенности режима термообработки при производстве керамзита? 6. Какие печи применяются для обжига керам-
вита? Как в них осуществляется режим термообработки? Какие мероприятия позволяют снизить удельный расход топлива? 7. Какое значение имеет газовая среда при обжиге керамзита? О каком характере сред свидетельствуют цвета керамзита на поверхности и в изломе? 8. Как влияет скорость охлаждения керамзита на его свойства? 9. Какие свойства керамзита характеризуют термином «марка»? Какие марки керамзита предусмотрены стандартом? 10. Как и почему отличаются марки керамзита по прочности от показателей прочности при испытании сдавливанием в цилиндре? Какое значение имеет маркировка керамзита по прочности? 11. Какое значение имеет однородность керамзита? Каковы пути ее повышений? 12. В чем заключаются сложности получения керамзитового песка? По какой технологии наиболее целесообразно получать керамзитовый песок? В чем ее сущность? 13. Какое сырье используют для получения аглопорита? Влияет ли оно на себестоимость заполнителя? 14. В чем состоит сущность процесса агломерации? 15. От чего зависит производительность агломерационной машины? 16. Чем отличается технология аглопоритового гравия от технологии аглопоритового щебня? 17. Является ли аглопорит менее прочным заполнителем в бетоне, чем керамзит? Возможно ли получение аглопоритобетона высокой прочности? 18. На чем основаны способы производства шлаковой пемзы? Назовите способы и кратко изложите их сущность. 19. Каковы особенности технологии шунгизита (по сравнению с керамзитом)? 20. В чем принципиальное сходство и отличие технологии азерита и керамзита? 21. Дайте определение термолита. Какова пористость его зерен и чем она обусловлена? С чем связано получение термолита в виде щебня или гравия? 22. Почему зольный гравий (обжиговый) относят к разновидностям керамзита? Каковы особенности его обжига? 23. Какой принцип положен в основу технологии безобжигового зольного гравия? Какие золы можно использовать для его производства? Назовите марки безобжигового зольного гравия. Могут ли они быть снижены? 24. Как и за счет чего вспучивается перлит? В чем особенности вспучивания стекловидных пород по сравнению с глинистыми? Как они отражаются на свойствах вспученного перлита? 25. Какие печи применяют для получения вспученного перлита в зависимости от крупности его зерен? Кратко объясните как в них осуществляется обжиг. 26. Охарактеризуйте вспученный вермикулит. Где его целесообразно применять? 27. Назовите известные вам новые пористые заполнители, принципы их получения, характерные показатели или особенности их свойств.
Глава 9 _
ЗАПОЛНИТЕЛИ ДЛЯ РАЗЛИЧНЫХ ВИДОВ БЕТОНА
В данной главе рассмотрены специальные бетоны, к которым в силу их назначения или условий эксплуатации предъявляются особые требования, касающиеся выбора соответствующих заполнителей, а также некоторые разновидности бетонов, отличающиеся видом вяжущего вещества или технологией приготовления.
9.1. гидротехнический бетон
• Гидротехнический бетон предназначен для гидротехнических сооружений, где особое значение имеют его плотность, водостойкость, водонепроницаемость и морозостойкость. Отсюда повышенные требования к заполнителям и стремление к максимально возможному насыщению ими объема бетона. При этом преследуется цель не только экономии цемента, но главным образом улучшения свойств бетона при меньшем содержании цементного теста (уменьшаются тепловыделения, повышается плотность и стойкость бетона).
Заполнители применяют, как правило, из плотных каменных пород: природный и дробленый песок, щебень, гравий и щебень из гравия. В Закавказье имеется опыт использования в гидротехническом бетоне пористых заполнителей из вулканических пород.
К заполнителям для бетонов гидротехнических сооружений требования (ГОСТ 10268- 80) определяются дифференцированно по трем категориям эксплуатационных условий: для подводного бетона и внутренней зоны сооружений; для надводного бетона; для зоны с переменным уровнем воды. Наиболее жесткие требования относятся к последней категории. В гл. 5 это иллюстрировалось примерами.
9.2. ДОРОЖНЫЙ БЕТОН
• К бетону дорожных и аэродромных покрытий предъявляются требования долговечности в тяжелых условиях эксплуатации. Причем, согласно ГОСТ 10268—80, они зависят от назначения дорожного бетона: 1) для однослойных покрытий и верхнего слоя двухслойных покрытий; 2) для нижнего слоя двухслойных покрытий; 3) для оснований усовершенствованных капитальных покрытий.
Наиболее жесткие требования предъявляются к заполнителям для первого вида бетона. Требования к морозостойкости заполнителей, кроме того, дифференцированы для климатических районов в зависимости от среднемесячной температуры наиболее холодного месяца.
Дополнительно по сравнению с заполнителями для обычного тяжелого бетона предусматривается испытание щебня и гравия для дорожного бетона на истираемость в полочном барабане.
9.3. АСФАЛЬТОВЫЙ БЕТОН
• Асфальтовый бетон —широко распространенная разновидность дорожного бетона, используемая также а аэродромном, гидротех-ническом, промышленном строительстве.
Требования к заполнителям в основном аналогичны вышеизложенным для дорожного цементного бетона, однако имеются и специфические, обусловленные свойствами асфальтового вяжущего вещества и технологией получения асфальтобетона.
Согласно ГОСТ 9128—84, требования к заполнителям для асфальтобетона зависят от его марок и типов. По качеству асфальтобетон делится на три марки: I, II, III. Наиболее высокие требования предъявляются к заполнителям для асфальтобетона марки I. Существует-также пять типов асфальтобетона: тип А — с содержанием крупного заполнителя до 65%, Б—до 50%, В — до 35%, Г и Д — без крупного заполнителя соответственно с дробленым и природным песком.
Для повышения прочности и долговечности асфальтобетона, уменьшения его ползучести особое значение имеет сцепление вя-жущего с поверхностью зерен заполнителя. В качестве крупного заполнителя применяют преимущественно щебень из плотных каменных пород, щебень из гравия и металлургического шлака. Использование недробленого гравия допускается в асфальтобетоне марок II, III типов Б и В.
Песок также предпочтителен дробленый, в том числе отходы дробления камня на щебень, однако больше используется природный.
Применение высокопрочного износостойкого щебня и дробленого песка обеспечивает необходимую шероховатость поверхности автомобильной дороги.
Стандартом нормируются зерновые составы заполнителей для асфальтобетона различных марок и типов, причем рекомендуются составы как непрерывные, так и прерывистые.
Зерен пластинчатой (лещадной) формы допускается для типа А до 15% по массе, Б — до 25%, В — до 35%, т. е. требования к качеству щебня (гравия) зависят от его содержания в бетоне. Аналогично дифференцированы и другие требования к заполнителям.
Из изверженных горных пород предпочтительны основные, по-236
скольку кислые хуже сцепляются с битумом. Широко применяются осадочные карбонатные породы—известняки и доломиты. Они же преимущественно используются для получения минеральных порошков, составляющих в смеси с битумом асфальтовое вяжущее вещество. Для получения минеральных порошков (в отличие от обычных заполнителей их называют наполнителями) используют также металлургические основные шлаки, золы, пылевидные промышленные отходы.
Важнейшим условием прочности и долговечности асфальтобетона является сцепление битума с поверхностью песка. Поскольку пески преимущественно кварцевые, а адгезия битума к поверхности кварцевых зерен недостаточна, в Белорусском политехническом институте (Я. Н. Ковалев и др.) разработана активационная технология, сущность которой состоит в искусственной электризации песка (наведении поверхностного заряда) и напылении поверхностноактивных веществ катионного или анионного типа (в зависимости от знака заряда поверхности зерен песка). Адгезия битума к такому заполнителю резко увеличивается, что дает возможность эффективнее использовать в асфальтобетоне природные пески, а также кремнеземистые промышленные отходы, в частности отработанные формовочные смеси литейных производств.
В связи с тем что асфальтобетон в покрытии уплотняется, как правило, тяжелыми катками, крупный заполнитель должен характеризоваться малой дробимостью при испытании в цилиндре. Вместе с тем имеется положительный опыт использования в асфальтобетоне таких сравнительно низкопрочных заполнителей, как известняки-ракушечники и искусственные керамические пористые материалы.
9.4. ЛЕГКИЙ БЕТОН
• Легкий бетон различного назначения получают в основном на пористых заполнителях. Требования к ним, а также особенности их применения достаточно подробно описаны выше, в соответствующих главах. Поэтому здесь рассмотрим одну разновидность легкого бетона — крупнопористый бетон, требования к заполнителям которой специфичны.
• Крупнопористый (бсспесчаный) бетон получают как на пористых, так и на плотных, тяжелых заполнителях. Крупнопористый бетон находит применение как теплоизоляционный и конструкционно-теплоизоляционный (стеновой) материал, а также в мелиоративном строительстве для фильтрующих откосов осушительных каналов, для изготовления дренажных труб, фильтров шахтных колодцев и т. д.
Заполнитель для крупнопористого бетона применяют преимущественно однофракционный: 5... 10 или 10... 20 мм. Структура такого бетона — зернистая, он имеет открытые поры.
Прочность в зависимости от относительной плотности (т. е. ст степени заполнения межзерновых пустот крупного заполнителя цементным тестом) подчиняется закономерности, аналогичной выражению (2.9):
где /?б и ре — предел прочности и плотность крупнопористого бетона; /?п.с и рп.с — предел прочности и плотность бетона плотной структуры из тех же исходных материалов, но при полном заполнении цементным тестом межзерновых пустот заполнителя; рц.к — плотность цементного камня в бетоне; п — показатель степени, который в зависимости ст вида заполнителя (формы зерен) может принимать значения в пределах 4... 5. Испытав тот или иной заполнитель в крупнопористом бетоне, можно найти п и затем использовать эту характеристику заполнителя при расчете прочности крупнопористого бетона.
В крупнопористом бетоне гравий часто предпочтительнее щебня, поскольку возрастает прочность при заданном расходе цемента. Преимущество гравия перед щебнем проявляется еще и в следующем. Как видно из табл. 2.2, шаровидные зерна по сравнению с угловатыми характеризуются меньшей разницей в пустотности между наиболее плотной и наименее плотной укладкой в объеме. Такое же заключение можно сделать и в отношении суммарной площади поверхности зерен (см. табл. 2.3). Следовательно, при прочих равных условиях крупнопористый бетон на гравии более однороден по структуре и свойствам. С другой стороны, на щебне удается получить более легкий крупнопористый бетон, так как пустотность щебня больше.
Как указано выше, прочность заполнителя для обычного тяжелого бетона по ГОСТ 10268—80 должна превышать требуемую прочность бетона в 1,5... 2 раза. А. Д. Осипов пришел к выводу, что для крупнопористого бетона этого недостаточно, и прочность заполнителя должна превосходить требуемую прочность бетона в 6 раз.
По С. М. Ицковичу, требования к прочности заполнителя для крупнопористого бетона должны предъявляться дифференцированно в зависимости от расхода цемента. Чем меньше расход цемента, тем меньше площадь контактов, через которые на зерна заполнителя передается нагрузка, поэтому тем выше должна быть прочность заполнителя для получения бетона требуемой прочности. Исходя из теоретических и экспериментальных исследований, предложена формула для определения минимально необходимой прочности заполнителя:
/?э'п=1200-^,
Ц
где /?б — требуемый предел прочности крупнопористого бетона, МПа; Ц — расход цемента на 1 м3 крупнопористого бетона, кг.
Согласно этой формуле, при расходе цемента 200 кг/м3 предел прочности заполнителя должен быть больше предела прочности бетона в 6 раз, при расходе цемента 100 кг/м3 — в 12 раз и т. д.
Если прочность заполнителя соответствует этому требованию, то прочность крупнопористого бетона будет наибольшей и определяется только расходом цемента и его активностью. Если прочность заполнителя меньше, то и прочность крупнопористого бетона будет ниже, причем в этом случае она будет зависеть от расхода цемента (площади контактов) и прочности заполнителя.
9.5. СИЛИКАТНЫЙ БЕТОН
• Силикатные бетоны, главным образом мелкозернистые, получают из известково-песчаных смесей, твердеющих в автоклаве. Особенность таких бетонов в том, что песок в них является не только заполнителем, но и компонентом известково-кремнеземистого вяжущего вещества. При высокотемпературной автоклавной обработке химическое взаимодействие извести и минералов песка обеспечивает твердение бетона.
В результате взаимодействия извести с кварцем образуются гид-рссиликаты кальция. Поэтому для автоклавных силикатных бетонов используют преимущественно кварцевые пески.
Содержание кремнезема в песке должно быть не менее 60%, а желательно более 80%. Он может быть представлен не только кварцем, но и аморфными разновидностями. Последние при этом не представляют такой опасности, как в обычном цементном бетоне (см. гл. 4, 5), поскольку после автоклавной обработки в бетоне не остается свободных щелочей: они полностью связываются кремнеземом.
Реакции с образованием цементирующих гидросиликатов кальция идут при автоклавной обработке на поверхности зерен песка. Поэтому стремятся к увеличению реагирующей поверхности, для чего, как правило, часть песка размалывают или же добавляют к нему мелкие фракции, отличающиеся повышенной удельной поверхностью. В остальном требования к зерновому составу песка аналогичны вышеизложенным.
Форма зерен песка и степень их окатанности не имеют большого значения. Если в цементном бетоне от формы зерен песка и характера их поверхности зависит сцепление с цементным камнем, то в автоклавном силикатном бетоне сцепление обеспечивается в любом случае за счет химического взаимодействия.
Содержание в песке отмучиваемых, в том числе и глинистых, примесей в ряде случаев может доходить до 10... 15%. Это объясняется тем, что в условиях автоклавного твердения глинистые мине
ралы также реагируют с гидроксидом кальция, образуя цементирующие новообразования —гидросиликаты и гидроалюминаты кальция.
Таким образом, некоторые природные кварцевые пески, не удовлетворяющие требованиям стандартов для обычного цементного бетона, пригодны для получения автоклавного силикатного бетона.
Кроме природного песка используют золы и другие кремнеземистые отходы промышленности.
9.6. ЯЧЕИСТЫЙ БЕТОН
• Ячеистый бетон — это особо легкий бетон с большим количеством (до 85% от общего объема бетона) мелких и средних воздушных ячеек размером до 1... 1,5 мм.
Ячеистые бетоны могут быть автоклавные и безавтоклавные. Для автоклавных важно химическое взаимодействие гидроксида кальция с кремнеземом заполнителя, поэтому желательно применение заполнителя, богатого кварцем, особенно для получения бесце-ментного пено- или газосиликата.
Для всех ячеистых пено- и газобетонов должны использоваться мелкие природные или молотые пески, поскольку тяжелые крупные зерна песка могут вызвать осадку пенобетонной массы, а также помешать нормальному процессу вспучивания газобетонной массы. Чем меньше заданная плотность ячеистого бетона, тем мельче должен быть заполнитель. Однако применение не слишком мелкого заполнителя улучшает структуру межпорового материала в ячеистом бетоне и уменьшает усадочные деформации. Поэтому в каждом случае подбирают оптимальный зерновой состав песка.
Как правило, песок для ячеистого бетона должен проходить полностью через сито с отверстиями 0,63 мм, лишь для ячеистого бетона с плотностью более 800 кг/мм3 допускается песок крупностью до 1,25 мм. Таким образом, при фракционировании природных песков (см. гл. 5) мелкая фракция может быть использована в качестве заполнителя в ячеистых бетонах.
Помимо природных и молотых кварцевых песков используют золы тепловых электростанций и другие заполнители.
9.7. ГИПСОБЕТОН
• Гипсобетон — быстротвердеющий бетон на основе гипсового вяжущего и заполнителей. Гипсовые вяжущие вещества имеют плохое сцепление с кварцевыми и другими подобными природными заполнителями. Кроме того, такие заполнители тяжелы, тогда как на основе гипса можно получить легкие тепло- и звукоизоляционные бетоны.
Поэтому для гипсобетона применяют пористые заполнители___
природные” (см. гл. 6) или искусственные (см. гл. 8) в виде щебня и песка. Широкое применение в гипсобетоне нашли топливные шлаки» а также органические промышленные отходы — древесные опилки, стружка и т. д. Содержащиеся в последних вещества, вредные для цементного бетона (см. гл. 7), не представляют опасности для ипсовых вяжущих веществ.
9.8. ЖАРОСТОЙКИЙ БЕТОН
• Жаростойкий бегон при длительном воздействии высоких температур должен сохранять в заданных пределах свои физико-механические свойства.
Дополнительные требования к заполнителям для жаростойких бетонов состоят в следующем. Заполнители не должны разрушаться или размягчаться при длительном воздействии высоких температур, а также не должны вызывать появление больших внутренних напряжений в бетоне при нагревании.
При температуре эксплуатации до 600... 800гС в качестве заполнителей могуг применяться бескварцевые горные породы (диорит, андезит, базальт, диабаз), доменные шлаки, кирпичный бои, природные пористые заполнители вулканического происхождения, искусственные пористые заполнители (аглопорит, керамзит, вспученные перлит и вермикулит, шлаковая пемза и т. п.).
Для эксплуатации при температуре до 1200... 1700°С жаростойкие бетоны готовят с использованием в качестве заполнителей дробленого боя огнеупорных материалов (шамотный кирпич, обожженный каолин, магнезит, хромит, корунд и др.).
Кроме того, используют специальные искусственные заполнители для жаростойких бетонов. Так, обжигом смеси огнеупорной глины и магнезита получают кордиерит — алюмосиликат магния, отличающийся огнеупорностью и очень малыми температурными деформациями в широком диапазоне температур.
В Латвийской ССР налажено производство легкого жаростойкого заполнителя фосфозита. Сырьем служат огнеупорная глина, шамот и фосфатное связующее. Смесь гранулируют и обжигают во вращающейся печи при температуре до 600°С. Получают гравий с насыпной плотностью 500... 1100 кг/м3, пределом прочности при сдавливании в цилиндре до 11 МПа, пригодный для бетонов с температурой эксплуатации до 1700°С.
Помимо крупного и мелкого заполнителей для жаростойких бетонов необходимы тонкомолотые добавки (наполнители). Последние готовят помолом кирпичного или иного керамического боя, боя шамотных и других огнеупоров (в частности, бывших в употреблении, но очищенных от загрязнений), а также андезита и других горных пород.
9.9. КИСЛОЮ- И ЩЕЛОЧЕСТОЙКИЕ БЕТОНЫ
• Кислотостойкие (кислотоупорные) бетоны получают на основе жидкого стекла или полимеров, в качестве заполнителей применяют природный кварцевый песок, дробленый песок и щебень из кислотостойких материалов и горных пород.
Кислотостойкость песка и щебня определяют по ГОСТ 473.1—81 кипячением измельченных проб в серной кислоте. Из горных пород наиболее кислотостойки кварц, кварциты, кремнистые песчаники, граниты (за исключением лишь некоторых разновидностей), андезиты, бештаунит (разновидность трахита) и др. Весьма кислотостойки некоторые керамические материалы, в частности агло-порит из кислых (с большим содержанием SiO2) глинистых пород.
Тонкомолотые наполнители для кислотостойких бетонов получают из кварцевого песка, бештаунита, андезита, аглопорита И т. д.
• Щелочестойкие бетоны получают на клинкерном портландцементе без добавок активного кремнезема и соответствующих заполнителях. Они могут быть достаточно стойкими в щелочной среде. Щелочестойкие заполнители получают дроблением на песок и щебень карбонатных пород (известняка и мрамора), некоторых видов шлаков основного состава (отходов фосфорного производства и металлургии), горной породы серпентинита (отхода асбестового производства) и т. д.
9.10. БЕТОН ДЛЯ ЗАЩИТЫ ОТ РАДИАЦИИ
В связи с развитием ядерной энергетики и все более широким использованием атомной энергии в научных исследованиях, промышленности, сельском хозяйстве, здравоохранении необходимо обеспечить защиту обслуживающего персонала и окружающей территории от опасных радиоактивных воздействий.
Естественные радиоактивные вещества и искусственно получаемые радиоактивные изотопы воздействуют на живую ткань посредством испускаемых ими при распаде а-, 0-, у-лучей и нейтронов, а Лучи (потоки ядер гелия) и р-лучи (потоки электронов) обладают сравнительно небольшой проникающей способностью. Значительно опаснее у-лучи, представляющие собой поток фотонов, и нейтронное излучение. у-Лучи имеют скорость света и обладают большой проникающей способностью. Закон ослабления у-излуче-ния, проходящего через вещество, состоит в следующем: при последовательном увеличении толщины слоя вещества на одну и ту же величину интенсивность излучения уменьшается в одном и том же определенном отношении. Так называемый слой половинного ослабления уменьшает интенсивность излучения в 2 раза. Два таких слоя ослабят излучение в 4 раза, и каждый последующий слой будет дополнительно ослаблять излучение вдвое. Исходя из этого
(с учетом некоторых других факторов) рассчитывается толщина защитного ограждения, необходимая для ослабления излучения до допускаемой нормами интенсивности.
Толщина слоя половинного ослабления у-излучения зависит от плотности вещества-поглотителя: чем тяжелее материал, тем мень-ше толщина ограждения.
Незаряженные частицы нейтроны также обладают большой проникающей способностью. Не взаимодействуя с заряженными частицами атомов на расстоянии (как а- и 0-частицы), они замедляются только при соударениях. Наибольший эффект поглощения энергии нейтронов имеет место при соударении их с частицами близкой к ним массы, например с ядрами водорода — протонами. В этом случае энергия нейтрона распределяется примерно поровну между двумя столкнувшимися частицами, т. е. нейтрон при каждом соударении значительно тормозится. При соударении с тяжелыми ядрами нейтрон отражается при сравнительно малой потере скорости. Поэтому в отличие от у-иэлучения наибольшее замедление нейтронов имеет место в веществах, содержащих легкие элементы, особенно водород. Веществом-замедлителем может служить, в частности, вода.
• Основным материалом для одновременной защиты от у- и нейтронного излучения являются особо тяжелые и гидратные бетоны. Поскольку гидраты, задерживающие поток нейтронов, содержатся в цементном камне, основное назначение тяжелых заполнителей — поглощение у-лучей.
В качестве заполнителей применяются барит, железные руды, металлолом.
Барит — сернокислый барий (BaSO4) — весьма распространенный в природе минерал белого цвета. Его плотность — около 4500 кг/м3, предел прочности при сжатии — около 50 МПа. Плотность бетона на баритовом заполнителе достигает 3800 кг/м3.
Магнетит, или магнитный железняк,— слабоокисленная железная руда (Fe3O4) с плотностью около 4500... 5000 кг/м3 и пределом прочности при сжатии до 200 МПа. Плотность бетона на песке и щебне из магнетита составляет около 4000 кг/м3.
Гематитовые руды содержат красный железняк (ЕегОз). Плотность гематита — до 4300 кг/м3, а бетона на его основе — до 3500 кг/м3.
Лимонит, или бурый железняк, содержит гидроксид железа (2Ре2Оз-ЗН2О), т. е. может быть средством защиты как от у-лучей, так и от нейтронов. Плотность лимонита — около 3500 кг/м3, лимонитового бетона — 2600... 2800 кг/м3, т. е. лимонитовый бетон лишь немного тяжелее обычного, однако связанной воды в нем может быть вдвое больше.
Для получения особо тяжелых бетонов плотностью 5000... 7000 кг/м3 применяют чугун (плотность около 7500 кг/м3) в виде дроби, крошки и скрапа (крупного лома), а также сталь (плотность
около 7800 кг/м3) в виде обрезков, отходов от штамповки, дробленой стружки.
Необходимо учитывать воздействие нейтронного излучения на свойства заполнителей. Во-первых, при поглощении нейтронов ядрами атомов возможно вторичное у-излучение. Это особенно характерно для железа. Поэтому железный лом и руды не всегда могут быть использованы. В этом отношении предпочтителен барит, не дающий вторичного у-излучения. Во-вторых, нейтроны при столкновении с ядрами атомов могут нарушить их равновесное положение в кристаллической решетке. При этом возможно изменение объема и свойств заполнителей. Например, при облучении кварца нейтронами происходит его аморфизация, сопровождающаяся значительным анизотропным расширением, что может привести к разрушению бетона. Данное явление следует учитывать не только при проектировании составов защитных бетонов, но также обычных конструкционных, жаростойких и теплоизоляционных бетонов, применяемых при строительстве ядерных установок.
Крупность заполнителей для защитных бетонов определяется массивностью бетонируемой конструкции и принимается максимально возможной. Зерновой состав заполнителей подбирают с таким расчетом, чтобы как можно больше насытить бетон тяжелым заполнителем; чем тяжелее получится бетон, тем меньшей может быть толщина ограждения. В этом случае предпочтительны прерывистые зерновые составы заполнителей, позволяющие получить бетон наибольшей плотности.
Бетонные смеси на особо тяжелых заполнителях в значительной степени подвержены сегрегации, расслоению. Поэтому большое значение имеет плотность и вязкость растворной части бетона. При прерывистом зерновом составе заполнителя иногда применяют раздельное бетонирование методом восходящего раствора.
9.11. ФИБРО БЕТОН
• Фибробетоном называют бетон со своеобразным заполнителем, выполняющим роль дисперсной арматуры. В обычный или мелкозернистый бетон добавляют рубленое стекловолокно, стальные отрезки длиной от 6 до 70 мм, диаметром от 0,25 до 1 мм и другие подобные материалы. Прочность получаемого бетона резко возрастает, особенно при растяжении. Повышается трещиностойкость, способность воспринимать ударную нагрузку.
В гл. 4 рассмотрено «армирование» бетона обычным заполнителем и проанализированы условия проявления «армирующего» эффекта: достаточно высокая прочность заполнителя, хорошее сцепление его с цементным камнем и взаимная «перевязка». Эти условия остаются решающими и для фибробетона, причем по сравнению с обычным заполнителем фибры (волокна) дают гораздо больший эффект.
Однако применение такого заполнителя приводит к технологическим затруднениям в связи с опасностью комкования фибр, собирания их в «ежи». В процессе перемешивания бетонной смеси фибры вводят постепенно, добиваясь их равномерного распределения по всему объему.
Стекловолокно, используемое в цементном фибробетоне, должно быть щелочестойким.
9.12. ДЕКОРАТИВНЫЙ БЕТОН
• Декоративный бетон — выразительное и недорогое средство отделки строительных конструкций. Заполнители при этом играют решающую роль, поскольку именно их обнажение создает декоративный эффект.
Мозаичные (террацевые) полы получают шлифовкой затвердевшего декоративного бетона. Поверхности стен обрабатывают бучардами, скалывая верхний слой и обнажая заполнитель в структуре бетона. Для отделки фасадной поверхности стеновых панелей практикуют неполное утапливание зерен декоративного заполнителя в фактурный слой; нанесение слоя декоративного бетона с последующей, после схватывания, промывкой поверхности распыленной водой или слабым раствором соляной кислоты; использование ослабляющих смазок или прокладок с растворами веществ, замедляющих твердение цементного камня лицевого слоя (животные клеи, сахаристые вещества, бура и др.) с последующей, после пропаривания, очисткой лицевой поверхности от незатвердевшего цемента.
Во всех случаях стремятся к тому, чтобы обнаженный заполнитель занимал на лицевой поверхности наибольшую площадь. Для этого целесообразно использовать заполнитель прерывистого зернового состава из двух фракций, где размеры зерен отличаются в несколько раз, причем фракция щебня желательна более узкая, чем предусмотрено стандартом для обычных заполнителей, например не 10... 20 мм, а 15... 20 мм.
Крупность зерен заполнителя на фоне цементного камня назначается в зависимости от желаемого декоративного эффекта и расстояния, с которого отделываемая поверхность преимущественно будет обозреваться. Цвет заполнителя подбирается в тон цементному камню или контрастный. Применение различных цветных цементов, белого, а также обычного с добавкой пигментов позволяет использовать с декоративным эффектом самые разнообразные заполнители, в том числе обычный гравий и щебень.
Широко используют щебень и крупный песок из красного, розового или серого гранита, из белого или желтого известняка, белого, черного, красного и иных цветов мрамора, пегматита и других пород. Кроме того, декоративными заполнителями служат
дробленая керамика, цветное стекло (в виде боя или специально получаемого эрклеза), иногда антрацит.
Можно получать специальные декоративные заполнители из глинистого и иного сырья с окрашивающими добавками по технологии производства керамзита или аглопорита, а также глазурованием гравия или щебня изверженных пород.
В качестве мелкого заполнителя в декоративном бетоне наряду с дробленым можно использовать и природный чистый кварцевый песок. При применении цветных цементов иногда из песка удаляют мелкие фракции (до 0,16 или 0,315 мм), чтобы не уменьшалась насыщенность, яркость цвета.
Общими требованиями к заполнителям для декоративных бетонов являются стойкость в условиях эксплуатации и достаточное сцепление с цементным камнем. Для террацевых бетонов заполнители, кроме того, должны быть износостойкими и в то же время хорошо поддающимися шлифовке (как, например, мрамор).
Многообразие бетонов, к которым в зависимости от назначения или особенностей формирования структуры предъявляются специальные требования, определяет необходимость дифференцированного подхода при выборе из богатого арсенала изученных заполнителей именно тех, которые наилучшим образом соответствуют функциональной специфике.
1. В чем специфика гидротехнического и дорожного бетонов? Как она ска-Г зывается в особых требованиях к заполнителям? 2. Каковы особенности сочетания заполнителей и наполнителей с битумом в составе асфальтобетона? 3. Какие заполнители дают возможность получать легкие бетоны различного назначения? 4. Какие функции выполняет кварцевый песок в составе автоклавных плотных и ячеистых силикатных бетонов? Какие требования к песку в связи с этим предъявляются? 5. Какие заполнители предпочтительны в гипсобетоне? 6. Какие заполнители применяют в жаростойком, кислотостойком, щелочестойком бетонах? 7. Какие заполнители обеспечивают в бетонах лучшую защиту от радиоактивных воздействий: у-излучения и быстрых нейтронов? 8. В чем специфика волокнистого заполнителя (наполнителя) в фибробетоне? 9. Каковы основные принципы создания заполнителями в бетоне декоративного эффекта?
Глава 10
ВОПРОСЫ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА И ПРИМЕНЕНИЯ ЗАПОЛНИТЕЛЕЙ
Какой бы технический вопрос ни решал инженер, приемлемость того или иного решения определится его экономической эффективностью. Поэтому техническим расчетам всегда сопутствует экономический анализ.
Анализ решений производится с учетом конкретных условий производства, и критериями оптимальности наряду с экономией денежных средств являются наибольшая производительность труда и в ряде случаев сокращение объема перевозок. Последнее весьма важно в связи с необходимостью высвобождения для нужд народного хозяйства транспортных средств, в особенности железнодорожного транспорта.
• Экономия средств — очень важное требование в производстве и применении заполнителей для бетона. Стоимость заполнителей составляет в среднем около половины всей стоимости бетона, а в общих затратах на материалы для бетона доля заполнителей составляет в среднем 70%. Таким образом, самой дорогой частью бетонной смеси является не цемент, а заполнители — обычный природный песок, гравий, щебень. Это нуждается в разъяснении.
Во-первых, заполнителей для бетона потребляется больше, чем цемента. За последние десятилетия, несмотря на то, что требования к прочности бетонов растут, расход цемента на 1 м3 бетона в среднем снижается, а расход заполнителей соответственно возрастает. Это связано с совершенствованием технологии производства сборного железобетона, позволяющей формовать изделия из жестких бетонных смесей, с повышением активности цемента и с другими факторами.
Во-вторых, себестоимость заполнителей еще высока. Если в снижении себестоимости цемента промышленность добилась больших успехов, то в снижении себестоимости заполнителей еще не использованы огромные резервы.
ЮЛ. ПРИРОДНЫЕ ПЕСОК. ГРАВИЙ И ЩЕБЕНЬ
• Основной путь снижения себестоимости песка, гравия и щебня состоит в концентрации их производства. На мелких предприятиях себестоимость добываемых заполнителей значительно выше, чем на крупных современных высокомеханизированных. Так, средняя себестоимость 1 м3 щебня на предприятиях большой мощности (порядка 1 млн. м3 в год) почти втрое меньше, чем на предприятиях малой мощности (до 100 тыс. м3 в год).
• В добыче и переработке песка и гравия большим резервом снижения себестоимости является широкое применение гидромеханизи-рованного способа разработки карьеров, при котором по сравнению с сухим способом повышается производительность труда в 3... 5 раз. При этом себестоимость продукции снижается в 2 раза и более.
• Очень важно всегда комплексно использовать месторождения, не допуская отходов. Так, при разработке песчано-гравийных месторождений помимо песка и гравия для бетонов могут добываться попутно мелкий песок для штукатурных растворов, балласт для дорожного строительства, камень и т. д. Щебень, получаемый дроблением крупного гравия, как правило, обходится дешевле добываемого из каменных пород.
На щебеночных заводах мелкая фракция (высевки) часто не используется и сбрасывается в отвалы. Между тем из этих «отходов» можно получить хороший мелкий заполнитель — дробленый песок, а также каменную муку. Последняя представляет собой весьма ценный продукт. Она необходима для производства асфальтобетона и битумных мастик (в качестве наполнителя) и в ряде других производств. Каменная мука, получаемая попутно при дроблении карбонатных пород, может быть использована в сельском хозяйстве как минеральное удобрение. Полная реализация всей продукции, включая побочную, приведет к снижению себестоимости заполнителей.
• Себестоимость заполнителей в местах их потребления включает транспортные расходы. В ряде районов страны они слишком велики: заполнители перевозятся на расстояние до 1000 км. Себестоимость привозимых заполнителей в местах применения иногда в несколько раз выше, чем в местах их производства. Велики и средние расстояния перевозок (по данным А. А. Бардышева и др.— более 400 км).
Расстояния перевозок заполнителей к местам потребления имеют тенденцию к увеличению. Это частично связано с концентрацией производства. Поэтому в каждом конкретном случае необходимо подсчитать, что выгоднее: централизованная добыча заполнителей в крупном, но отдаленном карьере (малая себестоимость в карьере, но большие транспортные расходы) или раз-248
работка местных небольших месторождений (сравнительно высокая себестоимость в карьере, ио малые транспортные расходы).
10.2. ПОРИСТЫЕ ЗАПОЛНИТЕЛИ
• Легкие пористые заполнители, добываемые на месте или искусственно получаемые из местного сырья, могут быть дешевле привозных тяжелых заполнителей. В этом случае экономический эффект от их применения очевиден. Поэтому рассмотрим другие пути получения экономического эффекта от использования пористых заполнителей.
Если легкие бетоны на пористых заполнителях предназначены для возведения наружных стен, то расчет их экономической эффективности ведут исходя из стоимости 1 м2 стены с требуемыми теплозащитными свойствами. Как правило, чем легче заполнитель, тем меньше теплопроводность легкого бетона на его основе и, следовательно, тем тоньше и дешевле может быть стена.
При использовании пористых заполнителей в конструкционных бетонах, предназначенных для несущих конструкций, расчет эффективности ведется иначе. Снижение массы конструкций открывает следующие пути получения экономического эффекта: сокращение затрат на транспорт; сокращение затрат на монтаж сборных конструкций; укрупнение сборных элементов при том же крановом оборудовании; уменьшение нагрузки на нижележащие конструкции; увеличение полезной несущей способности конструкций; экономия арматурной стали в изгибаемых конструкциях при сохранении требуемой несущей способности и др. В среднем при уменьшении плотности бетона на каждые 10% стоимость конструкций снижается примерно на 3%.
Плотность высокопрочных легких бетонов— 1700... 1800 кг/м3, они на 25...30%легче обычных тяжелых бетонов. Однако высокопрочные легкие бетоны можно получить не на всех пористых заполнителях (см. гл. 4). Если для производства стеновых панелей легкий керамзит лучше аглопорита, то в конструкционных бетонах, наоборот, значительно лучше аглопорит, поскольку его прочность выше.
Повысить прочность керамзита можно уменьшением коэффициента вспучивания, но при этом изменится себестоимость. Если принять за 100% себестоимость 1 м3 керамзитового гравия с насыпной плотностью 400 кг/м3, то при насыпной плотности 300 кг/м3 себестоимость уменьшится примерно на 20%, при 500 — возрастет на 20%, при 600 — на 40%, а при насыпной плотности 700 кг/м3 себестоимость увеличится почти в 2 раза.
Чем тяжелее керамзит, тем дороже он обходится. Объясняется это тем, что при одинаковых затратах на производство объем получаемой продукции тем меньше, чем меньше коэффициент вспу-
чивания, а раз меньше объем продукции, то на 1 м3 приходятся большие удельные затраты.
Если сравнить аглопорит и равнопрочный (сопоставимой плотности) керамзит, то себестоимость последнего примерно на 40% выше. Поэтому производство и применение аглопорита для высокопрочных конструкционных бетонов более выгодно. Высокой экономической эффективностью отличается только легкий, хорошо вспученный керамзит.
В связи с этим при производстве керамзита и других искусственных пористых заполнителей, получаемых вспучиванием, как правило, оправдываются затраты на обогащение, усреднение, дополнительную переработку сырья, использование добавок и другие технологические приемы, если это ведет к увеличению коэффициента вспучивания.
Себестоимость искусственных пористых заполнителей может быть снижена при увеличении мощности предприятий.
Концентрация производства на предприятиях большой мощности приводит к необходимости перевозки пористых заполнителей к местам потребления. При радиусе перевозок до 200 км это, как правило, экономически оправдано.
Проблему перевозки пористых заполнителей необходимо рассматривать с учетом местных условий (железнодорожный или водный транспорт, степень его загруженности в данном направлении, тарифы и т. д.). В некоторых случаях выгоднее перевозить не готовые пористые заполнители, а сырье для их производства. Это относится к особо легким пористым заполнителям. Если из 1 м3 горной породы перлита или вермикулита при вспучивании получается, например, 10 или даже 20 м3 заполнителя, то дешевле будет привезти сырье и вспучить его на месте потребления.
В развитии производства искусственных пористых заполнителей (см. гл. 8) до сих пор преобладала односторонняя ориентация на расширение производства керамзитового гравия. В настоящее время это не может быть оправдано. Во-первых, ощущается дефицит кондиционного глинистого сырья, а, как указано выше, производство керамзита эффективно только на основе хорошо вспучивающегося сырья. Во-вторых, производство керамзита сопряжено с большими затратами топлива, коэффициент использования которого во вращающихся печах обычно не превышает 30%. Некоторые возможности использования теплоты отходящих газов вращающихся печей для термоподготовки сырцовых гранул все же не снимают эту проблему. В-третьих, для производства искусственных пористых заполнителей все еще мало применяются имеющиеся промышленные отходы, для переработки которых технология производства керамзита мало подходит.
Необходимо изменить сложившуюся структуру производства искусственных пористых заполнителей за счет увеличения выпуска 250
шлаковой пемзы, аглопорита и других заполнителей преимущественно из отходов промышленности, в том числе топливосодержащих.
10.3. ИСПОЛЬЗОВАНИЕ ОТХОДОВ ПРОМЫШЛЕННОСТИ
Ряд примеров в обоснование необходимости максимального использования различных имеющихся отходов промышленности приведен в гл. 7.
• Ориентация на первоочередное использование промышленных отходов вытекает из следующих положений: неиспользование отходов ведет к большим непроизводительным расходам на их удаление, сооружение и содержание отвалов; под отвалами пропадают значительные площади земельных угодий; выбрасываемыми отходами наносится ущерб окружающей среде; природные сырьевые ресурсы получения заполнителей ограничены; разработка новых месторождений природного сырья требует отторжения используемых земель, а их последующие восстановление и рекультивация связаны с большими затратами (поэтому в некоторых странах в последнее время расширяется подземная добыча сырья вместо разработки карьеров открытым способом); промышленные отходы дешевле природного сырья; часто они сразу пригодны для применения в качестве заполнителей или после минимальной переработки; производство искусственных пористых заполнителей, базирующееся на использовании промышленных отходов, экономически наиболее выгодно.
Из всех искусственных пористых заполнителей самый дешевый— шлаковая пемза. В среднем ее себестоимость в 5 раз меньше себестоимости керамзита. Для производства шлаковой пемзы используется бесплатное сырье — доменный шлак, к тому же в расплавленном состоянии, т. е. производство не нуждается в затратах топлива. При этом снижается себестоимость основной металлургической продукции — чугуна и стали.
При производстве аглопорита из глинистых пород затраты на добычу и перевозку сырья составляют около 20% себестоимости продукции. Примерно столько же стоит добавляемый в шихту уголь. Поэтому использование в качестве сырья для производства аглопорита топливосодержащих отходов промышленности (отходов добычи и обогащения углей, зол теплоэлектростанций) позволяет соответственно снизить его себестоимость, повысить технико-экономическую эффективность производства и применения.
10.4. ФРАКЦИОНИРОВАНИЕ И ОБОГАЩЕНИЕ ЗАПОЛНИТЕЛЕЙ
• Работы по фракционированию и обогащению заполнителей — их промывка, классификация по зерновому составу, плотности и прочности — связаны с дополнительными затратами, приводящими
к удорожанию заполнителей. Эти затраты должны быть сопоставлены с получаемым экономическим эффектом от снижения расхода цемента, повышения прочности бетона, его однородности и т. д.
Дополнительные затраты на фракционирование и обогащение заполнителей с определенной надбавкой, обеспечивающей рентабельность производства и фонды материального стимулирования, учтены в действующих ценах на заполнители.
Исследования и практический опыт показали, что при применении различных природных песков разница в расходах цемента для получения бетона требуемой прочности с заданной удобоук-ладываемостью бетонной смеси составляет 50... 100 кг на 1 м3 бетона, а иногда и более, т. е. неблагоприятные зерновые составы песка приводят к удорожанию 1 м3 бетона только за счет перерасхода цемента примерно на 2 руб. Если принять, что на 1 м3 бетона расходуется 0,5 м3 песка, то удорожание, отнесенное к объему песка, составляет около 4 руб/м3. Следовательно, дополнительные затраты на улучшение качества песка, если они менее 4 руб/м3 и сводят расход цемента к минимуму, целесообразны.
Обогащенный песок дороже необога щенного примерно на 1 руб/м3. Потребитель, уплатив больше за песок, получает экономию цемента и в результате экономический эффект — около 3 руб. на 1 м3 песка, или 1,5 руб. на 1 м3 бетона. Аналогично можно рассчитать эффект от использования фракционированного песка: хотя он дороже нефракционированного, в итоге получается экономия средств.
Рассмотрим еще один пример. Искусственный пористый заполнитель имеет насыпную плотность, колеблющуюся от 400 до 600 кг/м3. Он используется для производства панелей наружных стен и междуэтажных перекрытий. Толщина наружных стен из получаемого бетона по условиям теплозащиты — 35 см, а для получения бетона для панелей перекрытий на 1 м3 расходуется 400 кг цемента.
Если этот заполнитель разделить в сепараторе на более легкий (400... 500 кг/м3) и более плотный (500... 600 кг/м3), то, используя первый для наружных стен, а второй для перекрытий, можно уменьшить толщину стен на 5 см и на 1 м3 бетона перекрытий.экономить около 100 кг цемента. Это дало бы экономический эффект приблизительно 4 руб. на 1 м3 обогащаемого заполнителя, что в несколько раз больше возможных дополнительных затрат на обогащение.
Улучшение качества заполнителей и их наиболее рациональное применение в бетонах различного назначения обеспечивают возможность повышения качества и снижения себестоимости бетонных и железобетонных конструкций.
В конкретных производственных ситуациях перед инженером встанут задачи миоговариантного перебора возможных технических решений для выбора заполнителей, определения источников их получения, той или иной
технологии добычи, переработки, обогащения. Общий, интегральный критерий оптимизации выбора — экономический, причем ие по промежуточным результатам, а по конечному эффекту.
1. Что дороже в составе бетона: цемент или заполнители? 2, Как зависит себестоимость природных заполнителей от мощности добывающих предприятий? 3. Что выгоднее с учетом себестоимости добычи и транспортных расходов: централизованное производство заполнителей в крупном карьере или разработка небольших месторождений вблизи мест потребления? 4. За счет чего достигается экономический эффект при применении пористых заполнителей в легких бетонах стеновых конструкций? 5. В чем источники экономического эффекта при использовании пористых заполнителей в производстве несущих изгибаемых железобетонных конструкций? 6. В чем состоят основные резервы снижения себестоимости искусственных пористых заполнителей? 7. Чем обусловлена ориентация на использование для производства заполнителей разнообразных отходов других отраслей промышленности, в том числе топливосодержащих? 8. Каким экономическим эффектом оправдываются затраты на фракционирование и обогащение заполнителей?
Глава 11
РЕКОМЕНДАЦИИ ПО КУРСОВОМУ И ДИПЛОМНОМУ ПРОЕКТИРОВАНИЮ
Учебное проектирование, используя и закрепляя основные положения теоретического курса, намечает переход к решению конкретных практических задач, характерных для будущей работы инженера. Многообразие этих конкретных задач не исключает целесообразности единого методологического подхода к
их решению, поэтому нижеследующие рекомендации носят общий характер.
11.1. ИСХОДНЫЕ ПОЛОЖЕНИЯ ПРОЕКТИРОВАНИЯ
Объект проектирования выбирают исходя из конкретной потребности в определенной продукции с учетом местных условий. Не обязательно это должен быть новый объект, в ряде случаев предпочтительна реконструкция и техническое перевооружение действующего производства, направленные на повышение качества продукции, снижение ее себестоимости, экономию материальных и энергетических ресурсов, использование промышленных отходов и охрану окружающей среды.
Цель и задачи проектирования должны быть всесторонне обоснованы. Для этого требуется анализ сведений о состоянии производства данной продукции, потребности в ней и ее перспективности. Указанный анализ нуждается в обобщении отечественного и зарубежного опыта, а также научно-технических разработок.
На данной стадии проектирования подлежат разработке следующие вопросы: номенклатура продукции, исходные сырьевые материалы, режим работы предприятия. Затем выбирают и обосновывают способ и технологическую схему производства.
Режим работы следует принимать в соответствии с Общесоюзными нормативами технологического проектирования (ОНТП) предприятий данной отрасли.
Режим работы щебеночных и гравийно-песчаных заводов с экскаваторным способом разработки месторождения, как правило, круглогодовой с числом рабочих дней 260, а песчаных и всех гид-ромеханизированных заводов и цехов — сезонный, с числом рабо
чих дней в году, устанавливаемым по климатическим данным района размещения предприятия (например, для центрального европейского района 170... 190 дней).
Суточный режим работы предприятия обычно принимают трехсменным (в отдельных случаях, при обосновании — двухсменным), продолжительность смены — 8 ч.
Годовой фонд рабочего времени при трехсменном режиме определяют за вычетом времени, необходимого для планово-предупредительных ремонтов.
Расчетный годовой фонд времени работы технологического оборудования (ч), на основании которого рассчитывают производственную мощность предприятия, определяют исходя из годового фонда рабочего времени Т с учетом коэффициентов использования оборудования во времени &и:
Т = Tk
где Ли=0,86 и 0,90 соответственно для трехсменного и двухсменного режимов работы предприятий экскаваторным способом разработки месторождений.
Для гидромеханизированных предприятий /еи принимают в зависимости от содержания гравия (%) в гравийно-песчаной массе:
Содержание гравия, % До 5 5... 20 20... 40 40 ...60
Коэффициент k* 0,70 0,65 0,60 0,52
Режим работы цехов искусственных пористых заполнителей принимают непрерывным, круглогодовым, в три смены по 8 ч. Годовой фонд рабочего времени по нормам — 8760 ч.
Коэффициенты использования основного обжигового оборудования во времени следующие:
0,92 — для вращающейся печи (2,5x40) и агрегата СМС-197;
0,86 — для двухбарабанной печи;
0,85 — для печи кипящего слоя (для керамзитового песка);
0,80 — для печей различной конструкции, используемых в производстве вспученного перлитового щебня и песка;
0,82 и 0,9 — для агломерационных машин.
Режим работы складов по отгрузке готовой продукции для всех предприятий принимают круглогодовой, без выходных дней, как правило трехсменный.
• Способ и технологическую схему производства обосновывают, например, при проектировании цехов искусственных пористых заполнителей. Для предприятий нерудных строительных материалов выбирают и обосновывают технологическую схему переработки горных пород в зависимости от их типа, рассматривая при этом
принцип построения, стадийность дробления, поточность и структуру схемы. Во всех случаях нужно учитывать качество исходного сырья и требования, предъявляемые к готовой продукции.
Оптимальную схему технологического процесса производства заполнителей данного вида предлагают на основании анализа вариантов технологий, сравнения их достоинств по показателям материалоемкости, затрат топливно-энергетических ресурсов, качества готовой продукции и др. Предлагаемая технологическая схема должна обеспечивать возможность наибольшей автоматизации и полной механизации производственного процесса.
Технологическая схема должна быть развита указанием основных операций и оборудования для их осуществления.
И.2. РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ ТЕХНОЛОГИЧЕСКИХ
ЛИНИИ И ОБОРУДОВАНИЯ
Учитывая специфику различных групп производств, дальнейшие рекомендации по проектированию даны раздельно для двух крупных групп предприятий.
11.2.1. Производство заполнителей из плотных и пористых горных пород (дробильно-сортировочные и гидромеханизированные заводы, цехи и установки).
• На основе принятой технологической схемы рассчитывают качественно-количественную схему с определением следующих показателей:
выхода продуктов на отдельных операциях, % или доли единицы;
выхода готовой продукции, % или доли единицы;
производительности по исходной горной массе, т/ч и м3/ч.
• Исходными данными для расчета являются:
заданная производительность по готовой продукции; гранулометрический состав исходной горной массы;
граничные крупности разделения для операций грохочения (размеры отверстий сит) и классификации;
общие эффективности операций грохочения, классификации и промывки (табл. 11.1);
размеры выпускных щелей дробилок, принятых в технологической схеме;
характеристики крупности продуктов дробления (рис. 11.1... 11.6);
средняя насыпная плотность исходного сырья и готовой продукции, принимаемая ориентировочно по табл. 11.2;
расходы воды и влажность продуктов операций промывки, классификации, обезвоживания, которые принимают в соответствии с практическими данными или установленными нормами.
• Расчет качественно-количественной схемы основан на выполнении условий материального баланса продуктов, поступающих на
Рис. 11 1. Типовые характеристики крупности продуктов дробления в щековых дробилках с простым качанием щеки:
/ — изверженные породы; 2 — прочные известняки (ост>60 МПа); Д—суммарный выход верхнего класса (полные остатки на ситах), %; d— крупность классов; е — ширина разгрузочной щели дробилки
Рис. 112 Типовая характеристика крупности продуктов дробления изверженных пород и прочных известняков в щековых дробилках со сложным качанием щеки
Таблица II.1. Общая эффективность технологических операций
Операция Тип оборудования Общая эффективность Е, %
Предварительное грохочение перед стадией дробления: Неподвижный колосниковый грохот 60 .„70
первой Инерционный грохот тяжелого типа 70 „.85
второй Вибрационный грохот 85 ...90
Окончательное (товарное) Инерционный грохот 90 ...98
грохочение, грохочение в замкнутом цикле с дробилками второй и третьей стадий дробления, промывка и обезвоживание Вибрационный грохот ч 90... 98
Классификация Спиральный классификатор Гидравлический классификатор 60 ...70 60... 70
Промывка Корытные и вибрационные промывочные машины 85 ...90
Рис. 11.3. Типовые характеристики крупности продуктов дробления изверженных пород и прочных известняков в конусных дробилках:
1— КСД-1750Гр w КСД 2200Гр: 2 —
КСД 1750Т и КСД-2200Т; 3— КМД 1750Гр и КМД-2200Гр
Рис. 11.4. Типовые характеристики крупности продуктов дробления в конусных дробилках КМД-1750Т и КМД-2200Т:
J — изверженные породы; 2 — прочные известняки
Таблица 11.2. Расчетные значения насыпной плотности готовой продукции в зависимости от типа перерабатываемой породы, т/м3
Материал Породы типа
скальные валуио-гравийно-песчаные песчаные
I II III IV V IV-2
Исходная горная масса Щебень крупностью, мм: 1,7... 1,8 1,7 1,5... 1,6 1,6 1.7 1.6
до 20 1,35 ...1,45 1,3...1,35 1,25... 1,3 1,35 ...1,4 1,4 ...1,45 —
40 1,45 ... 1,5 1,4 ...1,45 1,3 ...1,4 1,4 ... 1,45 1,6 ...1,55
Гравий круп- ностью до 20 мм Песок: — — — 1,6 1.6 —
природный или обогащенный из отсевов дробления 1,45... 1,5 — — 1.6
операции и выходящих после нее. Расчет следует производить по стадиям дробления с относящимися к ним операциями грохочения.
Выбор типа дробильного оборудования производят исходя из того, что дробилки, устанавливаемые на последовательных стадиях 258
Рис. 115. Типовые характеристики крупности продуктов дробления в однороторных дробилках крупного дробления при значениях средневзвешенного размера куска, мм:
/ — 12; 2 — 22; 3 — 33; 4 — 46; 5 — 70; 6 — 95; 7 - 132; d — размер отверстий сит; А — полные остатки иа ситах
дробления, должны быть увязаны между собой по производительности и размеру куска в питании и продуктах дробления (разгрузки). Наибольший размер куска, выходящий из предыдущей дробилки, не должен превышать допустимую крупность в питании последующей дробилки.
Размер наибольшего куска продукта дробления в щековой дробилке должен быть не более 1,7е для дробилок ЩДП и 1,5е — для дробилок ЩДС (е— ширина разгрузочной щели).
При дроблении пород в конусных дробилках среднего и мелкого дробления при максимальных разгрузочных щелях коэффициент закрупнения продукта дробления (k=sQ5/et где S95 — размер квадратной ячейки сита, через которую проходит 95% продукта дробления) должен быть не более 2,6 для КДС и 3,8 для КМД.
Крупность материала, отбираемого на предварительном грохочении, рекомендуется принимать: для первой стадии дробления— близкой к ширине разгрузочного отверстия дробилок, для второй и третьей стадий — равной наибольшей крупности получаемых продуктов.
Циркуляционную нагрузку на замкнутом цикле дробления определяют по формуле
Yu=Ya(i-₽^)/(₽7^).
где уя — выход продукта, поступающего на дробление с предыдущей операции; Рд-4— относительное содержание готового продукта крупностью меньше d в продукте дробления дробилки, работаю-
Рис. 11 6. Типовые характеристики крупности продуктов дробления в однороторных дробилках мелкого (а) и среднего (6) дробления при наибольшей крупности кусков, мм:
/ — 10; 2 — 15; 5—20; — 30; 5 — 40; 6 — 50. 7 — 60. в — 70; 2 —80
щей в замкнутом цикле; Е — эффективность операции поверочного грохочения после данной операции дробления.
При переработке неоднородных карбонатных пород (типа III) с применением избирательного дробления определяется извлечение прочных пород в отдельный класс крупности: е4=^р/Й,.Исх,
где у1— выход продукта крупностью d; pnpd— относительное содержание в продукте крупностью d прочных пород; pdnP.Hcx— содержание прочных пород крупностью d в исходном материале, поступающем на операцию.
Последовательные расчеты выходов продуктов на каждой операции завершаются определением выходов готовой продукции по технологической схеме и вычислением производительности по исходной горной массе (м3/год и т/год):
Сисх = СготРгот/(ТготРнсх) J
Сисх ===^ГОТрГОт/ТГот>
где QroT — заданная производительность по готовой продукции, м3/год; угот — расчетный выход готовой продукции, доли единицы; ркгот — средняя насыпная плотность готовой продукции, т/м3; риисх — средняя насыпная плотность исходной горной массы, т/м3.
Для последующих расчетов оборудования определяют часовую производительность Qn (т/ч) по продуктам переработки на каждой операции:
Qn~ Ул^нсх/^и’
где уп — выход л-го продукта, доли единицы; QHCX — производительность по исходной горной массе, т/ч; Та — годовой фонд рабочего времени оборудования, ч.
Значения уп (%) и Qn (т/ч) записывают у соответствующих продуктов переработки на технологической схеме.
• Расчет производственной программы, материального баланса и производительности предприятия по исходной горной массе и готовой продукции производят в соответствии с параметрами качественно-количественной схемы, заданной производительностью и установленным режимом работы предприятия.
Заданную производительность щебеночного предприятия по готовой продукции определяют производительностью дробилки крупного дробления (первая стадия дробления), а гравийно-песчаного предприятия — производительностью дробилки мелкого дробления (последняя стадия дробления).
• Выбор и расчет основного технологического оборудования производят в соответствии с принятой технологической схемой по наибольшей часовой нагрузке на технологические операции qon. Эту нагрузку устанавливают по данным качественно-количественной схемы с учетом коэффициента неравномерности подачи материа-л a ku‘.
Q оп= Q.Ar
Значения коэффициента Ан принимают 1,06... 1,15 в зависимости от мощности предприятия; при подаче материала из промежуточных бункеров Лн=1.
Количество единиц принимаемого к установке оборудования или коэффициент его загрузки определяют отношением
<7on/Q.
где Q — расчетная производительность оборудования, т/ч или м3/ч. Производительность дробильного оборудования и вибрацион-ных грохотов определяют расчетом по формулам, приведенным в § 5.3 и 5.4.
При известной производительности операции грохочения, приведенной в качественно-количественной схеме, расчетом определяют необходимую площадь сита по формуле, приведенной в § 5.3.
Другое оборудование, предусмотренное технологической схемой, выбирают и рассчитывают по справочной литературе.
Установленные подбором и расчетом типы и количество единиц технологического и транспортного оборудования (в том числе приемные и промежуточные бункера), расположенные в последовательности операций переработки, составляют схему цепи аппаратов технологической линии.
• Схема цепи аппаратов является основой для компоновки оборудования на производственной площади. Расчетная площадь для размещения основного технологического оборудования приведена в приложении 1.
• Расчет складов готовой продукции для заводов с круглогодовым режимом работы и отгрузки производят исходя из производительности завода и допустимой неравномерности подачи транспорта под погрузку продукции. Необходимая вместимость складов (м3) Vc„ = Qn«*/365,
где Qn — годовая производительность завода по выпуску вида продукции (щебень, гравий, песок), м3; п — продолжительность хранения, сут; л=6... 8 сут в зависимости от мощности предприятия; k — поправочный коэффициент:
Qn, тыс. м3 150 ...500 600... 800 1000... 1300 Более 1300
k 2,0... 1,8 1,6 ...1,5 1,4 ...1,3 1,3 ...1,1
Вместимость складов готовой продукции для заводов с сезонным режимом работы и круглогодовой отгрузкой (отдельно для каждого вида продукции) с учетом неравномерности потребления заполнителей в течение года составляет
^скл=0„р(365-Г)/365э
где р — коэффициент потребления продукции в течение года, доли единицы; при отсутствии данных об условиях потребления р=0,6; Т — продолжительность сезона работы, сут.
11.2.2. Производство искусственных пористых заполнителей. Технологические расчеты при проектировании предприятий и цехов искусственных пористых заполнителей, производимых посредством обжига сырья, производят в два этапа. Сначала выбирают и обосновывают расчетом мощность обжиговых агрегатов, а затем на основе расчета расхода сырья и материального баланса устанавливают состав и производительность технологических линий, обслуживающих обжиговые агрегаты.
9 Мощность предприятия Л1ц определяют мощностями обжиговых агрегатов Л10б:
п
где п — количество обжиговых агрегатов.
Производственную мощность обжигового агрегата (м3/год) рассчитывают в зависимости от средней насыпной плотности готовой продукции:
Mo6=QJ„ko,
где Qn — часовая паспортная производительность агрегата при соответствующей насыпной плотности получаемого заполнителя, м3, принимают по табл. 11.3; Ги—расчетный годовой фонд времени работы оборудования, ч, принимают в соответствии с режимом работы предприятия; ko — объемный коэффициент выхода продукции в зависимости от ее марки для керамзита и его разновидностей, принимается по табл. 11.4.
Таблица 11.3. Производительность обжиговых агрегатов
Характеристика заполнителя Обжиговый агрегат Производительность, ма/ч
Гравий керамзитовый Печь вращающаяся 02,5X40 10,8
М500 Песок: Агрегат обжиговый СМС-197 То же, двухбарабанный: 02,5x 204-03,6x 24 03X244-04,5X24 12,4 13,3 25,0
керамзитовый М600 Печь кипящего слоя СМС-139 6,7
перлитовый вспученный М100 Печи вертикальные СМТ-177 с печью термоподготовки СМТ-178 и ПУВ НИИСМИ 15,0
Щебень перлитовый вспученный М500 Щебень н песок аглопо- Печь вращающаяся СМТ 179 с печью термоподготовки СМТ-178; печь кипящего слоя Агломерационные машины: 3,5
ритовыс М700 (из суглинков и углсотходов) Аглопоритовый гравий нз СМС-117 и СМ-96 размером 1,5X40 СМС-214 размером 2,5x60 Агломерационные машины: 14,0 56,0
золы М800 СМС-117 (без охладителя) А КМ-105 размером 2,5X42 21,0 76,0
Мощность (м3/ч) предприятий или установок по производству шлаковой пемзы из расплава, подаваемого шлаковозными ковшами, равна
М „=ТnV
где Т — годовой фонд рабочего времени, ч; п — количество шлако-возных ковшей в одном составе (обычно 8... 10); V — вместимость чаши шлаковозного ковша, У=16,5 м3; k{— коэффициент заполнения чаши ковша расплавом, k\—0,80... 0,85; — коэффициент
опорожнения чаши, £2=0,70... 0,75; £3— коэффициент, учитывающий технологические потери, £3= (0,97... 0,99); рр — плотность расплава, т/м3; т — периодичность поступления шлаковозных ковшей, ч; рн — средняя насыпная плотность шлаковой пемзы, т/м3. • Расчет производительности по переделам производства, подготовительно-формовочных линий и складов готовой продукции производят на основе следующих исходных данных:
Таблица 11.4. Объемный коэффициент выхода продукции в зависимости от ее марки
Марка заполнителя Производство Марка заполнителя Производство
керамзитового гравия и его разновидностей керамзитового песка в печах кипящего слоя керамзитового гравия и его разновидностей керамзитового песка в печах кипящего слоя
300 1,25 600 0,86 1,00
350 1,21 —— 700 0,69 0,85
400 1.15 800 0,63 0,75
450 1J0 — 900 —— 0,65
500 1,00 1.20 1000 — 0,60
550 0,95
годовой производительности по готовой продукции;
норм потерь по переделам;
влажности сырьевых материалов и полуфабрикатов;
потерь массы при прокаливании;
состава шихты с учетом вводимых добавок.
Расчеты исходного сырья, полуфабриката и готовой продукции производят в порядке, обратном технологическому процессу, с определением производительности соответствующего передела на выходе и входе. За исходную величину принимают выход готовой продукции, поступающей на склад (заданная годовая производительность).
Для расчета используют формулу определения удельного расхода сырья Н (т/м3)
// =---------------------------------------------
/ П.П.П \/ wo \Л _ ят \
V 100 Д 100 Д 100 )
где рн — средняя насыпная плотность заполнителя, т/м3; п. п. п.— потери массы при прокаливании, %; Wq—влажность сырья, поступающего в производство, %; Пт — технологические потери сырья, %.
При производстве керамзита потери сырья согласно нормам принимаются: при транспортировании — 1%; при сушке — 2; прп обжиге — 2%.
При использовании добавок (1веРДых и жидких) и опудриваю-щих порошков их расходы рассчитывают для соответствующих переделов.
Производительность (т/ч или м3/ч) технологической линии по переработке сырья и подготовке гранул (зерен) к обжигу равна
где Qn — паспортная производительность наименее производитель-ного оборудования технологической линии, т/ч или м3/ч; Ли — коэффициент использования оборудования; Ли= (Т’р—’Гп)/Тр; Гр— количество рабочих дней в году в соответствии с установленным режимом; Тп — наибольшая нормативная длительность простоя оборудования в год на ремонте и техническом обслуживании, сут; kr—коэффициент готовности, учитывающий устранение случайных отказов оборудования, рассчитывают с учетом насыщенности технологической линии оборудованием; k? — ^г1^г2 — •
Для отдельных видов основного оборудования kr= 0,96... 0,98; проектное решение должно обеспечивать значение kr не менее 0,76.
Количество принимаемых к установке линий, обеспечивающих бесперебойную работу обжиговых агрегатов,
n=C/Q,
где С — потребность в сырье, т/ч или м3/ч.
Величину п округляют до большего целого числа.
Вместимость промежуточных складов и бункеров рассчитывают в соответствии с нормами запаса, обеспечивающими установленную продолжительность питания технологического оборудования.
Вместимость (м3) склада готовой продукции (силосных банок или бункеров) для пофракционного хранения заполнителей
= Qcyr^xp/^зап»
где QryT — суточная производительность заполнителя определенной фракции, м3; 7\р— нормативный запас хранения, принимают от 3 до 5 сут; Аздп — коэффициент заполнения емкостей, £3ап=0,8.
• Компоновка оборудования по технологическим переделам (отделениям) должна обеспечивать поточность производства.
Технологические линии по переработке шихты, формовке и сушке гранул размещают в унифицированных пролетах промышленных зданий шириной 12, 18 или 24 м; длину пролетов определяют набором оборудования в линии в зависимости от свойств сырья.
Оборудование следует располагать либо на самостоятельных фундаментах, либо на встроенных этажерках, не связанных с конструкциями здания.
Расположение отдельных агрегатов и машин должно учитывать применение наименьшего количества пересыпных и транспортных устройств с наименьшей их протяженностью.
Обжиговые агрегаты для производства керамзита размещаются на открытой площадке, за исключением откатной головки, которая должна находиться в помещении.
11.3. ДРУГИЕ ВОПРОСЫ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
К общим для всех производств вопросам технологического проектирования относятся также организация технологического контроля, охрана труда и окружающей среды, определение основных технико-экономических показателей производства и сравнение их с показателями аналогичных действующих или запроектированных предприятий.
• Технологический контроль включает:
1) входной контроль качества сырьевых материалов, их соответствие государственным стандартам, техническим условиям или другим критериям в соответствии с технологическим регламентом данного производства;
2) операционный контроль технологического процесса на всех его переделах, имеющий целью соблюдение установленных режимов и параметров, своевременное выявление отклонений от них для оперативного регулирования технологического процесса;
3) приемочный контроль готовой продукции на предмет ее соответствия государственным стандартам по установленным показателям качества.
• Охрана труда на стадии проектирования состоит в разработке мероприятий, обеспечивающих создание надлежащих санитарно-гигиенических и безопасных условий труда производственного персонала. В круг этих мероприятий входят решения, касающиеся аспирации и обеспыливания, шумопонижения, нормализации температурно-влажностного режима, предотвращения опасных и вредных воздействий производственных факторов.
• Охрана окружающей среды предусматривает мероприятия, направленные на недопущение ухудшения окружающей среды от работы проектируемого предприятия. Сюда входят очистка отходящих газов печей и других агрегатов от пыли и иных вредных веществ, очистка шламосодержащего стока, осветление вод и организация оборотного водообеспечения, рекультивация земель по завершении разработки карьеров и другие решения, вытекающие из специфики данного производства.
• Основные технико-экономические показатели производства определяют по завершении описанных выше расчетов.
• Численность основных производственных, дежурных и вспомогательных рабочих, должностной состав ИТР и служащих определяют, руководствуясь нормами технологического проектирования соответствующей отрасли промышленности строительных материалов и типовыми проектами предприятий.
Явочную численность основных производственных рабочих устанавливают исходя из принятого режима работы, расстановки рабочих по местам и организации технологического процесса в соответствии с техническими решениями.
Фонд времени для рабочих основного и вспомогательного производства принимают 230 рабочих дней, или 1840 ч в году.
Коэффициент перехода от явочной численности к списочной принимают в зависимости от режима работы (табл. 11.5).
Таблица 115 Зависимость коэффициента перехода от режима работы_________________________________
Режим работы Количество рабочих дней в году Коэффициент перехода
Непрерывный 365 1,59
Прерывный 305 1,33
» 260 1.13
Для гидромеханизированных предприятий, работающих сезонно, этот коэффициент равен 1,44 при непрерывной рабочей неделе и 1,04 — при прерывной.
• Расходы электроэнергии, топлива, воды и вспомогательных материалов па технологические нужды следует определять по соответствующим удельным показателям, приведенным в нормах. Нормы расхода электроэнергии и топлива в производстве искусственных пористых заполнителей приведены в прилож. 2.
Расходы воды следует указывать, например, для промывки плотных заполнителей, при переработке горной массы на гидромеханизированных установках, в производстве шлаковой пемзы. К вспомогательным материалам относят, например, смазку и броню для дробилок.
• Технико-экономическую эффективность проектных решений оценивают на основании расчета следующих основных показателей: удельный расход сырья устанавливают в результате расчета качественно-количественной схемы или материального баланса предприятия; трудоемкость выработки единицы продукции определяют как частное от деления годового количества человеко-часов, отработанных производственными рабочими (по штатной ведомости), на годовой выпуск готовой продукции; производительность труда характеризуют количеством продукции, приходящимся в год на одного списочного рабочего; энерговооруженность определяют суммарной мощностью электродвигателей технологического и транспортного оборудования, приходящейся на одного производственного рабочего; съем продукции с 1 м2 производственной площади характеризует компоновочные решения с точки зрения использования площадей производственных помещений или территории промышленных площадок для установок, размещаемых на открытом воздухе.
приложения
Приложение 1. Расчетная площадь * (м2) для размещения единицы технологического оборудования:
Дробилки щековые:
ЩДС-П-6Х9 40
ЩДП-9Х12 80
ЩДП-12Х15 П5
ЩДП-15Х21
Дробилки конусные среднего и мелкого дробления:
КСД и КМД-1200Гр н Т 35
КСД и КМД-1750Гр н Т 85
КСД н КМД-2200Гр н Т 70
Дробилки роторные крупного дробления:
ДРК-16Х12 40
ДРК-20Х16 80
Дробилки роторные среднего н мелкого дробления:
ДРС-10Х10 35
ДРС-12Х12 45
Грохоты:
ГИС-52 35
ГИС-62 45
ГИС-72 60
ГИТ-41 30
ГИТ-52Н 35
Классификаторы спиральные:
I-KCH-12 35
1-КСН-15 40
1-КСН-20 60
1-КСН-24 70
1-КСН-24Б 114
1-КСН-30 126
2-КСН-24 135
2-КСН-24А 162
2-КСН-30 180
Гидроклассификаторы:
ГКХ-80 25
ГКХ-200 36
Гидрогрохоты конические диаметром, м:
2,5 25
3 30
Гидроцнклоны 36
• Рабочая площадь размещения оборудования определена с учетом его габаритных размеров, установки загрузочных н разгрузочных воронок, а также рабочих проходов для обслуживания.
Продолжение приложения /
Тонкослойные сгустители типа «ТКСэ 49
Пневматические классификаторы СМД-160 30
Мойки корытные 90
Мойки вибрационные СМД-158 30
Маслостанцин жидкой смазки конусных дробилок. УС-63 35
УС-125 45
Приложение 2. Энергетические затраты при производстве заполнителей
Таблица 1. Нормы расхода электроэнергии на единицу готовой продукции (но ОНТП 18—85) в зависимости от вида производства, его мощности и способа добычи сырья
Мощность завода, тыс. м3 в год Расход электроэнергии. кВт-ч/м3, для заводов
щебеночных гравийно-песчаных гравнйио-песча-иых песчаных
Экскаватор добычк иый способ I сырья Гидромеханизм] добыч» эоваиный способ । сырья
400... 500 9,5 ...7,4
600 ...900 9,6... 7.5 — 4** 2**
1000... 1400 9,0... 7,0 6,5* 3** 1**
2000 ...2800 8,5... 6,5 7.5* — —
• Показатели даны для завода мощностью соответственно 1600 и 2600 тыс. м1; •• то же, 600 и 1200 тыс. ма в год.
Таблица 2. Нормы расхода электроэнергии на технологические нужды (по ОНТП 11-86)
Способ подготовки сырья Вид топлива Расход электроэнергии. кВт • ч/м’. • при производстве
Керамзит М500 Шунгизит М600 керамзитового песка М600
Отдельное производство керамзитового песка Совместное производство керамзитового гравия и песка
г Пластический Газ 32 65 53
» Мазут 33 — — —
Сухой Газ 27 28 46 40
Мазут 28 29 — —
• Показатели расхода электроэнергии при производстве других видов искусственных пористых заполнителей. кВт-ч/м*: аглопорита—25 ... 30; шлаковой пемзы — 5, 6; вспучен-
ных перлитовых щебня и песка — 15,4; термолита — 13.5 ... 14,6.
Таблица 3. Расход условного топлива иа технологические нужды (по ОНТГ1 11—86)
Тип обжигового агрегата, вид производства Расход условного топлива. кг/мв. при производстве
керамзита М500 шунгизита М500 керамзитового песка М600
Способ подготовки
пластический сухой сухой пластический сухой
! 2 3 4 5 6
Печь вращающаяся 02,5X40 м Агрегат обжиговый Отдельное производство керамзитового песка Совместное производство песка в печах кипящего слоя, керамзитового гравия в обжиговом агрегате или в печах 02.5X40 90 95 88 62 88 107 86 88 83
Примечания: 1. Нормативы даны с учетом использования теплоты отходящих газов от печи или обжигового агрегата.
2. Расход условного топлива в зависимости от марки продукции
Qy = РтаблМо»
где принимают по табл. 11.4.
3. Показатели расхода условного топлива при производстве других видов искусственных пористых заполнителей (кг усл топл./м3): аглопорита — 86... 89; вспученных перлитовых щебня и песка — 33 ... 34; термолита — 96 ... 98.
ЗАКЛЮЧЕНИЕ
Подошло к концу изложение курса. Каким авторы учебника видят студента’ на этом этапе обучения? Что он должен знать, чему научился?
Главное — это знание основ технологии производства и применения разнообразных по свойствам заполнителей для бетонов различного назначения. Для получения какого бетона какой требуется заполнитель, для производства какого заполнителя какое требуется сырье, как это сырье добыть и как переработать, чтобы получить заполнитель с требуемыми свойствами — вот основные вопросы, которые призван решать специалист.
Сырьевая база производства заполнителей весьма широка. Специалиста отличает ориентация в вопросах профессиональной оценки и разработки месторождений природного сырья, способность к изысканию источников местного сырья, чтобы по возможности избежать его дальних перевозок, эрудиция в отношении возможного использования имеющихся промышленных отходов. Последняя проблема приобретает такую важность, что продолжающееся неиспользование ряда промышленных отходов мы, строители-технологи, должны считать своей недоработкой.
Особое внимание привлекают вопросы качества заполнителей, обеспечиваемого не только рациональной технологией основных переделов их производства, но и современными способами последующего обогащения с повышением однородности заполнителей как одного из важнейших показателей их качества.
Наконец, авторы надеются, что экономическое мышление, пронизывающее многие страницы книги, воспринято студентами, и каждое техническое решение, каждый технологический прием они смогут экономически обосновать. А экономическое обоснование — это в заданных условиях достижение поставленной цели с наименьшими затратами.
В книге описано несколько десятков различных заполнителей и соответствующие им технологии. При этом авторы не ставили перед собой цель исчерпывающе описать все, тем более, что промышленность развивается, научные изыскания ведут к новым решениям, рассматриваемая тема находится в движении. Наряду с технологиями, освоенными нашей промышленностью, даны сведения о научных разработках ряда институтов и организаций различных регионов страны, частично освещен зарубежный опыт.
Для более глубокого изучения тех или иных заполнителей и технологий студентам рекомендована специальная литература. Непременным условием дальнейшего творческого роста специалиста является его самосовершенствование, самостоятельная работа, стимулируемая интересом к избранной специальности.
ЛИТЕРАТУРА
Ахвердов И. И. Основы физики бетона. М., 1981.
Баженов Ю. М. Технология бетона. М.» 1987.
Баженов Ю. М., Комар А. Г., Сулименко Л. М. Технология бетонных и железобетонных изделий. М.» 1984.
Боженов П. И. Технология автоклавных материалов. М., 1978
Бурлаков Г. С. Технология изделий нз легкого бетона. М., 1986.
Виноградов Б. И. Влияние заполнителей на свойства бетона. М, 1979.
Дворкин Л. И., Пашков И. А. Строительные материалы из промышленных отходов. Киев, 1980.
Довжик В. Г., Дорф В. А., Петров В. П. Технология высокопрочного ксрам-зитобетона. М , 1976.
Иванов И. А. Технология легких бетонов на искусственных пористых заполнителях. М., 1974
Искусственные пористые заполнители и легкие бетоны на их основе. Справочное пособие / Под ред. Ю. П. ГОрлова. М.» 1987.
Ицкович С. М. Крупнопористый бетон. М., 1977.
Ицкович С. М. Заполнители для бетона. Минск, 1983
Маилян Р. Л. Бетон на карбонатных заполнителях. Ростов-на-Дону, 1967.
Нисневич М. Л. Стандартизация нерудных строительных материалов. М.. 1975.
Нормы технологического проектирования предприятий промышленности нерудных строительных материалов. Л., 1977.
Общесоюзные нормы технологического проектирования предприятий и цехов по производству керамзитового гравия н песка / ОНТП-11—86 Миистройматс-риалов СССР. М, 1986.
Общесоюзные нормы технологического проектирования предприятий нерудных строительных материалов / ОНТП-18—85. Минстройматериалов СССР. Л., 1987.
Олюлин В. В. Переработка нерудных строительных материалов. М., 1988.
Онацкий С. П. Производство керамзита. М., 1987.
Процессы и аппараты в технологии строительных материалов / И. М. Борщ, В. А. Вознесенский, В. 3. Мухин н др. Киев, 1981.
Роговой М. И. Технология искусственных пористых заполнителей и керамики. М, 1974.
Рыбьев И. А. Строительные материалы на основе вяжущих веществ. М., 1978.
Симонов М. 3. Основы технологии легких бетонов. М., 1973.
Состав, структура и свойства цементных бетонов / Г. И. Горчаков, Л. П. Орентлихер, В. И. Савин и др. М., 1976.
Справочник по добыче н переработке нерудных строительных материалов/ Под ред. В. Я. Валюженича. Л., 1975.
Троицкий В. В. Обогащение нерудных строительных материалов. Л , 1986.
Шлаин И. Б. Разработка месторождений нерудного сырья. М., 1985.
Злинзон М. П., Васильков С. Г. Топливосодержащие отходы промышленности в производстве строительных материалов. М., 1980.
Элинзон М. П. Производство искусственных пористых заполнителей. М., 1974.